
































































































































Автор: Наерман М.С. Наерман Я.М.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства шлифование учебное пособие
ISBN: 5-06-000520-8
Год: 1989




Т1.С. Наерман, Я. М.Наерман
РУКОВОДСТВО
для подготовки
шлифовщиков
Chiomaker.ru
chipmaker.ru
М. С. Наерман, Я. М. Наерман
РУКОВОДСТВО
для подготовки
ШЛИФОВЩИКОВ
Допущено
Государственным комитетом СССР
по народному образованию
в качестве учебного пособия
для профессионально-технических училищ
it-'T
Chipmaker.ru
МОСКВА «ВЫСШАЯ ШКОЛА» Г989
chipmaker.ru
ББК 34.637.3
Н17
УДК 621.924
Рецензенты: д-р техн, наук Б И. Черпаков, инж. Б. С. По-
кррвский
Наерман М. С., Наерман Я. М.
Н17 Руководство для подготовки шлифовщиков: Учеб, посо-
бие для ПТУ. — М.: Высш, шк„ 1989. — 279 с.: ил.
ISBN 5-06-000520-8
Даны основные сведения по абразивному инструменту, технике и технологии
шлифования на разных типах шлифовальных станков, в том числе на станках
с ЧПУ; в каждой изучаемой теме даны учебно-производственные задания
для активной проверки знаний, приводятся решения производственных задач н
технологические примеры шлифовальной обработки
Учебное пособие может быть использовано при профессиональном обучении
рабочих на производстве.
2704040000 (4307000000 )—454
052(01)—89
ББК 34.637.3
6П4.67
ISBN 5-06-000520 8
© Издательство «Высшая школа», 1989
Chipmaker.ru
ПРЕДИСЛОВИЕ
Главная задача двенадцатой пятилетки, определенная XXVII
съездом КПСС, состоит в повышении темпов и эффективности разви-
тия экономики на базе ускорения научно-технического прогресса,
технического перевооружения и реконструкции производства и до-
стижении на этой основе дальнейшего подъема благосостояния со-
ветского народа.
Машиностроение является материальной основой технического
перевооружения народного хозяйства нашей страны. Ускорение на-
учно-технического прогресса невозможно без внедрения в машино-
строении станков с ЧПУ, промышленных роботов, гибких производ-
ственных систем, использования вычислительной техники, без внед-
рения прогрессивных технологий. Приоритетный характер развития
машиностроения в двенадцатой пятилетке подчеркивается необхо-
димостью в 1,5—2 раза ускорить темпы роста этой отрасли.
Шлифование занимает значительное место в обработке заготовок
резанием и является основным методом финишной обработки раз-
личных поверхностей (особенно тел вращения, фасонных, резьбовых,
шлицевых, зубчатых и др.), определяющим качество рабочих поверх-
ностей деталей машин.
Прецизионность шлифовальных станков и высокие требования к
точности и качеству обрабатываемой поверхности повышают требо-
вания к подготовке шлифовщиков, уровню их профессионального
мастерства.
В настоящем учебном пособии излагаются технологические и
практические основы шлифовальной обработки, необходимые для
подготовки квалифицированного рабочего-шлифовщика. В книге
освещены следующие основные темы:
технология и практика выбора, контроля, испытания и подготов-
ки абразивного инструмента для работы на станке;
технология и практика подготовки и выполнения операции шли-
фования различных типовых поверхностей при круглом, бесцентро-
вом, внутреннем, плоском и профильном шлифовании (эти сведения
составляют основу профессии и определяют мастерство шлифовщи-
ка);
3
er.ru
современные средства контроля в процессе шлифования и сред-
ства автоматизации шлифовальной обработки (на заводах массо-
вого и крупносерийного производства преобладают автоматические
станки, поэтому учащийся должен получить начальную подготовку
для работы на этих станках);
также рассматриваются основные принципы работы на шлифо-
вальных станках с ЧПУ, удельная доля которых в станочном парке
быстро растет, показаны технологические возможности станков с
ЧПУ, методика подготовки и отладки управляющих программ и
примеры обработки типовых деталей.
В ходе изложения практического материала даются необходимые
теоретические и справочные сведения по рассматриваемой теме. Это
значительно облегчает усвоение изучаемого практического материа-
ла. Например, невозможно освоить практику выбора характеристи-
ки шлифовального круга без понимания механизма затупления и
самозатачивания режущей поверхности инструмента.
В целях углубленного изучения и закрепления пройденного ма-
териала, а также развития самостоятельности учащихся и активиза-
ции учебного процесса в каждой изучаемой теме даны учебно-про-
изводственные задания для активной проверки знаний, предлага-
ются решения производственных задач и приводятся технологиче-
ские примеры шлифовальной обработки. Для каждого вида шлифова-
ния подробно излагаются возможные дефекты, причины их появле-
ния и методы устранения.
Эти материалы могут быть также использованы для активных ме-
тодов обучения путем проведения деловых игр и разбора производ-
ственных ситуаций. Учебное пособие может быть также рекомендо-
вано для повышения квалификации рабочих массовой профессии
шлифовщика, повышения квалификации наладчиков, мастеров и тех-
нологов.
Авторы
Chipmaker.ru
1. ТЕХНОЛОГИЯ ВЫБОРА
АБРАЗИВНОГО ИНСТРУМЕНТА ДЛЯ РАБОТЫ
НА ШЛИФОВАЛЬНЫХ СТАНКАХ
1.1. ШЛИФОВАЛЬНЫЙ КРУГ
Строение шлифовального круга. Шлифовальный круг 6 (рис. 1.1)
состоит из абразивных зерен 3, связки 4, скрепляющей эти зерна в
круге, и пор 2, образующихся между зернами и связкой.
В отличие от металлического лезвийного инструмента абразив-
ный инструмент не имеет сплошной режущей кромки, а многочислен-
ные абразивные зерна, расположенные на периферии шлифовально-
го круга выступают своими острыми режущими кромками и образу-
ют режущую поверхность круга. Поры в круге необходимы для рас-
Рис. 1.1. Режущая поверхность шли-
фовального круга:
/ — стружка, 2 — поры, 3 — абразивные
зерна, 4 — связка, 5 — заготовка, 6 — шли-
фовальный круг
Рис. 1.2. Схема стружкообра-
зовання:
1 — заготовка, 2 — абразивное зерно
крытия режущих кромок, приема срезаемой стружки / и нагнета-
ния воздушной струи, охлаждающей обрабатываемую поверхность
заготовки 5.
Работа шлифовального круга. В процессе шлифования режущее
абразивное зерно внедряется в обрабатываемый материал и срезает
стружку. Схема последовательного стружкообразования при шлифо-
вании показана на рис. 1.2.
Абразивные зерна шлифовального круга для проникновения в об-
рабатываемый материал должны по своей твердости превышать твер-
дость обрабатываемого тела. Но только по твердости нельзя судить
о пригодности абразивного зерна дня целей шлифования. Важна
также форма поверхности зерна: гладкая или шероховатая, с ост-
рыми или тупыми углами. Также важно строение зерна: слоистое
или кристаллическое.
Значительно легче проникает зерно с острыми кромками. Шеро-
ховатое зерно оказывает большее сопротивление срезанию стружки.
Абразивное зерно как и всякое кристаллическое тело, в большей
или меньшей степени обладает свойством спайности, т. е. способио-
5
chipmaker, ru
стью расщепляться по плоскостям под действием напряжений, воз-
никающих при внедрении зерна в металл и стружкообразовании.
При расщеплении выкрашиваются мельчайшие частицы кристалла
и возникают новые острые кромки зерна. При больших нагрузках
чрезмерно выкрашиваются зерна и это приводит к быстрому износу
круга. Поэтому зерно должно обладать определенной вязкостью,
чтобы сопротивляться действию ударов и сил трения. Наконец, зер-
но должно обладать высокой теплостойкостью, чтобы сохранять свои
свойства при высоких температурах в зоне шлифования. Универ-
сального шлифовального материала, обладающего всеми указанны-
Рис. 1.3. Характер износа, затупления и самозатачивания ре-
жущей поверхности круга
ми свойствами, нет, поэтому для различных условий шлифования
нужно применять разные марки шлифматерналов, отвечающих сле-
дующим требованиям: абразивные зерна должны быть значительно
тверже обрабатываемого материала, обладать прочностью, чтобы
выдерживать удары при каждом врезании, и быть достаточно хруп-
кими, чтобы скалываться и образовывать новые режущие кромки.
Размер пор между зернами должен обеспечивать размещение в них
срезаемой стружки (см. рис. 1.1, ни один шлифовальный круг не
может срезать стружку, превышающую по объему его поры).
Важной особенностью шлифовального круга является его спо-
собность самозатачиваться в процессе шлифования.
Сущность самозатачивания круга. В процессе шлифования острые
абразивные зерна затупляются, возрастающее сопротивление реза-
нию вызывает частичное разрушение и скалывание частиц зерна с об-
разованием новых острых режущих кромок (рис. 1.3, а, б) и выкра-
шивание из связки менее прочно закрепленных зерен (рис. 1.3, в).
Благодаря этому автоматически поддерживаются режущие свойст-
ва — самозатачивание круга (рис. 1.3, г). Чтобы вызвать самозата-
чивание, связка должна удерживать зерна на поверхности круга до
6
их затупления, скорость же затупления зависит от выполняемой кру-
гом работы и качества режущих зерен.
В этом случае связка должна обладать свойством определять срок
службы находящихся в ней абразивных зерен.
В тех случаях, когда связка продолжает удерживать затупив-
шиеся зерна, на них образуются площадки износа (рис. 1.3, д), струж-
ка заполняет поры (рис. 1.3, е), круг «засаливается» и теряет режу-
щие свойства. Чтобы восстановить работоспособность круга, необхо-
димо принудительно срезать затупившиеся зерна путем правки
круга.
Рис. 1.4. Маркировка шлифоваль-
ного круга:
1 — класс точности, 2 — вид шлифо-
вального материала, 3 — номер зер-
нистости, 4 — индекс зернистости. 5 —
марка завода-изготовителя. 6 — сте-
пень твердости, 7 — иомер структуры,
8 — вид связки. 9 — класс неуравнове-
шенности, 10 — диаметр посадочного
отверстия, И — высота, 12 — допусти
мая окружная скорость, 13 — наруж-
ный диаметр, 14 — форма
Маркировка шлифовального круга. По маркировке шлифоваль-
ного круга определяют характеристику, размеры, тип, классы точ-
ности и неуравновешенности, а также за вод-изготовитель инстру-
мента.
Система маркировки шлифовального круга показана в табл. 1.1.
Каждый шлифовальный круг маркируется на торцевой стороне.
Пример маркировки шлифовального круга показан на рис. 1.4.
Учебно-производственное задание по теме
«Шлифовальный круг и его маркировка»
1. Нарисуйте строение шлифовального круга и объясните назна-
чение абразивного зерна, пор и связки.
2. Нарисуйте схему врезания абразивного зерна в обрабатыва-
емое тело, схему стружкообразован и я и последовательность среза-
ния стружки в процессе шлифования.
3. Объясните сущность самозатачивания шлифовального круга
и роль в самозатачивании свойств абразивного зерна и связки.
4. Ознакомьтесь с системой маркировки и назначением каждого
параметра характеристики круга,с построением и правилами поль-
зования таблицей маркировки кругов.
5. По маркировке на шлифовальном круге расшифруйте по табл.
1.1 характеристику этого круга. В помощь учащемуся в верхней ча-
7
chipmaker.ru
1.1. Маркировка шлифовального круга
£
nwMHhotu ээпия
X;
S'
эпигиы
П1чичиэшпндоиот/
тчннзттчдои rn^H^gwdo^
TVimodoutJinufn
i
mmodouodgnpj
пиаониатпадондоапаи ээшу
ыы'йшшвлр ппняМгш
о н dattb г и m
w ‘пшоэ/чд
эпндму
TW ,
'umutHhgwo огоныцюэои dujsHDrifl
3l4Qd9QJ
сти таблицы дан пример маркировки и стрелками указаны парамет-
ры характеристики, соответствующие данной маркировке.
Примечание. Алмазные и эльборовые круги имеют ограниченное
применение, поэтому в таблице маркировки не приведены. Эти данные име-
ются в справочной литературе.
6. Выполните упражнения по расшифровке характеристики шли-
фовального круга. Подберите два круга с разной маркировкой его
характеристики. Внимательно осмотрите круг, найдите и запишите
его маркировку и сравните с маркировкой, приведенной на рис. 1.4.
По маркировке на круге, пользуясь табл. 1.1, определите и вы-
пишите его характеристику.
1.2. ВЫБОР МАРКИ ШЛИФОВАЛЬНОГО МАТЕРИАЛА
При выборе шлифовального материала нужно прежде всего исхо-
дить из твердости обрабатываемого материала. Чем тверже обраба-
тываемый материал, тем тверже должен быть и шлифовальный ма-
териал, так как с повышением его твердости растет и абразивная
способность. При этом также нужно учитывать и прочность абразив-
ных зерен, а в большинстве случаев, прочность зерен уменьшается
с повышением их твердости. Поэтому не следует шлифовальный ма-
териал высокой твердости выбирать для черновых операций шлифо-
вания, где снимается большой припуск, и увеличенная нагрузка на
шлифовальный круг может вызвать быстрое разрушение абразивных
зерен. Для операций чернового шлифования с большим съемом и ко-
лебанием припуска следует предпочтение отдавать более прочным
абразивным зернам.
При шлифовании с равномерным припуском, где окончательно
формируются размеры, геометрия и качество шлифованной поверх-
ности, наиболее эффективны абразивные зерна из твердых шлифо-
вальных материалов. Так, например, электрокорунд нормальный ус-
тупает по твердости и режущим свойствам электрокорунду белому,
но, обладая более высокой прочностью зерен, лучше работает на опе-
рациях предварительного шлифования незакаленной стали, а элект-
рокорунд белый — на операциях окончательного шлифования за-
каленной стали. Новые шлифовальные материалы, такие, как хро-
мотитанистый и циркониевый электрокорунды, при достаточно вы-
сокой твердости обладают повышенной прочностью зерен, и они
наиболее эффективны на операциях со снятием больших при-
пусков.
В абразивных зернах из монокорунда сочетаются высокая проч-
ность и хорошие режущие свойства, он имеет наибольшее примене-
ние для шлифования высоколегированных сталей.
В табл. 1.2 приводятся основные марки шлифовальных материа-
лов и область их применения, эти данные должны облегчить выбор
шлифовального материала для разных условий шлифования.
9
Продолжение табл. 1.2
chipmaker.ru
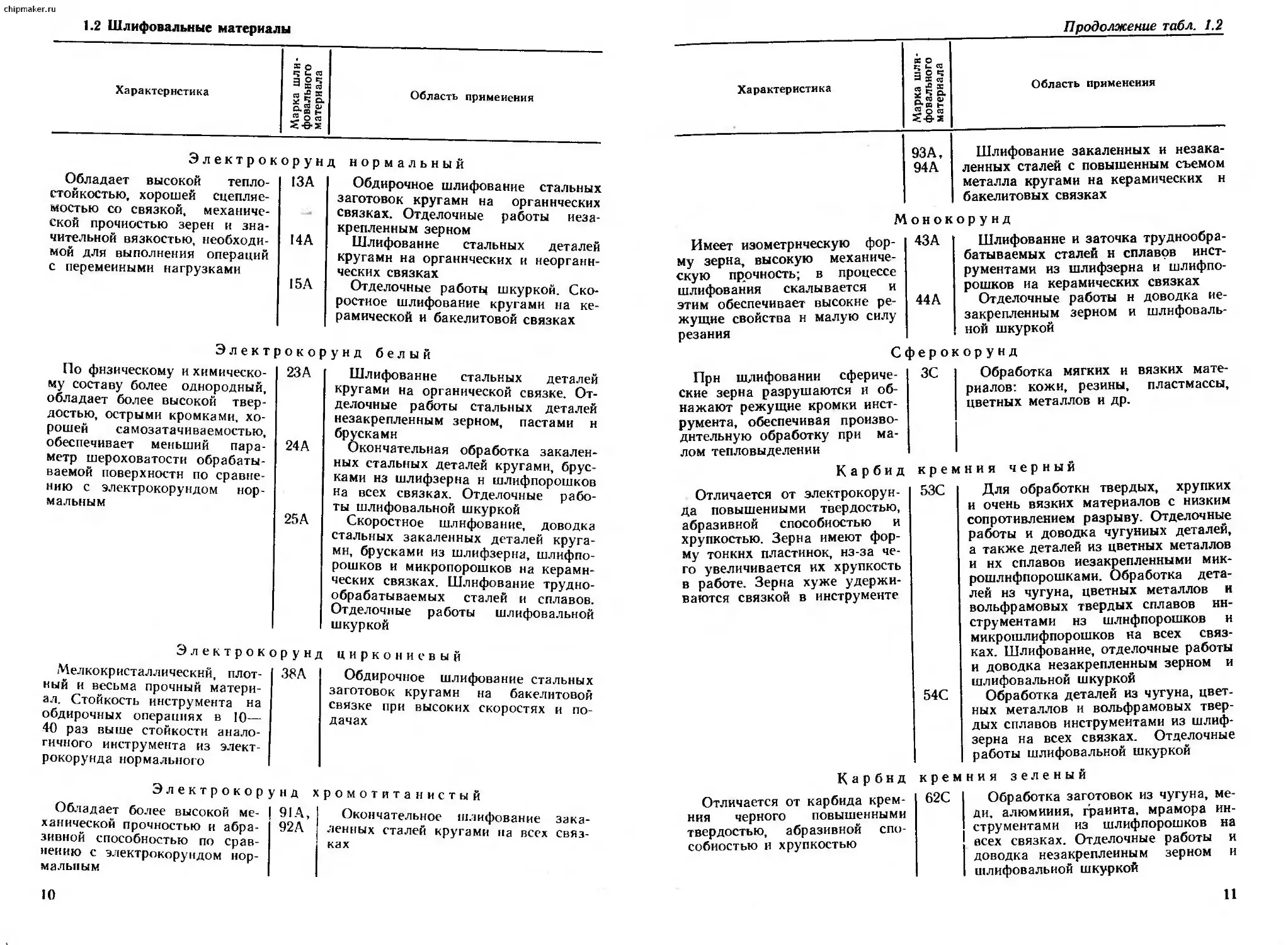
1.2 Шлифовальные материалы
Характеристика
Обладает высокой тепло- стойкостью, хорошей сцепляе- мостью со связкой, механиче- ской прочностью зерен и зна- I3A
чительной вязкостью, необходи- мой для выполнения операций 14А
с переменными нагрузками 15А
Электрокорунд
Электрокорунд белый
По физическому и химическо-
му составу более однородный,
обладает более высокой твер-
достью, острыми кромками, хо-
рошей самозатачиваемостью,
обеспечивает меньший пара-
метр шероховатости обрабаты-
ваемой поверхности по сравне-
нию с электрокорундом нор-
мальным
23А
24А
25А
Электрокорунд
/Мелкокристаллический, плот-
ный и весьма прочный матери-
ал Стойкость инструмента на
обдирочных операциях в 10—
40 раз выше стойкости анало-
гичного инструмента из элект-
рокорунда нормального
38А
Электрокорунд
Обладает более высокой ме- 91 А,
химической прочностью и абра- 92А
зивной способностью по срав-
нению с электрокорундом нор-
мальным
Область применения
нормальный
Обдирочное шлифование стальных
заготовок кругами на органических
связках. Отделочные работы неза-
крепленным зерном
Шлифование стальных деталей
кругами на органических и неоргани-
ческих связках
Отделочные работы шкуркой. Ско-
ростное шлифование кругами на ке-
рамической и бакелитовой связках
Шлифование стальных деталей
кругами на органической связке. От-
делочные работы стальных деталей
незакрепленным зерном, пастами н
брусками
Окончательная обработка закален-
ных стальных деталей кругами, брус-
ками нз шлифзерна и шлифпорошков
на всех связках. Отделочные рабо-
ты шлифовальной шкуркой
Скоростное шлифование, доводка
стальных закаленных деталей круга-
ми, брусками из шлифзерна, шлифпо-
рошков и микропорошков на керами-
ческих связках. Шлифование трудно-
обрабатываемых сталей и сплавов.
Отделочные работы шлифовальной
шкуркой
циркониевый
Обдирочное шлифование стальных
заготовок кругами на бакелитовой
связке при высоких скоростях и по-
дачах
хромотитанистый
Окончательное шлифование
ленных сталей кругами на всех
ках
зака-
связ-
Характеристика Марка шли- фовального материала Область применения
93А, 94А Шлифование закаленных и незака- ленных сталей с повышенным съемом металла кругами на керамических н бакелитовых связках
Монокорунд
Имеет изометрическую фор- 43А
му зерна, высокую механиче-
скую прочность; в процессе
шлифования скалывается и
этим обеспечивает высокие ре- 44А
жущие свойства и малую силу
резания
Сферокорунд
Прн шлифовании сфериче-
ские зерна разрушаются и об-
нажают режущие кромки инст-
румента, обеспечивая произво-
дительную обработку при ма-
лом тепловыделении
Карбид
Отличается от электрокорун-
да повышенными твердостью,
абразивной способностью и
хрупкостью. Зерна имеют фор-
му тонких пластинок, нз-за че-
го увеличивается их хрупкость
в работе. Зерна хуже удержи-
ваются связкой в инструменте
ЗС
53С
54С
Карбид
Отличается от карбида крем-
ния черного повышенными
твердостью, абразивной спо-
собностью и хрупкостью
Шлифование и заточка труднообра-
батываемых сталей н сплавов инст-
рументами из шлифзерна и шлифпо-
рошков иа керамических связках
Отделочные работы н доводка не-
закрепленным зерном и шлифоваль-
ной шкуркой
Обработка мягких и вязких мате-
риалов: кожи, резины, пластмассы,
цветных металлов и др.
кремния черный
Для обработки твердых, хрупких
и очень вязких материалов с низким
сопротивлением разрыву. Отделочные
работы и доводка чугунных деталей,
а также деталей из цветных металлов
и нх сплавов незакрепленными мик-
рошлнфпорошками. Обработка дета-
лей нз чугуна, цветных металлов и
вольфрамовых твердых сплавов ин-
струментами нз шлифпорошков и
микрошлифпорошков на всех связ-
ках. Шлифование, отделочные работы
и доводка незакрепленным зерном и
шлифовальной шкуркой
Обработка деталей из чугуна, цвет-
ных металлов и вольфрамовых твер-
дых сплавов инструмент ами из шлиф-
зерна на всех связках. Отделочные
работы шлифовальной шкуркой
кремния зеленый
62С I Обработка заготовок из чугуна, ме-
ди, алюминия, гранита, мрамора ин-
I струментами из шлифпорошков на
I всех связках. Отделочные работы и
I доводка незакрепленным зерном и
I шлифовальной шкуркой
10
11
chipmaker.ru
Продолжение табл. 1.2
Характеристика Марка шли- фовального материала Область применения
63С 64С Обработка титановых и титанотан- таловых твердых сплавов инструмен- тами нз шлифзерна на всех связках. Отделочные работы и доводка шли- фовальной шкуркой Обработка заготовок нз чугуна, меди, алюминия, гранита, мрамора инструментами из шлифзериа и мик- рошлифпорошков на всех связках. Отделочные работы и доводка неза- крепленным зерном и шлифовальной шкуркой
Карбид бора
Значительно превышает элек-
трокорунд и карбид кремния
по твердости и абразивной спо-
собности, хотя и очень хруп-
кий
КБ
Шлифование, отделочные работы и
доводка незакрепленным зерном де-
талей из твердых сплавов и чугунов
Учебно-производственное задание по теме
< Выбор марки шлифовального материала»
1. Объясните, какими основными свойствами должны обладать
режущие абразивные зерна для нормального протекания процесса
шлифования.
2. Объясните, почему стали лучше обрабатывать абразивными
зернами из электрокорунда, а чугуны, твердые сплавы и цветные
металлы — карбидом кремния.
3. Объясните, почему при обдирочном шлифовании лучше при-
менять электрокорунд нормальный, а на чистовых операциях —
электрокорунд белый.
4. Ознакомьтесь с основными марками шлифовальных материа-
лов, выявите их различие и целесообразные области применения.
1.3. ВЫБОР ЗЕРНИСТОСТИ ШЛИФОВАЛЬНОГО КРУГА
Зернистость шлифовального круга указывает размер (круп-
ность) шлифовальных зерен, из которых изготовлен данный инстру-
мент. В зависимости от размера зерен они делятся на следующие
группы: шлифзерно от № 200 до № 16, шлифпорошки от № 12 до
12
Ns 3, микрошлифпорошки от М63 до М14 и тонкие микропорошки
от М10 до М5.
Шлифзерно и шлифпорошки получают путем просеивания шлифо-
вальных частиц на специальных ситах.
Номер зернистости соответствует одной десятой размера ячеек
сита (мкм), на котором зерно задерживается (рис. 1.5). Например,
номера зернистостей 40, 25, 16 соответствуют размеру ячеек сит
400, 250, 160 мкм.
Для микрошлифпорошков номер зернистости с добавлением ин-
декса М указывает размер зерна в мкм. Например, номера зернисто-
стей М40, М28, М10 соответствуют размерам зереи 40 , 28 и 10 мкм.
Рис. 1.5. Шлифовальные зерна разной крупности
Индекс зернистости шлифовального круга. На практике шлифо-
вальный круг состоит из абразивных зерен разной крупности. Кро-
ме основной зернистости, указанной на маркировке круга (называе-
мой основной фракцией), вводится часть более мелких и более круп-
ных зерен.
Однородность зернового состава характеризуется процентом ос-
новной фракции. Чем выше однородность зернового состава, тем
меньше шероховатость обрабатываемой поверхности, выше режущие
свойства и стойкость инструмента. Поэтому зернистость дополняет-
ся буквенным индексом, определяющим процент основной фракции
в инструменте (см. табл. 1.1).
Влияние зернистости на работоспособность круга и качество шли-
фования. С увеличением крупности зерен растет пористость шлифо-
вального круга, увеличиваются размеры срезаемой стружки и общая
производительность шлифования, одновременно растет шерохова-
тость шлифованной поверхности, увеличивается хрупкость абразив-
ных зерен и уменьшается стойкость инструмента.
С уменьшением размера зерен они становятся более прочными и
более острыми, лучше сохраняют профиль режущей кромки, умень-
шают шероховатость шлифованной поверхности. На операциях окон-
чательного шлифования твердых и хрупких материалов уменьшение
13
chipmaker.ru
зернистости способствует повышению режущей способности и произ-
водительности инструмента за счет увеличения числа зерен на еди-
нице режущей поверхности шлифовального круга.
Общие правила по выбору зернистости шлифовального круга.
Крупнозернистые инструменты (зернистость
№ 200—50) следует применять:
для снятия больших припусков, когда шероховатость поверхно-
сти не лимитируется;
при обработке вязких материалов, когда срезаемые стружки
быстро заполняют поры инструмента и вызывают его засаливание;
при плоском шлифовании торцом круга и внутреннем шлифова-
нии, когда большая поверхность контакта круга с деталью может
вызвать прижоги на шлифуемой поверхности.
Среднезернистые инструменты (зернистость
№ 40—16) применяются:
для большинства операций шлифования закаленных сталей, чу-
гунов и твердых сплавов с получением шероховатости поверхности
Ra = 0,63 4-0,16 мкм;
при шлифовании и заточке режущего инструмента.
Мелкозернистые инструменты (зернистость
№ 12 и мельче) используются:
для получения шероховатости поверхности Ra — 0,16ч-
0,04 мкм;
для отделочного шлифования и резьбошлифования и обработки
сложных точных профилей;
для чистовой заточки и доводки режущего инструмента;
при хонинговании и суперфинишировании.
Учебно-производственное задание по теме
« Выбор зернистости шлифовального круга»
1. Объясните, как влияет зернистость на кромкостойкость шли-
фовального круга и шероховатость шлифованной поверхности.
2. Всегда ли нужно выбирать более крупную зернистость круга
для повышения производительности съема металла?
3. Что характеризует индекс зернистости круга и как он влияет
на работоспособность круга?
4. Выбрать зернистость шлифовального круга для следующих
операций шлифования:
обдирочное шлифование наружного диаметра цилиндрической
стальной заготовки (до термообработки) со снятием припуска 0,8 мм
на диаметр и параметром шероховатости Ra = 2 мкм;
чистовое шлифование наружного диаметра цилиндрического ва-
ла после закалки со снятием припуска 0,4 мм на диаметр и получе-
нием параметра шероховатости Ra ~ 0,4 мкм.
14
1.4. ВЫБОР ТВЕРДОСТИ ШЛИФОВАЛЬНОГО КРУГА
Под твердостью шлифовального круга понимается нетвердость ре-
жущих зерен, а прочность удержания этих зерен при помощи связ-
ки. Поэтому твердость круга определяется усилием, которое нужно
приложить к зерну, чтобы вырвать его из связки. Степень твердости
круга зависит от вида и количества связки. Так, твердый шлифо-
вальный круг может быть получен из сравнительно мягких шлифо-
вальных зерен, а мягкий круг — из весьма твердых (например, алмаз-
ных зерен).
С увеличением связки на 1,5 % твердость инструмента повышает-
ся на одну степень, при этом объем связки увеличивается за счет
уменьшения объема пор. Рас-
стояние между зернами остается
неизменным. На рис. 1.6, а, б
показано строение соответствен-
но мягкого и твердого шлифо-
вальных кругов.
Влияние твердости круга на
его работоспособность. Твер-
дость оказывает влияние на ре-
жущие свойства и кромкостой-
Рис. 1.6. Строение шлифовального
круга:
а — мягкого, б — твердого; / — абразив-
ные зерна, 2 — поры, 3 — связка
кость инструмента, а также на
характер и интенсивность его
изнашивания в процессе шлифо-
вания.
В зависимости от твердости
круга он может работать в режиме затупления или самозатачивания.
При слишком твердом круге связка продолжает удерживать за-
тупившиеся зерна, на них образуются площадки (см. рис. 1.3, с>),
поры между зернами заполняются стружкой (см. рис. 1.3, е), круг
начинает «засаливаться» и теряет свои режущие свойства, произво-
дительность шлифования уменьшается, растут силы и мощность ре-
зания, вызывая упругие отжатия технологической системы и нагре-
вание детали, а на обрабатываемой поверхности появляются следы
дробления, риски, прижоги, растут погрешности геометрической фор-
мы и возможно даже коробление обрабатываемой детали. В этом
случае для восстановления режущих свойств необходимо сре-
зать затупившийся слой абразива, что достигается правкой
круга.
Когда круг слишком мягкий, самозатачивание сопровождается
интенсивным выкрашиванием еще незатупнвшихся зерен (см. рис.
1.3, в), увеличивается его износ, круг теряет правильную форму, по-
являются вибрации, все это затрудняет получение заданных парамет-
ров точности, формы и шероховатости поверхности, однако круг со-
храняет высокую режущую способность и работает с минимальным
тепл овы дел ен ием.
15
chipmaker.ru
При выборе твердости круга всегда следует учитывать, что интен-
сивное самозатачивание допустимо лишь на операциях обдироч-
ного и проходного шлифования, где сквозной проход обрабатывае-
мых деталей по режущей поверхности круга автоматически выравни-
вает неравномерный износ круга и обеспечивает минимальное теп-
ловыделение.
При врезном, профильном и резьбошлифовании погрешности
геометрической формы круга будут копироваться на обрабатывае-
мой поверхности, поэтому необходимо применять круги повышен-
ной твердости, чтобы обеспечить шлифование в режиме частичного
самозатачивания (за счет скалывания частиц зерна) и преобладаю-
щего затупления режущих зерен, требующих периодической прину-
дительной правки круга.
Наибольшая стабильность и экономичность процесса достига-
ются при самозатачивании круга за счет преобладающего скалыва-
ния абразивных зерен и образования новых режущих кромок, что
также способствует сбрасыванию прилипающих к зерну стружек.
При выборе твердости круга надо руководствоваться следующи-
ми правилами.
1. Для обработки твердых материалов следует применять мягкие
абразивные инструменты (чтобы вызвать выкрашивание быстро за-
тупившихся зерен), а для обработки мягких материалов — более
твердые инструменты. Исключение составляют медь, алюминий, сви-
нец, нержавеющая и жаропрочная стали, которые шлифуют мягким
инструментом, так как при обработке этих материалов вязкая струж-
ка заполняет поры круга и необходимо вызвать выкрашивание зерен
с одновременным удалением стружки.
2. С увеличением площади контакта между кругом и деталью (на-
пример, при шлифовании торцом круга) давление на единицу поверх-
ности круга уменьшается, выкрашивание затупившихся зерен за-
трудняется. Поэтому следует использовать более мягкий инструмент,
чтобы вызвать его самозатачивание.
3. С повышением окружной скорости круга следует применять
более мягкий инструмент. При интенсивных режимах работы —
большой скорости детали и увеличенной поперечной подаче — при-
меняются более твердые круги.
4. Для предварительных операций применяются более твердые
инструменты, чем для окончательных.
5. При шлифовании всухую следует использовать круги на одну
степень мягче, чем при работе с охлаждением.
6. На автоматических станках устойчивых и жестких конструк-
ций со спокойным ходом шпинделя применяются более мягкие кру-
ги, чем на станках с ручными подачами. При наличии люфтов в
шпинделе станка применяют круги повышенной твердости.
7. Мелкозернистые инструменты должны быть меньшей твердо-
сти, а крупнозернистые — большей.
16
8. Абразивные инструменты на бакелитовой связке должны быть
на две степени твердже инструментов на керамической связке при
выполнении ими однотипной работы.
9. Мягкие круги экономичнее твердых, так как реже правятся.
Однако твердость их не должна быть столь низкой, чтобы они быстро
изнашивались и теряли форму.
10. При выборе твердости круга нужно учитывать также тип
станка и вид шпинделя. При бесцентровом шлифовании выбирают-
ся более мягкие круги, чем при круглом. Внутреннее и плоское шли-
фование ведется кругами более мягкими, чем круглое наружное
шлифование. Для шлифования периферией круга применяются бо-
лее твердые круги, чем при шлифовании торцом.
11. При шлифовании деталей, не допускающих значительного
теплообразования (острых режущих кромок инструмента, тонкостен-
ных цилиндров, тонких пластин и т.д.), следует применять более
мягкие круги.
12. При профильном шлифовании и резьбошлифовании для обес-
печения точности и стойкости заданного профиля круга используют-
ся более твердые круги.
13. При шлифовании деталей малого диаметра, прерывистых по-
верхностей, галтелей, радиусов и т.п. следует выбирать более твер-
дые круги.
Для решения практических задач по выбору твердости шлифо-
вального круга приводится табл. 1.3.
1.3. Твердость абразивных инструментов
Степень твердости инструмента Обозначение твердо- сти инструмента Область применения
М — мягкий Ml, М2, М3 Операции шлифования с интенсив-
СМ — среднемяг- кнй СМ1. СМ2 ным самозатачиванием инструмента: плоское шлифование торцом круга, внутреннее шлифование закаленных сталей, заточка и доводка режущего инструмента, обработка цветных ме- таллов, труднообрабатываемых и вяз- ких сплавов; шлифование высоко- твердых закаленных сталей, имеющих склонность к прижогам и трещинам; зубошлнфование, резьбошлифоваиие. Чистовое шлифование и суперфини- ширование
С — средний Cl, С2 Окончательное и чистовое шлифо- вание (круглое, бесцентровое и внут- реннее). Плоское шлифование пери- ферией круга. Резьбошлифоваиие. Шлифование чугунов . Обдирочное шлифование торйб'и'-друга
17
Продолжение табл. 1.3
Степень твердости инструмента Обозначение твердо- сти инструмента Область применения
СТ — средне- твердый СТ1. СТ2, СТЗ Круглое и бесцентровое врезное шлифование. Профильное шлифова- ние. Обработка пр.ерывистых поверх- ностей. Обдирочное шлифование чу- гунов
Т — твердый Т1, Т2 Обдирочное шлифование, снятие заусенцев на поковках и лнтье. От- резные круги, ведущие круги для бесцентрового шлифования. Врезное профильное шлифование с большим съемом металла
ВТ — весьма твер- дый ВТ1. ВТ2 Силовое, обдирочное шлифование и зачистка в металлургии и кузнеч- но-литейном производстве. Правка абразивных кругов. Шлифование ша- ров, выполнение операций с большим давлением резаиия
Примечание. Дана шкала твердостей для инструмента на керамической и ба-
келитовых связях. Инструмент на вулканитовой связке выпускается твердостью С, СТ и Т
Учебно-производственное задание по теме
«Выбор твердости шлифовального круга»
1. Объясните, чем отличается твердость шлифовального круга от
твердости режущего абразивного зерна.
2. Объясните, почему для обработки твердых материалов нужно
применять мягкий круг, а для обработки мягких материалов —
твердый круг.
3. Объясните, чем отличается структура мягкого круга от струк-
туры твердого круга и какое влияние это оказывает на работоспособ-
ность шлифовального круга.
4. Выберите твердость шлифовального круга для следующих
операций шлифования:
плоское шлифование периферией круга закаленных пластин из
стали 45;
окончательное врезное шлифование шатунных шеек чугунных
коленчатых валов;
силовое обдирочное шлифование чугунных отливок (вручную на
точилах) с целью снятия заусенцев и литников.
1.5. ВЫБОР СТРУКТУРЫ ШЛИФОВАЛЬНОГО КРУГА
Структура шлифовального круга. С увеличением номера струк-
туры увеличивается расстояние между зернами и соответственно раз-
мер пор в шлифовальном круге (рис. 1.7), поэтому структура оказы-
вает непосредственное влияние на режущие свойства инструмента,
18
формирование и отвод стружки, тепловыделение и производитель-
ность шлифования. Важно, что регулирование указанных свойств
происходит при сохранении заданной твердости круга и этим откры-
ваются дополнительные возможности применения пористых кругов
повышенной твердости.
Принято называть структуры от № 1 до № 4 закрытыми, или
плотными (рис. 1.7, а), от № 5 до № 8 — средними, от №9 до №12—
открытыми (рис. 1.7, б) и от № 13 до № 16 — высокопористыми.
При выборе номера структу-
ры необходимо исходить из сле-
дующих
торов:
технологических фак-
Рис. 1.7. Строение шлифовального
круга:
а — закрытой (плотной) структуры, б — от-
крытой структуры; / — абразивные зерна,
2 — поры. 3 — связка
Рис. 1.8. Строение высокопори-
стого шлифовального круга
крупнозернистый круг открытой структуры обеспечивает луч-
шее удаление стружки и эффективен при шлифовании мягких и вяз-
ких материалов, когда не предъявляются высокие требования к ше-
роховатости поверхности;
открытая структура желательна при шлифовании с большой по-
верхностью контакта круга с деталью (плоское, внутреннее шлифо-
вание);
для чистовых операций шлифования, а также при обработке твер-
дых и хрупких материалов целесообразно применять круги плот-
ной и средней структуры.
Высокопористые шлифовальные круги. Увеличенные размеры пор
достигаются добавкой в абразивную массу порообразующих веществ,
выгорающих при термической обработке инструмента (молотый
уголь, пластмассовая крошка, древесные опилки, измельченная
скорлупа фруктовых косточек).
Такой абразивный инструмент отличается увеличенным объемом
пор и называется высокопористым (рис. 1.8). Суть и цель примене-
ния пористых кругов — получение как можно больших по объему
пор для размещения в них срезаемой стружки. Этим достигается
более высокая производительность и бесприжоговое шлифование.
19
Учебно-производственное задание по теме
« Выбор структуры шлифовального круга»
1. Нарисуйте строение круга плотной и открытой структур. В
чем состоит их различие?
2. Почему при больших съемах металла, а также при плоском и
внутреннем шлифовании лучше работают круги открытых структур?
3. Нарисуйте строение высокопористого круга. Чем он отличает-
ся от кругов открытой структуры? На каких операциях шлифова-
ния желательны высокопористые круги?
4, Выбрать номер структуры круга для следующих операций
шлифования:
плоское шлифование торцом круга торцов колец подшипников из
закаленной стали UIX15;
окончательное резьбошлифование метчиков, изготовленных из
быстрорежущей стали Р6М5;
шлифование алюминиевых поршней по наружному диаметру на
бесцентровошлифовальном станке.
1.в. ВЫБОР СВЯЗКИ ШЛИФОВАЛЬНОГО КРУГА
Назначение и виды связок. Связка шлифовального круга не уча-
ствует в резании и удалении припуска, но, определяя прочность и
твердость инструмента, оказывает большое влияние на режимы,
производительность и качество обработки.
Шлифовальные круги на керамической связке (рис. 1.9, а) от-
личаются прочным закреплением шлифовальных зерен, высокой
стойкостью профиля, увеличенной пористостью и повышенной режу-
щей способностью. Инструмент на керамической связке устойчив
при высоких температурах и в водной среде, обладает большой хими-
ческой стойкостью, допускает применение любых СОЖ. Однако ке-
рамическая связка сообщает повышенную хрупкость, поэтомуона
чувствительна к ударным и изгибающим нагрузкам. Тонкие круги не
допускают боковых нагрузок.
Шлифовальные круги на бакелитовой связке обладают более вы-
сокими прочностью, упругостью и эластичностью, чем круги на ке-
рамической связке. Они длительно сохраняют режущие свойства за
счет интенсивного самозатачивания, меньше выделяют теплоты при
шлифовании, позволяют работать на высоких скоростях, могут быть
изготовлены различных форм и размеров, в том числе и очень тон-
ких — до 0,5 мм, для отрезных и прорезных работ.
Недостатком бакелитовой связки является слабая устойчивость
против действия СОЖ, содержащих щелочные растворы, поэтому
СОЖ не должна содержать более 1,5 % щелочи. Круги на бакели-
товой связке имеют более низкую, чем круги на керамической связке,
кромкостойкость. Сцепление с абразивным зерном бакелитовой связ-
ки слабее, чем керамической, поэтому она широко используется на
20
операциях плоского шлифования, где необходимо самозатачивание,
круга. Бакелитовая связка имеет невысокую теплоустойчивость и
выгорает при длительном нагревании до 250—300 СС, а при 200°C и
выше бакелитовая связка приобретает хрупкость. Абразивный ин-
струмент на бакелитовой связке чаще изготовляется из электроко-
рунда нормального и карбида кремния черного.
В основе вулканитовой связки лежит термически обработанная
смесь каучука с серой. Свойство эластичности инструмента на вул-
канитовой связке используется
при обработке фасонных поверх-
ностей и профильном шлифова-
нии. Круги на вулканитовой
связке могут быть изготовлены
толщиной 0,3—0,5 мм для отрез-
ных работ.
Вулканитовая связка значи-
тельно хуже, чем керамическая,
удерживает абразивные зерна и
это компенсируется увеличени-
ем количества связки за счет
уменьшения пор (рис. 1.9, б).
Поэтому инструмент на вулка-
нитовой связке отличается плот-
ной структурой, вызывающей
увеличенное тепловыделение при
Рис. 1.9. Строение шлифовального
круга иа керамической (а) и вулка-
нитовой (б) связках:
1 — абразивное зерно, 2 — поры, 3 — связка
шлифовании.
Низкая теплоустойчивость каучука (150—180 °C) приводит к
размягчению и выгоранию связки при интенсивном резании. Шли-
фовальные зерна углубляются в эластичную связку и режут на мень-
шей глубине подобно более мелкозернистому инструменту, обеспе-
чивая наименьшую шероховатость поверхности.
Эти особенности вулканитовой связки эффективно используются
при чистовой обработке фасонных поверхностей, на операциях от-
резки и прорезки пазов, полировании гибкими кругами, бесцентро-
вом шлифовании.
Учебно-производствеиное задание по теме
«Выбор связки шлифовального круга»
1. Нарисуйте строение кругов на керамической и вулканитовой
связках. Какой из них более пористый?
2. Объясните преимущества и недостатки керамической, баке-
литовой и вулканитовой связок.
3. Почему наибольшее применение имеют круги на керамиче-
ской связке?
4. Выберите связку шлифовального круга для следующих опе-
раций:
21
chipmaker.ru
круглое врезное шлифование шеек коленчатого вала после тер-
мообработки, изготовленных из стали 45;
плоское шлифование тонкостенных пластин из закаленной высо-
коуглеродистой стали марки У8;
отрезка прутков диаметром 40 мм из закаленной быстрорежущей
стали марки Р6М5.
1.7. ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ
НА ВЫБОР ХАРАКТЕРИСТИКИ ШЛИФОВАЛЬНОГО КРУГА
Материал шлифуемой заготовки. В процессе шлифования сте-
пень окисления обрабатываемой поверхности и срезаемой стружки
оказывает большое влияние на обрабатываемость. С повышением со-
держания углерода снижается устойчивость сплавов против окис-
ления, что способствует процессу образования стружки и облегча-
ет ее удаление с поверхности круга. Например, алюминий, кремний,
никель способствуют образованию химически устойчивой оксидной
пленки и этим ухудшают обрабатываемость.
Таким образом, повышение степени окисления облегчает процесс
шлифования, а понижение — затрудняет. Поэтому углеродистые
стали лучше шлифуются, чем легированные, конструкционные и ин-
струментальные. Легирующие присадки способствуют образованию
в сталях карбидных соединений, повышают их твердость и темпера-
туру плавления. Это ухудшает обрабатываемость сталей, ускоряет
затупление абразивных зерен, понижает стойкость кругов между
правками.
Обработка материалов с низкой теплопроводностью проходит при
высоких температурах, что делает их труднообрабатываемыми. Вы-
сокая прочность в сочетании с большой вязкостью также затрудня-
ет процессы шлифования. Например, серый чугун обрабатывается
значительно легче, чем отбеленный или легированный.
Наилучшей обрабатываемостью обладает перлитная структура,
в порядке ухудшения обрабатываемости далее следуют: сорбитная,
трооститная, мартенситная и аустенитная структуры. Последняя
шлифуется кругами из электрокорунда белого и монокорунда. При
опасности появления прижогов и шлифовочных трещин применяют-
ся круги открытых структур, иногда круги из карбида кремния зеле-
ного.
Для шлифования труднообрабатываемых сталей и сплавов приме-
нятся монокор у ндовые и эльборовые круги, предупреждающие при-
жоги и шлифовочные трещины.
Твердые сплавы обрабатываются инструментами из карбида крем-
ния и алмазов.
Размер детали и форма шлифуемой поверхности. Для обработки
деталей, имеющих большую массу, хорошо отводящую образующую-
ся при шлифовании теплоту, применяются более твердые круги (С1 —
СТ2) и интенсивные режимы. Детали, имеющие небольшую толщину
22
стенок, обрабатывают мягкими кругами (М3 — СМ1) открытых струк-
тур (№ 8—10).
Шлифование прерывистых поверхностей следует производить бо-
лее твердыми кругами (С—СТ) плотной структуры (№ 3—4), так
как прерывистость поверхности способствует повышению самозата-
чиваемости кругов. В случае обработки деталей торцом круга при
большой площади контакта между обрабатываемой поверхностью и
инструментом необходимы более мягкие (М — СМ) крупнозернистые
круги (№ 32—50), чем в случае обработки периферией круга. При
этом кольцевые круги должны быть мягче, чем сегментные.
Рнс. 1.10. Длина дуги контакта шлифовального круга с заготовкой:
а - при круглом наружном шлифовании, б — при плоском шлифовании периферией
круга, в — прн внутреннем шлифовании, Аи, £пл, £вн — длины дуг контакта, D — дна- .
аметр круга, d — диаметр заготовки, t — глубина резання
Для обеспечения необходимого профиля профильное шлифова-
ние производится более твердыми кругами (С — СТ). При обработ-
ке неровной, прерывистой поверхности следует применять твердые
круги (С — СТ) плотной структуры (№ 3—4), имеющие повышен-
ную кромкостойкость.
Способ шлифования. На выбор характеристики круга оказыва-
ет влияние способ шлифования. Так, при круглом наружном шлифо-
вании, когда площадь контакта шлифовального круга с обрабатывае-
мой заготовкой наименьшая (рис. 1.10, а), следует применять более
твердые круги, чем при плоском и внутреннем шлифовании,
в процессе которых эта площадь контакта значительно больше
(рис. 1.10, б, в).
Длина дуги контакта (мм) при применении вышеназванных спо-
собов шлифования определяется следующим образом:
23
5ВН
Ddt
d—D
Учебно-производственное задание по теме
«Влияние технологических факторов на выбор
характеристики шлифовального круга»
1. Почему углеродистые стали обладают лучшей шлифуемостью
по сравнению с инструментальными легирующими сталями?
2. Почему при обработке тонкостенных деталей нужно применять
мягкие круги с открытой структурой, а при обработке прерывистых
поверхностей применять более твердые круги?
3. Почему профильное шлифование ведут кругами повышен-
ной твердости?
4. Почему при круглом шлифовании всегда применяют более
твердые круги, чем при плоском шлифовании торцом круга?
1. 8. ВЫБОР ФОРМЫ И ТИПА ШЛИФОВАЛЬНОГО КРУГА
Технологические факторы, определяющие выбор формы и типа
шлифовального круга. Наиболее просты по форме и универсальны
по применению круги типа ПП, которые используются для всех опе-
раций шлифования (рис. 1.11). Круги типов ПВ, ПВК, ПВДК,
Рнс. 1.Ц. Шлифовальные круги типов ПП, ПВ, ПВК, ПВДК, ПВД
ПВД с выточками представляют собой разновидность кругов типа
ПП. Выточки предназначены для более прочного крепления во флан-
цах и лучшего доступа круга к шлифуемой поверхности. Выточка
позволяет применить более широкий круг за счет размещения кре-
пежной гайки внутри выточки. Конические выточки у кругов типов
ПВК и ПВДК помогают также уменьшить площадь контакта боко-
вой поверхности круга с буртиками и фланцами обрабатываемых
деталей. Если в уменьшении площади контакта нет необходимости,
то для тех же работ применяют круги типов ПВ и ПВД. Эти круги
24
применяют также для внутреннего шлифования в случае, когда на-
до подрезать донышко изделия или работать «в упор».
Круги типов ЗП и 4П приспособлены главным образом для заточ-
ки многорезцовых инструментов: пил (ЗП), фрез (4П), круги типов
2П и 4П — для шлифования зубьев шестерен и профиля червяка
(рис. 1.12).
Для заточки фрезы торцом шлифовального круга применяют ча-
шечные круги типов ЧЦ и ЧК (рис. 1.13). Круги типа ЧЦ исполь-
зуются при плоском шлифовании, иногда -— при обработке отвер-
стий, особенно несквозных.
Рнс. 1.12. Шлифовальные круги ти-
пов 2П. ЗП, 4П
Рис. 1.13. Шлифовальные круги ти-
пов ЧЦ и ЧК
Круги типов ЧК и ЧЦ рекомендуются для заточки инструментов
и плоского шлифования, например направляющих станин станков,
когда из-за резкого ограничения свободного пространства над обра-
батываемой поверхностью нельзя использовать инструменты дру-
гих форм.
Круги-тарелки тира Т (рис. 1.14) применяют в случае еще более
резкого ограничения свободного пространства вокруг шлифуемой по-
верхности: для заточки и доводки передних граней инструмента, на-
пример зубьев фрез (1Т), для заточки червячных фрез (2Т), для обра-
ботки зубьев долбяков и зубьев шестерен (ЗТ).
Круги-кольца типа К (см. рис. 1.14) применяют для плоского
шлифования.
Шлифовальные сегменты типа С, некоторые из которых показа-
ны на рис. 15, крепятся в патроне станка и образуют круг с преры-
вистой кольцевой поверхностью, работающий торцом при плоском
шлифовании.
Различная форма сегментов обусловлена конструкцией патронов
станка. Сегментный круг по сравнению с кольцевым (тип К) дает не-
которое повышение шероховатости, но позволяет работать с более
интенсивными режимами и меньшим тепловыделением. При шлифо-
вании прерывистых поверхностей лучше применять кольца, этим
26
chipmaker.ru
уменьшают удары и возможность сбрасывания деталей со стола
станка.
Тонкие круги-диски типа Д(рис. 1.16) применяют для прорезных
работ, шлифования пазов и отрезки материалов.
Рис. I 14. Шлифовальные
круги типов Т и К
Рис. 1.15. Шлифовальный
сегмент типа С
Рис. 1.16. Шлифо
вальный круг-диск
типа Д
Круги типов ПР и ПН (рис. 1.17) предназначены для черновых
операций и для плоского шлифования торцом круга.
Чтобы уменьшить тепловыделение и деформацию деталей при
шлифовании тонких колец торцом круга, применяют круги с рифле-
ной режущей поверхностью типа ПР, этим уменьшается площадь
Рис. 1.17. Шлифовальные
круги типов ПР и ПН
Рис. 1.18. Шлифовальные го-
ловки
контакта круга с деталью и соответственно уменьшается тепловыде-
ление.
Шлифовальные головки, наклеенные на металлические оправки
(рис. 1.18), закрепляютв патроне, получающем вращение от гибкого
вала. С их помощью выполняют операции обработки штампов, мат-
риц, пресс-форм, зачистки отливок, сварных конструкций.
26
1. 9. ВЫБОР ШЛИФОВАЛЬНОГО КРУГА ПО КЛАССУ ТОЧНОСТИ
И КЛАССУ НЕУРАВНОВЕШЕННОСТИ
Класс точности инструмента показывает, с какой точностью из-
готовлен шлифовальный круг: по наружному диаметру, высоте, диа-
метру отверстия, параллельности торцевых поверхностей, смещению
от отверстия и др. (табл. 1.4).
1. 4. Основные параметры, характеризующие классы точности
шлифовальных кругов
Параметры Классы точности
АА А Б
Предельные отклонения, мм:
наружного диаметра 6—800 мм ±0,3 4- ±3,0 ±0,3 4- ±5,0 ±5,0 4- ±8,0
высоты Н 3—100 мм ±0,1 4- ±0,3 ±0,2 4- ±1,5 ±0,3 4- ±3,0
диаметра посадочного отверстия 10—260 мм ±0,1 4-0,3 0,14-0,4 0,24-0.7
Отклонение от параллель- ности, выпуклость, вогну- тость (мм) торцевых по- верхностей 160 400 мм 0,104-0,20 ’ 0.154-0,40 0,254-0,50
Овальность (мм) наруж- ной поверхности 18—500 мм 0,14-0,2 0,34-1,2 0,64-2,0
Конусообразиость (мм) наружной поверхности 40— 100 мм 0,24-0,5 0,34-1,0 0,54-2,0
Смещение (мм) оси от- верстия 18—260 мм 0,104-0,25 0,154-0,40 0,204-0,50
Трещины и раковины Не допускаются
Повреждения кромок Не допускаются Не допускают- ся размерами более 5 мм
Инородные включения в Не допускаются размерами более, мм
количестве более четырех на участке 100 см2 0,5 1,0 2,0
Индексы зернистости В, П В, П, Н В. П, Н, Д
Класс неуравновешенно- сти по ГОСТ 3060—75 1 1, 2 1,ДЗ
Выпускаются шлифовальные круги трех классов точности: АА,
А и Б. Для менее ответственных операций абразивной обработки
применяют инструмент класса Б, более точным и качественным явля-
ется инструмент класса А.
Для работы в автоматических линиях и многокруговых станках
применяется прецизионный инструмент АА. Он отличается более
высокой точностью геометрических параметров, однородностью зер-
нового состава, уравновешенностью абразивной массы, изготовля-
ется из лучших сортов шлифовальных материалов.
27
Класс неуравновешенности шлифовального круга. Неуравнове-
шенность круга появляется при его изготовлении из-за отклонений
параметров геометрической формы, неоднородной плотности и твер-
дости на разных участках круга. Шлифовальные круги выпускаются
четырех классов неуравновешенности. Для каждого класса задается
допустимая неуравновешенность (табл. 1.5).
1.5. Допустимая неуравновешенность массы кругов, г
Масса круга, кг Класс неуравновешенности Масса круга, кг Класс неуравновешенности
1 2 3 4 1 2 3 4
0,20—0,25 2,5 4 6 12 30,0—40,0 30 50 75 150
2,0—2,50 7,5 12 20 40 63,0—80,0 45 65 110 215
4,0—5,0 11 17 27 55 125,0—160,0 60 95 150 300
8,0—10,0 15 25 40 75 250,0—300,0 85 130 210 420
16,0—20,0 22 35 55 1101
По этим классам неуравновешенности проверяется качество кру-
гов на абразивных заводах и у потребителя. Для операций оконча-
тельного шлифования нужно выбирать круги 1—2-го классов неурав-
новешенности.
Учебно-производственное задание по теме
«Выбор формы, класса точности и класса
неуравновешенности шлифовального круга»
1. Объясните, чем вызвана необходимость применения шлифо-
вальных кругов разных форм.
2. Нарисуйте формы шлифовальных кругов следующих типов:
ПП, ПВ, ПВДК, 2П, ЧК, Т; назовите примеры их применения.
3. Объясните, что характеризует класс точности инструмента.
Какой класс инструмента нужно применять на черновых и прецизи-
онных операциях шлифования?
4. Объясните, что характеризует класс неуравновешенности шли-
фовального круга. Почему так важно, чтобы круг имел минималь-
ную неуравновешенность?
5. Можно ли полностью устранить плохую работу круга из-за
большой его неуравновешенности при последующей балансировке
круга в сборе с зажимными фланцами (при помощи балансировоч-
ных сухарей)?
2. ТЕХНОЛОГИЯ И ПРАКТИКА ПОДГОТОВКИ
АБРАЗИВНОГО ИНСТРУМЕНТА ДЛЯ РАБОТЫ
НА ШЛИФОВАЛЬНЫХ СТАНКАХ
2.1. КОНТРОЛЬ КАЧЕСТВА ШЛИФОВАЛЬНЫХ КРУГОВ
Каждый шлифовальный круг до установки на станок проходит
проверку на наличие трещин, механических повреждений и механи-
ческой прочности (на разрыв).
Выборочно, из каждой партии кругов, проверяют параметры, ха-
рактеризующие классы точности и неуравновешенности кругов, а
также проверяют твердость кругов.
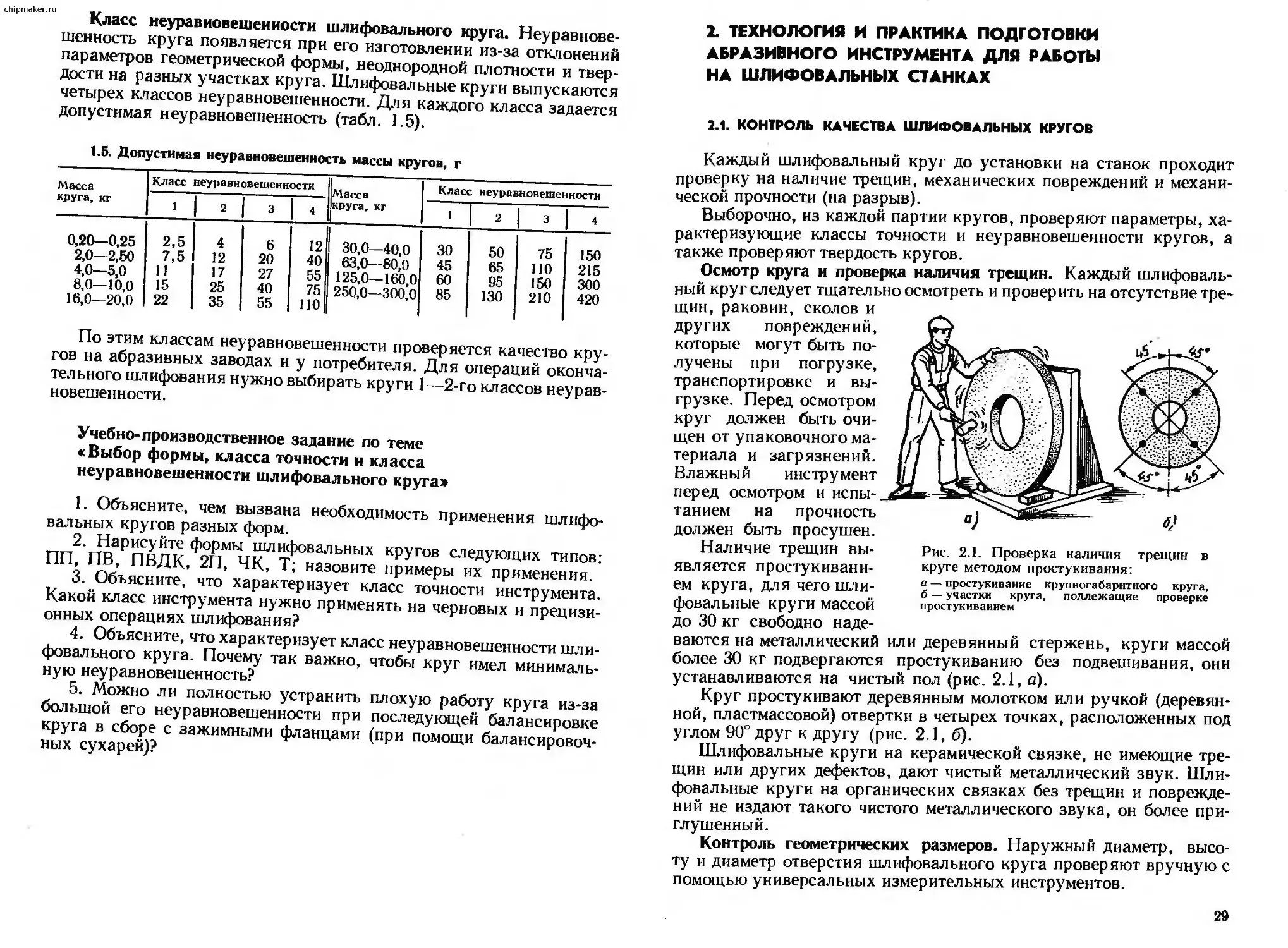
Осмотр круга и проверка наличия трещин. Каждый шлифоваль-
ный круг следует тщательно осмотреть и проверить на отсутствие тре-
щин, раковин, сколов и
других повреждений,
которые могут быть по-
лучены при погрузке,
транспортировке и вы-
грузке. Перед осмотром
круг должен быть очи-
щен от упаковочного ма-
териала и загрязнений.
Влажный инструмент
перед осмотром и испы-
танием на прочность
должен быть просушен.
Наличие трещин вы-
Рис. 2.1. Проверка наличия трещин в
круге методом простукивания:
а — простукивание крупногабаритного круга,
б — участки круга, подлежащие проверке
простукиванием
является простукивани-
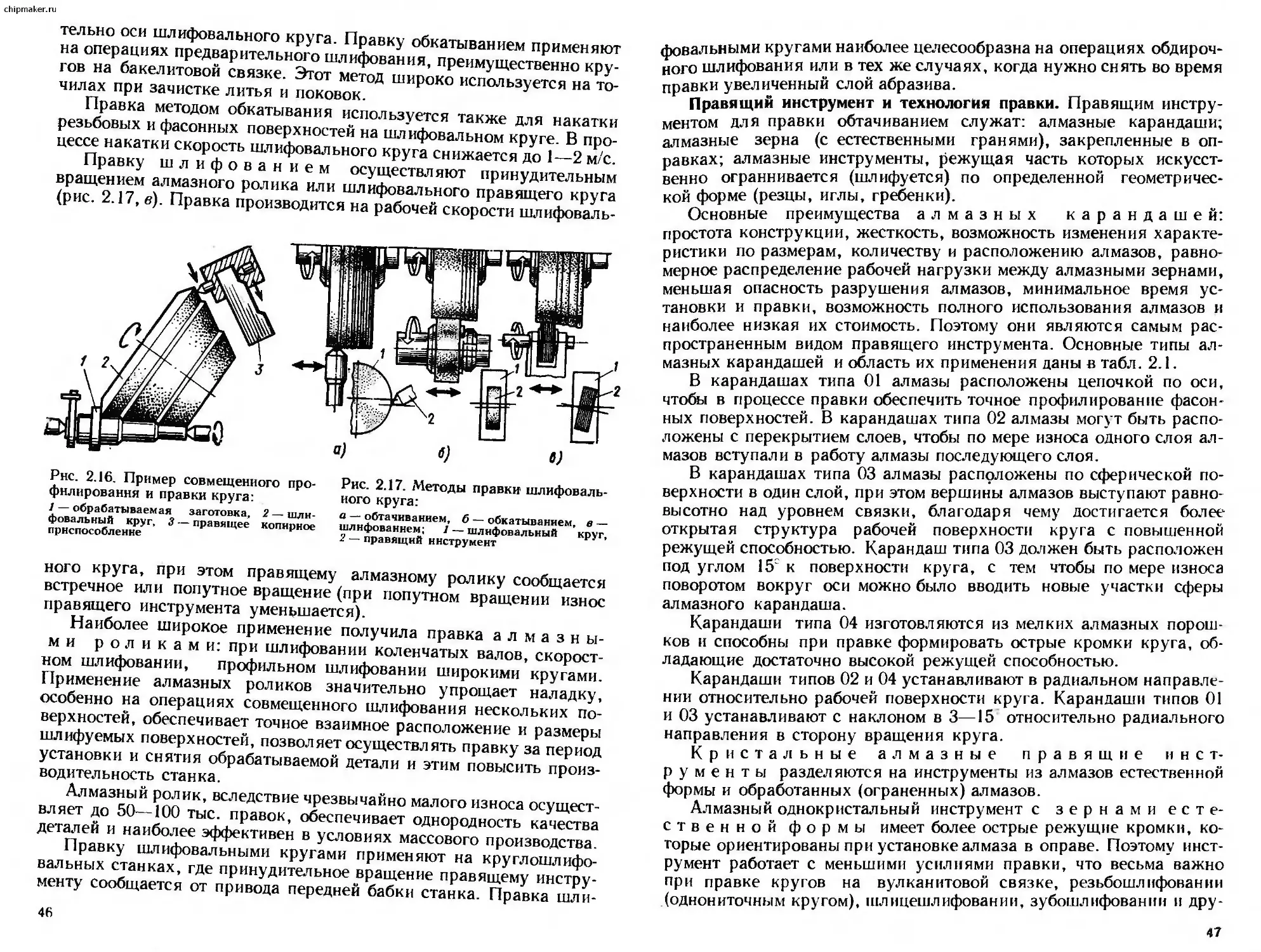
ем круга, для чего шли-
фовальные круги массой
до 30 кг свободно наде-
ваются на металлический или деревянный стержень, круги массой
более 30 кг подвергаются простукиванию без подвешивания, они
устанавливаются на чистый пол (рис. 2.1, а).
Круг простукивают деревянным молотком или ручкой (деревян-
ной, пластмассовой) отвертки в четырех точках, расположенных под
углом 90" друг к другу (рис. 2.1, б).
Шлифовальные круги на керамической связке, не имеющие тре-
щин или других дефектов, дают чистый металлический звук. Шли-
фовальные круги на органических связках без трещин и поврежде-
ний не издают такого чистого металлического звука, он более при-
глушенный.
Контроль геометрических размеров. Наружный диаметр, высо-
ту и диаметр отверстия шлифовального круга проверяют вручную с
помощью универсальных измерительных инструментов.
29
Параллельность плоскостей шлифовального круга измеряют
по его высоте в четырех диаметрально противоположных точках и
вычисляют разность наибольшего и наименьшего значений высоты.
Параллельность выточек проверяется глубиномером или другим
универсальным измерительным средством.
Эксцентриситет шлифовального круга определяют, измеряя
штангенциркулем или масштабной линейкой ширину кольцевой ча-
сти круга в двух диаметрально противоположных направлениях и
вычисляя полуразность измерений.
Измерение неуравновешенности шлифовального круга. Неурав-
новешенность круга определяется на станке для статической балан-
сировки, основной частью которого являются два параллельно рас-
положенных цилиндрических валика 4 (рис. 2.2, а). Шлифовальный
круг 1 предварительно надевается на балансировочную оправку 3,
посадочная шейка А на оправке имеет небольшой конус, чтобы шли-
фовальный круг садился на нее без зазора (рис. 2.2, б). Балансиро-
вочную оправку с шлифовальным кругом устанавливают на цилинд-
рические валики 4 и легким толчком придают кругу медленное вра-
щение. После остановки круга отмечают верхнюю точку на перифе-
рии и закрепляют в этом месте скобу с грузом 2, уравновешиваю-
щим шлифовальный круг (рис. 2.2, а).
Круг считается уравновешенным, если при его повороте на 90°
он не начинает вращаться на цилиндрических валиках 4. По величи-
не уравновешивающего груза определяется класс неуравновешен-
ности (см. табл. 1.5).
В зависимости от класса точности кругов допускается следую-
щий класс неуравновешенности (ГОСТ 3060—86): 1-й — для кру-
га класса точности АА; 2-й или 1-й — для круга класса точности А;
1-, 2- или 3-й — для круга класса точности Б.
Измерение твердости круга пескоструйным методом основано на
измерении глубины лунки, образующейся на поверхности шлифо-
вального круга струей кварцевого песка, выбрасываемого под за-
данным давлением из сопла пескоструйного твердомера (рис. 2.3).
Чем мягче круг, тем большей глубины образуется лунка.
Главным узлом пескоструйного твердомера является измеритель-
ная головка, состоящая из воздушной 4 и песочной 8 камер. При
нижнем положении клапана 5 песок из резервуара 7 поступает в
песочную камеру 8 и заполняет ее.
При работе твердомера клапан 5 поднимается и верхней своей
фаской перекрывает доступ песка из резервуара, одновременно от-
крывается доступ песка из песочной камеры в коническое сопло
10, а из него в сопло 2. Сжатый воздух, поступающий из патрубков,
заполняет воздушную камеру 4 и через зазор между соплами 9 и 10
попадает в сопло 2, далее — на поверхность абразивного инстру-
мента 11. Струя воздуха увлекает за собой песок из песочной камеры
и образует на торце инструмента лунку. Измерительная игла 3 опу-
скается на дно лунки, по шкале 6 измеряется ее глубина и по пере-
30
водной таблице определяется степень твердости инструмента. Уплот-
нительные манжеты / изолируют проверяемый участок круга от
внешней среды.
Пескоструйным методом измеряется твердость шлифовальных
кругов из электрокорунда и карбида кремния на керамической и ба-
келитовой связках зернистостью 50 и менее.
Рис. 2.2. Контроль неуравновешенности
шлифовального круга:
а — на станке, б — схема балансировки круга
Рис. 2.3. Пескоструйный твердомер для
определения твердости шлифовального
круга
Измерение твердости шлифовального инструмента на приборе
Роквелла основано на измерении глубины h лунки, образующейся
от вдавливания в тело инструмента — твердосплавного конуса
(рис. 2.4, а) или стального шарика (рис. 2.4, б). Этот метод применя-
ется для измерения твердости шлифовальных кругов высотой не бо-
лее 8 мм, зернистостью 12 и менее и шлифовальных брусков на кера-
мической и бакелитовой связках. Стальной шарик на приборе вдав-
ливается под действием двух последовательно прилагаемых к нему
нагрузок: предварительной Ро и основной Р, (рис. 2.4, в). Общая на-
грузка (Р = Ро + Р,) плавно возрастает в процессе измерения и
снимается после достижения заданной величины через 4—7 с. По
разности глубин й0 проникновения шарика в тело инструмента от
3!
chipmaker.ru
Действия общей Р и предварительной Ро нагрузок определяют сте-
пень твердости инструмента.
Измерению твердости методом вдавливания конуса на приборе
«Роквелл» подвергаются абразивные инструменты на вулканитовой
связке с наружным диаметром до 500 мм, высотой от 6 до 150 мм,
зернистостью 12 и менее.
Метод вдавливания конуса аналогичен методу вдавливания шари-
ка, но отличается тем, что рабочим наконечником служит конус с
углом при вершине 60°, изготовленный из твердого сплава.
Рис. 2.4. Определение твердости шли-
фовального круга на приборе Рок-
велла
Рис. 2.5. Контроль разрыв-
ной прочности шлифовального
круга
Испытание шлифовальных кругов на механическую прочность.
Для обеспечения безопасной работы шлифовальных кругов их пред-
варительно испытывают на специальных испытательных стен-
дах.
Для закрепления шлифовального круга на стенде применяются
испытательные фланцы 1. Наружный диаметр D и ширина кольце-
вой прижимной поверхности а у обоих фланцев, зажимающих круг,
должны быть одинаковыми (рис. 2.5).
