/




















































































Похожие



Текст
chipmaker.ri
00
С
C*
о
Chlpmaker.ru
СТАНОК ФРЕоЕРНи?! КОНСОЛЬНОЙ ВЕРТИКАЛЬНЫЙ
С ЧИСЛОВЫМ ПР0ГРАГЛЛ1Л.?Л УПРАВЛЕНИЕМ
MOJJBJM 6Р13Ф137
(Устройство ЧП7 - НЗЗ-2М с блоком
расчета эквидистанты)
Chipmaker.ru
ИНСТРУКЦИЯ ПО ПРСГРАГМД’ОйАНШ)
Данная инструкция является
основным документой при
составлении управляющие
прогрызи для станка
6Р13ФО-37
6PI333-37.ОС.000ГЭ1
ИНСТРУКЦИЯ ПО ПРОГРА-
йГДИРОВлПЖ
chipmaker, r i
СОДЕ;»
Chipmaker.ru
I. Назначение стажа
2. Техническая характеристика станке
3. Техническая характеристика устройства ЧПУ
4. Система координат. Нулевые точки
5. Система кодирования
5.1. Представление программы на перфоленте
5.I.I. Структура слова, адреса
5.1.2. Контроль ио паритету
5.1.3. Задание начала программы
5.1с4. Маркировка программ
5.1.5. Задание конца ленты, перемотка ленты
5.2. Структура кадра
5.2.1. Задание номера кадра
5.2.2. Задание подготовительных дуякци!
5.2.3. Задание скоростей подач
5.2.4. Задание технологических команд
5.2.5. Технологический останов
5.2.6. Задание перемещений при линейной
иьтерьсляцци
5.2.7. Задание выдержки времени
5.2.8. Ъункцил згдания коррекции "©£ **
5.2.9. Задание перемещений при круто’- ой
интерполяции
5.2.10. Выход на ввьидистанту
5.2.II. Примеры программирования окружности
5.2.12. Пример задания коррекции по оси "2 "
5.2.13. Пример задания коррекции по осям г,Х"к’’У"
5.2.14. Задание групповых коррекций
5.2.15. Задание коррекции на длину с исполь-
зованием вспомогательных функций "£-41", У (г -5f"
5.2.16. Коррекции на радиус при работе на
прямоугольных циклах
5.2.17. Конец кадра
5.2.18. Максимальный объем кадра
6. Пример составления прсгражы
7. Пример программирования слезного эквидис-
тантного контура
8. Изменения, дополнения
стр.
5
3-6*
7
4-/2
/3- 16
!3~i5
t5
76
/6
/6
ie
ti-
а
<7-л
25
25 27
27
28
26-
29-35
Ъ£-39
90
90
M
1*2-94
95-96
91
97
92-*9
50-52
53-55
1-
Подпись Дата 6Р13ФЭ-3? . 00. СООЮ1 *
-Чист Ns :.skv4
Лист
о
о
L.
1
О.
о
е
У НАЗНАЧЕНИЕ СТАЖА
Станок фрезерный консольный вертикальны! с числовым программ-
ным управлением модели 6Р13^3-37 предназначен для обработки
плоских или пространственных изделий сложного профиля типа
штампов, пресс-форм, кулачков из легированных сталей, чугуна и
цветных металлов в серийном и мелкосерийном производствах.
Пространственная обработка достигается сочетанием дайкечил
стола станка с обрабатываемой деталью в горизонтальной плоскости
по двум координатам (Х,У) и вертикального перемещения шпиндельной
головки с рехущим инструментом (координата 2. ). Обработка произ-
водится концевыми, торцовыми, сферическими и фасонными фрезами.
В станке применена импульсно-фазовая следящая система число-
вого программного управления с вводом информации на пеофорицовач-
ной ленте.
Класс точности станка - "Н* по ГОСТ 8-71.
X ТЕХНИЧЕСКАЯ ХаРАКТ.^ИСТИКА СТАНКА
' тдбгш-а 1
Наименование параметров
Данные
I. Размерь. рабочей поверхности стола
по ГОСТ 6955-70, tn
длина X Ж—i ’’Т I60C
Chiijmaker.ru
2. Количество Т-образных пазов 3
3. Ширина Т-образных пазов по ГССТ1574-71, мм
центрального I8A g
крайних Т8А^
4. Расстояние между Т-образными пазами
по ГОСТ 6569-70, мм 9и
5. Наибольшее перемещение стола, кл
продольное (координата X) 1000
поперечное (координата У) 400
вертикальное (установочное) 380
6 Лфмеще^е пшм( tSpp-duHW г)______________________
------------------ 6Р13ФЗ-37.00.000201
chipmaker.rt
м* «* м» м м» w» «м» <*. ««,
Наиг.’еноввнме параметров : Данные
Им» № подл. I Поди, и дат а , I В зал, ин». М I Ил» » дуб* *Д 1
7. Предел! подач, ым/мин
продольная
поперечная
вертикальная
8. Скорость быстрого перемещения узлов по
координатам Х,У, 2 , мм/мин
9. Подача за один импульс, мм
10. Конец шпинделя по ГОСТ 836-72
II. Количество ступеней частоты вращения
шпинделя
12. Пределы частоты вращения шпинделя, об/мин
13. Расстояние от торца шпинделя до рабочей
поверхности стдла, мм
14. Расстояние от оси шпинделя до вертикал!ныт
направляющ станины, мм
15. Габаритные размеры станка, мм
(без устройства ЧПУ)
длина
ширина
высота
16. Масса станка с члектрооборудованиеии
устройством ЧПУ, кГ
17. Мощность установленного электрооборудования
Chlpmaker.ru
10... 20)0
10...2000
I0...200C
4Я00
С. 01
50
18
40-2000
70./-450
5С0
3200
2465
2670
5700
35
Лист
*6 ДОТуЧ
Подпись
ер13Фз-37.оо.оолрст
Форма 5* ГОСТ 2106*6S |
r.ru
Chlpmaker.ru
- • Таблица 2
Уйтянутгя главного движения
Частота :Нахбольпий: вещность на шпинделе,: Коэффициент5
вращения допустимый: квт : полб£НОго : сласов
шпинделя, :крутя1щ2 ----------: действия
об/мин :монент на иоцииадьДОПуПТ2иая . /
:шш:зделе :ко?2 эл5*1 слабнк :
— « юс.м -.ддаатём : звец9и »
звено
40 88,7 ' 6,45 3,65 0,859'
50 S3,7 6,43 . 4,56 0,857
63 88,7 ; 6,37 5,75 0.849,
80 78 6.4 7,3 0,852
КО 61,5 6,32 9.12 0.843
125 • 48,5 6,25 П.4 0,832
160 38 6,24 9,85 0,831
200 29,7 6,1 16,45 0,813
250 23,2 5,95 19,2 0,794
315 18,9 6,11 6,57 0,815
400 14,5 5,95 8.35 0,794
500 п.з 5,77 10,4 0.769
630 8,75 5,66 11,3 0,755
800—- -6,5 —_ 5,38 14,3 0.717
1000 4»9 5,05 17.9 0,673
1250 3.7 4,76 9,85 0,635
1600 2,6 4,23 16,45 ' 0,563
2000 - 1,75 3,58 19,1 0,477
И , 4ь
/77 = 3,5
О
о
с
6Р13ФЗ-О7.0О.000РЭ1
i
.Пдоедмш, к'ояеи
шпинделя
ЧОО
200
<$1IM6fO,i25
30(J „ I
~9oo
500
200 f
200
WHO"
l&ifo’.
М16-7Н
к
t
{
t
i
i
/ Фз^б+М7
^-7-29
Г"1")"1 с5 69,85;
ГиЪаригпь! рабочего ^оетраНСтво
ПоеЛ^ . np.cX}mnUije &J4,
।
>
«
chipmakdr.ru
4. СИСТЕМ КООРДИНАТ. WSJE ТОЧКИ.
Международной организацией стандартизации (ИСО) рекомедлует-
„ с, „
ся в качестве основной считать правостороннюю прямоугольною Декарто--
ву систему координат, связанную с заготовкой на станке (система
координат дамави-я) (см. рис. о). Согласно рекомендациям ИСО приня-
та следующая системо-жсординат станка (см. рис 2):
перемещение стола влево + X*;
перемещеме стола вправо - Xх;
перемещение стола от станины (назад) +?'
перемещение стола к станине (вперед) - У
перемещение ползуна вверх + 2
Chipmaker.ru
перемещение ползуна вниз -2
Для обозначения положительного направления координат станка,
связанных с перемещением заготовки (ХиУ), используется буква со
штрихом (см. рис. 2).
Начало отсчета - "нуль станка" - представляет собой постоянно
фиксированные точки с нулевы”и значениями на направлениях пере-
мещения рабочих органов. Перемещение рабочих органов по трем
взаимноперпендикулярным направлениям с началом в нулевой точке
станка представляет координатную систему станка.
Нулевые точки системы координат стенка определены следующим
образом:
а) ось ипинделя совпадает с осью центрального отверстия столь.
Возможны движения стола из нулевой точки вправо и влево на 500 мм,
вперед и назад ни 200 мм;
б) ползун в крайнем верхнем положении, возможно движение
ползуна вниз на 150 мм.
6Г13Ф5-37.00.000Р31
chipmakemr
Рис. 2 Система координат станка
йри программировании необходимо использовать систему ксорди-
да*, *Х^йы£*ягБ этом случае можно описывать траекторию движения
инструмента, не зная* инструмент зл приближается к детали или
деталь к инструменту.
6Р13Л>3-37.00. 000P3I
N* док> ы.
Подпись
Дата
chipmaker, и
Рис. 3 Система координат мнет рум м/те
Chipmaker.ru
Ина N9 i.одл I Поди, ij дн, л Ва.»и r ia. X» | И'-ь. Mt д>'бл I Псдп. и дата
Начало отсчета > с» xww* кэддаэдо» выбирается програм-
мистом так, чтобы максимально упростить геометрическое описание
детали.
На рис. 4 приведен пример программирования траектории движе-
ния инструмента при обработке детали.
6Р13&3-37.00.000РЭ1
chipmaker.r
Рис. 4
Инн N2 подл. I * Пог л и д а г а I В? и. инь. М | Ин в. ftfe Д»Бх. | Подл и лата
В этом случае программа обработки имеет вид:
1-2 2Ю01£01Х-003500У-00800Р0720
2-3 ЖЮ2^-003С00
М)03*..г03Р0624
3-4 J&0042 +0015007+009500Р0550
4-5 Jc005X+004000
5-6 ЛЮ06Х+001200У+000500
6-1 :₽007Х-003200У-008000Я+003000Г0720
МЮЗЫ02
6Р13ФЗ-37.00,О00РЭ1
И
И.1м
Лй докуы.
Подпись
Дата
chipmake
ru
Если начало отсчета в системе координат детали нз совпадает
с нулевыми точками системы координат станка, то задается коррек-
ция по осям X и ' (см. 5.2.13) при небольших отклонениях (не более
£99,99 мм).
При больших отклонениях рекомендуется перенос начала отсчета
системы координат детали из нулевой точки системы координат стажа
в любую другую точку, расположенную на детали. Перенос осуществляет-
ся один раз в начале работы с помощью подпрограммы, а затем обоабот-
ка ведется по основной программе. При переходе на обработку новых
деталей (другая программа) или окончания рабочего времени необхо-
димо рабочие органы станка установить в нулевую точку системы
координат станка (см. рис. 5).
В этом случае программа имеет
О—С Ю01бг01Х+<И0000У-028000Г0748
%
(£-1 ЖЮ1бЧ)1Х+000600:г+000400Р0650
вид;
подпрограмма отрабатывает-
ся один раз в начале работа
программа обработки детз-
<о
>.
$
к
S
CD
X
с
О
Возвращение в нулевую точку системы координат станка рекомен-
дуется осуществлять в режиме "Предппбор!" или ручном режиме по
диклу "Установка нуля".
С
с
2
6РШЗ-37.00.000РЭ1
X Лзм Лист докум.
