










































































































Автор: Альперович Т.А. Константинов К.Н. Шапиро А.Я.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение станки шлифование
ISBN: 5-06-000322-
Год: 1989



chipmaker.ru
Т. А. Альперович, К. Н. Константинов, А. Я. Шапиро
Наладка в
Chipmaker.ru
и эксплуатация
шлифовальных
chipmaker.ru
Т. А. Альперович,
К. Н. Константинов,
А. Я. Шапиро
Наладка
и эксплуатация
шлифовальных
станков
Допущено
Государственным комитетом СССР
по народному образованию
в качестве учебника
для профессионально-технических училищ
Chipmaker.ru
МОСКВА «ВЫСШАЯ ШКОЛА» <989
chipmaker.ru
ББК 34.637.3
А56
УДК 621.923.6
Рецензенты: инж. Г. А. Багдасарова,
канд. техн, наук Л. Ф. Котов
Альперович Т. А. и др.
А 56 Наладка и эксплуатация шлифовальных стан-
ков: Учеб, для ПТУ/Т. А. Альперович, К. Н. Кон-
стантинов, А. Я. Шапиро.— М.: Высш, шк.,
1989. — 240 с.: ил.
ISBN 5-06-000322-Г
Изложены основные сведения о настройке и наладке шлифо-
вальных станков, особенностях работы станков с ЧПУ, о технологии
шлифования, способах управления точностью обработки; вопросы
нормирования, диагностики и надежности.
Учебник может быть использован при профессиональном обуче-
нии рабочих на производстве.
А
2704040000(4307000000)—352
052(01)—89
75—89
ББК 34.637.3
6П4.6
Учебное издание
Альперович Татьяна Александровна
Константинов Константин Николаевич
Шапиро Александр Яковлевич
НАЛАДКА И ЭКСПЛУАТАЦИЯ ШЛИФОВАЛЬНЫХ СТАНКОВ
Заведующий редакцией В, А. Козлов. Научный редактор А. А. Сальников.
Редактор Н. А. Цветкова. Младший редактор О. В. Каткова. Художествен-
ный редактор Т. В. Панина. Технический редактор Г. А, Виноградова.
Корректор Г. А. Чечет кина
ИВ № 6942
Изд. № М-370. Сдано в набор 24.01.89. Подп. в печать 18.05.89. Формат
84Х108‘/з2. Бум. тип. № 2. Гарнитура литературная. Печать высокая. Объем
12,60 усл. печ. л. 12,81 усл. кр.-отт. 12,65 уч.-изд. л. Тираж 30 000 экз.
Зак. № 246. Цена 35 коп.
Издательство «Высшая школа», 101430, Москва, ГСП-4,
Неглнниая ул., д. 29/14.
Владимирская типография Госкомитета СССР по печати
600000, г. Владимир, Октябрьский проспект, д. 7.
ISBN 5-06-000322-1 © Издательство «Высшая школаэ, 1989
Chipmaker.ru
ПРЕДИСЛОВИЕ
Машиностроение — важнейшее звено народного
хозяйства страны, сердцевина всей тяжелой индуст-
рии. Оно создает условия для развития других видов
производства и отраслей промышленности. Главной
задачей современного машиностроения является со-
здание средств производства, т. е. оборудования для
изготовления различных видов продукции, а также
энергетических и транспортных машин.
Одно из важнейших направлений научно-техниче-
ского прогресса — широкое освоение передовых тех-
нологий. В двенадцатой пятилетке намечается в 1,5—
2 раза расширить применение прогрессивных базовых
для каждой отрасли технологий. Другое направле-
ние — автоматизация и механизация производства;
уровень автоматизации в среднем по народному хо-
зяйству возрастет в 2 раза. Современный этап автома-
тизации опирается на революцию в электронно-вычис-
лительной технике.
Шлифовальная обработка — один из основных
технологических процессов в машиностроении и ме-
таллообработке. С учетом тенденций развития шлифо-
вальной обработки повышаются требования к уровню
подготовки наладчиков шлифовальных станков, осо-
бенно с ЧПУ. Современное производство предъявляет
быстрорастущие требования не к одним лишь маши-
нам, технике, но и прежде всего к самим работникам,
к тем, кто эти машины создает и этой техникой управ-
ляет. Специальные знания, высокая профессиональ-
ная подготовка, общая культура человека превраща-
ются в обязательные условия успешного труда все бо-
лее широких слоев работников.
3
chipmaker.ru
Внедрение в промышленность новой техники, экс-
плуатация современных машин требуют подготовки
квалифицированных специалистов. В нашей стране
подготовка квалифицированных рабочих для всех от-
раслей народного хозяйства осуществляется в плано-
вом порядке в профессионально-технических учили-
щах, а также на производстве.
Данный учебник призван прмочь молодым рабо-
чим овладеть такой сложной профессией, как налад-
чик шлифовальных станков; он является продолжени-
ем учебника «Конструкция шлифовальных станков».
Предисловие и главы VI, X написаны Д’. А. Альпе-
рович, главы I, VII написаны А. Я. Шапиро, глава V—
К- -Н. Константиновым, главы II, VIII — совместно
Т. А. Альперович, К. Н. Константиновым и А. Я. Ша-
пиро, главы III, IV, IX — совместно К. Н. Константи-
новым и А. Я- Шапиро.
Авторы
Chipmaker.ru
ГЛАВА 1. ОХРАНА ТРУДА И ПРАВИЛА
ПРОТИВОПОЖАРНОЙ БЕЗОПАСНОСТИ
1.1. Правила техники безопасности
Охрана труда в СССР установлена и обеспечива-
ется Конституцией СССР, Кодексом законов о труде,
специальными правилами и нормами.
Наладчик шлифовальных станков должен пом-
нить:
любую наладку станка с применением ручного тру-
да (смена круга, проверка исправности узлов станка
и др.) необходимо выполнять при выключенном ввод-
ном рубильнике во избежание самовключения элект-
родвигателя, что может привести к травме, особенно
это опасно при включенном автоматическом цикле;
любые неисправности электроаппаратуры должны
устраняться только электромонтером;
перед началом работы на станке необходимо про-
верить исправность соединения станка с заземляю-
щей шиной цеха, а также качество соединений всех
корпусов электроаппаратов, установленных непосред-
ственно на станке, со станиной станка;
перед началом работы на новом оборудовании обя-
зательно ознакомиться с руководством по эксплуата-
ции, в первую очередь — с разделом по технике без-
опасности.
Перед началом работы на новом станке наладчик
должен проверить, исправны ли защитные кожухи,
органы управления, устройства для установки и за-
крепления шлифовального круга и обрабатываемой
детали на станке, смазки, охлаждения, удаления аб-
разивной пыли и отходов из зоны шлифования, защи-
ты рабочего от аэрозолей, образующихся при исполь-
зовании СОЖ, а также от абразивной,‘металлической
и неметаллической пыли, возникающей в процессе
шлифования и правки, а также электрооборудование
и местное освещение.
Абразивная обработка связана с такими опасны-
5
r.ru
ми явлениями, как разрыв абразивного круга, отрыв
сегментов алмазного или эльбороносного слоя от кор-
пуса инструмента, повышенная запыленность воздуха
рабочей зоны, образование в нем аэрозолей при обра-
ботке с применением СОЖ, повышенные вибрации
при работе ручными шлифовальными машинками.
Оборудование должно быть установлено на
прочных фундаментах или основаниях, тщательно
выверено и закреплено. Вновь установленное обору-
дование может быть принято в эксплуатацию только
с разрешения начальника цеха и инженера по технике
безопасности, а оборудование, вышедшее из капи-
тального ремонта, — с разрешения начальника цеха.
Все электрооборудование, а также оборудование
и механизмы, которые могут оказаться под напряже-
нием, должны быть тщательно заземлены. Все доступ-
ные для прикосновения токоведущие элементы долж-
ны быть ограждены или закрыты. Щитки и рубильни-
ки необходимо устанавливать в глухих металлических
кожухах, запирающихся на замок и имеющих надпи-
си о применяемом напряжении.
Оборудование, работающее с выделением пыли
(например, станки для сухого шлифования, заточки),
устанавливают в отдельном помещении, отгорожен-
ном от других перегородками. В этих помещениях
обязательна общая приточная вентиляция и пылеот-
сасывающие устройства от каждого места выделения
пыли. На станках должны быть установлены защит-
ные кожухи шлифовального круга.
Смазка всех частей оборудования производится
систематически строго в соответствии с указаниями
в паспортах станков. Смазка приводов оборудования
во время их работы не разрешается. Отдельные части
станков можно смазывать во время работы, если это
не представляет опасности.
Уборка и чистка электродвигателей, пусковых рео-
статов, выключателей, находящихся под напряжени-
ем, запрещается.
При работе на шлифовальных станках необходимо
соблюдать следующие правила:
рукоятка управления подводом шлифовальной ба-
бки должна передвигаться в направлении движения,
т. е. при переводе рукоятки на себя круг должен под-
водиться к детали, от себя — отводиться;
чтобы устранить возможность снятия детали пои
6
неотведенном шлифовальном круге, рукоятка, отводя-
щая задний центр, должна действовать только после
отвода круга.
Перед началом шлифования надо проверить на-
дежность закрепления детали. При работе в центрах
проверяется плотность вхождения заднего центра
в центровое отверстие, при установке на оправке или
в патроне — надежность зажатия детали. Необходимо
также тщательно проверить закрепление упоров, огра-
ничивающих продольный ход стола. При недостаточ-
ном закреплении упор может отодвинуться, ход стола
не переключиться, вследствие чего круг врежется в пе-
реднюю или заднюю бабку. При работе без продоль-
ной подачи рукоятку подачи нужно надежно закре-
пить.
Не допускается замерять детали во время враще-
ния. Для ускорения остановки вращения станки осна-
щаются тормозными устройствами.
Шлифовальные круги создают в работе
значительно большую опасность по сравнению с дру-
гими режущими инструментами. Это объясняется вы-
сокими рабочими скоростями круга, относительно не-
высокой их прочностью и чувствительностью к уда-
рам, вибрациям и др. Поэтому строгое выполнение
всех правил техники безопасности приобретает особое
значение при работе с абразивным инструментом.
Весь абразивный инструмент, поступающий на за-
вод, должен пройти входной контроль. Простукивани-
ем деревянным молотком проверяется наличие тре-
щин. В кладовых инструмент необходимо хранить на
специальных стеллажах, полках или в ящиках в зави-
симости от его формы и размеров. Для транспорти-
ровки к рабочему месту должен быть предусмотрен
специальный транспорт с мягкими прокладками. На
рабочем месте круги укладывают отдельно от другого
инструмента и деталей.
Круги 0^150 мм, а скоростные круги (пкр=
=50 м/с и более) 0>30 мм должны иметь отметку от
испытаний на прочность. Каждый круг в сборе с план-
шайбой перед установкой на станок обязательно ста-
тически балансируется на специальном устройстве.
При установке круга на шпиндель станка необхо-
димо следить, чтобы зазор между отверстием круга
и шейкой шпинделя был в пределах нормы и не допус-
кать беззазорной посадки.
7
Во избежание разрыва круга следует уделять
большое внимание правильному креплению его на
шпинделе.
Круг должен крепиться на шпинделе без переко-
сов, зажим круга планшайбами производится только
через картонную прокладку. Винты крепления круга
надо затягивать без приложения больших усилий.
Подача детали на круг или круга на деталь долж-
на распределяться по всей поверхности круга равно-
мерно. Не допускается включения подачи охлаждаю-
щей жидкости при невращающемся круге. По оконча-
нии работы сначала отключают подачу СОЖ, а потом
останавливают круг.
Приступая к наладке станков в составе автомати-
ческих линий с использованием манипуляторов или
промышленных роботов, необходимо:
тщательно проверить надежность работы системы
электрических и механических блокировок, преду-
смотренных в конструкции станка и транспортных
устройств;
до включения автоматического режима работы
станка с транспортом убедиться в надежности автома-
тического закрепления деталей в захватах робота
и станка в режиме наладки;
при работе в автоматическом режиме зона дейст-
вия манипулятора должна быть огорожена;
при наладке станка, установленного под верхним
лотком или транспортером, убедиться в надежности
защиты от выпадания из них транспортируемых .дета-
лей.
1.2. Противопожарные мероприятия
Для предупреждения пожара каждый работающий
в цехе должен строго выполнять следующие правила:
не курить и не зажигать спичек, курение допуска-
ется только в специально отведенных местах;
не загромождать сырьем, полуфабрикатами или
готовой продукцией подступы к станкам;
не оставлять на рабочем месте промасленную спец-
одежду;
не хранить легковоспламеняющиеся жидкости
в открытых емкостях, стеклянной посуде и не проли-
вать их на пол.
Для скорейшего обнаружения пожара каждый ра-
8
бочий должен хорошо знать следующие признаки его
возникновения:
обильное выделение дыма и появление пламени
(открытые пожары);
появление запаха гари, потрескивание, изменение
цвета или растрескивание штукатурки, вздутие масля-
ной краски, которой покрашены стены или перегород-
ки (скрытые пожары).
При обнаружении признаков пожара необходимо
срочно вызвать пожарную команду и заводскую до-
бровольную пожарную дружину (ДПД). Вызов про-
изводится по телефону, с помощью электрической по-
жарной сигнализации ручного или автоматического
действия, а также подачей звуковых сигналов тревоги.
При вызове пожарной команды по телефону ну ж-./'
но назвать адрес объекта, место возникновения пожа-
ра, что горит, чему угрожает пожар и свою фамилию.
Чтобы сообщить о пожаре в пожарную охрану
с помощью электрической сигнализации, надо разбить
стекло извещателя, нажать кнопку и ждать ответный
гудок. Ответный гудок означает, что сигнал принят.
До прибытия пожарной команды или заводской
ДПД рабочие цеха совместно с цеховой ДПД должны:
отключить силовую, а при наличии достаточного
освещения и световую электросеть, так как поврежде-
ния электросетей и электрооборудования при пожаре
вызывают короткие замыкания и возникновение новых
очагов пожара;
выключить приточно-вытяжную вентиляцию, так
как при ее работе возможно распространение огня по
воздуховодам на другие участки, а в очаг пожара по-
ступает в изобилии свежий воздух, способствующий
горению.
После этого должна быть произведена эвакуация
в безопасное место людей и материальных ценностей,
собраны имеющиеся в цехе средства ^тушения пожара:
вода, химическая или воздушно-механическая пена,
инертные газы, сыпучие материалы, покрывала (тя-
желые асбестовые или шерстяные ткани).
На большинстве предприятий имеется внутренний
водопровод с кранами, оборудованными рукавами
и стволами. Чтобы использовать внутренний пожар-
ный кран для тушения пожара следует сорвать плом-
бу, открыть дверцу, раскатать в направлении очага
горения пожарный рукав, затем присоединить его
9
r.ru
к крану, а ствол к рукаву. Открыть до отказа вентиль
крана и пустить воду в рукав, после чего направить
струю на очаг пожара.
В тех случаях, когда нельзя применять для туше-
ния пожара воду (например, для тушения легковос-
пламеняющихся жидкостей, которое легче воды
и др.), следует пользоваться, пенными огнетушителя-
ми, представляющими собой баллоны с находящимися
внутри них зарядами, состоящими из щелочной и кис-
лотной частей с добавкой к ним пенообразного веще-
ства, такие огнетушители имеются в каждом цехе. Во
время работы пенные огнетушители надо держать
верхней крышкой вниз.
Продолжительность работы пенных огнетушите-
лей около 1 мин, а струя пены невелика (6—8 м),
поэтому огнетушители надо подносить как можно
ближе к очагу горения.
1.3. Первая помощь при несчастных случаях
Для оказания первой помощи при несчастных слу-
чаях в цехе должны быть- аптечки с набором перевя-
зочных материалов и необходимых медикаментов.
При тяжелых ранениях и ушибах необходимо срочно
обращаться в медпункт. Для доставки пострадавше-
го в медпункт в цехе должны быть носилки.
При попадании рабочего под напряжение необхо-
димо срочно выключить рубильник тока, при отсутст-
вии поблизости рубильника следует замкнуть провода
накоротко для перегорания плавких предохранителей.
Прикасаться к пострадавшему, находящемуся под на-
пряжением, нельзя. При невозможности обесточить
участок надо изолировать себя, надев резиновые пер-
чатки, галоши и встать на деревянную доску. Если
пострадавший без сознания, ему необходимо сделать
искусственное дыхание. От быстрого действия и на-
ходчивости зависит спасение человека, пораженного
током.
1.4. Организация рабочего места
Рабочим местом называется часть площадки цеха,
где расположены станок (или станки), который об-
служивает наладчик, шкаф с инструментом и приспо-
соблениями, тара для хранения заготовок и готовых
изделий.
10
Шкаф обычно имеет выдвижные полки, чтобы их
содержимое можно было легче видеть. Рабочий и ме-
рительный инструмент хранятся отдельно.
При использовании на станке шлифовальных кру-
гов больших диаметров, их привозят и хранят в спе-
циальной деревянной таре.
Чистота рабочего места — один из основных эле-
ментов культуры производства. На рабочем месте не
должно быть масла, эмульсии, стружки, лишних пред-
метов. Пол должен быть ровным, без выбоин и тре-
щин. Перед окончанием смены наладчик обязан при-
вести в порядок обслуживаемый станок — смыть
шлам, протереть потеки СОЖ на кожухах, убрать
в шкаф инструмент.
Контрольные вопросы
1. Что должен проверить наладчик, приступая к работе на
новом станке?
2. Какие требования безопасности предъявляются к станкам
и рабочему месту?
3. Каковы требования к условиям хранения и наладке абра-
зивного инструмента?
4. Что требуется от работников цехов для предупреждения
пожаров?
5. Что нужно делать при обнаружении пожара?
6. Какие действия необходимы для спасения человека при по-
ражении электрическим током?
ГЛАВА 2. ОСНОВЫ ТЕХНОЛОГИИ ШЛИФОВАНИЯ
2.1. Шлифовальные круги
и выбор их характеристики
Шлифовальные круги — это абразивные инстру-
менты, представляющие собой тела вращения и име-
ющие сквозное осевое отверстие для крепления их на
шпинделе станка. Регламентированная совокупность
параметров шлифовальных кругов называется их ха-
рактеристикой. Правильный выбор характеристики
круга для конкретных условий обработки имеет важ-
нейшее значение для повышения производительности
шлифования, получения деталей требуемого качества,
устранения брака при шлифовании и снижения стои-
мости обработки.
Выбор круга по форме и размерам. Форму шли-
11
фовальпых кругов выбирают в зависимости от конст-
рукции станка, крепежных приспособлений и харак-
тера выполняемой работы. Типы шлифовальных кру-
гов и их основные размеры регламентированы ГОСТ
2424—83. На рис. 2.1 приведены формы сечения и ус-
ловное обозначение типов шлифовальных кругов. На
станке шлифовальные круги с диаметром отверстия
Рис. 2.1. Формы сечений шлифовальных кругов:
а — прямого профиля (ПП), б — с двусторонним коническим профилем
<2П), в —с коническим профилем (ЗП), г —с выточкой (ПВ), о —с ко*
иической выточкой (ПВК), е —с двусторонней выточкой (ПВД), ж —
с двусторонней конической выточкой (ПВДК), з — специальный (ПР),
u — кольцевой (К), к — чашечный цилиндрический (ЧЦ), л — чашечный
конический (ЧК), м — тарельчатый (Т), н —с двусторонней выточкой
и ступицей (ПВДС); О —наружный диаметр, И — высота, d— диаметр
посадочного отверстия
1—13 мм наклеивают на шпильку; 6—20 мм (наруж-
ным диаметром до 100 мм) —закрепляют на шпинде-
ле или оправке станка винтами или гайками; 10—•
32 мм (наружным диаметром 32—250 мм) — закреп-
ляют на шпинделе или оправке фланцами; 32—
508 мм — крепят на переходных фланцах винтами
или гайками. Круги кольцевой формы наклеивают
с помощью специальных веществ на переходные
фланцы.
12
Шлифовальные круги из сверхтвердых материа-
лов—алмазные и эльборовые — классифицируют по
ГОСТ 24747—81 (СТ СЭВ 675—77). В зависимости
от формы сечения корпуса, формы сечения самого
круга и расположения алмазо- и эльборсодержащего
слоя, а также модификации корпуса устанавливают
определенные обозначения форм кругов.
В табл. 2.1 указаны области применения шлифо-
вальных кругов.
При выборе размеров круга следует стремиться
к возможно большим диаметру и ширине, так как это
2.1. Применение шлифовальных кругов
Тип шлифовального
круга
Назначение
Плоские прямого
профиля (ПП)
Плоские с выточ-
кой (ПВ, ПВК,
ПВД, ПВДК)
Плоские с кони-
ческим профилем
(2П, ЗП)
Плоские с риф-
лениями (ПР)
Кольцевые (К)
Чашечные ци-
линдрические
(ЧЦ)
Чашечные кони-
ческие (ЧК)
Тарельчатые (Т)
Специальные (С)
Универсальное применение. Наиболее рас-
пространенные виды шлифования в зависи-
мости от диаметра круга, мм:
до 150—внутреннее шлифование
250—1100 — круглое наружное шлифо-
вание
250—600 — бесцентровое шлифование
200—450 — плоское шлифование пери-
ферией круга
100—500 — резьбошлнфование
Универсальное применение подобно кру-
гам ПП. Назначение выточек: обеспечить
лучший доступ круга к обрабатываемой за-
готовке и возможность одновременного
шлифования цилиндрических и торцовых по-
верхностей
Резьбошлнфование, шлицешлифоваиие;
зубошлифованне (2П); заточка некоторых
видов многолезвийного инструмента (ЗП)
Обдирочное плоское шлифование, ино-
гда — чистовое шлифование на специаль-
ных станках
Плоское шлифование торцом круга (креп-
ление кругов — на планшайбе с помощью
цементирующих веществ)
Внутреннее и плоское шлифование (на-
пример, шлифование направляющих станин
и корпусных деталей)
Плоское шлифование в случае, когХа за-
труднена обработка кругами других форм
(например, шлифование направляющих ста-
нин)
Зубошлифованне; шлифование труднодо-
ступных мест
Шлифование калибров-скоб и пазов
13
chipmaker.ru
улучшает условия шлифования и снижает стоимость
обработки. Верхний предел размеров круга ограничи-
вается конструкцией и размерами станка, иногда —
размерами и формой обрабатываемой заготовки.
Выбор круга по абразивному материалу. Область
применения того или иного абразивного материала
определяется физико-механическими свойствами об-
рабатываемой заготовки и условиями шлифования.
Круги из белого электрокорунда приме-
няют в основном на чистовых и отделочных операци-
ях обработки заготовок из закаленных сталей и ин-
струментов из углеродистых, быстрорежущих, леги-
рованных и нержавеющих сталей. Абразивные зерна
из белого электрокорунда имеют более высокую изно-
состойкость по сравнению с зернами из нормального
электрокорунда, большую хрупкость, в процессе шли-
фования выделяют меньшее количество теплоты и по-
этому используются тогда, когда имеется опасность
образования трещин и прожогов.
Круги из нормального электрокорунда
широко используют на обдирочных операциях обра-
ботки заготовок из материалов, имеющих высокий
предел прочности на растяжение.
Круги из карбида кремния предназначены
в основном для обработки твердых материалов, так
как абразивные зерна карбида имеют более высокие
микротвердость и прочность по сравнению с зернами
из электрокорунда, меньшие радиусы скругления вер-
шин зерен и низкую степень химического взаимодей-
ствия с твердыми сплавами и чугунами. Круги из кар-
бида кремния используют также для правки шлифо-
вальных кругов.
Круги из монокорунда используют в основ-
ном на получистовых и чистовых операциях обработ-
ки заготовок из средне- и высоколегированных сталей,
подвергнутых поверхностной обработке (хромирова-
нию, азотированию и т. п.).
Круги из хромистых и титановых элек-
трокорундов обладают более высокими режу-
щими свойствами, при шлифовании ими выделяется
меньше теплоты, чем при шлифовании кругами из
обычного и белого электрокорунда. Это позволяет ис-
пользовать их на операциях, где имеется опасность
появления прижогов или когда стойкость инструмен-
14
тов недостаточная (особенно по критерию сохранения
профиля рабочей поверхности).
Для обработки заготовок из твердого сплара,
а также для заточки твердосплавного лезвийного ин-
струмента и шлифования твердосплавных элементов
правящего инструмента используют круги из при-
родных или синтетических алмазов.
Для обработки труднообрабатываемых инструмен-
тальных сталей и сплавов используют э л ь б о р.
Выбор круга по зернистости зависит от вида шли-
фования, требуемой шероховатости поверхности, точ-
ности обработки, шлифуемого материала и величины
снимаемого припуска. Наиболее широко применяют
шлифовальные круги средней зернистости 10—16, ко-
торые обеспечивают высокую производительность об-
работки при достижении требуемых точности и каче-
ства поверхности.
Напомним, что под зернистостью кругов понима-
ется условное обозначение его шлифовального мате-
риала, соответствующее размеру абразивных зерен
основной фракции.
Зернистость круга рекомендуется увеличивать, т. е.
применять более крупнозернистый инструмент в сле-
дующих случаях:
при увеличении припусков на обработку;
для уменьшения опасности засаливания кругов
и появления прижогов на заготовке;
для повышения производительности шлифования;
при увеличении скорости резания;
при переходе на шлифование кругами на бакели-
товой и вулканитовой связках вместо керамической;
при увеличении вязкости и уменьшения твердости
Шлифуемого материала;
при уменьшении номера структуры круга.
При выборе зернистости алмазных кругов можно
пользоваться следующими рекомендациями: для пред-
варительного шлифования — круги с зернистостью
алмазных шлифпорошков 200/160—100/80 (марок
АС4, АС6); для чистового шлифования — 80/63—50/40
(марок АС2, АС4); для доводочного шлифования —
40/28 и мельче. В том случае, когда предварительное
и окончательное шлифование производят одним кру-
гом, следует применять круги с зернистостью шлиф-
порошков 100/80—63/50 марок АС4 и АС6.
Выбор круга по структуре. В абразивных инстру-
15
r.ru
ментах различают несколько основных фаз: абразив-
ную и газообразную, занимаемую порами. В некото-
рых инструментах вводится дополнительная фаза,
занимаемая наполнителями. Содержание каждой фа-
зы выражают в долях объема (объемная фазовая ха-
рактеристика) или массы (массовая фазовая харак-
теристика) .
Соотношение объемов шлифовального материала,
связки и пор в абразивном инструменте называют его
структурой. Структура круга обозначается номерами
от 0 до 20. С увеличением номера структуры на еди-
ницу объем зерна в круге уменьшается на 2 %. По
структуре разделяют круги плотной, средней, откры-
той и очень открытой структуры. В табл. 2.2 приве-
дены рекомендации по выбору структуры кругов для
различных способов обработки.
Выбор связки шлифовальных кругов. Вещество
или совокупность веществ, применяемых для закреп-
ления абразивных зерен в круге, называют связкой.
Механизм закрепления зависит от характера взаимо-
действия связки с зернами. В зависимости от хими-
ческого состава и физических свойств веществ, входя-
2.2. Применение кругов различной структуры
Структура Область применения
1—3 Шлифование заготовок при малом объеме металла кругами на бакелитовой и керамической связках (пре- имущественно при обработке некоторых деталей ша-
3—4 рикоподшипников) Профильное шлифование: шлифование твердых и хрупких материалов с малой шероховатостью поверх- ности, доводка; шлифование с большими подачами
5-6 или переменной нагрузкой; отрезные работы Почти все виды шлифования (круглое наружное, бесцентровое, плоское периферией круга) металлов С
7—8 высоким сопротивлением разрыву Шлифование вязких металлов с низким сопротивле- нием разрыву; плоское шлифование торцом круга;
9-12 внутреннее шлифование; заточка инструментов Скоростное шлифование (для уменьшения теплооб- разования); профильное шлифование мелкозернисты-
13-16 ми кругами; шлифование резьбы Шлифование неметаллических материалов и метал- лов с низкой теплопроводностью (устранение при- жогов и трещин)
16
щих в связку, различают органические, минеральные
(керамические) и металлические связки.
Выпуск шлифовальных кругов и другого абразив-
ного инструмента на керамической связке составляет
50—60 % от общего объема производства, на бакели-
товой — 30—39 % > на вулканитовой — 4—7 % и на
других связках — не более 1—2 %. В табл. 2.3 приве-
дены связки, рекомендуемые в зависимости от видов
шлифования -различными абразивными кругами.
2.3. Связки для абразивных инструментов
Связки Область применения
Керамические (KI, К2, КЗ, К4, К5, Кб, К7, Кб, К10) Бакелитовые (Б, Б1, Б2, БЗ, Б4, БУ, Б156, БП2) Инструмент преимущественно для всех основных видов шлифования Круги с упрочненными элементами для шлифования при скорости круга 65, 80 и 100 м/с; круги для скорост- ного и обдирочного шлифования, плос- кого шлифования торцом круга, мел- козернистые круги для отделочного шлифования; алмазные и эльборовые круги; хонинговальные бруски, шли- фовальные сегменты (в том числе для
Вулканитовые и дру- гие органические (В, В1, В2, ВЗ, В5, ГФ, ПФ, Э5, Эб) работы со скоростью 80 м/с). Ведущие круги при бесцентровом шлифовании; круги для некоторых аистовых операций профильного шли- фования (сферошлифования и др.); инструмент для доводочного шлифо- вания
Выбор шлифовальных кругов по твердости. Вели-
чину, характеризующую свойство круга сопротивлять-
ся нарушению сцепления между зернами и связкой
при сохранении характеристик инструмента в преде-
лах установленных норм, называют твердостью. Чем
выше твердость круга, тем прочнее связь между аб-
разивными зернами и связкой в инструменте, тем
большие силы они способны воспринять без выкра-
шивания. Мягкими кругами в отличие от твердых на-
зывают такие, в которых абразивные зерна удержи-
ваются слабо. Чем выше твердость круга, тем меньше
размеры его пор, бо/цэвННейгя^Й^^тЯв’ прочнее удер-
живается в круге, т.'ё. ббли^^^Ту^ад'б' -приложить
17
chipmaker.ru
для его вырывания. Поэтому более твердые круги из-
нашиваются меньше.
Для абразивных инструментов установлено восемь
степеней твердости: весьма мягкие, мягкие, средне-
мягкие, средние, среднетвердые, твердые, весьма твер-
дые, чрезвычайно твердые, обозначения которых при-
ведены ГОСТ.
Выбор круга по твердости зависит главным обра-
зом от вида шлифования, точности и формы шлифуе-
мой заготовки, физико-механических свойств обраба-
тываемого материала, типа станка. В большинстве
случаев применяют круги средней степени твердости,
обеспечивающие высокую производительность и боль-
шую стойкость. Некоторые общие рекомендации по
выбору твердости кругов приведены в табл. 2.4.