Подлежащий испытанию круг 3 и фланцы / свободно надеваются
на шпиндель 4испытательного стенда. Зазор между отверстием кру-
га и валом испытательного стенда должен быть не менее 0,1 мм и не
более 1,5 мм. Если круг имеет отверстие диаметром на 1,5 мм боль-
ше, чем диаметр шпинделя, необходимо применять фланцы большего
размера или переходную втулку.
Между фланцами и кругом с обеих сторон должны быть проложе-
ны прокладки 2 из эластичного материала (плотной бумаги, картона
или резины) толщиной 0,5—1 мм в зависимости от диаметра испыты-
ваемого круга. Прокладка должна перекрывать всю зажимную по-
верхность фланцев и выступать наружу по всей окружности пример-
но на 1 мм. Поверхности соприкосновения фланцев, прокладок и
шлифовального круга должны быть чистыми.
32
Испытательный цикл состоит в плавном разгоне круга до задан-
ной скорости, выдержке на этой скорости и плавном замедлении ско-
рости до остановки круга.
Режимы испытания различных кругов на механическую проч-
ность обусловлены ГОСТ 12.3.028—82.
Окружная скорость шлифовального круга ограничивается проч-
ностью и формой абразивного инструмента. На шлифовальном круге
маркируется допускаемая рабочая скорость. Ниже указаны допус-
каемые рабочие скорости для разных форм шлифовальных кругов
(ГОСТ 2424—83).
Тип круга
ПП, 2Г1 . .
ПН, ПР, К .
Прочие типы
Рабочая окружная
скорость, м/с
30, 35, 40, 50, 69
25, 30, 35
25. 30, 35, 50
Учебно-производственное задание по теме
«Контроль качества кругов»
1. Освоить технику контроля кругов по наличию трещин и ме-
ханических повреждений.
2. Освоить технику контроля кругов по геометрическим парамет-
рам.
3. Упражнение. Отобрать по два круга разных размеров
на керамической и бакелитовой связках, визуально осмотреть их—
нет ли механических повреждений (сколов и раковин), после че-
го проверить их на наличие трещин по указанной выше методике.
Провести наблюдение в производственных условиях за техникой
и практикой измерения твердости и неуравновешенности кругов,
а также испытания кругов на механическую прочность.
2.2. ТЕХНОЛОГИЯ И ПРАКТИКА УСТАНОВКИ
ШЛИФОВАЛЬНОГО КРУГА НА СТАНКЕ
Основные методы крепления и установки шлифовального круга
на станке. Установка и крепление круга являются очень ответствен-
ной частью технологической подготовки операции шлифования, от
которой зависит безопасность труда шлифовщика и качество обра-
ботки.
Применяются два метода установки и крепления шлифовальных
кругов на станке. Первый метод предусматривает непосредственную
установку и крепление круга на шпинделе станка (рис. 2.6). Второй
метод крепления применяется для шлифовальных кругов с диамет-
ром посадочного отверстия свыше 32 мм. В этом случае круг предва-
рительно устанавливается и закрепляется на промежуточном флан-
це, а затем круг вместе с фланцем устанавливается и закрепляется
на переднем конусе шпинделя станка.
зз
chipmaker.ru
Выбор метода установки и крепления шлифовальных кругов. В
зависимости от типа и размеров шлифовального круга применяются
разные крепежные устройства.
1. Шлифовальные головки и ма-
логабаритные шлифовальные кру-
ги с наружным диаметром D от 3,2
до 4 мм и посадочным отверстием
до 1,3 мм крепятся на оправке на-
клеиванием (рис. 2.6, а).
Рис. 2.7. Установка н крепление
шлифовального круга на переход-
ных фланцах:
шпинделя станка:
а — винтами, б — гайкой; 1 — шлифо-
вальные круги, 2 — фланцы. 3 — крыш
кн, 4 — балансировочные сухари. 5 —
прокладки
Рис. 2.6. Типовые методы установки и
крепления шлифовального круга непо-
средственно на цилиндрическую шейку
1 — шлифовальный круг, 2 — съемные флан-
цы, 3 — шпиндель, 4 — винт для крепления
круга. 5 — прокладка, 6 — гайка
2. Малогабаритные круги с размерами D от 13 до 63 мм и d от
3 до 20 мм могут крепиться на винте (рис. 2.6, б). Цилиндрическая
часть винта используется для размещения круга и его направления
34
по отверстию шпинделя, резьбовая часть — для крепления круга на
шпинделе станка. Этот вариант крепления применяется главным об-
разом на внутришлифовальных станках.
3. С увеличением размера D до 100 мм и d до 20 мм для посадки
кругов обычно используется цилиндрическая шейка на переднем
конце шпинделя с упором в торец шпинделя. Крепление круга осу-
ществл яетс я в интом ил и
гайкой (рис. 2.6, в).
4. Круги больших раз-
меров (D др 250 мм и d
до 32 мм) устанавливают-
ся на цилиндрическую
шейку шпинделя между
двумя съемными фланца-
ми и закрепляются гай-
кой (рис. 2.6, г). Этот
вариант крепления круга
на шпинделе станка имеет
широкое применение и рас-
сматривается подробнее на
с. 39.
5. Основные варианты
крепления средне- и круп-
ногабаритных кругов на
переходных фланцах по-
казаны на рис. 2.7. Тех-
нология установки и креп-
ления кругов на шлифо-
Рис. 2.8. Схема многокруговой наладки на
съемном шпинделе
вальном станке с приме-
нением переходных фланцев подробно рассматривается на с. 36.
6. На рис. 2.8.а показан пример многокруговой наладки, где
на шпиндель станка одновременно установлено и закреплено
шесть кругов. Каждый круг предварительно устанавливается на
переходные фланцы. Для уравновешивания всего комплекта кру-
гов на каждом круге предварительно определяется и отмечается
расположение тяжелой части круга А (рис. 2.8,6). а при установ-
ке на шпиндель станка каждый круг поворачивается своей тя-
желой частью Д| на 60 ° по отношению к тяжелой части Д2 со-
седнего круга (рис. 2.8. в). Таким образом, дисбаланс А,, А2, Л3,
Ait и каждого круга равномерно распределяется по окруж-
ности и в наборе шести кругов самоуравновешивается. При дру-
гом количестве кругов в наладке круги должны устанавливаться
тяжелой частью под углом 360°/п, где п—количество кругов.
7. На плоскошлифовальных станках, работающих торцом
круга, шлифовальные круги-кольца закрепляются на переходных
фланцах наклеиванием (рис. 2.9). Крепление шлифовальных сег-
35
chipmaker.ru
ментов на переходной планшайбе осуществляется с помощью
механического клинового зажима каждого сегмента (рис. 2.10).
Рис. 2.9. Схема установки и креп-
ления шлифовального круга-коль-
ца на переходном фланце:
1 — шлифовальный круг, 2 — фланец
Рис. 2.10. Схема установки и крепления
шлифовальных сегментов на переходном
фланце:
/ — шлифовальные сегменты, 2 — фланец, 3 —
клинья для крепления сегментов
Учебно-производственное задание по теме
«Выбор метода установки и крепления шлифовального круга»
1. Уяснить, чем отличается метод крепления и конструкция
крепежных фланцев для кругов разных типов и размеров.
2. Показать примеры (составить эскизы) крепления малога-
баритных кругов (£>=50 мм, </=13 мм), среднегабаритных кру-
гов (£>=200 мм, </ = 32 мм), крупногабаритных кругов (D =
= 750 мм, </ = 305 мм).
Установка и крепление круга на станок с применением проме-
жуточного фланца. Применяются два варианта установки шли-
фовального круга с использованием промежуточного фланца.
Первый вариант предусматривает постоянное закрепление про-
межуточного фланца на шпинделе станка, в этом случае для
установки шлифовального круга снимается только крышка 3
фланца (см, рис. 2.7, <г) и круг должен балансироваться после
установки на шпинделе станка. Для возможности использования
этого варианта необходимо, чтобы шлифовальный круг был пред-
варительно обкатан на балансировочном стенде с целью установ-
ления и отметки на круге места расположения тяжелой части
круга и величины дисбаланса. Это необходимо, чтобы иметь воз-
можность после установки и закрепления сбалансировать круг
в сборе с фланцем. Это достигается перемещением балансировоч-
ных сухарей 4 по кольцевой канавке промежуточного фланца в
зону легкой части круга (см. рис. 2.7,6).
В массовом производстве целесообразно иметь два комплек-
та промежуточных фланцев. Это дает возможность устанавли-
36
вать круг на фланец и балансировать его в сборе с фланцем до
установки на шлифовальном станке.
Установку и крепление круга с применением промежуточ-
ного фланца, закрепленного на шпинделе стан-
к а, необходимо производить в такой последовательности.
1. Проверить состояние шлифовального круга, убедиться,
что нет видимых трещин на круге (которые могли возникнуть
при транспортировке круга к станку). Тщательно осмотреть по-
садочное отверстие круга, убедиться, что нет трещин и сколов
на посадочной поверхности круга.
2. Шлифовальный круг на керамической связке следует еще
раз проверить на наличие трещин (простукиванием деревянным
молоточком), которые могли появиться при транспортировке
крута.
3. Установить по маркировке круга допускаемую для него
максимальную рабочую скорость. Никогда не следует превышать
заданную максимальную рабочую скорость, что может привести
к разрывам круга в процессе шлифования.
4. Очистить, тщательно осмотреть и проверить ощупыванием
посадочные поверхности переходного фланца. Выявить наличие
забоин или заусенцев, затрудняющих правильную посадку кру-
га, зачистить поврежденные участки.
5. Убедиться, что съемная крышка 3 (см. рис. 2.7) переход-
ного фланца соответствует данному фланцу по конструкции и
размеру. Несоответствие крышки переходному фланцу приведет
к появлению местных контактных напряжений и образованию
трещин на круге.
6. Проверить отклонение от плоскостности (искривление) тор-
цевой опорной поверхности крышки фланца. Для этого нужно линей-
ку ребром положить на торцевую поверхность, поворачивать ее во-
круг диаметра крышки фланца и визуально определять зазор между
линейкой и проверяемой поверхностью. Если плоскостность торце-
вой поверхности хорошая, то зазор на всей линии контакта между
линейкой и торцом крышки будет одинаковый.
7. Проверить правильность прилегания торцевой поверхности
крышки к торцу шлифовального круга следующим образом: устано-
вить крышку фланца в отверстие круга, поджать его слегка к кру-
гу и провернуть несколько раз в неподвижном круге, затем снять и
осмотреть торцевую поверхность крышки— выступающие участки
окажутся зачищенными (более светлыми). В этом случае нужно бо-
лее тщательно зачистить выступающие участки или перешлифовать
торец крышки, чтобы обеспечить равномерное прилегание крышки
фланца к шлифовальному кругу.
8. Проложить прокладки 5-между торцами шлифовального кру-
га / и опорными поверхностями фланца и крышки (см. рис. 2.7).
Диаметр прокладок должен превышать диаметр прижимных флан-
цев. Прокладки целесообразно предварительно смочить, чтобы обес-
Рис. 2.11. Последователь-
ность затяжки болтов для
крепления шлифовального
круга на фланце:
I — прокладки, 2 — фланец. 3 —
болты для крепления круга.
4 динамометрический ключ
chipmaker.ru
лечить более равномерное прилегание торцов крышки и фланца к
торцам круга.
9. Надеть круг на промежуточный фланец. Круг должен надева-
ться без усилий и натяга. Между отверстием круга и посадочным
диаметром фланца должен быть небольшой зазор (0,1—0,3 мм), что-
-бы обеспечить легкую посадку круга. Расположить круг тяжелой
частью в верхнем положении.
10. Надеть крышку на посадочный фланец и продвинуть ее
До упора в прокладку. Убедиться, что прокладки не сместились и
перекрывают с обеих сторон опорные
прижимные торцы фланца и крышки
(см. рис. 2.11).
11. Вставить и затянуть болты в
крышке фланца. Затяжка болтов долж-
на обеспечить надежное крепление кру-
га, но нельзя допустить пережатия бол-
тов, что может вызвать образование тре-
щины и разрушение круга. Поэтому
нужно строго соблюдать следующие
правила затяжки болтов:
крышку фланца нужно установить
таким образом, чтобы отверстия в крыш-
ке совпали с отверстиями во фланце;
первый болт ввернуть и затянуть
до касания торцов фланца и крышки
с прокладками;
второй болт ввернуть в отверстие, диаметрально расположенное
первому болту, и затянуть его с таким же усилием, что и первый
болт;
остальные болты затянуть подобно первым двум; последователь-
ность затяжки болтов должна соответствовать их цифровому распо-
ложению на рис. 2.11;
окончательно затянуть болты с той же последовательностью:
повторить операцию окончательной затяжки три раза.
Чтобы предупредить чрезмерную затяжку болтов, целесообразно
выполнять эту работу при помощи динамометрического ключа. Мо-
мент затяжки М ~ IP должен быть 29 Н м. Для кругов большой вы-
соты (100 мм) момент затяжки увеличивается и может достигать
60- -80 Н • м.
12. Сбалансировать шлифовальный круг в сборе с фланцем пе-
ремещением балансировочных сухарей (см. рис. 2.12, с. 42).
13. Перед пуском станка отойти в сторону от круга и включить
его вращение. Испытать надежность сборки и крепление круга при
вращении на холостом ходу в течение 1 мин.
14. Произвести предварительную правку круга, чтобы устра-
нить биение периферийной режущей поверхности круга.
15. Повторно сбалансировать круг непосредственно на станке
38
в режиме его вращения при помощи балансировочного устройства^
которым оснащаются современные шлифовальные станки.
16. После 8—16 ч работы круга следует повторно проверить за-
тяжку болтов, которая может быть ослаблена из-за усадки прокла-
док. В этом случае затяжку повторить в той же последовательности
(см. рис. 2.11).
Установка кругов с применением промежуточного фланца, за-
крепленного на шпиндель станка, целесообразна на станках, осна-
щенных прибором балансировки круга, позволяющим уравновеши-
вать систему круга с фланцем в рабочем режиме вращения круга.
Этот метод применяется также на станках для зачистки литья и по-
ковок в литейных и кузнечных цехах.
На шлифовальных станках, не имеющих приборов для баланси-
ровки круга в рабочем режиме, целесообразно применять установку
круга с применением съемного промежуточного фланца, который
обеспечит более точное уравновешивание круга с фланцем.
В случае установки и крепления шлифоваль-
ного круга с применением съемного проме-
жуточного фланца изношенный круг снимается со станка
вместе с промежуточным фланцем. Правила установки нового круга
на промежуточный фланец вне станка практически совпадают с пра-
вилами установки круга с применением фланца, закрепленного на
шпинделе станка. Однако при использовании второго варианта —
съемного фланца, шлифовальный круг вначале монтируется на про-
межуточном фланце, после чего круг в сборе с фланцем уравновеши-
вается на балансировочном стенде (см. с. 42), а затем устанавлива-
ется на шпиндель станка. Перед установкой на станок нужно тща-
тельно очистить посадочный конус шпинделя станка и коническое
отверстие переходного фланца. Проверить ощупыванием наличие
забоин и заусенцев и в случае необходимости зачистить эти опорные
поверхности. После установки фланца с кругом на конус шпинделя
станка он закрепляется завертыванием гайки против часовой стрел-
ки.
Установка и крепление шлифовального круга непосредственно
на шпиндель станка (без промежуточного фланца). Этот метод широко
используется для кругов с малым диаметром посадочного отверстия.
При установке и креплении круга на станке нужно выполнить сле-
дующие технологические операции в указанной последовательности.
1. Проверить состояние шлифовального круга, убедиться, что
нет видимых трещин на круге (которые могли возникнуть при тран-
спортировке круга к станку). Тщательно осмотреть посадочное от-
верстие круга, убедиться, что нет трещин и сколов на посадочной
поверхности.
2. Если шлифовальный круг на керамической связке, то полезно
еще раз простучать его молоточком (деревянным), убедиться, что в
нем нет внутренних трещин, которые могли появиться при транспор-
тировке круга.
39
chipmaker.ru
3. Никогда не превышать заданную максимальную рабочую ско-
рость, что может привести к разрыву круга в процессе шлифования.
4. Очистить, тщательно осмотреть и проверить ощупыванием по-
садочные поверхности шпинделя и съемных фланцев. Выявить на-
личие забоин или заусенцев, мешающих правильной посадке круга.
Зачистить поврежденные участки.
Цилиндрическая посадочная шейка шпинделя шлифовальной баб-
ки должна быть строго перпендикулярна прилегающему торцу Т (см.
рис. 2.6, г). Съемные фланцы 2 должны легко надеваться на посадоч-
ную шейку шпинделя 3. Оба фланца 2 должны соответствовать друг
другу по конструкции и размеру, быть одного диаметра и иметь под-
нутрения с внутренней стороны торца, чтобы зажим круга осуществ-
лялся кольцевой поверхностью наибольшего диаметра фланцев.
Диаметр фланцев должен быть не менее 2/3 диаметра круга. Торце-
вые поверхности фланцев должны быть параллельны и иметь хоро-
шую плоскостность.
5. Проверить отклонение от плоскостности торцевых поверхнос-
тей фланцев 2 (см. рис. 2.6), для чего положить линейку (ребром) на
проверяемую поверхность и убедиться, что незначительный просвет
между линейкой и опорной поверхностью везде одинаковый. Повто-
рить проверку на просвет при повороте линейки вокруг фланца.
I В случае отклонения от плоскостности необходимо прошлифовать
торцевые поверхности фланцев, чтобы избежать неравномерный
зажим круга и образование трещин на круге.
6. Установить фланец 2 на шпиндель станка до упора в торец
шпинделя Т (см. рис. 2.6, г).
7. Проложить увлажненную прокладку 5 (см. рис. 2.6, г) на опор-
ный торец фланца 2. Прокладка должна устанавливаться между
кругом и каждым фланцем, чтобы исключить неравномерный зажим
и образование трещин на круге. Толщина прокладки должна быть
не менее 0,6 мм. Диаметр прокладки должен немного превышать ди-
аметр зажимного фланца, чтобы исключить касания круга торцом
I фланца.
8. Установить круг на шпиндель станка. Круг должен свободно
входить на шпиндель с зазором 0,1—0,15 мм; это делается для того,
чтобы круг легко надевался на шпиндель, не заклинивался и не ис-
пытывал напряжений. При работе станка шпиндель нагревается и
при его тепловом расширении он не должен распирать отверстие
круга.
9. Проложить увлажненную прокладку между торцом круга и
вторым фланцем 2. Установить фланец на шпиндель до касания с
прокладкой.
I 10. Убедиться, что фланцы и прокладки расположены концент-
I рично отверстию круга.
11. Навернуть гайку 6 на резьбовой конец шпинделя (против
часовой стрелки) и затянуть ее. Не следует использовать для затяж-
40
ки дополнительных рычагов, чтобы не вызвать пережатие круга и
образования трещин в нем.
12. Отойти в сторону от шлифовального круга и включить его
вращение. Испытать круг вращением на холостом ходу в течение од-
ной минуты. Эта предохранительная мера необходима, так как боль-
шинство случаев разрыва круга происходит на первой минуте работы
станка.
Учебно-производственное задание по теме
«Установка и крепление шлифовального круга»
1. Выполните упражнения по установке и креплению круга не-
посредственно на шпинделе станка в производственных условиях.
2. Выполните упражнение по установке и креплению круга
на станке с применением промежуточных крепежных фланцев в
производственных условиях.
Строго соблюдайте технологическую последовательность рабо-
чих приемов при установке и креплении кругов (см. с. 36—40).
2.3. ТЕХНОЛОГИЯ И ПРАКТИКА БАЛАНСИРОВКИ
ШЛИФОВАЛЬНОГО КРУГА
Возникающие вследствие неуравновешенности круга динамиче-
ские силы вызывают вибрацию шпинделя станка, вследствие чего
ухудшается качество шлифуемой поверхности, чрезмерно растет
износ подшипников и круга, уменьшается срок службы станка.
Величина неуравновешенной центробежной силы из-за большой
скорости вращения круга может быть весьма значительна. Напри-
мер, для круга диаметром 500 мм, имеющего неуравновешенность
2 Н, неуравновешенная центробежная сила при частоте вращения
круга 1150 об мин составила бы 730 Н, что превышает собственный
вес круга.
Неуравновешенность круга может привести к возникновению
больших напряжений, превосходящих прочность круга, из-за чего
он может разорваться, поэтому необходимо тщательно уравновеши-
вать шлифовальный круг.
Новый шлифовальный круг обычно балансируется дважды: до
установки на шлифовальный станок и после первой правки круга.
Правка нового круга необходима, чтобы придать кругу правильную
геометрическую форму и привести наружный диаметр круга к оси
вращения шпинделя станка.
Однако в процессе правки изменяется геометрическая форма кру-
га и одновременно нарушается его уравновешенность, что неизбежно
приводит к появлению вибраций шпинделя станка и плохому каче-
ству шлифования. Поэтому правила шлифования требуют, чтобы
новый шлифовальный круг после первой правки снимался со станка
и в сборе с промежуточным фланцем повторно балансировался.
41
chipmaker.ru
г)
Рис. 2.12. Балансировка шлифовального круга
в сборе с фланцами
Можно избежать снятия и повторной установки круга на станок
предварительной правкой круга вне станка.
Технологическая последовательность рабочих приемов при ба-
лансировке круга в сборе с промежуточным фланцем. Балансировка
круга в сборе с фланцами производится в такой последовательности.
1. Шл ифовал ьны й
круг 1 в сборе с флан-
цем 2 надевается на ба-
лансировочную оправку
3, имеющую посадочный
корпус К, точно соответ-
ствующий посадочному
конусу на переднем
конце шпинделя шли-
фовального станка (рис.
2.12, а).
2. Балансировочная
оправка 4, несущая круг
3 в сборе с фланцем,
устанавливается на две
опоры 1 и 2 балансиро-
вочного стенда 5 (рис.
2.12, б). Опоры стенда
представляют собой два
стальных цилиндричес-
ких валика, располо-
женных параллельно в
одной горизонтальной
плоскости. Перед нача-
лом балансировки необ-
ходимо очень тщательно
(по уровню) выверить
горизонтальное положе-
ние этих валиков.
3. Балансировочные
сухари 2 снять с крыш-
ки фланца и дать вра-
щение кругу, пока ба-
uav.u.v npyiy, пока oa-
лансировочная оправка с кругом не остановится тяжелой частью
в нижнем положении. После остановки круга на крышке фланца
провести через ось горизонтальную линию и вставить в кольцевую
канавку / два балансировочных сухаря 2 на этой осевой линии
(рис. 2.12, в).
4. Повернуть круг на 90е, переместив тяжелую часть крута на
горизонтальную ось. Регулировать положение сухарей, пока круг
не примет устойчивое состояние и не будет поворачиваться в ту или
другую сторону (рис. 2.12, г).
Примечание. При балансировке крупногабаритных тяжелых кру-
гов в ряде случаев для компенсацнн дисбаланса недостаточно двух сухарей,
в этом случае установить третий балансировочный сухарь.
5. Проверить сбалансированность круга прн последовательном
повороте круга на каждые 45е. Если круг с фланцами уравновешен,
то он не должен начинать вращаться в каждом из этих положений
(рис. 2.12, д).
6. Окончательно закрепить болтом 1 балансировочные сухари 2
в кольцевой канавке (рис. 2.12, ё).
Рис. 2.13. Стробоскопическое устройство для баланси-
ровки круга в динамическом режиме непосредственно
на шлифовальном станке
7. Снять круг с балансировочного стенда, освободить и вынуть
балансировочную оправку из конусного отверстия фланца. Круг
в сборе с переходными фланцами готов для установки на шпиндель
шлифовального станка.
Балансировка круга непосредственно на шлифовальном станке
при помощи балансировочного устройства. На многих современных
шлифовальных станках имеются балансировочные устройства, по-
зволяющие повторно балансировать круг, не снимая его со станка.
Наиболее универсальным является способ статической баланси-
ровки в динамическом режиме при помощи стробоскопического уст-
ройства (рис. 2.13). Измерительный датчик 2, установленный на на-
иболее чувствительном узле шлифовальной бабки, воспринимает
вибрации, вызванные неуравновешенностью круга, преобразует их
в электрические сигналы и передает в электронный блок 6, где они
фильтруются, усиливаются и передаются на стробоскопическую лам-
пу /, которая периодически синхронно с колебаниями включается
42
43
и освещает наиболее легкий участок вращающегося круга 5. На за-
жимном фланце нанесено цифровое табло 4. Стробоскопический эф-
фект создает видимость неподвижности круга и позволяет по цифро-
вому табло определить расположение его наиболее легкого участка,
а стрелка 7 указывает величину дисбаланса. Поворотом сухарей 3
уравновешивают дисбаланс круга.
Это устройство используется также для дополнительной баланси-
ровки круга по мере его износа.
Учебно-производственное задание по теме
«Балансировка шлифовального круга»
1. Объясните, почему до балансировки круги в сборе с фланца-
ми протачивают или шлифуют его наружный диаметр.
2. Объясните, почему так важно очень тщательно балансировать
шлифовальный круг в сборе с крепежными фланцами.
3. Объясните, зачем производят дополнительную балансировку
круга по мере его износа.
4. Выполните упражнения по балансировке круга в производст-
венных условиях с соблюдением последовательности рабочих прие-
мов, указанных на с. 36—40.
2.4. ТЕХНОЛОГИЯ И ПРАКТИКА ПРАВКИ
ШЛИФОВАЛЬНОГО КРУГА
Профилирование и правка шлифовального круга. Профилирова-
ние круга — это формообразующая операция. Она предназначена
для исправления погрешностей геометрической формы круга и ус-
тановления правильного положения его режущих поверхностей
(рис. 2.14, а). Профилирование используется также для образова-
ния на режущей поверхности круга заданного фасонного профиля
(рис. 2.14, б, в). Операция профилирования чаще выполняется при
установке нового шлифовального круга на станок.
Правка круга — процесс формирования режущей поверхности
круга с целью повышения его режущих свойств и снижения шерохо-
ватости шлифуемой поверхности (рис. 2.15). Эта операция по свое-
му назначению аналогична заточке режущего лезвийного инстру-
мента.
В ряде случаев круглого врезного и фасонного шлифования про-
филирование и правка круга совмещаются, когда необходимо одно-
временно восстановить геометрическую форму и режущие свойства
шлифовального круга (рис. 2.16).
Основные причины, вызывающие необ-
ходимость правки круга:
повышенное тепловыделение в процессе шлифования, появление
темных пятен прижога на шлифуемой поверхности;
появление волнистых линий на шлифуемой поверхности;
44
появление дроби на шлифуемой поверхности, вызванное вибра-
цией шлифовального круга;
появление рисок на шлифуемой поверхности от стружки, застряв-
шей на режущей поверхности крута (засаливание круга);
потеря геометрической формы и размера шлифуемой поверхности
(врезное шлифование);
невыдерживание радиуса галтелей на участках сочленения тор-
цевой и цилиндрической поверхностей;
ухудшение параметра шероховатости шлифуемой поверхности.
Рис. 2.15. Правка круга с целью формиро-
вания режущей поверхности:
/ — правящий инструмент, 2 — шлифовальный
круг
Рис. 2.14. Примеры профили-
рования режущей поверхности
круга
Основные методы правки шлифовальных кругов. Применяются
три метода правки: обтачивание, обкатывание и шлифование
(рис. 2.17).
Правку обтачиванием (рис. 2.17, а) применяют на всех
типах шлифовальных станков на операциях окончательного шлифо-
вания, где нужно обеспечить точность обработки по 6-му квалитету
(1-му классу точности) и шероховатость поверхности не выше Ra--
— 0,6 мкм. Этот метод правки широко используется в автоматиче-
ском цикле шлифования, а также в большинстве случаев профиль-
ного, скоростного шлифования и при совмещении одновременной об-
работки нескольких поверхностей.
При правке обтачиванием правящий инструмент выполняет роль
резца, а скорость правки равна скорости вращения шлифовального
круга. Такой метод, будучи наиболее простым и надежным, вместе
с тем вызывает наибольший износ правящего инструмента, этим ус-
ловиям может удовлетворять лишь алмазный инструмент, обладаю-
щий наибольшей износостойкостью.
Правку обкатыванием осуществляют инструментами, по-
лучающими вращение от контакта образующей со шлифовальным
кругом (рис. 2.17, б). Метод обкатки, где скорость правки варьиру-
ется от 0,1 до 5 м/с, способствует наименьшему износу правящего
инструмента, поэтому оказалось возможным в качестве инструмента
для правки применять металлические и твердосплавные диски. Ско-
рость правки регулируется поворотом оси правящего диска относи-
45
chipmaker.ru
тельно оси шлифовального круга. Правку обкатыванием применяют
на операциях предварительного шлифования, преимущественно кру-
гов на бакелитовой связке. Этот метод широко используется на то-
чилах при зачистке литья и поковок.
Правка методом обкатывания используется также для накатки
резьбовых и фасонных поверхностей на шлифовальном круге. В про-
цессе накатки скорость шлифовального круга снижается до 1—2 м/с.
Правку шлифованием осуществляют принудительным
вращением алмазного ролика или шлифовального правящего круга
(рис. 2.17, в). Правка производится на рабочей скорости шлифоваль-
Рнс. 2.16. Пример совмещенного про-
филирования и правки круга:
1 — обрабатываемая заготовка, 2 — шли-
фовальный круг, 3 — правящее копярное
приспособленке
Рис. 2.17. Методы правки шлифоваль-
ного круга:
а — обтачиванием, б — обкатыванием, в —
шлифованием; 1 — шлифовальный круг,
2 — правящий инструмент
ного круга, при этом правящему алмазному ролику сообщается
встречное или попутное вращение (при попутном вращении износ
правящего инструмента уменьшается).
Наиболее широкое применение получила правка алмазны-
ми роликами: при шлифовании коленчатых валов, скорост-
ном шлифовании, профильном шлифовании широкими кругами.
Применение алмазных роликов значительно упрощает наладку,
особенно на операциях совмещенного шлифования нескольких по-
верхностей, обеспечивает точное взаимное расположение и размеры
шлифуемых поверхностей, позволяет осуществлять правку за период
установки и снятия обрабатываемой детали и этим повысить произ-
водительность станка.
Алмазный ролик, вследствие чрезвычайно малого износа осущест-
вляет до 50—100 тыс. правок, обеспечивает однородность качества
деталей и наиболее эффективен в условиях массового производства.
Правку шлифовальными кругами применяют на круглошлифо-
вальных станках, где принудительное вращение правящему инстру-
менту сообщается от привода передней бабки станка. Правка шли-
46
фовальными кругами наиболее целесообразна на операциях обдироч-
ного шлифования или в тех же случаях, когда нужно снять во время
правки увеличенный слой абразива.
Правящий инструмент и технология правки. Правящим инстру-
ментом для правки обтачиванием служат: алмазные карандаши;
алмазные зерна (с естественными гранями), закрепленные в оп-
равках; алмазные инструменты, режущая часть которых искусст-
венно ограннивается (шлифуется) по определенной геометричес-
кой форме (резцы, иглы, гребенки).
Основные преимущества алмазных карандашей:
простота конструкции, жесткость, возможность изменения характе-
ристики по размерам, количеству и расположению алмазов, равно-
мерное распределение рабочей нагрузки между алмазными зернами,
меньшая опасность разрушения алмазов, минимальное время ус-
тановки и правки, возможность полного использования алмазов и
наиболее низкая их стоимость. Поэтому они являются самым рас-
пространенным видом правящего инструмента. Основные типы ал-
мазных карандашей и область их применения даны в табл. 2.1.
В карандашах типа 01 алмазы расположены цепочкой по оси,
чтобы в процессе правки обеспечить точное профилирование фасон-
ных поверхностей. В карандашах типа 02 алмазы могут быть распо-
ложены с перекрытием слоев, чтобы по мере износа одного слоя ал-
мазов вступали в работу алмазы последующего слоя.
В карандашах типа 03 алмазы расположены по сферической по-
верхности в один слой, при этом вершины алмазов выступают равно-
высотно над уровнем связки, благодаря чему достигается более
открытая структура рабочей поверхности круга с повышенной
режущей способностью. Карандаш типа 03 должен быть расположен
под углом 15 к поверхности круга, с тем чтобы по мере износа
поворотом вокруг оси можно было вводить новые участки сферы
алмазного карандаша.
Карандаши типа 04 изготовляются из мелких алмазных порош-
ков и способны при правке формировать острые кромки круга, об-
ладающие достаточно высокой режущей способностью.
Карандаши типов 02 и 04 устанавливают в радиальном направле-
нии относительно рабочей поверхности круга. Карандаши типов 01
и 03 устанавливают с наклоном в 3—15 относительно радиального
направления в сторону вращения круга.
Кристальные алмазные правящие инст-
рументы разделяются на инструменты из алмазов естественной
формы и обработанных (ограненных) алмазов.
Алмазный однокристальный инструмент с зернами есте-
ственной формы имеет более острые режущие кромки, ко-
торые ориентированы при установке алмаза в оправе. Поэтому инст-
румент работает с меньшими усилиями правки, что весьма важно
при правке кругов на вулканитовой связке, резьбошлифовании
(однониточным кругом), шлицешлифовании, зубошлифовании и дру-
47
2.1. Основные типы алмазных карандашей и область их применения
Расположение алмазов Эскиз Тип Область применения
Цепочкой вдоль
оси карандаша
01 Правка фасонного про-
(Ц) филя по копиру. Внут-
реннее шлифование. Бес-
центровое шлифование
Слоями
В один слой по
сферической по-
верхности
02
(С)
03
(Цф)
Все виды шлифования,
кроме фасонной правки
по копиру и резьбошли-
фования. Наиболее эф-
фективны при правке
крупногабаритных кру-
гов. Алмазы могут быть
расположены с перекры-
тием слоев, чтобы по ме-
ре изнашивания одного
слоя вступали в работу
алмазы следующего слоя
Фасонное шлифование
Неориентиро-
ванно
04
(Н)
Резьбошлифоваиие од-
нониточными кругами
зернистостью 16 м и
мельче. Прецизионное
шлифование мелкозерни-
стыми кругами с высоки-
ми требованиями шеро-
ховатости поверхности.
Правка тонких кругов на
вулканитовой связке, фа-
сонных кругов с острым
профилем для заточки
пил
гих случаях, где необходимо получить острые тонкие режущие кром-
ки или уменьшить упругие отжатия круга на вулканитовой связке в
процессе его правки.
Для рационального использования алмазов необходимо перестав-
лять зерна новой острой вершиной вверх, когда площадка износа до-
стигает 1 — 2 мм2. Для самозатачивания и поддержания острой режу-
щей кромки оправку с алмазом следует устанавливать под углом к
правящему кругу и периодически поворачивать (рис. 2.18).
48
В ограненных алмазных инструментах
придается определенная геометрическая форма алмазу и создаются
режущие кромки, ориентированные по вектору твердости. Этот ин-
струмент необходим для образования сложных профилей и одновре-
менной правки периферийных и ториевых поверхностей по копиру
(см. рис. 2.16).
Основные типы алмазного кристального инструмента и области
его применения приведены в табл. 2.2.
К недостаткам алмазного однокристального инструмента отно-
сится необходимость частой перестановки и повторных огранок, по-
этому для условии массового произ-
водства начали находить применение
алмазные гребенки, в ко-
торых закреплены алмазы удлинен-
ной формы по периферии и боковыми
сторонами пластины. Алмазные гре-
бенки обеспечивают высокую точ-
ность автоматической правки и имеют
стойкость в 10— 15 раз более высо-
кую, чем однокристальный инстру-
Рнс. 2.18. Установка правящего
инструмента по отношению к
режущей поверхности шлифо-
вального круга
мент.
Практические рекомендации при
правке алмазным инструментом.
Алмазный инструмент хрупкий и
дорогой. Его нужно очень тщательно
хранить и транспортировать, бе-
речь от ударов, толчков и резкого колебания температур, чтобы не
вызвать образования трещин.
Размер алмаза должен соответствовать размеру выправляемого
круга. Если править мелким алмазным зерном крупногабаритный
круг, то это может привести к разрушению алмаза.
Для получения качественной правки круга шлифовщику надо за-
помнить следующее:
1. Необходимо следить, чтобы алмаз был всегда прочно закреп-
лен в оправе, а оправка с алмазом жестко закреплена в пиноли пра-
вящего устройства.
Нельзя допускать появление люфтов в системе крепления пра-
вящего инструмента, так как возникающие вибрации резко ухуд-
шают качество правки и шлифования, а также могут привести к вы-
крашиванию алмаза.
2. При длительном использовании алмазного инструмента необ-
ходимо часто поворачивать оправу с алмазом. При каждом повороте
алмаза образуется новая грань с острой режущей кромкой, которая
обеспечивает наилучшую правку с меньшим износом алмаза.
3. Для сохранения алмаза от разрушения глубина срезаемого
слоя абразива не должна превышать 0,025 мм на проход. Поэтому
всегда нужно начинать правку с середины круга (см. рис. 2.18), так
4Р
Т.П!
2.2. Основные типы алмазного кристального инструмента
и области его применения
Тип инструмента Эскиз Область применения
Алмаз ес-
тественной
формы в оп-
раве
Алмазный
резец*
Алмазная
игла*
Алмазная
гребенка*
Фасонная правка по копиру. Правка кру-
гов с острыми кромками, резьбошлифова-
ине, шлицешлифование, зубошлнфованне.
Правка кругов на вулканитовой связке.
Правка набора кругов разного диаметра
Правка по копиру периферии с торца
круга или сложного профиля при совмещен-
ном шлифовании нескольких торцевых или
цилиндрических поверхностей
Правка одноннточных и многониточных
резьбошлнфовальных кругов
Правка по копиру периферии и радиус-
ных галтелей круга. Прорезка кольцевых
канавок в круге. Многокруговое шлифова-
ние
* Алмазы ограненные.
как края круга обычно больше изношены и если правку начинать е
края круга, то при подходе к середине резко возрастает глубина ре-
зания, что приведет к разрушению алмаза.
4. Очень важно для сохранения алмаза (До начала правки) вклю-
чать обильную подачу охлаждающей жидкости для отвода теплоты
из зоны контакта алмаза с кругом и смывания продуктов износа
круга. Если включить охлаждение после начала правки, на алмазе
появляется трещина с последующим его разрушением.
5. Состояние станка при правке и шлифовании должно быть
одинаковым, т. е. станок должен находиться в рабочем разогретом
состоянии, только в этом случае правка круга обеспечит качествен-
ное шлифование.
6. Круг нужно править в тех же условиях, в каких осуществля-
ется данная операция шлифования. При сухом шлифовании правка
50
Рис. 2.19. Направление
продольной подачн пра-
вящего алмазного ин-
струмента прн правке
острой кромки шлифо-
вального круга:
а — правильное. б — непра-
вильное
геометрическая фор-
должна быть без подвода СОЖ, при шлифовании с охлаждением — с
подачей СОЖ.
7. Скорость продольной подачи алмазного инструмента при прав-
ке оказывает влияние на режущие свойства круга и параметр шеро-
ховатости шлифованной поверхности. При быстрой продольной пода-
че образуются острые зерна с углубленными канавками для приема
стружки, обеспечивающие хорошее резание и увеличенную шерохо-
ватость поверхности. При медленной продольной подаче образуются
плоские участки на режущих зернах, сни-
жающие режущие свойства и шерохова-
тость поверхности.
Поперечная подача алмаза (на вреза-
ние) не должна превышать 0,01—0,012 мм
на каждый проход правки.
8. При правке круга с острой кромкой
направление подачи алмаза должно осу-
ществляться от вершины острой кромки к
утолщенному участку круга (рис. 2.19).
9. В тех случаях, когда шлифовальный
круг работает в режиме самозатачивания
периодическая правка остается необходи-
мой, так как в процессе самозатачивания
круг изнашивается неравномерно, не все
затупившиеся зерна удаляются, нарушается
ма режущей поверхности круга. Поэтому периодическая правка
восстанавливает нормальное состояние режущей поверхности круга.
10. При шлифовании деталей из алюминия и алюминиевых спла-
вов хорошие результаты достигаются правкой методом обкатывания
шлифовальным кругом. При правке алмазным инструментом на ре-
жущей поверхности шлифовального круга остаются следы правки в
виде мелкой резьбы, которая частично воспроизводится при шлифо-
вании таких мягких материалов, как алюминий. При правке же ши-
роким шлифовальным кругом резьбовые следы на круге не остаются,
благодаря чему обеспечивается лучшее качество шлифованной по-
верхности.
Инструментом для правки методом об-
катывания являются твердосплавные ролики, чугунные гоф-
рированные диски и стальные звездочки. Все они в процессе правки
получают частоту вращения 10 000—25 000 об/мин, вследствие чего
в подшипниках быстро образуются люфты и точность правки ухуд-
шается.
Из числа твердосплавных инструментов наиболее эффективно ра-
ботают правящие диски из твердосплавной крошки (рис. 2.20, а).
Они обладают более высокой износостойкостью и лучше восстанавли-
вают режущие свойства шлифовального круга. Они могут быть ис-
пользованы на предварительных и получистовых операциях шлифо-
вания.
51
chlpmaker.ru
Чугунные гофрированные диски (рис. 2,20, б) применяются пре-
имущественно на обдирочных и предварительных операциях шлифо-
вания кругами на бакелитовой связке, работающими в режиме само-
затачивания, где основное назначение правки сводится к периодиче-
Рис. 2.20. Правящий диск из твердосплавной крошки (а), чугунный гоф-
рированный правящий диск <б), стальные правящие звездочки (в)
скому восстановлению геометрической формы из-за неравномерного
износа в процессе шлифования.
Стальные звездочки (рис. 2.20, е) в наборе (в виде шарошек) при-
меняются для правки кругов вручную —• преимущественно
Рис. 2.21. Правка круга алмаз-
ним роликом методом шлифо-
вания:
и — алмаэио-металлический ролик, б
схема правки алмазным роликом
на точильно-обдирочных станках.
Инструментом для
правки методом шли-
фования являются алмазные
ролики и шлифовальные круги
высокой твердости.
Алмазный ролик (рис. 2.21, а)
состоит из стального корпуса /
и алмазно-твердосплавного слоя 2.
Твердый сплав применяется в ка-
честве связки для удержания алма-
зов до их полного износа. Алмаз-
ные зерна округлой формы распо-
ложены по рабочей поверхности в
один ряд таким образом, чтобы при
правке следы зерен перекрывали
друг друга.
Ролики цилиндрической формы 1 применяют для правки на про-
ход и правки галтелей шлифовального круга 2 (рис. 2.21, о). При
профильной правке врезанием фасонными роликами размерная и ге-
ометрическая точность деталей обеспечивается точностью профиля
ролика. Правка врезанием особенно эффективна на операциях, где
52
применяются широкие круги (100 мм и выше) или необходима про-
фильная правка по копиру. Правкой врезанием обеспечивается ше-
роховатость поверхности Ra = 0,634-1,5 мкм.
Шлифовальные круги для правки должны быть изготовлены из
карбида кремния черного и иметь твердость ВТ и ЧТ. Правка шли-
фовальными кругами применяется преимущественно на круглошли-
фовальных станках. Правящий инструмент предварительно закреп-
ляется на оправке, затем оправка с кругом устанавливается в цент-
ры передней и задней бабок станка и получает принудительное вра-
щение от привода передней бабки со скоростью 1—3 м/с.
Продольная подача при правке осуществляется от гидропривода
продольной подачи стола со скоростью 0,2—0,5 м/мин. Подача по-
перечная (на врезание) осуществляется механизмом поперечной по-
дачи шлифовального круга и равна 0,02—0,05 мм/проход.
Учебно-производственное задание по теме
«Правка шлифовального круга»
Дайте ответы на следующие вопросы:
1. Каковы цель и назначение профилирования и правки круга?
2. Почему необходимо править круг?
3. Какие основные методы правки круга вы знаете? Их преиму-
щества, недостатки и область применения.
4. Перечислите основные алмазные правящие инструменты. Ка-
ковы их конструктивные особенности и область применения?
5. Почему наибольшее применение имеют алмазные правящие
инструменты?
6. Зачем при правке алмазным кристальным инструментом его
нужно наклонять на 10—15е в сторону вращения круга?
7. Почему так важно, чтобы режущая кромка алмаза была всег-
да острой?
8. Почему при правке методом обкатывания нужно ось правяще-
го ролика наклонять под углом 3—5?
9. Каковы преимущества правки алмазным роликом методом
шлифования?
10. Как влияет изменение скорости продольной подачи правяще-
го инструмента в процессе правки на режущие свойства круга и ше-
роховатость шлифованной поверхности?
Выполните следующие упражнения по правке круга:
1. Установить правящий инструмент и выполнить все рабочие
приемы настройки станка и правящего приспособления для опера-
ции правки на круглошлифовальном станке.
2. Выполнить правку круга методом обтачивания на круглошли-
фовальном станке, соблюдая рабочие приемы правки, изложенные
на с. 49.
3. Произвести правку круга с разной продольной подачей инст-
румента (и„р 100 мм'мин и 250 мм'мин.). После каждой правки
53
chipmaker.ru
отшлифуйте заготовки (при одинаковых условиях шлифования) и
проверьте, как влияет скорость продольной подачи на шерохова-
тость шлифованной поверхности.
2. 5. БЕЗОПАСНОСТЬ ТРУДА ПРИ РАБОТЕ
ШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ
Основные требования безопасности труда, предъявляемые к шли-
фовальному инструменту. 1. Перед установкой на станок абразив-
ный и эльборовый инструмент должен быть осмотрен. Не допускает-
ся эксплуатация инструмента с трещинами на поверхности, с отсла-
иванием алмазоносного слоя, а также не имеющего отметки об ис-
пытании на механическую прочность или с просроченным сроком
хранения.
Примечание. Инструмент с просроченным сроком хранения может
допускаться к эксплуатации только после повторной проверки на механиче-
скую прочность.
2. Шлифовальные круги диаметром 250 мм и более (а также кру-
ги диаметром 125 мм и более, предназначенные для работы с рабочей
скоростью свыше 50 м/с) в сборе с переходными фланцами перед ус-
тановкой на станок должны быть отбалансированы. При обнаруже-
нии дисбаланса круга после первой правки или в процессе работы
должна быть произведена его повторная балансировка.
3. Механическая прочность инструмента и запас прочности кру-
гов должны проверяться на специальных стендах, изолированных
от основного производства, или в изолированных участках. Испы-
тательные стенды должны устанавливаться на фундамент и жестко
крепиться к нему. Испытываемый инструмент, установленный на
шпинделе стенда, должен быть заключен в камеру, обеспечивающую
защиту рабочего от осколков круга при его возможном разрыве.
Испытательный стенд должен быть снабжен указателем частоты
вращения шпинделя и иметь блокировку, исключающую включение
привода при открытой испытательной камере и открывание камеры
до снятия испытательной нагрузки.
Установка и снятие кругов массой более 16 кг должны быть ме-
ханизированы. Радиальное биение шпинделя испытательного стен-
да не должно превышать 0,03 мм. Направление резьбы для креп-
ления круга должно быть обратным направлению вращения шпин-
деля.
4. Круги, подвергшиеся и выдержавшие испытания, должны мар-
кироваться ближайшей меньшей рабочей скоростью. При этом вся
партия маркируется рабочей скоростью, соответствующей контроль-
ной испытательной скорости.
5. Шлифовальные круги (кроме эльборовых), подвергшиеся хи-
мической обработке или механической переделке, а также круги,
срок хранения которых истек, должны быть повторно испытаны на
механическую прочность.
54
6. В паспорт круга предприятием-потребителем должна быть
внесена дата проведения испытания инструмента на механическую
прочность и подпись лица, ответственного за проведение испытаний,
а на нерабочей части круга должна быть сделана отметка краской
или наклеен ярлык с указанием номера и даты испытаний.
7. На шлифовальных кругах (кроме кругов диаметром менее
250 мм и эльборовых) должны быть нанесены цветные полосы:
желтая — на кругах с рабочей скоростью 60 м/с,
красная — на кругах с рабочей скоростью 80 м/с,
зеленая и синяя — на кругах с рабочей скоростью 125 м/с,
зеленая — на кругах с рабочей скоростью 100 м/с.
8. За время хранения испытанного на механическую прочность
инструмента до момента эксплуатации должны быть обеспечены ус-
ловия, не допускающие его повреждения.
Правила доставки кругов к станку. 1. Необходимо осторожно
транспортировать и переносить круги, чтобы избежать падения и
удары.
2. При доставке кругов к станку не следует их перекатывать по
полу. Круги нужно перевозить на автотранспорте или тележке,
осторожно их укладывать на хорошую опору, чтобы не вызвать
повреждений во время транспортировки.
3. При перевозке нельзя накладывать на круги какой-либо груз
или дополнительный инструмент.
chipmaker.ru
3. ОБРАБОТКА
НА КРУГЛОШЛИФОВАЛЬНЫХ СТАНКАХ
3.1. ТЕХНОЛОГИЯ КРУГЛОГО НАРУЖНОГО ШЛИФОВАНИЯ
Технологические особенности. Круглое наружное шлифование
является наиболее распространенным видом шлифования, поэтому
на его примере рассмотрим основные закономерности процесса шли-
фования.
Обработка на круглошлифовальных станках ведется методом мно-
гопроходного шлифования, где за каждый оборот обоабатываемой
заготовки снимается определенный припуск. Величина снимаемого
припуска за каждый оборот заготовки или глубина срезаемого слоя
/ не остается постоянной, она изменяется на протяжении всей опера-
ции и определяет структуру рабочего цикла шлифования.
Типовая схема рабочего цикла шлифования состоит из четырех
этапов: врезания, чернового съема, чистового съема и выхаживания
(рис. 3.1). Этап врезания АВ характеризуется ускоренной попе-
речной подачей шлифовального круга, вызывающей непрерывное
увеличение глубины срезаемого слоя t за счет нарастания упругого
натяга в системе станок — приспособление — инструмент — де-
таль. Достигнув заданного миксимального значения t, поперечная
подача круга замедляется, стабилизируется глубина срезаемого слоя
и начинается второй этап чернового съема БВ, при котором удаля-
ется до 60 70 % общего припуска. Перед началом третьего этапа
ВГ поперечная подача круга снова снижается и чистовой съем ме-
талла протекает при непрерывно уменьшающейся величине t, спо-
собствующей повышению геометрической и размерной точности шли-
фуемой поверхности. На последнем этапе выхаживания ГД попе-
речная подача круга прекращается, величина / быстро уменьшается,
достигая минимального значения. На этом этапе окончательно фор-
мируется качество шлифуемой поверхности. Таким образом, изменяя
глубину срезаемого слоя, удается в рамках одной операции снимать
неограниченный припуск, исправлять погрешности предшествую-
щей обработки и получать заданные параметры точности и шерохо-
ватости поверхности.
Применяют продольное и врезное шлифование. Основные опе-
рации выполняемые методами продольного и врезного шлифования
приведены в табл. 3.1.
Метод продольного шлифования (табл. 3.1, п. 1—4) более уни-
версальный, одним шлифовальным кругом можно обрабатывать по-
верхности разной длины. При продольном шлифовании круг изна-
шивается более равномерно и не оказывает заметного влияния на
цилиндричность шлифуемой поверхности, поэтому применяют более
мягкие круги, работающие в режиме самозатачивания, которые не
Рис. 3.1. Типовая схема рабочего
цикла шлифования:
/ — шлифовальный круг, 2 — заготовка;
S, — ускоренный подвод круга к заготов-
ке. S2 —подача круга на врезание, S3 —
черновая подача, S<— чистовая подача,
S§ — выхаживание, т — время
требуют частой правки и обладают повышенной режущей способно-
стью. Продольным шлифованием достигается наименьшая шерохо-
ватость, минимальное тепловыделение и лучшее качество шлифуе-
мой поверхности. Применяется для обработки цилиндрических и
конических поверхностей значительной длины (свыше 50 мм).
На станках, работающих по методу врезного шлифования обра-
батываемая заготовка вращается в центрах неподвижного стола.
Шлифовальный круг высотой, перекрывающей длину шлифуемой по-
верхности, получает непрерыв-
ную поперечную подачу и од-
новременно обрабатывает всю
длину заготовки (табл. 3.1,
п. 5— 12). Износ круга непо-
средственно влияет на геометри-
ческую точность шлифуемой по-
верхности. Поэтому при врезном
шлифовании выбирается круг
повышенной твердости, который
быстрее затупляется и требует
более частой принудительной
правки.
Этот метод широко приме-
няется для обдирочного и чи-
стового шлифования коротких
поверхностей при помощи одно-
го широкого или нескольких
более узких кругов различной
высоты и профиля. Преимуще-
ства врезного метода состоят в
следующем:
поперечная подача круга производится непрерывно, а не в конце
каждого прохода стола, что способствует увеличению производи-
тельности;
шлифуются прямые, конические и фасонные поверхности про-
фильным кругом, а также одновременно цилиндрические и торце-
вые поверхности;
можно применять многокруговое шлифование с одновременной
обработкой нескольких поверхностей на одной заготовке (табл. 3.1,
п. 8).
Врезное шлифование наиболее эффективно в серийном и массо-
вом производстве. Станки для врезного шлифования отличаются вы-
соким уровнем механизации и автоматизации рабочих движений,
правки круга, измерения, в процессе шлифования, загрузки и креп-
ления обрабатываемой детали.
Выбор операции шлифования. Применяются операции обди-
рочного, предварительного, окончательного и тонкого шлифо-
вания.
57
56
chipmaker.ru
3.1. Основные операции, выполняемые на круглошлифовальных ствнках
Операция шлифования
Технологическая
характеристика операции
1 Продольное шлифование цилиндрических
поверхностей в невращающнхся центрах
2 Продольное шлифование с зажимом де-
тали во вращающемся шпинделе передней
бабки
3 Продольное шлифование конических по-
верхностей
4 Продольное шлифование цилиндрической
поверхности н торца
Основной метод круглого
шлифования, при котором
достигается наивысшая гео-
метрическая точность. По-
скольку часть поверхности
детали используется для
крепления поводка, при
этом методе невозможна об-
работка всей длины детали
за одни установ. При шли-
фовании длинных и тонких
деталей необходима допол-
нительная опора в виде лю-
нета
Окончательная точность
обработки зависит от со-
стояния передней бабки н
от точности крепления дета-
ли в зажимном приспособ-
лении. Для зажима детали
может быть использован
кулачковый или цанговый
патрон. Короткие н жест-
кие детали можно зажимать
лишь с одного конца. Для
более длинных деталей тре-
буется дополнительная опо-
ра: центр в задней бабке
или люнет
Осуществляется поворо-
том верхнего стола, несу-
щего переднюю и заднюю
бабки. Величина конусности
ограничена максимальным
углом поворота стола в обе
стороны. Деталь может за-
крепляться в неподвижных
центрах нлн в зажимном
приспособлении на вращаю-
щемся шпинделе передней
бабки
Применяется при обработ-
ке длинных цилиндрических
поверхностей с прилегаю-
щим буртом, когда необхо-
димо применять продольное
шлифование для получения
цилиндрической поверхно-
сти и шлифование за один
установ прилегающего тор-
ца бурта, для достижения
хорошей перпенднкулярно-
58
Продолжение табл. 3.1
Операция шлифования Технологическая характеристика операции
сти. Вначале производится обработка цилиндрического участка в размер, затем стол вручную перемещается для шлифования торца бур- та. При обработке торца, кругу вручную сообщаются быстрые возвратно-посту- пательные поперечные пере- мещения
5
Врезное шлифование цилиндрических по-
верхностей
Применяется для обработ-
ки поверхности, длина кото-
рой не превышает высоты
шлифовального круга. Врез-
ное шлифование более про-
изводительное, чем продоль-
ное, но требует большей
жесткости детали и опор.
Уступает продольному шли-
фованию по достигаемому
качеству шлифуемой поверх-
ности. Повышенный износ
кромок круга требует более
частой правки круга для из-
бежания нецилнндричности
шлифуемой поверхности
6
Врезное шлифование конических поверх-
ностей
Осуществляется поворо-
том передней бабкн при
консольном закреплении де-
тали или поворотом шлифо-
вальной бабки (на универ-
сальных станках). Деталь
при этом может крепиться в
центрах. Длина шлифуемой
поверхности (по образую-
щей) ограничена высотой
круга
Врезное шлифование цилиндрических по-
верхностей с прилегающими галтелями и
радиусами
Одновременное шлифова-
ние гарантирует плавность
переходов и высокую кон-
центричность сопрягаемых
поверхностей. Этим улучша-
ются эксплуатационные
свойства шлифованных по-
верхностей
69
r.ru
Продолжение табл. 3.1
Операция шлифования
Технологическая
характеристика операции
№ п/п!
10
Многокруговое врезное шлифование
Совмещенное шлифование цилиндриче-
ских и торцевых поверхностей при угловой
иаладке
Фасонное врезное шлифование с профиль-
ной правкой круга
Одновременная обработ-
ка нескольких цилиндриче-
ских поверхностей. Общая
длина шлифуемой поверхно-
сти не должна превышать
максимальной ширины кру-
гов, которые можно устано-
вить на шпиндель станка.
При этом улучшается кон-
центричность поверхностей
н повышается производи-
тельность. Круги, установ-
ленные на шпинделе, могут
либо соприкасаться торца-
ми, либо разделяться про-
кладками. Прн шлифовании
шеек разных диаметров
требуется специальное пра-
вящее устройство, обеспечи-
вающее постоянное соотно-
шение диаметров кругов в
наборе
При установке бабки
шлифовального круга под
углом к оси обрабатывае-
мой детали, шлифование
осуществляется периферией
н торцами круга одновре-
менно. Это дает возмож-
ность совмещать обработку
нескольких взаимно перпен-
диь . ирных поверхностей.
Процесс может применяться
на универсальных станках
или в условиях массового
производства на специаль-
ных угловых станках. Тре-
буется специальное правя-
щее устройство
Шлифовальный круг пра-
вится по профилю, обратно-
му профилю шлифуемой де-
тали. Если образующая де-
тали представляет собой
элементарные дуги окруж-
ности (выпуклые нлн вогну-
тые) , то соответствующее
профилирование круга мо-
жет быть обеспечено стан-
дартным устройством ра-
диусной правки. Если же
11
60
Продолжение табл. 3.1
Операция шлифования
Технологическая
характеристика операции
Шлифование шеек коленчатых валов
Внутреннее шлифование (в специальном
приспособлении)
требуется получить более
сложный илн составной
профиль, необходимо при-
менять специальное устрой-
ство для правки круга по
копиру
Операции шлифования ко-
ренных и шатунных шеек,
как правило, выполняются
на специальных станках.
Они оборудованы специаль-
ными устройствами для
правки круга по периферии,
радиусу и торцам, а также
средствами осевой установ-
ки стола для обеспечения
заданного расстояния меж-
ду шейками вала. Коренные
шейки шлифуются в цент-
рах, а шатунные шейки — в
специальных патронах с.
базированием вала по край-
ним коренным шейкам
На специальных кругло-
шлифовальных станках сто-
лу сообщается качательное
движение по копиру, соот-
ветствующему профилю
шлифуемого кулачка
Принципиальная возмож-
ность обработки внутренней
и обработка наружной по-
верхностей за один установ
позволяет повысить их кон-
центричность (на универ-
сальных круглошлифоваль
ных станках)
61
chipmaker.ru
Продолжение табл. 3.1
Операция шлифования
Технологичес кая
характеристика операции
14
Плоское шлифование иа вращающейся
передней бабке станка
Плоское шлифование пе-
риферией круга торца круг-
лой детали применяется в
том случае, когда предъяв-
ляются повышенные требо-
вая к плоскости торцевой
поверхности или когда шли-
фовочные риски должны
быть концентричиы оси вра-
щения детали (если необхо-
димость в такой операции
носит случайный характер).
Ее можно осуществлять на
универсальном круглошли-
фовальном станке, передняя
бабка которого может пово-
рачиваться на 90°. Прн по-
вороте передней бабки на
меньший угол, сочетая по-
ворот с возвратно-поступа-
тельным движением стола
и поперечной подачей кру-
га, можно обрабатывать ко-
нические поверхности с ши-
роким варьированием угла
конуса
Обдирочное шлифование предусматривает обра-
ботку по-черному, без предварительной токарной операции. В отли-
чие от токарной обработки обдирочное шлифование обеспечивает
более высокую точность обработки по 8—9-му квалитету и меньшую
шероховатость поверхности Ra = 2,5--5,0 мкм, не требует последу-
ющего предварительного шлифования. Его применение целесооб-
разно при наличии точных заготовок или заготовок, имеющих пло-
хую обрабатываемость лезвийным инструментом.
Предварительное шлифование обычно выполня-
ется после токарной обработки, чаще до термообработки для созда-
ния базовых поверхностей или в качестве промежуточной операции
для подготовки поверхности к окончательной обработке. На опера-
циях предварительного шлифования достигается точность по 6—9-му
квалитетам и шероховатость поверхности Ra = 1,2— 2,5 мкм.
Окончательным шлифованием достигается точ
ность обработки по 5—6-му квалитетам и шероховатость поверхно-
сти Ra = 0,24-1,2 мкм.
Тонкое шлифование применяется главным образом
для получения шероховатости поверхности Ra = 0,0254-0,1 мкм.
Оно требует очень хорошей предварительной подготовки, так как
62
3.2. Технологические параметры шлифовальных заготовок из стали
К •ла 08КИ a 05 од од ОД
к Ч S ча сто один загот< м/об, высот руга -0,7) О О tO ©*
о с со СП Ь * 1 X <х 2 о сх ей ю ю см 1
= ю о о о О
о
л м: со ю см
5S о о о о
к X роде мм/з гола о 1 7 о 1 ?
Ж а .Ь 8 сч о LO ю о
si при HOI О о о О 0‘0
со
й* «5 йэ о pH том. 'мин со г см 1 о 1 1
Е с oj w оо ю
а.$ о
® * о о
о
о UO 8 ю
иик/кк со 1
•ияйохолее чхзоёомэ 1 ю о» 1 8 1 to сч 1 о
э/и 8 8 8 о со
‘ejAdM ч-ьзойомз 1 8 1 о 1 ю СО 1 т см
т
[£i 1Д л.
ВЯЕВЯЭ из
to u
X •—я сч I
X Е— Е-™
X X чхэоуйаях [ О 1 о
F- сч 1 1
X <U о С2 см сч
X co о см СО
X ЧХЭОХЭИНЙЗЕ 7
2 125- 8 to см сч
o>
Ж « c. co E 3 4 ж я И ® Si , 15А т ел м°> < сч
£“ Ю 2 )ЗА << со < со сч
сч
м & Ш ОС io —
s i , — о о" о
= 1 1 1 о 1 т 1 со I сч
С * —- о о о
X о
р и 4КЯ си О Я X -С
£ 5 « 3* Си
paxi epau фон иро сз со К( £ « я си С
сП Е Ж X о § \О о X X
3 о с ч а> ° S
з:
63
снимаемый припуск при тонком шлифовании не превышает 0,1—
— 0,2 мм на диаметр. Применение тонкого шлифования возможно
при наличии прецизионного станка и специальных кругов, оно эко-
номически целесообразно лишь в условиях индивидуального и мел-
косерийного производства. В массовом производстве высокие пара-
метры шероховатости поверхности более производительно и надеж-
но обеспечиваются на отделочных станках.
Применительно к перечисленным операциям шлифования вы-
пускаются станки разной степени (классов) точности; Н — нормаль-
ной, П — повышенной, В — высокой, А — особо высокой точности
и С — особо точные станки.
Общие рекомендации по выбору технологических параметров
шлифования заготовок из стали даны в табл. 3.2.
Определение припуска. Величина припуска на шлифование за-
висит от размеров обрабатываемой детали, от состояния заготовки
до шлифования (отклонения геометрической формы, точности базо-
вых поверхностей и др.). Чем длиннее заготовка и больше ее диа-
метр, тем больший должен быть припуск. При закалке заготовка
деформируется, поэтому для шлифования закаленных заготовок
припуск должен быть увеличен.
Рекомендации для выбора припуска даны в табл. 3.3.
3.3. Припуски иа круглое шлифование
Диаметр детали, мм Детали: Длина детали, мм
3 — закален- ные, Н — не- до 100 100—400 400—800 | 8С0—1200
закаленные Припуск иа диаметр, мм
До 10 н 0,15—0,25 0,20—0,30
3 0,20—0,30 0,25-0,35
10—18 и 0,20—0,39 0,20—0,30
3 0,25—0,35 0,30—0,40
18—30 II 0,25—0,35 0,20—0,35 0,25—0,40
3 0,25—0,40 0,30—0,45 0,35—0,50
30-50 н 0,25—0,40 0,25—0,40 0,30—0,45 0,40—0,55
3 0,35—0,50 0,45—0,55 0,45- 0,60 0,55—0,65 0,40—0,55
1 50-120 1 н 0.30—0, 45 0,30—0,45 0,39—0,45
3 I 0,40—0,55 0,45—0,60 1 0,50—0,65 0,60—0,75
120—180 н 0,40—0,55 0,40—0,55 0,40—0,55 0,40—0,55
180—260 3 0,50—0,60 0,55—0,70 0,60—0,75 0,65—0 80
н 0,45—0,60 0,45—0,60 0,45—0,60 0,45—0,60
260-360 3 0,55—9,70 0,60- -0,75 0,65—0,80 0,70—0 85
н 0,55—0,70 0,50—0,70 0,50—0,70 0Д0 -0,70
3 0,60—0,80 0,65—0,85 0,70—0,85 0,80—1,00
пользования табл. 3.3.
Пример ________ ...........„ u|7iui jcn длл iri.4ntpvuariим
в центрах шейки вала из стали 45 (HRC 48—50) диаметром 65 мм н длиной
200 мм.
Решение: 1. Диаметр заготовки 65 мм попадает в интервал 50—
120 мм. Длина заготовки 200 мм попадает в интервал 100—400 мм. Поскольку
Определить припуск для шлифования
заготовка закаленная, рассматривают нижнюю строку 3 (все эти значения в
табл. 3.3 обведены рамкой).
2. На пересечении горизонтальной и вертикальной строки получают ре-
комендуемый припуск 0,45—0,60 мм. В нашем случае диаметр 65 мм и длина
200 мм заготовки ближе к минимальным значениям соответствующих интер-
валов диаметра 50—120 мм и длины 100—400 мм, поэтому выбирают припуск,
близкий к минимальному — 0,5 мм.
Более точно припуск определяют интерполированием.
Выбор режимов шлифования. Режимы шлифования выбираются
в такой последовательности:
Таблица
№ п/п Последовательность определения параметров шлифования Расчетная формула илн таблица
А а) выбирают скорость шлифоваль- ного круга vKth м/с Табл. 3.4
6) уточняют Пкр с учетом допусти- Паспорт шлифовального стан-
мой максимальной скорости на дан- ном станке ка
в) определяют частоту вращения 1000• 60 • 1?кр
круга !ПкР, об/мин Чир „ v л-D
Б Выбирают характеристику шлифо- вального круга Табл. 3.5
В а) выбирают скорость вращения заготовки v3, м/мнн Табл. 3.6
6) определяют частоту вращения 1000-оя
заготовки па, об/мин в) уточняют п3 по принятым обо- ротам шпинделя /13— п
Г Выбирают продольную подачу So, мм/об, S„, мм/мин Выбирают подачу на глубину шли- фования: Табл. 3.7
Д Табл. 3.8
а) при врезном шлифовании /м, мм/мин
б) при шлифовании с продольной подачей Zx, мм/ход; ZHx, мм/дв. ход Табл. 3.9
в) уточняют значение подачи на глубину по коэффициентам Ki, Кг, Кг Табл. 3.10
Е Определяют основное технологиче- у - —при шлифова-
ское время То, мин ° *дх'ядх ииис продоль- ной подачей у -——при врезном шли- ZM фовании
А. Выбор скорости шлифовального круга икр. С повышением икр
от 30 до 60 м/с значительно увеличивается эффективность шлифова-
ния: повышается производительность съема металла в 1,3—1,6 раза,
увеличивается стойкость круга в 1,5—3 раза, уменьшается шеро-
ховатость шлифованной поверхности, износ круга и силы резания.
64
65
Ограничениями в повышении икр являются:
допустимая икр по паспорту данного станка;
увеличенное тепловыделение с опасностью прижогов на шлифу-
емой поверхности;
возможность появления вибраций на станке.
В табл. 3.4. даны рекомендуемые диапазоны vKp для разных опе-
раций шлифования, применительно к массовому и крупносерийно-
му производствам. В единичном и мелкосерийном производствах,
где на одном станке выполняются различные шлифовальные работы,
обычно применяется vKp = 35 м/с, которая допускается на всех кру-
глошлифовальных станках.
3.4. Выбор скорости шлифовального круга икр, м/с
Обрабатываемый материал Диапазоны рекомендуемой скорости круга, м/с
до термообработки после термообработки
Конструкционные стали 35—60 35—50
Цементируемые стали 35—60 30—40
Высоколегированные быстрорежу- 35—50 30—40
щне стали
Серый чугун 35—50 =—
Высокопрочный и ковкий чугун 30—50
Жаропрочные и титановые сплавы 35—40 30—35
После выбора икр определяют частоту его вращения лкр (об/мин)
по формуле
лкр —
1000-60икр
nD
Зная частоту вращения электропривода пэ, при необходимости
определяют передаточное отношение диаметров ведущего d± и ведо-
мого d2 шкивов, обеспечивающих заданную частоту вращения круга
d,
nKV = -r~na или
d2
di _ ”кр
d2 ns
В процессе шлифования, по мере износа круга, увеличивают его
частоту вращения, чтобы поддерживать заданную икр. Это достига-
ется изменением отношения шкивов dx и d2.
Примеры по расчету скорости и частоты вращения круга
Пример I. Шлифовальный круг имеет следующую маркировку.
ПП 500x 50x 305 35 м/с. На какой максимальной частоте вращения шпин-
деля пкр допускается его эксплуатация?
66
Решение. В соответствии с приведенной маркировкой диаметр кру-
га £>кР ~ мм и ДопУстимая рабочая скорость круга окр = 35 м/с. Частоту
вращения круга Лкр определяют по формуле
Oun 35
rtKD =—22—• 60- 1000 = ----——-60-1000 = 1337 об/мин.
JiDjjp 3,14- 500
Таким образом, эксплуатация данного круга допускается при частоте вра-
щения шпинделя, не превышающей 1337 об/мин.
Пример 2. Шлифовальный круг, установленный на станок, имеет
диаметр £)кр = 500 мм. Шпиндель шлифовального круга получает вращение
от электродвигателя через клиноременную передачу, у которой диаметр веду-
щего шкива dj = 350 мм, а диаметр ведомого шкива d2 = 382 мм. Частота вра-
щения электродвигателя ыэ=1460 об/мин. Определить частоту вращения
шпинделя круга лкр и окружную скорость шлифовального круга окр.
Решение: Частоту вращения шпинделя определяют по формуле
нэ d. 350
Пкр = у— = 1460 —— ~ 1337 об/мин.
d<2, 382
Окружную скорость круга определяют по формуле
______ дОкр якр
t'Kp— 60-1000
3,14-500-1337
60-1000
~ 35 м/с.
ПримерЗ. На круглошлифовальном станке мод. ЗА 151 предусмотрено
два значения частоты вращения шлифовального круга: 1112 об/мин и
“ каких пределах можно менять скорости шлифования
круга диаметром 600 мм?
Я /?крН«,р
е. По формуле, окр = 1роо ’ в Данном случае
1655 об/мин. В
использовании
Икр при
= 600 мм, нкр1 = 1112 об/мин, нкр2 = 1665 об/мин. Тогда
Р е ш е н и
®кр
3,14-600 1112
о..„ =---------------= 35 м/с,
к₽* 60-1000
3,14-600-1665
vun =---------------= 50 м/с.
кр» 60-1000
Таким образом, для кругов диаметром 600 мм на этой модели станков
возможно применение двух значений скоростей круга: 35 и 50 м/с.
Пример 4. Шлифовальный круг, установленный на станок, имел диа-
метр Окр = 500 мм. В процессе шлифования и правки диаметр круга умень-
шился на 60 мм. Определить: на сколько нужно увеличить частоту вращения
шпинделя, чтобы обеспечить окружную скорость круга окр = 35 м/с? Как
нужно изменить передаточное отношение шкивов d, и d2 в клииоременной
передаче, чтобы обеспечить окр = 35 м/с при его изношенном диаметре £)кр1=
= 500 — 60 = 440 мм.
Решение: Определяют частоту вращения изношенного круга п'кр
прн которой окружная скорость круга достигнет 35 м/с.
”кр-
-кр -.60-1000 =
лОкр
35-60-1000
3,14-440
= 1519 об/мин.
Таким образом, для поддержания первоначальной скорости круга п„р=
35 м/с необходимо увеличить частоту вращения круга с лкр = 1337 об/мин
710 п’кр = 1519 об/мин.