Полом ъ
Д«1та
chipmaker
5. СИСТЕМА КОДИРОВАНИЯ
5.1. Представление программы н? перфоленте
Програю,а обработки записывается на 8-лоройГС0сЙ перфоленте
ширинрй 25,4 мм по ГСЗ IQB60-6S в виде последовательности сим-
волов, наносит дос с помищьг специальных устройств для подготовке
данных на перфоленте, например, УГДЛ типа "Б]>ест-1Т", * Optima "
И др.
В соответствии с ГОС!' 13052-74 для представления информация
на перфоленте используется 7-битныП код.
Запись программы осуществляется построчно в виде последо-
вательности кадров переменной глины в соответствии с объемомвоти-
руемой информации.
Кадр - последовательность слов, образующих информацию для
одной рабочей операции.
Слово - определенная последовательность символов,соответствуй
шал операции
Например:
первое слово:
второе слово:
третье слово:
четвертое слово:
номер кадра,
подготовите ль;шя функция,
переместиться по доординаях,
технологическая комацца
включение шпинделя
скорость додачи
конец кадра.
6Р13&3-37.00.000РЭ1
chipmake ru
8 7 6 5 ч С 3 2 / —лЛ дар И?значение символа Начало программы
уел /б 8 4 . 2 / — Вес
букВа Символ ° / / °
• Знсгк
I Цисрра
1 • 1 • • •
• • • • • 4 • • • Дее сабой (на структуру кадра не влияет)
• Vul Пробел (на структуру кадра не влияет)
• • • 0 Цифра 0
• • • 4 • / Цифра I
• • • • • 2 цифра 2
• • • • • 3 Цифра 3
• • • • • 4 Цифра 4
• • • • • 5 Цифра 5 Chipmaker.ru
• • « • • 6 Цифра 6
• • • • • • • 7 Цифра 7
• • • • • 8 Цифра 8
• • • • • 9 Цифра 9
Пив. fijrftp. |К»дп л дат., 1 • • • • • с Начальная координата дуги Хо
• • • • • : > .. Начальная координата дуги Уо
О • • • • к Начальная координата дуги о
• • • • • р Величина подачи
• 4 • • • а Подготовительная функ дея
• • • • • Коррекция
• • • • • А? Технологическая команда
• • • • • /У Ног. эр калпа
• • • • • S Технологическая команда
эан. икя л» • • • • • т Технологическая команда
• • • • • X Перемещение по координате X
• • • • • У Переведение по координате У
• • • • • Z Перемещение по координате
• • 4 • • — Знак перемещения "минус"
Ин» № псдл. [ Подп. и длч- 1 • • 4 • • Знак перемещения "плюс"
• 4 • J р Конец кадра
' • • • F£o Перемотка перфоленты
•
.1зм Аист Н докуы Подпись Дат. б?хз:з-37воо.ооор«э1 Диет У4
Символы кода HL. О t применяемые при составлении программ
для устройств ЧИУ " B33-2MJ показана в таблице 3,
Дорожкам № 1,2,3,4 и 5 приданы веса г соответствии с двоично-
десятичным кодом I,2,4,8 п 16. 3 качестве адресов команд исполь-
зованы буквы латинского алфавита, причем код буквы соответствует
ее порядковому номеру в алфавите.
Признаком буквы является пргоивкя по 7 дороже.
Признаком цифры является пробивка по 5 и о дорожкам.
Признаком знака является пробивка по 6 дорожке.
Восьмая дорожка еспользйртся для дополнения числа прсоивок
в строке до четного числа.
Буква "С* в таблице означает синхрсдорожку, сокращение "чет"
- четность.
ВНИМАНИЕ!
Между двумя соседними кадрами программы обязателен пробел в
1-2 строки.
Максимальная длина используемой перфоленты не более 150 ц/
Разрешается склеивать перфоленту в кольцо клеем ЬФ ллг фото-
клеем.
Исполъвойватд одну перфоленту допускается не более 50 раз.
При использовании отечественного фотосчитывателя типп ФСУ-2
максимальная длина управляющей программа - -30 м.
5.I.I. Структура
Слово состоит из
предшествующим знаком
используемых символов
Название слов с перечнем
занимаемых строк оез адреса
слова, адреса.
буквы адресе и последовательности цифр с
иле без него.
и количеством
на перфоленте даны в табл . 4.
При записи числовой информации
6PI3C3-37.0G.000P3I
Д<Л*
ГТ JT'Vcb
М до чум
Chiomaker.ru
следует помнить, что после
каждого адреса должно быть записана строго определенное количество
строк, определяемое конкретным адресом. В устройстве ЧПУ "НЗЗ-^яГ
применен контроль по структуре кадра (по количеству строк в слове)
запрещающий отработку программы при неверно пробитой программе
(см. табл. 4)
Адрес состоят из символа, который должен соответствовать
(табл. В 4)
chipmakvr.ru
Таблица 4
Символ адреса:
Название слова
.Количество занимаемых
’строк без адреса
У
Zr
X
я
2
Номер кадра
Подготовительная функция
Параметр перемещения по
координдте X
Параметр перемещения
по оси У
Параметр перемещения по
оси 2
к
<>
т
Л7
F
1
Координата начальной точки X
Координата начальной точки У
Коррдината начальной точки Z
Функция скорости шпинделя
пункция инструмента
Токологическая команда
Функция подачи
Коррекция
Chipmaker.ru
7
7
7
7
7
7
2
2
2
4
3
2
5,1.2. Контроль по паритету
Контроль правильности ввода информации производится по четности
со отчества элементов в строке перфоленты. Все кодовые комбинации в
коде ИСО содержат четное количество единиц, что достигается за счет
соответствующих пробивок на восьмой дорожке перфоленты.
Последнее выполняется автоматически при применении для перфо-
рирования специализированных устройств подготовки данных на перфо-
ленте типа "Брест-1Т", " Gpllmd? и др.
5.1.3. Задание начала программы
Начало программы задается символом Символу"начало програм-
мы" должен предшествовать "пустой" конец перфоленты, на котором можно
записать название програт с,;ы.
5.1.4. Маркировка преграда.
На ленте управляются программы можно с помощью устройств подго-
товки данных, пробить грлнк, маркирующий данную программу. Рскомен-
уется задавать номер программы при помощи арабских цифр (см. рис.6)
5./.5. Задание конца ленты, перемотка ленты
. Кодируется символом „ ЕЕо' по окончании программы.
При абтематической перемотке конец программы не зада вать.
с\;-см
№ ДиЧ'м
П"1П1. F
Пита
5PI3S3-37.00.000P3I
Лисп
te
chipmaker!
chipmaker.rtf
5.2. Структура кадра
5.2.1. Задание номера кадра.
Каждый кадр программы должен начинаться со слова "Номер кадра"
(адрес ь )
Число строк в адресе - 3
Например: IOCI
• • • •
Ю53
• • • •
£148
Максимальный объем прогпаммы 999 кадров.
При исправлении программы допускается задание подряд кадров
с одинаковыми номерами или задание кадров не пфорядк;.
Номера кадра не оказывают никакого действия на ход программы.
При наличии на одной перфоленте нескольких программ с числом
кадров не более 100 можно отмечать их подстановкой впереди различных
цифр в разряде сотен.
5.2.2. Задание подготовительных функций.
Подготовительная функция задается словом, содержащим адрес
и следующую за ним п&отовитехьцую функцию, выраженную двухзнач-
ным кодовым числом. Назначение применяемых в устройстве вспомога-
тельных функций дано в табл. Л 5.
Таблица 5
Код функции
Назначение
О
С
X * ___ ___
Хизм Лист
А 01
£02
£03
£и4
£17
£18
£19
£40
£41
£42
£43
№ докум
интерполяция
интерполяция
интерполяция
времени
по часовой стрелке
против часовой стрелки
Линейная
Круговая
Круговая
Выдержка
Выбор плоскости ХУ
Выбор плоскости Х2
Выбор плоскости УИ
Отмена коррекции
Выход на эквидистанту
(коррекция длины инструмента положительная)
Коррекция радиуса инструмента положительная
по часовой стрелке
Коррекция радиуса инструмента поло^ительпая
претив часовой стрелки
Подпись
Дау!
плюс
6Р13ФЗ-37.00.OOOFJI
Лио
/8
X
chipmakecuL—-. ..... . ..... .... —... । 11
Продолжение табл. 5
Код функции : Назначение
Г 50 Функция расчета коррекции радиуса фрезы при отходе
от эквидистантного контора
£51 Выход на"эквидистанту минус?
(Коррекция длины инструмента отрицательная)
£ 52 Коррекция радиуса инструмента отрицательная по
частой стрелке ф
L j Коррекция радиуса инструмента малЕкякь^я против
часовой стрелки
При включении УЧПУ автоматически устанавливается функция £01
При отсутствии в кадре слова "подготовительная функция" выпол-
няется команда предыдущего кадра, в котором встречается слово "Под-
готовительная функция".
Подготовительные функции делятся на две группы:
I группа £17, £18, (г19 применяются только при кпуговой
интерполяции и действуют до прихода следующей функции данной группы.
Любые другие подготовительные функции не оказывают влияния на задан-
ную плоскость обработки.
При осуществлении круговой интерполяции только в одной плоскости
допускается задание этой плоскости в начале программы.
П группа - все остальные подготовительные функции. Действие
футдщии сохраняется до прихода следующей функции данной группы.
Функция " С- * всегда задается непосредственно после номера
кадра.
Задать две * £-" функции в одном кадре нельзя
Функции £41* £43, £51* £53 используются при работе с
коррекцией радиуса фрезы на прямоугольных циклах.
5.2.3. Задание скоростей подач
Скорость подачи задается словом, содержащим адрес F и следуюцук
за ним dyicoyno подачи, состоящую из четырех цифр (4 строки)
Назначение срок следующее:
Первая строка: 0 - автоматическое определение необхо-
димости разгона или торможения
4 - торможение в конце кадра до фикси-
рованной величины (240 мм/мин) и
разгон в следующем кадре до прежней
скорости в случае отсутствия в нем
кода подачи.
6Р13ФЗ-37.00.000РЭ1
Ли<-т
13
chipmaker
Вторая строка:
Третья и четвертая
строки:
Десятичный мнодитель, величина
которого на 3 больше, чем коли-
чество петых чисел в величине
подачи в ын/миж
Мантисса кода подачи
Если требуемая скорость подачи задана о помощью 3 и более
значащих цифр, необходимо ее округлить, например, 1228 “*1200.
При задании скорости подачи меньше I км/мин последняя цифра
кода псщачи (сотые доли миллиметра в минуту) не воспринимаются УЧШГ
Еапример:
F0315 - величина подачи 0,1510^“^ -!*0,1 мм/мин ( минимальная
рабочая подача для УЧЛУ).
F0465 - величина подачи 0,65*10'^=6,5 мм/мин
FG525 - величина подачи 0,25*10^“^=25 мм/мин
F0675 - величина подачи 0,75*10^=750 мм/мин
F0720 - величина подачи 0,20*I07”3=2000 мм/мин
Г0748 - величина подачи 0,48*207^=4800 мм/мин (б.х)
В таблице Jfe 6 приведены
значения применяемых в устройстве
подач.
Bj.im. ин. № I Инг M 1убч I ».одп " Д»т-*
Таблица 6
Диапазон измене- ния подачи ммЛян 2Дискретность * изменения
0,1-0,9 через 0,1
1-9,9 через 0,1
10-99 через I
100-990 через 10
1000-4800 через ICO
Код множителя \Пределы изменения : мантиссы
3 4 10,20.30.40,50,60, 70,80,90 I0#II,li...97,98, 99
5 То же
6
7 и
При необходимости получения значения скорости подачи F в герцах
(при заданной в мл/мин) следует пользоваться формулой (при дискрет-
ности 0,С1 мм/мин).
= 1.67 F (мм/мин)
Скорость подачи могет быть изменена с помощью переключателя
"коррекция скорости %", расположенного на УЧПУ имеющего следующие
6Р1ЭФЗ-37.00.000РЭ1
Лист
20
chipmaker ru
положения: 20,30,40,50,60,70,80,100,110,120)5.
Положение переключателя при составлении программы применяется
равным 1002 и может быть изменено оператором при отработке програм-
мы.
Переключатель •’коррекция скорости;!" действует только на ско-
ростях подачи не превыыаю’дих 1200 мм/мин.
Заданная величина подачи сохраняется до прихода другой, отлич-
ной от нее.
Величина быстрого хода 4800 мм/мим.
Chiymaker.ru
ЗАДАНИЕ!
