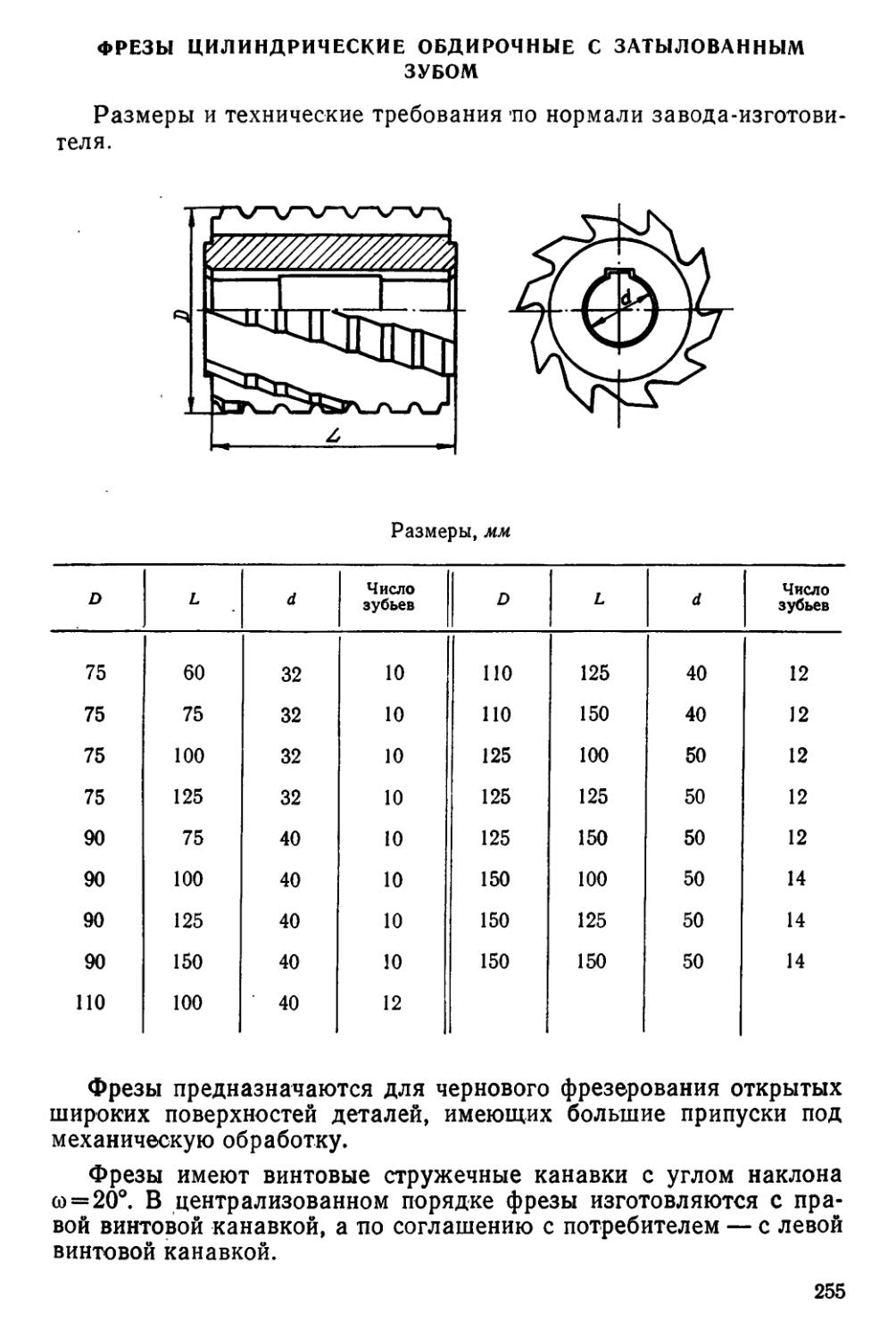
/























































































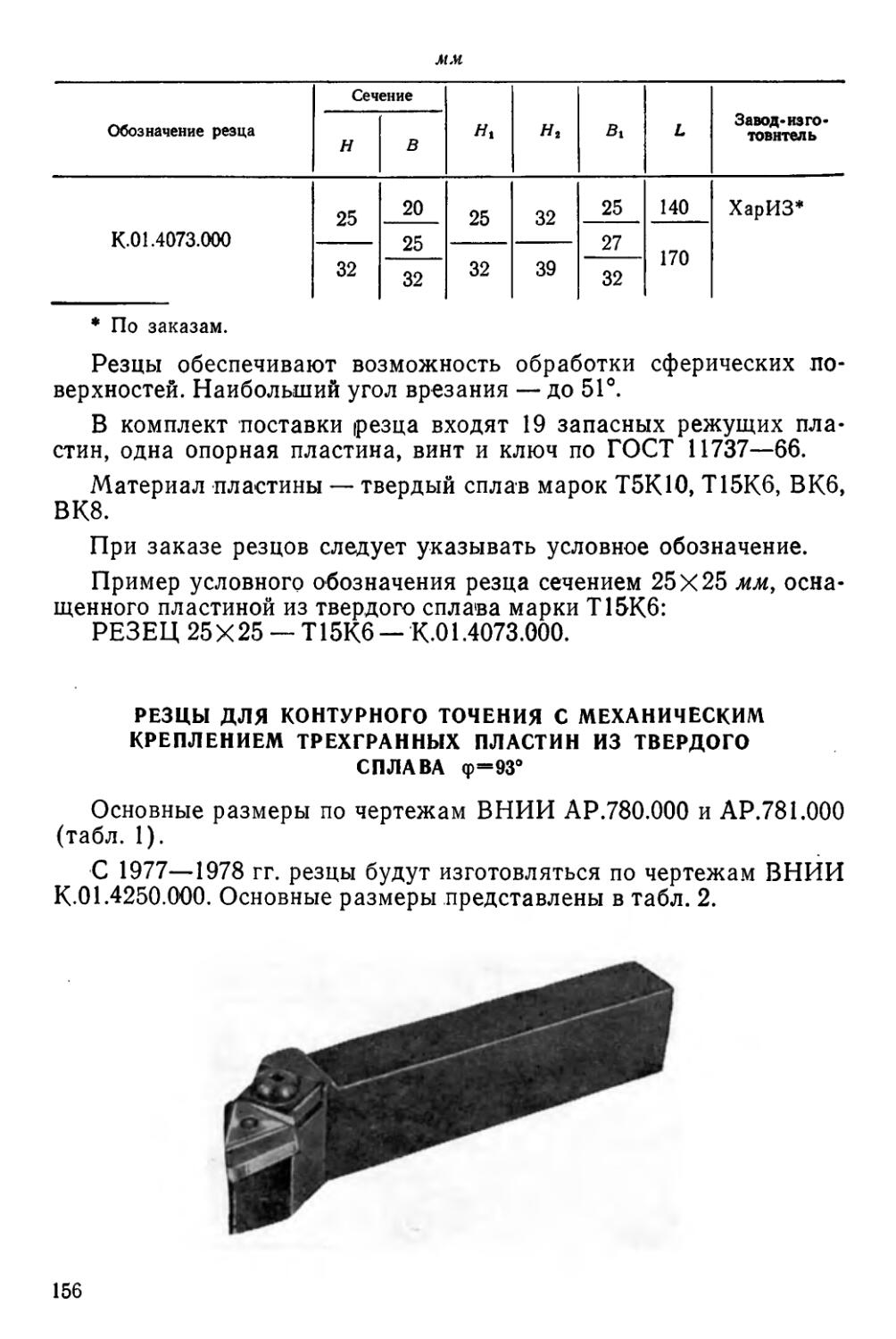
















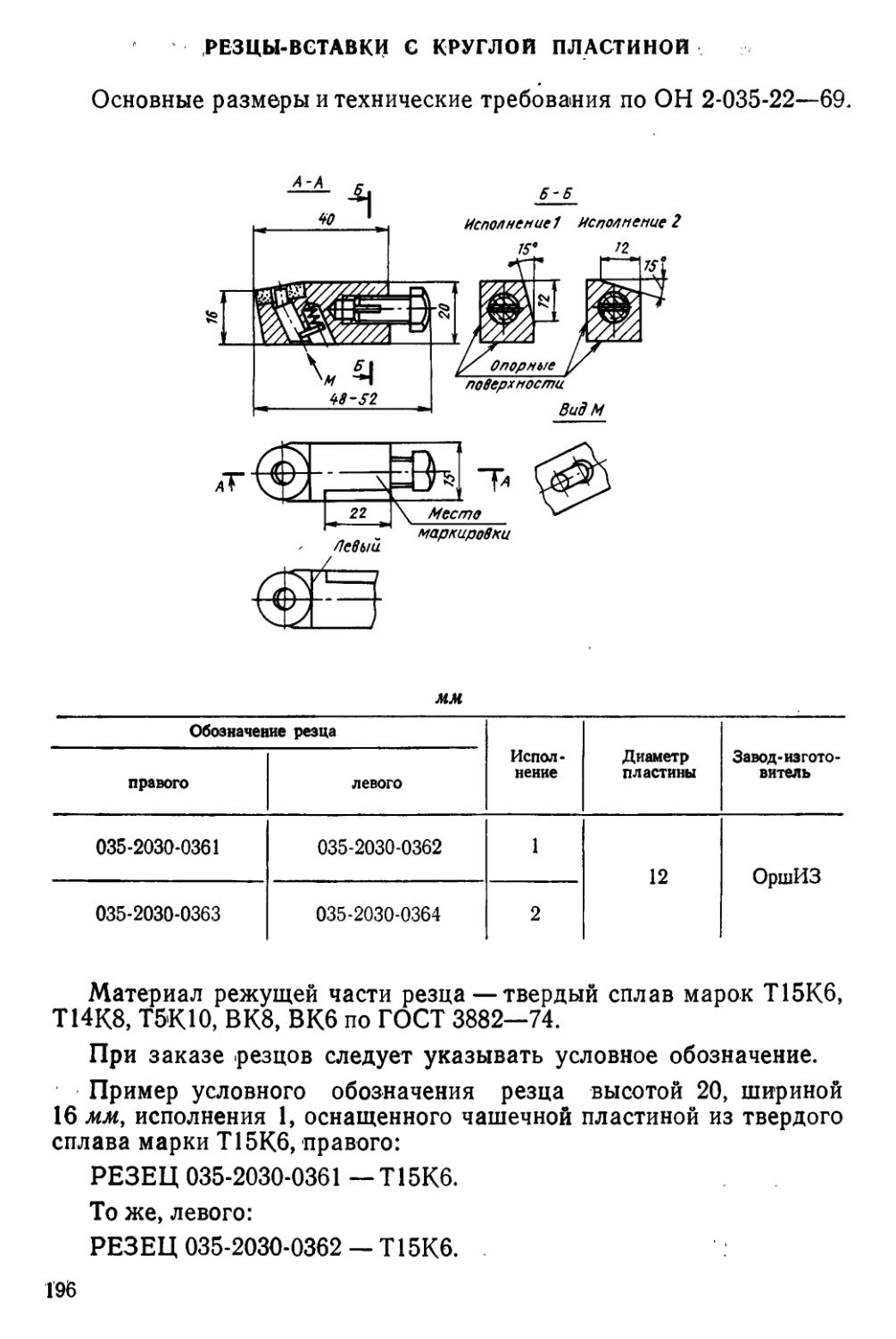







































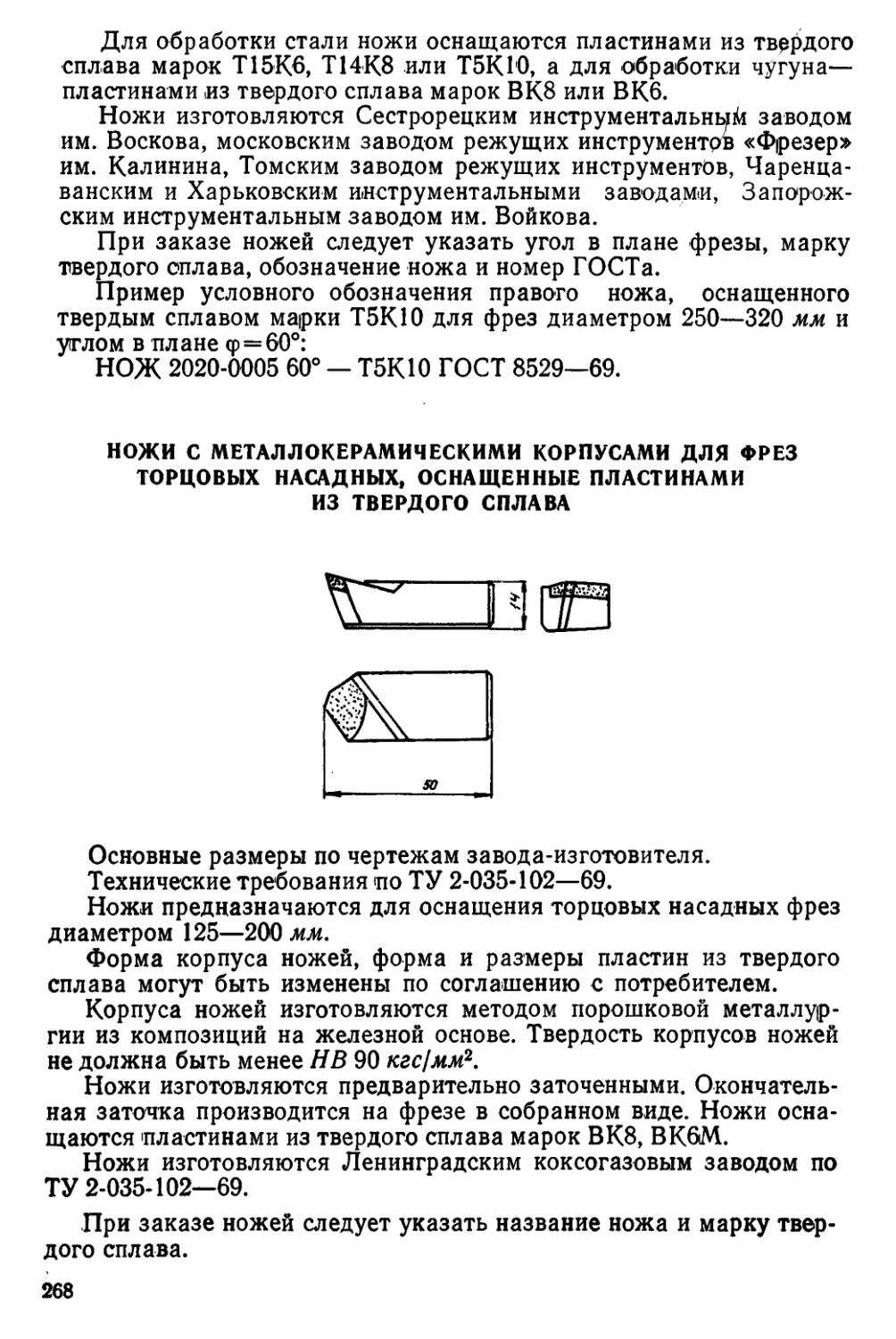
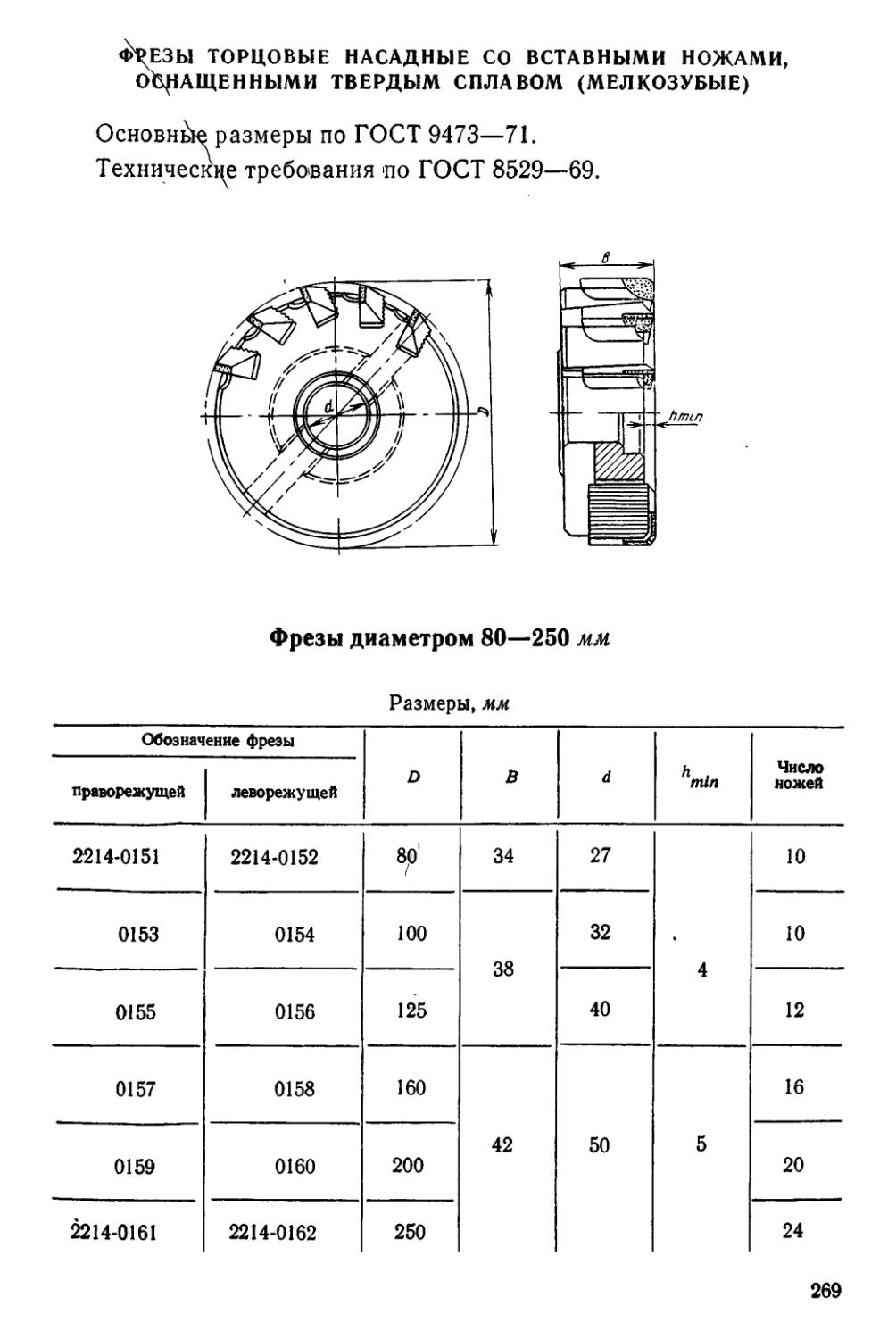











































































































Текст
УДК 621.9.025(085)-621.914.2(085)
Каталог-справочник «Металлорежущий инструмент. Часть 1. Резцы и фрезы» составлен сотрудниками Всесоюзного научно-исследовательского инструментального института (ВНИИ):
раздел «Резцы» — канд. техн, наук А.В. АКИМОВЫМ, инженерами Н. М, ШМАНЕНКОВОИ, П, Е. СЕДОВОЙ, А, В, ШАХОВОЙ и Н. Н. МИРОНОВОЙ;
раздел «Фрезы» — канд. техн, наук В. Н, АНДРЕЕВЫМ, канд. техн, наук К. Г. ГРОМАКОВЫМ, инженерами Р. С, КУЗНЕЦОВОЙ, А. М, КОЖЕВНИКОВЫМ, А. С. ШИКУНОВЫМ,
По всем вопросам, изложенньш в данной части каталога -справочника, обращаться во ВНИИ (Москва, Е-23, Б. Семеновская, 49),
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ
И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
ИНСТРУМЕНТАЛЬНЫЙ ИНСТИТУТ (ВНИИ)
металлорежущим инструмент j
наталог-справочник часть
резцы и сррезы
МОСКВА 1976
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ИНФОРМАЦИИ ПО МАШИНОСТРОЕНИЮ
ВВЕДЕНИЕ
В каталоге-справочнике «Металлорежущий инструмент» помещено описание тестированного и предусмотренного нормалями машиностроения инструмента, а также инструмента, изготовляемого централизованно инструментальными заводами по своим чертежам.
В описании инструмента даны конструктивные характеристики, рекомендации по эксплуатации инструмента и другие вспомогательные справочные сведения, в том числе неполадки при эксплуатации и меры по их устранению; формы заточки в целях улучшения геометрии режущей части; справочные материалы по выбору шлифовальных кругов и режимов заточки и доводки инструмента; режимы резания; смазочно-охлаждающие жидкости и способы их подвода.
Каталог-справочник предназначен для выбора инструмента при разработке технологических процессов и составления заявок и спецификаций при заказе инструмента, а также может быть использован работниками инструментального хозяйства при организации хранения, снабжения и учета инструмента и в качестве руководящего материала при эксплуатации инструмента.
Каталог-справочник состоит из следующих частей:
Часть 1. Резцы и фрезы.
Часть 2. Инструмент для обработки отверстий.
Часть 3. Резьбообрабатывающий, трубо- и муфтообрабатывающий и зуборезный инструмент.
Часть 4. Протяжной инструмент.
В части 1 каталога-справочника «Резцы и фрезы» помещены следующие виды инструмента, изготовляемые инструментальными заводами.
В разделе «Резцы»:
резцы токарные и строгальные из быстрорежущей стали;
резцы токарные и строгальные с твердосплавными пластинами;
резцы с механическим креплением многогранных неперетачива-емых пластин;
резцы с механическим креплением ножей, оснащенных пластинами из твердого сплава;
многогранные твердосплавные пластины для оснащения резцов.
В разделе «Фрезы»:
быстрорежущие и твердосплавные фрезы цельной и сборной конструкции;
3
•цельные мелкоразмерные фрезы;
фрезы с острозаточенными и затылованными зубьями.
В каталоге-справочнике приведены следующие сведения по каждому виду резцов и фрез: полное наименование, номера ГОСТов и технических условий, основные размеры, назначение, краткое описание конструкции, геометрические параметры, материал и твердость после термической обработки, завод-изготовитель, пример обозначения инструмента.
Кроме стандартных и нормализованных резцов и фрез, приведенных в каталоге, инструментальными заводами по чертежам и техническим условиям заказчиков, согласованным с заводом-изготовителем, выпускается широкая номенклатура специальных резцов и фрез.
В каталоге-справочнике для инструментов, оснащенных многогранными пластинами из твердого сплава, основные размеры представлены в двух таблицах. Это вызвано тем, что с 1975 г. будет производиться ступенчатый ввод новых ГОСТов на «Пластины твердосплавные, механически закрепляемые для режущего инструмента» ГОСТ 19042—73 — ГОСТ 19086—73.
Однако наряду с вводом новых ГОСТов твердосплавная и инструментальная промышленность будет продолжать выпуск пластин и инструмента по действующим техническим условиям для удовлетворения потребностей машиностроения с постепенным сокращением объемов по мере наращивания выпуска пластин по ГОСТам.
В дальнейшем в описании инструмента в табл. 1 даются основные размеры резцов по действующим техническим условиям, в табл. 2 — по новым чертежам и новым ГОСТам на пластины.
С 1/VII 1976 г. вводится в действие сборник стандартов на резцы с механическим креплением многогранных твердосплавных пластин — ГОСТ 20872—75 — ГОСТ 20875—75, включающий:
резцы - токарные сборные для контурного точения ГОСТ 20872—75;
резцы токарные сборные резьбовые ГОСТ 20873—75;
резцы токарные сборные расточные ГОСТ 20874—75;
резцы токарные сборные автоматно-револьверные ГОСТ 20875—75.
С 1/VII 1976 г. вводится в действие сборник стандартов на резцы токарные сборные проходные с механическим креплением многогранных твердосплавных пластин с диаметрами описанной окружности 14, 18, 22 и 26 мм — ГОСТ 21066—75 — ГОСТ 21072—75, включающий:
резцы токарные сборные проходные (без подкладок) ГОСТ 21066—75;
технические требования на резцы ГОСТ 21067—75;
пластины трех-, четырех,- пяти- и шестигранные ГОСТ 21068—75 — ГОСТ 21072—75.
Данный стандарт полностью дублирует нормаль машиностроения МН 3899—62 — МН 3914—62.
4
С 1/1 1977 г. вводится в действие ГОСТ 21151—75 на резцы токарные сборные с механическим креплением многогранных пластин по ГОСТ 19042—73 — ГОСТ 19086—73.
ГОСТ 21066—75 — ГОСТ 21072—75 имеют ограниченный срок действия до 1/1 1981 г. Предполагается, что уже к 1980 г. твердосплавная промышленность полностью освоит выпуск пластин по ГОСТ 19042—73 —ГОСТ 19086—73, а инструментальная промышленность будет выпускать проходные резцы только по ГОСТ 21151-75.
Сокращенные обозначения заводов-изготовителей
Сокращенные обозначения Полное наименование завода-изготовителя
Артем ИЗ Артемовский завод «Победа труда»
БорИЗ Борисовский инструментальный завод
ЗапорИЗ Запорожский инструментальный завод
КанИЗ Канашский завод резцов
КарачИЗ Карачаевский инструментальный завод
КарпИЗ Карпинский машиностроительный завод
КиржИЗ Киржачский инструментальный завод
лзи Ленинградский завод «Инструмент»
МВД МВД Киргизской ССР
мктс Московский комбинат твердых сплавов
ОршИЗ Оршанский инструментальный завод
СвердлИЗ Свердловский инструментальный завод
СестрорИЗ Сестрорецкий инструментальный завод им. Воскова
ТбИЗ Тбилисский инструментальный завод
ТЗАИ Томилинский завод алмазного инструмента
ХарИЗ Харьковский инструментальный завод
ХрИЗ Храпуновский инструментальный завод
ЧерннгИЗ Черниговский завод специального инструмента
ЧаренИЗ Чаренцаванский инструментальный завод
5
РЕЗЦЫ ТОКАРНЫЕ И СТРОГАЛЬНЫЕ С НАПАЯННЫМИ ПЛАСТИНАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
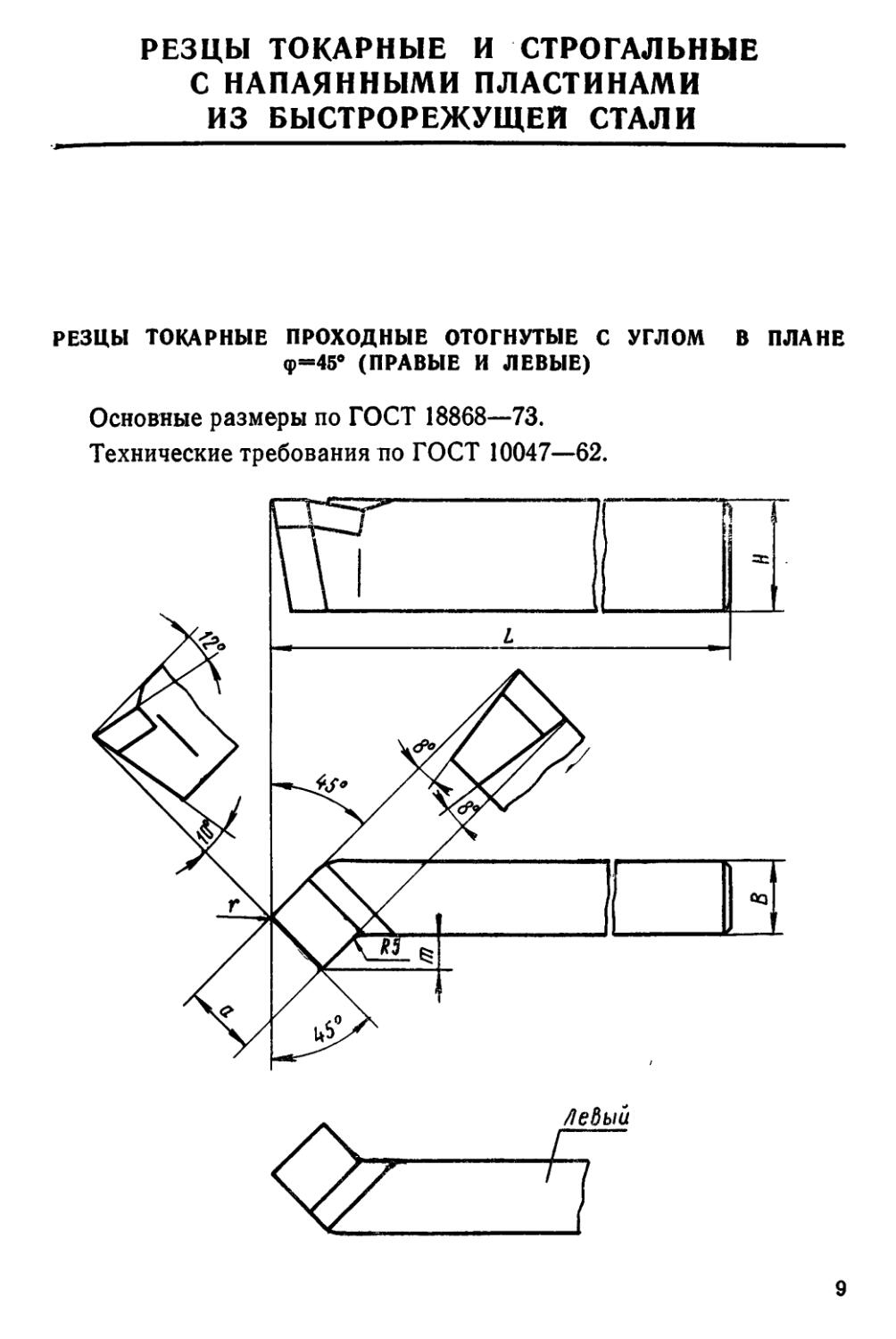
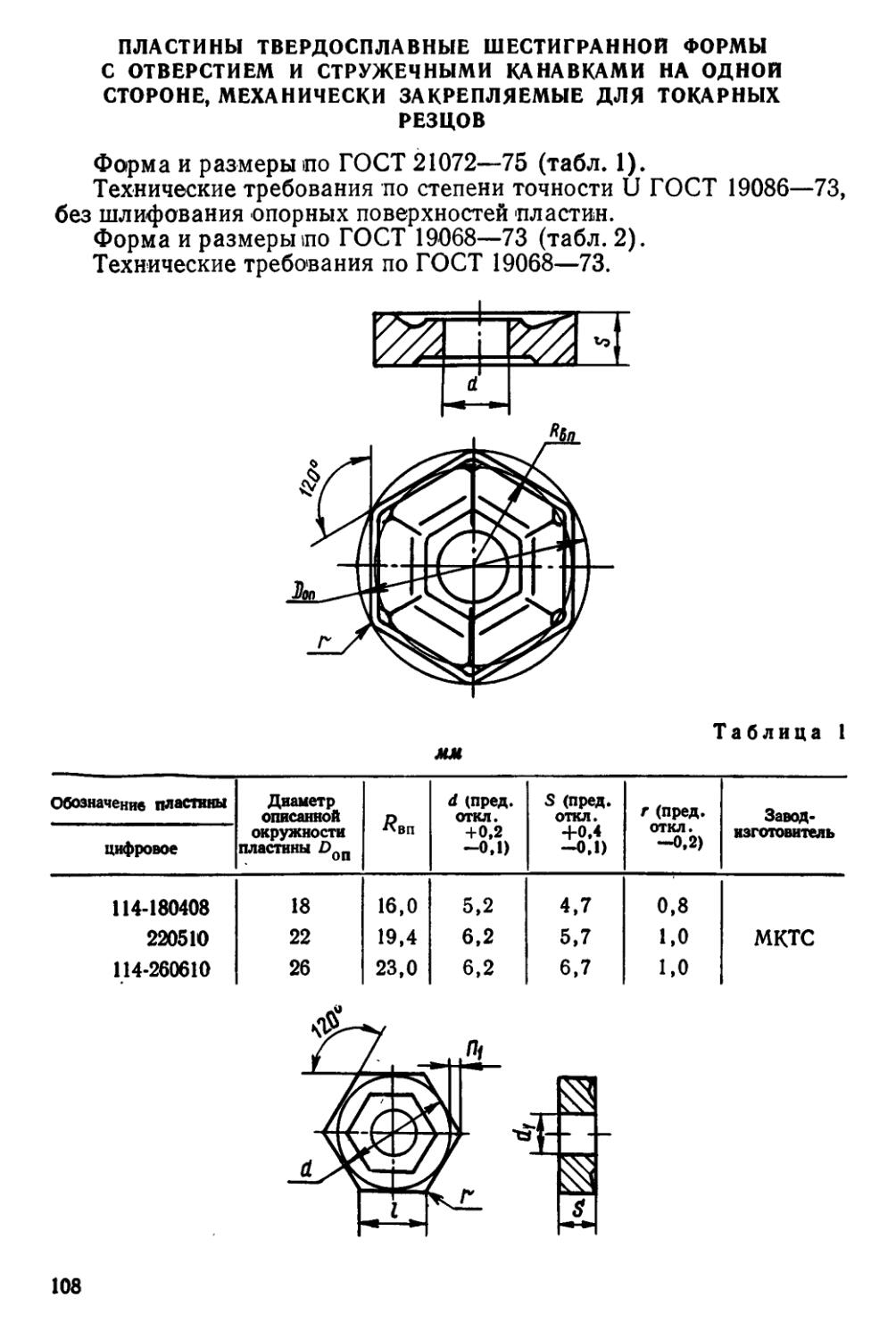
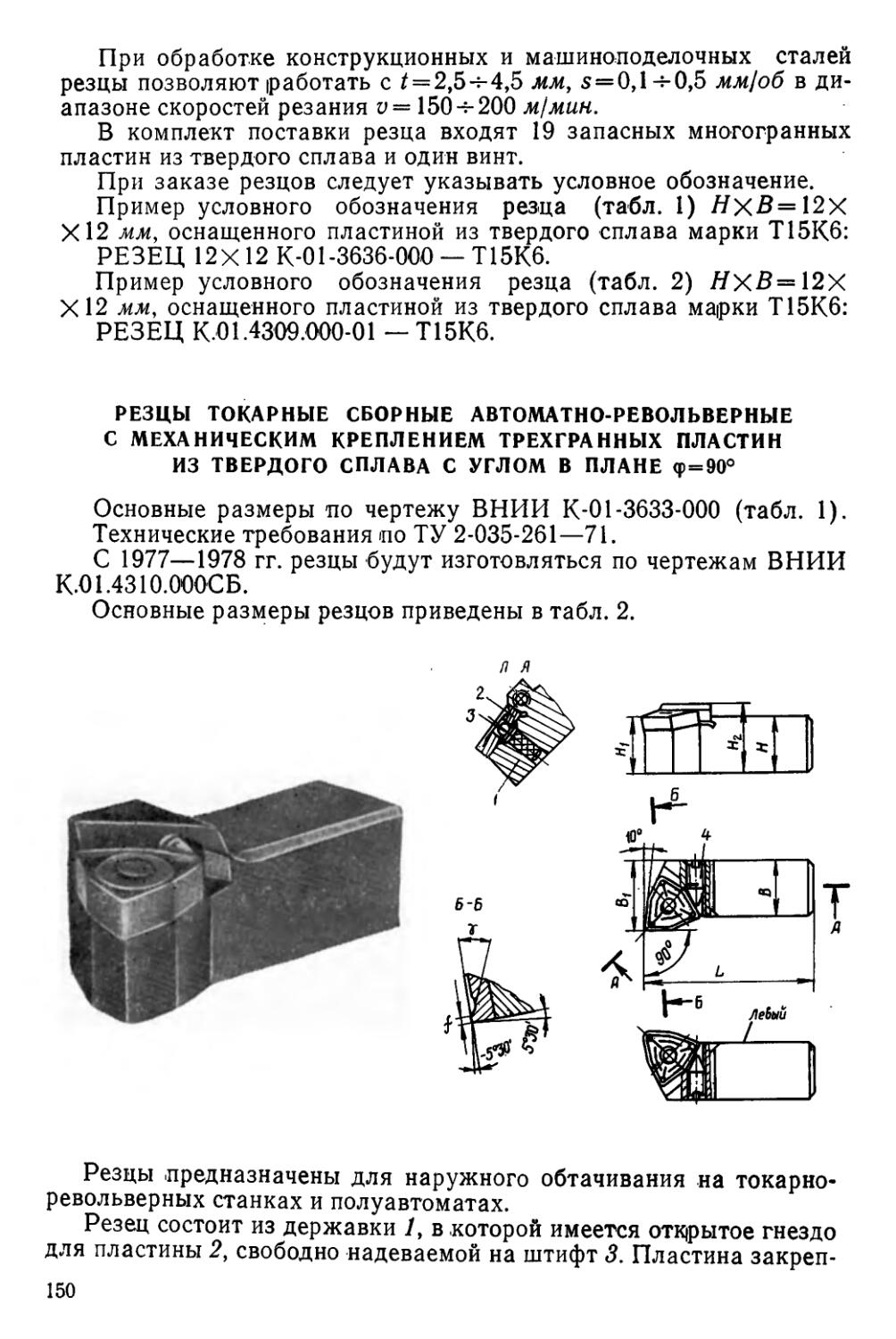
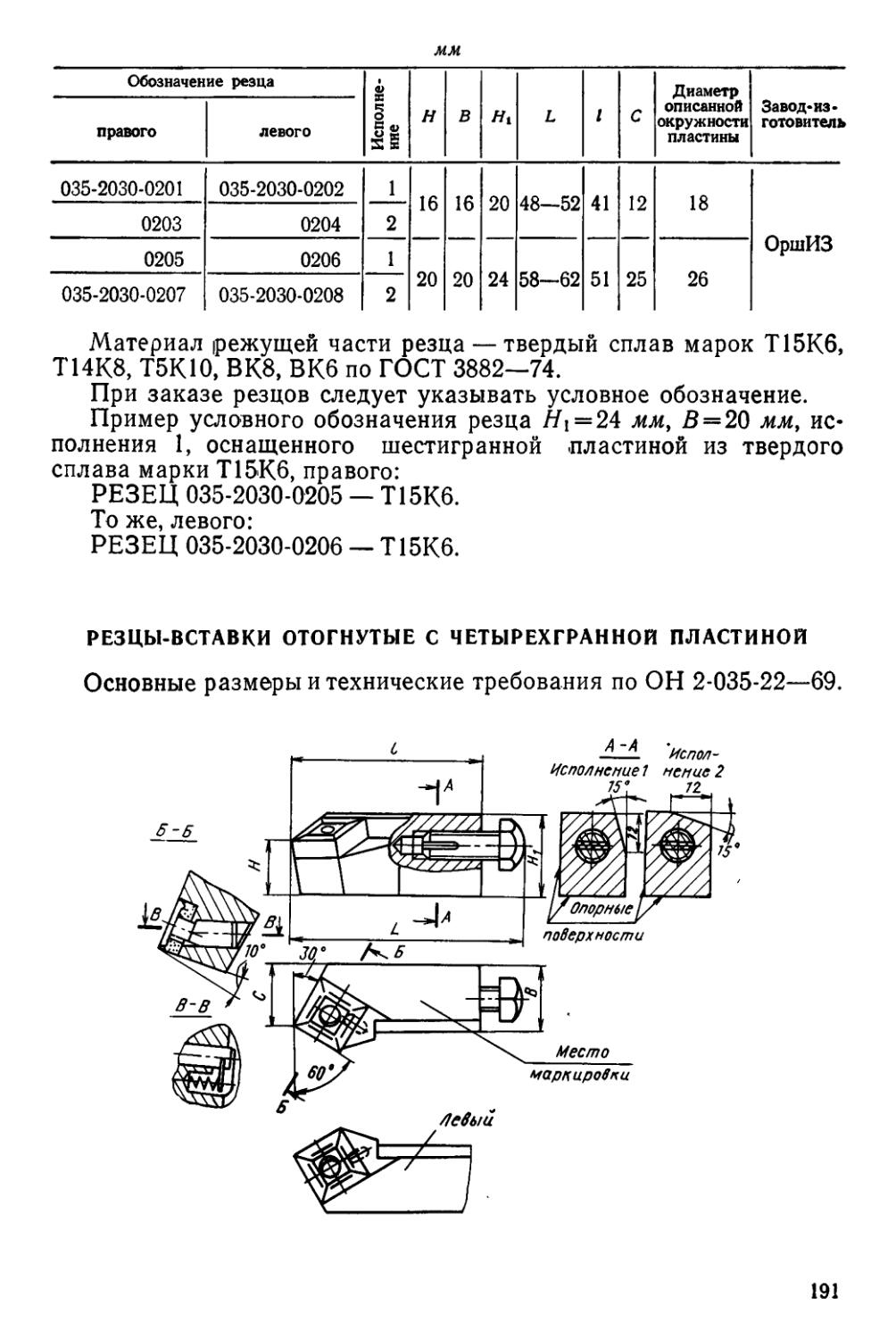
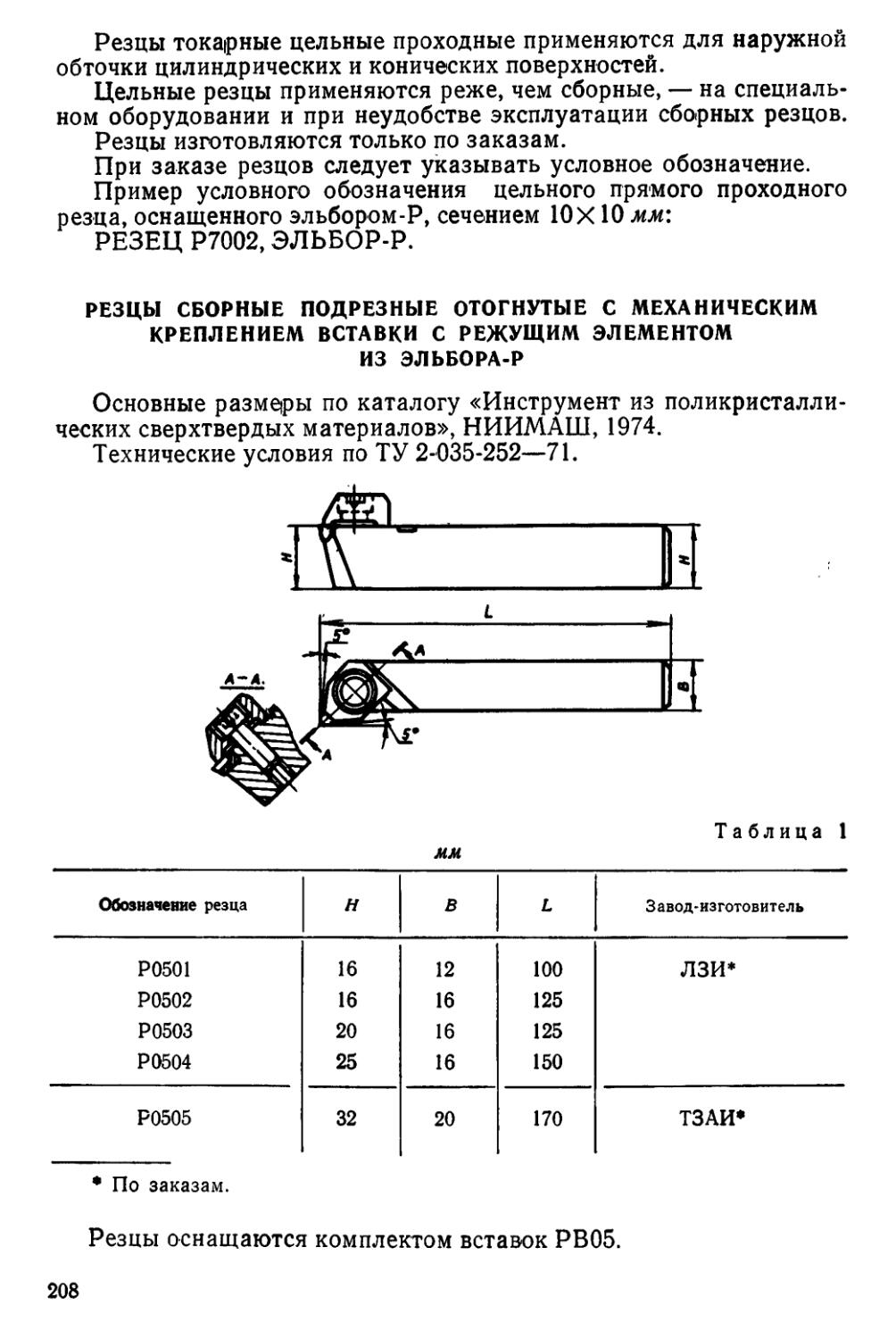
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ОТОГНУТЫЕ С УГЛОМ В ПЛАНЕ <р—45е (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18868—73.
Технические требования по ГОСТ 10047—62.
9
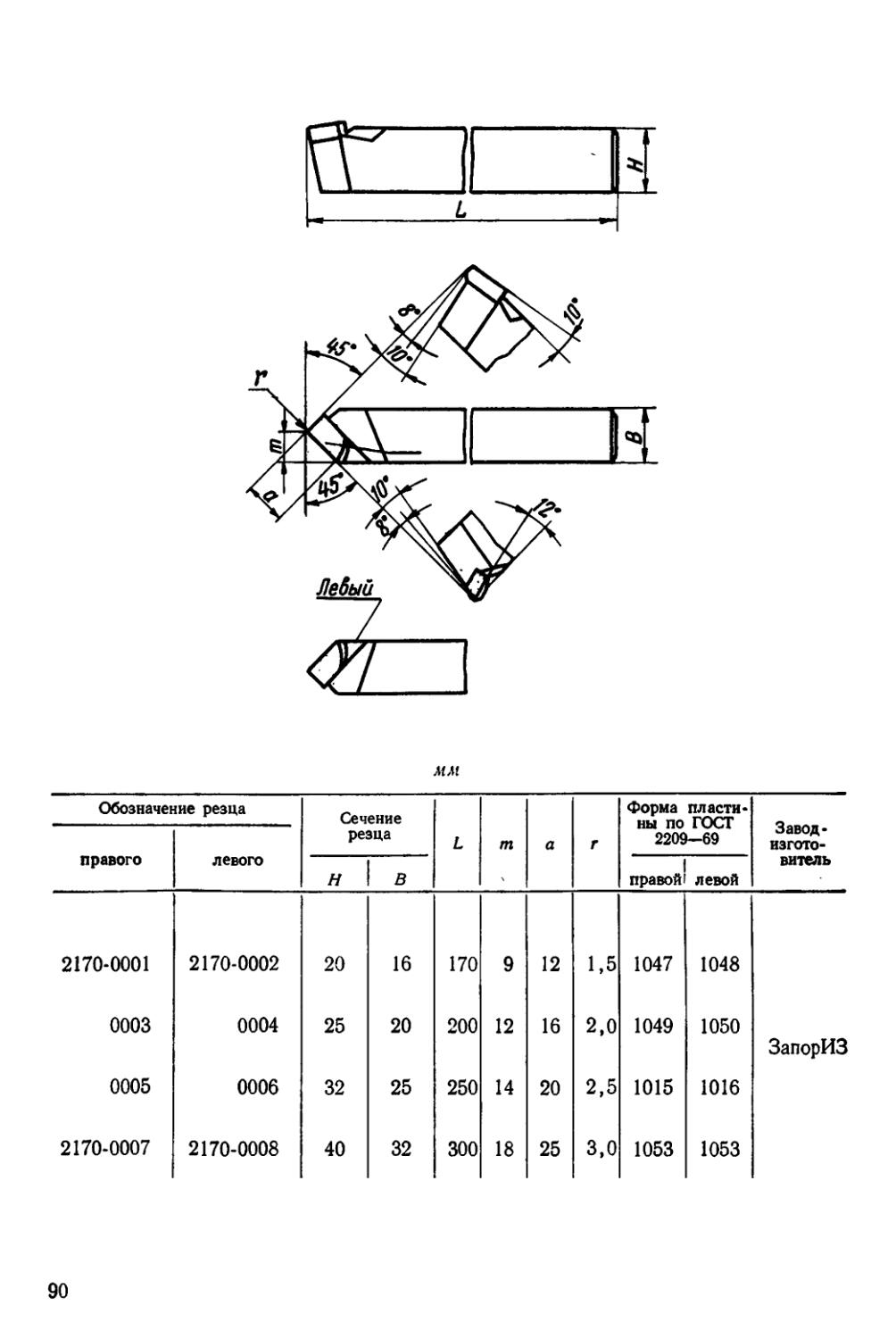
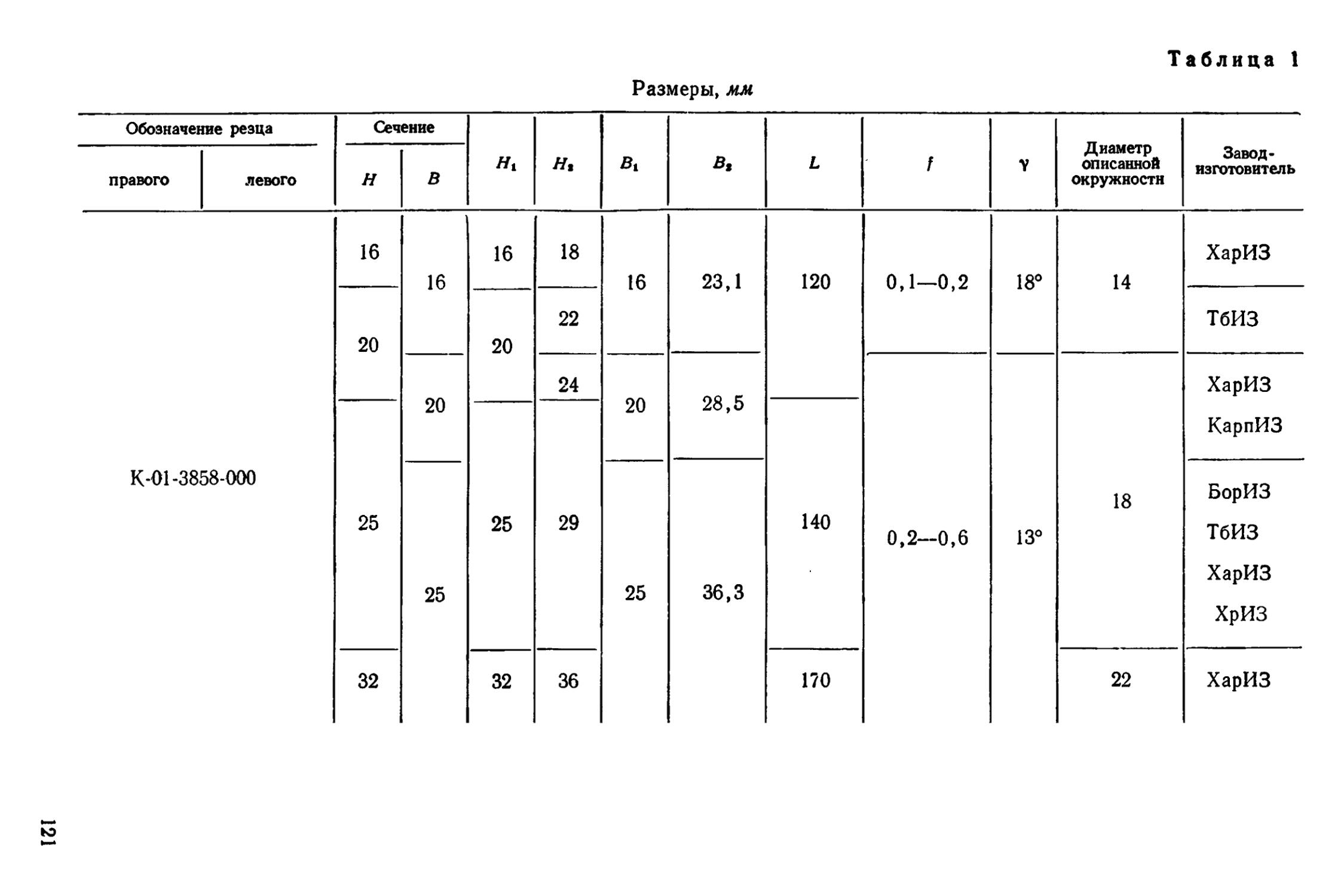
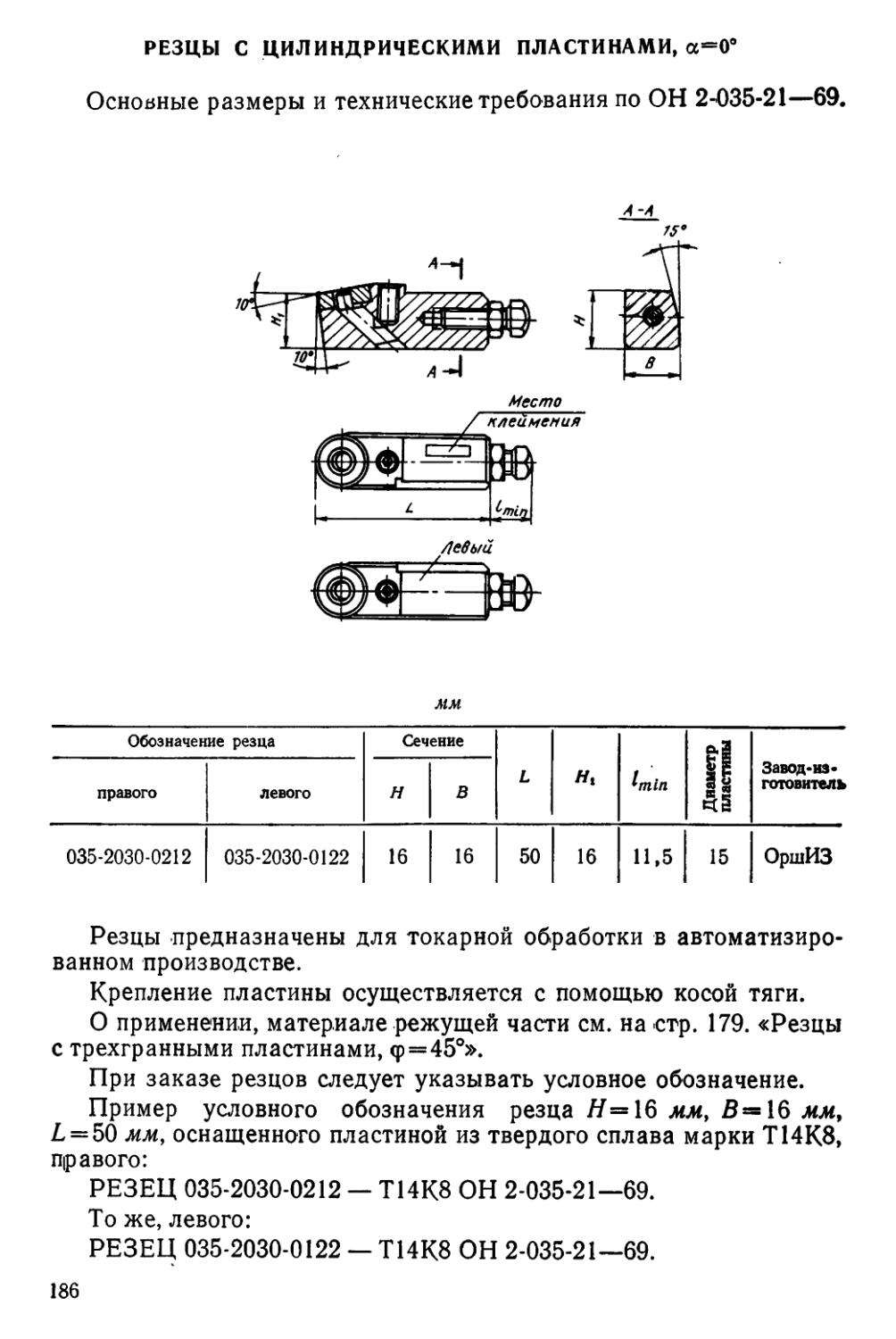
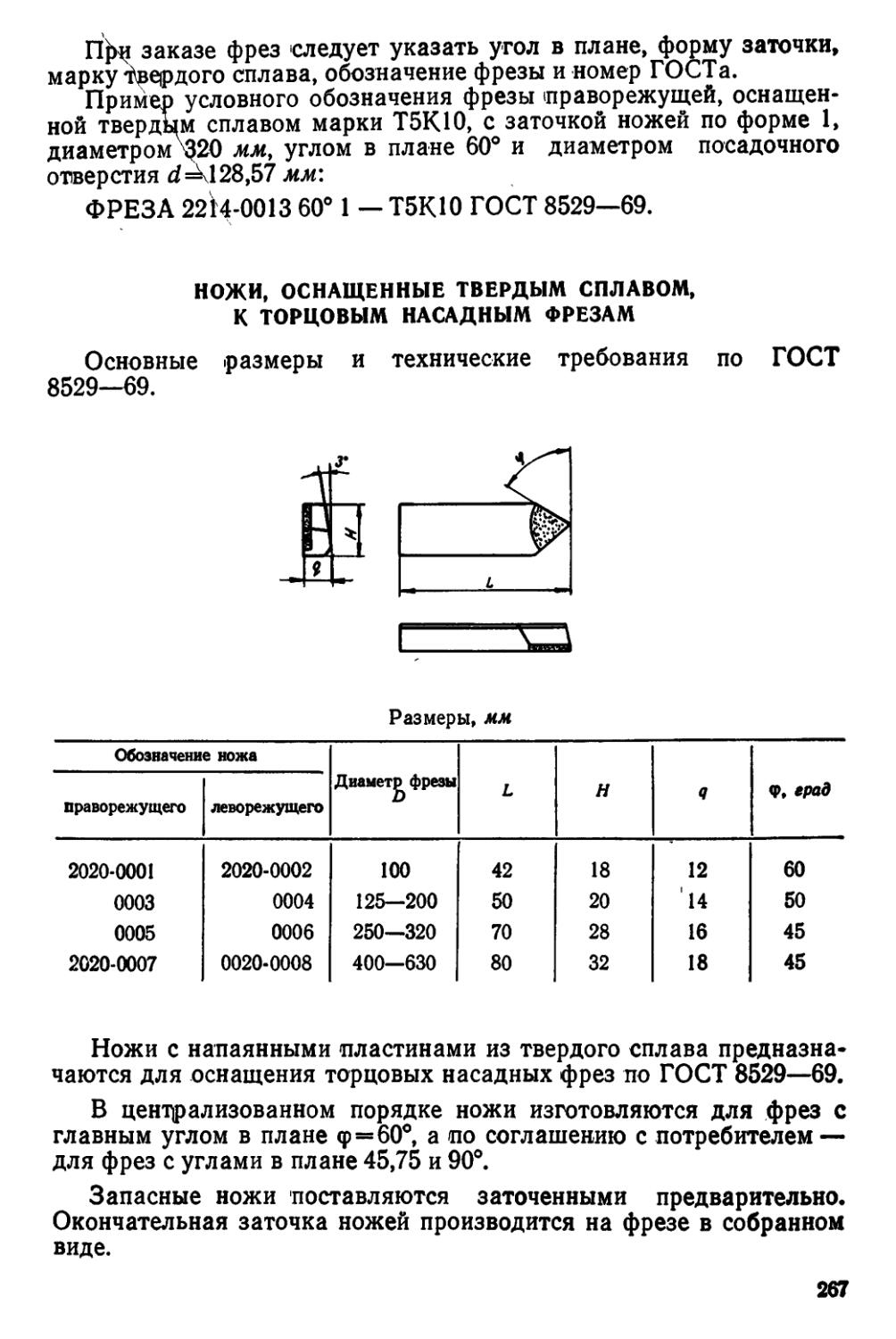
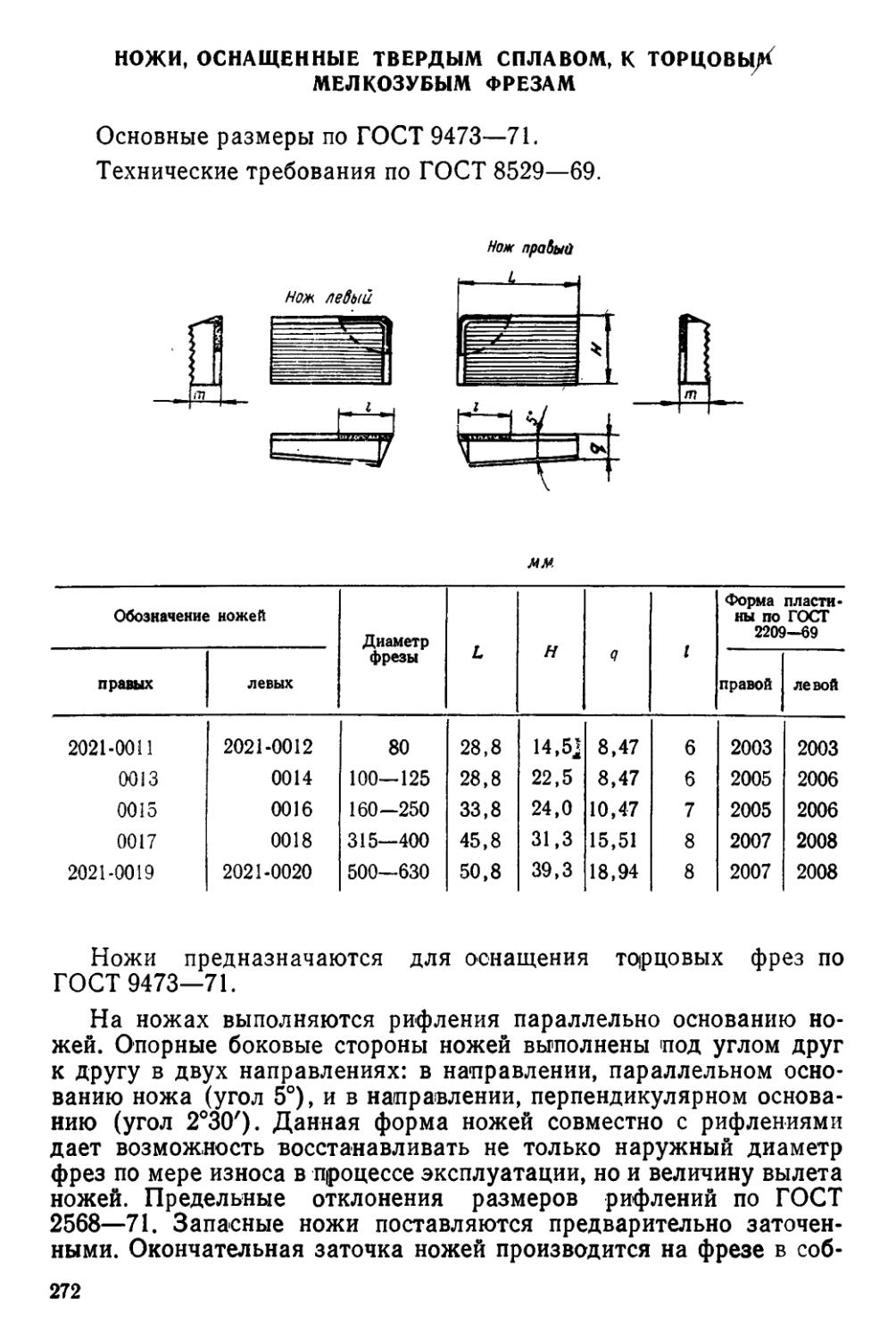
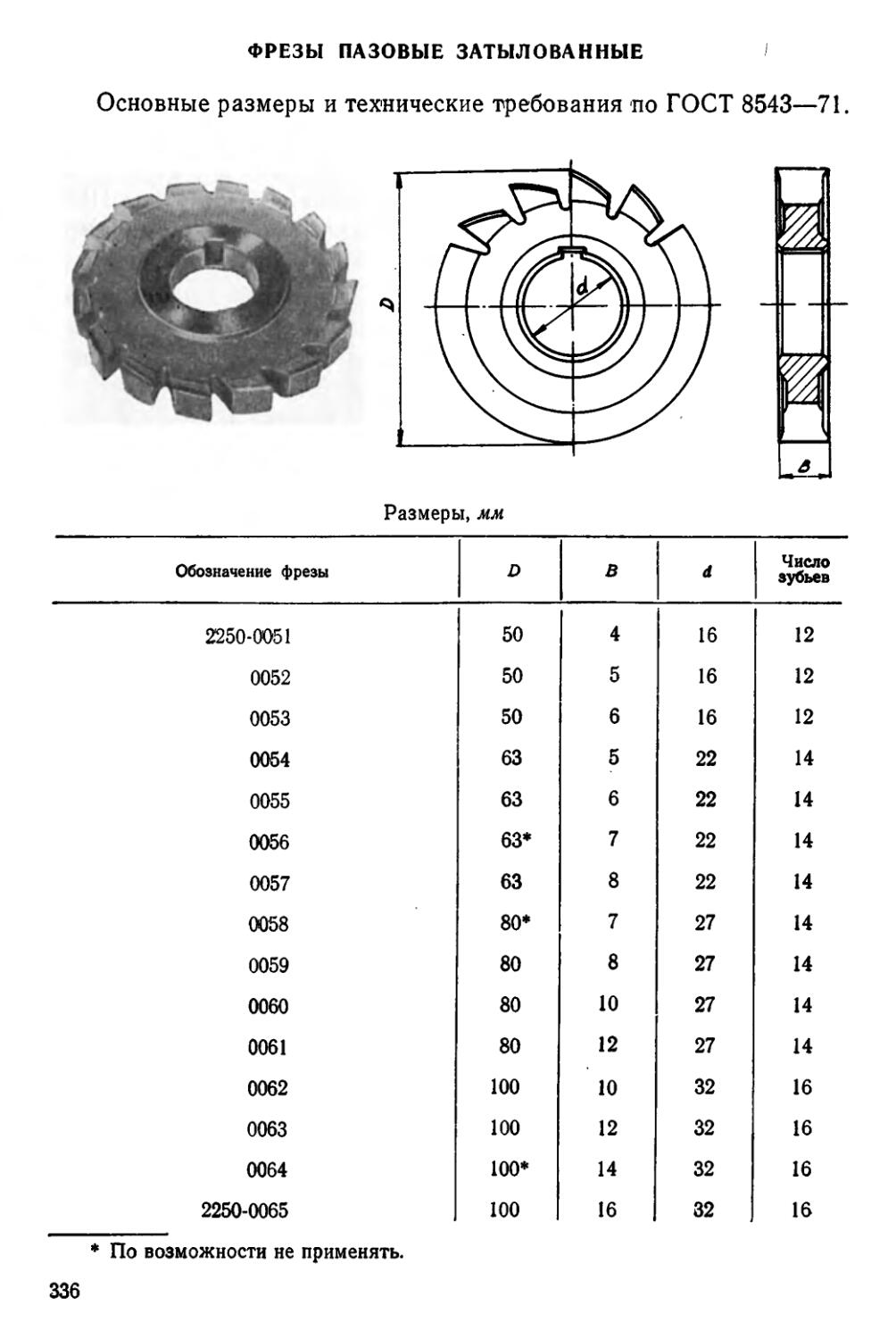
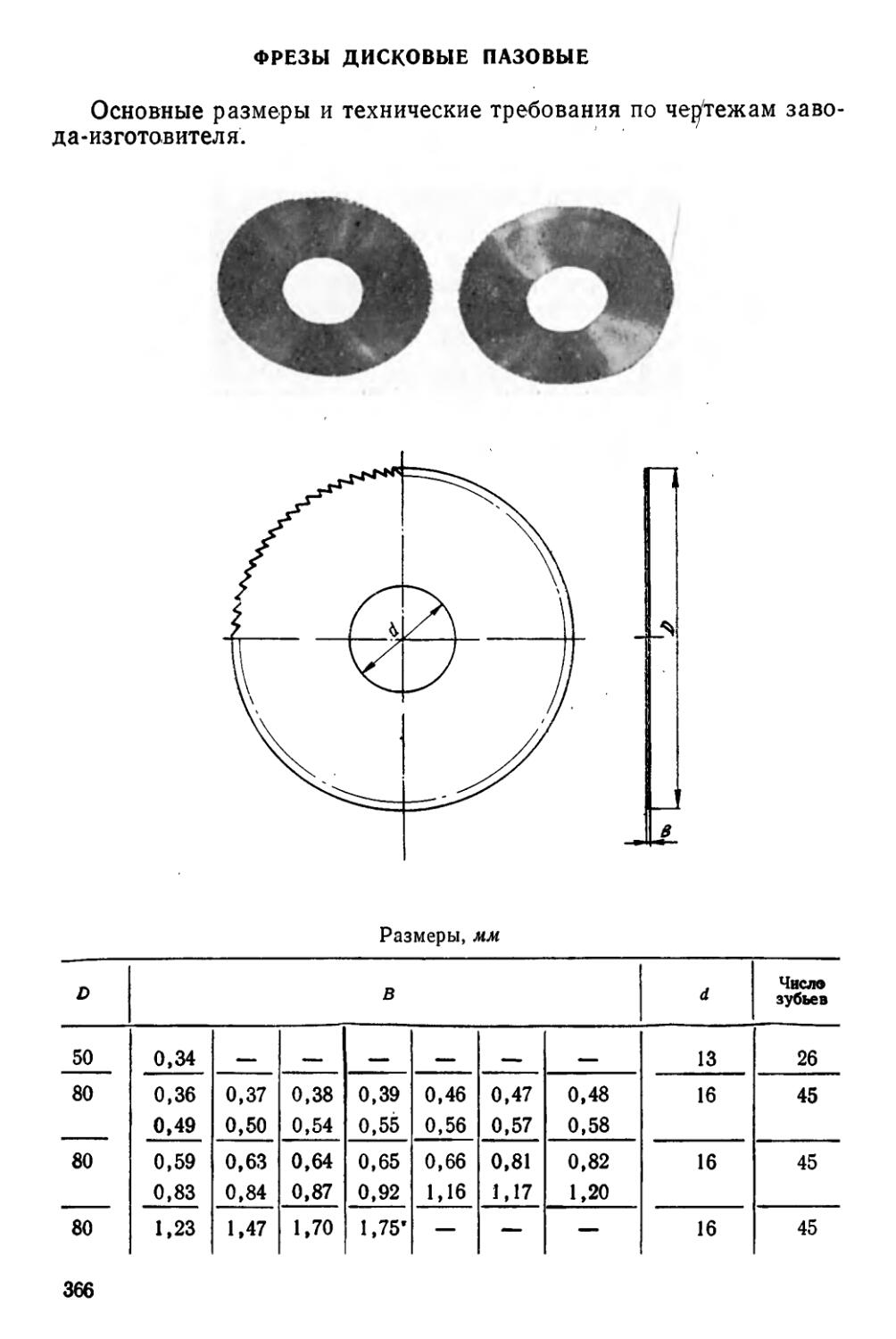
мм
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2379-67 Завод-изготовитель
правого левого
Н в
2102-0501 2102-0502 16 10 100 6 10 0,5 4101 БорИЗ КарачИЗ
0503 0504 20 12 120 7 12 1,0 4102 ЧаренИЗ КарачИЗ
0505 0506 25 16 140 8 16 1,0 4103 БорИЗ ЧаренИЗ
0507 0508 32 20 170 10 20 1,0 4104 ЧаренИЗ
2102-0509 2102-0510 40 25 200 12 25 1,5 4105 БорИЗ
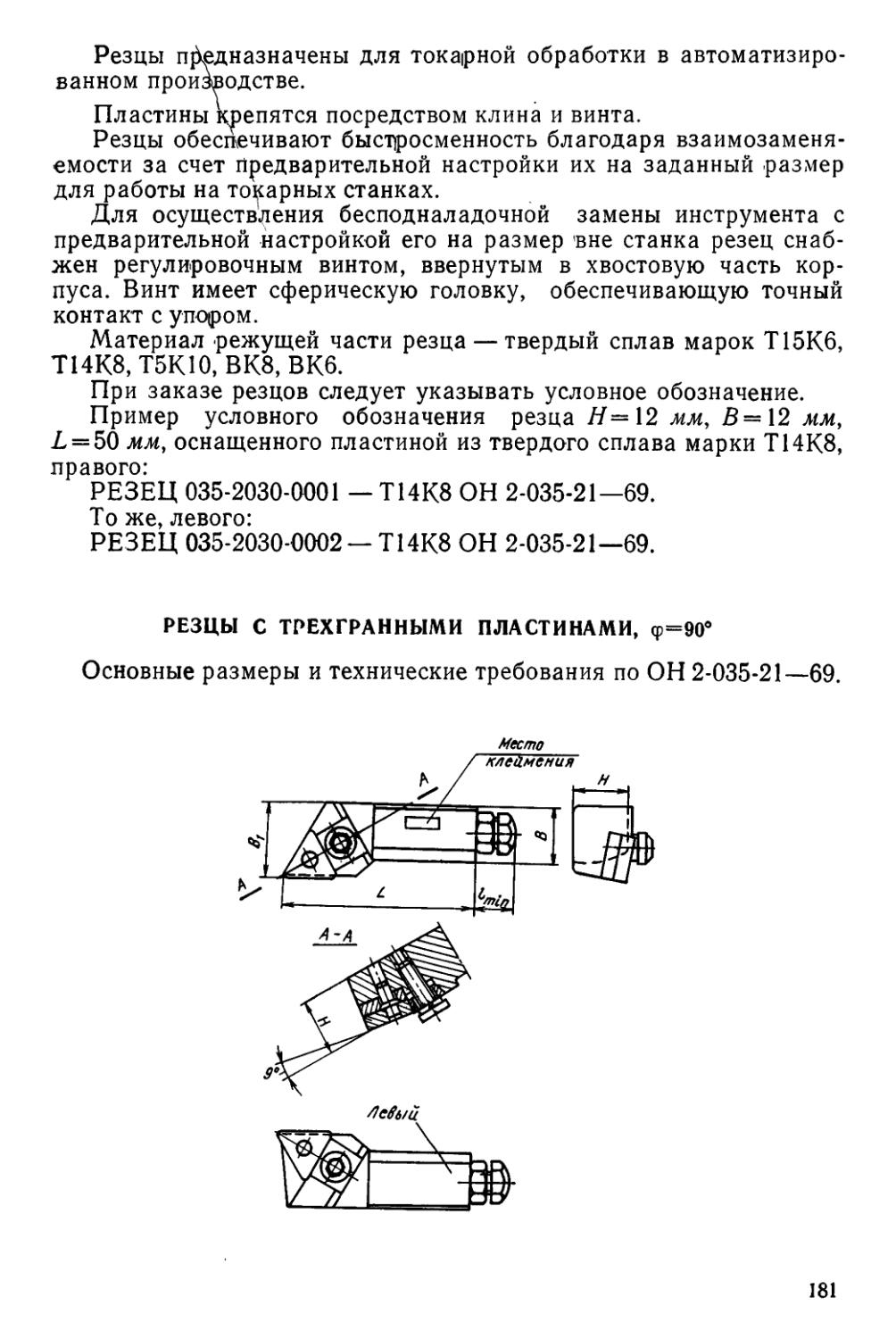
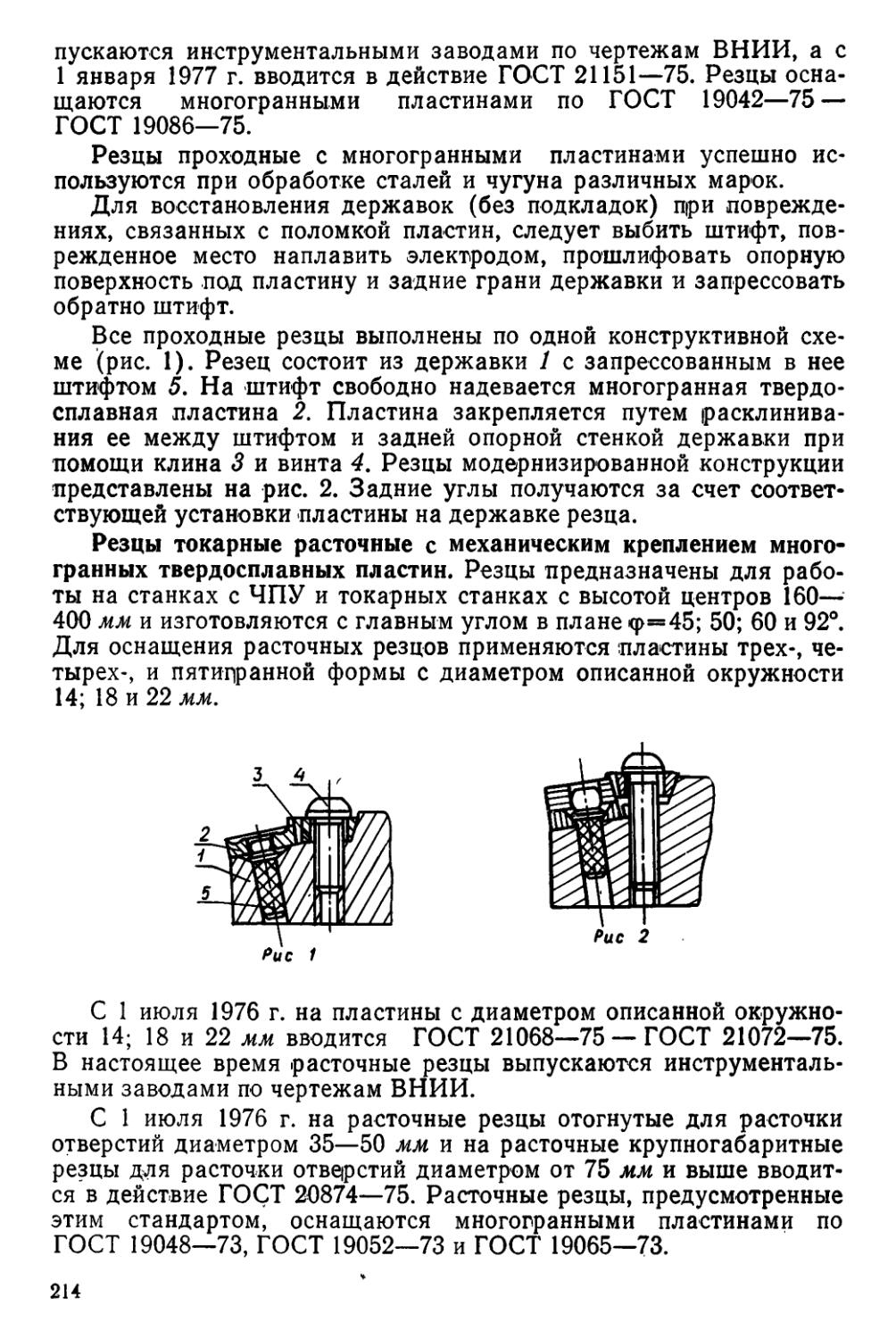
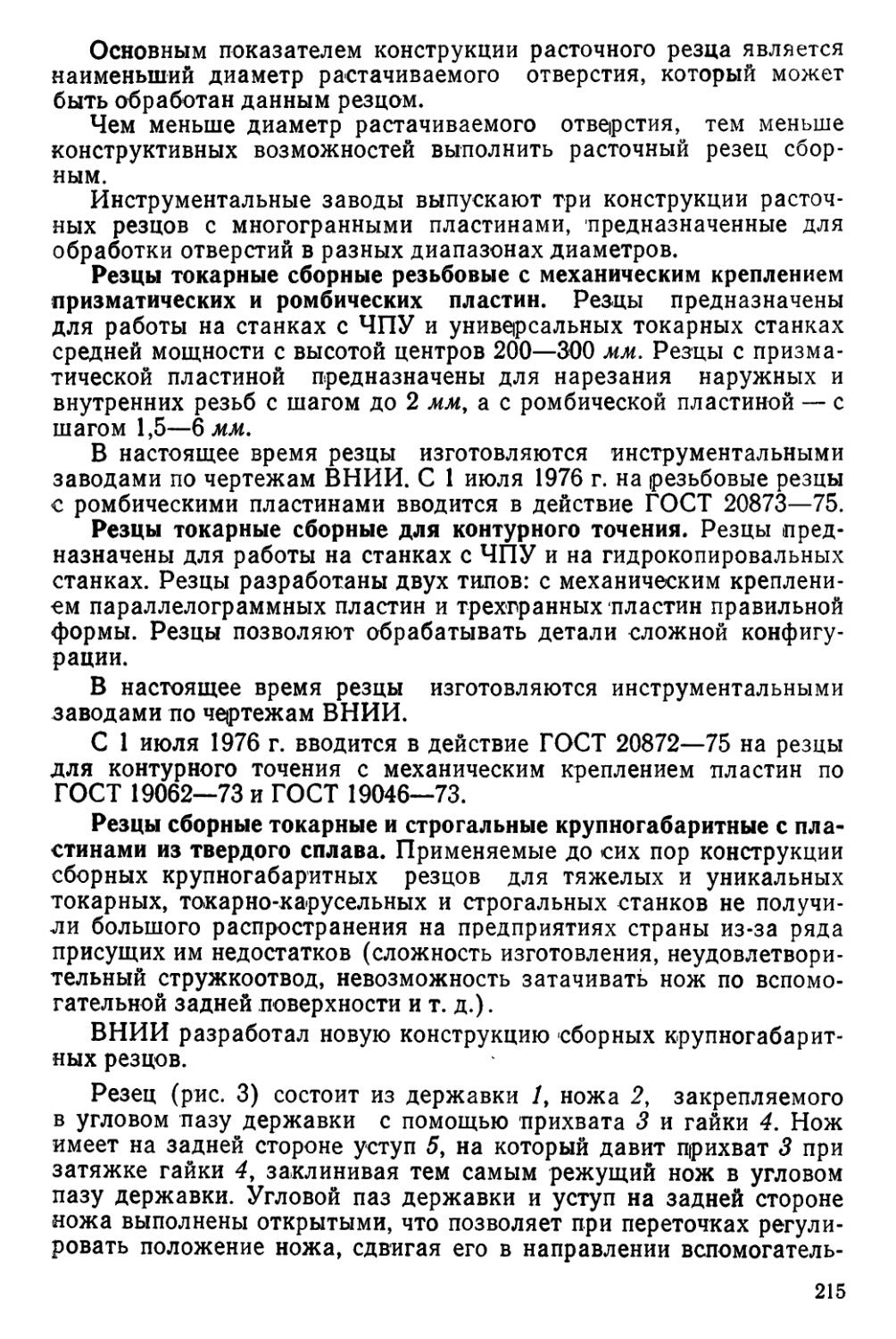
Резцы предназначены для обтачивания деталей по наружному диаметру и подрезки торца, а также могут быть использованы для растачивания коротких отверстий большого диаметра.
Материал рабочей части — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
Р12, Р6МЗ по ГОСТ 19265—73 при обработке конструкционной стали;
Р9М4К8Ф, Р9КЮ по ГОСТ 19265—73 — при обработке труднообрабатываемого материала.
Твердость рабочей части резцов из быстрорежущей стали HRC 62—65.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у= 12°;
задние углы а=cq — 10®.
При заказе резцов следует указывать условное обозначение.
Пример обозначения правого резца сечением 20X12 мм:
РЕЗЕЦ 2102-0503 — ГОСТ 18868—73.
То же, левого:
РЕЗЕЦ 2102-0504 — ГОСТ 18868—73.
10
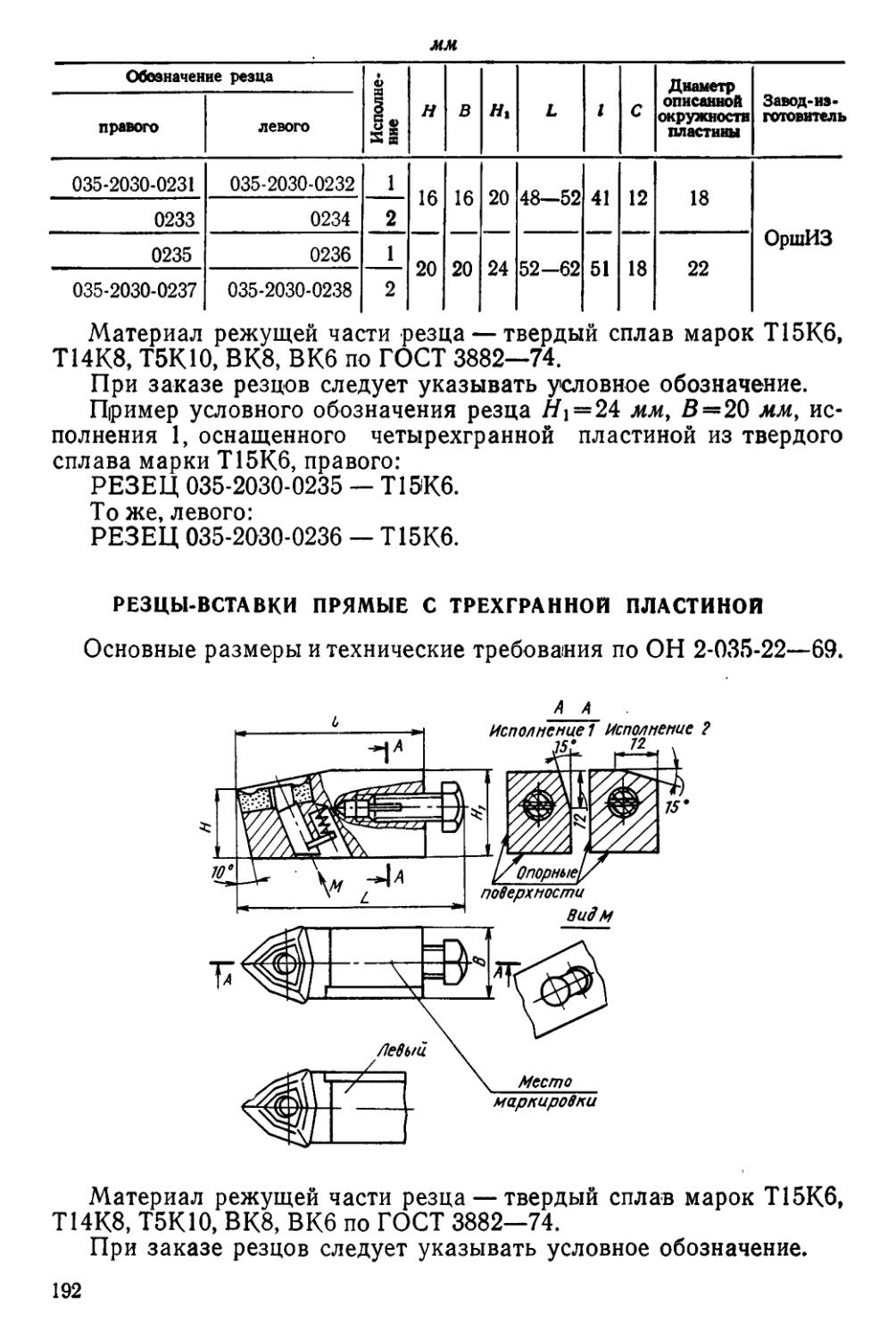
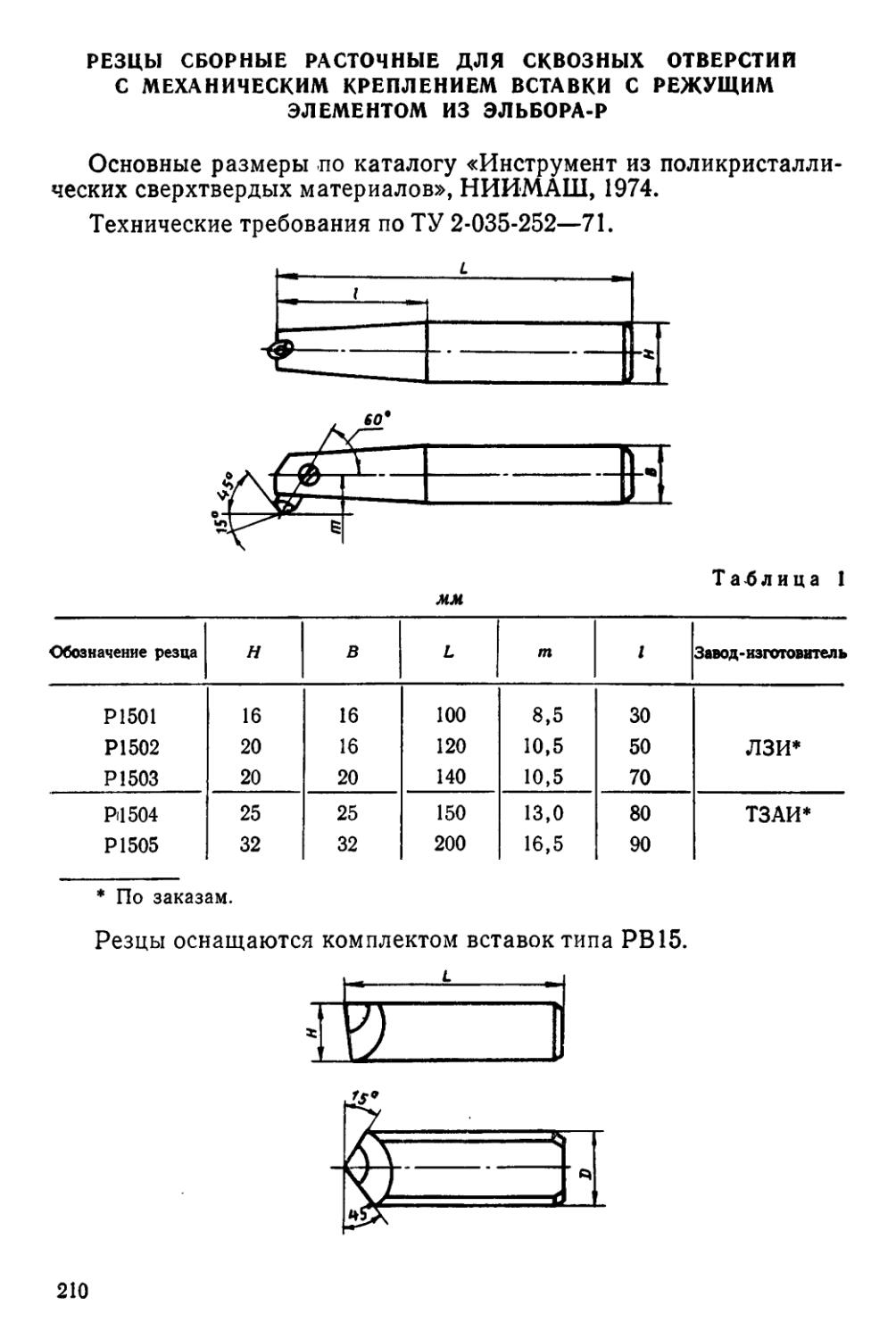
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ПРЯМЫЕ С УГЛОМ В ПЛАНЕ ф-45* (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18869—73, черт. 1.
Технические требования по ГОСТ 10047—62.
Резцы предназначены для обтачивания деталей по наружному диаметру.
Материал рабочей части — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
Р12, Р6МЗ по ГОСТ 19265—73 —при обработке конструкционной стали;
Р9М4К8Ф, Р9КЮ по ГОСТ 19265—73 — при обработке труднообрабатываемого материала.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у = 16°;
задние углы a=ai = 10°.
При заказе резцов следует указывать условное обозначение.
Пример обозначения правого резца с углом ф=45°, сечением 20X12 деле:
РЕЗЕЦ 2100-0571 — ГОСТ 18869—73.
То же, левого:
РЕЗЕЦ 2100-0572 — ГОСТ 18869—73.
12
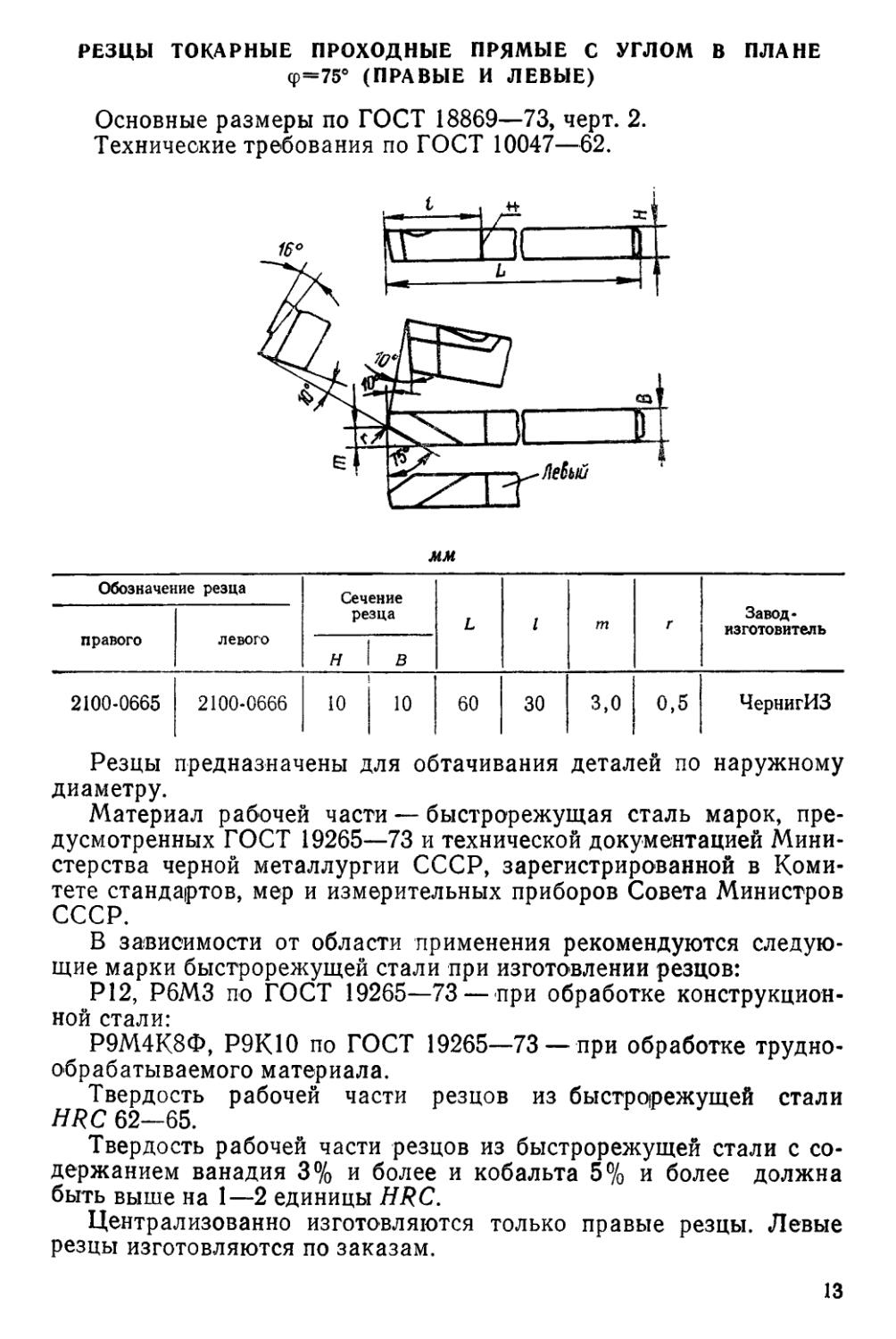
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ПРЯМЫЕ С УГЛОМ В ПЛАНЕ Ф=75° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18869—73, черт. 2.