67
cliiprriaV.er.rLi
Определяют передаточное отношение шкивов—(клиноременной передачи),
^2
обеспечивающее увеличение частоты вращения круга до пкр = 1519
об/мин.
di пкр
1ак как отношение — = —- , а частота вращения электродвигателя пэ
о2 Пэ
di
остается постоянной, то передаточное отношение — должно изменяться во
d2
столько раз, во сколько изменилась частота вращения круга:
"кр 1519 . ..
-----= ioqt" ~ 1,14 раза.
пКр 1337
Определяют диаметр новых шкивов d{ и d2, обеспечивающих частоту вра-
щения шпинделя п'кр = 1519 об/мин. Для этого достаточно изменить диаметр
ведущего или ведомого шкивов:
d{ = d-1,14 = 350-1,14 = 399 мм или
... d2 382
d*~ 1,14 ~ 1,14 ~335мм-
Таким образом, чтобы увеличить частоту вращения шпинделя с 1337 до
1519 об/мин, достаточно увеличить ведущий шкив dj с 0350 до 399 мм или
уменьшить ведомый шкнв d2 до 0335 мм.
Б. Выбор шлифовального круга. Наружный диаметр круга вы-
бирают наибольшим, рекомендованным паспортом данного станка.
Диаметр посадочного отверстия круга также обусловлен паспортом
станка.
Высоту (ширину) круга при шлифовании с продольной подачей
выбирают максимальной, допустимой защитным кожухом станка.
При врезном шлифовании высота круга должна быть на 4—6 мм
больше длины шлифуемой поверхности. Если круг перекрывает
шлифуемую шейку менее чем на 3 мм, то на ней могут остаться сле-
ды рисок. При врезном шлифовании с осциллированием шлифо-
вального круга высота круга должна быть больше длины шлифуемой
поверхности на 4—6 мм плюс величина размаха осцилляции круга.
Рекомендации по выбору формы (типа) круга даны на с. 24;
класса точности — на с. 27; класса неуравновешенности — на с.
28.
Уточненную характеристику круга выбирают по табл. 3.5 в за-
висимости от обрабатываемого материала, требований достигаемой
точности обработки шероховатости шлифованной поверхности.
Пример. Выбрать характеристику круга для операции окончатель-
ного врезного шлифования гладкой шейки диаметром бО-о.оя стального зака-
ленного вала (HRC55). Шероховатость шлифованной поверхности должна
быть не выше Ra = 0,8 мкм.
Решение. Для заданных параметров шлифования (сталь HRC 55,
точность обработки 0,02 мм, Ra — 0,8 мкм, врезное шлифование гладкой шей-
ки) соответствует 4-я строка в табл. 3.5 со следующими параметрами харак-
теристик круга: марка абразивного материала 25А — 91 А, зернистость
20—25, твердость С1 — СТ1, структура 4—5, связка — К.
68
3.5. Выбор характеристики шлифовального круга
для операций круглого шлифования
Примечания: I. При обработке прерывистых поверхностей твердость увеличивается на 1 степень. 2. При скоростном (пир > 50 м/с)
шлифовании или одновременной обработке шейки и торца твердость уменьшается на 1 степень 3. При врезном шлифовании фасонных
поверхностей зернистость уменьшается иа 1 номер, а твердость увеличивается на 1—2 степени.
69
chipmaker.ru
Окончательно выбирают: электрокорунд белый — 25А, как более под-
ходящий для обработки высокотвердых сталей; зернистость 20—обеспечивает
минимальную шероховатость, твердость С2 — повышенная твердость круга
обеспечит лучшую кромкостойкость, что важно при врезном шлифовании;
структура 4 — при шлифовании высокотвердых сталей образуется более мел-
кая стружка, поэтому нет необходимости применять более открытую структу.
ру круга.
Окончательная характеристика круга: 25А20С24К
В. Выбор скорости вращения заготовки и3 Скорость вращения за-
готовки v3 выбирают в зависимости от скорости шлифовального кру-
га икр и обрабатываемого материала (табл. 3.6). С увеличением скоро-
сти круга икр необходимо увеличивать v3. В среднем соотношение
между — колеблется в пределах 40—80.
3.6. Скорость вращения заготовки v3
Скорость круга пкр, м/с и3» м/мкн. при обработке
стали чугуна
HRC<30 HRC 30-50 HRC>50 серого прочного
30—35 20—25 25—35 35—45 20—25 30—35
45—50 25-30 30—40 40—50 25—30 35—40
Для материалов, склонных к прижогам и трещинам, выбирают
значения — = 40—60. При обработке несимметричных, плохо
^3
сбалансированных заготовок, а также при шлифовании некруглых
деталей по копиру (например, кулачков распредвалов) выбирают ми-
нимальные скорости вращения заготовки, порядка 5—15 м/мин.
При пользовании табл. 3.6 значение для v3 следует выбирать
ближе к верхнему пределу (при шлифовании закаленных заготовок),
так как с увеличением v3 сокращается время воздействия источника
теплоты и уменьшается опасность образования прижогов на шли-
фуемой поверхности. Следует учитывать, что с увеличением v3 мо-
гут возрасти вибрации (особенно при обработке неуравновешенных
заготовок), увеличивается разбрызгивание рабочей жидкости, по-
вышается износ центров, усиливается опасность вырывания заготов-
ки из центров, поэтому, когда нет опасности прижогов (при об-
работке незакаленных стальных и чугунных заготовок) и3 выбирает-
ся по нижнему пределу.
После выбора v3 определяют частоту вращения заготовки п3
(об/мин) по формуле и3 = —-т- где а3 — диаметр заготовки, и
окончательно уточняют v3 по принятым оборотам шпинделя.
Г. Выбор продольной подачи. Различают продольную подачу: на
оборот заготовки — So (мм/об) и подачу в минуту — SM (мм/мин).
70
Подачу <S0 выбирают в зависимости от высоты круга В (мм) и ха-
рактера выполняемой операции шлифования, определяемого ко-
эффициентом /<,, (табл. 3.7)
3.7. Продольная подача стола на один оборот заготовки So, мм/об
/Характер шлифования Продольная подача Зо=КвВ Примечание
Обдирочное Предварительное Окончательное (0,74-0,8) В (0,554-0,65) В (0,24-0,3) В Кв — коэффициент, учиты- вающий характер шлифования В — высота шлифовального круга
Минутная подача 5М = S0n3, где
л3
_ — число оборотов заготов-
ки, мин. Зная SM и длину рабочего хода стола станка Арх, можно
определить число двойных ходов
П 5м
ДХ 2Lpx ’
Арх меньше длины шлифуемой поверхности /ш на 1/я В, так как
в процессе шлифования при каждом продольном ходе стола круг вы-
ходит с обоих концов заготовки лишь на */3 своей высоты
^-рх = 4ц а-'®’
О
Пример расчета продольной подачи
для продольного шлифования
Пример. Предварительно шлифуется закаленный вал (HRC48)
методом продольной подачи. Скорость шлифования скр = 35 м/с, высота кру-
га В = 63 мм. Длина шлифуемой заготовки L3 = 250 мм, диаметр d = 60 мм
Определить продольную минутную подачу SM и число двойных ходов сто-
ла n„x.
Решение. Число двойных ходов стола пдх и продольная подача SM
определяются по формулам:
; SM -=ЛВ Вп3.
/Ьрх
Вначале определяют скорость вращения заготовки. По табл. 3.6 для ско
рости круга оКр=30—35 м/с и стали твердостью HRC 30—50 рекомендуемый
диапазон скоростей заготовки составляет 25—35 м/мин. Поскольку значения
пКр = 35 м/с и твердость матерала заготовки HRC48 близки к максимальным
в данных диапазонах, выбираем и3 = 34 м/мин. Тогда
1000-v3 1000-34
«з = --13 = "о =180 об/мин
ла 3,14-60
По табл. 3.7. находят значение Кв. Для предварительного шлифования
рекомендуемые значения Кв — 0,554-0,65.
71
chipmaker, ru
Принимаем Ke = 0,6, тогда SM = ХвВп3 = 0,6-63-180=6804 мм/мин»
~6,8 м/мин.
Число двойных ходов определяют по формуле
$м
Лдх- 2L
z,-px
Длина рабочего хода
Lpx — 1ш — — В = 250 — — -63 = 229 мм.
3 3
- 8604 ,, ДХ
Число двойных ходов лдх = ’ = 15 — .
2-229 мин
Д. Выбор подачи на глубину шлифования. Различают подачу:
на оборот заготовки t0 (мм/об) при врезном шлифовании; на одинар-
ный ход стола ix (мм/ход или на двойной ход стола /дх (мм/дв. ход)
при шлифовании с продольной подачей; в минуту /м (мм/мин). Между
этими подачами на глубину имеются следующие зависимости:
при врезном шлифовании /м — /0п3;
при шлифовании с продольной подачей tM = txriy или tM = 1я*п
— гДе лдх — число двойных ходов в мин (дв. ход/мин).
В табл. 3.8 и 3.9 даны рекомендации по выбору подачи на
глубину.
3.8. Подача на глубину /м при шлифовании врезанием
Шири- на шли- фования, мм Средняя поперечная подача /м, мм/мнн, прн диаметре шлифуемой шейки мм
До 16 25 40 60 100 160 Св. 160
До 16 1,5 1,3 1.1 1,0 0,85 0,75 0,7
25 1,3 1,1 1,0 0,9 0,75 0,65 0,6
40 1,15 1,05 0,9 0,75 0,65 0,55 0,5
60 1,0 0,9 0,8 0,7 0,6 0,5 0,45
100 0,85 0,75 0,65 0,6 0,5 0,45 0,4
3.9. Подача на глубину при шлифовании с продольной подачей
Скорость вращения заготовки изг м/мин Подача на глубину /х, мм/ход
при продольной подаче So, мм/ход
(0,24-0,3) В | (0,554-0,65) В (0,74-0,8) В
10—20 0,02 0,018 0,016
21—30 0,016 6,014 0,012
31—40 0,012 0,09 0,008
41—50 0,008 0,07 0,005
Примеры расчета подачи иа глубину
при продольном и врезном шлифовании
Пример 1. Методом продольной подачи предварительно шлифует-
ся гладкий вал длиной 300 мм до диаметра 70_0i04. Материал заготовки —
сталь 40Х твердостью HRC50. Припуск на обработку 0,50 мм (на диаметр).
Выбранная скорость вращения заготовки v3 — 28 м/мин, число двойных хо-
дов стола пдх = 14 дв. ход/мин, скорость шлифовального круга пкр = 45 м/с
при диаметре £>кр = 600 мм и высоте круга В = 100 мм.
Определить подачу на глубину /м.
Решение. Вначале в табл. 3.9 определяют табличное значение /х по
скорости заготовки г>3 = 28 м/мин н продольной подаче на один оборот в до-
лях высоты круга So. По табл. 3.7 для предварительного шлифования прини-
мается So = 0,6; /х = 0,007 мм/ход.
Уточняют значение /х по коэффициентам К2 и Ка. В табл. 3.10. нахо-
дят поправочные коэффициенты — 1,1. (для обработки закаленной углеро-
дистой стали на скорости окр = 45 м/с, К2 = 1,0 (для точности обработки
0,04 мм и припуске на сторону 0,25 мм); Ка = 1,0 (для обработки гладкой по-
верхности кругом с диаметром £>кр = 600 мм).
3.10. Коэффициенты для уточнения подачи на глубину
Ki — коэффициент, зависящий от обрабатываемого материала н скорости
круга, Кг—от припуска и точности обработки,Кз— от диаметра круга и ха-
рактера поверхности.
Коэффициент Ki
Скорость круга, м/с Сталь углеродистая Сталь инструмен- тальная легированная Чугун
незака- ленная закаленная незака- ленная закаленная серый прочный
25 0,9 0,8 0,8 0,6 1,1 0,8
35 1,1 1,0 1,0 0,8 1,3 1,0
50 1,4 1,2 1,2 1,0 1,5 1,2
Коэффициент К?
Точность обработки, мм Кг при припуске а на сторону, мм
0,1 0,2 0.3 0,4 0,5
0,01—0,02 0,5 0,6 0,7 — —
0,025—0,03 0,7 0,8 0,9 1,о —
0,04—0,05 — 0,9 1,0 1,1 1,2
0,06—0,1 —- — 1,5 1,7 1,9
Коэффициент Кз
Диаметр круга Скр- мм Характер поверх- ности Диаметр круга Окр, мм Характер поверх- ности
гладкая шлицевая гладкая шлицевая
300—450 500—650 0,8 1,0 0,9 1,1 700—900 1,1 1,2
73
chipmaker.ru
Тогда /х = 0,007-1,1 • 1,0-1,0 я» 0,008 мм/ход.
Окончательно вычисляют поперечную минутную подачу /м ~ 0,008-28=
= 0,224 мм/мин «к 0,22 мм/мин.
Пример 2. Методом врезного шлифования обрабатывается шейка
стального закаленного вала, диаметр шлифуемой шейки 50 мм, ширина шли-
фования — 30 мм. Определить величину поперечной подачи ф (мм/иин).
Решение. По табл. 3.8 ширина шлифования попадает в интервал от
25 до 40 мм, диаметр шлифуемой шейки в интервал от 40 до 60 мм. На пересе-
чении строк с выбранными интервалами находят значения 1Ы ~ 0,75 мм/мия.
В нашем случае значение ширины шлифования (30 мм) ближе к минимальному
значению интервала (25 мм), поэтому выбирают значение поперечной подачи
/м = 0,80 мм/мин.
Е. Расчет основного (технологического) времени. Основное (тех-
нологическое) время То (мин) определяется по формуле То = f—-—
дх ядк
— при шлифовании с продольной подачей, То — ~ — при врез-
*М
ном шлифовании.
Примечание. В учебных целях приводится упрощенная формула
определения 70. На практике подача на глубину /м меняется на всех этапах
рабочего никла шлифования (см. с. 37) и это необходимо учитывать при нор-
мировании шлифовальных работ.
Примеры решения задач по выбору режимов шлифования
Задача 1. На круглошлифовальном станке мод. ЗА151 методом про-
дольной подачи шлифуется участок вала диаметром d3 ~ 40~~0,16 мм, длиной
It = 210 мм; длина вала I 260 мм. Шероховатость обработанной поверхно-
сти Ra ~ 1,0 мкм, материала заготовки — сталь 45, закаленная до твердости
HRC 48. Способ крепления заготовки — в центрах. Размеры круга 600Х
ХбЗхЗОб мм. Частота вращения круга пкр = 1272 об/мин.
Эскиз обработки приведен в операционной карте 3.1.
Необходимо: выбрать припуск на обработку, харатеристику шли-
фовального круга, режимы шлифования и оформить операционную карту.
Решение. 1. Определяют припуск на обработку. По табл. 3.3, реко-
мендуемый припуск 2d — 0,40 мм.
2. Скорость шлифовального круга определяют по формуле
ллКр£>кр 3,14-1272-600 ,
£>кр 60-1000 ~ 60-1000 ~ м;с’
Станок мод. ЗА151 допускает до 50 м/с.
3. Выбирают характеристику шлифовального круга. Для заданных пара-
метров шлифования соответствует 3-я строка в табл. 3.5 для выбора характе-
ристики круга, из которой получают марку абразивного материала 24 А —
25А, зернистость 25—32, твердость СМ1 —СМ2, структуру 4—5, связку — К.
Окончательно выбирают характеристику круга: 25А 25 С№ 4К-
4. Определяют скорость вращения заготовки. По табл. 3.6 скорость вра-
щения заготовки о3 ~ 35 м/мии, после чего определяют частоту вращения за-
готовки
1000-I?,
я3 = ~ ----- -=278 об мин.
Ttfl
5. Определяют продольную подачу SM и число двойных ходов «дХ. Из
табл 3.7 выбирают Ks равным 0,25, SM ~ КкВп-Л ~ 0,25 • 63 • 2?0 =
74
Обрабатываем а я деталь | Вал
75
chipmaker.ru
=.8760 мм/мин. Длина рабочего хода
= 189 мм. Число двойных ходов пдх
ЬРх= Ьз-~ й = 210- 63 —
□ о
8760
23 дв. ход/мин.
6. Выбирают подачу на глубину шлифования /м. Для этого по табл.3.9
устанавливают значение tx « 0,010 мм/ход.
7. Находят значения поправочных коэффициентов (табл. 3.10) Ki =
= 1,2 (окр = 40 м/с, сталь — закаленная), К2 = 0,65 (б = 0,016 мм, а —
= 0,25 мм), Кз = 1,0 (£>кр = 600 мм, поверхность гладкая).
Тогда /х = tx-Кг К2-Хэ=0,1 1,2-0,65-1,0 = 0,0078 мм/ход,
/дх = 2-0,0078=0,0156 ~ 0,016 мм/дв.ход
8. Определяют основное (технологическое) время
а 0,2
То = —-------=--------- = 0,54 мин.
<дх«дх 0,016-23
9. Полученные результаты вносят в операционную карту 3.1.
3 а д а ч а 2. На круглошлифовальном станке мод. ЗА151 методом врез-
ного шлифования обрабатывается окончательно шейка конической шестер-
ни до диаметра d3 = 45_в1в26, длиной / = 67 мм. Шероховатость обработан-
ной поверхности Ra — 0,63 мкм, материал заготовки — сталь 12Х2Н4А,
закаленная до твердости HRC 56—62, способ крепления заготовки — в цент-
рах. Размеры круга: 600x 80x 305 мм. Эскиз обработки приведен в операцион-
ной карте 3.2.
Необходимо: выбрать припуск на обработку, характеристику шли-
фовального круга, режимы шлифования и оформить операционную карту.
Решение 1. Определяют припуск на обработку. По табл. 3.9, реко-
мендуемый припуск 2а — 0,40 мм.
2. Выбирают скорость шлифовального круга окр. По табл. 3.4, для опера-
ции окончательного шлифования заготовки из стали рекомендуемый интервал
скоростей шлифования окр = 35-~60 м/с. Для окончательного шлифования за-
готовки из легированной стали высокой твердости выбирают нижнее значение
рекомендуемого интервала скр = 35 м/с.
3. Определяют частоту вращения круга
1000-60-икр
пкр =------—-------- 1114 об/мин.
4. Выбирают характеристику шлифовального круга. Для окончательного
шлифования стальной закаленной заготовки по табл. 3.5 выбирают материал
абразивных зерен — электрокорунд белый марки 25А. Из двух рекомендуе-
мых номеров зернистости 20 и 25 выбирают меньший 20 (учитывая повышен-
ное требование к шероховатости), твердость — среднюю С2, связку—кера-
мическую К. Маркировка характеристики круга 25А 20 С2 5К.
5. Выбирают скорость вращения заготовки. По табл. 3.6, скорость враще-
ния заготовки vs = 50 м/мин.
6. Определяют частоту вращения заготовки
1000е3
«з= -----у
nd3
1000-40
——— » 283 об/мин.
о,14-45
7. Выбирают подачу на глубину шлифования (поперечную подачу):
минутную /м и на оборот заготовки /в. По табл. 3.8 рекомендуемая минутная
подача (табличное значение) /м = 0,75 мм/мин.
8. Уточняют табличное значение по коэффициентам (табл. 3.10) Ki =
= 0,8 (сталь легированная, закаленная), К2 = 0,8 (припуск а = 0,2 мм и
точность 0,025 мм), Кз = 1,0 (гладкая цилиндрическая поверхность).
76
Операционная карта 3.2 (приложение к задаче 2)
В X о о св О. *§ « о S CQ О Я 8 3 2 X * си А ьГ 0.41 i
и Q. 1
X и е 1
о 0,0017
0,48
2 со 1
го е 283 1
& X c 1114 i ।
& X р 1Л СО
SS сч 0,40
св Ml К й X S « я И инструмента I Шлифовальный круг ПП600Х80Х305 25А 20 С2 25 К
содержание операции Шлифовать оконча- тельно шейку до 0 45-о,огз
77
Тогда /м = /'м- Ki‘ Кг- Кз ~ 0,48 мм/мин;
/м 0,48
/о=——= =0,0017 мм/об.
па 283
9. Определяют основное технологическое время
a 0,2
То =---= --------= 0,41 мнн.
0,48
10. Полученные результаты вносят в операционную карту 3.2.
Учебно-производственное задание по теме
«Выбор технологических условий и режимов шлифования»
1. Разберитесь в методике и последовательности выбора техноло-
гических условий и режимов шлифования.
2. Решите задачи по выбору технологических условий и режимов
резания для разных условий шлифования, приведенных в табл.3.1.
Составьте технологические карты (по типу карт 1 и 2) с указанием
в них выбранных технологических условий и режимов шлифования.
Выбор метода крепления заготовки на станке
Крепление заготовки в центрах. Наиболее простым и распрост-
раненным является метод установки в центрах. Большое влияние
на точность и качество шлифования оказывает состояние центров
станка и центровых отверстий. Точность установки заготовки при
обработке зависит от точности формы и положения центров станка
Рис. 3.2. Установка заготовки в центрах:
a — правильная, б—е — неправильная
и несущих поверхностей центровых отверстий заготовки. При на-
ладке станка и подготовке операции шлифования необходимо учи-
тывать следующее.
1. Опорная коническая поверхность центровых отверстий долж-
на точно соответствовать конусу на центрах (рис. 3.2, а).
При некруглой форме центровых отверстий или неправильном
угле конуса заготовка не получает достаточной опоры и, смещаясь
под действием усилий шлифования, копирует неточность центровых
отверстий. Если угол конуса центра превышает угол конуса несу-
щей поверхности центрового отверстия (рис. 3.2, г), то контакт меж-
78
ду ними происходит по наибольшему диаметру несущего конуса,
в обратном случае — по наименьшему (рис. 3.2, д). Если вершина
центра упирается в заготовку (рис. 3.2, в), есть опасность быстрого
износа или выгорания вершины центра, что может привести к выдав-
ливанию обрабатываемой заготовки из центров при поперечной
подаче шлифовального круга.
2. Несовмещение осей конусов вызывает неполное прилегание не-
сущих поверхностей центровых отверстий заготовки к центрам стан-
ка (рис. 3.2, б) и неравномерный износ центровых отверстий. Несов-
мещение центров станка в горизонтальной плоскости, а также их не-
параллельность относительно направления перемещения стола вы-
Рис. 3.3. Применяемые формы
центровых отверстий
Рис. 3.4. Установка полой заготовки на
грибковых центрах:
1 — грибковые центры, 2 — шлифовальный круг,
3 — заготовка
зывает конусность обрабатываемой поверхности (рис. 3.2, е). Эти же
погрешности в вертикальной плоскости вызывают вогнутость обра-
батываемой поверхности.
3. Для точных операций шлифования некруглость центровых от-
верстий не должна превышать 2—4 мкм, а некруглость центров
0,5—1,0 мкм. Шероховатость поверхности для центровых отверстий
должна быть Rd = 0,44-1,3 мкм, а для центров Ra = 0,14-0,2 мкм.
4. Применяются центровые отверстия без предохранительного
конуса (рис. 3.3, а) и с предохранительным конусом (рис. 3.3, б).
При повышенных требованиях к точности обработки применяют
центровые отверстия с цилиндрической выточкой (рис. 3.3, в). При
таких центровых отверстиях случайная забоина на торцевой поверх-
ности может деформировать только поверхность предохранительной
выточки, а тогда как при фаске 120' деформация металла может за-
тронуть базовую поверхность центрового отверстия.
Применяя центровые отверстия с прямолинейной образующей не-
сущей поверхности, трудно обеспечить точное сопряжение конусов
центрового отверстия детали с центрами станка, что ведет к сниже-
нию точности обработки. Поэтому применяют также центровые от-
верстия с выпуклой дугообразной образующей несущего конуса
(рис. 3.3, г). Преимущества центровых отверстий такой формы —
нечувствительность к угловым погрешностям, лучшее удержание
смазки, снижение погрешностей и повышение точности обработки.
7!)
chipmaker.ru
5. Грибковые (тупые) центры применяют для обработки полых
деталей с внутренним диаметром более 15 мм и центровыми гнезда-
ми в форме фаски (рис. 3.4).
6. При неподвижных центрах обеспечивается более высокая точ-
ность шлифования, поэтому на вращающихся центрах обрабатывают
только тяжелые заготовки или полые заготовки, имеющие узкие
центровые фаски.
7. Для уменьшения износа центров необходимо, чтобы они были
твердосплавными.
Крепление пустотелой заготовки на оправке для шлифования в
центрах. Заготовки с точными базовыми отверсиями (допуск 0,015—
—0,03 мм) шлифуют на оправках с прессовой посадкой, а с допуском
базовых отверстий более 0,03 мм — на разжимных оправках.
В случае базирования по отверстию и торцу применяют оправки
со скользящей посадкой (зазор 0,01—0,02 мм) и упором в торец.
Повысить точности обработки по соосности можно применением
оправки с небольшой конусностью (0,01—0,015 мм на 100 мм длины).
Оправки подразделяются на жесткие, разжимные, с раздвижными
элементами, гидравлическим или гидропластовым разжимом. Уст-
ройство и назначение этих оправок показано в табл. 3.11.
3. 11. Выбор оправки для крепления полой заготовки
Эскиз оправки
Устройство и назначение
оправки
Обрабатываемую за-
готовку 4 надевают на
оправку со стороны при-
емного конуса 1, продви-
гают ее по цилиндриче-
ской части 2 и заклини-
вают на конусе 3, для
чего ударяют левым тор-
цом оправки о деревян-
ную подкладку (а). Если
отверстие заготовки не-
точно, то ее закрепляют
по торцу. При обработке
коротких заготовок на
одну оправку можно на-
садить несколько загото-
вок (б), закрепив их
гайкой. Если диаметр
гайки меньше диаметра
отверстия обрабатыва-
емых заготовок, под гай-
ку подкладывают разрез-
ную шайбу (в). Для ос-
вобождения заготовки
гайка слегка ослабляет-
ся, шайба удаляется, а
заготовка снимается с
80
Продолжение табл. 3.11
Эскиз оправки
Раздвижные
Устройство и назначение
оправки
оправки через гайку. У
таких оправок резьба
выполняется с крупным
шагом. Конусность оп-
равки зависит от длины
заготовки. Чем длиннее
отверстие, тем меньше
должна быть конусность
оправки и наоборот. Это
облегчает закрепление и
снятие заготовки. В це-
лях сокращения вспомо-
гательного времени при
работе используют две
оправки. В то время как
на одной ведется обра-
ботка, на другой закреп-
ляют заготовку
При обработке тонко-
стенных заготовок приме-
нение жестких оправок
может вызвать искаже-
ние формы деталей, в
этих случаях применяют
разжимные оправки. В
цанговых оправках цан-
га 2 с продольными про-
резями, перемещаясь с
помощью гайки 5 по ко-
нусу 3, упруго разжима-
ется н закрепляет заго-
товку 4. Штифт удержи-
вает ее от поворота, а
гайка 1 служит для от-
жатия при снятии заго-
товки
Для обработки корот-
ких заготовок применя-
ется консольная шарико-
вая оправка. В сепара-
торе 3 имеется шесть от-
верстий с шариками 2
диаметром в 6—10 мм,
находящимся в контакте
с конусом корпуса оп-
равки 1. Осевое переме-
щение сепаратора в оп-
равке производится вин-
том 5 через скользящую
втулку 4. к которой при-
креплен сепаратор. При
81
chipmaker.ru
Продолжение табл. 3.11
Эскиз оправки Устройство н назначение оправки
перемещении и раздви-
жении шариков заготов-
ка центрируется и одно-
временно поджимается
к осевому упору. Для
точного центрирования
необходимо, чтобы шари-
ки не отличались по диа-
метру больше чем на
2 мкм, а установочный и
центрирующий конусы
были соосны. На шари-
ковых оправках можно
зажимать заготовки с
разницей в диаметре до
5 мм
Эти оправки легче при-
способить к неточной
форме отверстия, в ре-
зультате чего уменьша-
ются погрешности при
закреплении заготовки
на оправке. Для разжи-
ма оправки используется
жидкость или пластмас-
са. На корпус напрессо-
вана втулка 2 и центриру-
ющая втулка 4, которая
стопорится винтом 6.
Пространство между
корпусом и втулкой за-
ливается гидррпластом
5. Усилие зажима пере-
дается плунжером 3 че-
рез винт 1. Окончательно
оправку шлифуют после
заливки гндропласта с
небольшим поджатием
его плунжером 3. Шеро-
ховатость после шлифо-
вания 7?а=0,3-е-0,6 мкм.
Биение по контрольным
пояскам и посадочному
диаметру справки не бо-
лее 2—5 мкм. Корпус
оправки может одновре-
менно служить н повод-
ком, который заменяет
хомутик
82
3. 12. Выбор патрона для крепления заготовки,
не ммеющей центровых отверстий
Эскиз патрона
Кулачковые патроны
Самоцентрирующне патроны
Устройство и назначение
патрона
Используются главным образом в
единичном производстве, где прихо-
дится обрабатывать единичные заго-
товки разных размеров. Для обработ-
ки заготовок с неконцентрнчнымн ба-
зовыми поверхностями применяют че-
тырехкулачковые патроны с незави-
симым перемещением кулачков. Каж-
дый кулачок / этого патрона пере-
двигается своим червяком 2. Шлифу-
емую заготовку устанавливают по ин-
дикатору
Самоцентрирующий трехкулачко-
вый патрон применяют для зажима
заготовок, у которых шлифуемая на-
ружная и внутренняя поверхности
концентрнчны базовой поверхности.
Нижний диск 1 выполнен в виде ко-
нического зубчатого колеса, соеди-
ненного с тремя зубчатками 2, уста-
новленными в корпусе патрона 3 под
углом 120° друг к другу. На верхнем
торце диска I в спиральные канавкн
6 входят три кулачка 4 своими зуб-
чатыми рейками 5. При вращении
ключом любой нз трех зубчаток 2
начинает поворачивать диск 1, сбли-
жая или раздвигая одновременно все
трн кулачка 4. Прн шлифовании заго-
товки в самоцентрирующем патроне
возможно несовпадение осей шлифу-
емой н базовой поверхности в преде-
лах 0,05—0,25 мм. Окончательную бо-
лее точную выверку заготовки в пат-
роне проводят также по индикатору
Более быстродействующий, облег-
чает труд рабочего, уменьшает
время на зажнм и разжим детали. На
штоке 1 патрона закреплена головка
2, в которой имеется трн точно обра-
ботанных паза 3. Ось каждого паза
направлена под углом 15° к оси пат-
рона. В эти пазы входят выступы
зажимных кулачков 4. Правый конец
штока 1 соединен с конном поршня
пиевмоцилиндра. При движении што-
ка 1 н головкн 2 вправо кулачки
сближаются к центру н зажимают
обрабатываемую заготовку. Патроны
83
chipmaker.ru
Продолжение табл. 3.12
Эскиз патрона
Мембранные патроны
Устройство и назначение
патрона
с пневмозажнмом целесообразны для
обработки в серийном н массовом
производстве
Обеспечивают более точное базиро-
вание по диаметру к торцу. Принцип
работы мембранного патрона: к тор-
цу упругой мембраны 1 движением
штока 2 вправо прикладывается уси-
лие Р, при этом мембранный диск
прогибается и разводит кулачки 3.
Между кулачками вставляется обра-
батываемая заготовка и при отводе
влево штока 2 мембрана, возвра-
щаясь в исходное положение, зажи-
мает заготовку усилием упругой де-
формации мембранного диска. Рас-
ход кулачков 3 прн прогибе мембра-
ны составляет 0,2—0,5 мм. Поэтому
мембранный патрон может быть ис-
пользован для зажима деталей с точ-
ным размером базового диаметра.
Мембранный патрон применяется для
зажима по наружному диаметру н
отверстию
Для установки и зажима детали по
базовому отверстию на планшайбе 2
передней бабки станка закреплен
мембранный диск 3 с кулачками 4.
Движением штока 1 назад мембран-
ный диск прогибается и кулачки сбли-
жаются. После установки обрабатыва-
емой заготовки 5 на кулачки 4 шток
возвращается в исходное положение
н упругостью мембранного диска ку-
лачки зажимают заготовку
Крепление заготовки в патроне. При шлифовании коротких за-
готовок или не имеющих центровых отверстий, а также в тех случа-
ях, когда нужно шлифовать наружный диаметр и торец, заготовки
закрепляют в патроне. Основные типы патронов и область их приме-
нения приводятся в табл. 3.12.
84
Выбор люнета для шлифования тонких и длинных заготовок. При
шлифовании тонких и длинных деталей, чтобы исключить их проги-
бание и пружинение, возникающее под действием усилий шлифова-
ния (рис. 3.5), необходимо применять люнеты, создающие дополни-
тельную опору обрабатываемой заготовки. Применяются двух-и
трехопорные типы люнетов.
Рис. 3.5. Составляющие силы ре-
зания при шлифовании:
Pz, Ру, Рх — соответственно верти-
кальная. радиальная и осевая состав-
ляющие силы резания Робщ
Рис. 3.6. Двухопорный люнет:
/, 5 — стопорные кольца, 2, 4 — винты, 3 —=»
корпус люнета, 6 — hit ок. 7 — горизонталь-
ный упор, 8 — заготовка. 9 — шлифовальный
круг, 10 — упор, 11 — качающийся рычаг
Двухопорный люнет устанавливается непосредственно
в зоне шлифуемой поверхности, а трехопорный — для создания
центрирующей опоры по ранее шлифованной базирующей поверхно-
сти заготовки. В двухопорном люнете
(рис. 3.6) упоры 7 и 10 расположены
по направлению действия радиальной
Ру и вертикальной Рг составляющих
силы шлифования (см. рис. 3.5). По
мере уменьшения диаметра обрабаты-
ваемой шейки в процессе шлифова-
ния упоры непрерывно подводят до
касания с поверхностью шейки. Кор-
пус 3 люнета устанавливают на столе
станка. Горизонтальный упор 7 ре-
гулируется винтом-/, нижний упор 10
подводится к заготовке поворотом
винта 2.
Лучшим материалом для упоров
является твердое дерево, оно не остав- Рис. 3.7. Трехопорный люнет
ляет следов на шлифуемой поверх-
ности. На операциях с интенсивным съемом металла могут при-
меняться башмаки из закаленного чугуна или твердого сплава.
Трехопорный люнет (рис. 3.7) имеет три индивиду-
альные регулируемые опоры /, 2 и 3, расположенные по вершинам
равнобедренного треугольника. Верхняя опора 3 смонтирована на
85
chipmaker.ru
шарнирной консоли и может раскрываться при установке или
снятии заготовки. Такие люнеты чаще используются для опоры
длинных заготовок, закрепленных только с одного конца и требую-
щих дополнительной опоры, которая не может быть обеспечена цент-
ром задней бабки. Например, когда заготовка с другой стороны
не имеет центровочного гнезда или когда на конце вала должен быть
доступ для шлифования торца или отверстия.
Учебно-производственное задание по теме
«Выбор метода крепления заготовки на станке>
Разберитесь в работе устройства для крепления заготовки на
станке (см. рис. 3.2 и 3.3) и ответьте на следующие вопросы.
1. Почему опорная коническая поверхность центровых отверстий
в заготовке должна точно соответствовать конусу на центрах стан-
ка?
2. Нарисуйте правильную форму центрового отверстия в заго-
товке и схему правильной установки заготовки на центрах станка.
3. Какие возможны варианты неправильной установки заготов-
ки на центры станка и как это повлияет на геометрию и качество
шлифовальной поверхности?
4. Что нужно сделать, чтобы уменьшить износ центров в процес-
се шлифования?
5. Каковы преимущества и недостатки неподвижных и вращаю-
щихся центров? В каких случаях и почему целесообразно применять
неподвижные, вращающиеся и грибковые центры?
6. В каких случаях целесообразно применять жесткие и разжим-
ные оправки при шлифовании полых заготовок?
7. Чем отличаются разжимные оправки, показанные в табл. 3.12?
Какова область применения каждой из них?
8. В каких случаях необходимо применять двухопорные люнеты,
как они регулируются при установке на станок и по мере уменьше-
ния диаметра шлифуемой опорной поверхности?
9. Какова функция трехопорного самоцентрирующего люнета и
в каких случаях его необходимо применять?
Выбор измерительных средств для операций шлифования
Заготовки, поступающие на операцию круглого шлифования пос-
ле токарной обработки, обычно проверяют по наружному диаметру
и линейным размерам для определения реального припуска и каче-
ства подготовки детали к операции шлифования.
Наиболее простым и универсальным инструментом для этой це-
ли является штангенциркуль, обеспечивающий измерение с точно-
стью 0,1 мм.
В условиях серийного и массового производства, когда обраба-
тываются одни и те же заготовки, размеры шлифуемых поверхностей
86
обычно проверяются предельными скобами-калибрами. Скоба име-
ет две пары измерительных щек: нижнюю (проходную) и верхнюю-
(непроходную). При измерении диаметра вала берут скобку правой
рукой и опускают ее на контролируемый вал нижней проходной сто-
роной. Если скоба под собственным весом пройдет вниз, а непроход-
ная сторона задержится на диаметре вала, то проверяемый диаметр
вала считается годным.
В производственных условиях нередко бывает, что на проверя-
емой шейке вала скоба в одном сеченни проходит, а в другом нет,
что указывает на наличие отклонения от цилиндричности. В этом
случае нужно определить величину отклонения от цилиндричности
для подналадки станка.
Для этих целей служит микрометр или индикаторная скоба.
Рис. 3.8. Измерение наружного дна-
метра детали микрометром:
а — техника измерения микрометром, б —
определение измеряемого размера детали
Рнс. 3.9. Измерение наружного дна-
метра детали индикаторной скобой
Измерение диаметра вала микрометром. Техника измерения мик-
рометром показана на рис.3.8, а. Левой рукой держат микрометр
за скобу 3, а правой, вращая барабан за трещотку /, подводят нако-
нечник микрометрического винта 5 до касания с проверяемым диа-
метром детали 6. Как только трещотка / начнет свободно проверты-
ваться (трещать), закрепляют стопорное кольцо 4, снимают микро-
метр и читают размер проверяемого диаметра по шкале (лимбу).
Окружность барабана 2 разделена на 50 делений; поворот бараба-
на на одно деление дает перемещение винту 5 на 0,01 мм. Один обо-
рот барабана 2 соответствует перемещению микрометрического вин-
та 5 на 0,5 мм. На измерительном лимбе 2 (см. рис. 3.8, б) нанесены
деления, указывающие измеряемый размер в мм. Каждое деление со-
ответствует 1 мм. Барабан 2 должен сделать два оборота, чтобы пере-
меститься по измерительному лимбу / на 1 мм.
Для уяснения техники прочтения размера на рис. 3.8, б даются
примеры расположения барабана 2 на измерительном лимбе 1 для
двух разных размеров: 1-й размер — 7,00 мм; 2-й размер — 15,34 мм.
87
chipmaker.ru
Измерение индикаторной скобой. В отличие от предельной ско-
бы-калибра, которая отвечает только на один вопрос — «годен»
или «не годен», индикаторная скоба показывает величину фактиче-
ского отклонения от заданного размера.
Такая скоба опирается на контролируемую деталь 2 тремя точ-
ками: микрометрическим упором 4, боковым упором 3 и нижним
упором / (рис. 3.9). Этот упор подвижный и связан рычагом с инди-
катором 5. Удерживая прибор
за корпус 7 правой рукой, надо на-
жать большим пальцем на рычаг 6,
при этом нижний упор отводит-
ся и прибор легко надвигается на
проверяемую деталь. Скоба на-
Рис. 3.11. Измерение трехконтактной
индикаторной скобой в процессе шли-
фования прерывистых поверхностей
Рис. 3.10. Измерение заготовки на-
кидной индикаторной скобой в про-
цессе круглого врезного шлифования
страивается по эталону на заданный размер. Прибор быстродейству-
ющий, он удобен в серийном и массовом производстве для определе-
ния оставшегося припуска и величины отклонения от цилиндрич-
ности шлифуемой детали.
Индикаторная скоба для измерения в процессе шлифования.
Простейшим и широко применяемым является метод измерений при
помощи накидной индикаторной скобы (рис. 3.10).
Когда скоба надета на заготовку 2, нижний 3 и боковой 4 нако-
нечник прижимаются к ней, так как корпус скобы 5 стремится под-
няться вверх под действием противовеса 7. Чтобы скоба надежно
удерживалась на детали, нижний наконечник 3 смещают относитель-
но оси измерительного штока 1 на 5—10° по направлению к шлифо-
вальному кругу 9, а заготовку при шлифовании вращают только
против часовой стрелки. Имерительный шток 1 поджимается к шли-
фуемой поверхности пружиной.
При уменьшении диаметра шлифуемой детали измерительный
шток постепенно опускается, нажимая своим скосом на наконечник
88
индикатора 6. По индикатору следят за изменением диаметра вала.
Прибор позволяет получать точность шлифовальных деталей до
±2—3 мкм.
Нижний и боковой наконечники скобы можно перемещать, это
позволяет настраивать скобу на измерение валов диаметром от 10 до
300 мм. В некоторых индикаторных скобах противовес 7 заменен мас-
ляным амортизатором, который служит для плавного подъема и
опускания индикаторной скобы. Индикаторную скобу обычно ук-
репляют на защитном кожухе 8 шлифовального круга.
При продольном шлифовании цилиндрических и конических по-
верхностей, валов с выступающими шейками измерение произво-
дят в одном сечении, для чего индикаторную скобу укрепляют на
столе или на одной из бабок станка и она перемещается вместе со
шлифуемой заготовкой.
При шлифовании шеек разных диаметров методом врезания при-
меняют быстросменные индикаторные скобы, каждую из которых
настраивают на размер одной шейки.
При шлифовании валов со шлицами или шпоночными канавка-
ми могут быть применены обычные трех контактные индикаторные
скобы 4 (рис. 3.11), у которых измерительные наконечники заменены
дугообразными башмачками 1 и 3. Башмачок берется так, чтобы ши-
рина его была примерно в 2,5 раза больше ширины канавки или па-
за на обрабатываемой заготовке 2, что не дает башмачку провалиться
в канавку. Важно, чтобы подошва башмачка была выполнена по
форме измеряемой поверхности. Иначе башмачок будет колебаться
при измерении и показывающая стрелка прибора будет сильно рас-
качиваться. Следитьза показаниями прибора станет очень трудно.
Поэтому при обработке валов радиус подошвы башмачка делают
равным наибольшему предельному размеру заготовки, а при обра-
ботке отверстий — по наименьшему предельному размеру.
При многокруговом шлифовании нескольких шеек индикатор-
ные скобы устанавливаются по двум крайним шейкам, размеры ос-
тальных шеек обеспечиваются автоматически без измерения.
Индикаторные накидные скобы применяются также и для измере-
ния конических поверхностей в процессе шлифования.
Учебно-производственное задание по теме
«Измерительные средства для операций шлифования»
1. Разберитесь в устройстве и технике измерения универсальным
измерительным инструментом: штангенциркулем и микрометром.
2. Выполните упражнения по измерению наружного диамет-
ра шеек вала штангенциркулем с точностью 0,1 мм и микромет-
ром с точностью 0,01 мм.
3. Разберитесь в устройстве и принципе измерения шлифуе-
мой поверхности индикаторной скобой (см. рис. 3.10).
89
chipmaker.ru
4. Выполните упражнение по установке и настройке индика-
торной скобы.
5. Выполните пробное шлифование с применением индикаторной
скобы; объясните, в чем состоит преимущество работы с примене-
нием индикаторной скобы.
3.2. ТЕХНОЛОГИЯ И ПРАКТИКА ПОДГОТОВКИ К РАБОТЕ
КРУГЛОШЛИФОВАЛЬНОГО СТАНКА
Правила безопасности труда при работе на шлифовальных стан-
ках. Шлифовщик должен помнить:
любая наладка станка с применением ручного труда (смена кру-
га, проверка исправности узлов станка и др.) должна выполняться
при выключенном рубильнике во избежание самовключения элект-
родвигателя, что может привести к травме, особенно это опасно при
включенном автоматическом цикле;
устранение любых неисправностей электроаппаратуры должно
производиться только электромонтером;
перед началом наладки станка должна быть проверена исправ-
ность соединения станка с заземляющей шиной цеха, а также каче-
ство соединений всех корпусов электроаппаратов, установленных
непосредственно на станке, со станиной станка;
перед началом работы на новом станке необходимо проверить:
защитные кожухи, органы управления, устройства для установки
и закрепления шлифовального круга; устройства защиты рабочего
от аэрозолей, образующихся при использовании СОЖ, от абразив-
ной, металлической и неметаллической пыли, частиц обрабатывае-
мого материала, образующихся в процессе шлифования и правки;
электрооборудование и местное освещение;
оборудование должно быть установлено на прочных фундамен-
тах или основаниях, тщательно выверено и закреплено; все электро-
оборудование, а также оборудование и механизмы, которые могут
оказаться под напряжением, должны быть ограждены (в пусковых
приспособлениях электродвигателей все токопроводящие части за-
крыты); щитки и рубильники должны быть установлены в глухих
металлических кожухах, запирающихся на замок, и иметь надписи
о применяемом напряжении;
к ремонту электрооборудования допускаются только электромон-
теры;
оборудование, работающее с выделением пыли (сухое шлифова-
ние, заточка), должно быть установлено в отдельном помещении или
огорожено от других помещений перегородками; в этих помещениях
должна быть предусмотрена общая приточная вентиляция, пылеот-
сасывающие устройства от каждого места выделения пыли, на стан-
ках должны быть установлены защитные кожухи шлифовального
круга;
90
смазка всех частей оборудования должна производиться система-
тически в соответствии с указаниями в паспортах станков; смазка
приводов оборудования во время их работы не разрешается (смазка
отдельных частей станков может производиться во время работы,
если это не представляет опасности);
уборку стружки, пыли и грязи со станков должны выполнять
работающие на этом оборудовании; уборка и чистка электродвигате-
лей, пусковых реостатов, выключателей, находящихся под напря-
жением, запрещается.
При работе на шлифовальных станках необходимо соблюдать сле-
дующие правила:
рукоятка управления подводом шлифовальной бабки должна пе-
редвигаться в направлении движения, т. е. при переводе рукоятки
на себя круг должен подводиться к детали, от себя — отводиться;
чтобы устранить возможность снятия детали при неотведенном
шлифовальном круге, рукоятка, отводящая задний центр, должна
действовать только после отвода круга;
перед началом шлифования должна быть проверена надежность
закрепления деталей. При работе в центрах проверяется плотность
вхождения заднего центра в центровое отверстие, при установке
на оправке или патроне — надежность зажатия детали. Необходи-
мо также тщательно проверить закрепление упоров, ограничиваю-
щих продольный ход стола. При недостаточном закреплении упор
может отодвинуться, ход стола не переключиться, вследствие чего
круг врежется в переднюю или заднюю бабку. При работе без про-
дольной подачи рукоятка подачи должна быть надежно закрепле-
на;
не допускается замерять деталь во время вращения; для ускоре-
ния остановки вращения станки должны быть оснащены тормозными
устройствами.
При обработке абразивным инструмен-
том опасными и вредными факторами являются: разрыв шлифо-
вального круга, отрыв алмазного и эльборового слоя от корпуса
круга, отрыв сегментов от корпуса инструмента, повышенная за-
пыленность в рабочей зоне или образование в ней аэрозолей, повы-
шенная вибрация или шум при работе ручными шлифовальными ма-
шинами.
Перед установкой на станок инструмент должен быть испытан на
контрольной испытательной скорости.
Требования к технологическим процессам:
1. Абразивный и эльборовый инструмент, предназначенный для
работы с СОЖ, использовать без применения СОЖ не допускается.
2. Применяемая СОЖ не должна снижать механическую проч-
ность круга и должна быть разрешена для применения Минздравом
СССР.
3. Перед началом работы инструмент должен быть подвергнут
вращению вхолостую с рабочей скоростью; продолжительность вра-
9)
chipmaker.ru
щения зависит от диаметра круга: до 150 мм— 1 мин, свыше
150 мм до 300 мм — 2 мин, свыше 300 мм — 3 мин, эльборовые кру-
ги — 2 мин.
4. При шлифовании на ручных подачах рабочая скорость круга
не должна превышать 30 м/с. При использовании ручных подач на
обдирочных станках или при работе ручными шлифовальными маши-
нами скорость не должна превышать 50 м/с.
5. Не допускается шлифование торцом круга, если он не предназ-
начен для этих работ.
6. По мере уменьшения диаметра круга (вследствие его износа)
допускается увеличение частоты вращения круга до уровня до-
пускаемой рабочей скорости для данного круга.
7. Температура окружающей среды при абразивной обработке с
применением СОЖ не должна быть ниже точки замерзания СОЖ-
8. Не допускается торможение вращающегося круга нажимом
на него каким-либо предметом.
Требования к оборудованию.
1. На станках должны быть предусмотрены устройства для уда-
ления абразивной пыли и отходов шлифования из зоны обработки;
для защиты рабочего от аэрозолей, образующихся при использова-
нии СОЖ; для защиты рабочего от абразивной, металлической и не-
металлической пыли, а также шлама, образующихся в процессе прав-
ки, шлифования и заточки.
2. Приспособления, применяемые для установки инструмента,
должны соответствовать требованиям ГОСТ 2270—78 и обеспечивать
соосность инструмента со шпинделем станка, а также зажатие сег-
ментов по длине на величину не менее его высоты. Зазор между от-
верстием круга и посадочным местом должен быть в пределах допу-
сков на диаметр посадочного отверстия по ГОСТ 2424 — 83, ГОСТ
21963—82 и посадок по ГОСТ 2270—78. Конструкция и материал при-
способления для установки инструмента должны обеспечивать
надежность крепления инструмента.
3. При закреплении инструмента не допускается применение на-
садок на гаечные ключи, ударного инструмента.
4. На станках с ручной подачей изделий запрещается использо-
вать рычаг для увеличения усилия нажима обрабатываемых дета-
лей на шлифовальный круг.
5. При обработке шлифовальными кругами изделий, незакреп-
ленных жестко на станке, должны применяться подручники; они
должны быть передвижными, обеспечивающими установку и закреп-
ление их в требуемом положении. У станков, имеющих два подручни-
ка, каждый подручник должен иметь независимое перемещение.
Перестановка подручников во время работы не допускается.
Подручники должны иметь достаточную по величине площадку
для обеспечения устойчивого положения обрабатываемого изделия.
Подручники должны устанавливаться так, чтобы верхняя точка со-
прикосновения изделия со шлифовальным кругом находилась выше
92
горизонтальной плоскости, проходящей через центр круга, но не бо-
лее чем на 10 мм. Зазор между краем подручника и рабочей поверх-
ностью шлифовального круга должен быть меньше половины толщи-
ны шлифуемого изделия, но не более 3 мм.
Края подручников со стороны шлифовального круга не должны
иметь выбоин, сколов и других дефектов.
6. У станков с электромагнитными плитами должны быть блоки-
рующие устройства, выключающие движение стола и вращение шли-
фовального круга при прекращении подачи электроэнергии на элект-
ромагнитную плиту.
7. При замене электродвигателя шлифовального станка или из-
менения передаточного отношения привода в паспорте станка долж-
на быть сделана соответствующая запись.
8. Абразивный и эльборовый инструмент и элементы его крепле-
ния (болты, гайки, фланцы и т.п.) должны быть ограждены защит-
ными кожухами, прочно закрепленными на станке. Форма, толщина
стенок и наибольшие углы раскрытия защитных кожухов для шли-
фовальных и отрезных кругов должны соответствовать ГОСТ
12.3.028—82.
9. В места вырезов в кожухе под устройства для правки или для
других целей стенки кожуха должны быть усилены на величину,
равную толщине стенки. При этом ширина усиления должна быть
не менее удвоенной толщины стенки.
Для кожухов, не имеющих предохранительных козырьков, угол
раскрытия над горизонтальной плоскостью, проходящей через ось
шпинделя станка, не должен превышать 30°; при угле более 30е
должны устанавливаться передвижные металлические предохра-
нительные козырьки, позволяющие уменьшить зазор между козырь-
ком и кругом при его износе. Конструкция козырьков должна обес-
печивать их перемещение и надежное закрепление в различных
положениях.
Передвижной предохранительный козырек по ширине должен
перекрывать расстояние между двумя торцовыми стенками защитно-
го кожуха, толщина козырька должна быть не менее толщины ци-
линдрической части защитного кожуха. Перемещать козырьки раз-
решается только после остановки круга.
10. Зазор между кругом и верхней кромкой раскрытия подвиж-
ного кожуха, а также между кругом и предохранительным козырь-
ком должен быть не более 6 мм.
Зазор между боковой стенкой защитного кожуха и фланцами
для крепления круга наибольшей высоты, применяемого на данном
станке, должен быть в пределах от 5 до 10 мм. При работе съемная
крышка защитного кожуха должна быть надежно закреплена.
11. Круги типов ПР, ПН, К, ЧК, ЧЦ по ГОСТ 2424—82 и сег-
ментные круги для шлифования торцом должны быть ограждены
защитными кожухами, выступающая из кожуха часть инструмента
допускается до 50 % его высоты, но не более 25 мм для кругов ти-
93
chipmaker.ru
нов ПР, ПН, К, ЧЦ, ЧК и 40 мм для сегментных кругов. На зубо-
шлифовальных и других станках, где по характеру работы круг дол-
жен выступать на величину более 25 мм, следует предусмотреть до-
полнительное ограждение рабочей зоны.
Шлифовальные и заточные станки с горизонтальной осью враще-
ния круга, при работе на которых шлифуемое изделие удерживает-
ся руками, должны быть оборудованы защитным экраном со смотро-
выми окнами. При невозможности использования стационарного
защитного экрана должны применяться защитные очки или защит-
ные козырьки, закрепляемые на голове рабочего. Откидывание эк-
рана должно быть сблокировано с пуском шпинделя станка. Экран
по отношению к кругу должен располагаться симметрично, а ши-
рина экрана должна быть больше высоты круга не менее чем на
150 мм. Возможность регулирования угла наклона защитного эк-
рана в пределах 20 ° должна быть обеспечена без нарушения блоки-
ровки. Для смотровых окон должны применяться прозрачные, не-
бьющиеся материалы толщиной не менее 3 мм.
Подготовка станка к работе:
1. Изучают правила безопасности труда при работе на шлифо-
вальных станках и «Руководство» по данному станку. Выполняют
все указания, изложенные в разделах: «Гидросистема», «Система
смазки», «Регулирование» и «Руководство по эксплуатации электро-
оборудования».
2. Знакомятся с назначением рукояток управления, проверяют
работу всех механизмов без включения работы станка. Электродви-
гатели проверяют предварительно без включения рабочих органов.
3. Наполняют резервуары гидросистемы и смазки маслами ре-
комендованных марок, наполняют резервуар охлаждающей жидко-
стью.
4. Проверяют все точки смазки подвижных частей станка и при
необходимости производят их смазку. В «Руководстве» для каждого
станка дана инструкция по смазке, в которой содержится: перечень
точек смазки с приложением схем расположения точек смазки и сли-
ва масла, точки частой смазки (ежедневной, еженедельной и т.д.),
перечень рекомендуемых масел, указания по методу и количеству
смазки.
Наиболее чувствительными к некачественной смазке являются
подшипники шпинделя шлифовального круга. Большая мощность
привода, высокая частота вращения и малый зазор между подшипни-
ками и шпинделем, необходимый для обеспечения высокой точно-
сти шлифования, требует очень тщательной и качественной смазки.
На станках с продольным движением стола направляющие стани-
ны несут на себе стол, переднюю и заднюю бабки, различные приспо-
собления и обрабатываемую деталь, которая помимо своего веса
воспринимает еще давление шлифовального круга. Несмотря на
значительную массу стол должен перемещаться плавно на заданной
постоянной скорости, немедленно реагировать на команду реверси-
94
рования хода и сохранять положение стола, которое может изменять-
ся под влиянием количества принудительно подаваемой смазки на
направляющие стола, вызывая «всплывание» стола.
Подобное влияние оказывает смазка и на другие подвижные
элементы шлифовальных станков.
5. Устанавливают ремни на шкивы привода шлифовального кру-
га и передней бабки. Проверяют натяжение ремней привода враще-
ния шлифовального круга и передней бабки. Не следует чрезмерно
натягивать ремни, чтобы предотвратить повреждение подшипников
шпинделя шлифовальной бабки, преждевременный износ ремней и
возникновение вибраций. Натяжение ремней считается достаточным,
если они не проскальзывают при работе станка на полной нагрузке.
Для правильной и длительной эксплуатации ремней нужно соб-
людать следующие правила:
все клиновые ремни в одном комплекте, работающие одновремен-
но на приводе от ведущего шкива к ведомому, должны быть одина-
кового размера;
все сопрягаемые ручьи ведущего и ведомого шкивов должны на-
ходиться в одной плоскости; осевое смещение ведущего или ведомого
шкива приведет к ускоренному износу ремней;
не следует надевать ремни на шкивы при помощи рычага — это
может привести к разрыву корда в ремнях и выхода из строя рем-
ней;
нельзя допускать попадание СОЖ или масла (при их разбрызги-
вании) на шкивы и ремни; защитный кожух ременного привода всег-
да должен быть закрытым и надежно защищать от попадания жидко-
сти и влаги.
6. Проверяют надежность крепления кожуха шлифовального
круга.
7. Проверяют и регулируют систему подвода СОЖ в зону шлифо-
вания и к правящему инструменту. Устанавливают в рабочее поло-
жение сепаратор для очистки охлаждающей жидкости.
8. Включают станок и дают прогреться шпинделю и подшипни-
кам. В момент начала вращения круга при нормальной его работе
в глазах маслоуказателя подшипников шпинделя должна показать-
ся смазка, что указывает на наличие смазки подшипников. В том
случае, если станок продолжительное время не эксплуатировался,
при первоначальном запуске необходимо прогреть станок в течение
15—20 мин. Рекомендуется при этом включить автоматический ход
стола с целью вытеснения воздуха из гидросистемы. После прогрева
станка можно приступить к его испытанию.
9. Проверяют (вручную) работу всех механизмов станка на холо-
стом ходу, пользуясь рукоятками и маховичками, чтобы ознакомить-
ся с его управлением.
Проверяют работу каждого узла станка в наладочном режиме:
работа системы смазки, скорость и направление вращения круга и
детали, продольная подача стола, поперечная подача шлифоваль-
95
chipmaker.ru
ной бабки, регулирование рабочего цикла шлифования и механиз-
ма правки круга, работа системы охлаждения и очистки СОЖ. Все
испытания и управление станком производить в строгом соответст-
вии с указаниями, изложенными в «Руководстве» для данного стан-
ка.
10. Проверяют правильность работы блокировочных устройств
при работе станка на холостом ходу, при этом:
маховик ручного перемещения стола не должен вращаться при
гидравлическом перемещении стола;
маховик ручной поперечной подачи шлифовальной бабки не дол-
жен вращаться при быстрой автоматической подаче шлифовальной
бабки;
пиноль задней бабки не должна отводиться педалью при подве-
денной к заготовке шлифовальной бабки и вращении передней баб-
ки;
перегон стола может быть возможен только при отведенной шли-
фовальной бабке.
Основные правила ухода за станком:
1. В процессе работы станка ремни вытягиваются, начинают про-
скальзывать и теряют передаточную мощность, поэтому требуется
периодическая компенсация дополнительным натяжением ремней.
2. При смене изношенных ремней всегда нужно менять весь ком-
плект ремней, так как в случае даже небольшой разности в длине
ремней не будет обеспечено необходимого натяжения, а следователь-
но, и эффективной работы.
3. Если износился один или два ремня, нужно менять весь комп-
лект. Они будут работать намного дольше. Оставшиеся хорошие рем-
ни целесообразно сохранить для укомплектования с ранее снятыми
хорошими ремнями.
4. По мере износа круга его балансировка может нарушиться
вследствие неравномерной плотности абразивного инструмента. На-
рушение балансировки круга может привести к возникновению виб-
раций, нагреванию подшипников и пр. Поэтому производят повтор-
ную балансировку шлифовального круга по мере его износа.
5. Во время работы нужно следить за температурой подшипни-
ков шпинделя шлифовальной бабки. Нагрев подшипников не должен
превышать 50—60° С. Причиной нагрева может быть излишняя за-
тяжка подшипников, недостаточная их смазка или неправильно вы-
бранный режим шлифования.
6. Не допускается вибрация в узлах станка. Причиной вибра-
ции может быть плохая балансировка шлифовального круга, увели-
ченный зазор в подшипниках шлифовального шпинделя, неисправ-
ность ременной передачи.
7. В конце смены рекомендуется прокрутить шлифовальный круг
на полной рабочей скорости в течение 1—2 мин, выключив охлажде-
ние, чтобы жидкость не скоплялась в лорах нижней части круга и
не нарушала балансировки.
96
Учебно-производственное задание по теме
«Подготовка станка к работе»
1. Изучите «Руководство» круглошлифовального станка.
2. Выполните упражнения по подготовке станка к работе; содер-
жание и последовательность выполнения этих работ должны строго
соответствовать указаниям в «Руководстве» для данного станка.
3. Объясните, почему уделяется такое большое внимание смаз-
ке подвижных элементов станка.
4. Перечислите основные правила установки и натяжения клино-
вых ремней. Почему так важно, чтобы все клиновые ремни в одном
комплекте были одинаковой длины и имели одинаковое натяжение?
5. Почему так важно перед пуском станка тщательно проверить
работу блокировочных устройств на станке?
6. Почему после окончания операции шлифования и выключения
СОЖ необходимо, чтобы круг продолжал вращаться 1—2 мин вхоло-
стую?
7. Перечислите основные правила ухода за станком.
3. 3. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА
ОПЕРАЦИИ ШЛИФОВАНИЯ
Подготовка включает следующие основные работъ..
1. Устанавливают и закрепляют круг на промежуточный фла-
нец, правила установки и крепления круга даны на с. 33.
2 Балансируют круг в сборе с фланцем, правила уравновешива-
ния круга даны на с. 41.
3. Устанавливают шлифовальный круг в сборе с фланцем на ста-
нок. Перед установкой круга проверяют надежность закрепления
балансировочных сухарей после уравновешивания круга; если суха-
ри недостаточно прочно закреплены в кольцевой выточке фланца,
они могут сместиться при вращении круга и нарушить сбалансиро-
ванность круга, что приведет к появлению вибраций шпинделя стан-
ка и образованию волнистости на шлифованной поверхности.
Тщательно протирают посадочное отверстие во фланце и посадоч-
ный конус шпинделя станка. Крупногабаритный шлифовальный
круг устанавливают при помощи электротали (рис. 3.12); насажи-
вать фланец с кругом на посадочный конус шпинделя нужно очень
осторожно, чтобы не повредить посадочные опорные поверхности.
Закрепляют фланец с кругом на шпинделе завертыванием гайки на
резьбовой конец шпинделя в сторону, противоположную направле-
нию вращения круга. Устанавливают и закрепляют крышку защит-
ного кожуха шлифовального круга.
При установке нового шлифовального круга, имеющего макси-
мальный наружный диаметр, проверяют и при необходимости меня-
ют диаметр ведущего и ведомого шкивов на приводе вращения шпин-
97
chipmaker.ru
деля, чтобы скорость шлифовального круга не превышала допусти-
мую рабочую скорость для данного круга.
4. Устанавливают переднюю и заднюю бабки. При установке пе-
редней и задней бабок необходимо тщательно протереть их направ-
ляющие поверхности и проверить, чтобы на них не было забоин.
Устанавливая переднюю и заднюю бабки в соответствии с длиной
обрабатываемой заготовки, располагают их симметрично, чтобы
расстояние каждой бабки от середины стола было примерно одина-
ковым.
Рис. 3.12. Установка шлифо-
вального круга на шпин-
дель станка с помощью
электротали
Рис. 3.13, Шлифование опорного конуса цент-
ра непосредственно на станке:
а — измерение угла опорного конуса, б — поворот
передней бабки станка
Устанавливают заднюю бабку в требуемое положение, надежно
закрепляют ее на столе. Усилие прижима заготовки задним цент-
ром должно быть умеренным, чем легче и тоньше заготовка, тем
меньше должно быть это усилие. Излишняя сила прижима приводит
к быстрому износу центров и ухудшению качества обработки. Сла-
бый прижим детали также недопустим, так как под действием давле-
вня круга на заготовку задний центр может сместиться и точность
обработки будет нарушена. Слабый прижим может быть причиной
выпадения заготовки из центров. Усилие прижима центра зависит
от натяжения пружины в пиноли заданей бабки.
5. Устанавливают центры. Посадочные конусы хвостовой части
центров должны точно совпадать с конусами посадочных отверстий
в передней бабке и пиноли задней бабки. При несовпадении этих
конусов невозможно обеспечить плотную посадку центров, они бу-
дут подвижны, что приведет к некруглости и биению шлифованной
поверхности.
При установке центров отверстия шпинделя передней бабки и пи-
ноли задней бабки должны быть сухими и чистыми. Наличие грязи и
пыли на центрах или в гнездах шпинделей также препятствует плот-
ной посадке центров и ухудшает качество шлифования. Поэтому
98
нужно тщательно протереть конические гнезда в шпинделе передней
бабки и пиноли задней бабки. Плотность прилегания хвостовиков
центров проверяют по краске.
Угол опорного конуса на центрах должен точно соответствовать
60°, этот угол проверяется по шаблону (рис. 3.13, а).
На станках с вращающимся центром в передней бабке желатель-
но опорную коническую поверхность центра шлифовать непосредст-
венно на этом же станке (рис. 3.13, б), чтобы исключить биение цент-
ра. Если отсутствует приспособление для шлифовки центров или
центр закреплен в кулачковом патроне —следует центр выверить
с помощью индикаторной скобы, чтобы устранить его биение.
Рис. 3.14. Установка заднего цент-
ра с выточкой при шлифовании за-
готовок малого диаметра
Рис. 3.15. Регулирование положения
стола для получения цилиндричности
шлифуемой поверхности заготовки
Задний центр должен выступать из пиноли на 1,5 В, где В —вы-
сота круга (рис. 3.14). При шлифовании деталей малого диаметра
сторона заднего центра, обращенная к кругу, срезается на такую
же длину, чтобы круг не задевал центра.
Центры передней и задней бабок должны быть соосны. Отклоне-
ние от соосности этих центров приведет к отклонениям от цилинд-
ричности шлифуемой поверхности. Для выверки центров станка пе-
ремещают к передней бабке заднюю и, если центры не совпадают,
путем поворота передней бабки вправо или влево от нуля добивают-
ся совпадения центров.
Проверяют соосность центров передней и задней бабок. Для
этого устанавливают эталонную цилиндрическую оправку в центры,
закрепляют индикаторную стойку на станину станка и продольным
движением стола определяют отклонения от соосности центров. По-
сле чего, регулируя положение стола его поворотом винтом I
(рис. 3.15), устраняют эту несоосность.
6. Подготавливают систему подвода СОЖ в зону шлифования и
правки круга. При регулировании системы подвода СОЖ желатель-
но руководствоваться следующими технологическими соображени-
ями. Наиболее важно количество СОЖ и давление струи, подводи-
мой в зону шлифования. Главное назначение СОЖ—поддержи-
вать «свободное резание» благодаря эффективной очистке режущей
поверхности шлифовального круга, а не охлаждать деталь после ее
99
нагревания. Поэтому чем больше подводится СОЖ и чем выше дав-
ление струи, тем лучше.
Поток струи СОЖ лучше подавать выше линии контакта круга с
деталью, чтобы уменьшить разбрызгивание жидкости (рис. 3.16, а).
Количество подводимой СОЖ в зону шлифования должно быть
0,6 — 1,0 л/мин на 1 мм ширины круга. Чем больше площадь кон-
такта круга с деталью н чем тверже обрабатываемый материал, тем
обильнее должно быть охлаждение.
Ширина струн должна быть не меньше высоты круга. Неравно-
мерность подачи СОЖ может вызвать дефекты, особенно при обра-
ботке длинных и тонкостен-
ных деталей. Скос в нижней
части сопла должен быть об-
ращен в сторону шлифовщи-
ка (рис. 3.16, а), а не в сто-
рону круга (рис. 3.16, б). В
этом случае жидкость, следуя
по длинному краю трубы, луч-
ше подводится в зону шли-
фования.
Чтобы уменьшить разбрыз-
гивание от действия воздуш-
ной струи, желательно, что-
Рис. 3.16. Установка сопла для подвода
СОЖ в зону шлифования
а — правильно, б — неправильно
бы между соплом и кругом
был установлен козырек-удлинитель, по которому жидкость подхо-
дила ближе к зоне шлифования. Выходная часть сопла вместе с под-
водящим козырьком должны обеспечивать ширину струи, перекры-
вающей высоту круга.
7. Правят шлифовальный круг (см. с. 44).
8. Выбирают и устанавливают режимы шлифования. По методи-
ке и табл. 3.3—3.10 определяют величину припуска и режимы для
данной операции шлифования.
После выбора окружной скорости заготовки v3 устанавливают
на станке частоту вращения шпинделя передней бабки. Устанавли-
вают направление вращения шпинделя передней бабки против часо-
вой стрелки и этим обеспечивают встречное шлифование. Шлифо-
вальный круг также должен вращаться против часовой стрелки,
чтобы шлифовочные искры направлялись вниз — к столу станка.
Выбирают величину продольной подачи Snp стола и величину
поперечной подачи круга на каждый двойной ход стола 5ПОП по
таблицам и настраивают станок на заданные SIip и SIlon.
Скорость продольной подачи устанавливают (после прогревания
станка) следующим образом: включают автоматический продольный
ход стола и по секундомеру отмечают пройденный путь стола I (мм)
за время t (с). Разделив I на t, получим S„p (мм/мин).
Пример. Нужно установить 5пр = 3,0 /мин.
100
/1 \
Включают ход стола и устанавливают, что стол за 20 с I — мин I прошел
путь 800 мм
Snp = 800: -— = 800-3 = 2400 мм/мин или 2,4м/мин.
О
S)
Рис. 3.17. Настройка дли-
ны продольного хода
стола по шлифуемой по-
верхности заготовки:
/ — рычаг реверсирования
хода стола. 2, 3 — упоры, ог-
раничивающие длину хода;
L — длина хода стола, В —
высота круга
Регулятором скорости стола увеличивают SDp. Регулировка заканчивает-
ся, когда Snp достигает 3 м/мин.
Поперечную подачу круга на двойной ход настраивают по нониу-
су маховика поперечной подачи.
9. Устанавливают упоры, ограничивающие продольный ход сто-
ла. Положение упоров должно обеспечивать выход круга на 1/s
своей высоты с каждой стороны шлифуе-
мой поверхности (рис. 3.17, а). Для этого
ручным перемещением стола выводят круг
с правого конца заготовки на 1/3 своей вы-
соты, подводят упор 2 до касания с рыча-
гом 1 реверса стола и в этом положении
закрепляют упор 2. Затем также устанав-
ливают упор 3 (рис 3.17, б).
Закрепление упоров должно быть на-
дежно, чтобы они не смешались в процессе
шлифования. После закрепления упоров
выключают автоматический продольный
ход стола и проверяют величину выхода
круга с каждой стороны шлифуемой заго-
товки. При необходимости дополнительно
регулируют положение упоров.
10. Устанавливают люнеты на стол
станка. При установке люнетов нужно ру-
ководствоваться следующими правилами.
Опорные люнеты должны устанавливаться
на столе станка вдоль обрабатываемой дета-
ли с интервалом от 6 до 10 диаметров шли-
фуемого вала. Чем выше режимы шлифова-
ния, тем меньше интервал между люнетами.
При установке люнетов на станке первый люнет устанавливает-
ся на середине обрабатываемой детали, а остальные располагаются
на одинаковом расстоянии с каждой стороны. Этим обеспечивается
равномерное распределение опор и более точная обработка.
После установки люнетов на станок подводят башмаки на каж-
дом люнете до касания с обрабатываемой деталью и шлифуют деталь
на проход по всей длине. Затем замеряют диаметр шлифованной по-
верхности на участках против каждого люнета. По результатам за-
меров окончательно регулируют положение упоров на каждом лю-
нете: на участках, где диаметр шейки завышен — подводят к дета-
ли горизонтальный упор 7 (см. рис. 3.6), а если диаметр шейки ока-
зался заниженным — нужно поднять нижний упор 10. Техника ре-
101
chipmaker.ru
гулировки башмаков обычно отрабатывается в условиях практиче-
ских занятий по шлифованию.
При интенсивном снятии припуска, когда деталь не имеет доста-
точной опоры и возможен прогиб детали в процессе шлифования, це-
лесообразно устанавливать люнет и на более коротких деталях.