ПРИ ПЕРЕКЕЦЖ1Х ЛЕНЫЖ 200 мм БЫСТРА ХОД
НЕ ЕР0ГРМ'П1Р0ВАг1Ь
Режим автоматического определения необходимости разгона иди
торможения. Ь этом режиме авто.’этически происходит определение
необходимости разгона или торможения при изменении величина подачи
в следующем кадре. Разгон происходит в начале кадра, тср/овеш^е
в его конце, причем начало торможения определяется автоматически
с такт* расчетом, чтобы заданная величина торможения была достигнута
до конца отрабатываемого кадра.
На рис. 6 приведен график изменения скорости при различных
режимах работы. #001'..;Г0748... — разгон до скорости быстрого хода
JJ002...F0660... торкэжение в I кадре до скорости
.*003... 500 мгд/мин и работа на ней во 2-м кадре. работа на скорости предыдущего кадра
JKJ04...F07I0 — разгон до скорости ТОСЮ мм/мин
#005...F4’$0 — разгон до скорости 2000 мм/мин и
Jw306... «м» торможение до фикспрованной скорости 240 мм/ьлн разгон до скорости предыдущего кадра
ЖЮ7... -* 2000 ш/мин работа на скорости предыдущего кадра.
W08...F0650... «а торможение до скорости следующего кадра. работа па скорости 500 мм/мин
#O09...FG6I0... торможение до скорости следующего кадра (100 мг/кин) работа на скорости 100 мм/мин
6Р13^3-37.00.000P3I
Лист
chipmaker.ru
Drum и./4 * ш I 1Ь<ч ин» Ь* Н В I Поди и дат*;
I
I
О) <=>
Й S'0
Chlpmaker.ru
6РК Ф?Гэ 7.0^ 00093L
Лист
22
chipmaker.ru
ЮЮ...10710.
ЮН...
Ю12. ..F47T0.
разгон и абота на скорости 1000 мм/мин
работа на скорости 1000 мм/мин
работа на скорости 1000 нм/мик и
торможение до фиксированной скорост
Показанные на рис. 7 изменения скорости справедливы и для кадров
не содержащих геометрической информации.
ВНИЬМЛИЕ!
ПО РЖШЕ2ЦаЦ№ JM3a Т0РМ0ШПЕ СЛЕДУЕТ
ПРОГРА^^ОВАТЬ В КАДРАХ С ИНТЕР-
поладь
Режим "Торможение до фиксированной скорости" (в первой строке
по адресу / забита цифра 4) используется для обработки контуров
с резкие изломами при отсутствии промежуточных остановов для выпол-
нения технологических команд, при скоростях более 240 м^/мин.
Региь? действует только в одном кадре.
Программирование скорости подачи для обработки контуров, изоб-
раженных Н£ рис. О и рис. 9 показано в таблице 6
«
X
Таблица в
Номер
кадра
Участок
траектории
j/0I4
Л/С1о
Уо1б
^017
//016
У019
0-1
1-2
2-3
Код подачи
рис. 8 :
/4630
/4680
/4680
/4680
/4686
/4680
£К£. 9
/4712
/4712
R?I2
£
6Р13ФЗ-37-00.000РЭ1
Ji докум
Подпись
Д” 1
На рис. 10 показаны графики изменения контурной скорости.
В случае сопряжения участков контура по касательной (рис. fi)
точки 2,3,4) программирование замедления не требуется, т.к. необ-
ходимые ускорения и замедления по слагающим координатам выполняют-
ся автоматически за счет работы устройства поддержания постоянной
контурной скорости.
технологической
При наличии остановов для выполнения iniiifrirrnini информации
необходимо в кадре о технологией программировать подачу 240 мм/мин,
например.*
JWI2fa0Z+008000PC72QZ40I
#0I3F0IX-C2I000F4748
}K)I4X+005500F0720
K0I5 ШЗР0624
К016^1°£-007000Р07202402
Ж)17£ 5IX-003000F054QZI13
Отмена коррекции
Подача 4800 гллДчп!
Подача 2000ьлаЛсин
Включение штиаделя с
охлаждением 400 об/мин
Коррекция на длину
Выход на эквидистанту
Соответствующий примеру график изменения скорости подачи по-
казан на рис. И.
6Р13ФЗ-37.00.000РЭ1
chipmaker ru
Рис 41
Имя. Nv пола. I Поди и r.i | В лай инк. М | Инк. N? Д\б4. I 11одп
6Р15ФЗ '37. ОО 000.Р31
Лист
Chipmaker.ru
5.2 »4. Задание технологических команд
^Технологические команды е станке 6Р13ФЗ-37 задаются с помощью
комянДУМ и выражаются словом, содержащим адрес М, и двухзначные
десятичным числом.
В станке используются следующие технологические команды:
МОЗ - включение шпинделя. Реверс осуществляется переключателем
* S I"» расположенном на дверке шкада;
MI3 - включение шпинделя и охлаждения;
МОЬ - отключение шпинделя и охлаждения;
CQ .
5
С
В одном кадре можно задавать только одну технологическую
команду данного адреса. Команды адреса М (кроме M00-4S02) требуют
ответа об исполнении данной команды., До получения ответа продолжаете;
отработка данного кадра, но следующий кадр не вводится(даже, если
данный кадр отработан). Команда адреса М действует до поступления
новой команды данного адреса.
Технологическим командам КСО-М02 присвоены постоянные значе-
ния:
М00 - безусловный останов отработки программы с дальнейшим
пуском от кнопки "Работа" на пульте оператора;
M0I - условный останов отработки программы;
и!02 - конец программы. [Ложно задавать отдельным /ядром и в
кадрах с цифровой информацией, однако, рекомендуется функцию "й02"
задавать отдельным кадром. Для осуществления работы по следующей
программе необходимо нажать кнопку "Сброс" и кнопку "Работа” на
пульте оператора.
Выполнение команд адреса М начинается одновременно с началом
отработки кадра.
5.2.5. Технологический останов.
M0I - условный останов отработки программы. Останов осуществ-
ляется при включенной на пульте оператора кнопке "Технологический
останов" или тумблере на ручном пульте управления станком.
Технологический останов действует аналогично функции МСО. При
отключенной кнопке технологический останов устройством не восприни-
мается.
5.2.6. Задание перемещений при линейной интерполяции.
Прямолинейный участок интерполяции задается оджиы кадром, ко-
торый включает:
а) подготовительную функцда " £-01",(если она не была запро-
граммирована раньше);
Лис г
2#
6Р13ФЗ-37.00.000ГС1
Или
N- докум.
Подпись
{Lira
б) параметры перемещения пс координатам Х,У, ? , которые
тождественны координатам конечной точки отрабатываемого отрезка.
Перемещение по оси X кодируется буквой "X". Количество строк
в адресе 7. Первая строка после признака адреса отводится для ко-
дирования направления перемещения.
Движение в положительном направлении кодируется знаком "+и,
а в отрицательном Последующие шесть строк отводятся для коди-
рования величины перемещения, причем 2-я строка после адреса имеет
вес - Ю5, 3-я - ю\ 4-я - ДО, 5 - Ю2, 6 - I01 и 7-я - 10°.
Таким образом, перемещение в положительном направлении на
величину £1759 дискрет, равное 0eI05+2rI04+I*I03+7,I02+5-I0^<9’10°
должно быть закодировано так:
#001^01Х+021759Р066С, а
в отрицательном направлении
#002 X-021759
Максимально возможнее перемещение, задаваемое в одном кадре -
- 9999,99 мм. т.е. превышает паспортные данные станка.
Пеоемешение по оси У кодируется буквой "У". Количество строк
в адресе -7. Назначение строк - апалошчноэ адресу "Xй.
Перемещение по оси И кодируется буквой * 2 ".
Назначение строк аналогично адресу "X".
Phi No подл J Поди. и гун,i J Рхм >*н». М | 1нв, v _>_< 1 |_Подп и дата
На рис. 12 дан пример программирования участка при линейной
интерполяции.
chipmakerpu
1ля перемещения из точки А в точку С заданной траектории
необходимо 2 кадра.
Задание геометрический информации производится в приращениях,
поэтому перемещение по координате X в первом кадре сосчяжавит
X = + 60 - (-20) = +30
по У У = -10-50 = - 50 мм
Аналогично для второго кадра:
X = -50-60 = -ИО мм
у = -зо-(-10)= -20 мм
При дискретности 0,01 мм имеем:
Ю01601Х+00800С:;-006000Г06&)
3002Х-011000У-С02СЭ0
5.2.7. Задание выдержки времени.
Фиктивное перемещение (выдержка времени} программируется путем
задания кадра с перемещением по оси X и содержащим функцию £04.
Время выдержки спреде л юте л заданной величиной подачи и коли-
чеством импульсов, запрограммированных в кадре.
Рекот'ендустся задавать скорость подачи 60 мм/млн (100 Гц).
При этом задаваемая геометрическая информация будет соответствовать
времени паузы в соиых долях секунды.
Например:
В зам инв № | Ине. Nt 4^6* I Подп.
ЛС01£04Х+000500Г0560
ЖЮ2 X+0I200C
Пауза 5 секунд
Пауза 120 секунд
В данном примере не учтено гремя разгона и замедления, увели-
чивающих время выдержки времен;!.
ВНИМАНЬЕ!
Действие подготовительной функции "£04" сохраняется до при-
хода другой отличной от нее подготовительной функции.
В случае, если после выдержки времени программируется геомет-
рическая информация, необходимо задать соответствующую " £ " функцию.
6РХзфз-$7.оо..ооорэ1
Лист
/d_
chipmaker.ru
5.2.8. Функция заданная коррекции
Для задания коррекции траектории перемещения инструмента
используется адрес "<2 ". Число строк в адресе - 3. Назначение
строк адреса следующее:
1-я строка - вид коррекции в соответствии с таблицей 7
Таблица 7
Код первой строки
Назначение коррекции
Подход к внешнему эквидистАному контуру
либо коррекция внешнего кочтура
О
I Коррекция по оси X
2 Коррекция по оси У
3 Коррекция по осям X и У
4 Коррекция по оси 7.
5 Коррекция по ОСЯМ X И X.
6 Коррекция по осям У и£
7 Коррекция по осям Х,У и 2
Подход к внутреннему эквидистантному кон-
туру либо коррекция внутреннего контура
С
Л
ей
2-я и 3-я строки - номер переключателя коррекции.
Адрес "X" всегда располагается перед концом кадра " L? ".
Необходимая величина коррекции набирается на переключателях»
расположениях на технологическом пульте устройства.
Всего имеется 18 переключателей, каждый из которых может быиь
использован для любого вида коррекции. Максимальное число набирае-
мое га переключателях - 92,99 мм. Изменение величины коррекции в
iponecce работы не допускается.
Отмена коррекции, т.е. изменение ее знака по осям (коды 1+7)
производится функцией "£-40", задаваемой ь одном кадре с функцией
сорррекции "2 ", которую необходимо отменить.
Отмена коррекции при работе на эквидистантном контуре произ-
водится по признаку внешнего и внутреннего контуров, а также заданием
о
2
6Р13ФЗ-37.00.000P3I
Лист
chipmaker.ri
5.2« 9. Задание перемещений при круговом интерполяции.
При круговой интерполяции всегда указывается плоскость оора—
ботки. Осями координат условно заданная плоскость делится не квад-
раты. В одном кадре можно запрограммировать только дугу, целиком
лежащую ь како^либо квадранте. Если дуга одной окружности лежит
не в одном квадранте, то при программировании она разбивается на
участки удовлетворяющие указанному условию и для каждого участка
необходимо программировать дугу отдельным кадром.
Начало координат при программировании дуги всегда находится
в центре окружиэсти, т.е. используется местная система координат.
при круговой интерполяции в программе задаются следующ е вели-
чины j
а)
о)
в)
плоскость обработки £17, (г 18, PI9
выход на эквидистанту
функция, определяю^! вид работы
£02 - интерполяция до часовой стрелке
£03 - интерполяция против часовой стрелки
координаты начальной точки дуги о положительны, знаком
центра дуги:
- координата
- координата
- координата
смотри
рис.
13
В»ам. пив. ?* Им» « «СЧ Поди и дата
относительно
начальной точки
начальной точки
начальной точки
К
д) функция *2" коррекции эквидистантного контура с
указанием признака внешнего и та внутреннего контура.
Максимальный радиус программируемой окружности -9999,99 мм.
