/
















































































Текст
chipmaker.ru
BOSCH
Industrieausriistung
Chipmaker.ru
CNC
Numerische Steuenmgen
chipmaker.ru
БОШ
Промышленное оборудование
Chipmaker.ru
ИНСТРУКЦИЯ
ПО ПРОГРАММИРОВАНИЮ
БОШ CNC
АЛЬФА 2
3528/R4-4/B4
1983 by ROBERT BOSCH GMBH. Erbach
Alle Rechte, auch fur den Fall von Schutzrechis-
anmeldungen vorbehalten Jede Verfugungsbefugnis
wie Kopier- und Weitergaberecht bei uns
Technische Anderungen vorbehalten
Irrtum nicht ausgeschlossen
chipmaker.ru
Гибкая автоматизация
I Общие сведения
2 Структура программ
3 Таблицы
4 Функции G
Коррекции на инструмент
БОШ CNC Альфа 2
Инструкция по программированию
Содержание
Содержание
Предисловие I.I
Составление программ, распределение 1.2
памяти, коррекции на инструмент
Программа - кадр - слово 2.1 7 7
Техника программирования LtL
Виды программ и ветвления 2.3
Разработка программ внешним программи-
рованием 2.4
Специальные знаки 2.5
Система координат, опорные точки 2.6
Кодовая таблица по ИСО 3.1
Коды G Адрес G 3.2
Главные и подадреса Адрес G 3.3
Предельные значения ввода Адреса X,Z,R,F 3.4
Функции М Адрес М 3.5
Частота вращения шпинделя
+ ступени передачи Адреса S.M 3.6
Диаграммы частоты вращения 3.8
Позиционирование на ускорен-
ном ходу GO 4.1
Динейная интерполяция GI 4.2
Круговая интерполяция G2,3,5 4.3-4.6
Время выдержки G4 4.7
Параметрические функции G7 4.8
Переходы безусловные/условные G20, G2I 4.10, II
Вызовы ПП безусловные/
условные G22, G23 4.12, 13
Ограничение частоты вращения G24 4.Ц
Ограничение рабочей зоны G25, G26, G27 4.15
Нарезание резгбы G33 Д.16
Автоматическая смена инстру- >. ♦
мента G35 4.?1
Коррекция на длину Адрес Т 4.22
Коррекция радиуса резца /КРР/ G4I, 42 4.27-35
Отмена КРР G40 4.34
Примеры 4.35
Интерполяция с "в позиции" G6I, 62, 63, 65 4.38
Переключатель ступени подачи, G66, 67
потенциометр шпинделя 4.39
Подвод к опорной точке G74 4.40
Вход измерительного датчика G75 4.41
Маркировка главной программы G78 4.42
Пель перехода /метка/ G79 4.43
Обработка резанием продольная G8I, 82 4.44
Циклы нарезания резьбы G83, 84 4.46
Обработка плоскостей резанием G85 4.49
Придание фаски G86/87 4.50
Абсолютная/относительная
системы координат G90/9I 4.51
Задание фактического „значения G92 4.52
Программирование пода>>и G94/95 4.53
Постоянная скорость резания G96 4.54
Частота вращения шпинделя
в об/мин G97 4.55
Маркировка подпрограмм G98/99 4.56
chipmaker.ru
Гибкая автоматизация
БОШ CNC Альфа 2
Инструкция по программированию
Общие сведения
it--г
Chipmaker.ru
Предисловие
УСТРОЙСТВО CNC АЛЬФА 2 Ф. БОШ было
сконструировано как система упра-
вления с ручным вводом по ведению
диалога.
АЛЬФА 2 позволяет управлять стан-
ками, оборудованными 2 осями с ЧПУ
и индивидуальными приводами.
Программирование производится по
ДИН и возможно, по выбору, путем
ввода с панели или через интерфейс.
Настоящее описание основано на
принципе программирования в диаме-
трах .
Наличие дополнительных программных
Функций позволяет генерировать па-
раметрические программы.
Программы для устройства АЛЬФА 2 мо-
гут быть составлены с помощью PEG
Программированием с
Элементами и
£рафикой.
В руководстве по программированию да-
но описание полного запаса функций
CNC. Оно относится только к самой си-
стеме управления.
Методы обслуживания и программирова-
ния, характерные для станка, описыва-
ются изготовителем станка.
Отличающиеся от указанных здесь про-
цедуры недопустимы.
1-1
chipmaker, ru
Гибкая автоматизация
БОШ CNC Альфа 2
Инструкция по программированию
Общие сведения
Программы могут быть составлены:
Составление программ
непосредственно на программирующем
устройстве
вводом с панели
с графической поддержкой
при помощи PEG
на месте программиста
внешним программированием
Распределение памяти
Данные пользователя в системе управления хранятся в буферизо-
ванных памятях (RAMS).
Речь идет о следующих областях:
программное ЗУ обработки деталей
Chipmaker.ru
память коррекций
данные о геометрии и износе
инструмента
память параметров станки
данные, характерные для станка
область памяти циклов
защищенная область
После деблокирования доступа к данным в памяти /см. инструкцию по
обслуживанию/ программист имеет возможность работать с программным
ЗУ обработки деталей и таблицей инструментов.
Остальные области памяти должны загружаться для программирования
и выполнения.
Коррекции на инструмент
Система управления предоставляет возможность выполнения инструкций
в следующих режимах работы:
НАЛАДКА
РУЧНОЙ ВВОД
ПОЛУАВТОМАТИЧЕСКИЙ РЕЖИМ
ПОКАДРОВЫЙ РЕЖИМ
без коррекций на инструмент
или с коррекциями на длину
без коррекций на инструмент,
с коррекциями на длину,
с коррекцией на длину и
коррекцией радиуса резца
/КРР/
1-2
chipmaker.ru
Гибкая автоматизация
БОШ CNC Альфа 2
Инструкция по программированию
Структура программ
ПРОГРАММА - КАДР - СЛОВО
Программа
Кадр
Слово
Программа описывает последовательность шагов обработки. Она под-
разделяется на кадры. Эти кадры содержат подготовительные функции,
информацию о них, а также вспомогательные функции.
Кадр состоит из номера кадра, одного или несколько слов.
Пример: N 120 О X 100 Z 100 М3 S 1000
номер слова
кадра
Можно программировать кадры различной длины.При внешнем составле-
нии последовательность слов любая, а при составлении на системе
управления - задана диалогами. Номер кадра должен стоять всегда в
начале кадра. Допускаются пустые кадры для подразделения распечат-
ки программы. Пропуски ненужны.
Слово состоит из буквы адреса и последовательности цифр, предста-
вляющей собой содержание адреса.
Записываются только те цифры, которые действительно содержат ин-
формацию
N 10 со Х5.100 Z.500 М3 Т1 или
N 10 GO Х5.1 Z.5 М3 Т1 внешнее программирование
N 10 GO Х5.1 Z.5 М3 Т1 программирование с панели
Кадры составляют в виде слов. Слова начинают буквой адреса.
Пример: N 120 ) . 125 j 160
адрес
содержание адреса
В одном и том же кадре адрес может программироваться только один
раз.
Номера кадров
Первое место программного кадра занимает номер кадра. Он состоит из
буквы адреса "N" /формат ИСО/ и одно- или трехзначной последователь-
ности цифр. Номера кадра могут программироваться в пределах 1-999.
Первый из номеров кадра всегда I, или номер, непосредственно следу-
ющий за наивысшим занятым номером кадра /в устройстве CNC/.
последовательность
При внешнем программировании достаточно указать только букву N
/или любой номер кадра/.Система управления запоминает потом кадры в
увеличивающейся и непрерывной последовательности.
При вводе с панели система управления сама генерирует номер кадра в
рамках ведения диалога.
Шаги
Номера кадра программируются или задаются одиночными шагами. Если в
режиме "INSERT" вставляются дополнительные кадры, то последующие но-
мера кадра будут автоматически увеличиваться. То же самое относится,
по смыслу, к стиранию кадров. Адреса перехода остаются действитель-
ными, так как их обозначают символически в качестве /"меток"/ЕаЬе1в/.
2-1
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Структура программ
ТЕХНИКА ПРОГРАММИРОВАНИЯ
Главная программа/
подпрограмма Система управления может содержать одну или несколько программ
пользователя. Эти программы могут быть обозначены как главные или
подпрограммы /ПП/.
Если такого рода обозначения отсутствует, то программирование и вы-
полнение программы произойдет по номерам кадров.
Инструкции перехода
С целью более эффективного использования этих частей программы можно
употреблять условные и безусловные переходы.
Инструкции перехода относятся к цели перехода /метки/, которые долж-
ны заранее определяться. Эти символические адреса остаются действи-
тельными также при изменении программы.
Вызо'1
ПП можно вызывать неоднократно и с разных частей обработки программы.
Виды решений
Вызовы ПП или переходы можно ставить в зависимость от наличия усло-
вия, как напр.,
логического состояния контакта интерфейса или
математического сравнения /параметрических функций/.
Переходы или вызовы выполняются только при наличии требуемого условия.
Они не реализуются /программа продолжается последующей строкой/, если
условие не выполнено.
Расположение
Подпрограммы должны активизироваться только после соответствующего
вызова. Поэтому следует позаботиться заранее о том, чтобы они не вы-
полнялись без вызова при отработке программ.
Целесообразно, например, вывести из общего состава программы все под-
программы и записать их за конец программы, к которой они относятся.
Обозначение
Каждое обозначение в качестве
ГЛАВНОЙ ПРОГРАММЫ, напр., G78 А25
ПОДПРОГРАММЫ G98 А25
ЦЕЛИ ПЕРЕХОДА G79 А25
может только один раз применится в системе управления.
В рамках одного устройства управления допустимо наличие одной главной
программы, одной ПП, а также одной метки с номером 25. Программиро-
вать, однако, некоторые ПП с таким номером нельзя.
2-2
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Структура программ
ВИДЫ ПРОГРАММ И ВЕТВЛЕНИЯ
Часть программы станоьится главной программой, если программируется
Главная программа в первой строке G 78 А... /начало программы/, а
в последней м 2 или М 30 С /конец программы/.
Общий вид G 78 А А = номер программы в пределах I до 99
М 2 или
М 30 С С = номер программы в пределах
I до 99
М 2 и М 30 останавливают программу и стирают декодированные М-функ-
ции.
М 30 требует дополнительного программирования адреса С.
После ввода М 30 ЧПУ кл. CNC останавливается у программы, имеющей
данный номер, и продолжит свою работу после пуска.
М 30 не вызывает обратной перемотки возможно подключенного считываю-
Подпрограмма Вызов ПП щего устройства. М 2 и М 30 должны стоять отдельно. М 2 и М 30 не стирают автоматически действующие в тот момент функций G или Т. Они неактивны только во время работы М 2 и М 30, если они не были от- менены в программе. Часть программы обозначают как Подпрограмму, если программируется в первой строке G 98 А... /начало ПП/ а в последней строке G 99 /конец ПП/. Общий вид G 98 А... А = номер ПП в пределах I до 99 G 99
ПП активизируется программированием G 22 А... В... G 23 А... В... 1нструкция перехода безусловный вызов ПП или условный вызов ПП А = номер ПП в пределах I В = число повторений до 99
С программированием G 20 А... G 21 А... /безусловный переход/ или /условный переход/
ветвление программируется дополнительно к программной строке, значенной как цель перехода G 79 А... обо-
Общий вид G 20 А... G 21 А... А = адрес перехода /метка/ в пределах I до 999
2-3
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Структура программ
РАЗРАБОТКА ПРОГРАММЫ ВНЕШНИМ ПРОГРАММИРОВАНИЕМ
Рекомендуется применять программные бланки.
Применение программного бланка следующего типа облегчает обнару-
жение ошибок передачи, сделанные в процессе составления перфоленты.
Ненужные столбцы остаются без определения. Допускается употребле-
ние толко тех знаков, приведенных в кодовой таблице.
Табуляторными знаками нельзя пользоваться. Вместо них могут при-
меняться пробелы между двумя словами.
Носители данных
Как носитель данных могут быть использованы, напр., 8-канальная
перфолента или кассета с магнитной лентой.
Вид кодирования отвечает промышленному стандарту 'ДИН 66024 / ИСО.
Перфолента
Перфолента должна быть рассчитана на скорость считывания 250 зна-
ков/с.
Прозрачность в инфракрасном диапазоне должна быть не более 10 %.
Механическая прочность на разрыв в продольном направлении не долж-
на быть ниже 180 Н. В случае невозможности пользоваться перфолен-
той "Mylar-Tape" рекомендуем применять бумажную перфоленту по
ЕМСА-10.
Кассета
Цифровая кассета для кассетного магнитофона "Minicass", выпускае-
мого нами /приобретение возможно у фирмы Бош IA/Ег, Эрбах/.
PEG
Программы ЧПУ для устройства "Альфа 2" генерируют просредством PEG:
Программированием с
Элементами и
Графической поддержкой
2-4
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Содержание
СПЕЦИАЛЬНЫЕ ЗНАКИ
Начало программы
о начале программы может стоять любой допустимый адрес кадра.
Начало программы не обозначается специальными знаками.
Знак "%" не обрабатывается.
Конец программы
Система осознавает при вводе конец передачи /END-INPUT/ при помощи
3 последующих подряд байтов с пустой информацией /напр., наличия
только ведущей перфодорожки "НУЛЬ" на перфоленте/.
Конец кадра
3 коде ИСО "LF".
Знак конца кадра при выгоде программы генерируется автоматически.
При вводе он не запоминается.
При вводе с панели конец кадра макрирует клавиша "ENTER",
а при внешнем программировании - последующий номер записи.
Возврат каретки
В коде ИСО "CR".
Возврат каретки означает возврат печатающего устройства телетайпа
в начало строки. Возврат каретки не запоминается системой управле-
ния, но при выводе программы он выводится перед LE.
+ Положительный знак /плюс "+"/.
Положительный знак можно и не написать.
Вся записанная без знака информация о длине перемещения считается
положительной.
Пример: Х200
- Отрицательный знак /минус "-"/.
Отрицательный знак обрабатывается.
Отрицательный знак должен быть записан между буквой адреса и пер-
вым числовым значением.
Пример: Х-200
Знак стирания
В коде ИСО "DEL".
Если в перфоленте пробит неправильный знак, то надсечкой "DEL" его
можно стирать.
Пробел между двумя словами
В коде ИСО "SPACE". Пробел - это вспомогательный знак, который ге-
нерируется системой управления при сформатированном выводе для улу-
чения обзорности.
Система управления при вводе не оценивает и не запоминает этого зна-
ка.
Получается распечатка программы повышенной обзорностью, но увели-
чивается, тем самым, и длина распечатки программы.
Десятичные разряд'!
десятичная запятая .
Для внешнего ввода и вывода система управления пользуется запятой.
Можно и употреблять десятичную точку.
Т абулятор
В коде ИСО "НТ" не употребляется. При помощи кода "ПРОБЕД МЕЖДУ
ДВУМЯ СДОВАМИ" /SPACE/ текст позиционируется в горизонтальном на-
правлении,
Примечание ВкД открытый текст можно написать на перфоленте в круглые скобки. Такие
Примечание "ОТКД" программные части не оцениваются системой управления.
