/

















Автор: Шапиро Дж.
Теги: маркетинг сбыт продажа реализация продукции экономика экономические науки моделирование планирование
ISBN: 5-272-00183-4
Год: 2006




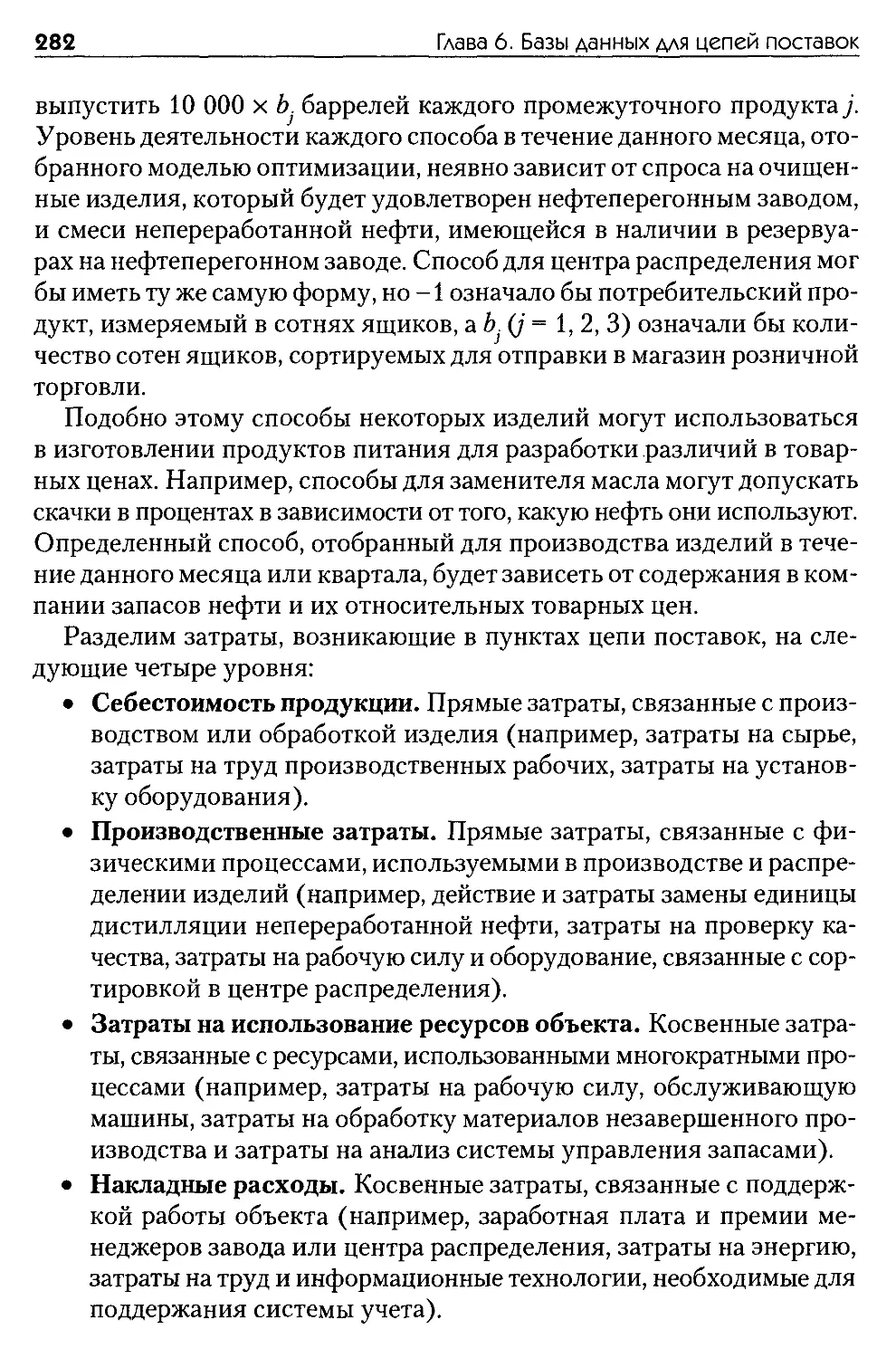
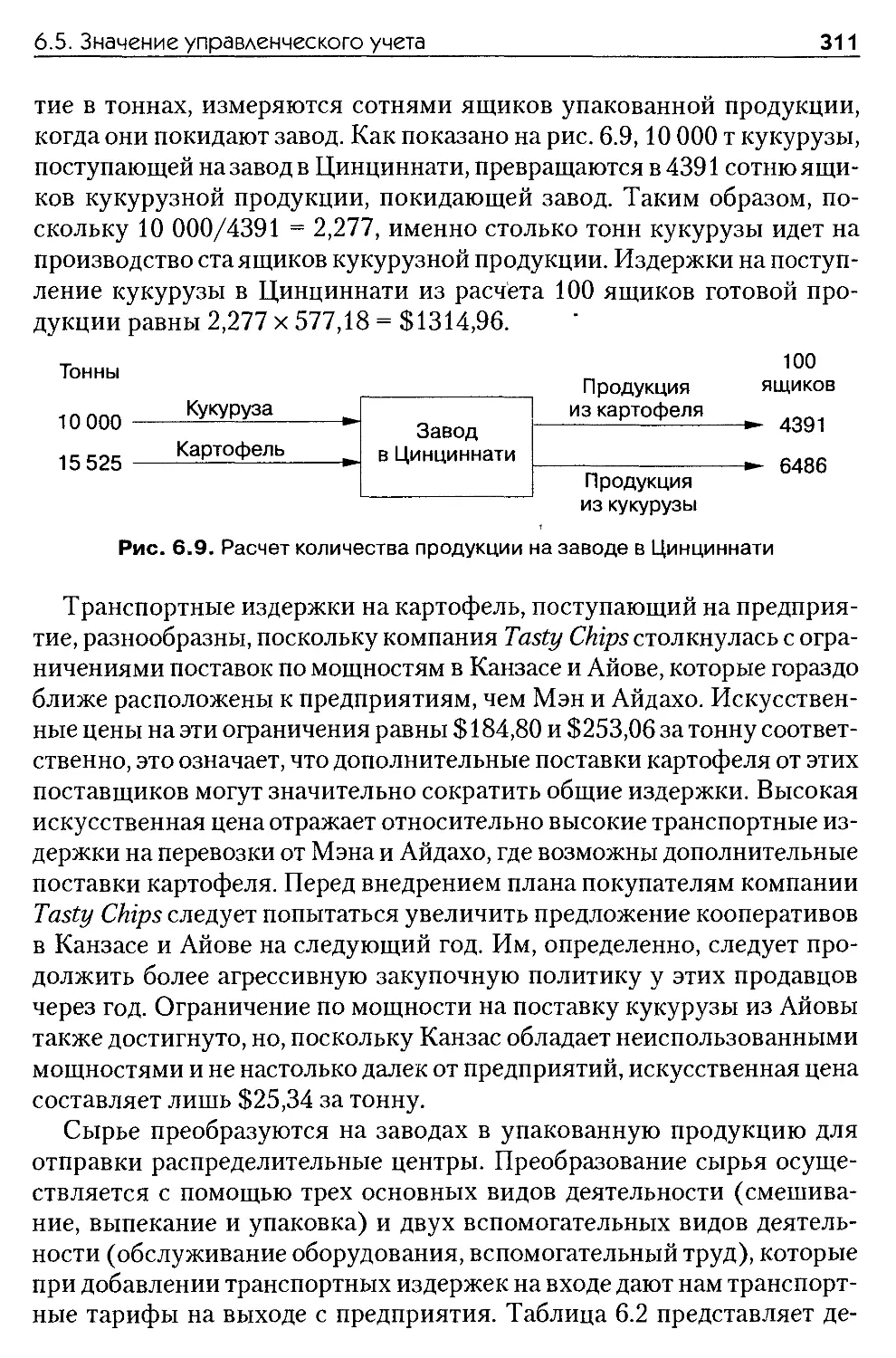
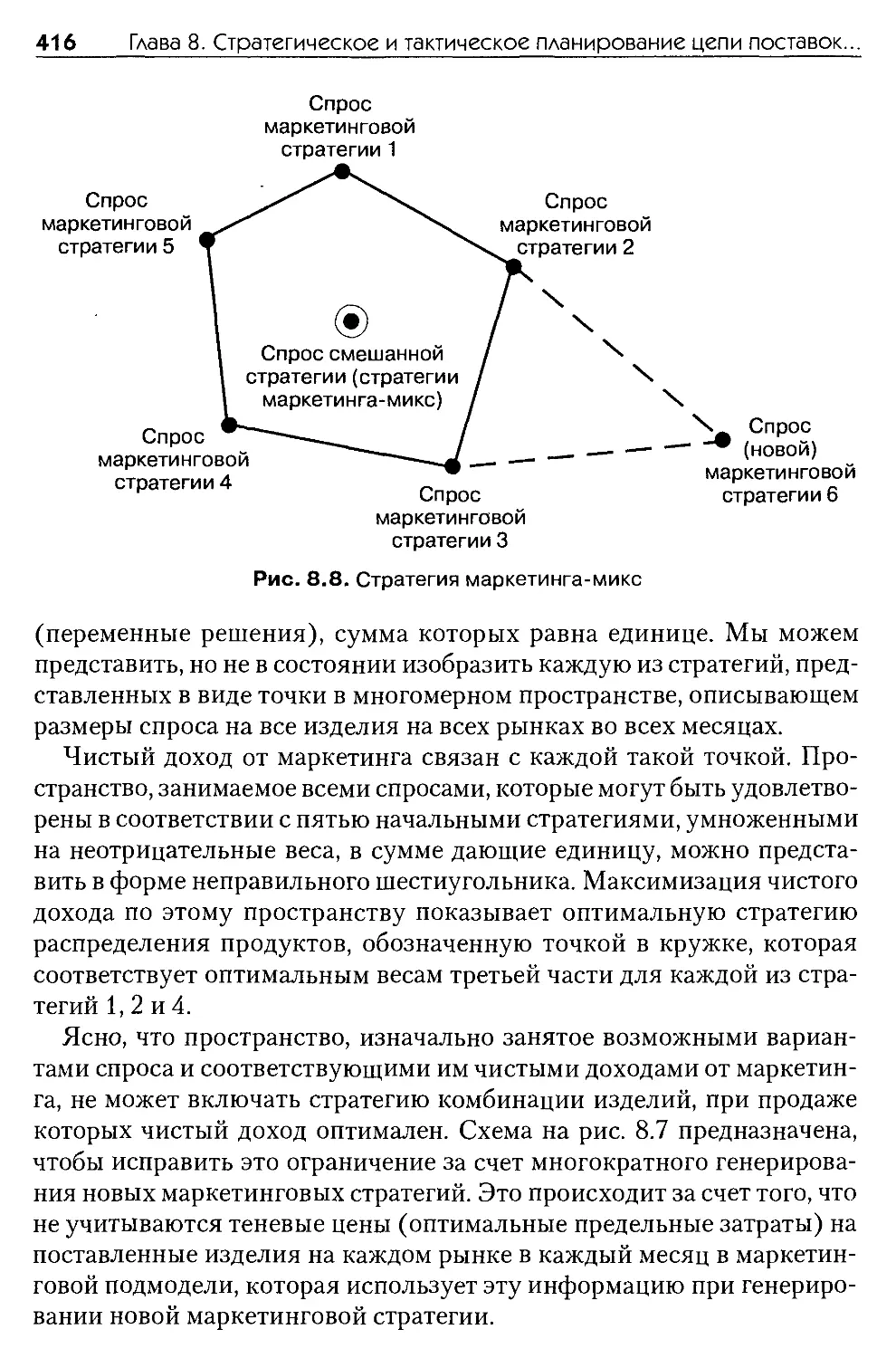
Текст
МОДЕЛИРОВАНИЕ
ЦЕПИ
ПОСТАВОК1
л-' iC * 5,4 .?<*’ <1 4 ТЗк»
<: ; Я & л Ь :Й
С^ППТЕР'
t' Ж 1»,в^Ов^^л
Jeremy F. Shapiro
Massachusetts InsCiCuCe of Technology
Modeling the
Supply Chain
DUXBURY
-----------------
THOMSON LEARNING
Australia • Canada • Mexico • Singapore • Spam UniCad Kingdom • United States
Джереми Шепиро
МОДЕЛИРОВАНИЕ
ЦЕПИ
ПОСТАВОК
С^ППТЕР
Москва * Санкт-Петербург Нижний Новгород * Воронеж
Ростов-на-Дону Екатеринбург Самара Новосибирск
Киев • Харьков Минск
2006
ББК 65.290.40
УДК 658.8
Ш23
Шапиро Дж.
Ш23 Моделирование цепи поставок / Пер. с англ, под ред. В. С. Лукинского —
СПб.: Питер, 2006. — 720 с.: ил. — (Серия «Теория менеджмента»).
ISBN 5-272-00183-4
Предлагаемая вашему вниманию книга — научное пособие для специалистов в
области планирования и моделирования на этапах выбора, создания и управления логи-
стическими цепями поставок. С одной стороны, содержание книги носит методологиче-
скую направленность, с другой — в ней описываются используемые на практике инфор-
мационные технологии, методы моделирования и принятия решений. Приведены примеры
передового использования интегрированного планирования и создания логистических
цепей поставок авторитетными западными фирмами. Особый интерес издание вызовет у
специалистов в области управления производственным процессом, в сфере продвижения
товаров на рынок. Будет полезно студентам и аспирантам профильных учебных заведе-
ний.
ББК 65.290.40
УДК 658.8
Права на издание получены по соглашению с Thomson Learning.
Все права защищены. Никакая часть данной книги не может быть воспроизведена в какой бы
то ни было форме без письменного разрешения владельцев авторских прав.
©2001 Wadsworth Group
ISBN 0-534-37363-1 (англ.) © Перевод на русский язык ЗАО Издательский дом «Питер», 2006
ISBN 5-272-00183-4 © Издание на русском языке, оформление
ЗАО Издательский дом «Питер», 2006
Содержание
Предисловие к русскому изданию.................................. 13
Предисловие..................................................... 15
Часть I. ВВЕДЕНИЕ В УПРАВЛЕНИЕ ЦЕПЯМИ
ПОСТАВОК...................................................21
Глава 1. Управление цепями поставок, интегрированное планирование
и модели.........................................................22
1.1. Основы управления цепями поставок.......................25
Сети логистических цепей поставок......................26
Интегрированное планирование цепеи-Поставок............26
Цели управления цепями поставок........................28
1.2. Обзор моделей цепей поставок и систем моделирования.....31
1.3. Концепция моделирования корпоративных цепей поставок
на основе различных управленческих дисциплин.................34
Формирование стратегии и теория фирмы..................35
Логистика, производство и инновационный менеджмент.....40
Управление финансами...................................44
Прогнозирование спроса и маркетинг.....................45
Исследование операций..................................47
1.4. Инновации в области информационных технологий
и моделирование поддерживающей цени поставок..............49
1.5 Организационная адаптация к интегрированному управлению
и моделирование цепи поставок.............................51
Литература.............................................52
Глава 2. Информационные технологии ..............................54
2.1. Достижения в развитии систем планирования ресурсов
предприятия (ERP) и электронной коммерции....................55
Системы ERP............................................56
Электронная коммерция..................................58
2.2. Сравнение транзакционных и аналитических ИТ.............63
Время действия.........................................64
Цель...................................................64
Применения для бизнеса.................................65
Использование баз данных...............................65
Время выполнения запросов..............................67
Использование для модернизации бизнес-процессов........68
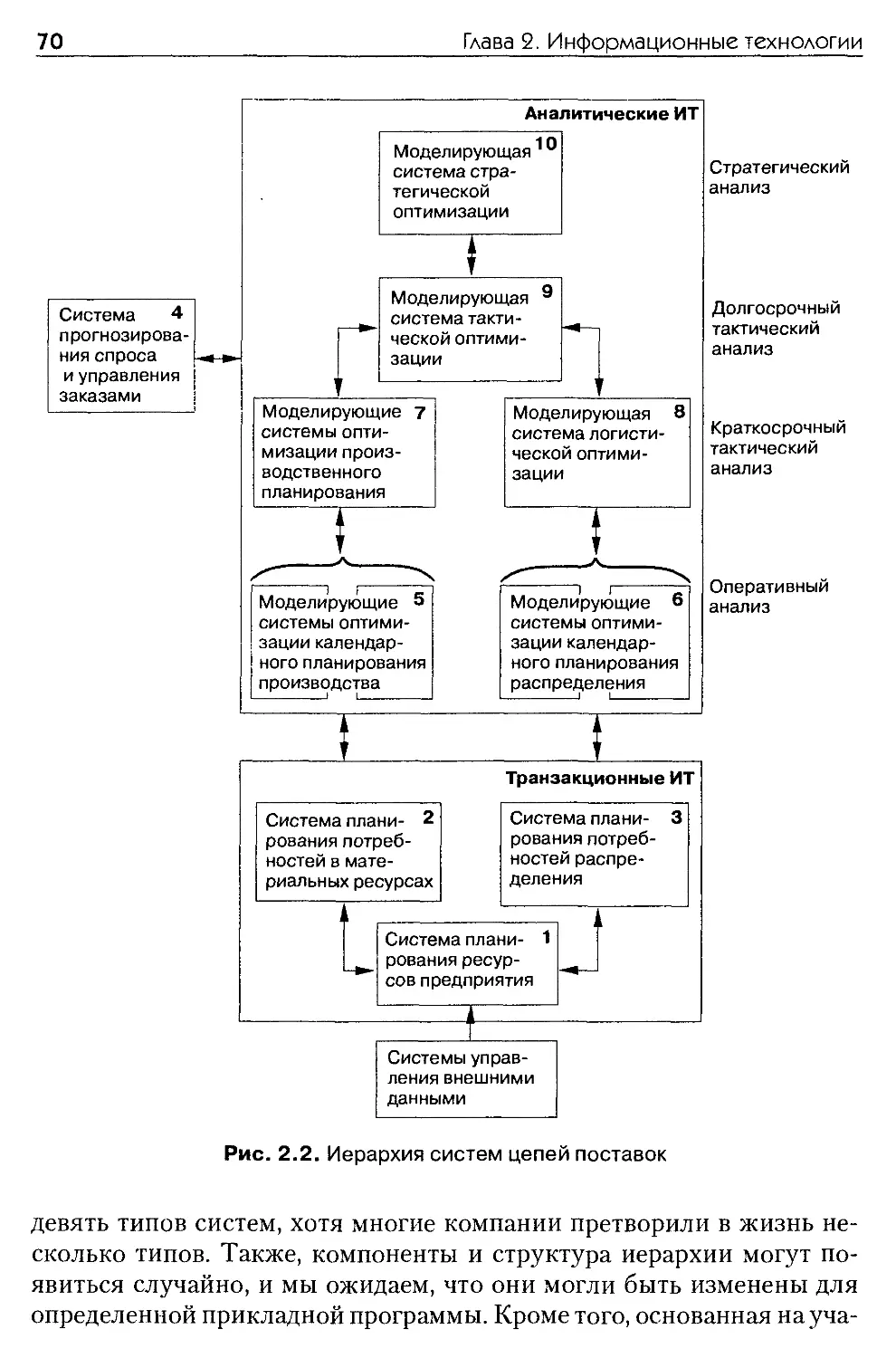
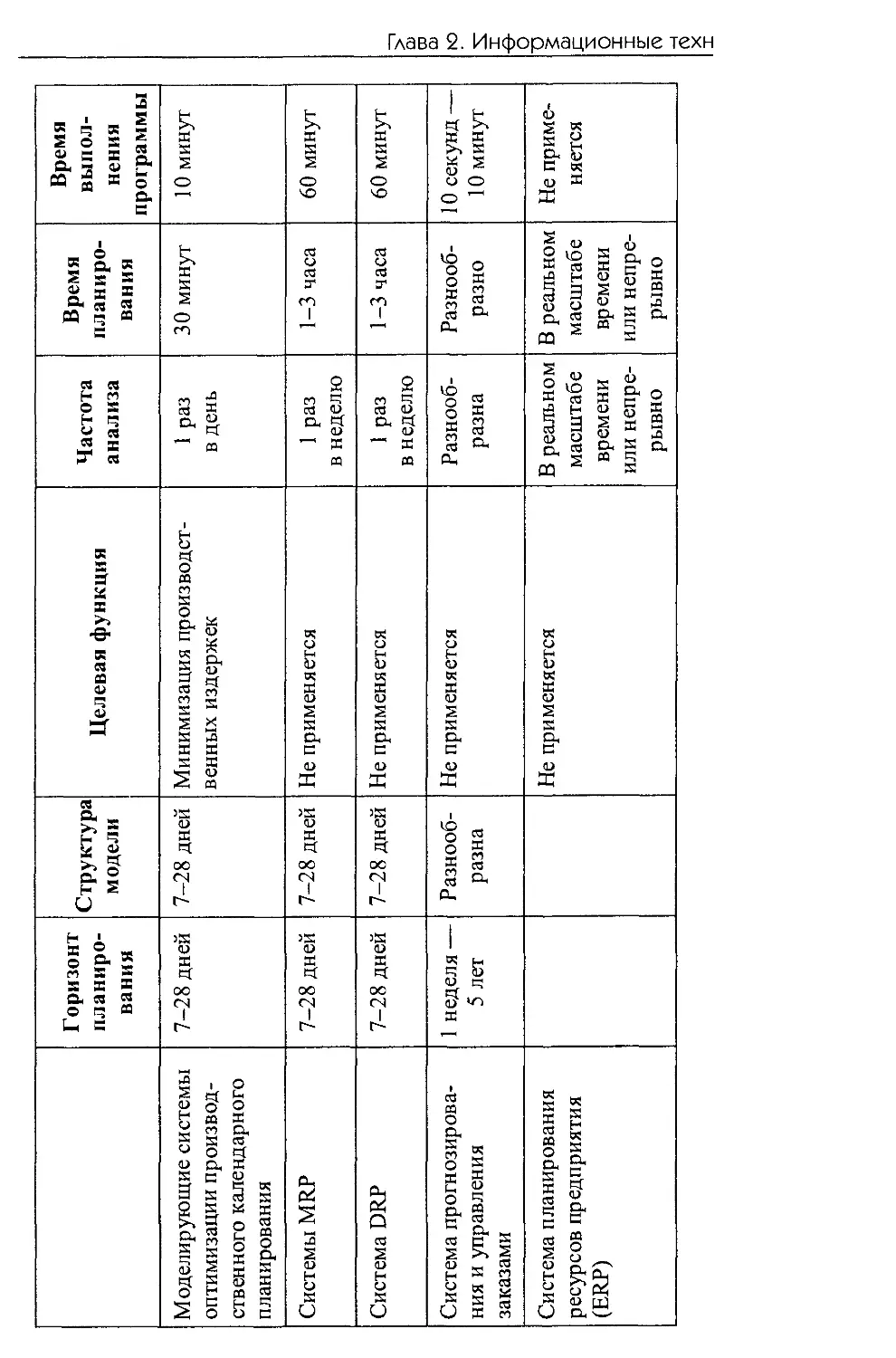
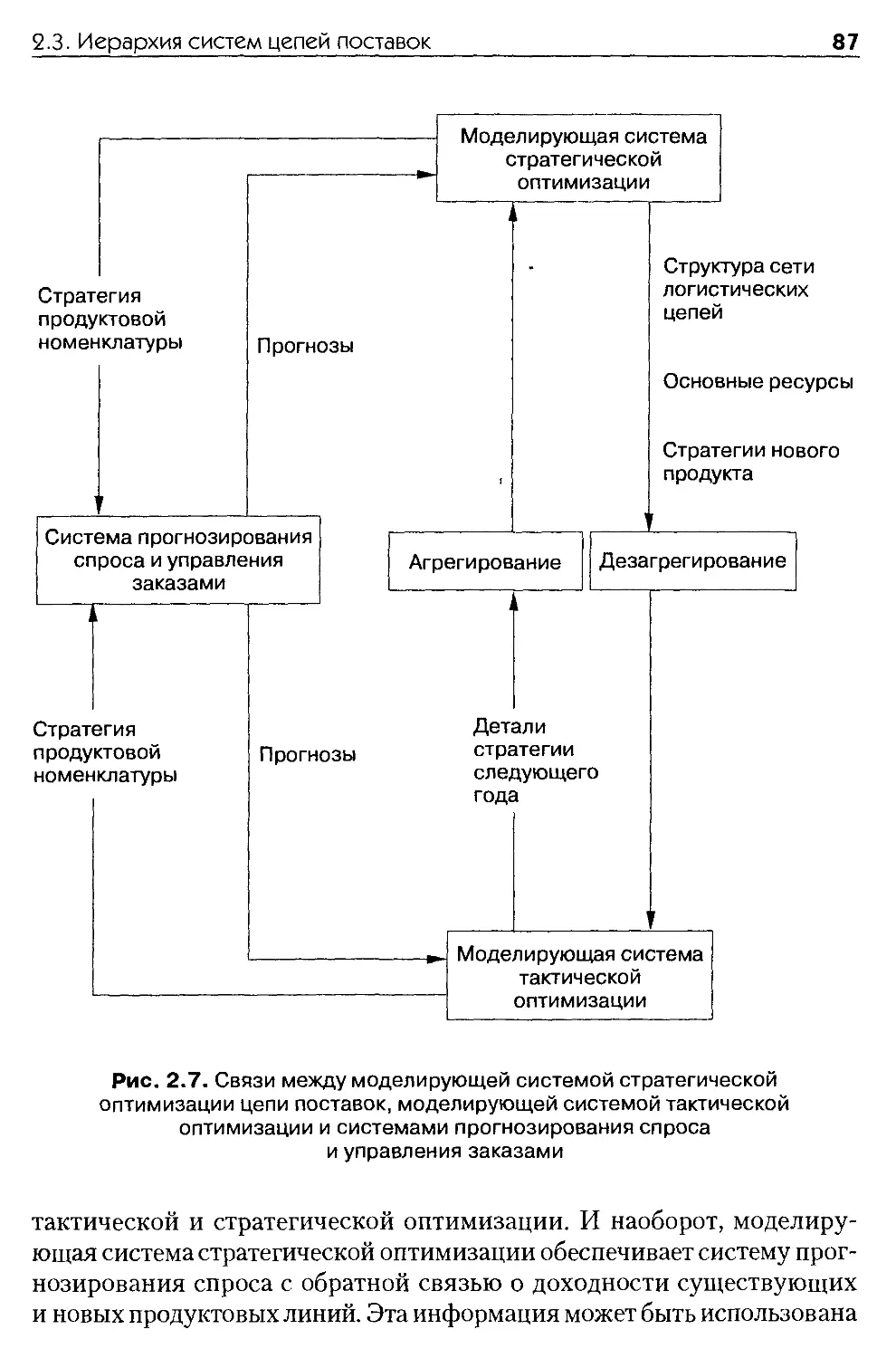
2.3. Иерархия систем цепей поставок..........................69
Компоненты иерархии системы цепи поставок..............69
Частота анализа, число циклов и продолжительность работы
программы для анализа цепей поставок...................75
Коммуникации в системах цепей поставок в области базы данных
и принятия решений.....................................79
6
Содержание
Централизованное и децентрализованное принятие решений..88
2.4. Действующие системы и традиционное мышление..............88
2.5. Выводы...................................................92
Литература..............................................93
Часть II. МОДЕЛИРОВАНИЕ И МЕТОДЫ
ПРИНЯТИЯ РЕШЕНИЙ............................................95
Глава 3. Основы оптимизационного моделирования: линейное
программирование..................................................96
3.1. Примеры моделирования на основе линейного
программирования..............................................98
Модель распределения ресурсов...........................98
Недопустимые и неограниченные модели...................102
Оптимизация с использованием электронных таблиц........103
Модель распределения ресурсов на несколько периодов... 106
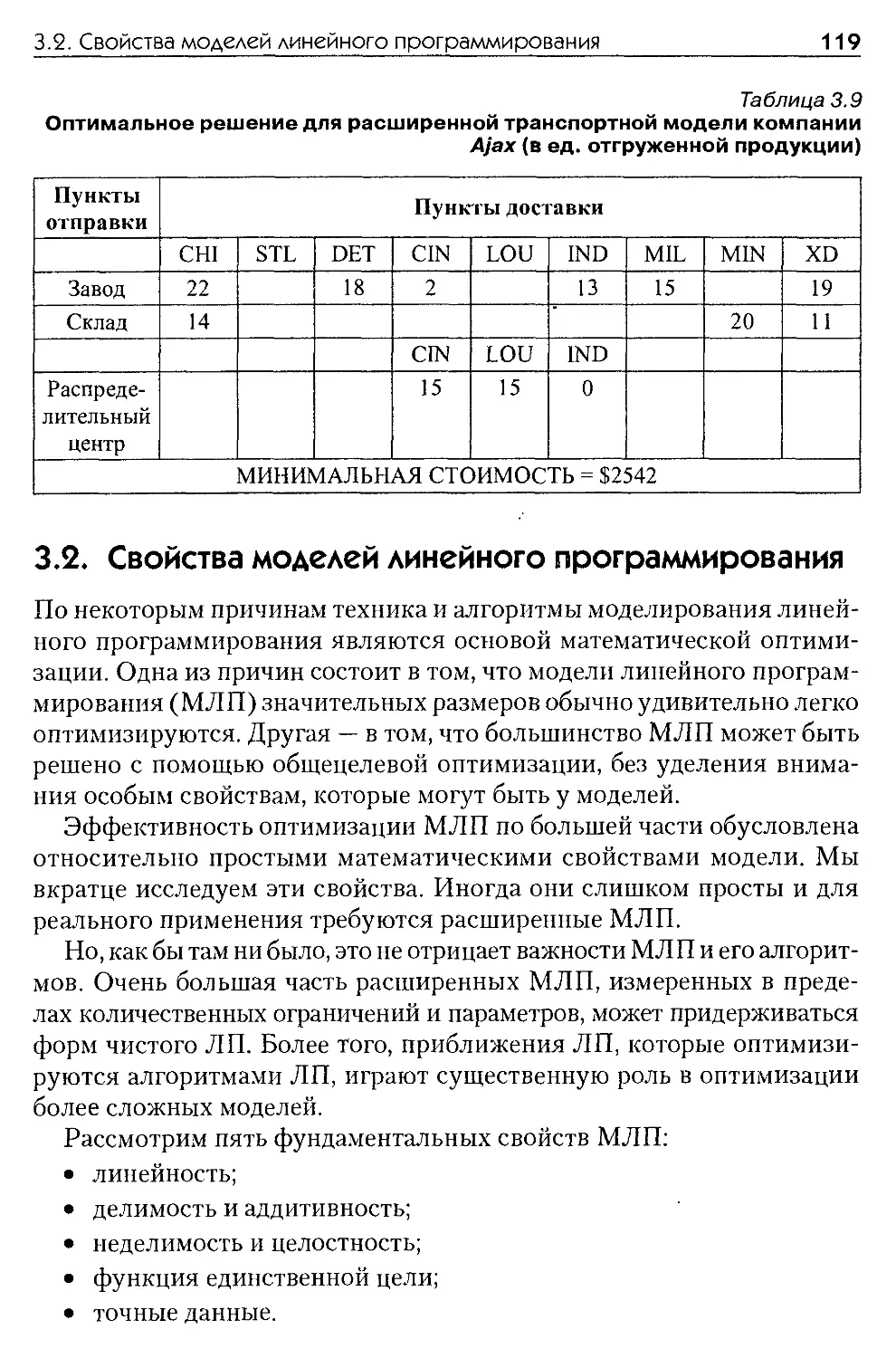
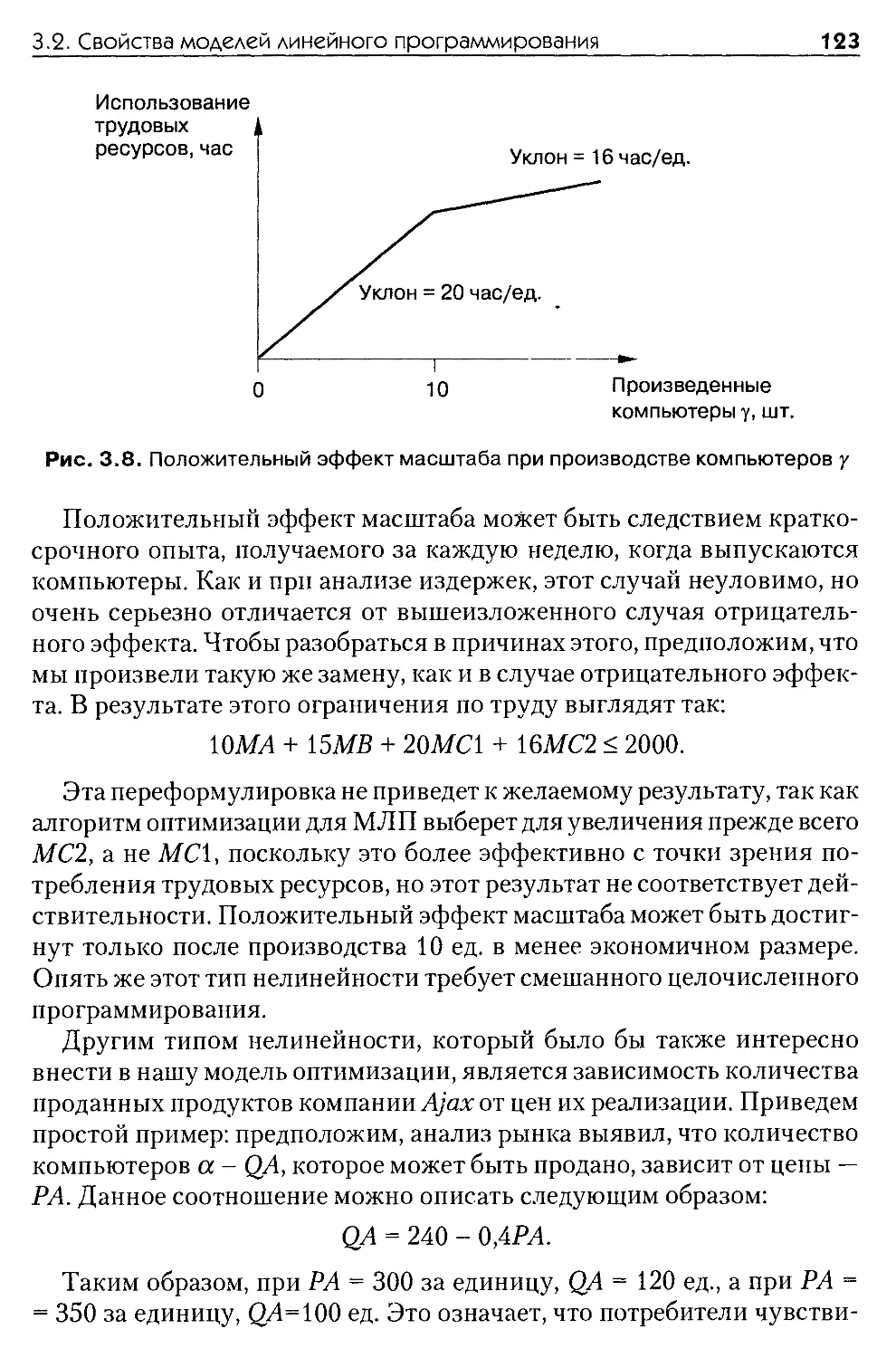
3.2. Свойства моделей линейного программирования.............119
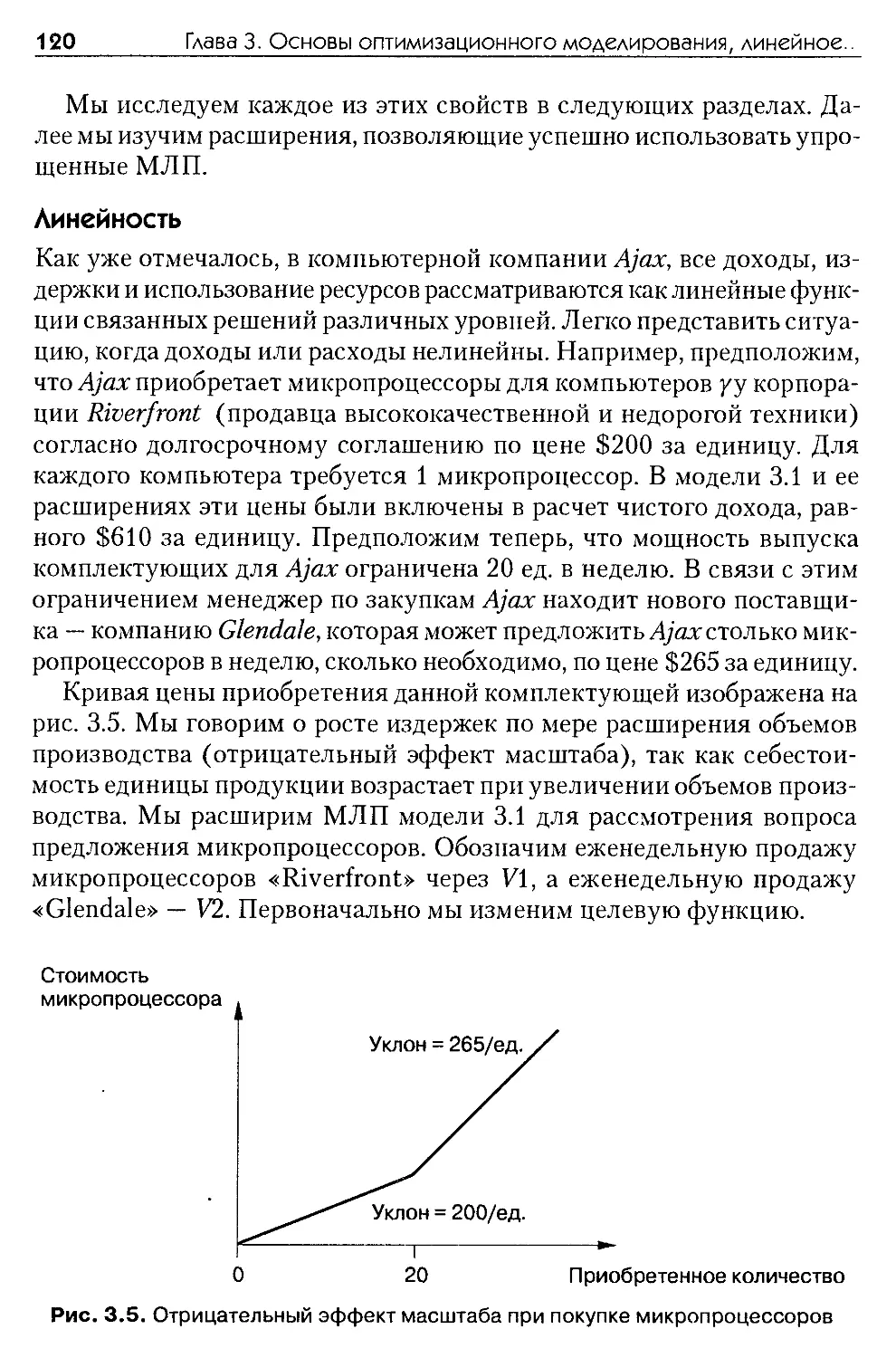
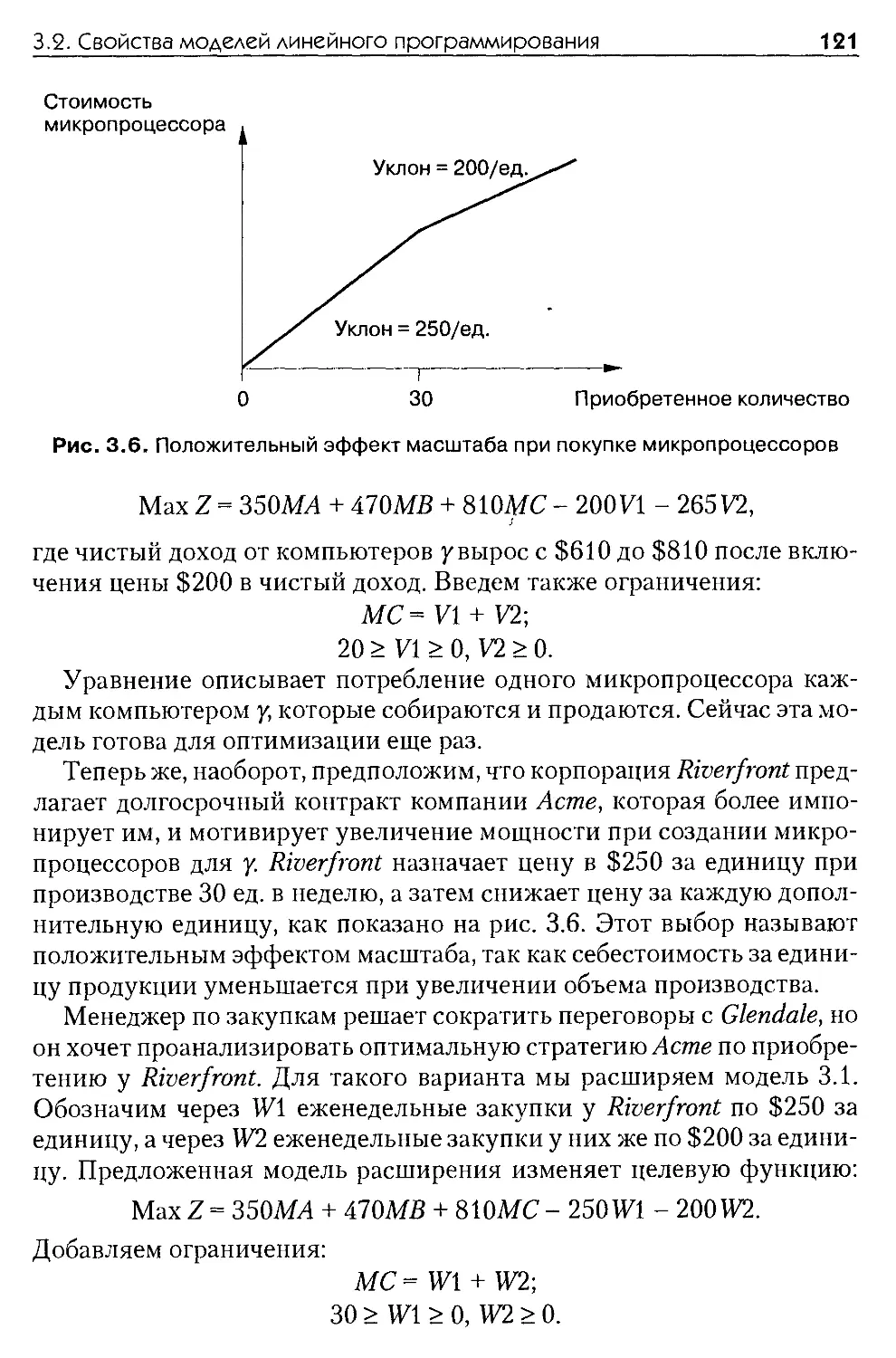
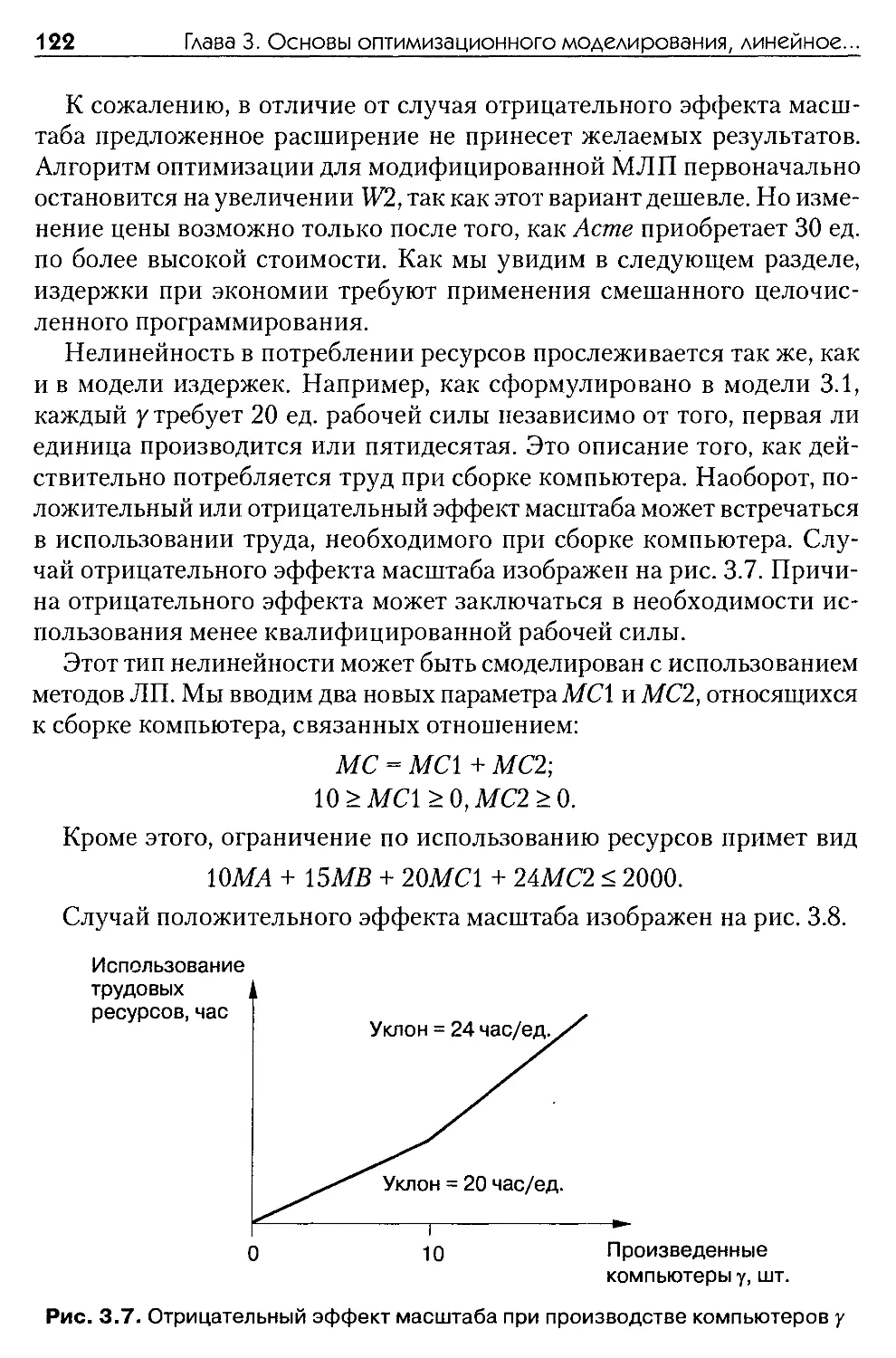
Линейность............................................ 120
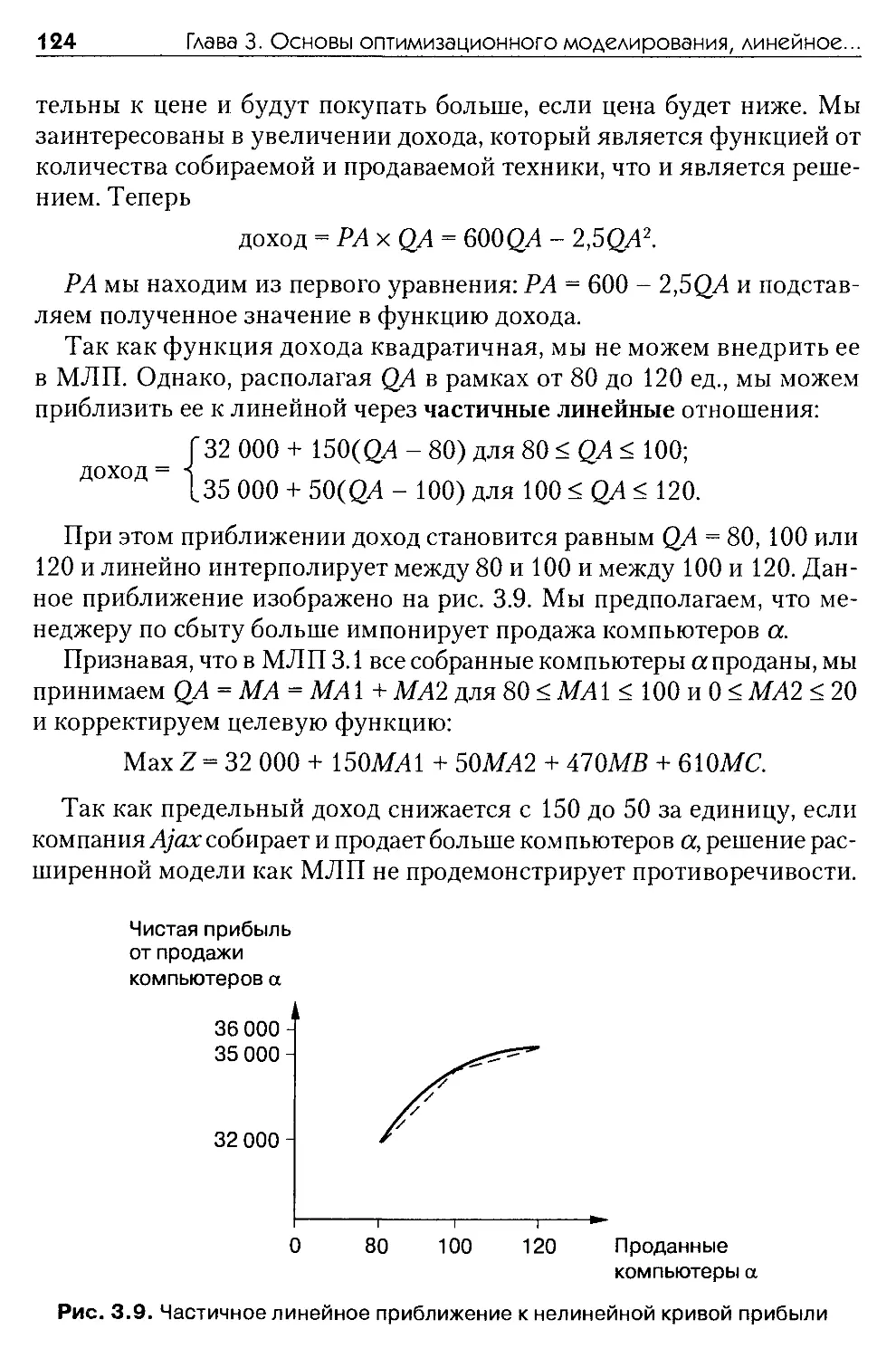
Делимость и аддитивность.............................. 125
Неделимость и непрерывность........................... 125
Функция единственной цели............................. 126
Точность данных....................................... 126
3.3. Интерпретация решения оптимального линейного
программирования.............................................127
Искусственные цены.................................... 128
Коэффициенты сниженной стоимости...................... 131
Двойственная модель линейного программирования.........133
Параметрический анализ и анализ чувствительности...... 136
3.4. Многоцелевая оптимизация................................139
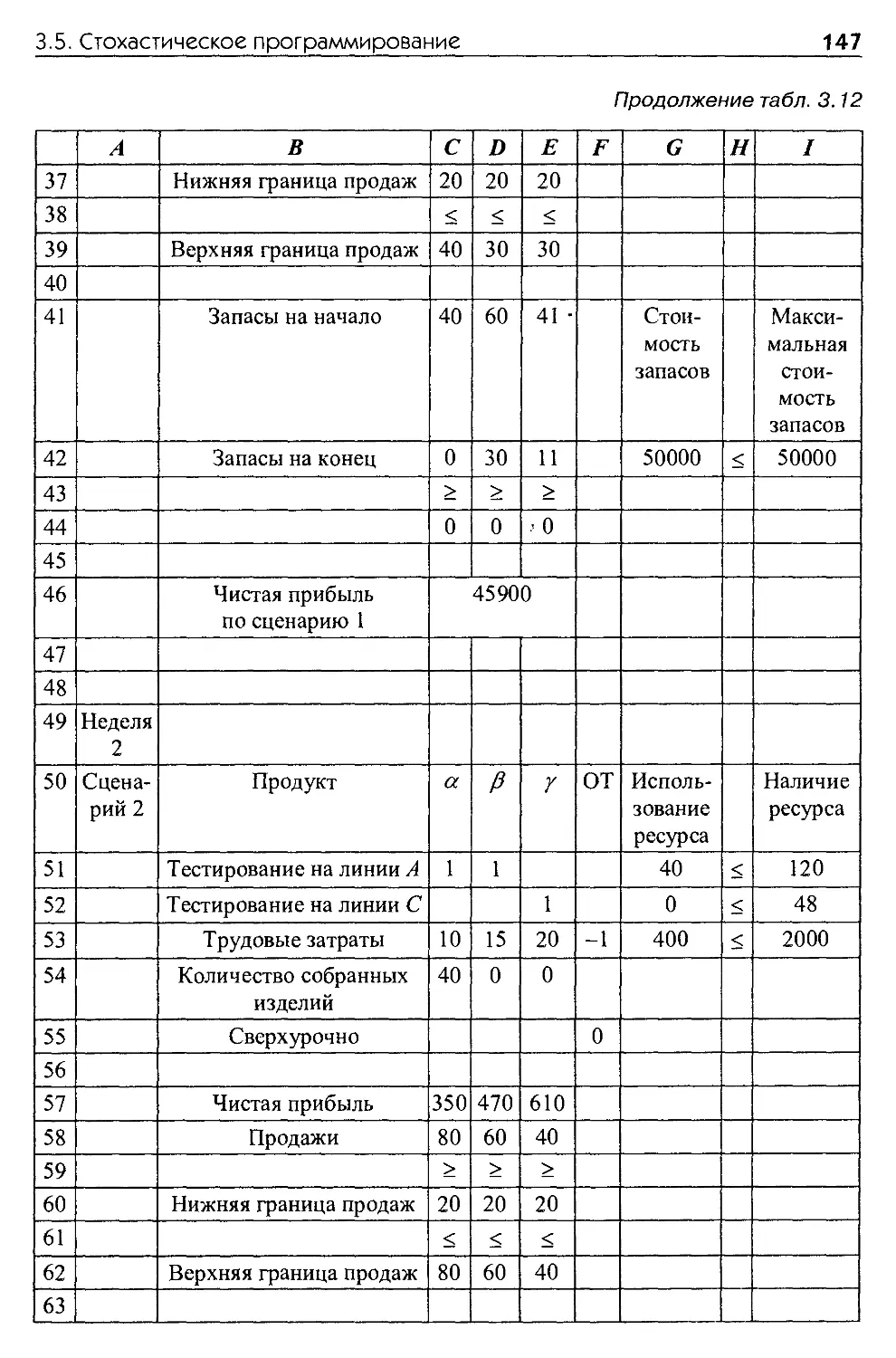
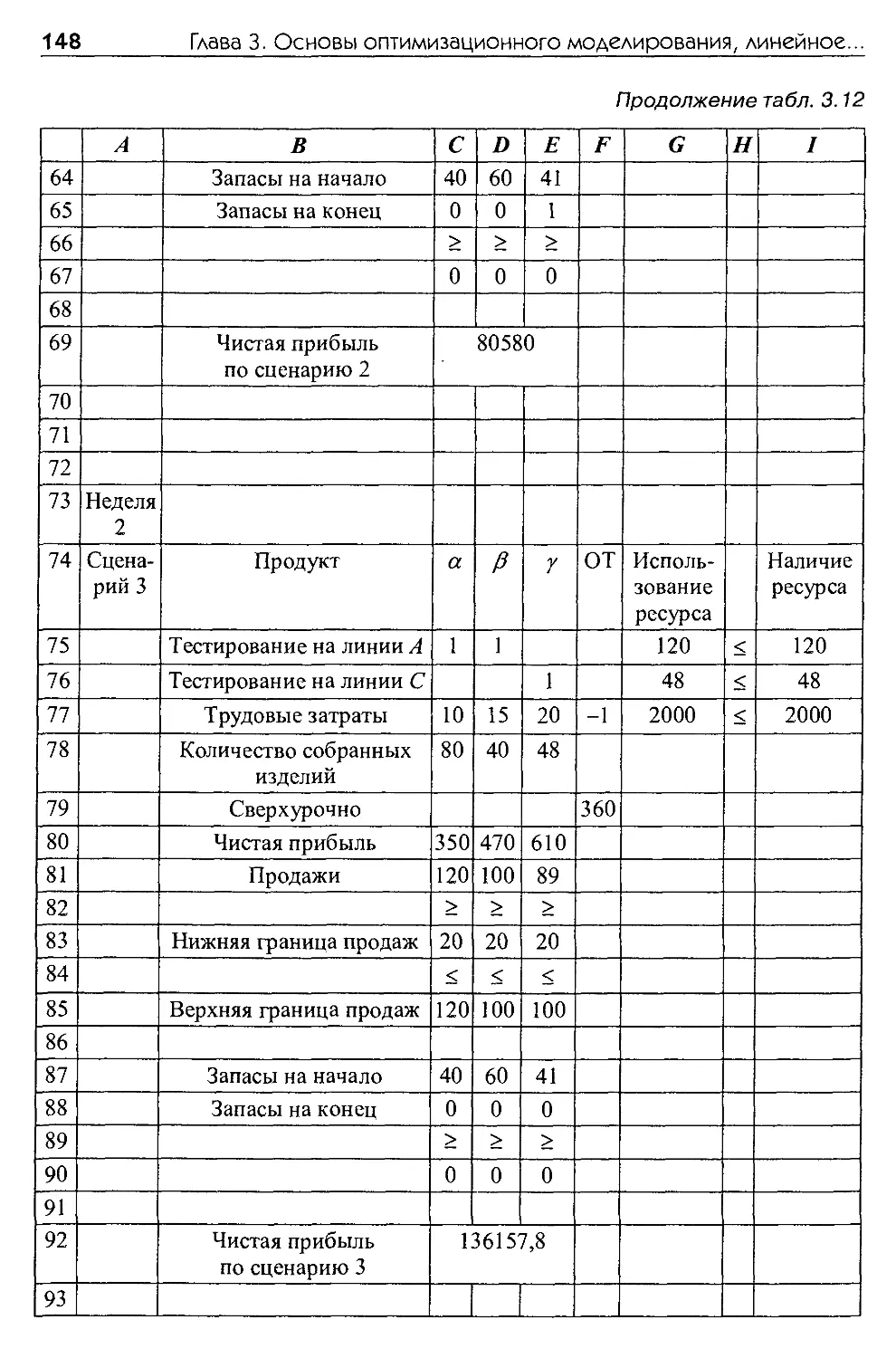
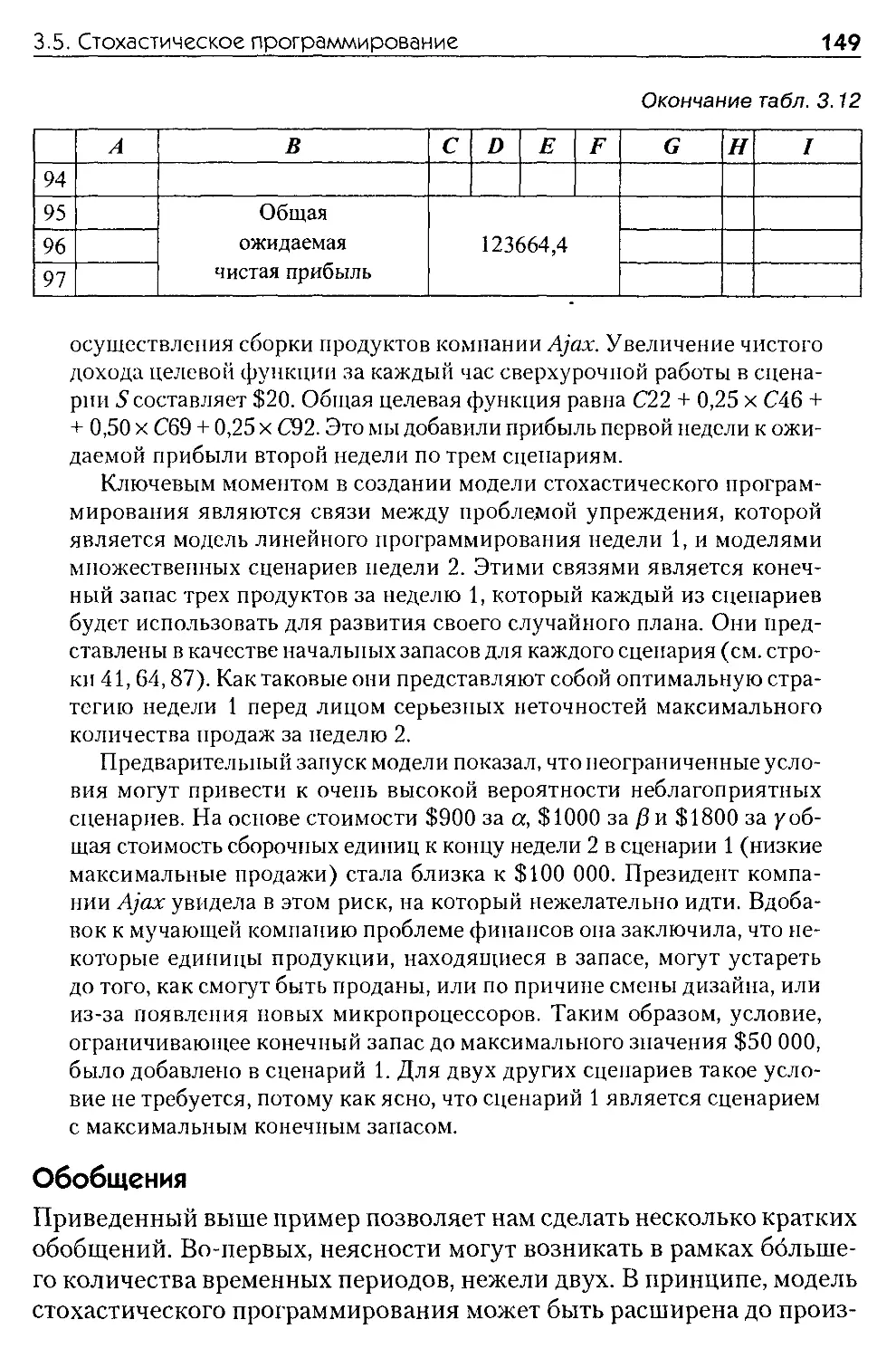
3.5. Стохастическое программирование.........................143
Обобщения..............................................149
3.6. Выводы..................................................150
Литература............................................ 151
Глава 4. Основы оптимизационного моделирования: целочисленное
программирование.................................................152
4.1. Краткое описание моделирования на основе смешанного
целочисленного программирования..............................154
Фиксированные затраты................................. 154
Экономия, обусловленная ростом масштабов производства
(положительный эффект масштаба)........................158
Переналадка производства.............................. 159
Множественный выбор и другие нечисловые ограничения... 160
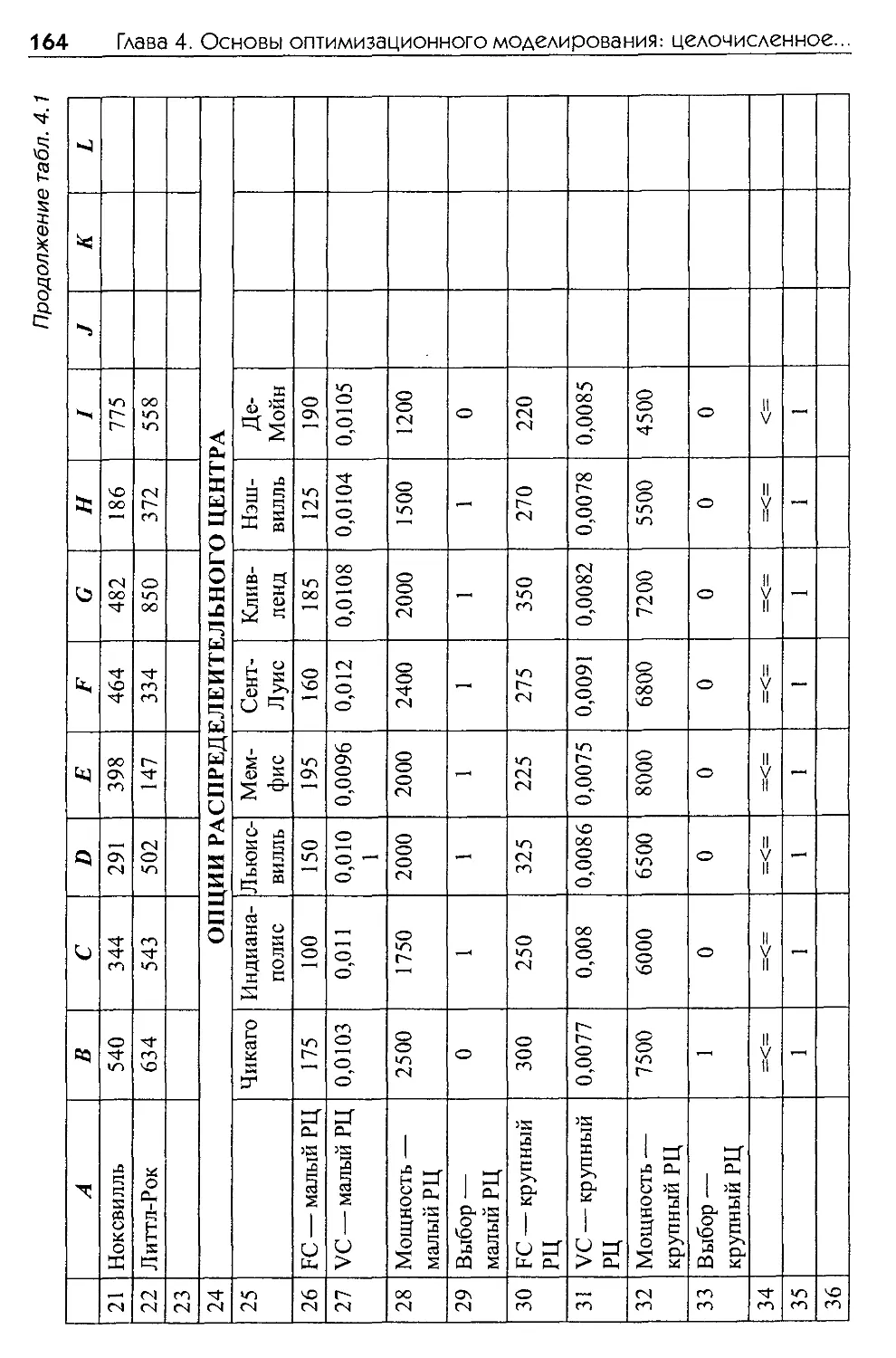
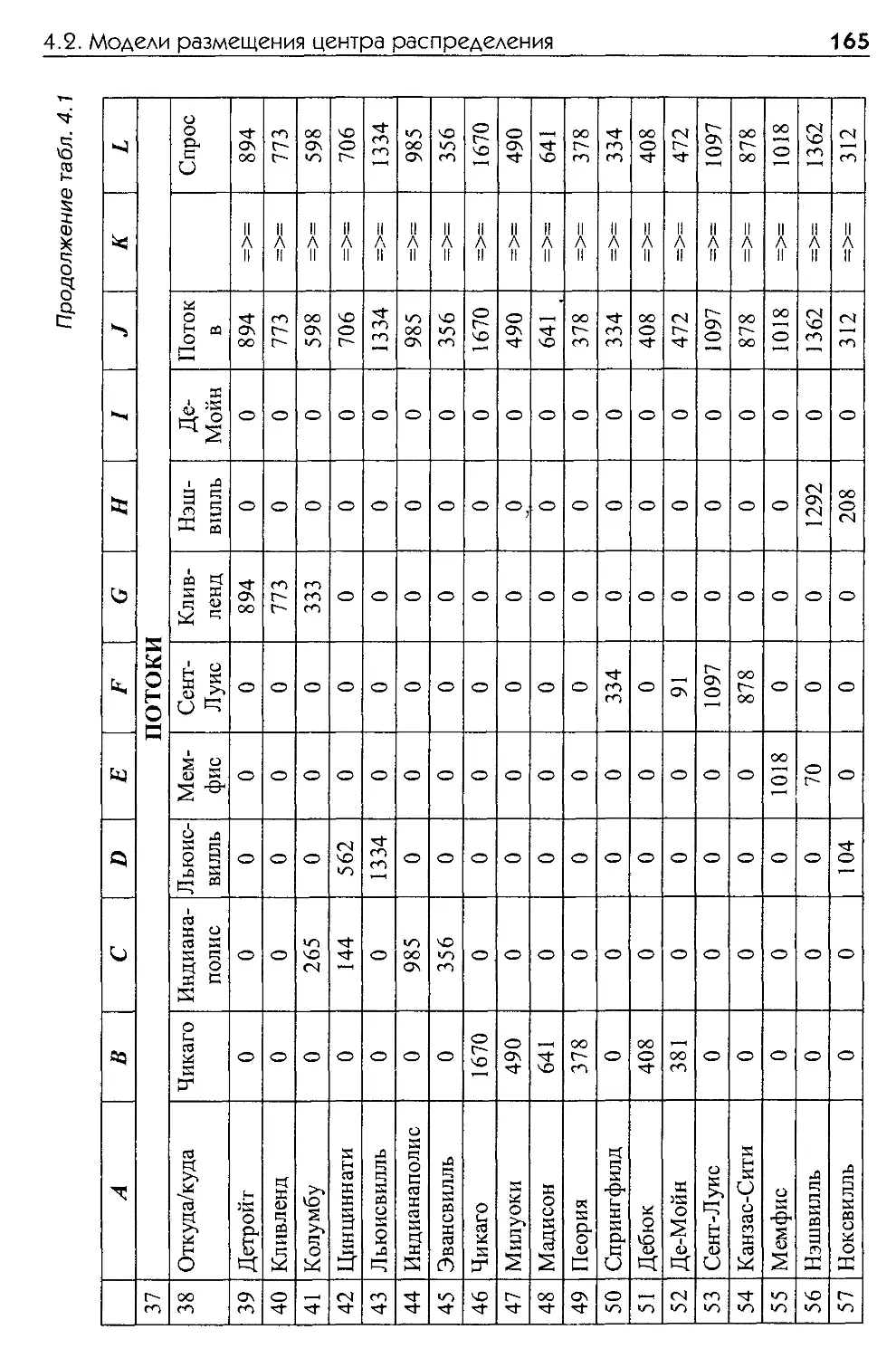
4.2. Модели размещения центра распределения..................161
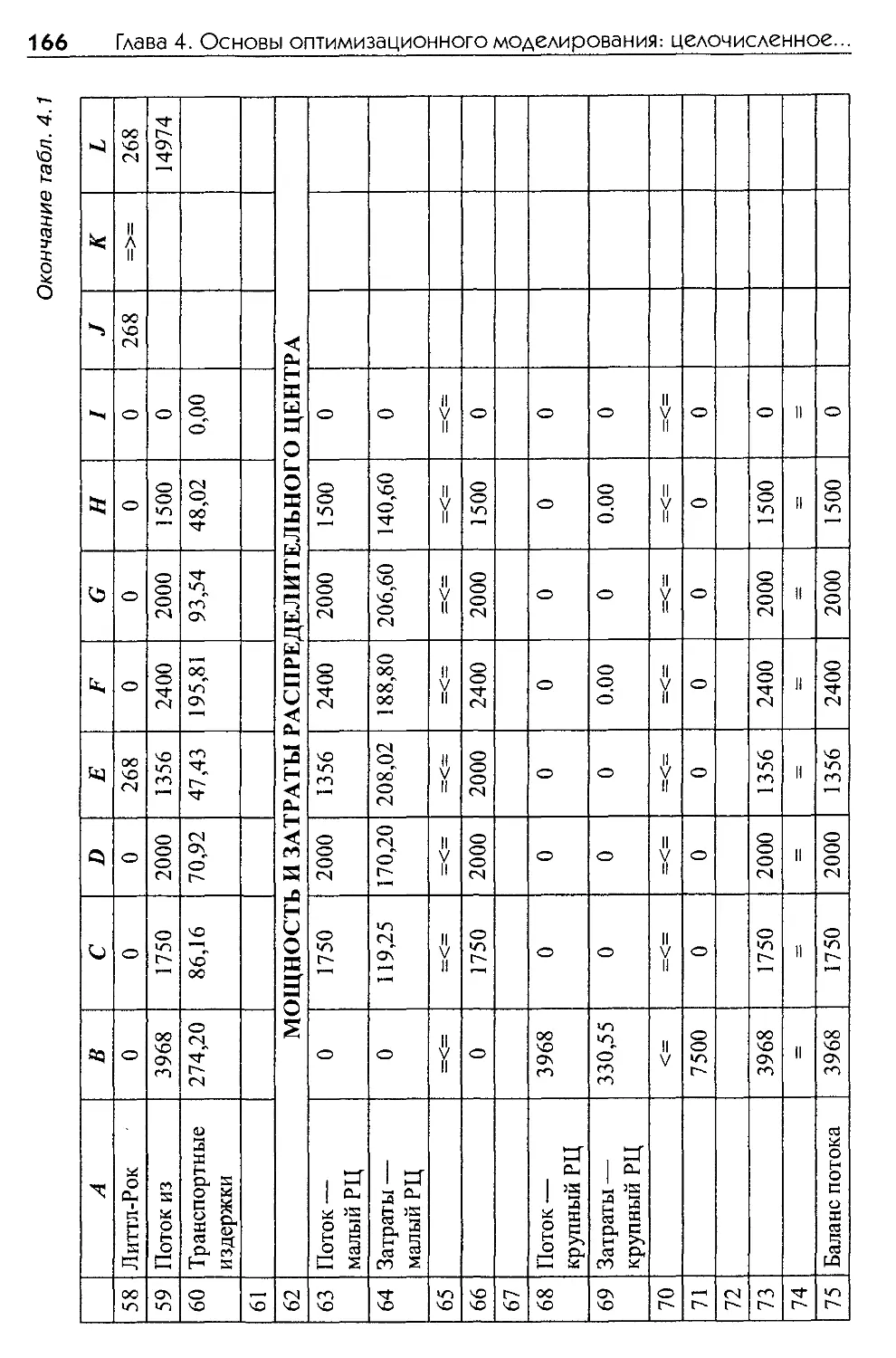
Модель размещения распределительного центра........... 162
Обобщения............................................. 170
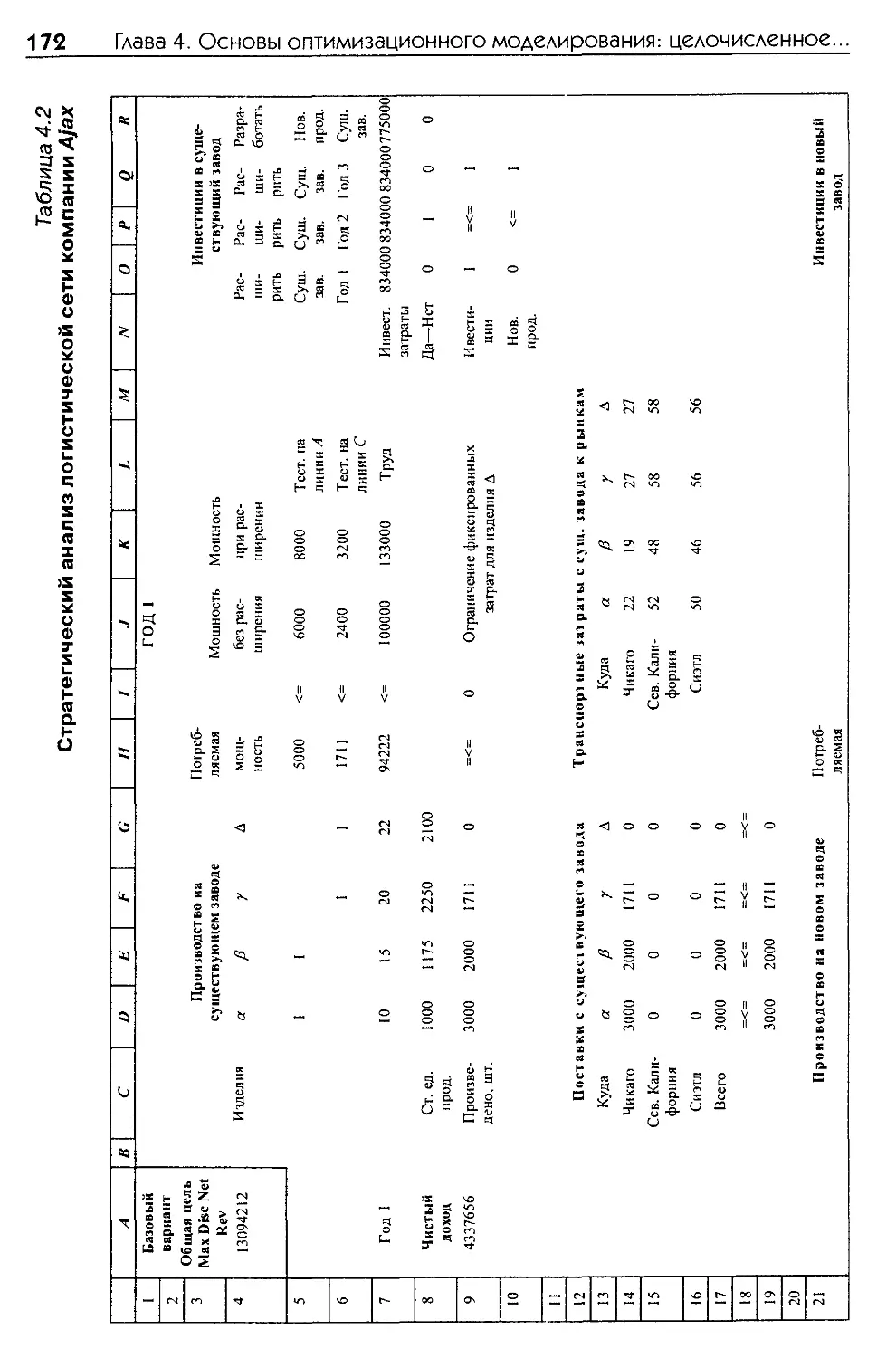
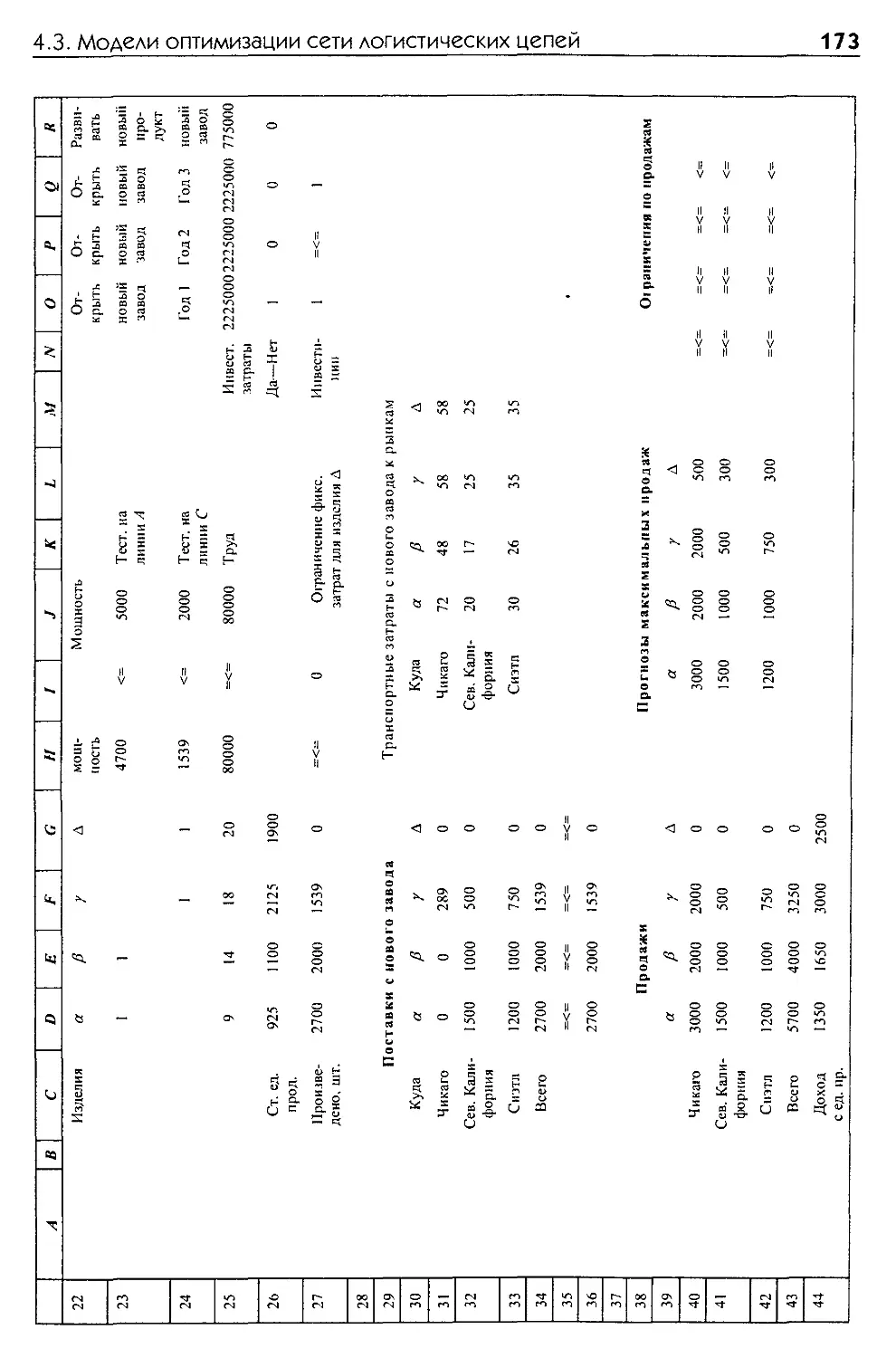
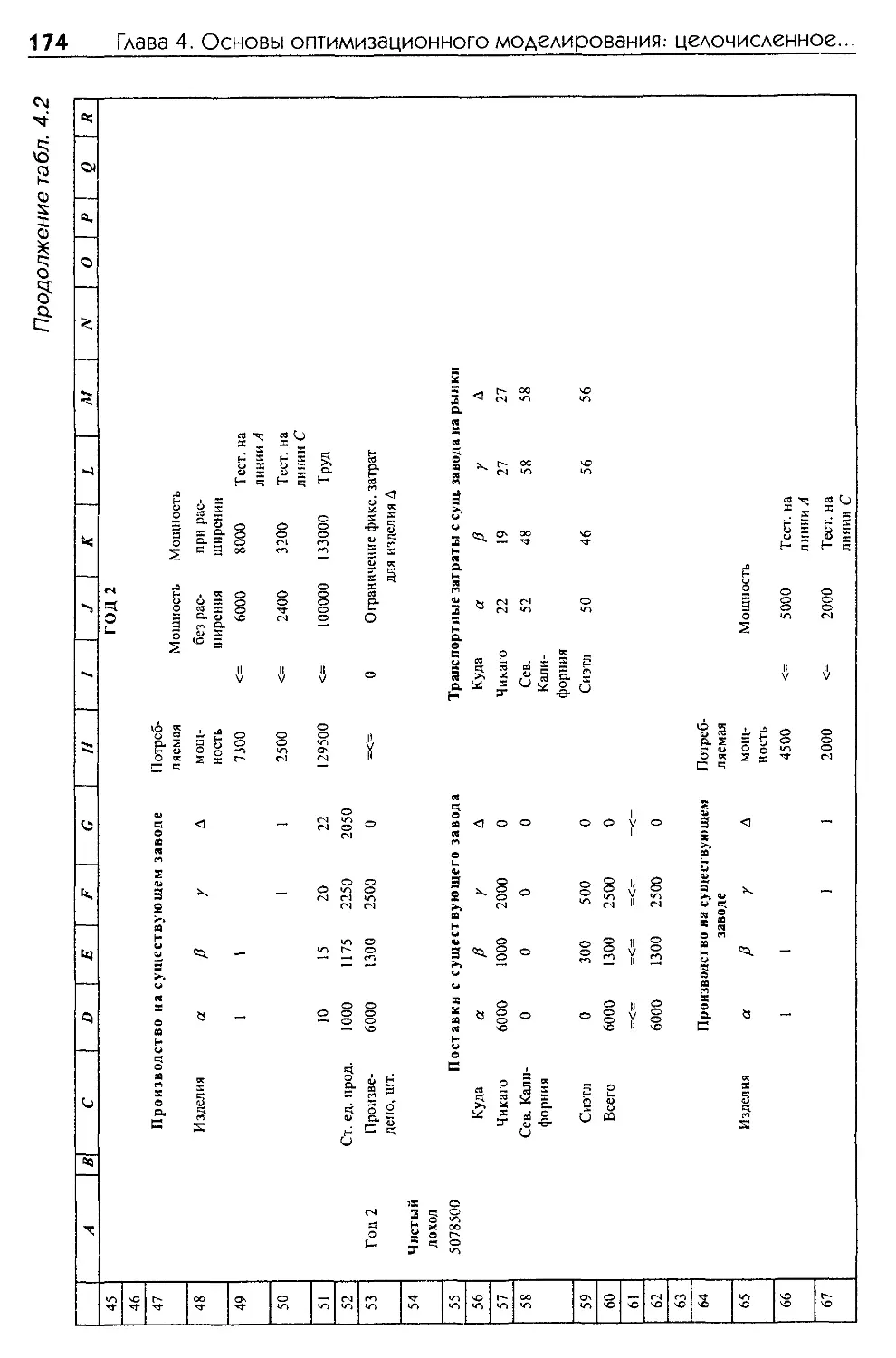
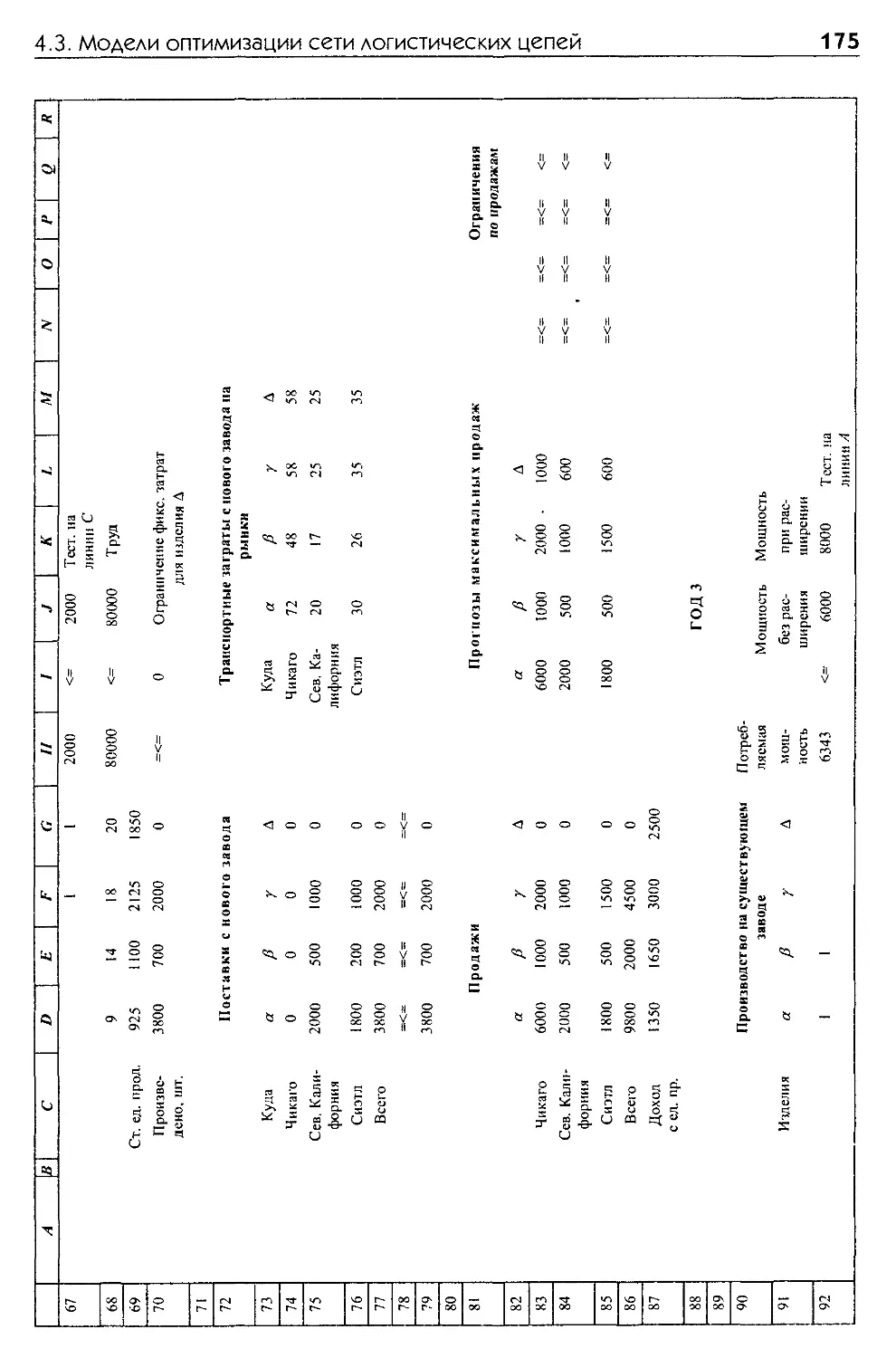
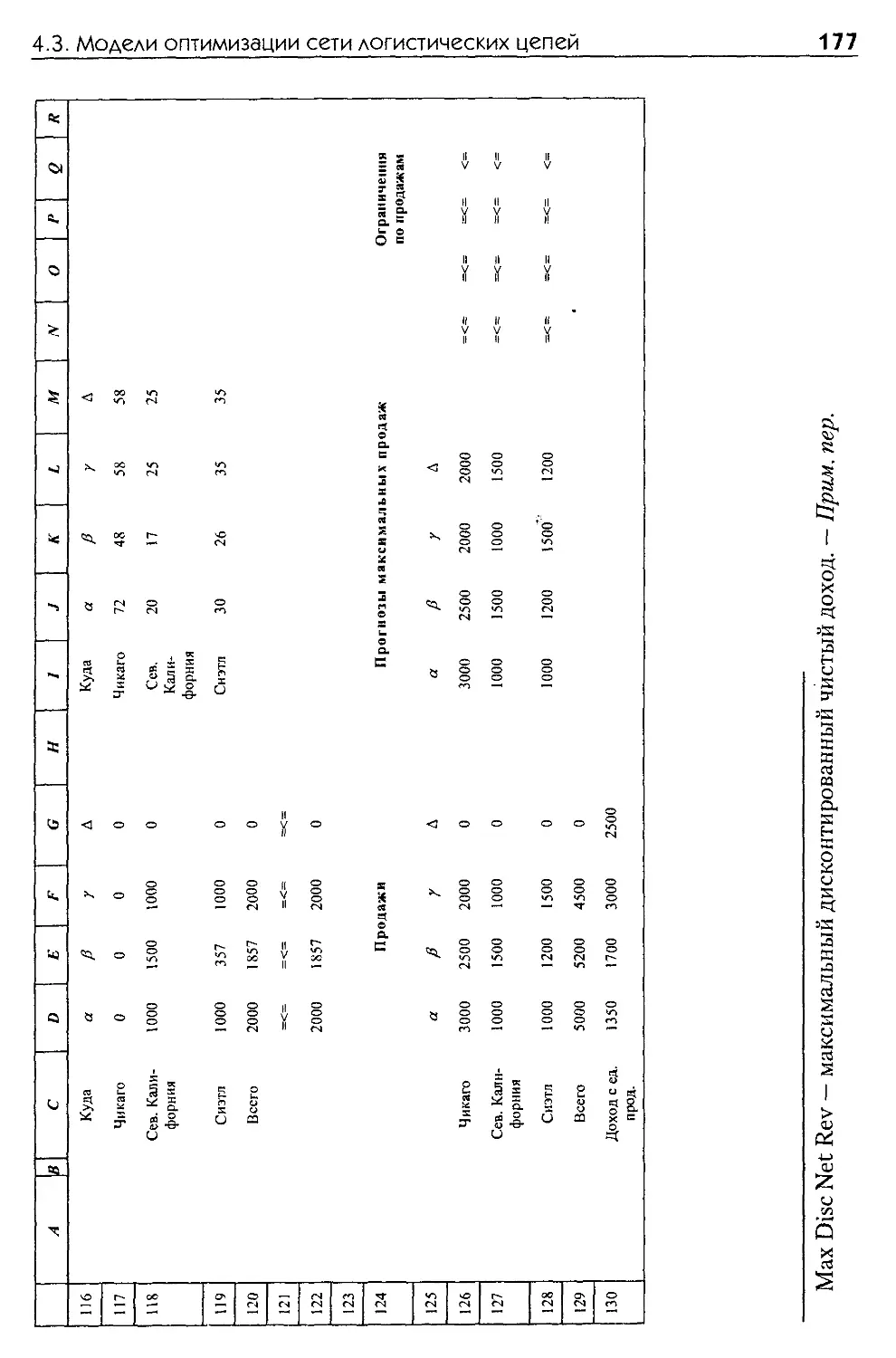
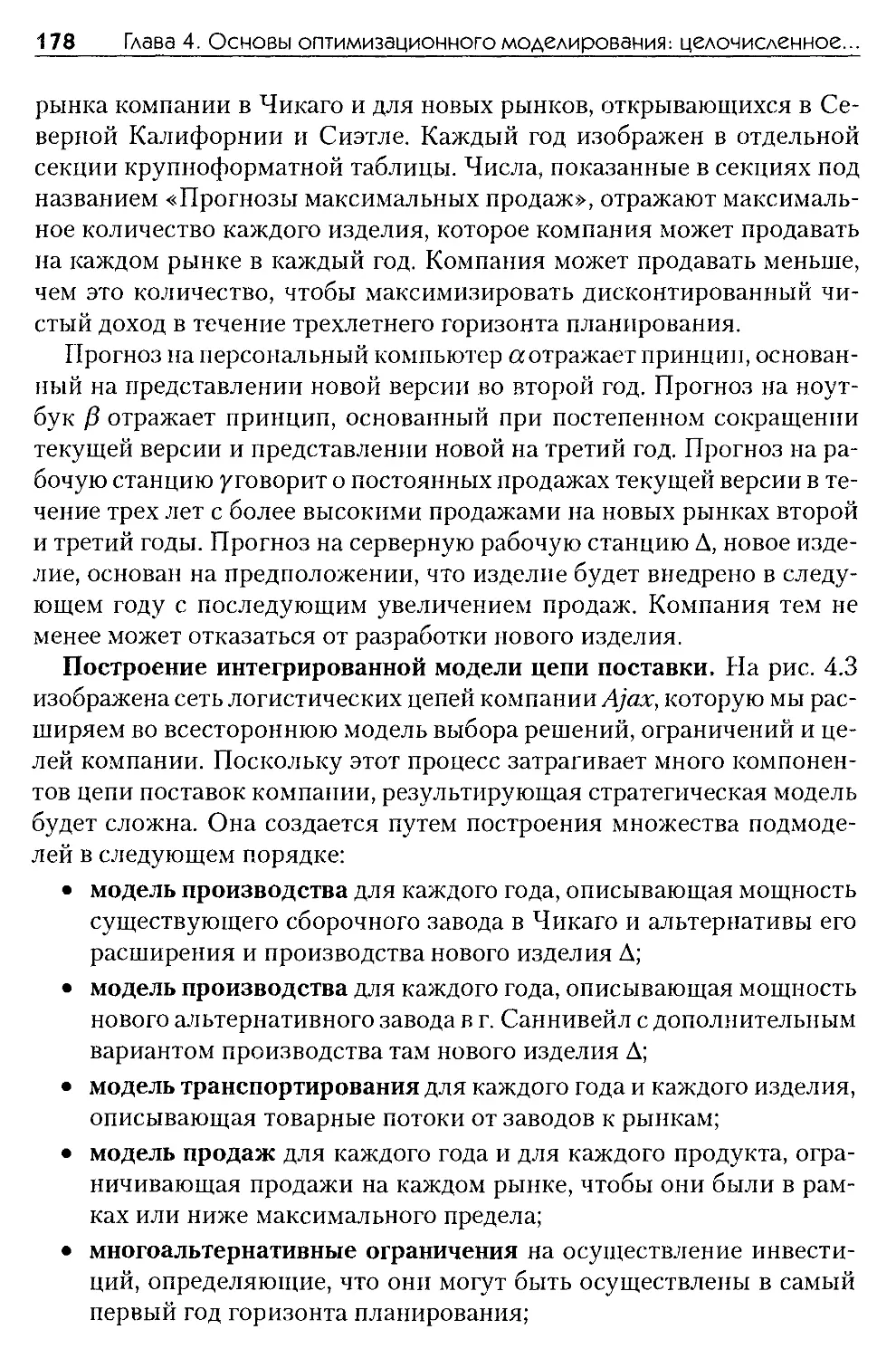
4.3. Модели оптимизации сети логистических цепей.............171
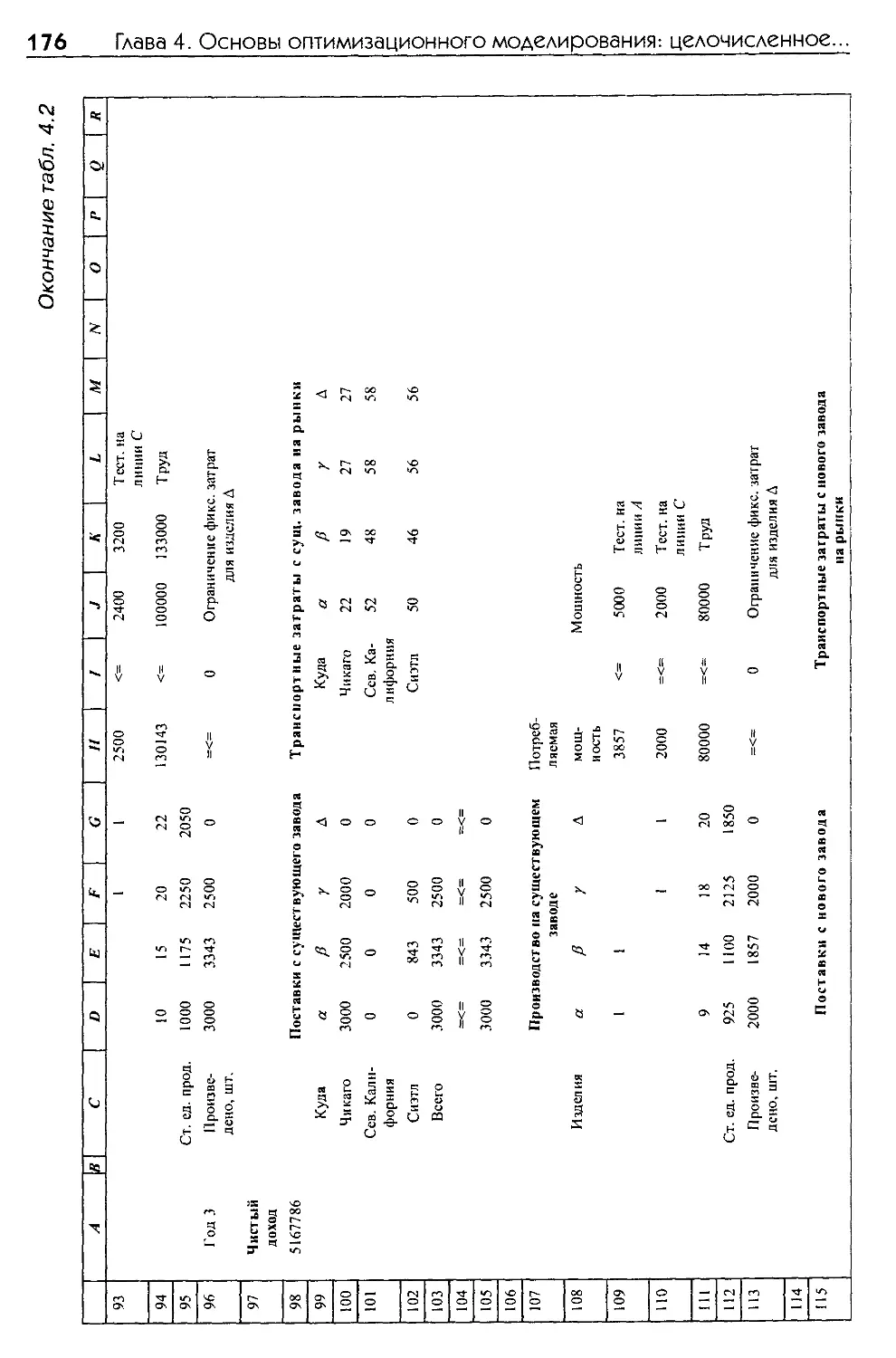
Стратегическое планирование в компании Ajax........... 171
Обобщения............................................. 187
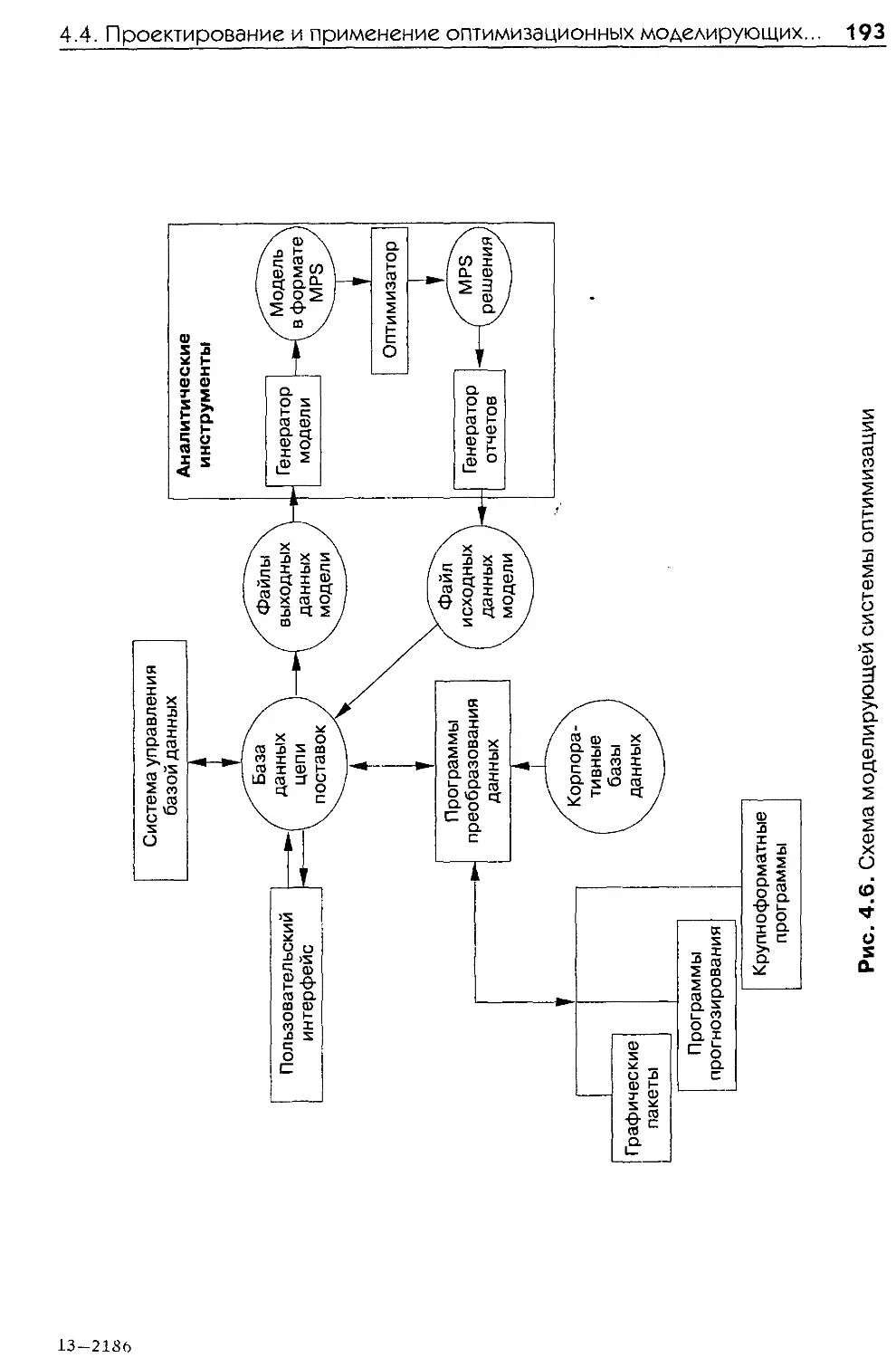
4.4. Проектирование и применение оптимизационных
моделирующих систем для стратегического и тактического
планирования.................................................188
Содержание
7
Проектирование системы..................................... 189
Реализация системы......................................... 194
4.5. Программное обеспечение оптимизации..........................199
Оптимизаторы................................................200
Эффективность алгоритмов смешанного целочисленного
программирования............................................200
Программные средства математического моделирования..........203
Оптимизация с помощью электронных таблиц....................206
4.6. Выводы..............................’........................206
Литература..................................................208
Глава 5. Унифицированная методология оптимизации для задач
операционного планирования............................................209
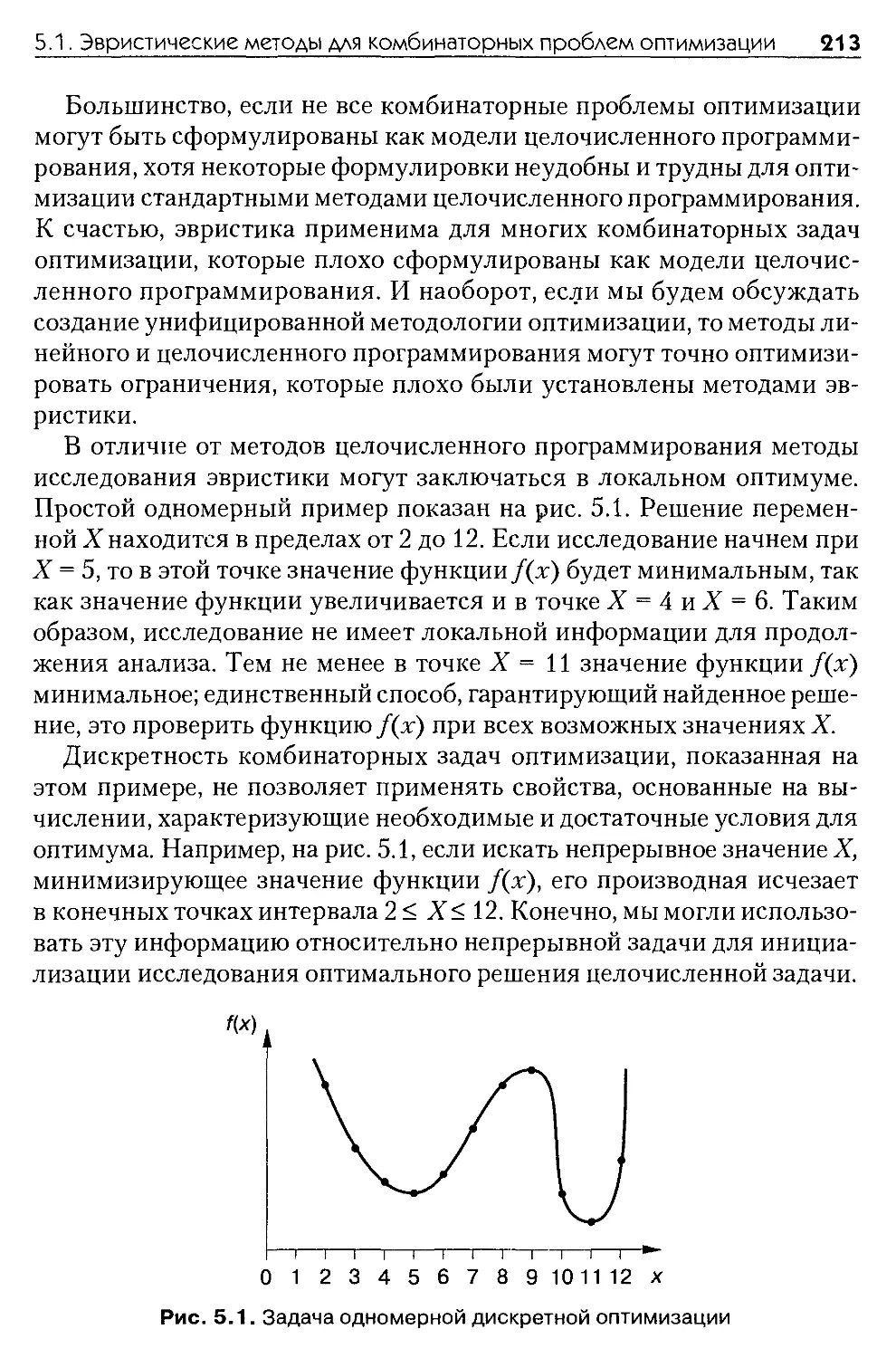
5.1. Эвристические методы для комбинаторных проблем
оптимизации....................................................212
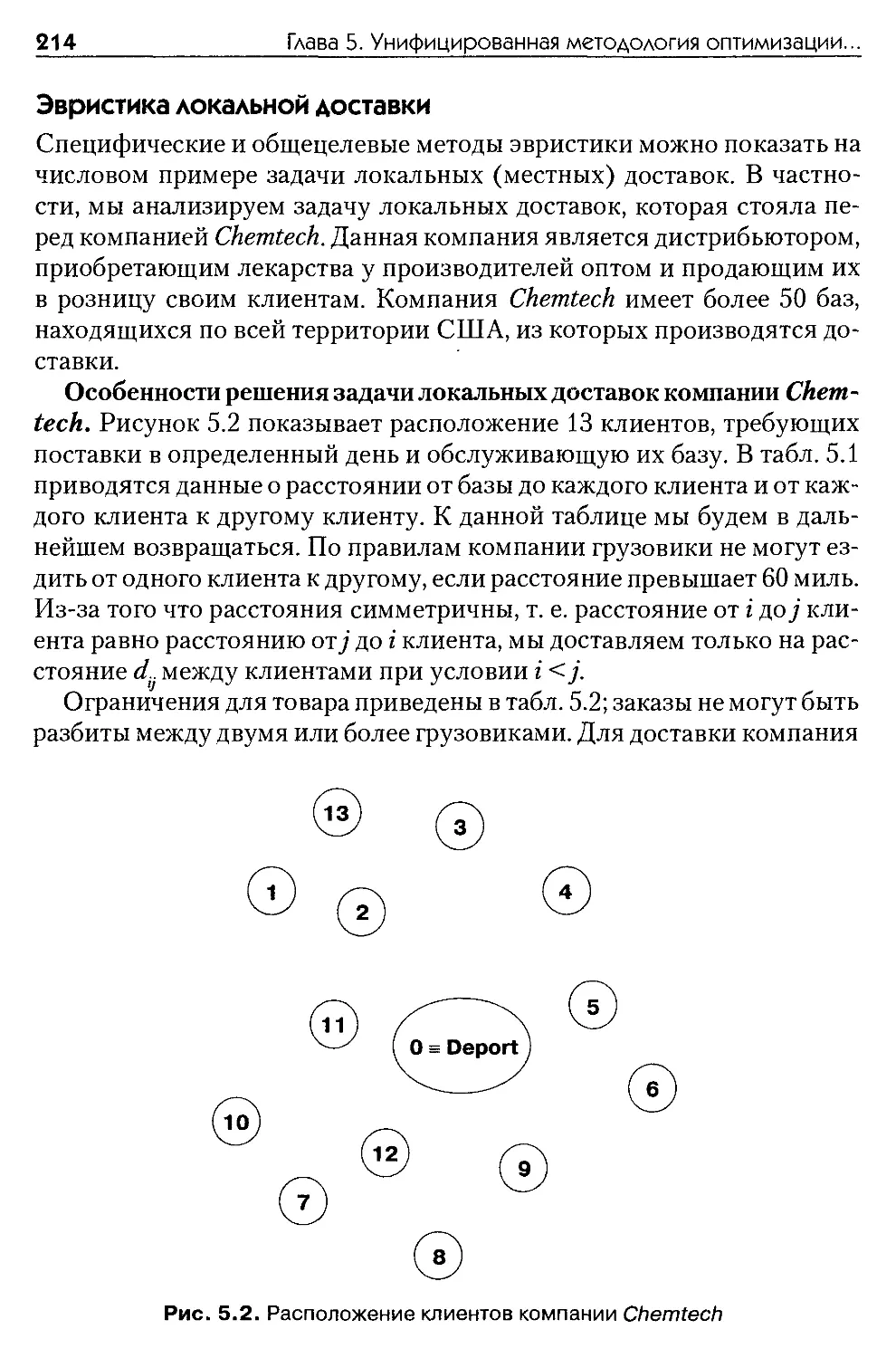
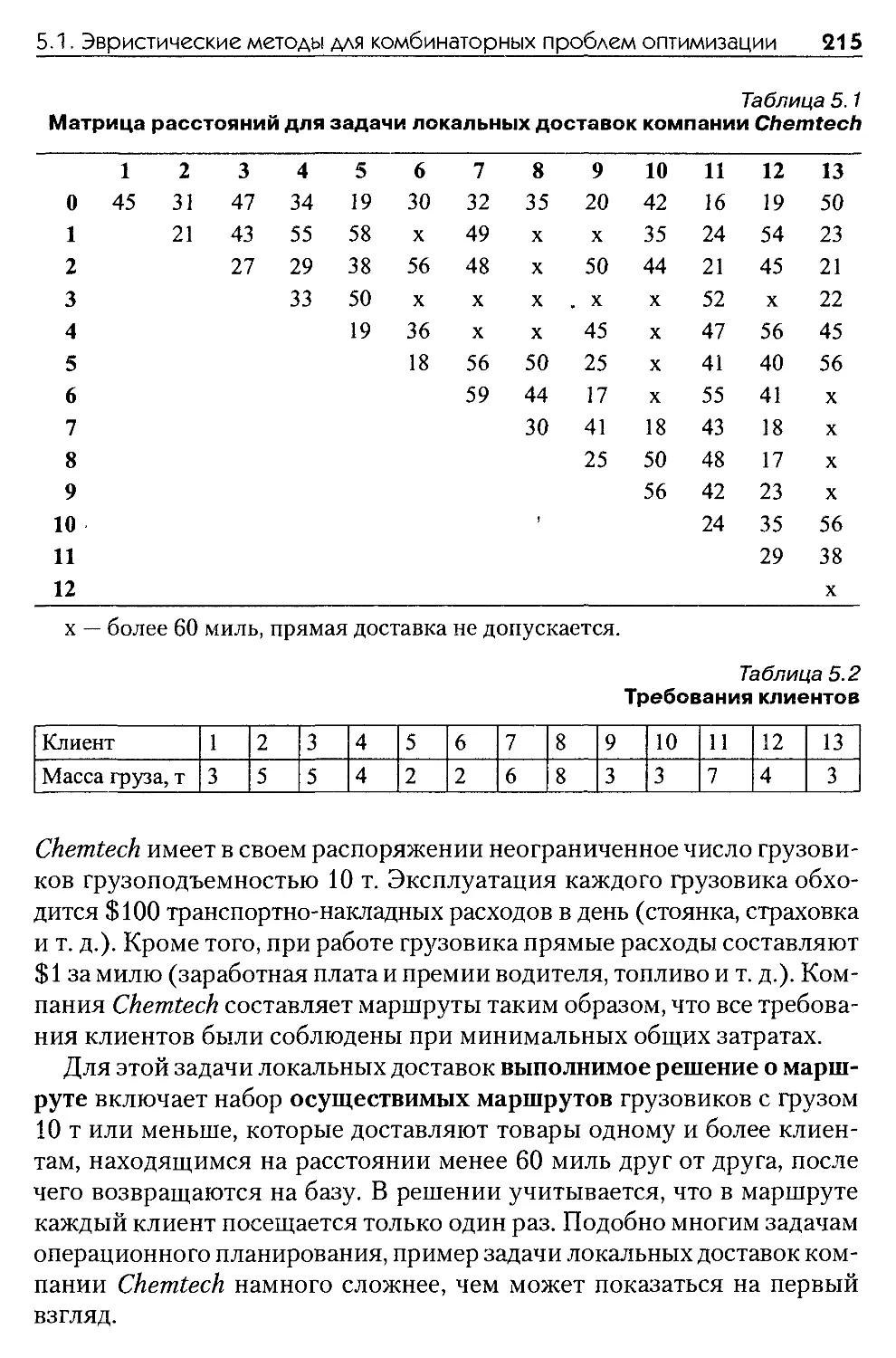
Эвристика локальной доставки................................214
5.2. Краткий обзор унифицированной методологии оптимизации.....224
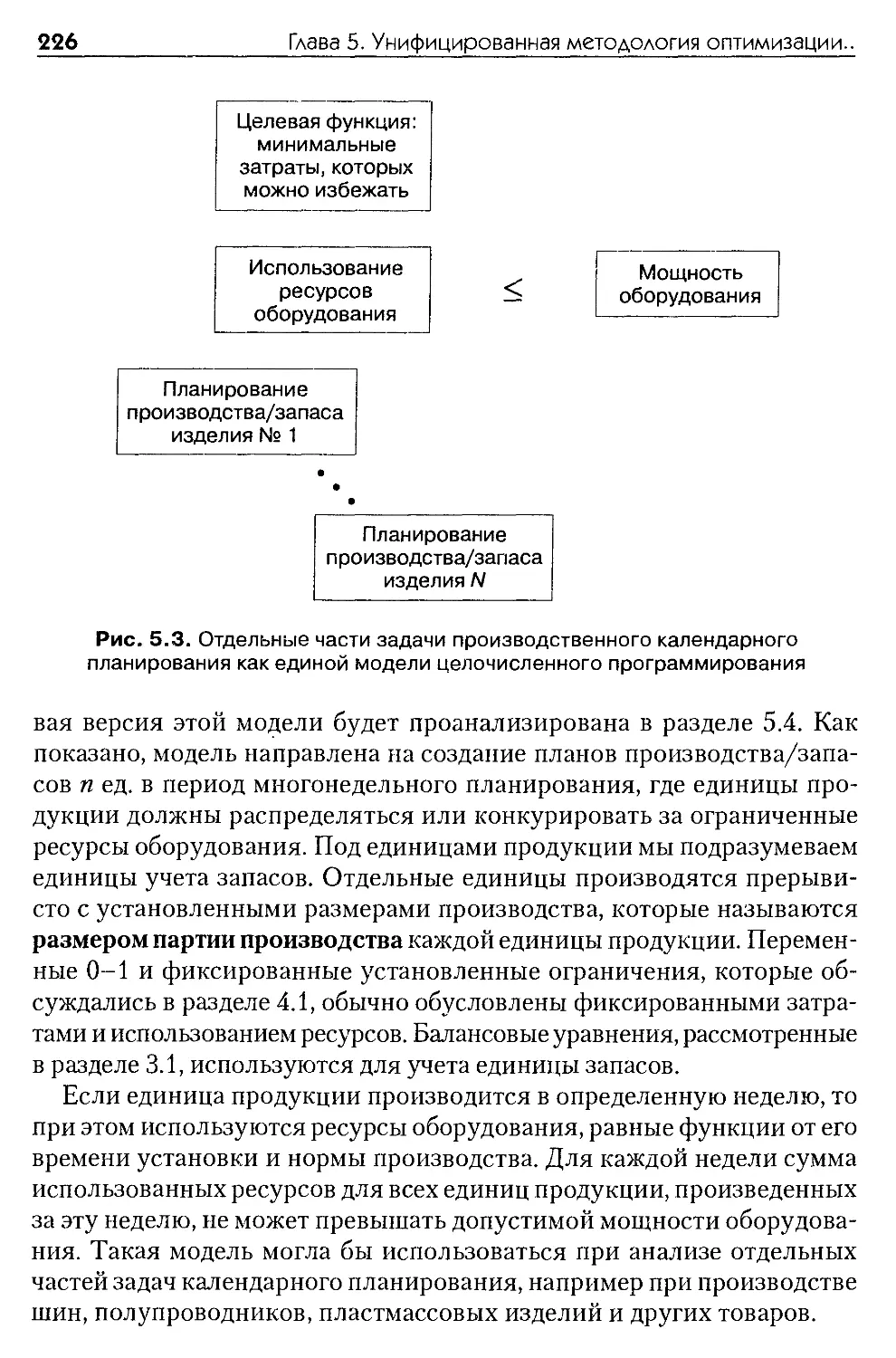
Пример декомпозиции производственного планирования..........225
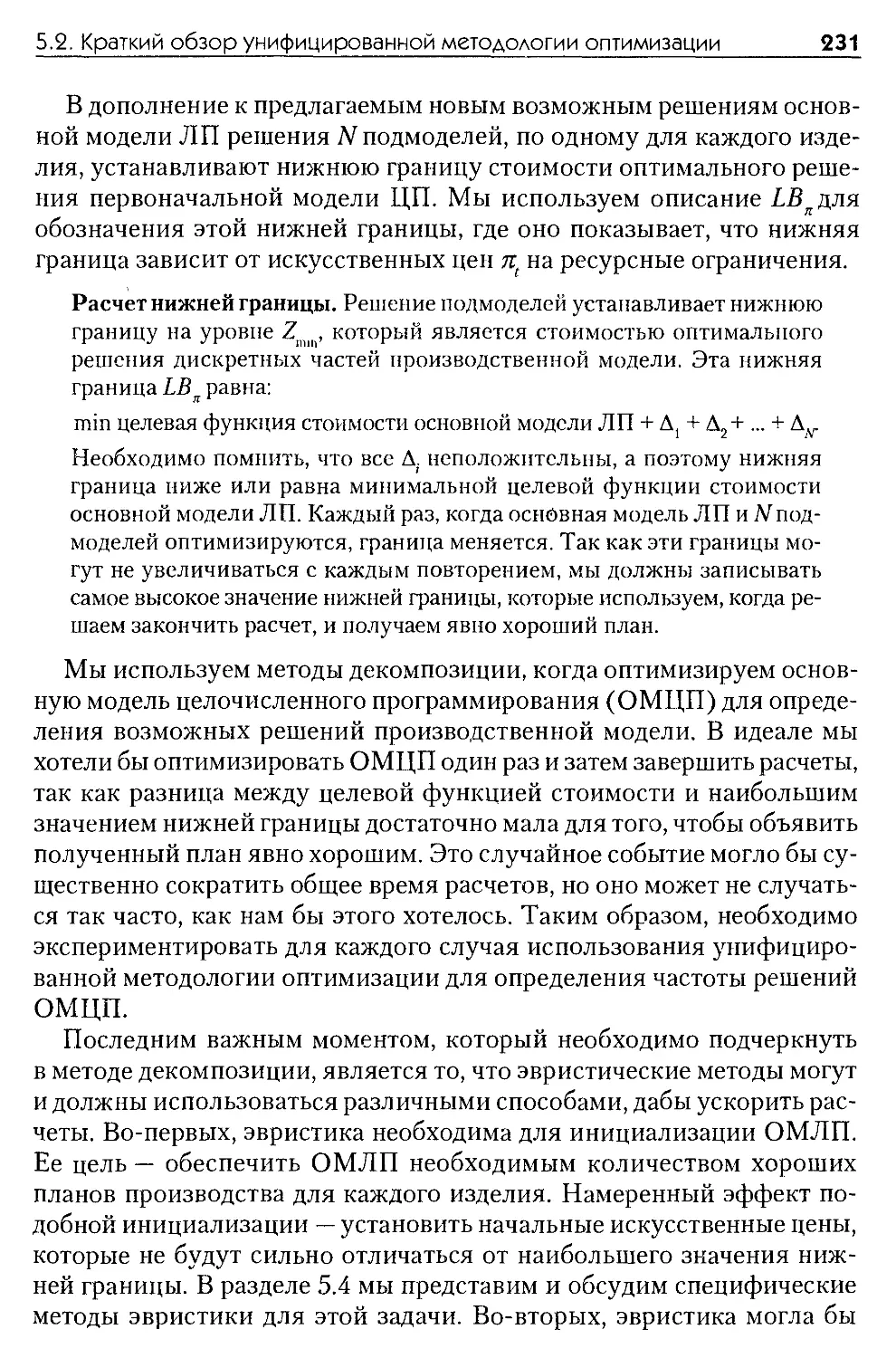
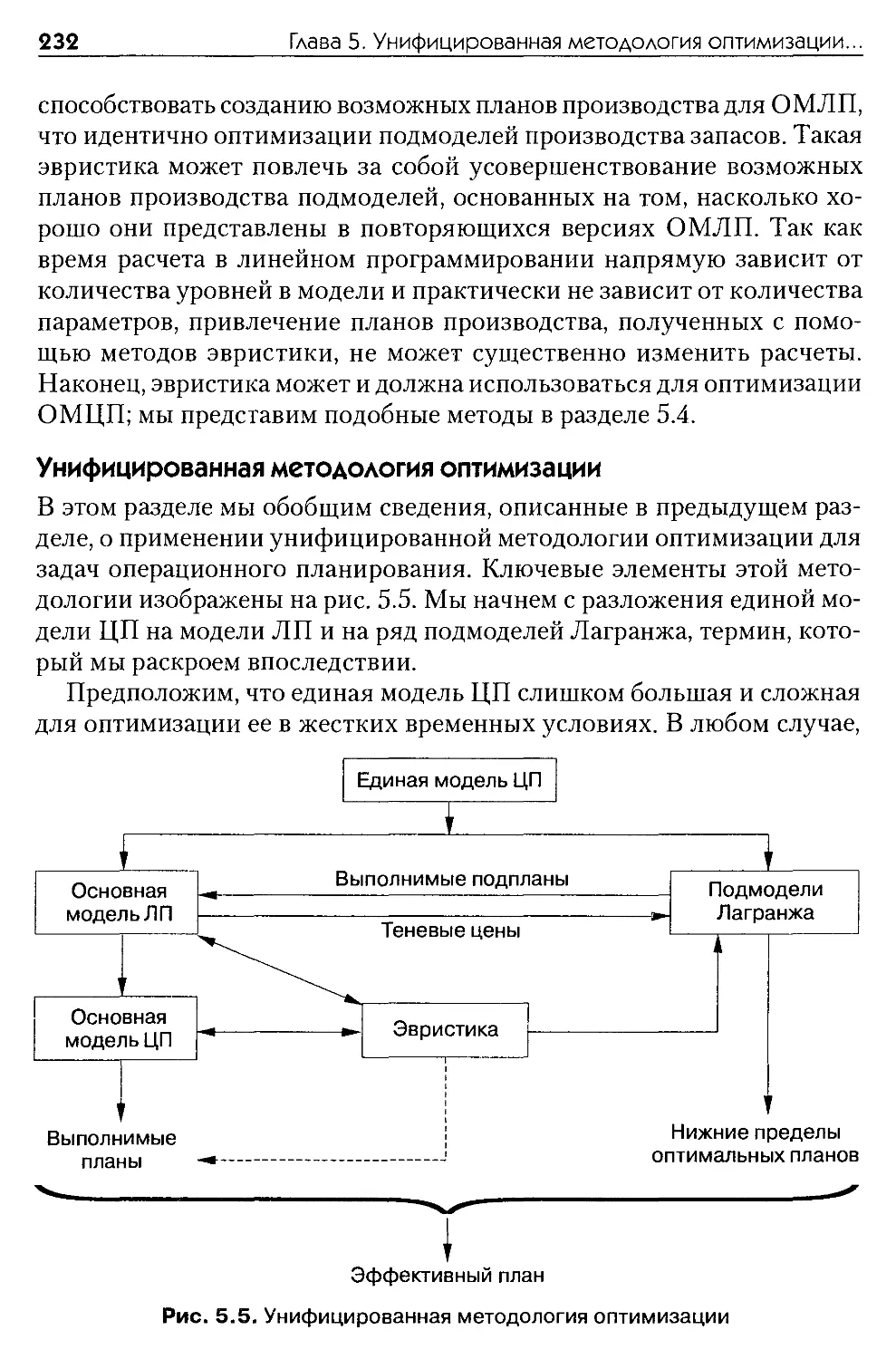
Унифицированная методология оптимизации.....................232
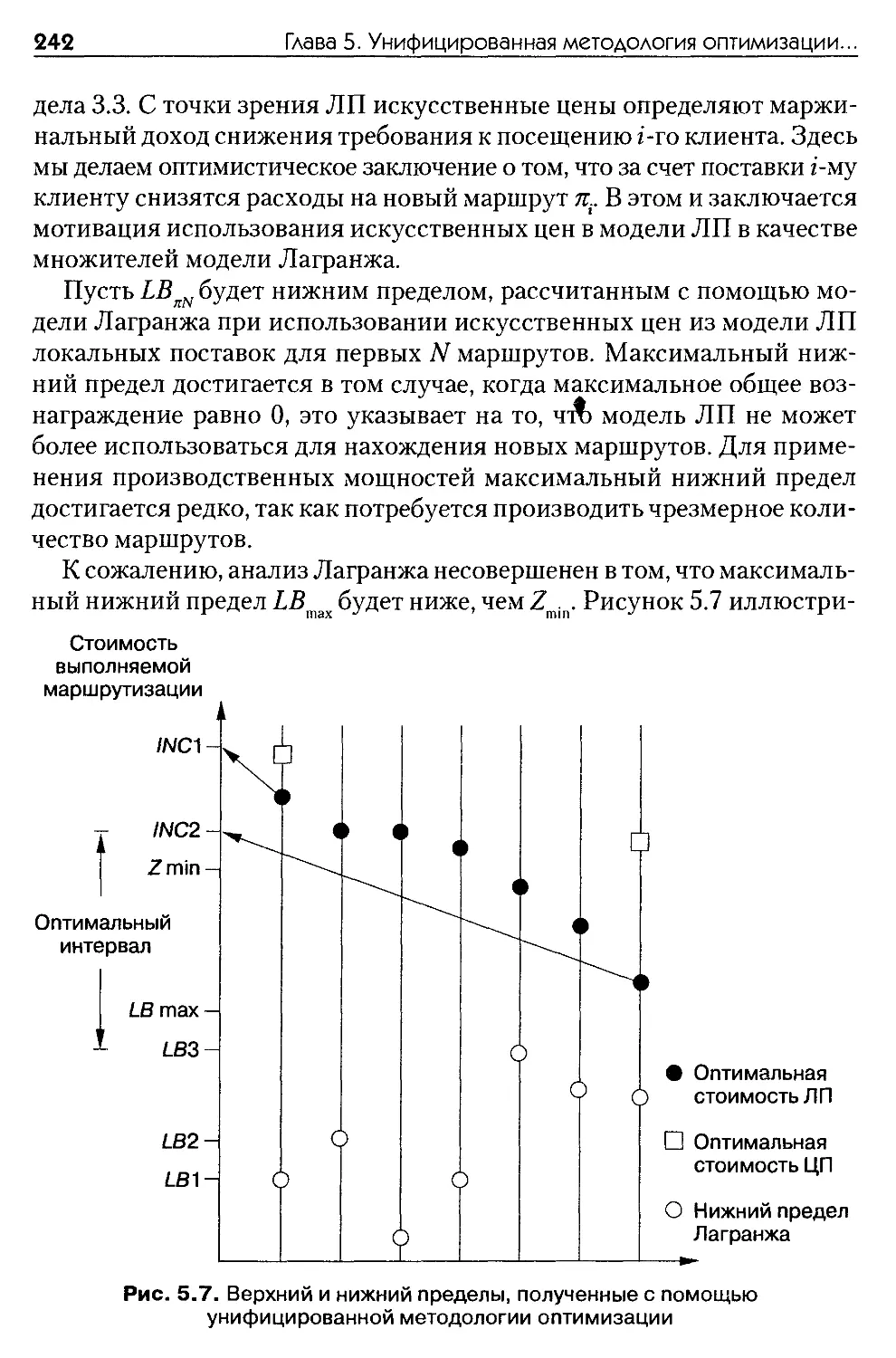
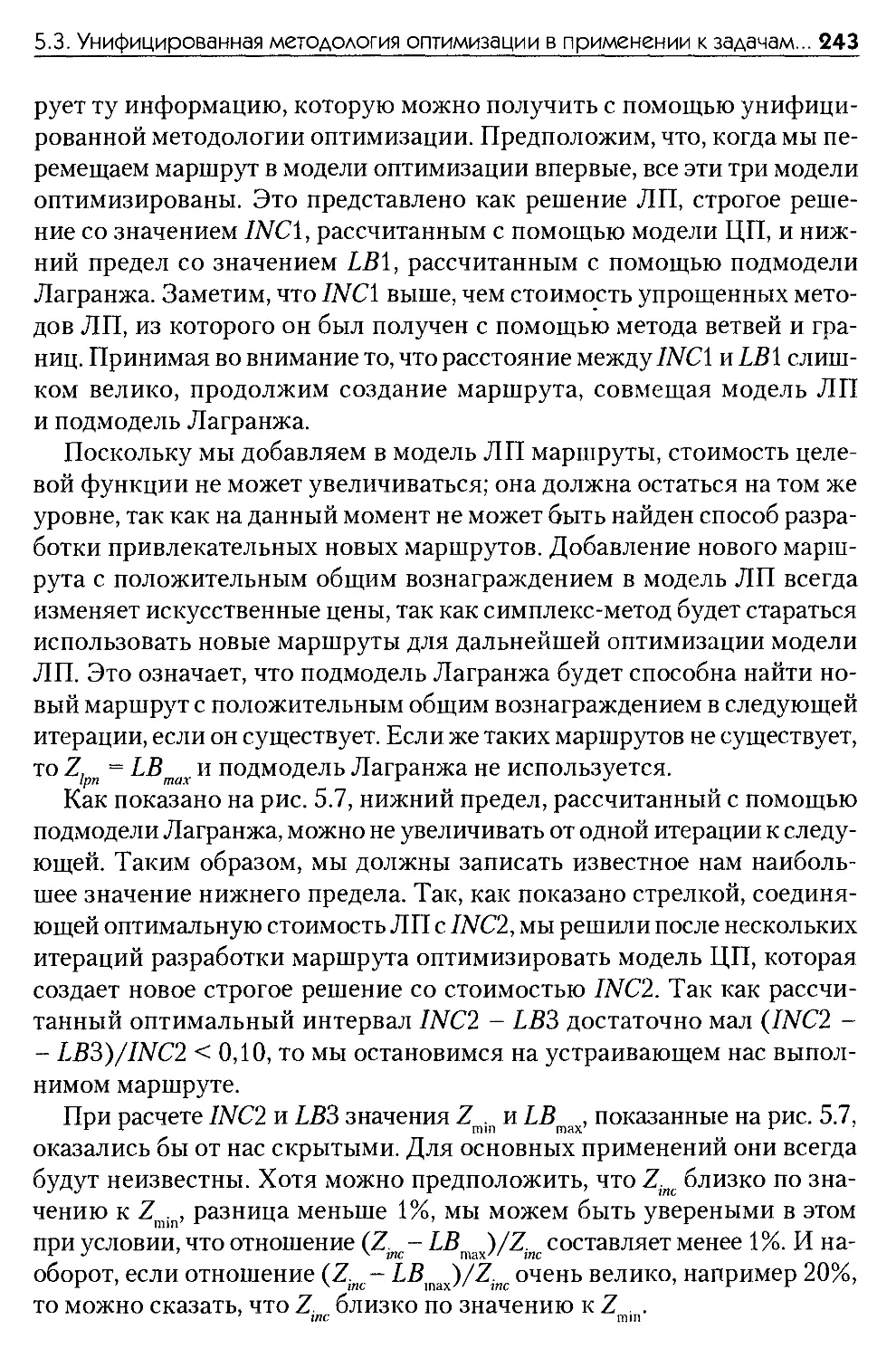
5.3. Унифицированная методология оптимизации в применении
к задачам маршрутизации........................................237
Условия моделей оптимизации.................................238
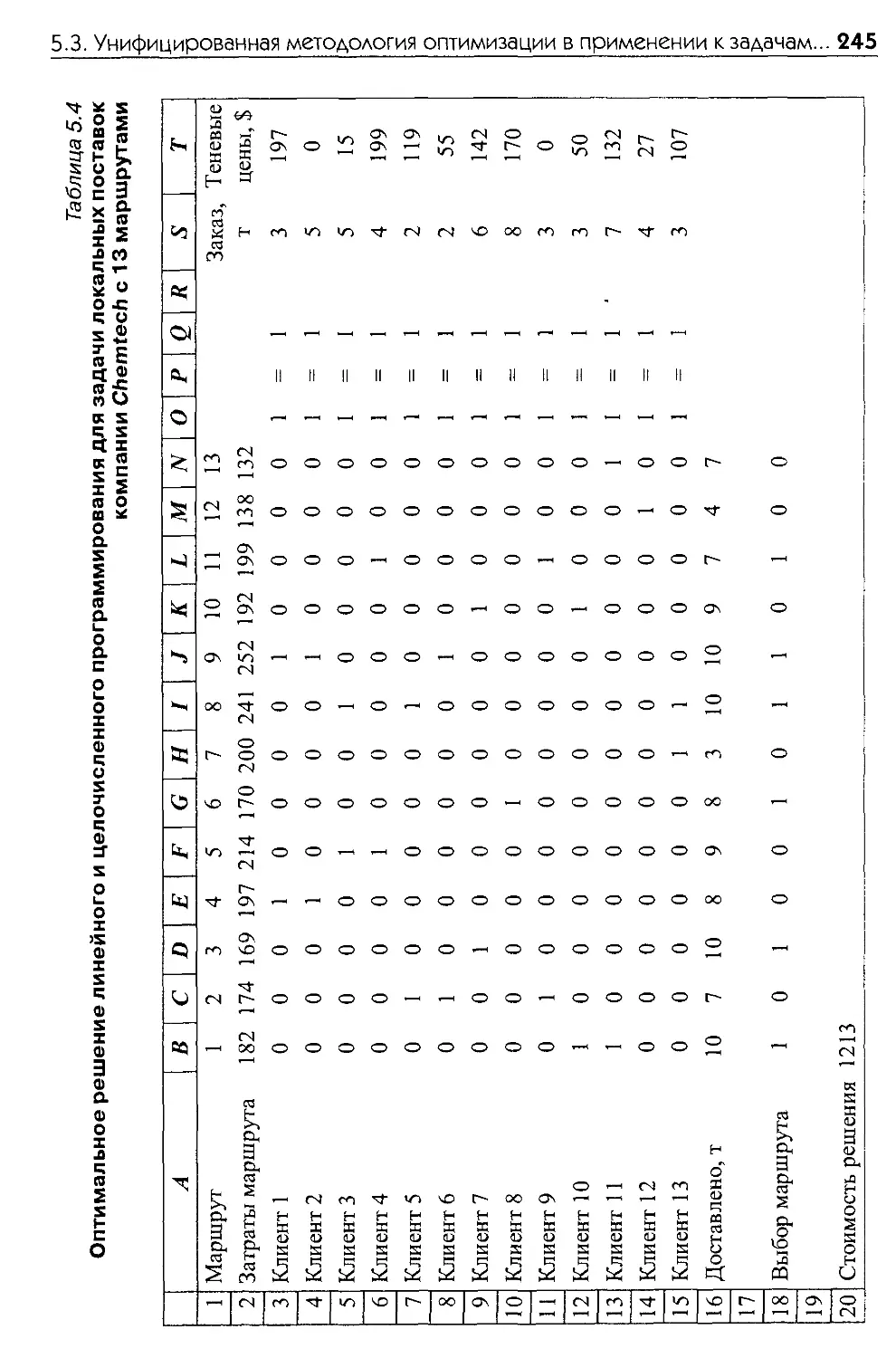
Числовые решения............................................244
Обобщения...................................................249
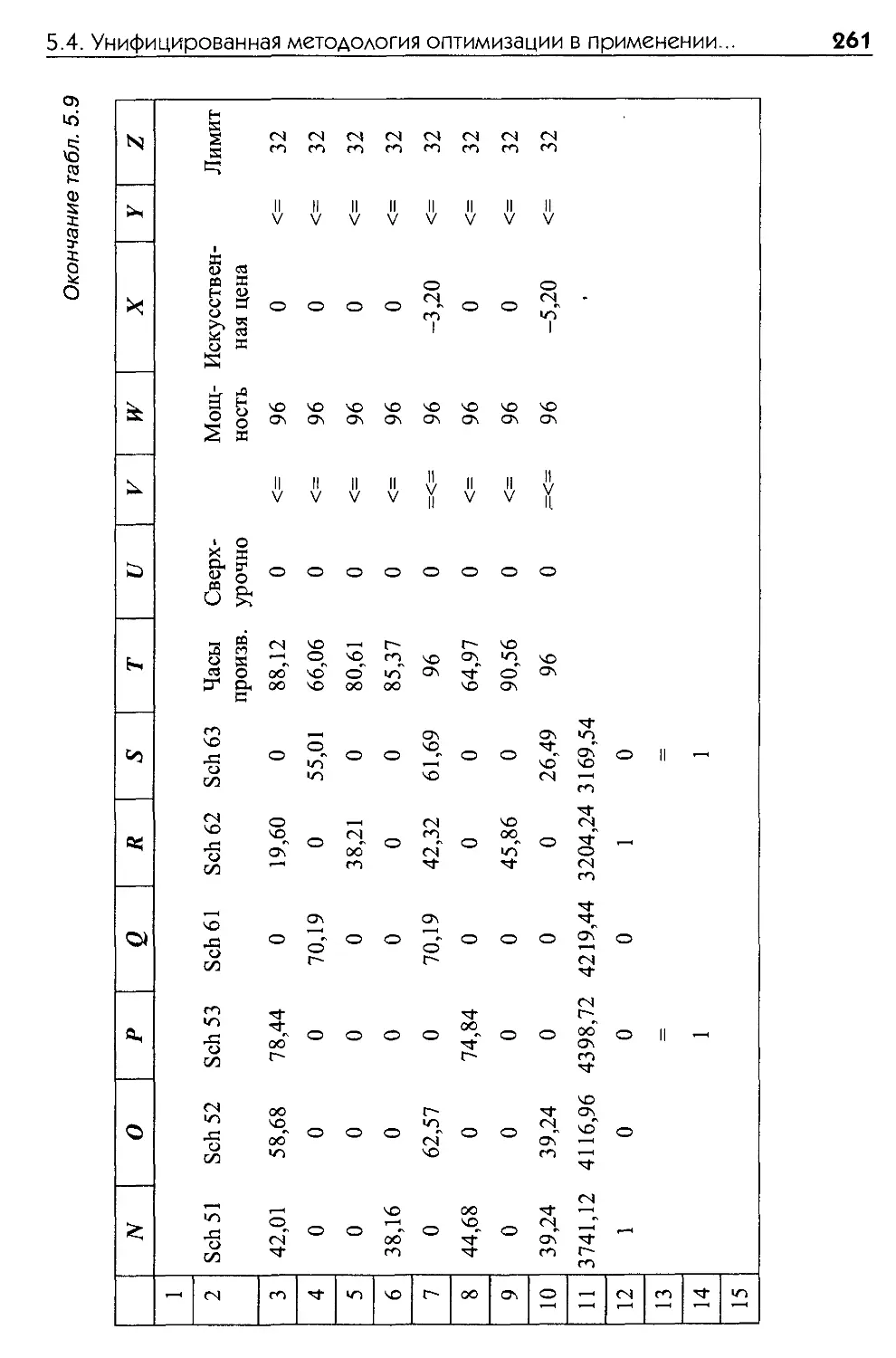
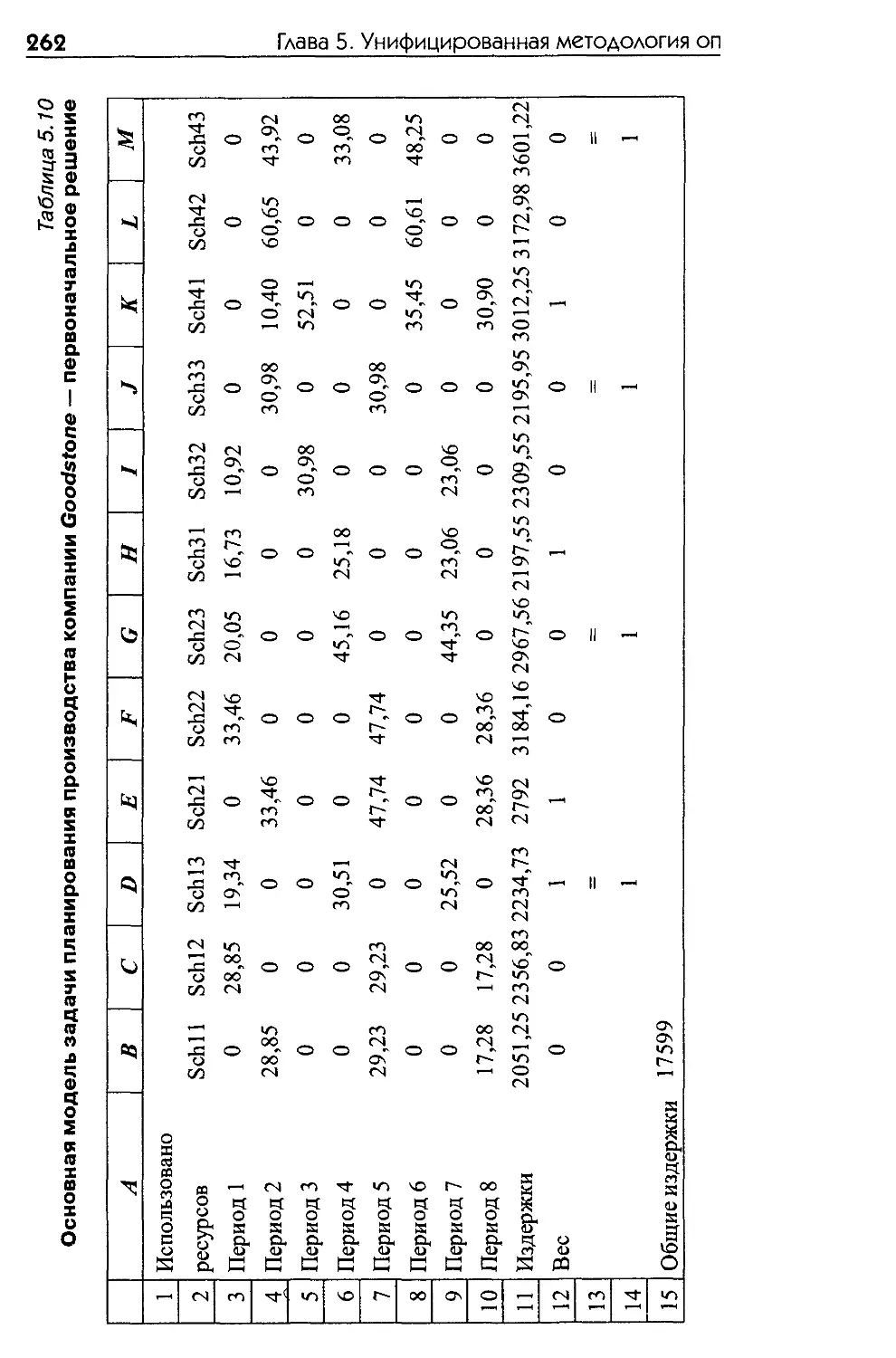
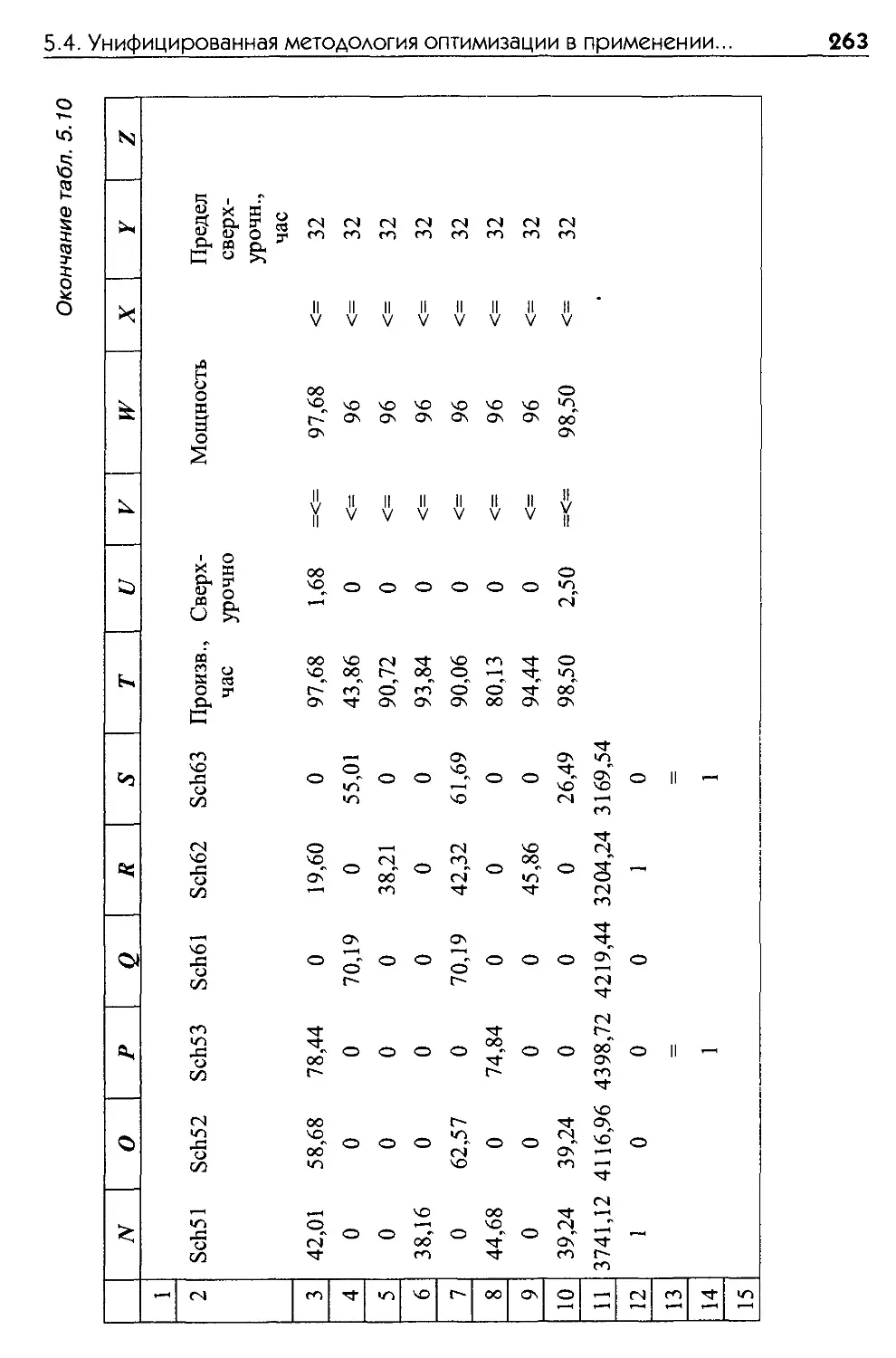
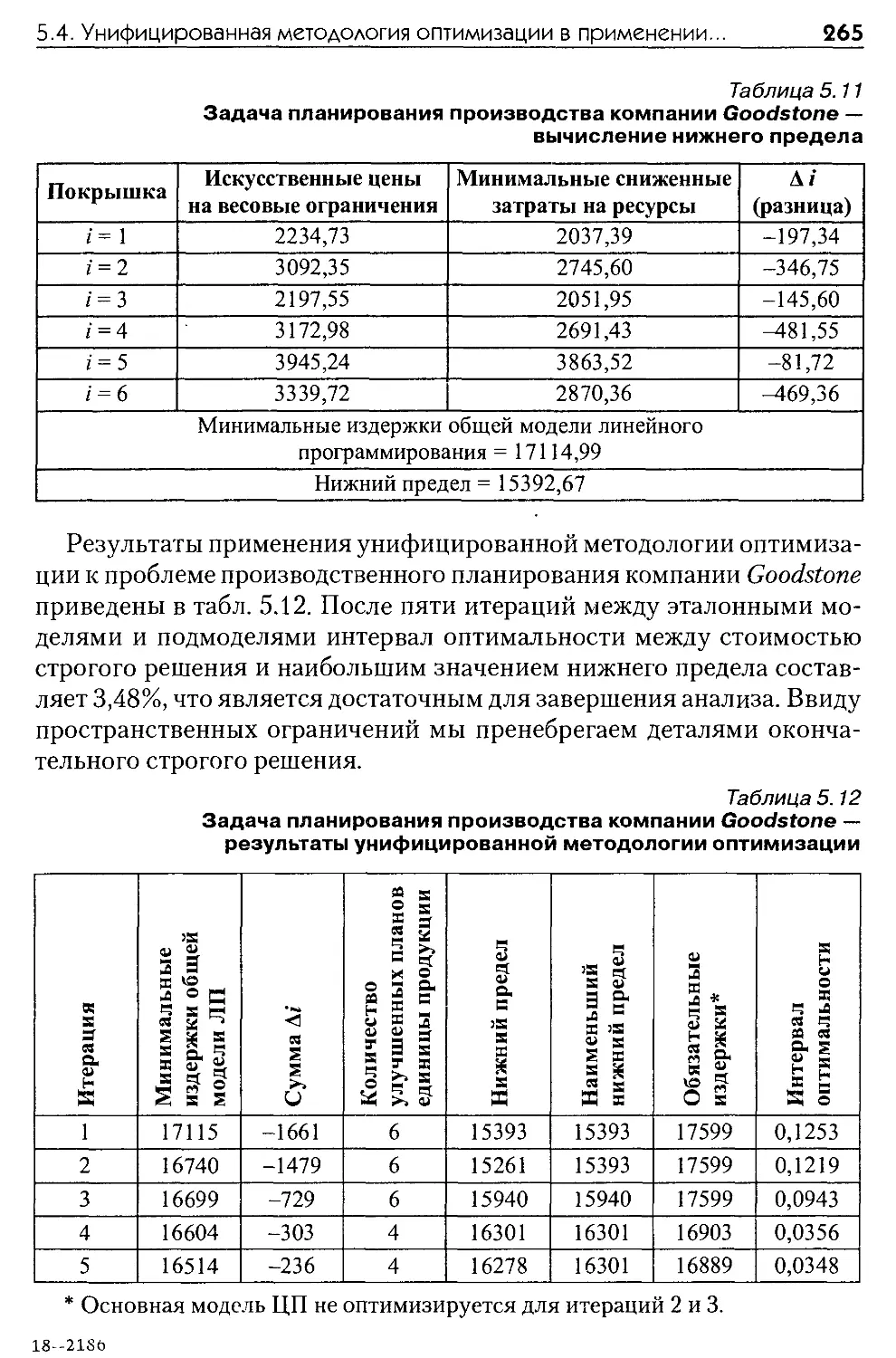
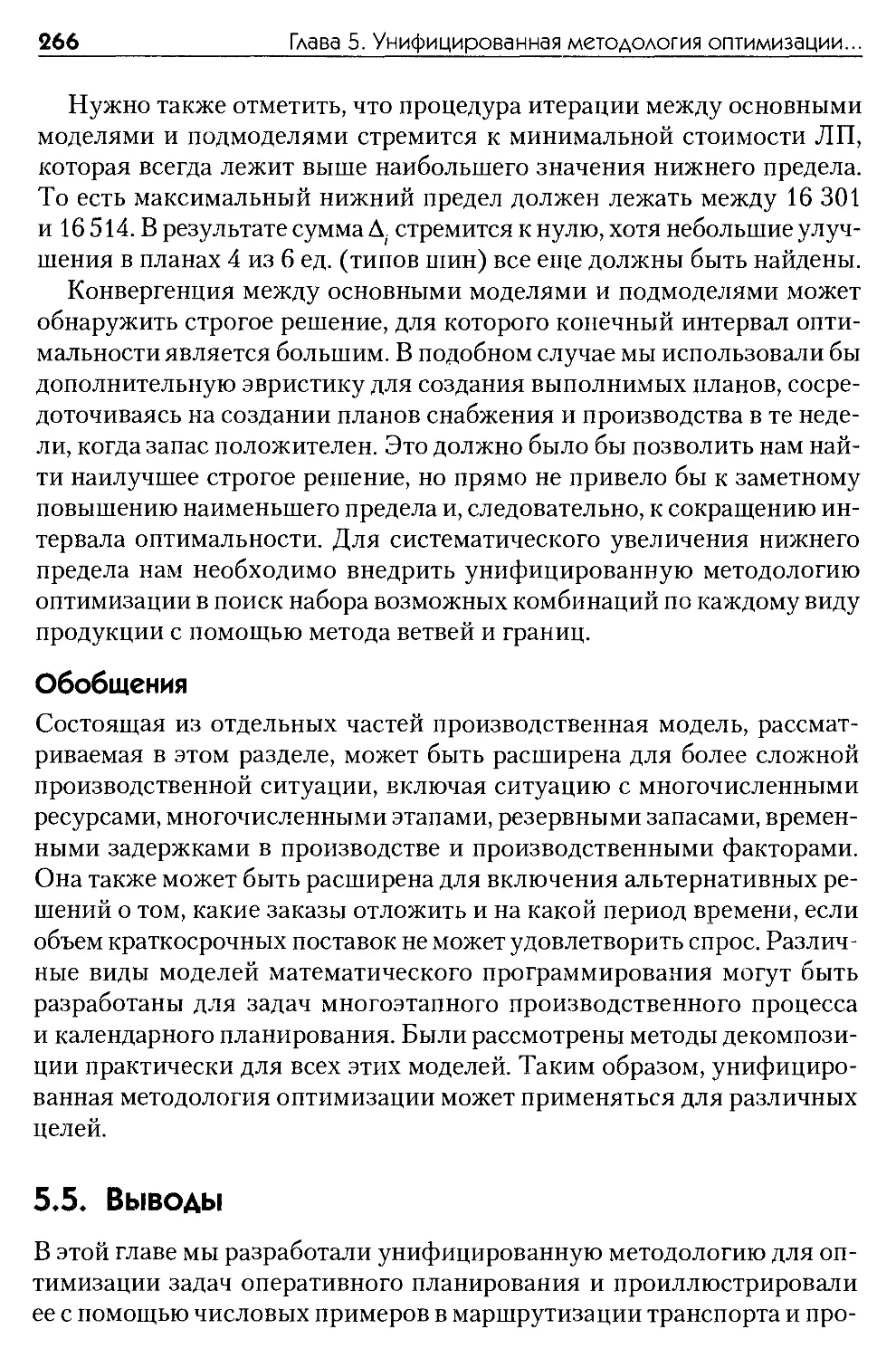
5.4. Унифицированная методология оптимизации в применении
к календарному планированию производства.......................250
Общие сведения о компании и цифровые данные.................251
Унифицированная методология оптимизации па примере проблемы
календарного планирования производства в компании Goodstone.253
Решения календарного планирования производства..............258
Обобщения...................................................266
5.5. Выводы.......................................................266
Литература..................................................268
Глава 6. Базы данных для цепей поставок...............................270
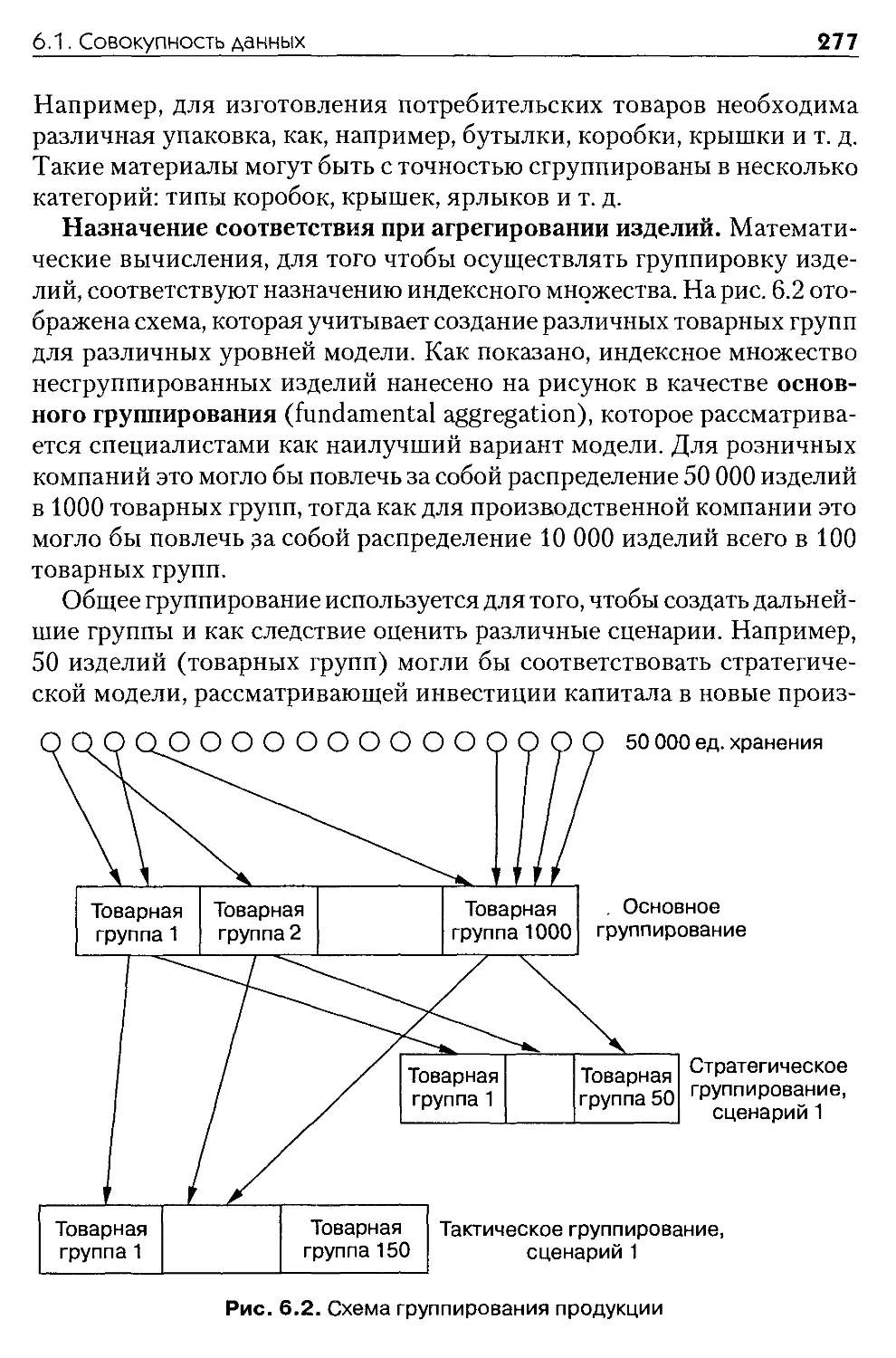
6.1. Совокупность данных..........................................275
Совокупность изделий........................................275
Совокупность клиентов и рынков..............................278
Совокупность поставщиков....................................279
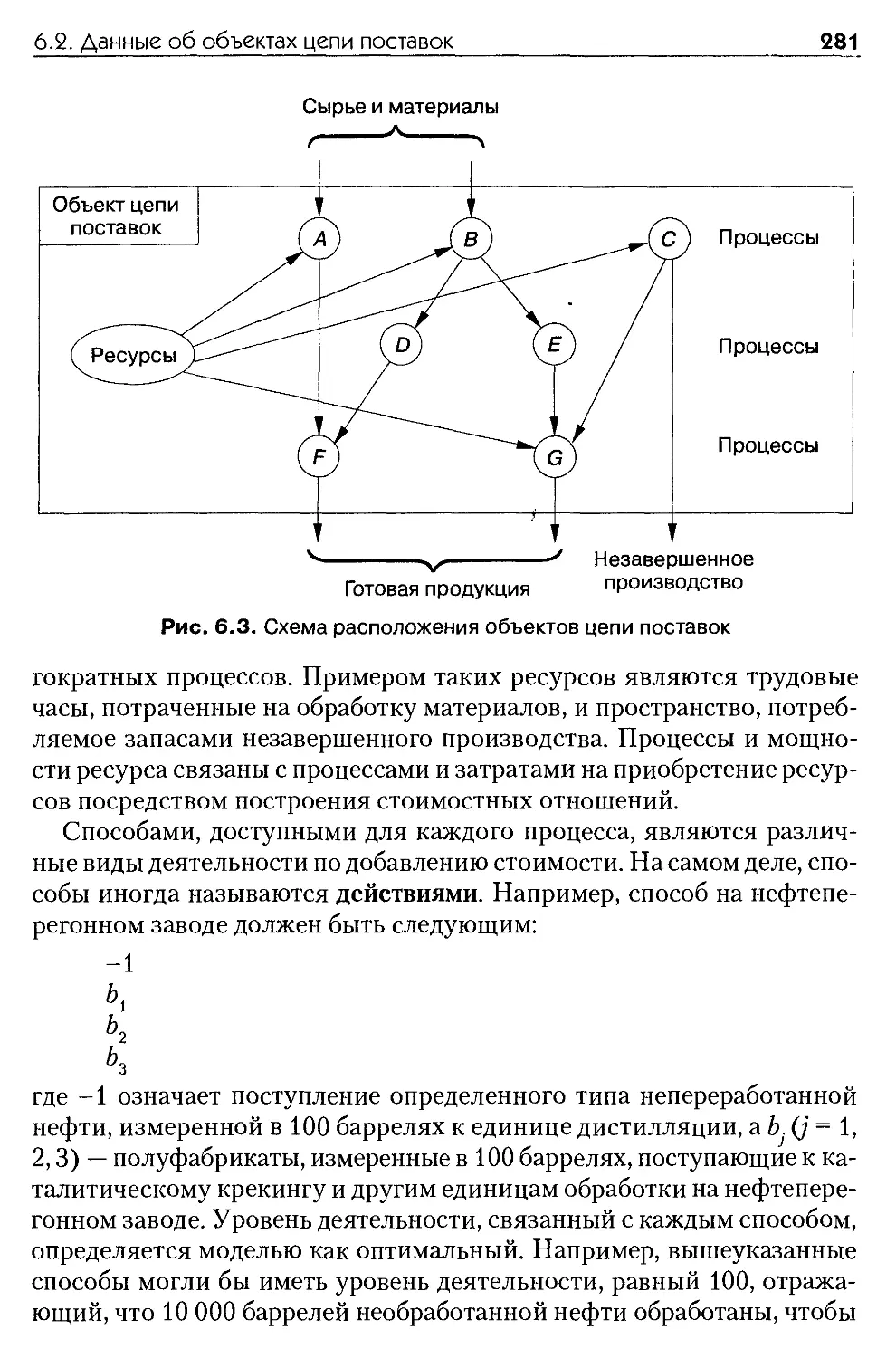
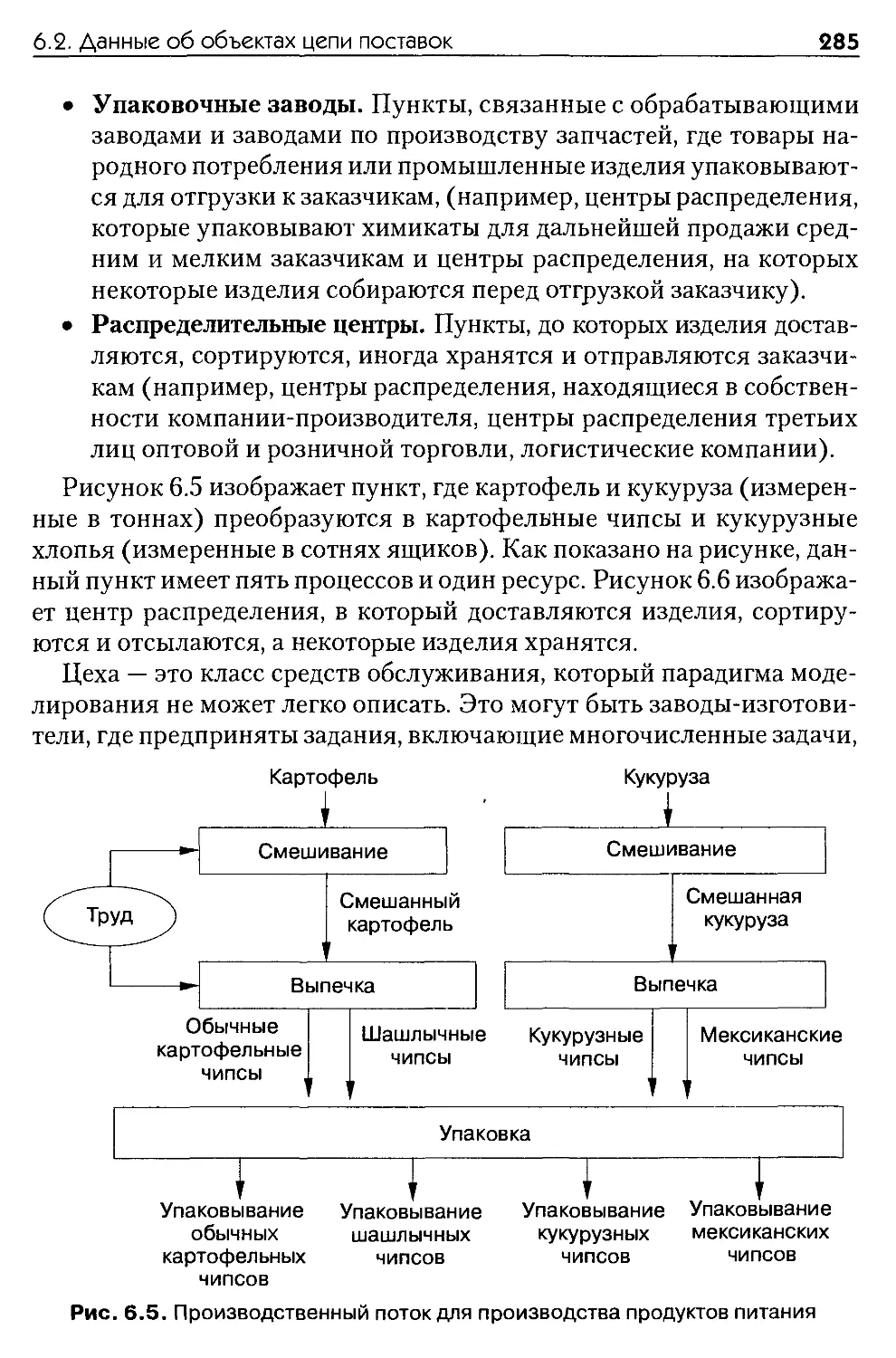
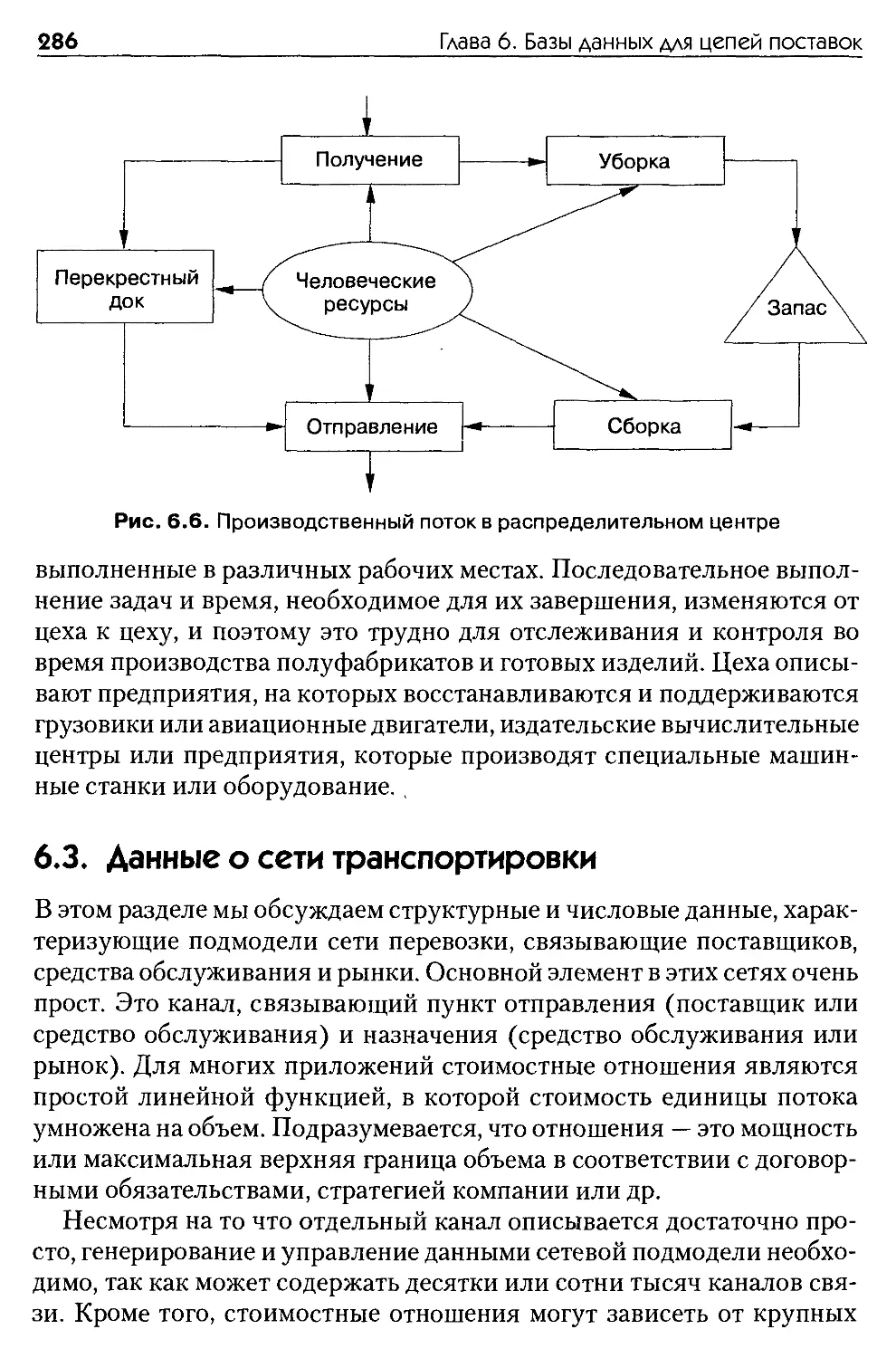
6.2. Данные об объектах цепи поставок.............................279
Средства (способы), процессы, ресурсы и затраты.............280
6.3. Данные о сети транспортировки................................286
Подмодели сети транспортировки..............................287
Затраты транспортировки и транспортные мощности.............291
Выбор размера и способа доставки грузовой партии............293
Утилиты для генерации транспортных сетей....................293
6.4. Данные о поставщиках.........................................294
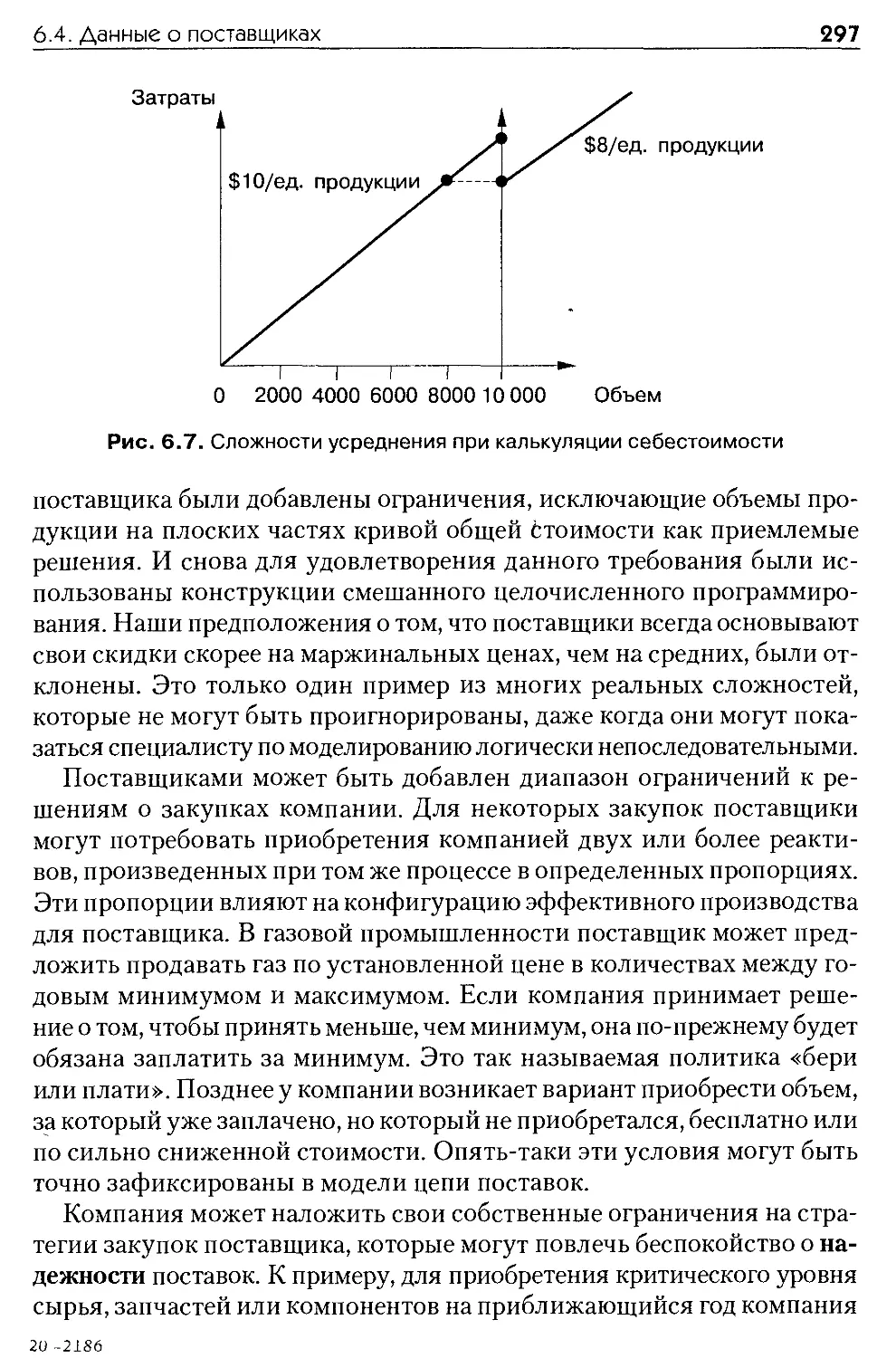
Затраты и условия поставщиков...............................295
6.5. Значение управленческого учета...............................298
Разработка причинно-стоимостных отношений прямых
и косвенных затрат..........................................301
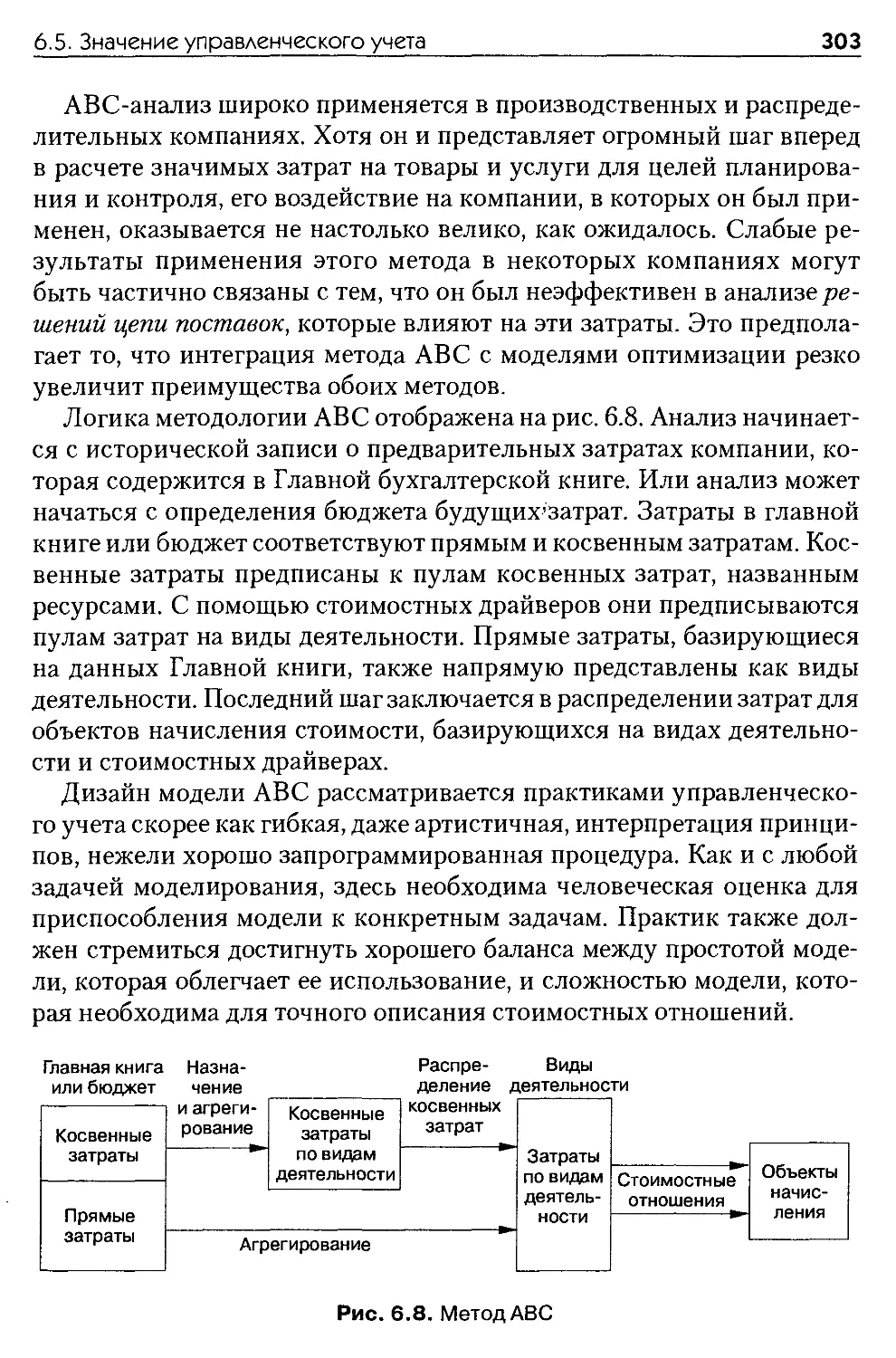
Калькуляция себестоимости по виду деятельности..............302
8
Содержание
Связь ABC-анализа с моделями оптимизации и калькуляцией
затрат...................................................305
Расчет транспортных тарифов, затрат на производство и доставку
на основе оптимального решения применительно к модели цепи
поставок.................................................306
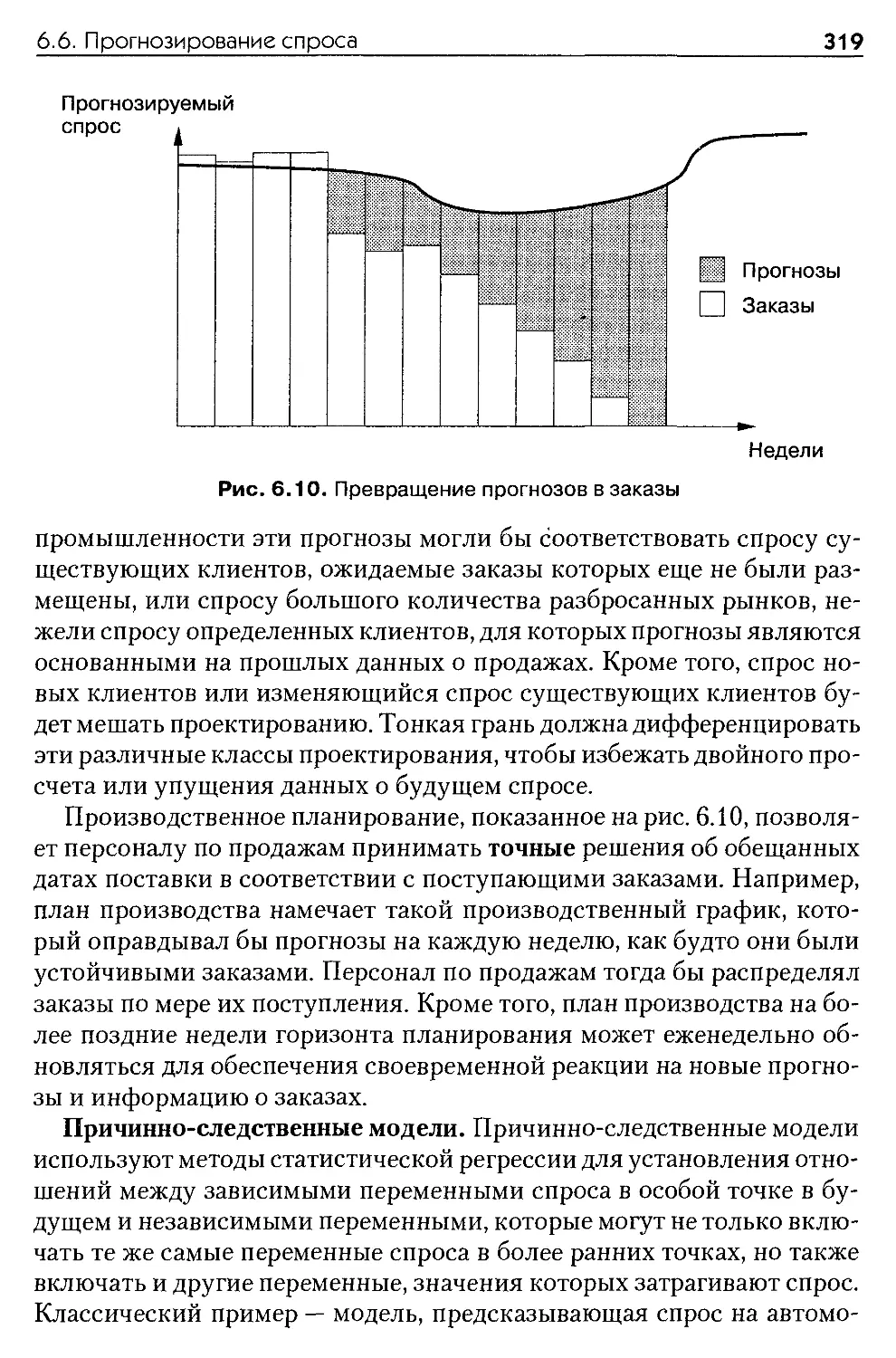
6.6. Прогнозирование спроса....................................316
Условия..................................................317
Типы моделей прогнозирования.............................318
Спецификации данных о спросе для моделей оптимизации.....320
Программное обеспечение для прогнозирования..............321
6.7. Глобальные и стратегические данные........................322
6.8. Выходные данные модели....................................323
Управленческие отчеты о производственных данных..........324
Искусственные цены и сокращенные издержки................326
Полученный результат.....................................327
6.9. Связи внутри баз данных для принятия решений
в цепи поставок................................................329
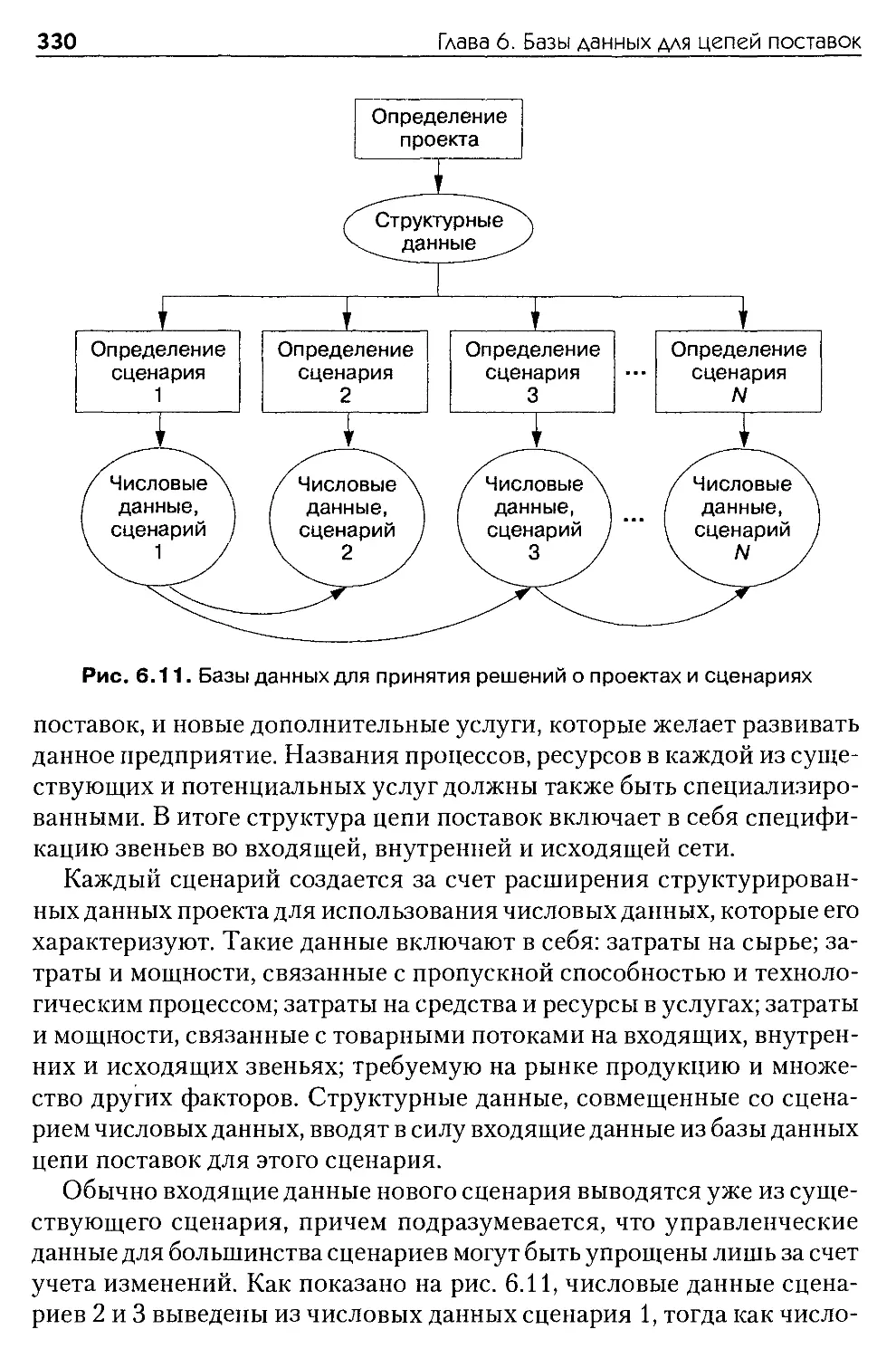
Сценарии.................................................329
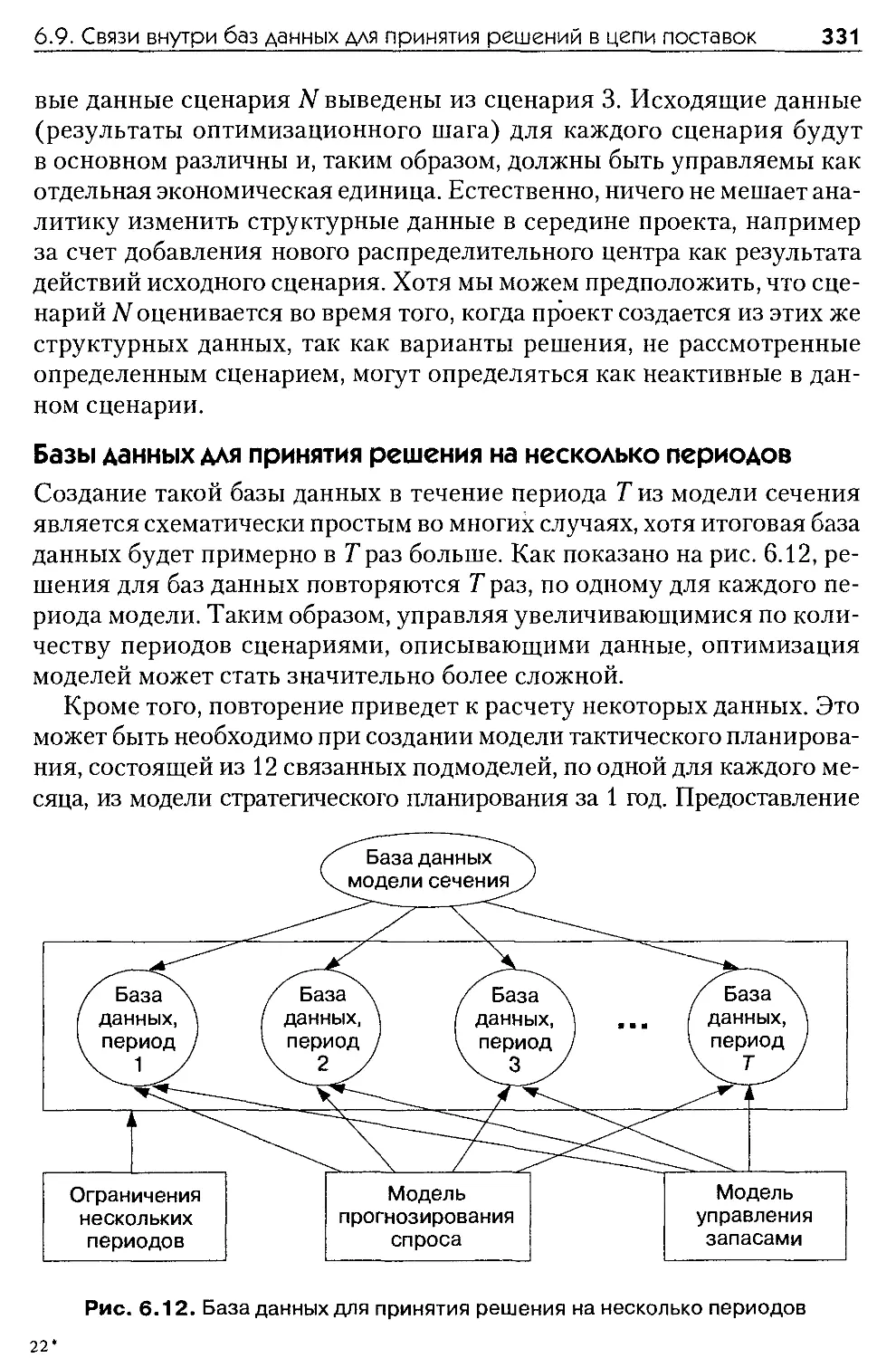
Базы данных для принятия решения на несколько периодов...331
Иерархическое разделение.................................333
6.10. Графическая демонстрация входных и выходных данных.........334
6.11. Выводы.....................................................335
Литература...............................................338
Часть III. ПРАКТИЧЕСКОЕ ПРИМЕНЕНИЕ...........................339
Глава 7. Стратегическое и тактическое планирование цепи поставок ..340
7.1. Ресурсы и представление о фирме с точки зрения имеющихся
ресурсов.......................................................342
Классификация ресурсов...................................343
Анализ фирмы с точки зрения имеющихся ресурсов...........344
Связи с моделями оптимизации.............................346
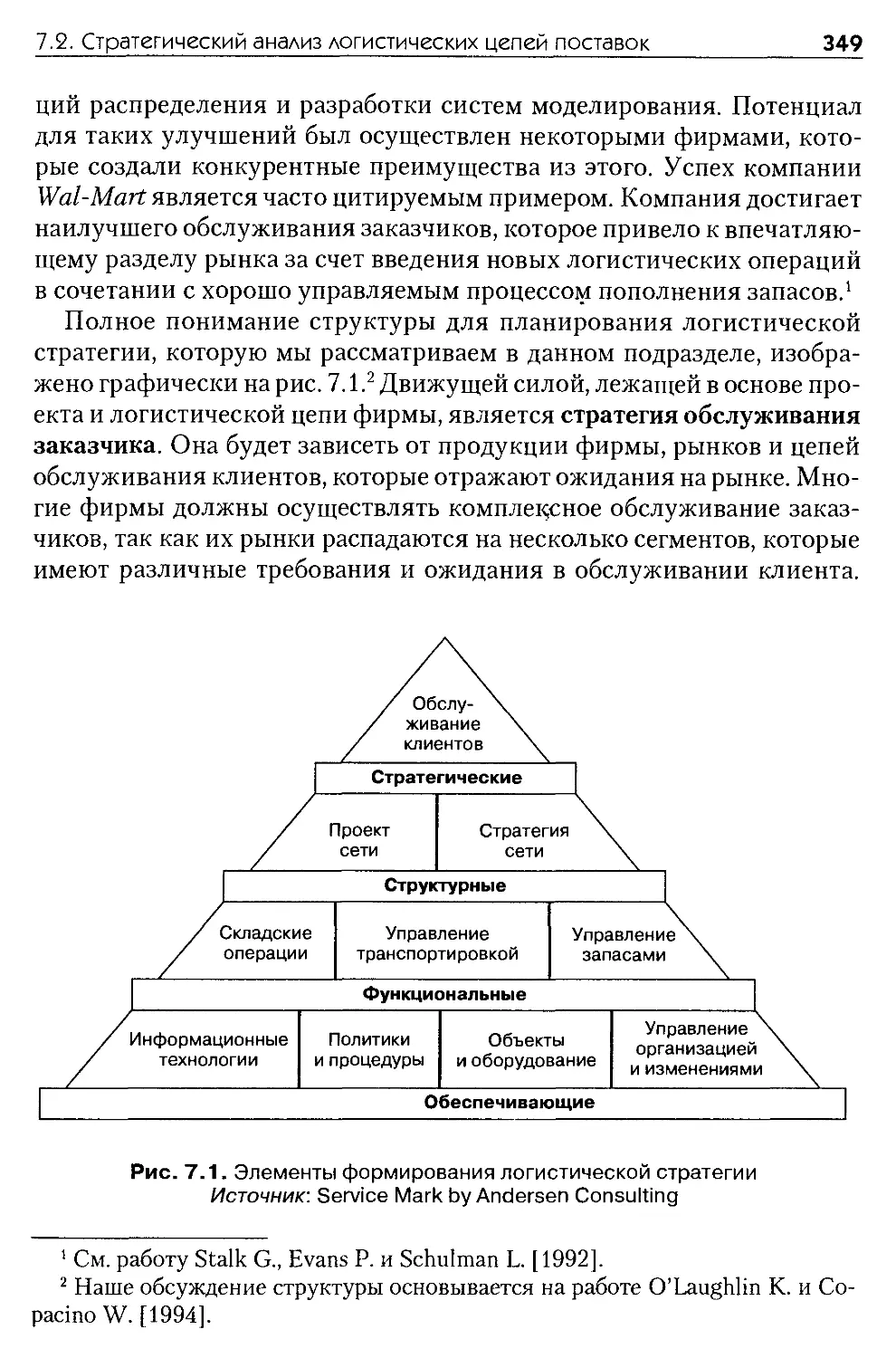
7.2. Стратегический анализ логистических цепей поставок........348
Основа для формирования логистической стратегии..........348
Построение модели оптимизации для стратегического
логистического планирования..............................352
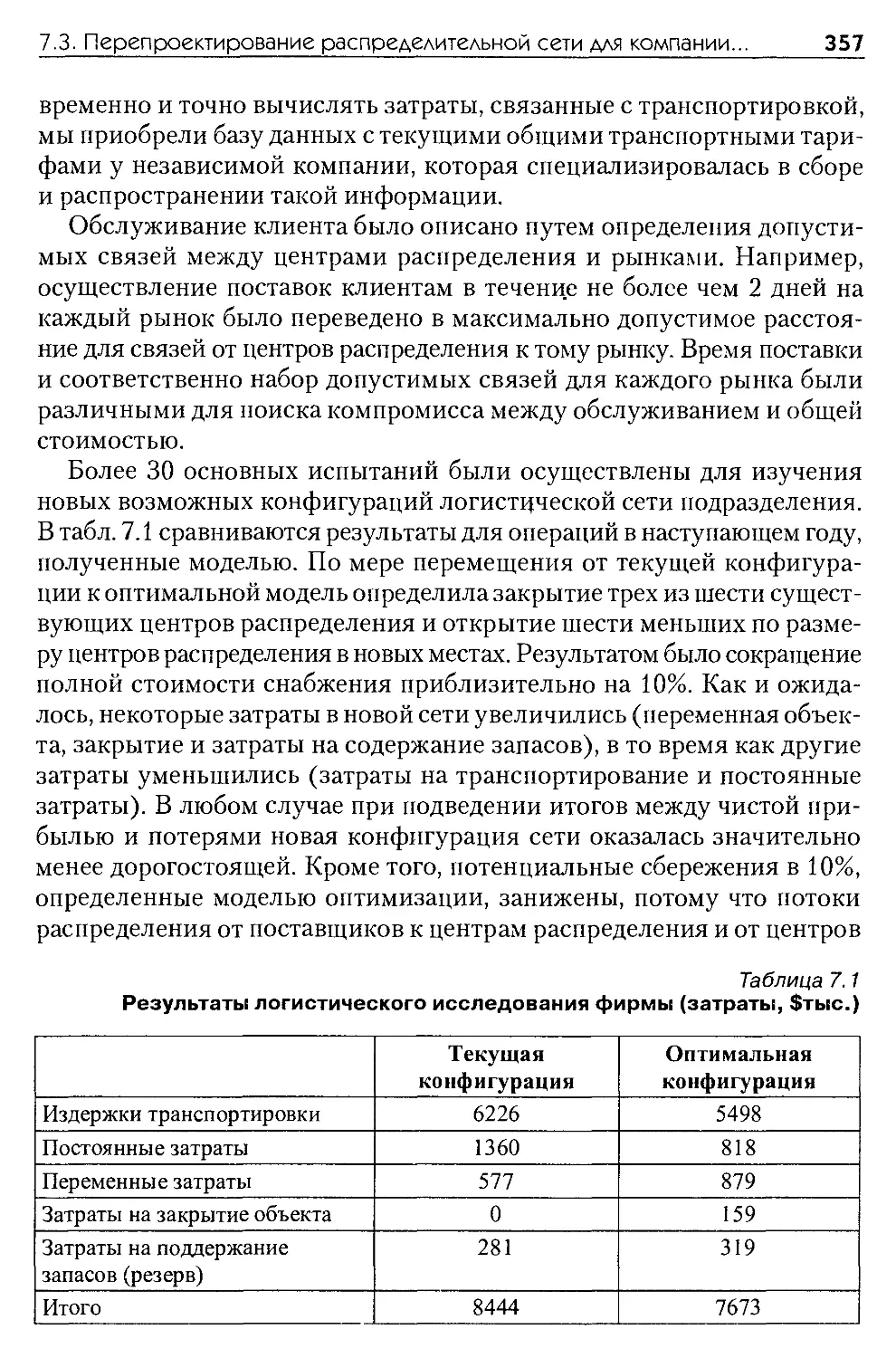
7.3. Перепроектирование распределительной
сети для компании, выпускающей электронные изделия.............355
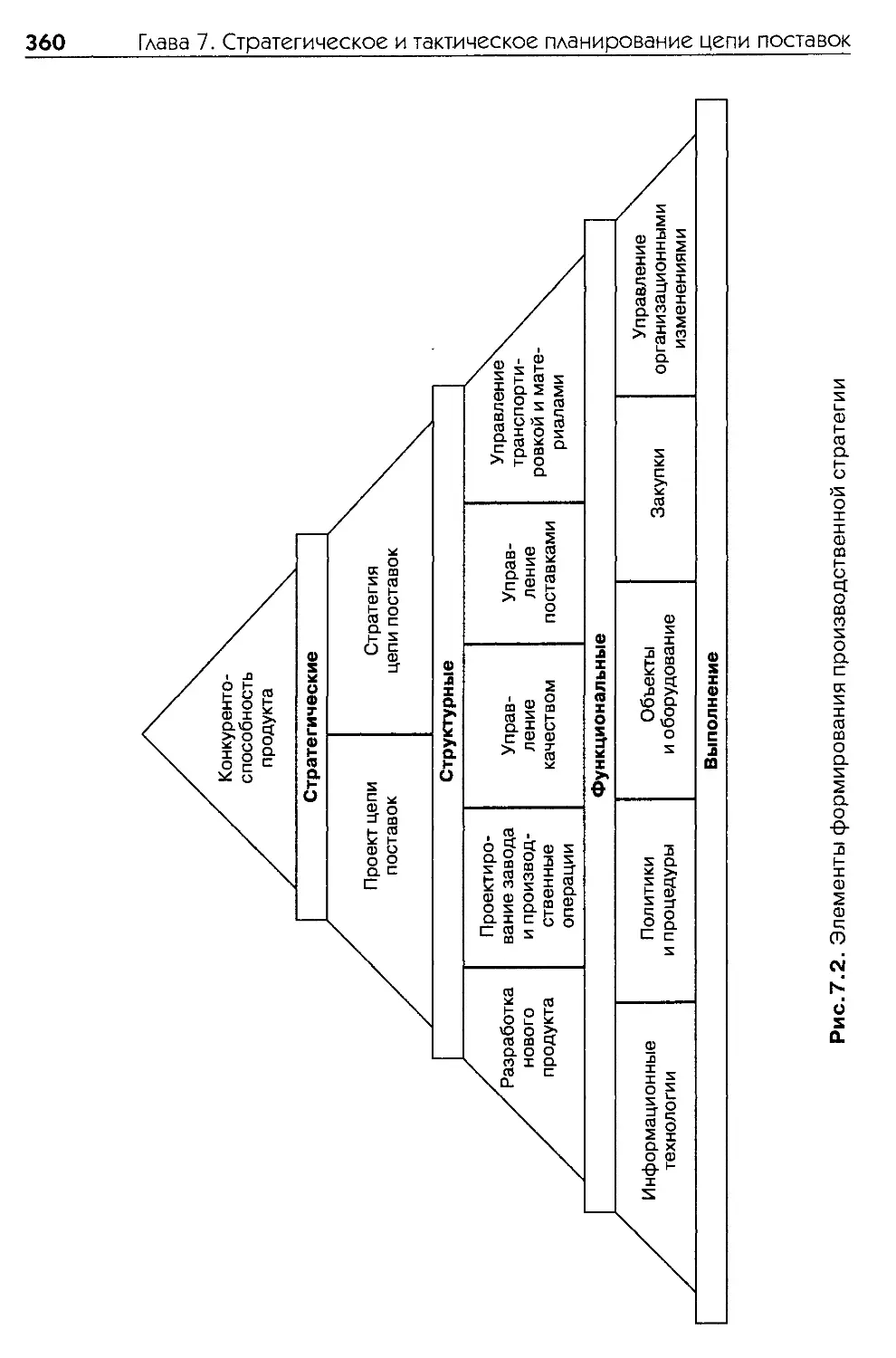
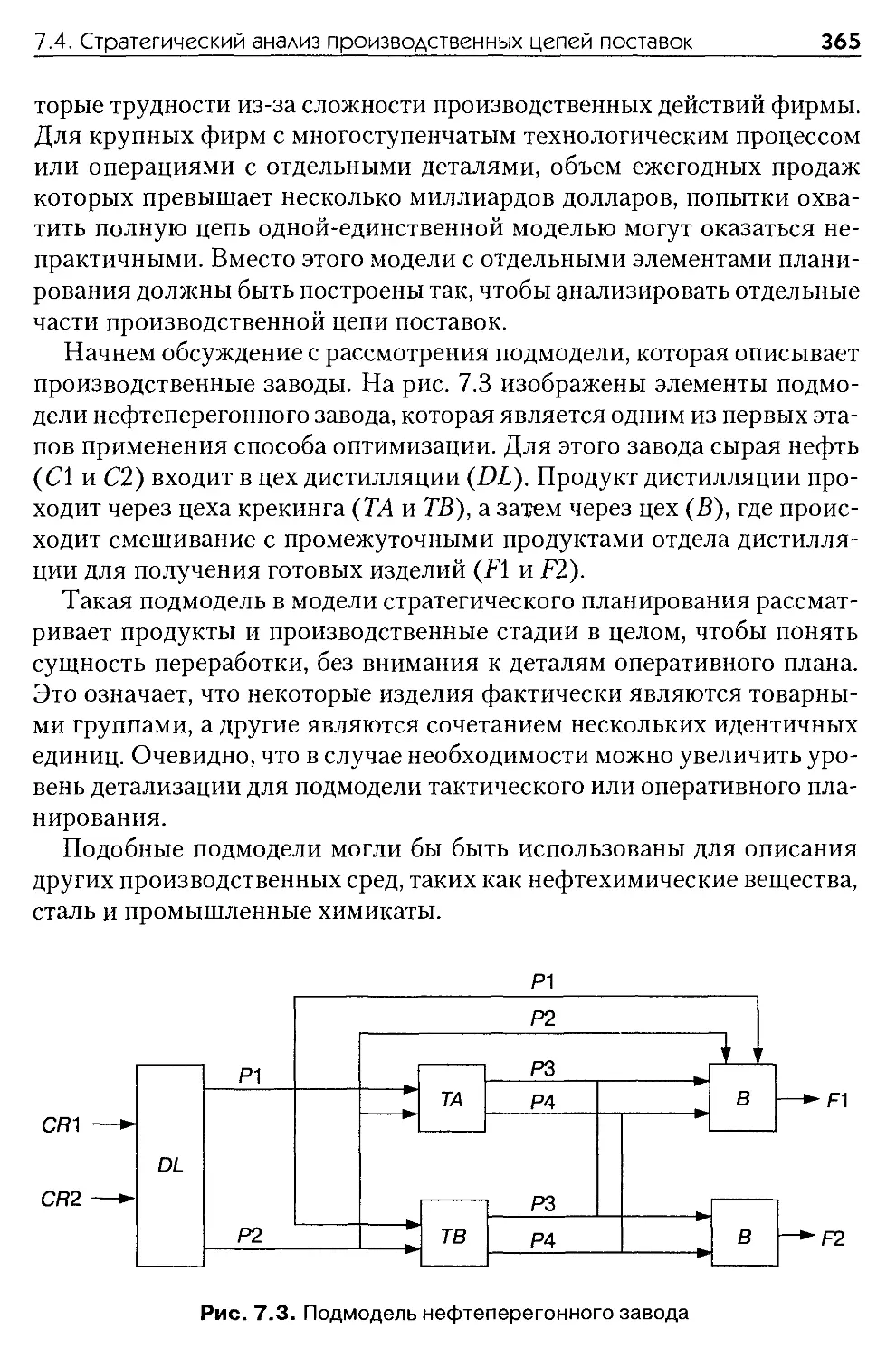
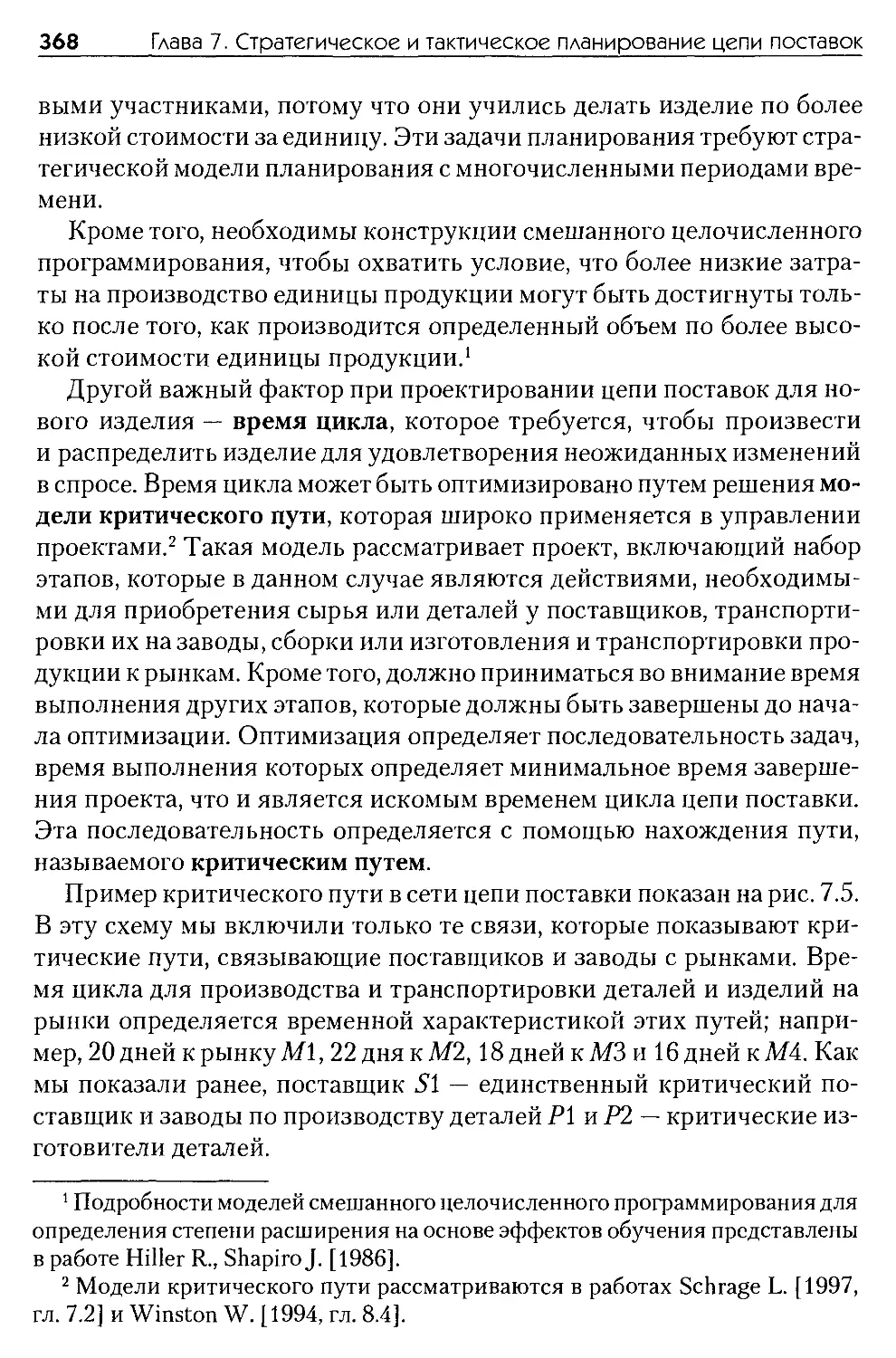
7.4. Стратегический анализ производственных цепей поставок.....358
Основа для формирования производственной стратегии.......359
Построение оптимизационной модели для стратегического
производственного планирования...........................364
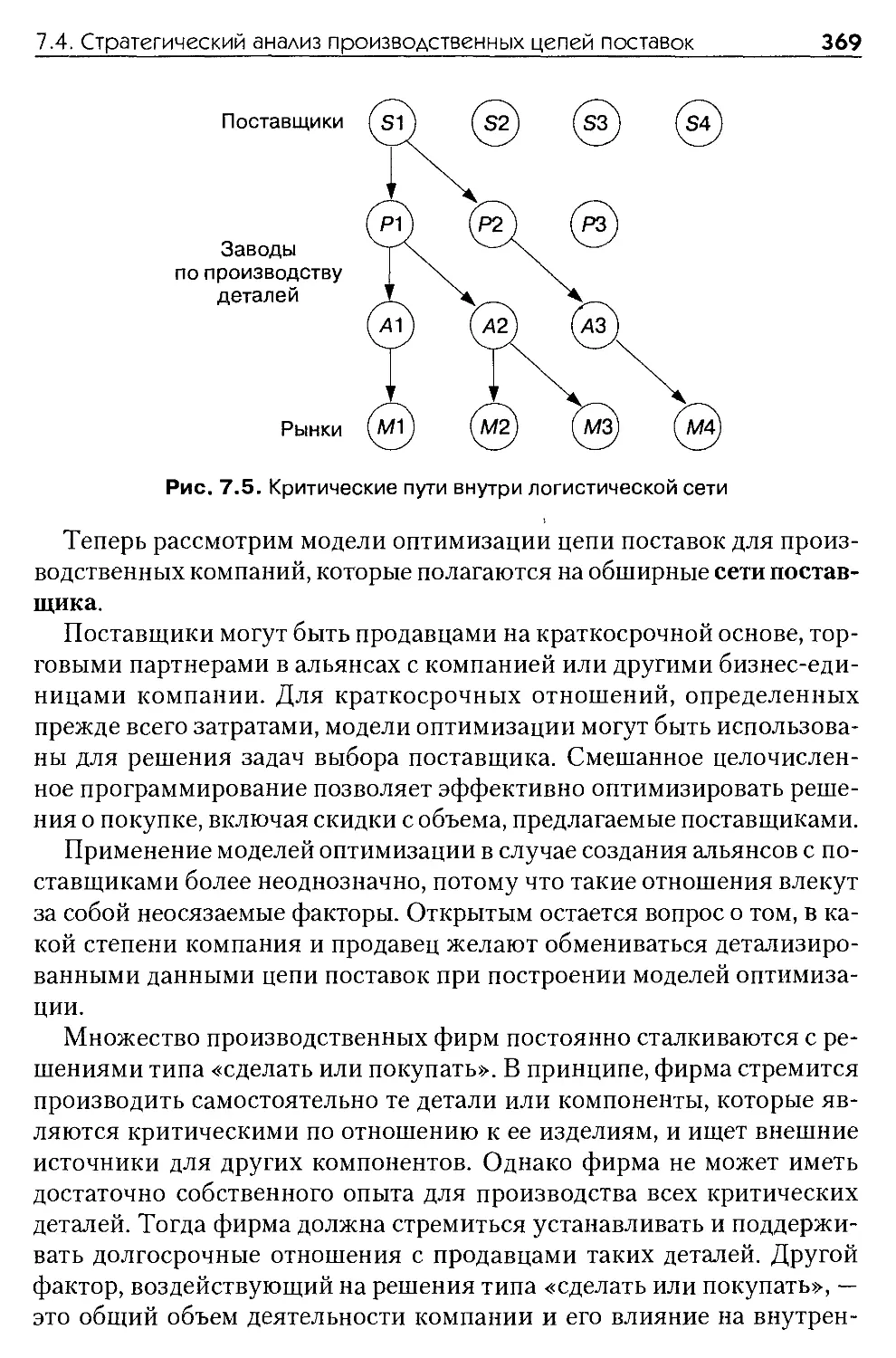
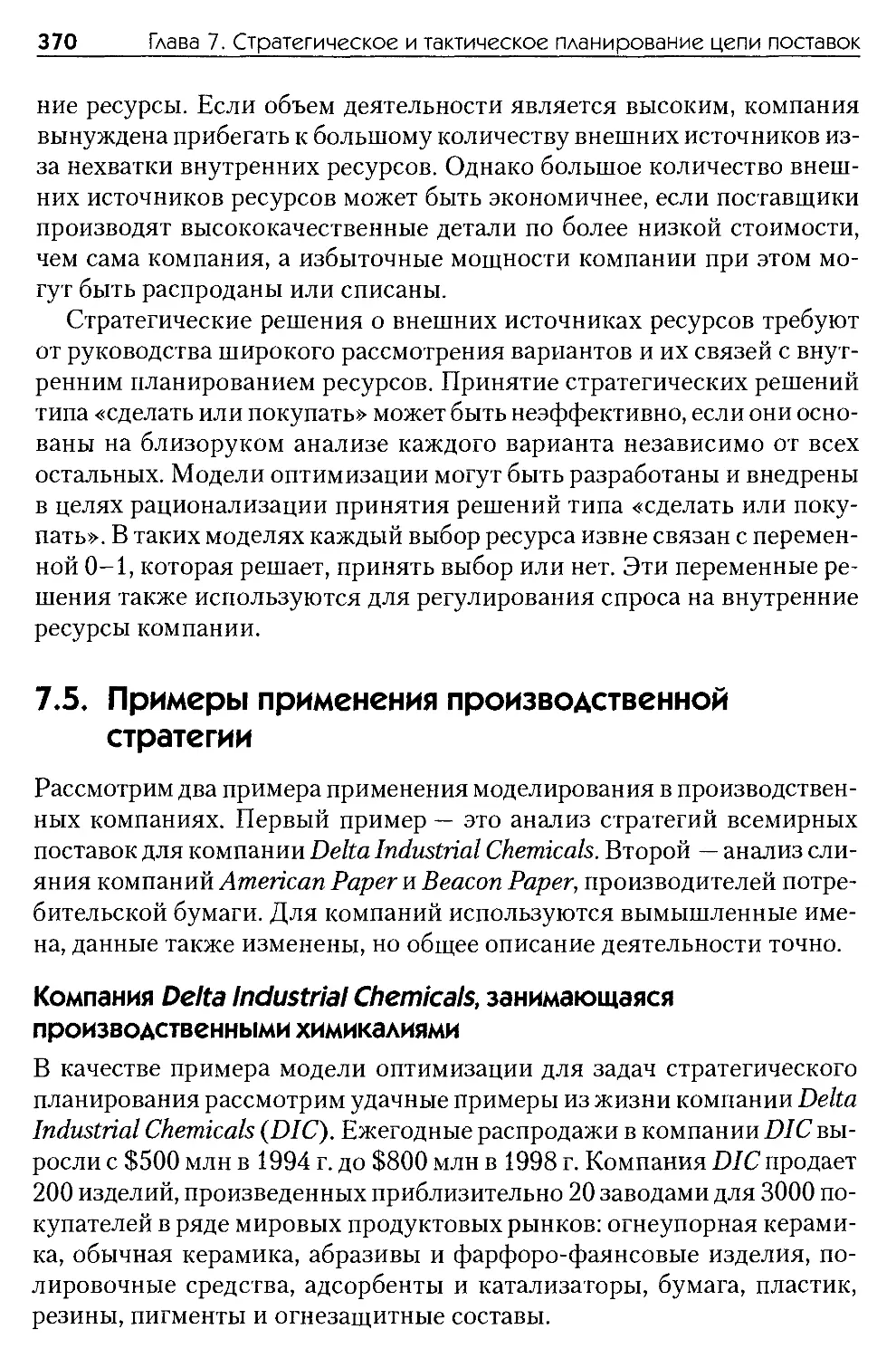
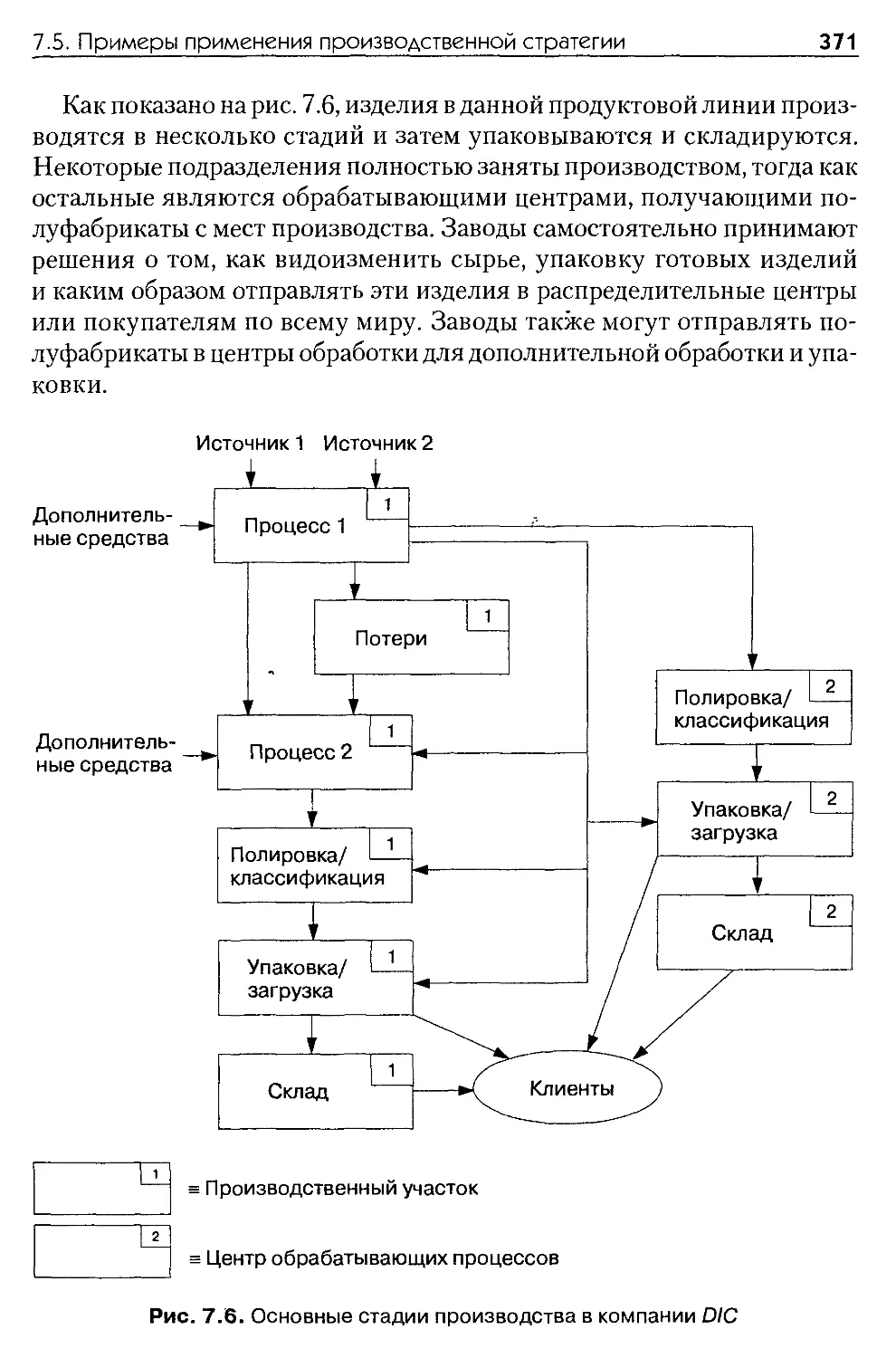
7.5. Примеры применения производственной стратегии.............370
Компания Delta Industrial Chemicals, занимающаяся
производственными химикалиями............................370
Консолидация компаний, занимающихся производством
потребительской бумаги...................................375
7.6. Тактическое планирование..................................380
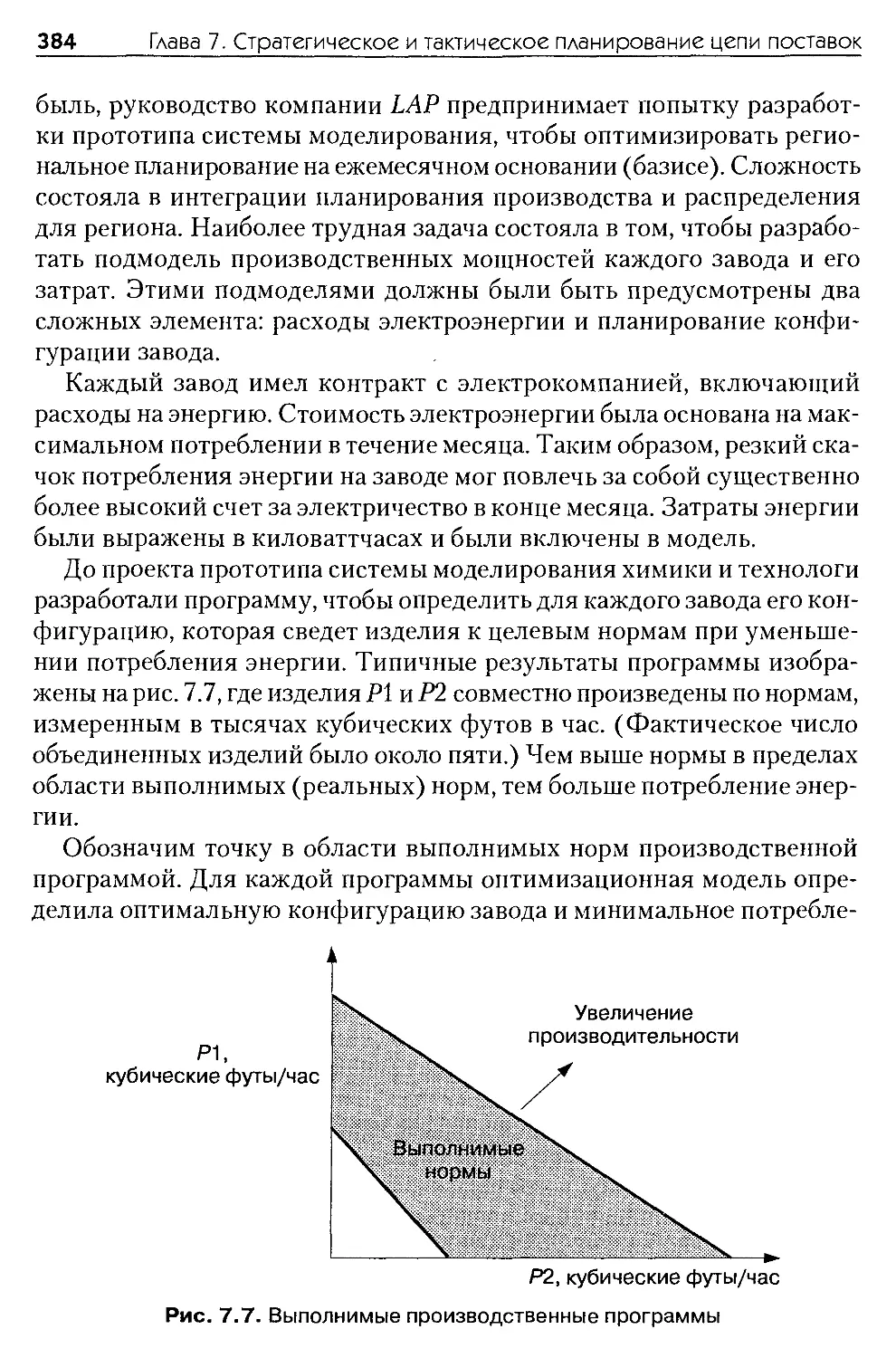
7.7. Примеры применения тактического планирования..............382
Ежемесячное планирование в компании, производящей
промышленные газы........................................383
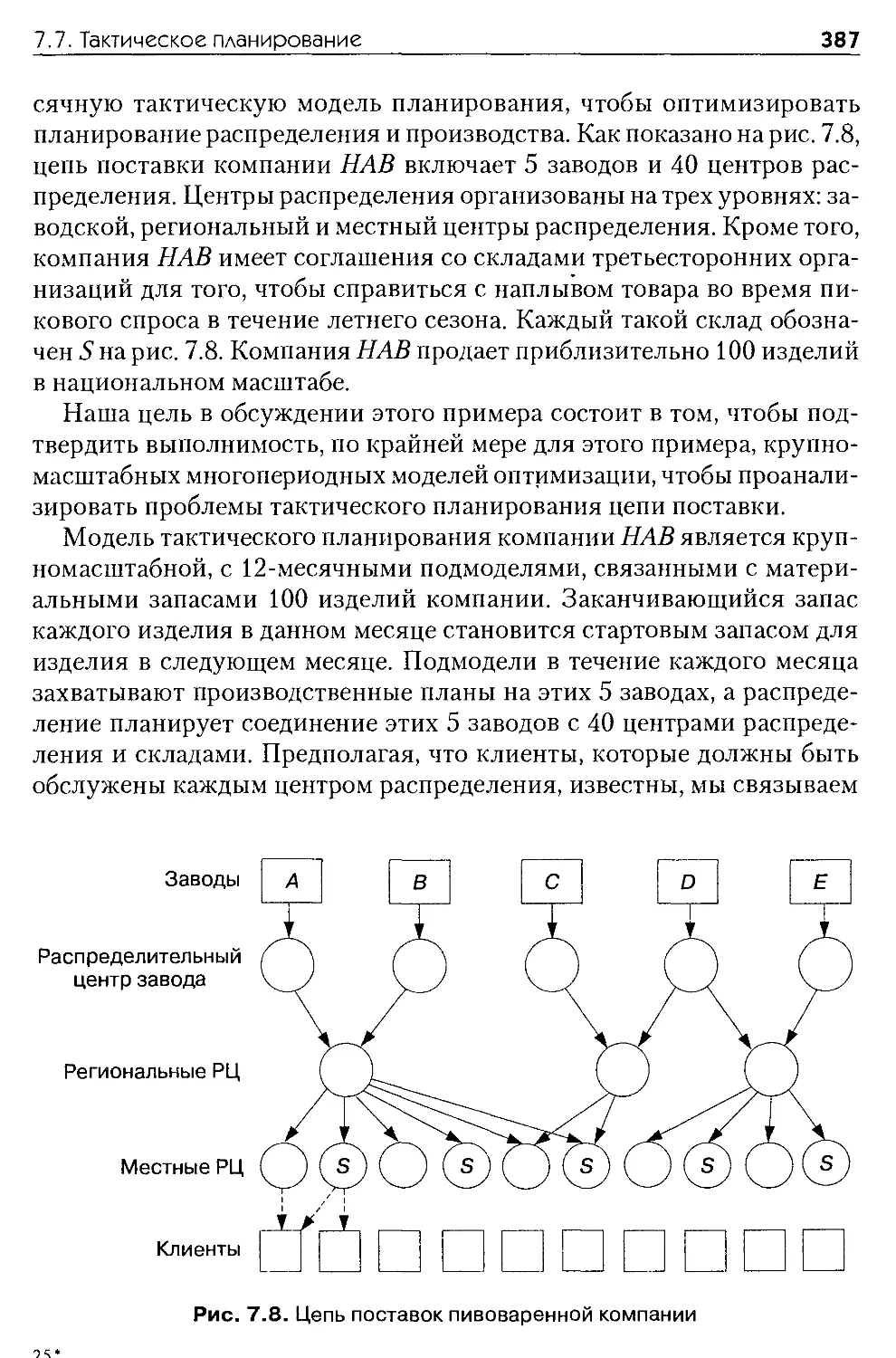
Ежемесячное планирование в пивоваренной компании.........386
Содержание
9
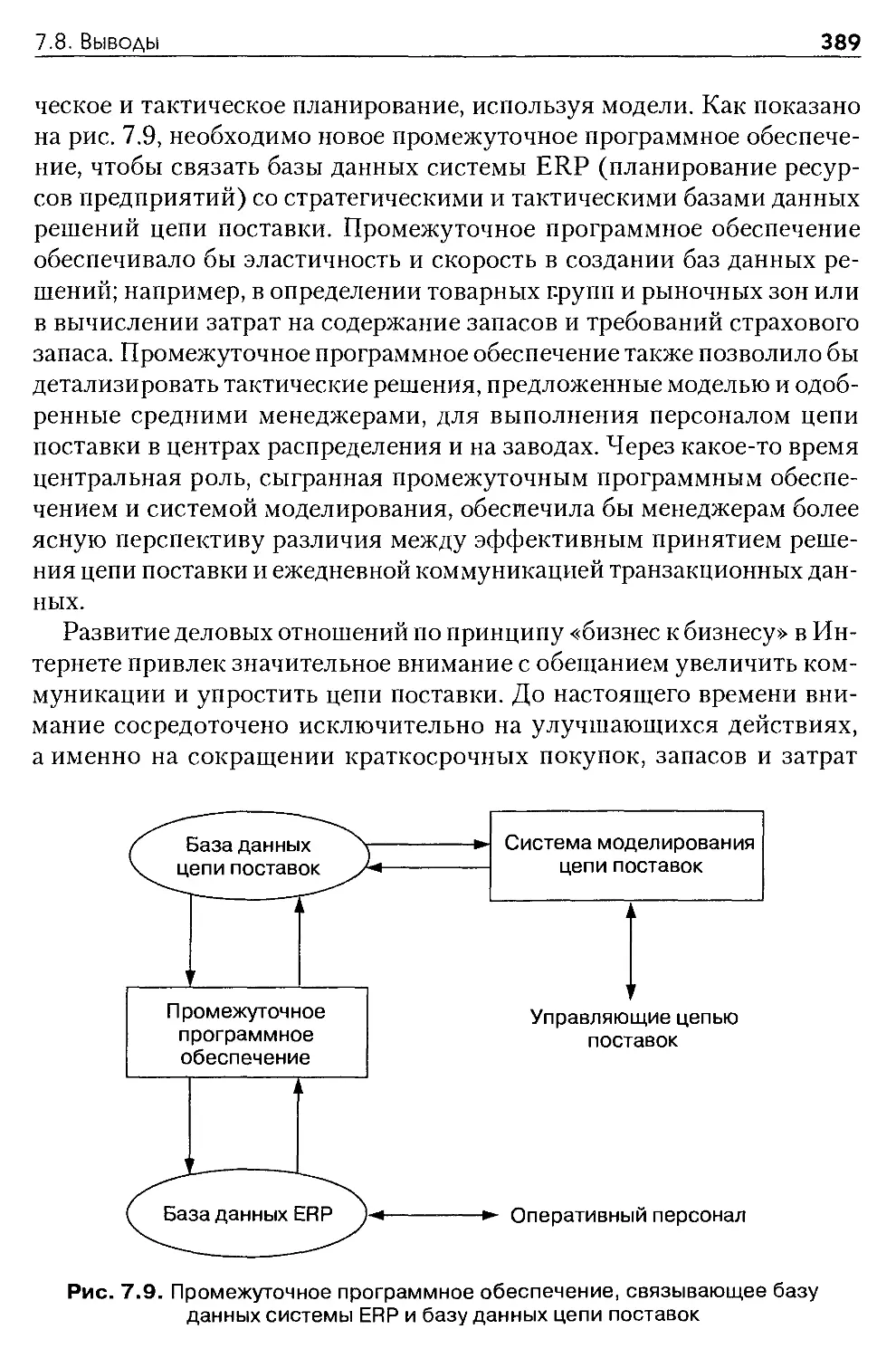
7.8. Выводы...................................................388
Литература..............................................390
Глава 8. Стратегическое и тактическое планирование цепи поставок:
перспективы применения моделирования..............................392
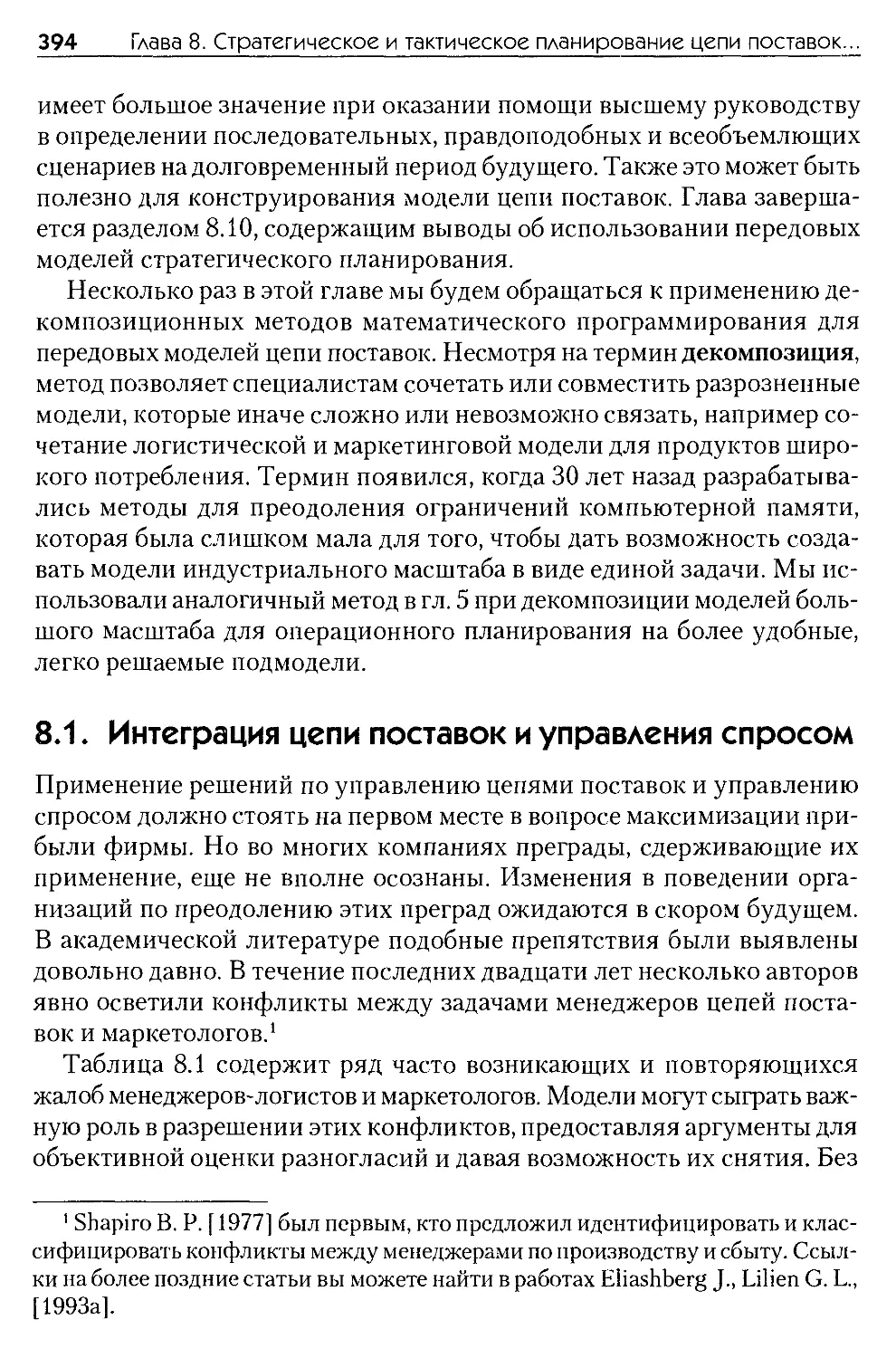
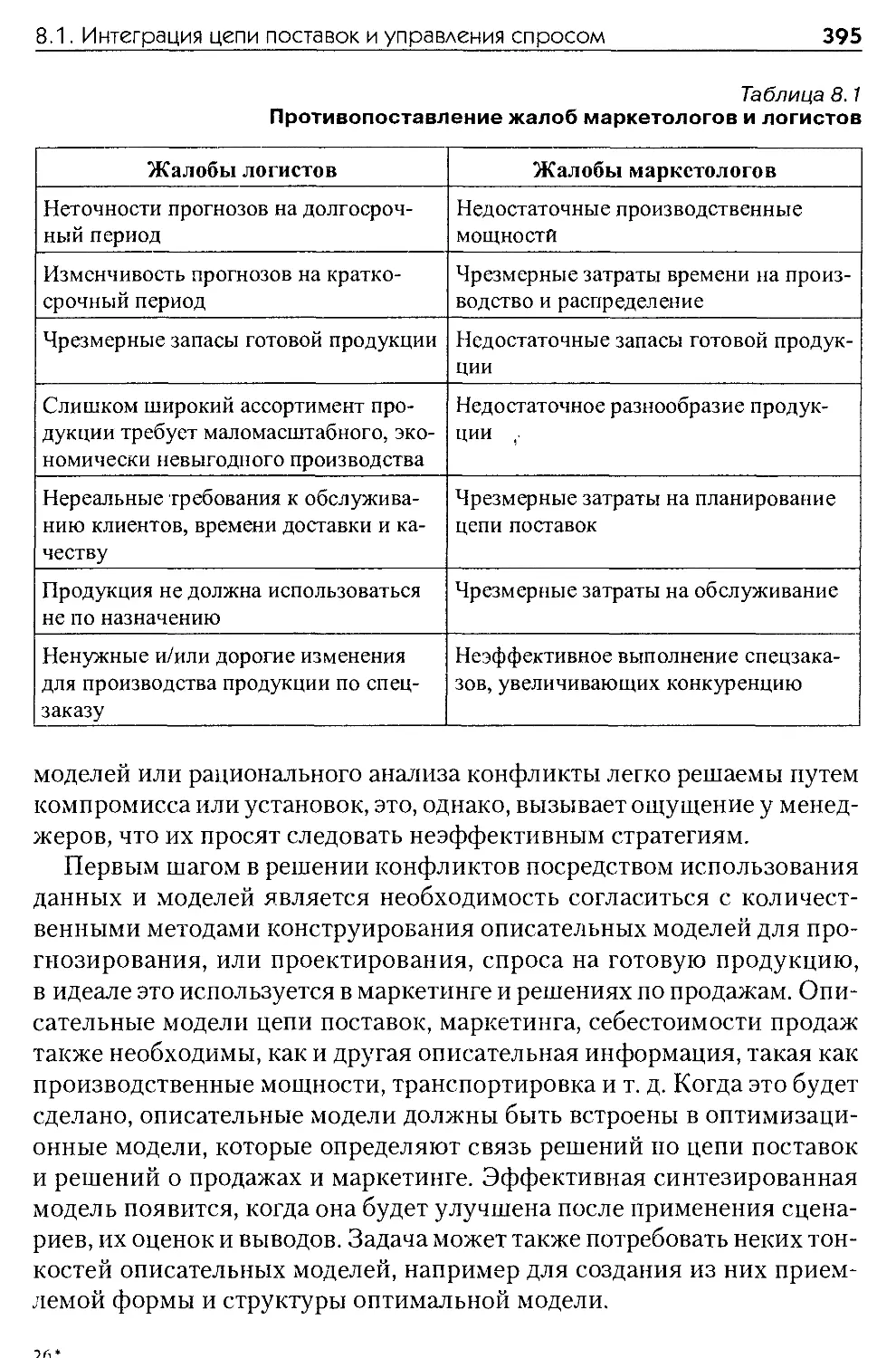
8.1. Интеграция цепи поставок и управления спросом............394
8.2. Зависимость доходов от цены и расположения компании......397
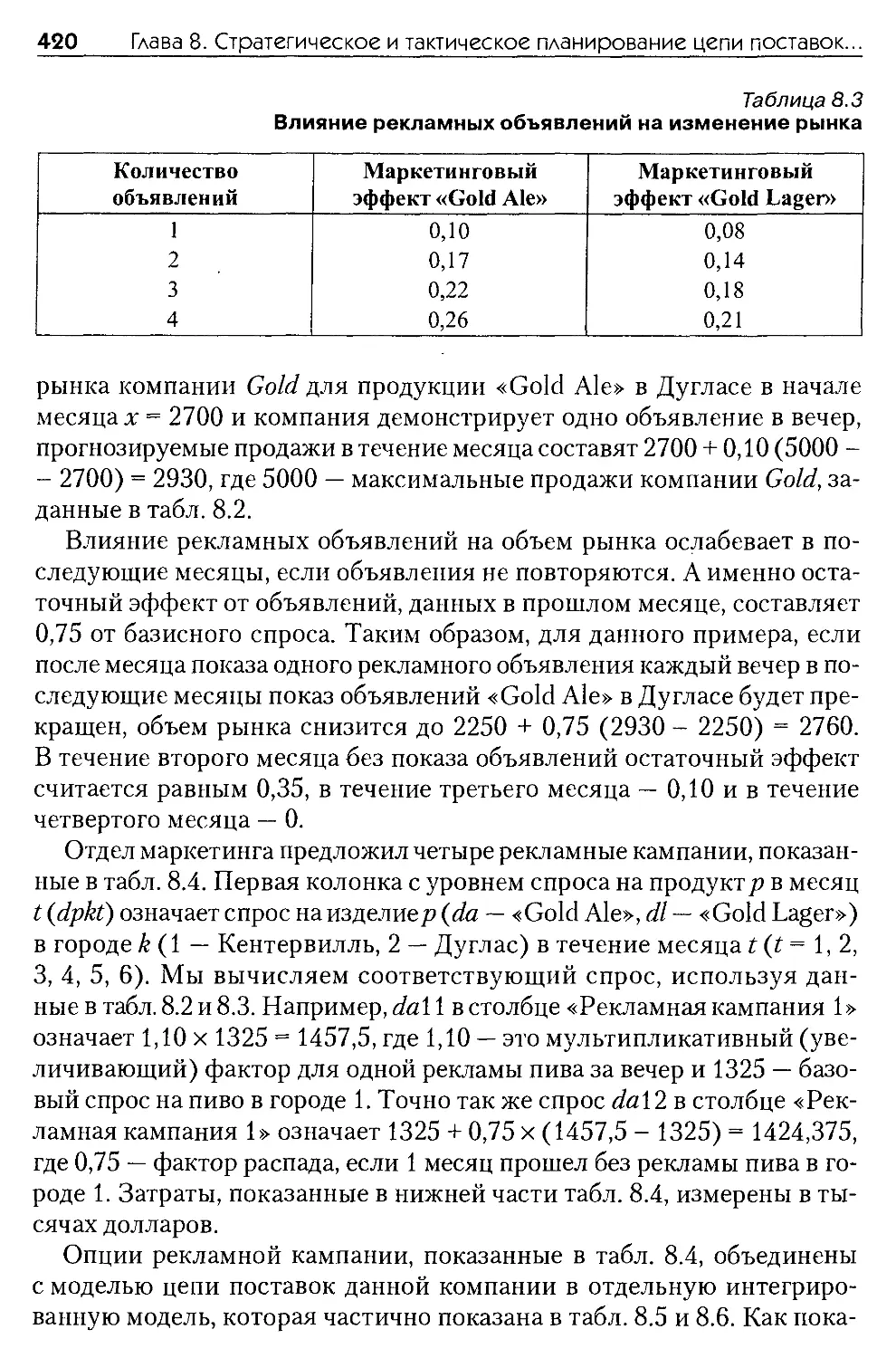
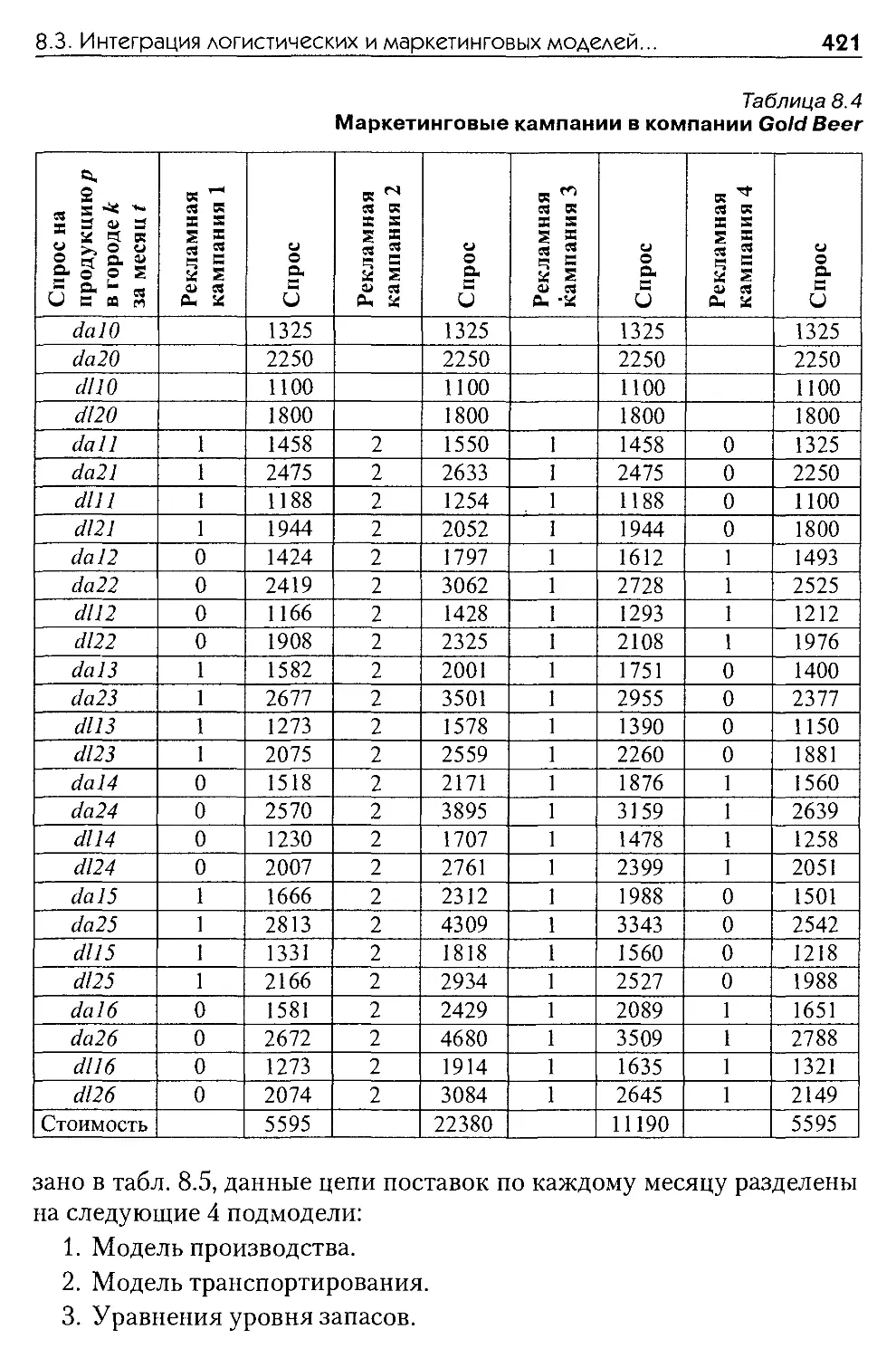
8.3. Интеграция логистических и маркетинговых моделей для
потребительских товаров.......................................403
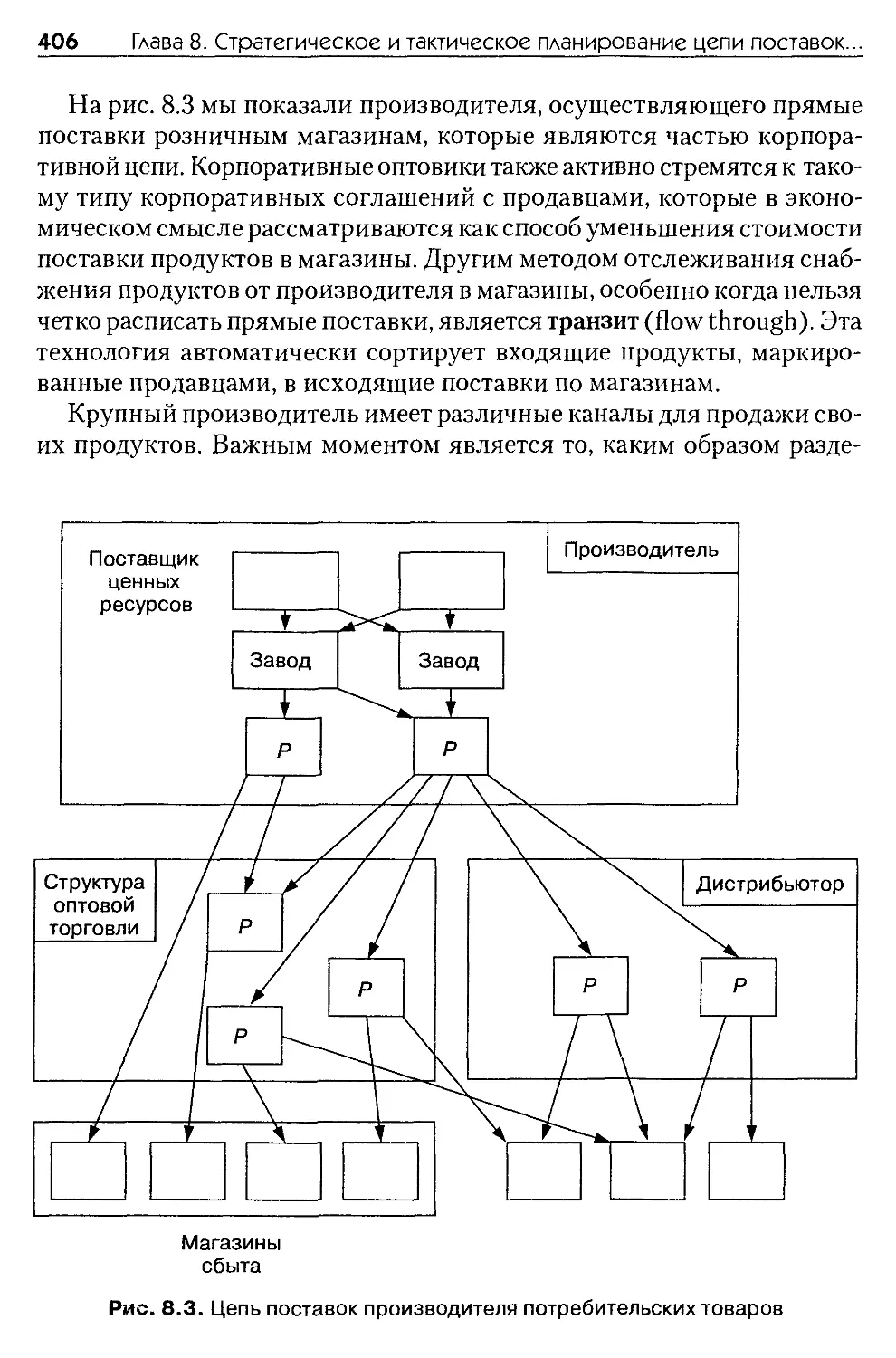
Цепи поставок потребительских товаров...................404
Моделирование вляния маркетинговых решений на спрос
на потребительские товары...............................407
Интеграция логистических и маркетинговых моделей
для производителей потребительских товаров..............414
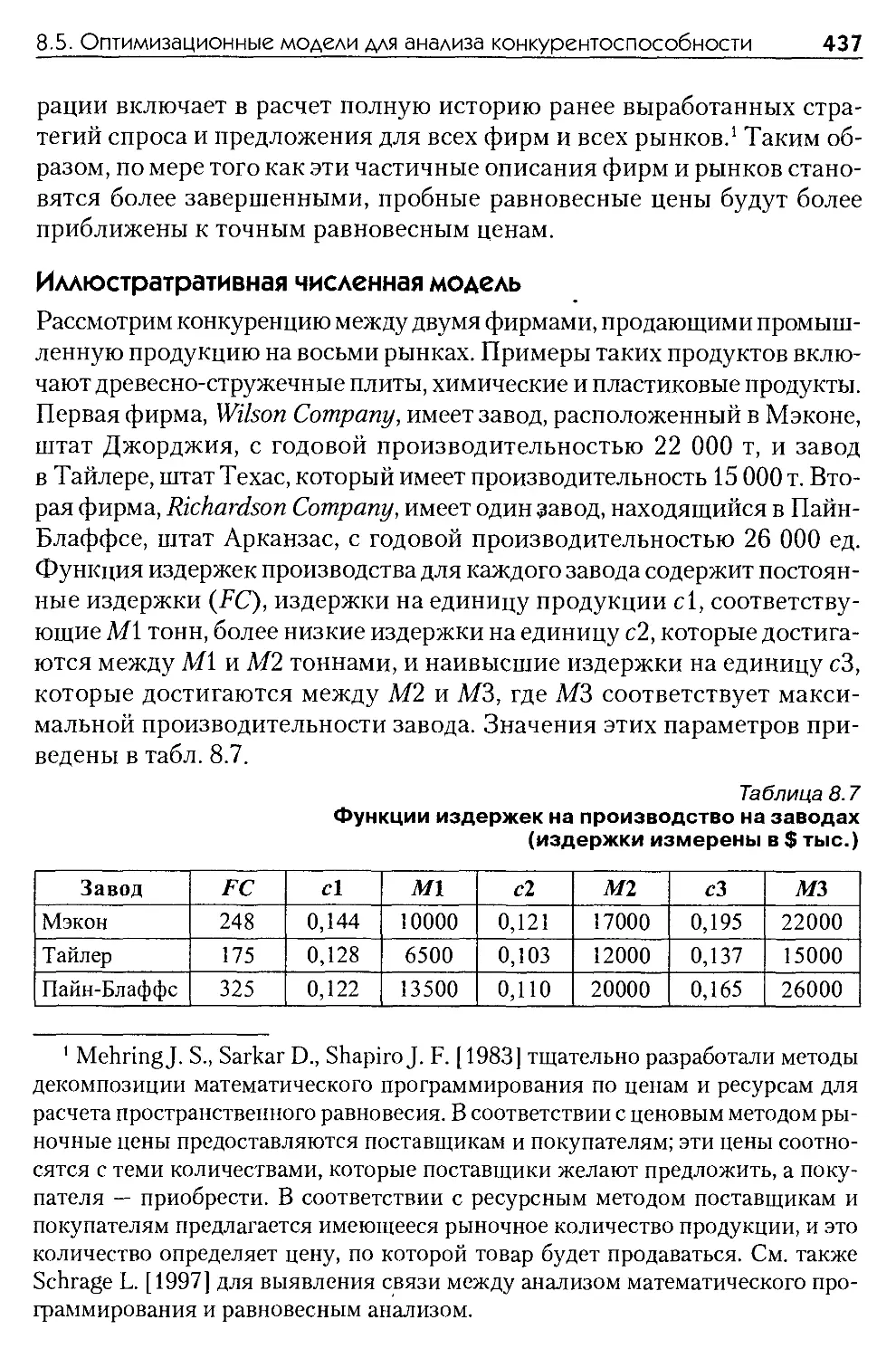
Иллюстративная числовая модель..........................418
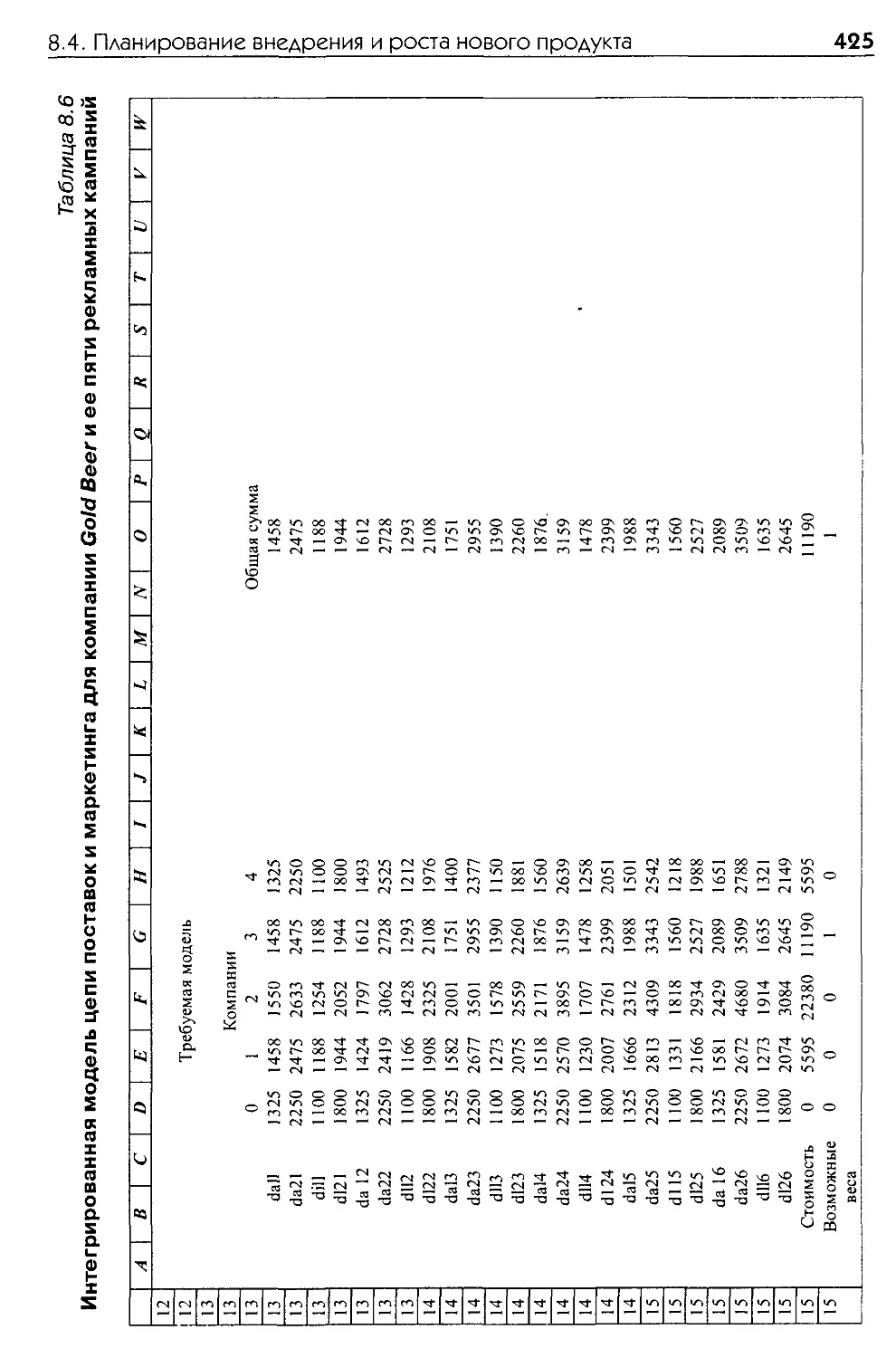
8.4. Планирование внедрения и роста нового продукта...........424
8.5. Оптимизационные модели для анализа конкурентоспособности .... 428
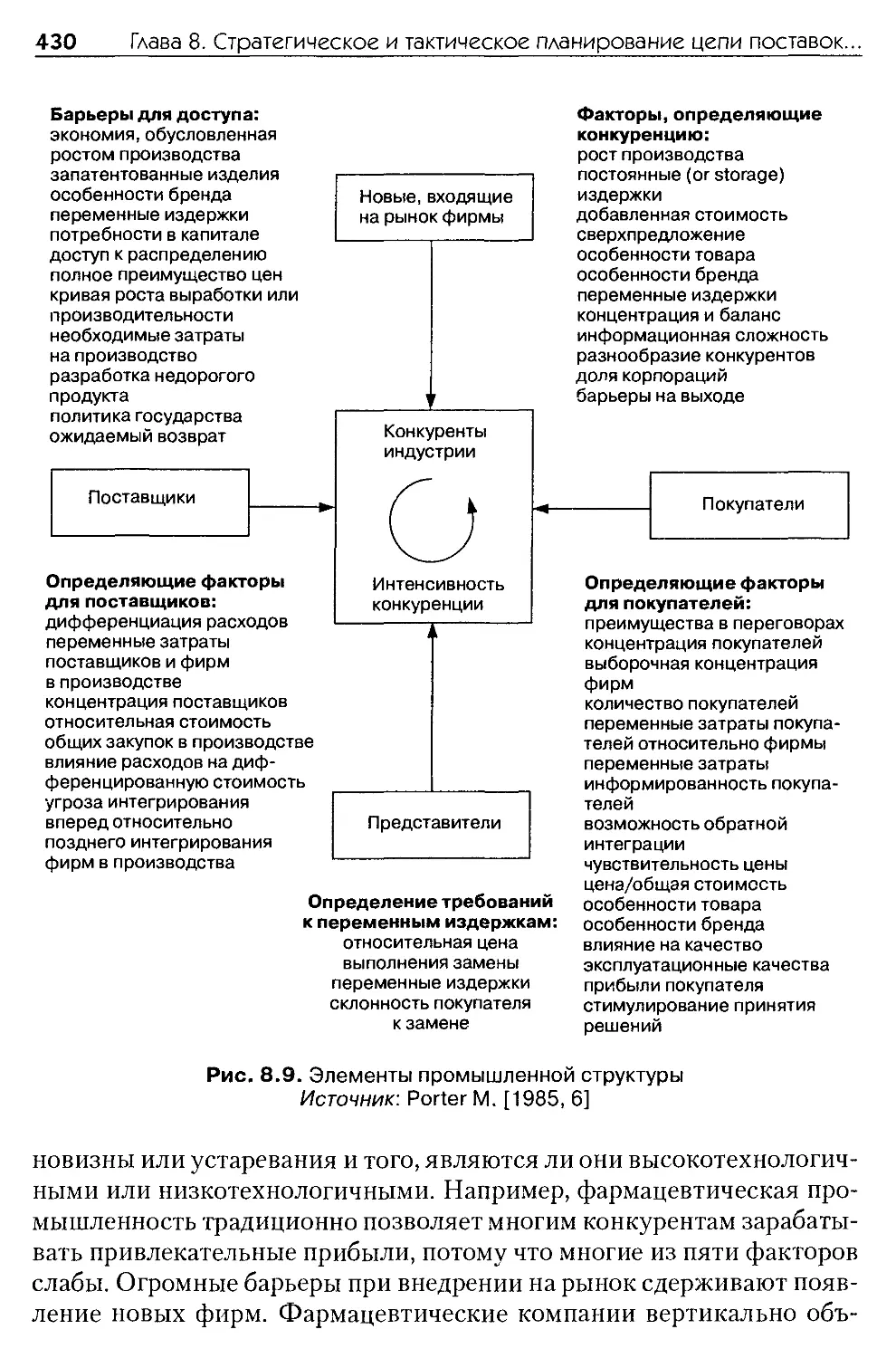
Структурный анализ отраслей промышленности..............429
Теория промышленной организации ........................432
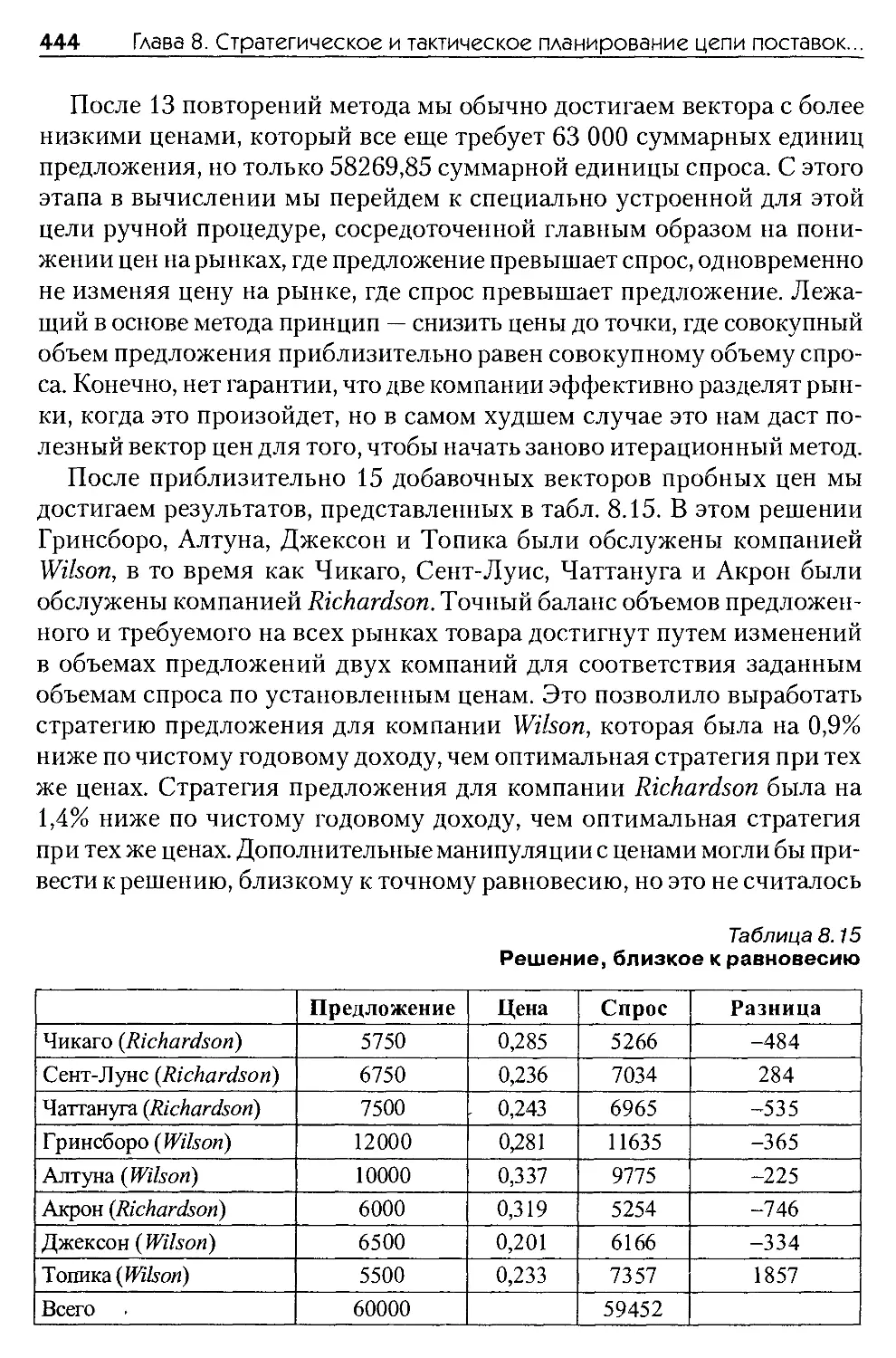
Модель ценовой конкуренции.....С........................434
Иллюстратративная численная модель......................437
8.6. Применение конкурентного анализа для продуктов лесной
промышленности................................................445
Практические вопросы ценовой конкуренции................447
8.7. «Дерево принятия решений» и стохастическое программирование.449
«Дерево принятия решений»...............................452
Пример управления запасами с помощью стохастического
программирования........................................457
8.8. Логистические стратегии управления продуктовым
ассортиментом..................................................463
Разработка элементов традиционности и отсрочки
дифференциации продукции................................464
Сборка дифференцированной продукции из стандартных наборов
комплектующих...........................................466
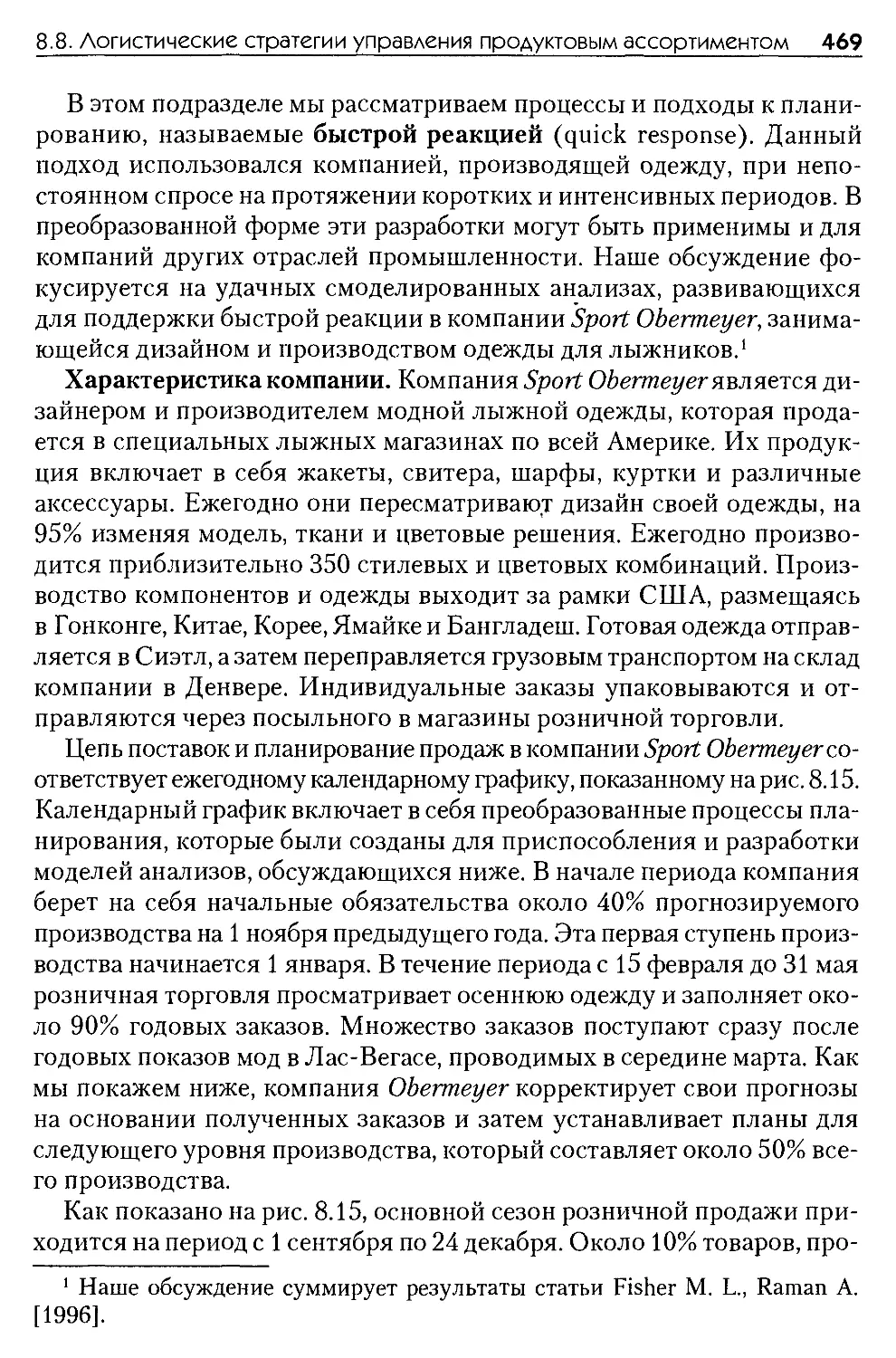
Быстрая реакция на более ранние продажи.................468
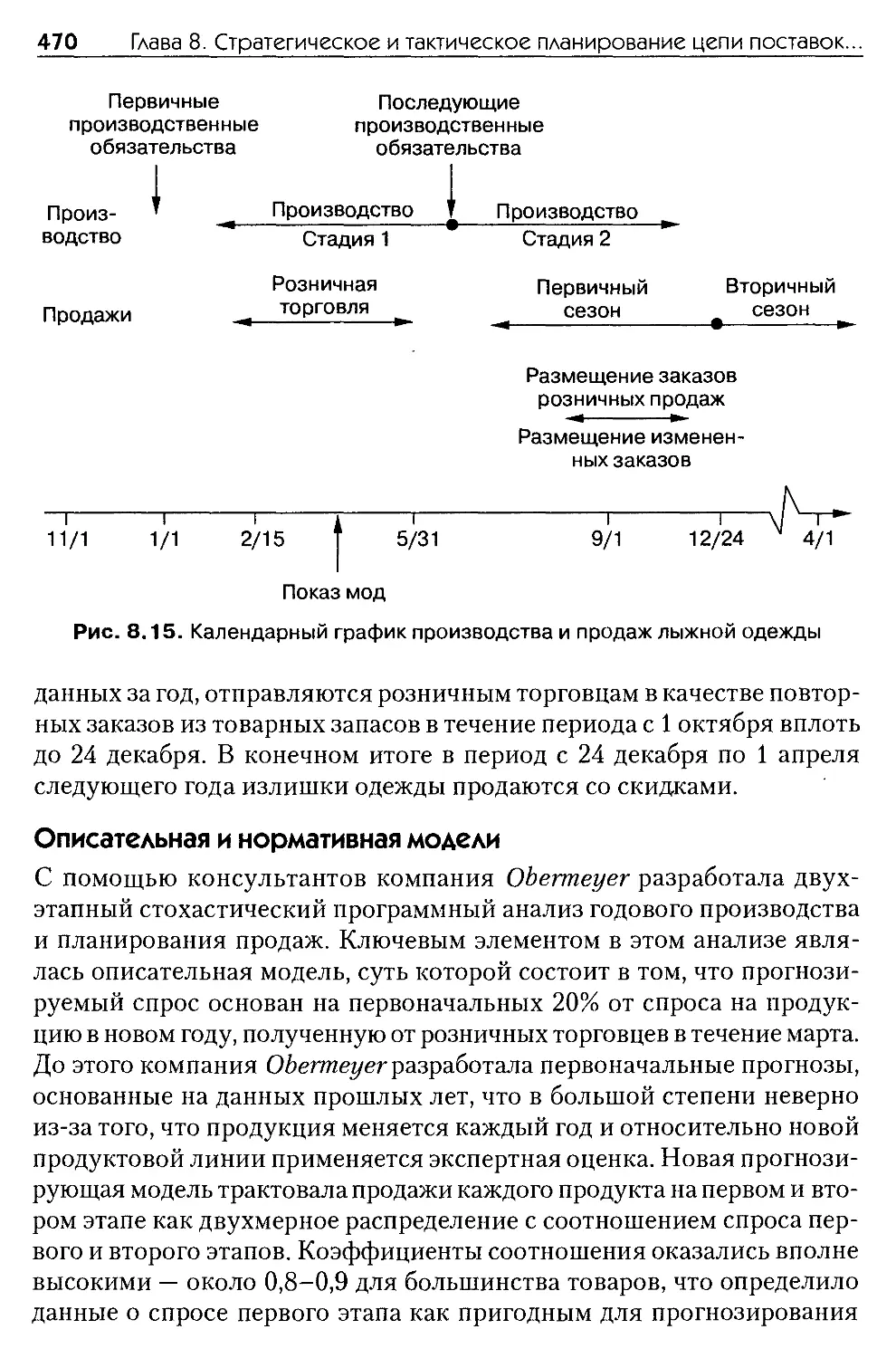
Описательная и нормативная модели.......................470
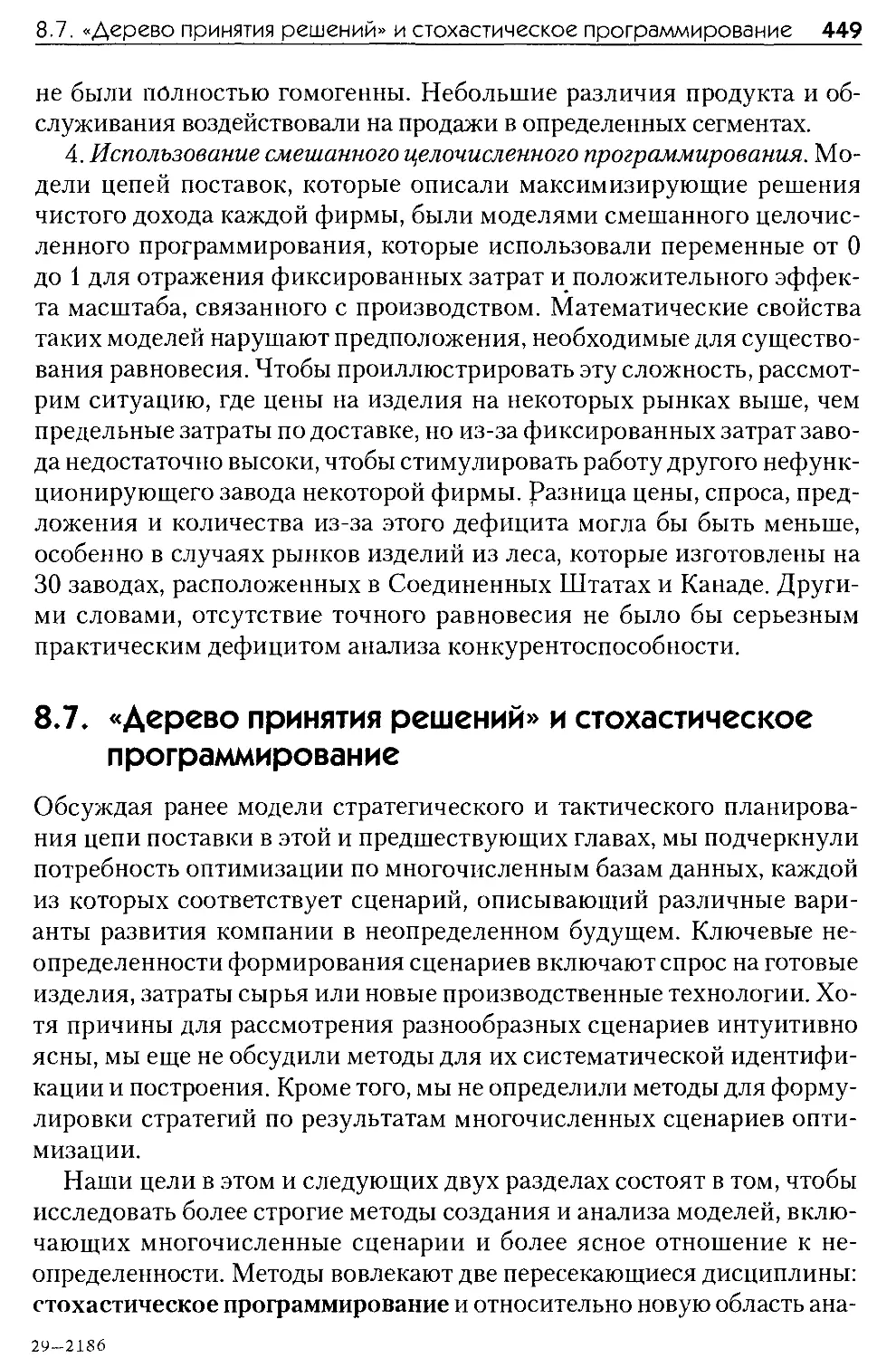
8.9. Планирование сценариев...................................473
Методология.............................................474
Связь с оптимизационным моделированием..................476
8.10. Выводы....................................................477
Литература..............................................479
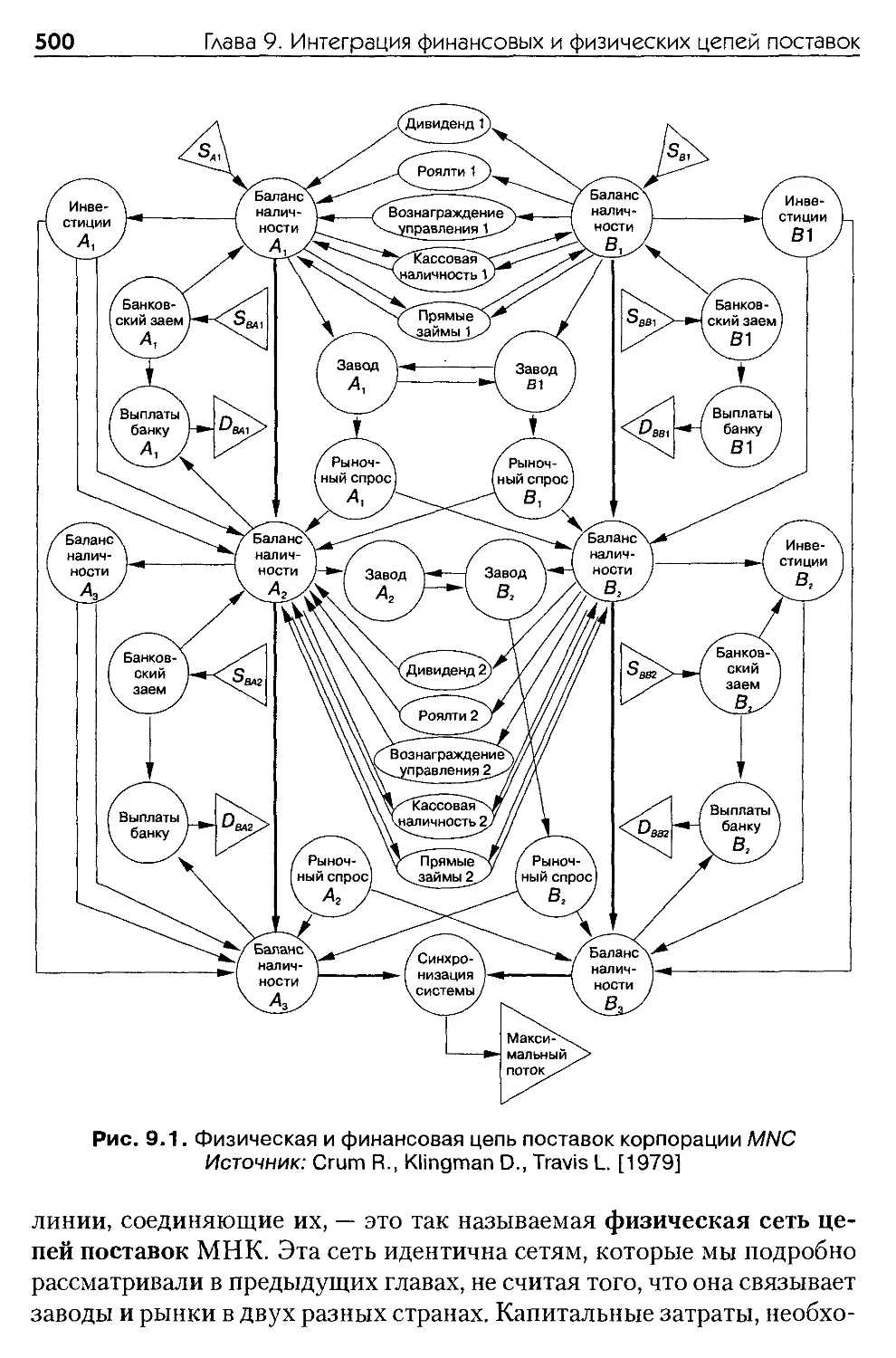
Глава 9. Интеграция финансовых и физических цепей поставок........481
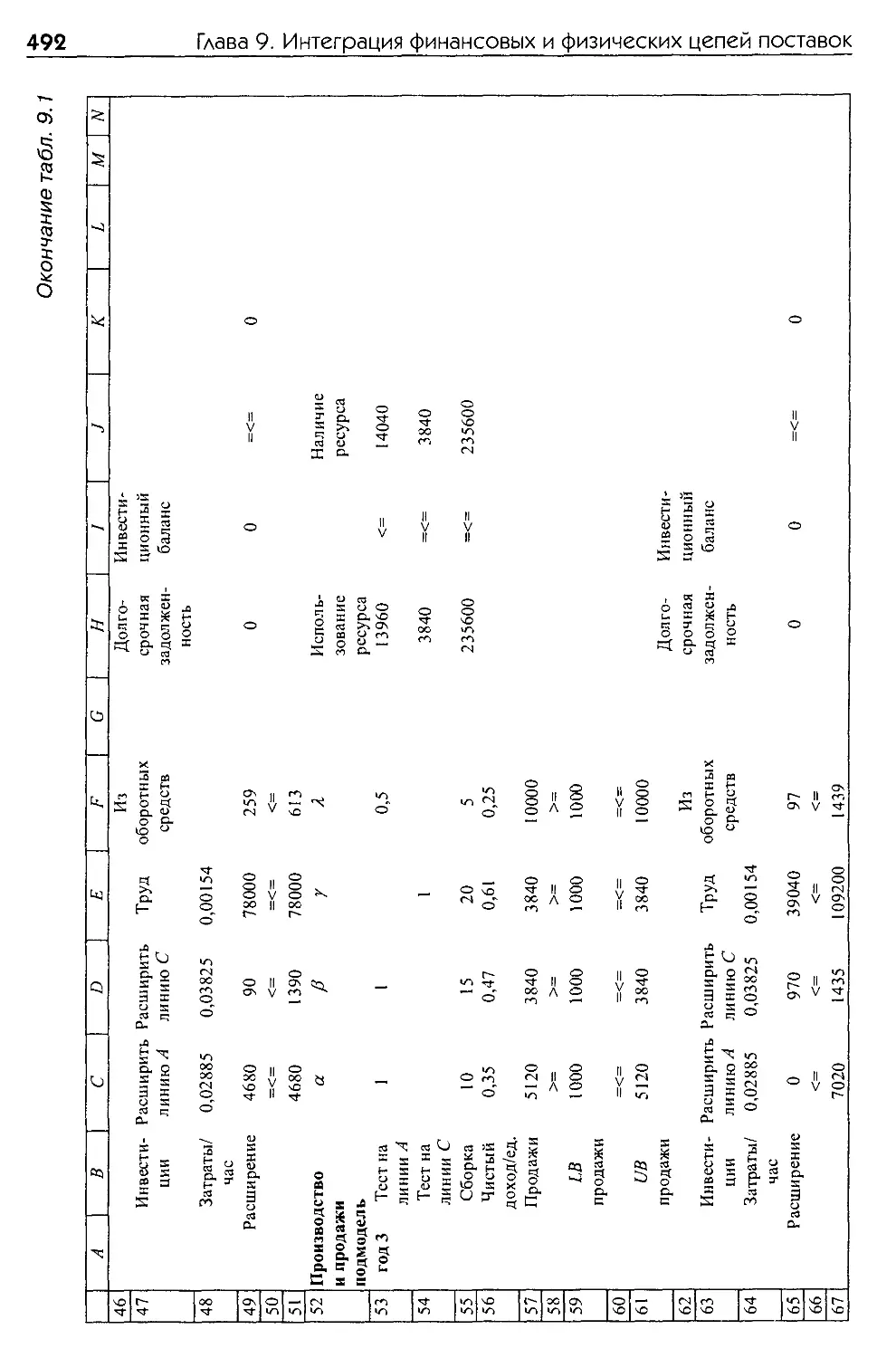
9.1. Оптимизационные модели для внутрифирменного
финансового планирования......................................483
Моделирование бухгалтерского баланса....................484
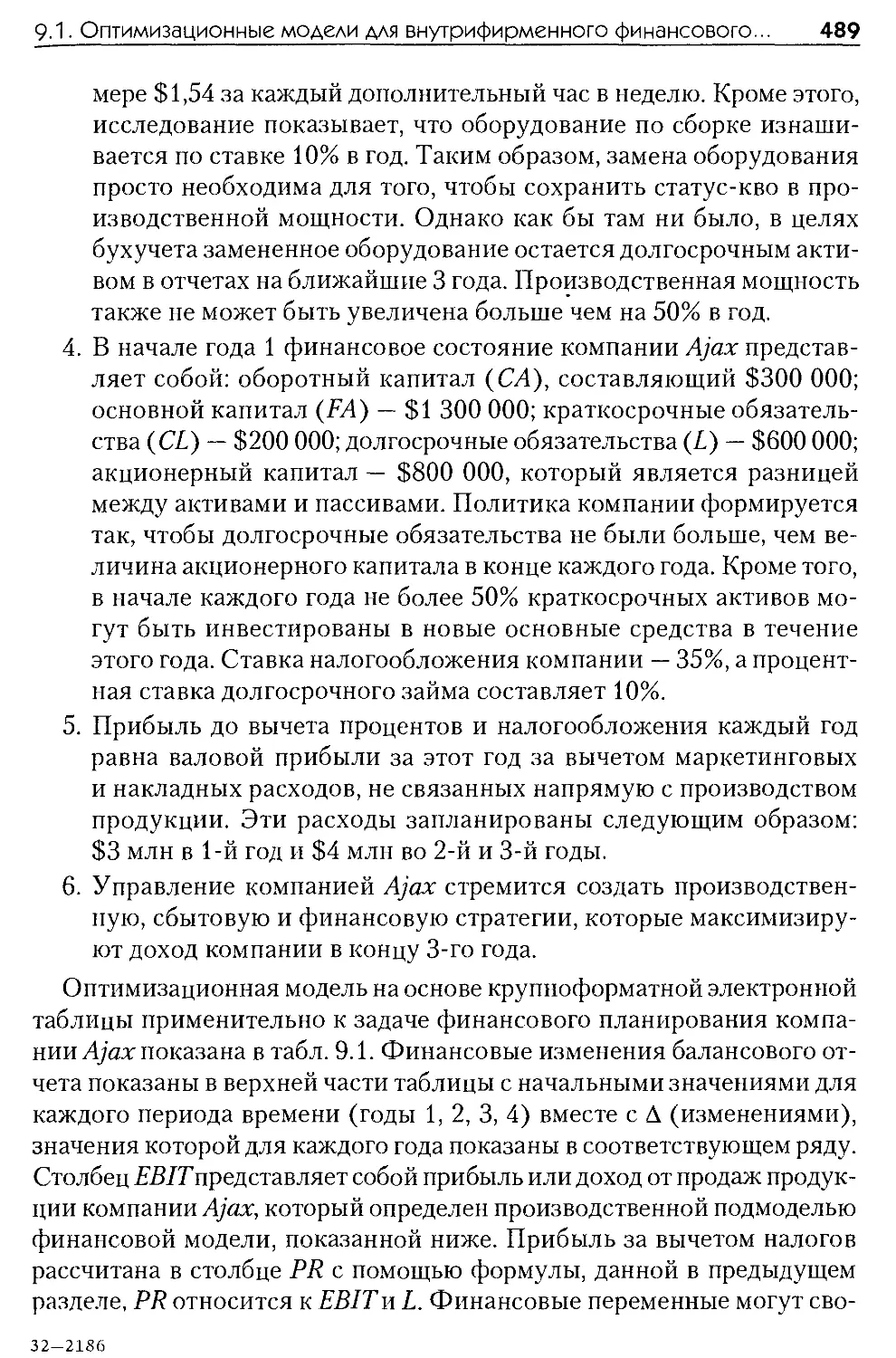
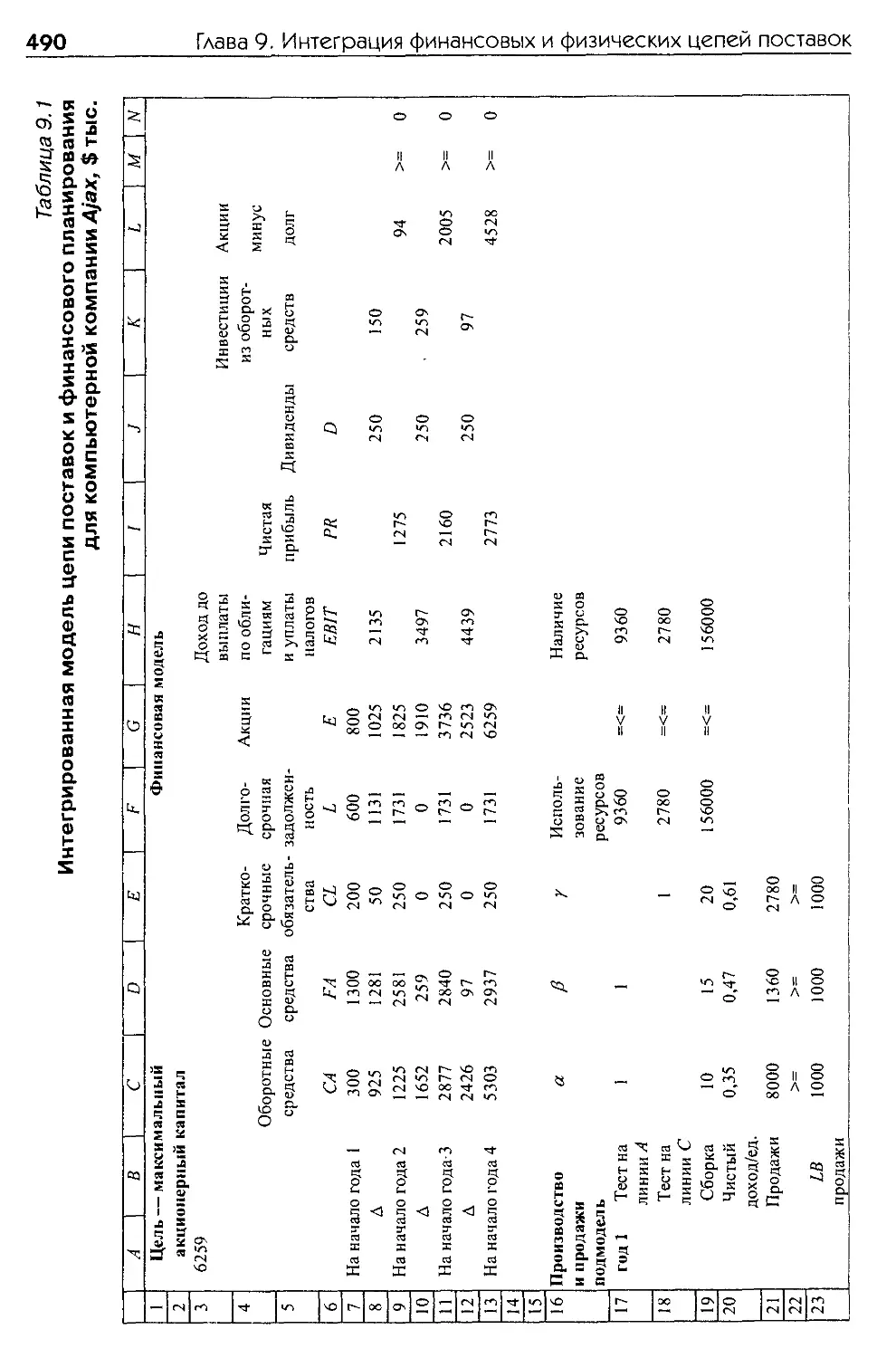
Числовой пример оптимизационной модели для внутрифирменного
финансового планирования................................487
Пределы распространения моделей и методологии...........495
9.2. Проблемы финансового планирования для многонациональной
корпорации (МНК)..............................................497
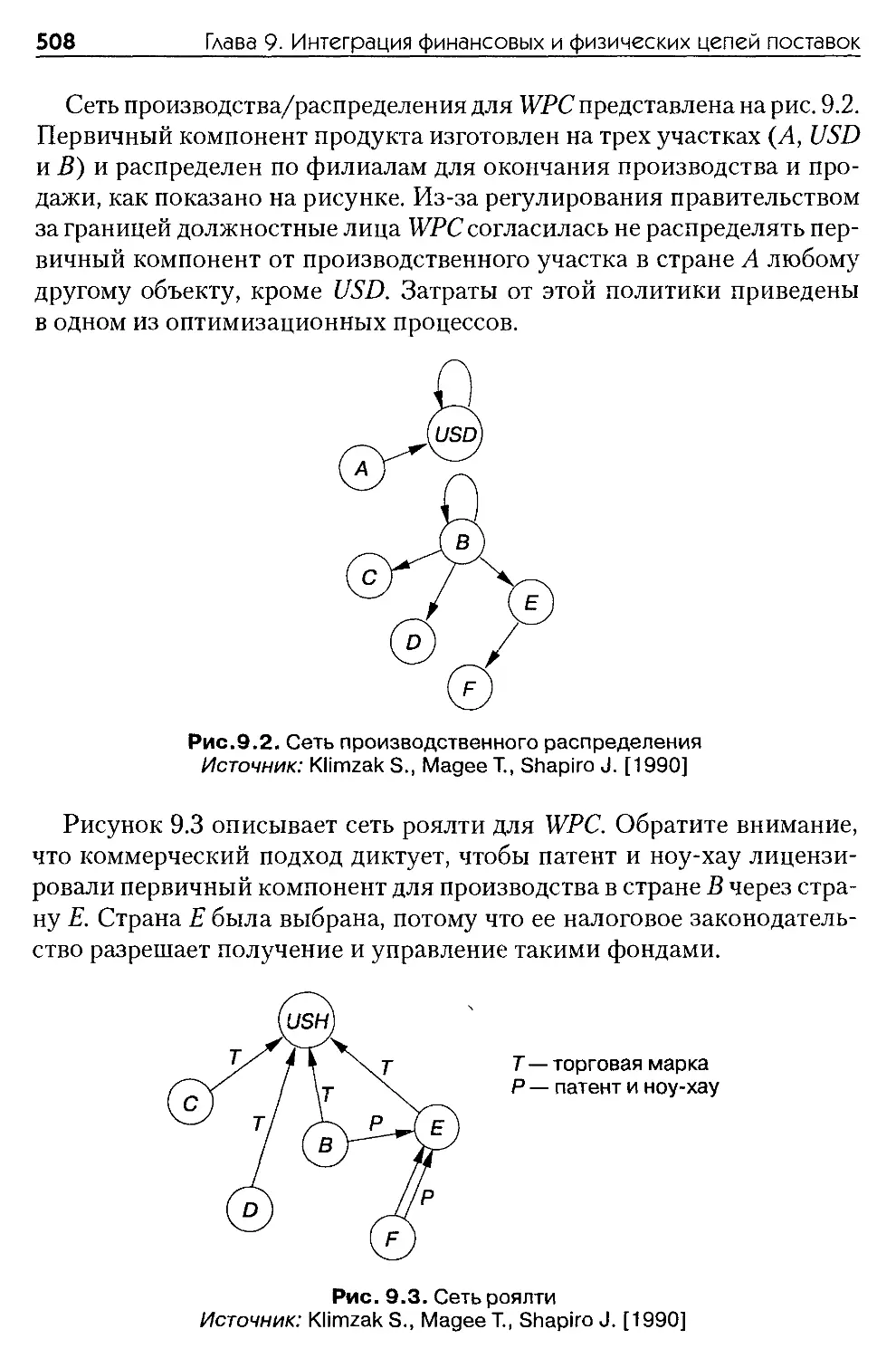
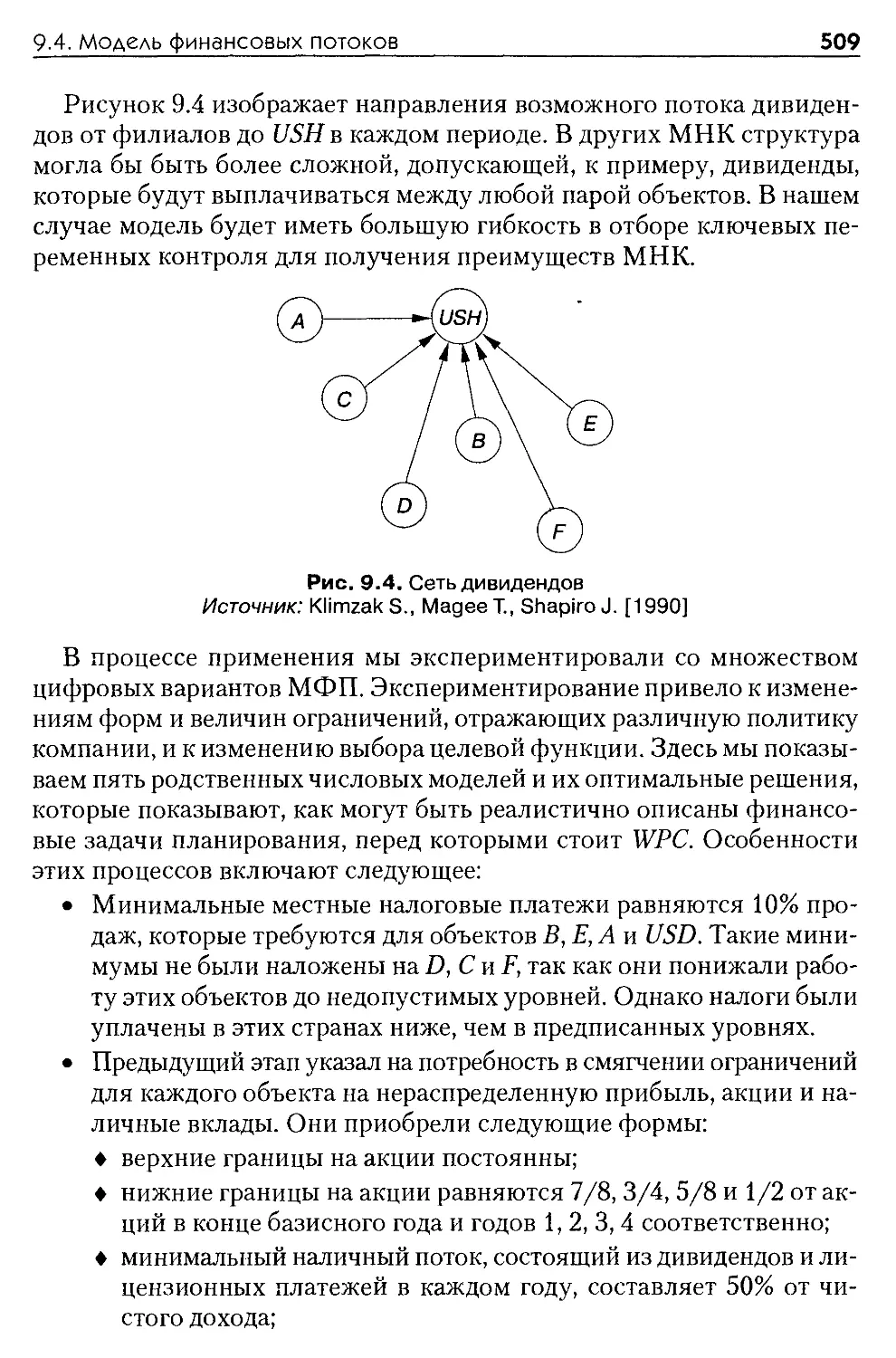
9.3. Иллюстрация сети.........................................499
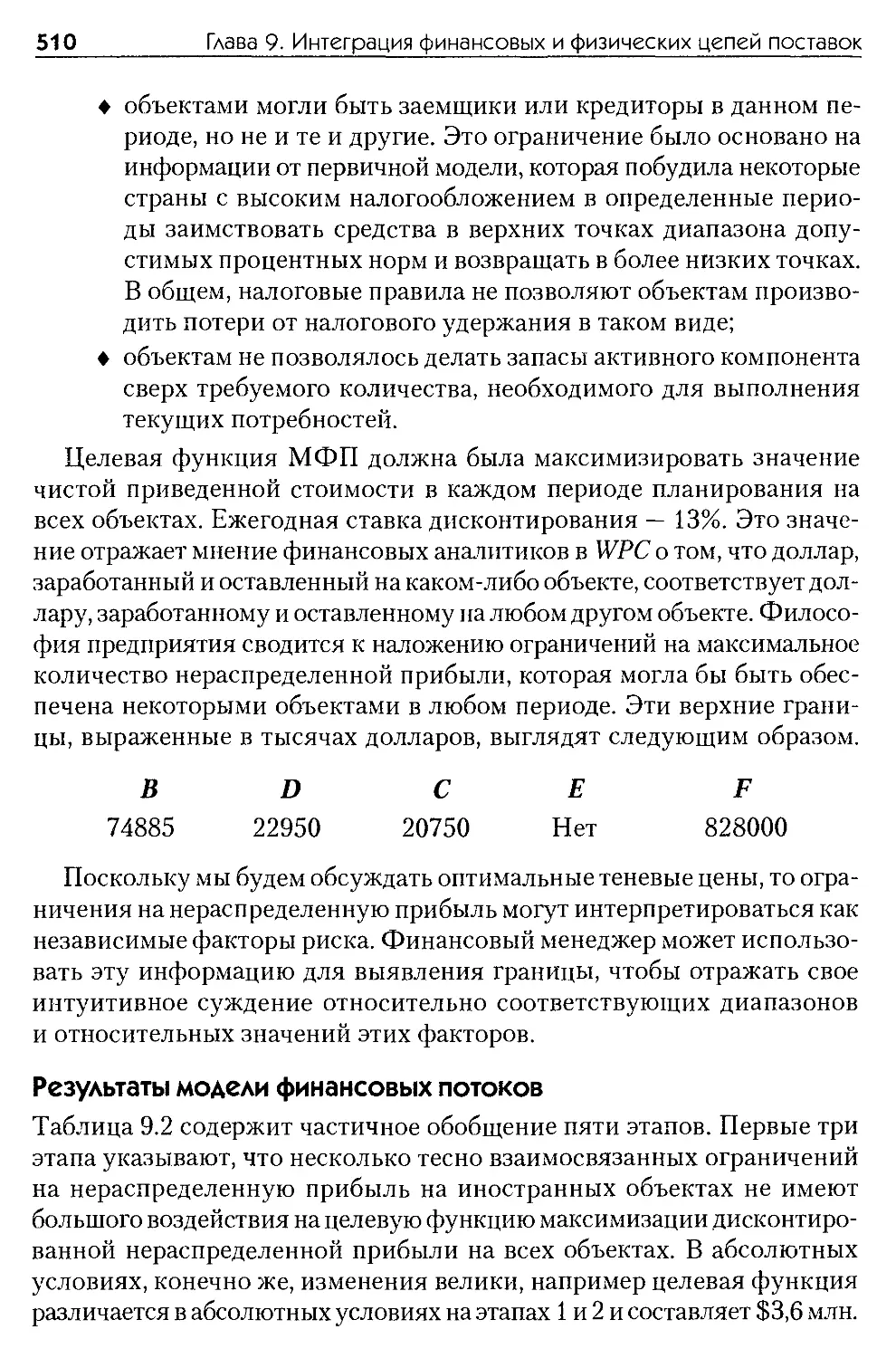
9 1. Модель финансовых потоков..............................503
2-2] 86
10
Содержание
Формирование модели финансовых потоков...................505
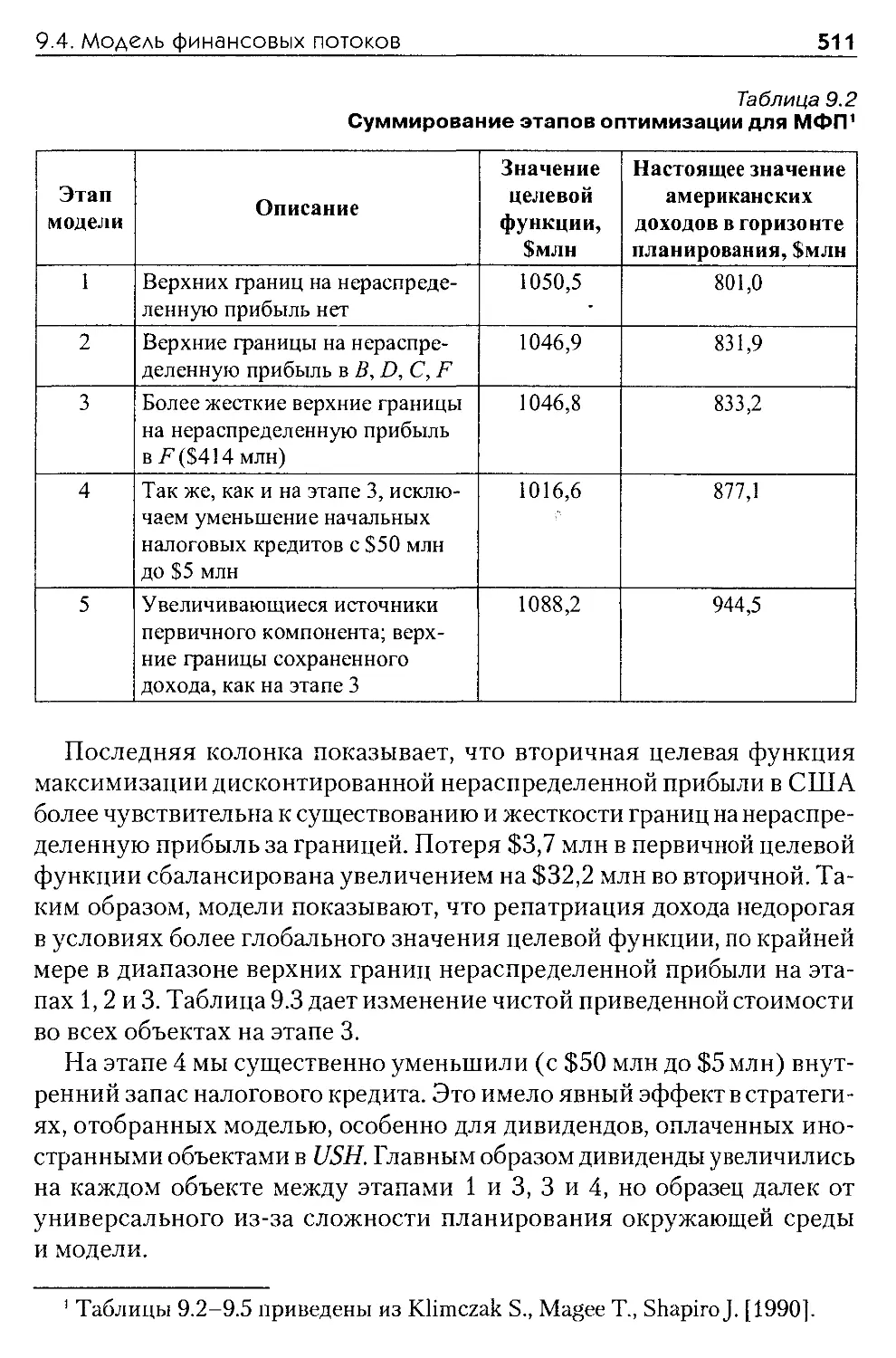
Результаты модели финансовых потоков.....................510
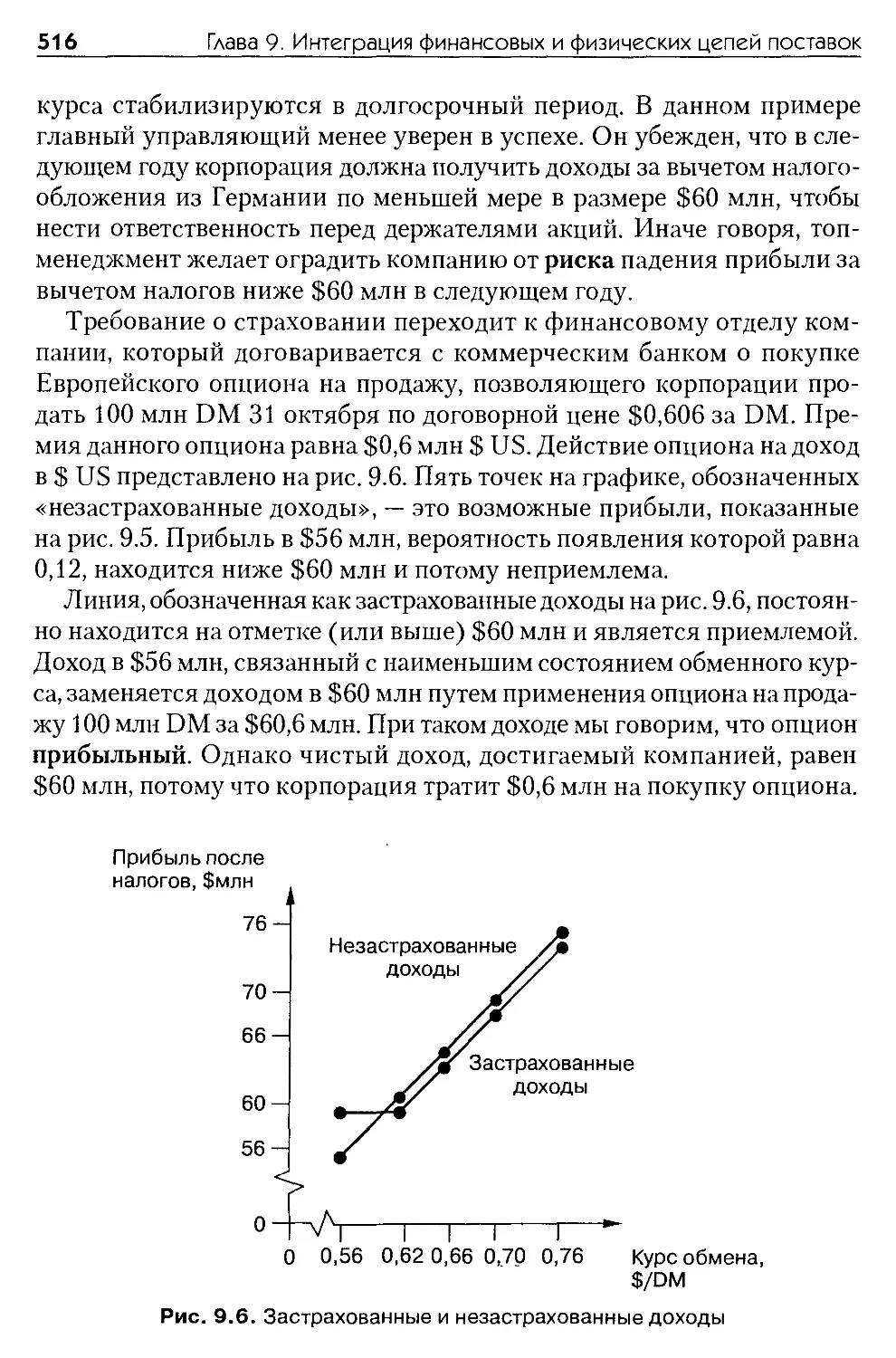
9.5. Моделирование рисков валютных курсов......................514
9.6. Реальные опционы для хеджирования рисков
в глобальной экономике.........................................519
9.7. Выводы....................................................523
Литература...............................................525
Глава 10. Оперативное планирование цепи поставок...................526
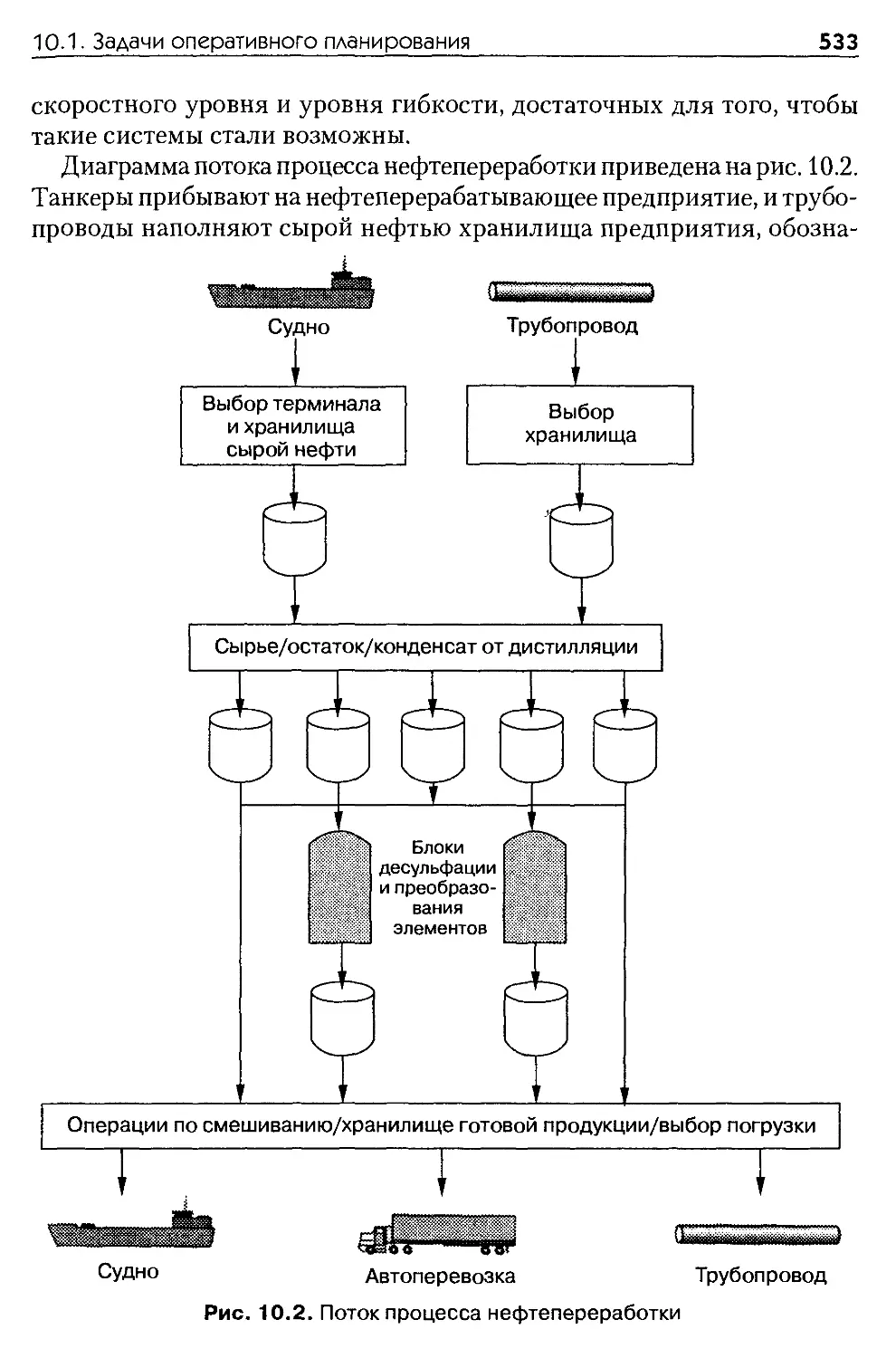
10.1. Задачи оперативного планирования...........................528
Объемно-календарное планирование (MPS)...................529
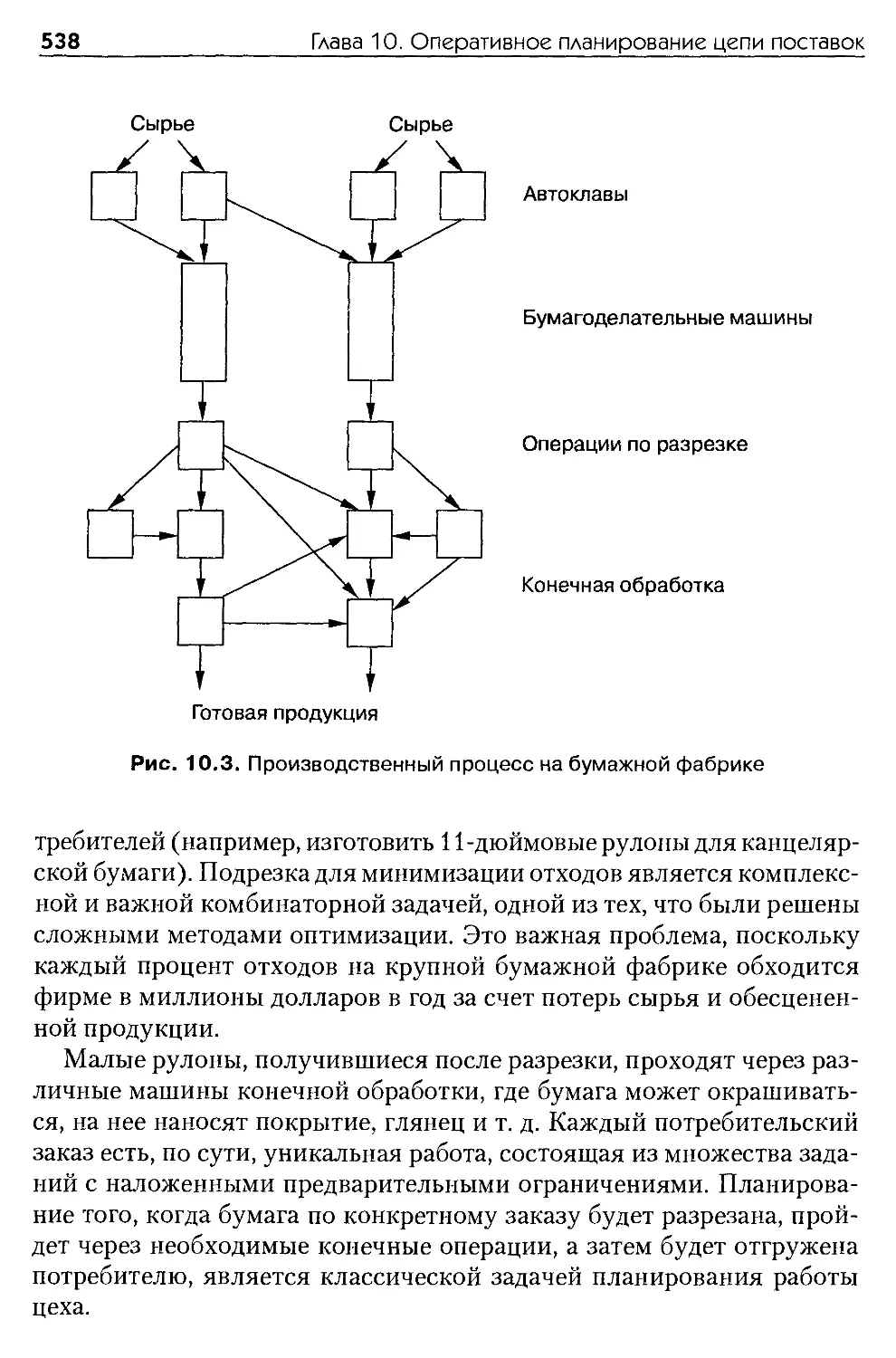
Определение транспортных маршрутов и составление расписания.539
Распределение человеческих ресурсов......................542
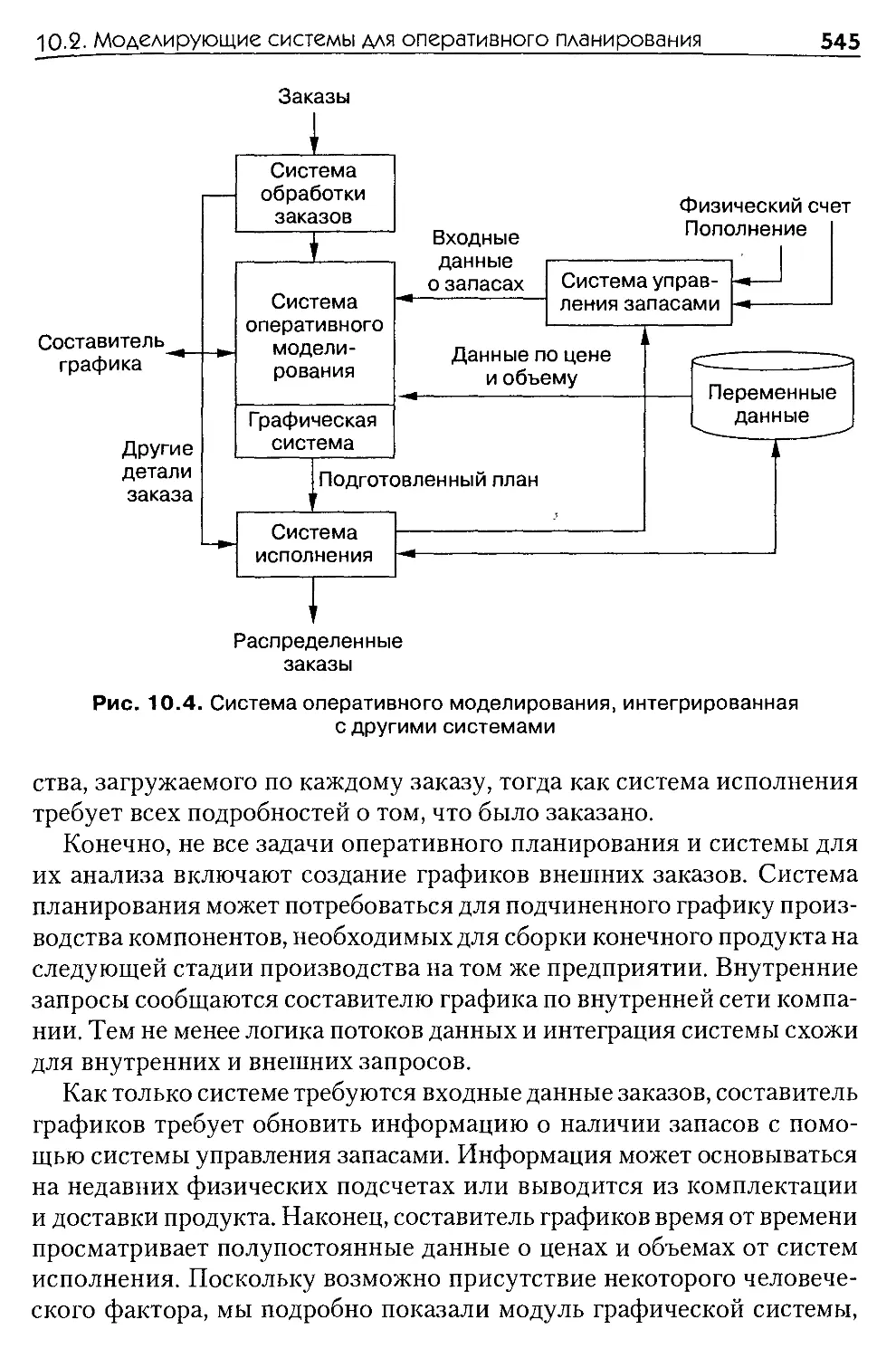
10.2. Моделирующие системы для оперативного планирования.........543
Интеграция системы.......................................544
Оперативное планирование в режиме реального времени......551
Другие способы применения моделирующей системы...........551
Тренинг, изучение и эволюция системы.....................552
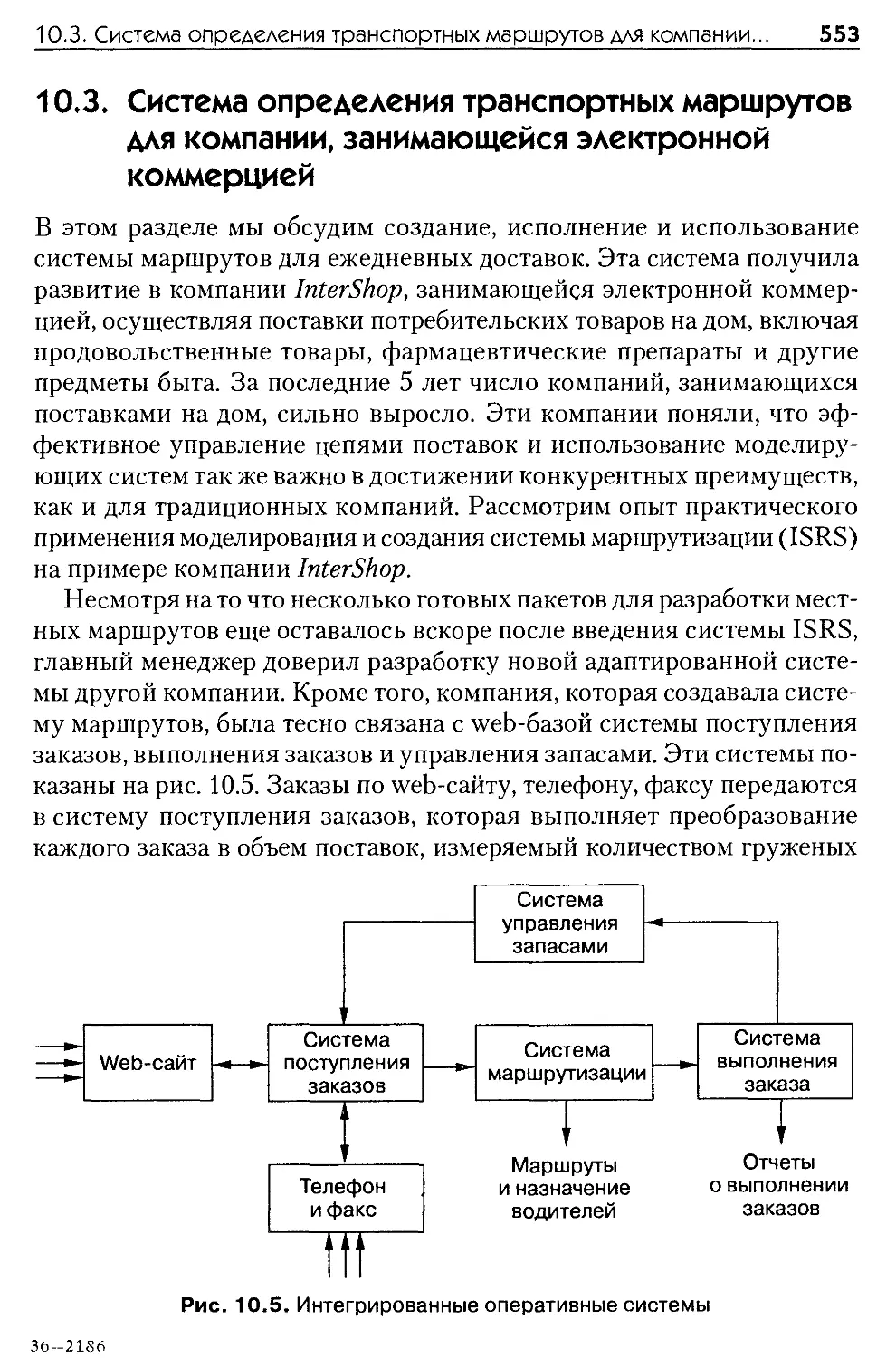
10.3. Система определения транспортных маршрутов для компании,
занимающейся электронной коммерцией..............................553
Описание компании........................................554
Характеристика и использование системы маршрутизации.....555
Распределение водителей..................................562
10.4. Система производственного планирования для компании,
занимающейся производством электронной продукции.................563
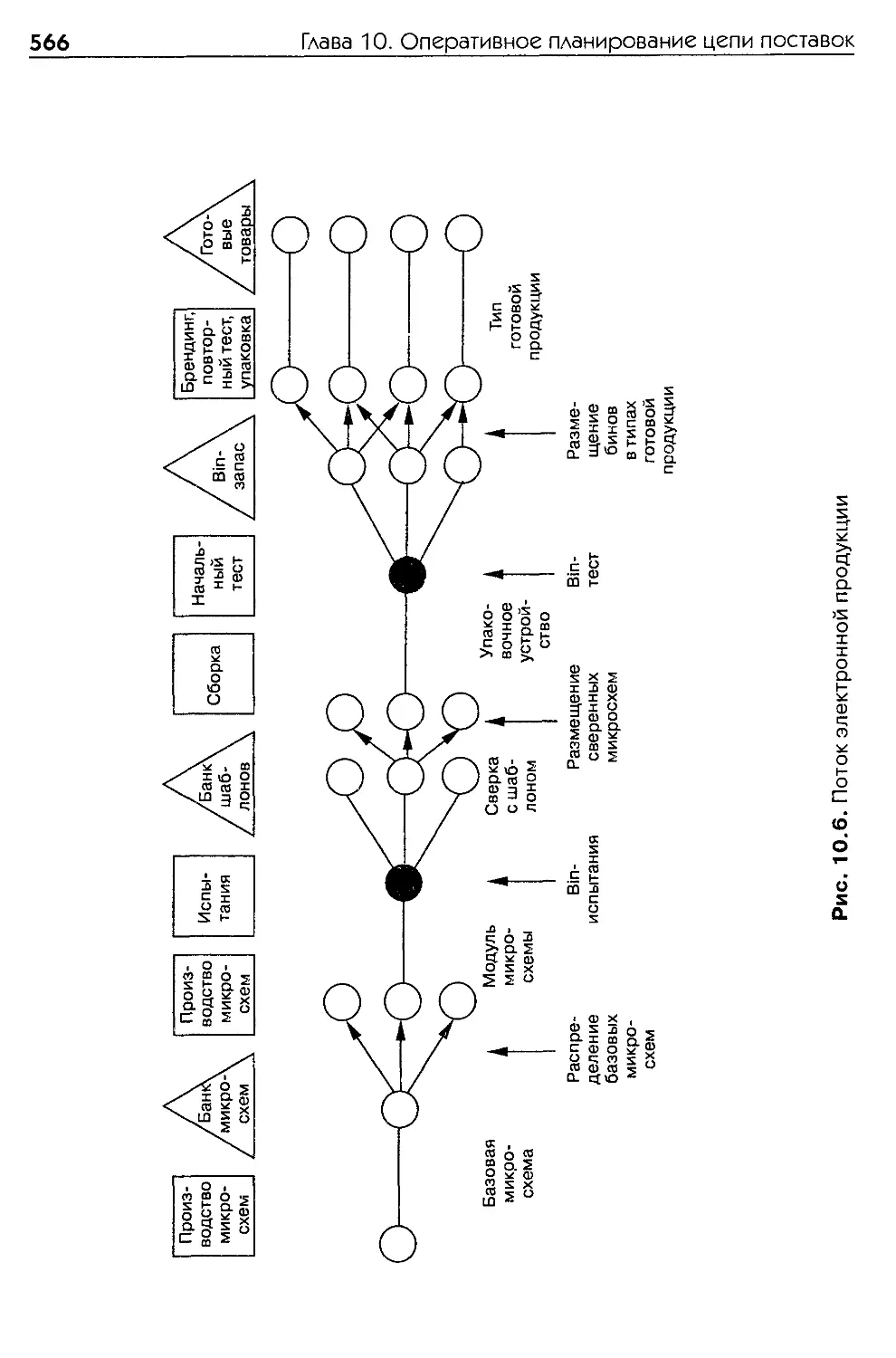
Характеристика производства и маркетинга.................563
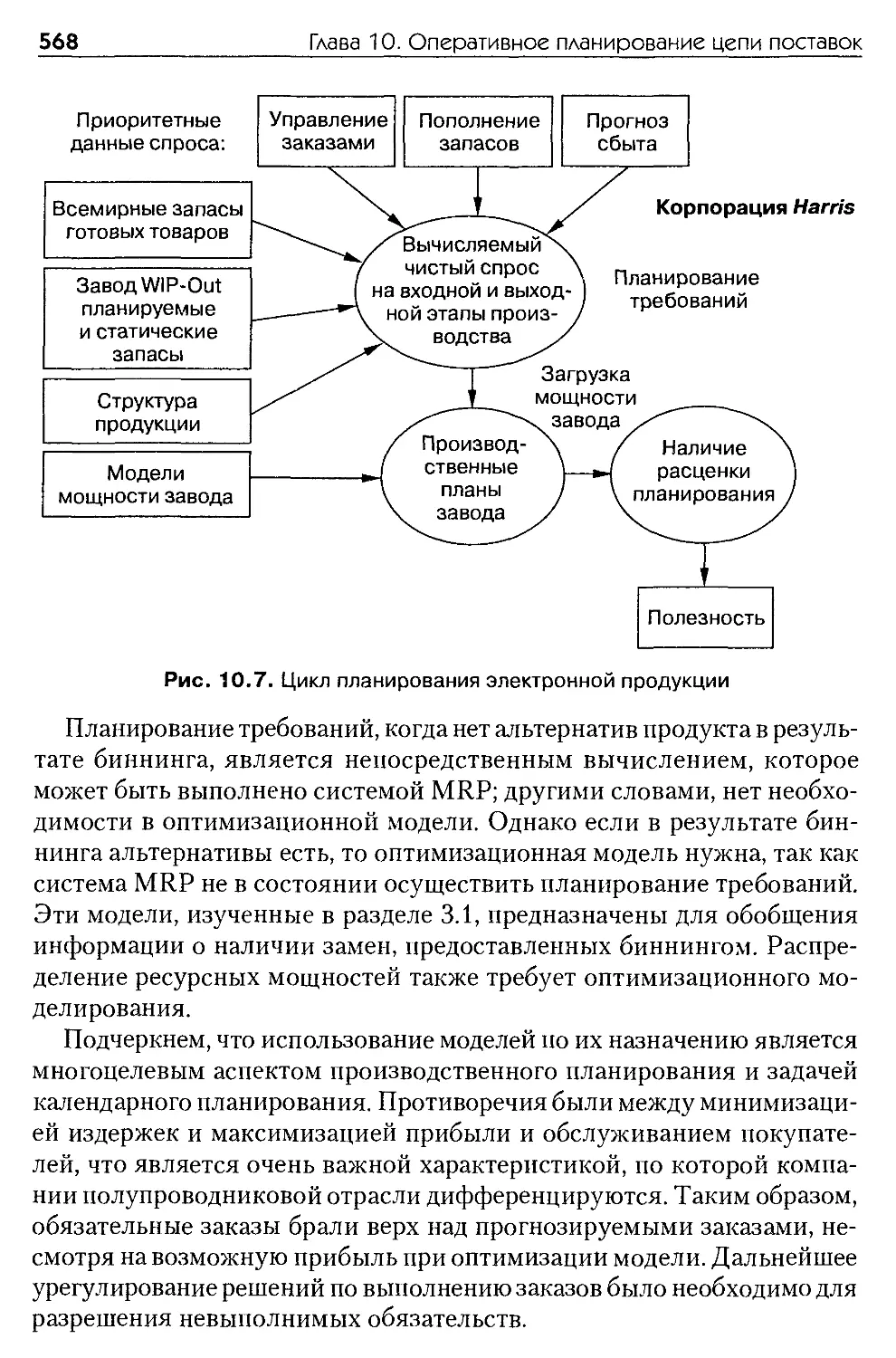
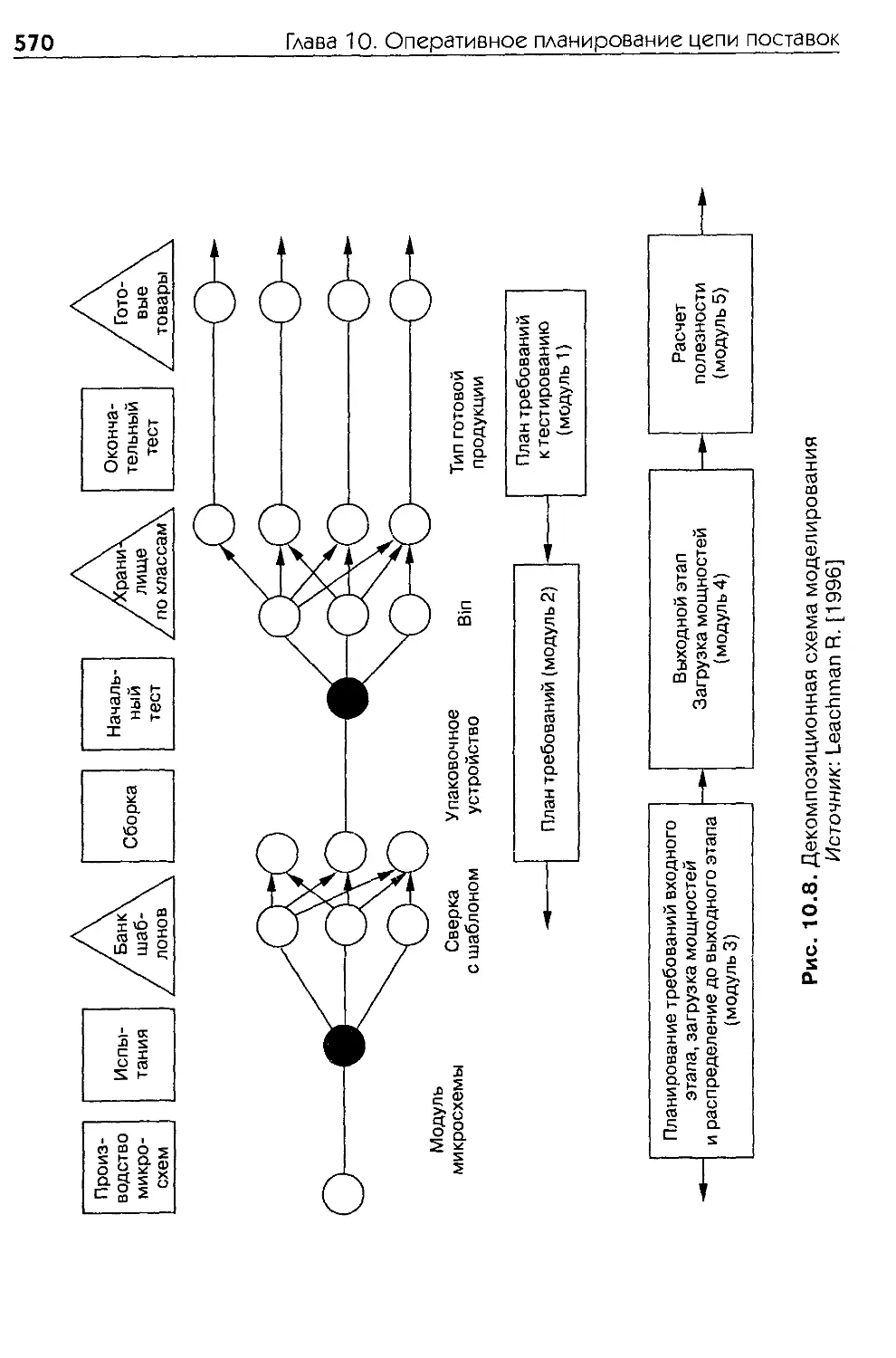
Подходы к планированию и моделированию...................567
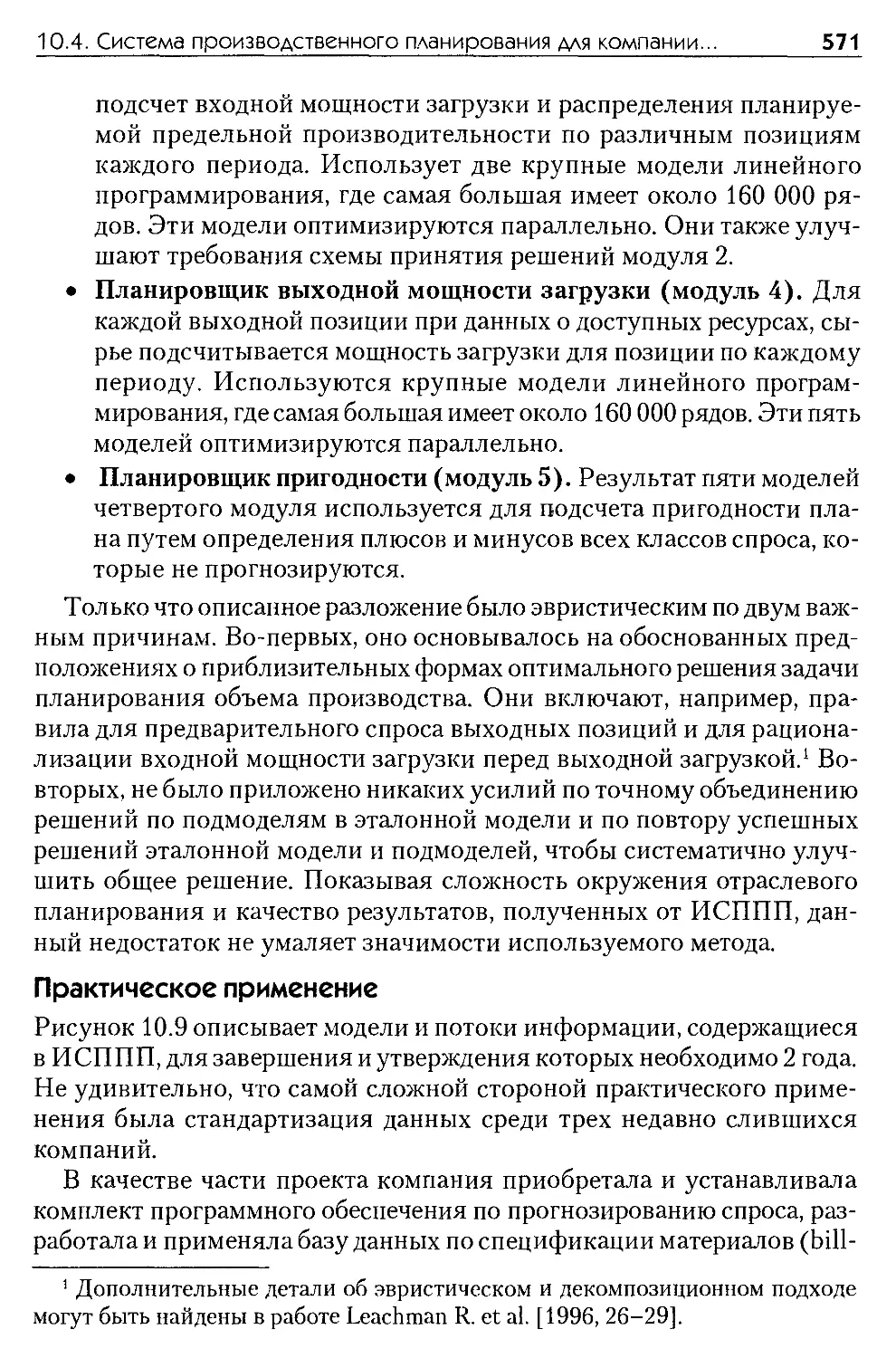
Практическое применение..................................571
Результаты...............................................572
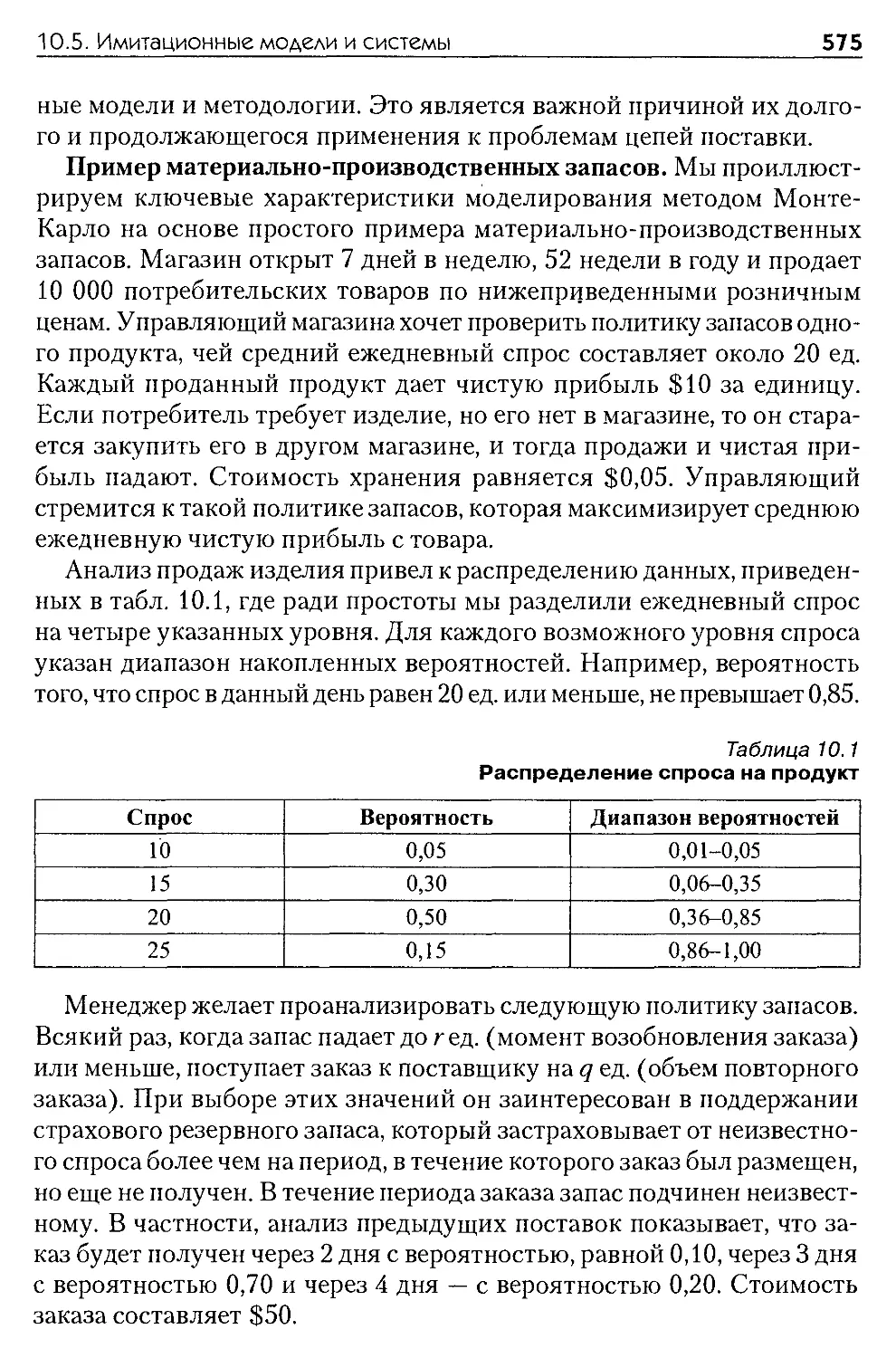
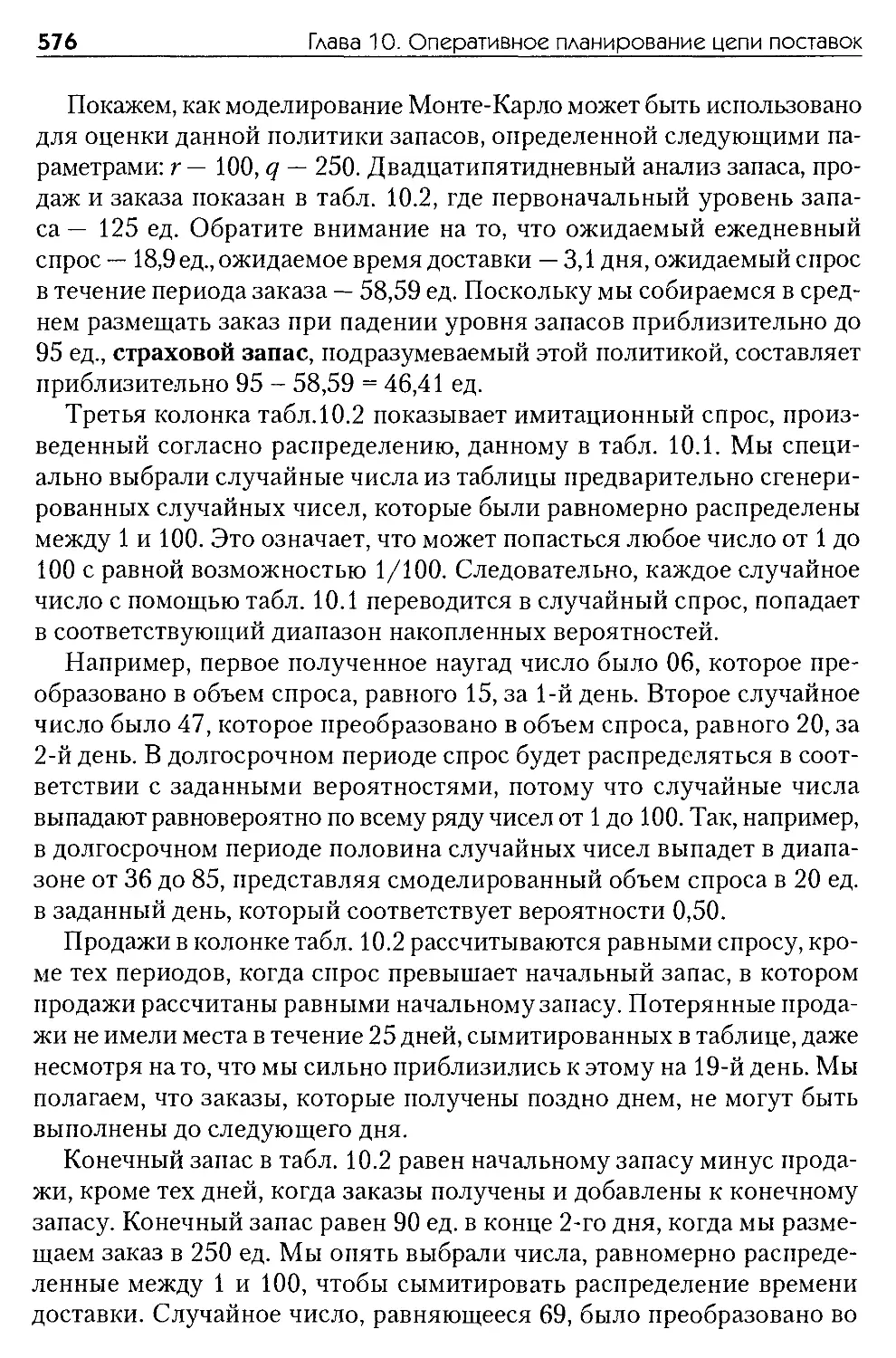
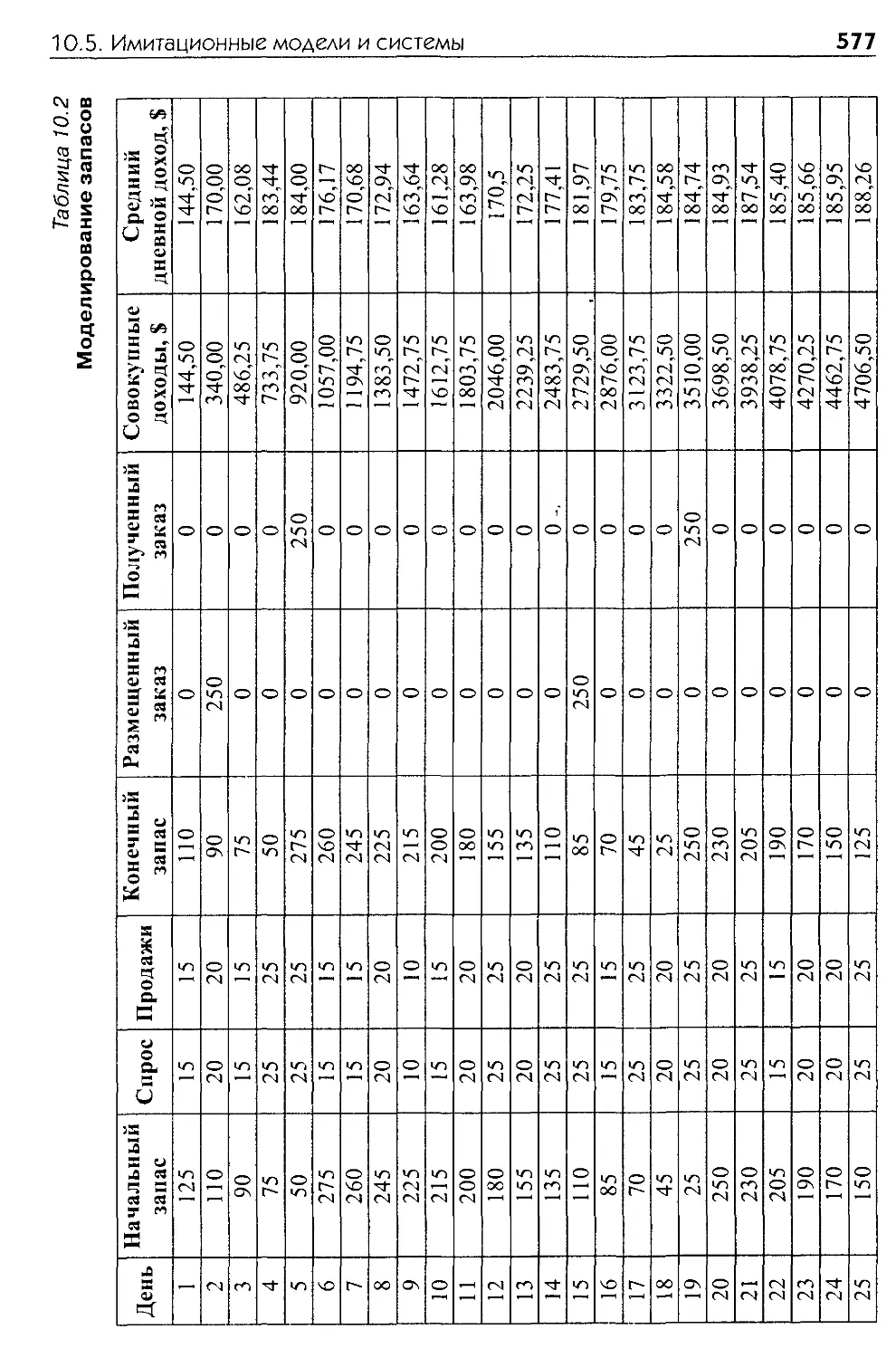
10.5. Имитационные модели и системы..............................573
Детерминистическая имитация..............................573
Моделирование методом Монте-Карло........................574
Программное обеспечение моделирования....................581
Имитация в сравнении с оптимизацией......................582
10.6. Выводы.....................................................583
Литература...............................................585
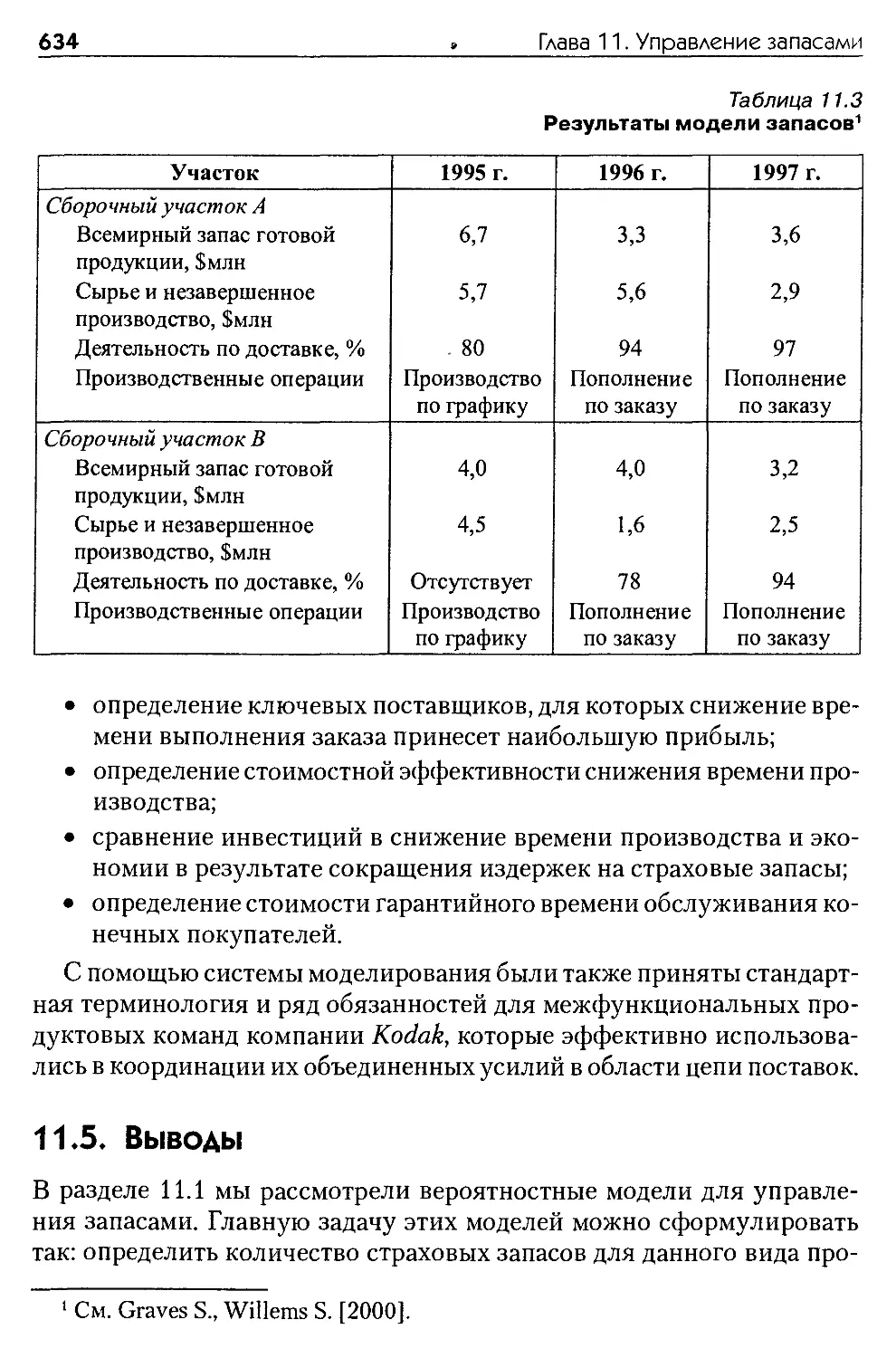
Глава 11. Управление запасами.........................................586
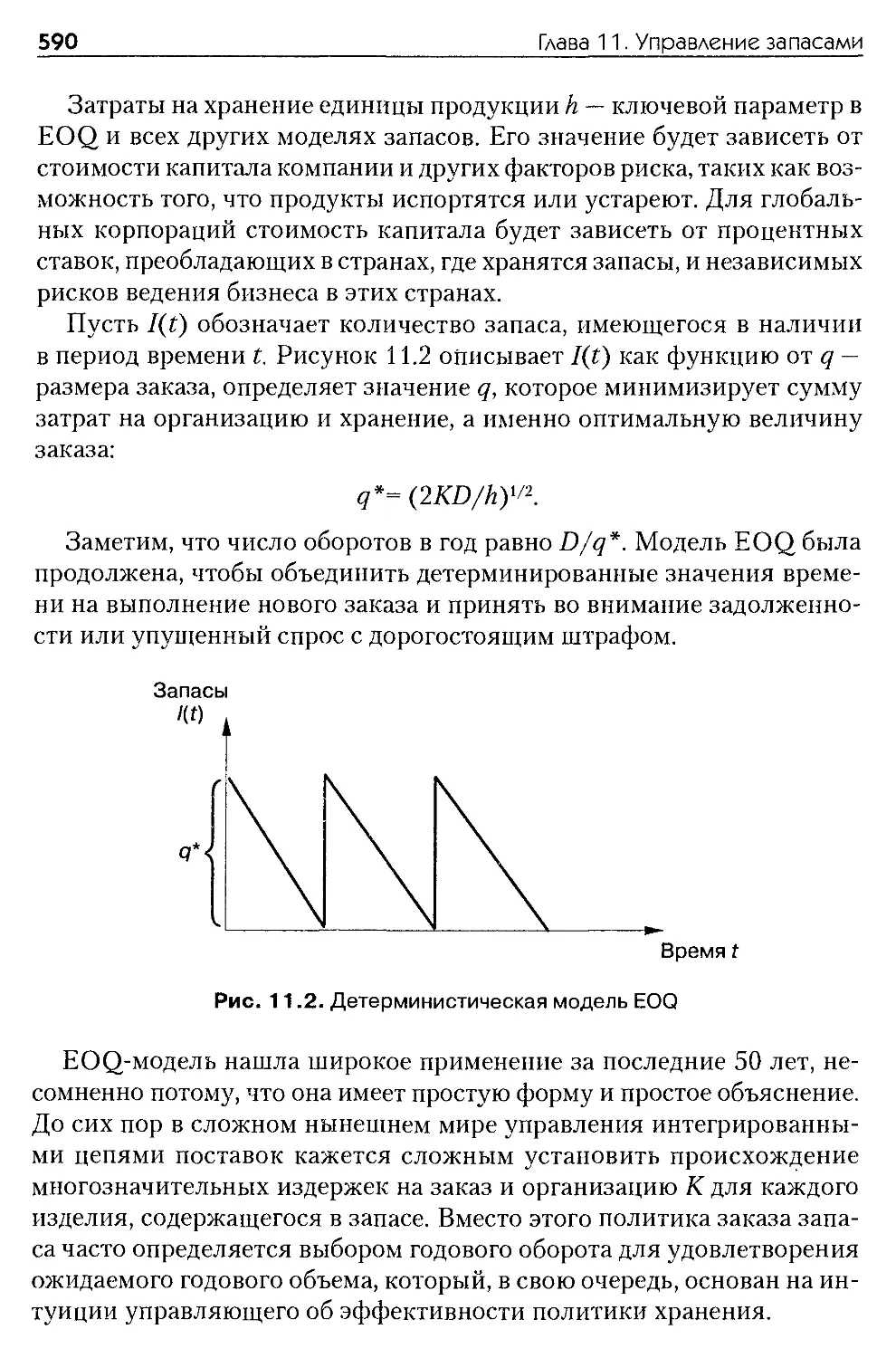
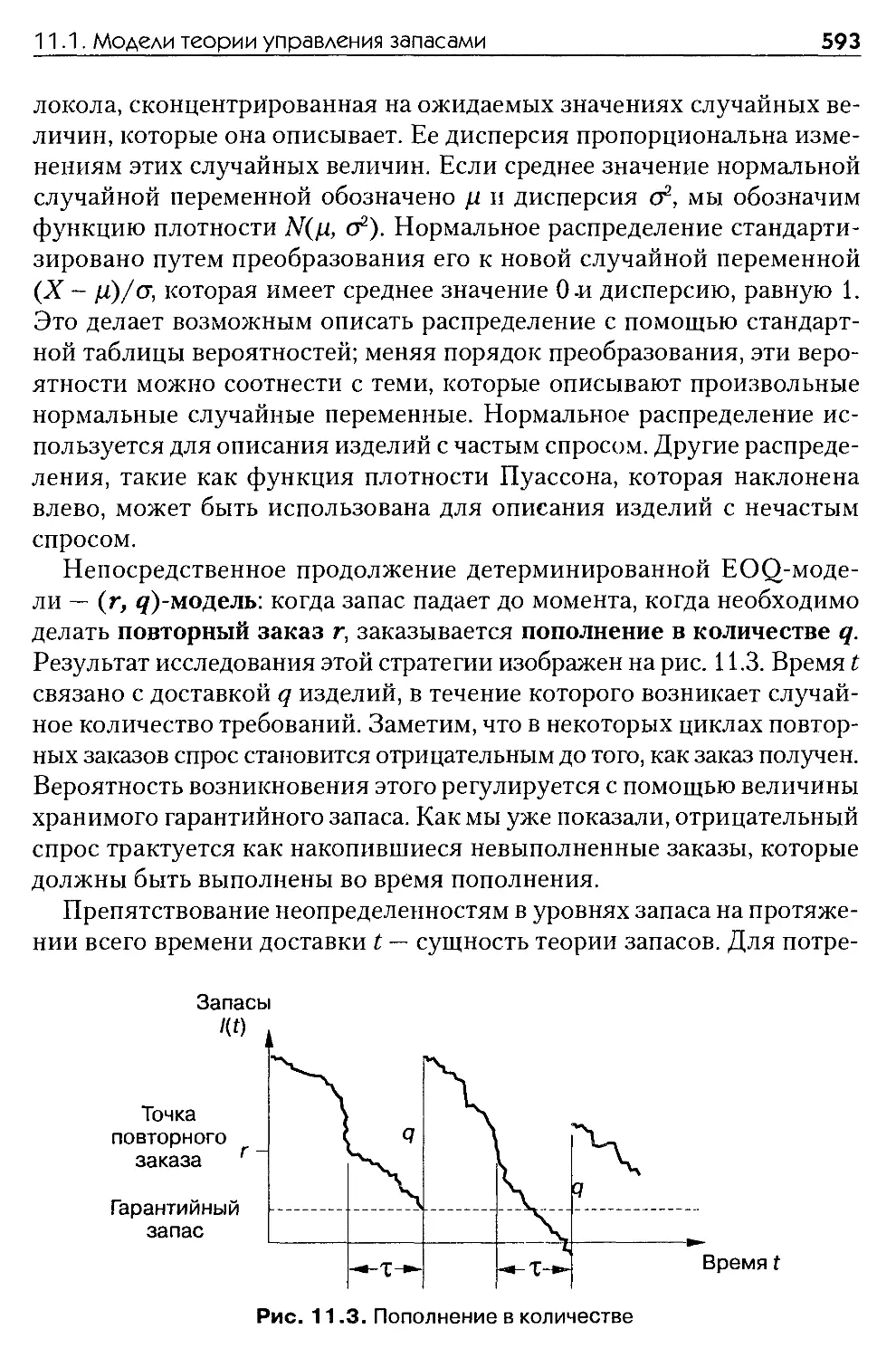
11.1. Модели теории управления запасами.............................589
Детерминированные модели.................................589
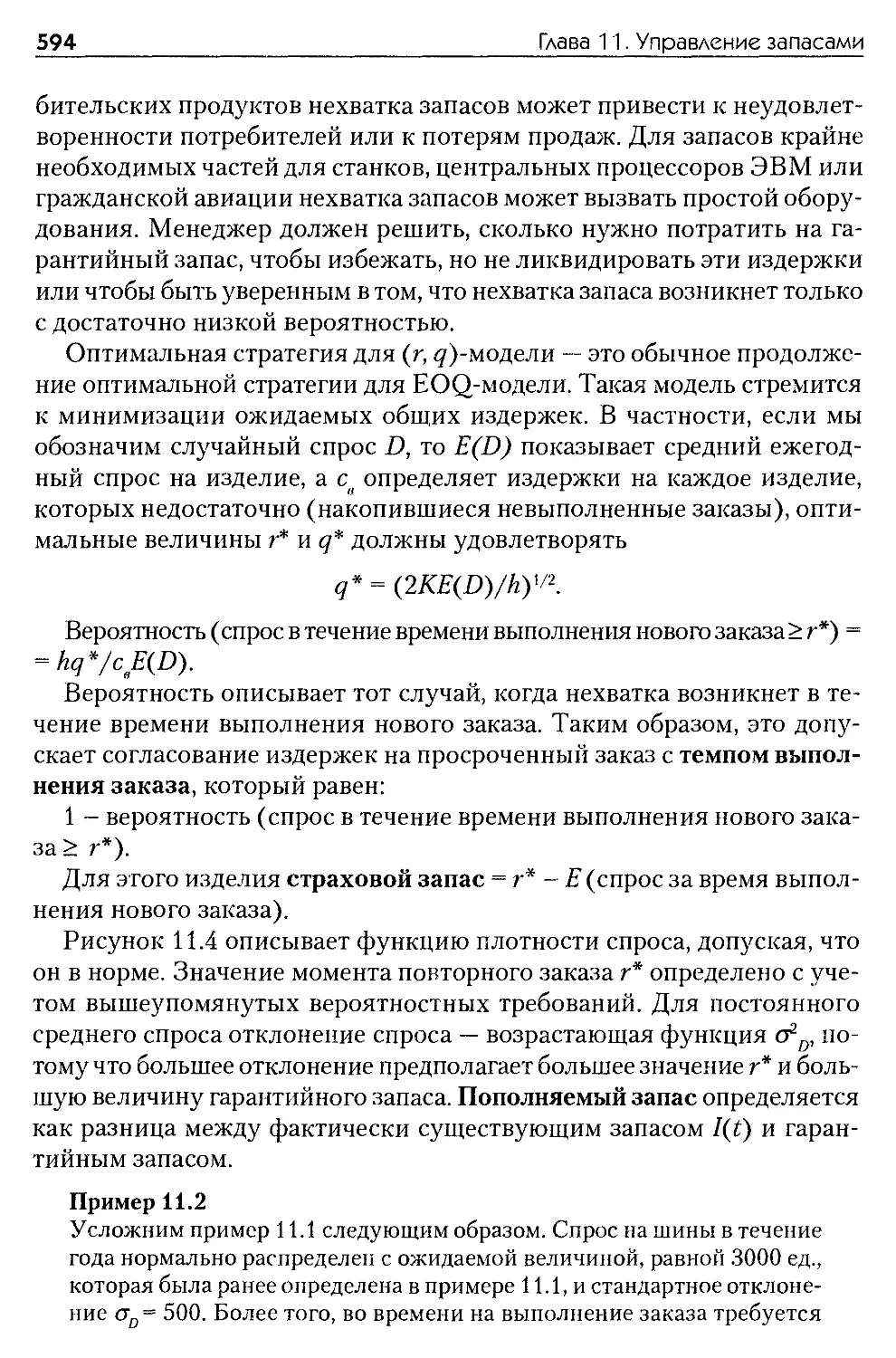
Вероятностные модели.....................................591
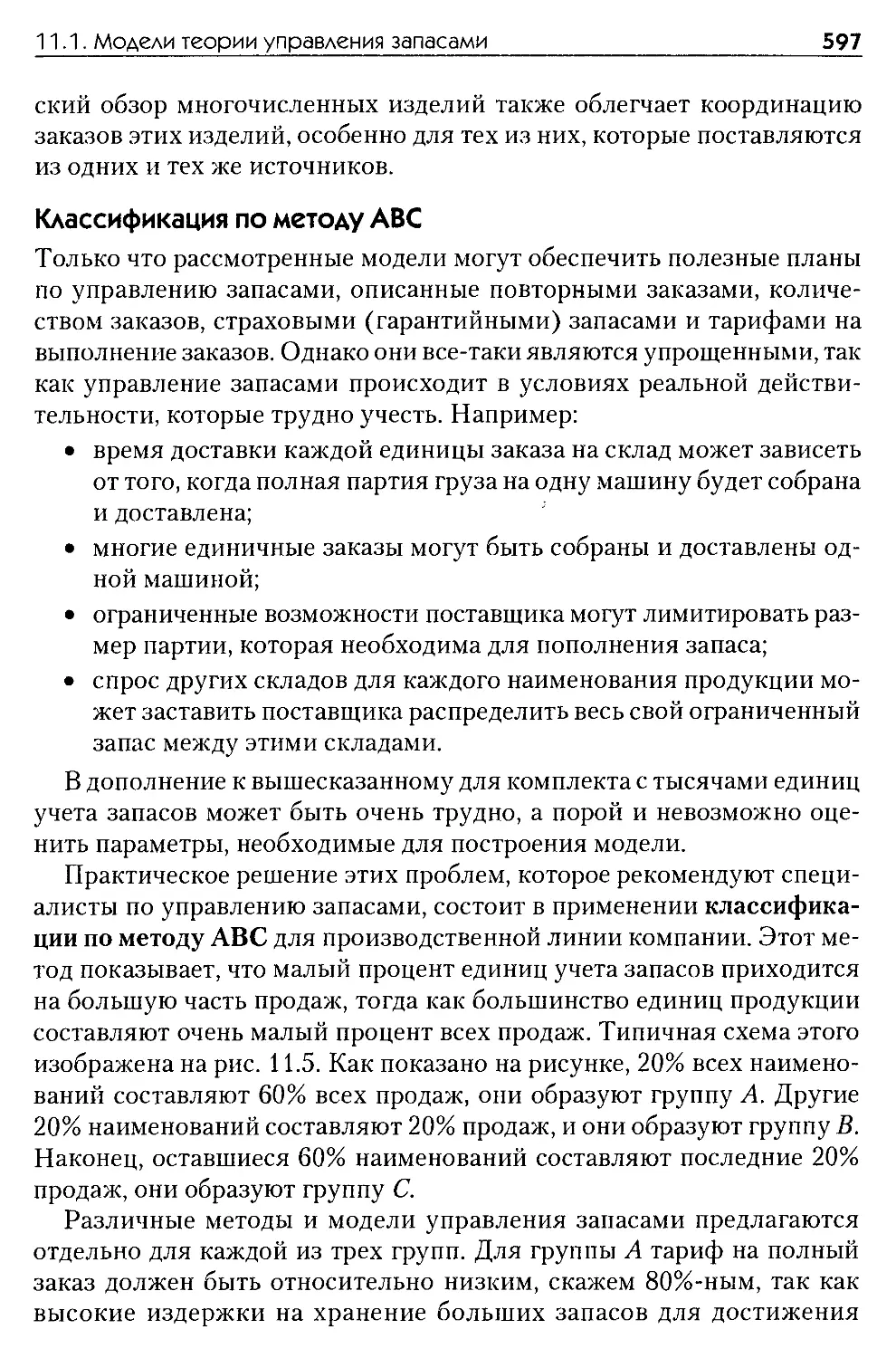
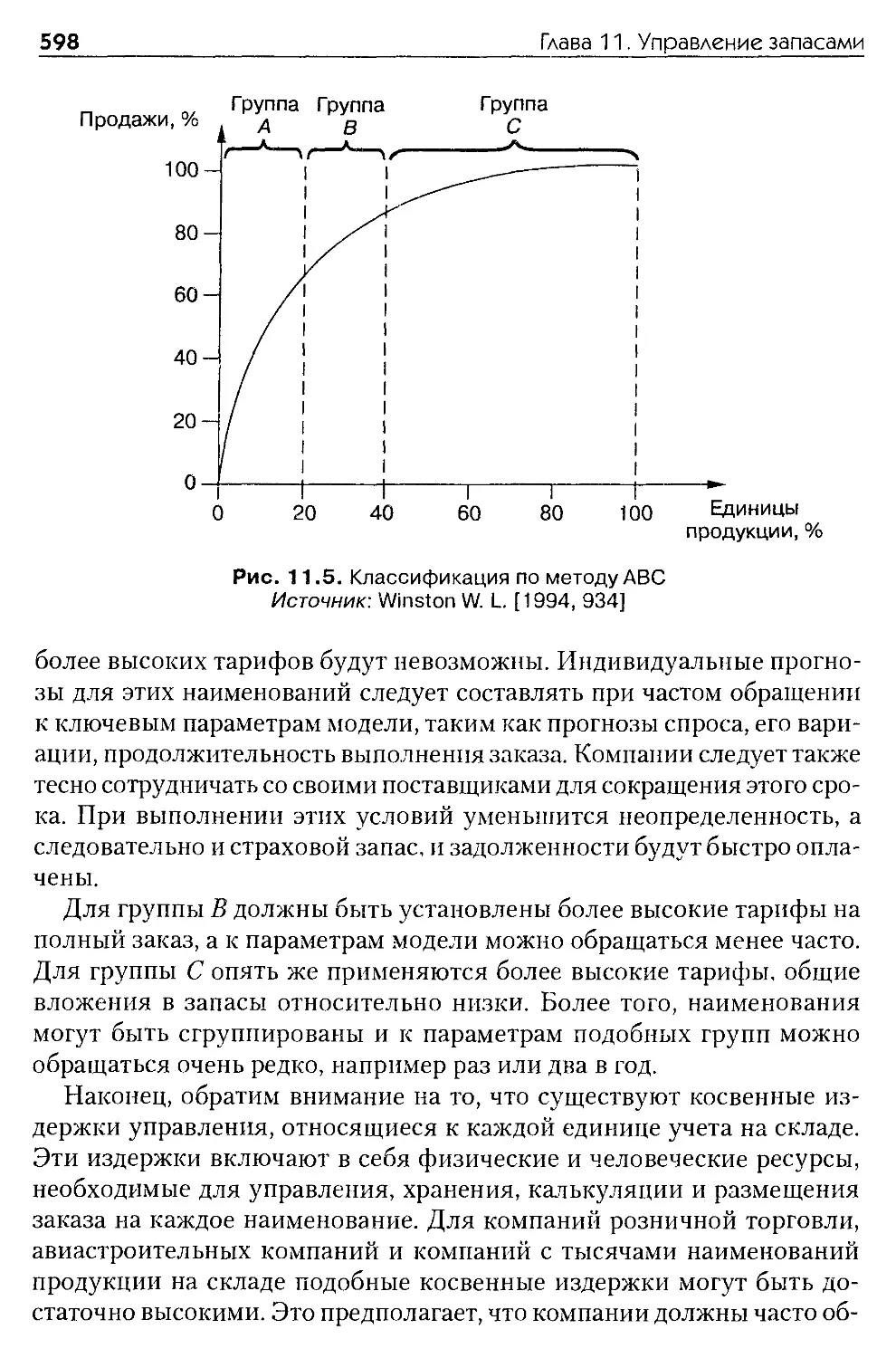
Классификация по методу АВС..............................597
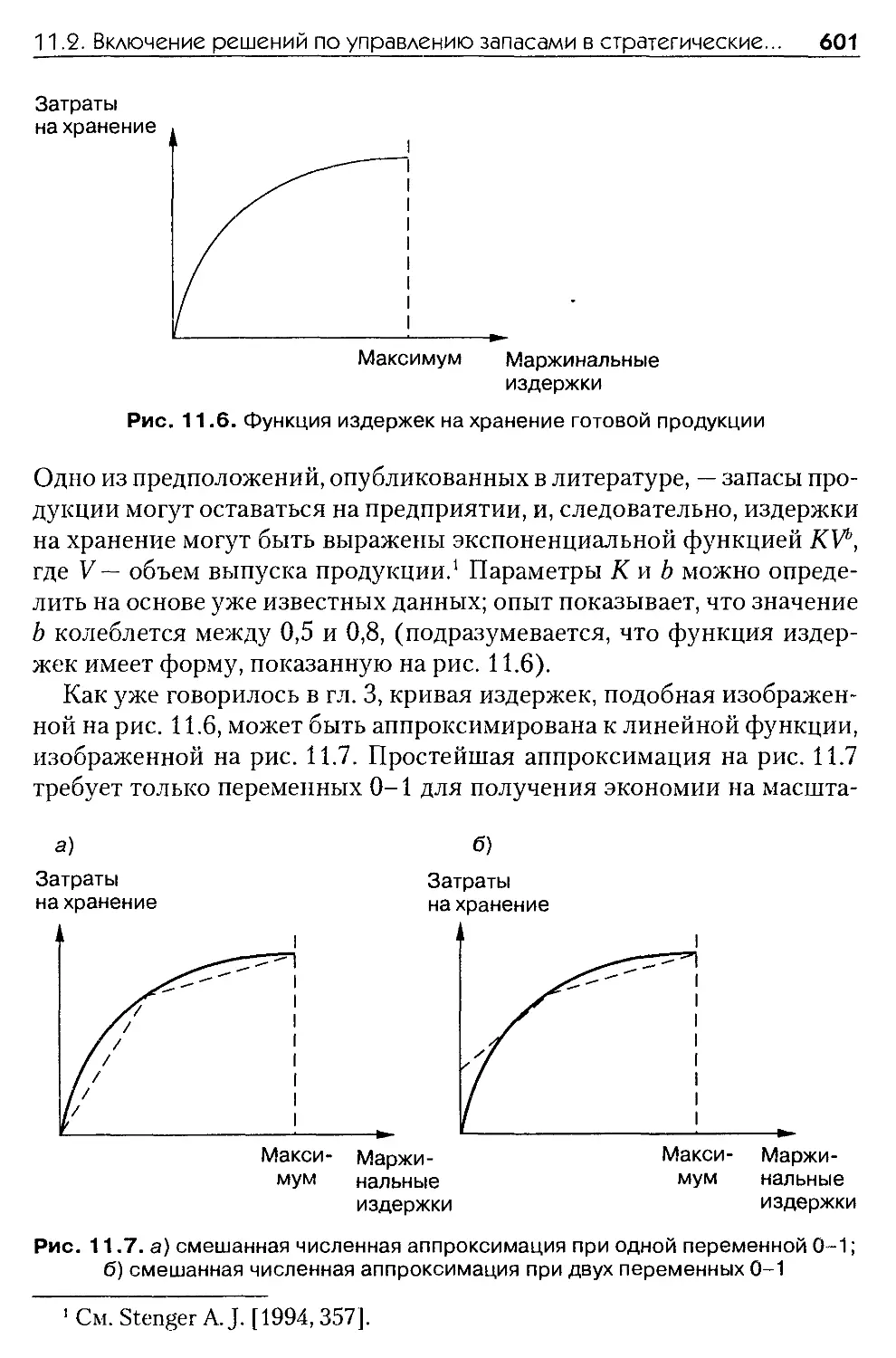
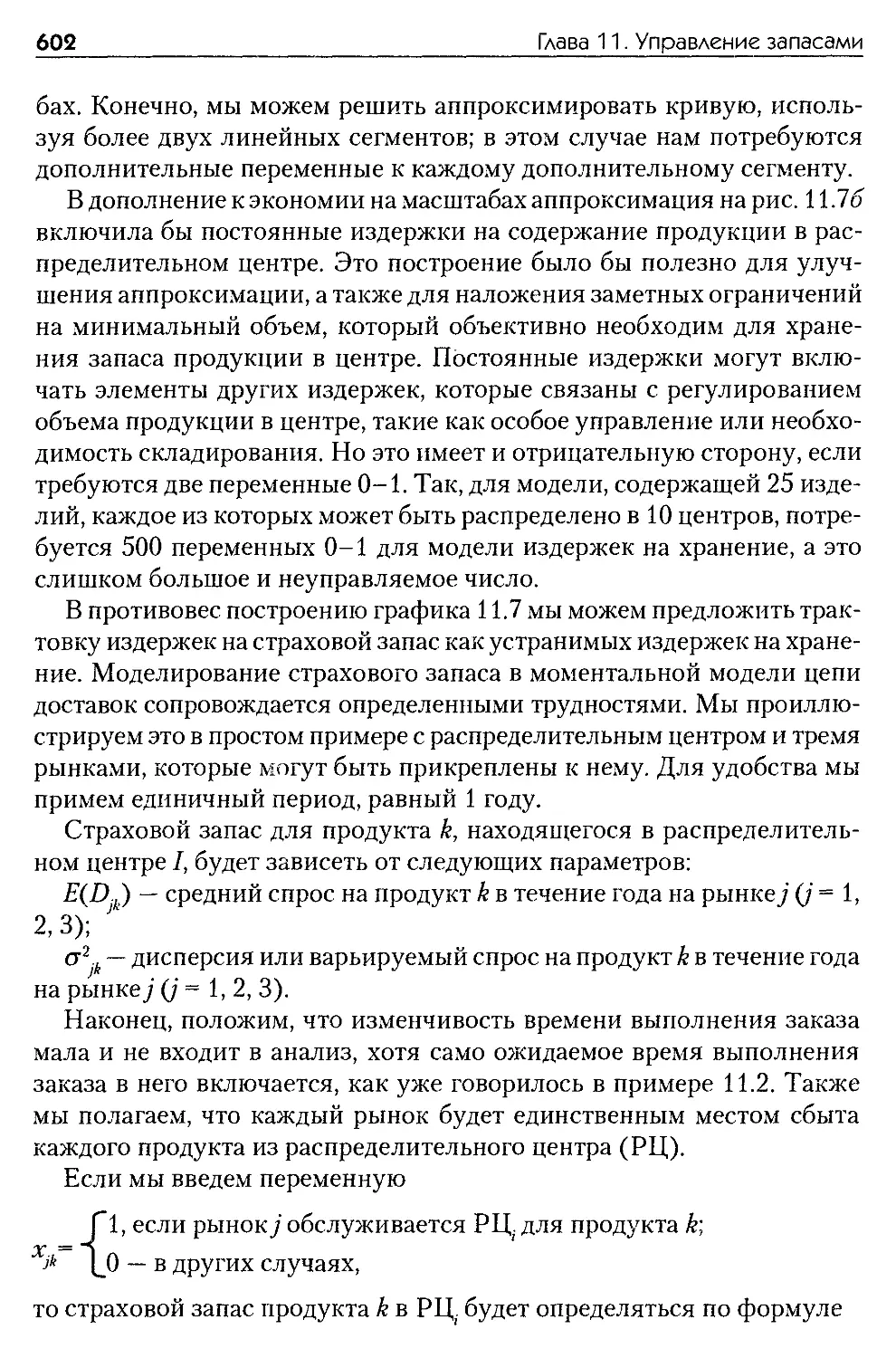
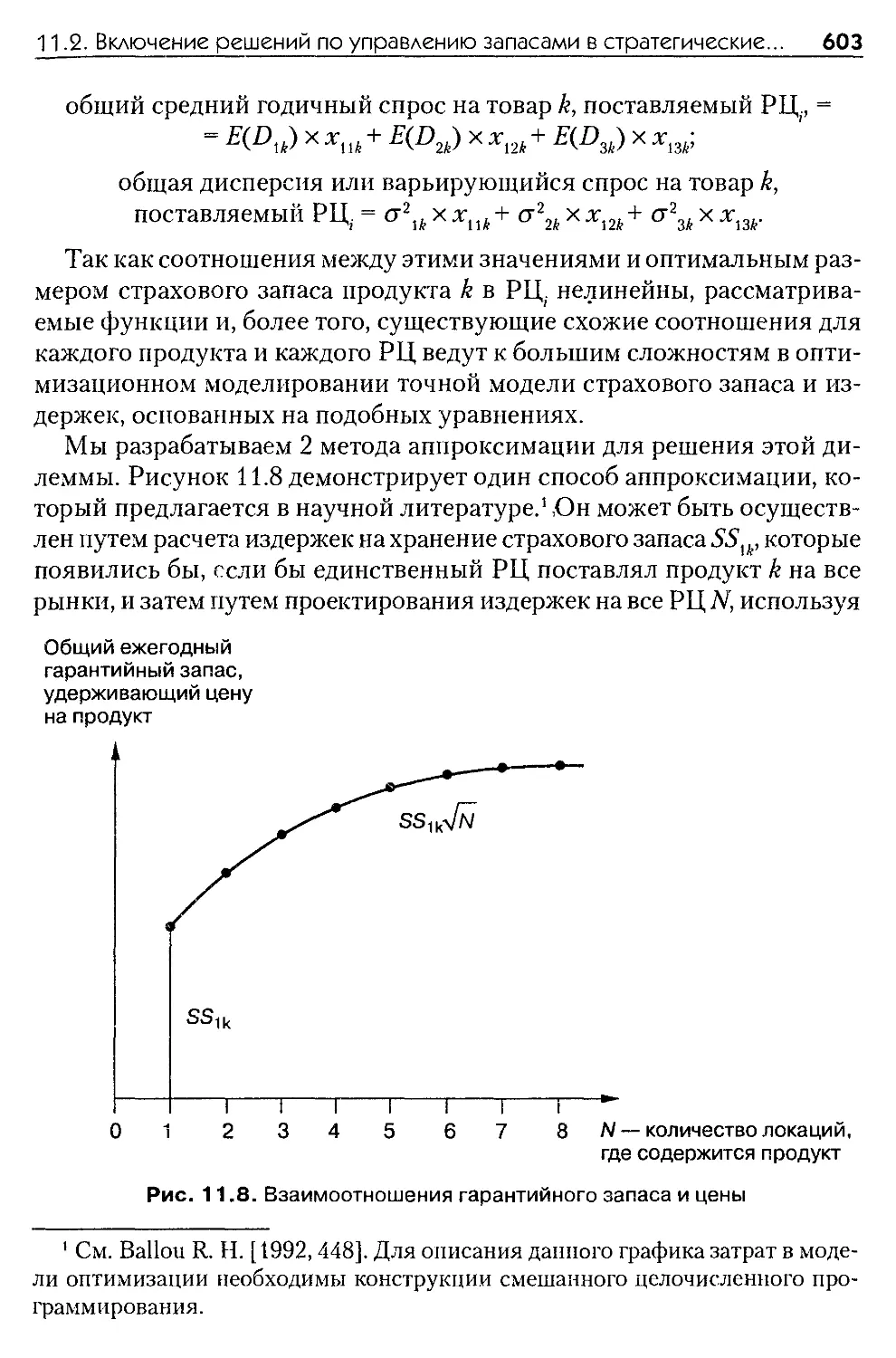
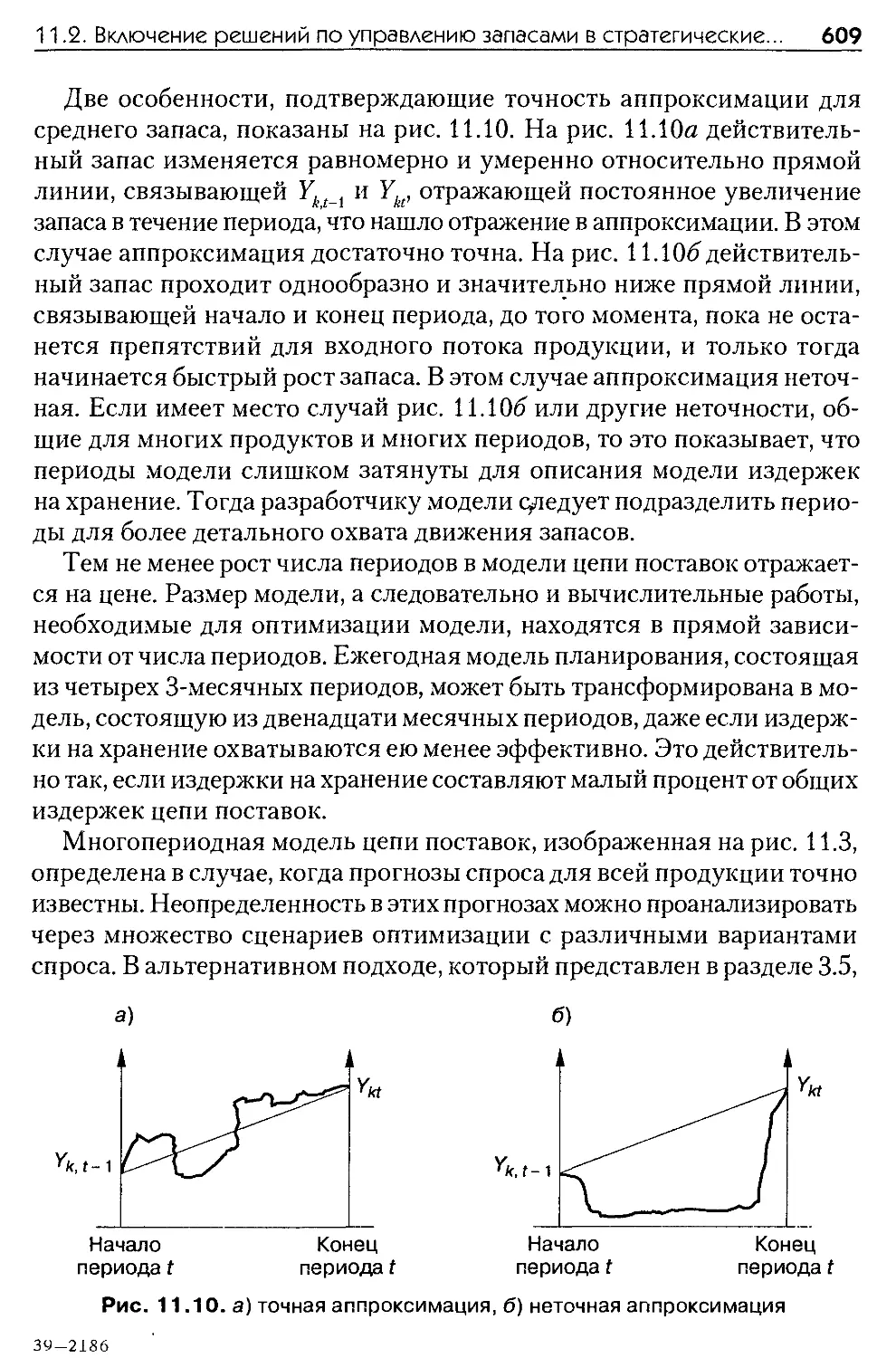
11.2. Включение решений по управлению запасами в стратегические
и тактические модели цепи поставок...............................599
Включение решений по управлению запасами
в стратегические модели цепи поставок....................599
Включение решений по управлению запасами в тактические модели
цепи поставок............................................606
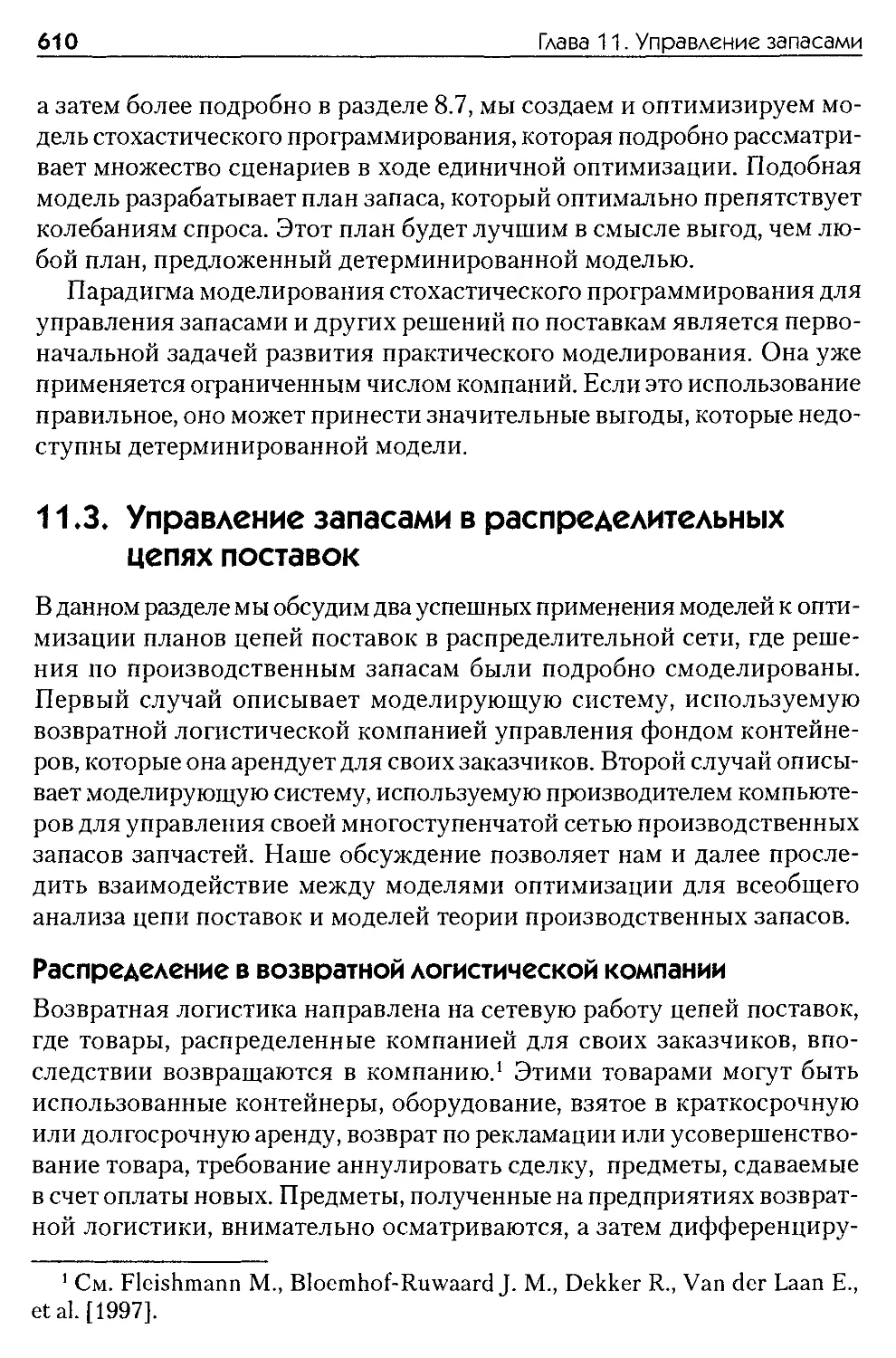
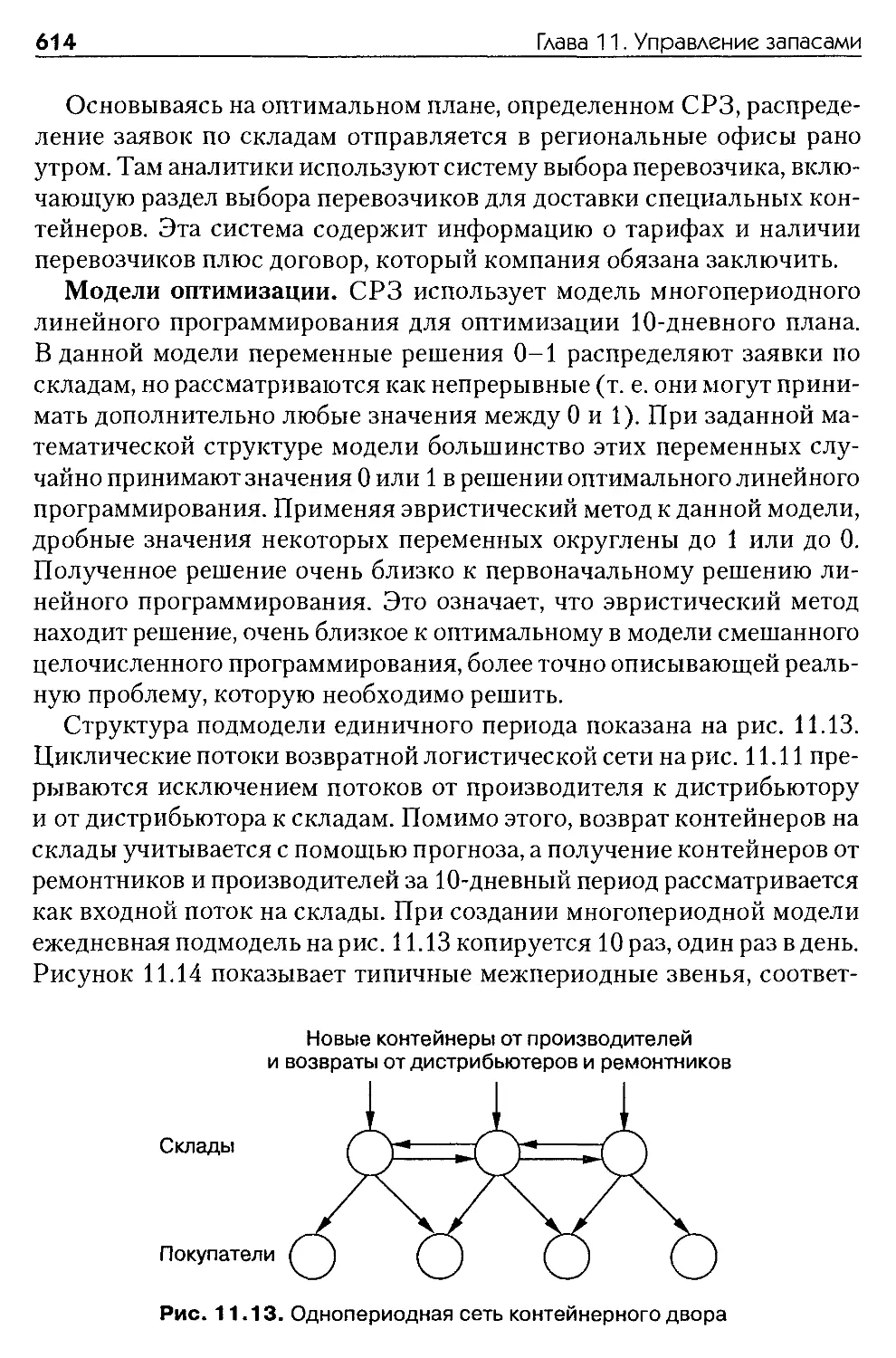
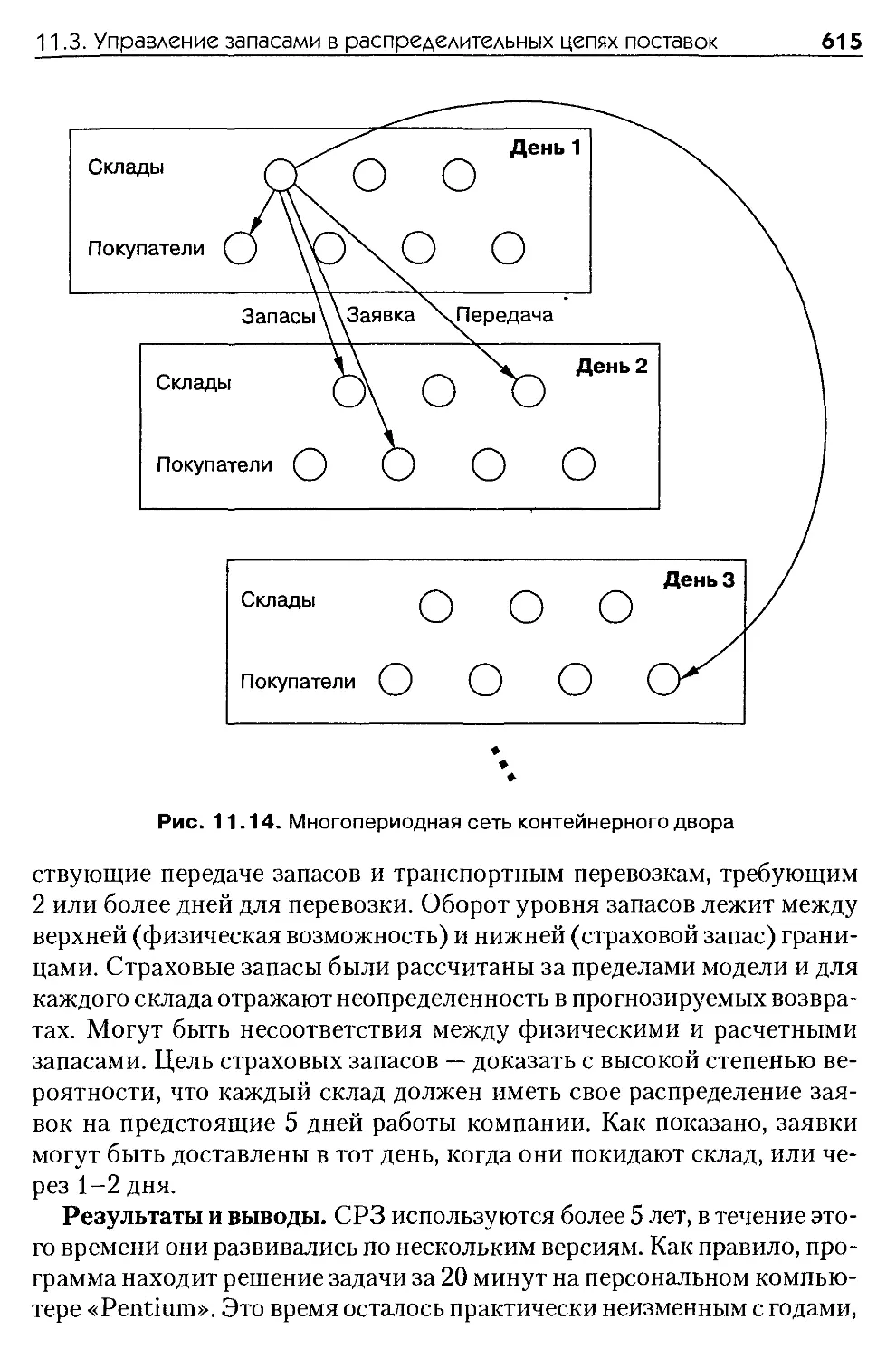
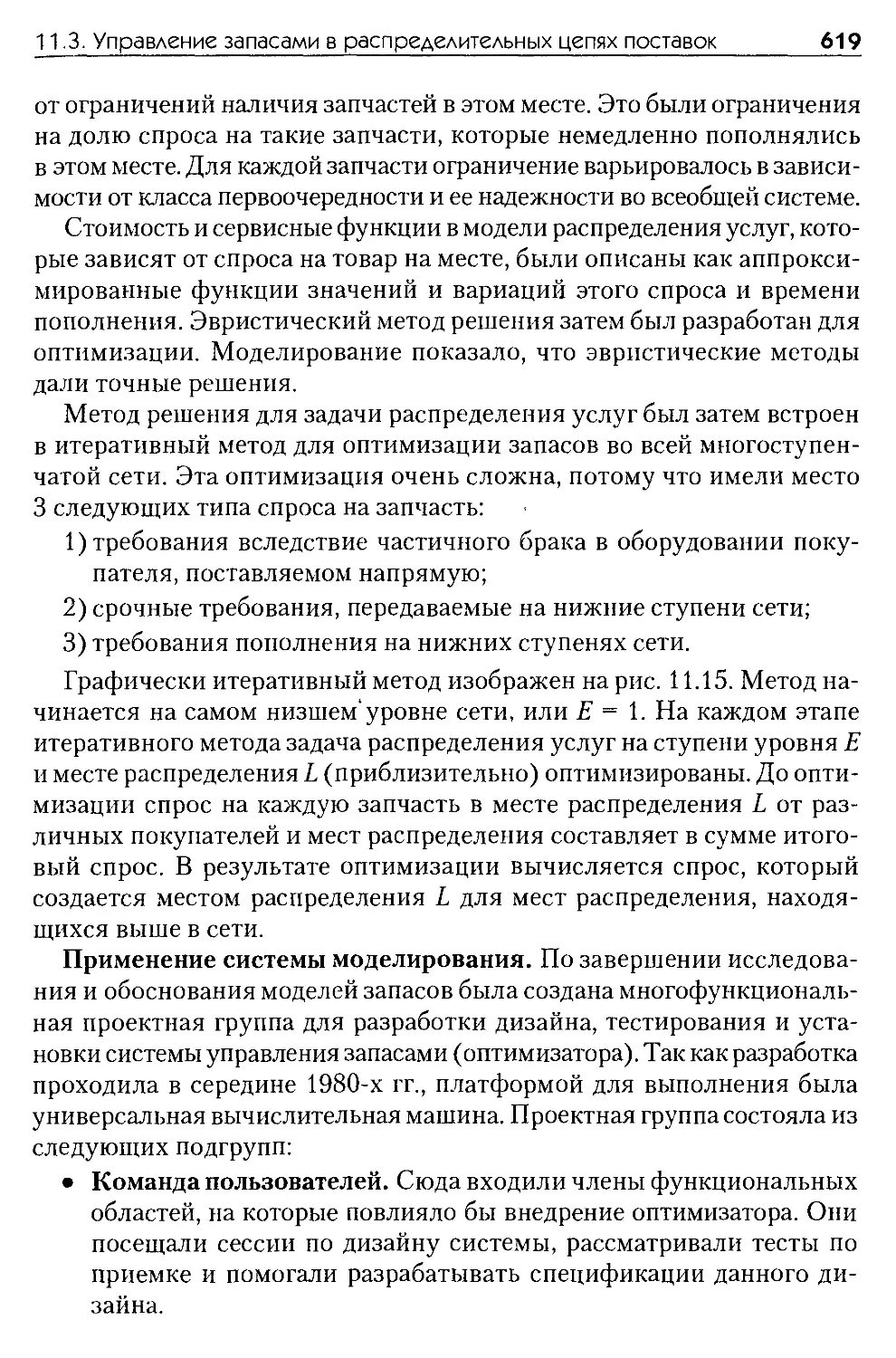
11.3. Управление запасами в распределительных цепях поставок........610
Распределение в возвратной логистической компании..........610
Многоступенчатая система распределения запасных
частей в компании IBM....................................616
Содержание
11
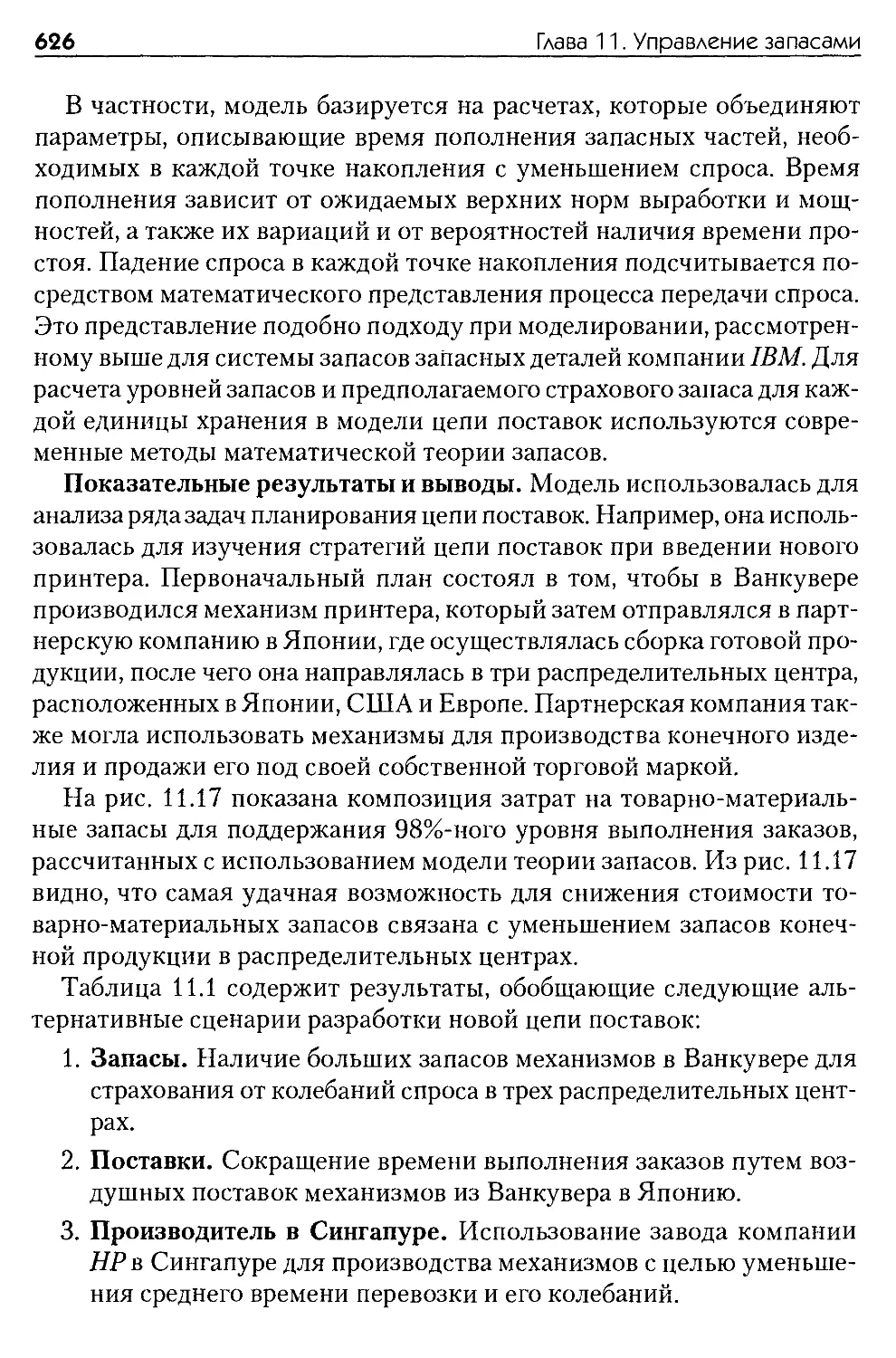
11.4. Управление запасами в производственных цепях поставок.......622
Оптимизация запасов цепей поставок для компании
Hewlett-Packard’s Printer................................623
Оптимальное размещение страхового запаса в производственной
цепи поставок компании Kodak.............................628
11.5. Выводы.....................................................634
Литература...............................................637
ЧАСТЬ IV. БУДУЩЕЕ............................................639
Глава 12. Организационная адаптация к оптимизации моделирующих
систем.............................................................640
12.1. Как организации принимают решения..........................643
Теория рационального выбора в сравнении
с действительностью организационного поведения...........644
Неопределенность и риск..................................646
Принятие решений на основе правил........................647
Значение окружающей среды при принятии решений...........649
Экологические вопросы при принятйи решений...............650
12.2. Спорные вопросы при принятии организационных решений........651
Принятие решений на основе выбора в сравнении с принятием
решений на основе правил.................................653
Четкое и двусмысленное принятие решений ....:............656
Инструментальный и интерпретирующий методы принятия
решений..................................................663
Управление цепями поставок при взаимодействии с экологией.667
12.3. Информационные технологии как конкурентное преимущество ... 668
Характеристика информационных технологий как конкурентного
преимущества.....................................................669
Анализ, основанный на ресурсах............................670
Свойства информационных технологий как возможные источники
конкурентных преимуществ.................................672
Дополнительные организационные ресурсы...................675
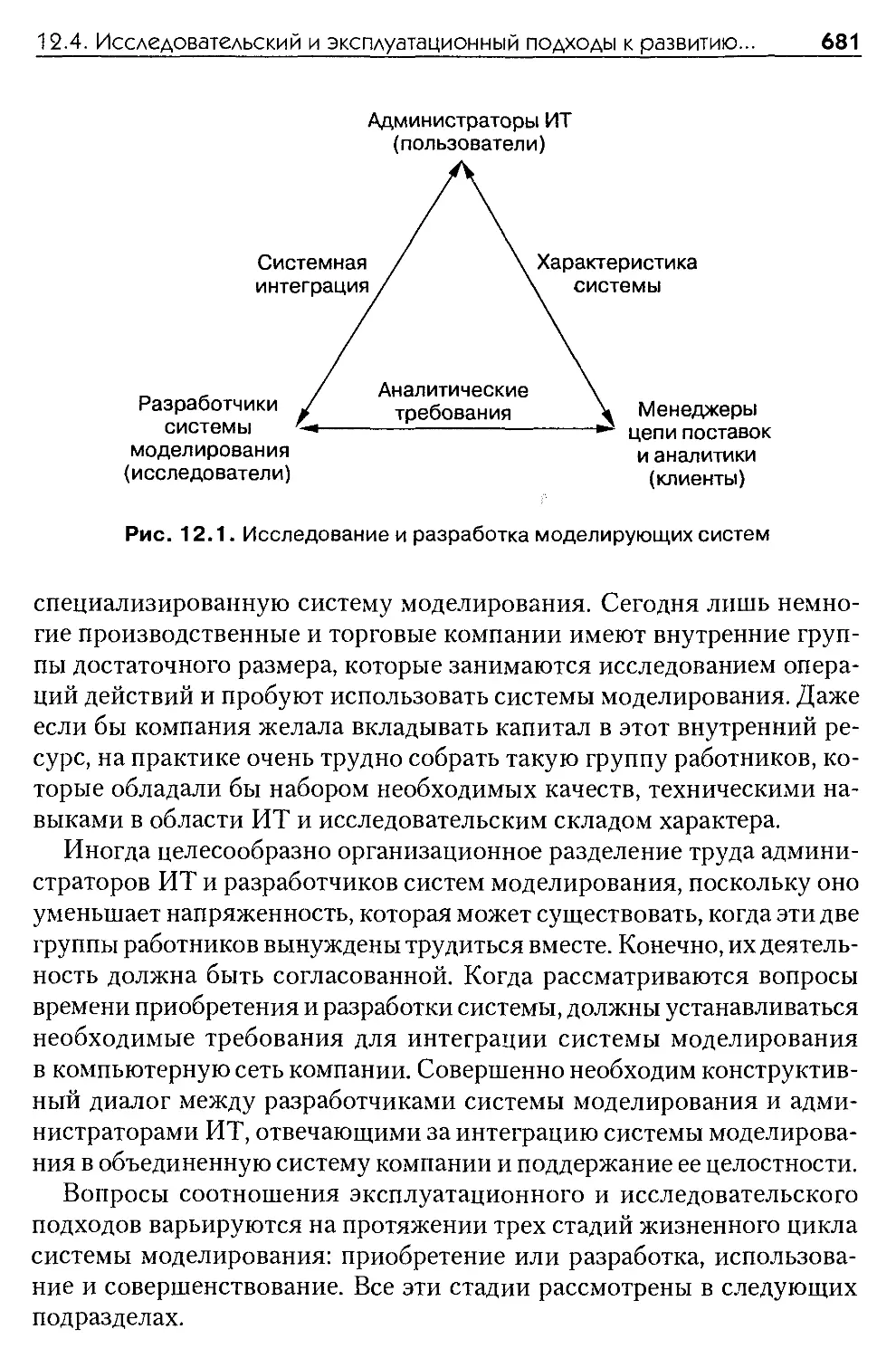
12.4. Исследовательский и эксплуатационный подходы к развитию
информационных технологий.......................................679
Приобретение или разработка моделирующей системы.........682
Применение моделирующей системы..........................683
Совершенствование моделирующей системы...................683
12.5. Изменение бизнес-процессов и информационные технологии......684
Моделирующие системы способствуют изменению
бизнес-процессов.........................................685
12.6. Координационные процессы цепи поставок и поощрительные
контракты..................................................... 693
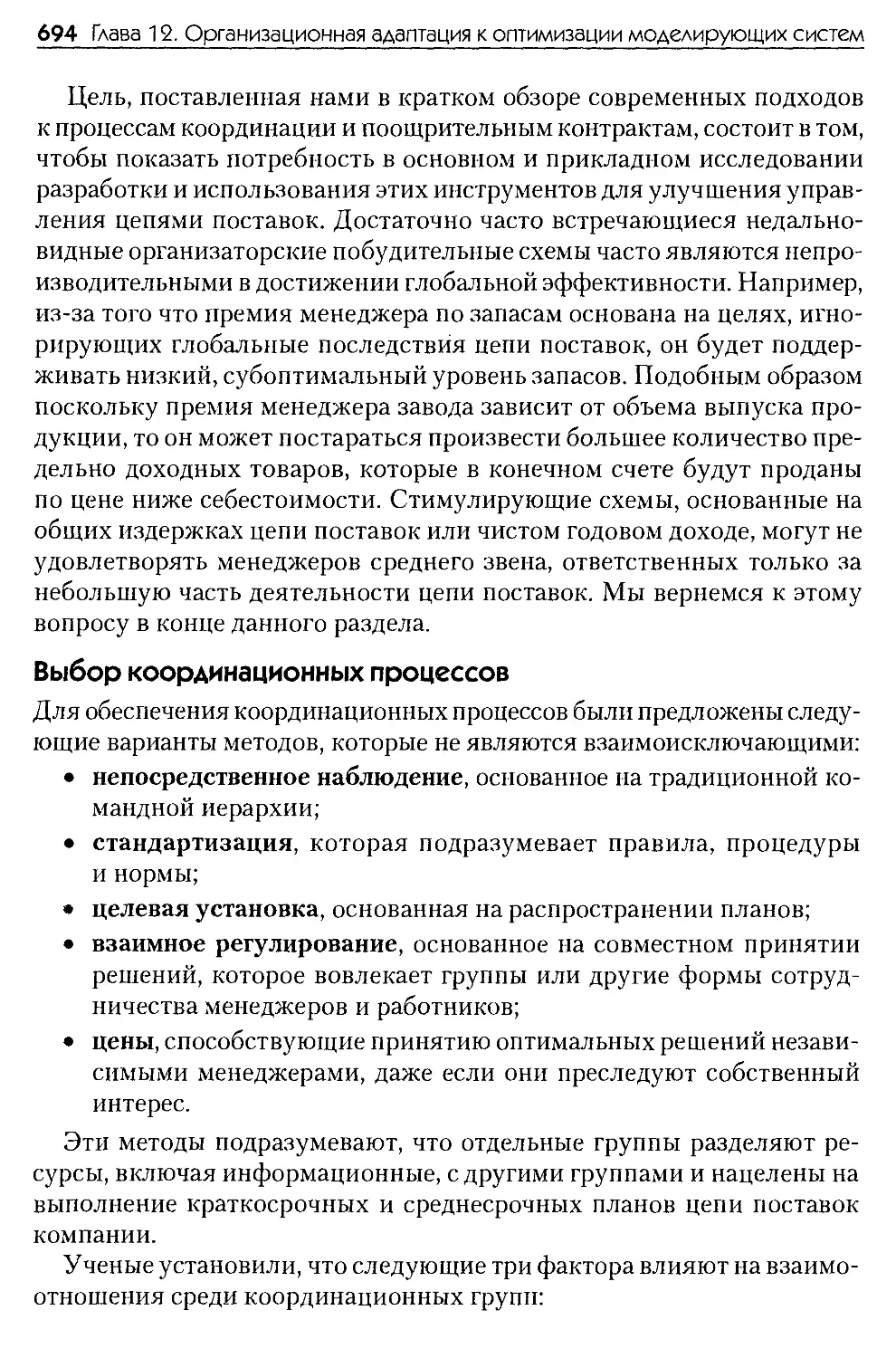
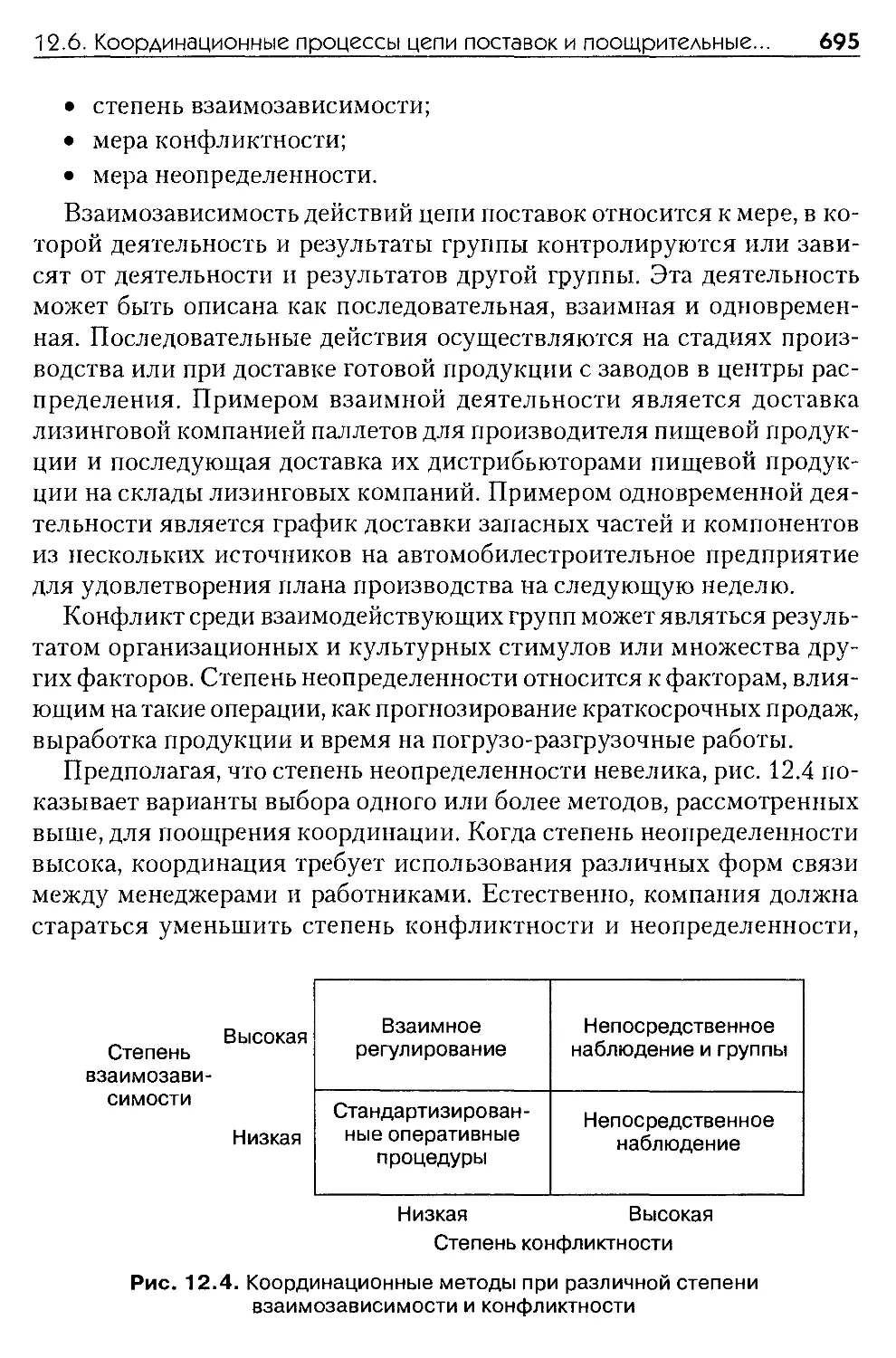
Выбор координационных процессов..........................694
Теории стимулов «принципал—агент»........................696
12.7. Без усилий не добьешься результата.........................700
Стадии стратегического изучения цепи поставок............700
Обобщение................................................705
12.8. Перспективы применения моделирующих систем.................705
Литература...............................................712
Национальной идеей настоящего времени является достижение кон-
курентоспособности всех элементов Российского государства по от-
ношению к лучшим мировым стандартам. Это относится также и к про-
цессу внедрения передовых информационных технологий.
В настоящее время, когда российские бизнесмены видят все мень-
ше возможностей своего обогащения за счет передела прав собствен-
ности на промышленные объекты, растет интерес к современным ме-
тодам управления уже имеющимся бизнесом. Особенно это касается
внедрения такой технологии менеджмента, как логистика. Поэтому все
более востребованными становятся специалисты, обладающие знани-
ями в области системной логистики.