Коррекция траектории эквидистантного контура в предела* infant
Предварительно должен быть осуществлен ""выход на эквидистанту
(подход инструмента по нормали к обрабатываемому лонтуру).
Если принять, что радиус инструмента во время обработки контура
деталь остается постоянным, то траектория центра инструмента при кон-
турней обработке является эквидистантной к контуру детали, Тад назы-
вается геометрическое место точек, равноудаленных от квкой-тибо
лггнпи и лежащих ио лдну сторону от нее.
5.2.I0. Выход на эквидистанту.
Подход рабочего инструмента к детали должен происходить по
нормали к обрабатываемому контуру, причет подход возможен как к
прямолинейному участку контура, так и к участку образованному
дугой ОКРУЖНОСТИ.
При этом возможен подход как к внешнему Так и к внутреннему
контуру.
6РХ34 3-37.00, СЮСРЭ1
Ч докуы.
Подпдсъ
Инв № подл I Подуй Вди яы..М И»’в. №;,6*. | Лоди, и ддтв
Но про 6 ле ние оЬзоро
плоскости ХУ
Рис. 13
Задание "£ " функций в различных плоскостях обработку/
Оси координат и направления движений даны для детали.
М дскум.
6Р13ФЗ-37.00.000P3I
Пог пи i
Выход на ^квидастанту в внешнему контуру показал на рис. 14,15
а) случай при увеличении радиусе Срезы
/60
I2i
к
о
Уо-
-160’ (20 ’ 80- 40
80-
80 /00 /60 200 240
-40
2QQ
Рис. 14
о-с/
Cf-A’
Выход на эквидистанту вьнешнему контуру.
Дано: Rqo = 20 мм, 1?дет. = 160 мл, Рэкв.к = 120 мм
А(200,19;—ч6,2), 3 (176,93;-146,98).
Программа имеет вид:
ЖХ)1£17
MO2F0I Z+004C00F0720
К003Х+020С19У-ОС- 6202010
#0042-0040002401
j;005X-002327jr-OI0076F055qZOJ 0 _ C09ia/
Ш^№^£1693;+002699Х-011С93>С^3201С
ЖЮ7; +012000Х-ОГ2ССОУ+012000
с-д
На рис. 15 изображен выход на эквидистанту в внешнему контуру
'ПИ •
на
6Р13ФЗ-37.00.000РЭ1
chipmaker j~y,
Вяли иия К» Ин». >> | Подо, и Датд
рис. 15
Дано: Вф=20мм, Здет=8бмг«, ^эквлхЮС ml, Дсопр.к==13С мм
А(56,00; -23,2) *
Программа обработки имеет вид:
Я 0£)#17Г0650
0-А Ж)02^01Х+005600У-002320Х012
А-₽ )Ю03^34-»Ю12&56>4Ю04202л-000665У-004202Х012
P-В W04 ;+О1Х00л+СЮО296У-002821Л/12
В-С ЖЮ56Ш+00С781; +Ои2079Х-000212У-С02073Х012
0-Д JW06l-!-QIOOOOX-OIOCQOy-OIOOOOZOI2
Признаком подвода и внешнему контуру является необходимость
увеличения абсолютного перемещения ОА при увеличении радиуса фрезы.
В программе признак внешнего контура задается цифрой "С* в первой
строке адреса коррекции .
При выходе на эквидистанту в программе задается следуйте
величины:
а) признак линейной интерполяции "£-01"
б) величины приращений по координатам с учетом знакз,
в) функция "cZп коррекции эквидистантного контура с указа-
нием признака внешнего контуре "О" и номергРкоррекцвЛ во второй и
третьей строках адреса.
Подпись Да ’>
6Р13ФЗ-^?.(Ю.000РЭ1
AiKr
33
chipmaker.rCT
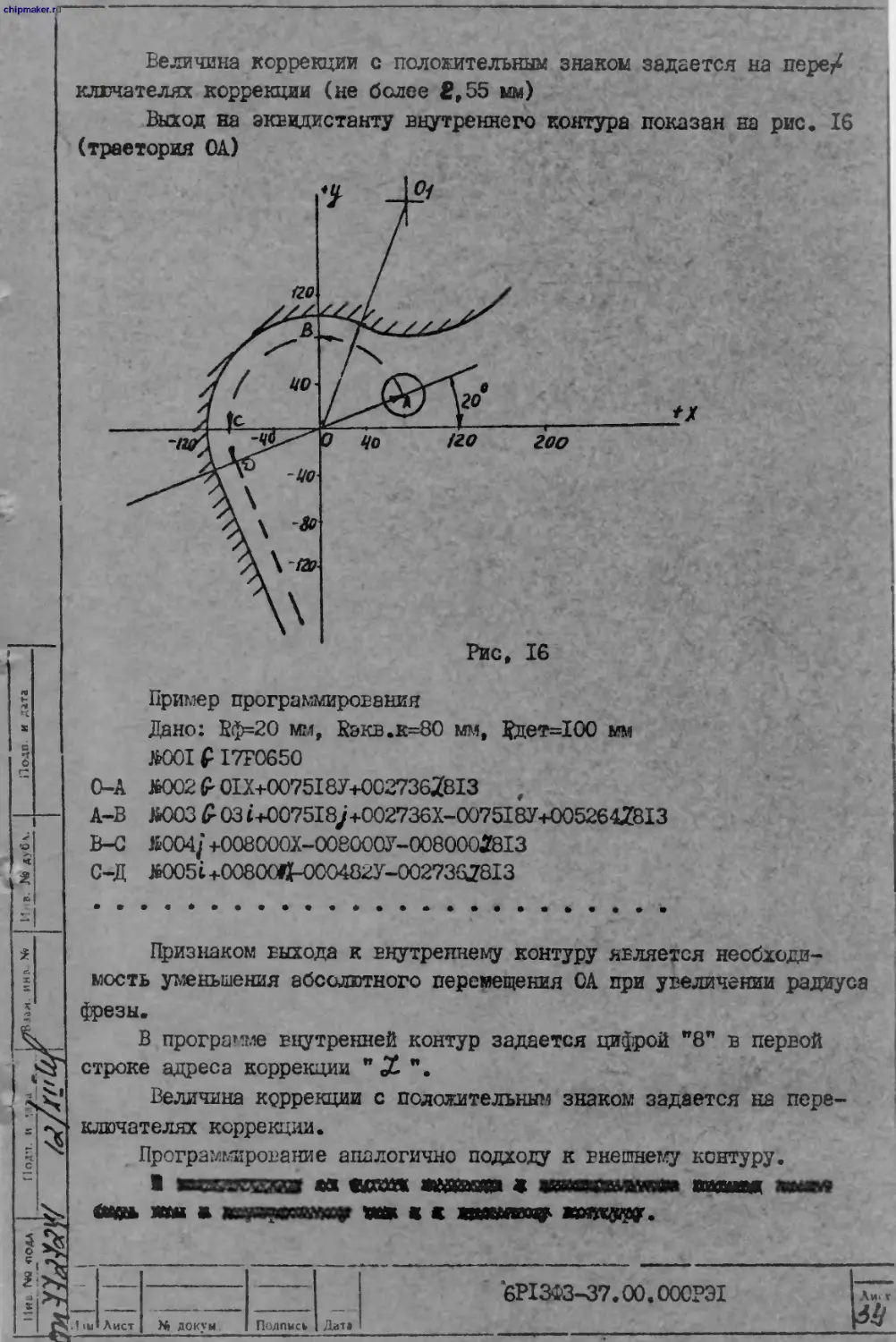
Величина коррекции с полохителъныу знаков задается на пере/
ключателях коррекции (не ослое €,55 мм)
Выход не эквидистанту внутреннего контура показан на рис. 16
(траеторля ОА)
зам. инп № I И в. }'t Д'бч. Подо, и дата
Пример программирования
Дано: Еф=20 мм, К’&хЗв.к=80 мм, 5Дет=100 мм
J&OQI£I7F0650
0-А Ю02£01Х+007518У+00273бЗВ13
A-В Л003 £034 Д)07518у+002736Х-0()7518У+60526478ХЗ
В-С .‘Ю04/ +008000Х-008000У-008даг813
С-Д JW05i+0080(fX-000482J-002736Z8i3
Признаком выхода к внутреннему контуру является необходи-
• уменьшения абсолютного перемещенья ОА при увеличении радиуса
мость
фрезы.
В
строке
с
программе внутренней контур задается цифрой "8Л в первой
адреса коррекции "X л.
Величина коррекции с положительным знаком задается на пере-
ключателях коррекции.
.Программирование аналогично подходу к внешнему контуру.
©
Лист докуы
Подпись
Дата
\и>г
34
6РШЗ-37.00.00СРЭ1
В загисЕтюсти от точки подхода к эквидистанте подход колет
быть как к внутреннему так и к внешнему контуру.
Сказанное поясняет рисунок 15. В случае подхода к эквидистан-
те А-В-С-Д-... от точки 0 с увеличением радиуса фрезы траектория ОА
увеличивается, следовательно подход будет к внешнему контуру. Ер*4,1
ведаоде к оквпдиотаито А-В 0 £*... от точки -€8- яри уьэяичении радяуоа
фроаи величина пидхода-Ч/Л уменьвюете^, еяедопатольно, содяед-будем?
«-Юй'лыг.у ii«i«?ypy. При подходе к эквидистанте А-В-С-д-... от точки
От при увеличении радиуса фрезы величина подхода 0^ уменьшается,
следовательно, подход будет к внутренне^ кенгуру.
После окончания вбработки для обеспечения возврата в исходную
течку (назальную) необходимо аналогичным образом задать "отход” от
эквидистантного контура. Стход осуществляется только на участке
линейной интерполяции.
$2?л! радиус фрезы меньше расчетного, величина коррекции зедгст-
оя с отрицательным знаком. В этом случае при задании признака- впешнег
контура "С" величина перемещения при выходе на эквидистанту и радиус
эквидистанты уменьшается, а при задании признака внутреннего контура
"8" увеличивается.
ВНИКАНИЕ!
Данный вид коррекции рациуса фрезы используется только для
сопряженного эквидистантного контура.
При обработке нс сопряженных участков контура необходимо ои*-
ществить их программное сопряжение.
Примеры возможных сопряжений изображены на рис. 17,18,19
ru
Рис. 18
Как видно из рисунков радиус сопрягающей дуги для внешнего
контура равен радиусу $рези.
В случае внутреннего контура (рис. 19) радиус сопрягаюитей
дуги для наибольшего приближения к контуру детали должен быть как
могло меньше, но превыдгть реальную для конкретного производства
максимальную величину коррекции радиуса ррезы в сторону увеличения
Ис воомо1з;ости рекомендуется задавать величину радиуса сопрягавшей
Ин fv- w л I Нод г/ Z1 В мм. >b.n 5 I Ина N т И. |Недп
Рмс. (9
чрипечсмие: п случае работы tea испольъолаыио «оррехцхи воъ*ож*о
программирование любыя несолоржонньи *ънтуро&.
6Р13^3-37.00.000Р31
Л Ис
№ AOKjM
По’писЪ
Ura .
chipmakefr.ru
5.2.II. Примеры программирования окружности
а) программирование окружности в плоскости Ж,
80
ЬО
чо
40
so
Рис. 2С
во 1 80 юо
’ Т; "
00
2'-3
4-5
0-1
iad
е-з
3.-7*
Лист
Дано: 5ф= 20 мм, Едет.=50 мм, Еэкв,к=70 мм, Всоир.Кг-50 мм
£001^1710748
ЖЮ20О1У+О12ООО
Jg003X+CJ5000jdI3F0720
Ю04Я-а)30002415;;
Ж»05^Э2с+ОС50СЭХ-0050(^-ООЖЮР055е2813
ЛОО^ОЗу +007000Х-00700<Л-0070002013
JK)07i+X70CQX+0070(X»-007000J?OI3
жюеj. +Оо70СЮХ+О0?00оУ+007С00Х013
Ю0£^ +007C00X-03700024007000Z0I3
£010^02^ +ОО5ОООХ-ОС>50ПОУ+ОО5ОООХ813
JK)II^4(j?+0C3000F0748XiI5
1Ю12£ЮХ+С 3^0002813
1Ю13^01У-0120С0
J60I4F.102
6PIM3-3?VOO.OOO?3I
Al. i
Подпись
Дата
>.'< докум.