2-5
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Структура программ
СИСТЕМА КООРДИНАТ Нижеследующие рисунки относятся к станкам с опорной точкой Г и
местом обработки за центром вращения.
Система управления работает в системе координат с вращением по
часовой стрелке.
и ------
<1
Круговая интерполяция
Наличие системы координат с вращением по часовой стрелке определяет
Крр как направления вращения G 2, 3 /0 62, 63/, так и
Принцип действия коррекций радиуса резца 0 41, 42.
F перед центром вращения
Если опорная точка F салазок расположена перед центром вращения, т.
е. в нормальном случае выполняется и обработка перед центром враще-
ния, то данное изображение надо зеркально отображать относительно
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Содержание
ОПОРНЫЕ ТОЧКИ Вследствие применения инкрементных систем измерения надо осуществить
Опорная точка R подвод к такой точке, которая неизменна на станке, после включения
питания NETZ EIN.
Нулевая точка М станка
После подвода к опорной точке данной точке присваиваются параметрами
М, как правило, такие действительные значения, обеспечивающие чтобы
после этого нулевая точка станка
X = 0 и
Z = О
находилась в центре вращения, на переднем конце шпинделя.
Нулевая точка W заготовки
Это точка, в которой чертеж имеет размеры
X = 0 и
Z = О
Нулевую точку заготовки можно свободно определить по оси Z. Для про-
граммирования по выбору диаметра или радиуса она должна находиться
в центре вращения.
Опорная точка F салазок
Позиция, к которой относятся размеры инструмента.
Упорная точка То же самое, как точка закрепления: это точка, в которой заготовка
прилегает к патрону.
В зависимости от режима работы эта точка может быть постоянной, или
ее позицию надо заново определить после выворачивания патрона.
Образцовые значения
PRE X = 250
PRE Z = 600
X = О
Z = 450
X = О
Z = 50
размер опорной точки R = Г
/параметр станка/
нулевая точка заготовки W
/ее надо определить посредством G 92/
упорная точка А
/значение, характерное для станка/
2-7
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация
Инструкция по программированию
Таблицы
КОДОВАЯ ТАБЛИЦА по ИСО
Система управления обрабатывает только указанные ниже знаки:
НАИМЕНОВАНИЕ ЗНАК_____________КОДИРОВАНИЕ
8 7 6 5 4 3 2 1
Числовое значение 0 6 5 О
Числовое значение 1 В 6 5 о 1
Числовое значение 2 8 6 5 о 2
Числовое значение 3 6 5 о 2 1
Числовое значение 4 8 6 5 о 3
Числовое значение 5 6 5 о 3 1
Числовое значение 6 6 5 о 3 2
Числовое значение 7 8 6 5 о 3 2 1
Числовое значение В 8 6 5 4 о
Числовое значение 9 6 5 4 о 1
Адрес перехода, № ПП, № программы А 7 о 1
Число повторения В 7 о 2
№ программы при М 30 С 8 7 о 2 1
Циклы D 7 о 3
(Ю 8 7 о 3 1
Подача F В 7 о 3 2
Код G, подготовительная функция G 7 о 3 2 1
Выдержка времени, припуск, глубина резбы Н 7 4 о
I 8 7 4 о 3 1
Циклы L 8 7 4 о 3
Машинные команды М 7 4 о 3 1
Номер кадра N 7 4 о 3 2
0 8 7 4 О 3 2 1
Р 7 5 О
Q 8 7 5 о 1
Радиус, циклы R В 7 5 о 2
Частота сращ. шпинделя, скор, резания S 7 5 о 2 1
Коррекция на инструмент, № инст-а Т 8 7 5 о 3
Ось X / ось в плане/ X В 7 5 4 о
Ось Z /продольная ось/ Z 7 5 4 о 2
Плюс + 6 4 О 2 1
Минус — 6 4 о 3 1
Запятая 8 6 4 о 3
Точка • 6 4 о 3 2
Деление / 8 6 4 о 3 2 1
Умножение ж 8 6 4 о 2
Знак равенства - В 6 5 4 о 3 1
Примечание ВКЛ ( 6 4 о
Примечание ОТКЛ ) 8 6 4 о 1
Транспортная дорожка NUL о
Пробел между двумя словами SP 8 6 о
Конец кадра LF 4 о 2
Возврат каретки CR 8 4 о 3 1
3-1
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация
Инструкция по программированию
Таблицы
КОЛЫ G/ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ
активно в
КОДЫ G ФУНКЦИЯ
° 3 3 Функция стирает
i! ° ° или стирается
О Позиционирование на ускоренном ходу х
I Линейная интерполяция
2 Круговая интерполяция по часовой стрелке
3 Круговая интерполяция против час-й стрелки
4 Н Выдержка времени со словом Н
5 Круговая интерпол-я с тангенциальным вводом
7 Параметрические функции /вход, панель/
20 А Безусловный переход со словом А на метку
21 А Условный переход со словом А на метку
22 АВ Вызов подпрограммы
23 АВ Условный вызов подпрограммы
24 S Ограничение частоты вращения
25 Установка мин. значения ограничения раб-й зоны
26 Установка макс, значения ограничения раб-й зоны
27 Стирание ограничений рабочей зоны х
35 Автоматическая смена инструмента
37 Деблокировка доступа к программной памяти /панель/
38 Блокировка доступа к программной памяти /панель/ х
39 Стирание программной памяти в целом /панель/
40 Стирание коррекции радиуса х
41 Коррекция радиуса слева от заготовки
42 Коррекция радиуса справа от заготовки
61 равно G 1 с логикой "в позиции"
62 равно G 2 с логикой "в позиции"
63 равно G 3 с логикой "в позиции"
65 равно G 4 с логикой "в позиции" х
66 Переключатель ступени подачи и потенциометр
шпинделя активны
67 Переключатель ступени подачи и потенциометр
шпинделя неактивны /100 %/
74 Автоматический подвод к опорной точке
75 Активизация входа измерительного датчика
78 А Начало главной программы
79 А Маркировка цели перехода
X G 1.2.3,5,61-65
X GO. 2.3,5,61-65
X GO. 1.3.5.61-66
X GO. 1.2.5.61-65
X GO-3 61-65
X
X X G27
X X G27
X X G25.26
X G38
X G37
X X G41.42
X G40.42
X G40.41
X G0-5.62-65
X С 0-5 61.63,65
X GO-5. 61.62.65
X G 0-5. 61 63
X X G67
X X G66
G41.42
Циклы обточки с подаресами X, Z, R, L, D, Н
81 Обработка резанием, продольная, подвод по оси X-
82 Обработка резанием, продольная, подвод по оси Х+
83 Цикл нарезания резьбы, подвод по оси X-
84 Цикл нарезания резьбы, подвод по оси Х+
85 Обработка резанием плоскостей, подвод по оси Z
86 Придание фаски с углом 45°
87 Закругление угла
GO
GO
GO
GO
GO
GO
GO
90 Абсолютная система координат
91 Относительная система координат
/дискретная система/
92 Установка действительного значения
94 Подача в мм/мин
95 Подача в мм/об
96 Постоянная скорость резания
97 Непосредственное программирование частоты
вращения шпинделя
98 А Начало подпрограммы
99 Конец подпрограммы
XXX G91
X G90
X
X
X X
X X G95
X X G94
X X G97
X X G96
3-2
chipmaker.ru
Гибкая автоматизация
БОШ CNC Альфа 2
Инструкция по программированию
Таблицы
ГЛАВНЫЕ И ПОДАДРЕСА АДРЕС G
Следующие коды С требуют двух или больше значений для полного определения.
Надо всегда программировать полный код 0 и подадрес.
код ФУНКЦИЯ ФОРМАТ
G4 Выдержка времени
Н Ввод в 0,1 с 2.0
G2O Безусловный переход
А * .-л,’5 ^^2411 Chipmaker.ru 1 3.0
G21 Условный переход
А Адрес перехода /метка/ 3.0
G22 Безусловный вызов программы
А Номер подпрограммы 2.0
В Повторение 2.0
G23 Условный вызов подпрограммы
А Номер подпрограммы 2.0
В Повторение 2.0
G78 Главная программа
А Номер программы 2.0
G79 Цель перехода /метка/
А Номер метки 3.0
G81 (82) Обработка резанием, продольная, установка по оси X. - /х+/
X Диаметр внутренний /наружный/ 3.3/4.2
Z Длина внутренняя /наружная/ 3.3/4.2
R Радиус/диаметр наружный /внутренний/ 3.3/4.2
L Длина наружная /внутренняя/ 3.3/4.2
D Инкрементный подвод 3.3/4.2
Н Припуск на чистовую обработку 3.3/4.2
G83 (84) Цикл резьбонарезания, установка по оси X- /Х+/ 3.3/4.2
X Диаметр наружный /внутренний/ 3.3/4.2
Z Длина наружная /внутренняя/ 3.3/4.2
R Шаг резьбы за оборот 3.3/4.2
L Радиус/диаметр внутренний /наружный/ 3.3/4.2
D Размер установки дельта X 3.3/4.2
Н Конечная глубина резьбы 3.3/4.2
G85 Обработка резанием 3.3/4.2
X Длина внутренняя 3.3/4.2
Z Диаметр внутренний 3.3/4.2
R Длина наружная 3.3/4.2
L Радиус/диаметр наружный 3.3/4.2
D Размер подвода дельта Z 3.3/4.2
Н Припуск на чистовую обработку по оси Z 3.3/4.2
G86 Фаска 45° 3.3/4.2
X Диаметр 3.3/4.2
Z Длина в направлении Z 3.3/4.2
R Разность диаметров 3.3/4.2
G87 Закругление углов 3.3/4.2
X Диаметр 3.3/4.2
Z Длина 3.3/4.2
R Разность диаметров 3.3/4.2
G98 Обозначение подпрограммы
А Номер подпрограммы 2.0
Данные о формате относятся к разрешающей способности 0,001 мм и метрическим
вводам.
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация
Инструкция по программированию
Таблицы
ПРЕДЕЛЬНЫЕ ЗНАЧЕНИЯ ВВОДА АДРЕСА X, Z, R, Г
в зависимости от системы единиц и разрешающей способности измерительной
системы
X Данные оцениваются как диаметр или радиус /параметры М/.
Z Данные для оси Z
R Радиус контура или наклон при С 33/G 83, фаска
F Данные оцениваются как мм/об G 95 или
как мм/мин G 94.
Метрический ввод Дюймовый ввод
0,001 мм Данные о позициях X, Z, R на кадр/ограничение рабочей зоны Задание фактического значения/ LX, LZ 0/± 999,999 мм (± 5000,000 мм*) 0/± 99,9999" (± 200,000"*)
X,Z в некоторых кадрах ± 8300,000 мм 830,0000"
Подача (VS) линейная .001/99,9 мм/об 1/9999 мм/мин .001/9,99"/об 1/9999 (0,1"/мин)
0,01 мм Коррекция на инструмент LX, R DX, Данные о позициях X, Z, R на кадр/ограничение рабочей Задание фактического зна- чения/LX, LZ X, Z в некоторых кадрах LZ DZ зоны 0/± 999,999 мм ± 5000 мм * 0/32,000 мм 0/± 9,000 мм 0/± 9999,99 мм (+ 50000,0 мм*) ± 83000,00 99,999" (200.000"*) 0/1,2900" 0/+ 0,3543" 0/999,999" (± 2000,00"*) 0/+ 8300.000"
Подача линейная 0,01/99,9 мм/об 1/9999 мм/мин .001/9.99"/об 1/9999* О.Г'/мин
Коррекция на инструмент LX, R DX, LZ DZ 0/± 9999,99 мм + 50000 мм* 0/32.00 мм 0/9.00 мм 0/999,999" (200.000"*) 0/1,290 0/0,354
Если не задается наименьший инкремент, то система управления будет при- знавать эти более высокие максимальные значения. Точность позиционирова- ния будет сохраняться.
Полезные значения могут быть и более низкими в зависимости от характе-
ристик станка.
При круговой интерполяции максимальная скорость траектории зависит от за-
программированного радиуса контура.
Допускаются комбинации, располагающиеся под линиями Г max, относящейся к
разрешающей способности измерительной системы I мкм, или к такой 10 мкм.
Можно пользоваться полной скоростью интерполяции в 9999 мм/мин, если радиус
контура больше 4,082 мм /разр. способн. = I мкм/ и
больше 0,41 мм/оазр. способн. =10 мкм/.
Г<т/гп(' *
Можно пользоваться полной скоростью
интерполяции в 9999 мм/мин, если ра-
диус контура больше 4,082 мм /разр. е-
способн.=1 мкм/ и больше 0,41 мм 4
/разр. способн.=10 мкм/.
2
3~*
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Таблицы
Определение
ФУНКЦИИ М Цифровые выходные сигналы могут быть генерированы программной техникой.
АДРЕС М Диапазон управления
3/ Система управления сама позволяает применять все коды М в пределах М О
до М 99. Пользователь имеет возможность использовать каждую функцию М,
которая оценивается станком.
Внутреннее действие
4/ Описанные ниже коды имеют следующие внутренние воздействия, которые неиз-
менны.
Код М Внутреннее действие Действие, характерное для станка
вносится пользователем!
М 0 Останов программы после исполнения кадра
Остальные состояния остаются неизменными;
Повторный пуск с последующим номером ка-
дра посредством PROGRAMM START
/ПУСК ПРОГРАММЫ/ /два раза/
М 2 Конец главной программы, режим работы со-
храняется, без адреса перехода
/стирание всех декодированных функций М/
М 3 Вращение шпинделя по часовой стрелке.
Одна из направлений вращения должна быть
уже активно, когда программируются частоты
вращения или ступени передачи внутреннее
воздействие
М 4 Вращение шпинделя против часовой стрелки, г при SBCD = YES
далее как и М 3
М 5 Останов шпинделя, заданное значение в на-
чале кадра становится 0, частота вращения
шпинделя и ступень передачи остаются в пам-
яти
М 30 С... Конец программы, с заранее выбранным номером
поограммы С /стирание всех декодированных
функций М/, режим работы и остальные состоя-
ния сохраняются;
повторный пуск с заранее выбранной программой
при помощи PROGRAMM START, замена режима ра-
боты после нажатия CTC-Reset /сброс/.
М 40 Автоматический выбор ступеней передачи /состо-
яние включения, действие характерно для стан-
ка/
М 41 - Фиксированные ступени передачи I до 4 выбраны
М 44 /действие характерно для станка/
М 98 BA EINZELSATZ /ПОКАДРОВЫЙ РЕЖИМ/ не принимается
или преобразовывается в AUTOMATIK /АВТОМАТИКУ/
во время действия М 98, программирование в соб-
ственном кадре
М 99 BA EINZELSATZ /ПОКАДРОВЫЙ РЕЖИМ/ возможен, т.е.
М 98 отменяется, М 99 - состояние включения, про-
граммирование в собственном кадре
Внешние действия и остальные функции М характерны для типа станка и описы-
ваются изготовителем станка, как напр.,
охлаждающее вещество вкл/откл, открытие/закрытие патрона, закрепление/осво
бождение люнета и т. п.
3-5
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Таблицу
ЧАСТОТЫ ВРАЩЕНИЯ ШПИНДЕЛЯ АДРЕСА S, М
Вводы под ЭТИМ адресом оцениваются следующим образом:
При G 24 S = верхний предел частоты вращения, программируемый Формат 4.0
При G 96 S = скорость резания в м/мин Формат 4.0
При G 97 S = частота вращения непосредственно в об/мин или Формат 4.0
частота вращения в 0,1 об/мин /параметр М/ Формат 3.1
Направление вращения должна определяться еще перед программированием S или
одновременно с ним.