Предлагаемая вашему вниманию книга является научным пособи-
ем для специалистов в области планирования и моделирования на эта-
пах выбора, создания и управления логистическими цепями поставок.
При этом, с одной стороны, содержание книги носит методологиче-
скую направленность, с другой стороны, в ней описываются использу-
емые на практике информационные технологии, методы моделирова-
ния и принятия решений. В книге приведены современные примеры
использования интегрированного планирования и создания логисти-
ческих цепей поставок авторитетными западными фирмами.
Особый интерес настоящая книга представляет для специалистов в
области как управления производственным процессом, так и продви-
жения товаров на рынок, а также для студентов и аспирантов профиль-
ных учебных заведений.
Председатель Дирекции по информационному обеспечению
международных транспортных коридоров Балтийского
союза транспортников и предпринимателей
В. А. Медведев
Предисловие к русскому изданию
Несмотря на то что различными издательствами нашей страны вы-
пускается много книг, учебников и учебных пособий по логистике,
содержание большинства из них, как правило, повторяется. В основ-
ном подробно рассматриваются вопросы методологического харак-
тера (терминология, основные концепции и принципы, эволюция ло-
гистики, классификация логистических систем и т. п.), приводится ряд
методов и моделей решения различных логистических задач (как
правило, упрощенных и идеализированных). При этом качество да-
ющихся материалов оставляет желать лучшего из-за неточностей и ча-
сто встречающихся ошибок. Но главное, что хотелось бы подчеркнуть,
данные работы безнадежно отстали от реальных процессов, которые
протекают в экономике. Особенность настоящего момента состоит в
том, что за последние несколько лет появились десятки тысяч органи-
зационных структур управления логистикой — отделов и служб пред-
приятий, остро нуждающихся как в специалистах — логистах, так и
современном инструментарии прикладной теории логистики, позво-
ляющей решать практические задачи.
Несомненно, появление книги «Моделирование цепи поставок»
Джереми Шапиро позволяет взглянуть на проблемы логистики с дру-
гой точки зрения, отражающей передовой опыт промышленно разви-
тых стран, но, к сожалению, не нашедшей достаточно полного отраже-
ния в отечественных научных публикациях и зарубежных источниках,
переведенных на русский язык.
«Моделирование цепи поставок» представляет, на наш взгляд, зна-
чительный интерес для российских специалистов, связанных с реше-
нием логистических проблем своих предприятий, по следующим при-
чинам.
Во-первых, привлекает цель книги, сформулированная автором как
«подробное исследование роли информации, моделей и систем моде-
лирования» в управлении цепями поставок. Из данного определения
следует, что сложные, многофакторные, нестационарные потоковые
процессы (материальные, информационные, финансовые и др.) тре-
буют для своего описания и последующей оптимизации управленче-
14
Предисловие к русскому изданию
ских решений привлечения адекватных источников информации, мощ-
ного аналитического аппарата и современных компьютерных техно-
логий.
Во-вторых, принципиальное отличие данной работы от большин-
ства других состоит в том, что ее прочтение и понимание требует кон-
центрации внимания и мобилизации накопленных знаний. Книга мно-
гоплановая и непростая для восприятия, особенно если вы изучали
математику и дисциплины, входящие в цикл «исследования операций»,
давно, в далекие студенческие годы. Трудность восприятия связана
отчасти и с тем, что просчитать и разобраться с некоторыми примера-
ми, приведенными в книге, можно лишь при наличии специальных
пакетов для ПК.
В-третьих, освоение 12 глав книги потребует времени и терпения,
но с другой стороны, совершенно очевидно, что разработка достовер-
ной и надежной стратегии развития среднего или крупного предприя-
тия не может быть выполнена путем суммирования простых решений
отдельных логистических задач. Именно сложность и противоречи-
вость протекающих социально-экономических процессов требует
координации, интеграции и взаимосодействия трех направлений в
современной экономической науке: менеджмента, маркетинга и ло-
гистики. Подходы к решению таких многогранных проблем читатель
найдет в данной книге.
В заключение хотелось бы подчеркнуть следующее. На наш взгляд,
это довольно трудное, да и неблагодарное занятие — подготовка пре-
дисловия к работе, находящейся перед глазами читателя, который сам
может открыть любую страницу и оказаться в стране идей, моделей и
методов, созданных трудом, талантом и интуицией автора данной кни-
ги. Не сомневаюсь, что книга найдет своего читателя — менеджера,
преподавателя, аспиранта или студента, уставшего от многословия и
безликости логистической беллетристики и желающего найти ответ
на извечный вопрос «что делать?».
Мы уверены, что выход этой книги будет способствовать успешно-
му решению одной из основных проблем, стоящих перед отечествен-
ной экономикой, — внедрению логистического подхода в практику ра-
боты предприятий.
Доктор технических наук, профессор, заведующий кафедрой
логистики и организации перевозок Санкт-Петербургского
государственного инженерно-экономического университета
Валерий Лукинский
Предисловие
Основной причиной, побудившей меня написать эту книгу, была моя
консультационная практика, касающаясядтрименения математическо-
го программирования (т. е. оптимизационных методов) к решению
проблем бизнес-планирования. Этот опыт убедил меня, что управля-
емые модели могут играть важную роль в оказании помощи менедже-
рам при принятии решений. Пока я пытался найти аргументы, поддер-
живающие эту точку зрения, развитие мира бизнеса и информационных
технологий сделало эту проблему еще более острой. Вот эти факторы:
• появление управления цепями поставок как концепции, в основе
которой находятся стратегия и деятельность практически всех
фирм, занимающихся производством и/или распределением про-
дуктов;
• глобализация деятельности, связанной с цепями поставок;
• быстрый темп усовершенствований и инноваций в области ин-
формационных технологий, делающий управление цепями по-
ставок возможным и необходимым, включая более совершенные
компьютеры, более гибкие программы для обеспечения интер-
фейсов и управленческих данных и появление систем планиро-
вания ресурсов предприятий и электронной коммерции;
• осознание менеджерами, что они должны адаптировать свои орга-
низации к более полному использованию информационных тех-
нологий.
В результате этого развития очень многие менеджеры сегодня на-
ходятся в поисках аналитических инструментов, необходимых при
принятии эффективных решений по цепи поставок. Таким образом,
цель данной книги — объяснить, как можно эффективно построить
модели и применить их к решению проблем планирования цепи по-
ставок.
16
Предисловие
Хотя мои исследования все еще не окончены, я не считаю преждев-
ременным изложить основные принципы разработки данных, моделей
и моделирующих систем. В эпоху динамических изменений такие прин-
ципы необходимы для установления согласованных, долгосрочных
планов разработки систем и осуществления процессов, которые бы
поддерживали принятие решений на основе управления данными в ком-
паниях. Фирмы, преуспеющие в этом, безусловно, будут иметь значи-
тельное конкурентное преимущество.
Сочетание качественного и количественного анализа
История, рассказанная в Кембридже, штат Массачусетс.
Молодой человек (очевидно, студент колледжа) выгружает свои
покупки у кассы в супермаркете. Над кассой висит большое объявле-
ние о том, что она предназначена для тех клиентов, которые имеют не
более 8 предметов, а у молодого человека их было, по меньшей мере, 20.
Служащий говорит ему: «Либо вы учитесь в Массачусетском техноло-
гическом институте и не умеете читать, либо в Гарварде и не умеете
считать».
Значимость данной истории в следующем: менеджерам и аналити-
кам необходимы как качественные (словесные), так и количественные
(цифровые) качества для достижения высоких результатов функцио-
нирования цепи поставок. С одной стороны, качественный подход
к важности интегрального принятия решения на протяжении цепи по-
ставок должен осуществляться в качестве современного сбора данных
и моделирующих систем (а также новых процессов принятия реше-
ний). С другой стороны, несмотря на возможность моделирующих си-
стем сократить издержки или увеличить доходы, менеджеры с неохо-
той будут их применять из-за плохого понимания того, как их проблемы
принятия решений будут представлены в качестве моделей.
Сочетание качественного и количественного подходов является цент-
ральным вопросом, когда мы объединяем концепции многочисленных
управленческих дисциплин при построении моделей цепей поставок.
Как мы увидим далее, в процесс построения моделей внесли вклад сле-
дующие дисциплины: формирование стратегии, теория промышлен-
ных организаций, операционный менеджмент, логистика, транспорт,
управленческий учет. Более того, решения о цепи поставок должны
быть согласованы с маркетинговыми и финансовыми решениями, осо-
бенно при оценке стратегических планов. Количественные модели
маркетинга и финансов предприятия, наряду с качественными концеп-
циями этих дисциплин могут быть использованы в моделях цепей по-
Предисловие
17
ставок и изучении вопросов стратегического планирования с точки
зрения перспектив предприятия.
В конце концов, исследования организационных бихевиористов
о том, как отдельные личности и компании в действительности при-
нимают решения, помогают менеджерам и специалистам по модели-
рованию понять природу препятствий при принятии решений на осно-
ве фактов. Эти знания обеспечивают хорошие условия для создания
и осуществления новых бизнес-процессов, которые бы преодолевали
эти барьеры. Таким образом, компании смогут лучше использовать до-
стижения информационных технологий для завоевания устойчивого
конкурентного преимущества от управления своими цепями поставок.
Итак, основная роль этой книги заключается в том, чтобы предоста-
вить студентам, менеджерам и аналитикам разъяснения и примеры,
которые сочетают в себе качественное ц количественное мышление
о моделях и проблемах планирования цепей поставок. Таким образом,
мы также пытаемся интегрировать концепции и истолкований тех дис-
циплин, которые обсуждались в предыдущих параграфах. Наш под-
ход основывается в основном на оптимизационных моделях, которые
обеспечивают схемы или шаблоны для такой интеграции. С другой
стороны, мы попытаемся показать, что оптимизационные модели и ме-
тоды обеспечивают возможность всестороннего анализа систем и ин-
тегрированного бизнес-планирования.
Целевая аудитория
Целевой аудиторией данной книги являются:
• менеджеры, которым необходимы модели и моделирующие си-
стемы для более эффективных решений о цепи поставок;
• специалисты в области информационных технологий, ответ-
ственные за развитие и функционирование таких систем и за ин-
теграцию этих систем с планированием ресурсов предприятия
и электронной коммерцией;
• консультанты, исследующие цепи поставок с использованием
моделей;
• студенты, которые в будущем планируют стать менеджерами-ло-
гистами, специалистами в области информационных технологий
или консультантами.
Другими словами, мы хотим, чтобы книга служила нуждам как на-
чального, так и дополнительного изучения использования данных и мо-
делей для поддержания процесса принятия решений о цепи поставок.
18
Предисловие
Начальной целью книги было создание путеводителя для менедже-
ров-логистов, заинтересованных моделирующими системами. В даль-
нейшем для доказательства достоинств моделей и методов исследова-
ния операций я изучил труды теоретиков и практиков описанных выше
областей, которые были связаны с вопросами сбора информации, ана-
лиза, роли информационных технологий и изменения бизнес процес-
сов для поддержания управленческого принятия решений. Я посчи-
тал важным расширить рамки книги до описания общих идей этих
разнообразных дисциплин. Добавив такие рассуждения и числовые
примеры и упражнения, я надеюсь, что создал такой учебник, который
будет необходим для студентов, изучающих менеджмент, кто хочет
быть осведомлен о формах и функциях практических аналитических
инструментов для осуществления управления цепями поставок.
Обзор содержания
Книга состоит из четырех частей:
Часть I. Введение в управление цепями поставок.
Часть II. Моделирование и методы принятия решений.
Часть III. Практическое применение.
Часть IV. Будущее.
Часть I, состоящая из двух глав, позволяет читателю узнать о при-
менении моделей для анализа проблем цепи поставок. Особое внима-
ние уделяется развитию информационных технологий, породивших
интерес и необходимость интегрированного моделирования и управ-
ления цепями поставок. В этой части также рассматривается иерар-
хия моделирующих систем цепей поставок, связанных с оперативным,
тактическим и стратегическим процессами принятия решений.
Часть II (гл. 3-6) описывает подробности моделей линейного и сме-
шанного программирования для оптимизации решений о цепи поста-
вок. Приводятся небольшие примеры моделей для решения проблем
планирования производства, транспортировки и материально-техни-
ческого снабжения. Вторая часть также объясняет алгоритмические
методы решения этих моделей и их экономическую интерпретацию, а
также иллюстрирует формулировки оптимизации.
Часть III, состоящая из гл. 7-11, описывает практическое примене-
ние моделирующих систем к стратегическим, тактическим и оператив-
ным проблема цепи поставок. Модели стратегического и тактического
планирования исследуются в гл. 7 и 8. Особое внимание в гл. 7 уделя-
ется современным способам применения в области производства и ло-
гистики.
Предисловие
19
В гл. 8 акцент делается на инновационные способы применения
моделирования к стратегическому и тактическому планированию цепи
поставок. Сюда также включены подходы к моделированию для ин-
теграции цепи поставок и управления спросом, для оценки ценовой
конкуренции среди фирм в рамках одной отрасли промышленности
и для подробного анализа принятия решений в условиях неопределен-
ности с использованием стохастического программирования.
Глава 9 представляет подходы к моделированию оптимизации кор-
поративных решений о финансовом планировании и интеграции их
с моделями оптимизации решений о цепи поставок. Эта глава также
рассматривает интегрированные модели планирования в многонаци-
ональных корпорациях, которые позволяют менеджерам сочетать ре-
шения о финансовых потоках с решениями о физических потоках.
Целью является максимизация чистой прибыли, которая возвращает-
ся компании-учредителю, при условии, что деятельность иностранных
дочерних предприятий, находящихся в полной или частичной соб-
ственности, оказывается под давлением.
Моделирующие системы для оперативного планирования рассмот-
рены в гл. 10, где также представлен подробный обзор системы транс-
портной маршрутизации для компании, занимающейся электронной
коммерцией, и системы производственного и календарного планиро-
вания для компании, занимающейся производством полупроводников.
В главу также включены краткие описания других моделирующих си-
стем и способов их применения к решению оперативных проблем, воз-
никающих в процессе планирования производства, транспортной мар-
шрутизации и планирования человеческих ресурсов.
Применение методов управления запасами, охватывающее все уров-
ни планирования, представлено в гл. 11. Глава начинается с описания
классической теории управления запасами, которое особенно благо-
приятно для оперативного принятия решений о запасах. Затем мы рас-
сматриваем методы для интеграции классической теории управления
запасами с оптимизационными моделями для стратегического и так-
тического планирования цепи поставок. Глава также включает несколь-
ко примеров применения моделей управления запасами для компаний,
занятых в сфере высоких технологий и электроники.
В ч. IV обсуждаются вопросы, касающиеся человеческих и органи-
зационных факторов, возникающих в процессе сбора данных и исполь-
зования моделирующих систем для совершенствования управления
цепями поставок фирмы. В данной главе подробно рассматривается
конфликт между желанием фирмы достичь управления цепями поста-
20
Предисловие
вок на основе фактов и принятием решений с учетом экологических
факторов. В главе представлены предложения об изменении бизнес
процессов, которые бы отвечали целям принятия решений на основе
фактов, преодолевая при этом организационные барьеры. В ней также
описываются факторы, влияющие на роль информационных техноло-
гий при построении и управлении более совершенными цепями по-
ставок. И глава и книга завершаются прогнозом развития управления
цепями поставок на ближайшие 10 лет.
Джереми Шапиро
Часть I
ВВЕДЕНИЕ В УПРАВЛЕНИЕ
ЦЕПЯМИ ПОСТАВОК
Глава 1
УПРАВЛЕНИЕ ЦЕПЯМИ ПОСТАВОК,
ИНТЕГРИРОВАННОЕ ПЛАНИРОВАНИЕ
И МОДЕЛИ
Управление цепями поставок является относительно новым направле-
нием. Оно отражает концепции интегрального бизнес-планирования,
которых с 1950-х гг. придерживаются эксперты и практики в области
логистики, стратегий и исследования операций. Сегодня интегриро-
ванное планирование стало реальностью благодаря развитию инфор-
мационных технологий, но большинству компаний все еще не хватает
знаний о том, как применять и как адаптировать новые аналитические
инструменты для достижения этих целей.
Прогресс в области информационных технологий в последние годы
значительно ускорился. Рост быстродействия персональных компью-
теров, электронная коммерция, а также возможности компьютерных
программ, разработанных для нужд управления, содействовали рас-
ширению сферы их практического применения. Широкое применение
систем планирования ресурсов предприятия (ERP) обеспечивает созда-
ние унифицированных, транзакционных баз данных, способствующих
обеспечению цепей поставок. Однако во многих компаниях возмож-
ности и гибкость установленных систем ERP по-прежнему недоста-
точны, и их вклад в интеграцию управления цепями поставок остав-
ляет желать лучшего.
Более того, конкурентного преимущества нельзя достигнуть путем
простого использования скоростного и дешевого процесса передачи
информации. Менеджеры должны знать, что готовый доступ к транз-
акционным базам данных не приведет автоматически к улучшению
процесса принятия решений. И главный принцип здесь следующий.
Для того чтобы эффективно применять информационные техноло-
гии в управлении цепями поставок, компании должны четко понимать
различие между формами и функциями транзакционных и аналити-
ческих информационных технологий. В результате они стремятся раз-
Глава 1. Управление цепями поставок, интегрированное планирование... 23
вивать или приобретать системы для анализа корпоративных баз дан-
ных с целью разработки планов для изменения своих цепей поставок
и более эффективного управления ими. Основным компонентом этих
систем являются оптимизационные модели, раскрывающие сложные
взаимосвязи и волновые эффекты, определяющие управление цепями
поставок. Они являются единственными аналитическими инструмен-
тами, способными проанализировать многомерные числовые базы дан-
ных для определения оптимальных (или хороших) планов. Кроме опре-
деления планов минимизации издержек или максимизации дохода
оптимизационные модели могут определить компромисс между эти-
ми целями и стоимостью, сервисом, качеством и временем.
Применение оптимизационной модели в компании требует созда-
ния оптимизационной системы моделирования. Ключевой элемент
в такой системе — база данных для принятия решений о цепи поста-
вок, которая использует данные из корпоративной базы компании, но
существенно от нее отличается. Она строится на основе совокупного
описания продуктов, потребителей и поставщиков компании. Эта база
включает в себя следующее:
• зависимости прямых и косвенных затрат;
• подмодели управления производством, транспортировкой, склад-
ским хозяйством и материально-техническим снабжением;
• информация о стоимости и объемах готовых товаров, запасных
частей и продуктов, предоставляемых поставщиками;
• информация о заказах и прогноз спроса на готовую продукцию.
Кроме того, в нее входят исходные и окончательные данные оптими-
зационных моделей при создании графического представления о струк-
туре и деятельности цепи поставок в настоящем и будущем.
Цель этой книги заключается в подробном исследовании роли ин-
формации, моделей и систем моделирования в содействии компаниям
совершенствовать управление своими цепями поставок. Принципы
базы данных для принятия решений о цепи поставок и применение
систем моделирования будут проиллюстрированы множеством при-
меров успешного практического применения, связанных с анализом
бизнес-проблем на стратегическом, тактическом и оперативном уров-
нях планирования. В книге также будет рассмотрено, как компании
должны адаптироваться для использования систем моделирования.
За последние годы количество и масштаб успешного применения
моделей и систем моделирования значительно возросли. Корпорация
Digital Equipment широко использовала оптимизационную систему
24 Глава 1. Управление цепями поставок, интегрированное планирование...
моделирования в развитии стратегий переноса прикладных систем с боль-
ших компьютеров на малые, что увеличило чистые сбережения ком-
пании более чем на $100 млн. Serestar, европейский лидер среди про-
изводителей продуктов на основе пшеницы и кукурузы, применил
оптимизационную систему моделирования, увеличившую среднеднев-
ную производительность на 20%, что в конечном итоге привело к пре-
вышению годового дохода на $11 млн. Другие компании также полу-
чали подобные преимущества от применения оптимизационных систем
моделирования, хотя многие из них.не огласили своих успехов (это,
по их мнению, является секретной информацией, позволяющей им
удерживать конкурентное преимущество).
Компании, продающие ERP-системы, добавляют к своим приложе-
ниям моделирующие модули, чтобы помочь клиентам определять эф-
фективные планы о цепи поставок, основанные на транзакционных
данных, собранных и обработанных их системами. Компания SAP —
производитель программного обеспечения для бизнеса, анализа рынка
и поставок — завершает установку программного расширения, назы-
вающегося АРО, которое состоит из нескольких модулей для модели-
рования цепи поставок. Закупив программу CAPS Logistics (планиро-
вание и управление производством с помощью ЭВМ), компания Ваап
добавила модули сетевой оптимизации цепи поставок и транспортной
маршрутизации к своим комплектам программных пакетов. Компания
J. D. Edwards приобрела программу Newmetrics по тем же причинам.
Несмотря на эти достижения, многие компании все еще находятся
на ранних стадиях развития информационных технологий и новых
бизнес-процессов для обеспечения эффективного управления цепями
поставок. В 1997 г. компания Boeing претерпевала большие трудности,
связанные с производством, стоившие ей миллиарды долларов. Эта
компания слишком медленно развивала новые методы снижения про-
изводственных издержек. Компания Conagra, крупнейший произ-
водитель сельскохозяйственной продукции, сделала свою главную
ошибку, приняв решение об ужесточении управления цепями поста-
вок в области снижения издержек. Руководство компании после этого
закрыло 15 заводов и 70 центров по хранению, распределению и пере-
работке. В общем, многие компании нуждаются в совершенствовании
управления цепями поставок.
Целью главы является изложение основы для дальнейшего деталь-
ного исследования ключевых концепций в последующих главах. Мы
рассмотрим следующие темы:
• основы управления цепями поставок;
1.1. Основы управления цепями поставок
25
• обзор моделей цепей поставок и систем моделирования;
• концепция внутрикорпоративного моделирования цепей поста-
вок на основе различных управленческих дисциплин;
• инновации в области информационных технологий и моделиро-
вание для поддержки цепи поставок;
• организационная адаптация к интегрированному управлению и мо-
делированию цепи поставок.
В этой главе мы будем использовать термин оптимизация для опре-
деления того, к чему компания стремится, чтобы сделать свою цепь
поставок эффективной, гибкой и адаптивной для достижения конку-
рентного преимущества. Улучшения возможны путем очевидных изме-
нений несовершенных деловых процедур, стратегических инвестиций
или изъятия капиталовложений, совершенствования распределения
ресурсов компании и др. Мы попытаемся доказать, что достижение
конкурентных преимуществ в управлении цепями поставок возмож-
но путем внедрения и использования систем моделирования для со-
вершенствования принятия управленческих решений.
1.1. Основы управления цепями поставок
Логистическая цепь компании включает географически распределен-
ные объекты, где приобретаются, преобразуются, хранятся или про-
даются сырье, незавершенная и готовая продукция и соединяющие
эти объекты каналы распределения, по которым перемещается про-
дукция. Объекты могут управляться компанией, поставщиками, по-
купателями, представителями третьих сторон или другими фирмами,
с которыми компания имеет деловые отношения. Цель компании за-
ключается в эффективном добавлении стоимости своим продуктам по
мере того, как они перемещаются по цепи поставок и транспортиру-
ются на географически распределенные рынки в необходимом коли-
честве, в необходимой комплектации, в требуемое время и по конку-
рентоспособной цене.
Мы видим разницу между заводами, которые представляют собой
производственные объекты (и где происходят преобразования физи-
ческого продукта), и распределительными центрами — объектами, где
продукция принимается, сортируется, переводится в запасы, извлека-
ется из запасов и отправляется, но не преобразуется физически. Конеч-
но, время от времени мы будем рассматривать смешанные объекты:
либо заводы с возможностями распределения, либо распределитель-
ные центры с возможностями физического преобразования продукции.
26 Глава 1. Управление цепями поставок, интегрированное планирование...
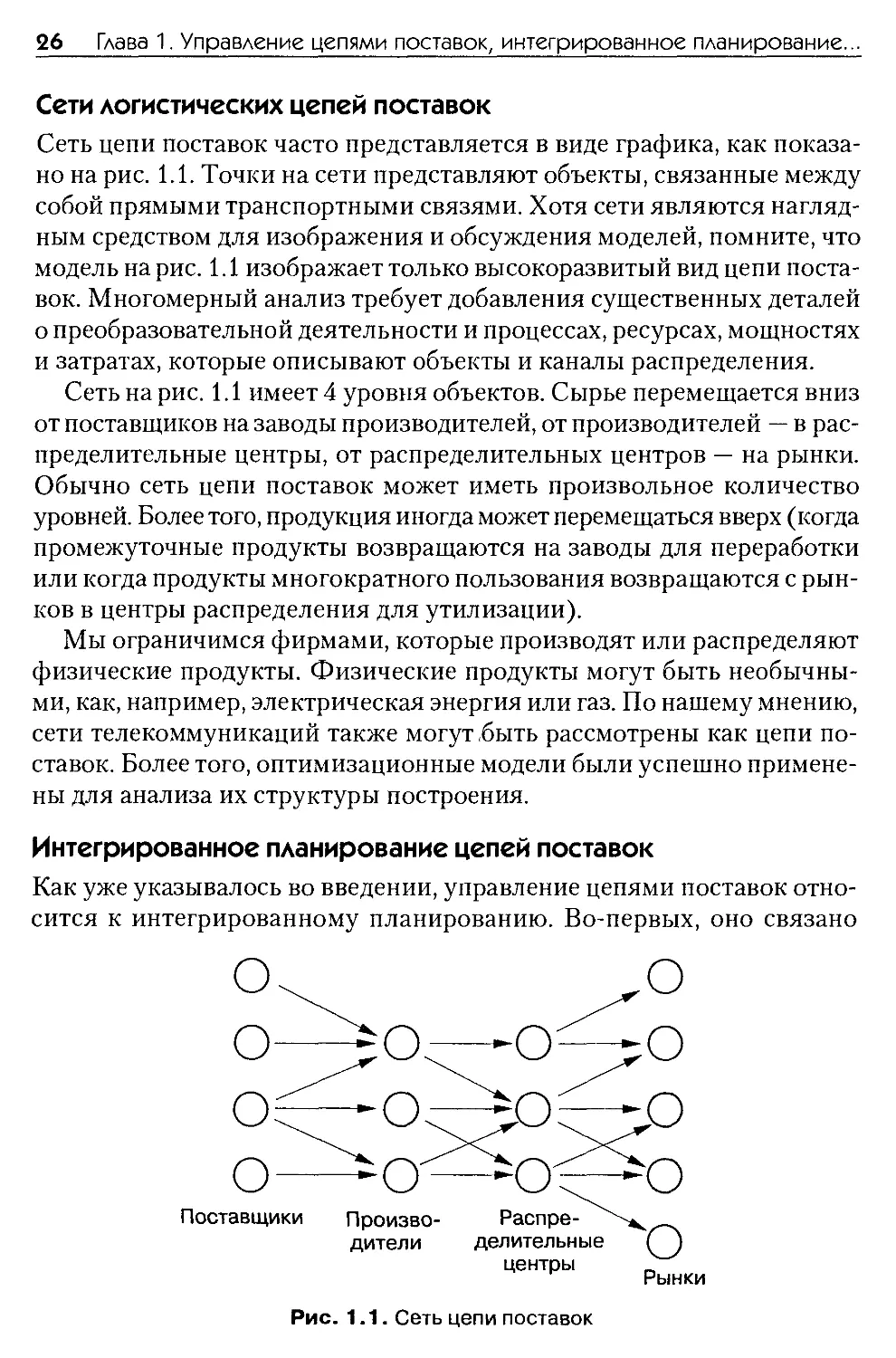
Сети логистических цепей поставок
Сеть цепи поставок часто представляется в виде графика, как показа-
но на рис. 1.1. Точки на сети представляют объекты, связанные между
собой прямыми транспортными связями. Хотя сети являются нагляд-
ным средством для изображения и обсуждения моделей, помните, что
модель на рис. 1.1 изображает только высокоразвитый вид цепи поста-
вок. Многомерный анализ требует добавления существенных деталей
о преобразовательной деятельности и процессах, ресурсах, мощностях
и затратах, которые описывают объекты и каналы распределения.
Сеть на рис. 1.1 имеет 4 уровня объектов. Сырье перемещается вниз
от поставщиков на заводы производителей, от производителей — в рас-
пределительные центры, от распределительных центров — на рынки.
Обычно сеть цепи поставок может иметь произвольное количество
уровней. Более того, продукция иногда может перемещаться вверх (когда
промежуточные продукты возвращаются на заводы для переработки
или когда продукты многократного пользования возвращаются с рын-
ков в центры распределения для утилизации).
Мы ограничимся фирмами, которые производят или распределяют
физические продукты. Физические продукты могут быть необычны-
ми, как, например, электрическая энергия или газ. По нашему мнению,
сети телекоммуникаций также могут быть рассмотрены как цепи по-
ставок. Более того, оптимизационные модели были успешно примене-
ны для анализа их структуры построения.
Интегрированное планирование цепей поставок
Как уже указывалось во введении, управление цепями поставок отно-
сится к интегрированному планированию. Во-первых, оно связано
Рис. 1.1. Сеть цепи поставок
1.1. Основы управления цепями поставок
27
с функциональной интеграцией закупок, производства, транспорти-
ровки и складской деятельности. Оно также имеет отношение к про-
странственной интеграции этих видов деятельности среди геогра-
фически разбросанных поставщиков, объектов и рынков. Кроме того,
оно рассматривает межвременную интеграцию этих видов деятельно-
сти в рамках стратегического, тактического и оперативного планиро-
вания. К примеру, стратегическое планирование затрагивает решения
о приобретении ресурсов на долгосрочный период, тактическое пла-
нирование решает вопросы распределения этих ресурсов на средне-
срочный период и оперативное планирование затрагивает краткосроч-
ную деятельность компании.