11. Выбирают поводковый хомутик для обрабатываемой заготов-
ки. Неправильная установка и крепление поводкового хомутика мо-
жет быть источником дефектов при шлифовании и травмировании
шлифовщика. Необходимо соблюдать следующие правила выбора
Рис. 3.18. Установка и крепление
хомутика на заготовке:
а — правильные, б — неправильные
Рис. 3.19. Расположение поводкового
пальца планшайбы передней бабки в
пазу хомутика:
/ — паз, 2 — поводковый палец, 3 — деталь»
4 — хомутик, 5 — планшайба
Размер поводкового хомутика 1 должен соответствовать диаметру
шейки вала 2, на которую надевается хомутик. При установке хому-
тика желательно, чтобы ось опорной поверхности хомутика совпада-
ла с осью шейки вала, на которой закрепляется хомутик (рис. 3.18,а).
Нужно выбирать наибольший диаметр шейки вала для крепления
хомутика. Это обеспечит более удобное и надежное крепление детали.
Если хомутик имеет паз 1 для размещения в нем поводкового
пальца 2 (рис. 3.19), то следует ширину паза делать несколько боль-
ше диаметра поводкового пальца, чтобы при вращении планшайбы
поводковый палец имел возможность «играть» в пазу за счет люфта.
При отсутствии люфта, под действием крутящего момента привода
вращения, обрабатываемая заготовка 3 может деформироваться и
вызвать некруглость шлифованной поверхности.
12. Подготавливают обрабатываемую заготовку. Проверяют глу-
бину центровых отверстий.
Глубина зацентровки должна быть одинаковой с обоих торцов
заготовки. Это особенно важно, когда шлифуется торец детали, или
в случае врезного шлифования двух шеек, разделенных фланцем.
Колебание глубины зацентровки может вызвать появление черноты
на торне или неточности линейных размеров.
В тех случаях, когда заготовка после термообработки поступает
деформированная или имеет окалину на базовых поверхностях цент-
102
рового отверстия, необходимо зачистить или перешлифовать цент-
ровые отверстия на сверлильном или шлифовально-центровом
станке.
Заготовку устанавливают на нижний центр и шлифуют верхнее
центровое отверстие шлифовальной головкой, у которой рабочая ре-
жущая поверхность заправлена под углом 60 . Затем заготовку пе-
ревертывают и таким же образом шлифуют второе центровое от-
верстие.
13. Окончательно устанавливают усилие зажима заготовки в
центрах. Оно должно обеспечивать надежное крепление, но при этом
нужно избегать излишнего усилия прижима, что может привести к
прогибу заготовки, износу центров и даже, в отдельных случаях,
выдавливанию тонкой заготовки нз центров.
14. Подготавливают измерительный инструмент для контроля
размеров шлифуемой поверхности. Основные измерительные инст-
рументы, используемые при шлифовании, см. на с. 87.
Учебно-производственное задание по теме
«Технологическая подготовка операции шлифования»
1. Внимательно изучите основное содержание и последователь-
ность выполняемых работ при подготовке операции шлифования.
2. Перечислите основные правила установки и крепления шли-
фовального круга; установки, выверки передней и задней бабок на
станке; установки и выверкн центров.
3. Перечислите основные правила настройки устройств подвода
СОЖ в зону шлифования.
4. Перечислите основные правила правки шлифовального круга
на круглошлифовальном станке.
5. Почему шлифовальный круг и обрабатываемая заготовка дол-
жны вращаться против часовой стрелки (при наблюдении со сторо-
ны задней бабки)?
6. Перечислите основные правила установки люнетов на станке.
7. Перечислите основные правила установки и крепления на за-
готовке поводкового хомутика.
8. Перечислите основные правила установки и крепления обра-
батываемой заготовки на станке. В каких случаях важно, чтобы глу-
бина зацентровки была одинаковой с обоих сторон заготовки?
9. Выполните упражнения по подготовке операции шлифования
непосредственно на круглошлифовальном станке.
3.4. ПРАКТИКА КРУГЛОГО ШЛИФОВАНИЯ
НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Последовательность рабочих приемов при шлифовании цилинд-
рических поверхностей методом продольного шлифования.
Выполняют следующие рабочие приемы:
103
chipmaker.ru
очищают центры на станке и центровые отверстия в заготовке,
проверяют и при наличии зачищают заусенцы и забоины на опор-
ных поверхностях центров и центровых отверстий;
заполняют смазкой центровые отверстия заготовки, что необходи-
мо, чтобы уменьшить износ центров и центровых отверстий, а также
уменьшить нагревание заготовки в процессе шлифования;
устанавливают и закрепляют поводковый хомутик на левом кон-
це заготовки, при закреплении хомутика следят за тем, чтобы он рас-
полагался перпендикулярно оси планшайбы передней бабки;
устанавливают заготовку в центрах станка;
включают вращение шлифовального круга и дают возможность
несколько минут работать станку на холостом ходу, чтобы прогре-
лись подшипники шпинделя станка и масло в гидросистеме; это обе-
спечит более качественное шлифование;
включают продольный ход стола и подачу СОЖ, медленно подво-
дят шлифовальный круг до касания с обрабатываемой поверхностью
(до появления шлифовальных искр);
шлифуют заготовку по наружному диаметру до снятия следов
предыдущей обработки:
останавливают станок и проверяют наличие конусности измере-
нием диаметра в левом и правом концах шлифованной поверхности;
если конусность будет обнаружена — производят дополнительную
регулировку положения стола;
определяют оставшийся припуск (на сторону), который необхо-
димо снять, и настраивают на эту величину механизм поперечной по-
дачи; если настройка механизма подачн выполнена правильно, то
обработка закончится точно при достижении заданного размера за-
готовки; в случае отсутствия на станке механизма автоматической
подачи осуществляют вручную поворотом маховика подачу по
нониусу в соответствии с заданным припуском на сторону;
останавливают станок, отводят круг и замеряют диаметр обрабо-
танной поверхности, если размер оказался завышенным, уточняют
настройку механизма подачи и продолжают обработку до получения
заданного размера.
Последовательность рабочих приемов при шлифовании цилинд-
рической шейки и прилегающего торца небольшой высоты. Шлифова-
ние цилиндрической шейки и прилегающего торца в рамках одной
операции требует очень тщательной установки упоров, ограничи-
вающих длину хода стола станка и положение заготовки по отноше-
нию к шлифовальному кругу. Для облегчения операции шлифова-
ния целесообразно между шлифуемой шейкой и прилегающим тор-
цом образовать предварительно канавку для выхода круга. Это по-
зволите высокой точностью обработать шейку методом продольного
шлифования.
Заготовки, где канавка для выхода круга не допускается и при-
меняется переходная галтель между торцом и шейкой, шлифуются
по следующей технологической схеме:
104
Рис. 3.20. Настройка длины хода стола при
шлифовании шейки и прилегающего торца:
о—в — последовательность рабочих приемов
устанавливают заготовку в центры передней и задней бабок
станка;
подводят шлифовальный круг на расстояние 3—4 мм от шлифуе-
мой поверхности (рис. 3.20, а);
устанавливают упоры, ограничивающие длину хода стола (см.
рис. 3.17, б), для чего перемещают стол с обрабатываемой заготовкой
вправо (поворотом маховика ручной подачи) и устанавливают шли-
фуемый торец заготовки напротив левой кромки шлифовального кру-
га (рис. 3.20, б); переводят рычаг 1 реверса хода стола в левое поло-
жение и подводят левый упор 2 до касания с рычагом реверса, в этом
положении левого упора 2
рычаг реверса переключит
направление движения сто-
ла слева направо в момент
касания круга с шлифуе-
мым торцом; перемещают
стол вправо (вручную) до
выхода круга из шлифуе-
мой шейки на 1/я высоты
круга (рис. 3.20, в), подво-
дят правый упор 3 до каса-
ния с рычагом 1 реверса,
фиксируя момент переклю-
чения стола справа налево
при выходе круга на 1/3
своей высоты;
включают вращение шлифовального круга, чтобы прогреть под-
шипники шпинделя шлифовальной бабки;
перегоняют стол в крайнее правое и левое положение, подводят
шлифуемую поверхность заготовки к боковой режущей кромке шли-
фовального круга и проверяют наличие зазоров между упором и
рычагом реверса стола, при необходимости (наличии зазоров) ре-
гулируют положение упора;
включают гидравлический привод стола и при автоматическом
возвратно-поступательном движении стола еще раз проверяют совпа-
дение моментов реверсирования заготовки с положением боковых
кромок круга, останавливают станок и при необходимости дополни-
тельно регулируют расположение упоров;
производят правку круга;
включают вращение заготовки;
перемещают стол в крайне правое положение (до касания левого
упора с рычагом реверса);
поворотом маховика ручной поперечной подачи (по часовой
стрелке) подводят круг до касания со шлифуемой шейкой
(рис. 3.21, а)\
на нониусе делительного диска маховика поперечной подачи от-
мечается дуга поворота маховика, соответствующая данному
105
chipmaker, ru
Рис. 3.21. Шлифование шейки и прилегаю-
щего малого торца:
а—в — последовательность переходов шлифования
положению круга, после чего круг отводят в исходное поло-
жение;
останавливают вращение заготовки и замеряют диаметр шейки,
подлежащей шлифованию;
включают вращение заготовки;
подводят круг и шлифуют врезанием часть шейки до диаметра
Dlt превышающего на 0,05 мм окончательный размер шлифуемой
шейки (рис. 3.21, 6);
на нониусе маховика поперечной подачн отмечают дугу поворо-
та маховика, после чего круг отводится на величину врезания;
останавливают враще-
ние круга и заготовки,
измеряют диаметр Z>t шли-
фованной части шейки;
шлифуют методом про-
дольных подач остальную
нешлифованную часть шей-
ки до размера и отво-
дят шлифовальный круг в
исходное положение (рис.
3.21, в);
окончательно правят
круг;
передвигают стол в крайнее правое положение (до касания с пра-
вым упором) и осторожно подводят круг до касания со шлифован-
ной шейкой и появления искры;
врезают круг на 0,02 мм, затем останавливают вращение заготов-
ки и замеряют диаметр шлифованной части шейки;
определяют оставшийся припуск и окончательно шлифуют всю
шейку методом продольных подач до заданного размера.
Изложенная технология рабочих приемов относится к шлифова-
нию шейки и прилегающего торца в условиях индивидуального про-
изводства.
Последовательность рабочих приемов при шлифовании шейки и
прилегающего высокого торца с наличием канавки для выхода кру-
га. Применяются разные способы шлифования шейки и прилегающе-
го к ней высокого торца. Прн наличии высокого шлифуемого тор-
ца на заготовке левый торец шлифовального круга поднутряется
(рис. 3.22, а) для уменьшения поверхности контакта круга с шлифуе-
мым торцом, получения прямого угла между торцом и шейкой и
уменьшения тепловыделения. Выполняют следующие рабочие при-
емы на операции шлифования:
шлифовальный круг выбирают на одну степень тверже обычного
круга, применяемого на операциях круглого проходного шлифова-
ния;
правят круг, при правке левый торец круга немного поднутря-
ют (см. рис. 3.22, о);
106
очищают посадочные места на центрах и центровые отверстия в
заготовке;
поворотом маховика продольной подачи стола подводят заготов-
ку до касания левой боковой кромки круга со шлифуемым торцом,
переводят рычаг 1 реверса стола в крайнее левое положение и пере-
мещают левый упор 2 до касания с рычагом / (см. рис. 3.20, б);
устанавливают правый упор по ходу стола в точке, соответствую-
щей выходу круга из шлифуемой шейки на величину % высоты кру-
га (см. рис. 3.20, в);
Рис. 3.22. Шлифование шейки и прилегающего большого торца:
о—d — последовательность переходов шлифования
поворотом маховика поперечной подачи подводят круг до каса-
ния с торцом заготовки и проверяют положение правого упора ре-
верса (рис. 3.22, б);
шлифуют методом врезания часть шейки (на ширину круга),
прилегающей к торцу (рис. 3.22, в), шейка шлифуется до диаметра
Dlt превышающего окончательный размер на 0,05 мм;
маховиком перемещают стол вправо до касания кромкой круга
шлифуемого торца заготовки (рис. 3.22, г);
осторожно отвертывают зажимный болт и освобождают от креп-
ления левый упор, что позволит при повороте маховика подачи стола
вправо шлифовать торец заготовки до заданного размера или до сня-
тия следов предыдущей обработки; если линейное расположение
шлифуемого торца должно быть точно выдержано, то в этом случае
применяют упор с индикаторным устройством;
отмечают показание нониуса на диске маховика поперечной по-
дачи, слегка отводят левый упор вправо, чтобы круг не касался
отшлифованного торца, отводят круг и включают продольную ав-
томатическую подачу;
шлифуют методом продольных подач остальную часть шейки
(рис. 3.22, а) до диаметра Dlt превышающего заданный размер на
0,05 мм (подачу на врезание осуществляют до отметки на нониусе,
сделанной на предыдущей операции);
при изготовлении партии из нескольких деталей, все они должны
пройти обработку аналогично первой детали;
после этого производят чистовую правку круга и окончательно
107
I chipmaker.ru
шлифуют шейку до заданного размера методом продольных
подач.
Применяют поперечную подачу 0,005—0,007 мм на каждый ход
стола.
Последовательность рабочих приемов при врезном шлифовании.
Выполняют следующие рабочие приемы:
выбирают и устанавливают шлифовальный круг заданных разме-
ров и характеристики, высота круга должна превышать длину шли-
фуемой поверхности на 4—6 мм;
правят шлифовальный круг, при шлифовании фасонной поверх-
ности круг в процессе правки профилируют по копиру (рис. 3.23,
а, б) или при помощи профильного алмазного ролика (рис. 3.23, в);
Рис. 3.23. Способы профилирова-
ния шлифовального круга:
а, б — профилирование по копиру, в —
профилирование алмазным роликом
Рис. 3.24. Установка упоров, ограничи-
вающих продольный ход стола при врез-
ном шлифовании:
I — заготовка. ! — шлифовальный круг. 3, 5 —
правый и левый упоры. 4 — рычаг реверси-
рования продольного хода стола
проверяют соосность центров передней и задней бабок по индика-
тору и при необходимости выверяют положение передней и задней
бабок на столе станка;
устанавливают и закрепляют заготовку между центрами;
перемещением стола (вручную) устанавливают шлифуемую по-
верхность заготовки напротив шлифовального круга, круг должен
перекрывать шлифуемую поверхность на 2—3 мм с каждой стороны;
фиксируют положение стола расстановкой упоров, ограничиваю-
щих его перемещение, желательно в этом положении застопорить
поворот маховика продольной подачи стола (рис. 3.24);
устанавливают частоту вращения шлифовального круга пкр и
заготовки пл в соответствии с выбранной окружной скоростью кру-
ра РНр и заготовки ив:
1000•60• о 1000’1'з
кр Пйкр 3 nd3 ’
где DKp — наружный диаметр шлифовального круга, da — наруж-
ный диаметр шлифуемой заготовки;
Ю8
включают вращение шлифовального круга и заготовки для про-
гревания станка;
включают подачу СОЖ;
подводят круг (поворотом маховика ручной поперечной подачи}
до касания с заготовкой и предварительно шлифуют заготовку до
снятия черноты;
останавливают станок и измеряют диаметр шлифуемой поверхно-
сти в крайних и среднем сечении заготовки, при наличии конусности
регулируют положение верхнего стола (см. рис. 3.15);
определяют величину снимаемого припуска и отмечают на нони-
усе маховика поперечной подачи необходимую длину дуги поворота
маховика, соответствующую снятию заданного припуска на сторо-
ну;
включают работу станка, надевают на заготовку индикаторную
скобу и шлифуют врезанием круга заготовку с установленной попе-
речной подачей до достижения заданного размера, при отсутствии
индикаторной скобы шлифуют до заданного размера по нониусу ма-
ховика поперечной подачи;
останавливают станок и измеряют диаметр шлифованной поверх-
ности, при отклонении от заданного размера корректируют настрой-
ку длины поперечного хода шлифовальной бабки с кругом по нони-
усу маховика подачи;
при шлифовании с автоматической поперечной подачей круга
настраивают величину поперечной подачи круга по индикатору и
длину хода шлифовальной бабки до упора или по команде прибора
активного контроля;
при шлифовании нескольких шеек ступенчатого вала (см. рис.
3.24) частота вращения заготовки выбирается по среднему диамет-
ру всех шлифуемых шеек.
Пр и м е р. Найти средний диаметр шеек ступенчатого вала, на котором
нужно шлифовать три шейки ф = 60 мм, d2 = 55 мм и d3 = 35 мм.
_ . . ф + с(2 + d8
Средний диаметр всех шеек аср = -------
О
60+ББ+ЗБ 150
dcp =-----з----= — -50 м.
Шлифование шейки и прилегающего торца на торцекруглошли-
фовальном станке методом врезания. Изложенную выше технологию
шлифования шейки и прилегающего торца (с. 105) применяют толь-
ко в условиях единичного производства. В массовом и крупносерий-
ном производствах применяют торцекруглошлифовальные станки с
угловым расположением шлифовального круга. Направление пода-
чи круга перпендикулярно оси его вращения, что позволяет совме-
стить шлифование цилиндрической шейки и прилегающего торца
(рис. 3.25).
109
chipmaker.ru
Рис. 3.25. Одновремен-
ное шлифование шейки
и торца на торцекругло-
шлифовальном станке
В зависимости от угла наклона круга можно регулировать вели-
чину снимаемого припуска на цилиндрической и торцевой поверх-
ностях.
Чаще всего торцекруглошлифовальные станки выпускаются с уг-
лом наклона круга а = 26 34'. При таком расположении круга ве-
личина подачи и снимаемый припуск по торцу в два раза меньше, чем
по цилиндрической шейке. Такое распределение подачи и припуска
диктуется следующими технологическими причинами:
шлифовать торец всегда тяжелее, чем цилиндрическую поверх-
ность, так как площадь контакта круга с торцевой поверхностью зна-
чительно больше, чем с цилиндрической
поверхностью и при шлифовании торца на-
много больше выделяется теплоты, которое
приводит к прижогам и трещинам, поэто-
му чем меньше подача и снимаемый при-
пуск, тем меньше тепловыделение и меньше
опасность появления прижогов;
длина шлифуемой цилиндрической по-
верхности всегда намного больше торцевой
поверхности и для устранения погрешно-
стей предшествующей обработки для ци-
линдрической поверхности нужно остав-
лять больший припуск.
Угловое расположение круга имеет еще одно важное преимуще-
ство, которое состоит в том, что торец заготовки шлифуется не тор-
цом, а периферией круга, благодаря чему уменьшается площадь кон-
такта круга с шлифуемым торцом и соответственно уменьшается теп-
ловыделение.
Одновременное шлифование цилиндрической шейки и прилегаю-
щего торца позволяет обеспечить точное расположение этого тор-
ца по отношению к базовой опорной шейки, увеличить производи-
тельность и автоматизировать процесс шлифования. Благодаря этим
очень важным технологическим преимуществам торцекруглое шли-
фование получило широкое распространение, особенно в массовом
производстве. В этом процессе весьма ответственная роль принад-
лежит точному и своевременному профилированию шлифовального
круга во время его правки.
Операция правки должна обеспечить точное взаимное располо-
жение режущих поверхностей шлифовального круга. Это достигает-
ся следующими методами:
правкой круга несколькими алмазными инструментами, где каж-
дый алмаз правит одну режущую поверхность по заданной траекто-
рии (рис. 3.26);
правкой по копиру одним алмазом всех режущих поверхностей
круга (рис. 3.27);
правкой профильным алмазным роликом одновременно всех ре-
жущих поверхностей круга (рис. 3.28).
110
Важным технологическим требованием также является точное
ориентирование обрабатываемых поверхностей заготовки по отно-
шению к режущим кромкам шлифовального круга. Для снятия мини-
Рис. 3.26. Многокруговое шлифование коренных шеек коленчатого вала ав-
томобиля ЗИЛ-130:
/^заготовка, 2— комплект шлифовальных кругов, закрепленных на одном шпинделе,
3 — приспособление для одновременной правки всех кругов
мального припуска по торцу заготовка в осевом положении устанав-
ливается осевым локатором непосредственно по шлифуемому тор-
цу, для чего положение осевого ло-
катора точно согласуется с режу-
щей торцевой поверхностью круга.
Операция шлифования выпол-
няется в такой последовательности:
включают вращение круга и по-
дачу СОЖ на алмаз;
правят круг по заданному про-
филю;
устанавливают и закрепляют
заготовку в центрах или зажимном
патроне;
выдвигают осевой локатор в
рабочую позицию;
перемещают заготовку (движе-
нием стола или центров) в осевом
направлении до упора шлифуемого
торца в осевой локатор;
фиксируют осевое положение
заготовки по осевому локатору;
Рис. 3.27. Совмещенное шлифова-
ние шеек и прилегающего торна
на поворотном кулаке автомоби-
ля ЗИЛ-130
отводят осевой локатор из зоны шлифования;
включают вращение заготовки и подачу СОЖ в зону шлифова-
ния;
111
chipmaker, ru
включают угловую подачу шлифовального круга и процесс шли-
фования по следующей программе:
ускоренная подача круга со скоростью 3—10 мм/мин до касания
с заготовкой;
черновая подача круга со скоростью 0,5—2,0 мм/мин;
чистовая подача круга со скоростью 0,2—1,0 мм/мин;
доводочная подача круга для выхаживания со скоростью 0,05—
0,2 мм/мин.
Рис. 3.28. Совмещенное шлифование шеек и прилегающих торцов на вторич-
ном вале коробки передач автомобиля ЗИЛ-130:
/ — шлифование левого конца вала, 11 — шлифование правого конца вала; 1 — правящие
алмазные ролнки. 2 — шлифовальные круги
По окончании шлифования круг отводится в исходное положение,
останавливается вращение передней бабки, отжимается крепление
заготовки и она снимается со станка. Технологические примеры об-
работки на торцекруглошлифовальных станках даны на с. 124.
Учебно-производственное задание по теме
«Практика круглого шлифования»
1. Изучите содержание и последовательность рабочих приемов
при шлифовании цилиндрических поверхностей методами продоль-
ного и врезного шлифования.
2. Разберитесь в особенностях и отличиях технологии шлифо-
вания продольного и врезного шлифования.
3. Изучите содержание и последовательность рабочих приемов
при шлифовании: гладких цилиндрических поверхностей, цилиндри-
ческих поверхностей с прилегающими торцами.
112
4. В чем состоит преимущество шлифования шейки и торца за-
готовки на торцекруглошлифовальном станке?
5. Зачем на торцекруглошлифовальном станке наклоняется ось
шлифовального круга по отношению к оси обрабатываемой детали?
6. Как изменяются условия шлифования цилиндрической шейки
и прилегающего торца при увеличении угла наклона оси круга?
7. В каких случаях целесообразно увеличивать угол наклона
оси круга? Почему на большинстве торцекруглошлнфовальных стан-
ках угол наклона оси круга выбирается 26,6е?
8. Выполните упражнение по подготовке операции и шлифова-
нию цилиндрической гладкой шейки методом продольного шлифова-
ния, цилиндрической шейки и прилегающего торца методами про-
дольного и врезного шлифования.
3.S. ПРАКТИКА ШЛИФОВАНИЯ НАРУЖНЫХ
КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Рис. 3.29. Элементы конуса
Детали с коническими поверхностями встречаются очень часто.
Посадочные конусные отверстия в станках, конусные хвостовики в
режущем инструменте и в центрах стандартизованы.
На рис. 3.29 показаны сече-
ние конусной пробки и все пара-
метры, характеризующие конус-
ную поверхность.
Конусностью К называется
изменение диаметра конуса на
длине 1 мм. Если L — длина
конуса, a D и d — наибольший
и наименьший диаметры конуса,
то конусность определится
„ D-d
к = ~г~
Если величину конусности разделить пополам, то получим уклон
К D—d
конуса и = - =
Уклон конуса по величине равняется тангенсу угла а (см.
рис. 3.29) tg ос = п = а = arctg п.
Удвоенный угол наклона 2а называется углом конусности или
углом при вершине конуса.
Пример. Дана коническая поверхность с L = 150 мм, D = ПО мм,
d = 80 мм. Находим величину конусности
110 — 80
К=---------= 0,2.
150
Таким образом, для данного конуса уменьшение диаметра на длине 1 мм
составляет 0,2 мм. На длине 10мм уменьшение диаметра составит 0,2X10=
2 мм, а на длине 20 мм — 0,2X20=4 мм.
113
chipmaker.ru
При размерах, приведенных выше, уклон конуса составит
п = ^2^150^ п==^«=0,1 откуда « = arctgn = 5° 43'
Помимо конусов системы Морзе (табл. 3.13) в машиностроении
применяются метрические конусы, а также конусности 1:10, 1:30,
1:50, 1:100.
3.13. Конусы Морзе
№ конуса D, мм а, мм L, мм Конусность К Угол наклона <х
0 9,045 6,453 49,8 0,0521 Г29/27"
1 12,065 9,396 53,5 0,0499 1°25'43"
2 17,780 14,583 64,0 0,0500 1°25'50"
3 23,285 19,784 80,5 0,0502 1°26'16"
4 31,267 25,933 102,7 0,0509 Г29'16"
5 44,399 37,573 129,7 0,0526 1°30'26"
Способы шлифования. В зависимости от величины угла конусно-
сти детали применяются различные способы шлифования. Детали с
углом конусности до 12° шлифуются поворотом стола (рис. 3.30,о)
а свыше 12° — поворотом передней бабки станка (рис. 3.30, б)
Рис. 3.30. Способы шлифования наружных конических поверхностей:
а — поворотом стола, б — поворотом передней бабки, в поворотом шлифовальной бабки
На универсальных круглошлифовальных станках конические
поверхности можно также шлифовать поворотом шлифосальной баб-
ки (рис. 3.30, в).
В отдельных случаях при шлифовании крутых конусов прихо-
дится поворачивать переднюю и шлифовальную бабки одновременно
При шлифовании конусов, для установки стола, передней или
шлифовальной бабкн необходимо знать конусность К или угол ук-
лона а. Все формулы, по которым можно определить параметры, да-
ны в табл. 3.14.
114
3.14. Формулы для вычисления элементов конуса (см. рис. 3.37)
Задано Требуется определить Формулы для вычисления
D, d, К Длину конуса L D — d ~ К
d, L, К Больший диаметр D D=.d\-KL
D, L, К D, d, L Меньший диаметр d Конусность К Угол а d—D—KL к D~d К L D-d К те а— —— ='— 2L 2
Примеры пользования табл. 3.14.
Дано: D = 40 мм, d = 33 мм, К = 1:20=0,05.
40—33
L = —-------= 140 мм.
0,05
Дано: d = 12,7 мм, L = 60,32 мм, К = 1:10=0,1 D=--d + KL=l2,'l+
: 0,1-60, 32=12,7 +6,03 = 19,0 мм.
Дано: О = 110 мм, L = 280 мм, К = 1:20 = 0,05
d = D — KL = 110-0,05-280=110—14=96,0 мм.
Дано: D = 45,64 мм, d = 38,1 мм, L = 180,97 мм
D— d 45,64 — 38,1
К =---;---= ----1-----— = 0,0417 = 1 : 24;
L 180,97
К 0,4,7
tg а = — = -— = 0,02085;
а = arctg 0,02085 = 1° 11' 7".
Последовательность рабочих приемов при подготовке операции
и шлифования пологих конусов. Пологие конусы с углом наклона
конуса до 12° шлифуются поворотом стола на заданный угол. Ниже
излагается последовательность и содержание рабочих приемов:
открепляют верхний стол, для чею отвертывают крепежные бол-
ты 2 с обоих концов стола (см. рис. 3.15);
поворачивают верхний стол на заданный угол, что достигается
поворотом винта /; угол поворота стола проверяют по нониусу В на
правом конце стола;
закрепляют верхний стол крепежными болтами;
производят правку шлифовального круга;
очищают опорные поверхности центров и центровых отверстий
в заготовке;
устанавливают заготовку в центры станка;
регулируют положение упоров, ограничивающих длину хода сто-
ла; расположение упоров должно обеспечивать выход круга из шли-
фуемой поверхности на 1/3 высоты круга;
подготавливают станок к шлифованию;
115
chipmaker.ru
шлифуют коническую поверхность «до чистоты» (до снятия сле-
дов предыдущей обработки) методом продольных проходов;
проверяют точность конуса и при необходимости выполняют до-
полнительную регулировку положения верхнего стола;
выполняют несколько проходов шлифования и повторно прове-
ряют точность конической поверхности;
окончательно шлифуют коническую поверхность в заданный раз-
мер методом продольных проходов.
Последовательность рабочих приемов при подготовке операции
и шлифовании крутых конусов. Работа может выполняться на уни-
версальных круглошлифовальных станках с закреплением заготов-
ки в кулачковом патроне или цанге (см. рис. 3.30, б). Конусы шли-
фуют поворотом передней или шлифовальной бабок (см. рис. 3.30,
б, в). В отдельных случаях необходимо одновременно поворачивать
переднюю и шлифовальную бабки.
Шлифование конуса с поворотом передней бабки:
освобождают крепление передней бабки;
повертывают переднюю бабку на заданный угол и закрепляют
бабку;
устанавливают и закрепляют заготовку в патроне или цанге
(см. рис. 3.30, б);
выверяют при помощи индикаторного устройства правильность
установки заготовки в патроне или цанге; устраняют биение заго-
товки;
производят правку круга;
предварительно шлифуют «до чистоты» коническую поверхность
заготовки методом продольных подач или врезанием;
проверяют правильность полученного конуса и при необходимо-
сти проводят дополнительную регулировку углового положения пе-
редней бабки;
повторно правят круг;
окончательно шлифуют коническую поверхность.
Шлифование конуса с поворотом шлифовальной бабки. Шлифо-
вальная бабка на универсальном круглошлифовальном станке смон-
тирована на поворотной, точно градуированной плите. Шлифоваль-
ная бабка может поворачиваться по часовой и против часовой стрел-
ки. Последовательность рабочих приемов:
правят шлифовальный круг;
освобождают крепление шлифовальной бабки;
повертывают шлифовальную бабку на заданный угол, закрепля-
ют ее болтами;
устанавливают заготовку в центрах передней и задней бабок стан-
ка;
маховиком продольного хода стола перемещают заготовку в поло-
жение, при котором шлифуемая коническая поверхность будет рас-
полагаться против шлифовального круга;
устанавливают необходимую частоту вращения заготовки;
116
шлифуют методом врезания (поворотом маховика поперечной по-
дачи) коническую поверхность заготовки «до чистоты»;
проверяют правильность угла уклона конуса и при необходимо-
сти регулируют положение шлифовальной бабки;
окончательно шлифуют коническую поверхность в заданный раз-
мер.
Шлифование конуса с одновременным поворотом передней и шли-
фовальной бабок. В тех случаях, когда приходится шлифовать
очень крутой конус и разворота одной бабки недостаточно, применя-
ют врезное шлифование конуса с разворотом передней и шлифоваль-
ных бабок и креплением заготовки в патроне или цанге.
Рис. 3.32. Измерение угла конуса Рис. 3.33. Измерение конуса микро,
шаблоном: метром:
/ — шаблон, 3 — заготовка а — установка микрометра, б — расстояние
между двумя измеряемыми диаметрами
В начале разворачивают переднюю бабку на заданный угол; ус-
танавливают, закрепляют заготовку в патроне или цанге и выверя-
ют правильность ее установки; затем выполняют все указанные рабо-
чие приемы при шлифовании конуса с поворотом шлифовальной бабки.
Контроль конических поверхностей. Чтобы облегчить шлифова-
ние конуса в заданный размер, может быть использована индикатор-
ная скоба, которая в процессе шлифования проверяет конус в одном
сечении, для этого скоба поджимается пружиной к торцу шлифуемо-
го конуса.
После шлифования наружные конические поверхности проверяют
в зависимости от требуемой точности измерения и количества заго-
товок универсальными средствами или специальным калибром-коль-
цом (рис. 3.31) и шаблонами (рис. 3.32).
В единичном производстве конические поверхности проверяют
микрометром или при помощи синусной линейки и стойки с индика-
тором.
П7
chipmaker.ru
Последовательность технологических приемов при измерении ко-
нуса стандартным микрометром:
очищают проверяемую коническую поверхность и покрывают ее
тонкой пленкой (2—3 мкм) Берлинской лазури, смешанной с машин-
ным маслом или вазелином (пропитывают этим составом губку, вкла-
дывают ее в марлю, свернутую в 2—3 слоя);
наносят кольцевые риски на максимальном D, и минимальном
D2 диаметрах конуса (рис.
3.33, а);
измеряют расстояние I между
двумя кольцевыми рисками на диа-
метрах £)] и£)2 (рис. 3.33, б);
осторожно измеряют диаметры
D] и D-2 микрометром таким обра-
зом, чтобы шпиндель и ножка мик-
рометра своими измерительными
кромками касались кольцевой рис-
ки на конусе (см. рис. 3.33, а);
зная значение диаметров D, и
D2, а также расстояние между ни-
ми, находят конусность К
_ В*
~ I
сопоставляют полученную ко-
нусность с заданной.
Рис. 3.34. Измерение угла конуса
с помощью синусной линейки
Пример. При измерении в процессе шлифования конуса получены сле-
дующие результаты: диаметр в I сечении — 45,29 мм, диаметр во II сече-
нии О2 = 41,02 мм. Расстояние между сечениями установлено 100 мм. Опреде-
ляем конусность заготовки:
О, —О2 45,29—41,02 4,27 Л
I 100 100
Заданная конусность равна 1:24»0,0417.
Таким образом, фактически полученная конусность больше заданной.
Чтобы исправить это отклонение, стол станка нужно еще немного развернуть
большим диаметром конуса заготовки ближе к шлифовальному кругу и сделать
несколько проходов шлифования. Когда будет достигнут заданный угол на-
клона конуса, далее при шлифовании можно ограничиться измерением лишь
большего диаметра конуса, что не представляет затруднений.
Более точно можно проверить коническую поверхность при помощи си-
нусной линейки.
Измерения угла конуса при помощи синусной линейки. Этот ме-
тод заключается в определении высоты блока концевых мер (БКМ),
который рассчитывается на измеряемый угол конуса по формуле
Нб = L sin а, где L — длина синусной линейки, а — измеряемый
угол (рис. 3.34). Синусная линейка 1 установлена на контрольной
плите. Вычисленная высота блока 6 концевых мер подводится под
ролик синусной линейки. Проверяемая заготовка 2 установлена на
синусную линейку и торцом малого диаметра конуса упирается в
118
ролик 5. Параллельность поверхности А плите Б проверяется инди-
катором 4, установленным на стойке 3, который перемещается вдоль
образующей конуса Л. Угол конуса 2 а считается годным, если изме-
ряемая поверхность конуса А параллельна плоскости Б.
Пример. Рассчитать высоту Нв для проверки на синусной линейке
правильности полученного угла конусности после шлифования. Угол конус-
ности задан а = 12°, L = 250 мм.
Находят sin 12° = 0,20791, подставляют значение синуса в формулу и
получают Нб = L sin а = 250-0,29791 = 51,9775 мм.
По полученному значению составляют блок и устанавливают его под
один из роликов синусной линейки.
Учебно-производственное задание по теме
«Практика шлифования наружных конических поверхностей»
1. Изучите содержание и последовательность рабочих приемов
при шлифовании наружных конических поверхностей.
2. Чем отличаются способы шлифования пологих и крутых кону-
сов?
3. Разберитесь в методах вычисления элементов конуса по
табл. 3.14 и решите следующие примеры:
а) задан большой диаметр D = 60 мм, конусность /(=0,1; ма-
лый диаметр d = 40 мм; определить длину конуса L;
б) задана конусность /( = 0,2, малый диаметр d = 34 мм, дли-
на конуса L = 120 мм; определить большой диаметр D.
4. В каких случаях следует шлифовать коническую поверхность
с поворотом одной передней бабки или шлифовальной бабки стан-
ка, а в каких случаях необходимо шлифовать с одновременным пово-
ротом передней и шлифовальной бабок?
5. Разберитесь в способах измерения конической поверхности
при помощи микрометра и синусной линейки. Выполните упражне-
ния по измерению конических поверхностей.
3.6. АВТОМАТИЗАЦИЯ ШЛИФОВАЛЬНОЙ ОБРАБОТКИ
На современных круглошлифовальных станках-полуавтоматах
для врезного шлифования автоматизирован процесс шлифования,
включающий: автоматизацию рабочего цикла шлифования, правку
шлифовального круга с автоматической компенсацией износа круга,
установку и закрепление обрабатываемой заготовки на станке и уп-
равление всеми этапами рабочего процесса при помощи активного
контроля с автоматическим отключением станка по достижению за-
данного размера шлифуемой поверхности. Примером такого станка
является круглошлифовальный полуавтомат мод. ЗМ151Е, предназ-
наченный для врезного шлифования гладких и прерывистых цилинд-
рических и пологих конических поверхностей. Станок имеет полу-
автоматический цикл шлифования со следующей программой выпол-
нения рабочих движений;
119
chipmaker.ru
быстрый гидравлический подвод шлифовальной бабки к детали*
включение вращения детали и насоса охлаждения;
ускоренная подача шлифовальной бабки до касания круга с за-
готовкой;
черновая подача круга и подвод измерительной скобы прибора
активного контроля;
чистовая подача;
доводочная подача (при работе с прибором активного контроля);
Рис. 3.35. Механизм автоматического цикла врезного шлифования
станка мод. ЗМ151Е
отвод шлифовальной бабки по команде прибора активного конт-
роля, выключение вращения детали и насоса охлаждающей жидко-
сти;
автоматическое изменение режима резания при переходе с чер-
новой на чистовую подачу;
автоматическое включение правки круга с помощью реле счета
количества прошлифованных деталей;
автоматическая правка круга с автоматической компенсацией из-
носа круга.
Все этапы рабочего цикла шлифования обеспечиваются механиз-
мом автоматической поперечной подачи. Схема работы этого меха-
низма показана на рис. 3.35.
При включении быстрого подвода бабки 1 шлифовального круга
к детали масло поступает в правую полость цилиндра 2 и перемеща-
ло
ет поршень 3 со штоком в сторону обрабатываемой детали. Масло
одновременно поступает в левую полость цилиндра 8 и перемещает
поршень 9 с рейкой и вращает шестерню 4 с торцовым клиновидным
копиром 5. Быстрый подвод шлифовальной бабки прекращается,
когда фланец 7 на конце штока коснется втулки 6. Дальнейшее
перемещение штока для рабочей поперечной подачи осуществляется
поворотом копира 5; профилем копира и скоростью его поворота
определяется характер и скорость протекания процесса шлифования.
После окончания шлифования и выдержки (выхаживания) поступле-
ние масла переключается в левую полость цилиндра 2 и правую по-
лость цилиндра 8, в результате чего шлифовальная бабка и копир
возвращаются в исходное положение.
Размер шлифуемой детали обеспечивается движением шлифоваль-
ной бабки до упора поршня 3 в стенку цилиндра 2 без контрольно-
измерительных устройств.
При данной схеме механизма подачи точность размера шлифуе-
мой детали зависит от колебания припуска на шлифование, неодно-
родности режущих свойств шлифовального круга и других причин.
Метод полуавтоматического шлифования до упора может быть
рекомендован для обработки деталей не выше 8—9-го квалитета точ-
ности и обработки некруглых деталей (кулачков, эксцентриков), где
нельзя использовать активный контроль в процессе шлифования.
Для обработки более точных деталей в схему механизма авто-
матической поперечной подачи включается активный контроль шли-
фуемого размера.
Активный контроль в процессе шлифования. Прибор активного
контроля измеряет в процессе шлифования размер обрабатываемой
поверхности и по результатам измерения сам управляет механизма-
ми станка и этапами рабочего цикла шлифования. Такие приборы
вмешиваются в работу станка, в ход технологического процесса и по-
тому получили название приборов активного контроля.
Станок, оборудованный таким прибором, получается самоуправ-
ляющимся. Рабочему достаточно установить деталь и пустить ста-
нок. Остановится станок самостоятельно, по команде автоматическо-
го контрольного прибора, когда деталь будет обработана до задан-
ных размеров. Если нужно, такой прибор может подавать несколько
команд. Например, при шлифовании прибор может заставить станок
перейти от грубого шлифования к чистовому, а затем, когда нужный
размер обрабатываемой детали получен,— остановиться.
Понятно, что при оборудовании станков автоматическими прибо-
рами активного контроля рабочему даже при точных работах не
трудно одновременно обслуживать несколько станков. Производи-
тельность труда рабочих резко возрастает, точность обработки, а зна-
чит, и качество продукции повышаются, себестоимость снижается.
Для автоматического контроля размеров шлифуемых деталей ис-
пользуют прибор 7 (рис. 3.36, а), конструкция которого во многом
напоминает трехконтактную индикаторную скобу. Только в верхней
121
chipmaker
части корпуса добавлен новый узел: маленький электрический при-
бор — датчик. Этот датчик и управляет станком, или, как часто го-
ворят, подает ему команду. Датчики бывают разными, чаще всего
применяют электроконтактные, пневматические и индуктивные дат-
чики.
На рис. 3.36 мы видим накидную скобу 8 с электроконтактным
датчиком, измеряющую заготовку 9. В датчике имеется два непод-
вижных электрических контакта 2 и 4 (левый и правый) и один под-
вижный <?, закрепленный на верхнем конце поворотного углового
рычага /. Для поворота рычага служит вертикальный шток 6, при-
жатый пружиной 5 к верхнему концу измерительного наконечника
скобы.
В начале шлифования (рис. 3.36, а), когда диаметр обрабатывае-
мой детали наибольший, шток датчика поднят вверх. Угловой рычаг
отклоняется пружинкой влево, прижимая подвижный контакт к ле-
вому контакту. Контакты замыкают цепь, включающую черновую
122
подачу шлифовального круга. По мере снятия припуска диаметр об-
рабатываемой детали уменьшается и шток датчика постепенно опус-
кается. Когда основной припуск снят и нужно переходить на чисто-
вое шлифование, шток своим выступом поворачивает рычаг. Ры-
чаг отходит от левого контакта вправо (рис. 3.36, б), поперечная по-
дача шлифовального круга автоматически уменьшается, начинается
чистовое шлифование.
Штоки датчика и скобы продолжают опускаться вниз, а угловой
рычаг — поворачиваться вправо. Когда обрабатываемая деталь по-
лучит заданный размер
(рис. 3.36, в), рычаг датчи-
ка касается правого кон-
такта и станок автомати-
чески выключается.
Чтобы рабочий мог пе-
риодически контролиро-
вать работу прибора и на-
блюдать за работой станка,
в нем сохранен индикатор
7, а в момент замыкания и
размыкания контактов за-
Рис. 3.37. Схема активного контроля ско-
бой с автоматическим подводом к заго-
гораются разноцветные
лампочки. При обдирочном
шлифовании горит зеленая
сигнальная лампочка, на- товке
чалось чистовое шлифова-
ние — зеленая лампочка гаснет и загорается белая. При выклю-
чении станка включается красная лампочка, а белая гаснет.
Настраивают датчик на размеры, соответствующие окончанию
обдирочного и чистового шлифования по эталонным деталям, пере-
мещая левый и правый контакты с помощью микрометрических вин-
тов.
Рассмотренный выше прибор осуществляет автоматический конт-
роль деталей. Но чтобы прибор начал работать, нужно вручную под-
вести его к обрабатываемой детали.
На современных новых и модернизированных станках широко
применяются средства механизации и автоматизации загрузки и за-
жима обрабатываемых деталей. Если на такие станки установить ав-
томатические измерительные приборы, можно превратить их в вы-
сокопроизводительные автоматы. При этом измерительный прибор
должен работать без всякого участия рабочего.
Легче всего автоматизировать подвод и отвод седлообразных из-
мерительных скоб. Одна из таких скоб показана на рис. 3.37 в при-
менении к обычным центровым круглошлифовальным станкам. Кор-
пус скобы закрепляется на штоке гидравлического цилиндра двой-
ного действия. При перемещении штока скоба подводится к заготов-
ке или отводится от нее.
123
chipmaker.ru
В скобе имеется измерительный шток 1, прижимающийся к заго-
товке 2 усилием спиральной пружины 3. Над торцом штока с зазо-
ром S помещается сопло пневматического датчика.
По мере снятия припуска со шлифуемой заготовки скоба 4 са-
дится на нее глубже и зазор S между торцом штока и соплом умень-
шается, вызывая изменение давления в исполнительной части дат-
чика.
В необходимый момент датчик переключает поперечную подачу
шлифовального круга с черновой на чистовую, а по достижении де-
талью заданного размера производится выключение станка. При вы-
ключении станка шлифовальный круг быстро отходит от обработан-
ной детали.
Рис. 3.38. Совмещенное шлифова-
ние шейки и прилегающего торца:
а — обрабатываемая заготовка, б —
схема наладки; 1 — оправка для креп-
ления заготовки, 2 — заготовка, 3 —
шлифовальный круг, 4, 8 — направле-
ния движения правящего инструмента,
5 — приспособление для правки. 6 —
инструмент для правки по торцу, 7 —
инструмент для правки по периферии
круга, 9 — направление подачи круга
Одновременно при выключении станка датчик подает команду на
подачу масла в соответствующую полость гидравлического цилиндра
5 и скоба отводится от детали.
Ниже приводятся технологические примеры автоматизированно-
го шлифования.
Технологический пример 1. Шлифуют шейку А
диаметром 58,5 мм и прилегающий торец Б на заготовке шестерни
полуоси заднего моста автомобиля ЗИЛ-130, изготовленной из
стали 12Х2НЧА (рис. 3.38, а). Твердость обрабатываемых поверхно-
стей после термообработки HRC 56—62. Припуск на шлифование
шейки А установлен 0,2 мм на сторону и соответственно на торец Б—
0,1 мм.
Операцией шлифования необходимо обеспечить следующие пара-
метры:
размерная точность наружного диаметра — 0,023 мм;
отклонение от параллельности поверхности А к базовой поверх-
ности отверстия С не должно превышать 0,04 мм;
отклонение от перпендикулярности торца Б к опорной поверх-
ности С не должно превышать 0,03 мм;
шероховатость поверхности А должна быть Ra = 0,63-4-1,0 мкм,
поверхности Б — Ra = 1,0 4-1,2 мкм.
124
Установка заготовки на станке должна быть по базовому отвер-
стию q39,7+0,17. Поскольку базовое отверстие заготовки недостаточ-
но точное, установка и крепление заготовки осуществляются на
разжимной оправке с пневматическим или мембранным зажи-
мом.
Наладка предусматривает шлифование двух прямолинейных по-
верхностей А и Б, поэтому для профилирования круга нет необходи-
мости применять копирную правку, а можно ограничиться последо-
вательной правкой двумя алмазно-металлическими карандашами (с
центральным расположением алмазных зерен), каждый из которых
ориентирован для правки одной режущей поверхности на круге
(рис. 3.38, б). Заготовка в осевом положении ориентируется на стан-
ке осевым локатором по торцу Б. Шлифование ведется на торце-
круглошлифовальном станке с прибором активного контроля по шли-
фуемой цилиндрической поверхности А.
Технологический пример 2. Примером совмещен-
ного торцекруглого шлифования с применением копирной правки яв-
ляется одновременное шлифование трех шеек и одного прилегающе-
го торца на поворотном кулаке автомобиля ЗИЛ-130 (см. рис. 3.27).
Технологические особенности данной операции состоят в том, что
крайние обрабатываемые шейки разнесены на 70 мм друг от друга и
при этом необходимо обеспечить размерную точность шейки 17 мкм
и шероховатость поверхности Ra = 0,4 мкм на незакаленной стали
марки 40Х в условиях поточной обработки в автоматической линии.
Для выполнения этих требований совмещенного шлифования не-
обходимо обеспечить прецизионную правку кругов с минимальными
упругими отжатиями в правящем коп ирном устройстве и вести шли-
фование при сравнительно невысокой интенсивности резания, чтобы
сохранить возможно дольше микрорельеф режущей поверхности и
профиль круга, а также не вызывать значительных отжатий в систе-
ме станок — приспособление — инструмент — деталь. Этим можно
объяснить, что, несмотря на хорошую подготовку детали до шлифо-
вания и снятия сравнительно малых припусков 0,4—0,3 мм на диа-
метр, шлифование ведется при уменьшенной подаче круга (черновой
поперечной подаче 0,8 мм/мин и чистовой подаче 0,2 мм/мин). Вре-
мя рабочего цикла составляет 50 с. Период стойкости круга между
правками 30 деталей. Для данной операции копирная правка одно-
кристальным алмазом является наиболее экономичной и простой.
Этот метод правки позволяет регулированием профиля и положе-
ния копира доводить размеры одновременно шлифуемых поверхно-
стей до требований чертежа, компенсировать упругие отжатия систе-
мы станок — приспособление — инструмент — деталь и другие по-
грешности, вызванные неравномерным распределением припуска и
неоднородностью режущих свойств шлифовального круга.
Совмещенное шлифование поворотных кулаков на низких попереч-
ных подачах обеспечивает длительную эксплуатацию кругов. Один
комплект кругов работает 6 мес и обрабатывает 50—55 тыс. деталей.
125
chipmaker.ru
Этот пример показывает, что совмещенное шлифование прецизи-
онных поверхностей на низких подачах с удлиненным циклом обра-
ботки полностью компенсируется высокой надежностью технологи-
ческого процесса и отсутствием длительных простоев станка на сме-
ну кругов и подналадки.
Эти условия особенно важны для бесперебойной работы шлифо-
вальных станков в автоматических линиях. Существенным недостат-
ком однокристальной копирной правки широких кругов является
значительное время правки круга, которое достигает 10—15 % ра-
бочего времени станка и также влияние износа и затупления одно-
кристального алмаза на качественные показатели шлифования. По
этой причине в некоторых новых конструкциях станков для совме-
щенного шлифования применены профильные алмазные ролики, со-
ответствующие контуру шлифуемой поверхности, которые в процессе
правки методом врезания формируют заданный профиль шлифоваль-
ного круга. В этом случае время правки мало зависит от ширины
шлифовального круга и уменьшает до 3—5 % простой станка на
правку. В ряде случаев правка роликом по времени совмещается
со сменой обрабатываемой детали и не вызывает длительного простоя
станка. Важным преимуществом правки роликами является стабиль-
ность качества обработки за период всей стойкости ролика из-за
исключительно малого износа и усреднения результатов правки
большим числом одновременно работающих алмазных правящих
зерен.
Наибольшая эффективность применения алмазных роликов про-
является при совмещенном шлифовании нескольких поверхностей
профильным кругом. В этом случае алмазный ролик принимает на
себя технологическое обеспечение размеров и положения шлифуе-
мых поверхностей без участия и влияния оператора, поддерживает
условия «вечной» наладки с высокой надежностью получения за-
данных параметров качества обработки.
Технологический пример 3. Эффективность сов-
мещенного шлифования широкими кругами с правкой круга алмаз-
ным роликом очевидна на примере шлифования шеек вторичного ва-
ла коробки передач автомобиля ЗИЛ-130, где шлифованию подвер-
гаются одновременно гладкие и шлицевые поверхности шеек и при-
легающие торцы.
На первом станке три прилегающие друг к другу шейки и торец
(см. рис. 3.28, //) шлифуются одновременно широким профильным
кругом. Опорный торец, прилегающий к этой шейке, используется
для осевой установки вала по локатору. Этим обеспечивается на-
именьший припуск по торцу и соблюдение осевых размеров шеек.
Одновременное шлифование гладкой и шлицевой поверхностей ис-
ключает появление вибраций, обычно характерных для шлифования
разобщенных поверхностей. Активный контроль по гладкой более
точной шейке автоматически обеспечивает заданный размер шлице-
вых шеек.
126
На втором станке применена двухкруговая наладка, состоящая
из одного широкого профилированного круга для одновременного
шлифования двух шеек прилегающего торца и узкого круга для со-
вмещенного шлифования шейки и торца (см. рис. 3.28, I).
Учитывая условия совмещенного шлифования, разобщенной об-
рабатываемой поверхности и прецизионный характер операции, ра-
бочий цикл шлифования имеет трехступенчатую систему подач: чер-
новая 1,2 мм/мин — снимает 65 % припуска, получистовая
0,4 мм/мин — снимает 25 % припуска и на долю чистовой подачи
величиной 0,1 мм/мин приходится 10 % общего припуска. Чтобы
уменьшить упругие отжатия в системе станок — приспособление —
инструмент — деталь и ослабить влияние износа и разных скоростей
резания на участках наибольшего и наименьшего диаметров круга,
необходимо поддерживать высокие режущие свойства кругов и ча-
ще править круг, поэтому период стойкости между правками выбран
сравнительно небольшим — 10—15 деталей. Практически принуди-
тельная автоматическая правка включается после 15 мин работы
станка. Однако время правки алмазным роликом составляет всего
30 с, правка почти совмещается по времени со сменой обрабатывае-
мых деталей и поэтому почти не вызывает дополнительного простоя
станка.
Правящий алмазный ролик имеет принудительное встречное вра-
щение со скоростью 60 м/мин. Общая стойкость ролика составляет
6—8 мес работы. Так как в алмазном ролике износ связки значи-
тельно опережает износ алмазов, периодическое наращивание связ-
ки повышает долговечность ролика до двух раз.
Ранее выполняемое раздельное шлифование на шести станках
заменено совмещенным шлифованием этих шеек на двух станках и
высвобождением 9 рабочих, точность взаимного расположения шеек
увеличилась в два раза. Станки для совмещенного шлифования вто-
ричных валов полностью автоматизированы, включая загрузку, ус-
тановку, осевую локацию и зажим детали, рабочий цикл шлифова-
ния, активный контроль, принудительную правку алмазными роли-
ками и разгрузку после обработки. Комплексная автоматизация опе-
раций совмещенного шлифования позволила объединить обслужива-
ние двух станков одним рабочим. Таким образом, производитель-
ность рабочего на этих операциях увеличилась на 290 %.
Технологический пример 4. Многокруговое сов-
мещенное шлифование используется для одновременной обработки
далеко разнесенных друг от друга шеек на длинных валах.
В качестве примера многокругового шлифования можно привести
одновременное шлифование шеек коленчатого вала ЗИЛ-130 (см.
рис. 3.26).
Технологическая особенность данной операции состоит в том, что
разными кругами, работающими в одном автоматическом цикле, не-
обходимо обработать шейки, расположенные по всему валу длиной
800 мм с колебанием припуска на шлифование в пределах 0,7 мм на
127
chipmaker.ru
диаметр и получить на всех обрабатываемых шейках размерную точ-
ность в пределах 20 мкм, геометрическую точность 5 мкм, соосность
всех шеек в пределах 5 мкм и шероховатость поверхности Ra ~
= 0,4 мкм.
Для этой цели применяются станки повышенной жесткости с двух-
опорным креплением шпинделя и прямым расположением шлифо-
вальных кругов. В отличие от станков консольного исполнения, где
шпиндель станка жестко закреплен на опорах шлифовальной бабки
и установка кругов происходит непосредственно на шпинделе стан-
ка, на двухопорных станках шпиндель с набором кругов представ-
ляет собой автономный съемный узел, благодаря чему установка и
балансировка кругов происходят вне станка на запасном шпинделе.
Съемный двухопорный шпиндель станка состоит из массивного
неподвижного вала, на котором вращается на подшипниках качения
гильза, несущая шлифовальные круги. Расстояние между кругами
в общем наборе регулируется промежуточными кольцами.
Для многокруговых наладок с общей длиной шлифования выше
500 мм прецизионные круги изготовляются и поставляются комплек-
тами. На каждом круге, входящем в комплект, обозначается номер
комплекта и порядковый номер круга в комплекте, дисбаланс в грам-
мах и его расположение. В отличие от обычных операций шлифова-
ние, где дисбаланс круга компенсируется перемещением балансиро-
вочных сухарей на фланцах, при многокруговой наладке баланси-
рование осуществляется при сборке комплекта кругов на шпинделе
путем поворота каждого круга относительно другого, с тем чтобы
тяжелые части каждого круга располагались равномерно по окруж-
ности (см. с. 35).
Правка всех кругов выполняется одновременно. Для этого каж-
дый круг имеет автономное правящее устройство с алмазом, однако
все они расположены на одном столе, поэтому продольная подача
алмазов и правка всех кругов осуществляются одновременно. Каж-
дое правящее устройство имеет самостоятельную автоматическую
импульсную подачу алмаза на врезание. Импульсная подача алмаза
осуществляется кнопочным управлением. При каждом нажиме кноп-
ки алмаз выдвигается на 1,25 мкм. Это позволяет при наладке стан-
ка кнопочной настройкой алмазов компенсировать неоднородность
режущих свойств шлифовальных кругов, упругие отжатия, колеба-
ния припуска на разных шейках и другие технологические погреш-
ности. Измерительные скобы и средства активного контроля уста-
новлены по крайним шейкам, с тем чтобы при наладке станка иметь
возможность выверить параллельность стола к оси центров передней
и задней бабок и постоянно контролировать эти параметры в процес-
се шлифования.
Для уменьшения упругих отжатий шлифуемого вала на станке
применен следящий люнет, подпирающий среднюю шейку. В про-
цессе шлифования, по мере уменьшения диаметра шейки, опоры
люнета автоматически перемещаются и поддерживают постоянный
128
поджим к шейке. Для стабилизации режущих свойств кругов станок
имеет механизм автоматического наращивания числа оборотов по ме-
ре износа кругов, чтобы сохранять постоянной скорость резания.
Совокупность перечисленных технических решений позволяет
стабильно обеспечить многокруговое прецизионное шлифование всех
шеек, по качеству значительно превышающее раздельное шлифова-
ние. Соосность всех шеек при многокруговом шлифовании оказалась
примерно в 3—4 раза точнее раздельного шлифования, в результате
этого повысилась долговечность вкладышей коренных подшипников
в автомобильных двигателях.
Учебно-производственное задание по теме
«Автоматизация шлифовальной обработки»
1. Перечислите составные части операции шлифования, которые
автоматизированы на современных круглошлифовальных полуавто-
матах и автоматах.
2. Нарисуйте типовую схему рабочего цикла шлифования (см.
рис. 3.1) и объясните, как осуществляются автоматизированные эта-
пы рабочего цикла на круглошлифовальном полуавтомате мод.
ЗМ151Е (см. рис. 3.35).
3. Изучите принцип работы приборов активного контроля и
объясните роль активного контроля в осуществлении операции ав-
томатизированного шлифования.
4. Внимательно познакомьтесь с технологическими особенностя-
ми автоматизированного шлифования в технологических примерах
1—4 и ответьте на следующие вопросы:
какие способы автоматизированной правки круга применяются
и в каких случаях каждый из них целесообразно применять?
в каких случаях нужно применять торцекруглошлифовальные и
многокруговые станки?
почему на торцешлифовальных автоматизированных станках при-
меняют локатор осевой ориентации обрабатываемой заготовки по
одному из шлифуемых торцов?
3.7. ДЕФЕКТЫ ПРИ КРУГЛОМ ШЛИФОВАНИИ
Дефекты при круглом шлифовании могут быть вызваны состоя-
нием станка и технологической оснастки, неправильной наладкой
или нарушением режимов шлифования. Основные причины дефек-
тов и рекомендации по их устранению даны в табл. 3.15.
Много трудностей возникает из-за прижогов и образования шли-
фовочных трещин. Трещины на шлифованной поверхности могут
быть термического и шлифовочного происхождения. В табл. 3.16
показаны различия и причины образования трещин шлифовочного
и термического происхождения.
129
chipmaker.ru
3.15. Дефекты при круглом шлифовании,
причины возникновения и способы устранения
Вид дефекта Причина дефекта Рекомендации по устранению дефекта
Некруглость Неправильное враще- Проверить правильность гео-
шлифованной по- ние детали на центрах метрической формы, прямоли-
верхиости станка иейность и шероховатость опорной поверхности центро- вых гнезд в детали и центров на станке Устранить заусенцы, забои- ны, грязь и другие дефекты в центровых гнездах и центрах Проверить жесткость крепле- ния центров на станке
Несоосность по- Смещение оси враще- Проверить соосность и на-
следовательно шлифуемой по- верхности ния шлифуемой детали дежность крепления центров на станке Усилить зажим подвижных и регулируемых элементов стан- ка: передней и задней бабок, механизма поворота стола и др.
Разброс разме- Большие колебания Проверить припуски и умень-
ров шлифуемых припуска на шлифование шить их колебания в пределах
поверхностей в по- в потоке обрабатывав- одной партии обрабатываемых
токе обрабатыва- мых деталей деталей
емых деталей Нежесткая опора об- рабатываемых деталей Неравномерная попе- речная и продольная по- дачи Загрязнение СОЖ Усилить крепление подвиж- ных элементов станка, на ко- торых вращается обрабатыва- емая деталь Проверить и при необходи- мости добиться равномерной поперечной и продольной по- дач
Нецилиндрич- Недостаточная проч- Проверить и при необходи-
ность (конусность, ность крепления или не- мости выверить соосность пе-
вогнутость или вы- точное расположение редней и задней бабок в соот-
пуклость) опорных элементов, удер- живающих обрабатыва- емую деталь Погрешности базовых опорных поверхностей (на центрах и в центро- вочных гнездах) ветствии с направлением дви- жения стола Проверить состояние центро- вочных гнезд в детали, цент- ров на станке и правильность установки детали в центрах Отрегулировать усилие зажи- ма центра задней бабки
Дробь на шли- В процессе шлифова- Применить более мягкий
фованной поверх- ния контакт круга с де- шлифовальный круг, более точ-
ности (продоль- талью периодически но его сбалансировать и более
иые площадки размыкается из-за внбра- тщательно его выправить
вдоль оси детали ций станка, некруглости Устранить вибрации станка.
разделяются ост- или недостаточно жест- сбалансировать подвижные эле-
рыми кромками) кой опоры обрабатыва- менты станка, проверить сба-
емок детали лансированность обрабатывае- мой детали
130
Продолжение табл. 3.15
Причина дефекта
Вид дефекта
Chlpmaker.ru
Мелкая волни-
стость шлифован-
ной поверхности
(выявляется от
разного преломле-
ния света)
Огранка (следы
разобщенной по-
верхности с боль-
шим шагом, выяв-
ляется прн про-
верке некруглости
в виде небольшого
числа граней)
Повышенная
шероховатость
шлифованной по-
верхности
Следы шлифо-
вочных рисок в ви-
де сетки или от-
дельных пересека-
ющихся рнсок на
шлифовальной по-
верхности
Изменяется усилие
прижима круга к детали
при постоянном их кон-
такте в процессе шлифо-
вания
Биение шлифовально-
го круга из-за его несба-
лансированности. Число
граней согласуется с со-
отношением частоты вра-
щения круга и детали
Неправильно выбрана
характеристика круга
Неправильно выпол-
няется рабочий цикл
шлифования
Некачественная прав-
ка круга
Неправильный рельеф
режущей поверхности
круга, образованный в
процессе правки
Рекомендации по устранению
дефекта
Проверить и исправить цент-
ровые гнезда и центры, на ко-
торых вращается деталь
Отрегулировать зазор в под-
шипниках шпинделя круга
Выявить и устранить посто-
ронние источники вибраций
станка
Вибрации от электромотора,
гидросистемы станка, ременной,
цепной и зубчатой передач
Влияние внешних вибраций.
Чрезмерно затянуто уплот-
нение в приводе вращения пе-
редней бабки
Сбалансировать круг. Перед
окончательной балансировкой
новый круг, установленный на
станок, выправить, чтобы вос-
становить концентричность на-
ружного диаметра к оси вра-
щения
После прекращения подачи
СОЖ немного продолжить вра-
щение круга, чтобы предупре-
дить накапливание воды в по-
рах круга
Убедиться, что деталь сво-
бодно вращается в центрах,
так как слишком большое при-
жатие заднего центра может
вызвать торможение детали
Применить более мелкозер-
нистый круг
Уменьшить чистовую врез-
ную подачу или удлинить вы-
хаживание (в конце обработ-
ки)
Уменьшить скорость продоль-
ной подачи правящего инстру-
мента
Внести чистовой проход
правки (без подачи на вреза-
ние)
Сменить загрязненную СОЖ
Усилить крепление алмазно-
го инструмента в правящем
устройстве
Исключить вибрации правя-
щего инструмента в процессе
правки
131
chipmaker, ru
Продолжение табл. 3.15
Вид дефекта Причина дефекта Рекомендации по устранению дефекта
Царапины на Отдельные глубокие Уменьшить скорость и обес- печить плавность продольного хода правящего алмаза во время правки В случае трещины или вы- крашивании алмаза — заме- нить его Применить более мелкозерни-
шлифованной по- риски могут быть обра- стый круг или заменить в кру-
верхности зованы неправильно вы- ге материал абразивного зерна
Спиральные рис- бранной характеристи- кой круга Удлиненные риски мо- гут быть результатом неправильной правки круга, а при шлифова- нии на проход — дейст- вием острых режущих боковых кромок круга Следы траектории двн- Усилить крепление правяще- го инструмента, уменьшить ско- рость продольного хода правки Затупить острые режущие кромки круга Согласовать (уменьшить) скорость продольной подачи круга с частотой вращения де- талей Восстановить соосность обра-
ки на обрабатыва- жения режущих зерен, батываемой детали с центрами
емой поверхности отражающих соотноше- передней и задней бабок и лю-
Мелкая резьба ние между скоростью продольной подачи стола вращения обрабатывае- мой детали, могут так- же появиться из-за не- соосности детали и нека- чественной правки круга Копируется резьбовая нетом (в случае его примене- ния). Обеспечить правкой гладкую режущую поверхность круга Уменьшить продольную пода-
на шлифованной поверхность на круге. чу и глубину врезания алмаза
поверхности возникающая в резуль- при правке. Применять чисто-
Разобщенные тате увеличенной про- дольной подачи алмаза при правке Неравномерный кон- вой проход правки без вреза- ния алмаза Не применять очень острые алмазы для правки Проверить совпадения цент-
спиральные риски такт с деталью в пронес- ровочных гнезд в детали с
на шлифованной се шлифования центрами на станке
поверхности
132
3.16. Различия между трещинами шлифовочного
и термического происхождения
Происхож- дение трещины Характеристика трещины Причина образования трещины Где чаще встречаются подобные трещины
Шлифо- вочные Закалоч- ные Тонкие (волосяные) трещины в виде сетки или петлеобразного ри- сунка (расположены только на поверхности) Более крупные прямо- линейные трещины, обыч- но образуются вдоль зон охлаждения Повышенный нагрев обрабатываемой поверх- ности в процессе шлифо- вания с последующим быстрым охлаждением под действием СОЖ Высокие закалочные напряжения, превыша- ющие прочность обраба- тываемого материала На зака- ленных сталях После закалки твч
Основные технологические направления по предупреждению
шлифовочных трещин — уменьшение тепловыделения в процессе
шлифования и улучшение отвода теплоты из зоны шлифования. Ос-
новные меры по устранению термических дефектов при шлифовании
даны в табл. 3.17.
3.17. Меры по устранению термических дефектов при шлифовании
Дефект Рекомендации по устранению дефекта
Большое тепловыде- ление при шлифовании Уменьшение скорости шлифовального круга Уменьшение подачи круга на врезание Изменение характеристики круга (уменьшение твердости, увеличение зернистости и номера струк- туры, применение более высокорежущих абразив- ных зерен, изменение связки) Улучшение режущей способности круга путем изменения режимов и инструмента для правки круга. Увеличение продольной подачи правящего инструмента и применение более острых илн бо- лее мелких алмазов для правки Уменьшение работы трения между шлифоваль- ным кругом и обрабатываемой поверхностью за счет применения более вязкой СОЖ (например, масла), введение твердой смазки в поры круга Смывание стружки с режущей поверхности круга
Плохой отвод выделя- емой при шлифовании теплоты от обрабатыва- емой поверхности Усиление охлаждающего действия СОЖ путем ее принудительного охлаждения, увеличения коли- чества подводимой СОЖ, усиления напора и бо- лее эффективного направления струй СОЖ вазо- не шлифования
133
chipmaker, ru
Продолжение табл. 3.17
Дефект
Значительное накоп-
ление теплоты на обра-
батываемой поверхности
(в зоне резания)
Рекомендации по устранению дефекта
Приближение охлаждающей струи СОЖ к об-
рабатываемой поверхности путем ограждения зо-
ны резаиия от воздушной струи (нагнетаемой
шлифовальным кругом), которая отбрасывает по-
ток охлаждающей жидкости от зоны резания
Уменьшение времени теплового контакта круга
с деталью (в зоне шлифования) за счет увеличе-
ния частоты вращения детали
Уменьшение поверхности контакта шлифоваль-
ного круга с деталью путем поворота оси круга
по отношению к оси шлифуемой детали
Применение прерывистого шлифования за счет
осевого осциллирования круга или использования
кругов с разобщенными участками режущей по-
верхности
Во многих случаях на шлифованной поверхности не обнаружива-
ется визуальных прижогов, которые, однако, приводят к структур-
ным изменениям и снижению твердости в тонких поверхностных сло-
ях; эти дефекты могут быть выявлены травлением шлифованной по-
верхности.
4. ОБРАБОТКА
НА БЕСЦЕНТРОВОШЛИФОВАЛЬНЫХ СТАНКАХ
4.1. ТЕХНОЛОГИЯ БЕСЦЕНТРОВОГО КРУГЛОГО
НАРУЖНОГО ШЛИФОВАНИЯ
Рис. 4.1. Схема бесцентрового
круглого шлифования:
1 — опорный нож, 2 — направляю-
щие линейки, 3, 5 — шлифовал ь
иый и ведущий круги, 4 — заго-
товка
Технологические особенности. При бесцентровом шлифовании об-
рабатываемую заготовку 4 устанавливают на опорный нож 1 между
шлифовальным 3 и ведущим 5 кругами (рис. 4.1). Шлифовальный
круг вращается со скоростью 30—60 м/с, а ведущий имеет замедлен-
ное вращение 10—40 м/мин. Так как коэффициент трения между
шлифовальным кругом и заготовкой меньше, чем между заготовкой
и ведущим кругом, то ведущий круг
сообщает заготовке вращение со ско-
ростью круговой подачи.
Применяют два метода шлифова-
ния: напроход (с продольной подачей)
и врезное (с поперечной подачей).
Движение продольной подачи дости-
гают поворотом оси ведущего круга
на угол а. Окружная скорость веду-
щего круга ив разлагается на две со-
ставляющие: скорость вращения за-
готовки (круговую подачу) = ивх
X cos а и продольную подачу S, где
S = ив sin а. Чтобы обеспечить ли-
нейный контакт ведущего круга с
цилиндрической поверхностью заго-
товки, ведущему кругу в процессе
правки придают форму гиперболоида.
При врезном шлифовании ведущий круг сообщает заготовке толь-
ко вращательное движение. Ось ведущего круга устанавливают го-
ризонтально или под небольшим углом (а « 0,5°), чтобы при шлифо-
вании создать поджим к неподвижному упору. В этом случае веду-
щему кругу придают при правке цилиндрическую форму (а не ги-
перболоид). Принудительная поперечная подача обрабатываемой
заготовке сообщается механизмом подачи бабки ведущего круга.
Основные технологические особенности бесцентрового шлифо-
вания приведены ниже.
1. Обрабатываемая заготовка вращается свободно без закрепле-
ния в призме, образованной опорным ножом и ведущим кругом.
Благодаря этому исключаются деформации детали при ее зажиме,
а вращение в призме способствует исправлению отклонений от круг-
лости шлифуемой поверхности.
2. Вращение заготовки осуществляется за счет сил трения между
заготовкой и ведущим кругом. Для качественной обработки необхо-
135
chipmaker.ru
димо, чтобы заготовка начала вращаться до касания шлифовального
круга, что в значительной степени определяется состоянием опор-
ного ножа, который должен иметь прямолинейную опорную поверх-
ность высокой твердости и наименьшего параметра шероховатости
Ra — 0,05-4-0,16 мкм, с тем чтобы коэффициент трения между де-
талью и ножом был минимальным.
3. Обрабатываемая поверхность чаще всего является базовой по-
верхностью, поэтому большое значение приобретает исходное состо-
яние обрабатываемой поверхности: прерывистые поверхности, при-
ливы, заусенцы, большое отклонение от круглости усложняют, а
иногда делают невозможным обработку на бесцентровошлифоваль-
ных станках.
Ведущий круг выполняет роль не только устройства, вращающе--
го заготовку, но и дополнительной опоры, значительно повышаю-
щей жесткость системы станок — приспособление — инструмент —
деталь. Благодаря этому на бесцентровошлифовальных станках мо-
гут обрабатываться длинные и тонкие детали на увеличенных по-
перечных подачах без опасения прогибов при шлифовании.
5. Бесцентровое шлифование, осуществляемое без зажима и без
устройств принудительного вращения детали, не требует создания
центровых базовых гнезд и упрощает автоматизацию обработки,
сокращает время на установку и снятие обрабатываемой детали.