Технические требования по ГОСТ 10047—62.
мм
Обозначение резца Сечение резца L 1 т Г Завод-изготовитель
правого левого
Н 1 В
2100-0665 2100-0666 10 | 10 60 30 3,0 0,5 ЧернигИЗ
Резцы предназначены для обтачивания деталей по наружному диаметру.
Материал рабочей части — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
Р12, Р6МЗ по ГОСТ 19265—73—при обработке конструкционной стали:
Р9М4К8Ф, Р9К10 по ГОСТ 19265—73 — при обработке труднообрабатываемого материала.
Твердость рабочей части резцов из быстрорежущей стали HRC 62—65.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
13
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у= 16°;
задние углы а=он = 10°.
При заказе резцов следует указывать условное обозначение.
Пример обозначения правого резца с углом <р=75°, сечением 10х Ю мм.
РЕЗЕЦ 2100-0665 — ГОСТ 18869—73.
ТП ПАПЛГЛ*
РЕЗЕЦ 2100-0666 — ГОСТ 18869—73.
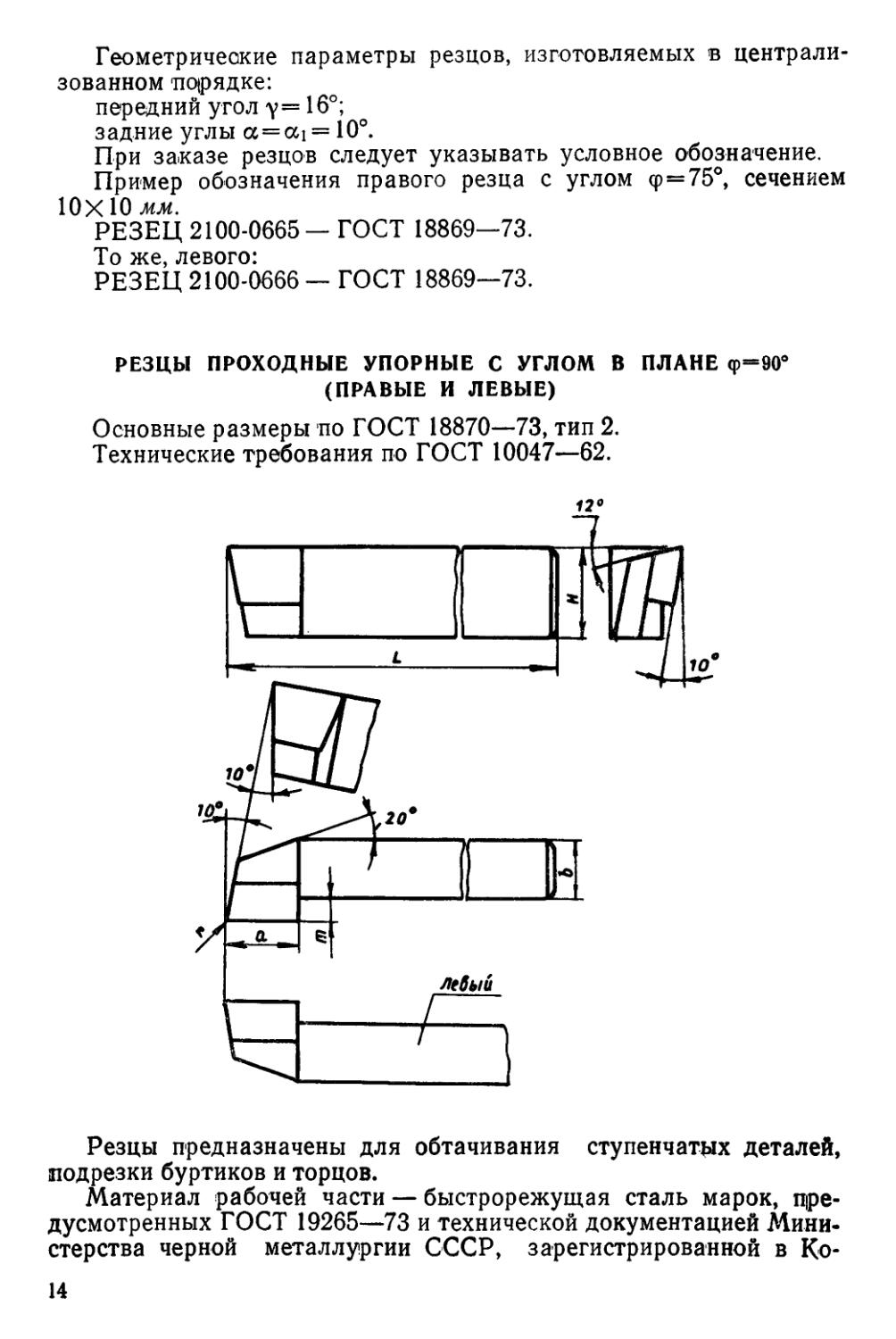
РЕЗЦЫ ПРОХОДНЫЕ УПОРНЫЕ С УГЛОМ В ПЛАНЕ <р-=90’ (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18870—73, тип 2.
Технические требования по ГОСТ 10047—62.
Резцы предназначены для обтачивания ступенчатых деталей, подрезки буртиков и торцов.
Материал рабочей части — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Ко-14
мм
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2379—67 Завод-изготовитель
правого левого
н в
2101-0509 2101-0510 16 10 100 4 12 0,5 4102 КарачИЗ
0501 0502 20 12 120 5 16 1,0 4103 ЧаренИЗ КарачИЗ
0503 0504 25 16 140 6 20 1,0 4104 БорИЗ ЧаренИЗ
0505 0506 32 20 170 7 25 1,0 4105 БорИЗ
2101-0507 2101-0508 40 25 200 9 30 1,5 4106 »
митете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
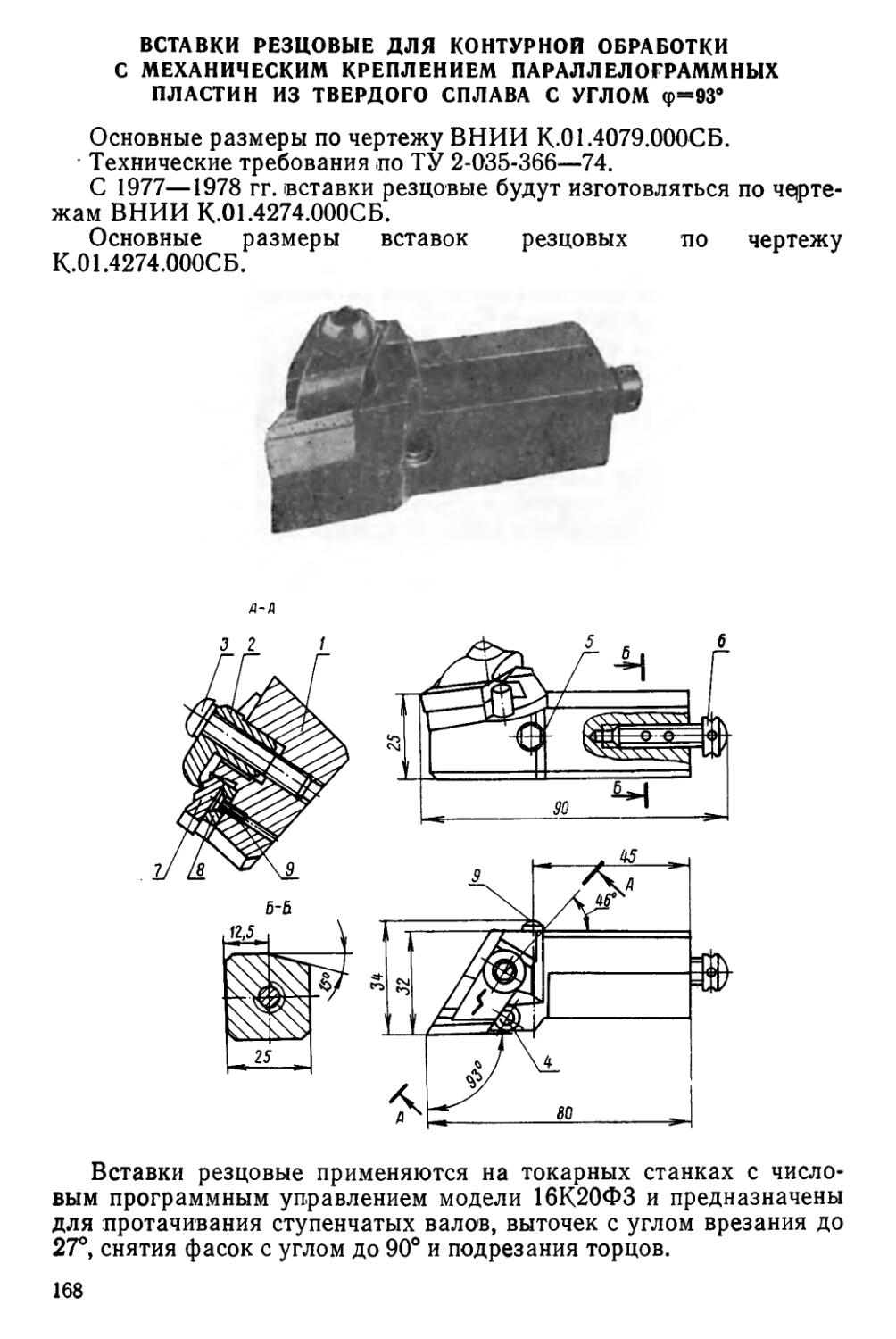
Р12, Р6МЗ по ГОСТ 19265—73 — при обработке конструкционной стали;
Р9М4К8Ф, Р9КЮ по ГОСТ 19265—73 —при обработке труднообрабатываемого материала.
Твердость рабочей части резцов из быстрорежущей стали HRC 62—65.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Централизованно изготовляются правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у = 12°;
задние углы a=ai = 10°.
При заказе резцов следует указывать условное обозначение.
Пример обозначения правого резца типа 2 сечением 20x12 мм:
РЕЗЕЦ 2101-0501 — ГОСТ 18870—73.
То же, левого:
РЕЗЕЦ 2101-0502 — ГОСТ 18870—73.
15
РЕЗЦЫ ТОКАРНЫЕ ПОДРЕЗНЫЕ ТОРЦОВЫЕ С УГЛОМ В ПЛАНЕ
<р=90° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18871—73.
Технические требования по ГОСТ 10047—62.
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2379—67 Завод-изготовитель
правого левого
н 1 в
2112-0031 2112-0032 16 10 100 4 10 0,5 4301 БорИЗ КарачИЗ
0033 0034 20 12 120 5 12 1,0 4302 КарачИЗ
0035 0036 25 16 140 6 16 1,0 4303 БорИЗ
0037 0038 32 20 170 8 20 1,0 4304 »
2112-0039 2112-0040 40 25 200 10 25 1,5 4305 »
16
Резцы /предназначены для обтачивания торцовых поверхностей деталей при работе на проход.
Материал рабочей части — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
Р12, Р6МЗ по ГОСТ 19265—73 — при обработке конструкционной стали;
Р9М4К8Ф, Р9КЮ по ГОСТ 19265—73 — при обработке труднообрабатываемого материала.
Твердость рабочей части резцов из быстрорежущей стали HRC 62-65.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централи-, зованном порядке:
передний угол у = 16°;
задние углы a=ai =8°.
При заказе резцов следует указывать условное обозначение.
Пример обозначения правого резца сечением 20X12 мм:
РЕЗЕЦ 2112-0033—ГОСТ 18871—73.
То же, левого:
РЕЗЕЦ 2112-0034 — ГОСТ 18871—73.
1Т
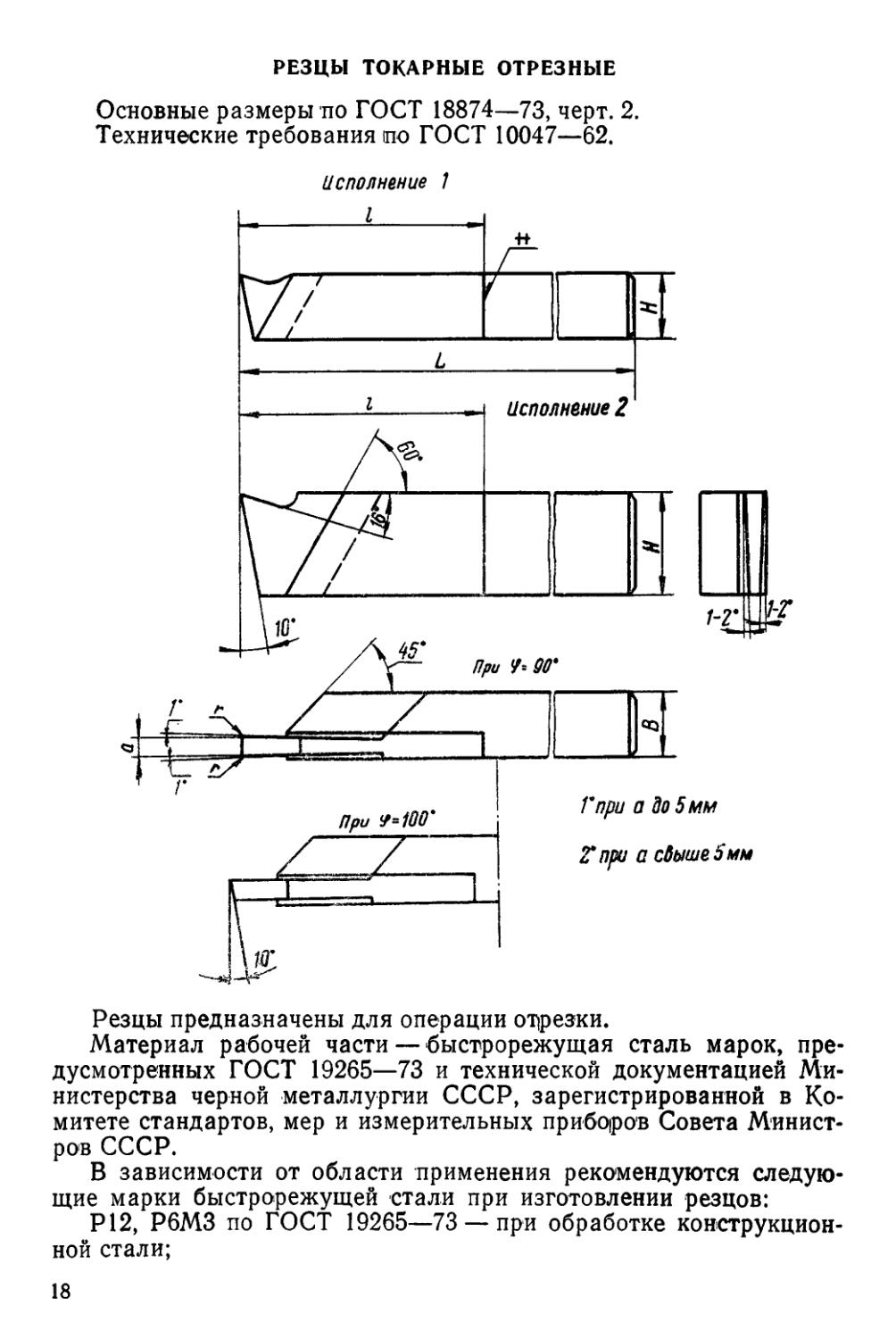
РЕЗЦЫ ТОКАРНЫЕ ОТРЕЗНЫЕ
Основные размеры по ГОСТ 18874—73, черт. 2.
Технические требования по ГОСТ 10047—62.
Резцы предназначены для операции отрезки.
Материал рабочей части — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
Р12, Р6МЗ по ГОСТ 19265—73 — при обработке конструкционной стали;
18
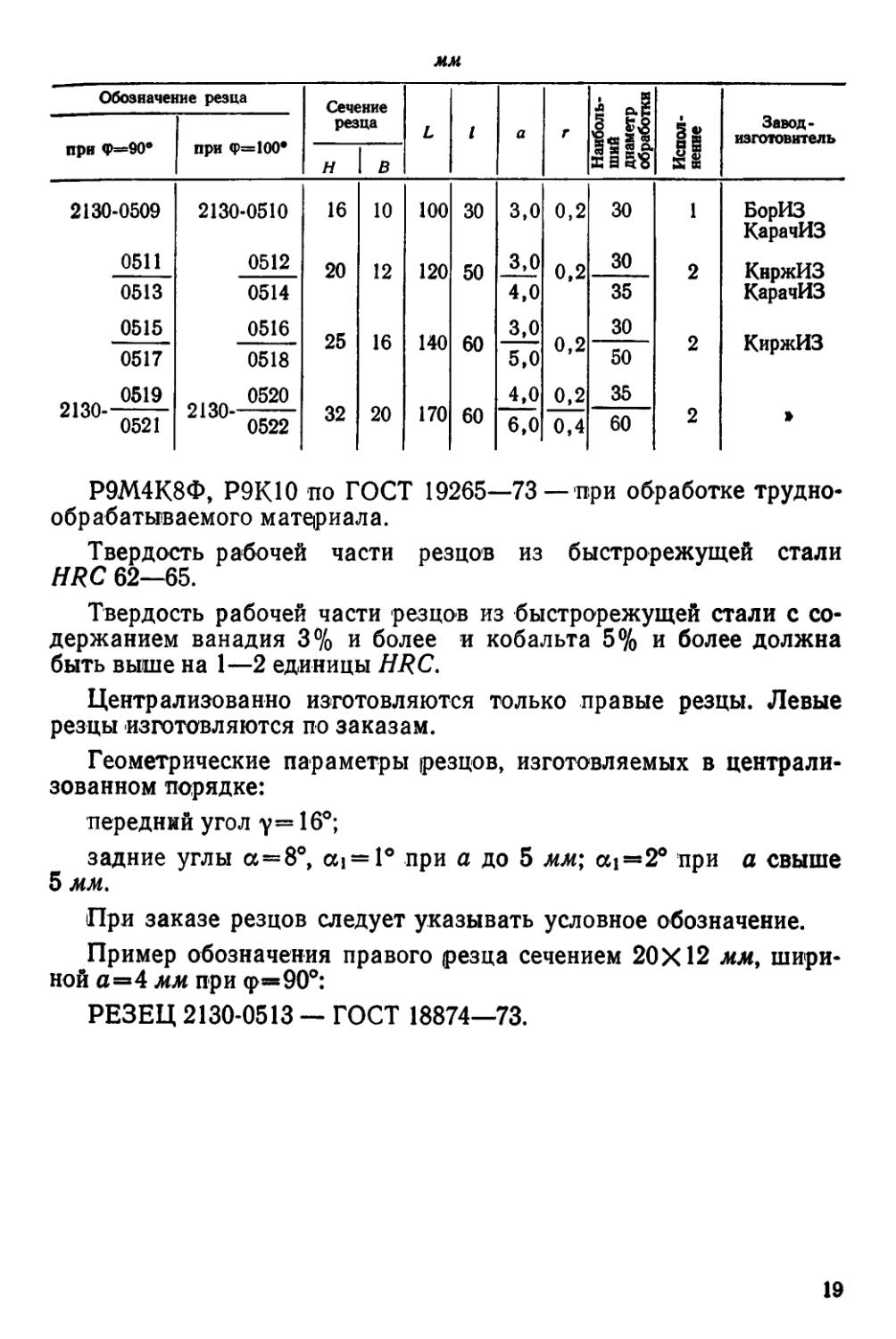
мм
Обозначение резца
при Ф=90® при Ф=100*
Сечение резца
Завод* изготовитель
2130-0509 2130-0510 16 10 100 30 3,0 0,2 30
0511 0512 20 12 120 50 3,0 0,2 30
0513 0514 4,0 35
0515 0516 25 16 140 60 3,0 0,2 30
0517 0518 5,0 50
П1А„ °519 0520 32 170 60 4,0 0,2 35
2130- 0521 2130-' 0522 20 6,0 0,4 60
БорИЗ
КарачИЗ
КнржИЗ КарачИЗ
КиржИЗ »
L I
Р9М4К8Ф, Р9КЮ по ГОСТ 19265—73— при обработке труднообрабатываемого материала.
Твердость рабочей части резцов из быстрорежущей стали HRC 62—65.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у = 16°;
задние углы а=8°, а| = Г при а до 5 мм; ai=2° при а свыше 5 мм.
При заказе резцов следует указывать условное обозначение.
Пример обозначения правого резца сечением 20X12 мм, шириной а=4 мм при ф—900:
РЕЗЕЦ 2130-0513 — ГОСТ 18874—73.
19
РЕЗЦЫ ОТРЕЗНЫЕ СБОРНЫЕ КОНСТРУКЦИИ М. Г. АНИКИНА (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры и технические требования по ОН-035-18—68.
мм
Обозначение резца
Сечение резца
правого
левого
Наибольший диаметр обработки d
Завод-изготовитель
035-2131-1001 035-2131-1002
1003 1004
035-2131-1005 035-2131-1006
30 18
20
25
30
130
140
175
БорИЗ
Резцы предназначены для отрезки заготовок диаметром от 90 мм на токарных станках с высотой центров 160—400 мм. Резец состоит из державки 1, пластинчатого ножа 2 и винта 3, крепящего нож. Особенностью конструкции является наличие двустороннего сменного ножа увеличенной высоты, повышенной жесткости. Основ-
ными преимуществами отрезных резцов являются меньшая их металлоемкость и возможность изготовления сменных пластинчатых ножей из полосы с помощью штамповки.
Материал рабочей части резца (ножа) — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
20
Р12, Р6МЗ по ГОСТ 19265—73 — при обработке конструкционной стали;
Р9М4К8Ф, Р9КЮ по ГОСТ 19265—73 — при обработке труднообрабатываемых материалов.
Твердость рабочей части резцов из быстрорежущей стали HRC 62—65.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам. В комплект поставки резца входят 15 запасных сменных двусторонних ножей.
При заказе резцов следует указывать условное обозначение.
Пример обозначения отрезного резца сечением 18X30 с рабочей высотой 25 мм:
РЕЗЕЦ 035-2131-1003 — ОН-035-18—68.
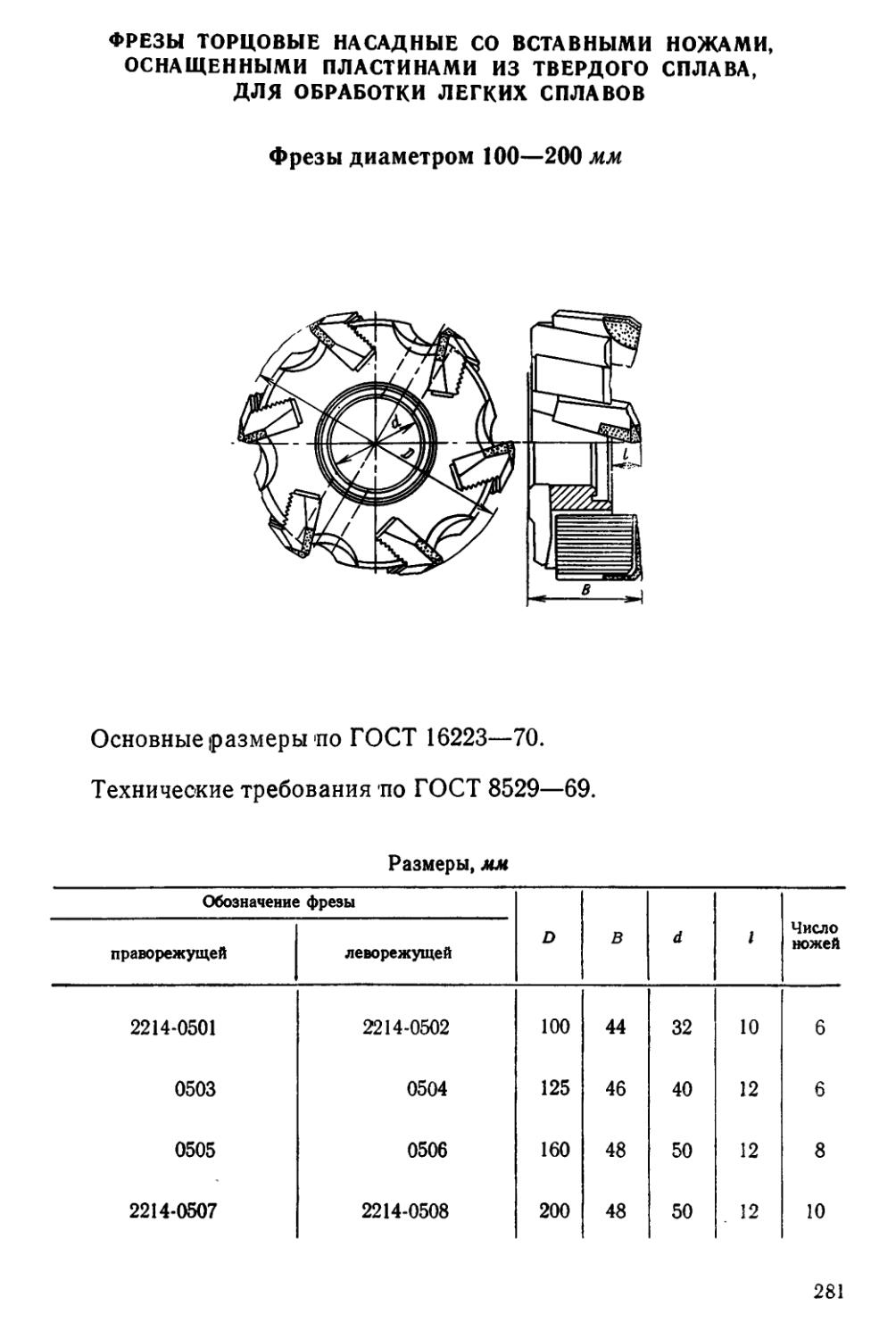
РЕЗЦЫ ОТРЕЗНЫЕ СБОРНЫЕ КОНСТРУКЦИИ М. Г. АНИКИНА (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры и технические требования по ОН 035-15—68— ОН 035-17—68.
мм
Обозначение резца Сечение резца н0 L а Наибольший диаметр обработки d Форма пластины по ГОСТ 2209-69 Завод-изготовитель
правого левого
Н 1 в
035-2131-1001 035-2131-1002 20 130 4 40 1323А
1003 1004 30 18 25 140 5 60 1331А БорИЗ
035-2131-1005 035-2131-1006 30 175 5 75 1333А
Резцы предназначены для отрезки заготовок диаметром до 90 мм на токарных станках с высотой центров 160—400 мм.
Резец состоит из державки 1, пластинчатого ножа с напаянной пластиной из твердого сплава 2 и винта 3, крепящего нож.
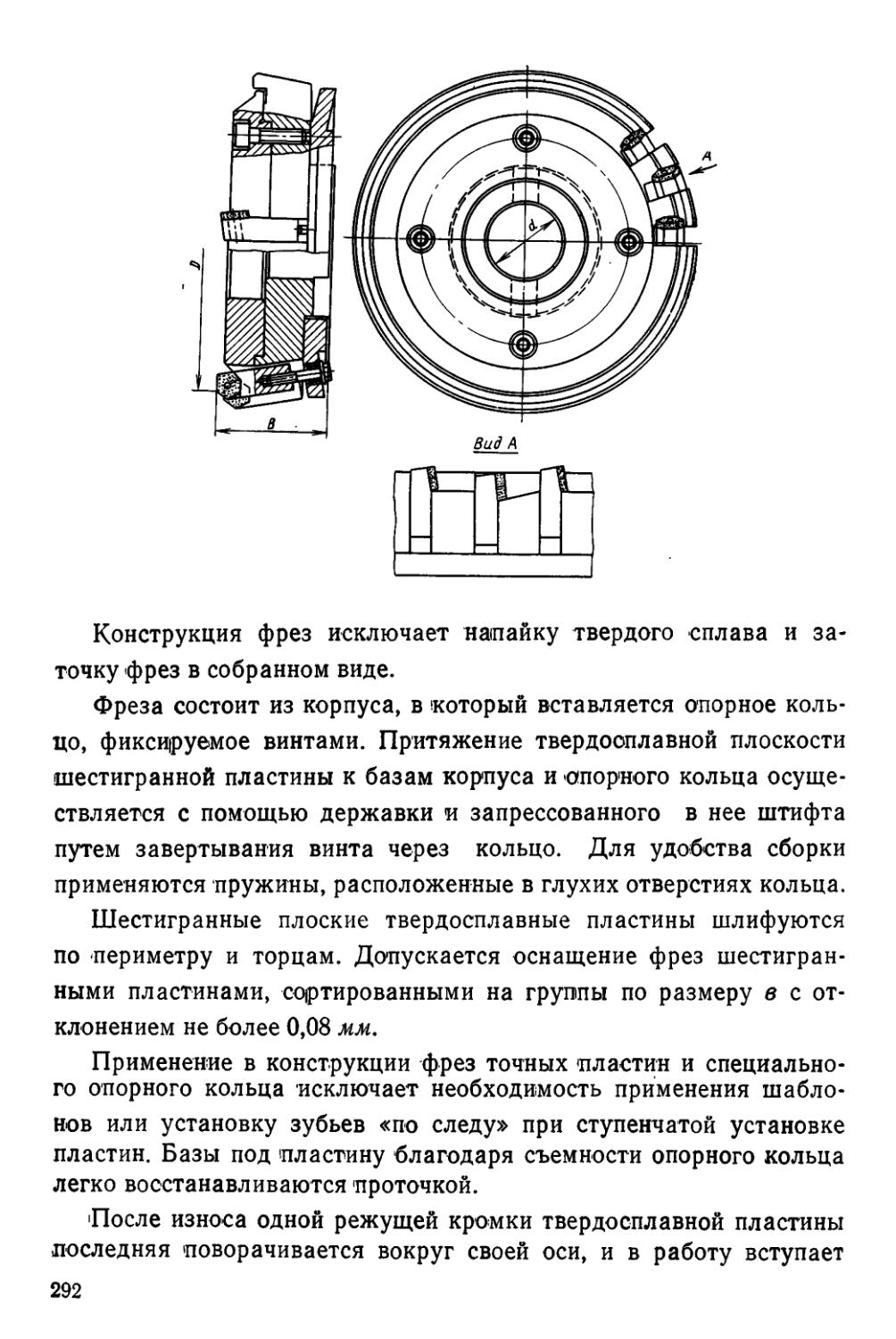
Особенностью конструкции является наличие двустороннего сменного ножа увеличенной высоты, повышенной жесткости.
Основными преимуществами отрезных резцов являются меньшая их металлоемкость и возможность изготовления сменных пластинчатых ножей из полосы с помощью штамповки.
Материал рабочей части резца — пластины из твердого сплава марок Т15К6, Т5КЮ, ВК8 и ВК6. Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам. В комплект поставки резца входят 15 запасных сменных двусторонних ножей.
При заказе резцов следует указывать условное обозначение. Пример обозначения отрезного резца сечением 18X30 мм с пластиной из твердого сплава марки Т15К6 с рабочей высотой 25 мм:
РЕЗЕЦ 035-2131-1003 —Т15К6 ОН-035-15—68.
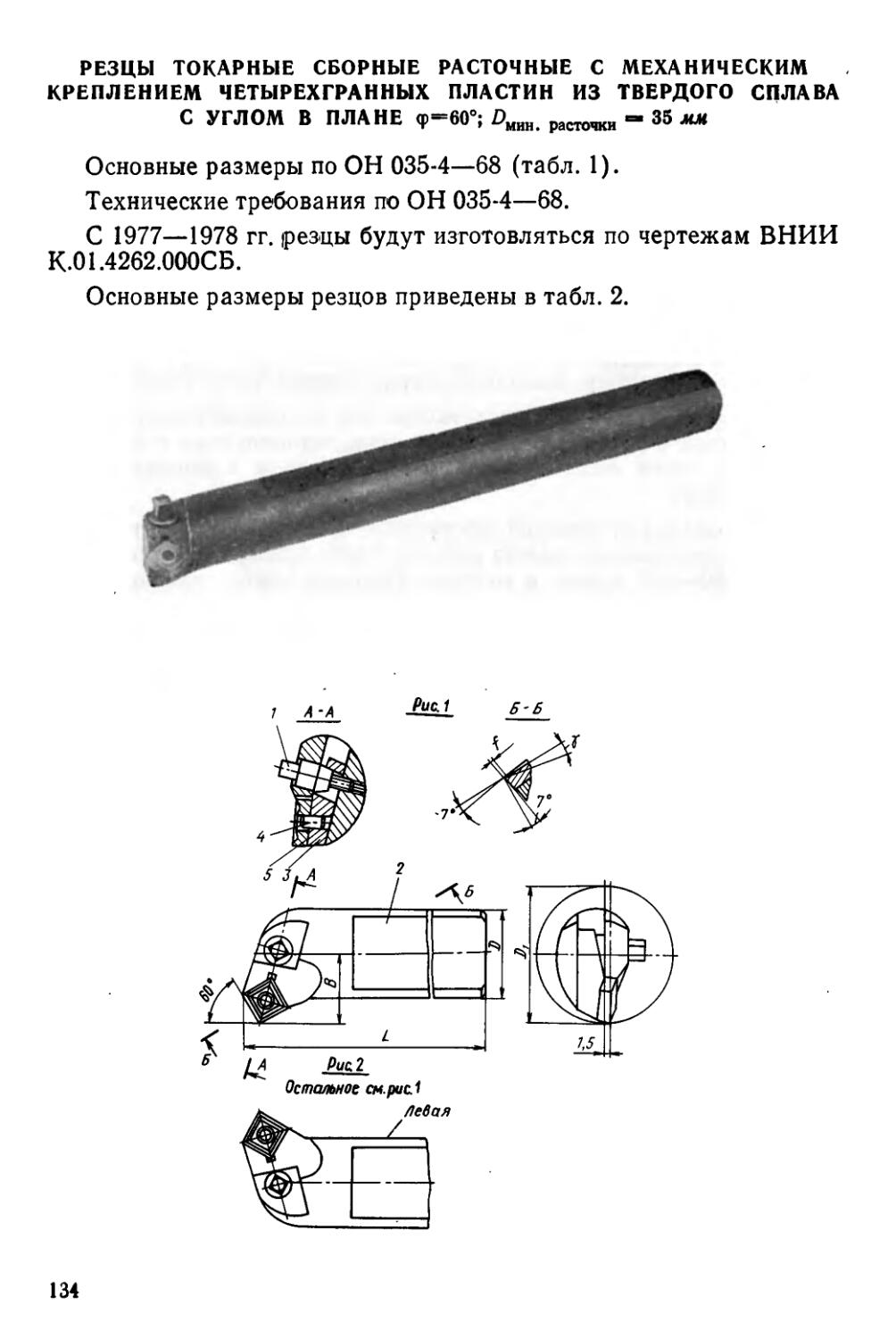
РЕЗЦЫ РАСТОЧНЫЕ ДЕРЖАВОЧНЫЕ ПРОХОДНЫЕ С УГЛОМ В ПЛАНЕ <р=60° ДЛЯ ПРЯМОГО КРЕПЛЕНИЯ
Основные размеры по ГОСТ 10044—73, тип 1.
Технические требования по ГОСТ 10047—62.
Резцы предназначены для расточки сквозных отверстий.
Материал рабочей части резца — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
22
мм
Обозначение резца Сечение резца L т 1 Завод-изготовитель
Н в
2142-0642 6 6 20 2 — ОршИЗ*
0644 25
0646 32
0648 8 8 25 3
0650 32
0652 40
0654 10 10 32 4
0656 40
0658 50
0660 12 12 40 5
0662 50
0664 63 30
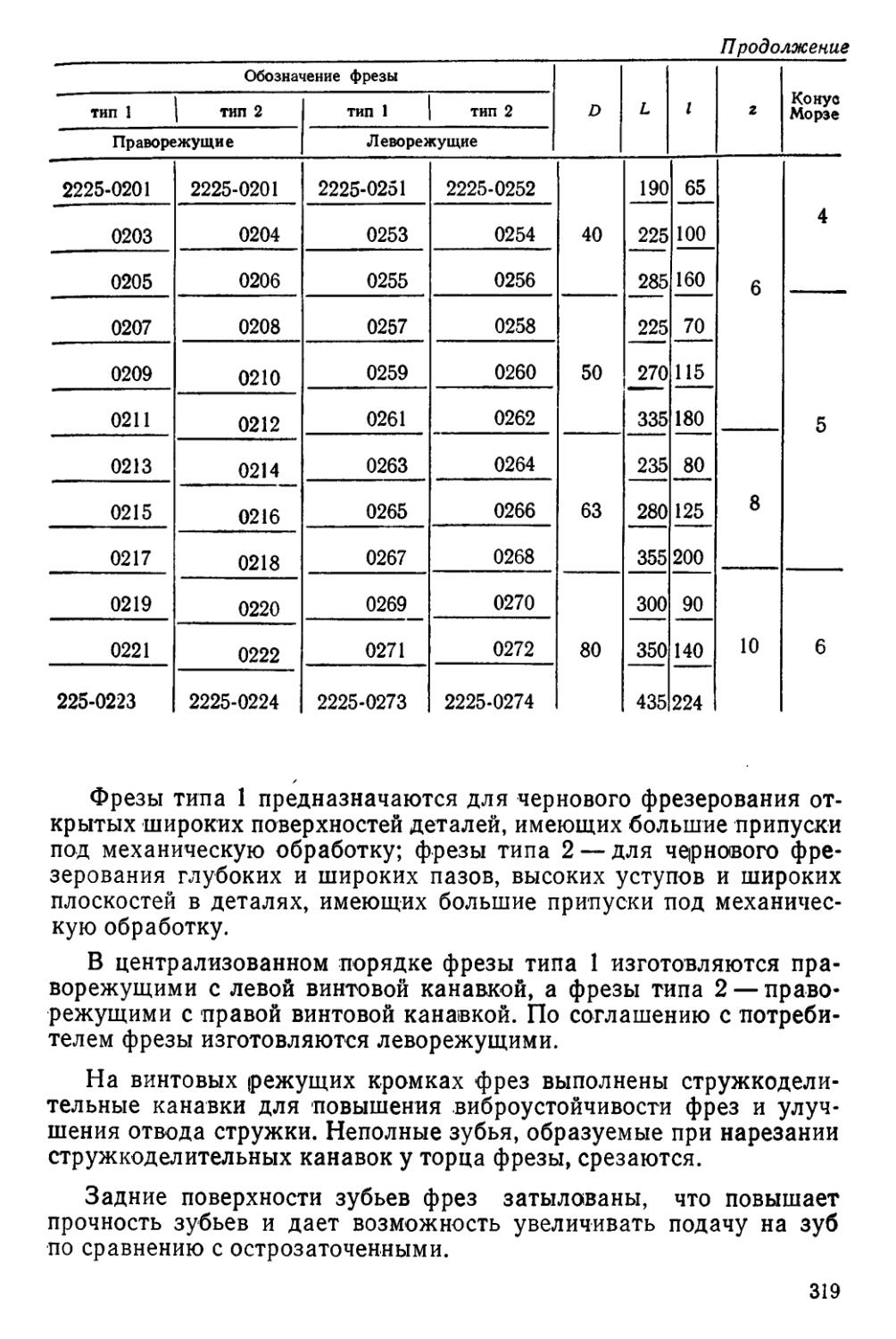
0666 16 16 63 6
2142-0668 80
* Серийно поставляется с 1/1 1976 г.
Р12, Р6МЗ по ГОСТ 19265—73 —при обработке конструкционной стали;
Р9М4К8Ф, Р9КЮ по ГОСТ 19265—73 — при обработке труднообрабатываемого материала.
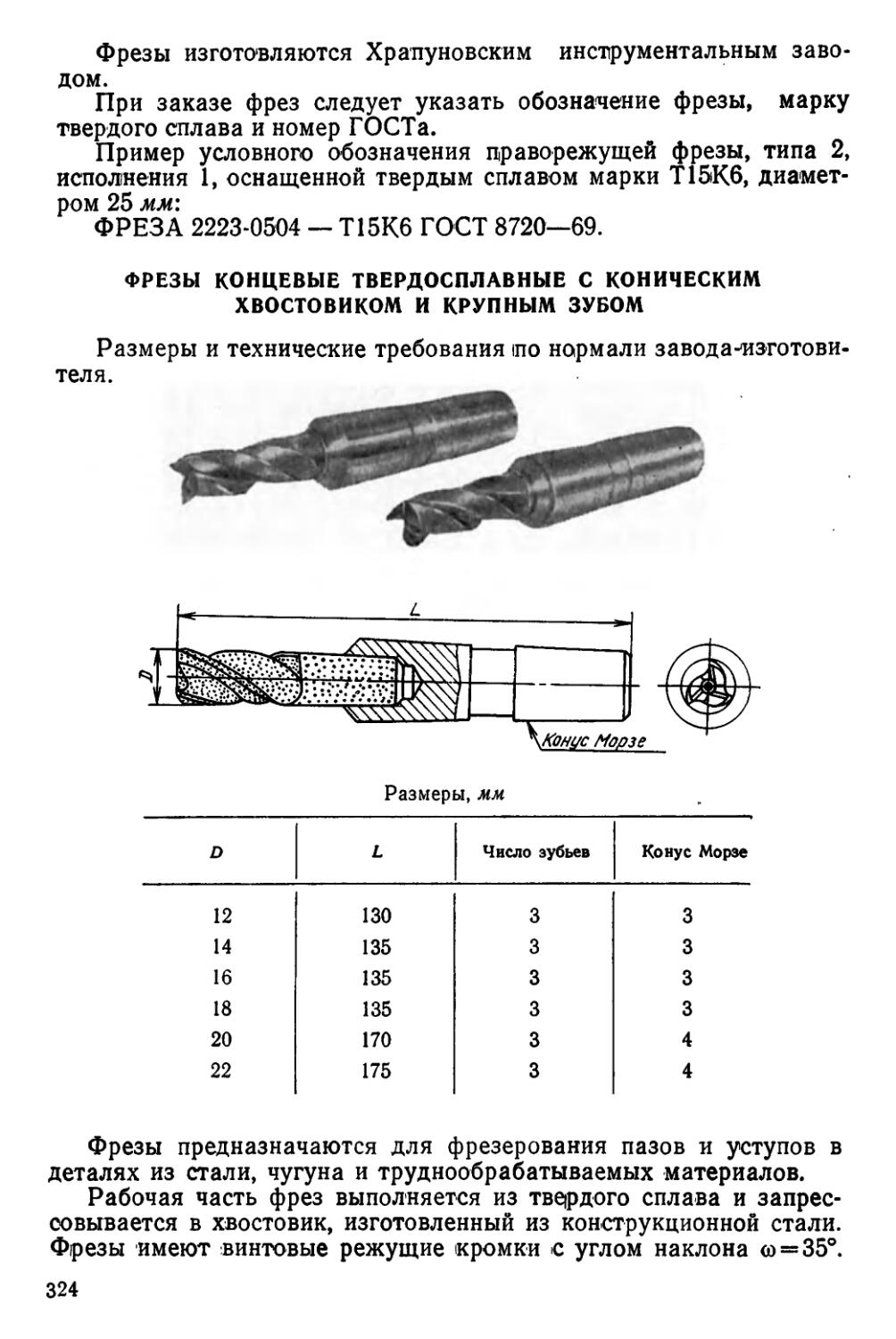
Твердость рабочей части резцов из быстрорежущей стали HRC 62—65.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у = 16°;
задние углы a=ai= 10°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 1 сечением 8x8 мм, £=32 мм'.
РЕЗЕЦ 2142-0650 — ГОСТ 10044—73.
23
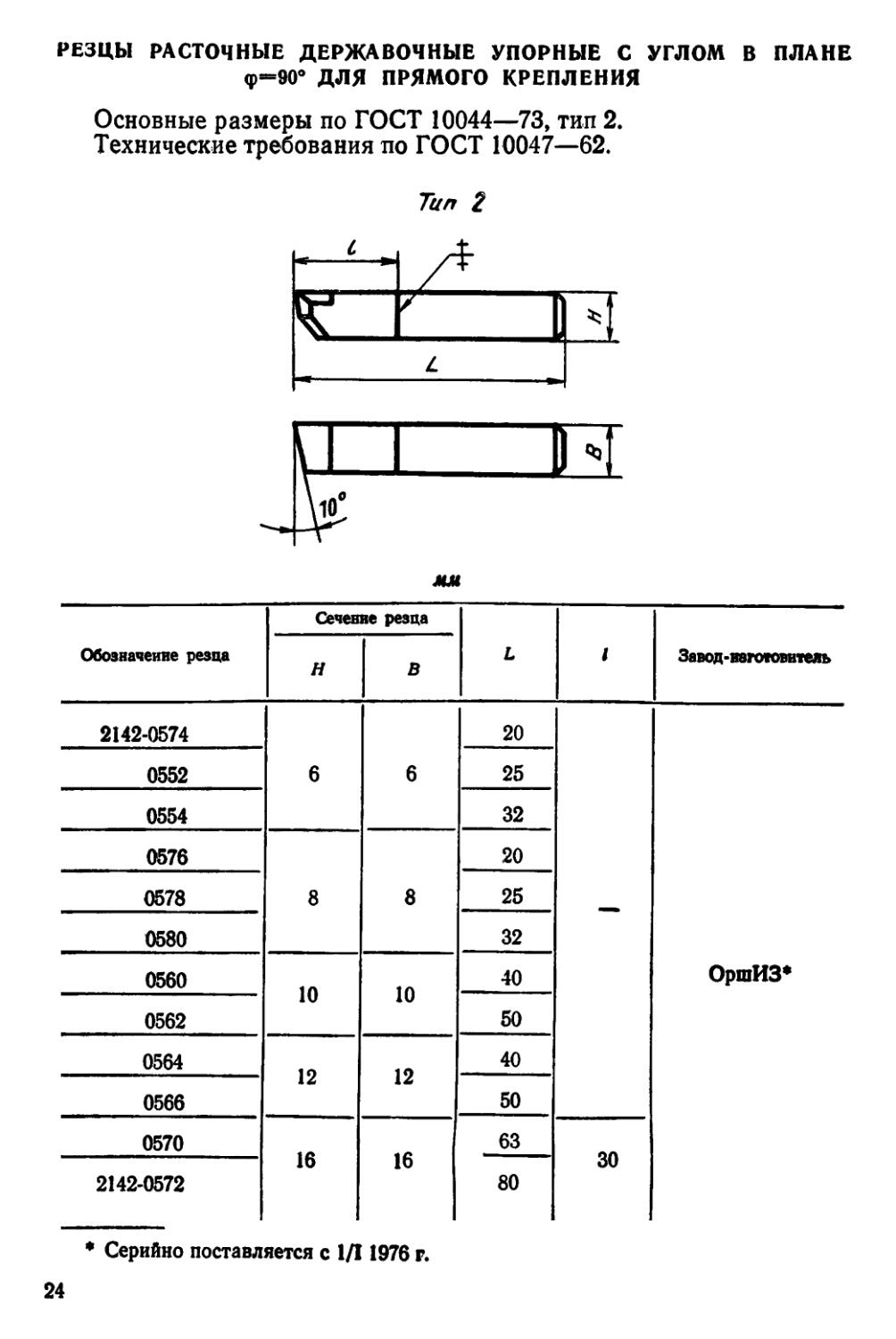
РЕЗЦЫ РАСТОЧНЫЕ ДЕРЖАВОЧНЫЕ УПОРНЫЕ С УГЛОМ В ПЛАНЕ <р-90° ДЛЯ ПРЯМОГО КРЕПЛЕНИЯ
Основные размеры по ГОСТ 10044—73, тип 2.
Технические требования по ГОСТ 10047—62.
Тип 2
мм
Обозначение резца Сечение резца L 1 Завод-изготовитель
Н В
2142-0574 6 6 20 — ОршИЗ*
0552 25
0554 32
0576 8 8 20
0578 25
0580 32
0560 10 10 40
50
0562
0564 12 12 40
0566 50
0570 16 16 63 30
2142-0572 80
* Серийно поставляется с 1Д 1976 г.
24
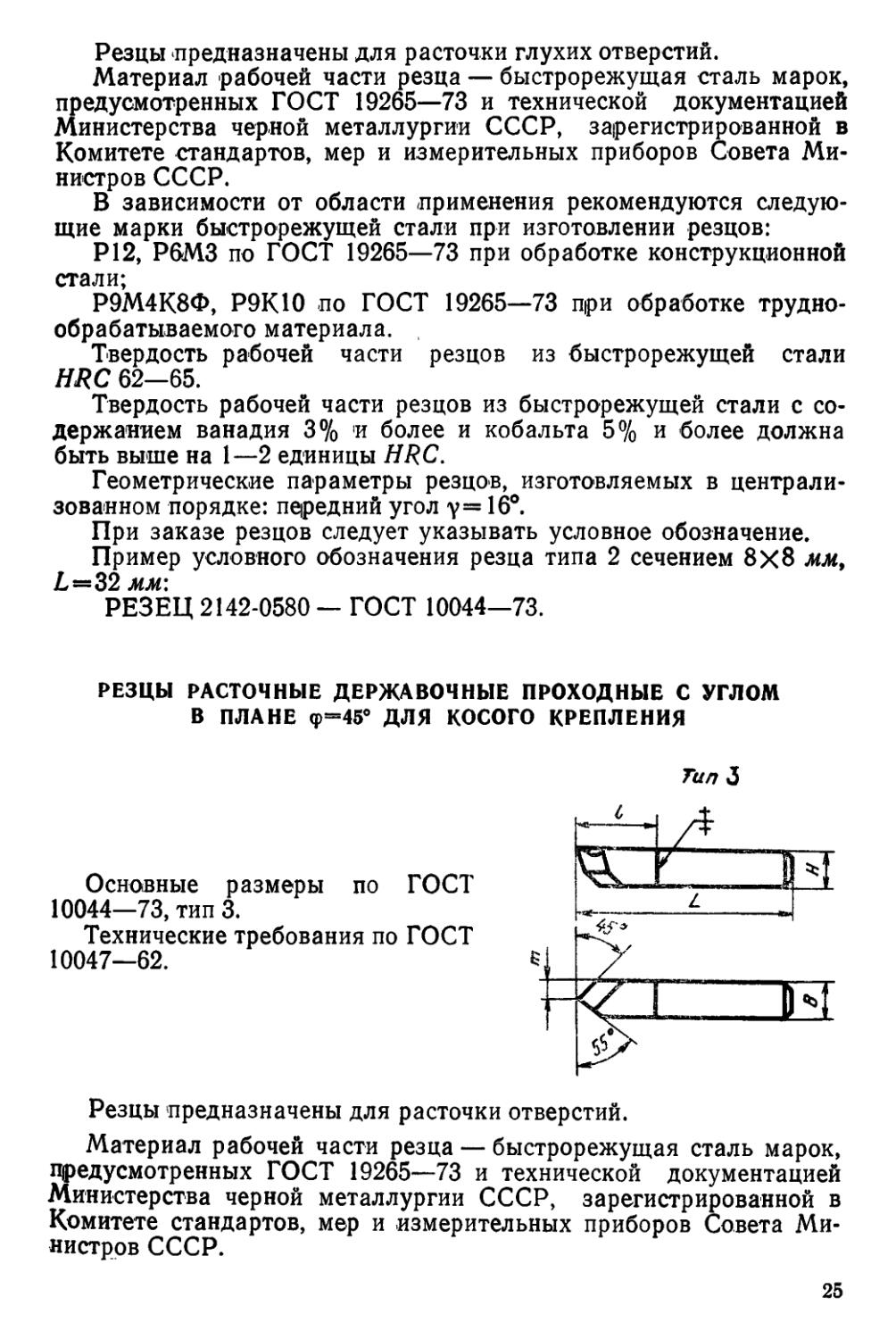
Резцы предназначены для расточки глухих отверстий.
Материал рабочей части резца — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
Р12, Р6МЗ по ГОСТ 19265—73 при обработке конструкционной стали;
Р9М4К8Ф, Р9КЮ по ГОСТ 19265—73 при обработке труднообрабатываемого материала.
Твердость рабочей части резцов из быстрорежущей стали HRC 62—65.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Геометрические параметры резцов, изготовляемых в централизованном порядке: передний угол у = 16°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 2 сечением 8x8 мм, £==32 мм\
РЕЗЕЦ 2142-0580 — ГОСТ 10044—73.
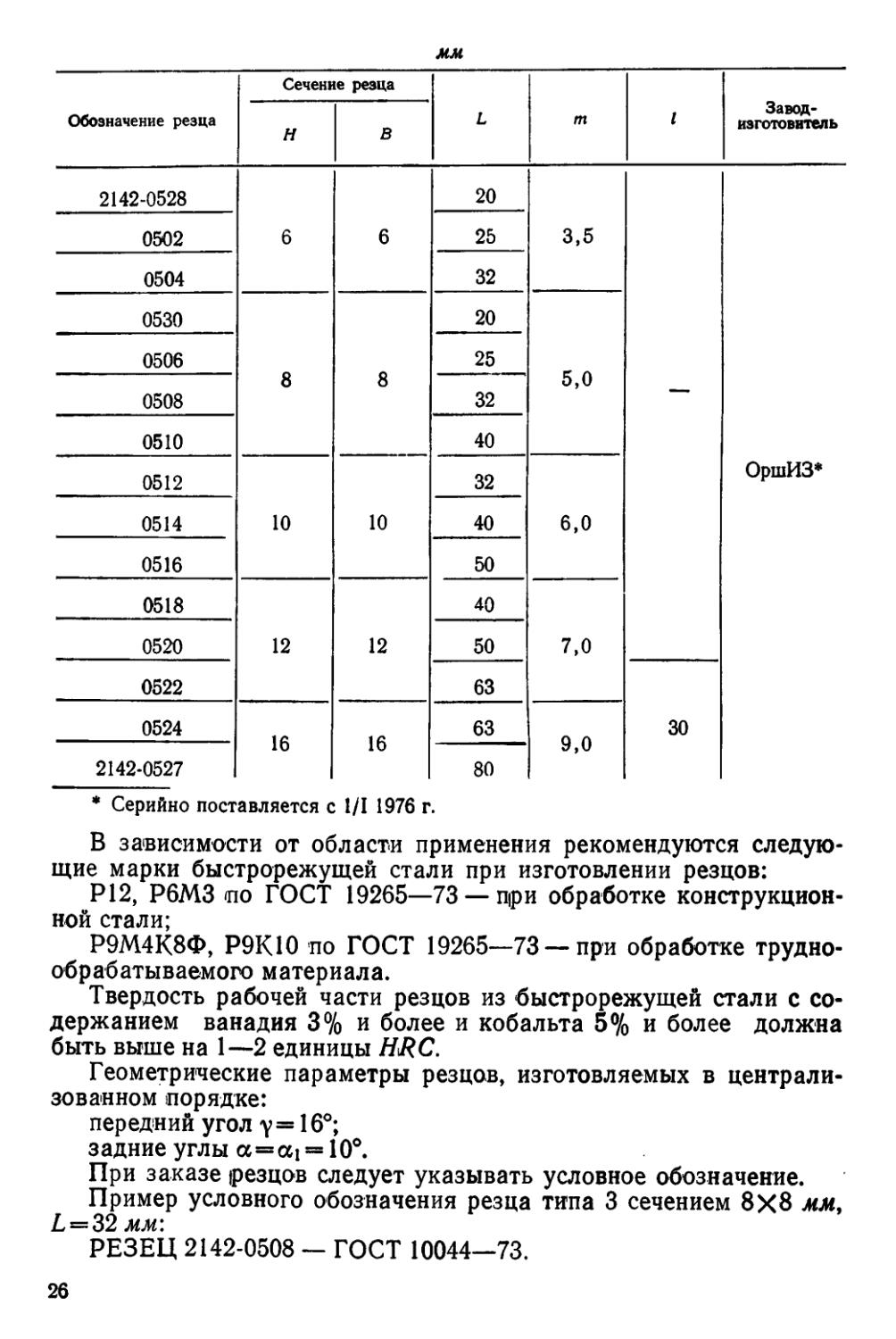
РЕЗЦЫ РАСТОЧНЫЕ ДЕРЖАВОЧНЫЕ ПРОХОДНЫЕ С УГЛОМ В ПЛАНЕ ф=45° ДЛЯ КОСОГО КРЕПЛЕНИЯ
Основные размеры по ГОСТ 10044—73, тип 3.
Технические требования по ГОСТ 10047—62.
Тил 3
Резцы предназначены для расточки отверстий.
Материал рабочей части резца — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
25
мм
Обозначение резца Сечение резца L т 1 Завод-изготовитель
Н в
2142-0528 6 6 20 3,5 — ОршИЗ*
0502 25
0504 32
0530 8 8 20 5,0
0506 25
0508 32
0510 40
0512 10 10 32 6,0
0514 40
0516 50
0518 12 12 40 7,0
0520 50
0522 63 30
0524 16 16 63 9,0
2142-0527 80
* Серийно поставляется с 1/1 1976 г.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
Р12, Р6МЗ по ГОСТ 19265—73 — при обработке конструкционной стали;
Р9М4К8Ф, Р9КЮ по ГОСТ 19265—73 — при обработке труднообрабатываемого материала.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у = 16°;
задние углы a=ai = 10®.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 3 сечением 8x8 мм, L=32 мм:
РЕЗЕЦ 2142-0508 — ГОСТ 10044—73.
26
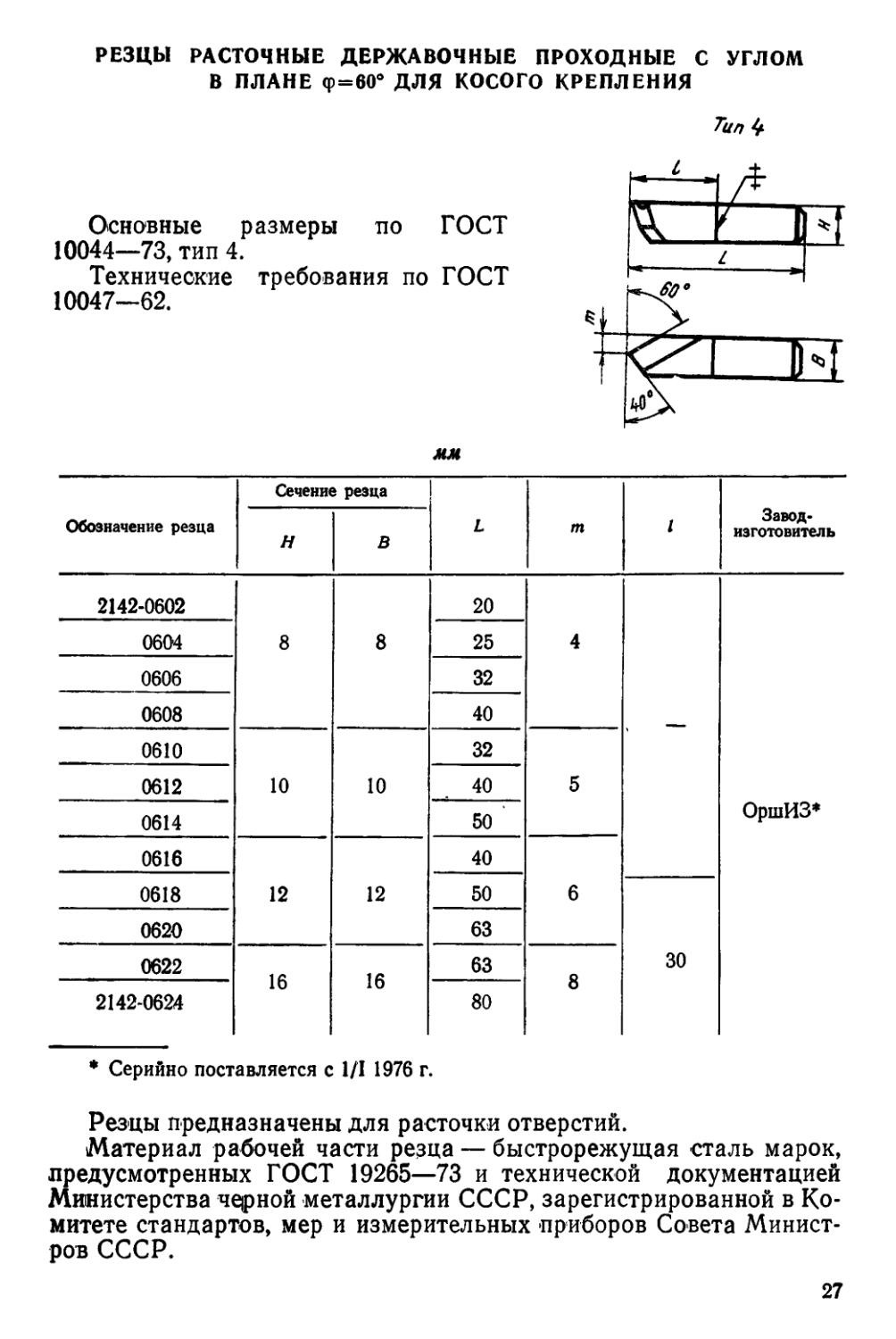
РЕЗЦЫ РАСТОЧНЫЕ ДЕРЖАВОЧНЫЕ ПРОХОДНЫЕ С УГЛОМ В ПЛАНЕ ср=60° ДЛЯ КОСОГО КРЕПЛЕНИЯ
Основные размеры по ГОСТ 10044—73, тип 4.
Технические требования по ГОСТ 10047—62.
Тип 4
мм
Обозначение резца Сечение резца L т 1 Завод-изготовитель
Н в
2142-0602 8 8 20 4 , — ОршИЗ*
0604 25
0606 32
0608 40
0610 10 10 32 5
0612 40
0614 50
0616 12 12 40 6
0618 50 30
0620 63
0622 16 16 63 8
2142-0624 80
* Серийно поставляется с 1/1 1976 г.
Резцы предназначены для расточки отверстий.
Материал рабочей части резца — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
27
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
Р12, Р6МЗ по ГОСТ 19265—73 — при обработке конструкционной стали;
Р9М4К8Ф, Р9К10 по ГОСТ 19265—73—>при обработке труднообрабатываемого материала.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у = 16°;
задние углы a=ai = 10°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 4 сечением 8X8 мм„ L = 32 мм:
РЕЗЕЦ 2142-0606 — 8x8 — ГОСТ 10044—73.
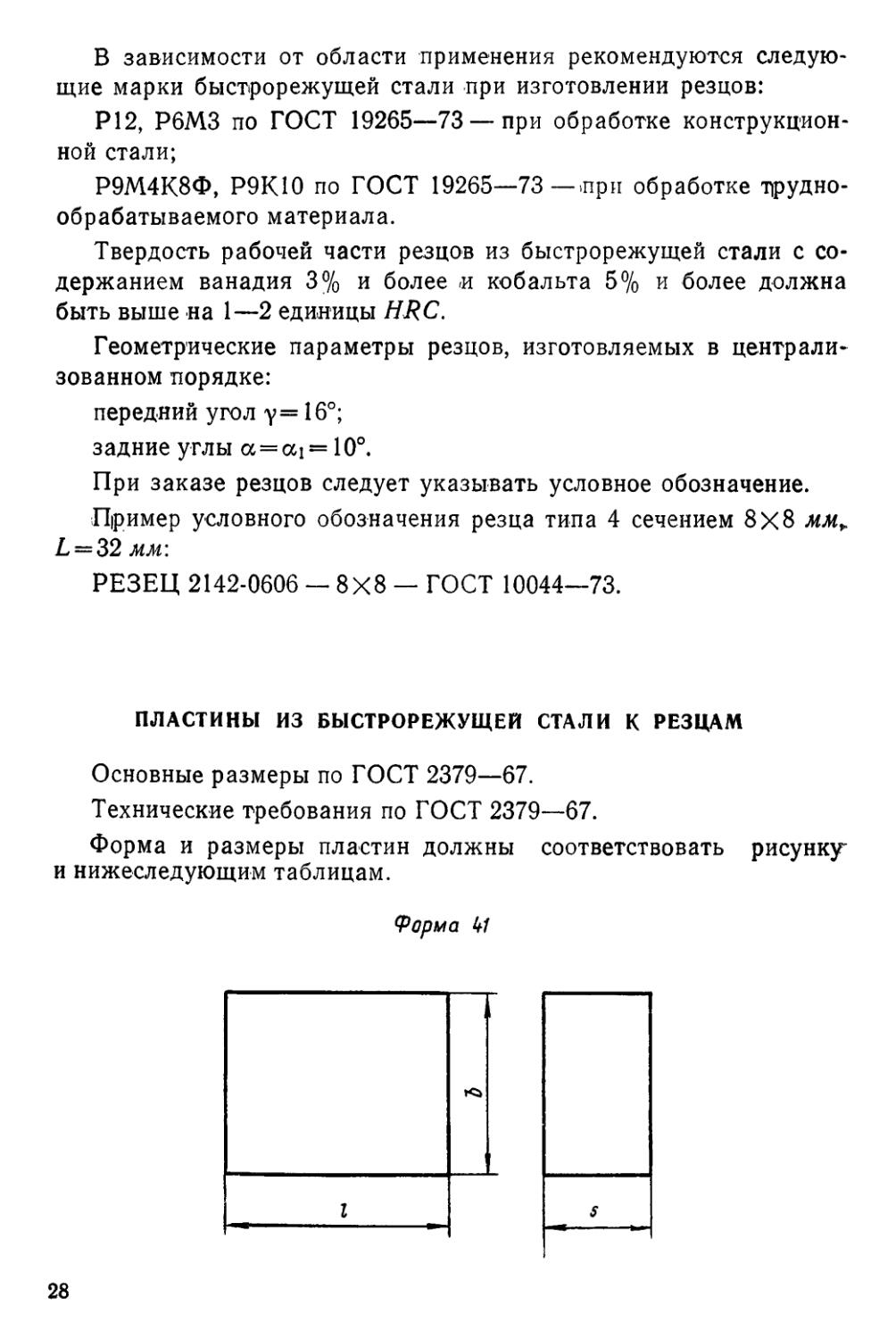
ПЛАСТИНЫ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ К РЕЗЦАМ
Основные размеры по ГОСТ 2379—67.
Технические требования по ГОСТ 2379—67.
Форма и размеры пластин должны соответствовать рисунку и нижеследующим таблицам.
Форма 4/
гса
I S
28
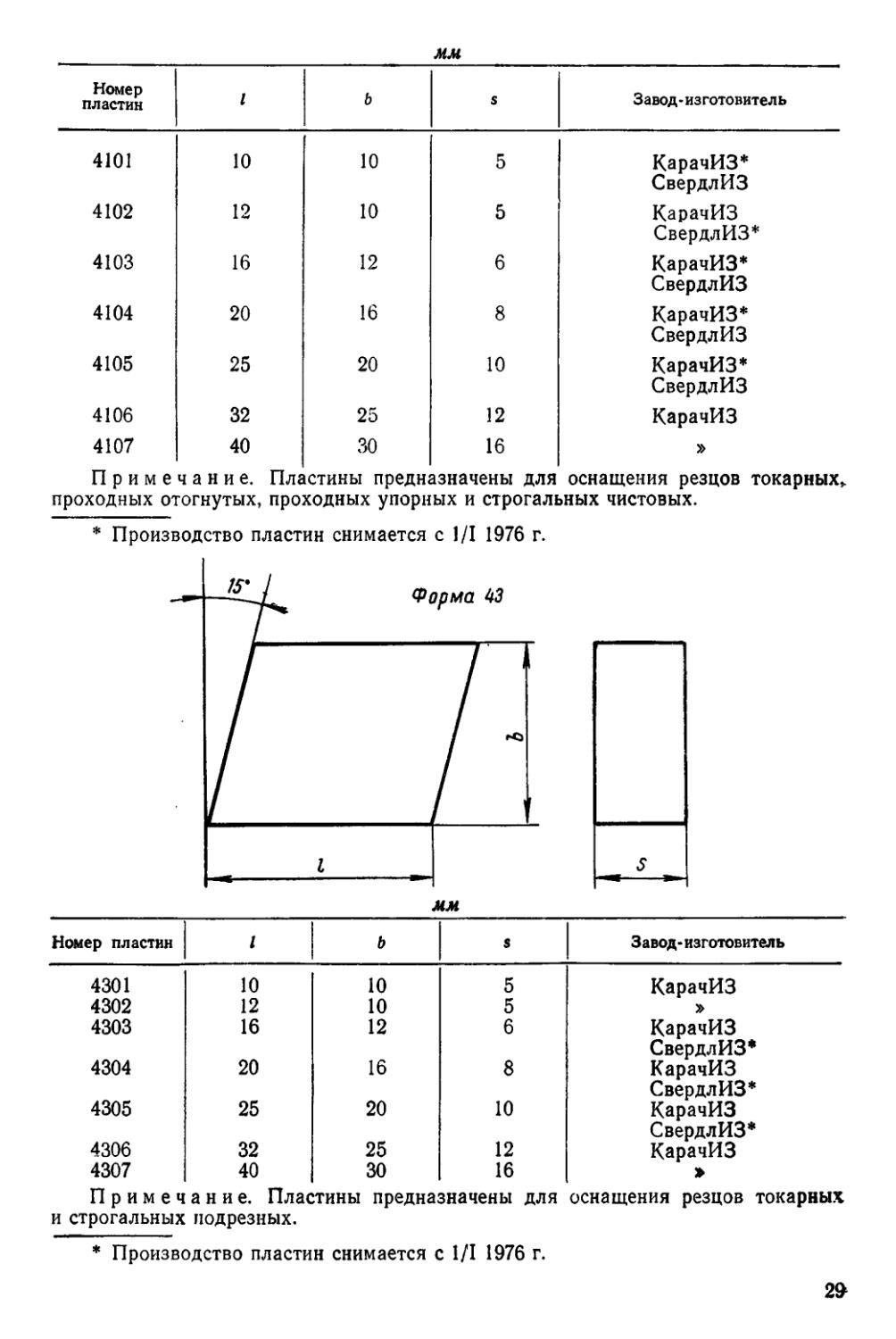
мм
Номер пластин 1 ь S Завод- изготовитель
4101 10 10 5 КарачИЗ* СвердлИЗ
4102 12 10 5 КарачИЗ СвердлИЗ*
4103 16 12 6 КарачИЗ* СвердлИЗ
4104 20 16 8 КарачИЗ* СвердлИЗ
4105 25 20 10 КарачИЗ* СвердлИЗ
4106 32 25 12 КарачИЗ
4107 40 30 16 »
Примечание. Пластины предназначены для оснащения резцов токарных,, проходных отогнутых, проходных упорных и строгальных чистовых.
* Производство пластин снимается с 1/1 1976 г.
Номер пластин 1 b S Завод- изготовитель
4301 10 10 5 КарачИЗ
4302 12 10 5 »
4303 16 12 6 КарачИЗ СвердлИЗ*
4304 20 16 8 КарачИЗ СвердлИЗ*
4305 25 20 10 КарачИЗ СвердлИЗ*
4306 32 25 12 КарачИЗ
4307 40 30 16 >
Примечание. Пластины предназначены для оснащения резцов токарных и строгальных подрезных.
* Производство пластин снимается с 1/1 1976 г.
2&
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
Номер пластин 1 Ъ S т Завод-изготовитель
4402 12 10 5 7
4403 16 12 6 9
4404 20 16 8 12 КарачИЗ
4405 25 20 10 14
4406 32 24 12 16
4407 40 30 16 22
Примечание. Пластины предназначены для оснащения резцов токарных и строгальных с углом <р—45*.
30
Форма 45
Номер пластин ь $ т Завод-изготовитель
4502 12 10 6 6
4503 16 12 8 7 КарачИЗ
4504 20 16 10 9
4508 20 16 6 9
Примечание. Пластины предназначены для оснащения резцов токарных проходных с ф=60°.
31
Форма 47
Номер пластин 1 ъ S Завод-изготовитель
4702 8 18 6
4703 10 20 8 КарачИЗ
Примечание. Пластины предназначены для оснащения резцов токарных резьбовых.
Форма 55
ММ
Номер пластин 1 h ь S Завод-изготовитель
5501 6 1,0 15 4
5502 8 2,7 18 6
5503 10 3,4 20 8 КарачИЗ
5504 12 4,1 20 8
5505 16 5,3 20 8
Примечание. Пластины предназначены для оснащения резцов токарных.
32
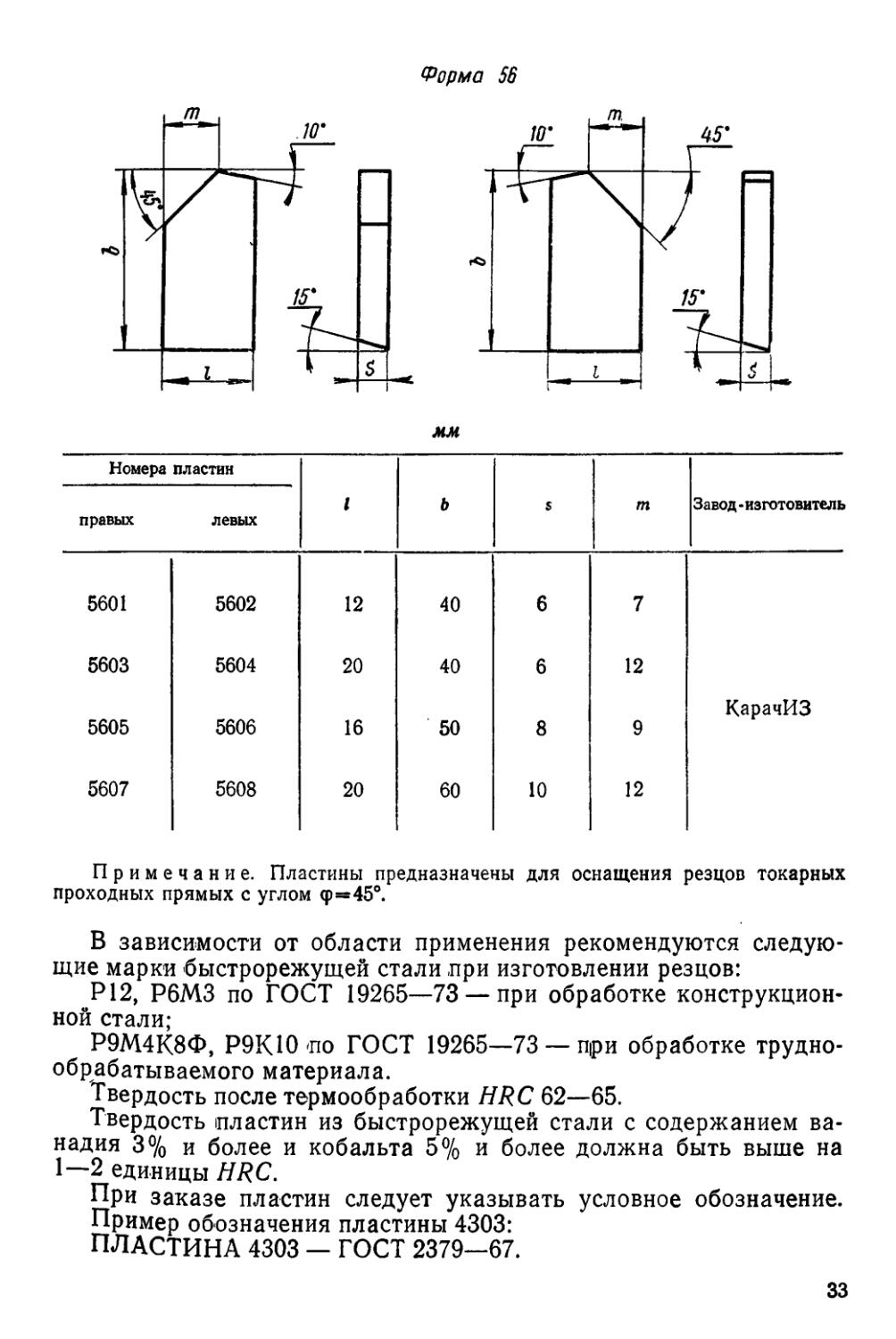
Форма 56
ММ
Номера правых пластин левых 1 b S т Завод -изготовитель
5601 5602 12 40 6 7
5603 5604 20 40 6 12 КарачИЗ
5605 5606 16 50 8 9
5607 5608 20 60 10 12
Примечание. Пластины предназначены для оснащения резцов токарных проходных прямых с углом <р=45°.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
„Р12, Р6МЗ по ГОСТ 19265—73 — при обработке конструкционной стали;
Р9М4К8Ф, Р9КЮпо ГОСТ 19265—73 — при обработке труднообрабатываемого материала.
Твердость после термообработки HRC 62—65.
Твердость пластин из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
При заказе пластин следует указывать условное обозначение.
Пример обозначения пластины 4303:
ПЛАСТИНА 4303 — ГОСТ 2379—67.
33
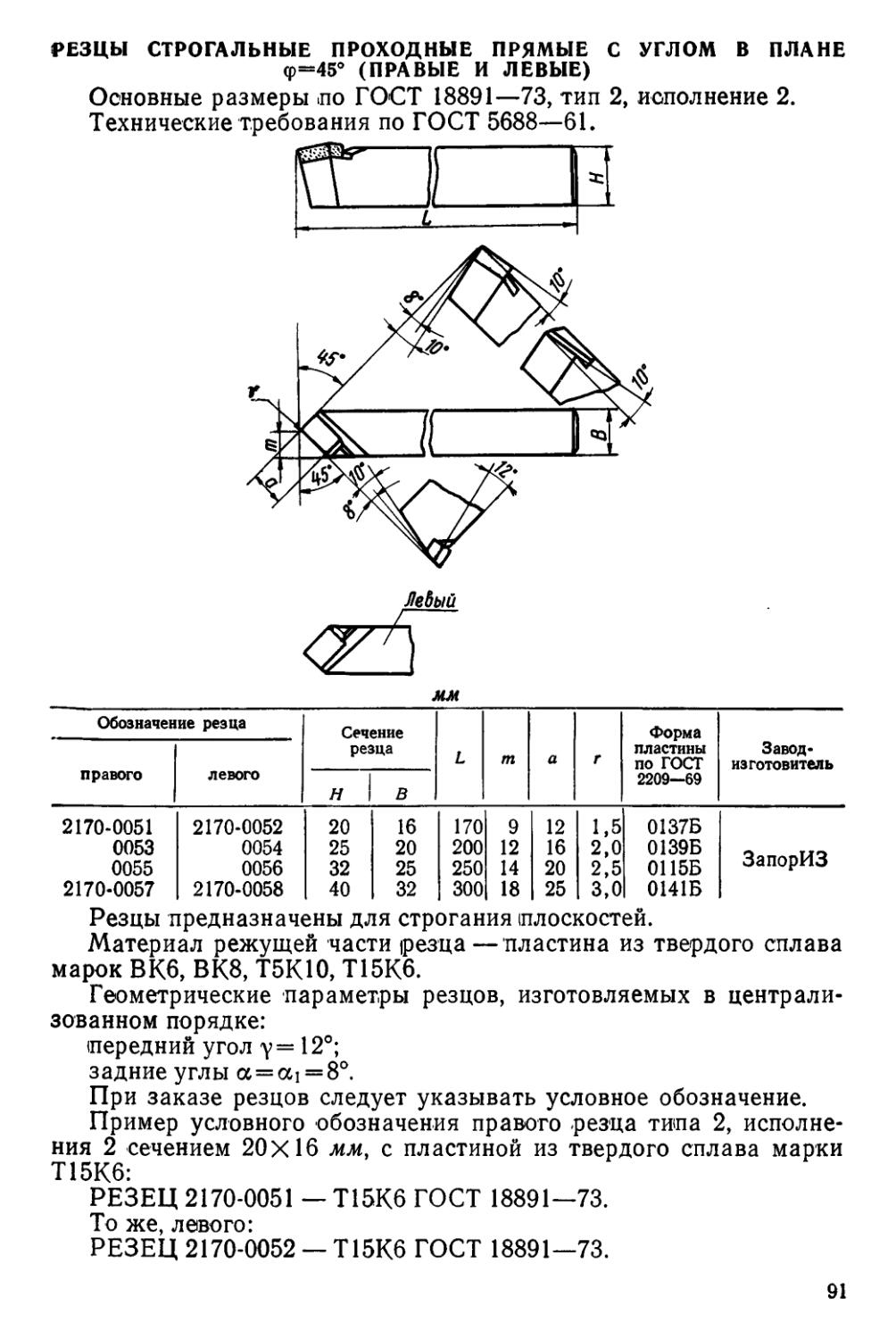
РЕЗЦЫ СТРОГАЛЬНЫЕ ПРОХОДНЫЕ ИЗОГНУТЫЕ С УГЛОМ В ПЛАНЕ <р“45° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18887—73.
Технические требования по ГОСТ 10047—62.
мм
Обозначение резца Сечение резца L 1 т Форма пластины по ГОСТ 2379—67 Завод-изготовитель
правого левого
Н В
2171-0751 2171-0752 25 16 220 50 9 4403
0755 0756 32 20 280 63 12 4404 БорИЗ
2171-0757 2171-0758 40 25 340 80 14 4405
Резцы предназначены для строгания плоскостей.
Материал рабочей части — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
Р12, Р6МЗ по ГОСТ 19265—73 — при обработке конструкционной стали;
34
Р9М4К8Ф, Р9КЮ по ГОСТ 19265—73— при обработке труднообрабатываемого материала.
Твердость рабочей части резцов из быстрорежущей стали HRC 62—65.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Централизованно изготовляются правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у = 12°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример обозначения правого резца сечением 25X16 мм:
РЕЗЕЦ 2171-0751 — ГОСТ 18887—73.
То же, левого:
РЕЗЕЦ 2171-0752 — ГОСТ 18887—73.
РЕЗЦЫ СПЕЦИАЛЬНЫЕ АВТОМАТНЫЕ ОТРЕЗНЫЕ ПЛАСТИНЧАТЫЕ (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по нормали завода-изготовителя 2131—4300.
Технические требования завода-изготовителя Сп ТУ 01—69.
35
Размеры, мм
Обозначение резца Сечение резца L а г V, град Завод-изготовитель
правого левого
Н 1 В
2131-^ 2131- 4302 12 3 85 з 0,2 8
4303 4304 100
4329 4330 18 4 125 4 0,2 10
4331 4332 150
4341 4342 12 5 125 5 0,2 12
4343 4344 150
4349 4350 20 5 125 5 0,2 12 КарачИЗ
4351 4352 150
4353 4354 25 5 125 5 0,2 12
4355 4356 150
2131--13™ 2131- 4374 25 5 125 6 0,2 12
4375 4376 150
Резцы предназначены для операции отрезки на станках-автоматах и полуавтоматах.
Материал рабочей части — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
Р12, Р6МЗ по ГОСТ 19265—73 — при обработке конструкционной стали;
Р9М4К8Ф, Р9К10 по ГОСТ 19265—73 — при обработке труднообрабатываемого материала.
Твердость рабочей части резцов из быстрорежущей стали HRC 62—65.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол — см. таблицу;
задние углы а = 12°; at = 2°.
36
При заказе резцов следует указывать условное обозначение.
Пример обозначения правого резца сечением 12x5 мм, шириной а = 5 мм\
4341
РЕЗЕЦ 12X5X5 — 2131-
То же, левого:
4342
РЕЗЕЦ 12x5x5-2131-^7-
РЕЗЦЫ СПЕЦИАЛЬНЫЕ АВТОМАТНЫЕ ПРОХОДНЫЕ С УГЛОМ В ПЛАНЕ ф=30® (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по нормалям
„ 51630-16 51630-19 51630-16 51630-19
П -------------------и -------------------
021 207 022 208
завода-изготовителя
Технические требования завода-изготовителя Сп ТУ 01—69.
Резцы предназначены для обточки деталей по наружному диаметру «а револьверных станках и станках-автоматах и полуавтоматах.
37
мм
Обозначение резца Сечение резца L т г 1 Завод-изготовитель
правого левого
Я В
51630-16 51630-16 8 8 50 5 0,5
021 022
51630-16 51630-16 10 10 60 6 0,5
023 024
51630-16 51630-16 12 12 70 8 0,5 КарачИЗ
025 026
51630-16 51630-16 16 16 80 11 1,0
029 030
51630-16 51630-16 20 20 100 14 1,0 50
031 032
Материал рабочей части—быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
Р12, Р6МЗ по ГОСТ 19265—73 —при обработке конструкционной стали;
Р9М4К8Ф, Р9КЮ по ГОСТ 19265—73 — при обработке труднообрабатываемого материала.
Твердость рабочей части резцов из быстрорежущей стали HRC 62—65.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Централизованно изготовляются только правые резцы. Левые
резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у= 12°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример обозначения правого резца сечением 10x10 мм с углом в плане <р=30°:
РЕЗЕЦ 10X10x30° —
То же, левого:
РЕЗЕЦ 10X10X30° —
51630-16 023
51630-16 024
38
РЕЗЦЫ СПЕЦИАЛЬНЫЕ АВТОМАТНЫЕ ПРОХОДНЫЕ С УГЛОМ
В ПЛАНЕ <р=45° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по нормали завода-изготовителя ».г, 51630-17 51630-17
МАП ОН ~ 007
Технические требования завода-изготовителя Сп ТУ 01—69.
м-м
мм
Обозначение резца Сечение резца L т г 1 Завод-изготовитель
правого левого
н 1 В
51630-17 51630-17 8 8 50 4 0,5
011 012
51630-17 51630-17 10 10 60 5 0,5
001 5169 002 КарачИЗ
10 10 60 6 0,5
0019
51630-17 51630-17 12 12 70 6 0,5
003 004
39
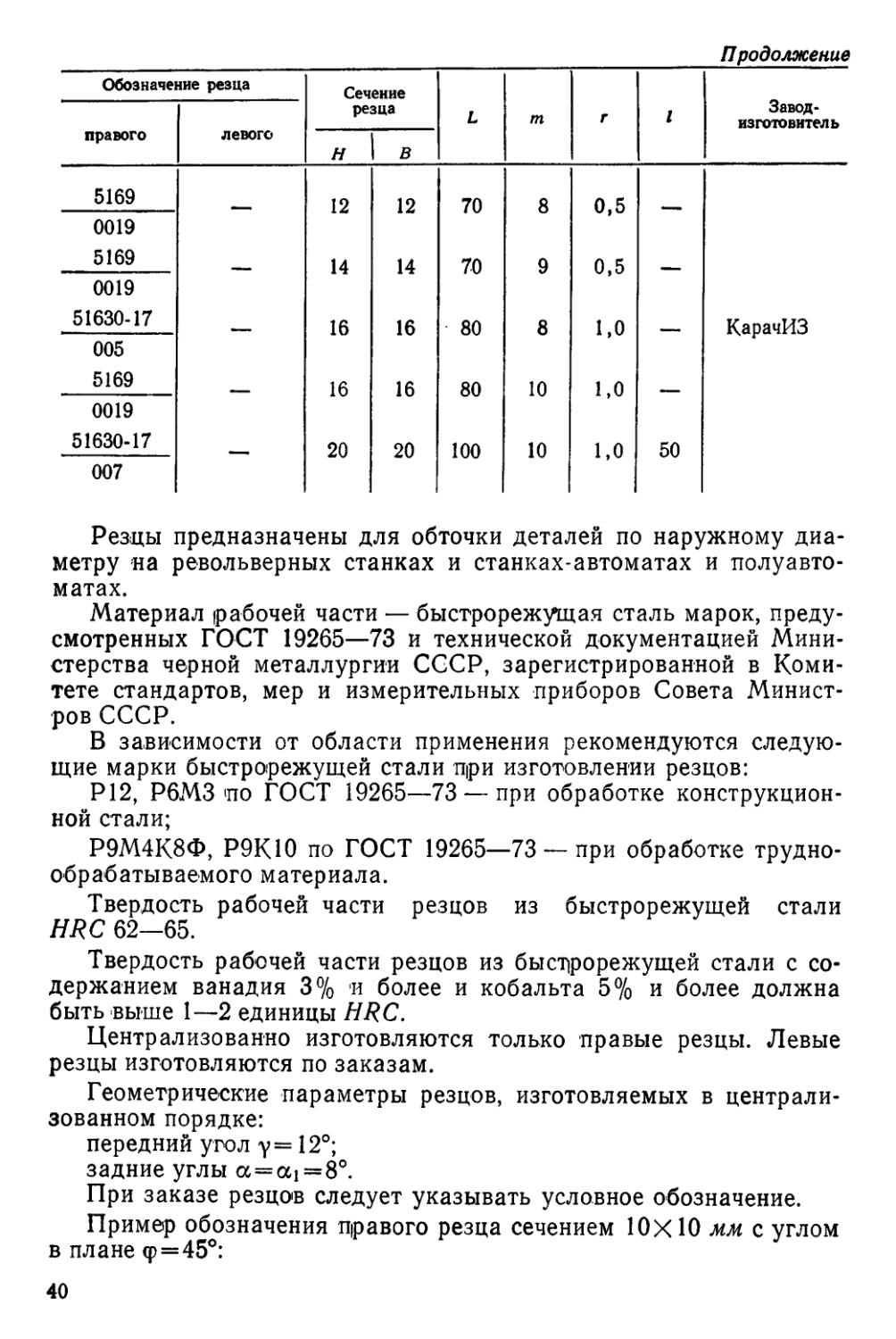
Продолжение
Резцы предназначены для обточки деталей по наружному диаметру на револьверных станках и станках-автоматах и полуавтоматах.
Материал рабочей части — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
Р12, Р6МЗ по ГОСТ 19265—73 — при обработке конструкционной стали;
Р9М4К8Ф, Р9К10 по ГОСТ 19265—73 — при обработке труднообрабатываемого материала.
Твердость рабочей части резцов из быстрорежущей стали HRC 62—65.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше 1—2 единицы HRC.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у = 12°;
задние углы а=«1=8°.
При заказе резцов следует указывать условное обозначение.
Пример обозначения правого резца сечением 10X10 мм с углом в плане <р=45°:
40
РЕЗЕЦ 10X10X45° —
То же, левого:
РЕЗЕЦ 10x10x45° —
51630-17 001
51630-17 002
РЕЗЦЫ СПЕЦИАЛЬНЫЕ АВТОМАТНЫЕ ПРОХОДНЫЕ С УГЛОМ В ПЛАНЕ ф=75° (ПРАВЫЕ И ЛЕВЫЕ)
Основные
МАП
51630-19
211
размеры по 51630-19
208
нормали завода-изготовителя
Технические требования завода-изготовителя Сп ТУ 01—69.
Резцы предназначены для обточки деталей по наружному диаметру на револьверных станках и станках-автоматах и полуавтоматах.
Материал рабочей части — быстрорежущая сталь марок, предусмотренных ГОСТ и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
Р12, Р6МЗ по ГОСТ 19265—73 — при обработке конструкционной стали;
Р9М4К8Ф по ТУ 128—68, Р9КЮ по ГОСТ 19265—73 —при обработке труднообрабатываемого материала.
41.
мм
Обозначение резца Сечение резца L т г 1 Завод-изготовитель
правого левого
Н 1 в
51630-19 51630-19 8 8 50 2 0,5 0,5 0,5 1,0 1,0
211 51630-19 212 51630-19 10 10 60 3
201 51630-19 202 51630-19 12 12 70 3 КарачИЗ
203 51630-19 204 51630-19 16 16 80 4
205 51630-19 206 51630-19 20 20 100 5 50
207 208
Твердость рабочей части резцов из быстрорежущей стали HRC 62—65.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у= 12°;
задние углы a=ai = 8°.
При заказе резцов следует указывать условное обозначение.
Пример обозначения правого резца сечением 10x10 мм с углом в плане ф=75°:
51630-19
РЕЗЕЦ 10Х10X75° —-------------•
То же, левого:
51630-19
РЕЗЕЦ 10Х10X75° —--------
42
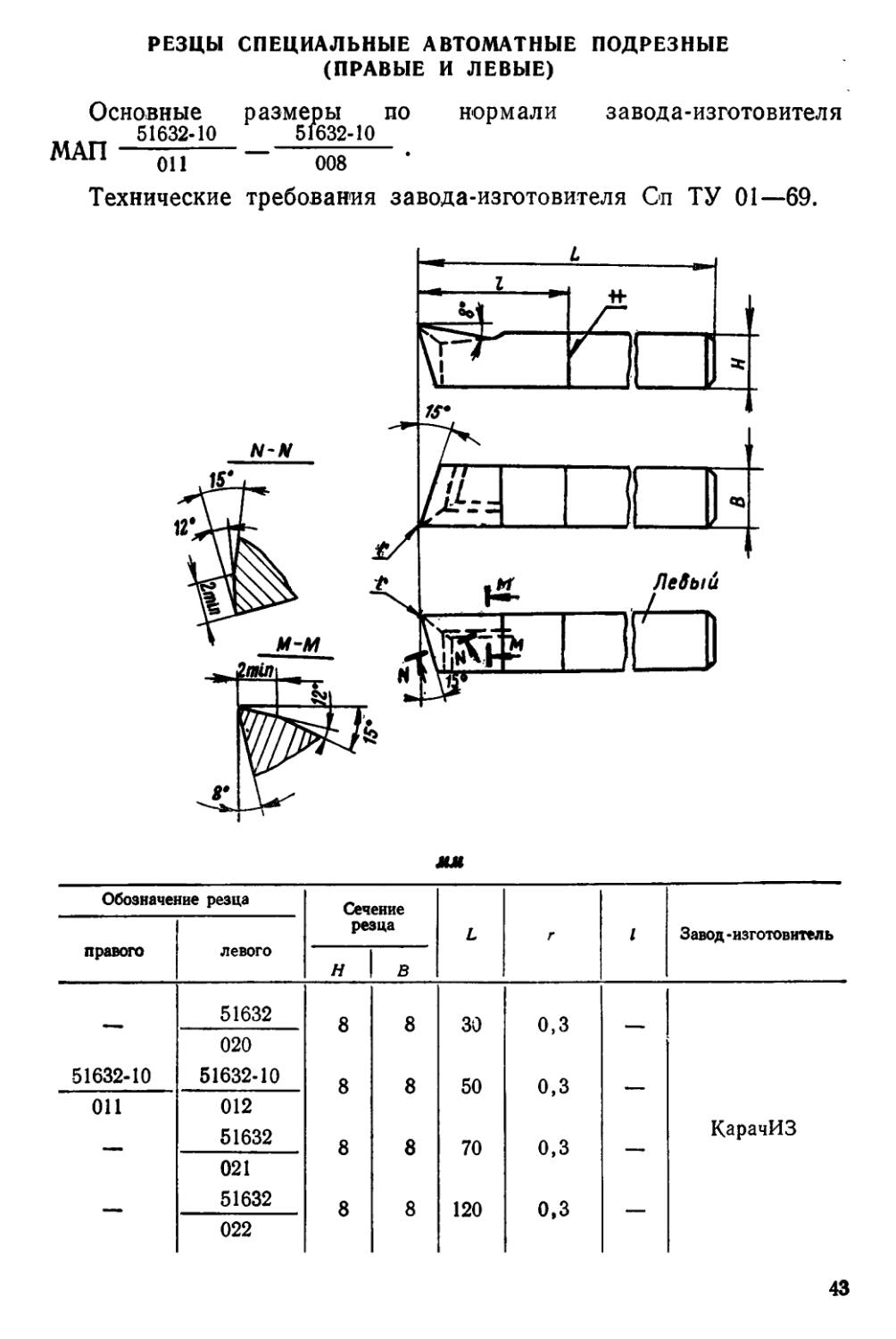
РЕЗЦЫ СПЕЦИАЛЬНЫЕ АВТОМАТНЫЕ ПОДРЕЗНЫЕ (ПРАВЫЕ И ЛЕВЫЕ)
Основные
МАП
51632-10
011
размеры по 51632-10
— 008
нормали завода-изготовителя
Технические требования завода-изготовителя Сп ТУ 01—69.