Дано: Вф = 20 му
Каир.к = 100 мм
Яобр.дет. = 120 мм
Программа обработки дуги зэпиоыгаетпя следующим сбразо'
МХ^Тт-обО
0-1 Ж/02₽СП+008000У+00б0аа814
1-2 >ОШ^З<ч-008000/+-СХХ>ОООХ-ОС800(а7+004000Х814
2-3 1ЮО-у+010000Х-006000У-0020ССй814
3-0 ЖЮ5£50Х+00600СУ-0080С42314
Ю06М02
При программирования дуг я окружностей распололеишт в други-
плоскостях следует задавать вспомогательные функции £18 иль £*19.
При программировании следует учитывать, что при смело плоскос-
тей происходит поворот осей устройства НЗЗ-2М (условное приведение
к одной плоскости).
* ВНИМАНИЕ!
На рисунках, связанных с примерами программирования дуг и окру»
ностей даны осп координат устройства (см. рис. 22).
> Че\ '• . J •' ... V* : * 1Г
^13ФЗ-37.00.000РЭ1
chipmaker .пГ
Плоскость
Hill No педл I no:n/,'L , Вуи. ин». >* Ин». N> д>( v Поди
б) пример программирования окрухностя в плоскости J2
Плоскость
*4
Рис. 23
3
6Г13ФЗ-37.00.0С0РЭ1
Подпись
Д<’та
Лист
33
Дано: Рф = 20 мм, Рдет.=-70 мм, Рэкв.к=50 мм, Нсопр.к »30 mn
JS00I&I8F0650
O-I ЖХ)2£01Ь002000 ‘
1-2 МООЗХ+ООЗООО0815
2-3 ^004^03/+ООЗ$ООХ-0ОЗОООУ+ООЗОООХ815
3-4 Ю05Л+005000Х-005000У-0050002815
4-5 Jr006c+O050(X)X+005U0Cy-O0r>000XftI5
5-6 ЖХ)7К^5000Х+005000У+005000г815
6-3 Ю084+005000Х-005000У+005000Й815 .
3-7 S00t/+003000X-053000X-003000Z«f5
chipmaker.ru
7-1 J60IC^50X+G0300QZ8Ib
1-0 JK)IlPu.lZ-002000
JfcOI2M02
в} Пример программирования окружности в плоскости У2
Дано: К'4*=2О мм, £дет=1ОО мм, Хсопр.к=80 мм, ^экв.к-120 мм
j₽00l£l9
0-1 Л002б01У+С20СХК748
1-2 ЖЮ82-0080002313
2-3 Ж)С4^02<+ОС8сХ)07-008С002-008000Р05502813
3-4 W05f03;+012000y-0120002-012000z013
4-5 ЙХ6У+С12000У-012000?+012000;С13
5-6 ЖЮ?/-е012000У+012000Х+0|200^013
6-3 Jfi008jr+012000y+012000z-01200(tf013
3-7 ЖХ)£^02у+С08000У+008000Л+0080002813
7-1 Ю10£5С2-008000Р0748?813
1-0 Л011^017-020000
Ж)х2М02
ВНКЛАНИЕ!
Параметра перемещения по координатам Х,У, 3^ следует рассчи-
тывать с точностью не менее одной дискреты, пользуясь ьри этом
правилами округления, Невыполнение этого условия приводит к останову/
| обработки прогргг/мы.
с
1 1М
1'- ДЖ СМ
Подии-
а«т»
6Р13ФЗ-37;00.-000РЭХ
Лист
chipmak&r.'rU
5.2.12. Пример задания коррекции по оси
Необходимая величина коррекции "+1,5мм". Выбираем первый пере-
ключатель коррекции и устанавливаем на нем величину
+0150.
>'чи ю Д,1Ч По U'
лЬ01 МСЗ
/002?+00985CFC612^401
а/ЪоЗХ+015000
/004£402-009850/401
/005Х-015000М05
У006М02
коррекция
отмена кор-
рекции
5.2.13. Пример задания коррекций по осям "X" и "У"
Хзнейная коррекция по осям X и У мокет быть использована в
нуля отсчета. Для этого необходимо закрепить
корректор Ji 17 и по оси "У” корректор Ji 18 и
нулевым перемещением в начале и в конце програм
качестве смещения
постоянно по оси "X"
программировать их с
мы (с отменой).
Рис. 26
X00I£OIF068O
У002Х+СЮ00002117 7 Смещение нуля
V0037+000000&I8J
л/004Х+002500У-002500
//005У+005000
V0OGX-OO5OOO
/Си77-005000
//008X+U05000
У009Х-002500У+002500
УО10Я0Х +0000002117 J отмена
Vol7£10У+000000/218J смещения нуля
Voi2InO2
На переключателе коррекции Ji 17 набираем величину и знак сме-
щения Л х, а на Ji 18 величину и знак смещения Д у.
3 случае отсутствия смещения детали от нулевой точки станка
на переключателях Ji 17 и 18 устанавливаются нули.
0* г нулевая точка системы координат стачка;
0 - смещенная нулевая точка отсчета
6Р13ФЗ-37.00.000РЭ1
Максимальная величина смещения по каццой оси -99,99 мм.
5.2.14. Задание групповых коррекций
При задании групповых коррекций без использования вспомогатель-
ных функций С- 41 или & 51 происходит алгебраическое сложение прира-
щений по координатам, записанным в кадре, с числом избранны?/ на
корректоре с учетом знака.
Сказанное поясняется рисунками.
I - программируемая прямая
♦д£ - величина коррекции с учетом знака
2 - обрабатываемая прямая при положительной
коррекции
3 - отрабатываемая прдаая при отрицательной
коррекции
Из рис. 27, 28 видно, что групповые коррекции могут быть прак-
тически использованы лишь в случае движения по диаганали квадрата
или куба при условии одинаковости знаков направлений. В данном
случае произойдет увеличение или уменьшение пройденного пути без
изменения направления, соответственно, ь - ^2* д£ или - О* раз
6Р13ФЗ-37.0С.000РЭ1
chipmaker.ru
Ь.2.1Ь. задание коррекции на длину с использованием вспомо-
гательных функций (г 41 и £-51.
Функция £-41 - коррекция на длину положительная, придает по-
ложительный знак числу коррекции независимо от знака набранного на
корректоре.
пункция (г 51 - коррекция на длину отрицательная, придает от-
рицательный знак числу коррекции, независимо от знака набранного
на корректоре.
Функциир 41 и P-5I используются для выхода на "эквидистанту*
при задании коррекции на радиус. При работе на прямоугольных цик-
лах. Величина коррекции при этом ^99,99 мы.
5.2.16. Коррекция на радиус при работе на прямоугольных
циклах.
В этом случае можно осуществлять коррекцию дуг окружности
кратных четверти, окружности>от оси до оси.
Коррекция задается при помощи адреса * X" й вспомогательных
Кри этом назначзниэ строк в адресе "<Z" следующее:
Первая строка - коррекция начальной координаты в соответствии
с таблицей й 8
Таблица 8
инн. N. Им». № д\14 I Поди
Код
Chiomaker.ru
Плоскость
Х2
4
уг
Вторая и третья строки - номер переключателя коррекции
2
4
К
л
для задания коррекции на радиус инструмента как уже отмечалось
ранее следует постоянно отвести 4-6 переключателей коррекции сле-
дующих за переключателями коррекции длины.
Режим рекомендуется дгя программирования круговой интерполяции
дуг окружностей кратных 90°.
В програьтме задается траектория контура реальной детали с
ног'иналъчыт.'и размерами, соответствующими чертежу, а величина ради-
5^ уса реального инструмента набирается на корректорах всегда со
6Р13^3-37.00.000Р91
П «т»
.! I'« •
знаком "плюс".
• Ггаксималъная величина радиуса i £9,99 мм.
Назначение вспомогательных функций следующее:
£41 - выход на “эквидистанту плюс"
♦у ............... — -.....
о
о
Рис. 30
в
А
По этой команде происходит алгебраи-
ческое (с учетом знаков) сложение
величины запрограммированного вдоль
оси перемещения 0А с полоЕятельныы
значением радиуса коррекции т.е.
реальное перемещение будет осущест-
ляться в точку В.
Chip.naker.ru
£51 - выход на "эквидистанту минус"
По этой команде происходит a.*rej-
раическое ело. ение величины запро-
граммированного вдоль оси переме-
щения 0А с отрицательны^] значением
радиуса коррекции Rqi , т.е.
реальное перемещение будет осущест-
ляться в точку В.
Ине N2 подл | Подл i/’.ai.. > Bsim ни». М Инн. N> д>6*
£-42 - коррекция на радиус положительная по часовой
стрелке
По команде происходит круговая ин-
терполяция в пределах четверти дуги
по часовой стрелке радиусом, равным
радиусу запрограммированной дуги R
плюс величина радиуса
6Р13ФЗ-37.СО.ОООРЭ1
chipmake
.ru
От программе для каждой четверти окружное.я т. лаются: лсордл
вата начальной тошен (в данной случае * Z “), приращения по дсорйи
нотам с учетом знаке ах и д у, аутщия X о указанием начажыл^
ыоордаизты, поддехаш*й коррекции (в данной случае */* *) а номер*
корректора.
£52 - коррекция на радиус отрицательная по частной
От программы для каждой
стрелке
Ло КОЖИН Происходит Кр.ТСВ.тЯ
терлоляцид е пределах чв'/?»о :.:
ружности дуги по чассн.
радиусом, равным радиусу
рсванной дуги К минус '
фрезы Кф.
четверти окружности задают с
начальной точки (в данном случае * 4 "), приращения по
с учетом знака Д х и 4 у, пункция X с указанием нача
координаты, подлех'ащей коррекции (в данном случае "/*) / н.
корректора.
£43 - коррекция на радиус пол единая прети™
стоелки
хе, что к £-4?, ни против часовой стрелки
£ 53 «- коррекция на радиус отрицательная протгз ч,
стрелки
То it что и £52, но против часовой стрелки
бРХЬФЗ-з:ео.ссюрэ!
r.ru
11РЮТ ПР0ГРА?ШИР0ВА1Ш
300
Рис. 35
*
ад
Выбираем переключатель коррекции Л 17
величину +2000.
ЖЮ1Н7Г474И
Ж)02£01Х+020000У-01ЬиОО
«0032+005000F07I2Z401
#001^4IX-005000FJoeqXl 07
М005Й11У+0200001207
Jfc006£5IX-00000CZi07
ЖХ)7^52;+010000Х-010000У+0100000Х207
ДО08ШУ+000О00Х207
ЛЮ09^5ТХ-010000X107
ДО1 4#+010000Х-010000У-0100С0Хг07
8-9 JWIiPOiy-OIOOOO
9-I&WI2H3t+0I0000X+0I000Cy-0I0000&07
IO-IlJWI3(rOIX+OIOOOO
’I I-I2JfiOI4F43/+010000Х+ОЮ000У+010000X207
O-I
I-I
1-2
4-5
3-7
УМ.
П ' ли. ।
L. з
е
устанавливаем на неги
Корректная на длину
выход н? эквидистанту
НС
6Р№3-37.00.000P3I
12-2 SOI Ф01У-Ф40000
2-1 JK)I6£5IX+005000Xl0?
I-I £OI704Q?-OO5OOGF4712Z4OI
1-0 Й018Р01Х-020000У+015000Р4748
ЖЯЭМ02
отмени коррекции
ВНУТРШПЙ КОНТУР
Радиус фрезы 1?ф = 20 мм
Выбираем переключатель
коррекции Л 0? и устанавливаем
на нем величину +2000
— tX
Mui Nu i > ».ОД|’ /’ Bv* и i • M- I Инн
S00I(rI7FG7I2
SOO20CIZ+00500QZ40J
A 003^+0)7000
ЛОО i(?5iy-003000F0580Z207
JK)05f бЗ^'+ООЗОООХ+ООЗОООУ+ООЗ J00Z207
£006C+010000X-0IООООУ+01OOOOZl07
£007у+010000л-01000У-010000Х207
Ж)084+С1и000л+01ОСО0У-0Ю00Сй107
£00 7j+0TGOX)X+0I0000y+0IC000Z207
£010i+СОЗОООХ-ООЗОООУ+ООЗСЮОХГ 07
SOI ^-liy-003000
M2^IX-b07000F07I2
S0I3F40Z-00000CF47I2Z40I
6PI3+3-o7e oo.00CP3I
41
chipmaker.ru
5.2.16. Конец кедра.