Межвременная интеграция (которая также называется иерархиче-
ским планированием) требует взаимосвязи и логической последова-
тельности решений о цепи поставок на раздичных уровнях планирова-
ния. Межвременная интеграция очень важна для получения устойчивого
конкурентного преимущества фирмы, хотя этому пока не уделяется
должного внимания. Эффективная деятельность фирмы не приведет
к увеличению прибыли, если продукция компании производится с ис-
пользованием устаревших технологий на заводах, невыгодно распо-
ложенных по отношению к поставщикам и потребителям компании.
Чтобы оценить новую или перестроить имеющуюся логистическую
сеть, мы должны хотя бы приблизительно оптимизировать деятель-
ность, которая должна быть осуществлена в рамках этого проекта.
Другим аспектом межвременного планирования является необхо-
димость оптимизации цепи поставки продукта с учетом его жизнен-
ного цикла, т. е. на стадиях проектирования, внедрения, роста, зрело-
сти и спада. Как и большинство областей стратегического планирования,
планирование жизненного цикла требует внедрения управления це-
пями поставок и управления спросом. Например, при анализе реше-
ний о капитальных инвестициях в производственное оборудование на
стадии роста продаж нового продукта необходимо принимать во вни-
мание маркетинговые решения, которые могут обеспечить эффектив-
ный оборот капитала в будущем.
Растет интерес к интеграции деятельности компаний, создающих
компоненты единой цепи поставок. Очевидно, что такая интеграция
повысит эффективность деятельности двух компаний, объединивших-
ся путем слияния. Другим примером может служить совместная дея-
тельность производителя потребительских товаров и дистрибьютора
этих товаров или производителя пищевых продуктов и оптового дист-
рибьютора продовольственных товаров. Это пример сложной инте-
28 Глава 1. Управление цепями поставок, интегрированное планирование...
грации, так как обе компании имеют различных поставщиков и потреби-
телей, т. е. их цепи поставок частично совпадают, но совсем не идентич-
ны. Усовершенствованная интеграция предполагает также активный
обмен конфиденциальной информацией как о затратах и мощностях,
так и об управлении бизнес-процессами.
Усовершенствованиям в области планирования интегрированной
цепи поставок способствует развитие информационных технологий.
Сегодня менеджеры имеют возможность более быстрого доступа к базам
данных, чем 5 лет назад. Здесь важно уметь преобразовать эти возмож-
ности в конкурентные преимущества. Более полно развитие инфор-
мационных технологий рассматривается в разделе 1.4 и далее в книге.
Цели управления цепями поставок
Традиционная цель управления цепями поставок состоит в миними-
зации общих логистических издержек при удовлетворении данного
фиксированного спроса. Эти издержки могут включать:
• стоимость сырьевых материалов;
• внутренние транспортные издержки;
• инвестиции в оборудование;
• прямые и косвенные производственные затраты;
• прямые и косвенные затраты распределительных центров;
• затраты по содержанию запасов;
• стоимость внутризаводских перевозок;
• внешние транспортные издержки.
При построении модели для решения конкретных проблем плани-
рования можно исследовать лишь часть общей цепи поставок компа-
нии и связанных с ней издержек.
Специалисты полагают, что минимизация общих издержек не яв-
ляется основной целью фирмы при анализе стратегических и такти-
ческих планов относительно цепи поставок. Напротив, фирма должна
стремиться к максимизации чистой прибыли, где
чистая прибыль = валовая прибыль - общие издержки.
При определенном фиксированном уровне спроса предполагается,
что валовая прибыль от удовлетворения спроса также определена
и фиксирована, поэтому фирма сможет максимизировать чистую при-
быль путем минимизации общих издержек.
При использовании оптимизационных моделей для стратегическо-
го и тактического планирования недостаточно акцентировать свое вни-
1.1. Основы управления цепями поставок
29
мание только на контроле над издержками — модель предусматривает
и себестоимость продукции (которая должна быть использована в це-
лях увеличения чистой прибыли путем соответствующего регулиро-
вания продаж). Например, при составлении плана на следующий год
представленная в виде модели информация о предельных издержках
продуктов, поставляемых на различные рынки, могла бы быть исполь-
зована для изменения в проекте плана продаж. Продавцы компании
должны быть проинструктированы о том, чтобы продвигать продукты
на рынки с максимально высокой маржой (возможно, за счет продук-
тов на рынках с низкой маржой при условии, что общая производствен-
ная мощность ограничена).
Трудность в применении модели, затрагивающей управление спро-
сом, даже в том скромном виде, который мы описали, состоит в том,
что эта модель требует привлечения маркетологов, которые обычно
с трудом справляются с количественным анализом. Более того, как
только в модель включаются маркетинговые решения и решения о про-
дажах, становится трудно найти пределы, которые могут быть и долж-
ны быть рассмотрены. Тем не менее интеграция управления цепями
поставок и управления спросом привлекает к себе все больше инте-
реса многих компаний, хотя эта область еще не достаточно изучена.
Управленческие решения о цепи поставок и спросе очень тесно свя-
заны с корпоративными финансовыми решениями, особенно при пла-
нировании стратегии фирмы. Еще более 25 лет назад учеными были
предложены оптимизационные модели для анализа финансовых ре-
шений, связанных с корпоративным бухгалтерским балансом, таких
как годовые изменения фиксированных активов, выплаченных диви-
дендов или выплат по акциям без фиксированного дивиденда. Они до
сих пор так и не получили широкого применения, но поскольку эти
модели могут быть полностью интегрированы в логистические, с не-
давнего времени финансовые менеджеры стали интересоваться во-
просами их внедрения и использования.
Конечно, компания также должна преследовать цели, связанные
с обслуживанием потребителей, ассортиментом продукции, качеством
и временем. Некоторые авторы даже утверждают, что, в принципе, из-
держки и прибыль не важны. Вместо этого для достижения конкурент-
ного преимущества компания должна акцентировать свое внимание
на времени, продуктовом ассортименте и других аспектах своей дея-
тельности. Такие утверждения не верны, поскольку все-таки цель ком-
пании — получение прибыли. Просто с аналитической точки зрения
30 Глава 1. Управление цепями поставок, интегрированное планирование...
неважно, какую цель вы выберете. При оценке компромиссов в выбо-
ре целей менеджерам могут помочь оптимизационные модели.
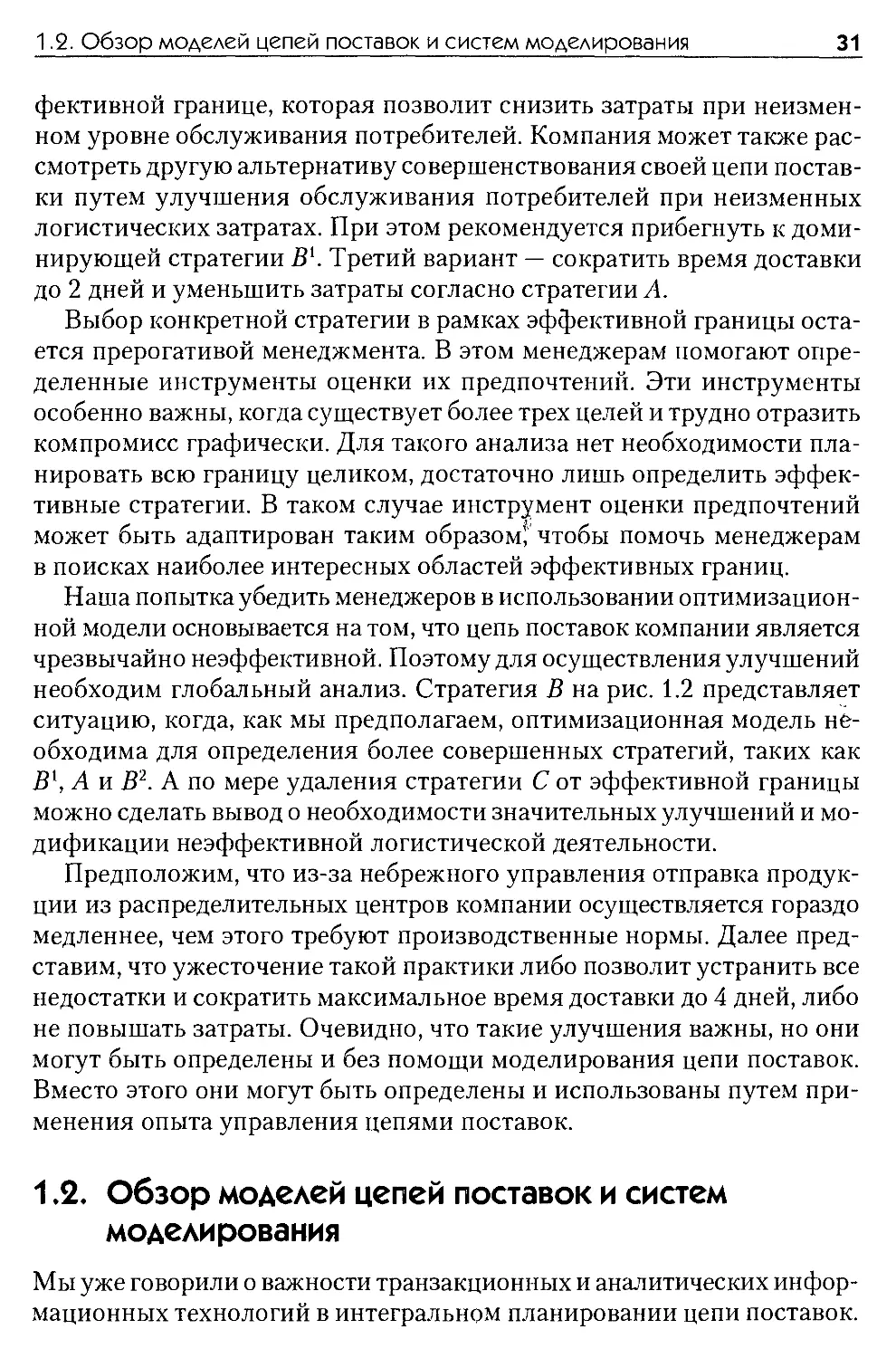
К примеру, рассмотрим представленный на рис. 1.2 анализ с целью
выбора оптимального отношения между максимальным временем
поставки товаров потребителю и стоимостью цепи поставки. Под мак-
симальным временем поставки мы подразумеваем максимальное ко-
личество дней для доставки продукции потребителям от источника сы-
рья через всю цепь поставки; многие потребители будут иметь более
короткое время поставки. Наш анализ охватывает 4 дня, которые пред-
ставляют интерес для менеджмента. Изогнутая линия с точкой А на
ней называется эффективной границей. Любая логистическая страте-
гия на этой линии является доминирующей, так как не существует
самой лучшей достижимой стратегии, касающейся обслуживания по-
требителей и логистических затрат. Эффективная граница на рис. 1.2
может быть получена путем итеративного решения оптимизационной
модели, которая минимизирует стоимость поставки при условии влия-
ния на максимальное время доставки. Стратегия А представляет собой
наиболее дешевую стратегию с максимальным сроком доставки 2 дня.
Предположим, что в компании политика обслуживания потребите-
лей предполагает доставку в течение 3 дней, а текущие логистические
затраты отвечают стратегии В, которая находится вне эффективной
границы. Путем применения оптимизационной модели у менеджеров
есть возможность определения и использования стратегии В2 на эф-
Затраты цепи
поставок, $
ес
---1-1--i--г
0 12 3 4
с Обслуживание
потребителей,
измеряемое
в максимальном
времени поставок, дни
Рис. 1.2. Эффективная граница затрат в сравнении со временем доставки
1.2. Обзор моделей цепей поставок и систем моделирования
31
фективной границе, которая позволит снизить затраты при неизмен-
ном уровне обслуживания потребителей. Компания может также рас-
смотреть другую альтернативу совершенствования своей цепи постав-
ки путем улучшения обслуживания потребителей при неизменных
логистических затратах. При этом рекомендуется прибегнуть к доми-
нирующей стратегии В1. Третий вариант — сократить время доставки
до 2 дней и уменьшить затраты согласно стратегии А.
Выбор конкретной стратегии в рамках эффективной границы оста-
ется прерогативой менеджмента. В этом менеджерам помогают опре-
деленные инструменты оценки их предпочтений. Эти инструменты
особенно важны, когда существует более трех целей и трудно отразить
компромисс графически. Для такого анализа нет необходимости пла-
нировать всю границу целиком, достаточно лишь определить эффек-
тивные стратегии. В таком случае инструмент оценки предпочтений
может быть адаптирован таким образом’ чтобы помочь менеджерам
в поисках наиболее интересных областей эффективных границ.
Наша попытка убедить менеджеров в использовании оптимизацион-
ной модели основывается на том, что цепь поставок компании является
чрезвычайно неэффективной. Поэтому для осуществления улучшений
необходим глобальный анализ. Стратегия В на рис. 1.2 представляет
ситуацию, когда, как мы предполагаем, оптимизационная модель не-
обходима для определения более совершенных стратегий, таких как
В1, Ли В2. А по мере удаления стратегии С от эффективной границы
можно сделать вывод о необходимости значительных улучшений и мо-
дификации неэффективной логистической деятельности.
Предположим, что из-за небрежного управления отправка продук-
ции из распределительных центров компании осуществляется гораздо
медленнее, чем этого требуют производственные нормы. Далее пред-
ставим, что ужесточение такой практики либо позволит устранить все
недостатки и сократить максимальное время доставки до 4 дней, либо
не повышать затраты. Очевидно, что такие улучшения важны, но они
могут быть определены и без помощи моделирования цепи поставок.
Вместо этого они могут быть определены и использованы путем при-
менения опыта управления цепями поставок.
1.2. Обзор моделей цепей поставок и систем
моделирования
Мы уже говорили о важности транзакционных и аналитических инфор-
мационных технологий в интегральном планировании цепи поставок.
32 Глава 1. Управление цепями поставок, интегрированное планирование...
Аналитические информационные технологии подразумевают исполь-
зование двух типов математических моделей. Первый тип — описа-
тельные модели, разрабатываемые для лучшего понимания взаимоот-
ношений внутри компании и во внешнем мире. Описательные модели
включают:
• модели прогнозирования — позволяют предсказать спрос на гото-
вую продукцию компании, стоимость сырьевых материалов и дру-
гие факторы, основанные на статистических данных;
• модели стоимостных соотношений — показывают изменения пря-
мых и косвенных затрат как функции стоимости;
• модели использования ресурсов — описывают, как расходуются
ресурсы на нужды производственной деятельности;
• имитационные модели — описывают, как цепь поставки компа-
нии или ее часть будет функционировать через определенное
время в зависимости от изменения параметров.
Этот перечень представляет спектр описательных моделей, которые
могут быть созданы для лучшего понимания цепи поставок компании.
Второй тип — нормативные модели, которые создаются в помощь
менеджерам для принятия лучших решений. Термин норматив опи-
сывает процессы для выявления норм, к которым должна стремиться
компания. Наша точка зрения состоит в том, что термины норматив-
ные модели и оптимизационные модели являются синонимами. Бо-
лее того, мы считаем, что оптимизационные модели подобны моделям
математического программирования, которые являются особым клас-
сом математических моделей, изучаемых теоретиками и практиками
в области исследования операций более 50 лет. Впредь мы будем ис-
пользовать термин оптимизационные модели для определения моде-
лей, которые могли бы быть названы нормативными или математи-
ческим программированием.
Для построения оптимизационных моделей необходимы исходные
описательные данные. Очевидно, что чем точнее исходные данные, тем
достовернее результаты планирования, полученного на основе опти-
мизационной модели цепи поставок. Однако зачастую специалисты
по моделированию сталкиваются с тем, что, несмотря на несовершен-
ство некоторых данных, использование приблизительных данных луч-
ше, чем отказ от анализа. Другими словами, многие проекты по приме-
нению моделей проходят несколько стадий апробации данных до тех
пор, пока не достигается достаточно обоснованная точность.
1.2. Обзор моделей цепей поставок и систем моделирования
33
Менеджеры по логистике должны понимать, что создание точных
описательных моделей необходимо, но этого недостаточно для осуще-
ствления эффективного принятия решений. Например, для создания
общей оптимизационной модели точный прогноз спроса должен со-
провождаться следующими данными:
• что будет производиться и какие предприятия будут это произ-
водить;
• для обслуживания каких распределительных центров и рынков.
Цель — сделать так, чтобы спрос был удовлетворен при минималь-
ной стоимости цепи поставок. Для построения оптимального графика
основного производства точная модель управления производственны-
ми затратами необходима, но не достаточна.
Конечно, для того чтобы быть применимой, модель, представлен-
ная на бумаге, должна быть реализована*'с помощью компьютерных
программ на основе исходных данных. Кроме того, информация долж-
на быть оптимизирована с помощью числового алгоритма, а результа-
ты, полученные на выходе, должны быть сформулированы управлен-
ческими терминами. При этом должны применяться программы для
визуализации и управления исходными данными и отчетами. В зави-
симости от способа применения система моделирования должна ин-
тегрироваться с другими системами, которые собирают информацию,
обрабатывают отчеты или оптимизируют другие аспекты цепи поста-
вок компании.
Методы математического программирования представляют мощные
и всесторонние инструменты для обработки большого количества циф-
ровых данных, характеризующих цепи поставок многих компаний.
Обычно мнения опытных специалистов-практиков по поводу того,
является ли модель точной и полной для конкретного применения,
сходятся. К сожалению, большинство менеджеров не являются экс-
пертами в области моделирования, поэтому, они могут быть введены
в заблуждение системами, переводящими исходные данные в планы
цепей поставок с помощью простейших моделей и методов.
Применение упрощенной системы моделирования может привести
к проблемам, которые носят не только чисто математический или науч-
ный характер. Хотя с помощью такой системы и можно кое-что улуч-
шить в логистической деятельности компании, более совершенная систе-
ма позволяет выработать наилучшие планы с точки зрения практических
результатов. Для компании с годовыми продажами в сотни миллионов
долларов тщательный анализ с помощью совершенной системы моде-
3-218ft
34 Глава 1. Управление цепями поставок, интегрированное планирование...
лирования позволит добавить десятки миллионов долларов к чистой
прибыли компании, в то время как использование заурядной системы,
возможно, поможет сэкономить лишь малую часть этой суммы. Так
что затраты времени и усилий, направленных на развитие и примене-
ние более совершенных систем, совершенно оправданы.
В последующих главах мы представим подробное введение в мате-
матическое моделирование логистических проблем. Также мы проде-
монстрируем некоторые алгоритмы оптимизации этих моделей. Ма-
тематическое моделирование основано на алгебраических методах,
преподаваемых в школе, поэтому читателю не составит труда в этом
разобраться.
Продвинутые модели и системы моделирования позволяют менед-
жерам и аналитикам глубже понять важность методов и вариантов
решений для совершенствования структуры и деятельности цепи по-
ставок. Это понимание основывается на переводе качественных и ко-
личественных концепций из различных управленческих дисциплин
в моделирующие конструкции. Такие дисциплины и сходные концеп-
ции кратко рассматриваются в следующем разделе.
Многие идеи, представленные в этой книге, основываются на нашем
опыте проектирования при применении оптимизационных моделей.
Особо значимым является применение готовой модели под названием
SLIM/2000, используемой при анализе стратегических и тактических
проблем цепи поставок. Принципы построения и применения этой
системы, а также связи между ее оптимизационными моделями и раз-
нообразными управленческими дисциплинами являются основой на-
шего учения об управлении цепями поставок.
13. Концепция моделирования корпоративных цепей
поставок на основе различных управленческих
дисциплин
Чуть выше мы утверждали, что продвинутые модели и системы моде-
лирования обеспечивают менеджеров основами различных управлен-
ческих дисциплин для совершенствования управления цепями по-
ставок, особенно если эти дисциплины связаны с использованием
полученных данных и их анализа. Чтобы еще раз это доказать, предла-
гаем кратко рассмотреть следующие дисциплины с точки зрения управ-
ления и моделирования цепей поставок:
• Формирование стратегии и теория фирмы.
1.3. Концепция моделирования корпоративных цепей поставок...
35
• Логистика, производство и инновационный менеджмент.
• Управление финансами.
• Прогнозирование спроса и маркетинг.
• Исследование операций.
Далее рассмотрим каждую из этих дисциплин более подробно.
Формирование стратегии и теория фирмы
В области формирования стратегии и других экономических областях,
изучающих теорию фирм и то, как они конкурируют друг с другом,
существует множество интересных концепций для стратегического
анализа цепей поставок. Большинство исследований в этих областях
основывается на качественном или количественном подходах к тому,
как математические модели используются для выявления качествен-
ных аспектов при изучении поведения и конкуренции фирм, а не для
сбора и анализа данных и выработки стратегии. Мы надеемся, что стра-
тегические модели цепей поставок, о которых здесь пойдет речь, по-
могут в более активных эмпирических проверках существующих тео-
рий, а их применение откроет новые сферы для теоретической работы.
Цепь начисления стоимости. В своей книге Майкл Портер форму-
лирует концепцию цепи начисления стоимости следующим образом:
«В каждой фирме представлен комплекс видов деятельности, связан-
ных с проектированием, производством, продажей, распределением
и поддержкой своих продуктов. Цепь начисления стоимости фирмы
и то, как она осуществляет отдельные виды деятельности, находят свое
отражение в истории фирмы, ее стратегии, подходах к применению
стратегии, а также непосредственно в самой экономической деятель-
ности, лежащей в основе».1
Цепь поставок вызывает особый интерес с точки зрения цепи на-
числения стоимости для компаний, занимающихся производством
и распределением физических продуктов. Цепь начисления стоимо-
сти также называется цепью добавленной стоимости, потому что внима-
ние фирмы сфокусировано на добавлении стоимости своим продуктам
или услугам на каждом отрезке цепи. Конкурентным преимуществом
будут обладать те компании, которые контролируют затраты своей
цепи начисления стоимости лучше, а также те, кто дифференцирует
свои продукты путем улучшения их качества, уровня обслуживания
1 Porter М. Е. [ 1985], «Competitive Advantage: Creating and Sustaining Superior
Performance». New York: The Free Press, MacMillan.
36 Глава 1. Управление цепями поставок, интегрированное планирование...
потребителей, продуктового ассортимента, уникальности продукта на
рынке и т. д.
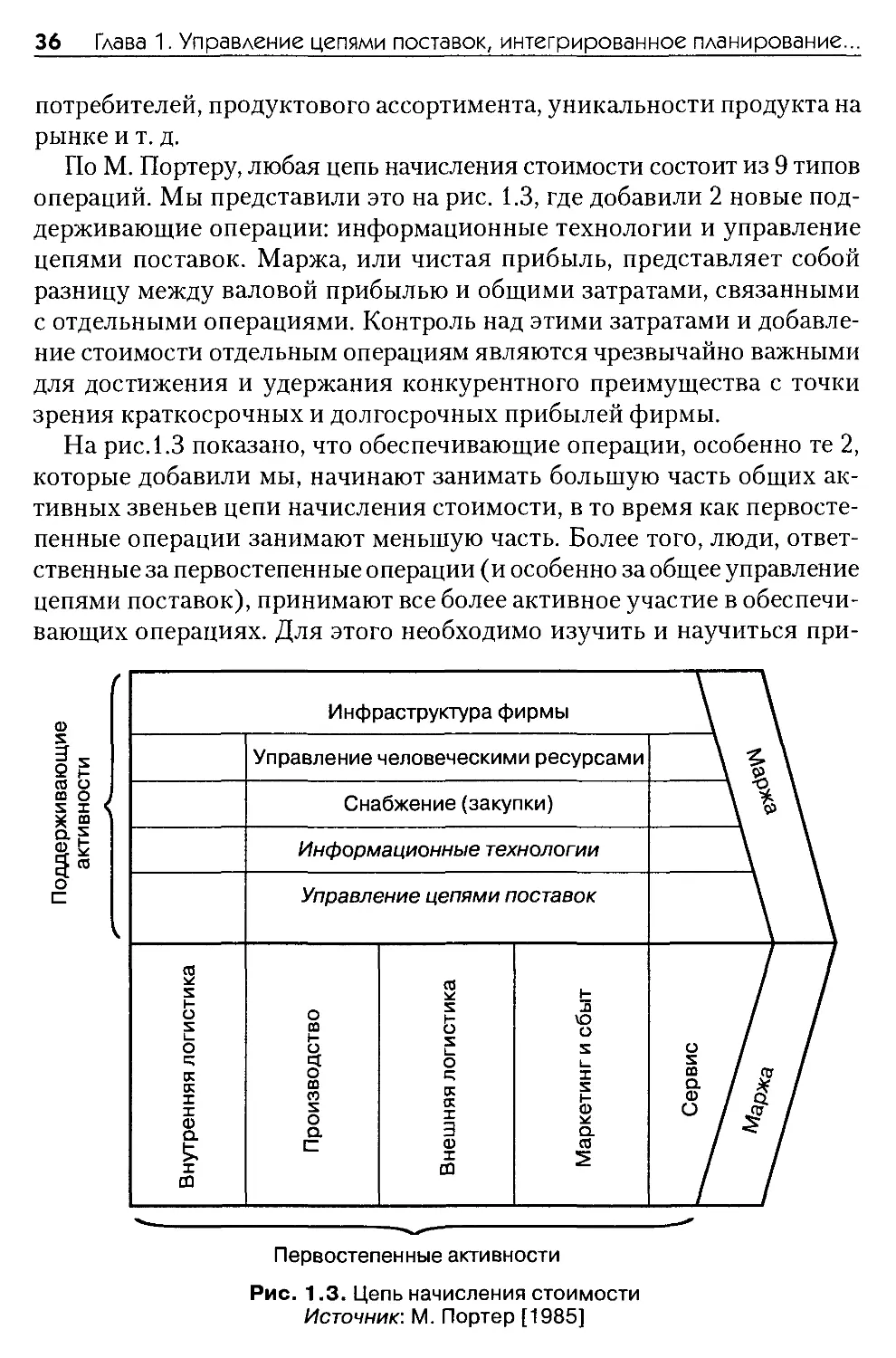
По М. Портеру, любая цепь начисления стоимости состоит из 9 типов
операций. Мы представили это на рис. 1.3, где добавили 2 новые под-
держивающие операции: информационные технологии и управление
цепями поставок. Маржа, или чистая прибыль, представляет собой
разницу между валовой прибылью и общими затратами, связанными
с отдельными операциями. Контроль над этими затратами и добавле-
ние стоимости отдельным операциям являются чрезвычайно важными
для достижения и удержания конкурентного преимущества с точки
зрения краткосрочных и долгосрочных прибылей фирмы.
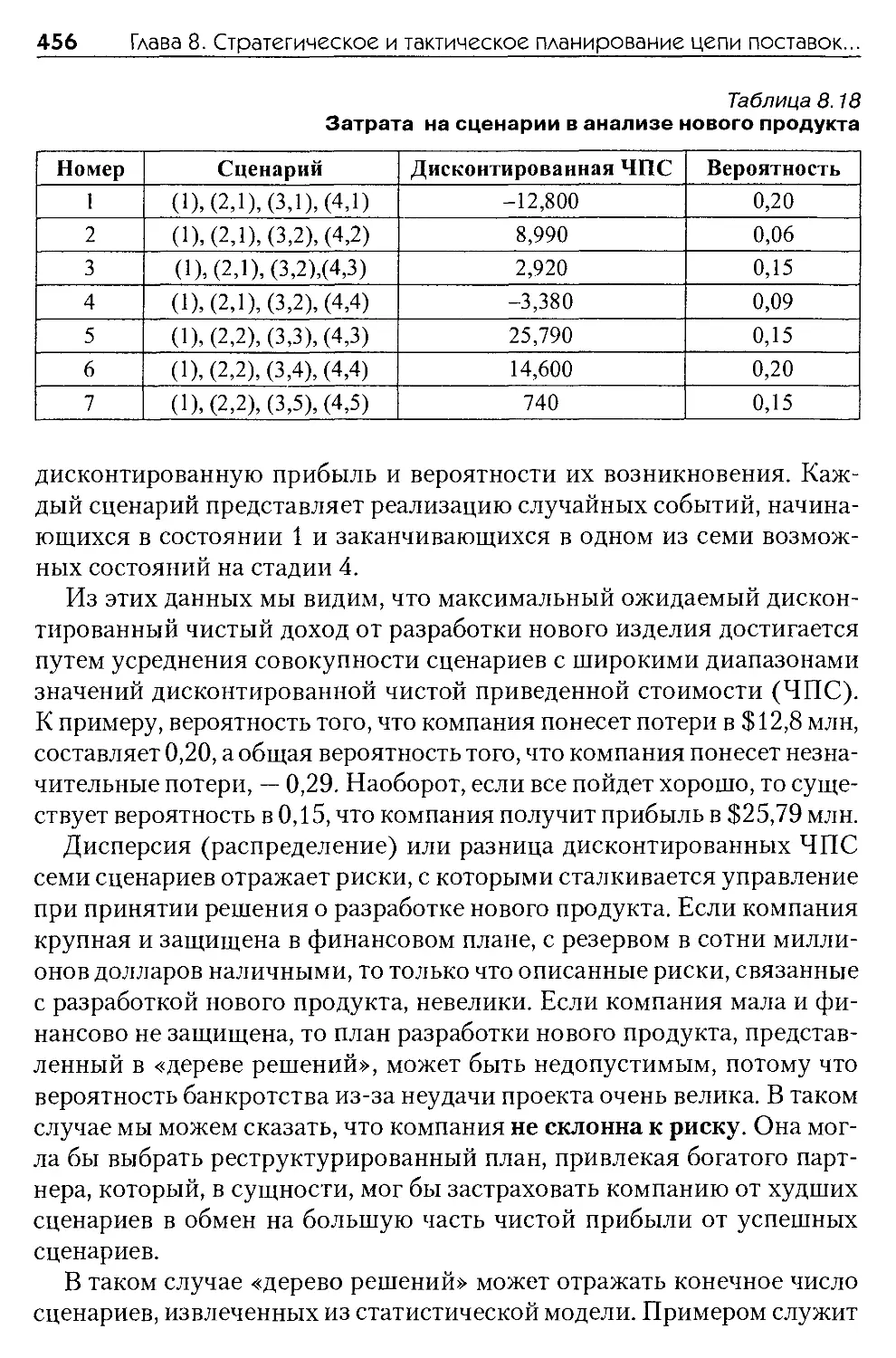
На рис. 1.3 показано, что обеспечивающие операции, особенно те 2,
которые добавили мы, начинают занимать большую часть общих ак-
тивных звеньев цепи начисления стоимости, в то время как первосте-
пенные операции занимают меньшую часть. Более того, люди, ответ-
ственные за первостепенные операции (и особенно за общее управление
цепями поставок), принимают все более активное участие в обеспечи-
вающих операциях. Для этого необходимо изучить и научиться при-
Первостепенные активности
Рис. 1.3. Цепь начисления стоимости
Источник: М. Портер [1985]
1.3. Концепция моделирования корпоративных цепей поставок...
37
менять организационные структуры, способствующие этой распреде-
ленной ответственности менеджеров цепи поставок.
М. Портер акцентирует внимание на важности эффективных свя-
зей между операциями в цепи начисления стоимости: «Два вида связей
могут дать конкурентное преимущество: оптимизация и координация.
Связи часто основаны на компромиссах для достижения общего ко-
нечного результата... Фирма должна оптимизировать такие связи, от-
ражающие ее стратегию, для того чтобы достичь конкурентного пре-
имущества...».1
Под оптимизацией М. Портер понимает «создание самого лучшего»
при помощи любых организационных методов или методов планиро-
вания, которые компания может применить в своей цепи начисления
стоимости. Главной идеей этой книги является следующее: чтобы быть
конкурентоспособной, фирма может и должна использовать данные,
модели и системы моделирования для оптимизации и координации
своей цепи начисления стоимости. Этот подход приемлем для мини-
мизации общих издержек. Но, как мы указывали ранее, конкурентное
преимущество, основанное на продуктовой дифференциации, также
требует количественного анализа для определения стоимости диффе-
ренциации. Если это происходит, то системы моделирования могут
помочь компании установить рентабельные планы, которые поддер-
живают высокий уровень обслуживания потребителей, качество и дру-
гие дифференцирующие факторы.
Теория фирмы. Концепция цепи поставок в широком смысле — это
управленческая интерпретация установившихся микроэкономических
моделей и теорий. Микроэкономика (или экономика промышленной
организации, как ее часто называют в последнее время) занимается
созданием и интерпретацией моделей, которые в математических тер-
минах описывают функционирование фирм, их расширение, объедине-
ние и взаимодействие согласно экономическим принципам. Она также
рассматривает модели, исследующие потребительский спрос на про-
дукты фирмы и то, как фирмы конкурируют друг с другом в рамках
одной отрасли.
Микроэкономические модели имеют сильное сходство с оптими-
зационными, которые мы будем рассматривать, потому что оба типа
моделей затрагивают решения о цепи поставок. Главное отличие со-
стоит в их сущности, а не в математической форме. Оптимизацион-
1 Porter М. Е. [1985], «Competitive Advantage: Creating and Sustaining Superior
Performance». New York: The Free Press, MacMillan.
38 Глава 1. Управление цепями поставок, интегрированное планирование...
ные модели являются эмпирическими, т. е. они обрабатывают цифро-
вые данные, характеризующие конкретную проблему планирования
цепи поставок, с целью выявления оптимальных стратегий для реше-
ния этой проблемы. Микроэкономические же модели (несмотря на то,
что они также основаны на математических вычислениях) предназна-
чены для обнаружения качественных аспектов в экономике фирмы и
ее конкуренции с другими фирмами отрасли. В гл. 3 мы урегулируем
различия между целями этих двух дисциплин путем использования
микроэкономической теории для объяснения и интерпретации опти-
мальных стратегий, рассчитанных с помощью оптимизационных мо-
делей.
Трудности возникают, когда в реальности проблема цепи поставок
не соответствует микроэкономической теории. Представьте, например,
что компания ограничила количество поставщиков сырьевых материа-
лов по меньшей мере до двух, причем каждый из них должен постав-
лять не менее 20% от общего объема. Руководство навязало свою по-
литику, несмотря на тот факт, что один поставщик предлагает продажу
сырья в неограниченных количествах по значительно более низкой
цене, чем у других поставщиков.
Этот тип давления у экономистов называется внешним влиянием.
Он представляет собой фактор, не оправданный экономическими ар-
гументами. Кто-то может попытаться извлечь выгоду из внешнего вли-
яния и включить ее в теорию фирмы, но это непрактично, так как ме-
неджеры отдела закупок требуют немедленного ответа, как лучше всего
приобрести сырьевые материалы. У них нет времени для анализа ра-
циональности или нерациональности внешнего влияния.
Этот и многие другие методы могут быть включены в теорию фир-
мы с помощью оптимизационных моделей. Есть возможность изме-
нять силу такого давления, если менеджеры в некоторой степени не
уверены, насколько жестким оно должно быть. Короче говоря, опти-
мизационные модели позволяют быстро и четко осуществить анализ
политики компании.
Микроэкономическая теория основывается на предположениях об
основных структурах математических моделей, позволяющих получить
необходимые результаты путем описания деятельности фирмы. К со-
жалению, реальные данные не всегда совпадают с этими результата-
ми. Например, показатели фиксированных затрат и положительного
эффекта масштаба, связанные с производственной и распределитель-
ной деятельностью, идут вразрез с традиционной микроэкономической
теорией. Если такие явления происходят в промышленности, с теоре-
1.3. Концепция моделирования корпоративных цепей поставок...39
тической точки зрения нет гарантии, что баланс между конкуриру-
ющими фирмами будет существовать. Конечно, в реальности может
быть дисбаланс, но это такая запутанная концепция, охарактеризовать
которую еще труднее.
Очевидно, что такие явления происходят повсюду. Модели смешан-
ного целочисленного программирования, особый тип оптимизацион-
ных моделей, который мы рассмотрим позднее, с легкостью охватывают
все многообразие сложных характеристик при бизнес-планировании
внешнего окружения в реальных условиях. Различие между микро-
экономикой и оптимизационными моделями состоит в том, что послед-
ние с большей легкостью способны приспосабливаться к сложным
условиям в реальности, с которыми трудно справиться с математиче-
ской или теоретической точки зрения.
В последнее время исследования формирования стратегий превра-
тились в новую парадигму, при которой фирма базирует свою деятель-
ность на ресурсах и которая тесно связана с экономикой промышлен-
ной организации. Ее смысл заключается в следующем: устойчивое
конкурентное преимущество фирмы в большой степени зависит от
ресурсов фирмы и того, как они используются. В частности, теория
предполагает, что более успешные фирмы владеют разнородными ре-
сурсами. Эти ресурсы отличают успешные предприятия от других
фирм и позволяют им выиграть на рыночной цене, получаемой фир-
мой за то, что средняя стоимость ее продукта превышает среднюю сто-
имость его поставки. Поэтому разнородные ресурсы нелегко модели-
ровать или заменять другими ресурсами.
Концепция ключевой компетентности связана с ресурсной теорией
фирмы. Ключевые компетентности относятся к разнородным ресур-
сам успешной фирмы, обеспечивающим ей устойчивое конкурентное
преимущество. И хотя этот термин широко используется, менеджеры
зачастую не могут точно найти свою ключевую компетентность и спо-
собы ее улучшения.
Теория фирмы, основанная на ресурсах, достаточно новая, и поэто-
му в ней еще не разработаны эмпирические методы для определения и
измерения разнородных ресурсов и основных способностей. Понятно,
что некоторые разнородные ресурсы качественны и поэтому не могут
быть легко измерены; примером этого может служить аттестация ин-
женеров-конструкторов компании. Но другие ресурсы могут быть из-
мерены, например затраты, связанные с продуктом. В последующих
главах мы покажем, как оптимизационные модели цепи поставок фир-
мы, основанные на данных, могут помочь в определении и классифи-
40 Глава 1. Управление цепями поставок, интегрированное планирование...
кации разнородных ресурсов по их абсолютной и относительной цен-
ности. Эти модели могут также выявить и классифицировать те ре-
сурсы, которые фирма планирует списать или распродать.
Концепции, основанные на ресурсном подходе фирмы, помогают
расширить спектр оптимизационных моделей управления цепями по-
ставок. Это важно, поскольку менеджеры и практики осторожно отно-
сятся к таким расширениям, несмотря на то что применение модели-
рования цепей поставок растет с большой скоростью. Можно привести
следующие примеры моделей:
• модели, где подробно анализируются ресурсы компании при вы-
боре планов увеличения эффективных ресурсов за счет сокраще-
ния неэффективных;
• модели, направленные на устранение стратегической неопреде-
ленности спроса при составлении планов приобретения ресурсов
для цепи поставок фирмы;
• модели, анализирующие стратегическую продуктовую линию
фирмы путем последовательного рассмотрения стадий внедре-
ния нового продукта, управления жизненным циклом и изыма-
ния продукта из обращения.
Логистика, производство и инновационный менеджмент
Стратегические аспекты высшего уровня, рассмотренные в предыду-
щем разделе, основаны на управлении по нисходящей, а в логистике,
производстве и управлении запасами деятельность по управлению
цепями поставок рассматривается снизу вверх. Тем не менее эксперты
в этих областях долго не признавали необходимости интегрированного
планирования.
Научные исследования в этих областях идут достаточно долго. Мно-
гие труды, опубликованные в научных журналах за последние годы,
были посвящены существующим оперативным проблемам, и в теоре-
тическом плане было многое сделано, но достигнутые результаты еще
далеки от практических решений. Раньше это было результатом недо-
статка данных и отсутствия интереса со стороны руководства в приме-
нении теорий. За последние годы ситуация существенно изменилась,
так как компании начали активно искать аналитические инструмен-
ты, которые бы могли им помочь усовершенствовать свою деятель-
ность. Тем не менее, потребуется еще немало времени, чтобы преодо-
леть косное мышление и создавать здравые и действенные подходы
к системам моделирования для решения оперативных проблем.
1.3. Концепция моделирования корпоративных цепей поставок...41
Логистика. Логистика связана с управлением запасами, транспор-
тировкой и складированием. Транспортное планирование — обшир-
ная сфера, включающая решения о способах транспортировки, пере-
возчиках, транспортных графиках, маршрутах и многих других видах
деятельности, служащих для перемещения продукции по цепи поста-
вок компании. В решении этих проблем были успешно применены
оптимизационные модели и системы моделирования, а прикладное
исследование продолжает поиски более эффективных и действенных
методов.
В Соединенных Штатах дерегулирование воздушных, железнодо-
рожных и автомобильных перевозок при расширении транспортных
альтернатив привело к появлению более конкурентных цен. Развитие
информационных технологий, например возможность выбора перевоз-
чика через Интернет, также предложило новые альтернативы. Рынок
предложения на транспорт, возможно, вьшдет на новый качественный
уровень и потребует создания новых инструментов при выборе пере-
возчиков.
Примерно в одно и то же время стратегические мыслители типа
Майкла Портера с их «нисходящими» подходами и эксперты по логи-
стике — с «восходящими» пришли к одним и тем же заключениям о важ-
ности интегрального управления цепями поставок. Согласно Стоку
и Ламберту: «Концепция интегрального логистического управления
основывается на анализе общих издержек, которые можно определить
как минимизацию затрат на транспортировку, складирование, запасы,
обработку заказов и информационные системы, а также стоимости
партий товаров при достижении желаемого уровня обслуживания по-
требителей».1
Из этого можно сделать несколько заключений.
Во-первых, Сток и Ламберт совершенно верно указывают на кос-
венные затраты (возможно, очень существенные), на информацион-
ные технологии, необходимые для достижения интегрального управ-
ления цепями поставок. Во-вторых, они говорят о необходимости
уравновешивания нематериальных целей (таких, как обслуживание
потребителей), а не о минимизации затрат. В-третьих, они предлагают
заменить производственные издержки количественной стоимостью. По
существу, отражается устаревшая точка зрения о том, что обязанности
менеджеров-логистов не могут совмещаться с обязанностями произ-
водственных менеджеров.
1 Stock J. R., Lambert D. М. [1987], «Strategic Logistics Management», 2d ed.
Homewood, 111: Richard D. Irwin and Company.
4 2186
42 Глава 1. Управление цепями поставок, интегрированное планирование...
Расширение масштабов анализа общих издержек необходимо для
усовершенствования управления цепями поставок в будущем. К при-
меру, в типичной компании, производящей потребительские товары,
сбытовая стратегия на следующий год определяется маркетологами.
Их план передается менеджерам по производству с просьбой вырабо-
тать соответствующую производственную стратегию. Только после
этого совместная сбытовая и производственная стратегия передается
менеджерам-логистам, которые должны разработать соответствующие
ей стратегии транспортировки, складирования и управления запаса-
ми. Таким образом, несмотря на стремление менеджеров-логистов
минимизировать общие логистические издержки, совершенно не за-
трагиваются вопросы интеграции стратегий логистики, производства
и маркетинга. В результате общая стратегия цепи поставок для компа-
нии, производящей потребительские товары, может быть оптималь-
ной лишь условно.
Производственный менеджмент. Производственное планирование
может иметь различные направления в зависимости от отрасли промыш-
ленности. Перерабатывающая промышленность (переработка нефти
на нефтеочистных заводах или производство пива на пивоваренных
и т. д.) требует дорогостоящего капитального оборудования, работаю-
щего непрерывно с редкими остановками. Сборочное производство
(производство автомобилей и их компонентов или печатных плат)
предполагает наличие многоуровневых линий для незавершенного
производства и комплектующих. Для осуществления непрерывного
производства в перерывах между поставками поддерживаются резерв-
ные запасы. Серийное производство нуждается в капитальном оборудо-
вании, которое используется время от времени для выполнения отдель-
ных работ с разными комплексами задач.
Таким образом, оптимизационные модели и системы моделирова-
ния для производственного планирования на оперативном уровне долж-
ны быть адаптированы к особенностям производственного окружения.
Они могут быть связаны со временем монтажа оборудования, пере-
ключений поточных линий, продолжительностью производственного
периода ит. д. Такие модели и системы моделирования необходимы
при получения информации для составления графика работ систем
планирования материальных ресурсов (MRP). В определенной произ-
водственной среде такие системы моделирования могут помочь менед-
жерам по производству в оценке решений о собственном производстве
или закупке комплектующих изделий.
1.3. Концепция моделирования корпоративных цепей поставок...
43
На тактическом и стратегическом уровнях планирования, где во-
просы времени менее важны, многочисленные проблемы производствен-
ного планирования могут быть точно смоделированы с помощью уни-
версальных моделей и систем моделирования, направленных на решение
проблем многоуровнего и многопериодного планирования. Однако
межвременная интеграция стратегических, тактических и оператив-
ных производственных планов достаточно важна, так как для челове-
ка, занимающегося моделированием, сложно синхронно увязать де-
тальные оперативные модели с более общими тактическими. Модели
производственного и календарного планирования играют важную роль
в применении новых качественных методов совершенствования про-
изводства, таких как стройное производство или гибкое производ-
ство. Стройное производство подразумевает сокращение расходов на
производственной линии и включает сокращение запасов, времени
подготовки к работе, времени установки и переналадки оборудования
и улучшение качества. Хотя стройное производство основывается глав-
ным образом на создании и использовании междисциплинарных ко-
манд, стимулирующих улучшение коммуникаций между менеджерами
и рабочими, оптимизационные модели играют важную роль в разра-
ботке планов, снижающих дополнительные расходы.
Управление запасами. Компания может создавать запасы сырьц,
запасных частей, незавершенного производства и готовой продукции
по разным причинам. Запасы:
• могут служить гарантом при неопределенности предложения или
спроса;
• дают преимущество положительного эффекта масштаба, связан-
ного с производством или приобретением продуктов в больших
количествах;
• необходимы при создании резерва для сезонного спроса или про-
движения продукта.
В последнее время проводятся попытки сокращать запасы или не
делать их вообще. Эти усилия частично мотивируются тем, что инфор-
мация о практике управления запасами в компании может помочь ак-
ционерам достаточно точно определить эффективность деятельности
компании, а следовательно, ее рентабельность. Практика управления
запасами «точно в срок», получившая широкое распространение в по-
следние годы, несколько сократилась после обнаружения того факта,
что в некоторых ситуациях накапливаются значительные скрытые за-
траты, особенно в случаях работы мелких поставщиков с крупными
компаниями в автомобильной и авиакосмической промышленности.
44 Глава 1. Управление цепями поставок, интегрированное планирование...
Проблемы управления запасами делятся на:
• затраты на их содержание;
• затраты, связанные с дефицитом;
• распределение спроса на продукцию.
Модели оптимизации запасов строятся на основе методов стати-
стики и прикладной теории вероятностей. По своей структуре они очень
сильно отличаются от детерминированных оптимизационных моделей,
которые рассматривают продукты, объекты и транспортные потоки при
анализе решений о приобретении и распределении ресурсов.
В этой книге мы исследуем модели управления запасами, опираясь
на подходы к интегрированному принятию решений о запасах и дру-
гих решений о цепи поставок. Этот момент очень важен, потому что
издержки на содержание запасов являются только одним элементом
в общих логистических издержках (хотя иногда менеджеры, ответствен-
ные за контроль над запасами, не обращают на это внимания). Мы уви-
дим, что очень трудно включить решения о запасах в оптимизацион-
ные модели цепей поставок, поскольку необходимы такие параметры,
как изменения рыночного спроса и времени доставки и их влияние на
общее время простоя. Все это очень непросто отразить в оптимизацион-
ных моделях. Тем не менее в зависимости от масштабов анализа мож-
но рассчитать допустимые значения затрат на запасы.
Управление финансами
Управление финансами — это «процесс определения, измерения, опи-
сания и анализа информации об экономических результатах деятель-
ности организаций».1 Он позволяет менеджерам принимать наиболее
эффективные решения, обеспечивает возможность обратной связи,
а также помогает контролировать текущую деятельность предприятия.
В противовес ему бухгалтерский учет отвечает за доведение результа-
тов о деятельности компании до внешних источников, таких как акци-
онеры, кредиторы и налоговые органы. На протяжении прошлого сто-
летия развитие управления финансами было замедлено из-за строгих
правительственных ограничений в сфере финансового учета. Кроме
того, применение методов управления финансами требует наличия
информационных технологий, которые стали развиваться только в по-
следние годы.
Методы управления финансами для планирования цепи поставок
тесно связаны с методами, используемыми для создания и примене-
1 Atkinson A. A., Banker R. D., Kaplan R. S., Young S. M. [1997], «Management
Accounting», 2nd ed. Englewood Cliffs, NJ: Prentice-Hall.
1.3. Концепция моделирования корпоративных цепей поставок...
45
ния оптимизационных моделей. По сути, подходы к анализу бизнес-
проблем в этих двух дисциплинах очень похожи. Мы обратим внима-
ние на две основные задачи, которые необходимо решить для получе-
ния данных о затратах при создании моделей цепей поставок:
• определить причинно-стоимостное соотношение прямых и кос-
венных издержек;
• рассчитать затраты на перемещение, производство продукта, а так-
же затраты на обслуживание потребителей с точки зрения опти-
мального решения, применимого к модели цепи поставок.
Для оптимизационной модели необходимы исходные данные, отра-
жающие поведение затрат; следовательно, большое внимание уделя-
ется стоимостным соотношениям. Эти соотношения между натураль-
ными категориями прямых и косвенных издержек и независимыми
факторами называются стоимостными факторами. Для того чтобы
менеджеры понимали важность издержек и принятия решений о них,
мы попытаемся найти причинные стоимостные соотношения, затра-
гивающие стоимостные факторы, которые бы точно и полно отражали
ту деятельность цепи поставок, которая инициирует издержки и доба-
вочную стоимость продукта или услуги фирмы. Поведение затрат также
отражает прогнозы о том, как затраты будут меняться в зависимости
от изменений масштаба и вида деятельности по сравнению с предыду-
щим периодом. Кроме этого, оно рассматривает затраты и стоимост-
ные соотношения, инициирующие деятельность по освоению нового
продукта, рынков, поставщиков, объектов, а также транспортную дея-
тельность (то, что компания желает оценить как часть своего страте-
гического и тактического плана).
Выбор стоимостных факторов для прямых стоимостных соотноше-
ний несложен, поскольку прямое производство и деятельность по рас-
пределению обычно зависят от машин и оборудования, людей, сырья
и т. д. Выбор же стоимостных факторов для косвенных стоимостных
соотношений намного сложнее. Для этого необходима экспертная оцен-
ка управления финансами и знание деятельности компании в целом.
Развитие методов исчисления себестоимости по объему хозяйствен-
ной деятельности, которые являются важной новой сферой в области
управления финансами, нацелено на определение стоимостных факто-
ров для косвенных затрат.
Прогнозирование спроса и маркетинг
Прогнозирование спроса относится к количественным методам пред-
сказания спроса на продукты, реализуемые компанией. Очевидно, что
46 Глава 1. Управление цепями поставок, интегрированное планирование...
такие прогнозы играют существенную роль при построении моделей
цепи поставок или моделей минимизации общих издержек для удов-
летворения какой-то конкретной модели прогноза спроса либо модели
максимизации чистой прибыли (включая функции, соотносящие спрос
с ценой продукта, размещением источников сырья и других факторов).
Неясности в прогнозе спроса должны быть использованы в создании
многочисленных сценариев спроса для их оптимизации с помощью
модели цепи поставок.
При прогнозировании спроса в основном используются статисти-
ческие методы. Аналитики применяют эти методы при проектирова-
нии будущей структуры сбыта, опираясь на данные прошлого опыта
о продажах, а также на данные о компании, отрасли промышленности,
национальной и глобальной экономике. Анализ с помощью временных
рядов является крупным классом методов для прогнозирования толь-
ко на основе данных прошлых лет. Известный метод экспоненциаль-
ного сглаживания является простым примером модели временных
рядов.
При построении модели временных рядов практик пытается найти
такие образцы в предшествующих данных (например, сезонное влия-
ние или тенденции, которые бы соответствовали данным, отраженным
в прогнозах). Иногда такие образцы едва обнаружимы. В таких случаях
практику потребуется большой опыт работы в области моделирова-
ния для создания эффективной модели. То есть кроме математического
обоснования прогнозирование спроса имеет интуитивную сторону,
которую трудно обосновать или объяснить неспециалисту.
Модели временных рядов носят фаталистический характер, посколь-
ку они предполагают, что прошлое повторится без влияния на него
внешних факторов. Таким образом, компании можно посоветовать
совместить статистический анализ с управленческой оценкой кратко-,
средне- и долгосрочных перспектив деятельности компании в области
продаж. Также, не рекомендуется планирование цепи поставок, осно-
ванное только на интуиции и управленческой оценке, без использова-
ния формальных прогнозных методов.
Другой большой класс прогнозирующих моделей, который включает
регрессию и эконометрические методы, отступает от предопределен-
ности способов временных рядов и пытается понять сущность процес-
са возникновения спроса на продукт с помощью причинных взаимо-
отношений или по меньшей мере объясняющих факторов, которые
связывают независимые переменные с прогнозами спроса. Например,
прогнозирование увеличения спроса на продукт как функции от уве-
1.3. Концепция моделирования корпоративных цепей поставок...
47
личения валового национального продукта (ВВП) и снижения спроса
как функции от роста цены продукта. Но даже причинные модели очень
чувствительны к чрезмерному использованию ретроспективных дан-
ных, что опять-таки говорит о необходимости сочетания их с управ-
ленческими оценками.
Поскольку мы заговорили об анализе прогнозов спроса и причин-
ном моделировании, следующим естественным шагом является иссле-
дование маркетинговых моделей, соотносящих прогнозируемые про-
дажи с установленными отделом маркетинга переменными решениями,
такими как цена, продвижение продукта, реклама и усилия торговых
агентов. Поскольку затраты на создание маркетинговых стратегий,
включающих эти переменные решения, будут весьма существенны, мы
должны рассматривать расширенные модели, которые бы совмещали
управленческие решения о цепи поставок и управленческие решения
о спросе. Интерес к таким моделям растет, хотя они так пока и не по-
лучили широкого применения.
Когда компания внедряет новый продукт, она не имеет ретроспек-
тивных данных, на которых могут базироваться прогнозы. Однако во
многих случаях имеются данные о сходных продуктах. Трудность со-
стоит в определении первоначальных прогнозов нового продукта, ос-
нованных на параметрах прогноза, полученных из ретроспективных
данных об этих сходных продуктах. Например, модель распростране-
ния нового продукта соотносит продажи с параметрами, описываю-
щими ставки, при которых два типа покупателей, новаторы и подража-
тели, решают купить этот продукт. Такая модель успешно применяется
при прогнозировании продаж новых потребительских электронных
и высокотехнологичных продуктов длительного пользования. Как
только начинает образовываться совокупность параметров о продажах
нового продукта, априорные параметры могут быть пересмотрены.
Исследование операций
Исследование операций — это наука, изучающая принятие решений
и их технологию. Научная составляющая связана с проблемами моде-
лирования решений путем определения целей лица, принимающего
решения (ЛПР), и условий, в которых он или она должны или желают
работать. Научная составляющая также связана с математическими
методами, называемыми алгоритмами, для оптимизации цифровых
(числовых) систем, получаемых в результате использования данных
при заполнении моделей. Технологическая составляющая связана с ин-
струментами программного обеспечения для сбора и обработки данных,
48 Глава 1. Управление цепями поставок, интегрированное планирование...
использования их при создании и оптимизации моделей, а также для
составления отчетов о результатах.
Модели и методы исследования операций применяются очень ши-
роко. Такая всеобщность дает определенные возможности и создает
некоторые трудности. Главная возможность заключается в том, что
множество логистических проблем могут быть проанализированы с по-
мощью готовых оптимизационных моделей и алгоритмов, быстро адап-
тированных для конкретного использования. Однако имеют значение
детали данной проблемы. Поэтому главной трудностью является точ-
ное определение модели, соответствующей конкретной ситуации. Эта
книга посвящена исследованию и разработке таких возможностей
и трудностей.
Исследование операций — одна из дисциплин, которая ворвалась
в жизнь в начале информационной революции в середине 1940-х гг.
Революция началась с необходимости использования численных ме-
тодов в военных операциях во время Второй мировой войны. Несмотря
на эти очень ранние применения, последующее развитие информаци-
онных технологий в бизнесе было связано с методами накопления дан-
ных, коммуникациями и управлением, что противоречило численно-
му расчету. Такие взгляды бытовали до недавнего времени. Сейчас
интерес к численному расчету в бизнесе сильно возрос, о чем свиде-
тельствует широкое применение электронных программ табличных вы-
числений и сложных графиков наряду с возобновившимся интересом
к моделям исследования операций.
К сожалению, между 1970 и 1985 г. интерес к исследованию опера-
ций спал, так как компании были больше озабочены методами сбора
данных, нежели методами их анализа. В течение этого периода теория
развивалась быстрее, чем информационные технологии и практиче-
ское применение моделей исследования операций. Часто данные, не-
обходимые для реальной модели, были недоступны или не могли быть
получены своевременно. Не имея возможности работать над решени-
ем практических задач, ученые и другие исследователи в этой сфере
были заняты развитием теории, зачастую двигаясь в направлении, не
имеющем отношения к практике.
Несмотря на недостатки прошлого, будущее исследования опера-
ций является оптимистичным, особенно для новых усовершенство-
ванных сфер применения. Растущий интерес со стороны менеджеров
к управлению цепями поставок открыл новые возможности для постро-
ения и анализа моделей. В то же время программные пакеты для опти-
мизационных моделей достигли такого совершенства, что могут быть
1.4. Инновации в области информационных технологий и моделирование...49
легко объединены с другими системными модулями. Сегодняшние пер-
сональные компьютеры способны оптимизировать крупномасштабные
модели за время, которое по меныпей мере соответствует времени ре-
шения задачи универсальными вычислительными машинами всего
несколько лет назад. Именно по этим причинам исследование опера-
ций стало важным элементом в методологии информационных техно-
логий.
1 А. Инновации в области информационных
технологий и моделирование поддерживающей
цепи поставок
В этом разделе мы рассмотрим взаимосвязь информационных техно-
логий (IT) и моделирования цепи поставок. Как мы наблюдали ранее,
недавнее развитие систем ERP обеспечивает перспективу, а иногда
и реальность всеобъемлющих легкодоступных транзакционных баз
данных. Такие базы данных являются основанием для создания и приме-
нения систем моделирования цепей поставок. И наоборот, системы моде-
лирования цепи поставок совершенно необходимы менеджменту при
извлечении эффективных планов из этих транзакционных баз данных.
Проблема обработки данных 1: данные, необходимые для приня-
тия управленческих решений, избыточны.
Менеджеры сталкиваются с этой проблемой уже более 20 лет, и в по-
следнее время она стала еще более актуальной в связи с появлением
систем ERP, систем для компьютеризации учета в розничной торгов-
ле и других систем, направленных на упрощение сбора и обработки
транзакционных данных.
Проблема обработки данных 2: менеджеры не знают, какие данные
в транзакционных базах данных компании необходимы для интегра-
ции своей деятельности с логистической деятельностью других менед-
жеров в компании, а также с поставщиками и потребителями компании.
Как уже несколько раз обсуждалось в этой книге, интегрированное
планирование цепи поставок не возникнет сразу, «как по волшебству»,
как только будут установлены системы для управления транзакцион-
ными данными.
Решение этих проблем — основная тема данной книги. Решения
могут быть обозначены достаточно абстрактно, но для их исполнения
требуется технологическое развитие, изучение и перепланировка биз-
нес-процессов со стороны компании и ее партнеров по цепи поставок.
Решение имеет два вида.
50 Глава 1. Управление цепями поставок, интегрированное планирование...
Технологическое решение: развивать и использовать системы мо-
делирования для анализа стратегических, тактических и оперативных
решений, оказывающих влияние на цепь поставок компании.
Мы подчеркиваем, что технологическое решение включает постро-
ение и применение систем моделирования для всех уровней планиро-
вания — стратегического, тактического и оперативного. Безусловно,
существует необходимость в применении баз данных для принятия
логистических решений, подкрепляющих эти системы моделирования,
которые, в свою очередь, последовательны и взаимосвязаны в описа-
нии продуктов, рынков, поставщиков, технологической, транспортной
деятельности и многих других факторов. Кроме того, решения о цепи
поставок, предлагаемые различными моделями, должны быть после-
довательны и взаимосвязаны в отношении стратегических, тактиче-
ских и оперативных планов.
При возможностях сегодняшнего программного и аппаратурного
обеспечения решение аналитических задач интерпретации данных не
является проблемой. Преградой интегрированного управления цепя-
ми поставок является следующее.
Организационное решение: пересмотр деятельности компании
и управленческих схем мотивации, способствующих продвижению
конкурентных стратегий для управления цепями поставок.
Требования процесса перепланирования, необходимые для исполь-
зования возможностей систем моделирования, до сих пор не поняты
и недооцениваются многими менеджерами. Проще говоря, компания
должна придерживаться определенных способов применения инстру-
ментов моделирования, где время цикла их использования зависит от
типа проводимого анализа. Стратегическое планирование может осу-
ществляться один раз в год, тактическое — раз в квартал или в месяц,
оперативное — раз в неделю или ежедневно. Бизнес-процессы должны
быть рассортированы для того, чтобы дополнять базу данных логи-
стических решений, осуществлять анализ процесса моделирования,
разрешать конфликты среди менеджеров из-за предложенных планов
и претворять планы в жизнь после их определения и утверждения.
Осуществление этих задач предполагает создание новых видов ра-
бот для отдельных работников, обладающих как способностями в об-
ласти информационных технологий, так и пониманием бизнес-проблем
и анализа. Более того, компания должна пересматривать свои схемы
мотивации для того, чтобы побудить директора предприятия, менед-
жеров по сбыту и других менеджеров среднего и высшего звена при-
нимать решения и следовать установленным планам, главной целью
1.5. Организационная адаптация к интегрированному управлению...
51
которых является глобальная оптимизация цепи поставок компании.
Создание таких мотивирующих схем — непростой процесс, поскольку
успех или неудача глобальной оптимизации цепи поставок компании
касается множества сторон деятельности компании, находящихся вне
контроля отдельного менеджера. В результате менеджер может почув-
ствовать, что его/ее годовые премии и перспективы продвижения по
службе никак не связаны с результатами его/ее работы.
Мы находимся на перекрестке информацйонной революции, кото-
рая началась с тезиса о том, что компьютеры и сети связи должны обес-
печивать менеджеров своевременной и полной информацией о деятель-
ности компании, ее поставщиках и рынках, где продается ее продукция.
Никто не сомневается в преимуществах следования этому тезису, ко-
торый сегодня близится к реализации. Однако деловая общественность
до сих пор сталкивается с антитезисом, который характеризуется дву-
мя проблемами обработки данных, описанными выше. История пока-
зывает, что антитезис может быть и будет преодолен путем развития
технологий для формирования синтеза, который становится новым
тезисом, и процесс повторяется. Наша точка зрения состоит в том, что
техническое и организационное решения характеризуют синтез, иско-
мый участниками информационной революции. Более того, мы можем
ускорить его достижение путем его четкой формулировки и создания
благоприятных условий.
1 «5. Организационная адаптация к интегрированному
управлению и моделирование цепи поставок
В предыдущем разделе мы выяснили, что преграды для интегрирован-
ного управления цепями поставок являются организационными, но не
техническими. Хотя некоторые улучшения управления цепями поста-
вок и могут быть достигнуты путем устранения очевидных, неэффек-
тивных видов деятельности, нас интересует создание благоприятных
условий для более крупных усовершенствований. Такие усовершен-
ствования могут быть реализованы менеджерами при использовании
систем моделирования с целью достижения истинного интегрирован-
ного планирования. Раскрытие форм и функций таких систем являет-
ся целью этой книги. Как только руководство компании осознает их,
оно начнет адаптировать свои бизнес-процессы к возможности исполь-
зования систем моделирования.
Большинство компаний радикально меняются благодаря множеству
взаимосвязанных факторов:
52 Глава 1. Управление цепями поставок, интегрированное планирование...
• глобализации;
• электронной коммерции;
• системам планирования ресурсов предприятия;
• реинжинирингу бизнес-процессов;
• обучению персонала и управлению изменениями;
• интегрированному управлению цепями поставок.
Об этих явлениях много писали и наверняка напишут еще больше.
Мы считаем, что в управлении цепями поставок может быть наведен
порядок путем создания систем моделирования, обеспечения их база-
ми данных о решениях и адаптации организации для их использова-
ния. Хотя эта точка зрения может показаться самонадеянной, а воз-
можно, даже нелепой и смешной, мы не согласны с тем, что растущее
число менеджеров разных компаний стремятся к управлению своими
цепями поставок, основанному на фактах, т. е. данных.
Применение систем моделирования с целью увеличения рациональ-
ности управления цепями поставок ставит под сомнение результаты
прошлых исследований в области принятия решений, которые показа-
ли, что до сих пор в большом количестве существуют вечные проблемы
невежества, суеверия и конфликтов. Для принятия более эффектив-
ных решений необходим реинжиниринг бизнес-процессов. Рекомен-
дации по достижению этой цели представлены в заключительной гла-
ве этой книги.
Литература
Amtzen В. С., Brown G. G., Harrison Т. Р., Traffton L. L. [1995], «Global Supply Chain Ma-
nagement at Digital Equipment Corporation», Interfaces, 25, 69-93.
Atkinson A. A., Banker R. D., Kaplan R.S., Young S. M. [1997], «Management Accounting»,
2nd ed. Englewood Cliffs, NJ: Prentice-Hall.
Barboza D. [1999], «Conagra Enlisting in the March Toward a Leaner Food Industry», The
New York Times, May 13, C-19.
Cohen K.J., Cyert R. M. [1965], «Theory of the Firm: Resource Allocation in a Market Eco-
nomy». Englewood Cliffs, NJ: Prentice Hall.
Conner K. R. [1991] «А Historical Comparison of Resource-Based Theory and Five Schools
of Thought within Industrial Organizations Economics: Do We Have a New Theory of
the Firm?» Journal of Management, 17, 121-154.
Cox Jr. L. A., Kuehner W. E., Parrish S. H., Qiu Y. [1993], «Optimal Expansion of Fiber-Optic
Telecommunications Networks in Metropolitan Areas», Interfaces, 23, 35-50.
Crum M. R., Holcomb M. C. [1994], «Transportation Outlook and Evaluation», in The Logi-
stics Handbook, edited by J. F. Robe-son, W.C. Copacino and R. E. Howe. New York:
The Free Press.
Goldman S. L., Preis K. [1991], 21st Century Manufacturing Enterprise Strategy, lacocca
Institute Report. Bethlehem, PA: Lehigh University.
1.5. Организационная адаптация к интегрированному управлению...
53
Hanssmann Е. [1959], «Optimal Inventory Location and Control in Production and Distri-
bution Networks», Operations Research, 7, 483-498.
Harris E. [1915], «Operations and Costs», Factory Management Series, 48-52. Chicago:
Shaw.
Holmstrom B. R., TiroleJ. [1988], «The Theory of the Firm», in Handbook of Industrial Orga-
nization, edited by R. Schmalensee and R.Willig. Amsterdam: North-Holland.
LaLonde B.J., GrabnerJ. R., Robeson J. F. [ 1970], «Integrated Distribution Systems: A Mana-
gement Perspective», International Journal of Physical Distribution Management, 40.
Makridakis S., Wheelwright S. [1986], Forecasting: Methodsand Applications. Wiley.
March J. G. [1994], A Primer on Decision Making: How Decisions Happen. New York: The
Free Press.
Porter M. E. [1985], Competitive Advantage: Creating and Sustaining Superior Performan-
ce. New York: The Free Press, MacMillan.
Porter M. E., Millar V. E. [1985], «How Information Gives You Competitive Advantage»,
Harvard Business Review, 149-160.
Pralahad С. K„ Hamel G. [1990], «The Core Competence of the Corporation», Harvard Busi-
ness Review, May-June, 79-91.
Rajaram K. R.JaikumarE, Behlau F. van Esch, Heynen C., Kaiser R„ KuttnerA., Van de Wege I.
[ 1999], «Robust Process Control at Cerestar’s Refineries», Interfaces, 29, 30-48.
Reeves C. R. [1993], Modern Heuristic Techniques for Combinatorial Problems. Oxford,
Eng: Blackwell Scientific Publications.
Schrage L. [1997], Optimization Modeling with UNDO, 5th ed. Pacific Grove, Calif: Dux-
bury Press.
Shapiro J. E. [1993], «Mathematical Programming Models and Methods for Production
Planning and Scheduling», in Handbooks in OR 6-MS, Volume 4, edited by S. C. Graves
et al. Amsterdam: Elsevier.
ShapiroJ. E., Singhal V. M., WagnerS. N. [1993], «Optimizing the Value Chain», Interfaces, 25,
102-117. Sipper, D., and R. L. Bulfin [1997], Production: Planning, Control, Integ-
ration. New' York: McGraw-Hill.
Stock J. R., Lambert D. M. [1987], Strategic Logistics Management, 2d ed. Homewood, 111:
Richard D. Irwin and Company.
WemerfeltB. [1984], «А Resource Based View of the Firm», Strategic Management Journal, 5,
171-180.
Womack J. P., Jones D. T., RoosD. [1990], The Machine That Changed the World: The Story
of Lean Production, New7 York: Rawson Associates.
Wilson R. H. [1934], «А Scientific Routine for Stock Control», Harvard Business Review, 13,
116-128.
Winston W. L. [1994], Operations Research: Applications and Algorithms, 3d ed. Pacific
Grove, Calif: Duxbury Press.
Winston W. L. [1995], «Introduction to Mathematical Programming», 2d ed. Pacific Grove,
Calif.: Duxbury Press.
Zuckerman L. [1999], «Airbus’s Stealth Advance», International Herald Tribune, July 10-11,9.
Глава 2
ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ
Быстрое развитие информационных технологий (ИТ), которые состо-
ят из компьютеризации и телекоммуникаций, повлияло на все аспекты
бизнеса, а не только на управление цепями поставок. В течение 1990-х гг.
продажи ИТ возросли до таких размеров, что эта отрасль стала самой
большой в США, превзойдя такие отрасли, как строительная, пище-
вая и автомобилестроительная. Как показано на рис. 2.1, инвестиции
в аппаратное, техническое и программное обеспечение начали возра-
стать с середины 1980-х гг., достигли стремительного темпа к концу
1990-х и не собираются прекращаться.
Создание и управление корпоративной базой данных облегчается
использованием широко известной разработки систем планирования
ресурсов предприятия (ERP). Эти системы предлагают перспективу
Инвестиции, $млрд
Бум в сфере информационных технологий
Инвестиции в техническое и программное обеспечение
ежегодно составляют $380 млрд, постепенно поднимаясь
с годовой отметки в $110 млрд 5 лет назад. Корпоративный
мир ожидает продолжения инвестирования в информаци-
онные технологии, так как планируемые расходы к концу
2001 г. составят $500 млрд
Прогноз
г 500
-400
-300
-200
- 100
Инвестиции в компьютеры, периферии
и программы, поквартально в 1996 г., $
Год 1965 1969 1973 1977 1981 1985 1989 1993 1997 2001
Рис. 2.1. Инвестиции в аппаратное и программное обеспечение
Источник: Lohr [1999], «The Economy Transformed, Bit by Bit»,
The New York Times, December 20
2.1. Достижения в развитии систем планирования ресурсов предприятия... 55
взаимосвязи базы данных, которые стандартизируются во всей ком-
пании, поэтому облегчают интеграцию с деятельностью системы снаб-
жения. Модели играют все возрастающую роль в оказании помощи
менеджерам создавать на основе этих баз данных эффективные планы
в системе снабжения. Тем не менее цели таких моделей и их потенци-
ал в повышении конкурентоспособного преимущества компании еще
не полностью осознаны менеджерами цепи поставок.
В разделе 2.1 мы дадим краткий обзор развития ERP и системы
электронной торговли с точки зрения управления системой поставок.
Эти системы (в первую очередь транзакционные ИТ) имеют отноше-
ние к сбору, обработке и передаче несистематизированных данных
о поставках компании и к сбору и распространению отчетов, суммиру-
ющих эти данные. Они также облегчают передачу информации среди
различных компаний в расширенной или реально действующей си-
стеме поставок. В разделе 2.2 мы сравним взаимосвязанные ИТ с ана-
литическими ИТ, которые были созданы в помощь менеджерам при
принятии решений в сфере системы поставок.
В теории системы моделирования в аналитических ИТ компании
и базы данных решений следует комплектовать набором связанных
программ для стратегического, тактического и оперативного планиро-
вания. Эта иерархия систем моделирования подробно рассматривает-
ся в разделе 2.3. На практике существует очень мало компаний, кото-
рые приблизились к достижению полного набора. Тем не менее мы
верим, что есть смысл в предварительном планировании подробной
структуры для этих систем моделирования и изучении связей между
различными компонентами.
В разделе 2.4 мы обсудим вопросы, связанные с модернизацией уста-
ревших систем и устаревших взглядов на моделирование системы по-
ставок. Эти вопросы предваряют исследования, которые мы обсудим
в гл. 12 в рамках целесообразного использования моделей принятия
решений. Глава заканчивается разделом 2.5, где мы представим оконча-
тельное мнение об информационной революции, которая имеет конк-
ретное отношение к управлению системой поставок.
2.1. Достижения в развитии систем планирования
ресурсов предприятия (ERP) и электронной
коммерции
На протяжении последних сорока лет большое внимание в работах
программистов и информационных технологов уделялось развитию
56
Глава 2. Информационные технологии
ИТ в сфере управления и коммуникаций транзакционных данных.
В 1990-е гг. увеличивается интерес управляющего аппарата к этой об-
ласти технологий и все больше денег вкладывается в аппаратное, тех-
ническое и программное обеспечение. Даже с появлением системы ERP
и электронной коммерции было бы наивно полагать, что существуют
выработанные неизменные решения проблем в управлении данными.
Целью этой книги не является детальное обсуждение аппаратного,
технического и программного обеспечения. В этой главе мы обсудим
совместимость ИТ и использование систем моделирования для управ-
ления системой поставок. Современные ИТ дают возможность разви-
тия таких систем, но в большинстве компаний способы их успешной
реализации остаются неясными. Хотя ученые и консультанты часто
используют такие выражения, как «компания должна (может, ей сле-
дует) оптимизировать решения системы поставок», данные о том, как
этот анализ может быть произведен, часто отсутствуют. Кроме того,
менеджеры не полностью осознают, как модели могут обеспечить де-
тальный, высококачественный обзор сложных ситуаций, относящих-
ся к транзакционным данным системы поставок. Основываясь на все
возрастающем интересе к системам моделирования, мы ожидаем, что
менеджеры вскоре станут более информированными. Участвуя в про-
цессе получения, соединения в целое, распространения в другие обла-
сти или же преобразования транзакционных данных в исходные дан-
ные, необходимые системам моделирования для поддержания принятия
решений, менеджеры получат актуальные и важные взгляды на то, как
использовать передовые ИТ.
В этом разделе мы рассмотрим современное развитие систем ERP
и электронной коммерции. Наше обсуждение электронной коммерции
разделится на анализ «бизнес для клиента» (В2С) и «бизнес для биз-
неса» (В2В).
Системы ERP
Система ERP включает аппаратное, техническое и программное обес-
печения, которые облегчают прохождение транзакционных данных
в компаниях, работающих в области производства, логистики, продаж
и человеческих ресурсов. Все прикладные программы компании, свя-
занные с бизнесом, интегрированы в единую систему, имеющую до-
ступ к централизованной базе данных. Общие и совместимые инфор-
мационные поля базы данных используются всей компанией. Кроме
того, данные заносятся в базу данных только один раз, обеспечивая их
использование во всех совместимых программах.
2.1. Достижения в развитии систем планирования ресурсов предприятия... 57
В 1997 г. по всему миру продажи систем ERP и связанных с ними
услуг были оценены более чем в $10 млрд. Из них примерно 50% при-
ходилось на программное обеспечение, 30% — на установку, обучение
и выполнение индивидуальных заказов и 20% — на поддержание и усо-
вершенствование. Основные средства тратились на установку, обуче-
ние и ввод в эксплуатацию, что отражает необходимость в процессе
реконструирования, призванном соединить различные функции в еди-
ную систему. Вдобавок, чтобы улучшить сбор и передачу данных, ре-
инжиниринг должен включать удаление и сокращение данных, напри-
мер сокращение числа центральных процессоров до действительно
необходимого объема (но это не всегда так происходит).
При внедрении системы ERP во многих компаниях появляются не-
ожиданные трудности. В журналах появляются многочисленные ста-
тьи, предлагающие различные способы того, как избежать головной
боли. Даже когда внедряемый проект хорошо разработан, результат
может быть неожиданным из-за присущего ограничения современных
систем ERP. Они включают следующее:
• обязательное соответствие — система ERP навязывает жесткие
требования к данным и обработке, которые зачастую запрещают
принятый способ управления бизнесом;
• невозможность приобретать программное обеспечение у много-
численных поставщиков — компания не может интегрировать
модули, включая системы моделирования, приобретенные у мно-
гочисленных поставщиков, с закрытыми системами ERP, приоб-
ретенными у первоначального поставщика;
• несовместимость системы ERP с системой поставок — компания
не может просто интегрировать базу данных системы поставок
с поставщиками и потребителями, особенно теми, кто не в состо-
янии приобрести ERP.
Принято считать, что эти проблемы можно преодолеть, используя
новые системы ERP, которые будут модульными и позволят использо-
вать глобальную сеть. Индивидуальные модули для управления транз-
акционными данными и моделирования анализов будут соединены
в системах ERP, использующих программное обеспечение средней
сложности, которое обеспечит стандартный интерфейс для модулей.
Применение в областях электронной торговли подчеркивает недо-
статок закрытых систем ERP. Ожидается, что в скором времени по-
требуется полная интеграция бизнес-процессов в пределах компании.
Модули гибких систем ERP будут обязательной частью при внедрении
58
Глава 2. Информационные технологии
информационных систем предприятия для системы поставок, состоя-
щей из нескольких компаний различных размеров и уровней разви-
тия. Кроме того, поскольку электронная торговля еще очень молода,
интернет-компании будут нуждаться в модифицировании своих си-
стем ERP с появлением новых условий.
Электронная коммерция
Передача информации через Интернет характеризуется общедоступ-
ностью, низкими затратами и высокой скоростью. Эти черты — резуль-
тат удивительного развития за последние годы компьютерных сетей,
улучшения скорости, способностей сохранения данных, программно-
го обеспечения, техники отображения информации и интерфейсов.
Соединение людей и компаний посредством электронной коммерции
открывает новые рыночные возможности, а также новые процессы
улучшения управления системой поставок. Стремительно развивает-
ся концепция прямой торговли товарами через Интернет, такими как
одежда, бакалея и персональные компьютеры, основанная на принци-
пе работы «бизнес для клиента» (В2С). Коммуникации «бизнес для
бизнеса» (В2В) через Интернет также быстро развиваются. Мы обсу-
дим эти два новых направления в следующем разделе. Мы завершим
наше обсуждение исследованием интернет-систем и процессов, кото-
рые облегчают создание рынков спроса и предложения товаров.
Электронная торговля «бизнес—потребитель» (В2С). Электрон-
ная торговля «бизнес—потребитель» — это новый метод розничной
торговли, которая позволяет напрямую связаться с магазинами, пред-
лагающими свои продукты, такие как бакалея, одежда или персональ-
ные компьютеры. Эти интернет-компании сталкиваются с множеством
новых трудностей в области маркетинга и продаж, включая такие, как:
• создание графической оболочки для того, чтобы привлекательно
показать продукт на сайте;
• экстраполяция товарных образцов с первоначальных рынков на
новые;
• определение демографических данных потребителей web-сайта;
• продумывание критериев услуг, стимулирующих потребителей;
• продумывание стратегии удержания потребителей;
• выбор ряда продуктов, которые могут быть обеспечены web-сай-
том и системой снабжения;
• связь электронных продаж с физическими запасами;
• обеспечение безопасности платежей посредством кредитных карт.
2.1. Достижения в развитии систем планирования ресурсов предприятия... 59
Инновации в интернет-компаниях, работающих по принципу «биз-
нес-потребитель», в основном касаются спроса.
Несмотря на успехи интернет-компаний, работающих по принципу
«бизнес-потребитель», их продажи составляют малый процент от об-
щего объема. Кроме того, в ближайшем будущем они не планируют
вторжение в большинство отраслей. Например, рынок доставки про-
дуктов на дом (как прогнозируется) достигнет $3,5 млрд к 2005 г., что
составит только 0,7% от общего объема продаж, планируемого на этот
год. Также одежда и аксессуары, приобретенные через Интернет, по
прогнозам составят только 1,6% от общего объема продаж всей отра-
сли в 2005 г.
Логистика интернет-компаний, работающих по принципу «бизнес-
потребитель», заимствована из классического принципа исполнения
заказа: доставляй то, что нужно, туда, куда нужно, в требуемое время
и по конкурентоспособной цене. Эти компании только сейчас начали
осознавать всю важность этого принципа и то, как тяжело эффектив-
но соединить торговлю через Интернет с продажами и выполнением
заказов. Проще говоря, у интернет-компании есть два пути. Она мо-
жет построить свой собственный склад и управлять своей собствен-
ной системой распределения или может нанять третье лицо, логисти-
ческую компанию, для управления ее распределением.
Каждый вариант может оказаться дорогим. Интернет-компаниям
придется потратить от $60 до 80 млн на строительство склада площа-
дью в 1 млн кв. футов, необходимого для крупной компании, особенно
в периоды максимального потребления. Кроме необходимости нали-
чия большого капитала компания должна быть уверена, что в пред-
сказуемом будущем она сможет поддерживать необходимый уровень
продаж. В качестве альтернативы она может нанять дистрибьютора,
который потребует за работу 10% от объема выполненных заказов.
Дополнительная проблема для интернет-компаний, работающих по
принципу «бизнес—потребитель» — необходимость объединения web-
сайтов с системой, управляющей их запасами. Эта связь очень важна,
так как потребители всегда должны получать информацию о наличии
товаров на данный момент. Если интернет-компания имеет значитель-
ный капитал, вдобавок к строительству складов она может развивать
интегрированные системы, ориентированные на потребителя, выпол-
няющие индивидуальные заказы в самом web-сайте, а также системы
управления запасами и другие системы, необходимые для управления
системой поставок компании. Такие интегрированные системы рас-
сматриваются в разделе 10.4, где мы исследуем управление системой
60
Глава 2. Информационные технологии
поставок и системы моделирования в компании, которая осуществляет
доставку продуктов на дом. Однако если интернет-компания нанимает
дистрибьютора, это приводит к попытке объединения web-сайта и си-
стемы приема заказов с дистрибьюторским программным обеспече-
нием для управления запасами. Несоответствие систем компании с си-
стемами дистрибьюторов может привести к возникновению больших
проблем.
Интернет-компании должны осознавать, что потребители предъяв-
ляют повышенные требования к сервису. Например, потребитель в по-
исках доставки продуктов на дом предпочтет компанию, предлагающую
доставку в тот же день и в определенное время, той, которая предлага-
ет доставку на следующий день в неопределенный временной проме-
жуток. Для промышленных товаров, таких как персональные компью-
теры, потребители предпочтут компании, которые выполняют любые
индивидуальные заказы, тем компаниям, которые их не выполняют
или выполняют в небольшом объеме. Чтобы удовлетворить возраста-
ющие требования, необходимо быстрое и скоординированное управ-
ление данными, а также создание систем моделирования.
Подводя итоги, можно сказать, что управление системой поставок
в интернет-компании, работающей по принципу «бизнес—потреби-
тель» основано на серьезном положительном эффекте масштаба при
подсчете окупаемости инвестиций, вложенных в склады, запасы, си-
стемы моделирования и интегрированное управление данными. Из-за
ожиданий высоких стандартов в сфере потребительского сервиса по-
ложительный эффект масштаба может проявляться ярче, чем в тех си-
стемах, которые используются традиционной розничной торговлей.
Предполагается, что мы вскоре сможем увидеть сокращение числа
интернет-компаний в различных отраслях производства, которое про-
изойдет в виде слияний.
Электронная торговля «бизнес для бизнеса» (В2В). Хотя инвесто-
ры увлечены перспективами электронной торговли по принципу «биз-
нес-потребитель», потенциальное влияние такой торговли на управ-
ление системой поставок гораздо больше. В принципе, системы «бизнес
для бизнеса» могут обеспечить эффективную связь данных и планов
по производству и распределению между предприятиями эффектив-
ной системы поставок во многих сферах промышленности. Это может
позволить компаниям перемещать работу внутри границ корпорации,
сокращать время цикла посредством прямых взаимосвязей и разви-
вать совместные прогнозы. Но для реализации эффективной системы
снабжения необходимо преодолеть многие препятствия.
2.1. Достижения в развитии систем планирования ресурсов предприятия... 61
Во-первых, компании, эффективно управляющие виртуальной си-
стемой поставок, должны иметь определенные стандарты. Решение пе-
ренести производство продукции из одной компании во вторую с бо-
лее эффективной системой поставок по причине того, что издержки
производства единицы продукции ниже во второй компании, предпола-
гает, что стоимость определена и совместно оценена этими двумя ком-
паниями. Кроме того, системы должны иметь надежную интеграцию
данных. Такие требования не отличаются от требований, предъявля-
емых ERP-системам. Как мы обсуждали выше, ERP-компании в насто-
ящее время занимаются развитием модулей и программного обеспече-
ния средней сложности, которое, по их мнению, позволит осуществить
стандартизацию и достигнуть эффективной связи в системе снаб-
жения.
Во-вторых, эффективная система снабжения предполагает такой
уровень внутрифирменной координации, который часто не достигается
между подразделениями данной компании. Например, мы не можем
предположить, что производитель товаров захочет разделить данные
о быстро меняющихся ценах с главным дистрибьютором этих товаров,
особенно когда производитель продает эти товары другим дистрибью-
торам в их собственном магазине с предоставлением фирменных скидок.
Другой вопрос — как компании в эффективной системе снабжения со-
гласятся разделить сэкономленные деньги от улучшенных торговли
по принципу «бизнес для бизнеса» и управления системой поставок.
В-третьих, быстрая связь данных автоматически не ведет к лучшему
принятию решений. Как мы обсудим в следующем разделе этой главы,
конкурентоспособное управление системой поставок не может быть
достигнуто лишь быстрой и недальновидной реакцией на нужды со-
временной системы поставок. Оптимизация систем моделирования
требует выявления комплекса взаимосвязей и волнового эффекта, ко-
торые делают управление системой поставок трудной и важной.
Приобретения через Интернет, местные рынки и аукционы. За
последние 5 лет появилось большое разнообразие электронных рын-
ков, где продаются и покупаются товары, предметы коллекциониро-
вания и другие товары. Наш интерес в первую очередь касается В2В-
продаж через Интернет, которые превысили $66 млрд в течение 2000 г.
Это развитие было названо интернет-приобретениями (ИП) и связа-
но с прямыми приобретениями специфических частей и компонентов,
необходимых для производства, и непрямыми (косвенными) приобре-
тениями товаров и продуктов не для нужд производства, таких как
специальные детали, офисные поставки, обслуживание и т. д.
62
Глава 2. Информационные технологии
Электронная торговля развивается вместе со следующими аспектами.
• Сайты поставщиков. Поставщики помещают свои каталоги и
прайс-листы на web-сайтах. Функции сайтов могут быть рас-
ширены, в том числе включать поисковые возможности, а так-
же возможность продаж по кредитным картам. Такие компании,
как Boise Cascade и Office Depot, имеют сайты подобного типа.
• Сайты покупателей. Покупатели устанавливают программное
обеспечение, позволяющее им читать и стандартизировать ката-
логи поставщиков. Программное обеспечение также позволяет
создавать, сортировать, утверждать и рассматривать заказы.
• Сайты посредников. Это независимые сайты, которые обслужи-
вают рынки, где покупатели и продавцы могут найти друг друга.
Они обеспечивают информацию в каталоге от нескольких про-
давцов и обычно возможности поддерживать прямые продажи
между покупателями и продавцами. Такие сайты обычно имеют
отношение к определенной отрасли, например производству хи-
мической и фармакологической продукции.
Большинство сделок, осуществляющихся на этих сайтах, — это не-
прямые (косвенные) приобретения товаров. Специалисты в области
исследования рынка считают, что интернет-покупки ведут к совершен-
ствованию стратегий покупок в корпорации, снижают операционные
издержки и т. д.
Прямые покупки через Интернет фирмами-производителями мо-
гут быть более сложными, потому что к приобретаемым частям и ком-
понентам могут предъявляться нестандартные требования. Кроме того,
такие факторы (в отличие от цены), как качество, своевременная до-
ставка и гибкость поставщика, также являются важными. Поэтому тре-
буются более гибкие решения в программном обеспечении, но они
требуют выполнения по индивидуальному заказу и могут быть очень
дорогими. Для этой цели некоторые отрасли стараются установить
общие стандарты с поставщиками. Например, торговая ассоциация
в автомобильной отрасли сделала заказ на внедрение стандартной
сети — Automotive Network Exchange (ANX). В последнее время ком-
пании Ford и General Motors объявили, что их поставщики будут ис-
пользовать эту сеть. Ожидается, что связь через ANX с поставщиками
во второй, третий и четвертый раз займет часы, а не недели, как при
использовании современных смешанных систем.
Подобным образом развиваются электронные рынки, где покупате-
ли и продавцы участвуют в аукционах товаров и услуг. Цель этих аук-
2.2. Сравнение транзакционных и аналитических ИТ
63
ционов состоит в повышении рентабельности при помощи интеграции
и коммуникаций. Интеграция — сбор большого количества покупателей
и продавцов. Коммуникации — динамический процесс, когда покупа-
тели могут связаться с продавцами, предлагающими необходимые то-
вары. Это развитие предполагает возможные возникновения местных
рынков для промышленных товаров и услуг, включающих обуслов-
ленные контрактом производство и транспортировку.
2.2. Сравнение транзакционных и аналитических ИТ
Как мы только что обсуждали, развитие обеспечения ERP-систем
и электронной торговли предлагает создание однородных, взаимосвя-
занных баз данных, которые облегчат принятие решений менеджеров.
Однако во многих компаниях возможность и гибкость установленных
ERP-систем оказались меньше желаемых или ожидаемых. Новые ERP-
системы, как модульные, так и работающие при поддержке Интерне-
та, очень немногочисленны, но мы можем ожидать значительных улуч-
шений через 3-5 лет.
В любом случае конкурентоспособное преимущество не может быть
получено через более быстрый и дешевый доступ к данным. Как осо-
знают многие менеджеры, быстрый доступ не ведет к автоматическому
улучшению процесса принятия решений. В действительности ERP —
неправильный термин, потому что он не обеспечивает понимания сущ-
ности понятия «ресурсное планирование». Руководящий принцип для
преодоления этого недостатка в следующем: чтобы эффективно исполь-
зовать ИТ в управлении системой поставок, компания должна разли-
чать формы и функции транзакционных и аналитических ИТ.
Транзакционные ИТ связаны с накоплением, обработкой и связью
исходных данных о системе поставок компании и с составлением и рас-
пространением отчетов, суммирующих эти данные. Данные могут по-
являться или из внутренних источников (таких, как Главная книга или
система контроля над процессом производства), или из внешних ис-
точников (таких, как заказы, размещенные через Интернет, или ско-
рость развозки товаров курьером). Доступ к этим данным возможен
через электронный обмен данными (EDI).
Аналитические ИТ оценивают проблемы планирования системы
поставок, используя описательные и нормативные модели. Описатель-
ные модели (такие, как прогнозирование спроса и модели управления
ведением бухгалтерии) описывают то, как деятельность цепи поставок,
издержки, ограничения и требования могут измениться в будущем.
64
Глава 2. Информационные технологии
Нормативные, или оптимизационные, модели (такие, как линейная
программная модель для планирования производственных мощностей)
описывают весь спектр выбора альтернатив в системе поставок (при
помощи которой менеджеры хотят оптимизировать свои решения).
Нормативные модели сконструированы на основе базы данных реше-
ний цепи поставок, использующей наглядные модели и методы агре-
гирования данных. Эти базы данных решений обсуждаются подробно
в гл. 6.
Аналитические ИТ близки по. значению с термином система под-
держки принятия решений (DSS). Мы избегаем использования этого
термина потому, что он имеет дополнительное значение — это неси-
стематическое применение специальных методов к анализу выбора биз-
нес-решений. Проблема состоит в том, что каждая новая задача при-
нятия решений требует создания и реализации новой модели и новой
ERP-системы. Мы придерживаемся противоположной точки зрения,
утверждая, что оптимизация моделей обеспечивает тщательный, глу-
бокий и последовательный порядок для конструирования и исполь-
зования общецелевых инструментов. Эти инструменты являются
краеугольным камнем аналитических ИТ для интегрированного управ-
ления цепями поставок. Оптимизационные модели обсуждаются под-
робно в гл. 3-5.
Время действия
Транзакционные ИТ: прошедшее и настоящее.
Аналитические ИТ: будущее.
Транзакционные ИТ решают задачу хранения, передачи и представ-
лении данных, описывающих управление современной системой по-
ставок компании. Эти данные добавляются в статистическую базу дан-
ных компании. Они могут описывать внутренние операции (например,
заказы, принимаемые от центра распределения, или объем товаров,
произведенных на заводе за текущий день) или внешнее окружение,
в котором фирма ведет бизнес (например, продажи в целом по отрас-
ли за последний квартал). Работа аналитических ИТ начинается там,
где транзакционные ИТ не могут экстраполировать результаты для бу-
дущих периодов и анализировать один или более сценариев для поис-
ка более эффективных решений.
Цель
Транзакционные ИТ: коммуникации.
Аналитические ИТ: прогнозирование и принятие решений.
2.2. Сравнение транзакционных и аналитических ИТ
65
Как мы только что указали, транзакционные ИТ объединяют дан-
ные, описывая нынешнюю и прошлую деятельность цепи поставок, в то
время как аналитические ИТ создают планы-прогнозы на будущее
и выбирают лучшее решение в соответствии с этими планами. Неуве-
ренность в будущем зависит от времени, выделенного для планирова-
ния решения проблемы и отрасли, в которой конкурирует фирма. Не-
уверенность может быть важна для краткосрочных решений, таких как
выбор путей транспортировки выполненных'заказов заказчикам в те-
чение недели. В таких случаях планы управления могут быть разра-
ботаны на основе единственного сценария будущего. Другая край-
ность — стратегические планы, растянутые на 5 лет и более, могут
вызвать значительную неуверенность и потребовать переоценки мно-
гих планов, использующих модели.
Применения для бизнеса
Транзакционные ИТ: недальновидные.
Аналитические ИТ: иерархичные.
По своей природе транзакционные ИТ не связаны с текущим сбо-
ром и обработкой предшествующих данных. Аналитические ИТ на-
правлены на будущие решения, используя иерархию задач принятия
решений на всех уровнях планирования — оперативном, тактическом
и стратегическом. Таким образом, они могут быть направлены на опе-
ративные решения на краткосрочный период, но в долгосрочном пе-
риоде они могут быть направлены на принятие глобальных решений
о размещении зданий и сооружений, а также решений о миссии орга-
низации, включающих совокупное описание оперативных решений,
которые будут сделаны в более позднее время.
Использование баз данных
Транзакционные ИТ: несистематизированные и незначительно изме-
ненные объективные данные.
Аналитические ИТ: систематизированные, значительно измененные,
объективные и подвергшиеся оценке.
База данных, созданная транзакционными ИТ, получена из несисте-
матизированных данных, сохраненных в формате, позволяющем оста-
вить данные неизменными или «слегка их изменить». Мы используем
это выражения, чтобы определить пределы транзакционных ИТ. Они
связаны с управлением данными, которые легко понять, хотя для боль-
шого количества данных время обработки может значительно увели-
читься. Примером «слегка измененных» данных может служить отчет,
5-2186
66
Глава 2. Информационные технологии
основанный на совокупных производственных категориях стоимости
и объема единиц учета запасов, приобретенных в прошлом квартале
розничными компаниями. Другой пример — вычисление средней стои-
мости отправки полных вагонов в прошлом месяце со всех складов ком-
пании во все торговые зоны. В сравнении с этим оптимизационные
модели, работающие на аналитические ИТ, требуют исходных данных,
полученных из несистематизированных, которые могут содержать зна-
чительные изменения. Например, отображение в бухгалтерской книге
стоимости каждого производственного объекта в прямой и косвенной
стоимости товара и процесса и стоимости косвенных производствен-
ных средств может быть фиксированным или изменяющимся в зави-
симости от стоимости, которая может быть линейной или нелинейной.
База данных, созданная и используемая аналитическими ИТ, будет
также содержать оценочные данные о цепи поставок компании. При-
мером могло бы быть ограничительное условие, которое уменьшает
производственный риск путем ограничения производства определен-
ных товаров до уровня не более 75% от прогнозируемого спроса. Дру-
гой пример условия: расстояние между рынком и центром распреде-
ления, который его обслуживает, не должно превышать 400 миль.
Эти различия между транзакционными и аналитическими базами
данными влияют на разницу в масштабе бизнеса. С точки зрения пе-
редачи информации снизу вверх передача от транзакционных к ана-
литическим ИТ происходит, когда компания пытается оптимизиро-
вать планы управления на ближайшее будущее. Данные, которые не
относятся к оперативному принятию решений (такие, как адреса, по ко-
торым рассылаются запросы заказчикам), берутся из транзакционной
базы данных, а остальные данные отправляются в соответствующую
базу данных решений цепи поставок. Некоторые специалисты в обла-
сти моделирования считают, что 80% (или более) транзакционных баз
данных не имеют отношения к принятию решений и конструирова-
нию моделей.
Так как оценка горизонта планирования решения проблем анали-
тическими ИТ продолжится в будущем, связь между транзакционны-
ми и аналитическими ИТ становится более сложной. Более широкий
масштаб решения долгосрочных проблем требует агрегирования транз-
акционных данных, чтобы обеспечить модель и специалистов, прини-
мающих решения, лучшим общим обзором планирования, чем отдель-
ными деталями деятельности компании. Агрегирование должно быть
полностью изменено, когда долгосрочные планы переносятся в опе-
ративные планы.
2.2. Сравнение транзакционных и аналитических ИТ
67
Время выполнения запросов
Транзакционные ИТ: в условиях реального времени.
Аналитические ИТ: в условиях реального времени с обработкой данных
в пакетном режиме.
Компьютерные технологии достигли той точки развития, когда
пользователи ожидают мгновенного (или хотя бы очень быстрого) от-
вета на запрос данных. Это особенно верно для транзакционных ИТ,
которые отвечают за поиск необработанных данных в корпоративной
базе. Конечно, некоторые прикладные программы используют базы
данных настолько объемные, что быстрый поиск требует сети специа-
лизированных компьютеров. Например, чтобы поддержать запросы
о запасах по всей системе, крупные розничные компании, имеющие на
складах 500 магазинов около 50 000 ед. хранения (SKU), а также име-
ющие 10 центров распределения, используют схемы декомпозиции дан-
ных (т. е. имеется множество компьютеров, каждый специализирован
для конкретной производственной линии компании и ко всем имеет-
ся доступ через сервер).
Для некоторых типов аналитических ИТ (таких, как система про-
гнозирования'спроса на какой-либо продукт на несколько недель впе-
ред) ответ может быть получен практически сразу. Несмотря на то что
лежащие в основе модели могут требовать достаточное количество
компьютеров для сложных и длительных расчетов в определении про-
гноза, вычисления осуществляются достаточно быстро и пользователь
не замечает задержки. Для других типов прикладных программ (та-
ких, как расчет расписания следования автотранспортных средств для
ежедневной доставки товаров тысячам потребителей) для того, чтобы
создать модель оптимизации на хорошем ПК, может потребоваться
минут 15 или чуть больше. Прикладным программам необходимо зна-
чительное количество компьютеров для сложных и длинных расчетов
с пакетами данных, поскольку это влечет за собой тщательный под-
счет сложной системы потребителей и предложенных маршрутов, а не
недальновидный анализ данных, связанных с отдельным потребите-
лем или отдельным маршрутом.
Различия между недальновидным анализом и всесторонним анали-
зом решения проблем цепи поставок и их требованиями ко времени
ответа еще не до конца поняты и оценены. Такие проблемы, как толь-
ко что представленная выше проблема маршрутов автотранспортных
средств, можно проанализировать с помощью экспресс-анализа в масш-
табе реального времени (или не более чем через несколько секунд).
68
Глава 2. Информационные технологии
Однако для сложных проблем планы, определяемые недальновидными
методами, будут ниже по качеству, чем составленные с использовани-
ем глобальных моделей и методов оптимизации. Менеджеры по транс-
портировке предпочтут подождать несколько минут, чтобы получить
расписание, составленное при помощи модели оптимизации, что по-
зволит доставить все заказы, используя на 10% меньше грузовиков.
Важность временных затрат на ответ уменьшается, но не исчезает
полностью, так как масштаб проблем цепи поставок перемещается из
ежедневных оперативных забот в тактические и стратегические. Ана-
лизы тактических решений, влияющих на деятельность в течение по-
следующих дней или месяцев, должны быть сделаны своевременно.
Стратегическое планирование может потребовать оценки многих сце-
нариев за короткий временной промежуток, поэтому время ответа на
запрос ограничивается путем извлечения необходимых данных из мо-
делей оптимизации, описывающих единственный сценарий.
Использование для модернизации бизнес-процессов
Транзакционные ИТ: замена или исключение неэффективных управ-
ленческих действий.
Аналитические ИТ: координация частично совпадающих управленче-
ских решений.
Влияние ИТ на процесс реконструкции бизнеса — это отдельная
и очень объемная тема, которую мы кратко попытаемся обсудить в этой
книге. Мы вернемся к ней в разделе 12.6. Сейчас мы просто покажем,
что транзакционные и аналитические ИТ по разному влияют на орга-
низацию и управление цепями поставок компании. Транзакционные
ИТ допускают перекрестные потоки данных, описывающих оператив-
ные бизнес-процессы, которые должны быть автоматизированы. Про-
цесс совмещения перекрестных потоков обеспечивает менеджеров свое-
временными данными с целью принятия более обоснованных решений
о краткосрочных операциях.
Аналитические ИТ позволяют интегрировать решения цепи поста-
вок с управленческими обязанностями и уровнями планирования, но
для полноценного использования им не хватает организационных из-
менений. Несмотря на то что такие изменения во многих компаниях
еще находятся на стадии разработки, их основные свойства зависят от
будущих ИТ и развития организации (об этом мы поговорим в гл. 12).
В заключение, аналитические ИТ необходимы при определении воз-
можностей для усовершенствования цепи поставок компании с помо-
щью функциональной и межвременной интеграции решений, где транз-
2,3. Иерархия систем цепей поставок
69
акционные ИТ выступают как недальновидные возможности для та-
кого улучшения.
2.3. Иерархия систем цепей поставок
В предыдущем разделе мы обратили внимание на важность как меж-
временной интеграции деятельности цепи поставок, так и ее функцио-
нальной и географической интеграции. Межвременная интеграция
может быть полностью достигнута только при помощи прикладных
программ с набором моделированных систем для полноты стратеги-
ческого, тактического и оперативного планирования решения проблем,
с которыми столкнулась компания. Эти системы аналитических ИТ
связаны с частично совпадающей базой данных решений цепи поста-
вок, созданной на основе данных, обеспеченных системами транзакци-
онных ИТ. Компании, предлагающие программное обеспечение ERP,
активно используют свои возможности, чтобы включить системы мо-
делирования на все уровни планирования.1
Компоненты иерархии системы цепи поставок
На рис. 2.2 мы отобразили иерархию системы цепи поставок, включа-
ющую шесть типов систем оптимизации и четыре транзакционные
системы, ответственные за межвременную, функциональную и геогра-
фическую интеграцию действий цепи поставок в производстве и распре-
делении компании, у которой множество заводов и центров распреде-
ления. Как видно из рис. 2.2, шесть типов систем оптимизации —
аналитические ИТ, и четыре другие системы — транзакционные ИТ.
Строго говоря, система прогнозирования спроса и управления заказа-
ми — это гибрид способности прогнозирования спроса и транзакцион-
ной способности управления заказами потребителей.
Мы уже отмечали важность связи между внешними данными си-
стем управления и транзакционными данными компании. Прогресс
в области электронной торговли обещает модернизировать и повысить
качество такой передачи данных. Он также позволяет осознать необ-
ходимость систем моделирования (особенно для поддержания приня-
тия управленческих решений во многих фирмах).
Иерархия системы цепи поставок на рис. 2.2 — гипотетическая. Как
мы знаем, ни одна компания не осуществила и не интегрировала все
1 TayurS., Ganeshan R., Magazine M. eds. [1999], «Quantitative Models for Supply
Chain Management». Norwell, Mass.: Kluwer Academic.
70
Глава 2. Информационные технологии
Стратегический
анализ
Долгосрочный
тактический
анализ
Краткосрочный
тактический
анализ
Оперативный
анализ
Рис. 2.2. Иерархия систем цепей поставок
девять типов систем, хотя многие компании претворили в жизнь не-
сколько типов. Также, компоненты и структура иерархии могут по-
явиться случайно, и мы ожидаем, что они могли быть изменены для
определенной прикладной программы. Кроме того, основанная на уча-
2.3. Иерархия систем цепей поставок
71
стии во множестве проектов, в которых системы моделирования, при-
надлежащие цепям поставок, совершенствуются, иерархия представ-
ляет наиболее подходящую конфигурацию, необходимую для анализа
стратегических, тактических и оперативных проблем планирования
цепи поставок в фирме, которая и производит и распределяет свою про-
дукцию.
Транзакционные системы и системы календарного планирования
в системе иерархии представляют восходящее направление в управ-
лении цепями поставок. Развитие ИТ — это движущая сила для инно-
ваций. Эта область вызывает большой интерес, поскольку ежегодные
продажи программного обеспечения исчисляются сотнями миллионов
долларов.
Различия между взаимосвязанными системами и системами кален-
дарного планирования, представленные н^ рис. 2.2, стираются. Ком-
пании — разработчики программного обеспечения, предлагающие си-
стемы ERP, создают альянс с компаниями, предлагающими системы
моделирования. Также некоторые системы планирования распределе-
ния (DRP) включают модули прогнозирования и календарного плани-
рования для автотранспорта. Для наших целей мы считаем необходимым
установить различия между формами и функциями транзакционных
систем и систем моделирования.
Находясь в поисках налучших способов управления деятельностью,
компания должна решить: приобрести готовые, разработанные ранее
системы или развивать системы по индивидуальным заказам, исполь-
зуемые внутренними сотрудниками ИТ, внешними разработчиками
систем или и теми и другими. Системы индивидуальных заказов, если
они используются эффективно и своевременно, более подходят для
компании с конкурентоспособным преимуществом, чем использова-
ние готовых систем.
Увеличивается количество разработанных ранее систем для опера-
ционного управления цепями поставок. Большинство готовых систем
календарного планирования необходимых материалов (MRP и DRP)
используют эвристику, которая менее формальна и менее эффективна
в определении оперативных планов, чем модели оптимизации, кото-
рые мы представляем себе для календарного планирования и систем
моделирования логистической оптимизации. Они полагаются на гра-
фическое использование взаимосвязей в развитии решений календар-
ного планирования, часто завышают роль статистических правил и субъ-
ективных суждений при интуитивном планировании, чтобы получить
хороший оперативный план из полного набора данных. Унифициро-
72
Глава 2. Информационные технологии
ванная методология (рассматривается в гл. 5) обладает высоким по-
тенциалом для применения системы моделирования с максимальной
отдачей.
Моделирование стратегической оптимизации в системе иерархии
отражает нисходящее направление в управлении цепями поставок.
Движущая сила здесь — высокие управленческие требования для стра-
тегического анализа, связанные с глобализацией рынков компании,
цепями поставок и конкуренцией. Типичное исследование стратеги-
ческого планирования проводится консультантами, использующими
системы моделирования оптимизации.
Как правило, краткосрочное и долгосрочное тактическое планиро-
вание цепи поставок игнорируется менеджерами и консультантами.
Это наиболее сложная сфера для развития методов планирования, ча-
стично основанных на системах моделирования оптимизации. Несмот-
ря на растущее число прикладных программ систем моделирования,
мы не наблюдаем достаточного количества попыток переместиться
вниз по иерархии, чтобы развивать и использовать эти системы для ре-
шения подобных проблем тактического планирования. Практиков ра-
зочаровывает недостаток интереса со стороны компаний, успешно
использующих системы моделирования оптимизации для стратеги-
ческого изучения. С технической точки зрения такие преобразования
легко осуществимы потому, что модели и база данных решений цепи по-
ставок будут утверждены во время изучения.
Такая ситуация вполне предсказуема, потому что повторное исполь-
зование систем моделирования стратегической оптимизации потребует
значительного перепланирования процесса бизнеса, но, несмотря на
трудности, мы настроены на окончательную победу тактических при-
кладных программ моделирования потому, что потенциальные выго-
ды очень велики. Ограниченные прикладные программы демонстри-
руют, что компании, производящие или распространяющие товары,
могут ожидать сокращения общего числа расходов цепи поставок на
5% и более при применении планов, созданных с помощью системы
моделирования. Такая система незаменима для менеджеров при необ-
ходимости уладить последствия форс-мажорных обстоятельств, напри-
мер пожар на заводе компании или забастовка у ведущего поставщика.
Начнем с низших ступеней нашей иерархии и сделаем краткий об-
зор возможностей каждого вида системы:
1. Система планирования ресурсов предприятия (ERP). Система
ERP непрерывно управляет транзакционными данным компании.
Используя различное оборудование и программы, эта система
2.3. Иерархия систем цепей поставок
73
упорядочивает данные компании и информационных систем о по-
ступлению заказов, бухгалтерии, приобретениям и многим другим
функциям. Несмотря на требования, вытекающие из термина ERP,
эффективное «планирование ресурсов» на предприятии может быть
осуществлено только с использованием моделей оптимизации.
2. Система планирования потребностей в материалах (MRP). Ана-
лиз в системах MRP начинается с основного плана производства
готовых товаров, необходимых для удовлетворения спроса в опре-
деленный период планирования. Используя эти данные наряду
с наличным остатком запасов сырья, незавершенного производ-
ства и готовых товаров, спецификациями материалов и про-
дуктовых структур компании, технологическими показателями
оборудования, система MRP формирует сетевые требования на
той стадии, когда сырье и полуфабрикаты должны быть произве-
дены или заказаны у поставщиков, чтобы удовлетворить спрос
на готовые товары. Товары на всех стадиях производства анали-
зируются при помощи системы MRP на уровне единицы учета
запасов.
3. Система планирования потребностей распределения (DRP). Ана-
лиз с системой DRP начинается с прогнозов готовых товаров для
транспортировки, определения наличных остатков этих товаров на
заводах и в распределительных центрах, а также данных об управ-
лении запасами, таких как требования резервного запаса, попол-
нение запасов, время их пополнения. Одновременно с системами
моделирования оптимизации календарного планирования распре-
деления система DRP составляет расписание прибытия, удобное
для всех, и отправки товара через сеть логистических компаний,
принимая во внимание целый ряд факторов транспортирования,
таких как погрузка и определение маршрута, выбор вида транс-
порта, выбор канала распределения и выбор перевозчика. Това-
ры, проходя через логистическую сеть, анализируются при помо-
щи системы DRP на уровне единицы учета запасов.
4. Система прогнозирования спроса и управления заказами. Эта си-
стема объединяет данные о текущих заказах с данными о предыду-
щих заказах для выработки требований к готовым товарам, удовле-
творяющих управленческие, тактические и стратегические планы.
Для оперативного и краткосрочного тактического планирования
важной проблемой является переход от прогнозов, которые имеют
значительную степень неопределенности, к заказам, которые имеют
О 2186
74
Глава 2. Информационные технологии
гораздо меньше неопределенности. Долгосрочное планирование
требует связи данных в отрасли с экономическими факторами,
которые имеют высокую степень неопределенности.
5. Моделирующие системы оптимизации календарного планирова-
ния производства. Эти моделирующие системы, расположенные
на каждом заводе в цепи поставок компании, связаны с управ-
ленческими решениями, такими как распределение заказов на
машины и оборудование, расчет времени замены оборудования
или управление запасами незавершенного производства. Цель —
минимизировать краткосрочные расходы, которых можно избе-
жать, одновременно удовлетворяя требования потребителей.
В ряде случаев главное решение — выбрать заказы для выполне-
ния в короткий срок. Системы должны соответствовать окружа-
ющей обстановке, в качестве которой могут выступать производ-
ство отдельных частей, процесс производства в целом, календарное
планирование или их сочетание.
6. Моделирующие системы оптимизации календарного планирова-
ния распределения. Занимаясь производством и распределением,
компания сталкивается с множеством автотранспортных проблем,
и другими проблемами календарного и оперативного планирова-
ния. Кроме услуг местной доставки товаров потребителям неко-
торые компании должны принять решение о том, какие распре-
делительные центры будут обслуживать каждый рынок.
7. Моделирующие системы оптимизации производственного плани-
рования. Каждый завод в системе поставок компании использует
свои варианты моделирующей системы оптимизации. Система
определяет основной план производства для каждой стадии на
следующий квартал вместе с уровнями распределения ресурсов на
каждую стадию, что снизит расходы на производство. Она также
определяет запасы незавершенного производства, время для пе-
реналадки оборудования и для принятия решения «купить или
произвести самим». Модели, используемые этой системой, могут
применяться как для множества периодов, так и для множества
стадий. Поэтому из-за необходимости вычисления товары объ-
единяют в товарные группы. Эти объединения разъединяют, когда
система передает основной план системам производственного
календарного планирования завода и MRP. Несмотря на то что
появилось много литературы, посвященной моделям планирова-
ния производства, лишь незначительное количество моделирую-
щих систем, основанных на этих моделях, претворяются в жизнь.
2.3. Иерархия систем цепей поставок
75
8. Моделирующая система логистической оптимизации. Эта систе-
ма определяет основной логистический план для всей системы
поставок,позволяющий анализировать спрос на готовые товары
на всех рынках в следующем квартале. То есть план рассматрива-
ет вопросы размещения центров распределения и других средств
обслуживания на рынках. Цель системы — уменьшить стоимость
транспортировки, управления, хранения и ведения учета во всей
системе логистики компании, одновременно удовлетворяя требо-
ваниям обслуживания потребителей. Готовые товары объединяют
в группы, а рынки — в рыночные зоны. Эти объединения разры-
вают, когда система передает основной план системам кален-
дарного планирования распределения завода и DRP. Этот тип
моделирующей системы оптимизации еще не очень широко при-
меняется.
9. Моделирующая система тактической оптимизации. Система опре-
деляет интегрированный план снабжения/производства/распре-
деления запасов для всей системы снабжения компании на сле-
дующие 12 месяцев. Ее цель — уменьшить общие логистические
издержки удовлетворения фиксированного спроса или увеличить
чистый доход (если позволяется изменять ассортимент товаров).
Сырье, полуфабрикаты и готовые товары объединяются в товар-
ные группы — так же рынки объединяют в рыночные зоны. Это
еще один тип моделирующей системы оптимизации, который при-
меняется еще не столь широко.
10. Моделирующая система стратегической оптимизации. Эта систе-
ма используется для анализа приобретенных ресурсов и других
стратегических решений, с которыми сталкивается компания, та-
ких как создание новых производственных сооружений, безубы-
точных цен для приобретения ресурсов или построение цепи по-
ставок для нового продукта. Ее цель — увеличить чистый доход
или прибыль на инвестированный капитал. Существует ряд го-
товых специальных программ с различной степенью моделиру-
ющих возможностей, которые могут быть использованы для это-
го типа прикладных программ.
Частота анализа, число циклов и продолжительность работы
программы для анализа цепей поставок
В следующем подразделе мы обсудим взаимодействие систем, свя-
занных друг с другом в иерархии системы поставок, изображенной на
рис. 2.2. До того как мы углубимся в детали, необходимо изучить спо-
76
Глава 2. Информационные технологии
собы использования этих систем. В табл. 2.1 указаны временные пока-
затели каждой системы:
• Частота анализа. Количество раз в год, квартал, или месяц, кото-
рое менеджеры и планировщики используют систему.
• Время планирования. Сколько времени занимает анализ задач пла-
нирования с помощью данной системы.
• Время действия. Пакетное время, требуемое для действия си-
стемы.
В табл. 2.1 представлены различные системы иерархии распределе-
ния времени. Время может значительно меняться в разных компани-
ях. Анализ будет проводиться гораздо чаще, чем один раз в неделю,
для моделирующих систем тактической оптимизации и гораздо реже,
чем один раз в квартал, для моделирующих систем оптимизации ка-
лендарного планирования производства. Горизонты планирования
моделирующих систем оптимизации, системы MRP, системы DRP час-
тично совпадают. Это облегчает их координацию и взаимосвязь.
В столбце с названием «Структура модели» указано количество пе-
риодов, включенных в модели. Например, модель стратегической опти-
мизации будет однопериодной или моментальной моделью с периодом
планирования в один год. Модель оптимизации производственного
планирования может состоять и из шести периодов, где первые четы-
ре периода длятся по неделе, а последние два — по месяцу.
Переходя от стратегических к оперативным системам, горизонты
планирования сужаются, а описание времени в структурах моделей,
измеряемое количеством периодов в модели, становится более деталь-
ным (что можно увидеть из табл. 2.1). Кроме этого, целевая функция
изменяется от максимизации чистого дохода до минимизации затрат
по мере того, как мы перемещаемся от стратегического к оперативно-
му планированию. Хотя увеличение чистого дохода должно быть от-
ражено на всех уровнях планирования, компания может иметь несколь-
ко вариантов, чтобы повлиять на доход на оперативном уровне.
Можно ожидать, что в связи с иерархией в будущем году произой-
дет увеличение чистого дохода, поскольку управление компании учи-
тывает в системе поставок решения управления спросом. Например,
моделирующая система оптимизации календарного планирования
производства может использоваться для увеличения краткосрочного
чистого дохода, определяя, какие индивидуальные заказы принять,
какие отклонить или цену для каждого заказа.
Таблица 2.1
Характеристики аналитических и транзакционных систем
Горизонт планиро- вания Структура модели Целевая функция Частота анализа Время планиро- вания Время выпол- нения программы
Моделирующая система стратегической оптимизации 1-5 лет Ежегодно Максимизация чистых дохо- дов или доходов на активы 1 раз в год 1-2 месяца 10-60 ми- нут
Моделирующая система тактической оптимизации 12 месяцев 3 месяца, 3 квартала Минимизация общих издер- жек по удовлетворению прогнозируемого спроса или максимизация чистого дохода путем разнообразия ассортимента продукции 1 раз в месяц 1 неделя 60-120 ми- нут
Моделирующая система оптимизации производ- ственного планирования 13 недель 4 недели, 2 месяца Минимизация издержек производства и стоимости запасов 1 раз в неделю 1 день 10-30 ми- нут
Моделирующая система логистической оптими- зации 13 недель 4 недели, 2 месяца Минимизация логистических издержек 1 раз в неделю 1 день 10-30 ми- нут
Моделирующие системы оптимизации производ- ственного календарного планирования 7-28 дней 7-28 дней Минимизация производст- венных издержек 1 раз в день 30 минут 10 ми- нут
2.3. Иерархия систем цепей поставок
Горизонт планиро- вания Структура модели Целевая функция Частота анализа Время планиро- вания Время выпол- нения программы
Моделирующие системы оптимизации производ- ственного календарного планирования 7-28 дней 7-28 дней Минимизация производст- венных издержек 1 раз в день 30 минут 10 минут
Системы MRP 7-28 дней 7-28 дней Не применяется 1 раз в неделю 1-3 часа 60 минут
Система DRP 7-28 дней 7-28 дней Не применяется 1 раз в неделю 1-3 часа 60 минут
Система прогнозирова- ния и управления заказами 1 неделя — 5 лет Разнооб- разна Не применяется Разнооб- разна Разнооб- разно 10 секунд — 10 минут
Система планирования ресурсов предприятия (ERP) Не применяется В реальном масштабе времени или непре- рывно В реальном масштабе времени или непре- рывно Не приме- няется
Глава 2. Информационные техн
2.3. Иерархия систем цепей поставок
79
Коммуникации в системах цепей поставок в области базы
данных и принятия решений
Далее мы рассмотрим взаимосвязи между системами в иерархии цепи
поставок. В сущности, эти взаимосвязи и решения, выработанные мо-
делирующими системами, являются исходными данными для других
систем, с которыми они взаимодействуют.
ERP, MRP, DRP и системы прогнозирования и управления зака-
зами. На рис. 2.3 показаны взаимосвязи между системами ERP, MRP,
DRP, а также системой прогнозирования и управления заказами. Не-
смотря на то что мы рассматривали их как обособленные системы, их
можно расценивать как единую систему ERP, занимающуюся сбором,
обработкой и управлением запросов данных по всей компании. Систе-
мы MRP и DRP, находящиеся на уровень выше системы ERP, разра-
батывают и распространяют детальные графики производства и рас-
пределения. Система MRP применяется на каждом заводе, в то время
как с помощью системы DRP регулируется распределительная дея-
тельность всей компании. Эти системы в основном являются транз-
акционными программами, которые переводят общие планы производ-
ства и распределения в более детализированные графики работы. Эти
системы также отслеживают данные о фактическом производстве и рас-
пределении. Типичный период планирования для таких систем — от 7
до 28 дней.
Система ERP обеспечивает системы MRP и DRP детализирован-
ными данными о затратах, производственных мощностях и оборудо-
вании. Она также передает данные о заказах и прогнозах системе прог-
нозирования и управления заказами, которая, в свою очередь, передает
эти данные системам MRP и DRP. Менеджеры по производству и сбы-
ту в компании используют детализированные графики, разработанные
этими системами, для осуществления оперативных планов компании.
Эти данные наряду с данными о запасах также передаются системе ERP
с целью отслеживания, учета и контроля.
MRP и моделирующие системы оптимизации производственного
календарного планирования. Без моделирующей системы оптимиза-
ции производственного календарного планирования пользователи си-
стемы MRP должны определиять общие планы и имеющиеся мощно-
сти специальным способом, основанным на предшествующих данных,
по правилу «большого пальца». И хотя типичная система MRP пользу-
ется довольно элементарными инструментами, призванными помогать
специалистам компании, занимающимся планированием, она остав-
co
о
Детализи-
рованный
план произ-
водства
Заказы
и прогнозы
I
Система плани-
рования потреб-
ности в мате-
риалах (MRP)
Детализированные
данные о проекти-
руемых и фактиче-
ских запасах
готовой продукции
на заводах
Данные
о затратах,
производ-
ственных
мощностях
и характе-
ристика обо-
рудования
Менеджеры
по продажам
т
Менеджеры
по производству
Менеджеры
по сбыту
Рис. 2.3. Транзакционные системы цепи поставок
Глава 2. Информационные технологии
2.3. Иерархия систем цепей поставок
81
ляет желать лучшего. Например, эта система может вычислить загруз-
ку мощностей, предполагаемую общим планом, но не может урегули-
ровать общий план, если нагрузка превышает имеющуюся мощность.
Короче говоря, система MRP не может определить краткосрочный
план, необходимые уровни ресурсов и их распределение, что позволяет
минимизировать общие эксплуатационные расходы в течение кратко-
срочного периода планирования. Более того, система не в состоянии
помочь плановикам в определении выполнимых планов или в реше-
нии вопросов о том, какие заказы отложить при недостаточных произ-
водственных мощностях. В результате производственные менеджеры,
используя систему MRP без моделирующей системы оптимизации
производственного календарного планирования, могут довести про-
цесс планирования только методом проб и ошибок. По этой причине
компания нуждается в моделирующей системе, которая бы применяла
оптимизационные модели и методы, определяющие эффективный план
производства на 13-недельный период планирования, уделяя особое вни-
мание на последующие четыре недели (которые составляют 28-днев-
ный период для системы MRP). Типичная модель, разработанная такой
системой, подыскивает 13 недель, которые бы гарантировали стабиль-
ность выполнения детализированного плана на последующие 28 дней,
который в конечном итоге будет осуществлен в соответствии с систе-
мой MRP.
Как показано на рис. 2.4, оптимизационная модель обусловливает
наладку производства, производственный период, дискреционные
уровни ресурсов, незавершенное производство, а также запасы гото-
вой продукции с целью минимизации затрат, которых можно избе-
жать, связанных с попыткой удовлетворения заказов покупателей.
Мы говорим «попыткой» удовлетворения заказов покупателей, по-
тому что компания может столкнуться с невозможностью выполне-
ния сроков заказов. В таком случае модель производственного ка-
лендарного планирования, основанная на явных и скрытых проблемах,
связанных с поздними поставками, требует от производственных ме-
неджеров определения того, какие заказы будут удовлетворены с за-
держкой.
Связи между моделирующей системой производственного календар-
ного планирования и системой MRP подразумевают агрегирование,
когда данные подаются по восходящей из системы MRP в моделиру-
ющую систему, и дезагрегирование, когда данные подаются по нисхо-
дящей из моделирующей системы в систему MRP. Агрегирование по
восходящей влечет за собой сосредоточение продуктов в товарные
82
Глава 2. Информационные технологии
Специалист
по планированию -м—►
производства
Моделирующая система
производственного кален-
дарного планирования
Товарной группой:
• общий план производства
• проектируемые запасы
• запасы готовой продукции
на заводе
Рабочими центрами:
• уровни ресурсов
• распределение ресурсов
• невыполненные заказы
Агрегирование
Дезагрегирование
Детализированные
данные о производстве,
затратах и запасах
Детализированные
данные о заказах
и спросе
Почти неизменные
данные о работе
оборудования
и требованиях
рабочей силы
Система планирования
потребности
в материалах
Менеджеры
по производству
Рис. 2.4. Связи между системами планирования краткосрочного
тактического и оперативного производства на заводе
группы, а детализированных данных (таких, как плановое обслужива-
ние и замена оборудования) — в совокупные данные, зависящие от
времени (например, определение недели, когда эти мероприятия бу-
дут иметь место). Агрегирование по нисходящей влечет за собой пере-
вод производственных планов и запасов товарных групп в детализи-
рованные данные об отдельных продуктах. Оно также подразумевает
перевод совокупных графиков, зависящих от времени решений, в бо-
2.3. Иерархия систем цепей поставок
83
лее детализированные графики. Такая дезагрегирующая трансформа-
ция обычно является инверсией агрегирующей трансформации на
основе применения правил «большого пальца», для того чтобы удо-
стовериться в том, что полученные детали являются эффективными
и наилучшим образом удовлетворяют производство и требования по-
купателей. Таким образом, при проектировании агрегирования по восхо-
дящей необходимо убедиться в том, что соответствующее дезагреги-
рование по нисходящей может быть легко и точно доведено до конца.
DRP и моделирующие системы логистической оптимизации. На
рис. 2.5 показана взаимосвязь между системой DRP и моделирующей
системой логистической оптимизации. В отличие от производствен-
ных систем, рассмотренных ранее, которые анализируют каждый за-
вод в отдельности, эти системы анализируют решения на протяжении
всей сети логистических цепочек компании. Сеть может включать не-
сколько заводов, распределительных центров и несколько сотен рын-
ков. Они также координируют транспортную деятельность компании
с транспортной деятельностью поставщиков.
Во всем остальном выгоды компании от внедрения и применения
моделирующей системы логистической оптимизации и моделирующей
системы оптимизации производственного календарного планирования
одинаковы. Без такой системы менеджеры, занятые распределением,
должны каким-то образом довести до конца краткосрочные планы
транспортных перевозок и деятельности распределительных центров.
Например, система DRP имеет возможность эвристически оптимизи-
ровать решения о ежедневной загрузке транспортного средства и марш-
рутизации, но она не может определить того, какие рынки должны
обслуживаться какими распределительными центрами и какая деятель-
ность распределительных центров должна быть запланирована для
минимизации краткосрочных издержек.
Моделирующая система логистической оптимизации создает общий
план транспортировки, включающий входящие поставки сырьевых
материалов и запасных частей на заводы, межзаводские поставки по-
луфабрикатов и готовой продукции, поставки готовой продукции в рас-
пределительные центры и поставки на рынки готовой продукции. При-
нятие решений о последних поставках способствуют долгосрочному
закреплению рынков за распределительными центрами, определенны-
ми моделирующей системой тактической оптимизации. Кроме того,
моделирующая система логистической оптимизации позволяет выби-
рать модели для крупных поставок с точки зрения времени поставки
(например, выбор между единовременной крупной поставкой желез-
84
Глава 2. Информационные технологии
Рис. 2.5. Связи между системами планирования краткосрочного
тактического и оперативного распределения
нодорожным транспортом с завода в распределительный центр и не-
сколькими поставками грузовым автотранспортом в течение месяца).
Производственное календарное планирование и моделирующие
системы логистической и тактической оптимизации. Моделирующая
система тактической оптимизации — это система низшей ступени
иерархии, которая анализирует решения по всей цепи поставок ком-
пании. Как показано на рис. 2.6, система передает обобщенные детали
оптимального плана цепи поставок для каждого из трех месяцев теку-
Закрепление рынков
Рис. 2.6. Связи между моделирующей системой тактического
производственного календарного планирования, логистической
и оптимизационной моделирующими системами, а также между
системами прогнозирования спроса и управления заказами
2.3. Иерархия систем цепей поставок
со
СП
86
Глава 2. Информационные технологии
щего квартала моделирующим системам оптимизации производствен-
ного календарного планирования, а также моделирующей системе ло-
гистической оптимизации. Детали этого плана рассредоточиваются
(дезагрегируются) и используются для составления директив для мо-
делирующей системы оптимизации производственного календарного
планирования и моделирующей системы логистической оптимизации.
Дезагрегирование может инициировать усовершенствование ассорти-
мента продукции и оптимизацию временных затрат на принятие ре-
шений о планировании ресурсов. Графики, разработанные системами
низшего звена, передаются в моделирующую систему тактической
оптимизации. Эти графики отображают краткосрочные обязательства,
которые трактуются системами высшего звена как фиксированные
данные.
В отличие от взаимосвязей, обсужденных ранее, мы показали связи
в двух направлениях, т. е. между этими моделирующими системами
и системой прогнозирования спроса и управления заказами. В част-
ности, моделирующие системы получают заказы и прогнозируемую ин-
формацию из этой системы, а моделирующая система тактической
оптимизации цепи поставок направляет в эту систему предлагаемые
стратегии продуктовой номенклатуры. Маркетологи и продавцы мо-
гут использовать эти стратегии для пересмотра своих планов с целью
повышения прогнозируемого дохода компании в следующем году.
Моделирующие системы стратегической и тактической оптими-
зации. Моделирующая система стратегической оптимизации помогает
высшему руководству в определении наиболее эффективной долго-
срочной структуры сети логистических цепей компании. Ее модели
анализируют решения о приобретении ресурсов, изъятии капитало-
вложений (divestments), производстве и распределении новых или су-
ществующих продуктов в течение последующих лет. Эти решения
включаются в тактические планы следующего года и передаются в моде-
лирующую систему тактической оптимизации, как показано на рис. 2.7.
Такие данные могут включать сведения о новых сооружениях или о про-
дуктах, которые будут произведены, распределены и проданы в течение
данного временного интервала. Моделирующая система тактической
оптимизации предполагает детальную обратную связь со стратегиче-
ской системой для выяснения того, как эти сооружения будут исполь-
зованы и как будет удовлетворен рыночный спрос в течение первого
года стратегического периода планирования.
Система прогнозирования спроса и управления заказами выполня-
ет средне- и долгосрочные прогнозы спроса для моделирующих систем
2.3. Иерархия систем цепей поставок
87
Рис. 2.7. Связи между моделирующей системой стратегической
оптимизации цепи поставок, моделирующей системой тактической
оптимизации и системами прогнозирования спроса
и управления заказами
тактической и стратегической оптимизации. И наоборот, моделиру-
ющая система стратегической оптимизации обеспечивает систему прог-
нозирования спроса с обратной связью о доходности существующих
и новых продуктовых линий. Эта информация может быть использована
88
Глава 2. Информационные технологии
для выработки маркетинговых стратегий увеличения продаж рента-
бельных продуктов. Фактически система прогнозирования спроса мог-
ла бы быть расширена до включения маркетинговых моделей для до-
стижения конечной цели.
Централизованное и децентрализованное принятие решений
Основная цель системной иерархии — возможность принимать реше-
ния о цепи поставок как централизованным, так и децентрализован-
ным образом. Централизованное принятие решений необходимо при
реализации действий, являющихся результатом интеграции. Децент-
рализованное принятие решений необходимо для быстрого и деталь-
ного выполнения операций. Как мы подробно рассмотрели выше, конф-
ликт может быть разрешен путем передачи директив, основанных на
централизованном планировании с использованием моделирующей
системы, на моделирующие системы более низкого уровня.
Например, менеджер цепи поставок использует моделирующую си-
стему тактической оптимизации с целью определения краткосрочных
производственных целей для каждого завода. Эти цели (по одной для
каждого завода) передаются как исходные данные для моделирующих
систем оптимизации планирования производства. Они используются
руководителями, ответственными за конструирование, производство
и реализацию изделия, для создания более детальных планов (вклю-
чая главный график работ и оптимальные уровни производственных
мощностей), которым должен следовать завод в течение следующего
квартала. Эти планы, в свою очередь, передаются системам производ-
ственного календарного планирования и MRP, которые используют-
ся менеджерами низшего звена для определения детального выполне-
ния плана на следующий месяц. Более того, системы низшего звена
обеспечивают обратную связь с системами высшего звена при коррек-
тировках к централизованным планам, которые по необходимости осу-
ществляются в соответствии с реалиями более детальных операций.
2.4. Действующие системы и традиционное
мышление
Сегодняшние системы планирования — это устаревшие компьютерные
системы, от которых менеджеры, занятые в области информационных
технологий, пытаются добиться эффективных результатов. Системы
ERP позволяют компании заменить неэффективные и устаревшие
2.4. Действующие системы и традиционное мышление
89
методы работы, а также гомогенизировать и интегрировать несопоста-
вимые корпоративные базы данных. Мы рассмотрим вопросы, связан-
ные с заменой устаревших моделирующих систем и совершенство-
ванием устаревшего мышления. Хотя усилия по замене устаревших
моделирующих систем могут оказаться значительными, преодоление
барьеров из-за устаревшего мышления о принятии решений по цепи
поставок зачастую является более сложной проблемой.
В некоторых компаниях устаревшая моделирующая система, которую
нужно усовершенствовать, находится в универсальной вычислитель-
ной машине. Компания желает заменить ее моделирующей системой,
находящейся в персональном компьютере, которая требует примене-
ния программ, позволяющих загружать в удаленный компьютер по
линии связи данные и планы, установленные данной системой. Таким
примером является компания, производящая и распределяющая про-
дуктовые товары, которая в недавнем времени решила заменить уста-
ревшую систему, созданную еще в 1970-х гг. Система использовала
основную моделирующую программу генерации и оптимизации, кото-
рая успешно применялась более двадцати лет. Тем не менее компания
пожелала заменить ее, потому что время генерации модели на универ-
сальной вычислительной машине было чрезвычайно велико из-за неэф-
фективных данных программ приобретения ресурсов и необходимости
разделять время центрального процессора с другими пользователями.
Испытания некоторых стандартных моделирующих систем на осно-
ве персональных компьютеров показали, что устаревшая система мо-
жет быть легко заменена более эффективными системами. Компания,
однако, не проявила интереса в расширении спектра анализа, предо-
ставленного моделью, который по стандартам 1970-х гг. был достаточ-
но изощренным, а по стандартам 1990-х гг. — уже довольно упрощен-
ным. В особенности устаревшая модель стремилась минимизировать
общие издержки удовлетворения спроса путем распределения произ-
водства на заводы, осуществляя в случае необходимости внутриза-
водские поставки, а также путем создания бесконкурентных рынков
с поставками с единственного завода. Описание производственных из-
держек, мощностей и преобразовательной деятельности в устаревшей
модели просто основывалось на описании издержек на производство
единицы каждого вида продукции на каждом заводе и суммарную за-
водскую мощность. Устаревшая модель не учитывала фиксированных
затрат, планирования загрузки производственных мощностей и поло-
жительного эффекта масштаба, связанных с каждой из нескольких
90
Глава 2. Информационные технологии
важных стадий производства на каждом заводе. Кроме этого, она не
учитывала решений, связанных с введением дополнительных произ-
водственных мощностей, или списания излишних мощностей на но-
вых или уже существующих заводах.
Короче говоря, на протяжении более двадцати лет использование
устаревших систем приводило к устаревшему мышлению об интегри-
рованном планировании цепи поставок компании. По выше указан-
ным причинам устаревшая модель устанавливала планы, которые
в серьезной мере оказывались условно оптимальными. Никто в ком-
пании не был заинтересован, чтобы исследовать текущие процессы или
потратить время на сбор данных и создание модели для оценки потен-
циально лучших способов управления цепями поставок. Это говорит
о том, что данная устаревшая система была разработана и внедрена
корпоративной группой, специализирующейся в области исследова-
ния операций, которая постепенно исчезла из компании, оставляя пер-
сонал без внутренних ресурсов для оценки новых моделей и процес-
сов принятия решений. Руководство компании могло бы прибегнуть
к помощи извне, но было не ясно, каким консультантам или продав-
цам компьютерных программ можно доверять. Более того, деятельность
по оценке лучших моделей и моделирующих систем оказалась дорого-
стоящей, хотя усовершенствованные модели и моделирующие систе-
мы окупили бы себя в несколько раз уже в первый год использования.
В качестве другого примера можно привести фармацевтическую
компанию, которая обратилась к услугам специалистов по моделиро-
ванию, потому что хотела смоделировать планирование критического
объема производства очень успешного продукта с объемом продаж
в сотни миллионов долларов, изготовленного из натурального ингре-
диента высокого качества. Компания изготавливает смеси из данного
натурального ингредиента для производства основного компонента,
используемого в дальнейшем производстве. За год изготавливается
примерно сорок смесей.
Компания нуждалась в моделирующей системе, которая бы автома-
тизировала и оптимизировала процесс планирования, ранее осуществ-
лявшийся ключевым работником вручную. Этот работник отлично
справлялся со своей работой с точки зрения устаревшего мышления
о том, как планировать приготовление смесей, что мы кратко опишем
в дальнейшем. Тем не менее компания желала автоматизировать этот
процесс, чтобы и другие работники могли осуществлять его; она также
верила, что этот процесс может быть усовершенствован с помощью
компьютерной оптимизации.
2.4. Действующие системы и традиционное мышление
91
Вследствие того что годовое планирование смесей натурального
ингредиента осуществлялось вручную, цель их выбора сводилась к то-
му, чтобы из имеющегося объединенного резерва натурального ингре-
диента попытаться найти такое сочетание смесей, которое бы могло
быть использовано для производства наиболее унифицированного
продукта. Эта проблема подобна проблеме смешивания нефтяных про-
дуктов; кроме этого, возникает проблема качества, поскольку качество
данных продуктов тщательно исследуется Управлением по санитар-
ному надзору за качеством пищевых продуктов и медикаментов (США).
Кроме того, на смеси накладываются ограничения в зависимости от
их состава в отличие от абсолютных ограничений, которые налагают-
ся на нефтяные продукты.
Поскольку приобретение натурального ингредиента является очень
дорогим, специалисты предложили компании расширить свой анализ
и более тщательно'взвешивать решения об объемах годовых закупок,
а также осуществлять более строгий контроль над запасами. Кроме
того, вместо выбора всех сорока видов смесей для производства про-
дукта в начале каждого года компании было предложено ежемесячно
составлять производственные планы, которые могут видоизменяться
в соответствии с потребностями рынка. Более того, в пределах возмож-
ностей можно было оптимизировать не только резерв натурального
ингредиента, используемого в течение данного года, но и смеси, про-
изведенные из него. Но эти предложения остались без внимания. В ре-
зультате, была сконструирована и внедрена модель, которая выполня-
ла не более чем оптимизацию ручного процесса. Компания осталась
удовлетворена результатами работы системы и смесями, которые она
производила, что было на порядок лучше, чем неавтоматизированное
планирование.
Приведенные примеры нежелания компании выйти за пределы ус-
таревшего мышления относительно управления своей цепью поставок
не являются исключительными. Несмотря на то что мы можем и даль-
ше размышлять над причинами такого нежелания, мы должны пони-
мать, что компания все еще находится на ранних стадиях развития и
использования моделирующих систем. Многие компании до сих пор
сталкиваются с проблемой развития систем ERP, которое, по их мне-
нию, должно продолжать развитие аналитических инструментов. Бо-
лее того, мы должны продолжать обьяснять студентам и менеджерам,
насколько важно рациональное принятие решений, а также форма,
функции и преимущества моделей и моделирующих систем.
92
Глава 2. Информационные технологии
2.5. Выводы
Рост инвестиций в информационные технологии, отраженный на
рис. 2.1, показывает, что информационная революция значительно
ускорилась в 1990-х гг. Посмотрев на рисунок, также можно сделать
вывод о том, что революция едва ли началась до 1980 г. Неисполнен-
ные ожидания от систем ERP и электронной коммерции показывают,
что разработчики и консультанты все еще находятся в состоянии борь-
бы с достижениями в области переконструирования программ и биз-
нес-процессов, необходимом для стимулирования эффективных и гиб-
ких систем транзакционных информационных технологий. В то же
время, из-за того что менеджеры стали осознавать необходимость ана-
литических информационных технологий, компании, основанные на
системах ERP, активно стремятся добавить оптимизационные моде-
лирующие системы к своему спектру предлагаемых услуг. В данной
главе мы стремились более глубоко исследовать оптимизационные
модели и моделирующие системы, которые служат «мозгом» аналити-
ческих информационных технологий в управлении цепями поставок.
Кроме этого, разработчикам транзакционных информационных тех-
нологий мы рекомендуем уделять больше внимания требованиям дан-
ных, необходимых для моделирующих систем. Существует необходи-
мость в новых компьютерных программах при создании и применении
базы данных для принятия решений о цепи поставок, которая нахо-
дится между корпоративной базой данных и моделирующей системой.
Транзакционные данные, не имеющие отношения к процессу принятия
решений, должны быть отделены от транзакционных данных, имею-
щих к этому отношение. Имеющие отношение данные могут потребо-
вать различного рода трансформаций перед тем, как они будут напря-
мую использованы в оптимизационной модели.
Несмотря на 50-летний опыт изучения моделей и методов исследо-
вания операций, а также многочисленных примеров успешного приме-
нения моделирующих систем, мы все еще находимся на ранних стадиях
их применения. Мы попытаемся продемонстрировать в дальнейшем, что
ученые и практики в области исследования операций пополнили свой
интеллектуальный запас многообещающими моделями и методами.
Существует удивительная возможность выбора хороших идей из этого
запаса и успешного их применения. В то же время в век стремительно-
го развития информационных технологий специалисты в области мо-
делирования должны стремиться к устранению и вытеснению зауряд-
2.5. Выводы
93
ных решений, которые сейчас навязываются менеджерам, несмотря на
революцию в области информационных технологий.
Литература
The American Heritage Dictionary [1993]. Boston: Houghton Mifflin.
Baker K. R. [1993], «Requirements Planning», in Handbooks in Operations Research and
Management Science: Logistics of Production and Inventory, edited by S.'C. Graves,
A. H. G. Rinnoy Kan, P. H. Zipkin. Amsterdam: Ncrrth-Holland.
Canedy D. [1998], «Need Aspargus? Just Click It», The New York Times, Cl, September 10.
Craink T. G„ Laporte G. ed. [1998], «Fleet Management and Logistics». Norwell, Mass.:
Kluwer Academic.
Deutsch С. H. [1998], «Software That Can Make a Grown Company Cry», The New York
Times, November 18.
Economist [2000], «How to be Perfect», February 12, 82.
Foster T. A. [1999], «Global eProcurement Solutions», Supply Chain Management Review
Global Supplement. Spring, 19-22.
Golden B. L., Assad A. A. eds., [1988], Vehicle Routing: Methods and Studies. Amsterdam:
North-Holland.
Graves S. C. [1982], «Using Lagrangean Techniques to Solve Hierarchical Production Plan-
ning Problems», Management Science, 28, 260-275.
Hall R. IT., Partyka J. G. «On the Road to Efficiency» [1997], OR/MS Today, 24, 3, 38-47.
Hammer M., Champy J. [1993], Reengineering the Corporation, New York: Harper-Business.
Latamore G. B. [ 1999], «ERP in the New Millennium», APICS, 9, 6, 28-32.
Leachman R. C., Benson R. F., Eiu C., zRaarD.J. [1996], «IMPReSS: An Automated Produc-
tion-Planning and Delivery-Quotation System at Harris Corporation-Semiconductor
Sector», Interfaces, 26, 1, 6-37.
Lohr S. [1997], «InformationTechnology Field Is Rated Largest U.S. Industry», The New
York Times, November 18.
LohrS. [1999], «The Economy Transformed, Bit by Bit», The New York Times, December 20.
March J. G. [1994], A Primer on Decision Making: How Decisions Happen. New York: The
Free Press.
Robinson A. G„ Dilts D. M. [1999], «OR & ERP», О RMS Today, 26, 3, 30-35.
Shapiro J. F. [1993], «Mathematical Programming Models and Methods for Production Plan-
ning and Scheduling», in Handbook in Operations Research and Management Science:
Logistics of Production and Inventory, edited by S. C. Graves, A. H. G. Rinooy Kan, and
P. H. Zipkin. Amsterdam: North-Holland.
Shapiro J. F. [1999], «Bottom-up vs. Top-down Approaches to Supply Chain Modeling», in
Quantitative Models for Supply Chain Management, edited by S. Tayur, R. Ganeshan,
and M. Magazine. Norwell, Mass.: Kluwer Academic.
Sipper D., Bulfin R. L.Jr. [1997], «Production: Planning, Control, Integration». New York:
McGraw-Hill.
Stenger A. J. [1994], «Distribution Resource Planning», in The Logistics Handbook, edited
by J. F. Robeson and W. C. Copacino. New York: The Free Press.
Taube-Netto M. [1996], «Integrated Planning for Poultry Production at Sadia», Interfaces,
26, 38-53.
94
Глава 2. Информационные технологии
Tayur S., Ganeshan R., Magazine М. eds., [1999], «Quantitative Models for Supply Chain
Management». Norwell, Mass.: Kluwer Academic.
Tedeschi R. [1999], «Е-Commerce Report», The New York Times, C4, September 27, 1999.
ThomasL. J., McClain J. 0. [1993], «An Overview of Production Planning», in Handbooks in
Operations Research and Management Science: Logistics of Production and Inventory,
edited by S. C. Graves, A. H. G. Rinnoy Kan, and P. H. Zipkin. Amsterdam: North-
Holland.
Часть II
МОДЕЛИРОВАНИЕ
И МЕТОДЫ ПРИНЯТИЯ
РЕШЕНИЙ
Глава 3
ОСНОВЫ ОПТИМИЗАЦИОННОГО
МОДЕЛИРОВАНИЯ: ЛИНЕЙНОЕ
ПРОГРАММИРОВАНИЕ
В предыдущей главе мы обсудили основную роль описательных, нор-
мативных или оптимизационных моделей в области обеспечения при-
нятия решений относительно цепей поставок. В данной главе и в двух
последующих мы опишем подробности создания и решения моделей
оптимизации. Эти модели обеспечивают крепкую основу для сочета-
ния данных, взаимоотношений фактов и прогнозов, составленных на
основе описательных характеристик. Они позволяют менеджерам про-
никнуть в суть эффективного планирования, основанного на вариан-
тах возможных решений, принимаемых компанией, ее целях, обя-
зательствах и ограничениях на ресурсы. В последующих главах мы
обсудим описательные модели с точки зрения управленческого учета,
прогнозирования спроса, теории управления запасами и других дис-
циплин, используемых при формировании исходных данных для мо-
делей оптимизации.
Знание моделей оптимизации совершенно необходимо, если систе-
мы моделей оптимизации реализуются в полной степени.
Взяв на себя обязательство изучить детали модели построения и при-
нятия решений, мы хотим заверить читателя, что не собираемся углуб-
ляться в математические разработки, требующие ученой степени в об-
ласти исследования операций. Мы будем пользоваться только теми
математическими конструкциями, которые изучаются в средней шко-
ле. Это означает, что мы ограничимся рассмотрением небольших мо-
делей. Они не претендуют на роль больших моделей, используемых
для решения сложных задач, но тем не менее дают исчерпывающее
понимание их основ. Более того, не вдаваясь в детали, в последующих
главах мы опишем то, как крупномасштабные модели создаются пу-
тем синтеза из малых, более простых подмоделей.
Примеры моделей оптимизации, используемые в этой и в последу-
ющих главах, обращены к задачам принятия решений, которые возни-
Глава 3. Основы оптимизационного моделирования, линейное...97
кают в управлении системой поставок. В частности, мы обсудим при-
менение моделей линейного программирования и моделей целочис-
ленного программирования. В следующих главах мы расширим гра-
ницы применения моделей целочисленного программирования для
оперативного планирования путем представления унифицированной
методологии оптимизации, объединяющей методы декомпозиции с эври-
стическими методами. В заключение отметим, что техника моделиро-
вания и алгоритмы, рассмотренные здесь, применимы к проблемам
принятия решений, возникающих в инвестиционной деятельности
банков, техническом проектировании и во многих других областях.
В разделе 3.1 представлены простые примеры моделей линейного
программирования, поэтому с их помощью достаточно сложно проил-
люстрировать основные идеи. Примеры сначала представлены в стан-
дартных алгебраических формах, а затем в формате двух электронных
табличных оптимизаторов «Поиск решения» и What’s Best. В разделе 3.2
рассматриваются свойства моделей линейного программирования,
имеющие недостатки в представлении некоторых особенностей задач
планирования системы поставок. Это рассмотрение является прелю-
дией к более богатой и обширной модели целочисленного программи-
рования и к более расширенным моделям линейного программирова-
ния, которые рассматриваются в следующей главе.
В разделе 3.3 мы предлагаем экономическую интерпретацию поис-
ка оптимальных условий симплекс-методом линейного программиро-
вания, который позволяет проникнуть в суть процесса оптимизации.
Более того, маржинальные издержки, косвенно вычисляемые симп-
лекс-методом, имеют практическое значение для менеджеров в пла-
нировании распределения ресурсов и сбыта. Анализ чувствительности
и параметрический анализ также обсуждаются в данном разделе.
Методы линейного программирования могут использоваться для
измерения компромисса среди задач путем прослеживания эффектив-
ных пределов в принятии решений. Данные методы рассматриваются
и иллюстрируются в разделе 3.4. В разделе 3.5 рассмотрены стохасти-
ческие модели программирования, которые являются обобщением
моделей линейного программирования, что позволяет производить
подробную обработку при планировании неопределенностей. Стоха-
стические модели программирования проиллюстрированы примерами
их применения в планировании производства и управления запасами
в условиях неопределенности спроса. Глава завершается заключитель-
ными выводами в разделе 3.6.
7-2186
98
Глава 3. Основы оптимизационного моделирования, линейное...
3.1. Примеры моделирования на основе линейного
программирования
Модели линейного программирования (ЛП) и методы их оптимиза-
ции играют главную роль во всех типах применения цепей поставок.
Изначально они были задуманы для оптимизации распределения огра-
ниченных ресурсов при ведении экономической деятельности в слож-
ных системах.
Модель распределения ресурсов
В производственной компании или в сети системы поставок имеет
место конкуренция в сфере закупки ресурсов, таких как производствен-
ная мощность на заводе или запасы готовой продукции в распредели-
тельном центре. Доступное количество некоторых ресурсов может ока-
заться недостаточным, чтобы ответить всем требованиям, возложенным
на них. Более того, для выполнения некоторых работ и достижения
желаемой производительности могут потребоваться различные виды
ресурсов. Модели линейного программирования позволяют оптималь-
но распределить ресурсы по всей системе.
Пример 3.1
Мы рассмотрим задачу недельного распределения ресурсов, с которой
столкнулся менеджер по производству компьютерной компании Ajax.
Компания Ajax продает три типа компьютеров: персональный компью-
тер — а, ноутбук — (3 и рабочую станцию — у. Чистая прибыль от про-
дажи каждого компьютера «составила $350, каждого компьютера /3 —
$470 и каждой у — $610. Чистая прибыль равна цепе продаж минус пря-
мые издержки на приобретение комплектующих, производство ком-
пьютерных корпусов, сборку и тестирование компьютеров. Допустим,
что вся продукция может быть (и будет) распродана незамедлительно
в течение недели. Немного позднее мы рассмотрим возможность про-
дления планов на несколько недель, в течение которых часть продук-
ции, для которой существует максимальный предел продаж, будет раз-
мещена в запасы.
В течение недели на тестирующей линии А выделяются 120 часов,
где собранные компьютеры а и /3 проходят тестирование, и на тестиру-
ющей линии С выделяются 48 часов, где проходят тестирование собран-
ные станции у. Тестирование каждой рабочей станции занимает 1 час.
Время производства ограничено 2000 рабочих часов для сборки, при
этом сборка компьютера а занимает 10, /3— 15 и у — 20 рабочих ча-
сов. Другие виды деятельности в компании Ajax, такие как упаковка
компьютеров для отправки, включены в производство упомянутых
ранее трех видов продуктов и требуют расхода ограниченных ресурсов.
3.1. Примеры моделирования на основе линейного программирования 99
Менеджер по производству хочет распределить эти ресурсы, чтобы
максимизировать чистую недельную прибыль. Он решает создать мо-
дель линейного программирования (ЛП) для решения этой задачи. Ее
переменные величины следующие:
МА — количество продуктов «для сборки, тестирования и продажи
в течение недели.
МВ — количество продуктов /Здля сборки, тестирования и продажи
в течение недели.
МС — количество продуктов /для сборки, тестирования и продажи
в течение недели.
Общая чистая прибыль от продаж: 350АМ + MQMB + 61 ОМС. Эта
сумма называется целевой функцией. В нашем примере целевая функ-
ция должна максимизироваться. В других примерах целевая функция
может относиться к затратам или другим параметрам, которые долж-
ны минимизироваться.
Распределение ограниченных ресурсов может быть также описано
математическими соотношениями. Например, использование тестиру-
ющего оборудования на линии А, измеренное в часах, составляет МА +
+ МВ, и это количество ограничено МА + МВ < 120. Подобные ограни-
чения должны использоваться для мощности тестирующей линии С и про-
изводительности труда.
Рассматривая совместно целевую функцию и ограничения, менед-
жер по производству может найти оптимальную стратегию решения
задачи.
Модель 3.1. Модель сборки в компании Ajax
Запишем выражение для целевой функции в виде
Max Z = 35QMA + 470МВ + 61 ОМС.
При условии, что
МА + МВ <120 (мощность тестирующей линии А\,
МС <48 (мощность тестирующей линии С);
ЮМА + 15МВ + 2QMC < 2000 (предложение рабочей силы),
МА>0,МВ>0, МС>0.
Обратите внимание, что мы ограничили переменные, чтобы они при-
няли неотрицательные значения. Отрицательные значения для них не
имеют смысла. Любое решение, удовлетворяющее ограничениям, на-
зывается допустимым решением.
о
Оптимальное решение данной модели следующее: МА* = 120, МВ* =
= 0, МС* = 40 с максимальной чистой прибылью/* = $66 400. Звездочки
100
Глава 3. Основы оптимизационного моделирования, линейное...
над переменными указывают, что они взяты при специфических усло-
виях. Мы вычислили оптимальное решение, используя симплексный
метод. Отметим, что при данном решении ограничение мощности те-
стирующей линии А и ограничение предложения рабочей силы пред-
ставляют собой уравнения. Мы говорим, что эти ограничения обяза-
тельны. И наоборот, ограничение мощности тестирующей линии С
удовлетворяет требованию строгого неравенства. Мы говорим, что та-
кие ограничения необязательны.
Теория ограничений является частью подхода к производственно-
му и календарному планированию, привлекшему к себе всеобщее вни-
мание со дня его создания в начале 1990-х гг. Первоначально данный
подход рассматривался как раздел философии менеджмента, призван-
ный улучшить качество функционирования системы производства
путем введения системы ограничений. С точки зрения принятия ре-
шений, основанных на фактах, этот подход является специальным под-
ходом, определяющим обязательные ограничения в моделях ЛП. Как
таковой он не всегда способен определить оптимальный план. Более
того, он не может отобразить точное окружение, для которого необхо-
димо определить и оценить принятые решения по закупке и распреде-
лению производственных ресурсов.
Чтобы обеспечить графическое представление решения модели 3.1,
воспользуемся графиком, координаты которого в двух измерениях со-
ответствуют переменным МА и МС (рис. 3.1). Поступая таким обра-
зом, мы справедливо игнорируем переменную МВ, которая равна О
в оптимальном варианте. Это позволяет нам провести кривую на
рис. 3.1, используя остаточные ограничения:
МА< 120,МС<48, ЮМА+ 20МС< 2000, МА> О, МС>0.
Первые два и последние два ограничения задают пределы величин
МА и МС в виде прямоугольника, показанного на рис. 3.1. Ограниче-
ния ЮМА + 20МС < 2000 отсекают северо-восточный угол прямо-
угольника. Мы можем увидеть это, отобразив кривую ограничений как
уравнение 1 ОМА + 20МС = 2000, которое пересекает оси в точках (МА =
= 200, МС = 0) и (МА = 0, МС = 100). Так как использование рабочей
силы должно быть меньше или равно 2000 часам, допустимый вариант
МА и МС должен проходить по той стороне линии, где одна или две
переменные имеют более низкие величины. Таким образом, затенен-
ная часть прямоугольника показывает область допустимых значений
для МА и МС.
Чтобы графически показать оптимальное решение этой модели, опре-
делим целевую функцию величиной 14 000 и рассмотрим решения,
3.1. Примеры моделирования на основе линейного программирования 101
Рис. 3.1. Графическое представление модели сборки продукции
в компании Ajax в течение 1 недели
считая эту величину объемом готовой продукции. Это точки в затенен-
ной области, которые отображены пунктирной линией (Z = 14 000). Лег-
ко заметить, что другие линии с постоянными величинам Z параллель-
ны данной линии. Более того, величина целевой функции, которой они
достигают, возрастает по мере того, как мы двигаемся в северо-восточ-
ном направлении, так как это направление, в котором величины МА
и МС возрастают и увеличивают величину целевой функции. Если ак-
куратно передвигать линейку параллельно линии Z = 14 000 в севе-
ро-восточном направлении, мы увидим, что последняя допустимая
точка, которую мы пересекаем, является оптимальным решением, по-
казанным в примере с величиной целевой функции 66 400. Алгебраиче-
ски мы можем вычислить оптимальное решение, зная, что геометрически
оптимальное решение соответствует решению системы уравнений:
f МА = 120;
[10М4 + 20МС =2000.
Легко определить, что МА = 120, МС = 40.
Хотя количество допустимых решений, отображенных в рис. 3.1,
неограниченно, из вышеприведенного следует, что для любых пере-
менных МА и МС целевой функции оптимальное решение всегда мо-
жет быть найдено в одной из пяти точек. Данные точки называются
крайними точками (extreme points). Цифры под графиком могут быть
102
Глава 3. Основы оптимизационного моделирования, линейное...
сопоставлены с моделями, включающими произвольное (ограничен-
ное) количество переменных. Таким образом, в правильных моделях
линейного программирования допустимая область имеет ограниченное
количество крайних точек, и одна из них всегда будет соответствовать
оптимальному решению. Симплексный метод представляет собой алго-
ритм систематического поиска этих крайних точек для нахождения их
последовательности с возрастающей величиной целевой функции (для
моделей максимизации) до тех пор, пока оптимальное решение не бу-
дет найдено и не будет доказано, что оно является оптимальным.
Недопустимые и неограниченные модели
Нахождение оптимального решения является естественным результа-
том оптимизации хорошо спланированной модели линейного програм-
мирования. Однако возможны и другие результаты. Одним из них яв-
ляется тот, при котором модель не имеет решения; т. е. допустимые
решения отсутствуют.
Другой результат оптимизации модели — неограниченность целе-
вой функции. Для моделей оптимизации с любым имеющимся коли-
чеством чистой прибыли неограниченность означает, что некоторые
осуществимые стратегии, применяемые к существующей модели, пре-
восходят это количество. Такой результат возможен математически,
но для физического истолкования труден и почти всегда обозначает
ложную формулировку модели.
Пример 3.2
Предположим, что компания Ajax может прибегнуть к аренде и таким
образом использовать тестирующее оборудование линии А в неогра-
ниченных количествах за $40 в час, а также может нанять дополни-
тельную рабочую силу в неограниченных количествах за $30 в час.
ЕА — количество дополнительных тестирующих часов на линии А.
ЕЛ — количество рабочих часов наемных работников.
Ниже представлена следующая модель.
Модель 3.2. Расширенная модель компании Ajax сроком на 1 неделю
Неограниченная целевая функция:
Max Z = 350ЛМ + 470МВ + 61 ОМС - 40Е4 - 30££.
При условии, что
-ЕА + МА + МВ < 120;
МС < 48;
-EL + ЮМА + 15МВ + 2 ОМС < 2000.
МА >Q,MB> 0, МС> 0, ЕА >0,EL> 0.
3.1 Примеры моделирования на основе линейного программирования 103
Первое ограничение показывает, что мощность тестирующего обору-
дования линии А ограничена:
МА + МВ < 120 + ЕА.
Третье ограничение показывает, что трудовая мощность также огра-
ничена:
10Ш + 15МВ + 20МС< 2000 + EL.
Так как чистая прибыль с каждого собранного, протестированного
и проданного продукта а составляет $350, но будет стоить $340 при
использовании дополнительных ресурсов (1 дополнительный час тести-
рования на линии А @$40 +10 часов работы @$30 ), компания Ajax
может получить неограниченную чистую прибыль. Если мы оптими-
зируем эту модель, то обнаружим, что Z неограниченна.
Действительность ситуации в компании Ajax заключается в том, что
отдел маркетинга и отдел продаж не смоглй бы продать неограничен-
ное количество продуктов а, и даже если бы дополнительные затраты
на ресурсы были бы тщательно рассчитаны, менеджер по производ-
ству был бы ограничен дополнительной мощностью тестирующей ли-
нии А, которую он мог бы арендовать, и дополнительными затратами
наемного труда. Все же возможность использования дополнительной
мощности тестирующей линии А и дополнительных трудозатрат нельзя
отрицать и можно использовать в работе.
Оптимизация с использованием электронных таблиц
В учебных целях мы смоделировали недельную задачу распределения
ресурсов компании Ajax на наиболее элементарном уровне, в котором
ограничения и целевая функция, совмещая входные данные с иско-
мыми переменными, были подробно описаны. На практике система
моделирования отделит входные данные от переменных, что значитель-
но облегчит задачу корректировки данных и подготовки составных
сценариев. Табличная оптимизация — это наиболее простая система,
позволяющая такое отделение, хотя требует от пользователя знания
основ моделирования.
В этом разделе мы кратко опишем применение двух оптимизаторов
электронной таблицы, «Поиск решения» и What’s best, для построения
и оптимизации недельной модели сборки компании Ajax. В дополнение
к имеющимся данным, которые будут определены отдельно от пере-
менных, оптимизация электронной таблицы позволяет использовать
функциональные возможности электронной таблицы, чтобы проверять
данные, создавать отчеты и графики и создавать новые модели, копи-
руя объекты из существующих моделей.
104
Глава 3. Основы оптимизационного моделирования, линейное...
Таблица 3.1 изображает модель 3.1 в формате электронной табли-
цы. В столбцах В, С и D мы имеем данные по трем продуктам a, ft и у
соответственно. По строкам 5, 6, 7 и 8 мы имеем данные использова-
ния этих трех ресурсов: тестирующая линия А, тестирующая линия С,
рабочая сила и чистая прибыль с проданной единицы. Значения в В9,
С9, D9 — это переменные, или вычисляемые, ячейки, соответствую-
щие переменным, которые будут определены оптимизацией линейно-
го программирования. Использование ресурса в ячейках Е5, Е6 и Е1
определяется как сумма данных в строках 5,6 и 7, умноженная на пере-
менные в строке 9. Например, формула в ячейке Е7 выглядит таким
образом: (£7) = Bl х В9 + Cl х С9 + DI х D9. Общая прибыль, которая
будет максимизирована, представлена формулой (Б13) = В8 х В9 + С8 х
х С9 + D8 х D9, расположенной в ячейке В13.
Чтобы загрузить утилиту «Поиск решения», на панели инструмен-
тов выберите «Поиск решения». Появится диалоговое окно, которое
потребует, чтобы вы обозначили ячейку для максимизации или миними-
Таблица 3.1
Недельная модель сборки компании Ajax; формулировка What’s Best
А В С D Е F G Н I
1
2
3 Исполь- зование ресурса Наличие ресурса
4 Продукт а р У
5 1 1 0 < 120 Тестиро- вание на линии А
6 1 0 < 48 Тестиро- вание на линии С
7 10 15 20 0 < 2000 Трудовые затраты
8 Прибыль на единицу продукции 350 470 610
9 Количество 0 0 0
10
11
12
13 Общая прибыль 0
3.1. Примеры моделирования на основе линейного программирования 105
зации (обозначенной $В$13), вычисляемые переменные ячейки, соот-
ветствующие переменным ($В$9: $D$9), и ограничения ($£$5 < $0$5,
$£$6 < $G$6 и $£$7 < $0$7).
Чтобы обратиться к списку параметров, вы должны также нажать
на кнопку «Параметры» в диалоговом окне «Поиск решения». Чтобы
указать, что вы желаете определить модель линейного программирова-
ния, нажмите на «Линейная модель», что позволит вам выбрать предпо-
лагаемую линейную модель. Кроме этого, выберите «Неотрицательные
значения», что предполагает введение неотрицательности значений
переменных. Тогда, удостоверившись, что вы выбрали максимум (шах)
или минимум (min) в качестве цели в диалоговом окне, щелкните по
кнопке «Выполнить», и оптимальное решение, данное в табл. 3.2, бу-
дет вычислено. Оптимальное решение будет отображено в ячейках
вычисляемых переменных. Диалоговое окно с результатами также поз-
воляет вам просматривать отчеты, имеющие отношение к решению.
Таблица 3.2
Недельная модель сборки компании Д/ах; оптимальное решение,
вычисленное с помощью What’s Best
А В С D Е F G Н I
1
2
3 Исполь- зование ресурса Наличие ресурса
4 Продукт a р Y
5 1 1 120 < 120 Тестиро- вание на линии А
6 1 40 < 48 Тестиро- вание на линии С
7 10 15 20 2000 < 2000 Трудовые затраты
8 Прибыль на единицу продукции 350 470 610
9 Количество- 120 0 40
10
11
12
13 Общая прибыль 66400
S-21S0
106
Глава 3. Основы оптимизационного моделирования, линейное...
Модель распределения ресурсов на несколько периодов
Планирование цепи поставок — динамический процесс, поскольку ре-
шения, принятые в данном периоде, связаны с решениями, которые
будут приняты в последующих. Планы распределения ресурсов долж-
ны объяснять межвременной характер процесса принятия решения.
Запасы сырья, продукты незавершенного производства и готовая про-
дукция играют центральную роль в оптимизации производственных
решений на протяжении всего многопериодного горизонта планиро-
вания.
Пример 3.3
Результаты рассмотрения оптимального плана сборки, данного в элект-
ронной табл. 3.2, заставляют менеджера по маркетингу сомневаться
в том, что его организация сможет продать 120 ед. продукта а в течение
следующей педели. Кроме того, он обеспокоен, что план не предусмат-
ривает сборку продукта /3. Даже если прибыль от продукта /3 меньше
двух других изделий, менеджер по маркетингу считает, что они долж-
ны быть включены в ассортимент продуктов компании Ajax.
Таким образом, он предлагает менеджеру по производству разрабо-
тать 4-недельную производственную стратегию, основанную на ком-
мерческих прогнозах, показанных в табл. 3.3.
Таблица 3.3
Прогнозы продаж
Неделя 1 Неделя 2 Неделя 3 Неделя 4
Изделия a 20-60 20-80 20-120 20-140
Изделия /3 20-40 20-40 20-40 20-40
Изделия / 20-50 20-40 20-30 20-70
Меньшее значение представляет минимальное количество данного
изделия, которое должно быть продано за данную неделю, принимая
во внимание, что большее значение представляет максимальное коли-
чество изделий, которые могут быть проданы. В действительности мы
рассматриваем верхнюю границу потенциальных продаж как оптималь-
но используемый ресурс. В планировании продукции и продаж на сле-
дующие 4 недели компания Ajax может принять решение о продаже
меньшего количества определенных изделий, чем способен принять
рынок, чтобы более выгодно использовать сборочное оборудование для
производства другого продукта.
Решения, которые должны быть приняты на каждую неделю для
каждого изделия, следующие:
• сколько производить;
3.1. Примеры моделирования на основе линейного программирования 107
• сколько продавать;
• сколько хранить в запасах.
Поскольку компания Ajax имеет капитал в готовой продукции, теку-
щие расходы по хранению нереализованной продукции должны начис-
ляться за единицу товара, хранимого на складе. Текущие расходы по
хранению составляют $9 в педелю для каждого изделия а, $10 в неделю
для каждого /Зи $18 в неделю для каждого у. Начальный запас в начале
исходной недели равняется 22 изделиям а, 42 изделиям /3и 36 изделиям у.
Чтобы ответить на этот запрос, мы разрабатываем модель 4-недель-
ного планирования, копируя решения и ограничения для каждой неде-
ли и добавляя уравнения остатка готовой продукции на складе. Для
каждого изделия эти уравнения имеют форму:
конечный запас = конечный запас + производство - продажи
недели t недели t - 1 недели t недели t
В результате получаем модель линейного программирования со сле-
дующими переменными:
S — продажи продукта/? за неделю Г;
М — сборка и испытание продукта/? в течение недели t;
I — запасы продукта/? в конце недели t (или запасы в начале педели t + 1).
Уравнение запасов для изделия р и периода t в математической
форме:
1=1, t+M -S
pt p,t - I pt pt
Начальные материальные запасы 7 известны.
Мы создаем 4-недельпую модель, расширяя 1-недельную модель,
представленную в табл. 3.1 и 3.2, и с помощью операции копирования
Excel продляем ее на 4 недели. Расширение 1-недельной модели вле-
чет за собой дополнение ограничений, включающих переменные запа-
сов и продаж. Результат отображен в табл. 3.4. Верхняя часть элект-
ронной таблицы была скопирована из электронной табл. 3.1. К этому
мы добавляем строки, описывающие переменные и ограничения по
продажам, и строки, описывающие переменные и ограничения по за-
пасам. Соответственно ячейки С9, СЮ, и СИ отображают переменные
продаж изделий a, fl и у. Мы ограничиваем продажи этих трех изделий
на неделе 1, чтобы попасть выше указанных нижних границ (строки
10, И) и ниже указанных верхних границ (строки 12,13).
Наконец, мы моделируем материальные запасы в строках с 15-й по
19-ю. Сначала определяем начальные запасы и расходы на содержание
товарных запасов в строках 15 и 16 соответственно. В строке 17 опре-
деляем приспосабливаемые ячейки, соответствующие левому краю, или
конечные запасы для каждого из этих трех изделий. Например, ячейка
С17 содержит уравнение (С17) = С15 + С6 - С9. Определяем ограниче-
ния в строках с 17-й по 19-ю, чтобы ограничить материальные запасы
неотрицательными значениями.
108
Глава 3. Основы оптимизационного моделирования, линейное...
Таблица 3.4
Расширенная недельная модель компании Ajax
А В С D Е F G Н
1 Неделя 1
2 Продукт а Р Y Исполь- зование ресурса Наличие ресурса
3 Тестирование на линии А 1 1 120 < 120
4 Тестирование на линии С 1 19,5 < 48
5 Трудовые затраты 10 15 20 2000 < 2000
6 Количество собранных изделий 38 82 19, 5
7
8 Прибыль на 1 ед. продукции 350 470 610
9 Продажи 60 40 50
10 > > >
11 Нижняя граница продаж 20 20 20
12 < < <
13 Верхняя граница продаж 60 40 50
14
15 Запасы на начало периода 22 42 36
16 Издержки на хранение 1 ед. продукции/неделя 9 10 18
17 Запасы на конец периода 0 84 5,5
18 > > >
19 0 0 0
20
21 Еженедельная чистая прибыль 69361
22 Общая чистая прибыль 69361
23
Оптимизируемая целевая функция является общей чистой прибы-
лью, которая для однонедельной субмодели равняется еженедельной
чистой прибыли. Еженедельная чистая прибыль — это сумма доходов
от продаж за вычетом затрат на содержание запасов в течение данной
недели. Для нескольких недель общая чистая прибыль — это сумма
чистой прибыли за каждую неделю.
Таблица 3.5 изображает 4-недельную модель планирования, кото-
рая была создана путем копирования 1-недельной субмодели. Она
также содержит оптимальное решение этой модели. Как видно из этого
решения, количество изделий, собранных в течение первых 2 недель
3.1. Примеры моделирования на основе линейного программирования 109
Таблица 3.5
Четырехнедельная модель компании Ajax
А В С D Е F G Н
1 Неделя 1
2 Продукт а Р Y Исполь- зование ресурса Наличие ресурса
3 Тестирование на линии А 1 1 120 < 120
4 Тестирование на линии С 1 19,5 < 48
5 Трудовые затраты 10 15 20 2000 < 2000
6 Количество собранных изделий 38 82 19,5
7
8 Прибыль на 1 ед. продукции 350 470 610
9 Продажи 60 40 50
10 > > >
11 Нижняя граница продаж 20 20 20
12 < < <
13 Верхняя граница продаж 60 40 50
14
15 Запасы на начало 22 42 36
16 Издержки на хранение 1 ед. продукции/неделя 9 10 18
17 Запасы на конец 0 84 5,5
18 > > >
19 0 0 0
20
21 Еженедельная чистая прибыль 69361
22 Общая чистая прибыль 69361
23
24
25 Неделя 2
26 Продукт а Р / Исполь- зование ресурса Наличие ресурса
27 Тестирование на линии А 1 1 120 < 120
28 Тестирование на линии С 1 35 < 48
29 Трудовые затраты 10 15 20 2000 < 2000
30 Количество собранных изделий 100 20 35
110
Глава 3. Основы оптимизационного моделирования, линейное...
Продолжение табл. 3.5
А В С D Е F G Н
31
32 Прибыль на 1 ед. продукции 350 470 610
33 Продажи 80 40 40
34 > > >
35 Нижняя граница продаж 20 20 20
36 < < <
37 Верхняя граница продаж 80 40 40
38
39 Запасы на начало 0 84 5,5
40 Издержки на хранение 1 ед. продукции/неделя 9 10 18
41 Запасы на конец 20 64 0,5
42 > > >
43 0 0 0
44
45 Еженедельная чистая прибыль 70371
46 Общая чистая прибыль 139732
47
48 Неделя 3
49 Продукт a Р / Исполь- зование ресурса Наличие ресурса
50 Тестирование на линии А 1 1 120 < 120
51 Тестирование на линии С 1 40 < 48
52 Трудовые затраты 10 15 20 2000 < 2000
53 Количество собранных изделий 120 0 40
54
55 Прибыль на 1 ед. продукции 350 470 610
56 Продажи 120 40 30
57 > > >
58 Нижняя граница продаж 20 20 20
59 < < <
60 Верхняя граница продаж 120 40 30
61
62 Запасы на начало 20 64 0,5
3.1. Примеры моделирования на основе линейного программирования 111
Окончание табл. 3.5
А В С D Е F G Н
63 Издержки на хранение 1 ед. продукции/неделя 9 10 18
64 Запасы на конец 20 24 10,5
65 > > >
66 0 0 '0
67
68 Еженедельная чистая прибыль 78491
69 Общая чистая прибыль 218223
70
71
72 Неделя 4 >
73 Продукт a Р / Исполь- зование ресурса Наличие ресурса
74 Тестирование на линии А 1 1 120 < 120
75 Тестирование на линии С 1 40 < 48
76 Трудовые затраты 10 15 20 2000 < 2000
77 Количество собранных изделий 120 0 40
78
79 Прибыль на 1 ед. продукции 350 470 610
80 Продажи 140 24 50,5
81 > > >
82 Нижняя граница продаж 20 20 20
83 < < <
84 Верхняя граница продаж 140 40 70
85
86 Запасы на начало 20 24 10,5
87 Издержки на хранение 1 ед., продукции/неделя 9 10 18
88 Запасы на конец 0 0 0
89 > > >
90 0 0 0
91
92 Еженедельная чистая прибыль 91085
93 Общая чистая прибыль 309308
112
Глава 3. Основы оптимизационного моделирования, линейное...
(когда верхние границы продаж ниже), служит цели позиционирова-
ния материальных запасов для поддержания более высокого коммер-
ческого потенциала в течение 2 последних недель. Однако коммерче-
ский потенциал в течение четырех недель полностью не может быть
реализован из-за ограниченных ресурсов в компании Ajax.
Техническая проблема при вычислении оптимального решения за-
ключается в появлении значений дробного числа в нескольких вычис-
ляемых ячейках. Поскольку все переменные (количество собранных
единиц, продажи, запасы на конец) приобретают значения десятков,
если не сотен, практический подход к решению дробей требует округ-
лить их. Результатом будет решение, которое является выполнимым
и оптимальным в пределах точности данных.
Менеджер по маркетингу не удовлетворен нулевыми материальны-
ми запасами всех изделий в конце планового периода. Таким образом,
чтобы заставить модель оставить рациональные материальные запасы
в конце планового периода, мы расширим ее двумя способами. Снача-
ла мы вводим ограничения нижней границы — по 10 ед. каждого изде-
лия в конце 4-й недели. Это наименьшие нижние границы, прием-
лемые для менеджера по маркетингу. Кроме того, предположив, что
единицы товара, оставленные на складе, будет проданы в течение
2 недель в конце 4-й недели, мы считаем, что стоимость каждого изде-
лия равна чистой прибыли за вычетом затрат за 2 недели хранения;
эти суммы составляют: $332 для а, $450 для fi и $574 для у.
Этот план удовлетворит и менеджера по производству, и менедже-
ра по маркетингу, однако руководство взволновано тем, что отдел мар-
кетинга чрезмерно оптимистично смотрит на потенциальные прода-
жи. Опасность состоит в том, что продажи не будут соответствовать
ожиданиям и, таким образом, вызовут рост складских запасов. Опас-
ность может быть сведена до минимума при использовании модели,
основанной на повторяющихся периодах.
Для иллюстрации данной концепции предположим, что в действи-
тельности за первую неделю удалось продать 50 изделий «(вместо 60),
24 — Д (вместо 40), и 45 — у (вместо 50). Это означает, что
Начальные запасы изделий а за вторую неделю = Начальные запасы изделий а за первую неделю + Производство изделий а за первую неделю - Продажи изделий а за первую неделю
10 = 22 + 38 - 50
Тогда в начале следующей недели мы повторно оптимизировали
бы модель с новым прогнозом продаж на следующие 4 недели, базиру-
3.1. Примеры моделирования на основе линейного программирования 113
ясь на новых начальных материальных запасах изделий а, равных 10,
Р = 100 и у= 11 (округление изделий /от 1-й до 19-й недели). Исполь-
зуя эти данные наряду с новыми о продажах за 5-ю неделю (которая
становится 4-й неделей в следующей недельной модели), мы повтор-
но оптимизировали бы модель, чтобы определить конечный план для
новой 1-й недели, которая соответствовала 2-й неделе в предыдущем
анализе моделирования.
Сетевые модели
Сеть складывается из узлов и направленных дуг, соединяющих пары
узлов. Модели линейного программирования с математической струк-
турой, соответствующие сетям, называются сетевыми моделями. Та-
кие модели зачастую возникают как субмодели в крупномасштабных
моделях цепи поставок. Умение распознавать сетевые модели может
быть полезно по двум причинам. Одна из них заключается в том, что
сетевые модели могут быть эффективно оптимизированы при помо-
щи специальных алгоритмов, которые определяют их особую струк-
туру. Более важно, что специалисты, применяющие на практике моде-
лирование, считают, что такие модели очень полезны в целях передачи
информации для отображения модели цепи поставок как сети, даже
когда выше описанные модели более сложны математически, чем сете-
вые модели. Мы часто будем обращаться к ним в последующих главах.
Пример 3.4
Один из примеров сетевой модели — это транспортная модель, которую
мы проиллюстрируем следующим примером. Как показано на рис. 3.2,
Рис. 3.2. Магазины по продаже продукции компании Ajax
114
Глава 3. Основы оптимизационного моделирования, линейное...
компания Ajax находится в Чикаго. Склад компании расположен в Луис-
вилле. Ajax продает свои компьютеры на восьми рынках, показанных
на схеме. Чтобы удовлетворять требованиям рынка на данную неделю,
менеджер по сбыту должен выработать план перевозки изделий а с за-
вода и со склада на рынки. В наличии имеется 100 а для отправки
с предприятия и 45 а для доставки со склада. Спрос на рынке отобра-
жен в табл. 3.6 наряду с затратами на перевозку каждой единицы от
каждого источника до каждого рынка. Эти транспортные издержки со-
ставляют сумму расходов на погрузочно-разгрузочные работы и пере-
возку автотранспортом (по милям). Цель — минимизировать общие
транспортные расходы па доставку изделий а из пунктов нахождения
до рынков.
Таблица 3.6
Транспортные расходы по доставке ($/ед. товара)
Пункты отправки Пункт ы доставки
СН1 STL DET C1N LOU IND MIL MIN Предло- жение
Завод 14,00 24,00 21,00 20,00 21,50 19,00 17,00 30,00 100
Склад 24,00 15,00 28,00 20,00 18,50 19,50 24,00 28,00 45
Спрос 22 14 18 17 15 13 15 20
Чтобы проверить выполнимость транспортных проблем компании
Ajax, мы суммировали спрос на рынках и обнаружили, что общий спрос
соответствует 134 ед., это меньше общего запаса, составляющего 145 ед.
Таким образом, задача выполнима. Основное условие, что предложе-
ние должно соответствовать спросу или его превышать, легко подтверж-
дается данной моделью. Данное условие имеет отношение ко всем проб-
лемам и моделям цепей поставок, однако если цепь поставок сложная,
это подтвердить будет гораздо сложнее.
Пусть
XPJ — поток изделий а с завода на рынокJ;
XWJ — поток изделий а со склада на рынокJ.
Мы расписываем данную задачу таким образом, как показано в при-
мере 3.4. Целевая функция в данном примере — общие транспортные
издержки. Два ограничения на поставки показывают, что количество
товаров, отправленных со склада и с завода, не может превышать нали-
чие общего количества товаров. Восемь уравнений в модели подтверж-
дают, что поставки с завода и со склада должны в точности соответ-
ствовать спросу на каждом из рынков.
Эта модель называется сетевой моделью, так как схематически ее
можно представить в виде сети, как показано на рис. 3.3. Существуют
3.1. Примеры моделирования на основе линейного программирования 115
Рис. 3.3. Сеть транспортирования продуктов а
(CHI — Чикаго, STL — Сиэтл, DET — Детройт, CIN — Цинциннатти, LOU —
Льюисвилль, IND — Индианаполис, MIL — Милуоки, MIN — Миннесота)
другие формы моделей линейного программирования в классе сетевых
моделей. Все они обладают свойством, при котором их алгебраические
расчеты, такие как система уравнений, могут преобразовываться и быть
представлены в виде сетей, подобных тем, что представлены на рис. 3.3.
Оптимальное решение этой модели приведено в табл. 3.7. Обратите
внимание на то, что в приведенном решении рынок в Миннеаполисе
обслуживается как с завода, так и. со склада. Если бы компания Ajax
осуществляла такую политику, при которой ее продукция поставлялась
бы на рынки только из одного источника, то данное решение было бы
невыполнимо.
Таблица 3.7
Оптимальное решение транспортной модели компании Ajax
(в ед. отгруженной продукции)
Пункты отправки Пункты доставки
CHI STL DET C1N LOU IND MIL MIN
Завод 22 18 17 13 15 4
Склад 14 15 16
СТОИМОСТЬ = $2583,50
Транспортная модель может быть расширена при помощи несколь-
ких способов, чтобы выявить трудности, возникающие при планиро-
вании распределения. Только что рассмотренная модель предполага-
ет распределение одного продукта. Потоковые модели многочисленных
продуктов сводят ее к такой модели, в которой различные продукты
переправляются от источников сырья к местам назначения и разделяют
116
Глава 3. Основы оптимизационного моделирования, линейное...
Модель 3.4. Модель транспортирования продуктов а
Min 14ХР1 + 24ХР2 + 21ХРЗ + 20 ХР4 + 21,5ХР5 + 19ХР6 +
+ 17ХР7 + 30ХР8 + 24XW1 + 15Х W2 + 28XW3 + 20XW4 +
+ 18,5Х W5 + 19.5W6 + 24XW7 + 28XW8
при условии,что
ХР1 +ХР2+ ХРЗ + ХР4 +ХР5+ХР6 + "'
+ ХР7 +ХР8< 100; I
XW1 + XW2 + XW3 + XW4 + XW5 + |
+ XW6 + XW7 + XW8 < 45;
ХР1 + XW1 = 22; А
ХР2 + XW2 = 14;
ХРЗ + XW3 = 18;
ХР4 + XW4 = 17; .
ХР5 +Х1У5 = 15’ t огРаничения спроса
XP6+XW6= 13;
ХР7 + XW7 = 15;
ХР8 + XW8 = 20. J
ограничения поставок
Все переменные неотрицательны.
мощности по направленной (ориентированной) дуге. Такие модели
используются для описания движения в сети экспресс-почты, где каж-
дая пара источник/место назначения расценивается как отдельный
продукт, который разделяет транспортную мощность со всеми други-
ми продуктами, используя те же направленные дуги.
Примером другого обобщения транспортной модели является та-
кая модель, где возможно выбирать способ транспортировки, вид авто-
транспорта, воздушного, железнодорожного или водного транспорта,
что будет использоваться на каждой направленной дуге. Данное обоб-
щение часто требует использования переменных в диапазоне 0-1, что-
бы охватить фиксированные издержки и минимальные требования
к движению товара, связанные с определенными способами. Установ-
ленное математически обобщение — это транспортная модель с издерж-
ками на каждую единицу товара, которые уменьшаются при увеличении
объема. Больший поток товара позволяет в полной мере использовать
возможности грузового транспорта, что более экономично, чем мень-
шая загрузка, связанная с меньшим потоком товара.
Пример 3.5
Рассмотрим пример транспортной модели в более сложной ситуации.
Менеджер по перевозкам компании Ajax хочет исследовать потенциаль-
ные преимущества расположения распределительного центра вблизи
рынков Цинциннатти, Льюисвилля и Индианаполиса. Этот центр дол-
3.1. Примеры моделирования на основе линейного программирования 117
Рис. 3.4. Расширенная сеть транспортирования продуктов а
жен получать продукцию с завода и склада и сразу же отправлять ее на
три рынка. Емкость склада не должна быть велика. Возможное преиму-
щество заключается в том, что из-за консолидации продукции компа-
ния Ajax снизит транспортные расходы по сравнению с прямой отправ-
кой на три рынка.
Ситуация отображена на рис. 3.4. Здесь транспортная сеть (рис. 3.3)
расширена за счет центра распределения. Таблица 3.8 содержит новые
транспортные данные. Кроме того, дополнительная плата за каждый
продукт а, прошедший через распределительный центр, составляет $2.
Максимальная пропускная способность за неделю равна 30 а.
Чтобы привести данную модель к удобному для нахождения реше-
ния виду, введем следующие новые переменные:
ХРС — поток продуктов а с завода в распределительный центр;
XWC — поток продуктов а со склада в распределительный центр;
Z — пропускная способность распределительного центра;
YCJ — поток из распределительного центра на рынок J (J = 4, 5, 6).
Таблица 3.8
Дополнительные транспортные издержки
Откуда Распределительный центр Откуда CIN LOU IND
Завод 11 Распределительный центр (XD) 6 5 5
Склад 10
118
Глава 3. Основы оптимизационного моделирования, линейное..
Модель 3.5. Расширенная модель транспортирования продуктов а
Min 14ХР1 + 24ХР2 + 21ХРЗ + 20ХР4 + 21.5ХР5 + 19ХР6 +
+ 17ХР7 + 30ХР8 + 24XW1 + 15XIV2 + 28XIV3 + 20XW4 +
+ 18.5W5 + 19,5AZWS + 24AW7 + 28А1Е8 +
+ 11ХРС + 10А1ИС + 2Z + 6YC4 + 5YC5 + 5YC6
при условии, что
ХР1 + ХР2+ХРЗ + ХР4 + ХР5 +
+ ХР6 + ХР7 + ХР8 + ХРС< 100;
XW1 +XW2 +XW3 +XW4 + XW5 +
+ XW6 + XW7 + XW8 + XWC< 45;
ограничения поставок
ХРС + XWC - Z = 0; "|
Z - YC4 - YC5 - YC6 = 0; ?- распределительные ограничения
ZJ <30-, J
ХР1 + XW1 = 22;Л
ХР2 +XW2 = 14;
ХРЗ + AW3 = 18;
ХР4 + XW4 + YC4 = 17;
ХР5 + XW5 + YC5 = 15;
ХР6 + XW6 + YC6 - 13;
ХР7 + XW7 = 15;
ХР8 + XW8 = 20. J
ограничения спроса
Все переменные неотрицательны.
Изменения модели состоят в следующем: в целевую функцию были
добавлены шесть условий для описания стоимости перевозки до цент-
ра распределения, стоимости хранения и стоимости отправки на рын-
ки 4, 5, 6. Были введены переменные ХРС и XWC, чтобы наложить
ограничения на потоки из двух источников в распределительный центр.
Первые два уравнения в распределительных ограничениях являются
балансными уравнениями, требующими, чтобы входящий поток в рас-
пределительном центре был равен исходящему потоку.
Третье ограничение — ограничение объема пропускной способно-
сти. Наконец, переменные YCJ для у = 4,5, 6 были добавлены к уравне-
ниям спроса, показывая товары, отправленные на рынки из центра рас-
пределения.
Оптимальное решение этой задачи приведено в табл. 3.9. Использо-
вание распределительного центра позволяет снизить минимальные
транспортные расходы на $4150 в течение недели. Если рассматривать
неделю, равной обычной, то это означает экономию $2158 в год на пере-
возку продукции а благодаря распределительному центру. Подобный
анализ может быть проведен для продукции /3 и у, а общая сумма по-
тенциальной экономии может определяться по отношению к стоимости
создания центра распределения.
3.2. Свойства моделей линейного программирования
119
Таблица 3.9
Оптимальное решение для расширенной транспортной модели компании
Ajax (в ед. отгруженной продукции)
Пункты отправки Пункты доставки
CHI STL DET CIN LOU IND MIL MIN XD
Завод 22 18 2 13 15 19
Склад 14 20 11
CIN LOU IND
Распреде- лительный центр 15 15 0
МИНИМАЛЬНАЯ СТОИМОСТЬ = $2542
3.2. Свойства моделей линейного программирования
По некоторым причинам техника и алгоритмы моделирования линей-
ного программирования являются основой математической оптими-
зации. Одна из причин состоит в том, что модели линейного програм-
мирования (МЛП) значительных размеров обычно удивительно легко
оптимизируются. Другая — в том, что большинство МЛП может быть
решено с помощью общецелевой оптимизации, без уделения внима-
ния особым свойствам, которые могут быть у моделей.
Эффективность оптимизации МЛП по большей части обусловлена
относительно простыми математическими свойствами модели. Мы
вкратце исследуем эти свойства. Иногда они слишком просты и для
реального применения требуются расширенные МЛП.
Но, как бы там ни было, это не отрицает важности МЛП и его алгорит-
мов. Очень большая часть расширенных МЛП, измеренных в преде-
лах количественных ограничений и параметров, может придерживаться
форм чистого ЛП. Более того, приближения ЛП, которые оптимизи-
руются алгоритмами ЛП, играют существенную роль в оптимизации
более сложных моделей.
Рассмотрим пять фундаментальных свойств МЛП:
• линейность;
• делимость и аддитивность;
• неделимость и целостность;
• функция единственной цели;
• точные данные.
120
Глава 3. Основы оптимизационного моделирования, линейное..
Мы исследуем каждое из этих свойств в следующих разделах. Да-
лее мы изучим расширения, позволяющие успешно использовать упро-
щенные МЛП.
Линейность
Как уже отмечалось, в компьютерной компании Ajax, все доходы, из-
держки и использование ресурсов рассматриваются как линейные функ-
ции связанных решений различных уровней. Легко представить ситуа-
цию, когда доходы или расходы нелинейны. Например, предположим,
что Ajax приобретает микропроцессоры для компьютеров уу корпора-
ции Riverfront (продавца высококачественной и недорогой техники)
согласно долгосрочному соглашению по цене $200 за единицу. Для
каждого компьютера требуется 1 микропроцессор. В модели 3.1 и ее
расширениях эти цены были включены в расчет чистого дохода, рав-
ного $610 за единицу. Предположим теперь, что мощность выпуска
комплектующих для Ajax ограничена 20 ед. в неделю. В связи с этим
ограничением менеджер по закупкам Ajax находит нового поставщи-
ка — компанию Glendale, которая может предложить Ajax столько мик-
ропроцессоров в неделю, сколько необходимо, по цене $265 за единицу.
Кривая цены приобретения данной комплектующей изображена на
рис. 3.5. Мы говорим о росте издержек по мере расширения объемов
производства (отрицательный эффект масштаба), так как себестои-
мость единицы продукции возрастает при увеличении объемов произ-
водства. Мы расширим МЛП модели 3.1 для рассмотрения вопроса
предложения микропроцессоров. Обозначим еженедельную продажу
микропроцессоров «Riverfront» через VI, а еженедельную продажу
«Glendale» — V2. Первоначально мы изменим целевую функцию.
Стоимость
Рис. 3.5. Отрицательный эффект масштаба при покупке микропроцессоров
3.2. Свойства моделей линейного программирования
121
Стоимость
О 30 Приобретенное количество
Рис. 3.6. Положительный эффект масштаба при покупке микропроцессоров
Max Z = 350М4 + 470МВ + 81 ОМС - 200 VI - 265 V2,
где чистый доход от компьютеров /вырос с $610 до $810 после вклю-
чения цены $200 в чистый доход. Введем также ограничения:
МС- VI + V2-
20> Vl>0, V2>0.
Уравнение описывает потребление одного микропроцессора каж-
дым компьютером у, которые собираются и продаются. Сейчас эта мо-
дель готова для оптимизации еще раз.
Теперь же, наоборот, предположим, что корпорация Riverfront пред-
лагает долгосрочный контракт компании Acme, которая более импо-
нирует им, и мотивирует увеличение мощности при создании микро-
процессоров для у. Riverfront назначает цену в $250 за единицу при
производстве 30 ед. в неделю, а затем снижает цену за каждую допол-
нительную единицу, как показано на рис. 3.6. Этот выбор называют
положительным эффектом масштаба, так как себестоимость за едини-
цу продукции уменьшается при увеличении объема производства.
Менеджер по закупкам решает сократить переговоры с Glendale, но
он хочет проанализировать оптимальную стратегию Acme по приобре-
тению у Riverfront. Для такого варианта мы расширяем модель 3.1.
Обозначим через W1 еженедельные закупки у Riverfront по $250 за
единицу, а через W2 еженедельные закупки у них же по $200 за едини-
цу. Предложенная модель расширения изменяет целевую функцию:
Max Z = 350МА + 470МВ + ШМС - 250 W1 - 200 W2.
Добавляем ограничения:
МС-Wl + W2;
30> W1 > 0, W2 > 0.
122
Глава 3. Основы оптимизационного моделирования, линейное...
К сожалению, в отличие от случая отрицательного эффекта масш-
таба предложенное расширение не принесет желаемых результатов.
Алгоритм оптимизации для модифицированной МЛП первоначально
остановится на увеличении W2, так как этот вариант дешевле. Но изме-
нение цены возможно только после того, как Acme приобретает 30 ед.
по более высокой стоимости. Как мы увидим в следующем разделе,
издержки при экономии требуют применения смешанного целочис-
ленного программирования.
Нелинейность в потреблении ресурсов прослеживается так же, как
ив модели издержек. Например, как сформулировано в модели 3.1,
каждый / требует 20 ед. рабочей силы независимо от того, первая ли
единица производится или пятидесятая. Это описание того, как дей-
ствительно потребляется труд при сборке компьютера. Наоборот, по-
ложительный или отрицательный эффект масштаба может встречаться
в использовании труда, необходимого при сборке компьютера. Слу-
чай отрицательного эффекта масштаба изображен на рис. 3.7. Причи-
на отрицательного эффекта может заключаться в необходимости ис-
пользования менее квалифицированной рабочей силы.
Этот тип нелинейности может быть смоделирован с использованием
методов ЛП. Мы вводим два новых параметра MCI и МС2, относящихся
к сборке компьютера, связанных отношением:
МС = MCI + МС2;
1Q>MC1>Q,MC2>Q.
Кроме этого, ограничение по использованию ресурсов примет вид
ЮМА + 15МВ + 20МС1 + 24МС2 < 2000.
Случай положительного эффекта масштаба изображен на рис. 3.8.
Использование
Рис. 3.7. Отрицательный эффект масштаба при производстве компьютеров у
3.2. Свойства моделей линейного программирования
123
Использование
Рис. 3.8. Положительный эффект масштаба при производстве компьютеров у
Положительный эффект масштаба может быть следствием кратко-
срочного опыта, получаемого за каждую неделю, когда выпускаются
компьютеры. Как и при анализе издержек, этот случай неуловимо, но
очень серьезно отличается от вышеизложенного случая отрицатель-
ного эффекта. Чтобы разобраться в причинах этого, предположим, что
мы произвели такую же замену, как и в случае отрицательного эффек-
та. В результате этого ограничения по труду выглядят так:
10МЛ + 15МВ + 20МС1 + 16МС2 < 2000.
Эта переформулировка не приведет к желаемому результату, так как
алгоритм оптимизации для МЛ П выберет для увеличения прежде всего
МС2, а не MCI, поскольку это более эффективно с точки зрения по-
требления трудовых ресурсов, но этот результат не соответствует дей-
ствительности. Положительный эффект масштаба может быть достиг-
нут только после производства 10 ед. в менее экономичном размере.
Опять же этот тип нелинейности требует смешанного целочисленного
программирования.
Другим типом нелинейности, который было бы также интересно
внести в нашу модель оптимизации, является зависимость количества
проданных продуктов компании Ajax от цен их реализации. Приведем
простой пример: предположим, анализ рынка выявил, что количество
компьютеров а - QA, которое может быть продано, зависит от цены —
РА. Данное соотношение можно описать следующим образом:
QA = 240 - 0,4РЛ.
Таким образом, при РА = 300 за единицу, QA = 120 ед., а при РА =
= 350 за единицу, (Х4=100 ед. Это означает, что потребители чувстви-
124
Глава 3. Основы оптимизационного моделирования, линейное...
тельны к цене и будут покупать больше, если цена будет ниже. Мы
заинтересованы в увеличении дохода, который является функцией от
количества собираемой и продаваемой техники, что и является реше-
нием. Теперь
доход = РА х QA = 600QX - 2,5£М2.
РА мы находим из первого уравнения: РА = 600 - 2,5(Х4 и подстав-
ляем полученное значение в функцию дохода.
Так как функция дохода квадратичная, мы не можем внедрить ее
в МЛП. Однако, располагая QA в рамках от 80 до 120 ед., мы можем
приблизить ее к линейной через частичные линейные отношения:
Г 32 000 + 150( QA - 80) для 80 < QA < 100;
ДОХОД = S
135 000 + 50(QA - 100) для 100 < QA < 120.
При этом приближении доход становится равным QA = 80, 100 или
120 и линейно интерполирует между 80 и 100 и между 100 и 120. Дан-
ное приближение изображено на рис. 3.9. Мы предполагаем, что ме-
неджеру по сбыту больше импонирует продажа компьютеров а.
Признавая, что в МЛП 3.1 все собранные компьютеры «проданы, мы
принимаем QA = МА = МА 1 + МА2 для 80 < МА 1 < 100 и 0 < МА2 < 20
и корректируем целевую функцию:
Max Z = 32 000 + 15QMA1 + 50МЛ2 + 470МВ + 61 ОМС.
Так как предельный доход снижается с 150 до 50 за единицу, если
компания Ajax собирает и продает больше компьютеров а, решение рас-
ширенной модели как МЛП не продемонстрирует противоречивости.
Чистая прибыль
от продажи
компьютеров а
компьютеры а
Рис. 3.9. Частичное линейное приближение к нелинейной кривой прибыли
3.2. Свойства моделей линейного программирования
125
Оптимизатор сделает и продаст все, что сможет, в интервале от 80 до 100
до того, как он рассмотрит возможность создания и продажи в интер-
вале от 100 до 120. Конечно, мы также должны разработать функции
дохода, зависящие от цены, для продажи компьютеров Д и у.
Делимость и аддитивность
В дополнение к линейности мы увидели, что модели компании Ajax
предполагали, что все качества делимы и аддитивны. Под делимостью
мы понимаем, что чистая прибыль и величина используемых ресурсов
по компьютерам «измеряются отдельно и независимо от чистой при-
были и использования ресурсов по компьютерам Д и у. Под аддитив-
ностью мы понимаем, что эти отдельные качества могут быть аккуму-
лированы просто путем их сложения.
Опять же делимость и аддитивность во многих случаях могут вы-
дать хорошее первое значение. В других вариантах эти значения могут
быть неточными. Продолжая объяснение на этом же примере, мы мо-
жем рассчитывать, что продажи всех трех продуктов будут зависеть от
цен (что выражается в эффектах перекрестных цен): например, если
цена на компьютеры «повышается, продажи компьютеров Д и убудут
возрастать. Если бы они были важны, эти эффекты можно было бы
смоделировать с помощью применения передовых технологий.
Другой пример эффекта неделимости состоит в следующем. Пред-
положим, что тестирование компьютеров и «и Д в течение недели на
линии А будет требовать существенных изменений, что израсходует
20 часов из возможных 120. Это в большей мере логическое, чем точно
рассчитанное соотношение. То есть если МА > 0, а МВ = 0 или если МА = 0,
МВ > 0 за данную неделю, 120 часов проверки возможны, если же МА > 0
и МВ > 0, то доступны для проверки только 100 часов. Как мы проде-
монстрируем в следующем разделе, такой тип эффекта неделимости
можно отрегулировать с помощью введения целочисленных парамет-
ров 0-1.
Неделимость и непрерывность
При оптимизации МЛП находит решение, которое может выдавать
определенное значение среди ряда чисел. Это значит, что определенное
решение, такое как количество компьютеров «, собранное за вторую
неделю, может иметь нецелое значение. Смешанное целочисленное
программирование (СЦП) представляет собой обобщение ЛП, в ко-
тором определенным параметрам решения могут быть искусственно
присвоены целые значения (0, 1, 2,...). На практике же в большинстве
126
Глава 3. Основы оптимизационного моделирования, линейное...
случаев необходимо уточнять параметры искусственного решения для
придания целых значений и продолжать это до придания наименьших
важных значений, например решение, рассматривающее, сколько авиа-
лайнеров производится и поставляется в заданном месяце, В противовес
этому решение (табл. 3.5) о сборке 19,5 компьютеров убудет округлено
до 19 или 20 без нанесения ущерба возможному (оптимальному) решению.
ЛП также не позволяет нам смоделировать рост дохода, цен, издер-
жек или результаты появления дополнительных ограничений. Напри-
мер, предположим, что производство на заводе Ajax ограничено 60 ед.
при любом типе компьютера. Чтобы производить больше в данную
неделю, фиксированные издержки в $500 должны быть скорректиро-
ваны, чтобы сделать возможным хранение на ближайшем обществен-
ном складе еще 50 ед. Заметим, что значение термина фиксированная
стоимость не вполне корректно (поскольку этого невозможно добить-
ся, она не может быть фиксированной). Оценка такой модели будет
проведена в гл. 4.
Частое дополнительное использование целых значимых перемен-
ных моделирует нечисловые условия при ограничениях переменных,
которые принимают значения 0 или 1. Например, решение строить или
нет новый завод в определенном месте будет ограничено значениями
0 и 1, где 1 показывает, что строить нужно, а 0 — что завод не следует
строить. Точно так же значения 0-1 использованы в решении брать
или нет новый склад в аренду.
Функция единственной цели
В примере с компанией Ajax область планирования определялась как
первая цель, а именно как максимизация чистого дохода в течение че-
тырех недель. Анализ оптимального решения модели выявил следую-
щее: цель достигнута при полном расходовании запаса, который в ко-
нечном счете был сведен к нулю ради быстрого получения прибыли.
Затем мы кратко обсудили, как можно достичь второй цели компа-
нии — долговременной стабильности и доходности. Это можно сделать,
решив конкретные задачи расходования ресурсов, которые обеспечи-
ли бы плавный переход задач и действий из текущего месяца в следу-
ющий.
Точность данных
При построении МЛП для компании Ajax мы сделали допущение, что
все прогнозируемые данные — цены, мощности, продажи и т. д. — точно
известны. Это очень важное допущение, которое может существенно
3.3. Интерпретация решения оптимального линейного программирования 127
ограничить достоверность решения ЛП относительно цепи поставок
компании.
Во-первых (как мы и обсудили в предыдущем разделе), технология
доступна для проверки соответствия решения ЛП параметрам модели.
Во-вторых, аналитик может построить общие сценарии неопределен-
ного будущего и оптимизировать МЛП для каждого сценария. В этом
случае менеджер может исследовать предложенную модель как резуль-
тат различных сценариев и понять природу главных изменений стра-
тегии сетевого предложения. Более того, если модель встроена в про-
стую в использовании систему моделирования, данные могут быть
модернизированы, а модель своевременно реоптимизирована. В этом
случае стратегии, предложенные моделью, могут быть адаптированы
к изменениям данных, описывающих деятельность компании.
Наконец, если неопределенность достаточно серьезно и хорошо по-
нята, МЛП может быть расширена в стохастическую модель ЛП, ко-
торая предлагает точные сценарии неопределенного будущего. При
одновременном рассмотрении сценариев подобная модель способна
выявить определенную стратегию, которая будет препятствовать не-
определенности. Стохастическая модель описана в разделе 3.5.
В заключительном анализе детерминистическая оптимизация мо-
дели задач планирования цепи поставок является наиболее прибли-
женной к действительности. В большинстве планируемых ситуаций
разработка примерных ключевых параметров достаточно сложна. Для
подобной задачи невозможно попробовать создать описание измене-
ний параметров в будущем, хотя создатель модели иногда может быть
принужден к признанию того, что детерминистическая модель несо-
вершенна в описании будущего, но выгода от использования модели
все же существенна.
3.3. Интерпретация решения оптимального
линейного программирования
При построении модели компании Ajax мы прибегли к симплекс-ме-
тоду. На первый взгляд он воспринимается как не более чем хитрая
схема расчетов при нахождении оптимального решения для модели
линейного программирования. Похоже, что он предлагает некие сооб-
ражения по поводу экономики распределения объектов или экономи-
ки удовлетворения потребностей, которые способствуют процессу
оптимизации. Тем не менее экономическое объяснение возможно, толь-
ко если мы будем рассматривать метод в нужном свете.
128
Глава 3. Основы оптимизационного моделирования, линейное...
Экономическое толкование необходимо, потому что оно дает сле-
дующее:
• полезную информацию для оценивания ресурсов и присвоения
стоимости потребностям и вообще для объяснения, почему опти-
мальное решение является таковым;
• преобразование данных модели для точного и параметрического
анализа;
• алгоритмическую основу для.гибкого применения симплекс-ме-
тода и линейного программирования с целью оптимизации боль-
ших и сложных моделей, включая те, которые не являются моде-
лями линейного программирования.
Искусственные цены
Основополагающей составляющей в экономическом анализе модели
линейного программирования является искусственная цена для каж-
дого ограничения. Она определяется оптимальным значением целе-
вой функции, если правая часть уравнения увеличивается на единицу.
В целях уравновешивания ее также можно определить как изменение
оптимального значения целевой функции при уменьшении правой
части условия на единицу. Симплекс-метод подразумевает использо-
вание искусственных цен для оптимизации модели линейного програм-
мирования.
Покажем эту схему, приводя два преобразования модели компании
Ajax. Для применения симплекс-метода модель сводится к канониче-
ской форме, что означает представление модели линейного програм-
мирования, в том числе ее целевой функции, в виде системы линейных
уравнений. Например, модель компании Ajax может быть представле-
на в подобную каноническую форму таким образом:
Z-350МЛ - 470МВ - 610МС= 0; (3.1)
MA + MB + S\ = 120; (3.2)
МС+ 52 = 48; (3.3)
10Л£4 + 15МВ + 20МС + 53 = 2000, (3.4)
где Z — чистый доход, который необходимо максимизировать. Допол-
нительные переменные 51, 52, 53 были добавлены к исходным нера-
венствам для приведения их в форму уравнений. Точнее, 51 равно
излишней мощности линии тестирования A, S2 равно излишней мощ-
ности линии тестирования С и 53 равно излишней рабочей силе.
3.3. Интерпретация решения оптимального линейного программирования 129
В этой и каждой последующей канонических формах существует
четыре определяемые переменные (называемые базисными перемен-
ными) с множителем +1 в одном ряду и с множителем 0 во всех осталь-
ных; в данной системе такими переменными являются Z, SI, S2 и S3.
Решение системы уравнений, а также осуществимое решение модели
могут быть найдены путем приравнивания других переменных (назы-
ваемых свободными) к 0. В этой форме мы имеем решение, осуществи-
мое без всяких действий, а именно Z = 0, 51 = 120, 52 = 48, 53 = 2000.
На будущее отметим, что, несмотря на то что дополнительные пере-
менные должны быть неотрицательны, понятно, что увеличение пра-
вой части первого условия со 120 часов работы линии тестирования А
до 121 часа вытекает из выражения 51 = -1. Аналогично правые части
второго и третьего условия могут быть увеличены на 1 ед. при 52 = — 1
и 53 = -1 соответственно.
Симплекс-метод заключается в ряде преобразований данной началь-
ной канонической формы. Преобразования не меняют решения модели,
но изменяют ее математическое представление для выявления верных
решений и проверяют их на оптимальность. Если проверка оказывается
неверной, представление данных позволяет выявить новое доступное
решение с большим значением целевой функции (в задаче максими-
зации) и проверка повторяется. При условии, что модель составлена
верно и имеет конечное значение чистого дохода, после ряда вычисле-
ний симплекс-метод выявляет оптимальную каноническую систему.
Для модели компании Ajax она выглядит так:
Z+32,5MB + 4551 + 30,553 = 66 400; (3.1')
МА + МВ + 51 = 120; (3.2')
-Q,25MB + 0,551 + 52 - 0,0553 = 8; (3.3')
Q,25MB + МС- 0,551 + 0,0553 = 40. (3.4')
Для лучшего понимания канонической формы мы запишем ее так,
чтобы (зависимые) базисные переменные стали функциями (незави-
симых) свободных переменных:
Z= 66 400 - 32,ЗМВ - 4551 - 30,553; (3.1")
МА = 120 -МВ -51; (3.2")
52 = 8 + 0,25МВ - 0,551 + 0,0553; (3.3")
МС = 40 - 0,25МВ + 0,551 - 0,0553. (3.4")
1>- 21.so
130
Глава 3. Основы оптимизационного моделирования, линейное...
Все множество решений модели компании Ajax можно найти, пре-
образовав свободные переменные в каноническую форму, МВ, 51, 53 —
в любые неотрицательные значения, так чтобы базисные переменные
этой системы МА, 52, МС стали неотрицательными. Очевидным шагом
(называемым базисным планом) будет приравнять свободные перемен-
ные к нулю и найти базисные; получаем Z = 66 400, МА = 120, 52 = 8
и МС = 40. Так как все коэффициенты свободных переменных в урав-
нении 3.1" неположительны, любое другое решение, имеющее хотя бы
одно положительное значение свободной переменной, даст значение
целевой функции меньше, чем 66 400. Таким образом, базисный план
и каноническая форма модели компании Ajax оптимальны. Эти урав-
нения являются отправной точкой для экономических рассуждений.
В оптимальном плане дополнительные переменные 51 и 53 равны
нулю, показывая, что ресурсы при условиях 120 часов работы линии
тестирования А и 2000 часов рабочей силы колеблются и их следует
установить в оптимальное значение. Дополнительная единица работы
линии тестирования А, выраженная в установлении 51 = -1, вызовет
увеличение целевой функции на $45, что видно из уравнения 3.1":
Z = 66 400 - 32,5МВ - 4551 - 30,553.
Аналогично дополнительный час работы, отраженный в 53 = -1,
увеличил бы целевую функцию на $30,5.Поскольку мы имеем избы-
ток часов линии С, добавление дополнительного часа не вызовет уве-
личения целевой функции. Наконец, отметим, что дополнительная пе-
ременная 52 имеет нулевой коэффициент в завершающей целевой
функции, т. е. уравнении 3.1", так как она является базисной перемен-
ной.
Итак, для модели линейного программирования с максимизацией
целевой функции и всеми уравнениями со знаком < мы выявили сле-
дующий принцип:
Коэффициент перед дополнительной переменной в условии i в ряду
целевой функции оптимальной системы равен неотрицательной искус-
ственной цене этого уравнения. Если дополнительная переменная яв-
ляется базисной, искусственная цена равна нулю.
Аналогичные наблюдения и утверждения можно сделать и для про-
извольной модели линейного программирования, целевая функция
которой может максимизироваться или минимизироваться, и знаки
условий могут быть < > или =. Для краткости мы просто отметим основ-
ные свойства. Ниже продемонстрированы свойства для модели линей-
ного программирования с максимизацией целевой функции.
3.3. Интерпретация решения оптимального линейного программирования 131
Знак условия Значение искусственной цены
< Неотрицательное
> Неположительное
= Неограниченное по знаку
Как и раньше, искусственная цена равна нулю для рядов < или >
если в рядах есть дополнительная переменная или излишек. Наблю-
дения для неположительной искусственной цены при условии > за-
ключаются в том, что увеличение требований на 1 ед. может вызвать
только снижение целевой функции. Аналогичным образом мы не зна-
ем, следует ли условие со знаком = рассматривать как отказ или как
требование. Следовательно, знак может быть как положительным, так
и отрицательным.
Для завершения перечислим свойства модели минимизации. Они
показаны в следующей таблице для модели линейного программиро-
вания с минимизируемой целевой функцией:
Знак условия Значение искусственной цены
< Неположительное
> Неотрицательное
= Неограниченное по знаку
Здесь нужно отметить, что увеличивающиеся ресурсы в условии со
знаком < могут вызвать только уменьшение минимальной стоимости.
Следовательно, искусственная цена неположительна. Подобным об-
разом увеличение требований может заставить минимальную стои-
мость только повышаться. И, как и раньше, мы не можем быть увере-
ны во влиянии условия со знаком =, и потому искусственная цена
может иметь любой знак.
Коэффициенты сниженной стоимости
Механизм симплекс-метода использует искусственные цены для того,
чтобы получить дополнительное экономическое представление опти-
мального плана. Снова обращаясь к ряду оптимальной целевой функ-
ции модели компании Ajax, мы видим, что коэффициент перед свобод-
ной переменной МВ (объем производства компьютеров /3 ) равен -32,5.
Так как МВ свободная переменная, она равна нулю в оптимальном
плане. Смысл в том, что целевая функция уменьшалась бы на $32,50
за каждый компьютер /3, который производила бы компании Ajax.
Этот коэффициент, называемый сниженной стоимостью МВ, мо-
жет быть получен путем использования искусственной цены, дабы
132
Глава 3. Основы оптимизационного моделирования, линейное...
вычесть сумму ресурсов на производство единицы /3 из чистого дохо-
да от этой единицы. В цифрах это выглядит так:
остаточная стоимость МВ = 470 - (45,0)(1) ~(0)(0) - (30,5)(15) =-32,5,
где коэффициенты 45, 0 и 30,5 — это затраты за единицу (искусствен-
ные цены) оборудования линии тестирования Л, линии С, рабочей силы
соответственно, а коэффициенты 1, 0 и 15 — это единицы ресурсов,
затрачиваемых на производство одной /3, что было установлено ранее.
Так как затраты на ресурсы превышают чистый доход, симплекс-ме-
тод держит производство /3 на нуле. Однако если мы сможем увели-
чить чистый доход от (3 хотя бы на $32,50 для достижения величины
$50 250, производство (3 станет привлекательным.
Знание точного количества единиц для сборки в этом случае потре-
бует дополнительного алгоритмического анализа и будет зависеть от
количества чистой прибыли за сборку и продажу каждой единицы 13.
Подобные вычисления, касающиеся у и а, дают следующие резуль -
таты:
остаточная стоимость МА = 350 - (45)( 1) - (0)(0) - (30,5)(10) = 0;
остаточная стоимость МС = 610 - (45)( 1) - (0)( 1) - (30,5)(20) = 0.
Экономический смысл данных вычислений заключается в том, что
стратегии по производству any эффективны, потому как затраты на
их изготовление идеально сбалансированы с их чистой прибылью.
Более того, в оптимальном плане симплекс-метод позволяет только
эффективным действиям иметь значение выше нуля (в примере МА =
= 120, МС = 40), потому что они являются базисными переменными.
Также мы можем провести схожие вычисления и для дополнитель-
ных переменных:
остаточная стоимость 51 = 0 - (45)( 1) - (0)(0) - (30,5)(0) = -45;
остаточная стоимость S2 = 0 - (45)(0) - (0)( 1) - (30,5)(0) = 0;
остаточная стоимость S3 = 0 - (45)(0) - (0)(0) - (30,5)( 1) = -30,5.
Цель в данном случае немного изменяется. Для 51 и 53 предполо-
жителен небольшой спрос, что обозначено и измерено положительны-
ми искусственными ценами, которые являются отрицательными стои-
мостями дополнительных переменных. Дополнительные переменные,
равные 0, — это оптимальный план, потому что было бы неэффектив-
но растрачивать переменные ресурсы. Например, увеличение 51 до 1 вызо-
3.3. Интерпретация решения оптимального линейного программирования 133
вет понижение целевой функции на $45. С другой стороны, остаточ-
ная стоимость дополнительной переменной S2 = 0, потому что искус-
ственная цена второго ряда равна 0, что показывает излишний спрос
на данный ресурс. Тем не менее в оптимальном плане эффективно
иметь 52 = 8.
Итак, остаточная стоимость любого действия в модели линейного
программирования представляет собой разницу между коэффициен-
том целевой функции и показателем, оценивающим затраты на использо-
ванные ресурсы и отдачу от них. Показатель определяется подсчетом
суммы искусственных цен за каждый ресурс (или каждое требование),
умноженный на уровень использования этого ресурса (требования).
Такие остаточные стоимости определяют эффективные действия в мо-
дели линейного программирования; а именно действия с нулевой оста-
точной стоимостью. Переменные неэффективных действий в модели
максимизации имеют отрицательные остаточные стоимости, в то вре-
мя как в модели минимизации неэффективные действия имеют поло-
жительные значения остаточных стоимостей. В оптимальном плане
переменные неэффективных действий должны иметь нулевые значения.
Двойственная модель линейного программирования
Появление и смысл искусственных цен и остаточных стоимостей осно-
вывается на оптимизации определенной модели, известной как двой-
ственная задача линейного программирования. С помощью симплекс-
метода эта задача оптимизируется при оптимизации первоначальной
задачи. В последующем обсуждении мы будем называть ее прямой
задачей линейного программирования. Дальнейшие рассуждения по-
могут нам составить и решить двойственную задачу линейного про-
граммирования для модели компании Ajax, представленной на примере
модели 3.1. Однако читатель должен понимать, что эти рассуждения
основаны на общей математической теории двойственности, — теории,
строго определяющей выводы, которые мы обсуждаем здесь в нефор-
мальном виде.
Пример 3.6
В компании Immense Computer Со. наблюдается резкий рост продаж.
В результате компании Immense не хватает мощностей для сборки и ис-
пытания своих компьютеров, поэтому директор по закупкам собирает-
ся арендовать производственные мощности у других, меньших по раз-
меру компаний. Она планирует обратиться к компании Ajax по поводу
аренды производственных мощностей на еженедельной основе.
Точнее, директор желает определить.выгодные цены: (РЛ) — за час на
линию тестирования А, (PC) — за час на линию тестирования С, и (PL) —
134 Глава З^Основы оптимизационного моделирования, линейное.
за час на рабочую силу для предложения компании Ajax, с тем чтобы
вынудить ее выставить на аренду свои ресурсы, вместо того чтобы ис-
пользовать их на производстве собственных продуктов. В то же время
она хочет платить за наименьшее количество ресурсов.
Так как компания Ajax получает $350 за продажу каждого а компью-
тера и использует на сборку каждой единицы 1 ед. мощности тестиру-
ющей линии Л и 10 часов рабочего труда, цены РА и PL должны удов-
летворять условию РА + 10PL > 350, для того чтобы предложение
компании Immense было заманчивым. Другими словами, это условие
описывает необходимость того, чтобы доход, получаемый компанией
Ajax за аренду ресурсов, используемых им для сборки и тестирования
одного а, должен быть хотя бы равен чистому доходу, который полу-
чила бы компания Ajax, используя эти ресурсы самостоятельно. Ана-
логично, выяснив чистый доход от /I и у, мы ставим следующие допол-
нительные условия:
РА + 15PL>470
и
PC+20PL>6i0.
Итак, директор по закупкам Immense заплатит всего 120РА + 48РС +
+ 2000PZ для приобретения недельной производственной мощности
компании Ajax за 120 часов работы линии тестирования А, 48 часов
работы линии тестирования С и 2000 часов рабочего времени. Поскольку
она стремится минимизировать это количество, мы можем сформулиро-
вать ценовую проблему, вставшую перед ней, как двойственную зада-
чу линейного программирования, показанную на примере модели 3.6.
Отметим, что двойственная задача включает в себя те же данные,
что и прямая задача, за исключением того, что они были преобразова-
ны. Коэффициенты в выражении целевой функции двойственной за-
дачи являются коэффициентами правых частей прямой задачи. Пра-
вые части в двойственной задаче являются коэффициентами целевой
функции прямой задачи. Наконец, в двойственной задаче устанавли-
ваются ограничения на переменные прямой задачи, а коэффициенты,
описывающие каждое ограничение, связаны с переменными прямой
задачи.
Оптимальный план двойственной задачи в модели 3.6 будет выгля-
деть следующим образом: РА' = 45, PC' = 0, PL' = 30,5. Недельная стои-
мость решения Immense Computer Со. составляет $66 400, точнее, это
чистый доход за неделю, который компания Ajax может выручить са-
мостоятельно, сконцентрировав свои ресурсы на сборке, тестировании
и продаже собственных компьютеров. Равенство оптимальных прямой
и двойственной целевых функций имеет логическое объяснение. Ясно,
что Immense может платить и больше за ресурсы компании Ajax, пото-
му что Ajax может решить попридержать их, чтобы получить доход
больший, чем предлагается. Если Immense собирается платить больше
3.3. Интерпретация решения оптимального линейного программирования 135
максимального чистого дохода компании Ajax, она вполне может пла-
тить меньше до тех пор, пока предложение будет выгодно компании
Ajax.
Модель 3.6. Двойственная задача для недельной модели компании
Ajax
MaxD = 120 РА + 48РС + 2000РЛ
при условии
РА + ЮРА >350;
РА + 15PL> 470;
PC + 20PL>610;
PA>Q,PC>Q,PL>Q.
Равенство оптимальных планов прямой и двойственной задачи отра-
жено в данном случае в итоговом результате. Для любой (прямой)
модели линейного программирования, обладающей решениями и име-
ющей ограниченное оптимальное решение, существует двойственная
модель линейного программирования, состоящая из тех же преобра-
зованных данных, оптимальное значение целевой функции которой
аналогично оптимальному значению целевой функции прямой задачи.
До сих пор мы обсуждали двойственные модели линейного програм-
мирования с точки зрения некой компании, желающей арендовать ре-
сурсы компании Ajax. Упор был сделан на то, чтобы предоставить чита-
телю разумное объяснение двойственности. Теперь, когда мы изучили
ее построение, мы можем допустить, что компания Ajax собирается
отдать свои ресурсы в аренду, и более подробно обсудить то, каким
образом двойственная модель может помочь менеджменту данной ком-
пании в понимании оптимальной стратегии, предложенной прямой
моделью. Иными словами, мы можем сказать, что высшее управление
компании Ajax озадачено эффективным использованием ресурсов на
предприятии в той же мере, что и Immense Computer Со. при принятии
решения об их аренде.
Оптимальный план двойственной задачи к прямой модели компа-
нии Ajax поможет в нескольких моментах объяснения прямого опти-
мального плана. Если представить, что Z* является оптимальным зна-
чением прямой целевой функции и что D* равно оптимальному значению
двойственной целевой функции, мы знаем что
Z* = D* = 120РЛ* + 48РС* + 2000Р1Л
Так, если бы мы увеличили количество часов доступной рабочей
силы на 1, максимальные чистые доходы компании Ajax выросли бы
136
Глава 3. Основы оптимизационного моделирования, линейное...
на PL* = $30,50. Аналогично увеличение работы тестирующей линии А
на 1 час подействует на максимальные доходы величиной РА* = $45,
а увеличение работы тестирующей линии С на 1 час оставит макси-
мальный чистый доход без изменения, потому как PC* = 0. Эта интер-
претация маржинальной цены показывает, что ранее определенные
нами искусственные цены не что иное, как оптимальные значения пе-
ременных величин.
Параметрический анализ и анализ чувствительности
Искусственная цена в $30,50 за каждый дополнительный час труда
рабочих является мерой вклада рабочего труда в максимизацию чи-
стого дохода на данном уровне доступности ресурса. Количество, за-
ложенное в значении чистого дохода за единицу каждого продукта, это
не почасовой график работы на линии сборки. Если менеджмент соби-
рается увеличить выпуск продукции с помощью дополнительного вре-
мени труда, то $30,50 в час это совокупный темп сверхурочной работы.
Искусственная цена на труд оценивается только при конкретных
уровнях доступного ресурса. Для более полного понимания вклада
в чистые доходы нам придется провести параметрический анализ мак-
симального чистого дохода как функции доступного количества рабо-
чих часов. Анализ показан на рис. 3.10. Предположение, позволяющее
построить данный график, заключается в том, что все данные модели
компании Ajax остаются постоянными, за исключением доступной
рабочей силы. Затем мы успешно оптимизируем модель линейного
программирования для всех значений этого параметра.
Рис. 3.10. Максимальный чистый доход в зависимости
от доступных рабочих часов
3.3. Интерпретация решения оптимального линейного программирования 137
Линейный вид модели обеспечивает форму графика в виде кривой
на рис. 3.10. Каждый линейный сегмент отвечает за определенную про-
дуктовую стратегию, связанную со своей искусственной ценой. Сокра-
щающийся объем рабочего труда связан с экономической теорией фир-
мы, предполагающей, что трудовые (и другие) ресурсы сначала будут
использоваться для обеспечения наиболее прибыльных операций, за-
тем для обеспечения вторых по прибыльности и т. д. Таким образом,
рабочая сила приносит $35/час до 1200 часов, $30,50/час — между 1200
и 2160 часами, $24,00/час — между 2160 и 2760 часами и $0/час — для
количества часов более 2760. Микроэкономический термин, описыва-
ющий рис. 3.16, называется производственной функцией.
Таким же образом мы можем увидеть, что искусственная цена, рав-
ная нулю, для работы линии тестирования С не означает, что ресурс
бесполезен. Просто это значит, что относительно доступности наших
ресурсов, а именно работы линии тестирования А и рабочей силы,
работа тестирующей линии С является излишней, потому как только
40 из 48 часов работы используются в оптимальном плане. Так же как
и с анализом влияния рабочей силы, мы сможем лучше понять эффект
работы тестирующей линии С с помощью параметрического анализа
максимального чистого дохода как функции ее работы. Это показано
на рис. 3.11. Так, работа тестирующей линии С приносит $610 в час до
10 часов и $130 в час в промежутке между 10 и 40 часами. Обратите
внимание на то, что производственная функция начинается со значе-
ния $54 600, что является количеством, которого может достичь ком-
пания Ajax, если работа линии тестирования С равна нулю.
0 10 20 30 40 Работа тестирующей
линии С
Рис. 3.11. Максимальный чистый доход в зависимости
от работы тестирующей линии С
138
Глава 3. Основы оптимизационного моделирования, линейное...
Итак, искусственные цены показывают, как изменится значение
оптимальной целевой функции, если значение правой части модели
линейного программирования увеличивается (или уменьшается) на не-
большое количество. В нашем примере это небольшое количество было
единицей. Для больших изменений искусственная цена может быть
излишне оптимистичной в отношении изменений в целевой функции.
Например, для данного уровня в 2000 рабочих часов в нашей модели
компании Ajax, искусственная цена прогнозирует, что в результате
увеличения на 1000 рабочих часов целевая функция увеличится на
$30 500. Однако на рис. 3.10 мы получаем увеличение на $ 19 280 — это
значит, что искусственная цена переоценила увеличение. Аналогично
искусственная цена на отметке 2000 рабочих часов предполагает, что
в результате уменьшения на 1000 часов, целевая функция уменьшится
на $30 500. И снова из рис. 3.10 мы рассчитываем сокращение на $31 400 —
это означает, что искусственная цена недооценила сокращение.
Конечно, мы не можем точно знать, что иметь в виду под малыми
и большими изменениями в значении правой части без проведения па-
раметрического анализа, подобного изображенным на графиках 3.10
и 3.11. Аналитики должны с толком использовать эту информацию.
Помочь может анализ чувствительности оптимального плана линей-
ного программирования. Анализ чувствительности отвечает на вопрос:
«Каков диапазон отдельных параметров модели линейного программи-
рования, в котором оптимальное решение остается оптимальным, если
все другие параметры остаются фиксированными на данных значениях?»
Мы завершаем этот раздел, как обещалось в предыдущих разделах,
приведением валовых чистых доходов а, /3, у в 4-недельной сборочной
модели компании Ajax. Таблица 3.10 содержит искусственные цены
на верхних пределах продаж, и модели с нижними пределами, равны-
ми 10 ед. конечного запаса в четвертую неделю для каждого продукта.
Эти данные говорят, например, о том, что чистый доход увеличился
бы на $3900, если бы был продан дополнительный а в первую неделю.
Прибыли от Р сокращаются с течением времени довольно быстро из-
за планируемой возможности увеличения продаж к неделе 4.
Таблица 3.10
Валовые прибыли для Ajax Computer Company
Недели 1 2 3 4
а 3900 3350 2450 1550
Р 2000 1000 0 0
Y 5400 3600 1800 0
3.4. Многоцелевая оптимизация
139
В результате проведения планирования на 4-недельный срок оно
показало, что рыночная позиция компании Ajax изменится с позиции,
характеризующейся избыточной мощностью, на позицию, характери-
зующуюся продажей всех товаров. Тем не менее данные результаты
предоставляют ясный приоритет направления торговли для большей
продажи продуктов компании Ajax в планируемом отрезке времени,
а именно: приоритет у достигается в недели ! и 2, «наиболее выгодны
в недели 3 и 4, а дополнительные продажи /3 менее прибыльны.
Люди, занимающиеся оптимизированием электронных таблиц, пре-
доставляют отчеты, затрагивающие анализ чувствительности оптималь-
ного решения линейного программирования. Отчеты анализа чувстви-
тельности, подготовленные программой «Поиск решения», содержат
искусственные цены для ограничений модели и рамки, в пределах ко-
торых искусственные цены точны в описании изменений целевой функ-
ции. Например, при данном уровне трудовых ресурсов в 2000 часов
этот отчет говорит о том, что искусственная цена в $30,50 является
точной для увеличений не более чем до 160 часов и уменьшений не
более чем до 800 часов. Эта информация была использована при постро-
ении производственной функции на рис. 3.10, в которой была получе-
на искусственная цена для диапазона рабочих часов от 1200 до 2160.