мм
Обозначение резца Сечение резца L г 1 Завод -изготовитель
правого левого
н 1 в
51632 8 8 30 0,3
020
51632-10 51632-10 8 8 50 0,3
ОН 012
51632 8 8 70 0,3 КарачИЗ
021
51632 8 8 120 0,3
022
43
Продолжений
Обозначение резца Сечение резца L г 1 Завод-изготовитёль
правого левого
Н 1 в
51632 8 8 150 0,3
023
51632-10 51632-10 10 10 60 0,5
001 002
51632 10 10 65 0,5
028
51632 10 10 100 0,5 50
029
51632 10 10 но 0,5 50
024
51632 12 12 65 0,6
30
51632-10 51632-10 12 12 70 , 0,6 КарачИЗ
003 004
51632 12 12 100 0,6 50
31
51632 12 12 120 0,6 50
025
51632 12 12 175 0,6 50
026
51632-10 51632-10 16 16 80 0,8
005 006
51632-10 51632-10 20 20 100 0,8 50
007 008
Резцы предназначены для обточки деталей по наружному диаметру на револьверных станках и станках-автоматах и полуавтоматах.
Материал рабочей части — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
44
Р12, Р6МЗ по ГОСТ 19265—73 — при обработке конструкцион-нбц стали;
^9М4К8Ф, Р9КЮ по ГОСТ 19265—73 — при обработке труднообрабатываемого материала.
Твердость рабочей части резцов из быстрорежущей стали HRC 62—65 с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у= 12°;
задние углы a=ai = 8°.
При заказе резцов следует указывать условное обозначение.
Пример обозначения правого резца сечением 10Х10 мм с углом в плане®=90°:
51632-10
РЕЗЕЦ 10Х10X90° —-------------•
То же, левого:
51632-10
РЕЗЕЦ 10Х10X90° --------------•
vUZ
Основные „ 51633
РЕЗЦЫ СПЕЦИАЛЬНЫЕ АВТОМАТНЫЕ ОТРЕЗНЫЕ (ПРАВЫЕ И ЛЕВЫЕ)
размеры по нормали завода-изготовителя 51633
П1Л11 77 — ТГ. •
411 414
Технические требования завода-изготовителя Сп ТУ 01—69.
Резцы предназначены для операции отрезки на револьверных станках и станках-автоматах и полуавтоматах.
Материал рабочей части — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
В зависимости от области применения рекомендуются следующие марки быстрорежущей стали при изготовлении резцов:
Р12, Р6МЗ по ГОСТ 19265—73 — при обработке конструкционной стали;
Р9М4К8Ф, Р9КЮ по ГОСТ 19265—73 — при обработке труднообрабатываемого материала.
45
Твердость рабочей части резцов из быстрорежущей стали HRC 62—65.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1—2 единицы HRC.
Централизованно изготовляются только правые резцы. Левые
резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централи-
зованном порядке:
передний угол у = 12°;
задние углы a = ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца сечением 10Х Ю мм, длиной 175 мм\
РЕЗЕЦ 10X10X175-
То же, левого:
РЕЗЕЦ 10X10X175-
51633-16 363
51633-16 364
46
мм
Обозначение резца Сечение резца L а г 1 Завод-изготовитель
правого левого
н 1 в
51633 8 8 50 1,5 1,0
401
51633 8 8 70 2,0 1,0
402
51633-16 51633-16 8 8 120 2,0 1,0
361 362
51633 8 8 150 1,5 1,5
403
51633 10 10 80 2,0 1,0
410
51633 10 10 100 1,5 1,0 50
411
51633 10 10 ПО 2,5 1,0 50
405
51633-16 51633-16 10 10 175 2,0 1,0 50
363 364
51633-16 51633-16 10 10 175 2,5 1,0 50
365 366 КарачИЗ
51633 12 12 65 3,0 1,0
412
51633 12 12 70 1,5 1,5
406
51633 12 12 100 2,0 1,0 60
413
51633 12 12 120 2,5 1,5
407
51633 12 12 175 2,0 1,5 60
408
51633-16 51633-16 12 12 200 2,0 1,0 60
367 368
51633-16 51633-16 12 12 200 2,5 1,5 70
369 370
51633-16 51633-16 12 12 200 3,0 1,0 70
371 372
51633 51663 14 14 100 3,0 1,0 50
414 409
47
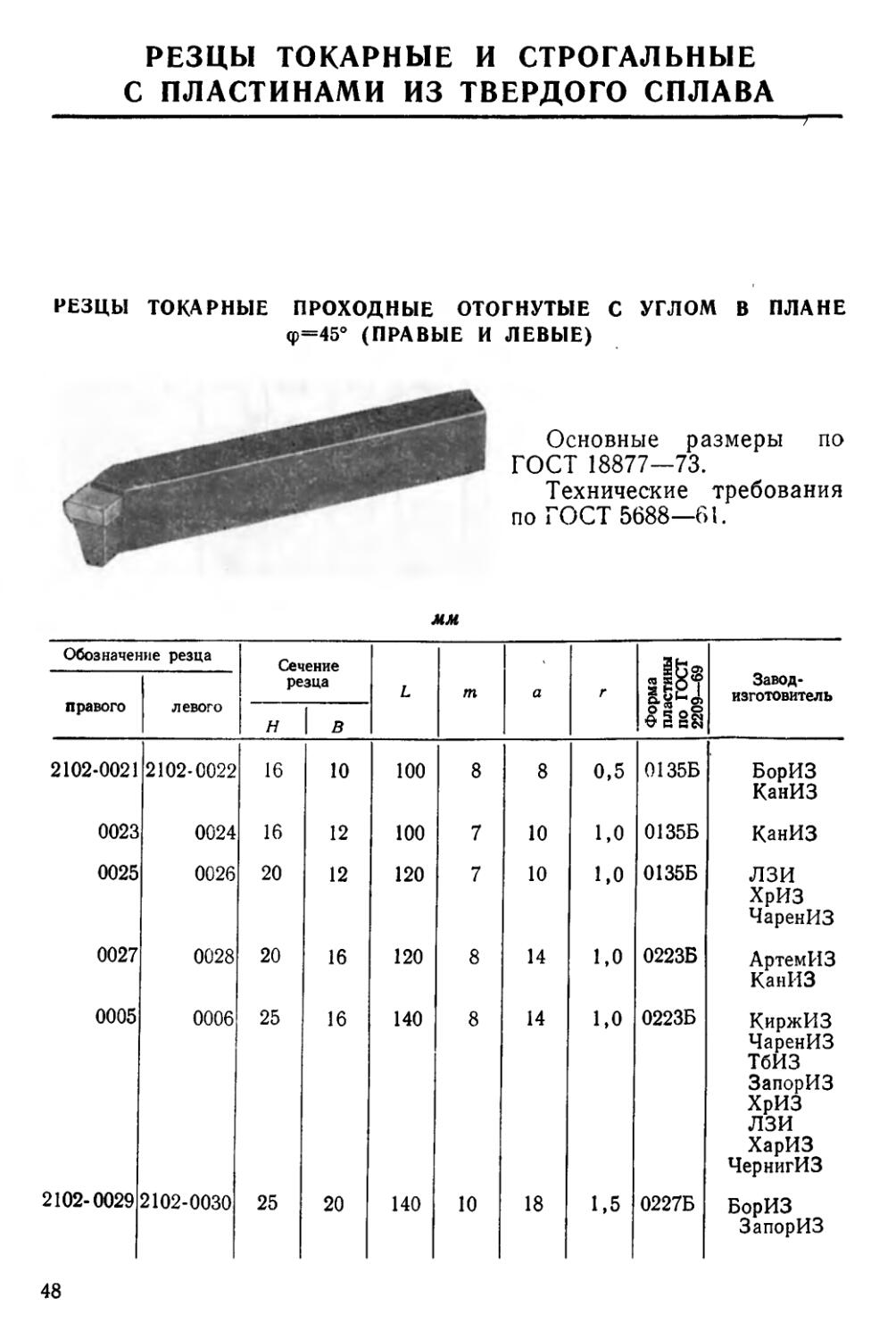
РЕЗЦЫ ТОКАРНЫЕ И СТРОГАЛЬНЫЕ С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ОТОГНУТЫЕ С УГЛОМ В ПЛАНЕ <р=45° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18877—73.
Технические требования по ГОСТ 5688—61.
мм
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
правого левого
Н 1 в
2102-0021 2102-0022 16 10 100 8 8 0,5 0135Б БорИЗ КанИЗ
0023 0024 16 12 100 7 10 1,0 0135Б КанИЗ
0025 0026 20 12 120 7 10 1,0 0135Б ЛЗИ ХрИЗ ЧаренИЗ
0027 0028 20 16 120 8 14 1,0 0223Б АртемИЗ КанИЗ
0005 0006 25 16 140 8 14 1,0 0223Б КиржИЗ ЧаренИЗ ТбИЗ ЗапорИЗ ХрИЗ ЛЗИ ХарИЗ ЧернигИЗ
2102-0029 2102-0030 25 20 140 10 18 1,5 0227Б БорИЗ ЗапорИЗ
48
П родолжение
Обозначение резца Сечение резца L tn а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
правого левого
н в
2102-0009 2102-0010 32 20 170 10 18 1,5 0227Б ТбИЗ ХрИЗ Артем ИЗ ЛЗИ ХарИЗ КанИЗ
0031 0032 32 25 170 12 22 2,0 0231Б КиржИЗ ЗапорИЗ ЧаренИЗ
0013 0014 40 25 200 12 25 2,0 0231Б БорИЗ АртемИЗ ХарИЗ
0033 0034 40 32 200 14 25 2,0 0141Б ЛЗИ
2102-0017 2102-0018 50 32 240 14 25 2,0 0141Б ЗапорИЗ
При толщине пластины U мм и Полое
При толщине пластины менее 4 мм
49
Резцы предназначены для обтачивания по наружному диаметру деталей из чугуна и подрезки торца, а также могут быть использованы для растачивания коротких отверстий большого диаметра.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины уВр= 10°;
задние углы a = ai = 8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца сечением 20X Х12 мм с углом в плане <р = 45° с пластиной из твердого-сплава марки ВК8:
РЕЗЕЦ 2102-0025 — 20X12—45° — ВК8 ГОСТ 18877—73.
То же, левого:
РЕЗЕЦ 2102-0026 —20X12 —45°—ВК8 ГОСТ 18877—73.
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ОТОГНУТЫЕ С УГЛОМ В ПЛАНЕ Ф=45° И УГЛОМ ВРЕЗКИ ПЛАСТИНЫ В СТЕРЖЕНЬ 0° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18877—73.
Технические требования по ГОСТ 5688—61.
Резцы предназначены для обтачивания по наружному диаметру и подрезки торца деталей из стали, а также могут быть использованы для растачивания коротких отверстий большого диаметра.
Материал режущей части резца — пластина из твердого сплава марок Т5К10, Т15К6.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины уВр=0°;
задние углы a = ai=8°.
Потребителем производится заточка стружколомных канавок (см.рекомендации по применению).
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца сечением 20X
X12 мм с углом в плане 45° с пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 2102-0075 —Т15К6 ГОСТ 18877—73.
То же, левого:
РЕЗЕЦ 2102-0076 — Т15К6 ГОСТ 18877—73.
50
При толщине пластины 4 мм и долее
При толщине пластины менее U мм
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2209-69 Завод-изготовите?!?
правого левого
н 1 В
2102-0071 2102-0072 16 10 100 8 8 0,5 0135Б БорИЗ КанИЗ
0073 0074 16 12 100 7 10 1,0 0135Б
0075 0076 20 12 120 7 10 1,0 0135Б ХрИЗ ЧаренИЗ
0077 0078 20 16 120 8 14 1,0 0223Б ЛЗИ АртемИЗ
2102-0055 2102-0056 25 16 140 8 14 1,0 0223Б КанИЗ КиржИЗ ЧаренИЗ
ТбИЗ
ЗапорИЗ ХрИЗ
ЛЗИ ХарИЗ ЧернигИЗ
51
Продолжение
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
правого левого
Н в
2102-0079 2102-0080 25 20 140 10 18 1,5 0227Б БорИЗ ЗапорИЗ
0059 0С60 32 20 170 10 18 1,5 0227Б ТбИЗ ХрИЗ Артем ИЗ ЛЗИ ХарИЗ КанИЗ
0081 0082 32 25 170 12 22 2,0 0231Б КиржИЗ ЧаренИЗ ЗапорИЗ
0063 0064 40 25 200 12 25 2,0 0231Б БорИЗ АртемИЗ ХарИЗ
0083 0084 40 32 200 14 25 2,0 0141Б ЛЗИ
2102-0067 2102-0068 50 32 240 14 25 2,0 0141Б ЗапорИЗ
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ПРЯМЫЕ С УГЛОМ В ПЛАНЕ <₽=45° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18878—73.
Технические требования по ГОСТ 5688—61.
Резцы предназначены для обтачивания по наружному диаметру деталей из чугуна.
Материал режущей части резца—пластина из твердого сплава марок В Кб, ВК8.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины уВр= 10°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца сечением 20X12 мм с углом в плане <р=45° с пластиной из твердого сплава марки ВК8:
РЕЗЕЦ 2100-0405 — ВК8 ГОСТ 18878—73.
То же, левого:
РЕЗЕЦ 2100-0406 — ВК8 ГОСТ 18878—73.
52
При толщине пластины 4 мм и долее
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
правого левого
Н ! 1 в
2100-0401 2100-0402 16 10 100 5 6 8 0,5 0133А БорИЗ
0405 0406 20 12 120 6 7 10 1,0 0135Б ХрИЗ ЧаренИЗ Артем ИЗ
0407 0408 20 16 120 8 9 12 1,0 0137Б
0409 0413 0410 0414 25 16 140 8 9 12 1,0 0137Б КиржИЗ КарпИЗ ТбИЗ ХрИЗ ЧаренИЗ
32 20 170 10,5 12 16 1,5 0139Б КарпИЗ ТбИЗ ХрИЗ АртемИЗ
0415 0416
32 25 170 12,5 14 20 2,0 0115Б КиржИЗ
2100-0417 2100-0418 40 25 200 12,5 14 20 2,0 0115Б ЧаренИЗ БорИЗ
КарпИЗ АртемИЗ
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ПРЯМЫЕ С УГЛОМ В ПЛАНЕ Ф=45° И УГЛОМ ВРЕЗКИ ПЛАСТИНЫ В СТЕРЖЕНЬ 0° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18878—73.
Технические требования по ГОСТ 5688—61.
При толщине пластины При толщине плас-
мм и более тины менее U мм
Исполнение 2
мм
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
правого левого
н 1 в
2100-0461 2100-0462 16 10 100 6 8 0,5 0133А БорИЗ
0465 0466 20 12 120 7 10 1,0 0135Б ХрИЗ
0467 0468 20 16 120 8 9 12 1,0 0137Б лкгз Артем ИЗ
0469 0470 25 16 140 8 9 12 1,0 0137Б Кирж ИЗ КарпИЗ ТбИЗ ХрИЗ ЛЗИ
0473 0474 32 20 170 10,5 2 16 1,5 0139Б КарпИЗ ТбИЗ ХрИЗ АртемИЗ ЛЗИ
0476 32 25 170 12,5 4 20 2,0 0115Б КиржИЗ
2100-0475 2100-0478 40 25 200 12,5 4 20 2,0 0115Б БорИЗ КарпИЗ АртемИЗ
54
Резцы предназначены для обтачивания по наружному диаметру деталей из стали.
Материал режущей части резца — пластина из твердого сплава марок Т5КЮ, Т15К6.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины уВр=0°;
задние углы а=«1=8°.
Потребителем производится заточка стружколомных канавок (см. рекомендации по применению).
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца сечением 20Х 12 мм с углом в плане <р=45° с пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 2100-0465 — Т15К6 ГОСТ 18878—73.
То же, левого:
РЕЗЕЦ 2100-0466 — Т15К6 ГОСТ 18878—73.
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ПРЯМЫЕ С УГЛОМ В ПЛАНЕ ср=60° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18878—73.
Технические требования по ГОСТ 5688—61.
Резцы предназначены для обтачивания по наружному диаметру деталей из чугуна.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины увр= 10°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца типа 2 сечением 20x12 мм с углом в плане <р=60° с пластиной из твердого сплава марки ВК8:
РЕЗЕЦ 2100-0805 — Т15К6 ГОСТ 18878—73.
То же, левого:
РЕЗЕЦ 2100-0806 —Т15К6 ГОСТ 18878—73.
55
При толилрне пластины
4-UM U
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
правого левого
н 1 в
2100-0801 2100-0802 16 10 100 4,0 4,5 8 0,5 0133А БорИЗ
0805 0806 20 12 120 5,5 6,0 10 1,0 0135Б ХрИЗ
0807 0808 20 16 120 6,5 7,0 12 1,0 0137Б АртемИЗ
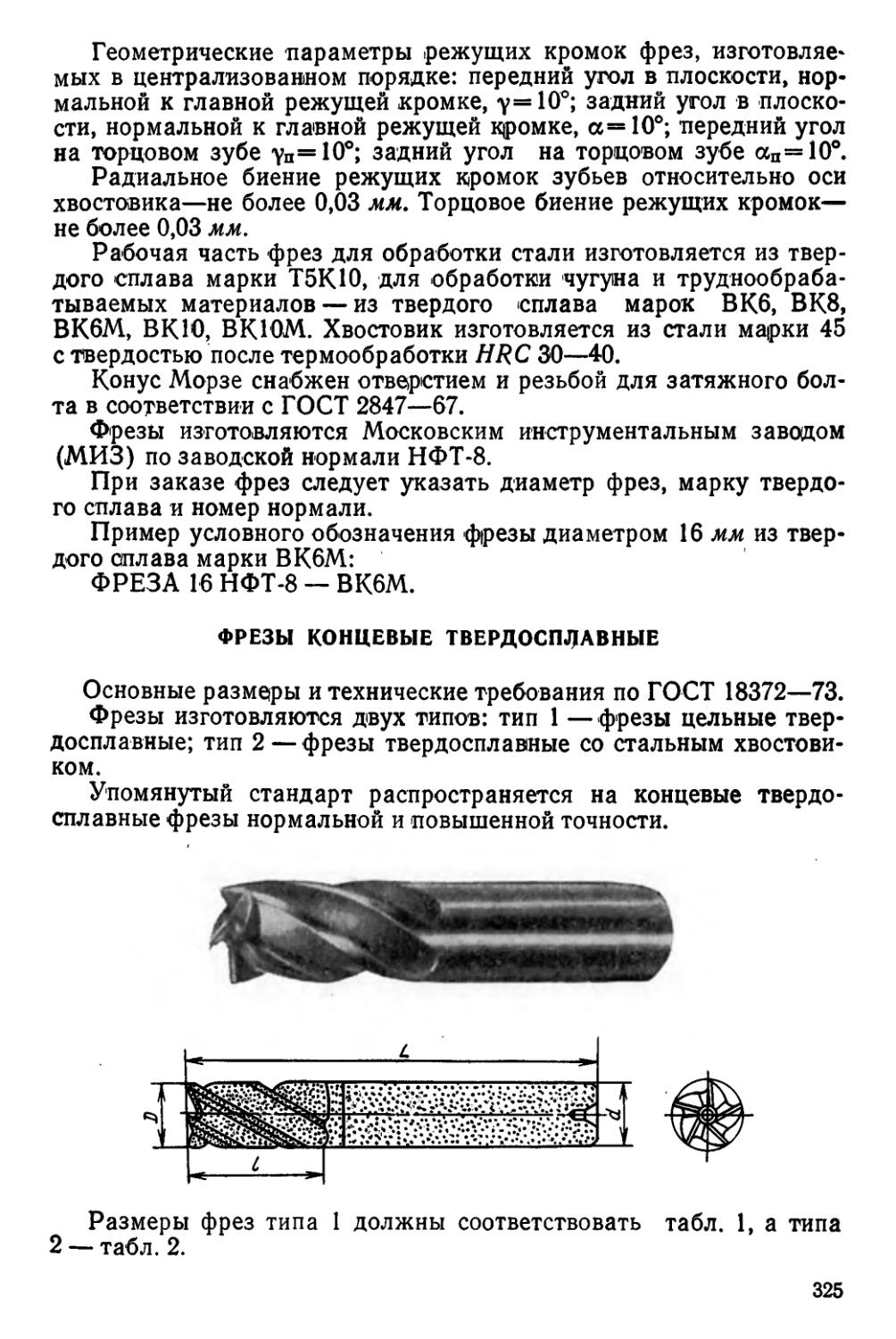
0809 0810 25 16 140 6,5 7,0 12 1,0 0137Б КиржИЗ КарпИЗ
ТбИЗ ХрИЗ ЧаренИЗ
0813 0814 32 20 170 8,5 9,0 16 1,5 0139Б КарпИЗ ТбИЗ ХрИЗ АртемИЗ
2100-0815 2100-0816 32 25 170 10,5 11,0 20 2,0 0115Б КиржИЗ ЧаренИЗ
56
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ПРЯМЫЕ С УГЛОМ В ПЛАНЕ Ф=60° И УГЛОМ ВРЕЗКИ ПЛАСТИНЫ В СТЕРЖЕНЬ 0° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18878—73.
Технические требования по ГОСТ 5688—61.
Резцы предназначены для обтачивания по наружному диаметру деталей из стали.
Материал режущей части резца — пластина из твердого сплава марок Т5КЮ, Т15К6.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины уВр=0°;
задние углы a=ai=8°.
Потребителем производится заточка.
При заказе резцов следует указывать условное обозначение.
57
мм
Обозначение резца правого левого Сечение резца и 1 в L т а г Форма пластины по ГОСТ 2209-69 Завод-изготовитель
2100-0861 2100-0862 16 10 100 4,5 8 0,5 0133 А БорЦЗ
0865 0866 20 12 120 6 10 1,0 0135Б ХрИЗ ЧаренИЗ
0867 0868 20 16 120 7 12 1,0 0137Б АртемИЗ
0869 0870 25 16 140 7 12 1,0 0137Б КиржИЗ КарпИЗ ТбИЗ ХрИЗ ЧаренИЗ
0873 0874 32 20 170 9 16 1,5 0139Б КарпИЗ ТбИЗ ХрИЗ АртемИЗ
0875 0876 32 25 170 11 20 2,0 0115Б КиржИЗ ЧаренИЗ
2100-0877 2100-0878 40 25 200 11 20 2,0 0115Б БорИЗ КарпИЗ
Пример условного обозначения правого резца типа 2 сечением 20X12 мм с углом в плане <р=60° с пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 2100-0865 — Т15К6 ГОСТ 18878—73.
То же, левого:
РЕЗЕЦ 2100-0866 —Т15К6 ГОСТ 18878—73.
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ УПОРНЫЕ ПРЯМЫЕ С УГЛОМ В ПЛАНЕ ср=90° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18879—73.
Технические требования по ГОСТ 5688—61.
Резцы предназначены для обтачивания ступенчатых деталей, подрезки буртиков и торцов.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
58
Геометрические параметры резцов изготовляемых в централи* зованном порядке:
угол врезки пластины уВр= Ю°;
задние углы a=<xi=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца сечением
20Х12 мм с пластиной из твердого сплава марки ВК8:
РЕЗЕЦ 2101-0009 — ВК8 ГОСТ 18879—73.
То же, левого:
РЕЗЕЦ 2101-0010 — ВК8 ГОСТ 18879—73.
При толщине пластины 4 им и более
При толщине пластины менее 4мм
мм
Обозначение резца Сечение резца L а г Форма пластины по ГОСТ 2209-69 Завод-изготовитель
правого левого Н В правой левой
2101-0009 2101-0010 20 12 100 12 1,0 0737 0738 ЛЗИ
0013 0014 25 16 120 15 1,0 0739 0740 ЧернигИЗ ЛЗИ ХарИЗ КарпИЗ
2101-0015 2101-0016 32 20 140 20 1,5 0741 0742 ЛЗИ ХарИЗ КарпИЗ
59
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ УПОРНЫЕ ПРЯМЫЕ С УГЛОМ В ПЛАНЕ ф=90‘ И УГЛОМ ВРЕЗКИ ПЛАСТИНЫ В СТЕРЖЕНЬ 0° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18879—73, тип. I.
Технические требования по ГОСТ 5688—61.
При толщине пластины 4мм и более
При толщине пластины менее 4мм
мм
Обозначение резца 1 Сечение резца L а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
правого левого Н в правой левой
2101-0053 2101-0054 20 12 100 12 1,0 0737 0738 ЛЗИ
0057 0058 25 16 120 15 L0 0739 0740 ЧернигИЗ ЛЗИ ХарИЗ КарпИЗ
2101-0059 2101-0060 32 20 140 20 1,5 0741 0742 ЛЗИ ХарИЗ КарпИЗ
Резцы предназначены для обтачивания ступенчатых деталей, подрезки буртиков и торцов. Материал режущей части резца — пластина из твердого сплава марок Т5КЮ, Т15К6.
60
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины уВр=0°;
задние углы a=ai = 8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца типа 1 сечением
20х 12 мм с пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 2101-0053 — Т15К6 ГОСТ 18879—73.
То же, левого:
РЕЗЕЦ 2101-0054 — Т15К6 ГОСТ 18879—73.
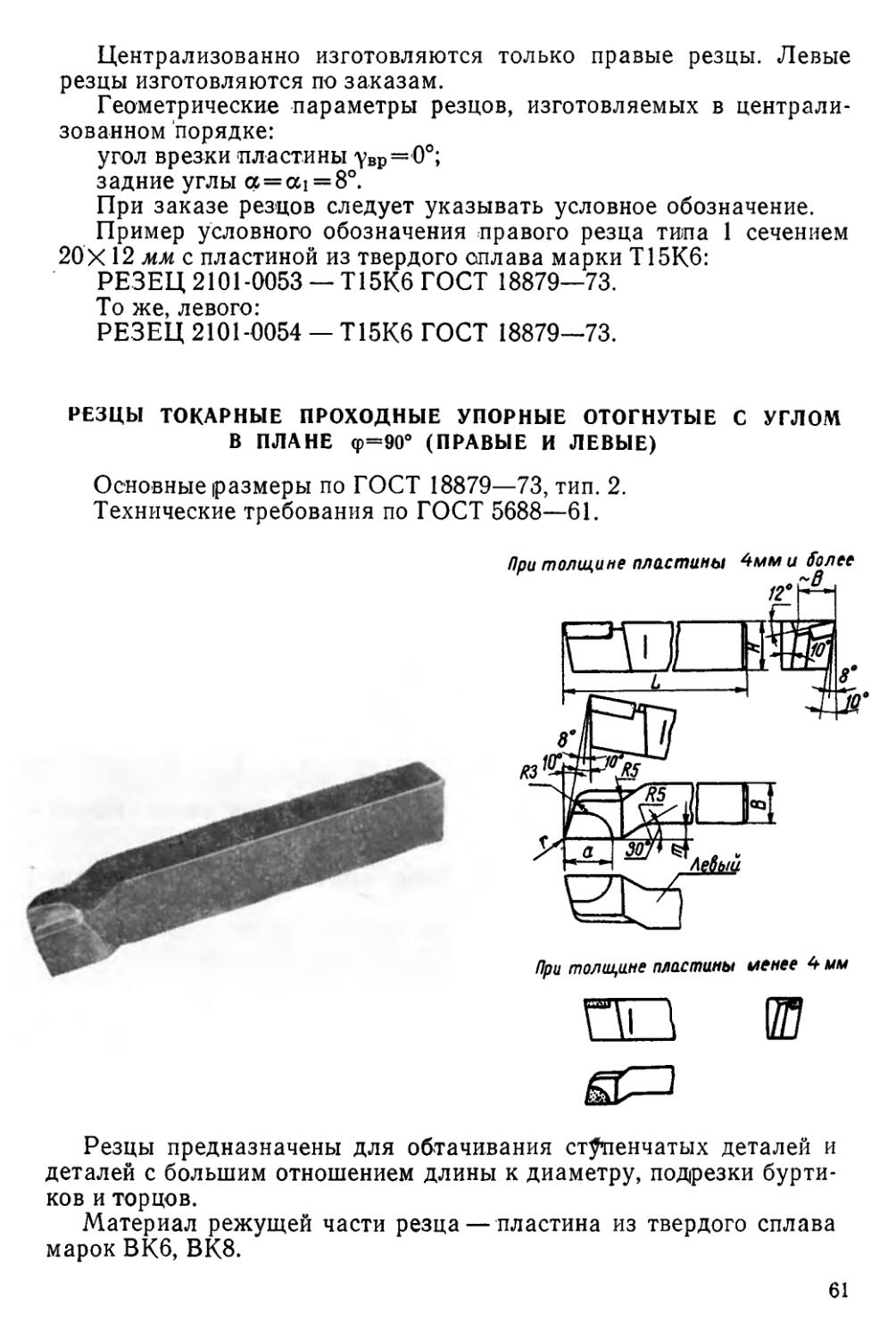
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ УПОРНЫЕ ОТОГНУТЫЕ С УГЛОМ В ПЛАНЕ <р=90в (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18879—73, тип. 2.
Технические требования по ГОСТ 5688—61.
При толщине пластины менее мм
Резцы предназначены для обтачивания ступенчатых деталей и деталей с большим отношением длины к диаметру, подрезки буртиков и торцов.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8.
61
мм
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2209-69
равого левого Н В правой левой
2103-0017 2103-0018 16 10 100 4 10 0,5 0701 0701
0019 0020 16 12 100 5 12 0,5 0737 0738
0021 0022 20 16 120 6 16 1,0 0739 0740
0007 0008 25 16 140 7 16 1,0 0739 0740
0023 0024 25 20 140 8 20 1,5 0741 0742
0009 0010 32 20 170 8 20 1,5 0741 0742
2103-0011 2103-0012 40 25 200 10 25 2,0 0733 0734
Завод* изготовитель
КанИЗ
КанИЗ
БорИЗ АртемИЗ КанИЗ
КиржИЗ ХрИЗ ЧернигИЗ ЛЗИ ЧаренИЗ
БорИЗ
КиржИЗ ХрИЗ АртемИЗ КанИЗ ЛЗИ ЧаренИЗ
БорИЗ АртемИЗ
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины уВр= 10°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца типа 2 сечением
20 X 16 мм с пластиной из твердого сплава марки ВК8:
РЕЗЕЦ 2103-0021 — ВК8 ГОСТ 18879—73.
То же, левого:
РЕЗЕЦ 2103-0022 — ВК8 ГОСТ 18879—73.
62
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ УПОРНЫЕ ОТОГНУТЫЕ С УГЛОМ В ПЛАНЕ ф=90° И УГЛОМ ВРЕЗКИ ПЛАСТИНЫ В СТЕРЖЕНЬ О’ (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18879—73, тип 2.
Технические требования по ГОСТ 5688—61.
При толщине пластины менее 4 мм
Резцы предназначены для обтачивания ступенчатых деталей и деталей с большим отношением длины к диаметру, подрезки торцов и буртиков.
Материал режущей части резца — пластина из твердого сплава марок Т5К10.Т15К6.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины уВр=0°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца типа 2 сечением 20Х16 мм с пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 2103-0071 —Т15К6 ГОСТ 18879—73.
То же, левого:
РЕЗЕЦ 2103-0072 — Т15К6 ГОСТ 18879—73.
63
мм
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
правого левого Н В правой левой 1
2103-0067 2103-0068 16 10 100 4 10 0,5 0701 — КанИЗ
0069 0070 16 12 100 5 12 0,5 0737 0738 КанИЗ
0071 0072 20 16 120 6 16 1,0 0739 0740 БорИЗ АртемИЗ КанИЗ
0057 0058 25 16 140 7 16 1,0 0739 0740 КиржИЗ ХрИЗ ЧернигИЗ ЛЗИ ЧаренИЗ
0073 0074 25 20 140 8 20 1,5 0741 0742 БорИЗ
0059 0060 32 20 170 8 20 1,5 0741 0742 КиржИЗ ХрИЗ АртемИЗ КанИЗ ЛЗИ ЧаренИЗ
2103-0061 2103-0062 40 25 200 10 25 2,0 0733 0734 БорИЗ ЛЗИ АртемИЗ
РЕЗЦЫ ТОКАРНЫЕ ПОДРЕЗНЫЕ ОТОГНУТЫЕ С УГЛОМ ВРЕЗКИ ПЛАСТИНЫ В СТЕРЖЕНЬ 0° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18880—73.
Технические требования по ГОСТ 5688—61.
64
мм
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
правого левого Н В правой левой
2112-0051 2112-0052 16 12 100 5 12 1,0 0603 0604 КанИЗ
0053 0054 20 12 120_ 7 12 1,0 ХрИЗ
0055 0056 20 16 120 8 15 1,0 0607 0608 БорИЗ КанИЗ
0057 0058 25 16 140 10 15 1,0 КиржИЗ ХрИЗ ЧернигИЗ ЧаренИЗ
0061 0062 25 20 140 11 20 1,5 0611 0612 БорИЗ
0063 0064 32 20 170 11 20 1,5 КиржИЗ ХрИЗ КанИЗ ЧаренИЗ
2112-0067 2112-0068 40 25 200 13 25 2,0 0613 0614 БорИЗ
Резцы предназначены для обтачивания ступенчатых деталей, деталей с большим отношением длины к диаметру, подрезки торцов и буртиков.
Материал режущей части резца — пластина из твердого сплава марок Т5КЮ, Т15К6.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины уВр==0°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение. Пример условного обозначения правого резца сечением 20X12 мм с пластиной из твердого сплава Т15К6:
РЕЗЕЦ 2112-0053 — Т15К6 ГОСТ 18880—73.
То же, левого:
РЕЗЕЦ 2112-0054 — Т15К6 ГОСТ 18880—73.
65
РЕЗЦЫ ТОКАРНЫЕ ПОДРЕЗНЫЕ ОТОГНУТЫЕ (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18880—73.
Технические требования но ГОСТ 5688—61.
При ЯМЩИНС ПМСМИИЫ мыи 4 мм
мм
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2209—69 Завод-изготовител
правого левого Н в правой левой
2112-0011 2112-0012 16 12 100 7 12 1,0 0603 0604 КанИЗ
0003 0004 20 12 120 7 12 1,0 0603 0604 ХрИЗ
0013 0014 20 16 120 8 15 1.0 0607 0608 БорИЗ КанИЗ
0005 0006 25 16 140 107 15 1,0 0607 0608 КиржИЗ ХрИЗ ЧернигИЗ ЧаренИЗ
0015 0016 25 20 140 11 20 1,5 0611 0612 БорИЗ
0007 0008 32 20 170 И 20 1,5 0611 0612 КиржИЗ ХрИЗ КанИЗ ЧаренИЗ
2112-0009 2112-0010 40 25 200 13 25 2,0 0613 0614 БорИЗ
66
Резцы предназначены для обтачивания ступенчатых деталей, деталей с большим отношением длины к диаметру, подрезки торцов и буртиков.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8.
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины увр= 10°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца сечением 20Х12 мм с пластиной из твердого сплава ВК8:
РЕЗЕЦ 2112-0003 — ВК8 ГОСТ 18880—73.
То же, левого:
РЕЗЕЦ 2112-0004 — ВК8 ГОСТ 18880—73.
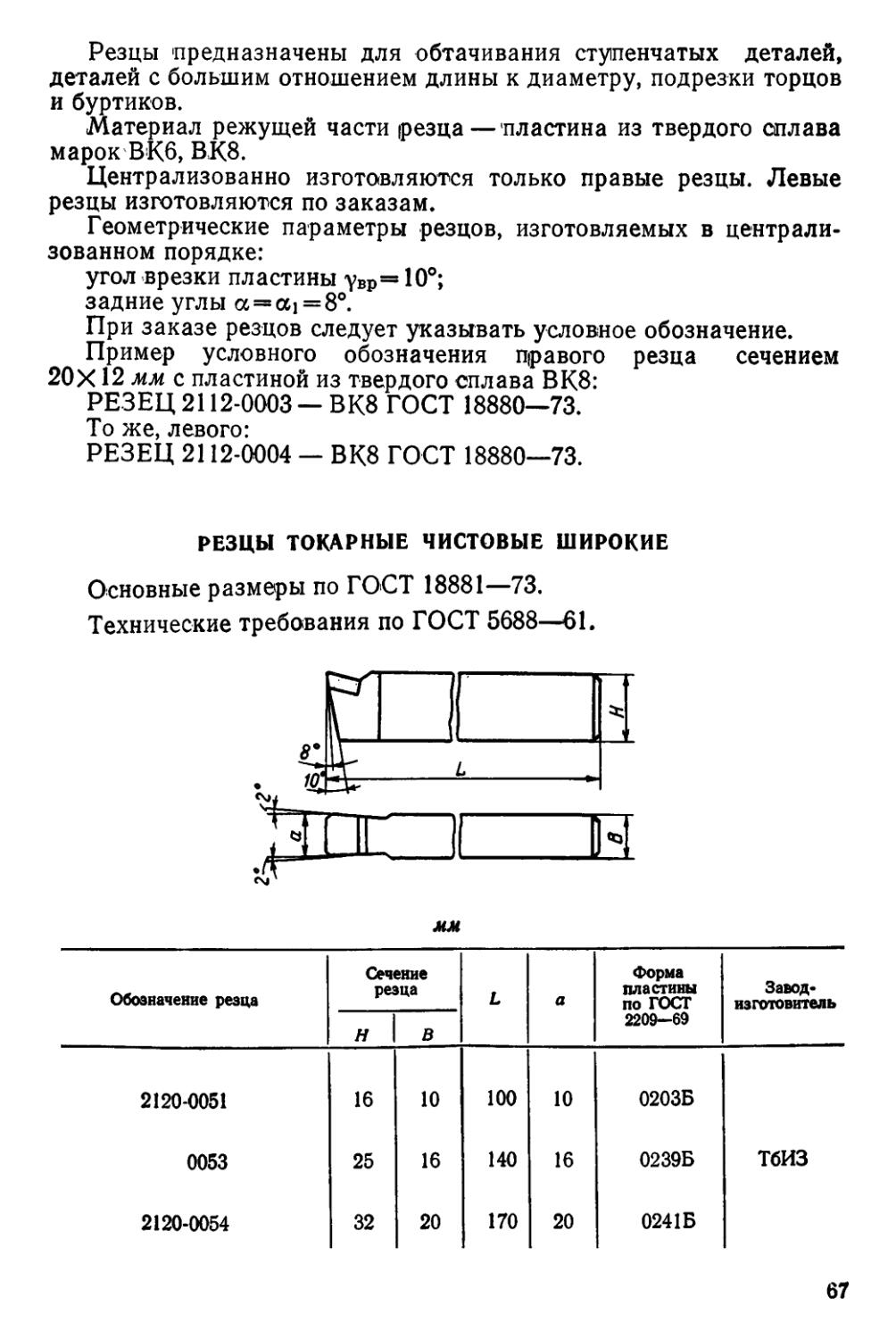
РЕЗЦЫ ТОКАРНЫЕ ЧИСТОВЫЕ ШИРОКИЕ
Основные размеры по ГОСТ 18881—73.
Технические требования по ГОСТ 5688—61.
Обозначение резца Сечение резца L а Форма пластины по ГОСТ 2209—69 Завод-изготовитель
Н В
2120-0051 16 10 100 10 0203Б
0053 25 16 140 16 0239Б ТбИЗ
2120-0054 32 20 170 20 0241Б
67
Резцы предназначены для чистовой обработки деталей.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8, Т5КЮ, Т15К6.
Геометрические /параметры резцов, изготовляемые в централизованном порядке:
передний угол у = 12°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца сечением 25X16 мм с пластиной из твердого сплава Т15К6:
РЕЗЕЦ 2120-0053 — Т15К6 ГОСТ 18881—73.
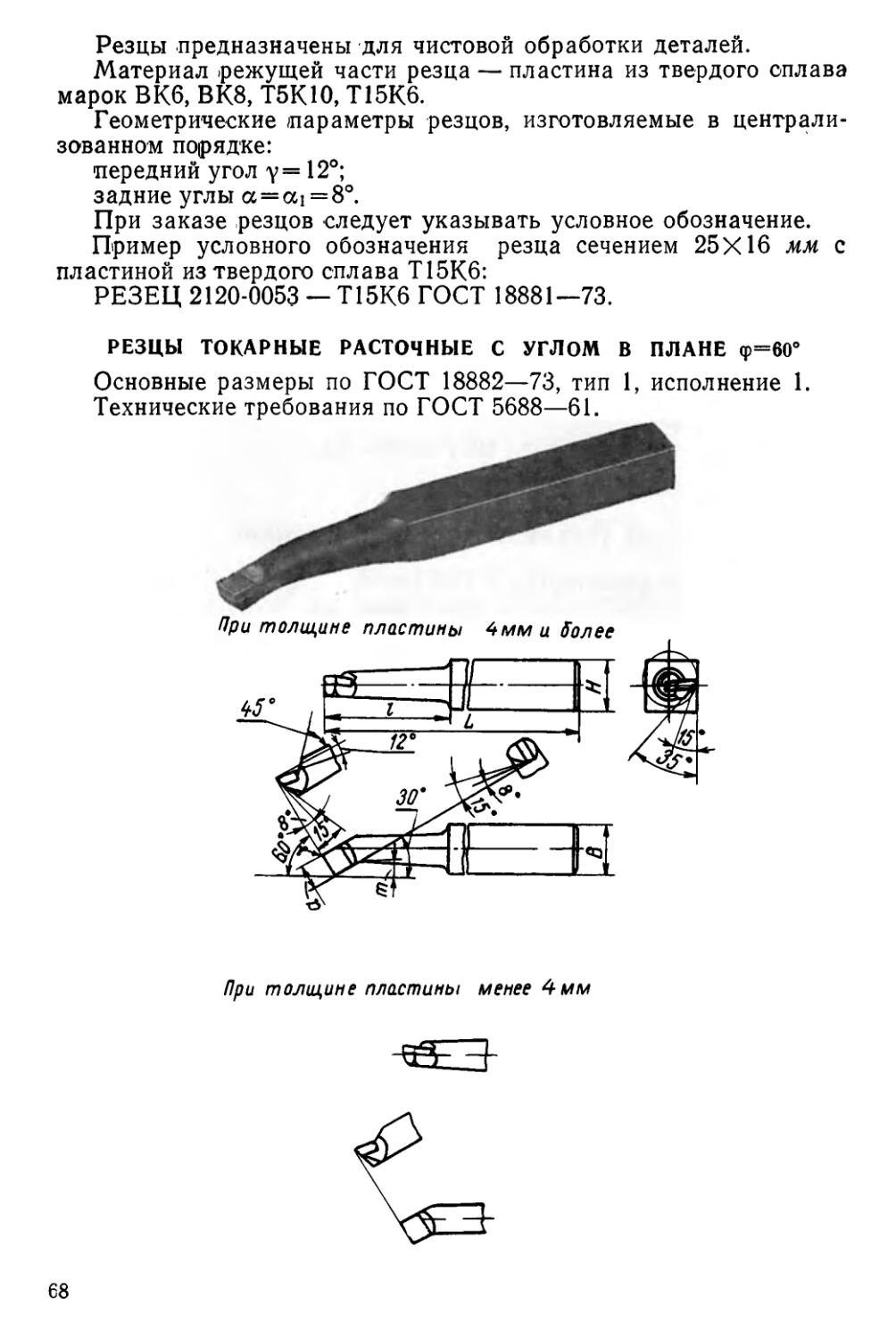
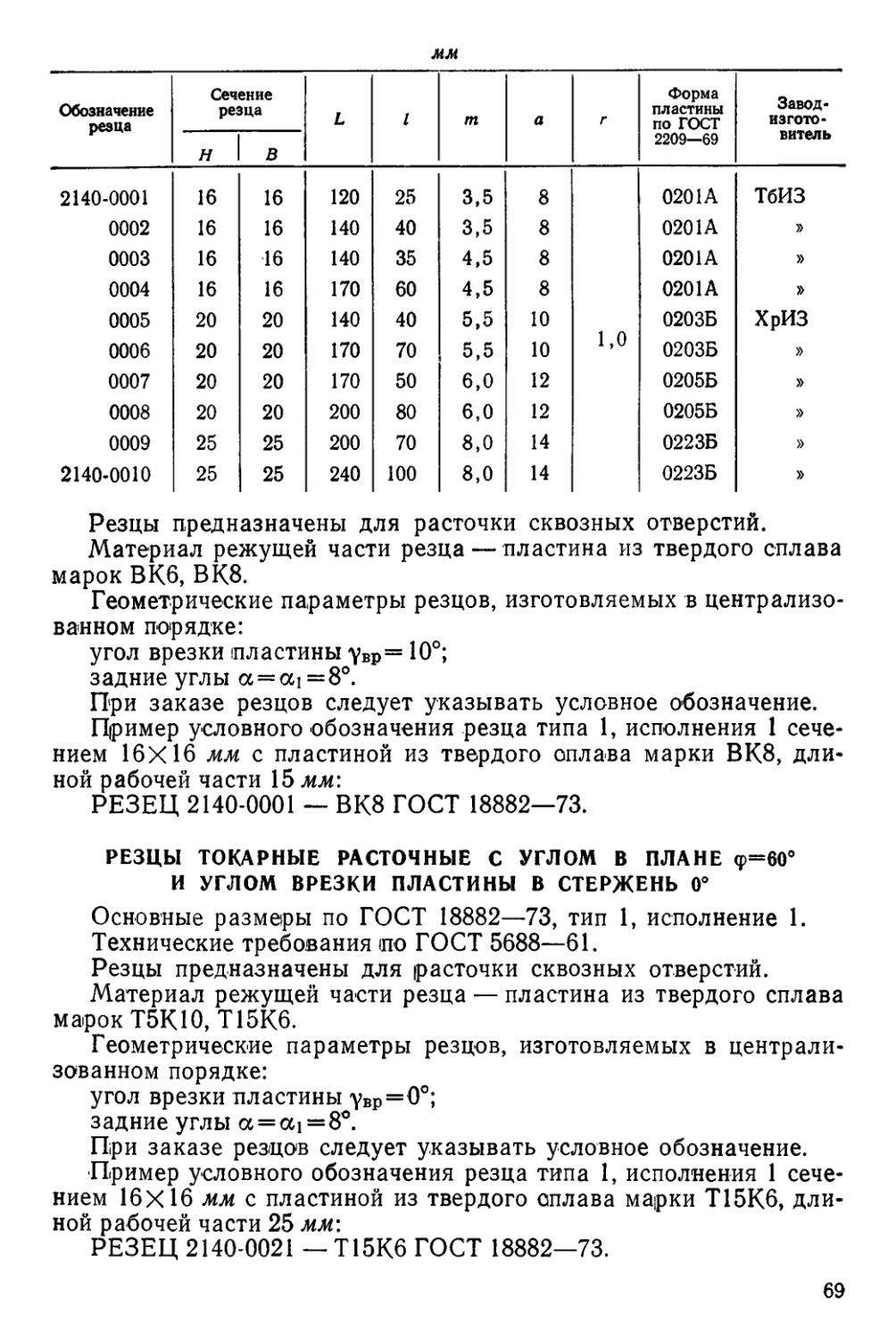
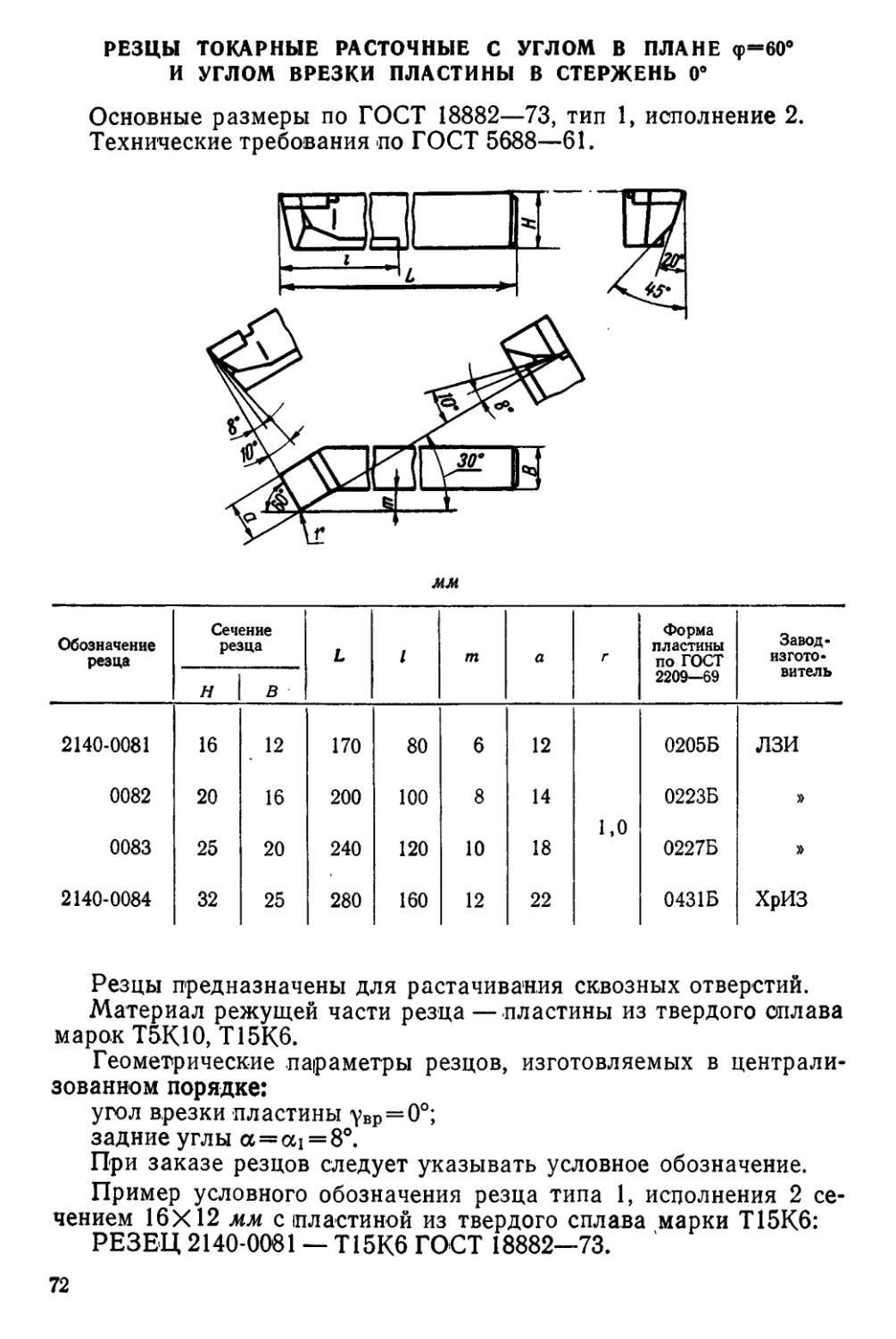
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ С УГЛОМ В ПЛАНЕ ф=60°
Основные размеры по ГОСТ 18882—73, тип 1, исполнение 1.
Технические требования по ГОСТ 5688—61.
При толщине пластины 4 мм и Son ее
При толщине пластины менее 4 мм
68
мм
Обозначение резца Сечение резца L 1 т а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
н В
2140-0001 16 16 120 25 3,5 8 0201А ТбИЗ
0002 16 16 140 40 3,5 8 0201А »
0003 16 16 140 35 4,5 8 0201А »
0004 16 16 170 60 4,5 8 0201А »
0005 20 20 140 40 5,5 10 1,0 0203Б ХрИЗ
0006 20 20 170 70 5,5 10 0203Б »
0007 20 20 170 50 6,0 12 0205Б »
0008 20 20 200 80 6,0 12 0205Б »
0009 25 25 200 70 8,0 14 0223Б »
2140-0010 25 25 240 100 8,0 14 0223Б »
Резцы предназначены для расточки сквозных отверстий.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины увр= 10°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 1, исполнения 1 сечением 16X16 мм с пластиной из твердого сплава марки ВК8, длиной рабочей части 15 мм:
РЕЗЕЦ 2140-0001 — ВК8 ГОСТ 18882—73.
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ С УГЛОМ В ПЛАНЕ ф=60в
И УГЛОМ ВРЕЗКИ ПЛАСТИНЫ В СТЕРЖЕНЬ 0°
Основные размеры по ГОСТ 18882—73, тип 1, исполнение 1.
Технические требования по ГОСТ 5688—61.
Резцы предназначены для расточки сквозных отверстий.
Материал режущей части резца — пластина из твердого сплава марок Т5КЮ, Т15К6.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины уВр=О°;
задние углы a = ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 1, исполнения 1 сечением 16X16 мм с пластиной из твердого сплава марки Т15К6, длиной рабочей части 25 мм:
РЕЗЕЦ 2140-0021 —Т15К6 ГОСТ 18882—73.
69
flpu толщине пластины 4 мм и более
мм
Обозначение резца Сечение резца L / т а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
Н В
2140-0021 16 16 120 25 3,5 8 0201А „ ТбИЗ
0022 16 16 120 40 3,5 8 0201А в
0023 16 16 140 35 4,5 8 0201А в
0024 16 16 170 60 4,5 8 0201А в
0025 20 20 140 40 5,5 10 1,0 0203А ХрИЗ
0026 20 20 170 70 5,5 10 0203А в
0027 20 20 170 50 6,0 12 0205А в
0028 20 20 200 80 6,0 12 0205А в
0029 25 25 200 70 8,0 14 0223А в
2140-0030 25 25 240 100 8,0 14 0223А в
70
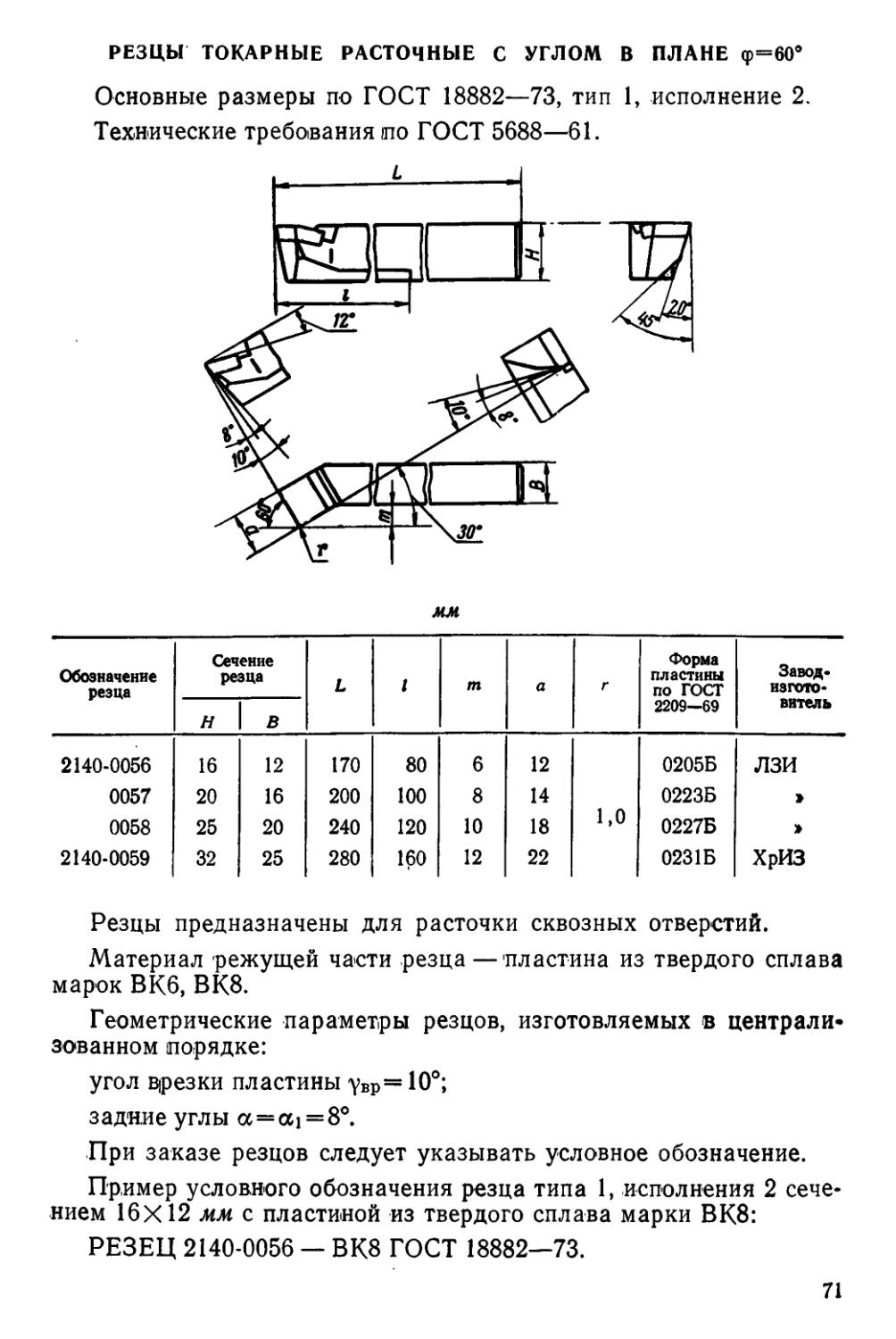
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ с УГЛОМ В ПЛАНЕ ф=60’
Основные размеры по ГОСТ 18882—73, тип 1, исполнение 2.
Технические требования по ГОСТ 5688—61.
мм
Обозначение резца Сечение резца L 1 т а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
н 1 в
2140-0056 16 12 170 80 6 12 0205Б ЛЗИ
0057 20 16 200 100 8 14 1,0 0223Б »
0058 25 20 240 120 10 18 0227Б >
2140-0059 32 25 280 160 12 22 0231Б ХрИЗ
Резцы предназначены для расточки сквозных отверстий.
Материал режущей части резца—пластина из твердого сплава марок В Кб, ВК8.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины увр=10°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 1, исполнения 2 сечением 16Х12 мм с пластиной из твердого сплава марки ВК8:
РЕЗЕЦ 2140-0056 — ВК8 ГОСТ 18882—73.
71
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ С УГЛОМ В ПЛАНЕ <р—60е И УГЛОМ ВРЕЗКИ ПЛАСТИНЫ В СТЕРЖЕНЬ 0°
Основные размеры по ГОСТ 18882—73, тип 1, исполнение 2.
Технические требования по ГОСТ 5688—61.
Резцы предназначены для растачивания сквозных отверстий.
Материал режущей части резца — пластины из твердого сплава марок Т5КЮ, Т15К6.
Геометрические .параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины уВр=0°;
задние углы а=а1=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 1, исполнения 2 сечением 16X12 мм с пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 2140-0081 — Т15К6 ГОСТ 18882—73.
72
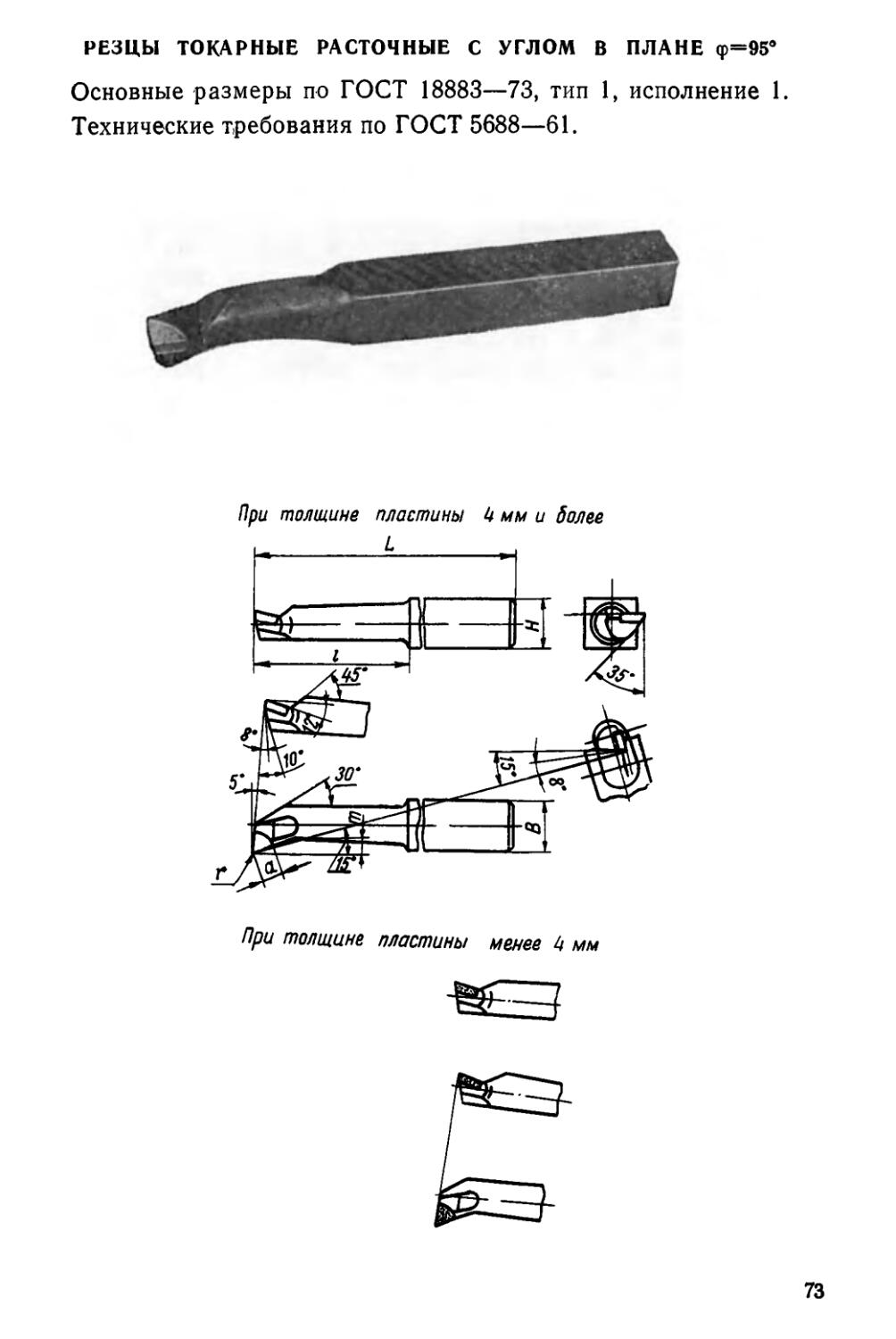
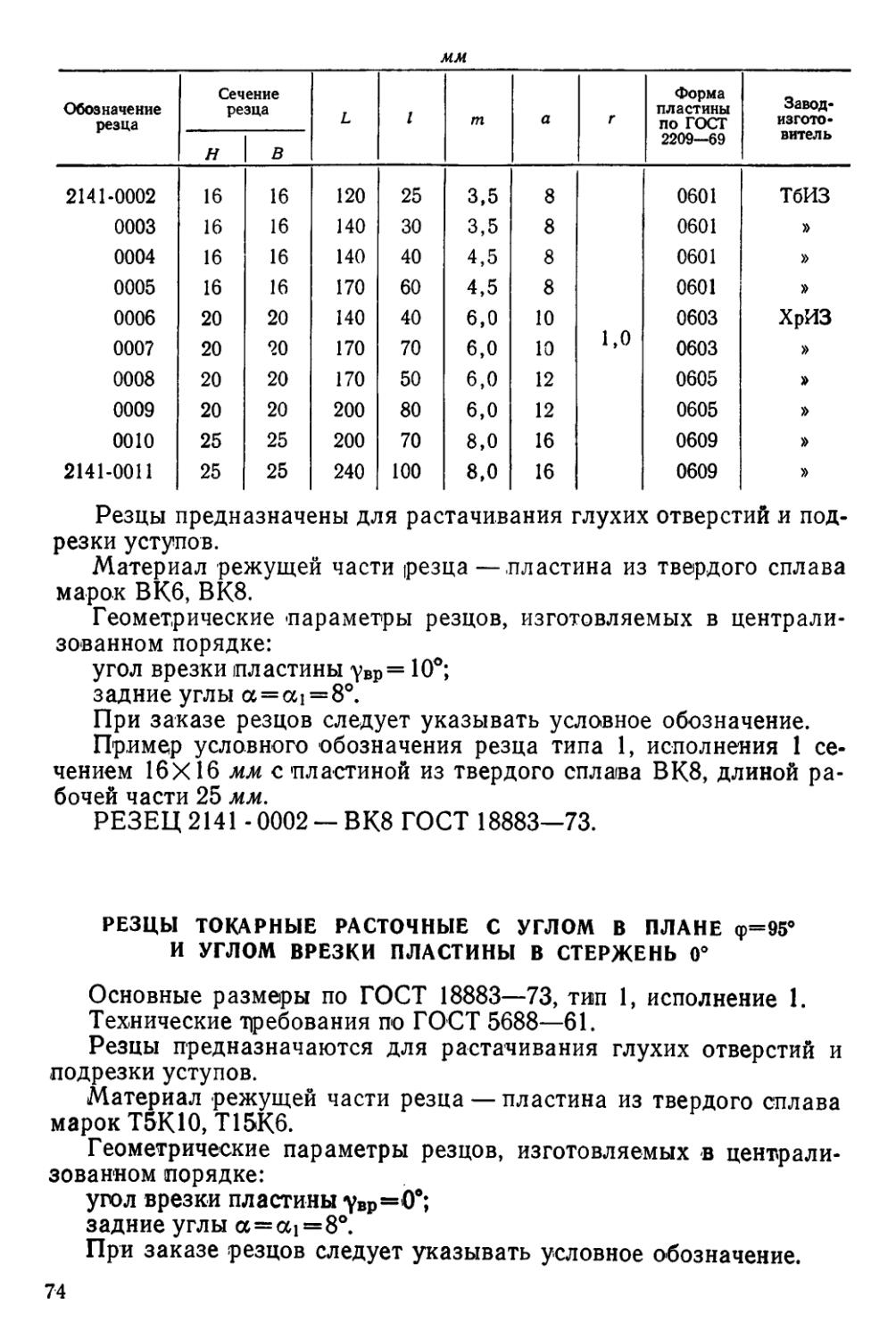
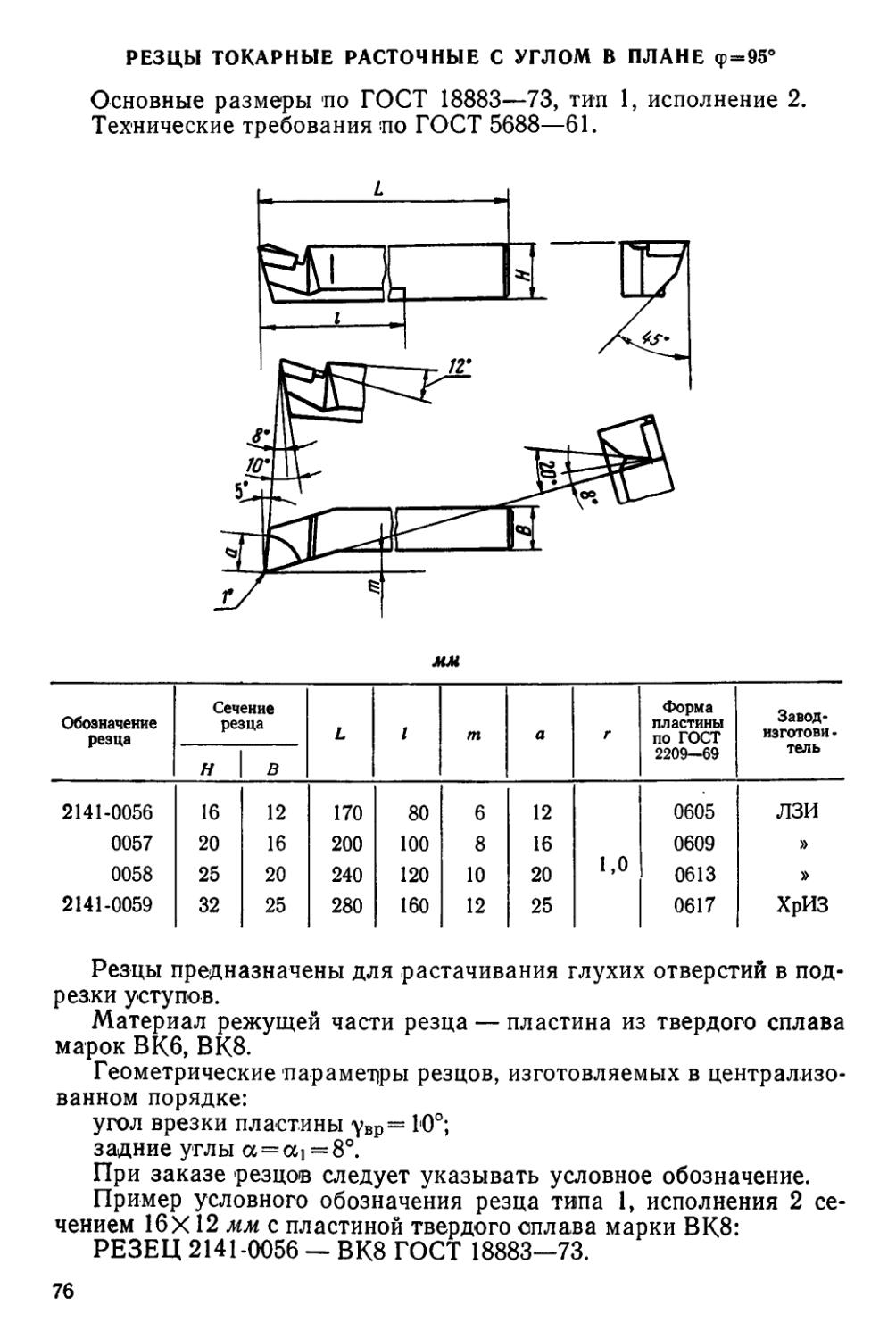
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ С УГЛОМ В ПЛАНЕ ф=95‘
Основные размеры по ГОСТ 18883—73, тип 1, исполнение Технические требования по ГОСТ 5688—61.
При толщине пластины 4 мм и долее 4 .
При толщине пластины менее 4 мм
мм
Обозначение резца Сечение резца L 1 tn а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
Н В
2141-0002 16 16 120 25 3,5 8 0601 ТбИЗ
0003 16 16 140 30 3,5 8 0601 »
0004 16 16 140 40 4,5 8 0601 »
0005 16 16 170 60 4,5 8 0601 »
0006 20 20 140 40 6,0 10 1,0 0603 ХрИЗ
0007 20 20 170 70 6,0 10 0603 »
0008 20 20 170 50 6,0 12 0605 »
0009 20 20 200 80 6,0 12 0605 »
0010 25 25 200 70 8,0 16 0609 »
2141-0011 25 25 240 100 8,0 16 0609 »
Резцы предназначены для растачивания глухих отверстий и подрезки уступов.
Материал режущей части резца — .пластина из твердого сплава марок ВК6, ВК8.
Геометрические 'параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины уВр = 10°;
задние углы a=«1=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 1, исполнения 1 сечением 16X16 мм с пластиной из твердого сплава ВК8, длиной рабочей части 25 мм.
РЕЗЕЦ 2141 - 0002 — ВК8 ГОСТ 18883—73.
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ С УГЛОМ В ПЛАНЕ <р=95’ И УГЛОМ ВРЕЗКИ ПЛАСТИНЫ В СТЕРЖЕНЬ О’
Основные размеры по ГОСТ 18883—73, тип 1, исполнение 1.
Технические требования по ГОСТ 5688—61.
Резцы предназначаются для растачивания глухих отверстий и подрезки уступов.
Материал режущей части резца — пластина из твердого сплава марок Т5КЮ, Т15К6.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины увр=Ов;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
74
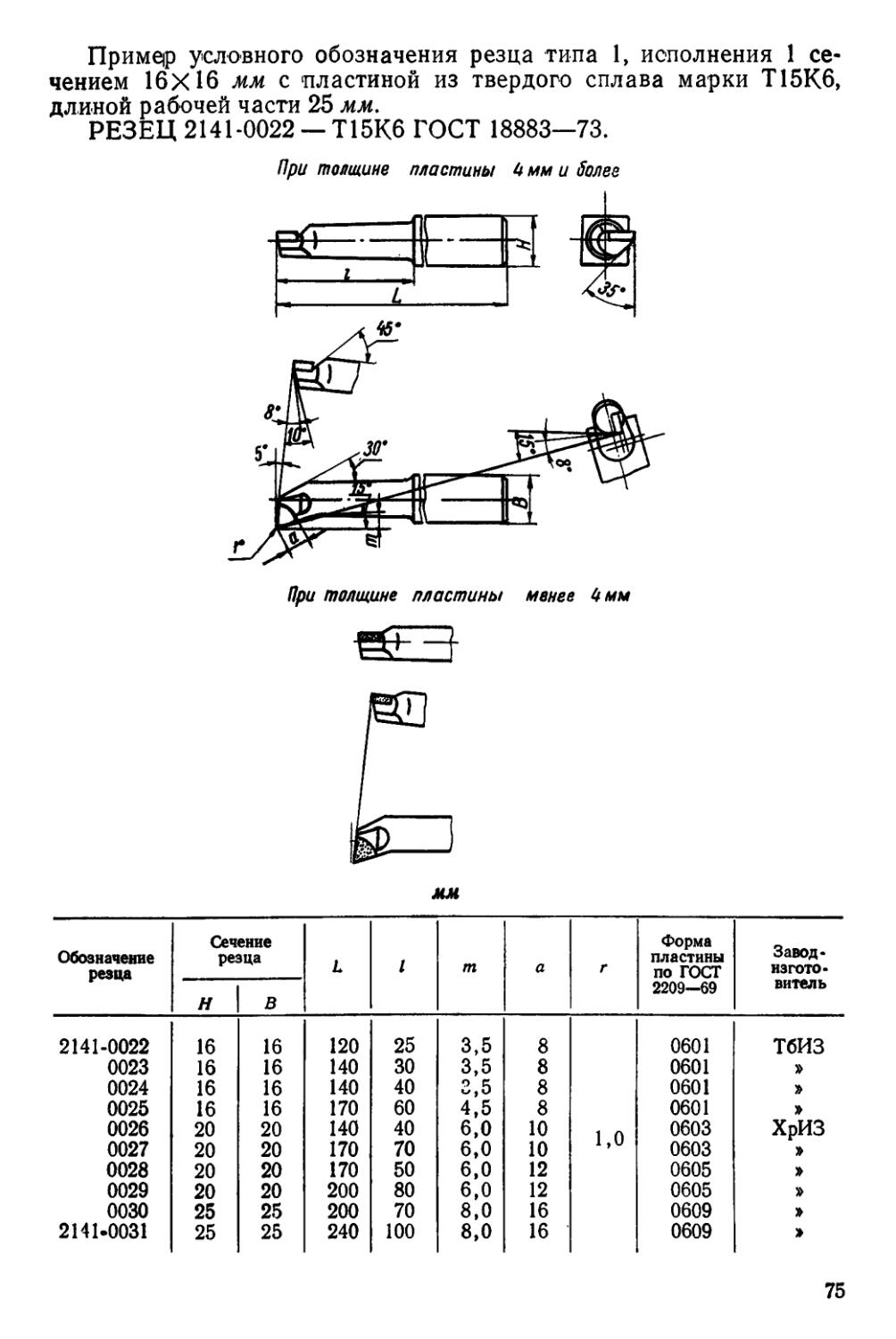
Пример условного обозначения резца типа 1, исполнения 1 се* чением 16X16 мм с пластиной из твердого сплава марки Т15К6, длиной рабочей части 25 мм.
РЕЗЕЦ 2141-0022 —Т15К6 ГОСТ 18883—73.
При товишне пластины ймм и йолее
мм
Обозначение резца Сечение резца L 1 т а г Форма пластины по ГОСТ 2209-69 Завод-изготовитель
Я В
2141-0022 16 16 120 25 3,5 8 0601 ТбИЗ
0023 16 16 140 30 3,5 8 0601 »
0024 16 16 140 40 3,5 8 0601 »
0025 16 16 170 60 4,5 8 0601
0026 20 20 140 40 6,0 10 1 л 0603 ХрИЗ
0027 20 20 170 70 6,0 10 1 , и 0603
0028 20 20 170 50 6,0 12 0605
0029 20 20 200 80 6,0 12 0605
0030 25 25 200 70 8,0 16 0609
2141*0031 25 25 240 100 8,0 16 0609 >
75
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ С УГЛОМ В ПЛАНЕ <р=95°
Основные размеры по ГОСТ 18883—73, тип 1, исполнение 2.
Технические требования по ГОСТ 5688—61.
мм
Обозначение резца Сечение резца L 1 т а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
н 1 в
2141-0056 16 12 170 80 6 12 0605 ЛЗИ
0057 20 16 200 100 8 16 1,0 0609 »
0058 25 20 240 120 10 20 0613 »
2141-0059 32 25 280 160 12 25 0617 ХрИЗ
Резцы предназначены для растачивания глухих отверстий в подрезки уступов.
Материал режущей части резца — пластина из твердого сплава марок В Кб, ВК8.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины увр= 1'0°;
задние углы сс = а|=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 1, исполнения 2 сечением 16X12 мм с пластиной твердого сплава марки ВК8:
РЕЗЕЦ 2141-0056 — ВК8 ГОСТ 18883—73.
76
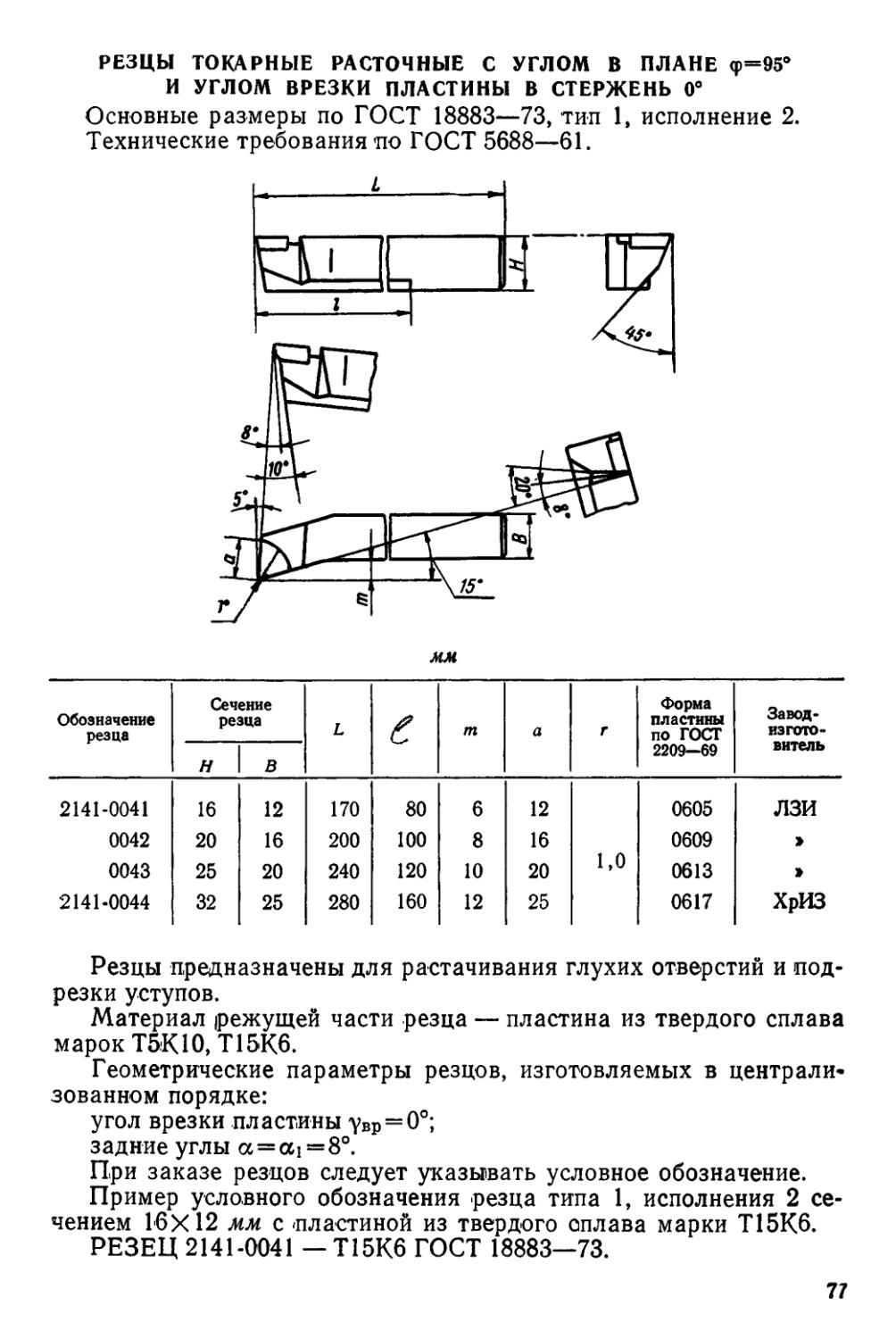
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ С УГЛОМ В ПЛАНЕ <р=95° И УГЛОМ ВРЕЗКИ ПЛАСТИНЫ В СТЕРЖЕНЬ 0е
Основные размеры по ГОСТ 18883—73, тип 1, исполнение 2.
Технические требования по ГОСТ 5688—61.
мм
Обозначение резца Сечение резца L б т а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
н в
2141-0041 16 12 170 80 6 12 0605 ЛЗИ
0042 20 16 200 100 8 16 1,0 0609 »
0043 25 20 240 120 10 20 0613 »
2141-0044 32 25 280 160 12 25 0617 ХрИЗ
Резцы предназначены для растачивания глухих отверстий и подрезки уступов.
Материал режущей части резца — пластина из твердого сплава марок Т5К10, Т15К6.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины уВр=0°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 1, исполнения 2 сечением 16X12 мм с пластиной из твердого оплава марки Т15К6.
РЕЗЕЦ 2141-0041 — Т15К6 ГОСТ 18883—73.
77
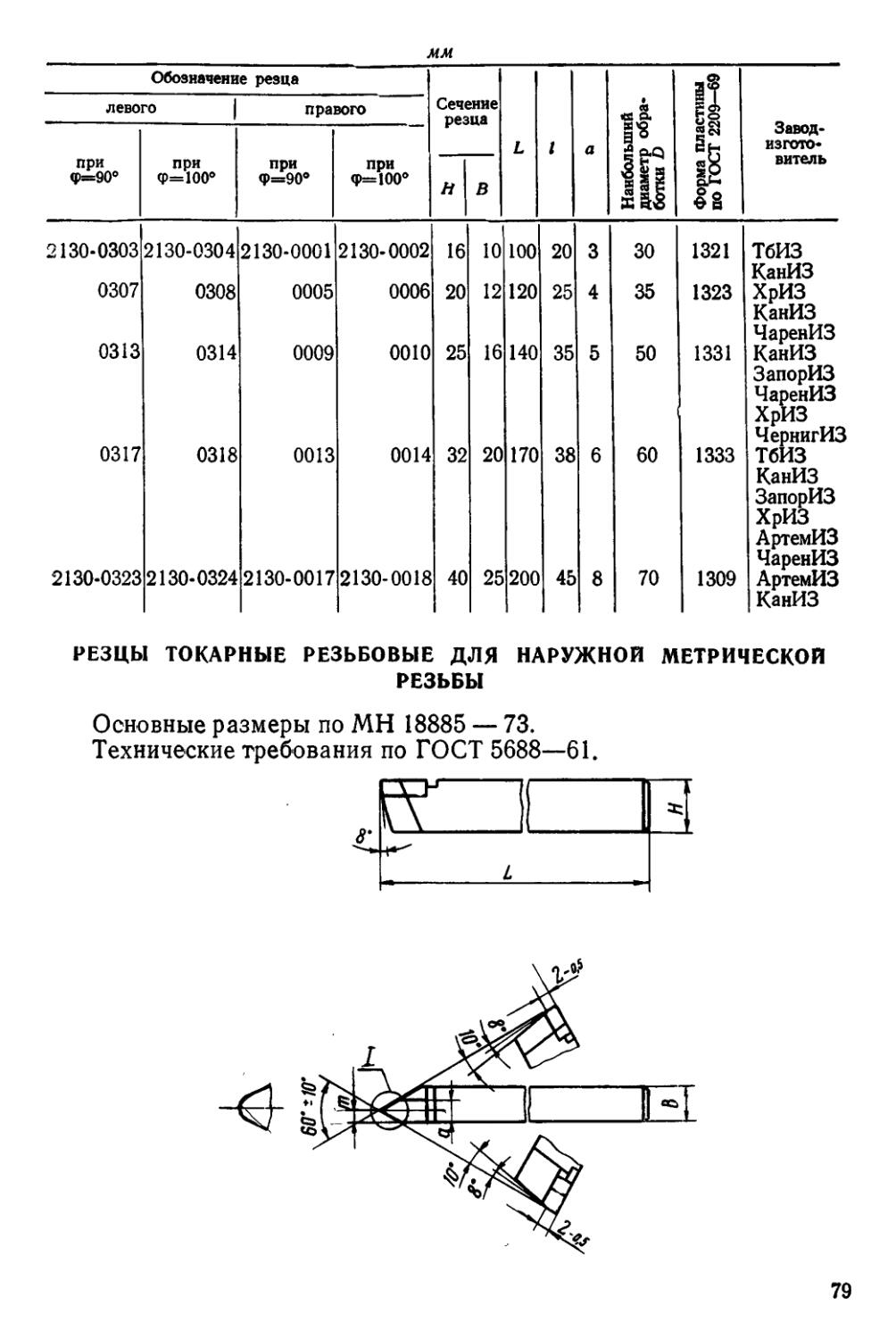
РЕЗЦЫ ТОКАРНЫЕ ОТРЕЗНЫЕ С УГЛОМ В ПЛАНЕ <р=90° ИЛИ ф-*100‘ (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18884—73, исполнение 2.
Технические требования по ГОСТ 5688—61.
Резцы предназначены для операции отрезки.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8, Т5К10, Т15К6.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины уВр= 10°;
задние углы a = ai = 8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца исполнения 2 сечением 16X10 мм с углом в плане <р=90° с пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 2130-0001 — 16X10 —Т15К6 ГОСТ 18884—73.
То же, левого:
РЕЗЕЦ 2130-0303 — Т15К6 ГОСТ 18884—73.
78
мм
Обозначение резца
левого| правого
Сечение резца
при при ф==90° Ф=100°
при при
Ф=90° Ф—100°
Завод-изготовитель
2130-0303 2130-0304
0307 0308
0313 0314
2130-0001 2130-0002
0005 0006
0009 0010
20 12 120
25 16 140
20 3
25 4
35 5
0317 0318 0013 0014
32 20 170
2130-0323 2130-0324 2130-0017 2130-0018
40 25 200
45 8
30
35
50
60
70
1321
1323
1331
1333
1309
ТбИЗ КанИЗ ХрИЗ КанИЗ ЧаренИЗ КанИЗ ЗапорИЗ ЧаренИЗ ХрИЗ ЧернигИЗ ТбИЗ КанИЗ ЗапорИЗ ХрИЗ АртемИЗ ЧаренИЗ АртемИЗ КанИЗ
РЕЗЦЫ ТОКАРНЫЕ РЕЗЬБОВЫЕ ДЛЯ НАРУЖНОЙ МЕТРИЧЕСКОЙ РЕЗЬБЫ
Основные размеры по МН 18885 — 73.
Технические требования по ГОСТ 5688—61.
79
мм
Обозначение резца Сечение резца L т а Шаг резьбы Форма пластины по ГОСТ 2209—69 Завод-изготовитель
Н В
2660-0003 20 12 120 3 6 0,75—3 1101
0005 25 16 140 4 8 1—5 1103 ЛЗИ
2660-0007 32 20 170 5 10 1,5—6 1105
Резцы предназначены для нарезания наружной резьбы с шагом 0,75—6 мм.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8, Т5КЮ, Т15К6.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у=0°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца сечением 20X12 мм с пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 2660-0003 — Т15К6 ГОСТ 18885—73.
РЕЗЦЫ СТРОГАЛЬНЫЕ ПРОХОДНЫЕ ИЗОГНУТЫЕ С УГЛОМ В ПЛАНЕ ф=45° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18891—73, тип 1, исполнение 1.
Технические требования по ГОСТ 5688—61.
80
мм
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2209-69 Завод-изготовитель
правого левого Н в правой левой
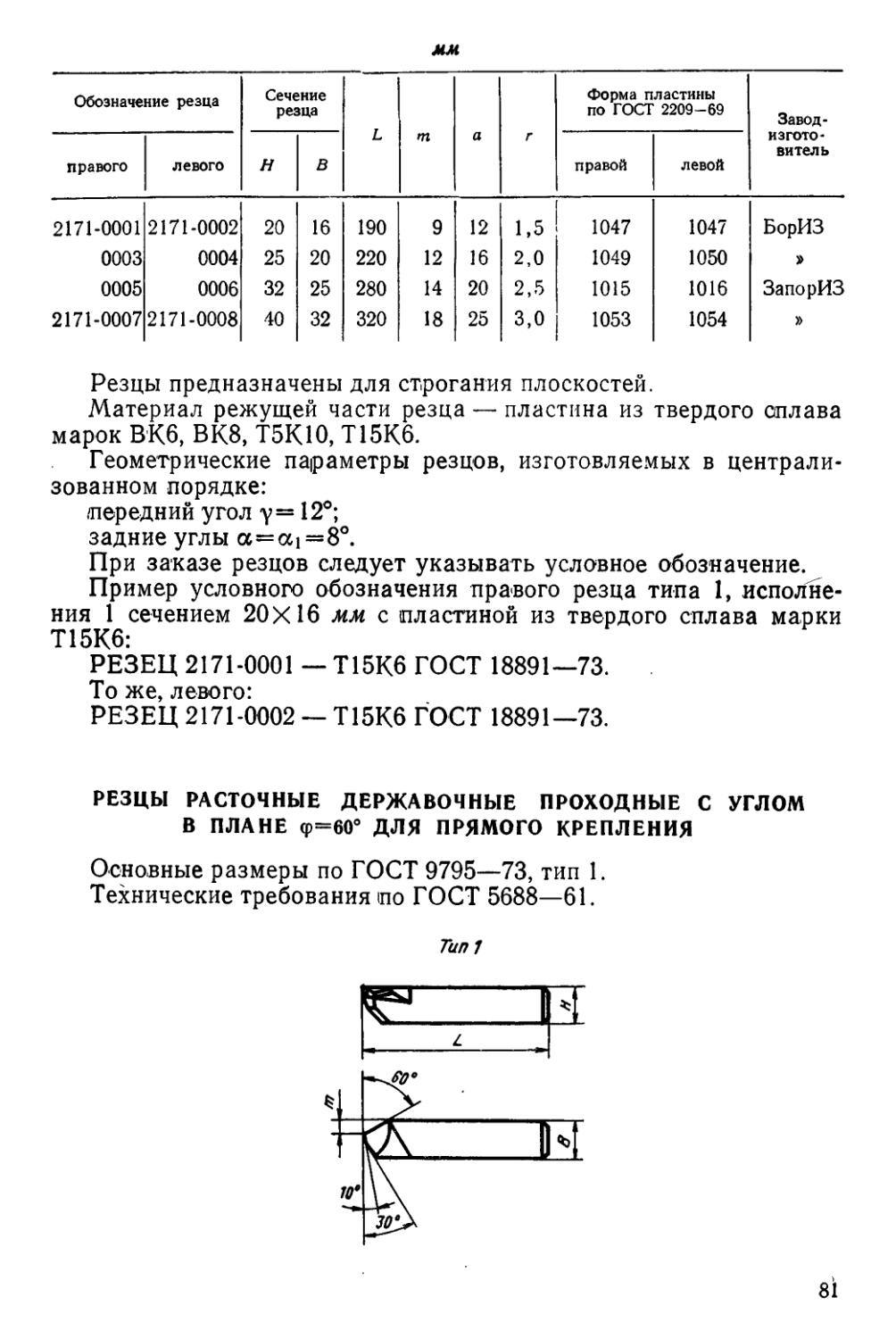
2171-0001 2171-0002 20 16 190 9 12 1,5 1047 1047 БорИЗ
0003 0004 25 20 220 12 16 2,0 1049 1050 »
0005 0006 32 25 280 14 20 2,5 1015 1016 ЗапорИЗ
2171-0007 2171-0008 40 32 320 18 25 3,0 1053 1054 »
Резцы предназначены для строгания плоскостей.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8, Т5КЮ, Т15К6.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у = 12°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца типа 1, исполнения 1 сечением 20X16 мм с пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 2171-0001 — Т15К6 ГОСТ 18891—73.
То же, левого:
РЕЗЕЦ 2171-0002 — Т15К6 ГОСТ 18891—73.