При выборе степени твердости кругов для конкрет-
ных условий шлифования необходимо учитывать сле-
дующее:
при работе на станках с высокой жесткостью
2.4. Применение кругов различной твердости
Степень твердости Область применения
Мягкие и средне- мягкие М2—СМ2 Плоское шлифование торцом круга (на бакелитовой связке), периферией круга (на керамической связке); шлифование загото- вок из твердых сплавов, минералокерамики и закаленных углеродистых и легированных сталей; шлифование цветных металлов и сплавов
Среднемягкие и средние СМ2—С2 Чистовое (круглое, бесцентровое, плоское периферией круга) шлифование заготовок из закаленных сталей; шлифование резьб с крупным шагом
Средние и сред- нетвердые С2— СТ2 Шлифование (круглое, бесцентровое, про- фильное, резьбошлифоваине) заготовок из незакаленных углеродистых и легированных сталей и сплавов, чугуна и других вязких металлов и материалов; плоское шлифова- ние сегментами; хонингование брусками
Среднетвердые и твердые СТ2—Т2 Обдирочное и предварительное шлифова- ние; шлифование фасонных профилей, пре- рывистых поверхностей, заготовок малого диаметра; бесцентровое шлифование; хонин- гование закаленных сталей
Весьма твердые и чрезвычайно твердые ВТ—ЧТ Правка шлифовальных кругов методом обкатки и шлифования; шлифование шари- ков для подшипников
18
и виброустойчивостыо можно использовать более
мягкие круги, чем на нежестких станках;
при шлифовании периферией круга используют
более твердые круги, чем при шлифовании торцом;
при бесцентровом, внутреннем и плоском шлифо-
вании применяют более мягкие круги, чем при круг-
лом наружном шлифовании;
при профильном шлифовании, резьбошлифовании,
шлифовании прерывистых Поверхностей и заготовок
малых диаметров, а также точном шлифовании ци-
линдрических поверхностей, ограниченных галтелями
с жестким допуском на радиус, используют более
твердые круги;
при шлифовании с применением СОЖ применяют
более твердые круги, чем при шлифовании без них;
при замене керамической связки на бакелитовую,
электрокорунда нормального на белый, электрокорун-
да белого на монокорунд, крупнозернистых кругов на
мелкозернистые следует повысить твердость круга на
одну-две степени;
для устранения опасности появления прижогов
и трещин следует применять более мягкие круги.
Маркировка шлифовальных кругов, т. е. его услов-
ное обозначение наносят водостойкой краской на од-
ной из его сторон. Для инструментов диаметром ме-
нее 40 мм характеристика наносится на этикетках,
наклеиваемых на'коробки.
Маркировка круга содержит: код круга по обще-
союзному классификатору продукции (ОКП); сокра-
щенное наименование завода-изготовителя или его
товарный знак (марку); типоразмер круга по ГОСТ
2424—83 (на кругах диаметром 250 мм и более); мар-
ку шлифовального материала; зернистость и ее ин-
декс; степень твердости; номер структуры; марку
связки (на кругах диаметром 50 мм и более, кроме
кругов 4К 50X25 мм); рабочую окружную скорость
(для кругов диаметром 150 мм и более); класс точ-
ности инструмента; класс неуравновешенности (на
кругах диаметром 250 мм и более и высотой 6 мм
и более); номер маршрутного листа.
В зависимости от величин, характеризующих абра-
зивный инструмент в нормативно-технической доку-
ментации по предельным отклонениям размеров, фор-
мы и расположения поверхностей, устанавливают
классы точности абразивного инстру-
19
chipmaker.ru
398-1004 I ПП \ 500x50x305 | 24А | 40 | П | 02 | 7 | К5 р5м/с|?кл| А \Г00Т2424-83
Рис. 2.2. Условное обозначение характеристики шлифовального круга и схема расшифровки
мента, шлифовальные круги изготовляют трех
классов точности—АА, А и Б. Предельные отклоне-
ния зависят от номинальных размеров кругов по на-
ружному диаметру D, высоте Н, диаметру d посадоч-
ного отверстия.
Состояние круга, характеризующееся таким рас-
пределением масс, которое во время вращения вызы-
вает переменные нагрузки на опоры шпинделя станка
и изгиб шпинделя, называется неуравновешенно'
стью круга. При этом неуравновешенной массой
круга называют условную точечную массу, радиус-
вектор (эксцентриситет), которой относительно Оси
посадочного отверстия равен радиусу наружной по-
верхности (периферии) круга. В зависимости от до-
пустимых неуравновешенных масс для шлифовальных
кругов на керамической, бакелитовой, вулканитовой
И специальных органических связках ГОСТ 3060—86
установлено четыре класса неуравновешенности шли-
фовальных кругов, обозначаемых цифрами 1, 2, Зи4.
Кроме указанных характеристик круги для ско-
ростного шлифования должны иметь на торце по диа-
метру одну красную полосу (для скоростей 50 м/с)
или две красные полосы (для скоростей 65 м/с при
внутреннем шлифовании). На высокопористых кругах
наносят дополнительные обозначения для зернистости
наполнителя.
При маркировке шлифовальных кругов условные
обозначения их характеристик располагают в опреде-
ленной последовательности (рис. 2.2). Иногда де-
лают сокращенную маркировку кругов, приведенную
ниже.
Маркировка
44А40С26К5 , ,
63C16CM15K3 . .
21А12СВ . . . .
54С80СТ2Б . . .
Расшифровка
монокорунд 44А, зернистость 40, сте-
пень твердости С2, номер структу-
ры 6, связка керамическая Кб
карбид кремния зеленый 63С, зер-
нистость 16, степень твердости СМ1,
номер структуры 5, связка керами-
ческая КЗ
электрокоруид белый 24А, зернистость
12, степень твердости С, связка вул-
канитовая В
карбид кремния черный 54С, зернис-
тость 80, степень твердости СТ2, связ-
ка бакелитовая Б
21
chipmaker.ru
2.2. Типовые детали,
обрабатываемые на шлифовальных станках
Большое разнообразие деталей, обрабатываемых
на шлифовальных станках, определяется тем, что аб-
разивные инструменты обеспечивают обработку де-
талей из самых различных материалов, например кон-
струкционных и легированных сталей (закаленных
и незакаленных), специальных и твердых сплавов,
чугунов различных характеристик.
Новые высокоэффективные методы абразивной
обработки — обдирочное, глубинное, скоростное шли-
фование— расширили область применения шлифо-
вальных станков и позволяют в ряде случаев обработ-
ку лезвийным инструментом (резец, фреза и т. п.) за-
менить шлифованием.
Абразивная обработка — основной путь получе-
ния высокой точности и качества поверхности, кото-
рый позволяет обеспечить отклонение от круглости до
0,2 мкм, отклонение от цилиндричности до 0,5 мкм,
отклонение от плоскостности до 1,0 мкм, получение
шероховатости поверхности до&г=0,1 мкм.
Все многообразие деталей по форме можно разде-
лить на детали типа тел вращения, корпусные и про-
странственные.
Детали типа тел вращения характеризуются тем,
что поверхности, определяющие их основную форму,
представляют сочетание различных цилиндрических,
конических, сферических и других фасонных поверх-
ностей, имеющих общую ось симметрии. Формообра-
зование таких поверхностей производится вращением
детали вокруг этой оси симметрии. Все эти поверхно-
сти могут быть наружными и внутренними.
Для деталей типа тел вращения важной характе-
ристикой является отношение длины (L) к диаметру
(£)). Детали, у которых — <1, принято называть
кольцами, фланцами, втулками, у которых > 1 —
валами.
Типовые детали типа тел вращения, обрабатывае-
мые на кругло-, внутри- и плоскошлифовальных стан-
ках: кольца подшипников качения (наружные и внут-
ренние для шариковых, конических, цилиндрических
и игольчатых подшипников), поршневые кольца, флан-
22
цы, зубчатые колеса, цилиндрические и конические
ролики, поршневые и шаровые пальцы, золотники,
прутки, ступенчатые и фасонные валы, коленчатые
и распределительные валы для двигателей внутренне-
го сгорания, а также большое количество аналогич-
ных по форме деталей.
Корпусные детали, обрабатываемые на шлифо-
вальных станках, характеризуются формой и располо-
жением плоских поверхностей относительно друг
друга и других элементов деталей, например отвер-
Рис. 2.3.Прпмериые обла-
сти использования станоч-
ного оборудования различ-
ной универсальности:
1 — автоматические линии, 2 —
переналаживаемые автоматичен
ские линии, 3 — гибкие станоч-
ные системы; 4 — станочные
модули и станки с ЧПУ, 5 —
станки с ручным управлением
Номенклатура, aim.
стий. Плоские поверхности используются в качестве
монтажных и базовых поверхностей при дальнейшей
обработке детали. Наибольшее распространение из
абразивной обработки имеет плоское шлифование при
обработке корпусных деталей.
Детали пространственного типа можно предста-
вить различными видами рычагов, например детали
типа шатуна, плоских удлиненных деталей типа гаеч-
ного ключа, крестовин для карданных передач и дру-
гими деталями сложной пространственной формы.
Абразивная обработка таких деталей проводится на
плоскошлифовальных станках (шлифование кресто-
вин), хонинговальных или внутришлифовальных {об-
работка отверстий в рычагах) и т. п.
Независимо от большого разнообразия форм де-
тали, обрабатываемые на шлифовальных станках,
можно классифицировать по серийности их изготовле-
ния. Серийность изготовления определяет использо-
вание станков различной степени универсальности
|{рис. 2.3).
Chiomaker.ru
chipmaker.ru
2.3. Зависимость технологического процесса
от типа производства
Технологический процесс изготовления деталей
строится в зависимости от целого комплекса различ-
ных факторов: требований к точности размеров и гео-
метрических параметров (шероховатости, волнистости,
взаимному расположению поверхностей и т. д.), кон-
струкции и размеров детали, вида производства (мас-
совое, серийное, единичное) й т, д.
При невысоких требованиях к точности деталей
могут быть применены высокопроизводительные ме-
тоды шлифования с повышенными съемами металла
и меньшим числом проходов.
Для выполнения высоких требований к точности
деталей недостаточно просто ввести финишные опе-
рации обработки. Должны также выполняться и дру-
гие требования.
1. После обдирочных и получистовых операций
механической обработки должна выполняться термо-
обработка деталей, снимающая внутренние напряже-
ния в металле.
Такие напряжения образуются в металле в основ-
ном по следующим причинам:
в результате съема припуска нарушается кристал-
лическая решетка — структурная основа металла;
в поверхностном слое металла во время съема струж-
ки происходит, сильный нагрев частей, соприкасаю-
щихся с кругом, и одновременное охлаждение сосед-
них участков поверхности. После механической обра-
ботки деталей по всей поверхности образуются гранич-
ные области сжатия и напряжения. Внутренние напря-
жения вызывают значительные искажения формы де-
тали, появления трещин на.поверхности.
2. Система базирования заготовки на станке долж-
на исключать искажения формы обрабатываемой по-
верхности, которые возникают при чрезмерном сжа-
тии детали в патроне, при прижиме изогнутой детали
на магнитной плите и т. д.
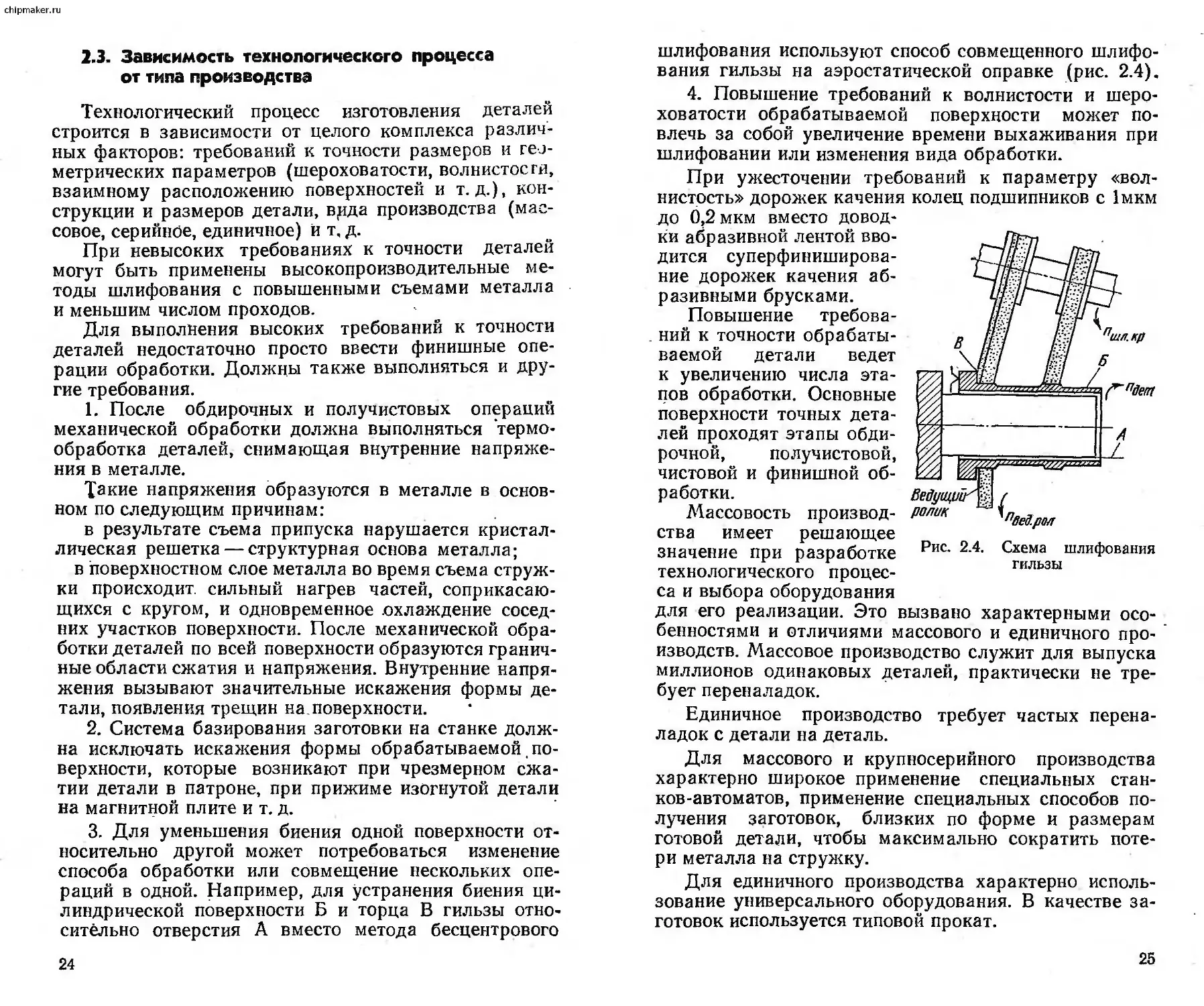
3. Для уменьшения биения одной поверхности от-
носительно другой может потребоваться изменение
способа обработки или совмещение нескольких опе-
раций в одной. Например, для устранения биения ци-
линдрической поверхности Б и торца В гильзы отно-
сительно отверстия А вместо метода бесцентрового
24
шлифования используют способ совмещенного шлифо-
вания гильзы на аэростатической оправке (рис. 2.4).
4. Повышение требований к волнистости и шеро-
ховатости обрабатываемой поверхности может по-
влечь за собой увеличение времени выхаживания при
шлифовании или изменения вида обработки.
При ужесточении требований к параметру «вол-
нистость» дорожек качения колец подшипников с 1мкм
до 6,2 мкм вместо довод-
ки абразивной лентой вво-
дится суперфиниширова-
ние дорожек качения аб-
разивными брусками.
Повышение требова-
ний к точности обрабаты-
ваемой детали ведет
к увеличению числа эта-
пов обработки. Основные
поверхности точных дета-
лей проходят этапы обди-
рочной, получистовой,
чистовой и финишной об-
работки.
Массовость производ-
ства имеет решающее
значение при разработке
технологического процес-
са и выбора оборудования
для его реализации. Это вызвано характерными осо-
бенностями и отличиями массового и единичного про-
изводств. Массовое производство служит для выпуска
миллионов одинаковых деталей, практически не тре-
бует переналадок.
Единичное производство требует частых перена-
ладок с детали на деталь.
Для массового и крупносерийного производства
характерно широкое применение специальных стан-
ков-автоматов, применение специальных способов по-
лучения заготовок, близких по форме и размерам
готовой детали, чтобы максимально сократить поте-
ри металла на стружку.
Для единичного производства характерно исполь-
зование универсального оборудования. В качестве за-
готовок используется типовой прокат.
25
chipmaker.ru
2.4. Методы базирования
Чтобы обеспечить заданную точность готовой де-
тали заготовке должно быть придано вполне опреде-
ленное положение относительно шлифовального кру-
га, т. е. она должна быть забазирована. Кроме того,
заготовка должна быть закреплена, чтобы она не
смещалась под действием сил резания. Установка де-
тали— это базирование и силовое замыкание одно-
временно.
В зависимости от условий выполнения технологи-
ческой операции может потребоваться полная или
частичная ориентировка заготовки в пространстве от-
носительно шлифовального круга. В первом случае
заготовке придается определенное и притом единст-
венно возможное положение. Во втором случае не
требуется точной установки в некоторых направле-
ниях или допускается произвольное положение (по-
ворот) заготовки относительно какой-либо оси (уста-
новка кольца или вала в патроне).
При шлифовании получили распространение два
основных метода базирования: по специально подго-
товленной (базовой) поверхности, которая в процес-
се шлифования не подвергается изменению (обработ-
ке), и по обрабатываемой поверхности.
Установка по специально подготовленной поверх-
ности применяется на всех видах станков. При круг-
лом шлифовании метод реализуется установкой дета-
ли в центрах по специально обработанным поверхно-
стям (центровым отверстиям), в патроне по наруж-
ной или внутренней специально подготовленной
поверхности. При внутреннем шлифовании — установ-
кой детали в патроне по наружной поверхности дета-
ли. При плоском шлифовании — установкой детали
или нескольких деталей на магнитную плиту, стол
илп в специальном приспособлении. В большинстве
случаев закрепление детали в приспособлении вы-
полняют механическим способом как в автоматичес-
ком режиме работы, так и непосредственно операто-
ром. Применяется также способ крепления с помощью
магнитных устройств (патрон, плита и т.п.).
Установка по обрабатываемой поверхности. При
круглом шлифовании деталь базируется своей обра-
батываемой поверхностью на ведущем круге и ноже
или на неподвижных опорах. В этом случае центр об-
26
рабатываемой детали в процессе шлифования все вре-
мя смещается. Этот метод получил название бес-
центрового. При внутреннем шлифовании бес-
центровым методом принято называть такой, когда
базовой поверхностью служит наружный или внут-
ренний (обрабатываемый) диаметр, который опирает-
ся на неподвижные опоры. При плоском шлифовании
па двусторонних торцешлифовальных станках с гори-
зонтальными или вертикальными осями шпинделей
положение заготовки в зоне обработки определяется
формой кругов и направляющими элементами, кото-
рые установлены на входе заготовки в зону обработки
и выходе из зоны.
Устройства базирования и базовые поверхности
шлифуемых деталей обладают рядом погрешностей,
которые непосредственно или с определенным умень-
шением (увеличением) переносятся на шлифуемую
поверхность. Например, радиальное биение оси
шпинделя изделия круглошлифовального станка сви-
детельствует о том, что ось вращения будет сама со-
вершать круговое двйжение, в результате чего шли-
фуемая поверхность будет некруглой (разность наи-
большего и наименьшего диаметров будет равна
удвоенной величине биения), если деталь установле-
на в патроне, и не будет влиять на форму шлифуемой
поверхности детали, если она установлена нй непо-
движных опорах. Биение кулачков патрона круглошли-
фовального станка приведет к тому, что шлифуемая
поверхность сама будет круглой, но расположена экс-
центрично к базовой поверхности.
2.5. Понятие о припуске
и межоперационных размерах
Целью механической обработки является посте-
пенное (от операции к операции) повышение точно-
сти размера, формы и улучшение качества поверхно-
сти заготовки. Эти изменения происходят в результа-
те последовательного снятия слоев металла
с поверхности заготовки на каждой операции техно-
логического процесса.
Под общим припуском понимают весь слой метал-
ла, снимаемый на всех стадиях обработки. Операци-
онным припуском называют припуск, удаляемый при
выполнении отдельных операций. Припуск, снимаемый
27
chipmaker.ru
с детали на конкретной операции, рассчитывается
как разность между размером заготовки, приходящей
на данную операцию и полученным размером. По-
скольку размеры на каждую операцию задаются с оп-
ределенным допуском, то припуск может меняться от
минимального до максимального значения.
При шлифовании наружных поверхностей макси-
мальный припуск определяется как разность между
максимальным размером заготовки и минимальным
размером обработанной детали. Например, нужно
шлифовать валик от 020-од до 0 19_о,о2. Макси-
мальный припуск на диаметр равен 20—18,98, мини-
мальный 19,90—19,00. Величина операционного при-
пуска определяется толщиной дефектного поверхност-
ного слоя, высотой микронеровностей и допуском
предшествующей обработки. Чем крупнее деталь
и грубее предварительная обработка, тем больше за-
дается припуск на шлифование.
В ходе последовательной обработки от заготовки
до готового изделия исходный материал проходит че-
рез ряд состояний, характеризуемых его физическими
и геометрическими параметрами. Все операции меха-
нической и термической обработки изделия связаны
между собой: предыдущие операции определенным
образом влияют на протекание последующих. Свойст-
ва готового изделия формируются не на последних,
финишных операциях, а на протяжении всего техно-
логического процесса.
Особенно сильное влияние на формирование
свойств готового изделия оказывают операции терми-
ческой обработки, поскольку они меняют структуру
металла и его физико-механические свойства.
В практике известны многие примеры влияния ре-
зультатов первичных операций на чистовые. Так, бы-
ла проведена предварительная обработка цилиндри-
ческой поверхности четырех групп валиков из стали
ШХ-15. Шероховатость полученной поверхности была
различной: грубая у первой группы, получистовая
у второй и третьей, чистовая у четвертой. После этой
обработки валики закалили в одинаковых условиях.
Затем поверхности валиков были прошлифованы на-
чисто до получения шероховатости 7?а = 0,16 мкм
и валики установили на испытания в машине трения.
В результате испытаний была получена следующая
картина:
28
на валиках, проходящих предварительно грубую
токарную обработку, быстро возникло большое коли-
чество крупных раковин, равномерно распределенных
по всей поверхности;
на валиках второй и третьей групп количество
и размер усталостных раковин резко уменьшилось;
на валиках, прошлифованных до закалки, ракови-
ны отсутствовали вообще.
Таким образом, при одинаковой конечной шерохо-
ватости поверхностей их физические свойства оказа-
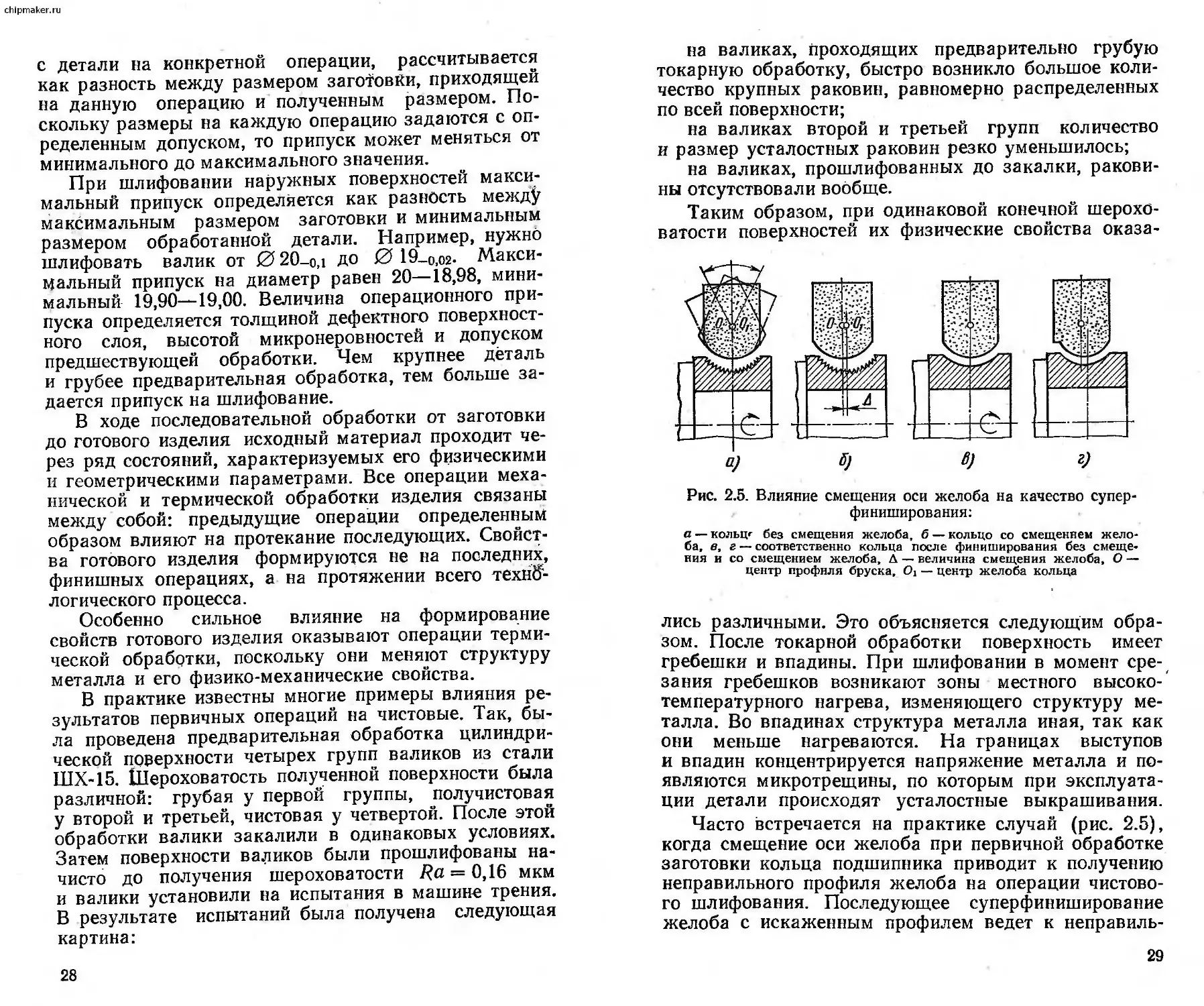
Рис. 2.5. Влияние смещения оси желоба на качество супер-
финиширования:
а — кольцг без смещения желоба, б — кольцо со смещением жело-
ба, в, г — соответственно кольца после финиширования без смеще-
ния и со смещением желоба, А — величина смещения желоба, О —
центр профиля бруска, Oj — центр желоба кольца
лись различными. Это объясняется следующим обра-
зом. После токарной обработки поверхность имеет
гребешки и впадины. При шлифовании в момент сре-
зания гребешков возникают зоны местного высоко-
температурного нагрева, изменяющего структуру ме-
талла. Во впадинах структура металла иная, так как
они меньше нагреваются. На границах выступов
и впадин концентрируется напряжение металла и по-
являются микротрещины, по которым при эксплуата-
ции детали происходят усталостные выкрашивания.
Часто встречается на практике случай (рис. 2.5),
когда смещение оси желоба при первичной обработке
заготовки кольца подшипника приводит к получению
неправильного профиля желоба на операции чистово-
го шлифования. Последующее суперфиниширование
желоба с искаженным профилем ведет к неправиль-
29
chipmaker.ru
ной приработке суперфинишного бруска и выпуску
колец с повышенной шероховатостью на рабочей по-
верхности желоба.
Передачу свойств изделия с предыдущих операций
обработки на последующие в технологии называют
технологической наследственностью.
2.6. Технологическая документация
Технологическая документация указывает поря-
док выполнения операций изготовления изделия и тех-
нологические параметры выполнения каждой опера-
ции.
Для работы на универсальных станках составля-
ется маршрутная технология, в которой указано, на
каком станке производятся обработка, способ базиро-
рования детали, количество переходов обработки, раз-
мер и допуск при выполнении каждого перехода. При
необходимости дается эскиз обработки, указывается
режущий, мерительный, вспомогательный инструмент
и оснастка. Каждая операция обработки нормируется
по времени в соответствии с типовыми нормами вре-
мени на операции механической обработки.
В н 'которых случаях в технологических картах
оговариваются требования техники безопасности (при
работе высокоскоростным инструментом, или требу-
ющим специальной вентиляционной системы и т.д.).
Для специальных станков, автоматов и полуавто-
матов технологами составляются операционные кар-
ты, по которым выполняется наладка станков. Карта
содержит эскизы входящей и обработанной деталей,
где указаны технические требования к ним, схему об-
работки, последовательность переходов по циклу ра-
боты станка и режимы их выполнения. В карте обя-
зательно указываются материал обрабатываемого из-
делия, его твердость (при необходимости требования
к структуре и химическому составу металла), приме-
. няемая СОЖ и ее необходимый расход, обрабатыва-
ющий и правящий инструмент. Для каждого техноло-
гического перехода указываются скорости резания
и вращения изделия, величина подачи, глубина реза-
ния, путь перемещения инструмента, мерительный
инструмент для получаемого на данном переходе па-
раметра изделия. Для каждого перехода определено
30
также время его выполнения с выделением совмещен-
ного времени.
Карта регламентирует суммарное время выполне-
ния операции и часовую производительность станка
при данной обработке.
Мероприятия по обеспечению технологической
дисциплины. Под технологической дисциплиной под-
разумевается постоянное соблюдение требований тех-
нологии. Сюда относятся требования по соблюдению
указанных в операционных картах технологических
режимов обработки, соответствия параметров заго-
товки заданным, соблюдение состава и чистоты СОЖ,
сжатого воздуха.
Должен соответствовать карте и применяемый ин-
струмент. Станок и оснастка должны быть в исправ-
ном состоянии и т. д. Несоблюдение требований тех-
нологической карты на станке ведет к выпуску'про-
дукции, не соответствующей требованиям по качеству.
Это относится не только к размерным параметрам об-
рабатываемого изделия. Например, шлифование с по-
вышенными относительно заданных картой припуска-
ми, подачами, скоростями резания, а также
применение шлифовальных кругов и СОЖ, не соответ-
ствующих заданным, приводят к местным прижогам
по обработанной поверхности, появлению микротре-
щин и другим дефектам поверхности. При этом резко
снижается срок службы такой детали в механизме,
возможны поломки и частые отказы машин.
Работа на станке недостаточно отбалансированным
шлифовальным кругом приводит к получению поверх-
ностей с повышенной волнистостью, что резко снижа-
ет изностостойкость обработанной и работающей
с ней в паре детали.’Превышение заданных режимов
обработки может привести к быстрому износу или
поломке эксплуатируемого станка.
В целях обеспечения требований технологической
дисциплины на каждом предприятии систематически
выполняются мероприятия по контролю и- поддержа-
нию технологической дисциплины. Это следующий ра-
боты:
систематический выборочный контроль обработан-
ных изделий и режимов на рабочих местах станоч-
ников;
систематический плановый ремонт станков и ос-
настки;
31
chipmaker.ru
обучение рабочих и контроль за правильностью
эксплуатации и обслуживания оборудования ^(свое-
временная смазка, недопущение перегрузок опор
и т. д.);
систематические проверки состава СОЖ;
обеспечение условий и контроль за правильным
хранением инструмента и т. д.
Большое значение имеют правильная организация
и содержание рабочих мест станочников.
Современные станки все больше оснащаются авто-
матическими системами самодиагностики, которые
позволяют своевременно выявлять отклонения в ра-
боте станков и предупреждать появление брака.
2.7. Рабс-чй цикл шлифования
Съем припуска в процессе автоматизированной об-
работки происходит, как правило, в несколько пере-
ходов. Для обеспечения заданной производительности
и качества обработки выполняются различные техно-
логические переходы. Совокупность технологических
переходов, связанных системой управления станка,
определяют структуру цикла шлифования, а время на
выполнение этих переходов — длительность цикла
шлифования. Структуры циклов шлифования в зави-
симости от возможных сочетаний технологических пе-
реходов приведены в табл. 2.5.