6. Бесцентровое шлифование осуществляют сквозной (напро-
ход) или поперечной подачей (врезанием).
7. Жесткость технологической системы бесцентровошлифоваль-
ных станков в 1,5—2 раза выше жесткости круглошлифовальных
станков, поэтому и режимы резания при бесцентровом шлифовании
повышают примерно в 1,5—2 раза.
Бесцентровое шлифование обеспечивает точность обработки де-
талей по 5—6-му квалитету. Эффективное исправление отклонений
по круглости заготовки осуществляется за несколько проходов.
При этом исходная величина отклонения от круглости с 0,3 мм мо-
жет быть уменьшена до 0,0025 мм.
Бесцентровое шлифование напроход
Обрабатываемая заготовка при входе в зону шлифования самоус-
танавливается между кругами и перемещается силой продольной по-
дачи, при этом шлифовальный круг врезается в деталь на величину
снимаемого припуска. На этом участке врезания режущая кромка
круга интенсивно изнашивается, образуя заборную часть длиной А
(рис. 4.2), которая непрерывно растет и изменяет условия резания.
Поэтому на долю участка Б круга приходится снятие остаточного
припуска, выравнивание разброса диаметрального размера и ис-
правление погрешности формы. На участке выхаживания В вслед-
ствие обратного конуса на образующей шлифовального круга по
мере перемещения детали к выходу глубина резания непрерывно
136
уменьшается, способствуя снижению параметров шероховатости и
повышению геометрической точности детали.
При бесцентровом шлифовании напроход можно надежно обес-
печивать точность обработки по 5-му квалитету с получением точно-
сти геометрической формы в пределах 2,5 мкм и параметра шерохо-
ватости поверхности Ra = 0,14-0,3 мкм.
Число операций зависит от припуска иа шлифование, определя-
емого величиной исходных погрешностей, требованиями точности и
шероховатости поверхности. На операциях
шлифования с невысокими требованиями к
точности (допуск 0,08—0,1 мм) и параметру
шероховатости поверхности (Ra = 2,5 мкм)
наибольший снимаемый припуск за одну опе-
рацию составляет 0,25 мм на диаметр.
Рекомендации по выбору операций, глуби-
ны шлифования, характеристики кругов, а
также достигаемая шероховатость поверх-
ности приводятся в табл. 4.1 и 4.2. В условиях
массового производства шероховатость по-
верхности меньше Ra = 0,2 мкм достигается
бесцентровой доводкой или суперфиниширо-
ванием. Поэтому в ряде случаев целесо-
Рис. 4.2. Рабочий цикл бесцентрового шлифования
напроход:
I — шлифовальный круг, 2 — обрабатываемая заготовка, 3 —
ведущий круг. 4 — опорный нож; /вх — передняя (направ-
ляющая) часть опорного иожа, I — длина обрабатываемой
заготовки, /пр — задняя (приемная) часть опорного ножа, h —
расстояние между осью заготовки и осью шлифовального
круга
образно для уменьшения параметра шероховатости применять
при наладке вместо одного шлифовального круга высотой 150—
—200 мм два круга высотой 75—100 мм, имеющие разные характе-
ристики. Первый круг с более крупным абразивным зерном служит
для снятия припуска, второй круг (мелкозернистый) — для окон-
чательного формирования геометрической точности и получения па-
раметра шероховатости поверхности.
Бесцентровошлифовальные станки с широкими кругами (500 и
800 мм) заменяют два-три обычных станка. Для снятия увеличенного
припуска необходимо на широких кругах создавать заборный ко-
нус на входе длиной до 100 мм, а на выходе делать обратный конус
длиной 50—80 мм для уменьшения параметра шероховатости по-
верхности и исключения кольцевых следов на шлифуемых деталях.
Заданный профиль по образующей круга с передним и обратным ко-
нусами создается в процессе правки круга по копиру.
Чтобы избежать занижения шлифуемого размера, необходимо в
процессе шлифования поддерживать непрерывный и плотный поток
137
4.1. Число операций в зависимости от исходной и требуемой точности
формы обрабатываемой поверхности
Исходная точность формы, мм Требуемая точность формы, мм
0 . 1 0 — С , 1 5 0.05 — 0, 1 0 0.03-0,0S 0,015- 3,03 0,010—0.015 0.005—0 010 0.0025 —С .005
число операций обозначение каждой операции число операций обозначение каждой операции число операций обозначение каждой операции число операций обозначение каждой операции число операций обозначение каждой операций число операций обозначение каждой операции число операций । ииизиачсмие каждой операции
Обработка стальных деталей
0,15-0,3 1 а 2 а, б 3 а, б, в 4 а, б, в, г 5 а. б, в, 6 а, б, в, 7 а, б, в,г,
0.10—0,15 — — I б 2 б, в 3 б, в, г 4 г, д б, в. г, д 5 г, д, е б, в, г. 6 Д, е, ж б, в, г, д,
0,05—0,10 — — — 1 в 2 в, г 3 в, г, д 4 Д, е в, г, д,е 5 е, ж В, г, д,
0,03—0,05 0,015-0,03 0,01-0,015 0,005-0,01 — — — — 1111 — 1 г 2 1 Г, д д 3 2 1 г, Д, е Д, е е 4 3 2 1 е, ж г, Д, е, ж д, е, ж е, ж ж
Обработка чугунных деталей
0,15—0,3 — — 1 а 2 а, б 3 а, б, в — — 4 а, б, в, г 5 а, б, в,
0,10—0,15 0,05—0,10 0,02—0,05 0,005—0,02 — •— — — 1 1 1 1 04 2 1 б, в в — — 3 2 1 б, в, г в, г г 4 3 2 1 г, д б, в, г,д в, г, д г, Д д
4.2. Удвоенная глубина шлифования, характеристика круга
и шероховатость поверхности
Удвоенная глубина, мм, шлифования Характеристика круга Шероховатость
Сталь Чугун Ra. МКМ
0* я X и 0 сз а н U е сз О.
Обоэначе операции Сталь Чугуи Матерна, зерна и я X & м S & я к" >> а н и Связка Материя зерна U X X 0> СП 1 £ Ь Я! >» О. о Связка Сталь Чугун
а 0,20-0,35 0,20—0,35 50 СТ2 50 СТ1 5-2,5 2,5-1,2
40 СТ1 40 С2 1,2
б 0,15—0,2 0,15—0,2 40 С2 40 С1 2,5-1,2
СТ1 0,4
в 0,10—0,15 0,10—0,15 25 С1 54С 25 СМ2 1,2
С2 С1 0,4-0,2
г 0,05-0,1 1,05-0,1 15А 16 С1 5 К8 16 СМ2 5 К 1,2-0,4
25 С2 С1 0,2—0,1
д 0.03-0,05 0,015-0,03 12 СО 63С 12 СМ2 0,4
16 С2 С1 0,4-0,2
е 0,015—0,03 — 10 С1 — — — —
12 С2
ж 0,01-0,015 — 63С 63 С1 — Б1 — —- 0,2-0,1 —
М28 С2 ГФ
Примечания: 1. Характеристика ведущего круга для всех случаев шлифования стальных и чугунных деталей — 15А16ТВ.
2- При шлифовании на автоматизированных линиях, где один рабочий обслуживает несколько станков (без автоподналадчнка), число
операций может быть увеличено на 1—2; при осуществлении всех операций на одном станке число их можно уменьшить на одну по срав-
нению с табличными данными. В этих случаях рекомендуемую нормативами удвоенную глубину шлифования следует сохранить на
последних одной-двух операциях, а на первых — соответственно изменить, оставив неизменным суммарный припуск. 3. Если тех-
нологический процесс предусматривает шлифование детали До и после термообработки, то прн расчете числа операций для сырых
— деталей требуемой является точность, с которой деталь поступает в термообработку; для гермообработанных деталей исходной является
точность, с которой детали возвращаются из термообработки,
chipmaker, ru
деталей при прохождении через всю зону шлифования. Это особен-
но важно на операциях шлифования точных деталей.
Выбор шлифовального и ведущего кругов для бесцентрового шли-
фования напроход. При бесцентровом шлифовании напроход диа-
метр и высота шлифовального и ведущего кругов выбираются наи-
большими, допустимыми моделью станка. Характеристику кругов
выбирают в зависимости от обрабатываемого материала заготовки и
характера выполняемой операции (см. табл. 4.2).
Выбор вспомогательного инструмента для установки и направ-
ления обрабатываемой заготовки. При бесцентровом шлифовании на-
Рис. 4.3. Опорные ножи для
шлифования напроход:
а — из закаленной стали, б — с
твердосплавной пластиной
или из углеродистой стали 45
(рис. 4.3, б).
проход (см. рис. 4.1) обрабатывае-
мая заготовка 4, лежащая на опор-
ном ноже 1, направляется в зону
шлифования при помощи направ-
ляющих линеек 2, расположенных
на входе в зону шлифования и
выходе из нее. В свою очередь,
опорный нож и направляющие ли-
нейки регулируются и закрепляют-
ся в суппорте 3, а люнет устанав-
ливается и закрепляется на стайке
между шлифовальным и ведущим
кругами.
Опорные ножи для всех
видов бесцентрового шлифования
изготовляются из легированной
стали Х12Н, Х12ТФ (рис. 4.3, а)
пластинками твердого сплава ВКЗ
Для предварительного, полуокончательного и окончательного
шлифования заготовок диаметром более 3 мм рекомендуются ножи,
оснащенные пластинками твердого сплава. Такие ножи обладают вы-
сокой стойкостью, и их применение исключает необходимость в ча-
стой замене ножа, а следовательно, в переналадках станка, вызыва-
емых этими заменами.
При шлифовании заготовок, имеющих диаметр до 3 мм, применя-
ют ножи, изготовленные из легированной стали. При отделочном
шлифовании и полировании применяют ножи с опорной поверхно-
стью из твердой резины (типа эбонита).
Размеры опорного ножа определяют исходя из размеров обраба-
тываемой заготовки и модели станка.
Высота ножа Н зависигот диаметра обрабатываемой детали. При
обработке деталей диаметром до 40 мм на станках ЗМ184 и ЗМ185
высота ножа равна 90 мм, диаметром выше 40 мм — равна 75 мм.
Толщина b опорного ножа должна быть на 1—2 мм меньше диаметра
шлифуемой детали. Наибольшая толщина опорного ножа — 12 мм.
140
При выборе толщины готовых стандартных ножей следует руковод-
ствоваться следующей зависимостью:
Диаметр заготовки, мм Толщина ножа, мм
1,5—3,0..................... 1,25
3,0—6,5...................... 2,5
6,5—12,5..................... 6,0
12,5 и больше .... 12,0
Угол скоса <р опорной поверхности ножа зависит от длины и диа-
метра шлифуемой детали. Нормальный угол скоса для деталей дли-
ной до 100 мм и диаметром до 30 мм составляет 30°. При большей
длине и диаметре детали угол скоса уменьшают до 20—25°.
Установочная и опорная поверхности ножа должны быть строго
прямолинейны (отклонение от прямолинейности не более 0,01 на
100 мм длины).
Рис. 4.4. Выбор длины опорного Рис. 4.5. Направляющие линейки:
ножа: а —для заготовок диаметром до 12 мм,
I. 4- шлифовальный и ведущий круги. б - для заготовок диаметром свыше 12 мм
2 — заготовка, 5 — опорный нож
Длина опорного ножа зависит от длины обрабатываемой заго-
товки. Передняя часть опорного ножа должна выступать из зоны
кругов на величину А, равную 1,2—1,3 длины I шлифуемой заготов-
ки, а задняя часть ножа — на величину Б, равную не менее 0,75 дли-
ны шлифуемой заготовки (рис. 4.4).
При шлифовании заготовок, у которых диаметр больше высоты,
длину задней части ножа необходимо увеличить, чтобы предупре-
дить падение заготовки при выходе из зоны кругов до окончания
шлифования.
Направляющие линейки (рис. 4.5) применяются
при проходном шлифовании и предназначены для направления обра-
батываемых заготовок в зону шлифования. Линейки изготовляются
из стали 45. Направляющие и установочные поверхности линеек
должны быть тщательно прошлифованы и строго прямолинейны
(непрямолинейность 0,01 на 100 мм длины).
Длина L линеек зависит от длины шлифуемых заготовок: для
деталей длиной до 100 мм длина линеек берется равной длине заготов-
ки, для заготовки длиной 100—200 мм — 3/4 длины заготовки.
141
chipmaker, ru
При выборе длины линеек нужно учитывать и соотношение между
диаметром заготовки и ее длиной. При обработке заготовок, у ко-
торых диаметр больше длины, линейки выбирают длиннее, чтобы
можно было одновременно шлифовать несколько заготовок и этим
повысить их устойчивость на ноже. При загрузке нескольких загото-
вок длину линеек также следует увеличивать, чтобы обеспечить не-
прерывность шлифования.
Толщина В линеек принимается в зависимости от диаметра шли-
фуемой заготовки. Для заготовок диаметром до 12 мм применяют
линейки, представленные на рис. 4.5, а, свыше 12 мм — линейки,
представленные на рис. 4.5, б. На один станок устанавливают четыре
направляющие линейки: две — на входе детали в зону шлифования,
две — на выходе из нее.
Бесцентровое врезное шлифование
Бесцентровым врезным шлифованием обрабатывают детали с ци-
линдрической, конической, сферической и фасонной поверхностями,
ступенчатые валики, детали с прерывистыми поверхностями и др.
Подобно круглому врезному шлифованию в центрах при бесцент-
ровом врезном шлифовании за одну операцию можно практически
снять любую заданную величину припуска. При таком построении
технологического процесса шлифовальный круг правится дважды:
предварительно грубо, для снятия основного припуска, и оконча-
тельно, на чистовых режимах правки — для отделочной обработки.
В условиях серийного и массового производства целесообразно
разделять обработку на несколько операций, с тем чтобы лучше под-
готовить деталь к финишной обработке и окончательное шлифование
выполнялось мелкозернистым кругом, имеющим более высокую
кромкостойкость.
Рекомендации по выбору числа операций припуска и характери-
стику кругов с учетом требований точности и шероховатости поверх-
ности даны в табл. 4.3. и 4.4.
При врезном шлифовании продольное перемещение обрабатывае-
мой детали в зоне шлифования ограничивают жестким упором
(рис. 4.6). Выбранная для соприкосновения с упором торцевая по-
верхность детали должна быть гладкой и не иметь биения. Чтобы
обеспечить постоянный поджим обрабатываемой детали к упору,
ведущий круг наклоняют на 0,5—1 °.
При врезном шлифовании на обрабатываемой детали копируется
форма шлифовального круга; поэтому для повышения кромкостой-
кости круга его твердость выбирают на 1—2 степени выше, чем на
операциях бесцентрового шлифования напроход.
Выбор шлифовального и ведущего кругов для бесцентрового врез-
ного шлифования. При бесцентровом врезном шлифовании диа-
метр кругов также выбирается наибольший, а высота берется на 5—
—10 мм больше длины шлифуемой поверхности детали.
142
4.3. Число операций при бесцентровом шлифовании врезанием
0,20—0,30 1 а 2 а, б 3 а, б, в 4 а, б, в, г
0,10—0,20 — -— 1 б 3 б, в 3 б, в, г
0,05—0,10 -— — — 1 в 2 в, г
0,02—0,05 — — — • — — — 1 г
Обработка чугунных деталей
3 а, б. в
2 б, в
1 в
0,15—0,3
0,05—0,15
0,02—0 05
При выборе высоты ведущего круга при шлифовании ступенча-
тых деталей необходимо иметь в виду следующее: если длина ступе-
ней одинакова — высота ведущего круга должна быть на 5—10 мм
большей общей длины шлифуемой поверхности, если у двухступен-
чатой детали одна ступень значительно длиннее другой —высота
ведущего круга выбирается по длине большей ступени.
При шлифовании конуса высота ведущего круга должна быть рав-
ной длине конуса или на 5—10 мм больше ее; при шлифовании шара
ведущий круг может иметь минимальную высоту.
Выбор характеристики кругов. В табл. 4.4 приведены рекомен-
дуемые в зависимости от материала обрабатываемой заготовки и ха-
рактера выполняемой операции, характеристики шлифовальных
кругов.
В качестве ведущих кругов для всех видов бесцентрового шлифо-
вания применяются электрокорундовые круги на вулканитовой связ-
ке характеристики 15А16ТВ.
Выбор вспомогательного инстумента для установки обрабаты-
ваемой заготовки. Суппорт для врезного шлифования (рис. 4.7)
не имеет направляющих линеек, так как заготовка устанавливается
на опорный нож 3 непосредственно в зоне шлифования между шли-
фовальным и ведущим кругами. Для снятия обработанной заготов-
ки в суппорте имеется выталкиватель 4, который служит также упо-
ром, ограничивающим осевое перемещение заготовки в процессе
шлифования. Сбрасывание обработанной заготовки производится
поворотом рукоятки 2, поворачивающей рычаг 5, воздействующий
на выталкиватель 4.
143
chipmaker, ru
4.4. Припуск на диаметр, характеристика круга и шероховатость
поверхности
Я а ► ВОСТЖ, МКМ чугун Ю CN А и 1.2 0,4
i 1Л
а пове сталь 2,5 1,2—2 7 о О
Земеивэ * 1
edXiMXdia 1Л i
чугун твердость СТ1, СТ2 С2-СП CI, С2 Cl, С2 СМ2, С1 1
га с. qxdoxoHHddde 50 40 1
Я
га X я irenddxew 63С 63С 63С 1
Q. Ф Я га Q. ВМЕНИ3 К8
X
BdAx>iAdx3
JO СО CJ d г—
сталь II твердое СТ2, С' СП, С' СП, о С2, С1 С2, СТ
4A3O£3HHdaE 50 40 о ю сч
irpHdaxBN 15А 15А । V"! Vai 15А
ш СО —
X О о с
га X X X X | чуг> 0,3- 0,15- 0,05- 1
с X Е ф ж га X ю о 1 О 1 -0,15 -0,1 1
и о 0,2- -го 0,05
HHYiedauo аинэккнеоро ш
144
Параметры опорных ножей, общие для проходного и врезного
шлифования (материал для ножей, толщина, высота и угол скоса)
даны на с. 140.
Длина опорной части ножа и ее форма принимаются в соответст-
вии с размерами и формой заготовки:
I. Для врезного шлифования гладких цилиндрических загото-
вок с бортиками применяют опорный нож, показанный на рис. 4.8, а.
Рис. 4.6. Схема наладки при бес-
центровом врезном шлифовании:
I — суппорт, 2 — опорный нож, 3 —
обрабатываемая заготовка, 4 — упор,
5, б — шлифовальный и ведущий круги
Рис. 4.7. Суппорт для врезного
шлифования:
/ — корпус, 2 — рукоятка, 3 — опорный
нож. 4 — выталкиватель, 5 — рычаг вы-
талкивател я
Рис. 4.8. Опорные ножи для
врезного шлифования поверх-
ностей:
а — гладких цилиндрических, б —
прерывистых, в — ступенчатых ци-
линдрических; 1 — заготовка, 2 —
опорный нож
Длина I опорной части ножа должна быть на 5—10 мм больше дли-
ны шлифуемой поверхности. При шлифовании заготовок, у которых
шлифуемые поверхности разобщены и разделяются выступающими
частями (типа крестовины), применяются опорные ножи с вырезом
(рис. 4.8, б).
2. Для врезного шлифования гладких цилиндрических ступен-
чатых заготовок, у которых одна ступень значительно длиннее дру-
гой, можно пользоваться обычным ножом (см. рис. 4.8, а).
Если шлифуется деталь, у которой длина ступеней примерно
одинакова, то на опорной поверхности ножа также должна быть сту-
пень, соответствующая разнице радиусов детали как по высоте,
так и по длине (рис. 4.8, в).
145
chipmaker.ru
Длина опорной поверхности ножа должна быть на 5—10 мм боль-
ше длины шлифуемых поверхностей.
3. Опорный нож для врезного шлифования конических поверхно-
стей показан иа рис. 4.9, а. Длина I опорной поверхности ножа долж-
на быть на 15—20 мм больше длины конуса, а толщина ножа
В — на 2—2,5 мм меньше наименьшего диаметра конуса, но не боль-
ше 12 мм.
Угол скоса опорной поверхности (f = 30°. Опорная поверхность
ножа должна иметь уклон под углом, равным половине угла шлифу-
емого конуса, чтобы ось шлифуемой заготовки была параллельна оси
шлифовального круга.
Рис. 4.9. Опорные ножи для врезного шлифования ко-
нических (а) и шаровых (б) поверхностей:
1 — заготовка, 2 — опорный нож для конических поверхностей,
3 — опорный нож для шаровых поверхностей
4. Для шлифования шара применяется опорный нож со специ-
альной конструкцией опорной поверхности (рис. 4.9, б), приспособ-
ленной для устойчивого поддерживания шара в процессе обработ-
ки. Остальные элементы ножа: длина, высота, угол скоса—принима-
ются такими, как и при врезном шлифовании гладких деталей.
4.2. ТЕХНОЛОГИЯ И ПРАКТИКА ПОДГОТОВКИ
ОПЕРАЦИЙ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ
Последовательность и содержание работ по подготовке опера-
ции проходного шлифования. 1. Устанавливают и закрепляют
шлифовальный круг на переходный фланец (подробнее см. с. 36).
2. Балансируют (предварительно) шлифовальный круг в сборе с
фланцем (подробнее см. с. 42).
3. Устанавливают шлифовальный круг на станок. При установ-
ке круга необходимо убедиться, что конусное посадочное отверстие
планшайбы точно соответствует подсадочному конусу шпинделя
станка, а торец планшайбы не упирается в корпус подшипника.
Перед установкой конус шпинделя и планшайбы следует про-
тереть.
146
4. Устанавливают ведущий круг на станок. Ведущий круг можно
установить на фланец, не снимая его со станка. Балансировать веду-
щий круг не нужно.
Ведущий круг устанавливается по шлифовальному таким обра-
зом, чтобы его передний торец был заподлицо с торцом шлифоваль-
ного круга или же был удален от него на 0,5—1,0 мм (рис. 4.10).
Нельзя допускать, чтобы торец ведущего круга выступал относитель-
но торца шлифовального круга; это вызовет искажение образующей
шлифуемой заготовки.
5. Предварительно правят шлифовальный и ведущий круги.
Перед тем как производить предварительную правку кругов, необ-
ходимо установить в нулевое положение (по
нониусу) следующие узлы станка: поворотную
часть бабки ведущего круга, устройства для
правки шлифовального и ведущего кругов и ре-
гулирующую линейку устройства для правки
ведущего круга. Необходимо также разъединить
копирные линейки и пиноли правящих устройств,
расположенных на бабке шлифовального и ве-
дущего кругов.
После указанной подготовки производят
предварительную правку кругов. Шлифоваль-
ный круг правят до тех пор, пока не будет
Рис. 4.10. Установ-
ка ведущего круга:
/, 2 — шлифовальный
н ведущий круги
выведено его биение по периферии. Для экономии алмазного инст-
румента правка может производиться алмазозаменителем. Ведущий
круг правят алмазом или алмазно-металлическим карандашом. В
процессе правки также должно быть выведено биение круга и полу-
чена ровная и чистая поверхность по его периферии.
6. Окончательно балансируют шлифовальный круг в сборе с
фланцем. Окончательную балансировку производят тем же способом,
что и предварительную, только более тщательно и точно, так как от
этого в значительной степени зависят качество шлифования и усло-
вия работы шпинделя. Перед вторичной установкой круга на станок
посадочный конус шпинделя и конусное отверстие в планшайбе не-
обходимо тщательно протереть.
7. Устанавливают суппорт для опорного ножа. Место, где дол-
жен устанавливаться суппорт опорного ножа и опорная поверхность
самого ножа, тщательно очищают. Шпонка на опорной поверхности
суппорта должна точно соответствовать пазу в нижней каретке.
При установке и закреплении суппорта необходимо обеспечить
жесткость крепления, с тем чтобы исключить дрожание суппорта
в процессе шлифования.
8. Правят шлифовальный круг после второй балансировки. Вто-
ричную правку шлифовального круга производят более тщательно,
чем предварительную, с тем чтобы обеспечить прямолинейность об-
разующей шлифовального круга и необходимую шероховатость по-
верхности.
147
chipmaker.ru
9. Устанавливают опорный нож. Перед установкой опорного но-
жа определяют положение оси центров шлифовального и ведущего
кругов. Ось центров определяется следующим образом.
Выключают вращение шлифовального и ведущего кругов. Бе-
рут шлифованную оправку диаметром заготовки и пропускают меж-
ду шлифовальным и ведущим кругами сверху вниз. При этом веду-
щий круг подводят к шлифовальному до тех пор, пока оправка не
повиснет между кругами. При легком нажатии валик должен про-
валиваться.
Рис. 4.11. Определение
оси центров шлифоваль-
ного и ведущего кругов:
/, 3 — шлифовальный и ве-
дущий круги, 2 — заготовка
Рис. 4.12. Установка
опорного ножа:
/. 2 — шлифовальный и
ведущий круги, 3 — опор-
ный нож, 4 — суппорт
Рис. 4.13. Установка за-
готовки на опорный нож:
/, 2—шлифовальный н ве-
ведущий круги, 3 — заготов-
ка, 4 — опорный нож, 5 —
суппорт '
Точки А и Б касания заготовки с кругами (рис. 4.11) определя-
ет ось центров обоих кругов. Эти точки на шлифовальном и веду-
щем кругах отмечают и до установки опорного ножа станок не
включают.
Перед установкой опорного ножа очищают в люнете паз, в кото-
рый устанавливают нож. Нижняя поверхность опорного ножа
должна быть чистой, гладкой и прямолинейной, чтобы обеспечить
установку ножа по всей опорной плоскости. Боковое плоскости ножа
также должны быть прямолинейны, чтобы избежать деформации но-
жа при его закреплении.
Опорный нож устанавливают в суппорт (рис. 4.12) и слегка за-
крепляют. Затем перемещением нижней каретки суппорт подводят
к шлифовальному кругу до образования зазора 0,5—1,0 мм между
кругом и боковым торцом ножа. После установки опорного ножа
нижние салазки закрепляют, а верхние салазки (на которых рас-
положена бабка ведущего круга) открепляют. Шлифованная заго-
товка укладывается на нож (рис. 4.13) и верхние салазки переме-
щаются до легкого касания заготовки с шлифовальным кругом.
Затем устанавливают опорный нож по высоте. Центр обработан-
ной заготовки, уложенной на опорный нож, должен быть выше ли-
нии центров шлифовального и ведущего кругов на величину Н, рав-
ную 0,5 диаметра заготовки, но не более 14 мм, так как чрезмерное
превышение заготовки над линией центров кругов приводит к тому,
148
что заготовка начинает «подпрыгивать» на ноже, и на шлифуемой
поверхности появляется дробление. Длинные и очень тонкие заго-
товки устанавливают ниже линии центров примерно на ту же вели-
чину.
Опорный нож поднимается при помощи прокладок, устанавливае-
мых под его нижнюю поверхность по всей длине паза суппорта. Для
облегчения установки ножа по высоте целесообразно предваритель-
но сделать отметку нужной высоты на торце шлифовального круга.
Окончательную установку проводят исходя из конкретных техноло-
гических условий: припуска, точности обработки, диаметра и мате-
риала заготовки, состояния станка, на котором производится обра-
ботка.
После установки нож окончательно закрепляют в люнете. Верх-
ние салазки станка закрепляют, а нижние открепляют, отводят опор-
ный нож с ведущим кругом от шлифовального круга на столько, что-
бы заготовка свободно ложилась на опорный нож и ведущий круг,
не касаясь шлифовального круга.
Проверка параллельности ножа оси шлифовального круга про-
изводится пробным шлифованием. Для этого заготовку, подлежа-
щую шлифованию, укладывают на нож и поперечной подачей бабки
ведущего круга подводят заготовку к шлифовальному кругу.
Как только заготовка коснется шлифовального круга, она нач-
нет вращаться. Если нож установлен параллельно оси круга, то за-
готовка в процессе шлифования будет вращаться, но не будет про-
дольно перемещаться. Если же заготовка в процессе шлифования
начнет перемещаться вдоль ножа, то это значит, что нож установлен
непараллельно оси шлифовального круга. В какую сторону накло-
нен нож, можно определить направлением движения заготовки: если
нож наклонен вниз с передней стороны, то заготовка будет двигать-
ся вперед от рабочего (рис. 4.14, а), если же нож наклонен с задней
стороны — заготовка будет двигаться назад, на рабочего
(рис. 4.14, б).
В этом случае необходимо выверить параллельность опорной по-
верхности ножа с помощью прокладок, устанавливая их под нож или
под суппорт. После выверки целесообразно измерить вылет ножа —
X, на переднем конце и Х2 — на заднем (рис. 4.14, в) и при очеред-
ной смене ножа устанавливать его на ту же высоту.
10. Устанавливают угол наклона ведущего круга. Наклон веду-
щего круга необходим для осуществления продольной подачи шли-
фуемой заготовки. Чтобы наклонить ведущий круг на заданный
угол, нужно открепить винты 6 (рис. 4.15), повернуть поворотную
часть бабки ведущего круга на заданный угол по шкале 7, после чего
снова закрепить винты 6.
Для предварительного шлифования угол наклона устанавлива-
ется 2,5—4°, для окончательного шлифования — 1,5—2е.
11. Регулируют устройства для правки ведущего круга. Для то-
го чтобы при наклонном положении ведущего круга обеспечить пра-
149
chipmaker.ru
вильное прилегание заготовки к ведущему кругу, необходимо
скорректировать положение правящего инструмента с учетом на-
клона ведущего круга и положения обрабатываемой детали отно-
сительно оси центров кругов.
Положение правящего инструмента устанавливают следующим
образом (см. рис. 4.15):
Рис. 4.15. Установка угла наклона ведуще-
го круга и правящего инструмента:
1 — державка с правящим инструментом, 2 —
шкала поворота правящего устройства, 3 — по-
воротное правящее устройство, 4 —- рукоятки по-
дачи алмаза на врезание, 5 — маховик продоль-
ной подачи, 6 — винты закрепления бабкн веду-
щего круга, 7 — шкала на бабке ведущего круга,
8 — правящий инструмент
Рис. 4.14. Примеры непарал-
лельного расположения опор-
ного ножа (а, б) и проверка
правильности расположения
опорного ножа (в):
1. 2 — шлифовальный н ведущий
круги. 3 — заготовка. 4 — опорный
нож
Величина h„
поворачивают правящее устрой’
ство 3 на угол а (равный углу накло-
на ведущего круга) по шкале/ в на-
правлении стрелки А;
устанавливают державку / правя-
щего устройства на расстояниейо впра-
во от нуля, если ось детали находится
выше линии центров кругов, и влево
от нуля, если ось детали находится
ниже линии центров кругов,
определяется по формуле
А()
DH
D+d '
где D — диаметр ведущего круга, d — диаметр обрабатываемой де-
тали, Н — расстояние от оси детали до линии центров кругов.
12. Правят ведущий круг. Перед началом правки необходимо
установить наибольшую частоту вращения круга, закрепить салазки
бабки ведущего круга, включить вращение круга и направить струю
150
охлаждающей жидкости на ведущий круг. Наибольшую частоту вра-
щения круга устанавливают передвижением рукояток в коробке ско-
ростей привода ведущего круга по таблице, имеющейся на станке.
Правящий инструмент 8 (см. рис. 4.15) осторожно подводят к
кругу и плавным вращением маховика 5 осуществляют продольное
перемещение алмаза вдоль образующей круга в двух направлениях.
Скорость движения алмаза должна быть в среднем 0,2—0,3 м/мин.
Между проходами следует подавать алмаз поворотом рукоятки 4 на
0,01—0,02 мм, что соответствует одному делению шкалы, и повторять-
проходы до тех пор, пока круг не будет выправлен по всей его вы-
соте.
13. Устанавливают направляющие линейки. Расположение на-
правляющих линеек по отношению к ведущему кругу оказывает зна-
чительное влияние на геометрическую форму и качество поверхности
шлифуемых деталей. На рис. 4.16 даются примеры искажения гео-
метрической формы заготовки из-за неправильного расположения
линеек.
Если направляющие линейки при входе и выходе повернуты впра-
во (к ведущему кругу) (рис. 4.16, а), то форма шлифуемой детали
получится бочкообразной.
Если направляющие линейки при входе и выходе повернуты вле-
во (к шлифовальному кругу) (рис. 4.16,6), форма шлифуемой дета-
ли получится вогнутой.
Если направляющие линейки при входе в зону шлифования сме-
щены влево к шлифовальному кругу и выступают за образующую
линию ведущего круга, форма шлифуемой детали также получится
вогнутой (рис. 4.16, в).
Установку направляющих линеек начинают с выверки парал-
лельности их расположения по отношению к образующей ведущего
круга.
Параллельность направляющих линеек выверяют контрольным
валиком, диаметр которого должен соответствовать диаметру шлифу-
емой заготовки, а длина должна быть равна сумме высоты шлифо-
вального круга и длины входной и выходной линеек (рис. 4.17).
Контрольный валик должен быть шлифованным и иметь точную
геометрическую форму (некруглость не более 0,01 мм, конусность
и непрямолинейность не более 0,02 мм на всей длине).
Контрольный валик устанавливается на опорный нож (рис.
4.17, а) и благодаря скосу на ноже в сторону ведущего круга
скатывается под действием своего веса до касания с ведущим кругом
(рис. 4.17, б). Направляющие линейки, расположенные со стороны
ведущего круга, должны быть предварительно отведены для образо-
вания между ними и контрольным валиком зазора 0,3—0,5 мм.
После того как контрольный валик коснется ведущего круга, од-
на из линеек (со стороны ведущего круга) подводится к контрольно-
му валику и щупом определяют параллельность ее расположения,
чтобы валик при этом не смещался, его поджимают к образующей
151
ведущего круга. Выявленная непараллельность устраняется про-
кладками, которые устанавливаются под направляющую линейку.
Допускаемая непараллельность линеек определяется требованиями
к геометрической точности шлифуемой заготовки, но в любом случае
не должна превышать 0,01—0,02 мм на длине направляющих линеек.
Таким способом выверяют параллельность линеек (у входа и вы-
хода заготовок), расположенных со стороны ведущего круга. На-
Рис. 4.16. Возможные отклонения геометрической формы заготовки при не-
правильной установке направляющих линеек:
1,4 — ведущий и шлифовальный круги, 2— заготовка, 3, 5 — направляющие линейки
Рис. 4.17. Установка направляющих линеек по эталонному валику:
1, 5—направляющие линейки на входе и выходе заготовки, 2 — опорный нож, 3 — кон-
трольный валик, 4, 6 — шлифовальный и ведущий круги, 7, 8— зазоры между направ-
ляющими линейками н контрольным валиком
правляющие линейки, расположенные со стороны шлифовального
круга, на параллельность не выверяют, так как они не влияют на
точность геометрической формы шлифуемых заготовок.
Затем регулируют направляющие линейки по ведущему кругу.
Перед тем как приступить к пробному шлифованию, необходимо ус-
тановить направляющие линейки со стороны ведущего круга в соот-
ветствии с величиной снимаемого припуска на данном проходе шли-
фования. Входная направляющая линейка должна отстоять от обра-
зующей ведущего круга на половину снимаемого припуска на диа-
метр 1/2, а направляющая линейка на выходе должна находиться в
в одной плоскости (заподлицо) с образующей ведущего круга
(рис. 4.18).
152
Рис. 4.18. Проверка правильности ус-
тановки направляющих линеек на
выходе из зоны шлифования:
/ — опорный нож, 2, 4 — направляющие
линейки, 3, 6 — шлифовальный и ведущий
круги, 5 — заготовка
Эта предварительная установка направляющих линеек может
производиться непосредственно по самой заготовке, подлежащей
шлифованию на данном проходе (желательно, чтобы заготовка была
предварительно отшлифована).
Заготовка укладывается на опорный нож и перемещается по но-
жу с боковым упором в линейку. Если линейка удалена вправо от
образующей ведущего круга, то заготовка при входе в зону шлифо-
вания будет упираться в торец ведущего круга; если же линейка
смещена влево, то деталь при возвратном перемещении из зоны шли-
фования к входной линейке будет упираться в торец линейки. Пред-
варительную установку входной
линейки можно считать закон-
ченной, когда заготовка при
продвижении к ведущему кругу
будет слегка задевать торец ве-
дущего круга и при небольшом
осевом усилии войдет в зону
шлифования; при обратном дви-
жении из зоны шлифования в
сторону входной линейки заго-
товка должна свободно выйти, не
задевая входной линейки. Поло-
жение направляющей линей-
ки на выходе (расположенной позади ведущего круга) должно быть
таким, чтобы заготовка при выходе из кругов не упиралась в торец
направляющей линейки, а при движении в обратном направлении
(в сторону ведущего круга) не упиралась в торец ведущего круга.
Во время установки направляющих линеек контрольная заго-
товка (по которой ведется установка) не должна касаться шлифоваль-
ного круга. Для этого необходимо открепить нижние салазки, за-
крепить верхние и заранее отвести ведущий круг и суппорт опор-
ного ножа.
14. Проверяют наладку пробным шлифованием. В процессе шли-
фования, во время прохождения шлифуемых заготовок вдоль кругов,
происходит упругое отжатие шпинделей шлифовального и ведуще-
го кругов за счет возникающего давления резания. Это отжатие из-
меняется в зависимости от числа одновременно шлифуемых загото-
вок, поэтому при пробном шлифовании круги должны быть полно-
стью загружены и шлифовать нужно не отдельные заготовки, а
сплошной ряд деталей, пропуская их непрерывным потоком.
В начале пробного шлифования необходимо проверить правиль-
ность положения образующих ведущего и шлифовального кругов.
Проверку производят следующим образом:
отводят ведущий круг на такое расстояние, чтобы можно было
свободно уложить заготовку на опорный нож между кругами;
включают работу станка и постепенно подводят ведущий круг до
касания заготовки с шлифовальным кругом.
153
chipmaker.ru
Как только шлифовальный круг коснется заготовки и послед-
няя начнет, вращаясь, перемещаться вперед, следует проверить, вся
ли ширина круга участвует в шлифовании. Если заготовка шлифу-
ется всей шириной круга или передней его частью шлифуется немно-
го больше, чем задней, можно приступить к пробному шлифованию.
Если же заготовка шлифуется в основном задней частью круга, то
Рис. 4.19. Возможные отклонения от ци-
линдричиости заготовок при смещении
направляющих линеек на входе и вы-
ходе заготовки из зоны шлифования
/ — заготовка. 2, 4 -- направляющие линейки.
3, 5 — шлифовальный и ведущий круги
ее нужно соответственно сре-
зать повторной правкой шли-
фовального круга. Перед
правкой правящее устройство
следует повернуть на соот-
ветствующий угол.
15. После того как обра-
зующие кругов установлены,
необходимо создать на зад-
ней части шлифовального
круга обратный конус по
образующей. Это делается
для того, чтобы шлифование
прекращалось примерно за
20 мм до конца круга (рис.
4.19, а) и на шлифуемой по-
верхности заготовки не оста-
валось кольцевых следов.
Обратный конус создают сле-
дующим образом:
ведущий круг отводят от
шлифовального на расстоя-
ние, позволяющее заготовкам
свободно проходить между
кругами;
первую деталь вводят на
20—25 мм в зону шлифования
и подводят ведущий круг к
шлифовальному до касания
с ним заготовки (рис. 4.19, б);
после того как заготовка
начнет, вращаясь, перемещаться вперед, надо следить, чтобы шли-
фование прекращалось за 20—25 мм до конца круга (рис. 4.19, а).
Это достигается правкой шлифовального круга при соответствую-
щем повороте правящего устройства.
16. После создания обратного конуса производят пробное шли-
фование непрерывным потоком деталей с загрузкой круга по всей
ширине и со снятием заданного припуска. Качество шлифования про-
веряют не на первой, а на второй заготовке из потока (рис. 4.19.е)-
17. Конусность заготовки выявляется микрометром. Перед за-
мерами нужно замечать передний и задний конец заготовки по хо-
154
ду в процессе шлифования. Так, если передняя (входная часть за-
готовки получилась конусной, то входную направляющую линей-
ку следует сдвинуть в сторону шлифовального круга (рис. 4.20, а).
Если конус образовался на конце выходной части, нужно направля-
ющую линейку на выходе сдвинуть в сторону шлифовального круга
(рис. 4.20, б).
Огранность прошлифованной детали проверяется на призме с по-
мощью индикатора (рис. 4.21). Показание индикатора характеризу-
ет величину огранности, но не является ее действительным значени-
ем.
Рис. 4.20. Правка шлифовального круга с
образованием обратного конуса иа выходе
заготовки из зоны шлифования:
1 — заготовка, 2, 4 — направляющие линейки, 3,
5 — шлифовальный и ведущий круги
Рис. 4.21. Проверка геометри-
ческой формы (огранности)
прошлифованной детали на
призме:
I — призма, 2 — деталь, 3 — инди-
катор
Действительная величина огранности 2 в зависимости от угла
призмы, в которой проверяется деталь, определяется по формулам
или z = Л»..
3 2
где Лв0 — показание индикатора при измерении детали в призме с
углом, равным 60°; Л80 — то же, где угол призмы равен 90°.
Очень важно, особенно при шлифовании напроход, чтобы радиа-
льная подача на врезание производилась нижними салазками бабки
ведущего круга, так как в этом случае ведущий круг и суппорт
с опорным ножом перемещают одновременно и расположение линеек
по отношению к образующей ведущего круга остается неизменным.
Последовательность и содержание работ по подготовке операции
врезного шльфования. Для всех видов врезного шлифования первая
часть наладки: установка и закрепление шлифовального круга на
фланце, предварительная балансировка шлифовального круга в сбо-
ре с фланцем, установка шлифовального и ведущего кругов на ста-
нок, предварительная правка шлифовального и ведущего кругов,
окончательная балансировка шлифовального круга в сборе с флан-
цем, установка суппорта для опорного ножа — полностью совпадает
с последовательностью и содержанием наладки на проходное шли-
155
chipmaker.ru
фование. Но в отличие от шлифования напроход при врезном шли-
фовании передний торец ведущего круга и ножа должны распола-
гаться заподлицо или быть сдвинутыми на 0,5—1 мм по отношению к
торцу шлифовального круга (рис. 4.22, а, б).
В этом разделе будут даны лишь особенности наладки бесцентро-
вого станка при различных видах врезного шлифования, выполняе-
мых после окончания пер-
вой части наладки, и зло-
женной на с. 146.
Особенности наладки
для шлифования гладких
цилиндрических деталей с
бортиками. 1. Устанавли-
вают упор. Заготовку 1
устанавливают в рабочее
положение на опорном но-
же 5, упор 4 устанавлива-
Рис. 4.22. Установка ведущего круга при
врезном флифовании:
1 — шлифовальный круг, 2 — нож, 3 — ведущий
круг
ют по центру заготовки (рис. 4.23). Если форма детали не позволяет
установить упор в центре, то его устанавливают ближе к ведущему
кругу. Опорный торец детали должен быть чистым и не иметь за-
боин.
2. Устанавливают угол наклона ведущего круга. Для образова-
ния продольной подачи шлифуемой заготовки в рабочей зоне, чтобы
Рис. 4.23. Установка упора, ограни-
чивающего продольное перемещение
заготовки иа ноже:
1 — заготовка, 2, 3 — шлифовальный н ве-
дущий круги, 4 — упор, 5 — опорный нож
Рис. 4.24. Установка люнета прн
шлифовании длинных заготовок:
/ — заготовка, 2 — шлифовальный круг,
3 — упор, 4 — опорный нож, 5 — люнет
заготовка в процессе шлифования поджималась к упору, ведущий
круг наклоняется на 0,5—1,0°. Порядок установки угла наклона та-
кой же, как при проходном шлифовании (с. 149).
3. Регулируют устройство для правки ведущего круга и правят
ведущий и шлифовальный круги. Производится так же, как при про-
ходном шлифовании (с. 150).
4. При врезном шлифовании цилиндрических заготовок боль-
шой длины (свыше 250 мм) применяют поддерживающие люнеты
(рис. 4.24), обеспечивающие устойчивое и правильное положение
шлифуемой заготовки на ноже.
156
5. Правильность наладки станка проверяют пробным шлифова-
нием. Конусность детали выявляют микрометром, а странность —
на призме с помощью индикатора (см. с. 155).
6. Правят шлифовальный круг (по мере необходимости) с целью-
исправления конусности и огранности на шлифуемой заготовке.
Если заготовка получится конусной (меньший диаметр со стороны
рабочего места), необходимо повернуть правящее устройство по
стрелке А и выправить шлифовальный круг (рис. 4.25, а). Если же
конус получится с обратной стороны, то правящее устройство сле-
дует повернуть по стрелке Б. Поворот правящего устройства осу-
Рис. 4.25. Правка шлифовального круга для обработки кониче-
ских поверхностей:
1 — копнрная линейка, 2, 4 — шлифовальный н ведущий круги, 3 — заго-
товка, 5 — винт, 6 — болт
ществляется винтами 5 (рис. 4.25, б). Перед поворотом правящего
устройства нужно отвернуть болты 6, а после каждой регулировки
снова их закрепить.
Особенности наладки на шлифование ступенчатых цилиндриче-
ских деталей. 1. Устанавливают ведущий круг на станок. Установ-
ку ведущего круга по отношению к шлифовальному в каждом от-
дельном случае производят применительно к конфигурации шлифу-
емой детали. Так, в случае, указанном на рис. 4.26, а, передний то-
рец ведущего круга устанавливают в одной плоскости с передним
торцом меньшего шлифовального круга.
В случае, приведенном на рис. 4.26, б, передний торец ведущего
круга устанавливают в одной плоскости с передним торцом боль-
шего диаметра D шлифовального круга или смещают на 0,5—1,0 мм
в глубину.
2. Устанавливают опорный нож так, чтобы перепад опорной по-
верхности ножа совпадал с перепадом диаметров шлифовального
круга и соответствовал ему (рис. 4.27, а). В остальном установку про-
изводят так же, как при проходном шлифовании (с. 148).
3. Устанавливают упор так же, как при шлифовании гладких
цилиндрических деталей с бортиками (с. 156). В некоторых случаях
упором может служить торец ступени опорного ножа (рис. 4.27, 6).
4. Устанавливают ведущий круг под наклоном так же, как при
шлифовании гладких цилиндрических деталей с бортиками (с. 149).
157
chipmaker.ru
5. Регулируют устройство для правки ведущего круга так же
как при проходном шлифовании (с. 150).
6. Правят шлифовальный и ведущий круги. При шлифовании сту-
пенчатых деталей на образующей шлифовального круга должен быть
такой же перепад радиусов, как на обрабатываемой заготовке. Если
длины шлифуемых поверхностей примерно одинаковы (рис. 4.28),
ведущий круг также должен иметь перепад радиусов, который соз-
дается правкой по копирной линейке, закрепленной на правящем
устройстве. Если длина одной ступени значительно больше другой,
на ведущем круге перепад радиусов не создают, так как заготовка
прилегает к ведущему кругу лишь одной длинной ступенью.
Рис. 4.26. Наладка для совмещен-
ного шлифования длинной и ко-
роткой шеек:
I, 3 — шлифовальный и ведущий кру-
ги. 2 — заготовка
Рис. 4.27. Установка опорного нюжа для
шлифования ступенчатых заготовок:
I — опорный нож, 2— шлифовальный круг, 3 —
заготовка, 4 — торец ступени опорного ножа,
служащий упором
Зажим пиноли правящего устройства ведущего круга и салазки
пиноли шлифовального круга освобождают для того, чтобы пиноли
могли совершать возвратно-поступательное движение. Копирные
пальцы пинолей подводят к копирным линейкам. Поджим пальца к
копиру осуществляется пружиной, помещенной внутри корпуса
каждой пиноли. Процесс прЗвки производят в обычном порядке с той
лишь разницей, что правка ведется при продольной подаче алмаза
только в одну сторону (с большего диаметра на меньший); при об-
ратном движении пиноль необходимо поднимать, чтобы не повредить
алмаз (рис. 4.29). Если шлифуют заготовки с конфигурацией, пока-
занной на рис. 4.27, а, б, ступенчатую правку ведущего круга де-
лать не нужно.
Особенности наладки для шлифования конических деталей.
1. Устанавливают ведущий круг на станок так же, как при врез-
ном шлифовании гладких цилиндрических деталей с бортиками
(с. 149).
2. Устанавливают опорный нож в горизонтальном положении и
по высоте обычным порядком (с. 148), с тем чтобы ось шлифуемого
конуса была выше линии оси центров кругов (примерно на полови-
ну диаметра).
3. Устанавливают упор таким же образом, как при врезном шли-
фовании гладких цилиндрических деталей с бортиками (с. 156).
158
4. Устанавливают угол наклона ведущего круга так же, как при
врезном шлифовании гладких цилиндрических деталей с бортиками
(с. 156).
5. Регулируют устройство для правки ведущего круга так же,
как при проходном шлифовании гладких цилиндрических деталей
(с. 150).
6. Правят шлифовальный и ведущий круги. Образующие шли-
фовального и ведущего кругов должны быть выправлены на конус,
равный шлифуемому конусу (рис. 4.30).
Круги правят по копиру. Дляэтого копирные линейки правящих
устройств шлифовального и ведущего кругов устанавливают на угол
Рис. 4.28. Форма шлифовального и ве-
дущего кругов для шлифования ступен-
чатых деталей:
1. 3—шлифовальный и ведущий круги, 2—
заготовка
Рис. 4.29. Правка ступенчатого
круга:
/ — правящий инструмент, 2 — копир-
ный палец, 3—копирная линейка, 4 —
шлифовальный круг
а/2, равный половине угла обрабатываемого конуса. Зажимы пино-
лей освобождаются, и копирные пальцы пинолей подводятся до ка-
сания с копирными линейками. Если угол шлифуемого конуса не
превышает 10°, то правку шлифовального круга можно производить
без копирной линейки за счет поворота салазок правящего устрой-
ства шлифовального круга.
Правку производят обычным порядком, но начинать ее нужное
переднего края круга (обращенного к рабочему) и, постепенно по-
давая правящий инструмент на врезание, продолжать до тех пор,
пока весь круг по высоте не будет выправлен на конус.
7. При шлифовании конических поверхностей деталей типа ша-
рового пальца большая часть веса детали сосредоточена в шаре, по-
этому конус лежит на ноже неустойчиво и деталь стремится опроки-
нуться, особенно в заключительной части процесса, когда глубина
резания незначительна. Для предупреждения выпадания заготовки
применяют специальный пружинный упор, который слегка поддер-
живает шар (рнс. 4.31).
Поджим должен осуществляться с помощью мягкой пружины,
так как шар может быть эксцентричен конусу и жесткий поджим бу-
дет способствовать искажению геометрии обрабатываемой детали и
появлению огранности на шлифованной поверхности.
159
chipmaker.ru
Поскольку шлифовальный и ведущий круги заправлены на ко-
нус, в процессе шлифования создаются неблагоприятные условия
работы кругов, вызываемые разностью скоростей резания на участ-
ках большего и меньшего диаметров кругов. При этом меньший диа-
метр круга работает с большей нагрузкой и круг быстрее изнашива-
ется. Поэтому при шлифовании конусов правят шлифовальный и ве-
дущий круги чаще, чем при шлифовании цилиндров.
Для уменьшения числа правок необходимо выбирать ведущие
круги максимальной твердости. Иногда целесообразно применять да-
же круги из серого крупнозернистого чугуна. Правка чугунного кру-
га производится резцом из твердого сплава. Процесс правки анало-
гичен правке алмазным инструментом.
Рис. 4.30. Схема расположения и
формы шлифовального и ведуще-
го кругов для шлифования ко-
нуса:
1, 5 — копириые линейки, 2, 4 — шли-
фовальный и ведущий круги, 3 — опор-
ный иож
Рис. 4.31. Схема шлифования конуса с
применением пружинной подставки для
поддерживания иеуравновешеииой за-
готовки:
1 — заготовка, 2 — шлифовальный круг, 3 •—
упор, 4 — опорный иож, 5 — пружина, 6 —
подставка
8. Правильность наладки станка проверяют пробным шлифова-
нием, которое проводится так же, как и при врезном шлифовании
цилиндрических деталей. Правильность геометрической формы (угол
конуса, отклонение от круглости) чаще проверяют с помощью ко-
нусного кольца по краске. Подробнее методы контроля конических
поверхностей изложены на с. 117.
Неправильность угла исправляется повторной правкой шлифо-
вального круга с предварительной регулировкой копирной линейки
или поворотом направляющих салазок правящего устройства. Дру-
гие возможные дефекты исправляются так же, как при шлифовании
деталей цилиндрической формы (см. с. 152).
Особенности наладки для шлифования шаровых поверхностей.
1. Устанавливают ведущий круг. При шлифовании шара веду-
щий круг только вращает заготовку и поджимает ее к шлифоваль-
ному кругу, но не оказывает влияния на ее геометрию. Поэтому при-
легание детали к ведущему кругу создается лишь в небольшой зоне
А (рис. 4.32) и высота ведущего круга выбирается с таким расчетом,
чтобы она была больше зоны контакта в 5—6 раз, но не менее 25 мм.
Это необходимо для того, чтобы при износе ведущего круга зона кон-
160
такта не вышла за пределы его образующей. С той же целью веду-
щий круг устанавливают в середине шлифовального круга.
2. Устанавливают опорный нож в горизонтальном направлении
таким образом, чтобы его опорная часть находилась в середине ра-
диусной выточки круга (рис. 4.33). Рекомендации по выбору опор-
ного ножа даны на с. 146. Установку ножа по высоте производят
так же, как при наладке шлифования
цилиндрических деталей (с. 148).
3. Устанавливают положение оси веду-
щего круга и регулируют устройство для
правки ведущего круга. В отличие от дру-
гих видов шлифования, где ведущий круг
имеет наклон для создания продольного
движения заготовки или поджима к упо-
ру, при шлифовании шара заготовка долж-
на самоустанавливаться по радиусному
профилю шлифовального круга, поэтому
ось ведущего круга должна быть строго
параллельна оси шлифовального круга.
Для этого поворотная часть бабки ведуще-
го круга по шкале 7 (см. рис. 4.15) уста-
навливается на 0. Ведущий круг должен
иметь цилиндрическую форму. Салазки
правящего устройства по шкале 2 также
устанавливаются на 0.
4. Правят ведущий круг обычным пу-
тем.
5. Правят шлифовальный круг. При
шлифовании шара по периферии круга
должна быть сделана радиусная кольцевая
выточка, соответствующая радиусу шли-
фуемого шара. Это осуществляется ра-
диусной правкой. Для экономии алмазного
правящего инструмента шлифовальный
круг предварительно протачивают по ра-
диусу обрабатываемого шара.
Рис. 4.32. Схема распо-
ложения и формы шли-
фовального и ведущего
кругов для шлифования
сферы шарового пальца:
1,3 — шлифовальный и ве-
дущий круги, 2 — заготовка
Рис. 4.33. Схема распо-
ложения и форма опор-
ного ножа для шлифо-
вания сферы шарового
пальца:
1, 3 — шлифовальный и ве-
дущий круги, 2 — опорный
нож
Для радиусной правки шлифовального круга применяют спе-
циальное устройство, состоящее из вилки 6, державки 2 алмаза и по-
воротного рычага <3 (рис. 4.34). Правку производят следующим об-
разом:
в отверстие державки 2 устанавливают алмаз или алмазно-ме-
таллический карандаш типа 02 таким образом, чтобы расстояние
от оси вращения алмаза до конца алмаза составляло половину окон-
чательного диаметра шара;
устройство вставляют в пиноль 1 приспособления для правки;
пиноль 1 приспособления для правки устанавливают в середине
круга и жестко закрепляют;
161
chipmaker.ru
непрерывно вращая алмаз рычагом 3 по направлению стрелок
(рис. 4.34, справа), осторожно подводят его к кругу поворотом мик-
рометрического винта пиноли /;
в процессе правки подачу на врезание осуществляют на каждый
двойной ход алмазного инструмента;
после окончания правки поворотом рычага 3 устанавливают ал-
маз в положение, указанное пунктиром (рис. 4.34, справа) и за-
крепляют его;
проверяют правильность наладки пробным шлифованием; при
деталь укладывают на нож, а за-
круг и производят шлифование.
отведенном вправо ведущем круге
тем постепенно подводят ведущий
Рис. 4.34. Схема профильной правки
шлифовального круга:
/ — пииоль правящего устройства, 2 — по-
воротная державка, несущая алмаз, 3 —
рычаг, 4 — оправка с алмазом, 5 — шлифо-
вальный круг, 6 — вилка, несущая дер-
жавку с алмазом
Рис. 4.35. Схема шлифования сферы
шарового пальца:
/ — оправка для поддерживания обраба-
тываемой заготовки, 2 — заготовка, 3 —
шлифовальный круг, 4 — опорный иож,
5 — подставка
Заготовка, слегка поддерживаемая рукой за свободный конец,
сама устанавливается по кольцевой выточке в шлифовальном круге.
Контроль шлифованной поверхности производят микрометром и ра-
диусомером, а в условиях массового производства — шаблоном.
Неправильность формы шара исправляют повторной правкой
шлифовального круга с соответствующей перестановкой алмаза в
правящем приспособлении, другие возможные дефекты шлифования
исправляют так же, как при врезном шлифовании цилиндрических
деталей.
Для поддерживания детали во время шлифования применяется
оправка 1 (рис. 4.35), надеваемая на выступающий конец, или спе-
циальное поддерживающее приспособление.
4.3. ПРАКТИКА БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ
Бесцентровое шлифование напроход
Практические рекомендации. 1. При бесцентровом проходном
шлифовании достигаемые точность обработки и шероховатость по-
верхности определяются количеством проходов. Роль каждого про-
162
хода видна на примере шлифования поршневого пальца, представля-
ющего собой пруток длиной 88 мм, диаметром 28 мм. Поршневой па-
лец шлифуется в семь проходов (операций). Исправляющая роль
каждого прохода показана в табл. 4.5. Последний седьмой проход
предназначен для снижения шероховатости поверхности и для
этой цели применена бесцентровая притирка, которая отличается
низкой скоростью резания, увеличенной скоростью вращения заго-
товки и применением мелкозернистого круга на бакелитовой связ-
ке (табл. 4.6).
4.5. Технологическая схема шлифования поршневого пальца
№ прохода 1 Шлифуемый диаметр, мм Снимаемый припуск (средний) на диаметр. мм Достигаемая точность об работки, мкм Достигаемая шерохова- тость поверх• иости Ra, мка Характеристика шлифовального круга
1 28,270—28.225 0,170 45 2.20 14А40СТ1К
2 28.140—28.110 0.130 30 1.90 I4A32CT1K
3 28,085—28,065 0,055 20 1 ,25 14А25С2К
4 28,040—28,05 0,045 15 0,75 24А25СТ1К
5 28,017—28,006 0.023 11 0,40 24А20С2К
6 28,00—27,990 0,017 10 0,20 24А16СТВ
7 27,995-27,985 (бесцентровая притирка) 0.005 10 0,10 63СМ40СМ2Б
2. При шлифовании напроходдля уменьшения разброса размера
обрабатываемого диаметра необходимо, чтобы в зоне шлифования
на всей ширине кругов обеспечивался непрерывный поток заготовок,
т. е. обрабатываемые заготовки должны поджиматься друг к дру-
гу. Торцевые поверхности детали должны быть ранее обработаны.
Влияние торцевых поверхностей возрастает при обработке неустой-
чивых деталей типа колец, у которых диаметр превышает их длину.
3. Для получения однородного качества шлифуемых заготовок
необходимо, чтобы на последнем проходе разброс размера диаметра
шлифуемых заготовок был меньше припуска на одну операцию.
При отсутствии активного контроля с автоматической подналадкой
или недостаточной жесткостью станка необходимо вводить допол-
нительный проход для выравнивания припуска перед последним фи-
нишным проходом.
4. При шлифовании длинных тонких и искривленных прутков це-
лесообразно наладку строить таким образом, чтобы обрабатываемые
прутки лежали на ноже ниже линии центров шлифовального и веду-
щего кругов примерно на величину половины своего диаметра.
Загрузочные и приемные устройства для поддерживания детали
на входе и выходе из зоны шлифования должны иметь длину не ме-
нее длины обрабатываемых прутков.
163
chipmaker.ru
4.6. Технологическая характеристика бесцентровой притирки (в отличие от бесцентрового шлифования)
ИН ‘BJ -Xdw ехоэна
э/н
•qioodox?
кеижМяо
tfedJ
’BjKdM изо
виосявн l-ojA
CU
сх iC
ьс н
•S о
к к
э ех о»
ч *
Ф Я
CQ сх
я
X
НН ‘ BJ
-Adw вюэнн
э/и
*qj.dodoM3
BBHwAdxo
tfBdj
‘BjAdn изо
EHOIfMBH itojA
3
S св
Ч
га
а
О x
•в- S ex Ф
ч у
3 я ex
CO
X
tfedj 'вжон озон
douo вэомз iroj/t
5. При шлифовании неустойчи-
вых колец, ранее не обработанных
по наружному диаметру, целесо-
образно на первом проходе шлифо-
вать заготовки на оправках. Для
этого кольца набирают пачкой на
оправку и слегка поджимают гай-
кой так, чтобы каждое кольцо мог-
ло самоустанавливаться на опор-
Рис 4.36. Схема шлифования неустой-
чивых заготовок разной конфигурации:
/, 3 — шлифовальный и ведущий круги, 2 —
заготовка, 4 — опорный нож
ном ноже в процессе шлифования;
кольцо устанавливают на оправке
с зазором 0,5 мм (рис. 4.36, а).
Кольца с буртиками (рис. 4.36, б)
для лучшей устойчивости устанав-
ливаются так, чтобы торцы со сто-
роны буртиков прилегали друг к
другу.
Средства автоматизации про-
цесса. Наиболее трудоемкой частью
операции является загрузка заго-
товок в станок. Для автомати-
зации загрузки и возмож-
ности многостаночного обслужи-
вания применяются бункера. Одна
из простейших конструкций бун-
кера показана на рис. 4.37. В ниж-
ней части бункера совершает ка-
чательное движение сектор 2 (рис.
4.37, п), в нижнем положении
сектора заготовки из ковша / ска-
тываются на скошенную часть сек-
164
тора; в верхнем положении сектор перекрывает наклонный склиз 3,
детали скатываются на склиз и двигаются к зоне шлифования. Вра-
щающаяся звездочка 4 сбрасывает лишние детали с наклонного скли-
за в бункер.
А-А
Рис. 4.37. Бункер для автоматической загрузки заготовок в станок при бес-
центровом шлифовании напроход:
а — на операциях предварительного шлифования, б — на операциях окончательного шли-
фования; 1 — ковш, 2 — подъемный сектор, 3 — наклонный склиз, 4—звездочка, 5 —
шлифовальный круг, 6 — опорный нож, 7 — желоб, 8 — цепной транспортер
Применение бункера ограничивается предварительными операци-
ями шлифования, так как возможно образование забоин на деталях
при падении их с наклонного
склиза в ковш.
Для окончательных опера-
ций наклонный склиз заменен
цепным транспортером 8 (рис.
4.37, б), расположенным на
уровне опорного ножа шли-
фовального стайка. Транс-
портер позволяет значитель-
но уменьшить высоту подъема
деталей сектором 2 и умень-
Рис. 4.38. Схема автоматической за-
грузки колец в станок с помощью вра-
щающихся конических валков:
/ — опорный нож, 2, 4 — конические валки,
3 — заготовка
165
шить возможность образования забоин на деталях в случае их па-
дения.
Неустойчивые заготовки типа колец подводятся в зону шлифова-
ния на вращающихся конических валках 2 и 4 (рис. 4.38).
Рис. 4.39. Схемы использования роликового (а) и цепного (б) транспортеров
для передачи заготовок с одного станка иа другой:
/. 2 — шлифовальные круги, 3 —- заготовки, 4 — ролики. 5 — щеки транспортера, 6 —
опорные ножн, 7—цепной транспортер, 8, 9 — ведущие круги
При шлифовании в потоке на нескольких станках применяются
межстаночные транспортеры. На предварительных операциях шли-
фования станки можно соединить при помощи простейших ролико-
вых транспортеров(рис.
4.39, а), где детали пе-
ремещаются от усилия
продольной подачи, воз-
никающей в процессе
шлифования. На опера-
циях полуокончательно-
го и окончательного
шлифования применя-
ются межстаночные цеп-
ные транспортеры (рис.
4.39, б).
Активный контроль
с подналадчиком для
компенсации износа кру-
га. Для полной автома-
тизации процесса шли-
фования применяются
автоматические подна-
ладчики. Роль подна-
Рис 4.40. Схема работы подналадчика
бесцентровом шлифовании напроход
при
ладчика состоит в обеспечении постоянства размера шлифуемой
детали за счет подачи команды на периодическую поперечную пода-
чу на врезание по мере износа шлифовального круга. Схема рабо-
ты подналадчика приведена на рис. 4.40.
1бб
Шлифовальная деталь после выхода из рабочей зоны попадает
на призму 1 под измеритель 2 электроконтактного измерительного
прибора 3. Если диаметр детали оказался больше заданного разме-
ра, измеритель 2 поднимается и через рычаг 4 и контакт 5 замыкает
электроцепь. Тогда релейный шкаф 6 включает соленоид 12, кото-
рый опускается, отводит рычаг 13 с защелкой 11 и освобождает этим
рычаг 9. Под действием кулачка 10, вращающегося от электродвига-
теля/, рычаг 9 с храповиком 8 совершает качательное движение и
поворачивает винт 14 поперечной подачи бабки ведущего круга.
Действие подналадчика прекращается, как только под измерите-
лем 2 начнут проходить детали заданного размера.
Бесцентровое врезное шлифование
Практические рекомендации. 1. В отличие от бесцентрового про-
ходного шлифования при врезном шлифовании ограничиваются
меньшим числом проходов, так как на каждом из них можно практи-
чески снимать любой заданный припуск. Однако на точность обра-
ботки и шероховатость поверхности оказывают влияние характери-
стика и износ шлифовального круга. Поэтому при высоких требова-
ниях к точности и шероховатости поверхности применяют несколь-
ко проходов и на последних проходах шлифования используют бо-
лее мелкозернистые круги, обладающие повышенной кромкостой-
костью.
Исправляющая роль каждого прохода шлифования стержня
клапана автомобильного двигателя (рис. 4.41) приведена в табл. 4.7.
4.7. Технологическая схема бесцентрового врезного шлифования
стержня клапана
№ прохода Шлифуемый размер, мм Снимаемый припуск (средний) на диаметр, мм Точность обработки, мкм Шерохова- тость по- верхности Ra, мкм Характери- стика шли- фовального круга
1 9,93—9,80 0.30 130 2,3 14А40СТ2К
2 9,70—9,60 0.23 100 1,7 14А32СТ2К
3 9,55-9,50 0,15 50 1.2 14А25СТ1К
4 9,48—9.45 0,07 30 0,6 24А20СТ1К
2. Бесцентровое врезное шлифование применяется для обработки
гладких, ступенчатых, конических и фасонных поверхностей, а так-
же для одновременной обработки нескольких находящихся на рас-
стоянии поверхностей. На рис. 4.42 показаны примеры деталей и по-
строение наладки для шлифования таких поверхностей. В подоб-
ных наладках оси шпинделей шлифовального и ведущего кругов па-
раллельны, а обрабатываемая заготовка самоуста на вливаете я в про-
цессе шлифования между кругами.
167
chipmaker.ru
3. Новым развитием является бесцентровое врезное шлифование
на жестких опорах. Этот метод позволяет исправлять отклонения от
соосности наружного и внутреннего диаметров, восстанавливать рав-
ностенность полых деталей типа втулок, колец, гильз.
Основное отличие этого метода состоит в том, что заготовка в
процессе шлифования базируется не наружной поверхностью на
опорном ноже, а внутренней цилиндрической поверхностью на не-
подвижных опорах. Для этого на бесцентровошлифовальном станке
вместо суппорта с опорным ножом установлен кронштейн с оправкой
6 (рис. 4.43), на которой закреплены жесткие опоры 3, 5 и 7. Обра-
Рис. 4.41. Схема врезного
шлифования стержия кла-
пана:
/, 3 — шлифовальный и веду-
щий круги, 2 — заготовка
Рис. 4.42. Схемы многокруговых наладок для
шлифования нескольких поверхностей:
а — цапф крестовины, б — ступенчатых шеек валика;
/ — заготовка, 2, 3 — шлифовальные и ведущие
круги
батываемая заготовка 4 при помощи ведущих роликов 2 поджима-
ется и вращается на этих опорах. Шлифовальный круг 1 в свою оче-
редь поджимает деталь к опоре 7 и копирует в процессе шлифования
наружного диаметра внутреннюю цилиндрическую поверхность, ис-
правляя этим разностенность.
Средства автоматизации процесса. При бесцентровом врезном
шлифовании ручная загрузка и разгрузка заготовок неудобна и не-
безопасна, поэтому важно механизировать эти работы. Ниже пока-
заны примеры механизированной загрузки и разгрузки заготовок
разной конфигурации.
На рис. 4.44 показана схема автоматической загрузки и разгруз-
ки цилиндрических валиков. В начале цикла шлифования, когда ве-
дущий круг 3 отведен для разгрузки готовой детали (рис. 4.44, а),
столбик из заготовок удерживается в желобе 1 крючком 6, а подго-
товленная к шлифованию деталь 5 — пружинным упором 4. При под-
ходе бабки ведущего круга 3 крючок 2 отжимает упор 4 и протал-
кивает деталь на опорный нож (рис. 4.44, б). Одновременно штырь
7 отводит крючок 6, и столбик деталей опускается до упора в крю-
чок 2. После окончания цикла шлифования бабка ведущего круга
отходит, обработанная деталь скатывается с ножа вниз, нижняя
деталь из желоба падает на опорный нож и цикл повторяется.
168
На операции одновременного шлифования двух шеек (рис. 4.45)
обрабатываемая заготовка 1 типа крестовины из загрузочного лотка 3
ползуном допускается на опорный нож 6. После окончания обработ-
Рис. 4.43. Схема бесцентрового
шлифования на жестких опорах:
I — шлифовальный круг, 2 — веду-
щие ролики. 3, 5. 7 — жесткие опоры.
4 — обрабатываемая заготовка. 6 —
оправка
Рис. 4.44. Схема механизма автоматиче-
ской загрузки и разгрузки валиков
Рис. 4.45. Схема автоматического
шлифования двух шеек кресто-
вины
Рис. 4.46. Автоматическая загрузка ко-
ротких ступенчатых заготовок
ки ползун 2 поднимает обработанную заготовку 1 до встречи с отсе-
кателем 4. Последний сбрасывает готовую деталь в приемный же-
лоб 5.
Короткие ступенчатые пальцы 9 из бункера 1 (рис. 4.46) скаты-
ваются в желоб 2 с помощью ворошителя 8, у которого кулачки не-
прерывно качаются от пневмопривода 7 вверх и вниз. Нижняя за-
169
chipmaker, ru
готовка в желобе оказывается на опорном ноже 4 и пневмоштоком
6 проталкивается между кругами 3 и 5 в зону шлифования.
После окончания цикла шлифования деталь сбрасывается с
опорного ножа движением следующей детали, поступающей в зону
шлифования.
Возможные дефекты при бесцентровом шлифовании и методы их
устранения даны в табл. 4.8.
Учебно-производственное задание по теме
«Бесцентровое шлифование»
1. Дайте ответы на следующие вопросы:
какие пять технологических особенностей бесцентрового шлифо-
вания вы знаете?
как располагаются шлифовальный и ведущий круги при бесцент-
ровом проходном и врезном шлифовании?
за счет чего осуществляется продольная подача обрабатываемой
заготовки при проходном шлифовании?
какие пять основных принципов построения наладок при бес-
центровом проходном шлифовании вы знаете?
сопоставьте параметры наладки при бесцентровом шлифовании и
бесцентровой доводке (см. табл. 4.7 и 4.8) и укажите, чем отличают-
ся эти наладки друг от друга и какое влияние это оказывает на тех-
нологические возможности этих операций?
чем отличаются функции и технологические возможности актив-
ного контроля на бесцентровом проходном и врезном шлифо-
вании?
каковы особенности бесцентрового врезного шлифования? В ка-
ких случаях следует применять бесцентровое проходное и врезное
шлифование?
2. Тщательно изучите последовательность и содержание опера-
ций по подготовке станка к бесцентровому проходному шлифованию
и ответьте на следующие вопросы:
почему на опорном ноже образуется скос в сторону ведущего
круга, а не наоборот — в сторону шлифовального круга? Зачем на
опорной поверхности ножа закрепляют твердосплавную пластинку?