Минимальные и максимальные частоты вращения зависят от типа станка /парамет-
ры М/.
Ступени передачи
Контроль над работой передачи с возможностью управления CNC может осущест-
вляться двумя' способами:
Константное программирование М 41-44
Одна из ступеней передачи программируется с М 41 до 44 в программе пользо-
вателя согласно ступени передачи*I до 4:
Система управления способствует процессу замены за счет вывода итопорных
чисел вращения и оценки сообщения о совпадении.
Автоматический выбор ступени передачи М 40.
Если М 4U активен, то система управления сама будет выбирать ступень пере-
дачи в зависимости от следующих критериев:
- до 4 ступеней передачи контроль может осуществлятья с минимальным и мак-
симальным частотами вращения,
- вывод частоты вращения в пределах 0,1 до 9999 об/мин превыше всего
/ограниченыйдиапазоне зависимости ст характеристик станка/,
- при программировании S подходящая ступень выбирается из действующих дан-
ных программы,
- если одна из ступеней перекрывает другую, то система управления будет вы-
бирать более низкую ступень /с более высокой частотой вращения двигателя/.
М 40 подавляется С 96.
С 96 + М 40,, ,
Новая ступень передачи выбирается только тогда, когда кадр содержит S и в
активной ступени передачи необходимая частота вращения отсутствует.
В рамках кадра частоты вращения вариируются только в верхним и нижним пре-
делах ступени передачи, переключение не имеет место.
3-6
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Таблицы
АДРЕСА s, М
Пример I / При первоначальном определении ступень передачи выбирается следующим
образом
Запрограммированные или определенные внутренним расчетом частоты вращен-
ния
S = 10 до S = 501 до S = 1001 до S = 2001 до
S = 500 S = 1000 S = 2000 S = 4000
Пример 2 / Если одна из ступеней передачи уже активна, то будет происходить следу-
Ступень II ющее:
Предположение: частота вращения шпинделя 700 об/мин активна,
ступень передачи 2 была активна
Программируются следующие новые значения:
S = 10 до S = 450 до S = 1001 до S = 2001 до
S = 449 S = 1000 S = 2000 5 = 4000
3-7
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Tartпицц
ДИАГРАММЫ ЧАСТОТЫ ВРАЩЕНИЯ
I/I Пределы системы управления указаны тольстой линией.
Дополнительные ограничения, характерные для станка, вносятся пользова-
Скорость резания VS
как зависимость от:
X = диаметра
S = частоты вращения шпинделя
в X | mmj
Пример: при наличии диаметра вращения 40 мм при частоте вращения 1500
об/мин получится скорость резания, составляющая примерно 190 м/мин.
3/3 Пример: при наличии шага 2 мм и частоты вращения 500 об/мин получится
результирующая подача /VS/, составляющая 1000 мм/мин.
3-8
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
ПОЗИЦИОНИРОВАНИЕ НА УСКОРЕННОМ ХОДУ О О
Запрограммированные оси перемещаются со своей максимальной скоростью движе-
ния /параметр станка/.
Активность Это - состояние включения и остается активным с самоудерживанием до конца
программы или до выбора новой функции.
Стирает функции С I, 2, 3, 5, 33, 61, 62, 63, 65.
Выполнение следующего кадра только после того, как все оси оказались "В ПО-
ЗИЦИИ" /окно ± 10 инкрементов/.
С С 0 можно и программировать при неработающем шпинделе вращения.
Программирование
Программируется с информацией о перемещении и без нее.
Программирование значения подачи отпадает
/” ;гаметры, характерные для станка/.
Путь перемещения
Характер перемещения прямолинейно-ломанный, причем оси перемещаются на раз-
ные значения или с разными скоростями ускоренного хода. Потенциометр подач
не активен /может быть активен в автоматическом режиме и ручном вводе в за-
висимости от типа станка/.
Пример
Исходная позиция: X 100 Z 100
N 10 0 О X 300 Z 500
На примере показан результирующий характер перемещения в том случае, если 2
оси перемещаются с одинаковой скоростью ускоренного хода и на разные значения
Перемещение к конечной точке под одним из углов, определяемых двумя скоростя-
ми ускоренного хода до достижения конечной позиции первой оси /сдесь X/.
После этого перемещение параллельно к оси до достижения конечной позиции вто-
рой оси /сдесь Z/.
4-1
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Содержание
ЛИНЕЙНАЯ ИНТЕРПОЛЯЦИЯ С 1
Определение Перемещение на запрограммированную точку с активным значением подачи /сло-
во F/. Перемещение двух осей координируется так, чтобы обе оси одновремен-
но достигли своей конечной точки.
Слово F активно как подача траектории /вектор/.
При перемещении обеих осей доля каждой из них получится меньшей, чем F.
F активно как подача траектории вдоль запрограммированного контура даже в
том случае, когда применяется КРР.
Характер перемещения - прямолинейный под любым углом.
С помощью потенциометра подач можно изменить скорость перемещения.
Активность Стирает функции 0 0, 2, 3, 5, 0 1 (X...) (Z.,,) Программирование Программируется с информацией 61, 62, 63, 65 о перемещении и без нее.
Надо программировать со словом F /скорость подачи, подача/, если нет
еше автивного слова F.
Раз запрограммированное слово F остается активным, пока оно не будет перепи-
сано новым.
Программирование "F 0" не допускается.
F 0 будет активным выключением или сервоошибкой.
Позиция пуска X 60 Z 50
Пример N 100 0 1 X 40 Z 30 F2
Chipmaker.ru
4-2
chipmaker.ru
Гибкая автоматизация
БОШ CNC Альфа 2
Инструкция по программированию
Содержание
ОБЩЕЕ ОПРЕДЕЛЕНИЕ ОКРУЖНОСТИ С 2, G 3, С 5
Определение Для определения круга система управления применяет два простых метода:
Тангенциальный вход в дугу окружности
кроме направления вращения надо задавать только конечную позицию.
Любой вход в дугу окружности
при этом надо задавать направление вращения, конечную позицию и радиус.
Вспомогательные параметры как I, J, К ненужны.
Направление вращения
направление вращения задается с
С 2 = по часовой стрелке /СЫ/ или
С 3 = против часовой стрелки /ССЫ/.
Для исключительного тангенциального входа в круг применяется:
С 5 = тангенциальный вход без информаций о направлении вращения и радиусе.
Система управления определяет дугу окружности, связывающую начальную точ-
ку с конечной при тангенциальном входе в окружность без реверсирования.
Общие свойства
и 2, G 3, и G 5 являются самоудерживающимися функциями, причем одна функ-
ция стирает другую.
Далее, они самостоятельно стирают или стираются функциями G 0, 1, 33, 61
62, 63, 65.
Определяются любые участки дуг окружности.
Одно из слов F /подача/ должно быть активно и остается активным, пока оно
не будет переписано.
Максимальная подача в зависимости от запрограммированного радиуса,
см. "ПРЕДЕЛЬНЫЕ ЗНАЧЕНИЯ ВВОДА".
Запрограммированную подачу можно уменьшить потенциометром подач.
G 2 (х...) (Z...) (R...)
Присвоение направления вращения и позиции носителя инструмента при наличии
координатной системы, вращающейся по часовой стрелке.
G2
G3
4-3
chipmaker.ru
Гибкая автоматизация
БОШ CNC Альфа 2
Инструкция по программированию
Функции G
КРУГОВАЯ ИНТЕРПОЛЯЦИЯ С ЛЮБЫМ ВХОДОМ В ОКРУЖНОСТЬ G 2/G 3
Вход Если при программировании задается радиус, то могут быть реалигованы любые
входы /тангенциальный или нетангенциальный/ в окружность. Таким образом
определение окружности возможно и в режиме ручного ввода. Если радиус не за- -
дается, то система управления будет автоматически рассчитывать тангенциаль-
ный вход в окружность.
Выход Выход из окружности всегда может реализоваться любым образом.
Радиус При активной кру| овой интерполяции радиус программируется адресом R, причем
можно ввести значение макс. 5 м.
Радиус программируется со знаком:
Отрицательный знак: дуга меньше полуокружности
Поэтому, для выполнения обычных токарных работ радиус надо программировать с
отрицательным знаком.
Знак отсутствует: дуга болшье, чем полуокружность
Радиус активен только в том кадре, в котором он был запрограммирован.
Подача Полезная часть подачи зависит от разрешающей способности измерительной си-
стемы, системы координат ввода и соотношения подачи и радиуса контура.
См. и таблицу ПРЕДЕЛЬНЫЕ ЗНАЧЕНИЯ ВВОДА
Определение дуги окружности
пели задаются определенные начальные и конечные точки, то при заданном зна-
чении радиуса могут быть реализованы 4 различные дуги.
В зависимости от направления вращения и знака радиуса различают следующие
возможности:
G 2 Пример для интерполяции по часовой стрелке
“ начальный пункт X О, Z 0, подача активна
При программировании G 2 Х-20
R-15 исполняется небольшая дуга
/меньше полуокужности/
При программировании G 2 Х-20
R15 исполняется большая дуга
/больше полуокружности/
G 3 Пример для интерполяции против часовой стрелки
начальная точка, как и при G 2, X О, Z 0, подача активна
При программировании G 3 Х-20
R-15 исполняется небольшая дуга
При программировании G 3 Х-20
R15 исполняется большая дуга
А-А
chipmaker.ru
БОШ CNC Альта 2
Гибкая автоматизация
Инструкция по программированию
Функции G
КРУГОВАЯ ИНТЕРПОЛЯЦИЯ С ТАНГЕНЦИАЛЬНЫМ ВХОДОМ G 5 или
С 2,
С 3 без R
Вход в участок окружности
Если при определении окружности R не задается, то система управления будет
рассчитывать тангенциальный вход в окружность. Тангенциальным считается толь-
ко переход, который не имеет реверса. Величина и положение создаваемой ду-
ги система управления рассчитывает согласно нижеследующим конструкциям:
Влияние конечной точки
Во всех вышеуказанных примерах вместо G 2 и G 3 /жирный шрифт/ можно и
употреблять G 5.
Центр окружности
Центр окружности совпадает с точкой пересечения перпендикуляра в конечной
точке участка пути ТА и медиатриса хорды АЕ.
При тангенциальном входе можно достигать радиусов до 5 м, если обеспечены
соответствующие геометрические условия.
Выход из участка окружности
Выход из окружности может быть как тангенциальным, так и нетангенциальным.
А-5
chipmaker.ru
Гибкая автоматизация
БОШ CNC Альфа 2
Инструкция по программированию
Функции G
Примеры к С 2/G3
Наружная обработка сзади с G 2/G 3
N1 G78 А1
N2 T1O1
N3 G97 S2000 М4
N4 GO Х60 Z55 РОЗ
N5 G1 Z50
N6 G3 Х50 Z385R15
N7 G1 Z25
N8 Х40
N9 Z15
N1O ХЗО
N11 G2 Х20 Z1O R-5
N12 G1 Х15
N13 GO Z80
N14 МЗО С1
Внутренняя обработка сзади с G 2/G
3
+х
N1 G78 А1
N2 Т1О1
N3 G97 S1000 М4
N4 GO Х2О Z53 FO.2
N5 G1 Z40
N6 G2 ХЗО Z35 R-5
N7 G1 Z25
N8 Х44
N9 G3 Х60 Z1O R-20
N1O G1 ZO
N11 GO Х80
N12 Z7O
N13 М2
й-6
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
ВРЕМЯ ВЫДЕРЖКИ С 4
• Определение Исполнение слеудющих кадров начнется лишь по истечении заданного времени.
Активность Функция "С 4" активна в отдельных кадрах и должна сепаратно программиро-
ваться.
Запрограммированное с "G 4" слово Н активно только в том кадре, в кото-
ром оно было запрограммировано.
Модальные состояния сохраняются.
G 4 Н...
Программирование
lo словом Н задается выдержка времени.
Н = Н I = 0,1 с Н = Н 99 = 9,9 с
мин * макс *
Пример- N 12 G.l X 10 Z 100 Г 1
N 13 G 4 Н 20
N 14 Z 60
N 15 G 4 Н 20
N 16 GO X 100
N 17 G 4 Н 7
В N 13 и N 15 активна выдержка времени, составляющая 2 с.
В N 12 и N 14 производится линейная интерполяция с подачей
В N 17 автивна выдержка времени, составляющая 0,7 с.
4-7
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация
Инструкция по программированию
Функции G
ДОСТУП К ПАРАМЕТРИЧЕСКИМ ФУНКЦИЯМ С 7
При вводе с панели доступ к параметрическим функциям открывается за счет
ввода С 7, А + 1.
Для выхода из параметрических функций при вводе с панели программируется
% 7 /А + I/.
При внешнем программировании нужны не эти входы и выходы, а мнемоничес-
кие диалогу.
В одном кадре может быть запрограммирована, по выбору, одна из параметри-
ческих или одна из инструкций ЧПУ.
Определение С параметрическими функциями пользователь может
записывать собственные циклы.
CPC = Customer Parametric Cycles
CPC представляет собой принципиальное решение проблемы. Значения, как
частота вращения, система размеров, номер инструмента и др. можно свободно
выбирать.
После составления параметрической программы для индивидуального исполне-
ния следует только ввести вышеуказанные свободные значения и вызвать про-
грамму.
Состав функций
Имеется в наличии следующие функции:
Команды загрузки числовых значений
25 свободных параметров /Р 2 до Р 26/
Арифметические основные функции
Угловые функции
Команды копирования
Логические операции, ответвления
Доступ к данным ЧПУ
Область применения
Разработка циклов с учетом условий заказчика для:
Выточек,
Резьбонарезания,
Канавок для выхода инструмента;
Автоматических измерительных циклов с
калибровкой датчика
Определением размеров заготовки и
Автоматической компенсации износа;
Счетчиков объема партии
Счетчиков проб на выдержку
„ Факторов-масштабов для подобных деталей и т.д.
Составление программ
Осуществляя ввод с панели, после ввода функции С 7 вводятся коды %, напр.
% 40 = QADRATWURZELZIEHEN /ИЗВЛЕЧЕНИЕ КВАДРАТНОГО КОРНЯ/.
При составлении программы внешним программированием программируюут
соответствующие мнемонические коды.
Напо., SQR1 = извлечение квадратного корня
Подробные данные
состав параметрических функций приведен на странице 4-9,
а полное их изложение с примерами программирования - в руководстве
ПАРАМЕТРИЧЕСКИЕ ФУНКЦИИ АЛЬФА 2.
4-8
chipmaker.ru
Гибкая автоматизация
БОШ CNC Альфа 2
Инструкция по программированию
Функции G
ПАРАМЕТРИЧЕСКИЕ ФУНКЦИИ G 7
<од Диалог Функция
%7 Возврат к формату ЧПУ
%1О - Загрузка с числовым значением Pj — ПП
%20 - Копирование содержания Р.^ в адрес ЧПУ Х| = Р|
%30 THEO Копирование запрограммированного адреса NC в Р.^ Р. = THEO
%31 REEL Копирование запрограммированного адреса ЧПУ, Pi - X REEL
включая КРР, в Р.