Отчет чувствительного анализа также включает остаточные стоимо-
сти переменных и дает диапазон изменений коэффициентов целевой
функции, при которых оптимальный план остается оптимальным.
Программа What’s Best также производит подобный отчет.
3.4. Многоцелевая оптимизация
Стоимость цепи поставок или чистый доход являются не единствен-
ными значениями, которые менеджер стремится оптимизировать. На-
пример, в разделе 1.2 во время изучения того, как реорганизовать ди-
стрибьюторскую сеть компании, мы обсудили недостаток минимальной
стоимости цепи поставок, связанный с обслуживанием клиентов, вы-
раженном во времени доставки. Мы отметили, что оптимизационная
модель могла бы применяться для очерчивания эффективных границ
недоминирующих (эффективных) решений для многоцелевых вопро-
сов. Смысл эффективных границ недоминируюшего решения заклю-
чается в том, что не существует больше других решений, в той же мере
удовлетворяющих все цели и являющихся лучшими по отношению
к какой-либо одной конкретной цели. В этом разделе мы изучим мето-
ды для выяснения эффективных границ. Точнее, мы рассмотрим два
140
Глава 3. Основы оптимизационного моделирования, линейное...
метода, целевое программирование и оптимизацию взвешенной це-
левой функции, покажем их взаимосвязь и затем предложим третий
метод, содержащий признаки обоих.
Методы будут раскрыты с помощью более подробного представле-
ния модели компании Ajax, которую мы анализировали в разделе 3.1.
Вспомним, что модель 3.1 сформировала стратегию максимизации
чистого дохода на неделю. Менеджер по продажам и маркетингу не
использовал ее, поскольку она инициировала гораздо большие прода-
жи персональных компьютеров (120 а), чем рабочих станций (40 у).
Он опасался, что это окажет негативное воздействие на рыночную долю
компании Ajax в долгосрочный период.
Для формализации этого утверждения менеджер по маркетингу
предполагает наложение следующего ограничения на стратегию мак-
симизации чистого дохода: количество проданных персональных ком-
пьютеров и ноутбуков не может быть больше количества проданных
рабочих станций плюс Q.
Математически это может быть записано как целевое ограничение:
МА +МВ -MC<Q.
Далее он предполагает, что количество Q = 20. Заметьте, что вопрос
о прекращении производства Д уже не встает.
В соответствии с методом целевого программирования мы создаем
модель целевого программирования путем добавления этого условия
к первоначальной модели. В общем случае мы можем добавлять множе-
ственные целевые условия, отражающие множественные задачи, в пер-
воначальную модель. Изменение оптимизации модели для компании
Ajax создает новое оптимальное решение, МА * = 0, МВ* = 68, МС* = 48,
с максимальным чистым доходом Z* = $61 240. Отметьте, что целевое
условие сократило максимальный чистый доход на $4160.
Метод взвешенной целевой функции для оптимизации множествен-
ных задач коренным образом отличается от модели целевого программи-
рования. Он оставляет область доступных решений первоначальной
модели без изменений и включает первоначальную целевую функцию
максимизации
Z = 350МА + 470MS + 61 ОМС
со второй целевой функцией максимизации
W-MC-MA -МВ.
Видно, что вторая цель выражает намерение менеджера по марке-
тингу в отношении первоначальной оптимальной стратегии попытаться
3.4. Многоцелевая оптимизация
141
продать больше рабочих станций и меньше персональных компьюте-
ров. До сих пор мы игнорировали целевое условие на взаимосвязь ко-
личества персональных компьютеров и рабочих станций.
Метод взвешенной целевой функции сочетает две цели оценивани-
ем второй цели позитивным значением R и добавлением его в первую
цель. Результатом является вот такая новая цель:
Z(R) = (350 - R)MA + (470 - R)MB + (610 + R)MC.
Для ясности, R можно рассматривать как вознаграждение за произ-
водство и продажу рабочих станций и штраф за производство и прода-
жу персональных компьютеров и ноутбуков. Например, если мы при-
мем R = 50 и оптимизируем первоначальную модель, то установим
новый оптимальный план, МА* = 104, МВ* = 0, МС* = 48, с максималь-
ным чистым доходом Z*(50) = $62 880.
Перед тем как продолжить наш анализ,’ сделаем некоторые коммен-
тарии. Недостаток обоих методов заключается в том, что в каждом из
них выбор важного параметра осуществляется случайным образом. Для
модели целевого программирования этим параметром в целевом усло-
вии является (2=20. В методе взвешенной целевой функции это поощ-
рение/штраф R = 50 в целевой функции. В отличие от других данных
модели компании Ajax, которые являются объективными, эти парамет-
ры являются субъективными оценками, выдвигаемыми для того, что-
бы связать стратегию оптимизации чистого дохода со второй задачей
сбалансирования совокупности товаров. Но люди, ответственные за
принятие решений, не могут быть уверены в том, что они получат же-
лаемый или даже позитивный эффект.
Другим моментом является то, что мы должны принимать значение
Z*(50) = $62 880, связанное с оптимальным решением модели взве-
шенной целевой функции. Другими словами, мы должны пояснить
последнее полученное решение, так как мы изменили первоначальные
цифры чистого дохода путем добавления R = 50. Математически может
быть показано, что решение МА* = 104, МВ* = 0, МС* = 48 с первона-
чальным значением целевой функции Z* = $65 680 оптимально в пер-
воначальной модели компании Ajax только со следующим условием:
МА +МВ -МС< 56.
Это значит, что если мы позволим количеству продаж персональ-
ных компьютеров и ноутбуков превысить количество продаж рабочих
станций на 56 (что является разницей в оптимальном решении моде-
ли взвешенной целевой функции), то данное решение оптимально для
модели целевого программирования со значением 56 в правой части.
142
Глава 3. Основы оптимизационного моделирования, линейное...
Итак, несмотря на то что выглядят они по-разному, два метода ана-
лиза моделей линейного программирования с множественными целями
тесно связаны. Решение модели взвешенной целевой функции с не-
ким значением R дает оптимальное решение модели целевого програм-
мирования с неким параметром Q.
Эффективные границы для обеих задач модели компании Ajax по-
казаны на рис. 3.12. Так как мы интересуемся только двумя целевыми
функциями, это легко продемонстрировать. Эффективные границы
в этом случае определяются параметрическим анализом максималь-
ного чистого дохода в связи с параметром Q в целевом условии. Это
дает нам возможность представить менеджмент компании Ajax в гра-
фическом виде торговли в условиях кратковременного периода и сба-
лансированных продаж продуктов.
При значении Q = 80 и выше целевое условие не влияет на макси-
мизацию чистого дохода. При движении по кривой вниз от этого значе-
ния мы отмечаем небольшой эффект до отметки Q = 56 (наблюдается
сокращение прибыли на $30 при каждом уменьшении Q), более силь-
ный эффект от Q= 56 до Q = 21,33 (сокращение прибыли на $110 при
каждом уменьшении Q) и очень серьезный эффект для Q < 21,33 (со-
кращение прибыли на $470 при каждом уменьшении Q). В соответ-
ствии с идеей менеджера по маркетингу совет менеджеров принимает
решение последовать стратегии со значением Q = 30, т. е. МА * = = 26,
МВ* = 52, МС* = 48 с максимальным чистым доходом Z* = $62 820.
Для моделей с количеством оптимизируемых целевых функций
больше двух намного труднее подобрать и изобразить эффективные
границы. Альтернативной процедурой является рассмотрение точек.
Рис. 3.12. Эффективные границы для модели компании Д/ах;
краткосрочные доходы в сравнении с балансовыми продажами
3.5. Стохастическое программирование
143
Этот способ, который мы представили в данном приложении к модели
компании Ajax с двумя целями, более глубоко раскрывает связи меж-
ду методами целевого программирования и взвешенных целевых функ-
ций.
Процедура начинается с определения Q в модели целевого програм-
мирования и пробного значения R метода взвешенной целевой функ-
ции. В нашем случае возьмем Q = 20 и R = 50. Как и раньше, мы решаем
модель компании Ajax с взвешенной целевой функцией Z(R) и полу-
чаем эффективное решение МА* = 104, МВ* = 0, МС* = 48, которое
дает точку (65 680, 56) эффективного ограничения на рис. 3.12.
Так как оптимальное значение Q в этом плане выше, чем выбранное
значение 20, мы приводим значение R к новому R по следующей фор-
муле:
R' = R + t (56 - 20),
где £ — подходящее положительное число (существует математическая
теория выбора t, но мы опустим детали). Основной мыслью является
то, что, так как R = 50 привело к оптимальному решению со значением
Q больше необходимого, мы должны увеличить его, чтобы более точно
отобразить условие балансового соотношения продуктов. Взяв t = 2, мы
получаем R' = 122, которое, в свою очередь, дает оптимальное решение
модели взвешенной целевой функции МА* = 0, МВ* = 69 333, МС* =
48, которое перемещается в новую точку (61866 65,21 333) эффектив-
ной границы.
По данной точке мы можем заключить, что на основании эффекта,
оказанного на целевую функцию, определение значения Q = 20 было
слишком строгим, и привести ее к Q = 40. Теперь мы можем получить
значение R' по формуле
R' =R + Г (21 333-40)
и при необходимом положительном значении £ преобразовать модель
взвешенной целевой функции. Эта процедура продолжается до тех пор,
пока менеджеры не будут уверены, что они в полной мере исследова-
ли эффективные границы для выбора определенной стратегии.
3.5. Стохастическое программирование
В разделе 3.2 мы обсуждали ограниченность линейного программиро-
вания с точки зрения его детерминистической трактовки будущего. Мы
говорили, что оптимизация модели по совокупности сценариев и свое-
временное преобразование модели для отражения изменений во внеш-
144
Глава 3. Основы оптимизационного моделирования, линейное...
них и внутренних данных часто являются действенными способами
борьбы с неточностями. Эти аргументы являются самыми слабыми для
долговременных проблем стратегического планирования, включающих
неизменяемые решения, такие как построение нового производствен-
ного сооружения или запуск нового продукта.
Расширение линейного и смешанного целочисленного программи-
рования, называемое стохастическим программированием, — заман-
чивый выбор для стратегического планирования, поскольку оно по-
зволяет менеджеру подробно анализировать неточности и управлять
рисками. Основной мыслью является одновременное рассмотрение
множества сценариев неизвестного будущего, каждого со своей веро-
ятностью. Модель одновременно определяет оптимальный случайный
план для каждого сценария и оптимальный план упреждения, поло-
жительно отличающийся от всех случайных планов. Оптимизация
включает в себя максимизацию (или минимизацию) ожидаемых до-
ходов (расходов), где термин «ожидаемые» означает умножение при-
былей (доходов) каждого сценария на их вероятности.
В этом разделе мы представляем пример стохастического линейно-
го программирования, применяемого к другой проблеме Ajax Computer
Company. Приложение посвящено проблеме краткосрочного планиро-
вания вместо стратегического планирования, которое было бы более
реалистичным. Однако пример демонстрирует структуру и использо-
вание модели стохастического программирования, что отвечает нашим
интересам с точки зрения изучения проблем. Другие приложения сто-
хастического программирования обсуждаются в гл. 8.
Пример 3.7
Наш пример затрагивает стадии планирования сборки, запасов и про-
даж компании Ajax на 2-недельный срок. Спрос в первую неделю точ-
но известен, но менеджеры не определились со спросом во вторую не-
делю. Точнее, неизвестно влияние большой рекламной кампании на
количество а, [3 и у, которые компания сможет продать во вторую неде-
лю. Анализ предыдущих рекламных кампаний и интуитивные оценки
маркетингового персонала выявили три совершенно разных сцена-
рия, показанных в табл. 3.11.
Таблица 3.12 показывает формулировку программой What’s Best
модели стохастического программирования, которую мы построили для
анализа этой проблемы и ее оптимального решения. Но сначала обрати-
те внимание, что мы имеем отдельную подмодель линейного програм-
мирования для каждого из трех сценариев недели 2, так же как и от-
дельную подмодель линейного программирования недели 1. Итак, модель
выделяет три возможных решения для каждого из трех сценариев. От-
3.5. Стохастическое программирование
145
Таблица 3.11
Прогнозирование спроса для модели стохастического
программирования на примере компании Ajax
Сценарии Максимальные продажи Вероятность
Низкий спрос 0,25
а 40
Р 30
Y 30
Средний спрос 0,5
а 80
Р 60
Y 40
Высокий спрос 0,25
а 120
Р 100
Y 100
метьте также, что мы добавили дополнительную возможность выбора,
сверхурочную работу для каждого из трех сценариев (см. строки 30,
53, 77). В математической форме трудовое ограничение выглядит так:
10MIS+ 15MBS+ 2QMCS- OTS< 2000,
где MIS — это количество собираемого продукта I, a OTS — это количе-
ство сверхурочных часов, выбранное для возможного плана сценария S.
Итак, план для сценария 5 имеет рабочие ресурсы 2000 + OTS часы для
Таблица 3.12
Модель стохастического программирования компании Ajax
А В С D Е F G Н I
1 Неделя 1
2 Продукт а Р Y Исполь- зование ресурса Наличие ресурса
3 Тестирование на линии А 1 1 92 < 120
4 Тестирование на линии С 1 33 < 48
5 Трудовые затраты 10 15 20 1792 < 2000
6 Количество собранных изделий 50 42 33
7
146
Глава 3. Основы оптимизационного моделирования, линейное...
Продолжение табл. 3.12
А В С D Е F G Н I
8 Прибыль на 1 ед. продукции 350 470 610
9 Продажи 32 24 28
10 > > >
11 Нижняя граница продаж 32 24 28
12 < < <
13 Верхняя граница продаж 32 24 28
14
15 Запасы на начало 22 42 36
16 Издержки на хранение 1 ед. продукции/неделя 9 10 18
17 Себестоимость 1 ед. продукции 900 1000 1800
18 Запасы на конец 40 60 41
19 > > >
20 0 0 0
21
22 Еженедельная чистая прибыль 37860
23 Общая чистая прибыль 37860
24
25
26 Неделя 2
27 Сцена- рий 1 Продукт a р Y ОТ Исполь- зование ресурса Наличие ресурса
28 Тестирование на линии А 1 1 0 < 120
29 Тестирование на линии С 1 0 < 48
30 Трудовые затраты 10 15 20 -1 0 < 2000
31 Количество собранных изделий 0 0 0
32 Сверхурочно 0
33
34 Чистая прибыль 350 470 610
35 Продажи 40 30 30
36 > > >
3.5. Стохастическое программирование
147
Продолжение табл. 3.12
А В С D Е F G Н I
37 Нижняя граница продаж 20 20 20
38 < < <
39 Верхняя граница продаж 40 30 30
40
41 Запасы на начало 40 60 41 - Стои- мость запасов Макси- мальная стои- мость запасов
42 Запасы на конец 0 30 11 50000 < 50000
43 > > >
44 0 0 0
45
46 Чистая прибыль по сценарию 1 45900
47
48
49 Неделя 2
50 Сцена- рий 2 Продукт a р Y ОТ Исполь- зование ресурса Наличие ресурса
51 Тестирование на линии А 1 1 40 < 120
52 Тестирование на линии С 1 0 < 48
53 Трудовые затраты 10 15 20 -1 400 < 2000
54 Количество собранных изделий 40 0 0
55 Сверхурочно 0
56
57 Чистая прибыль 350 470 610
58 Продажи 80 60 40
59 > > >
60 Нижняя граница продаж 20 20 20
61 < < <
62 Верхняя граница продаж 80 60 40
63
148
Глава 3. Основы оптимизационного моделирования, линейное...
Продолжение табл. 3.12
А В С D Е F G Н I
64 Запасы на начало 40 60 41
65 Запасы на конец 0 0 1
66 > > >
67 0 0 0
68
69 Чистая прибыль по сценарию 2 80580
70
71
72
73 Неделя 2
74 Сцена- рий 3 Продукт a р Y ОТ Исполь- зование ресурса Наличие ресурса
75 Тестирование на линии А 1 1 120 < 120
76 Тестирование на линии С 1 48 < 48
77 Трудовые затраты 10 15 20 -1 2000 < 2000
78 Количество собранных изделий 80 40 48
79 Сверхурочно 360
80 Чистая прибыль 350 470 610
81 Продажи 120 100 89
82 > > >
83 Нижняя граница продаж 20 20 20
84 < < <
85 Верхняя граница продаж 120 100 100
86
87 Запасы на начало 40 60 41
88 Запасы на конец 0 0 0
89 > > >
90 0 0 0
91
92 Чистая прибыль по сценарию 3 136157,8
93
3.5. Стохастическое программирование
149
Окончание табл. 3.12
А В С D Е F G Н I
94
95 Общая ожидаемая чистая прибыль 123664,4
96
97
осуществления сборки продуктов компании Ajax. Увеличение чистого
дохода целевой функции за каждый час сверхурочной работы в сцена-
рии 5 составляет $20. Общая целевая функция равна С22 + 0,25 х С46 +
+ 0,50 х С69 + 0,25 х С92. Это мы добавили прибыль первой недели к ожи-
даемой прибыли второй недели по трем сценариям.
Ключевым моментом в создании модели стохастического програм-
мирования являются связи между проблемой упреждения, которой
является модель линейного программирования недели 1, и моделями
множественных сценариев недели 2. Этими связями является конеч-
ный запас трех продуктов за неделю 1, который каждый из сценариев
будет использовать для развития своего случайного плана. Они пред-
ставлены в качестве начальных запасов для каждого сценария (см. стро-
ки 41, G4, 87). Как таковые они представляют собой оптимальную стра-
тегию недели 1 перед лицом серьезных неточностей максимального
количества продаж за неделю 2.
Предварительный запуск модели показал, что неограниченные усло-
вия могут привести к очень высокой вероятности неблагоприятных
сценариев. На основе стоимости $900 за а, $1000 за /3 и $1800 за /об-
щая стоимость сборочных единиц к концу недели 2 в сценарии 1 (низкие
максимальные продажи) стала близка к $100 000. Президент компа-
нии Ajax увидела в этом риск, на который нежелательно идти. Вдоба-
вок к мучающей компанию проблеме финансов она заключила, что не-
которые единицы продукции, находящиеся в запасе, могут устареть
до того, как смогут быть проданы, или по причине смены дизайна, или
из-за появления новых микропроцессоров. Таким образом, условие,
ограничивающее конечный запас до максимального значения $50 000,
было добавлено в сценарий 1. Для двух других сценариев такое усло-
вие не требуется, потому как ясно, что сценарий 1 является сценарием
с максимальным конечным запасом.
Обобщения
Приведенный выше пример позволяет нам сделать несколько кратких
обобщений. Во-первых, неясности могут возникать в рамках больше-
го количества временных периодов, нежели двух. В принципе, модель
стохастического программирования может быть расширена до произ-
150
Глава 3. Основы оптимизационного моделирования, линейное...
вольного числа периодов, однако мы должны контролировать ее раз-
мер. Во-вторых, модель стохастического программирования объясняет
необходимость идентификации и включения непредвиденных обстоя-
тельств для различных типов сценариев. Другими словами, процесс
построения модели стохастического программирования требует каче-
ственных суждений о том, что делать с неблагоприятными и благопри-
ятными ситуациями планирования.
На простом примере мы также увидели, что страхование без ограни-
чений и планирование чрезвычайных обстоятельств (непредвиденных
затрат) могут подвергнуть компанию и/или человека, ответственного
за принятие решений, риску, что касается таких измеряемых количе-
ственных параметров цепи поставок, как запасы или чистые доходы
и убытки. Важными преимуществом стохастического программирова-
ния является то, что оно позволяет налагать подробно разработанные
ограничения на эти параметры. Конечно, такие ограничения могут яв-
ляться субъективными параметрами, установленными лицом, прини-
мающим решения, что может потребовать применения многоцелевых
методов, рассмотренных в разделе 3.4.
3.6. Выводы
В этой главе мы рассмотрели применение моделей линейного програм-
мирования и алгоритмы решения центральной проблемы управления
цепями поставок — оптимального распределения ресурсов в фирме.
Планирование ресурсов также подразумевает их приобретение, изъятие
капиталовложений (divestment), приспособление (корректирование). Ли-
нейное программирование наряду с целочисленным программирова-
нием (которое мы рассмотрим в следующей главе) предоставляет точ-
ный подход к оценке таких решений на всех уровнях планирования.
Мы также рассмотрели взаимосвязь микроэкономической теории
фирмы и линейного программирования. Мы увидели, как алгоритмы
линейного программирования могут помочь реализовать теорию на
практике путем компьютерного вычисления производственных функ-
ций, описывающих как оптимальное распределение ресурсов, так и дея-
тельность по добавлению стоимости. Более того, линейное программи-
рование проводит важную связь между этой теорией, которая в большой
степени абстрактна и не имеет отношения к данным, и эмпирически-
ми дисциплинами, такими как анализ хозяйственной деятельности,
прогнозирование спроса, производственный менеджмент и вопросы
транспортировки. Эта связь является как практической, так и концеп-
3.6. Выводы
151
туальной. База данных для принятия решений о цепи поставок, обра-
зованная моделями линейного и целочисленного программирования,
может быть представлена образцами или шаблонами для сбора дан-
ных, необходимых для анализа проблем планирования цепи поставок,
с которыми сталкивается компания.
В заключение мы рассматриваем небольшие учебные модели, свя-
занные с решениями о производстве, управлении запасами, транспорти-
ровки и закупке. В последующих главах мы рассмотрим, как подобные
модели могут практически применяться в более крупных масштабах.
Эти и другие способы моделирования, которые мы рассмотрим в сле-
дующей главе, служат важными элементами в репертуаре менеджера,
которые им пересматриваются каждый раз, когда он намеревается смо-
делировать новую задачу планирования цепи поставок.
Литература
Balakrishnan J. [ 1999], «Using the Theory of Constraints in Teaching Linear Programming
and Vice Versa: Advantages and Caveats», Production and Inventory Management
Journal, Second Quarter, 11-16.
Baumol W. J. [1977], Economic Theory and Operations Analysis, 4th ed. Englewood Cliffs,
NJ: Prentice-Hall.
Christofides N., Hewins R. D., Salkin G. R. [1979], «Graph Theoretic Approaches to Foreign
Exchange Operations», J. of Financial and Quantitative Analysis, 3, 481-500.
DantzigG.B. [1963], Linear Programming and Extensions. Princeton, NJ: Princeton University
Press.
Goldratt E. M. [ 1990], What Is This Thing Called Theory of Constraints and How Should It
Be Implemented. New York: North River Press.
Koopmans T. [1957], Three Essays On the State of Economic Science. New York: McGraw-
Hill. LINDO Systems Inc. [1998], What’s Best User’s Manual.
Schrage L. [ 1997], LINDO: An Optimization Modeling System, 5th ed. Pacific Grove, Calif.:
Duxbury Press.
Winston W. L. [1995], Introduction to Mathematical Programming, 2d ed. Pacific — Grove,
Calif: Duxbury Press.
Winston IF. L., Albright S. C. [1997], Practical Management Science: Spreadsheet Modeling
and Applications. Pacific Grove, Calif.: Duxbury Press.
Глава 4
ОСНОВЫ ОПТИМИЗАЦИОННОГО
МОДЕЛИРОВАНИЯ: ЦЕЛОЧИСЛЕННОЕ
ПРОГРАММИРОВАНИЕ
Модели целочисленного программирования являются обобщением
моделей линейного программирования, в которых некоторые перемен-
ные (называемые целочисленными переменными) ограничиваются
принятием неотрицательных целых величин, в то время как оставши-
еся переменные (называемые непрерывными переменными) могут при-
нимать любые неотрицательные значения. Наиболее часто встречаю-
щиеся целочисленные переменные 0-1, или бинарные переменные,
которые ограничиваются принятием величин 0 или 1. Такие перемен-
ные используются для описания стоимостных соотношений, ограни-
чений и логических условий, которые не могут быть охвачены линейным
программированием. Построения моделей целочисленного програм-
мирования позволяет преодолевать многие ограничения моделей ли-
нейного программирования, которые обсуждались в предыдущей главе.
Переменные 0-1 по-разному используются в моделях, применимых
к оперативным, тактическим и стратегическим проблемам планирова-
ния цепей поставок. Применительно к оперативным проблемам они
используются для моделирования решений о последовательности марш-
рутов, связанных с распределением машин, транспортных средств или
людей. В отношении тактических проблем они применяются для моде-
лей фиксированных цен, экономии широкомасштабного производства
и разных нечисловых или логических политических ограничений, та-
ких как самостоятельное обеспечение рынков. Для стратегических
проблем эти модели используются, чтобы смоделировать время, раз-
мер, фазы и размещение инвестиций.
Модели и методы целочисленного программирования позволяют
провести строгий анализ цепи поставок. Модели охватывают ряд важ-
ных решений, ограничений и целей цепи поставок, а методы, в свою
очередь, способны находить оптимальные решения к этим моделям
Глава 4. Основы оптимизационногомоделирования,- целочисленное...
153
и могут давать оптимальные решения, если человек, принимающий ре-
шение, готов достаточно долго ждать алгоритмов, обеспечивающих их.
Высокого реализма моделей целочисленного программирования
достаточно сложно достичь. В этой главе мы обсуждаем метод ветвей
и границ для оптимизации моделей целочисленного программирования
как последовательности приблизительных решений линейного програм-
мирования. Количество приблизительных решений, которые должны
быть определены, чтобы оптимизировать данную модель целочислен-
ного программирования, может расти экспоненциально с количеством
целых переменных в данной модели. Таким образом, программист дол-
жен использовать конструкции целочисленного программирования,
умеренно балансируя между потребностью и желанием реализма, с од-
ной стороны, и тяжелой работой на компьютере — с другой.
Продолжаются исследования по изобретению новых и усовершен-
ствованию известных подходов к решению моделей целочисленного
программирования. В последние годы эвристические методы, разви-
вающие исследовательские подходы к этим моделям или к лежащим в их
основе проблемам решения, показали перспективу для некоторых клас-
сов моделей и проблем. Эвристические методы используют проблем-
но-специфические или общецелевые процедуры для поиска дискрет-
ного пространства возможных решений. Мы считаем, что эвристику
перехваливают. Более сдержанным взглядом на ее заслугу будет то,
что эвристика играет дополнительную роль по отношению к строгому
моделированию с помощью целочисленного программирования и опти-
мизационным методам. В гл. 5 мы рассмотрим унифицированную ме-
тодологию оптимизации для планирования, использующего эту доба-
вочную роль.
Наше обсуждение моделей целочисленного программирования на-
чинается в разделе 4.1, где краткое описание моделей показывает, как
переменные и ограничения 0-1 могут охватить такие явления, как фик-
сированные затраты, положительный эффект масштаба и смена произ-
водства. В разделе 4.2 мы используем модели целочисленного програм-
мирования для моделирования и оптимизации проблемы размещения
распределительных центров в общей цепи поставок распределитель-
ной компании. При этом мы показываем, как утилиты Solver и What’s
Best работают с переменными и ограничениями моделей целочислен-
ного программирования. В разделе 4.3 мы используем модели целочис-
ленного программирования для моделирования и оптимизации ряда
стратегических задач цепи поставок, с которыми сталкивается компа-
ния-производитель.
154 Глава 4. Основы оптимизационного моделирования: целочисленное...
Мы завершаем эту главу двумя разделами, в которых исследуем во-
просы, возникающие в ходе внедрения моделирующих систем, основан-
ных на линейном и целочисленном программировании. В разделе 4.4
мы обсуждаем принципы построения систем моделирования, призван-
ных анализировать стратегические и тактические проблемы цепи по-
ставок. Модели целочисленного программирования и системы модели-
рования для транспортной маршрутизации, календарного планирования
производства и других оперативных проблем планирования представле-
ны в гл. 5. Данная же глава заканчивается исследованием в разделе 4.5
стандартного (типового) оптимизационного программного обеспе-
чения.
4.1. Краткое описание моделирования на основе
смешанного целочисленного программирования
Проиллюстрируем несколько модельных построений смешанного це-
лочисленного программирования для планирования ситуаций, возни-
кающих в управлении цепями поставок компании Ajax, которые мы
обсуждали в разделе 3.1. Читателю следует изучить его с целью озна-
комления с предысторией модели. Сложности цепи поставок, смоде-
лированные в каждом подпараграфе, не переносятся в последующие
подразделы. Бинарные переменные 0-1 и связанные с ними ограниче-
ния могут быть использованы для моделирования широкого спектра
проблем планирования цепи поставок. Также их можно использовать
при моделировании проблем, возникающих в финансовом планирова-
нии, инжиниринге, теории графов и некоторых других областях. Наши
модели иллюстрируют лишь несколько концепций; для более заинте-
ресованного читателя мы ссылаемся на специализированные книги для
дополнительного практического применения.1
Фиксированные затраты
В формулировке модели сборки компании Ajax, приведенной в при-
мере 3.1, были заданы тестовые ресурсы конвейеров А и С, необходи-
мые для 1 недели работы, и их затраты исчислялись на основе данных
о чистой прибыли. Задачей нашего решения было оптимальное разме-
щение этих ресурсов, а также трудовых ресурсов, для сборки и прода-
1 См. работы Schrage L. [1997, гл. 14] и Winston W. L. [1995, гл. 9] для более
подробного рассмотрения смешанного целочисленного программирования,
включая упражнения для домашней работы.
4.1. Краткое описание моделирования на основе смешанного...
155
Рис. 4.1. График функции затрат на тестирование на конвейере А
жи продуктов а, (3 и у. Мы распространяем эту формулировку на точ-
ный отчет о затратах, связанных с тестируемыми ресурсами.
Графическое изображение затрат и функций ресурсов показано на
рис. 4.1 и 4.2. Раньше перед внедрением и использованием какой-либо
модели компания Ajax следовала еженедельной стратегии сборки и те-
стирования 64 продуктов а, 48 продуктов (3 и 32 продуктов у. При этой
стратегии фактические данные еженедельной утилизации за прошлый
период составляли 112 часов для тестового оборудования конвейера А
и 32 часа для тестового оборудования конвейера С. Как показано на
графике рис. 4.1, загрузка единицы для конвейера Л составляла $5600/
112 = $50,00/час или соответственно на единицу «или [3, потому что
каждый из них требует 1 часа тестирования. Аналогично загрузка
единицы конвейера С составила $2432/32 = $76,00/час или соответ-
Рис. 4.2. График функции затрат на тестирование на конвейере С
156 Глава 4. Основы оптимизационного моделирования: целочисленное.
ственно на единицу у. Теперь, когда мы моделируем затраты ресурсов,
эти количественные значения необходимо прибавлять к показателям
чистой прибыли, которые равняются $400 для а, $520 для /3 и $686
для у.
Следующим шагом будет замена линейных приближений ($50/час
для работы конвейера Л, $76/час для работы конвейера С), использу-
емых в модели примера 3.1, более точными функциями затрат, вклю-
чающих и постоянные и переменные расходы. Для конвейера А функ-
ция включает фиксированные затраты в размере $2016 при условии
использования тестового оборудования конвейера А в течение недели
и переменные затраты в размере $32 на каждый потраченный час. Для
конвейера С функция включает фиксированные затраты в размере $ 1200
при использовании тестового оборудования конвейера С в течение
недели и переменные затраты в размере $38,50 на каждый потребляе-
мый час.
Термин фиксированные (постоянные) затраты (издержки) вводит
нас в заблуждение. С точки зрения принимающего решения — произ-
водственного менеджера, — постоянные издержки в действительности
не зафиксированы, так как он может решить не работать на одном из
этих тестовых конвейеров, таким образом избегая всех затрат, связан-
ных с ним. Лучшими терминами были бы единовременные/аккорд-
ные, шаговые или прерывистые (дискретные) издержки. Тем не менее
в дальнейшем мы будем пользоваться термином фиксированные за-
траты, так как он широко принят и понятен.
Пример 4.1
Функция на рис. 4.1 смоделирована следующим образом. Обозначим
FA как бинарную переменную, принимающую значение 1, если тестовое
оборудование конвейера Л используется в течение недели, или 0, если
тестовое оборудование конвейера Л не используется в течение недели.
Мы применяем FA в следующем ограничении:
МА + МВ - 120Е4 < 0.
Допустим, что МА, МВ и МС — переменные, обозначающие, какое
количество а, В и у должно быть произведено в течение этой недели.
Таким образом, если FA = 1, ограничение меняется на МА + МВ < 120,
а при FА = 0 ограничение становится МА + МВ < 0, подразумевая, что
МА = МВ = 0, так как переменные должны быть еще и неотрицатель-
ными.
Аналогично мы определяем переменную FC: она будет равна 1, если
тестовое оборудование конвейера С используется в течение недели,
или 0, если тестовое оборудование конвейера С не используется в те-
чение недели.
4.1. Краткое описание моделирования на основе смешанного...
157
Мы применяем FC в следующем ограничении:
MC-48FC<0.
Наконец, мы распространяем искомую функцию на
Max Z = ШМА + 520МВ + 686МС - 2016F4 - 1200FC -
- 32МЛ -32МВ - 38,50МС
или, комбинируя условия,
Max Z= 378МЛ + 488МВ + 647,50МС - 2016F4 - 1200FC.
Оптимизация этой модели путем использования алгоритма целочис-
ленного программирования дает такое же оптимальное решение, к ко-
торому мы пришли в линейном случае: МА* = 120, МВ* = 0, МС* = 40.
Благодаря более тщательному описанию затрат тем не менее мы опре-
делили, что это решение обеспечит получение чистой прибыли в $68 044,
а не в $66 400, как мы подсчитали с помощью линейной модели графи-
ка 4.1. Для этой маленькой модели компании Ajax более скрупулезный
подсчет некоторых расходов в качестве фиксированных и переменных
повлиял на оптимальное решение. До этого мы не могли этого знать,
поэтому нам не стоит сожалеть, разрабатывая и оптимизируя более
реалистичную модель.
Ограничение иногда связано с решением о том, являются ли фик-
сированные расходы условным минимумом (conditional minimum). Это
указывает на то, что переменная непрерывного решения должна либо
равняться 0, либо быть выше определенного уровня. Например, про-
изводственный менеджер компании Ajax, возможно, пожелает ввести
такое ограничение, что тестирование продукта ув данную неделю долж-
но быть равно либо 0, либо по меньшей мере 5. Используя определен-
ную ранее переменную FC 0-1, это можно выразить следующим огра-
ничением:
MC-5FC>0.
Так, если FC = 1, при условии тестирования продуктов у в течение
недели ограничение вводило бы условие МС> 5.
Обратите внимание, что этот условный минимум был удовлетворен
последним оптимальным решением на первую неделю компании Ajax,
несмотря на то что ограничение не вводилось. Рассмотрим, когда сто-
ит применять такие ограничения.
С одной стороны, такие ограничения должны добавляться при усло-
вии применения стратегии, предлагаемой моделью. Производственный
менеджер, не желая терять время, старается решить, какие продукты
с предполагаемо малым производственным уровнем следует вывести
из-под этой стратегии и какие должны быть подняты на максимально
158 Глава 4. Основы оптимизационного моделирования: целочисленное...
высокий уровень производства. С другой стороны, если применяемая
модель является одной из многих моделей, предназначенных для изуче-
ния цепи поставок какой-либо компании в совокупности, возможно,
рассмотрение условных минимумов не является необходимостью и эти
ограничения использовать не обязательно. Предостережение в этом
случае таково: влияние условных минимумов на оптимальное реше-
ние и оптимальную ценность целевой функции должно быть незначи-
тельным.
Экономия, обусловленная ростом масштабов производства
(положительный эффект масштаба)
В разделе 3.2 мы определили, что для правильного изображения поло-
жительного эффекта масштаба в издержках и использовании ресур-
сов необходимо прибегнуть к конструкциям смешанного целочислен-
ного программирования. Примером этого может послужить компания
Ajax, которая приобретает микропроцессоры для продукта у в корпо-
рации Riverfront. Riverfront предлагает продажу микропроцессоров по
долгосрочному соглашению по цене $250 за единицу продукции в слу-
чае, когда приобретается до 30 штук в неделю, и снижает цену до $200
для любого количества дополнительных единиц товара, доставленных
за неделю. Используем переменную 0-1 для выполнения условия, при
котором более низкая цена может быть достигнута только после по-
купки 30 ед. продукции по более высокой цене.
Пример 4.2
Пусть ПИ — еженедельные закупки в корпорации Riverfront по цене
$250 за единицу, a W2 — еженедельные закупки в корпорации Riverfront
по цене $200 за единицу. Как и раньше, МС означает количество ком-
пьютеров у, собранных в данную неделю, причем МС = МИ + W2, так
как для производства каждой единицы у необходим один микропро-
цессор. Для наложения логического условия, что при W2 > 0 ПИ =30,
вводим бинарную переменную D, которая будет принимать значение 0
(если положительный эффект масштаба не достигнут) или 1 (достигнут).
В частности, на данное условие мы наложили следующие ограничения:
30 > ВИ > 0, W2 > 0,
-W1 +30D<0,
W2- 18D<0.
Если D = 1, второе ограничение будет иметь следующий вид: ПИ > 30,
что подразумевает, что W1 = 30, так как первый набор ограничений
определяет, что W1 < 30. В качестве третьего ограничения имеем W2 <18,
так как 48 — это верхняя граница на количество процессоров, которые
могут быть приобретены в любую данную неделю, в то время как 30 шт.
4.1. Краткое описание моделирования на основе смешанного...159
приобретаются по более высокой цене. Таким образом, D = 1 соответ-
ствует логическому условию, что W1 = 30, a W2 может принимать любое
неотрицательное значение. С другой стороны, если D = 0, второе ограни-
чение определяет IV1 > 0, W2 < 0 пли W2 = 0, так как в первом наборе
ограничений W2 > 0. Отмстим, что IV1 могло бы быть равно 30, iioD = 0,
если оптимальное решение не влечет за собой сборку более 30 компью-
теров у. Другими словами, когда ¥И1 = 30, модель может выбрать D = 0
или D = 1, по опа должна выбрать D = 1, если для достижения опти-
мальности требуется осуществлять закупки по более низкой стоимости.
Переналадка производства
В разделе 3.2 мы рассматривали вопрос об утилизации ресурсов при
переналадке производства, которая происходит на линии Л, когда тести-
руются оба продукта — а и /3. Сто двадцать часов, предоставляемых
мощностью для тестирования на линии А, сокращаются до 100 часов,
если в течение недели тестируются и продукт а, и продукт /3, так как
20 часов требуется для переналадки оборудования.
Пример 4.3
Пусть TESTA означает, что бинарная переменная принимает значение 1
при условии, что продукт «тестируется в заданную неделю, или 0, если
а не тестируется в данную неделю. Подобным образом, пусть TESTB
означает, что бинарная переменная принимает значение 1 при усло-
вии, что продукт /3 тестируется в заданную неделю, или 0, если /3 не
тестируется в данную неделю. В конце концов, пусть TESTBOTH озна-
чает, что 0-1 переменная равна 1, если иди /3 тестируются в заданную
неделю (TESTA = 1, TESTB =1), или 0, если один из продуктов, «или /3,
тестируется в заданную неделю.
Логическое условие, что TESTBOTH = 1, если и TESTA = 1, и TESTB = 1,
математически может быть выражено следующим образом:
TESTBOTH > TESTA + TESTB - 1.
Для объяснения данного ограничения рассмотрим четыре случая.
Если TESTA = 1 и TESTB = 1, то TESTBOTH > 1, предполагая, что
TESTBOTH = 1, так как TESTBOTH может принимать только значения
0 или 1. В остальных трех случаях:
TESTA = 1, TESTB = 0, предполагая TESTBOTH > 0;
TESTA = 0, TESTB = 1, предполагая TESTBOTH > 0;
TESTA = 0, TESTB = 0, предполагая TESTBOTH > -1.
В этих трех случаях оптимизатор может выбрать TESTBOTH = 0 и та-
ким образом избежать изменений в утилизации ресурсов, т. е. существует
возможность установить для TESTBOTHзначения 0 или 1, однако при зна-
чимом ресурсе линии А более предпочтительным значением является 0.
160 Глава 4. Основы оптимизационного моделирования: целочисленное...
Перемены в утилизации ресурса выражаются следующим ограни-
чением:
МА + МВ + 2DTESTBOTH< 120.
Таким образом, если TESTBOTH вследствие предыдущего ограни-
чения должно принять значение 1, то общие ресурсы, предоставляемые
для сборки продуктов а и /3, составляют 100 часов на линии А. Нако-
нец, связываем МА с TESTA и МВ с TESTB с помощью ограничений:
МА - 120TESTA < 0,
МВ - 120TESTB < 0.
Эти ограничения выражают следующее условие: TESTA должно при-
нимать значение 1, если любое количество продуктов а тестируется
в заданную неделю (т. е. если МА > 0), и TESTB должно принимать зна-
чение 1, если любое количество продуктов /3 тестируется в заданную
неделю (т. е. если МВ > 0). При таких условиях МА или МВ не превы- ,
сят 120, что является мощностью линии А.
Множественный выбор и другие нечисловые ограничения
Переменные 0-1 могут быть использованы для описания множества
нечисловых или логических ограничений. Часто встречающимся при-
мером данного типа ограничений является ограничение множествен-
ного выбора, которое определяет, что только одно или хотя бы одно
логическое решение должно быть выбрано из возможных логических
решений. Примером является ограничение единственного источника,
которое мы рассматривали в рамках модели транспортирования про-
дукта а (модель 3.4). Оптимальным решением данной модели явля-
ются поставки на рынок 8 (MIN) как с завода (ХР8 = 4), так и со склада
(XW8 = 16). С целью улучшения обслуживания клиентов менеджер по
сбыту в компании Ajax решил исследовать последствия от ограничения
поставок на рынок 8 и все другие рынки от единственного источника.
Пример 4.4
Проиллюстрируем, как метод единственного источника может быть ис-
пользован по отношению к рынку 8 с помощью использования двух 0-1
переменных. Пусть DP8 = 1, если завод обслуживает рынок 8, и DP8 = 0,
если завод не обслуживает рынок 8. Подобным образом, пусть DW8 = 1,
если склад обслуживает рынок 8, и DW8 = 0, если склад не обслуживает
рынок 8. Используем эти переменные, чтобы преобразовать последнее
уравнение в ограничениях спроса в модели 3.4 следующим образом:
2QDP8 + 20D1V8 = 20 или эквивалентно DP8 + DW8 = 1.
Мы должны установить ограничения цепи поставок и целевую функ-
цию, чтобы заменить потоковые переменные ХР8 и Х1У8 на 0-1 пере-
менные DP8 и DW8, а именно:
4.2. Модели размещения центра распределения
161
ХР1 + ХР2 + ХРЗ + ХР4 + ХР5 + ХР6 + ХР7 + 2QDP8 < 100;
XW1 + XW2 + XW3 + XW4 + XW5 + XW8 + XW1 + 20DW8 < 45,
а также
Min Z= 14ХР1 + ... + 17ХР7 + 600DP8 + 24XIV1 + ... +
+ 24XW7 + 560DW8.
Отметим, что стоимость перевозки для поставки на рынок 8 двадца-
ти продуктов а с завода составляет $600, а со склада — $560.
Пример 4.5
Предположим, что политика управления требует, чтобы склад мог обслу-
живать нс более трех рынков. Для отображения данного ограничения
определим 0-1 переменные DWJ для каждого рынка J, ?aeDWJ= 1, если
рынок J обслуживается складом, и DWJ = 0, если рынок J нс обслужи-
вается складом. Кроме ограничения единственного источника и дру-
гих ограничений, описанных выше, данная,-политика выражается че-
рез ограничение множественного выбора:
DW1 + DW2 + DW3 + DW4 + DW5 + DWG + DW1 + DW8 < 3.
Наконец, чтобы продемонстрировать нечисловое ограничение с по-
мощью ограничения, отличного от множественного выбора, допустим,
что управление желает провести такую политику, что рынки 4 и 6 долж-
ны обслуживаться либо складом, либо заводом. Это условие выража-
ется следующим образом:
DW4 - DW6 = 0.
Мы видим, что DW4 = 1 при условии, что DWG = 1, и DW4 = 0, при
условии, что DWG = 0. Допуская, что DPJ-= 1, если рынок /обслужива-
ется заводом J, и DPJ=G — в противном случае, ограничения единствен-
ного источника в последнем случае покажут нам, что
DP4 = 1 - DW4 = 1,
DPG = 1 - DWG = 1,
или, другими словами, что рынки 4 и 6 обслуживаются заводом.
4.2. Модели размещения центра распределения
Моделирование размещения центров распределения является класси-
ческим примером применения смешанного целочисленного програм-
мирования.1 В стандартном варианте этой задачи распределительная
1 Geoffrion А. М., Graves G. W. в своей работе [1974] представляют классиче-
ский подход смешанного целочисленного программирования к задачам размеще-
ния распределительных центров. Современные примеры применения такого
подхода и систем рассматриваются в pa6oTeJiminez S., Brown Т., Jordan J. [1998].
LL- 2180
162 Глава 4. Основы оптимизационного моделирования: целочисленное...
компания должна создать сеть распределительных центров, из которых
она будет поставлять свою продукцию на свои рынки с целью удов-
летворения прогнозируемого спроса на следующий год. Цель — мини-
мизировать сумму складских и транспортных издержек при поддер-
жании приемлемого уровня обслуживания покупателей. Хотя это
и является задачей стратегического планирования, предполагается, что
спрос на следующий год известен и постоянен. Во многих случаях мар-
кетологи компании определяют план маркетинга и продаж, не учиты-
вая при этом логистических последствий. Данный план передается
менеджерам по логистике, которые отвечают за то, чтобы продукция
доставлялась на рынки вовремя и с низкими затратами. В этом разделе
мы проиллюстрируем, как смоделировать задачу размещения центра
распределения.
Модель размещения распределительного центра
Корпорация Electronica — оптовый дистрибьютор потребительских
электронных изделий на 20 рынках в Среднезападных штатах. Компа-
ния стремится разработать стратегию размещения центра распределе-
ния на следующий год, которая минимизирует общие издержки обра-
щения. В табл. 4.1 представлены данные для модели размещения центров
распределения компании Electronica, формулировка самой модели и опти-
мальная стратегия.
Таблица 4.1 разделена на четыре секции. Восемь потенциальных мест
для складов третьих лиц и расстояние до этих 20 рынков внесены в спи-
сок в секции «Расстояния». В каждом местоположении компания
Electronica имеет выбор среди следующих опций: обойтись без центра
распределения, иметь распределительный центр малого или крупного
размера. Как показано в секции «Опции центра распределения», фик-
сированная стоимость (FC) и переменная стоимость (VC) для внешних
потоков связаны с каждым центром распределения. Эти потоки измеря-
ются объемом грузовых перевозок в течение года в соответствии с за-
явленной вместимостью центра распределения. Все затраты измере-
ны в тысячах долларов. Спрос на полные поставки груза в течение
следующего года наряду с товарными потоками от центров распреде-
ления, удовлетворяющими этот спрос, внесены в список в секции «По-
токи». Затраты центров распределения рассчитаны в секции «Мощ-
ность и затраты центра распределения».
Перед рассмотрением деталей табл. 4.1 кратко обсудим, как мы ис-
пользуем смешанное целочисленное программирование, чтобы мо-
делировать решения о размещении. Выбор каждого местоположения
Таблица 4.1
Модель размещения распределительного центра (РЦ) компании Electronica
А В С о Е G Н I J К L
1 РАССТОЯНИЯ
2 От РЦ к рынкам Чикаго Индиана- полис Льюис- вилль Мем- фис Сен- Луис Клив- ленд Нэш- вилль Де- Мойн Общие издерж- ки 2180,10
3 Детройт 277 292 368 726 530 101 546 643
4 Кливленд 365 334 381 753 589 25 553 733
5 Колумбу 315 203 221 595 462 139 390 665
6 Цинциннати 308 127 90 463 360 271 257 611
7 Луисвилль 320 129 28 344 266 385 154 554
8 Индианаполис 190 22 124 442 265 305 286 485
9 Эвансвилль 298 140 107 294 184 440 160 483
10 Чикаго 25 207 324 575 317 347 470 374
И Милуоки 98 292 410 646 375 391 553 357
12 Мадисон 146 336 449 769 352 476 573 274
13 Пеория 126 223 320 474 196 463 420 267
14 Спрингфилд 212 213 277 368 91 504 337 292
15 Дебюк 215 385 490 620 336 560 592 187
16 Де-Мойн 363 491 577 598 341 716 635 28
17 Сент-Луис 309 261 284 271 19 570 286 333
18 Канзас-Сити 500 530 566 414 278 824 542 244
19 Мемфис 544 419 361 23 269 716 219 561
20 Нашвилль 487 305 201 232 326 546 32 648
.2. Модели размещения центра распределения_____163
Продолжение табл. 4.1
А В С D Е F G И I J К L
21 Ноксвилль 540 344 291 398 464 482 186 775
22 Литтл-Рок 634 543 502 147 334 850 372 558
23
24 ОПЦИИ РАСПРЕДЕЛЕИТЕЛЬНОГО ЦЕНТРА
25 Чикаго Индиана- полис Льюис- вилль Мем- фис Сент- Луис Клив- ленд Нэш- вилль Де- Мойн
26 FC — малый РЦ 175 100 150 195 160 185 125 190
27 VC — малый РЦ 0,0103 0,011 0,010 1 0,0096 0,012 0,0108 0,0104 0,0105
28 Мощность — малый РЦ 2500 1750 2000 2000 2400 2000 1500 1200
29 Выбор — малый РЦ 0 1 1 1 1 1 1 0
30 FC — крупный РЦ 300 250 325 225 275 350 270 220
31 VC — крупный РЦ 0,0077 0,008 0,0086 0,0075 0,0091 0,0082 0,0078 0,0085
32 Мощность — крупный РЦ 7500 6000 6500 8000 6800 7200 5500 4500
33 Выбор — крупный РЦ 1 0 0 0 0 0 0 0
34 =<= =<= =<= -<= =<= =<= -<= <=
35 1 1 1 1 1 1 1 1
36
164 Глава 4. Основы оптимизационного моделирования: целочисленное..
Продолжение табл. 4.1
л В С D Е г ( Н J К L
37 потоки
38 Откуда/куда Чикаго Индиана- полис Лвюис- ВИЛЛЕ Мем- фис Сент- Луис Клив- ленд Нэш- вилле Де- Мойн Поток в Спрос
39 Детройт 0 0 0 0 0 894 0 0 894 =>= 894
40 Кливленд 0 0 0 0 0 773 0 0 773 =>= 773
41 Колумбу 0 265 0 0 0 333 0 0 598 =>= 598
42 Цинциннати 0 144 562 0 0 0 0 0 706 =>= 706
43 Льюисвилле 0 0 1334 0 0 0 0 0 1334 =>= 1334
44 Индианаполис 0 985 0 0 0 0 0 0 985 =>= 985
45 Эвансвилль 0 356 0 0 0 0 0 0 356 =>= 356
46 Чикаго 1670 0 0 0 0 0 0 0 1670 =>= 1670
47 Милуоки 490 0 0 0 0 0 0 0 490 =>= 490
48 Мадисон 641 0 0 0 0 0 0 0 641 . =>= 641
49 Пеория 378 0 0 0 0 0 0 0 378 =>= 378
50 Спрингфилд 0 0 0 0 334 0 0 0 334 =>= 334
51 Дебюк 408 0 0 0 0 0 0 0 408 =>= 408
52 Де-Мойн 381 0 0 0 91 0 0 0 472 =>= 472
53 Сент-Луис 0 0 0 0 1097 0 0 0 1097 =>= 1097
54 Канзас-Сити 0 0 0 0 878 0 0 0 878 =>- 878
55 Мемфис 0 0 0 1018 0 0 0 0 1018 =>= 1018
56 Нэшвилле 0 0 0 70 0 0 1292 0 1362 =>= 1362
57 Ноксвилле 0 0 104 0 0 0 208 0 312 =>= 312
.2. Модели размещения центра распределения_____165
Окончание табл. 4.1
А В С D Е F G н I J К L
58 Литтл-Рок 0 0 0 268 0 0 0 0 268 =>= 268
59 Поток из 3968 1750 2000 1356 2400 2000 1500 0 14974
60 Транспортные издержки 274,20 86,16 70,92 47,43 195,81 93,54 48,02 0,00
61
62 МОЩНОСТЬ И ЗАТРАТЫ РАСПРЕДЕЛИТЕЛЬНОГО ЦЕНТРА
63 Поток — малый РЦ 0 1750 2000 1356 2400 2000 1500 0
64 Затраты — малый РЦ 0 119,25 170,20 208,02 188,80 206,60 140,60 0
65 =<= =<= -<= =<- =<= =<= =<= =<=
66 0 1750 2000 2000 2400 2000 1500 0
67
68 Поток — крупный РЦ 3968 0 0 0 0 0 0 0
69 Затраты — крупный РЦ 330,55 0 0 0 0.00 0 0.00 0
70 <= =<= =<= =<= =<= =<= =<= =<=
71 7500 0 0 0 0 0 0 0
72
73 3968 1750 2000 1356 2400 2000 1500 0
74 = = = = = - = =
75 Баланс потока 3968 1750 2000 1356 2400 2000 1500 0
Глава 4. Основы оптимизационного моделирования: целочисленное...
4.2. Модели размещения центра распределения
167
смоделирован путем введения двух 0-1 переменных. Например, мы
определяем, что:
CHISM = 1, если центр распределения малого размера выбран в Чи-
каго;
CHISM = 0 в противном случае;
CHILG = 1, если крупный центр распределения выбран в Чикаго;
CHISM = 0 в противном случае,
и устанавливаем логическое ограничение CHISM + CHILG J 1, кото-
рое утверждает, что можно выбрать не более одного из двух вариантов
центров распределения в Чикаго. Если CHISM = 1, то мы видим по
данным раздела «Опции центра распределения», что модель откроет
в Чикаго центр распределения малого размера с фиксированной сто-
имостью в $175 000, переменной стоимостью в $103 для каждого гру-
зовика, отправленного от центра распределения, и мощностью в тече-
ние следующего года в 2500 грузовиков. Если CHILG = 1, модель
откроет крупный центр распределения в Чикаго с фиксированной сто-
имостью в $300 000, переменной стоимостью в $77 для каждого грузо-
вика, отправленного от центра распределения, и мощностью в течение
следующего года в 7500 грузовиков. Если и CHISM = 0 и CHILG = 0,
никакой центр распределения в Чикаго открыт не будет.
В секции «Опции центра распределения» вычисляемые ячейки 7329—
129 выдают значения переменных 0-1 для малого центра распределе-
ния, учитывая, что ячейки B33-I33 выдают значения переменных 0-1
для крупного центра распределения. Неравенства, данные в ячейках
7334-/34, принадлежат восьми логическим ограничениям, по одному
для каждого местоположения, подобного иллюстрированному выше
для Чикаго. Ячейки /365-/65 и 1370-770 ограничивают пропускную
способность каждого центра распределения, которая должна быть мень-
ше либо равна мощности, подразумеваемой выбором переменных 0-1
в секции «Опции центра распределения». Например, поскольку зна-
чение ячейки ВЗЗ = 1, или эквивалентно тому, что CHILG = 1, внешний
поток в Чикаго ограничен: 7370 х 7500 грузовиков. Поскольку поток из
Чикаго осуществляется от крупного центра распределения, его стои-
мость вычислена в ячейке 7369, с использованием фиксированных и пе-
ременных затрат для этого крупного центра распределения, данных
в секции «Опции центра распределения». Наконец, этот поток в Чи-
каго должен равняться потоку из Чикаго, данному в ячейке 7359 в сек-
ции «Потоков».
В программе «Поиск решения» мы указываем, что изменяемая ячей-
ка является бинарной переменной, ссылаясь на ячейку «При условии
168 Глава 4. Основы оптимизационного моделирования: целочисленное...
ограничений» в программе «Поиск решения», щелкая на «Добавить»
и затем указывая на выпадающем меню «Добавить ограничение», что
ячейка — бинарная. В программе What’s Best мы выдвигаем на пер-
вый план регулируемые ячейки, щелкаем на WB! меню и затем выби-
раем целое число. Появляется диалоговое окно «Integer», запрашива-
ющее у пользователя имя выделенной ячейки и ее тип, который в этом
случае является бинарным. Мы называем выделенные ячейки и щел-
каем на «Добавить». Впредь эти ячейки будут рассматриваться как 0-1
переменные.
Секция, названная «Потоки» в табл. 4.1, содержит регулируемые
ячейки, соответствующие потокам от центра распределения до рын-
ков. Эта подмодель — пример модели транспортирования, обсужден-
ной в разделе 3.1. Ячейки в этой секции рассмотрены как непрерыв-
ные переменные. В любой строке мы видим, как снабжен рынок в этой
строке. Например, строка 49 показывает, что на рынок Пеории осу-
ществляется 378 грузовых поставок от центра распределения в Чика-
го. В любой колонке мы видим распределение грузовых поставок от
центра распределения до рынков. Например, колонка G соответствует
Кливленду, который осуществляет 894 поставок в Детройт, 773 —
в Кливленд (на местный рынок), и 333 — в Колумбу.
В конце секции «Потоки» мы вычисляем затраты транспортирова-
ния для поставок из каждого центра распределения. Для каждого место-
положения центра распределения мы вычисляем сумму произведения
товарных потоков в секции «Потоки» и расстояния в секции «Рассто-
яния». Эта сумма дает нам проектируемый общий объем транспортных
работ для отгрузок из каждого центра распределения в следующем году,
который мы затем умножаем на затраты за милю, пройденную загру-
женным грузовиком компании Electronica, равную $0,60. Таким обра-
зом, проектируемая стоимость транспортирования из центра распре-
деления в Индианаполисе в течение следующего года = 0,0006 х (265 х
х 203 + 144 х 127 + 985 х 22 + 356 х 140) = $86,16 тыс.
В секции «Мощность и затраты центра распределения» мы прово-
дим сравнение соответствия 0-1 переменных для каждого местополо-
жения из «Опций центра распределения» с затратами, возникающими
в данных центрах распределения. В этих вычислениях, если есть по-
ложительный поток из центра распределения в секции «Потоки», мы
делаем его равным 1, оценивая его функцией стоимости, выбранной в
секции «Опции центра распределения» с помощью 0-1 переменных.
Например, уравнение в ячейке В74 показывает, что для Чикаго В63
(поток через малый центр распределения) + В68 (поток через круп-
4.2. Модели размещения центра распределения 169
ный центр распределения) = В59 (поток из секции «Потоки») = 3968.
Кроме того, ограничение в ячейке 1365 определяет что 1363 < = В28 х
х В29 = 0, потому что 0-1 переменная в ячейке В29 = 0. Таким образом,
1363 = 0. Однако ограничение в В70 определяет, что В68 < = В32 х ВЗЗ =
= 7500, и поэтому В68 может быть положителен и должен равняться
3968. Тогда стоимость в крупном центре распределения дается в ячей-
ке В69 формулой (1369) = 1330 х ВЗЗ + 1331 х 1368, которая добавляет
фиксированную стоимость крупного центра’распределения в Чикаго
к переменной стоимости, связанной с 3968 отгрузками.
Минимизируемая целевая функция — это сумма затрат транспор-
тирования в ячейках 2360—160, затрат малых центров распределения в
ячейках 1364-/64 и затрат крупных центров распределения в ячейках
1369-/69. Мы применяем оптимизатор крупноформатных таблиц и
находим, что решение минимальной стоимости вовлекает открытие
крупного центра распределения в Чикаго и шести малых центров рас-
пределения, по одному в каждом пункте, кроме Чикаго и Де-Мойна.
Стоимость оптимального решения составляет $2 180 100, из которых
$816 080 являются стоимостью транспортирования и $1 364 020 — за-
тратами центра распределения.
Как только модель размещения центра распределения будет постро-
ена и оптимизирована, менеджер по логистике и другие менеджеры
высшего звена, несомненно, захотят сделать множество других прого-
нов, чтобы оценить сценарии «что, если». Например, они могли бы воз-
ражать против оптимального решения в табл. 4.1 (потому что это тре-
бует открытия семи центров распределения) и предложить, чтобы
четыре центра распределения были максимальным количеством, по их
мнению, необходимым, чтобы эффективно управлять цепью распре-
деления поставок. Мы можем проверить воздействие такого ограни-
чения, добавляя ограничение к модели, заявляя, что сумма из 16 пере-
менных 0-1 в строках 29 и 33 не может превышать 4.
Оптимальное решение при этом ограничении состоит в том, чтобы
открыть крупные центры распределения в Чикаго и Нашвилле и ма-
лые центры распределения в Сен-Луисе и Кливленде. Минимальная
общая стоимость становится равной $2 293 260, что более чем на 5%
выше, чем стоимость предыдущего оптимального решения. Если выс-
шее управление верит в скрытые затраты, связанные с каждым дополни-
тельно открытым центром распределения, оно, возможно, осуществило
бы выбор решения о четырех центрах распределения. Конечно, можно
было бы изложить и оценить множество других сценариев «что,
если». Но мы ограничены в объемах, поэтому не будем этого делать.
12 -21S6
170 Глава 4. Основы оптимизационного моделирования: целочисленное...
Обобщения
Модель размещения центра распределения, оптимизированная в табл. 4.1,
была проста, хотя и нетривиальна. Ее можно было обобщить множе-
ством способов для создания точных и всесторонних моделей для опре-
деленных задач цепи распределения поставок. Такие модели, очевидно,
вовлекли бы множество товарных потоков от центров распределения
до рынков и различные классы потребителей на этих рынках. Некото-
рые модели также вовлекли бы больше, чем один уровень центров рас-
пределения; например, цепь распределения поставок с крупным регио-
нальным центром распределения, который обслуживает меньшие по
размеру склады, находящиеся ближе к рынкам. Такие модели обсуж-
даются в гл. 7.
Менеджеры-логисты часто желают наложить ограничения един-
ственного источника, подобные тем, что обсуждались в разделе 4.1.
Эти ограничения требуют, чтобы все поставки шли на каждый рынок
от единственного центра распределения. Это делается с целью улуч-
шения обслуживания клиентов. Посмотрев в секцию «Потоки» табл. 4.1,
мы видим, что 5 из 20 рынков обслуживаются не единственным источ-
ником. Это намного более высокий процент, чем в реалистической мо-
дели размещения распределительного центра, которая могла бы иметь
20 пунктов размещения центров распределения и 300 рынков и где тем
не менее, не больше чем 5 или 10 рынков обслуживаются не единст-
венным источником. Чтобы явно смоделировать требование, мы опре-
делили бы и использовали 0-1 переменные и ограничения, которые
прикрепляют каждый рынок к единственному центру распределения.
Другая простая конструкция в модели табл. 4.1 — это обработка за-
трат транспортирования. Вспомним, что на всех маршрутах, соединя-
ющих центры распределения с рынками, использовалась одинаковая
стоимость за пройденную милю. Если бы эти отгрузки осуществля-
лись транспортом третьего лица, мы должны были бы использовать
различную стоимость за пройденную милю. Ставка была бы выше сред-
ней на часто посещаемых маршрутах и ниже средней на маршрутах
с частым порожним обратным пробегом (частично пустые грузовики,
возвращающиеся к складам).
Затраты цепи поставки, не рассмотренные моделью табл. 4.1, — за-
траты содержания запасов. Тот факт, что они не учитываются этой мо-
делью, является серьезным упущением только в том случае, если за-
траты содержания запасов занимают существенный процент (5%
и более) в общих затратах цепи поставок. Затраты содержания запа-
сов возможно моделировать (хотя это и представляет определеннную
4.3. Модели оптимизации сети логистических цепей
171
трудность) с помощью модели одного периода, подобно представлен-
ной в табл. 4.1. В разделе 11.2 мы обсудим эмпирические результаты
для аппроксимизации затрат содержания запасов, которые позволяют
быть включенными в модель размещения центра распределения, с ис-
пользованиехМ смешанного целочисленного программирования.
4.3. Модели оптимизации сети логистических цепей
В предыдущем разделе мы исследовали класс задач оптимизации сети
логистических цепей и моделей, занятых только распределением. Мно-
го важных моделей, подобно той, которую мы рассматриваем в этом
разделе, наряду с решениями о распределении вовлекают производ-
ственные решения. Наша модель также иллюстрирует то, как разно-
образные, но связанные решения приобретения ресурсов могут быть
оценены вместе.
Стратегическое планирование в компании Ajax
Построим и оптимизируем модель смешанного целочисленного про-
граммирования, чтобы оценить варианты стратегического планирова-
ния, с которыми столкнулась компьютерная компания Ajax в следую-
щие 3 года. В частности, высшее управление компании сталкивается
с необходимостью решения следующих четырех взаимосвязанных на-
боров проблем:
• Следует ли компании осуществлять инвестиции в новый сбороч-
ный завод в г. Саннивейл, штат Калифорния, и если да, то в какой
год?
• Следует ли компании осуществлять инвестиции в расширение
уже существующего сборочного завода в Чикаго и если да, то в ка-
кой год?
• Следует ли компании осуществлять инвестиции в разработку
нового продукта А и если да, где должна осуществляться сборка?
• Какое количество каждого изделия должно быть собрано на каж-
дом заводе в каждом периоде? Какой завод должен обслуживать
каждый рынок для каждого изделия в каждом периоде?
Стратегическое планирование в компании Ajax начинается с прогно-
за потенциальных продаж для изделий компании за следующие 3 года.
Предположим, что стратегический анализ выполняется за 9 месяцев пе-
ред следующим годом и что это время является достаточным для внед-
рения нового изделия или строительства нового завода на следующий
год. Прогнозы, данные в табл. 4.2, представлены для существующего
12*
Таблица 4.2
Стратегический анализ логистической сети компании Ajax
Л в 1 с |d|e|f|g|//|/| j | к | l | м | л | о | р | q r
1 2 3 4 Базовый вариант Общая цель Max Disc Net Rev 13094212 год 1 Производство иа Потреб- Инвестиции в суще- существующем заводе ляемая Мощность Мощность ствующий завод Изделия а р у А мош- без рас- при рас- Рас- Рас- Рас- Разра- ность ширения ширенин ши- ши- ши- ботать рить рить рить
5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 Год 1 Чистый доход 4337656 1 1 5000 <= 6000 8000 Тест, па Суш. Суш. Сущ. Нов. линии А зав. зав. зав. прод. 1 1 1711 <= 2400 3200 Тест, на Год 1 Год 2 Год 3 Сущ. линии С зав. 10 15 20 22 94222 <= 100000 133000 Труд Инвест. 834000 834000 834000775000 затраты Ст. ед. 1000 1175 2250 2100 Да—Нет 0 10 0 прод. Произве- 3000 2000 1711 0 =<— 0 Ограничение фиксированных Ивести- 1 =<= 1 дено, шт. затрат для изделия А ции Нов. 0 <= 1 прод. Поставки с существующего завода Транспортные затраты с сущ. завода к рынкам Куда а р у А Куда а р у А Чикаго 3000 2000 1711 0 Чикаго 22 19 27 27 Сев. Кали- 0 0 0 0 Сев. Кали- 52 48 58 58 форния форния Сиэтл 0 0 0 0 Сиэтл 50 46 56 56 Всего 3000 2000 1711 0 =<= =<= =<= =<= 3000 2000 1711 0 Производство на новом заводе Потреб- Инвестиции в новый ляемая завод
Глава 4. Основы оптимизационного моделирования: целочисленное..
4.3. Модели оптимизации сети логистических цепей________________173
Продолжение табл. 4.2
174 Глава 4. Основы оптимизационного моделирования.- целочисленное..
А |в | С |р|£|/;’|б;|//|/|7|л|л|л/|л|о|/’|(>|л
67 i I 2000 <= 2000 Тест, на линии С 9 I4 18 20 80000 <= 80000 Труд Ст. ед. прод. 925 Н00 2125 1850 Произве- 3800 700 2000 0 =<= 0 Ограничение фикс, затрат дено, шт. для изделия Д Поставки с нового завода Транспортные затраты с нового завода па рынки Куда а р у Д Куда а р у Д Чикаго 0 0 0 0 Чикаго 72 48 58 58 Сев. Кали- 2000 500 1000 0 Сев. Ка- 20 17 25 25 форния лифорния Сиэтл 1800 200 1000 0 Сиэтл 30 26 35 35 Всего 3800 700 2000 0 3800 700 2000 0 Продажи Прогнозы максимальных продаж Ограничения по продажам а р у & а р у Л Чикаго 6000 1000 2000 0 6000 1000 2000 • 1000 =<= =<= =<= <= Сев. Калп- 2000 500 1000 0 2000 500 1000 600 =<= =<= =<= <= форния Сиэтл 1800 500 1500 0 1800 500 1500 600 =<= =<= =<= <= Всего 9800 2000 4500 0 Доход 1350 1650 3000 2500 с ед. пр. год 3 Производство на существующем Потреб- заводе ляемая Мощность Мощность Изделия а р у Д мот- без рас- при рас- ность ширения ширении 1 1 6343 <= 6000 8000 Тест, на линии А
68
69
70
7I
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
9I
92
4.3. Модели оптимизации сети логистических цепей________________175
о
Окончание табл. 4.2
Глава 4. Основы оптимизационного моделирования: целочисленное..
4.3. Модели оптимизации сети логистических цепей
Max Disc Net Rev — максимальный дисконтированный чистый доход. — Прим. пер.
178 Глава 4. Основы оптимизационного моделирования: целочисленное...
рынка компании в Чикаго и для новых рынков, открывающихся в Се-
верной Калифорнии и Сиэтле. Каждый год изображен в отдельной
секции крупноформатной таблицы. Числа, показанные в секциях под
названием «Прогнозы максимальных продаж», отражают максималь-
ное количество каждого изделия, которое компания может продавать
на каждом рынке в каждый год. Компания может продавать меньше,
чем это количество, чтобы максимизировать дисконтированный чи-
стый доход в течение трехлетнего горизонта планирования.
Прогноз на персональный компьютер «отражает принцип, основан-
ный на представлении новой версии во второй год. Прогноз на ноут-
бук Д отражает принцип, основанный при постепенном сокращении
текущей версии и представлении новой на третий год. Прогноз на ра-
бочую станцию уговорит о постоянных продажах текущей версии в те-
чение трех лет с более высокими продажами на новых рынках второй
и третий годы. Прогноз на серверную рабочую станцию Д, новое изде-
лие, основан на предположении, что изделие будет внедрено в следу-
ющем году с последующим увеличением продаж. Компания тем не
менее может отказаться от разработки нового изделия.
Построение интегрированной модели цепи поставки. На рис. 4.3
изображена сеть логистических цепей компании Ajax, которую мы рас-
ширяем во всестороннюю модель выбора решений, ограничений и це-
лей компании. Поскольку этот процесс затрагивает много компонен-
тов цепи поставок компании, результирующая стратегическая модель
будет сложна. Она создается путем построения множества подмоде-
лей в следующем порядке:
• модель производства для каждого года, описывающая мощность
существующего сборочного завода в Чикаго и альтернативы его
расширения и производства нового изделия Д;
• модель производства для каждого года, описывающая мощность
нового альтернативного завода в г. Саннивейл с дополнительным
вариантом производства там нового изделия Д;
• модель транспортирования для каждого года и каждого изделия,
описывающая товарные потоки от заводов к рынкам;
• модель продаж для каждого года и для каждого продукта, огра-
ничивающая продажи на каждом рынке, чтобы они были в рам-
ках или ниже максимального предела;
• многоальтернативные ограничения на осуществление инвести-
ций, определяющие, что они могут быть осуществлены в самый
первый год горизонта планирования;
4.3. Модели оптимизации сети логистических цепей
179
Рис. 4.3. Сеть стратегической цепи поставок компании Ajax
• функции чистого дохода для каждого года и функция дисконти-
рованного чистого дохода, суммированные по всему горизонту
планирования.
Интеграция этих подмоделей изображена на рис. 4.4. Мы используем
крупноформатную электронную табл. 4.2 и крупноформатный опти-
мизатор, чтобы организовать данные для подмоделей, идентифициро-
вать переменные и ограничения подмоделей, связи между подмоделями,
рассчитать ежегодный и дисконтированный чистый доход и провести
стратегический анализ.
Мы просматриваем данные и моделирующие разделы табл. 4.2 на-
чиная с первого года. Раздел «Производство на существующем заво-
де» содержит данные, схожие с данными модели сборки компании Ajax
3.1. Здесь данные о мощности намного выше, потому что они относят-
ся скорее к ежегодной, чем к еженедельной сборочной деятельности.
Поскольку мы отделили сборку продукта от транспортировки и про-
даж, заменим себестоимость единицы продукции в разделе производ-
ства на данные дохода.
Кроме того, мы включили опции для расширения мощностей и со-
здания нового продукта. Для описания анализа этих опций определим
следующие переменные решения, применяемые в разделах «Произ-
водство на существующем заводе» и «Инвестиции в существующий
завод»:
MAXPLt — количество компьютеров а, собранных на существующем
заводе за год t; (t = 1,2, 3).
180 Глава 4. Основы оптимизационного моделирования: целочисленное...
MBXPLt — количество компьютеров Д собранных на существующем
заводе за год t; (t = 1,2, 3).
MCXPLt — количество компьютеров у, собранных на существующем
заводе за год t; (t = 1,2, 3).
MDXPLt — количество компьютеров Д, собранных на существую-
щем заводе за год t; (t = 1,2, 3).
Ограничения, необходимые для описания инвестиционных опций,
воздействующие на существующий завод, следующие:
XPL1 + XPL2 + XPL3 < 1;
XPLt = Т 1’ еСЛИ сУЩествУюЩий завод расширен за 1 год (Г = 1, 2, 3);
L0 в противном случае;
" 1, если новый продукт готов для сборки на существу-
DELTAX= 5 ющем заводе;
0 в противном случае;
1, если новый продукт готов для сборки на существу-
DEL TAN = 5 ющем заводе;
,0b противном случае.
DELTAX + DELTAN < 1.
Первое ограничение (указанное в ячейке Р9) указывает, что компа-
ния Ajax может выбирать период для расширения существующего заво-
да с первого по третий год горизонта планирования. Второе ограниче-
ние (указанное в ячейке РЮ) показывает, что новый продукт может быть
подготовлен для сборки на существующем заводе, новом заводе или
нигде.
Инвестиционные переменные 0-1 также используются для управ-
ления ограничениями производства на существующем заводе, кото-
рые перечислены в разделе «Производство на существующем заводе».
Например, ограничение рабочей силы, занятой сборкой в модели 3.1,
расширено (ячейка 17) до:
\QMAXPL 1 + 15MBXPL1 + 20MCXPLtl + 22MDXPL1 - 33000XPZ1 <
< 100000.
Согласно этому ограничению, если XPL1 = 1, то 133 000 рабочих
часов будут доступны в первый год для сборки на существующем за-
воде. Наоборот, если ХР1Л = 0, то будут доступны 100 000 рабочих часов.
Подобные ограничения применяются также к имеющимся в наличии
часам для тестирования на линии А и линии С. Наконец, производ-
ство нового продукта Д контролируется постоянным ограничением
стоимости (ячейка 7/9):
MDXPLi - U00DELTAX< 0.
4.3. Модели оптимизации сети логистических цепей
181
Рис. 4.4. Моделирование объектов для стратегической модели
компании Ajax
Согласно этому ограничению, положительное производство продук-
та Д (свыше 1100 ед.) на существующем заводе возможно, только если
DELTAX = 1. Предел в 1100 ед. определен максимальным числом про-
даж продукта Д на всех рынках в первый год, как указано в разделе
«Прогнозы максимальных продаж».
Ограничения, перечисленные в ячейках £)18-С18 из раздела «От-
грузки с существующего завода», показывают, что отправленное ко-
182
Глава 4. Основы оптимизационного моделирования: целочисленное...
NPLt =
личество каждого изделия не может превышать количества собранных
изделий, которое вычисляется в разделе «Производство на существу-
ющем заводе». Поскольку компания Ajax содержит очень низкие ма-
териальные запасы, мы не включаем их в модель. Таким образом, от-
правленное количество всегда будет равняться собранному количеству.
Раздел, называемый «Производство на новом заводе», охватывает
детали, подобные деталям раздела «Производство на существующем
заводе». Пусть
1, если новый завод открылся в год t (t = 1,2, 3);
О в противном случае.
Запишем логическое ограничение (указанное в ячейке Р27)
NPIA + NPL2 + NPL3 < 1,
в котором определяется, что новый завод может быть открыт не более
одного раза в течение трехлетнего горизонта планирования.
Эти переменные используются, чтобы включить производство на
новом заводе. Например:
MANPLt — количество изделий а, собранных на новом заводе в год t;
MBNPLt — количество изделий /?, собранных на новом заводе в год Г;
MCNPLt — количество изделий у, собранных на новом заводе в год t;
MDNPLt — количество изделий А, собранных на новом заводе в год t.
Ограничение рабочей силы, занятой сборкой (ячейка /25), выгля-
дит как
OMANPIA + 14MBNPIA + 18MCNPIA+2QMDNPIA - 80000NPIA <0.
Как и прежде, если NPIA = 1, ограничение включается, и новый за-
вод имеет 80 000 часов в год 1 для сборки компьютеров компании Ajax.
Наоборот, если NPIA = 0, завод не построен и местоположение нового
завода не может обеспечивать поставки. Обратите внимание, что как
только новый завод запускается, его производство становится более
эффективным, чем существующего завода. Наконец, постоянное стои-
мостное ограничение (ячейка Н27) на новом заводе такое же, как и на
уже существующем заводе, а именно
MDNPIA - \\00DELTAX<0.
В разделе «Продажи» накапливаются поступления с двух заводов
каждого продукта на каждый рынок. Это количество ограничено верх-
ними границами раздела «Прогнозы максимальных продаж» и огра-
ничениями, перечисленными в разделе «Ограничения продаж». В по-
следующем разделе значок =<= указывает на то, что максимальные
продажи продукта на рынке достигаются в соответствии с оптималь-
4.3. Модели оптимизации сети логистических цепей
183
ным решением, в то время как значок <= указывает на то, что еще не
было достигнуто.
Завершает наше обсуждение переменных и ограничений для года 1
стратегический анализ логистической сети компании Ajax. Нам оста-
лось обсудить целевую функцию, которая должна максимизироваться.
Сумма дисконтированного чистого дохода = Zl + 0.9Z2 + 0,81Z3,
где Zt — чистый доход за год t, причем:
Zt = валовой доход с продаж - издержки производства двух
заводов - стоимость транспортировки с двух заводов на рынки -
- инвестиционные затраты на расширение существующего
завода, строительство нового завода и создание нового изделия -
- издержки производства двух заводов.
Эти условия вычисляются путем выбора соответствующих и совокуп-
ных изделий, содержащихся в крупноформатной электронной табли-
це. Обратите внимание, что затраты в разделах «Инвестиции для рас-
ширения существующего завода» и «Инвестиции в построение нового
завода» представлены в годовом исчислении и будут взиматься с момен-
та активизации инвестиций и каждый последующий год. Обратите вни-
мание, что компания Ajax снижает потоки наличных на 10% в год.
Крупноформатные электронные таблицы для годов 2 и 3 являются
виртуально идентичными таблице первого года. Единственное разли-
чие — расширение доступных мощностей на существующих и новых
заводах. В частности, расширение мощностей на существующем заводе
и доступных мощностей на новом заводе в год t зависит от того, дей-
ствительно ли инвестиция была сделана в году t или в любой более
ранний год. Мы опускаем дальнейшие детали относительно составле-
ния табл. 4.2.
Базовый вариант и анализ сценариев. Таблица 4.3 суммирует опти-
мальные решения об инвестициях, представленные в табл. 4.2 и опреде-
Таблица 4.3
Решение модели цепи поставок компании Ajax об инвестициях
(базовый вариант)
Опции Решения
Построить новый сборочный завод в Саннивейл Построить немедленно для использова- ния в году 1
Расширить существующий сборочный завод в Чикаго Расширить для использования в году 2
Создать новый продукт Отклонить
184 Глава 4. Основы оптимизационного моделирования: целочисленное...
ленные крупноформатным табличным оптимизатором. Синхронизация
и установление размеров инвестиций позволяют получать максималь-
ные продажи для существующих изделий компании Ajax в течение всех
лет и на всех рынках. Мы называем эту стратегию базовым вариантом
(base case). Это первоначальная модель, посвященная проблемам выс-
шего управления компании Ajax.
Не стоит ожидать, что высшее управление компании Ajax примет
стратегию базового варианта без дальнейшего анализа. Вместо этого
они будут стремиться улучшать свою интуицию относительно страте-
гических планов компании путем осуществления ряда дополнитель-
ных прогонов модели. Дополнительные прогоны будут основаны на
анализе сценариев (scenario analysis) или вопросах «что, если» (what-if)
относительно стратегических опций компании Ajax, а также на анализе
внутреннего и внешнего делового окружения, в котором компания рабо-
тает. Мы изложим несколько сценариев в следующих разделах и рас-
смотрим различные оптимальные стратегии, связанные с ними, в табл. 4.4.
Некоторые вопросы будут требовать лишь незначительных моди-
фикаций моделей.
Например:
Сценарий 1. Что если мы задержим строительство нового завода
в г. Саннивейл до года 2 или 3?
Этот сценарий оценивается с помощью модели в табл. 4.2 путем уста-
новления 0-1 переменных в ячейку 026 = 0 и повторно оптимизиру-
ется.
Другие вопросы требуют более обширных модификаций данных.
Например:
Сценарии 2 и 3. Каково влияние оптимальной инвестиционной стра-
тегии, если максимальные потенциальные продажи в годах 2 и 3 на
20% выше прогноза? Что если они на 20% ниже?
Эти сценарии оцениваются соответствующими изменениями в раз-
деле «Прогноз максимальных продаж» в течение этих 3 лет.
Другие вопросы «что, если» мотивируются деталями оптимально-
го решения базового варианта. Например, тщательное исследование
базового решения указывает, что наиболее важное экономическое по-
буждение для вложения капитала в расширение существующего заво-
да в год 2 должно увеличить скорее трудовую мощность, чем испыта-
тельное оборудование.
Это наблюдение подсказывает главному управляющему компании
Ajax, что менее дорогостоящей опцией для повышения продаж и при-
были могло бы быть использование сверхурочной трудовой мощности
Таблица 4.4
Результаты сценариев стратегической модели цепи поставок
компании Ajax
Описание Базовый вариант Сценарий 1. Задержка строитель- ства нового завода до годов 2-3 Сценарий 2. Прогнозы максималь- ных продаж в год 2-3 увеличены на 20% Сценарий 3. Прогнозы максималь- ных продаж в год 2-3 уменьшены на 20% Сценарий 4. Сверхуроч- ные трудо- вые опции на сущест- вующем заводе Сценарий 5. Принуди- тельное введение нового изделия Сценарий 6. Проект нового продукта
Расширение существующего завода Год 2 Год 1 Год 2 Отклонить Год 2 Год 2 Год 2
Строительство нового завода Год 1 Год 2 Год 1 Год 1 Год 1 Год 1 Год 1
Создание нового продукта Отклонить Отклонить Отклонить Отклонить Отклонить Принимает- ся на новом заводе Принимает- ся на новом заводе
Другие опции Отклонить •
Чистый доход — год 1 4337656 3609900 4337656 4337656 4337656 385000 3959257
Чистый доход — год 2 5078500 5078500 5078500 4370874 5078500 5159790 5514414
Чистый доход — год 3 5167786 5167786 5167786 4453571 5167786 5234145 5588400
Максимальный дисконтированный чистый доход 13094212 12366456 13094212 11878835 13094212 12568469 13448834
.3. Модели оптимизации сети логистических цепей__________________185
186 Глава 4. Основы оптимизационного моделирования: целочисленное. .
для сборки изделия на существующем заводе. Управляющий произ-
водством изучает данную опцию и заключает, что Ajax может в целом
добавить 25 000 часов в год сверхурочного времени к своей трудовой
мощности при увеличивающейся стоимости на $25/час. Данная оп-
ция также предполагает, что фиксированные затраты на управленче-
ский персонал составляют $100 000 в год, увеличиваются затраты на
страховку и т. д. Представим это в следующем виде.
Сценарий 4. Каково будет влияние на оптимальную стратегию, если
ежегодно добавлять опцию сверхурочного труда на существующем
заводе?
Эта опция требует добавления трех 0-1 переменных, по одной для
постоянных издержек ежегодно в течение трех лет. Также требуется
три непрерывные переменные, по одной для имеющегося сверхуроч-
ного времени ежегодно в течение трех лет до максимально допустимо-
го количества сверхурочных часов. Постоянные издержки и непрерыв-
ные переменные в каждом году связаны с ограничением постоянных
издержек. Постоянные и переменные издержки вычитаются из функ-
ции чистого дохода для каждого года.
В конце концов менеджер по маркетингу и главный инженер проек-
та компании Ajax разочарованы тем, что их новый продукт, сервисная
рабочая станция компьютеров Д, отвергается оптимизацией базового
варианта. Они просят, чтобы мы оценили следующее.
Сценарий 5. Каково будет влияние на максимальный чистый дис-
контированный доход в течение трехлетнего горизонта планирования,
если мы настоим на принятии компьютеров Д?
Этот сценарий легко проверить. Мы просто модифицируем ограни-
чение <= в ячейке РЮ в ограничение =, посредством чего в соответ-
ствии с полученной моделью развивается и производится новый про-
дукт на уже существующем или на новом заводе. Даже невооруженным
глазом видно, что оптимальная стратегия этого сценария гораздо ме-
нее прибыльная, чем оптимальная стратегия базового варианта.
Получив такие неприятные новости, ведущий инженер проекта и ме-
неджер по маркетингу решают тщательно рассмотреть новый дизайн
продукта. По истечении нескольких недель они предлагают добавить
некоторые характеристики сервисным станциям Д, которые повысят
их стоимость и позволят компании Ajax продать их за $3200, а не за
$2500 за единицу. Однако по новой версии производство каждой еди-
ницы будет стоить на $200 дороже, а сборка будет занимать два допол-
нительных часа. Они просят проанализировать следующее.
4.3. Модели оптимизации сети логистических цепей
187
Сценарий 6. Как изменится стратегия базового варианта, если но-
вый дизайн Д заменить на старый?
В табл. 4.4 суммируются результаты базового варианта из табл. 4.2
и оптимизируется модель под 6 сценариев. Сценарии не являются со-
вокупными; например, ограничение сценария 1 не распространяется
на последующие сценарии. Специфика каждого из 5 сценариев осно-
вывается только на изменениях базового варианта.
Анализ нашего сценария показывает, что стратегия базового вари-
анта является достаточно надежной. Из сценария 1 следует, что замед-
ление строительства нового завода ведет к дополнительным затратам.
В сценарии 2 отражено, что цепь поставок компании Ajax ограничива-
ется по мощностям в течение трех лет. Сценарий 3 показывает, что
более низкий спрос ведет соответственно к ограничениям мощностей,
так как расширение существующего предпрг|ятия становится нерацио-
нальным. Сценарий 4 демонстрирует, что расширение мощностей на-
половину не желательно при условии, что прогнозируемые продажи
базового варианта реальны. Сценарии 5 и 6 показывают, что для ком-
пании Ajax будет целесообразно перепроектировать сервисную стан-
цию Д до того, как она будет внедрена на рынок.
Управление компанией, возможно, захочет рассмотреть дополни-
тельные сценарии по дальнейшему анализу их стратегических планов.
Однако результаты базового варианта и шести сценариев показали
следующие краеугольные камни стратегических планов, которые бу-
дут возникать на протяжении трех лет:
• строительство нового завода в г. Саннивейл следует начать не-
медленно, чтобы он был готов к эксплуатации в первый год;
• новый продукт Д следует перепроектировать, чтобы сделать его
более конкурентоспособным;
• расширение существующего завода следует отложить до второго
года при окончательном положительном решении, зависящем от
прогнозирования продаж;
• управлению компанией Ajax следует подготовить дополнитель-
ные предложения по расширению, чтобы разрешить проблемы
возможной нехватки мощностей для обеспечения роста продаж.
Обобщения
По меньшей мере две области решений о цепи поставок, принятых
в компании Ajax, могли бы быть более полно представлены в модели
табл. 4.2. Во-первых, мы могли добавить издержки и мощности, опи-
188
Глава 4. Основы оптимизационного моделирования: целочисленное..,
сывающие приобретение запчастей и компонентов от поставщиков
компании Ajax.1 Во-вторых, как было рассмотрено в разделе 3.2, отдел
маркетинга компании Ajax мог оценить ценовую эластичность для про-
дукции компании и использовать эту оценку в построении нелиней-
ной кривой дохода по каждому продукту на каждом рынке в каждый
конкретный год.2 Разумеется, более мощные модели для анализа стра-
тегических планов в области производства и распределения в дей-
ствующих компаниях могла бы удачно применяться при рассмотре-
нии значительно большего количества деталей, относящихся к заводам
и распределительным центрам. Примеры применения будут рассмот-
рены в следующих главах.
4.4. Проектирование и применение оптимизационных
моделирующих систем для стратегического
и тактического планирования
Наше исследование в области линейного программирования и цело-
численного программирования, проводимое в первой части этой гла-
вы и в предыдущей главе, отражает проблемы планирования цепей
поставок. В этом разделе мы обсуждаем принципы создания системы
управления данными для поддержки управленческих решений, осно-
ванные на этих моделях. В следующем разделе мы обсудим стандарт-
ные шаблоны для создания и оптимизации моделей.
Задачи стратегического и тактического планирования цепей поста-
вок для многих компаний и отраслей промышленности имеют общие
черты, позволяющие специалистам проектировать и использовать об-
щецелевые моделирующие системы оптимизации для их анализа. Та-
ким образом, правильное функционирование модели может быть быст-
ро достигнуто с помощью использования стандартных систем. Этот
1 См. Bender Р. S. etal. [1985], где более подробно рассматриваются закупки
у поставщиков с использованием моделей смешанного целочисленного про-
граммирования.
2 При рассмотрении продуктовой линии компании Ajax не уделяется внима-
ние тому, какое влияние на другие продукты оказывает изменение цены на дан-
ный продукт. Если ценовая эластичность может быть измерена, ее можно вклю-
чить в модель квадратичного программирования. См. Schrage L. [1997,285-286].
Получающееся векторное произведение в качестве целевой функции модели
квадратичного программирования может быть аппроксимировано с помощью
методов смешанного целочисленного программирования. См. Schrage L. [1997,
309].
4.4. Проектирование и применение оптимизационных моделирующих... 189
раздел как раз и посвящен принципам проектирования и использова-
ния таких систем.
Операционные проблемы, возникающие в производстве, транспор-
тировке и других областях управления цепями поставок, значительно
варьируются от одной отрасли к другой и даже внутри отрасли: от од-
ной компании к другой. В итоге система планирования часто требует
значительных изменений. Кроме того, форма и содержание решения
внедрения баз данных в системы моделирования специфичны для каж-
дой отрасли компании. Эти базы данных могут быть плотно соедине-
ны с транзакционными базами данных компаний для обеспечения точ-
ного и своевременного анализа операционных проблем.
Наше описание в этом разделе основано на собственном опыте про-
ектирования и использования SLIM — общецелевой системы модели-
рования цепей поставок.1 Эта система успешно применяется в реше-
нии стратегических и тактических проблем цепей поставок более чем
в двадцати четырех компаниях, что подтверждает наше заявление от-
носительно реальности применения общецелевых инструментов.
Проектирование системы
Как и в других креативных разработках, проектирование моделирую-
щей системы цепей поставок начинается с умозрительных процессов
анализа и создания некой абстракции. На рис. 4.5 мы изобразили на-
чальные шаги специалиста в области приведения его моделирующей
структуры (gestalt) в соответствии с рядом реальных проблем цепей
поставок, которые должны быть оптимизированы. Эта система явля-
ется интегрированной коллекцией интеллектуальных инструментов,
чья функциональная целостность более понятна, чем краткое изложе-
ние интуитивных ощущений, обеспеченных индивидуальными каче-
ствами. Это установлено в результате академических тренингов и прак-
тического опыта применения оптимизационных моделей к проблеме
цепей поставок.
После обсуждения и исследования логистических задач с лицами,
принимающими решения, для анализа этих задач специалисты выбира-
ют специфические оптимизационные модели. Хотелось бы подчеркнуть,
что наука и искусство оптимизационного моделирования продвину-
лись намного дальше той стадии, когда специалисты разрабатывали
средства для поиска проблемы. Для каждого класса задач может и долж-
на быть выбрана четкая и ясная модель.
1 См. SLIM Technologies, LLC [2000].
Моделирующая
структура
Проблемы цепей
поставок
Файлы исходных данных модели
Файлы выходных данных модели
Рис. 4.5. Проектирование стратегической и тактической системы
моделирования цепи поставок
Глава 4. Основы оптимизационного моделирования: целочисленное..
4.4. Проектирование и применение оптимизационных моделирующих... 191
Как только продукт аналитического труда специалиста оформляет-
ся во что-то конкретное, следующие его шаги — это проектирование
алгоритма модели, который принимает данные от базы данных цепи
поставок и правильно располагает их в модели в матричном виде.
Цель следующего процесса заключается в переходе от исследова-
ния проблемы цепи поставок к выполнению плана по созданию общей
модели, зависящей от стиля специалиста. Некоторые из них могут на-
писать математические постулаты модели раньше, чем начнут кодиро-
вание. Другие сразу переключаются прямо на кодирование с использо-
ванием предыдущих шаблонов, разработанных для простых образцов.
В любом случае важнейший шаг в конструировании общей моде-
ли — это подробный анализ данных, которые впоследствии будут со-
ставлять базу данных цепи поставок (supply chain decision database)
(ее мы более подробно обсудим в гл. 6). Каждый из этих файлов ис-
ходных данных модели (model input file sets) в этой базе соответствует
изолированному и простому для понимания компоненту цепи поста-
вок, находящейся в процессе моделирования. Эти файлы делятся на
две категории. Во-первых, база данных цепи поставок включает в себя
файлы структурных данных (structural data), т. е. необходимых для
построения цепи поставок. Данный набор файлов включает в себя сле-
дующее:
• названия и расположения уже существующих и потенциальных
поставщиков, объектов и потребителей;
• названия продуктов, проходящих через сеть цепей поставок, ко-
торые могут быть сырьем, полуфабрикатами или конечной про-
дукцией;
• названия процессов и преобразований, выполняемых на объек-
тах;
• названия ресурсов, потребляемых объектами;
• перечень транспортных связей, состоящий из пунктов отправле-
ния и пунктов назначения, включая связи поставщиков с посред-
никами и рынками, связи посредников с посредниками и связи
посредников с рынками.
О структурных данных можно также отметить следующее: каждая
операция может включать несколько процессов и этапов. Каждый про-
цесс может соответствовать нескольким средствам преобразования
и может потреблять ограниченные ресурсы, которые распределяются
между различными процессами. Кроме этого, в описании структуры
сети цепи поставок мы предполагаем отсутствие обратного потока от
192 Глава 4. Основы оптимизационного моделирования: целочисленное...
рынков к посредникам или поставщикам. Такие сети называются об-
ратными сетями логистики (reverse logistics networks).
Во-вторых, база данных цепи поставок содержит файлы числовых
данных (numerical data), связанных с этими структурами. Каждый
числовой файл соответствует определенному сценарию и включает
в себя следующее:
• количество сырья, имеющегося в поставках, и стоимость его при-
обретения;
• инвестиции и косвенные затраты на приобретение и эксплуата-
цию оборудования;
• пропускную способность объектов;
• количество входной и выходной продукции;
• затраты и мощности, связанные с процессами и ресурсами, по-
требляемыми этими процессами;
• затраты и мощности, связанные с управлением запасами;
• логические данные, ограничивающие решения о местоположении
и инвестициях;
• затраты и мощности, связанные со всеми транспортными дугами;
• таблицы валютных курсов для международных цепей поставок;
• количество конечной продукции, требуемое на рынках (миними-
зация затрат), или кривую чистого дохода для конечной продук-
ции на рынках (максимизация чистого дохода).
Специалист также разрабатывает набор отчетов для обобщения вы-
ходных данных из оптимизационной модели в выходном файле мо-
дели (model output file sets). Так же как входные файлы, выходные
файлы анализируют выходящую информацию и разбивают ее на бо-
лее простые для понимания компоненты. Они соответствуют оптималь-
ным ценам для разнообразия решений, связанных с цифровыми дан-
ными. Стандартные выходные данные включают в себя следующее:
• оптимальное количество сырья, требуемое каждым поставщиком;
• оптимальное расположение и мощность новых объектов;
• оптимальный уровень входящих потоков сырья от поставщиков
к объектам;
• оптимальный уровень преобразовательных процессов;
• оптимальный уровень ресурсов, расходуемых на каждом объекте;
• оптимальное обслуживание потока промежуточной продукции
(полуфабрикатов);
Рис. 4.6. Схема моделирующей системы оптимизации
ю
194 Глава 4. Основы оптимизационного моделирования: целочисленное...
• оптимальный уровень выходящих потоков конечной продукции
с предприятия на рынок.
Реализация системы
Развитие моделирующей системы цепи поставок включает в себя че-
тыре главные составляющие:
• аналитические инструменты;
• систему управления базами данных;
• пользовательский интерфейс;
• программы преобразования данных.
Сегодняшнее преобладание операционной системы Windows обес-
печивает развитие системы управления базами данных и пользователь-
ского интерфейса с помощью Access и Visual Basic.
Аналитические инструменты. Как показано на рис. 4.6, аналитиче-
ские инструменты состоят из генератора модели, оптимизатора и ге-
нератора отчетов. Предполагается, что генератор модели и генератор
отчетов являются потребительскими программами, разработанными
для конкретных случаев, которые должны быть проанализированы си-
стемой. И наоборот, мы предполагаем, что оптимизатор является ком-
мерческим пакетом для оптимизации линейного программирования
и целочисленного программирования. Эти пакеты обсуждаются под-
робно в следующем разделе данной главы.
Генератор модели считывает файл входных данных, создавая при
этом матричное представление модели цепи поставок, которая должна
быть оптимизирована. На рис. 4.6 мы видим, что матрица представлена
в формате MPS, который принимается виртуально всеми коммерче-
скими оптимизаторами линейного и целочисленного программирова-
ния.1 Эти оптимизаторы взаимозаменяют друг друга с функциональ-
ной точки зрения, хотя одни значительно быстрее и надежнее, чем
другие. Выбор специалиста будет зависеть от эффективности оптими-
затора, его цены, простоты использования и знания пользователем
системы.
1 Формат MPS был применен Уильямом Орчардом-Хейсом, который актив-
но занимался разработками коммерческого применения симплекс-метода к ли-
нейному программированию в период с 1948 до середины 1970-х гг. Хотя этот
формат достаточно непрост в применении, его существование обеспечивает
возможность сравнительного исследования программных пакетов линейного
и смешанного целочисленного программирования. — Прим, перев.
4.4. Проектирование и применение оптимизационных моделирующих... 195
Также генератор модели может создать матрицу модели как внут-
ренний рабочий файл, который напрямую управляется оптимизато-
ром. С упразднением стадий создания и считывания MPS-файла про-
цесс обобщения модели становится более эффективным. Сэкономленное
время обычно в малой степени связано со временем, необходимым для
оптимизации результирующей модели. Таким образом, специалисты,
которые выбирают этот подход к использованию оптимизационного
пакета, имеют возможность, при которой незначительный выигрыш
в вычислениях будет скомпенсирован необходимостью значительной
переработки, если они решат приобрести новый и более совершенный
пакет.
Генератор отчетов обрабатывает выходные данные из оптимизатора.
Выходные данные проходят аналогичный путь, как при создании вход-
ного файла данных. Хотя в этом случае н§ используется стандартный
формат для выхода данных из оптимизатора, поскольку он не сильно
варьируется от пакета к пакету.
Система управления базами данных. Файлы входных и выходных
данных, перечисленные выше, действительно представлены в виде таб-
лиц, обеспечивающих применение методов управления базой данных
к базе данных цепи поставок. Эти методы позволяют пользователю
просматривать и редактировать данные с разных точек зрения, обес-
печивать гибкую структуру для организации данных и поддерживать
обработку данных моделирующей системы. Теория и практика управ-
ления базой данных — это обширные и постоянно развивающиеся
темы.1 Здесь мы отталкиваемся лишь от точки зрения, фокусирующей-
ся на уникальных чертах и потребностях моделирующей системы цепи
поставок, показанной на схеме 4.6.
Преобразование входных данных в выходные, производимое с по-
мощью промежуточной модели между моделью линейного програм-
мирования и моделью целочисленного программирования, является
нестандартным преобразованием (nonstandard transformation), кото-
рое требует от процедуры управления базой данных чего-то специфич-
ного, применимого к этой сфере. Например, большинство переменных
решений в модели цепи поставок крупного масштаба в оптимальном
решении принимает нулевое значение. Только переменные с положи-
тельными значениями должны быть отражены в базе данных решений.
Кроме того, другие данные решений, такие как переменные со значе-
ниями от 0 до 1, описывающие фиксированные затраты или положи-
' См. Vossen G. [1992].
196 Глава 4. Основы оптимизационного моделирования: целочисленное...
тельный эффект масштаба, являются формальными и должны быть
либо изъяты, либо переведены в узнаваемые элементы цепи поставок.
И наконец, скрытые данные решений, такие как теневые цены на завод-
ские мощности или ограниченные ресурсы, нуждаются в том, чтобы
соединить их с входными данными, к которым они имеют отношение.
Модель цепи поставок большого масштаба может нуждаться в боль-
шой базе данных (large database), включающей сотни тысяч или даже
миллионов единиц элементов данных, которые требуют бережного об-
ращения для того, чтобы управление было эффективным. Например,
срез модели, включающей двадцать центров распределения, которые
доставляют сто различных классов товарных групп на пятьсот рын-
ков, будет в худшем случае состоять из одного миллиона транспорт-
ных дуг. Эти дуги преобразуются только в одну, зато большую, дугу на
основании множества файлов входной информации для модели. Ко-
нечно, не все центры распределения будут доступны для всех рынков,
предполагается, что количество дуг могло бы сократиться с помощью
четырех и более факторов. С другой стороны, для тактических целей
планирования, возможно, будет необходима версия множественного
периода модели, охватывающая 6 или 12 периодов, причем предпола-
гается, что число дуг, созданных генератором модели, может достиг-
нуть нескольких миллионов. Эта установка не должна быть неограни-
ченно большой для оптимизатора, так как его математическая структура
очень проста.
Другая отличительная черта анализа процесса моделирования, тре-
бующего специального управления рутинными операциями с данны-
ми, — это обобщение и оптимизация множества сценариев (multiple
scenarios), каждый из которых создан путем значительных или уме-
ренных изменений базы данных цепи поставок. Специалисты должны
осуществлять процедуры таким образом, чтобы эффективно хранить
и поддерживать данные, относящиеся к каждому сценарию. Специа-
лист также должен осуществлять табличные или графические отчет-
ные процедуры, которые позволяют менеджеру сопоставлять, проти-
вопоставлять и показывать результаты оптимизации на протяжении
всех сценариев.
Наконец, природа моделирования цепи поставок на тактическом
уровне предполагает, что значительные выгоды могут быть получены
в результате распределения решений базы данных цепи поставок
(distributing the supply chain decision database). Мы имеем в виду, что
решение базы данных будет реализовано с помощью совокупности свя-
4,4. Проектирование и применение оптимизационных моделирующих... 197
занных между собой баз данных, находящихся на отдельных компью-
терах, объединенных в одну сеть.
Кроме того, при условии контроля данных и сохранности разрабо-
ток доступ ко всем данным должен быть обеспечен всем пользовате-
лям. Например, затраты, объем, производственные преобразования
и данные по запасам, имеющие отношение к отдельным заводам и цент-
рам распределения, будут поддерживаться теми же средствами. Каж-
дый месяц тактическое планирование на протяжении всей цепи по-
ставок может быть выполнено директором этой цепи. Оптимальные
планы по производству и распределению на месяц будут затем отправ-
лены менеджерам на отдельные объекты через сеть связи. Подобный
подход применяется относительно виртуальных цепей поставок от-
дельных компаний через Интернет, и показывает, что развитие про-
граммного обеспечения может поддержать такую интеграцию.
Пользовательский интерфейс. Теория, лежащая в основе проек-
тирования и реализации пользовательского интерфейса, является еще
одной очень обширной темой, которая здесь не будет рассматривать-
ся.1 Преобладание программного обеспечения Microsoft концентриру-
ет и ограничивает выбор средств, доступных специалисту при реали-
зации интерфейса моделирующей системы цепи поставок. Развитие
инструментальных средств, таких как Visual Basic, облегчает реализа-
цию интерфейса Windows с его выпадающими меню, панелями инст-
рументов, папками, кнопками и ярлычками.
Данные в базе данных решений могут быть просмотрены и модифици-
рованы в рамках оптимизационной системы с использованием встроен-
ных табличных программ. Возможности таких программ могут быть
применены к главной базе данных цепи поставок посредством экспорта
и импорта файлов между моделирующей системой и пакетом таблич-
ной оптимизации. Такой пакет может быть даже использован в каче-
стве исходной программы для создания и редактирования главной базы
данных цепи поставок с помощью составления шаблона, базирующе-
гося на структурных данных, упомянутых выше. Однако при исполь-
зовании внутренних табличных программ специалисты стараются из-
бежать создания или редактирования слишком больших файлов для
этих программ, таких как определение исходных транспортных дуг с их
затратами и мощностями.
Программы преобразования данных. На рис. 4.6 изображены про-
граммы преобразования, необходимые для преобразования данных
1 См. Jones С. V. [1992].
198 Глава 4. Основы оптимизационного моделирования: целочисленное...
общей базы данных в базу данных цепей поставок. Эти преобразова-
ния включают в себя агрегирование данных, графическое планирова-
ние общих данных по затратам в рамках и разделение их на прямые
и косвенные. Современное положение дел таково, что создаются про-
граммы-трансформаторы для нужд компании в моделировании и обра-
ботке данных. Однако с продолжением развития ERP-систем можно
ожидать или надеяться, что в ближайшем будущем, возможно, будут
развиваться общецелевые программы-трансформаторы, которые в худ-
шем случае будут требовать умеренного количества изменений.
Преобразование данных также нуждается в обратном направлении.
Агрегирование данных (используемое в создании главной базы дан-
ных) может быть применено для обеспечения соответствующего уров-
ня деталей для отчетности. Еще одно полезное преобразование — это
расчет средних трансфертных платежей по продукции на предприя-
тиях и на рынках, основанных на оптимальных решениях. Подобное
преобразование — это расчет рабочих характеристик, таких как коэф-
фициент утилизации оборудования или транспортные расходы по ми-
лям, которые также базируются на оптимальных решениях.
Геоинформационная система. Геоинформационная система (ГИС) —
это еще один программный пакет, который обычно может быть эффек-
тивно интегрирован с моделирующей системой управления цепью
поставок. Типичная ГИС состоит из базы данных, содержащих геогра-
фическую информацию и информацию о сборе сведений, а также гра-
фические мощности для составления карт с областями, относящими-
ся к областям поставок компании. Географические базы данных для
многих областей мира уже развиваются и могут быть подкреплены
данной системой. Некоторые пакеты ГИС также содержат моделиру-
ющие программы для анализа местоположения предприятия и реше-
ний о транспортных маршрутах.
Для компаний, занимающихся предпринимательством в США, ГИС
может быть использована для отображения результатов анализа про-
ектирования логистической сети. Например, ГИС может составлять
для каждого вида продукции карту, показывающую следующее:
• оптимальное расположение центров распределения, поставляю-
щих продукцию;
• цветные зоны, показывающие, какой рынок обслуживается дан-
ным центром распределения;
• графики грузопотоков различной толщины, показывающие по-
токи продукции между центрами распределения и рынками.
4.5. Программное обеспечение оптимизации
199
Графическое изображение входных и выходных моделей данных не
добавляет моделирующим системам аналитических способностей. Тем
не менее это очень полезно для коммуникации данных, задач и реше-
ний, особенно для менеджеров, у которых может просто не хватить
времени изучать подробные табличные данные.
4.5. Программное обеспечение оптимизации
Коммерческие пакеты программ для оптимизации линейного и цело-
численного программирования применяются в течение десятилетий.
Первые пакеты линейного программирования появились в конце
1950-х гг., а целочисленного — в начале 1970-х гг. С тех пор с усовер-
шенствованием информационных технологий их возможности разви-
ваются все больше. Оптимизация моделей линейного и целочислен-
ного программирования намного быстрее выполняется на современных
ПК (измеряется в миллионах операций в секунду — MIPS), чем на
больших ЭВМ десять лет назад, стоимость которых в несколько тысяч
раз больше. В то же время сфера оптимизационных пакетов быстро
расширяется, вмещая в себя математические средства для генерации
модели и программ для управления данными и внедрения пользова-
тельского интерфейса. Растущий интерес в сфере оптимизации пла-
нирования цепи поставок поддерживается в немалой степени благо-
даря этим замечательным технологическим достижениям.
Наше обсуждение начинается с выявления различий между опти-
мизаторами (optimizers), математическими пакетами развития языка
моделирования (algebraic modeling language development kits) и опти-
мизационными программами крупноформатных таблиц (spreadsheet
optimization software).1 Оптимизаторы — это пакеты, содержащие
цифровые алгоритмы, которые анализируют предложенную матрицу
модели линейного или целочисленного программирования для опре-
деления оптимального или близко к оптимальному решения.2 Опти-
1 В работе Sharda R.. Rampal G. [1995] рассматриваются различные типы оп-
тимизационных программ. См. также Tomlin J.A., Welch J. S. [1992].
2 Алгоритмы нелинейного программирования являются другим классом оп-
тимизаторов, имеющихся в коммерческих пакетах. Модели нелинейного про-
граммирования содержат нелинейные функции векторных аргументов. Мы
решили не рассматривать модели нелинейного программирования, так как они
крайне редко применяются к проблемам цепей поставок. Более того, опреде-
ленные типы нелинейностей могут быть аппроксимйзированы с помощью кон-
струкций смешанного целочисленного программирования. — Прим. науч. ред.
200 Глава 4. Основы оптимизационного моделирования: целочисленное...
мизатор можно определить как подпрограмму в моделирующей систе-
ме оптимизации, изображенной на рис. 4.6.
Оптимизаторы
При выборе оптимизатора следует учитывать основные характери-
стики, рассмотренные в следующем подразделе.
Эффективность алгоритмов линейного программирования. Боль-
шинство коммерческих пакетов предлагает два четких метода оптими-
зации модели линейного программирования: симплекс-метод и метод
потенциалов. Эти методы абсолютно равнозначны для всех классов
моделей линейного программирования. Однако эффективность пакета
симплекс-метода чрезвычайно важна для моделирования цепей поста-
вок, потому что это предпочтительный алгоритм для решения аппрок-
симаций линейного программирования, возникающих в методе ветвей
и границ, используемом в смешанном целочисленном программиро-
вании. Эти аппроксимации обычно являются незначительными изме-
нениями первоначальной оптимизационной модели. Симплекс-метод
очень эффективен для их переоптимизации. Так как многие модели
поставок содержат переменные и ограничения смешанного целочис-
ленного программирования, применение метода внутренних точек к та-
ким моделям крайне ограниченно.
Эффективность симплекс-метода в коммерческом пакете зависит от
того, как были выполнены процедуры метода. Эти процедуры включают
в себя программы для инвертирования матриц, взвешивания данных,
решения числовых дегенераций и разнообразных трудных проблем
числового анализа. По прошествии более чем 30 лет изучения специа-
листы в области математической оптимизации определили и решили
эти проблемы с небольшими отличиями в числовых программах, на-
ходящихся в различных пакетах. Таким образом, все симплексные
алгоритмы, имеющиеся в лучших коммерческих программах, выпол-
няются очень хорошо, хотя возможны некоторые отличия при опти-
мизации крупных и сложных моделей.
Эффективность алгоритмов смешанного целочисленного
программирования
Как мы обсуждали в предыдущих разделах этой главы, модели сме-
шанного целочисленного программирования охватывают области пла-
нирования цепи поставок, которые не могут быть охвачены моделями
линейного программирования. Их решения зависят от вычислитель-
ных усилий, используемых методом ветвей и границ, который позво-
4.5. Программное обеспечение оптимизации
201
ляет исследовать область решений от 0 до 1 (целые значения), использу-
емых в аппроксимациях линейного программирования, которые направ-
ляют или ограничивают поиск. Подобно решению моделей линейного
программирования, решение моделей смешанного целочисленного про-
граммирования менее предсказуемо в следующих ситуациях.
1. Специалисты должны быть осторожны в выборе задачи плани-
рования, смоделированной с помощью к'онструкций смешанного
целочисленного программирования. Для определения основных
решений (таких, как строить или нет новый завод) очевидно до-
стоинство использования переменных 0-1. И наоборот, нет не-
обходимости использовать переменные 0-1 для отображения
постоянных издержек средств обслуживания, которые будут от-
носительно малы, например постоянные издержки, представля-
ющие менее чем 0,001 от общих издержек средств обслуживания.
Вместо этого они должны быть усреднены в переменных из-
держках средств обслуживания. Проще говоря, небольшой поло-
жительный эффект масштаба в затратах или использовании ре-
сурсов не следует четко моделировать.
2. Вычисления при оптимизации целочисленного программирова-
ния ориентируются на поиск скорее наилучшего решения, нежели
оптимального. При наличии достаточного времени для вычисле-
ний поиск с помощью метода ветвей и границ, который является
конечным, будет стремиться к оптимальному решению целочис-
ленного программирования. На практике конвергенция часто
требует намного больше времени. К счастью, данный метод опре-
деляет все более узкие границы того, насколько далеки стоимость
или значение наиболее известных решений от оптимальных. По-
этому поиск должен быть закончен к тому моменту, когда реше-
ние достигнуто в пределах приемлемых отклонений (например,
0,5%) или абсолютной разности (например, $1000) от оптималь-
ного. Заметьте, что решение с таким положительным допусти-
мым отклонением действительно может быть оптимальным, но
исследование этого еще не доказало. Выбирая значение ограни-
чений для приостановки расчета, пользователь должен учиты-
вать природу работ (например: исследовательские или заключи-
тельные), точность информации, сложность оптимизации и время,
необходимое для получения решения.
3. Для повторяющихся применений алгоритмы целочисленного
программирования должны быть разработаны специально для того,
202 Глава 4. Основы оптимизационного моделирования: целочисленное...
чтобы использовать конкретную структуру модели. Существует
несколько типов приспособлений. Наиболее целесообразный —
это адаптировать поиск с помощью метода ветвей и границ в со-
ответствии с особенностями приложения, включая использова-
ние приоритетов ветвления, основанных на относительной важно-
сти переменных 0-1 (например: решение о месторасположении
завода является куда более важным, чем те, что связаны с поло-
жительным эффектом масштаба на заводе), а также использова-
ние априорных границ для стоимости или значения оптимального
решения. Ветвление предполагает присвоение 0-1 переменным
значений 0 или 1, которые являются дробными в оптимальном
решении линейного программирования. Более подробно об этом
пойдет речь в гл. 5.
4. Коммерческие программы целочисленного программирования
значительно расходятся в эффективности и гибкости их исследо-
вательского метода ветвей и границ. Говоря в общем, специалист
должен пытаться ограничить число 0-1 переменных в модели
цепи поставок до нескольких сотен. Наилучшие коммерческие
коды решат большинство моделей этого размера за более корот-
кое время, чем требуется для решения модели способом линей-
ного программирования. Тем не менее коды не выполняются до-
статочно единообразно на умеренно сложных и очень сложных
моделях. Хотя код может включать быстрый симплекс-алгоритм
для того, чтобы быть эффективным, исследование ветвей и гра-
ниц также требует эффективной обработки структуры данных,
связанных с сотнями или даже тысячами аппроксимаций (при-
ближений) линейного программирования, произведенными ме-
тодом ветвей и границ. Более того, время поиска может быть зна-
чительно сокращено посредством использования приоритетов
0-1 переменных, а также других вариантов, управляющих сти-
лем поиска, если такие варианты доступны пользователю.
Технические и практические ограничения размеров модели. Мно-
гие коммерческие пакеты линейного и целочисленного программиро-
вания предлагают неограниченное число переменных и ограничений.
Это важное, но опасное свойство. Это важно, так как модель цепей
поставок может на самом деле содержать очень крупные, но тем не ме-
нее хорошо действующие подмодели, которые не требуют особого внима-
ния. К примеру, подмодель транспортной сети, связывающая 20 центров
распределения с 500 рынками для распределения 100 продуктов, бу-
4.5. Программное обеспечение оптимизации
203
дет состоять приблизительно из 50 000 ограничений и 250 000 пере-
менных (при условии, что приблизительно 5 центров распределения
являются потенциальными источниками для каждого рынка). По-
скольку математическая структура этой сети проста, она не вызывает
серьезных вычислительных трудностей. Следовательно, можно обой-
тись без ограничения размеров этой подмодели транспортной сети. Тем
не менее свойство неограниченности размера может быть опасно, по-
тому позволяет неопытному пользователю создавать модели произ-
вольного размера, не осознавая потенциальных последствий времени
выполнения программы.
Некоторые коммерческие программы в пределах своих алгоритмов
позволяют заимствовать отдельные стандартные процедуры и опера-
ции из других программ. Эта способность необходима для примене-
ния специализированных алгоритмических цодходов в моделирующей
системе, таких как метод ветвей и границ и метод декомпозиции.
Точка зрения на то, что оптимизатор может и должен быть куплен
в готовом виде, а не разработан самостоятельно, всеобще не поддер-
живается. Пользователи некоторых систем верят, что их моделиру-
ющие системы будут иметь большую целостность и более эффективное
функционирование при использовании оптимизаторов, разработанных
самостоятельно. Это ложное понятие, так как лучшие коммерческие
программы основываются на многолетнем человеческом опыте, что
сложно скопировать и разработать самостоятельно.
Программные средства математического моделирования
Программные средства математического моделирования имеют три
основных компонента:
• интерпретатор языка математического моделирования;
• оптимизаторы;
• драйверы базы данных.
Язык математического моделирования позволяет пользователю точ-
но определять математическую форму оптимизационной модели це-
почки поставок путем использования математического синтаксиса,
подобного тому, который бы использовался при построении модели
вручную. Чтобы проверять последовательность построения модели,
пользователь также определяет набор данных, описывающих частный
случай моделирования. Система считывает формулировку модели
и данные и пытается интерпретировать ее в качестве четкой модели
линейного или смешанного целочисленного программирования. Если
204 Глава 4. Основы оптимизационного моделирования: целочисленное...
интерпретация успешна, система пытается заполнить матрицу, создан-
ную на основе имеющихся данных. Если набор данных последовате-
лен как внутренне, так и в соответствии с математической специфика-
цией моделирования, переводчик создает матричное представление
модели. Пользователь должен проверить эту матрицу, чтобы быть уве-
ренным, что это эффективное представление задачи цепочки поста-
вок, которая должна быть проанализирована.
Комплект развития содержит один или более коммерческих опти-
мизаторов, которые могут вызываться, чтобы оптимизировать модель,
как только она была успешно генерирована. Наконец, комплекты мо-
гут содержать базу данных драйверов, что позволит пользователю орга-
низовывать и манипулировать базой данных модели, а также рассмат-
ривать и редактировать данные. Для некоторых систем эти драйверы
могут быть просто программами, связывающими исходные и выход-
ные данные с программами крупноформатных электронных таблиц.
Для других систем управление данными достигается путем использо-
вания открытого интерфейса доступа к базам данных (ODBC). Ин-
терфейс определяет набор функций, которые можно использовать для
доступа к любой реляционной СУБД, а драйверы объединяют интер-
претатор математического языка моделирования и оптимизатор с ком-
понентами программного обеспечения Windows типа Excel и Access.
В принципе, аналитические инструменты, изображенные на рис. 4.6,
могут быть использованы с помощью математического языка модели-
рования и его оптимизаторов. Кроме того, если драйверы базы данных
разрабатываемой системы используются эффективно, вся система
моделирования может быть осуществлена, с использованием данных
аналитических инструментов. Во многих ситуациях, однако, конечная
система является неэффективной, особенно для больших или слож-
ных моделей.
Большие возможности языка моделирования переводить любую
математическую конструкцию в модель линейного или смешанного
целочисленного программирования имеют также и отрицательную
сторону. Интерпретирующие программы не могут производить модели
и матричные схемы, которые являются столь же экономными и эф-
фективными, как хорошо разработанный настроенный генератор, на-
писанный на языке программирования типа C++. Эффективность за-
висит от сложности модели и ее базы данных. Таким образом, система
развития математического языка моделирования является наиболее
подходящей для осуществления прототипа системы моделирования.
Для более сложных и важных видов приложения может понадобиться
4.5. Программное обеспечение оптимизации 205
заменить прототип более эффективной системой, которая применяет
настроенную модель генератора, генератор отчета и программы управ-
ления базой данных.
В выборе системы развития математического языка моделирования
необходимо рассмотреть следующие важные особенности:
1. Интуитивность и богатство математического языка моделиро-
вания. Синтаксисы языков моделирования .различаются, хотя ком-
петентный программист может с готовностью овладеть любым из
них. Тем не менее при прочих равных условиях практикант мо-
жет выявить, что какой-то один из языков более интуитивен для
использования, чем другие. Кроме того, комплекты развития от-
личаются по своим возможностям в отношении осуществления
сложных схем управления данными или повторяющихся мето-
дов моделирования.
2. Связи между внешними файлами данных и программ управления
базами данных. Сегодня большинство комплектов развития хоро-
шо сочетаются с основанными программами Windows для управ-
ления базами данных и создания интерфейсов пользователя. Бо-
гатство интерфейсов пользователя и программ для получения
данных, необходимых для прототипа моделирующей системы,
зависит от сферы применения. Если прототип будет использо-
ваться специалистами исключительно для изучения проблем це-
почек поставок компании, эти программы и интерфейсы могут
быть примитивными. Если прототип будет использоваться ме-
неджерами и аналитиками цепочек поставок, он должен быть бо-
лее тщательно разработан и удобен для пользователя.
3. Встроенные оптимизаторы. Некоторые комплекты развития вклю-
чают несколько коммерческих оптимизаторов. Пользователь мо-
жет выбирать, какой оптимизатор он или она желает включить
в систему развития. Чтобы достигнуть эффективности при опти-
мизации, пользователь должен также иметь доступ к управлению
параметрами и особыми свойствами оптимизатора. Для смешан-
ного целочисленного программирования они включают размеще-
ние приоритетов в виде 0-1 переменных, границы на ошибки опти-
мизации и пределы поиска. Для повторных схем моделирования
важно перезапустить оптимизацию на основе более полной ин-
формации относительно возможного оптимального решения.
4. Эффективность и надежность. Комплекты программ — это слож-
ные наборы интерпретирующих программ, оптимизаторов и драй-
206 Глава 4. Основы оптимизационного моделирования: целочисленное...
веров базы данных. Необходимо много усилий, чтобы эффективно
и безошибочно объединить эти элементы. Поскольку комплекты
программ относительно новы и ресурсы, доступные для их вы-
полнения, ограничены, их функционирование может быть измен-
чивым. В результате при использовании данных комплектов для
развития системы моделирования специалист должен быть наче-
ку относительно неожиданных неточностей и сбоев, которые мо-
гут препятствовать быстрой и полной демонстрации ценности
подхода моделирования.
Обязательства со стороны разработчика по отношению к эволю-
ции системы. Специалист должен потратить много времени для того,
чтобы научиться эффективно использовать комплекты программ.
Встречной услугой со стороны разработчиков комплекта будет обяза-
тельство развивать и улучшать систему в ответ на системные неточно-
сти и появление новых компьютерных систем для управления данны-
ми и интерфейсом пользователя.
Оптимизация с помощью электронных таблиц
Оптимизация с помощью электронных таблиц (рассмотрена в гл. 3 и в не-
которых разделах этой главы) позволяет пользователю создавать и опти-
мизировать модели линейного или смешанного целочисленного про-
граммирования с помощью встроенного алгоритма оптимизации на
основе данных в электронной таблице. В упрощенной форме эти пакеты
исполняют ту же самую роль, что и системы расширения математиче-
ского языка моделирования. Применение оптимизаторов электронной
таблицы к проблемам цепочек поставок ограничено небольшими и про-
стыми моделями относительно тех, которые могут быть созданы система-
ми развития математического языка моделирования, обсужденными
выше. Тем не менее специалист способен быстро разработать и внед-
рить модель «доказательства концепции» в оптимизатор электронной
таблицы в качестве первого шага в более серьезном исследовании проб-
лем цепочек поставок. Эти оптимизаторы просты в изучении и до-
ступны в пакетах крупноформатных электронных таблиц.
4.6» Выводы
В этой главе мы проиллюстрировали, как 0-1 переменные решения
могут использоваться для принятия решений о местоположении, фик-
4.6. Выводы
207
сированных затратах, положительном эффекте масштаба, ограничени-
ях единственных источников и других важных явлениях в планирова-
нии цепочки поставок, которые не могут быть охвачены моделями ли-
нейного программирования. Эти моделирующие образцы являются
лишь небольшим примером широкого разнообразия конструкций мо-
делирования, которые могут быть достигнуты с помощью 0-1 пере-
менных.1 Примеры также приводятся в упражнениях к данной главе.
Кроме того, мы проиллюстрировали применение модели смешанного
целочисленного программирования к двум стратегическим задачам
планирования: пример определения местоположения и размера рас-
пределительного центра в сети распределения, а также выбор време-
ни, фазирование и размещение инвестиционных решений в производ-
ственной фирме. Эти модели типичны по своей форме, хотя не по
размеру, для тех моделей, которые широко исцользуются в крупных и
средних компаниях.
Используя принципы проектирования, рассмотренные в разделе 4.4,
опытный специалист может в зависимости от сложности проблем це-
почки поставки разработать прототип или даже постоянную систему
моделирования в течение лишь несколько недель или месяцев. В этом
контексте термин «опытный специалист» относится к индивидууму
со знанием математического программирования, опытом применения
математических моделей программирования к практическим задачам
и компетентности в системном проектировании и компьютерном про-
граммировании. Таких специалистов очень мало на сегодняшний день,
хотя их значимость становится все более очевидной для фирм, зани-
мающихся программным обеспечением, а также консалтинговых ком-
паний в области цепей поставок.
Наконец, мы исследовали наилучшие алгоритмические методы для
решения моделей смешанного целочисленного программирования,
хотя до сих пор они не были широко применимы к проблемам модели-
рования цепей поставок. С появлением широко используемых систем
моделирования цепей поставок, основанных на смешанном целочис-
ленном программировании, специалистам следует акцентировать вни-
мание на последних научных достижениях с целью ускорения нахожде-
ния наилучшего решения. Нами также было рассмотрено применение
1 Winston W. L. [1995] рассматривает примеры применения смешанного це-
лочисленного программирования в гл. 9. В работе Shapiro J. F. [1993] рассмат-
ривается несколько моделей смешанного целочисленного программирования
для задач производственного и календарного планирования.
208
Глава 4. Основы оптимизационного моделирования: целочисленное...
метода ветвей и границ на уровне крупных компьютерных сетей. Идея
этого метода заключается в распределении решений подмоделей ли-
нейного программирования, полученных в качестве аппроксимаций на
основе данного метода, к отдельным процессорам. Опыты показали,
что данный подход позволяет значительно ускорить процесс вычисле-
ния, т. е. если для нахождения наилучшего решения одному процес-
сору требуется 20 минут, то для 10 процессоров потребуется не более
2 минут.1
Литература
BenderР. S., Brown R. U\, Isaac М. Н., ShapiroJ. F. [1985], «Improving Purchasing Productivity
at IBM with a Normative Decision Support System», Interfaces, 15, 106-115.
Gendron B., Crainic T. G. [1994], «Parallel Branch-and-Bound Algorithms: A Synthesis and
Survey», Operations Research, 42, 1042-1066.
Geoffrion A. M., Graves G. W. [1974], «Multicommodity Distribution System Design by
Benders Decomposition», Management Science, 20, 822-844.
Jiminez S., Brown T.,Jordan J. [1998], «Network-Modeling Tools: Enhancing Supply Chain
Decision Making», in Strategic Supply Chain Alignment, edited by J. Gattorna. Ader-
shot, Eng.: Gower.
Jones С. V. [1992], «User Interfaces», in Handbooks in Operations Research and Manage-
ment Science — Volume 3: Computing, edited by E. G. Coffman, Jr., J. K. Lenstra, and
A. H. G. Rinooy Kan. Amsterdam: Elsevier Science.
Orchard-Hays [ 1968], Advanced Linear Programming Computing Techniques, New York:
McGraw-Hill.
Schrage L. [1997], UNDO: An Optimization Modeling System, 5th ed. Pacific Grove, Calif.:
Brooks/Cole.
SLIM Technologies, LLC. [2000], SLIM System Overview, Boston.
Shapiro J. F. [1993], «Mathematical Programming Models and Methods for Production
Planning and Scheduling», in Handbooks in Operations Research and Management
Science — Volume 4; Logistics of Production and Inventory, edited by S. C. Graves,
A. G. H. Rinooy Kan, and P. H. Zipkin. Amsterdam: Elsevier Science.
Sharda R., Rampal G. [1995], «Software Survey: AML», OR/MS Today, 22, 58-63.
Tomlin J. A., Welch J. S. [1992], «Mathematical Programming Systems», in Handbooks in
Operations Research and Management Science — Volume 3: Computing, edited by E.G.
Coffman, Jr., J. K. Lenstra, and A. H. G. Rinooy Kan. Amsterdam: Elsevier Science.
Vossen G. [1992], «Databases and Database Management», in Handbooks in Operations
Research and Management Science — Volume 3: Computing, edited by E. G. Coffman
Jr., J. K. Lenstra, and A. H. G. Rinooy Kan. Amsterdam: Elsevier Science.
Winston W.L. [1995], Introduction to Mathematical Programming: Applicationsand Algorithms,
2nd ed. Pacific Grove, Calif.: Duxbury Press.
1 Cm. Gendron B., Crainic T. G. [1994].
Глава 5
УНИФИЦИРОВАННАЯ МЕТОДОЛОГИЯ
ОПТИМИЗАЦИИ ДЛЯ ЗАДАЧ
ОПЕРАЦИОННОГО ПЛАНИРОВАНИЯ
В предыдущей главе мы рассмотрели конструкции целочисленного
программирования, которые расширяют модели линейного програм-
мирования до более реалистичных представлений задач цепей поста-
вок на всех уровнях планирования. Множество крупномасштабных
моделей целочисленного программирования были успешно выполне-
ны и претворены в жизнь. Тем не менее такие модели трудно оптими-
зировать, особенно применительно к операционному планированию,
в котором требуется подробное рассмотрение времени принятия ре-
шения и согласование этих решений.
Эта проблема поднимается в проекте, в котором мы применяем моде-
лирующую систему для обеспечения производственного календарного
планирования на бумажной фабрике. Ключевым решением была заме-
на оборудования в планируемом периоде за 30 дней. Для четырех товар-
ных групп, произведенных на определенном оборудовании, управля-
ющий производством хотел бы знать точное время замены оборудования
для производства одной группы и перехода к другой. Модель цело-
численного программирования этой задачи потребует двенадцать 0-1
переменных для каждого часа планируемого периода, чтобы описать все
возможные замены оборудования для одной товарной группы и пере-
хода к другой. Так как в планируемом периоде 720 часов, модель тре-
бует 8640 0-1 переменных, чтобы выполнить эти решения. Однако
маловероятно, что модель, или компания, предпочла бы сделать более
чем 5 крупных замен в планируемом периоде; другими словами, не
более 5 из 8640 0-1 переменных равнялись бы единице в оптимальном
решении. Не нужно говорить, что мы разработали и применили такой
подход к моделированию, который был менее прямым, но более про-
стым для оптимизации.
210
Глава 5. Унифицированная методология оптимизации...
Задача маршрутизации автотранспортных средств осуществляется
другим классом моделей, где непосредственное целочисленное про-
граммирование нуждается в доработке более гибкими методами. На-
пример, задача локальных поставок, где компания ежедневно отправля-
ет грузовики для доставки товаров своим покупателям из центрального
склада. Такие задачи можно смоделировать, но трудно решить как еди-
ную модель целочисленного программирования. Для определенного
класса задач, которые мы рассмотрим в разделе 5.3, существуют моде-
ли, состоящие из подмоделей, описывающих маршрут каждого транс-
порта, а также учитывающие требование, чтобы каждого покупателя
посетили только один раз. Подмодели трудно представить, используя
целочисленное программирование, но эвристика может очень быстро
найти нужное решение. Она применяет специальные методы исследо-
вания, адаптированные под определенные задачи принятия решений,
основанные на правилах, тщательно подобранных по данной пробле-
ме специалистами вручную. Простота и эффективность применения
эвристики для решения некоторых задач управления цепями поста-
вок заключается в применении математических исследований, наце-
ленных на обобщение методов и обеспечение математическими резуль-
татами, характеризующими их деятельность.
Из вышеизложенного следует:
Необходимо и желательно (особенно для операционных задач) разра-
батывать и применять модели целочисленного программирования и ме-
тоды решения, адаптированные для этих задач. Адаптированные методы
должны быть нацелены на определение доказуемо лучшего, субопти-
мального решения для каждого числового примера задачи. Методы
точной оптимизации должны быть объединены с методами для специ-
фических задач и эвристическими общецелевыми методами, чтобы со-
здать схемы, которые быстро нашли бы нужные решения.
В этой главе мы рассмотрим общецелевой подход к таким «адапта-
циям». Он называется унифицированной методологией оптимизации,
которая, в свою очередь, объединяет методы декомпозиции матема-
тического программирования с эвристикой. Используя в описании
этого подхода термин методология, которая является «основой пост-
роения методов и правил, используемых в дисциплине», нежели чем
термин метод, определяемый как «упорядоченная систематизация дей-
ствий для достижения конечного результата»,1 мы хотим передать, что
1 Определения взяты из словаря The American Heritage College Dictionary [ 1993,
857-858].
Глава 5. Унифицированная методология оптимизации...
211
ее применение для конкретной задачи повлечет за собой появление
гибкой спецификации и интеграции различных алгоритмов и методов,
подходящих для таких задач.
Мы разберем унифицированную методологию оптимизации по не-
скольким причинам. Во-первых, она может быть успешно применена
к широкому кругу вопросов, касающихся комплексного календарного
планирования и других операционных задач цепей поставок. Во-вто-
рых, так как она начинается с полного и точного представления задачи
цепей поставок в качестве модели целочисленного программирования,
мы можем уверить, что наш анализ задачи будет полным. Кроме того,
всеобщность целочисленного программирования позволяет модели
расширяться при изменениях характеристик задачи. В-третьих, уни-
фицированная методология оптимизации дополнительно использует
эвристические методы и методы точного математического программи-
рования. В последнее время эвристические методы получили новое
значение как подход для решения задач перспективного планирова-
ния и календарного планирования. Этот термин охватывает задачи
комплексного планирования, появляющиеся в операционном управ-
лении цепей поставок. Эвристические методы должны играть важную
роль, но их эффективность заключается главным образом в анализе
определенных типов гомогенных (однородных) подмоделей, входящих
в более крупные, гетерогенные (разнородные) модели. Кроме того, эв-
ристические методы слабы в анализе распределения ресурсов и дру-
гих ограничений в масштабе всей системы, которые очень хорошо
проанализированы линейным программированием. Как мы покажем
в разделе 5.2, декомпозиция методов изолирует подмодели, которые
могут быть быстро проанализированы эвристикой и другими неточ-
ными алгоритмами. В-четвертых, унифицированная методология опти-
мизации включает процессы систематического подсчета нижних пре-
делов затрат минимального решения, таким образом подсчет позволяет
ограничиться доказанным нужным решением. Хотя нет гарантии, что
узкая граница будет всегда получена в пределах установленного вре-
мени, это обеспечивает планировщика необходимой информацией
об окончании или прерывании процедуры. В-пятых, унифицирован-
ная методология оптимизации облегчает использование передовых
подходов для задачи современного операционного планирования,
основанной на предыдущих решениях задачи и специфической инфор-
мации.
В разделе 5.1 мы рассмотрим специфическую и общецелевую эври-
стики и покажем их, анализируя подмодели в них и решения задачи
212
Глава 5. Унифицированная методология оптимизации...
локальных поставок. Общее представление унифицированной мето-
дологии оптимизации представлено в разделе 5.2, где мы рассмотрим
ее применение к классу задач календарного планирования производ-
ства. В разделе 5.3 мы вернемся к задачам локальных поставок и для
их решения проиллюстрируем числовое применение единой методо-
логии оптимизации. Также в разделе 5.4 мы вернемся к модели кален-
дарного планирования производства и проиллюстрируем числовое
применение унифицированной методологии оптимизации. Глава за-
вершается заключительными выводами об унифицированной методо-
логии оптимизации в разделе 5.5.
5.1. Эвристические методы для комбинаторных
проблем оптимизации
Эвристические методы — методы исследования, с помощью которых
возможно быстро найти необходимое решение задачи. Они могут быть
специфическими и общецелевыми. Специфическая эвристика исполь-
зует правило «большого пальца», которое дает возможность опреде-
лить наиболее подходящее решение данной задачи. Однако она не га-
рантирует нахождения оптимального (или даже подходящего) решения
этой задачи. Общецелевая эвристика — методы интеллектуального ис-
следования подходящих решений; она может комбинироваться со спе-
цифической эвристикой для повышения эффективности.
Эвристика обычно применяется в комбинаторных проблемах опти-
мизации, которые включают выбор оптимальных комбинаций объек-
тов из ограниченного набора возможных объектов.1 Примером может
служить комбинация приблизительно 20 клиентов, выбранных из 1000,
которых необходимо посетить на маршруте доставки, или комбина-
ция 50 маршрутов, выбранных из 1010 возможных, в плане доставки
для всех 1000 клиентов. Другим примером может служить комбина-
ция 15 выбранных из 200 изделий для производства на этой неделе
или выбор 200 из 1012 возможных производственных планов в планиру-
емом периоде — один для каждого изделия. Действительно, количе-
ство возможных объектов ограничено, и хотя часто их число бесконеч-
но огромно, предполагается, что мы не можем использовать глобальное
исследование и методы оптимизации, основанные на подсчете.
1 Пример комбинаторной задачи оптимизации и введение в эвристику пред-
ставлены в работе Reeves С. R., Beasley J. Е. [1993].
5.1. Эвристические методы для комбинаторных проблем оптимизации 213
Большинство, если не все комбинаторные проблемы оптимизации
могут быть сформулированы как модели целочисленного программи-
рования, хотя некоторые формулировки неудобны и трудны для опти-
мизации стандартными методами целочисленного программирования.
К счастью, эвристика применима для многих комбинаторных задач
оптимизации, которые плохо сформулированы как модели целочис-
ленного программирования. И наоборот, если мы будем обсуждать
создание унифицированной методологии оптимизации, то методы ли-
нейного и целочисленного программирования могут точно оптимизи-
ровать ограничения, которые плохо были установлены методами эв-
ристики.
В отличие от методов целочисленного программирования методы
исследования эвристики могут заключаться в локальном оптимуме.
Простой одномерный пример показан на рис. 5.1. Решение перемен-
ной X находится в пределах от 2 до 12. Если исследование начнем при
X = 5, то в этой точке значение функции f(x) будет минимальным, так
как значение функции увеличивается и в точке X = 4 и X = 6. Таким
образом, исследование не имеет локальной информации для продол-
жения анализа. Тем не менее в точке X = И значение функции f(x)
минимальное; единственный способ, гарантирующий найденное реше-
ние, это проверить функцию f(x) при всех возможных значениях X.
Дискретность комбинаторных задач оптимизации, показанная на
этом примере, не позволяет применять свойства, основанные на вы-
числении, характеризующие необходимые и достаточные условия для
оптимума. Например, на рис. 5.1, если искать непрерывное значение X,
минимизирующее значение функции f(x), его производная исчезает
в конечных точках интервала 2 < Х< 12. Конечно, мы могли использо-
вать эту информацию относительно непрерывной задачи для инициа-
лизации исследования оптимального решения целочисленной задачи.
О 1 23456789 1011 12 х
Рис. 5.1. Задача одномерной дискретной оптимизации
214
Глава 5. Унифицированная методология оптимизации...
Эвристика локальной доставки
Специфические и общецелевые методы эвристики можно показать на
числовом примере задачи локальных (местных) доставок. В частно-
сти, мы анализируем задачу локальных доставок, которая стояла пе-
ред компанией Chemtech. Данная компания является дистрибьютором,
приобретающим лекарства у производителей оптом и продающим их
в розницу своим клиентам. Компания Chemtech имеет более 50 баз,
находящихся по всей территории США, из которых производятся до-
ставки.
Особенности решения задачи локальных доставок компании Chem-
tech. Рисунок 5.2 показывает расположение 13 клиентов, требующих
поставки в определенный день и обслуживающую их базу. В табл. 5.1
приводятся данные о расстоянии от базы до каждого клиента и от каж-
дого клиента к другому клиенту. К данной таблице мы будем в даль-
нейшем возвращаться. По правилам компании грузовики не могут ез-
дить от одного клиента к другому, если расстояние превышает 60 миль.
Из-за того что расстояния симметричны, т. е. расстояние от i до j кли-
ента равно расстоянию оту до i клиента, мы доставляем только на рас-
стояние <Z. между клиентами при условии i <j.
Ограничения для товара приведены в табл. 5.2; заказы не могут быть
разбиты между двумя или более грузовиками. Для доставки компания
Рис. 5.2. Расположение клиентов компании Chemtech
5.1. Эвристические методы для комбинаторных проблем оптимизации 215
Таблица 5.1
Матрица расстояний для задачи локальных доставок компании Chemtech
1 2 3 4 5 6 7 8 9 10 11 12 13
0 45 31 47 34 19 30 32 35 20 42 16 19 50
1 21 43 55 58 X 49 X X 35 24 54 23
2 27 29 38 56 48 X 50 44 21 45 21
3 33 50 X X X . х X 52 X 22
4 19 36 X X 45 X 47 56 45
5 18 56 50 25 X 41 40 56
6 59 44 17 X 55 41 X
7 30 41 18 43 18 X
8 25 50 48 17 X
9 56 42 23 X
10 24 35 56
11 29 38
12 X
х — более 60 миль, прямая доставка не допускается.
Таблица 5.2
Требования клиентов
Клиент 1 2 3 4 5 6 7 8 9 10 11 12 13
Масса груза, т 3 5 5 4 2 2 6 8 3 3 7 4 3
Chemtech имеет в своем распоряжении неограниченное число грузови-
ков грузоподъемностью Ют. Эксплуатация каждого грузовика обхо-
дится $100 транспортно-накладных расходов в день (стоянка, страховка
и т. д.). Кроме того, при работе грузовика прямые расходы составляют
$1 за милю (заработная плата и премии водителя, топливо и т. д.). Ком-
пания Chemtech составляет маршруты таким образом, что все требова-
ния клиентов были соблюдены при минимальных общих затратах.
Для этой задачи локальных доставок выполнимое решение о марш-
руте включает набор осуществимых маршрутов грузовиков с грузом
Ют или меньше, которые доставляют товары одному и более клиен-
там, находящимся на расстоянии менее 60 миль друг от друга, после
чего возвращаются на базу. В решении учитывается, что в маршруте
каждый клиент посещается только один раз. Подобно многим задачам
операционного планирования, пример задачи локальных доставок ком-
пании Chemtech намного сложнее, чем может показаться на первый
взгляд.
216
Глава 5. Унифицированная методология оптимизации...
В частности, это пример комбинаторной задачи оптимизации, со-
держащий набор комбинаций посещаемых клиентов в маршруте и на-
бор комбинаций возможных маршрутов в решении маршрутизации.
Число возможных комбинаций растет пропорционально функции из-
мерения задачи. Даже для маленькой задачи компании Chemtech ре-
альных маршрутов около 750. В результате модели задач маршрутиза-
ции могут быть очень сложными. Практическое применение методов
оптимизации в анализе может привести лишь к нахождению наилуч-
ших, а не оптимальных решений.
Специфическая эвристика. В этом разделе наша цель — проанали-
зировать задачу локальных доставок компании Chemtech, используя
эвристику. В разделе 5.3 мы объединяем методы эвристики с метода-
ми линейного и целочисленного программирования для более полной
оптимизации задачи. Прежде чем мы будем использовать специфиче-
скую эвристику, заметим, что для полного анализа необходимо решить
следующую хорошо известную комбинаторную задачу оптимизации.
Задача о коммивояжере: начиная в городе 1, коммивояжер ищет марш-
рут, чтобы посетить К-1 городов только один раз и вернуться в город 1,
затратив минимальное расстояние.
Задача о коммивояжере уже подробно изучена исследователями,
поскольку ее легко сформулировать, но трудно оптимизировать, ког-
да число городов превышает 50.1 Она может быть описана (по крайней
мере тремя различными способами) как модель целочисленного про-
граммирования. Также ее можно оптимизировать, используя динами-
ческое программирование, которое является быстрым рекурсивным
методом вычисления, похожим на некоторые другие методы эвристи-
ки, но более строгим и находящим оптимальный маршрут.2
Эффективная эвристика была разработана для быстрого нахожде-
ния наилучших результатов для задачи о коммивояжере. Мы сталки-
ваемся с этой проблемой в анализе задачи локальных доставок, когда
выбираем комбинацию посещений клиентов на грузовике. Выбор
1 Lawler Е. L. et al. [1985] посвятили целую книгу различным формулиров-
кам задачи о коммивояжере. A Fisher М. L. [1994] приводит очень простран-
ную формулировку единого смешанного целочисленного программирования,
которое может быть решено лишь с помощью декомпозиционного подхода. —
Прим. науч. ред.
2 Winston W. L. [1994] рассматривает несколько подходов к решению задачи
о коммивояжере, в том числе методы смешанного целочисленного и динами-
ческого программирования. — Прим. науч. ред.
5.1. Эвристические методы для комбинаторных проблем оптимизации 217
ограничивается грузоподъемностью грузовика. При удовлетворении
этого ограничения, так как затраты маршрута зависят от общего прой-
денного грузовиками расстояния, мы решаем задачу коммивояжера,
в которой он начинает с базы, посещает клиентов, включенных в марш-
рут, и возвращается на базу. Этот подсчет минимизирует общее прой-
денное расстояние, а следовательно и затраты.
Для данной задачи маршрутизации мы применяем следующее.
Эвристика: посылаем грузовик с базы к любому нсобслуженному
клиенту. Затем посылаем грузовик к ближайшему нсобслуженному со-
седу, находящемуся в 60 милях, чтобы грузоподъемность не наруша-
лась.
Таким же образом это повторяется другим грузовиком, пока не ос-
танется необслуженных клиентов. Грузовик возвращается на базу. За-
писывается маршрут.
Это повторяется и с другим грузовиком, пока не обслужат всех кли-
ентов. При решении для каждого маршрута решаем задачу коммивоя-
жера, чтобы определить последовательность клиентов в маршруте, что
позволяет минимизировать общее пройденное расстояние. Получаем
определенное выполнимое решение о маршрутизации.
Отметим, что последующий шаг этой эвристики, в которой мы опре-
деляем решение коммивояжера для каждого маршрута, может сам
включать эвристику, которая быстро находит необходимый маршрут
с минимальным расстоянием до определенных клиентов.
Обратим внимание также на то, что эвристика может быть измене-
на, чтобы любой необслуженный клиент был включен первым в каж-
дый новый маршрут. Для выбора первого клиента в маршруте могут
быть использованы эвристические методы, чтобы выявить многочис-
ленные выполнимые решения маршрутизации. В этом случае мы мо-
жем, конечно, выбрать решение с минимальными общими затратами,
которые равняются сумме затрат каждого маршрута. При анализе за-
дачи мы рассматриваем наиболее известное выполнимое решение мар-
шрутизации в качестве строгого решения, а затраты — как обязатель-
ные затраты и обозначим их Z.nc.
В общем, мы не можем гарантировать, что эвристика найдет выпол-
нимое решение для задачи календарного планирования, конечно, если
такое решение существует. Например, если в задаче компании Chemtech
было бы ограничение использовать не менее чем 5 грузовиков, мы не
смогли бы найти решение, так как общая грузоподъемность 5 грузови-
ков — 50 т, в то время как требование всех 13 заказчиков — 55 т. Но так
как можно использовать неограниченное число грузовиков, мы можем
218
Глава 5. Унифицированная методология оптимизации...
быть уверены, что выполнимое решение существует и что такое реше-
ние легко найти.
Используя только эвристику, мы не имеем данных о разнице между
Zinc и Zm , нахождение решения с минимальной стоимостью затрудняет
определение качества решений. В действительности поиск Zmin эфемер-
ный, так как, несмотря на используемые методы, мы не можем ожи-
дать оптимального решения нахождения маршрутов в задаче локальных
доставок и доказать, что оно оптимально. Число возможных решений
маршрутизации для таких задач слишком велико, хотя оно тоже имеет
предел. Тем не менее, так как унифицированная методология оптими-
зации включает методы вычисления нижних пределов на уровне Zmjn
она дает возможность окончательно найти наилучшее решение.
Пример 5.1
Продемонстрируем применение эвристики в нахождении возможного
маршрута. Первый клиент каждого маршрута — это необслуженный
клиент, находящийся ближе всего к базе. Таким образом, выбирается
клиент №11 как первый в первом маршруте. Затем рассматривается
клиент № 2, ближайший сосед клиента № И, к которому отправится
грузовик. Этот шаг непозволителен, так как сумма потребностей кли-
ентов № 11 и 2 равна 12 т, что превышает грузоподъемность грузовика.
В результате отправляем грузовик к клиенту № 10, который является
следующим ближайшим соседом клиента №11. Этот шаг допустим,
так как сумма потребностей клиентов № 11 и 10 — 10 т. Такое распре-
деление клиентов заполняет грузовик полностью, и он отправляется
затем па базу.
Таким образом, стоимость первого возможного маршрута 0-11-10-0
равна 100 + 16 + 24 + 42 = $182 (поскольку он посещает только двух
клиентов, любое из двух решений является оптимальным маршрутом
коммивояжера). В этой сумме 100 — постоянные затраты, 16 — прямые
затраты (16 миль х $1/миля), 16 миль — расстояние от склада до кли-
ента № 11, 24 — прямые затраты от клиента № И до клиентов № 10
и 42 — прямые затраты от клиента № 10 до склада. Продолжая приме-
нять эвристику, мы получим следующее возможное решение маршру-
тизации № 1.
Это наше первое строгое решение.
В возможном решении № 1 при выборе первого клиента каждого
маршрута мы выбирали необслуженного клиента, находящегося ближе
всего к базе. Во втором решении мы рассматривали в качестве первого
клиента в каждом маршруте необслуженного клиента, находящегося
дальше всего от базы. Для создания ясности маршрута в дальнейшем
анализе первый маршрут эвристики во второй ситуации начнем с марш-
рута № 8. Продолжаем добавлять новые маршруты, исключая ситуа-
ции, когда маршрут повторяет ранние маршруты, в таких случаях исполь-
5.1. Эвристические методы для комбинаторных проблем оптимизации 219
Возможное решение маршрутизации № 1
Маршрут Клиенты Стоимость, $
I 0-1I-10-0 182
2 0-5-6-9-0 174
3 0-12-7-0 169
4 0-2-1-0 197
5 0-4-3-0 214
6 0-8-0 170
I 0-13-0 200
Общая стоимость маршрута 1306
Возможное решение Ns 2
Маршрут Клиент Стоимость, $
8 0-13-3-5-0 241
9 0-1-2-6-0 252
10 0-10-7-0 192
6 0-8-0 170
11 0-4-9-0 199
12 0-12-0 138
13 0-11-0 132
Общая стоимость маршрута 1324
зуется предыдущий номер. Таким образом, второе решение будет сле-
дующим (возможное решение № 2).
Возможное решение № 2 стоит дороже и не может заменить строгое
решение. Два возможных решения отличны друг от друга, исключая
повтор маршрута 0-8-0. Мы могли бы продолжить поиск новых реше-
ний, основанных на вариациях эвристики, но мы опускаем дальней-
ший анализ по педагогическим причинам (в учебных целях).
Применение общецелевой эвристики. Теоретические и практиче-
ские трудности в комбинаторных задачах оптимизации способствова-
ли проведению исследований в эвристике, которые представляли ин-
теллектуальное исследование подходящих решений данной проблемы.
Эти методы начинают с решения, которое либо может быть возмож-
ным, либо нет, и пытаются улучшить его или, если данное решение
невозможно, ищут новое решение, которое очень близко к возможно-
му, если данное решение возможно в задаче минимизации, то ищут
новое решение с низкими затратами. (Для удобства мы предполагаем,
220
Глава 5. Унифицированная методология оптимизации...
что целью всех операционных задач планирования в этой главе явля-
ется минимизация затрат.) Некоторые методы — это объединенные
близкие методы исследования, которые иногда позволяют увеличить
затраты, когда переходят к новому решению, исключая локальный, но
не общий минимум. Хотя общецелевая эвристика теоретически может
расширить их исследование, пока не найдется общее оптимальное ре-
шение, процесс, основанный на этих особенностях, трудноприменим
на практике.1
Обзор общецелевой эвристики выходит за рамки настоящей книги.
Вместо этого приведем пример генетического алгоритма, возможно
самого популярного класса эвристики в анализе комбинаторных за-
дач оптимизации, возникающих в результате управления цепями по-
ставок. Термин генетический алгоритм аналогичен селективному от-
бору растений и животных, которые стремятся оставить потомство
с лучшими характеристиками, контролируя способ комбинирования
родительских хромосом.2 Отношение данного алгоритма к комбина-
торной задаче оптимизации состоит в поиске решений на примере со-
ставляющих хромосом.
Генетический алгоритм пытается улучшить пару решений (родите-
лей) путем скрещивания или обмена хромосом в надежде создать но-
вое или улучшенное решение (потомство). Иногда алгоритм включа-
ет мутацию хромосом в данном решении из-за их беспорядочного
изменения. Мутации необходимы для избежания локального оптиму-
ма. Скрещивания и мутации осуществляются вероятностным образом,
так как их ценность не определена. Это позволяет выводить наилуч-
шие варианты потомства. Вероятность того, что хромосома содержит-
ся в потомственном решении, зависит от лежащих в ее основе характе-
ристик (fitness value), которые имеют отношение к цели оптимизации.
Хромосомы рассматриваются как примеры основных схем, которые
можно представить как определенные наборы похожих хромосом. На-
пример, маршрут 0-13-3-5-0 из возможного решения № 2 — пример
схемы *-13-3-*, где клиенты № 3 и 13, скорее всего, будут посещены
одновременно, так как они расположены рядом друг с другом и их со-
вместный заказ практически заполняет грузовик. Теоретические осо-
бенности генетических алгоритмов относятся к независимым свой-
1 Всесторонний обзор методов общецелевой эвристики представлен в рабо-
те Reeves С. R., ed. [1993а].
2 Мы следуем генетическому алгоритму, представленному в работе Reeves
С. R.,ed. [1993b],
5.1. Эвристические методы для комбинаторных проблем оптимизации 221
ствам схем. Генетический алгоритм лучшим образом работает в отно-
шении комбинаторных задач оптимизации, где схемы мелких заказов,
близко расположенных друг от друга, идентифицируются как строи-
тельные блоки и комбинируются друг с другом для создания постоян-
но улучшающихся решений.
Проиллюстрируем сущность генетического алгоритма на примере
пересекающихся операций задачи локальной доставки компании
Chemtech, полученных из двух возможных решений этой задачи. Мы
перечислили эти два возможных решения в верхней части табл. 5.3,
в которой маршруты каждого решения были реорганизованы путем вы-
ражения его денежной ценности в ценности количества доставляемо-
го груза. Этот параметр является хорошей оценкой качества каждого
маршрута; мы используем его для оценки маршрута с точки зрения
соответствия требованиям.
Выполняя перекрестный анализ этих маршрутов, мы связываем ве-
роятность его принятия с параметром «соответствие указанным тре-
бованиям» (fitness value). Мы рассчитываем эту вероятность по фор-
муле:
Р(х) = Ке ^ для х > 15,
гдеК = 1,953 иЛ = 0,04463.
Эти параметры были выбраны так, что Р(15) = 1,0, Р(х) уменьшает-
ся с увеличением х и Р(20) = 0,80. Рациональность такого выбора за-
ключается в следующем. Эксперимент с задачей локальной доставки
компании Chemtech показывают, что х всегда будет больше 15. Любой
маршрут, параметр «соответствие требованиям» (fitness value) кото-
рого близок к 15, будет иметь высокую вероятность выбора. Таким
образом, маршрут с ценностью, равной 20, достаточно хорош и дол-
жен быть выбран в перекрестном решении с высокой вероятностью,
которую мы взяли равной 0,8. Параметры К и Л были выбраны с целью
подгона функции к этим двум значениям.
Создадим комбинированное решение из двух возможных решений,
опираясь на Р, вероятность их выбора. Как показано в верхней части
табл. 5.3, мы заказали маршруты с точки зрения их соответствия тре-
бованиям и подсчитали Р, вероятность их выбора, по указанной выше
формуле. Вообще, маршрут выбирается для предположительного
включения в анализ, если его Р по крайней мере велико настолько же,
насколько и случайная вероятность из соответствующего ряда величин.
Случайные вероятности были выбраны из таблицы случайных величин
от 1 до 100. Тем не менее маршрут не включается в комбинированное
222
Глава 5. Унифицированная методология оптимизации...
Таблица 5.3
Генетический алгоритм, применяемый к задаче локальных поставок
А В С О Е Г G
1 Маршруты, составленные на основе характеристик
2 3 Вы- бор зака- за Маршрут Затраты Достав- ленный груз, т Затраты, т P
4 1 Маршрут 3 0-12-7-0 169 10 16,90 0,92
5 2 Маршрут 1 0-11-10-0 182 10 18,20 0,87
6 3 Маршрут 13 0-11-0 132 7 18,86 0,84
7 4 Маршрут 6 0-8-0 170 8 21,25 0,76
8 5 Маршрут 10 0-10-7-0 192 9 21,33 0,75
9 6 Маршрут 5 0-4—3-0 214 9 23,78 0,68
10 7 Маршрут 8 0-13-3-5-0 241 10 24,10 0,67
11 8 Маршрут 4 0-2-1-0 197 8 24,63 0,65
12 9 Маршрут 2 0-5-6-9-0 174 7 24,86 0,64
13 10 Маршрут 9 0-1-2-6-0 252 10 25,20 0,63
14 11 Маршрут 11 0-4-9-0 199 7 28,43 0,55
15 12 Маршрут 12 0-12-0 138 4 34,50 0,42
16 13 Маршрут 7 0-13-0 200 3 66,67 0,10
17
18
19 Перекрестный анализ
20 21 Вы- бор зака- за Случайная вероят- ность Маршрут Затраты Совпада- ющий ранее маршрут Вклю- чить марш- рут?
22 1 Маршрут 3 0,69 0-12-7-0 169 No Yes
23 2 Маршрут 1 0,56 0-11-10-0 182 No Yes
24 3 Маршрут 13 0,3 0-11-0 132 Yes No
25 4 Маршрут 6 0,32 0-8-0 170 No Yes
26 5 Маршрут 10 0,66 0-10-7-0 192 Yes No
27 6 Маршрут 5 0,79 0-4—3-0 X X No
28 7 Маршрут 8 0,55 0-13-3-5-0 241 No Yes
29 8 Маршрут 4 0,24 0-2-1-0 197 No Yes
30 9 Маршрут 2 0,80 0-5-6-9-0 X X No
31 10 Маршрут 9 0,35 0-1-2-6-0 252 Yes No
5.1. Эвристические методы для комбинаторных проблем оптимизации 223
Окончание табл. 5.3
А В С D Е F G
32 11 Маршрут 11 0,10 0-4-9-0 199 No Yes
33 12 Маршрут 12 0,98 0-12-0 X X No
34 13 Маршрут 7 0,92 0-13-0 X X No
35
36 X — отклоненные маршруты
37
38
39 Новое выполнимое решение
40
41 Маршрут 3 0-12-7-0 169
42 Маршрут 1 6-11-10-0 182
43 Маршрут 6 0-8-0 170
44 Маршрут 8 0-13-3-5-0 241
45 Маршрут 4 0-2-1-0 197
46 Добавленный маршрут 11 * 0-4-6-9-0 207
47 Общие затраты 1166
48 * Клиент № 6 был добавлен к маршруту № 11 (0-4-9-0).
решение, если он обслуживает клиента, который уже обслуживается
маршрутом, выбранным для комбинированного решения. Например,
маршрут 0-11-0 совпадает с выбранным ранее маршрутом 0-11-10-0
и поэтому не включается в комбинированное решение.
После завершения комплектации комбинированного решения мы
выбрали 6 маршрутов (№ 3, 1,6, 8, 4, И), которые обслуживают 12 из
13 клиентов в задаче локальной доставки. Единственным необслужен-
ным клиентом при этом остается клиент № 6. Попробуем дополнить
решение, закрепляя этого клиента за выбранными маршрутами. Если
же после этого остаются необслуженные клиенты, мы применяем для
маршрутизации эвристические методы.
В нашем случае необслуженный клиент прикрепляется к маршру-
там № 6,4 или 11. Наиболее выгодно с точки зрения общей стоимости
прикрепить его к маршруту № 11. Полученный новый маршрут мож-
но сравнить с мутацией начальной хромосомы, т. е. с маршрутом № 11.
В результате мы получили новое возможное решение общей стой-
224
Глава 5. Унифицированная методология оптимизации...
мостью $1166, что существенно выгоднее прошлого маршрута с общей
стоимостью $1306.
Один числовой пример еще не подтверждает теории, однако иллю-
стрирует, как пересечение двух совершенно разных «родителей» (воз-
можных решений о маршрутах) может дать новое «потомство» (дру-
гое решение о маршрутах) более высокого качества. Так как расчеты
достаточно просты, при решении широкомасштабных задач перекрест-
ный анализ может применяться до 100 раз в минуту. Случайное сме-
шивание эффективных решений для получения наилучшего варианта
необходимо применить несколько раз, чтобы достигнуть действитель-
но оптимального варианта.
5.2. Краткий обзор унифицированной методологии
оптимизации
В этой главе мы рассмотрим унифицированную методологию опти-
мизации, которая сочетает в себе методы математической декомпози-
ции и эвристические методы. Метод декомпозиции раскладывает круп-
ную единую модель целочисленного программирования на несколько
подмоделей, которые легче оптимизировать. Этот метод1 перегруппи-
рует подпланы, полученные из этих подмоделей для поиска оптималь-
1 Методы декомпозиции подразделяются на две основные категории: осно-
ванные на цене и основанные на ресурсах. Эти методы механизируют экономи-
ческие принципы для достижения и вычисления равновесных цен и количе-
ства товаров, т. е. определения такой цены спроса и предложения и такого
количества товаров на рынках, при которых количество поставляемых на ры-
нок товаров по равновесной цене точно равняется количеству товаров, пользу-
ющихся спросом. С помощью ценовых методов модель предложения прогно-
зирует цены на ограниченные ресурсы, которые будут предоставлены для модели
спроса. Модель спроса отвечает путем определения количества товаров, необ-
ходимых для приобретения. Эта информация используется моделью предло-
жения для регулирования цен на ресурсы, основанные не только на мгновен-
ной реакции модели спроса, но и на более раннем опыте. При соответствующих
математических условиях процесс регулирования цены между моделями спроса
и предложения приводит к равновесию. При ресурсных методах модель пред-
ложения прогнозирует количество ограниченных ресурсов, которыми будет
обеспечена модель спроса, которая, в свою очередь, отвечает информацией о том,
какую цену необходимо заплатить для регулирования полученных ресурсов. Ма-
тематическая теория методов декомпозиции подробно рассмотрена Shapiro Т. F.
[ 1979]. Ценовые методы объясняются и иллюстрируются в работах Shapiro Т. F.
[1993, 384-397] и Winston W. L. [1994, 562-5851. - Прим. науч. ред.
5.2. Краткий обзор унифицированной методологии оптимизации 225
ного и общего плана, который и будет оптимальным решением перво-
начальной единой модели.
Применяя данную методологию к задаче цепей доставок и модели
для ее анализа, разработчик системы имеет стимул для создания и внедре-
ния системы моделирования, которая будет надежно и быстро созда-
вать явно хорошие планы. Методология применяется в случаях, часто
возникающих в операционном планировании, для которых вычисли-
тельные усилия, необходимые для достижения' оптимального или явно
хорошего решения модели целочисленного программирования, были
бы невозможны. Более того, эти случаи применения включают в себя
решения задач, связанных с размещением ресурсов и другими ограни-
чениями, которые не могут быть эффективно проанализированы только
эвристическими методами.
Вдобавок ко всему методология осложнена и требует стойкости от
разработчика, если он хочет добиться успеха. Хотя, принимая во вни-
мание выполнение проекта при наличии соответствующих ресурсов,
вероятность успеха будет очень велика. Широкое применение этот ме-
тод нашел при составлении маршрутов, кадровых расписаний и пла-
нировании производства.1
В следующем параграфе проиллюстрируем применение метода де-
композиции в создании производственного графика. Обобщим постро-
ения из этого метода путем представления унифицированной методо-
логии оптимизации. В следующих двух главах применим эту методологию
в расчетных задачах, встречающихся при маршрутизации и производ-
ственном календарном планировании.
Пример декомпозиции производственного планирования
Так как методы декомпозиции сложны, обсудим вначале их непосред-
ственное применение, а затем предложим унифицированную методоло-
гию оптимизации, основанную на них. В частности, применим методы
декомпозиции для единых дискретных частей модели производствен-
ного календарного планирования, изображенные на рис. 5.3.2 Число-
1 Lasdon L. S., Terjung R. С. [1971] представляют отчет о более раннем успеш-
ном применении производственного календарного планирования. Desaulniers G.
et al. [1998] описывают единую систему взглядов об оптимизации транспорт-
ных маршрутов, которая в значительной степени совпадает с унифицирован-
ной методологией оптимизации; в своей работе они также приводят несколько
примеров успешного применения данного подхода.
2 Декомпозиционный метод для этого класса задач впервые был разработан
авторами Dzielinski В., Gomory R. [1965], см. также Lasdon L. S., Terjung R. С.
[1971].
15-2180
226
Глава 5. Унифицированная методология оптимизации..
Целевая функция:
минимальные
затраты,которых
можно избежать
Использование
ресурсов
оборудования
Мощность
оборудования
Планирование
производства/запаса
изделия № 1
Планирование
про изводства/запаса
изделия Л/
Рис, 5.3. Отдельные части задачи производственного календарного
планирования как единой модели целочисленного программирования
вая версия этой модели будет проанализирована в разделе 5.4. Как
показано, модель направлена на создание планов производства/запа-
сов п ед. в период многонедельного планирования, где единицы про-
дукции должны распределяться или конкурировать за ограниченные
ресурсы оборудования. Под единицами продукции мы подразумеваем
единицы учета запасов. Отдельные единицы производятся прерыви-
сто с установленными размерами производства, которые называются
размером партии производства каждой единицы продукции. Перемен-
ные 0 -1 и фиксированные установленные ограничения, которые об-
суждались в разделе 4.1, обычно обусловлены фиксированными затра-
тами и использованием ресурсов. Балансовые уравнения, рассмотренные
в разделе 3.1, используются для учета единицы запасов.
Если единица продукции производится в определенную неделю, то
при этом используются ресурсы оборудования, равные функции от его
времени установки и нормы производства. Для каждой недели сумма
использованных ресурсов для всех единиц продукции, произведенных
за эту неделю, не может превышать допустимой мощности оборудова-
ния. Такая модель могла бы использоваться при анализе отдельных
частей задач календарного планирования, например при производстве
шин, полупроводников, пластмассовых изделий и других товаров.
5.2. Краткий обзор унифицированной методологии оптимизации
227
Для задачи 13-недельного периода планирования, включающей 500 из-
делий, модель потребует 6500 переменных 0-1. Другие 0-1 переменные
и ограничения нужны для решений типа «покупать или производить
самостоятельно» или о положительном эффекте масштаба произ-
водства. Количество уравнений-ограничений может достигать 20 000.
Поэтому модель целочисленного программирования была бы крупной
и, возможно, трудной для оптимизации. Принимая во внимание, что
управляющий производством захочет использовать модель каждую
неделю на основе повторяющегося периода планирования, подход де-
композиции может гарантировать, что хороший план будет быстро
найден.
Напоминаем, что повторяющийся период — это период планирова-
ния с фиксированной продолжительностью, который используется для
разработки модели. Таким образом, период 2 из предыдущей модели
становится периодом 1, период 3 становится периодом 2 и т. д. Послед-
ний период новой модели является дополнительным по отношению
к старому.
Подход декомпозиции мотивируется наблюдением, что подмодели
календарного планирования производства/запасов для каждого изделия
могут быть легко оптимизированы, только если для ресурсов оборудо-
вания нет ограничений, которые их связывают. Если можно точно «оце-
нить» ограничения ресурсов оборудования, то можно оптимизировать
график производства каждого изделия отдельно от других. Под оцен-
кой мы пониманием установление стоимости производства/запасов
каждого изделия с оценкой затрат ($/час), потребляемых за каждую
неделю ограниченных ресурсов оборудования, эффективно преобразуя
эти ограничения в целевую функцию модели. Трудность состоит в том,
что мы не имеем представления о том, какие цены назначать за ис-
пользование оборудования. Произвольные цены или даже научно обо-
снованные могут легко привести к тому, что взятые вместе планы про-
изводства каждого изделия серьезно нарушат имеющиеся мощности
или даже выйдут за ее пределы через несколько недель.
Метод декомпозиции, изображенный на рис. 5.4, решает эту пробле-
му. Как показано, метод направляет исходные данные к начальной
модели, созданной из нескольких выполнимых планов производства
единицы продукции. Выполнимый план состоит из еженедельных ре-
шений, относящихся к тому производству и складированию, при ко-
торых спрос на каждое изделие полностью удовлетворен. Любые огра-
ничения по производству и складированию такого изделия, например
ограничения количества продукции, производимой за один произвол-
228
Глава 5. Унифицированная методология оптимизации...
ственный цикл, также удовлетворены. Возможный план представляет
собой объединение планов производства единицы продукции с усло-
вием, что суммарные требования ресурсов оборудования для произ-
водства каждого изделия за каждую неделю не превосходят недель-
ной мощности оборудования.
Пробный выполнимый план производства единицы продукции, по-
казанный на рис. 5.4, может быть сконструирован вручную с помощью
автоматических вычислений, основанных на методах эвристики, или
с помощью каких-либо комбинаций этих двух методов. Для каждого
плана исходные данные представляют собой издержки, которых можно
Рис. 5.4. Пробный выполнимый план производства единицы продукции
5.2. Краткий обзор унифицированной методологии оптимизации 229
избежать, возникающие при установке производства, содержании за-
пасов и использовании оборудования в течение планового периода.
Переменные решения, связанные с возможным планом производства
единицы продукции, являются неотрицательными значениями, кото-
рые представляют собой долю того плана, который модель желает вы-
брать. Для каждой единицы сумма значений всех планов должна рав-
няться 1.
Основная модель может быть решена как модель линейного про-
граммирования (основная модель ЛП), где значения плана могут при-
нимать любые значения от 0 до 1 включительно. Мы говорим, что для
некого изделия был выбран базисный план, если значение одного из
возможных планов производства равно 1, а всех остальных — 0; в лю-
бом другом случае мы говорим, что был выбран смешанный план. Сме-
шанный план не может быть осуществлен, .так как он включает в себя
запрещенные раздробленные части. Например, предположим, что сме-
шанный план для одного изделия включает в себя два плана, каждый
со значением по 0,5, в котором план 1 выполняется в период 1 и не
выполняется в период 2, в то время как план 2 выполняется в период 2
и не выполняется в период 1. Смешанный план предполагает, что управ-
ляющий производством должен сделать половину установленного объ-
ема каждого из периодов 1 и 2. Подобная конфликтная ситуация явля-
ется результатом ограничения ресурсов в периоды 1 и 2.
Также, основная модель может быть решена как модель смешанно-
го целочисленного программирования (основная модель ЦП), в кото-
ром показатели планов могут принимать значения только 0 и 1; т. е.
разрешены только пригодные для выполнения планы. Цель основной
модели ЛП — выбрать оптимальные комбинации возможных планов
производства каждого изделия и затем установить оптимальные ис-
кусственные цены на ресурсы оборудования и ограничения значений,
которые были бы использованы для создания нового возможного плана
производства. Цель начальной модели ЦП — определить самый луч-
ший возможный план из всех имеющихся планов путем выбора базис-
ного плана для каждого изделия. Этот лучший возможный план про-
изводства не может быть неоптимальным, так как основная модель ЦП
не принимает во внимание все возможные планы производства для
каждого изделия.
Для удобства описания допускаем, что для каждой недели существу-
ет только одна техническая мощность t, и вводим л, обозначающую
искусственные цены, полученные путем оптимизации начальной мо-
дели ЛП. Обычно для каждого /-изделия мы вводим 0., означающее
230
Глава 5. Унифицированная методология оптимизации...
искусственные цены на выравнивание значения до уровня 1 для каж-
дого /-изделия. Передача этих искусственных цен подмоделям произ-
водства/запасов осуществляется с помощью метода декомпозиции.
Существует только одна такая подмодель для каждого изделия. Без
этих искусственных цен целевая функция каждой подмодели состоит
в минимизации примитивного производства, где это возможно, и из-
держек на хранение. Искусственные цены используются для добавле-
ния стоимости ресурсов л*, машино-часов для часов t использования
оборудования за неделю при производстве /-изделия. Для каждого воз-
можного плана производства мы называем эту добавленную стоимость
скорректированной стоимостью ресурсов. Это можно продемонстри-
ровать так: 0. равна скорректированной стоимости ресурсов одного или
более возможных планов производства /-изделия в основной модели
ЛП, которые имеют минимальную скорректированную стоимость ре-
сурсов. Эти планы производства включают все планы производства с
положительными значениями в оптимальном решении основной мо-
дели ЛП.
Каждая подмодель представляет собой простую модель ЦП, кото-
рую можно легко и быстро оптимизировать для создания возможного
плана производства единицы продукции с минимальной скорректиро-
ванной стоимостью ресурсов, которую мы можем добавить к основной
модели ЛП. Как описано ниже, мы протестируем этот новый возмож-
ный план производства единицы продукции, чтобы увидеть, возможно
ли улучшить основную модель ЛП, используя его.
Тест для нового возможного плана производства единицы продукции.
Для каждого /-изделия решаем модель оптимизации для расчета мини-
мальной скорректированной стоимости ресурсов. Полагая, что
Д = min скорректированная стоимость ресурсов - 0,
мы добавляем новый возможный план производства к основной моде-
ли ЛП. Если Д.< 0, тогда план более выгоден по цене, чем любой дру-
гой из текущих возможных планов производства /-изделия. Когда мы
реоптимизируем модель с новым планом, то можем быть уверены, что
оптимальное решение основной модели ЛП изменится.
И наоборот, если Д. = 0 (как показано, Д. никогда не может быть по-
ложительным), мы не добавляем новый план производства к основной
модели ЛП, так как он не является более выгодным, чем те возможные
планы производства, уже включенные в модель.
Наконец, если Д. = 0 для всех /, декомпозиция между основной моделью
Л П и подмоделью заканчивается, так как анализ определяет, что для всех
наименований не существует новых возможных планов производства,
которые могут улучшить оптимальное решение основной модели ЛП.
5.2. Краткий обзор унифицированной методологии оптимизации
231
В дополнение к предлагаемым новым возможным решениям основ-
ной модели ЛП решения М подмоделей, по одному для каждого изде-
лия, устанавливают нижнюю границу стоимости оптимального реше-
ния первоначальной модели ЦП. Мы используем описание ЛВ^для
обозначения этой нижней границы, где оно показывает, что нижняя
граница зависит от искусственных цен л на ресурсные ограничения.
Расчет нижней границы. Решение подмоделей устанавливает нижнюю
границу на уровне Zm , который является стоимостью оптимального
решения дискретных частей производственной модели. Эта нижняя
граница ЬВл равна:
min целевая функция стоимости основной модели ЛП + Д( + Д2+ ... + Ддг
Необходимо помнить, что все Д. неположительны, а поэтому нижняя
граница ниже или равна минимальной целевой функции стоимости
основной модели ЛП. Каждый раз, когда основная модель ЛП и ДГпод-
моделей оптимизируются, граница меняется. Так как эти границы мо-
гут не увеличиваться с каждым повторением, мы должны записывать
самое высокое значение нижней границы, которые используем, когда ре-
шаем закончить расчет, и получаем явно хороший план.
Мы используем методы декомпозиции, когда оптимизируем основ-
ную модель целочисленного программирования (ОМЦП) для опреде-
ления возможных решений производственной модели. В идеале мы
хотели бы оптимизировать ОМЦП один раз и затем завершить расчеты,
так как разница между целевой функцией стоимости и наибольшим
значением нижней границы достаточно мала для того, чтобы объявить
полученный план явно хорошим. Это случайное событие могло бы су-
щественно сократить общее время расчетов, но оно может не случать-
ся так часто, как нам бы этого хотелось. Таким образом, необходимо
экспериментировать для каждого случая использования унифициро-
ванной методологии оптимизации для определения частоты решений
ОМЦП.
Последним важным моментом, который необходимо подчеркнуть
в методе декомпозиции, является то, что эвристические методы могут
и должны использоваться различными способами, дабы ускорить рас-
четы. Во-первых, эвристика необходима для инициализации ОМЛП.
Ее цель — обеспечить ОМЛП необходимым количеством хороших
планов производства для каждого изделия. Намеренный эффект по-
добной инициализации — установить начальные искусственные цены,
которые не будут сильно отличаться от наибольшего значения ниж-
ней границы. В разделе 5.4 мы представим и обсудим специфические
методы эвристики для этой задачи. Во-вторых, эвристика могла бы
232
Глава 5. Унифицированная методология оптимизации...
способствовать созданию возможных планов производства для ОМЛП,
что идентично оптимизации подмоделей производства запасов. Такая
эвристика может повлечь за собой усовершенствование возможных
планов производства подмоделей, основанных на том, насколько хо-
рошо они представлены в повторяющихся версиях ОМЛП. Так как
время расчета в линейном программировании напрямую зависит от
количества уровней в модели и практически не зависит от количества
параметров, привлечение планов производства, полученных с помо-
щью методов эвристики, не может существенно изменить расчеты.
Наконец, эвристика может и должна использоваться для оптимизации
ОМЦП; мы представим подобные методы в разделе 5.4.
Унифицированная методология оптимизации
В этом разделе мы обобщим сведения, описанные в предыдущем раз-
деле, о применении унифицированной методологии оптимизации для
задач операционного планирования. Ключевые элементы этой мето-
дологии изображены на рис. 5.5. Мы начнем с разложения единой мо-
дели ЦП на модели ЛП и на ряд подмоделей Лагранжа, термин, кото-
рый мы раскроем впоследствии.
Предположим, что единая модель ЦП слишком большая и сложная
для оптимизации ее в жестких временных условиях. В любом случае,
Эффективный план
Рис. 5.5. Унифицированная методология оптимизации
5.2. Краткий обзор унифицированной методологии оптимизации
233
не принимая во внимание сложность модели и наше стремление полу-
чить полезное решение из нее, важно, что мы начинаем анализ пробле-
мы операционного планирования с единой модели. Такой подход тре-
бует необходимости четкого определения и группировки всех важных
вариантов решений, ограничений и целей.
Сущность декомпозиции состоит в размещении ресурсных мощно-
стей и других ограничений, связанных с крупными частями операцион-
ной системы, в модели ЛП. Это позволяет методологии отдельно и не-
зависимо друг от друга оптимизировать подмодели Лагранжа. Более
того, в большинстве случаев эвристические методы пригодны для оп-
тимизации мелких и более простых подмоделей. Подобными приме-
рами являются описанные в предыдущем разделе подмодели произ-
водства/запасов. Мы называем эти подмодели подмоделями Лагранжа,
так как искусственные цены, используемые для передачи информа-
ции о расходах для ограничения, являются множителями Лагранжа,
математическими элементами, открытыми французским математиком
Дж. Л. Лагранжем в начале XIX в.1
Цель унифицированной методологии оптимизации в разработке
реально выполнимого плана для задачи операционного планирования,
т. е. такого плана, стоимость которого находится в пределах допусти-
мой стоимости оптимального решения первоначальной модели ЦП.
Хотя мы можем никогда не узнать оптимальную стоимость, данная ме-
тодология позволяет определить ее нижние пределы. Данный возмож-
ный план объединяет все возможные подпланы, полученные путем
оптимизации подмоделей Лагранжа. Возможный план является так-
же объединением тех подпланов, которые удовлетворяют всем огра-
ничениям. Как и в предыдущем разделе, мы предполагаем, что возмож-
ный план существует, но в то же время признаем, что его поиск может
быть затруднен или невозможен в некоторых задачах операционного
планирования.
1 Множители Лагранжа — это цены в ориентированном на цену методе де-
композиции, который мы применяем в унифицированной оптимизационной
методологии. Свойства объяснены в деталях в работе Shapiro J. F. [1993,384-397].
См. также Graves S. С. [1982] об использовании множителей Лагранжа в иерархи-
ческом планировании и работу Kohl N., Madsen О. В. G. [ 1997] об их использо-
вании для маршрутизации с заданными значениями времени. Ориентирован-
ный на цену метод также называют генерацией столбцов потому что подмодели
Лагранжа создают новые столбцы для основных моделей; см. работы Desrosiers J.,
Sourmis F., Desrochers M. [1984] и Ribeiro С., Soumis F. [1994] о программных
приложениях для маршрутизации транспортных средств. — Прим. науч. ред.
10-2186
234
Глава 5. Унифицированная методология оптимизации...
Модель ЛП и подмодели Лагранжа были много раз решены различ-
ными способами. Мы называем этот метод процедурой разработки
подплана. Каждый цикл данной процедуры, называемый итерацией,
начинается с переноса искусственных цен с модели ЛП на каждую под-
модель Лагранжа. Затем мы оптимизируем подмодель Лагранжа для
разработки нового возможного плана, который переносится на модель
ЛП. Для будущей ссылки заметим, что оптимальное решение каждой
подмодели имеет минимальную ресурсную стоимость (см. раздел 3.4)
среди всех возможных решений подмодели.
При каждой итерации и для каждой подмодели сама модель Л П ищет
оптимальную комбинацию возможных подпланов среди тех, которые
были переданы в эту модель. Она делает это через определение не-
отрицательных значений, дающих в сумме единицу, для различных
подпланов. Если только одно значение положительно и равно едини-
це, мы говорим о получении базисного подплана для этой подмодели.
Если положительно более одного значения, мы говорим о получении
смешанного подплана. В общем, модель ЛП будет искать смешанные
подпланы для всех подмоделей декомпозиции.
Смешанный подплан не может быть применен на практике. Управ-
ляющий производством должен выбрать только один план производ-
ства для каждого продукта, а диспетчер должен выбрать один маршрут
для транспортного средства. Одна из причин, по которой мы соглаша-
емся с недостатками процедуры разработки подплана, состоит в том,
что при каждой итерации модель ЛП определяет искусственные цены
на ограничения, которые используются затем для разработки новых
возможных планов для каждой подмодели. Если мы наложим ограни-
чения значений 0 или 1, которые могли бы гарантировать выбор толь-
ко чистых подпланов, мы можем потерять возможность подсчета ис-
кусственных цен, имеющих большое значение.
Экономическое ценообразование, лежащее в основе оптимизации
ЛП, позволяет нам протестировать каждый новый подплан по сравне-
нию со всеми предыдущими для определения того, может ли этот под-
план улучшить модель ЛП. Если значение сниженной стоимости но-
вого подплана отрицательно, подплан проходит тест, так как когда мы
добавляем его в модель ЛП, мы тем самым улучшаем предыдущее ре-
шение модели. Мы добавляем подплан в модель ЛП путем включения
в нее данных, описывающих его влияние на ограничения вместе с его
стоимостью. Объединенное решение является значением, которое бу-
дет перенесено в новый подплан. Если же новый подплан не проходит
тест, мы не добавляем его в модель ЛП. Если все подпланы не прохо-
5.2. Краткий обзор унифицированной методологии оптимизации 235
дят тест, мы говорим, что процедура разработки плана не дошла до
предела. Это означает, что она должна быть завершена, так как в перс-
пективе нет новых возможных подпланов, достойных расчетов.
Каждая итерация среди модели Л П и подмоделей обеспечивает уста-
новление нижних пределов стоимости оптимального решения перво-
начальной модели ЦП. Это можно продемонстрировать так: модель Л П
генерирует последовательность искусственных цен или множителей
Лагранжа, которые объединяются в оптимальный набор, называемый
двойственной задачей Лагранжа. Они оптимальны в том смысле, что
при их использовании в подмоделях они подсчитывают наибольшее
значение нижнего предела стоимости оптимального решения единой
модели ЦП.
Нижний предел стоимости может быть значительно ниже опти-
мальной стоимости. В этом случае говорят о двойственном расхож-
дении. С практической стороны мы можем быть спокойны за то, что
оптимальный или близкий к оптимальному набор коэффициентов
будет обеспечивать практически неизменяемый верхний предел стои-
мости. Эти коэффициенты также эффективны при выявлении огра-
ничений кратчайших путей решения, которые входят в оптимальное
решение. Наконец, они обеспечивают понимание обязательных огра-
ничений, основанных на величине абсолютной стоимости их коэф-
фициентов.
Время от времени мы будем налагать ограничения от 0 до 1 на зна-
чения этого плана, посредством чего создается модель ЦП, для кото-
рой оптимальное решение будет соответствовать возможному плану.
Это будет осуществимо лишь при замедлении процедуры создания
такого подплана, что характеризуется изменениями в оптимальном
решении для основной модели ЛП и нижнего предела стоимости. В со-
здании модели ЦП мы можем объединить эти планы в модель Л П, в кото-
рой имеются оптимальные расходы, сниженные до определенного пре-
дела. Причина состоит в том, что высокий предел снижения расходов
при помощи модели ЛП не всегда выбирается как часть оптимального
плана, рассчитанного моделью ЦП. Кроме того, объединение таких
планов и связанных с ним переменных будут повышать эффективность
метода ветвей и границ, применяемого в модели ЦП. Возможный план,
который оптимален в данной модели, может быть не оптимален в мо-
дели ЦП, так как модель ЛП не принимает во внимание все возмож-
ные планы. Существует надежда на то, что уже известный предел ми-
нимальных расходов позволит нам завершить работу над проектом, так
как он нас удовлетворяет. Если же нет, то потребуется повторный ана-
1б*
236
Глава 5. Унифицированная методология оптимизации...
лиз создания плана и использование методов эвристики для создания
планов для модели ЦП, которую мы будем оптимизировать заново.
Как показано на рис. 5.5, методы эвристики играют важную дополни-
тельную роль в настоящей методологии. Как говорилось в разделе 5.1,
существуют как специфические задачи эвристики, так и общецелевые
задачи. Во-первых, эвристика может быть применена к различным
моделям с целью проверки планов для введения в действие модели
ЛП. Качество этого введения как источника искусственных цен будет
неточно отражать ограничения кратчайшего пути. Если в модели ЛП
заданы неэффективные или слишком ограниченные по сфере примене-
ния начальные планы, то искусственные цены будут неточно отобра-
жать ограничения кратчайшего пути. В результате будут разрабаты-
ваться новые планы, которые неверно трактуют ограничения, вследствие
чего определяется ошибочный цикл. Теоретически методология долж-
на разработать выход из этого цикла, но с практической стороны это
требует слишком много затрат для расчета.
Во-вторых, метод может быть расширен для того, чтобы выбрать
один или более из возможных планов за счет комбинации планов бо-
лее низкого уровня. Сложность составления будет зависеть от различ-
ных анализируемых задач и пределов кратчайшего пути. В некоторых
случаях с помощью методов эвристики можно разработать такой план,
который по субъективной оценке удовлетворил бы нас даже в ситуа-
ции, когда нижний предел расходов не рассчитан и нет необходимости
в дальнейшем расчете. Однако возможность методов эвристики опре-
делять планы для задач операционного планирования с ограничения-
ми кратчайшего пути была бы полностью реализована. Очевидно, что
предпосылки создания унифицированной методологии оптимизации
заключены в том, что многие задачи операционного планирования тре-
буют тщательного анализа, а такие решения принимаются даже тогда,
когда ограничения кратчайшего пути решения недостаточны.
В-третьих, возможность использования метода состоит в том, что-
бы находить существующие планы для различных моделей. Выбор
между методами эвристики и строгим математическим программным
подходом зависит от специфической структуры модели. Процедура
создания подплана требует только того, чтобы анализ подмодели по-
зволял создать лучший подплан (т. е. подплан с наименьшей стоимостью),
чем подпланы, рассмотренные моделью ЛП, если таковая существует.
Создание плана не требует выявления его максимально сниженной
стоимости; будет лучше, если он повлияет на модель ЛП. Однако, если
модели не оптимизированы, мы можем рассчитать нижний предел
реальной минимальной стоимости.
5,3. Унифицированная методология оптимизации в применении к задачам... 237
В-четвертых, использование методов эвристики состоит в разработке
большого количества подпланов для основных моделей ЦП и ЛП за
счет их расширения; эти модели оказались наиболее привлекательны-
ми по сравнению с другими. В данном случае под привлекательностью
понимается их вес в оптимальных решениях к основным моделям. Так
как попытка расчета для решения основной модели Л П очень невоспри-
имчива к ряду планов, оцениваемых ею, то использование методов эв-
ристики является достаточно привлекательным с точки зрения уско-
рения создания плана.
5.3. Унифицированная методология оптимизации
в применении к задачам маршрутизации
В этом разделе рассмотрим унифицированную методологию оптими-
зации, использованную в задаче разработки маршрутизации локаль-
ных поставок компании Chemtech, которая была представлена в разде-
ле 5.1, где для вычисления решения возможного маршрута применялся
метод эвристики. Вспомним, что возможное решение, направленное
на уменьшение расходов, известно как строгое решение. Расширим этот
анализ, вытекающий из логики методологии, описанной в разделе 5.2
и изображенной на рис. 5.5.
Начнем с описания основной модели ЦП для задачи локальных по-
ставок (которая находит возможное решение, соответствующее стро-
гому решению). Допускаем, что она учитывает все возможные марш-
руты, найденные с помощью эвристики. Наилучшее решение будет
найдено лишь в том случае, если некоторая комбинация выполнимых
маршрутов, не проверенная эвристикой, решает задачу маршрутиза-
ции при более низких расходах. При наличии набора выполнимых
маршрутов основная модель ЦП находится в поисках комбинации не-
которых из этих маршрутов с минимальными расходами, при которой
каждый клиент должен быть посещен только один раз. Вкратце при-
ведем математическую формулировку этой модели.
Как говорилось в предыдущем разделе, основная модель ЛП, явля-
ющаяся вариантом основной модели ЦП, также предоставляет необ-
ходимую информацию для разработки новых маршрутов и расчета
нижних пределов, используя подмодель Лагранжа. Рассмотрим искус-
ственные цены ЛП как вознаграждения за посещение клиентов и ре-
шим подмодель Лагранжа, чтобы определить маршрут, максимизиру-
ющий его общее вознаграждение, которое равняется разности общего
вознаграждения за посещенных клиентов и затрат маршрута. Нижний
238
Глава 5. Унифицированная методология оптимизации...
предел Zmin, (неизвестная) минимальная стоимость задачи локальных
поставок, может быть рассчитан исходя из максимального общего воз-
награждения. Другие составляющие подмодели Лагранжа и расчет
нижнего предела стоимости будут рассмотрены ниже.
Условия оптимизации моделей
Данная структура основной модели ЦП локальных поставок исполь-
зует следующие индексы и параметры.1 Пусть М будет числом клиен-
тов, имеющих заказы на поставку, которые обозначим г. Предположим,
что каким-то образом создается п всевозможных маршрутов, которые
обозначим/ Пусть с. — затраты каждого маршрута. Тогда а.г=1, если
заказ был доставлен; 0 — в обратном случае.
В итоге определяем интервал переменных решений от 0 до 1.
х=1, если выбран маршрут/ 0 — в обратном случае.
(Основная модель ЛП локальных поставок, которая является раз-
новидностью модели ЦП, — это модель, где интервал расположения
переменных решений 0-1 соответствует следующему неравенству:
0 < х. < 1.
j
Таким образом, формулировка основных моделей ЦП и Л П локаль-
ных поставок показана в модели 5.1. Целевая функция данной форму-
лировки — это минимизация общей стоимости маршрутов, выбранных
моделью с индексом Zlpn, представляющим минимальную стоимость Л П,
и индексом Zipn, представляющим минимальную стоимость ЦП. Ин-
декс N показывает зависимость минимальной стоимости от Nрассмат-
риваемых маршрутов. Каждое из М ограничений подразумевает, что
каждый клиент должен быть посещен лишь один раз. Для модели ЦП
это ограничение подразумевает, например, что среди маршрутов j при
условии, что а. = 1 (маршрут до клиента г), мы должны получить единст-
венный маршрут х. = 1. Эти условия верны и для остальных клиентов.
Модели Л П и ЦЙ несколько отличаются друг от друга по форме от
представленных на рис. 5.4 моделей для анализа задач производствен-
ного планирования. Модели локальных поставок не используют огра-
1 В литературе, посвященной исследованиям операций, основная модель
целочисленного программирования для раз возок называется моделью покрытия
множества. В задаче маршрутизации круг людей, которые должны быть охва-
чены, являются клиентами. Они охвачены маршрутами, которыми предусмат-
ривается посещение подгрупп клиентов. В работе Schrage L. [1997, гл. 6] рас-
сматривается несколько программных приложений для такого рода моделей. —
Прим. науч. ред.
5.3. Унифицированная методология оптимизации в применении к задачам... 239
Модель 5.1. Основные модели ЛП и ЦП локальных поставок.
ZiP„> zip„= min СЛ + СЛ + - + СЛ-
Л11Х1 + ai2X2+ - + °1А = k
ЛЛ + а22х2 + ... + a2NxN~ 1.
Ам\Х\ + аМ2Х2 + " + aMNXN~^-
0<х< 1 (линейное программирование).
х.= 0 или 1 (целочисленное программирование).
ничения, сумма которых равна 1. Мы можем создать и применить эти
простые модели для решения задач локальных поставок, так как мы
выбираем маршруты не для отдельных грузовиков, а несколько марш-
рутов для идентичных грузовиков.
Так как модель ЦП не выдает все возможные маршруты, мы не мо-
жем гарантировать то, что выданное решение будет оптимальным для
задачи локальных поставок. Другими словами, все, что мы знаем, — это
то, что Z Zmin. Также в зависимости от способа создания модели ЦП
мы знаем, что она дает нам строгое решение, в котором Zin=Z. . В каж-
дом решении мы надеемся получить новое строгое решение, но мы
можем и не получить его, так как маршруты, добавленные за послед-
нее время, могут не сочетаться друг с другом и с предыдущими марш-
рутами.
На рис. 5.6 мы описываем логику рис. 5.5 для задачи локальных по-
ставок. Мы начинаем с применения метода эвристики для создания
одного или большего количества возможных решений маршрутизации.
Наименьшая стоимость этих решений определяется строгим решени-
ем. Затем мы переходим к возможным маршрутам, созданным с помо-
щью метода эвристики, модели ЛП и оптимизируем ее. Эта модель не
только ищет пути минимизации общей стоимости маршрутов, требу-
ющих посещения клиентов лишь один раз, но и дает нереальные ком-
бинации, такие как «использование 0,4 маршрута j и 0,6 маршрута k».
Говоря об этих долях, унифицированная методология оптимизации
должна включать в себя правила, решающее, стоит ли продолжать оп-
тимизацию модели ЦП или использовать подмодель Лагранжа для
создания дополнительных маршрутов. Если для решения выбрана мо-
дель ЦП, то в решении с использованием методов ЛП для исключе-
ния дробных частей применяется метод ветвей и границ. Если выби-
рается создание дополнительного маршрута, то искусственные цены
оцениваются с учетом М ограничений в формуле модели 5.1 к подмо-
дели Лагранжа, о которой мы собираемся рассказать.
240
Глава 5. Унифицированная методология оптимизации...
с решением
по вместимости
Рис. 5.6. Унифицированная оптимизационная методология
Поскольку оптимизация модели ЦП обычно требует намного боль-
ше времени для расчета, чем для решения подмодели Лагранжа и ре-
оптимизации модели ЛП, нам придется большую часть времени на-
правлять на создание новых маршрутов при помощи унифицированной
методологии оптимизации. И наоборот, повторная оптимизация под-
модели Лагранжа приведет к снижению количества обратных ездок,
которые характеризуются получением достаточно малого, но положи-
тельного общего вознаграждения за произведенные маршруты. Когда
это происходит, для производства и оптимизации выбирается модель
ЦП. На рис. 5.6 показано решение о том, стоит ли ограничивать уни-
5.3. Унифицированная методология оптимизации в применении к задачам... 241
фицированную методологию оптимизации после рассмотрения под-
модели Лагранжа.
В этом случае в подмодели Лагранжа используется множитель Лаг-
ранжа л., связанный с каждым клиентом i в качестве вознаграждения
за его посещение. В унифицированной методологии оптимизации эти
множители являются искусственными ценами, рассчитанными с по-
мощью оптимизированной модели ЛП. Особенно при использовании
алгоритма динамического программирования для решения подмоде-
ли Лагранжа путем расчета выполнимого маршрута, который состоит
в том, что с базы грузовым автомобилем вывозится Ют продукции
или менее, поставляемой одному или нескольким клиентам, и затем
он возвращается пустым на базу. Цель — максимизация общего воз-
награждения в соответствии с этими множителями, где общее возна-
граждение равно разнице валового дохода-и затрат маршрута. Алго-
ритм также показывает минимальное расстояние до клиента. Валовый
доход равен сумме множителей для обслуженных клиентов. Если об-
щее вознаграждение этого маршрута положительно, то этот маршрут
добавляем в модель ЛП. С другой стороны, если общее вознагражде-
ние равно 0 (что всегда не отрицательно), то можно сказать, что нет
совершенных маршрутов для добавления в модель ЛП.
Анализ теории Лагранжа говорит о том, что расчет нижнего преде-
ла задачи локальных поставок состоит в следующем:
Zmin > LBn= л{ + л2 +...+ лм — (максимальное общее вознаграждение) х V,
где V— это верхний предел количества транспортных средств в опти-
мальном решении. Пусть ЬВя будет нижним пределом, рассчитанным
с помощью подмодели Лагранжа.1
Толкование искусственной цены л. как вознаграждения за посеще-
ние клиента i сочетается с определением искусственной цены из раз-
1 Интуитивное объяснение нижнего предела состоит в следующем. Макси-
мальный чистый доход от нового маршрута — это оптимистическая математи-
ческая оценка того, насколько может быть снижена стоимость основной моде-
ли линейного программирования при использовании данного маршрута. Если
бы у нас была возможность использовать этот маршрут Vраз при создании воз-
можного решения, мы бы имели оптимистическую (нижний предел) оценку
минимальных издержек основной модели линейного программирования, свя-
занной с возможными маршрутами. Так как минимальная стоимость подобной
основной модели линейного программирования была бы нижним пределом для
Zmin, условие справа, которое является нижней границей на нижней границе,
само и является нижней границей. — Прим. науч. ред.
242
Глава 5. Унифицированная методология оптимизации...
дела 3.3. С точки зрения ЛП искусственные цены определяют маржи-
нальный доход снижения требования к посещению z-го клиента. Здесь
мы делаем оптимистическое заключение о том, что за счет поставки /-му
клиенту снизятся расходы на новый маршрут л.. В этом и заключается
мотивация использования искусственных цен в модели ЛП в качестве
множителей модели Лагранжа.
Пусть LBnN будет нижним пределом, рассчитанным с помощью мо-
дели Лагранжа при использовании искусственных цен из модели ЛП
локальных поставок для первых N маршрутов. Максимальный ниж-
ний предел достигается в том случае, когда максимальное общее воз-
награждение равно 0, это указывает на то, чт% модель ЛП не может
более использоваться для нахождения новых маршрутов. Для приме-
нения производственных мощностей максимальный нижний предел
достигается редко, так как потребуется производить чрезмерное коли-
чество маршрутов.
К сожалению, анализ Лагранжа несовершенен в том, что максималь-
ный нижний предел LBmax будет ниже, чем Zmjn. Рисунок 5.7 иллюстри-
Рис. 5.7. Верхний и нижний пределы, полученные с помощью
унифицированной методологии оптимизации
5.3. Унифицированная методология оптимизации в применении к задачам... 243
рует ту информацию, которую можно получить с помощью унифици-
рованной методологии оптимизации. Предположим, что, когда мы пе-
ремещаем маршрут в модели оптимизации впервые, все эти три модели
оптимизированы. Это представлено как решение ЛП, строгое реше-
ние со значением INC1, рассчитанным с помощью модели ЦП, и ниж-
ний предел со значением LBi, рассчитанным с помощью подмодели
Лагранжа. Заметим, что INC1 выше, чем стоимость упрощенных мето-
дов ЛП, из которого он был получен с помощью метода ветвей и гра-
ниц. Принимая во внимание то, что расстояние между INCI uLBl слиш-
ком велико, продолжим создание маршрута, совмещая модель ЛП
и подмодель Лагранжа.
Поскольку мы добавляем в модель ЛП маршруты, стоимость целе-
вой функции не может увеличиваться; она должна остаться на том же
уровне, так как на данный момент не может быть найден способ разра-
ботки привлекательных новых маршрутов. Добавление нового марш-
рута с положительным общим вознаграждением в модель ЛП всегда
изменяет искусственные цены, так как симплекс-метод будет стараться
использовать новые маршруты для дальнейшей оптимизации модели
ЛП. Это означает, что подмодель Лагранжа будет способна найти но-
вый маршрут с положительным общим вознаграждением в следующей
итерации, если он существует. Если же таких маршрутов не существует,
то Zlpn = LBmax и подмодель Лагранжа не используется.
Как показано на рис. 5.7, нижний предел, рассчитанный с помощью
подмодели Лагранжа, можно не увеличивать от одной итерации к следу-
ющей. Таким образом, мы должны записать известное нам наиболь-
шее значение нижнего предела. Так, как показано стрелкой, соединя-
ющей оптимальную стоимость ЛП с INC2, мы решили после нескольких
итераций разработки маршрута оптимизировать модель ЦП, которая
создает новое строгое решение со стоимостью INC2. Так как рассчи-
танный оптимальный интервал INC2 - LB3 достаточно мал (INC2 -
- LB3)/INC2 <0,10, то мы остановимся на устраивающем нас выпол-
нимом маршруте.
При расчете INC2 и LB3 значения Zmin и LB тяу, показанные на рис. 5.7,
оказались бы от нас скрытыми. Для основных применений они всегда
будут неизвестны. Хотя можно предположить, что Zinc близко по зна-
чению к Zmin, разница меньше 1%, мы можем быть увереными в этом
при условии, что отношение (Z.nc- LBma^)/Zinc составляет менее 1%. И на-
оборот, если отношение (Z - LB У/Z^ очень велико, например 20%,
то можно сказать, что Z. близко по значению к Z .
7 гпс mm
244
Глава 5. Унифицированная методология оптимизации...
Во многих применениях мы можем ожидать, что рассчитанный опти-
мальный интервал может быть малым или достаточно малым для того,
чтобы ограничить время расчетов, например от 5 до 30 минут на ПК,
в зависимости от величины и сложности задачи локальных поставок.
Очевидно, что унифицированная методология оптимизации обеспе-
чивает дополнительный анализ задачи, если строгое решение считается
недостаточно хорошим. Как показано на рис. 5.7, одним из вариантов
является возвращение к подмодели Лагранжа и использование ее с це-
лью поиска новых маршрутов. Другой вариант — возвращение к эври-
стике и использование ее для создания новых маршрутов. Это может
повлечь за собой проведение анализа специфической эвристики за счет
объединения новых правил или проведение анализа общецелевой эв-
ристики (подобно генетическому алгоритму для создания новых марш-
рутов, более привлекательных, чем старые). Однако, если настаивать
на методе, который в конечном итоге находит оптимальное решение
задачи, мы можем включить методологию интегрированных решений
в систематический поиск определенного набора маршрутов и реше-
ний задачи маршрутизации.1 С практической стороны существует не-
большая вероятность того, что диспетчер может дождаться найденно-
го решения.
Числовые решения
Мы применяем унифицированную методологию оптимизации для ре-
шения числовой задачи, с которой столкнулась компания Chemtech,
начиная с маршрутов, найденных в двух возможных решениях в раз-
деле 5.1 путем эвристики. Согласно методологии, мы продолжаем ана-
лизировать задачу локальных поставок путем выстраивания моделей
ЛП и ЦП, основанных на 13 отдельных маршрутах, входящих в эти
выполнимые решения. Формулировка приведена в табл. 5.4, крупно-
форматной таблице Excel, в которой применяем программу What’s Best
для нахождения оптимального маршрута. Например, в этой таблице
данные для маршрута № 1 занесены в столбец В, а стоимость маршрута —
в ячейку В2. В столбец В строки 3-15 заносим значения ау., = 1,
2,..., 13. Ячейки в строке выбора маршрута соответствуют переменным
х, которые соотносятся с выбранным маршрутом j (х. = 1) и непод-
ходящим маршрутом j (х = 0), или в случае модели ЛП значение удов-
летворяет неравенству 0 < х< 1.
Решение модели ЛП из та(эл. 5.4 является случайным целочисленным
решением. Обычно такое случается крайне редко. Целевая функция
1 Этот подход рассматривается в работе Desaulniers G. et al. [1998, 78-81].
Таблица 5.4
Оптимальное решение линейного и целочисленного программирования для задачи локальных поставок
компании Chemtech с 13 маршрутами
А в 1 С D Е F с Н J к В м 0 В в 1 в в т
1 Маршрут 1 2 3 4 5 6 7 8 9 10 11 12 13 Заказ, Теневые
2 Затраты маршрута 182 174 169 197 214 170 200 241 252 192 199 138 132 т цены, $
3 Клиент 1 0 0 0 1 0 0 0 0 1 0 0 0 0 1 = 1 3 197
4 Клиент 2 0 0 0 1 0 0 0 0 1 0 0 0 0 1 - 1 5 0
5 Клиент 3 0 0 0 0 1 0 0 1 0 0 0 0 0 1 = 1 5 15
6 Клиент 4 0 0 0 0 1 0 0 0 0 0 1 0 0 1 = 1 4 199
7 Клиент 5 0 1 0 0 0 0 0 1 0 0 0 0 0 1 = 1 2 119
8 Клиент 6 0 1 0 0 0 0 0 0 1 0 0 0 0 1 = 1 2 55
9 Клиент 7 0 0 1 0 0 0 0 0 0 1 0 0 0 1 = 1 6 142
10 Клиент 8 0 0 0 0 0 1 0 0 0 0 0 0 0 1 = 1 8 170
И Клиент 9 0 1 0 0 0 0 0 0 0 0 1 0 0 1 = 1 3 0
12 Клиент 10 1 0 0 0 0 0 0 0 0 1 0 0 0 1 1 3 50
13 Клиент 11 1 0 0 0 0 0 0 0 0 0 0 0 1 1 = 1 ' 7 132
14 Клиент 12 0 0 0 0 0 0 0 0 0 0 0 1 0 1 = 1 4 27
15 Клиент 13 0 0 0 0 0 0 1 1 0 0 0 0 0 1 = 1 3 107
16 Доставлено, т 10 7 10 8 9 8 3 10 10 9 7 4 7
17
18 Выбор маршрута 1 0 1 0 0 1 0 1 1 0 1 0 0
19
20 Стоимость решения 1213
5.3. Унифицированная методология оптимизации в применении к задачам... 245
246
Глава 5. Унифицированная методология оптимизации...
стоимости маршрута, равная $1213, находится в специальной ячейке,
которая находится значительно ниже, чем стоимость других маршру-
тов, решения которых найдены с помощью эвристики. Новое строгое
решение 2, следующее из модели ЦП, представлено ниже.
Маршрут Клиенты Стоимость, $
1 0-11-10-0 182
3 0-12-7-0 169
6 0-8-0 170
8 0-13-3-5-0 241
9 0-1-2-6-0 252
11 0-4-9-0 199
Общие затраты возможного решения маршрутизации 1213
В соответствии с унифицированной методологией оптимизации мы
используем информацию об искусственных ценах, представленную
в табл. 5.4 для определения нового маршрута и в то же время для рас-
чета нижнего предела стоимости минимального (оптимального) реше-
ния Z . Как говорилось выше, мы трактуем искусственные цены как
вознаграждение от выполнения заказа и расчета нового маршрута с мак-
симальным общим вознаграждением, которое равно сумме вознаграж-
дений, получаемых от обслуженных клиентов за вычетом расходов
маршрута. Новым маршрутом (маршрут № 14) является 0—1—4—5—О
со стоимостью $238 и общим вознаграждением $277. Добавим этот
маршрут к основным моделям с маршрутом 0-11-1-0 (маршрут № 15)
со стоимостью $185 и общим вознаграждением $144 и 16-й маршрут
0-5-6-7-0 со стоимостью $228 и общим вознаграждением $88. С по-
мощью эвристики мы добавили два маршрута, так как они также име-
ли большое общее вознаграждение.
Общее вознаграждение от маршрута № 14 может быть также исполь-
зовано для расчета нижнего предела стоимости оптимального решения
Zmjn. К сожалению, поскольку общее вознаграждение слишком высоко,
а предел отрицательный, мы не получаем полезной информации, так
как уже знаем, что Zmjn> 0. Причиной слишком низкого значения ниж-
него предела является то, что расчет с помощью методологии общего
решения не выявляет удовлетворяющего нас набора маршрутов.
Продолжим поиск новых маршрутов, используя искусственные
цены из модели ЛП. Таблица 5.5 показывает результаты после созда-
ния 13 дополнительных маршрутов или в целом 26 маршрутов. В част-
ности, мы показываем оптимальные решения как для моделей Л П, так
Таблица 5.5
Оптимальное решение линейного и целочисленного программирования для задачи локальных поставок
компании Chemtech с 26 маршрутами
-4 в 1 С D Е F G и I J К 1 L м N О
1 Маршрут 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
2 Затраты маршрута 182 174 169 197 214 170 200 241 252 192 199 138 132 238 185
3 Клиент 1 0 0 0 1 0 0 0 0 1 0 0 0 0 1 1
4 Клиент 2 0 0 0 1 0 0 0 0 1 0 0 0 0 0 0
5 Клиент 3 0 0 0 0 1 0 0 1 0 0 0 0 0 0 0
6 Клиент 4 0 0 0 0 1 0 0 0 0 0 1 0 0 1 0
7 Клиент 5 0 1 0 0 0 0 0 1 0 0 0 0 0 1 0
8 Клиент 6 0 1 0 0 0 0 0 0 1 0 0 0 0 0 0
9 Клиент 7 0 0 1 0 0 0 0 0 0 1 0 0 0 0 0
10 Клиент 8 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0
11 Клиент 9 0 1 0 0 0 0 0 0 0 0 1 0 0 0 0
12 Клиент 10 1 0 0 0 0 0 0 0 0 1 0 0 0 0 0
13 Клиент 11 1 0 0 0 0 0 0 0 0 0 0 0 1 0 1
14 Клиент 12 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0
7? Клиент 13 0 0 0 0 0 0 1 1 0 0 0 о- 0 0 0
16 17 Доставлено, т 10 7 10 8 9 8 3 10 10 9 7 4 7 9 10
18 19 20 Выбор маршрута ЛП Стоимость решения ЛП 0,67 1094 0 0,78 0 0 0 0 0,33 0 0,11 0 0 0 0 0,33
21 22 23 Выбор маршрута ЦП Стоимость решения ЦП 1 1135 0 1 1 0 0 0 0 0 0 0 0 0 0 0
5.3. Унифицированная методология оптимизации в применении к задачам... 247
Окончание табл. 5.5
Q Я S Т V у W X у г Аа АЬ Ас Ad Ае Af | Ah
1 16 17 18 19 20 21 22 23 24 25 26 Заказ, Теневые
2 228 227 219 247 224 170 214 217 205 193 198 т цены, $
3 0 0 0 1 0 0 0 0 0 0 0 1 = 1 3 82,67
4 0 1 0 0 1 0 1 0 1 0 0 1 = 1 5 92,56
5 0 0 1 0 0 0 0 0 1 0 0 1 = 1 5 112,44
6 0 0 0 1 0 0 0 0 0 0 1 1 = 1 4 76,56
7 1 1 0 0 0 0 1 0 0 0 1 1 = 1 2 40,78
8 1 0 0 0 1 1 0 0 0 0 0 1 = 1 2 50,78
9 1 0 0 0 0 0 0 0 0 1 0 1 = 1 6 112,33
10 0 0 0 0 0 1 0 0 0 0 0 1 = 1 8 119,22
И 0 0 0 0 1 0 1 1 0 1 1 1 = 1 3 80,67
12 0 0 0 0 0 0 0 1 0 0 0 1 = 1 3 79,67
13 0 0 0 0 0 0 0 0 0 0 0 1 = 1 7 102,33
14 0 0 0 0 0 0 0 1 0 0 0 1 = 1 4 56,67
15 0 1 1 1 0 0 0 0 0 0 0 1 = 1 3 87,78
16 10 10 8 10 10 10 10 10 10 9 9
77
18 0 0 0 0,67 0 1 0,33 0,22 0,67 0,11 0,33
19
20
21
22 0 0 1 0 0 1 0 0 0 0 1
23
24
248____________Глава 5. Унифицированная методология оптимизации...
5.3. Унифицированная методология оптимизации в применении к задачам... 249
и для моделей ЦП, где последняя модель находит строгое третье реше-
ние маршрутизации с помощью модели ЦП, представленное ниже:
Маршрут Клиенты Стоимость, $
1 0-11-10-0 182
3 0-12-7-0 169
4 0-1-2-0 197
18 0-3-13-0 219
21 0-6-8-0 170
26 0—4-5-9-0 198
Общие затраты возможного решения маршрутизации 1135
Используя искусственные цены из табл. 5.5, мы определяем, что,
следуя подмодели Лагранжа, маршрут 0-5-8-0 имеет максимальное
общее вознаграждение $6,77 по сравненикксо всеми остальными. На
основе предположения, что оптимальное решение задачи локальных
поставок включает 6 грузовиков, мы используем этот результат для
расчета нижнего предела Z = 1094 - 6 х 6,77 = $1054, т. е. стоимости
оптимального решения задачи локальных поставок. Таким образом,
строгое третье решение составляет 7,2% от оптимального.
Обобщения
Специалисты смоделировали и проанализировали множество вариан-
тов задачи локальных поставок. Важное обобщение состоит в том, что-
бы соотнести поставки с заказами клиентов. Если рассматривать при-
мер с компанией Chemtech, клиенты могли требовать, чтобы их заказы
были доставлены в течение 2 часов или между 9 и 17 часами.
Другое обобщение состоит в выборе транспорта различной величи-
ны для разных маршрутов. Кроме того, маршруты могут исходить из
более чем одной базы. Некоторые маршруты могут занимать часть дня,
а некоторые — целый день. Время переезда от одного клиента к друго-
му включает в себя две составляющие: время в пути и время доставки,
которое зависит от величины заказа. Маршрут также должен вклю-
чать время перерывов, например время в пути более 4 часов должно
содержать 30-минутный перерыв.
Несмотря на эти и многие другие сложности, унифицированная
методология оптимизации достаточно логична. Все эти рассчитанные
элементы могут быть применены к разнообразным составляющим и огра-
ничениям задачи. Кроме того, модели ЛП и ЦП могут быть использо-
ваны для объединения ограничений, которое сложно произвести путем
эвристики. Например, ограничения количества грузовиков, а соответ-
250
Глава 5. Унифицированная методология оптимизации...
ственно и маршрутов, отправляемых с базы ежечасно, а также ограни-
чения на количество грузовиков определенного типа, предназначен-
ных для ежедневных поставок.
Если рассматривать этот вопрос шире, то существуют обобщения
задач локальных поставок на большие расстояния, включая поставки,
когда перевозка длится от нескольких дней до нескольких недель, где
продукция приобретается и доставляется грузовиками, баржами или
контейнеровозами. Продукция может быть перегружена в промежу-
точном пункте с одного грузовика дальнего следования (например, из
Нью-Йорка в Лос-Анджелес с остановкой в Сент-Луисе), на другое
транспортное средство (например, из Миннеаполиса до Нового Орле-
ана, также с остановкой в Сент-Луисе). Маршруты на дальние рассто-
яния могут включать в себя разнообразные модели перевозок, напри-
мер контейнеровозы, совершающие морские перевозки, за которыми
следуют перевозки поездами дальнего, следования по континентам из
портов, в которых они забирают продукцию на рынки, и, наконец, грузо-
вики, осуществляющие местные доставки от железнодорожной станции,
где они забирают продукцию для доставки к заказчикам. Унифициро-
ванная методология оптимизации, которая объединяет эвристические
методы с более точными и всесторонними моделями, применяется для
анализа подобных задач.
5А. Унифицированная методология оптимизации
в применении к календарному планированию
производства
В данном разделе мы вернемся к проблеме производственного кален-
дарного планирования отдельных частей, представленной в разделе 5.2,
и проиллюстрируем унифицированную методологию оптимизации,
применяемую в цифровом примере. Этот пример позволяет нам про-
иллюстрировать структуру эталонных моделей ЛП и ЦП, подмодель
Лагранжа и проблемно-специфический эвристический метод для их
применения. Подобные осуществления этой методологии возможны
для других классов проблем производственного календарного плани-
рования, основанных на крупных моделях и их декомпозициях.1
Ниже мы представим исходные данные о компании по производ-
ству шин «Goodstone» и цифровые данные по производственному про-
1 Shapiro J. F. [1993] рассматривает декомпозиционный подход к процессу
производства и задачам календарного планирования.
5.4. Унифицированная методология оптимизации в применении...251
цессу. Затем мы подробно остановимся на проблемах унифицирован-
ной методологии оптимизации производственного планирования
компании Goodstone за последующие 8 недель, а затем применим ее
к цифровым данным для определения очевидно хорошего метода ре-
шения. Этот раздел завершается кратким обсуждением обобщений про-
блем производственного планирования и их оптимизации.
Общие сведения о компании и цифровые данные
Компания по производству шин Goodstone выпускает шесть типов шин
на одном станке на заводе в г. Цинциннати. На станке работают в две
смены, шесть дней в неделю, т. е. 96 часов в неделю. Станок чистят и об-
служивают по необходимости на седьмой день (воскресенье). В условиях
большого спроса может работать третья смена по 4 часа в неделю (с по-
недельника по четверг), но с высокой стоимрстью одного часа ($100)
в целях покрытия сверхурочного времени и во избежание накладных
расходов. Таким образом, компания Goodstone имеет возможность пла-
нирования до 32 часов в неделю сверхурочных.
Руководитель производства должен выбрать производственный план
и план управления запасами, который бы соответствовал недельным
требованиям для каждого типа шин на последующие 8 недель. Требо-
вания, приведенные в табл. 5.6, основаны на сочетании заказов поку-
пателей (заказчиков) и прогнозах. Цель руководителя — минимизи-
ровать итоговый расход, который включает в себя наладку, стоимость
хранения товарных запасов и затраты на сверхурочные работы. Пря-
мые производственные затраты постоянные на период планирования,
неизбежны, а следовательно, они не включены в валовые издержки,
которые необходимо минимизировать.
Таблица 5.6
Спрос на шины компании Goodstone
Неделя Тип шины
1 2 3 4 5 6
1 254 359 303 412 501 622
2 306 388 283 428 484 702
3 339 416 276 465 437 645
4 328 447 258 488 463 717
5 340 470 206 358 497 677
6 315 505 208 334 552 745
7 284 533 222 516 589 728
8 327 562 236 477 640 576
252
Глава 5. Унифицированная методология оптимизации...
Другие данные, необходимые для производственного планирования
в компании Goodstone, приведены в табл. 5.7. Обратите внимание, что
планирование включает в себя как стоимость наладки, так и время пе-
реналадки. Стоимость наладки относится к прямым затратам на опла-
ту труда и материальным затратам, которые необходимы каждый раз
при наладке машины для производства указанной продукции. Мате-
риальные затраты включают в себя стоимость растворителей, а также
потерянного сырья. Они не включают в себя любые изменяемые за-
траты на станок в связи с потерей производственного времени, кото-
рое невозможно определить без модели оптимизации. Например, ни-
какие затраты не должны быть связаны с потерей производственного
времени через неделю, когда компания Goodstone будет иметь избы-
точную производственную мощность, но мы не можем отождествлять
эти недели без оптимизации проблемы планирования. Однако, как нам
известно из обсуждения в разделе 3.3, эталонная модель ЛП извлечет
маргинальную стоимость станка в час в зависимости от оптимальной
нагрузки на неделю. И наконец, обратите внимание, что руководитель
производства установил необходимость в материалах на определен-
ный период для каждого типа шин, чтобы быть уверенным, что пере-
ход на более долгосрочное планирование будет плавным. Политика
давления, не приведенная в списке в табл. 5.7, состоит в том, что коли-
чество единиц, выпущенных в любом производстве любого типа шин
не могут превысить 50% от общего объема спроса на 8-недельный пе-
риод планирования. Данное давление предназначено для обеспечения
гибкости производства в случае неопределенного спроса.
Допустимый план для каждой единицы продукции — это производ-
ственный/материальный план для этой единицы (шины), позволя-
Таблица 5.7
Данные по производству компании Goodstone
Тип шины 1 2 3 4 5 6
Затраты по наладке, $ 450 500 500 525 600 475
Затраты материалов, $/шт./неделя 0,33 0,38 0,35 0,41 0,48 0,34
Часы наладки 2 2,5 3 4 3,6 2,8
Станок, час/шина 0,029 0,03 0,033 0,037 0,036 0,026
Начальный уровень запасов 301 578 446 667 355 678
Требуемый периодический уровень запасов 200 300 150 250 350 450
5.4. Унифицированная методология оптимизации в применении...253
ющий соответствовать требованиям спроса. Допустимый план — это
совокупность допустимых планов для отдельных единиц продукции
при условии, что производительность станка, включая сверхурочное
время, не нарушена. Ограничения по производительности отличают
эту задачу производственного планирования от задачи локальной до-
ставки раздела 5.3, которая не была стеснена ограниченными ресурса-
ми. Это делает проблему производственного планирования более труд-
ной для анализа, потому что, если ограничения производительности
станка очень сжаты, построение допустимого плана с использованием
либо метода проб и ошибок, либо модели оптимизации может быть
тяжелым. Иногда допустимый план не может быть реализован, так как
производительность недостаточная, чтобы соответствовать сумме тре-
бований спроса для всех шин. Когда такая ситуация возможна, модель
должна быть расширена до выбора решений для неудовлетворенного
спроса со связанными с этим штрафами.
Так же как с задачей транспортной маршрутизации, мы смогли со-
здать и оптимизировать монолитную модель ЦП для задач планиро-
вания производства компании Goodstone. На практике в зависимости
от количества шин, запланированных для производства, могло быть
трудно извлечь очевидно хороший план из такой модели в приемлемое
время выполнения. Модель ЦП требует переменной 0-1 для описания
потенциальной наладки для каждой шины и для каждой недели перио-
да планирования. Таким образом, для проблемы монолитной модели,
включающей 300 видов шин и 13 недель, понадобится оптимизиро-
вать модель с 3900 переменными 0-1, что является задачей большой
сложности даже со значительной подгонкой поиска методом ветвей
и границ. Более того, единый подход не допускает вмешательства лю-
дей-планировщиков в определении хороших или возможно хороших
планов для отдельных единиц продукции. По этим причинам привле-
кает более гибкая унифицированная методология оптимизации.
Унифицированная методология оптимизации на примере
проблемы календарного планирования производства
в компании Goodstone
Рассмотрим кратко детали унифицированной методологии оптимиза-
ции, так как они связаны с проблемой производственного планирова-
ния компании Goodstone, а именно мы представляем и обсуждаем эв-
ристические методы, эталонные модели ЛП и ЦП, а также подмодели
Лагранжа. Суть методологии состоит в декомпозиции схемы для произ-
водственного планирования, изложенной в разделе 5.2. Мы начинаем
254
Глава 5. Унифицированная методология оптимизации...
рассматривать эвристические методы для определения допустимых
планов для единицы продукции.
Ранний результат исследования производственного процесса дает
основу пригодного эвристического метода для формирования допу-
стимых планов единицы продукции.1 Это приводит к следующему.
Теорема динамики объема партии товара: рассмотрим проблему пла-
нирования производства/запасов для отдельной единицы продукции
с неравномерной нагрузкой при периоде планирования на Т недель.
Цель — минимизировать на период планирования сумму затрат на на-
ладку и хранение запасов. Предполагая, что исходный уровень запа-
сов равен нулю, оптимальный план производства/запасов характери-
зуется следующим образом.
Мы планируем в первую неделю производить размер партии, рав-
ный величине спроса за первые k недели, где 1 < k < Т (мы не знаем k,
но точно знаем, что производство должно равняться потребности k
недель для нескольких k). Если k < Т - 1, мы устанавливаем второй раз
период k + 1 для производства партии товара, равной величине спроса
за последующие q недель, где 1 <q <Т - k - 1. (Опять же мы не знаем
значения q.) Мы продолжаем разрабатывать оптимальный план таким
же образом до тех пор, пока спрос на весь период планирования не
будет покрыт. Другими словами, оптимальный план имеет особенностью
то, что производство случится только в те недели, когда запас матери-
алов упадет до нуля.
Примечание: вывод теоремы — проблема планирования производ-
ства/запасов может быть оптимизирована простым динамичным про-
граммированием расчета (обработка списков), который для каждой
недели t рассматривает следующее решение производства: 0 (нет налад-
ки), dt, dt + dt+v ..., dt + dt + dt+x + dr Tj\e ds равняется спросу за неделю 5.
Таким образом, количество решений, которые могут быть рассмотре-
ны при расчетах, очень сильно сокращается от общего случая, где лю-
бое количество может быть произведено за любое количество недель.
Мы используем теорему для составления эвристического метода,
который порождает пробные допустимые планы единицы продукции,
принимая во внимание исходный уровень запасов, и потребности в ко-
нечном уровне запасов следующим образом.
Эвристика планирования производства: для заданной единицы про-
дукции подождать до тех пор, пока не кончатся запасы последней не-
1 Данная теорема является классической благодаря работе Wagner Н. М.,
Whitin Т. М. [1958].
5.4. Унифицированная методология оптимизации в применении...
255
дели. Назовем эту неделю t. Выберем такое целое число k <Т -t, что-
бы чистый спрос (общий объем спроса — исходный уровень запасов
в неделю t) через недели с t по t + k{ не превышал дозволенную по-
грешность производства. Установим производство такого количества
единиц продукции, которое покрывало бы чистый объем спроса за не-
дели t, t + 1,..., t + kv Выберем целое число k2<T - t - - 1 так, чтобы
спрос за недели t + kx+ 1,..., t + k{ + k2 + 1 не превышал дозволенной
погрешности производства. Установим производство количества еди-
ниц продукции, покрывающее спрос за недели t + + 1,..., t + k{ + k2 + 1.
Продолжаем подобным образом до тех пор, пока объем спроса на весь
период планирования не будет покрыт. Требования к конечным запа-
сам в неделю Т должно быть прибавлено к спросу в эту неделю.
Недостаток эвристического метода таков: при полной загрузке стан-
ка может возникнуть необходимость установки и производства в не-
делю, когда запасы положительные. Это предполагает, что нам необ-
ходимо применить измененный эвристический метод после того, как
мы определим недели, когда производительность плотная при опти-
мизации версий эталонной модели ЛП. Мы вернемся к этому моменту
далее.
В завершение мы представляем детальное изложение планирования
производства эталонных моделей ЛП и ЦП. Пусть / символизирует
количество запланированных предметов, а К символизирует количе-
ство допустимых планов, произведенных эвристическим методом для
каждой единицы продукции. Мы предположили одинаковое количе-
ство допустимых планов для каждой единицы продукции только для
удобства описания. Из этих допустимых планов выделим следующие
параметры:
Cik — расход, которого можно избежать ($), допустимого плана k для
единицы продукции г;
r.kt — производительность станка (часы), использованная в неделю t
допустимым планом k для единицы г;
Rt — действительная производительность станка (часы) в неделю t
без сверхурочной работы;
UBt — верхняя граница (часы) на сверхурочные за неделю;
Р — затраты ($/час) на сверхурочные.
Мы также определим следующие переменные решения:
wjk — вес, заданный на допустимый план k для единицы г;
О — сверхурочные (часы) в неделю s.
Эталонные модели планирования производства ЛП и ЦП приведены
в модели 5.2. Целевая функция, обозначаемая ZLPK + ZJPK , относится
256
Глава 5. Унифицированная методология оптимизации...
к минимальным затратам решения эталонных моделей ЛП и ЦП соот-
ветственно, когда эти модели конструируются из данного набора К
пробных допустимых планов единиц продукции. По мере того как ге-
нерация плана прогрессирует, эти комплекты увеличиваются, что по-
зволяет эталонной модели найти лучшие оптимальные решения. Усло-
вия целевой функции — производственные расходы, которых можно
избежать, для каждого допустимого плана, умноженного на вес (пере-
менная решения, связанного с этим планом), плюс стоимость сверх-
урочного времени. Применяются ограничения трех видов: ресурсы, вес
и сверхурочное время. Для каждого периода t ограничения в ресурсах
снижают мощность станка, потребленную допустимыми планами для
всех единиц продукции так, что он не превышает доступную произво-
дительность R+Ot. Весовое ограничение говорит о том, что неотрица-
тельные веса для каждой единицы продукции должны в сумме рав-
няться 1.
Модель 5.2. Эталонные модели ЛП и ЦП для производственного пла-
нирования.
^1РК + ^1РК' т^П Irl 1 + — + + — + ^Nl rM + •" + CnKwNK +
+ Р*(О1 + О2+... + О7).
При условии, что
+ - + V\k + - + + - + RV "
+ - + Vik + ••• + гкЛ + ••• + - °2 - Rr ограничения
+ ... + riK1wiK + ... + rNilwNi + ... + rNKiWNK От < Rr
запасов
>Wi+... wN- 1;
> ограничения веса
0< Ot < UBC для t= 1,2,..., T (ограничения сверхурочного времени);
0< w.k< 1 (линейное программирование);
wjk = 0 или 1 (целочисленное программирование).
Как мы уже рассматривали в разделе 5.2, после решения эталонной мо-
дели ЛП процесс генерации планирования начинается с оптимизации
подмодели Лагранжа для каждой единицы продукции. Эта подмодель
определяет планирование производства/запасов, что минимизирует
итоговые скорректированные затраты на ресурсы, которые равняются
расходам, которых можно избежать, плюс сумма затрат на ресурсы на
каждую неделю. Затраты на ресурсы равны искусственной цене {яф
умноженной на использование ресурсов плана. Подмодели Лагранжа
5.4. Унифицированная методология оптимизации в применении...257
могут быть решены либо с помощью алгоритма динамичного програм-
мирования, производного от теоремы динамики размера партии, либо
с помощью представления и оптимизация в виде простой модели ЦП.