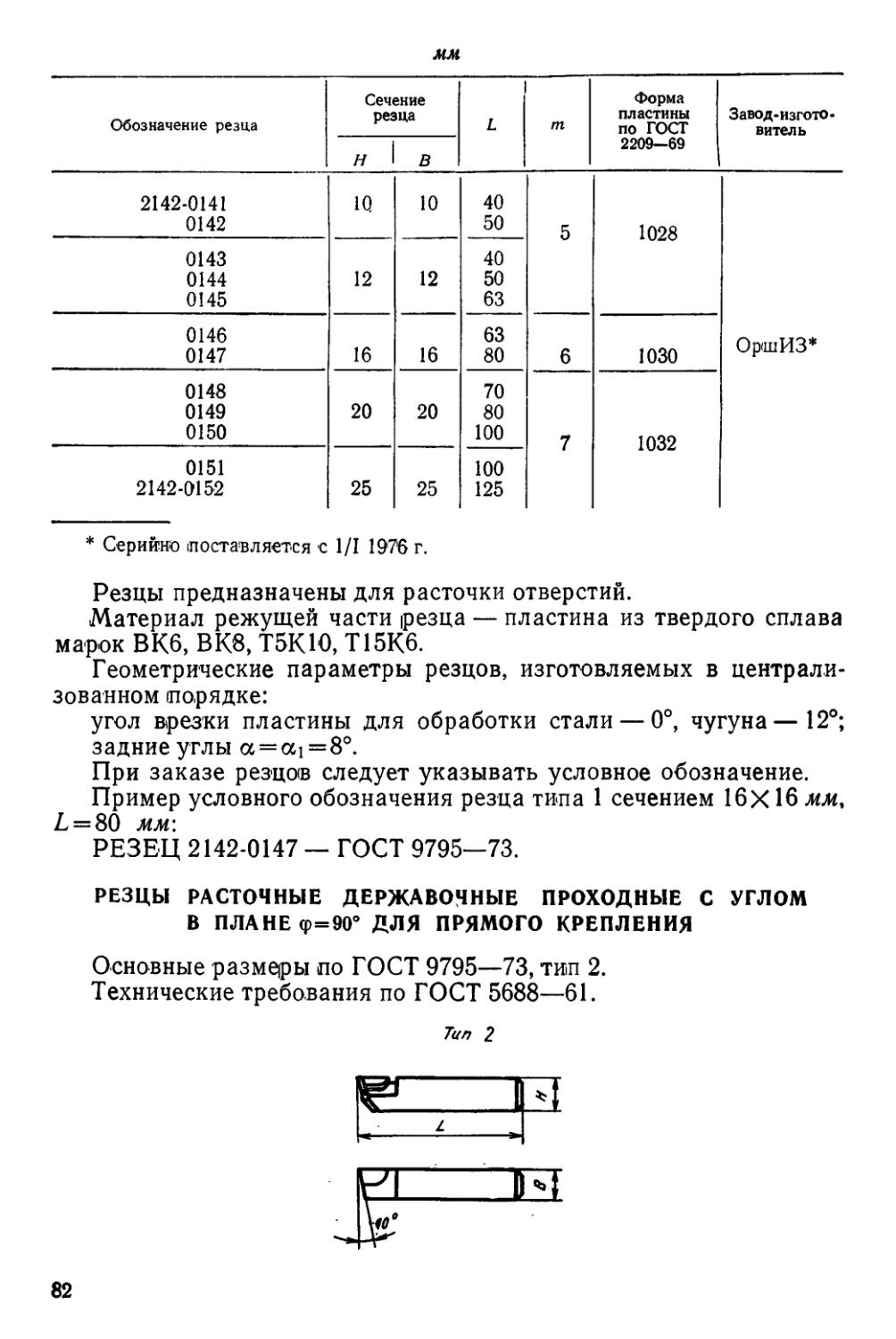
РЕЗЦЫ РАСТОЧНЫЕ ДЕРЖАВОЧНЫЕ ПРОХОДНЫЕ С УГЛОМ В ПЛАНЕ <р=60’ ДЛЯ ПРЯМОГО КРЕПЛЕНИЯ
Основные размеры по ГОСТ 9795—73, тип 1.
Технические требования по ГОСТ 5688—61.
81
мм
Обозначение резца Сечение резца L пг Форма пластины по ГОСТ 2209—69 Завод-изготовитель
н В
2142-0141 0142 1Q 10 40 50 5 1028 Ор<шИЗ*
0143 0144 0145 12 12 40 50 63
0146 0147 16 16 63 80 6 1030
0148 0149 0150 20 20 70 80 100 7 1032
0151 2142-0152 25 25 100 125
* Серийно лоставляется с 1/1 1976 г.
Резцы предназначены для расточки отверстий.
Материал режущей части резца — пластина из твердого сплава марок В Кб, ВК8, Т5КЮ, Т15К6.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
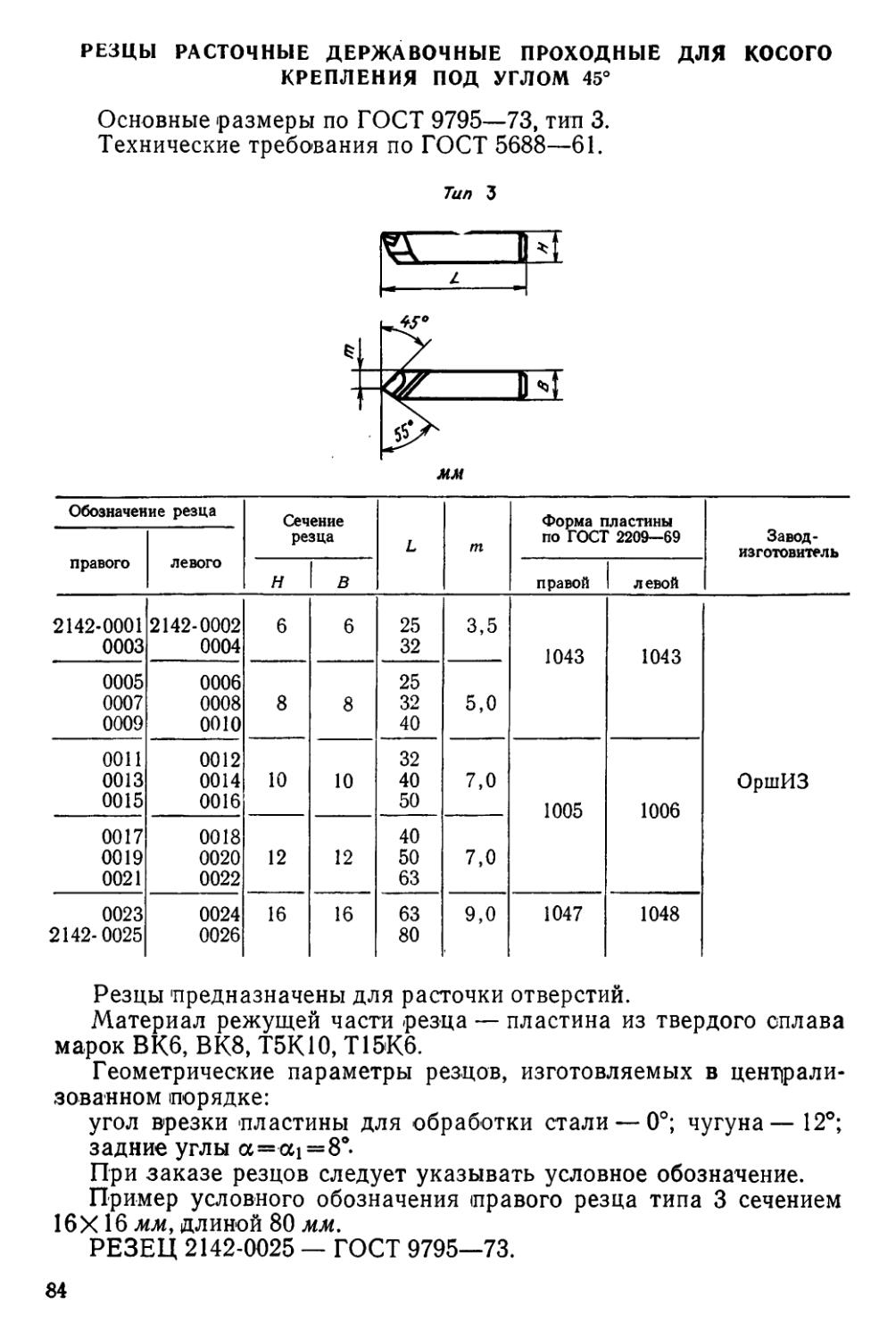
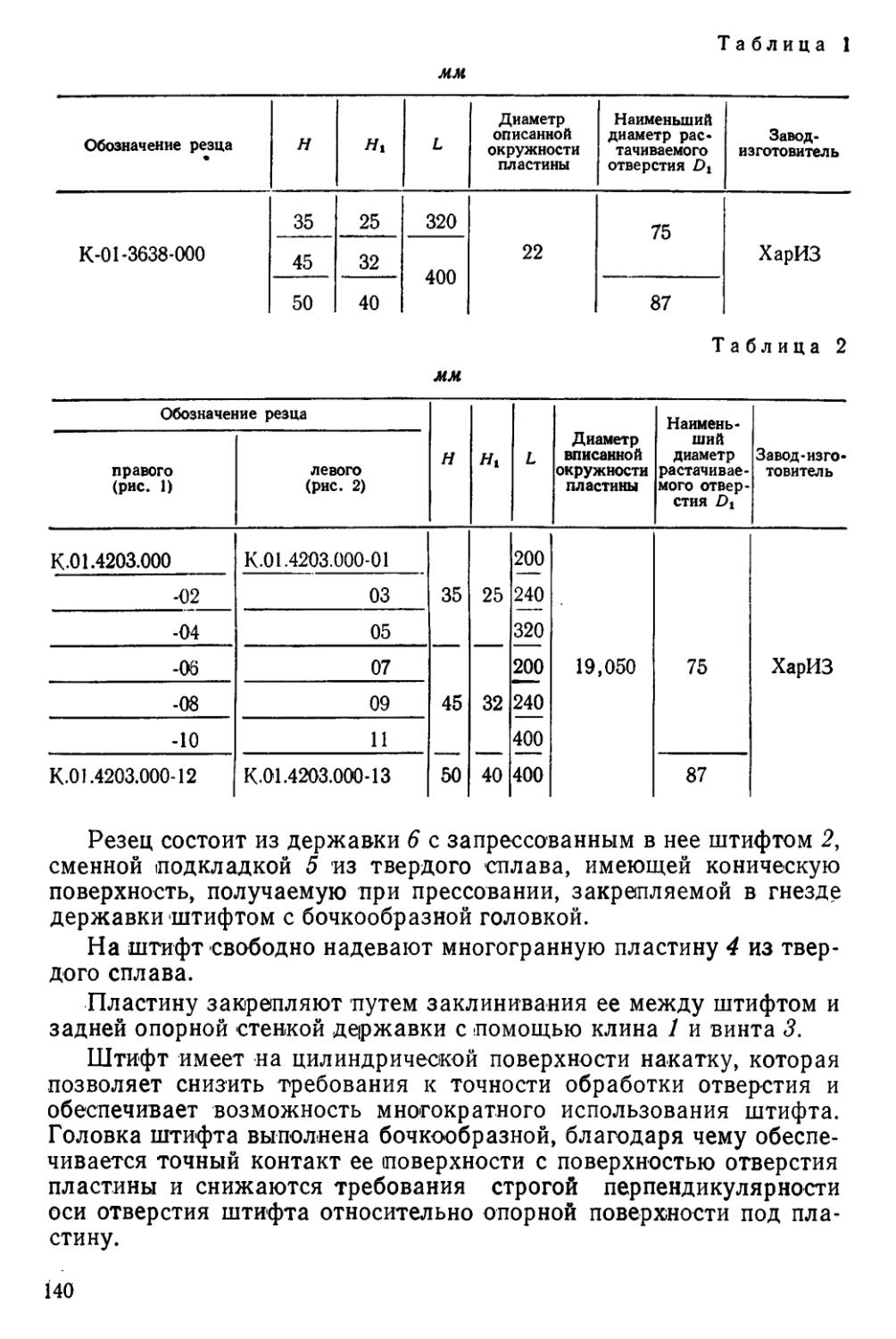
угол врезки пластины для обработки стали — 0°, чугуна—12°; задние углы a = ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 1 сечением 16Х16 мм, А = 80 мм:
РЕЗЕЦ 2142-0147 — ГОСТ 9795—73.
РЕЗЦЫ РАСТОЧНЫЕ ДЕРЖАВОЧНЫЕ ПРОХОДНЫЕ С УГЛОМ В ПЛАНЕ <р=90° ДЛЯ ПРЯМОГО КРЕПЛЕНИЯ
Основные размеры по ГОСТ 9795—73, тип 2.
Технические требования по ГОСТ 5688—61.
Тип 2
82
мм
Обозначение резца Сечение резца L Форма пластины по ГОСТ 2209-69 Завод-изготовитель
Н в
2142-0101 6 6 25 1043 ОршИЗ
0121 0102 0103 8 8 25 32 40 0701
0122 0104 0105 10 10 32 40 50
0106 0107 0108 12 12 40 50 63 0738
0109 ОНО 16 16 63 80 0740
0112 0123 20 20 80 100 0742
0114 0115 25 25 100 125 0734
0124 0116 32 32 125 140
. 0125 2142-0119 40 40 160 180 1058
Резцы предназначены для расточки отверстий.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8, Т5К10, Т15К6.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины для обработки стали — 0°, чугуна— 12°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 2 сечением 16X16 мм, длиной 80 мм.
РЕЗЕЦ 2142-0110 — ГОСТ 9795—73.
83
РЕЗЦЫ РАСТОЧНЫЕ ДЕРЖАВОЧНЫЕ ПРОХОДНЫЕ ДЛЯ КОСОГО КРЕПЛЕНИЯ ПОД УГЛОМ 45°
Основные размеры по ГОСТ 9795—73, тип 3. Технические требования по ГОСТ 5688—61.
Тип 3
Обозначение резца Сечение резца L т Форма пластины по ГОСТ 2209-69 Завод-изготовитель
правого левого
Н 1 В правой 1 левой
2142-0001 0003 2142-0002 0004 6 6 25 32 3,5 1043 1043 ОршИЗ
0005 0007 0009 0006 0008 0010 8 8 25 32 40 5,0
ООН 0013 0015 0012 0014 0016 10 10 32 40 50 7,0 1005 1006
0017 0019 0021 0018 0020 0022 12 12 40 50 63 7,0
0023 2142- 0025 0024 0026 16 16 63 80 9,0 1047 1048
Резцы предназначены для расточки отверстий.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8, Т5КЮ, Т15К6.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины для обработки стали — 0°; чугуна— 12°;
задние углы a=ai=8°
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца типа 3 сечением 16Х16 мм, длиной 80 мм.
РЕЗЕЦ 2142-0025 — ГОСТ 9795—73.
84
РЕЗЦЫ РАСТОЧНЫЕ ДЕРЖАВОЧНЫЕ ПРОХОДНЫЕ КОСОГО КРЕПЛЕНИЯ ПОД УГЛОМ 60°
Основные размеры по ГОСТ 9795—73, тип 4.
Технические требования по ГОСТ 5688—61.
Тип 4
Обозначение резца Сечение резца L т Форма пластины по ГОСТ 2209—69 Завод-изготовитель
правого левого Н в правой левой
2142-0161 2142-0162 8 8 25 3,5 1045 1046 ОршИЗ
' 0163 0164 32
0165 0166 40
0167 0168 10 10 32 5,0 0701 0701
0169 0170 40
0171 0172 50 40
0173 0174 12 12 0737 0738
0175 0176 50
0177 0178 63
0051 0052 16 16 63 8,0 0739 0740
0053 0054 80
0055 0056 20 20 80 0739 0740
0057 0058 100
0059 0060 25 25 100 11.0 0741 0742
0061 0062 125
0063 0064 32 32 140 14,0 0733 0734
0065 0066 160
0069 0070 40 40 180 18,0 1057 1058
2142-0071 2142-0072 200
Резцы предназначены для расточки отверстий.
Мате|риал режущей части резца — пластина из твердого сплава марок ВК6, ВК8, Т5КЮ и Т15К6.
85
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины для обработки стали — 0°, чугуна — 12°;
задние углы a = ai = 8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца типа 4 сечением 16X16 мм, длиной 80 мм.
РЕЗЕЦ 2142-0053 — ГОСТ 9795—73.
РЕЗЦЫ РАСТОЧНЫЕ ДЕРЖАВОЧНЫЕ ПРОХОДНЫЕ С УГЛОМ В ПЛАНЕ <р=60° ДЛЯ КОСОГО КРЕПЛЕНИЯ ПОД УГЛОМ 45е
Основные размеры по ГОСТ 9795—73.
Технические требования по ГОСТ 5688—61, тип 5.
Тил 5
мм
Обозначение резца Сечение резца L т Форма пластины по ГОСТ 2209-69 Завод-изготовитель
Н 1 в
2142-0081 12 12 40 8 1028 ОршИЗ
0082 50
0083 63
0084 16 16 63 10 1030
2142-0085 80
Резцы предназначены для расточки отверстий.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8, Т5КЮ, Т15К6.
86
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины для обработки стали — 0°, чугуна— 12°;
задние углы a=ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 5 сечением 1бХ 16 мм, длиной 80 мм.
РЕЗЕЦ 2142-0085 — ГОСТ 9795—73.
РЕЗЦЫ РАСТОЧНЫЕ ДЕРЖАВОЧНЫЕ ПРОХОДНЫЕ С УГЛОМ В ПЛАНЕ ф-60° ДЛЯ КОСОГО КРЕПЛЕНИЯ ПОД УГЛОМ
В ПЛАНЕ 60»
Основные размеры по ГОСТ 9795—73, тип 6. Технические требования по ГОСТ 5688—61.
Тип б
мм
Обозначение резца Сечение резца L т Форма пластины по ГОСТ 2209—69 Завод-изготовитель
Н В
2142-0091 16 16 63 8 1028 ОршИЗ
0092 80
0093 20 20 80 10 1030
0094 100
0095 25 25 100 12 1032
2142-0096 125
87
Резцы предназначены для расточки отверстий. Материал режущей части резца — пластина из твердого сплава марок ВК.6, ВК8, Т5КЮ, Т15К6.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
угол врезки пластины для обработки стали — 0°, чугуна — 12°; задние углы a = ai=8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 6 сечением 16X16 мм, длиной 80 мм:
РЕЗЕЦ 2142-0092 — ГОСТ 9795—73.
РЕЗЦЫ СТРОГАЛЬНЫЕ ПРОХОДНЫЕ ИЗОГНУТЫЕ С УГЛОМ В ПЛАНЕ <р=45° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18891—73, тип 1, исполнение 2.
Технические требования по ГОСТ 5688—61.
88
мм
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
правого левого
Н в
2171-0051 2171-0052 20 16 190 9 12 1,5 0137Б БорИЗ
0053 0054 25 20 220 12 16 2,0 0139Б »
0055 0056 32 25 280 14 20 2,5 0115Б ЗапорИЗ
2171-0057 2171-0058 40 32 340 18 25 3,0 0141Б »
Резцы предназначены для строгания плоскостей.
Материал режущей части резца—пластина из твердого сплава марок ВК6, ВК8, Т5К10, Т15К6.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у = 12°;
задние углы а = а] =8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца типа 1, исполнения 2 сечением 20X16 мм с пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 2171-0051 — Т15К6 ГОСТ 18891—73.
То же, левого:
РЕЗЕЦ 2171-0052 — Т15К6 ГОСТ 18891—73.
РЕЗЦЫ СТРОГАЛЬНЫЕ ПРОХОДНЫЕ ПРЯМЫЕ С УГЛОМ В ПЛАНЕ Ф=45° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18891—73, тип 2, исполнение 1.
Технические требования по ГОСТ 5688—61.
Резцы предназначены для строгания плоскостей.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8, Т5К10, Т15К6.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у = 12°;
задние углы a = ai = 8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца типа 2, исполнения 1 сечением 20x16 мм с пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 2170-0001 —Т15К6 ГОСТ 18891—73.
То же, левого:
РЕЗЕЦ 2170-0002 — Т15К6 ГОСТ 18891—73.
89
мм
Обозначение резца Сечение резца L т а г Форма пластины по ГОСТ 2209-69 Завод -изготовитель
правого левого
Н 1 в правой левой
2170-0001 2170-0002 20 16 170 9 12 1,5 1047 1048
0003 0004 25 20 200 12 16 2,0 1049 1050 ЗапорИЗ
0005 0006 32 25 250 14 20 2,5 1015 1016
2170-0007 2170-0008 40 32 300 18 25 3,0 1053 1053
90
РЕЗЦЫ СТРОГАЛЬНЫЕ ПРОХОДНЫЕ ПРЯМЫЕ С УГЛОМ В ПЛАНЕ Ф=45° (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры .по ГОСТ 18891—73, тип 2, исполнение 2.
Технические требования по ГОСТ 5688—61.
ЛеЬый
мм
Обозначение резца
Сечение резца
правого левого
Форма пластины Завод-по ГОСТ изготовитель 2209—69
2170-0051 0053 0055 2170-0057
2170-0052
0054
0056 2170-0058
16
20
25
32
170
200
250
300
9
12
14
18
12
16
20
25
1,5
2,0
2,5
3,0
0137Б
0139Б
0115Б
0141Б
ЗапорИЗ
н I в
т а
Резцы предназначены для строгания (плоскостей.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8, Т5КЮ, Т15К6.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
(передний угол у = 12°;
задние углы a=aj = 8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца типа 2, исполнения 2 сечением 20X16 мм, с пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 2170-0051 — Т15К6 ГОСТ 18891—73.
То же, левого:
РЕЗЕЦ 2170-0052 —Т15К6 ГОСТ 18891—73.
91
РЕЗЦЫ СТРОГАЛЬНЫЕ ПОДРЕЗНЫЕ ПРЯМЫЕ (ПРАВЫЕ И ЛЕВЫЕ)
Основные размеры по ГОСТ 18893—73, тип 2.
Технические требования по ГОСТ 5688—61.
Обозначение резца Сечение резца L tn а г Форма пластины по ГОСТ 2209—69 Завод-изготовитель
правого левого
Н 1 в правой! левой
2174-0021 2174-0022 20 16' 170 8,0 12 1,5 0607 0608
0023 0024 25 20 200 10,0 16 2,0 0611 0612 ЗапорИЗ,
0025 0026 32 25 250 12,5 20 2,5 0615 0615
2174-0027 2174-0028 40 32 300 15,0 25 3,0 0619 0620
Резцы предназначены для строгания плоскостей и уступов.
Материал режущей части резца — пластина из твердого сплава марок ВК6, ВК8, Т5КЮ.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у = 12°;
задние углы a—ai = 8°.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца типа 2 сечением 20Х16 мм с (пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 2174-0021 — Т15К6 ГОСТ 18893—73.
То же, левого:
РЕЗЕЦ 2174-0022 — Т15К6 ГОСТ 18893—73.
92
РЕЗЦЫ РАСТОЧНЫЕ С НАПАЯННОЙ ПЛАСТИНОЙ ИЗ ТВЕРДОГО СПЛАВА, ПРУЖИНЯЩЕЙ ОПРАВКОЙ И УГЛАМИ В ПЛАНЕ
<р=60° ИЛИ ф=90°
Основные размеры по чертежу ВНИИ К-01-3865.
Технические требования по чертежу ВНИИ К-01-3865.
мм
Обозначение резца н d L 1 С С1 Наименьший ’“диаметр растачиваемого отверстия D Завод-изготовитель
К-01-3865 26 6 130 25 35 6,0 7,2 12
3865 26,5 8 140 30 40 7,5 9,5 14 КиржИЗ
К-01-3865 27 10 150 35 50 10,0 11 16
Расточные резцы предназначены для расточки сквозных и глухих отверстий диаметром 12—30 мм на токарных станках с высотой центров 200 мм.
Резец состоит из цилиндрической державки, в торцовый паз которой впаяна пластина квадратного сечения.
93
Для повышения виброустойчивости резца передняя часть державки выполнена конической. Державка вставляется в разжимную оправку с прорезью.
Верхняя пружинящая часть оправки имеет цилиндрическую выемку меньшего диаметра, чем диаметр державки резца, благодаря чему создается линейный контакт при закреплении и достигается надежность закрепления.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у = 15°;
задние углы a=ai = 12°.
Резцы данной конструкции обеспечивают сокращение вспомогательного времени на установку и смену резца в два-три раза, увеличение режимов резания за счет повышения жесткости резца и его крепления в державке на 5—10%.
Конструкция позволяет изменить вылет резца из пружинящей оправки, благодаря чему сокращается номенклатура резцов и повышается их жесткость.
Материал режущей части резца — пластина из твердого сплава марок Т5К6, ВК8.
При заказе резцов следует указывать условное обозначение.
Пример обозначения резца расточного с 'пружинящей оправкой, диаметром рабочей части d=6 мм, углом в плане ф=60° и с пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 6 — Т15К6 — К-01-3865.
РЕЗЦЫ РАСТОЧНЫЕ ЦЕЛЬНЫЕ ИЗ ТВЕРДОГО СПЛАВА СО СТАЛЬНЫМ ХВОСТОВИКОМ ДЛЯ ГЛУХИХ ОТВЕРСТИИ. ТИП 1
Основные размеры по ГОСТ 18063—72, тип 1.
Технические требования по ГОСТ 18064—72.
L
по ГОСТ WS0-72
94
мм
Обозначение резца н D L 1 Диаметр наименьшего растачиваемого отверстия Завод-изготовитель
2145-0041 2,8 6 40 10 3 КиржИЗ
0042 50 20
0043 3,8 40 10 4
0044 50 20
0045 4,7 10 45 15 5
0046 60 30
0047 5,5 45 15 6
0048 65 35
0049 6,5 12 45 15 7
0050 65 35
0051 7,5 50 20 6
2145—0052 70 40
Резцы предназначены для расточки глухих отверстий диаметром 3—10 мм в труднообрабатываемых материалах: закаленных и нержавеющих сталях, жаропрочных сплавах и сталях, высокоабразивных пластмассах, цветных металлах, а также для обработки конструкционных сталей на координатно-расточных станках.
Применение указанных резцов позволяет повысить чистоту обрабатываемых поверхностей, стойкость инструмента и производительность труда.
Материал рабочей части — твердый сплав марок Т5К10, Т15К6, ВК8, ВК6М.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 1 с размерами /7=2,8 мм, Л = 40 мм из твердого сплава ВК6М:
РЕЗЕЦ 2145-0041 — ВК6М ГОСТ 18063—72.
95
РЕЗЦЫ РАСТОЧНЫЕ ЦЕЛЬНЫЕ ИЗ ТВЕРДОГО СПЛАВА СО СТАЛЬНЫМ ХВОСТОВИКОМ ДЛЯ ГЛУХИХ ОТВЕРСТИИ. ТИП 2
Основные размеры по ГОСТ 18063—72, тип 2.
Технические требования по ГОСТ 18064—72.
мм
Обозначение резца н D L 1 Диаметр наименьшего растачиваемого ^отверстия Di Завод-изготовитель
правого левого
2145-0063 2145-0062 2,8 10 70 20 3 КиржИЗ
0065 0064 3,8 4
0067 0066 5,5 90 30 6
2145-0069 2145-0068 ' 7,5 15 100 40 8
Резцы предназначены для расточки глухих отверстий диаметром 3—10 мм в труднообрабатываемых материалах: закаленных и нержавеющих сталях, жаропрочных сплавах и сталях, высокоабразивных пластмассах, цветных металлах, а также для обработки конструкционных сталей на револьверных станках и токарных автоматах.
Применение указанных резцов позволяет повысить чистоту обрабатываемых поверхностей, стойкость инструмента и производительность труда.
Материал рабочей части — твердый сплав марок Т5К10, Т15К6, ВК8, ВК6М.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 3, Я=2,8 мм из твердого сплава ВК6М:
РЕЗЕЦ 2145-0063 — ВК6М ГОСТ 18063—72.
96
РЕЗЦЫ РАСТОЧНЫЕ ЦЕЛЬНЫЕ ИЗ ТВЕРДОГО СПЛАВА СО СТАЛЬНЫМ ХВОСТОВИКОМ ДЛЯ ГЛУХИХ ОТВЕРСТИИ. ТИП 3
Основные размеры .по ГОСТ 18063—72, тип 3.
Технические требования по ГОСТ 18064—72.
по ГОСТ МОМ-72
мм
Обозначение резца Н L 1 Диаметр наименьшего растачиваемого отверстия Di Завод-изготовитель
2141-0121 2,8 120 20 3 КиржИЗ
0122 3,8 4
0123 5,5 130 30 6
2141-0124 7,5 140 40 8
Резцы предназначены для расточки глухих отверстий диаметром 3—10 мм в труднообрабатываемых материалах: закаленных и нержавеющих сталях, жаропрочных сплавах и сталях, высокоабразивных пластмассах, цветных металлах, а также для обработки конструкционных сталей на токарных и револьверных станках.
Применение указанных резцов позволяет повысить чистоту обрабатываемых поверхностей, стойкость инструмента и производительность труда.
Материал рабочей части — твердый сплав марок Т5К10, Т15К6, ВК8, ВК6М
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 3, // = 2,8 мм из твердого сплава ВК6М:
РЕЗЕЦ 2141-0121 — ВК6М ГОСТ 18063—72.
97
РЕЗЦЫ РАСТОЧНЫЕ ЦЕЛЬНЫЕ ИЗ ТВЕРДОГО СПЛАВА СО СТАЛЬНЫМ ХВОСТОВИКОМ С УГЛОМ В ПЛАНЕ <р-60° для СКВОЗНЫХ ОТВЕРСТИИ. ТИП 1
Основные размеры по ГОСТ 18062—72, тип 1.
Технические требования по ГОСТ 18064—72.
мм
Обозначение резца н D L 1 Диаметр наименьшего растачиваемого отверстия Di Завод-изготовитель
2145-0011 2,8 6 40 10 3 z КиржИЗ
0012 50 20
0013 3,8 40 10 4
0014 50 20
0015 4,7 10 45 15 5
0016 60 30
0017 5,5 45 15 6
0018 65 35
0019 6,5 12 45 15 7
0020 65 35
0021 7,5 50 20 8
2145-0022 70 40
Резцы предназначены для расточки сквозных отверстий диаметром 3—10 мм в труднообрабатываемых материалах: закаленных и нержавеющих сталях, жаропрочных сплавах и сталях, высокоабразивных пластмассах, цветных металлах, а также для обработки конструкционных сталей на координатно-расточных станках.
98
Применение указанных резцов позволяет повысить чистоту обрабатываемых поверхностей, стойкость инструмента и производительность труда.
Материал рабочей части — твердый оплав марок Т5К10; Т15К6, ВК8, ВК6М.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 1 с размерами /7=2,8 мм, £=40 мм из твердого сплава ВК6М:
РЕЗЕЦ 2145-0011 — ВК6М ГОСТ 18062—72.
РЕЗЦЫ РАСТОЧНЫЕ ЦЕЛЬНЫЕ ИЗ ТВЕРДОГО СПЛАВА СО СТАЛЬНЫМ ХВОСТОВИКОМ С УГЛОМ В ПЛАНЕ <р=.60° ДЛЯ СКВОЗНЫХ ОТВЕРСТИИ. ТИП 2
Основные размеры по ГОСТ 18062—72, тип 2. Технические требования по ГОСТ 18064—72.
мм
Обозначение резца Н D L 1 Диаметр наименьшего растачиваемого отверстия Di Завод-изготовитель
правого левого
2145-0023 2145-0024 2,8 10 70 20 3 КиржИЗ
С025 0026 3,8 4
0027 0028 5,5 90 30 6
2145-0029 2145-0030 7,5 15 100 40 8
Резцы предназначены для расточки сквозных отверстий диаметром 3—10 мм в труднообрабатываемых материалах: закаленных и нержавеющих сталях, жаропрочных сплавах и сталях, высокоабразивных пластмассах, цветных металлах, а также для обработки конструкционных сталей на токарных автоматах и револьверных станках.
99
Применение указанных резцов позволяет повысить чистоту обрабатываемых поверхностей, стойкость инструмента, производительность труда.
Материал рабочей части — твердый сплав марок Т5КЮ, Т15К6, ВК8, ВК6М по ГОСТ 3882—67.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения правого резца типа 2, Я=2,8 мм из твердого сплава ВК6М:
РЕЗЕЦ 2145-0023 — ВК6М ГОСТ 18062—72.
РЕЗЦЫ РАСТОЧНЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ СО СТАЛЬНЫМ ХВОСТОВИКОМ С УГЛОМ В ПЛАНЕ <р=60° ДЛЯ СКВОЗНЫХ ОТВЕРСТИЙ. ТИП 3
Основные размеры по ГОСТ 18062—72, тип 3.
Технические требования по ГОСТ 18064—72.
мм
Обозначение резца Н L 1 Диаметр наименьшего растачиваемого отверстия Завод-изготовитель
2140-0101 2,8 120 20 3 КиржИЗ
0102 3,8 4
0103 5,5 130 30 6
2140-0104 7,5 140 40 8
Резцы предназначены для расточки сквозных отверстий диаметром 3—10 мм в труднообрабатываемых материалах: закаленных и и нержавеющих сталях, жаропрочных сплавах и сталях, высокоаб-разнвных пластмассах, цветных металлах, а также для обработки конструкционных сталей на токарных и револьверных станках.
100
Применение указанных резцов позволяет повысить чистоту обрабатываемых поверхностей, стойкость инструмента и производительность труда.
Материал рабочей части — твердый сплав марок Т5КЮ, Т15К6, ВК8, ВК6М.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца типа 3, Я=2,8 мм из твердого сплава ВК6М:
РЕЗЕЦ 2140-0101 — ВК6М ГОСТ 18062—72.
ПЛАСТИНЫ ТВЕРДОСПЛАВНЫЕ, МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМЫЕ ДЛЯ ТОКАРНЫХ РЕЗЦОВ
ПЛАСТИНЫ ТВЕРДОСПЛАВНЫЕ НЕПРАВИЛЬНОЙ ТРЕХГРАННОИ ФОРМЫ С ОТВЕРСТИЕМ И СТРУЖЕЧНЫМИ КАНАВКАМИ НА ОДНОЙ СТОРОНЕ МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМЫЕ ДЛЯ ТОКАРНЫХ РЕЗЦОВ
Форма и размеры по ГОСТ 21069—75 (рис. 79, табл. 1).
Технические требования по степени точности U ГОСТ 19086—73, без шлифования опорных поверхностей пластин.
Форма и размеры по ГОСТ 19048—73 (рис. 80, табл. 2).
Технические требования по ГОСТ 19086—73.
102
Таблица 1
мм
Обозначение пластины Диаметр описанной окружности пластины ^оп ^вп d (пред, откл. +0,2 “0,1) S (пред, откл. +0,4 —0,1) г (пред, откл. “0,2) Завод-изготовитель
цифровое
024-140306 14 9,75 4,2 3,7 0,6
180508 18 11,8 5,2 5,2 0,8 мктс
220510 22 15,0 6,2 5,7 1,0
024-220610 26 17,6 6,2 6,7 1,0
Таблица 2
мм
Обозначение пластины нормальной степени точности 1 d di S г т Завод-изготовитель
02114-060304 6,5 9,525 3,81 3,18 0,4 2,424
060404 6,5 9,525 3,81 4,76 0,4 2,424
080408 8,7 12,700 5,16 4,76 0,8 3,084 мктс
100608 10,8 15,875 6,35 6,35 0,8 3,966
02114-120612 12,8 19,050 7,93 6,35 1,2 4,625
Пластины трехгранные из твердого сплава предназначены для использования на токарных проходных упорных резцах с углом в плане <р=92°, расточных резцах для расточки глухих и сквозных отверстий, автоматных резцах и расточных резцах-вставках с ми-крорегулировкой.
Пластины поставляются в комплекте с резцами и могут быть приобретены отдельно.
Материал пластин — твердый сплав марок Т5К10, Т14К8, Т15К6, ВК6, ВК8.
103
Угол при вершине пластин, равный 80°, увеличивает их прочность по сравнению с пластинами правильной трехгранной формы, применяемыми за границей. Пластины по ГОСТ 21069—75 МКТС изготовляет без доводки фасок и опорных поверхностей.
Ширина фасок вдоль режущих кромок пластин, образуемых доводкой, должна находиться в диапазоне 0,1—0,6 мм в зависимости от диаметра описанной окружности пластины.
При заказе пластин на МКТС необходимо указывать их условное обозначение.
Пример условного цифрового обозначения пластины по ГОСТ 21069—75 диаметром описанной окружности 18 мм, толщиной S=5,2 мм, радиусом г=0,8 мм из твердого сплава марки Т15К6:
ПЛАСТИНА 024-180508 — Т15К6 ГОСТ 21069—75.
Пример условного цифрового обозначения пластины по ГОСТ 19048—73 длиной режущей кромки /=6,5 мм, толщиной S=3,18 мм, радиусом г=0,4 мм нормальной степени точности из твердого сплава марки Т15К6: '
ПЛАСТИНА 02114-060304 — Т15К6 ГОСТ 19048—73.
ПЛАСТИНЫ ТВЕРДОСПЛАВНЫЕ КВАДРАТНОЙ ФОРМЫ С ОТВЕРСТИЕМ И СТРУЖЕЧНЫМИ КАНАВКАМИ НА ОДНОЙ СТОРОНЕ, МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМЫЕ ДЛЯ ТОКАРНЫХ РЕЗЦОВ
Форма и размеры по ГОСТ 21070—75 (табл. 1).
Технические требования по степени точности U ГОСТ 19086—73, без шлифования опорных поверхностей пластин.
Форма и размеры по ГОСТ 19052—73 (табл. 2).
Технические требования по ГОСТ 19086—73.
104
Таблица I
мм
Обозначение пластины цифровое Диаметр описанной окружности пластины Don ^вп d (пред, откл. +0,2 +0,1) S (пред, откл. + 0,4 —0,1) Г (пред, откл. —0,2) Завод-изготовитель
034-140306 14 10,2 4,2 3,7 0,6
180408 18 12,2 5,2 4,7 0,8 МКТС
034-220510 22 16,2 6,2 5,7 1,0
ЛЛ
Таблица 2
Обозначение пластины нормальной степени точности 1 d di s г т Завод-изготовитель
03114-090304 9,5 9,525 3,81 3,18 0,4 1,808
120408 12,7 12,700 5,16 4,76 0,8 2,301 МКТС
03114-150412 15,9 15,875 6,35 6,35 1,2 2,793
Пластины четырехгранные твердого сплава предназначены для использования на токарных проходных отогнутых резцах с углом в плане ф=45°, расточных резцах для расточки сквозных отверстий, автоматных резцах и резцах — вставках с микрометрической регу-лировкой. Пластины поставляются в комплекте с резцами и могут быть приобретены отдельно.
Материал пластин—твердый сплав марок Т5КЮ, Т14К8, Т15К6, ВК6, ВК8.
Пластины по ГОСТ 21070—75 МКТС изготовляет без доводки фасок и опорных поверхностей.
Ширина фасок вдоль режущих кромок пластин, образуемых доводкой, должна находиться в диапазоне 0,1—0,6 мм в зависимости от диаметра описанной окружности пластины.
При заказе пластин на МКТС необходимо указывать их условное обозначение:
105
пример условного цифрового обозначения пластины по ГОСТ 21070—75 диаметром описанной окружности 14 мм, толщиной S=3,7 мм, радиусом г=0,6 мм из твердого сплава марки Т15К6:
ПЛАСТИНА 034-140306 — Т15К6 ГОСТ 21070—75.
Пример условного цифрового обозначения пластины по ГОСТ 19052—73 длиной режущей кромки /=9,5 мм, толщиной S=3,18 мм, радиусом г=0,4 мм, нормальной степени точности из твердого сплава марки Т15К6:
ПЛАСТИНА 03114-090304 — Т15К6 ГОСТ 19052—73.
ПЛАСТИНЫ ТВЕРДОСПЛАВНЫЕ ПЯТИГРАННОЙ ФОРМЫ С ОТВЕРСТИЕМ И СТРУЖЕЧНЫМИ КАНАВКАМИ
НА ОДНОЙ СТОРОНЕ, МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМЫЕ ДЛЯ ТОКАРНЫХ РЕЗЦОВ
Форма и размеры по ГОСТ 21071—75 (табл. 1).
Технические требования по степени точности U ГОСТ 19086—73, без шлифования опорных поверхностей пластин.
Форма и размеры по ГОСТ 19065—73 (табл. 2).
Технические требования по ГОСТ 19086—73.
мм
Таблица 1
Обозначение пластины Диаметр описанной окружности пластины Ооп d (пред, откл. 4-0,2 +0.1) S (пред, откл. +0,4 “0,1) г (пред, откл. “0,2) Завод-изготовитель
цифровое
104-180408 18 15,4 5,2 4,7 0,8
220510 22 18,4 6,2 5,7 1,0 мктс
104-260610 26 21,6 6,2 6,7 1,0
106
мм
Таблица 2
Обозначение пластины нормальной степени точности 1 d S di г т Завод-изготовитель
10114-110408 11,5 15,875 4,76 6,35 0,8 17,562
130612 13,8 19,050 4,76 7,93 1,2 21,019 МКТС
10114-160612 16,1 22,200 6,35 7,93 1,2 24,541
Пластины пятигранные твердого сплава предназначены для использования на токарных проходных отогнутых резцах с углом <р=60° и резцов для автоматизированного производства. Пластины поставляются в комплекте с резцами и могут быть приобретены отдельно.'
Материал пластин — твердый сплав марок Т5КЮ, Т14К8, Т15К6, ВК6, ВК8.
Пластины по ГОСТ 21071—75 МКТС изготовляет без доводки фасок и опорных поверхностей.
Ширина фасок вдоль режущих кромок пластин, образуемых доводкой, должна находиться в диапазоне 0,2—0,6 мм в зависимости от диаметра описанной окружности пластины.
При заказе пластин на МКТС необходимо указывать их условное обозначение.
Пример условного цифрового обозначения пластины по ГОСТ 21070—75 диаметром описанной окружности 18 мм, толщиной 5=4,7 мм, радиусом г=0,8 мм из твердого сплава марки Т15К6:
ПЛАСТИНА 104-180408 — Т15К6 ГОСТ 21071—75.
Пример условного цифрового обозначения пластины по ГОСТ 19065—73 длиной режущей кромки /=11,5 мм, толщиной S= =4,76 мм, радиусом г=0,8 мм, нормальной степени точности из твердого сплава марки Т15К6:
ПЛАСТИНА 10114-110408 —Т15К6 ГОСТ 19065—73.
107
ПЛАСТИНЫ ТВЕРДОСПЛАВНЫЕ ШЕСТИГРАННОЙ ФОРМЫ С ОТВЕРСТИЕМ И СТРУЖЕЧНЫМИ КАНАВКАМИ НА ОДНОЙ СТОРОНЕ, МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМЫЕ ДЛЯ ТОКАРНЫХ РЕЗЦОВ
Форма и размеры по ГОСТ 21072—75 (табл. 1).
Технические требования по степени точности U ГОСТ 19086—73, без шлифования опорных поверхностей пластин.
Форма и размеры то ГОСТ 19068—73 (табл. 2).
Технические требования по ГОСТ 19068—73.
мм
Таблица 1
Обозначение пластины Диаметр описанной d (пред, откл. S (пред, откл. г (пред. Завод-
цифровое окружности пластины Don +0,2 -0,1) ±»:!> откл. —0,2) изготовитель
114-180408 18 16,0 5,2 4,7 0,8
220510 22 19,4 6,2 5,7 1,0 мктс
114-260610 26 23,0 6,2 6,7 1,0
108
Таблица 2
мм
Обозначение пластины нормальной степени точности 1 d S di г th Завод-изготовитель
11114-090408 9,1 15,875 4,76 6,35 0,8 1,106
110612 11,0 19,050 6,35 7,93 1,2 1,290 МКТС
11114-120612 12,8 22,200 6,35 7,93 1,2 1,534
Пластины шестигранные твердого сплава предназначены для использования на токарных проходных отогнутых резцах с углом в плане <р=45°, а также на специальных резцах. Пластины поставляются в комплекте с резцами и могут быть приобретены отдельно.
Материал пластин — твердый сплав марок Т5К10, Т14К8, Т15К6, ВК6, ВК8.
Пластины по ГОСТ 21072—75 МКТС изготовляют без доводки фаоок и опорных поверхностей.
Ширина фасок вдоль режущих кромок пластин, образуемых доводкой, должна находиться в диапазоне 0,2—0,6 мм в зависимости от диаметра описанной окружности пластины.
При заказе пластин на ленте необходимо указывать их условное обозначение.
Пример условного цифрового обозначения пластины по ГОСТ 21072—75 диаметром описанной окружности 18 мм, толщиной 5=4,7 мм, радиусом г=0,8 мм из твердого сплава марки Т15К6:
ПЛАСТИНА 114-180408 — Т15К6 ГОСТ 21072—75.
Пример условного цифрового обозначения пластины по ГОСТ 19068—73 длиной режущей кромки /=9,1 мм, толщиной 5=4,76 мм, радиусом г=0,8 мм, нормальной степени точности из твердого сплава марки Т15К6:
ПЛАСТИНА 11114-090408 —Т15К6 ГОСТ 19068—73.
ПЛАСТИНЫ РОМБИЧЕСКИЕ С УГЛОМ ПРИ ВЕРШИНЕ 59°30' ИЗ ТВЕРДОГО СПЛАВА К ТОКАРНЫМ РЕЗЬБОВЫМ РЕЗЦАМ
Форма и размеры по ОН 035-10—68 (табл. 1).
Технические требования по ТУ МКТС 48-19-113—74.
Форма и размеры по ГОСТ 19055—73 (табл. 2).
Технические требования по ГОСТ 19086—73.
109
мм
Таблица 1
Обозначение пластины Форма Размер большой диагонали ромба h hi ^вп Г Завод-изготовитель
035-2004-0001 I 14 4,0 — 7,1 0,2
0002 II 14 — 3,5 7,1 0,2 БорИЗ
0003 I 16 4,5 — 8,5 0,5
035-2004-0004 II 16 — 4,0 8,5 0,5
Г
ПО
Таблица 2
мм
Обозначение пластины нормальной степени точности 1 d S г Завод* изготовитель
04112-080400 8,1 7,1 4,2 мктс
04112-090405 9,8 8,5 4,8 0,5
Ромбические пластины из твердого сплава предназначены для использования на токарных резьбовых резцах для нарезания наружной метрической резьбы с шагом 1,5—6 мм.
Материал пластин — твердый сплав марок Т5К10, Т14К8, Т15К6, ВК8.
Пластины по ОН 035-10—68 МКТС изготовляет без доводки фасок и опорных поверхностей.
Ширина фасок вдоль режущих кромок пластин, образуемых доводкой, должна находиться в диапазоне 0—0,2 мм.
При заказе пластин на МКТС необходимо указывать их условное обозначение.
При заказе пластин по ОН 035-10—68 следует указывать длину большой диагонали ромба, форму передней поверхности (плоская или с выкружкой), марку твердого сплава и номер ТУ МКТС.
Пример условного обозначения ромбической пластины с большой диагональю ромба 14 мм из твердого сплава марки Т15К6 с выкружкой по передней поверхности:
ПЛАСТИНА РОМБИЧЕСКАЯ 14 С ВЫКРУЖКОЙ — Т15К6 ТУ 48-19-113—74.
Пример условного обозначения пластины по ГОСТ 19055—73 длиной режущей кромки /=8,1 мм из твердого сплава марки Т15К6:
ПЛАСТИНА 04112-080400 — Т15К6 ГОСТ 19055—73.
ПЛАСТИНЫ ТРЕХГРАННЫЕ ПРАВИЛЬНОЙ ФОРМЫ ИЗ ТВЕРДОГО СПЛАВА К РЕЗЦАМ ДЛЯ КОНТУРНОГО ТОЧЕНИЯ
Форма и размеры по чертежу ВНИИ АР.774.001 (по табл. 1).
Технические требования по ТУ МКТС 48-19-113—74.
Форма и размеры по ГОСТ 19046—73 (по табл. 2).
Технические требования по ГОСТ 19086—73.
Пластины трехгранные правильной формы предназначены для использования на резцах для контурного точения с углами в плане <р=63° и ф=93°. Пластины поставляются в комплекте с резцами, но могут быть приобретены отдельно.
Материал пластины — твердый сплав марок Т5К10, Т14К8, Т15К6, ВК6, ВК8 по ГОСТ 3882—74 выбирается в зависимости от обрабатываемого материала и характера обработки.
111
МКТС изготовляет пластины без доводки фасок и опорных поверхностей.
При заказе пластин на МКТС следует указывать длину режущей кромки, форму передней поверхности (плоская или с выкружкой), марку твердого сплава.
Таблица 2
Обозначение 1 d S г т
01114-220408 22,0 12,7 5,16 4,76 0,8 18,256
01114-270612 1 27,5 15,875 6,35 6,35 1,2 22,622
Пример обозначения трехгранной пластины правильной формы I— 18,5 мм из твердого сплава марки Т15К6 с выиружкой на передней поверхности:
ПЛАСТИНА ТРЕХГРАННАЯ ПРАВИЛЬНОЙ ФОРМЫ С ВЫКРУЖКОЙ /=18,5 мм.
Пример условного цифрового обозначения пластины Т15К6 с длиной режущей кромки /=22,0 мм, радиусом г=0,8 мм, нормальной степени точности, из твердого сплава марки Т15К6 по ГОСТ 19046—73:
ПЛАСТИНА 01114-220408 —Т15К6 ГОСТ 19046—73.
То же, буквенно-цифрового:
ПЛАСТИНА TNUM-220408 — Т15К6 ГОСТ 19046—73.
112
ПЛАСТИНЫ ПАРАЛЛЕЛОГРАММ НЫЕ ИЗ ТВЕРДОГО СПЛАВА К РЕЗЦАМ ДЛЯ КОНТУРНОГО ТОЧЕНИЯ
Форма и размеры по чертежам ВНИИ К.01.4005.002 и К.01.4011.002 (по табл. 1).
Технические требования по ТУ МКТС 48-19-113—74.
Форма и размеры :по ГОСТ 19062—73 (по табл. 2).
^Размер для спрадок
Таблица I
мм
Сечение резца 1 L В 5 г F
В н
20 20 17,1 14 10 4,8 1 3,6
25
25 19,5 16 10 6,3
32
32
40
113
Таблица 2
Пластины параллелограммные предназначены для использования на резцах для контурного точения с углами в плане <р=63° и <р=93°.
Пластины поставляются в комплекте с резцами, но могут быть приобретены отдельно.
Материал пластины — твердый сплав марок Т5КЮ, Т14К8, Т15К6, ВК6, ВК8 по ГОСТ 3882—74 выбирается в зависимости от обрабатываемого материала и характера обработки.
МКТС изготовляет пластины без доводки фасок и опорных поверхностей.
При заказе пластин на МКТС следует указывать длину режущей кромки I, радиус при вершине г, марку твердого сплава.
Пример условного обозначения параллелограммной пластины с длиной режущей кромки /=19,5 мм, радиусом г=1,0 мм из твердого сплава марки Т15К6, правой:
ПЛАСТИНА ПАРАЛЛЕЛОГРАММНАЯ /=19,5 мм, г =1,0 мм Т15К6.
Пример условного цифрового обозначения пластины с длиной режущей кромки /=19 мм, радиусом г= 1,0 мм, из твердого сплава марки Т15К6, правой по ГОСТ 19062—73:
ПЛАСТИНА 08116-190610R36 ГОСТ 19062—73.
То же, буквенно-цифрового:
ПЛАСТИНА KNUX-190610R36 ГОСТ 19062—73.
114
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ ПРОХОДНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ НЕПЕРЕТАЧИВАЕМЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
Резцы токарные проходные предназначены для наружного обтачивания деталей с большим отношением длины к диаметру, подрезания торцов, снятия фасок, расточки коротких глухих отверстий большого диаметра на универсальных токарных станках с высотой центров 160—400 мм и на станках с числовым программным управлением.
Резцы могут быть успешно использованы при обработке чугуна, конструкционных и высоколегированных сталей.
Резец состоит из державки, в гнезде которой запрессован штифт, закрепляющий своим коническим буртиком твердосплавную опорную пластину. Многогранная режущая твердосплавная пластина, свободно посаженная на штифт, закрепляется путем заклинивания ее между штифтом и задней стенкой гнезда державки.
Головка штифта бочкообразной формы, благодаря чему обеспечивается точечный контакт ее поверхности с поверхностью отверстия пластины и снижаются требования строгой перпендикулярности оси отверстия под штифт относительно опорной поверхности под пластину.
Штифт имеет на цилиндрической поверхности накатку, благодаря чему снижаются требования к точности обработки отверстия под штифт и появляется возможность многократного использования штифта.
Задние углы а и он получаются за счет установки пластины под соответствующим углом ууст. Для обеспечения положительных
115
значений переднего угла у, а также для завивания и дробления стальной стружки вдоль каждой из режущих кромок предусмотрены выкружки, формируемые при прессовании многоцранных пластин. Угол, образованный выкружкой, равен 20° или 25° в зависимости от размера пластин.
Кроме пластин с выкружками, применяются и плоские пластины.
Резцы с плоскими режущими пластинами целесоооразно использовать в крупносерийном и массовом производстве при работе на полуавтоматах, автоматах и агрегатных станках.
Для обеспечения отвода сливной стружки и получения положительных значений переднего угла необходимо на переднюю поверхность пластин наносить мелкоразмерные лунки доводочным диском.
Рекомендуемые режимы резания приведены в таблице.
Таблица
^оп, мм ^вп, мм Рабочая высота резцов И, мм Максимальное сечение срезаемого слоя F=(txS) мм* Форма пластин Режимы резания при обработке стали 45
14 9,525 16 и 20 1,6 Трехгр. Четырехгр. /=14-5 мм S—0,2 -г 0,4 мм[об v=200 м)мин
18 12,7 20 и 25 3,0—3,5 Трехгр. Четырехгр. Пятигр. Шестигр. /=114-6 мм 5=0,34-0,7 мм!об v=200 м)мин
22 15,875 25 и 32 5,0—5,5 Трехгр. Четырехгр. Пятигр. Шестигр. /=24-8 мм 5=0,4(-г0,8 мм!об а =150 м/мин
26 19,05 32 и 40 8,0—8,5 Трехгр. Пятигр. Шестигр. /=2|4-9 мм 5=0,4 -J-1,0 мм!об v =150 м/мин
116
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ ПРОХОДНЫЕ УПОРНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ТРЕХГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА С УГЛОМ В ПЛАНЕ <р=92°
Технические требования по ТУ 2-035-315—73.
С 1977—1978 гг. резцы 'будут изготовляться по чертежам ВНИИ К.01.4207.000 и К.01.4283.000. Основные размеры резцов приведены в табл. 1 и 2.
й-й
Рис.1
Рис. 2
Геометрия режущей части
Пластина поГОСТ 190К7-73
117
Таблица 1
Размеры, мм
Обозначение резца Сечение Я, Bi
правого левого Н В
16 20 16 16 20 18 22 .20
20 24 25
К-01-3857-000 25 25 25 29 32
32 32 36
40 32 40 45 40
L Диаметр описанной окружности Y f Завод-изготовитель
120 14 19°30' 0,1—0,2 ХарИЗ ТбИЗ
— 18 КарпИЗ ХарИЗ
140 22 14°30' 0,2—0,6 БорИЗ ТбИЗ ХарИЗ
170 БорИЗ ТбИЗ
ХарИЗ
200 26 БорИЗ ХарИЗ
Резцы предназначены для наружного обтачивания ступенчатых деталей и деталей с большим отношением длины к диаметру, подрезания торцов и буртиков, а также могут быть использованы для расточки коротких глухих отверстий большого диаметра.
Материал пластин — твердый сплав марок Т5К10, Т14К8, Т15К6, ВК6, ВК8.
Централизованно изготовляются правые резцы, левые резцы изготовляются по заказам. При заказе следует указывать, что резец левый. ’
Необходимые геометрические параметры достигаются за счет установки пластины под углом уУст=8°:
передний угол у=19°30' для пластин с диаметром описанной окружности 14 мм и вписанной — 9,525 мм-,
передний угол у=14°30'для пластин с диаметром описанной окружности 18; 22 и 26 мм и вписанной— 12,7; 15,875 и 19,05 мм;
задние углы a=ai=5’30'.
В комплект поставки резца входят 19 запасных режущих и одна опорная пластины, винт и ключ для деталей с шестигранным углублением «под ключ» — ГОСТ 11737—66.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца сечением 25x25 мм, оснащенного трехгранной пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 25X25 — Т15К6 — К-01-3857-000 (по табл. 1);
РЕЗЕЦ Т15К6 — К.01.4207.000-04 (по табл. 2).
118
Таблица 2
Размеры, мм
Обозначение резца Н В Я, Bt L Диаметр описанной окружности Y f Завод-изготовитель
правого левого
К.01.4283.000 К.01.4283.000-01 16 16 16 18 20 120 9,525 19°30' 0,1—0,2 ♦
-02 03 20 20 22 ♦
К.01.4207.000 К.01.4207.000-01 20 24 25 32 12,7 14°30' 0,2—0,6 ♦
-02 03 25 25 29 140 ♦
-04 05 25 15,875 *
-06 07 32 32 36 170 ♦
-08 09 32 40 19,05 ♦
К.01.4207.000-10 К.01.4207.000-11 40 40 40 200 *
По специализации инструментальных заводов на 1977—1978 гг.
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ ПРОХОДНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ЧЕТЫРЕХГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО
СПЛАВА И УГЛОМ В ПЛАНЕ <р=45°
Технические требования по ТУ2-035-315—73.
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4227.000 и К.01.4288.000.
Основные размеры резцов .приведены в табл. 1 и 2.
120
Обозначение резца Сечение
правого левого Н В
К-01-3858-000 16 16 16 18
20 20 22
20 24
25 25 29
25
32 32 36
ю
Таблица 1
Размеры, мм
31 Вг L f Y Диаметр описанной окружности Завод -изготовитель
— 16 23,1 120 0,1—0,2 18° 14 ХарИЗ
ТбИЗ
20 28,5 0,2—0,6 13° 18 ХарИЗ КарпИЗ
140
25 36,3 БорИЗ ТбИЗ ХарИЗ ХрИЗ
170 22 ХарИЗ
Таблица 2
Размеры, мм
Обозначение резца Сечение fil Bi в. L Y f Диаметр описанной окружности Завод-изготовитель
правого левого Н в
К01.4288.000 К.01.4288.000-01 16 16 16 18 16 22,7 120 18° 0,1—0,2 9,525 *
-02 -03 20 20 22 24 ♦
К.01.4227.000 К.01.4227.000-01 20 20 29 13° 0,2—0,6 12,7 ♦
-02 -03 25 25 29 140 *
-04 -05 25 25 36,2 15,875 *
К.01.4227.000-06 К.01.4227.000-07 32 32 36 170 ♦
По специализации инструментальных заводов на 1977—1978 гг.
Резцы предназначены для наружного обтачивания, подрезки торцов и снятия фасок, а также могут быть использованы для растачивания коротких сквозных отверстий большого диаметра и обработки выточек на наружном диаметре и торце детали.
Материал режущей пластины — твердый сплав марок Т5К10, Т14К8, Т15К6, ВК6, ВК8.
Централизованно изготовляются правые резцы, левые резцы изготовляются по заказам. При заказе следует указывать, что резец левый.
Необходимые геометрические параметры достигаются за счет установки пластины под углом уУст = 7°:
передний угол у= 18° для пластин с диаметром описанной окружности 14 мм и вписанной 9,525 мм;
передний угол у==13° для пластин с диаметром описанной окружности 18 мм; 22 мм; 26 мм и вписанной — 12,7 мм; 15,875 мм и 19,05 мм;
задние углы a=ai = 7°.
В комплект поставки резца входят 19 запасных режущих и одна опорная пластины, винт и ключ — ГОСТ 11737—66.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца сечением 25x25 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 25X25 —Т15К6 —К-01-3858-000 (по табл. 1).
РЕЗЕЦ 25X25 —Т15К6 —К.01.4227.000-04 (по табл. 2).
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ ПРОХОДНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ПЯТИГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
И УГЛОМ В ПЛАНЕ ф=60°
Технические требования по ТУ2-035-315—73.
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4307.000.
Основные размеры резцов приведены в табл. 1 и 2.
123
Рис 1
Обозначение резца Сечение Mi я, Bi L Диаметр описанной окружности Завод-изготовитель
правого левого М В
К-01-3859-000 20 20 20 24 20 120 18 ХарИЗ КарпИЗ
25 25 29 140 ХрИЗ ТбИЗ
32 25 32 36 25 170 22 ХарИЗ
40 32 40 45 32 200 26 ХарИЗ БорИЗ
Таблица 2
ММ
Обозначение резца Сечение Mi Mt Bi L Диаметр описанной окружности Завод-изготовитель
правого левого н 1 В
К.01.4307.000 К.01.4307.000-01 20 20 _2о 24 20 120 15,875 *
-02 03 25 25 29 140 *
-04 05 25 25 19,050 *
-06 07 32 32 36 170 *
-08 09 22,200 *
К.01.4307.000-10 К.01.4307.000-11 “40 32 Тб "45 32 200 ♦
* По специализации инструментальных заводов 1977—1978 гг.
124
Резцы предназначены для наружного обтачивания.
Материал режущей пластины — твердый сплав марок Т5К10, Т14К8, Т15К6, В Кб, ВК8.
Централизованно изготовляются только правые резцы, левые резцы изготовляются по заказам. При заказе следует указывать, что резец левый.
Необходимые геометрические параметры достигаются за счет установки пластины под углом уУсТ = 7°, при этом задние углы а=«1 = б°.
В комплект поставки резца входят 19 запасных режущих и одна опорная пластины, винт и ключ — ГОСТ 11737—66.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца сечением 25x25 мм, оснащенного пятигранной пластиной из твердого сплава Т15К6:
РЕЗЕЦ 25X25 — Т15К6 — К-01-3859-000 (по табл. 1).
РЕЗЕЦ Т15К6 — К.01.4307.000-04 (по табл. 2).
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ ПРОХОДНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ШЕСТИГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
И УГЛОМ В ПЛАНЕ <р=45°
Технические требования по ТУ2-035-315—73.
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4287.000.
Основные размеры резцов приведены в табл. 1 и 2.
Резцы предназначены для чернового наружного обтачивания деталей и подрезки торцов.
Материал пластин — твердый оплав марок Т5КЮ, Т14К8, Т15К6, ВК8, ВК6.
Централизованно изготовляются только правые резцы, левые резцы изготовляются по заказам. При заказе следует указывать, что резец левый.
Необходимые геометрические параметры достигаются за счет установки пластин под углом ууСт=70:
передний угол у = 13°;
задние углы a=ai = 7°.
125
В комплект поставки резца входят 19 запасных режущих и одна опорная пластины, винт и ключ — ГОСТ 11737—66.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца сечением 25X25 мм, оснащенного шестигранной пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 25X25 — Т15К6 — К-01-3860-000 (по табл. 1).
РЕЗЕЦ Т15К6 — К.01.4287.000-04 (по табл. 2).
А -А
мм Таблица!
Обозначение резца Сечение Я, В, L Диаметр описанной окружности Завод-изготовитель
правого | левого н | в
К-01-3860-000 20 20 20 24 20 120 18 ХарИЗ
25 25 29 140 ХарИЗ ХрИЗ
25 25 22 ХарИЗ
ХарИЗ
32 32 36 170 26 ХарИЗ
40 32 40 45 мм 32 200 ХарИЗ Таблица 2
Обозначение резца Сечение Я, Bi L Диаметр описанной окружности Завод-изгото-витель
правого I левого н 1 в
К.01.4287.000 К.01.4287.000-01 20 20 20 24 20 120 15,875 * *
02 03 25 25 29 140
04 05 25 25 19,050 ♦
06 07 32- 32 36 170 ♦
08 09 32 32 22,2 ♦
К.01.4287.000-10 К.01.4287.000-11 "40 “40 “45 200 *
* По специализации инструментальных заводов на 1977—1978 гг. 126
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ РАСТОЧНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ НЕПЕРЕТАЧИВАЕМЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ РАСТОЧНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ТРЕХГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
С УГЛОМ В ПЛАНЕ <р=50°; Рмин. расточки 22 мм
Основные размеры по ОН 035-1—68 (табл. 1).
Технические требования по ТУ 2-035-315—73.
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4205.000СБ.
Основные размеры резцов приведены в табл. 2.
Рис. 1
127
Таблица I
Таблица 2
Обозначение резца D L Ъ Диаметр вписанной окружности пластины Наименьший диаметр растачиваемого отверстия £>i Завод-изготовитель
правого (рис. 1) левого (рис. 2)
К.01.4205.000 К.01.4205.000-01 16 170 12 9,525 22 ТбИЗ
02 03 200
04 05 20 170 15 28
К.01.4205.000-06 К.01.4205.000-07 240
Резцы предназначены для обработки глухих отверстий и выборки карманов с минимальным диаметром расточки 22 и 28 мм на токарных станках типов 1616 и 1К62.
Державка резца диаметром 16 и 20 мм имеет цилиндрическую форму и лыски на хвостовике. Лыски служат опорными плоскостями при закреплении державок резца в резцедержателе и дают возможность регулировать вылет рабочей части от 40 до 120 мм.
В головке державки 3 имеется открытое гнездо для пластины 2, свободно надеваемой на штифт 1. Пластина закрепляется винтом 4, который поворачивает ее вокруг штифта и прижимает к задней стенке гнезда в точке а. Силы резания прижимают пластину к этой же точке, что исключает их воздействие на винт и обеспечивает надежность крепления.
Материал пластин — твердый сплав марок Т5КЮ, Т14К8, Т15К6, ВК6, ВК8.
Необходимые геометрические параметры режущей части резца обеспечиваются наклоном пластины в гнезде под углом 10°.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у=17°20' для пластин с диаметром описанной окружности 14 мм или вписанной — 9,525 мм\
задние углы a=ai = 7°40'.
128
При обработке конструкционных и машиноподелочных сталей расточные резцы с креплением трехгранной пластины позволяют работать с /«S3,0 мм, s<0,3 мм!об в диапазоне скоростей резания 0 = 604-150 м/мин.
В комплект поставки резца входят 19 запасных многогранных пластин из твердого сплава и один винт.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца (табл. 1) диаметром £> = 20 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 035-2140-0002 — Т15К6 ОН-035-1—68.
Пример условного обозначения резца (табл. 2) диаметром £) = 20 мм, оснащенного пластиной из твердого оплава марки Т15К6:
РЕЗЕЦ К.01.4205.000-01 — Т15К6.
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ РАСТОЧНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ТРЕХГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
С УГЛОМ В ПЛАНЕ <р=92°; D =22 мм
Основные размеры по ОН 035-2—68 (табл. 1).
Технические требования по ТУ-2-035-315—73.
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4209.000СБ.
Основные размеры резцов приведены в табл. 2.
Обозначение резца L b Диаметр описанной окружности пластины Наименьший диаметр рас* тачиваемого отверстия Di Завод-изготовитель
035-2140-0003 16 200 12 14 22 ТбИЗ
035-2140-0004 20 240 15 28
129
мм
Таблица 2
Обозначение резца
правого (рис. 1)
левого (ри . 2
К.01.4209.000 К.01.4209.000-01 16 170 12
02 03 200
04 05 20 170 15
К.01.4209.000-06 К.01.4209.000-07 200
9,525
Диаметр вписанной окружности пластины
Наименьший диаметр растачиваемого отверстия Dt
За вод-изгото-витель
22
28
ТбИЗ
D L
b
Резцы предназначены для обработки глухих отверстий с минимальным диаметром расточки 22 и 28 мм на токарных станках типов 1616 и 1К62.
Державка резца диаметром 16 и 20 мм имеет цилиндрическую форму и лыски на хвостовике. Лыски служат опорными плоскостями при закреплении державки резца в резцедержателе и дают возможность регулировать вылет рабочей части от 40 до 120 мм. В головке державки 3 имеется открытое гнездо для пластины 2, свободно надеваемой на штифт 1. Пластина закрепляется винтом 4, который поворачивает ее вокруг штифта и прижимает к задней стенке гнезда в точке а. Силы резания прижимают пластину к этой же точке, что исключает их воздействие на винт и обеспечивает надежность крепления.
1 30
Материал пластин — твердый сплав марок Т5КЮ, Т14К8, Т15К6, ВК6, ВК8.
Необходимые геометрические параметры режущей части резца обеспечиваются наклоном пластины в гнезде под углом 10°.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у=17°20' для пластин с диаметром описанной окружности 14 мм или вписанной — 9,525 мм;
задние углы a=ai = 7o40'.
При обработке конструкционных и машиноподелочных сталей расточные резцы с креплением трехгранной пластины позволяют работать с /<3,0 мм; з<0,3 мм/об в диапазоне скоростей резания v—60 •+• 150 м/мин.
В комплект поставки резца входят 19 запасных многогранных пластин из твердого сплава и один винт.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца (табл. 1) диаметром £)=20 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 035-2140-0004 — Т15К6 ОН-035-2—68.
Пример условного обозначения резца (табл. 2) диаметром £>=20 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ К.01.4209.000-01 —Т15К6.
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ РАСТОЧНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ЧЕТЫРЕХГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
С УГЛОМ В ПЛАНЕ Ф=45в; Омнн. расточки = 35 мм
Основные размеры по ОН 035-3—68 (табл. 1).
Технические требования по ОН 035-3—68.
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4226.000СБ.
Основные размеры резцов приведены в табл. 2.
131
Рис. 1
5-5
Таблица 1
Обозначение резца D L В f Диаметр описанной окружности пластины Наименьший диаметр растачиваемого отверстия Завод-изготовитель
035-2140-0005 26 240 20 0,1—0,2 14 35 БорИЗ
035-2140-0006 32 340 25 0,2—0,4 18 50
Размеры, мм
Таблица 2
Обозначение резца D L В Y, град f Диаметр вписанной окружности пластины Наименьший диаметр растачиваемого отверстия £>i Завод-изготовитель
правого (рис. 1) левого (рис. 2)
К.01.4226.000 К.01.4226.000-01 26 170 20 18 0,14-0,2 9,525 35 БорИЗ
-02 03 200
-04 05 240
-06 07 32 170 25 13 0,2-гО, 4 12,700 50
-08 09 240
к.01.4226.000-10 К.01.4226.000-11 340
132
Резцы предназначены для растачивания сквозных отверстий диаметром 35 мм и выше на токарных станках с высотой центров 200—300 мм, а также для растачивания карманов в отверстиях.
Державки резцов имеют цилиндрическую форму диаметром 26 или 32 мм со снятыми на хвостовике лысками, которые позволяют регулировать вылет рабочей части от 50 до 150 мм.
В отогнутой головке державки 2 имеется сквозной паз, в который вставляется подкладка 3 с запрессованным в нее штифтом 4. Подкладка вместе со свободно надетой на штифт режущей пластиной 5 перемещается вдоль паза за счет давления конической части винта 1 на цилиндрическую поверхность наклонного отверстия в подкладке. Вследствие этого перемещения пластина прижимается к базовому угольнику, выполненному в верхней части головки.
Подкладка введена в конструкцию для повышения долговечности державки и резца. Подкладка проста, технологична и при повреждениях легко восстанавливается наплавкой и последующим шлифованием.
Резцы обладают высокой жесткостью и позволяют работать даже при максимальном вылете рабочей части в диапазоне скоростей резания 100—200 м!мин, в котором наиболее часто наблюдаются появления вибраций.
Материал пластин — твердый сплав марок Т5К10, Т14К8, Т15К6, ВК6, ВК8.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у= 18° для пластин с диаметром описанной окружности 14 мм или вписанной — 9,525 мм\
•передний угол у==13° для пластин с диаметром описанной окружности 18 мм или вписанной — 12,700 мм-,
задние углы a='ai=7°.
В комплект поставки резца входят 19 запасных многогранных пластин из твердого сплава и один винт.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца (табл. 1) диаметром 2)=26 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 035-2140-0005 — Т15К6 ОН-035-3—68.
Пример условного обозначения резца (табл. 2) диаметром D = 26 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ К.01.4226.000-01 —Т15К6.
133
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ РАСТОЧНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ЧЕТЫРЕХГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
С УГЛОМ В ПЛАНЕ <р-=60°; £>мин юсточки - 35 мм
Основные размеры по ОН 035-4—68 (табл. 1).
Технические требования по ОН 035-4—68.
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4262.000СБ.
Основные размеры резцов приведены в табл. 2.
134
Таблица 1
мм
Обозначение резца D L В f Диаметр описанной окружности пластины Наименьший диаметр рас* тачиваемого отверстия Di Завод-изготовитель
035-2140-0007 26 240 20 0,1—0,2 14 35 БорИЗ
035-2140-0006 32 340 25 0,2—0,4 18 50
Таблица 2
мм
Обозначение резца D L В Y, град f Диаметр вписанной окружности пластины Наименьший диаметр растачиваемого отверстия Dt Завод-изготовитель
правого (рис. 1) левого (рис. 2)
К.01.4262.000 К.01.4262.000-0,1 26 170 20 18 0,1— 0,2 9,525 35 БорИЗ
-0,2 0,3 200
-0,4 0,5 240
-0,6 0,7 32 170 25 13 0,2— 0,4 12,700 50
-0,8 0,9 240
К.01.4262.000-10 К.01.4262.000-11 340
Резцы предназначены для растачивания сквозных отверстий диаметром 35 мм и выше на токарных станках с высотой центров 200—300 мм.
Державки резцов имеют цилиндрическую форму диаметром 26 или 32 мм со снятыми на хвостовике лысками, которые позволяют регулировать вылет рабочей части от 50 до 150 мм.
В отогнутой головке державки 2 имеется сквозной паз, в который вставляется подкладка 3 с запрессованным в нее штифтом 4. Подкладка вместе со свободно надетой на штифт режущей пластиной 5 перемещается вдоль паза за счет давления конической части винта 1 на цилиндрическую поверхность наклонного отверстия в подкладке. Вследствие перемещения пластина прижимается к базовому угольнику, выполненному в верхней части головки.
Подкладка введена в конструкцию для повышения долговечности державки и резца. Подкладка проста, технологична и при повреждениях легко восстанавливается наплавкой и последующим шлифованием.
135
Резцы обладают высокой жесткостью и позволяют работать при максимальном вылете рабочей части в диапазоне скоростей резания 100—200 м/мин, в котором наиболее часто наблюдается появление вибраций.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у=18° для пластин с диаметром описанной окружности 14 мм или вписанной — 9,525 мм\
передний угол у—13° для пластин с диаметром описанной окружности 18 мм или вписанной — 12,700 мм\
задние углы a=ai=7°.
Материал пластин — твердый сплав марок Т5К10, Т15К6, Т14К8, ВК6, ВК8.
В комплект поставки резца входят 19 запасных многогранных пластин из твердого сплава и один винт.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца (см. табл. 1) диаметром £>=26 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 035-2140-0007 — Т15К6 ОН-035-4—68.
Пример условного обозначения резца (см. табл. 2) диаметром £> = 26 мм, оснащенного пластиной из твердого сплава марки Т15К6.
РЕЗЕЦ К.01.4262.000-01 — Т15К6.
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ РАСТОЧНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ТРЕХГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
С УГЛОМ В ПЛАНЕ Ф=92°; Dum оастО11КИ = 35 мм • г МИН» раСТОЧНИ
Основные размеры по ОН 035-5—68 (табл. 1).
Технические требования по ОН 035-5—68.
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4261.000СБ.
Основные размеры резцов приведены в табл. 2.
,136
Размеры, мм
Таблица 1
Обозначение резца D L
Диаметр описанной окружности пластины
Наименьший диаметр растачиваемого отверстия
Завод-изготовитель
035-2140-0009
035-2140-0010
26 240 20 0,1—0,2 14
32 340 25 0,2—0,4 18
35
50
БорИЗ
Резцы предназначены для растачивания глухих отверстий диаметром 35 мм и выше на токарных станках с высотой центров 200—300 мм.
Державки резцов имеют цилиндрическую форму диаметром 26 или 32 мм со снятыми на хвостовике лысками, которые позволяют регулировать вылет рабочей части от 50 до 150 мм.
В отогнутой головке державки 2 имеется сквозной паз, в который вставляется подкладка 3 с запрессованным в нее штифтом 4. Подкладка вместе со свободно надетой на штифт режущей пластиной 5 перемещается вдоль паза за счет давления конической части винта 1 на цилиндрическую поверхность наклонного отверстия в
137
Таблица 2
Размеры, мм
Обозначение резца D L в Y f Диаметр вписанной окружности пластины Наименьший диаметр растачиваемого отверстия Dt Завод-изготовитель
правого (рис. 1) левого (рис. 2)
К.01.4261.000 К.01.4261.000-01 26 170 20 17°20' 0,1— 0,2 9,525 35 БорИЗ
-0,2 0,3 200
-0,4 0,5 240
-0,6 0,7 32 170 25 12°20' 0,2— 0,4 12,700 50
-0,8 0,9 240
К.01.4261.000-10 К.01.4261.000-11 340
подкладке. Вследствие этого перемещения пластина прижимается к базовому угольнику, выполненному в верхней части головки.
Подкладка введена в конструкцию для повышения долговечности державки и резца. Подкладка проста, технологична и при повреждениях легко восстанавливается наплавкой и последующим шлифованием.
Резцы обладают высокой жесткостью и позволяют работать даже при максимальном вылете рабочей части в диапазоне скоростей резания 100—200 м!мин, в котором наиболее часто наблюдается появление вибраций.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у=17°20' для пластин с диаметром описанной окружности 14 мм или вписанной — 9,525 мм\
передний угол у=12°20' для пластин с диаметром описанной окружности 18 мм или вписанной — 12,700 мм\
задние углы a=ai = 7°40'.
Материал пластин — твердый сплав марок Т5КЮ, Т14К8, Т15К6, ВК6, ВК8.
В комплект поставки резца входят 19 запасных многогранных пластин из твердого сплава и один винт.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца (см. табл. 1) диаметром £> = 26 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 035-2140-0009 — Т15К6 ОН 035-5—68.
Пример условного обозначения резца (см. табл. 2) диаметром £* = 26 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ К.01.4261.000-01 — Т15К6.
138
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ РАСТОЧНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ПЯТИГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
С УГЛОМ В ПЛАНЕ <р-60о; £>мин оасточки = 75 мм
Основные размеры по чертежу К.О1-3638-000СБ (табл. 1).
Технические требования ino ТУ 2-035-259—71.
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4203.000СБ.
Основные размеры резцов приведены в табл. 2.
Резцы предназначены для расточки сквозных отверстий диаметром 75 мм и выше на токарных станках с высотой центров 200— 400 мм. Рабочая высота (Hi) этих резцов 25; 32 и 40 мм.
139
Таблица 1
мм
Обозначение резца • н L Диаметр описанной окружности пластины Наименьший диаметр растачиваемого отверстия Di Завод-изготовитель
К-01-3638-000 35 25 320 22 75 ХарИЗ
45 32 400
50 40 87
Таблица 2 мм
Резец состоит из державки 6 с запрессованным в нее штифтом 2, сменной подкладкой 5 из твердого сплава, имеющей коническую поверхность, получаемую при прессовании, закрепляемой в гнезде державки штифтом с бочкообразной головкой.
На штифт свободно надевают многогранную пластину 4 из твердого сплава.
Пластину закрепляют путем заклинивания ее между штифтом и задней опорной стенкой державки с помощью клина 1 и винта 3.
Штифт имеет на цилиндрической поверхности накатку, которая позволяет снизить требования к точности обработки отверстия и обеспечивает возможность многократного использования штифта. Головка штифта выполнена бочкообразной, благодаря чему обеспечивается точный контакт ее поверхности с поверхностью отверстия пластины и снижаются требования строгой перпендикулярности оси отверстия штифта относительно опорной поверхности под пластину.
140
Резцы имеют прямоугольное сечение, так как опыт эксплуатации расточных резцов показал, что такие резцы виброустойчивее круглых.
Для предохранения державок при поломке пластин предусмотрены сменные подкладки из твердого сплава или быстрорежущей стали.
Материал пластин — твердый сплав марок Т5КЮ, Т14К8, Т15К6, ВК6, ВК8.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у = 10° для пластин с диаметром описанной окружности 22 мм или вписанной — 19,050 мм\
задние углы а=ои = 10°.
В комплект поставки резца входят 19 запасных режущих и одна опорная пластины, винт и ключ — ГОСТ 11737—66.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца (см. табл. 1) сечением ВХ//=32Х35, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 32X35 — Т15К6 — К-01-3638-000.
Пример условного обозначения резца (см. табл. 2) сечением ВХХ=32Х35 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ К.01.4203.000-01 — Т15К6.
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ РАСТОЧНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ТРЕХГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
С УГЛОМ В ПЛАНЕ <р=92’; Рмин мсто_ки = 75 мм
Основные размеры по чертежу К-01-3637-000 (табл. 1).
Технические требования по ТУ 2-035-269—71.
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4204.000СБ.
Основные размеры приведены в табл. 2.
141
мм
Таблица I
Обозначение резца
Диаметр описанной окружности пластины
Наименьший диаметр растачиваемого отверстия Dj
Завод-изготовитель
К-01-3637-000
35 25 320
75
50 40
87
ХарИЗ
Н Ht L
Резцы предназначены для расточки глухих отверстий диаметром 75 мм и выше на токарных станках с высотой центров 200—400 мм. Рабочая высота (Н\) этих резцов 25; 32 и 40 мм.
Резец состоит из державки 6 с запрессованным в нее штифтом 2, сменной подкладки 5 из твердого сплава, имеющей коническую поверхность, получаемую при прессовании, закрепляемой в гнезде державки штифтом с бочкообразной головкой.
На штифт свободно надевают многогранную пластину 4 из твердого сплава. Пластину закрепляют путем заклинивания ее между штифтом и задней опорной стенкой державки с помощью клина 1 и винта 3.
Штифт имеет на цилиндрической поверхности накатку, которая позволяет снизить требования к точности обработки отверстия и обеспечивает возможность многократного использования штифта.
Таблица 2
мм
Обозначение резца Н L Диаметр вписанной окружности пластины Наименьший диаметр растачиваемого отверстия Завод-изготовитель
правого (рис. 1) левого (рис. 2)
K.0L4204.000 К.01.4204.000-01 35 25 200 240 19,050 75 ХарИЗ
-02 03
-04 05 320
-06 07 45 32 200
-08 09 240
-10 11 400
К.01.4204.000-12 К.01.4204.000-13 50 40 400 87
Головка штифта выполнена бочкообразной, благодаря чему обеспечивается точный контакт ее поверхности с поверхностью отверстия пластины и снижаются требования строгой перпендикулярности оси отверстия штифта относительно опорной поверхности под пластину. Резцы имеют прямоугольное сечение, так как опыт эксплуатации расточных резцов показал, что такие резцы виброустой-чивее круглых.
Для предохранения державок при поломке пластин предусмотрены сменные подкладки из твердого сплава или быстрорежущей стали.
Материал пластин — твердый сплав марок Т5КЮ, Т14К8, Т15К6, ВК6, ВК8.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
передний угол у=12°30' для пластин с диаметром описанной окружности 22 мм или вписанной — 19,050 мм\
задние углы a==ai = 7°30'.
В комплект поставки резца входят 19 запасных режущих и одна опорная пластины, винт и ключ — ГОСТ 11737—66.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца (см. табл. 1) сечением ВХЯ=32Х35 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 32X35 — Т15К6 — К-01-3638-000.
Пример условного обозначения резца (см. табл. 2) сечением ВХЯ=32Х35 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ К.01.4204.000-01 — Т15К6.
143
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ АВТОМАТНО-РЕВОЛЬВЕРНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ АВТОМАТНО-РЕВОЛЬВЕРНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ЧЕТЫРЕХГРАННЫХ ПЛАСТИН
ИЗ ТВЕРДОГО СПЛАВА С УГЛОМ В ПЛАНЕ <р=45°
Основные размеры по чертежу ВНИИ К-01-3635-000 (табл. 1).
Технические требования по ТУ 2-035-261—71.
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4308.000СБ.
Основные размеры резцов приведены в табл. 2.
й -й
144
Таблица 1
мм
Обозначение резца н в Hi На L Диаметр описанной окружности пластины Завод-изготовитель
К-01-3635-000 12 12 12 15 50/90 50/90 70/110 14 ХарИЗ
16 16 16 19
20 20 20 23
16 16 16 20 50/90 18
20 20 20 24 70/110
Резцы предназначены для наружного обтачивания, подрезки торцов и снятия фасок на токарно-револьверных станках и полуавтоматах.
Резец состоит из державки 1, в которой имеется открытое гнездо для пластины 2, свободно надеваемой на штифт 3. Пластина закрепляется винтом 4, который поворачивает ее вокруг штифта и прижимает к той же опоре, что и усилие резания. Штифт имеет на цилиндрической поверхности накатку, которая позволяет снизить требование к точности обработки отверстия и обеспечивает возможность многократного использования штифта. Головка штифта выполнена бочкообразной, благодаря чему обеспечивается точный контакт ее поверхности с поверхностью отверстия пластины и снижаются требования строгой перпендикулярности оси отверстия штифта относительно опорной поверхности под пластину.
Материал пластин — твердый сплав марок Т5К10, Т14К8, Т15К6, В Кб, ВК8.
Необходимые геометрические параметры режущей части резцов обеспечиваются благодаря установке режущей пластины в гнезде державки под углом 7° и наличию выкружек вдоль режущих кромок.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
для пластин с диаметром описанной окружности 14 мм или вписанной — 9,525 мм-.
передний угол у= 19° (табл. 1);
передний угол у = 18° (табл. 2);
для пластин с диаметром описанной окружности 18 мм или вписанной — 12,700 мм-.
передний угол у = 14° (табл. 1);
передний угол у= 13° (табл. 2);
задние углы a=ai = 6° (табл. 1);
задние углы a=ai = 7° (табл. 2).
145
Обозначение резца н
правого (рис. 1) левого (рис. 2)
К.01.4308.000 К.01.4308.000-01 12
-02 03
-04 05 16
-06 07
-08 09 20
-10 И
-12 13 16
-14 1К 17
-16 20
К.01.4308.000-18 К.01.4308.000-19
Таблица 2
Размеры, мм
в Hi На Bi L f т, град Диаметр вписанной окружности пластины Завод-изготовитель
12 12 16 12 50 0,1—0,2 18 9,525 ХарИЗ
90
16 16 20 16 50
90
20 16 20 25 20 70
НО
16 20 16 50 0,2—0,4 13 12,700
90
20 20 25 20 70
ПО
При обработке конструкционных и машиноподелочных сталей автоматные резцы .позволяют работать с t=2,54-4,5 мм, $ = 0,14-ч-0,5 мм] об в диапазоне скоростей резания v— 1504-200 м/мин.
В комплект поставки резца входят 19 запасных многогранных пластин из твердого сплава и один винт.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца (табл. 1) ЯХВ=12Х Х12 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 12 X12 К-01-3635-000 — Т15.К6.
Пример условного обозначения резца (табл. 2) ЯхВ=12Х Х12 мм, оснащенного пластиной из твердого сплава марки Т15К6: РЕЗЕЦ К.01.4308.000-01 — Т15К6.
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ АВТОМАТНО-РЕВОЛЬВЕРНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ЧЕТЫРЕХГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА С УГЛОМ В ПЛАНЕ <р=60°
Основные размеры по чертежу ВНИИ К-01-3636-000 (табл. 1).
Технические требования по ТУ 2-035-261—71.
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4309.000СБ.
Основные размеры резцов приведены в табл. 2.
б-б
117
Таблица 1
мм
Обозначение резца Сечение Их н2 L Винт Диаметр описанной окружности пластины Завод-изготовитель
Н в
К-01-3636-000 12 12 12 15 50/90 М5 14 ХарИЗ
16 16 16 19 50/90
20 20 20 23 70/110
16 16 16 20 50/90 Мб 18
20 20 20 24 70/110
Резцы предназначены для наружного обтачивания, подрезки торцов и снятия фасок на токарно-револьверных станках и полуавтоматах.
Резец состоит из державки 1, в которой имеется открытое гнездо для пластины 2, свободно надеваемой на штифт 3.
Пластина закрепляется винтом 4, который поворачивает ее к той же опоре, что и усилие резания. Штифт имеет на цилиндрической поверхности накатку, которая позволяет снизить требования к точности обработки отверстия и обеспечивает возможность многократного использования штифта. Головка штифта выполнена бочкообразной, благодаря чему обеспечивается точный контакт ее поверхности с поверхностью отверстия .пластины и снижаются требования строгой перпендикулярности оси отверстия штифта относительно опорной поверхности .под пластину.
Материал пластин — твердый сплав марок Т5К10, Т14К8, Т15К6, ВК6, ВК8.
Необходимые геометрические параметры режущей части резцов обеспечиваются благодаря установке режущей пластины в гнезде державки под углом 7° и наличию выкружек вдоль режущих кромок.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
для пластин с диаметром описанной окружности 14 мм или вписанной — 9,525 мм:
передний угол у = 19° (табл. 1);
передний угол у = 18° (табл. 2);
для пластин с диаметром описанной окружности 18 мм или вписанной — 12,700 мм-.
передний угол у= 14° (табл. 1);
передний угол у= 13° (табл. 2);
задние углы а = ai = 6° (табл. 1);
задние углы a=ai = 7° (табл. 2).
148
Обозначение резца Сечение
правого левого Н В
К.01.4309.000 К.01.4309.000-01 12 12
02 03
04 05 16 16
06 07
08 09 20 20
10 11
12 13 16 16
14 15
16 17 20 20
К.01.4309.000-18 К.01.4309.000-19
Таблица 2
мм
Hl н2 Bi L t 7» град Диаметр вписанной окружности пластины Завод-изготовитель
12 16 12 50 0,1— 0,2 18 9,525 ХарИЗ
90
16 20 16 50
90
20 25 20 70
НО
16 20 16 50 0,2—0,4 13 12,700
90
20 25 20 70
110
При обработке конструкционных и машиноподелочных сталей резцы позволяют работать с /=2,54-4,5 мм, $=0,1 ч-0,5 мм)об в диапазоне скоростей резания о = 1504-200 м!мин.
В комплект поставки резца входят 19 запасных многогранных пластин из твердого сплава и один винт.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца (табл. 1) ЯХВ=12Х Х12 мм, оснащенного пластиной из твердого сплава марки Т15К6: РЕЗЕЦ 12Х12 К-01-3636-000 — Т15К6.
Пример условного обозначения резца (табл. 2) /7хВ=12Х Х12 мм, оснащенного пластиной из твердого сплава марки Т15К6: РЕЗЕЦ К.01.4309.000-01 — Т15К6.
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ АВТОМАТНО-РЕВОЛЬВЕРНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ТРЕХГРАННЫХ ПЛАСТИН
ИЗ ТВЕРДОГО СПЛАВА С УГЛОМ В ПЛАНЕ <р=90°
Основные размеры по чертежу ВНИИ К-01-3633-000 (табл. 1).
Технические требования по ТУ 2-035-261—71.
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4310.000СБ.
Основные размеры резцов приведены в табл. 2.
Резцы предназначены для наружного обтачивания на токарноревольверных станках и полуавтоматах.
Резец состоит из державки 1, в которой имеется открытое гнездо для пластины 2, свободно надеваемой на штифт 3. Пластина закреп-150
Таблица I
мм
Обозначение резца Н в я. L Винт Диаметр описанной окружности пластины Завод- изготовитель
К-01-3633-000 12 12 12 16 50/90 М5 14 ХарИЗ
16 16 16 20 50/90
20 20 20 24 70/110
16 16 16 20 50/90 Мб 18
20 20 20 24 70/110
ляется винтом 4, который поворачивает ее вокруг штифта и прижимает к той же опоре, что и усилие резания. Штифт имеет на цилиндрической «поверхности накатку, которая позволяет снизить требования к точности обработки отверстия и обеспечивает возможность многократного использования штифта.
Головка штифта выполнена бочкообразной, благодаря чему обеспечивается точный контакт ее поверхности с 'поверхностью отверстия пластины и снижаются требования строгой перпендикулярности оси отверстия штифта относительно опорной поверхности под пластину.
Материал пластин — твердый сплав марок Т5КЮ, Т14К8, Т15К6, ВК6, ВК8.
Необходимые геометрические параметры режущей части резцов обеспечиваются благодаря установке режущей пластины в гнезде державки под углом 8° и наличию выкружки вдоль режущих кромок.
Геометрические параметры резцов, изготовляемых в централизованном порядке:
для пластин с диаметром описанной окружности 14 мм или вписанной — 9,525 мм:
передний угол у=2Г (табл. 1);
передний угол у=19°30' (табл. 2);
для пластин с диаметром описанной окружности 18 мм или вписанной — 12,700 мм:
передний угол у=16° (табл. 1);
передний угол у= 14°30' (табл. 2);
задние углы a=ai=4° (табл. 1);
задние углы a=<Xi = 5°30' (табл. 2).
При обработке конструкционных и машиноподелочных сталей автоматные резцы позволяют работать с ./=2,5-5-4,5 мм, s = 0,l-5--ь0,5 мм/об, в диапазоне скоростей резания v = 150-5-200 м[ми,н.
151
Обозначение резца н в
правого (рис. 1) левого (рис. 2)
К.01.4310.000 к.01.4310.000-01 12 12
02 03
04 05 16 16
06 07
08 09 20 20
10 11
12 13 16 16
14 15
16 17 20 20
К.01.4310.000-18 К.01.4310.000-19
Таблица 2
мм
Hi н2 L f 7 Диаметр вписанной окружности Завод-изготовитель
12 16 16 50 0,1—0,2 19°30' 9,525 ХарИЗ
90
16 20 20 50
90
20 25 25 70
ПО
16 20 20 50 0,2—0,4 14°30' 12,700
90
20 25 25 70
100
В комплект поставки входят 19 запасных многогранных пластин из твердого сплава и один винт.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца (табл. 1) ЯхВ=12х Х12 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 12X12 К-01-3633-000 —Т15К6.
Пример условного обозначения резца (табл. 2) НхВ = 12х Х12 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ К.01.4310.000-01 —Т15К6.
РЕЗЦЫ ДЛЯ КОНТУРНОГО ТОЧЕНИЯ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
Резцы предназначены для контурного точения деталей типа валов, подрезки торцов и выточки канавок на гидрокопировальных многорезцовых станках и станках с числовым программным управлением. Резцы изготовляются с пластинами двух форм: с парал-лелограммной и трехгранной — и имеют углы в плане <р=93* и <р=63°.
Угол при вершине параллелограммной пластины равен 55°, а трехгранной 60°, что позволяет вести обработку деталей с обратным уклоном до 25—30° при одновременной возможности подрезки торца, т. е. при работе с направлением поперечной подачи от центра детали.
Параллелограммная пластина устанавливается в гнезде державки и с помощью прихвата подтягивается за продольную угловую канавку к базовым поверхностям гнезда державки.
Трехгранная пластина свободно посажена на штифт, запрессованный в гнездо державки. Под действием винта клин перемещается по скосу в 20° и прижимает режущую пластину к штифту.
Головка штифта выполнена бочкообразной, благодаря чему обеспечивается точечный контакт ее поверхности с поверхностью отверстия пластины и снижаются требования строгой перпендикулярности оси отверстия штифта относительно опорной поверхности под пластину.
Штифт имеет на цилиндрической поверхности накатку, которая позволяет снизить требования к точности обработки отверстия и обеспечивает возможность многократного использования штифта.
В целях обеспечения жесткой и ровной опоры под режущую пластину, а также для предохранения державки резца от повреждения при поломке под режущей пластиной устанавливается твердосплавная опорная пластина.
Необходимые геометрические параметры режущей части обеспечиваются благодаря установке режущей пластины в державке резца под углом 10° и наличию стружечных канавок вдоль режущих кромок. С целью уменьшения отрицательного значения угла наклона главной режущей кромки разворот пластины в державке осуществляется в плоскости, обеспечивающей получение значения задних углов у резцов с параллелограммной пластиной а = 6°47'
153
и а1=2о0Г, а у резцов с трехгранной пластиной a = 7” и ai=2°40'.
Материал пластин — твердый сплав марок Т5К10, Т15К6, ВК6, ВК8.
При обработке стали 45 рекомендуются следующие режимы резания: глубина резания мм\ подача s<0,5 мм/об', snon= = 1,0 мм/об (при обработке торца); v =^300 м/мин.
РЕЗЦЫ ДЛЯ КОНТУРНОГО ТОЧЕНИЯ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ПАРАЛЛЕЛОГРАММНЫХ ПЛАСТИН ИЗ ТВЕРДОГО
СПЛАВА ф-93°
Основные размеры .по чертежам ВНИИ К-01-4005-000 и К-01-4011-000.