%40 SORT Извлечение второго корня из Pj и запоминание его в Р i Pi SORT Pj
%41 + Запоминание суммы РА и Р^ в Рк Pk=Pi + Pj
%42 - Р. минус Р-, запоминание результата в Р. 1 J к Pk-=P.-Pj
%43 х Р. умноженное на Р., запоминание результата в Р. 1 J к Pk=PiXP)
%44 / Р. деленного на Р., запоминание результата в Р. 1 J * Pk-P./Pj
%45 - Копирование содержания Р^ в Р^ P, = Pi
%46 СОМ Образование дополнения из РА /перемена знака/ COM P,
%47 TST Сравнение Pi с 0, задание регистра условий TST P,
%48 INC Увеличение положительности Р^ на I и округление INC P,
%49 DEC Увеличение отрицательности Р^ на I и округление DEC P,
%50 BEQ А Переход к метке А лишь тогда, когда результат равен 0 BEQ A
/иначе отработка последующего кадра/ BNE A
%51 BNE А Переход к А, если результат неравен 0
%52 BGTA Переход к А, если результат положителен BGTA
%53 BLTA Переход к А, если результат отрицателен BLTA
%54 BGEA Переход к А, если результат положителен или равен 0 BGEA
%55 BLEA Переход к А, если результат отрицателен или равен 0 BLEA
%60 TOOL Копирование содержания Р^ в LX, a Pj - в LZ TOOL Pk
инструмента /параметр к/ таблицы инструментов LX=P LZ=Pj
%61 TOOL Копирование содержания Р^ в DX, а Р^ - в DZ TOOL Pk
инструмента /параметр к/ таблицы инструментов DX = P DZ = Pj
%70 RAD Образование радианной меры из Р. /угол/, запоминание в Pi = RADPj
%71 DEG Образование численного значения величины угла из Р^ /радианная мера/,
запоминание в Р. P, = DEGPj
%72 SIN Образование синуса из Pj /радианная мера/, запоминание в Pi*P.»siNP!
%73 COS Образование косинуса из Р. /радианная мера/, запоминание в Pi*p,-cosp)
Время исполнения данного ряда инструкций находится
в диапазоне миллисекунд
4-9
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
БЕЗУСЛОВНЫЙ ПЕРЕХОД G 20
Определена Исполнение программы продолжается, начиная не со следующего по пор-
рядку номера кадра, а с адреса в объектной программе, определенного
в команде на переход.
Данный адрес в объектной программе представляет собой метку,
маркированную как G 79 А...
Активность Запрограммированные с "G 20" переходы будут обязательно исполняться.
Если "G 20" программируют вместе с другой информацией, то сначала
будет исполняться эта информация, а потом сам переход.
За счет возвратных переходов могут быть генерированы бесконечные
повторения программы, как например, для переработки стержней.
Программирование Общий вид:
G 20 А ... А обозначает цель перехода /метку/
адрес А может программироваться в пределах I - 999
В одном же кадре "G 20" нельзя программировать вместе с "М 2" или
"М 30".
Пример Возвратный переход из главной программы 3 к второму кадру
главной программы 2
N 9 G 78 А 2
N 10 G 79 А 5
N 11 G 0 X 50 Z
N 12 G 1 X 52 Z
N 13 G 1 Z
N 14 G 0 X 140
N 15 М 2
N 16 G 78 А 3
N 17 G 0 X 80 Z
N 18 G 1 X 0 F
N 19 X 78
N 20 X 76 Z
N 21 G 21 А 6
N 22 G 20 А 5
N 23 G 79 А 6
N 24 М 2
100 S 1000 М 3
98 F.5
80
120 S 1000 М 3
3
118
главная программа 2
главная программа з
переход к метке 5
Процесс обработки: Программы 2 и 3 постоянно повторяются, пока вход
интерфейса "выборочный переход / вызов подпрограммы" /ОРТ JUMP/
будет равным 0.
Если он превращается в I, то обработка будет кончаться кадрами 23 и 24.
Chipmaker.ru
4-10
chipmaker.ru
Гибкая автоматизация
УСЛОВНЫЙ ПЕРЕХОД G 21
БОШ CNC Альфа 2
Инструкция по программированию
Функции G
Определение Запрограммированные с "G 21" переходы исполняются только тогда, когда
сигнал интерфейса "выборочный переход / вызов подпрограммы" активен;
если это условие перехода отсутствует, то выполнится отработка после-
дующего кадра.
Как цель перехода можно программировать любую имеющуюся в наличии
цель перехода /метка G 79 А...
Активность Сигнал интерфейса "выборочный переход / вызов подпрограммы" должен
стать активным не менее двух кадров раньше того кадра, в котором
"G 21" была запрограммирована.
Если "G 21" программируется вместе с другой информацией, то сначала
будет исполняться эта информация, а потом сам переход.
Программирование
Общий вид:
G 21 А... А = I до 999 и обозначает цель перехода
"G 21" может программироваться в одном же кадре вместе с другими
адресами, но не с "М 2" или "М 30".
"G 21" нельзя программировать, если коррекция радиуса активна.
Пример Станок с автоматизированной сменой плит-спутников идентификация плит-
спутников при помощи сигнала интерфейса ОРТ JUMP.
сигнал = I кадры 10-12, 19-24, 16-18 исполняются
сигнал = 0 кадры 10 до 18 исполняются;
N 10
N 11
N 12
N 13
N 14
N 15
N 16
N 17
N 18
N 19
N 20
N 21
N 22
N 23
N 24
G 78
G 1
G 21
G 2
G 1
G 2
G 79
М 15
М 30
G 79
А 2
X...
А 195
X...
X...
X...
А 165
С 2
А 195
Z... F... S... М...
/смена плит-спутников/
F.3
G 20
X...
Z...
Х.5
А 165------
4-11
chipmaker.ru
Гибкая автоматизация
БО1Е CNC Альфа 2
Инструкция по программированию
Функции G
ВЫЗОВ ПОДПРОГРАММ G 22
Определение Части программы, маркированные с G 98 как подпрограммы, вызываются
с G 22 А... В...
Активность Вызванные с "G 22" подпрограммы будут обязательно исполняться.
Можно вызывать каждую подпрограмму, находящуюся в памяти.
Сначала исполняется запрограммированная вместе с "G 22" информация,
а потом вызывается подпрограмма.
Возможно вложение подпрограмм максимально пятикратной глубины,
/вложение - одна из ПП вызывает со своей стороны другую/.
HP = главная программа UP = подпрограмма
к вышеуказанному примеру:
Вызов ПП 8 в кадре 44 вызывает, при сепаратном рассмотрении.четырех-
кратное исполнение ПП 8 /I исполнение + 3 повторения/.
Предвключенный вызов ПП 7 в кадре 32 вызывает, при сепаратном рас-
смотрении, 2 исполнения ПП 7.
частотность HP UP 1 UP 2 UP 7 UP 8
исполнений: I 1 1 1+1=2 2x(l+3)=8
Общий вид G 22 A... B...
A = номер подпрограммы вводится в пределах I до 99
В = коэффициент повторения /в дополнение к первому исполнению/
вводится в пределах 0 до 999
пример: G 22 А 15 ВО
ПП 15 исполняется только один раз
Программирование Можно вызывать все номера подпрограмм, находящиеся в памяти.
В одном же кадре "G 22" нельзя программировать вместе с "М 2"
или "М 30".
4-12
chipmaker.ru
Гибкая автоматизация
БОШ CNC Альфа 2
Инструкция по программированию
Функции G
УСЛОВНЫЙ ВЫЗОВ ПП G 23
Определение
Активность
Вызов подпрограмм можно ставить в зависимость от состояния сигнала
интерфейса.
Можно вызывать каждую подпрограмму, находящуюся в памяти.
Вызванные с "G 23" подпрограммы исполняются только тогда, когда
сигнал интефейса "выборочный переход / вызов подпрограммы" активен.
Если сигнал интерфейса равен 0, то исполнится последующая строка
главной программы.
Сигнал интерфейса "выборочный переход / вызов подпрограммы" должен
стать активным не менее двух кадров раньше того кадра, в котором
"G 23" было запрограммировано.
Можно вызывать каждую подпрограмму, находящуюся в памяти.
Сначала исполняется запрограммированная вместе с "G 23" информация,
а потом вызывается подпрограмма.
Бесконечные повторения программы могут генерироваться за счет воз-
вратных переходов, как например, для переработки стержней.
Возможно вложение подпрограмм максимально пятикратной глубины
/ вложение = одна из ПП вызывает со своей стороны ПП/.
HP = главная программа UP = подпрограмма
К процессу исполнения: Все маркированные ПП исполняются только в том
случае, если при вводе кадра 8 сигнал BEDINGTER SPRUNG /УСЛОВНЫЙ
ПЕРЕХОД/ активен.
Общий вид g 23 А... В...
А = номер подпрограммы вводится в пределах I до 999
В = коэффициент повторения /в дополнение к первому исполнению/
вводится в пределах 0 до 999
Пример: G 23 А 10 В 1
ПП 10 исполняется /1+1/=2 раза, если сигнал интерфейса равен I.
Программирование Можно вызывать все подпрограммы, находящиеся в памяти.
В одном же кадре "G 23" нельзя программировать вместе с "М 2"
или "М 30".
"G 23" нельзя программировать, если коррекция радиуса активна.
4-1
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
ОГРАНИЧЕНИЕ ЧАСТОТЫ ВРАЩЕНИЯ ШПИНДЕЛЯ G 24
Определение "G 24" с точки зрения программной техники ограничивает предвари- тельное задание частоты вращения величиной S, запрограммированной с G 24.
Активность Установленный с G 24 предел частоты вращения сохраняется модально даже после нажатия клавиши CTL RESET /общий сброс/. С достижением значения ограничения активность потенциометра для коррекции шпинделя будет ограничиваться. /Иначе диапазон активности составляет 50-120 %./ G 24 можно только переписывать новым значением G 24.
Общий вид G 24 5... S = максимальная частота в об/мин выбор ограничения G 24 Smax Smax = максимальная частота вращения станка отмена ограничения
Программирование "G 24" надо программировать вместе со словом S в одном кадре и перед
вызовом G 96. Пример: максимальная частота вращения планшайбы - 500 об/мин Пример: максимальная частота вращения станка - 2200 об/мин
N1 G0 Х5
N1 GO Х5 Z20
N2 G1 Х100 Z25 F.8
N3 G24 S500 максимальная частота вращения
N4 G96 S200 500 об/мин
Х20 скорость резания 200 м/мин
• •
N15 G24 S2200 Z40
4-14
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
ОГРАНИЧЕНИЕ РАБОЧЕЙ ЗОНЫ
ЗАДАНИЕ МИНИМАЛЬНЫХ ЗНАЧЕНИЙ G 25
ЗАДАНИЕ МАКСИМАЛЬНЫХ ЗНАЧЕНИЙ G 26
СТИРАНИЕ ОГРАНИЧЕНИЯ G 27
Определение Ограничение рабочей зоны заботится о том, чтобы инструмент не
выходил за пределы рабочей зоны, подвержденной опасности
столкновений.
В противоположность конечным выключателям эти ограничения
надо установить в рамках составления программы.
С G 25 программируются минимальные значения, соответствующие
нижнему пределу рабочей зоны
С G 26 программируются максимальные значения, соответствующие
верхнему пределу рабочей зоны
Введенные осевые значения не вызывают перемещения по осям.
Активность Ограничение самоудерживаюшееся во всех типах режима работы.
Учитывает коррекции на длину инструмента и радиуса резца, а также
износ.
Ограничение рабочей зоны будет активным только после задания
конечных выключателей программных средств и после подвода к
опорной точке.
Стирание Конечные выключатели программных средств остаются активными.
Запрограммированные с G 25, G 26 значения стираются G 27 X О Z 0.
G 25 X... Z...
Программирование Значения программируются при помощи осевых адресов.
Они могут быть переписаны только новыми значениями.
Базой размеров ограничения является активная нулевая точка программы.
Они содержат возможно активные смещения нулевой точки, которые
вызывает G 92.
G 25 и G 26 должны программироваться вместе с осевыми адресами.
Оси должны уже находиться в пределах предусмотренной рабочей зоны
/за исключением случая первого подвода к опорной точке/.
Пример
N13 GO Х200.5 Z400.5
G14 G1 Х200 Z400F.5
N15 G92 Z0 задание нулевой точки заготовки
N16 G25 Х-1 Z-280 задание минимальных значений
N17 G26 '<201 Z1 задание максимальных значений
N50 G27 ХО Z0
N51 GO Х200 Z0
G25 Х-1 Z-28O
программа обработки
стирание ограничения
отмена смещения нул-й т-и
положение смены инструмента
4-15
chipmaker.ru
Гиокая автоматизация
БОШ CNC Альфа 2
Инструкция по программированию
Функции G
НАРЕЗАНИЯ РЕЗЬБЫ G 33
Определение Нарезание резьбы осуществляется за одну установку непосредственно
после распознавания нулевого импульса.
Угол с осью Z /угол конуса/ может быть и больше 45°, если
ось X обеспечивает необходимую подачу.
Можно присоединить последовательно несколько шагов резания /без
дополнительного распознавания нулевого импульса/.
Активность G 33 работает в самоудерживагощемся режиме и стирает G 0, 1, 2, 3,
5, 61, 62, 63
Во время активности G 33 активность G 96 блокированиа.
G 33 блокирует активность потенциометра коррекций подачи
и потенциометра шпинделя.
Программирование
Перед G 33 программируются частота вращения и
направление вращения.
Общий вид
G 33 X,.. Z... R... (F...) одно из слов F должно быть активно.
G90 при программировании абсолютных величин активны сле-
дующие присвоения:
X = диаметр в конечной точке оброботки резьбы
точке обработке резьбы
Z = позиция Z в конечной
R = шаг резьбы в мм/об
R
пример в абсолютных величинах:
пусковая точка X = 17 Z = 50
конечная точка X = 17 Z = 26
шаг R - 3,2 /мм/об/
программирование:
GO X 17 Z 50
G 33 X 17 Z 27,6 R 0,32 F.5
G 91 при программировании инкрементных величин активны сле-
дующие присвоения:
X = разность диаметров /в начальной и конечной точках об-
работки/
Z = длина резьбы
R = шаг резьбы в мм/об
пример в абсолютных величинах:
пусковая точка X = 13 Z = 50
конечная точка X = 22 Z = 26
шаг R = 3,2
программирование:
G 90 X 13 Z 50 F.5
G 91
G 33 X 9 Z-24 R 3,2
G 90
4-16
chipmaker.ru
Гибкая автоматизация
БОШ CNC Альфа 2
Инструкция по программированию
Функции G
НАРЕЗАНИЯ РЕЗЬБЫ G 33
Программирование Перед вызовом G 33 надо осуществить подвод к пусковой точке.
При программировании необходимо учитывать пути инерции/разгона а.
По мере необходимости заготовку надо подготовить под резьбу.
X.Z ---
В примере инструмент устанавливают с усадочной головкой.
1 = длина резьбы
а = путь инерции / путь разгона
Надо программировать: длину резьбы z /при G 91/ = 1 + 2а.
Угол конуса Система управления умеет контролировать угол между 0 и больше 45°.
Возможность контроля ограничена максимальной величиной подачи оси X.
Расчеты При программировании надо учитывать, с одной стороны, необходимый
шаг. Кроме того, длина пути инерции /разгона не должна превышать
определенный размер.