каковы роль направляющих линеек и правила их установки на
станке? Как изменяется форма шлифуемой поверхности при непра-
вильной установке линеек? Выполните эскиз правильной установки
направляющих линеек, а также покажите возможные искажения гео-
метрической формы шлифуемой поверхности при неправильной ус-
тановке направляющих линеек;
почему так важно жесткое крепление опорного ножа в суппорте
станка? Какое влияние это окажет иа качество шлифуемой поверх-
ности?
как устанавливается высота опорного ножа и какое влияние это
оказывает на качество шлифуемой поверхности?
170
4.8. Дефекты, встречающиеся при бесцентровом проходном н врезном
шлифовании, причины их появления и методы устранения
Дефекты и причины их появления Методы устранения дефектов При каком виде шлифования встречаются
1. Дробление шлифован- ной поверхности: Шлифовальные круги ба- При всех видах
шлифовальный круг лло-
хо сбалансирован лансируются два раза: до установки на станок и пос- ле первой правки. В процес- се износа круга по мере уменьшения его диаметра может увеличиться дисба- ланс за счет неравномерно- го расположения абразив- ной массы внутри круга, вследствие чего появится дробление на шлифованной поверхности. Необходимо повторно сбалансировать шлифования
шлифовальный круг име- ет повышенную твердость круг Заменить круг более мяг- ким То же
неправильно выбран шли- Заменить круг более При всех видах
фовальный круг по зерни- стости: слишком мелкозер- нистый крупнозернистым шлифования
затупление шлифоваль- ного круга Выправить шлифоваль- ный круг То же
слишком высоко поднят опорный иож по отношению к линии центров кругов Опустить нож »
шпиндели шлифовально- го и ведущего кругов име- ют повышенный зазор Отрегулировать зазоры в подшипниках, чтобы исклю- чить качку шпинделей в ра- бочем (нагретом) состоянии
ухудшение геометрии ве- дущего круга вследствие его износа Произвести правку веду- щего круга
повышенная скорость вращения ведущего круга Уменьшить скорость веду- щего круга
недостаточная жесткость ножа Увеличить толщину опор- ного иожа, если позволяет диаметр детали »
слишком большой угол скоса ножа Уменьшить угол скоса но- жа
недостаточно жесткое крепление иожа в суппорте Усилить крепление иожа в суппорте
нет плотной посадки планшайбы с кругом на ко- нус шпинделя стайка Проверить прилегание по- садочного отверстия план- шайбы к конусу шпинделя по краске. Поверхность
171
chipmaker.ru
Продолжение табл. 4.8
Дефекты и причины их появления Методы устранения дефектов При каком виде шлифования встречаются
выработка ножа в зоне контакта должна быть не меиее 75% всей опорной поверхности При всех видах
Сменить опорный нож
шлифовального и ведущего кругов, в особенности при шлифовании длинных и тон- ких деталей шлифования
непрямолииейность опор- ного ножа То же То же
неустойчивое положение Применять поддержива- При врезном
детали ножа из-за свеши- ющее приспособление или шлифовании
вающихся частей 2. Ограниость иа шлифо- ванной поверхности: люнет
центр шлифуемой детали Поднять опорный нож с При всех видах
недостаточно точно поднят по отношению к линии цент- ров кругов помощью прокладок шлифования
шпиндель ведущего круга Уменьшить иатяг подшип- То же
очень плотно затянут в под- ников (но ие допускать об-
шипниках, вследствие чего замедляется вращение разоваиия качки)
слишком большое усилие Установить угол наклона При врезном
тяги изделия в осевом на- ведущего круга 0,5°, если шлифовании
правлении, вследствие чего усилие тяги остается боль-
возникает большое давление шим; необходимо проверить
на упор и деталь замедляет параллельность опорного
вращение ножа оси шлифовального круга
3. Кольцевые, спиральные Поднять деталь, благода- При всех видах
риски и царапины на шли- ря чему уменьшится давле- шлифования
фованной поверхности: центр шлифуемой детали установлен ниже линии цен- тров шлифовального и веду- щего кругов, в результате этого возникает давление детали на опорный нож и металл налипает иа поверх- ность ножа иие иа нож
опорная поверхность ио- Заменить опорный нож При всех видах
жа имеет пониженную твер- дость, вследствие этого на- липают металл и абразив- ная пыль на поверхность ножа более твердым шлифования
загрязненная охлаждаю- Очистить бак для охлаж- То же
щая жидкость дающей жидкости и запол- нить его чистой охлаждаю- щей жидкостью
172
Продолжение табл. 4.8
Дефекты и причины их появления Методы устранения дефектов При каком виде шлифования встречаются
появление спиральных Передвинуть входную на- При проходном
рисок на всей длине детали при входе в зону шлифова- ния правляющую линейку впра- во от образующей линии ве- дущего круга шлифовании
появление спиральных ри- сок и а всей длине детали при выходе ее из зоны шли- фования Передвинуть направля- ющую линейку иа выходе вправо от образующей ли- нии ведущего круга То же
появление спиральных ри- сок на переднем конце де- тали Передвинуть входную на- правляющую лииейку влево от образующей линии веду- щего круга
появление спиральных ри- сок на заднем конце детали Передвинуть направляю- щую линейку иа выходе влево от образующей линии ведущего круга
появление спиральных ри- сок на всей длине детали вследствие того, что при выходе шлифовальный круг снимает больше, чем при входе 4. Шлифуемая деталь имеет эллипсную форму (в поперечном сечении): Повернуть соответствен- но правящее устройство шлифовального круга и за- править круг так, чтобы шлифование прекращалось примерно за 20 мм до края круга
недостаточная эффектив- ность подачи охлаждающей жидкости в зону шлифова- ния Увеличить подачу охлаж- дающей жидкости в зону шлифования То же
затупление шлифовально- го круга 5. Появление прижогов на шлифоваииой поверхно- сти: Выправить шлифоваль- ный круг
шлифовальный круг имеет повышенную твердость Заменить шлифовальный круг более мягким »
низкие скорости вращения обрабатываемой детали Увеличить число оборотов ведущего круга
недостаточная эффектив- ность подачи охлаждающей жидкости в зону шлифова- ния металлический налет на рабочей периферийной по- верхности ведущего круга Увеличить подачу охлаж- дающей жидкости в зону шлифования » При всех видах шлифования
173
chipmaker.ru
Продолжение табл. 4.8
Дефекты н причины их появления Методы устранения дефектов При каком виде шлифования встречаются
слишком затуплены режу- Увеличить скорость про- При всех видах
щие зерна круга в процессе дольной подачи правящего шлифования
правки шлифовального кру- га металлический налет на инструмента Выправить ведущий круг То же
рабочей периферийной по- верхности ведущего круга 6. Разброс размера шли- фуемых деталей: повышенные зазоры шпин- Уменьшить зазоры, для
деля ведущего круга в подшипниках, вызывающие качку повышенные зазоры шпин- деля шлифовального круга в подшипниках слабо затянуты клинья нижних и верхних салазок бабки ведущего круга недостаточная подача чего подтянуть подшипники Уменьшить зазоры, для чего подтянуть подшипники Подтянуть клинья в са- лазках бабки ведущего кру- га При всех видах
охлаждающей жидкости в Заправить ведущий круг шлифования
зону шлифования слабо натянуты привод- Увеличить подачу охлаж- дающей жидкости в зону То же
ные ремни от мотора на шпиндель шлифовального круга (проскальзывание) 7. Шлифуемая деталь име- ет неправильную геометрию и срезы: конус на переднем конце детали конус на заднем конце шлифования Увеличить натяжение ремней Передвинуть входную на- правляющую щечку влево от образующей линии веду- При проходном шлифовании То же
детали конусность детали за шего круга Передвинуть направляю- щую щечку на выходе вле- во от образующей линии ве- При всех видах
счет выработки или непря- дущего круга шлифования
молинейности опорного но- жа конусность детали за счет неправильной правки шли- фовального круга Сменить опорный нож Проверить установку са- При врезном шлифовании ци- линдрических де-
деталь получается ослаб- лазок правящего устройства шлифовального круга. Вы- талей При врезном
ленной в середине (вогиу- править шлифовальный круг шлифовании цн-
тость) за счет отжима пра- Подтянуть клинья салазок линдрических и
вящего инструмента при правящего устройства шли- конических дета-
правке из-за повышенного фовального круга лей
174
Продолжение табл. 4.8
Дефекты и причины
их появления
Методы устранения дефектов
При каком виде
шлифования
встречаются
люфта салазок правящего
устройства шлифовального
круга
неправильность угла кону-
са за счет неверной уста-
новки опорного ножа, если
ось детали непараллельна
оси шлифовального круга
неправильность угла ко-
нуса из-за неточной уста-
новки копирной линейки или
поворота салазок правяще-
го устройства шлифовально-
го круга
неправильность угла кону-
са из-за выработки шлифо-
вального и ведущего кру-
гов
неправильность угла кону-
са из-за повышенного изно-
са шлифовального и веду-
щего кругов
уменьшенный или увели-
ченный радиус шара из-за
неправильной заправки ра-
диусной выточки шлифо-
вального круга
искажение шаровой фор-
мы из-за неправильной уста-
новки ведущего круга по
отношению к шлифовально-
му кругу
искажение шаровой фор-
мы из-за наклона ведущего
круга и создания тяги дета-
ли
искажение шаровой фор-
мы из-за выработки веду-
щего круга
Проверить правильность При врезном
установки опорного ножа шлифовании кону- са
Отрегулировать копир- ную линейку или угол пово- рота салазок правящего уст- ройства шлифовального круга. Выправить шлифо- вальный круг То же
Выправить шлифоваль- ный и ведущий круги
Применить шлифовальный и ведущий круги большей твердости »
Передвинуть правящий При врезном
инструмент в державке в нужную сторону и выпра- вить шлифовальный круг шлифовании
Ведущий круг должен быть расположен на середи- не радиусной выточки шли- фовального круга То же
Поворотную часть бабки При врезном
ведущего круга установить по шкале иа 0. Салазки пра- вящего устройства устано вить по шкале на 0 и вы- править круг шлифовании шара
Выправить ведущий круг. При каждой смене шлифо- вального круга и правяще- го инструмента следует обя- зательно выправить ведущий круг, так как центр радиус- ной выточки шлифовального круга и центр выработки ведущего круга могут не совпадать То же
175
chipmaker.ru
Продолжение табл. 4.8
Дефекты и причины их появления Методы устранения дефектов При каком виде шлифования встречаются
срез лыски на передней Передвинуть входную на- При проходном
(входной) части шлифуе- мой детали правляющую щечку вправо от образующей линнн веду- щего круга. Проверить вза- имное расположение перед- них торцов шлифовального и ведущего кругов и уста- новить их вровень шлифовании
срез лыски на задней Установить строго парад- Прн проходном
(выходной) части шлифуе- мой детали. Этот дефект по- лучается при шлифовании тяжелых деталей, а также в тех случаях, когда направ- ляющая линейка прн выхо- де сдвинута вправо от об- разующей линии ведущего круга и деталь при выходе не вращается, но находятся К зоне шлифования лельно направляющую ли- нейку на выходе, а также более точно установить расположение направляю- щей линейки по отношению к образующей линии веду- щего круга шлифовании
как устанавливается устройство для правки ведущего круга в за-
висимости от угла наклона ведущего круга?
как проверяется правильность наладки станка?
почему важно, чтобы заготовки шлифовались сплошным потоком,
а не единичными штуками?
3. Тщательно изучите последовательность и содержание рабочих
приемов при подготовке станка к бесцентровому врезному шлифова-
нию и ответьте на следующие вопросы:
как выбираются шлифовальный и ведущий круги для врезного
шлифования цилиндрических, ступенчатых, конических и шаровых
поверхностей?
как выбирается опорный нож для врезного шлифования цилинд-
рических, ступенчатых, конических и шаровых поверхностей?
в чем состоят технологические особенности наладки станка для
врезного шлифования цилиндрических, ступенчатых, конических
и шаровых поверхностей?
Выполнить наладку станка для бесцентрового проходного и врез-
ного шлифования и проверить правильность наладки опытным шли-
фованием.
5. ОБРАБОТКА
НА ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ
5.1. ТЕХНОЛОГИЯ ШЛИФОВАНИЯ ОТВЕРСТИЙ
Обработка отверстий на внутр ишлифовальных станках имеет сле-
дующие особенности:
значительно увеличивается поверхность контакта шлифовального
круга с обрабатываемой поверхностью и ухудшается подвод охлаж-
дающей жидкости по сравнению с круглым наружным шлифовани-
ем, из-за чего возрастают тепловыделение и опасность прижогов;
диаметр шлифовального круга ограничивается размером обраба-
тываемого отверстия, малый диаметр шлифовального круга приво-
дит к его быстрому износу и необходимости частой правки;
сравнительно большой вылет шлифовального шпинделя и его ма-
лый диаметр (ограниченный диаметром круга) значительно снижают
жесткость технологической системы и приводят к упругим отжати-
ям и ограничению режимов шлифования для получения точных по-
верхностей.
Основные технологические преимущества внутреннего шлифова-
ния:
возможность исправления исходных погрешностей геометриче-
ской формы и положения оси отверстия;
возможность обработки за один уставов отверстия и торца с обе-
спечением высокой точности их взаимного расположения;
возможность обработки глухих, фасонных, конических и некруг-
лых отверстий.
Внутришлифовальные станки разделяются на три группы.
1. Станки обычного типа, у которых вращается обрабатываемая
деталь и шлифовальный круг, а продольные и поперечные подачи
осуществляются перемещением шлифовального шпинделя или перед-
ней бабки (рис. 5.1, а).
2. Станки планетарного типа, у которых обрабатываемая заго-
товка (обычно крупногабаритная) устанавливается неподвижно на
столе станка, а шлифовальный круг совершает одновременно вра-
щательное движение вокруг своей оси и планетарное — вокруг оси
обрабатываемого отверстия (рис. 5.1, б).
3. Бесцентрововнутришлифовальные станки, у которых обраба-
тываемая заготовка вращается в трех роликах, один из которых яв-
ляется ведущим и вращает заготовку (рис. 5.1, в). Эти станки целе-
сообразны для шлифования тонкостенных деталей типа гильз, где
шлифуемое отверстие должно копировать форму наружного диаметра
и этим обеспечить равностенность полой обрабатываемой заготовки.
При шлифовании неустойчивых заготовок типа колец, где нужно
обеспечить равностенность и перпендикулярность оси отверстия
177
chipmaker.ru
к торцу, применяют бесцентровое шлифование на жестких опорах
(рис. 5.1, г).
В зависимости от характера производства применяют универсаль-
ные внутришлифовальные станки, полуавтоматы и автоматы.
Рис. 5.1. Основные схемы шлифования на
внутришлифовальных станках:
Основные станки, вы-
пускаемые отечественной
промышленностью, входят
в гамму ЗК, они охваты-
вают диапазоны обрабаты-
ваемых отверстий диамет-
ром от 3 до 800 мм. Уни-
версальные станки этой
гаммы имеют торцешлифо-
вальный накидной шпин-
дель.
Отверстия на внутри-
шлифовальных станках об-
рабатывают методами про-
дольного и врезного шли-
фования. Врезной метод
(без продольных подач)
используется при обра-
ботке коротких, фасонных
и глухих отверстий, не
имеющих канавки для вы-
хода круга. Во всех ос-
тальных случаях приме-
няют продольное шлифо-
1 — заготовка. 2 — башмаки, 3 — патрон; оа —
скорость вращения заготовки, vK — скорость вра-
щения круга, оп — скорость вращения патрона
Рис. 5.2. Основные операции, выполняемые на внутришлнфоваль-
ных станках:
а—в — шлифование напроход соответственно цилиндрического, коническо-
го и глухого отверстий, г, д — врезное шлифование соответственно отвер-
стия и выточки в отверстии, е — одиовремеииое шлифование отверстия
и торца
вание напроход, обеспечивающее более высокую точность и мень-
шую шероховатость поверхности.
При шлифовании напроход обработку, как правило, ведут в од-
ну операцию. В серийном и массовом производстве на внутришлифо-
178
вальных станках обеспечивается точность обработки по 6—7-му
квалитетам и шероховатость поверхности Ra = 1,24-2,5. При дли-
тельном выхаживании достигается шероховатость поверхности Ra~
-= 0,4—0,6.
Типовые примеры обработки на внутришлифовальных станках
даны на рис. 5.2, а — е.
Выбор технологических условий шлифования
Выбор припуска. При выборе припуска предварительно изуча-
ют заготовку: ее конфигурацию, состояние базовых поверхностей и
подготовку отверстия к операции шлифования. При этом предвари-
тельная обработка должна обеспечивать минимальный припуск на
шлифование. Увеличенный припуск необходим при шлифовании тон-
костенных и длинных отверстий и заготовок, прошедших термообра-
ботку.
Неточность базовых поверхностей заготовки приводит к ее де-
формации при зажиме в патроне. Наибольшее влияние оказывает
отклонение от цилиндричности базовой поверхности тонкостенной
заготовки, отклонение от соосности базовой наружной поверхности
и шлифуемого отверстия, а также от перпендикулярности базового
торца к оси отверстия. Указанные отклонения вызывают необходи-
мость увеличивать припуск на шлифование.
Рекомендуемые припуски приводятся в табл. 5.1.
Выбор размера шлифовального круга. При внутреннем шлифова-
нии выбирают наибольший диаметр круга, обусловленный диамет-
ром обрабатываемого отверстия. Однако при малой разнице между
диаметрами отверстия и круга последний перекрывает значитель-
ную часть отверстия, из-за чего возрастает нагревание заготовки,
ухудшается отвод стружки и затрудняется подвод СОЖ в зону шли-
фования. Это может привести к быстрому «засаливанию» круга, уве-
личенному упругому отжатию шпинделя. В результате точность
шлифования ухудшается, возможны прижоги на шлифованной по-
верхности. Из практики внутреннего шлифования рекомендуется,
чтобы диаметр круга DKp был меньше на 1/3 — 1/4 диаметра отвер-
стия d0, т. е. DKV = % ... 3/4 do.
При выборе высоты круга учитывают те же технологические фак-
торы: чем шире круг, тем больше площадь контакта круга с поверх-
ностью отверстия — тем больше упругие отжатия шпинделя и на-
гревание заготовки. При врезном шлифовании высота круга должна
быть на 2—3 мм больше длины шлифуемого отверстия.
Для шлифования с продольной подачей высота круга должна со-
ставлять 0,75—0,8 длины шлифуемой поверхности. Однако для от-
верстий малого диаметра и увеличенной длины ограничением в вы-
боре высоты круга является диаметр шлифуемого отверстия, опреде-
ляющий жесткость шпинделя шлифовальной бабки. Поэтому при
шлифовании отверстий диаметром до 40 мм высота круга не должна
179
chipmaker.ru
5.1. Припуск иа шлифование отверстие (на диаметр), мм
I Длина отверстия, мм
свыше 200 до 30C 1 1 ssssisg о’ o' о о с с 1 1 1 1 1 О Ю О 1О ю Tj- Tf Ю Ш СО « сГ o' о* о’ о с э г
свыше 150 до 200 1 1 in in о о ю о СОтТШОСО!'- оо'о’ооо’ 1 1 1 1 1 1 COiOifiOO СО tF ’tf* iO со о о о" о о о о
свыше 100 до 150 ШССЛСЮС СЧ СО ТГ тг Ш ю <£ сГ с с” о o' o' с 1II11111 о ю to о ело с сч сч со п- -М" ю v о" о* о” сГ о сГ с >
свыше 50 до 100 ОССЧООЮШОЮ — СЧСОСОСО-’МОЮ о о о о* о о о" о 1 1 1 1 1 1 1 i 1 ио оо ш ю о о to о СЧ СЧ СО '’Т Ю о о о о о о о о
। свыше 25 до 50 — — счсосо-’frimr с о с с о с с с с 1 1 1 1 1 1 1 1 ОСЧ10СЧЮЮЮ10С ——СЧСЧСЧГОХ^гГ о о’ о о" o' о о о" с
до 25 uOiOCMtOOiOLOC —— сч сч со со хг 1Г оооооооос 1 1 II 1 1 и Ь-СЧСЧОООЮООС О’— — —’C4C4CQXFT? о о о о о о о о о
превышать диаметра шлифуемого
отверстия, а для диаметров отвер-
стий свыше 40 мм высота круга не
должна превышать 50 мм.
Выбор характеристики шлифо-
вального круга с учетом особенно-
стей внутреннего шлифования. Ос-
новные правила выбора характе-
ристики круга даны в пп. 1.2—1.7.
Однако круги на внутришлмфо-
вальных станках работают в специ-
фических условиях: крайне низ-
кой жесткости шпинделя круга,
большой площади контакта круга
с заготовкой и затрудненным под-
водом СОЖ в зону шлифования. Эти
факторы при выборе характеристи-
ки круга необходимо учитывать.
1. Влияние площади
контакта круга с за-
готовкой. Сочетание большой
площади контакта с малой жест-
костью шпинделя и плохим отво-
дом теплоты требует создания усло-
вий шлифования с минимальной
силой резания и поддержанием вы-
сокой режущей способности кру-
га, свободным отводом стружки
и минимальным тепловыделением.
Этим условиям отвечают мягкие
высокопористые круги с повышен-
ной крупностью режущих зерен.
Мягкий круг будет способствовать
самозатачиванию с постоянной за-
меной затупившихся зерен остры-
ми, крупное зерно будет облегчать
отвод стружки и теплоты, а высо-
копористая структура будет умень-
шать тепловыделение в зоне шли-
фования. Эти особенности учтены в
рекомендациях по выбору характе-
ристики круга в табл. 5.2.
2. Влияние скоростей
круга и заготовки. С
повышением скорости круга его
твердость увеличивается, а шеро-
ховатость шлифованной поверх-
180
5.2. Выбор характеристики круга
Отверстие Точность обработки, мм Шерохова- тость по- верхности Ra, мкм Характеристика круга
Сталь HRC 30
Сквозное >0,025 2,5—5,0 91А—15А 40 С1—С2 5К
То же <0,025 0,63—1,2 91А—15А 25 С1—С2 5К
Г лухое >0,025 2,5—5,0 91А—15А 40 С2—СТ1 5К
То же <0,025 1,0—2,5 91А—15А 25 С2—СТ1 5К
Сталь HRC 50
Сквозное >0,025 1,25—2,5 24А—92А 40 СМ1—СМ27 8К—Б
То же <0,025 0,63—1,2 24А—92А 25 СМ 1—СМ2 7—8К
Глухое >0,025 1,25—2,5 24А—92А 40 СМ2—С1 7—8К
То же <0,025 0,63—1.2 24А—92А 25 СМ2—С1 7—8К
Чугун серый
Сквозное >0,025 2,5—5,0 54С 40—50 СМ 1—СМ2 5К
То же <0,025 1,0—2,5 65С 25-32 М3—СМ2 5К
Глухое >0,025 2,5—5,0 54С 40 СМ2- С1 5К
То же <0,025 1,0—2,5 63С 25—32 СМ2—Cl 5К
А л юмнннй и его сплавы
Сквозное >0,025 2,5—5,0 54С 40—50 СМ1—СМ2 К
То же <0,025 1,2—2,5 54С 25-32 СМ 1—СМ2 К
Глухое >0,025 2.5—5,0 54С 32—40 СМ2—С! К
То же <0,025 1.2—2,5 54С 25 32 СМ2—С1 К
ности уменьшается. С повышением скорости вращения заготовки
наблюдается обратная зависимость: круг становится как бы мягче,
а шероховатость поверхности немного увеличивается.
На производстве, где ограничены возможности выбора кругов,
можно варьированием скоростей вращения круга и заготовки улуч-
шить работоспособность действующих кругов на данной операции
шлифования.
2. Влияние величины снимаемого при-
пуска. Обычно с увеличением припуска рекомендуется применять
более крупнозернистые круги. Однако при шлифовании высокотвер-
дых (твердостью HRC 60 и выше) и труднообрабатываемых материа-
лов, когда врезание абразивных зерен в металл затруднено, мелко-
зернистые круги оказываются более подходящими: зерна меньшей
крупности имеют более острые режущие кромки с уменьшением зер-
нистости количество режущих зерен в круге увеличивается, шлифо-
вание протекает с меньшим тепловыделением, в итоге производи-
тельность и качество шлифования оказываются выше.
4. Влияние жесткости технологической
системы. Наличие вибраций и люфтов в шпинделе и передней
бабке станка требует применения кругов повышенной твердости.
181
chipmaker.ru
На станках с автоматическим циклом шлифования и принудитель
ной правкой круга на каждой обрабатываемой заготовке нужны кру-
ги повышенной твердости, так как ускоренная продольная подача
и частая принудительная правка поддерживают высокие режущие
-свойства круга.
Выбор режимов шлифования. 1. Выбор скоростей
вращения круга икр изаготовки v3. Рекомендуемые
икр даны в табл. 5.3. Пониженная скорость икр приводит к сниже-
нию производительности, увеличенному износу круга и повышенной
шероховатости шлифованной поверхности. При повышенной ско-
рости круг работает как более твердый — появляется опасность
прижогов.
5.3. Окружная скорость шлифовального круга иКр, м/с,
при внутреннем шлифовании различных материалов
Обрабатываемый материал Укр, м/с
Стали конструкционные н низколегированные 30-50
Стали высоколегированные, тру дношлифуемые 20-25
Чугун 20—30
Твердый сплав 12—20
Цветные металлы 20—30
Стекло 8—12
Пластмассы и резина 15—20
Примечание. При шлифовании колец подшипников Окр достигает 60—80 м/с.
При настройке станка скорость вращения заготовки v3 согласу-
ется с принятой нкр и должна составлять 0,015—0,03 от окр. Большие
значения и3 выбираются при шлифовании материалов, склонных к
прижогам. Вначале v3 выбирают в пределах 40—50 м'мин (для сред-
них размеров отверстий) и устанавливают на станке. Окончатель-
но и3 корректируют во время пробного шлифования. Если шлифо-
вальный круг оказался слишком твердым, то v3 увеличивается, и
наоборот. Рекомендуемые v3 даны в табл. 5.4.
5.4. Скорость вращения заготовки va, м/мин
Скорость круга ^кр, м/с м/мин. при диаметре отверстия rf. мм
16 20 25 32 40 50 60 80 100 120 160 200
20 15 20 23 25 30 35 40 43 45 48 50 50
30 20 23 25 28 35 40 45 48 50 52 55 55
40 25 30 35 40 45 50 52 55 58 60 65 65
50 30 35 40 45 48 52 55 58 62 65 68 70
182
2. Выбор продольной подачи Хпр и попе-
речной подачи SM. Продольная подача обычно выбирает-
ся в долях высоты круга и не должна превышать \ его высоты на
один оборот детали (табл. 5.5), S„p = 8ДВ (мм/об), где 5Д — пода-
ча в долях ширины круга, В — ширина круга, мм.
5.5. Продольная подача круга
Подача в долях ширины круга при d, мм
16 20 25 32 40 50 60 80 100 120 1 60 200
12
16
20
32
40
50
60
80
0,50
0.45
0,40
0.35
0,55
0,50
0.45
0,40
0,35
0,60
0,55
0,50
0,45
0,40
0,35
0.65
0,80
0,55
0,50
0,45
0,40
0,35
0,70
0,65
0,60
0,55
0,50
0,45
0.40
0,35
0,70
0,70
0,45
0,60
0,55
0,50
0,45
0,40
0,75
0,70
0,65
0,60
0,55
0,55
0,50
0,45
0,75
0,75
0,70
0,65
0,60
0,55
0,55
0,50
0,75
0,75
0.75
0,70
0,65
0,60
0,55
0,55
0.75
0,75
0,75
0,70
0,65
0,60
0,60
0,75
0,75
0,75
0.70
0,65
0,65
0,75
0,75
0,75
0,70
0,70
Число двойных ходов стола и число оборотов детали не должны
составлять передаточного отношения, равного целому числу. По-
перечная подача выбирается в мм на оборот заготовки to или в
мм/мин — /м (табл. 5.6).
5.6. Поперечная подача круга tK, мм/мин
Длина шлифу- емой поверх- ности 1ш мм мм/мин, при диаметре отверстия d, мм
16 20 25 32 40 50 60 80 100 120 160 200
12 0,15 0,16 0,17 0,18 0,19 0,20 0,21 0,22
16 0.12 0,13 0.14 0,15 0,16 0,17 0.18 0,19 0,21 0,23 — —
20 0,08 0,09 0,10 0,11 0.12 0,13 0,15 0,17 0,19 0,21 0,23 0.25
32 — 0,08 0,09 0,10 0,11 0.12 0,13 0,15 0,17 0,19 0,21 0,23
40 — 0,07 0.08 0,09 0.10 о.н 0,12 0,14 0,16 0,18 0,20 0,22
50 — — 0,07 0,08 0.09 0.10 0,11 0,12 0,14 0,16 0,18 0,20
60 — —~ — 0,07 0.08 0,09 0,10 0,11 0,13 0,14 0,15 0.16
80 — — — — 0,06 0,07 0,08 0,09 0,10 0.11 0,12 0.13
Более подробно методика расчета режимов шлифования дана на
примере круглого наружного шлифования (с. 65).
Выбор метода крепления заготовки на станке. На внутришлифо-
вальных станках применяют кулачковые и мембранные патроны.
183
chipmaker, ru
Кулачковые патроны широко используют в единич-
ном и мелкосерийном производствах, такие патроны допускают об-
работку заготовок разной формы и размеров.
Основным достоинством мембранных патронов
является простота конструкции и изготовления, а также отсутствие
быстроизнашиваемых подвижных деталей (характерных для кулач-
ковых патронов), благодаря чему они длительно работают, сохраняя
точность установки деталей на станке.
Точное центрирование и малая деформация при зажиме обеспе-
чивают высокую размерную и геометрическую точность обрабатыва-
емого отверстия.
Принцип действия мембранного патрона схематично представлен
на рис. 5.3, а, б.
Под действием силы Р корпус мембранного патрона прогибается,
вызывая раздвижение кулачков до диаметра (рис. 5.3, б). По-
скольку Dt больше диаметра обрабатываемой заготовки d3, ее мож-
но свободно установить в патрон. После отвода штока, прогибающе-
го патрон силой Р, под действием упругих сил кулачки сжимаются
и удерживают обрабатываемую деталь (рис. 5.3, б).
По своей конструкции мембранные патроны разделяют на винто-
вые и кулачковые. Винтовые патроны применяют для зажима дета-
лей диаметром 100—300 мм, кулачковые — для диаметров 200—
—400 мм.
Работа мембранного (кулачкового) патрона показана на приме-
ре шлифования отверстия и торца шестерни (рис. 5.4). Под действием
штока 6 пневмоцилиндра диск мембраны 4 прогибается, вкладыши
9 разжимаются и шестерня 3 свободно входит в патрон.
При отводе штока мембрана упругими силами возвращается в ис-
ходное положение, сближает кулачки и зажимает заготовку.
Базой при установке шестерни в патрон служат делительная
окружность и торец шестерни. При установке шестерни во впадины
зубьев закладываются ролики 10, шестерня с роликами вставляется
до упора в неподвижные пальцы 2 патрона и кулачки зажимают ее по
роликам.
Для удобства установки роликов применяют сепаратор 1, в ко-
тором ролики 2 свободно вращаются на осях (рис. 5.5).
Для прямозубых шестерен применяют сепаратор с цельными ро-
ликами, а для косозубых — с роликами, навитыми в виде пружины.
Мембранный патрон устанавливают на планшайбе 7 (см. рис. 5.5),
посадочное гнездо 8 которой шлифуется непосредственно на станке
по установочному диаметру патрона так, чтобы он входил в гнездо
без зазора, а опорный торец не имел биения.
Базовые места в патроне шлифуют также непосредственно на
станке. Внутренний диаметр D вкладышей 9 шлифуют по установоч-
ному кольцу. Диаметр установочного кольца выбирают так, что бы
при зажиме его в посадочном гнезде А кулачки патрона сближались
по диаметру на 0,08—0,12 мм. В мембране предусмотрен паз 5 для
184
удаления абразивной пыли. Шлифование отверстия и торца осуще-
ствляется кругами 1 и 11.
Посадочное гнездо А под кольцо также шлифуют на месте по ди-
аметру установочного кольца, когда патрон находится в сжатом со-
стоянии. Торцовое биение кольца при установке не должно превы-
шать 0,01 мм.
Внутренний диаметр D вкладышей шлифуют в такой размер, при
котором эталонная шестерня с роликами плотно входит в кулачки.
Рис. 5.3. Мембранный патрон:
о — конструкция, б — схема действия
Рис. 5.5. Схема установки шестерни
в патрон по зубчатому венцу с по-
мощью сепаратора с роликами
Рис. 5.4. Схема шлифования отвер-
стия и торца шестерни в мембранном
патроне
Эталонную шестерню отбирают из числа производственных шестерен
с наибольшей допустимой толщиной зубьев.
На точность установки шестерни большое влияние оказывает
величина, на которую расходятся кулачки патрона: чем она меньше,
тем патрон работает точнее. Практически не следует выбирать эту
величину более 0,7 мм по диаметру.
Точность и надежность установки шестерни в патроне зависит от
числа роликов в сепараторе. Так, при установке шестерни на шести
роликах погрешность уменьшается в 1,5—2,0 раза по сравнению с
установкой той же шестерни на трех роликах.
Перед установкой шестерни в патрон необходимо тщательно про-
мыть ролики, зубчатый венец и патрон, так как одной из главных
причин погрешности установки является загрязнение посадочных
мест абразивом и металлической стружкой.
1S5
chipmaker, ru
Мембранные винтовые патроны (рис. 5.6) применяют на операци-
ях шлифования колец шарикоподшипников. Они отличаются боль-
шим числом кулачков 6, расположенных по окружности, что спо-
собствует более точному центрированию заготовки. Вместо вклады-
шей на кулачках ввертываются винты 2, которые после настройки
на размер фиксируются гайками 1.
Шлифование на жестких опорах. Полые заготовки типа колец и
втулок шлифуют без зажима в патроне, чтобы не вызвать деформа-
цию. Лучшие результаты достигаются при шлифовании на жестких
опорах — башмаках (рис. 5.7, а, б). Заготовка 2 лежит на жестких
Рис. 5.6. Мембранный винтовой патрон:
/ - гайка, 2 — винт, 3 — упор. 4 — корпус мем-
браны. 5 — планшайба, 6 — кулачки
Рис. 5.7. Шлифование на жест-
ких опорах:
а — схема установки заготовки на
жесткие опоры, б — схема крепле-
ния заготовки магнитным патро-
ном; 1 — планшайба, 2—заготов-
ка, 3 — жесткие опоры, 4 — шлифо-
вальный круг
опорах 3 и электромагнитом поджимается плоским шлифованным
торцом к вращающейся планшайбе 1 шпинделя передней бабки. Си-
ла трения между контактирующими поверхностями планшайбы и
заготовки вращает последнюю. Заготовка на опорах 3 располагает-
ся эксцентрично оси вращения шпинделя. Этим создается проскаль-
зывание между планшайбой / и заготовкой 2, необходимое для под-
жатия наружной базовой поверхности заготовки к опорам 3.
При шлифовании на жестких опорах внутренняя поверхность ко-
пирует форму наружной базовой поверхности и обеспечивает равно-
стенность втулки. Шлифование на жестких опорах широко применя-
ется при обработке колец подшипников.
Средства и техника измерения отверствия. Размеры отверстий
проверяют индикаторным прибором (рис. 5.8, а).
Прибор вводят в измеряемое отверстие так, чтобы штифты 1 и 4 и
пластина 2 левым и правым концами 5 и 3 касались измеряемой по-
верхности (рис. 5.8, б). Подвижный штифт 4 через систему рычагов и
измерительную часть индикаторной головки воздействует на стрел-
ку индикатора, которая и отражает все отклонения в размерах диа-
186
метра отверстия. Пластина 2 под действием пружины устанавлива-
ет измерительные штифты 1 и 4 перпендикулярно оси отверстия
Штифты индикатора сменные и точно калиброваны на определен-
ные размеры. Прибор настраивают по эталонному кольцу.
Правильность установки прибора в измеряемом отверстии про-
веряют покачиванием его внутри отверстия сверху вниз и наоборот
(рис. 5.8, а). Таким образом, измеряют отверстие в нескольких сече-
ниях по всей длине, фиксируя наибольшее отклонение индикатора в
направлении против часо-
вой стрелки.
Проверяют также от-
клонение от круглости по-
воротом прибора в одном
сечении отверстия: прибор
поворачивают несколько
раз и определяют разницу
между максимальным и
минимальным отклонения-
ми индикатора.
Более чувствительным
прибором является пасси-
метр, который обеспечи-
вает точность измерения
до 0,001 мм. Пассиметр
дает точные отсчеты при
незначительных отклоне-
ниях измеряемого отвер-
стия от нормального.
В крупносерийном и
массовом производствах
для измерения отверстий
применяют одномерн
Рис. 5.8. Индикаторный прибор (а) н его
измерительный узел (б)
ый инструмент — предельный
калибр-пробку, который имеет две измерительные пробки: прием-
ную (проходную) и браковочную (непроходную).
После того как отверстие отшлифовано, важно проверить его до
снятия заготовки со станка. Вначале пробка (проходная) касается
нижней кромки отверстия, затем пробка поднимается и постепенно
вводится в отверстие легким усилием руки.
Во время измерения температура пробки и заготовки должна
быть примерно одинаковой. Если ввести холодную пробку в нагре-
тую заготовку, то это можно привести к усадке отверстия при осты-
вании заготовки и заклиниванию пробки в отверстии.
На станках с ручным управлением циклом шлифования для изме-
рения отверстия в процессе шлифования применяются индикатор-
ные приборы, измерительные наконечники которых вводятся в за-
зор между кругом и стенкой отверстия. Наиболее точным является
двухконтактный рычажный прибор, схема
187
chipmaker.ru
которого показана на рис. 5.9. Измерительные наконечники 3 и 11,
закрепленные на рычагах 4 и 10, скользят по поверхности отверстия
заготовки. При увеличении диаметра отверстия наконечники расхо-
дятся и рычаги 4 и 10 поворачиваются вокруг осей 0х и 02. Суммар-
ное перемещение обоих наконечников передается рычагом 7 мини-
метру 8.
В отличие от визуального контроля, который указывает размер
шлифуемого
отверстия, в
9 to
2 1
Рис. 5.9. Схема индикаторного
рычажного прибора для изме-
рения отверстия в процессе
шлифования:
1 — заготовка, 2 — шлифовальный
круг, 3, 11 — измерительные нако-
нечники, 4, 10 — измерительные ры-
чаги, 5, 6, 9 — плоские пружины,
7 — рычаг, 8 — миниметр
задачу активного контроля
вхЬдит также управление рабочим
циклом шлифования. Измерительные
средства прибора активного контроля
непрерывно измеряют шлифуемое от-
верстие и по мере приближения к за-
данному размеру механизм активного
контроля дает команду исполнитель-
ным органам станка на уменьшение
поперечной подачи круга, чистовую
правку, выхаживание и отвод круга.
Активный контроль осуществляют
мерительными автокалибрами и ры-
чажно-следящими устройствами.
Использование автокалиб-
ров показано на примере шлифова-
ния отверстия шестерен (рис. 5.10).
. Допуск на диаметр отверстия выдер-
живается в пределах 0,025 мм, биение
базового торца относительно оси от-
верстия — до 0,05 мм.
После установки детали 2 в патро-
не 3 оператор вручную подводит
шлифовальный круг 1 до начала шли-
фования и включает самоход. Далее
процессом управляет механизм актив-
ного контроля. Шток 5 с закрепленным на нем измерительным ка-
либром 4 при своем возвратно-поступательном движении в полом
шпинделе передней бабки подводит калибр в упор к шлифуемому
отверстию с нерабочей стороны.
Калибр выполнен ступенчатым. Когда диаметр отверстия дости-
гает размера Dlt калибр входит в отверстие своей передней частью и
через рычаг 7 и шток 6 размыкает контакт в электроконтактной го-
ловке, сообщая при этом команду на правку круга. После правки
шлифование продолжается. При достижении окончательного раз-
мера калибр полностью входит в отверстие, размыкает контакт, и
шлифовальный круг отходит в исходное положение.
Для повышения точности работы применяют так называемые пла-
вающие калибры. Плавание калибра обеспечивается зазором 0,5 мм
между штоком и направляющей втулкой, а также зазором 0,05 мм
188
посадки калибра на болте. Плавающие калибры надежно обеспечи-
вают точность измерения в пределах 7-го квалитета.
Резиновая прокладка предупреждает проникновение абразивной
пыли в зазор. Для направления при входе в отверстие на калибре
создана конусная заборная часть, а для уменьшения износа рабочей
поверхности припаяны твердосплавные
вставки.
Измерение калибрами с нерабочей
стороны детали позволяет использовать
Рис. 5.10. Схема активного кон-
троля обрабатываемого отверстия
с помощью автокалибра
Рис. 5.11. Рычажно-следящее устройство
для активного контроля обрабатываемо-
го отверстия
круг наибольшего диаметра и этим повысить производитель-
ность процесса. Измерительная поверхность калибра для шли-
цевых отверстий выполняется сплошной, а для гладких отверстий —
прерывистой.
Использование рычажно- следящего устрой-
ства показано на примере шлифования желобов колец шари-
коподшипников (рис. 5.11). Измерительный рычаг 2 с алмазным на-
конечником 1 вводится в желоб. В процессе шлифования по мере
увеличения диаметра желоба шток 3 поднимается, кольцом 4 изги-
бает плоскую крестообразную пружину 5 и отклоняет подвижный
контакт 6\ при его отходе от неподвижного контакта 7 дает команду
исполнительным органам станка на переход с чернового шлифования
на чистовое. В этот момент зажигается сигнальная лампочка 8. По
достижении заданного размера подвижный контакт 6 замыкается с
неподвижным контактом 9, и процесс шлифования прекращается.
Когда применение прямого метода контроля невозможно или при-
водит к значительному усложнению прибора контроля, например
при обработке деталей с широким диапазоном отверстий малыми пар-
тиями, с частыми переналадками, с гладкой и прерывистой поверх-
ностью, применяется косвенный метод контроля — «до упора».
189
chipmaker.ru
Рычажно-следящие устройства используют на операциях, где
нужно обеспечить точность по 5—6-му квалитетам, а также при шли-
фовании отверстий больших диаметров (100 мм и более), глубоких
отверстий и внутренних сферических поверхностей.
Автокалибры применяют при точности обработки по 7-му квали-
Рис. 5.12.
конических
конической
калибром
Измерение
отверстий
пробкой -
тету с диаметром отверстий до 100 мм, а также при шлифовании от-
верстий, имеющих шлицы и шпоночные канавки.
На менее точных операциях (по 10-му
и большим квалитетам) циклом шлифова-
ния можно управлять без устройств актив-
ного контроля, применяя косвенный ме-
тод «до упора».
Контроль конического отверстия. Кони-
ческое отверстие проверяют при помощи
конусного контркалибра (пробки) 2 (рис.
5.12). На таких пробках наносятся две
риски А, указывающие допуск на диа-
метр конуса. Коническое отверстие счи-
тают выполненным в заданный размер,
если при вводе пробки в коническое отверстие заготовки t (до упо-
ра) максимальный диаметр отверстия будет находиться между
двумя рисками на пробке.
5.2. ТЕХНОЛОГИЯ И ПРАКТИКА ПОДГОТОВКИ
ОПЕРАЦИИ ШЛИФОВАНИЯ ОТВЕРСТИЯ
Установка и крепление круга на шпинделе шлифовальной бабки.
В связи с большой частотой вращения круга шпиндель вращается
на подшипниках качения. На качество и производительность шли-
фования оказывают значительное
влияние диаметр d и длина I кон-
сольного вылета шпинделя (рис.
5.13).
Выбирают наибольший диаметр d
консольной части шпинделя и наи-
меньший вылет I, допустимый диамет-
ром и длиной шлифуемого отверстия.
При этом нужно также учитывать,
что с увеличением диаметра консоль-
ной части шпинделя уменьшается
полезная рабочая часть круга и ухуд-
шается подвод СОЖ в зону шлифова-
Рис. 5.13. Установка и крепле-
ние круга на шпиндель станка
ния. Поэтому для шлифования ма-
лых диаметров отверстия применяется шпиндель со сменной оп-
равкой — удлинителем, на которой закрепляется шлифовальный
круг.I Гримеры правильного и неправильного подбора консольной
части шпинделя показаны в табл. 5.7.
190
bj. Примеры правильного и неправильного выбора диаметра
и длины шпинделя круга
Неправильно
Правильно
Шпиндель слишком тонкий, скло-
нен к упругим отжатиям. Произво-
дительность съема припуска умень-
шится в несколько раз по сравнению
с правильно выбранным диаметром
шпинделя
Более жесткий шпиндель позволит
применить увеличенный диаметр кру-
га, благодаря этому увеличится про-
изводительность съема без упругих от-
жатий шпинделя
Вылет шпинделя слишком длин-
ный, что приведет к снижению про-
изводительности съема припуска
Консольная часть шпинделя доста-
точно жесткая к длина его вылета
обеспечивает необходимую глубину
входа шлифовального круга в отвер-
стие
Уменьшенный диаметр и удлинен-
ная консольная часть шпинделя при-
ведут к снижению производительно-
сти съема припуска
Жесткий увеличенный диаметр
шпинделя обеспечит производитель-
ный съем без упругих отжатий
Chiomaker.ru
191
chipmaker.ru
Рис. 5.14. Установка ал-
маза для правки круга:
/ — заготовка, 2 — линия
контакта круга со шлифуе-
мой поверхностью, 3 — вер-
шина алмаза
Круг должен садиться на опорную шейку шпинделя или винта
свободно. При плотной посадке круг может разорваться от нагрева-
ния шпинделя в процессе шлифования.
С обеих сторон круга должны обязательно устанавливаться про-
кладки, чтобы избежать образования трещин на круге при его за-
креплении на шпинделе. После закрепления круга нужно отрегули-
ровать положение защитного щитка, чтобы он перекрывал весь круг
с зажимным винтом.
Правка нового круга. 1. После установка и закрепления на
шпинделе нового круга его правят. При повышенном биении круга
перед правкой алмазным инструментом це-
лесообразно биение снять правкой вруч-
ную куском абразива из карбида кремния.
При ручной правке шлифовщик должен
находиться в стороне от круга и правку
производить в очках. После черновой
правки приступают к алмазной правке.
2. Перед началом алмазной правки сле-
дует убедиться, что алмазы прочно задела-
ны в оправе и оправа с алмазом (или
алмазно-металлический карандаш) прочно
закреплена в правящем устройстве. Нужно
чаще поворачивать алмаз в оправе, этим
удлинится срок службы алмаза и повысит-
ся эффективность шлифования.
3. При настройке правящего устройства нужно, чтобы вершина
алмаза располагалась на линии контакта круга с шлифуемой поверх-
ностью отверстия. Для облегчения настройки алмаза предваритель-
но шлифуют отверстие до чистоты, останавливают вращение круга
и заготовки, закрашивают отверстие цветным карандашом или тон-
ким слоем берлинской лазури, затем подводят круг до касания с от-
верстием и ручной продольной подачей осуществляют проход кру-
га вдоль отверстия. После вывода круга на поверхности отверстия
.заготовки остается продольная риска — след линии контакта кру-
га с отверстием (рис. 5.14). На этой линии должна находиться вер-
шина алмаза. На линию контакта круга с отверстием накладывается
линейка, и алмаз подводится до касания его вершины с установоч-
ной линейкой.
Настройка длины хода шлифовального круга. При шлифовании
(с продольной подачей) открытых отверстий круг должен выходить
с каждой стороны отверстия на одинаковую длину. Величина выхода
круга влияет на форму шлифуемого отверстия. При слишком малом
выходе круга образуется выпуклое отверстие (рис. 5.15, а), при
слишком большом выходе круга образуется развал по краям и от-
верстие приобретает седлообразную форму (рис. 5.15, б). Неодина-
ковый выход круга с каждой стороны отверстия приводит к образо-
ванию конического отверстия (рис. 5.15, в). Если высота круга мень-
192
ше длины шлифуемого отверстия, то величина выхода круга высотой
18 мм и менее должна быть 6 мм, для кругов высотой свыше 19 мм
длина выхода — от 6,3 до 9,5 мм. Во всех случаях длина выхода кру-
га не должна превышать 0,5 высоты круга. Окончательно длина вы-
хода круга устанавливается практически при получении цилиндри-
ческой формы отверстия.
Если высота круга превышает длину отверстия, то в крайних
положениях длины хода круг должен выходить из отверстия на воз-
можно меньшую величину (рис. 5.16, а), чтобы не образовать раз-
вала отверстия. При шлифовании глухих отверстий со стороны за-
крытого торца предварительно образуется канавка для выхода кру-
Рис. 5.15. Возможные отклонения гео-
метрической формы отверстия при не-
правильной настройке величины выдоха
круга нз отверстия
Рнс. 5.16. Настройка дли-
ны выхода круга нз от-
верстия при шлифовании
глухих отверстий
га (рис. 5.16,6). Во всех случаях круг не должен выходить полно-
стью из обрабатываемого отверстия, чтобы избежать развала с обеих
сторон отверстия.
В тех случаях, когда нет канавки со стороны закрытого торца,
упор реверса должен быть установлен таким образом, чтобы ревер-
сирование начиналось до касания кругом дна отверстия при обди-
рочном шлифовании. При чистовом шлифовании нужно продвинуть
круг вручную дальше упора реверса, чтобы снять выступ, примыка-
ющий ко дну отверстия.
На станках, оборудованных механизмом «выдержки» круга у за-
крытого торца, длительность выдержки устанавливается опытным
путем для снятия выступа.
Перед окончанием шлифования необходим поперечный отскок
круга до начала реверсирования и вывода круга из отверстия, что-
бы избежать развала отверстия у закрытого торца и спиральных сле-
дов на шлифованной поверхности.
Пробное шлифование (с целью проверки правильности налад-
ки).
1. Вводят круг в обрабатываемое отверстие, и включают враще-
ние заготовки.
193
chipmaker.ru
2. Шлифуют отверстие «до чистоты», и определяют оставшийся
припуск на шлифование.
3. Проверяют цилиндричность отверстия индикатором. При вы-
явленном отклонении от цилиндричности регулируют угловое рас-
положение передней бабки.
4. Предварительно шлифуют (на черновых режимах) отверстие.
Перед началом шлифования нужно убедиться, что круг отведен и
при включении продольной подачи не врежется в заготовку, затем
включить продольный ход стола.
Устанавливают скорость продольной и поперечной подач и вклю-
чают вращение заготовки. Подводят круг до касания с заготовкой и
начинают процесс шлифования. Предварительное шлифование за-
канчивают, когда останется припуск 0,03—0,05 мм на окончатель-
ное шлифование.
5. Окончательно шлифуют отверстие (на чистовых режимах).
При необходимости правят круг для получения заданной шерохова-
тости поверхности.
Настраивают режимы чистового шлифования и шлифуют до по-
лучения заданного размера отверстия. После окончания шлифова-
ния, не выключая подачу СОЖ, выводят круг из отверстия заготов
ки, чтобы не изменить размер отверстия.
6. Останавливают станок, снимают заготовку и проверяют раз-
мер, геометрическую форму и шероховатость поверхности шлифован-
ного отверстия.
5.3. ТЕХНОЛОГИЯ И ПРАКТИКА
ШЛИФОВАНИЯ ОТВЕРСТИЙ
Технологическая последовательность рабочих приемов при руч-
ном управлении циклом шлифования цилиндрического отверстия.
1. Очищают посадочное место шпинделя передней бабки и уста-
навливают патрон для крепления обрабатываемой заготовки.
2. Закрепляют контрольную оправку в патрон, и выверяют по
индикатору параллельность оси шпинделя передней бабки.
3. Устанавливают шлифовальный шпиндель на стол станка.
4. Надевают приводной ремень на шкивы электродвигателя и
шлифовального шпинделя.
5. Регулируют натяжение ремня.
6. Выбирают шлифовальный круг, устанавливают и закрепляют
его на шлифовальном шпинделе.
7. Устанавливают защитные ограждения круга и вращающихся
частей станка.
8. Устанавливают алмазный инструмент и правят круг. Режи-
мы правки: продольная подача 0,2—0,4 м/мин, поперечная подача
0,01—0,02 мм/дв. ход, число ходов с подачей 1—3, без подачи (вы-
хаживание) — 1—2.
194
9. Устанавливают и закрепляют обрабатываемую заготовку в
патроне и выверяют по индикатору положение оси шлифуемого от-
верстия. При большой длине шлифуемого отверстия устанавливают
на правом конце заготовки самоцентрирующий люнет, чтобы избе-
жать вибраций и дробления шлифованной поверхности.
10. Устанавливают упоры реверса, ограничивающие длину хода
круга, в соответствии с длиной обрабатываемого отверстия (практи-
ка установки упоров см. с. 104).
11. Устанавливают скорость вращения заготовки с учетом выб-
ранной скорости круга и заданных технологических условий шлифо-
вания (с. 82).
12. Включают вращение заготовки и круга, дают возможность
прогреться станку.
13. Подводят круг к заготовке и вводят его в отверстие до легко-
го касания с последней, включают насос гидропривода подачи.
14. Поворотом рукоятки реверса перемещают круг в крайние ле-
вое и правое положения и проверяют правильность установки упо-
ров реверса при автоматической продольной подаче круга; при не-
обходимости окончательно регулируют положение упоров реверса.
15. Включают подачу СОЖ и регулируют сопло подвода СОЖ в
зону шлифования таким образом, чтобы струя жидкости перекрыва-
ла всю длину шлифуемого отверстия.
16. Устанавливают скорость продольной подачи круга и попе-
речной подачи на двойной ход (выбор режимов см. с. 183).
17. Включают механизм подачи, и шлифуют предварительно «до
чистоты».
18. Выводят круг из заготовки, и останавливают вращение заго-
товки.
19. Измеряют диаметр отверстия, определяют параллельность его
оси и величину снимаемого припуска.
20. Настраивают механизм подачи круга на снятие установлен-
ного припуска и включают автоматический цикл шлифования, состо-
ящий из этапов обдирочного, чистового шлифования и выхажива-
ния. При высоких требованиях точности обработки и шерохо-
ватости поверхности в рабочий цикл вводится еще правка круга пос-
ле обдирочного шлифования.
21. После окончания цикла шлифования выводят круг из заго-
товки и проверяют размер отверстия. Если заданный размер не полу-
чен, корректируют настройку механизма врезания и продолжают
шлифовать до получения заданного размера.
Технологическая последовательность рабочих приемов при шли-
фовании конических отверстий. Наладка станка для шлифования
конического отверстия содержит рабочие приемы, применяемые при
шлифовании цилиндрического отверстия и наружного конуса.
1. Выполняют рабочие приемы № 1—9 шлифования цилиндри-
ческого отверстия (с. 194).
2. Разворачивают переднюю бабку на заданный угол конуса.
195
chipmaker, ru
3. Выполняют рабочие приемы № 10—18 шлифования цилиндри-
ческого отверстия (с. 195).
4. Проверяют правильность конического отверстия калибром-
пробкой и при необходимости регулируют угловое положение перед-
ней бабки.
5. Выполняют рабочие приемы № 20—21 шлифования цилиндри-
ческого отверстия (с. 195).
Измерение конического отверстия калибром-пробкой.
1. Тщательно протирают пробку и проверяемое отверстие сухой
чистой тряпкой.
2. На поверхность пробки наносят тонкий слой краски (до 5 мкм)
из берлинской лазури, смешанной с чистым машинным маслом или
вазелином.
3. Вводят пробку в коническое отверстие до упора и с небольшим
усилием поворачивают на 0,5—1,0 оборот против часовой стрелки
(см. рис. 5.12).
4. Проверяют размер конического отверстия, торец отверстия
должен находиться между двумя рисками на пробке-калибре.
5. Проверяют, насколько плотно пробка сидит в отверстии; по-
явление качки в верхней части отверстия укажет на увеличенный
конус, в нижней части — на уменьшенный конус.
6. Вынимают пробку из отверстия и проверяют распределение
краски на поверхности конического отверстия; поверхность отвер-
стия должна быть покрыта краской не менее чем на 90% пло-
щади. Краска должна лежать равномерно по всей образующей
конуса.
Последовательность использования элементов рабочего цикла
при автоматическом шлифовании отверстий на внутришлифоваль-
ном станке.
1. Ускоренное продольное перемещение стола с подводом шли-
фовального круга в зону шлифования.
2. Переключение ускоренного перемещения стола на рабочую
(замедленную) продольную подачу круга, соответствующую режиму
шлифования.
3. Ускоренная поперечная подача передней бабки до касания
круга с заготовкой, ускоренное врезание до набора заданной мощ-
ности на электроприводе шлифовального круга.
4. Переключение ускоренной поперечной подачи передней баб-
ки на черновую подачу. Шлифование отверстия с черновой подачей
до входа в отверстие первой ступени измерительной пробки-калиб-
ра системы активного контроля.
5. Прекращение поперечной подачи по команде прибора актив-
ного контроля. Шлифование без подачи с выдержкой по реле време-
ни.
6. Правка шлифовального круга за один двойной ход стола.
При подходе стола в зону правки ускоренная продольная подача
стола замедляется до уровня скорости правки.
196
7. Возврат круга в зону шлифования с одновременным увеличе-
нием продольной подачи стола до уровня подачи при шлифовании.
8. Замедление поперечной подачи до уровня чистового шлифова-
ния. Чистовое шлифование до входа второй ступени измерительного
калибра.
9. Прекращение поперечной подачи по команде прибора актив-
ного контроля. Выхаживание с выдержкой по реле времени.
10. Возврат механизма поперечной подачи в исходное положение
с компенсацией износа шлифовального круга.
11. Отвод измерительной пробки-калибра от заготовки, уско-
ренный отвод стола с шлифовальной бабкой в исходное положение.
Дефекты обработки и способы их устранения даны в табл. 5.8.
Учебно-производственное задание по теме
«Обработка на внутришлифовальных станках»
1. Ответьте на вопросы:
каковы основные технологические особенности и преимущества
внутреннего шлифования?
какие три основные группы внутришлифовальных станков при-
меняются? Чем отличаются они друг от друга и каковы их техно-
логические возможности?
каковы технологические преимущества и недостатки кулачко-
вых и мембранных патронов, их область применения?
в чем состоит преимущество шлифования на жестких опорах?
в каких случаях целесообразно применять шлифование на жест-
ких опорах?
как выбираются размер и характеристики шлифовального круга
с учетом особенностей внутреннего шлифования?
каковы общие правила выбора режимов резания при внутреннем
шлифовании?
2. Тщательно изучите последовательность и содержание опера-
ций по подготовке внутришлифовального станка к работе и ответьте
на следующие вопросы:
почему при наладке станка выбирают наибольший допустимый
диаметр шпинделя шлифовального круга?
как устанавливается длина выхода круга с каждой стороны обра-
батываемого отверстия при настройке длины хода шлифовального
круга? Какое влияние оказывает длина выхода круга на геометри-
ческую форму шлифуемого отверстия? Нарисуйте, как изменяется
геометрическая форма шлифуемого отверстия при разной величине
выхода круга.
3. Перечислите последовательность рабочих приемов для выпол-
нения пробного шлифования.
4. Тщательно изучите последовательность и содержание рабочих
приемов при шлифовании цилиндрического и конического отверстий.
197
chipmaker.ru
5. 8. Дефекты обработки, причины их возникновения
и способы устранения
Вид дефекта Причины дефекта Способ устранения
Прослабленное отверстие Тугое отверстие Конусность от- верстия Овальность от- верстия При шлифовании в п Неправильная наладка механизма калибров или из- мерительно-управляющего устройства Недостаточное натяже- ние пружины, прижимающей калибры к отверстию Загрязненные контакты Некачественная правка Неправильная наладка механизма калибров илн из- мерительно-управляющего устройства Изношенность калибров Большой съем при правке Завышена продольная по- дача круга Перегрев детали Неправильный выход кру- га из отверстия Неправильный ход стола и реверсирования Неправильная установка шлифовальной бабки Заниженный диаметр кру- га Большой отжим шпинде- ля Проскальзывание ремней привода шлифовального круга Неравномерная подача, осуществляемая рывками а т о о н е Проверить правильность наладки калибров или из- мерительно-управляющего устройства Усилить натяжение пру- жины Промыть контакты Проверить, достаточный ли слой снимается с круга при правке и правильно ли выбрана величина продоль- ной подачи Проверить правильность наладки механизма калиб- ров или измерительно-уп- равляющего устройства Сменить калибры Уменьшить съем при правке Отрегулировать продоль- ную подачу так. чтобы чер- новая подача не превышала 0,5—0,75, а чистовая — 0,3— 0,4 высоты круга Проверить систему охлаж- дения в части засоренности и количества подаваемой жидкости. Снизить попереч- ную подачу Отрегулировать расход стола, с тем чтобы круг вы- ходил в обе стороны на Чз своей высоты Проверить гидропривод стола, правильность работы реверса, качественность ман- жет и др. Выверить положение шли- фовальной бабки Установить круг большего диаметра Заменить шпиндель более жестким и снизить режимы Снизить поперечную пода- чу Исправить механизм по- дачи
198
Продолжение табл. 5.8
Вид дефекта Причины дефекта Способ устранения
Отклонение от Овальность отверстий за- готовок, превышающая ве- личину припуска Повышенная овальность наружной поверхности Неправильно прошлифо- ван патрон Попадание грязи в пат- рон Чрезмерный зажим дета- ли, вызывающий деформа- цию Износ подшипников шпинделей Слабое натяжение ремней шлифовальной бабки или бабки детали Износ упоров фланца Отобрать годные по овальности отверстия и на- ружные поверхности заго- товки Прошлифовать патрон Промыть патрон Уменьшить усилие зажи- ма Сменить подшипники Усилить натяжение рем- ней Прошлифовать фланец
перпендикулярно- сти торца отвер- стию Эксцентр ич ность Биение патрона Прошлифовать патрон на
отверстия Разброс разме- Неравномерная величина станке Отбраковать заготовки
ров деталей в партии Грубая поверх- фасок, вызывающая неоди- наковое вхождение калибра в отверстие Повышенная скорость де- Уменьшить скорость дета-
ность и следы виб- тали ЛИ
рации Повышенная скорость Уменьшить скорость стола
Прнжоги стола Слишком крупнозерни- стый круг Некачественная правка круга Вибрации шпинделей шли- фовального круга или дета- ли Слишком твердый круг Установить более мелко- зернистый круг Провервть режимы прав- ки и отладить правящее устройство Устранить вибрацию Установить круг меньшей
Овальность от- Завышена поперечная подача При бесцентровом з Овальность наружной твердости Установить подачу по нормативам а ж и м е Отбраковать заготовки с
верстия поверхности повышенной овальностью
Большое биение роликов или торца магнитного пат- рона, неправильное касание наружной поверхности Перебрать ролики и про- шлифовать их; подтянуть или заменить подшипники шпинделя ведущего ролика;
199
chipmaker.ru
Продолжение табл. 5.8
Вид дефекта Причины дефекта Способ устранения
Конусность от- поверхности детали с баш- маками Неправильная установка прошлифовать магнитный патрон; прошлифовать опор- ные поверхности башмаков Проверить и выправить
верстия центра детали установку центра детали
Отклонение от Не обеспечена правиль- ность формы круга при правке Большие колебания в при- пусках Слишком мягкий круг Большое биение шпинде- ля шлифовального круга Отклонение от перпенди- Отладить устройство для правки круга Разбраковать детали по припуску Установить круг большей твердости Проверить биение шпин- деля, подтянуть или заме- нить подшипники Проверить детали и раз-
перпеидикуля рно* кулярности заготовок браковать
сти оси отверстия Неправильный разворот Проверить угол разворота
ведущего ролика в верти- кальной плоскости Неперпендикулярный то- рец магнитного патрона Повышенное биение опор- ной втулки Неправильное усилие при- жима детали, в осевом на- правлении Засорение опорной по- верхности планшайбы стружкой и отладить Прошлифовать магнит- ный патрон Проверить биение втулки и прошлифовать Проверить усилие прижи- ма и отрегулировать Очистить опорную поверх- ность планшайбы
5. Выполните наладку станка для шлифования цилиндрическо-
го и конического отверстия и проверьте правильность наладки опыт-
ным шлифованием заготовок.
6. Изучите методы и технику измерения цилиндрических и ко-
нических отверстий; ответьте на следующие вопросы:
чем отличается активный контроль от визуального?
какие инструменты для измерения отверстия применяют в единич-
ном и массовом производствах?
как проверяются конические отверстия?
выполните упражнения по измерению цилиндрического отвер-
стия индикаторным прибором и одномерным инструментом;
выполните упражнения по измерению конического отверстия ка-
либром-пробкой.
6. ОБРАБОТКА
НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
6.1. ТЕХНОЛОГИЯ ПЛОСКОГО ШЛИФОВАНИЯ
Плоское шлифование выполняется на станках с прямоуголь-
ным или круглым столом, работающих периферией или торцом
круга.
Шлифование периферией круга
Технологические особенности. При шлифовании периферией
круга поверхность контакта и число одновременно режущих зерен
значительно меньше, чем при шлифовании торцом круга, поэтому
уменьшаются количество выделяемой теплоты и тепловые дефор-
мации. Последнее особенно важно для получения высокой точности
шлифования труднообрабатываемых материалов, маложестких и
тонких деталей, где нужно избежать коробления и прижогов. В мас-
Рис. 6.1. Основные схемы шлифования иа плоскошлифоваль-
ных стайках:
а, б — шлифование периферией круга на стайках соответственно с
прямоугольным и круглым столами, в, г — шлифование торцом кру-
га на стайках соответственно с прямоугольным и круглым столами
совом и серийном производствах этот способ применяют там, где
нельзя использовать более производительное торцешлифование
(фасонное шлифование, шлицешлифование и обработку трудно-
шлифуемых материалов).
Шлифование периферией круга осуществляется на станках с
прямоугольным (рис. 6.1, а) и круглым (рис. 6.1, б) столом.
Наиболее универсальным является шлифование на станках с пря-
моугольным столом, где преимущественно обрабатываются дета-
ли удлиненной формы, поверхности с высокими требованиями пло-
скостности, детали с буртами, пазами, канавками, неустойчивые де-
тали с недостаточно развитой базовой поверхностью и, наконец, де-
тали, требующие обработки фасонных поверхностей (табл. 6.1).
Основные способы плоского шлифования периферией круга да-
ны в табл. 6.2.
201
chipmaker.ru
6.1. Типовые примеры обработки на плоскошлифовальном стайке
с прямоугольным столом периферией круга
Обрабатываемые
поверхности
Технологические особенности
Эскиз
Шлифование от-
крытой плоской
поверхности
Шлифование
плоских кониче-
ских поверхностей
Шлифование па-
раллельных плос-
ких поверхностей,
расположенных
под различным уг-
лом
Шлифование
плоскостей, огра-
ниченных буртами
Шлифование
одиночных или па-
раллельно распо-
ложенных про-
дольных пазов
Наиболее частый случай
плоского шлифования без огра-
ничения ширины шлифовально-
го круга
Для получения заданных ко-
нических поверхностей исполь-
зуются различные устройства
для установки шлифуемой по-
верхности под нужным углом
наклона
Несколько плоских парал-
лельных поверхностей могут
шлифоваться последовательно,
изменяя каждый раз угол на-
клона шлифуемой поверхности
или шпинделя шлифовального
круга (иа специализированных
станках)
Для получения точных по-
верхностей следует тщательно
регулировать пределы возврат-
но-поступательных ходов, па-
раллельных буртам. Для улуч-
шения плоскостности прилегаю-
щих боковых поверхностей
можно применять метод под-
нутрения торцов круга (прав-
кой) в сочетании с выхажива-
нием
При подиутрениом (правкой)
круге можно шлифовать дио
пазов или шлифовать весь про-
филь паза при соответствую-
щем профилировании круга.
Можно шлифовать несколько
пазов, параллельно располо-
женных на одинаковом или
разном расстоянии друг от
друга
202
Продолжение табл. 6.1
Обрабатываемые поверхности Эскиз Технологические особенности
Шлифование па- зов, каиавок, шли- цев, расположен- ных по окружно- сти параллельно оси обрабатыва- емой детали Шлифование па- зов иа торцевых поверхностях ци- линдрической де- тали Шлифуемая деталь устанав- ливается иа поворотное при- способление с периодическим индексированием (поворотом) вокруг оси детали. Шлифова- ние пазов может выполняться двумя методами: врезанием до полной обработки одного паза или многопроходным круговым шлифованием — поворотом ва- ла на один паз после каждого двойного хода круга Устройство индексирования детали вокруг вертикальной оси устанавливается на про- дольный стол станка. Разный профиль пазов обеспечивается фасонной правкой круга. Воз- можен врезной или круговой многопроходный метод шлифо- вания пазов
Шлифование продольных пазов, имеющих фасон- ный профиль ... ркь, у Профильные продольные па- зы разной формы обеспечива- ются профильной правкой шли- фовального круга
6.2. Способы плоского шлифования периферией круга
Схема шлифования
Содержание способа шлифования
Плоское врезное шлифование (без по-
перечной подачи) применяют для шли-
фования узких заготовок. Высота шли-
фовального круга должна перекрывать
ширину шлифуемой поверхности иа 3—
4 мм. Точность шлифуемой поверхности
определяется точностью правки круга.
Подачу круга иа врезание осуществля-
ют при каждом выходе (ревесироваиии)
круга из шлифуемой поверхности (на
ход круга) или иа каждый двойной ход
круга
203
chipmaker.ru
Продолжение табл. 6.2
Схема шлифования
Содержание способа шлифования
Плоское шлифование с шаговой попе-
речной подачей — распространенный спо-
соб шлифования. Перед началом шлифо-
вания круг врезается иа определенную
глубину t, которая остается неизменной,
пока круг не пройдет всю ширину шли-
фуемой поверхности. Поперечную шаго-
вую подачу S осуществляют после вы-
хода круга из шлифуемой поверхности—
в момент реверсирования, после одного
или двойного прохода. Величина попе-
речной подачи должна быть меньше вы-
соты круга. В конечных положениях по-
перечной подачи круг выходит на 0,5
своей высоты с каждой кромки шлифу-
емой поверхности. В конце каждого хо-
да круг выходит на 50—60 мм из шли-
фуемой поверхности для реверсирования
в продольном иаправлеиии. Чтобы полу-
чить плоскую поверхность, последние
проходы шлифования выполняют сочень
малой подачей круга на врезание
Плоское шлифование с непрерывной
поперечной подачей — в этом способе
шлифования сочетаются движения про-
дольного хода стола и поперечной пода-
чи шлифовального круга. Этим обеспечи-
вается более равномерное формирование
шлифуемой плоскости. За период одного
продольного прохода стола поперечная
подача шлифовального круга должна
быть не более 0,5 высоты круга
Плоское шлифование торцом круга.
Для возможности шлифования торцом
круга его необходимо править по тор-
цам с поднутрением (см. рис. 6.23),
чтобы уменьшить площадь контакта кру-
га с шлифуемой поверхностью и преду-
предить появление прижогов. Для по-
добных работ применяют круги с вы-
точкой формы ПВД
204
Продолжение табл. 6.2
Схема шлифования
Содержание способа шлифования
Плоское шлифование периферией и
торцом круга используется для шлифо-
вания каиавок, пазов. Круг правят по
периферии к торцу. Обычно на участках
перехода от плоской к торцевой поверх-
ности образуются каиавки для выхода
круга (см. рис. 6.17)
Особенности шлифования на станках с круглым вращающимся
столом. Станки с круглым вращающимся столом (см. рис. 6.1,6)
более производительны, чем с прямоугольным столом, за счет со-
кращения времени на реверсирование и перебеги стола, а также бла-
годаря возможности повышения скорости движения стола. Полу-
ченные после шлифования концентрические риски на поверхности
обеспечивают хорошее уплотнение с сопрягаемой поверхностью.
Заготовка устанавливается на круглый вращающийся стол с маг-
нитной плитой. Шлифовальная бабка медленно перемещается от
центра стола к периферии, чтобы круг полностью перекрывал ра-
диус стола. Встречные движения от радиального перемещения кру-
га и вращения стола способствуют самозатачиванию и равномер-
ному износу режущей поверхности круга.
На станках с круглым столом скорость вращения стола достига-
ет 20—30 м/мин. Это является большим преимуществом при шли-
фовании закаленных деталей, склонных к прижогам и трещинам.