Задается символов * Z'F ". При' использовании епециаливирорза- I
них устройств подготовки дачных на перфоленте просираются а д . ч- ]
чеаш при переводе ксреткя печатающего устройства на новую стр и 7.
На распечатке программы символ " не печатается.
5,2.17. Максимальный объем кадре.
й^ксималыый кадр моя»* содержать следую д инфорь* цию одно-
временно:
номер кадра;
вспомогательною функцию;
перемещение по координате X;
перемещение по координате У;
Перемещение по координате 2; либо информации о другсьоГ интер-
поляции в одной из плоскостей ХУ, 2У, Х2 •
технологическую команду адреса "S "
технологическую команду адреса "Т”;
технологическую команда адреса "М";
признак скорости;
признак коррекция;
конец кадра.
Для удобства составления nporpa.z:..y и облегчения читаемости
информации рекомендуется и;ле’шо такая доследователъчость записи
слов е кадре. Неиспользуемая информация опускается.
Например, в станке не используется комзвдг адресов * 5 * 1 ” :
Зз.1и ии». N» I Ик». № I Пощ. и дата
ПРК.СР составления прогвыш
Система координат детали. На рис. 36 показана траектория
движения инструмента.
O-I ЙООЛ*ДХ+ОПОССР4780
1-2 JQ002Z-C08000F072GZ40I
W03LU3F0624
4800 мм/мин
Коррекция длины внструме]
Цуск шпинделя, включения
охлаадения
2-3 В004Л-001000
3-4 &CC5X-00I0G0F0575
4-5 £006Л-00600СУ+СК€000
5- 5007X-0C3.600X-O060GO
6-7 ^Ю8Х+ОО6ОООУ-0О6фО
7-4 Я009Х+С06000У+006000
75 мь:/мин
Обработка ромба
4-3 йОЮХ+000500
3-2 Я01IX+004500M05F4720
Д-1 Jt0I2^4C£+008000r072QZ40I'
1-0 tf0I3ft)iX-0II000F4748
0-10 JJ0I4X+005500F0720
В015ГЛЗГ0624
Стоп шпинделя, включение
охлаждения
Система коррекции
400 об/мин, включение
охлаждения
иРТЗйЗ-ЗТ.ОО.ОООРЭ!
ru
IO-II
11-16
16-12
12-13
13-14
14-15
JK)I6^17Z-007000F0720Zi02
J₽017^5iy-00300(JF0540J!2L7 Бькод
+003000X-003000y-i-00300QZ207
№0Ifjf43l +002500л-00250ЭУ-00250С^107
J6020;+002500X-002500y+00250qZ207
Ж)21/+и02500Х+002500У+002500^107
Коррекция длины
аа эквидистанту
Обработка
окружности
15-12 йО22учЮО25СОХ+0С25ООУ-ОО25ОС^2О7
12-17 Я023£52 z+003c00:i+003000>*+c0300qzi07
I7-II JW24F4iy-003000Z207
II-IO й02^407+007000МСоГ472ц?402
10-0 М026^Э1Х-0055
ЖЕ7М02
Подпись
itna
Отмена коррекции
Конец программы
6Р13ФЗ-37.00.0Р0РЭ1
Поли, и жат*
Мий. Na л»Гм. .
Форж1 5а ГОСТ 2Юб-68|
х
со
И
09
И
LU
09
£
ъ
09
00
£
N
КЛ
1ST
ZJ
О'
S
i
S I
2!
2J
40
N
СО
л>
ГЧ)
л>?
а
D
9
".
о
X
чо
СО
X
I
Участок Вердина та «ен'фз ОКруж- f/o cm is 01U. TKOO oir U L
/- 2 +.г
2-3 Tkoi X: a У? -too
3-4 ~/f — I
4-^ 7*02 *---96.a3 y:-^2f i-
(л 1 (h L-
6-7 Ткал x- . /54 у: - /3 6 / •
7-3 —- // i
5-9 ГКСГ X: ffO Ч2-/70 L-
Э-fQ L:
/О-f/ tк 05 Xz- 85 У- - 200 (-
//-Г2 o*"*~ L-
/2-/3 -/
i^/Q TK 0 6 x. - 85 У - 200 i.'.
/0/5 — ft — /:
/5 /6 oo L--
/6/7 TKQ7 X:- 2959 У: - /97. G2 L:
/7- /8 // — L
/8-/9 — // 1:
is-20 — ft — L:
20’2/ Tk 0 6 x- - v2 У - - 22/ 1:
21-22 ft — 1:
22-23 — // _ /:
23-2Q -A
2h-2S 7К OS it - 30 9: -258 L -.
25 26 — z, f • u -
chipmaker.ru
Участок Вердина та центра Окруж- ности C7U. Ткао Xн Ун Y к Чк ax ЛУ Уча
относительно Тк CO для прякых с Отн. центра дуге д#Я дуг окружн.
1-2 4 37'73 -10 *18,62 -55,65 -/9/6 4566 2
2-3 Tftai X: а У г -100 1278.62 J-44,35 0,00 519 -1362 •X 3,75 2b
3-4 —ff — 1 - 0,00 }-4&,fo - 4808 1,40 -4808 ’46,70 23
4-5 7X02 Xz - S6. c3 У-- 97.2/ 1-4 795 J--1.39 0 -4797 -41,95 л 4 6t5 8
5-6 С- 0,00 p4?!)7 -39,87 -26,68 '39,37 - 21,29 ЗЛ
6-7 7X03 xz -/S4 9: -73 6 1-18,10 0 t 21,78 -16,70 ^9 67 rj
7- 5 — If — 1 0.0 ... ... (j--2ns 20, 39 -2C8C I*»
5-9 rK ex X.- fXC у---7 70 l-20'15 .7^6,62 65,33 0 -1'85 i
9-10 С.-94,00 J-0.00 -87,83 - 44 43 .17 4443
fall tkos J.- - 85 У-- - 200 С-5 7J7 J--30'89 - 0 ~ 65 33 ^51,57 ^3445 3.
//- 12 “ O’ ' L-- 0,00 ^'.-65,33 * 0.08 -6533 -0.08 * 0.00 3
12-13 -109,92 -235,33 -8h 56 » -23530 -24,96 ★ 0 03 3;
13 14 tk a g x-- 55 У-- L’O с004 х J--3530 ^35,3 0 ^35'26 * 35,30 3t
15 — о — 1:3530 /-0.00 *35,27 (52 -0,03 * 752 у - _ - —, 31
/5 16 •» L-20J4 pa,«6 -20'16 0 ’0,02 *0,86 31
16-17 TkC 7 X:-2959 У- -797^2 b20t16 po.oo 0 *20,16 *20,16 *20'16 3
17-18 —ft — 1:0'00 ★20'16 D *20'16 20.16 4
78-79 if L: 20,16 jtO.CO 0 -20'16 -20'46 4?0,16 4
15-20 — // —- 1:000 j^20316 -9.4S -17,81 -9.45 -,2,35 4;
20-21 TkO& Xz - </2 У : -22 У 1:2,96 1-S.57 0 *6,31 -2'96 ★0,14 4i.
21-22 — /# — i: 0'00 /• e.3f -6t31 C -531 -6,31 4\
22- 23 — // — i ер po.oo ’3'14 -5./77 -3,77 -5/7 4
23-24 -4si4 2264'7 2a 7i/ » -209 83 ★25 00 -i/4,36 4i
24-25 TAOS' Xz - 30 V: -25B р:9,в6 pn,<7 ★19,8 0 ★9 94 Л1717 4\
25 26 — ft 142,80 /:0 00 0 -79,80 -1980 4 '9 80
cHpmaker.ru « о v_/z с Г 1 U U. HJ Hfftf К Sf ( - _ - - -
Ум X к У к ЛХ •L4 k Участок Каардщкя Cumpa скружиисн H Q TKUO я X* Ун Хк Ук
л Ь м с Тк 00 для прямы* ра дуги для дуг округам. ' с. пиоса^албка 7XU0 8/^ /? ъяных и ц^к/пра дуга- для дуг о^ружяос.гч.
I 26 27 7fcas )r -30 7 - 0.0 0 J-79,80 -7980 0
0 <78,62 -55,65 -IS,15 -45,65 27-28 // —- /’ 79,80 J-0. СО 0 ^79,80
-44,35 0,00 5(9 -7362 + 3.75 28-25 —f< 7--0.00 J: 79.80 *79,80 0
48,70 - 43,08 7.40 - 48,03 -46,70 25-29 — i — 7 s 79,80 j:0.00 <79,62 -268
7,39 0 -4797 -41,95 4б,58 2Q- 30 7 .Г О Y - у ; ^28074 • j-38,38 '283.35 0
:4797 -39,87 -26,68 -39,87 2(29 30-37 — /✓ — 4-233,35 д ' ^00 -278,38 -5284
-12J7 0 <2778 -73,70 < 9 37 *37- 32. Txtf X. ’ ''DO yj -3S₽0Z* 1 < 7002 /-• tso 0 -7020
2б,62 - 20 3Q l_ 2 65,33 * 6,78 0 -20.89 - 3,85 ?• V’’** ' • J- » -4 1 • Л J 20 , -дсо *> ‘П о -
0.00 -82.83 - 44 43 <1 77 •i 44 4$ 34 35 — 4-0,00 / <0,20 -70 20 С
[•3488 * 0 -65.33 <57,57 <34,45 35 32 — С -. 7С 20 j - 0,00 0
.- 65,33 < 0.08 -6533 <0,08 < 0,00 32-33 —- .»MM. C-0.QQ j-7020 <70 20 В
’35z33 -8496 ♦ -23530 -24,96 <CQ3 33-36 "* ч •» -• 7 -. /020 jг 0.00 < 70,03 */,83
35 30 » *35,3 0 <35,26 * 35,30 36-37 7*70 * ; *27o. J 6 Y:-^9..CS 7'-25775 /’• 47t77f - 262/M 0
o.QO *35,27 < (52 -0,03 < 752 37-38 - ъ ---— (-262.00 J- 0,60 -252,23 — <70.85
0t8G -20,76 0 -0.02 ★ 086 • 38-39 Тк *- 12o.oo у - - 231 co Z -- 245 У'-469 0 *355]
: 0,00 0 <20,'6 <20,16 '^20,16 39- 4o r.—^ 7‘^,5 5 <0.42 *^52 1
Г 20,75 * 20,1 S D <2076 -20, 76 4o-47 <2042 -2^8,43 ^22(5 -26(98 .. ... Л
O.CO 0 -20.16 -20,76 %?0, <6 • 4i-42 TK /3 x- 1233.00 '3--2ГЗ.ОО /--75& » /.- 8.98 0 - 9 70
20,76 - <3,1/5 -17,87 -9.4S ’,2,35 42-43 Or — t-о, со J-s.io <8,65 -2,81
557 0 <6 31 -2,96 7 0 74 4з-44 <23765 •255,87 * 257,/7 - 7775
637 -6,31 0 -5,3 1537 44-45 7к /у 0: * 23ЧИ О о о С-<2^77 Г 7.75f <24,3 0
0,00 ' 3J4 -5fi7 <3/7 5,47 45-4e — // 1- 24,3 д’-аоо 0 -24;.3
7647 207d / -20083 <25 00 i/4,36 -25-47 — rt —* 4-.0.00 /- 2^4,3 -7504 + i9:og\
17,17 */9,8 0 <9 94 -77 17 47-48 7 К ,S г-'/00.73 1: - с 90 д 77823 / - 75 (Hh 0 - 797,00
0.00 0 -79,80 -7980 1 '980 — 8-49 — /✓ •— 0 j-79700 -704,50 - 75988
t T/о. кп * /к 1& i • О во 7 i- 5 7 Я -63 0
- 'Г' 1
лХ ЬУ KCQp2u*at Li eurnpa • X» Ча Xk 9Г _&x Га,
cJ Участок окружчисп откоси cat H Q TKOO l‘ lUiQoamepb&o ТКОО Оря г ?ы и црчтра <Ту2а- с я с?уг окружное г*и №
! 26-27 7*09 X -30 Г.Г..Г 2S!L. 1- 0.0 О J-/98O -79 80 0 ”1^80 ‘*9.80
-19,1 о -45,55 27-28 — t) —" i3 /9,80 j'Q.OO 0 *79,80 *79 80 -7^80
-13,62 4 3,75 28-25 —ft — /--0.00 J: /030 */9,80 0 *19,80 -19,00
~98,оз -45, 70 25-29 —— /х ^9.80 ^otoo -79,62 -258 ’Op 3 - 2,58
г 479 5 9б,58 29- 30 TKfO r - 6 b 28079 /- $8,38 -283,35 0 - 2,61 38,38
’39,87 -2/29 30-31 — // — 4-233,85 j.-0.01 -278,38 -5289 * 9,97 |-5гЯ:
|-/<5,/5 <9 37 3f-32 7 К ff X - - 2po y.- -iStr.oo L .-10,02 (90 0 -/0,20 *10,02 i 8,30
-2овд >“ » . -* ,• /Л лл J ' М2* * '7 70 n > LZ < * ^27 s
। 3,6’5 г*. . с 10t2j 2 I ° * 4ZZ? /02. f t'u.20
'* /, /7 i 44 4з 39 35 — J, ~- 1:0.00 /70,20 -10,20 0 - 10,20 -70,20
15757 ^34,45 35-32 —— • - «—— с-. /020 „ -0.00 0 ’/С2й + 70,20 10,2:
>0.08 * 0,00 32-33 — с'^цао /’-/020 * /0 kO 0 * <0,20
\$1,96 * 0, сз 33-36 -' ’? o —— С - /020 0 J: 0. DO * /0,03 *7,83 -0.17 *(83
*35,26 * 35,30 36-37 т.чт 7 z*27o,3G Урр.рб 1'25775 j.- 47,m 262,00 0 'k25 *a701
\-0.03 ' <52 37-38 ” *» —— С: 262,00 0,06 252,23 *7085 *9t77 * 70,85
-0,02 *0,8 6 38-39 7>гг Г; f 2ooo у - -231.60 4: 295 / ^4,69 0 *2,55 + 2t9s *(86
' 20,16 *20 <6 I 39-9o 4-00 /--2,55 * 0,92 *2,52 * 0,92 -0,03
>20,16 ' 20f 16 40 97 ^2092 -228,98 -22/5 -26(98 *20f,0B - 33'50
’20^6 -20, i 6 9/-92 T*13 Xz *233.00 'З-.-^З.ОО U /50 9 /- 8.98 0 ” 9,10 *450 -012
-9.9s \?,35 92-93 —— ** —- 4:0,00 *565 - 2,8/ *8,65 *6,29
’2,36 70,7* 93-99 ^23/65 ’255,37 *251,// -1775/ * 25,96 *^8,33
•5,3/ -*6,3/ bo-vs TK ty X- * 23yao y:-f7i> О О 4: *2^7/ (‘7,5! ^29,3 0 * (f9 *7,51
•3/7 ’597 95-ie " ✓# — 4'293 /- 800 0 -zi.i ’ 29,3 - ^.3
l2500 -/4,36 -6-97 4:000 p '^.3 -/5,09 *1909^ - IS.Olj - 5/. 1
9,99 -/7 /7 91- 4 d 7 k /5 г- » (во, 73 У: - О 90 1^/7823 ^:/5G01 0 -19(00 - /18,23 - -sCt99
/9,80 -!/9 30 98-99 — г/ —— 0 pf9lC0 -/0950 -159,88 -7O9t5O ♦3<Z2
99- 5c ? - о, о с с: 3 77 1= 578 -69 0 -3 73 *3:751 - JT-.