Поэтому, перед программированием G 33 следует осуществить ориенти-
ровочные расчеты:
- Длина пути инерции / разгона а?
- По мере необходимости, какие частоты вращения шпинделя надо /
можно применять?
- Можно ли осуществить станком требуемый шаг?
Многозаходные резьбы Программируются путем смещения пусковой точки в начале резьбы.
Двухзаходная резьба: размер смещения = шаг/2
Трехзаходная резьба: размер смещения = шаг/3
Установку перед последующим шагом всегда надо осуществлять
перед кадром G 33.
4-17
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
НАРЕЗАНИЯ РЕЗЬБЫ G 33
Шаг Шаг R вводится и обрабатывается системой управления непосредственно в мм-ax в пределах 0 до 999,999 /или 5000/.
Полезный диапазон, характерный для станка, ограничен технологическими данными, как например:
а/ динамикой /значение KV = параметр станка/ оси Z, геометрическими данными заготовки, длиной пути инерции / разгона технической характеристикой обработки, как скорость резания, крутящий момент привода шпинделя
Описание этих зависимостей дано в пункте Инерция / Разгон, б/ максимальной скоростью перемещения оси Z /параметр станка/ Осевая подача F для оси Z не должна, быть превышена.
Максимальный шаг Величина максимального полезного шага зависит от станка
„ максимальная подача оси Z
max “ минимальная частота вращения шпинделя
Если получается величина, превышающая максимальную подачу, то ее можно исправить уменьшением частоты вращения 5.
Если при этом получаются очень небольшие частоты вращения, то надо проверить, может ли осуществить привод шпинделя необходимый крут- ящий момент или допустима ли полученная скорость резания.
Подача Активная подача F /вдоль оси Z/:
Fz = R.S, причем R = шаг в мм-ах S = частота вращения шпинделя в мин-у
Пример R = I мин/об F _ I мм 1000 _ ТППГ1 мм/мми S = 1000 об/мин F - ‘' мин ’ 1000 мм/мин
Chipmaker.ru
4-18
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация
Инструкция по программированию Функции G
НАРЕЗАНИЯ РЕЗЬБЫ G 33
Путь инерции / разгона Длина этих путей приблизительно одинакова и зависит от способ-
ности ускорения станка и эффективной подачи VS , которая вычис-
ляется из следующих данных:
VS = R • S, где
R = шаг в мм-ах
S = частота вращения шпинделя /в мин-у/
Пример
Резьба М 56 х 1,5, частота вращения шпинделя S = 300 об/мин
требуемая точность шага = 0,3 %
VS = 1,5 мм х 300 об/мин = 450 мм/мин
Принципиальная зависимость
между VS в м/мин и необхо-
димым путем инерции/разгона
а в мм-ах.
В диаграмме разные оста-
точные погрешности шага
указаны в % запрограммиро-
ванного шага.
Характеристики станка могут
отличаться от указанных в
диаграмме кривых!
Vs/м/мин/
Из диаграммы видно, что для осуществления погрешности шага в 0,3 %,
следует предусмотреть длину ускорения или замедления ок. 2,3 мм.
Если значение а не должно превышать 2 мм, то это можно осуществить
за счет уменьшения частоты вращения.
а допустимое S' = 300 х = 269
а расчетное 2,3
С S = 269 об/мин для а получится ок. 2 мм.
Если при этом получаются очень небольшие частоты врашения, то надо
проверить, может ли осуществить привод шпинделя необходимый крут-
ящий момент или допустима ли для материала полученная скорость
резания.
4-19
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию функции G
НАРЕЗАНИЯ РЕЗЬБЫ G 33
Пример Цилиндрическая резьба М 55 х 1,5, частота вращения шпинделя
S = 300 об/мин
Результирующая подача VR = 300 • 1,5 мм/мин = 450 мм/мин
Из диаграммы ИНЕРЦИИ / РАЗГОНА получим:
Длина пути инерции / разгона а = 1,8 мм при погрешности шага в I %.
Соответствующие участки на заготовке достаточны.
N30 GO Х55 Z46
N31 G33 Z26 R1.5
N32 GO Х60
N33 Z46
N34 Х54.4
N35 G33 Z26 R1.5
N36 GO Х60
N37 Z46
N38 Х54
N39 G33 Z26 R1.5
GO X60
X100 Z55
PO PS
I—й проход
Pl P2
Pl P3
установка
2-й проход
отвод
возврат
установка
3-й проход
ит. д. до последнего прохода Р
отвод до Р2
Р2 Р0
4-20
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
АВТОМАТИЧЕСКАЯ СМЕНА ИНСТРУМЕНТА G 35
Определение G 35 вызывает автоматический подвод к позиции смены инструмента.
С вызовом Т или М06 автоматически вызывается ПП № 99.
Под этим номером ПП пользователь должен програмировать и ввести
в систему управления, применяя G 35, стандартную программу смены
инструмента.
Активность Описанные в ПП 99 процессы исполняются с GO.
G 35 имеет покадровую активность.
Возможные последовательности подводе
G 35 Z 0 после вызова Т или М06 только ось Z
перемещается до точки смены
G 35 X О Z 0 после вызова Т или МОб обе оси пере-
мещаются на ускоренном ходу до точки
смены
при программированиии
t G 35 C TIXX ДО Т8ХХ
или МОб без дополнений осуществляется подвод к позиции смены I
а с Т9ХХ до Т99ХХ - осуществляется подвод к позиции смены 2
Программирование G 35 можно программировать вместе с М, S и Т.
Величины X О, Z 0 служат только для пополнения слова.
Осуществляется подвод к позиции X или Z точек смены инструмента.
Стандартные программы смены инструмента
Примеоы Стандартная программа Программа смены с обеспечением
р р смены номера инструмента
G 98 А 99 G 98 А 99
G 35 X 0 Р 5 = Т
G 35 Z 0 Т 0
G 99 G 35 X 0
G 35 Z 0
Т = Р 5
G 99
Вызовы g 1 X 10 Z 20
Т 1000 автоматический подвод к позиции смены 2
Т 300
автоматический подвод к позиции смены I
М Об позиция смены I активна
М 2
ДЕБЛОКИРОВКА, БЛОКИРОВКА И G 37 / 38 / 39
СТИРАНИЕ ПРОГРАММНОЙ ПАМЯТИ
производятся только в ручном режиме, по обслуживанию. См. и инструкцию
4-21
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
КОРРЕКЦИИ НА ИНСТРУМЕНТ
Определение Система управления оснащена коррекцией траектории, позволяющей
учитывать геометрические свойства инструмента и износ инстру-
мента для 16 групп коррекции, Благодаря этому, пользователь
имеет возможность программировать с учетом заготовки, не при-
нимая во внимание точную характеристику инструмента.
Активность Выбор и отмена коррекций на длину и радиуса инструмента осущест-
вляются сепаратными вызовами.
Прменяемая группа коррекций должна быть загружена с характери-
стикой инструмента.
Вводы Все данные коррекций могут быть введены с клавиатуры в режиме работы
WZ-KORREKTUREN /КОРРЕКЦИИ ИНСТРУМЕНТА/.
DX, DZ, R, J могут вводиться в режиме работы TEACH IN /ОБУЧЕНИЕ/
причем LX и LZ автоматически регистрируются.
При помощи параметрических функций можно.установить присвоения
к данным таблицы коррекций и вызвать или сделать активными данные
коррекции.
КОРРЕКЦИИ НА ДЛИНУ, ВЫЗОВ АДРЕСА Т
С ново Т Вызов одной из коррекций на длину осуществляется только програм-
мированием разрядов единиц и десятичного числа слова Т.
Разряд единиц и разряд десятичного числа этого адреса выбирает
группу коррекций, которая потом будет активной, независимо от того,
программируется ли Т в виде двухразрядного или четырехразрядного
числа.
Если коррекция радиуса /G 4I/G 42/ не программируется, то из
величин группы коррекций будут активными только следующие:
LX = коррекция на длину по X /радиус/
LZ = коррекция на длину по Z
DX = коррекция на износ по X /диаметр/
DZ = коррекция на износ по Z
Индикации eCJ)m коррекция на длину активна, то индикации позиций будут пока-
зывать позицию вершины режущей кромки /запрограммированную по-
зицию/.
Если коррекции на износ DX, DZ в режиме работы АВТОМАТИКА или
ПОЛУАВТОМАТИКА изменяются, то эти новые величины будут учтены,
начиная со второго кадра после ввода.
Т + осевая информация Если Т запрограммировано вместе с одной из осей /обеими осями/,
то коррекция на длину для соответствующей оси /обеих осей/ сразу
будет введена в новое задание позицией.
Следовательно, после исполнения этого кадра каждая запрограммиро-
ванная ось будет находиться в исправленной позиции согласно коррек-
ции на длину. Т рекомендуется программировать с обеими осями.
Т без осевой информации
Слово Т изменяет только величины индикации позиции осей.
Перемещение оси /с коррекцией на длину/ осуществляется только
вместе с инструкцией оси X и/или Z.
4- 22
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
КОРРЕКЦИЯ НА ДЛИНУ ИНСТРУМЕНТА
Ппигппрыир munnu Группа коррекций и выводимый номер инструмента могут свободно ком-
бинироватья при помощи вызова Т.
коррекций и
Группа коррекции определяется разрядом единиц и разрядом десятично-
выведенного номера г0 числа>
Разряд сотен и разряд тысяч определяют номер инструмента.
Общий вид Т (XX) XX
। Группа коррекции
выведенный номер
/О/ I до 16
I до 99
Т может программироваться в виде I - 4-разрядного числа
Примеры Т 12 выбор группы коррекций 12, номер не выводится
Т 1212 выбор группы коррекций 12, вывод номера 12 Т 812 выбор группы коррекций 12,
Chipmaker.ru\
вывод номеоа 8 Т 0 стирание коррекции на длину, номер не выводится Т 200 стирание коррекции на длину, вывод номера 2 Коррекционные данные
Группы коррекций I до 16 могут запоминать следующие данные инструмента.
L х длина по направлению X /радиус/
LZ длина по направлению Z
DX износ по направлению X /диаметр/
DZ износ по направлению Z
R - радиус резца
J - положение резца
диапазон
* 999,999 мм
± 999,999 мм
1 9,000 мм
± 9,000 мм
t 32,768 мм
0 до 99
Размеры по оси X указаны в виде значений радиуса.
4-23
chipmaker.ru
Гибкая автоматизация
БОШ CMC Альфа 2
Инструкция по программированию Функции G
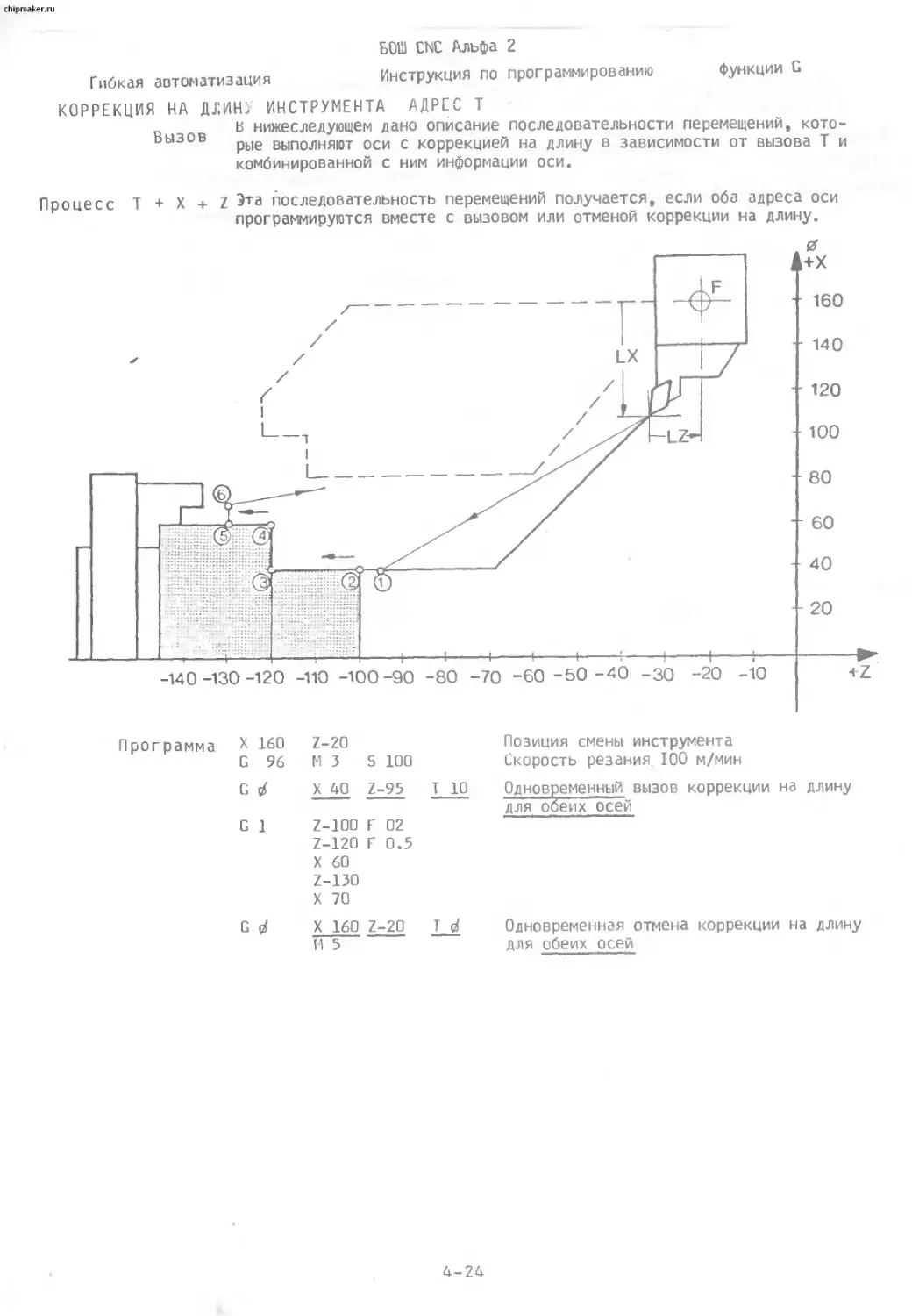
КОРРЕКЦИЯ НА ДЛИНУ ИНСТРУМЕНТА АДРЕС Т
в нижеследующем дано описание последовательности перемещений, кото-
Выз0в рые выполняют оси с коррекцией на длину в зависимости от вызова Т и
комбинированной с ним информации оси.
Процесс Т + X + Z Эта последовательность перемещений получается, если оба адреса оси
программируются вместе с вызовом или отменой коррекции на длину.
Программа У 160 Z-20
G 96 М3 S 100
G X 40 Z-95 Т 10
G 1 Z-100 F 02
Z-120 F 0.5
X 60
Z-130
X 70
G X 160 Z-20 Т
М 5
Позиция смены инструмента
Скорость резания. 100 м/мин
Одновременный вызов коррекции на длину
для обеих осей
Одновременная отмена коррекции на длину
для обеих осей
4-24
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
КОРРЕКЦИЯ НА ДЛИНУ ИНСТРУМЕНТА АДРЕС Т
2/ Такая последовательность перемещений получается, если программируется
только одна из осей /здесь X/ вместе с Т.