На эскизе по оси абсцисс указано время, по оси
ординат — перемещение исполнительного органа стан-
ка. Наклон линии характеризует скорость перемеще-
ния (подачу). Пунктирной линией показано исходное
положение, жирной горизонтальной линией — выхажи-
вание, т. е. время, в течение которого подача отсутст-
вует. Контроль промежуточных и окончательного раз-
мера в процессе обработки, моменты переключения
с одного технологического перехода на другой или
окончание цикла обработки обеспечиваются следую-
щими методами. Первый метод — управление по пути
(косвенный контроль); второй — управление по фак-
тическому размеру обрабатываемой заготовки (ак-
тивный контроль), третий метод — управление по вре-
мени после включения данного состояния (времен-
ный контроль). Приведенные в таблице циклы по
количеству технологических переходов можно разде-
лить на одно-, двух- и многоступенчатые. Структура
32
2.5. Циклы шлифовальных и доводочных автоматов
и полуавтоматов
Наименование цикла Эскиз цикла
базовый исполнение
©дно выхажи- вание два выхажи- вания
одноступен- чатый Щ к/ к7~ —
двухступен- чатый Ц2 Гф Т /т\ / —
трехступен- чатый ЦЗ Гф Т а Гф Т /Д™ /
четырех- ступенчатый Ц4 ’ф Г / ч Гф Г 1 / 1
пятиступен- чатый 2/ и — —
многоступен- чатый ЦМ Ц6 и т. п. ЦЗ+ЦЗа и т. п, ЦЗ+ЦЗб и т. п.
Примечание. П —» одноразовая подача; Ф — форсирован-
ная подача; Г — черновая подача; Ч — чистовая подача; 1.Г —
первая черновая подача; 2.Г — вторая черновая подача; 1.4 —
первая чистовая подача; 2.4 — вторая чистовая подача.
33
chipmaker.ru
цикла выбирается в зависимости от типа и особенно*
стей станка, характеристики заготовки и требуемого
качества обработки детали.
Количество технологических переходов зависит
в основном от характера обработки (обдирочное, чис-
товое или доводочное шлифование), требований к об-
работанной поверхности, жесткости системы станок—•
приспособление — инструмент — деталь, конкретного
станка и обрабатываемой детали. Для внутришлифо-
вальных станков характерна малая жесткость шлифо-
вального шпинделя, т. е. значительные отжимы оправ-
ки от сил резания. Для круглошлифовальных стан-
ков— малая жесткость таких деталей, как длинный
вал, распределительный и коленчатый валы.
При малой жесткости системы станок — приспо-
собление— инструмент — деталь появляется упругая
деформация между деталью и шлифовальным кругом
(натяг). Если в это время отключить подачу, то будет
происходить съем металла за счет имеющихся упру-
гих сил. Такой процесс снятия металла при шлифова-
нии называют выхаживанием. Время выхаживания
может задаваться реле времени или размером, т. е.
тем временем, которое необходимо для достижения
заданного размера за счет упругих сил системы ста-
нок — приспособление — инструмент — деталь.
Некоторые примеры применения циклов шлифо-
вания: цикл Ц1 часто используется для доводочных
автоматов, цикл Ц2:—в кругло- и внутришлифоваль-
ных автоматах при невысоких требованиях к качест-
ву обработки, часто на черновых операциях, цикл
Ц2а — при несколько повышенных требованиях к ка-
честву обработки. Циклы ЦЗ используются в кругло-
и внутришлифовальных автоматах. Исполнения ЦЗа
отличаются в размещений выхаживания после обди-
рочной и чистовой подачи. Циклы Ц4 и Ц5 с их вари-
антами применяются при повышенных требованиях
к обработке заготовок малой жесткости.
Усовершенствованные циклы шлифования. Цель
усовершенствования циклов шлифования заключает-
ся в обеспечении заданного качества и точности шли-
фуемых деталей при минимизации затрат и времени
на обработку. Цикл работы шлифовальных станков
претерпел изменения в связи с появлением новых при-
водов и расширением возможности изменения частот
вращения изделия и круга на черновом и чистовом
I
34
этапах обработки, частичного совмещения основного
и вспомогательного времени, например, путем введе-
ния правки шлифовального круга в цикл обработки,
совмещения измерения с временем резания и т. д.
Усовершенствованные циклы являются многократны-
ми. К ним относятся многоступенчатый, адаптивный
с самонастройкой и т. п.
Для станков с малой жесткостью, например внут-
ришлифовальных, целесообразно использовать цикл,
при котором скорость подачи изменяется ступенчато.
Этот цикл сравнительно легко реализуется с помощью
регулируемых двигателей и позволяет повысить про-
изводительность обдирочного шлифования на 30 %
за счет компенсации низкой скорости нарастания
съема при врезании. Однако большая скорость пода-
чи на входе может привести к повышенному износу
шлифовального круга. Для того чтобы исключить ука-
занное явление, применяют адаптивный цикл со сту-
пенчатым изменением заданной силы и промежуточ-
ным выхаживанием. Небольшая заданная на входе
величина силы увеличивается, затем (чтобы умень-
шить отжимы) дается промежуточное выхаживание
и на выходе — ступень с небольшой постоянной силой.
Интегральный цикл ' снятия припуска совмещает
действие адаптивной системы с регулированием по
мощности в период врезания или обдирочного шлифо-
вания с наличием выдержек на этапах перехода на
чистовое и обдирочное шлифование в совокупности
с микроподачей. Такой цикл позволяет стабилизиро-
вать точность в условиях поточного производства при
резких колебаниях входного припуска шлифуемых за-
готовок.
Адаптивные циклы с различным числом ступеней
применены в управляющих системах, в которых от-
работка команд на переключение режимов происхо-
дит с учетом скорости съема припуска.
Интересно применение двухступенчатого цикла
с самонастраивающейся самообучающейся системой.
В системе используется электрический датчик шеро-
ховатости в качестве чувствительного элемента, а так-
же датчики силы, съема и т. д. Шлифовальный круг
подводится к детали. Обдирочное шлифование ведет-
ся с постоянной силой. При достижении заданной ве-
личины чистового припуска скорость подачи выклю-
чается. При этом интенсивность съема и высота мик-
chipmaker.ru
ронеровностей снижаются. Как только достигается
заданная высота микронеровностей, происходит изме-
рение мгновенного съема и при этом съеме получают
заданный размер. Система позволяет оптимизировать
цикл обработки, снизить шероховатость и повысить
производительность на 30—40 % • В системах этого
типа, как правило, применяют ЭВМ.
Контрольные вопросы
1. Какие' абразивные материалы применяются для шлифова-
ния?
2. Как маркируются абразивные инструменты?
3. Назовите типовые детали, обрабатываемые на шлифоваль-
ных станках.
4. Как влияет серийность производства на построение техно-
логического процесса?
5. Назовите основные методы базирования деталей при вну-
треннем, круглом и плоском шлифовании.
6. Что такое припуск на обработку?
7. Какие данные о процессе вносятся в операционную карту?
8. В зависимости от каких параметров производится выбор
шлифовального круга?
ГЛАВА 3. ТОЧНОСТЬ ОБРАБОТКИ И КАЧЕСТВО
ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ
3.1. Размерная точность, точность формы
и расположения поверхностей
Точность обработки регламентируется наибольшей
допустимой величиной отклонения размеров, называе-
мой допуском.
Полем допуска называют область, внутри которой
находятся все точки реального рассматриваемого эле-
мента. Ширина этого поля .определяется значением
допуска, а расположение его относительно заданного
размера определяется знаком и величинами крайних
значений. Если поле допуска обозначить 26, го сим-
метричный допуск ±6, односторонний +26 или —26,
несимметричный 26 — | + А | -|-1 —Б |.
Если поле рассеяния размера в партии деталей
равно или меньше поля допуска, то точность обработ-
ки признается удовлетворительной.
В поле рассеяния размера данного элемента вклю-
чаются все его фактические значения. Так, для ци-
36
линдрического элемента — все его размеры, в том
числе отклонение от круглости в любом сечении, и ко-
ну сообразность.
Точность обработки может задаваться как допус-
ком на размер, так и допуском формы данной поверх-
ч | Реальный профиль
Я
Прилегающая
^окружность
Реальный
профиль
База
Реальные поверхности
*- Прилегающий
г г) профиль
прилегающая прямая
Реальный профиль
а)
A~№max<llnln)/o
„ В) е)
Прилегающая
। плоскость
*)
Прилегающие плоскости
Реальная плоскость
Рис. 3.1. Типовые отклонения формы и расположения поверхно-
стей
ности, а также допуском расположения обрабатывае-
мой поверхности относительно других поверхностей,
например базовых.
Допуск формы — это наибольшее допускаемое
значение отклонения формы. Полем допуска формы
называют область в пространстве или на плоскости,
37
chipmaker.ru
внутри которой должны находиться все точки реаль*
ного рассматриваемого элемента в пределах норми-
руемого участка.
Для детален, обработанных на кругло-, внутри-
и плоскошлифовальных станках, наиболее типичны
отклонения формы.
Отклонения формы, измеряемые в поперечном се-
чении. Отклонение от круглости (рис. 3.1, а)—наи-
большее расстояние А от точек реального профиля до
прилегающей окружности. Частными видами откло-
нений от круглости являются овальность и огранка.
Овальность (рис. 3.1,6) — отклонение от круг-
лости, при котором реальный профиль представляет
собой овалообразную форму, наибольший и наимень-
ший диаметры которой находятся во взаимно перпен-
дикулярных направлениях: Огран-
ка (рис. 3.1, в)—отклонение от круглости, при кото-
ром реальный профиль представляет собой многогран-
ную фигуру. Огранка подразделяется по числу граней.
В частности, огранка с нечетным числом граней ха-
рактеризуется тем, что диаметры профиля поперечно-
го сечения во всех направлениях одинаковы. Качест-
венно овальность и огранка оцениваются так же, как
отклонение от круглости.
Отклонения формы, измеряемые в продольном се-
чении. Отклонение профиля продольного сечения
(рис. 3.1, а) — наибольшее расстояние А от точек ре-
альной поверхности, лежащих в плоскости, проходя-
щей через ее ось, до соответствующей стороны приле-
гающего профиля в пределах нормируемого участка.
Частными видами отклонения профиля продольного
сечения являются конусообразность, бочкообраз-
ность и седлообразность. Конусообразность
(рис. 3.1,6) — отклонение профиля продольного се-
чения, при котором образующие прямолинейны, но
не параллельны. Бочкообразность (рис.
3.1, е)—отклонение профиля продольного сечения,
при котором образующие не прямолинейны и диамет-
ры увеличиваются от краев к середине сечения. Сед-
лообразность (рис. 3.1, ж) — отклонение профи-
ля продольного сечения, при котором образующие
непрямолинейны и диаметры уменьшаются от краев
к середине сечения. Количественно конусообразность,
бочкообразность и седлообразность оцениваются так
38
же, как и отклонение профиля продольного сечения
по формуле А = fW-.dmin
Для детален, обработанных на плоскошлифоваль-
ных станках, наиболее типичны отклонения формы
плоскости поверхности.
Отклонение от прямолинейности в плоскости (рис.
3.1,з) — наибольшее расстояние А от точек реаль-
ного профиля до прилегающей прямой в пределах
нормируемого участка. Отклонение от плоскости (рис.
3.1, и) — наибольшее расстояние А от точек реальной
поверхности до прилегающей плоскости в пределах
нормируемого участка.
Допуск расположения поверхности (оси)—это
предел, ограничивающий допустимое значение откло-
нения расположения поверхности (оси). Полем та-
кого допуска называют область в пространстве или
заданной плоскости, внутри которой находится приле-
гающий элемент или ось, центр, плоскость симметрии
в пределах нормируемого участка.
Типичные отклонения расположения. Отклонение
от параллельности плоскостей (рис. 3.1, к) — раз-
ность А наибольшего и наименьшего расстояния меж-
ду плоскостями в пределах нормируемого участка.
Отклонение от перпендикулярности (рис. 3.1, л) —
отклонение угла между плоскостями от прямого угла
(90°), выраженное в линейных единицах А на длине
нормируемого участка. Отклонение от перпендику-
лярности оси относительно плоскости (рис. 3.1, м) —•
отклонение угла между осью поверхности вращения
и базовой плоскостью от прямого угла (90°), выра-
женное в линейных единицах А на длине нормируе-
мого участка.
Часто отклонения формы или расположения явля-
ются результатом совместного проявления. Суммар-
ное отклонение формы и расположения оцениваются
по точкам реально рассматриваемого элемента отно-
сительно прилегающих базовых элементов или их
осей.
Типичные суммарные отклонения. Радиальное би-
ение (рис. 3.1, н) — разность А наибольшего и наи-
меньшего расстояний от точек реального профиля по-
верхности вращения до базовой оси в сечении плос-
костью, перпендикулярной базовой оси. Торцевое
39
chipmaker.ru
биение (рис. 3.1,6)—разность А наибольшего и наи-
меньшего расстояний от точек реального профиля
торцовой поверхности до плоскости, перпендикуляр-
ной базовой оси.
Шероховатость поверхности — это размерная ха-
рактеристика микронеровностей поверхности. При
шлифовании на обрабатываемой поверхности образу-
ются мелкие неровности, выступы и впадины. Эти
неровности имеют малые размеры, измеряемые десяты-
ми и сотыми долями микрометра. Высота шерохова-
тостей влияет на эксплуатационные качества сопря-
гаемых деталей. В ГОСТ 2789—73 для оценки шеро-
ховатости приняты следующие основные параметры,
приведенные на профилограмме обработанной по-
верхности (рис. 3.2).
Рис. 3.2. Основные параметры для оценки шероховатости
поверхности
Среднее арифметическое отклонение профиля
Ra — среднее арифметическое абсолютных значений
отклонений профиля в пределах базовой длины.
Ra=^\Y\!n,
i=i
где п — число шагов в пределах базовой длины, Y —
отклонение профиля.
Базовая длина I — длина базовой линии, исполь-
зуемая для выделения неровностей, характеризующих
шероховатость поверхности.
Высота неровностей профиля по десяти точкам
Rz — сумма средних абсолютных значений высот пя-
ти наибольших выступов профиля и глубин пяти наи-
40
больших впадин профиля в пределах базовой длины.
5 5
2 lypmii +2 iPvmi I
где ypmi — высота i-ro наибольшего выступа профи-
ля, yvmi — глубина i-й наибольшей впадины про-
филя.
Средний шаг неровностей профиля Sin— среднее
значение шага неровностей профиля в пределах ба-
зовой длины.
Rmax — наибольшая высота профиля. Расстояние
между линией выступов профиля и линией впадин
профиля в пределах базовой длины.
Средний шаг местных выступов профиля S —
среднее значение шага местных выступов профиля
в пределах базовой длины.
Опорная длина профиля г]р — сумма длин отрез-
ков в пределах базовой длины, отсекаемая на задан-
ном уровне в материале профиля линией, эквиди-
стантной средней линии.
Относительная опорная длина профиля tp — отно-
шение опорной длины профиля к базовой длине.
Высота шероховатости зависит от сле-
дующих факторов:.
величины подач, с увеличением которых высота
шероховатостей возрастает;
окружной скорости круга — с увеличением ее воз-
растает количество абразивных зерен, участвующих
в процессе шлифования в единицу времени, а это при-
водит к уменьшению глубины врезания отдельных зе-
рен, что обеспечивает снижение высоты шерохова-
тостей;
времени выхаживания — при выхаживании упру-
гая система возвращается в исходное положение, при
этом отжатие уменьшается, а вместе с ним и глубина
внедрения абразивных зерен в обрабатываемую по-
верхность. Уменьшение глубины внедрения обеспечи-
вает улучшение шероховатости на 1—3 ра^зряда. Сни-
жение натяга и улучшение шероховатости происходят
интенсивно в начале выхаживания, затем замедляют-
ся, поэтому время выхаживания обычно ограничива-
ют. Время выхаживания зависит от поверхности обра-
ботки, соотношения натягов системы в начале и конце
41
chipmaker.ru
выхаживания, жесткости систем и режущей способ-
ности круга;
зернистости круга — с уменьшением размеров аб-
разивных зерен шероховатость поверхности улучша-
ется;
режима правки круга — с уменьшением продоль-
ной подачи алмаза на один оборот круга снижается
высота шероховатости. Применяя очень малую пода-
чу алмазного инструмента при правке круга, можно
получить шероховатость Ra=0,16-ъО,04 мкм кругом
зернистостью 40—25. Однако с уменьшением подачи
на оборот круга при правке снижается его режущая
способность;
твердости круга —высота шероховатости в изве-
стном диапазоне твердостей снижается с увеличением
твердости круга. Значительная и неравномерная
твердость круга может быть источником вибраций
и увеличения шероховатости обработанной поверх-
ности;
материала связки круга — при работе кругами на
вулканитовой и бакелитовой связках с повышением
упругих свойств высота шероховатости снижается,
особенно при специальных кругах на бакелитной связ-
ке с графитовым наполнителем. Это в известной сте-
пени зависит от смазывающего действия графита;
времени работы круга после правки — с увеличе-
нием этого. времени высота шероховатости увеличи-
вается, что объясняется ухудшением микрорельефа
образующей круга из-за неоднородности его износа,
а также возрастанием амплитуды автоколебаний при
притуплении круга;
свойств обрабатываемого металла — высота гре-
бешков на поверхности черных металлов возрастает
с уменьшением микротвердости;
смазочно-охлаждающей жидкости — применение
масла и масляных эмульсий взамен водно-химических
растворов уменьшает высоту шероховатости. Загряз-
нение СОЖ приводит к ухудшению шероховатости
поверхности;
состояния станка — при повышенных зазорах
в опорах на деталях появляются часто расположен-
ные следы вибраций. При биении шпинделя, а также
недостаточной балансировке электродвигателя на по-
верхности детали возникают длинные и редко распо-
ложенные следы вибраций.
42
Волнистость поверхности — это ряд повторяющих-
ся возвышений и впадин с относительно большим ша-
гом. В отличие от шероховатости поверхности волни-
стость характеризуется неровностями, имеющими
значительно больший шаг, чем неровности, образую-
щие шероховатость. По высоте шероховатость и вол-
нистость оказываются близкими. Границу между ше-
роховатостью, волнистостью и погрешностями формы
Рис. 3.3. Круглограмма кольца подшипника
можно установить по значению отношения шага к вы-
соте неровностей. Отклонения, у которых отношение
z/j?<50, относят к шероховатости, при 100075; 7л
7^50 — к волнистости и при 7л>1000 — к отклоне-
ниям формы.
Волнистость определяется на поперечном сечении
поверхности, причем шероховатость и отклонение
формы не учитываются. Длина участка измерения
волнистости должна составлять по крайней мере пя-
тикратное значение максимально возникающего шага
волнистости.
Для точного измерения (в пределах долей мкм)
волнистости цилиндрической поверхности применяют
43
chipmaker.ru
специальные приборы-кругломеры, например мод.
218 завода «Калибр», «Тэйлиронд» фирмы «Тэйлор и
Гобсон» и др. Результат измерений на этих приборах
выражается записью (в полярных координатах) от-
клонений формы проверяемого сечения от эталона.
Запись ведется электротермическим способом.
На рис. 3.3 показана круглограмма формы кольца
подшипника, выполненная на указанных приборах.
3.2. Характеристика точности обработки
Случайные погрешности обработки возникают от
многих причин, но главные из них — упругие дефор-
мации системы станок — приспособление — инстру-
мент — деталь и зазоры в отдельных узлах станка.
Под влиянием колеблющейся силы резания, а так-
же толчков и вибраций происходит неравномерное
отжатие шлифовального круга от обрабатываемой по-
верхности, а также неравномерный по величине и на-
правлению выбор зазоров в узлах станка. Это приво-
дит к изменению размера обрабатываемой детали.
Колебание сил резания возникает главным образом
из-за неравномерного припуска на обработку, нерав-
номерной твердости материала обрабатываемой де-
тали, неравномерных режущих свойств шлифовального
круга как в пределах одного оборота, так и в преде-
лах времени обработки одной или нескольких де-
талей.
Случайные погрешности кроме перечисленных
трех основных причин возникают также в результате
неравномерности процесса резания из-за упругих де-
формаций детали под действием колеблющейся силы
зажима, из-за температуры нагрева детали, от несов-
падения настроечных баз с технологическими, от
внутренних напряжений в материале обрабатываемой
детали и ряда других причин. Все перечисленные при-
чины обычно действуют одновременно и возникающие
от них случайные погрешности суммируются, обра-
зуя результирующую величину случайных погрешнос-
тей одной детали.
При обработке каждой новой детали возникают
свои функциональные и случайные погрешности и,
кроме того, у каждой детали имеется общая постоян-
ная систематическая погрешность. Так как все по-
грешности возникают одновременно, то в сумме они
44
образуют результирующую или суммарную погреш-
ность обработки детали, которая будет определять
действительное отклонение размера от его номиналь-
ного значения.
В силу изменчивости функциональных и случай-
ных погрешностей суммарная погрешность обработки
одной детали будет отличаться от суммарной погреш-
ности другой детали. В результате этого возникает
рассеивание погрешностей размеров, погрешностей
формы и погрешностей
положения поверхностей
деталей в партии, которая
обработана с одной на-
стройкой. Это рассеива-
ние имеет, как мы видели,
случайную природу.
Действительные раз-
меры деталей, обработан-
ных на станке, являются
случайными величинами
непрерывного типа, так
как они могут принимать
любые числовые значения
в определенных грани-
цах.
Совокупность значений
тх
20,05 20.15 20,25 20,55
, х
Рис. 3.4. Эмпирическая кривая
распределения
случайных величин, рас-
положенных в возрастающем порядке с указанием их
вероятностей, называется распределением случайной
величины.
Для примера рассмотрим результаты замеров пар-
тий деталей. Всего замерено 100 деталей, обработан-
ных с одной настройкой. Диапазоны полученных раз-
меров от минимального до максимального разделим
на интервалы, при этом величина интервала несколь-
ко больше цены деления шкалы измерительного при-
бора. Подсчитаем частоту (ft) действительных заме-
ров, которые попадают в каждый интервал. Опреде-
лим частость (т,) каждого интервала как отношение
частоты к сумме всех замеренных деталей, т. е. Sfz.
Результаты расчета сведем в табл. 3.1. По данным
этой таблицы построим графики, которые приведены
на рис. 3.4. Ступенчатый график называют гистограм-
мой распределения, ломаная кривая называется опыт-
ной (эмпирической) кривой распределения (полиго-
ном).
45
chipmaker.ru
3.1. Эмпирическое распределение случайной величины
непрерывного типа
Интервалы значений х Частота f. Частость т.
20—20.05 2 0,02
20.05—20.10 10 0,10
20.10—20.15 24 0,24
20.15—20.20 30 0,30
20.20—20.25 22 0,22
20.25—20.30 10 0,10
20.30—20.35 2 2^=100 0,02 2тг=1
Характеристики распределений случайных вели-
чин. Для изучения распределения случайных величин
и дальнейшего применения их для оценки точности
обработки в математической статистике пользуются
рядом числовых характеристик, определяющих поло-
жение центра группирования случайной величины
и ее рассеивания около этого центра.
Мерой положения или центра группирования яв-
ляется математические ожидание непрерывной слу-
чайной величины. В практических случаях пользуют-
ся числовым значением среднего арифметического
значения случайной величины, которое тем точнее
совпадает с теоретическим (математическим ожида-
нием), чем большее количество измерений было про-
ведено. Среднее арифметическое обозначается симво-
лом х.
где п — общее число измерений, xt — конкретное зна-
чение 1-го замера, ft — частота значений Xi, tn — ко-
личество Xi, имеющих одинаковое значение.
В-тех случаях, когда все замеренные значения раз-
несены по интервалам, то х, — среднее значение ин-
тервала, ат — количество интервалов.
Мерой рассеивания, т. е. числовой характеристи-
кой, которая показывает насколько тесно сгруппиро-
ваны случайные величины около центра группирова-
ния, в технике приняты дисперсия, которая обознача-
46
ется символом S^, среднее квадратичное отклонение,
которое обозначается символом Sx, и размах, обоз-
начаемый символом /?.
Чаще пользуются величиной среднего квадратич-
ного отклонения (теоретическое значение среднего
квадратичного отклонения обозначается а*), для
практических целей среднее квадратичное отклоне-
ние по результатам замеров определяют
Размахом называется разность между наиболь-
шим и наименьшим значениями случайной величины:
К=хтях—Xmin. Эту величину используют при малом
числе наблюдений, когда п^Ю.
Связь между ох и R определяется формулой ах^=
=:R/dn, где dn — коэффициент, который зависит от п.
Законы распределения случайных величин. Как
было отмечено ранее, погрешностям обработки при-
сущ случайный характер их образования. При нали-
чии определенных условий распределение случайных
величин может подчиняться вполне определенным
законам. Законы распределения случайных величин
изучаются в теории вероятности. Некоторые из этих
законов имеют большое практическое применение для
контроля и управления точностью обработки на
станках.
Закон нормального распределения применяется
в технологии машиностроения. Этому закону подчиня-
ются многие непрерывные случайные величины, на-
пример ошибки измерения; высота микронеровностей
на обработанной поверхности; показатели, определя-
ющие диаметральные и линейные размеры, получен-
ные после обработки резанием, если погрешности на-
стройки существенно меньше допуска на обработ-
ку деталей, обработанных на станке с одной на-
стройки.
Отступление от нормального закона распределе-
ния действительных размеров партии деталей может
быть вызвано в основном тремя причинами: 1) нали-
чием доминирующей случайной погрешности или до-
минирующей систематической погрешности, законо-
мерно изменяющейся во времени; 2) наличием пере-
47
chipmaker.ru
ценного рассеивания из-за неполадок в станке или
резкого колебания механических свойств материала
обрабатываемых деталей; 3) одновременного дейст-
вия первой и второй причин.
Теоретическая кривая нормального распределения
графически выражается в виде кривой холмообразно-
го типа (рис. 3.5,а). Положение кривой относительно
начала координат и ее форма определяются двумя
параметрами хиох. С изменением х форма кривой не
Рис. 3.5. Кривые распределения законов нормального модуля
разности и эксцентриситета
изменяется, но изменяется ее положение относитель-
но начала координат. С изменением ах положение
кривой не изменяется, но изменяется ее форма (см.
рис. 3.5,6). У теоретической кривой нормального рас-
пределения зона рассеивания случайной величины ле-
жит в пределах ±оо. Для практического использова-
ния зона рассеивания ограничивают конечными пре-
делами х±Ках. При Д=3 (т. е. в пределах 6ох)
появление случайной величины за указанными преде-
лами крайне мала (не превосходит 0,27 %) •
Закон распределения модуля разности характерен
для параметров, значения которых всегда положи-
48
тельные, т. е. больше нуля. Это такие параметры как
некруглость, овальность, конусообразность, если не
учитывается знак отклонения от номинала, отклоне-
ние от параллельности, биения радиальное и торце-
вые и т. п. Теоретическая кривая распределения мо-
дуля разности приведена на рис. 3.5, в. Форма и рас-
положение кривой относительно начала координат,
в данном случае нуля, зависит также от двух пара-
метров х0 и оХо. Параметры х0 и аЖс связаны зависи-
мостью с выборочными показателями х и 6Х.
Закон распределения эксцентриситета характерен
для погрешностей, образующихся за счет несооснос-
ти, эксцентриситета поверхностей. Теоретическая
кривая распределения приведена на рис. 3.5, г. Фор-
ма кривой зависит только от одного параметра стх.
3.3. Методы контроля и средства измерения
размерной и геометрической точности,
качества поверхности
Оценка точности формы. Характер отклонения ре-
альной поверхности от правильной формы определя-
ется с помощью кругломеров (для цилиндрической
поверхности) и профилометров (для плоских поверх-
ностей) .
На рис. 3.6 показан кругломер — на шпинделе
прибора закрепляется датчик, совершающий круговое
движение и ощупывающий проверяемую поверхность.
С помощью электромеханической системы траекто-
рия движения щупа по детали записывается в виде
круглограммы (см. рис. 3.3).
Запись результатов измерения производится в по-
лярной системе координат.
Контроль шероховатости поверхности визуальным
методом заключается в рассмотрении поверхности
либо невооруженным глазом, либо с помощью лупы
или микроскопа путем сравнения обработанной по-
верхности с эталоном. Для контроля шероховатости
7?а=0,32; 0,16 и 0,08 мкм рекомендуется сравнивать
образец с контролируемой повехностью в нескольких
точках и на различных ее участках. К достоинствам
способа относят: наглядность, простоту и быстроту
проверки, к недостаткам — субъективность оценки,
потребность в эталонах, быстрое изменение поверх-
49
chipmaker.ru
ности эталонов. При глазном контроле необходимо
постоянное освещение, в противном случае отражение
света от поверхности детали и эталона может привес-
ти к неправильной оценке шероховатости.
При оптическом методе применяют микроскопы.
Принцип его действия основан на визуальном сравне-
нии отражений поверхно-
стей проверяемой детали
и эталона. Микроскоп да-
ет и изображение пло-
щадки поверхности длины
2,8 мм с увеличением
в 5,5 раз. С помощью ми-
кроскопа можно разли-
чать шероховатость Ra=
=0,16 и 0,08 мкм.
Возможна оценка вы-
соты шероховатости с по-
мощью двойного микро-
скопа методом .светового
сечения. Этот метод за-
ключается в том, что уз-
кая полоска света, падая
под углом 45° на контро-
лируемую поверхность,
отражается от нее в виде
полоски, изогнутой соот-
ветственно гребешкам и
впадинам этой поверх-
ности (рис. 3.7), и стано-
вится видимой через оку-
ляр. С помощью окуляр-
ного микрометрического
винта производится от-
счет высоты шероховато-
сти.
Оптико-механический
Рис. 3.6. Общий вид круг-
ломера:
1 — станина, 2 — панель управ-
ления, 3 —• стол, 4 — датчик,
5 — шпиндель, 6 — шпиндель-
ная головка, 7 — записывающий
прибор, 8 — колонна
метод ощупывания иглой
заключается в том, что профиль шероховатости при
большом увеличении воспроизводится на светочувст-
вительной бумаге. Для этой цели служат оптико-ме-
ханические профилографы, которые работают следу-
ющим образом. По контролируемой поверхности ав-
томатически перемещается алмазная игла. Она
ощупывает шероховатость, перемещаясь вдоль своей
50
оси на высоту этой шероховатости. Величина переме-
щения иглы вдоль ее оси увеличивается в несколько
тысяч раз с помощью оптической системы прибора
и фиксируется на фотобумаге.
Электромеханический метод ощупывания иглой
заключается в том, что по измеряемой поверхности
Рис 3.7. Схема двойного микроскопа на основе све-
тового сечения
перемещается специальный электродинамический
датчик, состоящий из подвижной катушки, скреплен-
ной с иглой, двигающейся в магнитном поле с сопри-
касающейся поверхностью. Так как поверхность дета-
лей имеет шероховатость, игла и вместе с ней элект-
ромагнитные катушки начинают колебаться, при
этом в обмотке катушки возбуждается электродвижу-
щая сила, которая проходит через усилитель. Эта
усиленная электродвижущая сила на приборе пока-
зывает среднее квадратичное отклонение профиля.
Б1
chipmaker.ru
Профилограф-профилометр модели 202 имеет вер-
тикальное увеличение прибора 400—200000, горизон-
тальное — 2 — 4000. Измерительное усилие 1,0 МН,
что позволяет измерять шероховатость без поврежде-
ния деталей с покрытиями. Прибор оценивает шеро-
ховатость по Ra на базовых длинах от 0,08 до 2,5 мм
в пределах 0,012—6,3 мкм, когда он используется как
профилограф, и в пределах 0,05—6,3 мкм, когда он
применяется в качестве профилометра.
Действие прибора основано на принципе ощупы-
вания исследуемой поверхности алмазной иглой с ра-
диусом закругления 2—4 или 10—12 мкм и преобра-
зования колебаний иглы в измерения напряжения ин-
дуктивным методом.