Если затраты оптимального плана для единицы продукции 0. мень-
ше, чем искусственная цена на ограничение веса для единицы продук-
ции i, мы добавляем план к эталонной модели ЛП. Это значит, что мы
рассчитываем затраты и параметры ресурсов для этого, как описано
выше, и устанавливаем новую переменную веса к нему. Если стоимость
оптимального решения равняется искусственной цене на ограничение
веса для единицы продукции i, мы не прибавляем его к эталонной мо-
дели ЛП. Если это условие соблюдается для всех единиц продукции,
процесс генерации плана прошел свой курс и мы не оптимизируем по-
вторно эталонную модель ЛП.1 В противном случае эталонная модель
ЛП оптимизируется повторно, а процесс повторяется.
Подобно тому что мы рассмотрели в разделе 5.1, оптимизация под-
моделей устанавливает нижнюю границу на z , т. е. стоимость опти-
мального производственного планирования. Мы переделываем эту
нижнюю границу. Для каждого предмета i мы определяем
Д = минимальная скорректированная стоимость ресурсов - 0..
Нижняя граница определяется как:
минимальная стоимость целевой функции эталонной
модели ЛП + + Д2 + ... + Дх,
где все Д:. < 0 по конструкции.
Случайная оптимизация эталонной модели целочисленного про-
граммирования поддается допустимому плану. План наименьших за-
трат, с возложенными затратами zJNK, сравнивается со стоимостью боль-
шей нижней границы, а вычисление ограничивается, если разница
считается достаточно маленькой или, что эквивалентно, если возло-
женные затраты считаются явно хорошими. Логика этих затрат и гра-
ниц точно такая же, как показано в табл. 5.8.
Наконец, отметим еще раз, что допустимый план единиц продук-
ции, порожденный эвристическим методом как начальное требование
1 Если в результате исследований приходят к выводу, что никакие дополнитель-
ные возможные планы не могут быть использованы в основной модели линейно-
го программирования, то всегда может быть найден возможный план, имеющий
значение для основной модели целочисленного программирования. Остальные
процедуры, включая эвристику и метод ветвей и границ, могут быть использо-
ваны для выработки дополнительных возможных планов. — Прим. науч. ред.
17-2186
258
Глава 5. Унифицированная методология оптимизации...
к эталонным моделям, а позднее и подмоделям, будет стремиться в точ-
ности удовлетворять условиям теоремы динамики объема партии, а
именно: единица продукции производится только в ту неделю, когда за-
пасы падают до нуля. С сильными ограничениями мощности и/или
дорогого сверхурочного времени допустимые планы с производством
в те недели, когда запасы положительные, могут быть необходимы и
желательны для построения определенно хорошего плана с помощью
эталонной модели ЦП.
. Это предполагает построение и применение дополнительных эври-
стических методов для генерации допустимых планов единицы про-
дукции с таким свойством. Одним из подходов будет использование
искусственных цен из эталонной модели ЛП на ограничения мощно-
сти для определения периодов, когда следует нарушить суть теоремы
динамики объема партии. В особенности относительно высокая искус-
ственная цена в неделю t, для которой неявная цена в неделю t - 1
равнялась нулю, будет предполагать построение допустимого плана
с производством в неделю t - 1, даже если неделя закончится с поло-
жительными запасами. Другие эвристические методы также возможны.
Решения календарного планирования производства
Мы применяем эвристический метод производственного планирова-
ния с разным расчетом времени наладки, чтобы производить 3 проб-
ных допустимых плана для каждого из 6 типов шин, выпущенных компа-
нией Goodstone. Образец из 18 исходных планов приведен в табл. 5.8.
Таблица 5.8
Задача производственного календарного планирования компании
Goodstone — пример исходного допустимого плана для шины 1
Неделя Спрос Наладка Производ- ство Конечные запасы Затраты, $ Исполь- зование ресурсов
0 301
1 254 0 0 47 15,51 0
2 306 1 926 667 670,11 28,854
3 339 0 0 328 108,24 0
4 328 0 0 0 0 0
5 340 1 939 599 647,67 29,231
6 315 0 0 284 93,72 0
7 284 0 0 0 0 0
8 327 1 527 200 516 17,283
Спрос 2392 Итого затрат 2051,25
5.4. Унифицированная методология оптимизации в применении...
259
Этот план соответствует требованиям для шины 1 с наладкой в недели
2, 5 и 8 и производству за каждый период такого количества, что запа-
сы падают до нуля к неделе последующей наладки. Позволяя этому
плану быть планом 1 для шины 1, мы видим из таблицы, что итоговые
затраты = $2051,25. Так же мощность станка, использованного в не-
деле 2 данного плана, mL2 = 28,854 часа. Мы рассчитали это, умножив
926 (производство в неделю 2) на 0,029 (часы станка для производства
1 шины типа 1 из табл. 5.7) и добавив 2 часа на наладку (также см.
табл. 5.7).
Эталонная модель ЛП, построенная из данных, описывающих 18 ис-
ходных планов, и ее оптимальное решение, рассчитанное программой
What’s Best, приводится в табл. 5.9, где колонка с названием «Schik»
означает план k для шины г. Данные в строках 3-10 для колонок B-S
в крупноформатной таблице — это использование станка за неделю
18 планов. Данные затрат в строке 10 таблицы — это затраты, которых
можно избежать, связанные с планами. Общее число часов производ-
ства в неделю, требуемых весовым решением модели ЛП, представле-
но в колонке Т. Они ограничены ограничениями, перечисленными в
колонке V, для каждой недели, чтобы быть меньше, чем производи-
тельность 96 часов плюс сверхурочное время. Сверхурочное время в
каждую неделю ограничивается и должно быть менее 32 часов. И на-
конец, ограничения, принуждающие сумму весов равняться 1 для проб-
ных планов для каждой шины, даны в строке 12. Как мы можем ви-
деть, оптимальное решение эталонной модели ЛП является дробным
с итоговыми затратами $17114,99. С этим планом не связано сверху-
рочное время.
Поэтому мы налагаем 0-1 ограничения на вес и оптимизируем эта-
лонную модель ЦП. Оптимальное решение для этой модели, найденное
программой What’s Best, представлено в табл. 5.10. Оно отражает наши
начальные затраты, равные $17599,39. Данный план вовлекает малое ко-
личество сверхурочного времени в периоды 1 и 6. Поэтому мы не име-
ем информации, насколько хорошим может быть строгое решение.
Мы немного отвлечемся, чтобы отметить, что можно было приме-
нить простой способ эвристики для производной допустимого плана
из оптимального решения эталонной модели ЛП. Мы могли бы при-
вязать простой план для каждой шины, которая имеет смешанный план
(шины 2 и 4), путем выбора пробного плана для каждой шины с наи-
более высокой дробной величиной, делая ее равной 1. Для цифрового
примера данный эвристический метод производит допустимое реше-
ние, но такое, которое очень непривлекательно по сравнению со стро-
Таблица 5.9
Эталонная модель ЛП для задачи производственного календарного планирования
компании Goodstone — исходное решение
А В С D Е F G Н I J К L М
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Ресурс Использовано Schll Sch 12 Sch 13 Sch21 Sch22 Sch23 Sch31 Sch32 Sch 33 Sch41 Sch42 Sch43 Период 1 0 28,85 19,34 0 33,46 20,05 16,73 10,92 0 0 0 0 Период 2 28,85 0 0 33,46 0 0 0 0 30,98 10,40 60,65 43,92 Период 3 0 0 0 0 0 0 0 30,98 0 52,51 0 0 Период 4 0 0 30,51 0 0 45,16 25,18 0 0 0 0 33,08 Период 5 29,23 29,23 0 47,74 47,74 0 0 0 30,98 0 0 0 Период 6 000000000 35,45 60,61 48,25 Период 7 0 0 25,52 0 0 44,35 23,06 23,06 0 0 0 0 Период 8 17,28 17,28 0 28,36 28,36 0 0 0 0 30,90 0 0 Стоимость 2051,25 2356,83 2234,73 2792 3184,16 2967,56 2197,55 2309,55 2195,95 3012,25 3172,98 3601,22 Вес 1 0 0 0,512 0 0,488 1 0 0 0,808 0,192 0 1111 Общие затраты 17115
260____________Глава 5. Унифицированная методология оптимиза
Окончание табл. 5.9
5.4. Унифицированная методология оптимизации в применении...
ю
О'
Таблица 5.10
Основная модель задачи планирования производства компании Goodstone — первоначальное решение
А В С D Е F G H I J К L M
1 Использовано
2 ресурсов Schll Schl2 Schl3 Sch21 Sch22 Sch23 Sch31 Sch32 Sch33 Sch41 Sch42 Sch43
3 Период 1 0 28,85 19,34 0 33,46 20,05 16,73 10,92 0 0 0 0
4 Период 2 28,85 0 0 33,46 0 0 0 0 30,98 10,40 60,65 43,92
5 Период 3 0 0 0 0 0 0 0 30,98 0 52,51 0 0
6 Период 4 0 0 30,51 0 0 45,16 25,18 0 0 0 0 33,08
7 Период 5 29,23 29,23 0 47,74 47,74 0 0 0 30,98 0 0 0
8 Период 6 0 0 0 0 0 0 0 0 0 35,45 60,61 48,25
9 Период 7 0 0 25,52 0 0 44,35 23,06 23,06 0 0 0 0
10 Период 8 17,28 17,28 0 28,36 28,36 0 0 0 0 30,90 0 0
11 Издержки 2051,25 2356,83 2234,73 2792 3184,16 2967,56 2197,55 2309,55 2195,95 3012,25 3172,98 3601,22
12 Вес 0 0 1 1 0 0 1 0 0 1 0 0
13 = = = =
14 1 1 1 1
15 Общие издержки 17599
262____________Глава 5. Унифицированная методология оп
Окончание табл. 5.10
.4. Унифицированная методология оптимизации в применении..._263
264
Глава 5. Унифицированная методология оптимизации...
гим решением. В особенности потому, что оно требует более 23 часов
сверхурочного времени в неделю 5 и более 19 часов в неделю 8, допу-
стимый план, разработанный эвристическим методом, понесет затраты
в $21305,71.
Описанный эвристический метод был бы намного эффективнее в бо-
лее стандартном случае, когда количество предметов / намного больше,
чем количество периодов Т, потому что можно показать, что оптималь-
ное решение эталонной модели Л П всегда будет иметь по крайней мере
I - Тскорректированные планы. Таким образом, если 1= 200, а Г= 13,
мы будем иметь по меньшей мере 187 скорректированных планов в ре-
шении эталонной модели ЛП, а округление смешанных стратегий будет
иметь более слабый эффект. Конечно, с помощью этого эвристического
метода можно вырабатывать эффективные планы, только если страте-
гии отдельных единиц продукции, рассматриваемые эталонной моде-
лью ЛП, экономичны и дифференцированны.
Следующий этап в унифицированной методологии оптимизации —
создание и оптимизация подмодели Лагранжа для каждой из 6 видов
шин, использующей искусственные цены, приведенные в колонке X
табл. 5.9, в качестве цены запасов. Искусственные цены имеют отри-
цательный знак, это означает, что маргинальные уменьшения (увели-
чения) в производительности в колонке Wповлекут увеличение (умень-
шение) объективной функции. Эталонная модель ЛП рассматривает
96 часов в любую неделю как уже оплаченные, а искусственные цены
отражают лучшее их использование. Положительные прибавления
сверх 96 часов в любую неделю будут стоить $100/час — число, намно-
го превышающее искусственные цены. Подмодели в этом взаимодей-
ствии процесса генерации плана будут стремиться отрегулировать ис-
пользование данных мощностей, прежде чем оплатить дорогостоящее
сверхурочное время.
Оптимизируем подмодели как простые модели смешанного ЦП. По-
лучающийся в результате допустимый план для каждой из шести ви-
дов шин не применяется в периоды, когда искусственные цены поло-
жительные. Как показано в табл. 5.11, каждый новый план имеет более
низкие приведенные затраты на запасы, чем 0., которая указывает на
то, что план лучше, чем рассмотренные ранее эталонные модели ЛП.
Эти улучшения возможны скорее благодаря тому факту, что мы опти-
мизировали планы отдельных единиц продукции, используя ЦП, чем
избежание затрат на ресурсы в недели 5 и 8, когда мощности особо
загружены. Нижняя граница, рассчитанная в табл. 5.11, равна мини-
мальной стоимости эталона ЛП плюс сумма (отрицательная) А..
5.4. Унифицированная методология оптимизации в применении...
265
Таблица 5.11
Задача планирования производства компании Goodstone —
вычисление нижнего предела
Покрышка Искусственные цены на весовые ограничения Минимальные сниженные затраты на ресурсы A i (разница)
i = 1 2234,73 2037,39 -197,34
z = 2 3092,35 2745,60 -346,75
z = 3 2197,55 2051,95 -145,60
z = 4 3172,98 2691,43 -481,55
z = 5 3945,24 3863,52 -81,72
z = 6 3339,72 2870,36 -469,36
Минимальные издержки общей модели линейного программирования = 17114,99
Нижний предел = 15392,67
Результаты применения унифицированной методологии оптимиза-
ции к проблеме производственного планирования компании Goodstone
приведены в табл. 5.12. После пяти итераций между эталонными мо-
делями и подмоделями интервал оптимальности между стоимостью
строгого решения и наибольшим значением нижнего предела состав-
ляет 3,48%, что является достаточным для завершения анализа. Ввиду
пространственных ограничений мы пренебрегаем деталями оконча-
тельного строгого решения.
Таблица 5.12
Задача планирования производства компании Goodstone —
результаты унифицированной методологии оптимизации
Итерация Минимальные издержки общей модели ЛП Сумма А/ Количество улучшенных планов единицы продукции 1 Нижний предел Наименьший нижний предел Обязательные издержки* 1 Интервал оптимальности
1 17115 -1661 6 15393 15393 17599 0,1253
2 16740 -1479 6 15261 15393 17599 0,1219
3 16699 -729 6 15940 15940 17599 0,0943
4 16604 -303 4 16301 16301 16903 0,0356
5 16514 -236 4 16278 16301 16889 0,0348
* Основная модель ЦП не оптимизируется для итераций 2 и 3.
18-2180
266
Глава 5. Унифицированная методология оптимизации...
Нужно также отметить, что процедура итерации между основными
моделями и подмоделями стремится к минимальной стоимости ЛП,
которая всегда лежит выше наибольшего значения нижнего предела.
То есть максимальный нижний предел должен лежать между 16 301
и 16 514. В результате сумма Д. стремится к нулю, хотя небольшие улуч-
шения в планах 4 из 6 ед. (типов шин) все еще должны быть найдены.
Конвергенция между основными моделями и подмоделями может
обнаружить строгое решение, для которого конечный интервал опти-
мальности является большим. В подобном случае мы использовали бы
дополнительную эвристику для создания выполнимых планов, сосре-
доточиваясь на создании планов снабжения и производства в те неде-
ли, когда запас положителен. Это должно было бы позволить нам най-
ти наилучшее строгое решение, но прямо не привело бы к заметному
повышению наименьшего предела и, следовательно, к сокращению ин-
тервала оптимальности. Для систематического увеличения нижнего
предела нам необходимо внедрить унифицированную методологию
оптимизации в поиск набора возможных комбинаций по каждому виду
продукции с помощью метода ветвей и границ.
Обобщения
Состоящая из отдельных частей производственная модель, рассмат-
риваемая в этом разделе, может быть расширена для более сложной
производственной ситуации, включая ситуацию с многочисленными
ресурсами, многочисленными этапами, резервными запасами, времен-
ными задержками в производстве и производственными факторами.
Она также может быть расширена для включения альтернативных ре-
шений о том, какие заказы отложить и на какой период времени, если
объем краткосрочных поставок не может удовлетворить спрос. Различ-
ные виды моделей математического программирования могут быть
разработаны для задач многоэтапного производственного процесса
и календарного планирования. Были рассмотрены методы декомпози-
ции практически для всех этих моделей. Таким образом, унифициро-
ванная методология оптимизации может применяться для различных
целей.
5.5. Выводы
В этой главе мы разработали унифицированную методологию для оп-
тимизации задач оперативного планирования и проиллюстрировали
ее с помощью числовых примеров в маршрутизации транспорта и про-
5.5. Выводы
267
изводственного планирования. Эти примеры четко продемонстриро-
вали, как можно эффективно сочетать точные методы математическо-
го программирования с эвристическими методами для определения
подходящего плана для этих целей. В частности, унифицированная
методология оптимизации продемонстрировала следующее:
• Методы декомпозиции, применяемые к крупномасштабным мо-
делям смешанного ЦП, могут выделить подмодели, которые мож-
но эффективно проанализировать с помощью эвристики, дина-
мического программирования или свести к небольшим моделям
смешанного ЦП.
• Основные модели Л П и ЦП могут охватить ресурсы и другие огра-
ничения, накладываемые на планы, такие как мощность оборудо-
вания или поставки клиентам с одной остановкой.
• Эвристика может найти подходящиеттланы почти для всех реше-
ний задач, если ресурсы или другие ограничения не слишком стро-
гие.
• С помощью эвристики могут быть разработаны подходящие под-
планы для определения основных моделей ЛП и ЦП.
• С помощью подмоделей Лагранжа можно получить привлекатель-
ные подпланы для основных моделей ЛП и ЦП, основанные на
искусственных ценах ресурсных и других ограничений.
• Эвристика может быть использована для того, чтобы модифици-
ровать и расширять подпланы, рассчитанные с помощью подмо-
делей Лагранжа.
• Подмодели Лагранжа предоставляют нижние пределы стоимо-
сти оптимального плана.
Унифицированная методология оптимизации, по общему призна-
нию, не проста, но она также не предназначается для задачи опера-
ционного планирования. Когда мы представляли эту методологию,
нашей целью было поддержать разработчиков систем моделирова-
ния и современных менеджеров в создании, осуществлении и исполь-
зовании систем, основанных на точных моделях и методах. Распоз-
навая подходящие решения к задачам операционного планирования,
эти системы могут снизить операционные издержки на несколько про-
центов, таким образом существенно увеличив чистый доход компа-
нии.
Так как анализ задач операционного планирования обычно норми-
руется по времени, особое внимание должно уделяться внедрению
унифицированной методологии оптимизации с помощью крупных
18*
268 Глава 5. Унифицированная методология оптимизации...
локальных компьютерных сетей. Под крупными локальными компью-
терными сетями мы понимаем расчет основных блоков крупномасш-
табных моделей оптимизации, который представляется возможным
с помощью методов декомпозиции, лежащих в основе унифицирован-
ной методологии оптимизации.1 Сервер имеет 2,10 или 50 объединен-
ных микропроцессоров для выполнения групповых вычислений циф-
ровых задач с периодической передачей результатов и получением
новых заданий. Если вычисление анализируемых цифровых задач с ис-
пользованием одного процессора занимает 60 минут, можно ожидать,
что оно займет чуть больше 10 минут на шести процессорах. Способ-
ность разделять вычисления между процессорами должна поддержи-
вать программы моделирования.
В заключение унифицированная методология оптимизации может
обеспечить «мозг» мощной системы операционного планирования. Ее
нужно сочетать с гибким пользовательским интерфейсом, который
позволяет человеку, составляющему планы или расписания, контро-
лировать логику анализа и вручную выверять планы, производимые
групповыми алгоритмами. Это также должно быть связано с система-
ми управления данными, из которых берутся исходные данные и кото-
рым посылаются планы после обработки. Эта тема рассмотрена в гл. 10,
где мы обсуждаем операционные задачи и системы моделирования.
Литература
The American Heritage College Dictionary [1993], 3d Ed. Boston: Houghton Mifflin Company.
Barnhart C., Johnson E. L., Anbil R., Hatay L. [1994], «А Column Generation Technique for
the Long-Haul Crew Assignment Problem», pp. 7-22 in Mathematical Programming
and Modeling Techniques in Practice, edited by T.A.Ciriani and R.Leachman. Chichester,
Eng.: Wiley.
Brown R. W., Shapiro J. F., Waterman P.J. [1988], «Parallel Computing for Production
Scheduling», Manufacturing Systems, 6, 56-64.
Crainic T. G., Laporte G. eds. [1998], Fleet Management and Logistics. Norwell, Mass.: Kluwer
Academic Publishers.
Desaulniers G., Desrosiers J., Joachim I., Solomon M. M., Soumis E, Villeneuve D. [1998],
«А Unified Framework for Deterministic Time Constrained Vehicle Routing and Crew
Scheduling Problems», Chapter 3 in Crainic and Laporte, eds. [1998].
Desrosiers J., Soumis F., Desrochers M. [1984], «Routing with Time Windows by Column
Generation», Networks, 14, 545-565.
Dzielinski B., Gomory R. [1965], «Optimal Programming of Lot Size, Inventories, and Labor
Allocations», Management Science, 11, 874-890.
1 Brown R., Shapiro J. F., Waterman P. [1988] в своей работе рассматривают,
как декомпозиционная схема для дискретных частей модели планирования произ-
водства может быть использована в крупных локальных компьютерных сетях.
5.5. Выводы
269
Fisher M.L. [1994], «Optimal Solution of Vehicle Routing Problems Using Minimum к Trees»,
Operations Research, 37, 626-642.
Graves S. C. [1982], «Using Lagrangean Techniques to Solve Hierarchical Production
Planning Problems», Management Science, 28, 260-275.
Kohl N., Madsen О. B. G. [1997], «An Optimization Algorithm for the Vehicle Routing
Problem with Time Windows Based on Lagrangean Relaxation», Operations Research,
45, 395-406.
Lawler E. L., Lenstra J. K., Rinooy Kan A. H. G., Shmoys D. B., eds. [1985], The Traveling
Salesman Problem: A Guided Tour of Combinatorial Optimization. New York: Wiley.
Lasdon L. S., Terjung R. C. [1971], «An Efficient Algorithm for Multi-item Scheduling»,
Operations Research, 19, 946-969.
Reeves C. R., ed. [1993a], Modern Heuristic Techniques for Combinatorial Optimization
Problems. Oxford, Eng.: Blackwell Scientific.
Reeves C. R., ed. [1993b], «Genetic Algorithms», Chapter 4 in Reeves [1993а].
Reeves C. R., Beasley J. E. [1993], «Introduction», Chapter 1 in Reeves [1993а].
Ribeiro C., SoumisF. [1994], «А Column Generation Approach to the Multiple Depot Vehicle
Scheduling Problem», Operations Research, 42, 41-52.
Schrage L. [1997], Optimization Modeling with UNDO1. Pacific Grove, Calif: Brooks/Cole.
Shapiro J. F. [1979], Mathematical Programming: Structures and Algorithms. New York:
Wiley.
Shapiro J. F. [1993], «Mathematical Programming Models and Methods for Production
Planning and Scheduling», in Handbooks a I Operations Research and Management
Science, Volume 4: Logistics of Production and Inventory, edited by S. C. Graves,
A. H. G. Rinnooy Kan, and P. H. Zipkin. Amsterdam: North-Holland.
Wagner H. M., Whitin T. M. [1958], «Dynamic Version of the Economic Lot Size Model»,
Management Science, 5, 89-96.
Winston W. L. [1994], Operations Research: Applications and Algorithms, 3d ed. Belmont
Calif: Duxbury Press.
Глава 6
БАЗЫ ДАННЫХ ДЛЯ ЦЕПЕЙ ПОСТАВОК
Наша главная мысль заключается в том, что модели оптимизации дают
четкое и всестороннее представление цепей поставок с целью опреде-
ления эффективных планов. Модель — это своего рода вдохновение
для раскрытия новых способов улучшения проекта или деятельности
цепи поставок компании. В то же время процессы сбора, организации,
проверки и обновления базы данных для принятия решения в цепи
поставок создают основу для модели, и это становится очень трудо-
емким процессом для любого проекта развития системы. Эти процес-
сы существенно более трудоемки, чем необходимо для проектирова-
ния и реализации алгоритма моделирования системы. Однако модель
чрезвычайно важна, потому что она обеспечивает общую схему для
объединения данных и принятия решений. Базовая схема также вклю-
чает детальное разделение данных в интуитивные поднаборы, каждый
из которых описывает последовательный элемент цепи поставок.
База данных для принятия решения в цепи поставок — новая кон-
цепция, которая может казаться очевидной для теоретиков, занимаю-
щихся моделированием, и некоторых менеджеров цепи поставок. Только
сейчас основная масса менеджеров начинает понимать, что свободный
доступ к деловой информации, собранной с помощью организации,
целенаправленно занимающейся планированием (ERP) и интернет-
системами, автоматически не ведет к эффективному управлению цепью
поставок. В большинстве случаев более 80% информации в деловых
базах данных способствует принятию несоответствующего решения.
Агрегация данных и другие исследования необходимы, чтобы преоб-
разовать оставшиеся данные в полезную информацию в базе данных
для принятия решения в цепи поставок.
Наше обсуждение базы данных для принятия решения в цепи по-
ставок и процессов для ее создания включает исследования, а также
проблемно ориентированные построения, которые могут потребовать-
ся для экспертизы модели. Мы полагаем, что простые процессы для
создания баз данных для принятия решения появятся, поскольку ме-
неджеры ознакомились с этой концепцией, и расширят использова-
Глава 6. Базы данных для цепей поставок
271
Я^^даОЗАТА)
Р г«й*«й|а«
jjjp1 ^MCCXI^SS
P ‘
P ^^ят{В^ЖАТ$| i
P TewJWfg^Wi j
*• tftrtA tnbfanrt ^ЙМ WVAS"AW^**W*VAAVAW
* p Ffc^fwtcn :
I P 8де«^|№Ж&8Й
| P FWswwSWSOSl ’
P Fwjwft«$®w(₽WWtt
< P
"i£9B&&HS№ " ***'***' 'A-ww' *- * w
p ’<
P Fad^RE2№i ' :
p
P ЩЩйЬ|й*йШ$| '" j
< P Ha^b^fWUMS) ;
J P
f hKD* |c,;:jhl^
Рис. 6.1. Набор файлов в базе данных для принятия решений в цепи поставок,
созданный и используемый программой SLIM/2000
ние таких баз данных и моделей. Например, система моделирования
SLIM/2000 применялась в более чем 40 компаниях, использующих
схожую базу данных для принятия решений; тридцать наборов фай-
лов, используемых данной системой, представлены на рис. 6.1.1
В создании базы данных для принятия решения в цепи поставок мы
используем описательные модели из ряда дисциплин. Оперативный
учет, связанный с нуждами управления, используется для выяснения
точных затрат и стоимостных взаимоотношений. Прогнозирование
используется, чтобы произвести проектирование спроса и оценивать
другие параметры для моделей оптимизации, включающих статисти-
чески изменяющиеся факторы типа товарных цен. Транспортная ло-
гистика используется, чтобы оценить транспортные тарифы, включая
новые географические связи, прежде не используемые компанией.
Концепции оперативного управления используются, чтобы вычислить
размер и стоимость резервного запаса, описать производственные пра-
вила и отношения. Наука маркетинга используется, чтобы оценить
1 См. SLIM технологии LLC, [2000].
272
Глава 6. Базы данных для цепей поставок
параметры и отношения, описывающие альтернативы управления спро-
сом и степень максимизации чистых доходов.
В данной главе мы рассматриваем описательные данные и модели
в качестве шаблонов (образцов), обеспеченных моделью оптимизации.
Очевидно, мы не можем представить обширные детали о методологиях,
лежащих в основе описательных моделей каждой из дисциплин, вне-
сенных в список выше. Вместо этого через примечания мы «отсылаем»
читателя к статьям и книгам, содержащим информацию о таких моделях.
Для лучшего понимания развивающихся концепций и деталей о ба-
зах данных, для принятия решения в цепи поставок мы сформируем
некоторое представление о сети логистических цепей. Сеть включает
поставщиков, средства обслуживания и клиентов. Три типа продук-
тов — сырье, продукты незавершенного производства и готовые изде-
лия — проходят через сеть. Поставщики обеспечивают сырьем, в каче-
стве которого фактически могут выступать запчасти, компоненты или
даже изделия, готовые к продаже. Клиенты получают готовые изделия,
но не посылают продукты незавершенного производства или готовые
изделия другим клиентам или средствам обслуживания. Средства об-
служивания получают сырье от поставщиков и продукты незавершен-
ного производства от других средств обслуживания и посылают про-
дукты незавершенного производства и готовые изделия на другие
средства обслуживания или другим клиентам.
Согласно данным определениям, продукт, покидающий завод и на-
правляющийся в центр распределения, физически может быть гото-
вым продуктом, но к нему относятся как к продукту незавершенного
производства. Он не станет готовым продуктом, пока не будет отправ-
лен из распределительного центра до клиента или на рынок. Таким
образом, терминология отражает логистическую цель поставки необ-
ходимого продукта в нужных количествах в необходимый срок на каж-
дый рынок.
Базы данных для принятия решения отчетливо отличаются от об-
щих деловых баз данных, производными которых они являются. Они
характеризуют цепи поставок на уровне агрегирования, соответству-
ющего тактическому и стратегическому планированию, которое занима-
ет центральную позицию в этой главе. Принципы для объединения
данных о продукции, клиентах и поставщиках исследованы в разделе 5.1.
Агрегирование данных также уместно в процессе создания и исполь-
зования моделей оптимизации для календарного планирования и дру-
гих оперативных проблем, мы исследуем эти модели и их базы данных
для принятия решений в гл. 10.
Глава 6. Базы данных для цепей поставок
273
В разделе 4.4 мы увидели, что база данных для принятия решения
в цепи поставок составлена из одних структурных элементов, связан-
ных с другими структурными элементами, которые описывают затраты,
процессы преобразования изделия, транспортные потоки, ресурсные
ограничения и т. д., для специфического сценария планирования. Имен-
но эти числовые элементы составляют большую часть базы данных для
принятия решения в цепи поставок; они организованы согласно струк-
турным элементам. В разделах 6.2-6.4 мы обсуждаем соответственно
числовые элементы в базе данных для принятия решения в цепи поста-
вок, касающихся средств обслуживания, сетей транспортирования
и поставщиков.
Издержки и стоимостные отношения — чрезвычайно важные ком-
поненты базы данных для принятия решения в цепи поставок. Кон-
цепции и количественные методы управленческого учета требуются,
чтобы точно определить их. Связи между управленческим учетом и мо-
делированием оптимизации, являются важными, но они в значительной
степени игнорируются теоретиками, занимающимися моделированием.
Эти связи исследованы в разделе 6.5.
Спрос клиентов на изделия компании — движущая сила для дея-
тельности цепи поставок. Описательные модели для разработки прог-
нозов спроса рассмотрены в разделе 6.6. Более честолюбивые усилия
моделирования, нацеленные на максимизацию чистых доходов, объ-
единяют решения цепи поставок с маркетингом и коммерческими ре-
шениями, исследованными в разделе 8.1.
Кроме этого, существует еще два исходных элемента в базе данных
для принятия решения в цепи поставок, предписывающих глобальные
ограничения, которые обращаются к многочисленным средствам об-
служивания или, иначе, сокращают цепь поставок и данные, описыва-
ющие политику управления, которая не может быть оправдана экономи-
кой минимизации издержек или максимизации чистого дохода. Такие
данные называются стратегическими данными. Глобальные и страте-
гические данные кратко исследованы в разделе 6.7.
База данных для принятия решений будет также содержать резуль-
таты решений, полученных моделью оптимизации, созданной на ос-
нове исходных данных. Выходные данные объединены с исходными
данными с целью осуществления управленческих отчетов и графичес-
кого представления планов, предложенных моделью. Детали этих дан-
ных представлены в разделе 6.8.
Компании потребуются многочисленные базы данных для приня-
тия решения в цепи поставок по двум важным причинам. Во-первых,
274
Глава 6. Базы данных для цепей поставок
на данном уровне стратегического или тактического планирования из-
за неуверенности в будущем образцовый теоретик должен создавать
и оптимизировать многократные сценарии, чтобы полностью проана-
лизировать проблемы планирования, с которыми столкнулась компа-
ния. Во-вторых, интегрированное, межвременное планирование тре-
бует упорядоченности среди баз данных для принятия решения в цепи
поставок для стратегического, тактического и оперативного планиро-
вания. Этому посвящен раздел 6.9.
Чтобы упростить изложение, наше обсуждение в этой главе будет
ограничено главным образом базами данных для принятия решения
и моделями, применяемыми в тактическом или стратегическом пла-
нировании цепи поставок компании в течение определенного периода
деятельности. Длина одного периода может равняться одному месяцу,
одному кварталу или одному году. На первый взгляд могло бы казать-
ся, что многопериодная база данных решения для Т периодов могла
быть легко построена путем объединения точных копий баз данных
для принятия решения единственного периода. Однако на практике
мы обнаружили, что многопериодные базы данных для принятия ре-
шения сложно построить, так как они требуют знания динамических
явлений, которые различными способами затрагивают данные различ-
ных периодов. Это обсуждено в разделе 6.9.
Графическое представление исходной и полученной информации
в базе данных для принятия решения в цепи поставок целесообразно
для развития интуиции. Возможны различные варианты демонстра-
ций, включая графические карты, схематические решения и многомер-
ные сравнения многочисленных сценариев. Графика кратко рассмот-
рена в разделе 6.10.
Хотя принципы, лежащие в основе создания базы данных для принятия
решения в цепи поставок, хорошо понятны, числовые методы для их
реализации требуют больше специальных знаний, а не формальных.
Наконец, традиционное представление о цепи поставок компании,
состоящее в том, что средства обслуживания находятся во владении
и используются фирмой в то время, как поставщики и клиенты нахо-
дятся вне внутренней среды фирмы, быстро изменяется. Компании во
многих отраслях промышленности вступают в союзы (создают альян-
сы) с поставщиками и клиентами, нацеленные на работу своих кол-
лективных и иногда виртуальных цепей поставок более интегрирован-
ным образом.
Многие классы моделей, рассмотренные нами в последующих раз-
делах, были представлены в гл. 3 и 4 в виде небольших моделей и бло-
6.1. Совокупность данных
275
ков моделирования. Они включают ресурсные ограничения, рецепты,
ограничения фиксированных затрат, 0-1 переменные местоположения,
сети транспортировки и другие элементы.
6.1. Совокупность данных
Установление соответствия единиц хранения товарным группам, кли-
ентам, рынкам и поставщиков группам поставщиков — важный шаг для
концептуализации и применения модели цепи поставок при стратеги-
ческом и тактическом планировании. Такие преобразования необхо-
димы и желательны для менеджмента, чтобы достигнуть глобального
представления цепочки сбыта компании.1 Позднее мы рассмотрим по-
добные методы агрегирования, необходимые для расчета косвенных
затрат и прогнозирования спроса.
Совокупность изделий
Специалист начинает создание модели, решая, как агрегировать гото-
вые изделия, изготовленные или проданные компанией в товарные
группы. Цель состоит в том, чтобы определить каждую группу таким
образом, чтобы изделия, которые входят туда, имели подобные затра-
ты производства и распределения, а также все действия на протяже-
нии цепи поставок, ограничивая при этом количество таких групп до
управляемого уровня. По эмпирическому правилу число товарных
групп, которые рассматриваются в модели, не должно превысить 200,
для многих моделей это число может и должно быть намного ниже.
Специфика отрасли определяет принципы эффективного агрегиро-
вания.
Агрегирование готовой продукции. В компаниях, занимающихся
розничной продажей, имеющих 50 000 и более единиц учета, агреги-
руемые в одну и ту же группу изделия должны иметь сходные харак-
теристики управления и транспортирования. Схема агрегирования
должна отразить различия между товарами с быстрым и большим обо-
ротом и товарами с медленным и низким оборотом.
Рассмотрим цепь поставки оптового торговца, который распреде-
ляет спортивные товары по розничным магазинам, торгующим двумя
основными марками спортивной обуви. Предположим, один изгото-
1 Отношение продуктового агрегирования к эффективному моделированию
было выявлено исследователями задолго до того, как была опредлена важность
управления цепями поставок. См. работы Geoffrion А. М. [1977], Zipkin Р. [1982],
Axsater S., Jonsson Н. [1984].
276
Глава 6. Базы данных для цепей поставок
витель спортивной обуви имеет завод на Западном побережье Соеди-
ненных Штатов, а другой имеет завод на Востоке. Если спортивную
обувь объединить в отдельную группу, модель оптимизации могла бы
удовлетворить весь спрос Западного побережья за счет поставок пер-
вого производителя, а весь спрос на Востоке — за счет поставок второго
производителя, чтобы уменьшить затраты на транспортирование гру-
за. Это, конечно, нарушило бы показатели спроса на кроссовки в от-
дельных магазинах. Вместо этого модель должна поддержать две мар-
ки спортивной обуви как отдельные изделия. Определенные размеры
и стили в пределах каждой из этих продуктовых линий, которые соот-
ветствуют многим единицам хранения, все еще могли бы объединить-
ся в товарные группы.
Для розничных продавцов и других компаний с множеством еди-
ниц хранения число разных товарных групп, которые должны быть
сохранены при формировании модели, имеет тенденцию ограничивать
себя в соответствии с правилом «80/20». Предположим, что мы разрабо-
тали схему агрегирования продукции, состоящую точно из 1000 то-
варных групп. Если бы мы оценили эти группы изделия в долларовом
эквиваленте (по общим прогнозируемым объемам продаж), то опыт
показал бы, что по крайней мере 80% и, вероятно, даже 90% общих про-
даж для целой продуктовой линии был бы достигнут в полном долларо-
вом эквиваленте по 200 наиболее популярным группам. Это позволило
бы нам разбить остальные 800 групп изделий на маленькие разнопла-
новые группы, не делая существенных ошибок. Есть даже возможность
не проводить стратегического и тактического анализа цепи поставки
для группы изделий, которые имеют очень низкий объем.
Агрегирование производственной продукции. Производственным
фирмам намного легче осуществлять группировку изделий, чем роз-
ничным компаниям, потому что число единиц хранения, которое они
производят, меньше чем обрабатывается дистрибьюторскими компа-
ниями.
Продуктовые линии производственных компаний более однородны.
Например, продовольственная компания произведет изделие в разных
количествах (которые можно рассмотреть как одно изделие) или бу-
мажная фабрика может произвести различные типы бумаги, имеющие
20 различных массовых характеристик, которые могут быть объедине-
ны в группы тяжелых, средних и легких типов бумаги.
В дополнение к группировке конечных продуктов иногда необхо-
димо и желательно создавать группы полуфабрикатов или даже сырья.
6.1. Совокупность данных
277
Например, для изготовления потребительских товаров необходима
различная упаковка, как, например, бутылки, коробки, крышки и т. д.
Такие материалы могут быть с точностью сгруппированы в несколько
категорий: типы коробок, крышек, ярлыков и т. д.
Назначение соответствия при агрегировании изделий. Математи-
ческие вычисления, для того чтобы осуществлять группировку изде-
лий, соответствуют назначению индексного множества. На рис. 6.2 ото-
бражена схема, которая учитывает создание различных товарных групп
для различных уровней модели. Как показано, индексное множество
несгруппированных изделий нанесено на рисунок в качестве основ-
ного группирования (fundamental aggregation), которое рассматрива-
ется специалистами как наилучший вариант модели. Для розничных
компаний это могло бы повлечь за собой распределение 50 000 изделий
в 1000 товарных групп, тогда как для производственной компании это
могло бы повлечь ра собой распределение 10 000 изделий всего в 100
товарных групп.
Общее группирование используется для того, чтобы создать дальней-
шие группы и как следствие оценить различные сценарии. Например,
50 изделий (товарных групп) могли бы соответствовать стратегиче-
ской модели, рассматривающей инвестиции капитала в новые произ-
Рис. 6.2. Схема группирования продукции
278
Глава 6. Базы данных для цепей поставок
Бедственные мощности, тогда как 150 изделий (товарных групп) могли
бы быть необходимы для тактической модели, направляя планы произ-
водства на следующий квартал через цепочку поставок. Даже в тех же
пределах времени планирования различные группировки могут быть
необходимы для различных сценариев. Например, после того как пла-
ны относительно нескольких сценариев оптимизируются, руководство
может решить оценить строительство нового завода для некоторых,
но не всех изделий в товарной группе.
Наше обсуждение сосредоточилось на группировании готовых изде-
лий, потому что размер модели обычно зависит от элементов подсети,
соединяющей центры распределения и другие источники ресурсов с ко-
нечными рынками. Размер подсети пропорционален числу возможных
связей между источниками ресурсов и рынками, что является прямой
функцией определенного числа рынков, умноженных на число гото-
вых изделий. Контроль над числом сгруппированных рынков — сле-
дующая тема, которая будет обсуждена.
Совокупность клиентов и рынков
Аналогично ситуации с изделиями клиентура компании, базируясь на
уровень транзакционных издержек, могла бы быть весьма детализи-
рована на тысячи клиентов, получающих готовые изделия каждый год.
Методы, которые агрегируют клиентов в рынки, рассматривают груп-
пирование клиентов по географическому признаку с подобными ха-
рактеристиками спроса на рынке. Для большинства цепей поставок
возможно ограничить число рынков, включенных в модель, до несколь-
ких сотен, хотя существует опыт успешной оптимизации более круп-
ных моделей, включающих до 1000 рынков.
Хотя клиенты, находящиеся недалеко друг от друга, являются кан-
дидатами на группирование в отдельный рынок, их характеристики
спроса могут повлиять на то, чтобы они были сохранены отдельными.
Например, при создании модели для оптового торговца бакалеи было
необходимо сохранить различия среди нескольких типов клиентов,
чтобы точно описать транспортные затраты. Удельные затраты на пе-
ревозку груза массой сто килограммов за милю, поставленного круп-
ным универсамам методом полных загрузок грузовиков, значительно
отличались от затрат для малых гастрономов, получающих небольшие
поставки грузовиками, которые также обслуживают еще несколько
небольших магазинов.
Кроме того, по причинам, касающимся обслуживания клиентов, сле-
дует рассматривать отдельных крупных клиентов как отдельные «рын-
6.2. Данные об объектах цепи поставок
279
ки» в модели. Если крупный клиент требует лучшее время поставки,
компания может обнаружить, что затраты транспортирования увели-
чатся из-за большого процента неполной загрузки транспорта. Подоб-
ным образом, если крупный клиент заключает контракт с производ-
ственной фирмой на партию одного или более готовых изделий, клиент
и изделия не должны быть сгруппированы с другими клиентами или
изделиями.
Правило «80/20» также применяется к группированию клиентов,
т. е., если клиенты зависят от объема продаж, мы можем ожидать, что
больше чем 80% от общих продаж компании отправлено 20% лучших
клиентов в списке. Даже если лучшие 50 или 100 крупных клиентов
рассматриваются как отдельные объекты по ранее отмеченным при-
чинам, общее число остальных 300 клиентов составляет порядка 90%
от общего объема продаж. Очень маленькие клиенты могут быть про-
игнорированы при создании стратегической или тактической модели
или приписаны к рынку, географический центр которого наиболее
близок к ним.
Совокупность поставщиков
Поставщики, находящиеся в непосредственной географической бли-
зости, которые обеспечивают продукцией одну и ту же группу потре-
бителей, могут быть объединены в группу поставщиков. Как и с дру-
гими типами группирования, форма группировки поставщиков будет
зависеть от конкретной ситуации. При анализе внутреннего логисти-
ческого планирования для поставщиков запчастей крупному автомо-
бильному заводу предполагаемая сфера использования данных запча-
стей (например, шасси, двигатель) не имеет значения. Вместо этого
поставщики объединяются в группы по их размерам, географическо-
му местоположению и характеристика управляемости. Например,
крупные поставщики, которые осуществляют полнопартионные от-
правки с одного и того же трехзначного почтового индекса, могут быть
объединены в отдельную группу. Некрупные поставщики, которые осу-
ществляют мелкопартионные отправки от того же самого трехзначно-
го почтового индекса, будут соединены в другую группу, потому что
их затраты на транспортирование за милю перевозки выше.
6.2. Данные об объектах цепи поставок
В этом разделе мы рассмотрим данные, которые определяют подмо-
дель отдельного пункта в цепи поставки компании. Этим пунктом мо-
280
Глава 6. Базы данных для цепей поставок
жет быть производственный завод, где сырье, запчасти или компонен-
ты физически преобразуются или собираются в промежуточное или
готовое изделие. Это также может быть центр распределения, где изде-
лия обрабатываются или физически преобразуются. Мы моделируем
центр распределения, используя те же элементы, что и при моделиро-
вании производственных помещений, потому что его действия добав-
ляют ценность в продукцию компании. Центры распределения также
несут затраты, потребляют ресурсы и зависят от ограничений мощно-
сти подобно производственным объектам.
Ясно, если мы будем продолжать рассматривать средства обслужи-
вания в самом широком смысле, нам необходимо описать чрезвычай-
но большой класс моделей и связанных с ними данных. Вместо этого
предлагаем относительно простую парадигму моделирования, которая
точно характеризует удивительно большой класс средств обслужива-
ния. В дополнение к иллюстрированию форм и содержания типичных
данных о средствах обслуживания в базе данных решения цепи по-
ставки парадигма доказала их ценность на практике. Детали парадиг-
мы и подразумеваемые данные о средствах обслуживания обсуждают-
ся в следующем подразделе.
Средства (способы), процессы, ресурсы и затраты
Моделирующая парадигма, которую мы предлагаем, представлена на
рис. 6.3. Изделия поступают в пункт, проходят через многократные
процессы, где они преобразуются различными способами, и покидают
пункт в качестве обработанных изделий. Заметьте, что под изделием
понимается группа изделий. Также изделиями могли бы быть матери-
алы, полученные от поставщиков, полуфабрикаты, распределенные
между средствами обслуживания, и готовые изделия, проданные на
рынках. Единица измерения, свойственная каждому изделию, должна
изменяться в результате их преобразования. Например, для упаковоч-
ного процесса на пивоваренном заводе ресурсы, необходимые для про-
изводства пива, измеренные в гектолитрах, после преобразования из-
меряются в сотнях ящиков.
В общем, в каждом процессе могут применяться многочисленные
способы; каждый способ может принимать разнообразные виды сы-
рья и производить разнообразные изделия. Обработанными изделия-
ми могут быть готовые изделия, распределяющиеся между рынками,
или полуфабрикаты, транспортируемые в другие пункты цепи поставки
компании для дальнейшей обработки или дальнейшего распределения.
Кроме того, пункт содержит ресурсы, потребляемые способами мно-
6.2. Данные об объектах цепи поставок
281
Сырье и материалы
Рис. 6.3. Схема расположения объектов цепи поставок
гократных процессов. Примером таких ресурсов являются трудовые
часы, потраченные на обработку материалов, и пространство, потреб-
ляемое запасами незавершенного производства. Процессы и мощно-
сти ресурса связаны с процессами и затратами на приобретение ресур-
сов посредством построения стоимостных отношений.
Способами, доступными для каждого процесса, являются различ-
ные виды деятельности по добавлению стоимости. На самом деле, спо-
собы иногда называются действиями. Например, способ на нефтепе-
регонном заводе должен быть следующим:
-1
где -1 означает поступление определенного типа непереработанной
нефти, измеренной в 100 баррелях к единице дистилляции, &b.(j = 1,
2,3) — полуфабрикаты, измеренные в 100 баррелях, поступающие к ка-
талитическому крекингу и другим единицам обработки на нефтепере-
гонном заводе. Уровень деятельности, связанный с каждым способом,
определяется моделью как оптимальный. Например, вышеуказанные
способы могли бы иметь уровень деятельности, равный 100, отража-
ющий, что 10 000 баррелей необработанной нефти обработаны, чтобы
282
Глава 6. Базы данных для цепей поставок
выпустить 10 000 х Ь. баррелей каждого промежуточного продукта j.
Уровень деятельности каждого способа в течение данного месяца, ото-
бранного моделью оптимизации, неявно зависит от спроса на очищен-
ные изделия, который будет удовлетворен нефтеперегонным заводом,
и смеси непереработанной нефти, имеющейся в наличии в резервуа-
рах на нефтеперегонном заводе. Способ для центра распределения мог
бы иметь ту же самую форму, но -1 означало бы потребительский про-
дукт, измеряемый в сотнях ящиков, ab.(j = 1, 2, 3) означали бы коли-
чество сотен ящиков, сортируемых для отправки в магазин розничной
торговли.
Подобно этому способы некоторых изделий могут использоваться
в изготовлении продуктов питания для разработки различий в товар-
ных ценах. Например, способы для заменителя масла могут допускать
скачки в процентах в зависимости от того, какую нефть они используют.
Определенный способ, отобранный для производства изделий в тече-
ние данного месяца или квартала, будет зависеть от содержания в ком-
пании запасов нефти и их относительных товарных цен.
Разделим затраты, возникающие в пунктах цепи поставок, на сле-
дующие четыре уровня:
• Себестоимость продукции. Прямые затраты, связанные с произ-
водством или обработкой изделия (например, затраты на сырье,
затраты на труд производственных рабочих, затраты на установ-
ку оборудования).
• Производственные затраты. Прямые затраты, связанные с фи-
зическими процессами, используемыми в производстве и распре-
делении изделий (например, действие и затраты замены единицы
дистилляции непереработанной нефти, затраты на проверку ка-
чества, затраты на рабочую силу и оборудование, связанные с сор-
тировкой в центре распределения).
• Затраты на использование ресурсов объекта. Косвенные затра-
ты, связанные с ресурсами, использованными многократными про-
цессами (например, затраты на рабочую силу, обслуживающую
машины, затраты на обработку материалов незавершенного про-
изводства и затраты на анализ системы управления запасами).
• Накладные расходы. Косвенные затраты, связанные с поддерж-
кой работы объекта (например, заработная плата и премии ме-
неджеров завода или центра распределения, затраты на энергию,
затраты на труд и информационные технологии, необходимые для
поддержания системы учета).
6.2. Данные об объектах цепи поставок
283
Для принятия решения о цепи поставки эти затраты должны быть
представлены стоимостными отношениями, которые описывают за-
траты как функции независимых факторов, называемых стоимостны-
ми драйверами.
Отношения затрат можно выразить как функцию одного или более
стоимостных драйверов. Примерами стоимостных драйверов являются
обработка часов работы машин для прямых производственных издер-
жек и количество заказов, включенных в косвенные затраты отгрузки.
На рис. 6.4« мы изображаем простые линейные стоимостные отноше-
ния, характеризующиеся одиночным параметром с. На рис. 6.46 мы
изображаем более сложные стоимостные отношения, характеризую-
щиеся шестью параметрами: F, Cv Mv G, С2, M2, которые требуют 0-1
переменных решения. При описании производственных издержек па-
раметр М2 представляет возможности процесса в период времени моде-
ли. Возможны более комплексные стоимостные отношения, включа-
ющие неаддитивные функции многократных стоимостных драйверов,
например отношения стоимости, которые включают драйверы vt и v2
и срок стоимости, имеющий форму g х и х v2. Для экспозиционного
удобства мы предполагаем, что все стоимостные отношения, которые
нужно рассмотреть для цепи поставок, базы данных решения не пока-
зывают эту сложность из-за векторных произведений переменных ре-
шения, подразумевая, что они могут быть смоделированы, используя
конструкции смешанного целочисленного программирования.
Развитие точных и всесторонних стоимостных отношений является
центральной и трудной задачей в создании базы данных решения цепи
поставок. Принципы для выполнения этой задачи извлекаются из ра-
а) б)
Рис. 6.4. а) Простые стоимостные отношения; 6} комплексные
стоимостные отношения
284
Глава 6. Базы данных для цепей поставок
бот ученых и практиков, опубликованных за последние годы в обла-
сти управления финансами, особенно тех, которые строят и развива-
ют методы исчисления себестоимости по объему хозяйственной дея-
тельности. Эти достижения обсуждены более подробно в разделе 6.7.
Запасы. Решения относительно запасов сырья, полуфабрикатов и го-
товых изделий, хранимых в пункте, важны для эффективного планиро-
вания цепи поставки. Кроме того, затраты на содержание запасов, ко-
торые включают капитальные затраты, затраты истощения запасов,
могут быть важными компонентами общих затрат в цепи поставки. К со-
жалению, классические модели запасов, которые решают задачи опти-
мизации на оперативном уровне для одиночного изделия, пока не гото-
вы сочетаться с моделями оптимизации интегрированного управления
цепями поставки, которые заинтересованы в минимизации общих за-
трат на стратегических и тактических уровнях.
Трудности уменьшаются, если используются модели оптимизации
с кратным периодом, потому что затраты на запас могут быть вычис-
лены на основе запасов в конце каждого периода. Однако если дли-
тельность периодов настолько велика, что ожидается значительное
изменение запасов в пределах периодов, то остаются серьезные труд-
ности моделирования. К счастью, теоретические и практические объяс-
нения поддерживают конструкцию значимых стоимостных отношений
затрат на запасы в пределах периода, которые используют производи-
тельность запасов в качестве стоимостных драйверов. Эти проблемы
подробно рассмотрены в разделе 11.2. Мы считаем, что лучше читате-
лю обратиться к гл. 11.
Применение. Неполный список различных типов производств и рас-
пределительной сети, которая может быть эффективно описана пара-
дигмой моделирования в предыдущих подразделах, следующий.
• Обрабатывающие заводы. Пункты, где изделия переводятся с од-
ного на другой этап, на которых сырье преобразуется в промежу-
точные и готовые изделия (например, нефтеперерабатывающие
заводы, химические предприятия, фармацевтические предприя-
тия, бумажные фабрики, заводы-изготовители пищевых продук-
тов, пивоваренные заводы).
• Заводы — изготовители отдельных компонентов. Пункты, где зап-
части и компоненты изготовлены, собраны и проверены на не-
скольких этапах, чтобы произвести дискретные количества готовых
изделий (например, производство компьютеров и электроники,
автомобильное производство, производство потребительских то-
варов длительного пользования).
6.2. Данные об объектах цепи поставок
285
• Упаковочные заводы. Пункты, связанные с обрабатывающими
заводами и заводами по производству запчастей, где товары на-
родного потребления или промышленные изделия упаковывают-
ся для отгрузки к заказчикам, (например, центры распределения,
которые упаковывают химикаты для дальнейшей продажи сред-
ним и мелким заказчикам и центры распределения, на которых
некоторые изделия собираются перед отгрузкой заказчику).
• Распределительные центры. Пункты, до которых изделия достав-
ляются, сортируются, иногда хранятся и отправляются заказчи-
кам (например, центры распределения, находящиеся в собствен-
ности компании-производителя, центры распределения третьих
лиц оптовой и розничной торговли, логистические компании).
Рисунок 6.5 изображает пункт, где картофель и кукуруза (измерен-
ные в тоннах) преобразуются в картофельные чипсы и кукурузные
хлопья (измеренные в сотнях ящиков). Как показано на рисунке, дан-
ный пункт имеет пять процессов и один ресурс. Рисунок 6.6 изобража-
ет центр распределения, в который доставляются изделия, сортиру-
ются и отсылаются, а некоторые изделия хранятся.
Цеха — это класс средств обслуживания, который парадигма моде-
лирования не может легко описать. Это могут быть заводы-изготови-
тели, где предприняты задания, включающие многочисленные задачи,
Картофель Кукуруза
обычных шашлычных кукурузных мексиканских
картофельных чипсов чипсов чипсов
чипсов
Рис. 6.5. Производственный поток для производства продуктов питания
286
Глава 6. Базы данных для цепей поставок
Рис. 6.6. Производственный поток в распределительном центре
выполненные в различных рабочих местах. Последовательное выпол-
нение задач и время, необходимое для их завершения, изменяются от
цеха к цеху, и поэтому это трудно для отслеживания и контроля во
время производства полуфабрикатов и готовых изделий. Цеха описы-
вают предприятия, на которых восстанавливаются и поддерживаются
грузовики или авиационные двигатели, издательские вычислительные
центры или предприятия, которые производят специальные машин-
ные станки или оборудование. .
6.3» Данные о сети транспортировки
В этом разделе мы обсуждаем структурные и числовые данные, харак-
теризующие подмодели сети перевозки, связывающие поставщиков,
средства обслуживания и рынки. Основной элемент в этих сетях очень
прост. Это канал, связывающий пункт отправления (поставщик или
средство обслуживания) и назначения (средство обслуживания или
рынок). Для многих приложений стоимостные отношения являются
простой линейной функцией, в которой стоимость единицы потока
умножена на объем. Подразумевается, что отношения — это мощность
или максимальная верхняя граница объема в соответствии с договор-
ными обязательствами, стратегией компании или др.
Несмотря на то что отдельный канал описывается достаточно про-
сто, генерирование и управление данными сетевой подмодели необхо-
димо, так как может содержать десятки или сотни тысяч каналов свя-
зи. Кроме того, стоимостные отношения могут зависеть от крупных
6.3. Данные о сети транспортировки
287
баз данных, описывающих исторические и текущие действия парка
транспортных средств, общие затраты перевозчика и множество других
факторов. Сетевое описание может также быть усложнено модальны-
ми выборами и скидками объема. Развитие логистики как отдельной
дисциплины было стимулировано потребностью логистов в понима-
нии и решении сложных проблем.
Однако при обсуждении сетей перевозок мы должны также уделить
внимание минимизации общих затрат цепи поставки по стратегиче-
ским и тактическим горизонтам планирования. Уровень детального
присвоения сетей подмоделям зависит от относительной важности
общих затрат транспортировки. Для компании, которая производит
бумагу на нескольких фабриках и распределяет ее по всей территории
США, решения по проблемам перевозки очень важны, потому что сто-
имость транспортировки может составлять 20% или более от общих
затрат. Кроме того, возможен ряд распределительных каналов, вклю-
чая прямые поставки с фабрик к потребителям и автомобильные или
железнодорожные поставки дистрибьюторам на их склады. И наобо-
рот, поскольку затраты на транспортировку драгоценных изделий бу-
дут менее чем 5% от общих затрат компании на поставку, компания
может позволять себе уделять меньше внимания подробностям пере-
возки.
Подмодели сети транспортировки
Выделяют следующие компоненты транспортирования в типичной
цепи поставок:
• входящая (inbound) сеть транспортирования, связывающая по-
ставщиков компании с объектами цепи поставок;
• внутренняя (interfacility) сеть транспортирования, связывающая
внутрипроизводственные объекты цепи поставок между собой;
• внешняя (outbound) сеть транспортирования, связывающая объ-
екты цепи поставок компании с покупателями и рынками.
Ниже мы рассмотрим, что создание одной, двух или трех подмоде-
лей этих сетей в одной и той же базе данных цепи поставок зависит от
миссии и размера компании. Далее мы рассмотрим проблемы модели-
рования, связанные с каждым типом сети.
Входящие сети транспортирования. Для некоторых специфических
компаний (например, химическая промышленность), ищущих пути
оптимизации своей производственной и распределительной стратегии
по всему миру, входящая сеть описывает затраты на отправку от источ-
288
Глава 6. Базы данных для цепей поставок
ников (местонахождения) на разных континентах до заводов, находя-
щихся также на различных континентах, некоторые из которых нахо-
дятся на достаточно большом расстоянии от источника. Таким обра-
зом, перевозимый материал может пересечь тысячи миль на корабле.
Эта сеть имеет сходство (небольшое) с остальными, описанными ниже,
но тактическое планирование осложнено решениями, связанными с во-
просами об объемах перевозки, ее размерами, а также временными па-
раметрами прибытия (расписания). Основной целью при принятии
таких решений является баланс между затратами на транспортировку
и затратами на запасы.
Для производителя универсальных вычислительных машин со сбо-
рочными заводами в США данная сеть описывает перевозки до не-
большого числа заводов товаров, запчастей и подсистем от большого
числа поставщиков, находящихся в Северной Америке, Азии и Евро-
пе. Некоторые поставщики относятся к различным подразделениям
одной компании. Для американских производителей автомобилей сеть,
соединяющая поставщиков со сборочными заводами, огромна. Она
включает также предметы потребления, запчасти и подсистемы, пере-
возимые из различных континентов к заводам, располагающимся
преимущественно в Центрально-Западном регионе Соединенных Шта-
тов. Определение места и размера складирования и промежуточных
средств обслуживания для консолидации предметов от поставщиков
является важным набором решений, который определяет дизайн этих
сетей.
Для одной канадской компании, производящей продовольственные
товары и продающей их по всему миру, данная сеть должна включать
большое количество географически разбросанных поставщиков, обес-
печивающих около 50 000 ед. хранения в год. Эти поставщики осуще-
ствляют поставки приблизительно в шесть центров распределения,
расположенных в районах основных рынков компании. Конфигура-
ция этой сети зависит от географии страны, которая ограничивает число
маршрутов и направлений, откуда поставщики могут входить в систему.
Для многих поставщиков стоимость перевозки включена в стоимость
поставки изделий. Компания провела исследование системы цепи по-
ставки, частично для оценки нового ценообразования и транспортных
стратегий снижения затрат.
Внутренние сети транспортировки. Для компании по производству
лесоматериалов, осуществляющей свою деятельность только в США,
каждая линейка продукции производится в большом количестве мест,
и изделия отправляются непосредственно клиентам и розничным про-
6.3. Данные о сети транспортировки 289
давцам по всей стране. Таким образом, компания не имеет никакой
внутренней сети транспортировки. Наоборот, для компаний, произво-
дящих бумагу и стремящихся объединять (укрепить) свои действия
после слияния, внутренние перевозки стали важной частью новой про-
изводственной и распределительной стратегии. Согласно новой стра-
тегии, компания принимает решение, в соответствии с которым каж-
дый завод должен производить только часть полной линейки продукции
данной компании. При помощи соответствующих изделий от других
заводов рынки, обслуживаемые заводом, получают поставки полной
линейки продукции. Перевалка также способствует полным постав-
кам данной продукции в сеть от каждого завода.
Внутренние перевозки очень важны для электронных фирм, подоб-
ных компании Hewlett-Packard (HP), где изделия производятся после-
довательно в географически разных пунктах для минимизации общих
производственных затрат и затрат на запасы. HP имела также значи-
тельный успех в организации производства струйных принтеров, где
минимизировала затраты на принтеры, специализированных для рын-
ков в разных странах. Поскольку каждая страна требует особенного
изделия, учитывающего местные стандарты электропитания, соедини-
тельной арматуры, языков документации, HP произвела различные
версии принтеров, которые производятся и хранятся в цепи поставок.
По необходимости эта продукция отправляется в пункты рядом с рын-
ками конечной продукции, где осуществляется дифференциация про-
дукции.
Для компаний химической промышленности, которые обсуждались
выше, полуфабрикаты отправляются от производственных заводов до
меньших по размеру заводов, где изделие преобразуется в конечный
продукт и пакетируется. Эта договоренность позволяет меньшим за-
водам быть расположенными ближе к рынкам. Также оптовые внут-
ренние поставки продукции являются более дешевыми, чем поставки
пакетированного готового изделия.
Например, для компании, которая поставляет запасные части через
Индонезию для производителя сельскохозяйственного оборудования
в США, распределительные центры организованы в виде многоступен-
чатой сети. Запчасти прибывают от производителя в Сингапур, и там
же хранится большая часть общих запасов. Затем запчасти распреде-
ляются и запасаются в меньших количествах в распределительных
центрах на трех нижестоящих уровнях. Из-за географии острова Индо-
незии запасные части транспортируются морем и грузовиками, а иногда
важные заказы отправляются воздушным путем. Все поставки осуще-
19-2186
290
Глава 6. Базы данных для цепей поставок
ствляются для клиентов всех уровней сети, а также для нижестоящих
средств обслуживания. Но управление запасами по многоступенчатой
сети является очень сложной проблемой. Мы вернемся к обсуждению
данного вопроса в гл. 11.
Внешние сети транспортировки. Эффективное управление при внеш-
ней транспортировке достаточно важно для многих компаний, особен-
но для распределительных компаний, главным смыслом существова-
ния которых является поставка клиентам нужного изделия в нужном
количестве и в нужное время. Для компании, которая распределяет
пропан больше чем для 100 000 клиентов на территории большой об-
ласти метрополии, стратегический анализ цепи поставки включает
экономическую модернизацию складов и их местоположения. Пропан
достигает складов в больших цистернах танкера, затем его разгружают
в маленькие цистерны и резервуары для поставки клиентам в пяти
главных сегментах: жилом, коммерческом, индустриальном, сельско-
хозяйственном и автомобильном. Цели состоят в том, чтобы достиг-
нуть баланса между уменьшением общей стоимости и максимизацией
эффективности обслуживания клиента. Общая стоимость включает
эксплуатационные расходы, такие как складские и транспортные за-
траты, и инвестиционные затраты, основанные на капитале, представ-
ленном в виде недвижимого имущества, грузовиков, цилиндров, ре-
зервуаров и материальных запасов.
У компаний, занимающихся оптовой торговлей, обычно имеются
очень крупные внешние сети транспортирования. Для оптовой бакалей-
ной компании с шестью центрами распределения, 50 продуктовыми
группами и 500 клиентами различных типов сеть будет иметь 75 000 свя-
зей даже тогда, когда устраняются очевидно неэкономные пункты про-
исхождение и комбинации пунктов назначения. К счастью, структура
такой подмодели транспортирования математически проста. Несмот-
ря на ее размер, она позволяет без труда оптимизировать модели цепи
поставки для оптовых компаний. Наконец, обращается внимание, что
потоки транспортирования не всегда ограничены до тех трех типов
сетей, которые рассматриваются в данном разделе. Много компаний
увеличивает использование поставок «прямо к магазину» при помощи
квалифицированных поставщиков. Некоторые производственные ком-
пании, особенно те, которые расположены в Германии и других евро-
пейских странах, имеющих жесткие законы окружающей среды, долж-
ны также рассмотреть вопросы транспортирования изделий от рынков
назад на заводы для утилизации отходов.
6.3. Данные о сети транспортировки
291
Затраты транспортировки и транспортные мощности
Транспортные затраты — это затраты, связанные с потоком изделий
по каналам между средствами обслуживания. Существует два типа
затрат:
• Потоковые затраты. Прямые затраты на единицу, связанную с то-
варными потоками между средствами обслуживания (например,
стоимость пробега грузового транспорта компании, затраты пе-
ревозчиков по контракту и др.).
• Затраты на транспортные ресурсы. Косвенные затраты на еди-
ницу, связанную с управлением потоками (например, затраты
систем маршрутизации, инвестиции в запчасти для грузового авто-
парка, судебные и административные затраты, связанные с конт-
рактами перевозчиков).
Затраты товарного потока на единицу зависят от объема потока и вы-
бора способа транспортирования, который подробно обсуждался выше.
Также это зависит от характеристики изделия, особенно такой, будет ли
зависеть стоимость перевозки нагруженного грузовика с продукцией
от его объема или его веса. Для необычных изделий типа заморожен-
ных пищевых продуктов или огнеопасных жидкостей в стоимость бу-
дут входить специальная обработка и инвестиции в специальное обо-
рудование.
Большинство затрат ресурсов транспортировки становится затра-
тами ресурсов средств обслуживания, где имеют место действия по
добавлению стоимости, например деятельность по маршрутизации
транспортных средств. Компания, однако, сталкивается и с деловыми
решениями, когда важно учитывать всесторонние затраты транспор-
тирования, также включающих в себя косвенные затраты, которых
можно избежать. Такие действия имеют место, когда компания желает
оценить экономические выгоды от контракта транспортирования тре-
тьего лица. Если существенные косвенные затраты транспортирова-
ния типа маршрутизации и доставки отделены от внутренних транс-
портных затрат, то компания может отклонить контракт и при этом
поступит неправильно.
В обсуждении главных факторов, определяющих затраты товарных
каналов, надо иметь в виду, что такие затраты должны быть вычислены
для каждого канала в сети цепи поставки, по которой могло бы прохо-
дить изделие. Действительно ли поток осуществляется в оптимальном
решении модели цепи поставки, зависит от рассмотрения глобальной
оптимизации. Не трудно заметить, что 80% или более каналов в модели
19*
292
Глава 6. Базы данных для цепей поставок
цепи поставки не имеет потока при оптимальном решении. Конечно,
трудно заранее знать, какие каналы будут использоваться. Кроме того,
поскольку мы просматриваем несколько вариантов, чтобы оптимизи-
ровать различные сценарии будущего цепи поставок компании, мы
можем ожидать, что товарные потоки будут поддерживать различные
каналы. Для сценариев цепи поставки, включающих новых поставщи-
ков, средства обслуживания, рынки и даже новые изделия, затраты то-
варных потоков должны быть разработаны для каналов и, возможно,
изделий, по которым компания имеет немного или совсем не имеет
никаких данных. К счастью, можно приобрести общественно доступ-
ные базы данных транспортировки, чтобы оценить стоимость новых
каналов.
При создании сетевых подмоделей подходящих и управляемых раз-
меров необходимо помнить, что модели цепей поставок для тактиче-
ского и стратегического планирования основаны на товарах, которые
в действительности являются товарными группами, каждая из них имеет
множество единиц учета. Таким образом, стоимость перевозки едини-
цы изделия на любом канале будет обычно равна среднему числу взве-
шенных затрат единицы учета в товарной группе. Предполагается, что
стоимость единиц учета не сильно различается, поэтому усреднение
не вызывает серьезных ошибок.
Надо также обратить внимание, что в стоимость единицы в товар-
ном потоке могут входить компоненты, не связанные непосредственно
с транспортными операциями, например запасы в пути или пошлины.
Содержание запасов в пути можно вычислить, умножив число дней
доставки между пунктами происхождения и назначения на ежедневную
стоимость единицы изделия. Дополнительные транзитные затраты
могут включать потери из-за испарения или утечки. Очевидно, такие
затраты должны быть рассчитаны и включены в стоимость товарного
потока, только если они существенны. Затраты на пошлины для каж-
дой единицы потока могут быть включены в прямые текущие затраты
на единицу, когда пункты отправления и назначения находятся в разных
странах и страна отправления взимает экспортную пошлину и/или
страна назначения взимает импортную пошлину.
Верхние и нижние границы потока в каналах могут отражать конт-
рактные обязательства. Они также могут использоваться при подтверж-
дении стадии проекта моделирования для ограничения решения мо-
дели оптимизации, чтобы совпасть с историческим решением. Наконец,
они могут отражать ограничения на оптимальное решение цепи по-
ставки, наложенные политикой управления, например нижние границы
6.3. Данные о сети транспортировки
293
на внешние товарные потоки на определенных каналах для осуществ-
ления поставок с полной загрузкой автотранспортных средств.
Выбор размера и способа доставки грузовой партии
Практически в любой ситуации компании сталкиваются с проблемой
выбора способа транспортирования. Компании могут осуществлять
поставки с помощью грузовиков, железнодорожного, воздушного или
морского транспорта. Даже если поставки могут осуществляться только
одним типом грузовиков, компания может столкнуться с проблемой
выбора размера поставки — полная загрузка автотранспортного сред-
ства или частичная. Вспомним, что в данной главе мы занимаемся во-
просами стратегического и тактического планирования. Поэтому это
не оперативные решения, а долгосрочные планы, для которых компа-
ния осуществляет единственный выбор Способа транспортирования
или размера поставки. Для стратегического планирования моделиро-
вание альтернатив должно лишь точно отражать транспортные затраты.
Для тактического планирования моделирование альтернатив может
также потребовать определения оптимальных вариантов для нормаль-
ных условий функционирования.
С точки зрения моделирования выбор способа транспортирования
и размера поставки потребует конструкций смешанного целочислен-
ного программирования, когда возникают скидки с объемов товарных
потоков, что очень часто имеет место (например, перевозки с полной
загрузкой стоят меньше за центнер, чем перевозки с частичной загруз-
кой). Фактором, смягчающим эту сложность моделирования, являет-
ся то, что вопросы выбора и способа транспортирования и размера по-
ставки обычно могут быть разрешены с помощью простых правил до
начала моделирования, которое лишь приблизительно оптимально:
к примеру, если расстояние больше 1000 миль, доставляйте поставки
(грузовые партии) железной дорогой, в иных случаях — грузовыми
автомобилями. Стоимость единицы потока на этих расстояниях будет
влиять на правило. Однако возникают ситуации, когда выбор способа
транспортирования может быть сделан только с помощью смешанно-
го целочисленного программирования.
Утилиты для генерации транспортных сетей
Чтобы эффективно и гибко разработать крупномасштабные транспорт-
ные подсети для включения их в тактические и стратегические модели,
компания должна приобрести или разработать программные утили-
ты, которые объединяют детализированные данные о расположении
294
Глава 6. Базы данных для цепей поставок
поставщиков, средств обслуживания и рынков, о расстоянии между
пунктами отправления и назначения, расценках на перевозки и, веро-
ятно, о множестве других факторов. Расстояния могут быть представ-
лены в таблицах, отражающих расстояние дорожной сети, или могут
быть вычислены по геометрическим формулам. Подобным образом рас-
ценки могут быть вычислены по таблицам или, в случае изменения
местоположения компании, по формулам, основанным на статистиче-
ских стоимостных данных.
При создании транспортных подсетей очень важны характеристи-
ки приемлемых пунктов происхождения и назначения. Для гарантии
удовлетворительного обслуживания клиента компания может ограни-
чить исходящие связи от средств обслуживания к тем рынкам, которые
находятся в пределах максимального расстояния. Эти ограничения
могут быть различны для разных классов потребителей. Это означает,
что рынки должны быть должным образом определены. Даже если
обслуживание потребителя не составляет проблемы, специалист по
моделированию может ограничить максимальное расстояние в подсети
с тем, чтобы контролировать размер результирующей модели опти-
мизации. В большинстве случаев применения это может быть осуще-
ствлено без страха потери привлекательных вариантов для сети рас-
пределения с 20 распределительными центрами, находящимися в США;
мы можем спокойно исключить каналы от распределительных центров
в Атланте и Сент-Луисе к рынкам на Восточном побережье.
И наконец, помните, что стратегические и даже некоторые такти-
ческие модели цепей поставок будут обращены к вариантам решений
(например, географическому положению, появлению новых рынков),
включая данные о перевозках, которые не являются историческими.
Точность этих новых данных повлияет на анализ. Аналитики компа-
нии должны применить различные методы сбора данных к созданию
и поддержке данных транспортирования о будущих возможностях.
6.4. Данные о поставщиках
Под поставщиками понимаются производители и иные источники
сырья, запасных частей, компонентов или готовых продуктов. Мы по-
лагаем, что данные о поставщиках используются для моделирующего
описания стоимостей, объемов приобретения сырья и материалов, мак-
симального количества. Конечно, возможно и то, что компания будет
иметь более сложные отношения с некоторыми поставщиками. К при-
меру, крупная компания по производству электроники может подпи-
6.4. Данные о поставщиках
295
сать контракт на поставку производственных ресурсов на приближа-
ющийся год с некрупным поставщиком, и которого производитель бу-
дет использовать для ежемесячного производства специфических
компонентов в течение года. Подобные отношения производителей
и поставщиков будут смоделированы в виде пунктов (средств обслу-
живания) в модели цепи поставок, и данные будут включены в сведе-
ния о средствах обслуживания. Компания также может обратиться
к сторонним организациям для оказания логистического обслужива-
ния, например перевозки или хранения (складирования). Такие дан-
ные будут включены в файлы данных, описывающих транспортные
подсети или средства обслуживания.
Затраты и условия поставщиков
В общем случае поставщик сырья, деталей, компонентов или готовых
продуктов предлагает компании скидки с объемов, что означает сни-
жение стоимости единицы товара при увеличении объема. Наиболее
ярким примером скидки с объема является скидка с маржинальной
стоимости единицы; к примеру, продавец требует $10 за единицу при
объеме до 10 000 штук, при объеме свыше 10 000 ед. он понижает цены
до $8 за единицу. Для моделирования подобного положительного эф-
фекта масштаба хорошо подходит смешанное целочисленное програм-
мирование, что обсуждалось в разделе 4.1. Более того, оно может быть
применено к системе ценообразования поставщика, включая несколь-
ко уровней скидок с объемов, основанных на маржинальной стоимо-
сти, хотя это может вызвать определенные трудности при создании мо-
дели, потому что мы должны будем использовать 0-1 переменные
решения для каждого понижения цены. Сложность модели становит-
ся еще выше, если компания решает сотрудничать со многими продав-
цами, предлагающими одинаковую продукцию, каждый со своими це-
новой политикой и скидками с объемов на протяжении различных
периодов времени. К счастью, данная сложность управляема и эффек-
тивные модели целочисленного программирования были внедрены
и успешно используются для решения проблем выбора продавца с по-
добными характеристиками.
Подобная конструкция возникла при внедрении этих моделей и мо-
делирующих систем в компании, занимающейся промышленными га-
зами. Компания производит жидкий и газообразный кислород, азот,
аргон и другие вещества на заводах, где переменная стоимость произ-
водства — это стоимость электроэнергии, используемой для работы
компрессоров и сжижающих устройств. Фактически 60% или более от
296
Глава 6. Базы данных для цепей поставок
стоимости продукта составляют деньги, уплаченные за электроэнер-
гию. Типичный контракт включает затраты на потребление энергии
(кВт/час) и максимальное значение потребляемой мощности (кВт).
Условия для разных предприятий в договорных обязательствах с ком-
паниями, поставляющими электроэнергию и оборудование с различ-
ными техническими характеристиками, могут сильно различаться.
Региональная модель планирования применяется к проблемам сни-
жения суммарных затрат на электроэнергию, мощность и стоимость
распределения для обеспечения работы заводов в регионе и перевозку
продукции при удовлетворении прогнозируемого месячного спроса.
При использовании модели химической инженерии были разработа-
ны модели, каждая из которых специализировалась на данных о кон-
фигурации завода, нормах выработки каждого продукта и потребле-
ния электроэнергии. Обычно с ростом потребления энергии возрастала
норма выработки.
Модель определила схему работы на каждом заводе, продолжитель-
ность времени, в течение которого они должны действовать на протя-
жении месяца, количество каждого продукта, которое должно быть
отправлено на каждый рынок, и максимальное потребление электро-
энергии на каждом заводе. Наиболее важным и сложным аспектом за-
дачи планирования явилась оптимизация контрактов поставщиков
(т. е. контрактов с энергоснабжающими предприятиями).
Поставщик может предложить другие условия, требующие творче-
ского моделирования, в соответствии с пожеланиями людей, прини-
мающих решения. При внедрении системы выбора поставщика для
производителя компьютеров мы обнаружили, что некоторые поставщи-
ки предлагают скидку с объемов скорее на среднюю, чем на маржиналь-
ную цену. Рисунок 6.7 иллюстрирует ситуацию, где средняя цена за
единицу продукции составляет $10 для закупок до 10 000 штук за дан-
ный год и потом падает до $8 за единицу при закупке более 10 000 штук.
Подобная схема имеет явную несогласованность. Если компания пред-
полагала приобретение 8000 ед. по стоимости $80 000, она могла бы
приобрести другие 2000 ед. без дополнительных затрат из-за скидки
с объемов. В результате общая кривая стоимости имеет плоский уча-
сток между объемом в 8000 и 10 000 ед.
Удивительно, но эта аномалия была воспринята покупателями про-
изводителя компьютеров в качестве проблемы. Они не хотели созда-
вать впечатление у поставщиков, предлагающих такие скидки, что они
эксплуатируют их, приобретая продукцию'без дополнительной стоимо-
сти. Таким образом, покупатели потребовали, чтобы к модели выбора
6.4. Данные о поставщиках
297
поставщика были добавлены ограничения, исключающие объемы про-
дукции на плоских частях кривой общей Стоимости как приемлемые
решения. И снова для удовлетворения данного требования были ис-
пользованы конструкции смешанного целочисленного программиро-
вания. Наши предположения о том, что поставщики всегда основывают
свои скидки скорее на маржинальных ценах, чем на средних, были от-
клонены. Это только один пример из многих реальных сложностей,
которые не могут быть проигнорированы, даже когда они могут пока-
заться специалисту по моделированию логически непоследовательными.
Поставщиками может быть добавлен диапазон ограничений к ре-
шениям о закупках компании. Для некоторых закупок поставщики
могут потребовать приобретения компанией двух или более реакти-
вов, произведенных при том же процессе в определенных пропорциях.
Эти пропорции влияют на конфигурацию эффективного производства
для поставщика. В газовой промышленности поставщик может пред-
ложить продавать газ по установленной цене в количествах между го-
довым минимумом и максимумом. Если компания принимает реше-
ние о том, чтобы принять меньше, чем минимум, она по-прежнему будет
обязана заплатить за минимум. Это так называемая политика «бери
или плати». Позднее у компании возникает вариант приобрести объем,
за который уже заплачено, но который не приобретался, бесплатно или
по сильно сниженной стоимости. Опять-таки эти условия могут быть
точно зафиксированы в модели цепи поставок.
Компания может наложить свои собственные ограничения на стра-
тегии закупок поставщика, которые могут повлечь беспокойство о на-
дежности поставок. К примеру, для приобретения критического уровня
сырья, запчастей или компонентов на приближающийся год компания
20-2186
298
Глава 6. Базы данных для цепей поставок
может потребовать выбора двух поставщиков. Это ограничение неточ-
ное, потому как оно не способно отобразить количество, которое должно
быть поставлено вторичным продавцом. Если компания закупает более
1 млн ед. продукции в год, ей будет невыгодно приобрести 999 999 штук
от основного поставщика и 1 штуку от вторичного. Политика полностью
определена с помощью показания максимального и минимального объ-
емов, условно ассоциированных с каждым поставщиком, это означает,
что компания либо ничего не закупает ни у одного из поставщиков, либо
одинаковые объемы у обоих в пределах определенных минимума и мак-
симума. Модель цепи поставок затем может быть направлена на выбор
двух определенных поставщиков, удовлетворяющих нужды компании.
Также, компания может вызвать избыточность путем наложения
ограничений, при которых каждый поставщик критического уровня
товара может поставить более 75% от общего объема, необходимого за
год. Хотя подобные ограничения менее сложные, потому что не требу-
ют смешанного целочисленного программирования, они могут повлечь
за собой стратегии поставок, которые сложно внедрить на практике.
К примеру, модель с подобным ограничением может предложить страте-
гию, где пять поставщиков снабжают товаром, но трое из них предостав-
ляют менее 10% от общего объема. Короче говоря, этот тип ограниче-
ния может быть полезным для наложения избыточности на протяжении
пробных запусков, в то время как тип ограничения, описанный в пре-
дыдущем абзаце, необходим для определения стратегии выбора постав-
щика.
Крупные многонациональные компании, которые производят това-
ры, такие как очищенный бензин или алюминий, должны иногда всту-
пать во взаимные соглашения (exchanged agreement) с конкурентом,
который производит похожую или идентичную продукцию. Условия
соглашения таковы, что компания приобретет некоторый объем про-
дукции у конкурента в конкретном географическом расположении по
определенной цене в течение определенного периода. Компания от-
платит конкуренту, поставив ему такой же объем продукции в другое
место, возможно за другой период времени. Модели цепей поставок
доказали свою эффективность при оценке достоинств предложенных
взаимных соглашений.
6.5. Значение управленческого учета
Управленческий учет — это «процесс определения, измерения, отчет-
ности и анализа информации об экономических событиях в организа-
6.5. Значение управленческого учета
299
циях».1 Цель управленческого учета состоит в оказании помощи ме-
неджерам в принятии эффективных решений и обеспечении обратной
связи и контроля текущей деятельности. Для сравнения: финансовый
учет отвечает за результаты исторической деятельности внешних со-
ставляющих компании, таких как акционеры, кредиторы и налоговые
органы. На протяжении прошлого века разработки в управленческом
учете для поддержания принятия решений и управления внутри ком-
пании были запрещены, потому что правительственное регулирова-
ние налагало строгие ограничения на финансовый учет. Внедрение
методов управленческого учета также требует информационных тех-
нологий, которые будут доступны только через несколько лет.2
Методы управленческого учета для планирования цепи поставок
тесно связаны с методами создания и применения моделей оптимиза-
ции. Фактически эти две дисциплины значительно пересекаются в сво-
ем анализе проблем в бизнесе. Скорее чём пытаться создать общую
теорию, которая будет сложной, длинной и прозаичной, мы будем при-
держиваться нашей основной темы, используя модели оптимизации
как рамки или шаблоны для данных о стоимости, разработанные управ-
ленческим учетом. Мы подразумеваем, что модели оптимизации пре-
доставляют наборы данных, возможно в форме структурированных
электронных таблиц или файлов, которые должны быть заполнены
данными о стоимости.
Наше обсуждение будет сфокусировано на двух следующих задачах:
1. Разработать причинные стоимостные соотношения для прямых
и косвенных затрат.
2. Вычислить транспортные затраты, себестоимость продукта и за-
траты на обслуживание заказов из оптимального решения моде-
ли цепи поставок.
Напомним, что в этой главе нас интересуют данные о стоимости для
стратегического и тактического планирования цепей поставок, кото-
рое включает агрегирование продуктов, покупателей и продавцов. Дан-
ные о стоимости должны быть совместимы с агрегированием. Данные
о стоимости для оперативного планирования будут рассмотрены в гл. 10.
1 Atkinson A. A. et al. [1997,3]
2 Различия в целях и методах финансового и управленческого учета рассмот-
рены в работе Atkinson A. A. et al. [1997,4-7]. Они отмечают, что главные цели
управленческого учета были сформированы в конце XIX в. Фредериком Тей-
лором и др. Таким образом, внедрение концепций «научного управления» на
уровне промышленной революции пришлось отложить до появления разрабо-
ток информационной революции XX в. — Прим. науч. ред.
20'
300
Глава 6. Базы данных для цепей поставок
Форма, масштаб и применение управленческого учета и методов
оптимизационного моделирования для планирования цепи поставок
быстро меняются с появлением и использованием систем ERP и элект-
ронной коммерции. Экономия, связанная с применением моделиру-
ющих систем, не может быть достигнута без затрат. Необходимы новые
методы для определения и усреднения затрат на закупку и обслужи-
вание информационных технологий и организационных процессов для
их эксплуатации.
Как уже рассматривалось ранее в разделах 6.1 и 6.2, модели цепи
поставок требуют затрат на средства обслуживания и транспортировку,
а также стоимостных соотношений, используя методы управленческого
учета. Вспомним их еще раз. Затраты средств обслуживания разделе-
ны следующим образом:
• Себестоимость продукта. Прямые затраты, связанные с произ-
водством или хранением продукта.
• Производственные затраты. Прямые затраты, связанные с фи-
зическими процессами, используемыми в производстве и распре-
делении изделий.
• Затраты ресурса. Косвенные затраты, связанные с ресурсами, по-
требляемыми многократными процессами, такими как обслужи-
вание рабочей силы или площади завода, используемой для хра-
нения запасов.
• Накладные расходы. Косвенные затраты, связанные с поддерж-
кой работы средств обслуживания, такие как заработная плата
и премии менеджеров завода, налоги на имущество.
Таким образом, мы имеем два уровня прямых затрат и два уровня
косвенных затрат. Факторы, влияющие на прямые затраты, часто бо-
лее очевидны, хотя необходимо оценить и нелинейные зависимости
затрат на объемы.
Центральной проблемой управленческого учета является создание
наилучших моделей косвенных затрат на предприятии, которые в по-
следнее время постоянно растут по сравнению с прямыми затратами
вследствие увеличения требований потребителя, глобальной конку-
ренции и изобретения новых технологий. Из двух типов косвенных
затрат легче оценить накладные расходы, потому что они не связаны
со специфическими видами деятельности на предприятии.
Оценка ресурсных затрат, наоборот, требует определения значимых
категорий видов деятельности по добавлению косвенной стоимости на
предприятии. Здесь мы используем термин ресурсы в общем значении
6.5. Значение управленческого учета
301
с тем, чтобы обозначить физические, человеческие, финансовые, инфор-
мационно-технологические, маркетинговые, организационные и юриди-
ческие ресурсы, которые необходимы для функционирования предпри-
ятия и которые представляют косвенные затраты. Подобные ресурсные
затраты обычно трудно определить, посчитать и сверять. Еще один
важный метод управленческого учета, основанного на исчислении се-
бестоимости по объему хозяйственной деятельности, был создан с тем,
чтобы предоставить качественное и количественное понимание подоб-
ных косвенных затрат. Мы подробно обсудим этот метод в следующем
подразделе.
Транспортные затраты, связанные с потоком продукции по каналам
между предприятиями, разделены следующим образом:
• Потоковые затраты. Прямые затраты, связанные с перемещени-
ем продукции между учреждениями.•
• Затраты на транспортные ресурсы. Косвенные затраты, связан-
ные с управлением потоков.
Затраты товарных потоков зависят от объема потока и выбора спо-
соба транспортировки. Затраты на транспортные ресурсы представля-
ют собой косвенные затраты, которые должны быть включены в мо-
дель для точного описания и контроля транспортных расходов.
Разработка причинно-стоимостных отношений прямых
и косвенных затрат
Модель оптимизации наряду с числами требует действий, влияющих
на поведение затрат. Динамика издержек представлена стоимостны-
ми отношениями между категориями прямых и косвенных затрат, об-
сужденных выше, и независимыми факторами, называемыми стоимо-
стными драйверами. Типичные стоимостные отношения представлены
на рис. 6.4. Для того чтобы обеспечить менеджеров полезной инфор-
мацией о затратах и решениях, нам необходимы причинно-стоимост-
ные отношения и стоимостные драйверы, которые влияют на деятель-
ность цепи поставок и добавляют стоимость к продукции и услугам
компании. Поведение затрат также относится к прогнозам о том, как
затраты изменятся с изменением операций, связанных с объемами и ас-
сортиментом, по отношению к исторически сложившимся действиям.
И наконец, под поведением затрат мы понимаем новые затраты, включа-
ющие новую продукцию, рынки, поставщиков, средства обслуживания
и деятельность, связанную с транспортировкой продукции, которые
компания пожелает оценить как часть своей деятельности в стратеги-
ческом и тактическом планировании.
302
Глава 6. Базы данных для цепей поставок
Выбор стоимостных драйверов для прямых стоимостных отноше-
ний обычно прост, поскольку непосредственно производственная и рас-
пределительная деятельность предприятия в очевидной степени зави-
сят от оборудования, людей и сырья. Выбор стоимостных драйверов
для косвенных стоимостных отношений оказывается более сложным.
Он требует экспертного анализа с точки зрения управленческого уче-
та и знания сферы деятельности компании. Разработка методов исчис-
ления себестоимости по объему хозяйственной деятельности, которые
мы рассматриваем далее, нацелены на определение стоимостных драй-
веров для косвенных затрат.
Калькуляция себестоимости по виду деятельности
Калькуляция себестоимости по виду деятельности (activity based cos-
ting — ABC) — это «метод определения стоимости, а также произво-
дительности деятельности и объектов начисления стоимости. Он при-
сваивает стоимость видам деятельности, основанную на использовании
ресурсов, и объектам ее начисления, основанную на использовании
вида деятельности. Метод АВС распознает причинные отношения сто-
имостных драйверов и видов деятельности».1 Под этим описанием по-
нимаются:
• виды деятельности (активности) — виды работ, произведенных
в организации, которая использует ресурсы и способствует появ-
лению затрат;
• ресурсы — экономические объекты, которые используются в про-
цессе деятельности;
• стоимостные драйверы — факторы, влияющие на стоимость дея-
тельности и ресурсов, потребляемых в процессе деятельности;
• объекты начисления стоимости — результаты деятельности, ко-
торые соответствуют продукции, покупателям и услугам.
ABC-анализ исторически сложившихся затрат нацелен на обеспе-
чение точных и причинных описаний косвенных и поддерживающих
затрат, которые могут быть расширены до прогнозов будущих стоимо-
стей. Он также направлен на определение скрытых, нежелательных
затрат в цепи поставок фирмы, позволяя управлению предпринять
шаги к их снижению или устранению. И наконец, он пытается рассчи-
тать точные затраты, влияющие на разнообразные требования поку-
пателей при производстве товаров и услуг по специальным условиям
заказчика.
1 Это определение взято из работы Turney Р. В. В. [1992].
6.5. Значение управленческого учета
303
ABC-анализ широко применяется в производственных и распреде-
лительных компаниях. Хотя он и представляет огромный шаг вперед
в расчете значимых затрат на товары и услуги для целей планирова-
ния и контроля, его воздействие на компании, в которых он был при-
менен, оказывается не настолько велико, как ожидалось. Слабые ре-
зультаты применения этого метода в некоторых компаниях могут
быть частично связаны с тем, что он был неэффективен в анализе ре-
шений цепи поставок, которые влияют на эти затраты. Это предпола-
гает то, что интеграция метода АВС с моделями оптимизации резко
увеличит преимущества обоих методов.
Логика методологии АВС отображена на рис. 6.8. Анализ начинает-
ся с исторической записи о предварительных затратах компании, ко-
торая содержится в Главной бухгалтерской книге. Или анализ может
начаться с определения бюджета будущих’затрат. Затраты в главной
книге или бюджет соответствуют прямым и косвенным затратам. Кос-
венные затраты предписаны к пулам косвенных затрат, названным
ресурсами. С помощью стоимостных драйверов они предписываются
пулам затрат на виды деятельности. Прямые затраты, базирующиеся
на данных Главной книги, также напрямую представлены как виды
деятельности. Последний шаг заключается в распределении затрат для
объектов начисления стоимости, базирующихся на видах деятельно-
сти и стоимостных драйверах.
Дизайн модели АВС рассматривается практиками управленческо-
го учета скорее как гибкая, даже артистичная, интерпретация принци-
пов, нежели хорошо запрограммированная процедура. Как и с любой
задачей моделирования, здесь необходима человеческая оценка для
приспособления модели к конкретным задачам. Практик также дол-
жен стремиться достигнуть хорошего баланса между простотой моде-
ли, которая облегчает ее использование, и сложностью модели, кото-
рая необходима для точного описания стоимостных отношений.
Главная книга Назна- Распре- Виды
или бюджет чение деление деятельности
Рис. 6.8. Метод АВС
304
Глава 6. Базы данных для цепей поставок
Любопытно то, что специалисты в области ABC-анализа до сих пор
игнорировали проблемы анализа статических данных, которые имеют
отношение к построению ABC-моделей. Проблемы заключены в сле-
дующем:
• сегментировании и агрегировании затрат из главной книги компа-
нии или завода, которая содержит полные предварительные данные
о затратах, в подходящий пул ресурсных затрат;
• выборе статистически значимых стоимостных драйверов для ре-
сурсов и активностей;
• оценке функциональных отношений и параметров, связывающих
стоимостные драйверы с активностями.
Также следует отметить, что обычное предположение линейных от-
ношений между волюметрическим стоимостным драйвером и затра-
тами на активности может быть недействительным для полного диа-
пазона возможных значений стоимостного драйвера. Отношение может
быть нелинейным и даже непостоянным, подобно стоимостному отно-
шению, показанному на рис. 6.46. Более того, затраты активностей
могут зависеть от значений нескольких стоимостных драйверов.
АВС — это наглядная методология моделирования, которая может
оказаться очень полезной для компаний, в которых взаимодействие
и управление транзакционными, финансовыми данными ускоряется
путем внедрения систем ERP. Некоторые компании по программному
обеспечению систем ERP более активно использовали эту возмож-
ность, чем другие.1 Кроме того, метод АВС имеет возможность содейст-
вовать многим фирмам в построении виртуальной цепи поставок с це-
лью понимания их индивидуальных и общих затрат. Объединенные
с анализом оптимизационными моделями, эти фирмы могут опреде-
лить возможности для перераспределения видов деятельности среди
партнеров с целью достижения снижения себестоимости и устране-
ния избытков. Потому как подобные разработки требуют совершен-
ствований внутрифирменных информационных технологий и процес-
сов планирования, они по-прежнему остаются в будущем.
Кратко обсудим рабочие характеристики (performance metrics)
цепи поставок, схожие со сметами, в которых они устанавливают стан-
дарты для внутрифирменного управления. Они также служат произ-
водственными стандартами, которые побуждают компании более низ-
’ Cokins G. [1999] рассказывает о заинтересованности поставщиков систем
ERP во включении в свои программы метода АВС.
6.5. Значение управленческого учета
305
кого уровня совершенствовать свою деятельность. Однако быстро
изменяющиеся информационные технологии и бизнес-процессы в се-
годняшнем деловом мире осложняют определение значимых произ-
водственных стандартов.
К показателям относятся следующие:1
• утилизация (фактические затраты/нормо-затраты), например,
время работы оборудования/мощность оборудования;
• продуктивность (фактический результат/фактические затраты),
например, тонно-милей доставлено/понесенные затраты;
• эффективность (фактический результат/нормо-результат), напри-
мер, своевременные поставки/все поставки.
Данные показатели могут быть основаны на исторической и проек-
тируемой ценности, инженерных стандартах или ценностях оптими-
зационной модели. Если моделирующая система постоянно использу-
ется для управления части или всей цепи поставок компании, данные
показатели могут использоваться как средства контроля для обеспе-
чения слаженной работы цепи поставок в период между анализами
модели.
Связь ABC-анализа с моделями оптимизации
и калькуляцией затрат
Связи между ABC-анализом и оптимизационными моделями еще не
полностью выявлены. Мы принимаем общепризнанную упрощенную
точку зрения, что первоочередная роль ABC-анализа состоит в опре-
делении стоимостных драйверов для косвенных стоимостных отноше-
ний, необходимых для входа в оптимизационные модели цепи поста-
вок, а именно ресурсных затрат средств обслуживания, накладных
затрат средств обслуживания и затрат на транспортные ресурсы, рас-
смотренных выше. Безоговорочно в данном предположении то, что
стоимостные драйверы для прямых затрат очевидны сами по себе и не
требуют специального внимания, хотя тщательный анализ может быть
необходим для оценки точных прямых стоимостных отношений. Не-
обходимо знание управленческого учета для агрегирования данных
главной книги в значимые пулы ресурсов, которые, в свою очередь, свя-
1 Caplice С., Sheffi Y. [1994] предоставляют характеристики и принципы вы-
бора метрик логистической деятельности, включая обзор литературы вплоть
до 1994 г. Они обсуждают 8 критериев оценки метрик: достоверность, робаст-
ность, полезность, интеграцию, экономию, совместимость, уровень детализа-
ции, поведенческую прочность.
306
Глава 6. Базы данных для цепей поставок
заны с прямой, и в особенности с косвенной, деятельностью по добав-
лению стоимости.
Процесс, изображенный на рис. 6.8, используется обычно для опре-
деления количественных параметров стоимостных драйверов для за-
трат на оборудование и транспортные ресурсы, основанных на анали-
зе управленческого учета главной книги или бюджета. В таком случае
мы должны видеть разницу между стоимостными драйверами, соот-
ветствующими ограниченным ресурсам, и стоимостными драйверами,
которые являются лишь расчетными средствами для отслеживания
косвенных затрат. Первые стоимостные драйверы назовем независи-
мыми переменными в стоимостных/ресурсных отношениях, а послед-
ние — независимыми переменными в стоимостных/учетных отноше-
ниях. Стоимостные/ресурсные отношения — это отношения затратна
производство и транспортировку, подобные тем, что показаны на рис. 6.4.
Они требуют распределения ресурсов в соответствии с оптимальным
решением и, следовательно, могут быть представлены ограничениями
в оптимизационной модели. Их затраты также включены в целевую
функцию модели. Стоимостные/учетные отношения не требуют рас-
пределения ресурсов и, следовательно, не нуждаются в представлении
в качестве ограничений в оптимизационной модели. Стоимостные
драйверы в этом случае появятся только в целевой функции оптими-
зационной модели.
Расчет транспортных тарифов, затрат на производство
и доставку на основе оптимального решения применительно
к модели цепи поставок
Транспортные тарифы имеют различные значения и цели, которые
зависят от тех условий, в которых они были разработаны, и от тех ме-
тодов, которые использовались при их создании.1 Наш исходный ин-
терес заключается в вычислении транспортных тарифов на сырье, зап-
части, полуфабрикаты и готовую продукцию по мере того, как они
перемещаются через последовательные стадии цепи поставок, распо-
ложенной внутри одной страны. Такие тарифы часто называются внут-
ренними транспортными тарифами. Многонациональные корпорации
оперируют международными транспортными тарифами на продукты,
передаваемые в соответствии с налоговым законодательством с целью
получения максимального чистого дохода материнской компанией.
1 Транспортные тарифы рассматриваются Atkinson A. A., Banker R. D., Kap-
lan R. S., Young S. M. [1997].
6.5. Значение управленческого учета
307
Иногда компании используют транспортные тарифы, основанные
рынком, такие цены часто очень сложно определяются, потому что
рынки могут быть несовершенны, а продукты трудно классифициро-
вать.
Хотя транспортные тарифы могут рассчитываться только с помо-
щью процедуры управленческого учета, мы считаем, что их следует
определять с помощью оптимального (обладающего очевидными пре-
имуществами) плана цепи поставок, определенного оптимизационной
моделью. Процедуры управленческого учета также необходимы для
расчета транспортных тарифов с помощью интерпретации плана и вклю-
чения издержек и других факторов, которые не могут быть точно смо-
делированы. Мы проиллюстрируем эту методологию на числовом при-
мере в следующем подразделе. А после мы более подробно обсудим
анализ издержек, связанных с обслуживанием потребителей, и услуг
по добавлению стоимости.
Транспортные тарифы для цепи поставок компании, производя-
щей чипсы. Рассмотрим годовое планирование цепи поставок компании
Tasty Chips, которая производит и распространяет четыре вида гото-
вой продукции: обыкновенные картофельные чипсы, шашлычные кар-
тофельные чипсы, кукурузные чипсы и мексиканские чипсы. Компания
имеет четыре предприятия, расположенные в Цинциннати, Нэшвил-
ле, Тексаркане и Пиореи. Производственный поток каждого предпри-
ятия показан на рис. 6.5. Кукуруза и картофель проходят через стадии
смешивания и выпекания для производства четырех видов чипсов, ко-
торые упаковываются и отправляются в распределительные центры.
Распределительные центры обслуживают 41 рынок в городах централь-
ной и юго-западной частей Соединенных Штатов. Кукурузу и карто-
фель покупают у фермерских кооперативов в штатах Айдахо, Айова,
Канзас и Мэн.
Менеджера по поставкам данной компании попросили разработать
годовой план на следующий год, основываясь на прогнозах для четы-
рех видов продуктов в рамках 41 рынка. Цель — снизить общие издерж-
ки. Важнейшим было решение следующих вопросов:
• Какое количество кукурузы и картофеля следует купить у каж-
дого из четырех поставщиков?
• Сколько каждого вида продукции должно быть на каждом пред-
приятии?
• Какой из 15 возможных распределительных центров должен быть
открыт (выбран) для работы в следующем году?
308
Глава 6. Базы данных для цепей поставок
• Какие предприятия будут обслуживать каждый открытый рас-
пределительный центр?
• Какие распределительные центры будут обслуживать каждый ры-
нок?
Менеджер по поставкам приобрел готовую систему для анализа пла-
на. Он выбрал моделирующую систему, которая могла обобщить и оп-
тимизировать модель целочисленного программирования для оценки
вышеуказанного ряда стратегических решений. После составления
базы данных по цепи поставок он выделил несколько периодов дей-
ствий модели и базы данных и оценил предположение высшего руко-
водства относительно перспектив на следующий год.
Система моделирования вырабатывает очевидное положительное
решение (значение целевой функции снизилось и не более чем на 2%
отличается от оптимального), которое управленческий аппарат ком-
пании Tasty Chips хочет выполнить в качестве плана компании на следу-
ющий год. План включает в себя закупки кукурузы и картофеля у трех
из четырех возможных поставщиков (штаты Айова, Канзас и Мэн).
Все четыре вида продукта производятся на четырех предприятиях.
План выбирает шесть распределительных центров для обслуживания
рынков (Чикаго, Кливленд, Канзас-Сити, Луисвилль и Литтл-Рок).
Перед внедрением плана менеджер по поставкам рассчитывает транс-
портные тарифы, показанные в табл. 6.1 для того, чтобы проверить,
все ли важные функции были исследованы. Знание конечных транс-
портных тарифов, которые являются ценами готовой продукции, мо-
жет также быть полезно для маркетолога и менеджера по продажам
в принятии решения относительно ценообразования на следующий год,
а также в выборе рынков с наивысшими резервами в качестве целей
для агрессивных продаж.
Разъясним данные таблицы. На начальном этапе цепи поставок ука-
зываются затраты на тонну кукурузы и картофеля, закупаемую у по-
ставщиков. Эти суммы выплачиваются кооперативам. К стоимости
единицы продукции мы добавляем транспортные издержки из расче-
та за тонну сырья, поступающего на предприятия. Эти данные вклю-
чают средний вес издержек на поставки, так как некоторые предприя-
тия закупают сырье у нескольких поставщиков.
Определяются два типа транспортных тарифов для кукурузы и кар-
тофеля, поступающих на предприятия, потому что продукты меняют
единицы измерения по мере того, как они перемещаются через цепь
поставок. А именно кукуруза и картофель, поступающие на предприя-
Таблица 6.1
Транспортные тарифы для годового плана компании Tasty Chips
А ] В \ С О Е F I G Н I J К L Л/ J 7V | О | Л»
1 Покидает поставщика (сгоимость/т)
2 3 4 Айова Кукуруза Карто- Potatoes фель 422 330 Канзас Кукуру- Карто- за фель Potatoes 412 315 Мэн Карто- фель 352
5 6 Прибывает на завод (стоимость/т)
7 8 9 Завод в Цинциннати Кукуру- Карто- за фель Potatoes 577,18 629,65 Naspl Кукуру- Карто- за фель 603,14 576,78 Завод в Техасе Кукуру- Карто- за фель Potatoes 539,10 442,10 Peopl Кукуру- Карто- за фель Potatoes 479,57 372,57
10 11 Прибывает на завод (стоимость/100 ящиков)
12 13 14 Завод в Цинциннати Кукуру- Карто- за фель Potatoes 1314,46 1480,44 Na Кукуру- за Potatoes 1419,09 spl Карто- фель 1113,21 Завод в Техасе Кукуру- Карто- за фель Potatoes 1338,67 1114,20 Завод в Пиорее Кукуру- Карто- за фель Potatoes 1187,38 918,04
6.5. Значение управленческого учета______________309
Окончание табл. 6.1
А | В | С | D Е | F | I | G | Н 7 | J | A- L | M | N | О | P
15 16 Покидает завод (стоимость/100 ящиков)
17 18 19 Завод в Цинциннатти PChipsP QChipsP CChipsP TChipsP 2060,54 2080,54 1905,11 1935,11 Naspl PChipsP QChipsP CChipsP TChipsP PChipsP 1884,27 1904,27 2255,31 2285,31 2013,75 Завод в Техасе QChipsP CChipsP TChipsP 2033,75 2192,59 2222,59 Завод в Пиорее PChipsP QChipsP CChipsP TChipsP 1696,66 1716,66 1995,79 2025,79
20 21 Прибывает в распределительный центр (стоимость/100 ящиков)
22 23 24 PChipsP QChipsP CChipsP TChipsP PChipsP Луизиана CChipsP TChipsP QChipsP 2163,79 1853,98 2133,11 2163,11 2172,90 2192,90 2017,47 2047,47
25 26 Покидает распределительный центр (стоимость/100 ящиков)
27 28 29 Чикаго PChipsP QChipsP CChipsP TChipsP 2197,86 1888,40 2167,53 2197,65 Луизиана PChipsP QChipsP CChipsP TChipsP 2204,32 2224,66 2049,36 2079,32
30 31 Прибывает на рынки (стоимость/100 ящиков)
32 33 34 35 36 Теневые цены DsM PChips QChips CChips TChips 2423,11 2113,65 2392,78 2463,49 2688,17 2590,73 2446,00 2543,61 Цинциннати PChips QChips CChips TChips 2386,34 2406,68 2231,38 2261,34 2581,33 2477,74 2323,89 2413,68
310 Глава 6. Базы данных для цепей поставо
6.5. Значение управленческого учета
311
тие в тоннах, измеряются сотнями ящиков упакованной продукции,
когда они покидают завод. Как показано на рис. 6.9,10 000 т кукурузы,
поступающей назавод в Цинциннати, превращаются в 4391 сотню ящи-
ков кукурузной продукции, покидающей завод. Таким образом, по-
скольку 10 000/4391 = 2,277, именно столько тонн кукурузы идет на
производство ста ящиков кукурузной продукции. Издержки на поступ-
ление кукурузы в Цинциннати из расчёта 100 ящиков готовой про-
дукции равны 2,277 х 577,18 = $1314,96.
Тонны
10 000
15 525
100
из кукурузы
Рис. 6.9. Расчет количества продукции на заводе в Цинциннати
Транспортные издержки на картофель, поступающий на предприя-
тие, разнообразны, поскольку компания Tasty Chips столкнулась с огра-
ничениями поставок по мощностям в Канзасе и Айове, которые гораздо
ближе расположены к предприятиям, чем Мэн и Айдахо. Искусствен-
ные цены на эти ограничения равны $184,80 и $253,06 за тонну соответ-
ственно, это означает, что дополнительные поставки картофеля от этих
поставщиков могут значительно сократить общие издержки. Высокая
искусственная цена отражает относительно высокие транспортные из-
держки на перевозки от Мэна и Айдахо, где возможны дополнительные
поставки картофеля. Перед внедрением плана покупателям компании
Tasty Chips следует попытаться увеличить предложение кооперативов
в Канзасе и Айове на следующий год. Им, определенно, следует про-
должить более агрессивную закупочную политику у этих продавцов
через год. Ограничение по мощности на поставку кукурузы из Айовы
также достигнуто, но, поскольку Канзас обладает неиспользованными
мощностями и не настолько далек от предприятий, искусственная цена
составляет лишь $25,34 за тонну.
Сырье преобразуются на заводах в упакованную продукцию для
отправки распределительные центры. Преобразование сырья осуще-
ствляется с помощью трех основных видов деятельности (смешива-
ние, выпекание и упаковка) и двух вспомогательных видов деятель-
ности (обслуживание оборудования, вспомогательный труд), которые
при добавлении транспортных издержек на входе дают нам транспорт-
ные тарифы на выходе с предприятия. Таблица 6.2 представляет де-
312
Глава 6. Базы данных для цепей поставок
тальное исследование транспортных тарифов на четыре продукта, поки-
нувших предприятие в Пиореи. Данные в левом верхнем углу таблицы
предоставляют информацию о выгрузке из завода в Пиореи. Остаток
в таблице суммирует расчеты, используемые при вычислении транс-
портных тарифов каждого из продуктов, покидающих завод в Пиореи,
которые имеют маркировку Р (упакованный), показывающую, что
это промежуточный продукт, направляющийся к распределительно-
му центру. Он не становится конечным продуктом, и маркировка не
убирается до тех пор, пока продукт не попадет на рынок.
В табл. 6.2 в строке 6 содержится список транспортных тарифов для
перевозки картофеля и кукурузы. Строка 7 размещает затраты на об-
орудование по четырем видам продукции. Функция затрат на обору-
дование в Пиореи имеет постоянные издержки, переменные издержки
и максимальную мощность количества израсходованного сырья, изме-
ряемую в сотнях ящиков на выходе с предприятия. Мы вычисляем
накладные затрат распределения на 100 ед., которые равны $133,31,
путем деления накладных расходов на общее количество ящиков. Про-
ще говоря, косвенная функция затрат труда на заводе в Пиореи имеет
постоянные издержки, переменные затраты и максимальное количе-
ство необходимого труда. Все это потребляется при осуществлении
производственной деятельности, связанной с этапами смешивания
и выпекания. Мы рассчитываем распределение косвенных трудовых
затрат на 100 ед., которые равны $206,06 путем деления косвенных за-
трат на труд на общее количество ящиков.
Следующие две строки (9 и 10) в табл. 6.2 соответствуют прямым
затратам на смешивание и выпекание кукурузных и картофельных
продуктов. Каждая из этих стадий имеет функцию затрат, охватываю-
щую постоянные издержки, переменные издержки и максимальный
объем, измеряемый в тоннах кукурузы и картофеля. Мы вычисляем
распределение кукурузы и картофеля, поскольку достигли цен $359,33
за кукурузную продукцию и $324,54 за картофельную продукцию. Эти
цифры недостаточно регулируются для специальных продуктов, что-
бы отразить незначительные различия в издержках. В частности, ана-
лиз управленческого учета производственных средств показывает, что
затраты на мексиканские чипсы приблизительно на $30 за 100 ед. боль-
ше в процессе смешивания и выпекания, чем затраты на кукурузные
чипсы. Однако издержки на распределение кукурузной продукции для
кукурузных чипсов сокращаются с $344,33 до $15, а издержки на рас-
пределение мексиканских чипсов увеличиваются с $15 до $374,33.
Аналогично издержки на распределение картофельной продукции для
6.5. Значение управленческого учета
313
Таблица 6.2
Расчет транспортных тарифов для вывоза продукции
с завода Пиореи (Peopl)
А В С d Е F и
1 Кукурузные 3635
чипсы
(100 ящиков)
2 Картофельные 3146 •
чипсы
(100 ящиков)
3 Всего 6781
4 PChipsP QChipsP CChipsP TChipsP
5 Цена Цена/100 Цена/100 Цена/100 Цена/100 Цена/100
упаковок упаковок упаковок упаковок упаковок
6 Транспортные тарифы при ввозе продук- 918,04 918,04 1187,38 1187,38
ции на завод
Пиореи
7 Накладные 903970 133,31 133,31 133,31 133,31
расходы
8 Вспомогатель- 1397281 206,6 206,06 206,06 206,06
ные рабочие
9 Обработка продукции из кукурузы 1306179 359,33 344,33 374,33
10 Обработка продукции из картофеля 1021005 354,54 314,54 334,54
11 Упаковка 845642 124,71 124,71 124,71 124,71 124,71
12 Транспортные тарифы для вывоза продук- 1696,66 1716,66 1995,79 2025,79
ции с завода
Пиореи
обычных чипсов сокращаются с $10 до $314,54, а издержки на рас-
пределение шашлычных чипсов увеличиваются с $10 до $334,54.
Наконец, функция затрат процесса упаковки охватывает постоян-
ные издержки, переменные издержки и максимальный объем. Менед-
жер по поставкам также вводит на каждом предприятии условный
минимум на количество упакованных 100 ед., равных половине мак-
симального объема. Без этих ограничений один из заводов будет иметь
нереально низкую пропускную способность. Издержки по упаковке на
314
Глава 6. Базы данных для цепей поставок
100 ед. были аналогичным образом определены и составили $124,71.
Таким образом, мы распределяем все затраты, присутствующие на
предприятии в Пиореи, по четырем продуктам и в строке 12 рассчиты-
ваем транспортные тарифы на продукцию, покидающую завод в Пио-
реи, путем добавления затрат, предоставляемых строками 6 и 11.
Вычисление транспортных тарифов после того, как продукция по-
кидает предприятие, продолжается подобным образом. Для краткости
покажем транспортные тарифы внутри и за пределами только двух из
шести распределительных центров, открытых по оптимальному пла-
ну, и в пределах двух рынков из 41 для конечных продуктов. Транс-
портные тарифы на продукцию, поступающую в распределительные
центры, равняются ценам на выходе с заводов плюс транспортные из-
держки. Средний вес используется для вычисления транспортных тари-
фов для продукции, поступающей в распределительный центр или на
рынок, если они получают продукцию из более чем одного источника.
Увеличение транспортных тарифов на продукт, покинувший рас-
пределительный центр, связано с транспортным тарифом на продукт,
поступающий в распределительный центр, оно обусловлено тремя ви-
дами издержек: затратами дистрибьютора на сырье, затратами по пе-
ресечению дока и затратами по хранению запаса на складе. Расчет ана-
логичен вычислениям в табл. 6.2. Как вы можете видеть, эти затраты
составляют малый процент в общих издержках. Распределительные
центры были также подчинены условным ограничениям минималь-
ной пропускной способности, вынуждающим приравнять пропускную
способность любого распределительного центра к половине его мощ-
ности.
Транспортные тарифы для конечных продуктов, поступивших на
рынки, являются себестоимостью продукции, т. е. средними издерж-
ками поставок. Когда мы умножаем эти издержки на спрос на продук-
цию, то достигаем общих издержек (близких к минимальным) плана
цепи поставок. Для сравнительных целей мы вносим в список искус-
ственные цены, связанные со спросом на двух рынках. Искусственные
цены выше цен на продукцию, потому что они отражают предельные
издержки удовлетворения добавочного спроса на этих рынках. По-
скольку для удовлетворения данного спроса потребляется больше
эффективных опций, предельные поставки будут вынуждены исполь-
зовать менее эффективные опции и, следовательно, будут стоить до-
роже.
Издержки, связанные с обслуживанием потребителей, и издерж-
ки на услуги по добавлению стоимости. Важный вклад АВС-анализа
6.5. Значение управленческого учета
315
в совершенствование управления цепью поставок состоит в том, что
он уделяет внимание вычислению издержек, связанных с обслужива-
нием потребителей компании, в той же степени, что и вычислению се-
бестоимости продукции. Это важно по следующим причинам.
«Компании удивлены своими прибылями. Некоторые компании
открыли правило “20-225”, по которому 20% покупателей порождают
225% прибыли. Большое число покупателей (60%) сгруппированы
в области точки безубыточности кривой прибыльности и, по крайней мере,
20% наименее прибыльных покупателей теряют 125% своей прибыли».1
Расчет тарифов и оптимизационное моделирование позволяют ком-
пании определить и избежать правила «20-225». Во-первых, они мо-
гут быть использованы для обнаружения прибыльности покупателя.
Покупателей, требующих особого внимания к производству и распре-
делению продукции, следует рассматривать как отдельные классы в
оптимизационной модели. Во-вторых, анализ расчета тарифов может
обнаружить различия между продуктовыми ценами для данных клас-
сов покупателей и других классов, менее требовательных. Кроме того,
именно транспортные тарифы, а не стандартные продуктовые цены
могут показать результаты спроса покупателей на всех стадиях цепи
поставок.
В качестве примера рассмотрим издержки компании Huge Supermarket
Group по удовлетворению спроса, покупателя компании Tasty Chips.
Этот клиент требует производства картофельных чипсов по специаль-
ной рецептуре с использованием картофеля из штата Айдахо и поставки
их от распределительного центра в радиусе 50 миль от своих супер-
маркетов. Для определения издержек на удовлетворение потребностей
компании Huge Supermarkets необходима оптимизационная модель.
С одной стороны, план компании Tasty Chips может включать в себя
приобретение картофеля в штате Айдахо и без ведения дел с этой ком-
панией, а также без размещения распределительного центра в радиусе
50 миль района компании Huge Supermarkets. Таким образом, их тре-
бования могут быть не очень дорогостоящими. С другой стороны, спе-
циально разработанный план в соответствии с их требованиями будет
крайне дорогостоящим. В последнем случае транспортные тарифы на
сырье и промежуточные продукты будут начинать отклоняться от стан-
дартных цен уже в начале цепи поставок.
Разумеется, подобный спрос на специализированный продукт сле-
дует рассматривать в качестве услуги по добавлению стоимости, за
1 См. работу Cooper R., Kaplan R. S. [1991,472].
316
Глава 6. Базы данных для цепей поставок
которую покупатель платит сверх нормы, или необходимо заключать
отдельный контракт для специализированного продукта. Совмещение
модели и анализа расчета тарифов позволит компании Tasty Chips пра-
вильно оценить свои деловые взаимоотношения с компанией Huge
Supermarket. Если потенциальный договор рассчитан на крупные по-
ставки, компания Tasty Chips может включить опцию расширения ре-
сурсов в планируемую модель.
6.6. Прогнозирование спроса
Как и управленческий учет, описательная методология прогнозирова-
ния спроса занимает центральное место в построении точной базы дан-
ных решений цепи поставок и оптимизационной модели. В этом раз-
деле мы рассмотрим прогнозирование спроса, касающееся определения
спроса для конечной продукции, предполагая, что управленческие ре-
шения по спросу включают ценообразование, рекламу, продвижение
продукции и другие факторы: постоянные и переменные. Таким обра-
зом, в этой главе модели прогнозирования обеспечивают вход только
для моделей, которые минимизируют общие издержки удовлетворе-
ния прогнозируемого спроса в цепи поставок в течение тактических
и стратегических горизонтов планирования (от 1 месяца до несколь-
ких лет). Подходы моделирования к максимизации чистого дохода
путем оптимизации управленческих решений о спросе рассматривают-
ся в разделах 8.1, 8.2 и 8.3.
Научная, техническая и творческая основы прогнозирования спроса
имеют такие же широкие возможности, что и математическое програм-
мирование. В этом разделе мы представляем только общий обзор ме-
тодологии.1 Как и в случае с математическим программированием,
успешное применение данных метода прогнозирования спроса запаз-
дывает относительно теории, но мы верим, что такое использование бу-
дет в будущем широко применяться, поскольку развитие информацион-
ных технологий сделает это возможным и необходимым. Использование
модели прогнозирования требует практического опыта в том же мас-
штабе, что и теоретических знаний, возможно, даже больше, чем в ма-
тематическом программировании. Это предполагает, что аналитики
компания, использующие программные средства для прогнозирования,
должны быть соответствующим образом обучены. В настоящее время
1 Более подробно методы прогнозирования рассмотрены в работах DeLurgio
S. А. [1997], Diebold F. X. [1997] и др.
6.6. Прогнозирование спроса
317
существует множество пакетов прогнозирования, призванных помочь
аналитикам в выборе наиболее подходящих моделей.
Условия
Основанные на сочетании исторического опыта, управленческой оцен-
ки, а также знаний и практики специалистов по моделированию, прог-
нозирующие модели создают данные о спросе на разнообразные проду-
кты (товарные группы) в различных географических местоположениях,
на протяжении различных временных периодов и для разных сегмен-
тов рынка в этих областях. При построении и использовании модели
прогнозирования мы должны учитывать следующее:1
1. Хорошие прогнозы все еще будут содержать существенные ошиб-
ки. Будущее всегда будет оставаться сомнительным, и чем дальше
в будущее мы заглянем, тем большими будут ошибки. Лучшие
прогнозы будут, конечно, иметь меньшие ошибки, но прогнозы
никогда не будут совершенны. Соответственно частый анализ
с помощью прогнозирования и моделей оптимизации на такти-
ческих и стратегических уровнях планирования позволит управ-
лению предпринимать действия, чтобы исправить ошибки про-
гнозирования, хотя некоторые решения, например об основных
закупках, могут быть необратимы.
2. Эффективный прогноз часто достигается посредством анализа
совокупных продуктов и рынков. Таким образом, подобно опти-
мизационному моделированию, прогнозирование включает агреги-
рование продуктов и рынков. Необходимо прикладное исследо-
вание, чтобы урегулировать и объединить эти различные методы
агрегирования.
3. Ошибки прогнозирования коррелируются во времени, географиче-
ских регионах и среди изделий. Важный аспект науки и искусства
прогнозирования — качественно и количественно идентифици-
ровать эти корреляции и использовать эти знания при построе-
нии хороших моделей прогноза.
4. Наука и искусство прогноза опираются на предсказуемые шаблоны,
однако внешние или нестатистические факторы трудно предусмот-
реть и прогнозировать. Статистические методы позволяют отсле-
живать прогнозы для определения того, повлияли ли внешние
факторы и когда, допуская, что они являются неявными. Проблема
1 Характеристики моделей прогнозирования взяты из работы Roesenfield D. В.
[1994].
318
Глава 6. Базы данных для цепей поставок
для стратегического принятия решения заключается в определе-
нии степени, в которой внешние факторы неопределенности мо-
гут или должны быть предупреждены, по крайней мере в общем
смысле.
Типы моделей прогнозирования
Диапазон моделей прогнозирования и статистических методов досту-
пен для прогнозирования спроса. Рассмотрим наиболее важные из них.
Модели временных рядов. Модели временного ряда представляют
собой экспоненциальное сглаживание, скользящее среднее значение
и более сложные модели, которые соотносят одну или более (зависи-
мые) переменные спроса в особой точке времени к значениям тех же
самых (независимых) переменных спроса ранее. Модели временного
ряда могут применяться в краткосрочном прогнозировании с горизон-
тами планирования от 1 недели до 3 месяцев или в прогнозировании
на средний срок с горизонтами планирования от 3 месяцев до 1 года.
Модели временного ряда среднего срока должны составлять сезонный,
циклический и трендовый факторы в данных временного ряда.
Модель временного ряда может быть осуществлена и утверждена
с помощью разделения статистического набора данных на две части:
внутреннюю, которая используется для оценки параметров модели,
и внешнюю, которая используется, чтобы оценить, насколько хорошо
модель прогнозирует новые данные. В этом разделении набора дан-
ных должны приниматься во внимание сезонный, циклический и трен-
довый факторы, в присутствии которых убеждены специалисты по
моделированию. Анализ временного ряда может выдавать неожидан-
ные результаты, указывающие, что разделение на внутреннюю и внеш-
нюю части модели должно быть изменено. Конечно, модель, хорошо
подходящая внешним данным, еще не гарантирует, что истинные прог-
нозы будущего будут так же хороши, но такой результат подтвержда-
ется, когда мы используем прогнозирование спроса в модели плани-
рования.
Для планирования цепи поставки зачастую важна задача прогнози-
рования краткосрочного спроса, которая требует анализа временного
ряда, а также упорядочения входной информации, что изображено на
рис. 6.10. Как показано, компания принимает на себя обязательство по
выполнению заказов на данный продукт на протяжении следующих
4 недель. После этого мы видим, что в целом увеличивающийся ком-
понент проектируемого спроса соответствует прогнозируемому спросу,
который еще не определяет обязательные заказы. В зависимости от типа
6.6. Прогнозирование спроса
319
Прогнозируемый
Рис. 6.10. Превращение прогнозов в заказы
промышленности эти прогнозы могли бы соответствовать спросу су-
ществующих клиентов, ожидаемые заказы которых еще не были раз-
мещены, или спросу большого количества разбросанных рынков, не-
жели спросу определенных клиентов, для которых прогнозы являются
основанными на прошлых данных о продажах. Кроме того, спрос но-
вых клиентов или изменяющийся спрос существующих клиентов бу-
дет мешать проектированию. Тонкая грань должна дифференцировать
эти различные классы проектирования, чтобы избежать двойного про-
счета или упущения данных о будущем спросе.
Производственное планирование, показанное на рис. 6.10, позволя-
ет персоналу по продажам принимать точные решения об обещанных
датах поставки в соответствии с поступающими заказами. Например,
план производства намечает такой производственный график, кото-
рый оправдывал бы прогнозы на каждую неделю, как будто они были
устойчивыми заказами. Персонал по продажам тогда бы распределял
заказы по мере их поступления. Кроме того, план производства на бо-
лее поздние недели горизонта планирования может еженедельно об-
новляться для обеспечения своевременной реакции на новые прогно-
зы и информацию о заказах.
Причинно-следственные модели. Причинно-следственные модели
используют методы статистической регрессии для установления отно-
шений между зависимыми переменными спроса в особой точке в бу-
дущем и независимыми переменными, которые могут не только вклю-
чать те же самые переменные спроса в более ранних точках, но также
включать и другие переменные, значения которых затрагивают спрос.
Классический пример — модель, предсказывающая спрос на автомо-
320
Глава 6. Базы данных для цепей поставок
бильные запчасти, который зависит от продаж автомобилей и экономи-
ческой деятельности предприятия в целом. Причинно-следственные
модели важны для долгосрочного прогноза — от 1 года и больше.
Модели новых изделий. Стратегический проект цепи поставки для
нового изделия — важная область принятия решения. Предсказание
спроса для такого изделия, очевидно, не может быть связано со стати-
стическими данными, описывающими продажи. Однако ученые в об-
ласти маркетинга разработали модели, описывающие ожидаемую фор-
му роста нового изделия; параметры для таких моделей могли бы быть
получены на основе данных о существующих подобных изделиях. Та-
кой анализ обеспечивает управление априорными (без данных) про-
гнозами продаж новых изделий, на основе которых решения проекта
цепи поставки могли бы быть приняты с помощью модели оптимиза-
ции. Тогда, по мере того как рынки для нового изделия обнаружива-
ются, априорные параметры могут быть обновлены, чтобы улучшить
прогнозы, которые, в свою очередь, могут использоваться, чтобы да-
лее анализировать стратегию цепи поставки нового изделия, исполь-
зуя модель оптимизации.
Оценочные модели. Оценочные модели необходимы, чтобы пред-
сказать спрос на новые изделия, для которых не существует никаких
статистических данных и данных, имеющих к ним отношение. Оцен-
ки экспертов, знакомых с изделиями и рынками, систематически со-
бираются и объединяются. Первый шаг — заставить экспертов достичь
согласия в своих суждениях. Один метод для достижения этого, назы-
ваемый процессом Делфи, использует анонимные ответы экспертов
и контролируемую обратную связь для достижения согласия на осно-
ве повторяющихся процессов. Таким образом, прогноз группы опре-
деляется средним значением индивидуальных прогнозов, полученных
по окончании повторяющегося процесса. Следующий шаг — кодиро-
вать прогнозы как распределения вероятности, используя априорные
параметры, определенные экспертами. Эти параметры систематически
обновляются по мере того, как появляются данные о продажах новых
изделий.1
Спецификации данных о спросе для моделей оптимизации
Набор данных спроса для отдельного сценария, необходимого для
модели оптимизации, представляет собой просто количество изделий,
которое должно быть удовлетворено каждым рынком или каждым из
1 Bodily S. Е. [1982] представляет обзор оценочных методов прогнозирования.
6.6. Прогнозирование спроса
321
нескольких сегментов данного рынка. Кроме того, дефицитные затра-
ты, связанные с неудовлетворением спроса на каждое изделие на каж-
дом рынке (и рыночном сегменте), должны быть включены в набор
данных спроса. Дефицитные затраты могут быть вычислены с помо-
щью маркетинговой информации о долгосрочных эффектах упущен-
ных продаж. Они полезны и важны, потому что позволяют идентифи-
цировать модель оптимизации с теми изделиями и рынками, которые
наименее желательны для удовлетворения, когда цепь поставки имеет
недостаточную вместимость, чтобы полностью удовлетворить спрос.
В некоторых случаях присутствие дефицита может указывать, что за-
траты на поставку некоторых изделий на некоторых рынках настоль-
ко высоки, что модель выбирает невыполнение спроса. Наконец, де-
фицит может отражать ошибки данных или непостоянства, например
рынок, с которым в модели не были указаны связи со всеми источни-
ками изделий.
Поскольку прогнозы ненадежны, в целях стратегического и такти-
ческого планирования управление компании захочет видеть результа-
ты оптимизации с различными сценариями наборов данных спроса.
Чтобы это выполнить, специалист в области моделирования должен
перевести качественные описания сценария типа «высокий спрос» или
«низкий спрос» в числовые наборы данных спроса.
Хотя набор данных спроса для данного сценария в базе данных ре-
шения цепи поставки может быть прост, такие данные обычно базиру-
ются на статистических базах данных.
Как мы уже обсуждали ранее, для осуществления схем агрегирова-
ния и применения статистических методов оценки необходимо эффек-
тивное программное обеспечение, чтобы связать исторические базы
данных с базой данных решения цепи поставки, а также с моделью
оптимизации. Программное обеспечение прогнозирования кратко об-
суждается в следующем подразделе.
Программное обеспечение для прогнозирования
Недавнее исследование программного обеспечения выявило 40 паке-
тов программ с широким диапазоном возможностей и разной стоимо-
сти.1 Это программное обеспечение подразделяется па следующие три
категории.
1 См. работу YurkiewiczJ. [1998], где представлена информация для 40 основ-
ных пакетов прогнозирования об операционных системах, требованиях систе-
мы, процедурах ввода данных, графических возможностях и доступных средств
прогнозирования.
21-2186
322
Гла ва 6. Базы да иных для цепей поставок
1. Автоматическое. Пользователь вводит данные и просит программу
проанализировать их, чтобы выбрать модель прогнозирования. Исполь-
зуя пробные тесты, программное обеспечение предлагает наиболее под-
ходящую с его точки зрения методологию. Пользователь может согла-
шаться с этой рекомендацией или отвергать ее. Затем программное
обеспечение вычисляет оптимальные параметры для определенной мо-
дели прогнозирования и делает прогнозы наряду со статистикой, харак-
теризующей их точность, например среднего значения ошибки оценок.
2. Полуавтоматическое. Пользователь вводит данные, и програм-
мное обеспечение выводит список предлагаемых методов моделиро-
вания, но пользователь сам делает выбор. Этот способ подразумевает
значительное взаимодействие с пользователем, которое может быть
утомительно в поиске оптимальных параметров и других вычислений.
3. Ручное (manual). Пользователь должен определить метод и па-
раметры контроля. Этот подход требует от пользователя оценки об
улучшении модели.
Пакеты программ очень сильно различаются в простоте и гибкости
ввода данных, контроля над графическим отображением и последова-
тельностью результатов.
6.7. Глобальные и стратегические данные
Большинство данных в базе данных решения цепи поставки — это
объективные данные об объектах в цепи поставки, которые представ-
ляют собой отдельные средства обслуживания, подсети транспорти-
рования, продавцов и рынки. В этом разделе мы кратко рассмотрим
два дополнительных типа данных, необходимых для построения точ-
ной и всесторонней модели оптимизации. Во-первых, существуют дан-
ные, описывающие глобальные ресурсные ограничения, которые име-
ют отношение ко многим или всем средствам обслуживания в сети цепи
поставки. Например, компания может рассматривать внедрение новой
технологии, которая требует существенных капитальных затрат в про-
изводстве и распределении. Глобальные ресурсные ограничения мо-
гут установить предел капиталовложений в новые технологии во всех
средствах обслуживания. Подобным образом после слияния двух про-
изводственных фирм объединенные компании могут обнаружить, что
имеющееся капитальное оборудование на отдельных заводах должно
быть перемещено для наилучшего выполнения своей новой миссии.
Глобальное ресурсное ограничение налагается для ограничения коли-
чества капитального оборудования, которое будет располагаться и пе-
6.8. Выходные данные модели
323
ремещаться по всем заводам. Любое оборудование, не используемое
в глобальной перестановке, может быть продано.
Во-вторых, для достижения приемлемого обслуживания клиентов
или для уменьшения риска управление может пожелать ввести стра-
тегические ограничения в оптимальном решении цепи поставки. На-
пример, если компания следует политике осуществления поставок в те-
чение одного дня с максимальным расстоянием перевозок в 300 миль
от центров распределения до рынков, эти ограничения будут налагаться
на связи в транспортной подсети.
Другой пример — наложение стратегических ограничений на избы-
точность, заключающихся в том, что никакой завод в цепи поставки не
должен производить больше, нежели необходимо для удовлетворения
75% полного спроса на любое изделие. Хотя такие ограничения не мо-
гут быть оправданы чистыми экономическими соображениями, управ-
ление может считать, что это необходимо, чтобы гарантировать ком-
пании отсутствие катастрофических последствий, которые произошли
бы, если изделие производилось на единственном заводе, а этот завод
был бы вынужден закрыться на длительный срок.
Хотя мы преднамеренно избегали описания баз данных решения
цепи поставки и моделей для многопериодных задач стратегического
и тактического планирования, такие модели требуют большего коли-
чества глобальных ресурсных и стратегических ограничений. Сюда
включаются ограничения, воздействующие на выбор времени и фазы
строительства завода, ограничения на капитальные инвестиции. На-
пример, новый завод может быть построен в год 3, только если в течение
1-го или 2-го года исключается потенциальное приобретение. На такти-
ческом уровне планирования мы должны наложить глобальные ограни-
чения для поддержания деятельности в сфере производства и распре-
деления или при принятии решений об открытии и закрытии складов,
особенно в течение периодов пика.
6.8. Выходные данные модели
База данных в решении цепи снабжения для каждого сценария содер-
жит выходные данные, которые мы получаем за счет оптимизации
модели, созданной из входящих данных этого сценария. В результате
программы для создания управленческих отчетов на основе этих вы-
ходных данных инвертируют обработку данных, осуществляемых ге-
нератором модели, путем интеграции с многочисленными файлами
входящих данных для создания модели. Эти программы были описаны
21*
324
Глава 6. Базы данных для цепей поставок
в контексте проекта оптимизационной системы, рассмотренной в раз-
деле 4.5 и показанной на рис. 4.6. В этой главе мы допускаем, что вхо-
дящие и исходящие данные ссылаются на отдельные части модели стра-
тегического и тактического планирования.
Запомните, что исходящие данные могут соответствовать опти-
мальному решению или, как часто бывает при оптимизации моделей
смешанного целочисленного программирования, они соответствуют
очевидному удовлетворяющему решению. Обычно для модели стра-
тегического и тактического планирования мы пользуемся более совер-
шенным пакетом смешанного целочисленного программирования при
нахождения решения с целевой функцией, значение которой колеб-
лется в пределах 1% и менее от оптимального значения. Это решение
может на самом деле быть оптимальным, но данный алгоритм пока
этого не доказывает. Для удобства в будущем мы будем ссылаться на
решение, найденное оптимизационным пакетом, как на оптимальное
решение. Исходящие данные оптимизационного пакета обеспечивают
полное описание оптимального плана цепи снабжения плюс существу-
ющую экономическую оценку, например искусственные цены, дающие
прибыль от каждого ресурса, и предельные затраты каждого необхо-
димого ресурса. Необработанные данные представлены в виде массива
и, следовательно, могут быть разделены и реорганизованы для прове-
дения необходимого исследования. Некоторые технические исходя-
щие данные, такие как значения переменных 0-1, используемые при
моделировании положительного эффекта масштаба, ограничены в под-
готовке отчетов.
В этом разделе мы исследуем форму и содержание управленческих
отчетов, базирующихся на модели исходящих данных. Мы также ис-
следуем подразумеваемые и существующие показатели этой модели.
Графическое изображение входящих и выходных данных, которые
необходимы для передачи основных результатов, направлений и срав-
нений, будет рассмотрено в следующем разделе.
Управленческие отчеты о производственных данных
Управленческие отчеты сосредоточиваются на деятельности, связан-
ной с различными вариациями, используемыми в оптимальном реше-
нии, которое обычно включает в себя лишь очень маленький процент
возможных вариантов, анализируемых моделью. Это и есть те данные,
по которым должно проводиться исследование. Менеджер по распре-
делению, например, желает получать информацию только о тех звень-
ях, которые связывают центры распределения с рынком, для которого
6.8. Выходные данные модели
325
существует определенный поток в оптимальном решении. В следу-
ющем разделе мы также обсудим, что оптимизационная модель обес-
печивает анализ информации о затратах, связанных с каждой вариа-
цией, не выбранной моделью, и они должны быть понижены для того,
чтобы стать более привлекательными.
Далее следует перечень типичных отчетов о выходных данных, со-
держащих информацию о деятельности цепей снабжения и потоков
на определенных уровнях:
• Отчеты поставщиков. Для каждого поставщика и предложенно-
го им товара исследуется количество закупок, затраты и макси-
мальное количество товара, имеющегося в наличии у поставщика.
• Отчеты о потоках внутри сети. Для каждого поставщика, товара
и услуги, рассмотренных моделью, исследуются поток продук-
ции, его стоимость и верхние и нижние пределы, которые могли
бы быть наложены на поток.
• Отчеты средств обслуживания. Для каждого средства обслужи-
вания, которое может находиться внутри сети цепи поставок, ис-
следуется общая пропускная способность для всей продукции,
которая может быть равна нулю, а также затраты, которые могут
заключать в себе сумму фиксированных затрат или затрат в слу-
чае остановки производства плюс переменные затраты, которые
зависят от объема производства. Отчет также сравнивает общую
пропускную способность и нормированную мощность средства
обслуживания. Общая пропускная способность базируется на
формуле, взвешивающей пропускную способность каждого от-
дельного продукта.
• Отчеты процесса обработки. Для каждого процесса обработки
в любом средстве обслуживания измеряется общий объем обра-
батывающей деятельности и затраты, которые включают в себя
фиксированные затраты и переменные затраты на обработку.
Отчет также сравнивает общую обрабатывающую деятельность
с нормированными возможностями обработки.
• Отчеты о ресурсах. Для каждого ресурса в различных средствах
обслуживания измеряется общий объем деятельности и затраты,
которые включают в себя одну или несколько постоянных и пере-
менных затрат. В отчетах также сравниваются общее количество
ресурсов и их нормированный объем в средствах обслуживания.
• Отчеты о запасах. Для каждого продукта в различных средствах
обслуживания измеряется общий объем запасов, имеющихся в на-
326
Глава 6. Базы данных для цепей поставок
личии в определенный промежуток времени, и его соотношение
со стоимостью материально-технических ресурсов.
• Отчеты о потоках между средствами обслуживания. Для каж-
дого канала между средствами обслуживания и каждого продукта
исследуются поток продукции, его затраты, а также верхние и ниж-
ние границы, которые могли бы быть наложены на этот поток.
• Отчет о потоках за пределами сети. Для каждого рынка и каждо-
го товара анализируются поток продукции на рынок из каждого
средства обслуживания и связанные с этим затраты, а также ниж-
ние и верхние границы, которые могли бы быть наложены на этот
поток. Если заказ не может существовать в модели минимизации
затрат, то этот отчет будет обеспечивать информацией о недостат-
ке товара на соответствующем рынке.
• Итоговый отчет. Он представляет собой сумму общих затрат и при
возможности расчеты общей прибыли, соответствующие оптималь-
ному решению. Итоговый отчет также может быть совокупностью
информации, найденной в других отчетах, представленных выше.
Предполагая, что форма данных, использованных в этих исследова-
ниях, соответствует формату стандартной базы данных, аналитик мо-
жет создать специализированные отчеты путем сочетания соответству-
ющих комбинаций входящих и исходящих данных.
Искусственные цены и сокращенные издержки
Оптимизация модели линейного программирования влечет за собой
оптимизацию зависимой двойственной модели, которая изменяет цену
независимо от ограничений в первичной модели. Точнее говоря, это
искусственные цены, которые измеряют предельную стоимость добав-
ления другой единицы потенциально ограниченного ресурса или пре-
дельные затраты удовлетворения потенциально дорогого требования.
Строго говоря, такие искусственные цены не существуют в моделях
смешанного целочисленного программирования. С практической точ-
ки зрения, если 0-1 и другие целочисленные переменные в модели
смешанного целочисленного программирования фиксируются на оп-
тимальных значениях, то окончательной оптимизационной моделью
является модель линейного программирования, для которой мы мо-
жем рассчитать искусственные цены. Большинство пакетов коммер-
ческой оптимизации проводят этот расчет после решения моделей сме-
шанного целочисленного программирования.
Поскольку искусственные цены обеспечивают более глубокое по-
нимание рынков, процессов и ресурсов, чем оптимальное решение, это
6.8. Выходные данные модели
327
может быть выгодным для включения их в управленческие отчеты на
выборочной основе. Например, когда фиксируется цепь уже оплачен-
ной минимальной поставки и делается заказ, искусственные цены на
каждый ассортимент продукции или ассортимент рынка отражает пре-
дельные затраты для фирмы, поставляющей другую партию товара;
пример этого был приведен в табл. 6.1.
Искусственные цены также служат для расчета относительной сто-
имости деятельности с помощью модели линейного программирова-
ния за счет уточнения данных затрат для отражения подразумеваемых
затрат и выгод от деятельности по использованию ресурсов и удовлет-
ворению требований. Таким образом, способ преобразования не мо-
жет быть использован в оптимальном решении, так как подразумевае-
мые затраты на этот процесс и использование ресурсов, измеряемые
искусственными ценами, во многом превышают прибыль. Относитель-
ная стоимость измеряет это различие между фактической и предпола-
гаемой стоимостью и фактической и предполагаемой прибылью. Про-
изводственный менеджер может воспользоваться информацией об
относительных затратах при рассмотрении путей понижения факти-
ческих затрат. Например, при рассмотрении понижения производст-
венных затрат способы с небольшими сниженными затратами являют-
ся лучшими для процесса усовершенствования, чем способы с высокими
положительными сниженными затратами.
Полученный результат
Важная информация может быть тщательно подобрана из выходных
данных модели стратегического и тактического планирования за счет
применения завершающих процедур работы с моделью. Полезные от-
четы иногда могут быть получены путем простого дисагрегирования
показателей оптимального решения. Например, при исследовании ре-
шения для модели тактического планирования, в котором потребите-
ли, находящиеся в географической близости, были объединены в рын-
ки, менеджер по продажам может найти полезным применение отчета,
который показывает, из какого центра распределения каждый потре-
битель будет получать продукцию. Эта информация может быть по-
лучена за счет простого расчета, который изменяет агрегирование, ис-
пользуемое при создании данных, описывающих совокупный рынок
в оптимизационной модели.
Немного более сложный пример может потребовать детализирован-
ных производственных планов для каждого товара из товарной группы,
используемой моделью. Если тактическая модель указала, что 1000 т
328
Глава 6. Базы данных для цепей поставок
товарной группы будет произведено частными предприятиями за опре-
деленный период времени, то алгоритм вторичной обработки может
быть использован для точно определенного количества каждого това-
ра, произведенного в определенной последовательности. Этот алгоритм
может разделить результаты модели, основанные на правилах плани-
рования производимой продукции для товарной группы. Например,
в производстве бумаги лучше сначала производить более легкие по мас-
се продукты из товарной группы, а лишь после — более тяжелые. Если
такие правила неизвестны, то дополнительное исследование может
установить правила, которые достаточно легко выполняются, в про-
тивном случае консультант, имеющий дело с моделью, может быть
вынужден заключить, что совокупная модель является упрощением,
требующим значительных модификаций.
В разделе 6.5 мы представили численный пример, иллюстрирующий
расчет транспортных, производственных и потребительских затрат из
оптимального решения для модели цепи поставок. Тарифы измеряют
среднюю стоимость полуфабрикатов по мере того, как они перемеща-
ются из одного средства обслуживания в другое. Производственные
затраты — это всего лишь тариф перевозки конечного продукта, по-
ступившего на рынок.
Расчет транспортных и производственных затрат обычно предпо-
лагает односторонний поток товаров через сеть; это означает, что про-
межуточные и конечные продукты не возвращаются на ранние стадии
для переработки, замещения или по другим причинам. В таких случаях
расчет транспортных и прямых производственных затрат прост. Если
существуют обратные потоки, то для расчета транспортных и произ-
водственных затрат необходимы более сложные разработки. Для осу-
ществления планирования и контроля потребительских и других до-
полнительных услуг компания должна рассчитать дополнительные
затраты, связанные с обслуживанием потребителей. Иногда эти допол-
нительные услуги могут быть развиты независимо от оптимизацион-
ной модели, использующей методы анализа затрат. Другими словами,
комплекс взаимодействующих эффектов цепи поставок, которая тре-
бует анализа при оптимизационной модели, может повлиять на цену
товара, доставленного на географические рынки, но особые требова-
ния индивидуальных потребителей на рынке и их предполагаемые за-
траты могут быть определены с помощью анализа расчетов и добавле-
ны в производственные затраты.
Другая функция отчета, которая может быть получена из оптималь-
ного решения модели цепи поставок, — это создание действующего
6.9. Связи внутри баз данных для принятия решений в цепи поставок
329
бюджета для горизонта планирования модели. Обычно действующий
бюджет строится на следующих планах:1
1) продажи;
2) расходы на средства производства;
3) производство;
4) приобретение материальных ресурсов;
5) наем и обучение рабочей силы;
6) административные и накладные расходы.
В принципе, все 6 составляющих действующего бюджета могут быть
основаны на затратах производственного процесса, ресурсов и услуг,
связанных с уровнями деятельности оптимального плана, предложен-
ного моделью.
Связи между оптимальными решениями модели и действующим
бюджетом зависят от того, насколько всеобъемлющи модели в описа-
нии затрат и активностей. Если некоторые виды деятельности не были
включены в модель, их затраты будут добавлены к тем видам деятель-
ности, которые моделью уже определены.
6.9. Связи внутри баз данных для принятия решений
в цепи поставок
В нашем обсуждении мы обращали внимание на форму и содержание
единственной базы данных для принятия решений в цепи поставок,
представленной моделью сечения для анализа стратегического и так-
тического планов. В этом разделе мы кратко обсудим связи между ба-
зами данных для принятия решений с помощью альтернативных сцена-
риев для конкретных задач цепи поставок, для моделей множественных
периодов и между базами данных для задач стратегического, такти-
ческого и операционного характера на данном предприятии.
Сценарии
На рис. 6.11 мы отображаем логику для создания определенного числа
сценариев. В итоге аналитик определяет данные, описывающие структу-
ру цепи поставок для изучения данного проекта. Эта структура включа-
ет в себя названия товаров (сырье, полуфабрикаты и конечные про-
дукты), рынки и оптовых продавцов. Она также включает в себя название
и предоставление услуг, которые являются составляющей частью цепи
1 См. Atkinson A. A. et al. [1997, гл. 9].
22-2180
330
Глава 6. Базы данных для цепей поставок
Рис. 6.11. Базы данных для принятия решений о проектах и сценариях
поставок, и новые дополнительные услуги, которые желает развивать
данное предприятие. Названия процессов, ресурсов в каждой из суще-
ствующих и потенциальных услуг должны также быть специализиро-
ванными. В итоге структура цепи поставок включает в себя специфи-
кацию звеньев во входящей, внутренней и исходящей сети.
Каждый сценарий создается за счет расширения структурирован-
ных данных проекта для использования числовых данных, которые его
характеризуют. Такие данные включают в себя: затраты на сырье; за-
траты и мощности, связанные с пропускной способностью и техноло-
гическим процессом; затраты на средства и ресурсы в услугах; затраты
и мощности, связанные с товарными потоками на входящих, внутрен-
них и исходящих звеньях; требуемую на рынке продукцию и множе-
ство других факторов. Структурные данные, совмещенные со сцена-
рием числовых данных, вводят в силу входящие данные из базы данных
цепи поставок для этого сценария.
Обычно входящие данные нового сценария выводятся уже из суще-
ствующего сценария, причем подразумевается, что управленческие
данные для большинства сценариев могут быть упрощены лишь за счет
учета изменений. Как показано на рис. 6.11, числовые данные сцена-
риев 2 и 3 выведены из числовых данных сценария 1, тогда как число-
6.9. Связи внутри баз данных для принятия решений в цепи поставок
331
вые данные сценария N выведены из сценария 3. Исходящие данные
(результаты оптимизационного шага) для каждого сценария будут
в основном различны и, таким образом, должны быть управляемы как
отдельная экономическая единица. Естественно, ничего не мешает ана-
литику изменить структурные данные в середине проекта, например
за счет добавления нового распределительного центра как результата
действий исходного сценария. Хотя мы можем предположить, что сце-
нарий N оценивается во время того, когда проект создается из этих же
структурных данных, так как варианты решения, не рассмотренные
определенным сценарием, могут определяться как неактивные в дан-
ном сценарии.
Базы данных для принятия решения на несколько периодов
Создание такой базы данных в течение периода Т из модели сечения
является схематически простым во многих случаях, хотя итоговая база
данных будет примерно в Т раз больше. Как показано на рис. 6.12, ре-
шения для баз данных повторяются Т раз, по одному для каждого пе-
риода модели. Таким образом, управляя увеличивающимися по коли-
честву периодов сценариями, описывающими данные, оптимизация
моделей может стать значительно более сложной.
Кроме того, повторение приведет к расчету некоторых данных. Это
может быть необходимо при создании модели тактического планирова-
ния, состоящей из 12 связанных подмоделей, по одной для каждого ме-
сяца, из модели стратегического планирования за 1 год. Предоставление
Рис. 6.12. База данных для принятия решения на несколько периодов
22*
332
Глава 6. Базы данных для цепей поставок
услуг в каждом месяце, например, может приблизительно составлять
1/12 от уровня услуг, используемого в годовой модели. Повторение
также может требовать модификации структурных и числовых дан-
ных. Например, варианты приобретения ресурсов в стратегической
модели, такие как возможное создание новых услуг и производство
продукции, будут обращены в фиксированную и выданную в опреде-
ленный момент долгосрочную тактическую модель. В это же время
варианты ресурсов могут быть добавлены в текущем периоде в такти-
ческую модель, такие как, например, дополнительное пространство для
хранения для периодов с высоким сезонным спросом. Подобным об-
разом числовые данные, описывающие продукцию или транспортиро-
вочную деятельность, могут изменяться в зависимости от месяца или
сезона, например наложение высокой ставки стоимости перевозок во
время зимних месяцев.
Рисунок 6.12 подчеркивает, что заказ и данные по запасам являются
двумя критическими категориями, которые требуют дифференциации
в долгосрочной модели. Большинство фирм выставляют несколько ви-
дов сезонных и циклических моделей заказов для конечных продук-
тов, которые должны быть отражены в долгосрочной модели. В модели
тактического планирования прогнозируемый спрос должен сочетаться
с имеющимися в наличие заказами для каждого периода в процессе
планирования. Модель управления запасами рассчитывает несколько
видов данных для каждого периода. Она обеспечивает данные, описы-
вающие запасы для каждого вида продукции на начальной стадии.
Также она обеспечивает резервный запас, затраты на хранение и ин-
формацию об объеме запасов для каждого вида продукции в конце каж-
дого периода. В итоге она обеспечивает средства для запасов в конце
горизонта планирования.
В итоге мы показываем на рис. 6.12 долгосрочные ограничения, не
существующие в модели моментального снимка, которая включает
в себя 2 периода или более. Это могут быть сглаженные ограничения,
которые накладывают лимит на изменения от одного периода к следу-
ющим периодам в производственном плане на частных предприятиях.
Это могут быть логические ограничения: например, если средство об-
служивания закрывается в данный период времени, то оно должно оста-
ваться закрытым до конца горизонта планирования. Они могут быть
бюджетными ограничениями, наложенными на капитальное инвести-
рование в расширение заводской мощности в течение всего горизонта
планирования.
6.9. Связи внутри баз данных для принятия решений в цепи поставок
333
Иерархическое разделение
В разделе 2.2 мы определили 8 транзакционных и аналитических си-
стем информационных технологий в системе иерархии цепей снабжения,
которые необходимы для поддержки стратегического, тактического
и операционного решений, найденных в фирме, которая производит
и распространяет товары. Мы также обсудили типы связи данных, тре-
буемых для достижения межвременной интеграции решений на раз-
личных уровнях планирования. Теперь, после того как мы исследова-
ли базу данных решения цепи снабжения с различных точек зрения,
мы можем проверить принципы для достижения последовательности
между базами данных решений, связанных с иерархической системой.
Наши задачи при этом остаются чисто гипотетическими, так как даже
для единственного уровня планирования база данных логистических
решений является новой концепцией.
Мы ожидаем, что агрегирование товаров, рынков и поставщиков ста-
нут более усовершенствованы, как только мы перейдем от стратегиче-
ского планирования к оперативному. Мы также ожидаем, что разбиение
времени на определенные отрезки станет еще более усовершенствован-
ным по мере того, как мы переходим от долгосрочных тактических
моделей с временными границами (1 месяц) к краткосрочным (1 неде-
ля) и в итоге к моделям календарного планирования с временными
границами до 1 часа. Значительное внимание должно уделяться разра-
ботке схем дисагрегирования, обеспечивающих связи между моделями
на различных уровнях планирования.
Средства моделирования, такие как затраты и объемы процессов,
средств и ресурсов, будут отражать эти агрегирования. Кроме того, мы
будем рассматривать структурное описание средств для того, чтобы
стать более усовершенствованными, так как мы переходим от страте-
гического к тактическому планированию. Например, в стратегической
модели для расположения распределительных центров описание за-
трат и мощности каждого распределительного центра может высту-
пать в качестве функции пропускной способности данного средства
обслуживания. В тактической модели этой же компании, занимающей-
ся планированием ближайших месяцев, описание каждого распреде-
лительного центра может быть осуществлено с помощью затрат и мощ-
ностей некоторых процессов, включая получение груза, внутреннее
перемещение, откладывание, сбор, отправку.
В итоге прогнозирование спроса, используемое в стратегической,
тактической и оперативной моделях, должно согласоваться по продук-
334
Глава 6. Базы данных для цепей поставок
ции и времени. Например, прогнозирование спроса на товар, исполь-
зуемый в одномесячной модели календарного планирования, который
должен быть удовлетворен производством или запасом, будет согласо-
вываться с прогнозированием спроса на товар, используемый в первом
месяце 6-месячной тактической модели. Для достижения согласован-
ности прогнозы спроса, используемые в одномесячной тактической
модели, должны будут совпадать с агрегированием ежедневного спро-
са на единицу хранения и месячными данными товарной группы.
6.10. Графическая демонстрация входных
и выходных данных
Пока наше рассмотрение базы данных для принятия решения о цепи
поставок фокусировалось на числовых данных, которые обычно пред-
ставляются в крупноформатных таблицах или других табличных фор-
мах. В этом разделе мы вкратце обсудим графическое отображение
входящих и исходящих данных модели. Это отображение важно, так
как предназначено для обобщения основных характеристик данных
в форматах, которые больше подходят человеческой интуиции.
Графические карты стратегий по источникам ресурсов знакомят ме-
неджеров высшего звена с высокими результатами по части экономии
времени, требуемого для разбора печатных отчетов, содержащих ту или
иную информацию. Для производственного персонала графическое
отображение производственных или транспортных графиков, получен-
ных с помощью алгоритмов оптимизации, позволяют регулировать
данные графики, принимая во внимание практические ограничения,
которые не были учтены алгоритмами. Для потенциальных покупате-
лей готовых систем моделирования графическое отображение струк-
тур и данных цепей поставок может иметь особо позитивный эффект
на желание покупать данные системы.
Несмотря на все преимущества, графическое отображение баз дан-
ных для принятия решения о цепях поставок имеет свои отрицатель-
ные стороны. Исследуя только географическое описание стратегий
ресурсов, менеджеры не могут получить более подробной информа-
ции. Конечно, они могут оставить такие детали для выяснения коор-
динаторами цепей поставок, но это предполагает, что компания создала
такую должность и ее координаторы отвечают за внедрение интегра-
ционных планов.
С одной стороны, регулирование предложенного плана производ-
ственным персоналом подобным образом не всегда ведет к лучшему
6.11. Выводы
335
оперативному плану. Открытым для большинства оперативных пла-
нировщиков остается вопрос определения оптимального разделения
труда между компьютерными алгоритмами и ручным вмешательством
человека. В конце концов, эстетически приятны графики, которые по-
могают продавать моделирующие системы, помогают покрывать серь-
езные недостатки в аналитических способностях систем.
С другой стороны, именно числовые данные в табличных отчетах,
а не карты, обобщающие их, определяют план цепи поставок, который
должен быть внедрен. Для формирования или приобретения модели-
рующих систем мудрый менеджер постарается найти эффективный ба-
ланс между алгоритмизированным решением числовых задач большого
объема и графическим отображением, что должно добавить ценность
аналитическим возможностям системы.
Для моделирования систем, поддерживающих стратегическое и такти-
ческое планирование цепей поставок, по меньшей мере 4 моделирую-
щих элемента требуют графического отображения, а именно:
1) процессы в средствах обслуживания;
2) географические карты продуктового спроса и плана цепей поста-
вок;
3) планирование производства и стратегии управления запасами;
4) аналитическая обработка в реальном масштабе времени и срав-
нение результатов многочисленных сценариев.
6,11, Выводы
В этом разделе мы попытались продемонстрировать случаи, в кото-
рых база данных для принятия решений о цепи поставок является важ-
ным элементом, объединяющим транзакционные данные с аналити-
ческими методами принятия управленческих решений. Используя
структуру математического программирования за основу, база данных
для принятия решений объединяет описательные модели из различ-
ных сфер, таких как бухгалтерский учет, планирование, оперативный
менеджмент, организация перевозок. Эти аналитические методы были
бы более эффективными, если бы специалисты, работающие в этих
сферах, интересовались работой и в других областях.
Например, тексты по бухучету представляют собой сухие правила
для подсчета различного рода затрат в целях максимизации годового
дохода. Эти правила абсолютно игнорируют огромные возможности
линейного и смешанного целочисленного программирования для опти-
мизации управленческих решений. Подобным образом логисты-менед-
336
Глава 6. Базы данных для цепей поставок
жеры, разрабатывая планы компании по распределению продукции,
часто относятся к производственным планам, составленным в той же
компании, как к решениям, не имеющими к ним никакого отношения.
Специалисты по управлению запасами стремятся создать и внедрить
модели, фокусирующиеся на решениях о запасах без систематической
оценки решений других уровней, таких как местоположение распре-
делительного центра или производственное и транспортное плани-
рование.
База данных ценна тем, что обеспечивает менеджеров транзакцион-
ными данными высокого уровня качества. Тем не менее для достижения
более четких определений и более широкого применения необходимо
постоянное использование моделирующих систем для тактического
планирования. Можно надеяться на то, что компании по производству
систем ERP со временем разработают программу для создания баз дан-
ных решений, связанных с моделирующими системами, которые бы
тщательно анализировали планирование ресурсов в цепи поставок
организации.
Важной задачей интегрированного планирования цепи поставок
является концептуализация и разработка взаимосвязанных баз дан-
ных решений и моделирующих систем для оперативного, тактичес-
кого и стратегического планирования. Хотя теория иерархического
планирования пользуется популярностью у теоретиков, она очень ус-
тарела. Успех может быть достигнут с использованием стратегиче-
ского планирования, которое ведет опять же к рутинному и повто-
ряющемуся применению моделирующих систем для тактического
планирования.
Проблема, к которой мы обращались в данном разделе несколько
раз, но не имели возможности подробно исследовать, представляет
собой оценку косвенных затрат на информационные технологии и их
представление в модели планирования цепи поставок. Эти затраты
важны для традиционных компаний, которые вкладывают значитель-
ные средства в ERP-системы с целью более эффективного управле-
ния. Затраты более важны для компаний, занимающихся планирова-
нием, чтобы оперативно работать в ближайшем будущем в качестве
членов виртуальной цепи поставок, потому что, как мы уже отмечали
ранее, они сильно зависят от информационных технологий, что позво-
ляет им быть более конкурентоспособными.
Распространение приобретения и хранения данных во всех сферах
бизнеса стимулирует появление систем анализа данных (технология
анализа хранимых данных для нахождения трендов и коммерчески
6.11. Выводы
337
полезных зависимостей).1 Системы анализа данных предполагают
объединение методов поискового анализа данных с методами анали-
тической обработки в масштабе реального времени для построения
и визуализации многомерных структур данных (OLAP).2 Методоло-
гия основывается на графическом отображении многомерных матриц,
позволяющем аналитикам взаимодействовать с автоматическими спо-
собами определения и подтверждения правильности данных. Приме-
ры систем анализа данных включают анализ статистических данных
для определения сегментов рынка телефонным опросом и идентифи-
кации скрытых факторов при обработке данных датчиков, предупреж-
дающих сбой оборудования.
Системы анализа данных имеют отношение к базам данных логи-
стических решений, поскольку оптимизационные модели строятся
на основе описательных подмоделей, мнсщие из которых основаны
на необработанных данных. Системы анализа данных могут быть по-
лезными, например, при анализе исторических производственных
затрат для определения стоимостных драйверов и стоимостных от-
ношений в подмоделях завода. Они также полезны при анализе ис-
ходящих данных при многочисленных сценариях оптимизационной
модели. Такой анализ стремится к выявлению скрытых трендов в
исходящих данных.
Важные вопросы встают перед специалистами по моделированию
и разработчиками систем при создании базы данных решений цепи по-
ставок и моделирующих систем для виртуальных сетей поставок не-
скольких компаний, особенно связанных с использованием Интерне-
та. Они включают следующие вопросы:
В какой степени компании стандартизируют и обмениваются опи-
сательными данными о затратах, мощностях и прогнозах и о том как
эти данные распространяются?
Как инструменты моделирования могут быть стандартизированы
для разных компаний?
Как и где будет создана интегрированная база данных для приня-
тия решений о цепи поставок?
Кто отвечает за осуществление анализа интегрированной цепи по-
ставок?
1 Информационная проходка описана в работе Piatetsky-Shapiro G., Frawley W.
[1991], а также Westphal C., Blaxton T. [1998].
2 Аналитическая обработка в режиме реального времени рассматривается
Bergson A., Smith S. Т. [1997], а также Thomsen Е. [1997].
338
Глава 6. Базы данных для цепей поставок
Как будут распространяться результаты планирования и каковы
стимулы для внедрения именно этих планов?
Что оказывает влияние на обмен данными и процессы интегрирован-
ного планирования, когда отдельные компании участвуют в многочис-
ленных цепях поставок?
Эти вопросы подобны проблемам, с которыми сталкиваются круп-
ные компании при попытке интеграции планирования среди разно-
образных бизнес-единиц.
Литература
Atkinson A. A., Banker R. D., Kaplan R. S., Young S. M. [1997], Management Accounting,
2d ed. Englewood Cliffs, N. J.: Prentice-Hall.
Axsater S., Jonsson H., [1984] «Aggregation and Disaggregation in Hierarchical Production»,
European Journal of Operational Research, 17, 338-350.
Berson A., Smith S./.(contributor) [1997], Data Warehousing, Data Mining and OLAP.
Homewood, 111.: McGraw-Hill.
Bodily S. E. [1982], «Judgmental and Bayesian Forecasting», The Handbook of Forecasting:
A Manager’s Guide, edited by S. Makridakis and S. C. Wheelwright. New York: Wiley.
Caplice C., Sheffi Y. [ 1994], «А Review and Evaluation of Logistics Metrics», The International
Journal of Logistics Management, 5, 11-28.
Cokins G. [1999], «Understanding Activity Based Costing and Supply Chain Management»,
pp. 142-149 in Achieving Supply Chain Excellence Through Technology, edited by
D. L. Anderson. San Francisco: Montgomery Research.
Cooper R., Kaplan R. 5.[ 1991], The Design of Cost Management Systems: Text, Cases, and
Readings. Englewood Cliffs, N. J.: Prentice-Hall.
DeLurgio S. A. [1997], Forecasting Principles and Applications. Homewood, 111: Irwin-
McGraw Hill.
Diebold F. X. [1997], Elements of Forecasting. Cincinnati, Ohio: South-Western College
Publishing.
Geoffrion A. M. [1977], «А Priori Error Bounds for Procurement Commodity Aggregation
in Logistics Planning Models», Naval Research Logistics Quarterly, 24, 2, 201-212.
Piatetsky-Shapiro G., Frawley W. J. eds. [1991], Knowledge Discovery in Databases, AAAI
Press, со-published in London and Cambridge, Mass.: The MIT Press.
RosenfieldD. B. [1994], «Demand Forecasting», in The Logistics Handbook, edited by J. F. Ro-
beson, W. C. Copacino, and R. E. Howe. New York: The Free Press.
SLIM Technologies LLC, [2000], SLIM User’s and Reference Manual.
Thomsen E. [1997], OLAP Solutions: Building Multidimensional Information Systems, New
York: Wiley.
Tumey P. В. B., [1992], Common Cents: TheABC Performance Breakthrough, Portland Ore.
Cost I Technology.
Westphal C., Blaxton T. [1998], Data Mining Solution: Methods and Took for Solving Real-
World Problems, New York: Wiley.
Winston W, Albright S. C. [1997], Practical j Management Science, Spreadsheet Modeling
and Applications. Belmont, Calif.: Wadsworth Publishing.
YurkiewiczJ. [1998], «Forecasting that Fits», OR/MS Today, February, 42-55.
ZinkinP. [ 1982], «Exact and Approximate Cost Function for Product Aggregates», Management
Science, 28, 1002-1012.
Часть III
ПРАКТИЧЕСКОЕ
ПРИМЕНЕНИЕ
Глава 7
СТРАТЕГИЧЕСКОЕ И ТАКТИЧЕСКОЕ
ПЛАНИРОВАНИЕ ЦЕПИ ПОСТАВОК
Говоря в общих словах, цель стратегического планирования заключает-
ся в том, чтобы определить и оценить различные варианты приобре-
тения ресурсов для поддержания и повышения конкурентоспособно-
сти компании в долгосрочном периоде. Поскольку некоторые товары,
производимые компанией, могут быть устаревшими, нерентабельны-
ми или нежелательными, дополнительная цель состоит в том, чтобы
найти и оценить варианты снижения ресурсоемкости, ведущие к по-
вышению эффективности в долгосрочном периоде. В настоящий мо-
мент мы преднамеренно не затрагиваем тему характера ресурсов, ис-
пользованных и сбереженных, этот вопрос будет рассмотрен позднее.
В зависимости от рода деятельности компании под долгосрочным
периодом планирования могут подразумеваться 3 года или 10 лет. Для
оптового продавца продовольственных товаров 3-летний период пла-
нирования позволяет рассчитать основные изменения, производимые
в сети распределения. В крупной нефтяной компании долгосрочное
планирование предпочтительно осуществлять на срок 10 лет, это по-
зволяет лучше оценить перспективы слияния компаний, возможных
приобретений, планов по исследованию нефтяных и газовых место-
рождений, строительства новых нефтеперегонных заводов и трубопро-
водов.
Поскольку важные решения по приобретению ресурсов и по пони-
жению ресурсоемкости часто необратимы, руководство должно тща-
тельно изучить возможные последствия перед их принятием. Модели
оптимизации обеспечивают систематический и всесторонний подход
к выполнению подобного рода исследований, особенно при оценке
взаимосвязей между несколькими вариантами ресурсопотребления.
Кроме того, модели могут показывать вероятную выгоду от инвести-
ций в стратегические ресурсы в результате улучшенных действий. При-
влекательность потенциальных инвестиций можно полностью оценить
только такими моделями.
Глава 7. Стратегическое и тактическое планирование цепи поставок
341
Число стратегических исследований цепей поставок, основанных на
моделях оптимизации, в последние годы существенно выросло. Ме-
неджеры высшего звена настойчиво требуют использования данных,
необходимых для анализа динамических изменений в компаниях и от-
раслях промышленности и лучше осознают роль, которую модели мо-
гут играть в анализе основных принимаемых решений. Зачастую на-
нимаются консультанты для разработки таких моделей и оказания
помощи в оценке и осуществлении стратегических директив, определен-
ных при помощи этих моделей. Устанавливая внутреннюю систему мо-
делирования и передавая технологию руководству компании, занятому
планированием, консультанты могут предусмотреть способность груп-
пы планирования продолжить анализ важных нерешенных проблем
после того, как заканчивается начальное исследование. В противном
случае консультанты могут периодически возвращаться к проблеме,
чтобы рассмотреть перспективы и продлить стратегическое плани-
рование цепи поставок компании.
Тактическое планирование связано с регулированием потребления
и распределения ресурсов по периоду планирования от нескольких
месяцев до года. В пределах этого промежутка времени компания не
может изменять свою политику потребления ресурсов, но она может
и должна регулировать ресурсы в соответствии со своими потребно-
стями в среднем. Тактическое планирование лучше рассматривать в кон-
тексте оптимального распределения ресурса в цепи поставок: всякий
раз, когда и где это возможно, поступления ограниченных или дефи-
цитных ресурсов должны быть увеличены, а недоиспользованных ре-
сурсов — уменьшены. Модели оптимизации могут помочь менеджерам
при определении эффективных тактических планов, которые одновре-
менно регулируют и распределяют ресурсы компании.
Мы исследуем тактические модели планирования в этой и следующей
главе по принципу от общего к частному. Поскольку в таком случае
мы начнем с широкого обзора цепей поставок компаний, мы полагаем,
что это направление более естественно, чем направление от частного
к общему, если бы отдельные оперативные модели складывались в еди-
ное целое. Однако мы вкратце рассмотрим методы построения такти-
ческих моделей от частного к общему, когда будем рассматривать в гл. 10
оперативные проблемы планирования и моделирования.
В разделе 7.1 рассмотрена фирма как потребитель ресурса — новая об-
ласть стратегического анализа, которая, как нам кажется, весьма полез-
на при осмыслении и интерпретации оптимизационных моделей при стра-
тегическом и тактическом планировании цепи поставок. В разделе 7.2
342
Глава 7. Стратегическое и тактическое планирование цепи поставок
рассмотрена структура стратегического анализа логистики и его связь
с построением моделей оптимизации. Эта структура применяется в раз-
деле 7.3, где показано применение моделей линейного и целочислен-
ного программирования к расположению дистрибьюторских центров
компании, занимающейся продажей электроники.
В разделе 7.4 представлена структура производственного анализа,
подобная структуре, представленной в разделе 7.2, и ее связь с построе-
нием оптимизационных моделей. В разделе 7.5 приведены два вариан-
та применения моделирования к анализу производственной стратегии.
Один из вариантов применения — оценка глобальных закупочной и
производственной стратегий промышленной компании, производящей
химикалии. Второй вариант применения — оценка стратегии консо-
лидации после слияния двух компаний, производящих потребитель-
скую бумагу. Использование моделей при тактическом планировании
цепи поставок исследовано в разделе 7.6. Тактическое применение
моделирования на примере компании по производству промышлен-
ных газов и изготовителя пива представлены в разделе 7.7. Глава за-
канчивается разделом 7.8, в котором представлены еще несколько идей
относительно современного применения стратегического моделирова-
ния цепей поставок.
Стратегический анализ логистических цепей поставок не является
стратегическим анализом компании в целом. Это потребовало бы ин-
теграции планирования цепи поставок с планированием спроса, кото-
рое рассматривается в следующей главе. Это также потребовало бы
интеграции планирования цепи поставок с финансовым планирова-
нием, описанным в гл. 9.
7.1. Ресурсы и представление о фирме с точки
зрения имеющихся ресурсов
Мы подчеркнули важность ресурсов для стратегического и тактиче-
ского планирования компании. Представление о фирме с точки зре-
ния имеющихся ресурсов — новая область стратегического анализа,
позволяющая понять многое о ресурсах фирмы и косвенно о построе-
нии и использовании моделей оптимизации для управления цепями
поставок. С его помощью можно показать, почему компании с уникаль-
ными ресурсами достигают преимущества над конкурентами — други-
ми фирмами в той же самой отрасли промышленности. Как будет по-
казано в дальнейшем, многие концепции представления о фирме с точки
7.1, Ресурсы и представление о фирме с точки зрения имеющихся ресурсов 343
зрения имеющихся ресурсов можно использовать в оптимизационных
моделях.1
Качественные теории формирования стратегии и анализа являются
важными источниками идей для элементов, которые будут включены
в модели стратегического планирования. Они также обеспечивают базу
данных для интерпретации решений о конкурентных стратегиях, по-
лученных на основе моделей. Предлагаемых теорий великое множе-
ство, часть из них весьма смелы в значительной мере потому, что уче-
ные, предлагающие их, не стеснены необходимостью практического
осуществления проверки достоверности моделей, основанных на фак-
тических данных. С одной стороны, практики при моделировании го-
раздо более осторожны в отборе возможностей модели стратегического
планирования. Практики и менеджеры, занимающиеся исследованием
моделирования, могут достичь успеха, ставяперед собой задачу разра-
ботать количественные приемы, реализовывающие абстрактные стра-
тегические концепции, и включить их в модели, основанные на фак-
тических данных. С другой стороны, стратегические теоретики могут
добиться успеха в «проверке действительности» при помощи моделей
и приспособления их к теориям, что, несомненно, даст результат.
Классификация ресурсов
Стратегические теоретики, занимающиеся теорией представления
о фирме с точки зрения имеющихся ресурсов, предлагают следующую
всеобъемлющую классификацию ресурсов:2
1. Физические ресурсы (например, заводы, торговые центры рас-
пределения, материальные запасы).
2. Человеческие ресурсы (например, операторы станков, начальни-
ки производства, ученые).
1 Формальное происхождение представлений о фирме с точки зрения имею-
щихся ресурсов представлено в конструктивной работе Wernerfelt В. [ 1984], хотя
более ранние публикации имели место. Наш обзор основан главным образом на
работах Mahoney J. Т., Pandian J. R. [1992] и Peteraf М. А. [1993], которые пред-
ставляют собой обширные библиографии. Эти работы и 20 других собраны в
сборнике, отредактированном FossN. J. [1997]. Связи между представлением на
основе ресурса фирмы и близко связанных дисциплин, таких как экономика орга-
низации или теория промышленных организаций, хорошо развиты в работах
Conner К. R. [1991] и Mahoney J. Т. и PanadianJ. R. [1992].
2 Классификация широко рассматривалась в работе Mahoney J. Т. и Pandian J. R.
[1992,364].
344
Глава 7. Стратегическое и тактическое планирование цепи поставок
3. Финансовые ресурсы (например, движение денежной налично-
сти, долговые обязательства, наличие акций).
4. Ресурсы информационных технологий (например, система управ-
ления запасами, системы связи, система моделирования цепей по-
ставок).
5. Маркетинговые ресурсы (например, доля рынка, признание мар-
ки, хорошее отношение покупателей).
6. Организационные ресурсы (например, системы обучения, общая
культура, отношения с поставщиком).
7. Юридические ресурсы (например, патенты, авторские права, конт-
ракты).
Ясно, что некоторые ресурсы вроде заводов, операторов станков или
финансовых потоков являются материальными и обладают измери-
мыми характеристиками. Другие ресурсы, вроде опыта ученых или об-
щей культуры являются нематериальными и имеют характеристики,
трудноизмеряемые в числовом выражении. Задача практика, занятого
моделированием, — разработать описательные подходы к измерению
воздействия неосязаемых ресурсов на стратегию фирмы. К примеру,
дерево решений, разработанное, чтобы описать работу ученых, заня-
тых научно-исследовательскими и опытно-конструкторскими работа-
ми, и оценить вероятные результаты их исследования и его рыночного
потенциала.
Академическая литература не учитывала юридические ресурсы в ка-
честве отдельной категории. Мы выделили эти ресурсы в отдельную
категорию, поскольку существование патентов и контрактов, защища-
ющих ценные ресурсы фирмы, может иметь большое воздействие на
ее конкурентоспособность, особенно в эпоху быстрого технологиче-
ского развития.
Анализ фирмы с точки зрения имеющихся ресурсов
Представление о фирме с точки зрения имеющихся ресурсов показы-
вает, почему некоторые компании добиваются успеха в конкурентной
борьбе с другими фирмами в своей отрасли. Согласно теории, конку-
рентоспособность фирмы во многом зависит от ресурсов, которыми
она располагает, и от того, как они используются. Согласно этому прин-
ципу, предполагается, что такие фирмы обладают гетерогенными (нео-
днородными по составу) ресурсами, которые отличают их от других
фирм и позволяют получать ренту; т. е. когда среднее значение и даже
предельные затраты на производство продукции ниже возможно (зна-
7.1. Ресурсы и представление о фирме с точки зрения имеющихся ресурсов 345
чительно ниже) рыночной цены, которую они получают при продаже
своей продукции. Ренты могут быть преобразованы в постоянную при-
быль, если существуют силы, ограничивающие борьбу за дефицитные
ресурсы, как только отрасль признает их ценность.
Два фактора, ограничивающих конкуренцию, — несовершенная ими-
тация (imperfect imitability) и несовершенная заменяемость (imperfect
substitutability) гетерогенных ресурсов. Такие факторы существуют,
когда присутствуют барьеры, связанные с патентами, контрактами или
рыночными предпочтениями, которые делают имитацию или замену
другими фирмами гетерогенных ресурсов трудной или невозможной.
Кроме того, дефицитные ресурсы такой фирмы будут абсолютно не-
мобильны (perfectly immobile), что означает, что они уникальны и не
могут быть использованы другими фирмами, или несовершенно мо-
бильны (imperfectly mobile), что означает, что они могут быть перемеще-
ны или проданы, но имеют более высокую ценность в пределах фирмы.
Наконец, теория гласит, что фирма может придавать гетерогенность
новым ресурсам, только если до попытки по их созданию со стороны
фирмы существовали ограничения на конкуренцию. В противном слу-
чае ренты, которые такая фирма может получить, не превысят чрезмер-
ных затрат, связанных с изначальной конкуренцией.
При попытке понять устойчивость в результате использования ге-
терогенных ресурсов руководство будет заинтересовано воздействи-
ем стратегических решений не только на наличие преимущества над
конкурентами, но и на продолжительность этого преимущества. По
всей вероятности, продолжительность будет зависеть от анализиру-
емого сценария. Если для оценки таких сценариев используется модель
оптимизации, практик, занятый моделированием, должен разработать
схемы получения значимого результата из результатов многократных
использований сценария. Зависимость устойчивости от сценариев так-
же предполагает использование стохастических моделей программи-
рования для определения стратегии страхования от сомнительных
конкурентных или рыночных событий, которые могли бы помешать
превосходству фирмы над конкурентами.
Концепция ключевых компетенций фирмы — это важная идея, свя-
занная с представлением о фирме с точки зрения имеющихся ресурсов.1
Ключевые компетенции относятся к гетерогенным ресурсам, которые
позволяют фирме, владеющей ими, получать постоянное преимущество
1 Термин ключевые компетенции был определен в работе Prahalad С. К.
и Hamel G. [1990]. — Прим. науч. ред.
346
Глава 7. Стратегическое и тактическое планирование цепи поставок
над конкурентами. Зачастую менеджеры в фирме недостаточно четко
понимают точный характер ключевых компетенций фирмы, каким обра-
зом их следует защищать и как создавать новые. Одна из целей оптими-
зационной модели для стратегического планирования состоит в том,
чтобы помочь руководству в определении, измерении и прослеживании
ключевых компетенций.
Связи с моделями оптимизации
Связи между представлением о фирме с точки зрения имеющихся ре-
сурсов и оптимизационными моделями для стратегического планиро-
вания цепи поставок являются как явными, так и неявными. Оптими-
зационные модели допускают явные описания многих типов ресурсов,
внесенных в таксономический список, и определяют оптимальные
уровни для них в стратегическом или тактическом плане. Такие опи-
сания включают инвестиции, право распоряжения, фиксированные
и переменные затраты как функцию количества ресурса, доступного
или недоступного и/или использованного. Модели также включают
нормы потребления этих ресурсов, поскольку они используются в про-
изводстве и продаже.
Моделирование ресурсов. Ясно, что физические ресурсы могут
быть непосредственно представлены в стратегической или тактической
модели. Человеческие ресурсы, поскольку они касаются материальных
операций цепи поставок, например наблюдение за упаковочным кон-
вейером, техническое обслуживание машин и механизмов или достав-
ка готовой продукции, могут также быть представлены непосредствен-
но, но в сгруппированной форме. К финансовым ресурсам подходят
объективные, количественные описания, которые могут быть легко
включены в модель оптимизации. Фактически оптимизационные мо-
дели в течение долгого времени использовались для общего финансо-
вого планирования.
Понимание и оценка роли ресурсов информационных технологий
(ИТ) в формировании общей стратегии трудны и неоднозначны. По-
следние исследования, однако, показывают, что ресурсы ИТ являются
необходимым, но не достаточным элементом получения фирмой пре-
имущества над конкурентами. Ресурсы ИТ отличаются от других ре-
сурсов тем, что они не вносят никакого явного вклада в добавление
стоимости изделиям и услугам фирмы, но все же приносят пользу
фирме, обеспечивая лучшее управление другими ресурсами.
Хотя ресурсы ИТ достаточно важны для стратегического плана ком-
пании, на первый взгляд их трудно моделировать, возможно, только
7.1. Ресурсы и представление о фирме с точки зрения имеющихся ресурсов 347
потому, что практики, занятые моделированием, прикладывают недо-
статочно усилий. Инвестирования в ИТ для улучшения производства
или процессов распределения немногим отличаются от инвестирований
в заводы или производственные механизмы и могут быть явно смоде-
лированны. Например, это имело бы место с инвестированием в авто-
матическое поточное оборудование в центре продаж, чтобы упростить
доставки поставщика к магазинам розничной компании, занимающей-
ся распределением. Максимальная годовая производительность тако-
го оборудования могла бы быть включена в модель оптимизации как
жесткое ограничение ресурса. Инвестиции местной компании рознич-
ной торговли с быстро растущим бизнесом в систему транспортных
перевозок могут иметь существенные выгоды вроде меньшего време-
ни доставки, но было бы трудно предсказать такое изменение и свя-
зать это с выборами решения в модели цепц поставок.
Ресурсы маркетинга являются и материальными и нематериальны-
ми и лежат вне стандартных рамок отношений, связывающих фирму
с ее поставщиками. Однако стратегическое планирование должно
включать интеграцию цепи поставок и управление спросом. Хотя мо-
дели для принятия решений по цепям поставок более распространены,
оптимизационные модели также успешно применяются для приобре-
тения и распределения маркетинговых ресурсов. Примеры маркетин-
говых моделей и их объединение с моделями цепей поставок представ-
лены в гл. 8.
Организационные и юридические ресурсы неосязаемы, и поэтому
их трудно представить в модели оптимизации цепи поставок. Однако
практик, занятый моделированием, может находить это возможным
и заслуживающим внимания, чтобы косвенно изобразить их в струк-
туре модели. Например, важно представить поставщиков таким обра-
зом, чтобы модель отражала их мощность и отношения с компанией.
Крупный обезличенный поставщик может быть представлен простой
стоимостью против кривой выпуска. Тем не менее, малый, но важный
поставщик, поставляющий несколько ключевых ресурсов, может быть
представлен более разработанной подмоделью, охватывающей затра-
ты и мощности поставщика и позволяющей определить отдельные ча-
сти и выпуск продукции, предусмотренный поставщиком.
Гетерогенные, однородные и смешанные ресурсы. При построении
модели оптимизации цепи поставок мы должны рассмотреть стоимость
и потребление материальных ресурсов всей компании, только некото-
рые из которых могут быть гетерогенными. Можно сказать, что каждый
ресурс попадает в один из трех классов: гетерогенный (разнородный),
348
Глава 7. Стратегическое и тактическое планирование цепи поставок
гомогенный (однородный) или смешанный. Гетерогенные ресурсы
необходимы для получения фирмой преимущества над конкурентами,
но фирма обязана должным образом приобретать, отторгать и исполь-
зовать все свои ресурсы. Ресурс однороден, если его доступное коли-
чество может быть увеличено или уменьшено при стоимости, близкой
к известной рыночной стоимости. Ресурс является смешанным, если
его ценность для компании отрицательна или значительно ниже ры-
ночной стоимости. Поскольку категория, к которой относится каждый
ресурс, обычно неизвестна, следует считать их одинаковыми и попы-
таться выяснить их категорию по результатам оптимального решения.
7,2» Стратегический анализ логистических цепей
поставок
Управление логистической цепью поставок имеет дело с потоками
сырья, комплектующих, незавершенного производства и готовой про-
дукции и необходимо для того, чтобы позволить клиентам фирмы полу-
чать готовую продукцию в точное время, в нужном месте и в соответ-
ствующем количестве. Оно не касается планов относительно процессов
производства, реорганизации или ресурсов, хотя средства производ-
ства могут рассматриваться в рамках логистической цепи. Стратеги-
ческий анализ цепи поставок производства рассматривается в следу-
ющем разделе.
Логистическая цепь поставок может описывать фирму, которая не
занимается производством, такую как риэлтор или трехсторонний по-
средник. Она может также описывать отделы более крупной компании
с производственными подразделениями, которые ответственны за рас-
пределение продукции фирмы на рынок, и, вероятно, отделы других
фирм. Следующей возможностью является логистическая цепь поста-
вок, описывающая логистические операции в фирме с производствен-
ным оборудованием, но в которой управление отделено от производ-
ства и функций логистики. Такое отделение было бы совершенно
необязательным, но компания может быть еще недостаточно органи-
зованной, чтобы позволить себе эффективную интеграцию.
Основа для формирования логистической стратегии
Только в последние 10 лет руководители фирм пришли к пониманию
важности логистики для своих компаний. Совершенствование логи-
стических операций, безусловно, обусловлено успехами в информа-
ционных технологиях, которые улучшили коммуникации среди функ-
7.2. Стратегический анализ логистических цепей поставок
349
ций распределения и разработки систем моделирования. Потенциал
для таких улучшений был осуществлен некоторыми фирмами, кото-
рые создали конкурентные преимущества из этого. Успех компании
Wal-Mart является часто цитируемым примером. Компания достигает
наилучшего обслуживания заказчиков, которое привело к впечатляю-
щему разделу рынка за счет введения новых логистических операций
в сочетании с хорошо управляемым процессом пополнения запасов.1
Полное понимание структуры для планирования логистической
стратегии, которую мы рассматриваем в данном подразделе, изобра-
жено графически на рис. 7.1.2 Движущей силой, лежащей в основе про-
екта и логистической цепи фирмы, является стратегия обслуживания
заказчика. Она будет зависеть от продукции фирмы, рынков и цепей
обслуживания клиентов, которые отражают ожидания на рынке. Мно-
гие фирмы должны осуществлять комплексное обслуживание заказ-
чиков, так как их рынки распадаются на несколько сегментов, которые
имеют различные требования и ожидания в обслуживании клиента.
Рис. 7.1. Элементы формирования логистической стратегии
Источник'. Service Mark by Andersen Consulting
1 См. работу Stalk G., Evans P. и Schulman L. [1992].
2 Наше обсуждение структуры основывается на работе О’Laughlin К. и Со-
pacino W. [1994].
350
Глава 7. Стратегическое и тактическое планирование цепи поставок
Например, производитель потребительских товаров будет обслужи-
вать оптово-розничных продавцов в отличие от традиционных роз-
ничных торговцев, потому что они требуют более короткого периода
и 100%-ной непосредственной доставки на склад.
Лучшее обслуживание клиента может быть ключевой целью ведения
логистической стратегии, но фирма должна также учитывать затраты,
стоимость, гибкость и адаптивность. Затраты стали чрезвычайно важ-
ны, особенно в отраслях промышленности с низкими прибылями.
Под гибкостью понимается способность фирмы быстро проектиро-
вать и применять новые услуги для своей компании. Адаптивность
предполагает долгосрочную способность фирмы приспосабливать свою
стратегию к новым условиям на рынках или к достижениям в техноло-
гии. Она требует, чтобы фирма создавала и применяла опыт информа-
ционных технологий для определения направлений приспособления
к ним. Например, компания может решить применять новые процес-
сы выбора перевозчика для использования выгод с учетом кассовых
сделок стоимости перевозок, которые передаются транспортными агент-
ствами по Интернету.
Предлагая стратегический план логистики для компании, руковод-
ство должно быть требовательным к самому себе в определении ши-
рокого круга вариантов. Планирование, основанное на SWOT-анали-
зе, сценария для выявления сильных и слабых сторон, возможностей
и угроз, наряду с соответствующими решениями о приобретении и по-
треблении ресурсов может оказаться эффективным при энергичном
руководстве в этом направлении. Необходимые процессы планирова-
ния должны быть установлены так, чтобы они были повторяющимися
на ежегодной или другой периодической основе.
После того как сформулированы стратегические цели, фирмы долж-
ны определить конструктивные элементы для принятия своей страте-
гии, которые представляют собой проект сети и стратегию сети. Сете-
вой проект касается видов деятельности и функций, необходимых для
достижения цели обслуживания клиента и того, как различные участ-
ники в цепи поставок выполняют эти цели. Сюда входят решения о сте-
пени управления дистрибьюторами такими функциями, как маркетинг,
продажа, доставка, составление документации. Доля и размер рынка
часто определяют относительную стоимость и значимость прямых ка-
налов распределения, которые находятся в собственности компании,
по сравнению с каналами, принадлежащими третьим сторонам. Такие
решение должны также учитывать ожидаемые долгосрочные измене-
ния на рынках и в доле рынка фирмы. Если ожидается, что доля рынка
7.2. Стратегический анализ логистических цепей поставок
351
будет расти, то важно учитывать инвестиции в прямые каналы рас-
пределения, а не работать с третьей стороной по другим направлени-
ям для ускорения роста.
Компания-дистрибьютор может выявлять наличие основных изме-
нений в своем сетевом проекте за счет приобретения других фирм-
дистрибьюторов или даже благодаря объединению компаний. Приоб-
ретение и объединение компаний, очевидно, будут иметь большое воз-
действие на стратегическую перспективу компании, создавая новые
рынки, а также новые возможности для расширения и более эффек-
тивных операций цепи поставок. Неизбежно появится дублирование
логистических операций фирмы, что должно быть устранено.
Физическая сетевая стратегия касается логистической сети, кото-
рая может быть полностью оценена путем интеграции моделей опти-
мизации. Ключевые решения включают решение о местоположении,
выбор миссии, а также стратегии выбора объектов обслуживания за-
казчиков. Под объектами мы понимаем национальные или региональ-
ные центры распределения и склады фирмы, заводы или распредели-
тельные центры поставщиков и заказчиков. Ниже мы рассмотрим эти
решения и способы построения моделей оптимизации.
Как показано на рис. 7.1, структурные элементы логистической стра-
тегии должны быть расширены и интегрированы с функциональными
элементами для оценки структурных решений. Решения о складских
операциях, управлении транспортировкой и управлении поставкой
материалов, которые относятся к процессам и системам управления
потоками и наличными товарами по всей сети, связаны со структур-
ными решениями. Другим способом изложения нашего принципа явля-
ется утверждение, что стратегическое планирование должно учитывать
взаимодействие между стратегией и функциональными операциями.
Нижний уровень этой структуры, «обеспечение», включает людей,
деловые процессы и информационные технологии для поддержания
и осуществления стратегии. Очень важным для успешного осуществ-
ления стратегии логистики является создание процессов управления
заказами, пополнения заказов и их интеграции. «Обеспечение» может
быть самым трудным аспектом формирования стратегии логистики
в большей части вследствие быстрых изменений ИТ и глобальных рын-
ков, которые требуют непрерывной адаптации.
Завершим обсуждение структуры кратким рассмотрением ее отно-
шения к представлению о фирме с точки зрения имеющихся ресурсов.
Передовая распределительная компания может иметь конкурентное
преимущество для гетерогенных физических и информационных ре-
352
Глава 7. Стратегическое и тактическое планирование цепи поставок
сурсов, которые позволяют ей быстро реагировать для удовлетворения
клиентов. Компания Benetton, итальянский производитель спортивной
одежды, получила конкурентное преимущество в начале 1990-х гг. с по-
мощью разработки быстрой системы реагирования, которая позволя-
ла фирмам размещать заказы непосредственно в производственных
подразделениях компании.1 Высокоавтоматизированный склад, оце-
ниваемый в $30 млн, экспедировал эти заказы. Включая производ-
ственное время, компания Benetton была способна отправить готовые
заказы через 4 недели, т. е. значительно быстрее того времени, которое
требовалось большинству ее конкурентов.
В 1980-х гг. компания Baxter Healthcare приобрела компанию American
Hospital Supply Corporation, чтобы обеспечить крупную, прямую сеть
распределения для обслуживания своих клиентов.2 Эта компания также
использовала эту сеть, чтобы продавать изделия конкурентов своим
клиентам. Главная выгода приобретения — существенное увеличение
эффективности и понижение затрат. В терминологии представления
о фирме с точки зрения имеющихся ресурсов физическая сеть и люди,
управляющие ею, являлись гетерогенным ресурсом, потому что это до-
стигло эффективности активов.
Построение модели оптимизации для стратегического
логистического планирования
Построение модели оптимизации для анализа стратегических планов
материально-технического обеспечения компании является естествен-
ным результатом только что рассмотренной концептуальной структу-
ры. Такая модель, которую мы называем моделью логистической сети,
предназначена для усиления и расширения управленческих решений
относительно рынков компании, ее изделий, каналов распределения и
других факторов.
Следуя структуре, мы начинаем обсуждение того, как представить
требования клиента в модели логистической сети. Такие требования,
как максимальные сроки поставки, поставки «прямо в магазин» и един-
ственные источники финансирования, могут быть явно представлены
в рамках транспортных моделей цепи поставок. Максимальные сроки
поставки отражаются путем ограничения максимального расстояния,
необходимого для дуг транспортирования, соединяющих центр рас-
пределения с рынками, которые они обслуживают. Поставки «прямо
в магазин» соответствуют связям между поставщиками компании и ее
магазинами.
1 См. работу O’Laughlin К., Copacino W. [1994, 59-60].
2 Там же.
7.2. Стратегический анализ логистических цепей поставок
353
Точно так же параметры проекта канала могут быть оценены моделью
логистической сети. В качестве примера можно рассмотреть предло-
жение поставщика материально-технических ресурсов третьей сторо-
ны использовать несколько складов и обеспечивать транспортирова-
ние от этих складов до близлежащих рынков. Мы предполагаем, что
срок проекта 1 год и что модель логистической сети отображает мо-
ментальное представление сети материально-технического обеспече-
ния компании. Склады третьей стороны и соответствующие каналы
транспортирования также включены в базу моделей.
Принятие или отклонение предложения было бы представлено в мо-
дели сети материально-технического обеспечения бинарными перемен-
ными 0-1, которые управляют производительностью на складах тре-
тьей стороны, т. е. производительность каждого склада могла бы дорасти
до договорного или практического максимума, если бы выбранная опти-
мизатором модели переменная была бы равна 1, в то время как произ-
водительность была бы вынуждена склониться к 0, если выбранная пе-
ременная равна 0. В последнем случае внешние потоки от складов
третьих сторон были бы также вынуждены упасть до 0, потому что
производительность должна быть нулевой. Модель также включила
бы данные о затратах предложения, включающих затраты на склади-
рование и затраты на транспортировку, которые, в свою очередь, мо-
гли бы повлечь за собой постоянные и переменные затраты.
Вообще, модель логистической сети предполагает разнообразие ре-
шений типа «Нет-Да» (0-1), в частности решений относительно объ-
ектов и их функциональных действий. Эти решения могли бы вклю-
чать ответы на следующие вопросы:
• Какие существующие объекты должны оставаться открытыми или
должны быть расширены? Какие существующие объекты долж-
ны быть закрыты?
• Какие новые объекты должны быть открыты и с какой пропуск-
ной способностью?
• Что является миссией каждого объекта?
• Какое оборудование необходимо в каждом объекте для выполне-
ния его миссии?
• Какие объекты предназначены для каждого клиента или рынка?
• Какие поставщики будут работать с каждым объектом?
Простая версия модели логистической сети, отражающая такие ре-
шения, была построена и оптимизирована в разделе 4.2.
Модель могла бы включать дополнительные логические ограниче-
ния, основанные на 0-1 переменных, которые отражают управленче-
23—2180
354
Глава 7. Стратегическое и тактическое планирование цепи поставок
ские решения относительно гибкости и риска в формировании страте-
гии материально-технического обеспечения фирмы. Например, чтобы
готовиться к возможным волнам в спросе, мы могли бы ввести огра-
ничения, согласно которым производительность всех открытых объек-
тов в каждой географической области должна быть на 25% больше, чем
ожидаемый спрос. Или мы могли бы ввести ограничения на расстоя-
ние между любым открытым объектом и его самым близким откры-
тым соседом, например не более 500 миль, для страхования против не-
ожиданного закрытия объекта.
Рассмотренные решения касаются структуры логистической сети.
Чтобы оценивать стратегию, мы должны добавить переменные реше-
ния и ограничения, которые отражают действия, процессы, ресурсы,
потоки транспортирования и затраты, вовлеченные в функциональное
управление сети. Кроме того, мы должны связать их с переменными реше-
ния и ограничениями, описывающими структурные параметры проекта.
Согласно структуре на рис. 7.1, функциональное управление логи-
стической сети делится на три категории: складирование, управление
транспортированием и управление запасами. Все три относятся к все-
стороннему моделированию. Действия складирования в центре рас-
пределения включаются в подмодель объекта и описывают процессы,
способы преобразования и ресурсы, необходимые для осуществления
потока изделий внутри объекта. Пример представлен на рис 6.6, где
мы изображаем операции по получению, перемещению, хранению,
выборке и отправлению. Потребление человеческих ресурсов этими
пятью действиями также изображено на рисунке. Модель оптимиза-
ции определяет человеческие ресурсы, измеренные в тысячах трудо-
вых часов, необходимых, чтобы удержать центр распределения на его
оптимальном уровне деятельности. Наконец, рис. 6.6 также изобража-
ет затраты содержания запасов, связанные с каждым изделием.
Связи между структурными решениями относительно сети и функ-
ционального управления подобны рассмотренным выше. На структур-
ном или проектном уровне мы имеем переменную 0-1, которая позво-
ляет иметь положительную производительность выбранного средства
производства, если переменная равняется 1, и ограничивает произво-
дительность до 0, если переменная равняется 0. Таким образом, про-
цессы, способы преобразования и ресурсы средства производства будут
поддержаны на нулевых уровнях деятельности, если данное средство
производства не включено в оптимальную логистическую сеть.
Как уже отмечалось в разделе 6.3, управление транспортированием
представлено в модели логистической сети тремя подмоделями:
7.3. Перепроектирование распределительной сети для компании...355
• входящая (inbound) сеть транспортирования, связывающая по-
ставщиков компании с объектами цепи поставок;
• внутренняя (interfacility) сеть транспортирования, связывающая
объекты между собой;
• внешняя (outbound) сеть транспортирования, связывающая объ-
екты компании с покупателями и рынками.
Эти модели логистической сети могут также включать блоки выбора
способа транспортирования. Например, между автомобильными или
железнодорожными перевозками. Также это может быть выбор между
поставками с полной загрузкой автотранспортного средства или с ча-
стичной, при которой более высокие затраты. Включение таких реше-
ний в модель оптимизации должно быть сделано осторожно, потому
что это может привести к построению сложной модели смешанного
целочисленного программирования.
Наконец, функции управления запасами могли бы включать реше-
ния относительно допустимых внутренних поставок или решений о
том, сколько подразделений будут производить каждую товарную
группу.
7,3, Перепроектирование распределительной
сети для компании, выпускающей электронные
изделия
Приведем пример классического применения моделей оптимизации
к проблеме перепроектирования логистической сети распределитель-
ной компании.1 Это было сделано в середине 1980-х гг. при осуществ-
лении системы моделирования на универсальной ЭВМ, которая была
настроена специально для этого. Сегодня изучение могло быть выпол-
нено гораздо быстрее, с использованием имеющегося в наличии про-
граммного обеспечения для моделирования, установленного на ПК.
Менеджер-логист крупной электронной фирмы, ведущей торговлю
по всей континентальной части Соединенных Штатов, пригласил нас
в качестве консультантов. Дистрибьюторское подразделение первона-
чально было основано для того, чтобы распределять изделия компа-
нии среди ее клиентов. В последние годы, однако, оно расширило биз-
нес и включило изделия, изготовленные другими компаниями. Мы
были вызваны немедленно после того, как подразделение приобрело
склады меныпего по размеру дистрибьютора. Наша задача состояла в том,
1 См. работу Shapiro J. F. [1992].
356 Глава 7. Стратегическое и тактическое планирование цепи поставок
чтобы разработать модель оптимизации, позволяющую объединить
логистические сети после слияния.
Эта сеть имела три уровня: поставщики, центры распределения и рын-
ки. Планы консолидации были основаны на анализе общей стоимости
следующих вопросов:
• Какие поставщики должны пополнять каждый центр распреде-
ления каждым видом продукции?
• Как должен обслуживаться каждый рынок спроса?
• Где должны быть открыты новые центры распределения? Какого
размера они должны быть? Какие из существующих центров рас-
пределения должны быть закрыты?
• Что является компромиссом между обслуживанием клиента и за-
тратами?
Очевидно, что эти вопросы связаны. Например, любое решение о рас-
положении и размере центров распределения в новой сети влияло бы
на решение о том, какой из них будет обслуживать каждый рынок.
Чтобы ответить на эти вопросы, мы построили модель сети снабже-
ния смешанного целочисленного программирования. Для описания
параметров расположения центра распределения использовались пере-
менные 0-1. Они также использовались, чтобы отразить решения о том,
какие товарные группы будут обслуживаться каждым центром распре-
деления, выбранным моделью.
Первый шаг в осуществлении модели должен был определить то-
варные группы, поставщиков и рынки. Одиннадцать товарных групп
были определены на основе физических характеристик их поставки.
Приблизительно 150 зон поставщиков были определены на основе их
технико-экономических показателей, а также мощности поставщиков
и их географического местоположения. Мощности поставщиков по
снабжению были также включены в модель, но не затраты на ресурсы,
которые ранее находились вне возможности их изучения. Приблизи-
тельно 200 зон спроса были определены на основании их размеров и ме-
стоположения.
Следующая задача состояла в том, чтобы создать файлы данных о рас-
стояниях транспортировки и связанных с ними затрат, соединяющих
поставщиков с центрами распределения и центры распределения с рын-
ками. В анализ были включены 6 существующих центров распределе-
ния и 17 новых потенциальных центров распределения, решение о ко-
торых было основано на знаниях менеджера-логиста деятельности
подразделений и вероятных издержках, связанных с новыми объекта-
ми, расположенными в главных населенных центрах США. Чтобы свое-
7.3. Перепроектирование распределительной сети для компании...
357
временно и точно вычислять затраты, связанные с транспортировкой,
мы приобрели базу данных с текущими общими транспортными тари-
фами у независимой компании, которая специализировалась в сборе
и распространении такой информации.
Обслуживание клиента было описано путем определения допусти-
мых связей между центрами распределения и рынками. Например,
осуществление поставок клиентам в течение не более чем 2 дней на
каждый рынок было переведено в максимально допустимое расстоя-
ние для связей от центров распределения к тому рынку. Время поставки
и соответственно набор допустимых связей для каждого рынка были
различными для поиска компромисса между обслуживанием и общей
стоимостью.
Более 30 основных испытаний были осуществлены для изучения
новых возможных конфигураций логистической сети подразделения.
В табл. 7.1 сравниваются результаты для операций в наступающем году,
полученные моделью. По мере перемещения от текущей конфигура-
ции к оптимальной модель определила закрытие трех из шести сущест-
вующих центров распределения и открытие шести меньших по разме-
ру центров распределения в новых местах. Результатом было сокращение
полной стоимости снабжения приблизительно на 10%. Как и ожида-
лось, некоторые затраты в новой сети увеличились (переменная объек-
та, закрытие и затраты на содержание запасов), в то время как другие
затраты уменьшились (затраты на транспортирование и постоянные
затраты). В любом случае при подведении итогов между чистой при-
былью и потерями новая конфигурация сети оказалась значительно
менее дорогостоящей. Кроме того, потенциальные сбережения в 10%,
определенные моделью оптимизации, занижены, потому что потоки
распределения от поставщиков к центрам распределения и от центров
Таблица 7.1
Результаты логистического исследования фирмы (затраты, $тыс.)
Текущая конфигурация Оптимальная конфигурация
Издержки транспортировки 6226 5498
Постоянные затраты 1360 818
Переменные затраты 577 879
Затраты на закрытие объекта 0 159
Затраты на поддержание запасов (резерв) 281 319
Итого 8444 7673
358
Глава 7. Стратегическое и тактическое планирование цепи поставок
распределения к рынкам спроса для текущей системы были оптими-
зированы моделью, в которой местоположения центров распределе-
ния были фиксированы.
Этот уровень сбережений средств основан на множестве сценариев
«что, если». Например, менеджер по транспортировке возразил против
стратегии расположения центра распределения согласно оптимальному
решению, приведенному в табл. 7.1, потому что она не включала в себя
новый центр распределения в районе Лос-Анджелеса.
Он настаивает на том, что тарифы внутри штата Калифорния (ко-
торые были намного ниже, чем тарифы внутри страны и за пределами
штата) диктуют расположение центра распределения именно там. Мы
повторно апробировали модель с учетом открытого и действующего
центра распределения в Лос-Анджелесе. Результатом была другая кон-
фигурация сети, которая была только на $40 000 более дорогой, чем
оптимальная, полученная в итоге в табл. 7.1, что составило приблизи-
тельно 0,5% от общей стоимости. Учитывая точность данных, новая
конфигурация была в действительности альтернативным оптимумом.
Несмотря на успех, требовалась расширенная оценка действий под-
разделения. Полный анализ затрат снабжения подразделения не являл-
ся анализом общей стоимости, потому что затраты ресурсов, составля-
ющие существенный процент от общего количества затрат поставок,
игнорировались. Это учитывалось как упущенная возможность под-
разделения для достижения больших сбережений путем выбора по-
ставщиков и контрактов с поставщиками, наиболее экономичных с точ-
ки зрения общей стоимости.
Сегодня для выполнения этого исследования использовалась бы
система моделирования ПК. Модель и ее база данных могли быть лег-
ко переданы компании для дальнейшего использования. В то время
считалось, что передача системы универсальной ЭВМ будет слишком
трудной для распределительной компании. Ее информационный от-
дел был неспособен или не желал иметь дело с системой моделирова-
ния, включающей незнакомые программы, которые они должны были
установить, и работать с ними на универсальной ЭВМ.
7.4. Стратегический анализ производственных
цепей поставок
В этом разделе мы рассматриваем стратегические модели планирова-
ния для фирм, которые производят физические изделия, продаваемые
другим компаниям и/или конечным потребителям. Диапазон возмож-
7.4. Стратегический анализ производственных цепей поставок
359
ных изделий очень большой и включает потребительские товары, товары
длительного пользования, промышленные товары, станки, самолеты и др.
Кроме того, число явно выраженных средств производства очень боль-
шое и включает в себя обрабатывающее производство, производство
отдельных деталей, цеха и др. Хотя формирование стратегии в отдель-
ной фирме будет зависеть от этих факторов, для более полного пони-
мания мы считаем полезным разработать общую структуру.
Основа для формирования производственной стратегии
Попытаемся приспособить структуру, приведенную на рис. 7.1 для
формирования логистической стратегии, обсужденной в предыдущем
разделе, к стратегии производства.1 Как изображено на рис. 7.2, дви-
жущая сила для производственной стратегии компании — потребность
компании и желание произвести конкурентоспособные изделия. Кон-
курентоспособность изделия зависит от ряда факторов, включая за-
траты, качество, время цикла и разработку нового продукта.
Давно признано, что затраты и специализация являются двумя клю-
чевыми аспектами, по которым фирма конкурирует.2 Если изделие
благоприятно отличается от изделий конкурентов в глазах клиентов,
компания может устанавливать более высокую цену и, возможно, не-
сти более высокие издержки. Специализация может основываться на
превосходстве изделия, популярности марки или уровня обслужива-
ния. С растущим спросом на изготовленные по заказу изделия, спе-
циализация может также быть достигнута за счет способности компа-
нии отвечать быстро и экономно на объявленные изменения в изделии.3
Качество изделия может также быть источником специализации
и конкурентного преимущества. Время цикла, требуемое, чтобы отве-
тить на изменения в спросе на стандартные изделия, — другой фактор,
который может вносить значительный вклад в оборот на рынке и, сле-
довательно, его конкурентоспособность.4 Наконец, поскольку жизнен-
ные циклы изделия конечны и могут сокращаться в сегодняшнем мире
1 Мы также прибегаем к концепциям, представленным в работе Нах А.
nMajlufN. [1991].
2 Методы для достижения конкурентного преимущества, основанного на
стоимости и/или специализации, обсуждены в работе Porter М. Е. [ 1980,1985].
3 Christopher М. [1999] в своей работе подчеркивает важность ловкости цепи
поставок в создании и поддержке конкурентоспособности.
4 Методы для достижения конкурентного преимущества, основанного на
времени цикла и других факторах, зависящих от времени, обсуждены в работе
Slalk G. и Hout.T. [1990].
Рис.7.2. Элементы формирования производственной стратегии
360____Глава 7. Стратегическое и тактическое планирование цепи поставок
7.4. Стратегический анализ производственных цепей поставок
361
быстрых технологических изменений, поддержка конкурентоспособ-
ности изделия в большинстве компаний будет зависеть от продукто-
вой инновации и разработки нового продукта.
Из-за указанных факторов, воздействующих на конкурентоспособ-
ность изделия, управление заинтересовано в поддержке структурных
элементов и их увеличении в более длительном периоде. Как показано
на рис. 7.2, существует два класса структурных элементов, которые
нужно рассмотреть: проектирование цепи поставок и стратегия цепи
поставок. Проект цепи поставок опирается на решения относительно
объектов, находящихся в собственности и используемых компанией,
а также отношений компании с ее поставщиками. Для сравнения при
формулировании производственной стратегии предположим, что мы
меньше обеспокоены логистической стратегией, чем распределением
изделий компании «вниз по течению» от цроизводства к потребителю.
Стратегические проблемы вертикальной интеграции, слияний и изъ-
ятия капиталовложений — важные компоненты проекта производ-
ственной цепи поставки. Много средних и крупных производственных
фирм изменяет структуру своих цепей поставок, часто основываясь
на изъятии капиталовложений или слиянии с другими компаниями.
Слияние вызывает вертикальную интеграцию цепи поставок компании,
когда приобретенные компании являются продавцами частей и ком-
понентов или дистрибьюторами, которые продают изделия компании.
Слияние компаний расширяет и разносторонне развивает товарную
специализацию компании и рынки, а также изменяет структуру цепей
поставок.
Попытка компании наладить вертикальную интеграцию цепи по-
ставок может заключаться в том, чтобы включить активности по внут-
ренним разработкам, чьи компоненты по добавлению ценности имеют
отношение к другим операциям цепи поставок. Таким образом, ком-
пания может принять решение производить самостоятельно то, что до
этого поставлялась извне, потому что руководство верит, возможно по
результату анализа бухгалтерского учета, что цена продавца включает
предельную прибыль. При предположении, что компания может про-
изводить изделие по стоимости, которая почти равняется стоимости
продавца, можно получить маржу, ранее получаемую продавцом.1 Дру-
1 Williamson О. [1989] в своей работе рассматривает воздействие микроэко-
номических операционных затрат. Conner К. [1991] сравнивает подход William-
son с операционной экономикой и представлением фирмы на основе имеющихся
ресурсов.
24 2186
362
Глава 7. Стратегическое и тактическое планирование цепи поставок
гая причина производить изделие самостоятельно в том, чтобы устра-
нить косвенные транзакционные затраты, такие как затраты на веде-
ние переговоров и заключение сделок.
Конечно, много других факторов могут влиять на решение компании
о вертикальной интеграции своего бизнеса, например желание компа-
нии приобрести патенты или специализированные ноу-хау, которыми
обладают продавцы. В дополнение к поставляемым извне изделиям
компания может решить, что изделие должно быть изготовлено внут-
ри фирмы в относительно низких объемах для лучшего понимания
таких процессов, как поддержание необходимого уровня управления
качеством и оценки затрат продавца. Кроме того, такая стратегия так-
же смягчает риск прерывания или прекращения поставки данного изде-
лия продавцом. В таком случае компания обладала бы самостоятельным
знанием, необходимым для производства изделия в больших объемах.
Принципы, лежащие в основе вертикальной интеграции, изменяются
быстро с развитием Интернета. Мы надеемся, что многие производ-
ственные и распределительные компании смогут использовать преиму-
щества вертикальной интеграции. Однако в виртуальной цепи поста-
вок компании должны заниматься такими видами деятельности, как
обмен данными, решения о цепи поставок и прибыли. Модели же пред-
лагают средства для рационального и эффективного управления эти-
ми новыми связями компании.
Проектирование цепи поставок также выходит на первый план в тех
случаях, когда компания принимает решение внедрять новые продук-
ты на свои (или на новые) рынки. В зависимости от отрасли решение
о внедрении нового продукта на рынок может быть результатом ме-
сячной или годовой разработки данного продукта. Цепь поставок но-
вого продукта может быть предложена предприятием — новым юриди-
ческим лицом. Скорее всего, оно будет использовать объекты и механизмы
цепей поставок существующих изделий, т. е. существующие объекты
и оборудование компаний, продавцов и торгующих партнеров.
Как только варианты, связанные с проектом цепи поставок, опреде-
лены, компания должна их сосчитать и интегрировать при анализе сво-
ей стратегии цепи поставок. Под определением количества вариантов
мы подразумеваем затраты на разработку, производство, потребление
ресурсов и другие данные, позволяющие оценить параметры. Инте-
грация параметров проекта в последовательную эффективную страте-
гию цепи поставок — это факт, увеличивающий и поддерживающий
конкурентоспособность изделий компании, что является важной ста-
дией в формировании стратегии.
7.4. Стратегический анализ производственных цепей поставок
363
Как и с логистической стратегией, структурные элементы в произ-
водственной стратегии на рис. 7.2 должны быть расширены и объеди-
нены с функциональными действиями. Для наших целей разработка
нового продукта затрагивает проектирование цепи поставок только
тогда, когда новые изделия готовы к изготовлению.
За последние 15 лет управление качеством оформилось как важное
направление фактически на всех производственных фирмах. Суще-
ствует две главные области управления — качество проекта и соответ-
ствие стандартам качества. Процессы для поддержки и улучшения ка-
чества включают в себя организационные и человеческие элементы,
которые количественно определить достаточно сложно.
Многие компании попытались учесть стоимость качества, связывая
качественные усовершенствования с понижением производственных
затрат; например, более низкие затраты ца сборку, доработку и окон-
чательные испытания, получаемые в результате производства более
качественных деталей. Недостаток таких аргументов состоит в том, что
они игнорируют такие факторы, как рыночная доля и цена на более
качественные изделия. В результате создания высококачественных
изделий производственная компания может также рассчитывать на
положительные рыночные эффекты в длительном периоде.
Отношения с поставщиками фирмы зависят от отрасли промыш-
ленности, в которой она функционирует. Например, авто- и авиапро-
изводители поддерживаются крупными сетями поставщиков. В пре-
делах этой сети компании среднего размера могут быть ответственны
за управление поставщиками меньшего размера, стоящими ниже их.
Другие производственные компании, выпускающие промышленные
изделия типа изделий из леса или химических продуктов, часто вер-
тикально объединяются, по крайней мере в сторону дистрибьютора
изделия. Однако эти компании закупают химикаты и иногда бумаж-
ную целлюлозу вне фирмы.
Некоторые продовольственные компании заключают контракты
с трехсторонними организациями для производства новой продукции.
Это позволяет им проверять рынки на новые изделия перед вложени-
ем капитала в оборудование, необходимое для производства их у себя.
В дополнение к прямым производственным затратам эти компании
могут нести существенные косвенные затраты, связанные с обеспече-
нием высококачественного и своевременного производства у изгото-
вителей третьего лица.
Менеджмент только недавно осознал стратегическую важность от-
ношений поставки и закупки. Управляя этими функциями, компания
364
Глава 7. Стратегическое и тактическое планирование цепи поставок
заботится не только о стоимости закупок, но также и об их качестве,
и о гибкости поставщика. Это определяет, желает ли фирма иметь стан-
дартные отношения или ищет тесного сотрудничества с поставщика-
ми изделий. В первом случае поставщик вступает в краткосрочный
контракт с компанией, основанный прежде всего на цене без гарантий
последующей работы. Контракт обычно включает информацию о сро-
ках и условиях приобретения изделий, предлагаемых поставщиком. Во
многих случаях поставщик не единственный источник этих изделий
для компании. Конкуренция среди поставщиков направлена на сни-
жение затрат и возможность поддерживать определенный уровень ка-
чества и стандарты на выполняемые работы.
Альянсы между компанией и ее поставщиками появились первона-
чально в японской практике, которая получила распространение в Со-
единенных Штатах в начале 1990-х гг. В таких отношениях поставщик
вступает в рабочую договоренность с компанией согласно гибкому
долгосрочному контракту. Поставщик и компания соглашаются решать
к их взаимному удовлетворению любые проблемы, которые возника-
ют в изготовлении, или даже перепроектируют изделия в ответ на из-
менения, предлагаемые поставщиком. Часто поставщик — единствен-
ный источник этих изделий, хотя это не рассматривается как хорошая
практика для компании, чтобы быть единственным или доминирую-
щим клиентом поставщика. Типичное правило «большого пальца» —
то, что компания не должна обеспечивать поставщику больше чем 30%
его валового дохода.
Альянсы могут быть более дорогими в условиях прямых затрат на
снабжение. Однако они позволяют компании значительно уменьшать
издержки на поддержание большого списка поставщиков, ведения
переговоров и контроля контрактов со многими поставщиками опре-
деленных изделий. Такие отношения также позволяют компании со-
средоточиваться на качестве изделия и более легко достигать интег-
рированного управления цепью поставок с ее поставщиками, сокращая
таким образом размеры запасов.
Построение оптимизационной модели для стратегического
производственного планирования
Рассмотрим построение производственной модели цепи поставок для
анализа стратегических параметров, определенных структурой на рис. 7.2.
Хотя принципы, имеющие отношение к модели логистической сети,
которую мы обсуждали в разделе 7.2, имеют много общего, с разработ-
кой производственной модели цепи поставок могут возникнуть неко-
7.4. Стратегический анализ производственных цепей поставок
365
торые трудности из-за сложности производственных действий фирмы.
Для крупных фирм с многоступенчатым технологическим процессом
или операциями с отдельными деталями, объем ежегодных продаж
которых превышает несколько миллиардов долларов, попытки охва-
тить полную цепь одной-единственной моделью могут оказаться не-
практичными. Вместо этого модели с отдельными элементами плани-
рования должны быть построены так, чтобы анализировать отдельные
части производственной цепи поставок.
Начнем обсуждение с рассмотрения подмодели, которая описывает
производственные заводы. На рис. 7.3 изображены элементы подмо-
дели нефтеперегонного завода, которая является одним из первых эта-
пов применения способа оптимизации. Для этого завода сырая нефть
(С1 и С2) входит в цех дистилляции (DL). Продукт дистилляции про-
ходит через цеха крекинга (ТА и ТВ), а затем через цех (В), где проис-
ходит смешивание с промежуточными продуктами отдела дистилля-
ции для получения готовых изделий (F1 и FT).
Такая подмодель в модели стратегического планирования рассмат-
ривает продукты и производственные стадии в целом, чтобы понять
сущность переработки, без внимания к деталям оперативного плана.
Это означает, что некоторые изделия фактически являются товарны-
ми группами, а другие являются сочетанием нескольких идентичных
единиц. Очевидно, что в случае необходимости можно увеличить уро-
вень детализации для подмодели тактического или оперативного пла-
нирования.
Подобные подмодели могли бы быть использованы для описания
других производственных сред, таких как нефтехимические вещества,
сталь и промышленные химикаты.
Рис. 7.3. Подмодель нефтеперегонного завода
366
Глава 7. Стратегическое и тактическое планирование цепи поставок
Важные решения для стратегической или тактической модели каса-
ются описания миссии каждого завода. Миссия может быть описана
решениями о том, какие изделия будут произведены на заводе и какие
технологии будут использоваться для их производства. На данный
момент мы определяем 0-1 переменную решения для каждой комби-
нации завод/изделие, которая позволит либо производить изделие на
заводе (переменная равняется 1), либо свести производство изделия
к нулевому уровню (переменная равняется 0).
В некоторых отраслях промышленности оборудование, необходи-
мое для изготовления изделия, может перемещаться внутри заводов
для достижения более эффективного стратегического размещения. Для
определения такого размещения производственная модель цепи по-
ставки содержит переменную 0-1 для назначения каждой единицы
оборудования по меньшей мере на один завод. Стоимость перемеще-
ния может быть связана с любым назначением, которое вовлекает
транспортировку. Оборудование, в котором нет необходимости, может
быть продано или списано.
Миссия заводов может также включать выбор технологий для со-
здания одного или большего количества изделий. Если бы существо-
вал выбор из множества технологий, то они были бы отобраны пере-
менной 0-1 в альтернативном ограничении, определяющем, что одна
и только одна технология может быть выбрана для изготовления из-
делия. Для стратегического планирования эти решения могут быть
связаны с ограничениями по составлению смет капитальных вложе-
ний и их окупаемости для каждого завода, для цепи поставок в целом,
или для того и другого. То есть, если с помощью переменной 0-1 была
бы выбрана технология как единственное оптимальное решение, оно
включило бы затраты на саму технологию и капитальные вложения.
Крупномасштабные производственные операции часто влекут за
собой положительный эффект масштаба. Но все таки, имея необрабо-
танные данные о прямых и косвенных производственных затратах,
определяющих положительный эффект масштаба (зависящий от объе-
ма производства, обработки, общего объема средств производства),
можно наткнуться на сложности при осуществлении статистического
анализа. Конечно же, способ, процесс или средства производства мо-
гут испытывать и отрицательный эффект масштаба. Также на различ-
ных уровнях объема производства может возникать как положитель-
ный, так и отрицательный эффект масштаба.
Кратко- и долгосрочные эффекты обучения на основе опыта, свя-
занные с производством изделия или управлением процессом, могут
7.4. Стратегический анализ производственных цепей поставок
367
также являться типом положительного эффекта масштаба. На рис. 7.4«
приведена типичная кривая стоимости обучения, которая показывает
уменьшение стоимости единицы производства изделия в зависимо-
сти от совокупного объема производства. На рис. 7.46 показана общая
стоимость как функция общего объема производства изделий: имен-
но эту функцию мы использовали бы в модели оптимизации. Началь-
ные изделия имеют очень высокую относительную стоимость.
Предполагая, что показатели, суммированные в кривой обучения
могут быть точно предсказаны перед крупномасштабным производ-
ством изделия, управление сталкивается с важным стратегическим
решением о том, как быстро требуется двигаться вниз по этой кривой.
Если компания имеет лидерство среди конкурентов в производстве
и реализации продукции, то имеется стимул двигаться вниз по кри-
вой достаточно быстро, чтобы создать барьер для входа фирм-конку-
рентов, которые могли бы предложить тот же самый или подобный
продукт в более позднее время.1 Такая стратегия имеет два преимуще-
ства.
Сначала, не имея конкурентов, компания может назначать более
высокую цену на изделие в зависимости от ценовой чувствительности
и ее влияния на размер рынка. Во-вторых, как только конкуренция
возникает, компания может позволить себе конкурировать в цене с но-
Рис. 7.4. Кривые обучения для производственных затрат
1 Эффекты обучения являются хорошим примером парадигмы стратегиче-
ского планирования (Henderson В. D. [1984]) и могут быть эффективно про-
анализированы с помощью модели.
368
Глава 7. Стратегическое и тактическое планирование цепи поставок
выми участниками, потому что они учились делать изделие по более
низкой стоимости за единицу. Эти задачи планирования требуют стра-
тегической модели планирования с многочисленными периодами вре-
мени.
Кроме того, необходимы конструкции смешанного целочисленного
программирования, чтобы охватить условие, что более низкие затра-
ты на производство единицы продукции могут быть достигнуты толь-
ко после того, как производится определенный объем по более высо-
кой стоимости единицы продукции.1
Другой важный фактор при проектировании цепи поставок для но-
вого изделия — время цикла, которое требуется, чтобы произвести
и распределить изделие для удовлетворения неожиданных изменений
в спросе. Время цикла может быть оптимизировано путем решения мо-
дели критического пути, которая широко применяется в управлении
проектами.2 Такая модель рассматривает проект, включающий набор
этапов, которые в данном случае являются действиями, необходимы-
ми для приобретения сырья или деталей у поставщиков, транспорти-
ровки их на заводы, сборки или изготовления и транспортировки про-
дукции к рынкам. Кроме того, должно приниматься во внимание время
выполнения других этапов, которые должны быть завершены до нача-
ла оптимизации. Оптимизация определяет последовательность задач,
время выполнения которых определяет минимальное время заверше-
ния проекта, что и является искомым временем цикла цепи поставки.
Эта последовательность определяется с помощью нахождения пути,
называемого критическим путем.
Пример критического пути в сети цепи поставки показан на рис. 7.5.
В эту схему мы включили только те связи, которые показывают кри-
тические пути, связывающие поставщиков и заводы с рынками. Вре-
мя цикла для производства и транспортировки деталей и изделий на
рынки определяется временной характеристикой этих путей; напри-
мер, 20 дней к рынку Ml, 22 дня к М2,18 дней к М3 и 16 дней к М4. Как
мы показали ранее, поставщик 51 — единственный критический по-
ставщик и заводы по производству деталей Р1 и Р2 — критические из-
готовители деталей.
1 Подробности моделей смешанного целочисленного программирования для
определения степени расширения на основе эффектов обучения представлены
в работе Hiller R., Shapiro J. [1986].
2 Модели критического пути рассматриваются в работах Schrage L. [1997,
гл. 7.2] и Winston W. [1994, гл. 8.4].
7.4. Стратегический анализ производственных цепей поставок
369
Теперь рассмотрим модели оптимизации цепи поставок для произ-
водственных компаний, которые полагаются на обширные сети постав-
щика.
Поставщики могут быть продавцами на краткосрочной основе, тор-
говыми партнерами в альянсах с компанией или другими бизнес-еди-
ницами компании. Для краткосрочных отношений, определенных
прежде всего затратами, модели оптимизации могут быть использова-
ны для решения задач выбора поставщика. Смешанное целочислен-
ное программирование позволяет эффективно оптимизировать реше-
ния о покупке, включая скидки с объема, предлагаемые поставщиками.
Применение моделей оптимизации в случае создания альянсов с по-
ставщиками более неоднозначно, потому что такие отношения влекут
за собой неосязаемые факторы. Открытым остается вопрос о том, в ка-
кой степени компания и продавец желают обмениваться детализиро-
ванными данными цепи поставок при построении моделей оптимиза-
ции.
Множество производственных фирм постоянно сталкиваются с ре-
шениями типа «сделать или покупать». В принципе, фирма стремится
производить самостоятельно те детали или компоненты, которые яв-
ляются критическими по отношению к ее изделиям, и ищет внешние
источники для других компонентов. Однако фирма не может иметь
достаточно собственного опыта для производства всех критических
деталей. Тогда фирма должна стремиться устанавливать и поддержи-
вать долгосрочные отношения с продавцами таких деталей. Другой
фактор, воздействующий на решения типа «сделать или покупать», —
это общий объем деятельности компании и его влияние на внутрен-
370
Глава 7. Стратегическое и тактическое планирование цепи поставок
ние ресурсы. Если объем деятельности является высоким, компания
вынуждена прибегать к большому количеству внешних источников из-
за нехватки внутренних ресурсов. Однако большое количество внеш-
них источников ресурсов может быть экономичнее, если поставщики
производят высококачественные детали по более низкой стоимости,
чем сама компания, а избыточные мощности компании при этом мо-
гут быть распроданы или списаны.
Стратегические решения о внешних источниках ресурсов требуют
от руководства широкого рассмотрения вариантов и их связей с внут-
ренним планированием ресурсов. Принятие стратегических решений
типа «сделать или покупать» может быть неэффективно, если они осно-
ваны на близоруком анализе каждого варианта независимо от всех
остальных. Модели оптимизации могут быть разработаны и внедрены
в целях рационализации принятия решений типа «сделать или поку-
пать». В таких моделях каждый выбор ресурса извне связан с перемен-
ной 0-1, которая решает, принять выбор или нет. Эти переменные ре-
шения также используются для регулирования спроса на внутренние
ресурсы компании.
7.5. Примеры применения производственной
стратегии
Рассмотрим два примера применения моделирования в производствен-
ных компаниях. Первый пример — это анализ стратегий всемирных
поставок для компании Delta Industrial Chemicals. Второй — анализ сли-
яния компаний American Paper и Beacon Paper, производителей потре-
бительской бумаги. Для компаний используются вымышленные име-
на, данные также изменены, но общее описание деятельности точно.
Компания Delta Industrial Chemicals, занимающаяся
производственными химикалиями
В качестве примера модели оптимизации для задач стратегического
планирования рассмотрим удачные примеры из жизни компании Delta
Industrial Chemicals (DIC). Ежегодные распродажи в компании DIC вы-
росли с $500 млн в 1994 г. до $800 млн в 1998 г. Компания DIC продает
200 изделий, произведенных приблизительно 20 заводами для 3000 по-
купателей в ряде мировых продуктовых рынков: огнеупорная керами-
ка, обычная керамика, абразивы и фарфоро-фаянсовые изделия, по-
лировочные средства, адсорбенты и катализаторы, бумага, пластик,
резины, пигменты и огнезащитные составы.
7.5. Примеры применения производственной стратегии
371
Как показано на рис. 7.6, изделия в данной продуктовой линии произ-
водятся в несколько стадий и затем упаковываются и складируются.
Некоторые подразделения полностью заняты производством, тогда как
остальные являются обрабатывающими центрами, получающими по-
луфабрикаты с мест производства. Заводы самостоятельно принимают
решения о том, как видоизменить сырье, упаковку готовых изделий
и каким образом отправлять эти изделия в распределительные центры
или покупателям по всему миру. Заводы также могут отправлять по-
луфабрикаты в центры обработки для дополнительной обработки и упа-
ковки.
Источник 1 Источник 2
Рис. 7.6. Основные стадии производства в компании DIC
372
Глава 7. Стратегическое и тактическое планирование цепи поставок
В целом цепь поставок компании DIC имеет перевернутую Y-образ-
ную структуру с небольшим количеством сырья, которое трансфор-
мируется в широкий диапазон полуфабрикатов и готовых продуктов.