Программа х 160 Z-2O
С 96 М3 S 100
С d X 40 Т 10
Z-95
G 1 Z-100 Г 0.2
Z-120 F 0.5
X 60
Z-130
X 70
G X 160 Т О
Z-20
М 5
Сепаратное построение коррекции на длину
Сепаратная отмена коррекции на длину
4-25
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
КОРРЕКЦИЯ НА ДЛИНУ ИНСТРУМЕНТА АДРЕС Т
Отмена ТО Данная инструкция стирает коррекции на длину.
Она необходима для подвода к опорной точке /процесс происходит в
зависимости от станка/
смены инструмента /процесс происходит в зависи-
ости от станка/
измерительных циклов /0 75/
Соответствующие перемещения оси, а также поведение индикаций пози-
ции вполне сходны с такими операциями коррекции на длину. Для смены
коррекции Т ф можно и не программировать.
ТО + X, /Z/ Если Т 0 программируется вместе с одной из осей или обеими осями, то
‘ соответствующие оси будут перемещаться. По достижении конца перемеще-
ния кадра коррекция на длину для запрограммированных осей отменена.
Коррекции на длину обычно содержат положительные величины и обеспечи-
вают повышенное расстояние от вращаюегося тела или нулевой точки
станка.
Отмена коррекции на длину вызывает при наличии положительных величин
коррекции перемещение в направлении патрона!
Т р,а потом х, Z Если Т 0 программируется отдельно или только с одной из осей, то
будет изменяться значение индикации позиционных индикаций, отно-
сящееся к неопределнной оси. По этой оси перемещение не производится.
Пример Ось Z в позиции 50,000
LZ = 120 было активно
Т 0 программируется без информации Z.
Индикация Z превращается в 50-120 = -70,000, пока информация Z от-
сутствует в программе.
Изменение длины инструмента
l программированием двухразрядного номера инструмента можно активиро-
вать значения длины другой группы коррекций.
Для этого должен быть в наличии один из типов линейной интерполяции.
Если Т программируется в виде четырехразрядного числа, то выведется до-
полнительный номер инструмента.
Данные износа DX и DZ могут изменяться в режиме АВТОМАТИКА и учитываются, начиная
с 2-ого кадра после ввода.
4-26
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
КОРРЕКЦИИ НА ИНСТРУМЕНТ - КОРРЕКЦИЯ РАДИУСА РЕЗЦА G 40/41/42
Определение Коррекция радиуса резца /КРР/ управляет движением инструмента, учиты-
радиус и положение резца.
Активность g 40 стирает коррекцию радиуса резца.
КРР становится активной вызовом
G 41 = инструмент слева от вращающегося тела /внутренняя обработка за
центром вращения/
G 42 = инструмент справа от вращающегося тела /наружная обработка за
центром вращения/.
Указанные выше положения понимаются по направлению движения вращающего-
ся тела, если резец перемещается в направлении патрона /отрицательное
направление Z/.
Один из номеров инструмента Т и одна из подач должны быть уже активны
или задаваться с G 41/42.
КРР может использоватся в режимах работы АВТОМАТИКА и ПОКАДРОВЫЙ.
Разряд единиц и разряд десятичного числа адреса F выбирают соответст-
вующую группу коррекций. Коррекция на длину автоматически включена.
G 40, G41, 42 самоудерживающиеся функции и взаимно исключают друг друга.
Параметры R. = радиус резца, вводится в пределах 0 до 32,768 мм
Определение размеров 2 = положение резца, вводится в пределах 0 до 9
S = центр резца
Р = вершина резца
/измеренное значение/
Положения инструмента
' ** . IH 1.1г» I
J6 (J8)
6/ Значения в скобках относятся к опорной точке F перед центром вращения
/ЦВ/.
J 0 и J 9 относятся к инструменту, при котором центр резания измерен.
J 0 и J 9 применяются, если контур /т.е. траектория центра резца/ опи-
сан с учетом радиуса резца.
В этих положениях инструмента КРР работает подобно как и коррекция ра-
диуса фрезы.
4-27
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
КОРРЕКЦИИ НА ИНСТРУМЕНТ - КРР G 41/42
Позиция инструмента При наличии координатной системы, вращающейся по часовой стрелке,
и опорной точки F за центром вращения получаются следующие зави-
симости
Резец перемещается в рабочем на-
правлении слева от заготовки
Резец перемещается в рабочем на-
правлении справа от заготовки.
Принцип действия
При программировании вращающихся тел описывается конечный контур. При
автоматической отработки коррекция на длину работающего инструмента
учитывается вызовом Т.
КРР активна в конечной точке кадра, в котором она вызывается с G 41, 42
и запрограммирована информация оси.
КРР необходима, если режущая точка инструмента не была измерена.
При G 41/42 нельзя задавать фактическое значение /G 92/ и применять условный переход /G 21/ или условный вызов ПП /G 23/.
Пример I G 4 X... Z... Т... Коррекция на длину для обейх осей на уско-
ренном ходу
G 41 X... Z... (F,S,M) Вызов КРР с ускоренным ходом
Пример 2 GO х... Z... Т... Коррекция на длину для обеих осей на уско-
ренном ходу
G 1 (F,S,M) Линейная интерполяция, вспомогательные функ-
ции
G 41 X... Z... Вызов КРР с интерполяцией
Пример 3 Gtf X... Z... Т... Коррекция на длину для обеих осей
G 41 (F,S,M) Здесь нет перемещения!
G 1 X... Z... Отсюда КРР активна
4-28
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
ПРИНЦИП ДЕЙСТВИЯ КРР G 41/42
Программирование Описывается контур заготовки. Программируется траектроия вершины
резца Р.
Погрешность контура При исполнении программы без КРР всегда получается погрешность кон-
тура в том случае, когда обрабатывается элемент, который непарал-
лелен с одной из осей подачи.
Примеры Правильная обработка без КРР Погрешность контура без КРР
погрешность не получается, если Р уста-
новится на элемент контура
максимальная погрешность,
если Р установится на
элемент контура
Снимается недостаточный ма-
териал.
Принцип действия
запрограммированная траектория
----- исправленнная траектория вершины резца
ниши материал не снимается без коррекции
Погрешность контура составляет 0 при обработке горизонтальных и верти-
кальных элементов контура, она максимальна при обработке элементов кон-
тура под углом + или -45и одной из осей.
Если радиус резца R составляет I мм, то надо считаться с максимальной
погрешностью 0,414 • R = 0,414 мм.
коррекции
Во избежание погрешности контура КРР сдвигает задание для положения
вершины резца так, чтобы режущая кромка переместилась по запрограммиро-
ванному контуру. Режущая точка при этом находится в переменных точках
округления режущей пластинки.
Таким образом получается траектория, представляющая собой одну из эки-
дистант центра резца вдоль запрограммированного контура, несмотря на то,
что в действительности направляется измеренная точка Р.
4-29
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
ПРИНЦИП ДЕЙСТВИЯ КРР
Нижеследующие примеры показывают принцип действия КРР при наличии раз-
ного типа переходов контура.
Изображено:
запрограммированный контур R = О
___ путь перемещения вершины резца Р /индикации/ J 2 или J 4
путь перемещения центра резца J 0 или J 9
----- /эквидистанта/
Расстояния исправленных траекторий изображены с увеличением.
I = внутренний угол,
точка пересечения экви-
дистант вычисляется
А = наружный угол, ав-
томатически генерируется
вспомогательная окружность.
Т = тангенциальный переход.
4-30
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
КРР - ВХОД В КОНТУР
!игипПДа Tnui/д Вход может осуществляться следующим образом:
Обе оси одновременно или последовательно подводят на ускоренном ходу к
пусковой точке, при этом вызывают номера Т, чтобы создать коррекции на дли-
ну инструмента.
Пусковая точка должна находиться на расстоянии от заготовки, отвечающем
максимальному ее допуску.
С линейной интерполяцией, вызывая С 41/42, наезжают на первую точку кон-
тура. Движение запуска должно войти в контур первого элемента тангенци-
ально, но по меньшей мере так, чтобы соответствующие оси сохранили свое
направление движения. Наименьший элемент пути составляет не менее 2xSR
для каждой оси.
Рекомендуемый вход в контур
Система управления в начальной точке /Р 1/ первого элемента траектории
создает вертикальный вектор V. Она управляет вершиной Р резца так, чтобы
режущая точка вступил в контакт с контуром в точке Р I.
Для обеспечения точного входа в контур пусковая точка А должна находиться
в диапазоне, маркированном концентрическими стрелками.
о- Запрограммированные позиции /А, Р I, Р 2/
*' Вспомогательные точки и исправленные траектории
а +/-90° Если угол альфа остается в этом диапазоне, то наезд на вектор V будет
осуществляться непосредственным путем.
Если угол отрицателен, то возникнет "свободное" резание путем реверси-
рования.
Пониженная пусковая точка
tели пусковая точка А находится под удлинением Р I - Р 2, то система
управления автоматически будет генерировать переходную окружность.
Смена позиции инструмент:
При наличии линейного режима работы можно переключить с С 41 на G 42 и
наоборот.
Для выполнения необходимого для этого движения уравнения по мере необхо-
димости надо удлинить траекторию так, чтобы уравнение получилось как пе-
ресечение в воздухе /т.е. не в материале/.
Если изменение номера коррекции активизирует другие значения коррекции,
то точки пересечения образовываются следующим образом:
Точка пересечения перед вызовом коррекции вычисляется из старой коррекции.
Точка пересечения после вызова коррекции вычисляется из новых данных кор-
рекции.
4-31
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
ПЕРЕХОДЫ КОНТУРА G 41/42
Угол меньше 180° крр активна в тупых и острых углах и постоянных переходных участках кон-
туре.
/нетангенциально/ о .
В переходных участках контура с углом меньше 180 /внутр-ие углы/система
управления определяет точки пересечения относящихся к контуру заготовки
эквидистант и, руководствуясь результатом, управляет вершиной резца.
прямая - окружность
прямая - окружность
прямая - прямая
Точку пересечения геометрически образовывают перпендикуляры в конечной
0 точке первого и в начальной точке второго кадров.
Угол 180 /тангенциально/
прямая - окружность окружность - окружность
В счетном смысле вершина резца под действием коррекции направляется до зо-
ны, расположенной за контуром заготовки!
Расчет точки пересечения ненужен.
При наличии постоянных /тангенциальных/переходов перпендикуляры конечной
и начальной точек совпадают.
Угол больше 180°
3>и наличии переходных участков контура с углами больше 180° /внешние
углы/ -система управления автоматически вычисляет вспомогательные окруж-
ности, создающие постоянные присоединения между эквидистантами.
4-32
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация
Инструкция по программированию
Функции G
Внутренние углы кРР оценивает запрограммированные пути в качестве контура!
G42
запрограммированная траектория
траектория центра резца
При программировании Ф-Ф-®
эта плоскость не обрабатывается
Если заштрихованная плоскость должна быть обточена, то угловая точка
должна программироваться дольше в материал, а именно минимально на
значение радиуса резца.
Надо программировать: I - 2’ - 3’ - 3".
Во внимание: наименьший участок пути должен быть больше, чем применяемый
радиус резца /больше 2 х SR при X, если программировать диаметры/.
Пример Радиус резца R = 1,2 мм
"Круглый" внутренний угол
Острый внутренний угол
X 60 Z-50
Z-125
G 40 X 61,3 /или более
положительный/
X 60 Z-50
Z-126,3
X 62,5
G 40 Z-123,8 /или более
положительный/
4-33
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по поограммированию Функции G
ОТМЕНА КОРРЕКЦИИ РАДИУГА РЕЙЦА G 40
Активность Отключенная коррекция радиуса отвечает состоянию включения.
G 40 не стирает коррекцию на длину и является предпосылкой для оконча-
ния программ /с М 2 или М 30/.
G 40 может программироваться только при активности одного из линейных
перемещений /Gtf,I, 61/ и вызывает линейное перемещение только вместе с
запрограммированным движением оси.
G 40 и Т <i должны программироваться в сепаратных кадрах.
Длина перемещения для отмены КРР должна составить не менее I х радиус
резца для движения Z /и X при программировании радиуса/, а 2 х радиус
резца - для движения X.
Внутренние углы Отмена G 40 во внутренних углах производится промежуточным позициониро-
ванием прямоугольно к последнему линейному перемещению. Направление от-
вечает положению инструмента, не менее 2 х SR.
Пример I G 1 G 40 X 50 X 60 Z-100 Динейное перемещение активно Здесь КРР отменяется движением
Пример 2 G 1 X 50 Z-100 Линейное перемещение активно
G 40 Здесь перемещение отсутствует!
G $ X 60 КРР отменяется только здесь
Пример 3 G 1 X 50 Z-100 Линейное перемещение активно
G40 X 60 КРР отменяется
G $ X 200 Z-50 Т $ Коррекции на длину для обеих осей отменяются
Процесс производится равно как и в примере 3
+ Z
---- Запрограммированный путь
Путь перемещения вершины резца /с коррекцией на длину/ без нее/
4-34
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
ВЫЗОВ И ОТМЕНА КРР И КОРРЕКЦИИ НА ДЛИНУ 0 40/41/42
Пример О 41 Программирование контура с коррекцией на длину и коррекцией радиуса и
отменой коррекции радиуса в конце обработки.
Значения коррекций на длину /X, Z/, радиус резца /R/ и положение /3/
инструмента были введены в таблицу коррекций системы управления.
R = 0,4 мм
___ Запрограммированный контур
----- Траектория центров резца
G О Х-18 Z 10 Т 5
G 41 Х-3 Z 1 F.3
G 1 Х-5 Z-1
Z-10
Х-7 Z-20
Z-30
G 3 Х-9 Z 31
Х-11
Z-40,5
G 40 Х-13
G 1 100
X 200 Т (/
Вызов коррекции на длину, ускоренный ход
Вызов КРР, ускоренный ход
Обработка контура, подача
Конец контура /удлинение R/
Отмена КРР с прямоугольным
движением отвода
4-35
chipmaker.ru
Гибкая автоматизация
Пример G 42 G cf X 18 Z 10
G 42 X 3 Z 1
G 1 X 5 Z-1
Z-10
X 7 Z-20
Z-30
G 3 X 9 Z 31
X 11
Z-40,5
G 40 X 13
G О Z 100
X 200
БОШ CNC Альфа 2
Инструкция по программированию Функции G
G 40/41/42
Т 6 Вызов коррекции на длину, ускоренный ход
Г.3 Вызов КРГ, ускоренный ход
Обработка контура, подача
Конец контура /удлинение > R/
Отмена КРР с прямоугольным
движением отвода
Т Отмена коррекции на длину
в-х
Chipmaker.ru
chipmaker.ru
Гибкая автоматизация
БОШ CNC Альфа 2
Инструкция по программированию
Функции G
4-37
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация
Инструкция по программированию
Функции G
Определение Вышеуказанные функции С отвечают функциям С I, 2, 3, 5
После исполнения одной из инструкций G 61 до G 65 обработка последу-
ющего кадра начнется только после того, как запрограммированная по-
зиция достигла до 1 10 инкрементов.
Активность Все вышеуказанные функции взаимно исключают друг друга.
Фикции самоудерживающиеся.
G 1 (X...) (Z...)
Программирование С 61 до G 65 должна программироваться по крайней мере в кадре, в кото-
ром она должна быть активной.