Для измерения параметра шероховатости от Ra~
= 0,32 до Ra=0,025 применяют интерференционные
микроскопы. Интерференция света — взаимное уси-
ление или ослабление световых волн или их наложе-
ние друг на друга. Измерение шероховатости поверх-
ности производится путем наложения друг на друга
отражений проверяемой поверхности и зеркала.
Оценка качества поверхности. Для выявления тре-
щин на поверхности детали ее намагничивают и по-
мещают в специальную жидкость со взвешенными
частицами металла. Для этого применяют прибор
типа 77ПМД-ЭМ. Трещины на поверхности детали
прерывают магнитные силовые линии, возникающие
в магнитном поле детали. Частицы металла, находя-
щиеся в растворе, перекрывают эти трещины, соеди-
няя два полюса магнитного поля, в результате чего
трещины на детали обнаруживаются невооруженным
глазом.
Для контроля дефектов на поверхности детали
применяются также флюоресцирующие вещества. Кон-
троль производится на установке ЛД-4. Сущность ме-
тода заключается в облучении испытуемой поверхнос-
ти ультрафиолетовыми лучами, при котором флюо-
ресцирующее вещество испускает собственное
свечение, видимое глазом. Контролируемая деталь
погружается в жидкость, состоящую из 15 % авиаци-
онного минерального масла, являющегося флюорес-
цирующим веществом, и 85 % керосина, придающего
смеси высокую способность проникновения в мель-
чайшие трещины. В качестве добавок в 100 см3 смеси
растворяют 0,02 г дефектоля и 0,2—0,3 г эмульгато-
52
ра ОП-7. Дефектоль — порошок органического про-
исхождения, обладает свойством светиться под влия-
нием ультрафиолетовых лучей, а эмульгатор ОП-7
способствует смыванию смеси с поверхности детали.
Для обнаружения поверхностных дефектов на де-
талях из нержавеющих и жаропрочных сплавов при-
меняется цветная дефектоскопия красками «Судан»,
обладающими высокой чувствительностью, но эта
краска токсична, что ограничивает ее применение.
На тех участках, где порошок, нанесенный на поверх-
ность, впитал флюоресцирующий раствор, возникает
зеленое или зелено-голубое свечение, позволяющее
обнаружить места расположения трещин. После этого
деталь вынимают и осматривают в затемненном поме-
щении при источнике света — колбе кварцевого стек-
ла, заполненной ртутными парами (ртутная газораз-
рядная лампа ПРК.2). Трещины представляются
светящимися линиями, поры и рыхлоты — пят-
нами.
Для обнаружения прижогов на поверхности дета-
ли применяют контроль травлением кислотами. Суть
метода основана на том, что на месте прижога металл
изменяет свою структуру и становится более чувстви-
тельным к действию кислот.
При обработке поверхности детали азотной, сер-
ной и соляной кислотами по специальной технологии
места прижогов проявляются в виде черных пятен,
штрихов или точек. Контроль деталей после травле-
ния выполняется невооруженным глазом под мест-
ным освещением. При осмотре на сером фойе травле-
ной поверхности выявляются дефекты.
Состояние поверхности детали влияет на процесс
травления. Чем чище и ровнее поверхность, тем бо-
лее четким получается результат. Для чисто полиро-
ванной поверхности требуется очень слабая протрав-
ка, для грубошлифованной поверхности необходимы
более крепкие растворы и более длительное трав-
ление.
3.4. Статистический контроль качества
Статистический контроль качества использует ме-
тоды математической статистики, статистические ме-
тоды контроля по количественному (качественному)
и альтернативному признакам. Контроль по количест-
ва
chipmaker.ru
венному признаку предусматривает определение зна-
чений параметра, например поля рассеяния, сравне-
ние его с контрольным нормативом, например полем
допуска на этот параметр, и в зависимости от их со-
отношения принимается решение.
Для параметров, распределение которых подчи-
няется нормальному закону, поле рассеяния (со) оп-
ределяется из соотношения: a—x±KSx. Оценка точ-
ности технологического процесса по данному пара-
метру производится различными коэффициентами
точности Кт = <о/(26), где 26 — поле допуска. Коэф-
фициент мгновенного рассеяния Кр=е»(0/(26), где
<о(О —поле рассеяния в момент времени t.
Коэффициент смещения Кс = Л(/)/(26), где
Д(/) — среднее значение отклонения контролируемо-
го параметра относительно середины поля допуска
в момент времени /.
Д(0 = |х(0—Хо|,
где х(1) — среднее значение контролируемого пара-
метра, хо — значение параметра, соответствующее
середине поля допуска (при симметричном поле до-
пуска (±6) значение х0 совпадает с номинальным
значением параметра).
Коэффициент запаса точности Кз(О=0,5-^Кс('О—
—О,5КР(7). Для параметров, имеющих только поло-
жительное значение, поле рассеяния ориентировочно
можно рассчитать по формуле <o=x+3Sx. Для этих
параметров характерно то, что их среднее значение
в процессе работы практически не регулируется.
Для параметров, распределение которых подчиня-
ется закону распределения эксцентриситета, поле рас-
сеяния определяется из соотношения: (o=3,5Sx. Оцен-
ка точности по данным параметрам выполняется ко-
эффициентами Кт н КР.
Контроль по альтернативному признаку преду-
сматривает отнесение каждой проверяемой детали
к категории годных или дефектных (бракованных) де-
талей. Решение о контролируемой партии деталей
(или процесса) принимают в зависимости от сравне-
ния числа обнаруженных в выборке (партии) дефект-
ных единиц, приходящихся на определенное число
единиц продукции.
54
Контрольные вопросы
1. Какие существуют типовые отклонения формы и располо-
жения поверхностей?
2. По каким параметрам производится оценка шероховатости
поверхности и каков их физический смысл?
3. Назовите причины, вызывающие погрешности обработки.
4. Какими показателями характеризуется точность обра-
ботки?
5. Какие приборы применяют для оценки точности формы
и шероховатости поверхности?
6. Назовите методы выявления прижогов на поверхности де-
талей после шлифования?
ГЛАВА 4. НАЛАДКА И ПОДНАЛАДКА
ШЛИФОВАЛЬНЫХ СТАНКОВ
4.1. Общие сведения
Под наладкой понимается комплекс работ по ре-
гулированию и согласованию взаимодействия всех
узлов станка, настройке требуемых циклов и режи-
мов обработки, пробный пуск и контроль обработан-
ных изделий. Станок должен обеспечить выполнение
заданных функций с требуемой производительностью
и качеством обработки. По характеру выполнения
различают первоначальную и текущую наладку
станка.
Первоначальная наладка выполняется в два эта-
па: непосредственно после сборки на заводе-изготови-
теле оборудования и на заводе-потребителе (у заказ-
чика) после монтажа.
До выполнения работ по. первоначальной наладке
требуется подготовить станок к пуску. Этот этап ра-
боты на заводе-изготовителе начинается после сбор-
ки, а на заводе-потребителе — после окончания мон-
тажа, когда станок установлен на фундамент, к нему
подведены электропитание, сжатый воздух, смазочно-
охлаждающая жидкость (СОЖ), вода и т. п.
В процессе сборки и наладки на заводе-изготови-
теле проверяют нормы точности.
На заводе-потребителе проверку норм точности
производят только в случае потери станком точности.
В процессе подготовки к первоначальному пуску
наладчику необходимо внимательно изучить паспорт
и руководство по обслуживанию оборудования, его
55
chipmaker.ru
особенности и работу, действие органов управления
и системы блокировок, назначение всех кнопок, сиг-
нальных лампочек и информационных табло, и также
общие и специальные правила техники безопасности,
относящиеся к данному станку.
Удалить (при необходимости) с оборудования ан-
тикоррозионное покрытие. Протереть поверхности
чистой тряпкой и слегка смазать маслом.
Проверить у оборудования наличие заземления
и ограждений.
Смазать все трущиеся соединения согласно карте
смазки, находящейся в паспорте оборудования.
Проверить (путем внимательного осмотра) состо-
яние направляющих столов, суппортов и других уз-
лов на отсутствие на их рабочих поверхностях забо-
ин, заусенцев и других дефектов.
Проверить подачу сжатого воздуха и СОЖ-
Проверить плавность перемещения (на отсутствие
рывков и заеданий) столов, суппортов, прочих движу-
щихся узлов, а также плавность работы зубчатых,
червячных и других передач (на отсутствие повышен-
ного шума и вибраций).
Подготовить режущий, мерительный и вспомога-
тельный инструмент в комплектах и количествах, ука-
занных в операционной карте обработки изделия
и в спецификации.
Получить необходимое количество заготовок
и других технологических материалов для пуска обо-
рудования.
Получаемый режущий и мерительный инструмент,
технологическая оснастка и заготовки должны быть
тщательно проверены наладчиком на соответствие
требованиям чертежа и технологических условий. Не-
годные инструмент, оснастка и заготовки должны
быть изъяты. После устранения всех выявленных де-
фектов необходимо выполнять первоначальный пуск
оборудования на холостом ходу.
В процессе первоначального пуска оборудования
на холостом ходу (в течение 2—4 ч) необходимо про-
верить следующее:
поступление масла в достаточном количестве во
все предусмотренные точки смазки;
работу насосов смазки на отсутствие в них утечек
масла;
отсутствие утечки масла из мест присоединения
56
трубопроводов: стыков гидропанелей, крышек, мас-
лоуказателей и т. д.;
соответствие давления масла в гидросистемах при-
водов и воздуха в пневмосистемах;
безотказность срабатывания кнопок «Пуск»
и «Стоп», сигнальных лампочек и блокировок на оста-
нов и пуск отдельных узлов оборудования путем мно-
гократного нажатия наладчиком соответствующих
кнопок;
работу отдельных узлов оборудования на холо-
стом ходу, в том числе плавность, отсутствие рывков,
наличие замедленного движения. В случае повышен-
ного нагрева трущихся частей (выше 40—50 °C) из-
за отсутствия (недостаточности) смазки или закли-
нивания работа оборудования должна быть немед-
ленно прекращена для выяснения причин и устранения
дефекта.
По окончании испытания на холостом ходу необ-
ходимо приступить к наладке.
Наладка станка для шлифования различных ти-
пов деталей имеет свои специфические особенности.
Работы по наладке можно разделить на два этапа —
предварительный и окончательный. Предварительная
наладка обеспечивает необходимое для конкретной
обработки начальное расположение базирующих эле-
ментов и узлов станка, взаимодействие его механиз-
мов. Выбор оптимальных наладочных параметров
и режимов, обеспечивающих соблюдение заданных
требований по точности и производительности обра-
ботки, определяет основной объем окончательного
этапа работ, проводимого путем пробного шлифования
деталей.
Основным документом для начала работ по налад-
ке станка является операционная карта, чертежи заго-
товки и окончательно обработанной детали.
Имея исходные данные, можно приступить к перво-
начальной наладке станка. Несмотря на ряд сущест-
венных отличий в наладке шлифовальных станков раз-
личных типов последовательность выполнения основ-
ных операций для них общая: установка базирующих
элементов и зоны обработки для получения наилуч-
ших геометрических параметров детали, расположение
устройств загрузки — выгрузки, заправки шлифоваль-
ного круга, отладка автоматического цикла станка. '
При пробном шлифовании необходимо убедиться,
57
chipmaker, ru
что станок обеспечивает точность, заданную чертежом,
и производительность. Для этого необходимо обрабо-
тать небольшую партию заготовок (от 3 до 6 шт.) и все
детали замерить по контролируемым (заданным) па-
раметрам точности. Фактическая точность обработки
оценивается полем _рассеяния (со) параметра и уров-
нем его настройки (х). Поле рассеяния не должно пре-
восходить величины поля допуска, а уровень настрой-
ки совпадать с серединой поля допуска. Поле рассея-
ния следует определять по формулам, приведенным
в разделе «Статистический контроль качества». Вели-
чина Sx — среднее квадратическое отклонение при Из-
мерении небольшой партии деталей следует опреде-
лить из соотношения Sx=R/dn, где R — размах, dn —
смотри ниже (м — количество замеренных деталей):
й. . . . 2 34 5 6 7 8 9 10
пп. . . . 1,12 1,693 2,059 2,326 2,534 2,704 2,847 2,970 3,037
Станок обеспечивает заданную точность обработки,
если коэффициент мгновенного рассеяния КР< 1, и ко-
эффициент смещения стремится к нулю, т. е. Кс^0,1.
Если уровень настройки не совпадает с наладочным
размером, то проводят подналадку, величину которой
определяют как разницу между уровнем настройки х
и наладочным размером х0. Результаты подналадки
следует определять после обработки небольшой пар-
тии (3—4 деталей). Кроме размерной точности при
шлифовании регламентируют погрешности формы
и взаимного положения поверхностей. Если поле рас-
сеяния (<о) больше поля допуска (26), то необходимо
выявить причины неудовлетворительной работы стан-
ка с последующей его наладкой или ремонтом.
Под подналадкой понимается регулировка станка
и (или) оснастки в процессе работы для восстановле-
ния достигнутых при наладке значений параметров.
Под периодичностью подналадки понимается продол-
жительность работы оборудования между двумя по-
следовательными подналадками. В комплекс подна-
ладки оборудования входит корректировка положения
отдельных узлов, инструмента, элементов управле-
ния — кулачков, упоров, устройства управления и т. п.,
с тем чтобы обеспечить заданный размер и другие па-
раметры точности обрабатываемой детали.
Причины постепенного выхода контролируемых па-
58
раметров деталей за границы установленных допус-
ков связаны с такими факторами, как размерный износ
инструмента, вибрации, колебания сил резания вслед-
ствие неравномерного припуска на обработку, темпе-
ратурные деформации элементов технологической сис-
темы, определяющих взаимное положение обрабаты-
ваемой детали.
4.2. Устойчивость работы станка
по показателям точности обработки
Для анализа точности обработки необходимо знать
не только величину поля рассеяния настроечной пар-
тии, но также и степень устойчивости процесса обра-
ботки во времени. Процесс считается устойчивым, если
за время обработки партии деталей с одной настройки
будет сохраняться требуемая точность без дополни-
тельных регулировок.
Технологическая устойчивость процесса характери-
зуется тем, что за время обработки настроечной пар-
тии все размеры детали находятся в пределах поля
допуска.
Статистическая устойчивость процесса определяет-
ся тем, что за время обработки настроечной партии
статистическая характеристика рассеивания размеров
деталей, т. е. дисперсия случайных погрешностей S*
и средняя арифметическая х суммарной погрешности,
сохраняют постоянство своих значений. Диаграмма та-
кого процесса приведена на рис. 4.1, а.
Кроме таких, полностью статистически устойчивых
Рис. 4.1. Теоретические диаграммы точности обработки:
/ — определяет постоянные погрешности, 2, 4 — пределы рассеяния слу*
чайных погрешностей, 3 — изменение среднего значения суммарной по*
грешности под влиянием функциональных погрешностей, Д — сум мар*
ная погрешность, Дп. Д/ и Дс — соответственно погрешности постоян-
ная, функциональная и случайная
59
chipmaker.ru
процессов на практике встречаются процессы, у кото-
рых только дисперсия случайных погрешностей оста-
ется постоянной во времени, а среднее значение зако-
номерно изменяется во времени, например изменение
размера в результате тепловой деформации станка.
Диаграммы такого процесса приведены на рис. 4.1,6.
Их принято называть статистически устойчивыми по
рассеиванию.
Для определения статистической устойчивости про-
цесса необходимо наблюдать за станком в течение, на-
пример, смены. Наблюдение ведется с помощью малых
выборок объемом 3—6 деталей. Для упрощения даль-
нейшей обработки результатов следует объем выборки
во времени сохранять постоянным.
Процесс по крайней мере будет статистически ус-
тойчивым, по рассеиванию, если дисперсия выборок
в течение этого времени будет постоянной, т. е. ~
~const
4.1. Статистические методы управления
точностью обработки
Основной задачей статистического управления про-
цесса является его регулирование на основе статисти-
ческой обработки результатов замеров обработанных
деталей. Статистические методы регулирования техно-
логических процессов имеют
12 3 4 5 6 ит.0. /1 выборки
Рис. 4.2. Схема контрольной кар-
ты для статистического регулиро-
вания процесса
много разновидностей.
Наиболее приемлем
для практических це-
лей метод средних
размахов. Сущность
метода заключается
в следующем. Предва-
рительно строятся две
диаграммы. Одна из
диаграмм служит для
наблюдения за средни-
ми значениями х вы-
борок, а другая для на-
блюдения за размаха-
ми R выборок. По оси
ординат диаграммы на-
носится шкала измери-
тельного инструмента
в пределах допуска,
60
а по оси абсцисс указывается время или номера вы-
борок, если они берутся через одинаковые промежутки
времени. На диаграмме для средних наносят две го-
ризонтальные линии Вт и Нт (рис. 4.2), соответству-
ющие верхнему и нижнему предельным отклонениям
размера по чертежу от его номинального значения.
Этот интервал равен 26. Потом на эту же диаграмму
наносят еще две параллельные линии, которые назы-
ваются линиями верхних и нижних контрольных пре-
делов Вх и Нх.
Ординаты этих линий вычисляют по следующим
формулам:
а) для наружной обработки
Вх = Вт — е\ 1
Нх — Нт 4- ДЯ + е; J
б) для внутренней обработки
Вх = Вт — ВН — е; |
Нх = Нт Ц-e, J
значение величины е' принимается равным 0,526 при
п=7, равным 0,546 при п=6 и 0,59 6 при п=Н, где
п — объем контрольной выборки; R — среднее значе-
ние размаха, определенного по N контрольным выбор-
кам объема, п, т. е. R—YR/N.
Значение величины ДЯ принимается равным
— 0,1-26.
На диаграмме размахов наносится одна горизон-
тальная линия, называемая линией верхнего контроль-
ного предела для размахов Вк.
Ордината этой линии рассчитывается по формуле
BH=(dn4-37'n)-y, тогда,если n=5, BR= 1,636; если
п=6Вк=1,696; если n=7BR —1,776. При наблюде-
нии за процессом обработки через определенные
промежутки времени, зависящие от производительно-
сти станка и степени устойчивости процесса, берут из
текущей продукции малую выборку, обычно объемом
в 5 шт. и измеряют каждую деталь шкальным измери-
1 1
тельным инструментом с ценой деления —... —поля
допуска. По результатам измерений определяют сред-
нее значение х и размах R, которые наносят в виде
точек на диаграмме.
61
chipmaker.ru
Если точки на диаграммах не выходят за пределы
контрольных линий, то есть основания считать, что де-
тали, изготовленные до момента выборки, являются
годными. Если при взятии очередной выборки значе-
ние какой-либо характеристики х или R выйдет за пре-
делы контрольных линий, то это будет предупрежде-
нием о появлении причин неслучайного характера, ко-
торые нарушают необходимую устойчивость процесса.
Поэтому станок следует остановить и выявить причи-
ну неполадок.
Выход за контрольный предел R свидетельствует,
как правило, о неполадках з самом станке или бази-
рующем устройстве.
В тех случаях, когда процесс устойчив только по
рассеиванию, то систематическое приближение точек х
к верхней границе Вх свидетельствует о необходимо-
сти произвести подналадку станка.
4.4. Наладка элементов гидропривода
Работоспособность гидропривода и качество его ра-
боты в значительной степени определяются правильно-
стью его эксплуатации. Для обеспечения надежной ра-
боты гидросистемы необходимо выполнять следующие
условия.
Масло, заливаемое в гидробаки, должно быть пред-
варительно отфильтровано. После заливки масла
в гидробак следует заполнить маслом трубопровод
и удалить из гидросистемы воздух. При заливке масла
предохранительные клапаны насосов должны быть
полностью отпущены, чтобы трубопровод заполнялся
маслом при наименьшем давлении во избежание рас-
творения в масле воздуха. После этого следует от-
крыть краны для выпуска воздуха, установленные
в наивысших точках трубопроводов, чтобы воздух, на-
ходящийся в магистральных трубах, мог выходить на-
ружу с чистым маслом. Затем включают электродви-
гатели гидронасосов и не отключают их до тех пор,
пока из открытых клапанов и отпущенных гаек не пой-
дет чистое масло, после чего краны закрывают и затя-
гивают гайки и ранее отпущенные предохранительные
клапаны. Воздух также следует выпустить из всех гид-
роцилиндров (подачи, зажима детали и др.) через спе-
циальные краны и пробки. Поршни цилиндров при
.62
этом следует несколько раз переместить на быстром
ходу из одного крайнего положения в другое при вы-
вернутых винтах упоров, ограничивающих их ход.
После заполнения трубопроводов в гидробаки сле-
дует долить масло до верхнего уровня маслоуказате-
лей и закрыть пробками заливочные горловины.
Ежедневно перед началом работы гидропривода
следует проверять уровень масла в гидробаке, он дол-
жен находиться между рисками маслоуказателей. Пе-
риодически (раз в 4—8 мес. в зависимости от типа
станка) следует менять масло в гидробаке. Перед за-
ливкой нового масла бак должен быть тщательно очи-
щен и промыт керосином.
Периодически необходимо выпускать из системы
воздух, как было описано выше.
Регулярно следует проверять состояние уплотнений
толкателей золотников и штоков цилиндров, чтобы не
допускать наружной утечки масла. В случае износа их
необходимо заменить.
Наладка гидросистемы включает следующие ра-
боты:
настройку предохранительных клапанов насосов
для обеспечения давления в системе в соответствии
с паспортными данными станка;
настройку длин ходов в соответствии со схемой об-
работки; регулирование дросселями скорости подачи
в соответствии с операционной картой;
настройку реле давления, которое должно сраба-
тывать при давлении на 0,5 МПа больше требуемого
для работы механизмов и на 0,5 МПа меньше давле-
ния настройки предохранительных или редукционных
клапанов;
установку кулачков, нажимающих на золотники пу-
тевых дросселей.
После отладки гидросистемы в наладочном режиме
приступают к ее отладке в автоматическом режиме.
Необходимо помнить, что в случае падения давле-
ния в системе или потребности в более высоком дав-
лении для работы какого-либо узла, изменять давление
предохранительными клапанами не допускается. Не-
обходимо найти причину изменения давления и устра-
нить ее.
Передача энергии от источника (насоса) к приво-
дам, распределение ее между ними, приведение в дей-
ствие приводов в соответствии с циклом работы стан-
63
chipmaker.ru
ка или автомата выполняется посредством распреде-
лительной и регулирующей аппаратуры. Для уяснения
взаимодействия приводов составляется гидравличе-
ская принципиальная схема, на которой с помощью ус-
ловного графического обозначения изображают все
элементы гидросистемы.
Распределительная аппаратура. Условные графиче-
ские обозначения распределителей состоят из обозна-
чений отдельных элементов и их комбинаций: позиции
подвижного элемента, линий связи, проходов и элемен-
Рис. 4.3. Условное изображение элементов гидросхем
тов управления. В распределителях дискретного дей-
ствия рабочую (характерную) позицию подвижного
элемента изображают квадратом, число позиций — со-
ответствующим числом квадратов. Распределители
в принципиальных схемах изображают в исходной по-
зиции, к которой подводят линии связи. Для того что-
бы представить действие распределителя в другой ра-
бочей позиции, необходимо мысленно передвинуть со-
ответствующий квадрат на место исходной позиции,
оставляя линии связи в прежнем положении. Проходы
(каналы) изображают линиями со стрелками, показы-
вающими направления потоков рабочей среды в каж-
дой позиции, место соединения проходов выделяют
точками (рис. 4.3, а, б). В сокращенных записях рас-
пределители обозначают дробью, в числителе которой
указывают число линий (ходов), а в знаменателе чис-
64
4.1. Условное обозначение элементов гидросистем
Наименование
Условное обозначение
1 Гидробак под атмосферным
давлением
2. Аккумулятор гидравлический
3. Обратный клапан
4. Манометр
5. Реле давления (без отвода
утечек)
6. Регулятор потока
6.1. Дроссель (чувствительный к
изменению вязкости)
6.2. Дроссель с регулятором дав-
ления ’ •
6.3. Дроссель с регулятором дав-
ления и предохранительным клапа-
ном
7. Насос, двигатель
7.1. Насос постоянной произво-
дительности с одним направлени-
ем потока
7.2. Насос с регулируемой про-
изводительностью с двумя направ-
лениями потока
7.3. Гидромотор регулируемый с
одним направлением потока
65
chipmaker.ru
Продолжение табл. 4.1
1Ыимсвоврние
Условное обозначение
7.4. Насос-дозатор
7.5. Объемная гидропередача с
регулируемым насосом с изменяе-
мой передачей жидкости с двумя
направлениями потока, с двумя на-
правлениями движения ведомого
звена с изменяемой скоростью
8. Гидро-, пневмоцнлиндр
8.1. Простого (одностороннего)
действия с возвратом штока пру-
жиной
8.2. Двойного действия
8.3. Двойного действия с. двусто-
ронним штоком
8.4. Дифференциальный (отно-
шение площадей поршня со сторо-
ны штоковой и нештоковой поло-
стей имеет первостепенное значе-
ние)
8.5. Двойного действия с посто-
янным торможением в конце хода
со стороны поршня
8.6. Двойного действия с регули-
руемым торможением с двух сто-
рон
9. Регулирующий орган
9.1. Нормально закрытый
9-2. Нормально открытый
10. Клапан предохранительный
(ограничивающий максимальное
давление Р\)
10.1 С собственным управлением
с
66
Продолжение табл. 4.1
Наименование
Условное обозначение
10.2 . С дополнительным подво-
дом давления управления от от-
дельной магистрали
11. Клапан пропорциональный
(поддерживающий постоянное от-
ношение давлений Pi/P?)
12. Клапан дифференциальный
или напорный золотник (аппарат,
поддерживающий постоянный пе-
репад давлений Pt—Р?)
13. Клапан редукционный (под-
держивающий постоянное давле-
ние иа выходе Р2» const незави-
симо от давления на входе Pi при
условии Р2<Р1)
13.1. Давление на выходе Р2 за-
висит от усилия пружины
13.2. Давление на выходе Р2 за-
висит от давления управления Р3
14. «Распределители 4/2» с уп-
равлением
14.1. От кулачка с пружинным
возвратом
14.2. От рукоятки с фиксатором
чшъ
Ата
67
Продолжение табл. 4.1
Наименование
Условное обозначение
14.3. От двух электромагнитов
14.4. От электромагнита с пру
жинным взводом
ElTKZlZl
15. «Распределитель 4/3» с со-
единением нагнетательной линии и
обоих отводов на бак при среднем
положении золотника с управле-
нием
15.1. От двух электромагнитов
ло характерных позиций, например распределитель
четырехлинейных (четырехходовой трехпозиционный)
обозначают «Распределитель 4/3». Вспомогательные
распределители, управляющие основными распредели-
телями, изображают в меньших размерах, чем основ-
ной (см. рис. 4.3, в). На принципиальных гидросхемах
может встречаться изображение, выполненное в соот-
ветствии с руководящими материалами по гидрооберу-
дованию станков ЭНИМС, сравнительное изображе-
ние приведено на рис. 4.3, в справа.
В табл. 4.1 приведены условные обозначения по
ГОСТам, которые полностью соответствуют СТ СЭВ,
наиболее часто встречающихся элементов. Часто-
встречающиеся неисправности гидросистемы, их при-
чины и способы устранения указаны в табл. 4.2.
4.2. Основные неисправности гидросистемы, их причины
и способы устранения
Причины неисправности Способ устранения
Насос не подает масло в систему
Неправильное направление Изменить направление вра-
вращения насоса щения насоса
Недостаточный уровень мае- Долить масло в гидробак
ла в гидробаке
68
Продолжение табл. 4.2
Причины неисправности Способ устранения
Прочистить трубу
Засорение всасывающей тру-
бы
Подсос воздуха во всасыва-
ющей трубе
Внешние утечки масла по ва-
лу насоса, по штоку цилиндра
из-за износа уплотнений
Большая утечка в трубопро-
водах
Заедание золотника предо-
хранительного клапана в от-
крытом положении вследствие:
засорения демпфирующего
отверстия, утечки масла в
золотнике или трубопрово-
де разгрузки насоса
попадание грязи под шарик
износа или повреждения
поверхности шарика
трещин или забоин в уп-
лотнительном кольце под
седлом клапана
ослабления пружины кла-
пана
Предохранительный клапан
настроен иа недостаточную ве-
личину давления
Уплотнить всасывающую тру-
бу
Заменить уплотнения
Заглушить отверстие, соеди-
няющее иасос и предохрани-
тельный клапан с трубопрово-
дом. Если давление появится,
найти и устранить утечку. Ес-
ли давления не будет, разо-
брать соединение, проверить,
нет ли забонн и плотно ли при-
легает конец трубы, после чего
хорошо затянуть соединение.
При наличии разрыва стенки
трубы заменить ее
Заглушить разгрузочное от-
верстие пробкой, при появле-
нии давления устранить утечку
в системе разгрузки
Промыть шарики и седло
Сменить шарнк
Заменить кольцо
Сменить пружину
Подтянуть предохранитель-
ный клапан до давления, пре-
вышающего на 0,5—10 МПа ра-
бочее давление в гидросистеме
69
chipmaker.ru
Продолжение табл. 4.2
Причины неисправности
Способ устранения
Отсутствие или слишком малое противодавление
Осадка или поломка пружя- Заменить пружину
ны золотника клапана противо-
давления
Заедание золотника клапана Проверить усилие пружины и
противодавления или обратного при необходимости заменить
клапана в открытом положении
Слишком большое противодавление
Заедание золотника клапана Поставить более сильную
противодавления обратного пружину
клапана
Давление в системе нестабильно
- Поломка пружины шариковс
го клапана или золотника
Частичное засорение демпфи
рующего отверстия
Повышение трения между зо-
лотником и корпусом
Больший износ кромки отвер-
стия седла клапана
Заменить пружину
Прочистить демпфирующее
отверстие
Проверить, не перекошены ли
торцы пружины и прошлифо-
вать торцы
Сменить седло
Шум в гидросистеме
Засорение всасывающей тру-
бы или фильтра
Подсос воздуха во всасыва-
ющей трубе или по валу насоса
Воздушные пузырьки в заса-
сываемом масле
Вибрация предохранительно-
го клапана
Нежесткое закрепление тру-
бопроводов
Попадание воздуха в масло,
поступающее в предохранитель-
ный клапан
Разобрать и прочистить
Проверить уплотнения и при
необходимости сменить
Устранить попадание воздуха
в масло
Разобрать и проверить дета-
ли клапана
Затянуть гайки крепления
труб в коллекторах
Проверить уплотнения
Неравномерное (с рывками) перемещение механизма
Наличие воздуха в гидроси- Выпустить воздух из гидро-
стеме системы, проверить уровень ма-
сла и наличие пены в гидроба-
ке и -долить масло
70
Продолжение табл. 4.2
Причины неисправности
Способ устранения
Скорость рабочей пбдачи механизма падает под нагрузкой
Чрезмерные утечки в редук-
ционном или дозирующем кла-
пане вследствие заедания зо-
лотника клапана в открытом
состоянии или засорения кла-
пана
Большие утечки в насосе
Большие утечки в уплотнени-
ях поршня или трубопроводе
Перекошены уплотнения што-
ка цилиндра
Недостаточно давление в
главной полости цилиндра
Чрезмерный
Недостаточный уровень мас-
ла в резервуаре
Повышенное давление в си-
стеме нагнетания
Отсутствие разгрузки насо-
сов в исходном положении
Прочистить и протереть кла-
паны
Сменить насос
Сменить уплотнения
Отрегулировать затяжку
фланцев уплотнения
Подтянуть пружину клапана
противодавления
нагрев масла
Долить масло до требуемого
уровня
Отрегулировать давление до
заданного уровня
Отрегулировать работу раз-
грузочного устройства
Постеленное уменьшение скорости рабочей подачи
механизма в процессе работы
Загрязнение фильтра
Засорение щелей дросселей и
клапанов
Понижение вязкости масла
Загрязнение масла различны-
ми примесями
Поток масла не
Заедание реверсивного золот-
ника
Промыть фильтр
Прочистить щели иголкой
0 1 мм
Залить новое масло
Вылить масло, промыть гид-
робак и залить свежее масло
реверсируется
Проверить, достаточно ли
усилие пружины, нет ли забоин
на золотнике
4.-S. Наладка абразивного и алмазного
инструмента
На шлифовальных автоматах часто применяют кру-
ги, требующие предварительной сборки на планшайбе
или оправке и подготовки.