Поэтому при обработке большого количества мелких деталей, а
также деталей, имеющих круглую или квадратную форму, целе-
сообразно использовать станки с круглым столом. Эти станки ме-
нее универсальны, чем станки с прямоугольным столом, поэтому
205
chipmaker.ru
применяются в серийном и массовом производствах. Для получе-
ния хорошей плоскостности шлифуемых поверхностей необходи-
мо, чтобы ось вращающегося стола была перпендикулярна оси
шпинделя шлифоваль-
ного круга (рис. 6.2, а).
При отклонениях от
перпендику лярности
осей шлифовальной баб-
ки и стола шлифован-
ная поверхность может
стать вогнутой (рис.
6.2, в) или выпуклой
(рис. 6.2, б).
Рис. 6.2. Влияние наклона стола на плос-
костность шлифуемой поверхности:
а, б, в — соответственно плоская, выпуклая и во-
гнутая поверхности
Шлифование торцом круга
Технологические особенности и способы шлифования. Шлифо-
вание торцом круга более производительно, так как в резании од-
новременно участвует большое число режущих зерен. Однако боль-
шой контакт круга с деталью при торцешлифовании вызывает ин-
тенсивное выделение теплоты в процессе шлифования, что нередко
приводит к тепловым деформациям, прижогам и трещинам на об-
рабатываемых поверхностях.
Шлифование торцом круга осуществляют на станках с прямо-
угольным и круглым столом, а также на двусторонних станках,
где одновременно обрабатываются две параллельные плоскости
заготовки.
Торцешлифовальные станки с прямоугольным столом более уни-
версальны; наибольшее применение оии имеют для шлифования на-
правляющих плоскостей, пазов, удлиненных плоских поверхно-
стей и различных труднодоступных наклонных поверхностей.
При шлифовании с большим съемом, чтобы избежать нагрева-
ние и деформацию обрабатываемой поверхности, применяют шли-
фовальный круг на бакелитовой связке и уменьшают поверхность
резания наклоном шлифовального круга. На черновых операциях
наклон круга допускается до 2 мм (рис. 6.3, а), на чистовых опера-
циях с высокими требованиями плоскостности наклон круга не
должен превышать 0,05 мм (рис. 6.3, б, в).
Величина наклона круга проявляется характерной сеткой на
шлифованной поверхности (рис. 6.3).
Наиболее производительную обработку достигают на станке с
круглым столом. Обработку ведут двумя методами: многопроход-
ным и однопроходным (глубинным).
При многопроходном шлифовании стол стан-
ка получает быстрое вращение (в среднем 15—20 м/мин); верти-
кальная подача шлифовального круга (на врезание) осуществля-
ется периодически на один или несколько оборотов стола. При
206
однопроходном шлифовании стол станка медленно вра-
щается (в среднем со скоростью 0,5—3,0 м/мин), и за один оборот
стола снимается весь припуск.
Многопроходное шлифование, осуществляе-
мое на малых глубинах резания, сопровождается значительно мень-
шими усилиями резания и тепловыделением по сравнению с глу-
бинным шлифованием. Обрабатываемые детали, не требующие столь
сильного зажима, как при глубинном шлифовании, меньше дефор-
мируются. Поэтому многопроходным шлифованием обеспечивается
более точная обработка с получением шероховатости поверхности
Ra = 0,44-1,2 мкм. Схема шлифования дана на рис. 6.4. Подача
бабки шлифовального круга осуществляется постепенно через
один или несколько оборотов.
Рис. 6.3. Характерные
следы рисок на шли-
фованной поверх-
ности:
а — при большом накло-
не круга иа черновых
операциях шлифования,
б — при малом наклоне
круга и а чистовых опе-
рациях шлифования, в —
без наклона круга на
прецизионных операциях
шлифования со снятием
малого припуска
Наладки отличаются простотой и универсальностью. Однако по
производительности этот метод из-за больших затрат времени на ус-
тановку, снятие и измерение обрабатываемых деталей значитель-
но уступает однопроходному шлифованию. Многопроходное Шли-
фование возможно лишь на одношпиндельных станках. При одно-
проходном шлифовании (рис. 6.5) в зависимости от заданного при-
пуска, требований точности, шероховатости поверхности и произ-
водительности применяют станки с одной, двумя, тремя, четырьмя
и пятью шлифовальными головками. При этом загрузка, разгруз-
ка и другие вспомогательные приемы выполняются за счет машин1
ного времени обработки.
При наладке операции однопроходного шлифования необходи-
мо учитывать, что снимаемый одним кругом припуск не должен
превышать на предварительной обработке 0,8 мм и на окончатель-
ной обработке 0,3 мм, при этом шероховатость поверхности обес-
печивается не ниже /?а=0,6 мкм.
Однопроходное шлифование сопровождается
выделением и концентрацией большого количества теплоты и по-
этому этот метод не рекомендуется для тонкостенных заготовок и
труднообрабатываемых материалов, имеющих склонность к при-
жогам и трещинам.
207
chipmaker.ru
Для предупреждения прижогов шлифуемой поверхности луч-
ше применять мягкие крупнозернистые круги на бакелитовой связ-
ке, а форму их выбирать, исходя из величины обрабатываемой по-
верхности.
Сплошной круг применяется для шлифования прерывистых
поверхностей (рис. 6.6, а). При значительной площади непрерыв-
ного соприкосновения с кругом следует брать круги с отверстиями
а)
Рис. 6.4. Схема многопроходного
шлифования н.а торцешлифовальном
станке с круглым вращающимся
столом:
а — последовательность снятия припуска,
б — расположение шлифовального круга
и обрабатываемой заготовки; / — шлифо-
вальный круг, 2— заготовки, 3 — стол;
1,11 — положения стола, t — глубина ре-
зания
или канавками (рис. 6.6, б); при шлифовании сплошных поверхно-
стей рекомендуется применять сегментные круги (рис. 6.6, в).
В большинстве случаев шлифование ведется в условиях самоза-
тачивания кругов. Круг правят примерно один раз в смену для
выравнивания рабочей поверхности круга. Правящим инструмен-
Рис. 6.5. Схема однопроход-
ного шлифования на торце-
шлифовальиом станке с
круглым вращающимся сто-
лом:
а — последовательность снятия
припуска, б — расположение
шлифовальных кругов и заго-
товок; /, 2 — шлифовальные
круги, 3 — стол, 4 — заготов-
ки; глубина резания
том обычно служит набор металлических звездочек. На некоторых
чистовых операциях круги правят алмазно-металлическим каран-
дашом.
Четырех- и пятикруговые торцешлифовальные станки применя-
ют ся не только для снятия больших припусков, но также для од-
новременной обработки двух разновысотных плоскостей в одной
детали.
Измерение в процессе шлифования. Непрерывная компенсация
износа круга вручную резко снижает производительность станка и
208
не гарантирует от брака, поэтому крайне важно применять автома-
тические подналадчики.
Устройство активного контроля с подналадчиком показано на
рис. 6.7. Заготовка /, выходящая из зоны шлифования, проходит
Рис. 6.6. Выбор формы круга в зависимости от площади и конфигурации шли-
фуемых заготовок:
1 — заготовка, 2 — шлифовальный инструмент
под контрольной пластинкой 2. По мере износа шлифовального кру-
га размер детали увеличивается. Когда размер превысит верхний
предел допуска, заготовка заденет за пластинку 2 и отклонит ры-
209
chipmaker.ru
чаги 3 и 4. При повороте рычага 4 через микровыключатель 5 за-
мкнется электроцепь. Силой возникающего магнитного поля сердеч-
ник 9 втягивается в катушку 10 и сжимает диски фрикционной муф-
ты 8. Этим включается вращение винта 11 вертикальной подачи
шлифовального круга через вал 6 и пару конических шестерен от
непрерывно вращающейся червячной шестерни 7. Как только размер
шлифуемых деталей достигнет заданного, они перестанут отклонять
пластинку 2, рычаги 3 и 4 под действием пружины вернутся в исход-
ное положение, разомкнет-
ся электроцепь и прекра-
тится вертикальная подача
шлифовального круга.
Шлифование торцом
круга на двусторонних
станках. Одновременное
шлифование двух парал-
лельных плоскостей осу-
ществляется на двусторон-
них торцешлифовальных
станках.
Основные способы шли-
фования приводятся в табл.
6.3. Двустороннее торце-
шлифование обеспечивает
высокую точность по па-
Рис. 6.7. Устройство активного контро-
ля с компенсацией износа круга
раллельности и плоскостности боковых сторон при очень высо-
кой производительности обработки.
Основным недостатком двусторонних торцешлифовальных стан-
ков являются большие поверхности контакта режущего инструмен-
та с деталью, вызывающие интенсивное выделение теплоты. Поэто-
му на этих станках применяются мягкие крупнозернистые шлифо-
вальные круги на бакелитовой связке, работающие в режиме само-
затачивания. Технологические возможности двустороннего торце-
шлифования показаны на примере обработки поршневых пальцев
и колец (см. рис. 6.30).
Выбор технологических условий шлифования
Выбор припуска на шлифование. Припуск определяется состоя-
нием заготовки (точностью геометрической формы и шероховатостью
поверхности), погрешностью ее установки и общей площадью шли-
фуемой поверхности на столе станка. Рекомендуемые припуски да-
ны в табл. 6.4.
Выбор характеристики круга. Общие рекомендации по выбору
характеристики круга даны в табл. 6.5.
При выборе зернистости круга нужно дополнительно учитывать
диаметр круга, снимаемый припуск и требуемую шероховатость по-
210
6.3. Способы шлифования на двусторонних торцешлифовальных станках
Схема шлифования
Краткая характеристика способа шлифования
Шлифование с круговой непрерывной подачей
заготовок. Обрабатываемые заготовки типа вилок,
втулок, штоков, пальцев устанавливаются в гнез-
да непрерывно вращающегося диска и принуди-
тельно вводятся в зону шлифования между кру-
гами. Установка заготовок и снятие деталей про-
изводятся при вращении диска за счет машинного
времени обработки
Проходное шлифование коротких цилиндриче-
ских заготовок типа колец и дисков. Обрабаты-
ваемые заготовки свободно без закрепления пода-
ются в зону шлифования, принудительно протал-
кивая друг друга между двумя шлифовальными
кругами. В зоне шлифования заготовки самоуста-
навливаются по режущей поверхности кругов и
двигаются между верхней и нижией линейками.
Этот способ шлифования наиболее производите-
лен
Шлифование при помощи поворотного индекси-
рующего диска используется для обработки круп-
ных деталей, требующих индивидуального зажи-
ма. Имеются три позиции: загрузочная, рабочая
и разгрузочная. Установка заготовки и снятие де-
тали осуществляются за счет машинного времени
обработки
Шлифование с маятниковым приспособлением.
Возможна групповая или индивидуальная уста-
новка деталей. Маятниковое приспособление име-
ет две позиции: на одной позиции производится
установка и снятие заготовок, а противоположная
позиция находится в зоне шлифования. Способ
целесообразен для серийного производства
Способ индивидуального шлифования при об-
работке небольшого количества деталей. Обраба-
тываемая заготовка устанавливается в приспособ-
ление, имеющее прямолинейно-возвратное движе-
ние для ввода заготовки в зону шлифования и
вывода ее после обработки
Chlomaker.ru
211
chipmaker.ru
6.4. Припуски на плоское шлифование
Способ установки обрабатываемых заготовок Длина обра- батываемой поверхности, мм Ширина обрабатываемой поверхности, мм
до 100 100 — 300 300—1000
Установка заготовки без до- до 300 0,3 0,4 0,5
полнительной выверки 300—1000 0,4 0,5 0,6
1000—3000 0,5 0,6 0,7
Установка заготовки с допол- до 300 0,2 0,25 0,3
нительной выверкой (по инди- 300—1000 0,25 0,3 0,35
катору} 1000—3000 0,3 0,4 0,4
верхности. Эти рекомендации применительно к плоскому шлифова-
нию периферией круга даны ниже:
Припуск, ММ .... Зернистость круга . . . Подача на врезание t, мм/ход 0,1 20—16 0,02 0,2 25—20 0,04 0,3 32—25 0,04 0,5 50—32 0,06 0,8 63—40 0,08
Шероховатость поверх- ности Ra, мкм . . . 1,0 1,6 2,0 2,5 3,0
Зернистость .... 63—40 50—32 32—25 25—20 20—16
Диаметр круга, мм до 200 200 до 300 300 и более
Выбор режимов шлифования (для плоского шлифования перифе-
рией круга). Рекомендации по выбору скорости шлифовального кру-
га в зависимости от обрабатываемого материала даны в табл. 6.6.
В сравнении с круглым наружным шлифованием уровень скорости
круга при плоском шлифовании ниже. Это вызвано увеличенной по-
верхностью контакта круга с заготовкой при плоском шлифовании
и необходимостью предупредить прижоги и тепловые деформации.
Концентрация теплоты на шлифуемой поверхности заготовки зави-
сит также от соотношения между скоростью круга и скоростью дви-
жения стола Snp. Рекомендуемое отношение uEP/Sni) дано в табл.
6.7. Общие рекомендации по выбору S„p даны в табл. 6.8. Попереч-
ная подача Snon выбирается в долях высоты шлифовального круга
и главным образом зависит от материала заготовки и характера вы-
полняемой операции (табл. 6.9).
Подача вертикальная (на врезание) tBV также выбирается в за-
висимости от материала заготовки и характера выполняемой опе-
рации (табл. 6.10).
Установка и крепление обрабатываемой заготовки. Обрабатывае-
мая заготовка устанавливается и закрепляется в тисках, на магнит-
ной плите, в поворотных приспособлениях, в центрах.
212
6.5. Выбор характеристики шлифовальных кругов
Характеристика круга при точности обработки | менее 0,1 мм висКВ3
твердость
413OJL -ЭИидЭЕ
абразивный
более 0,1 мм 1 вмвквэ
твердость
чхэехэ -HHdac
абразивный материал
та
ьд
СД
СД
I
ЬД
О
2
о
СД
О
см
СП
<
СП
<
СД
213
chipmaker.ru
6.6. Выбор скорости
шлифовального круга
в зависимости от материала
заготовки
Материал гкр, м/с
Сталь незакаленная 20—32
Сталь закаленная 16—25
Серый чугун 20—32
Твердый сплав 6—13
Латунь 20—30
6.7. Отношение скорости круга
иКр к скорости стола Snp
Материал скр/5ир
Сталь незакалеиная 70
Сталь закаленная 80
Серый чугун 65
Латунь, бронза 50
Легкие металлы 35
6.8. Выбор продольной скорости стола в зависимости от характера
выполняемой операции и материала заготовки
Материал •^пр, М/МИН Материал Snp, м/мии
Предварительное Окончательное
шлифование шлифование
Сталь незакаленная 10—20 Сталь незакаленная 6—13
Сталь закаленная 8—13 Сталь закаленная 5—10
Серый чугун 10—46 Серый чугун 6—13
Твердый металл 4—6 Твердый сплав 3—5
Латунь 10—20 Латунь 6—13
Чистовое шлифование
Сталь закаленная 3-6
6.9. Выбор поперечной подачи SOOn в зависимости от характера
выполняемой операции и от материала заготовки
Материал SHO1I в «олях высоты круга Snon. мм/ход
для высоты круга, мм
20 50 100
I
I
Предварительное шлифование
Сталь незакаленная 0.5—0,8 15 30 60
Сталь закаленная 0.4—0.6 10 25 50
Серый чугун Ок о н ч а т е 0.7 - 0.8 льиое шлиф 15 о в а и и е 30 60
Сталь незакаленная 0,2—0,3 5 10 25
Серый чугун 0.3-0.4 7 15 30
Сталь закаленная Чисто 0,2—0,4 вое шлифов 6 а н и е 15 30
Сталь закаленная 0,1-0,2 з 7 15
214
Чаще всего заготовка за-
крепляется на магнитной плите.
Для шлифования конических и
торцевых поверхностей на маг-
нитную плиту устанавливают
дополнительно синусные при-
способления, призмы, подставки
6.10. Выбор подачи круга
на врезание /вр в зависимости
от характера выполняемой
операции и материала заготовки
Материал ^вР> ММ/ХОД
или лекальные тиски, в кото-
рых закрепляют заготовку.
Принцип действия элект-
ромагнитной плиты
основан на свойстве железного
сердечника намагничиваться и
притягивать к себе стальной
предмет, если навить вокруг
этого сердечника проволоку и
пропустить по ней постоянный
ток. Для усиления магнитного
действия, сердечник изгибается в
форме подковы. Несколько под-
ковообразных сердечников уста-
навливаются в ряд внутри пли-
ты, полюса этих магнитов выво-
дят в верхнюю часть плиты,
тщательно изолируют немагнит-
ным материалом, чтобы магнит-
Предварительиое
шлифование
Сталь незака-
ленная 0,02—0,08
Сталь закален-
ная 0,01—0,03
Серый чугун 0.06— 0,20
Общее шлифование
Сталь незака-
ленная
Сталь закален-
ная
Серый чугун
Твердый металл
0.005—0,010
0,0025—0,0050
0,01—0,03
0,001—0,008
Тонкое шлифование
Сталь закален- |
иая | 0,0005—0,0020
ный поток не рассеивался в плите, а направлялся непосредственно
в обрабатываемую заготовку. Схемы магнитного действия тока
при закреплении и откреплении заготовки показаны на рис. 6.8, а, б.
Кроме электромагнитных плит применяют магнитные плиты с по-
стоянными магнитами. Верхняя часть магнитной плиты (рис. 6.8, в)
сделана из железных пластин 1 с немагнитными прослойками 2
между ними. Сильные постоянные магниты 4 можно перемещать
рукояткой 3, замыкая их на железные пластины или на закреп-
ляемую заготовку.
При выборе метода зажима заготовки нужно учитывать преиму-
щества и недостатки магнитного зажима. К числу недостатков сле-
дует отнести:
наличие остаточного магнетизма, требующего размагничивания
после обработки;
нагревание электромагнитной плиты о время работы, приводя-
щее к понижению точности обработки;
опасность деформирования тонких деталей при зажиме магни-
том;
невозможность крепления деталей из немагнитных материалов;
опасность ослабления зажима (при изменении параметров в
электросети) и вырывание заготовки при вращении круга.
215
chipmaker.ru
Для устранения нагрева применяют комбинированные плиты с
импульсными магнитами. Такая плита работает как постоянный маг-
нит с периодическим включением электромагнита, что увеличивает
силу прижима и устраняет нагрев.
Важным преимуществом электромагнитных плит является:
простота, универсальность и быстродействие зажима;
усилие прижима регулируется в зависимости от толщины и пло-
щади контактной поверхности заготовки, возможность регулирова-
ния особенно важна при шлифовании тонких заготовок, где излиш-
нее усилие прижима приведет к деформации заготовки;
Рис. 6.8. Схема движения магнитных силовых линий при закреп-
лении заготовки на магнитиой плите (а), ее откреплении (б) и
устройство магнитной плиты с постоянными магнитами (в)
имеется устройство для размагничивания заготовки, позволяю-
щее легко ее снимать с плиты.
Рациональные условия эксплуатации
магнитных плит:
1. Магнитные плиты содержат чистыми, гладкими, без заусен-
цев, с хорошей плоскостностью опорных поверхностей.
2. Между обрабатываемой заготовкой и плитой кладут тонкий
лист бумаги, что обеспечивает легкое снятие заготовки после ее
обработки без повреждений поверхности плиты.
После снятия каждой заготовки обдувают рабочую поверхность
плиты.
4. Снимают заусенцы на рабочей опорной поверхности плиты
легким перемещением абразивного мелкозернистого бруска.
5. Перед каждой новой установкой плиты на стол станка тща-
тельно осматривают опорные поверхности плиты и стола, при необ-
ходимости очищают их от грязи и снимают заусенцы и царапины.
6. Перешлифовывают рабочую поверхность плиты при включен-
ном магнитном зажиме, чтобы исключить влияние возможных де-
формаций, когда плита находится в работе.
7. Поддерживают необходимый уровень масла в плите с посто-
янными магнитами, чтобы обеспечивать легкое переключение пли-
ты с рабочего в нерабочее положение.
216
8. Если плита с постоянным магнитом не используется длитель-
ное время или ранее использовалась в вертикальном положении,
производят несколько переключений из положений «включено»—
«выключено». Этими движениями восстанавливается заполнение
маслом внутренних подвижных элементов плиты.
9. В нерабочем положении плита должна быть покрыта защит-
ной пленкой.
Принадлежности к магнитной плите.
Прочность крепления заготовки на магнитной плите зависит от чис-
ла магнитных силовых линий, пронизывающих эту заготовку. Чем
больше площадь контакта
заготовки с плитой, тем
больше усилие прижима
заготовки. Поскольку об-
рабатываемые заготовки
отличаются по размерам,
форме и материалу, при-
ходится использовать вспо-
могательную оснастку для
крепления этих заготовок
на магнитной плите.
°; 6)
Рис. 6.9. Схема движения потока магнит-
ных силовых линий в магнитной плите (а)
и изменение движения потока магнитных
силовых линий в магнитной плите при на-
ложении промежуточной плиты (б)
Когда нужно шлифовать тонкие или мелкие заготовки и обычное
расположение полюсов на магнитной плите не может обеспечить не-
обходимого прохождения магнитных силовых линий через заготов-
ку (рис. 6.9, а), применяют промежуточную плиту.
В этой плите близко расположенные стальные пластины 1 высокой
магнитной проницаемости разделяются бронзовыми вставками 2 и
магнитные силовые линии 3, выходящие из магнитной плиты, транс-
формируются в промежуточной плите 4 на более мелкие шаги полю-
сов (рис. 6.9, б). На такой промежуточной плите даже мелкие и тон-
кие детали перекрывают достаточное число полюсов, благодаря
чему обеспечивается их надежное крепление.
Если форма заготовки не позволяет ее устанавливать непосред-
ственно на магнитную плиту, применяют тонкопластинчатые про-
межуточные блоки: плоские (рис. 6.10, а) или V-образные
(рис. 6.10, б), которые устанавливают на магнитную плиту. Магнит-
ные силовые линии из плиты проходят через блок и удерживают рас-
положенную в ней обрабатываемую заготовку.
Блоки устанавливают на магнитной плите таким образом, чтобы
пластины в блоке располагались параллельно полюсам магнитной
плиты и магнитные силовые линии охватывали бы максимальную
поверхность заготовки (см. рис. 6.10, б).
При использовании промежуточных плит и блоков усилие маг-
нитного прижима уменьшается, поэтому не следует применять по-
вышенные режимы шлифования.
Для использования блоков на операциях прецизионного шлифо-
вания необходимо их тщательно очищать перед применением, уда-
217
chipmaker, ru
лить забоины и заусенцы, хранить в деревянных коробках. При не-
обходимости блоки перешлифовывают хорошо выправленным кру-
гом на режимах окончательного (чистового) шлифования с подачей
СОЖ, чтобы исключить тепловую деформацию блоков.
Магнитные V-образные блоки имеют автономную систему на-
магничивания. Используют их для крепления заготовок: круглых,
квадратных и с угловым расположением поверхностей.
В магнитном блоке, у которого намагничивается призма с углом
90°, опорная и боковые плоскости используют для крепления заго-
Рис. 6.10. Закрепление заготовки на магнитной плите с помощью
промежуточных плоских (а) и V-образных (6) блоков:
/ — магнитная плита, 2 — блок. 3 — заготовка. 4 — шлифовальный круг
товки в различных позициях применительно к операциям углово-
го шлифования, отрезки, шлифования торца, пазов и др. В блоке
можно использовать ступенчатое намагничивание: вначале легкое—
для установки заготовки и затем полное намагничивание — для
крепления заготовки в установленном положении.
6.2. ПОДГОТОВКА ОПЕРАЦИИ
ПЛОСКОГО ШЛИФОВАНИЯ
Способ установки и крепления обрабатываемой заготовки на маг-
нитной плите зависит от формы и размеров заготовки. Их можно раз-
делить на 4 группы: плоские, тонкие, короткие и заготовки из не-
магнитных материалов.
Установка плоских заготовок. Плоские заготовки устанавлива-
ют таким образом, чтобы они пересекали максимальное число полю-
сов на магнитной плите. Последовательность рабочих приемов при
установке и креплении плоских заготовок следующая:
1. Очищают опорную поверхность заготовки, снимают заусен-
цы и забоины.
2. Снимают забоины и заусенцы на магнитной плите абразив-
ным бруском. Очищают плиту чистой мягкой тряпкой и смахивают
218
оставшиеся на плите мельчайшие частицы абразивных зерен и
грязи.
3. Укладывают на опорную поверхность плиты тонкий лист бу-
маги таким образом, чтобы он перекрывал максимальное число по-
люсов на плите. Размер бумажного листа должен немного превышать
габариты обрабатываемой заготовки.
4. Устанавливают заготовку на лист бумаги, ранее уложенный
на плиту.
5. Если при установке заготовка на столе качается, то под заго-
товку подводят тонкую прокладку (до включения магнитного за-
жима).
6. Включают магнитный зажим и проверяют прочность крепле-
ния попыткой сдвинуть заготовку на плите.
Установка тонких заготовок (пластин). При закреплении на маг-
нитной плите тонкой заготовки, последняя может легко деформи-
роваться под действием сильного магнитного потока. В этих случа-
ях целесообразно применять промежуточную плиту, у которой боль-
шое число пересекаемых с заготовкой полюсов не вызовет таких де-
формаций, так как действие магнитных силовых линий на каждом
полюсе промежуточной плиты будет ослабленным, а суммарное уси-
лие прижима увеличенного числа полюсов будет достаточным для
удержания заготовки в процессе шлифования (см. рис. 6.9, б).
Последовательность рабочих приемов при установке заготовок
с применением промежуточной плиты следующая:
1. Осматривают магнитную плиту, при необходимости зачища-
ют заусенцы и забоины бруском и тщательно протирают мягкой
тряпкой.
2. Тщательно очищают опорные поверхности промежуточной
плиты.
3. На магнитную плиту кладут тонкий лист бумаги в середине
стола таким образом, чтобы он пересекал максимальное число по-
люсов (лист бумаги должен быть немного больше размера промежу-
точной плиты).
4. Кладут промежуточную плиту на лист бумаги, выверяют по-
ложение плиты с учетом максимального пересечения полюсов на
магнитной плите.
5. Устанавливают заготовку на промежуточную плиту. Заготов-
ка должна прилегать к плите по всей поверхности.
При наличии выступающего участка на заготовке она выверяет-
ся бумажной или латунной прокладкой, но не прокладкой из маг-
нитного материала. При использовании прокладки из магнитного
материала, магнитные силовые линии пойдут кратчайшим путем по
прокладке и не попадут в заготовку.
6. Включают магнитный зажим и проверяют прочность крепле-
ния заготовки на плите.
Установка коротких заготовок. При установке коротких заго-
товок на магнитный стол с редко расположенными полюсами по пе-
219
chipmaker.ru
риметру заготовки укладываются дополнительно стальные парал-
лельные пластины, которые ограничивают возможность перемеще-
ния заготовки (из-за недостаточного крепления) в процессе шлифо-
вания.
Последовательность рабочих приемов при установке коротких
заготовок на магнитную плиту следующая:
1. Тщательно очищают опорную поверхность магнитной плиты,
при необходимости зачищают бруском для удаления заусенцев и за-
боин, протирают мягкой тряпкой. Зачищают опорную поверхность
заготовок.
2. Кладут чистый лист бумаги на магнитную плиту.
3. Укладывают заготовки на лист бумаги таким образом, чтобы
они пересекали максимальное число полюсов.
4. Укладывают по периметру заготовок стальные пластины и
плотно поджимают их к заготовкам. Стальные планки должны быть
тоньше заготовок.
5. Включают магнитный зажим и проверяют прочность закреп-
ления заготовок.
Установка заготовок из немагнитных материалов. Для возмож-
ности шлифования заготовок из немагнитных материалов на магнит-
ной плите используют следующие способы:
1. Устанавливают и закрепляют заготовки в приспособление
(с механическими средствами зажима), затем приспособление с за-
готовками устанавливают на магнитную плиту.
2. Заготовку кладут на магнитную плиту и обкладывают ее по
периметру стальными пластинами.
Правка круга. Последовательность рабочих приемов при прав-
ке круга следующая:
1. Выбирают подходящий тип правящего инструмента для дан-
ной операции и проверяют расположение изношенного участка ал-
маза. В случае надобности повертывают оправку с алмазом, чтобы
подвести острую кромку алмаза под шлифо! альный круг.
2. Тщательно очищают опорную плоскость магнитной плиты чи-
стой тканью и затем проводят ладонью руки по очищенной поверх-
ности с целью снятия оставшихся на ней продуктов износа круга и
стружки.
3. Кладут на плиту лист бумаги, по размеру несколько превы-
шающий опорную поверхность правящего устройства. Бумажная
прокладка позволит легко перемещать по магнитной плите правя-
щее приспособление без нанесения царапин на опорной плоскости.
4. Устанавливают на лист бумаги (расположенный на плите)
правящее устройство таким образом, чтобы перекрыть наибольшее
число магнитных пластин на плите и этим обеспечить надежное кре-
пление правящего устройства. Включить магнитный зажим. Держав-
ка с алмазом должна быть наклонена на 10—15° от оси шпинделя
станка по направлению вращения круга (рис. 6.11).
220
5. Поднимают шлифовальный круг над вершиной алмаза. Про-
дольным перемещением стола подводят алмаз под среднюю часть-
круга.
6. Поперечным перемещением стола располагают алмаз против
наиболее выступающего участка круга, что обычно соответствует
середине круга, так как края круга
быстрее изнашиваются.
7. Надевают защитные очки, от-
ходят в сторону от круга, включают
работу станка и подводСОЖ к алмазу.
8. Осторожно опускают круг до
касания с алмазом.
9. Осуществляют продольное пе-
ремещение алмаза вдоль образую-
щей круга. Скорость продольного
перемещения алмаза выбирается в
зависимости от характера выполняе-
мой операции.
10. Каждый проход алмаза осу-
ществляет подачу круга на врезание
величиной 0,01—0,025 мм — при
окончательном ' и 0,03 — 0,04 мм —
Рнс. 6.11. Установка правяще-
го алмазного инструмента на
магнитную плиту:
/ — защитный кожух, 2 — шлифо-
вальный круг, 3 — алмаз, 4 — при-
способление для крепления алма-
за, 5 — лист бумаги, 6 — магнит-
ная плита
при обдирочном шлифовании.
Последний чистовой проход алмаза желательно производить без
подачи круга на врезание для снижения шероховатости шлифуемой
поверхности.
6.3. ПРАКТИКА ПЛОСКОГО ШЛИФОВАНИЯ ПЕРИФЕРИЕЙ КРУГА
При шлифовании плоских поверхностей важно обеспечить плос
костность и параллельность верхней и нижней поверхностей загото-
вок. Последовательность рабочих приемов при шлифовании
верхней плоскости следующая:
1. Выбирают характеристику шлифовального круга и устанав-
ливают его на станке (правила выбора и установки круга см. с. 213).
2. Балансируют и правят круг (правила балансировки и правила
правки круга см. с. 36—41).
3. Устанавливают заготовку на магнитную плиту (правила ус-
тановки и крепления заготовки см. с. 218).
4. Регулируют упоры, ограничивающие длину продольного хода
стола. Левый и правый упоры устанавливают таким образом, чтобы
круг перед началом реверсирования выходил на величину Л = 25 мм
с каждой стороны заготовки (рис. 6.12, а).
5. Регулируют длину поперечного хода круга таким образом,
чтобы перед началом реверсирования боковая кромка круга не дохо-
дила до конца заготовки на 3 мм с каждой стороны заготовки
(рис. 6.12, б).
221
chipmaker.ru
6. Выбирают режимы шлифования (рекомендуемые режимы даны
на с. 214).
7. Включают продольный ход стола и осторожно подводят круг
до касания с выступающими участками шлифуемой поверхности.
8. Включают поперечную подачу шлифовальной бабки и шлифу-
ют выступающие участки по всей поверхности заготовки.
9. Поворотом маховика вертикальной подачи опускают шлифо-
вальную бабку для врезания круга на величину черновой подачи
0,05—0,10 мм. При завышенной подаче скорость продольного хода
стола замедляется.
10. Включают подачу СОЖ- Количество подводимой СОЖ долж-
но обеспечить очистку круга и холодное состояние заготовки.
Рис. 6.12. Установка до-
пустимого перебега кру-
га в процессе шлифо-
вания:
а — регулирование упоров
продольного хода стола, о —
выход круга нз заготовки
при шлифовании с попереч-
ной подачей круга; / — шли-
фовальный круг, 2 — заго-
товка. 3 — магнитная пли-
та, 4 — правый упор; А —
допустимый выход круга
прн продольной подаче, Б —
допустимый выход круга
при поперечной подаче
11. Включают поперечную подачу круга и шлифуют всю поверх-
ность заготовки в один проход. Нужно убедиться, что шлифоваль-
ный круг полностью перекрыл шлифуемую поверхность заготовки.
12. Определяют величину оставшегося припуска и продолжают
шлифовать до заданного размера (обычно оставляют 0,22—0,03 мм
для чистового шлифования).
13. Производят чистовую правку круга и затупляют бруском
острые кромки круга, чтобы избежать появления рисок на шлифо-
ванной поверхности.
Примечание. Чистовая правка и затупление острых кромок кру-
га целесообразны для операций шлифования с высокими требованиями к точ-
ности и шероховатости поверхности.
14. Подводят круг до легкого касания с заготовкой, дают подачу
круга на врезание величиной 0,01—0,025 мм, снижают скорость про-
дольной подачи и шлифуют окончательно в один проход.
15. Завершают шлифование выхаживанием, для чего задается
еще один проход круга без подачи на врезание.
16. Выключают подачу СОЖ и останавливают ход стола.
17. Дают возможность кругу вращаться вхолостую еще 1—2 мин.
18. Останавливают станок, выключают магнитный зажим и под-
нимают заготовку с одной стороны, чтобы разорвать остаточный маг-
нитный поток; затем снимают заготовку без нанесения царапин на
магнитной плите.
222
После того как отшлифована верхняя поверхность заготовки и
получена хорошая плоскостность, желательно, не нарушая на-
ладки, тут же шлифовать вторую опозитную поверхность в задан-
ный размер.
Последовательность рабочих приемов при шлифовании
нижней параллельной плоскости следующая:
1. Не снимая заготовки с магнитной плиты, отводят круг от за-
готовки поворотом маховика поперечной подачи. Не нарушают по-
ложения упоров реверса продольного хода стола и поперечного хода
шлифовальной бабки.
2. Обводят карандашом положение боковых сторон заготовки на
магнитной плите, затем снимают заготовку и затупляют острые кром-
ки по периметру шлифованной поверхности.
3. Тщательно протирают опорную поверхность магнитной плиты.
4. Измеряют толщину заготовки и определяют оставшийся при-
пуск на шлифование.
5. Кладут на магнитную плиту чистый лист бумаги и устанавли-
вают заготовку между рисками, обведенными карандашом по боко-
вым сторонам заготовки (см. п. 2).
6. Включают магнитный зажим и настраивают круг на предвари-
тельное шлифование.
7. Шлифуют на режимах чернового шлифования до тех пор, пока
не останется припуск 0,03—0,05 мм до окончательного размера тол-
щины заготовки.
8. Правят круг.
9. Делают дополнительный чистовой проход. Останавливают ста-
нок, снимают с плиты заготовку и измеряют оставшийся припуск.
10. Очищают плиту и заготовку. Повторно устанавливают заго-
товку на плиту и включают магнитный зажим.
11. Окончательно шлифуют заготовку на чистовых режимах до
получения окончательного размера.
12. При повышенных требованиях по шероховатости поверхнос-
ти последний проход выполняют в режиме выхаживания (без пода-
чи на врезание).
Шлифование торцевых (боковых) поверхностей заготовки. При
обработке плоских заготовок в большинстве случаев необходимо обе-
спечивать не только параллельность и плоскостность верхней и ниж-
ней поверхностей, но также перпендикулярность и параллельность
боковых поверхностей. Базой для шлифования боковых поверхно-
стей выбирают опорные (верхнюю или нижнюю) поверхности.
Наиболее простым и надежным методом установки является за-
крепление заготовки шлифованной поверхностью к угловой плите
с последующей установкой и креплением на магнитной плите
(рис. 6.13).
Последовательность рабочих приемов при установке и шлифо-
вании двух сопрягаемых торцевых ( б о ко-
fl ы х ) п о вер х н осте й заготовки следующая:
223
chipmaker.ru
1. Снимают заусенцы на базовой поверхности заготовки.
2. Тщательно очищают магнитную плиту и на нее кладут лист
тонкой бумаги по размеру, немного превышающий опорную поверх-
ность угловой плиты.
3. Тщательно очищают угловую плиту и устанавливают ее тор-
цом на лист бумаги, расположенной на магнитной плите (рис. 6.13).
4. Устанавливают заготовку
шлифованной поверхностью к угло-
вой плите. Регулируют положение
заготовки таким образом, чтобы
верхний торец и прилегающий спра-
ва торец выступали выше тор-
Рис. 6.13. Крепление заготовки
струбциной к угловой плите:
/ — заготовка. 2 — струбцина. 3. 5 -
угловая и магнитная плиты. 4 — лист
бумаги, 6 — брусок. подставляемый
под заготовку
Рис. 6.14. Положение заготовки, при-
крепленной струбцинами к угловой плите
в процессе шлифования:
/ — шлифовальный круг, 2 — заготовка, 3, 6 -
струбцины. 4. 5 — угловая и магнитная плиты
ца угловой плиты на 10—12 мм, если заготовка короче угловой
плиты, то под заготовку подкладывают брусок (рис. 6.13).
5. Прижимая заготовку к угловой плите, включают магнитный
зажим угловой плиты.
6. Закрепляют струбцинами заготовку к угловой плите
(рис. 6.13). Струбцины устанавливают таким образом, чтобы они
не мешали шлифованию. Между губками струбцины и плоскостью за-
готовки устанавливают прокладки из латуни или алюминия, чтобы
избежать образования вмятин на заготовке при ее зажиме струб-
цинами.
7. Отключают магнитный зажим и осторожно (чтобы не нарушить
настройку) поворачивают угловую плиту и кладут ее опорной пло-
скостью на магнитную плиту (рис. 6.14).
8. Включают магнитный зажим и при необходимости устанавли-
вают дополнительные струбцины для более прочного крепления за-
готовки на плите (см. рис. 6.14).
224
9. Поднимают шлифовальную бабку, чтобы круг был выше на
10—12 мм шлифуемого торца заготовки и настраивают упоры реверса
продольного хода стола, таким образом, чтобы круг перед началом
реверсирования выходил с каждой стороны заготовки на 20—25 мм.
10. Поворотом маховика поперечной подачи подводят круг к за-
готовке. При этом боковая кромка круга не должна доходить на
3—4 мм до торца заготовки (см. рис. 6.12, б).
11. Включают вращение круга и опускают шлифовальную бабку
до легкого касания круга с шлифуемым торцем (появление искры).
Затем поперечной подачей выводят заготовку из контакта с кругом.
12. Поворотом маховика поперечной подачи осуществляют один
поперечный проход круга по всей ширине шлифуемого торца, чтобы
выявить выступающие участки на шлифуемом торце. При наличии
выступающих участков на заготовке шлифовальную бабку поднима-
ют на 0,05—0,1 мм и начинают шлифовать с подачей на врезание
0,07—0,15 мм на каждый проход обдирочного шлифования и пода-
чей 0,012— 0,025 на каждый проход при чистовом шлифовании.
13. После окончания операции шлифования останавливают ста-
нок и снимают струбцину 3 с правой стороны угловой плиты
(рис. 6.14).
14. Отключают магнитный зажим и снимают угловую плиту и за-
крепленную на ней заготовку с магнитной плиты. При этом нужно
проявить осторожность, чтобы не нарушить положение заготовки
на угловой плите.
15. Тщательно очищают магнитную и угловую плиты.
16. Устанавливают торцом угловую плиту с закрепленной на
ней заготовкой на магнитную плиту, чтобы шлифуемый торец заго-
товки располагался под кругом (рис. 6.14).
17. Закрепляют двумя струбцинами заготовку с правой стороны
угловой плиты и снимают струбцину с верхней стороны.
18. Повторяют все рабочие приемы шлифования п. 9—12, обес-
печивающие перпендикулярность второго шлифованного торца.
19. Снимают угловую плиту и закрепленную на ней заготовку
с магнитной плиты, открепляют струбцины и снимают заготовку
с угловой плиты. После того как отшлифованы два взаимно пер-
пендикулярных торца, остальные два торца шлифуют без угловой
плиты. Заготовка шлифованным торцом устанавливается непосред-
ственно на магнитную плиту, шлифуется в заданный размер 3-й то-
рец, а затем таким же образом и 4-й торец.
Такой способ шлифования 3-го и 4-го торцов применяют, если за-
готовка имеет толщину не менее 25 мм и своей длиной перекрывает
не менее трех полюсов на магнитной плите. Более узкие и корот-
кие заготовки шлифуют вместе с угловой плитой, примерно так же,
как шлифуют 1-й и 2-й торцы. В этом случае заготовку устанавлива-
ют на магнитной плите по нижнему шлифованному торцу и поджима-
ют ее струбцинами к плоскости угловой плиты.
225
chipmaker.ru
Шлифование торцевой (боковой) поверхности торцом круга. Этот
способ может быть оправданным лишь при необходимости шлифова-
ния за один установ горизонтальной и боковой поверхностей, чтобы
обеспечить более точное их взаимное расположение.
В этих случаях, в углах сопряжения горизонтальной и верти-
кальной поверхностей заготовки 2, установленной на магнитной пли-
те /, делают канавку 3 для выхода круга 5 (рис. 6.15). Торец 4 кру-
га поднутряют для уменьшения поверхности контакта с шлифуемой
поверхностью, благодаря чему уменьшают тепловыделение и усилие
отжима заготовки, что особенно важно при
шлифовании на магнитной плите.
Последовательность рабочих приемов при
шлифовании боковой поверх-
ности заготовки следующая:
1. Устанавливают круг на станок, правят
по периферии и балансируют.
2. Устанавливают правящее устройство
на магнитную плиту, закрепляют алмазный
инструмент и правят торец круга, слегка
поднутряют его от периферии к центру. Пос-
ле правки на торце круга должен быть остав-
лен цилиндрический поясок, примерно 1,5 мм,
непосредственно примыкающий к периферии
круга, который при продольном движении за-
готовки будет охватывать всю шлифуемую
поверхность.
Рис. 6 15. Схема од-
новременного шлифо-
вания горизонтальной
и торцевой поверх-
ностей
3. Тщательно очищают опорную поверхность магнитной плиты и
заготовки.
4. Кладут на магнитную плиту лист тонкой бумаги и на нее уста-
навливают заготовку. Во время установки заготовку выравни-
вают по индикатору таким образом, чтобы шлифуемая торцевая
поверхность была параллельна направлению продольного хода
стола.
5. Включают магнитный зажим, проверяют надежность крепле-
ния заготовки на плите. Также проверяют, не нарушилось ли пара-
лельное расположение шлифуемой поверхности направлению про-
дольного хода стола.
6. Устанавливают упоры реверса стола таким образом, чтобы
круг перед каждым реверсированием выходил из шлифуемой поверх-
ности примерно на 25 мм.
7. Включают вращение шлифовального круга и подводят рабо-
чий торец круга к боковой поверхности заготовки, опускают круг к
ранее шлифованной горизонтальной поверхности. Круг не должен
касаться горизонтальной шлифованной поверхности и должен отсту-
пать от нее на 0,07—0,08 мм. Затем круг при медленной продольной
подаче подводят до касания с боковой поверхностью и появления
слабого искрения.
226
6.11. Дефекты при плоском шлифовании,
причины возникновения и способы устранения
Вид дефекта Причины дефекта Способ устранения
Разброс разме- Сильный нагрев детали в Уменьшить величину вер-
ров результате завышенной вер- тикальной подачи и недо- статочного охлаждения тнкальной подачи; прове- рить систему охлаждения и усилить подачу охлаждения
Вырывы и зава- Самопроизвольное изме- Устранить люфт в гайке
лы на поверхности ненне положения («спада- ние») шлифовальной бабки Слишком мягкий круг подъема и в подшипниках, отрегулировать клинья и планки, улучшить систему противовеса Установить шлифоваль- ный круг требуемой твердо- сти
Непараллель- Наличие забоин, грязи Прошлифовать плиту или
ность шлифуемой нлн неровностей на магнит- базовую плоскость, проте-
поверхности отно- ной плите илн базовой плос- реть плиту илн базовую
снтельно базовой кости плоскость
плоскости илн не- Изношенность направля- Прн отсутствии непрямо-
плоскостность ющих шлифовальной бабки Износ подшипников шпин- деля Неточность зажимных приспособлений Неправильная установка деталей Изогнутые заготовки Чрезмерный нагрев дета- лей линейности направляющих прошлифовать стол, при нс- прямолинейностн направ- ляющих прошлифовать их Сменить подшипники Проверить точность изго- товления приспособления н прн необходимости заме- нить его Проверить правильность установки деталей Отрнхтовать заготовки Подобрать правильную характеристику круга, про- верить режимы и охлажде- ние, обеспечить регулярную правку круга
Неточность уг- лового расположе- Некачественное приспо- собление Проверить приспособление
ния шлифуемых Неправильная установка Проверить правильность
деталей деталей установки деталей
Прнжоги Слишком твердый круг Недостаточная подача охлаждения Завышена вертикальная подача Установить круг меньшей твердости Усилить подачу охлажде- ния Уменьшить вертикальную подачу. Прн шлифовании торцом круга наклонить бабку на 2—3°, при шлифо- вании сегментами поставить их через одни
227
chipmaker.ru
Продолжение табл. 6.11
Вид дефекта Причины дефекта Способ устранения
Трещины на Недостаточная подача Усилить подачу охлажде-
шлифованной по- охлаждения НИЯ
верхности Слишком твердый круг Завышены режимы обра- ботки Сменить круг на более мягкий Изменить режимы в со- ответствии с нормативами
Грубая поверх- Исходная шероховатость Увеличить припуск нли
НОСТЬ превышает величину припу- ска Неправильно подобрана характеристика круга Грубая правка Недостаточное охлажде- ние Слишком интенсивный ре- жим обработки отладить предшествующую операцию Установить более мелко- зернистый круг Снизить режимы правки Усилить подачу охлажде- ния Изменить режимы в соот- ветствии с нормативами
Грубые риски на поверхности Неравномерная зерни- стость круга Загрязнение охлаждаю- щей жидкости Неравномерная правка круга Завышена вертикальная подача Сменить круг Прочистить систему охлаждения, залить свежую жидкость и установить фильтр для очистки Подобрать режимы прав- ки Снизить подачу
Неоднородность Неоднородная структура Провести металлографи-
поверхности обрабатываемого материала Грубая сшивка ремня Проскальзывание ремня Неплавный ход стола ческий анализ, снижать ско- рость на последних прохо- дах Заменить ремень склеен- ным Усилить натяжение ремня Отрегулировать работу гидропривода стола
Дробленая по- Малая жесткость станка, На чистовых операциях
верхность слабый фундамент, влияние соседних агрегатов Люфт в подшипниках шлифовального шпинделя Грубая сшивка ремня Неплавное движение сто- ла Плохое закрепление дета- лей Неравномерный износ кру- га Быстрое затупление круга следует применять станки высокой жесткости, изоли- рованные от соседних виб- рирующих агрегатов Проверить подшипники и заменить их Сменить ремень Отрегулировать работу гидропривода стола Проверить закрепление деталей Установить круг большей твердости Установить круг меньшей твердости
228
8. Продолжают шлифование боковой стороны торцом круга с по-
перечной подачей 0,012—0,02 мм на каждый проход. Предваритель-
ное шлифование заканчивается, когда остается припуск примерно
0,05 мм до окончательного размера.
9. При необходимости повторно правят круг по торцу.
10. Окончательно шлифуют до заданного размера с поперечной
подачей 0,003—0,007 мм напроход. Для получения минимальной ше-
роховатости поверхности последний проход шлифования ведут без
поперечной подачи.
11. Перед снятием заготовки с магнитной плиты проверяют пра-
вильность полученного размера.
Возможные дефекты при плоском шлифовании и методы их уст-
ранения даны в табл. 6.11.
6. 4. ТЕХНОЛОГИЧЕСКИЕ ПРИМЕРЫ
ШЛИФОВАНИЯ ПЕРИФЕРИЕЙ КРУГА
Пример 1. Дана заготовка: квадратный брусок из стали. По-
сле фрезерования он имеет длину I = 150 мм; сторона квадрата
28±0’3 мм. Требуется отшлифовать все стороны квадрата А, Б, В
и Г, при этом обеспечить размер каждой стороны квадрата А == Б
— В = Г = 27,0±01; отклонение от параллельности сторон допу-
скается не более 0,08 мм; шероховатость шлифованной поверхности
после шлифования должна быть не более Ra = 0,8 мкм.
Решение. 1. Выбирают метод зажима заготовки. Поскольку
заготовка квадратная иона устойчиво лежит на плите, ее можно шли-
фовать на магнитной плите без дополнительного механического кре-
пления. Но заготовка короткая (50 мм), она перекрывает недостаточ-
ное число полюсов на магнитной плите и для прочного крепления
целесообразно подвести с обеих боковых сторон заготовки (по на-
правлению продольного движения) пластины 2, которые получают
дополнительный магнитный зажим и будут ограничивать перемеще-
ние заготовки (рис. 6.16).
Плитки выбирают более тонкие, чем шлифуемая заготовка, что-
бы круг не касался их в процессе шлифования.
2. Выбирают способ шлифования с шаговой подачей, чтобы на-
правление действия усилий шлифования совпадало с направлением
продольного хода стола.
3. Высоту круга выбирают несколько меньше ширины шлифуемой
заготовки — 25 мм. В этом случае круг будет более равномерно из-
нашиваться, более активно самозатачиваться и не будет вызывать
увеличенных усилий шлифования, что важно для удержания корот-
кой заготовки на магнитной плите в процессе шлифования.
4. Выбирают характеристику шлифовального круга.
5. Устанавливают, балансируют и правят шлифовальный круг.
6. Выбирают режимы шлифования.
229
chipmaker.ru
7. Осматривают заготовку, выбирают базовую поверхность А
снимают заусенцы и затупляют острые кромки на базовой поверхно
сти. Тщательно очищают магнитную плиту.
8. Кладут лист бумаги на магнитную плиту, на нее устанавлива-
ют заготовку и плитки с боковых сторон заготовки (см. рис. 6.16).
9. Шлифуют верхнюю поверхность А до полного снятия следов
ные пластины для дополнительного креп-
ления заготовки, 3 — шлифовальный круг,
4 — заготовка
Рнс. 6.17. Последовательность (а—в)
шлифования поверхностей заготовки
предварительной обработки.
10. Последовательность шли-
фования поверхностей Б, В и
Г показана на рис. 6.17, а—в.
Рабочие приемы при шлифова-
нии плоских поверхностей даны
на с. 221.
Шлифованием на магнитной
плите обеспечивают параллель-
ность противолежащих сторон
заготовки. Если нужно испра-
вить отклонения от перпенди-
кулярности сопрягаемых по-
верхностей, то шлифуют в тис-
ках, установленных на магнит-
ной плите. В этом случае внача-
ле шлифуют базовую поверх-
ность А до чистоты, а затем:
у поворачивают заготовку, ус-
танавливают ее на шлифован-
j ную поверхность А (рис. 6.18, а)
и шлифуют поверхность Б в раз-
мер 28±0-3;
поворачивают заготовку, ус-
танавливают ее на поверхность
Г, зажимают в тисках по шли-
фованным поверхностям А и Б,
шлифуют поверхность В до чистоты (рис. 6.18, б), этим обес-
печивается перпендикулярность поверхности В к поверхностям
А и Б;
поворачивают заготовку, устанавливают ее на поверхность В,
зажимают в тисках по шлифованным поверхностям А и Б и шлифу-
ют поверхность Г в размер 28±0-3 (рис. 6.18, в).
Указанная последовательность шлифования поверхностей заго-
товки обеспечит параллельность противолежащих поверхностей и
перпендикулярность сопрягаемых поверхностей.
Пример 2. Дана заготовка из стали 45 с сечением Т-образной
-формы; после фрезерования и закалки заготовка имеет твердость
HRC 50. Нужно шлифовать поверхности А, Б, В, Г, Д и Е. Окон-
чательные размеры и требования к точности даны на чертеже
(рис. 6.19, а). Шероховатость шлифуемых поверхностей Ra =
230
- 1,2 мкм, припуск на шлифование поверхностей А и Г равен 0,5
мм; поверхностей Б, В, Д, Е равен 0,2 мм.
Решение. 1. Шлифование начинают с базовой поверхности Г.
Заготовку устанавливают плоскостью А на магнитную плиту, для
большей устойчивости и прочности крепления заготовку поджима-
ют с четырех сторон плитками; затем заготовку устанавливают на
шлифованную поверхность Г и шлифуют поверхность А.
Рис. 6.18. Шлифование заготовки в тисках, установленных на маг-
нитную плиту:
а—в — последовательность шлифования поверхностей
Рис. 6.19. Шлифование заготовки Т-образной формы:
а — чертеж заготовки, б — установка заготовки для шлифования верхней н боковых
поверхностей, в — шлифование боковых поверхностей заготовки поднутренным кругом,
г - поднутрение боковых торцов круга
Все технологические приемы подготовки и шлифования пло
скостей А и Г даны на с. 221.
2. Для шлифования открытого паза вначале шлифуют плоскую
поверхность В в размер 10±01, а затем боковую поверхность Б
торцом круга в размер 5±01 (рис. 6.19, в). Для этого круг поднутря-
ют с обеих сторон при помощи специального правящего приспособ-
ления, которое устанавливают на магнитную плиту. Для выполне-
231
chipmaker.ru
Рнс. 6.20. Шлифование заготовки П-об-
разной формы:
А, Б, В, Г —шлифуемые поверхности; 1 —
шлифовальный круг, 2—угольник, 3 — заго-
товка. 4 — магнитная плнта, 5 — бумажная
подкладка
ния единичной работы делают легкое поднутрение вручную абразив-
ным бруском, при этом необходимо строго соблюдать правила безо-
пасности труда при работе вручную абразивным инструментом. В се-
рийном и массовом производствах для подобных работ применяют
круг с двусторонней конической выточкой формы ПВДК.
После шлифования поверхностей Б и В шлифуют поверхности
Д и Е, выдерживают размер 17—°-’ (рис. 6.19, г).
Технологические приемы
подготовки и шлифования бо-
ковых поверхностей даны на
с. 226.
Пример 3. Дана заго-
товка из СтЗ, имеющая в се-
чении П-образную форму.
Нужно шлифовать все наруж-
ные поверхности А, В, Б, Г
до полного снятия черноты
и обеспечить перпендикуляр-
ность боковых поверхностей
А и В к плоскости Б (рис.
6.20).
Решение. 1. Шлифова-
ние начинают с боковой по-
верхности А, для этого заго-
товку устанавливают на маг-
нитную плиту и использу-
ют в качестве базовой боковую поверхность В. Затем заготовку пере-
вертывают и шлифуют поверхность В с опорой на поверхность А.
Более ответственным является шлифование плоскости Б, где
нужно обеспечить перпендикулярность этой плоскости к боковым по-
верхностям А и В. Это может быть достигнуто точной установкой
шлифуемой плоскости Б к боковой поверхности В. Поэтому при ус-
тановке на магнитной плите заготовка выверяется по угольнику 2
(рис. 6.20). В процессе выверки по угольнику под противоположный
опорный торец заготовки подкладывают лист бумаги 5 или фольгу,
обеспечивающую беспросветное прилегание боковой поверхности В
к угольнику. В этом положении заготовка фиксируется на плите
магнитным зажимом и шлифуется плоскость Б. Затем шлифуются
плоскости Г с опорой на плоскость Б.
6.S. ТЕХНОЛОГИЧЕСКИЕ ПРИМЕРЫ
ШЛИФОВАНИЯ ТОРЦОМ КРУГА
Пример 1. Однопроходное шлифование с магнитным крепле-
нием заготовок.
Электромагнитный зажим (рис. 6.21) действует в рабочей зоне А,
а в загрузочно-разгрузочной зоне Б зажим автоматически выключа-
232
ется. Оператор при вращении стола 2 загружает заготовки 5 через
лоток 4. Вступая в зону А, заготовки зажимаются и шлифуются. При
выходе из рабочей зоны заготовки освобождаются от зажима и сбра-
сываются в лоток 3. Весь припуск снимается за один оборот стола.
Компенсация износа кругов /, контроль размеров, загрузка и раз-
грузка деталей производятся без остановки процесса шлифования.
При обработке деталей с прерывистыми поверхностями и снятии
больших припусков, когда магнитным зажимом не обеспечивается
надежное крепление, применяется механический зажим деталей.
Рис. 6.21. Схема однопроходно-
го шлифования колец иа двух-
круговом торцешлифовальном
станке с круглым столом
Рис. 6.22. Схема однопроходного шлифова-
ния боковых сторон шатуна на двухкруго-
вом торцешлифовальном станке с круглым
столом
П р и м е р 2. Однопроходное шлифование с механическим креп-
лением заготовок.
На одном шпинделе установлен круг зернистостью 32, снимаю-
щий припуск 0,2 мм. На втором шпинделе круг имеет зернистость
25 и снимает припуск 0,1 мм на сторону. Отклонение от параллель-
ности сторон после шлифования не превышает 0,06 мм. Шерохова-
тость обработанной поверхности Ra 0,84-1,2 мкм. На столе стан-
ка монтируется многопозиционное приспособление. Заготовка 1
(рис. 6.22) укладывается на базовую площадку между призмой 2
и зажимной вилкой 3, действующей от коп ирного кольца 4 через си-
стему рычагов 5 и 6. Копирное кольцо 4 закреплено на окружности
стола: форма копирного кольца обеспечивает отход вилки 3 в за-
грузочной зоне Б и зажим вилкой обрабатываемой заготовки перед
вступлением в рабочую зону А. Загрузка и разгрузка деталей про-
изводятся вручную при непрерывном вращении стола за счет машин-
ного времени обработки.
233
chipmaker.ru
ПримерЗ. Шлифование боковых сторон большой и малой го-
ловок шатуна.
Станок имеет пять торцешлифовальных бабок, расположенных
по окружности стола (рис. 6.23). Три первые бабки шлифуют торцы
большой головки, четвертая и пятая бабки обрабатывают торцы ма-
лой головки.
Весь припуск снимается за один оборот стола, при этом первый
круг снимает 0,8 мм, второй — 0,55 мм, третий —- 0,30 мм, четвер-
тый — 0,7 мм и пятый — 0,50 мм.
Каждая шлифовальная головка оборудована прибором активного
контроля, который расположен на выходе из зоны шлифования. По
Рис. 6.23. Схема однопроходного шли-
фования боковых сторон шатуна на пя-
гикруговом торцешлифовальном станке
Рис. 6.24 Схема шлифования тор-
цов поршневого пальца на дву-
стороннем торцешлнфовальном
станке
мере износа круга толщина шлифуемой детали увеличивается, это
фиксируется прибором активного контроля, который дает команду
на опускание шлифовальной бабки на величину износа круга. Этим
поддерживается постоянный припуск на каждый проход. Измери-
тельное устройство может поддерживать допуск по высоте за счет
компенсации износа круга в пределах 5 мкм. Шлифовальные круги
работают в режиме самозатачивания и не нуждаются в правке.
При шлифовании шатунов производительность — 24 шатуна в
минуту (с одной стороны), обеспечивается шероховатость поверхно-
сти Ra 0,6 мкм, непараллельность двух шлифованных поверхно-
стей до 0,02 мм на длине шатуна и разновысотность торцов большой,
малой головок шатуна с точностью 0,04 мм.
Пример 4. Шлифование торцов поршневого пальца на дву-
стороннем торцешлифовальном станке.
234
На рис. 6.24 приводится схема шлифования торцов поршневого
пальца. Длина пальцев 90 мм, диаметр 30 мм, снимаемый припуск
0,4 мм на сторону, круговая подача загрузочного диска 2 м/мин. Об-
рабатываемые пальцы укладываются в призмы, равнорасположенные
на периферии вращающегося
загрузочного барабана 1.
Приближаясь к зоне шлифо-
вания, рычаг 3 натяжением
троса 2 зажимает заготовку 4
в призме. При выходе из зо-
ны шлифования рычаг 3 от-
кидывается и обработанный
палец выпадает из призмы.
Одновременно двумя кругами
5 обрабатываются оба торца.
Непараллельность шлифо-
ванных торцов не превышает
0,02 мм, длина пальца вы-
держивается с точностью
0,1 мм, производительность
Рис. 6.25. Схема шлифования торцов
поршневых колец на горизонтальном
двустороннем торцешлнфовальном станке
1000 шт/ч.
П р и м е р 5. Шлифование торцов поршневых колец на двусто-
роннем торцешлифовальном станке.
Кольца 2 (рис. 6.25) ременным транспортером / доставляются на
опорный нож, проходящий через всю зону шлифования, по которо-
Рнс. 6.26. Схема чистового шлифования торцов поршневых колец
иа вертикальном двустороннем торцешлифовальном станке
му двигаются между направляющей линейкой 3 и ременным при-
водом 5, проталкивая друг друга в зону шлифования. При выходе
из рабочей зоны детали по направляющим линейкам 4 скатываются
235
chipmaker.ru
в тару. Шлифование производят в два прохода: на первом снимают
припуск до 0,15 мм, а на втором — 0,05 мм на сторону.
Производительность операции более 100 колец в минуту. Откло-
нение от параллельности боковых сторон кольца не превышает
0,02 мм.
При чистовом шлифовании (рис. 6.26) кольца 3 из магазина 2 пе-
редаются цепным конвейером 1 по направляющей пластине 4 в зо-
ну шлифования.
При выходе из этой зоны кольца падают на ременной конвейер
5 и затем в тару. Смещением оси нижнего шпинделя по отношению к
оси верхнего шпинделя достигается непрерывное изменение скорости
вращения колец на всем пути их движения между кругами, благо-
даря чему возрастает число пересечений шлифовочных рисок и улуч-
шается качество шлифованной поверхности. При чистовом проходе
снимают припуск 0,025—0,035 мм на сторону. Шероховатость по-
верхности сторон колец не превышает 0,012 мм. Производительность
операции 150 колец в минуту.
7. ПРОФИЛЬНОЕ ШЛИФОВАНИЕ
Обработку деталей по сложному контуру называют профильным
шлифованием, оно позволяет заменить ручной высококвалифициро-
ванный труд лекальщиков и намного увеличить производительность
изготовления рабочих приспособлений, штампов, пресс-форм, шаб-
лонов и другой сложной инструментальной оснастки. Профильное
шлифование является разновидностью плоского шлифования и осу-
ществляется методами копирования и огибания.
При методе копирования профиль шлифуемой поверхности пол-
ностью совпадает с профилем шлифовального круга, который специ-
ально профилируется в процессе правки.
При методе огибания профиль шлифуемой поверхности заготов-
ки и круга не совпадает, а сложный контур на детали образуется,
как огибающая различных положений шлифовального круга или за-
готовки.
Метод копирования наиболее распространен; он используется на
различных типах шлифовального оборудования и обеспечивает вы-
сокую производительность. Наибольшая эффективность достигает-
ся применением для профилирования круга копирных правящих уст-
ройств и фасонных правящих роликов.
7.1. ПРОФИЛЬНОЕ ШЛИФОВАНИЕ
МЕТОДОМ КОПИРОВАНИЯ
Профилирование шлифовального круга для шлифования вогну-
тых и выпуклых поверхностей. Для профилирования шлифовального
круга по дуге заданного радиуса применяют правящее приспособле-
ние, простейшее из них показано на рис. 7.1.
В корпусе 1 поворотом головки 6 вращают шпиндель 2, в кото-
ром установлен угольник 3 для крепления оправки 4 с алмазом 5.
Установку алмаза для профилирования круга на заданный радиус
выполняют следующим образом. Например, если кругу нужно при-
дать выпуклую форму с радиусом 14,75 мм, то вершину алмаза уста-
навливают ниже оси 00 шпинделя 2 на размер К = 14,75 мм. На-
стройку на этот размер производят с помощью концевых мер и уста-
нова, как показано на рис. 7.2, а, или при помощи шаблона
(рис. 7.2, б).
Если шлифовальный круг должен получить вогнутый профиль,
то вершину алмаза устанавливают выше оси 00 на размер заданного
радиуса.
Технологическая последовательность выполнения рабочих при-
емов при формировании выпуклой радиусной формы круга следую-
щая:
237
chipmaker.ru
1. Очищают магнитную плиту и устанавливают правящее при-
способление на стол станка.
2. Устанавливают упоры, ограничивающие дугу поворота опра-
вы с алмазом в соответствии с заданным радиусом на шлифовальном
круге.
s' \। \ 3. Регулируют положение
Рис. 7.1. Приспособление для профили-
рования шлифовального круга по дуге
правящего устройства на маг-
нитной плите таким образом,
чтобы оправа с алмазом, на-
ходясь в вертикальном ниж-
нем положении, располага-
лась по середине шлифоваль-
ного круга (см. рис. 7.1).
4. При помощи шаблона,
настроенного на заданный ра-
диус, окончательно устанав-
ливают высоту выступания
алмаза (см. рис. 7.2, б)и за-
крепляют оправу с алмазом
в этом положении.
S)
Рис. 7.2. Установка правящего инструмента на заданный радиус профиля:
а — с помощью установа, б — по шаблону, 1 — установ, 2 — удлинитель, 3 — оправа
с алмазом, 4 — приспособление для правки по радиусу, 5 — шаблон; К — максимальная
глубина радиусного профиля круга
5. Перемещением стола станка в продольном направлении
устанавливают вершину алмаза по центру круга и фиксируют
стол в этом положении.
6. Поворачивают кронштейн с оправой, несущей алмаз на 1/4
оборота, чтобы оправа с алмазом заняла горизонтальное положение
(рис. 7.3).
7. Включают вращение шлифовального круга и поворотом махо-
вика перемещают салазки поперечной подачи до касания алмаза с
торцом шлифовального крута. В этом положении фиксируют са-
лазки поперечной подачи.
238
Рис. 7.3. Настройка
правящего устройст-
ва для правки круга
по радиусу:
/ — оправа с алмазом,
2 - шлифовальный круг
8. Останавливают вращение шлифовального круга и поднимают
шлифовальную бабку, чтобы алмаз мог свободно пройти под кругом.
9. Включают вращение шлифовального круга, поворачивают
кронштейн, несущий оправу с алмазом на 90°, чтобы оправа с алма-
зом занимала вертикальное положение (см. рис. 7.1). Опускают
шлифовальную бабку до касания круга с алмазом.
10. Начинают правку (профилирование) круга поворотом опра-
вы с алмазом. Перед каждым поворотом оправы с алмазом опуска-
ют круг на глубину правки, равной 0,05—0,07 мм, и таким образом
формируют выпуклый радиусный профиль
круга.
11. Продолжают профилирование круга
до тех пор, пока алмаз не начнет касаться
средней части круга. Это укажет, что про-
цесс профилирования круга завершен.
12. Останавливают станок, поднимают
шлифовальную бабку и снимают правящее
приспособление с магнитной плиты.»
Профилирование круга для шлифования
сложных профилей. В единичном и мелкосе-
рийном производствах профилирование круга
по сложному контуру производят на универ-
сальных приспособлениях, одно из них пока-
зано на рис. 7.4. С помощью этого приспособ-
ления придают режущей поверхности круга выпуклую и вогнутую
форму или профиль, сочетающий дугу с прямыми линиями, распо-
ложенными под любым углом.
Профилирование круга осуществляют алмазом в оправе 7 (рис.
7.4, а), закрепленной в стойке 8, которая установлена на салазки
10 и имеет возможность перемещаться по стрелкам А. В свою оче-
редь, салазки 10 расположены на суппорте 3, который перемещает-
ся по стрелкам В и может поворачиваться рукояткой // вокруг оси
на 360е (стрелки С). Промежуточная каретка 2, несущая суппорт 3,
фиксируется на основании / при повороте на заданный угол рыча-
гом 14.
Настройку приспособления для профилирования круга по радиу-
су выполняют в такой технологической последовательности:
I. Оправу с алмазом закрепляют в стойке 8 по установочному
шаблону 6 или микрометру (рис. 7.4, б), который подводит вершину
алмаза к оси вращения каретки 2.
2. Салазки 10 фиксируются штифтами 9, чтобы вершина алмаза
совпадала с осью вращения каретки 2 при повороте суппорта 3.
3. Устанавливают суппорт 3 на заданный радиус профиля. Раз-
мер заданного радиуса настраивают по расстоянию I между штиф-
том 13 на каретке 2 и пальцем 12 на суппорте 3. При установленном
расстоянии I вершина алмаза (выставленная по шаблону 6) должна
совпадать с осью вращения каретки 2, т. е. находиться в нулевом
239
chipmaker.ru
положении. Для получения на круге дуги радиусом R суппорт ус-
танавливают на расстоянии I + R (для выпуклого профиля) или
I — R (для вогнутого профиля). Расстояние I + R или / — R уста-
навливают по микрометру (рис. 7.4, в).
После настройки суппорта на заданный радиус, его положение
-фиксируют клиновидной планкой 4, поджатой тремя винтами 5.
Рис. 7.4. Универ-
сальное приспо-
собление для про-
филирования кру-
га по дуге и на-
клонным прямым
(а), установка
оправы с алмазом
по микрометру (б)
и настройка на за-
данный радиус ду-
ги по микромет-
РУ (в)
4. Приспособление устанавливают на магнитную плиту плоско-
шлифовального станка. Вершина алмаза должна совпадать с осью
шпинделя шлифовального круга. Поворот алмаза в процессе про-
филирования осуществляется рукояткой //.
Рис. 7.5. Типовые
примеры получе-
ния заданного про-
филя режущей по-
верхности крута с
помощью универ-
сального правяще-
го приспособле-
ния
Настройку приспособления для получения на круге прямых
участков, наклоненных к оси круга под заданным углом, выполня-
ют в такой последовательности:
1. Суппорт 3 устанавливают в нулевое положение.
2. Каретку 2, несущую суппорт 3 и салазки 10, поворачивают на
угол 90 — а (а - - угол между образующей профилированного
участка и вертикальной осью профиля).
При профилировании участков, расположенных слева от оси про-
филя, каретку 2 поворачивают по часовой стрелке, а при профили-
ровании участков, расположенных справа — против часовой стрел-
ки.
•240
о
ПрОч
[тгодпи!
4 J !
2
Рис. 7.6. Приспособление для
фильной правки круга по копиру
3. Вынимают фиксирующие штифты 9. Профилирование угловой
поверхности на круге осуществляют возвратно-поступательным пе-
ремещением салазок 10.
При помощи этого приспособления получают на шлифовальном
круге разные формы режущей поверхности, некоторые из них по-
казаны на рис. 7.5.
Профилирование крута мето-
дом копирной правки. В серий-
ном производстве заданный про-
филь на шлифовальном круге
можно получить при помощи
съемного копирного приспособ-
ления 2, устанавливаемого на
стол станка (рис. 7.6). Правящий
алмаз закрепляется в подвижной
державке 7. В нижней части
державки 7 имеется рабочий на-
конечник 3, который под дей-
ствием пружины 5 поджат к
копиру 4. Поворотом махо-
вика 1 державка 7 перемеща-
ется вдоль копира и передает его профиль шлифовальному кругу 6.
В условиях мелкосерийного и единичного производства также
весьма эффективно приспособление пантографного типа для про-
фильной правки круга по копиру.
Рис. 7.7. Приело-,
собление для прав-
ки круга про-
фильным роликом
Профилирование шлифовального круга фасонным металличе-
ским роликом. Сложный профиль на шлифовальном круге получают
методом накатки фасонным металлическим роликом (рис. 7.7). Метал-
лический ролик с вышлифованным профилем внедряется при обкат-
ке в круг и методом выкрашивания абразивных зерен образует на
241
chipmaker.ru
режущей поверхности круга заданный профиль. Для облегчения про-
цесса выкрашивания на правящем металлическом ролике создают
поперечные канавки.
Процесс профилирования круга выполняется следующим обра-
зом: ролик 5 насаживают на оправку 4 и закрепляют в центрах 3 и 6
правящего приспособления. Приспособление устанавливают и за-
крепляют на магнитной плите. Ролик подводят под шлифовальный
круг 7 таким образом, чтобы его ось была на 2—3 мм смещена отно-
сительно оси шпинделя круга в сторону вращения круга. Левой ру-
кой, поворотом маховика медленно подают шлифовальный круг на
врезание (на правящий ролик), а правой рукой вращают ролик со
скоростью 5—8 м/мин рукояткой 1 через шестерни 2.