Например, производство продуктов начинается с преобразования од-
ного вида сырья, из которого производится 30 полуфабрикатов и 10 го-
товых продуктов. В общем объеме издержек цепи поставок издержки
на закупку сырья равны 25%, издержки материально-технического
обеспечения — 20%, и производственные издержки — 55%.
Цели стратегического исследования. В 1994 г. компания DIC опре-
делила своей целью увеличение бизнеса вдвое к 2000 г. с помощью уси-
ления своих конкурентных преимуществ. В особенности она намере-
валась стимулировать рост и прибыльность следующих направлений:
1) интеграция и способствование мировой информации;
2) образование стратегических альянсов;
3) активное введение новых продуктов и услуг;
4) развитие и передача технологий.
Хотя с помощью моделей эти задачи могут быть решены не самым
лучшим способом, менеджеры высшего звена верили, что анализ ре-
зультатов моделирования сможет дать им необходимую информацию.
Они пришли к выводу, что совокупность глобальных цепей поставок
может быть исследована только с помощью объединенной модели ра-
ционализированных издержек и мощностей по всей цепи поставок.
Таким образом, была собрана команда экспертов в сфере производ-
ства и логистики и на них была возложена ответственность за разра-
ботку системы моделирования для глобального управления цепями
поставок. Наряду с другими обязанностями эта команда цепи поста-
вок работала над проектом моделирования с момента его начала.
Цели управления, перечисленные выше, были переведены в цели
моделирования проекта цепи поставок. Для каждой продуктовой ли-
нии модель должна разрабатывать следующее:
1. Определять оптимальную структуру для глобальных источников
сырья и производственных стратегий.
2. Рассчитывать положительный эффект масштаба в производстве.
3. Определять оптимальную структуру внутризаводских перевозок
полуфабрикатов.
4. Включать транспортные издержки в глобальное распределение
продукции.
5. Оценивать дополнительные издержки крупных и/или специаль-
ных заказов.
7.5. Примеры применения производственной стратегии
373
Подход к моделированию и реализация. Предполагалось, что для
проблем планирования производства/распределения будет пригодна
модель смешанного целочисленного программирования. Конструкция
смешанного целочисленного программирования была особенно необ-
ходима для моделирования постоянных издержек и положительного
эффекта масштаба, связанных с различными производственными про-
цессами. Таким образом, была выбрана готовая система моделирова-
ния смешанного целочисленного программирования в качестве инст-
румента использования в предварительном исследовании. Поскольку
моделирование фокусировалось на производстве, материально-техни-
ческое обеспечение было упрощено путем определения совокупного
спроса. То есть некоторые функции логистики, как, например, размер
поставки, не были зафиксированы моделью.
Для тестирования ценности модели оптимизации в компании DIC
был применен быстрый и эффективный метод. Данные для предвари-
тельной модели части цепи поставок для огнеупорных изделий были
подготовлены за период около четырех недель. В модели были отра-
жены производственные и транспортные расходы в местной валюте.
Таблица валютного курса конвертирует различные валюты в доллары
США. Эти данные затем использовались для генерирования и опти-
мизации модели.
Результаты. Результаты оптимизации прототипа модели представ-
лены в табл. 7.2. Для исследуемого года безусловная оптимизация, про-
исходившая по сценарию 2, в общих расходах цепи поставок была на
9 млн меньше, чем базовая, происходившая по сценарию 1, отража-
ющему статус-кво. Намеченная экономия была результатом измене-
ния производства для более эффективных предприятий. Часть этой
экономии была потеряна в результате расходов на внутреннее оборудо-
вание и расходов на осуществление перевозок, но конечным результа-
том было ощутимое снижение общих издержек на 8%.
Сценарий 3 также привел к интересным результатам. При проекти-
руемом рыночном росте до 50 000 метрических тонн глобальная си-
стема смогла увеличить разницу от уровня 22% по сценарию 2 к уров-
ню 29%, полагая, что оптимальная стратегия будет осуществлена.
Улучшение в разнице достигалось путем удовлетворения спроса са-
мых эффективных предприятий.
Когда ценность моделей была доказана, компания DIC приступила
к общему внедрению системы моделирования и утверждению набора
данных для первоначальной линии продукта. Для каждой продуктовой
линии фирмы принятие решений усложнялось различиями в произ-
374
Глава 7. Стратегическое и тактическое планирование цепи поставок
Таблица 7.2
Анализ огнеупорной продукции1
Сценарий 1 Сценарий 2 Сценарий 3
Итоговая прибыль, $ 20774419 29947381 51312905
Итоговый доход, $ 133573669 133573669 175467305
Итоговая стоимость, $ 112799250 103626288 124154400
Затраты на сырье, $ 34428988 33358175 43639425
Затраты на импортные перевозки, $ 75551950 7134050 9409050
Затраты на средства обслуживания перевозок, $ 657470 3952475 5760330
Затраты на производство, $ 61375848 49022938 51566913
Затраты на экспортные перевозки, $ 8784995 10158649 13778688
Объем, т 159420 159420 209420
водственных издержках на различных производственных и обрабаты-
вающих предприятиях. Команда проекта встретилась с контролерами
по осуществлению общих стоимостных стандартов. Добавим, что про-
изводственная мощность на отдельных заводах иногда являлась недо-
статочной для удовлетворения рыночного спроса. Принятие решений
по цепи поставок также было усложнено дорогостоящими и сложны-
ми внутренними и внешними операциями по перевозке.
Система моделирования несколько лет использовалась для оценки
следующих показателей:
• капитальное строительство и новое оборудование;
• новые продукты и новые процессы;
• варианты для выбора видов транспортирования;
• создание аквизиций и совместных предприятий;
• выгоды от снижения цен на единицу продукции для увеличения
дохода.
Выводы. Несмотря на успех исследования с использованием систе-
мы моделирования, потенциал для интегрированного управления це-
пями поставок в компании DIC реализован еще не полностью. Руко-
водители предприятий в Европе и США были вынуждены соглашаться
с ежегодными производственными планами и планами распределения,
определенными моделью, которые радикально отличались от истори-
1 Сценарий 1 (базовый вариант): ограничения на потоки цепи поставок; сце-
нарий 2: отсутствие ограничений на поставки; сценарий 3: анализ проектируе-
мого рыночного роста.
7.5. Примеры применения производственной стратегии
375
ческих планов, даже если модель показывала, что новые планы были
намного менее дорогими. Их сопротивление объяснялось частично
недостатком управленческих стимулов, поощряющих скорее глобаль-
ную, чем локальную оптимизацию цепи поставок. В результате плани-
рование цепи поставок на основе системы моделирования было огра-
ничено. На данный момент оно активно применяется только в Северной
Америке.
Консолидация компаний, занимающихся производством
потребительской бумаги
Это исследование анализирует альтернативы для операций консолида-
ции в двух компаниях, которые производят потребительскую бумагу,
American Paper и Beacon Paper, после их слияния.1 Фирмы были прибли-
зительно равные по размеру, каждая с годовыми продажами в $ 175 млн.
Они производили подобную продукцию для продажи покупателям по
всем Соединенным Штатам, но имели различных покупателей. Компа-
ния American Paper продавала только массовому покупателю, а компа-
ния Beacon Paper продавала только дистрибьюторам. Покупатели в обоих
сегментах имели высокие требования. В результате во время слияния
сеть цепи поставок American Paper имела 3 предприятия и 25 распре-
делительных центров, а сеть цепи поставок Beacon Paper имела 7 пред-
приятий и 22 распределительных центра. Дополнительное предприя-
тие было добавлено к сети Beacon Paper после слияния.
До слияния обе компании имели различную философию управления
и цели, которые отражали различия их покупателей. Три крупных пред-
приятия компании American Paper работали семь дней в неделю и име-
ли длительный производственный период. Семь меньших предприя-
тий компании Beacon Paper работали 5 дней в неделю и имели более
короткий производственный период. После слияния предприятия про-
должали производить только первоначальные бренды компании, хотя
все предприятия были способны производить всю группу продукции,
которая по многим показателям была идентичной.
Объединенные компании столкнулись с рядом внутренних и внеш-
них проблем и возможностей:
1. Общая производственная мощность по всей объединенной цепи
поставок была избыточной.
2. Производственные помещения на многих предприятиях исполь-
зовались не полностью.
1 См работу Shapiro J., Singhal V., Wagner S. [1993].
376
Глава 7. Стратегическое и тактическое планирование цепи поставок
3. Постоянные производственные издержки, переменные затраты
на рабочую силу и цены на энергоносители значительно варьи-
ровались в зависимости от местонахождения.
4. Производственная мощность и производительность среди пред-
приятий сильно варьировались.
5. При данных условиях консолидация объединенных цепей поста-
вок двух компаний была ясно определена.
Тем не менее любые решения по закрытию предприятий или осу-
ществлению крупных изменений в производственных стратегиях нужда-
лись в согласовании с рыночными условиями и требованиями обслу-
живания покупателей:
1. Рынки для изделий компаний были насыщенными и не были склон-
ны к росту.
2. Рыночный спрос на все изделия был очень чувствителен к ценам,
которые приводили к низкой марже по всей отрасли.
3. Будущий рост возможен только в результате слияния компаний.
4. Отдельные товарные группы стоило поддерживать для сохране-
ния рыночной доли, основанной на имидже бренда.
5. Время цикла выполнения заказа клиента составляло от 2 до 5 дней.
6. Отдельные предприятия могли продолжать специализироваться
на производстве специфических продуктов.
Помимо закрытия выбранных предприятий альтернативы консоли-
дации включают передачу капитального оборудования между предпри-
ятиями. В целом система производства имеет 63 машины. Наиболее
крупное предприятие способно обслуживать 12 машин, несмотря на
то что более мелкие предприятия способны обслуживать от 2 до 9 ма-
шин. Обычно каждая машина может производить один из четырех основ-
ных продуктов. Передачу оборудования было легко осуществить, и этот
вариант был включен в стратегическую модель.
Задача исследования. Многообразие вариантов консолидации при-
вела руководителей к рассмотрению модели оптимизации. Такая мо-
дель предназначена для оптимизации решений цепи поставок в соот-
ветствии со всевозможными сценариями по обслуживанию рынков.
Мотивация для произведения изменений была большой, потому что
небольшое сокращение расходов, которых можно избежать, могло бы
добавить сотни тысяч долларов к бюджету.
В частности, руководство стремилось развивать модель оптимиза-
ции, которая будет одновременно оценивать следующее:
7.5. Примеры применения производственной стратегии
377
1. Количество, размер, миссию и расположение предприятий, рас-
сматривая существующие и новые объекты и консолидирован-
ные альтернативы бренда.
2. Руководство для перевозки грузов между предприятиями.
3. Выбор рынков для предприятий с единственным и множеством
источников.
4. Распределение капитального оборудования среди предприятий
и его использование.
5. Оценка 5-дневной рабочей недели по сравнению с 7-дневной на
всех предприятиях.
Подходы к моделированию первых 3 типов решений обсуждались в
предыдущих разделах этой главы и предыдущих главах книги. Анализ
стратегий для распределения капитального оборудования требовал
построения специальной модели, включающей общее количество ис-
пользования ресурсов, оборудования по всей цепи поставок. Влияние
длительности рабочей недели было проанализировано путем его пе-
реноса на уровни производственных мощностей, имеющихся на пред-
приятиях, которые были представлены в модели соответствующими
изменениями в мощностях оборудования и производственных мощ-
ностях.
Подход к моделированию и реализация. Готовая система модели-
рования, допускающая формирование необходимых моделей смешан-
ного целочисленного программирования, была выбрана в качестве
инструмента исследования. Система применяет модели, которые охва-
тывают расходы, ресурсы и процессы, описывающие производство,
перевозку между предприятиями и перевозку от предприятия к поку-
пателю. Целевая функция должна была минимизировать общие про-
изводственные и дистрибьюторские издержки, связанные с удовлет-
ворением прогнозируемого спроса.
В рамках исследования продукты были объединены в 18 продукто-
вых групп для стратегического планирования, которое включало пе-
риод планирования в 1 год, и 27 продуктовых групп для тактического
планирования, включавшее периоды планирования в 1/4 года. Поку-
патели были объединены в 81 зону. Добавим, что оборудование было
агрегировано в 18 типов для стратегического планирования, которое
учитывало перемещение оборудования между предприятиями. Такие
перемещения не были включены в анализ тактических планов.
Следующие производственные расходы были связаны с продукто-
выми группами:
378
Глава 7. Стратегическое и тактическое планирование цепи поставок
• постоянные производственные издержки при работе предприя-
тия на максимальной мощности;
• косвенные переменные производственные издержки, основанные
на общей производительности предприятия;
• прямые переменные производственные издержки, которые раз-
личались в зависимости от различных способов производства на
различных машинах.
Данные были получены из главной бухгалтерской книги каждого
предприятия. Добавим, что годовые издержки на закрытие предприя-
тия были рассчитаны для большинства предприятий с учетом выпол-
нения контрактных обязательств, выплат выходных пособий и других
расходов.
Издержки транспортировки были смоделированы с использовани-
ем следующих допущений:
1. Перевозки между предприятиями:
♦ были установлены пункты, соединяющие каждое предприятие
со всеми остальными;
♦ издержки транспортировки рассчитывались для перевозок с пол-
ной загрузкой транспортных средств.
2. Перевозки от предприятия к рынку:
♦ каждое предприятие соединялось только с теми рынками, ко-
торые находились в пределах 900 миль;
♦ издержки транспортировки рассчитывались с учетом перево-
зок с частичной загрузкой транспортных средств;
♦ были проанализированы варианты одного и множества источ-
ников.
Издержки транспортировки были взяты из опубликованных дан-
ных о ставках на перевозки.
Модель не включала издержки и операции, связанные с обеспече-
нием сырьем, управлением запасами и операциями распределительного
центра. Издержки, связанные с обеспечением сырьем, не рассматри-
вались, потому что они постоянны по всей цепи поставок. Управление
запасами и операции распределительного центра не оценивались, по-
тому что большинство продуктов доставляются напрямую от предпри-
ятий на рынки.
Результаты. Когда необходимые данные были подготовлены для
стратегической модели, следующим шагом было запустить модель для
подтверждения производственных планов и потоков продукта в соот-
7.5. Примеры применения производственной стратегии
379
ветствии с их ценностью в прошлые годы. После этого модель оптими-
зировали, используя те же данные, но позволив любому предприятию
создавать любой продукт для обслуживания любого рынка. Рыночный
спрос в данной тенденции оптимизации был таким же, как в тенден-
ции подтверждения. Модель определила общее снижение себестоимо-
сти на $4 млн как результат закрытия 5 из 11 предприятий.
Потенциальное снижение себестоимости на $4 млн, подсчитанное
моделью, было очень важной и полезной информацией для руковод-
ства. Тем не менее потенциальная экономия в результате консолида-
ции, вероятно, была бы намного больше. Расходы, включенные в мо-
дель, являлись производственными и транспортными издержками,
которых можно было избежать и которые означали только маленькую
долю от истинных общих издержек работы слившихся компаний. До-
полнительная косвенная экономия в результате закрытия предприя-
тий была осуществлена путем реализации стратегии консолидации,
найденной моделью.
Была сделана дополнительная работа для измерения влияния закры-
тия некоторых предприятий, но не всех. После этих первоначальных
работ управление решило закрыть только два предприятия для проек-
тируемой годовой экономии $1,4 млн. Следующие причины послужи-
ли тому, чтобы оставить открытыми 3 предприятия, которые следова-
ло закрыть по определению модели:
1. Одно предприятие было построено недавно, но до начала иссле-
дования моделирования; закрытие этого предприятия могло опо-
зорить имидж компании.
2. Одно предприятие было расположено в городе, где слившиеся
компании имели головной офис; закрытие его могло иметь самые
неприятные последствия.
3. Одно предприятие способствовало лишь несущественной эконо-
мии в случае его закрытия.
В результате анализа сценариев «что, если» выяснилось, что нали-
чие единственного источника оказалось на $1 млн дороже, чем нали-
чие множества источников. Оптимизация для исследования перерас-
пределения капитального оборудования определила потенциальную
экономию $1 млн, но данная стратегия так и не была реализована.
Модель оптимизации цепи поставок применялась несколько раз за
период в 2 года. В течение этого времени было определено более 120 сце-
нариев. Постепенно все, кроме одного, предприятия были преобразо-
ваны для производства марок обеих компаний. В конечном счете слив-
шиеся компании закрыли 5 из 11 предприятий.
380
Глава 7. Стратегическое и тактическое планирование цепи поставок
Основные результаты данного исследования включают следующие:
1. Проверка достоверности очень важна для роста доверия управ-
ления. Непосредственным клиентом для проведения исследова-
ния был финансовый директор слившихся компаний. Он и его
штат потратили несколько дней, используя независимую крупно-
форматную таблицу для проверки данных в модели, и результа-
тов начальной оптимизации.
2. Желательно включить в расходы, предусмотренные моделью, раз-
нообразные косвенные издержки цепи поставок в результате кон-
солидации; например, административные издержки на каждом
предприятии или положительный эффект масштаба, связанный
с длительными производственными процессами.
3. Значительная экономия цепи поставок иногда может быть реали-
зована как путем анализа функциональных операций, так и комп-
лексного анализа с помощью модели. Слившиеся компании могли
добиться значительного снижения себестоимости путем изменения
стратегии распределения, заключающейся в основном в прямых
поставках от предприятий к покупателям.
Эпилог. Это исследование было осуществлено в начале 1990-х гг.
Слившиеся компании продолжали свое объединение несколько лет для
достижения более эффективных операций и решения проблем снижа-
ющегося спроса на их продукцию. Около 1995 г. слившиеся компании
были поглощены третьей компанией и консолидация вступила на но-
вую стадию.
7.6. Тактическое планирование
Поскольку главным вопросом производственной стратегии является
конкурентоспособность изделия, а главным вопросом стратегии логи-
стики — обслуживание покупателей, то главным вопросом тактиче-
ского планирования цепи поставки является максимизация чистого
дохода. Другими словами, предполагая, что факторы товаров и услуг,
отличающие компанию от ее конкурентов на стратегическом уровне,
определены, то по крайней мере в течение года компания стремится
максимизировать прибыль в среднесрочном периоде. Многие фирмы
чрезмерно сосредоточены на получении прибыли в краткосрочном
периоде. При максимизировании чистых доходов модели тактическо-
го планирования должны включать ограничения, отражающие долго-
срочные факторы, такие как поддержание рыночной доли путем пред-
7.6. Тактическое планирование
381
ложения разнообразных продуктовых линий, поддержание оптималь-
ного уровня обслуживания покупателей или поддержание качества
изделия путем создания сильных союзов с ключевыми поставщи-
ками.
Конечно, если проектируемый спрос рассматривать как заданный и по-
стоянный, максимизация чистого дохода достигается путем миними-
зации общих затрат. Этот подход к тактическому планированию не-
желателен, потому что большинство компаний достаточно гибкие
относительно того, сколько каждого товара нужно продать. Посколь-
ку модели цепи поставки предусматривают значительные производ-
ственные и предельные издержки, компания может извлекать выгоду
из составления коммерческих планов по достижению большей при-
были. Главным при этом является вопрос о том, как должны быть смо-
делированы варианты продуктового микса, В самом простом случае
они могут быть описаны более низкими и/или верхними границами
на продажи каждого изделия (товарных групп), отражая количества,
которые должны или могут быть проданы. Отпускная цена единицы
продукции в таких диапазонах может быть постоянной или уменьшать-
ся для отражения эластичности цены.
Компании, производящие наряду с потребительскими товарами из-
делия по специальным заказам, сталкиваются с важными решениями
по максимизации чистого дохода. Они должны понять, как выполне-
ние спецзаказов воздействует на себестоимость единицы изделия, что-
бы гарантировать получение прибыли. Для компаний со сложными
стоимостными отношениями, вовлекающими ресурсы, потребляемы-
ми продуктовыми линиями, невозможно определить предельную при-
быль без вмешательства модели оптимизации, которая помогает вы-
бирать и размещать эти ресурсы. В некоторых случаях компания может
решить прекратить деятельность, если это нерентабельно. Когда это
случается, могут использоваться результаты модели для определения
лучших цен с постоянными клиентами.
Тактические модели планирования могут быть получены из страте-
гических моделей планирования путем установления вариантов на
приобретение ресурса и изъятие капиталовложений согласно опти-
мальным или предпочтительным конфигурациям, определенным мо-
делями и высшим руководством. Важным различием является то, что
тактические модели должны быть многопериодными, чтобы иметь дело
с сезонными и другими зависящими от времени факторами вместо мо-
ментальных моделей, часто используемых в исследованиях стратегиче-
ского планирования. Тактическая модель может включать следующее:
382
Глава 7. Стратегическое и тактическое планирование цепи поставок
• планирование материальных запасов для удовлетворения сезон-
ного спроса или урегулирования неожиданных изменений в спросе;
• регулирование еженедельных операционных изменений и дру-
гих трудовых ресурсов в результате изменения рыночных усло-
вий;
• планирование ежегодного обслуживания завода для минимиза-
ции возможных затрат по всей цепи поставок;
• осуществление контрактов с поставщиками, предлагающими то-
вар на ежемесячном основании, чтобы уменьшить затраты на со-
держание запасов, избегая при этом штрафных санкций за при-
обретение неполных объемов.
Чтобы расширить «мгновенную» модель до многопериодной моде-
ли, практик должен сначала уменьшить временную рамку «момента»,
которая обычно составляет 1 год, соответственно приспособить дан-
ные и затем скопировать несколько раз. Заключительный шаг — свя-
зать модели единственного периода, используя межпериодные потоки
запасов, сглаживающие ограничения и другие ограничения и перемен-
ные, которые возникают в описании динамических эффектов. Такие
конструкции могут создать очень крупную тактическую модель. Для
управления такой моделью практик в области моделирования должен
выбрать совокупность изделий и рынков. Подобным образом, посколь-
ку число периодов, представленных в модели, является мультиплика-
тивным фактором определения размеров модели, практик должен сно-
ва выбрать это число, чтобы сбалансировать оценку долговременных
эффектов тактического плана и потребности вычислить планы в сво-
евременной манере.
Использование тактических моделей весьма отличается от исполь-
зования стратегических моделей. Тактические модели, как предпола-
гается, предусматривают планы управления цепью поставки компа-
нии на повторяющейся и постоянной основе. К настоящему времени
некоторые компании осуществили процессы тактического планирова-
ния на основе анализа модели оптимизации или любого другого инст-
румента подобного рода. Развитие и широкое применение моделиру-
ющих систем для тактического планирования систем поставок остается
лишь вопросом времени.
7.7. Примеры применения тактического планирования
В этом разделе мы рассмотрим два примера, где модели смешанного
целочисленного программирования были успешно внедрены и приме-
7.7. Тактическое планирование
383
нялись в тактическом планировании. Первый пример вовлекает ежеме-
сячно планируемую модель, разработанную для компании промышлен-
ных газов. Второй пример вовлекает 12-месячную модель планирования,
разработанную для компании — изготовителя пива. Названия компа-
ний вымышлены. Обзор журналов и газет представляет очень немного
примеров применения тактического планирования, вероятно, потому,
что большинство компаний еще не развило организационные процес-
сы для поддержки таких применений на повторяющейся, постоянной
основе. Исключение составляет система планирования, разработанная
компанией Harris по производству полупроводников, о чем мы расска-
жем в разделе 10.4.
Ежемесячное планирование в компании, производящей
промышленные газы
Компания Liquid Air Products (LAP) использует специальные методы
дистилляции для разделения воздуха на газообразные и жидкие фрак-
ции. Компания продает жидкий кислород компаниям по производству
стали, жидкий азот для пищевых обрабатывающих заводов, а другие
жидкие фракции в меньших количествах — производственным фир-
мам в других отраслях промышленности. Компания имеет приблизи-
тельно 50 заводов, расположенных в континентальных Соединенных
Штатах, и работает с ними на основе тактического, ежемесячного пла-
нирования, осуществляемого на региональном уровне. В частности,
заводы и клиенты предписываются региону, а прогнозируемый потре-
бительский спрос на предстоящий месяц предписывается региональным
заводам, число которых варьируется от 3 до 10 в зависимости от региона.
Имея удовлетворительный спрос, завод работает 24 часа в сутки и 7 дней
в неделю.
Сфера промышленных газов является зрелой отраслью промышлен-
ности, в которой не было никаких существенных крупных техноло-
гических достижений уже почти сотню лет. Компании могут конку-
рировать только в цене и уровне обслуживании клиента, потому что
их изделия являются чистыми предметами потребления. Оператив-
ные расходы — это затраты распределения, которые составляют 35%
от общей стоимости, и издержки производства, которые составляют
65% общей стоимости и состоят в значительной степени из затрат
электричества, оплаченных предприятиям коммунального обслужи-
вания.
Подход к моделированию. Понимая, что сокращение нескольких
процентов в оперативных расходах увеличило бы их предельную при-
384
Глава 7. Стратегическое и тактическое планирование цепи поставок
быль, руководство компании LAP предпринимает попытку разработ-
ки прототипа системы моделирования, чтобы оптимизировать регио-
нальное планирование на ежемесячном основании (базисе). Сложность
состояла в интеграции планирования производства и распределения
для региона. Наиболее трудная задача состояла в том, чтобы разрабо-
тать подмодель производственных мощностей каждого завода и его
затрат. Этими подмоделями должны были быть предусмотрены два
сложных элемента: расходы электроэнергии и планирование конфи-
гурации завода.
Каждый завод имел контракт с электрокомпанией, включающий
расходы на энергию. Стоимость электроэнергии была основана на мак-
симальном потреблении в течение месяца. Таким образом, резкий ска-
чок потребления энергии на заводе мог повлечь за собой существенно
более высокий счет за электричество в конце месяца. Затраты энергии
были выражены в киловаттчасах и были включены в модель.
До проекта прототипа системы моделирования химики и технологи
разработали программу, чтобы определить для каждого завода его кон-
фигурацию, которая сведет изделия к целевым нормам при уменьше-
нии потребления энергии. Типичные результаты программы изобра-
жены на рис. 7.7, где изделия Р1 и Р2 совместно произведены по нормам,
измеренным в тысячах кубических футов в час. (Фактическое число
объединенных изделий было около пяти.) Чем выше нормы в пределах
области выполнимых (реальных) норм, тем больше потребление энер-
гии.
Обозначим точку в области выполнимых норм производственной
программой. Для каждой программы оптимизационная модель опре-
делила оптимальную конфигурацию завода и минимальное потребле-
Р1,
кубические футы/час
Рис. 7.7. Выполнимые производственные программы
7.7. Тактическое планирование
385
ние энергии. Она использовала нелинейные методы программирова-
ния по оптимизации конфигурации и решений по электроэнергии в си-
стеме химико-технических уравнений, описывающих преобразование
воздуха с помощью электричества в жидкие и газообразные продукты.
Модель оптимизации была построена путем дискретизации области
выполнимых программ для каждого завода. Данные программы в дей-
ствительности стали способами описания норм, по которым воздух мог
бы быть преобразован в продукты по стоимости, определенной потреб-
лением энергии. Для каждой программы было наложено условное ми-
нимальное ограничение; т. е. если программа использовалась, это долж-
но было занять по крайней мере R часов. Эти данные наряду с данными
спроса, затратами транспортирования, издержками на электроэнергию
на каждом заводе использовались для построения тактической моде-
ли планирования.
Для некоторых регионов и некоторых месяцев региональные воз-
можности превышали региональный спрос, вынуждая компанию LAP
закрыть один или более заводов на часть месяца. Это было отражено
нулевой программой на каждом заводе, соответствующей нулевому
производству всех изделий. Стоимость данной программы была равна
нулю.
На основе этих данных была построена одномесячная моменталь-
ная модель. Поскольку запас готовых изделий был незначителен, мно-
гопериодность не требовалась. Учитывая горизонт планирования Тча-
сов (например, Т= 720), переменные решения были следующие:
Л. — длина операционного времени, за которое завод i использует
программу j, час;
IV. — максимальное потребление энергии на заводе z, кВт;
х ~ 1, если программа i используется на заводеу; иначе 0;
у k — количество изделия k, отправленного от завода i клиенту т,
кубические футы.
Описание тактической модели планирования для каждого региона
дается ниже.
Результаты. Модель и система поддержки были разработаны, утверж-
дены и первоначально применялись к региону с тремя заводами. Это
распространялось на распределение около 1000 клиентам в этой обла-
сти. Скопление меньших клиентов в потребительской зоне было воз-
можно и осуществимо для более поздней версии модели. Модель опре-
деляет планы цепи поставки со снижением себестоимости более 3% от
общих затрат. Результаты модели убедили руководство компании LAP
широко применять данный подход к моделированию.
25-2186
386
Глава 7. Стратегическое и тактическое планирование цепи поставок
Модель тактического планирования промышленных газов
Минимизировать-, сумма энергозатрат по всем заводам в области плюс
сумма затрат транспортирования всех потоков изделия от заводов до
клиентов. При условии, что:
• общее количество каждого изделия, поставленного клиентам, мень-
ше или равно количеству изделия, произведенного на заводе.
• количество использования программ равняется Т раз;
• операционное время каждой программы равно 0 или по крайней
мере R часов;
• потребление энергии в течение месяца равняется максимально-
му потреблению энергии программами с положительным време-
нем использования;
• для каждого рынка сумма потоков изделия равняется прогнози-
руемому спросу.
Расширения. При расширении применения основной тактической
модели возникли сложности, потому что ставки на потребление энер-
гии варьируются в зависимости от времени дня. В самом простом слу-
чае энергозатраты попали в три категории: непиковая, среднепиковая
и пиковая. Это привело к расширению модели, в котором программы
были отобраны для каждой категории на каждом заводе. Программы
с самыми высокими размерами выработки и потреблением энергии
были намечены на каждый день в течение непикового периода, когда
нормы потребления энергии были самыми дешевыми.
Успех тактической модели вдохновил последующие проекты. Была
внедрена модель календарного планирования, которая более подробно,
нежели тактическая модель, анализировала выбор программ в тече-
ние различного времени дня, закрытие завода, низкие материальные
запасы в начале и в конце горизонта планирования, а также множе-
ство других факторов. Была внедрена стратегическая модель, которая
оптимизировала решения о перемещениях завода, постоянных закры-
тиях заводов, приобретениях и ценовой политике по всей цепи постав-
ки. Таким образом, новшество системы моделирования в компании LAP
заключалось в необычной практике начала анализа с тактического
уровня и затем, двигаясь вверх и вниз, к моделям и системам модели-
рования для стратегических и операционных проблем.
Ежемесячное планирование в пивоваренной компании
Крупный производитель пива Hopkins Amalgamated Breweries (НАВ),
работающий за пределами Соединенных Штатов, разработал 12-ме-
7.7. Тактическое планирование
387
сячную тактическую модель планирования, чтобы оптимизировать
планирование распределения и производства. Как показано на рис. 7.8,
цепь поставки компании НАВ включает 5 заводов и 40 центров рас-
пределения. Центры распределения организованы на трех уровнях: за-
водской, региональный и местный центры распределения. Кроме того,
компания НАВ имеет соглашения со складами третьесторонних орга-
низаций для того, чтобы справиться с наплывом товара во время пи-
кового спроса в течение летнего сезона. Каждый такой склад обозна-
чен 5 на рис. 7.8. Компания НАВ продает приблизительно 100 изделий
в национальном масштабе.
Наша цель в обсуждении этого примера состоит в том, чтобы под-
твердить выполнимость, по крайней мере для этого примера, крупно-
масштабных многопериодных моделей оптимизации, чтобы проанали-
зировать проблемы тактического планирования цепи поставки.
Модель тактического планирования компании НАВ является круп-
номасштабной, с 12-месячными подмоделями, связанными с матери-
альными запасами 100 изделий компании. Заканчивающийся запас
каждого изделия в данном месяце становится стартовым запасом для
изделия в следующем месяце. Подмодели в течение каждого месяца
захватывают производственные планы на этих 5 заводах, а распреде-
ление планирует соединение этих 5 заводов с 40 центрами распреде-
ления и складами. Предполагая, что клиенты, которые должны быть
обслужены каждым центром распределения, известны, мы связываем
Заводы
Распределительный
центр завода
Региональные РЦ
Местные РЦ
Клиенты
Рис. 7.8. Цепь поставок пивоваренной компании
388
Глава 7. Стратегическое и тактическое планирование цепи поставок
общее количество их спроса на каждое изделие с этим центром распре-
деления. Результат — линейная модель программирования с приблизи-
тельно 50 000 рядами и 125 000 колонками. Это может быть произведено
и оптимизировано приблизительно за 30 минут на высококачествен-
ном компьютере. Через год компания НАВ успешно использовала по-
добную модель каждый месяц.
7.8. Выводы
В данной главе мы показали, что модели оптимизации к исследова-
нию стратегического планирования цепей поставки стали широко при-
меняться. Однако менеджеры высшего звена и консультанты, зани-
мающиеся этими вопросами, находятся только на середине кривой
обучения, соответствующей широте и глубине вопросов, которые мо-
гут и должны быть исследованы этими моделями. Мы обсуждали ка-
чественные теории относительно стратегии логистики, производствен-
ной стратегии и представления фирмы на основе имеющегося ресурса,
чтобы подготовить структуры для стимулирования создания и исполь-
зования более совершенных моделей. Такие примеры подробно обсуж-
дены в двух следующих главах.
Множество компаний рассматривают исследование стратегического
планирования как изолированные действия для анализа определенных
проблем текущей важности. Такое отношение недальновидно и отра-
жает отношение многих менеджеров, которые рассматривают модели-
рование в качестве горьких пилюль, которые необходимо принимать.
Компании могли бы получать прибыль в основном за счет постоянно-
го и повторного анализа стратегических планов цепи поставки, сосре-
доточенных на анализе сценариев «что, если», определенных моделями
оптимизации, созданными за счет своевременных данных. Постоян-
ный и повторный анализ моделирования задач тактического планиро-
вания, цепи поставок в настоящее время очень редко применяется, но
его потенциал на улучшение конкурентоспособности компании не
менее важен. В гл. 12 мы обсуждаем организационные барьеры, кото-
рые запрещают адаптацию глобального планирования цепи поставки,
основанного на данных, и предлагают рекомендации для перепроек-
тирования бизнес-процессов для того, чтобы поддержать использова-
ние моделей на систематической основе.
Хотя эти барьеры в значительной степени скорее организационные,
чем технические, мы можем идентифицировать область, где новые ин-
струменты необходимы, чтобы поддержать продолжающееся стратеги-
7.8. Выводы
389
ческое и тактическое планирование, используя модели. Как показано
на рис. 7.9, необходимо новое промежуточное программное обеспече-
ние, чтобы связать базы данных системы ERP (планирование ресур-
сов предприятий) со стратегическими и тактическими базами данных
решений цепи поставки. Промежуточное программное обеспечение
обеспечивало бы эластичность и скорость в создании баз данных ре-
шений; например, в определении товарных групп и рыночных зон или
в вычислении затрат на содержание запасов и требований страхового
запаса. Промежуточное программное обеспечение также позволило бы
детализировать тактические решения, предложенные моделью и одоб-
ренные средними менеджерами, для выполнения персоналом цепи
поставки в центрах распределения и на заводах. Через какое-то время
центральная роль, сыгранная промежуточным программным обеспе-
чением и системой моделирования, обеспечила бы менеджерам более
ясную перспективу различия между эффективным принятием реше-
ния цепи поставки и ежедневной коммуникацией транзакционных дан-
ных.
Развитие деловых отношений по принципу «бизнес к бизнесу» в Ин-
тернете привлек значительное внимание с обещанием увеличить ком-
муникации и упростить цепи поставки. До настоящего времени вни-
мание сосредоточено исключительно на улучшающихся действиях,
а именно на сокращении краткосрочных покупок, запасов и затрат
Рис. 7.9. Промежуточное программное обеспечение, связывающее базу
данных системы ERP и базу данных цепи поставок
390
Глава 7. Стратегическое и тактическое планирование цепи поставок
транспортирования. Принятие решения цепи поставки на стратегиче-
ских и тактических уровнях и моделей для их поддержания почти
полностью игнорировалось. Учитывая высокий темп развития инфор-
мационных технологий, вероятно, что очень скоро компании, вовле-
ченные в электронную торговлю, столкнутся с долговременными про-
блемами планирования и начнут искать инструменты для их анализа.
Литература
Andersen Consulting. 161 N. Clark St., 11th Floor, Chicago, IL, 60601.
Atkinson A.A., Banker R. D„ Kaplan R. YoungS. M. [1997], Management Accounting, 2d
ed. Englewood Cliffs, N. J.: Prentice-Hall.
Christopher M. [1999], «Responding to the Global Supply Chain Challenge», Supply Chain
Management Review, Global Supplement, 7-9, Winter.
ConnerK. R. [1991], «А Historical Comparison of Resource-Based Theory and Five Schools
of Thought within Industrial Organization Economics: Do We Have a New Theory of
the Firm?» Journal of Management, 17, 121-154.
Dierickx L, Cool K. [1989], «Asset Stock Accumulation and Sustainability of Competitive
Advantage», Management Science, 35, 1504-1511.
Fine С., Нах A. C. [1985], «Manufacturing Strategy: A Methodology and an Illustration»,
Interfaces, 15, 28-46.
Foss N.J. ed. [1997], Resources, Firms and Strategies: A Reader in the Resource-Based
Perspective. New York: Oxford University Press.
HaxA. C., Majluf N. S. [1991], The Strategy Concept and Process: A Pragmatic Approach.
Englewood Cliffs, N.J.: Prentice-Hall.
Henderson B.D. [1984], The Logic of Business Strategy. Cambridge, Mass.: Ballinger Division,
Harper & Row.
Hiller R. S., Shapiro J. F. [1986], «Optimal Capacity Expansion Planning When There are
Learning Effects», Management Science, 32, 1153-1163.
Mahoney J. T., Pandian J. R. [1992], «The Resource-based View within the Conversation of
Strategic Management», Strategic Managi-ment Journal, 13, 363-380.
O’Laughlin K. A., Copacino IV. C. [1994], «Logistics Strategy», Chapter 4 in Robeson, Copa-
cino and Howe [1994].
Oliver C. [1997], «Sustainable Competitive Advantage: Combining Institutional and Resource-
based Views», Strategic Managem Journal, 18, 697-713.
Peteraf M. A. [1993], «The Cornerstones of Competitive Advantage: A Resource-Based
View», Strategic Management Journal, 14, 179-191.
Porter M. E. [1980], Competitive Strategy: Techniques for Analyzing Industries and Competitors.
New York; The Free Press, MacMillan.
Porter M. E. [1985], Competitive Advantage: Creating and Sustaining Superior Performance.
New York: The Free Press, MacMillan.
Prahalad С. K., Hamel G. [1990], «The Core Competence of the Corporation», Business
Review, May-June, 79-91.
Robeson J. E, Copacino W. C., and Howl R. E. eds. [1994], The Logistics Handbook. New
York: The Free Press.
Schrage L. [1997], Optimization Modeling UNDO, 5th ed. Pacific Grove, Calif.: Brooks/
Cole.
7.8. Выводы 391
ShapiroJ. F. [1992], «Integrated Logistics Management, Total Cost Analysis and Optimization
Modeling», Asia Pacific Journal of Logistics, 5, 33-36.
Shapiro J. E, Singhal V. M., WagnerS. M. [1993], «Optimizing the Value Chain», Interfaces,
23, 102-117.
Stalk G.Jr., Hout T. M. [1990], Competing Against Time. New York: The Free Press.
Stalk G.Jr., Evans P., Schulman L. E. [1992], «Competing on Capabilities: The New Rules of
Corporate Strategy», Harvard Business Review, March-April, 57.
WemerfeltB. [1984], «А Resource Based View of the Firm», Strategic Management Journal,
5, 171-180.
Williamson O. £[1989], «Transaction Cost Economics», pp. 136-182 in Handbook of Industrial
Economics, edited by R. Schmalensce and R. D. Willig. Amsterdam: North-Holland.
Winston IV. L. [1994], Operations Research: Applications and Algorithms. 3d ed. Belmont,
Calif: Duxbury Press.
Глава 8
СТРАТЕГИЧЕСКОЕ И ТАКТИЧЕСКОЕ
ПЛАНИРОВАНИЕ ЦЕПИ ПОСТАВОК:
ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ
МОДЕЛИРОВАНИЯ
В предыдущей главе мы рассмотрели примеры применения оптимиза-
ционных моделей для стратегического и тактического планирования
цепи поставок. Несмотря на растущее количество применения таких
моделей, их возможности были ограничены. Например, большинство
моделей минимизируют затраты соответствующих проектов вместо
поиска максимального чистого дохода, что более подходит для страте-
гического и тактического планирования. Ограниченный взгляд на со-
держание стоимости не позволяет менеджерам представить полной
картины для поддержания конкурентных преимуществ в области до-
ходов и доли рынка, которые основываются на цене, времени доставки,
качестве и других факторах, дифференцирующих их продукцию.
Подобным образом неточности в планировании, связанные со спро-
сом, экономическими условиями или действиями конкурентов, обыч-
но решают путем многократной оптимизации детерминированной мо-
дели, используя различные варианты сценариев базы данных решений
о цепи поставок. При каждой оптимизации модели описание сцена-
рия осуществляется как нечто, что обязательно должно произойти. Мо-
дели стохастического программирования, которые одновременно учи-
тывают многочисленные сценарии будущего для выявления стратегий,
наилучшим образом страхующих от важнейших неточностей и конт-
ролирующих риск, следует использовать более широко. Такие безопа-
сные стратегии не всегда можно выявить, анализируя ситуации с по-
мощью детерминированной модели.
Возможно, существуют веские, исторически обусловленные причи-
ны такого пассивного использования моделирования. Всеобъемлющие
базы данных и системы оперирования данными, которые служат стро-
ительными блоками в создании баз данных цепей поставок, стали ши-
Глава 8. Стратегическое и тактическое планирование цепи поставок...
393
роко доступны только недавно. Более того, нежелание организаций
вырабатывать решения, основанные на имеющихся данных, стесняют
творческий подход к моделированию. Это нежелание понемногу про-
ходит, но намного медленнее по сравнению с тем, как того бы хотели
сторонники моделей. И сейчас, с развитием информационных техно-
логий, менеджерам и специалистам в области моделирования стоит
быть более решительными в новых подходах к анализу стратегических
и тактических планов. По этой причине в данной главе мы оцениваем
примеры, стоящие на границе практического моделирования.
В разделе 8.1 мы рассмотрим несколько вопросов, возникающих при
попытке фирмы интегрировать управление цепями поставок и управ-
ление спросом. В разделе 8.2 обсудим количественные методы моделиро-
вания цены продукта и кривую дохода, которая может быть использо-
вана для конструирования модели цепей поставок для максимизации
чистого дохода. Более совершенная рыночная модель, включающая
цену, рекламу, продвижение товара на рынок и усилия по продаже
продуктов широкого потребления, представлена в разделе 8.3, где мы
также подчеркнем ее интегрирование с моделью цепи поставок. Мы
продемонстрируем эту интеграцию в развернутом цифровом виде.
Модели, прогнозирующие развитие нового продукта и их использова-
ние совместно с моделью цепи поставок, изучены в разделе 8.4. Об-
суждение связей моделей оптимизации цепи поставок с конкурентным
анализом рынков продолжится в разделе 8.5. Мы представим тандем-
ный метод для определения конкурентного равновесия на рынке това-
ров. Пример применения моделей в виде расчетной схемы для лесных
продуктов дается в разделе 8.6.
Моделирование принятия решений в условиях неопределенности
представлено в разделе 8.7. Мы рассмотрим создание и применение
деревьев решений и затем расширяем их до моделей стохастического
программирования, которые охватывают решения приобретения и рас-
пределения ресурсов. Также мы проиллюстрируем применение стоха-
стического программирования в определении товарных запасов, которые
страхуют колебания в потреблении во время пиковых сезонов. В раз-
деле 8.8 рассматриваем использование стохастического программиро-
вания и других методов для управления неопределенным спросом,
сфокусировав наше внимание на стратегиях отсрочки реализации то-
варов. Также мы исследуем методы управления производством и объ-
емов продаж в кратковременный период.
Глава продолжается кратким введением в дисциплину планирова-
ния сценариев в разделе 8.9. В свою очередь, планирование сценариев
26-218&
394
Глава 8. Стратегическое и тактическое планирование цепи поставок...
имеет большое значение при оказании помощи высшему руководству
в определении последовательных, правдоподобных и всеобъемлющих
сценариев на долговременный период будущего. Также это может быть
полезно для конструирования модели цепи поставок. Глава заверша-
ется разделом 8.10, содержащим выводы об использовании передовых
моделей стратегического планирования.
Несколько раз в этой главе мы будем обращаться к применению де-
композиционных методов математического программирования для
передовых моделей цепи поставок. Несмотря на термин декомпозиция,
метод позволяет специалистам сочетать или совместить разрозненные
модели, которые иначе сложно или невозможно связать, например со-
четание логистической и маркетинговой модели для продуктов широ-
кого потребления. Термин появился, когда 30 лет назад разрабатыва-
лись методы для преодоления ограничений компьютерной памяти,
которая была слишком мала для того, чтобы дать возможность созда-
вать модели индустриального масштаба в виде единой задачи. Мы ис-
пользовали аналогичный метод в гл. 5 при декомпозиции моделей боль-
шого масштаба для операционного планирования на более удобные,
легко решаемые подмодели.
8.1. Интеграция цепи поставок и управления спросом
Применение решений по управлению цепями поставок и управлению
спросом должно стоять на первом месте в вопросе максимизации при-
были фирмы. Но во многих компаниях преграды, сдерживающие их
применение, еще не вполне осознаны. Изменения в поведении орга-
низаций по преодолению этих преград ожидаются в скором будущем.
В академической литературе подобные препятствия были выявлены
довольно давно. В течение последних двадцати лет несколько авторов
явно осветили конфликты между задачами менеджеров цепей поста-
вок и маркетологов.1
Таблица 8.1 содержит ряд часто возникающих и повторяющихся
жалоб менеджеров-логистов и маркетологов. Модели могут сыграть важ-
ную роль в разрешении этих конфликтов, предоставляя аргументы для
объективной оценки разногласий и давая возможность их снятия. Без
1 Shapiro В. Р. [ 1977] был первым, кто предложил идентифицировать и клас-
сифицировать конфликты между менеджерами по производству и сбыту. Ссыл-
ки на более поздние статьи вы можете найти в работах Eliashberg J., Lilien G. L.,
[1993а].
8.1. Интеграция цепи поставок и управления спросом
395
Таблица 8.1
Противопоставление жалоб маркетологов и логистов
Жалобы логистов Жалобы маркетологов
Неточности прогнозов на долгосроч- ный период Недостаточные производственные мощностй
Изменчивость прогнозов на кратко- срочный период Чрезмерные затраты времени на произ- водство и распределение
Чрезмерные запасы готовой продукции Недостаточные запасы готовой продук- ции
Слишком широкий ассортимент про- дукции требует маломасштабного, эко- номически невыгодного производства Недостаточное разнообразие продук- ции ,
Нереальные требования к обслужива- нию клиентов, времени доставки и ка- честву Чрезмерные затраты на планирование цепи поставок
Продукция не должна использоваться не по назначению Чрезмерные затраты на обслуживание
Ненужные и/или дорогие изменения для производства продукции по спец- заказу Неэффективное выполнение спецзака- зов, увеличивающих конкуренцию
моделей или рационального анализа конфликты легко решаемы путем
компромисса или установок, это, однако, вызывает ощущение у менед-
жеров, что их просят следовать неэффективным стратегиям.
Первым шагом в решении конфликтов посредством использования
данных и моделей является необходимость согласиться с количест-
венными методами конструирования описательных моделей для про-
гнозирования, или проектирования, спроса на готовую продукцию,
в идеале это используется в маркетинге и решениях по продажам. Опи-
сательные модели цепи поставок, маркетинга, себестоимости продаж
также необходимы, как и другая описательная информация, такая как
производственные мощности, транспортировка и т. д. Когда это будет
сделано, описательные модели должны быть встроены в оптимизаци-
онные модели, которые определяют связь решений по цепи поставок
и решений о продажах и маркетинге. Эффективная синтезированная
модель появится, когда она будет улучшена после применения сцена-
риев, их оценок и выводов. Задача может также потребовать неких тон-
костей описательных моделей, например для создания из них прием-
лемой формы и структуры оптимальной модели.
396
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Похоже, что непримиримые споры между менеджерами-логистами
и маркетологами, даже при использовании моделей, могут быть разре-
шены с помощью применения стандартного метода анализа данных (in-
sample versus out-of-sample validation). Обращаясь к историческому
периоду, например данным за последние два года, описательные и опти-
мизационные модели основывались бы на данных, введенных за первый
год. Затем оптимизационная модель была бы улучшена для второго
года на основании прогнозов на этот год, которые исходят из данных
первого года. Стратегия, выдвинутая оптимизационной моделью, за-
тем будет сравниваться с тем, что на самом деле имело место быть, т. е.
с результирующими данными. Серьезные несоответствия между опти-
мизированными и фактическими результатами могут быть результа-
тами ошибок в модели прогнозирования спроса, которую производи-
тели предполагали на второй год, что значительно отличается от того,
что произошло реально. Как вариант неточности могли возникнуть
и из-за структуры оптимизационной модели, что привело к нереальным
стратегиям. Конечно, наиболее вероятно, что различия между результа-
тами модели и действительностью кроются в недостатках обоих типов
моделей. Рациональное обсуждение причин и следствий этих недостат-
ков и их устранение, должно быть, проделает долгий путь к изменению
устоявшихся убеждений менеджеров.
Видно, что такой подход поможет решить первый конфликт между
менеджерами-логистами и маркетологами (табл. 8.1), состоящий в воз-
можности потерь из-за недостаточной мощности для удовлетворе-
ния неожиданно высокого потребительского спроса или реальных по-
терь из-за лишних мощностей. Подобным образом второй конфликт
может быть оценен применением тактической 12-месячной модели,
основывающейся на периодическом выводе данных в течение года,
скажем раз в месяц, для лучшего понимания способностей цепи по-
ставок компании реагировать на неожиданные изменения в спросе.
Модели могли бы помочь разрешить большинство прочих конфлик-
тов табл. 8.1.
Необходимая нам ключевая конструкция — это интеграция цепи
поставок с моделями маркетинга, которые предсказывают влияние
цены, продвижения товара на рынок, рекламы и усилий по продаже на
долю рынка и спрос. В нашем обсуждении мы лишь коснемся марке-
тинга.1 Более того, количественный анализ решений по цепи поставок
1 Обзор многих тем по маркетингу можно найти в работах Eliashberg, J. Lilien
G. L. [1993а].
8.2. Зависимость доходов от цены и расположения компании
397
включает в себя стоимость, ресурсы и свойства физических продук-
тов, которые легче измерить и предвидеть.1 Имея это в виду, наш под-
ход к интеграции цепи поставок с маркетингом будет направлен на
создание неких структур, которые расширят модели цепи поставок до
решений по продажам и рынкам и сузят влияние спроса и продукто-
вого ассортимента. Такой подход может быть начат с построения мо-
дели цепи поставок, которая минимизирует общую стоимость прогно-
зируемого и реального спроса. Мы можем предполагать или, наконец,
надеяться, что эти перспективы выявят необходимость и прибыльность
маркетинговой модели, даже если оказывается сложно проверить ее
на достоверность.
8,2. Зависимость доходов от цены и расположения
компании
Очевидно, что наиболее простым расширением модели для миними-
зации затрат, связанных с фиксированным и постоянным спросом, яв-
ляется приведение ее к модели, которая максимизирует чистый доход
путем расширения разнообразия ассортимента продукции. Другими
словами, рассмотрим модель, которая максимизирует
чистый доход = валовой доход - общие затраты цепи поставок,
где валовой доход изменчив и зависит от количества каждого продан-
ного продукта (товарной группы). Предположим мы решили, что мо-
дель отражает стратегии цепи поставок компании и ассортимента про-
дукции для следующего года.
Как показано на рис. 8.1, мы расширили представление модели мини-
мизации стоимости путем определения кривой общего дохода (функция)
1 В своих работах EliashbergJ., Lilien G. L. [1993b, 3] заявили: «Многие видят
процесс сбыта как отсутствие точных численных вероятностей, свойственных
производству и финансированию. В сбыте человеческий фактор играет одну
из главных ролей, расходы на сбыт отражают одновременно спрос и издержки,
информация способствует правильным решениям. Главная сила, стоящая за
этим развитием, — борьба за рынки, которая определяет успешную или же убы-
точную деятельность фирмы в последующие годы. Продажи на многих рынках
довольно однообразны или убыточны, в то время как конкуренция увеличива-
ется и становится более напряженной. Жизненный цикл продукта становится
более коротким, персонал компании теряется в новых типах данных, требуя
быстрых решений, которые принимаются в постоянно изменяющихся слож-
ных условиях».
398
Глава 8. Стратегическое и тактическое планирование цепи поставок...
продажи
спрос
продажи
Рис. 8.1. Кривая валового дохода
и допущения колебаний в продажах каждого продукта на каждом рын-
ке по сравнению с прогнозированным спросом. Мы обсуждали очень
похожий график и его построение в разделе 3.2. Предполагаем, что
разница в продажах относительно мала, скажем ±5% от прогнозиру-
емого спроса. При построении этой функции отдел маркетинга полагает,
что продажи других продуктов не изменятся, если компания примет
решение о снижении продажи конкретного продукта до минимально-
го уровня продаж. Допускается также, что они могут достичь уровня
максимальных продаж без значительных дополнительных рыночных
и торговых усилий. Итак, такой подход к моделированию не обраща-
ется к торговым и рыночным усилиям, таким как широкие рекламные
акции, удваивающие способность продаж, и не включает другие дей-
ствия, которые в зависимости от отрасли смогут значительно изменить
долю компании на рынке, понеся при этом значительные затраты. Тем
не менее результаты анализа, включающего решения о совокупности
продукции, могут оказаться важными. Даже колебания в ±5% ожи-
даемого спроса могут привести к стратегиям комбинаций продуктов,
которые дают большое увеличение чистого дохода.
Для того чтобы включить функцию общего дохода на рис. 8.1 в мо-
дель цепи поставок, опишем ее кусочно-линейной функцией. Прибли-
жение в два сегмента показано на графике, но мы можем построить
более строгие приближения, которые используют более двух линей-
ных сегментов. Такое уточнение позволяет использовать конструкции
8.2. Зависимость доходов от цены и расположения компании
399
линейного программирования для описания этой функции, вместо
обращения к нелинейным методам программирования, если дается
математическое представление функции на рис. 8.1. Отметим также,
что, несмотря на минимизацию затрат в результате положительного
эффекта масштаба, нам не придется прибегать к смешанному целочис-
ленному программированию для сегментного линейного приближения,
потому что оптимизационный алгоритм, естественно, станет выбирать
продажи по высоким ценам, прежде чем выбирать продажи по низкой
цене.
Ценовые модели. Мы начали наше обсуждение оптимизации сово-
купности продукции с предложения простой ценовой модели рис. 8.1.
Ее построение может оказаться более сложным, чем мы полагали, по
техническим и организационным причинам. Технически компания
должна оценить форму функции на рис. 8;1. Это безоговорочно связа-
но с ценовой эластичностью спроса, которая описывает то, как темп
роста функции чистого дохода должен снизиться, чтобы достичь боль-
ших продаж.1 Грубо говоря, на уровне продаж d с доходом R{d) как
показано на графике, средняя цена дается как R(d)/d, но цена должна
уменьшаться, чтобы вызвать большие продажи. Эластичность спроса
определяет взаимосвязь между ценой и темпом ее изменения и безого-
ворочно описывает функцию доходов. Итак, практическое требование
для развития функций валового дохода — это статистический и/или
основывающийся на рассуждениях метод для оценивания эластич-
ности цены или, аналогично, это функция дохода для каждого продук-
та на каждом рынке за определенный период с ожидаемым спросом на
продукт.2
Во время планирования на несколько месяцев и более фирма может
столкнуться с повышающим и понижающим давлением на цены. Повы-
шающее влияние оказывают улучшение свойств продукта или репу-
тации компании, увеличивая при этом затраты цепи поставок и затраты
на сырье. Понижающее давление включает возможность замещений,
действия конкурентов или улучшение промышленных возможностей.
Подобные динамичные эффекты потребовали бы создание многопе-
риодной модели цепи поставок, которая составляла бы функцию, как
на рис. 8.1, для каждого продукта, рынка и временного отрезка.
1 См. работу Baumol W. J. [1977,183-190] о ценовой эластичности.
2 Rao V. R. [1993,543-545] рассматривает несколько подходов к измерению
ценовой эластичности. На удивление небольшие эмпирические исследования
выявили оценочные параметры, описывающие функции дохода.
400
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Следующая техническая трудность заключается в том, что конст-
рукции ценовой модели, которую мы обсудили, игнорируют зависи-
мость спроса на пары продуктов, которые называются товарами-за-
менителями. То есть спрос на данный продукт в совокупности товаров
компании может увеличиться, если цена второго продукта, который
может заменить первый, увеличится. Высокая цена на второй продукт
спровоцирует большую покупательскую способность первого товара
по старой цене. Это является причиной, например, того, что произво-
дители предлагают выбор дешевых, средних и дорогих автомобилей.
Прогнозирование спроса недостаточно приспособлено для оцени-
вания товаров-заменителей во многих ситуациях, когда такие эффек-
ты известны или просто предполагаются. Кроме того, включение их
в оптимизационную модель потребует применения квадратичных ма-
тематических конструкций, которые усложнят оптимизацию моделей.1
Но, несмотря на эти сложности, описательное и оптимизационное
программирование товарных потоков с высоким эффектом товаров-
заменителей может быть достигнуто, если менеджеры компании и спе-
циалисты в области моделирования будут достаточно настойчивы в стрем-
лении сделать это.2
Организационные трудности с максимизацией чистого дохода на
основе функций дохода могут начаться с недостатка данных. Другими
словами, у маркетингового подразделения компании могут отсутство-
вать данные для оценки эластичности. Недостаток данных может быть
действительным, но он также может быть вызван нежеланием отдела
маркетинга учитывать количественное описание будущих доходов.
Это, конечно, зависит от того, какой вид продуктов продается.
Например, менеджер по продажам промышленных продуктов, для
которых ставка делается на продажи крупным компаниям, наверняка
понимает бесперспективность простого статистического прогнозиро-
вания. Напротив, он понимает, что его отношения с покупателями из
крупных компаний-клиентов, а также его знания отрасли промышлен-
ности в целом более важны, нежели простые статистические расчеты.
И тем не менее менеджер по продажам получит пользу из модельного
анализа его продуктовой линии, который составляет функции дохо-
дов и затрат цепи поставок, и их возможности, потому что они снабдят
его новыми взглядами на специфичные продукты и рынки внедрения.
1 См. работу Schrage L. [1997], где рассматриваются модели квадратичного
программирования для максимизации чистого дохода продуктов с cross-price
эластичностью.
2 См. работу Rao V. R. для рассмотрения моделей ценообразования.
8.2. Зависимость доходов от цены и расположения компании
401
Функции доходов будут базироваться на неком сочетании прошлого
опыта и расчета.
Для компаний, занимающихся продуктами широкого потребления,
менеджер по продажам должен быть сосредоточен скорее на марке-
тинговых действиях, таких как реклама и продвижение товара на ры-
нок, чем на ценовом регулировании. Таким образом, интегрирование
управления цепи поставок и управление спросом, которое может на-
чаться с узкого рассмотрения вопросов цен и доходов, может сразу
перейти к обсуждению более широкого круга рыночных решений.
Моделирование этого широкого спектра маркетинговых решений рас-
сматривается в следующем разделе.
Функции доходов в зависимости от расположения предприятий.
Во многих отраслях, таких как розничная и оптово-розничная торгов-
ля, объем продаж может зависеть от качества работы распределитель-
ных центров. Время доставки стандартных и срочных перевозок или
время на техническую поддержку зависит от расстояния между кли-
ентом и центром дистрибьюции, обслуживающим его. Похоже, что
сделки по принципу В2В (business-to-business) с помощью Интернета
несколько затуманивают понимание клиентом влияния географиче-
ского расположения на сервисную надежность, но еще рано говорить
о долговременном влиянии. С точки зрения перспективы оптимиза-
ции функция общего дохода от продажи продукта (товарной группы)
на определенном рынке будет зависеть от возможностей, присущих
данному рынку.
В качестве иллюстрации рассмотрим рынок k, который снабжается
продуктом с помощью одного из двух распределительных центров. Как
показано на рис. 8.2, компания имеет выбор между функциями дохода 1
и 2, соответствующими распределительным центрам 1 и 2, центр дист-
рибьюции 2 расположен ближе относительно рынка. Как показано,
кривые цен постоянны, но они, конечно, могут быть построены по-раз-
ному, если отличия будут установлены. Смоделируем это свойство
с помощью переменных 0-1, где переменная 1 закреплена за функци-
ей дохода 1, тогда как переменная 0 закреплена за второй функцией
дохода. Кроме того, пути от распределительного центра до рынка огра-
ничены только двумя маршрутами, обозначенными на графике. В об-
щем, мы прибегнем к переменным 0-1 для каждой реальной комбина-
ции распределительных центров, продуктов и рынков для всей сети
цепи поставок.
Возникает вопрос: как же оценить функции доходов, показанные на
рис. 8.2? Одним из успешных описательных подходов является логит-
402
Глава 8. Стратегическое и тактическое планирование цепи поставок..
Доход
200 миль до
дистрибьютора
20 миль до
дистрибьютора
Мини-
мальные
продажи
1
Макси-
мальные
продажи
1
Мини-
мальные
продажи
Макси-
мальные
продажи
2
Рис. 8.2. Кривая доходов, учитывающая местоположение предприятия
модель, которая является функцией преобразования предпочтений по-
требителей в их будущие покупки продукции или услуги.1 В данном
контексте модель может быть использована для оценки доли каждо-
го продукта на рынке как функция сервисных характеристик, обеспе-
чиваемая местонахождением источника по отношению к рынку. Она
применялась для изучения реакции потребителей на возможности сер-
виса, предлагаемые национальным поставщиком промышленных хи-
мических продуктов, и для изучения перепроектирования их сети ло-
гистики.2
Логит-модель установила, что важные факторы, по мнению потре-
бителей, расположились в следующем убывающем порядке: цена, гиб-
кое время доставки, срочность доставки и расстояние до пункта рас-
пределения. Занятно, что расстояние само по себе — менее важная
деталь, но оно является важнейшим при определении показателей вре-
мени доставки.
Что касается компании по распространению химических продуктов,
логит-модель была интегрирована в модель смешанного целочислен-
ного программирования, которая предложила переместить распреде-
1 Принципы построения и применения логит-моделей рассмотрены в работе
Urban G. L., Hauser J. R [1980].
2 См. Satterfield R. L. [1995].
8.3. Интеграция логистических и маркетинговых моделей...
403
лительные центры для максимизации прибыли. Стратегия по максими-
зации чистого дохода определила необходимость 56 вместо 76 пунктов
распределения в сложившейся сети и увеличила чистый доход более
чем на 6%. Доля валового продукта и связанные с ней объем и затраты
цепи поставок были несколько ниже в стратегии максимизации при-
были, это демонстрирует то, что модель устраняет невыгодные прода-
жи некоторых распределительных центров.
8.3. Интеграция логистических и маркетинговых
моделей для потребительских товаров
В этом разделе мы рассмотрим модели для интеграции управленче-
ских решений по цепям поставок и управлению спросом для компа-
ний, которые занимаются производством продуктов широкого потреб-
ления, таких как продукты личной гигиены, продовольственные товары,
одежда и книги. Первые три типа продуктов — это товары, жестко кон-
курирующие за объем продаж и долю рынка. Для их производителей
реклама, продвижение товара на рынок, цена и активность персонала
по продажам являются ключевыми факторами, определяющими объем
продаж и доходы. Связанные с ними маркетинговые действия торго-
вых компаний, которым они продают свои товары, также влияют на
продажи и доходы и учитываются при составлении описательных мо-
делей. Опять же развитие электронной коммерции подрывает тради-
ционные представления об эффективных маркетинговых стратегиях
для продуктов широкого потребления, но еще слишком рано опреде-
лять новые подходы. Более того, за исключением нескольких видов
товаров, таких как книги и компакт-диски, объем электронных про-
даж за последние несколько лет представляется очень небольшим по
сравнению с объемом продаж в магазинах.
Многие компании, производящие потребительские товары, ориен-
тированы на рынок в том плане, что маркетинговая стратегия компа-
нии на следующий год определяется высшим руководством, которое
разрабатывает планы, направленные на поддержание увеличения доли
товарного потока на рынок. При наличии данных о спросе производ-
ственному отделу предлагается создать планы по производству конеч-
ных продуктов эффективным по стоимости способом. И наконец, имея
производственные планы, отделу логистики предоставляется возмож-
ность разработать планы реализации конечных продуктов предприя-
тиям оптовой и розничной торговли в необходимых количествах, в нуж-
ное время, с минимальными затратами.
404 Iлава 8. Стратегическое и тактическое планирование цепи поставок...
Короче говоря, маркетинговые, производственные решения и реше-
ния по логистике во многих компаниях, производящих продукцию
широкого потребления, принимаются в порядке очереди нескоорди-
нированным образом. Нашей задачей является определение подходов
описательного и оптимизационного программирования для объедине-
ния решений всех трех функций, которые будут способствовать увели-
чению прибыли. В процессе многие из жалоб, перечисленных в табл. 8.1,
сократятся или исчезнут.
Цепи поставок потребительских товаров
Цепи поставок для продуктов широкого потребления — это комплекс-
ные соглашения производителей, оптовых торговцев, дистрибьюторов,
розничных магазинов и других организаций. Оптимизационные мо-
дели предлагают полезные средства для количественного и качествен-
ного определения и изучения этих соглашений, а также для определе-
ния оптимальных стратегий. Количество пунктов в цепи поставок для
продукции широкого потребления, проходящих через эту сеть, может
быть очень велико. Для компаний, производящих потребительские
товары с многомиллиардными объемами продаж, простое определе-
ние сети цепей поставок, которая соединяет производителя с рынка-
ми его основного продукта, оказывается сложным процессом.
Обратимся к анализу, проведенному для компании Procter & Gamble.
В начале 1990-х гг. североамериканская цепь поставок компании вклю-
чала в себя 60 заводов, 15 дистрибьюторских центров и 50 основных
видов продукции, обслуживающих 1000 клиентов.1 С тех пор компа-
ния произвела действия по общему усовершенствованию деятельно-
сти, вызванные следующими 5 факторами:
• дерегулирование грузоперевозок, введенное в 1980-х гг., снизило
ставки на доставку грузов;
• тенденции к компактности продукции привели к большей за-
грузке транспортных средств;
• улучшение качества производства способствовало повышению
репутации и прочности связей;
• укороченные сроки жизненных циклов продукции (с 3-5 лет со-
кратились до 18-24 месяцев) потребовали от заводов более ча-
стой смены оборудования;
• наличие излишних производственных мощностей благодаря проис-
шедшим поглощениям.
1 См. работу Camm J. D. et al. [1997].
8.3. Интеграция логистических и маркетинговых моделей...
405
Изучение цепи поставок было осуществлено с использованием оп-
тимизационных моделей, связанных с геоинформационной системой,
которая способствовала активному участию в этом анализе групп по
стратегиям продуктов, по одной для каждого вида продукта.
Два типа оптимизационных моделей были задействованы в изуче-
нии. Модель более высокого уровня определяла оптимальное распо-
ложение распределительных центров и обозначала потребительскую
зону для каждого в отдельности открытого распределительного центра.
Модель нижнего уровня рассматривала оптимальные и близкие к опти-
мальным варианты из модели расположения объектов для создания
модели оптимизации сети, которая выявит оптимальные пути снаб-
жения для каждой категории продуктов. В этой модели снабжения за-
висимые затраты включали в себя сумму издержек производства,
хранения и транспортировки. И распределительные центры, и потреби-
тельские зоны рассматривались как области со спросом, который не-
обходимо удовлетворить.
Модель снабжения была связана с географической информацион-
ной системой, позволяющей группам по развитию продукции подклю-
чаться к модели в реальном времени. Графические отображения в боль-
шей степени, нежели таблицы или крупноформатные сводки, помогли
группам по развитию товаров лучше понять связи между стоимостью,
объемом и видом сети распределения. По завершении работы было
выявлено, что закрытие 12 точек сэкономит сумму в $250 млн до уплаты
налогов.
Мы изобразили на рис. 8.3 цепь поставок с точки зрения производи-
теля, который снабжает своими продуктами корпоративных оптовиков
и дистрибьюторов, которые, в свою очередь, обеспечивают розничные
магазины. Под корпоративным оптовиком мы понимаем подразделе-
ние компании, которое владеет и управляет розничными магазинами
или имеет тесные деловые контакты с розничными магазинами на осно-
ве франчайзинга. Основной задачей корпоративного оптовика явля-
ется снабжение принадлежащих компании магазинов или магазинов-
партнеров таким образом, чтобы общая прибыль корпорации была
максимальной. Оптовики также могут снабжать магазины третьих лиц,
которые не участвуют в выделенной цепи. Под дистрибьютором мы
понимаем компанию, которая приобретает товары из многих источни-
ков, возможно включая товары, произведенные родительской компа-
нией, и продает их розничным торговцам или другим потребителям.
Основной задачей дистрибьютора является выбор продуктов, потре-
бителей и системы сбыта для максимизации прибыли.
406
Глава 8. Стратегическое и тактическое планирование цепи поставок...
На рис. 8.3 мы показали производителя, осуществляющего прямые
поставки розничным магазинам, которые являются частью корпора-
тивной цепи. Корпоративные оптовики также активно стремятся к тако-
му типу корпоративных соглашений с продавцами, которые в эконо-
мическом смысле рассматриваются как способ уменьшения стоимости
поставки продуктов в магазины. Другим методом отслеживания снаб-
жения продуктов от производителя в магазины, особенно когда нельзя
четко расписать прямые поставки, является транзит (flow through). Эта
технология автоматически сортирует входящие продукты, маркиро-
ванные продавцами, в исходящие поставки по магазинам.
Крупный производитель имеет различные каналы для продажи сво-
их продуктов. Важным моментом является то, каким образом разде-
Магазины
сбыта
Рис. 8.3. Цепь поставок производителя потребительских товаров
8.3. Интеграция логистических и маркетинговых моделей...
407
ляются прибыли между отдельными компаниями, управляющими про-
изводством и распределением продуктов. Во избежание конфликтов
компаниям следует заранее договориться о том, как будут распределе-
ны сэкономленные средства. Оптимизационные модели могут быть
использованы для оценки доходов от увеличения кооперации перед
принятием серьезных соглашений.
С точки зрения корпоративного оптовика или дистрибьютора, сеть
на рис. 8.3, конечно, изменится. При снабжении продуктами они могут
иметь дело с сотнями, если не с тысячами продавцов, расположенных
на нескольких континентах, у которых они приобретают и которым
продают десятки тысяч товаров ежегодно. Кооперативные соглашения
с продавцами имеют решающее влияние на превосходство, которое они
могут получить над конкурентами. На протяжении следующих лет та-
кие усовершенствования будут важным фактором изменений в отрас-
ли продуктов широкого потребления.
Моделирование влияния маркетинговых решений на спрос
на потребительские товары
Рассмотрим создание и применение описательных моделей для оцен-
ки влияния рыночных действий производителя потребительских то-
варов. Решения, принимаемые маркетологами, касающиеся вопросов
рекламы, продвижения товара на рынок, скидок, а также деятельно-
сти менеджеров по продажам, оказывают сильное воздействие надолго
компании на рынке и, таким образом, на ее продажи и валовой доход.
В этом подразделе мы проанализируем специальную модель, которая
отражает влияние таких решений на доход с продаж и чистый доход
компании.1 В следующем подразделе мы обсудим то, каким образом она
может быть совмещена с моделью оптимизации цепи поставок для ин-
теграции решений по цепи поставок и решений по управлению спросом.
Мы признаем, что рассматриваемая модель или подобные модели
рыночных стратегий идеализированы по сравнению с реальностью,
поскольку рыночные решения, перечисленные выше, в обычной ком-
пании не проводятся в такой координированной форме. Отдельные
группы ответственны за некоторые решения, и каждая из групп часто
принимает решения, не имея представления о решениях других групп.
1 Описываемая модель Брандейда была разработана Little J. D. С. [1975].
Wind V. и Lilien G. [1993] критиковали Брандейда и другие модели маркетин-
говых стратегий. Также см. работу Cooper L. G. [1993], его взгляд на модели
рыночной доли с математической структурой, похожей на модели Брандейда.
408
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Другими словами, принятие рыночных решений не проводится в ин-
тегрированной форме. Более того, как мы заметили ранее, количествен-
ный анализ и моделирование рыночных явлений, которое включает
предвидение поведения людей, сложны и подвержены скептицизму.
Тем не менее мы выдвинем две важные причины для обсуждения
рыночной модели. Во-первых, результаты данной модели являются
необходимыми для расширенной модели цепи поставок, которая мак-
симизирует чистые доходы путем интегрирования решений по цепям
поставок и маркетинговых решений, встающих перед компанией, про-
изводящей продукты широкого потребления. Главной темой этой
книги является использование данных, моделей и систем моделиро-
вания для улучшения принятия управленческих решений. В процессе
разработок слишком рано утверждать, что работа менеджеров, осно-
вывающаяся на здравом смысле, не может быть улучшена путем более
формального использования моделей и данных.
Формулировка рыночной модели. Рассмотрим формы и функции
описательной модели для единичного вида продукта, такого как зуб-
ная паста или мыло, производимого компанией продукции широкого
потребления. Менеджер по определенному сорту продукции ответ-
ствен за ее прибыльность, и мы полагаем, что он создает группу, кото-
рая принимает все рыночные решения в координированной форме.
Хотя возможна некоторая двусмысленность относительно размера тех
сегментов рынка, в которых конкурируют товары данной компании,
он вполне осознает это и может просто сослаться на общую численную
долю, занимаемую их товарами на рынке, которая в основном и опре-
деляет конкурентную позицию. Активные действия на рынке направ-
лены на удержание и увеличение этой рыночной доли, и в модели мы
рассматриваем влияние таких действий.
Если 5 — объем рынка в единицах продаваемых за год всеми ком-
паниями продуктов данной серии, s — объем продаж данного бренда
продукции в единицах за год, ат — доля на рынке, то т = s/S. Допу-
стим, что g отражает объем прибыли от продажи единицы продукции
данного бренда; тогда
чистый доход от маркетинга = g х s - затраты на маркетинг.
Такие определения S, s, т и g являются упрощенными, потому что
не учитывают колебания, зависящего от времени, расположения и сег-
мента рынка. Более того, несмотря на то что задачей рыночной страте-
гии является сохранение и увеличение доли на рынке в течение опре-
деленного времени или, возможно, увеличение общего объема рынка,
8.3. Интеграция логистических и маркетинговых моделей...
409
менеджеры понимают, что она уменьшится в определенные периоды,
на определенных точках и сегментах рынка, в то время как на других
будет подъем. Для упрощения примем, что объем рынка 5 фиксирован
и известен.
Маркетинговая количественная модель, которую мы создаем, объяс-
няет, как реклама, продвижение товара на рынок, активность персонала
по торговле и ценовые стратегии влияют на sji т, являющиеся эталон-
ными величинами, которые отображают их стандартные или номиналь-
ные уровни в начале планирования. Для каждого периода планирова-
ния, который мы для удобства примем равным 12 месяцам будущего
года, продажи бренда выражаются как результат умножения характер-
ного уровня продаж на величину индексов рыночных эффектов, кото-
рые уменьшают или увеличивают продажи бренда. Например, если
обычный объем продаж бренда в первый месяц 100 000 штук и мы про-
гнозируем 10%-ное увеличение от двух рыночных факторов, мы пред-
положим, что за первый месяц продажи бренда составят 100 000 х
х 1,1 х 1,1 = 121 000 штук.
Влияние маркетинговых решений и внешних факторов на продажи
может быть смоделировано простыми индексами (умножающимися
факторами) и характеристиками чувствительности (детекторная ха-
рактеристика) (response curves). Простой индекс — это величина, опи-
сывающая умноженный эффект на продажи в определенный период.
Например, сезонность может быть описана как установленные вели-
чины для каждого месяца, которые показывают, как уменьшится или
увеличится уровень продаж относительно стандартного уровня. Про-
стые индексы полезны для описания одноразовых событий, таких как
изменения в упаковке или названии бренда. Размеры этих величин
основываются на статистическом анализе и изучении менеджерами
подобных изменений в прошлом. Характеристики чувствительности
показывают, как рыночные решения и внешние факторы с течением
времени влияют на продажи.
Подмодель рекламы прогнозирует влияние рекламы на продажи
в зависимости от колебания функции изменения управления рекла-
мой, например количество и время рекламы по телевизору. Эта под-
модель использует индекс темпа продаж в зависимости от рекламы,
которую мы для простоты представления отнесем только к телевизи-
онной рекламе. Этот термин выражается следующим образом:
стоимость рекламы = эффективность ролика х эффективность
средства рекламы х затраты на рекламу.
410
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Таким образом’ чем лучше качество телевизионной рекламы, чем
более эффективны телевизионные программы в достижении потреби-
теля и чем выше затраты на рекламу, тем выше стоимость рекламы.
Стоимость рекламы определяется каждый месяц, а ее динамический
эффект от месяца к месяцу определяется экспоненциальным сглажи-
ванием, которое описывает, как эффект от рекламы может увеличи-
ваться или сокращаться ежемесячно, а именно:
эффект от рекламы за месяц t = а х эффект от рекламы за месяц t - 1 +
+ (1 - а) х реакция на стоимость рекламы за месяц t,
где значение а, лежащее между 0 и 1, определяет, насколько быстро
падает эффект рекламы за прошлый месяц. Если значение «близко к 1,
то эффект от рекламы прошлого месяца сокращается очень медленно;
если а близко к 0, он уменьшается быстро.
Углубленный статистический анализ факторов стоимости рекламы,
ее частотной характеристики и объемов «порождает кривые чувстви-
тельности, показанные на рис. 8.4.
Эти кривые демонстрируют, как стоимость рекламы, которая мо-
жет быть выше или ниже линии стандартного показателя, может по-
влиять на продажи. Если стоимость рекламы намного ниже ее стан-
дартного уровня, как было посчитано исходя из стоимости рекламы
на ее текущем стандартном уровне, функции отклика показывают, на-
сколько продажи (и доля на рынке) уменьшатся с течением времени
и понизятся до меньшего уровня. Понятно, что если стоимость рекла-
мы постоянно выше ее стандартной величины, функции отклика по-
казывают, как продажи (и доля на рынке) увеличатся со временем
и поднимутся на более высокий уровень.
Рис. 8.4. Реакция продаж на различную стоимость рекламы
8.3. Интеграция логистических и маркетинговых моделей...
411
Термин продвижение товара на рынок относится к совокупности
приемов для стимуляции продаж, включая уменьшение цен, купоны,
пробные образцы и премии. Продвижение товара на рынок может быть
смоделировано простыми индексами, оценки которых получены из
предварительных тестов или прошлого опыта подобного продвижения
товара. Другие виды относительно постоянны по своей форме, однако
интенсивность их зависит от затраченных денег; такие виды продви-
жения могут быть смоделированы с помощью кривых чувствительно-
сти.
Подмодель продвижения товара на рынок зависит от времени и функ-
ции отклика. Типичный график временного продвижения для 5-не-
дельного периода, начинающегося в первую неделю, показан на рис. 8.5.
После завершения продвижения модель предполагает резкий спад
продаж в течение нескольких недель. Модель показывает зависимость
времени действия продвижения товара от функции отклика, измеря-
емой его интенсивностью, которая описывает интенсивность данного
продвижения товара относительно обычного продвижения товара на
рынок.
Цена — важная переменная контроля объема продаж; здесь мы гово-
рим об основной оптовой цене, а не временном снижении цены, кото-
рое можно рассматривать как продвижение товара на рынок. Основная
оптовая цена не меняется или меняется незначительно, если инфля-
412
Глава 8. Стратегическое и тактическое планирование цепи поставок...
ция несущественна. Конечно, аномальные факторы могут создать по-
требность в увеличении цены, например внезапное увеличение стои-
мости ресурсов. В любом случае менеджер должен быть осторожен при
увеличении цены, потому что опыт показал, что такие увеличения, ве-
роятно, вызовут реакцию конкурентов. Хотя признанные бренды мо-
гут значительно увеличивать цены на короткий период, в долгосроч-
ном периоде, вероятно, от ценовых увеличений бренд понесет потери
в доходах и в доле на рынке. Если необходимо, можно применить це-
новую подмодель для прогноза долгосрочного поведения цен.
Наконец, относительные усилия и эффективность работы персона-
ла, занятого продажами, могут существенно влиять на объем продаж
бренда. Коммивояжеры обращаются к оптовым торговцам и рознич-
ным продавцам, чтобы поддержать изделия компании, поставить ин-
формацию о наступающих продвижениях товара на рынок, изменени-
ях в продукции и т. д. Эффективность деятельности менеджеров по
продажам бренда подобна эффекту рекламы, а именно:
оценка персонала по продажам = (эффективность/обращение) х
х (обращение/$) х ($, потраченные на заработную плату
и другие расходы).
Подмодель персонала по продажам определяет эффект в течение
каждого месяца, основанный на ответной функции, отображающей
вышеупомянутый уровень в краткосрочном эффекте маркетинга, ко-
торый объединен с эффектом последнего месяца, используя экспонен-
циальное сглаживание.
Четыре описательных (дескриптивных) подмодели (рекламирова-
ние, продвижение товара на рынок, регулирование цен и персонал по
продажам) могут быть объединены путем вычисления их общего вли-
яния на продажи посредством умножения относительных продаж на
множество мультипликативных факторов, чтобы производить коммер-
ческие прогнозы в течение каждого месяца следующего года. Логика
этой взаимосвязи показана на рис. 8.6. Менеджер выбирает стратегию
маркетинга на следующий год, включая решения относительно рекла-
мирования, продвижения товара на рынок, ценовой политики и дея-
тельности торгового персонала, на ежемесячном основании. Исполь-
зуя модель маркетинга, эта стратегия определяет объем продаж бренда,
цены и валовой доход в течение каждого месяца по местоположению
и рыночной доле. Взаимосвязи между месяцами, показанными на схеме,
относятся к динамическим эффектам переменных управления марке-
тингом, которые мы описывали с помощью экспоненциального сгла-
живания, на участке рынка. Модель также определяет связанную стой-
План маркетинга
Реклама
Продвижение
Ценообразование
Действия, направленные на повышение продаж
Месяцы
Валовый
доход
Валовый
доход
Валовый
доход
Валовый
доход
Валовый
доход за год
Годовые затраты
на маркетинг
Чистый маркетинговый
доход за год
Рис. 8.6. Прогнозируемые продажи и чистый доход от маркетинга,
определенные маркетинговой моделью
8.3. Интеграция логистических и маркетинговых моделей...___________413
414
Глава 8. Стратегическое и тактическое планирование цепи поставок...
мость такой стратегии в течение года. Стоимость вычтена из валового
дохода, чтобы получить чистый доход от маркетинга в течение года
маркетинговой стратегии.
Понятно, что логика рис. 8.6 скорее описательна (дескриптивна),
нежели нормативна, потому что менеджер не имеет никаких аналити-
ческих средств для оптимизации своих маркетинговых решений, ко-
ординируя их с решениями по цепям поставок при максимизации чи-
стых доходов, которые рассчитываются как разность между чистым
доходом от маркетинга и стоимостью цепей поставок. Конечно, менед-
жер руководствуется понятием о том, что будет лучше для организа-
ции при выборе стратегии маркетинга. Однако, если он желает и мо-
жет определить количественное воздействие принимаемых решений,
как это требуется моделью маркетинга, валовые продажи и затраты,
показанные на рис. 8.6, обеспечат больший рационализм и оправдан-
ность принимаемых решений и, можно надеяться, это позволит сде-
лать более точные прогнозы. Связи с решениями о цепи поставок об-
суждаются в следующем подразделе.
Интеграция логистических и маркетинговых моделей
для производителей потребительских товаров
В этом подразделе мы обсуждаем, как изготовитель потребительских
товаров может интегрировать цепи поставок и принимать управлен-
ческие решения относительно спроса путем объединения маркетинго-
вой модели на рис. 8.6, определяющей, как маркетинговые стратегии
стимулируют спрос и чистый доход от маркетинга, с моделью цепей
поставок, минимизирующей общую стоимость удовлетворения спроса.1
Цель моделей объединения состоит в том, чтобы максимизировать
чистый доход, определяемый как разница между чистым доходом от
маркетинга и общими затратами цепей поставок. Мы предполагаем, что
и рынок, и модели цепей поставок имеют 12 связанных месячных
подмоделей. Интеграционная модель могла бы использоваться на еже-
годном основании, что облегчало бы определение затем стратегии на сле-
дующий год. Она также может быть использована в тактическом, цик-
личном диапазоне каждые 3 месяца для регуляции ежегодного плана.
Схема интеграции изображена на рис. 8.7. Суть метода схожа с ме-
тодом, используемым в унифицированной методологии оптимизации,
1 Cowert К. В. [1987] используя реальные данные, разработал прототип мо-
дели, которая объединила модель цепи поставок для отдельных продуктов с мар-
кетинговой моделью Брандейда, которая охватывает эффекты от рекламы, це-
нообразования и продвижения товаров.
8.3. Интеграция логистических и маркетинговых моделей...
415
Мастер-модель
линейного програм-
мирования
------Оптимизация цепи поставок
Максимизация чистого
дохода посредством
выбора смешанной
стратегии
Вмененные ;
издержки цепи
маркетинга:
спрос на готовую
продукцию
на каждом
рынке в месяц
и чистый
доход от марке-
тинга в месяц
Инициализация
Новая стратегия
поставок:
теневые цены
на доставку
продукции на каждый
рынок
Мастер-модель цело-
численного програм-
мирования
Оптимизация цепи поставок
Максимизация чистого
дохода посредством
выбора чистой
стратегии
-► Подмодель маркетинга
▼
Оптимальная
интегральная
стратегия цепи
поставок и маркетинга
Рис. 8.7. Интеграция моделей цепи поставок и маркетинга
описанной в гл. 5. Различие заключается в том, что здесь мы использу-
ем метод декомпозиции для интеграции модели оптимизации цепей
поставок и маркетинговой модели с радикально различающимися ма-
тематическими формами. В рамках унифицированной методологии
оптимизации мы применили метод разложения к крупномасштабным
оперативным моделям, чтобы преодолеть их размер и использовать
специальные структуры составляющих подмоделей.
Схема интеграции начинается с осуществления маркетинговой мо-
дели при множестве значений рыночных управленческих переменных,
а также с создания диапазона сценариев спроса и чистых доходов от
маркетинга. Каждый сценарий спроса определяет количество каждого
изделия, которое будет требоваться на каждом рынке в каждый месяц
планируемого периода. Стратегии маркетинга обычно применяют к ма-
стер-модели линейного программирования (ЛП), которая заключает-
ся в максимизации чистого дохода путем изменения сочетания прода-
ваемых продуктов.
Чтобы проиллюстрировать концепцию смешанной стратегии мар-
кетинга, мы рассматриваем случай, когда метод начинается с пяти на-
чальных стратегий. Как показано на рис. 8.8, мастер-модель ЛП при-
сваивает пяти начальным стратегиям маркетинга неотрицательные веса
416
Глава 8. Стратегическое и тактическое планирование цепи поставок.
Спрос
маркетинговой
стратегии 1
маркетинговой
стратегии 3
Спрос
(новой)
маркетинговой
стратегии 6
Рис. 8.8. Стратегия маркетинга-микс
(переменные решения), сумма которых равна единице. Мы можем
представить, но не в состоянии изобразить каждую из стратегий, пред-
ставленных в виде точки в многомерном пространстве, описывающем
размеры спроса на все изделия на всех рынках во всех месяцах.
Чистый доход от маркетинга связан с каждой такой точкой. Про-
странство, занимаемое всеми опросами, которые могут быть удовлетво-
рены в соответствии с пятью начальными стратегиями, умноженными
на неотрицательные веса, в сумме дающие единицу, можно предста-
вить в форме неправильного шестиугольника. Максимизация чистого
дохода по этому пространству показывает оптимальную стратегию
распределения продуктов, обозначенную точкой в кружке, которая
соответствует оптимальным весам третьей части для каждой из стра-
тегий 1, 2 и 4.
Ясно, что пространство, изначально занятое возможными вариан-
тами спроса и соответствующими им чистыми доходами от маркетин-
га, не может включать стратегию комбинации изделий, при продаже
которых чистый доход оптимален. Схема на рис. 8.7 предназначена,
чтобы исправить это ограничение за счет многократного генерирова-
ния новых маркетинговых стратегий. Это происходит за счет того, что
не учитываются теневые цены (оптимальные предельные затраты) на
поставленные изделия на каждом рынке в каждый месяц в маркетин-
говой подмодели, которая использует эту информацию при генериро-
вании новой маркетинговой стратегии.
8.3. Интеграция логистических и маркетинговых моделей...
417
Идеальным был бы вариант, при котором маркетинговая подмодель
позволяла выбрать эту новую стратегию, максимизируя чистые доходы,
где стоимость поставленной продукции на каждом рынке в каждый
месяц определяется равной теневой цене. Учитывая форму модели
маркетинга, описанную в предыдущем подразделе, достигнуть этого
весьма тяжело. В противном случае можно с большей уверенностью
предположить, что маркетинговая подмодель может использовать ин-
формацию о теневых ценах для идентификации новой стратегии, «хо-
рошей» в том смысле, что новая стратегия при включении в мастер-
модель ЛП приобретает положительный вес в новом оптимальном
решении. Определение эффективной новой стратегии может быть осу-
ществлено, например, путем выбора переменных маркетингового
управления с целью увеличить спрос на изделия на тех рынках и в тех
месяцах, которые имеют относительно низкие теневые цены, указыва-
ющие на то, что эта продукция способна приносить относительно вы-
сокие прибыли. Как показано на рис. 8.8, новая маркетинговая страте-
гия увеличивает количество возможных вариантов структур продаж
продукции.
Сложность, вынуждающая использовать две версии мастер-модели
цепи поставок, состоит в том, что площадь смешанных маркетинговых
стратегий, показанная на рис. 8.8, может содержать стратегии, невы-
полнимые в маркетинговой подмодели, хотя все чистые стратегии вы-
полнимы. Та же проблема возникла при применении оперативного
планирования, когда мы использовали унифицированную методоло-
гию оптимизации. Например, количество телевизионных объявлений,
показываемых в месяц, должно быть целым числом, и смешанная стра-
тегия, которая выбирает 2-3 объявления в апреле, не может быть осу-
ществлена. Чтобы преодолевать эту трудность, после того как было
произведено множество новых стратегий, использующих мастер-мо-
дель ЛП, мы обращаемся к мастер-модели ЦП (целочисленного про-
граммирования), в которой налагаем условие, что из числа предвари-
тельно отобранных маркетинговых стратегий должна быть выбрана
одна чистая стратегия. К сожалению, нельзя заменять мастер-модель ЦП
на мастер-модель ЛП на стадии анализа генерирования маркетинговой
стратегии анализа, потому что при присваивании чистого веса (0-1)
стратегиям теряется способность вычислить необходимые теневые цены.
Результат оптимизации мастер-модели ЦП — «оптимальная» интег-
рированная стратегия цепи поставок и маркетинга, в которую включе-
ны отметки расценок, приближенные к оптимальным, потому что не-
избежные технические трудности, вероятно, сделали бы невозможным
27—2186
418
Глава 8. Стратегическое и тактическое планирование цепи поставок...
верное определение оптимальной интегрированной стратегии и дока-
зательство ее оптимальности. Однако это не является серьезным прак-
тическим недостатком, потому что метод представляет собой вычис-
ление зоны оптимальности за счет определения того, насколько далеко
лучшее известное решение от оптимального. Таким образом, метод
разложения (декомпозиции) «оптимизирует» в том смысле, что он
позволяет найти интегрированную стратегию со значением чистого
дохода, расположенным в известных пределах от оптимальной страте-
гии. Если это значение недостаточно хорошо для руководителей, ис-
пользование метода может быть продолжено, пока не будет найдена
приемлемая стратегия.
Синтез принятия решения по цепям поставок и маркетингу, изобра-
женный на рис. 8.6 и 8.7, был основан на модели маркетинга, описыва-
ющей воздействие рекламы, продвижения товара на рынок, калькуля-
ции цен и работы торгового персонала при продаже изделия. Итоговый
спрос и данные по валовому доходу от маркетинга, интегрированные
в мастер-мод ели чистого дохода, могли быть разработаны и менее стро-
гой моделью; в крайнем случае эти данные могли быть определены
исключительно в соответствии с представлениями организатора. С этой
точки зрения кажется очевидным, что для того, чтобы сохранить и уве-
личить свою конкурентоспособность, компания должна настоять на
развитии количественных данных маркетинга, основанном на рацио-
нальном анализе.
Иллюстративная числовая модель
Проиллюстрируем схему вычисления, изображенную на рис. 8.7, при-
менив моделирование к компании Gold Beer. Компания Gold про-
изводит на своем пивоваренном заводе, расположенном в Сентервилле,
два типа пива, «Gold Ale» и «Gold Lager». Оба продукта распространя-
ются в окрестностях Кентервилля и Дугласа. Компания Gold Beer про-
водит долгосрочную маркетинговую кампанию, которая, как ожидает-
ся, будет поддерживать постоянный спрос на продукцию в обозримом
будущем. По приблизительным подсчетам каждому из продуктов ком-
пании Gold Beer принадлежит от 15 до 20% на каждом рынке.
Отдел маркетинга разработал новые телевизионные рекламные объ-
явления для каждого из продуктов, которые, по их мнению, могут значи-
тельно увеличить рыночную долю компании на следующие 6 месяцев.
Месячный спрос на каждый продукт на каждом рынке характеризует-
ся следующими тремя параметрами:
1. Текущие продажи (5). Месячный спрос на продукцию компании
без новых рекламных объявлений.
8.3. Интеграция логистических и маркетинговых моделей...
419
2. Максимальные продажи (Л4). Самый высокий достижимый (мак-
симальный) спрос на продукцию компании.
3. Полный товарооборот рынка (5). Полный товарооборот продук-
ции компании Gold и всех конкурирующих продуктов.
Следует обратить внимание на то, что потребители, составляющие
разницу между S и М, верны другим маркам и не переключатся на про-
дукцию компании Gold под влиянием телевизионной рекламы. Значе-
ния этих параметров приведены в табл. 8.2.
Таблица 8.2
Товарооборот рынка, тыс. упаковок по 6 банок в каждой
Текущие продажи Максимальные продажи Полный товарооборот рынка
Кентервилль, «Gold Ale» 1325 3000 9000
Дуглас, «Gold Ale» 2250 5000 9800
Кентервилль, «Gold Lager» 1100 2500 7600
Дуглас, «Gold Lager» 1800 4000 8750
Компания Golden Beer имеет возможность запускать от одного до
четырех рекламных объявлений каждый вечер, для каждого типа пива,
на каждом из рынков. Контракты с телекомпаниями в каждом городе
заключаются на месячный срок; т. е. компания Golden Beer должна
заключить контракт на показ одинакового количества объявлений каж-
дый вечер в каждом городе в течение месяца. Одно рекламное объявле-
ние «Gold Ale» каждый вечер в течение месяца стоит $625 000 в Кен-
тервилле и $500 000 в Дугласе. Одно объявление «Gold Lager» каждый
вечер в течение месяца стоит $400 000 в Сентервилле и $340 000 в Дуг-
ласе. Стоимость К объявлений в любом месяце = К, умноженному на
стоимость одного объявления.
После анализа статистических данных и выполнения проб рыночных
нововведений отдел маркетинга разработал модель, описывающую
потенциальное воздействие рекламной кампании. Еслих — объем рын-
ка в начале месяца, результат воздействия кампании зависит от коли-
чества рекламных объявлений, демонстрируемых каждый вечер, и раз-
мера незадействованного рынка М - х для каждого продукта. То есть
отдел маркетинга проанализировал факторы, приведенные в табл. 8.3,
определяющие процент потребителей среди целевой аудитории М - х,
которая перейдет с конкурирующего пива на употребление продукции
компании Gold под влиянием рекламы. Таким образом, если объем
420
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Таблица 8.3
Влияние рекламных объявлений на изменение рынка
Количество объявлений Маркетинговый эффект «Gold Ale» Маркетинговый эффект «Gold Lager»
1 0,10 0,08
2 0,17 0,14
3 0,22 0,18
4 0,26 0,21
рынка компании Gold для продукции «Gold Ale» в Дугласе в начале
месяцах = 2700 и компания демонстрирует одно объявление в вечер,
прогнозируемые продажи в течение месяца составят 2700 + 0,10 (5000 -
- 2700) = 2930, где 5000 — максимальные продажи компании Gold, за-
данные в табл. 8.2.
Влияние рекламных объявлений на объем рынка ослабевает в по-
следующие месяцы, если объявления не повторяются. А именно оста-
точный эффект от объявлений, данных в прошлом месяце, составляет
0,75 от базисного спроса. Таким образом, для данного примера, если
после месяца показа одного рекламного объявления каждый вечер в по-
следующие месяцы показ объявлений «Gold Ale» в Дугласе будет пре-
кращен, объем рынка снизится до 2250 + 0,75 (2930 - 2250) = 2760.
В течение второго месяца без показа объявлений остаточный эффект
считается равным 0,35, в течение третьего месяца — 0,10 и в течение
четвертого месяца — 0.
Отдел маркетинга предложил четыре рекламные кампании, показан-
ные в табл. 8.4. Первая колонка с уровнем спроса на продукт/? в месяц
t (dpkt) означает спрос на изделие/? {da — «Gold Ale», dl — «Gold Lager»)
в городе k (1 — Кентервилль, 2 — Дуглас) в течение месяца t(t= 1,2,
3, 4, 5, 6). Мы вычисляем соответствующий спрос, используя дан-
ные в табл. 8.2 и 8.3. Например, da\ 1 в столбце «Рекламная кампания 1»
означает 1,10 х 1325 = 1457,5, где 1,10 — это мультипликативный (уве-
личивающий) фактор для одной рекламы пива за вечер и 1325 — базо-
вый спрос на пиво в городе 1. Точно так же спрос б?а12 в столбце «Рек-
ламная кампания 1» означает 1325 + 0,75 х (1457,5 - 1325) = 1424,375,
где 0,75 — фактор распада, если 1 месяц прошел без рекламы пива в го-
роде 1. Затраты, показанные в нижней части табл. 8.4, измерены в ты-
сячах долларов.
Опции рекламной кампании, показанные в табл. 8.4, объединены
с моделью цепи поставок данной компании в отдельную интегриро-
ванную модель, которая частично показана в табл. 8.5 и 8.6. Как пока-
8.3. Интеграция логистических и маркетинговых моделей...
421
Таблица 8.4
Маркетинговые кампании в компании Gold Beer
Спрос на продукцию р в городе к за месяц t Рекламная кампания 1 Спрос Рекламная кампания 2 Спрос Рекламная кампания 3 Спрос Рекламная кампания 4 1 Спрос
dalO 1325 1325 1325 1 1325
da20 2250 2250 2250 2250
dllO 1100 1100 1100 1100
dl20 1800 1800 1800 1800
da 11 1 1458 2 1550 1 1458 0 1325
da21 1 2475 2 2633 1 2475 0 2250
dill 1 1188 2 1254 1 1188 0 1100
dl21 1 1944 2 2052 1 1944 0 1800
da!2 0 1424 2 1797 1 1612 1 1493
da22 0 2419 2 3062 1 2728 1 2525
dll2 0 1166 2 1428 1 1293 1 1212
dl22 0 1908 2 2325 1 2108 1 1976
dal3 1 1582 2 2001 1 1751 0 1400
da23 1 2677 2 3501 1 2955 0 2377
dll3 1 1273 2 1578 1 1390 0 1150
dl23 1 2075 2 2559 1 2260 0 1881
da 14 0 1518 2 2171 1 1876 1 1560
da24 0 2570 2 3895 1 3159 1 2639
dll4 0 1230 2 1707 1 1478 1 1258
dl24 0 2007 2 2761 1 2399 1 2051
dal5 1 1666 2 2312 1 1988 0 1501
da25 1 2813 2 4309 1 3343 0 2542
dl!5 1 1331 2 1818 1 1560 0 1218
dl25 1 2166 2 2934 1 2527 0 1988
dal6 0 1581 2 2429 1 2089 1 1651
da26 0 2672 2 4680 1 3509 1 2788
dl!6 0 1273 2 1914 1 1635 1 1321
dl26 0 2074 2 3084 1 2645 1 2149
Стоимость 5595 22380 11190 5595
зано в табл. 8.5, данные цепи поставок по каждому месяцу разделены
на следующие 4 подмодели:
1. Модель производства.
2. Модель транспортирования.
3. Уравнения уровня запасов.
422
Глава 8. Стратегическое и тактическое планирование цепи поставок...
4. Неравенства, определяющие правило «продажи не могут превы-
шать спрос».
Все объемы измеряются в тысячах упаковок по 6 штук, все затраты
и доходы — в тысячах долларов.
Мы показываем только первые 2 месяца 6-месячной модели цепи
поставки в табл. 8.5. Структура модели в течение других 4 месяцев
идентична. Модель производства имеет три ограничения: ограничение
на изготовление упаковки для двух типов пива и два ограничения мощ-
ности на сам процесс пивоварения каждого изделия. Модель произ-
водства включает сверхурочное время (of) на упаковочной линии.
Модель транспортирования гарантирует, что объемы «Gold Ale» и «Gold
Lager» , отправленные в распределительные центры, на этих двух рынках
не превышают уровня производства. Индексы 1 и 2 относятся к от-
грузкам в Кентервиль и Дуглас соответственно. Нет никакого запаса,
хранящегося на заводе.
Для каждого изделия и каждого распределительного центра урав-
нение уровня запасов определяет, что запас на конец равняется запасу
на начало плюс отгрузки, полученные с завода, минус продажи. Дает-
ся запас в начале месяца 1. Для каждого изделия в каждом распреде-
лительном центре продажи не могут превышать спроса, рассчитанного
в модели спроса, данной в табл. 8.6. Эта модель определяет взвешен-
ные комбинации четырех кампаний, показанных в табл. 8.4, и опции
отказа от проведения рекламной кампании. В качестве примера взаи-
мосвязи модели спроса с моделью цепи поставки рассмотрим прода-
жи пива в Кентервиле в месяце 1 (ячейка Q25), которые равняются
спросу в ячейке 525, где последнее количество равняется спросу, вы-
численному в модели спроса (ячейка £132). Переменная продаж так-
же включена в уравнение уровня запасов для пива в Кентервиле в стро-
ке 18. Как обычно, оставшиеся материальные запасы в течение месяца 1
(ячейки 122,/22, К22, L22) стали начальными материальными запаса-
ми для месяца 2 (ячейки 539, 540, 541, 542).
Целевая функция для каждого месяца вычисляет чистые доходы от
продаж за месяц. Чистый доход равняется валовому доходу от продаж
минус затраты на производство, транспортирование и на запас. Гло-
бальная целевая функция равняется сумме чистых доходов этих 6 ме-
сяцев минус стоимость рекламной кампании. Она не включает неиз-
бежные затраты, такие как другие затраты на маркетинг, затраты на
замену оборудования, затраты, связанные с обесцениванием, и адми-
нистративные затраты.
Таблица 8.5
Интегрированная модель цепи поставок и маркетинга для компании Gold Beer и ее пяти рекламных кампаний
А 1 В 1 С 1 D 1 Е | F | G | И | 1 | J | К | L \M\N\O\P\q\r\s
] Общая целевая функция 177195 Продукция Эль Светлое ot Целевая функция Месяц 1 11-1 <= 27644 1 6483 =<= 7000 Упаковка 1 <= 4000 Количество эля Значения в декабре. 4000 2483 0 4800 Количество светлого пива затраты на единицу продукции 2.75 2,28 0,12 Транспортировка Эль I Эль 2 Свт I Свт2 1 1 4000 -<= 4000 Ограничения по доставке эля 1 1 2483 =<= 2483 Ограничения по доставке светлого пива Значения в декабре, 1869 2131 1139 1344 затраты на единицу продукции 0,15 0,62 0.15 0,62 Поставки Окончательные запасы Продажи Эль 1 Эль 2 Свт! Свт 2 Эль 1 Эль2 Свт I Свт 2 Эль 1 Эль 2 Свт! Свт 2 1 I 1200 = 1200 -1 1 800 800 -1 1 1 1100 = 1100 -1 I 600 = 600 Значения в декабре. 1612 456 1051 0 1458 2475 1188 1944 затраты на единицу продукции 0,064 0,064 0,057 0.057 7 7 6.25 6.25 Продажи Спрос 1 1458 =<= 1458 1 2475 =<= 2475 I 1188 =<= Целевая функция « 1 1944 =<= 1944 Месяц 2 1 1 -1 7000 =<= 7000 29420 1 -<= 4000 1 <= 4800 4000 3000 0 2,75 2.28 0.12 1 1 I 0 4000 242 1 0.15 0,62 -1 1 1612 = 1612 -1 1 456 = 456 -1 1 1051 = 1051 -1 10=0 0 1728 0 649 1612 2728 1293 2108 0,064 0,064 0,057 0,057 7 7 6.25 6,25 I 1612 =<= 1612 1 2728 =<= 2728 , 1 1293 =<= 1293 I 2108 =<= 2108
2
3
4
5
6
7 8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38 39
40
41
42
43
44
45
46
47
48
8.3. Интеграция логистических и маркетинговых моделей...___________423
424
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Модель табл. 8.5 была оптимизирована как модель линейного про-
граммирования. Из табл. 8.6 видно, что модель случайно выбрала чистую
стратегию маркетинга, состоящую из рекламной кампании 3, с глобаль-
ной целевой функцией, равной $177 195 млн. Этот интегрированный
план управления цепями поставок и спросом почти на $25 млн выше,
чем оптимальная ценность опции отказа от проведения рекламной кам-
пании.
Оптимальные теневые цены данной модели линейного программи-
рования указали на увеличивающийся спрос на «Gold Lager» по срав-
нению с «Gold Ale». Кроме того, спрос в Кентервилле был более при-
влекательным, чем спрос в Дугласе. Оптимальный план цепи поставки
не удовлетворил спрос на пиво в Дугласе в месяцах 4, 5 и 6 показывая,
что реклама должна уменьшиться. После проведения еще трех кампа-
ний маркетинга мы обнаружили кампанию, выдающую чистый доход
в $183 913 000. Эта кампания состоит из одного объявления о пиве
каждый месяц на обоих рынках, кроме объявлений о пиве в Дугласе
в месяцах 3,4 и 5, и двух объявлений для «Gold Lager», каждый месяц
на обоих рынках.
Конечно, мы не проверили, что это решение самое лучшее, так как не
вычислили верхнюю границу чистого дохода оптимальной стратегии.
Эта граница могла быть вычислена, если нам необходимо продумать
метод для обнаружения кампании с оптимальным «чистым вознаграж-
дением», рассчитанным как разница между валовым вознаграждени-
ем, основанным на теневых ценах, и стоимостью рекламной кампании.
Но мы опускаем рассмотрение данного метода.
Анализ моделей оптимизации ясно указал, что маркетинговые за-
траты, связанные с увеличивающимся спросом на изделия компании,
значительно меньше, чем затраты цепи поставки при удовлетворении
такого спроса с имеющимися возможностями. Это предполагает, что
компания может исследовать возможности для расширения производ-
ственной мощности. Конечно, расширение производственной мощно-
сти может вовлечь большие инвестиционные затраты и требовать зна-
чительного времени для осуществления.
8.4. Планирование внедрения и роста
нового продукта
Жизненный цикл продукта состоит из следующих стадий: проектиро-
вание, разработка, внедрение, развитие (рост), стадия зрелости и конеч-
ная стадия (стадия упадка). Планирование нового изделия начинается
Таблица 8.6
Интегрированная модель цепи поставок и маркетинга для компании Gold Beer и ее пяти рекламных кампаний
А \ В \ С D E F 1 G н 1 J J к L M N | О | P 1 Q R s T и у w
12
12 Требуемая модель
13
13 Компании
13 0 1 2 3 4 Общая сумма
13 dall 1325 1458 1550 1458 1325 1458
13 da21 2250 2475 2633 2475 2250 2475
13 dill 1100 1188 1254 1188 1100 1188
13 d!21 1800 1944 2052 1944 1800 1944
13 da 12 1325 1424 1797 1612 1493 1612
13 da22 2250 2419 3062 2728 2525 2728
13 dll2 1100 1166 1428 1293 1212 1293
14 dl22 1800 1908 2325 2108 1976 2108
14 dal3 1325 1582 2001 1751 1400 1751
14 da23 2250 2677 3501 2955 2377 2955
14 dll3 1100 1273 1578 1390 1150 1390
14 d!23 1800 2075 2559 2260 1881 2260
14 dal4 1325 1518 2171 1876 1560 1876.
14 da24 2250 2570 3895 3159 2639 3159
14 dll4 1100 1230 1707 1478 1258 1478 •
14 dl24 1800 2007 2761 2399 2051 2399
14 dal5 1325 1666 2312 1988 1501 1988
15 da25 2250 2813 4309 3343 2542 3343
15 dl 15 1100 1331 1818 1560 1218 1560
15 d!25 1800 2166 2934 2527 1988 2527
15 da 16 1325 1581 2429 2089 1651 2089
15 da26 2250 2672 4680 3509 2788 3509
15 dll6 1100 1273 1914 1635 1321 1635
15 d!26 1800 2074 3084 2645 2149 2645
15 Стоимость 0 5595 22380 11190 5595 11190
15 Возможные 0 0 0 1 0 1
веса
8.4. Планирование внедрения и роста нового продукта_425
426
Глава 8. Стратегическое и тактическое планирование цепи поставок...
со стадии проектирования и переходит в стадию развития (роста). На-
шей целью является краткое обсуждение моделей для прогноза потреб-
ности на новые изделия и их интеграции с моделями системы поставок.
Мы полагаем, что планирование нового продукта заканчивается,
когда доля продукта и размер его общего рынка могут быть предсказу-
емы. Однако границы между стадиями жизненного цикла изделия не
всегда ясны. Для некоторых продуктов сбыт проходит через длитель-
ный период, прежде чем происходит повторный рост. Аналогично для
продуктов с коротким жизненным циклом, таких как некоторые типы
одежды или другие подобные товары, стадии зрелости и упадка незна-
чительны или вообще отсутствуют. Для этих продуктов планирова-
ние продукта занимает почти весь жизненный цикл.1
На стадии конструирования нового продукта мотивацией (целью) для
рассмотрения решений цепи поставок должен быть не только выбор
тех продуктов, которые наиболее привлекательны для потребителя, но
также выявление таких продуктов, которые приведут к максимизации
чистого дохода от продаж в результате эффективного производства
и дистрибьюторской активности.2 С одной стороны, система поставок
нового изделия может потребовать инвестиций в оборудование и но-
вые объекты. С другой стороны, для производства нового изделия мо-
гут использоваться оборудование и средства, предназначенные для дру-
гих существующих продуктовых линий.
Предполагается, что большинство компаний хочет воплотить мо-
дель системы поставок в жизненный цикл продукта на самых ранних
стадиях, предпочтительно в процессе конструирования, даже если до-
стоверные данные о спросе и издержках производства не известны.
Такая модель должна иметь блочную структуру и максимизировать
чистые доходы от продаж. Первоначально она будет использована но-
вой продуктовой группой (new product team), включающей дизайне-
ров, инженеров, специалистов по маркетингу и логистике, которые бу-
дут оценивать рентабельность вариантов проекта.
Недостаток достоверных данных на этапе конструирования не дол-
жен рассматриваться как непреодолимый барьер. Когда нет прямых
статистических данных по продажам, возможно использование дан-
1 В разделе 8.8 мы рассмотрим успешное применение стохастических моде-
лей для продуктов с короткими и неопределенными жизненными циклами.
2 Интеграция дизайна нового продукта и дизайна цепи поставок является
естественным развитием беспокойства о дизайне для инжиниринга, который
относится к экономике и эффективности реализации инжиниринга новых про-
дуктов.
8.4. Планирование внедрения и роста нового продукта
427
ных о подобных изделиях, представленных в прошлом, чтобы сделать
первоначальный прогноз. Эти прогнозы могут систематически обнов-
ляться по мере того, как осуществляются начальные продажи. При-
близительные производственные затраты и данные графиков могут
оцениваться по отношению к развитию подобных изделий. Более того,
новая продуктовая команда может и должна заниматься деловыми
процессами и исследованием моделирования, целью которого являет-
ся обновление данных и адаптация планов для составления образцов.
Модель и ее база данных должны быть обновлены и использованы,
когда продукт проходит стадии разработки, внедрения и роста.
Диффузионная модель (модель распространения) часто применяет-
ся для прогнозирования спроса на новые продукты длительного исполь-
зования и высокотехнологические продукты.1 Простая версия этой
модели основана на следующем отношеции:
Q, = p(Q* - Nt) + r(Nr/Q*)(Q* - Nc\
где Q — количество первоначальных продаж в течение периода t; Q* —
максимальное количество первоначальных продаж; N — общее коли-
чество первоначальных продаж вплоть до периода t\p — коэффициент
инновации; г~ коэффициент имитации.
Модель предполагает, что количество первоначальных продаж в пе-
риод t зависит от двух коэффициентов: инновации и имитации.
В простой форме, заявленной выше, коммерческие прогнозы Q мо-
гут быть сделаны по оценке трех параметров, г, р и Q*. Первоначально
они могли бы быть определены поверхностно, по модели продаж по-
добных изделий. Априорные оценки были бы тогда обновлены по дан-
ным фактических продаж. Был проведен значительный объем приклад-
ных исследований для расширения базовой модели, чтобы описать
новое распространение изделия и окончательное количество первона-
чальных продаж как функции цены и рекламирования.2
Мы заинтересованы в использовании диффузионной модели для
прогнозирования продаж нового изделия, которое обеспечило бы ис-
ходную информацию для модели цепи поставок, максимизирующую
чистый доход. Изначально модель строится для стратегических пла-
нов с целью отражения стадий внедрения и роста продукта. Затем она
используется на повторяющейся основе для ежегодного и затем еже-
1 Диффузионная модель была разработана по большей части Bass F. М.
(1969). См. также Lilien G. L. et al. (1992) и Maxajan V., Miller E., Bass F. (1993).
2 Эти расширения обсуждались в работах Lilien G. L. (1992) Maxajan V., Mil-
ler F... Bass F. (1993).
28*
428
Глава 8. Стратегическое и тактическое планирование цепи поставок...
квартального планирования решений о приобретении и распределе-
нии ресурсов, необходимых для производства нового изделия. Точ-
ность диффузионной модели, конечно, влияет на качество решений
относительно производства, распределения и сбыта, а следовательно
на чистые доходы. Разработчики моделей маркетинга имеют частые
возможности пересмотреть параметры и даже формы диффузионной
модели, чтобы достигнуть большей точности. Даже если начальные
оценки оказываются далеко от цели, можно ожидать или по крайней
мере надеяться, что прогнозируемая модель значительно улучшится
через какое-то время.
8.5» Оптимизационные модели для анализа
конкурентоспособности
Стратегические модели планирования, которые мы рассмотрели, не
отражали конкуренцию среди фирм в той или иной отрасли промыш-
ленности, хотя в предыдущем параграфе мы представили структуры
моделей, частично связанные с конкуренцией, такие как модели эластич-
ности цен и рыночной доли. В этом разделе рассмотрим модели и ме-
тоды решения для явного исследования конкуренции. Хотя эти моде-
ли и методы в настоящее время не применяются на практике, они
технически выполнимы и имеют высокую потенциальную ценность.
Трудности их применения в первую очередь связаны с необходимо-
стью построения сложных конструкций, которые требуют новых ти-
пов данных и описательных моделей. Несмотря на такие барьеры, мы
надеемся, что наше обсуждение побудит интерес к экспериментирова-
нию с моделями конкурентоспособности.
Начнем с рассмотрения известной качественной теории конкурен-
ции Майкла Портера, который считает, что на конкуренцию среди
фирм в той или иной отрасли промышленности влияют пять ключе-
вых факторов. Структурный анализ М. Портера по отраслям промыш-
ленности может рассматриваться в качестве управленческой интерпре-
тации теории промышленной организации, что является обширной
областью исследования в экономике. В значительной степени теория
получает свои результаты вследствие построения, анализа и оптими-
зации теоретических математических моделей. Очень мало подобных
моделей управления данными было реализовано на практике.
Учитывая основную тему этой книги, мы попытаемся перевести ка-
чественные параметры структурных моделей промышленности и коли-
чественные параметры моделей промышленной организации в инстру-
8.5. Оптимизационные модели для анализа конкурентоспособности
429
менты поддержки решения. Признавая, что это сложная задача и что
ее всестороннее рассмотрение могло бы не уместиться в целой книге,
мы идем на компромисс, представляя краткий обзор основных кон-
цепций, проиллюстрированных числовыми примерами. Также в следу-
ющей части мы проведем анализ отрасли на примере лесной промыш-
ленности. Данный пример иллюстрирует ценность сосредоточения
обширной теории анализа конкурентоспособности на прагматических
задачах принятия решений, основанных на данных, с которыми стал-
кивается определенная фирма в определенной отрасли промышлен-
ности.
Структурный анализ отраслей промышленности
Структурный анализ М. Портера позволяет оценить воздействие пяти
конкурентных факторов, которые определяют привлекательность от-
расли промышленности и потенциальную доходность фирм в данной
отрасли промышленности.1 Дальнейшее изучение цепи поставок от-
дельной фирмы выявило, что конкурентоспособное положение фир-
мы в пределах отрасли промышленности зависит от того, насколько
хорошо фирма интегрирует свои действия на протяжении всей цепи
поставок. Мы же в данной книге придерживались другой позиции, под-
робно изучая цепи поставок отдельных фирм перед рассмотрением
того, как фирмы конкурируют в своей отрасли промышленности. Пять
воздействующих факторов М. Портера следующие:
1. Конкуренция среди существующих фирм в промышленности.
2. Рыночное влияние поставщиков.
3. Рыночное влияние покупателей.
4. Угроза появления товаров (услуг)-заменителей.
5. Угроза появления новых участников.
Эти факторы показаны на рис. 8.9 наряду с другими ключевыми
факторами, влияющими на структуру отрасли.
Общее воздействие пяти факторов определяет способность отдель-
ных фирм в отрасли осуществлять более высокий оборот. Такой обо-
рот будет зависеть от абсолютного и относительного вклада каждого
из воздействующих факторов, которые изменяются от одной отрасли
промышленности к другой и могут изменяться с течением времени.
Потенциал прибыли независим от объемов производимых изделий, их
1 Характеристика конкуренции в терминах пяти обстоятельств берется у Por-
ter М. Е. (1980). Также это можно посмотреть в гл. 1 Porter М. Е. (1985).
430
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Барьеры для доступа:
экономия, обусловленная
ростом производства
запатентованные изделия
особенности бренда
переменные издержки
потребности в капитале
доступ к распределению
полное преимущество цен
кривая роста выработки или
производительности
необходимые затраты
на производство
разработка недорогого
продукта
политика государства
ожидаемый возврат
Новые, входящие
на рынок фирмы
Факторы, определяющие
конкуренцию:
рост производства
постоянные (or storage)
издержки
добавленная стоимость
сверхпредложение
особенности товара
особенности бренда
переменные издержки
концентрация и баланс
информационная сложность
разнообразие конкурентов
доля корпораций
барьеры на выходе
Поставщики
Определяющие факторы
для поставщиков:
дифференциация расходов
переменные затраты
поставщиков и фирм
в производстве
концентрация поставщиков
относительная стоимость
общих закупок в производстве
влияние расходов на диф-
ференцированную стоимость
угроза интегрирования
вперед относительно
позднего интегрирования
фирм в производства
Конкуренты
индустрии
Покупатели
Интенсивность
конкуренции
Представители
Определение требований
к переменным издержкам:
относительная цена
выполнения замены
переменные издержки
склонность покупателя
к замене
Определяющие факторы
для покупателей:
преимущества в переговорах
концентрация покупателей
выборочная концентрация
фирм
количество покупателей
переменные затраты покупа-
телей относительно фирмы
переменные затраты
информированность покупа-
телей
возможность обратной
интеграции
чувствительность цены
цена/общая стоимость
особенности товара
особенности бренда
влияние на качество
эксплуатационные качества
прибыли покупателя
стимулирование принятия
решений
Рис. 8.9. Элементы промышленной структуры
Источник: Porter М. [1985, 6]
новизны или устаревания и того, являются ли они высокотехнологич-
ными или низкотехнологичными. Например, фармацевтическая про-
мышленность традиционно позволяет многим конкурентам зарабаты-
вать привлекательные прибыли, потому что многие из пяти факторов
слабы. Огромные барьеры при внедрении на рынок сдерживают появ-
ление новых фирм. Фармацевтические компании вертикально объ-
8.5. Оптимизационные модели для анализа конкурентоспособности
431
единены, устраняя таким образом потенциальную угрозу поставщи-
ков, которые имеют сильное рыночное влияние. Таким образом, па-
тентованные лекарства не могут иметь никакой угрозы появления
заменителей; непатентованные лекарства могут быть защищены от
разрушительных заменителей путем рекламы и других коммерческих
действий, которые сохраняют рыночную долю. Наконец, до недавнего
времени рыночное влияние покупателей было низко. Это рыночное
влияние стало большой угрозой, так как медицинские организации
и правительства стремятся управлять ценами в сфере здравоохранения.
И наоборот, обороты в лесной промышленности менее привлека-
тельны, потому что конкуренция среди участников интенсивна. Дан-
ная отрасль промышленности не развивается, ее продукция периодиче-
ски оказывается в избытке, поэтому к большинству изделий относятся
как к предметам потребления, что не способствует продвижению тор-
говой марки. Кроме того, крупные покупатели имеют значительное
рыночное влияние.
Мы не будем рассматривать каждый из элементов, показанных на
рис. 8.9. Многие были обсуждены в рамках описания моделей цепи
поставок, которые мы исследовали ранее в данной книге (например,
положительный эффект масштаба, объемы покупателей, ценовая чув-
ствительность). Возникают две общие проблемы при попытке постро-
ения модели управления данными для поддержки процесса принятия
решения, основанной на данных элементах и парадигме М. Портера.
Сначала мы должны разработать описательные данные и модели эле-
ментов структуры промышленности, которые будут служить входной
информацией к моделям оптимизации для поддержки принятия управ-
ленческого решения. Например, какова цена того, если поставщик или
покупатель перейдет к конкуренту? Или как мы представляем появле-
ние заменителей при описании способов производства, используемых
фирмами в данной отрасли промышленности? В ответах на эти и дру-
гие вопросы независимо от их важности для построения и оптимизации
нормативных моделей для анализа промышленности должны быть зна-
чительно заинтересованы менеджеры высшего звена фирмы. Во-вто-
рых, после разработки данных и описательных моделей многих из эле-
ментов на рис. 8.9 нам необходимо прибегнуть к системному анализу
для их объединения. Как мы рассмотрим ниже, такая структура си-
стемного анализа обеспечивается путем синтеза теории промышлен-
ной организации с математическими методами программирования для
построения и объединения моделей оптимизации, с использованием
методов разложения (декомпозиции).
432
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Теория промышленной организации
Сфера промышленной организации связана с теорией фирмы и тем,
как фирмы соперничают за прибыль.1 Многие ученые, работающие
в этой области, используют математические модели и анализ для обес-
печения понимания стратегического, конкурентоспособного поведе-
ния. Это теоретические, не основанные на данных, модели, и поэтому
они не предназначены помогать менеджерам принимать определенные
стратегические решения. Тем не менее данные модели обеспечивают
концептуальную основу для внедрения моделей управления данными
при их сочетании с моделями и методами математического програм-
мирования.
Модели для анализа конкуренции в рамках отрасли определяют
цены и объемы предложения среди фирм в данной отрасли, которые
балансируют с ценами и объемами спроса среди покупателей продук-
ции, предлагаемой данными фирмами. Этот баланс называется кон-
курентным равновесием. Равновесное решение представляет собой
простой случай, когда фирма увеличивает производство продукции до
уровня, где ее предельная стоимость равняется предельной цене, по-
лучаемой за продукт, т. е. в данной ценовой точке предложение балан-
сируется спросом. Модели равновесия играют важную роль в теории
промышленной организации и являются методом характеристики меж-
фирменной конкуренции.
Каждая фирма в равновесной модели отрасли стремится к макси-
мизации чистого дохода с точки зрения конкурентоспособности струк-
туры отрасли. Это может быть ценовая конкуренция среди множества
фирм или случай, когда монополист устанавливает цены, не обращая
внимания на поведение конкурентов. В то же время покупатели в от-
расли стремятся к максимизации утилит, получаемых ими при осуще-
ствлении покупок.2 С точки зрения цепи поставок конкуренция имеет
явный пространственный аспект, потому что производственные мощ-
ности и рынки географически разбросаны. Отрасль промышленности,
1 Tirole J. [1988, 7-8] обеспечил полное представление теории промышлен-
ной организации с точки зрения математического моделирования. Connors К.
[1991] сравнил взгляд на ресурсную базу фирмы, который мы рассмотрели в гл. 8
с пятью другими моделями промышленной организации. Его статья также обес-
печила развитие библиографии с необходимыми комментариями.
2 Потребительская полезность продукции измеряется потребительским
остатком, который представляет собой экономии потребителей, когда их спрос
чуть выше обычного при более низких ценах; см. Baumol W. J. [1977,497-500]
или Tirole J. [1988, 7-8].
8.5. Оптимизационные модели для анализа конкурентоспособности
433
в которой физические продукты производятся и транспортируются на
рынки, характеризуется пространственным равновесием.1
Теория экономического равновесия в основном фокусируется на
ценовой и пространственной конкуренции, подразумевая, что продук-
ты являются товарами народного потребления, будь то лесоматериалы
или роскошные автомобили в определенной ценовой или иной кате-
гории. Таким образом, данная теория имеет мало общего с маркетин-
гом, несмотря на очевидную важность успеха многих физических про-
дуктов на рынке.2
Декомпозиционные методы математического программирования
позволяют рассчитать баланс между моделями управления данными
конкурирующих фирм и рынками. Значимость данных методов до сих
пор остается неосознанной экономистами частично потому, что их ма-
тематические расчеты затрагивают скорее локальные характеристики
оптимальности, основанные на результатах исчислений, относящихся
к дифференцируемым функциям, нежели глобальные характеристики
оптимальности, основанные на теории двойственности математиче-
ского программирования. Более того, модели цепи поставок, основан-
ные на конструкциях смешанного целочисленного программирования,
необходимые, по нашему мнению, для построения реалистичных мо-
делей, зачастую нарушают математические предположения, подчер-
кивающие множество основных теоретических результатов, получен-
ных с помощью моделей промышленной организации.
Это ничуть ни умаляет практической значимости анализа равнове-
сия с помощью моделей смешанного целочисленного программирова-
ния, особенно когда количество фирм в отрасли — более двух или трех,
а количество производственных заводов — более десяти. В таком слу-
чае можно надеяться, что минимальный рассчитанный разрыв в ценах
и объемах предложения и ценах и объемах спроса будет значительно
1 Takayama Т., Judge С. G. [1971] провели широкий анализ пространствен-
ных равновесных моделей.
2 Tirole J. [1988, гл. 2] рассмотрел выбор продукции, качество и рекламу в рам-
ках теории промышленной организации. На стр. 115 он отметил: «Реклама дол-
гое время рассматривается как расточительное и управляемое средство. Одной
из причин этого может быть то, что рекламная деятельность является одной их
ключевых тем концепции промышленной организации, для которой традици-
онные предположения (особенно те, которые связаны с потребительским по-
ведением) могут быть отнесены лишь с большой натяжкой. Реклама продукта
имеет сильный психологический и социальный аспекты, что позволяет сделать
далеко идущие выводы об объективном качестве».
434
Глава 8. Стратегическое и тактическое планирование цепи поставок...
мал. Также большой разрыв не является чисто технической случайно-
стью, а представляет нестабильность рынка. Необходимы дальнейшие
исследования для развития теории промышленной организации до ре-
альных случаев.
Модель ценовой конкуренции
Рассмотрим отрасль, состоящую из У фирм, которые производят, рас-
пространяют и продают одинаковый товар на К рынках. Производя-
щие заводы фирм и рынки распространены в пространстве. Фирмы
конкурируют за продажи товара исключительно по цене. Отрасли про-
мышленности, обладающие этой характеристикой, включают, по край-
ней мере приблизительно, производство, распределение и продажу
лесных, нефтяных или химических продуктов.
На рис. 8.10 мы изображаем повторяющуюся вычислительную схе-
му для анализа отрасли. Мы начинаем с предположения, что pk обо-
значает пробную цену на товар на рынке k. Установив эту цену, рынок
отвечает спросом в количестве Qk(pk)- Заметим, что мы предполагаем,
что объем спроса зависит от цены в соответствии с известной математи-
ческой зависимостью, названной функцией рыночного спроса. Такая
Рис. 8.10. Расчет пространственной равновесной чистой
ценовой конкуренции
8.5. Оптимизационные модели для анализа конкурентоспособности
435
функция имеет свойство, что спрос на товар убывает с повышением
цены.
Пусть р = (pl, р2,... рк) обозначает вектор (множество) цен на рас-
пределенных в пространстве рынках. При этих ценах каждая фирма i
отвечает максимизацией чистого годового дохода в определении ко-
личества sjk(p), которое надо поставить на каждый рынок k. Такая за-
пись говорит нам о том, что предложение на рынке k фирмы i зависит
от цен продуктов на всех рынках. Максимизация чистого годового до-
хода фирмы достигается путем решения оптимизационной модели
подобно рассмотренной в разделе 8.1 и ранее. Пусть
W - s„(p) + sa(p) + ... + S„(P)
определяет совокупный объем поставок от всех фирм N на рынок k.
Мы говорим, что отрасль для данного трвара находится в равнове-
сии на ценовом векторе р, если Q,k(p^) = Sk(p) для всех рынков k. Дру-
гими словами, равновесие достигается при ценовом векторе р, если
объем спроса на каждом рынке точно равен сумме совокупного объема
предложения поставщиков на этом рынке. Для любой фирмы отрасли
расчет равновесия может быть использован, чтобы помочь фирме вы-
работать стратегию или оценить опции приобретения (аквизиций) или
слияния.
На данном этапе у читателя могут возникнуть следующие вопросы:
1. При каких условиях существует точка равновесия?
2. Если точка равновесия существует, единственная ли она?
3. Если точка равновесия существует, как мы можем вычислить ее
(их)?
Полные ответы на первые два вопроса включают математические
доводы, основанные на свойствах функций рыночного спроса и опти-
мизационных моделях, которые выходят за рамки рассмотрения дан-
ной книги. Эти свойства были тщательно исследованы экономиста-
ми-математиками.1 Грубо говоря, равновесие будет существовать, если
оптимизационные модели, характеризующие максимизацию чистого
годового дохода фирм, — это модели линейного программирования или
хорошо работающие модели нелинейного программирования и если
функции спроса строго убывают в цене. Существование — это важное
свойство, которое надо установить до кодирования вычислительной
1 Arrow К. J., Hahn F. [1971] представили точное и исчерпывающее матема-
тическое обоснование конкурентного анализа.
436
Глава 8. Стратегическое и тактическое планирование цепи поставок...
схемы, а уникальность — подходящее свойство, которое гарантирует
отсутствие неопределенностей в результате вычисления.
Схема, показанная на рис. 8.10, косвенным образом допускает, что
точка равновесия может быть вычислена. Давайте предположим, что
это так и есть, и опишем, как пересчитать пробные цены, если они не
создают равновесия. Для каждого рынка k мы вычисляем разницу меж-
ду количеством предлагаемого товара и объемом спроса:
\(р) - QM - s„(p).
Поскольку мы не достигли равновесия, по крайней мере одно из
значений Д^(р) должно быть больше нуля.
Выбирая вес в > 0, мы устанавливаем цены для каждого рынка k
в соответствии со следующей формулой:
Pknew = шах(рА+ 0*ДА(р),О).
Определяя Д^(р), мы видим, что pk"e№> будет возрастать, если спрос
превысит предложение на рынке k (Ak(p) > 0), несмотря на то что она
будет убывать, если предложение превысит спрос (Д^(р) < 0). Форму-
ла говорит о том, что p”ew не может быть меньше нуля.
Таким образом, если спрос превысит предложение при повторном
решении оптимизационных моделей фирмы, они будут иметь тенден-
цию к поставке большего количества товара на рынок k, потому что
цена выше. В то же время, когда мы пересчитываем спрос на рынке k,
он будет ниже, так как цена выше. Противоположные изменения бу-
дут иметь место, если предложение превысит спрос. Аккуратно выби-
рая в, мы можем рассчитывать приблизиться к равновесию на рынке.
При благоприятных математических свойствах моделей предложения
и функций спроса этот метод последовательных приближений (итера-
ционный метод) может быть использован, чтобы достичь равновесия
путем выбора подходящей последовательности положительных зна-
чений для в.1
Только что рассмотренный итерационный метод включает недаль-
новидный поиск равновесного решения. Более мощный алгоритм для
пересчета пробных равновесных цен может быть получен с помощью
такой модели линейного программирования, которая при каждой ите-
1 См. Varian Н. R. [1978] для математического анализа итерационного мето-
да и других особенностей равновесных моделей. См. также Miller Т. et al. [1996]
для более детального обсуждения равновесного анализа, применяемого к зада-
чам размещения средств обслуживания.
8.5. Оптимизационные модели для анализа конкурентоспособности
437
рации включает в расчет полную историю ранее выработанных стра-
тегий спроса и предложения для всех фирм и всех рынков.1 Таким об-
разом, по мере того как эти частичные описания фирм и рынков стано-
вятся более завершенными, пробные равновесные цены будут более
приближены к точным равновесным ценам.
Иллюстратративная численная модель
Рассмотрим конкуренцию между двумя фирмами, продающими промыш-
ленную продукцию на восьми рынках. Примеры таких продуктов вклю-
чают древесно-стружечные плиты, химические и пластиковые продукты.
Первая фирма, Wilson Company, имеет завод, расположенный в Мэконе,
штат Джорджия, с годовой производительностью 22 000 т, и завод
в Тайлере, штат Техас, который имеет производительность 15 000 т. Вто-
рая фирма, Richardson Company, имеет один завод, находящийся в Пайн-
Блаффсе, штат Арканзас, с годовой производительностью 26 000 ед.
Функция издержек производства для каждого завода содержит постоян-
ные издержки (ТС), издержки на единицу продукции cl, соответству-
ющие Ml тонн, более низкие издержки на единицу с2, которые достига-
ются между Ml и М2 тоннами, и наивысшие издержки на единицу сЗ,
которые достигаются между М2 и М3, где М3 соответствует макси-
мальной производительности завода. Значения этих параметров при-
ведены в табл. 8.7.
Таблица 8.7
Функции издержек на производство на заводах
(издержки измерены в $ тыс.)
Завод FC cl Ml cl Ml сЗ мз>
Мэкон 248 0,144 10000 0,121 17000 0,195 22000
Тайлер 175 0,128 6500 0,103 12000 0,137 15000
Пайн-Блаффе 325 0,122 13500 0,110 20000 0,165 26000
1 MehringJ. S., Sarkar D., Shapiro J. F. [1983] тщательно разработали методы
декомпозиции математического программирования по ценам и ресурсам для
расчета пространственного равновесия. В соответствии с ценовым методом ры-
ночные цены предоставляются поставщикам и покупателям; эти цены соотно-
сятся с теми количествами, которые поставщики желают предложить, а поку-
пателя — приобрести. В соответствии с ресурсным методом поставщикам и
покупателям предлагается имеющееся рыночное количество продукции, и это
количество определяет цену, по которой товар будет продаваться. См. также
Schrage L. [1997] для выявления связи между анализом математического про-
граммирования и равновесным анализом.
438
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Разницы в ценах отражают возраст заводов, различия в сырье, тру-
де и других факторах на трех участках. Затраты на транспортировку
играют важную роль в определении стратегии цепи поставок, так как
они равны приблизительно 20-25% от общих издержек. Мы допуска-
ем, что обе компании основывают свои транспортные издержки на
уровне $0,175 за тонну-милю. Расстояние между рынками и заводами
представлено в табл. 8.8.
Таблица 8.8
Расстояния между заводами и рынками, мили
Мэкон Тайлер Пайн-Блаффе
Чикаго 725 855 648
Сент-Луис 508 598 389
Чаттануга 202 635 422
Гринсборо 388 1078 811
Алтуна 734 1203 994
Акрон 637 1075 836
Джексон 421 366 198
Топика 878 551 436
Спрос на товар на каждом из восьми рынков чувствителен к цене,
где q — объем спроса на следующий год и р — цена за единицу изделия
связаны линейной функцией:
q = a - b хр.
С помощью анализа ретроспективных данных получаем значения
в табл. 8.9 для этих параметров спроса. Заметим, что некоторые рынки
более чувствительны к цене, чем остальные.
Таблица 8.9
Параметры спроса, т
a b
Чикаго 5750 1700
Сент-Луис 7400 1550
Чаттануга 7500 2200
Гринсборо 12000 1300
Алтуна 10500 2150
Акрон 6000 2340
Джексон 6500 1660
Топика 7800 1900
8.5. Оптимизационные модели для анализа конкурентоспособности 439
Конкуренция между двумя фирмами за продажи основана исклю-
чительно на цене. Как было сказано в предыдущем подразделе, дан
вектор рыночных цен на следующий год, каждая из фирм будет неот-
ступно следовать стратегии предложения, которая максимизирует чи-
стый годовой доход. Рынки спроса и предложения достигают равнове-
сия, когда количество предложенного по данной цене товара равно
объему спроса на данный товар по этой цене.
Основываясь на предварительном анализе равновесия, мы приме-
няем итерационный метод, продемонстрированный на рис. 8.10, начи-
ная с вектора начальной цены. Этот начальный вектор основан на по-
верхностном анализе задачи. Как мы увидим, он фактически довольно
отдален от равновесного решения.
Таблица 8.10
Начальные рыночные цены, $тыс./т
Чикаго 0,390
Сент-Луис 0,348
Чаттануга 0,416
Гринсборо 0,413
Алтуна 0,453
Акрон 0,480
Джексон 0,313
Топика 0,355
Как показано в табл. 8.11-8.13, компании Wilson и Richardson ис-
пользуют эти цены, чтобы максимизировать свой индивидуальный
чистый годовой доход. А именно рыночные цены в ячейках С21-С28
табл. 8.11, С35-С42 табл. 8.12 и С13-С20табл. 8.13 использованы в вы-
числении годовых доходов от потоков каждого из трех заводов на рынки.
Таблицы 8.11 и 8.12 представляют модель максимизации чистого
годового дохода для компании Wilson, а табл. 8.13 отражает модель
максимизации чистого годового дохода для компании Richardson. Две
0-1 переменные нужны, чтобы смоделировать каждую из трех функ-
ций производственных издержек. Это устанавливаемые или изменя-
емые ячейки В7 nD7 для завода в Мэконе, В15 и£)15 для завода в Тай-
лере, и В7 и D7 для завода в Пайн-Блаффе. Одна 0-1 переменная влияет
на постоянные издержки, если завод имеет положительную произво-
дительность. Остальные влияют на переменные издержки, возника-
ющие на уровне cl, соответствующем Ml, до того, как будет достигну-
та экономия от масштабов производства, связанная с с2.
Таблица 8.11
Модель максимизации чистого годового дохода для компании W/7son
А В : СD Е• F
1 компания Wilson
Т;.............. ' .............
ТГ ' . FC ' d Ml с2 М2
4 Мэкон, Дж 248:
"О'":... ' ••......... " ' ' ' '
6 :
"Г":.................. ' ' " ' ' Т" '
8 :
И
io '"'...г ' "
11 : FC
12 Тайлер, Тх
13 ;
14 Т"
17 :
18:..................
”19:.................Решения:................... Тр а н сп орт н
20 ; с за во да Мок он 8 о потоке. ^Расстояние ые издержки:
21 Чикаго
22 Сент-Луис
23 Чаттануга
24 Гринсборо
25 Алтуна
26 Акрон
27 Джексон
28 Топика
29 Всего
зсг . . .................. ' ;;
J 31ПрОИ38ОДСТ8О
G Н ! I : J К ' L : М
сЗ ; М3 Издержки
производства Функция издержек производства
Решения о производстве
Производственные ограничения
Функция издержек производства
Решения о производстве
Производственные ограничения '
Рыночная
. цена чистый годовой додход
440 Глава 8. Стратегическое и тактическое планирование цепи поставок..
Таблица 8.12
Модель максимизации чистого годового дохода для компании Wilson
А В С D Е F ; G Н I J к L М
32 j ;С завода в 33 ;Тайлере Решения о Транспортн Рыночная Чистый годовой
34 {в 35 ^Чикаго потоках Расстояние ые издержки: цена ; доход
36 ;Сент-Луис 37 J Чаттануга 38J Гринсборо 39 ; Алтуна
40 ;Акрон 41J Джексон 42 ]Топика 43 Всего
44 J 46 ^Производство 46 i 47 i Рыночные ограничения
48; 49 -Чикаго Суммарное предложение Wilsor Емкость рынка
50 ; Сент-Луис
51 ; Чаттануга
52 • Гринсборо
53 ; Алтуна 54 ;Акрон
55 ^Джексон 56 :Топика 57; 58 Щелевая функция 6391.34 : .
.59
8.5. Оптимизационные модели для анализа конкурентоспособности___441
Таблица 8.13
Модель максимизации чистого годового дохода для компании Richardson
компания Richardson
I
Издержки
производства
б ! Г '
* / ......Г.".......Г.’ ........'.
8 ........ '
w ..................;........1...................... .................................. ........... ........
ю ..................?.....................t..................................•..............................
j 11 i ...............Решения: ...... Транспортны 'Рыночная
12 ; с завода Мзкон в о потоке; Расстояние . е издержки :: цена чистый годовой додход
13 Чикаго
14 Сент-Луис
15 :Чаттануга
16 -Гринсборо :
17 Алтуна
18 Акрон
< 19 Джексон
j 20 Топика
| 21 Всего
I 23 - Производство 28000:
.......................................................... .... г.. :.т
! 25 : j Рыночные ограничения
(26: : Общий объем предложения Richardson : Емкость рынка
I 27 ^Чикаго
। 28 Сент-Луис
$ 29 Чаттануга
i30 Гринсборо
[ 31 Алтуна
(32 :Акрон
I 33 Джексон ............:
<34-Топика
ро ...... ............................г;
5 36 Целевая функция .4382.12 ;
...j....Т...к i.....l.....Г
Функция издержек произволе’
Решения о производстве
Производственные ограничив
442 Глава 8. Стратегическое и тактическое планирование цепи поставок...
8.5. Оптимизационные модели для анализа конкурентоспособности
443
Внешний поток от каждого завода ограничен двумя параметрами.
Первый — поток от каждого завода на рынки не может превышать про-
изводство на заводе. Второй — предложение каждой компании на каж-
дый рынок не может превышать максимально возможный спрос на этом
рынке, который задан параметром а в табл. 8.9. Обладая этими данны-
ми и ограничениями, каждая компания максимизирует свой чистый
годовой доход, который равен валовому доходу за вычетом затрат на
производство и транспортных расходов. Для компании Wilson целевая
функция дана в ячейке В58 табл. 8.12. Для компании Richardson она
дана в ячейке В36 табл. 8.13.
Результаты нашего анализа спроса и предложения по начальным
ценам табл. 8.10 приведены в табл. 8.14. Предложение на каждом рын-
ке сосчитано путем суммирования количества товара, которое обе ком-
пании хотят предложить по данным ценац^ Ячейки в столбце «Разни-
ца» равны спросу минус предложение. Как мы можем видеть, объемы
спроса и предложения далеки от равновесия. На нескольких рынках
предложение присутствует в двойном размере, а на других — полно-
стью отсутствует.
Таблица 8.14
Результаты анализа равновесия по начальному вектору цен
Предложение Начальная цена Спрос Разница Новая цена
Чикаго 0 0,390 5087 5087 0,441
Сент-Луис 7400 0,348 6861 -539 0,342
Чаттануга 15000 0,416 6585 -8415 0,332
Гринсборо 12000 0,413 11463 -537 0,408
Алтуна 0 0,453 9527 9527 0,548
Акрон 12000 0,480 4877 -7123 0,408
Джексон 3700 0,313 5980 2280 0,386
Топика 12900 0,355 7125 -5775 0,370
Всего 63000 57505
Как было сказано в предыдущем подразделе, мы вводим итераци-
онный метод, используя разницы в количествах для установления цен.
Новый вектор цен, показанный в правом столбце (табл. 8.14), сосчитан
путем суммирования вектора разницы, умноженного на 0,00001, и век-
тора начальной цены. Этот параметр был выбран как подходящий для
получения достаточно большой разницы в ценах. Принципы, лежащие
в основе конвергенции итерационного метода, нужны, чтобы выбрать
последовательность таких параметров, которые монотонно убывают.
444
Глава 8. Стратегическое и тактическое планирование цепи поставок...
После 13 повторений метода мы обычно достигаем вектора с более
низкими ценами, который все еще требует 63 000 суммарных единиц
предложения, но только 58269,85 суммарной единицы спроса. С этого
этапа в вычислении мы перейдем к специально устроенной для этой
цели ручной процедуре, сосредоточенной главным образом на пони-
жении цен на рынках, где предложение превышает спрос, одновременно
не изменяя цену на рынке, где спрос превышает предложение. Лежа-
щий в основе метода принцип — снизить цены до точки, где совокупный
объем предложения приблизительно равен совокупному объему спро-
са. Конечно, нет гарантии, что две компании эффективно разделят рын-
ки, когда это произойдет, но в самом худшем случае это нам даст по-
лезный вектор цен для того, чтобы начать заново итерационный метод.
После приблизительно 15 добавочных векторов пробных цен мы
достигаем результатов, представленных в табл. 8.15. В этом решении
Гринсборо, Алтуна, Джексон и Топика были обслужены компанией
Wilson, в то время как Чикаго, Сент-Луис, Чаттануга и Акрон были
обслужены компанией Richardson. Точный баланс объемов предложен-
ного и требуемого на всех рынках товара достигнут путем изменений
в объемах предложений двух компаний для соответствия заданным
объемам спроса по установленным ценам. Это позволило выработать
стратегию предложения для компании Wilson, которая была на 0,9%
ниже по чистому годовому доходу, чем оптимальная стратегия при тех
же ценах. Стратегия предложения для компании Richardson была на
1,4% ниже по чистому годовому доходу, чем оптимальная стратегия
при тех же ценах. Дополнительные манипуляции с ценами могли бы при-
вести к решению, близкому к точному равновесию, но это не считалось
Таблица 8.15
Решение, близкое к равновесию
Предложение Цена Спрос Разница
Чикаго (Richardson) 5750 0,285 5266 -484
Сент-Луне (Richardson) 6750 0,236 7034 284
Чаттануга(Richardson) 7500 . 0,243 6965 -535
Гринсборо (Wilson) 12000 0,281 11635 -365
Алтуна (Wilson) 10000 0,337 9775 -225
Акрон (Richardson) 6000 0,319 5254 -746
Джексон (Wilson) 6500 0,201 6166 -334
Топика (Wilson) 5500 0,233 7357 1857
Всего 60000 59452
8.6. Применение конкурентного анализа для продуктов лесной...
445
необходимым для наших целей. В любом случае, при задании структу-
ры функций производственных издержек, а именно постоянных из-
держек, и экономии за счет масштабов производства, нет гарантии, что
существует совершенное равновесие.
Наш вычислительный анализ был удачен в том, что 2 компании легко
разделили 8 рынков. Решение о ценовом равновесии могло и возмож-
но было бы нарушено в том, что каждая компания решила бы увели-
чить цены на своих доминирующих рынках, таким образом выступая
как местный монополист, пытаясь увеличить чистые годовые доходы.
Анализ решений о равновесии с помощью линейного программирова-
ния показывает для двух компаний степень свободы в манипуляции с
ценами, доступную для каждой компании на каждом доминирующем
рынке.
Например, компания Wilson предлагает .11 635 ед. в Гринсборо по
цене $281 за единицу. Оптимальное решение линейного программи-
рования для модели компании Richardson, достигнутое путем установ-
ления 0-1 переменной по их оптимальным значениям, показывает, что
цена продаж товара в Гринсборо должна была бы увеличиться до $28,85,
чтобы этот рынок стал привлекательным для компании Richardson. Это
показывает, что компания Wilson может без опасений повышать свою
цену за единицу до $10 или $20 без потерь своих продаж в пользу ком-
пании Richardson. Конечно, повышение цены вызовет понижение спро-
са. Таким образом, компании Wilson следовало бы максимизировать
свои чистые годовые доходы в отношении цены и количества до $309,85
в определении своей стратегии предложения для Гринсборо.
8.6. Применение конкурентного анализа
для продуктов лесной промышленности
Приблизительная версия метода, изображенного на рис. 8.10, была
разработана и применялась компанией, производящей лесоматериа-
лы, с целью лучшего понимания рынков в зависимости от их продук-
тов. Обращаем ваше внимание на такую компанию, как FPC, чтобы
выделить ее из числа конкурентов. Заводы в лесной промышленности
в основном располагаются около источников древесины и другого сы-
рья. Затраты на транспортировку составляют примерно 25% от общей
стоимости доставки, которая дает каждой компании конкурентоспо-
собное преимущество на рынках вблизи заводов.
Анализ равновесия компании FPC был использован, чтобы разде-
лить ее рынки для каждой продуктовой линии (например, древесно-
446
Глава 8. Стратегическое и тактическое планирование цепи поставок...
стружечная плита, гипс) на 3 категории. Эти категории отражают прак-
тические проблемы ценовой конкуренции в промышленности, кото-
рые мы подробно рассмотрим ниже наряду с другими понятиями, при-
меняемыми для анализа равновесия. Категория А относилась к рынкам,
где компания FPC была самым дешевым поставщиком, т. е. компания
могла позволить себе успешно конкурировать в цене на этих рынках,
предотвращая получение большей доли рынка другими фирмами. Кро-
ме того, в зависимости от рынка и конкуренции компания FPC могла
контролировать цены, предлагаемые клиентам на этих рынках, по-
тому что большинство или все другие поставщики были менее эф-
фективны в поставках на рынке. Таким образом, клиенты на этих
рынках могли бы быть вынуждены платить больше, чем вполне кон-
курентоспособную цену, потому что компания FPC была для них
поставщиком-квазимонополистом. В общем, все пространственное
распределение рынков было занято олигополией фирм, каждая из ко-
торых осуществляла контроль над своим собственным набором рын-
ков категории Л.1
Категория В относится к рынкам, где компания FPC не была самым
дешевым поставщиком, но ее затраты на доставку на эти рынки не на-
много превышала затраты самого дешевого поставщика; компания FPC
могла искать возможности быть вторичным поставщиком для круп-
ных клиентов на данном рынке или даже первичным поставщиком
в обслуживании клиента или в факторах качества, которые поставщик
с наименьшими затратами не сможет предоставить. Категория С отно-
сится к рынкам, где стоимость доставки компании FPC была намного
выше, чем у поставщика с наименьшими затратами, компания FPC не
прилагала лишних усилий на маркетинг и продажи на этих рынках.
Анализ равновесия также использовался для оценки цены приоб-
ретения нового завода. Завод принадлежал мелкому конкуренту. Он
был расположен в центре одного из регионов категории А, принадле-
жащего компании FPC, приблизительно за 50 миль от одного из ее за-
водов. Когда новый план был добавлен к модели цепи поставки ком-
пании FPC, увеличение чистых доходов в равновесном решении было
относительно небольшое, потому что существующий завод имел вполне
достаточную мощность для обеспечения близлежащих рынков. Этот
1 Олигополией называется ситуация, когда небольшое количество крупных
фирм выпускает большой объем продукции и, таким образом, контролирует
объем предложения в этой отрасли. См. Baumole W. [1977] для дальнейшего
обсуждения вопроса олигополии.
8.6. Применение конкурентного анализа для продуктов лесной...
447
анализ определил низкую безубыточность и предложение цены для
нового завода. Однако когда новый завод был добавлен к модели цепи
поставки одного из главных конкурентов компании FPC, уменьшение
в максимальных чистых доходах компании было намного больше по
величине, чем предыдущие. Это указало, что компания FPC должна
предложить намного более высокую цену за новый завод, чтобы поме-
шать вхождению конкурента в категорию рынков, управляемых ком-
панией.
К сожалению, конкурент понял потенциальную выгоду приобрете-
ния нового завода без построения модели и сделал это прежде, чем
компания FPC смогла перевести свой анализ в оферту. Модель равно-
весия была лишь на стадии внедрения, когда новый завод вышел на
рынок. Отказ действовать не должен рассматриваться как недостаток
моделирования, а скорее иллюстрирует важность наличия постоянных
аналитических инструментов для оценки стратегических опций по
мере того, как они появляются.
Практические вопросы ценовой конкуренции
Применение только что рассмотренной ценовой конкуренции в лес-
ной промышленности требовало решения нескольких практических
задач, возникающих при создании и решении моделей управления
данными. Теоретическая равновесная модель ценовой конкуренции,
описанная выше как аналитическая основа для изучения, была идеа-
лизацией действительности, причем гораздо большей, чем модели опти-
мизации цепи поставки отдельных фирм. Кроме того, применяемая
модель была построена на основе базы данных промышленности, ко-
торая была менее точна, чем база данных цепи поставки компании FPC,
проводящей анализ. Используя термины экономики, применение мо-
делей вовлекает внешние факторы, необходимые для наложения на
решение равновесия, и в создании описаний поведения потребителя
и поставщика используется несовершенная информация.
Ниже мы рассмотрим четыре практические задачи, которые воздей-
ствовали на анализ равновесия компании FPC. Данные задачи заслу-
живают обсуждения, потому что они уместны в любом управляемом
данными анализе равновесия.
1. Сбор данных по отраслям промышленности. Чтобы выполнить ана-
лиз равновесия для линии лесоматериалов, компания FPC потребовала
данные для построения цепи поставки моделей для каждой из при-
близительно 10 других фирм, конкурирующих за продажи данной ли-
нии. Хотя ставки транспортировки были публично доступны, произ-
448
Глава 8. Стратегическое и тактическое планирование цепи поставок...
водственные затраты и данные о мощностях каждого завода, управля-
емого этими фирмами, были неизвестны. Такие данные были накоп-
лены путем выбора деталей из изданных отчетов в целом по отрасли
промышленности, неофициальных бесед со служащими конкуриру-
ющих фирм, а также информации, получаемой от бывших служащих
других фирм, некоторые из которых работали в компании FPC. Ясно,
что эти данные были несколько неточны. Но компания FPC не имела
никакого интереса к промышленному шпионажу, который казался как
ненужным, так и безнравственным, и нелегальным. Аналитики, осу-
ществляющие исследование компании FPC, полагали, что данные в их
руках были достаточно хороши для целей, которые как качественно,
так и количественно подразделяли рынки на 3 категории, обсужден-
ные выше.
2. Представления рыночного спроса. При построении схемы на рис. 8.11
мы предполагали, что будет проведено маркетинговое исследование
для разработки функций, отражающих запросы рынка. Это было бы
основной проблемой, так как находится вне ресурсов изучения анализа
равновесия. Вместо этого для каждой продуктовой линии компания FPC
относится к цене и спросу на каждом рынке как к установленным и дан-
ным и рассчитывает равновесие, в котором фирмы конкурировали
за этот спрос по данным ценам. Говоря на экономическом языке, со
спросом обращались как с неэластичным. Кроме того, на каждом рын-
ке цена была установлена фирмой-олигополистом или фирмами, до-
минировавшими на этом рынке.
3. Отношение к несовершенным рынкам. При наличии чистой цено-
вой конкуренции можно ожидать для некоторых или многих геогра-
фических рынков, что одна фирма захватит 100% этого рынка. Это так,
потому что ничего в чистой модели не препятствует фирме полностью
использовать ее благоприятную позицию. В действительности широ-
ко известно для рынков лесоматериалов, что никакая фирма не может
рассчитывать захватить больше 50% спроса на любом рынке. На эти
внешне несовершенные рынки были явно наложены ограничения мо-
делью максимизации чистого дохода для каждой фирмы. Существует
несколько объяснений границ. Сначала много крупных клиентов бу-
дут покупать у двух, трех или даже четырех поставщиков, поскольку
преграда против неуверенности сильнее, чем покупка 100% их требова-
ний от поставщика с наименьшей стоимостью. Кроме того, неценовые
факторы типа качества обслуживания клиента, сроков кредита и ком-
мерческой способности, как известно, имели воздействие, хотя и вторич-
ное, на требование клиента. Эти факторы отражают тот факт, что рынки
8.7. «Дерево принятия решений» и стохастическое программирование 449
не были полностью гомогенны. Небольшие различия продукта и об-
служивания воздействовали на продажи в определенных сегментах.
4. Использование смешанного целочисленного программирования. Мо-
дели цепей поставок, которые описали максимизирующие решения
чистого дохода каждой фирмы, были моделями смешанного целочис-
ленного программирования, которые использовали переменные от О
до 1 для отражения фиксированных затрат и положительного эффек-
та масштаба, связанного с производством. Математические свойства
таких моделей нарушают предположения, необходимые для существо-
вания равновесия. Чтобы проиллюстрировать эту сложность, рассмот-
рим ситуацию, где цены на изделия на некоторых рынках выше, чем
предельные затраты по доставке, но из-за фиксированных затрат заво-
да недостаточно высоки, чтобы стимулировать работу другого нефунк-
ционирующего завода некоторой фирмы. Разница цены, спроса, пред-
ложения и количества из-за этого дефицита могла бы быть меньше,
особенно в случаях рынков изделий из леса, которые изготовлены на
30 заводах, расположенных в Соединенных Штатах и Канаде. Други-
ми словами, отсутствие точного равновесия не было бы серьезным
практическим дефицитом анализа конкурентоспособности.
8.7. «Дерево принятия решений» и стохастическое
программирование
Обсуждая ранее модели стратегического и тактического планирова-
ния цепи поставки в этой и предшествующих главах, мы подчеркнули
потребность оптимизации по многочисленным базам данных, каждой
из которых соответствует сценарий, описывающий различные вари-
анты развития компании в неопределенном будущем. Ключевые не-
определенности формирования сценариев включают спрос на готовые
изделия, затраты сырья или новые производственные технологии. Хо-
тя причины для рассмотрения разнообразных сценариев интуитивно
ясны, мы еще не обсудили методы для их систематической идентифи-
кации и построения. Кроме того, мы не определили методы для форму-
лировки стратегий по результатам многочисленных сценариев опти-
мизации.
Наши цели в этом и следующих двух разделах состоят в том, чтобы
исследовать более строгие методы создания и анализа моделей, вклю-
чающих многочисленные сценарии и более ясное отношение к не-
определенности. Методы вовлекают две пересекающиеся дисциплины:
стохастическое программирование и относительно новую область ана-
29-2186
450
Глава 8. Стратегическое и тактическое планирование цепи поставок...
лиза стратегии, названную планированием сценариев.1 Взаимосвязь
этих дисциплин изображена на рис. 8.11. При применении детерми-
нированной модели мы имеем дело с неопределенностью путем ана-
лиза N сценариев, каждый из которых относится к разным базам дан-
ных. Мы предполагаем, что в создании этих сценариев использовалось
планирование сценариев. На каждом этапе планирования эти данные
рассчитываются моделью как определенные, отсюда термин детерми-
нированный. По своей природе детерминированная оптимизация не
может определять планы, предусматривающие риски.
Как показано на рис. 8.11, модель стохастического программирова-
ния, которая более полно исследует неопределенность и риски, может
быть построена на основе детерминированной модели оптимизации
путем ее расширения, чтобы одновременно рассмотреть многочис-
ленные сценарии. В частности, модель стохастического программиро-
Рис. 8.11. Стохастическое программирование и планирование сценариев
1 См. Schoemaker Р. J. Н. [1993] и Georgantzas N. С., Acar W. [1995] для даль-
нейшего обсуждения целей и методов планирования программ.
8.7. «Дерево принятия решений» и стохастическое программирование 451
вания вычисляет оптимальный план резервного запаса для каждого
сценария и план страхования от рисков для каждого сценария. Веро-
ятности возникновения провала, связанного с каждым сценарием, так-
же приняты во внимание оптимизацией. Безусловно, целевой функ-
цией модели является минимизация общего количества ожидаемых
затрат цепи поставки или максимизация общего количества ожидае-
мых чистых доходов. Например, если для каждого из трех сценариев
мы получаем чистые доходы 7? , R2, R:i с вероятностью pvpv ру то мо-
дель стремится к максимизации (р^х Rx + р2х R2+ р3х R3).
Так же, как показано на рис. 8.11, здесь существует свободная, но
важная связь между стохастическим программированием и планиро-
ванием сценариев. Цель планирования сценариев состоит в содействии
высшему руководству фирмы в определении последовательных, вероят-
ных и всесторонних сценариев фирмы в будущем. Данная методоло-
гия основывается на процессах, направленных на расширение взгля-
дов фирмы относительно ее будущего и на достижение общего согласия
относительно того, какую стратегию необходимо выбрать. Планиро-
вание сценариев более подробно рассматривается в разделе 8.7.
С методологической точки зрения модели стохастического програм-
мирования объединяют «деревья решений», описывающие неопределен-
ное будущее, с моделями линейного или смешанного целочисленного
программирования, описывающими решения о приобретении и рас-
пределении ресурсов.1 «Дерево решений» было первоначально изоб-
ретено в 1950-х гг. как дополнение к теории полезности, которая обес-
печивает аксиоматическую структуру, характеризующую принятие
решений в условиях неопределенности. Эта теория формализует ра-
циональные отношения лица, принимающего решения, к рискам, свой-
ственным неопределенному будущему. Она не направлена на создание
прагматических, управляемых данными моделей, которые менеджеры
могут использовать, чтобы увеличить понимание важности решений.
Тем не менее системы моделирования, основанные на анализе реше-
ний, развиваются и широко используются на практике.
Стохастическое программирование стало независимым в конце
1950-х гг. как естественное расширение линейного программирования.
На самом абстрактном уровне его математические свойства очень слож-
ные, требующие интеграции теории вероятности и математического
1 См. Winston W. [1994] о предпосылке появления «дерева решений» и ана-
лиза решений. Смотрите Bienstock D., Shapiro F. [1988]; Birge J. R., Louveaux F.
[1997] для рассмотрения вопроса стохастического программирования.
452
Глава 8. Стратегическое и тактическое планирование цепи поставок...
программирования. Центральная теоретическая проблема состоит в пре-
образовании неопределенностей, описанных многопеременным непре-
рывным распределением, в конечное число сценариев, таким образом,
допуская создание и решение конечной модели математического про-
граммирования.
Модели стохастического программирования до сих пор не были
широко применены на практике. Пришло время для их подобного
применения по причине возрастающего числа детерминированных мо-
делей, которые внедряются и используются. При рассмотрении подоб-
ного применения мы иногда можем игнорировать теоретические ослож-
нения, хотя сочетание сложных статистических моделей с математическим
программированием остается затруднительным.
«Дерево принятия решений»
Начнем с исследования «дерева решений», изображенного на рис. 8.12.
Мы выбрали «дерево», которое представляет решения и случайные
явления, связанные с разработкой и маркетингом нового продукта.
Квадратные узлы «дерева», которые называются состояниями (states),
отражают данные, характеризующие систему в моменты времени перед
принятием решений. На данный момент мы рассматриваем решения
как качественное измерение; при описании стохастического програм-
мирования в следующем подразделе мы будем использовать конструк-
ции математического программирования для представления простран-
ства решения. Круглые узлы, названные узлами вероятности, относятся
к моментам времени, когда возникают случайные события.
«Дерево» отражает непосредственные и будущие решения относи-
тельно нового продукта. На вершине дерева управление принимает
решения о развитии нового продукта, например относительно исследо-
вательской стратегии, бюджета, персонала, оборудования и т. д. Эти
решения происходят на 1 стадии (уровне), в начале первого года. К кон-
цу года будет наблюдаться один из двух неопределенных результатов:
новый продукт не был разработан (провал) или новый продукт был
разработан (успех). Как показано на рисунке, управленческий анализ
оценил вероятностиpF и ps этих двух результатов, гдеpF + ps= 1.
Кроме того, «дерево» отображает два возможных состояния (выра-
жения) на стадии (уровне) 2, в начале второго года. Они представле-
ны как узлы решений, помеченных 2,1 и 2,2, которые связаны соответ-
ственно с решениями относительно производства и маркетинга нового
продукта. Как и в первом случае, неопределенные результаты прояв-
ляются в конце года.
8.7. «Дерево принятия решений» и стохастическое программирование 453
Для состояния 2,1 результаты, выявленные к концу года, означают,
что новый продукт не был разработан или то, что он был разработан.
Вероятности, связанные с этими результатами, — pFF и pFS, причем pFF
+ + pFS= 1. Вероятности успеха или неудачи в разработке нового про-
дукта отличаются от полученных в конце первого года, потому что ком-
пания потерпела неудачу в своих начинаниях. Может быть, что pFF > рр
потому что начальный провал ничего хорощего не предвещает для аб-
солютного успеха. Или р < pF , потому что разработчики продукта
получили ценные знания от своих исследовательских трудов в тече-
ние первого года. Наконец, может быть, чтоpFF = pFB случае того, что
ошибка первого года не повлияла на вероятность исследовательского
успеха во второй год. Для 2,2 неопределенные результаты к концу года
представлены высоким, средним и низким рыночным спросом нового
продукта с вероятностями: psu, pSM, pSL, pSH + pSM + pSL = 1.
В результате случайных событий, происходящих к концу стадии 2,
компания обнаруживает себя в одном из пяти состояний на уровне 3 в на-
чале третьего года. Вероятности нахождения в пяти состояниях на ста-
дии 3 есть мультиплицированные комбинации первой и второй стадий
вероятностей. К примеру, вероятность, с которой компания обнаружит
себя в состоянии 3,1 на стадии 3, определяется следующим образом:
Подобные вычисления могут быть проделаны для вычисления /?31,
7*32’ РзЗ’ Рз4’ Рз5"
Как показано на рис. 8.12, мы предполагаем, что компания терпит окон-
чательную неудачу в состоянии 3,1 и не предпринимает дальнейших уси-
лий к разработке нового продукта. И наоборот, для состояния 3,2 ком-
пания принимает решение о производстве нового продукта. Варианты
решений и сами решения могут отличаться от решений, связанных с со-
стоянием 2,2, потому что маркетинг продукта производился годом поз-
же. И наконец, правая сторона «дерева» отображает то, что один рыноч-
ный спрос сохранился к концу второго года, дальнейшие затруднения не
возникли. Мы прерываем «дерево» на стадии 4 (начало четвертого года),
потому что основные неточности были полностью определены.
При принятии решений компания стремится максимизировать ожи-
даемое дисконтированное значение чистых доходов в течение жизни
продукта. Ожидаемые продажи после 4 стадии (начало четвертого года)
увеличились до семи возможных состояний, показанных на рис. 8.12.
Используя вероятности, отмеченные в табл. 8.16, мы проиллюстрируем
вычисления в табл. 8.17.
454
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Таблица 8.16
Вероятности для анализа «дерева решений» нового продукта
Вероятность Pf Ps Pff Pfs Psh Psm PSL Pfh Pfm Pfl
Значение 0,5 0,5 0,4 0,6 0,3 0,4 0,3 0,2 0,5 0,3
В табл. 8.17 изобразим электронную таблицу для вычисления об-
щего ожидаемого понижения чистой прибыли (измеренной в милли-
онах долларов) при оптимальной стратегии для развития нового про-
дукта. Мы полагаем, что решения, принятые в каждом из 15 состояний
«дерева» на рис. 8.12, были выбраны с учетом того, что они оптималь-
ны, а именно все они служат для максимизации ожидаемой в будущем
дисконтированной чистой прибыли. Для каждого состояния перед чет-
вертой стадией мы показываем в таблице: (1) чистый доход компании
за предстоящий год в результате нахождения в этом состоянии и при-
нятия оптимальных решений; (2) вероятность того, что система обна-
ружит себя в этом состоянии на начало предстоящего года; (3) фактор,
дисконтирующий будущий доход до уровня начала первого года со-
гласно ежегодному размеру в 0,80; и в последнем столбце (4) вклад
деятельности фирмы в общую дисконтированную чистую прибыль.
Для каждого состояния четвертой стадии мы показали поток дискон-
тированных доходов на оставшиеся три года жизни продукта.
8.7. «Дерево принятия решений» и стохастическое программирование 455
Таблица 8.17
Расчет общего ожидаемого дисконтированного чистого дохода
в анализе нового продукта
Состояние Чистый ДОХОД Вероятность Фактор дискон- тирования Ожидаемая дискон- тированная ЧПС1
1 -8 1,00 1 -8,0000
2,1 -6 0,50 0,8 -2,4000
2,2 -5 0,50 0,8 -2,0000
3,1 0 0,20 0,64 0,0000
3.2 -5 0,30 0,64 -0,9600
3,3 20 0,15 0,64 1,9200
3,4 12 0,20 0,64 1,5360
3,5 8 0,15 0,64 0,7680
4,1 0 0,20 0,512 0,0000
4,2 48,8 0,06 0,512 1,4991
4,3 36,96 0,15 0,512 2,8385
4,4 24,64 0,09 0,512 1,1354
4,5 48,8 0,15 0,512 3,7478
4,6 36,96 0,20 0,512 3,7847
4,7 24,64 0,15 0,512 1,8924
Итого 5,7620
К примеру, доход в -8 (затраты в $8 млн), связанный с состояни-
ем 1, — это стоимость исследований нового продукта в первом году.
Прибыль в -6, связанная с состоянием 2,1, — это стоимость продолже-
ния исследований в течение второго года, принимая во внимание, что
доход в -5, связанный с состоянием 2,2, — это стоимость запуска про-
изводства и распространения нового продукта. И наконец, чистая при-
быль в 20, связанная с состоянием 3,3, — это выручка в третьем году от
продаж продукта по сценарию высокого спроса.
В соответствие с табл. 8.17, оптимальная стратегия приводит к по-
лучению ожидаемого дисконтированного чистого дохода в $5,762 млн.
Наше предположение состоит в том, что компания намеревается мак-
симизировать эту сумму, несмотря на возможность появления убыт-
ков по некоторым сценариям. Чтобы принять во внимание риски, мы
отразили в табл. 8.18 семь сценариев, не явных в «дереве решений», их
1 ЧПС — чистая приведенная стоимость.
456
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Таблица 8.18
Затрата на сценарии в анализе нового продукта
Номер Сценарий Дисконтированная ЧПС Вероятность
1 (1), (2,1), (3,1), (4,1) -12,800 0,20
2 (1), (2,1), (3,2), (4,2) 8,990 0,06
3 (1), (2,1), (3,2),(4,3) 2,920 0,15
4 (1), (2,1), (3,2), (4,4) -3,380 0,09
5 (1), (2,2), (3,3), (4,3) 25,790 0,15
6 (1), (2,2), (3,4), (4,4) 14,600 0,20
7 (1), (2,2), (3,5), (4,5) 740 0,15
дисконтированную прибыль и вероятности их возникновения. Каж-
дый сценарий представляет реализацию случайных событий, начина-
ющихся в состоянии 1 и заканчивающихся в одном из семи возмож-
ных состояний на стадии 4.
Из этих данных мы видим, что максимальный ожидаемый дискон-
тированный чистый доход от разработки нового изделия достигается
путем усреднения совокупности сценариев с широкими диапазонами
значений дисконтированной чистой приведенной стоимости (ЧПС).
К примеру, вероятность того, что компания понесет потери в $12,8 млн,
составляет 0,20, а общая вероятность того, что компания понесет незна-
чительные потери, — 0,29. Наоборот, если все пойдет хорошо, то суще-
ствует вероятность в 0,15, что компания получит прибыль в $25,79 млн.
Дисперсия (распределение) или разница дисконтированных ЧПС
семи сценариев отражает риски, с которыми сталкивается управление
при принятии решения о разработке нового продукта. Если компания
крупная и защищена в финансовом плане, с резервом в сотни милли-
онов долларов наличными, то только что описанные риски, связанные
с разработкой нового продукта, невелики. Если компания мала и фи-
нансово не защищена, то план разработки нового продукта, представ-
ленный в «дереве решений», может быть недопустимым, потому что
вероятность банкротства из-за неудачи проекта очень велика. В таком
случае мы можем сказать, что компания не склонна к риску. Она мог-
ла бы выбрать реструктурированный план, привлекая богатого парт-
нера, который, в сущности, мог бы застраховать компанию от худших
сценариев в обмен на большую часть чистой прибыли от успешных
сценариев.
В таком случае «дерево решений» может отражать конечное число
сценариев, извлеченных из статистической модели. Примером служит
8.7. «Дерево принятия решений» и стохастическое программирование 457
модель прогнозирования спроса, которая использует статистические
данные о продажах компании, прогноз роста производства компании
и национальную экономику, где продается продукция. Или это может
быть модель, предсказывающая эффективность производства нового
продукта, использующая статистические данные, описывающие полу-
ченный опыт для подобного продукта. Мы называем это объективны-
ми неточностями, потому что вероятности, связанные со сценариями,
получены из объективных данных.
«Дерево решений» также может отражать неопределенные события,
которые сложно предсказать с помощью статистических методов, напри-
мер новое изделие, окружающая среда или безопасное законодатель-
ство, которые могут вызвать существенное увеличение в производст-
венных затратах. Мы называем их субъективными неопределенностями,
потому что существует очень мало или вообще не существует стати-
стических данных для оценки вероятностей. Вместо этого человеческая
оценка, которая исходит от экспертов в областях неопределенности,
служит базисом для прогнозирования будущего и оценки вероятно-
стей сценария.1
Наконец, «дерево решений» также может включать события, кото-
рые являются непредвиденными. Рассмотрите, к примеру, вероятность
предсказания оборонной авиастроительной компании в 1985 г., что
Советский Союз внезапно разрушится к 1991 г., что, очевидно, будет
иметь мощный эффект на стратегию компании. Безусловно, такое не-
предвиденное специфическое событие не может быть точно сформу-
лировано. Однако с помощью мозговой атаки со стороны управления
планировщик сценария может включать общие непредвиденные со-
бытия в «дерево решений»; для примера, только что описанное собы-
тие может быть обозначено как «радикальное сокращение в холодной
войне к 1995 г.».
Пример управления запасами с помощью стохастического
программирования
Мы сознательно не останавливались на описании процесса принятия
решений в «дереве решений» на рис. 8.12. Попытаемся разрешить эту
неясность путем рассмотрения модели стохастического программиро-
вания, для которой узлы решений в «дереве решений» являются моделя-
ми оптимизации. Модель как таковая является естественным расширени-
1 См. Bodily S. Е. [1982] для обсуждения методологии создания спорных пред-
с казачий.
30-2186
458
Глава 8. Стратегическое и тактическое планирование цепи поставок...
ем детерминированных моделей оптимизации цепочек поставок, рас-
сматриваемых ранее, которые анализируют производство и решения
распределения серий изделий с сезонным спросом.
Для обсуждения представим стохастическое программирование,
рассматривая проблему тактического планирования компании в управ-
лении материальными запасами перед лицом неопределенности сезон-
ного спроса. В частности, предположим, что сформировавшийся спрос
на продукт в первые три квартала приближающегося года известны
достаточно четко, но спрос в период пикового четвертого квартала ха-
рактеризуется тремя различными сценариями: высоким (Н), средним
(М) и низким (£). Вероятности, связанные с этими сценариями, соот-
ветственно ри, рм> pL, где ри+ рм+ р{ = 1.
Компания должна решить в начале первого квартала года, каков
будет план на период пика. Хотя производственные мощности не строго
ограничены в течение первых трех кварталов, компания осознает, что
ей необходимы целых 9 месяцев для волны четвертого квартала. Менед-
жер по снабжению стремится создать и применить модель стохасти-
ческого программирования в начале года, чтобы помочь запланировать
страховые запасы, которые будут доступны в конце третьего квартала.
В то же самое время он будет использовать модель для планирования
резервных запасов, а также удовлетворения спроса, связанного с каж-
дым из трех сценариев четвертого квартала. Цель заключается в полу-
чении максимальной ожидаемой чистой прибыли на протяжении четы-
рех кварталов. Мы подчеркиваем то, что страховые и резервные запасы,
которые приводят к достижению цели, оптимизированы вместе с мо-
делью. Численная версия этой задачи представлена в разделе 3.5.
Обратите внимание, что анализ, проведенный стохастическим про-
граммированием, представляет широкий, систематический обзор так-
тического планирования запасов. Это влияет на связи на проуяжении
всей цепи поставок, такие как производственные мощности, расстоя-
ние и затраты на перевозку, стоимость сырья и массу других факто-
ров. Для сравнения можно представить классическую теорию запасов,
которую мы обсудим в гл. 11, она сосредоточивается на операционных
планах запасов одной единицы и игнорирует сложности цепи поста-
вок.
Логика анализа стохастического программирования изображена на
рис. 8.13, где прямоугольные узлы представляют данные, описывающие
материальные запасы готового изделия, доступные к концу каждого
квартала, и другие данные, относящиеся к квартальному плану. Вспом-
ним также, что эти конечные материальные запасы — это материальные
8.7. «Дерево принятия решений» и стохастическое программирование 459
Рис. 8.13. Тактическая модель стохастического программирования
460
Глава 8. Стратегическое и тактическое планирование цепи поставок...
запасы, доступные в начале следующего периода. Материальные запасы
описывают состояние цепочки системы поставок в данные моменты
времени. Треугольники представляют решения, относящиеся к произ-
водству и распределению, возможному для компании на протяжении
каждого периода при каждом сценарии. Мы предполагаем, что они
представлены моделью оптимизации.
Как показано на схеме, компания сталкивается с тремя сценариями,
определенными спросом, достигнутым на стадии 4. Ради обсуждения,
мы принимаем коммерческие данные и другую информацию из позд-
ней части третьего и раннего периода четвертого кварталов, позволя-
ющие отделу маркетинга определить в четвертом квартале, какой из
трех образцов запроса возник. Возвратимся к дальнейшему исследо-
ванию этого предположения после обсуждения примера.
Мы вдаемся в подробности того, как страховые и резервные запа-
сы реализуются, фокусируя свое внимание на уравнении равновесия
запасов в конце четвертого квартала. Снова ради обсуждения мы пред-
полагаем, что рынки обслуживаются непосредственно с заводов. Кро-
ме того, каждый рынок должен обслуживаться единственным источ-
ником для всех продуктов, т. е. каждый рынок должен получить весь
свой объем продукции только с одного завода. Таким образом, с любо-
го завода могут быть проданы все изделия, либо произведенные на нем,
либо переправленные с другого завода на данный.
Определим следующие переменные страхового запаса:
Ijk3 — запас изделий j, имеющийся в наличии на заводе k в начале
второго квартала.
Подобным образом для каждого сценария 5 определяем следующие
переменные резервного запаса:
M.kis — количество изделий j, изготовленных на заводе k в четвертом
квартале при сценарии 5;
Rkis ~ количество изделийу, полученных на заводе k от других заво-
дов в четвертом квартале при сценарии 5;
Wjkis — количество изделий j, изготовленных на заводе k и отправ-
ленных другим заводам в четвертом квартале при сценарии 5;
— требуемое изделие j, назначенное заводом k в четвертом квар-
тале при сценарии 5 (назначение, определенное моделью стохастиче-
ского программирования);
7.Мх — запас изделий j, имеющийся в наличии на заводе k в конце
четвертого квартала при сценарии 5.
Для каждого продукта у, каждого завода k и каждого сценария чет-
вертого квартала 5 переменные страхового запаса и переменные резерв-
8.7. «Дерево принятия решений» и стохастическое программирование 461
ного запаса связаны между собой следующим уравнением равнове-
сия запасов:
I ,, = + М... + 7?.,. — W., — Q....
j«4s jk4s jkAs ^jkAs
Это уравнение говорит о том, что запас в конце четвертого квартала
равняется запасу в конце третьего квартала (начало второго квартала
плюс производство плюс отгрузки от других заводов минус отгрузки
на другие заводы минус продажи). Важно обратить внимание, что те
же самые количества 1кз запаса изделий j на заводе k доступны всем
сценариям 5 в конце третьего квартала. Если сумма материальных за-
пасов для каждого изделия всех заводов слишком высока, компания
имеет риск невозможности продать это все по полной цене. Наоборот,
если запас слишком дешев, компания имеет риск потери выгодных
продаж. Кроме того, если развертывание,/.и на всех заводах неэффек-
тивно, компания будет нести дополнительные затраты на перевозку
из-за многочисленных переменных R., л и W.,, с положительными и вы-
сокими значениями. Jk
Далее, чтобы исследовать, как переменные страховых запасов 1.кз до-
полнены переменными резервного запаса, мы используем факт, что пе-
ременные запаса Ijkis в конце четвертого квартала для каждого сцена-
рия 5 должны быть неотрицательны. Другими словами, компания не
может продавать то, чего не имеет. Снова ради обсуждения мы пред-
полагаем, что не может быть избыточного спроса на изделия. Это под-
разумевает следующее ограничение продаж цепи поставки:
Q.,. < + М.,. + R.,. — W.,..
jk3 jkAs jkAs jkAs
Таким образом, при сценарии 5 продажи изделий j заводом k в чет-
вертом квартале не могут превышать сумму страхового запаса, доступ-
ного в начале квартала, плюс количество, изготовленное на заводе k
или полученное там от других заводов, минус количество, отправлен-
ное на другие заводы. Кроме того, мы имеем следующее ограничение
продаж маркетинга:
М D м .
j«4s
Это ограничение свидетельствует о том, что продажи продукта j за-
водом k по сценарию 5 не могут превышать спроса, определенного дан-
ным заводом.
При рассмотрении данных двух типов ограничений продаж про-
дукта у, проданного заводом k по сценарию 5, мы видим из ограниче-
ний цепи поставок, что низкая стоимость страховых запасов 1кз на за-
воде k и на других заводах повлечет применение этих ограничений для
462
Глава 8. Стратегическое и тактическое планирование цепи поставок...
многих продуктов и заводов по сценарию 5, невзирая на то, как мы
выбираем значения для переменных решений резервных запасов. Это
подразумевает, что 0^< D kis в маркетинговых ограничениях для мно-
гих продуктов и заводов по сценарию 5, что отражает потерянные про-
дажи.
И наоборот, высокая стоимость страховых запасов I k3 на заводе k
и других заводах будет причиной того, что маркетинговые ограниче-
ния продаж будут налагаться на многие продукты и заводы по сцена-
рию 5, невзирая на то, как мы выбираем значения резервных запасов,
потому что они не влияют на эти ограничения. Следовательно, полу-
чается, что 0^< Ijk3 + Mjkis +Rjkis - W.kis для многих продуктов и заво-
дов по сценарию 5, что показывает уровень баланса запасов, закан-
чивающийся запасами I.k4s, которые являются разницей между левой
и правой частями этого неравенства и которые могли бы быть гораздо
больше для многих продуктов и заводов. Такая ситуация может быть
исправлена только путем продажи продукции с большой скидкой или
хранения продукта в течение неэкономично длительного времени.
Целевая функция, управляющая планом компании на следующий
год, — это максимизация ожидаемого чистого дохода. Пусть
Rt — чистый доход для квартала t (t — 1,2, 3),
Ris — чистый доход для 4 квартала по сценарию s(s — Н, М, L), тогда
сумма будет максимальной:
R. + R« + 7? + р„х R + р х R +р х R
1 2 3 г Н АН г М AM г L AL
Чистый доход каждого квартала может быть дисконтирован для
отражения временной ценности денег.
Мы доказали выше, что фирмы могут отрицательно относиться к рис-
ку, когда планирование не определено, особенно если неопределенные
доходы больше связаны с активами предприятия. Таким образом, стра-
тегия, максимизирующая чистые доходы, может считаться слишком
рискованной, если конкретные сценарии в чем-либо не устраивают.
Эффективный метод моделирования таких задач — это добавление огра-
ничений к модели стохастического программирования, которые отвер-
гают излишне рискованные планы. Например, мы можем добавить огра-
ничение на риск для всех 5 в следующей форме:
RA > RA ,
4s 4, цель’
которое определяет, что доход от любого другого сценария 5 может быть
по крайней мере такой же большой, как RA . Такое ограничение мо-
жет применяться только для сценария низкого спроса (s = L), но даже
одно связывающее ограничение может повлиять на все сценарии ну-
8.8. Логистические стратегии управления продуктовым ассортиментом 463
тем установления пределов допустимых значений на переменные стра-
ховых запасов IJk3. Это иллюстрирует, каким образом мы страхуем дея-
тельность при неблагоприятных сценариях путем отказа от потенци-
альной прибыли в случае благоприятных сценариев.
Данная иллюстративная модель имеет две основные стадии: стадия,
называемая «здесь и сейчас» (here-and-now stage), охватывающая пер-
вые три квартала, в течение которых спрос, определенно, известен, и ста-
дия обращения за помощью (recourse stage), в течение которой череда
случайных планов может быть активизирована. Вообще, стохастиче-
ское программирование позволяет нескольким стадиям обращения за
помощью описать повторяемые открытия важнейших неопределенно-
стей.
Подобная составная модель концептуально богаче, чем модель, со-
стоящая из двух стадий, так как она позволяет планам сформулиро-
вать то, что влечет за собой общий сбор информации, касающийся не-
определенности, а также эволюции препятствующих и случайных
планов. Например, мы можем объединить две стадии «обращения за
помощью» в модель запасов, которая только что обсуждалась. Первая
стадия может быть сфокусирована на цепь поставок и маркетинговую
деятельность в течение 10 месяцев из 12 для того, чтобы лучше спрогно-
зировать и спланировать остальное время торгового сезона, который
будет происходить в заключительные 2 месяца года.
Сложность, которая проглядывает в вышеуказанном примере, за-
ключается в создании трех сценариев и связанных с ними вероятно-
стей. Стохастический спрос обычно характеризуется продолжением
и иногда разноплановыми вероятностями распределения. Процедура
добывания ограниченного набора составляющих и важнейших сцена-
риев из таких распределений трудна и является основным предметом
исследования. Наконец, мы заметим, что стохастическое программи-
рование может применяться и к другим областям планирования це-
пей поставок, включая развитие новых технологий и продуктов, огра-
ничение стоимости сырья и роста новых рынков в развивающихся
странах.
8.8. Логистические стратегии управления
продуктовым ассортиментом
В предыдущем разделе мы обсуждали, каким образом запасы препятст-
вуют возникновению такого явления, как неопределенный спрос (пу-
тем установления баланса между рисками избыточных конечных за-
464 Глава 8. Стратегическое и тактическое планирование цепи поставок...
пасов и рисками задержанных или потерянных продаж). Мы исполь-
зовали стохастическое программирование для выявления проблем
и опций решений с точки зрения общей цепи поставок. В данном раз-
деле мы ограничим наш анализ следующими тремя стратегиями, вклю-
чающими в себя неопределенный спрос как источник и как объект воз-
действия продуктового ассортимента:
• разработка элементов традиционности и отсрочки дифференци-
ации продукции;
• сборка дифференцированных продуктов из стандартных наборов;
• быстрая реакция на более ранние продажи.
Было проведено прикладное исследование всех трех методов в об-
ласти стохастического программного моделирования, хотя достигну-
тый результат не является окончательным вариантом в системе анализа
задач промышленной мощности.1 На практике модели смешанного
целочисленного программирования также могут способствовать весь-
ма полезному знакомству с данными стратегиями, в то время как мы
ожидаем создания наиболее значительных методов стохастического
программирования.
Другие стратегии в зависимости от отрасли промышленности и си-
туации могут быть предназначены для снижения рисков неопределен-
ного спроса. Новые производственные технологии, которые сокращают
время подготовки к работе, способны уменьшить размер производ-
ственных издержек и запасов, сделать адаптацию компании к более
оперативной реакции на непрогнозируемые колебания спроса проще
и дешевле. Интеграция производственного календарного планирова-
ния и моделей планирования с процессами по принятию заказов по-
зволит компании определять даты поставки с большей степенью на-
дежности. В то же время подобная интеграция на более ранних сроках
предупредит менеджеров по производству о том, как изменяется спрос
относительно ожидаемых показателей.
Разработка элементов традиционности и отсрочки
дифференциации продукции
Многие фундаментальные промышленные товары и товары потребле-
ния, такие как радарные установки и компьютеры, собираются и про-
даются на линиях продукции, где конкретные товары делятся на мно-
гие комплектующие, часто в различных пропорциях. Сборка может
1 См. Swaminathan J. М. и Tayur S. R. [1999].
8.8. Логистические стратегии управления продуктовым ассортиментом 465
проводиться на нескольких заключительных этапах, но до сих пор на
них определяется лишь незначительная часть производственной себе-
стоимости и времени. Это может отличаться от производства товаров
для поставки на склад или производства товаров на заказ, хотя разли-
чия могут быть не столь явными. Восприятие покупателями и потре-
бителями этих двух товаров колеблется от одного к другому в зависи-
мости от степени традиционности и маркетинга продукции.
Использование традиционных компонентов сокращается, но не ис-
ключается полностью, а трудности при планировании производства
возникают благодаря неопределенному спросу. В начале каждого этапа
производственного цикла менеджер по производству решает, как имен-
но будут распределяться текущие запасы традиционных компонентов,
для того чтобы получилась конечная продукция. Период планирова-
ния обычно длится от одной недели до одного месяца. Менеджер так-
же решает, когда и в каком количестве дополнительно заказывать вы-
шеуказанные компоненты. Допуская, что неудовлетворенный спрос
отсутствует, целью планирования производства является минимиза-
ция издержек хранения запасов, затрат по невыполненным заказам,
а также издержек на сборку, которых можно избежать, например сверх-
урочных при многопериодном горизонте планирования.
Степень сложности разрешения данной задачи планирования зави-
сит от продолжительности времени приобретения комплектующих
изделий, а также от колебания и соотношения спроса на продукцию.
При неблагоприятной ситуации, когда это время длительное, а спрос
крайне нестабилен, менеджер по производству ждет, так как когда ком-
плектующие изделия в конце концов прибудут, необходимость в них
будет в значительной мере отличаться от того количества, которое пред-
полагалось ранее. Кроме того, если спрос на продукцию имеет положи-
тельное соотношение, то спрос на всю партию в целом будет склоняться
к всеобщему увеличению или понижению. Таким образом, колебания
не могут значительно повлиять друг на друга, поскольку в равной сте-
пени способствуют недостатку или избытку комплектующих изделий.
Модели стохастического программирования развиваются и тестиру-
ются по мере пополнения комплектующих изделий, а общие страте-
гии, которые оптимально препятствуют возникновению неопределен-
ного спроса, отражены с помощью совместного распределения спроса
на конечную продукцию.1
1 Swaminathan J. М. и Tayur S. R. [1999, 588-595] описали модель стохасти-
ческого программирования, которая применяется при сборке IBM.
466 Глава 8. Стратегическое и тактическое планирование цепи поставок...
Сборка дифференцированной продукции из стандартных
наборов комплектующих
Стандартный набор комплектующих — это полуфабрикат, который в итоге
собирается в конечные дифференцированные продукты после того, как
будет получен заказ на данный конечный продукт от потребителя.
Стратегии для производства комплектующих и сборки дифференци-
рованной продукции — это частный случай стратегий для разработки
традиционности компонентов, данная тема обсуждалась в предыдущем
подразделе. В действительности стандартный набор комплектующих
является отдельным традиционным компонентом. И как четко опре-
деленный частный случай он способствует разработке моделей опти-
мизации дизайна продукции с целью оптимизации стратегий сборки.
Данный подход широко применяется в компьютерной индустрии.
Например, производители микропроцессоров и создатели автомати-
зированных рабочих станций производят такие продукты, которые
доступны любому покупателю. В зависимости от стоимости микропро-
цессоров один производитель позволяет покупателям (компаниям)
преобразовать заказ уже после его размещения, а иногда и гораздо поз-
же. Причина конфликта между продавцами компьютеров и менедже-
рами по производству заключается в попытке последних упорядочить
операции сборки. Стандартный набор покупается для компании В с до-
ставкой через 4 недели, и этот заказ может вдруг стать подходящим
для компании А с доставкой в течение недели, поскольку компания А
поменяла свою спецификацию на заказ. Оригинал стандартного набо-
ра, покупаемый для компании А, может быть пригоден для другого
покупателя или может быть задержан на складе в качестве запасов до
тех пор, пока другая компания не потребует такую же или похожую
спецификацию. Таким образом, компания может оплатить передачу
компьютера компании В компании А и купить другой стандартный
набор для покупателя В.
Можно себе представить, что число возможных комбинаций, которые
необходимо проверить при назначении и переназначении стандартного
набора, является устрашающим. Наибольшие затраты при переназна-
чении составило тестирование переданных компьютеров. В компьюте-
ре, покупаемом и тестируемом для компании А, требуются лишь незна-
чительные изменения конфигурации, соответствующие требованиям
компании А или произведенные вместо компании В, но в этой ситуа-
ции будут необходимы повторные тесты. Для того чтобы наилучшим
образом обойти эти сложности, производители компьютеров создали
систему для выполнения оптимизационной модели, которая называется
8.8. Логистические стратегии управления продуктовым ассортиментом 467
«Система распределения и перераспределения заказов (OARS)». Со-
гласно рис. 8.14, данная система может быть применена, например, ког-
да компания В решает изменить свой заказ. Предположив, что новый
заказ похож на заказ компании А, система может передать заказ 2 ком-
пании В, заказ 1, компании А, а заказ k, компании С, и так до тех пор,
пока все остальные поставки не изменятся.
Однажды созданная и узаконенная OARS применялась некоторое
время (в течение недели) на главном предприятии-поставщике, ответ-
ственном за координацию перераспределения заказа между продавца-
ми и менеджерами по производству. Имея список предыдущих поста-
вок, новых партий для поставки и изменений спецификаций заказа на
определенный горизонт планирования, система генерировала и опти-
мизировала модель поставок, которая распределяла или перераспре-
деляла уникальный или частично измененный в соответствии с требо-
ваниями стандартный набор каждому покупателю в обещанные даты
поставок. Целевой функцией является сокращение основного време-
ни, связанного с перераспределением. Программа была создана для
того, чтобы подсчитывать время, необходимое для повторного конт-
роля, если определенная партия уже закуплена и перераспределена
покупателю J. Путем определения самых дорогостоящих перераспре-
делений система OARS обеспечивает продавцов информацией, которая
может быть использована для того, чтобы договориться с компаниями
об отсрочке даты поставок. Не стоит говорить, что данные предложе-
ния не всегда принимаются или выполняются.
В общем, компания, продающая ряд продуктов сборки на заказ, мо-
жет производить больше одной партии комплектующих. Эта гибкость
необходима в том случае, когда различные продукты, произведенные
на заказ, требуют разной последовательности сборочных операций для
комбинации компонентов перед достижением конечной стадии сборки.
Модели для анализа дизайна стандартных наборов разрабатываются
так, чтобы их использовали в оперативном планировании. Каждая кон-
струкция отличается стоимостью материалов, идущих на определен-
Стандартные
наборы
Покупатели
Рис. 8.14. Система распределения и перераспределения заказов (OARS)
468
Глава 8. Стратегическое и тактическое планирование цепи поставок...
ное число составляющих предлагаемого набора. Дизайны могут быть
оценены при условии их оперативного представления. Типичные опе-
ративные решения относительно дизайна включают следующие во-
просы:
• Сколько видов оформления стандартных наборов следует исполь-
зовать и каковы будут затраты на материал?
• При наличии прогноза спроса на конечный продукт на опреде-
ленный горизонт планирования сколько каждого типа стандарт-
ных наборов следует собрать в определенный период?
• При наличии прогноза спроса на конечный продукт на опреде-
ленный горизонт планирования каким образом стандартные на-
боры должны быть распределены по конечным продуктам в каж-
дый период?
• При наличии прогноза спроса на конечный продукт на опреде-
ленный горизонт планирования каков оптимальный график про-
изводства или приобретения у продавцов частей и компонентов
для стандартного набора?
Мы надеемся, что исследования в области детерминированных мо-
делей оптимизации и моделей стохастического программирования
будут продолжены для данного типа задач производственного плани-
рования и благодаря этим усилиям будут достигнуты высокие резуль-
таты.
Быстрая реакция на более ранние продажи
Для продуктов с коротким жизненным циклом, таких как модная одеж-
да, персональные компьютеры, автомобили, эффективная интеграция
производства, хранения и продаж представляет собой довольно труд-
ный процесс. Планирование цепей поставок в компании, относящейся
к индустрии моды, частично затруднительна. Ежегодно компания пред-
ставляет новый дизайн продукции, которая должна производиться чуть
раньше продажи в течение короткого сезона розничной торговли. Одна-
ко отличия в объеме продаж и доходах между популярными и не очень
популярными моделями, которые трудно уравнять перед началом се-
зона, огромны. Следующая сложность — это то, что дизайн, производ-
ство и деятельность по продаже распространяются на отрасли несколь-
ких континентов. Таким образом, компания сталкивается с проблемой
прохождения большого отрезка времени между обязательством руко-
водства начать производство и доставки достаточного количества за-
пасов для сезона розничной торговли.
8.8. Логистические стратегии управления продуктовым ассортиментом 469
В этом подразделе мы рассматриваем процессы и подходы к плани-
рованию, называемые быстрой реакцией (quick response). Данный
подход использовался компанией, производящей одежду, при непо-
стоянном спросе на протяжении коротких и интенсивных периодов. В
преобразованной форме эти разработки могут быть применимы и для
компаний других отраслей промышленности. Наше обсуждение фо-
кусируется на удачных смоделированных анализах, развивающихся
для поддержки быстрой реакции в компании Sport Obermeyer, занима-
ющейся дизайном и производством одежды для лыжников.1
Характеристика компании. Компания Sport Obermeyer является ди-
зайнером и производителем модной лыжной одежды, которая прода-
ется в специальных лыжных магазинах по всей Америке. Их продук-
ция включает в себя жакеты, свитера, шарфы, куртки и различные
аксессуары. Ежегодно они пересматривают дизайн своей одежды, на
95% изменяя модель, ткани и цветовые решения. Ежегодно произво-
дится приблизительно 350 стилевых и цветовых комбинаций. Произ-
водство компонентов и одежды выходит за рамки США, размещаясь
в Гонконге, Китае, Корее, Ямайке и Бангладеш. Готовая одежда отправ-
ляется в Сиэтл, а затем переправляется грузовым транспортом на склад
компании в Денвере. Индивидуальные заказы упаковываются и от-
правляются через посыльного в магазины розничной торговли.
Цепь поставок и планирование продаж в компании Sport Obermeyer со-
ответствует ежегодному календарному графику, показанному на рис. 8.15.
Календарный график включает в себя преобразованные процессы пла-
нирования, которые были созданы для приспособления и разработки
моделей анализов, обсуждающихся ниже. В начале периода компания
берет на себя начальные обязательства около 40% прогнозируемого
производства на 1 ноября предыдущего года. Эта первая ступень произ-
водства начинается 1 января. В течение периода с 15 февраля до 31 мая
розничная торговля просматривает осеннюю одежду и заполняет око-
ло 90% годовых заказов. Множество заказов поступают сразу после
годовых показов мод в Лас-Вегасе, проводимых в середине марта. Как
мы покажем ниже, компания Obermeyer корректирует свои прогнозы
на основании полученных заказов и затем устанавливает планы для
следующего уровня производства, который составляет около 50% все-
го производства.
Как показано на рис. 8.15, основной сезон розничной продажи при-
ходится на период с 1 сентября по 24 декабря. Около 10% товаров, про-
1 Наше обсуждение суммирует результаты статьи Fisher М. L., Raman А.
[1996].
470
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Первичные
производственные
обязательства
Произ-
водство
Последующие
производственные
обязательства
Производство | Производство
Стадия 1 Стадия 2
Продажи
Розничная
торговля
Первичный
сезон
Вторичный
сезон
Размещение заказов
розничных продаж
Размещение изменен-
ных заказов
_!---------(--------j---
11/1 1/1 2/15
I
5/31
9/1 12/24
Показ мод
Рис. 8.15. Календарный график производства и продаж лыжной одежды
данных за год, отправляются розничным торговцам в качестве повтор-
ных заказов из товарных запасов в течение периода с 1 октября вплоть
до 24 декабря. В конечном итоге в период с 24 декабря по 1 апреля
следующего года излишки одежды продаются со скидками.
Описательная и нормативная модели
С помощью консультантов компания Obermeyer разработала двух-
этапный стохастический программный анализ годового производства
и планирования продаж. Ключевым элементом в этом анализе явля-
лась описательная модель, суть которой состоит в том, что прогнози-
руемый спрос основан на первоначальных 20% от спроса на продук-
цию в новом году, полученную от розничных торговцев в течение марта.
До этого компания Obermeyer разработала первоначальные прогнозы,
основанные на данных прошлых лет, что в большой степени неверно
из-за того, что продукция меняется каждый год и относительно новой
продуктовой линии применяется экспертная оценка. Новая прогнози-
рующая модель трактовала продажи каждого продукта на первом и вто-
ром этапе как двухмерное распределение с соотношением спроса пер-
вого и второго этапов. Коэффициенты соотношения оказались вполне
высокими — около 0,8-0,9 для большинства товаров, что определило
данные о спросе первого этапа как пригодным для прогнозирования
8.8. Логистические стратегии управления продуктовым ассортиментом 471
Сезонные продажи
в сравнении с началь-
Сезонные ными п0 отношению
продажи . к исправленным
прогнозам
4000 -
3500 -
3000 -
2500 -
Сезонные
продажи
4000 -
3500 -
3000 -
2500 -
Сезонные продажи
по прогнозам,основан-
ным на первоначальном
20%-ном спросе
2000 -
1500 -
. 1000 -
Начальные 500 -
прогнозы
о Н—।—]—г
Рис. 8.16. Наблюдаемая часть спроса повышает точность прогноза
Источник: Fisher and Raman [1996]
Исправлен-
ные прогнозы
1—I—I—I—
спроса на втором этапе.1 Наблюдения, выявленные новой прогнозиру-
ющей моделью, отражены на рис. 8.16, характер движения точек в на-
правлении линии в 45° (идеальные прогнозы) на правом рисунке в срав-
нении с левым выявляет качество и важность прогнозов.
Следующим шагом в анализе являлось конструирование стохасти-
ческой программной модели с целью помочь менеджменту компании
Obermeyer в планировании производства и сбыта продукции каждого
сезона путем разделения их производственных планов на два этапа,
показанных на рис. 8.15. Первоначальный прогноз использовался бы
для планирования производства первого этапа, а также как исходный
план для второго этапа. Пересмотренные прогнозы, разработанные
позже, использовались бы для исправления производственного плана
второго этапа.
В модели стохастического программирования использовались сле-
дующие переменные величины и параметры:
1 Коэффициент корреляции определяется как отношение ковариации двух слу-
чайных переменных, разделенных продуктом на их стандартные отклонения.
472
Глава 8. Стратегическое и тактическое планирование цепи поставок...
х. — количество продукции г-го вида, произведенной на первом эта-
пе;
х2 — количество продукции г-го вида, произведенной на втором эта-
пе;
Dj{ — количество продукции, востребованное до начала второго эта-
па (трактуемая как неизвестная случайная величина в начале первого
этапа);
D — общее количество продукции г-го вида, востребованное за се-
зон;
f (р.{, D) — функция распределения вероятностей с двумя перемен-
ными для г-го вида;
Q. — издержки перепроизводства единицы продукции г-го вида;
U. — издержки недопроизводства единицы продукции г-го вида;
К — производственная мощность на втором этапе.
Конструирование функции f (Dj{, D.) для каждого г-го вида явля-
лось сложным заданием, в котором консультанты умело смешали данные
прошлых лет о старой продукции с решениями экспертов относитель-
но оцениваемых параметров.1 Издержки перепроизводства Q. были
приняты равными переменным издержкам г-го вида за вычетом ожи-
даемой сниженной цены. Издержки недопроизводства U. равнялись
оптовой цене г-го вида за вычетом переменных издержек этого вида.
В большинстве случаев значения U. были в 2 или 3 раза больше, чем Q.,
что обеспечивало некоторую продукцию в избытке в сравнении с про-
гнозируемым спросом. В конечном итоге решения о производстве на
втором этапе сделали зависимыми от ограничения мощности, так как
имеющееся время на данном этапе было ограниченно.
Двухэтапная стохастическая программная модель, разработанная
для конкретного применения, включала процесс, посредством которо-
го переменные производства первого этапа х. были выбраны в начале
первого этапа, используя начальные прогнозы спроса для всех видов.
Затем были изучены величины Dti и разработан пересмотренный прог-
ноз. Этот прогноз был использован при изменении переменных про-
изводства второго этапа х2. Общей целью явилась минимизация ожи-
даемых общих издержек недо- и перепроизводства для всех видов
продукции за сезон. Чтобы сделать необходимые вычисления, нужны
были некоторые приближения из-за сложности проблемы второго эта-
па. Мы опустим эти детали.2
1 Это построение предложено Fisher М. L., Raman А. [1996].
2 См. Fisher М. L., Raman А. [1996,90-91].
8.9. Планирование сценариев
473
Выводы. Описательная и нормативная модели были разработаны
для компании Obermeyer параллельно с предварительными стандарт-
ными процедурами планирования для сезона 1992 г. Однако прогнозы
второго этапа были использованы компанией Obermeyer, чтобы пере-
смотреть настоящий план производства для этого этапа. Результаты
собраны в табл. 8.19. Ситуация остается «без ответа» (no response) в том
случае, когда компания Obermeyer создает один план для всех видов
продукции в начале сезона без изменения их прогноза, основанного на
спросе первого этапа.
Таблица 8.19
Результаты работы компании Obermeyer за 1992-1993 гг.1
Модель откликов Нет ответа
модель факт
Общее производство 124805 121432 172896
Перепроизводство 22036 25094 83445
Недопроизводство 792 7493 14380
Издержки перепроизводства, % от продаж 1,30 1,74 6,80
Издержки недопроизводства, % от продаж 0,18 1,56 3,58
Общие затраты, % от продаж 1,48 3,30 10,38
Как мы видим, модель дала гораздо более высокие результаты, чем
та, что в действительности была применена. В сфере производства
одежды для лыжников прибыль приносят около 3% продаж. Именно
поэтому запланированная экономия 1,82% продаж соответствует ана-
лизам, в которых модель представляет 60%-ное увеличение прибыли.
По сравнению со случаем, когда компания остается безучастной, мо-
дель представляет увеличение прибыли в 4 раза.
8.9. Планирование сценариев
Планирование сценариев — это процесс, нацеленный на содействие
высшему руководству при определении плана действий в длительном
периоде в будущем фирмы, который является последовательным, прав-
доподобным и всесторонним. Его целью является также то, как орга-
низовать, повысить и прояснить личные и коллективные взгляды на
будущее. Это качественный и всесторонний по своей сути процесс,
который в основном не связан с принятием стратегических решений.
1 Источник: Fisher М., Raman А. [1996].
474
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Мы рассматриваем планирование сценариев потому, что эта тема сама
по себе очень важна, и потому, что это уместно при создании и исполь-
зовании моделей стратегического планирования цепей поставок.
Модели и даже данные играют второстепенную роль при осуществ-
лении планирования сценариев, особенно высшее руководство фир-
мы сталкивается или думает, что сталкивается, с проблемой неопреде-
ленности будущего. Поэтому может показаться, что существует лишь
малое совпадение проблем планирования сценариев с нашими инте-
ресами в отношении применения данных моделей и моделирующих
систем к стратегическому анализу. Тем не менее качество стратеги-
ческого планирования, основанного на моделях, зависит от качества
проверенных сценариев. Сценарий обеспечивает дисциплину в том
смысле, что специалисты по моделированию могут приспосабливаться
к нашим различным нуждам. И наоборот, осуществление планирова-
ния сценариев может помогать посредством сбора данных и констру-
ирования моделей оценке сформулированных ранее качественных
планов.
Методология
Сценарии определяются как конкретные описания фундаментально
различных вариантов развития будущего. Десятиступенчатая методо-
логия планирования сценариев представлена в табл. 8.20. Она концент-
рируется на изучении и исследовании взаимосвязей между стратегиче-
скими тенденциями и ключевыми сомнениями.1 Данная методология
нацелена на преодоление человеческих и организационных барьеров
для того, чтобы последовательно и реально оценить долговременный
период будущего. В частности, планирование сценариев помогает ме-
неджерам компенсировать излишнюю самоуверенность и ограничен-
ность взглядов, которые часто ведут к появлению ошибок в стратеги-
ческом планировании. Например, многие компании самонадеянно
подходят к решению стратегического планирования с одним планом
и готовят единственный бюджет на следующие годы.
Методология предназначена главным образом не для прогнозиро-
вания будущего, а скорее чтобы ограничить его и поддержать консен-
сус среди менеджеров, которые имеют радикально различные взгляды
и ожидания. Такая дисциплина помогает менеджерам преодолеть не-
которые психологические предубеждения; например, некоторые из них
думают, что возможна экстраполяция прошлого без изменения на буду-
1 Эта методология взята у Schoemaker Р. J. Н. [1993, 197].
8.9. Планирование сценариев
475
Таблица 8.20
Десятиступенчатая методология планирования сценариев1
1 Выявление границ и стратегических проблем, которые должны быть проанализированы Под границами подразумеваются временные рамки, необходимые для стратегического анализа, продуктов, рынков, поставщиков, географических территорий,технологий
2 Определение главных акционеров Акционеры — это частные лица или организации, заинтересованные в стра- тегическом выпуске, включая тех, кто может быть зависим от стратегиче- ских решений, и тех, кто может влиять на них. Текущие роли, интересы и властные позиции этих акционеров должны быть ясны
3 Определение текущих тенденций Этот этап включает совокупность мнений экспертов отрасли, менеджеров и посторонних людей, обладающих необходимыми знаниями. Очень важно, оценены ли тенденции, которые взаимно совместимы в течение временных рамок анализа
4 Определение ключевых неопределенностей Неопределенности, связанные с результатами ключевых событий, должны быть выявлены; но при этом оценка вероятностей пока не нужна. Внимание также должно быть уделено взаимосвязям неопределенностей
5 Составление граничных сценариев Этапы с 1-го по 4-й подготавливают основу для составления сценариев. Вначале создаются два или малое количество экстренных сценариев. К примеру, составляется один сценарий с позитивным развитием событий, а другой — с негативным
6 Определение внутренней последовательности и правдоподобности граничных сценариев Граничные сценарии вполне вероятно будут внутренне непоследовательны. Во-первых, возможно, что тенденции, определившие граничные сценарии, являются несовместимыми. Во-вторых, последствия неопределенных мероприятий могут быть противоречивы. И наконец, если главные деятели будут задействованы в сценарии с позиций, которые им не нравятся, они могут уйти, что может привести к непостоянству акционеров
7 Создание типовых сценариев Основываясь на сути этапа 6, создайте варианты связанных сценариев, которые включают широкий спектр результатов. Адаптированные к реаль- ности планы отражают поведение акционеров
8 Определение необходимости исследований Рассматривая сценарии, определенные на 7 этапе, определите темы, требу- ющие дальнейшего изучения, с тем чтобы уточнить их понятия и анализ
1 Источник: Shoemaker Р. [1993].
476
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Окончание табл. 8.20
9 Развитие и применение количественных моделей Это описательные и нормативные модели для прогнозирования и оптими- зации решений, связанные с неопределенным будущим. Этот этап, возмож- но, приведет к дальнейшему определению и усовершенствованию планов
10 Развитие сценариев принятия решений Используйте результаты этапа 9 в сочетании с управленческими решени- ями, чтобы описать результаты различных сценариев, учитывая то, что они могут предложить альтернативный вариант будущего равновесия для ком- пании и ее отрасли
щее. Это и есть неспособность думать вне рамок при описании теку-
щей ситуации в компании. Даже если такое неординарное мышление
и будет иметь место, менеджеры все равно стараются затормозить этот
процесс, что ведет к экстраполяции прошлого лишь с малыми измене-
ниями текущей ситуации. Кроме этого, человеку свойственно недо-
оценивать ситуации, которые трудно представить или запомнить.
Связь с оптимизационным моделированием
Сценарий методологии в табл. 8.17 включает шаг, требующий анализа
вычислительных моделей, но это вытекает из расчета вероятностей
осуществления программ и использования детерминированных и сто-
хастических моделей программирования. Эта амбивалентность по от-
ношению к вычислению вероятностей программ относится к резуль-
тату, который проистекает из ранних программ, когда мы обсуждали
модели стохастического программирования и их применение, т. е. ка-
кие еще существуют строгие методы для соединения объективных ве-
роятностей из модели статистического прогнозирования с субъектив-
ными вероятностями, основанными на управленческой оценке?
Допуская, что обширный анализ долгосрочной стратегии компании
может включать программы, вероятности и другие факторы, которые
трудно подсчитать и смоделировать, подходы могут быть созданы та-
ким образом, что это позволяет моделям (особенно стохастического
программирования), играть более важную роль. Во-первых, методы ма-
тематического программирования могут быть использованы для рас-
чета рангов вероятностей, в пределах которых оптимальный размер
страхового и резервного запасов остается оптимальным. Характерис-
тика программ затем будет расширена за счет включения этих вероят-
ностей. Например, анализ моделирования может предположить, что
если вероятность успешного объединения к концу второго года будет
8.10. Выводы
477
ниже 0,3, то компании нужно будет немедленно начать строительство
нового предприятия. Если вероятность будет равна 0,3, то нужно бу-
дет подождать окончания третьего года и начать строительство, толь-
ко если вероятность снизится. Тогда управленческие навыки можно
будет использовать для оценивания этой критической вероятности.
Если решение все еще остается неясным, управленческий отдел по стра-
тегическому планированию может предпринять такие меры, которые
заставят вероятность сдвинуться с критической точки вверх или вниз,
что позволит им определиться с дальнейшими действиями.
Во-вторых, количественный анализ стратегических программ тре-
бует интеграции моделей цепи поставки с моделями сбыта и продаж.
Такая интеграция уже обсуждалось в разделе 8.1. Будем надеяться, что
методология разработки программ сможет обеспечить консенсус между
менеджерами по сбыту и менеджерами по Поставкам в вопросах ис-
пользования данных и моделей оценки стратегических действий. Ме-
тодология разработки программ также должна стимулировать инте-
рес по выработке и использованию моделей управления данными для
анализа конкурентов, которые мы рассмотрели в разделах 8.5 и 8.6.
Наконец, анализ стратегических программ может требовать объедине-
ния решений по снабжению и сбыту совместно с решениями о финансах.
8.10. Выводы
Допуская, что число успешных применений моделирования цепей по-
ставок в стратегическом планировании быстро возрастает, мы уделяем
внимание исследованию подходов для расширения масштабов использо-
вания этих подходов. Нашим побудительным мотивом было положение
о том, что современные модели не рассматривают решения, которые
включают доходы, сбыт, конкуренцию и страхование в условиях не-
определенности. То, о чем мы сейчас говорим, изображено на рис. 8.17.
Современная модель на рис. 8.17 представлена моделью первого типа
(единичный период, минимизация общих закупочных издержек).
Стрелки на диаграмме отражают естественное развитие моделей от
данного блока к тем, которые более совершенные. Например: стремле-
ние моделей первого типа к модели второго типа представляет управ-
ленческий интерес в осторожном изменении продукции для максими-
зации чистых доходов. Под осторожностью мы понимаем, что модель
допускает незначительные отклонения в ассортименте продукции,
которые несколько изменяют себестоимость либо же не влияют на нее.
Методы для эффективного использования этого типа развития уже
478
Глава 8. Стратегическое и тактическое планирование цепи поставок...
Минимизация
общих дискон-
тируемых издержек
по управлению
цепью поставок
Максимизация
чистого дохода
цепей поставок
и ресурсов рынка
Конкурентное
равновесие
Однопериодные
детерминистические
Модель 1
типа
Модель 2
типа
Модель 3
типа
Многопериодные
детерминистические
Модель 4
типа
V
Модель 5
типа
Динамические
инвестиции
в ресурсы
Многопериодные Модель 6
стохастические ТИПа
Модель 7
типа
Рис. 8.17. Модели математического программирования
для анализа стратегии
обсуждались в разделе 8.2, где мы рассмотрели построение кривых
прибыли на основе цены и размещения предприятий.
Наоборот, переход модели первого типа к модели четвертого типа
представляет управленческий интерес в нормировании и распределе-
нии капиталовложений (отказа от них) в ресурсы цепи поставок в те-
чение длительных периодов до тех пор, пока минимизация общих дис-
контируемых издержек по управлению цепью поставок удовлетворяет
имеющийся спрос. Традиционно модели четвертого типа применялись
в компаниях с интенсивными капиталовложениями и регулируемым
производством, таким как производство электроэнергии, цены и об-
щий доход которого практически не контролируется.
Переход модели второго типа к модели третьего типа свойствен для
стратегий компаний с далеко идущими целями, которые максимизи-
руют чистый доход в конкурентной среде. Такие модели мы обсужда-
ли в разделе 8.5. Конечно, модели третьего типа могут также встре-
титься в многопериодных и стохастических вариантах.
Переход модели второго или четвертого типа к модели пятого типа
(многопериодной, определенной максимизацией дисконтируемого чи-
стого дохода) свойствен для амбициозных компаний. Как уже говори-
лось в разделах 8.3 и 8.4, эти модели требуют разработки подмоделей,
8.10. Выводы
479
относящихся к маркетинговым стратегиям для новых и уже произво-
димых изделий, многопериодных по своей природе, и их интеграции
с моделями цепи поставок. Другими словами, модели пятого типа отно-
сятся к изменениям смешанных изделий, которые более значительны,
чем изменения моделей второго типа. Они должны быть достаточно
длительными, так как время играет центральную роль в определении
эффекта от маркетинговых решений по рыночному сектору и валовому
доходу.
Наконец, мы предполагаем переход детерминированных моделей
четвертого и пятого типов к стохастическим моделям шестого и седь-
мого типа. Осторожный подход к эффективности развития заключа-
ется в создании моделей стохастического программирования путем
поглощения небольшого числа детерминированных моделей различ-
ных программ. Готовность следовать этому подходу витает в воздухе.
Мы уже обсуждали проекты и анализ стохастического программного
моделирования двух крупных фирм — по производству компьютерно-
го оборудования и фармацевтической компании. В обоих случаях фир-
мы искали производственные стратегии для создания необходимых
комплектующих конечной продукции, которые оптимально препят-
ствуют неопределенности спроса на эти изделия.
Литература
Arrow К. J., Hahn F. [1971], General Competitive Analysis. San Francisco: Holden-Day.
Bass. F. M. [ 1969], «А New Growth Model for Consumer Durables», Management Science,
15,215-227.
Baumol W. J. [1977], Economic Theory and Operations Analysis. Englewood Cliffs, N. J.:
Prentice-Hall.
Bienstock D., Shapiro F. [1988], «Optimizing Resource Acquisition Decisions by Stochastic
Programming», Management Science, 34, 215-229.
BirgeJ. R., LouveauxF. [1997], Introduction to Stochastic Programming. New York: Springer.
Bodily S. E. [ 1982], «Judgmental and Bayesian Forecasting», The Handbook of Forecasting,
A Manager’s Guide, edited by S. Makridakis and S. C. Wheelwright. New York: Wiley.
Camm J.D., Chorman T.E., Dill FA., Evans J. R., Sweeney D.J., Wegryn G. W. [1997], «Blending
OR/MS, Judgment, and GIS: Restructuring P&G’s Supply Chain», Interfaces, 27,128—
142.
Connors K. R. [1991], «А Historical Comparison of Resource-Based Theory and Five Schools
of Thought within Industrial Organization Economics: Do We Have a New Theory of
the Firm?» Journal of Management, 17, 121-154.
Cooper L. G. [1993], «Market-Share Models», in J. Eliashberg and G. L. Lilien [1993а].
Covert К. B. [1987], «An Optimization Model for Marketing and Production Planning»,
M. S. Thesis, Sloan School of Management, MIT.
EliashbergJ., Lilien G. L. [1993a], eds. Handbooks in Operations Research and Management
Science, Volume 5: Marketing. Amsterdam: Elsevier Science.
EliashbergJ., Lilien G. L [1993b], «Mathematical Marketing Models: Some Historical
Perspectivesand Future Projections», Chapter 1 in J. Eliashberg and G. L. Lilien [1993а].
480 Глава 8. Стратегическое и тактическое планирование цепи поставок...
EliashbergJ. Steinberg R. [1993], «Marketing-Production Joint Decision-Making,» in J. Elia-
shberg and G. L. Lilien [1993а].
Fisher M.L., Raman A. [1996], «Reducingthe CostofDemand Uncertainty through Accurate
Response to Early Sales», Operations Research, 44, 87-99.
Georgantzas N. C., Acar W. [1995], Scenario-driven Planning: Learning to Manage Strategy
Uncertainty. Quorum Books.
Inf anger G. [1994], Planning under Uncertainty: Solving Large-Scale Stochastic Linear
Programs. Danvers, Mass.: Boyd & Fraser.
Lilien G. L., KotlerP., Moorthy F. S. [ 1992], Marketing Models. Englewood Cliffs, N. J.: Prentice
Hall.
Little J. D. C. [1975], «Brandaid: A Marketing-Mix Model, Parts 1 and 2», Operations
Research, 23, 628-673.
Mahajan V., Miller E„ BassF. M. [1993], «New-Product Diffusion Models», Chapter 8 in
J. Eliashberg and G. L. Lilien [1993а].
MehringJ. S„ SarkarD., Shapiro J. F. [1983], «Decomposition Methods and the Computation
of Spatial Equilibria: An Application to Coal Supply and Demand Markets», 221-233
in Energy Models and Studies, edited by B. Lev. Amsterdam: North Holland.
Miller T. C„ Friesz T. L„ Tobin R. L. [ 1996], Equilibrium Facility Locations on Networks. New
York: Springer.
Porter M. E. [1980], Competitive Strategy. New York: The Free-Press-MacMillan.
Porter M. E. [1985], Competitive Advantage. New York: The Free Press-MacMillan.
Rao V. R. [1993], «Pricing Models in Marketing», Chapter 11 in J. Eliashberg and G. L. Li-
lien[1993a],
Satterfield R. L. [1995], Profit-Maximizing Distribution System Design with Customer
Service Dependent Demand, Unpublished Ph. D. dissertation, Indiana University.
SchoemakerP.J. H. [1993], «Multiple Scenario Development: Its Conceptual and Behavioral
Foundation», Strategic Management Journal, 14, 193-213.
Schrage L. [1997], Optimization Modeling with UNDO, 5th ed. Pacific Grove, Calif.: Brooks/
Cole Publishing Company.
Shapiro В. P. [1977], «Can Marketing and Manufacturing Coexist?» Harvard Business
Review, 55,104-114.
Shapiro J. F. [1999], «On the Connections Among Activity-Based Costing, Mathematical
Programming Models for Analyzing Strategic Decisions, and the Resource-Based View
of the Firm», European Journal of Operational Research, 118, 300.
Swaminathan J. M., Tayur S. R. [1999], «Stochastic Programming for Managing Product
Variety», Chapter 19 in S. R. Tayur, R. Ganeshan, and M. J. Magazine [1999].
Takayama T., Judge C. G. [1971], Spatial and Temporal Price and Allocation Models. Amsterdam:
North-Holland.
Tayur S., Ganeshan R., Magazine M. J. [1999], Quantitative Models for Supply Chain Mana-
gement. Norwell, Mass.: Kluwer Academic.
TiroleJ. [1988], The Theory of Industrial Organization. Cambridge, Mass.: MIT Press. Ulrich
K., Eppinger S. D. [1995], Product Design and Development. New York: McGraw-Hill.
Urban G. L„ Hauser J. R. [1980], Design and Marketing of New Products. Englewood Cliffs,
N. J.: Prentice Hall.
Varian H. R. [1978], Microeconomic Analysis. New York: Norton.
Wind Y., Lilien G. L. [1993], «Marketing Strategy Models», Chapter 17 in J. Eliashberg, and
G. L. Lilien [1993а].
Winston W. L. [1994], Operations Research: Applications and Algorithms, 3d ed. Belmont,
Calif: Duxbury Press.
Глава 9
ИНТЕГРАЦИЯ ФИНАНСОВЫХ
И ФИЗИЧЕСКИХ ЦЕПЕЙ ПОСТАВОК
Цепи поставок соответствуют во всех фирмах финансовым цепям по-
ставок, включающим в себя такие звенья, как капитальные инвести-
ции, займы, дивиденды и другие факторы, находящиеся под контро-
лем финансовых менеджеров. Обе цепочки неразрывно связаны между
собой, особенно на стратегическом уровне планирования. С одной сто-
роны, цель интегрированной логистики — это улучшение финансовых
показателей фирмы, выраженных в чистой прибыли, доходов от инве-
стиций и других критериев. С другой стороны, стратегическое плани-
рование цепи поставок включает капитальные инвестиции в новое
оборудование, технологии и продукцию, предполагая, что финансовые
факторы, такие как стоимость капитала и займы, должны быть приня-
ты во внимание в процессе планирования.
Такой эффект от совместных действий (синергия) внутрифирмен-
ных финансовых и снабженческих цепей менеджмента не слишком вы-
соко оценен менеджерами высшего звена, ответственными за гарантию
того, чтобы показатели компании удовлетворяли держателей акций.1
Эти менеджеры часто рассматривают логистику как имеющую отно-
шение только к процессам и, следовательно, верят, что она имеет сла-
бое влияние на такие финансовые показатели, как развитие, рентабель-
ность и коэффициент использования основного капитала. И наоборот,
менеджеры снабженческого звена обычно не очень отчетливо представ-
ляют себе роль конкурентной логистики в увеличении финансовых по-
казателей.
Оптимизационные модели предлагают некую структуру при анализе
внутрифирменных финансовых решений и ограничений, что также
1 В работе Timme S. G., Williams-Timme С. [2000] рассматривается управле-
ние цепями поставок с точки зрения финансов, а также развитие финансовых
цепей поставок и превращение их из чего-то тайного и неизведанного в наи-
более актуальные вопросы управления.
31-2186
482
Глава 9. Интеграция финансовых и физических цепей поставок
благоприятно при интеграции их с решениями и ограничениями цепи
поставки. К сожалению, относительно немного внутрифирменных
финансовых моделей данного типа было осуществлено.1 Вместо этого
финансовые менеджеры традиционно используют «слепые» методы
оценки индивидуальных финансовых решений в отличие от систем
анализа для оптимизации результатов многих решений в целом. Тем не
менее оптимизационные модели планирования корпоративных финан-
сов встречаются в литературе, и мы опишем их ниже. Координирова-
ние снабженческих и финансовых потоков является особым комплек-
сом для транснациональной корпорации (ТНК), которая частично или
полностью владеет зарубежными филиалами. Для ТНК цепь финан-
совых потоков будет усложнена юридическим соединением структур
материнской компании с ее зарубежными филиалами, организацией
их бизнеса, налоговыми законодательствами в странах, где компания
производит или продает свою продукцию, требованиями торговых со-
глашений местного законодательства и многими другими факторами.
Местоположение предприятий и их операции могут оказывать боль-
шое влияние на потоки в цепях поставок и, следовательно, на то, как
ТНК хотят оптимизировать свою финансовую эффективность. Основ-
ная цель этой главы — исследовать оптимизационные модели для из-
учения их действия.
Мы представляем детерминированные модели для анализа задач
планирования цепей поставок, рассмотренных выше. Детерминирован-
ные модели наиболее практичны для такого применения. Нестабиль-
ность ключевых факторов, таких как спрос, процентная ставка, обмен
валюты и экономические условия в странах, где у компании есть про-
изводство и рынки, могут быть исследованы путем оптимизации более
сложных сценариев. Конечно, детерминированные модели дают не
столь точный результат, как модели стохастического программирова-
ния, которые определяют стратегии хеджирования и форс-мажорные
обстоятельства, непосредственно имея дело с неопределенностью и рис-
ком. Практическое применение методов стохастического программиро-
вания к корпоративному и ТНК-планированию — это предел досягаемо-
сти, мы заканчиваем главу обзором их форм и целей. В дополнение
1 Так называемое неформальное оптимизационное моделирование финан-
совых решений и ограничений может более превалирующим, чем это кажется
на первый взгляд. Lucas J. в своей работе [2000] показывает включение финан-
совых переменных решений и ограничений в оптимизационную модель, при-
мененную в компании GM Europe для поддержания операций по производству
и сборке.
9-1. Оптимизационные модели для внутрифирменного финансового... 483
к возможности, что такие методы будут успешно применены в ближай-
шем будущем, они обеспечат качественное понятие хеджирования,
используя реальные опции цепи поставки в противоположность фи-
нансовым опциям, для смягчения рисков, связанных с внутренними
и межнациональными операциями.
Начнем с раздела 9.1, где дадим обзор оптимизационных моделей
для корпоративного финансового планирования. Этот раздел включа-
ет множество числовых примеров для производственной фирмы, чья
финансовая модель, основанная на уравнении движения фондов фир-
мы, интегрирована с подмоделями цепи поставок. В разделе 9.2 рас-
смотрим вопросы финансового планирования для транснациональных
корпораций. Связи между физическими и финансовыми цепями по-
ставок для ТНК в виде интегрирующей цепи рассматриваются в раз-
деле 9.3. В разделе 9.4 представлен кейс для фармацевтической ТНК,
целью которой является максимизация репатриированной чистой при-
были. Методы хеджирования и риски по обменным курсам рассма-
триваются в разделе 9.5. Обсуждение данных вопросов продолжается
в разделе 9.6, где характеризуются методы, позволяющие ТНК приме-
нять логистические стратегии как реальные опции для сокращения
рисков. Глава завершается разделом 9.7, где представлены выводы об
оптимизационном моделировании корпоративных финансовых ре-
шений.
9.1. Оптимизационные модели для внутрифирменного
финансового планирования
Подобно планированию цепей поставок, внутрифирменное финансо-
вое планирование включает в себя огромное количество целевых чис-
ловых данных, которые означают, что результаты, полученные опти-
мизационными моделями, также возможны и желательны. Типичные
финансовые решения для оптимизации:
• размещение капитала в развитие новых мощностей, продуктов
или рынков;
• создание финансовых бюджетов из сети доходов, поступлений или
выпуска акций;
• управление краткосрочными потоками наличности для закрытия
дебиторской задолженности;
• выбор схемы амортизации капитала для того, чтобы использо-
вать налоговые льготы.
31*
484
Глава 9. Интеграция финансовых и физических цепей поставок
Так же как и при планировании цепей поставок, внутрифирменные
финансовые решения могут быть разделены на стратегические, такти-
ческие и операционные. Как бы там ни было, в отличие от планирова-
ния цепей поставок, несмотря на длительные научные исследования
их форм и функций, модели внутрифирменного финансового плани-
рования все еще не широко распространены.1
В компаниях, производящих и/или распределяющих физические
продукты, решения внутрифирменного финансового планирования
тесно связаны со снабжением и решениями управления спросом. По-
скольку смысл таких компаний — осуществление логистических и произ-
водственных миссий, обсуждаемых в гл. 7, модели внутрифирменного
финансового планирования должны быть четко связаны с моделями
цепей поставок и отражать опции управления спросом. Примером та-
кого моделирования служит сводная таблица, показанная нами ниже.