Не требуют предварительной сборки главным об-
разом круги небольшого диаметра (до 150 мм), при-
71
chlpmaker.ru
меняемые для шлифования отверстий. Такие круги
после осмотра наладчиком (на отсутствие трещин)
обычно ставят на оправку, закрепленную в шпинделе
автомата.
Предварительная сборка и подготовка требуются
для кругов больших диаметров (от 150 до 900 мм),
служащих для шлифования наружных цилиндрических
конических и торцовых поверхностей. Такие круги за-
ранее, до установки на станок, собирают на планшай-
бе или оправе, при необходимости протачивают по на-
ружной цилиндрической поверх-
ности или торцам и балансируют
(динамически или статически).
Установка круга на шпинделе
станка должна производиться
очень тщательно. Прежде всего
необходимо проверить, нет ли на
круге трещин или раковин и убе-
диться, издает ли он чистый (без
дребезжания) звук при простуки-
вании деревянным молотком. Не-
точно выверенный и неправильно
закрепленный круг может ра-
зорваться во время работы
и травмировать рабочего. Круг
крепят на шпинделе с помощью
планшайб и гаек (рис. 4.4). Не-
одинаковые по размеру или по-
при затягивании гаек создают не-
Рис. 4.4. Крепление
шлифовального кру-
га:
1, 1 — планшайбы, 3 —
гайка, 4t 5 — прокладки
гнутые планшайбы
равномерное давление на круг, что может привести
к его разрушению. Между планшайбами и кругом не-
обходимо ставить упругие прокладки — картонные или
резиновые, обеспечивающие равномерное закрепление
круга.
При креплении круга на планшайбу сначала за-
винчивают крепежные винты так, чтобы слегка зажать-
круг. Затем поочередно завинчивают диаметрально
противоположные винты, обеспечив надежное и равно-
мерное зажатие круга, исключающее проворачивание
его во время работы. Диаметр-прокладок должен быть
больше диаметра планшайбы на 2 мм. Диаметры при-
жимных планшайб должны быть одинаковыми. Резьба
на конце шпинделя делается с таким направлением,
чтобы при вращении круга концевая гайка не раскру-
чивалась, а стремилась затянуться. При установке кру-
72
4.3. Порядок сборки и подготовки кругов
Последовательность сборки
и подготовки кругов
Технические требования, предъявляемые
к сборке и подготовке кругов
Перед сборкой прове-
рить характеристику,
твердость, отсутствие тре-
щин, испытание на раз-
рывную скорость
Установить круги На
оправку (планшайбу) со-
гласно чертежу, сборки и
затянуть гайки (рис. 4.5)
Согласно чертежу про-
извести протачивание
круга, собранного на оп-
равке
Характеристика круга должна со-
ответствовать заданной в технологи-
ческой карте. Твердость проверяют в
2—4 точках по специальному песко-
струйному прибору. Замеряют диа-
метр лунки, твердость определяют по
переводной таблице. Неоднородность
круга по твердости допускается в пре-
делах ±1 степень. Отсутствие трещин
проверяют легким простукиванием
деревянным молотком массой 200—
300 г. При этом звук должен быть чи-
стым (без дребезжания). Прочность
кругов проверяют на стенде в тече-
ние 3—5 мин при скорости, превы-
шающей рабочую на 50 %. На каж-
дом круге, . прошедшем испытание,
должна быть специальная отметка
Насадка на оправку круга должна
быть без применения усилия. Зазор
между посадочным местом оправки 7
и диаметром отверстия круга должен
быть в пределах 0,3—0,5 мм на сто-
рону. Между торцами кругов 4, флан-
цем оправки 7, проставочным кольцом
3 и гайкой 6 должны быть проложены
картонные прокладки 5 толщиной до
2. мм. Прокладки перед установкой
необходимо промаслить, чтобы они не
размокали в СОЖ. При использова-
нии оправок или планшайб, у'которых
круги между фланцами затягиваются
несколькими болтами, для предотвра-
щения перекоса и разрушения кругов
необходимо гайки затягивать попере-
менно, через 180°. При этом не до-
пускается затягивать гайки или болты
с помощью насадок и наносить удары
по ключу для увеличения силы затя-
гивания
При протачивании выдерживать
размеры Д, А, Б и В с точностью
±0,1—0,2 мм для уменьшения дисба-
ланса шпинделя и расхода алмазов
при первоначальной правке кругов
после их установки на станках
73
Продолжение табл. 4.3
Последовательность сборки
и подготовки кругов
Технические требования, предъявляемые
к сборке и подготовке кругов
Выполнить динамиче-
скую балансировку кру-
гов, собранных на оправ-
ке
Балансировку' выполняют с по-
мощью перемещения грузиков по спе-
циальным пазам планшайбы шпинде-
ля круга. Уровень колебаний прове-
ряют строботахометром или другим
виброизмерительным прибором. В про-
цессе шлифования уравновешенность
круга нарушается. В этом случае не-
обходимо провести повторную балан-
сировку. На ряде станков имеются
специальные устройства для баланси-
ровки кругов непосредственно иа
станке
га на шпиндель станка воспрещается ударять по нему
металлическими предметами. Для того чтобы снять
круг со шпинделя, следует предварительно вывернуть
винты и снять планшайбу, на которой закреплен круг.
Рис. 4.5, Сборка шлифо-
вальных кругов на оправке:
1 — скалка коническая, 2 — кон-
трольная шайба, 3— проставка,
4 — круг шлифовальный, 5 —
прокладка, 6 — гайка, 7 — оп-
равка коническая
Сборка шлифовальных
кругов. Круги диаметром
200 мм и выше до уста-
новки на.станок собира-
ют на оправке или план-
шайбе (рис. 4.6, табл.
4.3), при необходимости
протачивают по наружной
цилиндрической поверх-
ности или торцам и ба-
лансируют на специаль-
ных балансировочных
устройствах.
Основные требования
к эксплуатации кругов:
до установки оправки
с кругом (особенно круп-
ных размеров) на станок
необходимо убедиться
в надежности закрепле-
ния круга на оправке,
а также в отсутствии
в нем трещин;
74
перед началом работы следует испытать круг на
холостом ходу в течение 5—10 мин;
при появлении во время работы сильных вибраций
необходимо станок немедленно выключить. Включение
станка в работу допускается только при устранении
повышенных вибраций;
при эксплуатации кругов СОЖ не должна попадать
на невращающийся круг.
Смена круга. Перед работой на станке круги ис-
пытывают на прочность пробным вращением на повы-
шенной скорости. Для этого выпускают специальные
станки, обеспечивающие скорости круга в 1,5 раза вы-
ше эксплуатационной. Испытания проводят с выдерж-
кой во времени на заданной испытательной скорости.
Режим испытания автоматизирован. Управление ведет-
ся с пульта. Круг испытывается по заданной програм-
ме — разгон, выдержка на испытательной скорости
и торможение до полной остановки. Частота вращения
регулируется бесступенчато. Испытательные стенды
оснащаются подъемио-установочными устройствами.
Круг надевается на фланцы, при этом надо обратить
внимание, чтобы зазор между внутренним отверстием
круга и посадочными диаметрами фланцев был рав-
номерным по всей окружности.
На рис. 4.6 приведена схема монтажа кругов на
шпинделе станка с шестикруговой наладкой. Для каж-
дого круга следует применять только предназначенный
ему комплект зажимных и распорных крепежных дета-
лей с отштампованными на них порядковыми номера-
ми. Сборку комплекта кругов производят в следующем
порядке. На запасной шпиндель 8 устанавливают ко-
нусный разрезной фланец 2 и прикрепляют его винта-
ми 1 к базовому кольцу 8а шпинделя. На конусный
фланец надевают конусное кольцо 5 (наружный диа-
метр этого кольца является местом для посадки круга)
и прикрепляют его к фланцу 2 винтами 9. Бумажную
прокладку 3 надевают на кольцо 5 до упора в торец
фланца 2. Далее устанавливают круг 4, расположив
его торцом, на котором нанесена стрелка-указатель
тяжелой части со стороны детали. Затем надевают
вторую прокладку 3 до касания с торцом круга 4 и при-
жимное кольцо 10 на конусное кольцо 5, при этом
устанавливают фланец И и прикрепляют его винтами
6 к кольцу 5. Распорное кольцо 12 прикрепляют вин-
тами 7 к фланцу 11. Детали 5а между конусными за-
75
chipmaker.ru
Рис. 4.6. Схема монтажа шлифовальных кругов при
многокруговой наладке
жимными кольцами 5 и разрезными фланцами 2 дол-
жны быть смонтированы таким образом, чтобы раз-
резной фланец-цанга 2 правильно обхватывал шпин-
дель 8. В указанном порядке производится монтаж все-
го комплекта кругов и при этом должны быть вы-
держаны размеры между кругами, заданные по чер-
тежу.
Так как балансировка перемещающимися грузами
на станках с многокруговой наладкой не предусмот-
76
рена, уравновешенность системы достигается при
сборке на запасном шпинделе за счет смещения тяже-
лой части каждого круга относительно предыдущего на
определенный угол (рис. 4.7). Каждый,круг, входя-
щий в комплект, балансируется, и его тяжелая часть
обозначается стрелкой под углом 90° по отношению
к рабочему месту. При наладке многокругового стан-
ка установка каждого последующего круга относи-
12
*15 порядковые номера
кругов
Шлифовальные круги
Волгины быть собраны
В указанном порядке
торцами со стрелками
^указателем тяжелой
г-г-ч только В оВнусто-
| рану по стрелке^
Ь 'И
Рис. 4.7. Особенности сборки кругов при многокруговой на-
ладке
тельно предыдущего производится со смещением
стрелки-указателя его тяжелой части на 360/п граду-
сов, где п — число кругов, участвующих в наладке.
Уравновешенность кругов, входящих в комплект,
должна соответствовать первому классу. Диаметр по-
садочного отверстия у таких кругов должен быть обра-
ботан с точностью 0,1 мм на плюс от номинального,
непараллельность торцов менее 0,1 мм, допуск по вы-
соте круга ±0,13 мм, наружный диаметр может иметь
отклонение в пределах 1 мм. Для автоматизированных
станков с многокруговой наладкой обязательной явля-
ется комплектация инструмента, при этом все круги,
77
er.ru
входящие в комплект, должны быть одинаковыми по
режущей способности и стойкости. При многокруговой
наладке, в связи с автоматической и частой правкой,
применяют круги пониженной твердости, которые име-
ют повышенную режущую способность.
Крепятся круги диаметром от 400 до 900 мм для
двустороннего шлифования торцев болтами или вин-
тами с внутренним шестигранником. Головки болтов
утапливаются в цековках планшайбы, а резьбовая
часть ввертывается в стальные гайки, закрепленные
на обратной стороне круга.
Перед установкой круга на планшайбу необходимо
проверить следующее:
отсутствие трещин и выступания стальных гаек
выше прижимного торца круга;
отсутствие коробления, крепежный торец должен
быть плоским (допустимое отклонение от плоскост-
ности по ГОСТ 2424—75—0,8 мм);
проверка производится с помощью контрольной ли-
нейки по краске и щупом.
Состояние резьбы в гайках круга — болт должен
без заедания заворачиваться на заданную глубину.
Круг крепится равномерной затяжкой болтов по
всей плоскости. После того как круг прикреплен, не-
обходимо убедиться в отсутствии выступления головок
болтов за поверхность торца планшайбы.
Для правки шлифовальных кругов применяются
безалмазные шарошки и алмазы в оправках, алмаз-
ные карандаши, алмазные ролики.
Не рекомендуется применять алмазы при первич-
ной правке кругов большого диаметра, имеющих повы-
шенное биение и корку, а также для правки без
охлаждения.
Перед установкой алмаза нужно внимательно про-
верить с помощью лупы отсутствие трещин и качество
зачеканки его в оправке. Алмаз должен быть утоплен
в оправке не менее чем на 2/з объема. Выступать долж-
на лишь одна режущая кромка. Алмаз должен плотно
сидеть в оправке, которая прочно монтируется в гнез-
де устройства для правки круга. Оправка с алмазом
устанавливается с наклоном 12—15° в сторону враще-
ния круга. При износе режущей кромки алмаза оправ-
ку с алмазом поворачивают вокруг ее оси на угол 30—
60°. При этом начинает работать другая кромка алма-
за. Затупившиеся алмазы заменяют новыми.
78
4.6. Балансировка шлифовальных кругов
Для обеспечения высокоточного шлифования
и уменьшения вибраций станка необходимо, чтобы его
шпиндель был тщательно отбалансирован. В зависимо-
сти от типа сборки кругов на шпинделе производится
статическая или динамическая балансировка.
Статическая балансировка. Круг балансируют вне
шлифовального станка на балансировочных стендах.
Круг, смонтированный на оправке, устанавливают на
опоры — цилиндрические валнки или диски (рис. 4.8).
Рис. 4.8. Стенд для балансировки шлифовальных кругов:
а — с двумя гладкими цилиндрическими роликами, б —с вращаю-
щимися дисками, в —схема крепления грузиков для балансировки
круга
Обоим устройствам (рис. 4.8, а, 6) присущ общий не-
достаток— большой'момент трения, снижающий точ-
ность балансировки. Использование принципа «воз-
душной подушки» позволило создать рациональную
конструкцию устройства для статической балансиров-
ки. Преимущество устройства на «воздушной подуш-
ке» в том, что оправка с кругом легко поворачивается
под воздействием момента 1-10-5 Н-м. Чтобы вывести
из состояния покоя оправку с крутом, установленную
на цилиндрических валиках, требуется момент в 7 раз
больший, а при дисках — в 40 раз больший.
Балансировку выполняют изменением положения
трех грузиков в кольцевой выточке фланца шлифо-
вального круга. Неуравновешенный круг более тяже-
лой частью повернется вниз. Перемещая в планшай-
бе грузики, добиваются того, чтобы круг в любом по-
ложении на опорах оставался неподвижным. По мере
79
chipmaker.ru
износа круга балансировка его может нарушиться
вследствие неравномерного распределения массы в те-
ле круга. Поэтому целесообразно производить повтор-
ную балансировку круга. В конце смены рекомендует-
ся прокрутить круг на рабочей скорости в течение
1—2 мин, выключив охлаждение, чтобы жидкость не
скоплялась в порах нижней части круга и не нару-
шала балансировки.
Балансировочные весы (рис. 4.9) применяют в бо-
лее ответственных случаях. При тщательном изготов-
Рис. 4.9. Балансировочные весы
лении деталей весов точность уравновешивания мо-
жет быть доведена до величины остаточного смещения
центра тяжести 5 мкм. Средняя продолжитель-
ность балансировки 15—20 мин. Балансировочные ве-
сы для балансировки шлифовальных кругов диамет-
ром от 200 до 600 мм состоят из рамы 2, которая приз-
мами опирается на две стойки 6. Призмы и опоры
покрывают твердым сплавом. Стойки крепятся болта-
ми к литому чугунному основанию 3. Величину откло-
нения рамы 2 от нулевого положения указывает стрел-
ка 5 по шкале 4. Перед началом балансировки рама
устанавливается в нулевое положение по ватерпасу
в продольном и поперечном направлениях с помощью
грузиков / и 7. Круг балансируют в такой последова-
80
тельности. Его вместе с фланцами насаживают на спе-
циальную оправку и устанавливают на весы. При
этом контргрузы из фланца круга должны быть вы-
нуты. Затем поворачивают круг для наибольшего от-
клонения стрелки бив этом положении наносят
пометку на его торце. После этого вставляют контр-
грузы во фланце круга, причем их необходимо распо-
ложить во второй половине круга на равных расстоя-
ниях от пометки. Контргрузы переставляют до тех
пор, пока стрелка 5 не займет нулевого положения,
после чего круг считается сбалансированным.
Динамическая балансировка. В станках, где
устройства балансировки встроены в шпиндель стан-
ка и автоматизированы, балансировку круга следует
проводить в соответствии с руководством по эксплуа-
тации.
Когда станки не оснащены встроенными устройст-
вами балансировки шлифовального шпинделя, дина-
мическая балансировка шпинделя ведется на специ-
альных балансировочных машинах, например модели
МС-25, серийно выпускаемых Минским станкозаво-
дом им. Октябрьской революции. Балансируют круг
с помощью перемещаемых грузиков, расположенных
в соответствующих пазах на фланцах планшайбы.
Уровень остаточной неуравновешенности указывается
в руководстве по эксплуатации станка. После пред-
варительной балансировки круг устанавливают на
станок для его правки в наладочном режиме. Пуск
станка допускается только после монтажа и закреп-
ления всех ограждений шлифовального круга. После
правки круг балансируют повторно.
Когда специальной машины нет, шпиндель с набо-
ром кругов может быть отбалансирован динамически
непосредственно на станке двумя способами: методом
пробного груза или перемещающихся грузов. В обоих
случаях при балансировке определяют амплитуду ко-
лебаний бабки шлифовального круга, которая про-
порциональна величине неуравновешенности шпин-
деля. Амплитуда колебаний может быть установлена
виброщупом, сейсмодатчиком. Динамическую балан-
сировку шпинделя выполняют в двух плоскостях:
с лицевой стороны и со стороны привода. Рекомен-
дуется следующая последовательность работ: с лице-
вой стороны предварительно, со стороны прйвода
окончательно, с лицевой стороны окончательно.
61
chipmaker.ru
I
Балансировка методам пробного груза. Перед ба-
лансировкой со шпинделя должны быть сняты все
грузы. На планшайбе проводят мелом четыре риски
через 90° и маркируют их цифрами. Шпиндель приво-
I дят во вращение, и с помощью микрокатора по раз-
маху стрелки определяют амплитуду относительных
колебаний бабок шлифовального и ведущего кругов.
Ту же операцию повторяют при установке одного гру-
за последовательно в точках 7, 2, 3, 4 (рис. 4.10). Ре-
зультаты измерений наносят на диаграмму.
Возможны два случая, когда величина исходной
неуравновешенности больше (рис. 4.10, а) и меньше
7
Вез Пополни*
тельных
грузов
-4>-f
Начальное'
положение
груза
Начальное
положение
груза
/Направление
ж смещения
грузов
Начальное
положение
грузов
Направление
смещения
грузов
t
вез /
вопцпниу
тельных
грузов
ef
'4
Рис. 4.10. Диаграммы неуравновешенности шлифо-
вальных кругов
| (рис. 4.10, б) момента, создаваемого одним ’грузом.
Первый случай наиболее распространен. Балансиров-
ку здесь ведут в такой последовательности: определя-
ют приблизительно наилучшее место расположения
уравновешивающего груза между точками 7 и 4, бли-
же к точке 4. В этом месте устанавливают два балан-
сирующих груза, шпиндель приводят во вращение, из-
меряют амплитуду относительных колебаний и нано-
сят полученные данные на диаграмму. Затем
поочередным перемещением грузов от найденного по-
ложения добиваются (методом последовательных
приближений) минимального уровня относительных
колебаний. Общие правила таковы. Каждый из грузов
следует перемещать до нахождения минимальной
амплитуды колебаний. В том случае, если при пере-
мещении грузов будет наблюдаться увеличение ам-
плитуды, необходимо в найденном месте поставить
рядом три груза, а затем производить балансировку
крайними из них. Когда при установке двух грузов
амплитуда колебаний будет больше, чем при одном
установленном в ближайшем маркированном положе-
нии (в начальном положении на рис. 4.10, а), то необ-
ходимо регулировочные грузы переместить на 45° от
выбранного положения (указано пунктиром) и толь-
ко после этого начинать поиск оптимальных положе-
ний грузов.
В случае, показанном на диаграмме рис. 4.10,6,
первоначально устанавливать грузы следует в точках,
отстоящих от направления неуравновешенности на
±90°, а затем вести балансировку поочередным сме-
щением грузов в сторону легкой стороны шпинделя.
4.7. Проверка станка по нормам точности
и жесткости
В технических условиях на станок содержатся дан-
ные по точностным и жесткостным свойствам станка.
Типовые проверки регламентируются ГОСТами. По
усмотрению конструктора могу!1 быть добавлены про-
веряемые параметры. Нормы проверяются в процессе
наладки и эксплуатации станка.
К типовым относятся следующие: осевые и ради-
альные биения переднего конца шпинделей (шлифо-
вального и изделия)-, прямолинейность перемещения
столов и суппортов, перпендикулярность (параллель-
ность) хода стола к оси шпинделя, прямолинейность
перемещения прибора правки, суммарная жесткость
станка при нагружении одновременно двух бабок
и т. д. Цель проверок состоит в оценке правильности
изготовления основных деталей сборки узлов и стан-
ка в целом при его изготовлении и в оценке его со-
стояния при эксплуатации. Оценка производится пу-у
тем сравнения получаемого при проверке результата
с заданным предельно допустимым значением прове-
ряемого параметра. Допустимые значения проверяе-
мых параметров устанавливаются в соответствии
с требованиями ГОСТа (для проверок, регламенти-
рованных ГОСТом) или определяются расчетным пу-
тем. В нормах указываются характер проверки, ме-
тодика ее проведения и оценки результата.
Проверку станков и другого оборудования по нор-
мам точности проводят с помощью контрольных ли-
83
chipmaker.ru
неек, угольников, специальных оправок и измеритель-
ных головок, в том числе индикаторов, установленных
на стойках. На рис. 4.11, а, б показаны контрольные
линейки, используемые для проверки прямолинейно-
сти и плоскости поверхностей.
Контроль биений шпинделей и других вращающих-
ся элементов ведется посредством оправок (рис.
4.11, в—д). При наличии в шпинделе цилиндрическо-
го отверстия используется оправка, у которой конус-
ная часть изготовлена с малым углом (рис. 4.11, в).
ej и)
Рис. 4.11. Контрольные приспособления для проверки норм точ-
ности
При контроле биения шпиндель с оправкой поворачи-
вается на 360°. Биение определяется разностью меж-
ду наибольшим и наименьшим показаниями индика-
тора.
Перпендикулярность одной поверхности относи-
тельно другой проверяют с помощью угольника (рис.-
4.11, а) и щупа, посредством которого определяется
зазор между угольником и проверяемой плоскостью.
Щуп представляет собой пластину определенной тол-
84
щины. Слесарный набор содержит щупы толщиной от
0,02 до 1мм.
Проверка правильности установки оборудования
на фундаментах в горизонтальной и вертикальной
плоскостях выполняется уровнями. На рис. 4.11, ж, з
показаны уровни с отсчетом по ампуле, а на рис.
4.11,и— с микрометрическим отсчетом. В качестве
показывающих приборов используются измеритель-
ные головки с ценой деления 0,001—0,01 мм.
Для проверки геометрической точности особо точ-
ных станков используются специальные приборы: кол-
лимационные и автоколлимационные теодолиты, про-
филометры, профилографы и др.
Если измеренная величина показывает недоста-
точную точность или жесткость станка, то необходимо
выявить и устранить причину этого. Например, по-
вышенное биение и низкая жесткость шпинделя могут
быть вызваны недостаточным натягом подшипников
опоры; непрямолинейность хода стола — неправиль-
ным креплением направляющих планок и т. д.
4.8. Размерная настройка станков
При ручном управлении универсальным станком
точность обработки детали обеспечивается шлифов-
щиком, который в процессе обработки делает проме-
жуточные замеры обрабатываемой детали. Замеры,
как правило, проводятся с прерыванием процесса
шлифования. По результатам замеров и показаниям
лимбов средств управления шлифовщик достигает за-
данной точности обработки.
При работе на станках с автоматизированным
циклом обработки точность обработанных деталей
обеспечивается предварительной настройкой. Для
шлифовальных станков основным методом наладки
является метод по пробным деталям.
При настройке станка по пробным деталям преж-
де всего необходимо определить настроечный раз-
мер — размер, который необходимо получить кпри об-
работке пробных деталей на настраиваемом станке.
При обработке пробных деталей имеет место рассеи-
вание их размеров, поэтому в качестве полученного
настроечного размера следует применять среднее
арифметическое значение пробных деталей. Обычно
число пробных деталей принимаются от 4 до 9. Это
85
. chipmaker.ru
объясняется тем, что при увеличении их числа растет
влияние функциональных погрешностей обработки на
средний арифметический размер. С другой стороны,
при уменьшении числа пробных деталей снижается
точность определения настроечного размера.
Среднее арифметическое значение размеров проб-
ных деталей характеризует фактический центр «мгно-
венного» рассеивания в начальный период работы
станка. Для рациональной настройки необходимо,
чтобы фактический центр «мгновенного рассеивания»
лежал в пределах допустимых значений настроечного
размера. Поэтому на настроечный размер следует
устанавливать допуск.
Допуск на настройку (2бн) зависит от погрешно-
сти измерения пробных деталей ДИзм, от погрешности
регулирования положения инструмента относительно
детали Арег, от погрешности метода расчета величины
настроечного размера по пробным деталям Драсч.
Допуск на настройку прежде всего зависит от точ-
ности измерительного инструмента, используемого для
измерения детали, и положения инструмента при его
регулировке. Измерительные средства следует выби-
рать так, чтобы допуск на настройку не превышал
10 % допуска на обработку, т. е. 2бн^0,1 -26.
Для определения настроечного размера необходи-
мо знать среднее квадратическое отклонение случай-
ной погрешности обработки. Поэтому для правильной
настройки следует предварительно определить вели-
чину среднего квадратического отклонения мгновен-
ной случайной погрешности oH(SH).
Таким образом, настроечный размер можно опре-
делить из соотношения для наружных цилиндрических
поверхностей: Дн=£)нм+3ом + бн, для внутренних ци-
линдрических поверхностей: DH=£)„6—Зом—би, гдеПнм
и £>нб — соответственно наименьший и наибольший
размеры обрабатываемых поверхностей.
После предварительной настройки станка на раз-
мер следует обработать пробную партию (4—9) дета-
лей и определить средний арифметический размер D.
Если средний размер пробных деталей будет внутри
размеров DH—бн^-О^Он+бн, то настройка проведе-
на правильно.
При иаладке рекомендуется пользоваться измери-
тельным прибором, цена деления которого V25—’/б до-
86
пуска на обработку. Достоинства способа — указывает
направление подналадки, использование универсаль-
ных инструментов и приспособлений. Недостаток спо-
соба — связан с необходимостью производить расче-
ты среднего арифметического значения.
Есть способ наладки на размер по нормальному
наладочному калибру. При этом способе наладки за-
мер пробных деталей производится с помощью нор-
мального калибра, изготовленного по расчетному на-
ладочному размеру.^На станке обрабатывают проб-
ную партию в пять деталей. Проверив при наладке
нормальным'^калибром пробную партию и получив
какую-то комбинацию знаков отклонений, можно
только ориентировочно судить о положении центра
рассеивания относительно наладочного размера. Ве-
роятность получения того или иного знака отклонений
связана с расстоянием центра рассеивания от нала-
дочного размера. Наладка на размер считается закон-
ченной при соотношении количества разнозначных от-
клонений меньше 3: 1. Достоинство способа — малые
потери времени на наладку, указанные на направле-
ние подналадки. Недостаток способа — необходимость
изготовления специального нормального наладочного
калибра.
4.9. Некоторые особенности наладки
станков с ЧПУ
Различают три вида наладки — перед сдачей на
заводе-изготовителе; центральную — перед сдачей
в постоянную эксплуатацию после монтажа на заво-
де-потребителе; вторичную — после планового ремон-
та или восстановления работоспособности.
В первом случае станок проверяют на соответствие
технической характеристики, поэтому станок прове-
ря'ют под нагрузкой на образцах деталей.
Во втором случае необходимо получить все пас-
портные характеристики. При этом проводят настрой-
ку необходимых характеристик гидравлических, пнев-
матических, механических узлов, электрических аппа-
ратов, электронных устройств, блоков ЧПУ, схем
автоматического регулирования, электрических следя-
щих регулируемых приводов подач, обеспечивающих
надежность, быстродействие и последовательность ра-
боты станка в соответствии с заданной программой.
87
chipmaker.ru
Наладку станка проводит, как правило, бригада
специалистов, включая инженера-электрика и элек-
трика.
Для большинства деталей, обрабатываемых на
станках с ЧПУ, характерна высокая сложность тех-
нологических процессов при повышенных требованиях
к обработке (точности и шероховатости поверхности).
В таких условиях практически невозможно подгото-
вить работоспособную управляющую программу без
внесения в нее изменений на этапе отладки, который
тесно взаимосвязан с этапами контроля программы
и исправления обнаруженных ошибок. Отладка про-
граммы предусматривает выполнение необходимых
коррекций и редактирования.
Коррекцией управляющей программы обычно на-
зывают внесение числовых поправок на величины пе-
ремещений, размеры инструментов, погрешностей тех-
нологических баз и кинематических цепей. При этом
состав и последовательность фаз программы остают-
ся без изменений.
Коррекции вносит наладчик (станочник-оператор)
по результатам замеров, полученных либо в процессе
графического контроля программы, либо в процессе
пробной обработки на станке. В аппаратных устрой-
ствах числового управления величины числовых по-
правок устанавливаются с помощью специальных пе-
реключателей корректоров на панели управления.
Каждая поправка относится к определенной команде
в программе. В системах числового управления, по-
строенных по типу ЭВМ, программа корректируется
внесением программных корректоров, которые за-
даются с помощью функциональных клавиш и поля
цифрового набора на панели управления специальны-
ми командами ввода пли удаления корректора.
В настоящее время в промышленности все более
широко внедряются станки, оенащенные оперативны-
ми системами ЧПУ. Устройства ЧПУ данного типа
позволяют проводить подготовку управляющих про-
грамм обработки детали непосредственно на рабочем
месте, т. е. в оперативной системе управления станком.
Этот метод отличается простой организацией и низ-
кой трудоемкостью программирования, а Также поз-
воляет непосредственно учитывать конкретные значе-
ния различных технологических параметров операции,
что снижает количество ошибок в управляющей про-
грамме и время ее отладки. С 1(елью объединения опе-
ративности с гибкостью системы управления техноло-
гами-программистами оперативную систему ЧПУ ис-
пользуют совместно с многоуровневой системой
подготовки управляющих программ. Такое совмеще-
ние в определенных условиях позволяет параллельно
с работой станка по программе проводить формиро-
вание новой управляющей программы. Таким обра-
зом достигается оптимальное использование станка,
повышается коэффициент его использования.
4.10. Испытания и приемка станка
Испытания новых станков производятся на заво-
де-изготовителе и на заводе-заказчике станков. В со-
ответствии с ГОСТ 15.001—73 опытные (первые) эк-
земпляры станков принимаются Межведомственной
комиссией на заводе-изготовителе, затем проходят
трехмесячные производственные испытания на заво-
де-заказчике, и по результатам производственных ис-
пытаний Межведомственная комиссия разрешает (или
запрещает) серийное изготовление таких станков.
Испытания станков производятся в соответствии
с требованиями технических условий на них. Как пра-
вило, станки при испытаниях должны отработать оп-
ределенное количество времени под нагрузкой. При
этом проверяются точность обрабатываемых деталей
и производительность станка. При испытаниях уни-
версального станка проводится обработка типовых
образцов. Специальные станки испытываются и нала-
живаются в соответствии с согласованной обеими сто-
ронами (заказчиком и изготовителем) операционной
картой.