Технические требования по ТУ 2-035-320—73.
Pl/C, f
£ ____L______
154
Размеры, мм
Обозначение резца Сечение я, L Завод-изготовитель
правого левого Н в
К-01-4005-000 К-01-4011-000 20 20 20 29 26 140 ХарИЗ*
25 25 34
25 32
32 32 41 170
32 40
40 40 49
* По заказам.
Резцы позволяют делать выточки с углами врезания до 32° для выхода абразивного круга, подрезать торцы движением от «центра» и протачивать фаски под различными углами.
В комплект поставки резца входят 19 запасных режущих пластин, одна опорная пластина, винт и ключ по ГОСТ 11737—66.
Материал пластины — твердый сплав марок Т5К10, Т15К6, ВК6, ВК8.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца сечением 25x25 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕ'Ц 25X25 — Т15К6 — К-01-4005-000.
РЕЗЦЫ ДЛЯ КОНТУРНОГО ТОЧЕНИЯ с МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ПАРАЛЛЕЛОГРАММНЫХ ПЛАСТИН ИЗ ТВЕРДОГО
СПЛАВА <р=63°
Основные размеры по чертежам ВНИИ К.01.4073.000.
Технические требования по ТУ 2-035-320—73.
155
мм
Обозначение резца Сечение Hi Bi L Завод-изготовитель
И В
К.01.4073.000 25 20 25 32 25 140 ХарИЗ*
25 27 170
32 32 39
32 32
* По заказам.
Резцы обеспечивают возможность обработки сферических поверхностей. Наибольший угол врезания — до 51°.
В комплект поставки резца входят 19 запасных режущих пластин, одна опорная пластина, винт и ключ по ГОСТ 11737—66.
Материал пластины — твердый сплав марок Т5КЮ, Т15К6, ВК6, ВК8.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца сечением 25x25 мм, оснащенного пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 25x25 — Т15К6—К.01.4073.000.
РЕЗЦЫ ДЛЯ КОНТУРНОГО ТОЧЕНИЯ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ТРЕХГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО
СПЛАВА <р—93“
Основные размеры по чертежам ВНИИ АР.780.000 и АР.781.000 (табл. 1).
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4250.000. Основные размеры представлены в табл. 2.
156
Л -fl
Рис 1
Резцы позволяют делать выточки с углом врезания не более 22° для выхода абразивного круга, .подрезать торцы движением от «центра» и протачивать фаски под различными углами.
В комплект поставки резца входят 19 запасных режущих пластин, одна опорная пластина, винт и ключ по ГОСТ 11737—66.
Материал пластины — твердый сплав марок Т5КЮ, Т15К6, ВК6, ВК8 по ГОСТ 3882—74.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца сечением 25X25 мм, оснащенного трехгранной пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ Т15К6 —АР.780.000-02 (по табл. 1).
РЕЗЕЦ Т15К6 — К.01.4250.000-04 (по табл. 2).
Таблица 1 мм
Обозначение резца Сечение Hi н2 Bi L Диаметр вписанной окружности Завод-из -готовитель
правого (рис. 1) левого (рис. 2) Н В
АР.780.000 АР.781.000 20 20 20 22 25 120 12,5 ХарИЗ*
-01 01 25 25 28 140
-02 02 25 32
-03 03- 32 40 32 35 170 200
-04 04 32 40 14,5
АР.780.000-05 АР.781.000-05 40 43
* По заказам.
157
Таблица 2
мм
Обозначение резца Сечение я> Я, Bi L Диаметр вписанной окружности Завод-изготовитель
правого (рис. 1) левого (рис. 2) Я в
К.01.4250.000 К.01.4250.000-01 20 20 20 24 25 120 12,7 ХарИЗ
02 03 25 25 29 140 *
04 05 25 32 *
06 07 32 32 36 170 ♦
08 09 32 40 15,875 *
К.01.4250.000-10 К.01.4250.000-11 40 40 44 200 *
* По специализации инструментальных заводов на 1977—1978 гг.
РЕЗЦЫ ДЛЯ КОНТУРНОГО ТОЧЕНИЯ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ТРЕХГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО
СПЛАВА ф=63°
Основные размеры по чертежам ВНИИ АР.774.000 и АР.775.000 (табл. 1).
С 1977—1978 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4251.000.
Основные размеры резцов представлены в табл. 2.
158
Pud
Резцы обеспечивают возможность обработки сферических поверхностей. Наибольший угол врезания не более 52°.
В комплект поставки резца входят 19 запасных режущих пластин, одна опорная пластина, винт и ключ по ГОСТ 11737—66. Материал пластины — твердый сплав Т5К10, Т15К6, ВК6, ВК8 по ГОСТ 3882—74.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца сечением 25X25 мм, оснащенного трехгранной пластиной из твердого сплава марки Т15К6.
РЕЗЕЦ Т15К6 —АР-774-000-02 (по табл. 1).
РЕЗЕЦ Т15К6 — К.01.4251.000-04 (по табл. 2).
Таблица I мм
Обозначение резца Сечение и. н2 Bi L Диаметр вписанной окружности Завод-изготовитель
правого (рис. 1) I левого 1 (рис. 2) Н 1 В
АР-774-000 АР-775-000 20 20 20 22 12 120 12,5 ХарИЗ*
01 ' 01_ 25 25 28 140 170
02 02 25 15
03 03 32 32 35
04 04 32 20 14,5
АР-774-000-05 АР-775-000-05 40 40 43 200
* По заказам.
159
Таблица 2
мм
Обозначение резца Сечение fit я, Bi L Диаметр вписанной окружности Завод-изготовитель
правого (рнс. 1) левого (рис. 2) Я В
К.01.4251.000-01 к.01.4251.000-01 20 20 20 20 И 120 12,7 ♦
02 03 25 25 29 140 •
04 05 25 15 •
06 07 32 32 36 170 ♦
08 09 32 15,875 *
К.01.4251.000-10 К.01.4251.000-11 40 40 44 200 *
* По специализации инструментальных заводов на 1977—1978 гг.
ВСТАВКИ РЕЗЦОВЫЕ ПРОХОДНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ТРЕХГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА С УГЛОМ <р-92°
Основные размеры по чертежу ВНИИ К.01.4179.000СБ (табл. 1).
Технические требования по ТУ 2-035-366—74.
С 1977—1978 гг. вставки резцовые будут изготовляться по чертежам ВНИИ К.01.4290.000СБ.
Основные размеры вставок резцовых представлены в табл. 2.
160
Таблица 1
лмс
Обозначение Диаметр описанной окружности пластины» don L 1 Завод-изготовитель
К.01 4179.000 14 26 6,2
-01 18 29 8,0 ОршИЗ
К.01.4179.000-02 / 22 36 10,0 Таблица 2
мм
Обозначение Диаметр вписанной окружности пластины, dBn L 1 Завод-изготовитель
К.01.4290.000 9,525 26 6,5
-01 12,700 29 8,7 ОршИЗ
К.01.4290.000-02 15,875 36 10,8
161
Вставки резцовые проходные предназначены для наружного протачивания изделий на токарных станках модели 16К20ФЗ с числовым программным управлением. Закрепление вставок осуществляется в гнезде инструментальной головки с помощью клина и винта.
Вставка состоит из корпуса 3 с запрессованным в нее штифтом 6 и сменной опорной пластины 8. Режущая трехгранная пластина 7 устанавливается свободно на штифт и закрепляется путем заклинивания ее между штифтом и задней опорной стенкой державки с помощью клина 5 и винта 4.
Винты 1 и 2 являются регулировочными и обеспечивают предварительную настройку резцовой вставки на размер вне станка.
Материал режущих пластин — твердый сплав марок Т5КЮ, Т14К8, Т15К6, ВК6, ВК8.
Геометрические параметры вставок резцовых:
главный угол в плане <р=92°;
главный задний угол а=5*30';
вспомогательный задний угол ai = 5°30';
Задние углы а и си получают путем установки пластины в гнезде державки под углом уУст=8°.
Передний угол у= 17*20' для резцовых вставок с пластиной, имеющей диаметр описанной окружности 14 мм или вписанной 9,525 мм;
передний угол у= 14*30' для резцовых вставок с пластинами, имеющими диаметр описанных окружностей 18 и 22 мм или вписанных 12,700 и 15,875 мм.
Вставки данной конструкции обладают большой универсальностью, надежностью в работе, технологичностью и способностью хорошо завивать и дробить стальную стружку в диапазоне подач 0,3—0,6 мм/об.
Дробление стружки осуществляется с помощью выкружек, расположенных на пластине вдоль режущей кромки.
При принятой форме выкружек вставки имеют положительный передний угол, в результате чего снижается усилие резания.
Рекомендуемые режимы резания при диаметре описанной окружности пластины 18 мм и рабочей высоте 25 мм:
глубина резания, мм — 1,6;
подача, мм!об — 0,3—0,6;
скорость резания, м/мин — 200.
В комплект поставки резцовой вставки входят вставка в сборе, девять запасных и одна опорная пластины, крепежный винт, ключи для бокового регулирования винта и для винта, крепящего режущую пластину, по ГОСТ 11737—66.
Вставки изготовляются по заказам.
При заказе необходимо указывать условное обозначение вставки.
Пример условного обозначения вставки резцовой проходной с трехгфанной пластиной из твердого сплава марки Т15К6 с диаметром описанной окружности пластины 18 мм (по табл. 1):
162
ВСТАВКА РЕЗЦОВАЯ ПРОХОДНАЯ К.01.4179.000-01 — Т15К6.
Пример условного обозначения вставки резцовой проходной с трехгранной пластиной из твердого сплава марки Т15К6 с диаметром вписанной окружности пластины 12,700 мм (по табл. 2):
ВСТАВКА РЕЗЦОВАЯ ПРОХОДНАЯ К.01.4290.000-01 — Т15К6.
ВСТАВКИ РЕЗЦОВЫЕ ПРОХОДНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ТРЕХГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА С УГЛОМ <р“95’
Основные размеры по чертежу ВНИИ К.01.4103.000СБ (табл. 1).
Технические требования по ТУ 2-035-366—74.
С 1977—1978 гг. вставки резцовые будут изготовляться по чертежам ВНИИ К.01.4272.000СБ.
Основные размеры вставок резцовых представлены в табл. 2.
Таблица 1 мм
Обозначение L 1 Диаметр описанной окружности пластины don Завод-изготовитель
К.01.4103.000 35 10 22 ОршИЗ
163
Таблица 2
мм
Обозначение L 1 Диаметр вписанной окружности пластины dBn Завод-изготовитель
К.01.4272.000 26 6,5 9,525 ОршИЗ
-01 29 8,7 12,700
К.01.4272.000-02 36 10,8 15,875
Вставки резцовые проходные предназначены для наружного протачивания изделий на токарных станках модели 16К20ФЗ с числовым программным управлением. Вставки с углом <р=95° позволяют протачивать ступенчатые валики, подрезать торцы как главной, так и вспомогательной кромками, обтачивать галтели и фаски. Имеют наибольшее применение.
Вставка состоит из корпуса 8 с запрессованным в нее штифтом 7, сменной опорной пластины 4. Режущая пластина 3 устанавливается свободно на штифт и закрепляется путем заклинивания ее между штифтом и задней опорной стенкой державки с помощью клина 5 и винта 6.
Винты 1 и 2 являются регулировочными и обеспечивают предварительную настройку резцовой вставки на размер вне станка.
Материал режущих пластин — твердый сплав марок Т5КЮ, Т14К8, Т15К6, ВК6, ВК8 по ГОСТ 3882—74.
Геометрические параметры вставок резцовых:
главный угол в плане <р=95°;
главный задний угол а=5°30';
вспомогательный задний угол ai = 5°30'.
Задние углы а и он получают путем установки пластины в гнезде державки .под углом ууСт=8<>.
Передний угол у= 19°30' для резцовых вставок с пластиной, имеющей диаметр вписанной окружности 9,525 мм, передний угол у=14°30' для резцовых вставок с пластинами, имеющими диаметры описанной окружности 22 мм или вписанных —12,700 и 15,875 мм.
Вставки данной конструкции обладают большой универсальностью, надежностью в работе, технологичностью и способностью хорошо завивать и дробить стальную стружку в диапазоне подач 0,3—0,6 мм)об.
Дробление стружки осуществляется с помощью выкружек, расположенных вдоль режущих кромок.
При принятой форме выкружек вставки имеют положительный передний угол, в результате чего снижается усилие резания.
164
' Рекомендуемые режимы резания при диаметре описанной окружности пластины 18 мм и рабочей высоте 25 мм:
глубина резания, мм — 1,6;
подача, мм]об — 0,3—0,6;
скорость резания, м/мин — 200.
В комплект поставки резцовой вставки входит вставка в сборе, девять запасных пластин, винт крепежный, пластина опорная, ключ по ГОСТ 11737—66 для бокового регулировочного винта, ключ по ГОСТ 11737—66 для винта, крепящего режущую пластину.
Вставки изготовляются по заказам.
При заказе вставок резцовых необходимо указывать условное обозначение вставки.
Пример условного обозначения вставки .резцовой проходной с трехгранной пластиной из твердого сплава марки Т15К6 с диаметром описанной окружности пластины 22 мм (по табл. 1):
ВСТАВКА РЕЗЦОВАЯ ПРОХОДНАЯ К.01.4103.000 — Т15К6.
Пример условного обозначения вставки резцовой проходной с трехгранной пластиной из твердого сплава марки Т15К6 с диаметром вписанной окружности 15,875 мм (по табл. 2):
ВСТАВКА РЕЗЦОВАЯ ПРОХОДНАЯ К.01.4272.000 — Т15К6.
ВСТАВКИ РЕЗЦОВЫЕ ПРОХОДНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ЧЕТЫРЕХГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
С УГЛОМ <р=45°
Основные размеры по чертежу ВНИИ К 01-4075.000СБ (табл. 1).
Технические требования по ТУ 2-035-366—74.
С 1977—1978 гг. вставки резцовые будут изготовляться по чертежам ВНИИ К 01.4273.000СБ.
Основные размеры вставок резцовых представлены в табл. 2.
165
Таблица ! мм
Обозначение в L Диаметр описанной окружности пластины don Завод-изготовитель
К.01.4075.000 32,5 25 14 ОршИЗ
Таблица 2
ММ
Обозначение в L Диаметр вписанной окружности пластины dBn Завод-изготовитель
К.01.4273.000 30,8 25 9,525
•01 32,5 28 12,700 ОршИЗ
К.01.4273000-02 35,0 32 15,875
Вставки резцовые проходные предназначены для протачивания наружного диаметра, выточек с углом врезания до 40°, снятия фасок под углом 45°, подрезки торца на токарных станках модели 16К20ФЗ с числовым программным управлением. Описание конст-
166
рукции вставки см. на стр. 162. «Вставки резцовые проходные с механическим креплением трехграиных пластин из твердого сплава с углом <р=95°».
Материал режущих пластин — твердый сплав марок Т5К10, Т14К8, Т15К6, ВК6, ВК8.
Геометрические параметры вставок резцовых:
главный угол вплане«р=45°;
главный задний угол а=7°;
вспомогательный задний угол ai=3°.
Задние углы а и ои получают путем установки пластины в гнезде державки под углом уУст = 7°.
Передний угол у= 18° для резцовых вставок с пластиной, имеющей диаметр вписанной окружности пластины 9,525 мм, передний угол у=13° для резцовых вставок с пластинами, имеющими диаметр описанной окружности 18 мм или вписанной — 12,700 и 15,875 мм.
Вставки данной конструкции обладают большой универсальностью, надежностью в работе и способностью хорошо дробить и завивать стальную стружку в диапазоне подач 0,3—0,6 мм/об.
Дробление стружки осуществляется с помощью выкружек, расположенных вдоль режущих кромок.
При принятой форме выкружек вставки имеют положительный передний угол, в результате чего снижается усилие резания.
Рекомендуемые режимы резания при диаметре описанной окружности пластины 18 мм и рабочей высоте 25 ммх
глубина резания, мм — 1—6;
подача, мм]об — 0,3—0,6;
скорость резания, м/мин — 200.
В комплект поставки резцовой вставки входят вставка в сборе, девять запасных пластин, винт крепежный, пластина опорная, ключ по ГОСТ 11737—66 для бокового регулировочного винта, ключ по ГОСТ 11737—66 для винта, крепящего режущую пластину.
Вставки изготовляются по заказам.
При заказе вставок резцовых необходимо указывать условное обозначение вставки.
Пример условного обозначения вставки резцовой проходной с четырехгранной пластиной из твердого сплава марки Т15К6 с диаметром описанной окружности пластины 18 мм (по табл. 1):
ВСТАВКА РЕЗЦОВАЯ ПРОХОДНАЯ К.01.4075.000— Т15К6.
Пример условного обозначения вставки резцовой проходной с четырехгранной пластиной из твердого сплава марки Т15К6 с диаметром вписанной окружности пластины 12,700 мм (по табл. 2).
ВСТАВКА РЕЗЦОВАЯ ПРОХОДНАЯ К.01.4273.000-01 — Т15К6.
167
ВСТАВКИ РЕЗЦОВЫЕ ДЛЯ КОНТУРНОЙ ОБРАБОТКИ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ПАРАЛЛЕЛОГРАММНЫХ
ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА С УГЛОМ ф-93*
Основные размеры по чертежу ВНИИ К 01.4079.000СБ.
Технические требования по ТУ 2-035-366—74.
С 1977—1978 гг. вставки резцовые будут изготовляться по чертежам ВНИИ К.01.4274.000СБ.
Основные размеры вставок резцовых по чертежу К.01.4274.000СБ.
д-д
Вставки резцовые применяются на токарных станках с числовым программным управлением модели 16К20ФЗ и предназначены для протачивания ступенчатых валов, выточек с углом врезания до 27°, снятия фасок с углом до 90° и подрезания торцов.
168
Вставка резцовая состоит из корпуса 1, подкладки 8, на которую свободно устанавливается параллелограммная пластина 7, и винта 9, закрепляющего подкладку. Крепление пластины осуществляется с помощью прихвата 2 и винта 3, проходящего через отверстие в прихвате.
Закрепление пластины осуществляется методом одностороннего качения прихвата благодаря наличию выборки в отверстии державки, эксцентрично расположенной по отношению к оси отверстия под прихват.
Винты 5 и 6 являются регулировочными и обеспечивают предварительную настройку вставки на размер вне станка. Штифт 4 является упором для режущей пластины и предохраняет ее от перемещения в процессе резания.
Параллелорраммная пластина имеет угол при вершине 55°, что дает возможность производить обработку деталей сложной конфигурации по копиру. Пластина универсальная, в средней части ее параллельно главной режущей кромке имеется открытая угловая канавка, на боковую поверхность которой опирается Т-образный прихват.
Геометрические параметры вставок:
главный задний угол а=6°50';
вспомогательный задний угол ai = 2°.
Задние углы 6°50' и 2° получаются путем фрезерования гнезда под пластину под углом 10° в плоскости развернутой относительно опорной поверхности державки под углом 46°.
Рекомендуемые режимы резания:
глубина резания, мм — 1—6;
скорость резания, м/мин — 60—200;
подача, мм/об — 0,2—0,6.
В комплект поставки резцовой вставки входят вставка в сборе, девять запасных пластин, винт крепежный, пластина опорная, ключ для бокового регулировочного винта и для винта, крепящего режущую пластину, по ГОСТ 11737—66.
Вставки изготовляются по заказам. Вставки по чертежу К.01.4079.000СБ изготовляет Харьковский инструментальный завод, а по чертежу К-01.4274.000СБ будет изготовлять Оршанский инструментальный завод.
Пример условного обозначения вставки резцовой с параллело-граммной пластиной из твердого сплава марки Т15К6 с углом Ф=93° по чертежу К.01.4079.000СБ:
ВСТАВКА РЕЗЦОВАЯ С ПАРАЛЛЕЛОГРАММНОИ ПЛАСТИНОЙ К.01.4079.000 — Т15К6.
Пример условного обозначения вставки резцовой с параллело-Праммной пластиной из твердого сплава марки Т15К6 с углом Ф=93” по чертежу К 01.4274.000СБ:
ВСТАВКА РЕЗЦОВАЯ С ПАРАЛЛЕЛОГРАММНОИ ПЛАСТИНОЙ К.01.4274.000 — Т15К6.
169
ВСТАВКИ РЕЗЦОВЫЕ ДЛЯ КОНТУРНОЙ ОБРАБОТКИ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ПАРАЛЛЕЛОГРАММНЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА С УГЛОМ <р-63’
Основные размеры по чертежу ВНИИ К.01.4077.000СБ.
Технические требования по ТУ 2-035-366—74.
С 1977—1978 гг. вставки резцовые будут изготовляться по чер тежам ВНИИ К-01.4275.000СБ.
Основные размеры по чертежу К.01.4275.000СБ.
Вставки резцовые предназначены для обточки сферических поверхностей, проточки выточек с углом врезания до 57° на токарных станках с числовым программным управлением модели 16К20ФЗ.
170
Описание конструкции вставки резцовой, материал режущих пластин, геометрические параметры, комплектация, режимы резания см. на стр. 167. «Вставки резцовые для контурной обработки с механическим креплением параллелограммных пластин из твердого сплава с углом ф=93°».
Вставки резцовые изготовляются по заказам. Вставки по чертежу К.01.4077.000СБ изготовляет Харьковский инструментальный завод, а по чертежу К.01.4275.000СБ будет изготовлять Оршанский инструментальный завод.
При заказе необходимо указывать условное обозначение вставки резцовой (номер чертежа).
Пример условного обозначения вставки резцовой с параллело-граммной пластиной из твердого сплава марки Т15К6 с углом <£ = 63* по чертежу К.01.4077.000СБ:
ВСТАВКА РЕЗЦОВАЯ С ПАРАЛЛЕЛОГРАММНОИ ПЛАСТИНОЙ К.01.4077.000 —Т15К6.
Пример условного обозначения вставки резцовой с параллело-граммной пластиной из твердого сплава марки Т15К6 с углом Ф = 63° по чертежу К.01.4275.000СБ:
ВСТАВКА РЕЗЦОВАЯ С ПАРАЛЛЕЛОГРАММНОИ ПЛАСТИНОЙ К.01.4275.000 —Т15К6.
ВСТАВКИ РЕЗЦОВЫЕ РЕЗЬБОВЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РОМБИЧЕСКИХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
Основные размеры по чертежу ВНИИ К.01.4065.000СБ.
Технические требования по ТУ 2-035-366—74.
Вставки предназначены для нарезания наружной резьбы на токарных станках с числовым программным управлением модели 16К20ФЗ.
Закрепление вставок осуществляется в гнезде инструментальной головки с помощью клина и винта.
Вставка состоит из корпуса 7, в гнезде которого устанавливается ромбическая пластина 6 на подкладке 4 и закрепляется с помощью прихвата 3, который затягивается винтом 8.
171
От бокового проворота пластину предохраняет самоуутанавли-вающийся опорный штифт 5 со срезанной сегментной головкой.
Винты 1 и 2 являются регулировочными 'и обеспечивает предварительную настройку вставки резцовой на размер вне /Станка.
В качестве режущей части применяется ромбическая пластина с углом при вершине 59°30', которая предохраняет резьбу от разбивания.
Вставки обладают компактностью и обеспечивают повышенную стойкость при нарезании резьбы с минимальным числом проходов.
Геометрические параметры режущей части обеспечиваются установкой пластины в державке под углом 10° и наличием выкружек вдоль режущих кромок. Режущие кромки пластины образуют двугранный угол. Это позволяет снизить усилие резания и повысить точность нарезаемой резьбы.
Вставки обеспечивают нарезание резьбы второго класса при скорости резания до 150 m)muh на стальных заготовках при следующем числе проходов:
шаг, мм — 2; 3; 6;
количество проходов — 3; 5; 10.
Материал режущей части резцовой вставки — твердый сплав марок Т15К6, Т14К8, Т5К10, ВК6, ВК8 по ГОСТ 3882—74.
При заказе резцовых вставок следует указывать условное обозначение вставки (номер чертежа).
Пример условного обозначения вставки резцовой резьбовой, оснащенной ромбической пластиной из твердого сплава марки Т15К6, по чертежу К.01.4065.000СБ.
ВСТАВКА РЕЗЦОВАЯ РЕЗЬБОВАЯ К.01.4065.000 — Т15К6.
172
ВСТАВКИ РЕЗЦОВЫЕ РЕЗЬБОВЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ПРИЗМАТИЧЕСКОЙ ПЛАСТИНЫ ИЗ ТВЕРДОГО СПЛАВА
Основные размеры по чертежу ВНИИ К.01.4070.000СБ.
Технические требования по ТУ 2-035-366—74.
Вставки предназначены для нарезания наружной резьбы с шагом до 2 мм на токарных станках с числовым программным управлением модели 16К20ФЗ.
Закрепление вставки осуществляется в гнезде инструментальной головки с помощью клина.
173
В качестве режущего элемента используется твердосплавная пластина по ГОСТ 2209—69, форма 26, изделие 2627, тцп Б.
Вставка состоит из корпуса 6, имеющего открытый, паз под режущую пластину 4, который расположен под углом ?50 к оси державки.
Расположение паза и пластины под углом к оси дёржавки позволяет нарезать резьбу с близким подходом к торцу или буртику, а также удобно и экономично перетачивать пластины. С боковой стороны державки расположен прихват 3, который с помощью винта 5 закрепляет режущую пластину.
Заточку пластины для большей эффективности целесообразно производить с двух сторон. По мере затупления вершин пластина перетачивается. Она выдерживает 15—20 переточек, что в четыре-пять раз больше количества переточек у стандартного напайного резца.
Регулировочные винты 1 и 2 обеспечивают предварительную настройку вставки на размер вне станка.
Материал режущих пластин — твердый сплав марок Т15К6, Т14К8, Т5КЮ, ВК6, ВК8. Допускается применение режущих пластин из быстрорежущих сталей по ГОСТ 19265—73.
При заказе вставок резцовых следует указывать условное обозначение (номер чертежа).
Пример условного обозначения вставки резцовой резьбовой, оснащенной призматической пластиной из твердого сплава марки Т15К6, по чертежу К.01.4070.000СБ:
ВСТАВКА РЕЗЦОВАЯ РЕЗЬБОВАЯ К.01.4070.000 — Т15К6.
ВСТАВКИ РЕЗЦОВЫЕ КАНАВОЧНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ДВУГРАННЫХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА
Основные размеры по чертежу ВНИИ К.01.4115.000СБ.
Технические требования по ТУ 2-035-366—74.
174
Обозначение а, мм Завод-изготовитель
К.01.4115.000 3,0
-01 4,0 ОршИЗ*
К.01.4115.000-02 5,5
* По заказам.
Вставки резцовые канавочные предназначены для проточки наружных канавок на деталях типа тел вращения в местах выхода резьбы, выхода шлифовального круга на токарных станках модели 16К20ФЗ с числовым программным управлением.
В качестве режущей части применяется двугранная пластина из твердого сплава. Симметричная форма пластины, а также наличие выемок для ее закрепления на ее обоих торцах (верхнем и нижнем) позволяют использовать одну и ту же заготовку пластины в праворежущих и леворежущих резцах, что вдвое сокращает необходимое число заготовок и значительно повышает ее экономичность.
Один из боковых задних углов на пластине .получен установкой пластины в гнезде державки под вертикальным углом 1°30', задний угол по другой вспомогательной грани получен заточкой пластины.
Аналогичным образом образованы вспомогательные углы в плане— один из них установкой пластины в державке под углом ГЗО', другой — соответствующей заточкой.
175
Передний угол получен заточкой пластины под угло^15в.
Вставка резцовая канавочная состоит из корпуса /, в открытом пазу которого на сменной планке 6 крепится прихватом 5 двугранная пластина 4. Сверху прихват затягивается винтомД
Форма сменной планки выбрана с учетом возможности двукратного ее использования путем поворота и использования другой вершины.
Выступы на планке используются для фиксации положения пластины в гнезде и избежания проворота пластины в осевом направлении.
Для фиксации положения прихвата при смене пластины державка имеет паз на своем верхнем торце, предохраняющий прихват от проворота.
Винты 1 и 2 являются регулировочными и обеспечивают подналадку вставки на размер вне станка.
Материал режущих пластин— твердый сплав марок Т5К10, Т14К8.Т15К6, ВК6, ВК8.
Рекомендуемые режимы резания при обработке стали марки 45.
Марка твердого сплава Скорость, mImuh Подача, мм [об
Т15К6 65-85 0,09-0,12
Т5КЮ 50—60 0,10—0,12
В комплект поставки резцовой вставки входят: вставка в сборе, девять запасных пластин, винт крепежный, ключ по ГОСТ 11737—66 для бокового регулировочного винта и для винта, крепящего режущую пластину.
Пример условного обозначения вставки резцовой канавочной с двугранной пластиной марки Т15К6 с шириной реза а=44 мм:
ВСТАВКА РЕЗЦОВАЯ КАНАВОЧНАЯ К.01.4115.000-01 — Т15К6.
176
РЕЗЦЫ 'ТОКАРНЫЕ СБОРНЫЕ РЕЗЬБОВЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РОМБИЧЕСКИХ ПЛАСТИН ИЗ ТВЕРДОГО СПЛАВА \ДЛЯ НАРУЖНОЙ МЕТРИЧЕСКОЙ РЕЗЬБЫ
Основные размеры по ОН 035-9—68 (табл. 1).
Технические требования по ТУ 035-260—71.
С 1977—197*8 гг. резцы будут изготовляться по чертежам ВНИИ К.01.4269.0000Б\
Основные размеры резцов приведены в табл. 2.
Левый
мм
Таблица 1
Обозначение Диаметр вписанной окружности пластины dBn н в в* в2 Hi Завод-изготовитель
035-2660-0001 7,1 27 16 16 21 16 БорИЗ ХарИЗ
27 20 20 25 25
34 20 20 25 32
035-2660-0002 8,5 27 20 20 25 25
34 20 20 25 32
34 25 25 30 32
177
4*аблица 2
JUJW
Обозначение резца Н В Bi в, L Завод-изготовитель
правого левого
К.01.4269.000-01 К.01.4269.000-01 25 16 16 21 JL- 120 БорИЗ ХарИЗ
-02 03 25 20 20 25 /25 140
-04 05 32 32 170
-06 07 25 25 140
-08 09 32 32 170
К.01.4269.000-10 К.01.4269.000-11 32 25 25 30 32 170
Резцы предназначены для нарезания наружной резьбы на токарных станках моделей 1К62 и 1А63 на токарных станках средней мощности моделей с высотой центров 200—300 мм и на станках с числовым программным управлением.
Резцы изготовляются двух типоразмеров: для резьбы с шагом 1,5—3 мм — большая диагональ ромбической пластины 14 мм\ для резьбы с шагом 3,5—6 мм — большая диагональ ромбической пластины 16 мм.
Радиусы г при вершине у ромбических пластин выполнены минимальными. У пластин с dBn=7,l мм, предназначенных для шага резьбы в диапазоне 1,5—3 мм, г=0,2 мм, у пластин с dBn=8,5 мм для шага резьбы в диапазоне 3,5—6 мм г=0,5 мм. При необходимости радиус при вершине резца может быть переточен в соответствии с табличными значениями г резьбы (табл. 3).
Конструкция резца позволяет выполнить угол при вершине пластин равным 59°30', что предохраняет резьбу от разбивания. Пластина доводится по фаске шириной не более 0,2 мм и по нижней опорной поверхности.
Таблица 3
мм
Шаг резьбы Внутренний радиус резьбы Диаметр вписанной окружности пластины dB п
наибольший наименьший
1,5 0,216 0,179 7,1
1,75 0,252 0,213
2 0,288 0,249
2,5 0,360 0,317
3 0,432 0,389
3,5 0,504 0,459 8,5
4 0,576 0,529
4,5 * 0,648 0,601
5 0,720 0,670
5,5 0,792 0,742
6 0,870 0,812
178
Ромбическая пластина устанавливается в гнезде державки на опорной пластине и закрепляется с помощью прихвата.
От поворота пластину предохраняет самоустанавливающая опора в виде штифта со срезанной сегментной головкой.
Необходимые геометрические параметры режущей части обеспечиваются благодаря установке пластины в державке под углом 10° и наличию выкружек вдоль режущих кромок. Режущие кромки обеих вершин пластины образуют двугранный угол, что позволяет снизить усилие резания и повысить точность нарезаемой резьбы.
Резцы обеспечивают нарезание резьбы второго класса при скорости резания 90—150 м/мин на стальных заготовках (стали 45 и 40Х) при следующем числе проходов:
шаг, мм — 2; 3; 6;
количество проходов — 3; 5; 10.
Материал пластины — твердый сплав марок ВК6, ВК8, Т15К6.
В комплект поставки резца входят 19 запасных ромбических пластин из твердого сплава, пластина опорная, винт и ключ по ГОСТ 11737—66.
При заказе следует указывать условное обозначение резца.
Пример условного обозначения резца (по табл. 1) сечением ЯХВ=34Х25 мм с рабочей высотой /Л=32 мм, оснащенного ромбической пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ 035-2660-0002, ЯхВ=34Х25 — Т15К6 ОН 035-9—68.
Пример условного обозначения резца (по табл. 2) сечением 25X20 мм с пластиной из твердого сплава марки Т15К6:
РЕЗЕЦ К.01.4269.000-02 — Т15К6.
179
ВЗАИМОЗАМЕНЯЕМЫЕ РЕЗЦЫ ДЛЯ ТОКАРНЫХ
МНОГОШПИНДЕЛЬНЫХ АВТОМАТОВ
РЕЗЦЫ С ТРЕХГРАННЫМИ ПЛАСТИНАМИ, ф=45°
Основные размеры и технические требования по ОН 2-035-21—69.
мм
Обозначение резца н в L Imln Завод-изготовитель
правого левого
035-2030-0001 035-2030-0002 12 12 15 50 10.5 ОршИЗ
035-2030-0003 035-2030-0004 16 16 16 60 11,5
180
Резцы предназначены для токарной обработки в автоматизированном производстве.
Пластины крепятся посредством клина и винта.
Резцы обеспечивают быстросменность благодаря взаимозаменяемости за счет предварительной настройки их на заданный размер для работы на токарных станках.
Для осуществления бесподналадочной замены инструмента с предварительной настройкой его на размер вне станка резец снабжен регулировочным винтом, ввернутым в хвостовую часть корпуса. Винт имеет сферическую головку, обеспечивающую точный контакт с упором.
Материал режущей части резца — твердый сплав марок Т15К6, Т14К8, Т5К10, ВК8, ВК6.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца Н— 12 мм, В= 12 мм, £ = 50 мм, оснащенного пластиной из твердого сплава марки Т14К8, правого:
РЕЗЕЦ 035-2030-0001 — Т14К8 ОН 2-035-21—69.
То же, левого:
РЕЗЕЦ 035-2030-0002 — Т14К8 ОН 2-035-21—69.
РЕЗЦЫ С ТРЕХГРАННЫМИ ПЛАСТИНАМИ, <р=90’
Основные размеры и технические требования по ОН 2-035-21—69.
181
мм,
Обозначение резца Н в L / 7 / hnin Завод-изготовитель
правого левого
035-2030-0021 035-2030-0022 12 12 17 50 10,5 ОршИЗ
035-2030-0023 035-2030-0024 16 16 18 60 11,5
О назначении, применении, материале режущей части см. на стр. 179. «Резцы стрехграмными пластинами, <р=45°».
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца /7=12 мм, В—12 мм, £ = 50 мм, оснащенного пластиной из твердого сплава марки Т14К8, правого:
РЕЗЕЦ 035-2030-0021—Т14К8 ОН 2-035-21—69.
То же, левого:
РЕЗЕЦ 035-2030-0022 — Т14К8 ОН 2-035-21—69.
РЕЗЦЫ С ЧЕТЫРЕХГРАННЫМИ ПЛАСТИНАМИ, а=0”
Основные размеры и технические требования по ОН 2-035-21—69.
О назначении, применении, материале режущей части см. на crip. 179. «Резцы с трехгранными пластинами, <р=45°».
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца /7=16 мм, В=16 мм, £=45 мм, оснащенного пластиной из твердого сплава марки Т14К8, правого:
РЕЗЕЦ 035-2030-0045 — Т14К8 ОН 2-035-21—69.
То же, левого:
РЕЗЕЦ 035-2030-0046 — Т14К8 ОН 2-035-21—69. 182
мм
Обозначение резца Н В Я1 L Im in т Завод-изготовитель
правого левого
035-2030-0041 035-2030-0042 12 12 14 45 10,5 10 ОршИЗ
0043 0044 12
0045 0046 16 16 16 11,5
0047 0048 60
035-2030-0048 035-2030-0050 20 20 20 80 12,5 16
РЕЗЦЫ С ЧЕТЫРЕХГРАННЫМИ ПЛАСТИНАМИ, а=7°
Основные размеры и технические требования по ОН 2-035-21—69.
мм
Обозначение резца н в L hnin т Завод-изготовитель
правого | левого
035-2030-0061 035-2030-0062 12 12 14 45 10,5 10 12 ОршИЗ
0063 0064
0065 0066 16 16 16 11,5
0067 0068 60
035-2030-0069 035-2030-0070 20 20 20 80 12,5 16
183
О назначении, применении, материале режущей/части см. на стр. 179. «Резцыстрехпранными пластинами, <р=45°»,'
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца Я=16 мм, В = 16 мм, L=45 мм, оснащенного пластиной из твердого сплава марки Т14К8, правого:
РЕЗЕЦ 035-2030-0065 — Т14К8 ОН 2-035-21—69.
То же, левого:
РЕЗЕЦ 035-2030-0066 — Т14К8 ОН 2-035-21—69.
РЕЗЦЫ С ПЯТИГРАННЫМИ ПЛАСТИНАМИ, а=0’
Основные размеры и технические требования по ОН 2-035-21—69.
мм
Обозначение резца
правого I левого
035-2030-0081 035-2030-0082
035-2030-0083 035-2030-0084
16 16 16 50
Imln
Завод-изготовитель
11,5 И ОршИЗ
О назначении, применении, Материале режущей части см. на стр. 179. «Резцы с трехгранными пластинами, <р=45°».
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца Н=16 мм, В=16 мм, L = 50 мм, оснащенного пластиной из твердого сплава марки Т14К8, правого:
РЕЗЕЦ 035-2030-0081 — Т14К8 ОН 2-035-21—69.
То же левого*
РЕЗЕЦ 035-2030-0082 — Т14К8 ОН 2-035-21—69.
184
РЕЗЦЫ С ПЯТИГРАННЫМИ ПЛАСТИНАМИ, а-9°
Основные размеры и технические требования по ОН 2-035-21—69.
мм
Обозначение резца Сечение Hi L hnin т Завод-изготовитель
правого левого Н В
035-2030-0101 035-2030-0102 16 16 16 50 11,5 11 ОршИЗ
035-2030-0103 035-2030-0104 60
О назначении, применении, материале режущей части см. на стр. 179. «Резцы с трехгранными пластинами, <р=45°».
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца Я=16 мм, В = 16 мм, £ = 50 мм, оснащенного пластиной из твердого сплава марки Т14К8, правого:
РЕЗЕЦ 035-2030-0101 — Т14К8 ОН 2-035-21—69.
То же, левого:
РЕЗЕЦ 035-2030-0102 — Т14К8 ОН 2-035-21—69.
185
РЕЗЦЫ С ЦИЛИНДРИЧЕСКИМИ ПЛАСТИНАМИ, а=Ов
Основные размеры и технические требования по ОН 2-035-21—69.
мм
Обозначение резца Сечение L я, ^min Диаметр пластины Завод-изготовитель
правого левого Н В
035-2030-0212 035-2030-0122 16 16 50 16 11,5 15 ОршИЗ
Резцы предназначены для токарной обработки в автоматизированном производстве.
Крепление пластины осуществляется с помощью косой тяги.
О применении, материале режущей части см. на стр. 179. «Резцы с трехгранными пластинами, <р=45°».
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца //=16 мм, B—IQ мм, L = 50 мм, оснащенного пластиной из твердого сплава марки Т14К8, правого:
РЕЗЕЦ 035-2030-0212 — Т14К8 ОН 2-035-21—69.
То же, левого:
РЕЗЕЦ 035-2030-0122 — Т14К8 ОН 2-035-21—69.
186
РЕЗЦЫ С ЦИЛИНДРИЧЕСКИМИ ПЛАСТИНАМИ, а=10’
Основные размеры и технические требования по ОН 2-035-21—69.
мм
Обозначение резца Н в L Сп/л Диаметр пластины Завод-изготовитель
правого левого
035-2030-0141 035-2030-0142 16 1 16 50 16 11,5 15 ОршИЗ
Резцы предназначены для токарной обработки в автоматизированном производстве.
Крепление пластины осуществляется с помощью косой тяги.
О применении, материале режущей части см. на стр. 179. «Резцы с трехгранными пластинами, <р=45°».
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца /7=16 мм, В=16 мм, L = 50 мм, оснащенного пластиной из твердого сплава марки Т14К8, правого:
РЕЗЕЦ 035-2030-0141 — Т14К8 ОН 2-035-21—69.
То же, левого:
РЕЗЕЦ 035-2030-0142 — Т14К8 ОН 2-035-21—69.
187
РЕЗЦЫ С ЧЕТЫРЕХГРАННЫМИ ПЛАСТИНАМИ, а=10’
Основные размеры и технические требования по ОН 2-035-21—69.
Л-4
ММ
Обозначение резца н в Я1 L Imin Завод-из-товитель
правого левого
035-2030-0161 035-2030-0162 12 12 14 50 4 ОршИЗ
0163 0164 80
0165 0166 16 16 20 60 5
035-2030-0167 035-2030-0168 80
Резцы предназначены для токарной обработки в автоматизированном производстве.
Крепление пластины осуществляется с помощью косой тяги.
О применении, материале режущей части см. на стр. 179. «Резцы с трехгранными пластинами, <р=45°».
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца /7=16 мм, В =16 мм, £=60 мм, оснащенного пластиной из твердого сплава марки Т14К8, правого:
РЕЗЕЦ 035-2030-0165 — Т14К8 ОН 2-035-21—69.
То же, левого:
РЕЗЕЦ 035-2030-0166 — Т14К8 ОН 2-035-21—69.
188
УНИФИЦИРОВАННЫЕ РЕЗЦОВЫЕ ВСТАВКИ С МНОГОГРАННЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА С НАСТРОЙКОЙ НА РАЗМЕР ДЛЯ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
Резцовые вставки предназначены для автоматических линий, состоящих из вертикальных токарных полуавтоматов и автоматов при обработке деталей типа зубчатых колес, фланцев, стаканов и т. п.
ВНИИ разработана отраслевая нормаль ОН 2-035-22—69, которая охватывает резцовые вставки правого и левого исполнения, оснащенные режущими пластинами нескольких типоразмеров, с различным расположением элементов крепления, что позволяет применять их для широкого круга токарных операций.
РЕЗЦЫ-ВСТАВКИ ПРЯМЫЕ С ШЕСТИГРАННОЙ ПЛАСТИНОЙ
Основные размеры и технические требования по ОН 2-035-22—69.
189
мм
Обозначение резца Исполнение Н в Яя L 1 Диаметр описанной окружности пластины Завод-изготовитель
правого левого
035-2030-0181 035-2030-0182 1 16 16 20 48—52 41 18 ОршИЗ
0183 0184 2
0185 0186 1 20 20 24 58—62 51 26
035-2030-0187 035-2030-0188 2
Материал режущей части резца — твердый сплав марок Т15К6, Т14К8, Т5КЮ, ВК8, ВК6 по ГОСТ 3882—74.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца Я=24 мм, В=20 мм, исполнение 1, оснащенного шестигранной пластиной из твердого сплава марки Т15К6, правого:
РЕЗЕЦ 035-2030-0185 — Т15К6.
То же, левого:
РЕЗЕЦ 035-2030-0186 — Т15К6.
РЕЗЦЫ-ВСТАВКИ ОТОГНУТЫЕ С ШЕСТИГРАННОЙ ПЛАСТИНОЙ
Основные размеры и технические требования по ОН 2-035-22—69.
190
мм
Обозначение резца Исполнение Я В L 1 С Диаметр описанной окружности пластины Завод-изготовитель
правого левого
035-2030-0201 035-2030-0202 1 16 16 20 48—52 41 12 18
0203 0204 2 ОршИЗ
0205 0206 1 24
035-2030-0207 035-2030-0208 2 20 20 58—62 51 25 26
Материал режущей части резца — твердый сплав марок Т15К6, Т14К8, Т5КЮ, ВК8, ВК6 по ГОСТ 3882—74.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца Ht = 24 мм, В=20 мм, исполнения 1, оснащенного шестигранной пластиной из твердого сплава марки Т15К6, правого:
РЕЗЕЦ 035-2030-0205 — Т15К6.
То же, левого:
РЕЗЕЦ 035-2030-0206 — Т15К6.
РЕЗЦЫ-ВСТАВКИ ОТОГНУТЫЕ С ЧЕТЫРЕХГРАННОЙ ПЛАСТИНОЙ
Основные размеры и технические требования по ОН 2-035-22—69.
191
мм
Обозначение резца
правого левого
Диаметр описанной окружности пластины
Завод-изготовитель
035-2030-0231
0233
0235
035-2030-0237
035-2030-0232 1 16
0234 2
0236 1 20
035-2030-0238 2
18
22
ОршИЗ
Материал режущей части резца — твердый сплав марок Т15К6, Т14К8, Т5КЮ, ВК8, ВК6 по ГОСТ 3882—74.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца Я]=24 мм, В=20 мм, исполнения 1, оснащенного четырехгранной пластиной из твердого сплава марки Т15К6, правого:
РЕЗЕЦ 035-2030-0235 — Т15К6.
То же, левого:
РЕЗЕЦ 035-2030-0236 — Т15К6.
РЕЗЦЫ-ВСТАВКИ ПРЯМЫЕ С ТРЕХГРАННОЙ ПЛАСТИНОЙ
Основные размеры и технические требования по ОН 2-035-22—69.
Материал режущей части резца — твердый сплав марок Т15К6, Т14К8, Т5КЮ, ВК8, В Кб по ГОСТ 3882—74.
При заказе резцов следует указывать условное обозначение.
192
мм
Обозначение резца Исполнение я в Ях L 1 Диаметр описанной окружности пластины Завод-изготовитель
правого левого
035-2030-0261 035-2030-0262 1 16 16 20 48—52 41 18
0263 0264 2 ОршИЗ
0265 0266 1 20 20 24 58—62 51 26
035-2030-0267 035-2030-0268 2
Пример условного обозначения резца Н\ = 24 мм, В = 20 мм, исполнения 1, оснащенного трехгранной пластиной из твердого сплава марки Т15К6, правого:
РЕЗЕЦ 035-2030-0265 — Т15К6.
То же, левого:
РЕЗЕЦ 035-2030-0266 — Т15К6.
РЕЗЦЫ-ВСТАВКИ ОТОГНУТЫЕ С РОМБИЧЕСКОЙ ПЛАСТИНОЙ
Основные размеры и технические требования по ОН 2-035-22—69.
мм
Обозначение резца Исполнение Диаметр вписанной окружности пластины Завод-изготовитель
правого левого
035-2030-0291 035-2030-0292 1 12 ОршИЗ
035-2030-0293 035-2030-0294 2
193
Материал режущей части резца — твердый сплав марок Т15К.6, Т14К8, Т5КЮ, ВК8, ВК6.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца высотой 20, шириной 16 мм, исполнения 1, оснащенного ромбической пластиной из твердого сплава марки Т15К6, правого:
РЕЗЕЦ 035-2030-0291 — Т15К6.
То же, левого:
РЕЗЕЦ 035-2030-0292 — Т15К6.
РЕЗЦЫ-ВСТАВКИ ПРЯМЫЕ С РОМБИЧЕСКОЙ ПЛАСТИНОЙ И ТУПЫМ УГЛОМ ПРИ ВЕРШИНЕ
Основные размеры и технические требования по ОН 2-035-22—69.
мм
Обозначение резца Исполнение Диаметр вписанной окружности пластины Завод-изготовитель
правого левого
035-2030-0311 035-2030-0312 1 12 ОршИЗ
035-2030-0313 035-2030-0314 2
Материал режущей части резца — твердый сплав марок Т15К6, Т14К8, Т5КЮ, ВК8.ВК6.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца исполнения 1, оснащенного ромбической пластиной из твердого сплава марки Т15К6, правого:
РЕЗЕЦ 035-2030-0311 — Т15К6.
То же, левого:
РЕЗЕЦ 035-2030-0312 — Т15К6.
194
РЕЗЦЫ ВСТАВКИ ПРЯМЫЕ С РОМБИЧЕСКОЙ ПЛАСТИНОЙ И ОСТРЫМ УГЛОМ ПРИ ВЕРШИНЕ
Основные размеры и технические требования по ОН 2-035-22—69.
мм
Обозначение резца Исполнение Диаметр вписанной окружности Завод-изготовитель
правого левого
035-2030-0331 035-2030-0332 1 12 ОршИЗ
035-2030-0333 035-2030-0334 2
Материал режущей части резца — твердый сплав марок Т15К6, Т14К8, Т5КЮ, ВК8, ВК6 по ГОСТ 3882—74.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца исполнения 1, оснащенного ромбической пластиной из твердого сплава марки Т15К6, правого:
РЕЗЕЦ 035-2030-0331 — Т15К6.
То же, левого:
РЕЗЕЦ 035-2030-0332 — Т15К6.
195
РЕЗЦЫ-ВСТАВКИ С КРУГЛОЙ ПЛАСТИНОЙ
Основные размеры и технические требования по ОН 2-035-22—69.
мм
Обозначение резца Исполнение Диаметр пластины Завод-изготовитель
правого левого
035-2030-0361 035-2030-0362 1 12 ОршИЗ
035-2030-0363 035-2030-0364 2
Материал режущей части резца — твердый сплав марок Т15К6, Т14К8, Т5КЮ, ВК8, ВК6 по ГОСТ 3882—74.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения резца высотой 20, шириной 16 мм, исполнения 1, оснащенного чашечной пластиной из твердого сплава марки Т15К6, правого:
РЕЗЕЦ 035-2030-0361 —Т15К6.
То же, левого:
РЕЗЕЦ 035-2030-0362 — Т15К6.
196
РЕЗЦЫ ДЛЯ АВТОМАТИЧЕСКИХ ЛИНИЙ ПО ОБРАБОТКЕ ВАГОННЫХ ОСЕЙ И ДЛЯ КАРУСЕЛЬНЫХ СТАНКОВ СЧПУ
Резцы проходные с шестигранной пластиной с углом ф—45°
Резцы с ромбической пластиной с углом ф=40°, левый
197
Резцы с ромбической пластиной
Резцы предназначены для обработки вагонных осей на автоматических линиях, установленных на Уральском и Крюковском вагонных заводах.
Резцы предназначены для снятия черновых припусков при многорезцовой обработке с применением резцовых головок, с разделением припуска по глубине и подаче и на гидрокопировальных станках.
Глубина резания для резцов с шестигранной пластиной 8 мм, а для резцов с ромбической пластиной до 18 мм (черновая обработка).
Режимы резания устанавливают в соответствии с маркой применяемой твердосплавной пластины.
198
НОЖИ-ВСТАВКИ к СБОРНЫМ КРУПНОГАБАРИТНЫМ СТРОГАЛЬНЫМ ПРЕДЧИСТОВЫМ РЕЗЦАМ
Основные ВН 169—56.
размеры и технические требования по нормали
Ножи-вставки предназначены для оснащения тяжелых уникальных строгальных станков для обработки чугуна НВ 170—230.
Материал корпуса ножа— сталь марки 40Х по ГОСТ 4543—71;
пластины — твердый сплав марки ВК8 по ГОСТ 3882—74.
199:
мм
Обозначение ножа-вставки Сечение резца В-О,2 Н М N D d fc±0,2 tt Ai
В "о
ВН 169-56-2 30 45 22 30 42,5 1,0 14 10 12 16
40 60 25 40 52,0 1,5 18 12 14 18
50 70 30 50 62,0 2,0 20 14 20 22
Продолжение
Обозначение ножа-вставки h3 ь с±°л Н-0,1 Л+0,3 Форма пластины по ГОСТ 2209—69 Завод-изготовитель
ВН 169-56-2 8 12 4,0 10 0143А КарпИЗ
10 16 4,0 ю 0149А
12 22 4,5 12 0151А
При напайке пластин твердого сплава корпус ножа должен быть закален с HRC 35—40. Пластина 'припаивается на ноже вдоль задней поверхности.
Геометрические параметры ножей-вставок, изготовляемых в централизованном порядке:
передний угол у—10°;
задний угол а=6°.
При заказе ножей-вставок следует указывать условное обозначение.
Пример условного обозначения ножа-вставки для резца сечением 5QX70 мм с пластиной из твердого сплава марки Т5КЮ:
НОЖ-ВСТАВКА 50 X 70 — ВК8 ВН 169-56-2,
200
НОЖИ-ВСТАВКИ к СБОРНЫМ КРУПНОГАБАРИТНЫМ СТРОГАЛЬНЫМ ПРОРЕЗНЫМ РЕЗЦАМ
Основные размеры и технические требования по нормали ВНИИ ВН 164—56.
мм
Обозначение ножа-вставки Сечение резца во 0? во 3 М D d ft±0.2 hi л» Форма пластины по ГОСТ 2209—69 Завод-изготовитель
В "о
ВН 164-56 40 45 22 30 42,5 14 10 12 16 8 0143А КарпИЗ
50 60 25 40 52,0 18 12 14 18 10 0149А
Ножи-вставки предназначены для оснащения тяжелых строгальных станков для обработки чугуна НВ 170—230.
Материал* корпуса ножа — сталь марки 40Х по ГОСТ 4543—71; пластины —твердый сплав марки ВК8 по ГОСТ 3882—74.
При напайке пластин твердого сплава корпус ножа должен быть закален с HRC 35—40. Пластина припаивается на ноже вдоль задней поверхности.
Геометрические параметры ножей-вставок, изготовляемых в централизованном порядке:
передний угол у = 10°;
задний угол а=6°.
При заказе ножей-вставок следует указывать условное обозначение.
Пример условного обозначения ножа-вставки для резца сечением 50x60 с пластиной из твердого сплава марки Т5КЮ:
НОЖ-ВСТАВКА 70X70 — ВК8 ВН 164-56-2.
201
НОЖИ-ВСТАВКИ К СБОРНЫМ КРУПНОГАБАРИТНЫМ СТРОГАЛЬНЫМ РЕЗЦАМ С УГЛОМ В ПЛАНЕ <р-30°
Основные размеры и технические требования по нормали ВНИИ ВН 161/2—56.
Ножи-вставки предназначены для оснащения строгальных проходных резцов к тяжелым и уникальным строгальным станкам для обработки чугуна НВ 170—230 с увеличенными подачами.
Материал: корпуса ножа — сталь марки 40Х по ГОСТ 4543—71;
пластины—твердый сплав марки ВК8 по ГОСТ 3882—74.
Пластины твердого сплава по ГОСТ 2209—69 №0151 А.
При напайке .пластин твердого сплава корпус ножа должен быть закален с HRC 35—40. Пластина припаивается на ноже вдоль зад
202
ней поверхности. У ножа к правому резцу затачивается вершина bi, а у ножа к левому Ь':
передний угол у = 10°;
задний угол а=6°.
При заказе ножей-вставок следует указывать условное обозначение.
Пример условного обозначения ножа-вставки для резца сече-
нием 70x70 мм с пластиной из твердого сплава марки Т5КЮ: НОЖ-ВСТАВКА 70X70 — ВК8 ВН 161/2-56-2.
НОЖИ-ВСТАВКИ К СБОРНЫМ КРУПНОГАБАРИТНЫМ СТРОГАЛЬНЫМ РЕЗЦАМ С УГЛОМ В ПЛАНЕ <р-45’
Основные размеры и технические требования по нормали ВНИИ ВН 161/1-56.
203
мм
Обозначение ножа-вставки Сечение резца В—0,2 0,2 М—0,5 D d е ,±0,2 п
В "о
ВН 161/1-56-2 40 45 18 30 44 1,0 14 10 6 12
60 60 20 40 54 1,5 18 12 8 15
70 70 25 50 63 2,0 20 14 10 20
Продолжение
Обозначение ножа - вставки ht ha R Форма пластины по ГОСТ 2209—69 Завод-изготовитель
ВН 161/1-56-2 12 8 2,0 4 0143А КарпИЗ
13 10 2,5 6 0149А
17 12 3,5 8 0151А
Ножи-вставки предназначены для оснащения строгальных проходных резцов к тяжелым и уникальным строгальным станкам для обработки чугуна НВ 170—230 с увеличенными подачами.
Материал: корпуса ножа — сталь марки 40Х по ГОСТ 4543—71; пластины — твердый сплав марки ВК8 по ГОСТ 3882—74.
При напайке пластины твердого сплава корпус ножа должен быть закален с HRC 35—40. Пластина припаивается на ноже вдоль задней поверхности.
Геометрические параметры ножей-вставок, изготовляемых в централизованном порядке:
передний угол у= 10°;
задний угол а=6°.
При заказе ножей-вставок следует указывать условное обозначение.
Пример условного обозначения ножа-вставки для резца сечением 70 X 70 мм с пластиной из твердого сплава марки Т5КЮ:
НОЖ-ВСТАВКА 70X70 — ВК8 ВН 161/1-56-2.
204
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ, ОСНАЩЕННЫЕ РЕЖУЩИМ ЭЛЕМЕНТОМ ИЗ ЭЛЬБОРА-Р
Резцы, оснащенные режущим элементом из эльбора-Р, обеспечивают эффективную обработку деталей из закаленных сталей и чугунов на токарно-винторезных, расточных, координатно-расточных станках и станках с числовым программным управлением.
При точении и растачивании деталей из закаленных сталей достигается чистота поверхности до 0,16 мкм, точность обработки первого-второго классов, а также гарантируется отсутствие структурных изменений в поверхностном слое.
При обработке деталей из закаленных сталей с HRC 50—66 резцами из эльбора-Р можно рекомендовать следующие режимы резания:
тонкое точение и растачивание (о=80-*-100 м/мин\ s=0,2-*--«-0,04 мм/об', /=0,05-*-0,2 мм)\
получистовое точение и растачивание (v = 60-s-160 м1мин\ s = =0,04-5-0,10 мм)об\ /=0,2-е-0,6лл).
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ ПРОХОДНЫЕ ПРЯМЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ВСТАВКИ С РЕЖУЩИМ ЭЛЕМЕНТОМ ИЗ ЭЛЬБОРА-Р
Основные размеры по каталогу «Инструмент из полукристаллических сверхтвердых материалов», НИИМАШ, 1974.
Технические условия ТУ 2-035-252—71.
«15
Таблица I мм
Обозначение резца н В L Завод-изготовитель
Р0201 16 12 100 ЛЗИ*
Р02О2 16 16 125
Р0203 20 16 125
Р0204 25 16 150 ТЗАИ*
Р0205 32 20 170
* По заказам.
Таблица 2
ЛЛ
Обозначение вставки D н L Завод-изготовитель
РВ0201 6 4,5 10
РВ0202 7 5,5 10 ЛЗИ*
РВ0203 8 6,5 15
РВ0204 9 7,5 15
РВ0205 10 8,5 15
РВ0206 12 10,5 20 ТЗАИ*
РВ0207 16 10,5 20
* По заказам.
Резцы предназначены для обработки наружных цилиндрических и конических поверхностей.
Резец состоит из корпуса, в гнезде которого устанавливается переходная вставка с заготовкой эльбора-Р и закрепляется прижимной планкой с болтом.
206
Для обработки закаленных сталей с твердостью HRC 50—66, высокопрочных и легированных чугунов корпусы резцов выполняются с установочным передним углом под державку у=—10°. Главные и вспомогательные углы получают за счет установки (a=ai = = 6-5-8°).
Резцы изготовляются только по заказам.
При заказе нужно указать, какой резец правый или левый.
При заказе резцов следует указать условное обозначение.
Сборные резцы поставляются:
с 5 вставками (комплект№ 1),
с 6 вставками (комплект № 2),
с 10вставками (комплект№3), с 12 вставками (комплект № 4). Пример условного обозначения сборного проходного резца правого из эльбора-Р сечением 20X16Х125 мм:
РЕЗЕЦ Р0203, ЭЛЬБОР-Р, КОМПЛЕКТ № 1.
РЕЗЦЫ ТОКАРНЫЕ ЦЕЛЬНЫЕ ПРОХОДНЫЕ ПРЯМЫЕ, ОСНАЩЕННЫЕ ЭЛЬБОРОМ-Р
Основные размеры по альбому «Резцы из эльбора-Р», ВНИИ, 1972.
Технические условия ТУ 2-035-252—71.
Обозначение Сечение L т h (пред. откл. —•0,5) Завод-изготовитель
я | в
Р7001 8 8 50 3 8
Р7002 10 10 60 4 10
Р7003 10 16 100 4 10 ЛЗИ*
Р7004 12 16 125 6 12
Р7005 16 16 125 6 16
* По заказам.
207
Резцы токарные цельные проходные применяются для наружной обточки цилиндрических и конических поверхностей.
Цельные резцы применяются реже, чем сборные, — на специальном оборудовании и при неудобстве эксплуатации сборных резцов.
Резцы изготовляются только по заказам.
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения цельного прямого проходного резца, оснащенного эльбором-Р, сечением 10X10 мм:
РЕЗЕЦ Р7002, ЭЛЬБОР-Р.
РЕЗЦЫ СБОРНЫЕ ПОДРЕЗНЫЕ ОТОГНУТЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ВСТАВКИ С РЕЖУЩИМ ЭЛЕМЕНТОМ
ИЗ ЭЛЬБОРА-Р
Основные размеры по каталогу «Инструмент из поликристалли-ческих сверхтвердых материалов», НИИМАШ, 1974.
Технические условия по ТУ 2-035-252—71.
Таблица 1 мм
Обозначение резца н В L Завод-изготовитель
Р0501 16 12 100 ЛЗИ*
Р0502 16 16 125
Р0503 20 16 125
Р0504 25 16 150
Р0505 32 20 170 ТЗАИ*
* По заказам.
Резцы оснащаются комплектом вставок РВ05.
208
Ё
Таблица 2 мм
Обозначение вставки D Н L Завод-изготовитель
РВ0501 6 4,5 10
РВ0502 7 5,5 10
РВ0503 8 6,5 15 ЛЗИ*
РВ0504 9 7,5 15
РВ0505 10 8,5 15
РВ0506 12 10,5 20 ТЗАИ*
РВ0507 16 14,5 20
* По заказам.
Резцы предназначены для подрезания торцов, уступов. Резец состоит из корпуса, в гнездо которого устанавливается переходная вставка с заготовкой эльбора-Р и закрепляется прижимной планкой и болтом.
Головка корпуса резца отогнута на 45е.
Резцы изготовляются только по заказам.
При заказе нужно указать, какой резец правый или левый.
Сборные резцы поставляются в комплекте:
с 5 вставками (комплект № 1);
с 6 вставками (комплект № 2);
с 10 вставками (комплект № 3);
с 12 вставками (комплект № 4).
При заказе резцов следует указывать условное обозначение.
Пример условного обозначения сборного проходного резца правого из эльбора-Р сечением 20Х16Х125 мм:
РЕЗЕЦ Р0503, ЭЛЬБОР-Р, КОМПЛЕКТ № 1.
209
РЕЗЦЫ СБОРНЫЕ РАСТОЧНЫЕ ДЛЯ СКВОЗНЫХ ОТВЕРСТИЙ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ВСТАВКИ С РЕЖУЩИМ ЭЛЕМЕНТОМ ИЗ ЭЛЬБОРА-Р
Основные размеры по каталогу «Инструмент из поликристалли-ческих сверхтвердых материалов», НИИМАШ, 1974.
Технические требования по ТУ 2-035-252—71.
Таблица 1 мм
Обозначение резца Н в L т 1 Завод-изготовитель
Р1501 16 16 100 8,5 30
Р1502 20 16 120 10,5 50 ЛЗИ*
Р1503 20 20 140 10,5 70
Р1504 25 25 150 13,0 80 ТЗАИ*
Р1505 32 32 200 16,5 90
* По заказам.
Резцы оснащаются комплектом вставок типа РВ15.
210
Таблица 2
jkjm
Обозначение вставки D н L Завод'Изготовитель
РВ1501 6 5 20 ЛЗИ*
РВ1502 6 5 25
РВ1503 6 5 30
РВ1504 6 5 35
РВ15О5 8 7 25 ТЗАИ*
РВ1506 8 7 30
РВ1507 8 7 35
♦ По заказам.
Резцы предназначены для растачивания сквозных отверстий дна* метром свыше 20 мм.
Резец состоит из переходной вставки, которую устанавливают в корпус резца и закрепляют винтом, ось отверстия которого расположена под углом 90° к оси переходной вставки. Зажимный винт в средней части имеет кольцевую выточку, с помощью которой закрепляется вставка.
Резцы изготовляются только по заказам.
При заказе нужно указывать, что резец правый или левый.
При заказе резцов следует указывать условное обозначение.
Сборные резцы поставляются в комплекте:
с 5 вставками (комплект № 1);
с 6 вставками (комплект № 2);
с 10 вставками (комплект № 3);
с 12 вставками (комплект № 4).
Пример условного обозначения сборного расточного резца правого из эльбора-Р сечением 20Х20Х140 мм.
РЕЗЕЦ Р1503, ЭЛЬБОР-Р, КОМПЛЕКТ № 1.
211
РЕКОМЕНДАЦИИ ПО ЭКСПЛУАТАЦИИ РЕЗЦОВ
ПЛАСТИНЫ НЕПЕРЕТАЧИВАЕМЫЕ ИЗ ТВЕРДОГО СПЛАВА
Использование в промышленности инструментов, оснащенных неперетачиваемыми твердосплавными пластинами, позволяет по-новому решать не только вопросы конструктивного оформления, но и вопросы эксплуатации инструментов (выбор режимов резания, допустимые износ, стойкость и др.)- Это становится возможным за счет придания режущим пластинам специальной формы. Многогранные пластины представляют собой готовые режущие элементы, механически закрепляемые на державках, и могут быть использованы не только на резцах стандартных типов, но и для оснащения специальных резцов, входящих в разнообразные технологические наладки.
В противоположность инструменту с напайными твердосплавными пластинами многогранные пластины не подвергаются переточкам. При затуплении одной режущей кромки пластины повертываются вокруг своей оси, и в работу вступает следующая кромка. После затупления всех режущих кромок пластины не перетачиваются, а заменяются новыми.
Для оснащения основных видов резцов (проходных расточных и резцов того же назначения для автоматизированного производства) применяются трех-, четырех, пяти- и шестигранные пластины с центральным отверстием, служащим для их закрепления на державках резцов. Для обеспечения положительного переднего угла (у), а также для завивания и дробления стружки вдоль каждой режущей кромки пластины предусмотрены выкружки, формируемые при прессовании. Кроме пластин с выкружками изготовляются плоские пластины. Они используются при необходимости работы с отрицательными передними углами. В крупносерийном и массовом производстве встречаются случаи, когда пластины с выкружками не обеспечивают удовлетворительного отвода стружки; тогда используют плоские пластины с заточенными на передней поверхности мелкоразмерными лунками, параметры которых выбираются, исходя из конкретных условий эксплуатации.
Пластины имеют симметричную форму, и потому одна и та же пластина может быть использована как на правом, так и на левом резце.
212
Для резьбовых резцов применяются ромбические пластины без отверстий.
Многогранные пластины после спекания имеют достаточно правильную геометрическую форму и шероховатость боковых поверхностей 1,25—Д63 мкм. Поэтому пластины с выкружками шлифуются (доводятся) по опорным торцам и фаскам вдоль режущих кромок, плоские пластины — по обоим торцам.
Обработка может производиться на доводочном чугунном диске с применением пасты карбида бора или на алмазном круге.
Доводка опорных поверхностей может быть осуществлена на специальных доводочных станках модели ЗБ-8164, изготовляемых Воронежским станкостроительным заводом.
Применение многогранных твердосплавных неперетачиваемых пластин на токарных резцах обеспечивает:
повышение стойкости, как минимум, на 30% по сравнению с аналогичными напайными резцами;
сокращение затрат на инструмент в два-три раза;
сокращение потерь вольфрама и кобальта в 4—4,5 раза;
значительное сокращение вспомогательного времени на смену и переточку резцов;
упрощение инструментального хозяйства;
уменьшение расхода абразивов и ряд других преимуществ.
РЕЗЦЫ СБОРНЫХ КОНСТРУКЦИЙ
Инструментальные заводы страны выпускают сборные резцы двух видов: с механическим креплением пластин из твердого сплава, с механическим креплением ножей с напаянными пластинами из твердого сплава.
Среди них наибольший удельный вес и по объему выпуска и по номенклатуре имеют резцы с механическим креплением многогранных неперетачиваемых твердосплавных пластин.
Резцы токарные проходные с механическим креплением многогранных твердосплавных пластин. Резцы предназначены для работы на станках с ЧПУ и универсальных токарных станках с высотой центров 120—400 мм и изготовляются с главным углом в плане <j>=45; 60 и 92° и рабочей высотой /7=16; 20; 25; 32 и 40 мм.
Для оснащения проходных резцов применяются пластины трех-, четырех-, пяти- и шестигранной формы с диаметром описанной окружности 14; 18; 22 и 26 мм и изготовляются по МН 3899—62 — МН 3914—62. С 1 июля 1976 г. взамен нормалей вводится ГОСТ 21066—75 — ГОСТ 21072—75. К 1980 г. производство проходных резцов без подкладок будет полностью заменено выпуском резцов модернизированной конструкции с уменьшенным углом установки пластины и с подкладками, что повышает стойкость резцов и долговечность державок. В настоящее время резцы с подкладками вы
213
пускаются инструментальными заводами по чертежам ВНИИ, а с 1 января 1977 г. вводится в действие ГОСТ 21151—75. Резцы оснащаются многогранными пластинами по ГОСТ 19042—75 — ГОСТ 19086—75.
Резцы проходные с многогранными пластинами успешно используются при обработке сталей и чугуна различных марок.
Для восстановления державок (без подкладок) при повреждениях, связанных с поломкой пластин, следует выбить штифт, поврежденное место наплавить электродом, прошлифовать опорную поверхность под пластину и задние грани державки и запрессовать обратно штифт.
Все проходные резцы выполнены по одной конструктивной схеме (рис. 1). Резец состоит из державки 1 с запрессованным в нее штифтом 5. На штифт свободно надевается многогранная твердосплавная пластина 2. Пластина закрепляется путем расклинивания ее между штифтом и задней опорной стенкой державки при помощи клина 3 и винта 4. Резцы модернизированной конструкции представлены на рис. 2. Задние углы получаются за счет соответствующей установки пластины на державке резца.
Резцы токарные расточные с механическим креплением много* гранных твердосплавных пластин. Резцы предназначены для работы на станках с ЧПУ и токарных станках с высотой центров 160— 400 мм и изготовляются с главным углом в плане ф=45; 50; 60 и 92°. Для оснащения расточных резцов применяются пластины трех-, четырех-, и пятигр анной формы с диаметром описанной окружности 14; 18 и 22 мм.
Рис 1
Рис 2
С 1 июля 1976 г. на пластины с диаметром описанной окружности 14; 18 и 22 мм вводится ГОСТ 21068—75 — ГОСТ 21072—75. В настоящее время расточные резцы выпускаются инструментальными заводами по чертежам ВНИИ.
С 1 июля 1976 г. на расточные резцы отогнутые для расточки отверстий диаметром 35—50 мм и на расточные крупногабаритные резцы для расточки отверстий диаметром от 75 мм и выше вводится в действие ГОСТ 20874—75. Расточные резцы, предусмотренные этим стандартом, оснащаются многогранными пластинами по ГОСТ 19048—73, ГОСТ 19052—73 и ГОСТ 19065—73.
214
Основным показателем конструкции расточного резца является наименьший диаметр растачиваемого отверстия, который может быть обработан данным резцом.
Чем меньше диаметр растачиваемого отверстия, тем меньше конструктивных возможностей выполнить расточный резец сборным.
Инструментальные заводы выпускают три конструкции расточных резцов с многогранными пластинами, предназначенные для обработки отверстий в разных диапазонах диаметров.
Резцы токарные сборные резьбовые с механическим креплением призматических и ромбических пластин. Резцы предназначены для работы на станках с ЧПУ и универсальных токарных станках средней мощности с высотой центров 200—300 мм. Резцы с призматической пластиной предназначены для нарезания наружных и внутренних резьб с шагом до 2 мм, а с ромбической пластиной — с шагом 1,5—6 мм.
В настоящее время резцы изготовляются инструментальными заводами по чертежам ВНИИ. С 1 июля 1976 г. на резьбовые резцы с ромбическими пластинами вводится в действие ГОСТ 20873—75.
Резцы токарные сборные для контурного точения. Резцы предназначены для работы на станках с ЧПУ и на гидрокопировальных станках. Резцы разработаны двух типов: с механическим креплением параллелограммных пластин и трехпранных пластин правильной формы. Резцы позволяют обрабатывать детали сложной конфигурации.
В настоящее время резцы изготовляются инструментальными заводами по чертежам ВНИИ.
С 1 июля 1976 г. вводится в действие ГОСТ 20872—75 на резцы для контурного точения с механическим креплением пластин по ГОСТ 19062—73 и ГОСТ 19046—73.
Резцы сборные токарные и строгальные крупногабаритные с пластинами из твердого сплава. Применяемые до сих пор конструкции сборных крупногабаритных резцов для тяжелых и уникальных токарных, токарно-карусельных и строгальных станков не получили большого распространения на предприятиях страны из-за ряда присущих им недостатков (сложность изготовления, неудовлетворительный стружкоотвод, невозможность затачивать нож по вспомогательной задней поверхности и т. д.).
ВНИИ разработал новую конструкцию сборных крупногабаритных резцов.
Резец (рис. 3) состоит из державки 1, ножа 2, закрепляемого в угловом пазу державки с помощью прихвата 3 и гайки 4. Нож имеет на задней стороне уступ 5, на который давит прихват 3 при затяжке гайки 4, заклинивая тем самым режущий нож в угловом пазу державки. Угловой паз державки и уступ на задней стороне ножа выполнены открытыми, что позволяет при переточках регулировать положение ножа, сдвигая его в направлении вспомогатель
215
ной задней поверхности. В особо тяжелых условиях работы уступ на ноже может быть снабжен поперечными рифлениями, сопрягающимися с рифлениями на головке прихвата.
По этой схеме крепления были созданы токарные проходные резцы с рабочей высотой Hq=40; 60; 80 и 100 мм и углами в плане <р=45; 60 и 90°, торцово-подрезные, строгальные резцы с Н0=63 и 70 мм и углами в плане q>=30 и 45°. Конструкция позволяет выполнять строгальные резцы как прямыми, так и изогнутыми.
fui-J
Режущие ножи сконструированы двух исполнений — с пластиной из твердого сплава, напаянной вдоль задней поверхности, и пластиной из твердого сплава, напаянной вдоль передней поверхности. Ножи первого исполнения предназначены для обработки деталей с переменным припуском с работой на удар, когда стружко-ломание не играет существенной роли и главным фактором является прочность режущей части; ножи второго исполнения — для следующих черновых проходов, так как расположение пластины вдоль передней поверхности позволяет наносить на ноже канавки, обеспечивающие стружколомание стали на режимах резания, применяемых в тяжелом машиностроении.
Более высокая экономическая эффективность новых конструкций по сравнению с ранее разработанными конструкциями сборных крупногабаритных резцов достигается:
уменьшением затрат на изготовление;
увеличением количества переточек;
уменьшением затрат на первоначальную заточку;
увеличением долговечности державки;
обеспечением дробления стружки на черновых режимах резания.
В связи с очень высокой долговечностью державок принято решение, чтобы державки этих резцов изготовляли заводы-потребители, а инструментальные заводы — сменные ножи-вставки.
216
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ С НАПАЯННЫМИ ПЛАСТИНАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
I Номер I Форма заточки передней грани
Виды формы Эскиз Область применения
1 2 Радиусная с фаской kJ В резцах всех типов, за исключением фасонных со сложным контуром режущей кромки, для обработки стали, особенно в случаях необходимости обеспечить струж-козавивание
Плоская с фаской В резцах всех типов для обработки стали при подачах $>0,2 мм!об
3 Плоская В резцах всех типов для обработки чугуна; фасонных резцах со сложным контуром режущей кромки; резцах для обработки стали при подачах $^0,2 мм!об, а также в случаях необходимости в плоской форме передней грани без фаски
217
Главные задние и передние углы ос и у
Группа Обрабатываемые материалы а, град Т, град
s>0,2 s<0,2 Форма заточки передней поверхности I И 11 | III
1 Алюминиевые и магниевые легкие сплавы. Красная медь 10 15 30 25
2 Стали углеродистые и легированные (с содержанием углерода С<0,2%) ЯВ<140и ов<50 кгс!мм\ латунь вязкая 8 12 30 25
3 Стали и стальное литье углеродистые, легированные и инструментальные (сырые и термообработанные) НВ 140—230 и (Ув»50 — 80 кгс!мм2; серый чугун и ковкий чугун НВ <160 8 12 25 18
4 Стали и стальное литье углеродистые, легированные и инструментальные (сырые и термообработанные) НВ 230—340 и ов «80— 120 кгс/мм2; серый чугун и ковкий чугун НВ 160—220, бронза и латунь 8 12 25 12
5 Чугун НВ >220 8 12 — 5
6 Жаропрочные сплавы (прерывистое точение) 8 12 — 15-20
Примечания: 1. При обработке прерывистых поверхностей и литья с коркой, а также при работе строгальными резцами вместо передних углов 25—30° и 18—25° назначать соответственно 20 и 12°.
2. Допуск на заточку принимать для а и у<10° равным ±Г, а для а и у>10° — равным ±2°.
Вспомогательный угол в плане <pi
Значение вспомогательного угла в плане град Тип резца Условия работы
До 1 Прорезные резцы для мерных пазов При обработке мерных пазов значения <pi подсчитываются в зависимости от половины допуска на ширину паза и величины стачиваемого слоя головки резца
1—2 Отрезные, прорезные и фасонные резцы Отрезка, прорезка, фасонное точение
5—10 Проходные резцы При обработке жестких деталей без врезания
10—15 218 То же При обработке нежестких деталей без врезания и жестких деталей с врезанием
Продолжение
Значение вспомогательного угла в плане фь град Тип резца Условия работы
20—35 Расточные и подрезные резцы При расточных и подрезных работах
Проходные резцы
При обработке нежестких изделий с врезанием
Угол наклона главной режущей кромки X
Значение угла наклона главной режущей кромки X, град Условия работы
0 0—5 10—20 При получистовой обработке изделий При грубой обработке изделий с равномерным припуском При строгании и точении прерывистых поверхностей
Главный угол в плане (р
Значение главного угла в плане Ф, град Тип резца Условия работы
30 Проходные резцы При работе резцами с передним углом у>25° с жестким креплением резца и изделия на жестких изделиях и станках
45 То же При работе с жестким креплением изделия и резца на жестких изделиях и станках и при продольном точении в обычных условиях работы резца
60—75 Проходные резцы для револьверных, автоматных и многорезцовых токарных станков При работе на револьверных, токарных автоматах, многорезцовых станках в обычных условиях и на нежестких токарных станках с нежестким креплением резца и изделия и на нежестких изделиях
90 Подрезные, проходные и отрезные резцы При работе многорезцовых станках; при обработке на токарных станках длинных* и тонких валов; при работе с одновременной продольной обточкой и подрезкой торца изделия; при расточке в упор и малых диаметрах отверстий; отрезке и прорезке
219
Вспомогательный задний угол аь Для проходных, расточных и подрезных резцов вспомогательный задний угол берется равным главному заднему углу aj=ia.
Для отрезных и прорезных резцов он = 1-^2°. Большее значение вспомогательного заднего угла берется для отрезных и прорезных резцов при ширине отрезки больше 5 мм.
Примечание. Допуск на заточку принимается: для сч = 1 ч-2° равным +30; для «1^10° — равным ±1° и oci> 10° — равным ±2°.
Радиус при вершине г
Размеры державки резца, мм
Характер обработки 10X16 12X20 16X25 20X30 25X40 30X45
12X12 16X16 20X20 25X25 30X30 40X60
Величина радиуса
Грубая 1,0 1,5 1,5 2,0 2,0 3,0
Получистовая 1,5 2,0 2,0 3,0 3,0 5,0
Примечания: 1. При получистовой обработке нежестких изделий радиус при вершине резца уменьшается.
2. При работе отрезными и прорезными резцами радиус при вершине резца берется в пределах 0,2—0,8 мм в зависимости от ширины резца.
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ С НАПАЯННЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
220
Продолжение
Форма заточки Область применения
Номер Передняя поверхность Эскиз
I Плоская с положительным передним углом Обработка серого чугуна, бронзы и других хрупких материалов
II Плоская с отрицательной фаской £ Обработка ковкого чугуна и чугунного литья по корке
Г «4 41 |llif
Па Плоская с отрицательной фаской и припайным стружколомом г Обработка ковкого чугуна, стали и стального ЛИТЬЯ (Тв^ ^80 кгс!мм2, а также (Ув>80 кгс!мм2 при недостаточной жесткости технологической системы
III Криволинейная с отрицательной фаской I л . /р}| ] Обработка стали 0вС8О кгс/мм2 при необходимости завивания и дробления стружки
г шли
А
221
Продолжение
Форма заточки
Номер Передняя поверхность Эскиз Область применения
Ша Плоская с мелкораз-мерной лункой н у=0° Лиек 1Щ-3 1 Обработка стали и стального литья при 0 в ^60 кгс!мм2
Шб Плоская с мелкоразмерной лункой и —5° '£• £ —Эа\ Обработка стали и стального литья при ов60-г80 кгс!мм2
IV Плоская с отрицательным передним углом Черновая обработка стали и стального литья ов >80 кгс!мм\ загрязненного неметаллическими включениями. Работа с ударами в условиях жесткой технологической системы
V Криволинейная с отрицательной фаской _ _ Big Обработка нержавеющих сталей ов^85 кгс!мм?
222
Резцы Элементы режущей части резца Ширина головки, мм
вид тип До 3 5 | 6-8 10—12 | 15-20 Свыше 20
Токарные, строгальные, долбежные Отрезные прорезные Радиус при вершине г 0,2 о,4 0,6 0,8 1,0
Ширина фаски f 0,15 0,2 0,3 0,4 0,5
Резцы Элементы режущей части резца Сечение, мм
вад ТИП 6X6 0 6* 8X8 0 8* 10X10 0 10* 12X12 16X10 0 12* 16X12 16X16 20X12 0 15 20X16 20X20 25X16 0 20 25X20 25X25 32X20 32X25 32X32 40X25 40X32 40X40 50X32 50X40 63X40 63X50
Строгальные Проходные, подрезные Радиус при вершине г — 1,5 2 2,5 3 4
Токарные То же 0,5 1 1,5 2 2,5
Расточные 0,5 1 1,5
Проходные, подрезные Ширина фаски f 0,15—0,2 0,3—0,4 0,6—0,8 0,9—1,2
Расточные 0,1—0,15 0,2—0,3 0,4—0,5 0,6 —
Проходные, подрезные, расточные Форма заточки III А — 4 5
Б — 2,5 3,5
R — 1,5 1,8
Форма заточки Ша,П1б, Z 3—4 6—8 8—10 10—12 14—16 16—18 22—24 28—30
Проходные Форма заточки Па, Р — — 3—4 5-6 7—8
♦ Диаметр оттянутой части расточных резцов.
ю ю оо
ВЫБОР ПОПЕРЕЧНОГО СЕЧЕНИЯ РЕЗЦА В ЗАВИСИМОСТИ ОТ СЕЧЕНИЯ СНИМАЕМОЙ СТРУЖКИ (ПРИ ОБРАБОТКЕ СТАЛИ <тв=75 кгс!мм?)
ЗАТОЧКА РЕЗЦОВ
Выбор характеристики кругов из абразивного материала КЗ и режимов обработки для заточки резцов на универсально-заточном станке
Марка твердого сплава Характеристика круга Режимы заточки
зернистость связка твердость о я « о X продольная подача, м/мин подача на глубину шли- фования, мм/дв.ход
ВК6; ВК8; Т5КЮ Керамическая Бакелитовая СМ1 СМ2 15 18 0,1—0,15
ВК2; Т14К8; Т15К6 25—40 Керамическая Бакелитовая М3 СМ1 12 15 8—12
Т30К4 Керамическая Бакелитовая Ml М2 8 10 0,08—0,1
224
Выбор характеристики и скорости круга для заточки резцов на точильно-шлифовальном станке
Инструментальный материал Характеристика круга Скорость круга, м/сек
абразивный материал зернистость связка твердость
Быстрорежущая сталь Р'18, Р9 Электрокорунд 25—40 Керамическая С1 23—22
Твердый сплав В Кб, ВК8, Т5КЮ Карбид кремния зеленый 25—40 Керамическая Бакелитовая С1—СМ2 С2-С1 18—22 22—26
Твердый сплав ВК2, Т14К8, Т15К6 То же 25—40 Керамическая Бакелитовая СМ2—СМ 1 С1—СМ2 15—18 18—22
Твердый сплав Т30К4 » 25—40 Керамическая Бакелитовая СМ1—М3 СМ2—СМ 1 10-12 12—15
Припуск на переточку резцов
Сечение резца, j им
Наименование инструмента Инструментал ьный материал Затачиваемая поверхность 10X16 12x20 16x25 20X30 25X40 30X45 S X о
Величина стачивания за одну переточку, мм
Резцы токарные проходные, подрезные, отрезные, расточные для одноинструментальной обработки Твердый сплав Быстрорежущая сталь Передняя и задняя 0,2 0,3 0,2 0,4 0,3 0,5 0,3 0,5 0,4 0,6 0,4 0,6 0,5 0,6
Резцы для многоинструментальной обработки Твердый сплав Быстрорежущая сталь Задняя 0,6 0,6 0,7 0,7 0,8 0,7 0,8 0,8 0,9 0,9 —
Резцы из быстрорежущей стали обрабатываются в следующей последовательности: сначала затачивается передняя поверхность, а затем главная и вспомогательная задние поверхности и вершина резца. При заточке твердосплавных резцов применяется такой же порядок операций, только предварительно следует обработать задние поверхности резца по державке кругами из электрокорунда Э40С1К. Обработка державки производится под углом, на 2—3° большим по сравнению с углом заточки по пластине твердого сплава.
225
Характеристика абразивных кругов и режимов обработки для заточки и доводки резцов из быстрорежущей стали Р18
Вид операции технологического процесса Характеристика круга ’ Режим обработки
абразивный материал связка зернистость твердость скорость круга, м/сек продольная подача, м/мин подача на глубину шлифова- ния, мм/де. ход
Черновая заточка Э9 Керамическая 40—25 С1—СМ2 20—25 3—5 0,05—0,1
Чистовая заточка Э9 » 25—16 СМ2—СМ1 20—25 1—3 0,02—0,04
Доводка КЗ Бакелитовая 8—3 СМ2—СМ1 23-25 1-2 0,01—0,02
Примечание. Для заточки резцов из сталей Р12, Р9 и Р6МЗ следует применять меньшие значения скорости круга.
Выбор характеристики алмазных кругов и режимов обработки для заточки и доводки резцов из твердых сплавов
Вид операции технологического процесса Характеристика круга Режимы обработки
связка зернистость концентрация, % скорость круга, м/сек продольная подача, м/мин подача на глубину шлифования, мм/де. ход
Чистовая заточка Б1; ТО-2; Б156; М5; МИ ; МК АСОЮ-16 АСП—10-16 100 100 20—25 16—22 1—2 2—3 0,02—0,03 0,03—0,05
Доводка Б1; ТО-2; Б155; М5; МИ; МК АСО6—10 АСП4-6 50 100 25—30 25—30 о о Т L 0,01—0,015 0,01—0,02
Тонкая доводка Б1; ТО-2; Б150 АСОМ14—М20 25 30—35 0,5—0,7 0,005—0,01
226
СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ, ПРИМЕНЯЕМЫЕ ПРИ ТОКАРНОЙ ОБРАБОТКЕ РЕЗЦАМИ
Вид обработки Марка см азочно-охлаждающей жидкости Концентрация, % Основа
Черновое и чистовое Эмульсол Э2В 10 Вода
точение твердым сплавом различных сталей Присадка ВНИИНП-117у 2
СОЖ-8 10 в
сож гз-зх 100 —
Точение быстрорежущими резцами:
конструкционные и легированные стали Эмульсол 93В 5 Вода
Присадка ВНИИНП-П7у 2
жаропрочные стали, Осерненная эмульсия состава:
сплавы, нержавеющие стали эмульсол ЭЗВ+ 10 Вода
+сульфофрезол 2 в
титановые сплавы СОЖ-8 10 »
СОЖ ГЗ-ЗХ 100 —
высокопрочные стали Эмульсол ЭЗВ 5—10 Вода
СОЖ-8 10 »
алюминиевые сплавы Эмульсол Э2В 10 »
чистовая обработка Смесь 1 части керосина с 3 частями олеиновой кислоты 100 —
Чистовое фасонное то- НГП-205 5 Вода
чение быстрорежущими резцами Эмульсол ЭЗВ 5
ВНИИНП-117у — присадка 2 »
Резьбонарезание Сульфофрезол 100 —
Примечание. Расход жидкости должен быть не менее 10—15 л/мин.
227
ВЕЛИЧИНЫ ДОПУСКАЕМОГО ИЗНОСА
Рекомендуемые величины допускаемого износа резцов из быстрорежущей стали, измеренного по задней грани
Тип резца Обрабатываемый материал
сталь, стальное литье, чугун ковкий при работе чугун серый
с охлаждением без охлаждения
Допускаемый износ мм
Токарный проходной, подрезной и расточной 1,5—2,0 0,3—0,5 2,0—3,0
Строгальный проходной — 1,5-2,0 3,0—4,0
Долбежный проходной — 0,3—0,5 0,8—1,0
Токарный прорезной и отрезной 0,8—1,0 0,3—0,5 1,5—2,0
Строгальный поперечный и отрезной — 0,8-1,0 1,5—2,0
Долбежный прорезной и отрезной — 0,8—1,0 1,5-2,0
Рекомендуемые величины допускаемого износа резцов, оснащенных пластинами из твердого сплава, измеренного по задней грани
Обрабатываемый материал
Тип резца Характер обработки сталь, стальное литье, цветные металлы, легированные сплавы чугун
марка твердого сплава допускаемый износ, мм марка твердого сплава допускаемый износ, мм
Токарный проходной, подрезной, расточной Черновая Т15К6, Т5К10, ВК8 1,5-2,0 0,8—1,0 0,8-1,0 ВК6 ВК8 ВК4 0,8—1,0 1,4—1,7 0,6—0,7
Чистовая Т5КЮ, Т15К6, ВК8 0,4—0,6 ВК6, ВК8, ВК4 0, 6—0,7
Токарный отрезной и подрезной — Т5КЮ, Т15К6 0,8—1,0 ВК6, ВК8 0,8—1,0
Токарный резьбовой Черновая Т5КЮ, Т15К6 0,8 ВК6, ВК8 1.0
Чистовая Т5КЮ, Т15К6 0,8 ВК6, ВК8 1.0
Строгальный проходной и подрезной — — — ВК6, ВК8 1.0—1, 1.5-2, о
228
РЕЖИМЫ РЕЗАНИЯ ПРИ ЧИСТОВОМ ОБТАЧИВАНИИ СТАЛИ И ЧУГУНА ТВЕРДОСПЛАВНЫМИ РЕЗЦАМИ БЕЗ ДОПОЛНИТЕЛЬНОЙ РЕЖУЩЕЙ КРОМКИ ПРИ <pi>0°
Подачи мм1об в зависимости от требуемой чистоты поверхности при чистовом обтачивании стали твердосплавными резцами при ф|*=0’
Класс ЧИСТОТЫ Вспомогательный угол резца в плане, град Скорость резания, м/мин Радиус при вершине, мм
0,5 1,0 2,0
Подача, мм/об
5 <50 50—100 >100 0,22—0,30 0,28-0,35 0,35—0,40 0,25—0,35 0,35—0,40 0,40—0,55 0,30—0,45 0,40—0,55 0,50—0,60
v5
V м 10—15 <50 50—100 >100 0,18—0,25 0,25—0,30 0,30—0,35 0,25—0,30 0,30—0,35 0,35—0,40 0,30—0,40 0,35—0,50 0,50—0,55
V6 >5 30—50 50—80 80—100 100—130 >130 — 0,11—0,15 0,14—0,20 0,16—0,25 0,20—0,30 0,25—0,30 0,14—0,22 0,17—0,25 0,23—0,35 0,25—0,39 0,35—0,39
V7 >5 100 110—130 >130 — ООО ^5 со ьэ 1 1 1 о о о ьэ О QO СЛ 0,14—0,17 0,17—0,23 £0,21-0,27
229
Поправочные коэффициенты k
Предел прочности при растяжении обрабатываемой стали ав> кгс/мм* До 50 50-70 70—90 90-110
Коэффициент k 0.7 0,75 1,00 1,25
Скорости резания при отрезании стали и чугуна твердосплавными резцами
Подача, мм/об
Обрабатываемый материал 0,08 ' 0,12 ! 0,16 0,20 0,30 0,40
Скорость резания, м/мин
Сталь конст- ав =44 <-49 кгс)мм2 245 193 153 120 95 75
=504-55 кгс!м^ 218 172 136 107 85 67
леродистая и 1 легированная ав =56 <-62 кгс!мм2 193 153 120 95 75 59
ав =63-70 кгс!мм2 172 136 107 85 67 53
ав =71 <-79 кг с!мм2 153 120 95 75 59 47
ов =80—89 кгс!мм2 136 107 85 67 53 42
ав =90<-100 кгс!мм2 120 95 75 59 47 37
Чугун серый НВ 150—156 105 95 84 75 66 59
НВ 157—164 100 89 79 70 62 55
НВ 165—172 95 84 75 66 59 52
НВ 173—181 89 79 70 62 55 49
НВ 182—190 84 75 66 59 52 46
Режимы резания, ширина резца и подачи при отрезке
Диаметр обрабатываемой детали, мм Ширина резца, мм Обрабатываемый материал
сталь и стальное литье чугун
ав<80 кгс!мм2 св>80 кг с 1мм2
До 20 3 0,08—0,10 0,06-0,08 0,11—0,14
20—30 3 0,10—0,12 0,08—0,10 0,13—0,16
30—40 3—4 0,12—0,14 0,10—0,12 0,16-0,19
40—60 4-5 0,15—0,18 0,13—0,16 0,20—0,22
60—80 5—6 0,18—0,20 0,16—0,18 0,22—0,25
80—100 6-7 0,20—0,25 0,18—0,20 0,25—0,30
100—125 7—8 0,25—0,30 0,20—0,22 0,30—0,35
125-150 8—10 0,30-0,35 0,22—0,25 0,35—0,40
Примечание. При нежестком закреплении детали, требовании получить чистоту поверхности четвертого-пятого классов и работе с ручной подачей табличные значения подач умножать на 0,7—0,6.