ПЕРЕМЕЩЕНИЕ С ЛОГИКОЙ "В ПОЗИЦИИ"
ЛИНЕЙНАЯ ИНТЕРПОЛЯЦИЯ G 61
КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПО ЧАСОВОЙ СТРЕЛКЕ G 62
КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ G 63
КРУГОВАЯ
ИНТЕРПОЛЯЦИЯ С ТАНГЕНЦИАЛЬНЫМ ВХОДОМ
G 65
Пример программирования
10/ N 10 G 1 X 20 Z 70 F.5
N 11 Z 65
N 12 С 2 X 30 Z 60
N 13 G 1 X 40
N 14 G 61 Z 35
4-38
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
ПЕРЕКЛЮЧАТЕЛЬ СТУПЕНИ ПОДАЧИ И ПОТЕНЦИОМЕТР
ШПИНДЕЛЯ АКТИВНЫ G 66
Определение Позиция вышеуказанных органов обслуживания оценивается.
Активность G 66 состояние включения и самоудерживающаяся
G 66 активна при G 94 и G 97 стирает G 67
Общий вид g 66
Программирование в начале кадра также вместе с другими инструкциями
Применение Ступени подачи могут регулироваться в пределах 0 до 100 %.
Процентная ступень относится всегда к активной основной подаче в мм/мин
Потенциометр шпинделя может изменять во всех ступенях передачи активную
основную частоту вращения в пределах 50 - 120 % /в об/мин/.
ПЕРЕКЛЮЧАТЕЛЬ СТУПЕНИ ПОДАЧИ / ПОТЕНЦИОМЕТР
ШПИНДЕЛЯ НЕАКТИВНЫ
G 67
Определение Вышеуказанные органы обслуживания оцениваются с постоянной установкой’ на
100 %.
Активность G 67 самоудерживающаяся и автоматически генерируется G 33 и G 83.
G 67 стирает G 66
Общий вид G 67
Программирование В начале кадра также вместе с другими инструкциями
Применение Эти органы обслуживания могут дезактивизироваться способом программной
техники.
4-39
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
ПОДВОД К ОПОРНОЙ ТОЧКЕ G 74
Определение Запрограммированные с "G 74" в одном кадре оси одновременно перемещают-
ся со своей определенной скоростью /параметр М/ на опорную/опорные точ-
ку/точки.
При I. наезде на опорную точку после включения питания NETZ EIN с "G74"
действительные значения превращаются в значения, характерные для станка
/Presets/.
Активность "G 74" стирается, если запрограммированные с "G74" оси станка находятся
в опорной точке.
G 74 не стирает генерированное с G 92 смещение нулевой точки
/см. и пример 3/.
Во время активности G 74 активные модальные состояния подавляются на
определенное время.
Программирование G программируется в сепаратном кадре только с осями, которые должны
перемещаться.
Одна из подач должна быть активной.
Общий вид G 74 X О Z О
Осевые адреса должны программироваться вместе с числовым значением нуль
/X О, Z О/.
Числовое значение нуль не воздействует на позицию опорной точки, оно
служит только для пополнения слова.
Пример I X и Z одновременно перемещаются на опорную точку, смещение нулевой точ-
ки заданием действительного значения неактивно.
N7 G74 X О Z0
Пример 2 Толко одна из осей /X/ перемещается на опорную точку,
смещение нулевой точки заданием действительного значения неактивно.
N 7 G 74 X О
Пример 3 Обе оси перемещаются на опорную точку.
Смещение нулевой точки заданием действительного значения было активно.
N7G74 X О Z0
N 8 G 92 X... Z... Т...
X = значение X-Preset /машинный параметр/
Z = значение Z-Preset /машинный параметр/
После отработки программы,указанной в примере 3, опорные точки воспро-
изводятся, даже в том случае, если G 92 была активна.
Надо соблюдать последовательность G 74,92 и Т согласно примеру 3.
Указания Дополнительные взаимодействия видны в разделе
G 25, G 26 ограничение рабочей зоны и
G 92 задание действительного значения.
4-40
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
ВХОД ИЗМЕРИТЕЛЬНОГО ДАТЧИКА С 75
Определение Система управления направляет измерительную ось в направлении позиции,
запрограммированной с С 75, проверяя при этом состояние сигнала входа
прерывания MESSTASTER /ИЗМЕРИТЕЛЬНЫЙ ДАТЧИК/.
Если входной сигнал становится 0 /момент прилегания к измеряемой плоско-
сти/, то система управления, наряду с другими, будет выполнять следующие
операции:
- Запоминает действительную позицию и - Стирает С 75 и остальной путь
стивность С 75 активна в покадровом режиме и стирает
G 0, 1, 2, 3, 5, 33, 61, 62, 63, 65, 81-87
Общий вид 0 75 X...
Программирование с 75 надо программировать вместе с одной из осевых позиции. Это значение
представляет собой максимальную глубину поиска. Датчик должен переклю-
чить по крайней мере по достижении этой глубины. Перед вызовом С 75 сле-
дует осуществить предварительное позиционирование так, чтобы измерение
было возможным непосредственно после параллельного к оси перемещения из-
мепительной оси.
Пример: контакт с осью X
С 0 X... Z... Т 0 Предварительное позиционирование без коррекции /G 94 активна/
0 91 G 75 Х-20 F 50 Дискретная система координат Глубина поиска макс. 20 мм
X 0 Р 6 = X ТНЕО G 90 Задание регистра позиционирования Р 6 содержит измерительную позицию Абсолютная система координат
Возможности применения
Наряду с другими можно решить следующие задачи:
проверка точности заготовок
идентификация заготовок
задание опорной точки на поверхности заготовок
контроль инструмента
Измерительные циклы
С’ параметрическими функциями могут программироваться комплексные измери-
тельные циклы, содержащие, напр.:
калибровку измерительного датчика,
проверку точности заготовок.
определение прогресса износа и
компенсацию его путем новой установки,
счетчик проб на выдержку и
счетчик объема партии.
Описание этих измерительных циклов дано в руководстве ПАРАМЕТРИЧЕСКИЕ
ФУНКЦИИ АДЬФА 2.
Подробную информацию о монтажной схеме измерительного датчика, выборе
датчиков, оценке сигнала дана в руководстве УСЛОВИЯ ПОДКЛЮЧЕНИЯ АЛЬФА 2
и в документации изготовителей датчиков.
4-41
chipmaker.ru
БОШ CNC Альфа 2
Гиокая автоматизация Инструкция по программированию Функции G
МАРКИРОВКА ГЛАВНОЙ ПРОГРАММЫ G 78
Определение Часть программы можно маркировать как главная программа /ПГМ/, програм-
мируя в первой строке G 78 А..., а в последней -М2 или М 30. Потом
данная часть программы может вызываться посредством своего программного
номера.
Программирование G 78 А Маркировка как главная программа - начало
Обозначения G 78 с одинаковым начальным номером можно применить
в рамках одного управления только один раз.
М 2 Конец программы, стирание запомненных М-функций, без команды пе-
ремотки.
М 30 С Конец программы,
стирание запомненных М-функций, без команды перемотки.
Надо задавать один из адресов перехода С
С выполняет роль одного из программных номеров G 78.
После исполнения первой программы система управления остановит
отработку и выберет начало маркированной с С программы.
После повторного пуска начнется отработка этой программы.
Программирование с 78 А, М 2, М 30 надо программировать отдельно.
Общий вид G 78 А... Начало программы
А = номер программы в пределах I до 99
Номер инструмента /охлаждающее вещество/
Условия частоты вращения, ограничение
Информация о перемещении, подача
Ограничение рабочей зоны /к патрону/
М 2 или М 30 С... Конец программы с инструкцией перехода С = номер главной программы в пределах I до 99
Пример N 1 G 78 А 10 Программа 10
N50 М 30 С 12
N 51 G 78 А 11
N 70 М 2
N 71 G 78 А 12
Программа II
Программа 12
N 90 М-30 С 11
Процесс отработки
Выбор ПГМ 10; пуск, ПГМ 12; пуск, ПГМ II; конец.
4-42
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
ЦЕЛЬ ПЕРЕХОДА /МЕТКА/ С 79
Определение Маркированная как G 79 программная строка представляет собой цель пере-
хода, которая будет активна при применении инструкции перехода С 20 или
G 21.
Эти цели перехода работают как символические адреса, которые останутся
действительными даже после внесения изменений в пропущенную область про-
граммы.
Активность В рамках одного же управления маркировки G 79 А могут быть запрограм-
мированы только один раз по каждому номеру А.
Программирование G 79 надо программировать в той же самой строке без дополнительных ин-
струкций.
Метки I до 3, 16 заняты циклами обтачивания.
Общий вид G 79 А... Маркировка как цель перехода /метка/
А = № метки в пределах I до 999
Применение Инструкции G 79, G 20, G 21 позволяют пропустить части программы, обе-
спечивая тем самым отклонение от чисто последовательной отработки /в на-
правлении увеличивающихся номеров кадра/.
В результате обеспечено более гибкое и эффективное пользование имею-
щихся в наличии программных модулей. Инструкции перехода целесообразно
связываются с решениями.
Пример: Производство 10 заготовок по ПГМ А и 20 заготовок - по ПГМ В
N 1 G 78 А 1
N 5 Р 3 = 10 Р 5 - 20 Р 3 = объем партии А
Р 5 = объем партии В
N 6 Р 2 = 0 Сброс счетчика заготовок
N 7 G 79 А 1
Программа пользователя А
N 20 INCR Р 2 Обработана дополнительная заготовка по А
N 21 Р 4 = Р 3 - Р 2
N 22 BGT А 1 Производство дополнительных заготовок
до достижения объема партии А
N 23 Р 2 = 0 Сброс счетчика заготовок
N 24 G 79 А 2
Программа пользователя В
N 50 INCR Р 2 Обработана дополнительная заготовка по В
N 51 Р 4 = Р 5 - Р 2
N 52 BGT А 2 Производство дополнительных заготовок
N 53 М 30 А 1 до достижения объема партии В
Chipmaker.ru
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
ОБРАБОТКА РЕЗАНИЕМ ПРОДОЛЬНАЯ
УСТАНОВКА ПО X- G 81
Наружная обработка сзади / внутренняя обработка спереди
УСТАНОВКА ПО Х+ G 82
Наружная обработка спереди / внутренняя обработка сзади
Определение Обработка выполняется за некоторые параллельные к оси Z установки.
Активность С 81 и G 82 работают в покадровом режиме и должны применяться с G 90.
Припуск на чистовую обработку не обрабатывается.
Программирование Перед вызовом надо программировать условия резания, подачи и частоты
вращения, напр. G 94/95/96, F, S и др.д.
Перед вызовом G 81/82 надо наезжать на пусковую точку S. Позиции оси X
и точки С должны быть идентичными.
Общий вид G 81 X... Z... R... L... D... Н. .
В отличие от стандарта адреса имеют следующие значения:
X Диаметр точка В
7 Позиция оси Z точка В
£ Диаметр точка С
L Позиция оси z точка С
£ Глубина подачи на I проход резца /больше, чем 2 х радиус инструмента/
Н Припуск на чистовую обработку по оси X
Надо ввести Н = 0, если припуск не требуется
Система управления самостоятельно определяет координаты точки А.
Диаметр точки А /равно как X точки В/
Позиция Z точки А /равно как Z точки 5/
Формат ввода 3.3 или 4.2, размеры в мм-х
G 81 Вводы Установка по X- । л , —, р | Н1 ! Хн А 3 "° ' - X ! z 1.J 1?" - . -1 _ -•о 40 -о м - К < ± / Движения на ускоренном Движения подачи Процесс обработки 30 •0 -*О 30 - Ж" - О 1 ^2 ходу
4-44
chipmaker.ru
Гибкая автоматизация
БОШ CNC Альфа 2
Инструкция по программированию
ОБРАБОТКА РЕЗАНИЕМ ПРОДОЛЬНАЯ
Функции
G 82
Процесс обработки
G
Пример G 82 Внутренняя обработка резанием с подачей в направлении Х+
Примечание
N 30 G 0 X 28 Z -9 Т 303
N 31 G 95 F.5 S 1000 М 3
N 32 G 82 X 60 Z -35 R 30 L -55 D 6 Н 1
После достижения позиции припуска на чистовую обработку по оси X начнет-
ся контуропараллельная обработка А»-В-«-С, причем припуск не обрабатывается
После завершения последнего прохода резец будет находиться в конечной точ-
ке Е.
4-45
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация
Инструкция по программированию
Функции G
ЦИКЛЫ НАРЕЗАНИЯ РЕЗЬБЫ
Установка по X- G 83
Наружная резьба сзади / внутренняя резьба спереди
Установка по Х+ ц 84
Наружная резьба спереди /внутренняя резьба сзади
Определение Нарезание резьбы осуществляется за некоторые установки с постоянной плос-
костью резания.
Резьба может быть цилиндрической или конической.
Установка производится соосно.
Цилиндрическая резьба
Коническая резьба
Активность С 83 и С 84 работают в покадровом режиме и должны применяться с G 90.
Они делают переключатель ступени подачи и потенциометр шинделя неактив-
ными.
Путь инерции/разгона
Для ускорения и замедления оси /осей/ подачи следует предусмотреть со-
ответственные участки а, на величину которых надо удлинить длину резьбы I
в начал? и в конце. По мере необходимости надо осуществить предвари-
тельную обработку заготовки. Поэтому надо программировать длину резьбы:
1 + 2 а.
F Эффективная подача в мм/мин
R Шаг в мм на I оборот
Rx, Rz = шаг вдоль осей
S Частота вращения шпинделя в об/мин
Пример Цилиндрическая резьба в результате получим
R = 1 мм на I об F = S* R = I м/мин /инерция = I мм/
S = 1000 об/мин Из диаграммы, относящейся к G 33,
видно:
KV = I Путь инерции/разгона а = 3 мм
Остаточная погрешность шага ок. 3 %
Угол к оси Z Угол к оси Z ограничен величиной необходимой подачи для оси X
Произведение R .5 не должно превышать F
х max
X
Шаг Полезный шаг R ограничен величиной необходимой подачи для оси Z:
Произведение R^.S не должно превышать F
7
Пример Максимальная подача F по оси Z составляет, допустим, 5000 мм/мин, а
требуемый шаг - R = 100 мм.
Какую частоту вращения надо применить или можно ли обработать такой шаг?
S = F - , / R
maxZ
5000 мм
S = 1-——.......... S = 50 об/мин
мин 1000 мм
Значит, что заготовку можно обработать с 50 об/мин, если при такой ча-
стоте вращения привод отдаст необходимый крутящий момент.
4-46
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Функции G
ЦИКЛ НАРЕЗАНИЯ РЕЗЬБЫ, УСТАНОВКА ПО X- G 83/G В4
Программирование ПеРед вызовом надо программировать условия резания, подачи и частоты
вращения.
Напр.: С 94/95/97, Г, S и т. д.
Перед вызовом надо наезжать на пусковую точку S.
Общий вид G 83(84) X... Z .. R... L... D... Н... (F)
G 1 и одна из подач должны быть активными. В отличие от стандарта дан-
ные адреса имеют следующие значения:
X Конечный диаметр точка В
г_ Конечная позиция точка В
R. Шаг в мм /дюйм/ /об
L Начало диаметра точка А
/начальная позиция Z заранее
позиционирована/
D Глубина первой подачи
Н Конечная глубина резьбы
Формат ввода 3.3 или 4.2, размеры в мм-х
Глубина первой подачи определяется по
q pj D = R /УЪ, причем п = число проходов резца.