В соответствии с картой устанавливаются режу-
щий инструмент и режимы обработки. СОЖ может
подаваться из централизованной системы или специ-
ального бака. В соответствии с картой подготавлива-
ются мерительные инструменты и приборы ручного
контроля, выполняется полный контроль заготовки.
На вновь собранном станке сначала налаживаются
работа отдельно каждой системы (пневматическая,
гидравлическая, смазки) и движения отдельных эле-
ментов (шпинделя, суппорта, стола). При этом нала-
живаются все блокировочные устройства, регулирует-
ся давление в системах, подтягиваются клинья в на-
89
r. ru
правляющих, выставляются упоры и датчики. После
того как отлажена работа отдельно всех перемещаю-
щихся элементов станка по командам с пульта управ-
ления в режиме наладки, переходят к наладке станка
на работу в цикле.
Как правило, в цикловых станках предусмотрена
работа в режиме «обкатка». В этом режиме станок
выполняет весь цикл работы без обрабатываемого из-
делия (на холостом ходу), т. е. датчики, контролирую-
щие загрузку, базирование, выгрузку и обработку из-
делий, заблокированы. При обкатке проверяют тем-
пературный режим и стабильность работы узлов
и систем.
После того как станок прошел испытания в режи-
ме обкатки, его налаживают на обработку детали.
Устанавливаются режущий и правящий инструмен-
ты, производится предварительная динамическая ба-
лансировка кругов. Подается СОЖ и круги проправ-
ляются до получения равномерно заправленной поверх-
ности. Круги окончательно балансируются. Пробное
шлифование выполняется обычно пбдводом детали
'(или круга) вручную. Удостоверившись в правильно-
сти взаимного расположения и перемещений инстру-
мента и детали, шлифуют детали в наладочном режи-
ме по командам с пульта управления. Обработанные
детали проверяют но точности, вносят необходимые
коррективы в наладку станка и запускают станок в ав-
томатический режим. По обрабатываемым пробным
партиям деталей определяется правильность сборки
и наладки станка, станок выводится на размер, окон-
чательно отлаживается цикл, обеспечивающий задан-
ную производительность работы. После этого прово-
дятся приемочные испытания станка.
При переналадках станка на детали близких ти-
поразмеров, как правило, сразу после переналадки
механической части станок запускается на цикл.
Сложность возникает при необходимости изменения
цикла обработки при переналадке, т. е. когда станок
должен иметь «гибкую» систему управления. Для
обеспечения такой «гибкости» станки оснащаются
электронными системами управления типа програм-
мируемых контроллеров.
4.11. Наладка станков в составе
комплексных систем
По отношению к автоматизированному шлифоваль-
ному станку более высоким уровнем является система,
в которую он встраивается. Такими системами явля-
ются автоматизированный модуль, автоматическая
линия (АЛ), гибкая автоматическая линия (ГАЛ)
и наиболее организованная гибкая производственная
система (ГПС).
При наладке станка в составе комплексных систем
решаются несколько задач, одна из первых — налад-
ка собственно станка, которая подробно дана ранее.
Другими задачами являются стыковка станка
с транспортной (загрузочной) системой, стыковка
управления станком, включая измерительные системы
ГПМ и АЛ (ГАЛ), распределение загрузки станков
с соответствующей переналадкой ГАЛ и ГПС.
Транспортные системы АЛ. В этих случаях ем-
кость загрузочного устройства пополняется извне
лишь на первом станке, далее полуфабрикаты посту-
пают последовательно от станка к станку по специ-
альной транспортной системе.
В состав загрузочного устройства входят следую-
щие узлы.
Бункер, в который навалом засыпаются дета-
ли. Из бункера детали выдаются в ориентированном
положении, но в разные интервалы времени, так как
производительность бункера не является строго по-
стоянной. В состав бункера иногда входит захватно-
ориентирующее устройство, которое служит для за-
хвата детали и ее ориентации.
Магазин — накопитель заготовок, ориентиро-
ванных в пространстве. Он питает рабочий механизм
станка в периоды уменьшенной производительности
предыдущего станка и накапливает их в периоды его
увеличенной производительности.
При транспортировании заготовок деталей типа
тел вращения в АЛ большее распространение получи-
ли гравитационный способ, основанный на перемеще-
нии деталей под действием силы тяжести, и принуди-
тельное перемещение деталей на различного рода
транспортных устройствах. Выбор способа транспор-
тирования обусловливается массой, габаритами, фор-
мой и методом базирования детали. При этом относи-
91
chipmaker.ru
тельная простота и «правильность» геометрических
форм, а также ограниченная масса заготовок деталей
типа тел вращения позволяют широко использовать
для автоматизации загрузочно-разгрузочных опера-
ций различного рода автооператоры, манипуляторы
и другие подобные механизмы. Загрузка станков про-
исходит непосредственно с транспортных средств.
Для транспортирования деталей типа тел враще-
ния часто применяются устройства, использующие
гравитационный способ перемещения детали. Если от-
ношение ее наружного диаметра D к длине L равно
или больше единицыто деталь транспорти-
руется методом качения в гибком лотке. Если соотно-
шение равно 0,4^—-^1,2 и деталь имеет плоскую
торцовую поверхность, то деталь транспортируется
методом скольжения с установкой на плоский торец
или по цилиндрической поверхности.
Транспортирование деталей осуществляется с по-
мощью различных конструкций лотков и склизов, по
которым детали могут катиться или скользить. В этих
случаях, как правило, применяются подъемники, ко-
торые обеспечивают накопление потенциальной энер-
гии детали за счет их подъема на необходимую вы-
соту.
Для транспортирования деталей типа валов,
гильз, пальцев и других часто применяются устрой-
ства принудительного перемещения детали с помо-
щью различных конструкций цепных, ленточных, роль-
ганговых и других конвейеров. В этих случаях транс-
портирование деталей, как правило, производится на
одном уровне, т. е. в таких АЛ подъемники не приме-
няются. При автоматическом транспортировании де-
талей типа тел вращения могут использоваться спе-
циальные приспособления типа спутников — палеты.
Наличие таких промежуточных запасов заготовок поз-
воляет частично компенсировать простои смежного
оборудования. Для более эффективной компенсации
несовпадающих простоев оборудования на границах
АЛ ставятся дополнительные специальные емкости
для заготовок (магазины или бункера).
В том случае, когда АЛ состоит из нескольких
участков, на которых выполняются различные опера-
ции, и при этом надежность оборудования, количест-
92
во станков и такт выпуска деталей разные для каж-
дого участка, между этими участками могут быть
установлены дополнительные емкости (магазины).
В АЛ для обработки деталей типа тел вращения
используются различные типы магазинов: транзитные,
тупиковые, комбинированные. При использовании ма-
газинов транзитного типа все детали, поступающие
с предыдущего участка, проходят по всей протяжен-
ности магазина и затем передаются на последующий
участок. Магазины тупикового типа обычно устанав-
ливаются между участками или АЛ с равной произ-
водительностью. При нормальной работе все детали,
поступающие с предыдущего участка, передаются на
последующий, минуя магазин, а когда последующий
участок не работает, детали поступают в магазин. Ес-
ли предыдущий участок не работает, то накопленные
ранее в магазине детали передаются на последующий
участок. Магазины комбинированного типа являются
транзитными и оснащены дополнительной обходной
ветвью, которая включается в работу при отказе тран-
зитной секции магазина, а также при ее опустошении
или переполнении.
Если на операции используется один станок, то
такой участок АЛ называется однопоточным, если ис-
пользуется несколько станков, работающих парал-
лельно, — многопоточным. Эти особенности АЛ обу-
словливают различие их структур.
Под структурой АЛ с гибкой связью понимают:
количество участков в составе АЛ; количество станков
в составе участка (поточность); наличие магазинов на
входе и выходе, а также внутри АЛ; емкости транс-
портно-накопительной системы, состоящей из транс-
портных устройств, магазинов и бункеров, и места их
установки.
Производительность АЛ с гибкой связью зависит
от ее структуры, принятых режимов обработки, на-
дежности оборудования и стабильности параметров
заготовок (прежде всего их размеров, геометрической
формы и материала). Такая стабильность заготовок
повышает надежность оборудования АЛ, сохранность
базирующих и крепежных элементов зажимных
устройств, а также способствует исключению закли-
нивания заготовок при их перемещении в транспорт-
но-накопительной системе АЛ.
При работе шлифовальных станков в составе ГПС
93
chipmaker.ru
применяются, как правило, ГПМ, созданные на базе
станков, включая и шлифовальные. Поэтому увязка
работы станков производится через распределитель-
ную, транспортную и складскую системы ГПС. Управ-
ление (смена и подготовка программ) ведется цен-
трализованно посредством ЭВМ.
Контрольные вопросы
I. Назовите последовательность и содержание работ по под-
готовке станка к первоначальному пуску.
2. Что такое подналадка станка?
3. Как производится подготовка гидрооборудования станка
к первоначальному запуску?
4. Перечислите основные неисправности работы гндрообору-
дования.
5. Каковы последовательность и технические требования
к сборке кругов?
6. Какие существуют виды балансировки кругов, каковы их
особенности?
7. Что такое настроечный размер и как он определяется?
8. Какова последовательность работ при приемочных испыта-
ниях станков?
9 Какие транспортные устройства применяются в автомати-
ческих линиях и ГПС?
10. Какие требования предъявляются к станкам, встраиваемым
в АЛ и ГПС?
ГЛАВА 5. НАЛАДКА КРУГЛОШЛИФОВАЛЬНЫХ
СТАНКОВ
5.1. Установка и правка шлифовальных
кругов
Правила подготовки и установки шлифовальных
кругов приведены в разделе 4.5.
Все круги, особенно скоростные, должны быть за-
ранее проверены на прочность при скорости на 50 %
выше рабочей, о чем должна быть произведена отмет-
ка в паспорте. Применение неиспытанных кругов пра-
вилами техники безопасности запрещается.
Пуск шлифовального круга ведут в толчковом ре-
жиме: его шпиндель включают на короткое время до
номинальной скорости и выключают. После того как
наладчик убедится в целостности круга и правильно-
сти направления вращения, шпиндель с кругом вклю-
чают на длительное время. Для круглошлифовальных
94
станков с базированием детали в центрах или в пат-
роне направление вращения будет правильным, если
линейная скорость шлифовального круга направлена
сверху вниз, когда наладчик смотрит на круг со сто-
роны обрабатываемой детали. Для круглошлифоваль-
ных станков с бесцентровым базированием линейная
скорость шлифовального круга должна быть направ-
лена сверху вниз со стороны опорного ножа, т. е. ког-
да усилие резания направлено в сторону базирующих
элементов.
Правка может выполняться единичным алмазом,
вращающимся цилиндрическим роликом (кругом)
с прямолинейной или фасонной (криволинейной фор-
мой) образующей, а также алмазным кругом в виде
чашки.
Приправке единичным алмазом следует
соблюдать следующие условия: применять размер
и форму алмаза, соответствующие карте наладки; при
использовании единичного алмаза периодически по-
ворачивать его по мере износа; обеспечить охлажде-
ние алмаза; подача алмаза на глубину должна быть
близкой к величине 0,025 мм. При предварительной
заправке подачу можно давать на каждый ход, при
чистовой — глубину подачи нужно уменьшить, а для
финишных работ следует сделать несколько продоль-
ных ходов устройства для правки без врезания алма-
за (выхаживание). Скорость продольного хода указа-
на в карте наладки и зависит от диаметра круга, ско-
рости его вращения и характера работ, выполняемых
на станке.
Предварительно круг (не фасонный) правят, ис-
пользуя направляющие устройства правки (без учас-
тия копирной линейки). Правят круг по копирной ли-
нейке в соответствии с картой наладки при обработке
конкретной детали.
Правка узким цилиндрическим алмазным ро-
ликом ведется так же, как единичным алмазом.
Правка профильным алмазным роликом производит-
ся врезанием, при этом необходимо совместить про-
фили ролика и детали в осевом направлении.
Используются различные схемы правки алмазными
роликами. На рис. 5.1, а показана схема правки уз-
ким цилиндрическим роликом 1 узкого шлифовально-
го крута 2, с использованием копира, когда необходи-
мо получить заданный радиус между торцом и цилнн-
96
chipmaker.ru
дрической поверхностью круга. Эта схема применяется
для правка нескольких кругов, установленных на од-
ном шпинделе, например при шлифовании одновре-
менно нескольких коренных шеек коленчатого вала.
Устройство такого типа широко используется, так как
путем смены копира можно править шлифовальные
круги для различных деталей. Срок службы алмаз-
ного ролика очень велик по сравнению с единичным
алмазом (карандашом), поэтому замена его произво-
дится очень редко, что упрощает эксплуатацию. Кро-
ме того, износ ролика намного меньше и поэтому им
Рис. 5.1, Схемы правки
можно проводить правку большого числа кругов.
На рис. 5.1,6 приведена схема правки алмаз-
ным кругом в форме чашки цилиндрического
шлифовального круга. Эта схема обеспечивает сокра-
щение времени правки благодаря большой скорости
правки; сокращает время обслуживания станка и по-
вышает точность из-за большого срока службы ал-
мазного круга по сравнению с единичным алмазом.
Эта схема применяется тогда, когда шлифовальный
круг 2 имеет большую ширину и не предъявляются
требования к его кромкам. Выставку алмазного кру-
га следует производить так, чтобы передняя его кром-
ка по ходу правки была несколько выше задней.
Периодичность правки шлифовального круга мо-
жет определяться заранее наладчиком — первона-
чально в соответствии с технологической документа-
цией, а затем корректироваться в зависимости от
точности обработки и фактического состояния (твер-
дости, зернистости, структуры) шлифовального круга.
96
В этом случае на станке имеется или счетчик циклов
обработки, или устройство, которое фиксирует факти-
ческое время шлифования.
Имеются специальные устройства, позволяющие
автоматизировать определение момента для проведе-
ния правки. Сигналом для проведения правки могут
служить изменение фактической мощности шлифова-
ния, изменение деформации одного из элементов си-
стемы станок — приспособле-
ние—инструмент—деталь, из-
менение уровня колебания
'(вибраций), износ шлифоваль-
ного круга, кромка которого
периодически ощупывается
специальным измерительным
прибором. На рис. 5.2 показа-
на схема датчика для подачи
команды на начало правки
в автоматическом режиме.
В качестве преобразователя
механических колебаний
в электрические сигналы ис-
пользован пьезоэлектрический
акселерометр, который выра-
Рис. 5.2. Схема датчика
для подачи команды на
правку:
1 — механизм правки, 2 —
акселерометр, 3 — усилитель,
4 — деталь, 5 — круг шлифо*
вальиый
батывает напряжение, пропорциональное ускорению
колебания. Датчик закреплен на колеблющемся узле
станка и совершает колебательные движения вместе
с деталью. Эти движения будут происходить только
в том случае, если собственная частота колебаний
сейсмической массы датчика значительно выше часто-
ты колебаний детали.
Механические вибрации преобразуются датчиком
в пропорциональный электрический сигнал, который
усиливается в усилителе. Таким образом, при увели-
чении амплитуды колебаний, связанных с затуплени-
ем круга, дается команда на правку шлифовального
круга.
Следующим важным моментом автоматизации
процесса правки является выбор величины перемеще-
ния правящего инструмента в направлении на шлифо-
вальный круг. Величина этого перемещения должна
учитывать величину фактического износа круга меж-
ду правками и глубину снимаемого с круга слоя абра-
зива. Снимаемый слой с одной стороны должен быть
минимальным (в целях экономии инструмента),
97
chipmaker.ru
а с другой стороны — достаточным, чтобы восстано-
вить форму круга и его режущую способность. После
правки р’азмер круга уменьшается и для того, чтобы
зазор между новой заготовкой и правленным кругом
при работе в автоматическом режиме не увеличивал-
ся, необходимо провести компенсацию износа шлифо-
вального круга. Компенсация износа выполняется или
отдельным механизмом компенсации, встроенным
в цепь подачи круга, или непосредственно механизмом
Рис. 5.3. Устройство с ЧПУ для правки шлифовального
круга:
1 — шпиндель, 2 -— шлифовальный круг, 3— алмаз, 4 — редук-
тор. 5 — шаговый двигатель, 6 — блок управления, 7 — пульт,
8 — блок ввода, $ — блок расчета эквидистанты, 10 — интерполя-
тор, 11 — привод, 12— деталь
подачи. Величина компенсации настраивается таким
образом, чтобы первая деталь после правки имела бы
тугой размер, т. е. деталь не выходила в неисправи-
мый брак. В тех случаях, когда механизм правки
управляется от ЧПУ (рис. 5.3), правка круга проис-
ходит по командам, записанным в управляющей про-
грамме, при этом автоматически обеспечивается ве-
личина компенсации шлифовального круга.
5.2. Наладка измерительно-управляющих
устройств
Система автоматического контроля состоит из из-
мерительного устройства, усилительно-преобразующе-
го устройства и исполнительного элемента. Для
измерения в процессе шлифования применяют изме-
98
рительные скобы, которые бывают одно-, двух-
и трехконтактные.
Выбор той или иной конструкции скобы зависит
от конфигурации детали, а также от требований к точ-
ности, принятой технологии обработки и других фак-
торов.
Наиболее распространенными являются измери-
тельные устройства, работающие по двухконтактной
Рис. 5.4. Измерительное
устройство для кругошли-
фовального стайка, работа-
ющее по двухконтактной
схеме
Рис. 5.5. Применение устройств
различного типа для измерения
детали:
а. — в процессе шлифования, б —
после шлифования, в — комбиниро-
ванные: 1 — измерительное устрой-
ство в процессе шлифования, 2 —
отсчетное устройство с табло, 3 —
устройство преобразователя измери-
тельного импульса, 4 — исполни-
тельный орган с механизмом пода-
чи, 5 — счетчик-анализатор, 6 — сор-
тирующее устройство, 7 — измери-
тельное устройство после шлифова-
ния
схеме. В них (рис. 5.4) измерительные наконечники
1 и 3 закреплены на каретках (рычагах) 5 и 7, поз-
воляющих наконечникам следить за изменением обра-
батываемого размера детали 2. С одной из кареток
связано отсчетное устройство 4 или чувствительный
элемент этого устройства, а с другой кареткой —
упор 8. При такой схеме случайные перемещения де-
тали по линии измерения, вызванные силами резания
или тепловыми явлениями, не влияют на ре-
зультаты контроля. Двухконтактные скобы с помо-
щью подводящего устройства 6 обычно крепят на
99
chipmaker.ru
столе станка и контролируют деталь в одном сечении.
Прямолинейная траектория ввода и вывода устройст-
ва позволяет наиболее просто автоматизировать эту
операцию.
Измерительные устройства применяют до начала
обработки, в процессе обработки (рис. 5.5, а), после
обработки (рис. 5.5,6). Бывают и комбинированные
устройства (рис. 5.5, в). При измерении до начала
обработки детали проверяют с целью отсортировки
бракованных с предыдущей операции, рассортировы-
вают детали по припуску и группируют. Измерение
в процессе обработки позволяет следить за изменени-
ем размеров и при достижении заданного размера
подать соответствующую команду. К достоинствам
такого устройства можно отнести возможность авто-
матизировать цикл обработки, исключить влияние на
точность обработки износа круга, тепловых и силовых
деформаций станка и детали.
Устройства для измерения после обработки при-
меняют для проверки годности обработанных деталей,
рассортировки на размерные группы и для подналад-
ки и компенсации размерного износа круга, для
управления работой станка. Такие устройства часто
располагают вне рабочей зоны станка, поэтому они
не подвергаются влиянию нагрева и вибраций, дей-
ствию охлаждающей жидкости. Точность измерения
такими устройствами выше, чем измерения в зоне об-
работки.
При комбинированных управляющих устройствах
одно устройство измеряет детали в процессе обработ-
ки и управляет автоматическим циклом, а другое, вы-
несенное из зоны температурных явлений, воздейст-
вия СОЖ, абразивной пыли, реагирует на смещение
наладки станка, подналаживая первый измеритель-
ный прибор.
Наладка состоит из настройки измерительных ме-
ханизмов, непосредственно участвующих в контроле
детали, и наладки остальных механизмов устройств.
Настройка измерительных механизмов главным
образом включает: установку измерительных нако-
нечников и опорных элементов в положение, преду-
смотренное чертежом; регулирование величины пере-
мещения измерительных рычагов и их положения от-
носительно контролируемой детали; регулирование
измерительной силы на рычагах (натяжением пру-
<00
жин); проверку плавности хода и при необходимости
регулирование зазоров во всех подвижных соединени-
ях; регулирование арретирующего устройства, служа-
щего для разведения (сведения) концов измеритель-
ных рычагов; регулирование преобразователей.
В качестве примера ниже рассмотрена наладка
контрольного устройства с электроиндуктивным пре-
образователем (рис. 5.6, а, б) к круглошлифовальному
станку. После установки измерительной головки 12
на станке в его центрах закрепляют образцовую де-
таль или эталон 10 с размером, соответствующим се-
Рис. 5.6. Измерительно-управляющее устройство к кругло-
шлифовальному станку
редине поля допуска на обработку. Вращением вин-
та 8 верхнюю измерительную губку 9 подводят до со-
прикосновения ее наконечника с поверхностью
детали 10. Регулированием натяжения пружины, ко-
торая находится внутри корпуса измерительной го-
ловки 12, -обеспечивают надежный прижим наконеч-
ника подвижной измерительной губки 11 к детали 10.
Наконечники измерительных губок 9, 11 должны на-
ходиться в одной плоскости, перпендикулярной к оси
шлифуемой детали и при ее вращении на поверхности
должен оставаться общий след от наконечников.
Включают вращение детали со скоростью, соответ-
ствующей принятым режимам обработки. Вращени-
ем микрометрического винта 7 находят такое положе-
ние, при котором стрелка отсчетного устройства 6
электронного блока (рис. 5.6,а) устанавливается иа
нуль. Переключатель род? работ 2 на электронном
блоке переводится в положение «Наладка предвари-
тельной команды»,
101.
chipmaker.ru
Вращением микрометрического винта 7 измери-
тельной головки (рис. 5.6, б) перемещают стрелку от-
счетного устройства на требуемую отметку шкалы,
соответствующук снимаемому припуску, после чего
ручкой 4 регулировки предварительной команды уста-
навливают момент ее выдачи, что предопределяет за-
горание первой сигнальной лампочки 5.
Затем переключатель рода работ 2 переводится
в положение «Наладка окончательной команды», руч-
ка 3 регулировки окончательной команды устанавли-
вается на нуль, а вращением микрометрического вин-
та 6 измерительной головки стрелка отсчетного
устройства переводится в нулевое положение, при ко-
тором загорается вторая сигнальная лампочка 1.
По окончании настройки команд на электронном
блоке переключатель 2 устанавливается в положение
«Работа», после чего производится обработка проб-
ной партии деталей. При необходимости размер обра-
ботанной детали корректируется ручкой 3 элек-
тронного блока или микрометрическим винтом 7 го-
ловки.
Рассмотрим особенности наладки измерительной
трехконтактной скобы с электроиндуктивным преобра-
зователем. После установки измерительной головки
на станке в его центрах закрепляют образцовую де-
таль или установочную меру (эталон) с размером,
соответствующим середине поля допуска на обработ-
ку. На корпусе предварительно устанавливают смен-
ную скобу определенного диапазона. Ползун с нако-
нечником устанавливают в положение, соответствую-
щее номинальному размеру детали, и закрепляют.
Шлифовальную бабку перемещают к детали и вводят
измерительный и опорные наконечники в соприкосно-
вение с ее поверхностью. Посредством трех винтов
устанавливают наконечники скобы в одной плоскости,
перпендикулярной оси детали, при этом стрелка на
шкале отсчетного устройства должна показывать на
2—3 деления выше нуля. После этого скобу оконча-
тельно закрепляют. При отводе шлифовальной бабки
стрелка прибора не должна отклониться по шкале
более чем на 1—2 деления.
Включают вращение детали с частотой, соответст-
вующей принятым режимам обработки. Настройку от-
счетного устройства по шкале проводят аналогично
примеру наладки двухконтактной скобы, при этом
102
следует учесть, что положение стрелки шкалы регули-
руется микрометрическим винтом.
В практике применяются измерительные устрой-
ства с быстросменными скобами (рис. 5.7), которые не
требуют дополнительной наладки после смены скобы.
Время, затрачиваемое на смену скобы, 5 с.
Такая установка скобы 2 при ее смене выполняется
благодаря цапфе 5, которая входит в базовую приз-
му 6. Относительно базовой призмы при ее изготовле-
нии устанавливается среднее положение штока / ин-
дуктивного датчика. Наконечник 4 скобы, армирован-
Рис. 5.7, Трехконтяктиое измерительное устройство с
с быстросменной скобой
Chipmaker.ru
103
chipmaker.ru
ный твердым сплавом, опирается на штифт серьги 3,
а цапфа 5 прижимается к базовой призме 6 усилием
деформации стебля 7 при его фиксации на защелку 8.
На круглошлифовальных станках с базированием
детали в центрах измерительные управляющие уст-
ройства позволяют в процессе обработки детали на-
проход управлять не только размером, но и формой,
например конусообразностью. На рис. 5.8, а приведе-
Рис. 5.8. Измерительное устройство для управления конусооб-
разностью детали при шлифовании
на схема работы измерительного устройства, которое
вносит исправление за счет дополнительной врезной
подачи шлифовального круга. Система содержит уст-
ройство с пневматическими соплами 5 и 6, взаимодей-
ствующими с деталью 7, отсчетно-командное устрой-
ство 4, связанное с соплом 6, и отсчетное пневматиче-
ское устройство 3 с потенциометром. Деталь 7
обрабатывают с помощью круга 8 до установленного
диаметра. В этот момент устройство 4 дает команду
1С4
на остановку шлифовальной бабки. Затем включается
сопло 5, связанное с устройством 3. При продольном
перемещении сопла 5 и круга 8 вдоль образующей де-
тали 7 в случае отклонения от цилиндричности стрел-
ка 2 потенциометра 1 отклоняется, сигнал через уси-
литель 10 поступает на механизм подачи 9, который
поворачивает шлифовальную бабку с кругом, исправ-
ляя форму детали.
На рис. 5.8,6 приведена схема, когда исправление
формы выполняется изменением положения заднего
центра 11 относительно переднего 14. В этом случае
измерительно-управляющее устройство состоит из
двух отдельных устройств 12 и 13, установленных
в разных сечениях обрабатываемой детали 7 по ее
длине. При подаче команды на коррекцию разность
между показаниями этих устройств преобразуется
в электрический или гидравлический сигнал в зависи-
мости от конструкции исполнительного элемента (зад-
ней бабки станка), усиливается и подается на испол-
нительный элемент. В результате производится кор-
рекция конусообразности.
В обоих последних случаях при наладке необходи-
мо дополнительно согласовать разность показаний из-
мерительных устройств, т. е. фактических величин ко-
нусообразности, с величиной коррекции исполнитель-
ных элементов. В первом случае — перемещение баб-
ки шлифовального круга, во втором — смещение зад-
него центра.
5.3. Наладка базовых узлов
круглошлифовальных станков
с базированием заготовки в центрах и патроне
Точность формы определяется техническим состоя-
нием (точностью размеров и формы) центровых гнезд
шпинделя бабки и пиноли задней бабки, их взаимным
положением (совпадение осей в вертикальной и гори-
зонтальной плоскостях), самими центрами, качеством
центровых отверстий в обрабатываемой заготовке,
а также радиальной жесткостью шпинделя передней
бабки и пиноли. При некруглых центрах или отверсти-
ях в обрабатываемой заготовке контакт между цент-
ром и заготовкой происходит по ограниченной поверх-
ности, в результате чего уменьшается контактная же-
сткость и в процессе шлифования появляется смеще-
105
ние заготовки в радиальном направлении. Это смеще-
ние приводит к отклонению от круглости шлифуемой
поверхности, ее биению относительно центровых от-
верстий. Несовпадение осей центров и их нежесткость
приводят к отклонению от конусообразности или пря-
молинейности образующей заготовки. Нежесткость са-
мой детали ведет к ее прогибу в процессе шлифования.
Для компенсации этого прогиба применяют различные
конструкции люнетов.
Рис. 5.10. Форма цент-
ровых отверстий заго-
товки:
Рис. 5.9. Схема проверки соос-
ности центров
а, — отверстые с прямолиней-
ной образующей, б — отвер-
стие с выпуклой образую-
щей
Проверка взаимного положения осей центров пе-
редней и задней бабок. Предварительно необходимо
убедиться, что поверхности центровых гнезд передней
и задней бабок, а также центров не имеют видимых
дефектов и хорошо прилегают друг к другу. Прилега-
ние определяется по краске. Для определения взаим-
ного положения осей центров необходимо воспользо-
ваться специальными оправками 3 (рис. 5.9), которые
устанавливаются вместо центров в центровые гнезда
передней 1 и задней 4 бабок. Отклонение от несовпа-
дения осей определяется индикатором 2, оно не дол-
жно превышать величину, указанную в паспорте стан-
ка. Если несовпадение осей центров превышает задан-
ную величину, необходима регулировка, если она
предусмотрена конструкцией станка, или ремонт. В том
случае, когда стол станка выполнен из двух частей,
переднюю и заднюю бабки надо расположить так, что-
бы середина длины обрабатываемой детали совпала
с осью поворота верхнего стола. К центровым отвер-
стиям заготовки предъявляются требования, анало-
106
гичные требованиям к точности обработанной детали.
Форма центровых отверстий приведена на рис. 5.10.
Центр из пиноли задней бабки должен выступать
при шлифовании с продольной подачей до 1,5/7, где
И—высота шлифовального круга. Заднюю бабку
устанавливают так, чтобы прижим детали задним
центром был умеренным, потому что излишняя сила
приводит к быстрому износу центров, а недостаточ-
ная может привести к смещению и ухудшению точно-
сти обработки. При шлифовании длинных деталей
установить люнеты согласно технологической карте
обработки.
Если обработка производится врезанием, необхо-
димо совместить в осевом направлении деталь и шли-
фовальный круг. Осевое положение детали относитель-
но шлифовального круга определяется контрольным
прибором (если центр передней бабки или стол имеет
продольное перемещение) или положением передней
бабки на столе (если эти перемещения в станке отсут-
ствуют).
Шлифование наружных конических поверхностей
можно выполнять поворотом стола, поворотом перед-
ней бабки, поворотом бабки круга.
Шлифование конусов с поворотом стола. Внешние
конусы, имеющие небольшой угол при вершине 2а,
шлифуют в центрах с поворотом верхней части стола
на угол а (рис. 5.11,а). Поворот производится по де-
лениям, нанесенным на одном из концов стола. Наи-
больший угол поворота стола допускается 6—7°. Это
дает возможность прошлифовать конус с углом 2а,
равным 12—14°. Такая установка стола позволяет
располагать обрабатываемую поверхность конуса па-
раллельно направлению продольной подачи стола.
Поперечная подача выполняется бабкой круга.
Шлифование конусов с поворотом бабки шлифо-
вального круга. Внешние крутые и длинные конусы
шлифуют в центрах с поворотом салазок бабки шлифо-
вального круга в положение, при котором ось салазок
параллельна образующей конуса (рис. 5.11,в). Угол
поворота бабки равен углу а. Продольная подача
в этом случае может быть выполнена только переме-
щением бабки шлифовального круга вручную. Пода-
ча на глубину производится продольным перемещени-
ем стола влево.
При одновременном шлифовании цилиндрической
107
chipmaker.ru
поверхности и торца ось вращения шлифовального
круга должна располагаться под углом к оси враще-
ния обрабатываемой детали (рис. 5.11,г). При такой
установке круга наблюдается линейный контакт ме-
жду кругом и деталью. Торец детали шлифуется пери-
ферийной частью круга, поверхность контакта круга
с деталью уменьшается. При этом обеспечивается по-
вышение производительности, снижается опасность
возникновения прижогов и повышается период стой-
кости круга. Угол между осью круга и детали выбира-
ется в диапазоне от 10 до 45°.