230
Поправочные коэффициенты к таблицам скоростей резания твердосплавными резцами
Обрабатываемый материал Сталь Пв, кгс/мм* 40-50 50-60 60-70 70-80 80-00 90-100
К» 1,65 1,35 1,15 1,00 0,88 0,75
Чугун НВ 120—140 140—160 160-180 180-200 200-220 220-250
к. 1,60 1,34 1,15 1,00 0,88 0,77
Обрабатываемая поверхность Состояние Без корки С коркой С загрязненной поверхностью
Кз 1,00 0,80—0,85 0,56—0,60
Обрабатываемый материал Сталь Твердый сплав ТЗОК4 Т15К6Т Т15К6 Т14К8 Т5КЮ
1,40 1,15 1,00 0,80 0,65
Чугун Твердый сплав ВК2 вкз ВК6 ВК8 —
1,2 1,15 1,00 0,83 —
Обрабатываемый материал Сталь Главный угол резца в плане ф, град 30 45 60 75 90
Кз 1,13 1,00 0,92 0,86 0,81
Чугун Главный угол резца в плане <р, град 30 45 60 75 90
Кз 1,20 1,00 0,88 0,83 0,79
231
Скорость резания при чистовом обтачивании углеродистой, хромистой, хромоникелевой стали и стального литья твердосплавными резцами Т15К6 при
Ф1>0°
Глубина резания, мм Подача, мм (об
0,15 0,20 0,30 0,40 0,50 0,60
Скорость резания, м/мин
1,0 270 235 222 — — —
1,5 253 220 208 199 — —
2,0 244 211 199 191 176 166
Скорость резания при чистовом обтачивании серого чугуна твердосплавными резцами В Кб при (pi>0°
Подача, , мм/об
1 Глубина резания, мм 0,15 0,20 0,30 0,40 0,50 0,60
Скорость резания, мм /мин
1,0 187 176 162 — — —
1,5 175 165 152 144 — —
2,0 168 158 145 138 127 118
232
РЕЖИМЫ РЕЗАНИЯ ПРИ ЧИСТОВОМ ОБТАЧИВАНИИ СТАЛИ И СЕРОГО ЧУГУНА ТВЕРДОСПЛАВНЫМИ РЕЗЦАМИ БЕЗ ДОПОЛНИТЕЛЬНОЙ РЕЖУЩЕЙ КРОМКИ ПРИ ф1=0°
Подачи в зависимости от требуемой чистоты поверхности при чистовом обтачивании серого чугуна твердосплавными резцами при <₽|=0°
Класс ЧИСТОТЫ Вспомогательный угол в плане, град Радиус при вершине резца, мм
1.0 2,0
Подача, мм/об
V 5 5 0,30—0,50 0,45—0,65
10—15 0,25—0,40 0,40—0,60
V 6 5 0.15—0,25 0,20-0,35
Режимы резания для токарных проходных резцов, оснащенных твердосплавными многогранными неперетачиваемыми пластинами
Диаметр описанной окружности пластины, мм Форма пластин Рабочая высота резцов Я, мм Угол в плане Ф, град Модель станка Максимальное сечение срезаемого слоя F=/s, мм* Режимы резания при обработке стали марки 45; /—глубина резания; $—подача; о—скорость резания
Трехгранные 90 1616 1,6 t =sil~5 ММ
14 Четырехгранные 16; 20 45 5=0,24-0,4 мм!об v<200 м{мин
Трехгранные 90 /=1,6 мм
Четырехгранные 45 1616 3,0—3,5 5=0,34-0,7 мм!об
18 Пятигранные 20; 25 60 ?<200 м1мин
Шестигранные 45
233
Продолжение
Диаметр описанной окружности пластин, JKJK Форма пластин Рабочая высота резцов Я, мм Угол в плане Ф, град Модель станка Максимальное сечение срезаемого слоя F==fs, мм* Режимы резания при обработке стали марки 45; /—глубина резания; $—подача; V—скорость резаиия
Трехгранные 90 t = 2-?8 ММ
22 Четырехгранные 25; 32 45 1К62 5,0—5,5 s = 0,44-0,8 мм!об
Пятигранные 60 163
Шестигранные 45 150 м)мин
Трехгранные 90 t=24-9 мм
26 Пятигранные 32; 40 60 163 8,0—8,5 s=0,4~l,0 мм)об
Шестигранные 45 1А64 150 м!мин
Примечание. В приведенном диапазоне глубин резания и подач обеспечивается удовлетворительный отвод сливной стружки.
Режимы резания для расточных резцов, оснащенных многогранными иеперетачиваемыми пластинами при максимальном вылете рабочей части (обрабатываемая сталь ав== 75 кгс!мм2)
Диаметр державки или размеры поперечного сечения, мм Диаметр описанной окружности многогранной пластины, мм Угол в плане Ф, град Наименьший диаметр растачиваемого отверстия, мм Максимальный вылет рабочей части, мм Глубина резания, мм Подача, мм/об Скорость резания, м/ммн
16 14 50; 90 22 80 3,0 0,3 <100
20 14 50; 90 27 100 3,5 0,3 <200
26 14 45; 60; 90 34 120 3,5 0,4 <200
32 18 45; 60; 90 45 160 4,5 0,4 <200
25X30 22 60; 92 75 200 8-10 0,4 <100
32x30 22 60; 92 80 250 8—10 0,5 <120
40X30 • 22 60; 92 90 250 8—10 0,6 <120
Примечание. При уменьшении вылета рабочей части вдвое можно повысить на 30—50% глубину резания или скорость резания.
234
Режимы резания для резцов для контурной обработки
а) с параллелограммной пластиной с углом ср=93 и 63°
вхя Глубина резания* t, мм, до Подача $, мм/об Максимально допустимое сечение среза F-ts, мм*
нормальная максимально допустимая нормальная минимальная максимальная
20X20 3 5 0,3 0,2 0,4 2
20X25 3 5 0,3 0,2 0,4 2
4 6 0,4 0,25 0,6 3
25x25 4 6 0,4 0,25 0,6 3
25X32 4 6 0,4 0,25 0,6 ' 3
32x32 4 6 0,4 0,25 0,6 3
32X40 4 6 0,4 0,25 0,6 3
* Режимы резания даны по стали 45 ГОСТ 1050—60 НВ 190—210 при рекомендуемом вылете резца Е.
б) с трехгранной пластиной с углом ф=93 и 63°
вхн Глубина резания* t, мм, до Подача з, мм/об Максимально допустимое сечение среза F=te, мм*
нормальная максимально допустимая нормальная минимальная максимальная
16X20 3 5 0,25 0,2 0,5 2,0
20X20 4 6 0,4 0,2 0,5 2,0
20X25 4 6 0,4 0,2 0,6 3,0
25X25 4 6 0,4 0,2 0,6 4,0
25X32 4 6 0,4 0,2 0,6 4,0
32X32 5 8 0,5 0,4 0,8 5,0
♦ Режимы резаиия даны по стали 45 ГОСТ 1050—60 НВ 190—210 при рекомендуемом вылете резца Е.
235
Режимы резания для резьбовых резцов а) с ромбической пластиной
^впис. пластины Нарезаемая резьба Шаг резьбы s, мм Число проходов* Ои, кгс/мм* Сталь НВ
55—64 63-70 71-79 80-89 220-249
153—147 175—194 195—219
V, м/мин
7,1 Наружная ая один зачис 2 и 3 классы точности тной проход. 5 4 160 140 130 120
2 6 150 130 115 100 80
3 10 120 110 НО
8,5 ♦ Включ 2 10 150 130 115 100
3 10 120 ПО 100 80
4 15 100 90 80 70
5 25 80 i&t •Ах- 70 60 60
Глубина резания иа первый проход 0,5—0,6 мм; второй — 0,3—0,4 мм; далее равномерная до зачистных проходов. Зачистные выполнять без подачи на глубину.
б) с призматической пластиной для наружных и внутренних резьб
Нарезаемая резьба Шаг резьбы s, лме Число проходов* q_, кгс/мм* Сталь —5 НВ
55-62 63-70 71—79 80-89
153-174 175-194 195—291 220—294
о, м/мин
Внутренняя 2 и 3 классы точности 1< 3 160 150 130 120
1,5 4 160 140 130 120
2,0 6 150 130 120 ПО
* Включая один зачистной проход.
Глубина резания на первый проход 0,5—0,6 мм; второй — 0,3—0,4 мм; далее равномерная до зачистных проходов. Зачистные выполнять без подачи на глубину.
Номинальный диаметр нарезаемой резьбы 40 мм.
236
Режимы резания для вставок резцовых
а) проходных с трехгранной пластиной
Глубина резания* t, мм, до Подача s, мм/об Максимально допустимое сечение среза F—ts, мм*
нормальная максимально допустимая нормальная минимальная максимальная
6 8 0,5 0,3 0,7 Пластина £\>пис=22 4,0
* Режимы резания даны по стали 45 ГОСТ 1050—60 НВ 190—210.
б) проходных с четырехгранной пластиной
Глубина резания* мм, до Подача s, мм/об Максимально допустимое сечеиие среза F—ts, мм*
нормальная максимально допустимая нормальная минимальная максимальная
3 6 0,4 0,25 _ 0,6 Пластина £\>пис=18 3,0
* Режимы резания даны по стали 45 ГОСТ 1050—60 НВ 190—210.
в) контурных с параллелограммной и трехгранной пластиной
Глубина резания* i, мм, до Подача s, мм/об Максимально допустимое сечение среза F—ts, мм*
нормальная максимально допустимая нормальная минимальная максимальная
4 6 0,4 0,25 0,6 3,0
♦ Режимы резания даны по стали 45 ГОСТ 1050—60 НВ 190—210.
237
г) резьбовых с шагом до 2 мм
Нарезаемая резьба Шаг резьбы $, мм Число проходов* (J , кгс[мм* Сталь НВ
55—62 63—70 71-79 80-89
153—174 175—194 195-219 220—249
vt м/мин
Наружная 2 и 3 классы точности 1< 3 160 150 130 120
1.5 4 160 140 130 120
2,0 6 150 130 120 100
* Включая один зачистной проход.
Глубина резания на первый проход 0,5—0,6 мм\ второй — 0,3—0,4 мм\ далее равномерная до зачистных проходов. Зачистные выполнять без подачи на глубину.
д) резьбовых с шагом более 2 мм
^впис пластины Нарезаемая резьба Шаг резьбы S, мм Число проходов* Пв. кгс/мм* Сталь —= НВ
55-62 63-70 71—79 80-90
153-174 175-194 145-219 220-250
V, м/мин
7,1 Наружная 2 и 3 классы точности 1,5 4 160 140 130 120
2 6 150 130 115 100
3 10 120 ПО 100 80
* Включая один зачистной проход.
Глубина резания на первый проход 0,5—0,6 мм\ второй — 0,3—0,4 мм\ далее равномерная до зачистных проходов. Зачистные выполнять без подачи на глубину.
238
Режимы резания при черновой работе сборными крупногабаритными токарными и строгальными резцами конструкции ВНИИ
Наименование резца Угол в плане ср, град Рабочая высота резца Я, мм Обрабатываемый материал
сталь <?в <75 кгс/мм* чугун НВ 150—200
t, мм s, мм!об о, м/мин мм S, мм/об V, м/мин
Токарные резцы
Проходные 60 50 60 80—100 До 20 До 30 До 36 СМ СО СО о см см 35—75 25—50 25—50 До 20 До 30 До 36 1,5—2,5 2,0—3,0 2,0—3,0 25—50 25—40 25—40
Проходные упорные 90 50 60 80—100 До 25 До 30 До 40 0,8—1,0 1,0—1,2 1,0—1,2 35—75 25—50 25—50 До 25 До 30 До 40 СП ьэ 1 1 1 ЬЭ КЗ — о Ьсл 25—50 25—40 25—40
Строгальные резцы
Проходные 45 50 До 25 0,8—1,0 16—25 До 20 1,0—1,5 20—40
60 20—25 1,0—1,2 12—20 20—25 1,5-1,8 16—25
70 25—30 1,2—1,5 12—16 30—35 1,5—2,0 16—25
» 30 70 — — — 20—25 2,0—3,0 16-25
239 ‘
Примечания: 1. Указанные в таблицах значения являются максимально возможной глубиной резания для каждого из резцов.
2. Значения подач для проходных токарных резцов указаны для случаев, когда глубина резания приближается к максимальной и резец работает в условиях переменной, но не резко ударной нагрузки. В случае резко ударной нагрузки (вырубленные трещины на заготовке и др.) подачу следует уменьшить на 25—40%• В тех же пределах подачу следует уменьшить и при нежестком креплении детали.
НАЗНАЧЕНИЕ МАРОК ТВЕРДЫХ СПЛАВОВ ДЛЯ РЕЗЦОВ
Марка твердого сплава Эксплуатационные свойства Примерное назначение
ВК2 Весьма высокая износостойкость и наивысшая допустимая скорость резания. Умеренные эксплуатационные прочность, сопротивляемость ударам, вибрациям и выкрашиванию Чистовое, получистовре и чистовое с малым сечением среза (типа алмазной обработки) точение при непрерывном резании; окончательное нарезание резьбы и другие аналогичные виды обработки чугуна, цветных металлов и их сплавов и неметаллических материалов (резины, фибры, пластмассы, шифера, стекла, электродных углей и других металлов), а также закаленных сталей
вкзм За счет мелкозернистой структуры весьма высокая износостойкость. Умеренная эксплуатационная прочность, сопротивляемость ударам, вибрациям и выкрашиванию. Имеет преимущество по износостойкости по сравнению со сплавом ВК2 при обработке серых чугунов Чистовая, получистовая и чистовая с малым сечением среза (типа алмазной) обработка серого чугуна, цементированных и закаленных сталей — легированных и углеродистых, а также весьма твердых чугунов (точение, нарезание резьбы, развертывание, растачивание и т. п.)
ВК4 Высокие износостойкость и эксплуатационная прочность. Хорошая сопротивляемость ударам, вибрациям, выкрашиванию. Эксплуатационная стойкость в 1,5— 2,5 раза выше, чем у сплава ВК6, и в 2—4 раза выше, чем у сплава ВК8 Черновое точение при неравномерном сечении среза и непрерывном резании; черновое и чистовое фрезерование, рассверливание и растачивание нормальных и глубоких отверстий; черновое зенкерование. Отрезка токарными резцами при обработке чугуна, цветных металлов и их сплавов, неметаллических материалов, титана и титановых сплавов, а также нержавеющих сталей и жаропрочных сталей и сплавов
ВК6М За счет более мелкозернистой структуры износостойкость ниже, чем у сплава В Кб, при несколько меньших эксплуатационной прочности и сопротивляемости ударам, вибрациям и выкрашиванию. Имеет преимущество по сравнению со сплавами ВК4 и В Кб по износостойкости при обработке серых чугунов Чистовая и получистовая обработка жаропрочных сталей и сплавов нержавеющих сталей аустенитного класса, специальных твердых чугунов, в том числе и отбеленных, закаленного чугуна, твердой бронзы, сплавов легких металлов, твердых и абразивных изоляционных материалов. Обработка сырых углеродистых и легированных сталей при тонких сечениях среза на малых скоростях резания
£40
Продолжение
Марка твердого сплава Эксплуатационные свойства Примерное назначение
ВК6 Высокие износостойкость и допустимая скорость резания (но менее чем для сплавов ВК2 и ВК4). Эксплуатационная прочность и сопротивляемость ударам, вибрациям и выкрашиванию выше, чем у сплавов ВК2 и вкзм Черновое точение при непрерывном резании; чистовое и получистовое точение при прерывистом резании; предварительное нарезание резьбы токарными резцами; нарезание резьбы вращающимися головками, получистовое и чистовое фрезерование сплошных поверхностей; рассверливание и растачивание предварительно обработанных отверстий; чистовое зенкерование и развертывание при обработке чугуна, цветных металлов и сплавов и неметаллических материалов
ВК8 Более высокие эксплуатационная прочность и сопротивляемость ударам, вибрациям и выкрашиванию, чем для сплава марки ВК6, при меньших износостойкости и допустимой скорости резания Черновое точение при неравномерном сечении среза и прерывистом резании; строгание; черновое фрезерование; сверление; черновое рассверливание и растачивание литых нормальных и глубоких отверстий; черновое зенкерование; развертывание и другие аналогичные виды обработки чугуна, цветных металлов и их сплавов и неметаллических материалов
ВК8В, ВК15 За счет более крупнозернистой структуры износостойкость ниже, чем у сплава ВК8, при более высоких эксплуатационной прочности и сопротивляемости ударам, вибрациям и выкрашиванию Тяжелое черновое точение жаропрочных сталей и сплавов, нержавеющих сталей аустенитного класса и строгание сталей и стального литья
Т30К4 Наивысшие для титановольфрамовых сплавов износостойкость и допустимая скорость резания при пониженных эксплуатационной прочности и сопротивляемости ударам, вибрациям и выкрашиванию Чистовое точение с малым сечением среза (типа алмазной обработки), нарезание резьбы и развертывание отверстий незакаленных и закаленных углеродистых и легированных сталей
Т15К6 Высокая износостойкость и допустимая скорость резания, но ниже, чем для сплава Т30К4, при большей эксплуатационной прочности и сопротивляемости ударам, вибрациям и выкрашиванию Черновое и получистовое точение при непрерывном резании; чистовое точение при прерывистом резании; нарезание резьбы токарными резцами и вращающимися головками; получистовое и чистовое фрезерование сплошных поверхностей; рассверливание и растачивание предварительно обработанных отверстий; чистовое зенкерование; развертывание и другие аналогичные виды обработки углеродистых и легированных сталей
241
Продолжение
Марка твердого сплава Эксплуатационные свойства Примерное назначение
Т14К8 Эксплуатационная проч- Черновое точение при неравномер-
ность и сопротивляемость ударам, вибрациям и выкрашиванию выше, чем у сплава Т15К6, при меньшей износостойкости и допустимой скорости резания ном сечении среза и непрерывном резании; получистовое и чистовое точение при прерывистом резании; черновое фрезерование сплошных поверхностей; рассверливание литых и кованых отверстий; черновое зенкерование и другие подобные виды обработки углеродистых и легированных сталей
Т5К10 Эксплуатационная прочность и сопротивляемость ударам, вибрациям и выкрашиванию выше, чем у сплава Т14К8, при меньшей износостойкости и допустимой скорости резания Черновое точение при неравномерном сечении среза и прерывистом резании; фасонное точение; отрезка токарными резцами; чистовое строгание; черновое фрезерование прерывистых поверхностей и другие виды обработки углеродистых и легированных сталей преимущественно в виде поковок, штамповок и отливок по корке и окалине
Т5К12В Эксплуатационная прочность и сопротивляемость ударам, вибрациям и выкрашиванию значительно выше, чем у сплава Т5К10, при меньшей износостойкости и допустимой скорости резания. По сравнению с инструментом из быстрорежущей стали позволяет повысить скорость резания не менее чем в два раза при сохранении сечений срезаемого слоя Тяжелое черновое точение стальных поковок, штамповок и отливок по корке с раковинами при наличии песка и шлака и различных неметаллических включений; при неравномерном сечении среза и наличии ударов. Все виды строгания углеродистых и легированных сталей. Сверление отверстий в стали. Обработка стальных деталей на многорезцовых станках, полуавтоматах и автоматах при низких скоростях резания
ТТ7К12 Эксплуатационная прочность и сопротивляемость ударам, вибрациям и выкрашиванию значительно выше, чем у сплава Т5КЮ, при меньшей износостойкости и допустимой скорости резания. По сравнению с инструментом из быстрорежущей стали позволяет повысить скорость резания не менее чем в два раза при сохранении сечения срезаемого слоя. По сравнению со сплавом Т5К12В имеет несколько большую эксплуатационную прочность Тяжелое черновое точение стальных поковок, штамповок и отливок по корке с раковинами при наличии песка, шлака и различных неметаллических включений, неравномерном сечении среза и наличии ударов. Все виды строгания углеродистых и легированных сталей. Тяжелое черновое фрезерование углеродистых и легированных сталей. Обработка стальных деталей на многорезцовых станках, полуавтоматах и автоматах при низких скоростях резания
ТТ10К8Б Высокая эксплуатационная прочность и сопротивляемость ударам и вибрациям при умеренной износостойкости Черновая и получистовая обработка некоторых марок труднообрабатываемых материалов, включая жаропрочные стали и сплавы
242
НЕПОЛАДКИ ПРИ НЕПРАВИЛЬНОЙ ЭКСПЛУАТАЦИИ РЕЗЦОВ И МЕРЫ ИХ УСТРАНЕНИЯ
Неполадки Причины Меры устранения
Низкая стойкость резцов вследствие выполнения их с неправильными геометрическими параметрами режущей части Малый задний угол при работе с тонкой стружкой. Большой задний угол при работе с толстой стружкой. Малый передний угол при обработке пластичных малопрочных сталей. Большой передний угол при обработке твердых высокопрочных материалов Переточить резец или его отдельные геометрические параметры. Установить контроль за выполнением заданных геометрических параметров режущей части резца после заточки
Низкая стойкость резца при правильно выполненных геометрических параметрах режущей части Искажение фактических углов резания вследствие неправильной установки резцов, особенно дисковых, фасонных и резьбовых Правильно установить резец в державке с тем, чтобы были обеспечены заданные углы резания
Наличие прижогов, забоин, завалов у резцов из быстрорежущей стали Установить контроль за тщательной заточкой без форсирования ведения процесса, не допуская прижогов
Наличие зазубрин и трещин у твердосплавных резцов вследствие неправильной заточки или неправильного ведения процесса припаивания Установить контроль за тщательным выполнением процесса припаивания и заточки твердосплавных пластин
Отслаивание и трещи-нообразование на пластинках из твердого сплава Недоброкачественная пайка: плохая подготовка мест под пластину; не обезжирены пластины и гнезда для них; припой не протравлен и не очищен от окислов; вытекание припоя при чрезмерно высокой температуре на аппаратах т. в. ч.; остывание резцов после пайки на воздухе Строго соблюдать технологическую дисциплину при выполнении процесса напаивания
Выкрашивание режущего лезвия Неправильная заточка резца Переточить и довести резец
Неудовлетворительная доводка (при значительной подаче и в особенности при точении по корке отливок и поковок) Тщательно довести резец. Если наблюдается мелкое выкрашивание лезвия, округлить кромки мелкозернистым оселком
243
Продолжение
Неполадки Причины Меры устранения
Низкая стойкость рез- Перегрев при заточке части пластины, примыкающей к режущей кромке Малая подача на скорость резания Неправильные размеры уступа для дробления стружки или неправильная установка стружко-ломателя Низкая твердость или При небольшом выкрашивании переточить, а при значительном заменить резец Увеличить подачу или скорость резания В том и другом случае устранить допущенную неправильность Осуществить контроль
ца, оснащенного быстрорежущей сталью повышенная хрупкость за правильной термине-
вследствие неправильно- ской обработкой на твердость HRC 63—65 согласно инструкции Снизить скорость резания с целью обеспечения нормальной стойкости резца. При обдирке необходимо стремиться работать под слоем корки, т. е. при глубине резания не менее 2—2,5 мм
го ведения процесса термической обработки Отклонение свойств обрабатываемого металла от технических условий. Повышенная твордость у сталей, отбеленная поверхность у чугунов, наличие глубокого слоя литейной корки или ока-
Низкая стойкость рез- ЛИНЫ Недопустимы высокие скорости резания или подачи Обработка стальных заготовок без применения смазочно-охлаждающих жидкостей Неправильный выбор Установить правильную скорость резания или подачу согласно нормативам НИБТН Стальные заготовки следует обрабатывать с применением смазочноохлаждающих жидкостей Установить необходи-
цов, оснащенных твердо- марки твердого сплава мую марку твердого
сплавными пластинами при черновой и чистовой сплава
Плохое качество обра- обработке стальных и чугунных заготовок Недостаточен радиус Увеличить радиус за-
ботанной поверхности закругления у вершины кругления согласно нор-
резца Чрезмерно большая подача мативам НИБТН или заточить резец по методу В. А. Колесова с дополнительной кромкой (<Р1=0) Установить подачу (согласно нормативам НИБТН), обеспечивающую заданную чистоту обработанной поверхности
244
П родолжение
Неполадки Причины Меры устранения
Плохое качество обработанной поверхности Низкая скорость резания и образование нароста Неправильно выбраны углы в плане Резание затупленным резцом Неправильно выбрана смазочно-охлаждающая жидкость Дефекты заточки — завалы на режущих кромках, риски и неровности на передней поверхности резца, способствующие налипанию стружки и интенсивному образованию нароста Высокая вязкость обрабатываемого мате- риала Установить скорость резания (согласно нормативам НИБТН), обеспечивающую заданную чистоту обработанной поверхности В соответствии с условиями резания по возможности снизить значения углов в плане Производить чистовую обработку с износом резцов в допустимых пределах Применять рекомендуемую смазочно-охлаждающую жидкость Резцы для чистового точения необходимо доводить пастой ГОИ (резцы из быстрорежущей стали) или алмазным кругом (твердые сплавы) Для снижения вязкости малоуглеродистых сталей и улучшения чистоты поверхности рекомендуется применять специальную термическую обработку— нагрев до температуры выше критической и охлаждение в воде. Для улучшения обрабатываемости углеродистых и легированных сталей рекомендуется быстрое охлаждение после нагрева до температуры немного ниже критической и затем выдержка в течение нескольких дней при /=20°; ускорение процесса достигается путем применения кратковременного отпуска при /=70 — 150°. В результате такой термической обработки сталь теряет свою вязкость и дает легкоотделимую хрупкую стружку
245
Продолжение
Неполадки Причины Меры устранения
Вибрации, приводящие к дробленой поверхности и выкрашиванию твердосплавных пластин и их поломкам Притупить режущую кромку, снизить скорость резания
Дробление поверхности Вибрации резца: резец установлен ниже оси детали резец плохо закреплен большой вылет резца Установить резцы выше оси детали на 0,02— 0,04D Хорошо закрепить резец Уменьшить по возможности вылет резца
Вибрации заготовки вследствие недостаточной жесткости или неправильного ее закрепления Уменьшить расстояние между опорами, уменьшить величину вылета детали, изменить величину сечения среза, установить подвижный люнет. При расстоянии между
центрами— >8 устано-
Дробление поверхности Вибрации вследствие чрезмерной большой глубины резания Дефекты крепления: слабый поджим задней бабки, слабые кулачки патрона или «игра» в планшайбе, слабый или неустойчивый хомутик или его небрежное закрепление Неправильное образование центров в заготовке вить неподвижный люиет Вести обработку в два или несколько проходов с целью устранения вибраций Устранить дефекты крепления
При закреплении тяжелых изделий болтами и прихватами на планшайбе или на угольнике зажим только в одной точке Вибрации углов станка: зазоры в подшипниках и направляющих, некон-центричность отдельных ступеней детали и даже чернота Производить закрепление заготовки, чтобы она опиралась на три точки Устранить зазоры путем соответствующего регулирования или ремонта
246
Продолжение
Неполадки Причины Меры устранения
Неточность обработки Неправильное базирование деталей Установить порядок обработки от единой базы
Неправильное образование центровых углублений Изготовить правильно центровые углубления в соответствии с ГОСТом
Бочкообразность при обработке длинных и тонких валиков Уменьшить величину радиальной силы путем увеличения переднего угла и увеличения угла в плане до 90° или путем снятия чистовой стружки с малой глубиной резания
Конусность наружной поверхности при обработке валов в патроне; непараллельность направляющих суппорта оси шпинделя Устранить непараллельность направляющих суппорта оси шпинделя
Неперпендикулярность поперечных направляющих суппорта оси шпинделя Устранить неперпендикулярность поперечного перемещения суппорта
Неточность обработки Несовпадение оси переднего и заднего центров Проверить соосность. Устранить несовпадение переднего и заднего центров
Неправильная установка детали или ее недостаточная жесткость Устранить прогиб консольно расположенной детали, подпереть деталь центром или люнетом с роликами
Интенсивный износ резца у его вершины Вместо резцов из быстрорежущей стали установить резцы, оснащенные твердым сплавом износоустойчивых марок
Конусность отверстия Устранить непараллельность суппорта оси шпинделя
Рваная резьба Неправильно выбраны углы резания в резьбовом инструменте Заточить правильно углы резания в соответствии с условиями обработки
Неправильно выбрана смазочно-охлаждающая жидкость Сменить смазочно-охлаждающую жидкость
247
НЕПОЛАДКИ ПРИ РАБОТЕ РЕЗЦАМИ, ОСНАЩЕННЫМИ МНОГОГРАННЫМИ ТВЕРДОСПЛАВНЫМИ НЕПЕРЕТАЧИВАЕМЫМИ ПЛАСТИНАМИ, И МЕРЫ ИХ УСТРАНЕНИЯ
Неполадки Причины Меры устранения
Вибрации, выкрашивания и сколы режущей части
Неудовлетворительный отвод стружки (сливная стружка)
«Фонтанирующая» стружка, сопровождающаяся вибрациями
Скол или поломка пластины при закреплении
Плохое прилегание (с зазором) пластины к опорной плоскости державки вследствие:
выпуклой формы основания пластины или наличия на нем налипов после спекания
кривизны опорной плоскости державки, несущей пластину
повреждения опорной плоскости державки, несущей пластину
поломки режущей пластины
неперпендикулярности штифта опорной плоскости, несущей пластину
наличия первоначальных выкрашиваний на режущей кромке и особенно на радиусе при вершине
Увеличенная ширина фаски вдоль режущей кромки. Мала подача
Велика подача
Низкая стойкость
Излишняя сила затягивания крепежного винта
Неправильное прилегание (по режущей кромке) клина к пластине
Неправильно выбранная марка твердого сплава
Довести опорную плоскость пластины
*Выбить штифт, прошлифовать опорную плоскость и снова запрессовать штифт
Выбить штифт, наплавить державку, прошлифовать державку по размерам и поставить на место штифт или сменить державку
Исправить слесарной пригонкой
Повернуть или сменить пластину
Повернуть пластину или сменить ее
Увеличить подачу в рекомендуемых пределах
Уменьшить подачу
Затягивание винта должно производиться только с помощью пальцев
Исправить форму клина слесарной пригонкой
Сменить марку твердого сплава
248
ФРЕЗЫ ЦИЛИНДРИЧЕСКИЕ НАСАДНЫЕ
ФРЕЗЫ ЦИЛИНДРИЧЕСКИЕ БЫСТРОРЕЖУЩИЕ
ФРЕЗЫ ЦИЛИНДРИЧЕСКИЕ
Основные размеры и технические требования по ГОСТ 3752—71.
Фрезы изготовляются двух типов: тип 1 — фрезы цилиндрические с мелким зубом и тип 2 — фрезы цилиндрические с крупным зубом.
Тип 1 — фрезы цилиндрические с мелким зубом
Размеоы, мм
Обозначение фрезы D d L Число зубьев
праворежущей | । леворежущей
2220-0131 2220-0132 40* 16 40 10
0133 0134 50
0135 0136 63
0137 0138 50 22 50 12
0139 0140 63
0141 0142 80
0143 0144 63 27 50 14
0145 0146 63
0147 0148 80
2220-0149 2220-0150 100
* По возможности не применять.
251
Продолжение
Обозначение фрезы D d L Число зубьев
праворежущей | леворежущей
2220-0151 2220-0152 80 32 63 16
0153 0154 80
0155 0156 100
0157 0158 125
0159 0160 100 40 80 18
0161 0162 100
0163 0164 125
2220-0165 2220-0166 160
Фрезы предназначаются для чистового и получистового фрезерования открытых поверхностей стальных и чугунных деталей.
Фрезы имеют винтовые стружечные канавки с углом наклона <0=30-5-35°. В централизованном порядке фрезы изготовляются с левой винтовой канавкой, а по соглашению с потребителем — с правой винтовой канавкой для работы фрез в комплекте.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к режущей кромке, уп=15°; задний угол в плоскости, перпендикулярной к оси фрезы, а= 16°.
Радиальное биение режущих кромок зубьев (относительно оси посадочного отверстия) для смежных зубьев — не более 0,03 мм, для противоположных зубьев — не более 0,06 мм. Биение опорных торцов фрез при проверке на оправке — не более 0,02 мм.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ и Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов— фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ, Р9М4К8Ф, Р6М5К5 с твердостью после термообработки HRC 63—67.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры и допускаемые отклонения шпоночного паза в посадочном отверстии по ГОСТ 9472—70.
Фрезы диаметром 40—100 мм изготовляются Львовским инструментальным заводом, а фрезы диаметром 63—80 мм — Ташкентским инструментальным заводом.
При заказе фрез следует указать диаметр, ширину, материал, тип фрезы и номер ГОСТа.
252
Пример условного обозначения фрезы типа 1 диаметром 63, длиной 80 мм, правой:
ФРЕЗА 2200-0147 — ГОСТ 3752—71.
То же, левой:
ФРЕЗА 2200-0148 — ГОСТ.3752—71.
Тип 2 — фрезы цилиндрические с крупным зубом
Размеры, мм
Обозначение фрезы D d L Число зубьев
праворежущей леворежущей
2220-0181 2220-0182 50* 22 50 6
0183 0184 63
0185 0186 80
.0187 0188 63* 27 50 8
0189 0190 63
0191 0192 80
0193 0194 100
0195 0196 80 32 63 10
0197 0198 80
0199 0200 100
0201 0202 125
0203 0204 100 40 80 12
0205- 0206 100
0207 0208 125
2220-0209 2220-0210 160
По возможности не применять.
253
Фрезы предназначаются для чернового фрезерования открытых поверхностей деталей из чугуна, стали, цветных металлов и сплавов, имеющих большие припуски под механическую обработку.
Угол наклона винтовых стружечных канавок со=4О°. В централизованном порядке фрезы изготовляются с левой винтовой канавкой, а по соглашению с потребителем — с правой винтовой канавкой (для работы фрез в комплекте с фрезами с левой винтовой канавкой). Фрезы изготовляются с неравномерным окружным шагом зубьев, что повышает их виброустойчивость. Повышенная прочность зубьев фрез и их удовлетворительная виброустойчивость позволяют работать с большими подачами на зуб.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к режущей кромке, уп=15°; задний угол в плоскости, перпендикулярной к оси фрезы, а = 16°.
Радиальное биение режущих кромок (относительно оси посадочного отверстия) для смежных зубьев — не более 0,03 мм, для противоположных зубьев — не более 0,06 мм. Биение опорных торцов фрез при проверке на оправке — не более 0,02 мм.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9К10, Р9М4К8Ф, Р6М5К5 с твердостью после термообработки HRC 63-67.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры и допускаемые отклонения шпоночного паза в посадочном отверстии по ГОСТ 9472—70.
Фрезы изготовляются Львовским инструментальным заводом и Ташкентским инструментальным заводом.
При заказе фрез следует указать диаметр, длину, материал, тип фрезы и номер ГОСТа.
Пример условного обозначения фрезы типа 2 диаметром 80, длиной 100 мм, правой:
ФРЕЗА 2200-0199 — ГОСТ 3752—71.
То же, левой:
ФРЕЗА 2200-0200 — ГОСТ 3752—71.
254
ФРЕЗЫ ЦИЛИНДРИЧЕСКИЕ ОБДИРОЧНЫЕ С ЗАТЫЛОВАННЫМ ЗУБОМ
Размеры и технические требования ’по нормали завода-изготовителя.
Размеры, мм
D L d Число зубьев D L d Число зубьев
75 60 32 10 ПО 125 40 12
75 75 32 10 НО 150 40 12
75 100 32 10 125 100 50 12
75 125 32 10 125 125 50 12
90 75 40 10 125 150 50 12
90 100 40 10 150 100 50 14
90 125 40 10 150 125 50 14
90 150 40 10 150 150 50 14
НО 100 40 12
Фрезы предназначаются для чернового фрезерования открытых широких поверхностей деталей, имеющих большие припуски под механическую обработку.
Фрезы имеют винтовые стружечные канавки с углом наклона <о=20°. В централизованном порядке фрезы изготовляются с правой винтовой канавкой, а по соглашению с потребителем — с левой винтовой канавкой.
255
На винтовых режущих кромках фрез выполнены стружкоделительные канавки, смещенные относительно друг друга на каждом последующем зубе, что значительно повышает виброустойчивость фрез и улучшает отвод стружки. Неполные зубья, образуемые при затыловании стружкоделительных канавок у торца фрезы, срезаются. Зубья фрез затылованы по задним поверхностям, что повышает прочность зубьев и дает возможность работать с большими подачами на зуб.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к режущей кромке, уп=Юо; задний угол определяется величиной затылования.
Радиальное биение режущих кромок фрез (относительно оси посадочного отверстия) — не более 0,1 мм. Торцовое биение опорных торцов — не более 0,03 мм.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из"быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ, Р9М4К8Ф, Р6М5К5 с твердостью после термообработки НЛС 63—67.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012.
Фрезы изготовляются Московским инструментальным заводом (МИЗ) по заводской нормали НИФ-15.
При заказе фрез следует указать диаметр, длину, материал фрезы и номер нормали.
Пример условного обозначения фрезы диаметром 125 мм, длиной 150 мм:
ФРЕЗА 125 X 150 — НИФ-15.
256
ФРЕЗЫ ТОРЦОВЫЕ
ФРЕЗЫ ТОРЦОВЫЕ БЫСТРОРЕЖУЩИЕ ФРЕЗЫ ТОРЦОВЫЕ НАСАДНЫЕ
Основные размеры по ГОСТ 9304—69.
Технические требования по ГОСТ 1695—67.
Фрезы изготовляются двух типов: тип 1 — фрезы торцовые насадные с мелким зубом, тип 2 — фрезы торцовые насадные с крупным зубом.
Тип 1 — фрезы торцовые насадные с мелким зубом
Размеры, мм
Обозначение фрезы D L d dt / Число зубьев
праворежущей леворежущей
2210-0061 2210-0062 40 32 16 25 18 10
0063 0064 50 36 22 32 20 12.
0071 0072 63 40 27 36 22 14
0073 0074 80 45 32 45 25 16
2210-0075 2210-0076 100 50 32 56 28 18
257
Фрезы предназначаются для фрезерования уступов, плоскостей, а также неглубоких пазов в деталях из стали и чугуна.
Фрезы имеют винтовые стружечные канавки с углом наклона со=25-5-300. В централизованном порядке фрезы изготовляются праворежущими, а по соглашению с потребителем — леворежущими.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в нормальном сечении к режущей кромке на цилиндре уп=15°; на торце ут**-12°; задний угол в сечении, перпендикулярном к оси фрезы, а=14°; задний угол в нормальном сечении к режущей кромке на торце ai=8°.
Радиальное биение режущих кромок (относительно оси посадочного отверстия) для смежных зубьев фрез диаметром 40—80 мм — не более 0,03 мм, для противоположных зубьев — не более 0,05 мм\ для смежных зубьев фрез диаметром 100 мм — не более 0,035 мм, для противоположных зубьев — не более 0,06 мм. Торцовое биение режущих кромок для ф£ез диаметром 40—80 мм не более 0,03 мм, для фрез диаметром 100 мм — не более 0,04 мм.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ, Р14Ф4, Р9М4К8Ф, Р6М5К5 с твердостью после термообработки HR С 63—67.
Крепление фрез диаметром 40 и 50 мм на продольной шпонке; размеры шпоночного паза по ГОСТ 9472—70. Крепление фрез диаметром 63—100 мм на торцовой шпонке; размеры шпоночного паза по ГОСТ 9472—70.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012.
Фрезы изготовляются Винницким инструментальным заводом.
При заказе фрез следует указать обозначение и материал фрезы, а также номер ГОСТа.
Пример условного обозначения праворежущей фрезы диаметром 80 мм:
ФРЕЗА 2210-0073 — ГОСТ 9304—69.
258
Тип 2 — фрезы торцовые насадные с крупным зубом
Размеры, мм
Обозначение фрезы D L d di l Число зубьев
праворежущей леворежущей
2210-0081 2210-0082 63 40 27 36 22 8
0083 0084 80 45 32 45 25 10
2210-0085 2210-0086 100 50 32 56 28 12
Фрезы предназначаются для фрезерования уступов, плоскостей и пазов в деталях из различных сталей, алюминиевых сплавов, меди, легких и цветных металлов и их сплавов.
Фрезы имеют винтовые стружечные канавки с углом наклона (0=354-40°. В централизованном порядке фрезы изготовляются праворежущими, а по соглашению с потребителем — леворежущими. Небольшое количество зубьев на фрезах улучшает условия для отвода стружки и повышает виброустойчивость фрез. Для дополнительного увеличения виброустойчивости фрез по соглашению с потребителем фрезы изготовляются с неравномерным окружным шагом зубьев.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в нормальном сечении к режущей кромке на цилиндре уп=15°, на торце ут=12°; задний угол в сечении, перпендикулярном к оси фрезы, а= 14°; задний угол в нормальном сечении к режущей кромке на торце ai=8°.
Радиальное биение режущих кромок (относительно оси посадочного отверстия) для смежных зубьев фрез диаметром 63— 80 мм — не более 0,03 мм, для противоположных зубьев — не более 0,05 мм; для смежных зубьев фрез диаметром 100 мм — не более 0,035 мм, для противоположных зубьев — не более 0,06 мм. Торцовое биение режущих кромок для фрез диаметром 63—80 мм — не более 0,03 мм, для фрез диаметром 100 мм—не более 0,04 мм.
259
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ, Р14Ф4, Р9М4К8Ф, Р6М5К5 с твердостью после термообработки HRC 63—67.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются Винницким инструментальным заводом.
При заказе фрез следует указать обозначение и материал фрезы, а также номер ГОСТа.
Пример условного обозначения праворежущей фрезы диаметром 80 мм-.
ФРЕЗА 2210-0083 — ГОСТ 9304^-69.
ФРЕЗЫ ТОРЦОВЫЕ НАСАДНЫЕ ДИАМЕТРОМ 80-250 мм СО ВСТАВНЫМИ НОЖАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Основные размеры по ГОСТ 1092—69.
Технические требования по ГОСТ 1671—67.
260
Размеры, мм
Обозначение фрезы D в Bi d Число ножей
право режущей леворежущей
2214-0131 2214-0132 80 36 30 27 10
0133 0134 100 40 34 32 10
0135 0136 125 40 34 40 14
0137 0138 160 45 37 50 16
0139 0140 200 45 37 50 20
2214-0141 2214-0142 250 45 37 50 26
Фрезы предназначаются для фрезерования открытых поверхностей и невысоких уступов деталей из стали, чугуна и других материалов.
В пазах корпуса фрезы запрессованы клиновидные рифленые ножи из быстрорежущей стали. Рифления в пазах корпуса выполняются осевыми.
Износ ножей в радиальном направлении компенсируется перестановкой их на одно или несколько рифлений. После каждой перестановки ножей фреза предварительно шлифуется по диаметру и торцам, а затем затачивается. Большое количество ножей обеспечивает равномерное фрезерование и хорошую чистоту обработанной поверхности.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол у=15°; задний угол ап= 12°.
Радиальное биение режущих кромок для смежных зубьев фрез диаметрами 80—100; 125—200 и 250 мм соответственно не более 0,05; 0,06 и 0,08 мм, а для противоположных зубьев — не более 0,1; 0,12 и 0,15 мм. Торцовое биение режущих кромок зубьев для фрез диаметрами 80—100; 125—200 и 250 мм соответственно не более 0,04; 0,05 и 0,06 мм.
Ножи фрез изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы с ножами из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы с ножами из быстрорежущей стали повышенной производительности марок Р9КЮ, Р14Ф4, Р9М4К8Ф, Р6М5К5 с твердостью после термообработки HRC 63—67. Корпуса фрез изготовляются из стали марки 40Х с твердостью после термообработки HRC 32—40.
261
Фрезы изготовляются с одним комплектом ножей, а по соглашению с потребителем запасные ножи поставляются отдельно.
Допускаемые отклонения диаметра посадочного отверстия d по
А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются московским заводом режущих инструментов «Фрезер» им. Калинина.
При заказе фрез следует указать обозначение и материал фрезы, а также номер ГОСТа.
Пример условного обозначения праворежущей фрезы диаметром 200 мм-.
ФРЕЗА 2214-0139 — ГОСТ 1092—69.
НОЖИ КЛИНОВЫЕ РИФЛЕНЫЕ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ К ТОРЦОВЫМ НАСАДНЫМ ФРЕЗАМ
Основные размеры по ГОСТ 6214—69.
Технические требования по ГОСТ 1671—67.
Размеры, мм
Обозначение ножа L в q Диаметр фрезы D
праворежущего леворежущего
2020-0021 2020-0022 28,3 18,5 5,72 80—100
0023 0024 28,3 22,5 5,72 125
2020-0025 2020-0026 33,8 25,5 7,72 160—250
262
" z
страница отсутствует
" z
страница отсутствует
Фрезы диаметром 250—630 мм
Размеры, мм
Обозначение фрезы D в d* h Число ножей
праворежущей леворежущей
2214-0011 2214-0012 250 75 128,57 15 14
0013 0014 320 75 128,57 15 18
0015 0016 400 85 128,57 17 20
0017 0018 500 85 128,57 17 26
0019 0020 630 85 128,57 17 30
0021 0022 400 85 221,44 17 20
0023 0024 500 85 221,44 17 26
2214-0025 2214-0026 630 85 221,44 17 30
* Фрезы с диаметром посадочного отверстия d=221,44 мм изготовляются только по заказу.
Фрезы предназначаются для скоростного фрезерования открытых плоскостей деталей из стали и чугуна с припуском 6—10 мм.
В пазах корпуса фрезы с помощью клиньев крепятся ножи с напаянными пластинами из твердого сплава. Конструкция фрезы позволяет компенсировать износ ножей как по торцу, так и по диаметру фрезы путем перемещения ножа вдоль паза. После каждой перестановки ножей фреза предварительно шлифуется по диаметру и торцу, а затем затачивается.
Большая толщина ножей при их небольшом количестве значительно повышает виброустойчивость фрез и улучшает отвод стружки, особенно при обработке широких поверхностей с большими припусками под механическую обработку.
265
В централизованном 'порядке фрезы изготовляются праворежущими с главным углом в плане <р=60° и с заточкой ножей по форме 1, предназначенной для обработки стали с ов<80 кг с 1мм2 и чугуна с твердостью НВ 180—300. По соглашению с потребителем фрезы изготовляются с главными углами в плане 45, 75 и 90° и с заточкой ножей по форме 2, предназначенной для обработки стали с <jB>80 кгс!мм2.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол у=5°; задний угол ап==15° в плоскости, нормальной к главной режущей кромке. Для улучшения чистоты обработанной поверхности, увеличения стойкости фрезы изготовляются с зачистной кромкой шириной 2 мм и переходной фаской 2X30°.
Биение главных режущих кромок (в направлении, перпендикулярном к ним) относительно оси посадочного отверстия для смежных зубьев фрез диаметрами 100—160; 200—250; 320—400; 500— 630 мм соответственно не бол^е 0,04; 0,05; 0,06; 0,08 лиг, для противоположных зубьев — не более 0,08; 0,1; 0,12; 0,12 мм. Торцовое биение кромок фрез диаметрами 100—160; 200—250; 320—400; 500—630 мм соответственно не более 0,05; 0,06; 0,08; 0,1 мм.
Для обработки стали фрезы оснащаются пластинами из твердого сплава марок Т15К6, Т14К8 или Т5КЮ, для обработки чугуна — пластинами из твердого сплава марки ВК8 или ВК6.
Фрезы изготовляются с одним комплектом ножей, а по соглашению с потребителем запасные ножи поставляются отдельно.
Фрезы диаметром 100—200 мм крепятся на оправке с помощью торцовой шпонки по ГОСТ 9472—70 и винта, фрезы диаметром 250—630 мм — на шпинделе станка с помощью шпонки и четырех винтов.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза фрез диаметром 100—200 мм по ГОСТ 9472—70.
Фрезы изготовляются следующими инструментальными заводами:
Завод-изготовитель
Московский завод режущих инструментов «Фрезер» им. Калинина
Томский завод режущих инструментов
Сестрорецкий инструментальный завод им. Воскова
Диаметр фрезы D, мм
250; 320; 400; 500; 630
100; 125
125; 160; 200
266
При заказе фрез следует указать угол в плане, форму заточки, марку Твердого сплава, обозначение фрезы и номер ГОСТа.
Пример условного обозначения фрезы праворежущей, оснащенной твердым сплавом марки Т5К10, с заточкой ножей по форме 1, диаметром320 мм, углом в плане 60° и диаметром посадочного отверстия d=128,57 мм:
ФРЕЗА 2214-0013 60° 1 — Т5КЮ ГОСТ 8529—69.
НОЖИ, ОСНАЩЕННЫЕ ТВЕРДЫМ СПЛАВОМ, К ТОРЦОВЫМ НАСАДНЫМ ФРЕЗАМ
Основные размеры и технические требования по ГОСТ 8529—69.
Размеры, мм
Обозначение ножа Диаметр фрезы L н <7 ф, град
праворежущего леворежущего
2020-000! 2020-0002 100 42 18 12 60
0003 0004 125—200 50 20 14 50
0005 0006 250—320 70 28 16 45
2020-0007 0020-0008 400—630 80 32 18 45
Ножи с напаянными пластинами из твердого сплава предназначаются для оснащения торцовых насадных фрез по ГОСТ 8529—69.
В централизованном порядке ножи изготовляются для фрез с главным углом в плане ф=60°, а по соглашению с потребителем — для фрез с углами в плане 45,75 и 90°.
Запасные ножи поставляются заточенными предварительно. Окончательная заточка ножей производится на фрезе в собранном виде.
Для обработки стали ножи оснащаются пластинами из твердого сплава марок Т15К6, Т14К8 или Т5КЮ, а для обработки чугуна— пластинами из твердого сплава марок ВК8 или ВК6.
Ножи изготовляются Сестрорецким инструментальный заводом им. Воскова, московским заводом режущих инструментов «Фрезер» им. Калинина, Томским заводом режущих инструментов, Чаренца-ванским и Харьковским инструментальными заводами, Запорожским инструментальным заводом им. Войкова.
При заказе ножей следует указать угол в плане фрезы, марку твердого оплава, обозначение ножа и номер ГОСТа.
Пример условного обозначения правого ножа, оснащенного твердым сплавом марки Т5К10 для фрез диаметром 250—320 мм и углом в плане <р=60°:
НОЖ 2020-0005 60° — Т5КЮ ГОСТ 8529—69.
НОЖИ С МЕТАЛЛОКЕРАМИЧЕСКИМИ КОРПУСАМИ ДЛЯ ФРЕЗ ТОРЦОВЫХ НАСАДНЫХ, ОСНАЩЕННЫЕ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Основные размеры по чертежам завода-изготовителя.
Технические требования по ТУ 2-035-102—69.
Ножи предназначаются для оснащения торцовых насадных фрез диаметром 125—200 мм.
Форма корпуса ножей, форма и размеры пластин из твердого сплава могут быть изменены по соглашению с потребителем.
Корпуса ножей изготовляются методом порошковой металлургии из композиций на железной основе. Твердость корпусов ножей не должна быть менее НВ 90 кгс/мм2.
Ножи изготовляются предварительно заточенными. Окончательная заточка производится на фрезе в собранном виде. Ножи оснащаются пластинами из твердого сплава марок ВК8, ВК6М.
Ножи изготовляются Ленинградским коксогазовым заводом по ТУ 2-035-102—69.
При заказе ножей следует указать название ножа и марку твердого сплава.
268
Ч'РЕЗЫ ТОРЦОВЫЕ НАСАДНЫЕ СО ВСТАВНЫМИ НОЖАМИ, ОБРАЩЕННЫМИ ТВЕРДЫМ СПЛАВОМ (МЕЛКОЗУБЫЕ)
Основное размеры по ГОСТ 9473—71.
Технические требования по ГОСТ 8529—69.
Фрезы диаметром 80—250 мм
Размеры, мм
Обозначение фрезы D В d h , mln Число ножей
праворежущей леворежущей
2214-0151 2214-0152 у 34 27 4 10
0153 0154 100 38 32 10
0155 0156 125 40 12
0157 0158 160 42 50 5 16
0159 0160 200 20
2214-0161 2214-0162 250 24
269
Фрезы диаметром 315—630 мм
Размеры, мм
Обозначение фрезы D в d Число ножей
праворежущей леворежущей
2214-017.1 2214-0172 315 66 128,57 30
0173 0174 400 36
0175 0176 500 71 44
0177 0178 630 52
0179 0180 400 66 221,44* 36
0181 0182 500 71 44
2214-0183 2214-0184 630 52
* Изготовляются только по соглашению с потребителем.
Фрезы предназначаются для обработки открытых поверхностей и невысоких уступов деталей из чугуна с припуском 5—7 мм и высоколегированных сталей с припуском до 4 мм.
В пазах корпуса фрезы запрессованы ножи с напаянными твердосплавными пластинами. Боковые стороны пазов выполнены под углом друг к другу как в осевой плоскости, так и в плоскости, перпендикулярной к оси фрезы. Форма ножа соответствует форме паза. Пазы корпуса фрезы имеют осевые рифления, такие же рифления выполняются на ножах.
270
Сочетание формы паза и рифлений позволяет восстанавливать диаметр^фрезы и вылет ножей по торцу по мере износа в процессе эксплуатации путем перестановки ножа на одно или несколько рифлений, цосле каждой перестановки ножей фреза предварительно шлифуете^ по наружному диаметру и торцу, а затем затачивается.
Геометрические параметры режущих кромок^ фрез, изготовляемых в централизованном порядке: радиальный передний угол Yp=8°; радиальной задний угол ар=15°; задний угол по торцу ai=8e; осевой передний угол уо=О°; угол в плане <р=90°. Для улучшения чистоты обработанной поверхности выполняется зачистная кромка, ширина которой немного превышает величину подачи на оборот фрезы, а для повышения стойкости фрезы выполняется переходная фаска 2,5X45°. '
Радиальное биение режущих кромок для смежных ножей фрез диаметрами 80—160; 200—250; 315—400; 500—630 мм соответственно не более 0,04; 0,05; 0,06; 0,08 мм, для противоположных ножей — не более С,08; 0,1; 0,12; 0,12 мм. Торцовое биение режущих кромок для фрез диаметрами 80—160; 200—250; 315—400; 500—630 мм соответственно не более 0,05; 0,06; 0,08; 0,1 мм.
Ножи фрез оснащаются пластинами из твердого сплава марки ВК8 или ВК6.
В централизованном порядке фрезы изготовляются праворежущими, а по соглашению с потребителем — леворежущими. Фрезы поставляются с одним комплектом ножей, а по соглашению с потребителем запасные ножи изготовляются отдельно.
Фрезы диаметром 80—250 мм крепятся на оправке с помощью винта и торцовой шпонки по ГОСТ 9472—70, фрезы диаметром 315—630 мм — на шпинделе станка с помощью четырех винтов и торцовой шпонки.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза для фрез диаметром 80—250 мм по ГОСТ 9472—70.
Фрезы изготовляются следующими инструментальными заводами:
Завод-изготовитель
Московский завод режущих инструментов «Фрезер» им. Калинина
Запорожский инструментальный завод
Диаметр фрезы, мм
160; 400
100; 125; 200
Пример условного обозначения фрезы праворежущей с ножами, оснащенными твердым сплавом марки ВК8, наружным диаметром 500 мм и диаметром d посадочного отверстия 128,57 мм'
ФРЕЗА 2214-0175 — ВК8 ГОСТ 9473—71.
То же, леворежущей:
ФРЕЗА 2214-0176 — ВК8 ГОСТ 9473—71.
271
НОЖИ, ОСНАЩЕННЫЕ ТВЕРДЫМ СПЛАВОМ, К ТОРЦОВЫЕ МЕЛКОЗУБЫМ ФРЕЗАМ
Основные размеры по ГОСТ 9473—71.
Технические требования по ГОСТ 8529—69.
Нож правый
Нож левый
мм
Обозначение ножей Диаметр фрезы L Н q 1 Форма пластины по ГОСТ 2209-69
правых левых правой левой
2021-0011 2021-0012 80 28,8 14,5] 8,47 6 2003 2003
0013 0014 100—125 28,8 22,5 8,47 6 2005 2006
0015 0016 160—250 33,8 24,0 10,47 7 2005 2006
0017 0018 315—400 45,8 31,3 15,51 8 2007 2008
2021-0019 2021-0020 500—630 50,8 39,3 18,94 8 2007 2008
Ножи предназначаются для оснащения торцовых фрез по ГОСТ 9473—71.
На ножах выполняются рифления параллельно основанию ножей. Опорные боковые стороны ножей выполнены под углом друг к другу в двух направлениях: в направлении, параллельном основанию ножа (угол 5°), и в направлении, перпендикулярном основанию (угол 2°30'). Данная форма ножей совместно с рифлениями дает возможность восстанавливать не только наружный диаметр фрез по мере износа в процессе эксплуатации, но и величину вылета ножей. Предельные отклонения размеров рифлений по ГОСТ 2568—71. Запасные ножи поставляются предварительно заточенными. Окончательная заточка ножей производится на фрезе в соб-
272
раннок виде. На ножах припаяны пластины из твердого сплава марки ВК8 или ВК6. При этом левые ножи дополнительно маркируются буквой Л.
Ножи изготовляются московским заводом режущих инструментов «Фрезер» им. Калинина, Харьковским и Чаренцаванским инструментальными заводами, Запорожским инструментальным заводом им. Войкова.
При заказе ножей следует указать марку твердого сплава, диаметр фрезы и номер ГОСТа.
Пример условного обозначения правого ножа, оснащенного твердым сплавом марки ВК8, для фрез диаметром 100—125 мм:
НОЖ 2021-0013 ВК8 — ГОСТ 9473—71.
То же, левого: 1
НОЖ 2021-0014 ВК8 — ГОСТ 9473—71.
ФРЕЗЫ ТОРЦОВЫЕ НАСАДНЫЕ СО ВСТАВНЫМИ НОЖАМИ, ОСНАЩЕННЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Фрезы диаметром 224—630 мм
Основные размеры по нормали МН 991—60.
Технические требования по ГОСТ 8529—69.
273
Размеры, мм
Обозначение фрезы D в / d Число ножей
праворежущей леворежущей ряд I ряд И
2214-0051 2214-0052 — 224 /2 60 20
0053 0054 250 — /72 60 24
0055 0056 — 280 / 72 60 30
0057 0058 315 / / 72 60 32
0059 0060 —> Зб5 72 60 38
0061 0062 400 — 72 60 44
0063 0064 — 450 72 60 50
0065 0066 500 — 72 60 54
2214-0067 2214-0068 630 — 72 60 66
Фрезы диаметром 250—630 мм
Основные размеры по нормали МН 992—60.
Технические условия по ГОСТ 8529—69.
274
Размеры, мм
Обозначение фрезы D в d Число иожей
праворежущё^ леворежущей ряд I ряд II
2214-0071 2214-0072 250 — 72 128,57 24
0073 s 0074 «— 280 72 128,57 30
0075 0076 315 — 72 128,57 32
0077 0078 — 355 72 128,57 38
0079 0080 400 —— 72 221,44 44
0081 0082 — 450 72 221,44 50
0083 0084 500 — 72 221,44 54
2214-0085 2214-0086 630 — 72 221,44 66
Фрезы предназначаются для фрезерования открытых поверхностей чугунных деталей.
Диаметры фрез ряда I являются предпочтительными для применения. В каждом пазе корпуса фрезы одним клином с помощью винта крепятся одновременно по два ножа с напаянными твердосплавными пластинами. Такой метод крепления ножей позволяет иметь на фрезе большое количество ножей, что увеличивает стойкость фрез, производительность обработки и чистоту обработанной поверхности. Конструкция фрез позволяет компенсировать износ ножей как по торцу, так и по диаметру фрезы путем перемещения ножей вдоль паза. После каждой перестановки ножей фреза предварительно шлифуется по диаметру и торцу, а затем затачивается.
Геометрические параметры режущих кромок фрез для предварительной обработки ряда I: передний осевой угол уо= +5°; передний радиальный угол ур=— 5°; задний угол на главной режущей кромке а=10°, на переходной фаске размером 8X45° ai=10°, на вспомогательной кромке «2=10°; вспомогательный угол в плане <р 1=2—3°.
Геометрические параметры режущих кромок фрез для чистовой обработки ряда И: передний осевой угол уо—+5°; передний радиальный угол ур=—5°; задний угол по главной режущей кромке а=10°, на переходной фаске размером 3X45° <%i=10°, на вспомогательной кромке «2=10°; вспомогательный угол в плане ai=0°.
Радиальное биение режущих кромок ножей (относительно оси посадочного отверстия) для фрез диаметром до 315 мм — не более 0,03—0,04 мм, для фрез диаметром свыше 315 мм — не более 0,04—0,06 мм. Торцовое биение режущих кромок для фрез диаметром до 315 мм — не более 0,015—0,025 мм, для фрез диаметром свыше 315 мм — не более 0,03—0,04 мм.
275
Фрезы для черновой обработки чугуна оснащаются пластинами из твердого сплава марок ВК8, ВК6, для чистовой обработки — пластинами из твердого сплава марок ВК6, ВК4.
Фрезы изготовляются с одним комплектом ножей,/а по соглашению с потребителем запасные ножи поставляются отдельно.
Фрезы по нормали МН 991—60 крепятся на оправке с помощью торцовой шпонки и четырех винтов, фрезы по нормали МН 992—60 — на шпинделе станка с помощью торцовой шпонки и четырех винтов.
Допуск на диаметре посадочного отверстцЯ d по А, ОСТ 1012.
Фрезы изготовляются московским заводом режущих инструментов «Фрезер» им. Калинина по заказам.
При заказе фрез следует указать обозначение фрезы, марку твердого сплава и тип фрезы.
Пример условного обозначения праворежущей фрезы для чистовой обработки по нормали МН 992—60 диаметром £>=355 мм с ножами, оснащенными пластинами из твердого сплава марки ВК4:
ФРЕЗА 2214-0077 11 — ВК4.
НОЖИ, ОСНАЩЕННЫЕ ТВЕРДЫМ СПЛАВОМ, К ТОРЦОВЫМ НАСАДНЫМ ФРЕЗАМ
Размеры по нормали МН 991—60.
Технические требования по ГОСТ 8529—69.
Нож для предварительной обработки
Нож для чистовой обработки
726
Ножи предназначаются для оснащения фрез торцовых насадных по МН 991 —60 и МН 992—60.
Запасный ножи поставляются предварительно заточенными. Окончательная заточка ножей производится на фрезе в собранном виде. На ножах припаяны пластины из твердого сплава. Ножи для предварительной обработки чугуна оснащаются пластинами из твердого сплава ^арок ВК8, ВК6, ножи для чистовой обработки чугуна — пластинами из твердого сплава марок ВК6, ВК4.
Ножи изготовляются московским заводом режущих инструментов «Фрезер» им. Калинина по заказам.
При заказе ножей следует указать обозначение и марку твердого сплава.
Пример условного обозначения ножа правого для предварительной обработки, оснащенного пластиной из твердого сплава марки ВК8:
НОЖ 2214-0051/2 —ВК8.
То же, левого:
НОЖ 2214-0052/2 — ВК8.
Пример условного обозначения ножа правого для чистовой обработки, оснащенного пластиной из твердого сплава марки ВК4:
НОЖ 2214-0051/3—ВК4.
То же, левого:
НОЖ 2214-0052/3 — ВК4.
ФРЕЗЫ ТОРЦОВО-ЦИЛИНДРИЧЕСКИЕ НАСАДНЫЕ СО ВСТАВНЫМИ НОЖАМИ, ОСНАЩЕННЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Фрезы диаметром 125—200 мм
Основные размеры по нормали МН 994—60.
Технические требования по нормали МН 994—60 и ГОСТ 8529—69.
277
Размеры, мм
Обозначение фрезы £> в d Л' Число ножей
праворежущей леворежущей
2215-0001 2215-0002 125 40 40 6 10
0003 0004 160 45 50 8 14
2215-0005 2215-0006 200 52 50 8 16
Фрезы диаметром 250—315 мм
Основные размеры по нормали МН 995—60.
Технические требования по нормали МН 995—60 и ГОСТ 8529—69.
Размеры, мм
Обозначение фрезы D в d h i Число иожей
праворежущей леворежущей
2215-0011 2215-0012 250 60 128,57 8 20
2215-0013 2215-0014 315 65 128,57 10 24
Фрезы предназначаются для фрезерования уступов, пазов и открытых поверхностей на деталях из чугуна и стали.
В пазах корпуса фрезы с помощью клиньев закреплены ножи с напаянными твердосплавными пластинами. Боковые стороны
278
пазов в осевом направлении выполнены под углом друг к другу. Пазы корпуса имеют осевые рифления, при этом рифления выполняются также на ножах, что позволяет восстанавливать диаметр фрезы по мере износа ножей путем их перестановки на одно или несколько рифлений. На каждом ноже припаяно по нескольку твердосплавных пластин. На смежных ножах стыки пластин располагаются в шахматном порядке. На стыках твердосплавных пластин выполняются стружкоделительные канавки, что улучшает отвод стружки и повышает виброустойчивость фрез. Главные режущие кромки наклонены к оси фрезы под углом «=20°. После каждой перестановки ножей фреза предварительно шлифуется по наружному диаметру и торцу, а затем затачивается.
Геометрические параметры режущих кромок фрез: передний угол в плоскости, нормальной к главной режущей кромке, у~0°; задний угол в плоскости, перпендикулярной к оси фрезы, а =12°; передний угол в плоскости, нормальной к вспомогательной режущей кромке, у——5°; задний угол в плоскости, нормальной к вспомогательной кромке, «1 = 10°; главный угол в плане <р=90°.
Для улучшения чистоты обработанной поверхности выполняется зачистная кромка шириной 1—2 мм, а для повышения стойкости фрезы — переходная фаска размером 3X45°. По соглашению с потребителем взамен фаски 3X45°. выполняется радиус 7?=0,5 4-3 мм.
Радиальное биение режущих кромок ножей относительно оси посадочного отверстия — не более 0,05 мм. Торцовое биение режущих кромок — не более 0,04 мм.
Фрезы для обработки стали оснащаются пластинами из твердого сплава марки Т15К6, для обработки чугуна — пластинами из твердого сплава марки ВК6.
Фрезы изготовляются с одним комплектом ножей, а по соглашению с потребителем запасные ножи поставляются отдельно.
Фрезы диаметром 125—200 мм крепятся на оправке с помощью винта и торцовой шпонки, фрезы диаметрами 250 и 315 мм — на шпинделе станка с помощью четырех винтов и торцовой шпонки.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза для фрез диаметром 125—200 мм по ГОСТ 9472—70.
Фрезы изготовляются московским заводом режущих инструментов «Фрезер» им. Калинина по заказам.
При заказе фрез следует указать обозначение фрезы и марку твердого сплава.
Пример условного обозначения праворежущей фрезы диаметром Z)=250 мм с ножами, оснащенными пластинами из твердого сплава марки ВК6:
ФРЕЗА 2215-0011 — ВК6.
279
НОЖИ, ОСНАЩЕННЫЕ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА, ДЛЯ ФРЕЗ ТОРЦОВО-ЦИЛИНДРИЧЕСКИХ
Основные размеры по нормали МН 996—60.
Технические требования по нормали МН 996—60 и ГОСТ 5808- 67.
мм
Обозначение фрезы D L н Я Форма пластины по ГОСТ 2209-69
праворежущей леворежущей длинной короткой
2026-0131 2026-0132 125 37,5 25,5 11,5 2425 2417
0133 0134 160 48,0 25,5 11,5 2425 2417
0135 0136 200 52,5 25,5 11,5 2425 2417
0137 0138 250 58,5 30,5 13,5 2425 2417
2026-0139 2026-0140 315 68,5 30,5 13,5 2425 2417
Ножи предназначаются для оснащения торцово-цилиндрических фрез по нормали МН 996—60.
Запасные ножи поставляются предварительно заточенными. Окончательная заточка ножей производится на фрезе в собранном виде.
На каждом ноже припаяно по нескольку твердосплавных пластин. Стыки пластин у половины ножей комплекта расположены со смещением на 4 мм относительно стыков пластин другой половины комплекта. Ножи для обработки стали оснащаются пластинами из твердого сплава марки Т15К6, а для обработки чугуна — пластинами из твердого сплава марки ВК6.
Ножи изготовляются московским заводом режущих инструментов «Фрезер» им. Калинина по заказам.
При заказе ножей следует указать обозначение ножа и марку твердого сплава.
Пример условного обозначения ножа правого, оснащенного пластинами из твердого оплава марки ВК6, для фрезы диаметром 250 мм:
НОЖ 2026-0137 — ВК6.
280
ФРЕЗЫ ТОРЦОВЫЕ НАСАДНЫЕ СО ВСТАВНЫМИ НОЖАМИ, ОСНАЩЕННЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА, ДЛЯ ОБРАБОТКИ ЛЕГКИХ СПЛАВОВ
Фрезы диаметром 100—200 мм
Основные размеры по ГОСТ 16223—70.
Технические требования по ГОСТ 8529—69.
Размеры, мм
Обозначение фрезы D в d 1 Число ножей
право режущей леворежущей
2214-0501 2214-0502 100 44 32 10 6
0503 0504 125 46 40 12 6
0505 0506 160 48 50 12 8
2214-0507 2214-0508 200 48 50 . 12 10
281
Фрезы диаметром 250 и 315 мм
Основные размеры по ГОСТ 16223—70.
Технические требования по ГОСТ 8529—69.
Размеры, мм
Обозначение фрезы й в d 1 Число ножей
праворежущей леворежущей
2214-0509 2214-0510 350 67 128,57 12 12
2214-0511 2214-0512 315 72 128,57 12 14
Фрезы предназначаются для фрезерования открытых поверхностей и невысоких уступов деталей из алюминиевых сплавов, меди, легких и цветных металлов и их сплавов.
В пазах корпуса фрезы запрессованы ножи с напаянными твердосплавными пластинами. Боковые стороны пазов выполнены под углом друг к другу как в осевой плоскости, так и в плоскости, перпендикулярной к оси фрезы. Форма ножа соответствует форме паза. Пазы корпуса имеют осевые рифления; такие же рифления выполняются на ножах.
282
Сочетание формы паза и рифлений позволяет восстанавливать диаметр фрезы и вылет ножей по торцу по мере износа в процессе эксплуатации путем перестановки ножа на одно или несколько рифлений. После каждой перестановки ножей фреза предварительно шлифуется по наружному диаметру и торцу, а затем затачивается.
Небольшое число ножей и большой вылет их по торцу обеспечивают удовлетворительный отвод стружки, что позволяет устранить «пакетирование» стружки между зубьями.
Геометрические параметры режущих кромок фрез: передний угол в плоскости, нормальной к главной режущей кромке, у=15°; задний угол в плоскости, нормальной к главной режущей кромке, а=15°; передний осевой угол уо=15°; задний угол на торцовой режущей кромке ат=10<’; главный угол в плане <р=90°. Для повышения стойкости фрезы выполняется переходная фаска 2x45°.
Радиальное биение режущих кромок (относительно оси посадочного отверстия) для смежных ножей фрез диаметрами 100—160; 200—250; 315 мм соответственно не более 0,04; 0,05; 0,06 мм, для противоположных ножей — не более 0,08; 0,1; 0,12 мм. Торцовое биение режущих кромок для фрез диаметрами 100—160; 200—250; 315 мм соответственно не более 0,05; 0,06,0,08 мм.
Ножи фрез оснащаются пластинами из твердого сплава марки ВК8 или ВК6.
По соглашению с потребителем фрезы изготовляются праворежущими или леворежущими. Фрезы изготовляются с одним комплектом ножей, а по соглашению с потребителем запасные ножи поставляются отдельно.
Фрезы диаметром 100—200 мм крепятся на оправке с помощью винта и торцовой шпонки по ГОСТ 9472—70, фрезы диаметром 250—315 мм — на шпинделе станка с помощью четырех винтов и торцовой шпонки.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012.
Размеры шпоночного паза для фрез диаметром 100—200 мм по ГОСТ 9472—70.
Фрезы изготовляются Сестрорецким инструментальным заводом им. Воскова по заказам.
При заказе фрез следует указать обозначение фрезы и марку твердого сплава.
Пример условного обозначения праворежущей фрезы диаметром 200 мм, оснащенной пластинами из твердого сплава марки ВК6:
ФРЕЗА 2214-0507 — В Кб ГОСТ 16223—70.
283
НОЖИ КЛИНОВЫЕ РИФЛЕНЫЕ, ОСНАЩЕННЫЕ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА, К ТОРЦОВЫМ НАСАДНЫМ ФРЕЗАМ ДЛЯ ОБРАБОТКИ ЛЕГКИХ СПЛАВОВ
Основные размеры по ГОСТ 16224—70.
Технические условия по ГОСТ 8529—69.
Обозначение фрезы L н <7 1 Форма пластин по ГОСТ 2209—69
право режущей леворежущей
правой левой
2021-0501 2021-0502 33,8 25,3 9,87 12,4 2005 2006
2021-0503 2'021-0504 40,8 27,3 12,0 14,4 2007 2008
для оснащения торцовых фрез по
Ножи предназначаются ГОСТ 16223—70.
На ножах выполняются рифления параллельно основанию ножей. Опорные боковые стороны ножей выполнены под углом друг
к другу в двух направлениях: в направлении, параллельном основанию ножа (угол 5°), и в направлении, перпендикулярном основанию ножа (угол 2°30')- Данная форма ножей дает возможность восстанавливать как диаметр фрезы, так и вылет ножей по торцу фрезы.
Предельные отклонения размеров рифлений по ГОСТ 2568—44.
Запасные ножи поставляются предварительно заточенными. Окончательная заточка ножей производится на фрезе в собранном виде.
Ножи оснащаются пластинами из твердого сплава марок ВК8, ВК6.
284
Ножи изготовляются Сестрорецким инструментальным заводом им. Воскова по заказам.
При заказе ножей следует указать обозначение и марку твердого сплава.
Пример условного обозначения правого ножа высотой Я=25,3 мм, оснащенного пластиной из твердого сплава марки ВК8:
НОЖ 2021-0501 — ВК8 ГОСТ 16224—70.
То же, левого:
НОЖ 2021-0502 — ВК8 ГОСТ 16224—70.
285
ФРЕЗЫ ТОРЦОВЫЕ С КРУГЛЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА (ХВОСТОВЫЕ И НАСАДНЫЕ)
ФРЕЗЫ ТОРЦОВЫЕ ХВОСТОВЫЕ С КРУГЛЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Основные размеры по нормали ОН 2217/2—66.
Технические условия по нормали ОН 2217/2—66 и ГОСТ 8529—69.
Размеры, мм
D L Диаметр* пластины Конус Морзе Число зубьев
50 163 15 4 5
63 163 15 4 6
80 191 15 5 8
* Размер для справок.
286
ФРЕЗЫ ТОРЦОВЫЕ НАСАДНЫЕ С КРУГЛЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Основные размеры по нормали ОН 2214/2—66.
Технические условия по нормали ОН 2214/2—66 и ГОСТ 8529—69.
______________________Размеры, мм___________________
D d Диаметр пластины* Число зубьев
80 27 15 8
100 32 15 10
125 40 15 12
160 50 15 14
200 50 15 16
* Размер для справок.
287
Фрезы предназначаются для скоростного фрезерования открытых поверхностей деталей из стали, чугуна и труднообрабатываемых материалов с припусками под механическую обработку 2— 4 мм. Применение фрез обеспечивает сокращение машинного времени обработки деталей в 1,3—1,5 раза и увеличение стойкости фрез в 1,25—1,3 раза по рравнению с фрезами по ГОСТ 9473—71 и ГОСТ 8529—69.
Конструкция фрез исключает напайку твердого сплава и заточку фрез в собранном виде и обеспечивает повышенную прочность режущих кромок. Крепление круглой пластины из твердого сплава осуществляется в выточке на корпусе фрезы с помощью державки и запрессованного в ней штифта, перемещаемых винтом, проходящим через кольцо. Для удобства эксплуатации фрез применяются пружины, расположенные в глухих отверстиях кольца.
После износа участка режущей кромки твердосплавной пластины пластина поворачивается вокруг своей оси, и в работу вступает следующий участок режущей кромки. При использовании плоских пластин в случае затупления режущей кромки пластины переворачиваются, и в работу вступает режущая кромка, расположенная на обратной стороне пластины. Замена одной или всех пластин фрезы может производиться непосредственно на станке без снятия фрезы со шпинделя станка.
В централизованном порядке фрезы изготовляются праворежущими, а по соглашению с потребителем — леворежущими.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол у=—10°; задний угол а=10°. По соглашению с потребителем на передней поверхности пластин выполняются подточки для получения положительных передних углов у=5-*-10°.
Биение режущих кромок фрез относительно оси фрезы — не более 0,08 мм.
Для обработки стали фрезы оснащаются круглыми пластинами из твердого сплава марок Т15К6, Т14К8, Т5К10, для обработки чугуна и труднообрабатываемых материалов — пластинами из твердого сплава марок ВК8, ВК6.
Фрезы изготовляются с несколькими комплектами запасных круглых пластин. Корпус фрезы после износа и замены одного комплекта пластин используется с другими комплектами пластин.
Размеры конусов Морзе по ГОСТ 2847—67. Конусы снабжены отверстием и резьбой для затяжного болта.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы торцовые хвостовые с круглыми пластинами из твердого сплава изготовляются Харьковским инструментальным заводом. Фрезы торцовые насадные с круглыми пластинами из твердого сплава изготовляются московским заводом режущих инструментов «Фрезер» им. Калинина.
288
•При заказе фрез следует указать диаметр фрезы, марку твердого сплава и номер нормали.
Пример условного обозначения фрезы торцовой хвостовой диаметром £> = 50 мм с круглыми пластинами из твердого сплава марки Т15К6:
ФРЕЗА 50 — Т15К6 ОН 2217/2—66.
Пример условного обозначения праворежущей фрезы торцовой насадной диаметром £>=100 мм с круглыми пластинами из твердого сплава марки Т5К10:
ФРЕЗА 100 — Т5КЮ ОН 2214/2—66.
То же, леворежущей:
ФРЕЗА Л100 — Т5КЮ ОН 2214/2—66.
С 1976 г. фрезы будут выпускаться по ГОСТу.
ФРЕЗЫ ТОРЦОВЫЕ НАСАДНЫЕ С ЧЕТЫРЕХГРАННЫМИ НЕПЕРЕТАЧИВАЕМЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Основные размеры и технические требования по нормали завода-изготовителя.
289
Размеры, мм
D в d Размер пластин (диаметр вписанной окружности)* Число зубьев
Исполнение 1 Исполнение 2
80 55 27 14 8 6
100 55 32 14 10 6
125 55 40 14 12 8
160 55 50 14 16 10
200 55 50 14 20 12
* Размер для справок.
Фрезы предназначаются для скоростного фрезерования открытых поверхностей чугунных деталей и узких поверхностей стальных деталей с припусками под механическую обработку до 10 мм на фрезерных станках с повышенной жесткостью.
Конструкция, технические условия и условия эксплуатации фрез аналогичны конструкции, техническим условиям и условиям эксплуатации фрез с пятигранными пластинами.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний осевой угол уо=—8°; передний радиальный угол ур=—8°; задний осевой угол ао=8°; задний радиальный угол ар=8°; главный угол в плане q>=75°.
При оснащении фрез пластинами, шлифованными по периметру, радиальное биение режущих кромок относительно оси посадочного отверстия должно быть не более 0,08 мм, при оснащении пластинами, отсортированными по периметру,—не более 0,12 мм.
Торцовое биение вершин режущих кромок должно быть не более 0,12 мм для фрез, оснащенных шлифованными пластинами, и 0,15 мм — отсортированными.
Для обработки чугуна фрезы оснащаются четырехгранными пластинами из твердого сплава марки ВК8, для обработки стали — пластинами из твердого сплава марок Т14К8, Т5К10.
Фрезы изготовляются с восемью комплектами запасных пластин.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются московским заводом «Фрезер» режущих инструментов им. Калинина.
При заказе фрез следует указать название и диаметр фрезы, марку твердого сплава.
Пример условного обозначения фрезы диаметром £>=125 мм, оснащенной пластинами из твердого сплава марки ВК8:
ФРЕЗЫ С ЧЕТЫРЕХГРАННЫМИ ПЛАСТИНАМИ ВК8, 125, НОРМАЛЬ ЗАВОДА.
290
ФРЕЗЫ ДВУХСТУПЕНЧАТЫЕ С ШЕСТИГРАННЫМИ НЕПЕРЕТАЧИВАЕМЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Основные размеры и технические требования по нормали завода-изготовителя.
Размеры, мм
D в d Размер пластины (диаметр вписанной окружности)* Число зубьев
Исполнение 1 Исполнение 2
160 75 50 16 12 16
200 75 50 16 16 20
* Размер для справок.
Фрезы исполнения 1 предназначаются для скоростного фрезерования широких поверхностей стальных деталей с припусками под механическую обработку до 12—13 мм на фрезерных станках с мощностью главного электродвигателя /V«S12 кет; фрезы исполнения 2 — для фрезерования поверхностей чугунных деталей и узких поверхностей стальных деталей с припусками под механическую обработку до 12—13 мм на фрезерных станках с мощностью главного электродвигателя Af<12 кет.
Применение данных фрез .по сравнению с применением ф|рез по ГОСТ 8529—69 и ГОСТ 9473—71 обеспечивает возможность съема большого припуска за один проход без возникновения вибраций, снижение времени обработки деталей до 30%, повышение стойкости в 1,3—1,5 раза.
291
Конструкция фрез исключает напайку твердого сплава и заточку фрез в собранном виде.
Фреза состоит из корпуса, в который вставляется опорное кольцо, фиксируемое винтами. Притяжение твердосплавной плоскости шестигранной пластины к базам корпуса и опорного кольца осуществляется с помощью державки и запрессованного в нее штифта путем завертывания винта через кольцо. Для удобства сборки применяются пружины, расположенные в глухих отверстиях кольца.
Шестигранные плоские твердосплавные пластины шлифуются по периметру и торцам. Допускается оснащение фрез шестигранными пластинами, сортированными на группы по размеру в с отклонением не более 0,08 мм.
Применение в конструкции фрез точных пластин и специального опорного кольца исключает необходимость применения шаблонов или установку зубьев «по следу» при ступенчатой установке пластин. Базы под пластину благодаря съемности опорного кольца легко восстанавливаются проточкой.
После износа одной режущей кромки твердосплавной пластины последняя поворачивается вокруг своей оси, и в работу вступает 292
следующая режущая кромка. При износе всех режущих кромок с одной стороны пластина переворачивается, и в работу вступают следующие режущие кромки. Замену или поворот пластин можно осуществлять непосредственно на станке без съема фрезы со шпинделя станка.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний осевой угол уо=—8°; задний осевой угол ао=8°; передний радиальный угол уР=—8°; задний радиальный угол ар=8°; главный угол в плане <р=55°.
При оснащении фрез пластинами, шлифованными по периметру, биение режущих кромок фрез — не более 0,1 мм, при оснащении пластинами, отсортированными по периметру, — не более 0,15 мм.
Для обработки стали фрезы оснащаются шестигранными пластинами из твердого сплава марок Т5К1О, Т14К8, для обработки чугуна — пластинами из твердого сплава марки ВК8.
Фрезы крепятся на оправке с помощью торцовой шпонки и винта.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются московским заводом режущих инструментов «Фрезер» им. Калинина по заводской нормали.
При заказе фрез следует указать название, исполнение и диаметр фрезы и марку твердого сплава.
Пример условного обозначения фрезы диаметром 160 мм исполнения 1, оснащенной пластинами из твердого сплава марки Т5КЮ:
ФРЕЗА ДВУХСТУПЕНЧАТАЯ С ШЕСТИГРАННОЙ ПЛАСТИНОЙ Т5КЮ, 160, ИСПОЛНЕНИЕ 1, НОРМАЛЬ ЗАВОДА.
ФРЕЗЫ ТРЕХСТУПЕНЧАТЫЕ С НЕПЕРЕТАЧИВАЕМЫМИ ЧЕТЫРЕХГРАННЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Основные размеры и технические требования по нормали завода-изготовителя.
Фрезы исполнения 1 предназначаются для скоростного фрезерования широких поверхностей чугунных деталей с припусками под механическую об|работку до 21—22 мм на фрезерных станках с мощностью главного электродвигателя /У>12 кет; фрезы исполнения 2 — для фрезерования открытых поверхностей чугунных деталей с припусками под механическую обработку до 21—22 мм на фрезерных станках с мощностью главного электродвигателя А>12 кет.
293
Размеры, мм
D В d Размер пластин (диаметр вписанной окружности)* Число зубьев
Исполнение 1 Исполнение 2
250 70 128,57 16 18 24
300 70 128,57 16 21 30
350 70 128,57 16 27 33
* Размер для справок.
Применение данных фрез по сравнению с применением фрез по ГОСТ 8529—69 и ГОСТ 9473—71 обеспечивает возможность съема большого припуска за один проход без возникновения вибраций, снижение времени обработки деталей до 30%, повышение стойкости в 1,3—1,5 раза.
Конструкция фрез исключает напайку твердого сплава и заточку фрез в собранном виде.
Фреза состоит из корпуса, в который вставляется опорное кольцо, фиксируемое винтами. Прижим твердосплавной четырехгранной пластины к базам корпуса и опорного кольца осуществляется с помощью державки и запрессованного в нее штифта путем завертывания винта через кольцо. Для удобства сборки фрез применяются пружины, расположенные в глухих отверстиях кольца.
294
Четырехгранные пластины шлифуются по торцам. Допускается оснащение фрез четырехгранными пластинами, сортированными на группы по размеру в с отклонением не более 0,08 мм.
Применение в конструкции фрез точных пластин и специального опорного кольца исключает необходимость применения шаблонов или установку зубьев «по следу» при ступенчатой установке пластин. Базы под пластины благодаря съемности опорного кольца легко восстанавливаются проточкой.
После износа одной режущей кромки твердосплавной пластины последняя поворачивается вокруг своей оси, и в работу вступает следующая режущая кромка. При износе всех режущих кромок с одной стороны пластина поворачивается, и в работу вступают последующие режущие кромки. Замену или поворот пластины можно производить непосредственно на станке без съема фрезы со шпинделя станка.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний осевой угол у0=—10°; передний радиальный угол ур=— 8°; задний осевой угол а0=1О®; задний радиальный угол ар=8°; главный угол в плане <р=75°.
При оснащении фрез пластинами, отсортированными по периметру, биение режущих кромок — не более 0,15 мм.
Для обработки чугуна фрезы оснащаются четырехгранными пластинами из твердого сплава марки ВК8.
Фрезы крепятся на шпинделе станка с помощью торцовой шпонки и четырех винтов.
Допуск на диаметр посадочного отверстия d. по А, ОСТ 1012.
295
Фрезы изготовляются московским заводом режущих инструментов «Фрезер» им. Калинина по заводской нормали.
При заказе фрез следует указать название, исполнение и диаметр фрезы и марку твердого сплава.
Пример условного обозначения фрезы диаметром 250 мм исполнения 2, оснащенной пластинами из твердого сплава марки ВК8:
ФРЕЗА ТРЕХСТУПЕНЧАТАЯ С ЧЕТЫРЕХГРАННОЙ ПЛАСТИНОЙ ВК8, 250, ИСПОЛНЕНИЕ 2, НОРМАЛЬ ЗАВОДА.
ФРЕЗЫ ТОРЦОВЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РОМБИЧЕСКИХ ПЛАСТИН
Размеры и технические требования по чертежам завода-изгото' вителя.
Фрезы торцовые диаметром 25—35 мм
Размеры, мм
D L Размеры пластин (диаметр вписанной окружности)* Конус Морзе Число зубьев
25 125 10 3 2
30 125 12 3 3
35 150 12 4 3
* Размер для справок.
Фрезы предназначаются для скоростного фрезерования невысоких уступов, пазов и открытых поверхностей деталей из чугуна и стали.
296
Ромбическая твердосплавная пластина, свободно установленная на штифте, запрессованном в державке, одной своей гранью базируется в радиальном направлении на корпусе, а другой — в осевом направлении на кольце. При завинчивании винта последний, упираясь в коническое гнездо корпуса, перемещает державку в осевом направлении, одновременно поворачивает ее и тем самым прижимает ромбическую пластину к базам на корпусе и кольце.
Ромбические плоские твердосплавные пластины шлифуются по периметру и торцам. Допускается оснащение фрез ромбическими пластинами, шлифованными по торцам и сортированными на группы по размеру в с отклонением не более 0,08 мм.
После износа одной режущей кромки твердосплавной пластины последняя поворачивается вокруг своей оси, и в работу вступает следующая режущая кромка. При износе всех режущих кромок с одной стороны пластина переворачивается, и в работу вступают последующие режущие кромки. Замену или поворот пластин можно осуществлять непосредственно на станке без съема фрезы со шпинделя станка.
Геометрические параметры режущих кромок фрез: передний осевой угол уо=—8°; передний угол радиальный угол ур=—13°; задний осевой угол «о=8°; задний радиальный угол ар=13°; главный угол в плане <р=90°.
При оснащении фрез пластинами, шлифованными по периметру, биение режущих кромок фрез — не более 0,08 мм, при оснащении пластинами, отсортированными по периметру, — не более 0,1 мм.
Для обработки стали фрезы оснащаются ромбическими пластинами из твердого сплава марок Т15К6, Т14К8, Т5КЮ, для обработки чугуна — пластинами из твердого сплава марок ВК8, ВК6. Фрезы изготовляются с комплектами запасных ромбических пластин.
Размеры конусов Морзе по ГОСТ 2847—67. Конусы имеют резьбовые отверстия под затяжные болты.
Фрезы изготовляются Сестрорецким инструментальным заводом им. Воскова по заказам.
При заказе фрез следует указать название фрезы, марку твердого сплава, диаметр фрезы.
Пример условного обозначения фрезы диаметром £> = 30 мм, оснащенной пластинами из твердого сплава марки Т15К6:
ФРЕЗА С РОМБИЧЕСКИМИ ПЛАСТИНАМИ Т15К6, 30.
297
Фрезы торцовые диаметром 50—63 мм
Размеры, мм
D L Размеры пластин (диаметр вписанной окружности)* Конус Морзе Число зубьев
50 172 12 4 4
63 172 12 4 5
* Размер для справок.
Фрезы торцовые диаметром 80—200 мм
Размеры, мм
D d Размер пластин (диаметр вписанной окружности)* Число зубьев
80 27 12 6
100 32 12 6
125 40 12 8
160 50 12 10
200 50 12 12
* Размер для справок.
298
Фрезы предназначаются для скоростного фрезерования невысоки^ уступов, пазов и открытых поверхностей деталей из чугуна и стали,
Прижим ромбической твердосплавной пластины к базам на корпусе фрезы осуществляется с помощью державки и запрессованного в ней штифта путем завинчивания винта через съемное кольцо.
Геометрические параметры режущих кромок фрез: передний осевой угол уо=—8°; передний радиальный угол ур=—8°; задний осевой угол а°=8°; задний радиальный угол ар=8°; главный угол в плане ф=90°.
При оснащении фрез пластинами, шлифованными по периметру, радиальное биение режущих кромок фрезы относительно оси посадочного отверстия не должно быть более 0,08 мм, а при оснащении пластинами, отсортированными по периметру, — не более 0,12 мм. Торцовое биение вершин режущих кромок не должно быть более 0,12 мм для фрез, оснащенных шлифованными пластинами, и 0,15 мм — отсортированными пластинами.
Для обработки стали фрезы оснащаются ромбическими пластинами из твердого сплава марок Т15К6, Т14К8, Т5К10, для обработки чугуна — марок ВК6, ВК8.
Размеры конусов Морзе по ГОСТ 2847—67. Конусы снабжены отверстием и резьбой для затяжного болта. Допуски на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются Сестрорецким инструментальным заводом им. Воскова .по заказам.
При заказе следует указать название фрезы, марку твердого сплава, диаметр фрезы.
Пример условного обозначения фрезы диаметром Z)=63 мм, оснащенной пластинами из твердого сплава марки Т15К6:
ФРЕЗА С РОМБИЧЕСКИМИ ПЛАСТИНАМИ Т15К6, 63.
299
КРУГЛЫЕ И МНОГОГРАННЫЕ ПЛАСТИНЫ К ТОРЦОВЫМ НАСАДНЫМ ФРЕЗАМ
Размеры и технические требования по ТУ 48-19-113—74/
мм
Форма пластины Диаметр вписанной окружности D d h
Круглая 15
Шестигранная 16
Пятигранная 15
Четырехгранная 14 5,2 4,7
16
Ромбическая 10
» 12
* Размер для справок.
Пластины предназначаются для оснащения торцовых фрез с неперетачиваемыми пластинами.
Круглые пластины к фрезам поставляются комплектно совместно с фрезами, окончательно отшлифованными по диаметру и торцам московским заводом режущих инструментов «Фрезер» им. Калинина.
300
Пятигранные, шестигранные, четырехгранные и ромбические пластины к фрезам поставляются комплектно совместно с фреза-ми/Ькончательно шлифованными по периметру и торцам или сортированными на группы и доведенными по торцам. Четырехгранные и шестигранные пластины поставляются московским заводом режущих инструментов «Фрезер» им. Калинина, а пятигранные и ромбические Д Сестрорецким инструментальным заводом им. Воскова.
Круглее, пятигранные, четырехгранные, ромбические и шестигранные пластины для обработки стали изготовляются из твердого сплава марок Т15К6, Т14К8, Т5КЮ, для обработки чугуна — из твердого сплава марок ВК8, ВК6.
Твердосплавные пластины изготовляются Московским комбинатом твердых сплавов пс ТУ 48-19-113—74.
При заказе пластин следует указать форму и диаметр вписанной окружности пластины, марку твердого сплава и номер технических условий.
Пример условного обозначения четырехгранной пластины с диаметром вписанной окружности 0=14 мм из твердого сплава марки Т5КЮ:
ЧЕТЫРЕХГРАННАЯ ПЛАСТИНА ИЗ ТВЕРДОГО СПЛАВА, Т5КЮ, ДИАМЕТР ВПИСАННОЙ ОКРУЖНОСТИ 14, ТУ 48-19-113—74.
С 1975 г. начато освоение многогранных пластин фрез по ГОСТу.
мм
Форма пластины ГОСТ Диаметр вписанной окружности D hi
Круглая 19070—73 15,875 6,35 4,76
Шестигранная 19067—73 15,875 6,35 4,76
Пятигранная 19064-73 19066—73 15,875 6,35 4,76
Четырехгранная 19051—73 14 5,16 4,76
19053—73 14 5,16 4,76
Ромбическая 19057—73 12,7 5,16 4,76
. 301
ФРЕЗЫ ТОРЦОВЫЕ НАСАДНЫЕ С ПЯТИГРАННЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА '
Основные размеры по нормали ОН 2214/1—66.
Технические требования по нормали ОН 2214/1—66 / ГОСТ 8529—69. 7
Фрезы изготовляются двух исполнений: исполнение 1 и исполнение 2.
Размеры, мм .
D d Размер пластины (диаметр вписанной окружности)* Число зубьев
Исполнение 1 Исполнение 2
80 27 15 5 6
100 32 15 6 8
125 40 15 8 10
160 50 15 10 12
200 50 15 12 14
* Размер для справок.