criipmaker.ru 3,3'5 । ?A Г’ L_1 j •4 ; <?? 4^ f > 1 i I к J .- ООО ! 0 ^/020 (0,2o I 2.20
Г */ /7 i 44 34 35 у —-. (-0.00 /4020 -10,20 0 - 71,20 ~ 0,20
to *57,57 -34; ks 35 32 L-. 1020 0 J--0,00 0 -10,20 * ?0 (0,20
р *0,08 \ 0,00 32-33 •• — io,ao J-10 20 * 10,20 0 * 10,20 *• Ю, 7 2
pa -2496 / 0 C3 33-36 — о — i, /020 о J 0.00 (0,03 *483 -0,17 *(83
1 *35,26 * 35,30 36-37 ' -‘r/o * -‘<'70. J 6 (-25775 - 262,00 0 - k,25 */401
-0.03 452 37- 38 (-2620G J- 0,00 -252,23 -*70,85 * 9,77 л 70,85
1 -0,02 ♦ 0,86 38-39 7><? Yi f 2c о о У- -?3t.ea t- 0 ♦?S5 * 2ks *-f,86
'6 -?C1 6 *20,(6 39- 4q . ft . , t 00 /‘^5 *0.02 *J?52 * 0,^2 -003
*20,(6 ?C. 16 4o-k( *20ttf2 -228,773 л2215 -26(58 *-20(08 - 33,3
6 1 ~20,(6 -?G,16 4(1-42 т* 1з~ X- * 233.00 Vz-2S3. OO (450 » 3,98 0 - 9,10 *(50 ~0,12
/ -9.VS -2,35 1 * 4'2-43 ——‘ •* — 1 i- o,oo 7-s.fo *-865 - 2,81 18,65 * 6 29
1/ -2,96 43-44 *231Ь5 -255,81 ^257,11 -177,51 * 25/ e * 78,30
-5.3/ 1^3/ kk-ks ТАГ zv О 4 23VOO H; -77c oo (^2^1 /^,51 ^20,3 0 * (f9 *-7,51
7 ‘3/7 Л507 9546 —*- z* *“* i-29,3 /- 0,00 0 * - 2k,3 *2^3
?5 *2500 4k,36 6-47 —— r» —-* L-. Otoo j, 20.3 - /5 Ok * 19,09 - 75,04 -5,2(
0 + 9,9k 47(7 4748 TA ,S Jr? *fea,13 У; - о 90 141823 / 450,0/ a - -118,23 -kQt99
-19,80 1 - - -1- - -/g so 48-09 «— f z —— 0 /49(00 -10^50 -1598S -10(50 * 3(12
99-60 Zr?6 »? - a, at, y. - ,55.00 i-3,77 /- S,™ -69 0 -3,(3 *5.75
50-51 / — ( f\90 О / 6,9o * 6,99 * 6,90
J, ^06 5'- 52 iKOf r 4 00 у fov.eo (.-ООО iz Q8J0 * k8/0 0 * '1 *^8,10
52-2 — r f " “• i-keio » ^:O,O0 > 1862 * t/9,35 -29fi3 *kk,35
2-7 18,62 -55 65 ^37,73 -(0 •! * (9, (6 ^k5,65
chipmaker.ru 8-9 rK - Y r.'- tfO Y~ - /70 L-Sd, 3 j'*&2 65,35 О 3,85 ЧГ3. 5^ — - (r\
9-/0 /: 9000 0.00 -82.83 - 7/4/, 7/3 */ /7 i to 4/$ 34 35 v /:
35-32
J-.30,88
★ 57,57
/О-//
tk os
Xz- 8.5
j. 200
I 0.00
-6533
0.08
+ 0 08
11-12
L- 0,00
/2-/3 -109,92 -235,33 -84/96 0 -23530 ^?i/,96 / 0.03 33 36 •» — £z I
13-/0 Tk o& >- 85 y-- zoo c- uOO » /-3530 *353 0 r35,26 * 35,30 36-37 Г< л» * - *.273.36 У-->29^в 7^2
///- /5 — // — I 3530 /-0,00 *3527 * -OtQ3 \f.S2 37-38 lz2
/5/6 — С-20./7/ 4;O06 •20,/6 0 -0.02 y 0,86 38-39 ^z 12ooo -23'to CZ .
16-17 TKO7 Xz-2959 6 2 i=20J6 / 0.00 0 <-20,16 ★2d/6 ★20,16 39- 5o 4^
17- /8 —// — iz 000 /'К* ★20,/ 6 D ★20,/6 ^20, /6 to 7/7 ★2d
18-19 // — 1/2(476 i-O.00 0 -20, /6 -20,16 -20,16 1/1- 4/2 ~7k 13 JT- 233,0ff OO /f
19-20 " // IZ0,00 />20,/6 -^s -17,81 -9tos -2,3S to to 0 — i-l
20-2/ r^08 Xz - i/2 9 - 22/ 7:2,96 /:^.57 0 + 6,31 -2,96 4 0,7V to to ^23
21-22 1 z 000 / -6,31 0 - 5,3 + 6,3/ to 7/s Za'/v X: ♦ 23v.eo У-- - /70. OD Cze
22- 23 —— ff — 7 z 6,31 /★0.00 -5^7 *3/7 -5,4/7 » to- // 5 i--2
23-21/
-toM
-226,7/7
•20/7/
»
- 2 to 83
★2500
4
^,36
2^-25
Ttcos
jtt - 30
*1^258.
l:9,86
★19,8
25 26
19,80
‘19,80
+79 80
4 -—,.
Г*70
>CS
i
I
I
'5м
to-to /3 —• t-c
to-T/в TK is x * f4a,73 yz - 0 9S bin
i/8-7/ 9 — V *— 0
to-50 /к/6^" • 0, 0V у - ns.oo ^-•3,
50-57 — /Г — t-.e 4
57-52 7K St T S.O0 3Z /00. CO 7-0.
52-2 »— f g 1 1-4/
2-7 18/
x
8-9 'KCf Г: fro v:- C70 5 <f =76.62 65,3Z
9-fQ L. SQfiO /.000 -82.8
fO-ff tkcs Xz- 85 1.57{77 /-.33,88 -* 0
11 12 <r-. — с - 3,00 + 0 08
12-13 -109,92 -235,33 -80 9f #
18-11/ ТА ОС x.- B'S У--- V7 c-. OGb > /-3S30 *35,3
fl/: 15 — n — i-3530 f-o.ao *352.
15- 16 z* —— i 20,1Q /=0,86 ’20/
16-IT Ta0 7 Xz -29S9 X-:-/97. ez L 7 20/6 / 0.00 0
17- IB tf —- L z 000 /=70,16 ★20/1
18-19 — // 1:20/6 j^O.OO 0
19-20 — П — 1:0,00 j^20j6 -<э,^
20-21 Taj 8 X-. - ‘72 - 22f 1:2,96 /:S,57 0
21-22 — // — L : 0,00 1=^31 ‘6,31
22- 23 -— ft _ 1: 6,31 j'O.QO 3,14
23-20 -1/S11/ i -226 07 -201k f
20-25 Ta 09 JT? - 30 9: -2SB 1:9,86 *19,8
25 26 — ft 1:19,80 /10.00, 0
Chlpmaker.ru
8. Къпенения, долслнения
6Р13ФЗ-37. ОО.ОООР37
chipmaker.ru
Цепенения, дополнения
№ ДОКук.
Подпись
Ди га
6Р/3<?3-37. 00 ООЪРЭ!
chipraaker.fu
chipmaker.ru
chipmaker.ru
nWGG'OO ££-2G2/^
Bjj i. ян* ‘ 1!м^, J Ио-чл.„и »v<
chipmaker.rL
с
I . ибл»
тлласс:
Найдено загас ’ : точ-: Кудл плодит
:гости:
Подзипяикя
ГОСТ 831-75
Подлинник 46112Л
Подшипник 46И5Л
Подшипник 5-<6П7Л, 5
Подсепеик о-Л612Сш ' б
Подшипник 462С6Л
Еоддипнпк 4б207£
Подлинник 6-462082 б
б
Копс СЛ7э
Годси к г аш и-де.иы
Голе-1 ка я.тзн7л;:ь!’>л
Г слот и а и л?! еде л ъ.ч .1 ч
КоиССЛS
Кокссль
Стол и салазки
Редуктор
Голс 1ка ci нинде;:ыая
Кси с ель
Стол л ca.’iJ3i.z
Рсду 1 тор
Стел к склазки
Галозка. иг^н^&л;л‘ su
ДоЗИЦГлХКоЛ-Г:
ло схе-: нл
га :ста”п
41
21,26
23
20,22
47
46
36
16
28
1 ОД
’0 РОДШЛН'.'К &7Z&J
Псдзипник 7207
Подшипник 72С8
Лодпипеики
ГОСТ 333-71
ГОСТ 7634-75
Подшипник 5-3182ИЗ
5
Голська шпвдальгэя
Г озсс л
45
:С
chipmaker.ru.
«?