Рис. 5.11. Способы шли-
фования наружных ко-
нических поверхностей
Для получения минимальной разности в скоростях
при большой длине цилиндрической шейки I выбира-
ют наименьший угол установки. При большей длине
торцовой поверхности h выбирают наибольшее значе-
ние для угла установки. Следует учитывать, что с уве-
личением угла а условия обработки торца улучшают-
ся, а шейки — ухудшаются. Рекомендуются следую-
щие величины углов наклона при l/hz>% а==10°, при
l/h от 8 до 1 а=30°, при l/h-^A а—45°.
Установка круга под углом 10° к оси детали целе-
сообразна в тех случаях, когда с торца приходится
снимать небольшие припуски. При одновременной об-
работке цилиндрической и торцовой поверхностей при-
меняют три схемы:
ось вращения круга параллельна оси детали, баб-
ка круга подается в поперечном направлении к оси
108
вращения детали, а етол с деталью подается в про-
дольном направлении;
ось вращения круга устанавливается под углом
к оси обрабатываемой детали, подачи бабки круга
и стола станка остаются теми же, что и в предыдущем
случае;
ось вращения круга устанавливается под углем
к оси обрабатываемой детали, подача бабки круга
производится под углом к оси вращения детали.
Перемещение шлифовальной бабки под углом
63°23' к оси шлифуемой детали обеспечивает одновре-
менное шлифование цилиндрических и торцовых по-
верхностей методом врезания при соотношении вели-
чины снимаемого припуска с торца и цилиндрической
поверхности равном 1 : 2.
Особенности наладки круглошлифовальных стан-
ков с базированием детали в патроне заключаются
в подготовке патрона и контроле базовых поверхно-
стей обрабатываемой детали.
В связи с большим разнообразием конструкций
патронов перед наладкой станка необходимо подробно
ознакомиться с конструкцией патрона, правилами его
регулировки и наладки. Основной проверкой правиль-
ности наладки является проверка точности центриро-
вания обрабатываемой детали, для чего следует заме-
рить радиальное биение закрепленной эталонной (или
предварительно аттестованной) детали, а в случае
шлифования и торцовой поверхности — торцовое бие-
ние эталонной детали. Для конструкций патронов, ко-
торые позволяют добиваться точности базирования
методом подшлифовки на месте, следует прошлифо-
вать базовые элементы патрона.
Обработку конусов с большим углом при вершине
и небольшой длине можно произвести в патроне перед-
ней бабки на величину угла а (рис. 5.11,6). Шлифо-
вание выполняют с продольной подачей стола, верх-
няя часть которого стоит на нулевом делении. После
каждого хода кругу сообщают подачу на глубину.
При шлифовании длинных нежестких деталей для
повышения точности обработки применяют люнеты
различной конструкции. Конструкция люнета зависит
от степени универсальности станка. Для универсаль-
ных станков наиболее часто используют двухопорные
люнеты с ручной регулировкой опорных башмаков.
Регулировка производится в процессе обработки. Сна-
109
chipmaker.ru
чала подводят вертикальный упор, затем в процессе
шлифования перемещают горизонтальный. Для того
чтобы не пережать деталь, на горизонтальный упор
ставят ограничитель.
Для специализированных станков применяют спе-
циальные люнеты с автоматическим слежением за
диаметром опорной поверхности детали. Для таких
конструкций необходимо при наладке согласовать ис-
ходное положение опорных башмаков, если необходи-
мо откорректировать условия слежения опорных баш-
Рис. 5.12. Механизм подачи
маков со скоростью изменения опорной (шлифуемой)
поверхности, и отрегулировать положение люнета при
смене детали.
Наладка шлифовальной бабки в радиальном на-
правлении для станков, имеющих автоматический
цикл обработки, производится механизмом подачи
(рис. 6.12). Все наладочные перемещения шлифоваль-
ного круга 1 выполняются вручную маховиком 3 или
с помощью кнопок управления, которые используются
в наладочном (толчковом) режиме. Величина переме-
щения L шлифовального круга в цикле определяется
по формуле
L = I(Dmax-DmIn)/2] + Д,
но
5.1. Типичные погрешности при круглом наружном шлифовании,
причины их возникновения и меры по предупреждению
и устранению
Причина возникновения погрешности
Меры по предупреждению
и устранению
Увеличенный мгновенный разброс размера
Затупление шлифовального
круга
Шлифовальная бабка с уда-
ром подходит к упору
Осевой люфт в узле ходово-
го винта или гайки
Интенсивный режим шлифо-
вания на чистовом этапе
Выправить круг правильным
устройством и скомпенсировать
положение круга
Отрегулировать плавность
быстрого подвода шлифоваль-
ной бабки
Устранить люфт регулиров-
кой узла или при ремонте
Снизить скорость поперечной
подачн на чистовом этапе
Отклонение от круглости
Неправильный угол. Непол-
ное прилегание, изношенность
центров, повреждение центро-
вых отверстий
Плохо очищенные центровые
отверстия
Деформация упругой системы
Слабое крепление детали
Биение шпинделя передней
бабки (при креплении детали в
патроне)
Проверить положение и фор-
му центров, центровых отвер-
стий и их прилегание. Очи-
стить центровые отверстия,
смазать центры
При износе центров сменить
их
Снизить режимы шлифова-
ния, увеличить время выхажи-
вания
Проверить крепление детали,
натяжение пружины
Регулировка зазоров в под-
шипниках шпинделя
Конусообразность
Неправильно установлен
верхний поворотный стол стан-
ка
Неправильно установлен ко-
пир правильного прибора для
автоматической правки при
врезном шлифовании
Несовпадение центров перед-
ней и задней бабок станка в
вертикальной плоскости
Выставить стол по результа-
там замера шлифуемой поверх-
ности, пользуясь индикаторным
устройством для контроля по-
ворота стола
Отрегулировать положение
копира по результатам пробно-
го шлифования
Проверить положение цент-
ров и отремонтировать
Непрямолинейность, бочкообразность, вогнутость образующей
Неравномерный износ круга
по образующей (при врезном
шлифовании)
Выправить круг, повысить
его твердость
111
Продолжение табл. 5.1
Причина возникновения погрешности
Меры по предупреждению
и устранению
Деформация упругой системы
(при проходном шлифовании)
Выставить дополнительный
люнет, увеличить время выха-
живания
Дефекты поверхности
Грубая шероховатость
Царапины на обработанной
поверхности
То же, равномерные, узкие и
глубокие
То же, неравномерные, широ-
кие, разной глубины
Неравномерные грубые следы
обработки
Применить мелкозернистый
круг
Снизить продольную подачу
при правке. Обеспечить равно-
мерность подачи алмаза вдоль
образующей круга
Проверить состояние алмаза.
Окончательный ход при правке
совершить в направлении, про-
тивоположном к подаче при
шлифовании
Применить более твердый
круг. Снизить режим шлифова-
ния. Править круг
Своевременно и тщательно
чистить резервуар и фильтро-
вать СОЖ.
Промыть сильной струей ко-
жух круга после правки и при
переходе на работу мелкозер-
нистым кругом
Проверить отсутствие по-
вреждений на прокладках меж-
ду кругом и фланцами. Тща-
тельно затянуть крепежные бол-
ты фланца
Следы дробления, волнистость
Неуравновешенность шпинде-
ля шлифовального круга или
ротора электродвигателя
Применение слишком твердо-
го либо мелкозернистого круга
Правка круга выполнена не-
правильно или несвоевременно
Плохое прилегание центров и
центровых отверстий
Недостаточное крепление пе-
редней или задней бабок на
столе.
Тщательность балансировки
круга шпиндельного узла или
ротора
Подобрать круг надлежащей
характеристики
Тщательно выправить круг.
Применить непритупленный ал-
маз или повернуть алмаз и под-
вести острую кромку
Жестко закрепить державку
Проверить центры, центровые
отверстия и их прилегание
Улучшить смазку центров
Проверить затяжку болтов
передней и задней бабок и шли-
фовальных салазок, уменьшить
зазоры.
112
Продолжение табл. 5.1
Причина возникновения погрешности
Меры по предупреждению
и устранению
Чрезмерные зазоры в опорах
и направляющих бабки
Проверить крепление детали,
натяг пружины
Прижоги и трещины на обработанной поверхности
Чрезмерно твердый круг
Занижена скорость вращения
детали
Недостаточная подача СОЖ
в зону резания
Чрезмерная подача на глуби-
ну
Проскальзывание круга во
фланцах, проскальзывание рем-
ня
Шлифование притупленным
кругом
Правка притупленным алма-
зом
Применить менее твердый
круг
Увеличить частоту вращения
детали
Увеличить подачу СОЖ в зо-
ну резания, применить более
равномерный подвод жидкости
Снизить подачу на глубину
Не допускать останова дета-
ли во время контакта с кругом
Выправить круг
Применить острый алмаз. По-
вернуть алмаз и подвести не-
притупленную кромку
где £>тах — максимальный диаметр заготовки, £>min —
минимальный диаметр обрабатываемой детали,
«0,1 мм — наладочный зазор. Вся величина пути L
шлифовального круга в цикле делится на более ко-
роткие участки в соответствии с технологической кар-
той обработки. Эти отрезки пути соответствуют раз-
личным скоростям подачи, например форсированной,
обдирочной, чистовой. На станках с системой управ-
ления «по пути» команды на переключение скоростей
подачи подаются механизмом подачи, который имеет
конечные выключатели, устанавливаемые в соответст-
вии с величиной перемещения командного валика или
исполнительного механизма (поворота ходового вин-
та, хода гидроцилиндра и т.п.). Величина перемеще-
ния со скоростью обдирочной и чистовой подачи дол-
жна соответствовать значению, указанному в карте.
Величина компенсации износа шлифовального кру-
га устанавливается механизмом компенсации.
На станках с управлением измерительным устрой-
ством команда для получения окончательного разме-
113
chipmaker.ru
ра настраивается с помощью эталона или предвари-
тельно отшлифованной и аттестованной детали.
При наладке станка с продольной подачей стол
станка совершает продольное перемещение, крайние
положения которого регулируются упорами. Упоры
реверса стола устанавливаются в пазах Т-образной
формы стола.
Типичные погрешности при круглом наружном
шлифовании и способы их устранения приведены
в табл. 5.1.
5.4. Особенности работы круглошлифовальных
станков с ЧПУ
Современные круглошлифовальные станки универ-
сального типа с ЧПУ могут выполнять круглое шли-
фование ступенчатого вала, копирного ролика, кулач-
ков, профильной детали в четырех координатах. Из
четырех координат три управляются одновременно.
Этими координатами, например, являются движение
бабки шлифовального круга (подача), установка из-
мерительного устройства, продольное движение стола
и вращение шпинделя изделия. Примеры видов обра-
ботки приведены на рис. 5.13.
Шлифование кулачков распределительного вала
производится, как правило, в одну операцию.
Одной из особенностей обработки является влия-
ние размерного износа круга на точность профиля ку-
лачка. Распределительный вал вращается вокруг сво-
Рис. 5.13. Примеры участков шлифования с применением ЧПУ:
а — шлифование ступенчатого валика, б — шлифование фасонной поверхно-
сти (кулачка) в плоскости, перпендикулярной оси детали, в — шлифование
фасонной поверхности в продольном сечении, г — шлифование наружной
поверхности сверла для глубокого сверления, д — шлифование копирного
ролика с фасонной поверхностью; 1 — передняя грань, 2 — ленточка (ци-
линдрическая поверхность), 3 — затылок
114
ей оси и одновременно колеблется перед кругом, сле-
довательно, точки на контуре выступающей части ку-
лачка расположены дальше от центра, чем точки на
цилиндрической части кулачка. При вращении вала
цилиндрическая часть кулачка соприкасается с кру-
гом в точке, находящейся на прямой, проведенной от
центра круга к центру кулачкового вала, а вершина
кулачка соприкасается ниже или выше этой центро-
вой линии (рис. 5.14,а). Если диаметр круга 2 умень-
шить, как показано пунктиром, то каждая точка кон-
Зона максималь-
ней интенсив-
ности съема
Рис. -5.14. Шлифование
кулачкового валика
В)
тура кулачка 1 будет соприкасаться с кругом в другие
моменты времени в отличие от- случая обработки кру-
гом большего диаметра, что вызовет изменение про-
филя кулачка. На рис. 5.14,6 показаны профили ку-
лачков, получающиеся при обработке кругом различ-
ного диаметра: А — меньше нормального, Б — нор-
мальным, В — больше нормального. Поэтому для
повышения точности обработки применяют копирные
ролики (они сообщают столу колебание) двух диамет-
ров. Каждый из диаметров предназначен для опреде-
ленного размера шлифовального круга. Смена (пере-
скок) опорных роликов производится автоматически.
В процессе шлифования от цилиндрической части
кулачка до выступающей части (вершины) непрерыв-
113
chipmaker.ru
но изменяется интенсивность съема металла (интен-
сивность съема больше в зоне вершины).
Если уменьшить число оборотов кулачка (в 2 ра-
за) при одинаковой скорости подачи шлифовального
круга, то глубина резания на один оборот заготовки
увеличится (в 2 раза), а интенсивность съема метал-
ла снизится. Особенно это относится к зоне кулачка,
которая представляет собой касательную между ци-
линдрической частью и вершиной (рис. 5.14,в). Та-
ким образом, со снижением оборотов изделия умень-
шается интенсивность шлифования. Для достижения
приблизительно одинаковой интенсивности съема, что
обеспечивает сохранение режущих свойств круга, по-
чистового обдирочного
шлофоВания о-«—х—х-----------о-*—о*—• шлифования
Рис. 5.15. Цикл поступательно-возвратного движения
при обработке кулачкового вала
стоянство качества и точности шлифуемой поверхно-
сти, необходима переменная скорость вращения дета-
ли внутри одного оборота. Это обеспечивает постоян-
ную интенсивность съема металла на разных участках
кулачка, что дает выигрыш в производительности бо-
лее чем в 2 раза.
Уменьшение скорости вращения детали стабилизи-
рует точность, так как уменьшает динамические на-
грузки (ускорение) при повороте качающегося стола
в зависимости от профиля кулачка. Копир устанавли-
вают на шпинделе передней бабки. Число копиров со-
ответствует числу кулачков распределительного вала.
Цикл обработки имеет различные построения. Один
из вариантов последовательности обработки кулачков
и диаграмма ступенчатого перемещения шлифоваль-
ного круга приведены на рис. 5.15.
Шлифование шатунных шеек коленчатого вала
производится в несколько операций. При обработке
116
шатунных шеек базой служат предварительно про-
шлифованные коренные шейки. Для углового базиро-
вания коленчатого вала предусматривается специаль-
ная площадка на противовесе.
Коленчатый вал должен быть предварительно сба-
лансирован совместно с передней и задней бабками,
балансировка производится смещением подвижных
грузиков на планшайбе. Для достижения цилиндрич-
ности шлифуемой шейки верхний стол допускает не-
большой поворот.
Коленчатый вал устанавливается в призмы (опор-
ную поверхность) патрона станка, при этом поводок
механизма автоматического разворота вала входит
в отверстие, являющееся угловой базой для шатунных
шеек на фланце коленвала. В зону шлифования ша-
тунной шейки вводится рычаг люнета с механизмом
осевой ориентации, который обеспечивает точную ус-
тановку шатунной шейки относительно круга. Как
только осуществляется осевая ориентация, происхо-
дит зажим коленвала в патроне.
Автоматический цикл начинается включением вра-
щения детали и быстрым подводом шлифовальной
бабки. Шлифование производится методом врезания
мерным по ширине кругом. В конце быстрого подвода
скорость бабки замедляется и включается плечевая
подача, при которой происходит шлифование бурти-
ков шатунной шейки. По окончании шлифования бур-
тиков скорость шлифовальной бабки еще больше сни-
жается, начинается врезная подача — обдирочное
шлифование шейки. По окончании черновой подачи
осуществляется выхаживание (2—3 с). В этот момент
башмаки люнета подводятся до контакта со шлифуе-
мой шейкой, вводится измерительная скоба. После
окончания выхаживания включается чистовая подача
и цикл продолжается в соответствии с программой.
При шлифовании коленчатых валов используются
скользящие люнеты различных конструкций, которые
обеспечивают постоянный контакт со шлифуемой
шейкой, что повышает точность обработки. По окон-
чании цикла обработки шейки люнет отводится из
зоны обработки, производится деление вала, т. е. сов-
мещение с осью вращения оси следующей шатунной
шейки, продольное позиционирование вала и правка
шлифовального круга. После этого повторяется цикл
обработки следующей шатунной шейки. После обра-
117
chipmaker.ru
ботки всех шатунных шеек выполняется разгрузка об-
работанного вала.
Для шлифования коренных шеек шатунного вала
и подшипниковых шеек распределительного вала при-
меняют многокруговые станки, которые обрабатыва-
ют одновременно все соосные шейки. Базирование ва-
лов также производится в центрах (распредвал) и в
патроне (коленвал). В связи с нежесткостью обраба-
тываемых деталей люнеты устанавливаются против
каждой шлифуемой шейки. Шлифование, как прави-
ло, проводится в несколько операций: обдирочной, по-
лучистовой и чистовой. Для регулировки цилиндрич-
ности шеек применяется одно из устройств для регу-
лирования конусности: регулировка верхнего стола,
смещение заднего центра или поворот передней бабки.
Для полностью автоматизированных станков приме-
няется автоматическое смещение центра задней бабки.
Для продольного позиционирования детали на
станках при многокруговой обработке может исполь-
зоваться продольное перемещение стола или центра
передней бабки, последнее обеспечивает большую же-
сткость станка.
5.5. Наладка бесцентровых круглошлифовальных
станков
Наладка автоматов включает расчеты элементов
наладки и настройку его отдельных узлов: высоты ус-
тановки оси изделия относительно центров, угла пово-
рота ведущего круга и угла поворота его устройства
правки, числа оборотов ведущего круга, установки ко-
пирной линейки устройства правки шлифовального
круга.
Наладка станков, работающих напроход. Для бес-
центровых станков с базированием детали на ведущем
круге и опорном ноже наладка по параметру «круг-
лость детали» определяется положением центра обра-
батываемой детали над линией центров станка (раз-
мер Л). Эта величина зависит от вида обработки,
геометрических размеров шлифовального (Рш) и веду-
щего (Дв) кругов, диаметра обрабатываемой детали
(d„). Для различных высот рекомендуется применять
ножи с различным углом скоса А, так как обычно ис-
пользуемые ножи с А=ЗО° для многих наладок
и станков не являются оптимальными с точки зрения
получения деталей
с хорошей круглостью
поперечного сечения.
Для большинства оте-
чественных и зарубеж-
ных моделей станков,
у которых диаметры
шлифовальных кругов
равны 500—600 мм, а
ведущих — 350—
400 мм, практически
удобна для расчета вы-
соты заготовки над ли-
нией центров формула
(рис. 5.16, а).
й = -у (Dtu + djsina. >
В зависимости от
вида обработки угол a
следует выбирать раз-
личным: для обдироч-
ного шлифования —
порядка 10°, для полу-
чистового — 4,5—5°,
для чистового — 3—
3,5°. Рекомендуемые
величины угла скоса
ножа и высоты h ука-
заны в табл. 5.2.
Установку но-
Рис. 5.16. Схема расчета и ус-
тановки заготовки над линией
центра станка
жа по высоте (Н)
следует производить следующим образом. Определяют
(опытным путем или из руководства к Станку) рас-
стояние от базовой плоскости суппорта ножа до линии
центров станка. Затем подсчитывают величину Н по
формуле И — 4- h 4- -у
Обрабатываемую заготовку устанавливают на нож
и ведущий круг на выходе из зоны шлифования, за-
тем с помощью глубиномера выставляют нож в вер-
тикальной плоскости на требуемую высоту Н. Опера-
цию повторяют со стороны входа детали в зону обра-
ботки. Точность установки ножа по высоте 0,05 мм.
Это первоначальное положение ножа проверяют и кон-
119
chipmaker.ru
5.2. Рекомендуемые величины угла скоса ножа X и высоты h
в зависимости от вида обработки
илифоваль-
Диаметры кого
кругов, мм ______________
ведущего
500 600
Диапазоны обработки, мм
250 400 (350) 400 (350)
20 20 | 60 80 | 100
Вид обработки:
Высота h
чистовая Х=34°
получпстовая К=
=32,5°
черновая Х=30°
обдирка Х=0°
9 11
15 17
1 1,5
—2 -3
15 17
22 24
3 3
-3 —5
17
27
5
-5
21
32
7
—7
тролируют после правки ведущего круга (рис. 5.16,6).
Наладка бабки ведущего круга. При наладке пре
ходных станков особое внимание следует уделять ус-
тановке бабки ведущего круга и его устройства прав-
ки, так как ведущий круг совместно с опорным ножом
обеспечивает базирование детали, а также придает де-
тали вращение и осевое перемещение. По наладочным
движениям оси ведущего круга и траектории движе-
ния правящего алмаза станки можно разделить на три
Рис. 5.17. Основные наладочные движения ведущего круга
и устройства его правки
120
группы. К первой группе относятся станки, у которых
ось ведущего круга поворачивается только в верти-
кальной плоскости, а траектория движения алмаза
изменяется только в пределах разворота копирной ли-
нейки устройства правки (рис. 5.17,а). Вторая груп-
па — станки, у которых ось ведущего круга имеет до-
полнительный поворот в горизонтальной плоскости
(рис. 5.17,6). Третья группа — станки, у которых кро-
ме поворота оси ведущего круга в двух плоскостях
можно изменять траекторию продольного перемеще-
ния алмаза относительно оси круга в одной из парал-
лельных ей плоскостей (рис. 5.17, в). При наладке ра-
бочей зоны поступают следующим образом. Ось веду-
щего круга разворачивается в вертикальной плоскости
на угол (as ), обеспечивающий скорость осевой пода-
О
чи (So) заготовок, определяемой требуемой произво-
дительностью.
5о = £)вппв-5’па^
где пв — число оборотов в минуту ведущего круга.
Первоначальная правка ведущего круга осуществ-
ляется от направляющих или от копирной линейки,
выставленной «в нуль» (относительно направляю- .
щих). Особое внимание следует уделять установке ал-
маза по высоте, так как это определяет необходимый
прямолинейный контакт изделия с ведущим кругом
и форму гиперболоида (см. рис. 5.16,в). Последняя
имеет значение при обработке деталей различных ти-
пов с высокой точностью. Высоту установки алмаза
находят по формуле
h 2 = h .
Ов + ^и
При этом ведущий круг получит форму гиперболои-
да со смещенной горловиной. Это обстоятельство мо-
жно использовать следующим образом. Если алмаз
сместить на величину h2 вверх, то горловина гипербо-
лоида сместится в сторону входа деталей в зону шли-
фования. Диаметр ведущего круга на входе будет
меньше, чем на выходе. За счет разницы скоростей
вращения и соответственно скоростей осевой подачи
происходит разрыв столба шлифуемых деталей. Это
дает эффект при обработке деталей типа поршневых
пальцев и валиков, когда торцы не являются базовы-
ми и не требуется их перпендикулярность к обрабаты-
121
ваемой поверхности. Если алмаз сместить вниз на
величину hi, то гиперболоид принимает форму «об-
ратного конуса» и образуется подпор деталей в
столбе.
Это важно для качественного шлифования, напри-
мер, колец подшипников. Если смещения алмаза вниз
недостаточно для создания надежного подпора и про-
исходит разрыв столба колец, то полезно сделать сле-
дующую операцию: копирную линейку прибора прав-
ки ведущего круга максимально развернуть таким об-
разом, чтобы обратный конус круга стал большим.
Разница диаметров на входе и выходе возрастает,
и подпор изделий в зоне шлифования увеличится.
В результате описанных операций ведущий круг
получает форму гиперболоида со смещенной горлови-
ной, образующая которого не будет параллельна ра-
бочей плоскости опорного ножа и оси шлифовального
круга. Необходимо провести коррекцию его положе-
ния, которую выполняют после предварительной прав-
ки «в нуль» шлифовального круга. Полученная форма
ведущего круга не обеспечивает линейного контакта
с заготовкой. Поэтому для бесцентровых станков
с широким кругом необходима корректировка налад-
ки станка. Для того чтобы обеспечить линейный кон-
такт между заготовками и ведущим кругом, последний
правят под углом, отличным от угла наклона круга
и смещают алмаз. Угол поворота устройства правки
определяют по формуле tgaS( = tgas 1/ ——— .
При наклонной компоновке станка устройство правки
поворачивают вокруг штыря, установленного на пло-
скости бабки ведущего круга, при горизонтальной
компоновке — путем установки постоянного клина под
постель устройства правки. Для проверки наладки ре-
комендуется контролировать положение столба дета-
лей уровнем с ценой деления 0,08 мм/м и более точ-
но—0,02 мм/м. При этом, если ось столба имеет вы-
пуклую относительно горизонта форму, то следует
уменьшать углы поворота бабки в горизонтальной
и вертикальной плоскости, если вогнутую — увеличи-
вать. Если конструкция станка не позволяет пользо-
ваться уровнем или требования к обрабатываемому
изделию невысоки, то организацию рабочей зоны мо-
жно приближенно проверить следующим образом.
122
Эталонный валик с диаметром, равным диаметру Об-
рабатываемой детали, устанавливают на ведущий
круг и опорный нож (эту оперцию можно сделать
и двумя обрабатываемыми деталями одного диамет-
ра). Шлифовальный круг не доводят до валика на
0,1—0,15 мм. Щупом измеряют зазор между валиком
и шлифовальным кругом. Путем поворота ведущего
круга в горизонтальной плоскости (или другими на-
ладочными движениями, имеющимися на данном стан-
ке) добиваются такого положения, чтобы зазор между
эталоном и шлифовальным кругом был одинаков по
всей длине круга. Это обеспечивает первоначальную
параллельность всех баз оси шлифовального круга.
Глубиномером проверяют высоту Н. Затем с помощью
той же оправки и щупов проверяют качество правки
ведущего круга. Щуп 0,03 мм не должен проходить
между ведущим кругом и эталонным валиком на всей
длине круга. Если имеется зазор в середине или по
краям ведущего круга, то проверяют правильность ус-
тановки по высоте алмаза и разворота прибора прав-
ки, качество изготовления и установки копирной ли-
нейки. После перепроверки вновь правят ведущий круг,
добиваясь требуемого контакта с ним эталона обычно
за счет уточнения положения алмаза устройства прав-
ки относительно оси ведущего круга.
После окончательной правки ведущего круга его
привод переключается на рабочую скорость (обычно
ступенчато). Обороты ведущего круга определяют при
шлифовании скорость вращения детали и, следова-
тельно, частоту возмущающих сил. Как указывалось
выше, обороты ведущего круга следует подбирать при
первоначальной наладке станка и произвольно их не
заменять. Скорость осевой подачи при окончательном
проходном шлифовании следует изменять только пу-
тем поворота ведущего круга в вертикальной плоско-
сти.
Следующий этап наладки — правка шлифовально-
го круга. Эта операция является весьма ответственной.
Она определяет правильность распределения съема
металал с детали при его прохождении через зону
шлифования. Особое внимание следует уделять про-
верке качества изготовления и правильного выставле-
ния копирных линеек. Последние обычно бывают двух
видов: цельные, с заранее прошлифованным профи-
лем, определяющим распределение съема, и разрез-
123
ные. Первый тип линеек применяют, главным образом,
на станках с узким (до 250 мм) кругом и на предна-
значенных для обдирочного шлифования. На станках
с широким кругом для чистовых операций чаще ис-
пользуют разрезные или профильные линейки. Это
позволяет создавать на шлифовальном круге более
фоврльного круга
бесцентрового
станка
Номер кольца по порядку его
расположения на ноже
О
сложный рабочий профиль. При чистовой обработке
на шлифовальном круге создают четыре основных
участка (рис. 5.18,а). Участок входа — заборный ко-
нус (длина 10—30 мм). Угол скоса должен обеспечить
надежный вход деталей с максимальным припуском.
Зона съема — рабочий конус. Калибрующая 'зона—-
зона, которая выставляется параллельно оси шлифо-
вального круга (1—1,5 длины обрабатываемой дета-
124
ли, но не более 100 мм). Зона выхода — обратный ко-
нус, который обеспечивает плавный выход деталей из
зоны шлифования.
Правильность наладки на бесцентровых кругло-
шлифовальных станках проверяют следующим обра-
зом. Станок выключают после обработки небольшой
партии деталей, отводят шлифовальный круг. Детали
последовательно снимают с ножа и с помощью изме-
рительного прибора определяют диаметр наружной
поверхности в двух сечениях. По полученным резуль-
татам строят график (рис. 5.18,6), который совмеща-
ется с расположением наладочных зон по длине шли-
фовального круга. Анализ графика показывает, что
при первой проверке (верхняя кривая) наладка зоны
выполнена неправильно, так как из 620 мм длины
шлифования (при общей длине 750 мм) резание осу-
ществляется только на 530 мм. При второй проверке
(нижняя кривая) после корректировки зоны, шлифо-
вание происходит по всей длине круга.
Наладка бесцентровых станков, работающих вре-
занием. Современные бесцентровые круглошлифоваль-
ные станки, работающие по способу врезания, явля-
ются цикловыми автоматами. Циклы, которые могут
быть применены, приведены в табл. 2.5. Цикл шлифо-
вального станка управляется «по пути» — с помощью
настраиваемой системы путевых конечных выключа-
телей, или при более высокой точности обработки де-
тали, посредством ИУУ, который управляет работой
станка по результатам замеров обрабатываемой дета-
ли, давая команды на начало следующих технологичес-
ких переходов. Автомат, работающий с управлением
«по пути», может быть соединен с ИУУ вне станка. По
результатам измерений обработанных деталей коман-
ды для осуществления подналадки поступают в САУ
станка. Наладка автоматов сводится к следующим
операциям: наладка базирующих элементов — уста-
новка опорного ножа, правка ведущего круга и уста-
новка торцовой опоры; выбор частоты вращения веду-
щего круга или торцовой опоры; формирование зоны
обработки — установка копирных линеек ведущего
и шлифовального кругов и их правка; наладка вели-
чин перемещений и скоростей подач, величины ком-
пенсации износа круга и его подналадки.
Наладку базирующих элементов выполняют в та-
кой последовательности. Сначала устанавливают
125
chipmaker.ru
опорный нож (рекомендации по выбору высоты его
установки, а также частоты вращения ведущего кру-
га для получения необходимой круглости приведены
выше), а затем—торцовую опору, ограничивающую
осевое положение детали в зоне обработки. Торцовую
опору часто делают точечной. Ее положение выбира-
ют таким, чтобы сила трения на ней обеспечивала до-
полнительный прижим детали к ведущему кругу. Ось
шпинделя ведущего круга разворачивают в вертикаль-
ной плоскости на небольшой угол (до 3°) для полу-
чения осевой составляющей, которая прижимает де-
таль к торцовой опоре.
Правка ведущего и шлифовального кругов с ис-
пользованием копирных линеек. Форма и размеры ли-
неек зависят от типа обрабатываемой детали. Поря-
док правки кругов рассмотрен выше. Затем устанав-
ливают и шлифуют деталь в наладочном режиме, что-
бы определить правильность ее расположения и
устойчивость на базирующих элементах. Такие откло-
нения от заданной формы детали в продольном сече-
нии, как конусо-, бочко- и седлообразность, при врез-
ном шлифовании определяются в основном формой
шлифовального круга. Однако причинами таких по-
грешностей может быть неправильное положение об-
рабатываемой детали относительно оси шлифовально-
го круга, а также неустойчивость детали в процессе
обработки. Для обеспечения устойчивости необходимо
стремиться к тому, чтобы опорные части ведущего
круга и ножа располагались против шлифовального
круга. В этом случае исключается консольное прило-
жение силы резания, которое может привести к пово-
роту оси детали, в результате чего будет изменяться
конусо- и даже седлообразность. Для устранения по-
грешностей установки детали станки имеют регули-
ровку:
1) поворот в горизонтальной плоскости оси веду-
щего круга,
2) копирной линейки ведущего круга,
3) угла наклона ножа,
4) в отдельных случаях угла направления ножа от-
носительно оси ведущего круга.