Но сначала рассмотрим, как смоделировать бухгалтерский баланс фир-
мы, который содержит общую информацию, собранную для принятия
финансовых решений в фирме.
Моделирование бухгалтерского баланса
Определение альтернатив решений, ограничений и целей внутрифир-
менного финансового планирования может быть объяснено следу-
ющим примером.2 Для этого мы изучили источники доходов и расходов
фондов для корпорации XYZ. Ее балансовый отчет выглядит следу-
ющим образом:
Балансовый отчет—Корпорации XYZ
Оборотный капитал (СА) Текущие обязательства (С£)
Основной капитал (FA) Долгосрочные обязательства (£)
Акционерный капитал (Е)
К оборотному капиталу относятся ликвидные активы, такие как
наличные деньги, запасы или дебиторская задолженность. Под основ-
ным капиталом понимаются неликвидные активы, такие как заводы
и оборудование. В данном анализе мы не включали в постоянные или
130 лет назад Carleton W. Т., Dick С. L. Jr., Downes D. Н. [1973] предложили
применение моделей математического программирования для анализа корпо-
ративных финансовых решений. В разделе 9.6 мы объясняем, почему эти моде-
ли не были широко применимы.
2 См. работу Carleton W. Т., Dick С. L. Jr., Downes D. Н. [1973].
9.1. Оптимизационные модели для внутрифирменного финансового... 485
текущие активы такие материальные активы, как лояльное отноше-
ние потребителей или штат ведущих инженеров по дизайну. К теку-
щим обязательствам относятся краткосрочные обязательства, такие как
кредиторская задолженность и задолженность по заработной плате.
К долгосрочным обязательствам относятся долгосрочные банковские
займы и облигации. Акционерный капитал — вклад акционеров в ком-
панию.
Следующие пять переменных удовлетворяют равенству
СА + FA - CL - L - Е = О,
где акционерный капитал Е, безусловно, определяется разницей между
активами (СА + FA) и обязательствами (CL + £). Внутрифирменное
финансовое планирование связано с постоянным принятием решений,
которые улучшают баланс фирмы. Таким образом, пусть D означает из-
менения в течении года, тогда разница в отчете между концом года t - 1
и концом года t составляет
АСА(0 + AFA(0 - ACL(t) - AZ(t) - AF(O = 0.
Другими словами, изменение в акционерном капитале равно разнице
между изменениями в активе и пассиве.
Для наглядности мы допускаем, что политика компании XYZ за-
ключается в том, чтобы никогда не продавать выпущенные акции. Сле-
довательно, изменение в акционерном капитале будет равно
А£(0 = PR(t) - D(0,
где PR(t) — прибыль за вычетом налогов в год t и D(t) — дивиденды,
выплаченные акционерам в течение года t. Прибыль за вычетом нало-
гов также может быть прописана в пункте прибыли до выплаты про-
центов и налогообложения в год t (EBIT^ty) следующим образом:
PR(t) = (1 - г)(ЕВ1Г(0 - г£(0),
где г — налоговая ставка компании и z равна процентной ставке, кото-
рую компания должна заплатить по долгосрочным обязательствам.
Итак, для упрощения мы допускаем, что все долгосрочные обяза-
тельства имеют одинаковые затраты. Подставляя уравнение PR(F) в
уравнение A£(t), а полученное уравнение — в уравнение ACA(t), мы
получаем следующее уравнение движения денежных средств:
АСА (О + AFA(0 - ACZ(O - AZ(0 - (1 - г)(£В1Г(£) - + D(t) = 0.
Уравнение движения денежных средств может быть также рассмотре-
но как совокупность бухгалтерских отчетностей, используемых в состав-
486
Глава 9. Интеграция финансовых и физических цепей поставок
лении бухгалтерского отчета для года Г, после того как все финансо-
вые данные были собраны. Уравнение также является основой моде-
лей внутрифирменного финансового планирования, потому что оно
отождествляет параметры важных решений, запланированных на не-
сколько лет. Более того, посредством переменных EBIT(t) и АЕ4(Г) оно
обеспечивает связь между финансовыми решениями, решениями по снаб-
жению, маркетинговыми решениями и решениями по продажам. Осо-
бенно показатель EBIT(t), который является чистым результатом мар-
кетинга, продаж и снабженческой деятельности в год t. Инвестиции
в основной капитал нацелены на то, чтобы увеличить рентабельность
фирмы, соответственно вызвать увеличение в АРЛ(Г).
Нами были использованы следующие факты в написании уравне-
ния движения денежных средств:
• EBIT(t') и АРЛ(Г) определены анализом цепи поставок и анализом
спроса;
• АСЛ(Г) определено текущими операционными решениями;
• дивиденды D(t) установлены внешним управлением.
Поместив эти показатели в правую часть уравнения, мы получим:
АСЛ(0 - А£(0 + (1 - г) iL(t) = - AFA(t) +
+ AC£(t) + (1 - f)EBIT(t) + D (t),
где показатели левой части уравнения контролируются специалиста-
ми по финансам, в то время как показатели правой части — вне их конт-
роля. Используя уравнение Z(t) = L(t - 1) + A£(t), мы получим
АСЛ(Г) - [1 - (1 - г) iL(t) = (1 - г) iL(t - 1) - AFA(t) +
+ АС£(0 + (1 - r)EBIT(t) + D(t).
Поскольку величина L(t - 1) известна в начале года Г, переменные
левой части уравнения направлены на решения финансового плани-
рования года t, а именно варианты решения для АСЛ (Г) и AZ(t).
Перед тем как начать обсуждать целевые функции, которые могут
быть приняты для определения оптимальных финансовых и других
решений, мы рассмотрим несколько типов ограничений в области по-
литики предприятия, отражающих риски, которые могут влиять на
решения.
Во-первых, управление компанией и банки могут дать ссуду корпо-
рации XYZи установить ограничение отношения задолженности к соб-
ственному капиталу в форме
L (t) < KE (t),
9-1 Оптимизационные модели для внутрифирменного финансового...
487
где К — это максимально допустимый коэффициент долг/акционер-
ный капитал, т. е. в конце каждого года компания может влезть в долго-
срочные долги = К х акционерный капитал в тот момент времени. Со-
ответственно К < 1.
Во-вторых, управление или банки могут установить ограничение по
обслуживанию займа в форме:
EBIT(f) > SiL(t). •
Это ограничение устанавливает, что EBIT в год t должно быть в пе-
риоде времени 5 такой же большой, как процентная ставка iL(t) на
долгосрочный заем. Типичная величина 5 = 5.
В-третьих, управление или банки могут установить ограничение
минимального оборотного капитала в форме
СЛ(О > WCL(t),
где W устанавливает минимум на наличный оборотный капитал ком-
пании в течение года t как функцию краткосрочных обязательств. Ти-
пичная величина 2.
В-четвертых, управление может установить политику ограничений
на прибыль за вычетом налогов PR(t) и дивидендов D(t) на период стра-
тегического планирования свыше нескольких лет для того, чтобы убе-
дить акционеров в рыночной стоимости компании.
В качестве целевой функции управления финансовой деятельностью
корпорации XYZ могут применяться различные меры. Компания мо-
жет попытаться максимизировать дисконтированную сумму прибыли
за вычетом налогов, максимизировать собственный капитал в конце за-
планированного периода или максимизировать какой-либо из показа-
телей финансовой деятельности. Другими словами, выбор финансо-
вой стратегии — это зачастую решение многоцелевой оптимизации. Мы
вернемся к обсуждению данного аспекта внутрифирменного финан-
сового планирования в конце этого раздела.
Числовой пример оптимизационной модели
для внутрифирменного финансового планирования
Мы создали пример модели внутрифирменного финансового планиро-
вания, расширяя модель компьютерной компании Ajax из раздела 2.1.
Несмотря на то что пример прост, он позволяет конкретно показать
применение уравнения движения денежных средств и других отноше-
ний, о которых было сказано выше. Расширение этой модели и ее ана-
лиз будут кратко описаны ниже.
488
Глава 9. Интеграция финансовых и физических цепей поставок
Модель финансового планирования компании Ajax. В разделе 2.1
мы создали модель линейного программирования, оптимальным ре-
шением которой было производство трех видов компьютеров компа-
нией Ajax, ноутбук (а), персональный компьютер (/3 ) и сервер (у).
Целью этой модели было максимизировать еженедельные доходы от
продажи этих компьютеров путем установления объема ограничений
при их тестировании и сборке. Здесь мы расширяем модель для ана-
лиза стратегических инвестиционных решений на период свыше трех
лет, связанного с развитием и продажей нового продукта — компакт-
ного ноутбука (0). Мы также проанализируем стратегическое расши-
рение объема производства, которое может понадобиться для того, что-
бы добавить в в продуктовую линию компании.
Подробности альтернатив капиталовложения и ограничений:
1. Инженерам аппаратного оборудования и покупателям компании
Ajax потребуется один год, который мы назвали годом 1, для со-
здания компьютера в, определения поставщиков запчастей и ком-
понентов, создания и тщательного тестирования прототипов и
приобретения оборудования. Фиксированные затраты на новое
развитие продукта составят $1 100 000, которые будут отнесены
к базе долгосрочных активов компании. Продукт будет готов во
2-й и 3-й год, он не будет продан после этого, потому что техни-
ческий прогресс сделает его устаревшим. Как только начнется се-
рийное производство, каждая в будет поглощать 0,5 часа тестиро-
вания на линии Л и 5 часов на сборку. Во время продаж доход
составит $250 с одного компьютера.
2. Управление компанией Ajax также хочет вложить деньги в рас-
ширение объема продукции. Исследования показали, что произ-
водительность линии А может быть увеличена на стоимость амор-
тизации оборудования в размере $28,85 на дополнительный час
работы каждую неделю. Также тест линии С показал, что произ-
водительность оборудования может быть увеличена на аморти-
зированную стоимость (первоначальная стоимость минус начис-
ленный износ) в размере $38,25 за каждый дополнительный час
в неделю. Эти вложения в оборудование сделают его работоспо-
собным в течение 5 лет. Благодаря характеристикам оборудова-
ния и обязательному обучению этот объем не может быть увели-
чен более чем на 50% в год.
3. Оборудование позволяет повысить производительность труда,
которую можно включить в амортизированную стоимость в раз-
9.1 • Оптимизационные модели для внутрифирменного финансового... 489
мере $1,54 за каждый дополнительный час в неделю. Кроме этого,
исследование показывает, что оборудование по сборке изнаши-
вается по ставке 10% в год. Таким образом, замена оборудования
просто необходима для того, чтобы сохранить статус-кво в про-
изводственной мощности. Однако как бы там ни было, в целях
бухучета замененное оборудование остается долгосрочным акти-
вом в отчетах на ближайшие 3 года. Производственная мощность
также не может быть увеличена больше чем на 50% в год.
4. В начале года 1 финансовое состояние компании Ajax представ-
ляет собой: оборотный капитал (СЛ), составляющий $300 000;
основной капитал (Е4) — $1 300 000; краткосрочные обязатель-
ства (CZ.) — $200 000; долгосрочные обязательства (Z.) — $600 000;
акционерный капитал — $800 000, который является разницей
между активами и пассивами. Политика компании формируется
так, чтобы долгосрочные обязательства не были больше, чем ве-
личина акционерного капитала в конце каждого года. Кроме того,
в начале каждого года не более 50% краткосрочных активов мо-
гут быть инвестированы в новые основные средства в течение
этого года. Ставка налогообложения компании — 35%, а процент-
ная ставка долгосрочного займа составляет 10%.
5. Прибыль до вычета процентов и налогообложения каждый год
равна валовой прибыли за этот год за вычетом маркетинговых
и накладных расходов, не связанных напрямую с производством
продукции. Эти расходы запланированы следующим образом:
$3 млн в 1-й год и $4 млн во 2-й и 3-й годы.
6. Управление компанией Ajax стремится создать производствен-
ную, сбытовую и финансовую стратегии, которые максимизиру-
ют доход компании в концу 3-го года.
Оптимизационная модель на основе крупноформатной электронной
таблицы применительно к задаче финансового планирования компа-
нии Ajax показана в табл. 9.1. Финансовые изменения балансового от-
чета показаны в верхней части таблицы с начальными значениями для
каждого периода времени (годы 1, 2, 3, 4) вместе с Д (изменениями),
значения которой для каждого года показаны в соответствующем ряду.
Столбец EBIT представляет собой прибыль или доход от продаж продук-
ции компании Ajax, который определен производственной подмоделью
финансовой модели, показанной ниже. Прибыль за вычетом налогов
рассчитана в столбце PR с помощью формулы, данной в предыдущем
разделе, PR относится к EBIT и L. Финансовые переменные могут сво-
32-2186
Таблица 9.1
Интегрированная модель цепи поставок и финансового планирования
для компьютерной компании Ajax, $тыс.
А J В С D Е 1 Е L G 1 н 1 J к 1 ь М N
1 Целс — максимальный Финансовая модель
2 акционерный капитал
ГТ 6259 Доход до
выплаты Инвестиции Акции
4 Кратко- Долго- Акции по обли- из оборот-
Оборотные Основные срочные срочная гациям Чистая ных
5 средства средства обязатель- задолжен- и уплаты прибыль Дивиденды средств ДОЛГ
ства ность налогов
6 СА FA CL L Е EBIT PR D
7 На начало года 1 300 1300 200 600 800
8 д 925 1281 50 1131 1025 2135 250 150
9 На начало года 2 1225 2581 250 1731 1825 1275 94 >- 0
10 д 1652 259 0 0 1910 3497 250 259
И На начало года-3 2877 2840 250 1731 3736 2160 2005 >= 0
12 д 2426 97 0 0 2523 4439 250 97
13 На начало года 4 5303 2937 250 1731 6259 2773 4528 >= 0
14
15
16 Производство а Р У Исполь- Наличие
и продажи зование ресурсов
подмодель ресурсов
TTI год 1 Тест на 1 1 9360 =<=г 9360
линии А
18 Тест на 1 2780 =<= 2780
линии С
Сборка 10 15 20 156000 =<= 156000
20 Чистый 0,35 0,47 0,61
доход/ед.
21 Продажи 8000 1360 2780
22 >= >= >=
23 LB 1000 1000 1000
продажи
490_______Глава 9. Интеграция финансовых и физических цепей поставок
Продолжение табл. 9.1
А I в с D | Е G Н 1 I 1 J 1 К 1 В | м N
24 25 2? 27 28 ив продажи Инвести- ции Затраты/ час 8000 Расширить линию А 0,02885 6000 Расширить линию С 0,03825 6000 Труд 0,00154 Новый продукт Из оборот- ных средств Долго- срочная задолжен- ность Инвести- ционный баланс
30 ТГ 32 33 3 34 35 "Зб” 37 ~38~ 39 ~40~ 41 42 ~43~ 44 4? Расши- рение Производство и продажи подмодель год 2 Тест на линии А Тест на линии С Сборка Чистый доход/ед. Продажи LB продажи ив продажи 3120 3I20 a I Ю 0,35 6400 1000 6400 284 1232 Р 1 15 0,47 4800 1000 4800 52000 52000 Y 1 20 0,61 2870 1000 4800 1100 Л 0,5 5 0,25 5000 1000 5000 150 150 Исполь- зование ресурса 13700 2870 218400 1131 0 Наличие ресурса 14040 2870 218400 0
9.1. Оптимизационные модели для внутрифирменного финансового... 491
Окончание табл. 9.1
о
ю
А | В С D | Е 1 F 1 G 1 и 1 / 1 J 1 к 1 L | М 1 W
46 Из Долго- Инвести-
47 Инвести- Расширить Расширить Труд оборотных срочная ционный
ЦИИ линию А ЛИНИЮ С средств задолжен- баланс
ность
48 Затраты/ 0,02885 0,03825 0,00154
час
49 Расширение 4680 90 78000 259 0 0 =<= 0
51 4680 1390 78000 613
52 Производство a Р Y 2 Исполь- Наличие
и продажи зование ресурса
подмодель ресурса
*53 годЗ Тест на 1 1 0,5 13960 <= 14040
линии А
54 Тест на 1 3840 =<= 3840
линии С
55 Сборка 10 15 20 5 235600 ==<= 235600
"5? Чистый 0,35 0,47 0,61 0,25
доход/ед.
57 Продажи 5120 3840 3840 10000
58 >= >= >= >=
591 LB 1000 1000 1000 1000
60 продажи
"б! ив 5120 3840 3840 10000
продажи Долго- Инвести-
62 Из срочная ЦИОННЫЙ
63 Инвести- Расширить Расширить Труд оборотных задолжен- баланс
ЦИИ линию А линию С средств ность
64 Затраты/ 0,02885 0,03825 0,00154
час
65 Расширение 0 970 39040 97 0 0 =<= 0
66 <= <= <= <=
67 7020 1435 109200 1439
Глава 9. Интеграция финансовых и физических цепей поставок
9.1. Оптимизационные модели для внутрифирменного финансового... 493
бодно принимать какие-либо значения, так как они взаимосвязаны
уравнением движения денежных средств.
Интеграция производственной подмодели и финансовой модели
компании Ajax является главной темой этой главы. Чистая прибыль
от производства — это основной показатель, обеспечивающий финансо-
вый рост фирмы. Следовательно, производственная подмодель привя-
зывается к финансовой модели, так как капитал необходим для развития
нового товара и для увеличения объема производства, т. е. долгосроч-
ные обязательства и краткосрочные активы необходимы для финанси-
рования этих стратегических решений.
Сводная таблица отражает объединение финансовой модели и мо-
дели цепи поставок для компании Ajax, а также оптимальное решение
для основного портфеля сценариев. Все суммы измеряются в тысячах
долларов. Перед тем как подвести итоги,,мы продолжим дальнейшее
рассмотрение деталей модели в основном для года 1, так как все про-
цедуры для 2-го и 3-го года аналогичны:
1. Данные в ячейках 1C-1G — это фиксированные данные началь-
ных значений финансовых переменных к началу года 1.
2. Данные в ячейках 8C-8G — это изменение переменных для года 1.
Если смотреть слева направо, мы имеем:
♦ С8 = G8 - D8 + Е8 + F8; изменения в краткосрочных активах
зависят от изменений в других финансовых показателях урав-
нения движения денежных средств;
♦ D8 = К8 + F8; изменения в долгосрочных обязательствах и ин-
вестициях из краткосрочных активов определят изменения
в долгосрочных активах;
♦ Е8 = 50; изменения в краткосрочных обязательствах исходят
извне;
♦ F8 — это неотрицательная переменная решения;
♦ G8 = 19 - J8; изменение собственного капитала равно разнице
между прибылью (за вычетом налогов) и дивидендами.
3. Другие ячейки финансовой модели 1 года связаны со следующи-
ми ограничениями:
♦ Н8 = С20 х С21 + £>20 х £>21 + £20 х £21 - 3000; прибыль до вы-
платы процентов и налогообложения равна валовому доходу
за вычетом фиксированных маркетинговых и накладных расходов;
♦ 19 = 0,65 х (Н8 - 0,1 х F9); прибыль после налогообложения
складывается из прибыли до вычета процентов и налогообло-
жения и процентной ставки долгосрочных обязательств;
494
Глава 9. Интеграция финансовых и физических цепей поставок
♦ £9 = G9 - F9; долгосрочные обязательства не должны превы-
шать доход, когда они объединены с ограничением в ячейке МО.
4. Ограничения в производстве и продаже подмодели на год 1 в ос-
новном похожи на те, которые обсуждались в разделе 2.1. Приме-
ры исключений:
♦ Н17 = 6240 + СЗО определяет производственную мощность ли-
нии А в год 1, где 6240 - база и СЗО — рост за счет капитальных
инвестиций. Ограничение С31 ограничивает рост до 50% необ-
ходимой производственной мощности к началу года 1;
♦ /30 = С29 х СЗО + £>29 х £>30 + £29 х £30 + £30 - СЗО - ИЗО
суммирует общий капитал, необходимый для нового производ-
ства и увеличения мощности в году 1, за вычетом из этих нужд:
капитала, увеличенного за счет долгосрочного займа и трансфер-
тов из краткосрочных активов. Ограничение 130 делает необ-
ходимый общий капитал отрицательным, поэтому капитал со-
ставляется из текущих активов и долгосрочных обязательств,
покрывая капитальные инвестиции.
5. Возможный объем сборки на год 2:
♦ 138 = 0,9 х Н18 + £49 показывает потерю 10% от общего объема
сборочной мощности в год 1.
В этом случае мы можем проверить оптимальное решение с помо-
щью оптимизатора сводной таблицы. Мы видим, что в год 1 необходи-
мы крупные инвестиции для развития нового продукта и увеличения
объема продукции. Даже с увеличением объема производства про-
дажи продуктов /3 и у упадут до нижнего уровня. Вложения в бюджет
в году 1 состояли в основном из новых долгосрочных обязательств
($1 131 000), так как начальные активы относительно малы ($300 000)
и только половину из них можно вкладывать.
К счастью, чистая прибыль в год 1 увеличивает акционерный капи-
тал и текущие активы, облегчая рост производственной мощности в год 2
и 3. Увеличение в году 2 плюс продажи от Л первого года ведут к боль-
шому увеличению чистой прибыли. Это увеличение не позволяет мак-
симально увеличить продажи у, очевидно, потому, что дополнитель-
ный объем используется производством трех других товаров. Возврат
от увеличения объема не должен превышать 50% в год. И наконец, в год 3
дальнейший рост позволяет объему достичь спроса, и все четыре про-
дукта компании Ajax достигнут максимальных продаж. К концу года 3
компания будет располагать возможностью значительного расшире-
9.1. Оптимизационные модели для внутрифирменного финансового... 495
ния даже путем поглощения других фирм или развития дополнитель-
ных товаров.
Вкратце рассмотрим схему оптимизации, отличную от базового порт-
феля сценариев в табл. 9.1, которую мы проанализировали с помощью
модели. В этой схеме мы оценили план на будущее для отдела марке-
тинга, который состоит в том, чтобы потратить $1 млн в годы 2 и 3 на
дополнительную рекламу компьютеров Л. Специалисты по маркетин-
гу были уверены, что в эти годы данный план увеличит спрос на 50%.
Но окончательная схема показала, что максимальный доход достижим
к концу года 3 и будет более чем на $300 000 меньше, при осуществле-
нии этого плана был осуществлен. В другой схеме мы оптимизирова-
ли базовый портфель с целевой функцией максимизации дисконтиро-
ванной суммы чистой прибыли за 3 года. Дисконтный курс составлял
0,80; так что $1, заработанный в год 1, в будущем будет стоить $0,80.
Не удивительно, что решение о новой оптимизации было почти таким
же, как и решение о базовом портфеле. В конце концов мы составили
и оптимизировали схему, в которой было начато развитие компьюте-
ров Л. Эта схема производит не лучший финансовый показатель для
компании Ajax. Определенное отличие от базового портфеля зависит от
экономии в маркетинге и накладных расходов, которые будут компен-
сироваться за счет прекращения развития и производства продукта Л.
Пределы распространения моделей и методологии
Простота модели, представленной в табл. 9.1, позволяет нам проиллю-
стрировать основные концепции, лежащие в основе построения моде-
ли для анализа внутрифирменных финансовых решений, и то, как они
связаны с решениями о цепи поставок. Для полного описания и оценки
решений с точки зрения реальной компании нам понадобится расши-
рить модель. Во-первых, необходимо уточнить пять категорий финансо-
вых инструментов для описания различных подкатегорий. Например,
компания может накапливать несколько видов долгосрочных обяза-
тельств или иметь несколько видов капитальных активов, которые
могут быть использованы по-разному для роста капитала. Влияние
снижения стоимости долгосрочных активов на чистую прибыль долж-
но быть также смоделировано. Налоговые ограничения и ограничения
по ведению политики предприятия определяются на основе улучшен-
ных категорий переменных финансовых решений.
Во-вторых, модель может быть расширена путем включения опций
роста доходов за счет выпуска акций. Такая модель может служить для
оценки выбора времени и размера таких предложений, зависящих от
496
Глава 9. Интеграция финансовых и физических цепей поставок
внутренних нужд в дополнительном капитале и внешних условий на
рынке. В-третьих, модель может быть расширена до включения мар-
кетинговых альтернатив и вариантов продаж. Эти варианты можно
легко описать несколькими схемами с разными рыночными потенци-
алами, издержками на маркетинг и продажи.
Методологические расширения могут также быть полезными и даже
необходимыми. Схема линейного программирования в табл. 9.1 тре-
бует расширения до целочисленного программирования для выявле-
ния фиксированных и плавающих цен, связанных с ростом объема ре-
шений или с логическим выбором между двумя или более методами
амортизации оборудования. Двусмысленность того, какую финансо-
вую цель выбрать в качестве целевой функции для достижения опти-
мизации, а какую — в качестве целевых ограничений, предполагает при-
менение методологического многоцелевого решения, представленного
в разделе 3.4, для систематического поиска эффективной границы меж-
ду финансовыми и закупочными стратегиями. Это также предполагает
и применение метода, который помогает менеджерам в принятии ре-
шений об идеальной точке.
Финансовые и другие неопределенности предполагают расширение
нашей детерминистической модели до стохастической модели програм-
мирования. Например, такая модель может быть использована для
оценки планов продаж основных средств для роста капитала, где рост
дохода недостаточно быстрый, чтобы позволить получить достаточ-
ную ссуду на долгосрочный период, или где текущие активы оказыва-
ются недостаточными для поддержки капиталовложения. Это можно
использовать для определения стратегий, отделяющих внешние неяс-
ности, такие как процентные ставки или рост на рынках конечных про-
дуктов.
В конечном анализе модель оптимизации финансового планирова-
ния должна быть соединена с решением менеджера и знаниями о финан-
совых задолженностях, дивидендной политикой, доходами и совокупно-
стью других факторов.1 В то же время модель оптимизации обеспечивает
всесторонний и рациональный анализ комплекса связей и волновой
эффект, представленный рядом финансовых решений и ограничений.
Принятие решений в области корпоративного финансирования, кото-
рое сегодня основывается на «слепых» правилах и недальновидном
анализе, будет приносить значительную прибыль от системного ана-
лиза с точки зрения этих моделей оптимизации.
1 См. работу Brealy R. A., Myers S. С. [2000].
9-2- Проблемы финансового планирования для многонациональной... 497
9.2. Проблемы финансового планирования
для многонациональной корпорации (МНК)
Когда МНК стремится оптимизировать средне- и долгосрочную финан-
совую деятельность, она сталкивается с основным комплексом задач
планирования.1 Хотя, возможно, основная цель — это максимизиро-
вать сумму чистой прибыли, репатриированной в материнскую ком-
панию через долгосрочный период планирования, МНК в то же время
должна рассматривать второстепенные цели, которые определяют ряд
издержек и ограничений, связанных с потоком денег и прибыли, кото-
рая получена за границей ее филиалами. Они могут включать финансо-
вую деятельность, частично или полностью относящуюся к иностран-
ным филиалам, а также альтернативные цели непосредственно для
МНК в области таких показателей, как о^щие затраты на налоги, при-
быль на капитал, репатриация общей прибыли.
Ограничения, связанные с репатриацией денег, устанавливаются на
основе правовых и финансовых условий, существующих в странах,
где МНК ведет свой бизнес, и на основе налоговых законов в стране,
где находится материнская компания. Для МНК, основанных в США,
положение иностранного налогового кредита в Налоговом управле-
нии США является важным фактором в оптимизации многонациональ-
ных финансовых потоков. Решения относительно источника, выбора
времени и количества распределений доходов филиалов или других
финансовых потоков в материнскую компанию часто играют ключе-
вую роль в открытии и погашении кредитов. Стратегии установления
цен на товар, трансфертных цен, платы за лицензию, роялти и других
межфилиальных потоков могут быть использованы для оптимизации
общих результатов МНК (учитывая воздействие местных ограниче-
ний, мотивов и других условий).
МНК также сталкивается с более высоким риском, чем националь-
ная корпорация. Правительственное регулирование и налоговые за-
коны могут быть причиной частых и резких перемен в некоторых стра-
нах, где у МНК есть филиалы и дочерние компании. Чтобы защитить
себя от таких рисков, МНК может наложить действенные ограничи-
тельные меры, предназначенные для того, чтобы уменьшить уровень
подверженности так называемым строгим лимитам на наличность и до-
ход от обыкновенных акций, аккумулированных в иностранном иму-
1 Данный подраздел в большой степени основан на предисловии к работе
Klimczak S. R., Magee Т. М., Shapiro J. F. [1990]. »
498
Глава 9. Интеграция финансовых и физических цепей поставок
ществе. К тому же изменения в обменных курсах могут серьезно по-
влиять на относительную привлекательность страны, ее производ-
ственный сектор или рынок.
Модели оптимизации могут охватывать такие ограничения и воз-
можности финансового планирования и связывать их с решениями
физических цепей поставок. Обращение моделей к задачам такого рода
предлагается в течение более 25 лет.1 Однако лишь небольшое ко-
личество моделей уже воплотилось в жизнь отчасти потому, что цепи
поставок и финансовые данные в филиалах по всему миру не соответ-
ствовали стандартам в целях глобального планирования.2 В связи с не-
давним осуществлением систем планирования ресурсов предприятия
и интернет-коммуникаций между деловыми партнерами во многих
МНК подходы к моделированию, которые мы рассматриваем, стали
возможными и даже необходимыми.
Конечно, МНК может столкнуться с серьезными проблемами, окру-
жающими корпоративный бизнес, которые сложнее охватить в моде-
ли поставок по сравнению с теми, с которыми сталкиваются нацио-
нальные корпорации.3 База знаний и уровень мастерства работников
в разных филиалах, а также их расходы могут значительно варьиро-
ваться. Подобно этому МНК сталкивается с проблемами, связанными
с укреплением организационных знаний по своим филиалам. Напри-
мер, внедряя новый продукт, МНК должна выбрать, в каких странах
изначально производить и продавать этот товар, и решить, когда и как
полученный там опыт распространится по всей корпорации.
Тем не менее сегодня могут применяться эффективные модели це-
пей поставок для широкого спектра видов деятельности МНК, при-
чем как финансовые модели, так и физические. Показанные выше
сложности требуют того, чтобы модели и данные, используемые для
их генерации, отражали управленческую оценку о реалистичных оп-
циях и ограничениях. Аналитики, использующие такие модели, могут
рассчитывать на то, чтобы выполнить обширные плановые исследова-
ния для того, чтобы дать полную оценку воздействию факторов риска
на стратегии корпорации.
1 См. работы Rutenberg D. Р. [1970] и Crum R. L., Klingman D. D., Travis L. A.
[1979].
2 Cm. Cohen M. A., Lee H. L. [1989] и Klimczak S. R., Magee T. M., Shapiro J. F.
[1990].
3 Эти вопросы обсуждаются в работе MacCormack A. D., Newman III L. J.,
Rosenfielti D. B. [1994].
9.3. Иллюстрация сети
499
9.3. Иллюстрация сети
Сеть на рис. 9.1 иллюстрирует интеграцию физических и финансовых
цепей поставок МНК. Она изображает взаимодействие между двумя
фирмами: головной компанией в стране А и филиалом в стране В за
два временных периода. Треугольники с линиями, исходящими из вер-
шин, представляют собой источники. Треугольники с входящими линия-
ми — это вложения. Поскольку мы намерены подробно рассмотреть
эту сеть, то линии могут быть поделены на три группы, соответствующие
типам решений, которые принимаются МНК. Каждая группа линий
параллельна точкам пересечения, связанным ими, и основывает под-
сеть.
Подсети, включающие в себя точки пересечения, называемые кас-
совой наличностью, инвестициями, банковскими займами и банков-
скими погашениями в каждой фирме, а также линии, соединяющие их,
являются сетями контроля и регулирования денежных операций.1
Каждая из этих сетей охватывает управление наличностью (или лик-
видные фонды) в стране, где деньги необходимы для работы, создания
или расширения мощностей в этой стране, а также для местного инве-
стирования. Банк в каждой стране может рассматриваться как скопле-
ние различных источников привлеченного капитала, доступного для
расположенных здесь фирм.
Подсети, содержащие такие пересечения, как кассовая наличность,
предприятие, рыночный спрос, дивиденды, ставки роялти, вознагражде-
ния управления, внутренняя доля акционера в капитале, прямой заем
в обеих фирмах, а также линии, связывающие их, являются межфилиаль-
ной финансовой сетью. Эта сеть охватывает решения и ограничения,
с которыми сталкивается МНК, перемещая деньги между филиалами
и головной компанией для того, чтобы удовлетворить свои цели. Выпла-
ты дивидендов и ставки роялти из филиала в материнскую компанию
ограничены структурой МНК. Вознаграждения управления отража-
ют филиальную долю стоимости функций централизованного управ-
ления. Вместе с тем цепи финансового управления и межфилиальная
финансовая цепь основывают финансовую сеть цепи поставок МНК.
В итоге подсеть, включающая такие точки пересечения, как кассо-
вая наличность, заводы и рыночный спрос в обеих фирмах, а также
1 Оптимизация сети контроля и регулирования денежных операций являет-
ся важной парадигмой финансового планирования для компаний, осуществ-
ляющих свою деятельность только в одной стране. См. Brealy R. A., Myers S. С.
[2000, гл. 31].
500
Глава 9. Интеграция финансовых и физических цепей поставок
Рис. 9.1. Физическая и финансовая цепь поставок корпорации MNC
Источник: Crum R., Klingman D., Travis L. [1979]
линии, соединяющие их, — это так называемая физическая сеть це-
пей поставок МНК. Эта сеть идентична сетям, которые мы подробно
рассматривали в предыдущих главах, не считая того, что она связывает
заводы и рынки в двух разных странах. Капитальные затраты, необхо-
9.3. Иллюстрация сети
501
димые для того, чтобы фирма начала свою деятельность в каждой стра-
не, должны быть также тщательно просчитаны. Кроме того, затраты,
процессы, ресурсы, способы трансформации будут изменяться в зави-
симости от страны, отражая различия между рынками и внутренними
потенциалами. Потоки, пересекающие национальную границу, имеют
трансфертные цены, по которым фирма-покупатель должна заплатить
фирме-продавцу за товары.1 Эти потоки подвержены риску обменно-
го курса, а также налогам и пошлинам, которые являются важнейши-
ми факторами в планировании общей стратегии МНК.
Рассмотрим подробно структуру модели. Точка Л1 представлена в
модели балансовым равенством потока денег материнской компании
в стране А в начале первого периода. Заметьте, что эта точка содер-
жится в трех подсетях с входящими и выходящими из нее линиями,
находящимися в сети контроля и регулирования денежных операций
фирмы А, в сети цепи поставок МНК и в межфилиальной финансовой
сети МНК.
Поток денег в At состоит из следующего:
• запас средств из 5 ;
• банковские займы с рядом кредитов SBAl;
• дивиденды, уплата ставки роялти, зарплата административного
персонала, внутренние долевые выплаты и прямые займы от фи-
лиала в стране В.
Поток денег из Ах состоит из следующего:
• инвестиции, сделанные материнской компанией;
• удержанная наличность головной компанией на определенный
период;
• наличность, необходимая для поддержания физической цепи по-
ставок в стране Л в период 1;
1 Установление трансфертных (отпускных) цен является важным механиз-
мом для управления цепями поставок в компаниях, ведущих свой бизнес в од-
ной стране, где промежуточные продукты перемещаются среди многочислен-
ных заводов. Однако это также играет важную роль для МНК, так как такая
компания может оказывать влияние на чистые доходы и денежные потоки из
иностранных филиалов путем законных манипуляций с трансфертными (от-
пускными) ценами. По этой причине налоговое управление очень вниматель-
но относится к нарушениям и может потребовать у компаний подробного объяс-
нения методов установления трансфертных цен на полуфабрикаты и готовую
продукцию, перемещающиеся между филиалами в разных странах.
502
Глава 9. Интеграция финансовых и физических цепей поставок
• внутренние долевые выплаты и прямые заимствования из филиа-
ла в стране В.
Любые потоки наличности между филиалами в данный период пе-
реводятся из иностранной валюты в национальную по обменному курсу
на данный период. Стоит отметить, что дивиденды, платежи роялти
и зарплата административного персонала асимметричны и осуществ-
ляется поток только из филиала В в филиал А, потому что А — это ма-
теринская компания.
Аналогично точка пересечения А2 представляет собой балансовое
равенство потока наличности филиала в стране А в начале второго пе-
риода. В дополнение к притокам наличности, рассматриваемым для
Ар данная точка имеет притоки наличности от инвестиций в начале
периода 1 и от продаж в обеих странах Ап В.
Точка пересечения At имеет два притока и два оттока. Притоки —
это сырье или компоненты, приобретенные в стране А в период 1, ко-
торые были доставлены на завод, и конечный продукт, произведенный
в период 1 в стране В и перевезенный в страну А. В последнем случае
приток может быть объектом для пошлин. Оттоки осуществляются с
завода либо на рынки в период 1 в стране А, либо на завод в стране В.
Они также могут стать объектом для пошлин. Заводы в странах А и В
являются точками перевала для ввезенного конечного продукта.
На рис. 9.1 показана точка пересечения системных вложений, под-
разумевающая, что целевой функцией модели является максимизация
дисконтированной суммы чистых денежных потоков в точках контроля
и регулирования денежных операций материнской компании и филиа-
ла в конце двух периодов. Потоки из филиала преобладают в на-
циональной валюте материнской компании. В общем, оптимизация
стратегий цепи поставок — это сложный, многоцелевой процесс для
МНК. С одной стороны, материнская компания может стремиться
максимизировать дисконтированную сумму чистой репатриированной
прибыли, преобладающую в национальной валюте, с другой стороны,
предоставить каждому филиалу вести дела самостоятельно. Другой
критерий, такой как оборотные средства, может быть также важен.
Таким образом, методы многоцелевой оптимизации будут востребо-
ваны для того, чтобы добиваться компромиссов между конфликтны-
ми ситуациями.
В конечном счете рис. 9.1 показан только в учебных целях. Он не
отражает достаточное количество деталей для того, чтобы быть реали-
стичной моделью. Более того, изображение сети чересчур простое и не
охватывает, например, многообразия процессов, ресурсов и процессов
9.4. Модель финансовых потоков
503
реструктуризации на заводах. Модель, обсуждаемая в следующем раз-
деле, принимает во внимание такие детали.
9.4. Модель финансовых потоков
Модель финансовых потоков (МФП) была разработана с использова-
нием реальных данных, описывающих задачи стратегических финан-
совых и снабженческих цепей, с которыми столкнулась МНК Worldwide
Pharmaceuticals, которая производит и продает фармацевтическую про-
дукцию.1 Ее материнская компания расположена в США. Модель,
представленная на рис. 9.1, описывает механизмы многих отношений.
В частности, она допускает три вида информации для каждого юриди-
ческого объекта и каждой страны, включенных в модель, — продукто-
вую, финансовую и налоговую информацию.
Информация о продукте. МФП рассматривает производство, рас-
пределение и продажу единственного продукта. Для этого продукта
производство проходит в два этапа: производство первоначального
компонента и доведение конечного продукта до потребителя. В МФП
мы допускаем, что первоначальный компонент может быть произве-
ден в трех местах, но производство конечного продукта должно осу-
ществляться в определенном филиале (стране), где этот товар и про-
дается.
А. Затраты на производство первоначального компонента:
• от продаж покупателю;
• от продаж филиалам.
В. Затраты на распределение:
• от продаж покупателю;
• от продаж филиалам.
С. Затраты на изготовление конечного продукта:
• на продажу покупателям.
D. Отпускная цена:
• от продаж покупателю;
• от продажи первоначального компонента посредникам.
Е. Годовой спрос:
• покупатели;
1 Материал этого раздела взят из работы Klimczak S. R., Magee Т. М., Sha-
piro J. F. [1990].
504
Глава 9- Интеграция финансовых и физических цепей поставок
• филиалы.
F. Затраты на маркетинг и продажу:
• от продаж покупателю.
финансовая информация
А. Требования к оборотному капиталу и его пропорциям:
1) запасы товара (пропорция к продаже);
2) торговля (пропорция к продаже):
а) филиалы;
б) третья сторона.
Текущие обязательства (пропорция к стоимости произведенных
товаров):
1) суммы, подлежащие оплате поставщикам:
а) филиалы;
б) третья сторона;
с) другие платежи.
В. Доход от инвестиций и погашенных долгов:
1) деньги и инвестиции;
2) погашение долгов из:
а) филиалов;
б) третьей стороны.
С. Первоначальные долевые счета:
1) основные акции;
2) удержанные доходы.
D. Долг: капитальные ограничения.
Е. Ограничения на пересекающий границу финансовый поток (пра-
вительственный и налоговый контроль).
F. Внутреннее финансовое состояние:
1) денежные и инвестиционные балансы;
2) долговые облигации.
G. Ограничения на цены поставляемых первоначальных компонентов:
1) максимальные;
2) минимальные.
Примечание', параметры и величины, перечисленные в пункте А, имеют
тенденцию меняться в зависимости от филиала (страны) к филиалу,
9.4. Модель финансовых потоков
505
отражая местные правила по кредитованию поставщика, условия опла-
ты клиентом, программы местных налоговых органов и т. д. Параметры
и величины, связанные с денежными инвестициями, долгом и капи-
тальными счетами, — это динамичные величины. В МФП они охваче-
ны балансовым равенством и ограничениями, связанными с началом
и концом каждого периода принятия решений.
Налоговая информация
А. Местная ставка налога на прибыль.
В. Импортные налоги и пошлины.
С. Экспортные налоги и пошлины.
D.Минимальная прибыльность объекта.
Е. Местная установленная ставка налога на дивиденды, роялти
и процентные выплаты между двумя5объектами.
Примечание', минимальная прибыльность объекта может отражать
установленные государством или самостоятельно наложенные на себя
ограничения, основанные на получении минимальной налогооблага-
емой прибыли, которая будет получена от взаимодействия между дву-
мя независимыми объектами.
Формирование модели финансовых потоков
Для простоты специальную модель, представленную в данном разде-
ле, изобразим в виде модели линейного программирования. Как мы
знаем из гл. 4, смешанное целочисленное программирование было бы
необходимо, если бы существовали постоянные издержки и нелиней-
ность в информации о продукте. Оно может быть также необходимо,
при столкновении компании WPC с необходимостью решения такого
вопроса, как: какие заводы должны производить данный продукт? На-
конец, оно требовалось бы, если бы существовала политика фирмы,
отражающая нечисловые ограничения, например ограничение того, что
рынок будет обслуживаться только одним предприятием, или ограни-
чение того, что объект не может заимствовать деньги у одного объекта
и передавать их другому в текущем году.
МФП соединяет финансовые и логистические ограничения и пере-
менные за многопериодный горизонт планирования. Ограничения мо-
дели следующие:
• ограничения спроса;
• ограничения источников производства;
• уравнения баланса запаса;
506
Глава 9. Интеграция финансовых и физических цепей поставок
• ограничения дохода от поставки (минимум, максимум);
• ограничения «роялти» (торговая марка, патент и ноу-хау), (ми-
нимум, максимум);
• равенство поступлений;
• уравнения баланса нераспределенной прибыли;
• изменения в оборотном капитале;
• ограничение процентной ставки (минимум, максимум);
• ограничения долга/акции;
• требования минимального дивиденда;
• ограничения минимальной прибыли;
• ограничения минимальных налоговых платежей;
• уравнения налогового кредита.
Переменные в МФП включают те требования, которые следят за фи-
нансовой деятельностью в каждом периоде горизонта планирования.
Они включают долг объекта, денежную наличность, нераспределен-
ную прибыль и т. д. Кроме того, модель включает множество перемен-
ных, описывающих закупочную деятельность, такую как количество
продукции, произведенной в данном году, материальные запасы, по-
токи изделия и т. д.
С точки зрения анализа решений ключевые переменные контроля
следующие:
• первичные компоненты цены перемещения;
• ставка «роялти» (торговая марка, патент и ноу-хау);
• дивиденды;
• количество займов;
• процентная ставка займа;
• потоки товара.
Эти переменные контроля позволяют располагаться в пределах шка-
лы ценностей, сосредоточенных между средней или номинальной сто-
имостью. Например, процентная ставка по ссуде объекту В от объекта
А может варьироваться в модели в пределах от 7,2 до 8,8%. Диапазон
предполагает отразить отставание вокруг предпочтительной рыночной
ставки 8%, которая будет приносить такие прибыль и затраты и кото-
рую налоговые власти двух стран найдут приемлемой.
Выбор целевой функции для оптимизации МФП сложен. Типич-
ная американская МНК (многонациональная компания) сталкивает-
ся с рядом конфликтных ситуаций, связанных с изменением финансо-
вой деятельности материнской компании и ее филиалов. Они могут
9.4. Модель финансовых потоков
507
включать доходы, чистую прибыль, прибыль от активов или прибыль
от капитала в каждом горизонте планирования в каждом объекте МНК.
С течением времени данные типы переменных в данных компаниях
могут превращаться в сеть присутствующих цифровых величин, но
выбор фактора дисконта для объекта будет очевиден. Это особенно
применимо для компаний в тех странах, в которых оценка независи-
мого риска предлагает, чтобы наличные или акции, оставленные не-
распределенными в той стране, были оценены ниже, чем эквивалент-
ное количество наличных денег в США.
Кроме того, американская МНК нуждается в подсчете некоторых
финансовых переменных, таких как скрытые налоговые кредиты, и неко-
торых переменных цепи поставок, к примеру запасов готовой продукции
в конце горизонта планирования. Определение количества и ограни-
чения предельных эффектов — это зачастую трудная и важная задача
в планировании нашей модели, так как мы имеем дело с финансовыми
решениями и решениями цепи поставок, связанными с увеличива-
ющимся количеством объектов.
Сокращением WPC мы будем обозначать компанию Worldwide Phar-
maceuticals, которая состоит из 10 юридических и налогооблагаемых
объектов:
• US Консолидированная компания (USC);
• US Холдинговая компания (USH);
• US Внутренняя компания (USD\,
• страна А (А);
• страна В (В)',
• страна С (С);
• страна D (D);
• страна Е (Е);
• страна F (F);
• страна С (С).
Этой моделью рассматриваются финансовые, налоговые и логистиче-
ские решения для каждого из этих объектов и для WPC в целом в тече-
ние 4-летнего периода планирования, а также для каждого периода,
состоящего из 1 года. Первичный компонент изготовлен в USD стра-
нами А и В, и продан в USD стран В, С, D, Е и F. Объект в стране G
обслуживается как отдельная, внутренняя финансовая компания, из-
редка получающая средства от других объектов, вкладывая их и пре-
доставляя деньги нуждающимся объектам.
508
Глава 9- Интеграция финансовых и физических цепей поставок
Сеть производства/распределения для WPC представлена на рис. 9.2.
Первичный компонент продукта изготовлен на трех участках (Л, USD
и В) и распределен по филиалам для окончания производства и про-
дажи, как показано на рисунке. Из-за регулирования правительством
за границей должностные лица WPC согласилась не распределять пер-
вичный компонент от производственного участка в стране А любому
другому объекту, кроме USD. Затраты от этой политики приведены
в одном из оптимизационных процессов.
Рис.9.2. Сеть производственного распределения
Источник: Klimzak S., Magee Т, Shapiro J. [1990]
Рисунок 9.3 описывает сеть роялти для WPC. Обратите внимание,
что коммерческий подход диктует, чтобы патент и ноу-хау лицензи-
ровали первичный компонент для производства в стране В через стра-
ну Е. Страна Е была выбрана, потому что ее налоговое законодатель-
ство разрешает получение и управление такими фондами.
Т — торговая марка
Р — патент и ноу-хау
Рис. 9.3. Сеть роялти
Источник: Klimzak S., Magee Т., Shapiro J. [1990]
9-4. Модель финансовых потоков
509
Рисунок 9.4 изображает направления возможного потока дивиден-
дов от филиалов до USH в каждом периоде. В других МНК структура
могла бы быть более сложной, допускающей, к примеру, дивиденды,
которые будут выплачиваться между любой парой объектов. В нашем
случае модель будет иметь большую гибкость в отборе ключевых пе-
ременных контроля для получения преимуществ МНК.
Рис. 9.4. Сеть дивидендов
Источник: KlimzakS., Magee Т, Shapiro J. [1990]
В процессе применения мы экспериментировали со множеством
цифровых вариантов МФП. Экспериментирование привело к измене-
ниям форм и величин ограничений, отражающих различную политику
компании, и к изменению выбора целевой функции. Здесь мы показы-
ваем пять родственных числовых моделей и их оптимальные решения,
которые показывают, как могут быть реалистично описаны финансо-
вые задачи планирования, перед которыми стоит WPC. Особенности
этих процессов включают следующее:
• Минимальные местные налоговые платежи равняются 10% про-
даж, которые требуются для объектов В,Е,Аи USD. Такие мини-
мумы не были наложены на D, С и F, так как они понижали рабо-
ту этих объектов до недопустимых уровней. Однако налоги были
уплачены в этих странах ниже, чем в предписанных уровнях.
• Предыдущий этап указал на потребность в смягчении ограничений
для каждого объекта на нераспределенную прибыль, акции и на-
личные вклады. Они приобрели следующие формы:
♦ верхние границы на акции постоянны;
♦ нижние границы на акции равняются 7/8, 3/4, 5/8 и 1/2 от ак-
ций в конце базисного года и годов 1, 2, 3, 4 соответственно;
♦ минимальный наличный поток, состоящий из дивидендов и ли-
цензионных платежей в каждом году, составляет 50% от чи-
стого дохода;
510
Глава 9- Интеграция финансовых и физических цепей поставок
♦ объектами могли быть заемщики или кредиторы в данном пе-
риоде, но не и те и другие. Это ограничение было основано на
информации от первичной модели, которая побудила некоторые
страны с высоким налогообложением в определенные перио-
ды заимствовать средства в верхних точках диапазона допу-
стимых процентных норм и возвращать в более низких точках.
В общем, налоговые правила не позволяют объектам произво-
дить потери от налогового удержания в таком виде;
♦ объектам не позволялось делать запасы активного компонента
сверх требуемого количества, необходимого для выполнения
текущих потребностей.
Целевая функция МФП должна была максимизировать значение
чистой приведенной стоимости в каждом периоде планирования на
всех объектах. Ежегодная ставка дисконтирования — 13%. Это значе-
ние отражает мнение финансовых аналитиков в WPC о том, что доллар,
заработанный и оставленный на каком-либо объекте, соответствует дол-
лару, заработанному и оставленному на любом другом объекте. Филосо-
фия предприятия сводится к наложению ограничений на максимальное
количество нераспределенной прибыли, которая могла бы быть обес-
печена некоторыми объектами в любом периоде. Эти верхние грани-
цы, выраженные в тысячах долларов, выглядят следующим образом.
В D С Е F
74885 22950 20750 Нет 828000
Поскольку мы будем обсуждать оптимальные теневые цены, то огра-
ничения на нераспределенную прибыль могут интерпретироваться как
независимые факторы риска. Финансовый менеджер может использо-
вать эту информацию для выявления границы, чтобы отражать свое
интуитивное суждение относительно соответствующих диапазонов
и относительных значений этих факторов.
Результаты модели финансовых потоков
Таблица 9.2 содержит частичное обобщение пяти этапов. Первые три
этапа указывают, что несколько тесно взаимосвязанных ограничений
на нераспределенную прибыль на иностранных объектах не имеют
большого воздействия на целевую функцию максимизации дисконтиро-
ванной нераспределенной прибыли на всех объектах. В абсолютных
условиях, конечно же, изменения велики, например целевая функция
различается в абсолютных условиях на этапах 1 и 2 и составляет $3,6 млн.
9.4. Модель финансовых потоков
511
Таблица 9.2
Суммирование этапов оптимизации для МФП1
Этап модели Описание Значение целевой функции, $млн Настоящее значение американских доходов в горизонте планирования, $млн
1 Верхних границ на нераспреде- ленную прибыль нет 1050,5 801,0
2 Верхние границы на нераспре- деленную прибыль в В, D, С, F 1046,9 831,9
3 Более жесткие верхние границы на нераспределенную прибыль в F($414 млн) 1046,8 833,2
4 Так же, как и на этапе 3, исклю- чаем уменьшение начальных налоговых кредитов с $50 млн до $5 млн 1016,6 877,1
5 Увеличивающиеся источники первичного компонента; верх- ние границы сохраненного дохода, как на этапе 3 1088,2 944,5
Последняя колонка показывает, что вторичная целевая функция
максимизации дисконтированной нераспределенной прибыли в США
более чувствительна к существованию и жесткости границ на нераспре-
деленную прибыль за границей. Потеря $3,7 млн в первичной целевой
функции сбалансирована увеличением на $32,2 млн во вторичной. Та-
ким образом, модели показывают, что репатриация дохода недорогая
в условиях более глобального значения целевой функции, по крайней
мере в диапазоне верхних границ нераспределенной прибыли на эта-
пах 1,2 и 3. Таблица 9.3 дает изменение чистой приведенной стоимости
во всех объектах на этапе 3.
На этапе 4 мы существенно уменьшили (с $50 млн до $5 млн) внут-
ренний запас налогового кредита. Это имело явный эффект в стратеги-
ях, отобранных моделью, особенно для дивидендов, оплаченных ино-
странными объектами в USH. Главным образом дивиденды увеличились
на каждом объекте между этапами 1 и 3, 3 и 4, но образец далек от
универсального из-за сложности планирования окружающей среды
и модели.
1 Таблицы Э.2-9.5 приведены из Klimczak S., Magee Т., Shapiroj. [1990].
512
Глава 9. Интеграция финансовых и физических цепей поставок
Таблица 9.3
Список дохода на этапе 3
Текущая стоимость чистых поступлений, $млн
US 833,16
А 83,31
В 19,52
с 17,09
D -0,53
Е 36,32
F -67,80
G 125,48
Итого 1046,80
На этапе 5 мы разрешили иностранным объектам получать первич-
ный компонент от USD, но не от В. Это имело существенный эффект
на целевую функцию, позволяя ей повыситься на $41,4 млн, или на
3,95%. Это увеличение вызвано менее дорогим производством и возмож-
ностью иметь положительные налоговые эффекты. Дисконтированная
сумма американского дохода увеличилась с $833,2 до $944,54 млн, или
на 13,4%. Хотя увеличение и ожидалось, модель точно определяет ве-
личину увеличения.
Одной из целей МФП была оценка объемов, которые заграничные
филиалы заимствуют у USH, чтобы оплатить дивиденды. Определен-
ные заимствования имели место, но они были несущественными. Таб-
лица 9.4 изображает все заимствования объектов на этапе 4 и проти-
вопоставляет их оплаченным дивидендам.
Таблица 9.4
Кредиты и дивиденды, $млн
Год 1 Год 2 Год 3 Год 4
В Кредит 8,08*
Дивиденды 42,13
D Кредит 4,43** 7,30**
Дивиденды 10,49 15,54
Е Кредит 4,71* 6,81*
Дивиденды 9,98 51,65
* из А.
** из USH.
9.4. Модель финансовых потоков
513
Оптимальные равновесные цены в ограничениях на нераспределен-
ную прибыль по каждому периоду в дочерних компаниях за границей
отражают потери целевой функции из-за этих ограничений. Путем
приведения равновесных цен к общему валютному курсу, совмещая
четыре равновесные цены в данных величинах для каждого года из 4 лет
и принимая во внимание факторы дисконтирования, мы можем выра-
зить потери в виде независимых факторов риска для этих величин (зна-
чение 100 показывает отсутствие независимого риска) (табл. 9.5). Итак,
независимый фактор риска в зарубежной стране, равный 70, показы-
вает, что компания WPC будет терять 30 центов с каждого доллара,
заработанного в этой стране, для того чтобы ограничить нераспреде-
ленную прибыль на текущем уровне.
Таблица 9.5
Факторы независимых рисков
Этап В D с F
3 96,6 100,0 74,5 98,6
4 99,4 100,0 68,4 100,0
Относительная и абсолютная величина некоторых из этих вызван-
ных независимых факторов риска находились в несоответствии с теми,
о которых думал финансовый менеджер во время установления огра-
ничений на нераспределенную прибыль. Приведение их к точным зна-
чениям может оказаться сложным из-за резкого и комплексного ме-
тода, в котором симплекс-метод для линейного программирования
определяет оптимальные равновесные цены. Возможные методологи-
ческие дополнения, которые смогут разрешить возникшие сложности,
заключаются в установлении объектов для факторов независимого рис-
ка и в использовании способов множественной выборки для того,
чтобы попытаться установить эти факторы в процессе оптимизации
нашей целевой функции. С этим новым подходом оценка нераспреде-
ленной прибыли будет просто определяться из объектов независимых
рисков.
Наконец, МФП включает подмодель для того, чтобы оптимизиро-
вать использованные иностранные налоговые кредиты компании WPC
для налоговых деклараций в США. Эти налоговые кредиты относятся
к налогам, уплачиваемым в иностранных государствах каждый год.
Материнская компания может использовать их для сокращения нало-
гов, уплачиваемых в Соединенных Штатах в течение данного года или
любого другого года, начиная за 2 года до этого года и заканчивая че-
тырьмя годами после этого года. Дальнейшие детали мы опустили.
33—2186
514
Глава 9. Интеграция финансовых и физических цепей поставок
9.5. Моделирование рисков валютных курсов
В предыдущих трех разделах мы рассмотрели применение детермини-
стических оптимизационных моделей для разработки стратегий, кото-
рые координируют моделирование финансовой цепи и цепи поставок
МНК. В этом и следующем разделах рассмотрим область неточностей
и рисков, с которыми сталкивается МНК, и представим подходы мо-
делирования, которые прямо указывают на страхующие стратегии для
уменьшения риска. Во-первых, в этОхМ разделе рассматривается под-
ход, базирующийся на финансовых приемах для страхования риска
обменного курса. Во-вторых, в следующем разделе более подробно
обсудим общие риски и то, как реальные варианты цепей поставок
могут быть использованы для сокращения финансовых вариантов.
Риски из-за неточностей обменного курса играют важную роль в фор-
мировании стратегии МНК. Например, межнациональная производ-
ственная компания, разрабатывающая стратегию цепи поставок, ко-
торая максимизирует чистую прибыль будущего года в национальной
валюте, сталкивается с риском, связанным с обменным курсом этой
валюты и валютой зарубежных стран, с которыми она ведет свой биз-
нес. Если валюта страны, в которой корпорация имеет производствен-
ные филиалы, обесценивается в сравнении с национальной валютой,
то стоимость производства продуктов компании, измеряемых в нацио-
нальной валюте, уменьшится. Однако доходы от продаж в этой стране
также сократятся при их измерении в национальной валюте. Таким
образом, производство продукции в иностранных филиалах становится
более привлекательным при девальвации, тогда как продажи стано-
вятся не привлекательны. И все происходит наоборот, если валюта
страны филиала дорожает по сравнению с национальной валютой МНК.
Смысл сказанного в том, что, выстраивая планы относительно цепи
поставок на будущий год, МНК должна развить производственные,
дистрибьюторские, ценовые и сбытовые стратегии, учитывающие и ис-
пользующие колебания обменных курсов.
Один подход к контролю рисков курсов обмена — чисто финансовый.
Он использует финансовые инструменты, такие как опцион и фью-
черс, для ограждения МНК от подобных рисков. Другой метод — это
возможность приспособить стратегии физических поставок компаний
для достижения подобного эффекта. Эти подходы не являются взаим-
но исключающими, однако они используют методы из различных дис-
циплин, теории финансирования и исследования операций, которые
еще не полностью интегрированы.
9-5. Моделирование рисков валютных курсов
515
Проиллюстрируем финансовое хеджирование на примере с опциона-
ми. На наиболее примитивном уровне корпорация может застраховать-
ся от риска, используя опцион на покупку и опцион на продажу. Оп-
цион на покупку дает корпорации право, но не обязанность покупать
актив по заранее определенной цене, называемой договорной ценой
(strike price).Опцион на продажу дает корпорации право, но не обя-
занность продавать актив по заранее договорной цене. Опцион может
быть Европейским опционом, который означает, что он может быть
исполнен в конкретный момент времени в будущем, называемый да-
той погашения (maturity date). Или опцион может быть Американским
опционом, который означает, что он может быть использован в любое
время до даты погашения.
Мы рассматриваем МНК, у которой имеется.материнская компания
в США. Отдел маркетинга с уверенностью прогнозирует, что в тече-
ние следующего отчетного года чистая прибыль компании в Германии
составит 100 млн немецких марок (DM). Эта чистая прибыль будет
репатриирована в материнскую компанию в США 31 октября.
Администрация не уверена в прогнозе финансового отдела по поводу
курса обмена на 31 октября, который составит $0,66 за 1 DM. Даль-
нейший анализ, проводимый финансовым отделом, дает «дерево ве-
роятностей», показанное на рис. 9.5, т. е. «дерево» возможного состоя-
ния на будущее с обменными курсами и вероятностями осуществления.
В соответствии с «деревом» корпорация может ожидать, что чистая
прибыль, репатриированная из Германии, будет где-то между $56 млн
и $76 млн.
Ситуация не потребует дальнейшего внимания, если высшее управ-
ление корпорации склоняется признать, что такие колебания обменного
Курс обмена ($/DM) Вероятность Доходы после уплаты налогов, $ от 100 млн DM
0,76 0,70 0,66 0,62 0,56 0,12 0,20 0,36 0,20 0,12 76 млн 70 млн 66 млн 62 млн 56 млн
Рис. 9.5. «Дерево вероятностей» обменного курса
516
Глава 9. Интеграция финансовых и физических цепей поставок
курса стабилизируются в долгосрочный период. В данном примере
главный управляющий менее уверен в успехе. Он убежден, что в сле-
дующем году корпорация должна получить доходы за вычетом налого-
обложения из Германии по меньшей мере в размере $60 млн, чтобы
нести ответственность перед держателями акций. Иначе говоря, топ-
менеджмент желает оградить компанию от риска падения прибыли за
вычетом налогов ниже $60 млн в следующем году.
Требование о страховании переходит к финансовому отделу ком-
пании, который договаривается с коммерческим банком о покупке
Европейского опциона на продажу, позволяющего корпорации про-
дать 100 млн DM 31 октября по договорной цене $0,606 за DM. Пре-
мия данного опциона равна $0,6 млн $ US. Действие опциона на доход
в $ US представлено на рис. 9.6. Пять точек на графике, обозначенных
«незастрахованные доходы», — это возможные прибыли, показанные
на рис. 9.5. Прибыль в $56 млн, вероятность появления которой равна
0,12, находится ниже $60 млн и потому неприемлема.
Линия, обозначенная как застрахованные доходы на рис. 9.6, постоян-
но находится на отметке (или выше) $60 млн и является приемлемой.
Доход в $56 млн, связанный с наименьшим состоянием обменного кур-
са, заменяется доходом в $60 млн путем применения опциона на прода-
жу 100 млн DM за $60,6 млн. При таком доходе мы говорим, что опцион
прибыльный. Однако чистый доход, достигаемый компанией, равен
$60 млн, потому что корпорация тратит $0,6 млн на покупку опциона.
Прибыль после
налогов, $млн
О 0,56 0,62 0,66 0,70 0,76 Курс обмена,
$/DM
Рис. 9.6. Застрахованные и незастрахованные доходы
9.5. Моделирование рисков валютных курсов
517
Для четырех других состояний обменного курса, показанных на
рис. 9.6, чистые доходы, получаемые корпорацией, находятся ниже не-
застрахованных доходов, потому что компания потратила $0,6 млн на
опцион, не имеющий ценности при курсе обмена 0,606 $US/DM или
выше. О таких состояниях мы говорим, что опцион обесценился. Гра-
фик застрахованных доходов показывает, каким образом компания
желает отказаться от прибыли за вычетом налогов в хороших ситуа-
циях, чтобы обеспечить допустимое положение в негативных случаях.
Пример иллюстрирует несколько других принципов принятия ре-
шений при столкновении с неточностями. Если главный управляющий
был бы безразличен к неточностям обменного курса, предполагая, что
положительные и отрицательные колебания сравняются в долгосроч-
ном периоде, мы могли бы сказать, что он нейтрален по отношению
к рискам. Менеджер с нейтральным отношением к рискам желает мак-
симизировать ожидаемый доход при проблеме неточности решений,
потому что в долгосрочный период такой стратегией принесен наиболь-
ший годовой валовой доход. Например, ожидаемый доход в миллионах
долларов является суммой вероятностей, умноженных на выплаты,
или:
66 = (0,12) х (76) + (0,20) х (70) + (0,36) х (66) +
+ (0,20) х (62) +(0,12) х (56).
Нейтралитет риска менеджера часто связан с тем, насколько благо-
состояние компании зависит от прибылей и потерь, связанных с реше-
ниями, перед которыми он стоит. Это состояние позволяет ему не бес-
покоиться о возможной потере денег.
Однако мы утверждаем, что главный управляющий опасается рис-
ка наихудшего положения. В этом случае мы говорим, что менеджер
не расположен к риску. Он стремится пожертвовать наибольшими до-
ходами, дабы оградить себя от потерь при наихудшем положении. На-
пример, предполагаемая выручка в миллионы долларов при исполь-
зовании опциона выглядит так:
65,952 = (0,12) х (76) + (0,20) х (70) + (0,36) х (66) +
(0,20) х (62) + (0,12) х (60,6) - 0,6.
При приобретении опциона на продажу и активизируя его при со-
стоянии наименьшего курса $/DM, выручка составит $60 млн, вместо
$56 млн. Так как корпорация заплатила $0,6 за опцион, то ожидается,
что выручка уменьшится на $0,12, что является стоимостью страховой
политики. Для сравнения: коммерческий банк, который продал опцион
518
Глава 9. Интеграция финансовых и физических цепей поставок
корпорации, имеет большие активы и несет нейтральный риск, что по-
зволяет банку зарабатывать в сумме $0,048 млн на сделках, подобных
этой. Банк также вовлечен в покупку и продажу некого количества опци-
онов, выплаты по которым стремятся к балансу.
Банковское вознаграждение за опцион базировалось на оценке не-
точностей в курсе обмена $/DM в будущем году, что финансисты на-
зывают изменчивостью. Эта информация используется в формулах
выбора ценовой теории опционов для нахождения предельной цены
за такой опцион.1 Банковское вознаграждение создает повышение этой
предельной цены.
Возможно, что корпорация и коммерческий банк имеют различные
оценки колебаний обменного курса. В результате ожидаемая выплата
корпорации, использующей опцион, может быть больше, чем $66 млн.
Это может случиться, например, если варианты теории цен предложат
коммерческому банку назначить премию за опцион только в $0,4 млн.
В таком случае ожидаемая выплата при использовании опциона со-
ставит $66 152 млн. Другими словами, с точки зрения максимизации
ожидаемой прибыли главный управляющий получит свое. Он будет
огражден от риска нижнего положения и сможет ожидать возможность
получения дополнительного $0,152 млн.
Эта ситуация заключается в возможности арбитража (скупка и про-
дажа ценных бумаг) и дает основания ожидать прибыль, полученную
просто на спекуляции. Если бы главный управляющий был убежден
в том, что оценка обменного курса финансовым отделом верна, то кор-
порация могла бы приобрести опционы на продажу большого количе-
ства DM за такую же премию и по тем же договорным ценам и затем
планировать купить большое количество DM 31 октября следующего
года, если курс упадет до 0,56 $/DM. Ставка делается на то, что корпора-
ция сможет заработать $0,38 за каждый $1,00, потраченный на опцио-
ны, несмотря на то что вероятность обесценивания составляет 0,88.
Однако, скорее всего, большинство корпораций сочтут следование этим
спекулятивным целям делом рискованным, оставляя их игрокам на
Уолл-Стрит.
В будущем мы сможем увидеть появление новых типов опционов
на физические ресурсы цепи поставок компании. В качестве примера
мы предположим неясную и рискованную ситуацию, с которой столк-
нулась крупная компания, производящая бумагу для публикации жур-
1 Ценовая теория опционов подробно разработана в работе Сох J. С., Rubin-
stein М. [1985].
9.6. Реальные опционы для хеджирования рисков в глобальной...519
налов. Компания «устала» от крупных заказов далеко расположенных
клиентов, являющихся несерьезными. Клиент помещает заказ несколь-
ко недель или месяцев для того, чтобы обеспечить место в плане про-
изводства бумажной фабрики. Зачастую клиенты отменяют заказы за
несколько дней до срока производства, что оказывает серьезное воз-
действие на эффективность производственного плана. В другое вре-
мя, клиент может пытаться поместить заказ на заметку уже после со-
ставления плана.
Чтобы смягчить риск отмены заказов или заказов в последнюю ми-
нуту, компания может предложить покупать опционы на покупку, да-
ющие клиентам возможность, но не обязанность покупать определен-
ное количество бумаги. Каждый опцион будет иметь цену за тонну
бумаги (договорная цена) и дату, когда опцион может быть осуществ-
лен. Суть в том, что клиент будет стараться активировать опцион, а пре-
мия за опцион будет отражать ущерб, вызываемый его неиспользова-
нием. Такое применение опционов является частью оперативного
менеджмента (yield management), сходного с практикой оценивания
авиакомпаниями посадочных мест, направленного на максимальную
выручку от капитала, затраченного на производственную мощность
бумажной компании.
Только что проанализированный риск обменного курса значителен,
но является изолированным. При страховании рисков используется
метод, который «слепо» сосредоточен на одном только изменении об-
менного курса. МНК столкнется с ситуациями, в принципе, сводимы-
ми вместе в совокупную задачу, которая может быть проанализиро-
вана с помощью модели оптимизации.
9.6» Реальные опционы для хеджирования рисков
в глобальной экономике
Глобальная экономика радикально меняется, и это будет продолжаться
много лет. Последними тенденциями являются следующие:1
® сокращение торговых барьеров;
® создание региональных экономических зон;
® созревание потребительских рынков индустриальных стран;
® потенциальный рост потребительских рынков в развивающихся
странах;
1 Эти тенденции развития и их влияние на глобальное планирование цепей по-
ставок МНК рассматриваются в работе Cohen М. A., Huchzermeier А. [1999].
520
Глава 9. Интеграция финансовых и физических цепей поставок
® возрастающее требование клиентов качества, разнообразия и до-
ступности продуктов;
® возрастающее количество предприятий с большим экономиче-
ским значением для производственных и дистрибьюторских ком-
паний;
® растущая нестабильность на финансовых и валютных рынках.
Эти процессы одновременно расширили возможности, открыва-
ющиеся перед МНК, и увеличили их риски.
Главными причинами неопределенности, стоящими перед МНК,
являются цены на продукты, спрос на продукты, цены на товары, пред-
ложение товаров, международный обмен, новые производственные
и информационные технологии, действия конкурентов и политические
изменения. Необходимы новые инструменты анализа и планирования
для контроля рисков, связанных с этими колебаниями, когда управле-
ние компанией старается увеличить прибыль и акционерный капитал.
В этом разделе мы кратко обсудим текущие разработки таких инстру-
ментов.
Финансовые и бизнес-риски, связанные с разработкой и функциони-
рованием глобальных цепей поставок, могут быть сокращены интегри-
рованными инструментами финансового анализа при планировании
этих цепей. К сожалению, попытки осуществления такой интеграции
должны преодолеть тяжелые культурные барьеры в пределах фирмы.
С одной стороны, финансовые менеджеры фирм привыкли управлять
рисками с помощью применения опционов и других производных ин-
струментов, которые они покупают у коммерческих банков. Финан-
совые инженеры этих банков используют варианты теории цен для
определения их стоимости из анализа вероятностей колебаний. Ис-
пользование валютных опционов с целью снижения риска обменного
курса, который мы представили в предыдущем разделе, является
классическим приемом такого типа. Многие риски цепи поставок не
дают возможности застраховать их, используя опционы; например,
риск того, что потребительский спрос в определенной стране упадет
в следующем году на 50% из-за экономического или правительствен-
ного кризиса.
С другой стороны, снабженцы фирмы используют детерминисти-
ческие модели в попытке прояснить сложные взаимодействия и маят-
никовые эффекты, делающие планирование цепи поставок сложным
и важным процессом. Эти модели не выявляют возможные планы и стра-
тегии хеджирования для снижения риска. Более того, модели цепи
9.6. Реальные опционы для хеджирования рисков в глобальной...
521
поставок до сих пор не были широко интегрированы с моделями кор-
поративного финансового планирования.
Ценовые модели опционов и смешанное интеграционное програм-
мирование моделей цепи поставок совершенно различны в своем про-
исхождении и математической форме. Оперативные способы их ис-
пользования для поддержки решений, принимаемых менеджерами,
и контроля также различны. Однако ученые уверены, что сложности
могут быть разрешены парадигмой стохастического программирова-
ния, потому что она предлагает общую стартовую точку, с которой можно
контролировать риски, управляя глобальной сетью поставок. Исполь-
зуя терминологию финансовых инженеров, стратегии хеджирования
и возможные планы, определяемые стохастическим программирова-
нием, являются «реальными опционами» и представлены решениями
по расположению производственных объектов, продукции, запасов
и решениями о дистрибьюторстве, включенными в модель. Для срав-
нения: финансовые опционы, покупаемые и продаваемые коммерче-
скими банками МНК, отражают прогнозы общих финансовых рынков
касательно курсов обмена валют, процентной ставки, стоимости това-
ров и других факторов, связанных с продуктами торговли. Проблема
в том, как скомбинировать реальные и финансовые опционы в рамках
стохастического программирования.
Мы не станем пытаться разрабатывать детали этой важной, но не-
достаточно рассмотренной области основного и прикладного исследо-
вания. Вместо этого кратко опишем стохастическое программирова-
ние с точки зрения выявления реальных опционов с целью снижения
риска глобальной цепи поставок. Исследователи выделяют 6 общих
типов реальных опционов:1
® ожидание/отсрочка;
® распространение;
® контакт;
® выход;
® переключение;
® улучшение.
В предыдущих главах мы обсуждали примеры этих видов реальных
опционов в детерминистических и стохастических моделях цепей по-
ставок.
1 См. работы Cohen М. A., Huchzermeier А. [ 1999], а также Copeland Т., Roller Т.,
MurrinJ. [1995].
34-2186
522
Глава 9. Интеграция финансовых и физических цепей поставок
Откладывание конечной сборки продукта до момента, когда неопре-
деленный спрос определяется с высокой степенью точности, является
новым подходом в управлении цепями поставок, зарекомендовавшим
себя очень удачно. Решения по расширению компании путем создания
или приобретения новых объектов могут быть точно описаны детер-
министическими моделями смешанного целочисленного программи-
рования; также были разработаны версии стохастического програм-
мирования этих моделей, в которых расширение рассматривается как
хеджирование или возможный план.1 Например, модель стохастиче-
ского программирования цепи поставок МНК может вынести возмож-
ный план, который переместит продукцию с завода страны А на завод
в стране В при сценарии, когда валюта страны А дорожает. В таком
случае производственные затраты в стране А уменьшат рентабельность
продукции, произведенной в этой стране. Подобным образом можно
создать модель для других видов реальных опционов.
Ограничения стохастического программирования влияют на дея-
тельность компании в некоторых или во всех возможных сценариях
будущего, могут застраховать компанию от неприемлемо больших рис-
ков во многих случаях, также как и финансовые опционы. Примером
являются ограничения, утверждающие, что потери во всех сценариях
не могут превышать $10 млн в какой-либо год планируемого периода.
Стохастическое программирование также позволяет налагать более
мягкие, вероятностные ограничения; например, ограничения, которые
лимитируют вероятность потерь, превышающих $10 млн в какой-либо
год планируемого периода, но не более чем 0,05.
Успешное применение стохастического программирования для та-
кого рода проблем требует базового и прикладного исследований, ве-
дущих к практическим решениям некоторых технических вопросов.
Во-первых, вероятностные описания важных финансовых колебаний
и неточностей цепи поставок могут быть близкими, потому что включа-
ют разнообразные факторы, такие как спрос, обменные курсы и поли-
тическое состояние. Во-вторых, модели стохастического программи-
рования могут обращаться только к конечному количеству сценариев
будущего, но текущие вероятностные описания зачастую являются
1 Bienstock D., Shapiro J. F. [1988] рассматривают моделирование решений
о приобретении ресурсов с помощью построения моделей стохастического про-
граммирования. Они также демонстрируют метод декомпозиции для оптими-
зации моделей стохастического целочисленного программирования, получа-
ющихся в результате.
9.7. Выводы
523
бесконечными функциями, которые просто описывают бесконечное
количество сценариев. Таким образом, бесконечные описания долж-
ны быть или обдуманы или сформированы так, чтобы попасть в завер-
шенную структуру стохастического программирования. Точные и эф-
фективные методы для этого пока еще не полностью разработаны.
В-третьих, специалисты по моделированию должны разрабатывать но-
вые методы по встраиванию финансовых опционов в модели стоха-
стического программирования, потому что определенные риски, такие
как риски из-за изменения обменного курса, будет сложно уменьшить
только реальными опционами. Несмотря на эти трудности, потенци-
альная отдача от эффективной стохастической модели огромна. Более
того, опытные специалисты должны быть способны обращаться к праг-
матичному стохастическому программированию для конкретной МНК
с конкретными рисками, которые требуются для принятия решений
МНК.
В завершение подчеркнем, что применение стохастического про-
граммирования для планирования глобальной цепи поставок должно
быть включено в процесс управления при сборе данных, определении
сценариев, выполнении анализа и намеченных планов. Предмет пла-
нирования сценариев, обговоренный нами в разделе 8.8, достаточно
точно подходит для установления этих процессов. Высшее управле-
ние должно также согласиться на привычные и повторяющиеся меры
стратегического планирования, в которых его суждения сочетаются
с данными и анализом в проработке существующих стратегий и созда-
нии новых. Эти стратегии должны содержать реальные и финансовые
опционы для смягчения риска.
9,7. Выводы
В данной главе мы продемонстрировали, что реальные оптимизаци-
онные модели для корпоративного финансового планирования, вклю-
чающие сочетание с моделями цепи поставок, могут быть построены.
Нежелание финансовых менеджеров применять такие модели может
объясняться недостатком знаний о них вкупе с недальновидными взгля-
дами на принятие финансовых решений. В любом случае мы надеем-
ся, что передовые финансовые менеджеры готовы более широко рас-
сматривать системные аналитические подходы к разрешению проблем
планирования. В ряде случаев за последние годы обсуждения реше-
ний по моделированию цепей поставок в компаниях, производящих
и реализующих физические продукты, финансовые менеджеры, при-
34*
524
Глава 9. Интеграция финансовых и физических цепей поставок
сутствующие на собраниях, с энтузиазмом отмечали, что модели также
могут анализировать финансы компании, такие как долгосрочный заем,
акционерный капитал, нераспределенная прибыль и множество дру-
гих факторов.
Модели, связывающие финансовое планирование и сети цепей по-
ставок для МНК, достаточно привлекательны, потому что они дают
возможность МНК законно использовать большое количество вариан-
тов для репатриации чистой прибыли из валюты данной страны в ва-
люту материнской компании. В то же время, используя многоцелевые
методы оптимизации, эти модели позволяют высшему руководству
оценить выгоду от репатриации чистой прибыли и деятельности ино-
странных филиалов. Итак, несмотря на то что модели стохастического
программирования требуют дополнительных доработок, для поддерж-
ки МНК в выборе реальных и финансовых опционов они являются
заманчивой парадигмой, ожидающей применения в будущем. Из-за ко-
лебаний в заинтересованности, ценах на товары и других финансовых
факторов стохастическое программирование также хорошо подходит
для финансового планирования в корпорации, занимающейся бизне-
сом только в одной стране.
Итак, на примерах этой и предыдущей глав мы продемонстрирова-
ли способность оптимизационных моделей охватить цепь поставок,
маркетинг и финансовое планирование в пределах фирмы. Эта спо-
собность является проекцией системного анализа на основе методо-
логии балансовой сводки (balanced scorecard methodology), которая
направлена на то, чтобы предоставить менеджерам всеобъемлющий
перечень внутренних и внешних показателей и измерений, описывающих
деятельность фирмы.1 В частности, балансовая сводка связывает по-
казатели деятельности по четырем областям: финансовый фактор, по-
требительский фактор (маркетинг), внешний фактор (цепь поставок)
и обучение и карьерный рост (человеческие ресурсы). Методология
балансовой сводки была переведена в известные системы по поддерж-
ке принятия решений, которые продаются на прилавках, несколькими
компаниями программного обеспечения. Сравнение общностей и раз-
личий между анализом оптимизационных моделей и аналитическими
инструментами этих систем по поддержке принятия решений доволь-
но интересно и заслуживает наивысшей оценки.
1 Методология балансовой сводки была первоначально предложена Kaplan R.,
Norton D. [1992] и в дальнейшем разрабатывалась ими же [1999].
9.7. Выводы
525
Литература
Bienstock D., Shapiro J. F. [ 1988] «Optimizing Resource Acquisition Decisions by Stochastic
Programming», Management Science, 34, 215-229.
Brealy R. A., Myers S. C. [2000], Principles of Corporate Finance, 6th ed. New York: Irwin/
McGraw-Hill.
Carleton IF T., Dick C. L.,Jr., Downes D. H. [1973], «Financial Policy Models: Theory and
Practice», J. of Financial and Quantitative Analysis, 8, 691-709.
Cohen M. A., Huchzermeier A. [1999], «Global Supply Chain Management: A Survey of
Research and Applications», Chapter 21 in Quantitive Modebfor Supply Chain Mana-
gement, edited by S. Tayur, R. Gane-shar, and M. Magazine. Norwell, Mass.: Kluwer.
CohenM.A.,LeeH.L. [1989], «Resource Deployment Analysis of Global Manufacturing and
Distribution Networks»,}, of Manufacturing and Operations Management, 2, 81-104.
Copeland T., Roller T., Murrin J. [1995], «Using Option Pricing Methods to Evaluate Flexi-
bility», 446-475 in Valuation. New York: Wiley.
Cox J. C., Rubinstein M. [1985], Options Markets. Englewood Cliffs, N. J.: Prentice-Hall.
Crum R. L., Klingman D. D., Travis L. A. [1979], «Strategic Management of Multinational
Companies: Network-based Planning Systems^, CSFM Research Report 9-79,
The Center for Strategic Financial Management, U. of Florida, Gainesville.
Kaplan R. S., Norton D. P. [1992], «The Balanced Scorecard — Measures that Drive Perfor-
mance», Harvard Business Review, January-February, 71-79.
Kaplan R. S., Norton D. P. [1999], The Balanced Scorecard. Cambridge, Mass.: Harvard
Business School Press.
Klimczak S. R., Magee T. M., Shapiro J. F. [1990], «Optimizing Multi-national Financial
Flows», Working Paper IFSRC No. 147-190, International Financial Services Research
Center, MIT.
Lucas J. [2000], personal communication.
MacCormack A. D., Newman HI L.J., Rosenfield D. B. [1994], «The New Dynamics of Global
Manufacturing Site Location», Sloan Management Review, Summer, 69-80.
Myers S. C., Pogue G. A [1974], «А Programming Approach to Corporate Financial Mana-
gement», J. of Finance, 29, 579-599.
Rutenberg D. P. [1970], «Maneuvering Liquid Assets in a Multi-national Company: For-
mulation and Deterministic Solution Procedures», Management Science, 16, B671-B684.
Timme S. G., Williams-Timme C. [2000], «The Financial — SCM Connection», Supply Chain
Management Review, May/June, 33-40.
Trigeorgis L. [1996], Real Options: Managerial Flexibility and Strategy in Resource Allo-
cation. Cambridge, Mass.: MIT Press.
Winston W. L., Albright S. C. [1997], Practical Management Science: Spreadsheet Modeling
and Applications. Belmont, Calif.: Duxbury Press.
Глава 10
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ
ЦЕПИ ПОСТАВОК
В этой главе мы рассмотрим проблемы оперативного планирования
цепи поставок и моделирующие системы для их анализа. Оператив-
ное планирование относится к задачам принятия краткосрочных ре-
шений, с которыми сталкиваются менеджеры цепи поставок, ведущие
бизнес фирм. Эти задачи включают в себя временной порядок и по-
следовательность принятия решений, например составление маршру-
тов грузовиков, осуществляющих локальную развозку, последователь-
ность заданий на печатных машинах или комплектация заказов на
печатные схемы с доставкой в течение текущей недели. Они также
могут охватывать распределение ресурсов, материально-техническое
снабжение и решения типа «производить или покупать». Важным под-
классом задач оперативного планирования являются задачи о распи-
саниях, которые относятся к задачам, непосредственно сфокусирован-
ным на временном порядке и последовательности принятия решений.
Системы оптимизации задач оперативного планирования исполь-
зуют модели линейного программирования и смешанного целочислен-
ного программирования и методы, которые мы обсуждали в гл. 3 и 4.
Далее, как мы говорили в гл. 5, многие оперативные задачи могут быть
наилучшим образом проанализированы посредством методики унифи-
цированной оптимизации, которая сочетает эти жесткие модели и ме-
тоды с эвристикой решения конкретной задачи и достижения общей
цели. В частных приложениях методика используется для построения
моделирующих систем, привязанных к конкретному случаю. В целом
модели и моделирующие системы для оперативного планирования
требуют гораздо большей конкретизации, чем те, которые предназна-
чены для тактического и стратегического планирования.
Системы моделирования оперативной деятельности будут обсуж-
даться в этой главе как класс усовершенствованных систем объемно-
календарного планирования (advanced planning and scheduling systems —
Глава 10. Оперативное планирование цепи поставок
527
APS).1 Мы сконцентрируемся на системах, которые используют моде-
ли оптимизации для полного использования многообразия оператив-
ных альтернатив. Многие ныне доступные системы APS, напротив,
базируются на правилах; т. е. они жестко связаны с традиционными
правилами и потому являются ограниченными в своих функциональ-
ных возможностях. Кроме того, система APS включает в себя такти-
ческое планирование в многочисленных средствах обслуживания, в -
том числе оперативное планирование для индивидуальных средств и
даже для отдельных линий продукции. Связи между задачами такти-
ческого и оперативного планирования и моделирующие системы для
их анализа обсуждаются в разделе 2.3.
Широта и глубина задач оперативного планирования огромна. По
этой причине мы представим в разделе 10.1 обзор задач планирования
для нескольких типов производства, распределения и человеческих
ресурсов и параллельно обсудим модельные подходы к их оптимиза-
ции. В разделе 10.2 даны общие замечания относительно данных, ин-
формационных технологий и организационных вопросов, касающихся
моделирующих систем для оперативного планирования цепи поста-
вок.
В разделе 10.3 мы исследуем реализацию и использование системы
составления автомобильных маршрутов для фирмы, осуществляющей
ежедневную развозку по домам. В разделе 10.4 мы исследуем реализа-
цию и использование системы составления графика производства для
фирмы, производящей полупроводники.
Как правило, моделирующая система работает с физической кон-
фигурацией оперативной системы, представленной и обеспеченной
менеджерами с предложениями по оперативным решениям. Другие
инструменты необходимы для оценки прочности конструкции пред-
ложенной оперативной системы, когда она подвергается воздействию
эксплуатационных факторов. Фирма особо заинтересована в устойчи-
вости конструкции к влиянию случайных воздействий и требований.
В разделе 10.5 обсуждаются детерминистические и стохастические
методы для анализа конструкций оперативной конфигурации. Детер-
министические модели служат для идентификации поведенческих
и физических правил, связывающих оперативные решения, воздей-
ствующие на рабочий процесс. Детерминистические модели также
могут использоваться для конструирования моделирующих систем при
помощи в принятии решений по снабжению цепи, хотя такие модели
1 Системы APS рассмотрены в работе Layden J. [1998].
528
Глава 10. Оперативное планирование цепи поставок
обладают слабостью в части их способности к оптимизации указан-
ных решений. Стохастические модели (метод Монте-Карло) исполь-
зуются для анализа предложенных конструкций оперативных систем
на стабильность перед лицом изменчивости ключевых факторов, таких
как внешние требования, выход продукции, время обработки продук-
ции. Итог данной главы подводится в разделе 10.6, где будут высказа-
ны мысли о настоящем и будущем развитии приложения оптимизиру-
ющих моделей к задачам управления.
10.1. Задачи оперативного планирования
Оптимизационные модели необходимы для поддержки принятия опе-
ративных решений, касающихся всей цепи поставок фирмы. Имеются
следующие примеры:
• для производителя компьютеров — определение объемно-кален-
дарного плана исполнения заказов, необходимого поставщикам
комплектующих;
• для автомобильной компании — разработка планов консолида-
ции заказов на комплектующие от мелких поставщиков, находя-
щихся в пределах данного географического региона, с целью до-
ставки в полностью загруженных грузовиках на завод компании;
• для компании, производящей бумагу, — разработка на следующие
4 недели графика производства по типу и качеству для бумаго-
производящих машин на бумажной фабрике;
• для фирмы, производящей электронные изделия, — разработка
плана производства на последующие 3 месяца для определения
дат гарантированной доставки новых заказов;
• для фирмы по диагностике и ремонту авиационных двигателей —
планирование числа рабочих смен и рабочих недель по категориям
работ на последующие 10 недель;
• для компании розничной торговли — определение на последующие
2 недели ежедневного графика поступления продукции на каж-
дую из своих баз для перераспределения по 500 лицензирован-
ным магазинам;
• для фармацевтической компании — планирование маршрутов для
грузовиков компании, осуществляющих местную развозку потре-
бителям.
Важной характеристикой этих задач, отличающей их от задач страте-
гического и тактического планирования, является то, что требования
10.1. Задачи оперативного планирования
529
в пределах горизонта планирования часто известны с большой долей
определенности. В данном контексте требования касаются заказов
покупателей и достоверного прогнозирования для конечных продук-
тов. Это могут быть внутренние требования со стороны структур ниж-
них уровней в цепи поставок фирмы результатов труда структур верх-
них уровней. Примером являются требования распределительных
центров на пополнение продукцией от конкретного завода и требования
сборочных цехов на комплектующие, производимые на заводах фирмы.
Другой важной характеристикой задач оперативного планирования
является то, что они сконцентрированы на тщательном ведении дея-
тельности скорее внутри одного или нескольких смежных сегментов
цепи поставок, чем на цепи поставок в целом. Объединение этой дея-
тельности с иной активностью в цепи поставок и с долгосрочными
планами является также важным. ,
В итоге характеристики задач оперативного планирования таковы:
• планирование в пределах краткосрочного временного горизонта,
в котором требования на конечные продукты, текущую работу,
прием сырьевых материалов и комплектующих от продавцов до-
статочно хорошо известны;
• фокус на принятие решений в области активности внутри одного
предприятия или географического региона, который невелик по
сравнению с областью обслуживания со стороны всей цепи по-
ставок компании;
• координация ряда зависящих от времени решений, связанных
с управлением этой деятельностью.
Объемно-календарное планирование (MPS)
Существует множество классификаций задач MPS. Здесь мы исполь-
зуем такую классификацию, которая отражает различия в задачах пла-
нирования:1
• дискретное производство;
• непрерывное производство;
• планирование работы цехов.
Мы также кратко обсудим окружающую среду производства, кото-
рая является гибридом этих трех категорий.
Дискретное производство. Дискретное производство относится к сре-
де, в которой отдельные машины производят ряд подобных продук-
1 См. Shapiro J. [1993] или Sipper D., Buffin R. [1997, гл. 7-9].
530
Глава 10. Оперативное планирование цепи поставок
тов. Машины периодически настраиваются на производство серий каж-
дого из продуктов. Горизонт планирования варьируется от несколь-
ких дней до нескольких недель. Запросы на конечную продукцию фир-
мы предполагаются известными с точностью до каждого из периодов
горизонта планирования. Эти требования удовлетворяются набором
конечных товаров или полуфабрикатов, т. е. производство является
либо изготовителем ассортимента стандартных продуктов, например
холодильников, или шин, или полуфабрикатов, для которых допусти-
мы некоторые изменения в соответствии с условиями потребителя,
например автомобили или печатные платы.
Планирование дискретного производства характеризуется следу-
ющими типами решений:
• минимизация краткосрочных расходов, в частности расходов по
установке машин, сверхурочных и расходов на хранение запасов;
• планирование мощности для производства серий многообразных
продуктов;
• планирование запасов продуктов незавершенного производства
и готовой продукции;
• интеграция многочисленных стадий производства различной про-
должительности.
В разделе 5.4 приведен пример модели планирования производства
комплектующих и дан ее анализ.
Системы планирования потребностей в материалах (MRP) в по-
следние 20 лет широко применяются при решении задач по планирова-
нию комплектующих изделий. Как показано на рис. 10.1, где мы на вре-
мя пренебрегаем моделирующей системой, традиционная система MRP
требует базового производственного графика (MPS) выхода конечной
продукции. Кроме того, дается описание материалов и комплектующих,
необходимых для изготовления конечных продуктов (ВОМ), а также
сроков изготовления или приобретения этих компонентов и комплек-
тующих. Наконец, дается запас конечной продукции, имеющейся в на-
личии или предназначенной для поставок, а также промежуточных
продуктов и комплектующих. На основе этой информации система
MRP разрабатывает подробный план по дням или по неделям для соб-
ственного производства или заказов на приобретение комплектующих,
компонентов и конечной продукции.
Серьезным недостатком традиционной системы MRP является то,
что она не предлагает помощи производственному менеджеру в опре-
делении MPS. Он остается без инструмента, который помогает мини-
10.1. Задачи оперативного планирования
531
Рис. 10.1. Система моделирования и планирования потребностей
в материалах для разработки объемно-календарного плана производства
мизировать затраты, достичь реализуемости или перестроить произ-
водственные мощности на новые цели. Недавно фирмы, производящие
программное обеспечение, разработали для этих целей моделирующие
системы в дополнение к системам MRP. Как показано, для многих
приложений необходимо группировать продукцию в товарные груп-
пы для моделирующих систем. Затем (при создании подробного базо-
вого производственного графика для системы MRP) это группирова-
ние должно пересматриваться.
Непрерывное производство. Задачи планирования процесса про-
изводства и календарного планирования возникают в капиталоемких
компаниях, которые производят такую продукцию, как нефтепродук-
ты, пищевые продукты, бумагу, стекло, промышленные газы, мыло. Эти
задачи характеризуются следующими чертами:
• машины и цеха должны работать непрерывно и на полную мощ-
ность с целью получения доходов с инвестиций;
• непрерывные потоки продукции, проходящие через различные
стадии обработки;
• для каждого этапа обработки активность трансформации продук-
ции может немного регулироваться с тем, чтобы оборудование,
относящееся к этому этапу, все время оставалось в одной и той
же основной конфигурации;
• промежуточные перестройки основной конфигурации оборудо-
вания, которые отнимают много времени и требуют затрат, необ-
ходимы для производства различных видов продукции.
Первые успешные модели оптимизации, разработанные в 1950-х гг.,
были использованы для планирования работ по очистке нефтепродук-
532
Глава 10. Оперативное планирование цепи поставок
тов.1 Это были однопериодные модели, как правило, с горизонтом пла-
нирования в 1 месяц для оптимизации производства продуктов неф-
тепереработки. Начиная примерно с 1980 г. нефтяные компании стали
заботиться о графике производства на гораздо более высоком уровне
детализации. Ниже мы обсудим модель оптимизации графика нефте-
переработки, которая представляет весь класс моделей для создания
графика производственного процесса.2
Мотивация компаний по нефтепереработке к разработке и приме-
нению моделирующих систем для построения графика производства
включает несколько факторов. Во-первых, всемирная конкуренция
усилилась и незначительные улучшения графика трансформируются
в большее увеличение дохода. Во-вторых, возросшая сложность миро-
вого рынка сырой нефти и ее возросшая стоимость существенно ослож-
нили задачу действующих участников нефтепереработки по сравне-
нию с тем, что было 30 и 40 лет назад, когда нефтепереработка могла
быть оптимальным образом настроена на процесс с одним типом сы-
рой нефти (сырья) на весь месяц. Сегодня нефтеперерабатывающее
предприятие может получать каждый месяц несколько партий сырой
нефти в танкерах из более чем одного региона нефтедобычи и различного
качества по вязкости и содержанию серы. Крупные участки предприя-
тия будут перенастроены несколько раз в месяц, чтобы отрегулировать
дистилляцию, производство промежуточных продуктов и смешение
конечных продуктов для формирования свойств, соответствующих
переработанному сырью. Таким образом, эффективное краткосрочное
планирование на нефтеперерабатывающем предприятии в нынешних
условиях требует объединения решений, касающихся поставок сырой
нефти и производственных решений. Последняя причина, по которой
нефтеперерабатывающие компании продвигают развитие систем раз-
работки графиков, — это то, что компьютерная технология достигла
1 Bodingron С., Baker Т. [1990] рассматривают историю математических при-
менений программирования в нефтяной промышленности начиная с 1950-х гг.
История отражает развитие информационных технологий, особенно в приме-
нении научных вычислительных методов и их воздействия на организацион-
ное принятие решения. Модели также отражают увеличивающиеся осложне-
ния на перерабатывающем рынке из-за глобальной конкуренции за сырую нефть
и очищенные продукты.
2 Coxhead R. Е. [1994] обращается к недавним разработкам задач планиро-
вания, связанным с объединением краткосрочного и среднесрочного планиро-
вания. Сложности реального мира создали потребность в более комплексных
моделях.
10.1. Задачи оперативного планирования
533
скоростного уровня и уровня гибкости, достаточных ДЛЯ того, чтобы
такие системы стали возможны.
Диаграмма потока процесса нефтепереработки приведена на рис. 10.2.
Танкеры прибывают на нефтеперерабатывающее предприятие, и трубо-
проводы наполняют сырой нефтью хранилища предприятия, обозна-
Судно Трубопровод
Трубопровод
Судно
Автоперевозка
Рис. 10.2. Поток процесса нефтепереработки
534
Глава 10. Оперативное планирование цепи поставок
ченные вверху рисунка. Составить график производства особенно труд-
но, когда нефтеперерабатывающее предприятие целиком зависит от
танкеров, доставляющих сырую нефть из различных производящих
регионов. Нефтеперерабатывающее предприятие может иметь 20 та-
ких хранилищ и получать сырьевые поставки от 10 танкеров в месяц.
Хранилище должно иметь достаточную резервную емкость для при-
нятия поставок. Кроме того, доступные емкости должны быть распре-
делены среди хранилищ таким образом, чтобы качество сырья в тан-
керах после доставки было удобным для оптимизации последующих
операций по переработке. Свойства сырья в хранилище после разгруз-
ки танкера будут средневзвешенными от свойств сырой нефти в хра-
нилище до разгрузки и свойств ранее загруженной нефти. Еще слож-
нее ситуация, когда танкер везет нефть нескольких типов.
Как показано на рисунке, сырье очищается, обрабатывается в про-
межуточных блоках десульфирования и конверсии, а затем смешива-
ется для получения конечного продукта. Буферные емкости хранения
позволяют продукции прийти в равновесное состояние. Проблема со-
ставления графика может быть проанализирована с помощью много-
периодной модели смешанного целочисленного программирования, где
периодами служат дни, а горизонт планирования составляет 30 дней.
Переработка нефти (или ее значительной части) осуществляется за
период от нескольких часов до нескольких дней при фиксированной
конфигурации. Конфигурация определяется связями сырьевых хра-
нилищ с блоками дистилляции, блоков дистилляции — с промежуточны-
ми блоками и, наконец, связями промежуточных блоков со смесителя-
ми. Она также определена специфическими установками температуры
и давления, а также другими настройками оборудования в различных
блоках.
Для каждого периода горизонта планирования модель для постро-
ения графика направлена на следующие решения и ограничения:
• распределение сырья из прибывающих танкеров по конкретным
хранилищам;
• выбор режимов переработки, которые описывают выход продук-
ции и ее качества, привязанные к каждому блоку и каждой кон-
фигурации;
• определение величин для переменных непрерывных решений,
относящихся к продукции по каждому из режимов;
• наложение ограничений на производственные мощности для каж-
дого блока при всех конфигурациях;
10.1. Задачи оперативного планирования
535
• подчинение уравнениям баланса материально-производственно-
го запаса в сырьевых хранилищах и буферных танкерах по верх-
ним границам емкостей танкеров;
• подчинение уравнениям слива, описывающим качество сырья
и промежуточных продуктов в хранилищах;
• подчинение ограничениям по смешиванию со стороны качества
готового продукта, например бензина или мазута;
• описание конфигурации блоков и переключений с помощью пе-
ременных 0-1;
• подчинение требованиям целевого производства для конечной
продукции.
Некоторые из этих построений нам известны из предыдущих глав.
Последние 4 пункта из списка требуют дальнейшего обсуждения.
Уравнения слива являются соотношениями, которые усложняют
схему нефтепереработки. В качестве простого примера предположим,
что модель решает поместить количество сырья V2 или промежуточ-
ного продукта с качеством Q2 в хранилище, ранее содержавшее коли-
чество продукта VI с качеством Q1. Результирующий объем VI + V2
будет иметь качество, равное
(Q1 х VI + Q2 х V2)/(V1 + 72).
Это отношение является нелинейным соотношением для перемен-
ных решения VI, V2, которое требует специальной обработки метода-
ми, служащими для оптимизации модели. Разумеется, уравнения слива
в данной модели графика гораздо сложнее и включают слив несколь-
ких потоков. Более того, объем продукта в танкере будет характеризо-
ваться несколькими качествами, каждое из которых должно быть от-
ражено в модели и контролироваться.
Ограничения по смешению в модели графика ограничивают парамет-
ры готовых продуктов, например октановое число в бензине, таким
образом, чтобы они находились в пределах спецификаций продуктов.
Такие ограничения стандартны во всех моделях процесса производ-
ства. Для таких продуктов, как фармацевтические препараты, ограни-
чения на смешение могут быть очень строгими, а иногда их трудно
обеспечить.
Переменные решения «ноль-один» для каждого периода использу-
ются для выбора конфигураций для данного периода. Эти перемен-
ные служат для включения и выключения действий по переналадке,
относящихся к каждой конфигурации. Главным эффектом изменений
536
Глава 10. Оперативное планирование цепи поставок
конфигурации является потеря производственного времени. Переклю-
чения в процессе производства сложнее, чем установки для непрерыв-
ных моделей, поскольку время переключения (и соответственно поте-
рянное время производства) зависят не только от конфигурации после
переключения, но и от конфигурации до переключения. Это явление
требует дополнительных переменных 0-1, которые устанавливаются
до и после комбинаций переключений.
Целевые требования, управляющие графиком, могут быть выведе-
ны из долгосрочных моделей, которые отражают требования рынка
к конечному продукту и пограничным свойствам продукта. Целевой
функцией моделирования графика может быть просто минимизация
взвешенной комбинации отклонений от требований. Также, целевой
функцией может быть и достижение максимума общей величины ко-
нечных продуктов, сделанных по объекту горизонта планирования, для
соответствия конкретным целевым количествам каждого продукта.
Планирование работы цехов. Планирование работы цехов относит-
ся к среде, в которой осуществляется несколько работ, каждая из ко-
торых состоит из множества заданий, которые можно реализовать на
различных машинах в различной последовательности. Более того, не-
которые из заданий можно выполнить лишь тогда, когда завершены
другие задания. Типичным примером подобных цехов являются цеха
по диагностике и ремонту реактивных двигателей и литейные цеха,
которые производят отливки на заказ. В целом производство «на за-
каз» (make-to-order manufacturing) имеет элементы планирования ра-
боты цехов.
Целью базовой модели планирования работы цехов является созда-
ние такой последовательности заданий для машин, к которым они при-
писаны, чтобы минимизировать общее время, необходимое для завер-
шения всех предусмотренных работ. Вариант этой модели состоит
в построении такой последовательности заданий, чтобы сумма затрат
на задержку, связанную с выполнением работ, была минимальной. За-
траты на задержку по каждой работе представляют функцию, которая
распределяет штрафы и премии за опоздание или опережение испол-
нения.
Ограничения базовой модели планирования работы цехов делятся
на две категории. Первая группа описывает начальные соотношения
между заданиями, связанными с каждой работой. Эти соотношения
описывают время, в которое каждое задание начнется и когда оно за-
кончится. Время завершения каждой работы является временем заверше-
ния конечного задания работы. Вторая группа описывает начальные
10.1. Задачи оперативного планирования
537
соотношения, связанные с последовательностью заданий из различ-
ных работ на каждой машине. Переменные типа 0-1 определены для
каждой пары заданий, которые должны быть реализованы на станке,
например задания Л и В, где значение 1 означает выполнение задания
А раньше В, а значение 2 отвечает выполнению задания В раньше А.
Базовая модель планирования работы цехов может быть расширена
за счет включения ограничений, описывающих распределение заданий
по станкам, времени переналадки оборудования, что зависит от толь-
ко что выполненного задания и предстоящего нового задания, а также
за счет ограничений по рабочему времени каждого станка. Эти моде-
ли, и даже базовая версия, становятся сложными комбинаторными
задачами на оптимизацию. Подобно другим классам моделей плани-
рования производства, они требуют анализа с использованием сочета-
ния смешанного целочисленного программирования и эвристических
методов.
Смешанные (гибридные) среды производства. Иногда среда про-
изводства включает в себя множество стадий, которые захватывают
несколько сред, описанных выше. Их гибридная природа делает их
трудными для управления, поскольку возникает необходимость объ-
единить различные виды планирования и реализации производства.
Примером является производство тонкой бумаги, такой как канцеляр-
ская бумага или бумага для печатной продукции.
На рис. 10.3 показано множество стадий производства на фабрике
по производству тонкой бумаги. На этом рисунке две первые стадии
отвечают парадигме производственного процесса. Сырье — древесная
щепа и бумажный утиль направляются в автоклавы, которые произво-
дят различные виды пульпы для снабжения бумагоделательных ма-
шин. Цех пульпы может состоять из 20 автоклавов, которые работают
непрерывно 24 часа в сутки с паузами на переключения. Бумагодела-
тельные машины превращают пульпу, забираемую из хранилищ, а так-
же другие химические добавки в «материнские» бумажные рулоны,
которые могут быть шириной в 200 дюймов и весить несколько сотен
тонн. Бумажный цех может включать до шести бумагоделательных
машин, каждая из которых стоит несколько миллионов долларов. Эти
машины также работают непрерывно 24 часа в сутки с паузами на пе-
реключения и обслуживание.
Этапы производства, следующие после работы бумагоделательных
машин, соответствуют парадигме планирования работы цехов. Во-
первых, материнский рулон должен быть подрезан или разрезан, что-
бы сделать рулоны гораздо меньшего веса, отвечающего заказам по-
538
Глава 10. Оперативное планирование цепи поставок
Сырье
Сырье
Готовая продукция
Автоклавы
Операции по разрезке
Конечная обработка
Рис. 10.3. Производственный процесс на бумажной фабрике
Бумагоделательные машины
требителей (например, изготовить 11-дюймовые рулоны для канцеляр-
ской бумаги). Подрезка для минимизации отходов является комплекс-
ной и важной комбинаторной задачей, одной из тех, что были решены
сложными методами оптимизации. Это важная проблема, поскольку
каждый процент отходов на крупной бумажной фабрике обходится
фирме в миллионы долларов в год за счет потерь сырья и обесценен-
ной продукции.
Малые рулоны, получившиеся после разрезки, проходят через раз-
личные машины конечной обработки, где бумага может окрашивать-
ся, на нее наносят покрытие, глянец и т. д. Каждый потребительский
заказ есть, по сути, уникальная работа, состоящая из множества зада-
ний с наложенными предварительными ограничениями. Планирова-
ние того, когда бумага по конкретному заказу будет разрезана, прой-
дет через необходимые конечные операции, а затем будет отгружена
потребителю, является классической задачей планирования работы
цеха.
10.1. Задачи оперативного планирования
539
Определение транспортных маршрутов и составление
расписания
За последние 20 лет большое число и разнообразие задач по составле-
нию маршрутов и графиков транспортных средств были успешно про-
анализированы с помощью моделей оптимизации.1 Маршрутизация
представляет собой физический путь и последовательность пунктов,
проходимых транспортным средством. Составление расписания пред-
полагает определение времени погрузок и разгрузок транспорта в распре-
делительных центрах, заводах или портах, а также расписание доставок
в пункты потребителей. Транспортное средство может быть грузовиком,
поездом, баржей, кораблем или самолетом. Горизонты планирования
варьирх - । ся от 1 дня для местной развозки грузовиками до несколь-
ких недель — для нефтеналивных танкеров и судов-контейнеровозов.
Оперативное планирование только лишь грузовиков включает в себя
огромное разнообразие задач, связанных с маршрутами и графиками.
Назовем следующие примеры:
• местная развозка розничной продукции по магазинам из распре-
делительных центров, причем некоторые магазины сами устанав-
ливают временные окна доставки;
• местная развозка и установка газовых баллонов местным жителям;
• авторазвозка танков с жидким азотом и кислородом на фабриках
производства газовых продуктов с целью доставки на малые и сред-
ние расстояния промышленным потребителям;
• доставка грузовиками на дальнее расстояние с распределением
груза и местной развозкой в обоих концах поездки.
Задачи, подобные перечисленным, могут быть смоделированы и опти-
мизированы с помощью сочетания смешанного целочисленного про-
граммирования и эвристических методов.
Задачи местной доставки. Задачи местной доставки касаются раз-
возки почты и посылок почтовой службой или фирмами по курьер-
ской доставке, бакалеи и других потребительских продуктов из рас-
пределительных центров к соответствующим магазинам, потребителям
и т. д. Эти задачи могут быть смоделированы как задачи выбора марш-
рутов для отдельного автомобиля, который вышел из гаража, посетил
множество потребителей (стоянок), а затем вернулся в гараж. При
1В работах Golden В., Assad А. [1988] и Crainic Т., Laporte G. [ 1998] описывается
множество вопросов, связанных с применением моделирования и оптимиза-
ции маршрутизации транспортных средств и других технических вопросов.
540
Глава 10. Оперативное планирование цепи поставок
выборе маршрута нельзя нарушать вместимость транспортного сред-
ства. Часто налагается максимальная продолжительность маршрута.
Обычно временное окно доставки конкретизировано для каждого по-
требителя, которого можно посетить только один раз. Реальный марш-
рут — это маршрут, который отвечает различным ограничениям по
вместимости и времени.
Задачи доставки на дальнее расстояние. Задачи доставки на дальнее
расстояние касаются транспортных средств, совершающих межконти-
нентальные или иные дальние путешествия, а также судов-контейне-
ровозов, танкеров и другого транспорта, делающего рейсы продолжи-
тельностью в несколько дней или недель. Они как таковые не могут
быть сразу же включены в категорию задач оперативного планирова-
ния, поскольку горизонт планирования относительно велик, а марш-
руты остаются фиксированными в течение нескольких месяцев. Тем
не менее возникают краткосрочные возможности, позволяющие транс-
портной компании, совершающей дальние перевозки, снизить затраты
или увеличить доходы при корректировке маршрутов в краткосроч-
ном плане.
Проиллюстрируем эти задачи на примере обсуждения задачи со-
ставления маршрута для грузового контейнеровоза. Мы подойдем к ним
с точки зрения моделирования, хотя многие компании — перевозчики
контейнеров уже активно используют эти модели. В частности, мы ис-
следуем решения, с которыми сталкивается перевозчик контейнеров,
транспортирующий контейнеры между портами Северной Америки
и Тихоокеанского побережья. Фирма использует контейнеровозы раз-
личного размера, каждый из которых следует повторяющимся марш-
рутом в серию портов. Типичный маршрут, при котором судно посе-
тит все порты, занимает несколько недель.
Задача планирования выбора маршрутов обычно рассматривается как
задача тактического планирования, которую необходимо решить один
раз в год. Даже когда маршруты фиксированы, планирование морских
перевозок весьма непросто, потому что в каждом порту контейнеры
перегружаются и развозятся. Очевидно, контейнеры привязаны к не-
скольким портам, в которые затем зайдет контейнеровоз. Соответству-
ющая оперативная проблема состоит просто в определении размещения
контейнеров на борту контейнеровоза, заходящего в каждый порт, та-
ким образом, чтобы разгрузка в порту назначения была эффективной.
Ограничения по числу и назначению контейнеров, которые долж-
ны быть погружены в данном порту, связаны с грузоподъемностью
контейнеровоза и временем рейса, за которое он достигает других пор-
10,1. Задачи оперативного планирования
541
тов на маршруте. Поскольку грузоперевозка имеет фиксированное
время транзита, контейнеровоз может не прийти в некоторые из нуж-
ных портов в нужное время для доставки контейнеров, предназначен-
ных к перегрузке в данном порту. Очевидно, что приемлемость време-
ни рейса от порта А в порт В будет зависеть от того, окажутся ли они
на одной стороне Тихого океана.
Даже для фиксированных маршрутов целью краткосрочного пла-
нирования должно быть максимальное увеличение чистой прибыли,
которая непостоянна, поскольку фирма имеет свободу выбора бизнеса
в каждом порту. Эти возможности должны быть встроены в кратко-
срочную модель, которая работает с обусловленными фиксированны-
ми маршрутами. Более того, мировой рынок контейнерных перевозок
часто нестабилен, будучи переполненным штабелями контейнеров в од-
них местах и полупустым — в других. Таким образом, цены перевозок
на рынках с небольшими поставками будут значительно выше, чем на
перегруженных рынках. Компания контейнерных перевозок может
использовать этот дисбаланс путем корректировки маршрутов на кратко-
срочной основе, например раз в месяц или даже чаще, чтобы обеспе-
чить большие провозные возможности на рынках с неудовлетворенным
спросом. Для поддержания адекватного обслуживания в долговремен-
ном аспекте модель, обеспечивающая максимальную прибыль от по-
добного динамического перестроения маршрутов, потребует внесения
ограничений на временную частоту посещений всех портов, где ком-
пания осуществляет свою деятельность.
Интеграция решений о планировании производства и распределе-
ния. Все большее количество фирм разрабатывают и применяют мо-
делирующие системы оптимизации с целью улучшения планирования
конкретных процессов производства и распределения. Большинство
систем не отражают потребность многих производственных фирм объ-
единить эти два рода деятельности. Например, система планирования
завода по нефтепереработке должна, в принципе, объединять плани-
рование производства конечного продукта с операциями по распреде-
лению груза по автоцистернам, трубопроводам и суднам.
Данная задача составления расписаний особенно остра для таких
компаний, как, например, Metanex, которая производит метанол на сво-
их заводах в Западной Канаде и других местах. Продукт, произведен-
ный на заводах, загружается в танкеры, которые развозят груз потре-
бителям по всему миру. Компания наняла фирму по моделирующему
программированию для построения системы тактического планирова-
ния, которая объединила производственные решения с выбором марш-
542
Глава 10. Оперативное планирование цепи поставок
рута танкеров. Модель сочетает подмодели планирования производ-
ства с подмоделями маршрутов танкеров к потребителям.
Распределение человеческих ресурсов
Модель оптимизации была успешно применена в сфере обслужива-
ния, в которой требовался опытный персонал для обеспечения кон-
кретной деятельности в конкретные временные периоды. Первый при-
мер — график экипажей авиалиний. Крупные авиалинии сталкиваются
с проблемой назначения экипажей на несколько сотен рейсов для каж-
дого типа самолетов на период в несколько дней. Каждый экипаж в кон-
кретный момент назначается на последовательность рейсов, называе-
мую ротацией, включающей схему полетов, которой следует экипаж
от вылета до конечного возвращения в аэропорт приписки. Ввиду слож-
ности сетки воздушных маршрутов и правил союза, касающихся превы-
шения времени и других характеристик графика экипажа, определе-
ние реально осуществимого, далекого от совершенства графика, может
быть весьма сложным. К счастью для авиалиний, модели оптимиза-
ции проявили себя как очень успешные при анализе этого класса за-
дач. Они привели к ежегодному снижению расходов на общую сумму
в миллионы долларов для отдельной авиалинии.
Рассмотрим пример, где график распределения человеческих ресур-
сов относится к управлению цепи поставок. Во-первых, это часто не-
обходимо в качестве дополнения к графику транспортировки. Напри-
мер, фирма, совершающая местную развозку с 8:00 до 22:00 часов,
может столкнуться с несколькими временными пиками заказов. Во-
дители к тому же могут быть ограничены законом о рейсах длительно-
стью 8 часов или меньше. Некоторые водители могут быть наняты на
полставки с длительностью рейса 4 часа или меньше. По этим причи-
нам может быть трудно координировать графики водителей с дорож-
ными графиками. Например, время начала каждого маршрута совпа-
дает, по крайней мере приблизительно, с началом работы водителя,
работающего на этом маршруте. Конфликты могут быть устранены
путем интеграции модели ежедневных маршрутов с моделью, описы-
вающей наличие водителей.
Математическая форма моделей оптимизации для маршрутов транс-
порта идентична модели для планирования использования человече-
ских ресурсов.1 Это предполагает, что когда реальные задачи планиро-
1 Desaulniers G. et al. [1998] широко рассматривают общие черты моделей
планирования маршрутизации транспортных средств и авиационных экипа-
жей наряду с версиями унифицированной методологии для их оптимизации.
10.2. Моделирующие системы для оперативного планирования
543
вания совпадают, то интегрированная модель и решения могут быть
использованы. Пример такой ситуации — задача о еженедельной раз-
возке продуктов, которая по несколько дней удерживает водителей
в дороге до возвращения на предприятие. Для такой задачи маршруты
должны быть сопряжены с экономически эффективными и законны-
ми недельными графиками работы водителей.
10.2. Моделирующие системы для оперативного
планирования
В этом разделе мы рассмотрим принципы разработки и применения
систем оперативного планирования. В частности, мы обсудим вопросы,
касающиеся данных, моделей, разделения функций модели и анали-
тики, интеграции системы, тренинга, изучения и эволюции системы.
Все это исследуется в контексте следующих подразделов:
• интеграция системы;
• рекомендации по использованию системы;
• оперативное планирование в режиме реального времени;
• другие способы применения моделирующей системы;
• тренинг, изучение и эволюция системы.
Требования, предъявляемые к оперативным моделирующим систе-
мам, отличны от таковых, относящихся к тактическим и стратегиче-
ским моделирующим системам, поскольку первые многократно ис-
пользуются в критической по времени обстановке для обоснования
ситуационных решений. Использование систем тактических и страте-
гических решений также может быть критично во времени, но в значи-
тельно меньшей степени. Более того, процессы, связанные с бизнесом
и использующие долгосрочные инструменты, могут быть организова-
ны таким образом, чтобы обеспечить достаточного времени для ана-
литиков, испытывающих системы, и для менеджеров, изучающих и при-
меняющих предложенные ими планы. Это может оказаться невозможным
в среде оперативного планирования.
Точное значение критического времени зависит, разумеется, от опера-
тивного окружения. Множество оперативных моделирующих систем
запускаются по крайней мере один, а иногда и несколько раз в день,
а результат получается за время от 5 минут до 1 часа в зависимости от
сложности анализируемой задачи. С недавнего времени оптимизация
в режиме реального времени оперативного плана по поддержке предла-
гаемого на выбор расписания доставки по дням для входящих заказов
544
Глава 10. Оперативное планирование цепи поставок
стала важным требованием к системе. Мы обсудим технические про-
блемы, связанные с оптимизацией в режиме реального времени в от-
дельном подразделе.
Фирма, стремящаяся получить инструмент оперативного планиро-
вания, может разработать систему, приближенную к своим потребно-
стям, либо приобрести пакет, готовый к использованию. Риск будет
меньше, если имеется хорошо отлаженная, готовая к использованию
система, отвечающая потребностям фирмы. Кроме того, большинство
готовых систем допускает небольшую адаптацию своих интерфейсов
и логики алгоритмов для конкретного потребителя. Более того, фирма
с чертами нового или необычного планирования достигнет существен-
ного и основательного преимущества в конкуренции, если она будет
последовательно внедрять и поддерживать адаптированные системы
планирования.
Интеграция системы
Чтобы быть эффективной, оперативная моделирующая система должна
быть полностью интегрирована с другими аналитическими и транзак-
ционными системами, используемыми компанией и, возможно, поку-
пателями и поставщиками компании (рис. 10.4). Безусловно, возмож-
ны многие другие конфигурации в зависимости от характера бизнеса
компании.
Мы будем пользоваться следующей терминологией. Целью опера-
тивной моделирующей системы является создание плана, который
составитель графика передает системе исполнения. План может со-
стоять из подпланов для сегментов поставленной задачи оперативно-
го планирования. Например, набор конфигураций резания 50 материн-
ских рулонов, которые необходимо обработать за неделю на бумажной
фабрике, и их последовательность есть план, тогда как каждая после-
довательность является подпланом. Составитель графика может быть
менеджером оперативного планирования, но, скорее всего, это будет
аналитик, работающий под управлением менеджера.
Как показано на рисунке, заказы направляются в систему поступ-
ления заказов посредством телефона, факса, через Интернет или ины-
ми способами. Когда составитель графика делает запрос, система по-
ступления заказов передает относящиеся к заказу входные данные
моделирующей системе. Система поступления заказов передает так-
же другие сведения о заказах исполнительной системе. Для сравнения
укажем, что в задаче составления маршрутов местной доставки моде-
лирующая система запрашивает только емкость транспортного сред-
1Q.2. Моделирующие системы для оперативного планирования
545
Заказы
Распределенные
заказы
Рис. 10.4. Система оперативного моделирования, интегрированная
с другими системами
ства, загружаемого по каждому заказу, тогда как система исполнения
требует всех подробностей о том, что было заказано.
Конечно, не все задачи оперативного планирования и системы для
их анализа включают создание графиков внешних заказов. Система
планирования может потребоваться для подчиненного графику произ-
водства компонентов, необходимых для сборки конечного продукта на
следующей стадии производства на том же предприятии. Внутренние
запросы сообщаются составителю графика по внутренней сети компа-
нии. Тем не менее логика потоков данных и интеграция системы схожи
для внутренних и внешних запросов.
Как только системе требуются входные данные заказов, составитель
графиков требует обновить информацию о наличии запасов с помо-
щью системы управления запасами. Информация может основываться
на недавних физических подсчетах или выводится из комплектации
и доставки продукта. Наконец, составитель графиков время от времени
просматривает полупостоянные данные о ценах и объемах от систем
исполнения. Поскольку возможно присутствие некоторого человече-
ского фактора, мы подробно показали модуль графической системы,
546
Глава 10. Оперативное планирование цепи поставок
объединенный с моделирующей системой, которую использует соста-
витель графиков при адаптации планов, предложенных алгоритмами
оптимизации.
Как только 2 или 3 типа входных данных принимаются и просмат-
риваются, составитель графиков использует моделирующую систему
при построении приемлемого плана, а затем передает план в систему
исполнения. В зависимости от характера бизнеса компании исполни-
тельной системы может быть MRP (планирование потребностей в ма-
териалах), DRP (планирование потребностей в распределении) или
иная система, которая обращает реализованный план в подробные ин-
струкции для производства и/или распределения готовой продукции.
Данные о рабочем процессе и готовой продукции, выданные системой
исполнения, передаются в систему управления запасами.
Рекомендации по использованию системы
Составитель графиков совершает следующие шаги при использовании
оперативной моделирующей системы:
• получение входных данных;
• просмотр и коррекция входных данных;
• просмотр и настройка модели оптимизации и контрольных пара-
метров;
• создание и оптимизация модели;
• просмотр и настройка вручную модельных результатов;
• выдача плана.
Цель составителя графиков состоит в осуществлении этих шагов
и идентификации и создании наилучшего оперативного плана в до-
ступное время.
Получение входных данных. Как обсуждалось выше, мы полагаем,
что моделирующая система интегрирована с системой поступления
заказов компании, MRP, DRP и какой-либо другой системой, от кото-
рой моделирующая система получает входные данные и которой по-
сылает подготовленный план. Компания должна прилагать усилия,
чтобы сделать интеграцию систем максимально цельной и эффектив-
ной. В противном случае оперативное планирование может легко стать
запутанным. Конкретными полученными данными являются внутрен-
ние или внешние заказы, которые должны быть выполнены сегодня
или в ближайшие дни или недели. В зависимости от горизонта плани-
рования и отрасли промышленности данные о заказе могут быть до-
полнены краткосрочными прогнозами. Другие входные данные вклю-
10.2. Моделирующие системы для оперативного планирования
547
чают данные о запасах сырья, комплектующих или готовых товарах
и, если таковые изменяются за короткое время, то и данные о возмож-
ностях машин и рабочих. В общем, анализ оперативного планирова-
ния будет основан на данных в реальном времени, таких как заказы
и переменные данные типа числа грузовиков или доступного машин-
ного времени, а также их потенциала.
При извлечении входных данных важно делать различие между за-
дачами оперативного планирования, которые анализируются моделью
«моментального снимка» (1 день или 1 неделя), и задачами, которые
анализируются многопериодной моделью на основе смещающегося
горизонта. В первом случае поступление заказа и выполнение заказа
полностью реализуются за каждый период независимо от других пе-
риодов. В последнем случае входные данные, извлеченные сегодня,
описывают модификацию заказов и других планируемых элементов,
которые были получены ранее, а также новых заказов, полученных
после того, как система использовалась в последний раз. Как будет
показано ниже, анализ смещающегося горизонта приводит к дополни-
тельному усложнению системы и затрудняет работу составителя гра-
фика.
Входные данные могут быть предварительно обработаны или рас-
ширены при подготовке к анализу с помощью моделирующей системы.
Для системы планирования производства данные о спросе на единицу
продукции, запрашиваемые у системы поступления заказов, могут быть
объединены в требования по товарным группам до того, как они по-
ступят в систему планирования. Таким образом, продукты, запас ко-
торых близок уровню страхового запаса или ниже его, могут быть по-
мечены для производства не позже, чем в определенный день.
Просмотр и коррекция входных данных. Безошибочные входные
данные (либо почти безошибочные) жизненно необходимы для успеш-
ного оперативного планирования. Интегрированные комплексы опе-
ративных систем компании должны иметь встроенные программы для
идентификации ошибок, а в некоторых случаях — для их автомати-
ческой коррекции. Несмотря на автоматическую коррекцию ошибок,
составитель графиков может ожидать, что, возможно, понадобится
время для просмотра этих ошибок и в некоторых случаях для их ис-
правления. Исправление ошибок может осуществляться вручную или
полуавтоматически с помощью программ, предполагающих возмож-
ные коррекции. В задаче по местной доставке заказы новых потреби-
телей могут иметь неправильные адреса, которые не могут быть автома-
тически перекодированы встроенной географической информационной
548
Глава 10. Оперативное планирование цепи поставок
системой. Они могут быть перекодированы вручную составителем гра-
фиков на основании знания обслуживаемой географической зоны. Если
сделать это не удается, ошибка может быть исправлена только в ре-
зультате контакта с заказчиком. Для случая с бумажной фабрикой со-
ставитель графика может знать, что определенный автоклав для пульпы
отключен на ремонт на 16 часов, хотя эта информация не зарегистри-
рована во входном файле доступной информации.
Просмотр и настройка модели оптимизации и контрольных пара-
метров. Составитель графиков может принять решение о настройке
параметров для оптимизации модели и параметров, контролирующих
алгоритмы оптимизации. В задаче о местной доставке важным пара-
метром, влияющим на модель оптимизации, является максимальное
число рейсов и количество часов, разрешенных для маршрута. Обыч-
ный максимум может составлять 8 часов, но составитель может увели-
чить эту величину до 8,5 или 9 часов, если дневной объем доставки
особенно высок или плохая погода снижает скорость движения. По-
добным же образом в задаче о планировании производства состави-
тель графиков из-за жестких требований может увеличить допусти-
мы!^ перерасход времени или число периодов, когда заказы могут быть
не выполнены.
Составитель графиков также имеет доступ к параметрам, контролиру-
ющим алгоритмы оптимизации. Среди таковых могут быть параметры,
контролирующие глубину и широту поиска методом ветвей и границ для
решения встроенной задачи смешанного целочисленного програм-
мирования или приемлемого зазора оптимальности между стоимостью
наилучшим образом проработанного плана и величиной наибольшей
нижней границы. Составитель графиков может принять решение об
изменении этих параметров в зависимости от природы конкретной
задачи оптимизации. Например, когда моделирующая система исполь-
зуется по нескольку раз каждый день, цели первого и последнего за-
пуска могут быть различны. Составитель будет иметь лишь эмпири-
ческое, а не концептуальное понимание значения большинства этих
параметров. В целом решение о том, какие из параметров могут быть до-
ступны оператору, может быть трудным. Это зависит от навыков и обра-
зовательного уровня составителя графиков и качества его обучения.
Для оперативных моделей, охватывающих много дней, которые ис-
пользуются на основе смещяющегося горизонта, составитель графи-
ков имеет дополнительные сложности из-за просмотра предшеству-
ющих решений, чтобы решить, оставить ли их фиксированными или
включить некоторые из них в модельный анализ. Эта проблема возника-
10.2. Моделирующие системы для оперативного планирования
549
ет при применении моделирующей системы, используемой снабженче-
ской фирмой, которая арендует контейнеры для производителей пище-
вых продуктов. Система расписывает заказы по складам по 7-дневному
повторяющемуся базису. В определенный день заказы на текущий день
и на 2 последующих дня обрабатываются как фиксированные и задан-
ные на основании предшествующих оптимизаций. Они включены в мо-
дель для отслеживания наличия запасов на складах. Модель оптими-
зации помогает составителю графиков улучшить расписание на завтра
(2-й день) и последующие 2 дня (3-й и 4-й дни). При определенных
обстоятельствах, например при физическом количестве товара на скла-
де, намного меньшем, чем ожидалось, составитель может принять ре-
шение отпустить на 2-й день некоторые фиксированные заказы, кото-
рые были приписаны данному гаражу. Составитель графиков может
сделать такое изменение, только если он знает, что транспортные сред-
ства для выполнения перевозок могут изменяться.
Создание и оптимизация модели. Во многих случаях модель опти-
мизации создается и решается в режиме пакетной обработки без уча-
стия составителя графиков. Несколько опций для включения состави-
теля непосредственно в процесс оптимизации представляют их самих,
если для конструирования и использования системы применяется
унифицированная методология оптимизации, обсуждавшаяся в гл. 5
(см. рис. 5.5). Методика начинает свой анализ оперативной проблемы
путем конкретизации привлекательных подпланов, которые будут
объединены в очевидно хороший план моделью оптимизации. Началь-
ные подпланы могут быть идентифицированы автоматизированной
эвристикой, просмотром недавних подпланов, которые остаются осу-
ществимыми и привлекательными, либо путем использования соста-
вителем графиков компьютеризованных «ручных» подходов. Состави-
тель графиков может и должен иметь контроль над этой начальной
процедурой.
Во время процесса оптимизации имеется несколько возможностей
для входа в него составителя графиков. При заданных начальных под-
планах методика продолжает идентифицировать новые подпланы, ко-
торые дополняют начальные при поиске оптимального (очевидно хо-
рошего) плана. Основываясь на своем понимании решаемых проблем
и предшествующей реализации примененной к ним методики, соста-
витель графиков может принять решение завершить создание подплана
и искать наилучший возможный план исходя из известных подпланов.
Однако если методика возвращает неудовлетворительный план (не-
осуществимый или с недостаточно понятной близостью его к оптималь-
550
Глава 10. Оперативное планирование цепи поставок
ному решению), то составитель должен иметь возможность продолже-
ния создания новых подпланов. Он может иметь несколько опций для
того, чтобы сделать это, основываясь на автоматизированной эвристи-
ке или компьютеризованных «ручных» процедурах.
Просмотр и настройка вручную модельных результатов. Опре-
деление наиболее эффективного разделения функций по разработке
оперативного плана между аналитическими способностями системы
оптимизации и человека (составителя графиков) является сложной и не-
решенной задачей. С одной стороны, некоторые готовые пакеты совер-
шают очень небольшой анализ. Вместо этого на плечи человека ло-
жатся тяжелые обязанности использования ручной редактирующей
программы в поиске среди множества возможных подпланов и планов
до тех пор, пока не будет составлен очевидно хороший план или исте-
чет время. Для разработчика моделирующей системы жесткое взаи-
модействие с составителем графиков требует применения простого для
использования графического ручного редактора с встроенными много-
функциональными опциями, чтобы помочь составителю в поиске при-
емлемого плана. С другой стороны, составитель графиков может по-
желать позволить моделирующей системе определить весь план без
какого-либо ручного вмешательства. К сожалению, это может оказать-
ся нежизнеспособным решением из-за относящихся к реальному миру
условий, которые могут быть (или не быть) внесены в модель. Сте-
пень, до которой модель может впитывать все детали решений, вос-
принимаемые человеком (составителем графиков), является неизвест-
ной величиной, которая не будет раскрыта в ближайшее время. С этим
связан еще один вопрос — различие между человеческими оценками,
которые действительно важны для эффективного плана, и теми, кото-
рые неправильно восприняты составителем как важные или правиль-
ные.
Таким образом, некоторый баланс между автоматизированным вы-
полнением плана и вмешательством человека может быть рекомендо-
ван для многих приложений. Важным шагом на пути к достижению
этого баланса является подготовка черновой оптимизации подпланов,
доступных составителю. Унифицированная методология оптимизации
структурирует этот подход путем использования строгих методов опти-
мизации для интегрирования подпланов в очевидно хороший план.
Выдача плана. Как только составитель графиков удовлетворен пла-
ном, который он просмотрел и настроил, он передает этот план или его
часть системе исполнения. Он может реализовать только часть плана,
если последующий модельный анализ будет работать над оптимиза-
10,2. Моделирующие системы для оперативного планирования 551
цией подпланов, отвечающих дальнейшим заказам. Процедуры обра-
ботки данных для записи и исполнения выданных частичных планов
являются необходимыми для гармоничного оперативного планирова-
ния. Иначе составитель графиков может продублировать в плане вы-
полнение одних заказов или пропустить выполнение других.
Оперативное планирование в режиме реального времени
В предыдущем подразделе было описано использование системы опе-
ративного планирования на периодической основе. Мы предположи-
ли, что система могла быть запущена один или несколько раз в день.
Для многих ситуаций планирования бывает, однако, полезным повтор-
но оптимизировать план каждый раз при рассмотрении нового заказа.
Это позволит детализировать график для нового заказа, который необ-
ходимо эффективно ввести в план для всех’других не внесенных в гра-
фик заказов. В некоторых обстоятельствах это также позволит про-
давцу, берущему заказ, немедленно назвать точную дату доставки
заказа.
Эта потребность быстрого реагирования в реальном времени пред-
полагает, что система формирует модель оптимизации и использует
методы в непрерывном режиме. Новые запросы на продукцию или
доставку должны вводиться в модель немедленно по мере поступления.
В этом пункте модель будет стараться вновь оптимизировать план с уче-
том нового заказа или заказов. Эта модельная установка будет прева-
лирующей до тех пор, пока модель не получит новый заказ. Кроме того,
по мере течения времени некоторые подпланы для внесения заказов
в график будут зафиксированы и фактически удалены из модели.
Многие подробности схемы непрерывной оптимизации остаются
нерешенными. Разумеется, они будут зависеть от природы задач опе-
ративного планирования, которые подлежат решению, например от
числа поступающих в день заказов или природы ресурсных ограниче-
ний (транспорт, машины, люди). Мы не будем далее обсуждать данную
проблему, но обращаем внимание на важность этого момента в модель-
ных исследованиях.
Другие способы применения моделирующей системы
Система оперативного планирования может быть эффективно приме-
нена для исследования потенциальных или предложенных изменений
в оперативном поле фирмы. Например, используя внесенные в план
данные запросов потребителей, система составления графика местной
доставки может применяться для изучения результата расширения
552
Глава 10. Оперативное планирование цепи поставок
часов доставки или расширения территории доставки. Система может
способствовать увеличению плана с точки зрения числа машин и во-
дителей и предвидеть изменения в измерении производительности.
Подобным образом, используя план производства и данные запросов,
система составления графика производства может быть применена для
изучения влияния появления новой продукции на загружаемые мощ-
ности на предприятии.
Хотя такие приложения могут оказаться чувствительными и полез-
ными, они могут реально отобразить культуру организации. Во многих
случаях составители графиков являются разрабатывающим операции
персоналом, который обучен использованию оперативной моделиру-
ющей системы для поддержания ежедневного или краткосрочного
планирования. Они не являются участниками работы по долгосроч-
ному планированию и поэтому могут не иметь необходимых знаний
для анализа соответствующих вопросов планирования.
Тренинг, изучение и эволюция системы
Для успешного применения сложной и мощной оперативной модели-
рующей системы составитель графиков должен пройти серьезное обуче-
ние. Очевидно, что в конструкции необходим баланс. Она должна быть
не слишком сложна для составителя графиков, иначе на развитие си-
стемы будут растрачиваться усилия, а оператор может плохо ей пользо-
ваться, игнорируя наиболее тонкие опции. Фирма также не должна
стремиться к выбору слишком упрощенной системы, что частично
мотивируется осознанным или неосознанным желанием избежать тя-
желой работы по обучению операторов.
Также может существовать и долговременный аспект обучения как
для составителя графиков, так и для фирмы, когда фирма решает при-
обрести и использовать систему моделирования для решения своих
задач оперативного планирования. Получив время обдумать влияние
системы на операции фирмы, составитель графиков и его менеджер
могут обнаружить, что старое представление о хороших оперативных
планах неправильно. Более того, многие деловые структуры подверга-
ются изменениям благодаря улучшению технологии, изменениям на
своих рынках и по ряду других причин. Фирма должна стремиться за-
пустить процесс развития деятельности оперативных моделирующих
систем для их адаптации к указанным изменениям. Разумеется, это
предполагает, что система допускает учет требований потребителя
в степени, необходимой для таких изменений.
10.3. Система определения транспортных маршрутов для компании...
553
10.3. Система определения транспортных маршрутов
для компании, занимающейся электронной
коммерцией
В этом разделе мы обсудим создание, исполнение и использование
системы маршрутов для ежедневных доставок. Эта система получила
развитие в компании InterShop, занимающейся электронной коммер-
цией, осуществляя поставки потребительских товаров на дом, включая
продовольственные товары, фармацевтические препараты и другие
предметы быта. За последние 5 лет число компаний, занимающихся
поставками на дом, сильно выросло. Эти компании поняли, что эф-
фективное управление цепями поставок и использование моделиру-
ющих систем так же важно в достижении конкурентных преимуществ,
как и для традиционных компаний. Рассмотрим опыт практического
применения моделирования и создания системы маршрутизации (ISRS)
на примере компании InterShop.
Несмотря на то что несколько готовых пакетов для разработки мест-
ных маршрутов еще оставалось вскоре после введения системы ISRS,
главный менеджер доверил разработку новой адаптированной систе-
мы другой компании. Кроме того, компания, которая создавала систе-
му маршрутов, была тесно связана с web-базой системы поступления
заказов, выполнения заказов и управления запасами. Эти системы по-
казаны на рис. 10.5. Заказы по web-сайту, телефону, факсу передаются
в систему поступления заказов, которая выполняет преобразование
каждого заказа в объем поставок, измеряемый количеством груженых
Рис. 10.5. Интегрированные оперативные системы
30—2186
554
Глава 10. Оперативное планирование цепи поставок
рейсов, необходимых для выполнения заказа. Система поступления
заказов также фиксирует информацию о израсходованных запасах. Эта
информация, как только представится возможность, доводится до по-
купателей вместе с предложениями на поставку товаров-заменителей.
ISRS получает заказы из системы поступления заказов и решает за-
дачу маршрутизации с помощью компьютера. Это решение детально
рассматривается в отчете об индивидуальных маршрутах, которые ис-
пользуются водителями во время доставки. Маршруты с предписан-
ными им заказами переходят в систему выполнения заказов.
Описание компании
В настоящее время компания InterShop оперирует в двух крупных го-
родах и собирается расширить деятельность в других городах в бли-
жайшие 5 лет. Большинство заказов осуществляется на web-сайте, они
также принимают заказы по телефону и факсу, хотя процент таких за-
казов сильно снизился с тех пор, как компания начала свою деятель-
ность. Заказы выполняются на следующий день с 9 утра до 10 вечера,
срок поставки — 2 часа. Временные окна ограничиваются началом каж-
дого часа. Существуют ограничения на количество заказов, которые
принимаются в каждое временное окно. Заказы принимаются до по-
луночи, хотя доставка таких заказов не осуществляется в раннее время
на следующий день. Заказ доставляется бесплатно, если общая стои-
мость всех купленных предметов превышает установленный минимум.
Компания InterShop имеет по одному складу в каждом городе. В функ-
ции склада входит отбор необходимых продуктов из имеющихся запа-
сов и загрузка транспортных средств. Запасы пополняются оптовиками,
с которыми уже установились долгосрочные отношения. В настоящий
момент компания InterShop имеет в наличии около 8000 ед. продукции
на каждом складе. Компания планирует увеличивать это количество
по мере того, как расширяется их сфера деятельности в каждом городе.
Обычно в день выполняется около 1000 заказов независимо от дня
недели. Склады способны выполнить 2000 заказов в день, и, возмож-
но, это количество вскоре увеличится. В связи с расширением компа-
нии могут потребоваться дополнительные склады в крупных городах
из-за увеличения объемов и географических расстояний.
Несколько слов о маркетинге и продажах, прежде чем мы углубим-
ся в изучение ISRS. Когда компания InterShop начинала свою деятель-
ность в середине 1990-х гг., никто не предполагал, что продажи через
Интернет будут так быстро расти. К счастью, компания смогла обес-
печить выполнение логистических функций и процессов, необходи-
10.3. Система определения транспортных маршрутов для компании... 555
мых для будущего спроса. Продажи через Интернет очень заманчивы,
поскольку стоимость процесса заказа составляет приблизительно 25%
от стоимости заказа по телефону или факсу. Конечно, такая экономия
может быть достигнута только после вложения значительных началь-
ных затрат в создание web-сайта.
Проблемы маркетинга и продаж, с которыми сталкивается компа-
ния InterShop, следующие:
• создание графически привлекательных образов физических про-
дуктов, размещенных на web-сайте;
• калькуляция цен должна осуществляться таким образом, чтобы
иметь возможность завоевать долю рынка и в то же время вклю-
чать затраты на логистику и маркетинг;
• прогнозирование продаж в новой рыночной сфере базируется на
опыте начальных рынков;
• разработка стратегии привлечения покупателей;
• определение количества и ассортимента продукции, поставку ко-
торой может обеспечить web-сайт и цепь поставок.
В целом маркетинговое расширение деятельности компании за-
ключается в сочетании внедрения новой продукции и традиционной
розничной торговли.
Характеристика и использование системы маршрутизации
Каждый вечер система ISRS занимается составлением маршрутов на
следующий день. Она имеет три основных компонента. Во-первых, она
содержит программы интерфейса и управления данными, которые
позволяют извлекать заказы из системы поступления заказов, а также
рассматривать и редактировать другие данные, имеющие отношение
к текущим операциям, таким как доступность транспортных средств
и водителей. Во-вторых, она содержит компоненты, полученные из гео-
графической информационной системы (ГИС), для географического
кодирования и других типов географического анализа.1 Наконец, она
содержит инструменты маршрутизации, которые принимают геокоди-
рованные заказы и производят решение маршрутизации.
Клиенты, размещающие заказы, изменяются день от дня. Особенно
велик процент новых клиентов каждый день (более 3%) во время фазы
роста бизнеса. Поэтому ежедневная задача маршрутизации является
1 См. работы Burroughs Р., McDonnell R. [ 1998] и Koch Т. [1999] для обсуж-
дения современного состояния и предположений о будущем развитии ГИС.
556
Глава 10. Оперативное планирование цепи поставок
уникальной и требует специализированного решения. В отличие от
задач локальной доставки, с которыми сталкиваются оптовики при
распределении своей продукции розничным торговцам, при решении
задач маршрутизации оптовик может совершать одинаковые маршру-
ты каждый день или каждую неделю в течение длительного времени.
Будем пользоваться терминологией, представленной в разделе 5.1,
для описания анализа маршрутизации, выполненного системой. Ме-
неджер по планированию (планировщик) применяет систему для опре-
деления эффективного, применимого решения маршрутизации для
операций на следующий день. Решение маршрутизации состоит из
допустимых маршрутов, т. е. маршрутов, отвечающих ограничениям
по мощности, времени и т. д. Допустимый маршрут обычно оценива-
ется как эффективный маршрут, если при этом (почти) полностью за-
гружается транспортное средство и область выполнения заказов неве-
лика.
Процесс маршрутизации состоит из следующих последовательных
шагов:
• отбор заказов;
• геокодировка заказов;
• расчет времени в пути;
• оптимизация решения маршрутизации;
• механическое редактирование решения маршрутизации;
• получение решения маршрутизации;
• распределение водителей.
Рассмотрим более подробно каждую из этих стадий.
Отбор заказов. Каждый вечер планировщик начинает процесс
маршрутизации с выбора файла заказов клиентов из системы поступ-
ления заказов. Чтобы гарантировать удовлетворительное время выпол-
нения заказа, планировщик начинает первую волну анализа маршру-
тизации в 21 час. Это осуществляется из частичного файла заказов
клиентов, т. е. файла заказов, полученных до полуночи. При анализе
первой волны планировщик получает частичное решение маршрути-
зации, состоящее из нескольких маршрутов, отправляющихся со склада
в начале следующего дня. Заказы, не попавшие в разработанные мар-
шруты, возвращаются и распределяются позднее. За первой волной
следует еще одна или две дополнительные волны, а окончательная вол-
на осуществляется после полуночи, когда планировщик обязан разме-
стить все оставшиеся заказы.
10.3. Система определения транспортных маршрутов для компании...
557
Географическая кодировка заказов. Важным компонентом любой
системы транспортной маршрутизации является встроенная ГИС, ко-
торая предоставляет геокоды клиентов, выраженные парой коорди-
нат. Более того, для расчета расстояния и времени в пути между парой
клиентов эти координаты должны быть размещены на карте дорог
в области, где осуществляется доставка. Данная карта представлена
сетью дорог, где точки отображают перекрестки, а линии — улицы.
Клиенты располагаются у ближайшего перекрестка.
Файл заказов клиентов на текущий день передается из системы по-
ступления заказов в систему маршрутизации. Этот файл содержит дан-
ные о заказе и клиенте, включая адрес клиента. Также рассчитывается
размер заказа.
Пакетная программа затем пытается геокодировать местоположе-
ние всех заказов. Для тех клиентов, кто не менял своего местоположе-
ния, геокод извлекается из постоянного файла адресов клиентов. ГИС
затем создает геокод для новых клиентов и для старых клиентов, кото-
рые изменили свое местоположение. Из-за типографических ошибок,
неправильного названия улиц или адресов на новых улицах, не вклю-
ченных в сеть дорог, бывают случаи, когда некоторые адреса не могут
быть успешно геокодированы. Повторное решение этих проблем тре-
бует механического вмешательства. Повторяющиеся географические
ошибки могут быть записаны и предоставлены планировщику для со-
кращения его личных усилий при геокодировке. На примере локаль-
ной доставки 1000 заказов с 50 новыми адресами планировщик может
ожидать, что не менее 10 адресов клинетов не смогут быть автомати-
чески геокодированы.
Как только завершается геокодировка, можно приступать к расчету
времени в пути, расстояния и решения маршрутизации с помощью
пакетных программ. Перед этим, однако, планировщик может просмот-
реть и отредактировать параметры, рассмотренные ниже, которые не-
обходимы для решения маршрутизации и контроля над алгоритмами
маршрутизации.
Расчет времени в пути. ГИС, встроенная в ISRS, содержит обшир-
ную базу данных, описывающих скорость, а поэтому и время прохож-
дения каждого канала в сети дорог. Все каналы в сети дорог подразде-
ляются на классы (например, магистраль, главная улица и т. д.), каждый
из которых имеет свои ограничения скорости. Скорость в том или ином
классе может регулироваться, однако не во время процесса маршрути-
зации, когда время ограничено. Регулирование скорости на каждом
канале в сети дорог может также осуществляться с помощью ГИС. Это
558
Глава 10, Оперативное планирование цепи поставок
делается для «узких» (критических) мест в сети дорог, таких как, на-
пример, туннели или мосты. Система также позволяет планировщику
изменять скорость на всех каналах в сети дорог для каждого индекса
(кода) по периодам в 1 час в течение дня поставки. Это свойство мо-
жет быть использовано для регулирования времени в пути в течение
пиковых периодов. Таким образом, перед планировщиком открывает-
ся ряд альтернатив, которые могут быть использованы для регулиро-
вания скорости и времени в пути, будь то конкретный день, когда сто-
ит плохая погода, или более длительный период. В общем, эти данные
интенсивно обрабатываются планировщиками или другим персоналом
по оперативному планированию, однако не во время самого процесса
маршрутизации.
Время в пути по отдельным каналам или их расстояние является
основой для расчета кратчайшего маршрута от одного клиента к дру-
гому. То есть кратчайшие маршруты могут быть рассчитаны на основе
времени или расстояния. При построении маршрутов, посещаемых
несколькими клиентами, кратчайшим предполагается маршрут меж-
ду двумя последовательными клиентами.
Для расчета кратчайшего маршрута были разработаны очень эффек-
тивные алгоритмы. ГИС в ISRS содержит один из таких алгоритмов:
матрица времени в пути для кратчайшего маршрута (матрица крат-
чайшего расстояния) от каждого клиента до всех остальных клиентов
для 1000 местоположений клиентов может быть рассчитана за менее
чем 5 минут на высококачественном компьютере. Конечно, время для
расчета матриц кратчайших маршрутов будет увеличиваться экспонен-
циально с количеством местоположений клиентов. Более того, для
маршрутизации крупных городских районов нет необходимости опре-
делять кратчайший маршрут между клиентами, находящимися на рас-
стоянии в несколько миль друг от друга, так как они никогда не будут
последовательными на маршруте, определенном решением маршру-
тизации. Таким образом, поскольку ежедневные объемы в компании
InterShop растут, возможно, будет необходима модификация алгорит-
мов расчета кратчайших маршрутов для включения ограничений на
расстояние.
Оптимизация решения маршрутизации. Как только время в пути
между всеми парами клиентов было рассчитано, ISRS начинает пакет-
ную обработку данных для выявления эффективного решения марш-
рутизации, т. е. создает ряд выполнимых маршрутов с низкими затра-
тами и обслуживанием всех клиентов. В качестве целевой функции
10.3. Система определения транспортных маршрутов для компании... 559
для расчета решения маршрутизации, которая должна быть миними-
зирована, программа выбирает общую стоимость решения маршрути-
зации. Для каждого типа транспортных средств в парке компании
InterShop эксплуатационные расходы включают постоянные затраты,
связанные с запуском транспортного средства на дорогу, и перемен-
ные затраты (за каждую милю). Целевая функция также включает по-
часовые затраты, связанные с работой водителя, в том числе сверх-
урочной.
При поиске низкостоимостного решения маршрутизации ISRS вклю-
чает ряд правил для конкретной сферы деятельности. Например:
• длительность маршрута, час — максимально возможное количе-
ство часов для прохождения транспортного средства по маршру-
ту от склада и обратно;
• места отдыха и перерывы на обед — эти перерывы предусмотрены
законом, если длительность маршрута составляет более 4 часов;
• максимальное время простоя — максимально возможное время,
в течение которого водитель не занят перевозкой или доставкой
продукции;
• переменное время доставки заказа — основано на размере заказа
и сложности доступа к местоположению клиента;
• предельное время доставки — для обеспечения высокого уровня
обслуживания клиентов заказы должны быть доставлены до опре-
деленной даты.
Система также включает контролируемые планировщиком алгорит-
мические параметры, которые направляют алгоритмы и придают фор-
му решениям. Важным ограничением, налагаемым на решение марш-
рутизации, является то, что маршрут может находиться только в рамках
определенной территории, обозначенной индексом (кодом). Это огра-
ничение может быть жестким — каждый маршрут должен полностью
находиться в рамках определенной территории, или слабым, когда,
например, не более двух заказов может находиться за пределами тер-
ритории маршрута. Наложение ограничений на территорию позволяет
распределять водителей в те географические районы, которые им бо-
лее всего знакомы. Более того, водители стремятся осуществлять до-
ставки постоянным клиентам, с которыми они лично знакомы.
Планировщик также может оперировать другими параметрами, по-
зволяющими контролировать расстояние между последовательными
остановками, минимальное количество заказов для любого маршрута,
560
Глава 10. Оперативное планирование цепи поставок
предпочтительный вид транспорта для определенного региона, коли-
чество транспортных средств определенного вида, имеющихся в нали-
чии. С помощью этих параметров контролируется степень поиска и, сле-
довательно, время, отведенное на оптимизацию решения.
Алгоритмы, применяемые системой ISRS, являются эвристически-
ми, поскольку начинают создание каждого маршрута путем выбора
единственного начального заказа из ряда заказов, нераспределенных
по маршрутам. Затем добавляются другие заказы, находящиеся в од-
ном географическом регионе, с учетом времени доставки, мощности
транспортного средства и других специализированных требований.
Такой анализ зачастую применяется для контроля над общей стоимо-
стью решения. Для задачи маршрутизации с 1000 заказов потребуется
приблизительно 10 минут на определение решения с помощью эврис-
тических методов.
Несмотря на то что алгоритмы линейного и смешанного целочис-
ленного программирования не были включены в ISRS, планировщики
поэкспериментировали с их использованием для совершенствования
решения маршрутизации путем определения новых маршрутов, осно-
ванных на оптимальных теневых ценах. Эти оптимизационные моде-
ли начинаются с решения маршрутизации, полученного с помощью
одного или обоих эвристических алгоритмов. Эксперимент был мно-
гообещающим и показал, что преимущества унифицированной мето-
дологии оптимизации способствуют дальнейшему развитию решений
для такого класса задач.1
Помимо определения лучших решений маршрутизации модели ли-
нейного и смешанного целочисленного программирования могут учи-
тывать ряд ограничений, необходимых при определении ежедневных
решений маршрутизации. Типичными ограничениями являются:
• верхние пределы количества транспортных средств, которые мо-
гут выезжать со склада каждый час; эти пределы могут отражать
возможности вместимости и грузоподъемности и/или наличие
водителей;
• верхние пределы количества транспортных средств каждого типа,
используемых ежедневно;
• ограничения и переменные, связывающие решение маршрутиза-
ции и задачу распределения водителей.
1 В работе Desaulnliers G. et al. [1998] сообщается об успешном применении
версии унифицированной оптимизационной методологии для задач маршру-
тизации транспортных средств с рамками времени.
10.3. Система определения транспортных маршрутов для компании.,,
561
Без моделей линейного и смешанного целочисленного программи-
рования эти ограничения на решение маршрутизации могут налагать-
ся путем механического вмешательства (вручную).
Механическое редактирование решения маршрутизации. По неко-
торым причинам пакетная обработка данных может произвести несо-
вершенное решение маршрутизации. Во-первых, некоторые маршруты
в решении могут быть невыполнимыми или неудовлетворительными,
потому что они нарушают определенные правила, не включенные в алго-
ритмы. Во-вторых, для решения маршрутизации, включающего 50 марш-
рутов, возможно, что 5 или более маршрутов покажут низкие крите-
рии качества. Определенные трудности могут создать «зависшие» заказы,
не включенные ни в один маршрут. Такие заказы (хоть и небольшое
их количество) будут появляться и после наложения на решение марш-
рутизации строгих правил и ограничений. >
Таким образом, для редактирования решения маршрутизации, рас-
считанного с помощью алгоритмов, необходимо вмешательство плани-
ровщика. Для этого он пользуется редактором маршрутов, построен-
ным из набора инструментов ГИС. С помощью редактора планировщик
может увидеть отдельные маршруты, обозначенные на карте. Он так-
же может внести изменения в маршрут путем выделения тех заказов,
которые должны быть удалены или связаны друг с другом или с опре-
деленным маршрутом. Редактор также может повторно упорядочить
ряд заказов на измененном или новом маршруте и определить марш-
рут с наименьшими затратами, который будет соответствовать опре-
деленным правилам и по которому будет осуществляться доставка за-
казов без нарушения временных рамок. Если измененный или новый
маршрут невыполним, то повторное редактирование определит зака-
зы, которые должны быть удалены для достижения выполнимости.
Открытым остается вопрос разделения труда между человеком, осу-
ществляющим планирование и редактирование, и алгоритмами пакетной
маршрутизации. В принципе, алгоритмами определяется до 80-90%
решений, не требующих совсем или требующих малого вмешательства
со стороны планировщика. Такой уровень автоматизации требует по-
стоянного совершенствования и модернизации алгоритмов маршру-
тизации по мере того, как расширяется сфера бизнеса компании.
Получение решения маршрутизации. После завершения пакетной
обработки и механического редактирования планировщик получает
определенный набор заказов. Целью этой первой волны является обес-
печение работой персонала по выполнению заказов до тех пор, пока
562
Глава 10. Оперативное планирование цепи поставок
следующая волна не будет проанализирована и следующий набор марш-
рутов будет получен. В итоге планировщик весь день может анализи-
ровать задачу маршрутизации путем прогона программы два или три
раза. Анализ окончательной волны, который производится после по-
луночи, распределяет все оставшиеся заказы по маршрутам. При этом
персонал по выполнению заказов должен завершить сборку всех зака-
зов к 8 часам утра, т. е. к началу следующего дня доставки.
Распределение водителей
Конечной аналитической задачей системы ISRS является распределе-
ние водителей по маршрутам. Строго говоря, это трехсторонняя зада-
ча, в которой одновременно распределяются маршруты, транспортные
средства и водители. Процесс распределения маршрутов по транспорт-
ным средствам понятен и прост. Каждый маршрут закрепляется за
транспортным средством в зависимости от общего размера заказов,
которые должны быть доставлены.
Распределение водителей на комбинации «маршрут — транспорт-
ное средство» более сложно. Каждый водитель имеет территорию, где
он обычно осуществляет доставки, и именно эта территория должна
соответствовать маршруту, закрепленному за водителем. Водители
прибывают на склад в различное время в течение дня, поскольку до-
ставка осуществляется 12 часов в день. Поэтому время отправления
каждого маршрута должно совпадать, хотя бы приблизительно, со вре-
менем прибытия водителя.
В настоящее время размещение водителей рассчитывается с помо-
щью основанной на правилах программы в ISRS, которая требует зна-
чительного механического вмешательства. Эту программу может лег-
ко заменить модель линейного программирования, с помощью которой
будет оптимизироваться распределение водителей на комбинации
«маршрут — транспортное средство». В модели оптимизации предо-
ставляется список всех возможных водителей для каждого маршрута.
Целью модели является минимизация суммы штрафов, связанных с не-
эффективным распределением водителей.
Как уже говорилось раньше, разработчики уже имели опыт приме-
нения моделей линейного и смешанного целочисленного программи-
рования для определения решений маршрутизации. Если бы такой
подход был внедрен, естественным продолжением было бы включе-
ние в эти модели и модели распределения водителей. Таким образом,
выбор маршрута на каждый день был бы связан с графиком водителя
того же дня.
10.4. Система производственного планирования для компании...
563
10Д» Система производственного планирования
для компании, занимающейся производством
электронной продукции
В этом разделе мы расскажем об успешном применении системы про-
изводственного планирования, основанной на крупномасштабной мо-
дели оптимизации, на заводе — производителе электронной продукции
«Harris Corporation» в середине 1990-х гг.1 Разработка системы нача-
лась в 1990 г. после того, как компания испытала серьезные трудно-
сти, связанные с деятельностью по консолидации после двух крупных
слияний в 1980-х гг. Перед слиянием компания продавала готовую про-
дукцию сначала военным подрядчикам и аэрокосмическим компани-
ям. Приобретенные компании продавали продукцию в автомобильную
и телекоммуникационную промышленность, где конкуренция и тре-
бования к обслуживанию потребителей были намного жестче. Вслед-
ствие такого слияния размеры отрасли увеличились втрое.
После расширения в данной отрасли продавалось более 10 000 ед.
готовой продукции, произведенной 30 предприятиями, расположен-
ными в США и Азии. В 1989 г. время доставки 75% заказов не удов-
летворило покупателей, по этой причине продажи и чистый доход по-
шли на спад. К 1991 г. отрасль сообщала о чистых потерях в $75 млн
при объеме продаж около $500 млн.
Около 1990 г. управленческий персонал, среди которого было много
сторонников использования автоматической общеотраслевой системы
планирования производства и распределения, надеялся, что данная
система улучшит уровень обслуживания покупателей и снова сделает
отрасль прибыльной. Эта система, называемая интегрированной систе-
мой планирования производственных потребностей (ИСППП), ба-
зирует свой анализ цепи поставок на оптимизационном механизме,
называемом Берклинской системой планирования (БПС). БПС пер-
воначально развивалась путем научных исследований, которые про-
водил Калифорнийский университет города Беркли.
Характеристика производства и маркетинга
Электронная продукция производится в два этапа:
1 Этот раздел основан на работе Leachman R. et al. [1996], которая выиграла
24-ю ежегодную награду Франза Еделмана за достижение в науке управления,
в конкурсе, спонсируемом INFORMS и Колледжем практики управленческих
паук.
564
Глава 10. Оперативное планирование цепи поставок
• Входной этап. Производство интегральных схем из кремниевых
пластин и тестирование схем, которые называются wafer fab (про-
изводство микросхем) и wafer probe (устройство для испытания
схем на полупроводниковой пластине).
• Выходной этап. Расслоение пластин по индивидуальным чипам,
вложение чипов в комплексные устройства, тестирование комп-
лексных устройств и создание конечной продукции из комплекс-
ных устройств, которые называются устройством сборки и устрой-
ством контроля.
Заводы называются начальными и конечными предприятиями. На-
чальные и конечные предприятия Харриса географически разделены,
за исключением лишь немногих. В течение года 30 предприятий полу-
проводниковой отрасли произведут 2500 моделей пластин, 6000 моделей
комплексных устройств и 10 000 видов готовых товаров, базируясь на
200 типах сырья и используя 200 вариантов оборудования для обра-
ботки.
Описание производственного процесса. Полупроводниковое про-
изводство, где предприятия функционируют 24 часа в день, 7 дней в не-
делю, является капиталоемким. Спрос может часто опережать произ-
водительность, особенно для новых продуктов. Таким образом, кроме
управления цепями поставок производственное планирование долж-
но отражать управление спросом путем определения того, какие зака-
зы принимать, и назначать даты поставок.
Планирование загрузки производственных мощностей является слож-
ным процессом по нескольким причинам. Продукция проходит через
сотни операций и испытаний, необходимых для времени цикла (вре-
мя завершения) из 12 недель и дольше. Маршрутно-технологическая
карта включает потоки, когда продукт может несколько раз возвращать-
ся к той же машине для дополнительной работы. Таким образом, по-
луфабрикаты различной продукции на различных этапах производ-
ства фактически конкурируют из-за одних и тех же ресурсов.
Дальнейшим осложнением являлось то, что серии полупроводни-
ковой продукции часто включали несколько стандартов качества, ко-
торые расширяли решение о сборке до включения альтернативных
и заменяемых источников продукции. Это являлось следствием вероят-
ностного характера производственного процесса пластин, который дает
продукт нескольких уровней и степеней качества. Эти уровни разде-
ляются по бинам в процессе, называемом биннингом. Будущее распре-
деление дохода по каждому уровню продукта называется биновым
делением. Если необходимо, то пластины с лучшими характеристиками
10.4. Система производственного планирования для компании...
565
могут заменять пластины с худшими. Опции замещения и связанные
с ними опции готовых изделий требуются для развития и использова-
ния модели оптимизации, чтобы определить эффективность распре-
деления частей продукции.
На рис. 10.6 изображен типичный процесс протекания биннинга. На
данной диаграмме 6 прямоугольников обозначают главные процессы,
а треугольники являются материально-производственными запасами
полуфабрикатов и готовых изделий. На испытательном этапе закон-
ченная пластина подвергается электрическим тестам для каждого шаб-
лона. Испытательный этап — это этап, где пластины делятся на бины
различного качества. Например, характеристикой бина могла бы быть
«скорость между 30 и 40 МГц и потребляемая мощность менее 100 мА».1
Фонд пластин состоит из запасов не до конца обработанных пластин,
а фонд шаблонов состоит из пластин, которые завершили испытатель-
ный этап. Эти процессы составляют входной этап.
На выходном этапе пластины разделяются по индивидуальным чипам,
которые собираются в комплексные устройства и тестируются. На эти
устройства крепят этикетку и упаковывают в готовые изделия, которые
затем повторно тестируются и отправляются покупателям. Заметим,
что комплексные устройства также разделены по бинам и устройства
с лучшими исполнительными характеристиками могут быть исполь-
зованы в качестве замены устройств с худшими, если последний обра-
зец устройства непригоден. И снова готовая продукция связана с ха-
рактеристиками и качеством входящих в нее бинов пластин. Даже
после окончательного тестирования в течение испытательного перио-
да готовая продукция может быть переквалифицирована. Обычный
объем произведенной продукции составляет от 500 до 2000 устройств.
Приоритеты маркетинга и продаж. Трудно сделать так, чтобы ре-
шения по маркетингу и продажам полупроводников гарантировали
конкурентоспособную и своевременную доставку и прибыль. Слож-
ность состоит в том, что производственные временные циклы растя-
нуты, есть действующие запасы незавершенного производства бинов,
производственные мощности недостаточны, а прибыль и цены на про-
дукты варьируются. Учитывая это, управление маркетингом и сбытом
разделило общее прогнозирование по каждому готовому продукту
в каждый плановый период на три следующих приоритетных класса:
• класс управления заказом, включающий обязательства заказчи-
ка и устойчивый спрос;
1 См. работу Leachman R. et al. [1996,14].
Произ-
водство
микро-
схем
/БашХ
микро-1
схем
Произ-
водство
микро-
схем
Испы-
тания
Началь-
ный
тест
Распре-
деление
базовых
микро-
схем
Bin- Размещение
испытания сверенных
микросхем
Bin-
тест
Разме-
щение
бинов
в типах
готовой
продукции
Рис. 10.6. Поток электронной продукции
566 __________________Глава 10. Оперативное планирование цепи поставок
10.4. Система производственного планирования для компании...
567
• класс пополнения запасов, характеризующийся необходимостью
резервного запаса;
• класс прогнозирования или проекций будущего покупательско-
го спроса.
В такой иерархии требования управления заказом имели преиму-
щество перед требованиями пополнения запасов, которые, в свою оче-
редь, были приоритетны над требованиями прогнозирования. Такая
логика позволила отрасли обеспечивать наилучшее обслуживание своих
покупателей. Внутри класса конкуренция среди продуктов за ресурсы
мощности была улажена путем регулирования цен на готовые изделия.
Другой политикой маркетинга и продаж по получению прибыли
являлось использование «сборки по уровню» (build-to-level) для каж-
дого готового продукта. Каждый уровень определял имеющееся в рас-
поряжении максимальное количество запаса готового продукта, кото-
рое допускалось без обязательного заказа. Такая политика, не только
контролирующая риск, но и позволяющая торговому персоналу оце-
нивать количество и даты поставляемой продукции, основывалась на
действительном спаде в сборке уровня. Таким образом, поступлением
заказа на готовую продукцию управляли как системой резервирова-
ния авиалинии. Специфические готовые продукты могли быть обещаны
покупателям до тех пор, пока их уровни выпускались. Конечно, дина-
мический анализ оптимизационной модели на основе повторяющегося
диапазона необходим для определения реальных уровней. С такими
возможностями ИСППП обеспечила дальнейшие разработки возмож-
ного функционирования оперативных моделирующих систем.
Подходы к планированию и моделированию
Итоги рассмотрения предыдущего подраздела представлены на рис. 10.7.
Как показано, цикл планирования и анализ моделирования состоят из
трех следующих стадий:
1. Планирование требований, где запасы и полуфабрикаты вычи-
таются из приоритетных потребностей, чтобы определить чистый
спрос для новых начинаний во входном и выходном производстве.
2. Планирование мощности загрузки, где чистый спрос задан для
предприятий в соответствии с приоритетами и условиями ресурс-
ных мощностей.
3. Наличие расценки планирования, где требования управления
заказом вычитаются из производственного плана, чтобы опреде-
лить количество готовой продукции, пригодной для назначения
цены покупателям.
568
Глава 10. Оперативное планирование цепи поставок
Рис. 10.7. Цикл планирования электронной продукции
Планирование требований, когда нет альтернатив продукта в резуль-
тате биннинга, является непосредственным вычислением, которое
может быть выполнено системой MRP; другими словами, нет необхо-
димости в оптимизационной модели. Однако если в результате бин-
нинга альтернативы есть, то оптимизационная модель нужна, так как
система MRP не в состоянии осуществить планирование требований.
Эти модели, изученные в разделе 3.1, предназначены для обобщения
информации о наличии замен, предоставленных биннингом. Распре-
деление ресурсных мощностей также требует оптимизационного мо-
делирования.
Подчеркнем, что использование моделей по их назначению является
многоцелевым аспектом производственного планирования и задачей
календарного планирования. Противоречия были между минимизаци-
ей издержек и максимизацией прибыли и обслуживанием покупате-
лей, что является очень важной характеристикой, по которой компа-
нии полупроводниковой отрасли дифференцируются. Таким образом,
обязательные заказы брали верх над прогнозируемыми заказами, не-
смотря на возможную прибыль при оптимизации модели. Дальнейшее
урегулирование решений по выполнению заказов было необходимо для
разрешения невыполнимых обязательств.
10.4. Система производственного планирования для компании...
569
В окончательном анализе было просто нереально попытаться смо-
делировать все решения и ограничения в одной единственной модели.
Более того, рассмотрение службы работы с покупателями требовало,
чтобы решения по мощности загрузки были возрастающими, работа-
ли последовательно от требований наивысшего класса к требованиям
низшего. Таким образом, специалисты по моделированию нуждались
в методе разложения (декомпозиции), чтобы оптимизировать произ-
водственное планирование.
Эвристическая схема декомпозиции. В духе унифицированной
оптимизационной методологии, рассмотренной в гл. 5, конструктор
ИМПРСС эвристически разбил задачу планирования и соответству-
ющую модель рис. 10.7 в совокупности с осуществимыми расчетами
и подмоделями, соединенными вместе для обеспечения всеобщей стра-
тегии планирования. Ориентировочно требования для пластин и комп-
лектов на всех этапах цепи поставок следовали из заказов, требуемых
запасов и прогнозов, которые определялись независимо от решений
по мощностям загрузок, необходимым для удовлетворения этих тре-
бований. Более того, решения по мощностям загрузок для внешней
цепи поставок анализировались отдельно от решений по мощностям
загрузок для внутренней цепи поставок.
Декомпозиция, включающая пять модулей, представлена на рис. 10.8.
На этом рисунке модули, указывающие налево, рассчитывают необхо-
димые планы, а модули, указывающие направо, рассчитывают мощ-
ность загрузки и выполнимые планы. При наличии заказов, необходи-
мых запасов и прогнозов цель и форма этих модулей заключаются
в следующем:
• Проектировщик требований по испытаниям (модуль 1). Исполь-
зует MRP-вычисления при определении требований окончатель-
ного тестирования новой продукции для каждого класса спроса
по периодам, включая запасы готовых изделий и конечного ис-
пытания полуфабрикатов.
• Планировщик предельных требований (модуль 2). Использует
MRP-вычисления и вычисления линейного программирования
для определения общих поставок. Линейное программирование
необходимо из-за сложности выбора бинов в готовых изделиях.
Эти вычисления поделены на множество мелких моделей линей-
ного программирования (менее 2000 строк) для планируемых
требований серий отдельных готовых изделий.
• Планировщик входной мощности загрузки и выходного распре-
деления (модуль 3). Имея требования из модуля 2, проводится
Произ-
водство
микро-
схем
Началь-
ный
тест
Упаковочное Тип готовой
устройство продукции
Рис. 10.8. Декомпозиционная схема моделирования
Источник: Leachman R. [1996]
570 _________________Глава 10. Оперативное планирование цепи поставок
10.4. Система производственного планирования для компании...
571
подсчет входной мощности загрузки и распределения планируе-
мой предельной производительности по различным позициям
каждого периода. Использует две крупные модели линейного
программирования, где самая большая имеет около 160 000 ря-
дов. Эти модели оптимизируются параллельно. Они также улуч-
шают требования схемы принятия решений модуля 2.
• Планировщик выходной мощности загрузки (модуль 4). Для
каждой выходной позиции при данных о доступных ресурсах, сы-
рье подсчитывается мощность загрузки для позиции по каждому
периоду. Используются крупные модели линейного програм-
мирования, где самая большая имеет около 160 000 рядов. Эти пять
моделей оптимизируются параллельно.
• Планировщик пригодности (модуль 5). Результат пяти моделей
четвертого модуля используется для подсчета пригодности пла-
на путем определения плюсов и минусов всех классов спроса, ко-
торые не прогнозируются.
Только что описанное разложение было эвристическим по двум важ-
ным причинам. Во-первых, оно основывалось на обоснованных пред-
положениях о приблизительных формах оптимального решения задачи
планирования объема производства. Они включают, например, пра-
вила для предварительного спроса выходных позиций и для рациона-
лизации входной мощности загрузки перед выходной загрузкой.1 Во-
вторых, не было приложено никаких усилий по точному объединению
решений по подмоделям в эталонной модели и по повтору успешных
решений эталонной модели и подмоделей, чтобы систематично улуч-
шить общее решение. Показывая сложность окружения отраслевого
планирования и качество результатов, полученных от ИСППП, дан-
ный недостаток не умаляет значимости используемого метода.
Практическое применение
Рисунок 10.9 описывает модели и потоки информации, содержащиеся
в ИСППП, для завершения и утверждения которых необходимо 2 года.
Не удивительно, что самой сложной стороной практического приме-
нения была стандартизация данных среди трех недавно слившихся
компаний.
В качестве части проекта компания приобретала и устанавливала
комплект программного обеспечения по прогнозированию спроса, раз-
работала и применяла базу данных по спецификации материалов (bill-
1 Дополнительные детали об эвристическом и декомпозиционном подходе
могут быть найдены в работе Leachman R. et al. [1996, 26-29].
572
Глава 10. Оперативное планирование цепи поставок
Рис. 10.9. Информационные потоки
of-materials database — BOM) и усовершенствовала существующую
систему поступления заказов для определения стоимости оператив-
ных поставок и мощностей хранения. Были реализованы программы
управления данными для преобразования старых баз данных в новые
и облегчения взаимодействия между работниками предприятия и цен-
тральными компьютерами. Предварительные испытания по первому
году проекта установили, что проблема качества данных не полностью
решена. Были необходимы упорство и выдержка в течение следующе-
го года для улучшения широкой общекорпоративной базы данных для
указания, где система могла дать сбой во время оперативной работы.
Результаты
Система начала использоваться в мае 1992 г. Она использовалась каж-
дые выходные для разработки производственного плана на основе дан-
ных системы расценок. В частности, цикл планирования начинался
в субботу в полдень, когда все производственные участки в Соединен-
ных Штатах и на Дальнем Востоке передавали данные через Интернет
в отдел управления. Цикл планирования заканчивался ранним воскрес-
ным утром, в то время как производственные графики высылались на
все заводы. К 1995 г. время на эвристическую декомпозицию равня-
лось 9 часам на рабочей станции IBM RS-6000, модель — 560.
В дополнение к обеспечению более выгодного производственного
плана ИСППП значительно сократила цикл времени, требуемый де-
10.5. Имитационные модели и системы
573
централизованной среде, чтобы составить планы и улучшить их. Это
позволило основывать намного большее количество планов на зака-
зах потребителей, чем на прогнозах, которые имели значительные рас-
хождения. Более того, стабильность и предсказуемость планов увели-
чились, а численность персонала планирования могла быть уменьшена.
Начиная с 1993 г. использование ИСППП привело к достижению
уровня своевременности поставок на 94-95%,, что явилось одним из
лучших результатов для высокообъемного полупроводникового про-
изводителя с широкой линией продуктов. Неточности заказа снизи-
лись с 5000 до 100 к концу 1993 г. В то же время отдел материальных
запасов постоянно удерживал процент продаж. Как следствие этих
результатов, приведших к огромному количеству контрактов с новы-
ми заказчиками, репутация фирмы заметно росла. Это влияние улуч-
шенной работы позволило компании начать получать прибыли, кото-
рые составляли $20 млн в 1993 г., $30 млн в 1994 г. и $42 млн в 1995 г.
10.5. Имитационные модели и системы
В данном разделе мы рассмотрим имитационные модели, которые
определяются как описательные модели, что позволяет менеджерам
или аналитикам изучать динамическую характеристику системы це-
пей поставок. Термин имитация иногда используется как синоним для
любого типа модели. Это вновь приводит к нашему разграничению
между описательными моделями, которые включают имитационные
модели, и нормативными моделями, или моделями оптимизации.
Обсуждая имитационные модели, надо иметь в виду важное разли-
чие между детерминистическими имитационными моделями, которые
описывают динамическую характеристику системы, допуская отсут-
ствие случайного эффекта, и стохастическими имитационными мо-
делями, которые описывают эту характеристику, когда есть случай-
ные эффекты. Стохастические имитационные модели часто называют
моделированием методом Монте-Карло. В данном разделе мы обсудим
оба эти типа, а начнем с детерминистических моделей. Обсуждение
включает краткий обзор имитационного программного обеспечения.
Мы завершим наше обсуждение сравнением и противопоставлением
имитационной модели и модели оптимизации.
Детерминистическая имитация
Детерминистическая имитация включает в себя фазовые переменные,
такие как конечные запасы или уровень производства машины, опи-
574
Глава 10. Оперативное планирование цепи поставок
сывающие систему в заданный момент времени, и уравнения или другие
отношения, описывающие то, как фазовые переменные меняются со
временем в виде функции решений и внешних событий. Нет никакой
неуверенности в этих фазовых переменных. Например, основываясь
на двух годах ежедневных данных по спросу на продукт, мы можем
изобразить воздействие политики управления запасами на система-
тизацию запасов и имеющиеся издержки и на размер дефицита про-
дукта. Аналитик попытается определить эффективную политику управ-
ления запасами путем использования различных значений параметра.
В добавление к анализу решений детерминистическая имитацион-
ная модель может помогать менеджерам в понимании системы взаи-
модействия состояния системы, данных и искомых переменных. Напри-
мер, благодаря задержке и эффекту обратной связи в производственной
среде незавершенное производство может испытать неустойчивые и до-
рогостоящие колебания. Более качественное понимание причин этих
колебаний может привести к улучшению функционирования. Детер-
министическая имитационная модель может определять длительность,
в течение которой стабильность производственной системы зависит
от уменьшения отклонения сроков поставки между производственны-
ми периодами путем улучшения соответствия прогнозов спроса для
готовой продукции или другими способами.
Моделирование методом Монте-Карло
Моделирование методом Монте-Карло — это точная и четкая методо-
логия исследования операций. Она связана с внедрением и примене-
нием компьютерных программ, которые повторяют поведение цепи
поставок и других бизнес-систем в ответ на беспорядочное колебание
ключевых параметров, влияющих на них. Моделирование методом
Монте-Карло обеспечивает понимание оперативного исполнения си-
стемы цепи поставок, что является дополнением к ранее рассмотрен-
ным моделям оптимизации.
Ограниченность места не позволяет нам рассматривать подробно
элементы имитации Монте Карло, однако ниже мы представим и обсу-
дим простой пример. Ясные и всесторонние объяснения методологии
могут быть найдены в ряде учебников.1 Методы имитации можно по-
нять интуитивно, это более интуитивные методы, чем оптимизацион-
1 Wagner Н. [1969, гл. 16] в своей работе представляет четкое и полное вве-
дение в моделирование методом Монте-Карло. См. также работы Winston W.
[1994, гл. 13] и Winston W. и Albright S. [1997, гл. 12], где представлена реали-
зация имитации Монте-Карло с помощью крупноформатных таблиц.
10.5. Имитационные модели и системы
575
ные модели и методологии. Это является важной причиной их долго-
го и продолжающегося применения к проблемам цепей поставки.
Пример материально-производственных запасов. Мы проиллюст-
рируем ключевые характеристики моделирования методом Монте-
Карло на основе простого примера материально-производственных
запасов. Магазин открыт 7 дней в неделю, 52 недели в году и продает
10 000 потребительских товаров по нижеприведенными розничным
ценам. Управляющий магазина хочет проверить политику запасов одно-
го продукта, чей средний ежедневный спрос составляет около 20 ед.
Каждый проданный продукт дает чистую прибыль $10 за единицу.
Если потребитель требует изделие, но его нет в магазине, то он стара-
ется закупить его в другом магазине, и тогда продажи и чистая при-
быль падают. Стоимость хранения равняется $0,05. Управляющий
стремится к такой политике запасов, которая максимизирует среднюю
ежедневную чистую прибыль с товара.
Анализ продаж изделия привел к распределению данных, приведен-
ных в табл. 10.1, где ради простоты мы разделили ежедневный спрос
на четыре указанных уровня. Для каждого возможного уровня спроса
указан диапазон накопленных вероятностей. Например, вероятность
того, что спрос в данный день равен 20 ед. или меньше, не превышает 0,85.
Таблица 10.1
Распределение спроса на продукт
Спрос Вероятность Диапазон вероятностей
10 0,05 0,01-0,05
15 0,30 0,06-0,35
20 0,50 0,36-0,85
25 0,15 0,86-1,00
Менеджер желает проанализировать следующую политику запасов.
Всякий раз, когда запас падает до г ед. (момент возобновления заказа)
или меньше, поступает заказ к поставщику на q ед. (объем повторного
заказа). При выборе этих значений он заинтересован в поддержании
страхового резервного запаса, который застраховывает от неизвестно-
го спроса более чем на период, в течение которого заказ был размещен,
но еще не получен. В течение периода заказа запас подчинен неизвест-
ному. В частности, анализ предыдущих поставок показывает, что за-
каз будет получен через 2 дня с вероятностью, равной 0,10, через 3 дня
с вероятностью 0,70 и через 4 дня — с вероятностью 0,20. Стоимость
заказа составляет $50.
576
Глава 10. Оперативное планирование цепи поставок
Покажем, как моделирование Монте-Карло может быть использовано
для оценки данной политики запасов, определенной следующими па-
раметрами: г — 100, q — 250. Двадцатипятидневный анализ запаса, про-
даж и заказа показан в табл. 10.2, где первоначальный уровень запа-
са — 125 ед. Обратите внимание на то, что ожидаемый ежедневный
спрос — 18,9 ед., ожидаемое время доставки —3,1 дня, ожидаемый спрос
в течение периода заказа — 58,59 ед. Поскольку мы собираемся в сред-
нем размещать заказ при падении уровня запасов приблизительно до
95 ед., страховой запас, подразумеваемый этой политикой, составляет
приблизительно 95 - 58,59 = 46,41 ед.
Третья колонка табл. 10.2 показывает имитационный спрос, произ-
веденный согласно распределению, данному в табл. 10.1. Мы специ-
ально выбрали случайные числа из таблицы предварительно сгенери-
рованных случайных чисел, которые были равномерно распределены
между 1 и 100. Это означает, что может попасться любое число от 1 до
100 с равной возможностью 1/100. Следовательно, каждое случайное
число с помощью табл. 10.1 переводится в случайный спрос, попадает
в соответствующий диапазон накопленных вероятностей.
Например, первое полученное наугад число было 06, которое пре-
образовано в объем спроса, равного 15, за 1-й день. Второе случайное
число было 47, которое преобразовано в объем спроса, равного 20, за
2-й день. В долгосрочном периоде спрос будет распределяться в соот-
ветствии с заданными вероятностями, потому что случайные числа
выпадают равновероятно по всему ряду чисел от 1 до 100. Так, например,
в долгосрочном периоде половина случайных чисел выпадет в диапа-
зоне от 36 до 85, представляя смоделированный объем спроса в 20 ед.
в заданный день, который соответствует вероятности 0,50.
Продажи в колонке табл. 10.2 рассчитываются равными спросу, кро-
ме тех периодов, когда спрос превышает начальный запас, в котором
продажи рассчитаны равными начальному запасу. Потерянные прода-
жи не имели места в течение 25 дней, сымитированных в таблице, даже
несмотря на то, что мы сильно приблизились к этому на 19-й день. Мы
полагаем, что заказы, которые получены поздно днем, не могут быть
выполнены до следующего дня.
Конечный запас в табл. 10.2 равен начальному запасу минус прода-
жи, кроме тех дней, когда заказы получены и добавлены к конечному
запасу. Конечный запас равен 90 ед. в конце 2-го дня, когда мы разме-
щаем заказ в 250 ед. Мы опять выбрали числа, равномерно распреде-
ленные между 1 и 100, чтобы сымитировать распределение времени
доставки. Случайное число, равняющееся 69, было преобразовано во
Таблица 10.2
Моделирование запасов
День Начальный запас Спрос Продажи Конечный запас Размещенный заказ Полученный заказ Совокупные доходы, $ Средний дневной доход, $
1 125 15 15 НО 0 0 144,50 144,50
2 110 20 20 90 250 0 340,00 170,00
3 90 15 15 75 0 0 486,25 162,08
4 75 25 25 50 0 0 733,75 183,44
5 50 25 25 275 0 250 920,00 184,00
6 275 15 15 260 0 0 1057,00 176,17
7 260 15 15 245 0 0 1194,75 170,68
8 245 20 20 225 0 0 1383,50 172,94
9 225 10 10 215 0 0 1472,75 163,64
10 215 15 15 200 0 0 1612,75 161,28
11 200 20 20 180 0 0 1803,75 163,98
12 180 25 25 155 0 0 2046,00 170,5
13 155 20 20 135 0 0 2239,25 172,25
14 135 25 25 НО 0 0 2483,75 177,41
15 НО 25 25 85 250 0 2729,50 181,97
16 85 15 15 70 0 0 2876,00 179,75
17 70 25 25 45 0 0 3123,75 183,75
18 45 20 20 25 0 0 3322,50 184,58
19 25 25 25 250 0 250 3510,00 184,74
20 250 20 20 230 0 0 3698,50 184,93
21 230 25 25 205 0 0 3938,25 187,54
22 205 15 15 190 0 0 4078,75 185,40
23 190 20 20 170 0 0 4270,25 185,66
24 170 20 20 150 0 0 4462,75 185,95
25 150 25 25 125 0 0 4706,50 188,26
10.5. Имитационные модели и системы_____________577
578
Глава 10. Оперативное планирование цепи поставок
время доставки в 3 дня, поэтому первый заказ был получен в течение
5-го дня.
Оценка политики запасов через г, q определяется средним дневным
значением чистой прибыли, полученной от продажи товара.
В табл. 10.2 среднее число равняется совокупной чистой прибыли
за данные дни, разделенной на это число дней. Ежедневная совокуп-
ная чистая прибыль равняется совокупной чистой прибыли за вчераш-
ний день плюс чистая прибыль от продаж в $10 за единицу минус сто-
имость оставшегося запаса и минус стоимость заказа в $50, которая
оплачена в день получения заказа. Данная политика (г — 100, q — 250)
обеспечивает среднюю ежедневную чистую прибыль около $185, но
необходим более глубокий анализ, чтобы быть уверенным в этом зна-
чении. Кроме того, чтобы определить оптимальные значения rnq, мы
должны провести несколько имитаций с использованием метода Мон-
те-Карло, чтобы найти тот вариант, который максимизирует среднюю
ежедневную чистую прибыль.
Основные требования к моделированию методом Монте-Карло на
основе данного простого примера следующие:
1. Статистический анализ свойств системы. Моделирование мето-
дом Монте-Карло требует статистического анализа изменчивых
(неизвестных) ключевых факторов цепи поставки. Определенно,
функции распределения вероятностей, описывающие эти факто-
ры, должны быть построены исходя из статистических данных.
Если факторы связаны с другими факторами, например продажа
и конкуренция или дополняющие товары, эти распределения мо-
гут быть многомерными.
2. Моделирование дискретных событий. Рассмотренный пример
является примером моделирования дискретных событий, в кото-
ром фазовые переменные (запасы, спрос, заказы) изменялись как
дискретные величины времени (каждый день). Вообще, модели-
рование определено его дискретными временными интервалами:
состояние системы исследуется в каждом из этих интервалов, от-
ношения описываются как стадии изменений от одного периода
к другому. Для некоторых областей применения цепей поставки
требуется непрерывная имитация, в которой фазовые перемен-
ные изменяются непрерывно в течение какого-то времени.
3. Генерирование случайных чисел. Случайные числа играют цент-
ральную роль в моделировании методом Монте-Карло. Для со-
здания таблиц и функции генерирования независимых случайных
величин были проведены значительные математические исследо-
10.5. Имитационные модели и системы
579
вания и разработки компьютерных систем. Кроме того, были раз-
работаны эффективные методы использования случайных чисел
для извлечения случайных значений для системы, основанной на
статистических распределениях этих факторов.
4. Статистический анализ результатов. Моделирование методом
Монте-Карло легко выдаст большое количество числовых дан-
ных, требующих значительного статистического анализа для их
понятия и подтверждения. Для примера с запасом, рассмотрен-
ного выше, мы можем применять статистические методы для опре-
деления числа дней, требуемых имитацией, чтобы быть на 99%
уверенными, что средняя ежедневная чистая прибыль при данной
политике запаса, вычисленная при имитации, находится в преде-
лах $1. Подобным примером может быть понимание воздействия
начального запаса в 1-й день на наш статистический анализ. Мы
можем также быть обеспокоены воздействием тенденции слу-
чайных чисел на наши результаты, подразумевая, что мы долж-
ны выполнить имитацию несколько раз. Чем сложнее реальная си-
стема, а следовательно и моделирование методом Монте-Карло,
тем сложнее статистические требования для входных данных и для
проектирования и выполнения экспериментов, чтобы извлечь
точные результаты из выходных данных.
Преимущества и недостатки моделирования методом Монте-Кар-
ло. Данное моделирование может быть полезным инструментом для
оценки проекта системы цепи поставки, сталкивающейся с внутренними
и внешними факторами, беспорядочно изменяющимися с течением
времени. Это позволяет определить производительность системы, ко-
торую нельзя получить детерминистическими моделями оптимизации.
Особенно это полезно при оценке взаимозависимостей среди случайных
эффектов, которые могут причинять серьезное снижение в произво-
дительности даже в тех случаях, когда средние характеристики про-
изводительности компонентов системы кажутся приемлемыми.
Система очередей — хорошо известный пример системы, для кото-
рой средние характеристики производительности не сигнализируют
о потенциальных проблемах из-за случайных эффектов. По одной из
ее самых простых версий система очередей состоит из аппарата, об-
служивающего клиентов по среднему коэффициенту д (число клиен-
тов, обслуживаемых в единицу времени) и среднему коэффициенту при-
бытия клиентов Л (число прибывших клиентов в единицу времени).
Физически система очередей могла бы соответствовать механизму, ко-
торый периодически обрабатывает идентичные задания.
580
Глава 10. Оперативное планирование цепи поставок
Например, если р = 0,10, Л = 0,09 и время измеряется в минутах, мы
знаем, что среднее время обслуживания = 1/д = 10 минут и среднее
время между прибытием клиента = 1/Л = 11,1 минуты. Таким образом,
Л/д = 0,9 < 1, в противном случае аппарат будет обслуживать клиен-
тов медленнее, чем они прибывают. Однако, предполагая, что время
обслуживания и промежуток времени между двумя последовательны-
ми появлениями клиентов имеют случайное распределение, результа-
ты теории очередей показывают нам, что средняя длина очереди кли-
ентов, ожидающих обслуживания, будет расти, поскольку отношение
д к д приближается к 1. Если стоимость связана со временем, которое
клиент проводит в очереди, может возникнуть необходимость спроекти-
ровать систему таким образом, чтобы коэффициент обслуживания пре-
высил коэффициент между появлениями клиентов на 20% или больше.
Прикладные математические разработки по теории очередей при-
вели к аналитическим результатам, характеризующим систему очере-
дей с широким диапазоном свойств. Под аналитическими результата-
ми мы подразумеваем формулы распределения вероятности для таких
характеристик системы, как отрезок времени, который клиент прово-
дит в системе, время работы аппарата и так далее. Рассмотрим, напри-
мер, проблему очередей, состоящую из одного аппарата, при этом кли-
ент может появиться в любое время и должен быть обслужен в любое
время. Допустим, что р = Л/р — вероятность того, что клиент проведет
в системе больше, чем со временных периодов (ожидающий в очереди
и обслуживаемый) выражается формулой1
Н (со) =е-м-Я(0
Для числового примера, приведенного выше, согласно этой форму-
ле, вероятность того, что клиент проведет более 20 минут в системе -
0,8197. Однако, если мы уменьшаем среднее время обслуживания до
8 минут или р = 0,125 и Л/р = 0,72, вероятность, что клиент проведет
больше 20 минут, уменьшится до 0,4975. Если бы нам были даны за-
траты, связанные с ожиданием клиента, и затраты на ускорение об-
служивания, мы могли бы быстро определять оптимальную скорость
обслуживания, подставляя эту формулу в электронную таблицу.
Пример иллюстрирует, что усилие, требуемое для вычисления ко-
эффициента обслуживания, эксплуатационных расходов службы и за-
трат, связанных с ожиданием клиента, было бы знаменательно меньше,
если бы теория очередей могла применяться чаще, чем моделирова-
*См. Wagner Н. [1969,857].
10.5. Имитационные модели и системы
581
ние методом Монте-Карло. Главное наблюдение состоит в том, что
специалист в области моделирования хорошо осведомлен и в первую
очередь смотрит на инструменты анализа, описывающие систему цепи
поставки, работающую нестабильно до того, как осуществить модели-
рование методом Монте-Карло. Однако моделирование методом Мон-
те-Карло могло бы быть использовано для анализа системы очередей
или системы запаса, если система настолько сложна, что аналитиче-
ские результаты получить нельзя. Это, например, может быть в случае,
когда мы хотим исследовать характеристики многоступенчатой поточ-
ной линии со сложными резервными запасами незавершенной продук-
ции, бесполезным и непредсказуемым простоем машин, сомнительными
результатами некоторых производственных операций и т. д. К сожа-
лению, моделирование методом Монте-Карло может быть применено
для анализа такой системы, но оно будет рассмотрено как крайний слу-
чай, так как его инструментарий потребует значительных ресурсов.1
Таким образом, несмотря на свою популярность, моделирование
методом Монте-Карло имеет два серьезных недостатка. Во-первых,
требуется значительное количество времени и усилий, чтобы постро-
ить сложную систему с помощью метода Монте-Карло. Во-вторых,
моделирование методом Монте-Карло не делает ничего для понима-
ния того, как система может быть оптимизирована. По этим причинам
оно не может быть использовано для поддержки оперативного приня-
тия решений.
Программное обеспечение моделирования
Динамические системы — это детально разработанная методология
для детерминистического моделирования.2 Несколько программных
пакетов для создания и применения моделей динамических систем
доступны на рынке. Эти пакеты применяют бессистемные цепи обратной
связи (например, описывая взаимную связь между продажами и каче-
ством обслуживания), поточные диаграммы (например, описывая вли-
яние рекламы на уровень привлечения новых клиентов) и другие типы
диаграмм для описания связей между факторами, воздействующими на
1 Wagner Н. [1969,890] делает вывод, что моделирование Монте-Карло ста-
новится методом последней надежды, когда анализируемые задачи являются
слишком сложными для аналитических методов, таких как, например, теория
очередей.
2 См. работу Sterman J. [2000] для всестороннего обзора системной динами-
ки и ее применения, включая системы управления цепями поставок.
582
Глава 10. Оперативное планирование цепи поставок
характеристики динамичной системы. Диаграммы могут быть переве-
дены в основанные на уравнениях модели для осуществления детер-
министического моделирования. Большинство систем имеют встроенные
программы для построения графиков и таблиц входящих и исходящих
данных и утилиты для извлечения случайных объяснений наблюда-
емого поведения системы.
Серийные пакеты моделирования методом Монте-Карло доступны
уже на протяжении 30 лет, хотя современные варианты гораздо совер-
шеннее. Недавнее исследование программного обеспечения зарегистри-
ровало 54 пакета, предназначенных для разработки производственных
и других цепей поставок наравне с приложениями для здравоохране-
ния, технического проектирования и многих других областей.1 Вариан-
ты пакетов весьма разнообразны: от программ на основе Excel стои-
мостью $395 до отдельных систем стоимостью $30 000 и более. В них
предлагается ряд деталей, включающих графическое конструирование
моделей, шаблоны, анимацию и отладку во время работы программы.
Имитация в сравнении с оптимизацией
Хотя различие между имитацией и оптимизацией может быть ясно
с формальной, методологической точки зрения, оно намного менее по-
нятно с точки зрения управления и применения. Например, пакет де-
терминистической имитации может включать программу для созда-
ния системы поддержки решений путем предоставления возможности
разработчику легко «обернуть» модели в удобный для пользователя
вид. Хотя такая система должна позволить менеджеру принимать луч-
шие решения, он должен оценивать их в близорукой, неуклюжей ма-
нере или применять сложные правила поиска решений, которые мо-
гут быть лишь частично оптимальны.
Ситуация еще более усложняется, когда сравниваются имитацион-
ные модели Монте-Карло с математическими программными моделя-
ми. Моделирование методом Монте-Карло может быть единственным
методом, способным обеспечить понимание сути характеристик при
случайном поведении сложных производственных и других систем
цепей поставок. По существу, это может быть крайним методом, но
стоит сделать попытку в изучении инвестирования, которое осуще-
ствит фирма с привлечением миллионов долларов. Выход в том, как
интегрировать методологии оптимизационного моделирования с мо-
делированием методом Монте-Карло для оптимизации сложной си-
1 См. OR/MS Today [1999].
10.6. Выводы
583
стемы. Это область нуждается в существенном теоретическом и при-
кладном исследовании.
10.6. Выводы
Растущий интерес к системам перспективного и календарного плани-
рования указывает, что управляющие цепями поставок осознали важ-
ность аналитических инструментов в поддержке оперативного принятия
решений. В то же время менеджеры и разработчики систем озадачены
возможностями данных систем. Это связано с отсутствия внимания
к проблемам планирования и к незнанию роли, которую могут и долж-
ны играть модели оптимизации для перспективного и календарного
планирования.
Во-первых, управляющие цепями поставок должны научиться на-
ходить различия между тактическим планированием и оперативным
планированием при принятии решений в цепях поставок. Тактическое
планирование включает горизонты планирования от нескольких не-
дель до 12 месяцев, разделенные на периоды в 1 неделю или 1 месяц.
Оперативное календарное планирование включает горизонты плани-
рования в 1 день до нескольких недель, разделенные на периоды в 1
час или 1 день. Тактическое планирование включает обширную, воз-
можно глобальную, оценку опций цепи поставок компании. Оператив-
ное планирование фокусируется на календарной деятельности задан-
ного объекта или даже на отдельной поточной линии или уровне.
Кроме того, тактические и оперативные решения должны быть ско-
ординированы. Тактический план цепи поставки производственной
компании устанавливает цели для количества каждого изделия, кото-
рое будет произведено на каждом заводе. Совокупные издержки и об-
щие данные, используемые в тактической модели, которая помогает
определить эти цели, должны быть достаточно точны, чтобы началь-
ник производства на каждом заводе мог разрабатывать детальные опе-
ративные планы. Кроме того, тактическая модель должна использо-
ваться достаточно часто на повторяющейся основе, чтобы обеспечить
своевременный пересмотр целей, таких как новые данные о спросе,
материальные запасы и т. д. Короче говоря, формальные или неформаль-
ные иерархические методы планирования должны применяться, что-
бы скоординировать решения тактического и календарного планирова-
ния.
Второй источник путаницы — степень, до которой оперативные ре-
шения, предложенные аналитической системой, должны быть основаны
584
Глава 10, Оперативное планирование цепи поставок
на ранее собранных правилах или результатах моделей оптимизации.
Системы на основе правил более понятны для управляющих цепями
поставок, потому что приложенные правила отражают их интуицию
о том, как управлять цепями поставок. Некоторые правила могут быть
эффективны, принимая во внимание, что другие могут отрицательно
сказываться на производительности, но, используя только систему на
основе правил, менеджер не имеет никакой возможности испытать
качество решений, которые получились этим способом. В других ис-
ключительных, по точности моделях оптимизации возможно намного
более широкое и более глубокое исследование решения проблем цепи
поставок компании. Исключительная, но тем не менее точная модель
оптимизации может быть трудна или неразрешима даже при грубом
приближении, особенно при условиях с критическим временем.
Различие между тактическим и оперативным планированием отра-
жено в форме моделей оптимизации, чтобы поддержать принятие ре-
шений в этих двух областях. Модели оптимизации для тактического
планирования не обращаются к детальным факторам выбора времени,
связанным с действиями в цепи поставок. Например, тактические мо-
дели обычно не задаются временем, которое требуется, чтобы отпра-
вить изделие грузовиком с определенного завода в определенный центр
распределения, или временем начала и временем конца производствен-
ного периода, определенного в часах в определенные дни. Для сравне-
ния: модели оптимизации для оперативного планирования очень силь-
но задаются такими временными деталями, это является основной
причиной того, что спектр таких моделей значительно меньше в силу
сложности самих деталей.
Унифицированная методология оптимизации, рассмотренная в гл. 5,
разрешает конфликт между методами на основе правил и моделями
оптимизации, согласовывая их. Методология определяет методы на
основе правил с учетом эвристики специфических задач, которая мо-
жет быть объединена в одно целое с моделями оптимизации. Эвристика
вообще эффективна в решении краткосрочных подзадач (например,
планирование продукции/запаса единственного изделия) с учетом
того, что модели оптимизации вообще эффективны в оптимизации всей
оперативной системы (например, планирование производства/запасов
множества изделий при ограничениях мощности). Используя методы
разложения, унифицированная методология оптимизации точно ком-
бинирует решения подзадач при поиске очевидно хороших глобаль-
ных решений оперативных задач планирования. В общем, чтобы со-
здать системы, которые являются эффективными для анализа сложных
10.6. Выводы
585
проблем, унифицированная методология оптимизации должна быть
дополнительно исследована с теоретической и практической точек
зрения.
Литература
Barnhart С., Ilatay L., Johnson Е. L. [1995], «Deadhead Selection for the Long-Haul Crew
Pairing Problem», Operations Research, 43, 491-499.
Bodington С. E., Baker T.E. [1990], «А History of Mathematical Programming in the Petroleum
Industry», Interfaces, 20, 117-127.
Burrough P. A., McDonnell R. A. [1998], Principles of Geographical Information Systems.
Oxford, Eng.: Oxford University Press.
Coxhead R. E. [1994], «Integrated Planning and Scheduling Systems for the Refining Industry»,
in Optimization in Industry 2, edited by T. A. Ciriani and R. E. Leachman. New York:
Wiley.
Crainic T. G. Laporte G., ed. [1998], Fleet Management and Logistics. Norwell, Mass.: Kluwer.
Desaulniers G., Desrosiers J., loachim I., Solomon M. M., Soumis F, Villenueve D. [1998],
«А Unified Framework for Deterministic Time Constrained Vehicle Routing and Crew
Scheduling Problems», Chapter 3 in Crainic and G. Laporte [1998]
Golden B. L., Assad A. A. [1988], Vehicle Routing: Methodsand Studies. Amsterdam: North-
Holland.
HallR. W, PartykaJ. G. [1997], «On the Road to Efficiency», OR/MS Today, 24, 3, 38-41.
Koch T. [1999], «GIS: Mapping the OR/MS World», OR/MS Today, 26, 4, 26-31.
Layden J. [1998], «The Reality of APS Systems», APICS, September, 50-52.
Leachman R. C., Benson R.F.,Liu C., RaarD.J. [1996], «IMPReSS: An Automated Production
Planning and Delivery Quotation System at Harris Corporation — Semiconductor Sector»,
Interfaces, 26, 6—37.
OR/MS Today [1997], «’97 Vehicle Routing Survey», 24, 3, 42-47.
OR/MS Today [1999], «Simulation Software Survey», 26, 42-51.
Shapiro J. F. [1993], «Mathematical Programming Models and Methods for Production
Planning and Scheduling», in Handbooks in Operations Research and Management
Science: Vol. 4, Logistics of Production and Inventory, edited by Graves, S. С., A. H. G. Ri-
nooy Kan, and P. H. Zipkin. Amsterdam: North-Holland.
SipperD.,Buffin R. L.Jr. [1997], Production: Planning, Control and Integration. New York:
McGraw-Hill.
StermanJ. [2000], Business Dynamics: Systems Thinking and Modeling for a Complex World.
Boston: Irwin/McGraw-Hill.
Wagner H. M. [1969], Principles of Operations Research, 1st ed. Englewood Cliffs, N. J.:
Prentice-Hall.
Winston W. L. [1994], Operations Research: Applications and Algorithms, 3d ed. Pacific
Grove, Calif.: Duxbury Press.
Winston W. L., Albright S. C. [1997], Practical Modeling and Applications: Spreadsheet
Modeling and Applications. Pacific Grove, Calif: Duxbury Press.
38-2186
Глава 11
УПРАВЛЕНИЕ ЗАПАСАМИ
Компания может иметь запасы сырья, запасных частей, незавершен-
ного производства или готовой продукции по многим причинам, на-
пример таким, как следующие:
• чтобы создать резерв на случай колебаний спроса и предложе-
ния;
• чтобы получить преимущество малых затрат на приобретение
и перевозку, связанных с большими объемами;
• чтобы получить преимущество экономии за счет масштабов про-
изводства, связанной с производством продукции партиями;
• для создания резервов для сезонных опросов или стимулирую-
щих продаж;
• для временного хранения изделий, перемещающихся из одного
места нахождения в другое (незавершенное производство или
транзит);
• для использования в своих интересах благоприятных спекуля-
тивных возможностей для покупки и продажи предметов потреб-
ления и других изделий.
Модели для оптимизации решений управления запасами, которые
принимают во внимание все вышеперечисленные факторы, были пред-
ложены и применяются уже свыше 60 лет.1 С недавних пор внимание
сосредоточивается на создании практических приемов, которые сокра-
щают или ликвидируют запасы, в большинстве случаев путем сниже-
ния или ликвидации неопределенностей, которые делают их необхо-
димыми.
Метрики, описывающие, как компания на практике управляет за-
пасами, могут быть важными сигналами для акционеров относитель-
но эффективности деятельности компании и, следовательно, ее при-
быльности. Это иллюстрирует рис. 11.1. Соотношение продаж и запасов
1 Данная модель была разработана Wilson R. Н. и в значительной степени
анализировалась Hadley G., Whitin Т. М. [1963].
Глава 11. Управление запасами
587
Рис. 11.1. Соотношение продаж и запасов
для компаний Ford и General Mills улучшилось почти втрое в период
между 1975 и 1994 г., что говорит о значительном улучшении в управ-
лении цепями поставок в компаниях за этот период.1
Как уже упоминалось выше, с недавних пор внимание сосредоточи-
вается на создании практических приемов, которые сокращают или
ликвидируют запасы, в большинстве случаев путем снижения ил и ликви-
дации неопределенностей, которые делают их необходимыми. Улучше-
ние коммуникаций и координация деятельности всех подразделений
компании, а также координация деятельности компании с ее постав-
щиками и потребителями может значительно снизить неопределен-
ность. Характерные меры включают следующее:
• улучшение точности прогнозов путем разработки более совер-
шенных моделей для прогнозирования и путем улучшения ком-
муникаций между менеджерами цепи поставок и персоналом от-
дела маркетинга и отдела продаж;
• обмен информацией о цепях поставок с продавцами, третьими
лицами, обеспечивающими транспортные услуги, и другими по-
ставщиками;
• объединение многочисленных мест хранения продукции и сни-
жение разнообразия продукции;
’ См. статью об управлении цепями поставок в журнале «The Economist» за
нюнь 20-26,1998 г.
588
Глава 11. Управление запасами
• откладывание производства продукции по индивидуальному за-
казу на нижние ступени цепи поставок.
Конечно, несмотря на подобные усилия, значительная неопределен-
ность может остаться между этапами цепей поставок, при предполо-
жении, что запасы все еще будут нужны, чтобы обеспечить эффектив-
ную деятельность. Проблемы управления запасами характеризуются
затратами на хранение, стоимостью дефицита, задержками, связанны-
ми с пополнениями и вероятностным распределением спроса на каж-
дую единицу подержания запаса. Модели для оптимизации запасов
отдельных единиц продукции используют статистические методы и
прикладную теорию вероятности. По существу, они очень отличаются
по форме от детерминированних оптимизационных моделей, которые
широко рассматривают продукцию, средства обслуживания и транс-
портные потоки в анализе решений о приобретении и распределении
ресурсов. Модели запасов включают параметры и отношения, такие
как расхождения в рыночном спросе и времени доставки и их влияние
на невостребованные запасы, которые не без труда представлены в оп-
тимизационных моделях. По этой причине включение решений о за-
пасах в оптимизационные модели цепей поставок затруднительно. Тем
не менее в зависимости от цели анализа может быть разработано при-
емлемое приблизительное значение издержек на запасы.
В этой главе мы изучаем модели управления запасами, уделяя осо-
бое внимание подходам к интеграции решений о запасах с другими
решениями цепи поставок. Этот вопрос, который иногда не замечают
менеджеры, ответственные за регулирование запасов, является жиз-
ненно важным потому, что затраты на хранение — один из элементов
общих издержек цепи поставок. В некоторых отраслях промышленно-
сти, таких как продукты потребления, которые имеют быстрый обо-
рот, затраты на запасы могут быть менее 5% от общих издержек цепи
поставок. В других отраслях промышленности, таких как электронные
продукты, произведенные из дорогостоящих компонентов, требующих
длительного времени производства, издержки на запас могут превы-
шать 20%. Более того, издержки на запасы и степень важности контро-
ля над запасами со стороны менеджеров будут зависеть от стоимости
капитала, которая будет продолжать изменяться в каждом экономи-
ческом цикле.
Классическая теория управления запасами рассматривается в раз-
деле 11.1. Мы исследуем подходы к моделированию в разделе 11.2 для
объединения решения управления запасами и моделей оптимизации
цепей поставок для стратегического и тактического планирования.
11.1. Модели теории управления запасами
589
В разделах 11.3 и 11.4 мы обсуждаем модели, которые были успешно
разработаны и применены к решению проблем управления запасами
в распределении и производстве. Глава завершается заключительны-
ми положениями в разделе 11.5.
11.1. Модели теории управления запасами
Существует огромное количество опубликованных научных работ по
теории запасов, а также многочисленные книги, посвященные этому
предмету.1 В этом разделе мы кратко обсуждаем только несколько по-
добных моделей. Наша цель — дать основные представления о сути
концепции моделирования запасов в подготовке к последующим дис-
куссиям о том, как внедрить решения о запасах в модели оптимизации
цепи поставок.
Начиная еще с 1950-х гг. модели были сосредоточены только на по-
литике запасов готовой продукции, проданной клиентам. В этом раз-
деле мы рассмотрим подобные модели. Управление запасами незавер-
шенного производства или сырья, находящегося у фирм-производителей,
более сложно, так как спрос на такие изделия является для компании
внутренним и может быть обусловлен ограничениями по производи-
тельности и непрогнозируемыми задержками. Обсудим такие пробле-
мы в последнем разделе данной главы.
Детерминированные модели
Простейшая и старейшая из моделей запасов — модель определения
экономически выгодного размера заказа (EOQ).2 Данная модель от-
носится к управлению запасом изделия одного вида. Она придержи-
вается следующих допущений:
• спрос точно известен и постоянно равен сумме D ед. в год;
• всякий раз когда производится пополнение заказа любого разме-
ра, скажем q, возникают фиксированные затраты на заказ и орга-
низацию;
• каждый заказ доставляется немедленно, поэтому время выпол-
нения заказа равно нулю;
• дефициты не допускаются;
• стоимость хранения единицы запаса в год — h.
1 Например, Nahamias S. [1993] и Peterson R., Silver Е. [1985].
2 Обсуждение модели EOQ и (г, <у)-модели взято в работе Winston W. L.
[1994].
590
Глава 11. Управление запасами
Затраты на хранение единицы продукции h — ключевой параметр в
EOQ и всех других моделях запасов. Его значение будет зависеть от
стоимости капитала компании и других факторов риска, таких как воз-
можность того, что продукты испортятся или устареют. Для глобаль-
ных корпораций стоимость капитала будет зависеть от процентных
ставок, преобладающих в странах, где хранятся запасы, и независимых
рисков ведения бизнеса в этих странах.
Пусть /(Г) обозначает количество запаса, имеющегося в наличии
в период времени t. Рисунок 11.2 описывает /(Г) как функцию от q —
размера заказа, определяет значение q, которое минимизирует сумму
затрат на организацию и хранение, а именно оптимальную величину
заказа:
q*= (2KD/h)1/2.
Заметим, что число оборотов в год равно D/q*. Модель EOQ была
продолжена, чтобы объединить детерминированные значения време-
ни на выполнение нового заказа и принять во внимание задолженно-
сти или упущенный спрос с дорогостоящим штрафом.
EOQ-модель нашла широкое применение за последние 50 лет, не-
сомненно потому, что она имеет простую форму и простое объяснение.
До сих пор в сложном нынешнем мире управления интегрированны-
ми цепями поставок кажется сложным установить происхождение
многозначительных издержек на заказ и организацию К для каждого
изделия, содержащегося в запасе. Вместо этого политика заказа запа-
са часто определяется выбором годового оборота для удовлетворения
ожидаемого годового объема, который, в свою очередь, основан на ин-
туиции управляющего об эффективности политики хранения.
11.1. Модели теории управления запасами
591
Пример 11.1
Рассмотрим точку розничной торговли автомобильной продукцией,
которая продает в год 3000 ед. шин популярной марки и размера. До-
пустим, что фиксированная стоимость заказа $300 и что годовая стои-
мость хранения шины $5. Подставляя эти значения в формулу EOQ,
мы получим </* = 600. Таким образом, придерживаясь оптимальной
политики, данная точка розничной торговли получает 5 партий товара
в год (т. е. получает 5 оборотов в год) по 600 шин в каждой партии.
Некоторые простые, детерминированные модели были предложе-
ны и изучены и продолжили EOQ-модели путем совмещения произ-
водственных решений и решений о запасе. Одна из таких моделей, ко-
торую мы детально рассмотрели в гл. 5, — модель динамики размера
партии товара. В этой модели спрос на одно изделие в течение несколь-
ких временных периодов точно известен. Постоянные издержки К воз-
никают каждый раз, когда оборудование подготавливается к созданию
продукта. Как только возникают эти издержки, появляется стимул
к производству большего числа изделий. Уравновешивающей силой,
однако, являются затраты на хранение запаса. В отличие от основной
EOQ-модели, которая оптимизируется с помощью формулы, на совме-
стимость между затратами на организацию производства и хранение
можно воздействовать, только решив модель динамического програм-
мирования или смешанного целочисленного программирования.
Вероятностные модели
Только что рассмотренная EOQ-модель и ее обобщения несколько
ограничены, поскольку трактуют все параметры, относящиеся к буду-
щим операциям, как детерминированные. Основное назначение моде-
лей и систем управления запасами — определить стратегии хранения
дополнительной продукции, названной страховым запасом, которая
препятствует колебаниям, в то время как минимизируются ожидаемые
издержки, которых можно избежать.1 Главные источники колебаний
включают следующие:
1. Требования, касающиеся времени на выполнение нового заказа.
2. Продолжительность времени выполнения нового заказа.
Колебания спроса — это реальность, к которой большинство компаний
должны приспосабливаться в процессе управления своими цепями
поставок. Хорошо спланированные и исполняемые процессы цепей
1 См. Stenger A. J. [1994] для обсуждения колебаний, влияющих на решения
управления запасами.
592
Глава 11. Управление запасами
поставок могут уменьшить, но не ликвидируют полностью неопреде-
ленности времени на выполнение нового заказа. Аналогичные неопре-
деленности, связанные с качеством продукции, комплектацией заказов,
порчей продукции и т. д., могут быть в значительной степени сокраще-
ны эффективным управлением. Таким образом, в последующем обсуж-
дении мы сконцентрируем внимание на методах, препятствующих ко-
лебаниям спроса.
Детерминированная EOQ-модель может быть модифицирована, что-
бы учесть, во-первых, влияние колеблющегося спроса на изделие, и во-
вторых, время между размещением заказа и доставкой изделия. В рас-
ширенных моделях применяются концепции и конструкции теории
вероятностей.
Случайная переменная X может принимать более одного значения.
Пусть Р(Х = х) вероятность того, что Xпринимает определенное число-
вое значение х. Такие вероятности заключаются между 0 и 1. Функ-
ция плотности вероятности описывает величину X, где она принимает
положительные значения этих вероятностей.
В простом случае, когда функция плотности вероятности для случай-
ной величины X имеет ограниченное число значений, скажем X = хп,
с вероятностью р , ее среднее значение, обозначенное Е(Х), представ-
лено в виде
Е(Х) =771хх1 + т72хх2+... +рххй.
Также мы имеем
р, + р2+ ...+рп = 1-
Дисперсия случайной величины X, обозначенная (XX), определяет-
ся по формуле
<ХХ) = Л х (хг - Е(Х))2 + ... + р*(хп - Е(Х)У.
Стандартное отклонение — квадратный корень из дисперсии. Рас-
сматриваемая концепция становится более завершенной, когда функ-
ция плотности вероятности принимает положительные значения в кон-
тинууме и может включать больше одной случайной переменной. Мы
допускаем, что читатель знаком с этими концепциями и далее не бу-
дем вдаваться в подробности.1
Обычно используемая конструкция в теории запасов — функция
нормального распределения, имеющая хорошо известную форму ко-
1 Для рассмотрения основных концепций статистики и теории вероятностей
см. Winston W. L. [1994, гл. 11].
11.1. Модели теории управления запасами
593
локола, сконцентрированная на ожидаемых значениях случайных ве-
личин, которые она описывает. Ее дисперсия пропорциональна изме-
нениям этих случайных величин. Если среднее значение нормальной
случайной переменной обозначено /1 и дисперсия о2, мы обозначим
функцию плотности N(/i, о2). Нормальное распределение стандарти-
зировано путем преобразования его к новой случайной переменной
(X - Д)/ст, которая имеет среднее значение 0-и дисперсию, равную 1.
Это делает возможным описать распределение с помощью стандарт-
ной таблицы вероятностей; меняя порядок преобразования, эти веро-
ятности можно соотнести с теми, которые описывают произвольные
нормальные случайные переменные. Нормальное распределение ис-
пользуется для описания изделий с частым спросом. Другие распреде-
ления, такие как функция плотности Пуассона, которая наклонена
влево, может быть использована для описания изделий с нечастым
спросом.
Непосредственное продолжение детерминированной EOQ-моде-
ли — (г, <у)-модель: когда запас падает до момента, когда необходимо
делать повторный заказ г, заказывается пополнение в количестве q.
Результат исследования этой стратегии изображен на рис. 11.3. Время t
связано с доставкой q изделий, в течение которого возникает случай-
ное количество требований. Заметим, что в некоторых циклах повтор-
ных заказов спрос становится отрицательным до того, как заказ получен.
Вероятность возникновения этого регулируется с помощью величины
хранимого гарантийного запаса. Как мы уже показали, отрицательный
спрос трактуется как накопившиеся невыполненные заказы, которые
должны быть выполнены во время пополнения.
Препятствование неопределенностям в уровнях запаса на протяже-
нии всего времени доставки t — сущность теории запасов. Для потре-
Рис. 11.3. Пополнение в количестве
594
Глава 11. Управление запасами
бительских продуктов нехватка запасов может привести к неудовлет-
воренности потребителей или к потерям продаж. Для запасов крайне
необходимых частей для станков, центральных процессоров ЭВМ или
гражданской авиации нехватка запасов может вызвать простой обору-
дования. Менеджер должен решить, сколько нужно потратить на га-
рантийный запас, чтобы избежать, но не ликвидировать эти издержки
или чтобы быть уверенным в том, что нехватка запаса возникнет только
с достаточно низкой вероятностью.
Оптимальная стратегия для (г, #)-модели — это обычное продолже-
ние оптимальной стратегии для EOQ-модели. Такая модель стремится
к минимизации ожидаемых общих издержек. В частности, если мы
обозначим случайный спрос D, то E(D) показывает средний ежегод-
ный спрос на изделие, а с определяет издержки на каждое изделие,
которых недостаточно (накопившиеся невыполненные заказы), опти-
мальные величины г* и q* должны удовлетворять
<7* = (2^E(D)/A)’/2.
Вероятность (спрос в течение времени выполнения нового заказа> г*) =
-hq*/cE(D).
Вероятность описывает тот случай, когда нехватка возникнет в те-
чение времени выполнения нового заказа. Таким образом, это допу-
скает согласование издержек на просроченный заказ с темпом выпол-
нения заказа, который равен:
1 - вероятность (спрос в течение времени выполнения нового зака-
за > г*).
Для этого изделия страховой запас = г* - Е (спрос за время выпол-
нения нового заказа).
Рисунок 11.4 описывает функцию плотности спроса, допуская, что
он в норме. Значение момента повторного заказа г* определено с уче-
том вышеупомянутых вероятностных требований. Для постоянного
среднего спроса отклонение спроса — возрастающая функция о2^ по-
тому что большее отклонение предполагает большее значение г* и боль-
шую величину гарантийного запаса. Пополняемый запас определяется
как разница между фактически существующим запасом I(t) и гаран-
тийным запасом.
Пример 11.2
Усложним пример 11.1 следующим образом. Спрос на шины в течение
года нормально распределен с ожидаемой величиной, равной 3000 ед.,
которая была ранее определена в примере 11.1, и стандартное отклоне-
ние aD= 500. Более того, во времени на выполнение заказа требуется
11.1. Модели теории управления запасами
595
Рис. 11.4. Функция плотности спроса
2 недели на доставку, и аналитик но маркетингу определил, что сто-
имость отложенного невыполненного заказа составляет $50. Подстав-
ляя эти значения в вышеуказанные формулы, мы по-прежнему имеем
величину заказа q* = 600, так как формула дает такой же результат.
Вероятностная формулировка, характеризующая точку повторного
заказа, заключается в следующем:
Р (спрос в течение 2 недель на доставку превышает уровень доставки
повторного заказа) = 5 х 600/50 х 3000 = 0,02.
Другими словами, рассматриваемая точка розничной торговли авто-
мобильной продукцией допускает 2% вероятности того, что в запасе не
будет достаточного количества продукции, или 98% вероятность вы-
полнения заказа на каждом цикле пополнения. Ожидаемый спрос в те-
чение 2 недель (1/26 года) составляет 3000/26 = 115,38, и стандартное
отклонение есть 500/V26 = 98,06. Используя таблицы нормального рас-
пределения, мы определим, что оптимальный момент повторного за-
каза равен г* = 115,38 + 2,054 х 98,06 = 278, где 2,054 — число стандарт-
ных отклонений, которое выше среднего числа, соотносимого с 2%-ной
долей нехватки. Страховой запас = 2,054 х 98,06 = 201, что означает
количество, превышающее ожидаемый спрос и необходимое для обес-
печения всего лишь 2% недостающей доли.
Только что проанализированная (г, д)-модель требует точной оцен-
ки стоимости единичного накопившегося невыполненного заказа св.
Если эту стоимость трудно высчитать, альтернативный подход к вы-
числению г* — определить гарантийный запас путем установления
доли недостающих на складе изделий или соответственно норму вы-
полнения заказа.
Для этой конструкции, обращаясь к рис. 11.4, чем больше величина
отклонения спроса, тем больше величина г*, момент повторного заказа
596
Глава 11. Управление запасами
и, следовательно, больше величина гарантийного запаса. Если время
выполнения нового заказа — также случайная величина, теория
вероятности говорит нам о том, что отклонение спроса в течение
неопределенного времени выполнения нового заказа будет возрастать
до величины, равной отклонению времени выполнения нового заказа,
умноженному на квадрат величины ожидаемого годового спроса. Та-
ким образом, мы ожидаем, что момент повторного заказа и гарантий-
ный запас возрастут в случае, когда нет неопределенностей во време-
ни выполнения нового заказа.
В конечном счете (г, д)-модель также может быть модифицирована
для ситуации, когда нехватка запаса приводит к потерям продаж ско-
рее, чем к задолженностям. Пусть cLS обозначает единичную стоимость
потерянной продажи. Оптимальная величина заказа q* в этом случае
остается такой же, но точка повторного заказа г* определяется с ис-
пользованием таблиц нормального распределения для нахождения
такого г*, которое удовлетворяет условию
вероятность (спрос в течение времени выполнения
заказа > г*) = hq*/hq* + cLSE(D).
Допуская, что cLS > св, сравнение двух вероятностных утверждений
показывает нам, что момент повторного заказа и гарантийный запас
будут больше в случае с потерей продаж.
(г, <у)-модель предполагает, что заказ может быть размещен точно
в момент, когда запас падает до момента повторного заказа г. Это пред-
положение приемлемо для систем, управляющих множеством заказов
сравнительно маленького размера, таких как большие сети розничной
торговли, где каждый распределительный центр может наполнить 50
или 100 складов. В других случаях, таких как в управлении сетями за-
пасных частей, заказ может быть получен одновременно для несколь-
ких отдельных предметов требования, вызывая, таким образом, вне-
запное падение общего запаса ниже момента повторного заказа. Для
таких проблем мы применяем ($, 5)-модель: всякий раз, когда запас
падает ниже s, скажем до уровня 2, заказ размещают на S-z изделий.
(г, q)- и (s, 5)-модели требуют продолжительного мониторинга уров-
ней запаса. Альтернатива — использовать политику периодического
обзора основного запаса, т. е. (7?, 5)-модель: каждые R периодов вре-
мени проверяют уровень запаса. Если он ниже S, размещают заказ, что-
бы поднять его до 5.
Эта модель приведет к более высоким издержкам на хранение запа-
са, чем модели (г, q) или (s, 5), но она легче в управлении. Периодиче-
11.1. Модели теории управления запасами
597
ский обзор многочисленных изделий также облегчает координацию
заказов этих изделий, особенно для тех из них, которые поставляются
из одних и тех же источников.
Классификация по методу АВС
Только что рассмотренные модели могут обеспечить полезные планы
по управлению запасами, описанные повторными заказами, количе-
ством заказов, страховыми (гарантийными) запасами и тарифами на
выполнение заказов. Однако они все-таки являются упрощенными, так
как управление запасами происходит в условиях реальной действи-
тельности, которые трудно учесть. Например:
• время доставки каждой единицы заказа на склад может зависеть
от того, когда полная партия груза на одну машину будет собрана
и доставлена; ;
• многие единичные заказы могут быть собраны и доставлены од-
ной машиной;
• ограниченные возможности поставщика могут лимитировать раз-
мер партии, которая необходима для пополнения запаса;
• спрос других складов для каждого наименования продукции мо-
жет заставить поставщика распределить весь свой ограниченный
запас между этими складами.
В дополнение к вышесказанному для комплекта с тысячами единиц
учета запасов может быть очень трудно, а порой и невозможно оце-
нить параметры, необходимые для построения модели.
Практическое решение этих проблем, которое рекомендуют специ-
алисты по управлению запасами, состоит в применении классифика-
ции по методу АВС для производственной линии компании. Этот ме-
тод показывает, что малый процент единиц учета запасов приходится
на большую часть продаж, тогда как большинство единиц продукции
составляют очень малый процент всех продаж. Типичная схема этого
изображена на рис. 11.5. Как показано на рисунке, 20% всех наимено-
ваний составляют 60% всех продаж, они образуют группу А. Другие
20% наименований составляют 20% продаж, и они образуют группу В.
Наконец, оставшиеся 60% наименований составляют последние 20%
продаж, они образуют группу С.
Различные методы и модели управления запасами предлагаются
отдельно для каждой из трех групп. Для группы А тариф на полный
заказ должен быть относительно низким, скажем 80%-ным, так как
высокие издержки на хранение больших запасов для достижения
598
Глава 11. Управление запасами
Рис. 11.5. Классификация по методу АВС
Источник: Winston W. L. [1994, 934]
более высоких тарифов будут невозможны. Индивидуальные прогно-
зы для этих наименований следует составлять при частом обращении
к ключевым параметрам модели, таким как прогнозы спроса, его вари-
ации, продолжительность выполнения заказа. Компании следует также
тесно сотрудничать со своими поставщиками для сокращения этого сро-
ка. При выполнении этих условий уменьшится неопределенность, а
следовательно и страховой запас, и задолженности будут быстро опла-
чены.
Для группы В должны быть установлены более высокие тарифы на
полный заказ, а к параметрам модели можно обращаться менее часто.
Для группы С опять же применяются более высокие тарифы, общие
вложения в запасы относительно низки. Более того, наименования
могут быть сгруппированы и к параметрам подобных групп можно
обращаться очень редко, например раз или два в год.
Наконец, обратим внимание на то, что существуют косвенные из-
держки управления, относящиеся к каждой единице учета на складе.
Эти издержки включают в себя физические и человеческие ресурсы,
необходимые для управления, хранения, калькуляции и размещения
заказа на каждое наименование. Для компаний розничной торговли,
авиастроительных компаний и компаний с тысячами наименований
продукции на складе подобные косвенные издержки могут быть до-
статочно высокими. Это предполагает, что компании должны часто об-
11.2. Включение решений по управлению запасами в стратегические... 599
ращаться к своим производственным линиям с целью списания или
объединения наименований.
11.2. Включение решений по управлению запасами
в стратегические и тактические модели цепи
поставок
В этом разделе мы исследуем подходы моделирования к включению
решений по управлению запасами в оптимальную модель цепи поста-
вок, которая анализирует решения о приобретении и распределении
ресурсов. Для задач стратегического планирования, где мы используем
модели для оценки действий по планированию, расширению, моди-
фикации или контрактации цепи поставок компании, роль подмоделей
управления запасами состоит в аппроксимации планов размещения
запасов и связанных с этим затрат на протяжении всей цепи поставок.
Для задач оперативного планирования, где мы используем модели для
определения минимальных издержек планов поставок при удовлетво-
рении спроса на конкретный продукт, который колеблется во времени
и по рынкам, роль подмоделей управления запасами состоит в нахожде-
нии решений по запасам, которые сглаживают последствия этих коле-
баний. Как и в других главах этой книги, где мы рассматриваем задачи
и модели стратегического и оперативного планирования управления
цепями поставок, мы используем термин «продукт» для определения
реальных продуктов или групп сходных продуктов. Метод АВС, кото-
рый мы рассмотрели в предыдущей главе, должен быть одним из обя-
зательно используемых методов при выделении подобных групп.
Включение решений по управлению запасами
в стратегические модели цепи поставок
Под стратегической моделью цепи поставок мы будем понимать мо-
ментальные или однопериодные модели. Подобные модели требуют
профессионализма в моделировании для учета феномена планирова-
ния запасов, так как динамические последствия решений по управле-
нию не могут быть точно смоделированы. Даже если бы мы использо-
вали стратегическую модель для множества периодов, длина периодов
была бы слишком велика, возможно год или больше, чтобы игнориро-
вать изменения в запасах в течение одного периода. Ниже мы более
детально обсудим эту точку зрения, когда будем исследовать процесс
принятия решений по запасам в контексте тактического планирова-
ния для множества периодов.
600
Глава 11. Управление запасами
Ключевые моменты планирования запасов, охватываемые страте-
гической моделью, следующие:
• текущий запас;
• страховой запас;
• пополнение запаса.
Затраты на текущие запасы могут быть сразу внедрены в модель
оптимизации цепи поставок. Для передвижения товара внутри перево-
зочной дуги мы добавляем стоимость единицы текущего запаса к издерж-
кам на транспортировку единицы запаса. Эти издержки определяют-
ся суммированием значений среднего времени производства, средним
числом дней транзита, ежедневными издержками капитала. Конечно,
существует множество ситуаций, в которых затраты на перевозку те-
кущих запасов незначительны, так как величина производства и/или
число дней транзита мала. Напротив, затраты текущих запасов про-
дуктов, перемещающихся с одного континента на другой на корабле,
могут быть достаточно высокими, чтобы включать их в модель цепи
поставок.