OivC/fS/e Ycse/ney
/&С7'pS3.3- 73
///• 22 */0-2
McfHZ/cewf £0/0}/2 £
чянг/се/гху £££A /20
Fipo1'
fyr-____
H. XOh t,
Эпохальный
0 wy
Комплект поставки
HP-ill
11я1!ч»нопаьие
CfTfc ^•C’A
I/ OS^/C^-fOC/Ty' &7t&S/AO'.‘
Н/-25Ф-2
///- 00^52-2
ЛУ- 70<55 2
//5 £Q<70-2
№-/05*05-2
M-/00//50-2
354/4 -/20
Ман^сг/па 4o£/l /20
Кол. “- 1 1 > Ib'j M»-i|..nni‘ 1 i
• 1 :
3
7
4
2
4
4
i
f
07251
637373-3 70/7 333,3 /
\» -Tl»B
chipnj^Rer.n
<•6 f.Hi.uii-i'm*
llj1 м< 'lainw?
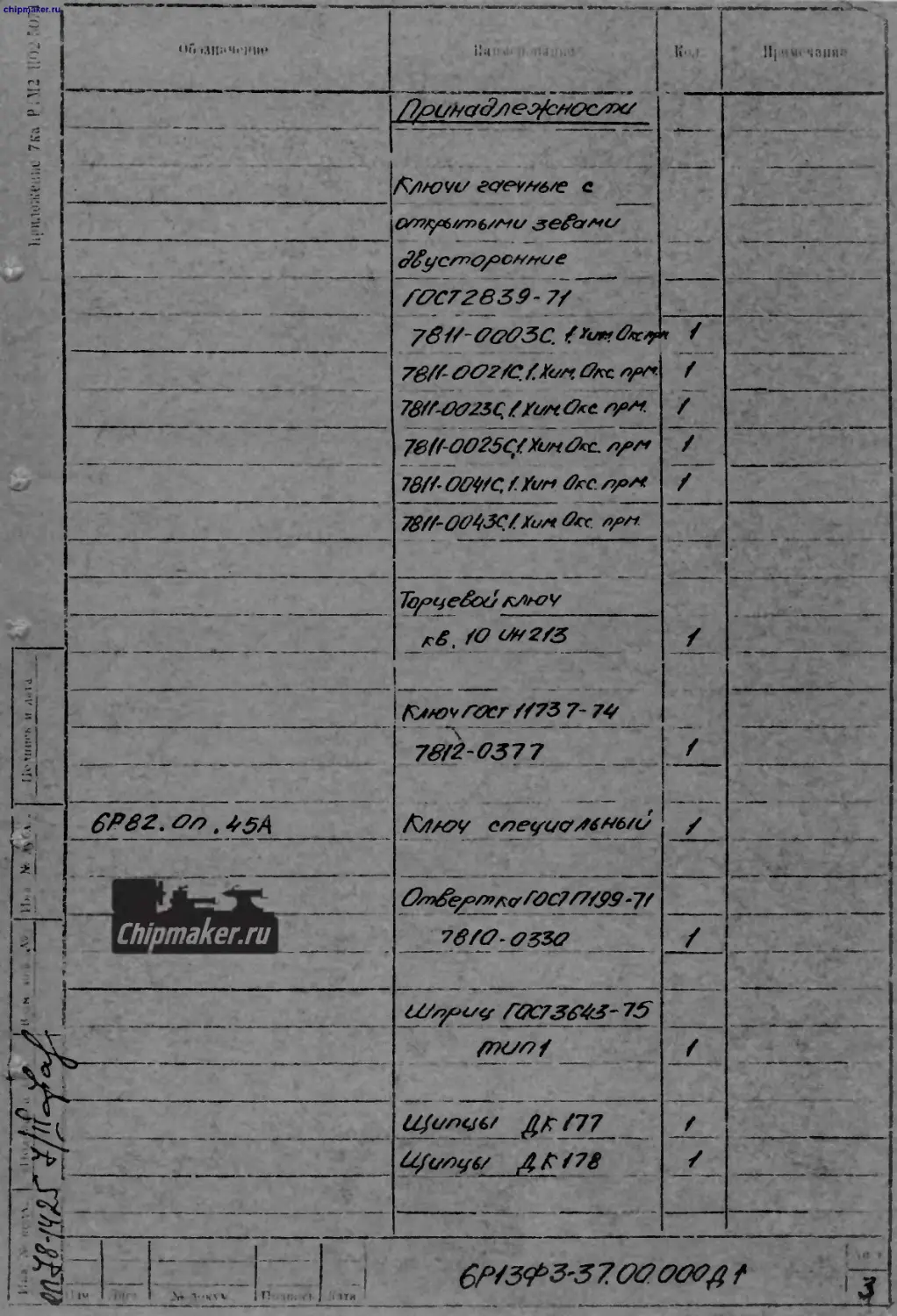
fi/iwvc/ ecrewwe c
CWya6//7>6/Af(/
otfycrno/xwwe
/77СГ2839- 77
7377-72727737:. fruvtfa:#* /
7877- 727227C 7. Х</ъ Tfac />/** 7
7377-7^7257 7Хин The. 7
781'7ОО25С/ХинХкс. />/w
7877- O77^7C, 7X(/rf frc w*
7877-O97/3C7.Xuh9^
ще&х! fV>hoy
/О Ш273
7775 7~ 7^
&^ef>/»fxr7<OC777799-77
73777- 77^372
flx 777
7£f<//)c(6/ fl A 778
7ТХУЛ7
7&? fl 7
Pi V .llP
O&<7#C Xs >
l'XZXV
/^ТО&&Ь'Г&? /9^
^c^yarr ac/t/u
^Qjt
C7f~CD 4у& TWltf/OH/JCfy
____гегуусру' ^6/0
ЗкОЮ*
МИНИСТЕРСТВО
СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ. ПРОМЫШЛЕННОСТИ
<
Горьковский ордена Ленина
’завод фрезерных станков
Chipmaker.ru
СТАНСЕ ФРЕЗЕРШЙ КОНСОЛЫШ > ' •
ВЕРК-А1ЫЙЙ С ЧПУ
Модель 6Р13ФЗ-37
Руководство по эксплуатации
ПРИЛОЖЕНИЕ
tH-.-T
Chipmaker.ru
СВИДЕТЕЛЬСТВО 0 ЯРИЕЛиЧг,
КОНСЕРВАЦИИ И УПАКОВКЕ
^РхЗ^З-37ЛЗ-0С0Д7
chipmaker.ij i
J., Lwl£4z 12Ю 0 IlX'i'J----------.3?
Chipmaker.ru
©О
чО
to
о
ri
Станок фрезерный консольные £ jp^umurr. :
II
(КЛ6ОС TO-lLuGTH)
(езутг/'д -J
1.1. 71скытаги:э ста:пл :ia Йоответствйе кормам точное-.?!
1.1.1. Ст.чок йэ гоч~:ости сро*зетсТзует i olcjfs i ho
ГОСТ 17734-72 ж проверке 23
1.2. Испытанна станка на coctkjtctx? а остальными
технжче’ркгма условна!, и с особы?.э условия^ пп
I.2.I. Станек отвечает пресна шейным к нему т^ойспанйфл до
ГОС'7' 7L99-73.
1.2.2. Станок нзготохлзи в ссох’ьетствв:’ с ccp.tlc-
услоЕИЯ'н поставки.
1.3. Дог.слнктеи.з гне свод&нн?.
I.3.I. Корректированный уровень звуг.охс’! ^cl^ogtj /- рЛ на ра-
бочем майтё, создаваемый станком на холостом х:г,у. не пре ына^т
102 дКА.
1.4.
С 'щее 3c:I''*l'u'ic?l в
I.4.I. Га основании осмотра l лроледеш х. нсдытазв-.
врязнав годном для экепдудтаихн и иедгижат стг -мнже за: о
’ьИпУ
7”
\ЛА*-4 А.-* /
chipmake
ru
Ферма 5s Г'Ч’Т 2.10-С8
Chipmaker.ru
Нсл;ер :
проверки:
по ГОСТ
17734-72
;1'1ояпис1
Внугрпзеводскза приеко-одаючяне нории
точности из стенок модели 6?I3fi>3-37
Наименование
проверки
Допуск, пел
LPOJLPItA ТОЧНОСТИ СТАЧКА
Плоскостность рабочей поверх'
пости столэ
(Выпуклость ко допускается)
Перпендикулярность продоль-
</ перемещения <тс!и его по-
перечному перемещению в гори-
зонтальной плоскости
Параллельность рабочей по-
верхности стола напривлелдв
его продольного псреиецендя
Параллельность рабочей по-
верхности стола направлению его
поперечного перемещения
(Наклон в_стороку__от стойки не
допускается)
£8КТ^-
ЧвОКИЙ
по ГОСТ
17734-72
50
к *
20
30
а р
25
33 :• -Д
10 % - т
20 /
10
20 л
10 li
Параллельность боковые: сто-
рон среднего паза стола направ-
ление его продольного перемоще-
ния
Осевое биение шпинделя
Торцевое биение опорного
торца шпинделя
Радиальное биение коническо-
го отверстия шпинделяз
а) у торца шпинделя;
б) из расстоянии ( 4 «.300 зам)
Радиальное биенье ценгрирую-
щей шейки шпинделя
Д .тг
6Р13ФЗ-37.00.С00Д7
chipmake^ еп О * <д UQ п <г-» •G* г
1 П<пп к для I
Еоуер
гроге
по
12
НИЯ верт
13
14
Chiomaker.ru
Перпенгикулярпостб н
езя вертикального перс
консоли ргбоча!
ха в продольном
обработанной пене
Й5Ц1.:
О"И
хольноа и поперечном нзп.э
(Отклонение стола в сторэзу от
стоуст не допускается)
д$еия
иоверхко 1 l с
в п опере i.:c м с . о;
(Наклон стола в
кл не допуск
сторону от О’
ся)
ностл стехз в продольном Й LO
перечном надоавлег^ях
гп Н сорабст
вертзхйльКд?.
веохностей: К к И, Л
chipmaker.ru
ПООВСПКИ:
го •
17734-72:
Продолло’заз
: Допуск, мтпй
Наименование :---------—--------— - .
проверка : по ГССТ : чакги-
: 17734-72 : чесой
ИРШЖрКА ХЗСТКССТИ СТАНКА.
22 От кооп тельное перекехданге под негрузкой стока и справки, зак- репленной в дяипделе при ? = 2000 кто — Chipmaker.ru
Дополнительная проверка по * • » '• _
23 ТУ2-024-4919-77 Точность обработки сильного и алю5С1ниевого круга в рекльга нрограмьшого уиравль1<ия, wkm • ICO 9 е
с
r.ru
м»
6
с4
ТОНКОСТЬ XT. J'
<©
n
Ц/П.г^Ог гнь'е,
donyc/vu^'cs
/йо.
tpok.-T'isAPc* os
Chi:maker.ru
Образец X *3i^«ИХссдЗ
прибора. Отклонение ст круглости огр:деллется ”.-к к^ииатаян
элгебриичесьля рсзнисть пихслзани^ прл5спа.
эНСГО
>?.! »Ub
chipmafrer.ru
2. О КОНСЕР*- a Jill
Станок' фрезерный консольный верИцыгеьянй с ’117
6Р13ФЗ-37
•р'
it*
подвергнут конссрв‘пни л,;глзсн греСсвзп му \\
га»!С '1Л •;'• м О Г2 1 !>’
>•
..
Категория условье хранения "1"’ лс ГОСТ I3j О-ЗС.
Стенок монет xpfiir&Tjfec# год нагсссяа ::лп 1 ; ото с/* лс* :
ХГИ rpv кротковпемеякогл нахождении из огеры г. _ ;о...ккэ и траллх
пой таре.
Усхогья гранеггя устройства Ч“У ссгтасио Т но^сгстг^ по эксп
,.е:т..у на ycTDO.iCTHo Ч2л П-133-21.Г.
» Г е-
| 5.ЧН-Ц4',! Сре 3fy’ *»v.i ' р vwl.Hi _ у _
r.ru
3. СЗИДЕТЕПЬСТБО ОБ УПАКОВКЕ
К С’РЕЗЗЖЙ КСЙСОЛЬШЯ
ВЗР^ЖЛЗНЫЙ С W
6PI303-37
ванне станка)
(М01СЛ!>)
точности)
Chipmaker.ru
Слак-цгко.'!
Упакован согласно установленным требозанимм
Дата упакавки
’ од
г.
Упаковку произвел
Принял