Фрезы исполнения 1 предназначаются для скоростного фрезерования открытых поверхностей деталей из стали и широких поверхностей деталей из чугуна с припусками до 7—9 мм-, фрезы исполнения 2 — для скоростного фрезерования открытых поверхностей деталей из чугуна и узких поверхностей деталей из стали с припусками до 7—9 мм.
302
S- <ение фрез обеспечивает сокращение машинного времени деталей в 1,3—1,4 раза и увеличение стойкости фрез в аза по сравнению с фрезами по ГОСТ 8529—69.
укция фрез исключает напайку твердого сплава и заточ-собранном виде. Конструкция и условия эксплуатации огичны конструкции и условиям эксплуатации фрез с ме-м креплением круглых пластин.
Пятигранные плоские твердосплавные режущие пластины шлифуются по периметру и торцам.
Замена бдной или всех пластин фрезы может производиться непосредственно на станке без снятая фрезы со шпинделя станка.
В централизованном порядке фрезы изготовляются праворежущими, а по соглашению с потребителем — леворежущими.
Геометрически^ параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний осевой угол у0=—11°; передний радиальный угол ур=—7°; задний осевой угол а<>=110; задний радиальный угол ар=7°; главный угол в плане <р=67°.
При оснащении фрез пластинами, шлифованными по периметру, биение главных режущих кромок фрез — не более 0,1 мм.
Для обработки стали фрезы оснащаются пятигранными пластинами из твердого сплава марок Т15К6, Т14К8, Т5КЮ, для обработки чугуна — пластинами из твердого сплава марки ВК8.
Фрезы изготовляются с несколькими комплектами запасных пятигранных пластин. Корпус фрезы после износа и замены одного комплекта пластин используется с другими комплектами пластин.
Фрезы крепятся на оправке с помощью торцовой шпонки и винта.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются Сестрорецким инструментальным заводом им. Воскова.
При заказе фрез следует указать исполнение и диаметр фрезы, марку твердого сплава и номер нормали.
Пример условного обозначения праворежущей фрезы исполнения 1 диаметром £>=160 мм с пятигранными пластинами из твердого сплава марки Т5КЮ:
ФРЕЗА 160 1 — Т5КЮ ОН 2214/1—66.
То же, леворежущей:
ФРЕЗА Л160 1 — Т5КЮОН 2214/1—66.
С 1976 г. фрезы будут выпускаться по ГОСТу.
303
ФРЕЗЫ ТОРЦОВЫЕ НАСАДНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ПЯТИГРАННЫХ ПЛАСТИН
(ГОСТ 5.493—70)
Основные размеры и технические требования по ГОСТ ^93—70.
Размеры, мм
Обозначение фрез D d Число ножей
2214-0191 100 32 8
2214-0192 125 40
Фрезы 'предназначаются для скоростного фрезерования открытых поверхностей из стали и поверхностей деталей из чугуна с припусками 7—9 мм.
Крепление пятигранной пластины осуществляется в кольцевой выточке на корпусе фрезы с помощью державки и запрессованного в ней штифта, перемещаемых винтрм, проходящим через втулку.
Применение фрез обеспечивает сокращение машинного времени обработки деталей, 1,3—1,4 раза и увеличение стойкости фрез в 1,25—1,3 раза по сравнению с фрезами по ГОСТ 8529—69.
Конструкция фрезы исключает напайку твердого сплава и заточку фрез в собранном виде.
Пятигранные плоские твердосплавные пластины шлифуются по периметру и торцам. Допускается оснащение пятигранными пластинами, не шлифованными по периметру, но сортированными на группы по размеру."
Биение режущих кромок фрезы, измеренное перпендикулярно к ним, относительно оси посадочного отверстия не должно превышать 0,12 мм.
304
\Торцовое биение вершин режущих кромок не должно превышать О,12иилс.
При обработке стали на фрезы устанавливаются пластины из твердого сплава марок Т15К6, Т14К8, Т5КЮ, при обработке чугуна — мдрки В К.8.
Фрез^ крепятся на оправке с помощью торцовой шпонки и винта.
Допуск\на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы .изготовляются Сестрорецким инструментальным заводом им. Воскова.
При заказе фрез следует указать обозначение фрезы и марку твердого сплава и ГОСТ.
Пример условного обозначения фрезы диаметром 100 мм, оснащенной пластинами из твердого сплава марки Т5К10:
ФРЕЗА 2214-0191 — Т5КЮ ГОСТ 5493—70.
305
ФРЕЗЫ КОНЦЕВЫЕ
ФРЕЗЫ КОНЦЕВЫЕ БЫСТРОРЕЖУЩИЙ
ФРЕЗЫ КОНЦЕВЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры по ГОСТ 17025—71.
Технические требования по ГОСТ 17024—71.
Фрезы изготовляются двух типов: тип 1 — фрезы с нормальным зубом; тип 2 — фрезы с крупным зубом.
Фрезы каждого типа изготовляются в двух исполнениях: А — фрезы с цилиндрической ленточкой; Б — фрезы, заточенные наостро.
Тип 1 — фрезы с нормальным зубом
Размеры, мм
Обозначение фрезы D для рядов L 1 d Число зубьев
исполнение А исполнение Б 1 2 3
2220-001 2220-0031 3 — — 36 8 3,0 4
0002 0032 — — 3,4 3,4
0003 0033 4 — —- 40 10 4,0
0004 0034 — — 4,5 4,5
306
П родолжение
Обозначение фрезы D для рядов L 1 d Число зубьев
исполнение А исполнение Б 1 2 3
\ ооо\ 0035 5 — — 45 12 5,0 4
0006 < 0036 — — 5,6 5,6
0'007 0037 6 — — 50 16 6,0
0008 0038 — — 6,6 6,6
2220-0009 2220-0039 .— 7 — 7,0
2220-0010 2220-0040 8 — — 55 20 8,0
ООН 0041 —» 9 — 9,0
0012 0042 10 — — 60 10,0
0013 0043 — 11 — 11,0
0014 0044 12 — — 70 §5 12,0 5
0015 0045 — — 13,0 13,0
0016 0046 — 14 — 80 32 14,0
0017 0047 — — 15,0 15,0
0018 0048 16 — — 16,0
0019 0049 — — 17,0 17,0
0020 0050 — 18 — 90 40 18,0 6
0021 0051 — — 19,0 19,0
2220-0022 2220-0052 20 — 100 45 20,0
Фрезы предназначаются для фрезерования пазов, усту/пов и плоскостей деталей из различных марок стали и чугуна.
Фрезы имеют винтовые стружечные канавки с углом наклона 0=304-35°.
Геометрические параметры режущих кромок фрез: передний угол в плоскости, нормальной к режущей кромке, уп=15°; задний угол в плоскости, перпендикулярной к оси фрезы, а=14°; передний угол на/торцовом зубе равен 6° при ширине фаски 1—1,5 мм в зависимости от диаметра фрезы; задний угол на торцовом зубе «1=8°.
307
Тип 2 — фрезы с крупным зубом
Размеры, мм
Обозначение фрезы D для рядов L 1 d Число зубьев
исполнение А исполнение Б 1 2 3
2220-0061 2220-0121 3 — — 36 8 3,0 3
0062 0122 — — 3,4 3,4
0063 0123 , 4 — — 40 10 4,0
0064 0124 — 4,5 4,5
0065 0125 5 — — 45 12 5,0
0066 0126 — — 5,6 5,6
0067 0127 6 — — 50 16 6,0
0068 0128 — — 6,6 6,6
0069 0129 — 7 — 7,0
0070 0130 8 — — 55 20 8,0
0071 0131 — 9 — 9,0
0072 0132 10 — — 60 10,0
0073 0133 — 11 — н.о
2220-0074 2220-0134 12 — — 70 25 12,0 4
Фрезы по первому ряду являются предпочтительными для применения.
Фрезы предназначаются для фрезерования глубоких пазов, уступов и плоскостей в деталях из различных Марок цветных металлов, их сплавов и сталей.
Зубья фрезы имеют повышенную прочность, что дает возможность применять большие минутные подачи при одновременном устранении вибраций. Фрезы имеют винтовые стружечные канавки с углом наклона <0 = 35 -г- 45°.
308
Геометрические параметры режущих кромок фрез, изготовляемых^ централизованном порядке: передний угол в плоскости, нормальной к режущей кромке, уп=15°; задний угол в плоскости, перпендикулярной к оси фрезы, а=14°; передний угол на торцовом зубе равен 6° при ширине фаски 1—1,5 мм в зависимости от диаметра фрезы; задний угол на торцовом зубе ai=8°.
Фрезцдвух типов должны изготовляться с неравномерным окружным шагом зубьев, что повышает их виброустойчивость; фрезы диаметром 3 и 4 мм изготовляются без торцовых зубьев.
Фрезы изготовляются праворежущими, а по требованию потребителя — леворежущими. На задней поверхности фрез при исполнении А вдоль режущих кромок допускается ленточка шириной не более 0,05 мм, а при исполнении Б ленточка не допускается. Радиальное биение режущих кромок зубьев относительно оси хвостовика не должно превышать:
для фрез нормальной точности:
0,03 мм — двух смежных зубьев и 0,06 мм — для двух противоположных зубьев;
для фрез повышенной точности: не более 0,02 мм — для двух смежных зубьев и 0,04 мм — для дву^ противоположных зубьев;
для фрез, заточенных наостро: 0,06 мм — двух смежных зубьев и 0,1 мм — двух противоположных зубьев.
Торцовое биение режущих кромок не должно превышать: для фрез нормальной точности диаметром до 16 мм — 0,03 мм, а диаметром свыше 16 мм — 0,04 мм; для фрез повышенной точности— 0,02 мм. Конусность цилиндрической рабочей части фрез не должна превышать 0,02 мм по всей длине рабочей части, а при заточке фрез наостро конусность — 0,05 мм.
Фрезы диаметром 12 мм и более изготовляются сварными.
Рабочая часть фрез изготовляется из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ по ГОСТ 19265—73 с твердостью рабочей части после термообработки HRC 61—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали марок Р9КЮ, Р14Ф4, Р9М4К8Ф по ГОСТ 19265—73 с твердостью рабочей части HRC 63—67. Хвостовик изготовляется из стали марок 45 или 50 с твердостью после термообработки HRC 35—55 для цельных фрез; HRC 30—50 — для сварных фрез на участке не менее ’/г длины от торца хвостовика.
Предельные отклонения размеров фрез должны быть:
а) наружного диаметра D для фрез:
нормальной точности — ± ’/2 допуска С5 по ОСТ 1015; повышенной точности— ±’/2 допуска Сз по ОСТ 1013.
б) диаметра цилиндрического хвостовика — С3 по ОСТ 1013.
Фрезы изготовляются следующими инструментальными заводами:
309
Завод - изготовитель
Диаметр фрезы D, мм
Московский завод режущих инструментов «Фрезер» им. Калинина
Сестрорецкий инструментальный завод им. Воскова
Ташкентский инструментальный завод
Запорожский инструментальный завод им. Войкова
Йошкар-Олинский инструментальный завод
Тбилисский инструментальный завод
8; 10; 12
3; 4; 10; 18; 20
14; 16; 18; 20
4; 5; 6; 11; 12; 14; 16
8; 9; 10; 12; 14
8; 10
При заказе следует указать диаметр, тип, исполнение фрезы и номер ГОСТа.
Пример условного обозначения фрезы диаметром D=3 мм, типа 2, праворежущей, исполнения А:
ФРЕЗЫ 2220-0061 — ГОСТ 17025—71.
То же, леворежущей, исполнения Б:
ФРЕЗЫ 2220-0121 Л —ГОСТ 17025—71.
ФРЕЗЫ КОНЦЕВЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры по ГОСТ 17026—71.
Технические требования по ГОСТ 17024—71.
Фрезы изготовляются двух типов: тип 1 — фрезы с нормальным зубом; тип 2 — фрезы, заточенные наостро.
Тип 1 — фрезы с нормальным зубом
Конус Морзе
-310..
Размеры, мм
Обозначение фрезы D для рядов L 1 Конус Морзе Число зубьев
исполнение А исполнение Б 1 2 3
2223-0001, 2223-0041 — 14 — 115 32 2 4
0002 0042 — — 15
0003 0043 16 — — 120 36
0004 0044 —. — 17
0005 0045 — 18 —
0006 0046 — — 19
0007 0047 20 — — 145 44 3 5
0008 0048 — 22 —
0009 0049 — — 24 150 50
0010 0050 25 — —
ООН 0051 — — 26
0012 0052 — 28 — 175 4
2223-0013 0053 — — 30
2223-0014 0054 32 — — 180 55 ' 4 6
0015 0055 — — 33
0016 0056 — — 35 185 60
0017 0057 — 36 —
0018 0058 — — 39
' 0019 0059 40 — — 190 65
0020 0060 — — 42
0021 0061 — 45 — 195 70
0022 0062 — 45 — 225 5
0023 0063 — — 48 195 4
0024 0064 —. — 48 . 225 5
0025 0065 50 — — 195 4
0026 0066 50 — — 225 5
0027 0067 — — 52 200 4
0028 0068 — — 52 230 5
0029 0069 — 56 — 200 23о" 75 4 8
0030 0070 — 56 — 5
2223-0031 2223-0071 63 —- — 245 90 5
311
Для изготовления и применения фрез основной ряд их диаметров является предпочтительным. Назначение фрез аналогична назначению концевых фрез с цилиндрическим хвостовиком типа 1.
Фрезы имеют винтовые стружечные канавки с углом наклона со—30-г-35°.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к режущей кромке, уп=15°; задний угол в плоскости, перпендикулярной к оси фрезы, а =14°; передний угол на торцовом зубе равен 6° при ширине фаски 1—2,5 мм в зависимости от диаметра фрезы; задний угол на торцовом зубе «1=в.
Тип 2 — фрезы с крупным зубом
Размеры, мм
Обозначение фрезы Z) для рядов L 1 Конус Морзе Число зубьев
исполнение А исполнение Б 1 2 3
2223-0081 2223-0261 —. 14 — 115 32 2 3
0082 0262 — — 15
0083 0263 16 — — 120 36
0084 0264 — — 17
0085 0265 18 — —
0086 0266 — — 19
0087 0267 20 — — 145 44 3
0088 0268 — 22 —
0089 0269 — — 24 150 50
0090 0270 25 — —
2223-0091 2223-0271 — — 26
312
Продолжение
Обозначение фрезы D для рядов L / Конус Морзе Число зубьев
исполнение А исполнение Б 1 2 3
2223-0092 2223-0272 — 28 — 175 50 4 4
0093 0273 — — 30
0094 0274 32 — — 180 55
0095 0275 — — 33
0096 0276 — — 35 185 60
0097 0277 — 36 —
0098 0278 1 — — 39
0099 0279 40 — — 190 65
0100 0280 — — 42
0101 0281 — 45 — 195 70
0102 0282 225 5
0103 0283 — — 48 195 4
0104 0284 225 5
0105 0285 5(У — 195 4
0106 0286 225 5
0107 0287 — — 52 200 4
' 0108 0288 230 5
0109 0289 — 56 — 200 75 4 5
ОНО 0290 230 5
2223-0111 2223-0291 63 — — 245 90
Для изготовления и применения фрез основной ряд их диаметров является предпочтительным. Назначение фрез аналогично назначению концевых фрез с цилиндрическим хвостовиком типа 2.
Фрезы имеют винтовые стружечные канавки с углом наклона 0=354-45°.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к режущей кромке, уп=15°; задний угол в плоскости, перпендикулярной к оси фрезы, а=14°; передний угол на торцовом зубе равен 6° при ширине фаски 1—2,5 мм в зависимости от диаметра фрезы; задний угол на торцовом зубе а< = 8°.
Фрезы с коническим хвостовиком двух типов изготовляются с неравномерным окружным шагом зубьев.
313
В централизованном порядке фрезы изготовляются с правой винтовой канавкой праворежущими, а по согласованию с потребителями — леворежущими.
На задней поверхности фрез при исполнении А вдоль режущих кромок допускается ленточка шириной не более 0,05 мм; при исполнении Б (заточка наостро) ленточка не допускается. Фрезы диаметром свыше 12 мм должны изготовляться сварными.
Предельные отклонения размеров фрез должны быть:
а) наружного диаметра D для фрез:
нормальной точности — ± */2 допуска С5П0 ОСТ 1015;
повышенной точности — ±’/г допуска С3 по ОСТ 1013;
б) допуски конусов Морзе — пятой степени точности по ГОСТ 2848—68.
Радиальное биение режущих кромок зубьев относительно оси хвостовика не должно превышать:
для фрез нормальной точности:
0,03 мм — для двух смежных зубьев и 0,06 мм — для двух противоположных зубьев;
для фрез повышенной точности:
0,02 мм — для двух смежных зубьев и 0,04 мм — для двух противоположных зубьев.
для фрез заточенных наостро: 0,06 мм — для двух смежных зубьев и 0,1 мм — для двух противоположных зубьев.
Торцовое биение режущих кромок не должно превышать: для фрез нормальной точности диаметром до 16 мм — 0,03 мм, а диаметром свыше 16 мм — 0,04 мм; для фрез повышенной точности — 0,02 мм. Конусность цилиндрической рабочей части фрез не должна превышать 0,02 мм по всей длине рабочей части, а при заточке фрез наостро конусность не должна превышать 0,05 мм.
Фрезы изготовляются сварными.
Рабочая часть фрез изготовляется из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ с твердостью рабочей части после термообработки HRC 60—65; при фрезеровании труднообрабатываемых материалов—фрезы из быстрорежущей стали марок Р8КЮ, Р14Ф4, Р9М4К8Ф по ГОСТ 19265—73 с твердостью рабочей части HRC 63—67. Хвостовик изготовляется из стали марок 45 и 50 с твердостью после термообработки HRC 30—40.
Размеры конуса Морзе выполняются по ГОСТ 2847—67.
Фрезы изготовляются следующими инструментальными заводами:
314
Завод • изготовитель Диаметр фрезы» мм
Московский инструментальный завод «Фрезер» им. Калинина Сестрорецкий инструментальный завод им. Воскова Ташкентский инструментальный завод Запорожский инструментальный завод им. Войкова Йошкар-Олинский инструментальный завод 28; 32; 36; 40; 50; 56; 63* 20; 22; 25; 32; 40; 45; 50 14—25 14—20 14—25; 28—40 45; 50
Белгородский завод фрез Тбилисский инструментальный завод 14—63 28; 36; 45
Производство фрез типа 1.
При заказе фрез следует указать диаметр, тип, исполнение фрезы и номер ГОСТа.
Пример условного обозначения фрезы диаметром £>=14 мм, типа 2, праворежущей, исполнения А:
ФРЕЗА 2223-0081 — ГОСТ 17026—71.
То же, леворежущей, исполнения Б:
ФРЕЗЫ 2223-0261 Л — ГОСТ 17026—71.
ФРЕЗЫ КОНЦЕВЫЕ ОБДИРОЧНЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры и технические требования по ГОСТ 15086—69.
Фрезы изготовляются двух типов: тип 1 — с торцовыми зубьями; тип 2 — без торцовых зубьев.
Основные размеры фрез должны соответствовать указанным на рисунке и в таблице.
315
Размеры, мм
Тип 1 Тип 2 D пред, откл. по Сз L 1 Конус Морзе Число зубьев
праворежущие леворежущие праворежущие леворежущие
Обозначение
2225-0001 2225-0002 2225-0101 2225-0102 25 150 50 3 3
0003 0004 0103 0104 120 Зв
0005 0006 0105 0106 180 80 3
0007 0008 0107 0108 150 Зв
0009 0010 0109 ОНО 32 180 55 4
ООП 0012 0111 0112 130 4в
0013 0014 0113 0114 210 85 4
0015 0016 0115 0116 160 4в
0017 0018 0117 0118 255 130 4
0019 0020 0119 0120 205 4в
0021 0022 0121 0122 40 190 65 5 4 5
0023 0024 0123 0124 140
0025 0026 0125 0126 225 100
0027 0028 0127 0128 175
0029 0030 0129 0130 285 160
0031 0032 0131 0132 - 235
0033 0034 0135 0134 50 225 70 5
0035 0036 0137 0136 160 5в
0037 0038 0139 0138 275 120 5
0039 0040 0141 0140 210 5в
0041 0042 0143 0142 330 180 5
0043 0044 0145 0144 270 5в
0045 0046 0147 0146 63 235 80 5
0047 0048 0149 0148 280 125 5
0049 0050 0157 0150 355 200 5
0057 0058 0159 0158 290 80 (6)*
0059 0060 0161 0160 335 125
0061 0062 0151 0162 410 200
0051 0052 0153 0152 80 300 90 6
7
0053 0054 0155 0154 350 140
0055 0056 0171 0156 430 220
0071 0072 0171 0172 315 90 (80)*
0073 0074 0173 0174 365 140
2225-0075 2225-0076 2225-0175 2225-0176 445 220
* Метрический ГОСТ 2847—67.
Фрезы предназначаются для чернового фрезерования открытых широких поверхностей на деталях, имеющих большие припуски под механическую обработку.
Фрезы имеют винтовые стружечные канавки с углом наклона (о = 35°.
316
Фрезы изготовляются праворежущими с направлением винтовых стружечных канавок:
правым — для фрез с торцовыми зубьями;
левым — для фрез без торцовых зубьев.
Леворежущие фрезы изготовляются только по заказу.
Для увеличения виброустойчивости фрез и улучшения отвода стружки на винтовых режущих кромках фрез выполнены стружкоразделительные канавки. Неполные зубья, образуемые при затыловании стружкоразделительных канавок у торца фрезы, срезаются. Дополнительное увеличение виброустойчивости фрез достигается выполнением неравномерного окружного шага зубьев.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к режущей кромке, у= 15°; задний угол в плоскости, перпендикулярной к оси фрезы, а= 14°.
Радиальное биение режущих кромок зубьев относительно оси хвостовика не должно превышать: для двух смежных зубьев — 0,04 мм; для двух противоположных зубьев — 0,07 мм. Торцовое биение режущих кромок не должно превышать 0,05 мм.
Фрезы изготовляются сварными.
Рабочая часть фрез изготовляется из быстрорежущей стали по ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6М5 с твердостью рабочей части после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов —фрезы из быстрорежущей стали марок Р9КЮ, Р14Ф4 с твердостью рабочей части HRC 63—67. Хвостовик изготовляется из стали марок 45 или 50 с твердостью после термообработки HRC 30—40.
Фрезы изготовляются Йошкар-Олинским инструментальным заводом.
Пример обозначения праворежущей фрезы из быстрорежущей стали марки Р6М5, длиной /=5О мм, исполнения 1:
ФРЕЗА 2225-0101 — Р6М5.
То же, леворежущей:
ФРЕЗА 2225-0102 — Р6М5.
317
ФРЕЗЫ КОНЦЕВЫЕ ОБДИРОЧНЫЕ С ЗАТЫЛОВАННЫМ ЗУБОМ И КОНИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры и технические требования по ГОСТ 4675—71.
run г
Фрезы изготовляются праворежущими с направлением винтовых стружечных канавок:
левым — для фрез без торцовых зубьев (тип 1);
правым — для фрез с торцовыми зубьями (тип 2).
Основные размеры фрез должны соответствовать рисунку и таблице.
Размеры, мм
Обозначение фрезы D L 1 2 Конус Морзе
тип 1 | тип 2 тип 1 | | тип 2
Праворежущие Лево режущие
2225-0191 2225-0192 2225-0241 2225-0242 25 150 50 5 3
0193 0194 0243 0244 180 80
0195 0196 0245 0246 32 180 55 4
0197 0198 0247 0248 210 85
2225-0199 2225-0200 2225-0249 2225-0250 255 130
318
Продолжение
Обозначение фрезы D L 1 2 Конус Морзе
тип 1 1 тип 2 тип 1 тип 2
Праворежущие Леворежущие
2225-0201 2225-0201 2225-0251 2225-0252 40 190 65 6 4 5
0203 0204 0253 0254 225 100
0205 0206 0255 0256 285 160
0207 0208 0257 0258 50 225 70
0209 0210 0259 0260 270 115
0211 0212 0261 0262 335 180
0213 0214 0263 0264 63 235 80 8
0215 0216 0265 0266 280 125
0217 0218 0267 0268 355 200
0219 0220 0269 0270 80 300 90 10 6
0221 0222 0271 0272 350 140
225-0223 2225-0224 2225-0273 2225-0274 435 224
Фрезы типа 1 предназначаются для чернового фрезерования открытых широких поверхностей деталей, имеющих большие припуски под механическую обработку; фрезы типа 2 — для чернового фрезерования глубоких и широких пазов, высоких уступов и широких плоскостей в деталях, имеющих большие припуски под механическую обработку.
В централизованном порядке фрезы типа 1 изготовляются праворежущими с левой винтовой канавкой, а фрезы типа 2 — праворежущими с правой винтовой канавкой. По соглашению с потребителем фрезы изготовляются леворежущими.
На винтовых режущих кромках фрез выполнены стружкоделительные канавки для повышения .виброустойчивости фрез и улучшения отвода стружки. Неполные зубья, образуемые при нарезании стружкоделительных канавок у торца фрезы, срезаются.
Задние поверхности зубьев фрез затылованы, что повышает прочность зубьев и дает возможность увеличивать подачу на зуб по сравнению с острозаточенными.
319
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к режущей кромке, у= 15°; задний угол на торцовом зубе cci = 6-^8°, угол наклонных режущих кромок (о=ЗО°.
Радиальное биение режущих кромок зубьев относительно оси хвостовика для смежных зубьев — не более 0,04 мм, а для противоположных зубьев — не более 0,07 мм. Торцовое биение режущих кромок — не более 0,05 мм.
Фрезы изготовляются сварными.
Рабочая часть фрез изготовляется из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ с твердостью рабочей части после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов— фрезы из быстрорежущей стали марок Р9КЮ, Р14Ф4, Р9М4К8Ф с твердостью рабочей части HRC 63—67. Хвостовик изготовляется из стали марок 45 или 50 с твердостью после термообработки HRC 30—40.
Крепление фрез осуществляется конусом Морзе, размеры которого выполняются по ГОСТ 2847—67.
Фрезы изготовляются Московским инструментальным заводом (МИЗ) и Белгородским заводом фрез.
При заказе фрез следует указать диаметр, длину, исполнение фрезы и номер ГОСТа.
Пример условного обозначения фрез диаметром 50 мм, длиной 225 мм, исполнения Б:
ФРЕЗА 50 X 225 Б — ГОСТ 4675—59.
320
ФРЕЗЫ КОНЦЕВЫЕ ТВЕРДОСПЛАВНЫЕ
ФРЕЗЫ КОНЦЕВЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ, ОСНАЩЕННЫЕ КОРОНКАМИ И ВИНТОВЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Основные размеры и технические требования по ГОСТ 8720—69.
Фрезы изготовляются двух типов: тип 1 — фрезы, оснащенные коронками; тип 2 — фрезы, оснащенные винтовыми пластинами.
Тип 1 — фрезы, оснащенные коронками
Размеры, мм
Обозначение фрезы D Н Число зубьев
2223-0601 10 10 6
0602 12 12 6
0603 14* 8 6
0604 14* 18 6
0605 16 10 6
0606 16 20 6
0607 18* 10 8
0608 18* 20 8
0609 20 15 8
2223-0610 22* 15 8
* По возможности ие применять.
321
Фрезы 'предназначаются для скоростного фрезерования неглубоких пазов и уступов в деталях из чугуна и стали.
Коронка из твердого сплава по ГОСТ 2209—66 напаивается на корпус фрезы. В централизованном порядке фрезы изготовляются праворежущими с правым направлением режущих кромок.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к главной режущей кромке, у=0°; задний угол в плоскости, нормальной к главной режущей кромке, а=20°; передний угол на торцовом зубе равен 5°; угол наклона режущих кромок о=25°.
Радиальное биение режущих кромок относительно оси хвостовика для смежных зубьев — не более 0,03 мм, а для противоположных зубьев — не более 0,06 мм. Торцовое биение режущих кромок— не более 0,03 мм для фрез диаметром до 16 мм и не более 0,04 мм для фрез диаметром свыше 16 мм.
Для обработки стали фрезы оснащаются коронками из твердого сплава марок Т15К6, Т14К8, Т5КЮ, для обработки чугуна — коронками из твердого сплава марки ВК6 или ВК8 по ГОСТ 3882—74.
Фрезы диаметром 10—12 мм по соглашению с потребителем изготовляются с конусом Морзе 2.
Размеры конусов Морзе по ГОСТ 2847—67.
Фрезы диаметром 10—22 мм изготовляются Белгородским заводом фрез.
При заказе фрез следует указать обозначение фрезы, марку твердого сплава и номер ГОСТа.
Пример условного обозначения фрезы, оснащенной коронкой из твердого сплава марки Т14К8, диаметром 16 мм и высотой режущей части Н= 10 мм:
ФРЕЗА 2223-0605 — Т14К8 ГОСТ 8720—69.
Тип 2 — фрезы, оснащенные винтовыми пластинами
322
Размеры, мм
Обозначение фрезы Исполнение D L 1 Число зубьев Угол винтовой канавки О), град Конус Морзе
праворежущей леворежущей
2223-0502 2223-0508 1 16 120 13 3 30 2
0503 0509 1 20 135 12 4 36 3
0551 0556 2 20 145 21 4 36 3
0504 0510 1 25 160 20 4 36 4
0552 0557 2 25 170 35 4 36 4
0505 0511 1 32 160 18 ' 4 40 4
0553 0558 2 32 170 32 4 40 4
0506 0512 1 40 190 21 5 34 5
0554 0559 2 40 205 36 5 34 5
0507 0513 1 50 190 22 5 40 5
2223-0555 2223-0560 2 50 205 38 5 40 5
Фрезы предназначаются для фрезерования пазов и уступов в деталях из углеродистых, легированных и высоколегированных сталей и чугуна..
Винтовые пластины из твердого сплава напаиваются на корпуса фрез. Стыки пластин на смежных зубьях у фрез исполнения 2 располагаются в шахматном порядке. В централизованном порядке фрезы изготовляются только праворежущими, а по соглашению с потребителем — леворежущими.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к главной режущей кромке, у=—5°; задний угол в плоскости, нормальной к главной режущей кромке, а=18°; передний угол на торцовом зубе равен —5°.
Радиальное биение режущих кромок относительно оси хвостовика для смежных зубьев — не более 0,03 мм, а для противоположных зубьев — не более 0,06 мм. Торцовое биение режущих кромок — не более 0,04 мм.
Для обработки стали фрезы оснащаются пластинами из твердого сплава марок Т5КЮ, Т15К6, Т14К8, для обработки чугуна — пластинами из твердого сплава марок ВК8, ВК6 по ГОСТ 3882—74.
Фрезы диаметром 20 мм исполнения 1 по соглашению с потребителем изготовляются с конусом Морзе 2. Размеры конусов Морзе по ГОСТ 2847—67.
323
Фрезы изготовляются Храпуновским инструментальным заводом.
При заказе фрез следует указать обозначение фрезы, марку твердого сплава и номер ГОСТа.
Пример условного обозначения праворежущей фрезы, типа 2, исполнения 1, оснащенной твердым сплавом марки Т15К6, диаметром 25 мм:
ФРЕЗА 2223-0504 — Т15К6 ГОСТ 8720—69.
ФРЕЗЫ КОНЦЕВЫЕ ТВЕРДОСПЛАВНЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ И КРУПНЫМ ЗУБОМ
Размеры и технические требования по нормали завода-изготовителя.
Размеры, мм
D L Число зубьев Конус Морзе
12 130 3 3
14 135 3 3
16 135 3 3
18 135 3 3
20 170 3 4
22 175 3 4
Фрезы предназначаются для фрезерования пазов и уступов в деталях из стали, чугуна и труднообрабатываемых материалов.
Рабочая часть фрез выполняется из твердого сплава и запрессовывается в хвостовик, изготовленный из конструкционной стали. Фрезы имеют винтовые режущие кромки с углом наклона <о=35°.
324
Геометрические параметры режущих кромок фрез, изготовляв* мых в централизованном порядке: передний угол в плоскости, нормальной к главной режущей кромке, у= 10°; задний угол в плоскости, нормальной к главной режущей кромке, а= 10°; передний угол на торцовом зубе уп=10°; задний угол на торцовом зубе ап=10°.
Радиальное биение режущих кромок зубьев относительно оси хвостовика—не более 0,03 мм. Торцовое биение режущих кромок— не более 0,03 мм.
Рабочая часть фрез для обработки стали изготовляется из твердого сплава марки Т5К10, для обработки чугуна и труднообрабатываемых материалов — из твердого сплава марок ВК6, ВК8, ВК6М, ВКЮ, ВК10М. Хвостовик изготовляется из стали марки 45 с твердостью после термообработки HRC 30—40.
Конус Морзе снабжен отверстием и резьбой для затяжного болта в соответствии с ГОСТ 2847—67.
Фрезы изготовляются Московским инструментальным заводом (МИЗ) по заводской нормали НФТ-8.
При заказе фрез следует указать диаметр фрез, марку твердого сплава и номер нормали.
Пример условного обозначения фрезы диаметром 16 мм из твердого сплава марки ВК6М:
ФРЕЗА 16 НФТ-8 — ВК6М.
ФРЕЗЫ КОНЦЕВЫЕ ТВЕРДОСПЛАВНЫЕ
Основные размеры и технические требования по ГОСТ 18372—73.
Фрезы изготовляются двух типов: тип 1 — фрезы цельные твердосплавные; тип 2 — фрезы твердосплавные со стальным хвостовиком.
Упомянутый стандарт распространяется на концевые твердосплавные фрезы нормальной и повышенной точности.
Размеры фрез типа 1 должны соответствовать табл. 1, а типа 2 — табл. 2.
325
Таблица 1
Размеры, мм
Обозначение фрезы D для рядов L 1 d 2
праворежущей леворежущей 1 2 3
2220-0171 2220-0172 3 28 8 3,0 3
0173 0174 4
0175 0176 3,5 3,5 3
0177 0178 4
0179 0182 4 32 10 4,0 3
0181 0184 4
0183 0186 4,5 4,5 3
0185 0188 4
0187 0192 5 36 12 5,0 5,5 3
.0189 0194 4
0191 0196 3
0193 0198 4
0195 0202 5
0197 0204 40 16 6,0 3
0199 0206 4
0201 0208 5
0203 0212 6,5 6,5 3
0205 0214 4
01207 0216 5
0209 0218 7 7,0 3
0211 0222 4
0213 0224 5
0215 0226 7,5 7,5 3
0217 0228 4
0219 0232 5
0221 0234 8 45 20 8,0 3
0223 0236 4
2220-0225 2220-0238 5
326
Продолжение
Обозначение фрезы D для рядов L 1 d 2
праворежущей леворежущей 1 2 3
2220-0227 2220-0242 8,5 45 20 8,5 3
0229 0244 4
0231 0246 5
0233 0248 9 9,0 3
0235 0252 4 5
0237 0254
0239 0256 9.5 9,5 3
0241 0258 4
0243 0262 5
0245 0264 10 10,0 3
0247 0266 4
0249 0268 5
0251 0272 10,5 50 10,5 3
0253 0274 4
0255 0276 5
0257 0278 11 11,0 3
0259 0282 4
0261 0284 5
0263 0286 11,5 11,5 3
0265 0288 4
0267 0292 5
0269 0294 12 60 25 12,0 3
0271 0296 4
2220-0273 2220-0298 5
Примечание. Фрезы по первому ряду диаметров являются предпочтительными для применения.
327
Таблица 2
Размеры» мм
Обозначение фрезы D для рядов L 1 d 2
раворежущей леворежущей 1 2 3
2220-0275 2220-0302 5 — — 58 24 5,0 3 4
0277 0304
0279 0306 5
0281 0308 — — 5,5 5,5 3
0283 0312 4
0285 0314 5
0287 0316 6 — — 80 30 6,0 3
0289 0318 4
0291 0322 5
0293 0324 •— — 6,5 6,5 3
0295 0326 4
0297 0328 5
0299 0332 — 7 — 7,0 3
0301 0334 4
0303 0336 5
0305 0338 — — 7,5 7,5 3
0307 0342 4
0309 0344 5
0311 0346 8 — — 88 38 8,0 3
0313 0348 4
0315 0352 5
0317 0354 — — 8,5 8,5 3
0319 0356 £ 5
2220-0321 2220-0358
328
Продолжение
Обозначение фрезы D для рядов L 1 d г
праворежущей леворежущей 1 2 3
2220-0323 2220-0362 — 9 — 88 38 9,0 3
0325 0361 4
0327 0366 5
0329 0368 —» — 9,5 9,5 3 4 5
0331 0372
0333 0374
0335 0376 10 — — 10,0 3
0337 0378 4 5 3 4 5 3
0339 0382
0341 0384 — — 10,5 95 45 10,5
0343 0386
0345 0388
0347 0392 11 — 11,0
0349 0394 4 5 3 4 5 3 4 5
035.1 0396
0353 0398 — — 11,5 11,5
0355 0402
0357 0404
0359 0406 12 — — 103 53 12,0
0361 0408
2220-0363 2220-0412
Примечание. Фрезы по первому ряду диаметров являются предпочтительными для применения.
329
Фрезы предназначаются для фрезерования уступов и неглубоких пазов в деталях из закаленных сталей до твердости HRC 42, титана и его сплавов, спиральных групп нержавеющих и жаропрочных сплавов.
Фрезы изготовляются праворежущими, леворежущие фрезы изготовляются по заказу потребителя.
Угол наклона стружечных канавок:
для фрез с числом зубьев г=3 — <л=ЗОч- 40°;
для фрез с числом зубьев z=4 и 5 — со=ЗОч-35°.
Для повышения виброустойчивости фрезы изготовляются с неравномерным окружным шагом зубьев.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в сечении, нормальном к главной режущей кромке, у=5°; задний угол в плоскости, перпендикулярной к оси фрезы, а=15°.
Радиальное и торцовое биение режущих кромок фрез относительно оси хвостовика: для фрез нормальной точности — 0,03 мм; для фрез повышенной точности — 0,02 мм.
Допускаемые отклонения по диаметру хвостовика d по Сз ОСТ 1013.
Материал фрез типа 1 и режущей части фрез типа 2 — твердые сплавы марок ВК6М, ВК8, ВКЮМ по ГОСТ 3882—74. Материал хвостовой части фрез типа 2 — сталь марки 40Х по ГОСТ 4543—71. Рабочая часть фрез типа 2 должна быть припаяна к хвостовику припоем марки Л63 по ГОСТ 15527—70 или марки МНМц-68-4-2 по ТУ 52—59.
Фрезы нормальной точности изготовляются московским заводом режущих инструментов «Фрезер» им. Калинина и Сестрорецким инструментальным заводом им. Воскова.
Пример условного обозначения фрезы диаметром D=3 мм, числом зубьев z=3, нормальной точности, из сплава ВК8, праворежущей:
ФРЕЗА 2220-0174 — ВК8 ГОСТ 18372—73.
То же, повышенной точности:
ФРЕЗА 2220-0171 Т — ВК8 ГОСТ 18372—73.
330
ФРЕЗЫ КОНЦЕВЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ, ОСНАЩЕННЫЕ ПРЯМЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Основные размеры и технические требования по нормали завода-изготовителя.
Размеры, мм
Обозначение фрезы D L / Конус Морзе Число зубьев
основ* ной дополнительный
НМФ 2223-0001 — 14 105 16 2 4
0002 16 — 105 16 2 4
0003 — 18 105 20 2 5
0004 20 — 125 20 3 5
0005 — 22 125 20 3 5
0006 25 — 125 20 3 5
0007 — 28 150 20 4 5
0008 32 — 150 20 4 5
0009 — 36 150 25 4 6
0010 40 _ 150„ ~ 25 _ 4 6
ООП — 45 190 32 5 6
0012 50 — 190 3& 5 6
0013 30 — 150 20 4 5
НМФ 2223-0014 — 35 150 25 4 6
331
Фрезы предназначаются для фрезерования неглубоких пазов и уступов в чугунных и стальных деталях.
Плоские пластины из твердого сплава напаиваются на корпус фрезы. Для достижения благоприятных условий резания режущие кромки зубьев наклонены к оси фрезы под углом 5°, при этом направление наклона совпадает с направлением резания.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к главной режущей кромке, у™0°; задний угол в плоскости, нормальной к главной режущей кромке, а=15°; передний угол на торцовом зубе yi=O0; задний угол на торцовом зубе ai=15°.
Для обработки стали фрезы оснащаются пластинами из твердого сплава марок Т5К10, Т15К6, а для обработки чугуна — пластинами из твердого сплава марок ВК8, ВК6.
Корпуса фрез изготовляются из стали марки 45 или 50 по ГОСТ 1050—74 или из стали марки 40Х по ГОСТ 4543—71.
Фрезы с диаметрами по дополнительному ряду изготовляются только по соглашению с потребителем.
Размеры конусов Морзе по ГОСТ 2847—67. Конусы снабжены отверстием с резьбой для затяжного болта.
Фрезы изготовляются Йошкар-Олинским инструментальным заводом по нормали НМФ 2223 —
При заказе фрез следует указать обозначение фрезы и марку твердого сплава.
Пример условного обозначения фрезы диаметром D=25 мм, оснащенной пластинами из твердого сплава марки Т15К6:
ФРЕЗА НМФ 2223-0006 — Т15К6.
ФРЕЗЫ КОНЦЕВЫЕ УДЛИНЕННЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ, ОСНАЩЕННЫЕ ВИНТОВЫМИ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА ДЛЯ ОБРАБОТКИ ЛЕГКИХ СПЛАВОВ
Основные размеры по нормали МН 1087—60.
Технические требования по ГОСТ 8720—69.
332
Размеры, мм
Обозначение фрезы D L 1 о), град г Конус Морзе Число зубьев
ряд 1 РЯД 2
2223-0251 — 28 170 35 35 4 3
0252 _— 30* . 170 34 40 4 3
0253 32 — 170 32 42 4 3
0254 36 170 31 45 1—О 4 3
0255 40 — 180 41 34 4 3
2223-0256 * По возможности не 50 примен ять. 180 38 40 4 3
Фрезы предназначаются для фрезерования пазов и уступов в деталях из алюминиевых сплавов, меди, легких и цветных металлов и их сплавов.
Диаметры фрез ряда 1 являются предпочтительными для применения.
На корпусе фрез припаяны твердосплавные винтовые пластины. Стыки пластин на смежных зубьях фрез располагаются в шахматном порядке. Небольшое число зубьев и большой угол наклона винтовых режущих кромок (со=34 -*-45е) обеспечивают удовлетворительный отвод стружки и повышают виброустойчивость фрез. Для повышения стойкости фрез их уголки закругляются. Радиус закругления г может быть равным 1; 1,5; 2; 2,5; 3; 4 и 5 мм. По соглашению с потребителем вместо радиуса выполняется фаска размером 0,5X45°.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к главной режущей кромке, у= 15°; задний угол в плоскости, перпендикулярной к оси фрезы, а=15°; задний угол на торцовом зубе ат= 12°.
Радиальное биение режущих кромок зубьев относительно оси хвостовика — не более 0,03 мм. Торцовое биение режущих кромок — не более 0,04 мм.
Фрезы оснащаются пластинами из твердого сплава марки ВК8, или ВК6. Корпус фрез изготовляется из стали марки 40Х или 45 с твердостью после термообработки HRC 30—40.
Размеры конуса Морзе по ГОСТ 2847—67. Конус Морзе имеет отверстие с резьбой для затяжного болта.
Фрезы изготовляются Храпуновским инструментальным заводом.
При заказе фрез следует указать обозначение фрезы, радиус закругления уголков и марку твердого сплава.
Пример условного обозначения фрезы диаметром D=40 мм, радиусом закругления уголков г=4 мм, оснащенной винтовыми пластинами из твердого сплава марки ВК6:
ФРЕЗА 2223-0255 r4 — ВК6.
333
ФРЕЗЫ ДИСКОВЫЕ ТРЕХСТОРОННИЕ
Основные размеры по ГОСТ 3755—69.
Технические требования по ГОСТ 1695—67.
Размеры, мм
Обозначение фрезы D в d Число зубьев
2240-0201 50 5 16 14
0202 50 6 16 14
0203 63 6 22 16
0204 63 8 22 16
0205 63 10 22 16
0206 63 12 22 16
0207 80 8 27 18
0208 80 10 27 18
0209 80 12 27 18
0210 80 14 27 18
0211 100 10 32 20
0212 100 12 32 20
0213 100 14 32 20
2240-0214 100 16 32 20
334
Фрезы предназначаются для фрезерования пазов и уступов в стальных и чугунных деталях.
Наличие торцовых зубьев на фрезах улучшает чистоту обработанной поверхности и создает благоприятные условия резания. В централизованном порядке фрезы изготовляются для двух посадок: для пазов с допуском по А3а и для пазов с допуском по ПШ. По соглашению с потребителем фрезы изготовляются с другими допусками по ширине и увеличенным числом зубьев.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол на главной режущей кромке у=15°; задний угол на главной режущей кромке а=20°; задний угол на торцовой режущей кромке ai = 6°.
Радиальное биение режущих кромок (относительно оси посадочного отверстия) для смежных зубьев фрез диаметром 50—63 мм — не более 0,025 мм, а для противоположных зубьев — не более 0,04 мм; для смежных зубьев фрез диаметром 80—100 мм — не более 0,03 мм, а для противоположных зубьев — не более 0,05 мм. Торцовое биение режущих кромок фрез диаметром 50—80 мм — не более 0,03 мм, а фрез диаметром 100 мм — не более 0,04 мм.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ, Р14Ф4, Р9М4К8Ф, Р6М5К5 с твердостью после термообработки HRC 63—67.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются Винницким инструментальным заводом; фрезы диаметром 80—100 мм — Ташкентским инструментальным заводом.
При заказе фрез следует указать обозначение фрезы, посадку и номер ГОСТа.
Пример условного обозначения фрезы диаметром £>=100 мм, шириной В= 14 мм для паза по ПШ:
ФРЕЗА 2240-0213 — ПШ ГОСТ 3755—69.
335
ФРЕЗЫ ПАЗОВЫЕ ЗАТЫЛОВАННЫЕ
Основные размеры и технические требования по ГОСТ 8543—71.
Размеры, мм
Обозначение фрезы D в d Число зубьев
2250-0051 50 4 16 12
0052 50 5 16 12
0053 50 6 16 12
0054 63 5 22 14
0055 63 6 22 14
0056 63* 7 22 14
0057 63 8 22 14
0058 80* 7 27 14
0059 80 8 27 14
0060 80 10 27 14
0061 80 12 27 14
0062 100 10 32 16
0063 100 12 32 16
0064 100* 14 32 16
2250-0065 100 16 32 16
♦ По возможности не применять.
336
Фрезы предназначаются для фрезерования пазов и уступов в стальных и чугунных деталях.
Зубья фрез затылованы. Затылованный зуб позволяет сохранять постоянство, профиля паза при переточках фрезы. Кроме того, затылованные зубья имеют повышенную прочность, что позволяет работать с большими подачами на зуб.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол у=10°; задний угол определяется величиной затылования.
Радиальное биение режущих кромок зубьев относительно оси посадочного отверстия для фрез диаметром до 63 мм — не более 0,04 мм, а для фрез диаметром свыше 63 мм — не более 0,05 мм. Биение опорных торцов — не более 0,02 мм.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 по ГОСТ 19265—73 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ, Р14Ф4, Р9М4К8Ф, Р6М5К5 по ГОСТ 19265—73 с твердостью после термообработки HRC 63—67.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются Винницким инструментальным заводом.
При заказе фрез следует указать обозначение фрезы, посадку и номер ГОСТа.
Пример условного обозначения фрезы диаметром D=100 мм, шириной В='12 мм для паза по ПШ:
ФРЕЗА 2250-0063 ПШ — ГОСТ 8543—71.
ФРЕЗЫ ПРОРЕЗНЫЕ (ШЛИЦЕВЫЕ) И ОТРЕЗНЫЕ
Основные размеры и технические требования по ГОСТ 2679—73.
Фрезы должны изготовляться трех типов: тип 1 — фрезы с мелким зубом; тип 2 — фрезы со средним зубом; тип 3 — фрезы с крупным зубом.
Фрезы типа 3 имеют две градации чисел зубьев.
Для фрез устанавливаются следующие классы точности:
1. Точное исполнение — распространяется на фрезы типов 1 и 2, предназначенные для прорезки шлицев и пазов.
337
2. Нормальное исполнение — распространяется на фрезы всех типов, предназначенные для прорезных и отрезных работ.
3. Распространяется на фрезы всех типов шириной В=0,5 мм и выше, предназначенные для отрезных работ.
Число
Тип 1
Размеры, мм
Таблица 1
Обозначение фрезы D в d di Число зубьев 7. град
исполнение^! исполнение 2
2254-0641 2254-0642 20 0,20 5 10 80 0
0643 0644 0,25 64
0645 0646 0,30
0647 0648 0,40
0651 0652 0,50 48
0653 0654 0,60 5
0655 0656 0,80
0657 0658 1,00 40
0661 0662 1,20
0663 0664 1,40
0665 0666 1,60
0667 0668 2,00 32
2254-0671 2254-0672 2,50
338
Продолжение
Обозначение фрезы D в d di Число зубьев град
исполнение 1 исполнение 2
2254-0673 2254-0674 0676 25 0,20 8 12 80 0
0675 0,25
.0677 0678 0,30
0681 0682 0,40 64
Б
0683 0684 0,50
0685 0686 0,60
0687 0688 0,80 48
0691 0692 1,00
0693 0694 1,20
0695 0696 1,40
0697 0698 1,60 40
0701 0702 2,00
0703 0704 2,50
0705 0706 2,80
0707 0708 3,00 32
0711 0712 32 0,20 8 14 100 0
0713 0714 0,25
0715 0716 0,30 80
0717 _ 0718 0,40
0721 0722 0,50
0723 _____ 0724 0,60 64 5
0725 __ 0726 0,80
0727 __ 0728 1,00
0731 0732 1,20 48
0733 0734 1,40
0735 0736 1,60
0737 0738 2,00
40
0741 _ 0742 2,50
0743 L 0744 2,80
0745 0746 3,00
2254-0747 2254-0748 4,00 10
339
Продолжение
Обозначение фрезы D в d dt Число зубьев т. град
исполнение 1 исполнение 2
2254-0751 2254-0752 40 0,20 10 18 128 0
0753 0754 0,25 100
0755 0756 Q.30 0,40
0757 0758
0761 0762 0,50 80
0763 0764 0,60 5
0765 0766 0,80
0767 0768 1,00 64
0771 0772 1,20
0773 0774 1,40
0775 0776 1,60
0777 0778 2,00 48
0781 0782 2,50
0783 0784 2,80
0785 0786 3,00
0787 0788 4,00 40 10
0791 0792 5,00
0793 0794 50 0,20 13 25 128 0
0795 0796 0,25
0797 0798 0,30
0801 0802 0,40 100
0803 0804 0,50 5
0805 0806 0,60
0807 0808 0,80 80
0811 0812 1,00
0813 0814 1,20
2254-0815 2254-0816 1,40
340
Продолжение
Обозначение фрезы D в d di Число зубьев 7. ерад
исполнение 1 исполнение 2
2254-0817 2254-0818 50 1,60 13 25 64 5
0821 0822 2,00
0823 0824 2,50
0825 0826 2,80
0827 0828 3,00 48
10
0831 0832 4,00
0833 0834 5,00
0835 0836 6,00 40
0837 0838 63 0,25 16 32 160 0
0841 0842 10,30 128
0843 0844 0,40
0845 0846 0,50
0847 0848 S0,60 100 5
0851 0852 0,80
0853 0854 1,00
0855 0856 '1,20 80
0857 0858 1,40
0861 0862 1,60
0863 0864 2,00
0865 0866 2,50 64
0867 0868 2,80
0871 0872 3,00
0873 0874 4,00 10
. 0875 0876 5,00 48
2254-0877 2254-0878 6,00
341
Продолжение
Обозначение фрезы 2> в d di Число зубьев т» град
исполнение 1 исполнение 2
2254-0881 2254-0882 80 0,3 22 34 160 0
0883 0884 0,4
0885 0886 0,5 128
0887 0888 0,6 5
0891 0892 0,8
0893 0894 1,0 100
0895 0896 1,2
0897 0898 1,4
0901 0902 1,6
0903 0904 2,0 80
0905 0906 2,5
0907 0908 2,8
0911 0912 3,0
0913 0914 4,0 64 10
0915 0916 5,0
0917 0918 6,0
0921 0922 100 0,5 160 0
0923 0924 0,6
0925 0926 0,8 128 5
0927 0928 1,0
0931 0932 1,2
0933 0934 1,4 100
0935 0936 1,6
0937 0938 2,0
0941 0942 2,5
0943 0944 2,8
0945 0946 3,0 80
0947 0948 4,0 10
0951 0952 5,0
2254-0953 2254-0954 6,0 64
342
Продолжение
Обозначение фрезы D в d di Число зубьев 7» град
исполнение 1 исполнение 2
2254-0955 2254-0956 125 160 0,6 27 45 160 5
0957 0958 0,8
0961 0962 1,0
0963 0964 1,2 128
0965 0966 1,4 1,6
0967 0968
0971 0972 2,0
0973 0974 2,5 100
0975 0976 2,8
0977 0978 3,0
0981 0982 4,0 10
0983 0984 5,0 80
0985 0986 6,0
0987 0988 1,0 32 47 160 5
0991 0992 1,2
0993 0994 1,4
0995 0996 1,6
0997 0998 2,0 128
1001 1002 2,5
1003 1004 2,8
1005 1006 3,0
1007 1008 4,0 100 10
10111 1012 5,0
2254-1013 2254-1014 6,0
343
Продолжение
Обозначение фрезы D в d di Число зубьев т. град
исполнение 1 исполнение. 2
2254-1015 2254-1016 200 1,0 32 63 200 5
1017 1018 1,2
1021 1022 1,4
1023 1024 1,6 160
1025 1026 2,0
1027 1028 2,5
1031 1032 2,8
1033 1034 3,0 128
1035 1036 4,0 10
1037 1038 5,0
1041 1042 6,0 100
1043 1044 250 1,6 32 63 200 5
1045 1046 2,0
1047 1048 2,5 160
1051 1052 2,8
1053 1054 3,0
И055 1056 4,0 10
1057 1058 5,0 128
1061 1062 6,0
1063 1064 2 5 40 80 200 5
1065 1066 2,8
1067 1068 3,0 160
1071 1072 4,0
10
1073 1074 5,0
2254-1075 2254-1076 6,0
344
Таблица 2
Тип 2
Размеры, мм
Обозначение фрезы D в d Число зубьев 7» град
исполнение 1 исполнение 2
2254-1141 2254-М42 250 0,5 13 25 Л 48 0
1143 1144 0,6 5
1145 1146 0,8 40
1147 1148 1,0
1151 1152 1,2
1153 1154 1,4
1155 1156 1,6 32
1157 1158 2,0
1161 1162 2,5
1163 1164 2,8
1165 1.166 3,0 24
11167 1168 63 0,5 0,6 16 32 64 5
1171 1172 48
1173 1174 0,8
1175 1176 1,0
1177 1178 1,2 40
1181 1182 1,4
1,6
1183 1184
1185 1186 2,0 2,5
32
1187 1188
1191 1192 2,8
2254-1193 2254-1194 3,0
345
Продолжение
Обозначение фрезы й в d di Число зубьев Y, град
исполнение 1 исполнение 2
2254-1195 2254-1196 80 0,6 22 34 64 5
1197 1198 0,8
1201 1202 1,0 48
1203 1204 1,2
1205 1206 1,4
1207 1208 1,6
1211 1212 2,0 40
1213 1214 2,5
1215 1216 2,8
1217 1218 3,0
1221 1222 3,5 10
1223 1224 4,0 32
1225 1226 100 0,6 22 34 80 5
1227 1228 0,8 1,0 64
1231 1232
1233 1234 1,2 1,4
1235 1236
1237 1238 1,6 48
1241 1242 2,0
1243 1244 2,5
1245 1246 2,8
1247 1248 3,0 40
10
1251 1252 3,5
2254-1253 2254-1254 4,0
346
Продолжение
Обозначение фрезы D в d dt Число зубьев 1, град
исполнение 1 исполнение 2
2254-1255 2254-1256 125 ,0,8 27 45 80 5
1257 1258 1,0
1261 1262 1,2 64
1263 1264 1,4
1265 1266 1,6
1267 1268 2,0
1271 •1272 2,5 48
1273 1274 2,8
1275 1276 3,0
1277 1278 3,5 10
1281 1282 4,0
1283 И284 160 1,0 32 47 80 5
1285 1286 1,2
1287 1288 1,4
1291 1292 1,6
1293 1294 2,0 64
1295 1296 2,5
1297 1298 2,8
1301 1302 3,0
1303 1304 3,5 10
1305 1306 4,0 48
1307 1308 4,5
1311 1312 5,0
2254-1313 2254-1314 6,0
347
Продолжение
Обозначение фрезы D в d dt Число зубьев 7, град
исполнение 1 исполнение 2
2254-1315 2254-1316 200 1,2 32 63 100 5
1317 1318 1,4
1321 1322 1,6 80
1323 1324 2,0
1325 1326 2,5
1327 1328 2,8
1331 1332 3,0 64
1333 1334 3,5 10
1335 1336 4,0
1337 1338 4,5
1341 1342 5,0
1343 1344 6,0 48
1345 1346 250 1,6 32 63 100 5
1347 1348 2,0
1351 1352 2,5 80
1353 1354 2,8
1355 1356 3,0
1357 1358 3,5 10
1361 1362 4,0
1363 1364 4,5
1365 1366 5,0 64
1367 1368 6,0
1371 1372 2,8 2,5 40 80 100 5
1373 1374 2,8
1375 1376 3,0
1377 1378 3,5 10
1381 1382 4,0 80
1383 1384 4,5
1385 1386 5,0
2254-1387 2254-1388 6,0
348
Таблица 3
ТИП 3 1-я градация чисел зубьев ______Размеры, мм_______
Обозначение фрезы D в d di Число зубьев, град
исполнение 1 исполнение 2
2254-1421 2254-1422 50 1,0 13 25 20 5
1423 1424 1,2
1425 1426 1,6 16
1427 1428 2,0
1431 1432 2,5
1433 1434 63 1,0 16 32 24 5
1435 1436 1,2 20
1437 1438 1.6
1441 1442 2,0 16
1443 1444 2,5
1445 1446 3,0
1447 1448 80 1,0 22 34 24 5
1451 1452 1,2
1453 1454 1,6
1455 1456 2,0 20
1457 1458 2,5
1461 1462 3.0
32 5
1463 1464 100 1,0 22 34
1465 1466 1,2
1467 1468 1,6 24
1471 1472 2,0
1473 1474 2,5
1475 1476 3,0 20
1477 1478 125 1,6 27 45 32
1481 1482 2,0
1483 1484 2,5 24
1485 1486 3,0
1487 1488 (3,5)
2254-1491 2254-1492 4,0
349
Продолжение
Орозначеиие фрезы D в d di Число зубьев, град
исполнение 1 исполнение 2
2254-1493 2254-1494 160 1,6 32 47 40
1495 1496 2,0 32
1497 1498 2,5
1501 1502 3,0
1503 1504 (3,5)
1505 1506 4,0 24
1507 1508 (4,5)
1511 1512 200 2,0 32 63 40 5
1513 1514 2,5
1515 1516 3,0 32
1517 1518 (3,5) 5
1521 1522 4,0
1523 1524"" (4,5)
1525 1526 5,0
1527 1528 250 2,5 32 63 40
1531 1532 3,0 10
1533 1534 (3,5)
1535 1536 4,0
1537 1538 (4,5)
1541 1542 5,0 32
1543 1544 6,0
1545 1546 315 2,5 40 80 48 5
1547 1548 3,0
1551 1552 4,0 40 10
1553 1554 5,0
2254-1555 2254-1556 6,0
350
Таблица 4 ТИП 3 2-я градация чисел зубьев Размеры, мм
Обозначение фрезы й в d di Число зубьев. Ь град
исполнение 1 исполнение 2
2254-1581 2254-1582 63 1,0 16 32 18 5
1583 1584 1,2 16
1585 1586 1,6
1587 1588 2,0
1591 1592 2,5 14
1593 1594 80 1,0 22 34 20 5
1595 1596 1,2 18
1597 1598 1,6
1601 1602 2,0 2,5 16
1603 1604
1605 1606 3,0 14
1607 1608 100 1,0 22 34 22 5
1611 1612 1,2 20 >
1613 1614 1,6
1615 1616 2,0 18
1617 1618 2,5
1621 1622 3,0 16
1623 1624 125 1,6 27 45 22 5
1625 1626 2,0 20
1627 1628 2,5
1629 1632 3,0 18
1633 1634 3,5 10
2254-1635 2254-1636 4,0
351
Продолжение
Обозначение фрезы D В d dt Число зубьев, Zt 7, град
исполнение 1 исполнение 2
2254-1637 2254-1638 160 1,6 32 47 26 5
1641 1642 2,0 22
1643 1644 2,5 20
1645 1646 3,0
1647 1648 3,5 10
1651 1652 4,0
1653 1654 (4,5)
1655 1656 200 2,0 32 63 26 5
1657 1658 2,5
166-1 1662 3,0 22
1663 1664 (3,5) 10
1665 1666 4,0
1667 1668 (4,5)
1671 1672 5,0 20
1673 1674 250 2,5 32 63 28 5
1675 1676 3,0 26
1677 1678 (3,5) 10
1681 1682 4,0
1683 1684 (4,5)
2254-1685 2254-1686 5,0 22
352
У фрез класса 3 при ширине 1,6 мм и более, изготовляемых в централизованном порядке, зубья должны быть выполнены по соответствующим формам.
Исполнение форм переходных режущих кромок зубьев для фрез типа 2, класса 3 и типа 3.
Тип 2, класс 3 и тип 3.
Форма 1 для фрез типов 2 и 3.
Смежные зубья.
Размеры, мм
Ширина фрезы,В 1,6 2.6 2,5 3,0 (3,5) 4,0 (4,5) 5,0 6,0
с 0,5 0,6 0,8 1 ,0 1 ,2 1,5 1,8
По согласованию с потребителем допускается исполнение зубьев фрез по форме 2 или 3.
Форма 2 для фрез типов 2 и 3.
Размеры, мм
Ширина фрезы, В 1,6 2,0 2,5 3,0 <зЛ> 4,0 (4,5) 5,0 6,0
С 0,3 0,4 0,5 0,6 0,8 1,0 1,2
353
Форма 3 для фрез типа 3 Смежные зубья.
Зачищающий
Г
у'
iyff
Размеры, мм
Ширина фрезы, В 1,6 2,0 2,5 3,0 3,5 4,0 4,5 5,0 6,0
с 0,50 0,60 0,80 1,00 1,2 1,5 1,8
h 0,12 0,15 0,20 0,25 0,3 0,4 0,5
Ci 0,15 0,20 0,25 0,30 0,4 0,5 0,6
Выполнение зубьев с переходными режущими кромками улучшает отвод стружки и увеличивает прочность зубьев. В централизованном порядке фрезы диаметром менее 125 и шириной менее 3 мм изготовляются без шпоночного паза. По соглашению с потребителем указанные фрезы изготовляются со шпоночным пазом.
Размер шпоночного паза по ГОСТ 9472—70. Допуск на диаметр посадочного отверстия d по А, ОСТ 1012.
Допускается изготовлять фрезы диаметром Z)=200, 250 и 315 мм с поводковыми отверстиями согласно рисунку и таблице.
354
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол для фрез типов 1 и 2 при ширине В<0,5 мм у=0®, при ширине В=0,6ч-3 мм у=5°, при ширине В>3 мм у= 10°, передний угол для фрез типа 3 при ширине В<3 мм у=5®, при ширине В>3 мм у=10°, вспомогательный угол в плане <pi равен 5—30' в зависимости от диаметра и ширины фрезы.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р6М5, Р12, Р6МЗ по ГОСТ 19265—73 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ, Р6М5К5 по ГОСТ 19265—73 с твердостью после термообработки HRC 63—67. В обоснованных случаях допускается изготовление фрез из легированной стали марки 9ХС по ГОСТ 5950—63.
Фрезы изготовляются следующими инструментальными заводами:
Тип фрезы Основные размеры, мм Заводы-изготовители
D В Кнржа-чский Минский Белгородский
50—63 1,0—1,2 + — +
1,6—2,0 + 63X1,6— 2,0 +
2,5—3,0 + 63x25— 3,0 +
80-100 1,0—1,2 + 80X1,2 +
1,6—2,0 + + +
1,2 и 3 2,5-4,0 + + +
125 1,2 4- +
1,6—2,0 4- + +
2,5—4,0 + + +
160 1,6—2,0 — + +
2,5—4,0 — + +
200 2,0—2,5 — + 4-
3,0—5,0 — + 4-
355
Продолжение
Тип фрезы Основные размеры, мм Заводы-изготовители
D в Кир-жач-ский Минский Белгородский
32 0,2—1,6 + — +
40 0,2—1,2 + —
1,6—2,5 + — +
50 0,2—1,2 + — 4-
1,6—2,0 -Г — 4-
1 и 2, классы 1 и 2 2,5—3,0 + — 4-
63 0,25—1,2 4- — 4-
1,6—2,0 -Г 4- +
2,5—3,0 + 4- 4-
80 1,0—1,2 4- 80X1,2 -L
1,6-2,0 4- + 4-
2,5—4,0 + 4- 4-
При заказе фрез следует указать обозначение, класс точности фрезы и номер ГОСТа.
Пример условного обозначения фрезы исполнения 1, диаметром 0=80 мм, шириной В = 2 мм, класса точности 1:
ФРЕЗА 2254-0903 1 — ГОСТ 2679—73.
То же, класса точности 2:
ФРЕЗА 22544)903 2 — ГОСТ 2679—73.
356
ФРЕЗЫ ДЛЯ ФРЕЗЕРОВАНИЯ КАНАВКИ ЯЗЫЧКОВЫХ ИГЛ
Основные размеры и технические требования по чертежам завода-изготовителя.
Размеры, мм
D в d Число зубьев
Исполнение 1 Исполнение 2
26 1 0,13 9 90 ПО
Фрезы предназначаются для фрезерования канавок на язычковых иглах из стали марки У10 методом врезания на специальных автоматах.
Допускаемое отклонение по ширине фрез 0,01 мм.
Геометрические параметры режущих кромок фрез: передний угол у=0—2°; радиальное биение режущих кромок фрез — не более 0,07 мм.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
357
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки не ниже HRC 64; при фрезеровании труднообрабатывае/мых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ, Р6М5К5 с твердостью после термообработки HR С 64—67.
При износе режущих кромок зубья фрез срезаются и вновь нарезаются абразивным кругом.
Допуск на диаметр посадочного отверстия </=0,02 мм.
Фрезы изготовляются Киржачским инструментальным заводом по заказам.
При заказе фрез следует указать название, диаметр и ширину фрезы и допускаемое отклонение по ширине фрезы.
Пример условного обозначения фрезы:
ФРЕЗА ДЛЯ ФРЕЗЕРОВАНИЯ ЯЗЫЧКОВЫХ ИГЛ 26x0,13—0,01.
ФРЕЗЫ ОТРЕЗНЫЕ ДЛЯ ИГОЛЬНЫХ ПОЛОТЕН ФАНГОВЫХ МАШИН
Основные размеры и технические требования по чертежам завода-изготовителя.
358
Размеры, мм
D в d Число зубьев
Исполнение 1 Исполнение 2
80 0,87; 0,93; 1,13; 1,22; 1,7; 1,83; 2,3 27 36 56
Фрезы предназначаются для фрезерования канавок на игольных полотнах из стали марки 50Г фанговых машин на специальных шлицефрезерных станках.
Фрезы используются в наборе на оправке, при этом заточка фрез производится также в наборе на оправке. Наружные диаметры опорных колец выбираются максимально допустимыми.
Допускаемое отклонение по ширине фрез 0,04 мм.
Геометрические параметры режущих кромок фрез: передний угол у=5°; задний угол а=20°.
Торцовое биение режущих кромок фрез — не более 0,04 мм.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ, Р6М5К5 с твердостью после термообработки H.RC 63—67.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012.
Фрезы изготовляются Киржачским инструментальным заводом по заказам.
При заказе фрез следует указать название, диаметр D, ширину фрезы В и допускаемое отклонение по ширине фрезы.
Пример условного обозначения фрезы шириной 0,87 мм и диаметром 80 мм:
ФРЕЗА ОТРЕЗНАЯ ДЛЯ ИГОЛЬНЫХ ПОЛОТЕН ФАНГОВЫХ МАШИН 80 X 0,87 + 0,04.
359
ФРЕЗЫ ДИСКОВЫЕ
ФРЕЗЫ ДИСКОВЫЕ БЫСТРОРЕЖУЩИЕ
ФРЕЗЫ ДИСКОВЫЕ ТРЕХСТОРОННИЕ С РАЗНОНАПРАВЛЕННЫМИ ЗУБЬЯМИ
Основные размеры по ГОСТ 9474—73.
Технические требования по ГОСТ 1695—67.
360
Фрезы должны изготовляться двух типов: тип 1 — фрезы с мелким зубом (основные размеры, табл. 1); тип 2 — фрезы с нормальным зубом (основные размеры, табл. 2).
Таблица 1
Размеры, мм
Обозначение фрезы D В d Число зубьев
2240-0101 6
0102 8
0103 63 10 22 16
0104 12
0251 14
0252 16
0105 8
0106 10
0107 12
0108 80 14 27 18
0109 16
0253 18
0254 20
ОНО 10
0111 12
0112 14
0113 100 16 32 20
0114 18
0115 20
0255 22
0256 25»
0116 12
0117 14
01118 16
0119 18
0120 125 20 32 22
0121 22
0257 25
2240-0258 28
361
Продолжение
Обозначение фрез D в d Число зубьев
2240-0151 6
0152 8
0153 10
0154 63 12 22 12
0259 14
0261 16
0155 8
0156 10
0157 12
0158 80 14 27 14
0159 16
0262 18
0263 20
0160 10
0161 12
0162 14
0163 100 16 32 14
0164 18
0165 20
0264 22 Л
0265 25
0166 12
0167 14
'0168 16
-0169 18
0170 125 20 32 18
0171 22
0266 25
2240-0267 28
362
Фрезы предназначаются для фрезерования пазов с отклонениями по А3а ПШ (ГОСТ 7227—58), а также уступов в стальных и чугунных деталях.
Режущие кромки зубьев фрез выполнены с углом наклона <о=10° (тип 1) и <о=15° (тип 2) с наклоном смежных режущих кромок разнонаправленных, что создает благоприятные условия резания как на цилиндрической поверхности, так и на торцах, а также улучшает равномерность фрезерования.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к режущей кромке, ун=15°; главный задний угол а =16°; торцовый задний угол ai=6°.
Радиальное биение режущих кромок зубьев (относительно оси посадочного отверстия) для смежных зубьев — не более 0,03 мм, а для противоположных зубьев — не более 0,05 мм. Торцовое биение режущих кромок торцовых зубьев при проверке на оправке для фрез диаметром до 80 мм — не более 0,03 мм, а для фрез диаметром свыше 80 jwjm — не более 0,04 мм.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HR.C 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ и Р14Ф4, Р9М4К8Ф и Р6М5К5 с твердостью после термообработки HRC 63—67.
Допуск на диаметр посадочного отверстия d. по А, ОСТ 1012. Размеры и допускаемые отклонения шпоночного паза в посадочном отверстии по ГОСТ 9472—70.
По соглашению с потребителем фрезы изготовляются с различными допусками по ширине.
Фрезы изготовляются типов 1, 2 D=63->100 мм Винницким инструментальным заводом. При заказе фрез следует указать тип, диаметр и ширину фрезы, посадку и номер ГОСТа.
Пример условного обозначения фрезы тнпк 1 диаметром 63 мм и шириной В= 12 мм для паза ПШ:
ФРЕЗА 2240-0104 ПШ — ГОСТ 9474—73.
То же, для паза А3а:
ФРЕЗА 2240-0104 А3а — ГОСТ 9474—73.
363
ФРЕЗЫ ДИСКОВЫЕ ПАЗОВЫЕ
Основные размеры по ГОСТ 3964—69.
Технические требования по ГОСТ 1695—67.
Размеры, мм
Обозначение фрезы D в d Число зубьев
2250-0001 50 3 16 14
0002 50 4 16 14
0003 50 5 16 14
0004 50 6 16 14
0005 63 5 22 16
0006 63 6 22 16
0007 63 8 22 16
0008 80 8 27 18
0009 80 10 27 18
0010 80 12 27 18
ООП 100 10 32 20
0012 100 12 32 20
0013 100 14 32 20
2250-0014 100 16 32 20
364
Фрезы предназначаются для фрезерования точных неглубоких пазов и прорезей в стальных и чугунных деталях.
В централизованном порядке фрезы изготовляются для двух посадок для разов с допуском по Аза и для пазов с допуском по ПШ. По соглашению с потребителем фрезы изготовляются с другими допусками по ширине.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол у=15°; задний угол а=20°; вспомогательный угол в плане <pi = l—2°. Выполнение на режущей кромке фаски шириной 1 мм без вспомогательного угла в плане обеспечивает сохранение ширины фрезы при переточках.
Радиальное биение режущих кромок (относительно оси посадочного отверстия) для смежных зубьев фрез диаметром 50—63 мм — не более 0,025 мм, а для противоположных зубьев — не более 0,04 мм-, для смежных зубьев фрез диаметром 80—100 мм — не более 0,03 мм, а для противоположных зубьев — не более 0,05 мм. Торцовое биение режущих кромок диаметром 50—80 мм — не более 0,03 мм, а фрез диаметром 100 мм — не более 0,04 мм. По соглашению с потребителем фрезы изготовляются с увеличенным числом зубьев.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ, Р14Ф4, Р9М4К8Ф, Р6М5К5 с твердостью после термообработки HRC 63—67.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются Винницким инструментальным заводом.
При заказе фрез следует указать обозначение фрезы, посадку и номер ГОСТа.,
Пример условного обозначения фрезы диаметром Z>=100 мм, шириной В= 14 мм для паза по ПШ:
ФРЕЗА 2250-0013 ПШ — ГОСТ 3964—69.
365
ФРЕЗЫ ДИСКОВЫЕ ПАЗОВЫЕ
Основные размеры и технические требования по чертежам заво-изготовителя.
оо
Размеры, мм
D в d Число зубьев
50 0,34 — — — — — — 13 26
80 0,36 0,37 0,38 0,39 0,46 0,47 0,48 16 45
0,49 0,50 0,54 0,55 0,56 0,57 0,58
80 0,59 0,63 0,64 0,65 0,66 0,81 0,82 16 45
0,83 0,84 0,87 0,92 1,16 1,17 1,20
80 1,23 1,47 1,70 1,75' — — — 16 45
366
Фрезы предназначаются для фрезерования канавок в деталях трикотажных машин.
Допускаемое отклонение по ширине фрез 0,01 мм.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол у=5°; задний угол а=20°; радиус стружечной канавки 1 мм.
Радиальное биение режущих кромок (относительно оси посадочного отверстия) фрезы — не более 0,04 мм. Торцовое биение режущих кромок при проверке на оправке с буртиком, к которому фреза прижимается установочным торцом с помощью натяжной гайки, — не более 0,02 мм. При этом диаметры буртиков оправки равны 34 и 64 мм соответственно для фрез диаметрами 50 и 80 мм. Поднутрение фрез симметричное с двух сторон. Поднутрение фрез определяется по специальной линейке в закрепленном состоянии на оправке между плоскими шайбами. При этом определяется не величина, а лишь наличие поднутрения с обоих торцов фрезы методом световой щели.
Диаметры зажимных шайб равны 34 и 64 мм соответственно для фрез диаметрами 50 и 80 мм.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—64; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ, Р6М5К5 с твердостью после термообработки HRC 63—65.
Допуск на диаметр посадочного отверстия d=0,019 мм.
Фрезы изготовляются комплектами по 50 шт. Разность диаметров фрез в комплекте — не более 0,06 мм.
Фрезы изготовляются Киржачским инструментальным заводом по заказу.
При заказе фрез следует указать название, диаметр, ширину фрезы и допускаемое отклонение по ширине фрезы.
Пример условного обозначения фрезы диаметром 80 и шириной 0,36 мм:
ФРЕЗА ДИСКОВАЯ ПАЗОВАЯ 80,x0,36_o,oi.
367
ФРЕЗЫ ТРЕХСТОРОННИЕ СО ВСТАВНЫМИ НОЖАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Основные размеры по ГОСТ 1669—69.
Технические условия по ГОСТ 1671—67.
Размеры, мм
Обозначение фрезы D В d Число зубьев
основной ряд дополнительный ряд
2241-0151 80 12 27 12
0152 80 14* 27 12
0153 80 16 27 10
0154 80 18* 27 10
0155 80 20 27 10
0156 80 22* 27 10
0157 80 25 27 10
0158 100 14 27 12
0159 100 18 27 12
0160 100 22 27 10
0161 100 28 27 10
0162 125 12 32 16
0163 125 16 32 14
0164 125 20 32 12
0165 125 25 32 12
368
Продолжение
Обозначение фрезы D в d Число зубьев
основной \ ряд дополнительный ряд
2241-0166 125 32 32 10
0167 160 14 40 20
0168 160 18 40 18
0169 160 22 40 18
0170 160 28 40 16
0171 160 36 40 16
0172 — 180 12 40 20
0173 180 16 40 18
0174 •— 180 20 40 18
0175 — 180 25 40 18
0176 —— 180 32 40 16
0177 200 — 12* 50 24
0178 200 —— 16 50 20
0179 200 — 20 50 20
0180 200 — 25 50 20
0181 200 — 32 50 18
0182 • 200 — 40 50 16
0183 —— 224 14 50 24
0184 —— 224 18 50 22
0185 — 224 22 50 22
0186 — 224 28 50 20
0187 — 224 36 50 18
0188 250 —— 18 50 26
0189 250 — 22 50 24
0190 250 28 50 24
0191 250 —— 36 50 20
0192 250 — 45 50 20
0193 315 — 20 50 30
0194 315 — 25 50 28
0195 315 — 32 50 28
0196 315 — 40 50 26
2241-0197 315 — 50 50 22
* По возможности не применять.
369
Фрезы дополнительного ряда изготовляются тольк'о по соглашению с потребителем. /
Фрезы предназначаются для фрезерования пазов и уступов в деталях из стали и чугуна. /
В пазах корпуса фрезы запрессованы клиновидные рифленые ножи из быстрорежущей стали. Рифления в пазах корпуса выполняются радиальными. 1
Износ ножей в осевом направлении компенсируется перестановкой их на одно или несколько рифлений. Кроме тогб, перестановкой ножей можно получать любой промежуточный размер фрез по ширине. После каждой перестановки ножей фреза предварительно шлифуется по диаметру и торцам, а затем затачивается.
Режущие кромки фрез наклонены к оси фрезы под углом 7°30' при ширине фрезы до 18 мм и под углом 15° при ширине фрезы свыше 18 мм, при этом наклон смежных режущих кромок разнонаправленный. Это создает благоприятные условия резания и улучшает равномерность фрезерования.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к главной режущей кромке, у= 15е; задний угол в плоскости, перпендикулярной к оси фрезы, а= 12°.
Радиальное биение главных режущих кромок смежных зубьев фрез диаметрами 80—100; 125—200; 250—315 мм соответственно не более 0,05; 0,06 и 0,08 мм, а для противоположных зубьев — не более 0,1; 0,12 и 0,15 мм. Биение торцовых режущих кромок фрез диаметрами 80—100; 125—200; 250—315 мм — не более 0,04; 0,05 и 0,06 мм.
Ножи фрез изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных старей и чугуна рекомендуется применять ножи фрез из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — ножи из быстрорежущей стали повышенной производительности марок Р9КЮ, Р14Ф4, Р9М4К8Ф, Р6М5К5 с твердостью после термообработки HRC 63—67.
Корпуса фрез изготовляются из стали марки 40Х с твердостью после термообработки HRC 32—40.
Фрезы изготовляются с одним комплектом ножей, а по соглашению с потребителем запасные ножи поставляются отдельно. Комплект запасных ножей состоит из равного количества правых и левых ножей.
Допускаемые отклонения диаметра посадочного отверстия d по А, ОСТ 1012.
Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются следующими инструментальными заводами:
370
Размеры, мм
Завод-изготовитель D В
Московский завоА режущих инструментов 125 12; 16; 20; 25; 32
«Фрезер» им. Калинина 160 14; 18; 22; 28; 36
200 16; 20; 25; 32; 40
Белгородский завод фрез 100 14; 18; 22; 28
250 18; 22; 28; 36; 45
При заказе фрез следует указать обозначение фрезы и номер ГОСТа.
Пример условного обозначения фрезы диаметром 100 мм и шириной 14 мм:
ФРЕЗА 2241-0158 — ГОСТ 1669—69.
НОЖИ КЛИНОВЫЕ РИФЛЕНЫЕ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ К ТРЕХСТОРОННИМ ФРЕЗАМ
Основные размеры по ГОСТ 6214—69.
Технические требования по ГОСТ 1671—67.
Правый
371
Обозначение ножа Размеры, лме Размеры фрезы, мм
праворежущего леворежущего L 1 в 4 iD В
2020-0151 2020-0152 16,8 11,0 3,72 80 12
0153 0154 16,8 13,0 3,72 80 14
0155 0156 16,8 15,0 3,72 80 16; 18
0157 0158 16,8 18,5 3,72 80 20; 22
0159 0160 16,8 22,5 3,72 80 25
0161 0162 23,8 11,0 4,72 100—224 12
0163 0164 23,8 13,0 4,72 100—224 14
0165 0166 23,8 15,0 4,72 100—125 16; 18
0167 0168 28,3 15,0 5,72 160—250 16; 18
0021 0022 28,3 18,5 5,72 100—315 20; 22
0023 00124 28,3 22,5 5,72 100—315 25
0169 0170 28,3 26,5 5,72 100—315 28
0171 0172 28,3 28,5 5,72 125—315 32; 36
0173 0174 33,8 32,5 7,72 200—315 36; 40
2020-0175 2020-0176 33,8 42,0 7,72 250—315 45; 50
Клиновидные ножи предназначаются для оснащения трехсторонних фрез по ГОСТ 1669—69.
На ножах перпендикулярно их основанию выполнены рифления, что позволяет компенсировать износ ножей по торцу путем перестановки их на одно или несколько рифлений. Предельные отклонения размеров рифлений по ГОСТ 2568—71.
Запасные ножи поставляются незаточенными. ^Заточка ножей производится на фрезе в собранном виде.
Ножи изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять ножи фрез из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — ножи фрез из быстрорежущей стали повышенной производительности марок Р9К10, Р14Ф4, Р9М4К8Ф, Р6М5К5 с твердостью после термообработки HRC 63—67.
Комплект запасных ножей состоит из правых и левых ножей. Ножи изготовляются московским заводом режущих инструментов «Фрезер» им. Калинина и Белгородским заводом фрез.
При заказе ножей следует указать обозначение ножа и номер ГОСТа.
Пример условного обозначения правого ножа длиной 23,8 и шириной 15 мм:
НОЖ 2020-0165 — ГОСТ 6214—69.
372
ФРЕЗЫ ДИСКОВЫЕ ТРЕХСТОРОННИЕ С ВПРЕССОВАННЫМИ НОЖАМИ
Основные размеры по нормали завода-изготовителя.
Технические требования по ГОСТ 1671—67.
Размеры, мм
D в d Число ножей
14 27 14
100 18 27 14
22 27 14
28 27 14
12 32 16
125 16 32 16
20 32 16
25 32 16
32 32 16
14 40 18
18 40 18
160 22 40 18
28 40 18
36 40 18
12* 50 24
16 50 24
200 20 25 50 50 24 24
32 50 24
40 50 24
По возможности не применять.
373
Фрезы (предназначаются для фрезерования пазов и уступов в деталях из стали и чугуна.
В пазах корпуса фрезы запрессованы клиновидные гладкие ножи из быстрорежущей стали. Небольшой угол клина ножа, равный 1°, обеспечивает надежное закрепление ножа в пазе корпуса. Ножи, запрессованные в корпус фрез, в процессе эксплуатации не заменяются. Заточка ножей производится в собранном виде на фрезе.
Режущие кромки фрез наклонены к оси фрезы под углом 5°, при этом наклон смежных режущих кромок разнонаправленный. Это улучшает условия резания и равномерность фрезерования.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, перпендикулярной к оси фрезы, у=5°; задний угол а= 12°; задний угол по торцу «1=8°.
Радиальное биение главных режущих кромок (относительно оси посадочного отверстия) смежных ' ножей фрез диаметром до 160 мм — не более 0,06 мм и не более 0,12 мм на всей фрезе; для смежных зубьев фрез диаметром свыше 160 мм — не более 0,08 мм и не более 0,15 мм на всей фрезе. Торцовое биение режущих кромок фрез диаметром до 160 мм — не более 0,05 мм, а фрез диаметром свыше 160 мм — не более 0,06 мм.
Ножи фрез изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять ножи фрез из быстрорежущей стали марок РГ2, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — ножи фрез из быстрорежущей стали повышенной производительности марок Р9КЮ, Р14Ф4, Р9М4К8Ф, Р6М5К5 с твердостью после термообработки HRC 63—67.
Корпуса фрез изготовляются из стали марки 40Х или 45 с твердостью после термообработки HRC 28—35.
Посадочные отверстия и шпоночные пазы поЛГОСТ 9472—70.
Фрезы изготовляются Сестрорецким инструментальным заводом им. Воскова по нормали Н401—66.
При заказе фрез следует указать диаметр и ширину фрезы и номер нормали.
Пример условного обозначения фрезы диаметром 160 и шириной 22 мм:
ФРЕЗА 160X 22 —Н401—66.
374
ФРЕЗЫ ДИСКОВЫЕ ТВЕРДОСПЛАВНЫЕ
ФРЕЗЫ ДИСКОВЫЕ ТРЕХСТОРОННИЕ СО ВСТАВНЫМИ НОЖАМИ, ОСНАЩЕННЫМИ ТВЕРДЫМ СПЛАВОМ
Основные размеры по ГОСТ 5348—69.
Технические условия по ГОСТ 5808—67.
Размеры, мм
Обозначение фрезы D В d Число ножей
ряд 1 ряд 2 ряд 1 ряд 2
2241-0001 100 14 27 8
0002 100 14 32 8
0003 100 18 27 8
0004 100 18 32 8
0005 100 22 27 8
0006 100 22 32 8
0007 125 12 — 32 10
0008 125 12 40 — 10
0009 125 16 — 32 10
0010 125 16 40 —. 10
ООН 125 20 — 32 10
0012 125 20 40 —— 10
0013 125 25 — 32 10
2241-0014 125 25 40 — 10
375
Продолжение
Обозначение фрезы D в d Число ножей
РЯД 1 ряд 2 ряд 1 ряд 2
2241-0015 160 14 — 40 12
0016 160 14 50 •— 12
0017 160 18 — 40 12
0018 160 18 50 — 12
0019 160 22 — 40 12
0020 160 22 50 —— 12
0021 160 28 —. 40 12
0022 160 28 50 — 12
0023 180 12 — 40 14
0024 180 12 50 —— 14
0025 — 180 Кб —- 40 14
0026 180 16 50 —— 14
0027 180 20 — 40 14
0028 — 180 20 50 —- 14
0029 — 180 25 «— 40 12
0030 180 25 50 — 12
0031 — 180 32 — 40 1.2
0032 — 180 32 50 — 12
0033 200 —— 12 — 50 14
0034 200 12 60 — 14
0035 200 —. 16 — 50 14
0036 200 16 60 — 14
0037 200 20 —— 50 14
0038 200 20 60 14
0039 200 25 —— 50 14
0040 200 — 25 60 — 14
0041 200 32 — 50 14
0042 200 — 32 60 — 14
0043 224 14 —— 50 16
0044 224 14 60 — 16
0045 __ 224 18 — 50 16
0046 224 18 60 — 16
0047 224 22 50 16
0048 224 22 60 — 16
0049 224 28 — < 50 16
0050 __ 224 28 60 16
0051 224 36 —— 50 14
0052 224 36 60 — 14
0053 250 — 14 —— 50 18
0054 250 —— 14 60 — 18
0055 250 —. 18 —- 50 18
0056 250 18 60 18
0057 250 — 22 —— 50 18
0058 250 22 60 —• 18
0059 250 28 «— 50 18
0060 250 28 60 —— 18
0061 250 36 — 50 16
0062 250 36 60 — 16
0063 315 16 •— 50 20
2241-0064 315 16 60 — 20
376
Продолжение
Обозначение фрезы D В d Число ножей
РЯД 1 ряд 2 ряд 1 ряд 2
2241-0065 315 20 — 50 20
0066 315 20 60 — 20
0067 315 25 — 50 20
0068 315 25 • 60 — 20
0069 315 32 — 50 20
0070 315 32 60 — 20
0071 315 40 — 50 20
2241-0072 315 40 60 — 20
Фрезы предназначаются для скоростного фрезерования пазов и уступов в деталях из чугуна и стали.
Фрезы могут работать как отдельно, так и в наборах с другими фрезами. Плоские, рифленые ножи с напаянной пластиной из твердого сплава крепятся в пазе корпуса радиальным клином. На фрезах шириной до 18 мм в пазу корпуса радиальным клином крепятся плоские ножи без рифлений. Рифления в пазе выполняются осевыми. .
Износ ножей в радиальном направлении компенсируется перестановкой их на одно или на несколько рифлений. Компенсация износа ножей по торцам осуществляется выдвижением их в осевом направлении до требуемого размера. После каждой перестановки ножей фреза предварительно шлифуется по наружному диаметру и торцам, а затем затачивается.
Режущие кромки фрез наклонены к оси фрезы под углом 10°, при этом наклон смежных режущих кромок разнонаправленный. Это создает благоприятные условия резания и улучшает равномерность фрезерования.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол у=5°; задний угол на цилиндре а= 15°; задний угол на торце он=4°.
Радиальное биение режущих кромок ножей (относительно оси посадочного отверстия) фрез диаметром до 200 мм для двух смежных зубьев— не более 0,04 мм, а фрез диаметром свыше 200 мм для двух противоположных — не более 0,08 мм. Для двух смежных зубьев — не более 0,05 мм, для двух противоположных — не более 0,10 мм.
Торцовое биение режущих кромок ножей фрез диаметром до 200 мм — не более 0,05 мм, а фрез диаметром свыше 200 мм — не более 0,06 мм.
Для обработки стали фрезы оснащаются пластинами из твердого сплава марок Т15К6, Т14К8, Т5К10, для обработки чугуна — пластинами из твердого сплава марок ВК6, ВК8. Фрезы изготовля
377
ются с одним комплектом ножей, а по соглашению с потребителем запасные ножи поставляются отдельно.
Размеры внутренних диаметров d посадочных отверстий по первому ряду являются предпочтительными, а размеры d по второму ряду выполняются только <по соглашению с потребителем.
Допускаемые отклонения диаметра посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы размерами 125X12, 16; 160X14; 160X12, 16, 20, 25, 32; 200X12, 16; 224X14, 18, 22, 28, 36; 250X14, 18, 22, 28, 36; 315X16, 20, 25, 32, 40 изготовляются Белгородским заводом фрез, размерами 100X14, 18, 22; 125 x 20, 25; 160X18, 22, 28; 200X20, 25, 32 — Чаренцаванским инструментальным заводом.
При заказе фрез следует указать обозначение фрезы, марку твердого сплава и номер ГОСТа.
Пример условного обозначения фрезы диаметром D=125 мм, шириной В=20 мм, диаметром посадочного отверстия </=40 мм, оснащенной твердым сплавом марки Т15К6:
ФРЕЗА 2241-0012 — Т15К6 ГОСТ 5348—69.
НОЖИ, ОСНАЩЕННЫЕ ТВЕРДЫМ СПЛАВОМ, ДЛЯ ТРЕХСТОРОННИХ ФРЕЗ
Основные размеры по ГОСТ 14700—69 и нормали завода-изготовителя.
Технические требования по ГОСТ 5808—67.
Ном правый
ном левый
Размеры, мм
Обозначение ножа Н L Q Диаметр фрезы Ширина фрезы
праворежущего леворежущего
2026-0021 2026-0022 20 12 8,3 100 14
0023 0024 20 16 10,3 100 18
0025 0026 20 20 10,3 100 22
2026-0027 2026-0028 22 11 8,3 125 12
378
Продолжение
Обозначение ножа н L Q Диаметр фрезы Ширина фрезы
праворежущего леворежущего
2026-0029 2026-0030 22 14 8,3 125 16
0031 0032 22 18 10,3 125 20
0033 0034 22 22 12,3 125 25
0035 0036 25 12 10,3 160 14
0037 0038 25 16 10,3 160 18
0039 0040 25 20 10,3 160 22
0041 0042 25 25 12,3 160 28
0043 0044 28 11 10,3 180 и 200 12
0045 0046 28 14 10,3 180 и 200 16
0047 0048 28 18 10,3 180 и 200 20
0049 0050 28 22 12,3 180 и 200 25
0051 0052 28 28 14,3 180 и 200 32
0053 0054 30 12 12,3 224 и 250 14
0055 0056 30 16 12,3 224 и 250 18
0057 0058 30 20 12,3 224 и 250 22
0059 0060 30 25 12,3 224 и 250 28
0061 0062 30 32 14,3 224 и 250 36
0063 0064 32 14 12,3 315 16
0065 0066 32 18 12,3 315 20
0067 0068 32 22 12,3 315 25
0069 0070 32 28 14,3 315 32
2026-0071 2026-0072 32 36 14,3 315 40
Ножи предназначаются для оснащения дисковых трехсторонних фрез по ГОСТ 5348—69.
Ножи шириной до 16 мм изготовляются плоскими, что позволяет перемещать их в осевом направлении для компенсации износа ножей по торцам. На ножах шириной свыше 18 мм выполняются рифления параллельно основанию ножа, что позволяет компенсировать износ ножей дополнительно в радиальном направлении путем их перестановки на одно или несколько рифлений. Предельные отклонения размеров рифлений по ГОСТ 2568—71.
Запасные ножи поставляются предварительно заточенными. Окончательная заточка ножей производится на фрезе в собранном виде.
Для обработки стали ножи оснащаются пластинами из твердого сплава марок Т15К6, Т14К8, Т5К10, для обработки чугуна — пластинами из твердого сплава марок ВК6, ВК8 по ГОСТ 3882—67.
Комплект состоит из равного количества правых и левых ножей.
Ножи изготовляются Белгородским заводом фрез и Чаренцаван-ским инструментальным заводом.
379
Пример условного обозначения правого ножа высотой 7/=20 мм и длиной £=16 мм, оснащенного твердым сплавом марки Т15К6.
НОЖ 2026-0023 — Т15К6 ГОСТ 14700—69.
То же, левого:
НОЖ 2026-0024 — Т15К6 ГОСТ 14700—69.
ФРЕЗЫ ДИСКОВЫЕ ТРЕХСТОРОННИЕ, ОСНАЩЕННЫЕ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Размеры и технические требования по нормали завода-изготовителя.