Подобные конструкции могут быть использованы для моделирова-
ния затрат текущих запасов, связанных с задержками в распредели-
тельных центрах, например из-за таможенной проверки. Такие затраты
могут быть добавлены к затратам на содержание продукции в распре-
делительном центре.
Моделирование страхового запаса. В этом подразделе мы рассмот-
рим некоторые подходы моделирования для описания решений о стра-
ховом запасе и о пополнении запаса, а также связанных с этим издер-
жек в стратегических моделях цепи поставок. Общий результат этих
подходов, а также других подходов, предлагаемых в литературе, со-
стоит в том, что издержки на хранение готовой продукции могут быть
представлены функцией, график которой изображен на рис. 11.6. Клю-
чевое свойство этого графика в том, что маржинальные издержки на
хранение уменьшаются, когда объем выпуска на предприятии увели-
чивается. Другими словами, имеет место экономия на масштабах, свя-
занная с издержками на хранение каждого продукта в каждом пункте
его нахождения.
В следующем подразделе мы рассмотрим подход, который может
предоставить нам параметры, специфические для кривых издержек на
хранение, изображенных на рис. 11.5 и 11.6. В конечном счете они мо-
гут основываться только на эмпирических статистических данных.1
1 Этот подход был предложен Ballou R. Н. [1992,450] и Stenger A. J. [1994,357].
11.2. Включение решений по управлению запасами в стратегические... 601
Затраты
Рис. 11.6. Функция издержек на хранение готовой продукции
Одно из предположений, опубликованных в литературе, — запасы про-
дукции могут оставаться на предприятии, и, следовательно, издержки
на хранение могут быть выражены экспоненциальной функцией KV1,
где V — объем выпуска продукции.1 Параметры К и b можно опреде-
лить на основе уже известных данных; опыт показывает, что значение
b колеблется между 0,5 и 0,8, (подразумевается, что функция издер-
жек имеет форму, показанную на рис. 11.6).
Как уже говорилось в гл. 3, кривая издержек, подобная изображен-
ной на рис. 11.6, может быть аппроксимирована к линейной функции,
изображенной на рис. 11.7. Простейшая аппроксимация на рис. 11.7
требует только переменных 0-1 для получения экономии на масшта-
а) б)
Затраты Затраты
Рис. 11.7. а) смешанная численная аппроксимация при одной переменной 0-1;
б) смешанная численная аппроксимация при двух переменных 0-1
1 См. Stenger A. J. [1994,357].
602
Глава 11. Управление запасами
бах. Конечно, мы можем решить аппроксимировать кривую, исполь-
зуя более двух линейных сегментов; в этом случае нам потребуются
дополнительные переменные к каждому дополнительному сегменту.
В дополнение к экономии на масштабах аппроксимация на рис. 11.16
включила бы постоянные издержки на содержание продукции в рас-
пределительном центре. Это построение было бы полезно для улуч-
шения аппроксимации, а также для наложения заметных ограничений
на минимальный объем, который объективно необходим для хране-
ния запаса продукции в центре. Постоянные издержки могут вклю-
чать элементы других издержек, которые связаны с регулированием
объема продукции в центре, такие как особое управление или необхо-
димость складирования. Но это имеет и отрицательную сторону, если
требуются две переменные 0-1. Так, для модели, содержащей 25 изде-
лий, каждое из которых может быть распределено в 10 центров, потре-
буется 500 переменных 0-1 для модели издержек на хранение, а это
слишком большое и неуправляемое число.
В противовес построению графика 11.7 мы можем предложить трак-
товку издержек на страховой запас как устранимых издержек на хране-
ние. Моделирование страхового запаса в моментальной модели цепи
доставок сопровождается определенными трудностями. Мы проиллю-
стрируем это в простом примере с распределительным центром и тремя
рынками, которые могут быть прикреплены к нему. Для удобства мы
примем единичный период, равный 1 году.
Страховой запас для продукта k, находящегося в распределитель-
ном центре I, будет зависеть от следующих параметров:
E(Pit) — средний спрос на продукт k в течение года на рынке j (j = 1,
2,3); 1
(y2jk — дисперсия или варьируемый спрос на продукт k в течение года
на рынке j (j = 1,2, 3).
Наконец, положим, что изменчивость времени выполнения заказа
мала и не входит в анализ, хотя само ожидаемое время выполнения
заказа в него включается, как уже говорилось в примере 11.2. Также
мы полагаем, что каждый рынок будет единственным местом сбыта
каждого продукта из распределительного центра (РЦ).
Если мы введем переменную
{1, если рынок j обслуживается РЦ для продукта k;
0 — в других случаях,
то страховой запас продукта k в РЦ. будет определяться по формуле
11.2. Включение решений по управлению запасами в стратегические... 603
общий средний годичный спрос на товар k, поставляемый РЦ., =
- х xnk+ E(D2k) х + E(D,^) х х13А;
общая дисперсия или варьирующийся спрос на товар k,
поставляемый РЦ. = сг2^ xriu + стЦ х xl2k + cr23k х x13F
Так как соотношения между этими значениями и оптимальным раз-
мером страхового запаса продукта k в РЦ. нелинейны, рассматрива-
емые функции и, более того, существующие схожие соотношения для
каждого продукта и каждого РЦ ведут к большим сложностям в опти-
мизационном моделировании точной модели страхового запаса и из-
держек, основанных на подобных уравнениях.
Мы разрабатываем 2 метода аппроксимации для решения этой ди-
леммы. Рисунок 11.8 демонстрирует один способ аппроксимации, ко-
торый предлагается в научной литературе.1 ,Он может быть осуществ-
лен путем расчета издержек на хранение страхового запаса SSik, которые
появились бы, если бы единственный РЦ поставлял продукт k на все
рынки, и затем путем проектирования издержек на все РЦ N, используя
Общий ежегодный
гарантийный запас,
удерживающий цену
на продукт
Рис. 11.8. Взаимоотношения гарантийного запаса и цены
1 См. Ballou R. Н. [ 1992,448]. Для описания данного графика затрат в моде-
ли оптимизации необходимы конструкции смешанного целочисленного про-
граммирования.
604
Глава 11. Управление запасами
множитель л/дг. Аппроксимация предполагает, что, так как оптималь-
ная модель определяет рыночный спрос на продукт k в различных ком-
бинациях РЦ, статистические характеристики неопределенного спро-
са, регулируемые каждым из них, идентичны или хотя бы схожи. Это
существенное предположение, поскольку некоторые РЦ будут регу-
лировать больший спрос.
Второй метод аппроксимации состоит в моделировании страхового
запаса каждого продукта k в каждом РЦ в виде стоимостного отношения
с возрастанием маржинальных издержек, что и показано на рис. 11.6.
Предполагается, что все рынки данного продукта имеют постоянные
показатели изменчивости спроса, которые характеризуются
ст2 = дисперсия среднего годового спроса на единицу продукции k.
Предполагается, что, если на рынкеу сложился средний спрос E(D}) на
продукт, дисперсия спроса будет равна ст2 х E(D). Например, если бы
мы объединили два рынка с идентичным нормальным распределением
спроса N(E(D), о2) и без корреляции между ними, спрос на продукт k
на новом рынке будет о2, что и соответствует нашему предположению.
Эта комбинация предполагает, что группы однородных продуктов были
собраны по сходным отклонениям спроса и их характеристикам.
Для моделирования цепи поставок, если мы обозначим
w.k — внешний поток продукта k из РЦ,
вариация спроса в РЦ. равна о2 х w.k. Так как страховой запас зависит
от стандартного отклонения о2 х y[w^, мы получаем кривую, изобра-
женную на рис. 11.6.
Пример 11.3.
Пусть мы имеем годичную моментальную модель для анализа страте-
гии цепи поставок продовольственных продуктов в текущем году. Цепь
поставок компании имеет четыре звена: поставщики сырья и упаковоч-
ного материала; непосредственное производство; распределительные
центры и рынки. Модель помогает получить управленческое решение
о том, какие конкретно предприятия будут производить каждый вид
продукта и в каких количествах; как эти фабрики будут снабжать РЦ
и как эти РЦ будут снабжать рынки для максимизации чистой прибыли.
Рассмотрим составление модели издержек для страхового запаса
данного продукта k в РЦ. Для удобства мы предполагаем, что этот про-
дукт не скоропортящийся и его жизненный цикл равен 1 году. Единица
измерения — 100 коробок. Издержки на хранение за год на единицу
продукции равны 120 у. е. Спрос на всех рынках нормально распределен
с отклонением спроса на единицу каждого продукта за 1 год о3 = 3. Таким
11.2. Включение решений по управлению запасами в стратегические... 605
образом, на рынке со средним уровнем спроса в 5000 ед. отклонение
спроса составит 15 000; это подразумевает, что мы можем быть на 95%
уверены в том, что спрос в течение года на этом рынке будет распола-
гаться между 4760 и 5240 ед.
Предполагая, что время выполнения заказа составляет 3 дня, мы
создаем страховой запас продукта k в РЦ, издержки на хранение ко-
торого основаны на 99%-ной вероятности полного выполнения заказа.
В частности, мы рассчитываем стоимость как функцию расходов в РЦ
для трех уровней ежегодных расходов. '
Ежегод- ный поток Поток за время доставки Дисперсия во время доставки Страховой запас (99%-ная вероят- ность выполне- ния заказа) Страховой запас. Годовая стоимость, $
10000 82,2 246,6 36,54 4385
50000 311 1233 81,71 ’ 9805
100000 822 2466 115,56 13867
Для демонстрации расчетов рассмотрим случай, когда ежегодный
расход продуктов в РЦ; равен 10 000 ед. в среднем, расход в течение
3 дней доставки равен (10 000/365) х 3 = 82,2 ед. с дисперсией = 3 х
х 82,2 = 246,6 или же стандартным отклонением, равным 15,7. Для
обеспечения 99% заказов страховой запас должен равняться 36,54 ед.
с нормальным отклонением спроса в 2,327. Ежегодные издержки на этот
страховой запас равны 4385 у. е.
Получаем кривую из 3 точек, похожую на кривую на рис. 11.6, для
создания взаимосвязей между издержками на страховой запас для
продукта k как функцию от расхода данного продукта в РЦ.. Эти взаи-
мосвязи могут аппроксимировать нашу функцию к одному из видов
линейных функций, изображенных на рис. 11.7.
Моделирование пополнения запаса. Моделирование издержек на
пополнение в РЦ зависит от внутрифирменной политики пополнения,
которая может быть комплексной и основываться только частично на
анализе моделей запасов. Более того, издержки на пополнение могут
быть практически неизбежны, что предполагает возможность не вклю-
чать их в оптимизационную модель. Однако мы кратко обсудим модели-
рование подходов для аппроксимации издержек на пополнение запаса.
Как мы увидим далее, эта аппроксимация сходна по форме с разработ-
кой страхового запаса.
Мы можем ожидать, что ежегодные издержки на пополнение запаса
продемонстрируют экономию на масштабах, так как более высокие
объемы выпуска обеспечили бы большее число оборотов в течение года
и в связи с этим снижение среднего уровня запаса. Конечно, некото-
606
Глава 11. Управление запасами
рые факторы могут послужить противовесом такой экономии, такие
как, например, более высокая неопределенность спроса, проблемы до-
ставки, связанные с повышением объема производства.
Пример 11.4
Рассмотрим те же компанию, модель цепи поставок и РЦ, что и в пре-
дыдущем примере. Предположим, что управленческая политика состоит
в стремлении достигнуть пяти оборотов за год, если объем потребления
продукции распределительным центром равен 10 000 ед., и десяти обо-
ротов — если объем потребления равен 50 000 ед. Это включает среднее
пополнение запаса в 1000 ед. с общей годовой стоимостью в 120 000 у. с.
в первом случае и 2500 ед. с годовой стоимостью в 300 000 у. е. во вто-
ром случае. Годовая стоимость запаса одного продукта равна 12 у. е.
в первом случае и 6 у. е. — во втором. Это иллюстрирует снижение мар-
жинальных издержек, связанных с хранением продукта. Одна из апп-
роксимаций на рис. 11.7 может быть использована для описания взаи-
мосвязей издержек на пополнение запаса.
Таким образом, наш анализ страхового запаса и издержки на попол-
нение в РЦ, отраженные во взаимосвязях издержек, базируются на
потоке продуктов идентичной формы. Это предполагает, что стоимост-
ные отношения могут быть скомбинированы для создания единой вза-
имосвязи (такой, как показано на рис. 11.6) между суммой общих из-
держек на запас для каждого продукта и потока продуктов из РЦ.
Наконец, мы делаем особый акцент на то, что профессионализм
моделирования хорошо представлен в необходимости описания издер-
жек на хранение запаса в единичном периоде моментальной модели.
Цель этих построений — в максимальном приближении для охвата
издержек на хранение, так как они распространяются на другие стра-
тегические решения цепи поставок, и в составлении более полных пла-
нов по размещению запасов.
Включение решений по управлению запасами в тактические
модели цепи поставок
Мы предполагаем, что многопериодная модель будет использована для
анализа тактических задач цепи поставок. Такая модель необходима
для анализа решений по цепи поставок в динамической или зависи-
мой от времени среде, охватывающей несколько периодов. Типичные
решения с динамическим аспектом включают решения о приобрете-
нии сырья и материалов, где издержки и доступность материалов ме-
няются в течение периода и существуют спланированные остановки
для производственных ремонтов или сезонности спроса.
11.2. Включение решений по управлению запасами в стратегические... 607
Как показано на рис. 11.9, в конце каждого периода в многопериод-
ной модели затраты на хранение единицы продукции определяются
при исчерпывании запаса в каждом РЦ. Затраты на хранение отража-
ют капитальные затраты фирмы по всему периоду и другие возмож-
ные издержки, такие, как брак. Простой анализ показывает, что эти
расчеты охватывают средние издержки на хранение запаса до первой
аппроксимации.
Для достижения цели нашей дискуссии мы предполагаем, что все
наши периоды равной длины. Допустим,
Ykt = запас продукции k в конце периода t =
= запас продукции k в начале периода t + 1.
Если hk — затраты на хранение единицы продукции в течение периода:
Л.х(К, + ...+ КД
k v kt kT 7 ’
они составляют общие издержки на хранение запаса по всему периоду
Т планируемого горизонта.
Конечный запас YkT будет подведен к 0, если не ограничивать модель.
Это происходит из-за того, что целевая функция модели, которая со-
стоит в минимизации издержек или максимизации чистого дохода, не
рассчитывает выгоду, получаемую от запаса, который был бы реализо-
ван по окончании многопериодного горизонта планирования. Так как
большая часть или даже все линии производства будут продолжать
работу и по окончании планируемого периода, будет неправильным
Начальные
запасы
Конечные
запасы
Рис. 11.9. Многопериодная тактическая модель цепи поставок
608
Глава 11. Управление запасами
допустить снижение запаса до 0. Существует два способа преодоле-
ния этой трудности. Один из них — ввести целевые показатели на Ykr
которые должны соответствовать или превышать оптимальный план
цепи поставок. Другой способ — в создании различных форм поощре-
ния тех моделей, которые обеспечивают положительный результат
производства, через кредитование целевой функции с доходом Rk для
каждой единицы положительного запаса в конце планируемого пери-
ода. Эти два метода можно комбинировать.
Дальнейшее рассмотрение этого метода моделирования запаса дости-
гается путем изменения уравнения издержек на хранение запаса:
х (1/2Ум+ 1/2Ую) + h„ х(1/2Уи+1/2Уи) + ... +
+ htx (1/2У„+ 1/2У1г.,) + Л,х(1/2У„ - 1/2Уи),
где Yk0 — начальный запас. Каждое выражение, за исключением послед-
него, имеет вид hk х (1/2 YkT +1/2 Yk t Д, т. е. представляет издержки на
запас в течение периода t, основанные на среднем значении начального
и конечного запаса. Последнее выражение, hk х (l/2YkT~ 1/2Ум), мо-
жет быть значительной ошибкой, если мы исключим запасы в конце
планируемого периода, определенные моделью, которая уравнивает
начальные и конечные запасы.
Конечно, запасы в конце планируемого периода для некоторых про-
дуктов могут быть выше, чем начальные запасы, а для других — ниже.
Не беря в расчет сезонные тенденции, мы можем исключить разницу
между заказами или же положиться на то, что сумма всех различий
между продуктами не составит большую погрешность. Однако, если
сезонные тенденции входят в анализ, издержки на единицу продук-
ции в периоде h для конечного запаса могут пригодиться для упорядо-
чения системы. Например, если запас продукта z в конце периода слиш-
ком высок, мы можем определить издержки на единицу продукции hZJ,
которые будут выше, чем hz для других периодов, так как это будет
отражать более длительный срок продажи товара, а следовательно и по-
лучения дохода по нему.
Потребности в страховом запасе могут выражаться через нижние
границы количества Ykr Они могут быть подсчитаны с помощью пре-
дыдущих построений оптимальной модели цепи поставок и представ-
лены в качестве вводимых данных. В процессе подсчета мы должны
иметь в виду, что каждый продукт принадлежит группе определенных
продуктов со сходными характеристиками. Таким образом, нижняя
граница страхового запаса относится ко всему общему весу страхово-
го запаса в группе.
11.2. Включение решений по управлению запасами в стратегические... 609
Две особенности, подтверждающие точность аппроксимации для
среднего запаса, показаны на рис. 11.10. На рис. 11.10а действитель-
ный запас изменяется равномерно и умеренно относительно прямой
линии, связывающей Ykti и Ykt, отражающей постоянное увеличение
запаса в течение периода, что нашло отражение в аппроксимации. В этом
случае аппроксимация достаточно точна. На рис. 11.106 действитель-
ный запас проходит однообразно и значительно ниже прямой линии,
связывающей начало и конец периода, до того момента, пока не оста-
нется препятствий для входного потока продукции, и только тогда
начинается быстрый рост запаса. В этом случае аппроксимация неточ-
ная. Если имеет место случай рис. 11.106 или другие неточности, об-
щие для многих продуктов и многих периодов, то это показывает, что
периоды модели слишком затянуты для описания модели издержек
на хранение. Тогда разработчику модели следует подразделить перио-
ды для более детального охвата движения запасов.
Тем не менее рост числа периодов в модели цепи поставок отражает-
ся на цене. Размер модели, а следовательно и вычислительные работы,
необходимые для оптимизации модели, находятся в прямой зависи-
мости от числа периодов. Ежегодная модель планирования, состоящая
из четырех 3-месячных периодов, может быть трансформирована в мо-
дель, состоящую из двенадцати месячных периодов, даже если издерж-
ки на хранение охватываются ею менее эффективно. Это действитель-
но так, если издержки на хранение составляют малый процент от общих
издержек цепи поставок.
Многопериодная модель цепи поставок, изображенная на рис. 11.3,
определена в случае, когда прогнозы спроса для всей продукции точно
известны. Неопределенность в этих прогнозах можно проанализировать
через множество сценариев оптимизации с различными вариантами
спроса. В альтернативном подходе, который представлен в разделе 3.5,
39-2186
Рис. 11.10. а) точная аппроксимация, б) неточная аппроксимация
610
Глава 11. Управление запасами
а затем более подробно в разделе 8.7, мы создаем и оптимизируем мо-
дель стохастического программирования, которая подробно рассматри-
вает множество сценариев в ходе единичной оптимизации. Подобная
модель разрабатывает план запаса, который оптимально препятствует
колебаниям спроса. Этот план будет лучшим в смысле выгод, чем лю-
бой план, предложенный детерминированной моделью.
Парадигма моделирования стохастического программирования для
управления запасами и других решений по поставкам является перво-
начальной задачей развития практического моделирования. Она уже
применяется ограниченным числом компаний. Если это использование
правильное, оно может принести значительные выгоды, которые недо-
ступны детерминированной модели.
11.3. Управление запасами в распределительных
цепях поставок
В данном разделе мы обсудим два успешных применения моделей к опти-
мизации планов цепей поставок в распределительной сети, где реше-
ния по производственным запасам были подробно смоделированы.
Первый случай описывает моделирующую систему, используемую
возвратной логистической компанией управления фондом контейне-
ров, которые она арендует для своих заказчиков. Второй случай описы-
вает моделирующую систему, используемую производителем компьюте-
ров для управления своей многоступенчатой сетью производственных
запасов запчастей. Наше обсуждение позволяет нам и далее просле-
дить взаимодействие между моделями оптимизации для всеобщего
анализа цепи поставок и моделей теории производственных запасов.
Распределение в возвратной логистической компании
Возвратная логистика направлена на сетевую работу цепей поставок,
где товары, распределенные компанией для своих заказчиков, впо-
следствии возвращаются в компанию.1 Этими товарами могут быть
использованные контейнеры, оборудование, взятое в краткосрочную
или долгосрочную аренду, возврат по рекламации или усовершенство-
вание товара, требование аннулировать сделку, предметы, сдаваемые
в счет оплаты новых. Предметы, полученные на предприятиях возврат-
ной логистики, внимательно осматриваются, а затем дифференциру-
1 См. Fleishmann М., Bloemhof-Ruwaard J. М., Dekker R., Van der Laan E.,
et al. [1997].
11.3. Управление запасами в распределительных цепях поставок
611
ются как готовые к повторному выпуску, ремонту или выбросу. Воз-
вратная цепь поставок может быть автономной, например в компании,
которая арендует контейнеры многократного пользования или авто-
мобили, или она может быть взаимосвязана со стандартной цепью по-
ставки, такой как потребительская компания по электронике с мощ-
ностями, предназначенными для возврата и ремонта по гарантии. Для
компаний с автономными возвратными цепочками поставки расценки
на товары и услуги не стандартны из-за комплексной взаимосвязи ка-
питальных затрат, производственных затрат и затрат, связанных с об-
служиванием покупателей.
Описание компании. Как показано на рис. 11.11, мы считаем воз-
вратной сеть цепи поставок логистической компании, которая обслу-
живает контейнерный двор; контейнеры сдаются в аренду заказчикам,
которые являются производителями потребительских товаров. Про-
изводители используют их для транспортировки товаров дистрибью-
торам. После определенного отрезка времени дистрибьюторы возвра-
щают эти контейнеры на склад компании. Контейнеры периодически
перемещаются между складами для подведения баланса материально-
производственных запасов. Кроме того, поломанные контейнеры либо
списываются, либо отправляются на ремонтные предприятия, кото-
рыми может владеть эта компания, или на какие-то третьи компании.
Наконец, компания получает новые контейнеры от производителя
контейнеров взамен списанных контейнеров и пополняет контейнер-
ный двор по мере роста бизнеса.
Компания обеспечивает более 100 складов в США, которые в большей
части расположены близко к дистрибьюторам. Затраты на хранение
Рис. 11.11. Возвратная логистическая сеть
612
Глава 11. Управление запасами
и транспортировку являются эксплуатационными расходами, которых
можно избежать, но они противоречивы. Если бы каждый склад мог
поддерживать крупные партии запасов, каждый заказчик мог бы об-
служиваться на ближайшем складе. Такая стратегия была бы субопти-
мальна, потому что она могла бы потребовать крупных капитальных
вложений в огромный контейнерный двор. Таким образом, компания
должна навлечь на себя более высокие транспортные затраты, чтобы
приспособить размер двора, который невелик, но, в принципе, опти-
мален.
Системы информационных технологий (ИТ). На ранних стадиях
своего развития компания решила применить систему оперативного
планирования, называемую системой распределения заявок (СРЗ),
которая бы генерировала и оптимизировала модель, распределяющую
заявки на склады, чтобы свести к минимуму краткосрочную стоимость
запасов и транспортные расходы по всей национальной системе рас-
пределения. Простой прототип, разработанный на внутреннем исполь-
зовании крупноформатной таблицы оптимизации, четко продемонст-
рировал потенциальную ценность такой системы. Затем компания
наняла консультантов, которые являлись экспертами в создании опти-
мизационной системы моделирования, для расширения модели про-
тотипа и применения эффективной системы моделирования, основан-
ной на нем.
Взаимодействие системы с другими системами ИТ, используемы-
ми компанией, показано на рис. 11.12. Как видно, компания содержит
несколько региональных офисов в США, где заявки на контейнеры
расположены в системе ввода заявок. Каждый вечер региональные
офисы посылают обновленную информацию по полученным заявкам
в СРЗ, находящуюся в корпоративной штаб-квартире, которая физи-
чески расположена в одном из региональных офисов. Эти заявки на
контейнеры на предстоящие 10 дней становятся вводными данными
для модели оптимизации размещения заявок. Так как эти заявки сами
по себе не дают полной картины о предполагаемых потребностях на
этот период, модель также использует краткосрочный прогноз потреб-
ностей. Другие модели прогнозирования используются для разработки
проектируемых возвратов от дистрибьюторов и ремонтников в тече-
ние 10 дней.
СРЗ также получает периодические отчеты о физических запасах
со складов, которые используются для корректировки данных о запа-
сах, произведенных моделью на основе более ранней информации.
Наконец, СРЗ получает периодическое обновление данных на транс-
11.3. Управление запасами в распределительных цепях поставок
613
Краткосрочный
прогноз
спроса
Рис. 11.12. Взаимодействие системы распределения заявок
с региональными системами
портные тарифы по трассам, используемым для транспортировки кон-
тейнеров. Ожидаемый результат в том, что транспортные расходы,
используемые моделью оптимизации в СРЗ, близки к фактическим
исходя из обязательств, определенных системой выбора перевозчика.
СРЗ используется каждое утро. В этом режиме большинство рас-
пределений заявок на 1-й и 2-й день, которые были ранее опти-
мизированы, рассматриваются как неизменные и заданные, хотя не-
большое количество можно выбрать для повторного распределения
из-за непредвиденных изменений в заявке или состоянии уровней за-
пасов. Оставшиеся заявки на 3-й—10-й дни могут быть распределены
свободно, основное внимание уделяется заявкам на 3-й, 4-й и 5-й дни.
Модель является менее точной в 6-й—10-й дни распределения, допус-
кая некую неопределенность в распределении складов. Эти дни смо-
делированы в первую очередь для того, чтобы добавить стабильность
в решения о запасах в 1-й—5-й дни, например склад, где уровень запа-
сов идет на убыль за 10-дневный горизонт, будет использован моде-
лью неактивно за первые 5 дней, чтобы избежать ситуации отсутствия
запасов, что приведет к высоким транспортным расходам.
614
Глава 11. Управление запасами
Основываясь на оптимальном плане, определенном СРЗ, распреде-
ление заявок по складам отправляется в региональные офисы рано
утром. Там аналитики используют систему выбора перевозчика, вклю-
чающую раздел выбора перевозчиков для доставки специальных кон-
тейнеров. Эта система содержит информацию о тарифах и наличии
перевозчиков плюс договор, который компания обязана заключить.
Модели оптимизации. СРЗ использует модель многопериодного
линейного программирования для оптимизации 10-дневного плана.
В данной модели переменные решения 0-1 распределяют заявки по
складам, но рассматриваются как непрерывные (т. е. они могут прини-
мать дополнительно любые значения между 0 и 1). При заданной ма-
тематической структуре модели большинство этих переменных слу-
чайно принимают значения 0 или 1 в решении оптимального линейного
программирования. Применяя эвристический метод к данной модели,
дробные значения некоторых переменных округлены до 1 или до 0.
Полученное решение очень близко к первоначальному решению ли-
нейного программирования. Это означает, что эвристический метод
находит решение, очень близкое к оптимальному в модели смешанного
целочисленного программирования, более точно описывающей реаль-
ную проблему, которую необходимо решить.
Структура подмодели единичного периода показана на рис. 11.13.
Циклические потоки возвратной логистической сети на рис. 11.11 пре-
рываются исключением потоков от производителя к дистрибьютору
и от дистрибьютора к складам. Помимо этого, возврат контейнеров на
склады учитывается с помощью прогноза, а получение контейнеров от
ремонтников и производителей за 10-дневный период рассматривается
как входной поток на склады. При создании многопериодной модели
ежедневная подмодель на рис. 11.13 копируется 10 раз, один раз в день.
Рисунок 11.14 показывает типичные межпериодные звенья, соответ-
Новые контейнеры от производителей
и возвраты от дистрибьютеров и ремонтников
Рис. 11.13. Однопериодная сеть контейнерного двора
11,3. Управление запасами в распределительных цепях поставок
615
Рис. 11.14. Многопериодная сеть контейнерного двора
ствующие передаче запасов и транспортным перевозкам, требующим
2 или более дней для перевозки. Оборот уровня запасов лежит между
верхней (физическая возможность) и нижней (страховой запас) грани-
цами. Страховые запасы были рассчитаны за пределами модели и для
каждого склада отражают неопределенность в прогнозируемых возвра-
тах. Могут быть несоответствия между физическими и расчетными
запасами. Цель страховых запасов — доказать с высокой степенью ве-
роятности, что каждый склад должен иметь свое распределение зая-
вок на предстоящие 5 дней работы компании. Как показано, заявки
могут быть доставлены в тот день, когда они покидают склад, или че-
рез 1-2 дня.
Результаты и выводы. СРЗ используются более 5 лет, в течение это-
го времени они развивались по нескольким версиям. Как правило, про-
грамма находит решение задачи за 20 минут на персональном компью-
тере «Pentium». Это время осталось практически неизменным с годами,
616
Глава 11. Управление запасами
так как увеличение скоростей микропроцессоров более чем компенсиру-
ет рост бизнеса компании и сказывается на размерах модели оптими-
зации. Примерно 80-90% распределения заявок, возвращенных обрат-
но в региональные офисы, выполняется без модификаций. Остальные
требуют вмешательства человека из-за трудностей в наличии перевоз-
чика, изменений во времени доставки заявки или других факторов.
Сравнение ранних результатов модели с предшествующими данными
о распределении заявок, не основанных на результатах модели, пока-
зало экономию эксплуатационных расходов более чем на 10%.
Недавно компания внедрила с помощью консультантов инструмент
стратегического планирования для оценки решений размещения скла-
дов. Таким образом, развитие системы моделирования в этой компании
следовало по маршруту снизу-вверх, начиная с внедрения операцион-
ного инструмента, а затем, намного позже, стратегического инструмен-
та планирования. Операционный инструмент был также недавно рас-
ширен для оптимизации менеджмента контейнерных дворов в других
отраслях промышленности, включая такие, где нужны доставки с ча-
стичной загрузкой транспортного средства. Для этих новых применений
СРЗ была связана с системой маршрутизации. С помощью этого двух-
ступенчатого анализа на основе затрат на запасы и совокупных затрат
на транспортировку СРЗ распределяет заявки на склады, система мар-
шрутизации определяет оптимальные маршруты от каждого склада для
доставки заявок.
Многоступенчатая система распределения запасных
частей в компании IBM
Многоступенчатые системы распределения нужны для управления
запасами для компаний и организаций, которые имеют большое коли-
чество запчастей или товаров. Для компаний, торгующих розничны-
ми товарами, где ассортимент достигает десятков тысяч, слишком на-
кладно хранить все товары во всех местах, где на них может возникнуть
спрос. Таким образом, компания, торгующая розничными товарами,
может складировать все неходовые товары в крупном центральном рас-
пределительном центре, а избранные неходовые товары в меньших
количествах — в меньших центрах распределения, которые находятся
вблизи основных рынков. Стратегии запасов для заказа и хранения
этих неходовых товаров будет зависеть от их классификации по схеме
АВС, сезонных факторов или результатов рекламы и стимулирования
продаж.
11.3. Управление запасами в распределительных цепях поставок
617
Многоступенчатая сеть также играет важную роль в обслуживании
дорогостоящего и сложного оборудования, такого как универсальная
вычислительная машина или самолет. Поскольку дефицит (отсутствие
запасов) маленькой и сравнительно недорогой запчасти может приве-
сти к выводу из строя дорогостоящей системы, запасы запасных ча-
стей могут храниться на 3 или 4 уровнях, с экстренными поставками
из отдаленного склада для обеспечения необходимого уровня обслу-
живания заказчика.
Приведем пример успешного применения системы управления за-
пасами комплектующих, называемой оптимизатором, в компании IBM)
Хотя эта система была разработана более 10 лет назад, она продолжает
использоваться для поддержания обслуживания компьютеров IBM
и другого оборудования в США. Концепции, лежащие в основе опти-
мизатора, обеспечивают нас успешным й редким примером системы
моделирования, способной полностью проанализировать сложную
многоступенчатую сеть запасов.
Управление логистическим обслуживанием в компании IBM. Когда
начался проект реализации, сервисное послепродажное обслуживание
IBM в США осуществлялось его Национальным подразделением по
обслуживанию (National Service Division — NSD). Целями NSD были
следующие: обеспечить высокое качество послепродажного гарантий-
ного обслуживания покупателей и конкурентоспособную прибыль.
Они обслуживали коммерческих и государственных покупателей и все
внутренние филиалы компании. Сторонние компании конкурировали
с IBM за. эти рынки.
NSD наняли на работу более 10 000 специалистов по работе с поку-
пателями (СП), которые были обучены ремонту и обслуживанию всех
типов установленных систем. Такой большой штат рабочей силы был
необходим для того, чтобы обеспечить быстрый ремонт вышедшего из
строя оборудования. Когда случалась поломка, вызывался СП на ме-
сто поломки, где наверняка нужны были запчасти для замены, диагно-
стика или инструменты. Эти запчасти доставлялись на место ремонта
до или после приезда СП, либо они могли быть взяты на месте из запа-
сов. СП также мог привозить ограниченное количество запчастей в ав-
томобиле.
Организация по распределению внутри NSD отвечала за обеспече-
ние, хранение и доставку запчастей. Кроме поддержки СП осуществля-
1 См. Cohen М., Kamesam Р., Kleindorfer Р., Lee H.,Takerian А. [1990], атакже
Federgrun А. [1993] для рассмотрения подходов моделирования многоступен-
чатой системы.
40 21.S0
618
Глава 11. Управление запасами
лись прямые продажи дилерам, сторонним организациям и частникам.
Организация распределения имела 2 основные функции: распределе-
ние, включающее транспортировку и складирование, и планирование
запасов, включающее обеспечение и поддержание запасов многосту-
пенчатой сети запасных частей. В 1990 г. планирование запасов вклю-
чало 200 000 наименований запчастей для содержания 1000 товаров
компании IBM.
Многоступенчатая сеть запасных частей имела 4 ступени. До введе-
ния системы оптимизации структура этой сети была следующая:
• 2 автоматизированных национальных склада;
• 24 распределительных центра (РЦ);
• 64 станции запчастей (СЗ);
• 15 000 отдаленных мест складирования (ОМ).
Два центральных склада получали запчасти с заводов IBM и от по-
ставщиков и распределяли их на другие точки. Они также пополняли
24 РЦ и обеспечивали срочную доставку по необходимости нужда-
ющимся РЦ. Наконец, они поставляли отечественные запчасти в фи-
лиалы компании, находящиеся за пределами США, а также обеспечи-
вали десятки тысяч уполномоченных дилеров и внешних покупателей.
РЦ были расположены в главных столичных районах, где они обес-
печивали срочную поставку в закрепленные за ними районы и обеспе-
чивали СЗ и ОМ. СЗ располагались в филиалах сервисных офисов.
Они отвечали только за выполнение срочных заявок исходя из того,
какие запчасти и системы нужно поменять. ОМ — это не входящие
в штат склады, пункты складирования покупателей, автомобили спе-
циалистов по работе с покупателями и запасы в местных филиалах.
До начала развития системы оптимизации были проведены плани-
рование и контроль запасов в многоступенчатой сети с помощью про-
стых моделей, встроенных в систему управления запасами запчастей
IBM. Эти модели не принимали во внимание совместную деятельность
уровней сети. Вместо этого излишние запасы хранились на всех уров-
нях для достижения приемлемого обслуживания покупателя.
Модель оптимизации. Модели оптимизации, задействованные в опти-
мизаторе, были расширениями модели запасов, рассмотренной в раз-
деле 11.1, т. е., как только запасы сокращаются до уровня 5 ед. или ме-
нее, осуществляется заказ до 5 ед. Такая модель, названная моделью
распределения услуг, была разработана для каждого распределения
на каждом уровне сети. Цель модели — свести к минимуму ожидаемую
стоимость запасных частей, распределенных на место, в зависимости
11.3. Управление запасами в распределительных цепях поставок
619
от ограничений наличия запчастей в этом месте. Это были ограничения
на долю спроса на такие запчасти, которые немедленно пополнялись
в этом месте. Для каждой запчасти ограничение варьировалось в зависи-
мости от класса первоочередности и ее надежности во всеобщей системе.
Стоимость и сервисные функции в модели распределения услуг, кото-
рые зависят от спроса на товар на месте, были описаны как аппрокси-
мированные функции значений и вариаций этого спроса и времени
пополнения. Эвристический метод решения затем был разработан для
оптимизации. Моделирование показало, что эвристические методы
дали точные решения.
Метод решения для задачи распределения услуг был затем встроен
в итеративный метод для оптимизации запасов во всей многоступен-
чатой сети. Эта оптимизация очень сложна, потому что имели место
3 следующих типа спроса на запчасть:
1) требования вследствие частичного брака в оборудовании поку-
пателя, поставляемом напрямую;
2) срочные требования, передаваемые на нижние ступени сети;
3) требования пополнения на нижних ступенях сети.
Графически итеративный метод изображен на рис. 11.15. Метод на-
чинается на самом низшем* уровне сети, или Е = 1. На каждом этапе
итеративного метода задача распределения услуг на ступени уровня Е
и месте распределения L (приблизительно) оптимизированы. До опти-
мизации спрос на каждую запчасть в месте распределения L от раз-
личных покупателей и мест распределения составляет в сумме итого-
вый спрос. В результате оптимизации вычисляется спрос, который
создается местом распределения L для мест распределения, находя-
щихся выше в сети.
Применение системы моделирования. По завершении исследова-
ния и обоснования моделей запасов была создана многофункциональ-
ная проектная группа для разработки дизайна, тестирования и уста-
новки системы управления запасами (оптимизатора). Так как разработка
проходила в середине 1980-х гг., платформой для выполнения была
универсальная вычислительная машина. Проектная группа состояла из
следующих подгрупп:
• Команда пользователей. Сюда входили члены функциональных
областей, на которые повлияло бы внедрение оптимизатора. Они
посещали сессии по дизайну системы, рассматривали тесты по
приемке и помогали разрабатывать спецификации данного ди-
зайна.
620
Глава 11. Управление за
Е — ступень
L — индекс места
внутри ступени
Рис. 11.15. Многоступенчатая схема оптимизации запасов
11.3. Управление запасами в распределительных цепях поставок
621
• Команда информационных систем. Программисты для разработ-
ки программ и пользовательских интерфейсов для получения дан-
ных и составления отчетности.
• Команда по разработке модели. Ученые в области компьютер-
ных технологий, исследователи — операционисты, программисты,
ответственные за построение всей системы и применение эффек-
тивных научных программ для оптимизации многоступенчатых
моделей запасов.
План работы состоял из 3 пересекающихся фаз: предварительного
тестирования, пробного применения в одной области и национально-
го применения. Система прототипа, разработанная во время предва-
рительного теста, имела минимальное количество пользовательских
интерфейсов. Целью данного этапа было протестировать эффектив-
ность моделей при анализе фактических проблем запасов. Изначаль-
но модели требовали значительной модификации для наиболее необ-
ходимых запчастей и для выравнивания запасов.
Пробное применение в одной области представляло собой длитель-
ную деятельность с ограниченным числом пользователей данной об-
ласти. Кроме этого, проектная команда внедрила измерительную си-
стему для мониторинга результатов пробного применения и сравнила
их с результатами деятельности по запасам в соответствии с предыду-
щей системой. Главная цель пробного применения — устранить по-
грешности в системе. При определенных усилиях на первых 2 фазах
национальное применение прошло гладко. Система работала и до сих
пор работает на еженедельной основе обновления планов пополнения
запасов.
Окончательная система оптимизации, основанная на применении
языка программирования PL/1, состоит из следующих 4 основных мо-
дулей:
• модуль прогнозирования для оценки уровня брака в запчастях,
объединенный с информацией на инсталлированной базе машин
для оценки значений и вариаций вероятностного распределения
бракованных запчастей;
• модуль получения данных для обработки более 15 гигабайт ввод-
ных данных;
• модуль системы моделирования для оптимизации многоступен-
чатой задачи;
• модуль интерфейса для рассмотрения и обработки результатов
системы моделирования.
622
Глава 11. Управление запасами
Система вошла в действие в 1988 г. и до сих пор успешно работает.
Результаты и выводы. После проведения испытаний выяснилось,
что средний уровень запасов в результате работы оптимизатора был
на 20-25% ниже уровня, установленного существующей системой, раз-
ница составляла $500 000 в инвестиции на запасы. Имея такой резуль-
тат, руководство NSD решило направить часть сэкономленных денег на
покупку запасов для улучшения обслуживания и снижение эксплуата-
ционных затрат. После этого оптимизатор по-прежнему определял
ежегодную экономию вложений в запасы в четверть миллиарда дол-
ларов.
Вскоре после введения оптимизатора Национальное подразделение
по обслуживанию (NSD) ввело изменения в сети цепей поставок для
уменьшения количества распределительных центров, увеличения ко-
личества станций запчастей и увеличения скорости пополнения на
станциях запчастей и в отдаленных местах складирования. Эти измене-
ния наряду с более жестким управлением запасами благодаря опти-
мизатору привели к 10%-ному улучшению снабжения запчастями на
нижних ступенях, в то же время поддерживая доступность запчастей
в верхних эшелонах, и к сокращению эксплуатационных затрат на
$20 млн в год. Система также использовалась как инструмент «что,
если» для оценки предполагаемых изменений в стратегиях обслужи-
вания и в конфигурации сети.
11 А. Управление запасами в производственных
цепях поставок
В данном разделе мы обсудим два примера успешного применения
моделей и моделирующих систем для изучения производственных
цепей поставок с точки зрения управления запасами. Обе модели
основываются на теории управления запасами для приблизительной
оптимизации решений по размещению запасов для многоступенчатых
цепей поставок. Такие цепи поставок более сложные, чем многосту-
пенчатая сеть распределения запасных частей, описанная в предыду-
щем разделе, потому что они включают в себя производственные из-
менения и время выполнения заказов, что добавляет неопределенность
в процесс планирования. Более того, ограничение производственной
мощности может ограничить создание страховых запасов между про-
изводственными стадиями.
11.4. Управление запасами в производственных цепях поставок 623
Оптимизация запасов цепей поставок для компании
Hewlett-Packard’s Printer
В конце 1980-х гг. компания Hewlett Packard {HP) создала корпоратив-
ную группу, чтобы помочь менеджерам объединить их деятельность
по цепям поставок с акцентом на управлении запасами запасных ча-
стей, компонентов и готовых изделий. В этом подразделе мы обсудим
модель, созданную этой группой в начале 1990-х гг., для изучения стра-
тегий управления запасами для принтеров DeskJet, которые были про-
даны на рынках по всему миру.1 Хотя оптимизационная модель была
нацелена на стратегические и тактические задачи цепи поставок, она
весьма отличалась от моделей, обсужденных в разделе 11.2, в котором
она сосредотачивалась исключительно на анализе многоступенчатых
запасов.
Краткий обзор типичной сети поставок для принтеров DeskJet дан
на рис. 11.16, где показаны ключевые местоположения запасов и сетей
обслуживания. Изготовление компонентов, так же как сбор и испытания
принтеров DeskJet, происходило в различных пунктах обслуживания
в области Ванкувера. Координация сети поставок в Ванкувере была
усложнена, потому что в эти производственные действия были вовле-
чены несколько отделов компании HP. Один отдел производил особые
интегральные схемы применения (ASICs), которые были установлены
в основной круговой схеме (РСАТ) в Ванкувере. На этой стадии соби-
рали и испытывали другие электронные компоненты дополнительно
к ASICs. Законченные круговые схемы поступали на заключительную
сборку и испытания также в Ванкувере, где они объединялись с други-
ми компонентами для производства готовых изделий, которые потом
тоже тестировались. После этой заключительной стадии из различных
стран на принтеры поступали заказы, включающие соответствующие
модули электропитания и упаковку принтеров с инструкциями на ме-
стных языках.
Мировой рынок принтеров всегда был и остается рынком с жесткой
конкуренцией. Клиенты компании HP, дилеры компьютерной техни-
ки желают нести низкие затраты и в то же время хотят, чтобы техника
служила на высшем уровне конечным потребителям, т. е. клиентам
самих дилеров. В результате компания HP предъявляла высокие тре-
бования к страховым запасам принтеров DeskJet в распределительных
центрах. Потребность в страховом запасе появилась из-за серьезной
’ См. Lee Н., Р. Padmanabhan Р., S. Whang S. [1997а].
624
Глава 11. Управление запасами
неуверенности в спросе, производственных процессах и поставках за-
пасных частей поставщиками компании HP.
Требования модели. Менеджеры компании HP осуществили про-
ект развития системы моделирования для удовлетворения следующих
потребностей:
1. Планирование и контроль запасов и уровня обслуживания. Ру-
ководителям требовался аналитический инструмент, который бы
точно определял взаимоотношения между запасами на различных
уровнях цепи поставок и обслуживанием покупателей, измеря-
емом уровнем выполнения заказа. Это помогло бы им в опреде-
лении соответствующих инвестиций в запасы, а также позволило
бы производственному и маркетинговому отделам договориться
о желаемых уровнях обслуживания покупателей.
2. Анализ возможных вариантов «что, если». В связи с динамиче-
ской природой цепей поставок требовался инструмент, который
бы позволил руководству исследовать альтернативные реакции
на изменяющиеся условия до осуществления стратегии. Приме-
ры таких условий включают:
♦ изменения в рыночном спросе в результате факторов конку-
ренции, жизненного цикла продукта или внедрения нового про-
дукта;
♦ изменения в цепях поставок, таких как введение нового рас-
пределительного центра или закрытие существующего;
♦ изменения в производственной мощности в результате новых
технологий или вследствие обучения персонала.
3. Оценка плана цепей поставок для новых продуктов. Руководи-
телям требовался инструмент для оценки воздействия инвести-
ций в запасы и сервисное обслуживание применительно к аль-
тернативным планам цепей поставок для нового продукта.
4. Описание модели. Модель цепи поставок, разработанная для дан-
ного применения, использует периодическую проверку, или (R, $)-
подмодель, для управления запасами каждой единицы хране-
ния в каждом месте накопления запасов, которые изображены
на рис. 11.16. Это значит, что уровень запасов каждой единицы
хранения в каждом месторасположении проверяется каждый R
период и заказ осуществляется для поддержания запаса на уров-
не S ед. в момент прибытия партии товара.
Рис. 11.16. Модель сети снабжения DeskJet
Источник: Lee Н., Billington С. [1993, 838]
|равление запасами в производственных цепях поставок___625
626
Глава 11. Управление запасами
В частности, модель базируется на расчетах, которые объединяют
параметры, описывающие время пополнения запасных частей, необ-
ходимых в каждой точке накопления с уменьшением спроса. Время
пополнения зависит от ожидаемых верхних норм выработки и мощ-
ностей, а также их вариаций и от вероятностей наличия времени про-
стоя. Падение спроса в каждой точке накопления подсчитывается по-
средством математического представления процесса передачи спроса.
Это представление подобно подходу при моделировании, рассмотрен-
ному выше для системы запасов запасных деталей компании IBM. Для
расчета уровней запасов и предполагаемого страхового запаса для каж-
дой единицы хранения в модели цепи поставок используются совре-
менные методы математической теории запасов.
Показательные результаты и выводы. Модель использовалась для
анализа ряда задач планирования цепи поставок. Например, она исполь-
зовалась для изучения стратегий цепи поставок при введении нового
принтера. Первоначальный план состоял в том, чтобы в Ванкувере
производился механизм принтера, который затем отправлялся в парт-
нерскую компанию в Японии, где осуществлялась сборка готовой про-
дукции, после чего она направлялась в три распределительных центра,
расположенных в Японии, США и Европе. Партнерская компания так-
же могла использовать механизмы для производства конечного изде-
лия и продажи его под своей собственной торговой маркой.
На рис. 11.17 показана композиция затрат на товарно-материаль-
ные запасы для поддержания 98%-ного уровня выполнения заказов,
рассчитанных с использованием модели теории запасов. Из рис. 11.17
видно, что самая удачная возможность для снижения стоимости то-
варно-материальных запасов связана с уменьшением запасов конеч-
ной продукции в распределительных центрах.
Таблица 11.1 содержит результаты, обобщающие следующие аль-
тернативные сценарии разработки новой цепи поставок:
1. Запасы. Наличие больших запасов механизмов в Ванкувере для
страхования от колебаний спроса в трех распределительных цент-
рах.
2. Поставки. Сокращение времени выполнения заказов путем воз-
душных поставок механизмов из Ванкувера в Японию.
3. Производитель в Сингапуре. Использование завода компании
HP в Сингапуре для производства механизмов с целью уменьше-
ния среднего времени перевозки и его колебаний.
11.4. Управление запасами в производственных цепях поставок
627
Транзит, Япония,
распределительные
центры, 21,2%
Рис. 11.17. Композиция затрат на товарно-материальные запасы
для поддержания 98%-ного уровня выполнения заказов
Таблица 11.1
Сравнение возможностей для внедрения нового принтера
(при 98%-ном уровне сервиса)1
Единица продукции Базовый вариант Запасы Поставки Произво- дитель в Сингапуре Локали- зация
Запас(недельная поставка)* 17,6 20,26 13,7 15,0 10,1
Запас, $** 22,ОМ 21,6М 19,6М 20,4М 15,ОМ
Сокращение запаса 0,4М 2,6М 1,6М 7,ОМ
Сбережения/в год юок 600К 396К 1680К
Сбережения на фрахте/в год, $ ок -382К ЮОК 200К
Потенциальная экономия/в год, $ юок 218К 516К 1880К
— счет запасов готовой продукции.
* — основан на 24% годовых.
1 Lee Н„ Billington С. [1993,843].
628
Глава 11. Управление запасами
4. Локализация. Убеждение японского партнера производить ко-
нечную продукцию на заводе в Сингапуре.
Очевидно, что проект цепи поставок основывается на сценарии 4, ко-
торый был наиболее экономически выгоден. Это не только значительно
снизит издержки на транспортировку запасов, но и также уменьшит
стоимость фрахта. Результаты моделирования обеспечили рациональ-
ный базис для компании HP, что позволило договориться с японским
партнером об осуществлении стратегии, предложенной сценарием 4.
Результаты моделирования также иллюстрируют синергию между ана-
лизом и интуицией, потому что проект сценария 4 появился после дол-
гих управленческих раздумий о путях снижения общей стоимости цепи
поставок.
Оптимальное размещение страхового запаса
в производственной цепи поставок компании Kodak
В данном подразделе мы расскажем о модели для управления запаса-
ми в производственной цепи поставок, где цепи поставок и задачи пла-
нирования схожи с только что рассмотренными, но подход к модели-
рованию совершенно другой.1 Модель и система моделирования были
первоначально разработаны для компании Kodak, где они использова-
лись для анализа одиннадцати видов продукции в отделе, занимаю-
щемся оборудованием. Более подробно рассмотрим их применение на
примере внутренней цепи поставок цифровой камеры.
Как изображено на рис. 11.18, ключевой подсистемой для цифро-
вых камер является традиционная 35-миллиметровая камера, фото-
приемник и сборка печатной платы. При создании данной схемы мы
проводим различие между готовыми продуктами всей производствен-
ной цепи поставки, которые отсылаются в распределительные цент-
ры, и готовыми изделиями, которые являются полуфабрикатами, т. е.
изделиями между стадиями производства. Каждый прямоугольник
представляет производственную стадию, а треугольник показывает, что
существует страховой запас готовых изделий на данной стадии. Каж-
дая производственная стадия рассматривается как покупатель гото-
вых изделий, произведенных их непосредственными предыдущими
стадиями.
Компания Kodak приобретает 35-миллиметровые камеры у внеш-
него производителя, а фотоприемник и печатная плата производятся
на месте. Фотоприемник переводит картинки в цифровую форму и по-
1 См. Graves S. С., S. Р. Willems [2000].
Остальные детали
(время подготовки
снабжения
более 60 дней)
Рис. 11.18. Цепь поставок цифровых камер. Источник: Graves S., Willems S. [2000]
630
Глава 11. Управление запасами
сылает их электронную версию на печатную плату, которая обрабаты-
вает и сохраняет их. На рис. 11.18 также изображены остальные части,
используемые в камере. Чтобы контролировать размер модели, около
100 частей было объединено в два класса: тот, что имеет короткое вре-
мя подготовки снабжения (менее 60 дней), и тот, что имеет длитель-
ное время подготовки снабжения (более 60 дней).
Цифровая камера производится путем удаления задней части 35-мил-
лиметровые камеры и замены ее корпусом, который содержит фото-
приемник и печатную плату. После окончания этих операций изделие
тестируется, упаковывается и отправляется в распределительные цент-
ры. Конечные покупатели, которыми являются профессиональные ма-
газины фотографии и компьютерные супермаркеты, получают партию
товара из распределительных центров.
Как мы показали, модель включает в себя совокупность определен-
ных операций. Например, стадии фотоприемника и печатной платы
состоят из нескольких подстадий, которые не были детально смодели-
рованы. Стадии создания, тестирования, упаковки также состоят из
нескольких подстадий. Позже модель была расширена для включения
большего количества элементов этих стадий.
Описание модели и системы моделирования. Модель оптимизации,
разработанная для этого приложения, сосредоточена на определении
оптимального размещения и размерах страхового запаса в производ-
ственной цепи поставок, как показано на рис. 11.18. Как и в ранее рас-
смотренном случае принтеров DeskJet компании HP, она предполагает,
что каждая стадия в цепи поставок функционирует с периодической
проверкой. Модель трансформирует задачу страхового запаса из ве-
роятностной задачи (обеспечивающей то, что спрос удовлетворяется
с высокой степенью вероятности) в детерминированную задачу, утверж-
дающую, что спрос удовлетворяется с уверенностью. Другими словами,
детерминированная модель гарантирует 100%-ный уровень выполне-
ния заказа для всех покупателей в цепи поставок. Это осуществляется
путем убеждения руководителей по всей цепи поставок в установле-
нии и принятии верхних пределов на спрос для того, чтобы в случае их
превышения прибегнуть к нестандартной тактике улаживания этой
проблемы. Примерами являются договоренность с покупателем об
отсрочке поставки крупного заказа, сверхурочное производство в не-
которых отделах, субподряды. В базовой форме модели спрос на ко-
нечную продукцию, а следовательно и спрос на готовые изделия каж-
дого уровня, остается постоянным на период планирования. Модель
11.4. Управление запасами в производственных цепях поставок
631
была расширена для включения некоторых классов непостоянного
спроса.
В общем, модель оптимизации стремится к определению стратегии
страхового запаса, которая гарантирует 100%-ный уровень выполне-
ния заказов на всех стадиях, минимизируя общие издержки на хране-
ние этих страховых запасов. Явными переменными решений в модели
является гарантированное время обслуживания для каждой стадии
цепи поставки. Предположение о том, что спрос постоянен за период
планирования, позволяет образовать аналитическую форму страхово-
го запаса, необходимого на каждой стадии, как функцию этих пере-
менных решений. Ограничения модели налагают условия, что общее
время пополнения для каждой стадии не отрицательно, что обеспечи-
вает целостность процесса пополнения цепи поставок и гарантирует,
что время обслуживания удовлетворит заказчиков.
Результирующая модель — это сложная комбинаторная задача опти-
мизации. Эффективный алгоритм динамического программирования
был разработан для большого, но ограниченного класса моделей це-
пей поставок. Аналитический механизм, основанный на нем, был вве-
ден в систему моделирования. Модель также может быть выражена
как модель смешанного целочисленного программирования, хотя эта
формулировка еще не проверена. Такие модели и методы оптимиза-
ции были рассмотрены в гл. 4.
Система моделирования имеет графический интерфейс пользова-
теля для упрощения управления входными данными. Она создает цепи
поставок, как изображено на рис. 11.18. Вид цепи меняется по мере
того, как пользователь изучает расположение и размерность страхо-
вых запасов по всей цепи.1
Реализация и результаты. Как мы наблюдали на примере компа-
нии Hewlett Packard и будем наблюдать в большинстве производствен-
ных фирм, скоординированное управление запасами по всей цепи по-
ставок компании Kodak нуждалось во взаимодействии менеджеров
различных функциональных подразделений. Например, отдел сборки
печатной платы и отдел сборки фотоприемника действовали как незави-
симые поставщики для сборочной группы, которая выполняла конеч-
ную сборку и испытания. Распределение, которое являлось обособлен-
ной организацией, имело право собственности на продукт, как только
он покидает зону окончательной сборки.
1 Система может быть загружена с web-сайта в Мичиганском технологиче-
ском институте, а также см. www.scm-models.com.
632
Глава 11. Управление запасами
Для поддержания усиления координации между этими группами
компания Kodak создала команду, состоящую из членов различных
отделов и представителей маркетинга. Команда тщательно отбиралась
для выполнения и использования модели в трех следующих фазах:
1. Оптимизировать только те страховые запасы, которые находятся
под прямым управлением сферы окончательной сборки.
2. Вставить в модель ключевого поставщика.
3. Расширить модель до отображения полной цепи поставок.
Решение начать оптимизировать запасы в сфере окончательной сбор-
ки основывалось на высокой стоимости материалов, используемых
в изделии. Приближенные значения издержек, а также время произ-
водства приведены в табл. 11.2.
При аппробации модели оптимизации группа согласилась с тем, что
системе цепи поставок следует иметь страховые запасы, гарантиру-
ющие 100%-ное выполнение заказов со спросом на конечную продук-
цию, который был на 1,645сг выше среднего, что соответствует уровню
спроса, который немного больше его двойного ожидаемого значения.
Эта характеристика исключала очень крупные единичные заказы, ко-
торым уделялось повышенное внимание. Такие заказы управлялись
отдельной предупреждающей политикой. Маркетинг требовал, чтобы
максимальное время обслуживания от центра распределения к поку-
пателю составляло 5 дней. Группа окончательной сборки поставила
Таблица 11.2
Затраты и время производства цифровых камер1
Наименование Время производства Добавочная стоимость
Камера 60 750
Фотоприемник 60 950
Печатная плата 40 650
Другие комплектующие (время выполнения < 60 дней) 60 150
Другие комплектующие (время выполнения > 60 дней) 150 200
Сборка / испытания / упаковка 6 250
Поставка в распределительный центр 2 50
Поставка потребителю 3 0
1 См. Graves S., Willems S. [2000].
11.4. Управление запасами в производственных цепях поставок
633
условие, что время обслуживания для фотоприемника должно быть
нулевым; это стало причиной того, что общие издержки страхового за-
паса должны возрасти на 8,7%.
Оптимальное решение модели для фазы 1 в задаче цепи поставок
определило, что стадии подсборки, стадии агрегирования запасных
частей и стадии сборки/испытания/упаковки на рис. 11.18 должны
иметь страховые запасы и нулевое время обслуживания. Далее модель
определила, что стадии доставки к распределительным центрам и достав-
ки к покупателям должны назначать максимальное время обслужива-
ния — 2 и 5 дней соответственно. Короче, в соответствии с оптималь-
ной стратегией компания должна была иметь запас комплектующих,
деталей и готовой продукции на месте производства и не содержать
запасы в центре распределения, доставляющем камеры немедленно по
получении.
Команда, созданная для исследования субоптимального решения,
была вынуждена выяснить, были ли они близки к оптимуму в отноше-
нии издержек. В первом случае исследование показало, что компания
может иметь страховые запасы как в центре распределения, так и в мес-
тах производства с нулевым временем обслуживания. Модель показа-
ла, что такая политика увеличит издержки страховых запасов на 12%.
Во втором случае разрешалось иметь страховые запасы только в центре
распределения, но не в местах производства. Модель определила стра-
тегию страховых запасов при условии, что это ограничение только на 2%
более дорогостоящее, чем оптимальное решение. Именно эта политика
была использована, потому что удовлетворяла желанию дистрибью-
ции удерживать запасы.
Успех системы моделирования в течение фазы 1 привел к ее исполь-
зованию в фазах 2 и 3 и для других продуктов и продуктовых групп.
Издержки на содержание запасов и доставку значительно сократились
в результате моделирования, как показано в табл. 11.3, где обобщают-
ся результаты деятельности двух сборочных площадок, использовав-
ших систему моделирования. Объем продаж оставался относительно
постоянным в течение трех лет. Заметим, что данные подразделения
изменили свои операционные системы от «производства по графику»
до «пополнения по заказу» в течение 1996 г. Значительная экономия
на затратах на запасы и совершенствование деятельности в сфере до-
ставки (в большой степени благодаря системе моделирования) явля-
ются очевидными преимуществами, которые могут обеспечить модели.
Система моделирования также использовалась проектной командой
компании Kodak для подобных целей, включая следующие:
634
Глава 11. Управление запасами
Таблица 11.3
Результаты модели запасов1
Участок 1995 г. 1996 г. 1997 г.
Сборочный участок А Всемирный запас готовой продукции, $млн Сырье и незавершенное производство, $млн Деятельность по доставке, % Производственные операции 6,7 5,7 . 80 Производство по графику 3,3 5,6 94 Пополнение по заказу 3,6 2,9 97 Пополнение по заказу
Сборочный участок В Всемирный запас готовой продукции, $млн Сырье и незавершенное производство, $млн Деятельность по доставке, % Производственные операции 4,0 4,5 Отсутствует Производство по графику 4,0 1,6 78 Пополнение по заказу 3,2 2,5 94 Пополнение по заказу
• определение ключевых поставщиков, для которых снижение вре-
мени выполнения заказа принесет наибольшую прибыль;
• определение стоимостной эффективности снижения времени про-
изводства;
• сравнение инвестиций в снижение времени производства и эко-
номии в результате сокращения издержек на страховые запасы;
• определение стоимости гарантийного времени обслуживания ко-
нечных покупателей.
С помощью системы моделирования были также приняты стандарт-
ная терминология и ряд обязанностей для межфункциональных про-
дуктовых команд компании Kodak, которые эффективно использова-
лись в координации их объединенных усилий в области цепи поставок.
11.5. Выводы
В разделе 11.1 мы рассмотрели вероятностные модели для управле-
ния запасами. Главную задачу этих моделей можно сформулировать
так: определить количество страховых запасов для данного вида про-
1 См. Graves S., Willems S. [2000].
11.5. Выводы
635
дукции, которое оптимально покрывает расходы на приобретение и со-
держание запасов в случае, когда за период размещения заказа спрос
на их пополнение приводит к тому, что запасы исчерпываются до того,
как будет получен дополнительный запас (таким образом, создаются
дополнительные расходы из-за недовольства покупателей или потерь
продаж). Эти модели рассматривают отдельные виды продукции не-
зависимо друг от друга. Дополнительные издержки и ограничения цепи
поставок игнорируются.
В разделе 11.2 мы обсуждали методы для аппроксимации решений
о запасах и связанных с ними затрат в детерминированных оптими-
зационных моделях для стратегического и тактического планирова-
ния. В зависимости от способов применения выделяются следующие
методы:
1. Стратегические модели цепи поставок. Для мгновенных моде-
лей, часто используемых в стратегическом планировании, мы ис-
следовали конструктивные методы для аппроксимации общей
стоимости запасов (страховой запас плюс расходы на пополне-
ние) для каждого продукта и каждого подразделения как функ-
цию стоимости с уменьшающимся маргинальным стоимостным
отношением к общей продуктовой производительности в конкрет-
ном подразделении. Мы согласны с тем, что такая функция отра-
жает свойства, лежащие в основе вероятностных моделей, рассмот-
ренных в разделе 11.1.
2. Тактические модели цепи поставок. Мы предложили использо-
вать многопериодные модели оптимизации, которые отслежива-
ют и контролируют запасы в конце каждого периода для каждого
продукта (продуктовой группы) и для каждого подразделения.
Страховые запасы могут быть рассчитаны на основе конечных
запасов, основанных на сделанных ранее вычислениях для созда-
ния модели оптимизации. Мы также обсуждали методы для уста-
новки конечных условий на запасы для устранения ситуации,
когда уровень запасов падает до нуля в конце многопериодного
горизонта планирования.
В разделах 11.3 и 11.4 мы привели примеры успешного применения
моделирования для нескольких задач планирования запасов. Мы пред-
ставили обзор того, как вероятностные модели запасов, рассмотрен-
ные в разделе 11.1, могут быть расширены до сложных моделей для
решения проблем, возникающих в управлении многоступенчатой ди-
стрибьюцией и производственными системами. Один из подходов для
636
Глава 11. Управление запасами
производственной цепи поставок трансформировал вероятностную за-
дачу страхового запаса в детерминированную задачу путем рассмот-
рения ограниченного худшего случая, когда все участники цепи по-
ставок согласились с достоверным обслуживанием. Случаи со спросом,
выходящим за рамки границы, должны были рассматриваться как ано-
малии, которые существовали бы в качестве исключений. Результи-
рующая модель запасов могла быть определена и оптимизирована так-
же, как модель (детерминированного) динамичного программирования
или смешанного целочисленного программирования, объединенная с
подобными моделями смешанного целочисленного программирования
для производственного и календарного планирования.
Важной областью исследования является эффект раздувания (bull-
whip effect), который описывает возрастания колебаний в спросе по
мере продвижения по цепи поставок.1 Модели, подобные тем, которые
рассмотрены в разделе 11.4, используются для изучения этого фено-
мена и контроля над ним. Одним из важных обнаруженных результа-
тов до сих пор является возможность уменьшения эффекта раздува-
ния путем обеспечения руководителя каждого этапа цепи поставок
текущей информацией о спросе на конечную продукцию и его влия-
нии на производственную и распределительную деятельность.2
Четыре модели, рассмотренные в разделах 11.3 и 11.4, использова-
лись применительно к производственным проблемам запасов, прини-
мая как данность структуру цепи поставок, например расположение
производственных подразделений и их взаимосвязь, и миссию данных
подразделений, например какие продукты должны быть произведены
или запасены и какие ресурсы имеются в наличии для данной деятель-
ности. Очевидно, что результирующие стратегии запасов были субоп-
тимальны с глобальной точки зрения. Таким образом, преимущество
подхода к интеграции решений о запасах и других решений цепи по-
ставок позволяет анализировать эти стратегии с помощью отдельных
моделей, чьи результаты систематически комбинируются.
Модель смешанного целочисленного программирования определя-
ет оптимальный проект и действующую стратегию для цепи поставок
компании. Эти решения передаются к подмодели запасов, которая на
1 См. Lee Н., Padmanabhan Р., Whang S. [1997а] для дальнейшей информа-
ции об эффекте раздувания.
2 Последние исследования в административном управлении эффекта раз-
дувания можно найти в работе Chen Е., Drezner Z., Ryan J. К., Simchi-Levi D.
[1999].
11.5. Выводы
637
основе этих решений определяет оптимальную политику запасов. Под-
модель запасов далее анализируется для обеспечения обратной связи,
которую мы называем анализом чувствительности, с моделью смешан-
ного целочисленного программирования для того, чтобы увидеть, как
изменения в цепи поставок улучшат управление запасами. Сложность
на данном этапе представляет вычисление (расчет) этой обратной свя-
зи. Однако результаты исследований предполагают, что подобное вы-
числение возможно.
Наконец, в разделе 11.1 мы обсудили то, как модели стохастического
программирования расширяют детерминированные модели оптими-
зации путем, который близок аналогиям вероятностных моделей за-
пасов. К сожалению, модели стохастического программирования не
могут быть применены к проблемам управления запасами, включающи-
ми сотни или даже тысячи единиц продукции. Методы иерархического
планирования для устранения такого ограничения являются еще од-
ной важной областью прикладного исследования.
Литература
Ballou R.H. [1992], Business Logistics Management, 3rd ed. Englewood Cliffs, N. J.: Prentice-
Hall.
Chen E., Drezner Z., Ryan J. K., Simchi-Levi D. [1999], «The Bullwhip Effect: Managerial
Insights on the Impact of Forecasting and Information on Variability in the Supply
Chain», in Quantitative Models for Supply Chain Management, edited by S. Tayur,
R. Ganeshan, and M. Magazine. Norwell, Mass.: Kluwer.
Cohen M.,Kamesam P., KleindorferP., LeeH., Takerian,A. [1990], «IBM’s Multi-Item Echelon
Inventory System for Managing Service Logistics», Interfaces, 20, 65-82.
The Economist [1998], June 20-26.
Federgrun A. [1993], «Centralized Planning Models for Multi-Echelon Inventory Systems
under Uncertainty», in Handbook in Operations Research and Management Science:
Vol. 4, Logistics of Production and Inventory, edited by S. C. Graves, A. H. G. Rinooy
Kan, and P. H. Zipkin. Amsterdam: North-Holland.
Fleishmann M., Bloemhof-RuwaardJ. M., Dekker R., Van der Laan E., Van Nunen J. A. E. E.,
Van Wassenhove L.J. [1997], «Quantitative Models for Reverse Logistics: A Review»,
European Journal of Operational Research, 103, 1-17.
Glasserman P„ Tayur S. [1995], «Sensitivity Analysis for Base-Stock Levels in Multi-Echelon
Production-inventory Systems», Management Science, 41, 263-281.
Graves S. C., Willems S. P. [2000], «Optimizing Strategic Safety Stock Placement in Supply
Chains», Manufacturing and Service Operations Management, 2, 68-83.
Hadley G., Whitin T. M. [1963], Analysis of Inventory Systems. Englewood Cliffs, N. J.:
Prentice-Hall. «Lee, H. L, and C. Bilington [1993], «Material Management in Decentralized
Supply Chains», Operations Research, 41, 835-847.
Lee H., Padmanabhan P., WhangS. [1997a], «The Bullwhip Effect in Supply Chains», Sloan
Management Review, 38, 93-102.
Lee H., Padmanabhan P., and WhangS. [1997b], «Information Distortion in a Supply Chain:
The Bullwhip Effect», Management Science, 38, 546-558.
638 Глава 11. Управление запасами
Nahamias S. [1993], Production and Operations Analysis, 2nd ed., Irwin. Peterson, R., and
E. Silver [ 1985], Decision Systems for Inventory Management and Production Planning.
New York: Wiley.
RobesonJ. F., Copacino IT. C.,Howe R.E. [1994], The Logistics Handbook. New York: The Free
Press.
Shapiro J. F. [1979], Mathematical Programming Structures and Algorithms. New York:
Wiley.
Stegner A. J. [1994], «Inventory Decision Framework», Chapter 15 in Robeson, Copacino,
and Howe [1994].
Wilson R. H. [ 1934], «А Scientific Routine for Stock Control», Harvard Business Review,
XIII, 116-128.
Winston IT L. [1994], Operations Research: Applications and Algorithms, 3rd ed., Pacific
Grove, Calif.: Duxbury Press.
Часть IV
БУДУЩЕЕ
Глава 12
ОРГАНИЗАЦИОННАЯ АДАПТАЦИЯ
К ОПТИМИЗАЦИИ МОДЕЛИРУЮЩИХ
СИСТЕМ
Одной из предпосылок к написанию этой книги явился тот факт, что
менеджеры все более и более интересуются управлением цепями по-
ставок, основанном на фактах. Соответственно мы уделили наиболь-
шее внимание изучению моделей оптимизации, основанных на дан-
ных, которые облегчают процесс принятия решений относительно цепи
поставок. В предыдущих главах мы рассмотрели множество примеров
успешного применения систем моделирования, которые подтвержда-
ют наше высказывание о том, что технические требования при проек-
тировании таких систем не являются преградой. Препятствием явля-
ется ошибочное поведение людей и организации, которое противоречит
надлежащему и эффективному использованию данных и экономиче-
ских моделей при управлении цепями поставок.
Эта глава посвящена изучению подобных препятствий и рассмат-
ривает варианты их преодоления. Компании, преуспевшие во внедре-
нии новых процессов цепей поставок при использовании транзакци-
онной и аналитической информационной технологии (ИТ), достигают
существенного улучшения системы управления. В этой главе рассмот-
рены следующие объекты исследования:
• поведенческое исследование того, как организации фактически
принимают решения;
• факторы, определяющие ценность ИТ как ресурса, который вно-
сит весомый вклад в конкурентоспособность фирмы;
• реорганизация делового процесса (BPR), учитывающая необхо-
димость использования ИТ при совершенствовании управления
цепями поставок;
• процесс координации цепей поставок и стимулирующие струк-
туры.
Глава 12. Организационная адаптация к оптимизации моделирующих систем 641
Хотя ученые, работающие в этих областях, еще не до конца осозна-
ли все возрастающую роль систем оптимизации при принятии реше-
ний относительно проектирования и использовании ИТ, их исследо-
вания косвенно подтверждают необходимость таких систем.
Термин ИТ используется для обозначения инфраструктуры ИТ,
используемой в пределах фирмы и при связях фирмы с продавцами
и клиентами. К инфраструктуре ИТ относятся оборудование, про-
граммное обеспечение для коммуникационных и организационных
данных, программное обеспечение для выполнения дескриптивных
и нормативных исследований моделирования и персонал, ответствен-
ный за обеспечение надлежащего функционирования ИТ. Эффектив-
ное использование оборудования и программного обеспечения для пе-
редачи и управления данными по Интернету, безусловно, очень важно
и представляет особый интерес.
В дальнейшем термины организация, компания и фирма будем счи-
тать синонимами. Термином менеджер будем обозначать человека,
ответственного за принятие решений по воплощению в жизнь некото-
рой организационной идеи.
В разделе 12.1 произведен краткий обзор исследования принятия
решений в организациях. Данный обзор в основном базируется на ра-
боте Джеймса Марча и его коллег. Марч свел эти исследования к тому,
что он называет «группой (четырех) проблем, связанных с человече-
скими действиями». В частности, он говорит о конфликте между рацио-
нальным принятием решения и организационной политикой, которая
препятствует нахождению и осуществлению эффективных решений.
Эти проблемы подробно исследованы в разделе 12.2, где показаны пер-
спективы применения интегрированного управления цепями поста-
вок и систем моделирования. Идеи, представленные в разделах 12.1
и 12.2, раскрыты в дальнейшем, при исследовании воздействия инф-
раструктуры ИТ на компанию и влияния реорганизации делового про-
цесса на управление цепями поставок.
В разделе 12.3 рассмотрены факторы, обеспечивающие ИТ решаю-
щее значение при получении преимущества над конкурентами. Эти
факторы исследованы с точки зрения обеспечения фирмы ресурсами.
Рассмотрено дополнительное значение ресурсов ИТ, а также челове-
ческих и деловых ресурсов при достижении преимущества над конку-
рентами. Приобретение, применение и оптимизация систем модели-
рования для управления цепями поставок вызывают конфликты между
исследовательскими и эксплуатационными структурами и отдельны-
ми работниками в фирме. Эти конфликты представлены в разделе 12.4.
41-2186
642 Глава 12. Организационная адаптация к оптимизации моделирующих систем
В данном разделе предложены возможные подходы для осуществле-
ния бригадной работы среди разработчиков системы моделирования
(«исследователи»), администраторов ИТ («пользователи») и менед-
жеров по поставкам и аналитиков («клиенты двух других групп»).
Для создания и обслуживания бригадной работы среди этих работни-
ков, имеющих разные цели и задачи, необходимо обладать навыками
менеджера ИТ.
В последнее время много писали о взаимодействии между BPR и ИТ.
ИТ может служить или в качестве ускорителя, или в качестве препят-
ствия для В PR. Хотя это истинно для различных бизнес-процессов,
зависящих от транзакционных ИТ, можно считать, что системы моде-
лирования способствуют возникновению новых бизнес-процессов, а не
только их реорганизации. Типичными новыми процессами являются
процессы создания и обновления баз данных решений по цепям по-
ставок, введение модели в действие, интерпретация результатов рабо-
ты модели и планы деловых отношений. В разделе 12.5 отражен этот
аспект BPR в отношении повторного, ежемесячного применения си-
стемы моделирования для тактического планирования в фирме, кото-
рая производит и распределяет потребительские товары. Роль стимулов
в продвижении скоординированного принятия решения относительно
цепей поставок показана в разделе 12.6. Несмотря на обширное теоре-
тическое исследование побудительных структур, структуры, содей-
ствующие принятию интегрированных планов цепей поставок среди
менеджеров среднего звена, исследованы недостаточно.
В разделе 12.7 подробно исследованы стадии стратегического моде-
лирования цепи поставки. Это сделано по двум причинам. Во-первых,
авторы желают отобразить типичную картину изучения для менедже-
ров, никогда не участвовавших в подобном изучении. Во-вторых, хотя
такое исследование требует серьезных усилий со стороны компании,
в большинстве случаев оно дает отличные результаты в течение 4-6 ме-
сяцев.
Глава завершается разделом 12.8, в котором обсуждаются перспек-
тивы развития в управлении цепями поставок, системами моделиро-
вания, информационными технологиями и адаптацией организации.
Подготовка организации к использованию систем моделирования и при-
нятию решений, основанному на фактах, — главный источник неуве-
ренности в будущем. Нам кажется, что историки, оглядываясь назад,
будут расценивать нынешнее время как начало информационной ре-
волюции, которая освобождает автора от большой ответственности при
создании точных долгосрочных предсказаний.
12.1. Как организации принимают решения
643
12.1. Как организации принимают решения
За прошедшие 40 лет ученые, изучающие принятие решений руково-
дителями и организациями, разделились на два лагеря. В первый ла-
герь входят экономисты, менеджеры и другие ученые, придержива-
ющиеся следующей точки зрения: частные лица и организации должны
и хотят быть рациональными при принятии решений, по крайней мере
в тех пределах, в каких может быть предоставлена информация их ин-
формационными источниками. В частности, они поддерживают тео-
рию ограниченной рациональности, которая гласит, что руководите-
ли в такой степени рациональны, в какой степени они информированы
относительно состояния дел в мире, возможных действий, которые они
могут предпринять, и последствий этих действий.
Второй лагерь включает тех, кто скорее заинтересован пониманием
того, как фактически принимаются решения в организациях, нежели
тем, как они должны приниматься согласно принципам рационализ-
ма. Ученые, придерживающиеся такой позиции, считают, что хотя орга-
низации могут пытаться принимать рационалистические решения, эти
попытки обречены на неудачу, поскольку руководство отдалено от
объекта управления в пространстве и времени. Кроме того, на органи-
зации серьезно влияют такие негативные факторы, как невежествен-
ность, неоднозначность интересов, ведущие к конфликтам.
Этот парадокс наряду с новейшими разработками в ИТ требует от
делового мира скорейшего решения следующей задачи информацион-
ной революции (по крайней мере применительно к управлению цепя-
ми поставок): увеличится ли (или останется неизменной) эффектив-
ность менеджеров, участвующих в разработке рационального решения,
при предоставлении им все более и более гибкого и быстрого доступа
ко всеобъемлющим данным, необходимым для принятия подобного ре-
шения?
Основываясь на наших опытах по организации и функционирова-
нию систем моделирования в ряде компаний в течение последних не-
скольких лет, можно с уверенностью заявить, что вероятность принятия
менеджерами верного и рационального решения, если им предостав-
лена действительно полная информация относительно положения дел
в компании и за ее пределами, значительно увеличивается.
Конечно, руководство рациональным, основанным на фактах прин-
ципом принятия решений все еще занимает значительное место в ряде
инструментов, используемых при управлении компанией.
41*
644 Глава 12. Организационная адаптация к оптимизации моделирующих систем
В этом разделе мы рассмотрим поведенческую (бихевиористскую)
точку зрения на принятие организационных решений без предложения
вариантов воздействия новых разработок ИТ, особенно затрагива-
ющих управление цепями поставок. Приведенное исследование в боль-
шой степени основано на работах Джеймса Марча и его коллег. В сле-
дующем разделе сделана попытка свести моделирование и управление
цепями поставок к четырем основным проблемам, связанным с орга-
низационным решением, установленным профессором Марчем.
Теория рационального выбора в сравнении
с действительностью организационного поведения
Теория рационального выбора для каждого конкретного менеджера
основана на следующих четырех элементах:
• знание альтернатив — набор альтернатив возможных действий;
• знание последствий — понимание последствий, возможных для
каждого действия;
• последовательная установка предпочтений — позволяет оценить
и сравнить альтернативные действия и их результаты;
• правило выбора решения — позволяет выбрать решение, обеспе-
чивающее наибольшую выгоду.
Сторонники теории рационального выбора сомневаются по поводу
целей, которые преследует руководитель при поиске возможных ва-
риантов действий, а затем при выборе оптимального решения на основе
выбранного критерия оптимальности. Безусловно, они в значительной
степени игнорируют методы обеспечения руководителя описательными
и нормативными моделями, чтобы помочь ему при выборе решения.
Теория рационального выбора распространяется на многих людей,
ответственных за принятие решений в организации, способных прий-
ти к единому решению и оценить его последствия. Кроме того, они
способны выработать механизмы для слияния индивидуальных целей
в результат, необходимый всей группе, и выработать коллективное
решение. Также при попытке достижения согласия часто игнорирует-
ся роль аналитических методов.
Исследователи учли ошибки первоначальной теории рационального
выбора и выработали теорию ограниченной рациональности, которая
признает то, что информированность руководителей имеет пределы.
Понятно, что знание руководителей возможных вариантов решения и их
последствий ограничено их возможностями и способностями к поиску
информации, характеризующей эти варианты. Недостатком любого
12.1. Как организации принимают решения
645
руководителя является то, что свое внимание он может распределять
различными способами в зависимости от индивидуальных способно-
стей и точки зрения, модели поведения и важности решения. Поскольку
достижение совершенной информированности фактически невозмож-
но, руководитель будет постепенно отходить от идеи поиска оптималь-
ного решения. Вместо этого он попытается найти такое решение, по-
следствия которого позволят достигнуть установленной цели. Этот
подход к принятию решения называется поиском удовлетворяющего
решения.
Организационные бихевиористы, заинтересованные тем, как факти-
чески принимаются решения в организациях, соглашаются с тем, что сбор
информации, полного набора данных, необходимого для эффективного
принятия решения, полностью осуществить невозможно. С практиче-
ской точки зрения организации необходимо получить максимум необ-
ходимых сведений из доступной информации, чтобы достичь результа-
тов, которые будут максимально приближены к идеальному результату.
Однако основываясь на многочисленных фактических данных, бихе-
виористы полагают, что проблемы, связанные с принятием решения,
сложнее и разнообразнее того, как они представлены в теории ограни-
ченной рациональности. Любая оценка организационных сведений
связана со сложностью организации, в которой желаемые результаты,
действия по их достижению и достигнутые результаты разделены по
месту и времени. Разумное действие с точки зрения одной группы
людей в данном месте в данное время может казаться ошибочным дру-
гой группе в другом месте и в другое время. Кроме того, поскольку
предпочтения изменяются по прошествии времени, действия, которые
сначала казались рациональными, могут впоследствии рассматривать-
ся менее целесообразными, и наоборот.
Сбор организационной информации можно условно разбить на сле-
дующие 3 проблемы:
1. Незнание. Руководители часто не осведомлены о прошлом компа-
нии. Как правило, это вызвано тем, что события не были должным
образом зафиксированы и осознаны. Также они могут не знать
о причинах, которые могли бы объяснить прошедшие события и
помочь дать точный экономический прогноз на будущее. Нако-
нец, они могут быть не осведомлены о возможных вариантах ре-
шения, ограничениях и предпочтениях при выборе оптимально-
го варианта.
2. Конфликт. Руководители, разделенные по месту, времени и ответ-
ственности, имеют различные предпочтения. В любой ситуации
646 Глава 12. Организационная адаптация к оптимизации моделирующих систем
принятое решение может повлечь проблемы, поскольку другие
руководители вправе согласиться или отказаться сотрудничать
и обмениваться информацией.
3. Неопределенность. Предпочтения самих руководителей в пре-
делах организации меняются со временем. Кроме того, они могут
изменяться в результате предпринятых действий и полученных
результатов. Таким образом, при попытке принятия разумного
решения зачастую невозможно четко сформулировать цели, учи-
тывая быстрое изменение предпочтений.
Наконец, при выборе решения организация вынуждена постоянно
разрываться между исследованием и разработкой. К исследованиям
относятся процессы, касающиеся поиска, открытия и внедрения ин-
новаций. Иногда организации необходимо отказываться от ее стандарт-
ных методов, идти на риск и вводить новые экспериментальные изде-
лия, технологии или процессы, выходить на новые рынки. Далеко не
все исследовательские действия заканчиваются успешно, но они не-
обходимы, если организация хочет оставаться конкурентоспособной
в постоянно меняющихся экономических условиях. К разработке от-
носятся процессы, имеющие отношение к усовершенствованию и улуч-
шению действий организации. Это необходимо, чтобы сделать функ-
ционирование организации более эффективным и надежным. Попытки
разработок гораздо чаще бывают успешными, чем исследовательские
действия, но они не могут внести серьезных изменений в работу орга-
низации.
Внутреннее противоречие между исследованием и разработкой при-
водит к необходимости нахождения баланса между ними. С одной сто-
роны, чрезмерные исследовательские действия могут завести органи-
зацию в ловушку, где из неудачных экспериментов появляются новые
эксперименты, которые также терпят неудачу (в значительно#! степени
потому, что организация отказывается от потенциально успешных экспе-
риментов прежде, чем они могут проявить свои достоинства). С другой
стороны, избыточные действия по разработке могут привести в ловуш-
ку успеха, в которой краткосрочный успех, основанный на одной раз-
работке, не позволяет в должной мере проводить исследовательскую
работу, необходимую для долговременной адаптации и выживания
организации.
Неопределенность и риск
Отношения между руководителями по поводу неопределенности и рис-
ка — еще одна область, где различаются рациональная и бихевиори-
12.1. Как организации принимают решения
647
стекая (поведенческая) теории. Рационалистическая теория предпо-
лагает, что руководителю свойственно опасаться любых рисков. Эта
боязнь может исчезнуть только в случае определенной заманчивости
вероятных перспектив этого риска. Как только выявленные предпочте-
ния руководителя получены, определена его полезная функция и оце-
нен уровень риска, решения выбираются таким образом, чтобы макси-
мизировать ожидаемую полезность.
Однако организационные бихевиористы полагают, что отношение
менеджера к одной и той же мере риска зависит не только от вероятных
перспектив. Хотя менеджер может пытаться объективно осознать риски,
связанные с конкретными решениями, его склонность к риску будет
зависеть от условий и вероятных последствий этих рисков. Естествен-
но, что если в случае неудачи рискованного предприятия к менеджеру
будут применены серьезные меры со стороны организации, он будет
гораздо менее расположен к риску, чем в случае, когда организация
благосклонно относится к исследовательским действиям, не имеющим
никаких гарантий успеха. Другой поведенческий аспект при проведе-
нии рискованных мероприятий — надежность организации и отдель-
ных личностей, с которыми взаимодействует менеджер. Если органи-
зация или менеджер непоследовательны в отношении к рискованным
предприятиям, возможность негативного восприятия также будет тор-
мозить менеджера при принятии рискованного решения.
Отношение менеджера к риску также может серьезно измениться
в зависимости от цели, которой он и организация стремятся достигнуть
в результате рискованных действий. Бихевиористы показали, что если
действие ведет к вознаграждениям по достижении цели мероприятия,
то менеджер будет впоследствии менее предрасположен к риску, чем
если цель не будет достигнута. Если цель не достигнута, то менеджер
будет склонен к большим и большим рискам при попытке достичь цели.
Принятие решений на основе правил
Ученые, изучающие организационное поведение, считают, что принятие
решений на основе правил — это реальная альтернатива рационали-
стическому принципу принятия решения, описанному выше. В част-
ности, рационалистический принцип принятия решения, включающий
прогностические, расчетные и последующие действия, находится в про-
тиворечии с часто встречающейся логикой принятия решения, осно-
ванной на уместности, обязанностях и правилах. Другими словами,
большинство принятых организацией решений принимаются в соот-
ветствии с принятыми оперативными процедурами, профессиональ-
648 Глава 12. Организационная адаптация к оптимизации моделирующих систем
ними стандартами или другими принципами, связанными с личност-
ной управленческой концепцией.
Таким образом, менеджер вряд ли будет руководствоваться оцен-
кой альтернатив в аспекте желательности их последствий, более веро-
ятно, что он будет следовать логике уместности, которая строится на
следующих факторах:
• Тождественность. Менеджеры имеют собственные тождествен-
ные персональные, профессиональные и официальные концеп-
ции, которые могут изменяться в зависимости от специфической
ситуации.
• Ситуация. Ситуации объединяются в категории различными спо-
собами в зависимости от принципа группировки.
• Соответствие. Менеджеры выбирают набор действий для опре-
деленной ситуации, соответствующий, по их мнению, данной си-
туации.
Приверженность правилам присутствует в управлении не только
тогда, когда принимаются регулярные решения, но и когда возникают
необычные ситуации. В последнем случае менеджеры чаще следуют
логике уместности в конкретных обстоятельствах, чем пытаются мак-
симизировать ожидаемую полезность.
Бихевиористы полагают, что правила медленно изменяются с тече-
нием времени, и учитывают новые эмпирические данные и свежую
практическую информацию. Они выделили следующие 4 основных
метода, посредством которых изменяются правила:
1. Менеджеры могут сознательно выбирать правила, основанные на
рационалистическом анализе предпринимаемых действий и их
возможных последствий. Этот метод рассматривается как форма
договорного соглашения между рациональными сторонами.
2. Правила разрабатываются как результат изучения или как ответ-
ная реакция окружающей среды относительно выгод и потерь при
осуществлении некоторых действий. Это изучение необходимо, по-
скольку даже кажущиеся оптимальными правила через некоторое
время устаревают. Однако изучение, которое может быть только
частично рациональным, представляет исключение из правил. Воз-
можно, это суеверие является причиной того, что менеджеры оста-
навливают развитие организации в местных, безопасных оптиму-
мах, которые весьма далеки от действительных оптимумов. Если
компетентность технологического изучения находится на низком
или неадекватном уровне, организация не сможет использовать
12.1. Как организации принимают решения
649
условно оптимальные технологии, в то время как большие силы,
затраченные на увеличение компетентности, имели бы большую
отдачу.
3. Менеджеры склонны к имитации и могут принимать правила
просто потому, что другие приняли их. Имитация может вести
к хорошим правилам, но не всегда, особенно во время быстрых
изменений в технологиях, когда менеджеры предпочитают из со-
ображений безопасности двигаться в том же направлении, что
и другие руководители.
4. Свод правил организации изменяется со временем и, возможно,
увеличивает ее общую эффективность, но зачастую он далек от
оптимального. Не имеется никакой гарантии того, что этот свод
будет столь хорош, каким он мог бы или должен был быть, если
организация не находит механизмов, способных производить
идентификацию и распространение целесообразных правил при
исключении неэффективных.
Когда менеджеры применяют правила, возникают дополнительные
конфликты и неоднозначные ситуации. Именно по этой причине в боль-
шинстве организаций правила не зафиксированы официально, а су-
ществуют лишь на словах, в связи с чем часто меняются. Когда между
работниками, которые не согласны со значением или действием пра-
вил, возникает конфликт, для его решения необходима некоторая фор-
ма рационалистического анализа.
Значение окружающей среды при принятии решений
Менеджеры стремятся выявить явные или неявные черты прошлых,
настоящих и будущих ситуаций, которые могут повлиять на организа-
ционные решения, и стремятся разобраться в правилах и предпочте-
ниях конкретных ситуаций. Другими словами, они пытаются разоб-
раться в закономерностях мира, в котором они живут и работают, для
дальнейшего использования полученных данных при проектировании
оптимизационных моделей.
Теория рационального принятия решений предполагает, что перед
принятием решений руководители пытаются предсказать возможные
последствия действий. Альтернативные теории предполагают, что пе-
ред принятием решений руководители пытаются оценить возника-
ющие реальные ситуации так, чтобы они могли выбирать правила, по
которым им действовать и которые соответствуют им персонально. Эти
попытки оценить ситуацию часто далеки от совершенных.
42—2180
650 Глава 12. Организационная адаптация к оптимизации моделирующих систем
Исследование поведения также показало, что руководители зача-
стую упрощают ситуации, требующие принятия решений. Они упро-
щают ситуации до предела, игнорируя, таким образом, основные слож-
ности, которые могут возникнуть при выборе эффективного решения.
Они также обращают слишком пристальное внимание на информацию,
близкую к ним по времени и месту. Кроме того, они имеют тенденцию
интерпретировать ситуацию таким образом, чтобы подтвердить их
предшествующие убеждения, даже ошибочные.
Как рационалистическая теория, так и теория принятия решения
на основе правил считают достижение результата решения главной
задачей менеджера. Кроме того, поведенческие исследования показы-
вают, что принятые решения лишь несущественно привязаны к инфор-
мации, на которой они были основаны. Зачастую больше усилий за-
трачивается, чтобы оправдать решение после того, как оно было сделано,
чем на его предварительную оценку. Это происходит из-за того, что
процесс принятия решения рассматривается как повод для повторно-
го изменения отношений между работниками в организации, как свое-
го рода вызов.
Бихевиористы пошли дальше и установили, что значение, получен-
ное из принятия решения, может быть более важно, чем фактические
результаты. Этим они желают показать, что процесс решения увели-
чивает роль ключевых работников в организации. В крайнем случае,
организация может приукрасить символы, мифы и ритуалы, связан-
ные с принятием решения, полагая, что результаты настолько хороши,
насколько они могут быть хорошими, поэтому критический самоана-
лиз может в значительной степени игнорироваться.
Экологические вопросы при принятии решений
Рационалистическая теория предполагает, что согласованное принятие
решений группой руководителей в конкретное время противоречит
конфликтам, связанным с фактическим принятием решения внутри
организации или среди нескольких организаций. Социальное взаимо-
действие играет большую роль в определении правил и ожиданий орга-
низации и переплетении их с правилами и ожиданиями других орга-
низаций, с которыми она взаимодействует.
Экология определяется как область социологии, которая изучает
отношения между человеческими группами и их физическими и со-
циальными окружающими средами. Организационные бихевиористы
расширили это определение до «экологического видения процесса при-
нятия решения, т. е. рассмотрения того, как структура отношений меж-
12.2. Спорные вопросы при принятии организационных решений
651
ду индивидуумами влияет на их поведение». Последние исследования
подтверждают такие экологические представления, показывая, что
конфликты возникают, когда индивидуумы или группы с непосле-
довательными предпочтениями пытаются принимать решения. Кро-
ме того, решения обычно больше связаны близостью во времени, чем
причинно-следственной связью. Предположения, лежащие в основе
принятия решения, также изменяются со временем в результате пред-
принятых действий и осознанных последствий.
Поскольку рационалистическая теория может быть непрактична,
руководитель пытается рассмотреть организационное принятие реше-
ния как политический процесс, который позволяет принимать реше-
ния без достижения согласия. Через некоторую комбинацию власти,
переговоров, обмена или заключение союза организация в конечном
счете принимает меры. Однако осложнения из-за политического про-
цесса могут препятствовать исполнению решений. В итоге, несмотря
на политическую борьбу, индивидуумы должны будут доверять друг
другу, это подтверждено последними исследованиями, показавшими,
что доверие и репутация не менее важны для успешного ведения дел,
чем умение вести переговоры.
12.2. Спорные вопросы при принятии
организационных решений
Джеймс Марч свел конфликты, возникающие при принятии органи-
зационных решений, рассмотренных в предыдущем разделе, к четырем
ключевым проблемам. Перечисленные ниже проблемы показывают
концептуальные и видимые различия между рационалистической тео-
рией принятия решения и наблюдениями организационных бихевио-
ристов относительно фактического принятия решения, что обсужда-
лось в предыдущем разделе. Нашей целью является уяснение принципов
адаптации организации к использованию данных и систем моделиро-
вания при управлении цепями поставок. Перед тем как углубиться
в детали, сделаем несколько комментариев по контексту, в котором сле-
дует рассматривать эти проблемы.
Никто не станет спорить, что в современном мире большинство ре-
шений относительно цепей поставок могут быть приняты только после
того, как руководители проанализировали и учли необходимые дан-
ные, которые хранятся или должны храниться в компьютеризирован-
ных базах данных. Мы не предполагаем, что системы ERP уже привели
к эффективному управлению базами данных в большинстве компаний.
652 Глава 12. Организационная адаптация к оптимизации моделирующих систем
Много жалоб можно услышать от менеджеров относительно успеха
применения системы ERP в их компаниях. Несмотря на большую сто-
имость, результирующие информационные системы часто неполны
и недостаточно гибки при спецификации и управлении данными. Од-
нако можно ожидать, что через некоторое время будут разработаны
улучшенные системы ERP и методы их применения. Кроме того, но-
вейшие интернет-разработки, позволяющие создавать виртуальные
цепи поставок разнообразных компаний, только подчеркивают по-
требность в улучшенных системах ERP и аналитических инструмен-
тах для обработки и интерпретации данных.
Неоспоримым фактом следует признать то, что процессы создания
и осуществления решений по цепям поставок должны зависеть от ис-
ходных данных. Компании ищут пути связывания систем моделиро-
вания с их системами ERP или работают над их внедрением. Точка
зрения о том, что решения принимаются менеджерами, которые взаи-
модействуют друг с другом и другими людьми, работающими на них,
при недостаточном или беспорядочном внимании к данным, устарела.
Центральная роль, которую должно сыграть управление данными и си-
стемами моделирования, должна лечь в основу поведенческих (бихе-
виористских) исследований процесса принятия организационных ре-
шений при управлении цепями поставок.
Управление цепями поставок особенно подходит для процесса при-
нятия решения, основанного на данных. База данных решений цепей
поставок, рассмотренная в гл. 6, составлена главным образом из объек-
тивных, числовых данных, описывающих покупки, производство, рас-
пределение и транспортировочные действия. Кроме того, можно выра-
зить точные отношения, отражающие затраты и использование ресурсов
как функцию от независимых переменных решения, используя методы
управленческого учета, инжиниринга и транспорта. Подобным обра-
зом можно точно спрогнозировать спрос, по крайней мере при плани-
ровании периодов до 1 или 2 лет. Наоборот, в других областях приня-
тия деловых решений, например в маркетинге, при разработке новых
продуктов или при выборе нового управляющего, менеджеры считают
неприемлемым использование моделей решения, основанных исклю-
чительно на числовых отношениях.
Не удивительно, что абстрактные теории принятия организационных
решений, разработанные за прошедшие 40 лет, сегодня важны и для си-
стемных инженеров, и для специалистов в области цепи поставок, бо-
рющихся за эксплуатацию новых ИТ. Мы не должны недооценивать
широту и глубину трудностей, с которыми они сталкиваются. Однако
12.2. Спорные вопросы при принятии организационных решений
653
мы находим, что разработчики программного обеспечения и менедже-
ры теперь демонстрируют значительное стремление использовать ИТ
для улучшения принятия деловых решений. Теория принятия орга-
низационных решений обеспечивает важные концепции, а также бо-
гатую терминологию для исследования, понимания и преодоления че-
ловеческих барьеров для успешного использования ИТ в этих целях.
В приведенном ниже исследовании наши комментарии относитель-
но текущего состояния процесса принятия решений в управлении це-
пями поставок основаны в значительной степени на впечатлениях ав-
тора от ежедневных бесед в течение нескольких лет с менеджерами,
консультантами и разработчиками программного обеспечения. Пред-
ставленные свидетельства скорее эпизодические, нежели системати-
ческие. Напротив, многие из поведенческих (бихевиористических)
наблюдений, рассмотренных в предыдущем разделе, основаны на си-
стематических исследованиях. Новые исследования необходимы, дабы
понять изменения в принятии организационных решений перед ли-
цом глобализации и удивительно динамичного развития ИТ.
Принятие решений на основе выбора в сравнении
с принятием решений на основе правил
Первая проблема заключается в определении того, какие должны при-
ниматься решения, — основанные на выборе или основанные на прави-
лах. Придерживаются ли менеджеры, ответственные за принятие ре-
шений, логики последовательности, делая выбор среди альтернатив,
оценивая их в терминах приоритетных предпочтений? Или они пре-
следуют логику уместности, выполняя тождества или правила путем
распознавания ситуации и следуя правилам, которые указывают на
нужное поведение в ситуациях, с которыми они сталкиваются?
Специалист в области моделирования полагает, что подходы к при-
нятию решения, основанные на выборе, превосходят подходы, осно-
ванные на правилах, потому что с их помощью могут быть произведе-
ны лучшие решения. Таким образом, менеджеры, ответственные за
принятие решений, должны стремиться развивать или приобретать
оптимизационные системы моделирования для облегчения разработ-
ки своих планов. Однако такое утверждение противоречит нашим рас-
суждениям в предыдущем разделе. Согласно многим бихевиористским
исследованиям, люди, принимающие решения, обычно не ведут себя
рациональным образом при выборе альтернатив, оценивая их послед-
ствия в терминах предшествующих предпочтений.
Однако к управлению цепями поставок, кажется, появляется дру-
гое отношение. Множество менеджеров теперь полагают, что решения
654 Глава 12. Организационная адаптация к оптимизации моделирующих систем
относительно проектирования и управления цепями поставок долж-
ны быть основаны на фактах, т. е. на данных. По этой причине боль-
шинство средних и крупных фирм теперь приобретают и применяют
системы моделирования и управления данными, чтобы облегчить себе
процессы управления производством и распределением продукции.
Несмотря на разочарования, связанные с использованием систем ERP,
информационные системы становятся достаточно эффективными и от-
зывчивыми, потому что увеличивающееся число менеджеров верят,
что управляемые данными системы моделирования могут достигать
и удерживать конкурентное преимущество в их действиях по управ-
лению цепями поставок.
В результате появляются новые типы тождеств. Это составители
маршрутов и планов производства, менеджеры по управлению запасами,
стратегические аналитики и менеджеры, ответственные за поддержание
баз данных по решению вопросов о цепях поставок и использование
оптимизационных систем моделирования для разработки эффектив-
ных планов. Правила, которых они придерживаются, обычно включают
использование систем моделирования при создании решений, осно-
ванных на выборе, в соответствии с модификацией планов менедже-
рами, когда этого требует ситуация.
Новизна этих тождеств оставляет открытым вопрос их вероятного
развития. Проблема, которую мы еще раз рассмотрим в разделе 12.3,
связана с пересечением знаний и умений в области управления цепя-
ми поставок и в области информационных технологий, что необходи-
мо для такого типа работ. Кроме того, менеджеры высшего звена во
многих компаниях еще не полностью осознали важность наличия та-
ких работников для эффективного управления цепями поставок. Чрез-
вычайный случай произошел недавно в компании, которая сдает в арен-
ду контейнеры производителям. Ежедневно компания использует
систему моделирования, чтобы распределить заказы по складам с це-
лью минимизации затрат, связанных с транспортированием, запасами
и хранением. С целью сокращения затрат менеджеры высшего звена
принимают решение о сокращении служащих, оставив лишь двух ана-
литиков в компании, ответственных за управление всей системой.
Другой служащий, который прежде управлял системой, был вызван,
чтобы обучить новый персонал, но вскоре после того оставил компа-
нию. Компания теперь имеет недостаточно обученный персонал и су-
ществует риск серьезной деградации компании в отношении эффек-
тивности ее операций.
12.2. Спорные вопросы при принятии организационных решений
655
Модели, основанные на выборе, в сравнении с моделями, осно-
ванными на правилах. Термины основанный на выборе и основан-
ный на правилах использовались при описании различных концепций
относительно проектирования систем моделирования для управления
цепями поставок. В этом контексте мы интерпретируем подход, «осно-
ванный на выборе», как представление моделей оптимизации, кото-
рые обеспечивают всесторонний системный анализ проблем, свя-
занных с принятием решений относительно цепей поставок. В такой
модели допустимое множество возможных последствий очерчено
ограничениями на доступные ресурсы, сырьевые балансы, специфи-
кации изделия, требования спроса и т. д. Действия соответствуют пере-
менным решения, которые математически преобразованы в послед-
ствия, находящиеся в пределах выполнимого набора. Предпочтения
определены целевой функцией, используется алгоритм оптимизации,
чтобы определить оптимальное решение; если предпочтения включают
в себя более одной целевой функции, алгоритм оптимизации может
использоваться для исследования эффективного предельного уров-
ня решения. Такое исследование было проиллюстрировано в разде-
ле 3.6.
Метод, «основанный на правилах», в контексте моделирования озна-
чает представление описательных моделей, которые обеспечивают
приемлемыми, выполнимыми решениями проблемы, связанные с управ-
лением цепями поставок, используя правила решения, которые пре-
образовывают вводимые данные, описывающие проблему, в решение.
Отдельные правила не могут охватывать всего спектра проблем и долж-
ны быть организованы в вычислительную схему, которая будет нахо-
дить лучшее выполнимое решение. Например, модель, определяющая
план цепи поставки компании в течение следующего года путем рас-
пределения рыночного спроса к центрам распределения, согласно про-
стым правилам, а затем центры распределения — к заводам согласно
другому набору простых правил. Не делается никаких попыток для
определения низкой общей стоимости решения, исследования пер-
спектив открытия новых центров распределения, оценки последствий
закрытия существующих центров распределения или даже для опре-
деления того, что правила ведут к выполнимому решению, которое не
нарушает мощности заводов. Система планирования потребностей
в материалах, которая определяет подробные планы производства в те-
чение нескольких недель, основанные на общем плане производства
готовой продукции при игнорировании ограничений мощности, явля-
656 Глава 12. Организационная адаптация к оптимизации моделирующих систем
ется другим примером системы моделирования, основанной на пра-
вилах.
Системы моделирования, основанные на правилах, имеют преиму-
щество, так как являются более простыми для понимания, чем опти-
мизационные системы моделирования. Они могут также быть более
простыми в использовании, хотя разработчикам может быть сложно
объединить отдельные правила, чтобы охватить сложный диапазон
непредвиденных обстоятельств. Тем не менее системы, основанные на
правилах, уступают оптимизационным системам моделирования по
качеству вырабатываемых решений. Планы цепи поставки, определя-
емые этими системами, ничуть не лучше применяемых правил, которые
могут быть весьма неэффективными. Даже если все или большинство
этих правил обоснованы, они не могут производить высококачествен-
ные глобальные планы из-за смешанных взаимодействий высокого
порядка и волновых эффектов, которые игнорируются. Кроме того,
качество правил в конечном итоге распадется через какое-то время из-
за изменения проблем планирования, но учитывал недостаток глобаль-
ных контрольных задач для определения сравнительных характери-
стик производительности системы будет сложно решить вопрос о том,
когда следует пересмотреть эти правила.
Четкое и двусмысленное принятие решений
Вторая проблема заключается в определении того, характеризуется ли
процесс принятия решения больше ясностью и постоянством или дву-
смысленностью и непостоянством. Являются ли решения случаями,
в которых индивидуумы и учреждения достигают последовательности
и уменьшают двусмысленность?
Конфликты о предпочтениях менеджеров, ответственных за приня-
тие решений, являются центральным фокусом этой проблемы, хотя
подобные конфликты возникают в восприятии менеджерами альтер-
нативных действий и их последствий. Как мы обсуждали в предыду-
щей главе, бихевиористское исследование показало, что организаци-
онные предпочтения являются часто неясными и непостоянными.
Предпочтения относительно решений данной проблемы планирова-
ния будут изменяться в зависимости от организационных и персональ-
ных идентификаций (тождеств) менеджеров. Кроме того, их предпоч-
тения неустойчивы и могут изменяться с течением времени и во время
осознания последствий принимаемых решений.
Управляемые данными системы моделирования, кажется, лучше
подходят для ситуаций, в которых известно допустимое множество
12.2. Спорные вопросы при принятии организационных решений 657
действий, а предпочтения ясны и постоянны. Однако поспорим о том,
что модели и системы моделирования могут также играть централь-
ную роль в погашении конфликтов, когда менеджеры цепей поставок
противоречивы и неоднозначны относительно своих предпочтений,
действий и возможных последствий. Наши споры включают четыре
следующие точки зрения о принятии решений по цепям поставок и мо-
делированию:
• двусмысленность и непостоянство зависят от спектра проблем
планирования;
• системы моделирования могут урегулировать двусмысленность
и непостоянство;
• база данных о решениях по цепям поставок обеспечивает струк-
туры;
• границы на оптимизационное моделирование.
Двусмысленность и непостоянство зависят от спектра проблем
планирования. Степень конфликтов в предпочтениях менеджеров
между ясностью и двусмысленностью и между постоянством и непо-
стоянством зависит от спектра проблем о решениях по цепям поста-
вок. Иерархия проблем планирования цепей поставок, охватывающая
как оперативные, так и стратегические проблемы, наряду с системами
моделирования для их анализа подробно была исследована в разделе 2.3.
Оперативные проблемы показали себя более ясными и постоянными,
чем стратегические проблемы, потому что они более сосредоточены
и отличаются меньшим количеством неуверенности. Мы можем ожи-
дать, что менеджеры, ответственные за оперативное планирование, со-
гласятся с тем, что целевая функция для оперативной проблемы, та-
кой как планирование производства или маршрутизация транспортных
средств, заключается в выполнении краткосрочных заказов или про-
гнозируемого спроса с удовлетворительным уровнем обслуживания
клиента, минимизируя при этом затраты, которых можно избежать.
Целевая функция для оперативного планирования может стать не-
однозначной, если обещанные заказы не могут быть выполнены. Одна-
ко четкие цели для решения проблем избыточных продаж могут быть
определены и включены в систему моделирования. Мы приводили
подобный пример в разделе 10.2, когда обсуждали систему планирова-
ния производства полупроводников, разработанную для корпорации
Hams, распределявшей заказы и прогнозируемые требования по кате-
гориям уменьшающейся важности, которые были последовательно на-
мечены. Короче говоря, исследуя двусмысленность и непостоянство
658 Глава 12. Организационная адаптация к оптимизации моделирующих систем
предпочтений менеджеров, принимающих оперативные решения, спе-
циалист по моделированию может наметить ограничения в политике
и вариацию решений в модели, которая обеспечивает менеджеров гиб -
костью относительно того, как модель оптимизирует оперативные ре-
шения. Из-за ограничений времени менеджеры будут ожидать, что
система моделирования произведет планы, частично основанные на
этой политике, которые будут рассмотрены перед запуском их в ис-
полнение. Ограничения времени не позволяют менеджерам с разно-
образными обязанностями и задачами участвовать в длительных спо-
рах или переговорах.
Поскольку горизонт планирования становится более длинным,
спектр решений и степень неуверенности относительно альтернатив
и последствий становятся большими. Таким образом, мы можем ожи-
дать значительную двусмысленность и непостоянство в решениях ме-
неджеров, ответственных за управление всей цепью поставок компа-
нии. Форма и стиль применения систем моделирования к тактическому
и стратегическому планированию цепи поставок могут и должны отра-
жать неоднозначные и противоречивые отношения менеджеров отно-
сительно проблем принятия решений.
Системы моделирования могут урегулировать двусмысленность
и непостоянство. Системы моделирования могут служить рациональ-
ными арбитрами для урегулирования двусмысленности и непостоян-
ства предпочтений менеджеров, возникающих при решении проблем
долгосрочного планирования. В отличие от оперативной системы мо-
делирования, цель которой состоит в том, чтобы обеспечить лучшим,
выполнимым планом после единственной оптимизационной обработ-
ки, модель, используемая тактической или стратегической системой
моделирования, должна включать опции, которые позволяют сформи-
ровать и подтвердить решение, которое будет соответствовать различ-
ным предпочтениям менеджеров. Конфликты могут быть оценены
и разрешены путем исследования результатов многократных сценариев
«что, если».
Примеры типовых конструкций для формирования решения цепи
поставки включают следующее:
• для каждой товарной группы существуют верхние и нижние гра-
ницы на число заводов, которые производят эти изделия с услов-
ным минимумом и абсолютным максимумом на количество това-
ров, произведенных на каждом заводе;
• для каждого вида сырья, запасной части или группы запасных
частей существуют верхние и нижние границы на число продав-
12.2. Спорные вопросы при принятии организационных решений
659
цов, а также определены условный минимум и абсолютный мак-
симум на количество товаров, находящихся в наличии каждого
продавца;
• для определенного ряда возможных местоположений (например,
восточные штаты Америки, все местоположения третьих сторон)
установлены верхние и нижние границы на число центров рас-
пределения, расположенных на этих территориях;
• параметры, генерирующие сеть, соединяющую центры распреде-
ления с рынками согласно максимально допустимому расстоя-
нию обслуживания с точки зрения класса продукта;
• гибкость пользователя в выборе целевой функции из числа воз-
можных, включая минимизацию общих логистических издержек
удовлетворения фиксированного и данного спроса, минимиза-
цию максимального цикла времени на'производство и распреде-
ление изделий на рынки, максимизацию чистых доходов путем
расширения ассортимента продукции и максимизации фондоот-
дачи;
• преобразование любой целевой функции в целевое ограничение
с указанной целью.
Не все опции, формирующие решение, могут быть использованы
в отдельном сценарии, но устойчивый диапазон опций совершенно не-
обходим. Конечно, вышеупомянутый список не обширен. Специалист
в области моделирования столкнется с трудностью создания структур
моделирования, которые будут иметь дело со специфическими дву-
смысленностями и нелогичностями предпочтений менеджеров. Хотя
если специалист по моделированию не может с готовностью перевести
двусмысленность или непостоянство в соответствующие данные и образ-
цовые структуры, он должен дополнительно обсудить эту проблему
с менеджером, чтобы определить рациональный аспект. В конечном
счете они или определят удовлетворительный подход к моделирова-
нию проблемы, или заключат, что она незначимая.
Исследуя планы, полученные в результате оптимизирования не-
скольких сценариев «что, если», менеджеры могут продвигать прием-
лемый план, который является основанным больше на объективном,
всестороннем анализе, чем на необоснованных гипотезах и суеверии.
Для важных стратегических вопросов планирования может быть не-
обходим помощник, чтобы помочь менеджерам в определении и рас-
положении по приоритетам начальных сценариев, в рассмотрении по-
следующих сценариев и в интерпретации результатов. Для большей
660 Глава 12. Организационная адаптация к оптимизации моделирующих систем
наглядности исходные данные и результаты модели должны быть по-
казаны в виде географических карт и других графических иллюстра-
ций, которые сравнивают и противопоставляют планы, произведенные
различными сценариями.
Мы уже отметили, что по мере увеличения горизонта планирования
возникают проблемы стратегического планирования, так как потен-
циал для двусмысленности и несогласованности также увеличивает-
ся. Меньшее количество ресурсов будет рассматриваться как фикси-
рованное и данное; компания будет выбирать между продажей заводов
или бизнес-единиц или приобретением другой компании сопостави-
мого размера. Неуверенность относительно последствий и предпочте-
ний намного больше, и поэтому могут легко возникать противоречия
относительно долговременных целей компании. Применение систем
моделирования для проверки сценариев, как описано выше, может
уменьшать эти конфликты и помочь компании определять и осуще-
ствлять более эффективные планы.
Поскольку конфликты среди менеджеров будут существовать все-
гда и только изменяться с течением времени, важно достаточно часто
применять системы моделирования для пересмотра и модификации
прошлых решений (наряду с выбором новых). Такие действия также
необходимы для того, чтобы иметь дело с выявленной неуверенностью
в деятельности компаний и рынков и во внешних факторах, например
технологических или макроэкономических. Иногда, в случае чрезвы-
чайных ситуаций, можно обратиться к стратегическим процессам при-
нятия решений, чтобы помочь компании реагировать на большие, не-
предвиденные события.
Другая точка зрения заключается в важности интеграции управле-
ния цепями поставок с управлением спросом на стратегическом уров-
не планирования. Как мы обсуждали в разделе 8.1, уже давно стали
возникать серьезные конфликты между логистами и маркетологами.
Менеджерам высшего звена и специалистам в области моделирования,
стремящимся к такому уровню интеграции, необходимо убедить мар-
кетологов, что возможно и важно применять описательные и нор-
мативные модели для их проблем принятия решений. Успех таких
попыток будет обозрим в будущем, хотя мы представили примеры
успешных применений в разделах 8.2 и 8.3.
Модели стохастического программирования, обсужденные в разде-
лах 3.7, 8.7, 8.8 и 11.2, являются интригующей возможностью для ис-
следования и урегулирования двусмысленностей и нелогичностей,
связанных с рисками сомнительного будущего. Эти модели рассмат-
12.2. Спорные вопросы при принятии организационных решений
661
ривают одновременно многократные сценарии неизвестного будуще-
го. Они определяют стратегию, которая максимизирует ожидаемые
дисконтированные чистые доходы, определяя ситуационный план каж-
дого сценария и каждой стратегии упреждения, которые оптимально
подстраховывают эти планы.
Первое преимущество стохастического программирования, напри-
мер для анализа расширения модели компании на следующие 3 года, —
достижение согласия среди менеджеров высшего звена относительно
диапазона рассматриваемых сценариев и их формы. В данной ситуации
могла бы быть полезна методология планирования сценариев, описан-
ная в разделе 8.9. Вторым преимуществом является наложение огра-
ничений на чрезвычайные планы отдельных сценариев, отражающих
предпочтения относительно риска. Например, наложение ограничений
на потери в любом году при любом сценарии в пределах 50 млн или
ограничение вероятности любой потери в любом году до 0,10(1 из 10).
Еще одним преимуществом является проверка чувствительности опти-
мальных стратегий на вероятностях, связанных с отдельными сцена-
риями.
Вышеизложенные примеры иллюстрируют пути, которыми руковод-
ствуются системы моделирования для управления цепочкой поставок
с целью исследования и применения организационной информации.
Комбинация исследования и применения связана с оперативным и крат-
косрочным тактическим планированием, когда потребности и предпоч-
тения, связанные с планированием цепи поставки, ясны и последова-
тельны. Менеджеры должны использовать доступные им ресурсы при
принятии решений этих проблем. До сих пор в пределах отчасти за-
фиксированных ограничений модели исследуют набор выполнимых
действий, чтобы найти те, которые являются наиболее эффективными.
Для долгосрочного тактического и стратегического планирования
необходимо серьезное дополнительное исследование. Исследователь-
ские процессы могут способствовать адаптивному росту фирмы наря-
ду с улаживанием вопросов двусмысленности и непоследовательности
для достижения согласованных решений. Стратегическое планирова-
ние влечет за собой намного более высокие уровни двусмысленности
и несогласованности, которыми необходимо конструктивно управлять,
чтобы увеличить перспективы для выживания и конкурентоспособ-
ности фирмы. Системы моделирования обеспечивают механизмы для
более конструктивных исследований, включая исследование истори-
ческих данных относительно деятельности фирмы, последствий и пред-
почтений наряду с испытаниями и сравнениями сложных сценариев
662 Глава 12. Организационная адаптация к оптимизации моделирующих систем
будущего. Другими словами, системы моделирования могут обеспе-
чить ясную и последовательную структуру, в которой прослеживают-
ся и урегулируются организационные непоследовательности и дву-
смысленности.
База данных о решениях по цепям поставок обеспечивает основу
для квалифицированного и эффективного сбора данных и контроля
информации, в особенности для тактического и стратегического пла-
нирования.
База данных решения о цепи поставок была подробно рассмотрена
в гл. 6. Ее форма — это результат оптимизационного моделирования
цепи поставок компании, который позволяет естественным образом
произвести распределение данных примерно в 25 файлах, описыва-
ющих однородные элементы цепи поставок компании. Кроме того, база
данных способствует агрегированию изделий, клиентов и поставщиков,
которые обеспечивают руководителей намного более ясным представ-
лением о цепи поставок, чем огромное количество транзакционных дан-
ных. Таким образом, предлагается прагматический подход к решению
проблем ограниченных ресурсов и возможностей сбора информации,
необходимой для принятия решений.
База данных также позволяет руководителям определять вариан-
ты, которые нужно исследовать. Информация о новых изделиях, рын-
ках, средствах обслуживания и поставщиках может быть добавлена
к структурным файлам цепи поставок; данные относительно затрат,
мощностей, процессов преобразования, спроса и т. д. должны быть до-
бавлены к файлам сценариев, чтобы анализировать новые опции.
Таким образом, данные, необходимые для оценки новых опций, могут
быть четко структурированы. Наконец, база данных позволяет руко-
водителям определять их предпочтения в форме ограничений на пла-
ны цепи поставок и/или целевые ограничения на выбранные целевые
функции.
Границы на оптимизационное моделирование. Заключительная
точка зрения рассмотрения второго вопроса заключается в необходи-
мости признания, что существуют границы на оптимизационное мо-
делирование. Лица, участвующие в создании, применении и поддер-
жании систем моделирования, должны быть реалистичны в выборе
модели и системы для применения. Прогноз и другие описательные
модели никогда не могут выдавать совершенные описания. Модели
оптимизации никогда не могут захватывать все детали по планированию
цепей поставок, которые должны быть проанализированы. Человече-
ский опыт в моделировании и использовании моделирующих систем
12.2. Спорные вопросы при принятии организационных решений
663
является чрезвычайно важным при оценке уровня усилий, соответству-
ющего развитию таких систем по мере изменения проблем.
С точки зрения специалиста по моделированию, границы на моде-
лирование — это почти всегда скорее ограничения времени, ресурсов
и внимания менеджеров, чем ограничения возможностей моделей. Хотя
такие возможности, определенно, ограничены, большинство компаний
сегодня не преследует подходы к моделированию цепи поставок и мо-
делирующим системам с точки зрения сокращающихся доходов. На-
пример, мы участвовали в нескольких стратегических исследованиях,
использующих модели оптимизации, которые определили экономию
в десятки миллионов долларов в год. Применяемые стратегии выяви-
ли высокий процент таких сбережений. Стоимость этого исследова-
ния в среднем составляет от 1 до 3% предполагаемых сбережений. Все
же во многих случаях компания не способна или не желает использо-
вать системы моделирования для контроля над стратегическими пла-
нами й поддержания тактического принятия решений. Это говорит
о том, что мы все еще находимся на ранних стадиях организационной
адаптации к новым информационным технологиям для управления це-
пями поставок, включая использование систем моделирования.
Инструментальный и интерпретирующий методы
принятия решений
Третья проблема заключается в определении того, является ли про-
цесс принятия решений инструментальной или интерпретирующей
деятельностью.
Мы считаем, что инструментальные и интерпретирующие действия
должны быть согласованы, если компания собирается достигнуть кон-
курентоспособного управления цепей поставок. База данных о реше-
ниях цепей поставок для средних или крупных компаний может со-
держать сотни тысяч данных и больше. Они могут быть получены из
намного большей транзакционной базы данных. Руководители не мо-
гут успешно интерпретировать экономическое значение этих данных,
основываясь исключительно на интуиции, необработанных данных
и социальных взаимодействиях с другими руководителями. Наоборот,
планы, предложенные системами моделирования, не могут и не долж-
ны быть использованы без организаторской интерпретации их инди-
видуальных и социальных значений.
В этом подразделе мы исследуем гармонизацию инструментальных
и интерпретирующих действий согласно следующим четырем точкам
зрения:
664 Глава 12. Организационная адаптация к оптимизации моделирующих систем
• инструментальная и интерпретирующая деятельность в оператив-
ном планировании;
• инструментальный и интерпретирующий анализ в стратегиче-
ском и тактическом планировании;
• координация менеджеров и аналитиков;
• инструментальное принятие решения, требующее изменения де-
ловых процессов.
Инструментальный и интерпретирующий анализ в оперативном
планировании. Баланс между инструментальным и интерпретиру-
ющим принятием решения зависит от проблем цепи поставок. На опера-
тивном уровне планирования должно быть принято большое количе-
ство детальных решений за ограниченное количество времени. Поэтому
целесообразно широко применять моделирующие системы. Однако
менеджерам необходимо корректировать планы, предложенные си-
стемами моделирования, для приспособления их индивидуальных и со-
циальных значений.
Например, система маршрутизации для ежедневных поставок мог-
ла бы иногда производить маршрут с остановками в местоположениях
А, В и С, где АиС находятся близко друг к другу, но В весьма отдалено
от Л и С. Согласно требованиям поставки для этих трех местоположе-
ний, такой маршрут мог бы фактически быть эффективен с точки зрения
оптимизации. Однако водитель маршрута может оказаться против
прохождения дополнительного расстояния. Если движение оказыва-
ется неожиданно интенсивным на улицах, ведущих от А к В и от В к С,
он может задержать поставку к местоположению С. Будучи в курсе
беспокойства водителя, маршрутизатор может вручную пересматри-
вать маршрут, чтобы исключить поставку к местоположению В, назна-
чая ее другому маршруту с местоположениями около пункта В.
Этот пример иллюстрирует важную сложность, с которой может
столкнуться специалист по моделированию. В максимально возмож-
ной степени модель оптимизации для оперативного планирования
должна приспособить индивидуальное и социальное значения в инст-
рументальном поиске наилучшего решения. Как мы обсуждали в раз-
деле 5.2, унифицированная методология оптимизации, примененная
к проблеме маршрутизации транспортного средства, разделяет вычис-
ление на генерацию маршрута и выбор маршрута. Таким образом, для
вышеупомянутого примера мы отразили потребности водителя в скон-
центрированном маршруте путем наложения ограничений на рассто-
яние, которое необходимо преодолеть между последовательными оста-
12.2. Спорные вопросы при принятии организационных решений
665
новками в маршруте. Это расстояние может быть одним из парамет-
ров, который находится под управлением маршрутизатора.
Инструментальный и интерпретирующий анализ в стратегиче-
ском и тактическом планировании. До недавнего времени при стра-
тегическом планировании цепи поставок в значительной степени при-
менялся интерпретирующий анализ. Интерпретирующий анализ
имеет место быть на начальной стадии осуществления стратегичес-
кого планирования, когда менеджеры высшего звена взаимодейству-
ют для определения долгосрочных действий, а также последствий
и неопределенностей, связанных с этими действиями. После этого мо-
дели и системы моделирования могут и должны использоваться, чтобы
помочь менеджерам в понимании сложных взаимодействий и волно-
вых эффектов в стратегических опциях. Конечно, образцовые резуль-
таты будут требовать дальнейшего интерпретирующего анализа, ко-
торый, в свою очередь, требует дальнейшего анализа моделирования,
и т. д. Цикл между интерпретирующим и инструментальным анали-
зом будет продолжаться до тех пор, пока высшее руководство верит
в свою компанию и действия, которые они выбрали для осуществле-
ния.
Во многих компаниях проблемы тактического планирования цепи
поставок также в значительной степени подвергаются интерпретиру-
ющему анализу. Решения относительно того, где производятся изде-
лия и как обслуживаются рынки, основаны на организационных пра-
вилах, принятых менеджерами по производству и распределению.
Правила редко проверяются моделью цепи поставок. С этим недостат-
ком инструментального анализа больше сталкиваются при тактическом
планировании, нежели стратегическом. В отличие от анализа модели-
рования решений стратегического планирования анализ тактических
решений с помощью системы моделирования требует обширной орга-
низационной инфраструктуры.
Важным источником конфликтов между инструментальным и ин-
терпретирующим анализом являются управленческие стимулы. В прин-
ципе, управленческие стимулы должны отразить полные полезные
действия цепи поставки, однако во многих компаниях этого еще не
происходит. Таким образом, менеджеры могут оказать социальное со-
противление использованию инструментальных планов, разработан-
ных моделью, которая производит показатели, отражающие неблаго-
приятную или даже нейтральную стороны их деятельности. Некоторые
компании попытались привязывать стимулы к деятельности всей цепи
поставок, но до настоящего времени имеется скудная информация
666 Глава 12. Организационная адаптация к оптимизации моделирующих систем
относительно их формы или воздействия. Трудность состоит в том,
чтобы связать работу отдельного менеджера с работой менеджера, от-
вечающего за функционирование всей цепи поставок. Эта область тре-
бует дополнительных прикладных исследований и экспериментов.
Координация менеджеров и аналитиков. Принятие решения о цепи
поставок требует наличия аналитиков, которые осуществляют подго-
товку исходных данных, генерацию и оптимизацию моделей, рассмот-
рение результатов модели и разработку планов. Иногда менеджеры
сами выступают в качестве аналитиков, но обычно их роли различны.
Большинство компаний еще не до конца понимает важность работы
аналитиков в управлении цепями поставок.
Аналитики цепи поставок должны также тесно работать с менедже-
рами, ответственными за внедрение решений, определенных моделью.
Для проблемы 3 решения, предложенные моделью и осуществляемые
в большей степени автоматически, составляют инструментальные дейст-
вия. Решения, предложенные моделью, которые требуют вмешатель-
ства человека, составляют интерпретирующие действия. Управление
путем исключения таких решений может активизировать инструмен-
тальные действия, если для дальнейшего анализа используется систе-
ма моделирования. Наоборот, управление путем исключения может
активизировать и интерпретирующие действия, если аналитик или ме-
неджер решают такие проблемы, передавая информацию и ведя пере-
говоры с другими аналитиками или менеджерами в пределах компа-
нии.
Согласования между аналитиком и менеджером требуют коллектив-
ного соглашения в том случае, когда принятие решения о цепи поставок
является инструментальной деятельностью, использующей систему
моделирования, и когда интерпретирующей деятельностью, требую-
щей коммуникаций и обсуждений. Кроме того, компания должна при-
знать, что эффективность проекта цепи поставок в большой степени
зависит от эффективности выбранных ею систем моделирования и от
качества коллективных соглашений. Необходимо приложить значи-
тельные усилия, чтобы достичь баланса между использованием суще-
ствующих систем моделирования и исследованием новых систем с раз-
витием технологий.
Инструментальное принятие решения требует изменения бизнес-
процессов. Мы только что обсудили, что пренебрежение инструмен-
тальным подходом к планированию цепи поставки — это не лучший
выбор в сегодняшнем мире. Потребность в продвинутом, инструмен-
тальном принятии решений вполне ясна, и многие компании активно
12.2. Спорные вопросы при принятии организационных решений
667
приобретают системы моделирования. К сожалению, менеджерами еще
плохо осознана необходимость изменения бизнес-процессов для эф-
фективного применения инструментальных систем. Слишком часто
высшее руководство рассматривает планирование цепи поставок с по-
мощью системы моделирования в качестве механистической деятель-
ности, которая для полной эффективности требует лишь незначитель-
ной адаптации. Они ожидают мгновенной отдачи сразу после закупки
и инсталляции пакета программ.
Инструментальный анализ с помощью системы моделирования не
будет эффективным, если компания не осуществляет систематического
сбора данных, анализа деятельности, а также интерпретации и распро-
странения планов. Кроме того, поскольку изменения затрагивают не
только компанию, но и ее клиентов и продавцов, процессы, которые
позволяют менеджерам цепи поставок исрледовать новые действия,
и новые аналитические инструменты для утверждения того, что инст-
рументальное принятие решений осуществляется с целью удовлетво-
рения новых потребностей процессов принятия решений, являются
непостоянными. Эти барьеры к инструментальному планированию
цепи поставок компании могут быть преодолены, если исторические
социальные значения, используемые в интерпретирующих процессах
планирования, сознательно и преднамеренно преобразованы в новые
значения, которые влекут за собой более широкое применение систем
моделирования для достижения планирования, основанного на фактах.
Управление цепями поставок при взаимодействии с экологией
Четвертая проблема заключается в определении того, рассматривают-
ся ли результаты процессов решения как свойственные действиям ав-
тономных исполнителей или как характеризующие системные свой-
ства во взаимодействии с экологией? Возможно ли описать решения
как результат намерений, тождеств и интересов независимых исполни-
телей? Или необходимо подчеркнуть способы, посредством которых
отдельные исполнители, организации и общества взаимодействуют?
Эта проблема говорит непосредственно о мотивации управления
цепи поставок. Понимая, что деятельность цепи поставок, спроекти-
рованная и осуществляемая взаимодействующими менеджерами, не
является достаточно эффективной, компании стремятся к использо-
ванию систем моделирования для улучшения работы и получения
конкурентного преимущества. Несмотря на этот интерес, специалисты
в области моделирования должны быть благоразумны и реалистичны
в своих рекомендациях. Хотя предложенные или существующие си-
668 Глава 12. Организационная адаптация к оптимизации моделирующих систем
стемы моделирования и могут быть технологически способными к со-
вершенствованию управления цепью поставок в компании, для адапта-
ции организации к эффективному использованию таких инструмен-
тов будут необходимы значительные ресурсы и время. Это особенно
существенно для проблем планирования в области между краткосроч-
ным оперативным планированием и долгосрочным, эпизодическим
стратегическим планированием.
Вопросы моделирования, связанные с иерархическим планировани-
ем, обсужденным в гл. 2, сходны с процессами преодоления неэффектив-
ного и безразличного поведения цепи поставки компании при взаимо-
действии с экологией. Процессы принятия межвременных решений
должны быть заменены строгими, повторяющимися процессами для
анализа решений с помощью систем моделирования. Но поскольку си-
стемы моделирования не могут заменить управленческую оценку, эти
инструментальные процессы должны быть объединены с интерпретиру-
ющими процессами прежде, чем планы цепи поставок будут разработаны.
Необходимы новые рабочие взаимоотношения между аналитиками
и менеджерами, чтобы согласовать инструментальное и интерпрети-
рующее принятие решений. Должны быть разработаны новые формы
матричных организаций, где менеджеры, ответственные за принятие
решений в определенных функциональных областях, также участву-
ют в более широких действиях по планированию цепей поставок.
Для поддержания такого взаимодействия цепи поставок и эколо-
гии используются две мощные системы: информационная и модели-
рующая. Наши ожидания заключаются не в том, что системы модели-
рования заменят менеджеров, а скорее в том, что неявные и пока еще
неосуществленные преимущества информационной революции к со-
вершенствованию процессов принятия решений о цепи поставок бу-
дут скоро достигнуты.
12.3. Информационные технологии как конкурентное
преимущество
Этот раздел исследует элементы стратегии относительно информацион-
ных технологий компании, которая может привести к конкурентному
преимуществу. Многое из нашего обсуждения касается эффективной
практики использования информационных технологий и процессов
изменений всего спектра деятельности компании. Причем речь идет
о компаниях, которые только продают услуги. Всякий раз, когда это
будет возможно, мы сконцентрируемся на управлении цепями поста-
12.3. Информационные технологии как конкурентное преимущество
669
вок, где больше, чем в других областях управления, происходит при-
нятие решений, базирующихся на фактах, которое основывается на ана-
лизе больших числовых баз данных. Успех новых подходов к приме-
нению информационных технологий к управлению цепями поставок
может указать пути для инноваций в других областях.
Начнем с краткого обзора информационных технологий как конку-
рентного преимущества. После этого с помощью подхода, основанно-
го на ресурсах фирмы, мы исследуем, как фирма может создавать уни-
кальные, ценные ресурсы информационных технологий. В следующем
подразделе мы обсуждаем признаки ресурсов информационных тех-
нологий, которые могут применяться для достижения конкурентного
преимущества.
Характеристика информационных технолргий как
конкурентного преимущества
До 1990 г. менеджеры и ученые достаточно скептически относились
к значению информационных технологий в достижении конкурентного
преимущества фирмы. Хотя окупаемость инвестиций в информаци-
онные технологии было трудно измерить, предполагалось, что такие
инвестиции прибыльны, это выражалось в повышении эффективности
управления. Кроме того, организационная структура компании могла
безболезненно приспособиться к развитию информационных техно-
логий.
В конце 1980-х и в 1990-х гг. мнения ученых и менеджеров переме-
стились в противоположное направление. Эмпирические исследова-
ния в некоторых отраслях промышленности не выявили никакой чет-
кой связи между информационными технологиями и конкурентным
преимуществом. В результате ученые начали подвергать сомнению
значение инвестиций в информационные технологии. Ясно, что ком-
пьютеры и информационные системы не могли быть отвергнуты, но
им казалось, что многие фирмы слишком много тратят на информацион-
ные технологии, не приспосабливаясь при этом к их эффективному
использованию.
Поскольку в течение 1990-х гг. происходил рост конкуренции и гло-
бализации, а предложения фирм программного обеспечения увеличи-
лись, мысль о том, что компания может выживать без непрерывных
усовершенствований информационных технологий, стала несостоя-
тельной. Начиная с середины 1990-х гг. менеджеры стали приходить
к выводу о необходимости внедрения информационных технологий для
достижения конкурентного преимущества компаний. Другими слова-
670 Глава 12. Организационная адаптация к оптимизации моделирующих систем
ми, они пришли к выводу о том, что без приобретения и использования
соответствующих информационных технологий они могут лишиться
конкурентного преимущества, хотя одни лишь информационные тех-
нологии еще не могут гарантировать им достижения конкурентных пре-
имуществ.
Использование ресурсов информационных технологий в качестве не-
обходимого (но недостаточного) процесса для достижения конкурент-
ного преимущества характеризуется несколькими факторами. Во-пер-
вых, сегодня компании приобретают программное обеспечение у фирм,
экономически мотивируемых на создание и продажу своих систем
в качестве предметов потребления. Таким образом, совершенствова-
ние управления цепями поставок благодаря новым системам программ-
ного обеспечения возможно для всех фирм, которые могут позволять
себе приобрести и внедрить эти системы. Несмотря на возможную не-
обходимость небольшой настройки этих систем, уже одно их наличие
сможет обеспечить фирму конкурентным преимуществом.
Во-вторых, для повышения эффективности необходимо объединить
программное и аппаратное обеспечение с умениями и навыками работ-
ников, т. е. необходимо принять во внимание человеческий фактор. Как
обсуждается ниже и в следующем разделе, эти действия требуют зна-
чительных затрат времени, ресурсов и изменения бизнес-процессов.
В-третьих, программное обеспечение и процессы реинжиниринга, свя-
занные с внедрением новых технологий, например системы ERP, за-
частую не приносили желаемых результатов. Все это наряду с появле-
нием проблем Y2K препятствовало созданию эффективных систем
моделирования цепи поставки и поддержки бизнес-процессов.
Анализ, основанный на ресурсах
Вариант функционирования фирмы, основанный на ресурсах и рас-
смотренный в гл. 7, обеспечивает концепции для формулировки страте-
гий по достижению конкурентного преимущества посредством инфор-
мационных технологий. Согласно теории, устойчивое конкурентное
преимущество фирмы зависит от создания неподвижных, неоднород-
ных ресурсов. Это ресурсы, которые являются ценными, уникальными
для фирмы и не могут быть украдены, заменены или имитированы.
В частности, ценные ресурсы информационных технологий могут вы-
держать конкурентное давление, если они защищены барьерами к ими-
тации, которые мы рассмотрим ниже.
Отрицательные последствия сжатия времени в имитационном мо-
делировании. Нужно много времени, чтобы обучить работников уме-
12.3. Информационные технологии как конкурентное преимущество
671
лому применению новых информационных технологий и адаптировать
организацию к внедрению новых технологий. Многие системы моде-
лирования цепи поставок требуют продолжительного и кропотливого
обучения работников. И, как мы увидим ниже, большинство органи-
заций находятся лишь на ранних стадиях адаптации к новым техноло-
гиям.
Историческая уникальность. Многие ресурсы оказываются ценны-
ми случайно из-за местоположения или вида изделия. Например, ком-
пания может быть единственной, кто имеет производственные подраз-
деления и/или распределительные центры в географическом регионе
вблизи развивающегося рынка. Этот барьер также можно считать пре-
имуществом, когда фирма, которая первая выходит с продажами на кон-
кретный рынок, впоследствии может превосходить своих конкурен-
тов (особенно если есть существенные скидки для клиентов фирмы).
Преимущество первенства на рынке сходно с компаниями программ-
ного обеспечения, продающими транзакционные и аналитические си-
стемы информационных технологий для управления цепями поставок.
Поскольку компания может быть не удовлетворена своим программ-
ным обеспечением, она, скорее всего, откажется инвестировать круп-
ные дополнительные суммы в сомнительные усовершенствования.
Таких же идей придерживаются компании, продающие услуги, имею-
щие важный компонент информационных технологий; например, управ-
ляемые продавцом материальные запасы, которые в значительной сте-
пени управляются превосходящей системой управления запасами.
Связи между ресурсами. Этот барьер особенно имеет отношение
к ресурсам информационных технологий, и не потому, что такие ресурсы
сами по себе ценны, а скорее потому, что с их помощью определяется
ценность других ресурсов цепи поставок. Приведем пример примене-
ния программного обеспечения для производственного и календарного
планирования в компании, производящей промышленные газы. В этой
компании физические ресурсы и затраты на них фиксировались на
короткие и средние сроки, принимая во внимание, что затраты на элект-
роэнергию составляют порядка 60% общих эксплуатационных расхо-
дов в зависимости от завода. Используя соответствующую программу
моделирования, компания была способна уменьшить затраты энергии
на несколько процентов, таким образом достигая существенного кон-
курентного преимущества в продаже своих товаров.
Каузальная двусмысленность. Это является продолжением предыду-
щего примера к ситуациям, когда ценные связи между ресурсами в дея-
тельности фирмы не понятны, и поэтому их нельзя легко имитировать.
672 Глава 12. Организационная адаптация к оптимизации моделирующих систем
Недостаток понимания может заключаться в культурных или социаль-
ных сложностях, которые не могут быть полностью под контролем у ме-
неджеров компании. Дело в том, что если такие связи не ясны, они
трудны для имитации. Например, благодаря своим техническим спо-
собностям и тесному сотрудничеству с маршрутизаторами компании,
менеджер по информационным технологиям в фармацевтической ком-
пании чувствует недостатки в маршрутах, произведенных встроенной
системой маршрутизации для ежедневных поставок изделий компа-
нии. Дальнейший анализ показал, Что эти недостатки появились в ре-
зультате изменения времени поставки с 9 до 17 часов на с 6 до 21 часа
и найма частично занятых водителей, что потребовало совершенство-
вания алгоритмов маршрутизации. После этих процедур компания вос-
становила свое лидерство с точки зрения затрат на поставку.
Свойства информационных технологий как возможные
источники конкурентных преимуществ
В предыдущем подразделе мы обсуждали стратегические факторы,
которые способствуют достижению конкурентных преимуществ с по-
мощью информационных технологий. В этом подразделе мы исследуем,
как четыре свойства информационных технологий могут способство-
вать достижению конкурентных преимуществ на основе представле-
ния, основанного на исследованиях.
Доступ к капиталу. В течение десятилетий компании осуществляют
крупные капиталовложения в информационные технологии, исполь-
зование ERP-систем, стоящих $50 млн и более, достигают новых высот.
Технологические и рыночные риски, связанные с этими проектами,
весьма велики. Проект разработки информационных технологий по
своей природе является исследовательским, и поэтому подвержен раз-
личным трудностям в связи со сложностью применения, финансовы-
ми перерасходами, задержками, производительностью ниже норматив-
ной или несовместимостью аппаратного и программного обеспечения.
Рыночные риски могут привести к провалу системы информационных
технологий, даже если эти системы технически совершенны.
Ясно, что в определенной отрасли промышленности некоторые ком-
пании могут осуществлять крупные инвестиции в информационные
технологии, однако маловероятно, что только одна фирма в промыш-
ленности будет способна найти капитал, необходимый для внедрения
информационных технологий. Кроме того, после изучения всей отра-
сли промышленности успешные разработки информационных техно-
логий, вероятнее всего, будут скопированы другими фирмами по более
12.3. Информационные технологии как конкурентное преимущество
673
низкой стоимости и с меньшим риском. Фирма-инноватор может по-
пытаться поддержать свое конкурентное преимущество, внедряя новые
инновации, но такие усилия могут быстро стать непроизводительны-
ми из-за отрицательного эффекта сжатия времени. Кроме того, инно-
вационная компания часто предпочитает применять свои успешные
информационные технологии с целью получения достаточной прибы-
ли на инвестированный капитал, нежели стремиться к новым инве-
стициям. Таким образом, инвестиции в информационные технологии
необходимы, но не являются достаточным условием для достижения
конкурентного преимущества.
Право собственности на технологии. Фирма, обладающая ценной
собственной технологией, может достигать конкурентного преимуще-
ства. Патенты, защищающие информационную технологию, — редкость
и могут гарантировать лишь малую защиту от имитации. Программное
обеспечение можно относительно легко модифицировать, так что бу-
дет невозможно установить патентное нарушение. Средства вычисли-
тельной техники (в основном) продаются как потребительские това-
ры, а фирменные конфигурации оборудования легко имитировать.
Подобным образом собственную информационную технологию труд-
но хранить в тайне в силу ряда причин: подвижности рабочей силы,
доработки существующих программ и неофициального общения уче-
ных и технических работников. Таким образом, нам необходимо най-
ти другие свойства информационных технологий, чтобы обеспечить
фирму средствами достижения конкурентного преимущества.
Технические аспекты информационных технологий. Технические
аспекты информационных технологий включают знание языков про-
граммирования, опыт работы с операционными системами и построе-
нием сети, понимание проблем интеграции системы. Еще не так давно
техническая сторона информационных технологий рассматривалась
как маловероятный источник возможного конкурентного преимуще-
ства. Другими словами, человеческие ресурсы, квалифицированные
в области информационных технологий, были приняты в качестве то-
вара, который мог быть приобретен по необходимости любой фирмой.
Кроме того, в силу специфики работы с информационными техноло-
гиями случайный отъезд одного специалиста может быть компенси-
рован другим специалистом.
Сегодняшний рынок труда на ниве информационных технологий
несовершенен по нескольким причинам. Не хватает квалифицирован-
ного в этой области персонала. Даже если компания может привле-
кать таких специалистов высокой заработной платой, их могут пере-
674 Глава 12. Организационная адаптация к оптимизации моделирующих систем
купить. Кроме того, многие специалисты в области информационных
технологий предпочитают работать в высокотехнологических фирмах
(особенно в сфере электронной коммерции), где им предлагают долю
в компании (кстати, эта стратегия может иметь неприятные послед-
ствия, если цена акций фирмы, находящихся в свободной продаже,
существенно понижается). Наконец, из-за того, что информационные
технологии быстро развиваются, многие фирмы сталкиваются с труд-
ностями замены выбывшего персонала. Таким образом, на сегодняш-
нем рынке труда любая фирма, которая может привлекать, сохранять
и повторно обучать рабочих с превосходными знаниями информацион-
ных технологий, должны рассматривать их в качестве гетерогенных
ресурсов. Внедрен ие различных программ требует эффективного управ-
ления информационными технологиями и другими ресурсами фирмы.
Многие фирмы сталкиваются с трудностями комплектования сво-
их информационных отделов квалифицированными сотрудниками,
способными разрабатывать и применять весь диапазон информацион-
ных систем, необходимых для конкурентоспособного управления це-
пями поставок. Все более и более привлекательная альтернатива для
таких фирм — прибегнуть к аутсорсингу. Например, некоторые фир-
мы стремятся к долгосрочному сотрудничеству с консалтинговыми
компаниями с целью периодического оказания помощи руководству
в создании стратегической цепи поставок с использованием системы
моделирования. Консалтинговая компания отвечает за обновление
базы данных по решениям о цепи поставок каждый раз, когда прово-
дится новое исследование и внедряются его результаты в сотрудниче-
стве с руководством фирмы. Интернет позволяет значительно упро-
стить процедуры этих исследований, особенно для компаний среднего
и малого размера, которые не могут позволить себе затраты, связан-
ные с большими внутренними консультантскими проектами.
Управленческие аспекты информационных технологий. Менедже-
ры по информационным технологиям наблюдают за действиями сво-
их подчиненных, в чьи обязанности входят проектирование, развитие
и применение информационных технологий для поддержания других
функций в фирме и функций, соединяющих фирму с ее поставщика-
ми и клиентами. Чтобы эффективно управлять этими действиями, они
должны уметь оценивать деловые потребности функциональных ме-
неджеров, поставщиков и клиентов. Также у них должны быть навыки
межличностных отношений, которые способствуют конструктивным
взаимоотношениям с менеджерами. Наконец, менеджеры по инфор-
мационным технологиям ответственны за контроль над новшествами
12.3. Информационные технологии как конкурентное преимущество
675
в области информационных технологий и предупреждение будущих
потребностей компании в информационных технологиях.
Управленческие аспекты информационных технологий очень важны
для достижения конкурентного преимущества фирмы, поскольку не
подвержены имитации, рассмотренной выше. В частности, управлен-
ческие аспекты информационных технологий часто развивают в тече-
ние долгого времени методом проб и ошибок, анализируя сотни или
тысячи ситуаций.
Успешные деловые отношения между менеджерами по информа-
ционным технологиям и другими функциональными менеджерами
часто труднодостижимы из-за конфликтов. Конфликты возникают
в связи с потребностями и целями менеджеров цепи поставок, разра-
ботчиками систем моделирования (исследовательские конфликты на
почве подходов к принятию решений) и информационными админист-
раторами (эксплуатационные конфликты). Эти конфликты подробно
рассмотрены в разделе 12.4. Менеджер по информационным техноло-
гиям, который может преодолевать такие конфликты, способен вне-
сти существенный вклад в достижение конкурентного преимущества
фирмы.
Дополнительные организационные ресурсы
Таким образом, можно сделать вывод, что фирма имеет три варианта
достижения конкурентного преимущества с помощью информацион-
ных технологий:
• постоянно исследовать инновации в области информационных
технологий;
• пользоваться преимуществом первенства;
• внедрять информационные технологии в организацию таким об-
разом, чтобы они составляли ценный, устойчивый, дополнитель-
ный ресурс.
Первые два варианта являются непрактичными, поскольку требуют
много времени и усилий на обучение персонала. Кроме того, перед тем
как внедрить инновацию (что может быть весьма рискованно), менед-
жер по информационным технологиям должен исследовать преиму-
щества и недостатки этих инноваций на примере других компаний.
Таким образом, фирме не остается ничего другого, как воспользо-
ваться третьим вариантом, уже на протяжении многих лет определя-
ющимся учеными как надежный способ достижения конкурентного
преимущества на основе развития и применения информационных тех-
676 Глава 12. Организационная адаптация к оптимизации моделирующих систем
нологий. Желание объединить ресурсы информационных технологий
с существующими человеческими и организационными ресурсами
является несомненным стимулом в продвижении к интегрированно-
му управлению цепями поставок. В следующих подразделах мы рас-
смотрим взаимодействие ресурсов информационных технологий с дру-
гими ресурсами организации.
Дополнительные человеческие ресурсы. Потребность объединять
технологические ресурсы с дополнительными человеческими на орга-
низационном уровне уже давно признавалась учеными. Однако мир
бизнеса до 1990-х гг. не уделял серьезного внимания синергетическому
эффекту взаимодействия информационных технологий и организацион-
ной структуры. Только усиливающаяся жесткая конкуренция, уско-
рение развития технологий и появление новых популярных научных
трудов, посвященных исследованию информационных технологий,
привело в результате к осознанию того, что информационная техно-
логия способствует сокращению уровней в иерархии организации на-
ряду с их интеграцией.
Десятью годами позже, несмотря на значительный, но неуправляе-
мый прогресс, многие менеджеры согласились, что компании все еще
продолжают сталкиваться с трудностью достижения устойчивого конку-
рентного преимущества от информационных технологий. Проблемы,
рассмотренные в разделах 12.1 и 12.2 относительно конфликтов между
рациональным и политическим принятием решений в фирме, тесно
связаны с проблемами информационных технологий. Системы моде-
лирования для управления цепями поставок обеспечивают важными
структурами объединений информационных технологий с челове-
ческими ресурсами для достижения такого конкурентного преимуще-
ства.
Следующие 7 человеческих и организационных ресурсов потенци-
ально могут быть объединены с информационными ресурсами для до-
стижения конкурентного преимущества:
1. Открытая организация. Поскольку первичная цель информацион-
ной технологии состоит в том, чтобы облегчить распространение ин-
формации, необходимо и желательно, чтобы искусственные барьеры
к такому распространению были устранены. Значение в том, что фир-
мы должны отказаться от традиционных иерархий, основанных на
принципе «знание — сила», в пользу открытых, менее иерархичных
организационных структур, где менеджеры всех уровней имеют доступ
к любой информации, необходимой для выполнения своих задач. Ру-
ководство многих фирм понимало, в принципе, важность таких изме-
12.3. Информационные технологии как конкурентное преимущество
677
нений, но недооценивало их воздействие на процессы и культуру, что
сопровождалось организационным сопротивлением. Такое сопротив-
ление говорило о том, что многие фирмы должны подождать, пока выс-
шее руководство, чей основной опыт работы приходится на фирмы,
где информационная технология не была доминирующим фактором,
выйдет на пенсию.
2. Организационное соглашение. Мы уже отмечали, что организацион-
ная открытость требует доверия и сотрудничества. Новаторы в области
информационных технологий должны стремиться к устранению конф-
ликтов в процессах принятия решений и способствовать обмену инфор-
мацией и идеями между всеми функциональными подразделениями.
3. Обязательства управляющего компанией. В процессе исследова-
ния и внедрения новшества в информационных технологиях компа-
ния нуждается в непосредственной поддержке руководства. Расчет
потенциального риска, связанного с разработкой и применением си-
стемы моделирования цепи поставки, должен поощряться и возна-
граждаться. К сожалению, очевидно, что по крайней мере до недавнего
времени многие руководители относились к информационным техно-
логиям как к угрожающим факторам и пытались доказать, что инфор-
мационные новшества являются малозначимыми и бесполезными.
Многие ученые считают, что такое отношение не может более продол-
жаться, что «...стратегия бизнеса и достижение превосходства в работе
существенно зависят от знания того, как конкурировать в веке инфор-
мации...»
4. Организационная гибкость. Организационная гибкость в значи-
тельной степени относится к изменениям в бизнес-процессах, связан-
ных с внедрением новых информационных технологий. При рассмот-
рении таких изменений ученые обращаются к трем уровням гибкости.
Изменение первого порядка поверхностно, включает модификации
существующих процессов, но ни к каким существенным изменениям
положения дел в компании не ведет. Изменение второго порядка пред-
полагает внедрение новых процессов, которые радикально изменяют
положение дел, но зачастую это происходит лишь в отдельных случа-
ях. Изменение третьего порядка включает изменения в организацион-
ной культуре, которые способствуют способностям организации к по-
стоянному изменению.
5. Интеграция информационной технологии и организационной стра-
тегии. Множество стратегических вариантов управления цепями по-
ставок могут быть полностью оценены и поддержаны только инфор-
мационными новшествами, включая более широкое применение систем
678 Глава 12. Организационная адаптация к оптимизации моделирующих систем
моделирования. Компания должна провести строгий анализ своей стра-
тегии с помощью системы моделирования и адаптировать свою дея-
тельность для дальнейшего использования системы моделирования
с целью переоценки своей стратегии, поскольку окружающая среда
внутри и за пределами компании постоянно изменяется.
6. Человеческий опыт в управлении цепями поставок. Человеческий
опыт в деятельности цепи поставок, в частности в области закупок,
производства, транспортирования или складского управления, явля-
ется дополнительным преимуществом в использовании систем моде-
лирования наряду с информационными технологиями. Рассмотрим,
например, промышленную компанию, занимающуюся производством
химикалий, имеющую высоко квалифицированный производственный
персонал в области установки и управления оборудованием для про-
изводства новых продуктов. При оценке планов компании для произ-
водства новых продуктов в течение наступающего года, предложенных
клиентами или менеджерами по продажам преимущественно приме-
няются модели, в решениях о том, как использовать человеческий фак-
тор.
Во-первых, должны быть разработаны описательные модели, осно-
ванные на исторических данных Модели должны демонстрировать
затраты и диаграммы производительности труда для новых изделий.
Во-вторых, должна быть построена и применена модель оптимизации,
максимизирующая чистые доходы от производства и реализации про-
дукции, чтобы определить, какие новые изделия успешно конкурируют
с существующими изделиями. Хотя первичная цель модели оптимиза-
ции состоит в том, чтобы оценить решения относительно производст-
ва новых изделий в течение наступающего года, горизонт планирования
должен быть значительно увеличен, чтобы оценить их долгосрочную
доходность.
Системы моделирования могут также служить для уточнения ин-
туиции технологов. Можно проанализировать результаты отобранных
или отвергнутых моделью оптимизации предложений относительно
производства новых продуктов, чтобы точно определить размеры про-
изводственных ресурсов, которые, возможно, должны быть увеличе-
ны или сокращены. Для определения производственных альтернатив
относительно использования ограниченных ресурсов и альтернатив
производства новых продуктов, максимально использующего эти ре-
сурсы, целесообразно прибегнуть к человеческой оценке.
Квалифицированный менеджер по информационным технологиям
должен стремиться к получению такого синергетического эффекта.
12.4. Исследовательский и эксплуатационный подходы к развитию...
679
Системы моделирования должны точно отражать основные ограниче-
ния и цели менеджеров цепи поставки. На оперативном уровне пла-
нирования они должны служить для использования ресурсов цепи
поставок компании и человеческого опыта в управлении ресурсами,
исследуя оперативное поле решения. На стратегическом уровне пла-
нирования аналитики, пользующиеся системами моделирования, долж-
ны подробно исследовать стратегическое поле решения, рассматривая
диапазон альтернатив и управляя многократными сценариями.
7. Информационно-технологическое обучение. Наконец, осуществле-
ние организацией информационно-технологического обучения явля-
ется важным моментом в объединении информационных технологий
с человеческими ресурсами, рассмотренном в предшествующих раз-
делах. Поскольку обучающие программы широкодоступны, в страте-
гию обучения информационным технологиям в компании должны вхо-
дить действия, увеличивающие определенные ресурсы и способности
в пределах фирмы (если это может внести вклад в ее конкурентное
преимущество). Кроме того, на сегодняшнем рынке труда информа-
ционных технологий важным фактором, воздействующим на осуществ-
ление обучения информационным технологиям, является способность
компании нанимать на работу специалистов, имеющих соответству-
ющее образование и мотивацию к усвоению такого обучения.
Дополнительные организационные ресурсы. Достижение и сохра-
нение конкурентного преимущества с помощью использования инфор-
мационных технологий и организационных ресурсов — это сущность
интегрального управления цепями поставок. В предыдущих главах мы
обсуждали подходы к координированию географически разнообраз-
ных физических ресурсов цепи поставок и отношений поставщиков
с клиентами. Бизнес-процессы, поддерживающие координацию, долж-
ны основываться на транзакционных и аналитических информацион-
ных технологиях. В большинстве компаний необходимо существенное
изменение бизнес-процессов для достижения эффективной координа-
ции. Более подробно рассмотрим эту тему в разделе 12.5.
12.4. Исследовательский и эксплуатационный
подходы к развитию информационных
технологий
Наши размышления в гл. 2 относительно различий между транзакцион-
ными и аналитическими информационными технологиями отражают
организационные конфликты между исследованиями и получением
680 Глава 12. Организационная адаптация к оптимизации моделирующих систем
данных и сведений. Система ERP и другие системы с транзакционными
данными относятся к эксплуатационному подходу; они используют
программное обеспечение и способствуют упрощению и стандартиза-
ции значений, формата и управления корпоративными данными. Та-
кое применение может привести к эффективной и надежной передаче
данных как по всей компании, так и между компанией, ее поставщика-
ми и клиентами. Но для оказания помощи менеджерам цепи поставок
в принятии эффективных решений одного лишь эксплуатационного
подхода еще не достаточно.
Системы моделирования относятся к исследовательскому подходу,
они используют аналитические инструменты для поиска сложных по-
лей решения, чтобы обнаружить оптимальные или очевидно эффек-
тивные планы цепи поставок. Проектирование и проверка досто-
верности систем моделирования также по природе своей являются
исследовательскими. Специалисты в области моделирования и внед-
рения систем стремятся к нахождению эффективного баланса между
сложностью модели и ее точностью в описании проблем решения
о цепи поставок. Такое исследование может обеспечить эффективны-
ми и надежными инструментами для поддержания процесса приня-
тия управленческих решений, что приведет к удержанию логистиче-
ских затрат на конкурентоспособном уровне при поддержании или
улучшении уровня обслуживания клиента. Однако при разработке
и применении этих систем необходимо управлять рисками, в против-
ном случае компания может понести крупные потери.
Конфликты между эксплуатационным и исследовательским подхо-
дами неизбежны при разработке и применении систем моделирования.
Необходимы хорошие навыки в области управления информационны-
ми технологиями, чтобы противостоять этим конфликтам и в полной
мере использовать преимущества систем моделирования. Как показа-
но на рис. 12.1, разработка и использование системы моделирования
требует согласования трех разнообразных сторон — менеджеров цепи
поставок и аналитиков (клиентов), разработчиков системы моделиро-
вания (исследователей), а также информационно-технологических
администраторов (пользователей).
Во многих случаях менеджеры, аналитики цепи поставок и админи-
страторы по информационным технологиям — служащие компании,
чья цепь поставок должна быть проанализирована с помощью систе-
мы моделирования. Но разработчик системы — это внешняя компа-
ния программного обеспечения. Компания клиента приобретает у ком-
пании, занимающейся программным обеспечением, стандартную или
12.4. Исследовательский и эксплуатационный подходы к развитию...
681
Администраторы ИТ
(пользователи)
моделирования
(исследователи)
и аналитики
(клиенты)
Рис. 12.1. Исследование и разработка моделирующих систем
специализированную систему моделирования. Сегодня лишь немно-
гие производственные и торговые компании имеют внутренние груп-
пы достаточного размера, которые занимаются исследованием опера-
ций действий и пробуют использовать системы моделирования. Даже
если бы компания желала вкладывать капитал в этот внутренний ре-
сурс, на практике очень трудно собрать такую группу работников, ко-
торые обладали бы набором необходимых качеств, техническими на-
выками в области ИТ и исследовательским складом характера.
Иногда целесообразно организационное разделение труда админи-
страторов ИТ и разработчиков систем моделирования, поскольку оно
уменьшает напряженность, которая может существовать, когда эти две
группы работников вынуждены трудиться вместе. Конечно, их деятель-
ность должна быть согласованной. Когда рассматриваются вопросы
времени приобретения и разработки системы, должны устанавливаться
необходимые требования для интеграции системы моделирования
в компьютерную сеть компании. Совершенно необходим конструктив-
ный диалог между разработчиками системы моделирования и адми-
нистраторами ИТ, отвечающими за интеграцию системы моделирова-
ния в объединенную систему компании и поддержание ее целостности.
Вопросы соотношения эксплуатационного и исследовательского
подходов варьируются на протяжении трех стадий жизненного цикла
системы моделирования: приобретение или разработка, использова-
ние и совершенствование. Все эти стадии рассмотрены в следующих
подразделах.
682 Глава 12. Организационная адаптация к оптимизации моделирующих систем
Приобретение или разработка моделирующей системы
Выбор между приобретением готовой системы моделирования или
разработкой индивидуальной системы моделирования может быть
достаточно труден. С точки зрения ИТ риски могут быть значительно
уменьшены, если может быть приобретена готовая система, действи-
тельно адекватно моделирующая данный класс проблем. Более веро-
ятно, что такая система может быть найдена для стратегического или
тактического планирования, чем для оперативного планирования, ко-
торое обычно очень специфично для каждой компании. Оценка при-
годности готовой системы может быть затруднена из-за того, что ме-
неджеры, собирающиеся применять систему с помощью аналитиков,
возможно, не имеют достаточно знаний, чтобы оценить действитель-
ность, лежащую в основе требований маркетинга, заданных компа-
ниями, занимающимися разработкой готового программного обеспе-
чения. Чтобы преодолеть эту неопределенность, компания должна
прибегнуть к независимому мнению хорошо осведомленных практи-
ков, занимающихся моделированием, либо находя их среди служащих
компании, ранее занимавшихся подобными разработками, либо при-
влекая их со стороны.
Особое внимание должно быть уделено степени, в которой предло-
женная система моделирования использует оптимизационные моде-
ли для анализа данного класса проблем, или же она использует пра-
вила принятия решений, основанные на историческом опыте. Более
предпочтительны в данном случае оптимизационные модели, потому
что они обеспечивают намного большие возможности для поиска ва-
риантов решения. Менеджерам же более понятны принципы нахож-
дение решения по правилам, но их использование ограничивает воз-
можности анализа и в некоторых случаях может предлагать планы,
далекие от оптимума с экономической точки зрения.
Независимо от того, рассматривается ли вопрос приобретения стан-
дартной или специализированной системы моделирования, разработ-
чики системы моделирования должны тщательно изучить трудности,
с которыми сталкиваются их клиенты в управлении цепями поставок.
Цель заключается в том, чтобы гарантировать, что аналитические спо-
собности системы моделирования могут помочь решить эти пробле-
мы. Достижение такого соответствия — важная обязанность разработ-
чиков системы моделирования. Это исследовательская деятельность,
основанная на опыте моделирования подобного рода систем. Такой
навык редко встречается у администраторов ИТ, чьи организацион-
ные и профессиональные качества сосредоточены на поддержании
12.4. Исследовательский и эксплуатационный подходы к развитию...
683
эффективности и надежности систем и на том, чтобы находиться в кур-
се деда относительно всех последних событий в развитии ИТ.
Конечно, компания, занимающаяся программным обеспечением,
может предусматривать незначительную настройку стандартной си-
стемы. Слишком большие изменения обычно не предлагаются, пото-
му что компания программного обеспечения не желает обременять себя
поддержкой множества версий своих систем. В связи с этим менеджеры
могут столкнуться с трудным выбором между приобретением стандарт-
ной системы, не отображающей всех особенностей и характеристик
работы, и специализированной системы, более точно анализирующей
конкретные насущные проблемы, но которую будет сложнее и дороже
разработать. Решить эту дилемму могут только квалифицированные
менеджеры ИТ, учитывающие, что достичь конкурентного преимуще-
ства, используя стандартное программное обеспечение, гораздо сложнее.
Применение моделирующей системы
Эффективное применение системы моделирования при принятии ре-
шений по цепям поставок требует передачи системы от разработчиков
(исследователей) к администраторам ИТ (пользователям). Этот про-
цесс должен проходить быстро и организованно, однако это легче ска-
зать, чем сделать, о чем свидетельствует опыт компаний, столкнувших-
ся с трудностями расширения своих систем ERP для включения в них
возможностей системы моделирования. Такие трудности могут воз-
никать, потому что пользователи, ответственные за работу системы
ERP, плохо справляются с исследовательскими задачами развития
системы моделирования.
В следующем разделе будет показано, что необходимы новые биз-
нес-процессы для эффективного применения данных и систем моде-
лирования к управлению цепями поставок. В зависимости от возмож-
ностей анализа моделирования необходимы разнообразные процессы.
Только время покажет устойчивую форму этих процессов и действий,
которые необходимо совершать менеджерам при использовании си-
стемы моделирования для решения организационных проблем, свя-
занных с процессами принятия решений, рассмотренных в разделах
12.1 и 12.2.
Совершенствование моделирующей системы
Несмотря на то что центр внимания при применении системы моде-
лирования смещается от исследования к эксплуатации сразу после того,
как система проверена и готова к ведению в компьютерную сеть ком-
684 Глава 12. Организационная адаптация к оптимизации моделирующих систем
пании, ИТ-менеджер должен признать, что в будущем необходимо со-
вершенствовать систему моделирования, обращаясь к помощи разра-
ботчиков системы. Применение системы моделирования будет все
менее эффективно с течением времени из-за изменений в действиях
компании, в окружающем ее конкурентном мире и в технологии, кото-
рая затрагивает ограничения и цели управления цепью поставок компа-
нии. Таким образом, компания должна стремиться и иметь возмож-
ность периодически исследовать форму и функциональные возможности
системы моделирования, чтобы определить возможности усовершен-
ствований, заслуживающих внимания. Это снова потребует навыков
управления ИТ при попытке объяснения консервативному админист-
ратору ИТ важности взаимодействия между разработчиками системы
и менеджерами цепи поставок.
12.5. Изменение бизнес-процессов
и информационные технологии
В последние годы много писали об успехах и неудачах BPR (business
process redesign). BPR получила распространение в начале 1990-х гг.
в качестве быстрого (и зачастую «грязного») метода повышения эффек-
тивности за счет использования ИТ вместо людей. К середине 1990-х гг.
многими она уже рассматривалась как переоцененное увлечение, об-
ласть применения которого слишком узка. Когда компании осознали
это, они попытались использовать BPR более широко.
В этом подразделе мы кратко проанализируем взаимодействие BPR
и инфраструктуры ИТ, обращая внимание на варианты применения
систем моделирования к управлению цепями поставок. Фактические
исследования показывают, что к BPR часто прибегают в связи с по-
требностью фирмы улучшить межфункциональную координацию, ко-
торая зависит от инфраструктуры ИТ. Таким образом, мы имеем дело
с примером интегрального планирования как серьезного фактора мо-
тивации для проведения изменений в фирме.
В зависимости от гибкости ИТ могут служить катализатором или
ингибитором В PR. Хотя эффективные и надежные информационные
системы могут улучшить процессы цепи поставок, мы попробуем выяс-
нить, могут ли системы моделирования вызывать такие процессы. Дру-
гими словами, если фирма желает достигнуть отличного управления це-
пью поставок, требующего анализа при помощи систем моделирования,
она должна создать новые процессы, которые облегчат систематическое
использование таких систем. Это детально проиллюстрировано ниже.
12.5. Изменение бизнес-процессов и информационные технологии
685
Инфраструктура ИТ состоит из технической и организаторской ча-
стей, которые способствуют своевременной и надежной передаче дан-
ных, поддержке принятия решения, осуществлению взаимодействий
внутри и вне фирмы. Для полноты картины приведена табл. 12.1, в ко-
торой перечислены типичные услуги, которые может предоставить ин-
фраструктура ИТ внутри фирмы, необходимые для реорганизации де-
лового процесса с точки зрения специалиста ИТ. Основные услуги —
это те услуги, которые, вероятно, используются в большинстве компа-
ний. Дополнительные услуги могут использоваться в более продвину-
тых компаниях.
Отсутствие определенных рекомендаций по моделям и аналитическим
ИТ в табл. 12.1 говорит о том, что в настоящее время внимание ученых
и консультантов в области ИТ заостряется на транзакционных ИТ.
Рисунок 12.2 показывает пример, характеризующий инфраструкту-
ру ИТ компании с позиций ее степени охвата и диапазона деятельно-
сти (reach and range). Под степенью охвата подразумевается способ-
ность фирмы легко связываться с другими организациями. Развитие
электронной коммерции быстро расширяет эту способность в сторону
глобального рынка, в котором все фирмы могут легко связываться.
Диапазон деятельности — это действия ИТ, которые фирма может авто-
матически выполнять с различными организациями и людьми. Заштри-
хованная область указывает на средний охват и диапазон деятельно-
сти 27 фирм, рассмотренных в конце 1990-х гг. Развитие систем ERP
предназначено для того, чтобы увеличить охват более сложных транз-
акционных действий. Результаты опроса быстро устаревают из-за раз-
вития Интернета, увеличивающего охват простых и сложных сделок.
При построении рис. 12.2 диапазон деятельности был расширен пу-
тем включения в него аналитических ИТ. Мы выделили аналитические
ИТ в «оперативные решения поддержки», которые требуют ограни-
ченного охвата в категории 1 (и возможно, 2) и «тактические и стра-
тегические решения поддержки», которые требуют намного большего
диапазона деятельности, а именно категории 5 и 6. Эти аналитические
действия ИТ подчеркивают важность создания и использования стан-
дартизированного формата для базы данных решений по цепям поста-
вок для всех подразделений компании, клиентов и поставщиков.
Моделирующие системы способствуют изменению
бизнес-процессов
Анализ моделирования тактических решений цепи поставок — важ-
ный, но недостаточно изученный класс возможных применений моде-
686 Глава 12. Организационная адаптация к оптимизации моделирующих систем
Таблица 12.1
Инфраструктура и услуги ИТ
Основные услуги инфраструктуры информационных технологий
1 Управлять передачей сетевых услуг в фирме
2 Управлять передачей услуг внутри группы или фирмы
3 Рекомендовать стандарты для по меньшей мере одного компонента архитектуры ИТ (например, аппаратных средств ЭВМ, оперативных систем, данных, коммуникаций)
4 Выполнять услуги, обеспечивающие безопасность, планирование в случае чрезвычайных ситуаций, деловое оживление фирмы
5 Предоставить технологический совет и поддержать услуги
6 Управлять, обслуживать и поддерживать крупномасштабные средства обработки данных (например, операций универсальной ЭВМ)
7 Управлять базами данных в фирме или во всем бизнесе
8 Осуществлять управление проектом 1S
9 Предоставить совет по управлению данными и консультационные услуги
10 Осуществлять планирования IS для бизнес-единиц
Дополнительные услуги инфраструктуры информационных технологий
11 Введение в действие архитектуры и стандартов ИТ
12 Управление сетями рабочих станций в фирме или на рабочем месте (например, LANs, POS)
13 Управление и ведение дел с поставщиками и другими внешними источниками
14 Поиск и проверка новых технологий для целей бизнеса
15 Разработка приложений для отдельных бизнес-единиц (обычно на договор- ном основании)
16 Оказание услуг, обеспечивающих безопасность, планирование в случае чрезвычайных ситуаций, деловое оживление бизнес-единиц
17 Электронное обеспечение управленческой информацией (например, EIS)
18 Управление приложениями для отдельных бизнес-единиц
19 Управление данными в фирме или бизнес-единице, включая стандарты
20 Разработка и управление электронными связями с поставщикам или потребителями
21 Разработка общих систем развития окружающей среды
22 Обеспечение услуг технологического образования (например, обучение)
23 Разработка и применение операций мультимедиа (например, видеоконфе- ренции)
Категория
Доступ: с кем мы можем легко связаться? t
I С кем угодно, где угодно
] С покупателями ИТ, I поставщиками независимо I от ИТ
! С покупателями и постав- । щиками, имеющими । такие же ИТ, как и мы
I С предприятиями I в разных странах
С предприятиями в одной стране
! С географически раз- । бросанными подразделе- । ниями предприятия -
Г ] С единственным подраз- I делением предприятия Разнообразие: какие виды деятельности мы вместе можем
Отправление сообщений Отправление памятных записок Доступ к инфор- мации — Проверка уровня запасов Осуществление простых дело- вых операций — Получение заказов Осуществление сложных дело- вых операций — Обработка заказа Поддержка оперативных решений — Планирова- ние произ- водства Поддержка тактиче- ских и стратегиче- ских решений — Планирование про- изводства и распре- деления автоматически и независимо друг от друга?
Примеры
Рис. 12.2. Доступ и разнообразие инфраструктуры ИТ
2.5. Изменение бизнес-процессов и информационные технологии_687
688 Глава 12. Организационная адаптация к оптимизации моделирующих систем
лирующих систем. Необходимы новые бизнес-процессы для развития
и поддержания баз данных решений по цепям поставок, производя-
щих пробные модели, интерпретацию результатов, показанных моделя-
ми, и распространение планов, полученных на основе этих результатов.
Необходимые организационные изменения целесообразнее называть
расширением бизнес-процессов, потому что должны быть выработа-
ны новые процессы управления данными, характеристики работ, про-
токолы коммуникаций и схемы стимулирования.
В настоящее время мы работаем с тремя компаниями, где такие при-
менения осуществляются, — изготовителем слесарного инструмента,
изготовителем корма для домашних животных и изготовителем пива.
Во всех трех компаниях высшее руководство стремится принимать луч-
шие решения каждый месяц или каждый квартал определяя, на каком
заводе производить свою продукцию, принимая во внимание стремле-
ние к уменьшению затрат на транспортировку, а также различия в про-
изводственной эффективности и мощности. Компании стремятся к то-
му, чтобы существенно сократить затраты цепи поставок. Они также
стремятся лучше контролировать действия цепей поставок, что ведет
к лучшему обслуживанию клиента и более быстрому реагированию на
изменение состояния рынка. Хотя технические проблемы управления
и передачи данных и создания оптимизационных моделей тактического
планирования существенны, более сложным является создание благо-
приятных условий для гибкого принятия решений и внедрение новых
процессов принятия решения в организации.
На рис. 12.3 изображены процессы, необходимые для тактического
планирования применительно к системе моделирования в компании,
которая производит и продает изделия. Мы предполагаем, что анализ
должен проводиться каждый месяц. В центре процесса планирования —
анализ с помощью модели оптимизации, разработанной под руковод-
ством координатора цепи поставок компании и штата аналитиков. Эта
многопериодная модель запускается ежемесячно для определения пла-
нов производства и распределения компании на предстоящий месяц.
Модель определяет цели производства для каждого завода, планы ра-
боты с поставщиками и распределение рынков в соответствии с цент-
рами распределения для поставки готовых изделий.
В большинстве компаний должность координатора цепи поставок
нова и требует внимательности, особенно при определении полномо-
чий, позволяющих ему внедрять эти планы. Также необходимы про-
цедуры, позволяющие менеджерам производства и распределения де-
лать исключения из правил, предусмотренных планами, если такая
12.5. Изменение бизнес-процессов и информационные технологии
689
Рис. 12.3. Информационный поток месячного тактического планирования
с использованием оптимизированной системы оптимизации
необходимость возникает. Периодический анализ предоставляет мно-
жество возможностей координатору цепи поставок и менеджерам цепи
поставок, чтобы обсудить и решить спорные проблемы планирования
прежде, чем будут приняты заключительные планы на данный месяц.
При выборе координатора цепи поставок необходим человек, име-
ющий обширные знания деятельности компании. Координатор и его
690 Глава 12. Организационная адаптация к оптимизации моделирующих систем
штат должны также иметь тесные взаимоотношения с персоналом, за-
нятым ИТ, при разработке и поддержании систем получения данных,
необходимых для ежемесячного осуществления тактического планиро-
вания. Это последнее требование подразумевает, что отдел ИТ компа-
нии располагает работниками, имеющими необходимые навыки и опыт
поддержки данных и действий цепи поставок.
Как показано на рис. 12.3, анализ основан на трех типах баз данных:
общих, внешних и баз данных решения цепи поставок; последние свя-
заны непосредственно с системой оптимизационного моделирования.
Для использования этих данных и выполнения анализа моделирова-
ния необходимы четыре новых процесса; о них рассказывается в сле-
дующих подразделах.
Сбор данных и процессы преобразования. Глава 6 была полностью
посвящена обсуждению формы и содержания баз данных решений
цепей поставок и получению их из транзакционных баз данных. Здесь
мы обсудим то, как бизнес-процессы могут поддержать их построение
и обслуживание. Эти процессы — комбинации автоматизированных
процедур ИТ для передачи и преобразования данных человеком, ко-
дировки новых и пересмотренных данных, рассмотрения данных и раз-
решения ошибок данных. Автоматизированные процедуры ИТ в об-
щепринятом смысле включают проверку ошибок данных. Хотя очень
большой процент передачи данных может быть автоматизирован, ча-
сто возникают ситуации, которые требуют вмешательства человека,
чтобы исправить ошибки или освежить устаревшие данные. Аналити-
ки, работающие с координатором цепи поставок, несут ответственность
за сохранение прагматического баланса между отклонением действи-
тельно неверных данных и поиском абсолютно точных данных.
Разделение труда между человеком и автоматизированными про-
цедурами ИТ при обновлении данных зависит от компании и отрасли,
в которой она работает. Поскольку технологии развиваются быстры-
ми темпами, то и соотношение данных, подвергнутых автоматизиро-
ванной обработке, и данных, обработанных человеком, стремительно
меняется. Например, некоторые компании все еще полагаются на фи-
зический подсчет запасов для доработки своей информации, в то вре-
мя как другие компании полагаются исключительно на электронные
средства. Подобным образом прогнозирование спроса на готовые из-
делия на грядущие месяцы может быть произведено исключительно
автоматизированными моделями прогноза или в этом процессе может
участвовать и человек, обычно при устранении посторонних значений
и других аномалий, от которых модели не могут и не должны быть за-
щищены.
12.5. Изменение бизнес-процессов и информационные технологии 691
Цикл тактического планирования требует взаимодействия коорди-
натора и аналитиков в главном офисе компании, где происходит со-
здание базы данных решений по цепям поставок и испытание модели
менеджеров и аналитиков на заводах компании и в распределитель-
ных центрах; менеджеров и аналитиков на предприятиях поставщи-
ков и клиентов. Достижение взаимодействия с менеджерами и ана-
литиками вне компании, включая работников, трудящихся в других
подразделениях той же самой корпорации, может быть проблематич-
ным, поскольку их инфраструктура ИТ может отличаться. С этой важ-
ной, но малоизвестной проблемой сталкиваются компании, желающие
управлять виртуальными цепями поставок по Интернету, частью ко-
торого они являются.
Ежемесячные процессы планирования. Мы предполагаем, что про-
цесс планирования, называемый анализом цепи поставок, проводится
в одно и то же время каждый месяц, оставляя 2 или 3 дня аналитикам
цепи поставок для утверждения интегрального плана цепи поставок
на следующий месяц. Для окончательного оформления этого плана
многопериодная модель генерируется и оптимизируется по несколь-
ким сценариям. А именно мы предполагаем, что модель имеет шесть
периодов, каждый в месяц длиной. Ее цель состоит в том, чтобы мини-
мизировать стоимость удовлетворения прогнозируемого спроса на гото-
вые изделия в течение 6-месячного периода. Или, если допустимы неко-
торые отклонения в номенклатуре продукции, модель будет стремиться
максимизировать чистый доход в течение 6-месячного периода.
Модель, спроектированная и оптимизированная для заданного ме-
сяца, тесно связана с моделью, использованной в предыдущем месяце.
Различия заключаются в следующем:
• подмодель, описывающая месяц 1 в предыдущей модели, удаляется;
• подмодели, описывающие месяцы 2-6, становятся подмоделями,
описывающими периоды 1-5; данные для этих подмоделей, особен-
но прогнозы спроса и материальные запасы, пересматриваются;
• разрабатывается и добавляется к общей модели новая подмодель
для месяца 6.
При оптимизации этой месячной модели план цепи поставок в те-
чение месяца 1 (наступающего месяца) считается фиксированным.
Планы для месяца 1, разработанные этой моделью, передаются менед-
жерам цепи поставок, которые будут твердо их придерживаться. До-
пускаются некоторые обсуждения этих планов, что может потребовать
проработки нескольких сценариев, но предполагается, что основные
вопросы, влияющие на планы данного месяца, были решены заранее.
692 Глава 12. Организационная адаптация к оптимизации моделирующих систем
Планы цепи поставок в течение месяца 2 считаются частично фик-
сированными. Вероятно, координатор цепи поставок внесет лишь не-
много поправок в следующем анализе цепи поставок, если ничего неожи-
данного не произойдет. Наконец, планы цепи поставок на месяцы 3,4,
5 и 6 считаются предварительными. Координатор цепи поставок готов
вступить в серьезное и, возможно, длительное аналитическое обсуж-
дение этих планов с менеджерами цепи поставок. Таким образом, еже-
месячное планирование цепи поставок на месяцы 3,4,5 и 6 может про-
должаться уже после того, как были приняты планы на предстоящий
месяц.
Анализ цепи поставок может быть произведен в любое время, если
произошло что-то чрезвычайное, требующее серьезного изменения
в планах. Например, массовый отказ оборудования на заводе и неожи-
данная забастовка в распределительном центре. В таком случае модель
следует изменить, отобразив в ней чрезвычайную ситуацию, и опти-
мизировать ее для определения оперативных действий.
Процессы после оптимизационного преобразования. При анализе
цепи поставок модель оптимизации вовлекает агрегирование данных
и другие аппроксимации. Результаты, полученные в модели, требуют
преобразований, которые полностью изменяют агрегации и другие
вычисления, чтобы показать детали цепи поставок, которые игнори-
ровались в тактической модели планирования. В частности, подроб-
ности об изделиях, рынках и продавцах, с которыми обращались как
с общими величинами в тактической модели, должны быть разъеди-
нены для планирования действий. Как показано в разделе 6.1, агрега-
ции, используемые при разработке тактической модели планирования,
создаются таким образом, чтобы последующее детализирование агре-
гированных данных было относительно просто выполнить. Например,
в компании, производящей потребительские товары, часть товаров мо-
жет состоять только из единиц хранения одного и того же вида готовой
продукции, но упакованных в различных типах и размерах контейне-
ров. В данном случае можно воспользоваться программой дезагреги-
рования, чтобы описать подробности отдельных единиц хранения, не-
обходимых для совокупных планов. Подобным образом рыночная зона
может состоять из нескольких клиентов, находящихся в географиче-
ской близости друг с другом. Используя исторические данные, про-
граммы для дезагрегирования оптимального тактического плана по-
могут легко выяснить подробности о том, каким образом осуществлять
поставку продукции отдельным клиентам.
Подобные послеоптимизационные преобразования необходимы для
передачи подробных тактических планов внешним базам данных,
12.6. Координационные процессы цепи поставок и поощрительные... 693
созданным поставщиками и клиентами компании. Поставщики затре-
буют подробную информацию о продукции, которую они собираются
отправить компании в течение месяца. Клиенты должны быть инфор-
мированы относительно деталей, касающихся поставок компании в те-
чение месяца.
Как мы отметили ранее (когда обсуждали процесс 1), процесс 3 бу-
дет в значительной степени автоматизирован. Трансляционные про-
граммы могут включать программы, отмечающие возможные ошибки
или аномалии. Человеческое вмешательство аналитиков цепи поста-
вок в данном случае заключается только в устранении этих ошибок
и аномалий.
Внутренние и внешние оперативные процессы. Данные для еже-
месячного планирования, поступающие в корпоративные и внешние
базы данных, представляют собой инструкции и цели, которых при-
держиваются менеджеры цепей поставок компании, а также постав-
щики и клиенты компании в разработке своих оперативных планов на
ближайшие дни и недели. Например, при разработке главного произ-
водственного плана для системы MRP, требующего детальных, еже-
дневных планов производственного процесса, менеджер завода исполь-
зует цели производства своего завода на наступающий месяц наряду
с другими данными, описывающими то, как будут использоваться про-
изводственные мощности завода. Подобным образом менеджер по про-
дажам использует информацию об источниках продукции и запасах
в качестве исходной для системы BPR, с помощью которой планиру-
ются ежедневные отгрузки готовых изделий с заводов распределитель-
ным центрам.
12.6. Координационные процессы цепи поставок
и поощрительные контракты
В предыдущем разделе мы обсуждали процессы, которыми должна
руководствоваться компания при разработке ежемесячного тактичес-
кого плана цепи поставок, основанного на данных и анализе при помо-
щи системы моделирования. Выполнение плана требует процессов
координирования действий менеджеров и рабочих, ответственных за
работу цепи поставок компании. При выполнении задач должны участ-
вовать рабочие нанятые не только компанией, но также и ее постав-
щиками и клиентами. Побудительные схемы также требуются, чтобы
согласовать цели менеджеров и рабочих с планами цепи поставок, ко-
торые являются глобально экономическими и выгодными.
694 Глава 12. Организационная адаптация к оптимизации моделирующих систем
Цель, поставленная нами в кратком обзоре современных подходов
к процессам координации и поощрительным контрактам, состоит в том,
чтобы показать потребность в основном и прикладном исследовании
разработки и использования этих инструментов для улучшения управ-
ления цепями поставок. Достаточно часто встречающиеся недально-
видные организаторские побудительные схемы часто являются непро-
изводительными в достижении глобальной эффективности. Например,
из-за того что премия менеджера по запасам основана на целях, игно-
рирующих глобальные последствия цепи поставок, он будет поддер-
живать низкий, субоптимальный уровень запасов. Подобным образом
поскольку премия менеджера завода зависит от объема выпуска про-
дукции, то он может постараться произвести большее количество пре-
дельно доходных товаров, которые в конечном счете будут проданы
по цене ниже себестоимости. Стимулирующие схемы, основанные на
общих издержках цепи поставок или чистом годовом доходе, могут не
удовлетворять менеджеров среднего звена, ответственных только за
небольшую часть деятельности цепи поставок. Мы вернемся к этому
вопросу в конце данного раздела.
Выбор координационных процессов
Для обеспечения координационных процессов были предложены следу-
ющие варианты методов, которые не являются взаимоисключающими:
• непосредственное наблюдение, основанное на традиционной ко-
мандной иерархии;
• стандартизация, которая подразумевает правила, процедуры
и нормы;
• целевая установка, основанная на распространении планов;
• взаимное регулирование, основанное на совместном принятии
решений, которое вовлекает группы или другие формы сотруд-
ничества менеджеров и работников;
• цены, способствующие принятию оптимальных решений незави-
симыми менеджерами, даже если они преследуют собственный
интерес.
Эти методы подразумевают, что отдельные группы разделяют ре-
сурсы, включая информационные, с другими группами и нацелены на
выполнение краткосрочных и среднесрочных планов цепи поставок
компании.
Ученые установили, что следующие три фактора влияют на взаимо-
отношения среди координационных групп:
12.6. Координационные процессы цепи поставок и поощрительные... 695
• степень взаимозависимости;
• мера конфликтности;
• мера неопределенности.
Взаимозависимость действий цепи поставок относится к мере, в ко-
торой деятельность и результаты группы контролируются или зави-
сят от деятельности и результатов другой группы. Эта деятельность
может быть описана как последовательная, взаимная и одновремен-
ная. Последовательные действия осуществляются на стадиях произ-
водства или при доставке готовой продукции с заводов в центры рас-
пределения. Примером взаимной деятельности является доставка
лизинговой компанией паллетов для производителя пищевой продук-
ции и последующая доставка их дистрибьюторами пищевой продук-
ции на склады лизинговых компаний. Примером одновременной дея-
тельности является график доставки запасных частей и компонентов
из нескольких источников на автомобилестроительное предприятие
для удовлетворения плана производства на следующую неделю.
Конфликт среди взаимодействующих групп может являться резуль-
татом организационных и культурных стимулов или множества дру-
гих факторов. Степень неопределенности относится к факторам, влия-
ющим на такие операции, как прогнозирование краткосрочных продаж,
выработка продукции и время на погрузо-разгрузочные работы.
Предполагая, что степень неопределенности невелика, рис. 12.4 по-
казывает варианты выбора одного или более методов, рассмотренных
выше, для поощрения координации. Когда степень неопределенности
высока, координация требует использования различных форм связи
между менеджерами и работниками. Естественно, компания должна
стараться уменьшить степень конфликтности и неопределенности,
Высокая
Степень
взаимозави-
симости
Низкая
Взаимное регулирование Непосредственное наблюдение и группы
Стандартизирован- ные оперативные процедуры Непосредственное наблюдение
Низкая Высокая
Степень конфликтности
Рис. 12.4. Координационные методы при различной степени
взаимозависимости и конфликтности
696 Глава 12. Организационная адаптация к оптимизации моделирующих систем
когда это возможно. В значительной степени транзакционные и ана-
литические ИТ-системы могут обеспечить эту цель за счет усиления
коммуникаций и сокращения времени между модернизацией данных
и планов.
Теории стимулов «принципал —агент»
Принципал фирмы полагается на то, что агенты выполнят работу или
окажут услугу от его имени. Целью поощрительных контрактов явля-
ется приведение целей агентов и принципала в соответствие. Суще-
ствует несколько видов таких контрактов. Они могут быть основаны
на индивидуальной или групповой работе или их комбинациях. Пред-
ставим несколько примеров:
• явные поощрительные выплаты, такие как сдельная оплата тру-
да или комиссионные с продаж;
• скрытые поощрительные выплаты, основанные на субъективной
оценке супервизоров;
• планы участия в разделении прибыли, такие как планы владе-
ния акциями или надбавки, связанные с доходами компании;
• планы участия в прибылях рабочих и служащих в зависимости
от стажа работы и прочих заслуг перед фирмой.
Естественно, возможность продвижения агента на более высоко-
оплачиваемую работу часто выражается в качестве скрытых поощри-
тельных выплат.
В течение нескольких десятилетий специалисты в области микро-
экономики предлагали и тщательно разрабатывали теории и модели
таких отношений как основ для определения поощрительных контрак-
тов, которые способствуют эффективности деятельности. Эти теории
и модели совместимы с теориями ограниченной рациональности, осно-
ванными на максимизации ожидаемой полезности, что было рассмот-
рено в разделе 12.1. Экономисты рассматривают возможные отклоне-
ния действий и целей принципала и агента как моральные риски; такие
ситуации встречаются, когда агент сознательно или бессознательно
предпринимает действия, которые неэффективны с точки зрения прин-
ципала. Важной целью поощрительных контрактов является сокраще-
ние этих рисков.
Родственной проблемой в создании таких контрактов является раз-
деление рисков между принципалом и агентом, когда деятельность
агента является вероятностной. Особенно часто такое встречается,
когда принципал видит лишь показатель усилий агента, нежели само
12.6. Координационные процессы цепи поставок и поощрительные... 697
усилие. В зависимости от случайных событий, происходящих вокруг,
этот показатель может преувеличивать или приуменьшать сделанное
усилие. Таким образом, принципал рискует получить низкую прибыль
из-за неэффективной работы агента. Подобным образом поощритель-
ные выплаты агенту могут быть меньше, чем они должны быть, несмот-
ря на оказываемые усилия, так как они сопровождаются неудачами
в достижении желаемого результата.
Были разработаны математические модели для проектирования опти-
мальных поощрительных контрактов, основанных на выплате базовой
заработной платы и поощрительных выплат. В этих моделях такие
выплаты связаны со статистическим анализом, включая первичную
переменную показателя и другие переменные, которые служат для
снижения необъяснимых вариаций рассматриваемых результатов. На-
пример, первоначальный показатель может отражать продажи, совер-
шенные агентом, а вторичный показатель — общий спрос на продук-
цию в отрасли. Опустим дальнейшие подробности этих моделей.
Будущие исследования поощрительных контрактов. Развитие транз-
акционных и аналитических ИТ систем для управления цепями по-
ставок разрушило мифы о стимулировании. Рассмотрим несколько
областей, где необходимы фундаментальные и прикладные исследо-
вания для разработки новых форм поощрительных контрактов. Основ-
ное внимание будет обращено на поощрительные контракты сроком
на 1 год и меньше, что мы оцениваем как переход от долгосрочного
тактического планирования к оперативному. Мы предполагаем, что
новые поощрительные контракты будут основаны на данных цепи по-
ставок и их анализе с моделирующими системами, нежели на микро-
экономических конструкциях, основанных на сложно измеримых функ-
циях, таких как функция полезности или функция затрат усилий
агента. Рассмотрим следующие вопросы:
1. Каким образом принципал (т. е. компания, генеральный директор,
заместитель директора по снабжению или другие исполнительные лица)
может определить поощрительные контракты для менеджеров цепи
поставок с помощью анализа моделирования цепи поставок компании?
Обширная оптимизационная модель обеспечивает принципала не-
обходимым количественным инструментом для точного понимания
возможностей цепи поставок. Установка количественных задач и сти-
мулов для отдельного работника или группы может следовать из ре-
зультатов, полученных при помощи модели. Другими словами, основ-
ной компонент задач долгосрочного тактического планирования может
45 -2 18b
698 Глава 12. Организационная адаптация к оптимизации моделирующих систем
быть рассчитан или рассмотрен для цепи поставок с точки зрения по-
ощрительных контрактов.
Также не все ясно со сценариями, на которых базируются поощри-
тельные цели. Например, принципал может выбрать сценарий, описы-
вающий идеализированное положение цепи поставок, в которой все
поставки осуществляются полностью загруженными транспортными
средствами, все производственные процессы основываются на долго-
срочных прогнозах продаж, и т. д. Для такого анализа итоговая задача
цепи поставок будет недостижима. Также, принципал может выбрать
сценарий, который описывает жесткие, но достигаемые стандарты для
деятельности цепи поставок компании.
Даже если допустить, что принципал проводит комплексный ана-
лиз моделирования при создании поощрительных контрактов, мы все
равно сталкиваемся с задачей расчетов и вычислений. Как обсужда-
лось выше, взаимосвязь между общей деятельностью цепи поставок
и отдельного менеджера по снабжению может быть очень слабой. Не-
которые компании решили эту проблему путем определения поощри-
тельных надбавок на основе результатов деятельности всей компании
или ее цепи поставок. Такой подход может не удовлетворить менед-
жеров, которые считают, что их вклад в успех компании значительно
выше. Нам кажется, что индивидуальные стимулы могут и должны
быть получены из деталей оптимального плана цепи поставок, кото-
рого компания намерена придерживаться в будущем году. Такие сти-
мулы могут быть разработаны для каждого менеджера в отдельности.
Это очень важная область исследования.
Главным аспектом микроэкономической теории о поощрительных
контрактах является получение схем разделения риска между прин-
ципалом и агентом. При рассмотрении модели оптимизации цепи по-
ставок как альтернативного метода поощрительных контрактов это тре-
бование может быть частично выполнено за счет частого использования
моделирующей системы для модернизации данных, плана и поощри-
тельных контрактов. Кроме того, модели стохастического программи-
рования для планирования цепи поставок являются привлекательны-
ми, но еще недостаточно реалистичными, с их помощью можно сочетать
вероятностные микроэкономические конструкции для поощрительных
контрактов с возможностями детерминистических оптимизационных
моделей размещать ресурсы.
2. Может ли быть использована иерархия систем моделирования
цепей поставок при расчете стимулов для менеджеров и работников
в иерархической командной структуре компании?
12.6. Координационные процессы цепи поставок и поощрительные... 699
Об иерархии систем моделирования цепей поставок говорилось в раз-
деле 2.3. Формальные и неформальные методы для интеграции реше-
ний, проанализированных этими системами, предлагают возможность
расчета согласованных и справедливых поощрительных контрактов
для менеджеров и работников в цепи команд. Таким образом, контрак-
ты некоторых менеджеров будут основаны на показателях их деятель-
ности в области принятия тактических решений, в то время как поощ-
рительные контракты других менеджеров будут основаны на оценке
деятельности по принятию оперативных решений. Более того, менед-
жеры среднего звена в этой цепи будут являться одновременно и прин-
ципалами и агентами.
3. Каким образом можно рассчитать поощрительные выплаты для
принципалов и агентов в различных компаниях при наличии вирту-
альной цепи поставок? >'
Расчет справедливых методов коллективного снижения затрат или
повышения прибыли является новой и еще не решенной задачей в управ-
лении виртуальными цепями поставок многочисленных компаний. Эта
проблема является составной частью поощрительных контрактов. Для
некоторых виртуальных цепей поставок существует доминирующая
компания, которая играет роль принципала; другие компании можно
считать агентами. Компания-принципал ведет переговоры с компания-
ми-агентами о создании поощрительных контрактов, которые эффек-
тивно определяют и объединяют их деятельность. На практике эта
ситуация является намного более сложной. В некоторых виртуальных
цепях поставок не существует доминирующей компании. Кроме того,
отдельные компании будут участвовать в нескольких виртуальных
цепях поставок. Этот вопрос требует значительного изучения.
4. Должен ли принципал при определении стимулирующих целей
для менеджеров цепи поставок на основе оптимизационных моделей
включать маркетинговые и финансовые решения и ограничения наря-
ду с логистическими решениями и ограничениями?
Мы посвятили значительную часть предыдущей главы обсуждению
методов расширения моделей цепей поставок для включения решений
о спросе и управлении финансами, оптимизируя таким образом чи-
стую прибыль или другие долгосрочные характеристики деятельности
компании. В случае многонациональной корпорации целью является
максимизация чистой репатриированной прибыли. Принципал дол-
жен определить рамки использования модели при создании стимули-
рующих целей. Хотя менеджер цепи поставок практически не имеет
контроля над маркетинговыми или финансовыми решениями, его
700 Глава 12. Организационная адаптация к оптимизации моделирующих систем
поощрительный контракт должен отражать цели принципала в слу-
чае, если они объединяют маркетинговую и финансовую деятельность
для представления предприятия как единого целого. Естественно, при
использовании модели, включающей решения о цепи поставок, мар-
кетинге и финансах, возникают проблемы координации основных функ-
циональных подразделений наряду с разработкой согласованных и спра-
ведливых методов для расчета поощрительных выплат. Но эта тема
также требует особого изучения.
12.7. Без усилий не добьешься результата
На сегодняшний день менеджеры встречают преграду раздутых тре-
бований о необходимости новых бизнес-процессов, связанных с ИТ.
Каждый раз даются обещания, что компания может достигнуть значи-
тельной прибыли без особых усилий. Слишком часто эти обещания
быстро исчезают, оставляя менеджеров разочарованными. В журнале
«The Economist» сказано: «За последние годы общее качество, куль-
турные изменения, ключевые компетенции, организационное вырав-
нивание, установление контроля качества, аутсорсинг, сокращение
размеров предприятий — все это предлагалось в качестве единствен-
ного источника спасения предприятия... Однако такие способы управ-
ления обычно терпят неудачу... Управление по принципу растворимо-
го кофе: только открой крышку и добавь воды, — не требуется никаких
усилий. Хуже того, менеджеры, которые следуют этим принципам,
рискуют быть объявленными непрофессионалами».1
Мы утверждаем, что управление цепью поставок, (которое является
синонимом интегрированного и основанного на фактах планирования
производства и распределения), является большим, чем простой рек-
ламный трюк. К тому же успех в управлении цепями поставок требует
тяжелой работы, связанной с изменением и совершенствованием бизнес-
процессов, управлением данными и разработкой моделирующих систем,
а также с приспособлением организации к применению этих систем.
Стадии стратегического изучения цепи поставок
В качестве конкретного примера усилий, требуемых для развития,
утверждения и использования моделирующих систем, мы рассмотрим
типичные стадии стратегического исследования цепи поставок. Наша
дискуссия основана на более чем 50 исследованиях, которые мы прове-
1 См. «The Economist» [1997].
12.7. Без усилий не добьешься результата
701
ли за последние 20 лет. При данном положении технологии моделиру-
ющих систем на изучение цепи поставок может потребоваться 6 меся-
цев или немного меньше, если компания уделяет этому особое внима-
ние. Мы предполагаем, что в исследовании используется стандартная
система моделирования, как, например, SLIM/2000, описанная в раз-
деле 4.4.
Мы также предполагаем, что исследование будет выполняться кол-
лективом менеджеров и аналитиков, а также внешних консультантов,
имеющих опыт работы в применении моделирующих систем. На се-
годняшний день немногие компании имеют возможность провести
стратегическое исследование цепи поставок, основанное на данных
и моделях. Однако мы полагаем, что такая ситуация изменится, когда
после комплексного исследования компании осознают преимущества
применения моделирующих систем.
Типичное исследование вовлекает следующие 3 уровня:
• Административный комитет. Менеджеры высшего звена компа-
нии, которые имеют полномочия воздействовать на изменения,
включая взаимосвязи с управляющим комитетом.
• Управленческий комитет. Ключевые менеджеры цепи поставок
компании с глубокими знаниями о деятельности цепи поставок,
возглавляемые главным менеджером из административного ко-
митета, который имеет широкое представление в области цепи
поставок; включает представителей из исследовательской группы.
• Исследовательская группа. Корпоративные и функциональные
менеджеры и аналитики компании и консультанты.
Основные стадии исследования цепи поставок описаны ниже.
Стадия 1 — организация исследования (продолжительность — 1 ме-
сяц). Исследование начинается с собрания управленческого комите-
та, которое продолжается несколько дней. Его целью является четкое
определение задач планирования цепи поставок в соответствии с воз-
можностями моделирующей системы, рекомендованной консультан-
тами. Кроме того, определяются товарные группы, рыночные зоны и агре-
гирование поставщиков.
Определяются процедуры сбора данных для заполнения базы дан-
ных цепи поставок наряду с реалистичным разделением труда между
аналитиками компании, входящими в исследовательскую группу,
и консультантами. Сбор данных основан на шаблонах, предложенных
моделирующей системой. Может потребоваться помощь отдела инфор-
мационных технологий, особенно если программы для сбора данных
702 Глава 12. Организационная адаптация к оптимизации моделирующих систем
будут в дальнейшем использоваться моделирующей системой. В ито-
ге управленческий комитет определяет период создания базы данных
и утверждения модели, а также исходный набор сценариев для анали-
за после окончательного утверждения модели.
Стадия 2 — сбор данных (продолжительность — 2-4 месяца). Ана-
литики и консультанты исследовательской группы заполняют шабло-
ны, разработанные в ходе стадии 1. Они часто проводят собрания для
обсуждения и решения проблем. В большинстве компаний сбор дан-
ных должен закончиться в течение 4 месяцев, что является максималь-
ным. Фактическое время будет зависеть от размера компании, номенк-
латуры продукции и возможностей цепи поставок, а также от степени
стандартизации данных перед исследованием.
Эта стадия является наиболее неприятной для менеджеров и ана-
литиков компании, так как в нее входит обширное новое исследова-
ние корпоративной базы данных и стратегических альтернатив ком-
пании. Это и составляет усилия, которые компания должна прилагать
для получения прибыли. Обычно возникают проблемы, связанные с не-
достатком или неточностью данных или с данными, требующими стати-
стического анализа. Также будут возникать ошибки из-за ненадле-
жащей обработки и трансформации данных. В итоге должны быть
сгенерированы данные для описания новых альтернатив, для которых
аналитики имеют недостаточно знаний, таких как эксплуатационные
затраты в новой стране или оценка тарифов новых типов транспорти-
ровки. Участие консультантов, имеющих опыт таких исследований
в прошлом, гарантирует, что текущее исследование будет проведено
успешно.
Стадия 3 — утверждение данных и модели (продолжительность —
1 месяц). Модель и данные утверждаются путем уравнивания их с ре-
зультатами деятельности цепи поставок за прошедший период. Ста-
дия утверждения повторяется после окончания стадии сбора данных,
так как исходные усилия в утверждении будут открывать области, в ко-
торых данные неокончательны и неточны. Утверждение считается за-
вершенным, когда подробности цепи поставок исторического перио-
да доводятся до приемлемого уровня точности. Это включает в себя
решение, произведенное моделью, и разложение схемы затрат цепи
поставок на составляющие части.
После утверждения модель оптимизируется путем перемещения
всех ограничений, наложенных на решение, для сравнения с планом
исторического периода. Оптимизированный план показывает, как мож-
но было экономически управлять цепью поставок в прошлом. Этот план
12.7. Без усилий не добьешься результата
703
и его затраты (или чистый доход) может выступать в качестве точки
отсчета для будущих сценариев. Обычно потенциальная экономия за-
трат, показанная оптимизационными процедурами, является значи-
тельной. В результате на этой стадии исчезает большинство сомнений
менеджеров относительно стоимости моделирования.
Утверждение данных может осуществляться на консультантов ПК,
на компьютерах в компании, где были инсталлированы моделирующие
системы, или на тех и других в зависимости от контрактных соглаше-
ний. Инсталляция моделирующих систем на ПК в компании во время
стадии утверждения данных необходима, если компания желает ис-
пользовать технологии для проведения дальнейших анализов после
окончания исследования. Ниже это рассмотрено более подробно.
Стадия 4 — анализ сценариев (продолжительность 2-4 месяца).
Сначала исследовательская группа рассматривает сценарии, разрабо-
танные на стадии 1. По мере того как открываются сильные и слабые
стороны стратегических вариантов, разрабатываются новые сценарии.
Проводятся встречи между управленческим и административным ко-
митетами для рассмотрения результатов полученных данных. Коли-
чество сценариев и время, затраченное на их разработку, зависит от
целей исследования. На этой заключительной стадии исследования
нередко проверяется до 50 и более сценариев.
Трудность на этой стадии заключается в определении степени, в ко-
торой рассматриваются опции управления спросом в исследовании
цепи поставок. Как говорилось в разделах 8.1,8.2 и 8.3, трудно и часто
не целесообразно игнорировать опции управления спросом при осу-
ществлении стратегического исследования цепи поставок. Такая инте-
грация может включать неформальную обратную связь персонала
маркетинга с персоналом продаж о сценариях спроса, новых товарах
и новых рынках. Это может повлечь за собой формальное моделиро-
вание долгосрочного маркетинга и продаж. Административный коми-
тет будет предлагать управленческому комитету нанять менеджеров
по маркетингу и продажам для исследования цепи поставок.
Примерно через 6 месяцев исследование может быть завершено. На
этом этапе компания получает гораздо большие результаты, чем про-
сто исследование стратегии цепи поставок. При помощи консультан-
тов компания внедряет программы для создания базы данных решения
о цепи поставок на основе транзакционных баз данных. Эти програм-
мы также утверждают базы данных и модели. Кроме того, аналитики
компании узнают, как инсталлировать и применять моделирующую
систему. Теперь мы рассмотрим 2 типа применения моделирующих
704 Глава 12. Организационная адаптация к оптимизации моделирующих систем
систем — продолжительный стратегический анализ и тактический ана-
лиз с модификацией формы модели.
Стадия 5а (необязательная) — продолжительный стратегический
анализ сценариев (продолжительность неограниченна). В заключе-
ние исследования компания может осознать, что необходимо создать
дополнительные сценарии стратегических планов. Одним из подхо-
дов является осуществление процессов стратегического планирования,
сконцентрированного на моделирующей системе, что влечет за собой
заключение лицензионных соглашений с провайдером системы, а так-
же требует постоянного участия менеджеров, аналитиков, специали-
стов в области информационных технологий в корректировке данных
и сценариев. Кроме того, если компания не желает или не в состоянии
осуществлять этот процесс, то она может вступить в долгосрочные от-
ношения с внешними консалтинговыми компаниями для периодиче-
ского содействия.
Продолжительный стратегический анализ может также повлечь за
собой построение многопериодной модели, например модели с пятью
связанными периодами длительностью в 1 год. Расширенная модель
позволит менеджеру высшего звена рассмотреть альтернативы време-
ни осуществления капиталовложений в новые возможности или но-
вые товары, приобретения и слияния, выхода на новые рынки и т. д.
Несмотря на явные преимущества стратегического анализа цепи
поставок с помощью моделирующей системы, многие компании рас-
формировывают исследовательскую группу после завершения иссле-
дования. Это происходит потому, что они нуждаются в организацион-
ной структуре и стремятся ее поддерживать. Мы надеемся, что это
сопротивление менеджеров сократится с течением времени по мере
того, как они будут больше узнавать о преимуществах, и по мере раз-
вития транзакционных ИТ, обеспечивающих более сильной базой, на
основе которой применяются аналитические ИТ-системы.
Стадия 56 (необязательная) — адаптация моделирующей системы
к повторяющемуся тактическому планированию (продолжительность
неограниченна). Важной возможностью компании после окончания
стратегического исследования является расширение моделирующей
системы для осуществления тактического планирования, проводимое
один раз в месяц или в квартал. База данных решений о цепи поставок
и модель, созданная и утвержденная на стадиях 2 и 3, могут быть рас-
ширены в целях тактического планирования. В частности, в страте-
гическую модель включается информация, описывающая отдельные
месяцы или кварталы, рассматриваемые в процессе тактического пла-
12.8. Перспективы применения моделирующих систем
705
нирования. Кроме этого, должна быть включена информация о запа-
сах. В итоге целесообразно добавить ограничения, поддерживающие
процесс осуществления результатов тактической модели.
Пока еще немногие компании развивают процесс тактического пла-
нирования цепи поставок с помощью модели или без таковой. Как го-
ворилось в разделе 12.5, такие процессы принятия решений требуют
основательных изменений бизнес-процессов компании. При данных
потенциальных преимуществах мы надеемся, что все большее количе-
ство компаний прибегнут к такого рода анализу в недалеком будущем.
Обобщение
Анализ исследования моделирования показывает, что управление це-
пью поставок, основанное на данных, требует много усилий. Наиболь-
шие трудности ощущаются в течение первых нескольких месяцев, когда
создаются и утверждаются база данных цепи поставок и оптимизацион-
ная модель. После этого компания может начать использовать базу
данных решений и модель цепи поставок для разработки решений по
стратегии и тактике.
На стратегическом уровне, когда были доказаны преимущества мо-
делирующей системы и связанных с ней процессов планирования,
практически нет причин для прерывания стратегического планирова-
ния управления данными. Попытка расширить метод тактического
планирования требует намного больших усилий. Тем не менее, рас-
сматривая сложности внедрения систем ERP в большинстве компа-
ний, мы видим, что усилия не так велики, зато преимущества впечат-
ляют. На самом деле мы считаем, что преимущества систем ERP будут
значительно увеличены, если эта система была интегрирована с про-
цессами тактического планирования и другими системами.
12.8. Перспективы применения моделирующих
систем
Растущий интерес к управлению цепями поставок заключается в про-
явлении ускоряющейся информационной революции, которая, судя
по скорости изменений в технологии, находится еще на ранней стадии
развития. Высокотехнологичные компании являются особенно под-
верженными неустойчивости и конкуренции, но даже зрелые компа-
нии сталкиваются с повышенным давлением со стороны рынка и не-
предсказуемыми ситуациями. Глобализация, слияние и поглощение
компаний, новые рынки электронной коммерции, возможности дело-
706 Глава 12. Организационная адаптация к оптимизации моделирующих систем
вых отношений, предоставляемые сетью Интернет, и множество дру-
гих факторов способствуют неопределенности окружающей среды.
Конкурентоспособная реакция многих компаний на новые возможно-
сти стала более сильной, даже жесткой. Некоторые ученые и консуль-
танты называют это гиперконкуренцией.
Конечно, периоды быстрых и анархических изменений на капитали-
стическом рынке — не новость. Более 50 лет назад экономист Шумпетер
предположил, что такие периоды благоприятствуют творческому раз-
рушению, которое позволяет предпринимателям увеличивать количе-
ство новых продуктов и услуг, приносящих огромную прибыль за
короткий промежуток времени. Они преодолевают конкуренцию с по-
мощью инноваций, которые делают позицию конкурентов устаревшей.
Они могут даже добиться монополистической власти, которая, по
Шумпетеру, не обязательно плоха, так как такие монополии являются
временными на пути к более развитому и богатому капиталистическо-
му миру.
Цель этой книги — описание роли управления цепями поставок
и оказание помощи компаниям выжить в условиях динамично меня-
ющегося мира. Многие концепции моделирования, лежащие в основе
управления цепями поставок, были предложены десятки лет назад. Не-
которые принципы управленческого учета относятся даже к XIX в.
Новшество заключается в наличии информации для создания и опти-
мизации моделей, поддерживающих процессы принятия решений, хотя
информационные технологии, обеспечивающие управление и переда-
чу этой информации, еще далеки от совершенства.
Создание и применение систем моделирования цепи поставок пре-
доставляет следующие возможности:
• Для оперативных задач модели помогают определить низко за-
тратный план, который удовлетворяет требованиям обслужива-
ния покупателей.
• Для тактических задач, модели помогают определить низкоза-
тратный план, который удовлетворяет требованиям покупателей,
объединяя функциональные и местные решения в цепи поставок.
Если ассортимент изделий может меняться, то эти модели могут
помочь определить план для максимизации чистого годового до-
хода.
• Для стратегического планирования сети цепи поставок для но-
вой продуктовой линии модели помогают управлению изучать
взаимосвязь между затратами и чистым годовым доходом, обслу-
12.8. Перспективы применения моделирующих систем
707
живанием клиента, временным циклом, сокращением рабочей силы
и другими стратегически важными факторами.
• Для стратегического перепланирования существующей сети мо-
дели помогают управлению изучать альтернативы по расшире-
нию или поглощению ресурсов или рынков, оценивать экономику
новых технологий или альтернативы новых источников.
• Для стратегической оценки слияния или поглощения предприя-
тий модели помогают управлению определить цену безубыточ-
ности, оценивая при этом потенциальные планы расширения
цепи поставок.
• Для стратегического, тактического и оперативного планирова-
ния модели помогают определить согласованные во времени ре-
шения, связывающие частично пересевающиеся проблемы пла-
нирования.
• Для исследований, направленных на согласование управления
цепью поставок и спросом, модели дают важную информацию
о средних и предельных издержках доставки продуктов на рынки.
• Для исследований, нацеленных на согласование управления це-
пью поставок и финансами, модели описывают взаимосвязи меж-
ду стратегическими решениями по цепи поставок, доходами до
уплаты налогов, изменениями в собственных средствах и капи-
тальными инвестициями в основные средства.
• Для процессов тактического и стратегического планирования
базы данных решений цепи поставок обеспечивают управление
информацией о затратах и мощностях в сферах производства,
распределения и транспортировки.
Завершим наше исследование предсказанием прогресса в бизнесе
и технологии, которой, мы надеемся, будет влиять на моделирующие
приложения управления цепью поставок. Конечно, нет гарантии, что
оптимистичные сценарии, которые будут описаны моделью, окажутся
действенными. Все же маловероятно, что новаторские, конкурирующие
компании будут придерживаться других сценариев, которые игнори-
руют важность данных и моделей для эффективного управления це-
пью поставок.
1. Возрастает интерес к интегральному процессу принятия решений
по части управления цепью поставок. В следующем десятилетии воз-
никнет необходимость перепланирования бизнеса для поддержки и при-
нятия таких решений.
708 Глава 12. Организационная адаптация к оптимизации моделирующих систем
Управленческий интерес к интегральному процессу принятия ре-
шений основывается на развитии систем ERP и их применении во вза-
имосвязи с управлением транзакционными данными. Развитие Интер-
нета заставляет компании, занимающиеся программным обеспечением
ERP, улучшать модульность и гибкость этих пакетов, позволяя более
мелким компаниям в виртуальных цепях поставок объединяться с круп-
ными компаниями, использующими такое же программное обеспе-
чение.
Несмотря на развитие транзакционных ИТ, ERP-компании и их кли-
енты продолжают уделять внимание необходимости аналитических ИТ.
Поскольку транзакционные и аналитические ИТ различаются, реше-
ния моделирования, предлагаемые компаниями ERP и их партнера-
ми, тоже варьируются. Их усилия бывают очень часто искажены схе-
мами, которые стремятся продвинуться от обширных транзакционных
баз данных к специальным инструментам, которые поддерживают про-
цессы принятия решений.
Лучший подход — подробно проанализировать все возможные проб-
лемы цепи поставок. После этого модели и база данных решений, не-
обходимая для поддержки принятия решений, могут быть определены.
Следующий шаг — разработать методы и спланировать программное
обеспечение, создающее базу данных решений из транзакционных баз
данных. Затем моделирующие системы и база данных решений цепи
поставок могут быть утверждены. Заключительным и самым серьез-
ным шагом является перепланировка процессов бизнеса, чтобы позво-
лять базе данных решений цепи поставок обновляться и использовать
модифицированные системы.
В этой главе мы рассматривали многие результаты приспособле-
ния процесса бизнеса к поддержке управления цепью поставок. Для
тактического и стратегического планирования новые процессы необ-
ходимы для сбора информации, представления анализа модели, пла-
нов переговоров с их последующим осуществлением. Анализ модели-
рования часто бывает успешно выполненным при помощи стандартных
программ. Должны быть изобретены и внедрены новые управленче-
ские побудительные мотивы, отражающие цели глобальных цепей по-
ставок.
Новые процессы для оперативного планирования во многом зави-
сят от деталей анализируемых проблем. Что охватывают эти опера-
тивные проблемы? Могут ли они быть эффективно оценены при ис-
пользовании пакета стандартных программ или компании следует
разрабатывать специализированный пакет? Каким образом системы one-
12.8. Перспективы применения моделирующих систем 709
ративного моделирования могут быть объединены с транзакционны-
ми системами? Сколько времени имеется для процесса оперативного
планирования? Решения этих вопросов требуют таких бизнес-процес-
сов, которые согласовывают исследовательские действия пользовате-
лей и разработчиков с эксплуатационной практикой персонала по ИТ.
В дальнейшем осуществление и утверждение эффективной системы
моделирования требует применения унифицированной методологии
оптимизации, обсужденной в гл. 5.
Многие компании борются с этими проблемами путем инвестиро-
вания крупных сумм в программное обеспечение и консультационные
службы, которые по описанным выше причинам часто давали плохие
результаты. Через несколько лет некоторые новаторские компании
будут снабжать инструментами системы моделирования и создавать
новые деловые процессы для достижения интегрированного управле-
ния цепью поставок на всех уровнях стратегического, тактического
и оперативного планирования.
В результате эти компании получат огромные конкурентные пре-
имущества. Их успех будет стимулировать остальные компании тоже
применять моделирующие системы.
2. Успех интегрированного управления цепями поставок будет сти-
мулировать развитие в области управления спросом и управления
финансами. Со временем эти три сферы принятия решений станут
более интегрированными.
В гл. 8 мы обсудили интеграцию решений об управлении спросом
в модели цепей поставок, а в гл. 9 построили модели, чтобы проиллю-
стрировать интеграцию корпоративных финансовых решений и огра-
ничений с решениями и ограничениями цепи поставок. В обеих гла-
вах мы обсуждали причины того, почему процессы принятия решений
в трех областях до сих пор не интегрированы. Тем не менее оценивать
стратегические и тактические решения цепи поставок без учета реше-
ний о выборе рынков сбыта не оптимально. Даже на оперативном уров-
не компания будет иметь возможности принимать или отклонять за-
казы в зависимости от их влияния на прибыль.
Связь между чистым доходом от продаж и ценами акций усложняется
финансовыми решениями по поводу капитальных инвестиций в основ-
ные средства, долгосрочных обязательств, роста чистой прибыли, ди-
видендов и множества других финансовых решений. Финансовое
благополучие фирмы, измеряемое отношением задолженности к соб-
ственному капиталу, показателем фондоотдачи, денежной налично-
стью и другими факторами, имеет прямое влияние на стоимость акций
710 Глава 12. Организационная адаптация к оптимизации моделирующих систем
компании. Таким образом, объединять решения цепи поставок и управ-
ления спросом без определения их связи с финансовыми решениями
также не оптимально.
Наше представление моделей, которые способствуют интеграции
решений о цепи поставок, спросе и финансах, придает большое значе-
ние необходимости перепланировки бизнес-процессов. Многие ком-
пании начали осуществлять интеграционное планирование с новыми
процессами цепей поставок, не затрагивая решений в области марке-
тинга и финансов. Конечно, краткосрочные решения во всех сферах
должны быть осуществлены по отдельности. Тем не менее долгосрочные
стратегические решения во всех сферах будут приносить огромную
пользу посредством интегрированного планирования, основанного на
данных, моделях и управленческой оценке. Проблема в том, чтобы
убедить руководителей, что такие усовершенствования не только воз-
можны, но даже желательны и в конце концов необходимы.
3. Развитие электронной коммерции и виртуальных цепей поставок
породит множество новых идей моделирования и новых технологий
для применения систем моделирования.
Интернет еще не настолько сильно развит, чтобы говорить, как он
будет влиять на управление цепями поставок через несколько лет.
Конечно, позволяя компаниям легко и быстро связываться со своими
продавцами и покупателями, инвестиции в Интернет уже приносят
огромную прибыль. Однако ускоренный обмен данными не ведет к ав-
томатическому улучшению процесса принятия решений, особенно
когда компания хочет спланировать цепь своих поставок на неделю,
месяц, год, следующие пять лет.
Отправной точкой при рассмотрении возможностей Интернета и си-
стем моделирования в управлении интегральными виртуальными це-
пями поставок является изучение ответов на вопросы, такие как: «Ка-
кими данными каждая компания в виртуальной цепи поставок должна
делиться с другими компаниями в цепи?»
Так как стимулом для управления интегрированной цепью поста-
вок является основанное на фактах принятие решений, мы обязатель-
но должны задать этот вопрос. Например, требуется ли мелкому по-
ставщику крупной промышленной фирмы делиться информацией об
издержках с производителем? Вероятно, нет, но иногда крупный про-
изводитель не будет иметь точной информации для определения того,
будет ли целесообразно перекладывать производство запасной части
на этого поставщика. Еще много примеров противоречивости и не-
определенности в передаче и толковании информации может быть от-
12.8. Перспективы применения моделирующих систем
711
мечено. Это могут быть новые теории фирм, необходимые, чтобы по-
мочь компаниям понять, как достигнуть новых форм сотрудничества
через Интернет.
Другой вопрос — какие новые процессы необходимы, чтобы помочь
компаниям в виртуальной цепи поставок решить, как принимаются
и координируются решения? Главным вопросом в управлении виртуаль-
ной цепью поставок является то, какие компании будут иметь полно-
мочия принимать решения. Крупный производитель автомобилей,
конечно, имеет власть над большинством компаний в своей сети по-
ставок. Он может диктовать планы своим продавцам относительно
перечня продукции, услуг, качества и других факторов.
Другая ситуация возникает тогда, когда компании в виртуальной
цепи поставок примерно одинакового размера. Проблемы координи-
рования решений могут обостряться, если’эти компании имеют значи-
тельно отличающиеся организационные культуры. Открытым явля-
ется вопрос, как следует структурировать процессы принятия решений,
что приводит нас к следующему вопросу: каким образом совместно
используются результаты снижения издержек или увеличения чисто-
го годового дохода компаниями, участвующими в цепи поставок? Это
вопрос побудительных мотивов, рассмотренных нами в разделе 12.6.
Следующий вопрос — как компании, участвующие в сложных вир-
туальных цепях поставок, координируют принятие глобальных реше-
ний? Это другой пример потенциального конфликта между компаниями
в виртуальной цепи поставок. В фирме, обеспечивающей нескольких
производителей или дистрибьюторов, могут существовать различия
в культуре и информационных технологиях. Для компании использо-
вание сложных систем для согласованного принятия решений по цепи
поставок станет разрушительным при попытке разобраться с такими
различиями.
4. Успех систем моделирования для управления цепями поставок
способствует проведению исследований, ведущих к техническим усо-
вершенствованиям в моделировании и системах моделирования.
Такие исследования представляют интерес для управления только
в том случае, если они приведут к более эффективным системам моде-
лирования. Мы упоминаем об этом, потому что базовые концепции
для применения моделей и методов были разработаны 10,20 или даже
40 лет назад. Область исследования операций будет иметь значитель-
ные преимущества, если фундаментальное и прикладное исследова-
ния будут направлены на новые проблемы, возникающие в управле-
нии цепями поставок. Мы не ставили целью рассмотрение этих тем в
712 Глава 12. Организационная адаптация к оптимизации моделирующих систем
данной книге. Просто перечислим некоторые сферы, где могут быть
проведены важные исследования в течение следующих десяти лет:
• Более широкое применение унифицированной методологии опти-
мизации, уделение особого внимания оптимизационным моде-
лям и методам и проведению крупномодульных расчетов.
• Усовершенствование оптимизационных алгоритмов смешанного
целочисленного программирования.
• Более глубокое и широкое применение стохастического програм-
мирования для проблем управления спросом, оценки несомнен-
ного выбора и инвестиций в новые технологии и новые продукты.
• Гибкие, но строгие методы и системы для анализа многоцелевых
оптимизационных моделей, включая программное обеспечение
для исследования эффективных границ.
• Строгая интеграция моделей и методов математического програм-
мирования и классической теории управления товарно-матери-
альными запасами.
Литература
Broadbent М., Weill Р., St. Clair D. [1999], «The Implications of Information Technology
Infrastructure for Business Process Redesign», MIS Quarterly, 23, 159-182.
Burgess R. [1998], «Avoiding Supply Chain Management Failure: Lessons from Business
Process Re-engineering», International Journal of Logistics Management, 9, 15-23.
Clemons E. Row M. [1991], «Sustaining IT Advantage: The Role of Structural Differences»,
MIS Quarterly, 15, 275-292.
Davenport T. [1996], «Why Re-engineering Failed: The Fad that Forgot People», Fast
Company, Premiere Issue.
Earl M. Feeney D. [2000], «Opinion: How to be a CEO in the Information Age», Sloan
Management Review, 41,11-23.
The Economist [1997], January 25, 57.
Floyd S., Wooldridge B. [1990], «Path Analysis of the Relationship Between Compet Tive
Strategy, Information Technology, and Financial Performance», Journal of Management
Information Systems, 7, 47-64.
Hammer M. ChampyJ. [1993], Reengineering the Corporation: A Manifesto for Business
Revolution, New York: Harper Business.
Hickson D.J. [1995], Management Decision Making. Dartmouth, N. H.: Aidershot.
Hilmer, F. G., L. Donaldson [1996], Management Redeemed: Debunking the Fads that
Undermine Our Corporations. New York: The Free Press.
Holmstrom B. R., Tirole J. [1989], «The Theory of the Firm», edITed by R. Schmalensee and
R. D. Willig. Handbook of Industrial Organization: Volume 1 (pp. 61-133). Amsterdam:
Elsivier.
Ilinitch A. Y., Lewin A. Y., D’Aveni R., ed. [1998], Managing in Times of Disorder: Hyper-
competlTive Organizational Responses, Sage Publications.
Keen P. G. [1991], Shaping the Future, Business Design Through Information Technology.
Cambridge, Mass.: Harvard Business School Press.
12.8. Перспективы применения моделирующих систем 713
КеепР. G. [1993], «Information Technology and the Management Difference: A Fusion Map»,
IBM Systems Journal, 32, 17-39.
March J. G. [1994], A Primer on Decision Making: How Decisions Happen. New York: Free
Press.
March J. G. [1999], The PursuIT of Intelligence. Oxford, Eng.: Blackwell Publishers.
Mata F. J., Fuerst W. L„ Barney B. [1995], «Information Technology and Sustained Com-
petitive Advantage: A Resource-Based Analysis», MIS Quarterly, 19, 487-505.
Дж. Шапиро
МОДЕЛИРОВАНИЕ ЦЕПИ ПОСТАВОК
Перевела с английского И. Кирина
Под ред. д-ра техн, наук, проф. В. С. Лукинского
Заведующий редакцией
Руководитель проекта
Выпускающий редактор
Редактор
Художественный редактор
Корректоры
Верстка
С. Жильцов
Е. Базанов
Е. Маслова
Е. Базанов
С. Будилов
Т. Клименченко, Н. Сулейманова
А. Полянский
Лицензия ИД № 05784 от 07.09.01.
ООО «Питер Принт», 194044, Санкт-Петербург, пр. Б. Сампсониевский, д. 29а.
Налоговая льгота — общероссийский классификатор продукции ОК 005-93,
том 2; 95 3005 — литература учебная.
Подписано в печать 12.01.06. Формат 60x90/16. Усл. п. л. 45.
Тираж 2000. Заказ № 2186.
Отпечатано с готовых диапозитивов в ООО «Типография Правда 1906».
195299, С.-Петербург, Киришская ул., 2.
Тел.: (812) 531-20-00, (812) 531-25-55
Джереми Шапиро — профессор :. ч и исследования
операций в Слоанской шкрле управления при Массачусетском
технологическом институте В течение Э лет занимал пост
директора Центра исследования операций этого института В его
послужном списке — работа в компании Procter andT-ternble
в авиастроительной компании Hugt-ies и в администрации порта
Нью-Йорка Имеет степени бакалавра в области машиностроения
------------и производства в Корнелле,
лар^иисследования операций
(орнелла, в течение года учился
и магистра в обле
а также степень докто
в Стэнфорде Будучи ст/д
в Парижском университет
Доктор Шапиро издаг
операций, по мат
управлению цепями
Математическое и
изданной Джоном Вайли в 1 9
книги
Уи исследования
. логис
__________________Джереми
Шапиро — президент одной из бостонских фирм специализи-
рующейся в области технологий SLIM. LLC. а также в разработке
и применении моделирующих систем для управления цепями
поставок и для решения других деловых проблем.
Предлагаемая вашему вниманию книга является научным пособием
для специалистов в области планирования и моделирования
на этапах выбора создания и управления логистическими цепями
поставок. При этом, с одной стороны, содержание книги носит
методологическую направленность, с другой стороны, в ней
описываются используемые на практике информационные
технологии, методы моделирования и принятия решений. Приведены
современные примерь использования /~’егоированного
планирования и создания логистических цепей поставок
авторитетными западными фирмами
□ссбый интерес настоящая книга представляет для специалистов
в области как управления производственным процессом так и
продвижения товаров на рынок, а также для студентов и аспирантов
профильных учебных заведений
^ППТЕР
Заказ книг:
197198, Санкт-Петербург, а/я 619
тел.: (812) 703-73-74, postbook@piter.com
61093, Харьков-93, а/я 9130
тел.: (057) 712-27-05, piter@kharkov.piter.com
www.piter.com — вся информация о к
о/оу.92
про Моделирование цеп
_________I । .1. ! <5.