Установка по X-
Пример N 30 X 70 Z 5 Z 5 - путь разгона а
S 180 м 3 Т 1 Предварительное позиционирование
точки S, инструмент с усадочной головкой!
N 31 G 1 F, .3
N 32 G_ 83 X 86 Z-85 R 10 L 24 D-4 Н 1,95
N 33 G 0 Z 5 Отвод оси Z
В этом примере надо считаться с путем инерции/разгона а = ок. 5 мм.
Процесс обработки Подвод по X к L - D на ускоренном ходу
С нулевым импульсом шпинделя пуск оси /осей/ подачи
Более эффективная подача - R* S в направлении В
Подвод на ускоренном ходу к В + О
Ускоренный ход, подвод параллельно к оси к позиции Z точки А
Подвод оси X на ускоренном ходу параллельно к оси /установка снижением
в более низкую позицию/.
Пуск осей подачи с нулевым импульсом для выполнения следующего прохода.
После выполнения цикла инструмент остановится в позиции Е.
4-47
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация
Инструкция по программированию
Функции G
ЦИКЛ НАРЕЗАНИЯ РЕЗЬБЫ, УСТАНОВКА ПО Х+ С 84
G 84
Установка по Х+
Вводы
Процесс обработки
-110-100 -90 -80-70 -60 -50 -40 -30 -20 -10 О 10 20 * 2
Движения на ускоренном
Движения подачи
ходу
Пример
В интересах лучшей
ширением.
обзорности
движения по
оси X изображены с рас-
N 40
N 41
N 42
N 43
G О
S 250
G 1
G 84
G О
X 20
М 3
F.3
X 16
Z 5
Z 5 Т 1
Z-85 R 10 L 74
Z 5 = путь разгона а
Предварительное
позиционирование
0.4 Н.1.95
_ Отвод оси Z
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Содержание
ОБРАБОТКА ПЛОСКОСТЕЙ РЕЗАНИЕМ, УСТАНОВКА ПРОДОЛЬНАЯ С 85
Определение Обработка осуществляется за некоторые параллельные с осью X установки.
Активность G 85 надо применить с С 90. Внутренняя и наружная обработки возможны.
Программирование Перед вызовом надо программировать условия резания, подачи и частоты
вращения, как G 1, G 94, 95, 96, F, S и т. п.
Ось X должна заранее позиционироваться на уровне точки В.
Общий ВИД G 85 X... Z... R... L... D... Н...
В отличие от стандарта адреса имеют следующие значения:
X Позиция Z точка В формат 3.3/4.2
Z Диаметр точка В Формат 3.3/4.2
R Позиция точка С формат 3.3/4.2
L Диаметр точка С формат 3.3/4.2
D Величина 1 установки за I проход резца формат 2.3
Н Припуск на чистовую обработку по оси Z Формат 2.3
Система управления самостоятельно определяет координаты точки R.
Величины в мм-х. Если припуск не требуется, то надо задавать Н = 0.
Вводы
Принципиальный процесс обработки
Пример N 30 G 0 X 116 (Z-5) Предварительное позиционирование X
N 31 G 95 F.6 S 100 М3 Определение условий резания
N 32 G 1
N 33 G 85 Х-40 Z 60 Точка В
R-10 L 20 Точка С
D 5 Н 2 Установки
N 34 G 0 X 140 Z 10 Отвод
4-49
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Содержание
ПРИДАНИЕ ФАСКИ С 86
ЗАКРУГЛЕНИЕ УГЛОВ С 87
Определение о
ц 86 Обработка фаски с 45
G 87 Округление угла с четвертью окружности
Активность
G 86/87 надо применить с G 90.
Программирование
Перед вызовом надо программировать условия резания, как С 94, 95, 96,
Г, S и т.п.
СбИ'ИЙ вид С 86/87 X... Z... R... L... D... Н...
В отличие от стандарта адреса имеют следующие значения:
2< Диаметр точка Я
1_ Позиция точка О
R радиус- диаметров длина фаски при С 86
радиус округления при G 87
R надо учесть со знаком.
Формат ввода 3.3 или 4.2, размеры в мм-х.
G 86 R положительный R отрицательный
G 87
Пример
N 10 G 1 X 30 Z-120
N 11 G 87 X 30 Z-120 R 20
N 12 G 1 X 50
Предварительное позиционирование
Наружная обработка
4-50
chipmaker.ru
Гибкая автоматизация БОШ CNC Альфа 2 Инструкция по программированию Содержание
I/ АБСОЛЮТНАЯ СИСТЕМА КООРДИНАТ G 90
2/ ОТНОСИТЕЛЬНАЯ СИСТЕМА КООРДИНАТ G 91
G 90
Определение
Активность
Данные о премещении относятся к абсолютному расстоянию от машинной
или программной нулевой точки.
G 90 - состояние включения, стирает функцию G 91, самоудерживающаяся.
G 90 может программироваться с информацией о перемещении или без нее
и должна программироваться по крайней мере вместе с информацией о пе-
ремещении, при которой она должна активироваться.
Пример
Программы G 90 G 90
G 1 Г.5 G 1 Г.5
G 42 X 20 Z 0 Т 1 G 42 X 20 Z 0 Т 1
X 24 Z-2 G 91 X 4 : Z-2
Z-45 Z-43
X 40 X 16
Z-55 Z-10
G 2 X 60 Z-65 G 2 X 20 Z-10
G 1 G 90
G 1
G 91
Определение
Указания
Относительные данные о перемещении относятся к предыдущему позициони-
рованию /дискретная система/.
G 91 самоудерживающаяся и стирает функцию G 90.
Если система управления работает в относительной системе
то горит светодиод "Inkrementale Arbeitsv/eise" /Работа в
системе координат"/.
G 91 может программироваться с информацией о перемещении
должна программироваться по крайней мере с информацией о
при которой G 91 должна активироваться.
координат,
относительной
и без нее и
перемещении,
В режиме HANDEINGABE /РУЧНОГО ВВОДА/ после отработки программы вводы
не стираются. После пуска или переключения на G 90 они остаются актив-
ными .
Исполнение циклов G 81 до G 87 в относительной системе координат за-
прещается. При G 91 для оси X надо программировать разность радиусов.
4-51
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Содержание
ЗАДАНИЕ ФАКТИЧЕСКОГО ЗНАЧЕНИЯ G 92
Определение С G 92 осуществляется и индицируется присвоение нового фактического
значения позиции, в которой находится одна из осей. При этом оси не пе-
ремещаются.
G 74 не изменяет /автоматически или вручную/ это фактическое значе-
ние.
Регенерация фактических значений, характерных для станка, произво-
дится с G 92 или путем выключения/включения питания и повторного наез-
да на опорную точку.
Активность Фактическое значение может задаваться сепаратно для каждой оси или
одновременно для обеих осей. Предпосылкой активности G 96 является Х=0
в центре вращения.
G 92 можно применять в ручном или автоматическом режиме так часто как
угодно.
Можно ввести любые значения в пределах допустимого диапазона ввода и
наибольшего аосслютного расстояния от нулевой точки /см. табл. "Предель-
ные значения"/.
G 92 не воздействует на возможности перемещений, ограниченных выключа-
телями аппаратных и программных средств, а также ограничением рабочей зо-
ны.
Программирование Примеры: G 92 Z 50 или G 92 X О Z 0,333
Применение с активной коррекцией радиуса недопустимо, программирование
в собственном кадре, применение только при G 90
Пример
Программа G 0 X 10 Z 190 Машинные размеры действительны до
этого
G 92 Z 10 Отсюда действуют размеры заготовки
G 1 Г.5
G 42 X 20 Z 0
X 24 Z-2
Z-40
X 40
Z-55
G 2 X 60 Z-65 Программа для обработки заготовок
G 1
G 40 Z 0 Позиция с размером заготовки Z = 0
G 92 Z 180 Отмена смещения нулевой точки
для оси Z
4-52
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация
Инструкция по программированию
Содержание
ПРОГРАММИРОВАНИЕ ПОДАЧИ
НЕПОСРЕДСТВЕННО В ММ/МИН
G 94
ПОДАЧА В MM/ОБ G 95
G 94
Определение F программируется вместе с G 94 /или во время активности G 94/,
то слово Г будет активно в мм/мин.
Активность G 94 самоудерживающаяся G 94 и G 95 взаимно исключают друг друга
Подача Подача может вводиться в формате 4.0 и остается модально активной. F = 0 недопустимо. После SERVO-ERROR /СЕРВООШИБКА/ и NETZ AUS/EIN /ВКДЮЧЕНИЯ/ВЫ- КДЮЧЕНИЯ ПИТАНИЯ/ задается подача 0. С G 94 можно осуществить линейные движения независимо ст частоты враще- ния шпинделя. Одна из подач должна программироваться перед G 94 или с ней.
Общий вид G 94 (Г...) Г = подача в мм/мин
Пример S 1 z 10 Е.2 Е 1000 Перемещение активно с G 95 G 94 X 20 М 5 Шпиндель останавливается в начале кадра Z-80 Движение салазок F = мм/мин И 0 причем рабочий шпиндель не вращается G 95 X 70 М3 S 1000 F.5 Обработка продолжается Г = мм/об
G 95 Если Г вводится вместе с G 95 /или во время активности G 95/ то слово
Определение Е будет активно в мм/об.
Активность G 95 - состояние включения, самоудерживающаяся и- становится активной после CTL Reset. G 0, G 74, G75, G 94, G 95 взаимно исключают друг друга.
Подача Если G 95 активна, то частота вращения шпинделя будет воздействовать на осевую подачу. Подача может программироваться в любое время в фермате 2.I/I.2/0.3, т. е. в пределах 0,001 до 99,9 мм/об. Осевая подача Г вычисляется следующим образом: F = подача в мм/об* частота вращения шпинделя в об/мин. Значение Г не должно превышать максимальную осевую скорость движения оси /осей/.
Общий вид G 95 (F...) F = подача в мм/об Подача должна программироваться перед G 95 или с ней.
Примеп G 1 М 4 S 1000 Программирование частоты вращения, напра- вления вращения G 95 F.235 Осевая подача = 235 мм/мин
4-53
chipmaker.ru
БОШ CNC Альфа 2
Гибкая автоматизация Инструкция по программированию Содержание
ПОСТОЯННАЯ СКОРОСТЬ РЕЗАНИЯ В М/МИН G 96
Определение Значения S, которые программируются вместе с С 96 /или во время ак- тивности G 96/, оцениваются как скорость резания. Система управления соблюдает постоянную скорость резания, регулируя частоту вращения в зависимости от данной позиции /диаметра/ резца.
Активность G 96 самоудерживающаяся вместе со словом S и исключает G 97. С G 24 можно программировать любые предельные частоты вращения. Во время активности G 96 автоматический выбор ступени передачи работает только в покадровом режиме, если запрограммировано слово S.
Скорость резания Формат ввода 4.0
Программирование Можно программировать со скоростью резания /словом S/ или без нее. Если G 96 программируется без S, то система управления из данных значений диаметра и частоты вращения будет вычислять и стабилизировать скорость резания.
Общий вид G 96 S... S = скорость резания в м/мин
Применение Перед вызовом G 96 можно программировать /с G 97/ начальную частоту вращения. Если G 96 активна, то новую скорость резания можно задавать только со словом S без каких-либо дополнений. G 96 надо отменить /с G 97/ перед М 5.
Указания Скорость резания V вычисляется следующим образом: V = D*5C* S , где D = Диаметр заготовки в м-х S = Частота вращения шпинделя в об/мин
Пример X = 50 мм диаметр Г ^Z/M/ZZ^z/f S = 2000 об/мин V = 0,05 м • 2000 об/мин = 100 м/мин
4-54
БОИ) CNC Альфа 2
Гибкая автоматизация
Инструкция по программированию Содержание
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ В ОБ/МИН G 97
Определение
Активность
Значения 8, которые программируются вместе с G 97 /или во время
активности G 97/ оцениваются как частота вращения в об/мин.
G 97 - состояние включения, самоудерживающаяся вместе с частотой
вращения, G 96 и G 97 взаимно исключают друг друга.
Частота вращения
Программирование
Формат ввода 4.0 или 3.1 /параметр М 8 3.1/.
Соответствующая ступень передачи выбирается автоматически /М40/
или должна программироваться по мере необходимости.
Со словом 8 или без него.
Для останова шпинделя надо программировать М 5. 8 недопустимо.
Общий вид G 97 без S сохраняется и стабилизируется последняя частота вращения.
Частота вращения не изменяется.
G 97 8... S = задание неизменной частоты вращения шпинделя
Обточка поперечная с G 96
G 95 G О G 96 G 1 Х-2 F 0.1 X 62 8 100 1 0 X 150 8 1000 М3 Подача = 100 мм/об,, неизменная ча- стота вращения Постоянная скорость резания Позиция смены инструмента Смена инструмента
Z Z 1 Т 101
300 т 0
G I 0 202
Сверление с G 97 G_ G G 97 1 0 X 0 Z-30 1 100 X 150 8 Г. Z 300 ,5 300 м 2 М3 т i Позиция смены инструмента
4-55
chipmaker.ru
Гибкая автоматизация
БОШ CNC Альфа 2
Инструкция по программированию
НАЧАЛО ПОДПРОГРАММЫ G 98
КОНЕЦ ПОДПРОГРАММЫ G 99
Содержание
Chipmaker.ru
Определение Подпрограмма описывает, как правило, полную рабочую операцию, которая
снова и снова,применяется, как напр., глубокое сверление.
Эта рабочая операция описывается программным модулем, начало которого
маркируется как G 98 А..., а конец - как G 99.
Активность Подпрограмма должна вызываться другой программой с G 22 или G 23.
После исполнения подпрограммы отработка программы будет продолжаться,
начиная с последующего за вызовом главной программы кадра.
Программирование Подпрограмму можно составить, напр.
в абсолютной системе координат /G 90/ или в относительной системе коор-
динат /G 91/,
обычным программированием с ЧПУ или параметрическим программированием,
в виде комбинаций этих возможностей.
Общий вид G 98 А... А = номер подпрограммы в пределах I до 99
G 99 Конец подпрограммы
Структура G 98 маркирует начало подпрограмм в первой программной строке.
Номер подпрограммы 99 занят подпрограммой автоматической смены
инструмента.
Маркировка подпрограммы /G 98 А.../ может применяться в памяти программных
частей только один раз.
G 99 маркирует конец подпрограмм в последней программной строке.
Если подпрограмма должна быть активна вместе с другими программными ча-
стями, то в большинстве случаев целесообразно восстановить в конце под-
программы следующие пусковые условия:
вид интерполяции G О, G 1 и т. п. и другие условия, позиции оси, подачи.
Система координат - G 90, G 91.
Распределение памяти
Применяемые подпрограммы не должны активироваться без вызова.
Поэтому их рекомендуется программировать за М 2/МЗО
N 1 G 78 А 5 N 81 G 98 А 1 ПП I
N 20 G 22 А 1 ВО N 110 G 99
N 50 G 22 А 5 ВО N 111 G 98 А 5 ПП 5
N 70 G 23' А 1 ВО N 175 G 99
N 80 М2
4-56
chipmaker.ru
Chipmaker.ru
© BOSCH
Robert Bosch GmbH Postfach 1162 Berliner StraBe 25
Geschaftsbereich Industrieausrustung D-6120 Erbach/Odenwald
Produktabteilung Telefon (06062) 78-1
Elektronische Steuerungen Telex 419816-10 rbd (