Размеры, мм
D В d г Число зубьев
НО 10 40 10
110 12 40 10
по 14 40 10
110 16 40 10
по 18 40 10
130 12 40 12
130 14 40 12
130 16 40 12
130 18 40 12
150 12 50 12
150 14 50 12
150 16 50 12
150 18 50 12
380
Фрезы предназначаются для скоростного фрезерования пазов, уступов и плоскостей в деталях из чугуна и стали.
Пластины из твердого сплава напаиваются на корпус фрезы из конструкционной стали. Для улучшения отвода стружки и создания более благоприятных условий резания режущие кромки фрез выполняются разнонаправленными под углом 5°. Данная схема резания наиболее эффективна при фрезеровании глубоких пазов.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к главной режущей кромке, у=—5°; задний угол в плоскости, нормальной к главной режущей кромке, а=15°; задний угол на торцовой режущей кромке ат=4°; вспомогательный угол в плане Ф1=1ч-2°.
Радиальное биение режущих кромок зубьев относительно оси посадочного отверстия для двух смежных зубьев — не более 0,04 мм, а для двух противоположных зубьев — не более 0,08 мм. Торцовое биение режущих кромок — не более 0,05 мм.
Для обработки стали фрезы оснащаются пластинами из твердого сплава марки Т5КЮ, для обработки чугуна — пластинами из твердого сплава марки ВК8. Корпус фрезы изготовляется из стали марки 45 или 40Х с твердостью после термообработки в зоне отверстия HRC 46—55.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются Московским инструментальным заводом по заводской нормали НФТ-6.
При заказе фрез следует указать название, диаметр и ширину фрезы, марку твердого сплава и номер нормали.
Пример условного обозначения фрезы диаметром £>=130 мм и шириной В=14 мм, оснащенной пластинами из твердого сплава марки Т5КЮ:
ФРЕЗА ДИСКОВАЯ ТРЕХСТОРОННЯЯ, ОСНАЩЕННАЯ ПЛАСТИНАМИ ТВЕРДОГО СПЛАВА 130X14 —Т5К10, НФТ-6.
381
ФРЕЗЫ ДИСКОВЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ
Основные размеры и требования по чертежам завода-изготовителя.
Фрезы выполняются двух типов: тип 1 — хвостовые; тип 2 — насадные.
Тип 1 — фрезы хвостовые
4 ---------------
Размеры, мм
Обозначение фрезы D в L d Число зубьев
035-2252-0001 10 0,5 50 6 8
0002 10 0,6 50 6 8
0003 10 0,8 50 6 8
0004 10 1,0 50 6 8
0005 10 1,2 50 6 8
0006 10 1,6 50 6 8
0007 10 2,0 50 6 8
0008 12 0,5 60 10 8
0009 12 0,6 60 10 8
0010 12 0,8 ёо 10 8
ООН 12 1,0 60 10 8
0012 12 1,2 60 10 8
0013 12 1,6 60 10 8
0014 12 2,0 60 10 8
0015 12 2,5 60 10 8
0016 16 0,8 60 10 10
0017 16 1,0 60 10 10
0018 16 1,2 60 10 10
0019 16 1,6 60 10 ГО
0020 16 2,0 60 10 10
0021 16 2,5 60 10 10
0022 16 3,0 60 10 10
0023 20 0,8 60 12 12
035-2252-0024 20 1,0 60 12 12
382
Продолжение
Обозначение фрезы D в L d Число зубьев
035-2252-0025 20 1,2 60 12 12
0026 20 1,6 60 12 12
0027 20 2,0 60 12 12
0028 20 2,5 60 12 12
0029 20 3,0 60 12 12
0030 20 4,0 60 12 12
0031 25 1,0 60 12 14
0032 25 1,2 60 12 14
0033 25 1,6 60 12 14
0034 25 2,0 60 12 14
0035 25 2,5 60 12 14
0036 25 3,0 60 12 14
0037 25 4,0 60 12 14
0038 32 1,2 60 12 18
0039 32 1,6 60 12 18
0040 32 2,0 60 12 18
0041 32 2,5 60 12 18
0042 32 3,0 60 12 18
035-2252-0043 32 4,0 60 12 18
Фрезы предназначаются для фрезерования пазов в деталях из труднообрабатываемых материалов.
Рабочая часть фрез выполняется из твердого сплава и напаивается на хвостовик из конструкционной стали.
Отклонение ширины фрезы :при обработке пазов по А< для фрез шириной 0,5—3 мм составляет +0,04 мм, а для фрез шириной 4 мм — отклонение +0,05 мм.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол у=5°; задний угол а=15в.
Радиальное биение режущих кромок относительно оси хвостовика для двух смежных зубьев — не более 0,03 мм, а для двух противоположных зубьев — не более 0,05 мм. Торцовое биение режущих кромок, измеренное на расстоянии радиуса фрезы от ее оси, — не более 0,02 мм.
Рабочая часть фрез изготовляется из твердого сплава марок ВК6, ВК6М, ВК8 по ГОСТ 3882—74. Хвостовик изготовляется из стали марки 40Х с твердостью после термообработки HRC 40—45.
Допуск на диаметр хвостовика по Сз, ОСТ 1013. Центровые отверстия на хвостовике по ОСТ 3725.
Фрезы изготовляются московским заводом режущих инструментов «Фрезер» им. Калинина.
При заказе фрез следует указать обозначение фрезы и марку твердого сплава.
383
Пример условного обозначения фрезы диаметром D=10 мм и шириной В=0,5 мм, изготовленной из твердого сплава марки ВК6М.
ФРЕЗА 035-2252-0001 — ВК6М.
ФРЕЗЫ ДИСКОВЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ ДЛЯ ПРОДОРОЖИВАНИЯ КОЛЛЕКТОРОВ
Основные размеры и технические требования по отраслевой нормали ОН 2246/1—66.
Тип 2 — фрезы насадные
Размеры, мм
D в d Число зубьев
7 0,4 2,5 4
7 0,5 2,5 4,
7 0,6 2,5 4к .
7 0,7 2,5 4
8 0,4 2,5 4
8 0,5 2,5 4
8 0,6 2,5 4
8 0,7 2,5 4
8 0,8 2,5 4
10 0,4 3,0 4
10 0,5 3,0 4
10 0,6 3,0 4
10 0,7 3,0 4
10 0,8 3,0 4
12 0,4 4,0 6
12 0,5 4,0 6
12 0,6 4,0 6
12 0,7 4,0 6
12 0,8 4,0 6
384
" z
страница отсутствует
" z
страница отсутствует
Тип 2 — фрезы с коническим хвостовиком
Размеры, мм
Обозначение фрезы D L 1 Конус Морзе
праворежущей леворежущей
2235-0001 2235-0002 16 105 25 2
0005 0006 18 105 25 2
0009 0010 20 115 32 2
0033 0034 22 115 32 2
0013 0014 24 140 40 3
0035 0036 25 140 40 3
0017 0018 28 140 40 з
0021 0022 32 150 50 4
0025 0026 36 170 50 4
2235-0029 2235-0030 40 190 63 4
Фрезы предназначаются для фрезерования шпоночных пазов с отклонениями по ПШ (ГОСТ 7227—58), а также мерных радиусных выемок и продольных канавок в .стальных и чугунных деталях на станках общего назначения или на специальных шпоночно-фрезерных станках с маятниковой подачей.
Угол наклона винтовых стружечных канавок со = 20°.
По соглашению с потребителем фрезы диаметром свыше 10 мм изготовляются с углом наклона винтовых канавок ® = 25°. В централизованном порядке фрезы изготовляются праворежущими с правой винтовой канавкой, а по соглашению с потребителем — леворежущими с левой винтовой канавкой.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол на торцовом зубе в плоскости, нормальной к режущей кромке, уп=20°; задний угол на торцовом зубе для фрез диаметром до 16 мм ai = 20°, а для фрез диаметром свыше 16 мм он = 16°; задний угол по цилиндру а= 12-*-•*•14°.
Радиальное биение режущих кромок зубьев относительно оси хвостовика у торца фрезы — не более 0,02 мм. Осевое биение
387
торцовых кромок для фрез диаметром до 18 мм — не более 0,03 мм, а для фрез диаметром свыше 18 мм — не более 0,04 мм.
Фрезы диаметром свыше 10 мм изготовляются сварными.
Рабочая часть фрез изготовляется из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ по ГОСТ 9373—60 с твердостью рабочей части после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали марок Р9КЮ, Р14Ф4 и Р9М4К8Ф с твердостью рабочей части HRC 63—67. Хвостовик изготовляется из стали марки 45 или 50 с твердостью после термообработки HRC 30—40. '
Допускаемые отклонения по цилиндрическому диаметру хвостовика по Сз, ОСТ 1013. Размеры конусов Морзе по ГОСТ 2847—67.
Фрезы типа 1 диаметром 3—20 мм и типа 2 диаметром 16— 40 мм изготовляются Винницким инструментальным заводом.
При заказе фрез следует указать обозначение фрезы и номер ГОСТа.
Пример условного обозначения праворежущей фрезы типа 2 диаметром 20 мм:
ФРЕЗА 2235-0009 — ГОСТ 9140—68.
ФРЕЗЫ ДЛЯ ПАЗОВ ШПОНОК СЕГМЕНТНЫХ
Основные размеры и технические требования по ГОСТ 6648—68.
Фрезы должны изготовляться двух типов: тип 1 — хвостовые, исполнений А, Б, В; тип 2 — насадные.
Тип 1 — хвостовые фрезы
Исполнение 4
388
Размеры, мм
Обозначение фрезы Исполнение Номинальные размеры шпонок (диаметрх X ширина) D в L ti d I dx Число зубьев
2234-0151 А 4X1 4,3 1 45 48 6 36 1,8 6
0152 А 7X1,5 7,5 1,5 45 48 6 36 2,8 6
0153 А 7X2 7,5 2 45 48 6 36 3,0 6
0154 А 10X2 10,8 2 45 50 6 36 4,0 6
0155 А 10X2,5 10,8 2,5 45 50 6 36 4,0 6
0156 А 10X3 10,8 3 45 50 6 36 4,2 6
0157 Б 13X3 14,0 3 56 60 10 40 4,6 6
0158 Б 13x4 14,0 4 56 60 10 40 5,0 6
0159 Б 16X3 17,3 3 50 60 10 40 4,6 8
0160 Б 16X4 17,3 4 56 60 10 40 5,0 8
0161 Б ' 16X5 17,3 5 56 60 10 40 5,0 8
0162 Б 19X4 20,5 4 56 60 10 40 6,0 8
0163 Б 19X5 20,5 5^ 56 60 10 40 7,0 8
0181 В 19-Хб- 20,5 йР 56 60 10 40 8,0
0164 В 22x4 23,8 4 56 60 12 40 6,0 8
0165 В 22X5 23,8 5 56 60 12 40 7,0 8
0166 в 22Хб> 23,8 ('6' 56 60 12 40 8,0 8
0182 в 52x8 23,8 8 56 60 12 40 9,0
0167 Б 25X5 27,0 5 56 60 12 40 7,0 8
0168 в 25.Х6- 27,0 6 56 60 12 40 8,0 8
0171 в 28_Х£- 30,2 |6" 56 60 12 40 9,0 8
0172 в 2ЙХ8 30,2 63 65 12 45 10,0 8
0173 в _32Хб__ 34,6 f6l 56 60 12 40 9,0 10
0174 в 32x8 34,6 8 63 65 12 45 10,0 10
0175 в 32X10 34,6 10 63 — 12 45 11,0 10
0177 в 38X8 41,0 8 63 65 14 45 12,0 10
0178 в 38X10 41,0 10 70 — 14 45 12,0 10
2234-0180 в 45X10 48,6 10 70 — 15 45 14,0 10
Тип 2 — насадные фрезы
Размеры, мм
Обозначение фрезы
Номинальные размеры шпонок (диаметрXширина)
Число зубьев
2250-0202
2250-0204
55X10
65X12
D
50 I
70 I
в
10 I
12 I
16
22
10
12
389
Фрезы предназначаются для фрезерования пазов под сегментные шпонки с отклонением по ПШ (ГОСТ 7227—58) в стальных и чугунных деталях.
Фрезы типа 1, исполнения Б выполняются с прямым зубом. Фрезы типа 1, исполнения В и фрезы типа 2 для улучшения отвода стружки и равномерности фрезерования выполняются с наклонным разнонаправленным зубом <о=15°. Фрезы изготовляются праворежущими, а по соглашению с потребителем — леворежущими.
Размеры фрез приняты в соответствии с размерами пазов под сегментные шпонки по ГОСТ 8794—68. При этом диаметры рабочей части фрез несколько больше номинальных диаметров для получения запаса на переточку фрез.
Геометрические параметры режущих кромок фрез следующие: для фрез типа 1, исполнения А и фрез исполнения Б обозначений 2234-6157 и 2234-0159 передний и задний углы в плоскости, нормальной к главной режущей кромке, соответственно равны у =“5°, а=20°; для остальных фрез исполнения Б и фрез исполнения В до диаметра 30,2 мм включительно передний и задний углы в плоскости, нормальной к главной режущей кромке, соответственно равны у=10°, а=20°; для фрез исполнения В диаметром 34,6 мм и более и фрез типа 2 передний и задний углы в плоскости, нормальной к главной режущей кромке, соответственно равны у=10°, а=15°.
Радиальное биение режущих кромок (относительно оси хвостовика или посадочного отверстия) смежных зубьев — не более 0,03 мм, а для противоположных зубьев — не более 0,05 мм. Торцовое биение режущих кромок — не более 0,02 мм.
Фрезы типа 1 диаметром 14 мм и более изготовляются сварными.
Рабочая часть фрез изготовляется из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ с твердостью рабочей части после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов— фрезы из быстрорежущей стали марок Р9КЮ, Р14Ф4, Р9М4К8Ф с твердостью рабочей части HRC 63—67. Хвостовик изготовляется из стали марок 45, 50 или 40Х с твердостью после термообработки HRC 30—40.
Допуск на диаметр цилиндрического хвостовика по Сз, ОСТ 1013. Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы типа 1 для пазов под шпонки с номинальными размерами 13x3 — 45X10 изготовляются в централизованном порядке, а фрезы типа 2 — по заказам Винницким инструментальным заводом.
При заказе фрез следует указать обозначение фрезы и номер ГОСТа.
390
Пример условного обозначения фрезы типа 1, исполнения Б для шпонки с номинальным размером 16x5 мм-.
ФРЕЗА 2234-0161 — ГОСТ 6648—68.
ФРЕЗЫ ШПОНОЧНЫЕ, ОСНАЩЕННЫЕ ТВЕРДЫМ СПЛАВОМ
Основные размеры и технические требования по ГОСТ 6396—68.
Фрезы изготовляются двух типов: тип 1 — с цилиндрическим хвостовиком; тип 2 — с коническим хвостовиком.
Тип .1 — фрезы с цилиндрическим хвостовиком
Размеры, мм
Обозначение фрезы D d L 1 к
праворежущей леворежущей
2234-0101 2234-0102 8 8 45 12 17
0103 0104 10 10 50 12 20
0105 0106 12 12 60 16 25
0107 0108 14 14 65 20 29
2234-0109 2234-0110 16 16 70 20 32
Тип 2 — фрезы с коническим хвостовиком
Размеры, мм
Обозначение фрезы D d L 1 Конус Морзе
праворежущей | леворежущей
2235-0101 2235-0102 12 11 80 16 1
0105 0106 14 11 90 20 1
0109 ОНО 16 15 100 20 2
2235-0113 2235-0114 18 16 105 20 2
391
Продолжение
Обозначение фрезы й d L 1 Конус Морзе
праворежущей леворежущей
2235-0117 2235-0118 20 17 110 20 2
0141 0142 22 17 115 25 2
0121 0122 24 22 130 25 3
0143 0144 25 22 130 25 3
0125 0126 28 26 130 25 3
0129 0130 32 30 140 32 3
0133 0134 36 30,5 160 32 4
2235-0137 2235-0138 40 36 170 32 4
Фрезы предназначаются для скоростного фрезерования шпоночных пазов с отклонениями по ПШ (ГОСТ 7227—58), а также мерных радиусных выемок и продольных канавок в стальных и чугунных деталях на станках общего назначения или на специальных шпоночно-фрезерных станках с маятниковой подачей.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол на торцовом зубе в плоскости, нормальной к режущей кромке, у=0°; задний угол ai = 15°; задний угол по цилиндру а— 12ч-14°.
Радиальное биение режущих кромок зубьев относительно оси хвостовика — не более 0,02 мм. Торцовое биение режущих кромок фрез диаметром до 18 мм — не более 0,03 мм, а фрез диаметром свыше 18 мм — не более 0,04 мм.
В централизованном порядке фрезы изготовляются праворежу-щими, а по соглашению с потребителем — леворежущими.
Для обработки стали фрезы оснащаются пластинами из твердого сплава марки Т15К6 или Т5КЮ, для обработки чугуна — пластинами из твердого сплава марки ВК6 или ВК8 по ГОСТ 3882—74.
Корпус фрез диаметром до 24 мм изготовляется из стали 40Х, а фрез диаметром свыше 24 мм — из стали марок 40, 50 или 40Х. Твердость хвостовика НРС 30—40.
Допускаемые отклонения по цилиндрическому диаметру хвостовика по Сз, ОСТ 1013. Размеры конусов Морзе по ГОСТ 2847—67.
Фрезы изготовляются следующими инструментальными заводами:
Завод-изготовитель Тип фрезы
1 1 2
D, **
Сестрорецкий инструментальный завод им. Воскова 12-40
Винницкий инструментальный завод 12—16
Йошкар-Олинский инструментальный завод — 16—40
392
При заказе фрез следует указать обозначение фрезы, марку твердого сплава и номер ГОСТа.
Пример условного обозначения праворежущей фрезы типа 1 диаметром 10 мм, оснащенной твердым сплавом марки Т15К6:
ФРЕЗА 2234-0103 — Т15К6 ГОСТ 6396—68.
ФРЕЗЫ ШПОНОЧНЫЕ КОНЦЕВЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ
Основные размеры и технические требования по ГОСТ 16463—70.
Размеры, мм
Обозначение фрезы D L d 1 <1
2234-0201 2 25 3 4 10
0202 3 28 3 5 —_
0203 4 28 4 6 **
0204 5 32 5 8 —о
0205 6 36 6 10 «в—
0206 8 40 8 12 —.
0207 10 50 10 16 —
2234-0208 12 55 12 20 —
Фрезы предназначаются для скоростного фрезерования шпоночных пазов с отклонениями по ПШ (ГОСТ 7227—58), а также мерных радиусных выемок и продольных канавок в деталях из труднообрабатываемых материалов и материалов общего назначения на станках общего назначения или на специальных шпоночнофрезерных станках с маятниковой подачей.
Фрезы изготовляются двух исполнений: исполнение 1 — фрезы общего назначения; исполнение 2 — фрезы для обработки труднообрабатываемых материалов.
Угол наклона винтовых стружечных канавок фрез ш=20°.
Геометрические параметры режущих кромок фрез исполнения 1, изготовляемых в централизованном порядке: передний угол на торцовом зубе в плоскости, нормальной к режущей кромке, у=20°; задний угол на торцовом зубе в плоскости, нормальной к режущей кромке, а=15°. Геометрические параметры режущих кромок фрез исполнения 2 аналогичны фрезам исполнения 1, за исключением переднего угла у на торцовом зубе, который равен 0°.
393
Радиальное биение режущих кромок зубьев относительно оси хвостовика — не более 0,02 мм. Осевое биение торцовых режущих кромок относительно оси хвостовика, измеренное у наибольшего диаметра, — не более 0,03 мм.
Шпоночные фрезы должны изготовляться из твердого сплава марок ВК6, ВК6М, ВК8, Т5КЮ, Т15К6 по ГОСТ 3882—74 и марки ВК10М по технической документации Министерства цветной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Крепление фрез осуществляется в цанговом патроне. Допускаемое отклонение по диаметру цилиндрического хвостовика d по С3, ОСТ 1013.
Фрезы изготовляются Сестрорецким инструментальным заводом им. Воскова.
При заказе фрез следует указать обозначение, исполнение, марку твердого сплава и номер ГОСТа.
Пример условного обозначения фрезы общего назначения диаметром D=8 мм из твердого сплава марки ВК8:
ФРЕЗА 2234-0206 1 — ВК8 ГОСТ 16463—70.
То же, для труднообрабатываемых материалов:
ФРЕЗА 2234-0206 2 — ВК8 ГОСТ 16463—70.
394
ФРЕЗЫ ДЛЯ СТАНОЧНЫХ Т-ОБРАЗНЫХ ПАЗОВ
ФРЕЗЫ ИЗ БЫСТРОРЕЖУЩЕЙ стали для обработки СТАНОЧНЫХ Т-ОБРАЗНЫХ ПАЗОВ
Основные размеры и технические требования по ГОСТ 7063—63.
Фрезы изготовляются двух типов: тип 1 — с нормальным зубом; тип 2 — с крупным зубом.
Тип 1 — фрезы с нормальным зубом
Размеры, мм
Номинальный размер пазов D В L d Число зубьев Конус Морзе
10 17,5 8 80 10 6 1
12 21,5 9 95 12 8 2
14 25,5 10 100 12 8 2
18 32,0 14 130 16 8 • 3
22 38,0 18 140 20 8 3
Фрезы предназначаются для фрезерования Т-образных станочных пазов с номинальным размером а =10+22 мм по ГОСТ 1574—62 в чугунных деталях.
Режущие кромки зубьев фрез выполнены с углом наклона (о=10°, при этом наклон смежных режущих кромок разнонаправ-
395
ленный. Это создает благоприятные условия резания и улучшает/ равномерность фрезерования. /
Геометрические параметры режущих кромок фрез, изготовляер мых в централизованном порядке: передний угол в плоскости, нормальной к главной режущей кромке, у= 10°; главный задний угол а= 15°; задний угол на переднем и заднем торцах <xi=8°.
Радиальное биение1гла®ных режущих кромок зубьев относительно оси хвостовика для двух смежных зубьев — не более 0,02 мм, а на всей фрезе — не более 0,04 мм. Торцовое биение режущих кромок — не более 0,04 мм. (
Фрезы изготовляются сварными.
Рабочая часть фрез изготовляется из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых ц легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ с твердостью рабочей части после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов— фрезы из быстрорежущей стали марок Р9К10, Р14Ф4, Р9М4К8Ф с твердостью рабочей части HRC 63—67. Хвостовик изготовляется из стали марки 45 или 40Х с твердостью после термообработки HRC 30—45.
Размеры конусов Морзе по ГОСТ 2847—67.
Фрезы изготовляются Винницким инструментальным заводом.
При заказе фрез следует указать тип фрезы, номинальный размер паза и номер ГОСТа.
Пример условного обозначения фрезы типа 1 для паза с номинальным размером а—18 мм\
ФРЕЗА 1 18 — ГОСТ 7063—63.
Тип 2 — фрезы с крупным зубом
396
Размеры, мм
-ц Номинальный ^размер паза D в L d {Число зубьев Конус Морзе
10 17,5 8 80 10 4 1
12 21,5 9 95 12 6 2
14 25,5 10 100 12 6 2
18 32,0 14 130 16 6 3
22 38,0 18 140 20 6 3
28 49,0 22 150 25 6 3
36 59,0 28 190 32 8 4
42 71,0 33 205 36 8 4
48 83,0 37 240 40 8 5
54 93,0 41 260 45 8 5
Фрезы предназначаются для фрезерования Т-образных станочных пазов с номинальным размером а=10-*-54 мм по ГОСТ 1574—62 в стальных деталях.
Режущие кромки зубьев фрез выполнены с углом наклона ю= 15+25°. Увеличенный угол наклона режущих кромок, расширенные стружечные канавки, вследствие уменьшенного числа зубьев создают благоприятные условия для отвода стружки и повышают виброустойчивость фрез.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, нормальной к главной режущей кромке, у=10°; главный задний угол а= 15°; задний угол на переднем и заднем торцах ai = 8°.
Радиальное биение главных режущих кромок относительно оси хвостовика для смежных зубьев фрез диаметром 17,5—38 мм — не более 0,02 мм, а по всей фрезе — не более 0,04 мм\ для смежных зубьев фрез диаметром 49—93 мм — не более 0,03 мм, а на всей фрезе — не более 0,05 мм. Торцовое биение режущих кромок у фрез диаметром 17,5—38 мм — не более 0,04 мм, а у фрез диаметром 49—93 мм — не более 0,05 мм.
Фрезы изготовляются сварными.
Рабочая часть фрез изготовляется из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ с твердостью рабочей части после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов— фрезы из быстрорежущей стали марок Р9К10, Р14Ф4, Р9М4К8Ф с твердостью рабочей части HRC 63—67. Хвостовик изготовляется из стали марки 45 или 40Х с твердостью после термообработки HRC 30—45.
397
Размеры конусов Морзе по ГОСТ 2847—67.
Фрезы для пазов с номинальными размерами а=36-е-54 мм пр соглашению с потребителем изготовляются насадными.
Фрезы изготовляются Винницким инструментальным заводов.
При заказе фрез следует указать тип фрезы, номинальный размер паза и номер ГОСТа.
Пример условного обозначения фрезы типа 2 для паза с номинальным размером а= 18 мм.
ФРЕЗА 2 18 — ГОСТ 7063—63.
398
ФРЕЗЫ УГЛОВЫЕ
ФРЕЗЫ ОДНОУГЛОВЫЕ
Основные размеры по нормали завода-изготовителя.
Технические требования по нормали завода-изготовителя и ГОСТ 1695—67.
Размеры, мм
Обозначение фрезы D в d Ф*, град Число зубьев
праворежущей леворежущей
2282-0131 2282-0132 40 8 16 45 20
0133 0134 40 8 16 50 20
0135 0136 40 10 16 60 0,2; 20
0137 0138 40 10 16 65 0,5**; 20
0139 0140 40 10 16 70 0,8**; 20
0141 0142 40 12 16 75 !*♦. 20
0143 0144 40 12 16 80 1,5** 20
0145 0146 40 12 16 85 20
0147 0148 40 12 16 90 20
0149 0150 50 10 16 45 20
0151 0152 50 10 16 50 20
0153 0154 50 12 16 55 20
0155 0156 50 12 16 60 20
0157 0158 50 12 16 65 20
0159 0160 50 12 16 70 0,2; 20
0161 0162 50 16 16 75 0,5**; 20
0163 0164 50 16 16 80 0,8**; 20
0165 0166 50 16 16 85 1**; 20
2282-0167 2282-0168 50 16 16 90 1,5** 20
399
Продолжение
Обозначение фрезы D в d Ф*. град Я* Число зубьев
праворежущей леворежущей
2282-0169 2282-0170 50 12 16 100 20
0171 0172 . 50 12 16 105 20
0173 0174 50 10 16 110 20
0175 0176 50 10 16 120 20
0177 0178 63 12 22 45 221
0179 0180 63 12 22 50 22
0181 0182 63 16 22 55 0,2; 22
0183 0184 63 16 22 60 0,5**; 0,8**; 22
0185 0186 63 16 22 65 1**; 1,5** 22
0187 0188 63 16 22 70 0,5; 22
0189 0190 63 20 22 75 0,8»» 22
0191 0192 63 20 22 80 1**; 22
0193 0194 63 20 22 85 1,5**; 22
0195 0196 63 20 22 90 2** 22
0197 0198 63 16 22 100 22
0199 0200 63 14 22 105 22
0201 0202 80 20 22 45 0,8; 24
0203 0204 80 20 22 50 1**; 0,5** 24
0205 0206 80 20 22 100 0,8**; 24
0207 0208 80 20 22 105 1,5**; 2** 24
0209 0210 80 20 22 110 24
2282-0211 2282-0212 80 20 22 120 24
* Указанные в графе 7 величины радиусов могут быть выполнены на всех типоразмерах фрез.
** Величина радиуса по соглашению с потребителем.
ФРЕЗЫ ДВУХУГЛОВЫЕ НЕСИММЕТРИЧНЫЕ
Основные размеры по нормали завода-изуотовителя.
Технические требования по нормали завода-изготовителя и ГОСТ 1695—67.
400
0
Размеры, мм
Обозначение фрезы D В d Ф. град Ф». град [Я*] Число зубьев
праворежущей леворежущей
2282-0231 2282-0232 40 6 16 55 15 18
0233 0234 40 6 16 60 15 0,2; 18
0235 0236 40 6 16 65 15 0,3**; 18
0237 0238 40 8 16 70 15 0,5**; 18
0239 0240 40 8 16 75 15 0,8** 18
0241 0242 40 10 16 80 15 18
0243 0244 40 10 16 85 15 18
0245 0246 40 10 16 90 20 18
0247 0248' 40 12 16 100 25 18
0249 0250 50 8 16 55 15 20
0251 0252 50 8 16 60 15 Л О» 20
0253 0254 50 8 16 65 15 u,z; 20
0255 0256 50 10 16 70 15 и,о ; А К** 20
0257 0258 50 10 16 75 15 и,о 20
0259 0260 50 12 16 80 15 и,о ; 1** 20
0261 0262 50 12 16 85 15 1 20
0263 0264 50 16 16 90 20 20
0265 0266 50 16 16 100 25 20
0267 0268 63 10 22 55 15 22
0269 0270 63 10 22 60 15 А 9» 22
0271 0272 63 10 22 65 15 22
0273 0274 63 12 22 70 15 и,о ; 22
0275 0276 63 12 221 75 15 и ,0 ; 22
0277 0278 63 16 22 80 15 и,о ; 1** 22
0279 0280 63 16 22 85 15 i 22
0281 0282 63 20 22 90 20 22
0283 0284 63 20 22 100 25 22
0285 0286 80 16 22 50 15 24
0287 0288 80 20 22 50 15 1 24
0291 0292 80 16 22 55 15 24
2282-0293 2282-0294 80 20 22 55 15 24
401
Продолжение1
Обозначение фрезы D В d Ф, град Ф1. град R* Число зубьёв
праворежущей леворежущей
2282-0297 2282-0298 80 16 22 60 15 24
0299 0300 80 20 22 60 15 ?4
0301 0302 80 25 22 60 15 24
0303 0304 80 16 22 65 15 '24
0305 0306 80 20 22 65 15 1 24
0307 0308 80 25 22 65 15 1 24
0309 0310 80 16 ‘ 22 70 15 24
0311 0312 80 20 22 70 15 24
0313 0314 80 25 22 70 15 24
0315 0316 80 16 22 75 15 24
0317 0318 80 20 22 75 15 24
0319 0320 80 25 22 75 15 24
0321 0322 80 16 22 80 15 1,5** 24
0323 0324 80 20 22 80 15 24
0325 0326 80 25 22 80 15 24
0327 0328 80 16 22 85 15 1; 24
0329 0330 80 20 22 85 15 1,5**; 24
0331 0332 80 25 22 85 15 2** 24
2282-0333 2282-0334 80 25 22 90 20 24
* Указанные в графе величины радиусов могут быть выполнены на всех типоразмерах фрез.
** Величина радиуса по соглашению с потребителем.
Фрезы предназначаются для фрезерования винтовых канавок на режущем инструменте, а также для фрезерования различных пазов и скосов.
В централизованном порядке фрезы изготовляются праворежущими с наименьшими значениями радуса 7?, по соглашению с потребителем — леворежущими, а также с диаметрами посадочных отверстий, отличными от настоящей нормали. Кроме того, по соглашению с потребителем фрезы изготовляются комплектными, при этом допускается разница диаметров фрез D в комплекте — не более 0,05 мм.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол в плоскости, перпендикулярной к оси фрезы, у= 10°, а задний угол а =15°.
Радиальное биение режущих кромок зубьев относительно оси фрезы на фрезах диаметром 40—63 мм — не более 0,025 мм для смежных зубьев и не более 0,04 мм — для противоположных зубьев; на фрезах диаметром 80 мм — не более 0,03 мм для смежных зубьев и не более 0,05 мм — для противоположных зубьев. 'Торцовое биение режущих кромок — не более 0,03 мм.
402 >
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов Совета Министров СССР.
\При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ, Р14Ф4, Р9М4К8Ф, Р6М5К5 с твердостью после термообработки HRC 63—67.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры 'шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются Сестрорецким инструментальным заводом им. Воскова по нормали Н 38—64.
При заказе фрез следует указать обозначение фрезы, ширину и радиус при ее вершине.
Пример условного обозначения праворежущей фрезы диаметром £>=80 мм, шириной В= 16 мм с углом профиля <р=50° и радиусом при вершине /?= 1 мм:
ФРЕЗА 2282—0285 — /?1.
403
ФРЕЗЫ ФАСОННЫЕ
ФРЕЗЫ ПОЛУКРУГЛЫЕ ВОГНУТЫЕ И ВЫПУКЛЫЕ
Основные размеры и технические требования по ГОСТ 9305—69.
Фрезы изготовляются двух типов: тип 1 — фрезы полукруглые вогнутые; тип 2 — фрезы полукруглые выпуклые.
Тип 1 — фрезы полукруглые вогнутые
Размеры, мм
Обозначение фрезы R D d в Число зубьев
2262-0101 1,5 50 22 7 14
0115 1,6 50 22 7 14
0102 2,0 50 22 8 14
0116 2,5 50 22 10 14
0103 2,5 63 22 10 12
0104 3,0 63 22 12 12
0105 4,0 63 22 14 12
0106 4,0 80 27 14 10
0107 5,0 80 27 18 10
0108 6,0 80 27 22 10
0117 7,0 80 27 25 10
0109 8,0 80 27 28 10
ОНО 8,0 100 32 28 10
0118 9,0 100 32 32 10
0111 10,0 100 32 35 10
0119 11,0 100 32 40 10
0112 12,0 100 32 40 10
0113 12,0 125 32 40 10
0120 12,5 125 32 40 10
2262-0121 14,0 125 32 45 10
404
Продолжение
Обозначение фрезы R D d в Число зубьев
2262-0114 16,0 125 32 48 10
0122 18,0 125 32 55 10
0123 20,0 125 32 60 10
0124 22,5 160 40 75 10
2262-0125 25,0 160 40 75 10
Фрезы предназначаются для фрезерования полукруглых выступов на деталях из стали и чугуна.
Фрезы изготовляются двух исполнений: А и Б. У фрез исполнения Б дно стружечных канавок выполняется по радиусу для повышения прочности перемычки.
Для сохранения профиля зубьев фрез при переточках зубья фрез затылованы по задней поверхности. Заточка зубьев фрез производится только по их передней поверхности.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол у=10°, а по соглашению с потребителем у=5°; задний угол а= 10°.
Радиальное биение зубьев по профилю — не более 0,03 мм для смежных зубьев и не более 0,06 мм на всей фрезе. Торцовое биение зубьев для фрез диаметром до 80 мм — не более 0,03 мм, а для фрез диаметром свыше 80 мм — не более 0,04 мм.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9К10, Р14Ф4, Р9М4К8Ф, Р6М5К5 соответственно с твердостью после термообработки HRC 63—67.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются Винницким инструментальным заводом.
При заказе фрез следует указать обозначение фрезы и номер ГОСТа.
Пример условного обозначения фрезы типа 1, диаметром 50 мм с радиусом профиля /?=2 мм:
ФРЕЗА 2262-0102 — ГОСТ 9305—69.
405
Тип 2 — фрезы полукруглые выпуклые
Размеры, мм
Обозначение фрезы Исполнение Я Л d в Число зубьев
2262-0165 А 1,6 50 22 3,2 14
0052 А 2,0 50 22 4,0 14
0166 А 2,5 50 22 5,0 14
0053 Б 2,5 63 22 5,0 12
0054 Б 3,0 63 22 6,0 12
0055 Б 4,0 63 22 8,0 12
0056 Б 4,0 80 27 8,0 10
0057 Б 5,0 80 27 10,0 10
0058 Б 6,0 80 27 12,0 10
0167 Б 7,0 80 27 14,0 10
0059 Б 8,0 80 27 16,0 10
0060 Б 8,0 100 32 16,0 10
0168 Б 9,0 100 32 18,0 10
0061 Б 10,0 100 32 20,0 10
0169 Б 11,0 100 32 22,0 10
0062 Б 12,0 100 32 24,0 10
0063 Б 12,0 125 32 24,0 10
0170 Б 14,0 125 32 28,0 10
0064 Б 16,0 125 32 32,0 10
0171 Б 18,0 125 32 36,0 10
0172 Б 20,0 125 32 40,0 10
2262-0173 Б 25,0 130 40 50,0 10
Фрезы предназначаются для фрезерования полукруглых канавок на деталях из стали и чугуна.
Фрезы изготовляются двух исполнений: А и Б. Для повышения стойкости фрез и улучшения чистоты обрабатываемой поверхности при фрезеровании пазов с глубиной большей, чем радиус фрезы, у фрез исполнения Б выполняется поднутрение торцовых режущих кромок.
406
Для сохранения профиля зубьев фрез при переточках зубья фрез затылованы по задней поверхности. Заточка зубьев фрез производится только по их передней поверхности.
Геометрические параметры режущих кромок фрез, изготовляемых в централизованном порядке: передний угол у=10°, а по соглашению с потребителем у = 5°; задний угол а = 10°.
Радиальное биение зубьев по профилю — не более 0,03 мм для смежных зубьев и не более 0,06 мм на всей фрезе. Торцовое биение зубьев для фрез диаметром до 80 мм — более 0,03 мм, а для фрез диаметром свыше 80 мм — не более 0,04 мм.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ, Р14Ф4, Р9М4К8Ф, Р6М5К5 соответственно с твердостью после термообработки HRC 63—67.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются Винницким инструментальным заводом.
При заказе фрез следует указать обозначение фрезы и номер ГОСТа.
Пример условного обозначения фрезы типа 2, диаметром 50 мм с радиусом профиля R = 2 мм:
ФРЕЗА 2262-0052 — ГОСТ 9305—69.
ФРЕЗЫ ДИСКОВЫЕ ФАСОННЫЕ ЗАТЫЛОВАННЫЕ
Размеры по чертежам заказчика.
Технические требования по нормали завода-изготовителя.
Фрезы предназначаются для фрезерования фасонных профилей деталей из стали и чугуна.
Для сохранения профиля фрез при их переточках зубья фрез затылуются по задней поверхности. Фрезы перетачиваются в процессе эксплуатации только по передней поверхности зубьев.
Геометрические параметры режущих кромок фрез: передний угол по цилиндру у=5°; задний угол определяется величиной затылования.
Радиальное и осевое биение профиля зубьев фрез диаметром до 80 мм — не более 0,06 мм; фрез диаметром свыше 80 мм до 110 мм— не более 0,08 мм; фрез диаметром свыше ПО мм до 150 мм — не более 0,1 мм; фрез диаметром свыше 150 мм — не более 0,12 мм. Просвет профиля при проверке шаблоном — не более 0,06 мм. Биение опорных торцов не превышает 0,03 мм.
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
407
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 по ЧМТУ 1-865—70 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали повышенной производительности марок Р9КЮ, Р14Ф4, Р9М4К8Ф, Р6М5К5 с твердостью после термообработки HRC 63—67.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры и допуски на изготовление шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются Московским инструментальным заводом и Свердловским инструментальным заводом по ТУ 2-035-198—71 и ТУ 2-035-199—71 и чертежам заказчика.
При заказе фрез следует представить чертежи фрез с указанием габаритов, профиля и материала фрез.
ФРЕЗЫ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ НАРЕЗКИ КОНИЧЕСКИХ
ШЕСТЕРЕН
Размеры по чертежам заказчика.
Технические требования по нормали завода-изготовителя.
Фрезы предназначаются для предварительной нарезки зубьев на конических зубчатых колесах с модулем т= 10.
Для сохранения профиля фрез при их переточках зубья фрез затылуются по задней поверхности. Фрезы перетачиваются в про
408
цессе эксплуатации только по передней поверхности зубьев. Число зубьев 2=12.
Геометрические параметры режущих кромок фрез: передний угол по цилиндру у=5°; задний угол определяется величиной затылования.
Радиальное и осевое биение профиля фрезы — не более 0,08 мм. Просвет профиля при проверке шаблоном — не более 0,06 мм. Биение опорных торцов не превышает 0,03 мм.
2Ь
Фрезы изготовляются из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73.
При фрезеровании углеродистых и легированных сталей и чугуна рекомендуется применять фрезы из быстрорежущей стали марок Р12, Р6МЗ, Р6М5 с твердостью после термообработки HRC 62—65; при фрезеровании труднообрабатываемых материалов — фрезы из быстрорежущей стали марок Р6М5К5, Р9М4К8Ф с твердостью после термообработки HRC 63—67.
Допуск на диаметр посадочного отверстия d по А, ОСТ 1012. Размеры и допуски на изготовление шпоночного паза по ГОСТ 9472—70.
Фрезы изготовляются Московским инструментальным заводом по техническим условиям НТУ 124—61 и чертежам заказчика УР-197Г.
При заказе фрез следует указать наименование и материал фрезы, модуль нарезаемого конического колеса и номер чертежа.
Пример условного обозначения фрезы из быстрорежущей стали марки Р6М5:
ФРЕЗА ДЛЯ ПРЕДВАРИТЕЛЬНОЙ НАРЕЗКИ КОНИЧЕСКИХ ШЕСТЕРЕН УР-197Г, т= 10, Р6М5.
409
РЕКОМЕНДАЦИИ ПО ЭКСПЛУАТАЦИИ ФРЕЗ
Быстрорежущие фрезы применяются при обработке конструкционных и легированных сталей и других материалов.
Твердосплавными фрезами обрабатывают как обычные, так и труднообрабатываемые материалы. Болышая стойкость режущих кромок этих фрез обеспечивает более высокую производительность обработки, но при недостаточной жесткости системы СПИД на режущих кромках зубьев появляются выкрашивания и сколы. Поэтому при работе твердосплавными фрезами необходимо обеспечить достаточно высокую жесткость системы СПИД. .
Фрезы с затылованными зубьями в основном применяются как для обработки .поверхностей с криволинейными образующими, так и при переточках сохраняют свой профиль постоянным. При обработке поверхностей с прямолинейными образующими фрезы с затылованным зубом применяются только в случае очень больших подач на зуб фрезы.
Фрезы с острозаточенными зубьями имеют более высокую стойкость по сравнению с фрезами с затылованными зубьями вследствие более удовлетворительных геометрических параметров режущих кромок.
410
МЕТОДЫ КРЕПЛЕНИЯ ФРЕЗ
Крепление инструмента на цилиндрической оправке и торцовой шпонке (по ГОСТ 9472—70).
Размеры, мм
D b t г
номинал допускаемое отклонение номинал допускаемое отклонение номинал допускаемое отклонение
8 +0,016 5,4 +0,080 4,0 +0,300 0,6
10 +0,019 6,4 +0,100 4,5 +0,300 0,8
13 +0,019 8,4 +0,100 5,0 +0,300 1,0
16 +0,019 8,4 +0,100 5,6 +0,300 1,0
19 +0,023 10,4 +0,120 6,3 +0,360 1,2
22 +0,023 10,4 +0,120 6,3 +0,360 1,2
27 +0,023 12,4 +0,120 7,0 +0,360 1,2
32 +0,027 14,4 +0,120 8,0 +0,360 1,6
40 +0,027 16,4 +0,120 9,0 +0,360 2,0
50 +0,030 18,4 +0,140 10,0 +0,430 2,0
60 +0,030 20,5 +0,140 11,2 +0,430 2,0
70 +0,030 22,5 +0,140 12,5 +0,430 2,5
411
Крепление инструмента на цилиндрической оправке и призматической шпонке (по ГОСТ 9472—70).
Размеры, мм
D b t г
номинал допускаемое отклонение номинал допускаемое отклонение номинал допускаемое отклонение
8 +0,016 2 +0,06 +0,18 8,9 +0,36 0,4
10 +0,019 3 +0,06 +0,18 11,5 +0,43 0,4
13 +0,019 3 +0,06 +0,18 14,6 +0,43 0,6
16 +0,019 4 +0,08 +0,24 17,7 +0,43 0,8
19 +0,023 5 +0,08 +0,24 21,1 +0,52 0,8
22 +0,023 6 +0,10 +0,30 24,1 +0,52 0,8
27 +0,023 6 +0,10 +0,30 29,4 +0,52 1,2
32 +0,027 8 +0,10 +0,30 34,8 +0,62 1,2
40 +0,027 10 +0,12 +0,36 43,5 +0,62 1.4
50 +0,030 12 +0,12 +0,36 53,5 +0,74 1.4
60 +0,030 14 +0,12 +0,36 64,2 +0,74 1.6
70 +0,030 16 +0,12 +0,36 75,0 +0,74 2,0
80 +0,035 18 +0,12 +0,36 85,5 +0,87 2,0
100 +0,035 24 +0,14 +0,42 107,0 +0,87 2,5
412
Крепление инструмента на торцовой выточке и торцовой шпонке (концы шпинделей фрезерных станков по ГОСТ 836—72).
Размеры, мм
№ конца шпин-(деля D t ь Hi d
номинал допускаемое отклонение номинал допускаемое отклонение номинал допускаемое отклонение номинал допускаемое отклонение
2 88,882 +0,035 9 +0,3 15,9 +0,30 +0,15 66,7 ±0,150 13
3 128,570 +0,040 13 +0,3 25,4 +0,37 +0,16 101,6 ±0,175 17
4а 221,440 +0,050 20 +0,3 25,4 +0,37 +0,16 177,8 ±0,200 22
Наружные 2847—67). конусы для инструментов без лапок (по ГОСТ
413
Размеры, мм
№ конуса Морзе Z) Di d Lt L, а di
0 9,045 9,212 6,453 49,8 53 3,2 — —
1 12,065 12,240 9,396 53,5 57 3,5 Мб 16
2 17,780 17,980 14,583 64,0 68 4,0 мю 24
3 23,825 24,051 19,784 80,5 85 4,5 М12 28
4 31,267 31,542 25,933 102,7 108 5,3 М14 32
5 44,399 44,731 37,573 129,7 136 6,3 М18 40
6 63,348 63,760 53,905 181,1 189 7,9 М24 50
414
ВЫБОР ДИАМЕТРОВ ФРЕЗ
Диаметры цилиндрических фрез
Наибольшая глубина фрезерования, мм
Ширина фрезерования, мм 2 1 5 / 8 1 10
Диаметр фрезы, мм
70 50 63 80 100
100 80 80 80 100
150 100 100 125 125—150
Диаметры торцовых фрез
Наименование параметров Наибольшая глубина фрезерования, мм
4 6 1 8 1 '0
Наибольшая ширина фрезерования, мм 40; 60 90; 120; 180 250 350
Диаметр фрезы, мм 50—80; 80—100 100-125 160—200 200—250 320 400—500
Диаметры дисковых фрез
Наибольшая ширина фрезерования, мм Наибольшая глубина фрезерования, мм
5 1 10 | 20 | 50 1 100
Диаметр дисковой фрезы, мм
10 50 63 100 160 250
20 63 80 125 200 250
40 80 100 125 200 320
415
РЕЖИМЫ РЕЗАНИЯ ПРИ РАБОТЕ ФРЕЗАМИ
Торцовые фрезы со вставными зубьями
Материал вставных зубьев D, мм В< мм S29 мм Глубина фрезерования, мм Охлаждение
3 ! 5 • 12
О, л ijMUH
При обработке конструкционной углеродистой стали вв**75 кгс]мм*
Быстрорежущие 75 60 0,05—0,2 46,5—31,4 44,2—29,7 42,1—28,1 — 5%-ный раствор эмуль-
стали нормальной производитель- 90 70 0,05—0,2 46,5-31,6 44,4—30,1 42,5—28,6 41,3—27,3 сола в воде
ности ПО 90 0,08—0,3 45,5—26,9 43,2—25,6 41,2—24,4 38,0—23,5
Пластины из 90. 55 0,08—0,2 291—202 277—192 264—182 — То же
твердого сплава Т15К6 150 90 0/1—0,2 267—202 253—192 241—182 —
200 120 0,1—0,2 267—202 253—192 241—182 —
300 180 0,1—0,2 267—202 253—192 241—182 —
400 240 0,1—0,2 267—202 253—192 241—182 —
При обработке серого чугуна НВ 190
Быстрорежущие 75 60 0,08—0,3 57,0-33,6 55,0—31,8 50,3—30,2 ——
стали нормальной производитель- 90 70 0,08—0,3 57,3—33,6 54,5—31,9 52,0—30,6 49,8—29,4 —
ности 110 90 0,12—0,4 49,2—30,3 46,6—28,8 44,5—27,5 42,8—26,4
Пластины из 90 55 0,2—0,4 94—72 88—66 82—62 77—58
твердого сплава ВК8 150 90 0,2—0,4 94—72 88—66 82—62 77—58
200 120 0,2—0,4 94—72 88—66 82—62 77—58 —
300 180 0,2—0,4 94—72 88—66 82—62 77—58
400 240 0,2—0,4 94—72 88—66 82—62 77—58
Торцовые фрезы со вставными ножами, оснащенными твердым сплавом при ступенчатом расположении ножей
Материал вставных зубьев D, мм В, МЛ Глубина фрезерования, мм Охлаждение
13-17 20 25
Число ступеней фрезы о, м/мин » мм/мин Число ступеней фрезы о, м/мин 5м» MMjMUH Число ступеней фрезы о, м/мин SM> MMjMUH
При обработке плоскостей заготовок из конструкционной углеродистой стали о 3—75 кгс/мм2
Пластины из 320 220 2 160—180 140—175 4 140—160 125—140 4 110—120 105—125 5%-ный рас-
твердого сплава Т14К8 При обработке ’ ПЛОСКОСТ i ?й заго товок из с ерого чугу ’на НВ 190 твор эмульсола в воде
Пластины из твердого спла- 320 220 2 60—90 245—315 4 60—80 175—245 4 50—70 140—175 —
ва ВК8
Торцовые фрезы с многогранными пластинами
Материал многогранных пластин D, мм В, мм SZt мм Глубина фрезерования, мм
3 | 5 | 8 1 12
о, м/мин
При обработке конструкционной углеродистой стали ов = 75 кгс)мм2
Пластины из твердого сплава Т15К6 50 40 0,1—0,2 291—202 — — —
63 50 0,1—0,2 291—202 267—202 237—187 187
80 60 0,1—0,2 291-202 267—202 237—187 187
100 80 0,1—0,2 267—202 237—187 237—187 187
125 90 0,1—0,2 267—202 237—187 237—187 187
160 ПО 0,1—0,2 237—187 237—187 237—187 187—150
200 120 0,1—0,2 237—187 237—187 237—187 187—150
При обработке серого чугуна НВ 190
Пластины из твердого сплава ВК8 50 40 0,2—0,4 94—75 — — —
63 50 0,2—0,4 94—75 94—75 94—75 75-60
80 60 0,2—0,4 94—75 94—75 75—60 75-60
100 80 0,2—0,4 94—75 75—60 75—60 60
125 90 0,2—0 4 94—75 75—60 75—60 60
160 ПО 0,2—0,4 94—75 75—60 75—60 60
200 120 0,2—0,4 94—75 75—60 75—60 60
Торцовые ступенчатые фрезы с многогранными пластинами
Материал многогранных пластин D, мм В, мм Sz, *м Глубина фрезерования, мм
8 1 10 1 12 | 17 1 20 1 22
о, м/мин
При обработке конструкционной углеродистой стали =75 кгс/мм2
Пластины из твердого 160 120 0,15—0,3 187-150 187—150 150—120 — — —
сплава Т5К10
200 160 0,15—0,3 150—120 150—120 150—120 — — —
250 170 0,20—0,4 150—120 150—120. 150—120 150—120 120 120
300 200 0,20—0,4 150—120 150—120 150—120 150—120 120 100
350 220 0,20—0,4 150—120 150—120 150—120 150—120 120-100 100
При обработке серого чугуна НВ 190
Пластины из твердого 160 120 0,3—0,5 90—60 90—60 75-60 — — —
сплава ВК8
200 160 0,3—0,5 75—60 75—60 75—60 — — —
250 170 0,4—0,7 75-60 75—60 75—60 75—60 60 60
300 200 0,4—0,7 75—60 75—60 75—60 75—60 60 50
350 220 0,4—0,7 75—60 75—60 75—60 75—60 60—50 50
5
Цилиндрические фрезы
Материал вставных зубьев D, мм В, мм Sz, мм Глубина резания, мм Охлаждение
3 1 5 1 8
v9 м/мин
При обработке конструкционной углеродистой стали ов —75 кгс!мм2
Быстрорежущие стали 40 40 0,02—0,08 33—44 — —
нормальной производи-
тельности 50 40 0,03—0,1 37—48 30—41 29—36 5%-ный раствор
63 50 0,03—0,1 38—50 33—44 29—36 эмульсола в воде
80 60 0,05—0,15 38—50 35—50 30—40
100 70 0,05—0,15 38—50 35—50 33—43
При обработке серого чугуна НВ 190
Быстрорежущие стали 40 40 0,02—0,12 27—38 — —
нормальной производи-
тельности 50 40 0,02—0,12 30—43 23—33 18—26
63 50 20,03—0,15 30—43 23—33 18—26
80 60 0,08—0,2 34—49 27—38 21—30
100 70 0,08—0,25 34—49^ 27—38 21—30
Фрезы концевые цельные с неравномерным окружным шагом н нормальным зубом (ГОСТ 17025—71)
Материал фрез D. мм 2 В, мм Sz, ** Глубина резания, мм Охлаждение
3 5 1 8 1 10 15
V, $м, О, SM» О, SM> V, $м» о. $м»
м/мин мм!мин mJmuh мм/мин mJ мин мм/мин м/мин мм/мин м[мин мм/мин
При обработке плоскостей и уступов заготовок из углеродистой конструкционной стали кгс/мм?
14 4 20 0,05 0,10 62. 38 280 340 44 29 200 259 г — -
20 5 30 0,05 80 317 57 227 42 166 —
0,10 51 405 56 286 27 214 — — — —
0,05 91 290 65 208 48 152 — —. — —
25 5 30, 0,10 58 370 41 260 30 193 — — — —
0,15 45 444 32 306 23 226 — — — —
0,10 60 335 44 244 32 180 28 154 — —
Быстрорежущая сталь 28 5 40 0,15 48 398 33 279 25 207 21 176 — — 5%-ный
нормальной производи- 0,20 39 435 28 308 21 234 17 191 — — раствор
тельностн 0,25 33 466 24 333 18 253 15 213 — — эмульсола в воде
0,10 77 376 55 253 37 176 35 168 26 124
40 б 50 0,15 60 428 42 301 31 222 27 193 20 143
0,20 50 478 35 344 26 247 22 210 17 162
0,25 43 512 30 359 22 263 19 226 14 169
0,10 90 346 63 240 47 180 40 163 30 116
50 6 60 0,15 69 396 49 284 36 280 31 178 23 130
0,20 57 437 40 318 30 232 26 192 19 145
fe 0,25 49 470 35 349 26 243 22 210 17 165
Концевые фрезы с винтовыми пластинами из твердого сплава
Материал винтовых пластин D, мм Глубина фрезерования, мм Конструкционная углеродистая сталь ав=75 кгс!мм* Серый чугун НВ 190
sz, мм м/мин Sz, мм у» м[мин
Пластины из твердого 16—20 3 0,03—0,05 90
сплава Т5К10 25—32 4 0,06—0,08 90 — —
40—50 5 0,06—0,1 100 — —
Пластины из твердого 16—20 3 0,03—0,05 30—50
сплава ВК8 25—32 4 — — 0,06—0,08 30—50
40—50 5 — — 0,08—0,1 60—90
Концевые фрезы с коническим хвостовиком, оснащенные прямыми пластинами из твердого сплава
£>, мм Конструкционная углеродистая сталь огв=75 кгс/мм1 Серый чугун НВ 190
Sz, мм | MfMUH Sz, мм | V, MfMUH
твердый сплав Т15К6 твердый сплав Т5К10 твердый сплав Т15К6 твердый сплав Т5К10 твердый сплав ВК6.ВК8 твердый сплав ВК8
14 0,07 0,07 75 57 0,07 37
16 0,07 0,07 75 57 0,07 37
18 0,07 0,07 75 57 0,07 37
20 0,07 0,07 75 57 0,07 37
22 0,07 0,07 75 57 0,07 37
25 0,07 0,07 75 57 0,07 37
28 0,08 0,08 156 117 0,08 75
30 0,08 0,08 156 117 0,08 75
32 0,08 0,08 156 117 0,08 75
35 0,08 0,08 156 117 0,08 75
422
Дисковые фрезы
Материал вставных зубьев L, мм В, мм Sz, ММ Глубина резания, мм Охлаждение
5 1 10 | 20 1 30
v, м/мин
При фрезеровании пазов в заготовках из конструкционной стали (Ув=75 кгс)мм2
Быстрорежущая сталь 75 12 0,03—0,08 59,5—49,4 48,4—40,0 — — 5%-ный
нормальной производи' дельности ПО 18 0,05—0,12 54,9—46,0 43,4—37,3 36,0—30,4 — раствор эмульсола
200 32 0,05—0,12 — 47,6—39,4 39,0—32,0 34,4-28,8 в воде
Материал вставных зубьев D, мм В, мм Sz, Глубина резания, мм Охлаждение
6 8 10
», м/мин
Пластины из твердого 90 16 0,05—0,1 237—197 — —
сплава Т15К6 130 16 0,05—0,1 302—219 262—190 — 5%-ный раствор
175 225 16 16 0,05—0,1 0,05—0,1 333—240 360—259 288—208 310-224 258—186 278—200 эмульсола в воде
При фрезеровании пазов в заготовках из серого чугуна НВ 190
Материал вставных зубьев D, мм В, мм Sz, ** 5 1 Глубина резания, мм 1 30 Охлаждение
10 1 20 1
V, м /мин
Пластины из твердого 75 12 0,05—0,12 79,5—56,3 56,2—40,0 — — —
сплава ВК8 110 200 18 32 0,05—0,12 0,05—0,10 81,0—57,3 57,3—40,7 56,9—42,3 40,5—28,6 42,5—30,0 34,9—24,4 п—***
ft Продолжение
При фрезеровании плоскостей и уступов в заготовках из конструкционной стали кгс/мм2
Материал вставных зубьев й9 мм В, мм Sz, им Глубина резания, мм Охлаждение
10 20 30 40 60
V, MfMUH
Быстрорежущая сталь 75 6 0,05 47,0 38,2 — — — 5%-ный
нормальной производительности 0,12 38,8 31,8 — — — раствор эмульсола
ПО 6 0,08 47,0 38,5 34,2 — — в воде
0,20 34,4 28,3 24,8 — —
175 10 0,08 49,5 40,0 35,7 32,7 28,8
0,20 36,0 29,6 26,0 24,0 21,0
225 16 0,08 — 39,0 34,6 32,0 28,0
0,20 — 28,6 25,4 23,4 20,6
При фрезеровании плоскостей и уступов в заготовках из серого чугуна НВ 190
Материал вставных зубьев D, мм В, мм sz, ** Глубина резания, мм Охлаждение
10 1 20 . | 30 1 40 1 50
V, MfMUH
При фрезеровании плоскостей и уступов из серого чугуна НВ 190
Быстрорежущая сталь 75 6 0,08 50,1 35,4 — — — —
нормальной производи- 0,20 34,8 24,6 —- —• —
тельности ПО 6 0,08 53,2 37,6 30,8 — —
0,20 37,0 26,0 21,4 — —
175 10 0,12 47,0 33,2 27,2 23,6 19,2
0,30 32,4 23,0 18,8 16,4 13,2
225 16 0,12 — 33,5 37,2 28,7 19,3
0,30 — 23,1 31,9 16,3 13,3
Фрезы отрезные
Материал фрезы D, мм Z, В. мм 8г, Глубина резания, мм 6 1 10 1 20 1 30 0, м/мин Охлаждение
При разрезке заготовок
из стали конструкционной углеродистой
Быстрорежущая сталь нормальной производительности 60 36 30 1 2 0,010 0,015 0,010 61 50 53 44 — — 5%-ный раствор эмуль-еола в воде
0,015
НО 50 2 0,015 56 48 39 34
3 0,020 53 45 37 33
150 50 2 0,015 — — 39 35
4 0,030 — — 33 30
200 50 4 0,015 —— — 38 33
5 0,030 — — 32 29
При разрезке заготовок из серого чугуна НВ 190
Быстрорежущая сталь нор- 60 36 1,0 0,010 58,5 46,0 —* —
мальной производительности 0,015
30 2,0 0,010 45,0 35,1 —* —
ПО 40 2,5 0,015 39,6 30,6 21,6 18,0
3,0 0,020
200 60 2,0 0,020 — —• 25,3 19,8
4,0 0,020 — — 22,2 18,1 1 15,4 1
«я 50 5,0 0,030 — — 18,8
Фрезы для фрезерования канавки язычковых игл и полотен фанговых машин
D, мм sz, мм v, м/мин Охлаждение
26—80 0,001—0,003 120—80 Рыбий жир
Поправочный коэффициент См на скорость резания в зависимости от обрабатываемости различных групп стали, характеризуемых пределом прочности и чугуна
Наименование материалов См для фрез
из быстрорежущей стали оснащенных пластинами из твердых сплавов
Углеродистые конструкционные (С0,6%) 1,0 1.-0
Углеродистые (00,6%) 0,8 0,85
Марганцовистые 0,75 0,9
Хромистые 0,85 1,1
Хромоникелевые 0,9 1,1
Инструментальные быстрорежущие 0,6 0,65
Чугун серый НВ 190 1,0 1,0
Чугун ковкий НВ 150 1,0 1,0
426
Фрезы шпоночные
Материал фрез D, мм Размеры шпоночного паза Скорость резания и, м/мин 25
ширина глубина п, об/мин t, мм/дв. ход SM, мм/мин Вертикальная подача при врезании Продольная подача Охлаждение
S мм/об $м, мм/мин So, мм/об SM> мм/мин
При фрезеровании пазов в заготовках из углеродистой стали ой—75 кгс!мм2 (на станках с маятниковой подачей)
Быстрорежущая сталь нормальной производительности 6 6 3,5 1330 0,3 250 0,0120 16 0,041 54 5%-ный раствор эмульсола в воде
10 10 4,5 795 0,3 250 0,0163 13 0,049 39
20 20 6,0 400 0,4 250 0,0225 9 0,065 26
32 32 9,0 248 \ 0,5 250 0,0280 7 0,073 18
40 40 11,0 198 0,5 250 0,0306 6 0,077 15
й Фрезы фасонные полукруглые вогнутые и выпуклые
Материал фрез D, мм JS, мм Sz> *м Глубина резания, мм 3 | 8 | 16 V, м/мин Охлаждение
При обработке заготовок из конструкционной углеродистой стали сгв =75 кгс!мм2
Быстрорежущая сталь нормальной производительности 60 10 0,03—0,08 54,1—44,7 40,2—33,3 — 90 24 0,05—0,12 — 40,5—34,8 33,3 60 18 0,03—0,08 42,6—35,0 31,8—26,2 — 90 32 0,05—0,12 — 32,0—27,4 26,4 5%-ный раствор эмуль-сола в воде
Поправочный коэффициент Кв на скорость резания в зависимости от состояния обрабатываемой поверхности при работе фрезами из быстрорежущей, легированной и инструментальных сталей
Обработка без корки или по травленой корке Обработка по корке
Сталь Чугун и медные сплавы Твердость по Бринеллю НВ Сталь Чугун Медные сплавы
прокат, поковка отливка отливка прокат горячекатаный поковка отливка отливка отливка
Значение Кв Значение Кв
1 0,9 1 160 160—200 Свыше 200 0,9 0,9 0,9 0,80 0,85 0,90 0,75 0,80 0,85 0,70 0,75 0,80 0,80 0,90 0,95
ЗАТОЧКА ФРЕЗ
Правильная и своевременная заточка режущих кромок фрез обеспечивает эффективное их использование. Чрезмерный износ режущих кромок фрез приводит к повышенному расходу инструментальных материалов, увеличению трудоемкости заточки и снижению режущих свойств фрез. Особенно это относится к затылованным фрезам и фрезам, оснащенным твердым сплавом.
При заточке чрезмерно изношенных фрез, оснащенных твердым сплавом, требуется удаление большого слоя сплава, что приводит не только к потере материала, но и к образованию трещин и выкрашиванию режущих кромок. Так как заточка затылованных фрез производится по передней поверхности, то в случае большого износа по задней поверхности также приходится снимать большой слой инструментального материала.
Допускаемые значения износа твердосплавных и быстрорежущих фрез приведены в табл. 1 и 2.
Таблица 1
Допускаемый износ твердосплавных фрез
Наименование фрезы Вид обработки Обрабатываемый материал
сталь серый и ковкий чугун легкие сплавы
Пв, кгс/мм*
60-80 | 80—100 | 100—120
Величина износа , мм
Торцовая Черновая 1,5—2,0 1,75- 2,25 2,0—2,5 1,5 0,3
Чистовая 1,0 1,25 1,5 1,0-1,5 0,3
Дисковая 1,0—1,25 1,5—2,0 1,5—2,0 1,5—2,0 0,3
Цилиндрическая » 0,5 0,5 0,7 0,6 0,3
Для обеспечения качественной заточки заточное оборудование должно отвечать следующим требованиям:
радиальное и торцовое биение шпинделя заточного станка не должно превышать 0,01 мм;
механизм подач должен иметь минимальный люфт и обеспечивать плавное и легкое перемещение всех узлов во всех направлениях;
429
Таблица 2
Допускаемый износ быстрорежущих фрез
Фрезы
Вид обработки цилиндрические торцовые концевые
сталь чугун сталь чугун сталь чугун
Величина износа, мм
Черновая 0,4—0,6 0,5—0,8 1,5—2,0 1,5—2,0 0,2—0,3 0,4-0,5
Чистовая 0,15—0,25 0,2—0,3 0,3—0,5 0,3—0,5 0,1—0,15 0,2—0,25
Черновая 0,4—0,6 0,4—0,6 0,15—0,2 0,15—0,2 0,6—0,7 0,3—0,4
Чистовая 0,15—0,25 0,15—0,25 — — 0,2—0,3 0,2
при наличии ременных передач ремни должны соединяться кожаной смазкой так, чтобы не вызывать рывков и вибраций шпинделя;
сменные оправки и шайбы для крепления заточных кругов должны обеспечивать точную посадку круга;
радиальное и осевое биение шпинделя приспособления для заточки фрез не должно превышать 0,01 мм. При этом приспособления должны обладать наибольшей жесткостью при минимальных габаритах.
Режимы и условия шлифования, заточки и доводки фрез из быстрорежущих сталей и фрез, оснащенных твердым сплавом, приведены в табл. 3 и 4. Рекомендуемые характеристики заточных кругов приведены в табл. 5.
431
КОНТРОЛЬ ЗАТОЧКИ ФРЕЗ
Контроль заточки включает проверку геометрических параметров, биения режущих кромок, чистоту заточенных и доведенных поверхностей.
Контроль геометрических параметров фрез рекомендуется производить угломером Бабчиницера (угломер модели 2УРИ см. рис.). Универсальным прибором нестационарного типа для измерения геометрических параметров многолезвийного инструмента, в частности фрез, является прибор конструкции Неприна.
Проверка фрезы на биение режущих кромок производится на конической оправке в центрах или на специальной стойке с помощью индикатора.
Проверка чистоты доведенных поверхностей производится визуально или с помощью лупы с десятикратным увеличением.
Режущие кромки должны быть острыми, не иметь зазубрин и выбоин.
432
Таблица 3
Режимы и условия шлифования, заточки и доводки быстрорежущих фрез
Марка стали быстрорежущей Шлифование абразивными кругами 1 Заточка вручную
Окр, */<*« уизд» м/мин snp, м/мин sn, 1 мм/дв. ход [ ^кр, м/сек Snp, *1"“* л{мин р, кгс/см*
Нормальной производительности 20—25 10—15 5—6 0,02—0,05 20—25 1,05—2,0 — 3,5—4,0
Повышенной производительности 25—30 15—20 7-8 0,03—0,07 25—30 1,05-2,5 6-8 4,0—4,5
Нормальной производительности 20—25 8—10 5—6 0,02—0,04 20—25 1,0—1,5 — 3,0—3,5
Повышенной производительности (и с меньшим содержанием W и Со) 25—30 10—15 7—8 0,03—0,05 25—30 1,05—2,0 6—8 3,5—4,0
Марки стали быстрорежущей Заточка с жестким креплением Доводка кругами
укр> м/сек snp> м/мин мм/дв. ход qt л/мин икр, м/сек $пр, м/мин 5п, мм/дв. ход
Нормальной производительности 15—20 1,0—1,5 0,06—0,08 — 30—35 1,0—1,5 0,01—0,02
Повышенной производительности 20—25 1,5—2,0 0,07—0,12 6—8 — — —
Нормальной производительности 15—20 0,5—1,0 0,03—0,05 — 25—30 1,0—1,5 0,005-0,01
Повышенной производительности (с меньшим содержанием W и Со) 20—25 1,0—1,5 0,04—0,06 6—8 — — —
Примечание. гкр— скорость круга; сгизд— скорость изделия; р — давление изделия на инструмент; snp — продольная подача; sn—поперечная подача; q~ объем охлаждающей жидкости.
Таблица 4
Режимы и условия шлифования, заточки и доводки твердых сплавов
Марка твердого сплава Шлифование абразивными кругами Заточка вручную
укр, м/сек ^пзд» м/мин snp, м/мин sn> мм/дв, ход qt л/мин Икр-м/сек $Пр, м/мин р, кгс/см* <7. л/мин
Т15К6 15-20 4—5 3—4 0,02—0,04 — 12—14 1,0—1,5 3,0—3,5 —
20—25 5—6 4—5 0,04—0,06 15—20 14—18 1,05—2 3,5—4,0 6-8
ВК8 15—20 4—5 3—4 0,03—0,05 • • ~ 14—18 1,5-2,0 3,0—3,5 —
20—25 5—6 4-5 0,04—0,06 15—20 16—20 2,0—2,5 3,5—4,0 6—8
Марка твердого сплава Заточка с жестким креплением Доводка зерном или пастой
г\р. *Чсек snp, м/мин мм/дв. ход q, л/мин 1>кр, м/сек snp, м/мин кгс/см^
Т15К6 12—14 1,0-1,5 0,04—0,05 — 1,5—2,5 0,5—1,0 0,3—0,5
14—18 1,5-2,0 0,05—0,06 6—8 — — —
ВК8 14—18 1,0—1,5 0,04—0,05 — 1,5—2,5 0,5—1,0 0,3—0,5
16—20 1,5—2,0 0,05—0,06 6—8 '• — — —
Примечание. икр—скорость круга; ^Изд—скорость изделия; р — давление кая подача; sn— поперечная подача; q — объем охлаждающей
изделия на инструмент; жидкости.
$пр — п род ОЛЬ*
УСТАНОВКА ФРЕЗ НА СТАНКЕ
Производительность обработки, чистота обработанной поверхности, стойкость режущих кромок фрез во многом зависят от точности установки и надежности закрепления фрез на станке. Неправильная установка фрез приводит к повышенным радиальному и торцовому биениям режущих кромок фрез.
Для обеспечения точной установки фрезы и надежности ее закрепления необходимо соблюдать следующие условия:
биение фрезерной оправки не должно превышать 0,02 мм;
неп ар ал дельность торцов -промежуточных опорных колец не должна превышать 0,01 мм, при этом кольца должны быть закалены и прошлифованы по торцам;
диаметр посадочного отверстия промежуточных опорных колец должен быть больше диаметра оправки приблизительно на 0,1 мм. Разница в наружных диаметрах опорных колец для отрезных и прорезных фрез не должна превышать 0,1 мм, так как в противном случае фреза при закреплении может изогнуться, при этом диаметр колец должен быть максимально допустимым;
фреза должна устанавливаться возможно ближе к шпинделю станка для повышения жесткости системы СПИД. Особое внимание следует уделять этому при работе фрезами, оснащенными пластинами из твердого сплава;
после установки и закрепления фрез на оправке биение режущих кромок фрез не должно превышать 0,02 мм по сравнению с биением фрез, проверяемых на оправке в центрах;
фреза и опорные кольца должны быть надежно закреплены на оправке;
при работе цилиндрическими фрезами с винтовыми режущими кромками усилие фрезерования должно быть направлено к шпинделю станка.
435,
Таблица 5
Характеристика шлифовальных кругов для шлифования, заточки и доводки режущего инструмента
Материал, инструмент Характеристика заточки Абразив по ГОСТ 3647—71
Материал Связка Зернистость Твердость
ЭБ и ЭВ Керамическая 25 СМ2
Фрезы быстроре- Шлифование по наружному
жущие диаметру и торцу ЭБ 25—16 М3—СМ2
Заточка передней и задней по-
верхности КЗ Бакелитовая 8—16 СМ 1—СМ2
Доводка КЗ Керамическая 25 СМ2
Шлифование по наружному
диаметру ЭБ 40 СМ 1—СМ2
Заточка по державке задней Бакелитовая 40 С1-С2
поверхности КЗ Керамическая 25—16 М3—СМ1
Фрезы твердо- Заточка передней поверхности -
сплавные. КЗ » 25—16 М3—СМ1
Заточка задней поверхности Бакелитовая 40—25 СМ2—С1
Алмазные Органическая (Б2) 6—М40, концент- Структура — 5
Доводка круги рация 50—100%
ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ СБОРНЫХ ФРЕЗ
При правильной эксплуатации сборных фрез эффективность их применения существенно возрастает.
Сборные фрезы дают возможность многократного использования корпуса с новыми комплектами ножей, а также возможность регулирования вылета ножей по диаметру и торцу. Поэтому необходимо соблюдать правила эксплуатации сборных фрез с целью предупреждения поломок корпуса и ножей.
В процессе эксплуатации нельзя допускать чрезмерного износа ножей, так как это приводит не только к большому съему материала при переточках, но и к поломке ножей и повреждению корпуса.
При сборке фрез вылет ножей из корпуса должен быть одинаковым и минимально допустимым.
При замене изношенных ножей разборку фрез следует производить с использованием специального слесарного инструмента. Направление действия прилагаемых усилий должно совпадать с направлением рифлений, что устраняет появление забоин на рифлениях и увеличивает срок их службы.
Запрессовка ножей производится вручную или на специально оборудованном прессе. Для устранения возможных сколов режущих кромок, а также забоин на крепящих элементах необходимо применять латунные или медные прокладки. Перед сборкой ножи и крепящие элементы очищаются от грязи и промываются.
При оснащении фрез многогранными неперетачиваемыми пластинами нельзя допускать зазоров между режущей пластиной и державкой. Приложение чрезмерных усилий при завертывании винтов для закрепления пластин недопустимо. Перед закреплением пластины рекомендуется предварительное ориентирование ее в базовой выточке на корпусе фрезы.
437
СОДЕРЖАНИЕ
Введение ........................................................ 3
РЕЗЦЫ
Резцы токарные и строгальные с напаянными пластинами из быстрорежу-
щей стали........................................................9
Резцы токарные проходные отогнутые с углом в плане <р=45° (правые и левые)..............................................9
Резцы токарные проходные прямые с углом в плане ф=45° (правые и левые).................................................11
Резцы токарные проходные прямые с углом в плане ф=75° (правые и левые).................................................13
Резцы проходные упорные с углом в плане ф=90° (правые и левые) 14
Резцы токарные подрезные торцовые с углом в плане <р=90° (правые и левые).............................................Гб
Резцы токарные отрезные .....................................18
Резцы отрезные сборные конструкции М. Г. Аникина (правые и левые).................................................20
Резцы отрезные сборные конструкции М. Г. Аникина (правые и левые).............................<...................21
Резцы расточные державочные проходные с углом в плане ф=60° для прямого крепления.................................. 22
Резцы расточные державочные упорные ,с углом в плане ф=90° для прямого крепления..................................... . 24
Резцы расточные державочные проходные с углом в плане ф=45° для косого крепления.....................................25
Резцы расточные державочные проходные с углом в плане ф=60° для косого крепления.....................................27
Пластины из быстрорежущей стали к резцам...................28
Резцы строгальные проходные изогнутые с углом в плане ф=45° (правые и левые).........................................34
Резцы специальные автоматные отрезные пластинчатые (правые и левые).................................................35
438
Резцы специальные автоматные проходные с углом в плане ср=30° (правые и левые) ......................................... 37
Резцы специальные автоматные проходные с углом в плане ср=45° (правые и левые)............................................39
Резцы специальные автоматные проходные с углом в плане ср=75° (правые и левые)............................................41
Резцы специальные автоматные подрезные (правые и левые) . 43
Резцы специальные автоматные отрезные (правые и левые) . 45
Резцы токарные и строгальные с пластинами из твердого сплава 48
Резцы токарные проходные отогнутые с углом в плане ср=45° (правые и левые)............................................48
Резцы токарные проходные отогнутые с углом в плане ср=45° и углом врезки пластины в стержень 0° (правые и левые) . 50
Резцы токарные проходные прямые—с углом ' в плане ср=45° (правые и левые) . ................................52
Резцы токарные проходные прямые с углом в плане ср=45° и углом врезки пластины в стержень 0° (правые и левые) 54
Резцы токарные проходные прямые с углом в плане ср=60° (правые и левые)...............................................^55
Резцы токарные проходные прямые с углом в плане ср=60° и углом врезки пластины в стержень 0° (правые и левые) . . . .57
Резцы токарные проходные упорные прямые с углом в плане ср=90° (правые и левые)............................................58
Резцы токарные проходные упорные прямые с углом в плане ср=90° и углом врезки пластины в стержень 0° (правые и левые) . 60
Резцы токарные проходные упорные отогнутые с углом в плане ср=90° (правые и левые).....................................61
Резцы токарные проходные упорные отогнутые с углом в плане Ф=90° и углом врезки пластины в стержень СТ (правые и левые) 63
Резцы токарные подрезные отогнутые с углом врезки пластины в стержень 0° (правые и левые)..............................64
Резцы токарные подрезные отогнутые (правые и левые) ... 66
Резцы токарные чистовые широкие...............................67
Резцы токарные расточные с углем в плане ср=60°...............68
Резцы токарные расточные с углом в плане ср=60° и углом врезки пластины в стержень 0°......................................69
Резцы токарные расточные с углом в плане ср=60° . . . .71
Резцы токарные расточные с углом в плане ср=60° и углом врезки пластины в стержень 0°......................................72
Резцы токарные расточные с углом в плане ф=95° .... 73
Резцы токарные расточные с углом в плане ф=95° и углом врезки пластины в стержень 0°......................................74
Резцы токарные расточные с углом в плане ф=95° . . .76
Резцы токарные расточные с углом в плане ф=95° и углом врезки пластины в стержень 0°......................................77
439
Резцы токарные отрезные с углом в плане ф=90° или ф=100° (правые и левые)............................................78
Резцы токарные резьбовые для наружной метрической резьбы . 79
Резцы строгальные проходные изогнутые с углом в плане ср==45° (правые и левые)............................................80
Резцы расточные державочные проходные с углом в плане ср=60° для прямого крепления.......................................81
Резцы расточные державочные проходные с углом в плане <р=90° для прямого крепления.......................................82
Резцы расточные державочные проходные для косого крепления под углом 45°...............................................84
Резцы расточные державочные проходные косого крепления под углом 60° ..... 85
Резцы расточные державочные проходные с углом в плане <р=60° для косого крепления под углом 45°..........................86
Резцы расточные державочные проходные с углом в плане <р=60° для косого крепления под углом в плане 60°..................87
Резцы строгальные проходные изогнутые с углом в плане (р=45* (правые и левые)............................................88
. Резцы строгальные проходные прямые с углом в плане ср=45° (правые и левые) . . .......................................89
Резцы строгальные проходные прямые с углом в плане <р~==45° (правые и левые)...........................................«91
Резцы строгальные подрезные прямые (правые и левые) ... 92
• Резцы расточные с напаянной пластиной из твердого сплава, пружинящей оправкой и углами в плане ф=60° или <р=90° . -. 93
Резцы расточные цельные из твердого сплава со стальным хвостовиком для глухих отверстий. Тип 1...........................94
Резцы расточные цельные из твердого сплава со стальным хвостовиком для глухих отверстий. Тип 2...........................96
Резцы расточные цельные из твердого сплава со стальным хвостовиком для глухих отверстий. Тип 3...........................97
Резцы расточные цельные из твердого сплава со стальным хвостовиком с углом в плане ф=60° для сквозных отверстий. Тип 1 98
Резцы расточные цельные из твердого сплава со стальным хвостовиком с углом в плане ф=60° для сквозных отверстий. Тип 2 99
Резцы расточные цельные твердосплавные со стальным хвостовиком с углом в плане <р=60° для сквозных отверстий; Тип 3 . 100
Пластины твердосплавные, механически закрепляемые для токарных резцов 102
Пластины твердосплавные неправильной трехгранной формы с отверстием и стружечными канавками на одной стороне механически закрепляемых для токарных резцов . . . .102
Пластины твердосплавные квадратной формы с отверстием и стружечными канавками на одной стороне, механически закрепляемые для токарных резцов.....................................104
Пластины твердосплавные пятигранной формы с отверстием и стружечными канавками на одной стороне, механически закрепляемые для токарных резцов . .....................106
440
Пластины твердосплавные шестигранной формы с отверстием и стружечными канавками на одной стороне, механически закрепляемые для токарных резцов .................................108
Пластины ромбические с углом при вершине 59*30' из твердого сплава к токарным резьбовым резцам . ................109
Пластины трехгранные правильной формы из твердого сплава к резцам для контурного точения......................; . .111
Пластины параллелограммные из твердого сплава к резцам для контурного точения......................................... 113
Резцы токарные сборные проходные с механическим креплением многогранных неперетачиваемых пластин из твердого сплава . . . . 115 **
Резцы токарные сборные проходные упорные с механическим креплением трехгранных пластин из твердого сплава с углом в плане ф=92° ..........................................117
Резцы токарные сборные проходные с механическим креплением четырехгранных пластин из твердого сплава и углом в плане <р« 45° ..............................................120
Резцы токарные сборные проходные с механическим креплением пятигранных пластин из твердого сплава и углом в плане (р = 60° 123
Резцы тркарные сборные проходные с механическим креплением шестигранных пластин из твердого сплава и углом в плане Ф=45°........................................................125
Резцы токарные сборные расточные с механическим креплением многогранных неперетачиваемых пластин из твердого сплава......................127
Резцы токарные сборные расточные с механическим креплением трехгранных пластин из твердого сплава с углом в плане Ф“50 ; ^мин.расточки мм..............................^7
Резцы токарные сборные расточные с механическим креплением трехгранных пластин из твердого сплава с углом в плане Ф=92°; ^мин.расточки ^2 мм.............................129
Резцы токарные сборные расточные с механическим креплением четырехгранных пластин из твердого сплава с углом в плане ф=45°; £мим Пй™„ки 35 мм..........................131
• * мин •расточки
Резцы токарные сборные расточные с механическим креплением четырехгранных пластин из твердого сплава с углом в плане ф=60 ; DMIIH .расточки 35 мм..........................134
Резцы токарные сборные расточные с механическим креплением трехгранных пластин из твердого сплава с углом в плане Фв92°; ^Мин. расточки 35 мм..................................136
Резцы токарные сборные расточные с механическим креплением пятигранных пластин из твердого сплава с углом в плайе Ф = 6О°; ^мин.расточки мм..........................^9
Резцы токарные сборные расточные с механическим креплением трехгранных пластин из твердого сплава с углом в плане ф=92 ; ^мин.расточки ......................................^1
Резцы токарные сборные автоматно-револьверные с механическим креплением многогранных пластин из твердого сплава.........................144
441
Резцы токарные сборные автоматно-револьверные с механическим креплением четырехгранных пластин из твердого сплава с углом в плане <р=45°..........................................144
Резцы токарные сборные автоматно-револьверные с механическим креплением четырехгранных пластин из твердого сплава с углом в плане <р=60°..........................................147
Резцы токарные сборные автоматно-револьверные с механическим креплением трехгранных пластин из твердого сплава с углом в плане ср=90°............................................... . 150
Резцы для контурного точения с механическим креплением многогранных пластин из твердого сплава........................153
Резцы для контурного точения с механическим креплением парал-лелограммных пластин из твердого сплава (р=93° .... 154
Резцы для контурного точения с механическим креплением парал-лелограммных пластин из твердого сплава <р=63° . . . . 155
Резцы для контурного точения с механическим креплением трехгранных пластин из твердого сплава <р=93°...................156
Резцы для контурного точения с механическим креплением трехгранных пластин из твердого сплава ср = 63°.................158
Вставки резцовые проходные с механическим креплением трехгранных пластин из твердого сплава с углом <р=92° .... 160
Вставки резцовые проходные с механическим креплением трехгранных пластин из твердого сплава с углом ср—95° . . . .163
Вставки резцовые проходные с механическим креплением четырехгранных пластин из твердого сплава с углом ср=45° . . .165
Вставки резцовые для контурной обработки с механическим креплением параллелограммных пластин из твердого сплава с углом ср = 93°................................................168
Вставки резцовые для контурной обработки с механическим креплением параллелограммных пластин из твердого сплава с углом ср = 63°................................................170
Вставки резцовые резьбовые с механическим креплением ромбических пластин из твердого сплава.............................171
Вставки резцовые резьбовые с механическим креплением призматической пластины из твердого сплава..........................173
Вставки резцовые канавочные с механическим креплением двухгранных пластин из твердого сплава ........................ 174
Резцы токарные сборные резьбовые с механическим креплением ромбических пластин из твердого сплава для наружной метрической резьбы...............................................177
Взаимозаменяемые резцы для токарных многошпиндельных автоматов . 180
Резцы с трехгранными пластинами, <р=45°....................180
Резцы с трехгранными пластинами, ф=90р.....................181
Резцы с четырехгранными пластинами, а=0°...................182
Резцы с четырехгранными пластинами, а=7°...................183
Резцы с пятигранными пластинами, а=0°......................184
Резцы с пятигранными пластинами, а=9° . . •.............185
442
Резцы с цилиндрическими пластинами, а=0°.....................186
Резцы с цилиндрическими пластинами, а=10°....................187
Резцы с четырехгранными пластинами, а ==10°..................188
Унифицированные резцовые вставки с многогранными пластинами из твердого сплава с настройкой на размер для автоматизированного производства......................................................189
Резцы-вставки прямые с шестигранной пластиной...............189
Резцы-вставки отогнутые с шестигранной пластиной .... 190
Резцы-вставки отогнутые с четырехгранной пластиной . . .191
Резцы-вставки прямые с трехгранной пластиной................192
Резцы-вставки отогнутые с ромбической пластиной .193
Резцы-вставки прямые с ромбической пластиной и тупым углом при вершине......................................................194
Резцы-вставки прямые с ромбической пластиной и острым углом при вершине..................................................195
Резцы-вставки с круглой пластиной..........................196
Резцы для автоматических линий по обработке вагонных осей и для карусельных станков с ЧПУ....................................197
Ножи-вставки к сборным крупногабаритным строгальным пред-чистовым резцам..............................................199
Ножи-вставки к сборным крупногабаритным строгальным прорезным резцам................................................201
Ножи-вставки к сборным крупногабаритным строгальным резцам с углом в плане <р=30°..................................202
Ножи-вставки к сборным крупногабаритным строгальным резцам с углом в плане <р=45° .................................203
Резцы токарные сборные, оснащенные режущим элементом из эльбора-Р . 205
Резцы токарные сборные проходные прямые с механическим креплением вставки с режущим элементом из эльбора-Р . . . 205
Резцы токарные цельные проходные прямые, оснащенные эльбо-ром-Р...................................................... 207
Резцы сборные подрезные отогнутые с механическим креплением вставки с режущим элементом из эльбора-Р.....................208
Резцы сборные расточные для сквозных отверстий с механическим креплением вставки с режущим элементом из эльбора-Р . . 210
Рекомендации по эксплуатации резцов
Пластины неперетачиваемые из твердого сплава..................212
Резцы сборных конструкций.....................................213
Геометрические параметры режущей части резцов с напаянными пластинами из быстрорежущей стали...........................217
Геометрические параметры режущей части резцов с напаянными пластинами из твердого сплава................................ . 220
443
Выбор поперечного сечения резца в зависимости от сечения снимаемой стружки (при обработке стали <тв=75 кгс1мм?)............224
Заточка резцов . . . ....................................224
Смазочно-охлаждающие жидкости, применяемые при токарной обработке резцами . 22J
Величины допускаемого износа.................................228
Режимы резания при чистовом обтачивании стали и чугуна твердосплавными резцами без дополнительной режущей кромки при Ф1>0°.......................................................229
Режимы резания при чистовом обтачивании стали и серого чугуна твердосплавными резцами без дополнительной режущей кромки при ф1=0° . 233
Назначение марок твердых сплавов для резцов.................240
Неполадки при неправильной эксплуатации резцов и меры их устранения ......................................................243
Неполадки при работе резцами, оснащенными многогранными твердосплавными неперетачиваемым-и пластинами, и меры их устранения 248
ФРЕЗЫ
Фрезы цилиндрические насадные
Фрезы цилиндрические быстрорежущие...........................251
Фрезы цилиндрические.......................................251
Фрезы цилиндрические обдирочные с затылованным зубом . . 255
Фрезы торцовые
Фрезы торцовые быстрорежущие.................................257
Фрезы торцовые насадные.................................. 257
Фрезы торцовые насадные диаметром 80—250 мм со вставными ножами из быстрорежущей стали...........................260
Ножи клиновые^ рифленые из быстрорежущей стали к торцовым насадным фрезам.........................................262
Фрезы торцовые твердосплавные................................264
Фрезы торцовые насадные со вставными ножами, оснащенными твердым сплавом ........................................264
Ножи, оснащенные твердым сплавом, к торцовым насадным фрезам 267
Ножи с металлокерамическими корпусами для фрез торцовых на-
садных, оснащенные пластинами из твердого сплава . . . 268
Фрезы торцовые насадные со вставными ножами, оснащенными твердым сплавом (мелкозубые).............................269
Ножи, оснащенные твердым сплавом, к торцовым мелкозубым фрезам...................................................272
Фрезы торцовые насадные со вставными ножами, оснащенными пластинами из твердого сплава ...........................273
444
Ножи, оснащенные твердым сплавом, к торцовым насадным фрезам 276
Фрезы торцово-цилиндрические насадные со вставными ножами, оснащенными пластинами из твердого сплава .... 277
Ножи, оснащенные пластинами из твердого сплава, для фрез торцово-цилиндрических .....................................280
Фрезы торцовые насадные со вставными ножами, оснащенными пластинами из твердого сплава, для обработки легких сплавов 281
Ножи клиновые рифленые, оснащенные пластинами из твердого сплава, к торцовым насадным фрезам для обработки легких сплавов..................................................284
Фрезы торцовые с круглыми пластинами из твердого сплава (хвостовые и насадные)............................................286
Фрезы торцовые хвостовые с круглыми пластинами из твердого сплава.................................................. 286
Фрезы торцовые насадные с круглыми пластинами из твердого сплава...................................................287
Фрезы торцовые насадные с четырехгранными неперетачиваемыми пластинами из твердого сплава............................289
Фрезы двухступенчатые с шестигранными неперетачиваемыми пластинами из твердого сплава...............................291
Фрезы трехступенчатые с неперетачиваемыми четырехгранными пластинами из твердого сплава............................293
Фрезы торцовые с механическим креплением ромбических пластин 296
Круглые и многогранные пластины к торцовым насадным фрезам 300
Фрезы торцовые насадные с пятигранными пластинами из твердого сплава...................................................302
Фрезы торцовые насадные с механическим креплением пятигранных пластин..................................................304
Фрезы концевые
Фрезы концевые быстрорежущие...................................306
Фрезы концевые с цилиндрическим хвостовиком.................306
Фрезы концевые с коническим хвостовиком.....................310
Фрезы концевые обдирочные с коническим хвостовиком . . .315
Фрезы концевые обдирочные с затылованным зубом и коническим хвостовиком............................................. 318
Фрезы концевые с коническим хвостовиком, оснащенные коронками и винтовыми пластинами из твердого сплава................321
Фрезы концевые твердосплавные с коническим хвостовиком и крупным зубом............................................... 324
Фрезы концевые твердосплавные................................ 325
Фрезы концевые с коническим хвостовиком, оснащенные прямыми пластинами из твердого сплава............................331
445
Фрезы концевые удлиненные с коническим хвостовиком, оснащенные винтовыми пластинами из твердого сплава, для обработки легких сплавов............................................332
Фрезы дисковые трехсторонние................................334
Фрезы пазовые затылованные..................................33(f
Фрезы прорезные (шлицевые) и отрезные.......................337
Фрезы для фрезерования канавки язычковых игл...............357
Фрезы отрезные для игольных полотен фанговых машин . . . 358
Фрезы дисковые
Фрезы дисковые быстрорежущие...................................360
Фрезы дисковые трехсторонние с разнонаправленными зубьями . 360
Фрезы дисковые пазовые.....................................364
Фрезы дисковые пазовые.....................................366
Фрезы трехсторонние со вставными ножами из быстрорежущей стали....................................................368
Ножи клиновые рифленые из быстрорежущей стали к трехсторонним фрезам...............................................371
Фрезы дисковые трехсторонние с впрессованными ножами . , 373
Фрезы дисковые твердосплавные................................375
Фрезы дисковые трехсторонние со вставными ножами, оснащенными твердым сплавом............................................375
Ножи, оснащенные твердым сплавом, для трехсторонних фрез . 378
Фрезы дисковые трехсторонние, оснащенные пластинами из твердого сплава..............................................380
Фрезы дисковые цельные твердосплавные ....... 382
Фрезы дисковые цельные твердосплавные для продороживания коллекторов..............................................384
Фрезы шпоночные
Фрезы шпоночные быстрорежущие..................................386
Фрезы шпоночные............................................ 386
Фрезы для пазов шпонок сегментных............................388
Фрезы шпоночные, оснащенные твердым сплавом..................391
Фрезы шпоночные концевые цельные твердосплавные .... 393
Фрезы для станочных Т-образных пазов
Фрезы из быстрорежущей стали для обработки станочных Т-образных пазов . . .! . . . . 1..........395
446
Фрезы угловые
Фрезы одноугловые............................................399
Фрезы двухугловые несимметричные.............................400
Фрезы фасонные
Фрезы полукруглые вогнутые и выпуклые........................404
Фрезы дисковые фасонные затылованные.........................407
Фрезы для предварительной нарезки конических шестерен . . . 408
Рекомендации по эксплуатации фрез
Методы крепления фрез..........................................411
Выбор диаметров фрез................................. ... 415
Режимы резания при работе фрезами..............................416
Заточка фрез...................................................429
Контроль заточки фрез..........................................432
Установка фрез на станке..................................... 435
Особенности эксплуатации сборных фрез..........................437
© НИИМАШ, 1976
Редактор Н. В. Кручинина
Технические редакторы Г. Г. Щурихина, Г. Д. Наумова Корректор Ф. М. Еникеева
Т-09375 Сдано в набор 3/П 1976 г. Подписано в печать 3/V 1976 г.
Формат бумаги 60X90l/ie Печ. лист. 27,73 Уч.-изд. л. 22,9
Тираж 5000 экз. Изд. № 748-1 Заказ № 296 Цена 2 р. 39 к. (Переплет № 5)
НИИМАШ 105203, Москва, Е-203, 12-я Парковая ул., 5
Типография НИИМАШ, г. Щербинка