7.1. ПРИНАДЛЕЖНОСТИ ДЛЯ УСТАНОВКИ
И ИЗМЕРЕНИЯ ОБРАБАТЫВАЕМЫХ ЗАГОТОВОК
Синусные линейки. Они находят широкое применение при про-
фильном шлифовании и позволяют производить установку обраба-
тываемой или контролируемой поверхности заготовки под любым
заданным углом с точностью ±5".
Синусная линейка без опорной
плиты с одним наклоном (рис. 7.8)
БКМ
БКМ
Рис. 7.8. Синусная линейка без
опорной плиты
Рис. 7.9. Синусное устройство
состоит из столика 1, двух роликов 2, упорной планки 3 и кре-
пежных винтов.
Важнейшим размером линейки является расстояние L между
осями роликов, которое входит в тригонометрический расчет при
определении блока концевых мер (БКМ).
В качестве примера приводится синусное устройство (рис. 7.9),
состоящее из двух синусных линеек /, 2, установленных одна на
другую и соединенных между собой так, что оси роликов одной ли-
нейки перпендикулярны осям роликов другой. Устройство предназ-
начено для измерения двух углов изделия 3 с одной установки.
Для настройки синусной линейки на заданный угол определяют
размер блока концевых мер (БКМ) по формуле БКМ = L sin а, где
L — длина синусной линейки, sin а — синус заданного угла.
242
Пример. Угол 2°5Г измеряют на синусной линейке, £ = 250 мм. Опре-
делить БКМ.
По таблице тригонометрических функций находят синус 2°5Г, он равен
0,04972. Подставив значение функции синуса в формулу, получим БКМ =
= L sin а — 250-0,04972 = 12,43 мм.
Рассчитанный и составленный БКМ ставят под один из роликов синус-
ной линейки.
Рис. 7.10. Универсальное синусное делительное приспособление
Универсальное синусное делительное приспособление. Приме-
няют для шлифования сложных профилей и поверхностей, которые
расположены точно одна относительно другой, или если нужно точно
поворачивать на любой угол.
На плите (основании) 12
синусного приспособления
(рис. 7.10) установлены пе-
редняя 4 и задняя 8 бабки.
На шпинделе передней бабки
установлен делительный диск
2 с пальцем /. Задняя бабка
перемещается вдоль направ-
ляющих плиты 9 для возмож-
ности закрепления заготовки
разной длины в центрах 5 и 7.
Угол поворота делительного
диска 2 определяется высо-
той блока концевых мер.
Рис. 7.11. Установ
подставляемого под ролик 6. После каждого поворота заготовки
шпиндель передней бабки фиксируется рукояткой 3. При обработ-
ке поверхности параллельной основанию приспособления, верхняя
поворотная плита 9 опускается и скрепляется с основанием винтом
243
chipmaker.ru
11 и гайкой 10 (положение плиты показано пунктиром), при этом
ось центров должна быть параллельна основанию 12.
Заданный угол наклона верхней плиты 9 настраивается блоком
концевых мер, подставляемого под ролик 6.
Установы. Большую роль в технике измерения и настройки иг-
рают установы (рис. 7.11). Верхняя плоскость установа наклонена
под углом 30е. Она имеет Т-образный паз, по которому перемещают
ступенчатый ползун 4\ его можно закрепить в любом положении
винтом 1. Каждая ступень имеет отверстие с резьбой, в которое
ввертывают удлинители 2 и 3 для настройки размера на заданную
высоту. Установы используют для сопоставления заданного разме-
ра, составленного с помощью блока концевых мер (БКМ) с факти-
ческим размером на шлифуемой заготовке. Для этого установ наст-
раивают по БКМ на заданный размер и затем этот размер «переносят»
на шлифуемую заготовку при помощи стойки с индикатором.
7.3. ТЕХНОЛОГИЧЕСКИЕ ПРИМЕРЫ
ПРОФИЛЬНОГО ШЛИФОВАНИЯ
Шлифование профиля шаблонов. Профиль шаблона (рис. 7.12, а)
можно шлифовать двумя способами: профилированным кругом или
раздельно по элементам. В последнем случае чашечным кругом на
синусной линейке поочередно шлифуют наклонные параллельные
стороны двух впадин, затем шаблон повертывается и шлифуют про-
тивоположные стороны обеих впадин, после этого шлифуют гори-
зонтальные участки впадин.
Более производительным является одновременное шлифование
всего профиля впадины фасонным кругом. Это достигается следую-
щим образом.
1. Перед профилированием круга устанавливают вершину ал-
маза по отношению к периферии круга таким образом, чтобы при по-
вороте каретки 2 правящего приспособления (см. рис. 7.4, а)
на угол 30° (в обе стороны) была выдержана ширина впадины
5 мм (см. рис. 7.12, а).
2. Определяют KN от вершины алмаза до периферии круга.
KN = КМ etg а, где КМ — 1Л требуемой горизонтальной пло-
щадки, а — угол поворота каретки приспособления.
Для нашего случая KN = у etg 30 = 2,5-1,7320=4,33 мм.
3. Закрепляют в приспособлении алмаз по установочному шаб-
лону (см. рис. 7.4, б), а суппорт настраивают по микрометру на раз-
мер 75—4,33 = 70, 67 мм.
4. Устанавливают правящее приспособление на магнитную пли-
ту станка и включают магнитный зажим.
5. Правят цилиндрическую поверхность круга, затем возвраща-
ют суппорт в нулевое положение (75 мм по микрометру). Поворачи-
вают каретку 2 (см. рис. 7.4, а) на угол 90 — 30 - 60' , зажимают
244
S)
Рис. 7.12. Профильное
шлифование шаблона
методом копирования:
а — чертеж заготовки, б —
приспособление для про-
фильного шлифования
дно шпоночной ка-
рычаг 14, освобождают оба штифта 9 и правят боковую сторону кру-
га и снимают правящее приспособление со станка.
6. Приспособление 2 с закрепленным талоном 1 (рис. 7. 12, б)
устанавливают на магнитную плиту 4 вплотную к упору 3, включа-
ют магнитный зажим и шлифуют профиль впадины.
7. Перед шлифованием второй впадины перемещают присособ-
ление 2 на величину «шага» впадин (установкой прокладки между
приспособлением 2 и упором 3) и шлифуют
вторую впадину.
8. Профиль и шаг впадины проверяют
прн помощи синусной линейки и стойки с
индикатором.
Шлифование профиля шлицевых кана-
вок. Примером профильного шлифования
в условиях массового производства являет-
ся автоматизированное шлифование боко-
вых сторон и дна шлицевых канавок на
вале коробки передач автомобиля ЗИЛ-130.
Для установки вала 2 в угловом поло-
жении служит приспособление с откидным
шаблоном 3 (рис. 7.13, а). Корпус приспо-
собления установлен на столе станка стро-
го по линии центров. После установки об-
рабатываемого вала в центрах поворотом
рукоятки 4 шаблон 3 поднимается до упора
в боковые стороны двух диаметрально рас-
положенных шлицев. Затем на конце вала
закрепляют хомутик 5, связанный с повод-
ковым патроном передней бабки, а устано-
вочный шаблон 3 опускают. Делительный
механизм обеспечивает поворот на задан-
ный шаг шлицев после каждого двойного
хода стола.
Круг 1 правят трехалмазным правящим
устройством, смонтированным на корпусе
шлифовальной бабки. Одновременно пра-
вятся тремя алмазами боковые стороны и
периферийная часть круга, шлифующая
навки.
Технологический интерес представляет активный контроль, по-
зволяющий автоматизировать процесс шлицешлифования.
Роль активного контроля выполняют автоскоба 3 (рис. 7.13, б),
имеющая размер окончательного диаметра для шлифуемых шлиц.
Кронштейн, несущий корпус автоскобы 3, закреплен на колонне
станка.
При каждом проходе стола шлифуемый вал 2 набегает на авто-
скобу 3 и отводит ее в крайнее положение, при обратном ходе сто-
245
chipmaker.ru
Ла пружина 4 отводит скобу в исходное положение. Когда шлифуе-
мый диаметр дна шлиц достигнет окончательного размера, авто-
скоба при очередном касании с валом войдет в шлицы, замкнет элек-
троконтакт 5 и даст команду на окончание обработки. Ширина шли-
фуемых шлиц обеспечивается автоматически за счет одновременной
трехсторонней правки круга /.
Рнс. 7.13. Шлифование профиля шлицевых канавок:
а — приспособление для угловой установки вала по шлифуемой каиавке, б — устройст-
во активного контроля
фильного шлифования
Рис. 7.14. Схема шлифования кулачков рас-
пределительного вала
Шлифование профиля кулачка. На рис. 7.14 показана схема про-
кулачков распределительного вала.
Заданный профиль
кулачка образуется со-
вокупным действием вра-
щения и качания обра-
батываемого распреде-
лительного вала 4, уста-
новленного в центрах
круглошлифовал ь н о г о
станка с качающимся
столом. Копиры 1, рас-
положенные на передней
бабке, поочередно всту-
пают в контакт с копир-
ным роликом 2 и при вращении шпинделя передней бабки осущест-
вляют качательное движение стола по программе, задаваемой про-
филем копира. Согласование углового положения кулачков и
копиров обеспечивается хомутиком 5.
246
На левой шейке распредвала фрезеруют шпоночную канавку,
согласованную в угловом положении с первым кулачком распред-
вала.
В свою очередь, хомутик 5, закрепленный на шпинделе передней
бабки, согласован в угловом положении с копиром первого кулач-
ка. Обрабатываемый распредвал 4 устанавливают в центры станка и
поворачивают вокруг центров, пока шпонка хомутика 5 не войдет
в шпоночную канавку распредвала. Этим обеспечивается согласо-
вание углового положения копира с первым кулачком. Все осталь-
ные копиры и кулачки распредвала согласованы в угловом положе-
нии с первым копиром и первым кулачком. Поэтому после того, как
отшлифован первый кулачок, стол станка перемещает вал и подво-
дит под шлифовальный круг 3 второй кулачок, готовый к обработ-
ке без дополнительной наладки станка. Таким образом, обрабатыва-
ются все последующие кулачки распредвала.
Рекомендации по выбору характеристики круга для профильного
шлифования даны в табл. 7.1.
Учебно-производственное задание по теме
«Профильное шлифование»
Дайте ответы на следующие вопросы и выполните упражнения:
1. Каковы основные рабочие приемы, которые нужно выпол-
нить для профилирования круга по радиусам выпуклой или вог-
нутой формы?
2. Как осуществляется профилирование круга сложной формы
при помощи универсального правящего приспособления?
3. В чем состоит сущность профилирования круга методом ко-
пирной правки и где применение этого метода наиболее целесообраз-
но?
4. В чем состоит сущность профилирования круга накаткой фа-
сонным металлическим роликом? В каких случаях применяют этот
метод профилирования?
5. Какие принадлежности наиболее широко применяются для
установки и измерения обрабатываемых заготовок при профильном
шлифовании?
6. Опишите устройство и настройку синусной линейки на задан-
ный угол.
7. В производственных условиях выполните наладку правяще-
го приспособления на плоскошлнфовальном станке для профилиро-
вания круга по радиусу R = 25 мм и самостоятельно осуществите
профилирование круга.
8. По табл. 7.1 выберите характеристику шлифовального круга
для окончательного шлифования профиля шаблона, изготовлен-
ного из инструментальной углеродистой стали твердостью HRC 58.
247
chipmaker.ru
8. ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ
енсивз
а
8.1. ОБЩИЕ СВЕДЕНИЯ О СТАНКАХ
С ЧПУ И ПРОГРАММИРОВАНИИ
Основные особенности станков с ЧПУ. Обработка любой заготов-
ки производится по определенной программе, задающей последова-
тельность перемещений рабочих органов станка- На универсальных
станках эта последовательность задается непосредственно рабочим
с пульта управления. В последнее время такое «ручное управление»
станками все меньше удовлетворяет требованиям современного про-
изводства, так как оно утомительно, требует много времени, а каче-
ство обработки в большой степени зависит от квалификации рабо-
чего.
Для повышения производительности и качества обработки в ус-
ловиях крупносерийного и массового производств применяют стан-
ки-полуавтоматы, автоматы и автоматические линии, в которых
программа обработки задается автоматически: упорами, профиль-
ными кулачками, копирами, шаблонами и т.п. Основными характе-
ристиками тако! о оборудования являются сложность переналадки,
узкая номенклатура обрабатываемых деталей, высокая производи-
тельность и точность обработки, изготовление в течение длительного
времени одинаковых деталей без переналадки.
Для мелкосерийного и единичного производств такие средства
автоматизации не подходят. Если они будут выполнены для узкой
номенклатуры деталей, то будут простаивать, не окупятся в прием-
лемый срок и при этом не смогут обеспечить требования мелкосерий-
ного производства. Если же номенклатура будет достаточно широ-
кой, то частые переналадки потребуют слишком много вспомога-
тельного времени.
Таким образом, для мелкосерийного производства необходимы
принципиально новые средства автоматизации, сочетающие в себе
производительность и точность станков-автоматов с гибкостью уни-
ве[ сального оборудования. В настоящее время эта проблема тех-
нически решена на базе современной электроники н вычислительной
техники путем создания оборудования с числовым программным
управлением (ЧПУ), в котором программа обработки задается в ко-
дированной (числовой) форме — отсюда и название «числовое управ-
ление». Эта программа вводится в управляющее устройство, которое
подает команды исполнительным органам станка.
Итак, станки с ЧПУ сочетают в себе свойства традиционных стан-
ков-полуавтоматов и универсальных станков. Так же как полуавто-
маты, станки с ЧПУ после наладки повторяют по программе все не-
обходимые движения, не требуя при этом вмешательства рабочего;
он лишь меняет заготовку, периодически проверяет размеры обрабо-
248
249
chipmaker.ru
тайной заготовки, при необходимости подналаживает станок и наб-
людает за ходом процесса.
Общим для универсальных станков с ручным управлением и стан-
ков с ЧПУ является простота переналадки и подналадки. Так, для
переналадки станка с ЧПУ достаточно лишь ввести в устройство чис-
лового программного управления новую управляющую программу.
Станки с ЧПУ имеют и дополнительные достоинства, отсутствую-
щие у автоматического и универсального оборудования: очень высо-
кие степень точности и стабильности результатов, не зависящие от
качества изготовления копиров и квалификации рабочего-станочни-
ка; возможность обрабатывать каждую конкретную заготовку по оп-
тимальным режимам и рабочему циклу, отпадает необходимость в
изготовлении дорогостоящих копиров, мастер-кулачков, сложнофа-
сонных алмазных роликов и другого вспомогательного инструмента
и оснастки.
Рабочий, обслуживающий шлифовальный станок с ЧПУ, должен
быть не только высококвалифицированным станочником-универса-
лом, но также владеть определенными навыками составления уп-
равляющих программ. Иначе он не сможет контролировать выполне-
ние программы, вносить необходимые коррекции и исправления,
изменять технологические условия и режимы обработки. Более того,
на многих шлифовальных станках с ЧПУ ввод управляющих про-
грамм осуществляется непосредственно с пульта управления стан-
ком, и квалифицированный оператор часто сам составляет и отлажи-
вает программы.
Принципы числового программного упраления. Сущность чис-
лового программного управления заключается в следующем. При
составлении технологического процесса разрабатывают программу
перемещений режущего инструмента относительно заготовки. Эта
информация должна быть «понятной» станку — поэтому ее кодиру-
ют, т. е. заменяют условной системой числовых обозначений. Про-
грамма вводится в управляющее устройство станка, в котором эти
данные преобразуются в соответствующие командные импульсы, а
последние, с помощью управляющих механизмов, подают сигналы
на приводы исполнительных органов станка.
В зависимости от применяемых систем управления программа
может вводиться по-разному: набираться непосредственно с пульта
управления станком, считываться с перфоленты или магнитной лен-
ты, передаваться от управляющей ЭВМ по кабелю и т.п.
Одной из конструктивных особенностей механики станков с ЧПУ
является применение импульсной системы управления с шаговыми
двигателями, позволяющей исполнять программу обработки.
Особенность шаговых двигателей* состоит в том, что они работа-
ют прерывисто, в виде малых перемещений определенной величины,
* Более подробно об устройстве шаговых двигателей для станков с ЧПУ
смотри в учебном пособии: Л. Н. Грачев и др. «Конструкция и наладка
станковс программным управлением». М., Высшая школа, 1986.
250
Рис. 8.1. Схема числового про-
граммного управления кругло-
шлифовальным станком шаго-
выми двигателями
которые называются дискретами. На каждое такое перемещение тре-
буется подача отдельного электрического сигнала — импульса. На
рис. 8.1 показана схема числового программного управления кругло-
шлифовальным станком с помощью шаговых двигателей продольной
подачи ШДХ и поперечной подачи ШДг- Устройство для ввода про-
граммы УВП считывает ее и подает сигнал в усилитель У, откуда
они в виде электрических импульсов поступают к шаговым двигате-
лям ШДХ и ШДг, осуществляющим заданные перемещения.
Количество импульсов, требующихся для передвижения рабочего
органа станка на заданную длину, зависит от цены импульса, т. е.
от величины дискреты — перемеще-
ния инструмента, которое осущест-
вляет шаговый двигатель за один им-
пульс. Следовательно, для подготов-
ки и ввода программы необходимо
знать, сколько импульсов нужно по-
дать на шаговый двигатель.
Пример. Для обработки вала на
круглошлифовальном станке методом про-
ходного шлифования задана следующая
программа перемещений инструмента и за-
готовки: поперечное перемещение az =
= 0,1 мм, продольное перемещение (пря-
мой и обратный ход) ах = 80 мм.
Применяются шаговые двигатели с
ценой импульса на поперечное перемеще-
ние Дг = 0,001 мм и на продольное переме-
щение Дх= 0,02 мм.
Определить, сколько импульсов требуется подать на шаговые двигатели
ШДг и ШДХ.
Решение. Для определения требуемого числа импульсов необходимо
разделить величину перемещения на соответствущую дискрету (перемещение
за один импульс). Тогда на шаговый двигатель поперечной подачи ЩДг необ-
ходимо подать:
0,1
• = 100 импульсов,
0,001
N
пх--
а иа двигатель продольной подачи ШДХ:
80
02 ' = 4000 импульсов.
Помимо количества импульсов необходимо знать частоту следования
импульсов (количество ипульсов в единицу времени), так как от нее зависит
подача S = пД.
Применение шагового привода упрощает систему управления и
делает ее более надежной, но предъявляет высокие требования к точ-
ности изготовления исполнительных механизмов, которые должны
обеспечить прецизионное перемещение движущихся частей станка
при подаче отдельных импульсов. Шаговые двигатели являются
лишь исполнительными органами.
251
chipmaker.ru
Отличительный признак станков с ЧПУ заключается в наличии
системы программного управления. На рис. 8.2 показана принци-
пиальная схема для общего случая программного управления. Сиг-
нал из устройства для ввода программы УВП поступает в устройство
промежуточной памяти ПП. Это устройство необходимо для запоми-
нания и хранения в течение заданного времени сигналов. Отсюда
сигнал следует в сравнивающее устройство СУ. Работа его заключа-
ется в том, что с помощью системы обратной связи сопоставляется
величина перемещения, задаваемая программой, с фактической ве-
ет место рассогласование, т. е. разница между указанными величи-
нами, система работает. По окончании заданного перемещения срав-
нивающее устройство вырабатывает сигнал, выключающий движе-
ние рабочего органа. Таким образом сравнивающее устройство (по-
добно активному контролю) образует систему обратной связи. Дви-
жения исполнительных механизмов (ИМ) станка контролируются
датчиками перемещения, вырабатывающими контрольные сигналы,
которые с помощью устройства обратной связи (УОС) поступают в
сравнивающее устройство, где сопоставляются с сигналами програм-
мы. И только после того, как заданное перемещение будет выполне-
но, подача импульсов прекратится. Для выполнения очередного
движения от программы должен поступить следующий сигнал, зада-
ющий величину и направление нового перемещения.
Во многих станках с ЧПУ предусмотрены устройства цифровой
индикации (УЦИ), предназначенные для визуального наблюдения
за текущими значениями контролируемого размера. Это позволяет
оператору активно следить за выполнением программы, вносить не-
обходимые коррекции и изменения. На рис. 8.3 приведена структур-
ная схема простейшего УЦИ для отсчета перемещений рабочего ор-
гана станка (каретки, стола, бабки, суппорта) с помощью измери-
тельного преобразователя 2. Перемещение рабочего органа 1 преоб-
разуется в электрические импульсы, число которых пропорциональ-
но перемещению. Импульсы поступают в счетчик перемещений 3
и индицируются на цифровом табло 4, состоящем из набора десятич-
252
ных индикаторов и дешифратора, преобразующего показания счет-
чика в сигналы, управляющие индикаторами.
Таким образом, на световом табло УЦИ светящимися цифрами
указывается значение координаты (перемещение рабочего органа);
по мере перемещения рабочего органа происходит смена цифр на
табло, и оператор проверяет в любой момент времени положение ра-
бочего органа. Иногда УЦИ сообщает, на каком режиме (подача, ча-
стота вращения) работает станок, или выдает другую информацию.
Учебно-производственное задание по теме
«Общие сведения о станках с ЧПУ»
Дайте ответы на следующие вопросы:
1. Что общего у станков с ЧПУ с полуавтоматами и универсаль-
ными станками? В чем их принципиальные отличия?
2. Почему в станках с ЧПУ применяются приводы на шаговых
двигателях и почему эти двигатели называются «шаговыми»?
3. Определите количество импульсов, которое необходимо подать
на шаговые двигатели ШДХ и ШДг (см. условие примера 8.1), если
задана следующая программа перемещений: поперечное перемеще-
ние aZl — 0,6 мм, продольное перемещение аХ2 = 120 мм, попе-
речное перемещение агг = 0,3 мм, продольное перемещение aXt =
= 120 мм.
Цена импульса Д2 = 0,001 мм и Дv = 0,02 мм.
4. В чем назначение сравнивающего устройства в системе про-
граммного управления?
5. Чем отличается схема программного управления от схемы ра-
боты приборов активного контроля?
6. В чем специфика применения УЦИ в станках с ЧПУ?
8.2. ШЛИФОВАЛЬНЫЕ СТАНКИ С ЧПУ
В настояще время выпускаются шлифовальные станки с ЧПУ сле-
дующих основных классов: плоскошлифовальные, круглошлифо-
вальные, внутришлифовальные и заточные. Созданы также много-
целевые шлифовальные станки и гибкие производственные модули на
их основе. Следует помнить, что шлифовальные станки с ЧПУ не
делают, с точки зрения обработки металла, ничего такого, что не мо-
жет сделать обычный шлифовальный станок. Во всех этих станках
в качестве режущего инструмента применяются шлифовальные кру-
ги, используются те же скорости резания, СОЖ и т. п. Таким обра-
зом, повышение производительности станка и расширение его техно-
логических возможностей при использовании ЧПУ обеспечивается
не за счет процессов, связанных со съемом металла, а лишь за счет
управления и вспомогательного времени.
Особенностью шлифования, затрудняющей программное управле-
ние этим процессом, является то, что износ круга соизмерим по ве-
253
chipmaker.ru
личине с припуском на обработку (в отличие от лезвийного инстру-
мента). Износ круга зависит от различных параметров и составляет
~1/50 от снятого припуска. Поэтому управление перемещениями
механизма правки круга от устройства ЧПУ должно предусматри-
вать учет и компенсацию его износа.
Обозначение отечественных шлифовальных станков с ЧПУ от-
личается от обычных лишь добавлением буквы Ф и цифры 1, 2, 3
или 4 рядом с ней, указывающей на дополнительные признаки
(табл. 8.1).
8.1. Обозначение систем программного управления
Пример
Плоскошлнфовальный станок
мод. ЗД740ВФ1 (имеет уст-
ройство цифровой индикации
вертикального перемещения
шлифовальной бабки)
Круглошлифовальный полу-
автомат ЗМ151Ф2 (осуществля-
ет программное позициониро-
вание в поперечном и продоль-
ном направлениях)
Профилешлифовальный ста-
нок мод. ЗГ95ФЗ
Многоцелевой заточный по-
луавтомат мод. В3215Ф4
Отличительные признаки
Система управления с цифровой инди-
кацией на табло или экране координат по-
движного узла станка. В нее входят уст-
ройства для предварительного набора коор-
динат обрабатываемой поверхности и для
автоматического перемещения шлифоваль-
ного круга в заданные координаты
Система позиционного программного
управления, позволяющая автоматически
перемещать подвижные узлы станка в точ-
ки с заданными координатами, т. е. осуще-
ствлять их позиционирование. Траектория
движения узла возможна лишь прямоли-
нейная, вдоль направляющих
Контурная система программного управ-
ления, обеспечивающая произвольную тра-
екторию движения инструмента за счет пе-
ремещения рабочего органа по двум или
трем координатам одновременно
Комбинированная позиционно-контурная
система программного управления, как пра-
вило, с устройством автоматической смены
режущих инструментов
Отечественным станкостроением выпускается более 25 типов стан-
ков шлифовальной группы с числовым программным управлением.
В табл. 8.2 приведены некоторые данные о наиболее типовых шли-
фовальных станках с ЧПУ, из которых видно, что эти станки могут
производить те же виды абразивной обработки, что и обычные стан-
ки с ручным управлением. Дополнительные технологические воз-
можности, обеспечиваемые системой программного управления,
характеризуются совокупностью программируемых движений рабо-
чих органов станка.
Независимые движения (продольная, поперечная и вертикальная
подачи, вращение заготовки, угол поворота стола и т.п.) называются
координатными осями перемещения.
254
8.2. Некоторые станки шлифовальной группы с числовым
программным управлением
Наименование станка и модель Назначение j Краткая техническая характеристика
' Круглошлифо- вальный универ- сальный мод. ЗМ132МВФ2 Круглошлифо- вальный мод. ЗМ151Ф2 Торцекругло- шлифовальный мод. ЗТ160Ф2 Внутришлифо- вальный универ- сальный мод. ЗМ225ВФ2 Плоскошлифо- вальный станок с крестовым столом и горизонтальным шпинделем мод. ЗЕ711ВФЗ Плоскошлифо- вальный полуав- томат с прямо- угольным столом й горизонтальным шпинделем мод. ЗЛ722ГВФ2 Карусельно- шлифовальный Станок мод. ЗН763Ф2 Универсальный заточный полуав- томат мод. ВЗ-208ФЗ Многоцелевой заточный полуав- томат повышен- ной точности мод. ВЗ-215Ф4 Для наружного и внут- реннего шлифования глад- ких и прерывистых цилинд- рических поверхностей (ко- нических, фасонных, плос- ких, фланцевых, торцевых) методом продольного и врез- ного шлифования Для наружного шлифова- ния ступенчатых валов Для наружного врезного шлифования одновременно цилиндрических и торцевых поверхностей Для шлифования цилинд- рических и конических от- верстий Для шлифования перифе- рией абразивного или ал- мазного круга плоских по- верхностей изделий, воз- можна обработка торцом круга, а с применением при- способлений возможно фа- сонное шлифование Для обработки пазов и продольных поверхностей деталей методом глубинно- го шлифования Для круглого шлифова- ния наружных и внутренних цилиндрических, кониче- ских и профильных поверх- ностей, а также для плоско- го шлифования торцом и периферией круга Для заточки и доводки цилиндрических и кониче- ских инструментов Для заточки различных режущих инструментов (с любым профилем) Наибольший диаметр из- делия 7>тах=280 мм. Наи- большая длина шлифования Етпах=710 мм. Частота вра- щения изделия п=254- 4-720 об/мин. Частота вра- щения шлифовального круга Мкр = 1590, 1690 об/мин Дщак==200 ММ, Етах = =700 мм, « = 504- 4- 500 об/мин, Мкр = = 1599 об/мин amBx===280 ММ, Етах = = 304-750 об/мин. МКр = = 1250 об/мин Наибольший диаметр шлифуемого отверстия ^mas=80 ММ, Z.ttiax=-80 ММ, /VI( р = 12 0004-150 000 об/мин Размер рабочей поверхно- сти 200X400 мм, скорость круга Окр = 35 м/с, скорость продольного перемещения стола S„p = 24-35 м/мнн. Вертикальная подача SB = = 0,0024-0,1 мм/мин. Попе- речная подача 5ИОП= =0,54-30 мм/мин Размер рабочей поверхно- сти 320X1250 мм, оКр = = 244-35 м/с, 3Пр=0,014 4-10 м/мин Диаметр стола 1600 мм, высота изделия 600 мм, окр = 35 м/с ^ma*^250 ММ, 7-niax=^ = 500 мм, Укр = 22404- 4-6300 об/мин. Максималь- ное продольное перемещение стола ДПр = 560 мм. Макси- мальное поперечное переме- щение стола £поп=230 мм 255
chipmaker.ru
Рис. 8.4. Программируемые осн
перемещений на плоскошлифо-
вальном станке с ЧПУ
Плоскошлифовальные станки с ЧПУ в зависимости от назначе-
ния могут иметь одну, две или три программируемые оси перемеще-
ния: X, Z и Y (рис. 8.4): X — продольная подача стола, Z— попе-
речная подача стола, V — вертикальная подача шлифовального
круга.
Дополнительно может осуществляться программное управление
частотой вращения шлифовального круга и постепенного наращива-
ния частоты вращения круга по
мере его износа (для поддержания
постоянной скорости резания), ско-
ростью изделия (подачами) и дру-
гими параметрами.
Обработка плоских поверхно-
стей может программироваться в
режимах «маятникового» и «глубин-
ного» шлифования. При маятнико-
вом шлифовании (рис. 8.5, а) за-
дается возвратно-поступательное
перемещение, которое совершает
стол с закрепленной на нем заго-
товкой относительно бабки, несу-
щей шлифовальный круг. Подача
вдоль оси Z (поперечная) может
осуществляться после одного хода
-стола — обработки одной «строки» (рис. 8.5, б) или одновременно
е продольной подачей вдоль оси X (рис. 8.5, в). В последнем случае
-обратный ход производят обычно без поперечной подачи для улучше-
Рис. 8.5. Обработка плоских поверхностей при маятниковом
(а—в) и глубинном (г) шлифовании
ния качества поверхности. После обработки плоскости круг подает-
ся вниз на деталь для обеспечения съема металла при последующих
рабочих ходах.
При глубинном шлифовании (рис. 8.5, г) припуск на обработку
снимают за один рабочий ход при малых скоростях движения дета-
ли относительно круга.
Обработку криволинейных поверхностей осуществляют движе-
нием бабки с кругом одновременно по двум координатам (рис. 8.6, а)
256
либо, как и в обычных станках, — применением координатной прав-
ки круга (рис. 8.6, б). В отличие от станков с ручным управлением
правку выполняют по программе алмазным карандашом, управля-
емым устройством ЧПУ. На рис. 8.7 показана профильная правка
круга, выполняемая по программе; требуемый профиль получается
при одновременных перемещениях круга (ось Z) и алмазного каран-
даша (оси X).
Рис. 8.6. Обработка
криволинейных по-
верхностей на плоско-
шлифовальных стан-
ках:
а — прн одновременном
перемещении по двум
осям, б — прн профиль-
ной правке круга
По программе можно задавать не только траекторию правящего
инструмента, но и технологию самой правки, с учетом компенсации
износа круга. В большинстве случаев правка осуществляется перио-
дически (рис. 8.8, а). При глубинном и профильном шлифовании,
Рис. 8.7. Профильная правка
круга, выполняемая по про-
грамме
Рис. 8.8. Периодическая (а) и
непрерывная (б) правка кру-
га при плоском шлифовании
когда круг особенно интенсивно изнашивается и затупляется, при-
меняют непрерывную правку с компенсационным смещением круга
(рис. 8.8, б).
При обработке плоскостей в плоскошлифовальных станках при-
меняют систему ЧПУ преимущественно позиционного типа. Однако
профильное шлифование вызывает необходимость использования си-
стем ЧПУ контурного типа. Дискрета для плоскошлифовальных
257
chipmaker.ru
Рис. 8.9. Программируемые оси переме-
щений на круглошлифовальном станке
с ЧПУ
станков обычно составляет 1 мкм, что позволяет обеспечивать требу-
емую геометрическую и размерную точность.
Круглошлифовальные станки с ЧПУ имеют две основные про-
граммно-управляемые оси перемещения (рис. 8.9): Z — поперечной
подачи шлифовального кру-
га, X — продольной подачи
заготовки. Это позволяет
программировать обработку
шеек ступенчатых валов ме-
толом врезного (рис. 8.10, а)
и проходного (рис. 8.10, б)
шлифования по любому рабо-
чему циклу; задавать выха-
живающую осцилляцию вдоль
оси X после врезного шли-
фования (рис. 8.10, в), про-
граммировать обработку тор-
цов (рис. 8.10, г), а при одно-
шлифовать напроход коничес-
временно управляемых осях X и Z
кие и более сложные поверхности вращения (рис. 8.10, 3).
В круглошлифовальных станках с ЧПУ может быть предусмотре-
но и большее количество координатных осей. Например, для обра-
Рис. 8.10. Схемы обработки иа круглошлифовальном станке
с ЧПУ
ботки кулачков и копиров, а также для фиксации углового положе-
ния заготовки при наличии шлицев или пазов вводится ось С вра-
щательного движения заготовки (см. рис. 8.9). В универсальных
станках для возможности программирования обработки конусов
часто предусматривается координатная ось поворота стола.
258
Торцекруглошлифовальные станки с ЧПУ могут иметь до девя-
ти координатных осей (рис. 8.11) — три основные (Л', Z и С) и шесть
вспомогательных установочных координат позиционирования:
В — поворота стола для обработки конуса, Y — оси приборов ак-
тивного контроля, W — пе-
ремещения прибора осевой
ориентации круга относи-
тельно заготовки при обра-
ботке ступенчатых валов,
U — смещения задней бабки
для корректировки цилинд-
ричиостп обрабатываемой за-
готовки.
Правка кругов также осу-
ществляется по программе,
что позволяет поддерживать
любой заданный профиль
круга.
На таких станках про-
граммируют обработку галте-
лей с различными радиусами
Рис. 8.11. Программируемые оси пере-
мещений на торцекруглошлифовальном
станке с ЧПУ
Рис. 8,12. Схемы обработки на торцекруглошлифовальном стайке
с ЧПУ
(рис. 8.12, а), шлифование торцов (рис. 8.12, б), одновременную
обработку цилиндрических и торцевых поверхностей (рнс. 8.12, в,
8.12, г), врезное шлифование фасонных поверхностей (рис. 8.12, д)
и другие операции.
259
chipmaker, ru
Возможность задавать программой последовательность обра-
ботки ступеней вала позволяет оптимизировать рабочий цикл и повы-
сить точность обработанной детали например, при программирова-
нии шлифования с промежуточным отскоком после чернового шлифо-
вания для снятия упругих
отжатий в системе станок—
приспособление — инстру-
мент — деталь.
Наличие на универсаль-
ном станке с ЧПУ про-
граммно управляемой вну-
тришлифовальной головки
позволяет значительно рас-
ширить технологические
возможности станка за
счет возможности одно-
Рис. 8.15. Программируемые
оси перемещений на заточиом
станке с ЧПУ
Рис. 8.13. Программируемые оси перемеще- временного шлифования
ннй на виутришлифовальном станке с ЧПУ наружных и внутренних
поверхностей.
Внутрншлифовальные станки с ЧПУ также могут иметь одну,
две нли более управляемых координатных осей. Как и в случае круг-
лого наружного шлифования, основными осями являются (рис. 8.13):
Z — поперечная подача, X — продольная подача.
Рис 8.14. Схемы обработки иа внутришли-
фовальиом стайке с ЧПУ
Часто для удобства программирования условно вводится коор-
дината X' (совпадающая по направлению с X), задающая продоль-
ное перемещение шлифовального круга. Наличие этих осей позволя-
ет программировать все основные схемы шлифования внутришлифо-
вального станка: сквозного цилиндрического отверстия (рис. 8.14,
а); глухого цилиндрического отверстия (рис. 8.14, б), внутренней
торцевой поверхности (рис. 8.14, в), фаски отверстия (рис. 8.14, г),
конического отверстия (рис. 8.14, д), наружной торцевой поверхно-
сти (рис. 8.14, е) и др.
260
На внутришлифовальных станках с ЧПУ также предусмотрена
программируемая правка круга, что в условиях повышенного изно-
са и затупления инструмента особенно эффективно.
Заточные станки с ЧПУ должны обеспечивать сложные движе-
ния абразивного инструмента относительно заготовки, как правило,
при одновременном перемещении по всем трем координатам: X, Z
и У (рис. 8.15). На этих станках шлифуются изделия, имеющие
прямые и винтовые канав-
ки, прямые и конические
режущие инструменты, фа-
сонные фрезы и т.п., поэто-
му, как правило, преду-
сматривается и дополни-
тельная координата С —
угловое положение шпин-
деля изделия.
Из станков шлифоваль-
ной группы заточные стан-
ки должны обеспечивать
наиболее сложное по тра-
ектории движение инстру-
мента относительно заго-
товки, с часто меняющей-
ся конфигурацией. Поэто-
му преимущества ЧПУ
именно на заточных стан-
ках наиболее ощутимы. Рис. 8.16. Фреза (а) и программируемые
Для иллюстрации на перемещения шлифовального круга и заго-
рие. 8.16, а показана фре- товкн- необходимые для ее заточки (б)
за, а на рис. 8.16, б — не-
обходимые для заточки этой фрезы перемещения шлифоваль-
ного круга и заготовки, которые задаются программно.
В современных заточных станках с ЧПУ может быть предусмот-
рено также вращение шпинделей изделия и шлифовального круга во-
круг вертикальной и горизонтальной осей и даже возможность про-
граммировать смену шлифовальных кругов, установленных иа спе-
циальной револьверной головке.
Такой станок, осуществляющий комплексную обработку слож-
ных изделий несколькими инструментами, называется обраба-
тывающим центром.
Учебно-производственное задание по теме
«Шлифовальные станки с ЧПУ»
Дайте ответы на следующие вопросы:
1. Какие движения рабочих органов шлифовальных станков мо-
гут задаваться программой?
26J
chipmaker.ru
2. Чем отличается станок мод. ЗМ151Ф1 от мод. ЗМ151Ф2?
3. Обработку каких поверхностей можно осуществить на пло-
скошлифовальном станке с ЧПУ, имеющем следующие программи-
руемые оси: X и Z; X и У; Y и Z; X, Z и У?
4. Как осуществляется обработка криволинейных поверхностей
на плоскошлифовальных станках с ЧПУ?
5. Для шлифования каких деталей на круглошлифовальных стан-
ках с ЧПУ необходимо наличие дополнительной программируемой
-оси С?
6. Составьте алгоритм (последовательность) перемещений стола
и круга (оси X и Y) при обработке поверхностей, показанных на
рис. 8.14; на рис. 8.16, б?
7. Что называется обрабатывающим центром?
8. На рис. 8.25 и 8.26 показан пример обработки кулачка на
станке с ЧПУ, когда все перемещения инструмента и заготовки за-
даются программой? В чем преимущества и недостатки для этого
станка с ЧПУ по сравнению с обычным станком с ручной настрой-
кой? Рассмотрите три случая: условия массового производства, усло-
вия серийного производства, условия индивидуального производ-
ства. Сделайте вывод о целесообразности применения ЧПУ в каж-
дом из этих случаев.
8.3. ОСОБЕННОСТИ ПОДГОТОВКИ УПРАВЛЯЮЩИХ
ПРОГРАММ ДЛЯ ШЛИФОВАЛЬНЫХ СТАНКОВ С ЧПУ
Приемы и правила программирования для разных типов и даже
моделей шлифовальных станков с ЧПУ могут существенно разли-
чаться. Однако общие принципы и последовательность подготовки
управляющих программ для любого такого станка остаются неизмен-
ными. Блок-схема основных этапов программирования для станков
с ЧПУ показана на рис. 8.17.
Технологическая последовательность обработки. Подготовка
любой управляющей программы (рис. 8.17) начинается с разработки
технологической последовательности об-
работки (блок /). В отличие от технологии для станков с ручным уп-
равлением, в описании которых многие очевидные для шлифовщика
подробности опускаются, технологическая последовательность обра-
ботки для станка с ЧПУ должна включать все требуемые движения,
так как самостоятельно станок ничего делать не будет. Это предъяв-
ляет повышенные требования кчертежу детали (блок 2) и
технологическим данным (блок 3), на основании ко-
торых разрабатывается технологический процесс. Для заготовок со
многими обрабатываемыми поверхностями технологическую последо-
вательность обработки удобно изображать графически.
Пример. Рассмотрим шлифование приводного вала (рис. 8.18, а) иа
круглошлифовальном станке с коитуриой системой ЧПУ, позволяющей про-
граммировать одновременное перемещение вдоль осей X и Z. Требуется шли-
262
фовать семь цилиндрических шеек: DI, D2, D4, D5, D9, D10 и D11 и два тор-
ца: D3 и D12. Выбирается следующая технологическая последовательность
обработки:
производят правку правого торца и периферии круга (рис. 8.18, б, линия
врезным шлифованием обрабатывают шейки DI, D2 и торец D3\
шлифуют шейку D4 (на врезание по оси X) с одновременной осцилляцией
шлифовального круга (возвратно-поступательные перемещения вдоль оси
Z) с целью снижения шерохо-
ния условий самозатачиваемо-
сти круга;
шлифуют шейку D5 с про-
филированием (по программе
на проход) радиусной галтели
за счет одновременного движе-
ния круга и заготовки (это ис-
ключает необходимость в до-
полнительной профильной пра-
вке и улучшает качество по-
верхности);
шлифуют предварительно
шейку D10 методом последова-
тельного врезания (шейка D10
условно разбита на три поверх-
ности: D6, D7 и D8), такой ме-
тод принят из-за малой высоты
круга (ограниченной длиной
шейки D5), что, в случае про-
ходного шлифования, приведет
к ускоренному износу круга
и увеличению времени обра-
ботки;
производят правку пери-
ферии и торца круга (рис.
8.18, б, линия 2) для оконча-
тельного шлифования;
шлифуют окончательно на-
проход коническую поверх-
Рис. 8.17. Блок-схема основных этапов про-
граммирования для станков с ЧПУ:
А — технология обработки Б — кодирова-
ние программы, В — ввод программы.
Г — отладка
ность D9 и шейку D 10
(рис. 8.18, г);
шлифуют шейку D 11 и торец D 12.
Последовательность обработки этой заготовки может быть и другой, но
подробное описание необходимо. Каждому этапу должны соответствовать оп-
ределенные режимы шлифования, выбор которых осуществляется так же, как
и для станков с ручным управлением.
Расчет координат и кодирование программы. Расчет траектории
перемещения шлифовального круга, заготовки и правящего инстру-
мента (блок 4, рис. 8.17) является самым трудоемким этапом при со-
ставлении программы, так как может потребовать большого объ-
ема вычислений. В особенности это относится к случаям криволи-
нейной обработки напроход, так как требуемый профиль формиру-
ется при последовательном перемещении круга по вершинам лома-
ной (рис. 8.19).
На рис. 8.19 показана схема такой обработки радиусной галтели.
Для обработки такого профиля необходимо знать координаты всех
263
chipmaker.ru
вершин (Хх, Zf, Х2, Z2; Х3, Z3 ...). Чем гуще вершины ломаной, тем
точнее приближается профиль, и для сложнофасонной обработки ко-
личество координат, вычисляемых для задания траектории может до-
стигать нескольких сотен и даже тысяч. То же относится и к профиль-
ной правке круга по программе.
Координаты траектории могут быть не только линейными, но и
угловыми. Например, при врезном шлифовании профиля кулачка
(рис. 8.20) перемещение круга относительно заготовки задается по-
следовательностью координат (Z,, Ci, Z2, С2; Z3, С3 ..., где Z — ось
поперечной подачи круга, а С — ось вращения заготовки).
Рис. 8.18. Графи-
ческая схема тех-
нологической
последовательности
шлифования при-
водного вала
В настоящее время трудоемкость расчетов координат для стан-
ков с ЧПУ резко сокращена за счет применения вычислительной
техники. Траектория задается в фиксированной системе координат
и относительно выбранных по определенным правилам точек отсче-
та, которые чаще называют «нулями». При работе на шлифовальных
станках с ЧПУ различают:
«нуль станка» (0с) — постоянная для данного станка исходная
точка отсчета, не зависящая от обрабатываемой заготовки, инстру-
мента и приспособлений; управляющее устройство станка «знает»
лишь эту точку отсчета, и все координаты и перемещения пересчиты-
ваются (автоматически) относительно этого нуля;
«нуль детали» (0д) — точка отсчета, связанная с заготовкой, от-
носительно которой рассчитываются и задаются координаты обра-
ботки и перемещений; нуль детали стараются выбирать таким обра-
зом, чтобы, во-первых, его можно было легко установить на станке,
а во-вторых, чтобы было просто задать все основные размеры обраба-
тываемой заготовки.
На рис. 8.21 показан пример выбора нуля детали; он легко уста-
навливается касанием круга (рис. 8.21, а, б) и поскольку лежит на
264
пересечении оси симметрии (рис. 8.21, в) заготовки и торца, от него
просто задавать все размеры.
На рис. 8.22 показано взаимное расположение систем координат
станка и детали. Установив нуль детали (Од), оператор сообщает уп-
равляющему устройству его координаты относительно нуля станка
(0с). После этого все координаты и перемещения можно задавать и
Рис. 8.19. Траектория обработки ра-
диусной галтели по вписанной ло-
маной
Рис. 8.20. Траектория обработки про-
филя кулачка
более удобной системе, связанной с деталью, они будут автоматиче-
ски пересчитываться и поступать к исполнительным органам станка
уже в системе координат станка.
Пример. На рис. 8.22 нуль детали имеет в системе стайка координаты
Ze — — 500 мм и Хо= — 1000 мм, поэтому координаты точки А, равные в
системе детали: ZA = —30 мм, ХА = — 50 мм, в системе станка будут:
ZAc = ZA + Zo = — 30 — 500 = — 530 мм, ХАс = ХА + Хо = —30+
т 1000 = 970 мм.
Рис. 8.21. Выбор «нуля заготовки»
«Нуль правки» (Оп) — точка отсчета, связанная с устройством
для правки круга, относительно которой задается траектория пра-
вящего инструмента. Система координат для правки может не быть
связанной с нулем станка или детали, так как механизм правки час-
то имеет автономную систему управления. Правила выбора и уста-
новки точки Оп такие же, как для детали (рис. 8.23).
При расчете траектории необходимо следить, чтобы круг не вы-
шел из рабочей зоны обработки — области, в которой допускается
265
chipmaker.ru
перемещение рабочей поверхности инструмента. Теоретическая зо-
на обработки определяется паспортными данными станка, однако
фактически рабочая зона может быть значительно меньше, так как
необходимо учитывать габариты инструмента, крепления, контроль-
ных приспособлений и т.п.
Кодирование программы (блок 5 на рис. 8.17)
служит для представления технологических данных и рассчитанных
координат в форме, понятной управляющей системе станка. Прави-
ла кодирования в общем случае зависят от конкретно применяемой
системы УЧПУ (устройство
ЧПУ) и для разных станков
могут быть различны. В про-
стейших системах управле-
ния, где ввод программы
Рис. 8.22. Взаимное расположение систем Рнс. 8.23. Выбор «нуля правки»
координат станка и заготовки
осуществляется с пульта станка декадными переключателями, коди-
рование сводится к переводу числовых значений координат режимов
в число импульсов шагового двигателя в соответствии с расположе-
нием и разрядностью декадных переключателей.
В настоящее время все чаще применяют системы, в которых про-
граммы вводятся не с пульта, а с программоносителя (например,
перфоленты) в память управляющего устройства. При этом резко
сокращается вспомогательное время (во время ввода программы
станок не работает), уменьшается вероятность ошибок и сбоев, по-
является возможность вводить большие по объему программы и от-
падает необходимость набирать заново программу при каждом
вводе.
На программоноситель программа поступает уже в закодирован-
ном виде. В целях унификации программ для различных станков и
удобства производителей и потребителей станков с ЧПУ принята
единая Международная система кодирования управ-
ляющих программ, которая получает применение и в отечественном
станкостроении. Рассмотрим некоторые элементы этой системы при-
менительно к шлифовальным станкам.
Программа составляется из «кадров» — порций информации о
действиях станка или УЧПУ, производимых одновременно. Каждый
кадр имеет свой порядковый номер, состоит из набора команд, оп-
266
ределяющих каждое действие станка и заканчивается специальным
кодом «конец кадра». Команды записываются в виде латинских букв
^адресов) и числового значения и расшифровываются по определен-
ным правилам. Ниже показано написание команд с пояснениями
значений каждого адреса.
N003 G90 С35000 хбЗООО Z18000 S300 М22 F250 CR
_. )—
CR — код «коней
кадра»
F — величина подачи,
мм/мин (F250 — F=
= 25 мм/мин)
М — вспомогательная команда
(правка, остановка, осцилляция
и т. п., М22 — включение цикла
правки круга)
S — скорость вращения заготовки,
об/мин (S 300—300 об/мии)
Z — величина перемещения стола (ось Z),
мкм (180 000 — перемещение в точке с ко-
ординатой Z=180 мм)
X — величина перемещения шлифовальной бабки
(ось X), мкм (ХбЗООО — перемещение в точке, с ко-
ординатой Х=63 мм)
С — угол поворота изделия (ось С) в 0,001° (С35000 — пово-
рот изделия на 35°)
G — исполнительные команды (установка нуля, перемещение вдоль
осей, начало циклов обработки и т. п., 690 — установка абсолютной
системы координат)
N — номер блока (N 003—№ 3)
При написании кадров команды не разделяются запятыми. Та-
ким образом любая программа имеет вид:
Л'001.....................................CR
ЛГ002.....................................CR
Л'ООЗ ....................................CR
Все приведенные выше для примера команды не могут сразу по-
пасть в один кадр (например, нельзя одновременно перемещать круг
в новую позицию и производить правку).
Информацию о том, что делать станку, несут команды G ... и М...
и каждое двузначное число, стоящее за этими адресами, является
кодом определенного действия станка. В табл. 8.3 приводятся неко-
торые из них.
Команды G и М подчиняются следующему правилу: их действие
распространяется на все последующие кадры до появления новой
команды отменяющей действие первой. Так, в приведенном ниже
примере, командой G 01 (кадр № 8) задается движение с подачей
F —- 0,5 мм/мин; в последующих кадрах команду G 01 можно не пи-
267
ьо
оз
00
8.3. Содержание команд G и М
Команда Действие команды Пример 1
ООО G01 Быстрое перемещение вдоль выбранной оси Перемещение вдоль одной или нескольких осей с задан- ной подачей G 00 Z 30000 G01 Z 105000x15000 F 500
G90 G91 G 92 Установка абсолютной си- стемы координат, т. е. после -той команды все координаты X, Z, С будут воприниматься от установленного нуля Установка относительной си- стемы координат, т. е. после этой команды будут рассмат- риваться не координаты, а их приращения Задание нуля детали Инструмент до ко- манды находился в точке с X 50 мм Z -- 80 мм G 92 X 70000 С 0 Z 0 G 90 X 20000 Z 30000 G91 X 20000 Z 30 000
G04 М 04 М 05 М 22 М 26 Л4 27 М 08 М 09 Остановка н выдержка без перемещения в течение задан- ного времени Р. Применяется при выхаживании Включение вращения круга Выключение вращения круга Цикл правки круга Включение осцилляции Выключение осцилляции Включение подачи СОЖ Выключение подачи СОЖ G 04 Р 5000 Команды М.. .составляют, как правило, отдельные блоки, например: N 124 Л426 СР
М 02 Конец программы 132 Л427 СР
Объяснение
Быстрое перемещение стола
(ось Z) на 30 мм
Перемещение в точку с ко-
ординатами Z=105 мм, Х =
= 15 мм со скоростью F =
= 50,0 мм/мии
Инструмент переместится в
точку Х = 20 мм, Z = 30 мм
Инструмент переместится в
точку Х=70 мм (504-20)
Z=110 мм (80+30)
и
Все дальнейшие координаты
будут восприниматься от нуля
детали, т. е. точки с координа-
тами Х = 70, С = 0°, Z — 0 от
нуля станка
Выдержка в течение 0,5 с
На многих станках преду*
смотрен цикл правки круга на
определенную величину (напри-
мер, 0,02 мм)
Блок №
ляцию
Блок №
цилляцию
124 включить осцил-
132
выключить
ос-
л
р
о
3
О
*
СП
о
СП
с©
2
N5
ьэ
Г)
о О
я
2 а
я
5
S Л»
я V 2
* я ч
h о
а »
я
оз
ф
да
->,0
о
|| £
2 -Т
i-c а
я 01
я S —
* I
I *
я
я
*§
я
£
8
X
Я
да
я
о
2
2
о
аз
я
я
св-33
о
сл
СЛ
О
03 )□
_ О
2 13
X
Ы м
ол
о
л
я
я
><
я
— и
ооо
><
tsD
О Я
я g ГС
g § х*
J3 —л Ф
“ II Е
S! гс
2 ж
от
S
П
О
*
я
о
X
о
§
о
п
Я
С о
я
Я
в я W 2 И X о
в ®“
О
*
Е
* S
3
2
Е
я
с
и
о
о
я
аз
5
Е
??
о
I
я
аз
М
Я
Я
я я
S'?
13 а
SҤ
Б я к>
аз
о
2
О
™ -S
о
н
to
2
5
о о
Ja Л
о аз
я
в8
да i-a
Е №
I I
Е О £
»
s_z Ф
ПЭ Я
л v я
Я N Ф
Е ”.
g
Я 2
Р Я
О
00 5
У* л
Е
.О2
gs’s
Оз ж
Я
Л
Е
as о
S л
aS
2 2
2 Ф
Г _ н
# X 2
° 'fi
2 ?
аз *
я *
S *
00 *
g sSo £ s
? м ?? 9 2
chipmaker, ru
Продолжение программы
Текст программы Пояснения к программе
ХОН Л'9050 С150000 CR М)12 .¥50 С180000 CR Л’013 X13050 С225000 CR Л'014 XI7850 С26500 CR Л’015 СО CR МП 6 Л426 CR X0I7 G0I Х18000 F10 CR Шлифуется участок профиля (2—3) Шлифуется участок профиля (3—4) Шлифуется участок профиля (4—5) Шлифуется участок профиля (5—6) Шлифуется участок профиля (6—7) Включается осцилляция круга Осуществляется врезание с осцил- ляцией до точки Х=18 мм с подачей
NO IS, С90000 CR М)19 XI5000 С120000 CR Л’020 Х9000 С150000 CR Л'021 Х0 С180000 CR N022 X13000 С225000 CR Х023 XI7800 С265000 CR Х’024 СО CR М)25 G00 X 24000 CR F= 1,0 мм/мин Окончательно шлифуется профиль с одновременной осцилляцией круга Быстрый отвод круга на 6 мм (Х=24 мм)
M)26 Л109 CR .V026 XI50000 C90000 CR Выключение СОЖ Быстрое перемещение круга в ис-
X027 Л405 CR Л/028 Л402 CR ходкую точку Выключается вращение круга Конец программы
Ввод программы. Ввод программы с пульта станка (см. блок 6
на рис. 8.17) сводится к набору в определенной последовательно-
сти числовых значений перемещений рабочих органов станка и
Рис. 8.25. Эскиз кулачкового валика (а) и профиля кулачка (б)
необходимых технологических данных на клавиатуре или пере-
ключателях. расположенных на панели управления. Такой способ
существенно упрощает конструкцию управляющей системы и при-
меняется на станках, предназначенных для обработки однотипных
деталей по сравнительно небольшим по объему программам. По-
270
рядок ввода программы с пульта не унифицирован [и для разных
моделей станков в общем случае различен.
В качестве типового примера рассмотрим круглошлифовальный
станок с ЧПУ мод. ЗМ151Ф2*. Станок отличается от базовой мод.
ЗМ151 лишь системой ЧПУ и предназначается для наружного шли-
фования гладких и прерывистых цилиндрических поверхностей ва-
лов с несколькими ступенями. Обработка ступеней (шеек) ведется
последовательно одним кругом. На станке осуществляется врезное
и строчное шлифование (последовательно-врезное шлифование шей-
ки, длина которой превышает высоту круга, называется строчным;
при этом каждый этап врезного шлифования называется строкой
(рис. 8.26) с последующей зачисткой продольным шлифованием, а
также подторцовкой буртиков.
Программно управляется перемещение по двум осям: Z (попереч-
ное движение шлифовальной бабки) и X (продольное движение сто-
ла). Обработка на станке
ведется по каждой из коор-
динатных осей последова-
тельно, что исключает воз-
можность обработки неци-
линдрических поверхно-
стей.
Высокие требования к
геометрии и точности обра-
батываемых поверхностей,
отклонения размеров заготовок от детали к детали (при неизмен-
ной программе), износ шлифовального круга, точность установки
базовых поверхностей деталей относительно шлифовального круга
требуют применения приборов активного контроля размеров.
Применяется два измерительных устройства для определения об-
рабатываемого размера по осям X и Z.
В системе ЧПУ имеются две корректирующие системы: одна —
для определения отклонений размеров заготовки, другая — для
определения отклонения размеров круга.
Контроль диаметрального износа круга определяется и кор-
ректируется косвенным путем при измерении изделия в процессе его
обработки (ось Z) прибором активного контроля (более подробно об
устройствах активного контроля см. в разд. 3). Для привязки изде-
лия к координатной системе станка (по оси X) необходимой операци-
ей является контроль базового торца, который производится спе-
циальным измерительным щупом.
Ввод программы осуществляется с помощью декадных переклю-
чателей, расположенных на пульте станка (рис. 8.27). Основные дей-
(I = 28 мн) (к - 18.2мм)
г
:. 8.26. Пример набора координат X и Z
* Описание системы ввода программ для этих станков дается в несколько,
упрощенном и схематическом виде.
271
chipmaker.ru
ствия рабочих органов станка задаются четырьмя адресами: X, Z, п
и I,*:
Z — перемещение по оси/(поперечная подача). На переключате-
Z X
009 6 н 0 5 4 1
,0|6 000 0 0 1 7 9 5
050’05 J ° 0 5 5
0 5 9|( 4 С 0 1 4 2 5
050905 £ 0 L 6 5
0 9 5 6 5 0 з 4 । 7
000 000
Рх NK В Fj F2 F3
123456789 10
|ё-1ЯаГДЕИЗИВ?1В|
п ффффффффф®
0] ni □□□□□omen
|Tj N2 ота^Езоапагз
0] N3
[7] N4 шшвсихт
[7] ns иооаооопоо
J7] N6 □□□□№□□□□
[0 N7 □□□□□□□□□□
0 N8 □□□□□□□□□□
Рис. 8.27. Схема расположения декадных переключателей на
пульте станка ЗМ151Ф2 с примером набранной программы об-
работки вала сцепления
ле устанавливается значение окончательного диаметра обработки.
Координата задается в виде шестиразрядного числа (дискрета по
* В программах для станков с ЧПУ обозначение некоторых параметров
может отличаться от принятых в технологии машиностроения (например, час-
тота вращения шпинделя — не п, a S; величина подачи — не S, а п и т.п).
Это связано с существующими Международными стандартами.
272
оси Z равна 0,001 мм). Начало оси совпадает с осью вращения изде-
лия. В процессе обработки текущий размер высвечивается на циф-
ровом табло.
X — перемещение по оси X (продольная подача), координата
торцов изделия. Задается в виде пятизначного числа (дискрета по
оси X равна 0,1 мм). Пример набора координат X и Z показан на
рис. 8.26.
п — число строк при обработке данной шейки (ступени), которое
показывает за сколько последовательных врезаний осуществляется
строчная обработка шейки.
L — цикл обработки, определяемый включением ряда кнопок де-
сятикнопочного переключателя. Для каждой из обрабатываемой по-
верхности (ступени) задается свой цикл, который состоит из набора
действий, содержание которых задается соответствующей кнопкой
(табл. 8.4). Так, например, цикл обработки 2-й ступени (см. 2-ю стро-
ку адреса L на рис. 8.28) включает: подналадку датчика шлифоваль-
ной бабки по скобе, правку круга, обработку на режимах чистового
шлифования, применение активного контроля,обработку правого
торца.
8.4. Содержание программируемых циклов обработки на станке ЗМ151Ф2
№ кнопки! Обозначение Содержание действий цикла X X 5 X X Обозначение Содержание действий цикла
Обдирочное
шлифование
VW
Ступень с левым
торцом
Поданаладка
датчика шлифо-
вальной бабки по у
скобе
Обработка лево-
го торца
8
Правка круга
Чистовое шлифо-
вание
Осевая ориента-
ция изделия
Шлифование с
активным контро-
лем
Перемещение
стола с отведен-
ной скобой
Ступень с пра-
вым торцом
273
chipmaker, ru
Кроме перечисленных четырех адресов УЧ ПУ позволяет про-
граммировать ряд технологических параметров.
На рис. 8.27 схематично показан внешний вид пульта управле-
нием станком с набранной программой для шлифования шести сту-
пеней вала сцепления.
Для обработки более сложных деталей ввод программы с пульта
станка не применяют, а используют программоноситель, на который
предварительно (вне станка) заносится программа, а затем с програм-
моносителя она вводится в УЧПУ. Стоимость такой системы намного
выше, но из-за ощутимых технологических преимуществ (увеличе-
ние коэффициента использования станка, сокращение времени ввода,
возможность «размножать» программу и многократно ее использо-
вать, повышение качества и надежности программирования и т.п.)
современные и перспективные УЧПУ ориентированы на применение
Рис. 8.28. Эскиз вала сцепления с графической схемой шлифо-
вания
программоносителей. В качестве программоносителя для станков с
УЧПУ чаще всего применяют перфоленту.
Для подготовки перфоленты необходимо про-
бить отверстия в соответствии с принятыми правилами. Этот процесс
называется перфорацией. Чаще всего применяют Международный
стандарт ИСО. В соответствии с этим стандартом для всех станков
используется унифицированная восьмидорожечная бумажная лента
шириной 1 дюйм (25,4 мм). Строка на перфоленте выражает один сим-
274
вол: цифру, букву, знак и т. п. Каждому символу соответствует опре-
деленный набор отверстий. Удобно записывать этот набор в двоичной
форме — единицами и нулями; отверстие записывается единицей, а
отсутствие отверстия — нулем. На рис. 8.29 показана схема основ-
ных символов, применяющихся в шлифовальных станках с ЧПУ.
Для примера на рис. 8.30 показана пробивка на перфоленте кад-
ра Лг012G91 Х018050 CR, означающего перемещение в точку с коор-
динатой X = 18,05 мм. В двоичной форме этот кадр имеет вид: X —
01110010, 0 — 00001100, 1—10001101, 2—01001101, G— 11100010,
9 —10011100, 1—10001101, X —00011011, 0 — 00001100,
Сим вол. № дорожки
8 7 6 4 3 2
ПроОиВка (стандарт HC0)
0 © о о
1 © © © о о
2 © © о о о
3 © © о © о
4 © о © о ©
5 о © о о о
6 0 о о о о
7 о о о о о о IO
8 © © © о о
9 0 © о о о
Л о о о
В о о о
с г 01 о о о о
О о о о 0
G 1. о о 0 о о о о о о о
М N о© о о О о о о о о
Р R S Т 1 о о о о
о о о о
°| о о о оо о о о о о
и X о о о о о о о
OIO о
Y 1_ CR о о о о о о о о
о о
о о о о о
4- oq о о о о
о о о! О
Рис. 8.29. Схема кодирования основных
символов программы иа 8-дорожечной пер-
фоленте в коде ПСО
Рис. 8.30. Фрагмент программы на перфо-
ленте
1-10001101, 8-00011101, 0-00001100,
5—10101100, 0 - 00001100, CR —
10110001.
Ввод программы в управляющее
устройство (см. блок 8 нарис. 8.17)
осуществляется ленточными считыва-
телями, которые обычно выполняются
двух типов: оптические — прохожде-
ние света означает наличие отверстия
и электромеханические — в случае
отсутствия отверстия электроцепь
размыкается.
На рис. 8.31 показана схема ра-
боты оптического считывателя. Пер-
фолента 4 подается лентопротяжным
роликом 1 между источником света 2
и оптической считывающей частью 3,
275
chipmaker.ru
откуда сигнал поступает в УЧПУ. Для подачи ленты предусмотре-
на синхродорожка (отверстие между 3-й и 4-й дорожками).
Отладка программы. В процессе внедрения обработки заготовок
на шлифовальных станках с программным управлением проверяется
правильность технологической последовательности обработки, коди-
рования программы, выбора режимов, конструкторских решений по
используемой оснастке, а также соответствия чертежу всех полу-
ченных размеров детали. Все это относится к отладке программы.
Отладку производят в несколько этапов:
1. Отрабатывают программу без установки инструмента, оснаст-
ки и заготовки («по воздуху»). При этом выявляют грубые ошибки
расчета и проверяют качество пробивки перфоленты. С помощью
ручного перемещения рабочие органы станка устанавливают в ис-
ходные точки, после чего включают автоматическое управление
станком по программе. В процессе отладки привод станка отрабаты-
вает команды, получаемые от УЧПУ. При движении рабочих орга-
нов станка контролируют пра-
вильность показаний лимбов
или УЦИ всех координат в соот-
ветствующих контрольных точ-
ках программы. В случае обна-
ружения ошибки, проверяют
расчет и исправляют перфолен-
ту, после чего повторяют отра-
ботку программы.
2. Проверяют программу на
модели заготовки. Это обычно де-
Рис. 8.31. Схема работы оптического
считывателя
лают в случаях дорогостоящего или труднообрабатываемого материа-
ла заготовки. Такую проверку также целесообразно производить,
когда обработке на шлифовальном станке с ЧПУ предшествует слож-
ная механическая обработка и выявление ошибок программирова-
ния на реальных деталях нежелательно. Проверка программы на мо-
дели позволяет выявить мелкие ошибки в расчетах координат пере-
мещения инструмента и профильной правки круга, установить пра-
вильность взаимного расположения инструмента, оснастки и заго-
товки на всех участках траектории движения инструмента. При
этом необходимо следить, чтобы не было столкновений с элемента-
ми оснастки.
3. Обрабатывают контрольную деталь для проверки правильно-
сти применения технологических приемов, выбора характеристики
инструмента и режимов резания, всех размеров и качества поверхно-
сти в соответствии с требованиями чертежа. Обработку детали про-
изводят в заданной последовательности с применением оснастки и
инструмента, отвечающих всем требованиям операционной карты.
После завершения отладки перфоленту дублируют на случай воз-
можных повреждений при эксплуатации.
276
Учебно-производственное задание по теме «Особенности
подготовки управляющих программ для шлифовальных
станков с ЧПУ
1. Составьте технологическую последовательность окончательно-
го шлифования плоскости 50 X 150 мм на плоскошлифовальном стан-
ке в режимах «маятникового» шлифования по схеме, показанной на
рис. 8.5, б, оформите ее графически. Рассчитайте траекторию дви-
жения (по координатам X и Z), считая, что ноль детали Ол) совпада-
ет с одной из вершин квадрата. Перебег по оси (X выход круга за
края детали) принять равным 10 мм.
2. Координаты точки А в системе отсчета станка составляют:
Ас = —400 мм; Хдс = 400 мм. Найти координаты этой точки ХА и
Z\ в системе детали. Нуль детали в системе станка имеет координаты
Zo — — 500 мм; Хо = — 1000 мм.
3. Как определяется рабочая зона обработки?
4. Для чего кодируют программу?
5. Сравните системы ввода программ с помощью перфоленты и с
пульта. Перечислите достоинства и недостатки каждой из них.
6. Что называется кадром, командой, адресом?
7. Составьте программу для обработки квадрата из задания 1
(предусмотреть быстрый подвод круга, включение его вращения,
правку, СОЖ и т.п.), программировать перемещения по трем коор-
динатам: X, Z и Y (Y — вертикальная подача). Включение рабочей
подачи на высоте Y — 2 мм. Режимы шлифования: снимаемый при-
пуск t = 0,01 мм (окончательный размер Y = —0,01 мм); икр =
= 50 м/с; S = 0,2 Вкр.
8. Чему равно число строк п при строчном шлифовании вала дли-
ной 180 мм, кругом высотой Вкр = 80 мм (учесть необходимость вы-
хода круга за края заготовки на расстояние Вкр).
9. Нарисуйте схему пробивки ленты для кадра N 005 Z — 001250
CR.
10. В чем смысл отладки программы на станке? Перечислите ос-
новные этапы.
chipmaker.ru
ОГЛАВЛЕНИЕ
Chipmaker.ru
Предисловие................................................... 3
1. Технология выбора абразивного инструмента для работы на шлифо-
вальных ‘•тайках.............................................. 5
1.1 Шлифовальный круг...................................... 5
1.2. Выбор марки шлифовального материала................... 9
1.3. Выбор зернистости шлифовального круга.................12
1.4. Выбор твердости шлифовального круга...................15
1.5. Выбор структуры шлифовального круга...................18
1.6. Выбор связки шлифовального круга......................20
1.7. Влияние технологических факторов на выбор характеристи-
ки шлифовального круга.....................................22
1.8. Выбор формы и типа шлифовального круга................24
1.9. Выбор шлифовального круга по классу точности н классу не-
уравновешенности ..........................................27
2. Технология и практика подготовки абразивного инструмента для
работы на шлифовальных станках................................29
2.1. Контроль качества шлифовальных кругов.................29
)2.2. Технология и практика установки шлифовального круга иа
станке.....................................................33
2.3. Технология и практика балансировки шлифовального круга 41
2.4. Технология и практика правки шлифовального круга .... 44
2.5. Безопасность труда при работе шлифовальным ннсттумеитом 54
3. Обработка на круглошлифовальных станках....................50
3.1. Технология круглого наружного шлифования..............56
3.2. Технология и практика подготовки к работе круглошлифо-
вального станка............................................90
3.3. Технологическая подготовка операции шлифования........97
3.4. Практика круглого шлифования наружных цилиндрических по-
верхностей ...............................................103
3.5. Практика шлифования наружных конических поверхностей 113
3.6. Автоматизация шлифовальной обработки.................119
3.7. Дефекты при круглом шлифовании................... .... 129
4. Обработка на бесцеитровошлифовальных стенках..............135
4.1. Технология бесцентрового круглого наружного шлифования 135
4.2. Технология и практика подготовки операций бесцентрового
шлифования................................................146
4.3. Практика бесцентрового шлифования .................. 162
5. Обработка на внутришлифовальных стайках...................177
5.1. Технология шлифования отверстий.................... 177
5.2. Технология и практика подготовки операции шлифования от-
верстия ..................................................190
5.3. Технология и практика шлифования отверстий...........194
6. Обработка на плоскошлифовальиых стайках ... ... . 201
6.1. Технология плоского шлифования...................... . 201
6.2. Подготовка операции плоского шлифования............. . 218
6.3. Практика плоского шлифования периферией круга........221
6.4. Технологические примеры шлифования периферией круга . 229
6.5. Технологические примеры шлифования торцом круга .... 232
278
7. Профильное шлифование ....................................237
7.1. Профильное шлифование методом копирования.............237
7.2. Принадлежности для установки и измерения обрабатыва-
емых заготовок......................................... . 242
7.3. Технологические примеры профильного шлифования .... 244
8. Обработка на шлифовальных станках с числовым программным уп-
равлением ... ............. 249
8.1. Общие сведения о станках с ЧПУ и программировании ... 249’
8.2. Шлифовальные станки с ЧПУ.............................253
8.3. Особенности подготовки управляющих программ для шлифо-
вальных станков с ЧПУ................................... 262"
chipmaker.ru
Chipmaker.ru
Учебное издание
НАЕРМАН Моисей Соломонович
НАЕРМАН Яков Моисеевич
РУКОВОДСТВО
для подготовки
шлифовщиков
Зав. редакцией В. А. Козлов. Научный редактор В. Н. Комиссаржевская.
Редактор Н. А. Цветкова. Младший редактор О. В. Каткова. Художественный
редактор Т. В. Панина. Технические редакторы 3. А. Муслимова и Л. А. Муравь-
ева. Корректор Г. А. Чечеткнна
ИБ № 6944
Изд. № М-378. Сдано в набор 03.04.89. Подп. в печать 31.07.89.
Формат 60Х88‘/1в. Бум. офс. № 2. Гарнитура литературная. Печать офсетная.
Объем 17,15 усл. печ. л. 17.64 усл. кр.-отт. 17,97 уч. нзд. л. Тираж 30 ОООэкз.
Зак. 2047. Цена 50 коп.
Издательство «Высшая школа», 101430, Москва, ГСП-4, Неглииная ул., д. 29/14.
Московская типография № 4 Союзполиграфпрома при Государственном комитете
СССР по делам издательств, полиграфии и книжной торговли
129041, Москва, Б. Переяславская, 46.