Величины подачи и их скоростей настраивают в со-
ответствии с циклограммой работы станка и техноло-
гической картой. Проверяют настройку скорости по-
дачи с помощью секундомера по лимбу механизма
126
подачи. В отдельных случаях величину подачи необ-
ходимо измерить индикатором с 'ценой деления
0,01 мм.
Установка поворотной плиты для станка с подачей
качанием, схема которого представлена на рис. 5.19, а
производится в такой последовательности. Сначала ее
устанавливают в исходное положение. Цилиндр под-
скока ставят в положение «подскок», а поворотную
плиту (по уровню, закрепленному на верхней плоско-
сти) — в горизонтальное положение. После этого де-
лается «отскок» и конечным выключателем фиксиру-
ется исходное положение плиты. Для выявления ее
Рис. 5.19. Компоновка бесцентрово-шлифовальных станков,
работающих методом врезания:
1 — башмачное устройство. 2 — деталь, 3 — шлифовальный круг
крайнего положения необходимо на шпиндель поста-
вить новый круг, произвести подскок и переместить
бабку изделия по плите до касания заготовки с кругом,
после чего отвести бабку изделия на 0,5—0,8 мм, за-
крепить ее на плите и выполнить отскок. Затем на
шпинделе закрепляют изношенный круг (диаметр из-
ношенного круга указан в паспорте станка) и повора-
чивают плиту до касания заготовки с кругом. Крайнее
положение фиксируется конечным выключателем.
Бабку изделия или шлифовальную бабку для станка
(рис. 5.19,6) устанавливают в той же последователь-
ности, кроме выставления плиты по уровню в положе-
нии «подскок».
Величина подачи алмаза для периодической прав-
ки круга (количество циклов между правками) ука-
зывается в карте наладки. В соответствии с ней уста-
127
chipmaker.ru
навливают величину компенсации износа круга. Обе
эти величины необходимо согласовать между собой:
компенсация должна быть несколько меньше величи-
ны подачи алмаза. В таком случае гарантируется на-
личие настроечного зазора между заготовкой и шли-
фовальным кругом в следующем цикле после правки,
а у станков, работающих без ИУУ, исключается неис-
правимый брак: если первая деталь после правки ока-
зывается увеличенного размера, наладчик дает
команду на подналадку станка и устанавливает необ-
ходимый размер.
5.6. Особенности наладки бесцентровых
круглошлифовальных станков
с базированием деталей на неподвижных
опорах
В подавляющем большинстве случаев на этих стан-
ках применяется обработка деталей типа колец и вту-
лок методом врезания. При этом методе базирования
особое внимание уделяется наладке неподвижных опор
(башмаков) и приводу деталей (торцовой опоре).
Наладка торцовой опоры. Подшлифование торца
магнитного патрона производят непосредственно на
станке алмазным или шлифовальным кругом
К316МГК, который устанавливают на специальное
устройство. Подачу круга выполняют механизмом
наладочных перемещений бабки изделия, а подачу маг-
нитного патрона на глубину под шлифование — пере-
мещением пиноли с помощью винта тонкой регулиров-
ки. В конце шлифования дается длительное выхажи-
вание: биение патрона не должно превышать 0,001 мм.
При подшлифовании магнитного патрона необходимо
следить, чтобы скорость резания не превышала 35 м/с.
В осевом направлении магнитный патрон устанавли-
вают в соответствии с картой наладки. Однако поло-
жение шлифуемого профиля относительно базового
торца кольца определяется осевым положением шпин-
деля изделия, так как прибор правки круга жестко за-
креплен на станине, что и определяет положение про-
филя шлифовального круга. Профиль круга должен
располагаться относительно торцов в соответствии
с чертежом. Смещение профиля устраняется изменени-
ем толщины проставочных колец на планшайбе.
Наладка башмачного устройства. Качество обра-
128
ботки (круглость) и надежность базирования в про-
цессе обработки зависят от выбранной величины экс-
центриситета торцовой опоры и детали, а также углов
расположения опор (башмаков).
Башмаки 2 (рис. 5.20,а) выставляют по углам а
и 0' предварительно с помощью угловых шкал, нане-
Рис. 5.20 Наладка неподвижных опор:
1 — корпус башмаков, 2 — башмак, 3— шпиндель изделия, 4 —магнит-
ный патрон, 5 — деталь, 6—бабка изделия, 7 — подбашмачиая плита,
8 — установочный винт, 9 — плита
сенных на плите 9. Величины углов указаны в паспор-
те наладки станка. Эксцентриситет устанавливают
в следующем порядке. Сначала на магнитный патрон
(соосно с ним) помещают шлифовальное кольцо (со-
осность проверяют индикаторами). Плиту 9 подводят
к кольцу так, чтобы башмаки 2 касались кольца (ка-
сание проверяют по краске). Смещение оси кольца от-
129
chipmaker.ru
5.3. Виды погрешностей* причины их возникновения
и меры по предупреждению
Причины возникновения погрешностей
Меры по предупреждению
и устранению
Увеличенный мгновенный разброс размера
Шлифование очень мягким
кругом
Плохо закреплен опорный нож
Биение ведущего круга
Отклонение
Биение шпинделя ведущего
круга
Неравномерное вращение за-
готовки
Неправильная установка
центра заготовки по высоте
Повышенная глубина съема
Ври шлифовании напроход или
большая поперечная подача
шлифовального круга при врез-
ном шлифовании
Подбор более твердого круга
Закрепление опорного ножа
Правка ведущего круга; ес-
ли биение не устраняется, то
регулировать подшипники
шпинделя
от круглости
Правка ведущего круга или
регулирование, подшипников
шпинделя ведущего круга
Увеличение продольной пода-
чи заготовки или окружной ско-
рости ведущего круга. Умень-
шение высоты центра заготов-
ки над линией центров кругов
на станках, имеющих наклон-
ную компоновку
Увеличение высоты центра
заготовки над линией центров
кругов. Изменение угла скоса
опорного ножа
Снижение глубины шлифова-
ния или минутной поперечной
подачи
.Конусообразное™
Затупление алмаза правки
Неправильное положение
бабки ведущего круга
Недостаточное охлаждение
при правке (при врезных рабо-
тах)
Неправильная организация
рабочей зоны станка
Неправильное положение
спорной поверхности ножа в
лродольном направлении
Поворот или замена алмаза
Разворот бабки ведущего
круга в горизонтальной плоско-
сти
Увеличение подачи СОЖ при
правке
Выставление копирных лине-
ек и правка кругов
Установка ножа в продоль-
ном направлении. Улучшение
прямолинейности опорной по-
верхности ножа перешлифов-
кой. Проверка положения вал-
ковых загрузочных устройств в
вертикальной плоскости
130
Продолжение табл. 5.3
Причины возникновения погрешностей
Меры по предупреждению
и устранению
Неправильная установка вал-
ковых загрузочных устройств
Проверка положения валко-
ковых загрузочных устройств в
вертикальной плоскости
Вогнутость образующей
Расположение оси заготовки
относительно оси шлифовально-
го круга под углом
Излом оси столба заготовки
в сторону шлифовального кру-
га при сквозном шлифовании
на входе и на выходе из рабо-
чей зоны станка
Проверка и установка поло-
жения ножа в продольном на-
правлении
Правильная установка транс-
портных устройств станка илн
боковых направляющих планок
Выпуклость образующей (бочкообразность)
Излом оси столба заготовок
в сторону ведущего круга (при
проходном шлифовании)
Шлифоване кругом с профи-
лем гиперболоида (при врезном
шлифовании)
Неперпеидикулярнос гь горцов
Разрывы потока заготовок в
зоне резания при шлифовании
с продольной подачей
Непараллельность торцов, за-
боины и заусенцы на торцах
заготовок, поступающих на
шлифование.
Неправильная установка кон-
цевого упора на ноже (при
врезном шлифовании)
Правильная установка транс-
портных или боковых уст-
ройств станка
Выставление направления хо-
да устройства для правки в
плоскости оси шпинделя шли-
фовального круга
Проверка качества изготовле-
ния копирной линейки
к обрабатываемой поверхности
Снижение продольной пода-
чи. Правильная организация
рабочего пространства станка
Правильная установка валко-
вых загрузочных устройств.
Хорошее качество торцов заго-
товок.
Установка упора по возмож-
ности ближе, к центру враще-
ния заготовки или шлифоваль-
ного круга
Дефекты поверхности
Грубая шероховатость
Снижение продольной подачи
устройства правки круга. Чаще
проводить правку
Уменьшение угла наклона
оси ведущего круга.
Снижение окружной скоро-
сти ведущего круга
131
Продолжение табл. 5.3
Причины возникновения погрешностей
Риски на поверхности
Следы вибраций
Меры по предупреждению
и устранению
Применение меньшей зерни-
стости шлифовального круга.
Использование осцилляции шли-
фовального круга при врезном
шлифовании. Смена СОЖ
Замена или перешлифовка
ножа
Увеличение зазора между ре-
жущей поверхностью шлифо-
вального круга и боковой плос-
костью ножа. Улучшение сма-
зочных свойств СОЖ
Проверка крепления ножа и
кругов
Уменьшение высоты превы-
шения центра заготовки над
линией, соединяющей центры
кругов
Уменьшение угла скоса опор-
ного ножа перешлифовкой или
поворотом верхней части суп-
порта ножа
носительно оси шпинделя изделия направлено вниз на
величину \у и на шлифовальный круг на величину Ах.
Значения.Ах и Аг/ задают в паспорте наладки. Тогда,
после смещения плиты, зазоры между основанием
плиты и подбашмачной плитой будут соответственно
х+Дх и у—\у, где размеры х и у были измерены при
соосном положении кольца и шпинделя изделия.
Протирку башмаков следует проводить после их
выставления алмазной пастой с малой скоростью в те-
чение 3—5 мин, до получения качественной поверхно-
сти, если скорость вращения изделия регулируется.
Окончательную установку башмаков проверяют на
станке по схеме, показанной на рис. 5.20, б. Для про-
верки углов а и р' наладки на кольце отмечают три
точки и замеряют хорды а и Ь, затем определяют фак-
тические углы: по графику на рис. 5.20, в, зная b и г,
находят угол р'; по графику на рис. 5.20, г, зная а и р',
находят угол а.
Типичные погрешности и способы их устранения
приведены в табл. 5.3.
132
Контрольные вопросы
1. Какие основные работы выполняются при наладке кругло-
шлифовальных автоматов и полуавтоматов?
2 Какими элементами определяется точность обработки прн
круглом шлифовании?
3. В чем заключается наладка бабки ведущего круга бесцент-
рово-шлифовального автомата?
4. В чем заключается наладка суппорта ножа бесцентрово-
шлифовального автомата?
5. Какие особенности наладки башмачного устройства для
круглошлифовального автомата?
6. Какие работы должны проводиться при наладке измери-
тельных устройств круглошлифовальных станков?
7. Какие способы шлифования конусов применяются при
круглом шлифовании?
8. Какие специфические работы выполняются на круглошли-
фовальных станках с ЧПУ?
9. Какие основные погрешности обработки вы знаете при
круглом шлифовании, их причины и способы устранения?
ГЛАВА 6. НАЛАДКА ВНУТРИШЛИФОВАЛЬНЫХ
СТАНКОВ
6.1. Наладка универсальных станков
Прн работе на универсальном станке после про-
верки правильности работы гидравлики, электрообо-
рудования, отдельных узлов станка и других подгото-
вительных работ, характерных для наладки любого
шлифовального станка, производится подбор и уста-
новка шлифовального круга.
Установка шлифовального круга. При внутреннем
шлифовании диаметр круга всегда меньше диаметра
шлифуемого отверстия. При диаметре отверстия 30—
40 мм диаметр круга принимают равным 0,95 диамет-
ра отверстия. С увеличением диаметра отверстия от
50 до 150 мм диаметр круга принимают равным 0,85—
0,75 диаметра отверстия. Выбранные размеры шлифо-
вального круга и его шпинделя должны обеспечивать
наибольшую производительность и наилучшее качест-
во обработки.
В зависимости от заданных режимов шлифования
подбирают сменный шкив, устанавливаемый на валу
электродвигателя, и приводной ремень требуемой дли-
ны. Затем подбирают защитный кожух, соответству-
ющий выбранному размеру круга, и закрепляют его
133
chipmaker.ru
на станке так, чтобы круг при работе был полностью
закрыт и была гарантирована безопасность работы на
станке.
Установка передней бабки станка. После установки
шлифовального круга проверяют правильность уста-
новки передней бабки, от которой зависит конусность
отверстия. В процессе наладки следует прошлифовать
отверстие с двух сторон со съемом очень тонкой струж-
ки. При одинаковом искрении с обеих сторон отвер-
стие не будет конусным. При разном искрении следу-
ет повернуть бабку по индикатору в соответствующую
сторону и повторить проверку.
Установка патрона. На шпиндель передней бабки
(бабки изделия) устанавливают патрон, который шли-
фуется на месте. Для операции обдирочного шлифова-
ния разность между диаметром кулачков патрона и на-
ружным диаметром зажимаемой детали должна со-
ставлять 0,08—0,15 мм. Для чистового шлифования
эта разность составляет 0,03—0,05 мм. При шлифова-
нии мембранных патронов наружный диаметр зажи-
маемой детали должен быть больше посадочной ок-
ружности прошлифованных винтов для гарантирован-
ного натяга в системе.
Торцовое биение патронов не должно превышать
0,01 мм. Перед установкой детали в патроне надо сле-
дить за тем, чтобы на базовых поверхностях детали
и патрона не было абразивной пыли и стружки. Пос-
ле зажима детали в патроне налаживается положение
раздвижного кожуха, который должен полностью за-
крывать обрабатываемую деталь.
Наладка продольного хода стола. При шлифовании
открытых отверстий с осцилляцией круг должен выхо-
дить из отверстия с каждой стороны на */3—’/2 высоты.
Это условие обеспечивается установкой упоров, огра-
ничивающих ход стола. В процессе наладки упоров
стол перемещается вручную маховичком ручной по-
дачи.
При выборе скорости продольной подачи S2 необ-
ходимо учитывать, что с ее увеличением возрастает
нагрузка на шпиндель шлифовального круга, увеличи-
ваются инерционные нагрузки при реверсировании по-
ступательного движения стола, вследствие чего ухуд-
шается макрогеометрия шлифуемой поверхности, т. е.
овальность и конусность. Практически скорость про-
дольной подачи выбирают в пределах: S2=(0,2—
134
—0,8) Вкр на один оборот заготовки, где ВКр — шири-
на круга в мм.
На заднем платике стола закрепляется кулачок,
который отключает подачу СОЖ при выходе шлифо-
вального круга из обрабатываемого отверстия.
Установка устройства для правки круга. Установка
ведется так, чтобы максимально приблизить условия
правки к условиям резания, поэтому устройство рас-
полагается от торца детали на расстоянии 5—10 мм.
Положение упора, ограничивающего ход стола, выби-
рается таким образом, чтобы во время правки круг
проходил всей своей высотой вдоль устройства для
правки. Скорость стола при правке регулируется ру-
кояткой дросселя. Правку ведут с обильной подачей
СОЖ.
Первая правка круга. При подключении станка па-
кетным выключателем к сети должна загораться сиг-
нальная лампа. Кнопкой включают электродвигатель
гидравлики и насос охлаждения. Поворотом рукоят-
ки в положение «Пуск» включают гидропанель, а по-
воротом рукоятки реверса шлифовальный круг вводят
в зону шлифования. Рукояткой дросселя регулируют
скорость стола, при этом следует проверить правиль-
ность установленной длины хода стола. Стол перево-
дят в зону правки. Включают вращение шлифоваль-
ного шпинделя.
Для первой правки шлифовального круга бабку
изделия с правящим устройством подают на шлифо-
вальный круг. Правку ведут с обильным охлажде-
нием.
Реверсирование стола при движении вправо проис-
ходит автоматически от упора для правки, а при дви-
жении влево — от рукоятки реверса стола. Если дать
столу пройти влево в зону шлифования, то для ввода
его обратно в зону правки необходимо повернуть ру-
коятку вправо.
Наладка механизма компенсации износа круга.
Наладка выполняется упором, регулирующим величи-
ну перемещения штока-рейки в гидроцилиндре. При
соответствующем выборе числа зубьев храпового ко-
леса и передаточного отношения механизма подачи
можно обеспечить величину компенсации круга в пре-
делах 0,002—0,6 мм с разбросом не более 0,002 мм.
Наладка режимов шлифования. Устанавливают
требуемую по технологической карте частоту враще-
135
ния заготовки. Переключатель привода заготовки по-
ворачивают в положение «Работа», чем обеспечивают
вращение заготовки. Величина автоматической попе-
речной подачи регулируется рукояткой дросселя. Вы-
бор скорости относительного движения заготовки
и круга перпендикулярно образующей заготовки (по-
перечной подачи Dsa) является важнейшим условием
повышения качества шлифуемой поверхности и произ-
водительности шлифования.
Рис. 6.1 Механизм подачи
При работе на станках, где поперечная подача про-
изводится бабкой изделия, отскок ее регулируется вин-
том и выбирается в зависимости от вида шлифуемой
детали и жесткости шпинделя круга. При работе на
станках, у которых поперечная подача выполняется
бабкой шлифовального круга, поперечная подача
и отскок выбираются применительно к конструкции
шлифовальной бабки. На станках, у которых попереч-
ная подача подается прерывисто на каждый двойной
ход стола, собачка храпового механизма устанавлива-
ется для поворота на определенное число зубьев в за-
висимости от выбранной подачи.
Дальнейшие операции наладки зависят от выбран-
ного метода шлифования.
При неавтоматическом цикле шлифования лимбы
136
настройки кулачков для автоматических команд уста-
навливают на наибольшую величину, превышающую
величину припуска, снимаемого при шлифовании,
и тем самым выключают подачу команд. После этого
начинают обработку деталей.
При работе с автоматическим включением попе-
речной подачи после снятия чернового припуска уста-
навливают его величину. Переключатель рода работы
поворачивают в положение «В размер», если необхо-
димо, чтобы после снятия чернового припуска загоре-
лась сигнальная лампа, или в положение «Дошлифов-
ка», если после снятия чернового припуска требуется
выключение поперечной подачи.
При работе с автоматическим циклом от «алмаза»
кулачок / кнопкой 2 надо установить так, чтобы со-
бачка 7 (рис. 6.1) поднималась в начале поворота ва-
ла-шестерни 4\ при этом храповое колесо 6 останав-
ливается при обратном движении рейки 3 до того, как
диск 5 заканчивает свой поворот.
При работе с устройством активного контроля ку-
лачок / надо установить так, чтобы собачка подни-
малась в конце поворота вала-шестерни 4.
При шлифовании конических отверстий следует
освободить бабку изделия с помощью трех винтов. За-
тем вращением маховика повернуть ее на требуемый
угол по шкале и нониусу. После этого следует прове-
сти пробное шлифование'и проконтролировать угол ко-
нуса изделия по калибру и краске. Для внесения не-
большой поправки в угол установки бабки к упору,
связанному с ней, подводят подвижный упор с инди-
катором, расположенным в пазу салазок так, чтобы
штифт индикатора касался упора бабки. О величине
сделанной угловой поправки судят по показаниям ин-
дикатора. Одно деление индикатора 0,01 мм соответст-
вует повороту бабки на 0,017 на длине 100 мм или из-
менению конусности отверстия на 0,035 мм на длине
100 мм.
Если требуется зафиксировать точную установку
по углу для последующего проведения такой же рабо-
ты, винт упора следует отрегулировать так, чтобы по-
ворот бабки производился до жесткого упора. При
этом индикатор устанавливают на нуль и дополни-
тельно контролируют стабильность установки по ин-
дикатору.
Шлифование торцов с помощью торцешлифоваль-
137
chipmaker.ru
него устройства ведут в определенной последователь-
ности. Отключают тонкую подачу и вращением махо-
вика устанавливают устройство в требуемое положе-
ние по высоте детали, затем закрепляют. Опускают
устройство в рабочее положение медленно, чтобы не
задеть за устройство для правки круга или кожух де-
тали. Положение шлифовального круга относительно
торца детали регулируют поворотом кронштейна. Для
поворота следует освободить стяжные винты хомута.
Правку круга следует производить в промежуточном
положении торцешлифовального устройства. Для это-
го рукоятку устанавливают в положение «Правка»,
включают вращение шлифовального шпинделя, пово-
рачивают устройство для правки в рабочее положе-
ние и перемещают его вдоль торца круга, затем про-
изводят подачу шлифовального круга на алмаз. После
этого освобождают крепежные винты и регулируют
положение корпуса устройства для получения желае-
! мой сетки на торце и требуемой величины вогнутости
или выпуклости торца.
При шлифовании внутреннего торца следует на-
строить торцовый упор, для чего перемещением стола
вводят шлифовальный круг в отверстие детали до ка-
сания с торцом, откинув торцовый упор в рабочее по-
ложение, по пазу стола подводят его вплотную к ме-
ханизму тонкой продольной подачи и закрепляют
1 в пазу. Включают станок.
6.2. Наладка бесцентровых
внутришлифовальных станков
При наладке бесцентровых внутришлифовальных
станков-автоматов выполняют следующие основные
операции: выбор параметров наладки для достижения
необходимой точности размера и формы деталей; уста-
новка базирующих элементов; установка алмаза
и правка шлифовального круга; наладка автоматиче-
। ского цикла работы станка и устройств загрузки—вы-
грузки. Внутришлифовальные станки-автоматы рабо-
тают по полному и сокращенному циклу. Порядок пе-
। реходов в цикле приведен выше (см. гл. II).
Принцип автоматического получения размера «от
1 алмаза» при работе станка без прибора активного
। контроля был рассмотрен выше на примере кругло-
шлифовальных станков. Однако у бесцентровых вну-
138
тришлифовальных станков имеются некоторые отли-
чия. Прежде всего на размер окончательно обработан-
ного отверстия влияет смешение по высоте центров
круга и заготовки, называемое «расцентровкой».
Обратимся к рис. 6.2. Влияние расцентровки е кру-
га и заготовки на размер отверстия после шлифования
рассмотрим при условии, что вершина алмаза и центр
круга лежат в одной горизонтальной плоскости. Окон-
чательный размер изделия будет получен после прав-
ки круга и снятия чистового
припуска /чист, величина ко-
торого отсчитывается от
вершины алмаза. При отсут-
ствии пасцентровки круга
и заготовки (е=0) снятый
при чистовом шлифовании
припуск /чист не зависит от
диаметра шлифовального
круга ОШк. и равен переме-
щению круга h. При нали-
Рис. 6.2. Влияние экс-
цеитриситета между
шлифовальным кругом и
заготовкой на размер
изделия
чии расцентровки круга и за-
готовки е фактически сня-
тый припуск будет больше
перемещения круга h, а диа-
метр обработанного отвер-
стия — больше всего расчет-
ного диаметра. Причем фактический диаметр d обра-
ботанного отверстия тем больше его теоретического
значения, чем больше диаметр круга Dши и величина
расцентровки е. Поэтому перед началом наладки стан-
ка производят проверку расцентровки вив случае
необходимости «сводят центра», т. е. располагают
центр заготовки на одной высоте с центром шлифо-
вального круга. В наиболее распространенных конст-
рукциях станков это достигается перемещением кор-
пуса шлифовальной бабки в вертикальной плоскости
с последующей ее фиксацией. В станках с подачей ка-
чанием изменяется положение по вертикали оси пово-
рота корпуса шлифовальной бабки.
Выбор параметров наладки станка. Характерной
особенностью бесцентровых внутришлифовальных
станков является влияние размера и формы базовой
поверхности заготовки на размер и форму обрабаты-
ваемой поверхности. Эта особенность процесса выте-
кает из самого его названия — бесцентровое шлифова-
139
ние, — т. е. положение центра изделия не зафикси-
ровано. При этом изменение диаметра наружной
поверхности заготовки: Д£) = £)тах—£>тш вызывает сме-
щение центра заготовки на величину Д/г (рис. 6.3). На
диаметр внутренней поверхности детали d оказывает
влияние смещение центра заготовки вдоль оси X, обо-
значаемое АХ. Влиянием смещения ДУ вдоль оси У,
перпендикулярной направлению подачи круга, можно
пренебречь. Когда одна из опор устанавливается про-
тив шлифовального круга (шлифование на башмаках)
а—0°, а вторая опора располагается под углом р=
Рис. 6.3. Влияние размера базовой поверхности заготовки на раз-
мер изделия при базировании заготовки на башмаках (о) и в ро-
ликовом зажиме (б)
= 105—115° (рис. 6.3,а), горизонтальное смещение
центра заготовки равно ДХ=0,5Д/г. В этом случае из-
менение размера наружной поверхности заготовки Д£)
полностью переносится на внутреннюю поверхность:
\D~\d.
При шлифовании в роликовом бесцентровом зажи-
ме угол контакта заготовки с ведущим роликом часто
выбирают равным а=30° (рис. 6.3,6), а угол контакта
с поддерживающим роликом — р = 150°. В этом случае
вертикальное смещение центра заготовки ДУ=Д/г,
а горизонтальное — ДХ=0. Смещение центра детали
при такой наладке не оказывает влияния на размер
отверстия. В целом диаметр отверстия зависит от диа-
метра базовой поверхности заготовки и углов установ-
ки базирующих элементов аир.
140
Погрешности формы базовой поверхности, контак-
тирующей с опорными элементами (см. рис. 6.3), могут
(как и изменение ее диаметра) вызвать смещение
центра заготовки в процессе обработки. Следствием
этого будет непостоянство величины съема металла
шлифовальным кругом и отклонением профиля шли-
фуемого отверстия от идеальной геометрической
окружности. Величина мгновенного смещения центра
изделия определяется текущими значениями погрешно-
стей базового, профиля в точках контакта с опорами
и расположением опор (т. е. углами а и 0). Процесс
переноса погрешностей с базовой на внутреннюю по-
верхность может быть описан математически и называ-
ется процессом копирования, хотя это название в до-
статочной степени условное, так как при переносе по-
грешность изменяет свою величину и фазу.
Наиболее часто встречающиеся погрешности фор-
мы базовой поверхности — овальность, гранность
(трехгранность) — могут быть представлены в виде
синусоид с различными периодами, а процесс переноса
каждой из них может рассматриваться индивидуально.
При наладке станка можно подобрать углы установки
опор а и р таким образом, чтобы предупредить копи-
рование наиболее вероятных погрешностей базовой по-
верхности, и добиться повышения точности формы
шлифуемой поверхности по отношению к базовой.
Установка базирующих элементов. При бесцентро-
вом внутреннем шлифовании с базированием заготов-
ки на неподвижных опорах (башмаках) настройка по-
следних производится непосредственно на станке или
на специальном устройстве вне станка (рис. 6.4,а).
В выточку магнитного патрона 5 устанавливается
соответствующее наладке эталонное кольцо 6 с зара-
нее заданным и выполненным эксцентриситетом. Риска
1 на кольце 6 совмещается с серединой горизонталь-
ного башмака 2, после чего включается магнитный
патрон, который предназначен для фиксации кольца
в заданном положении. Винтом 4 башмаки приводятся
до соприкосновения с эталонным кольцом и крепятся
винтами 7 и 8 к корпусу. Во время работы башмаки
омываются СОЖ, подаваемой через трубки 3. Для
шлифования торцовой опоры магнитного патрона не-
посредственно на станке на шлифовальный шпиндель
в соответствии с видом наладки устанавливается спе-
циальная оправка с алмазным кругом. Затем бабка
141
chipmaker.ru
изделия смещается так, чтобы торец алмазного круга
перекрывал базирующую торцовую поверхность маг-
нитного патрона; шлифовальный шпиндель и шпиндель
изделия приводятся во вращение. Подачу алмазного
круга обычно проводят тонким осевым перемещением
шпинделя изделия. После подачи применяют выхажи-
вание. Биение торцовой опоры после шлифования не
должно превышать 0,001 мм. Торцовое биение нельзя
проверять в точке, в которой проводилось шлифова-
ние.
Рис. 6,4. Наладка базирующего устройства с неподвижными опо-
рами:
с — наладочное устройство, б— схема базирования заготовки на неподвиж-
ных опорах
Заготовка получает вращение от торцовой магнит-
ной опоры. Для надежного базирования заготовки и ее
постоянного прижима к башмакам она устанавлива-
ется с некоторым эксцентриситетом е относительно
торцовой опоры (см. рис. 6.4,6). Усилие прижима за-
готовки к магнитному патрону выбирается таким, что-
бы шлифовальный круг не раскручивал заготовку,
увлекая ее силами резания. Затем устанавливают
шпиндель торцовой опоры изделия в осевом направле-
нии так, чтобы башмаки занимали следующее поло-
жение: если базовая поверхность цилиндрическая, то
положение башмаков относительно торца кольца не
регламентируется; если базовая поверхность фасонная
(например, желоб внутреннего кольца подшипника),
то точка контакта с ним башмаков должна быть сме-
142
щена относительно оси желоба на 0,3—0,5 мм в сто-
рону магнитного патрона.
На бесцентровых внутришлифовальных станках
с базированием изделий на роликах, перед тем как
начать регулирование роликов на размер конкретной
детали проверяют радиальное биение направляющего
пояска ведущего, опорного и прижимного роликов. До-
пустимое биение не должно превышать 0,005 мм. При
увеличенном биении ведущий ролик шлифуют на дан-
ном станке, а опорный и прижимный ролики снимают
и шлифуют на универсальном круглошлифовальном
станке до получения необходимой точности.
Затем ролики сводят до касания их со шлифуемой
деталью, чтобы ее ось совпала с осью торцовой опоры.
Для этого используется специальная оправка, которая
вставляется в коническое отверстие шпинделя торцо-
вой опоры, шлифуемой непосредственно на станке. На
оправку надевают эталон, имитирующий обрабатывае-
мое изделие, и сводят ведущий и опорный ролики по
направлению к эталону до тех пор, пока зазор между
эталоном и роликами не достигнет 0,03 мм (проверяет-
ся по щупу). Наладку прижимного ролика ведут с по-
мощью пружины, регулируемой специальной гайкой.
Для проверки правильности установки детали ее
помещают на рабочую позицию,-удерживают прижим-
ным роликом и приводят во вращение ведущий ролик.
Направление вращения ведущего ролика выбирается
против часовой стрелки, если на него смотреть со сто-
роны шлифовального круга. Не допускается вращение
детали без подачи СОЖ на ролики. При вращении де-
таль должна надежно прижиматься к торцовой опоре,
усилие регулируется разворотом опорного и прижим-
ного роликов. На наружной поверхности детали при
вращении остается равномерный и неглубокий след
наката направляющих поясков роликов, причем след
наката от всех роликов должен находиться в одной
осевой плоскости. После.того как кольцо будет надеж-
но прижато к торцовой опоре, проверяется совпадений
центра кольца с осью торцовой опоры. После регули-
рования устройства для базирования детали налажи-
вают положение шлифовального круга в зоне шлифо-
вания и устройство правки.
Установка алмаза и правка шлифовального круга.
Пуск шлифовального круга ведется в толчковом ре-
жиме: его шпиндель включается на короткое время до
143
chipmaker.ru
номинальной скорости и выключается. После того как
наладчик убедится в целостности круга, шпиндель
с кругом приводят во вращение на длительное время.
Предварительно круг прямого профиля правят ша-
рошкой.
Шлифовальный круг на внутришлифовальных стан-
ках, как правило, подвергается правке в каждом цик-
ле. Это вызвано малой стойкостью круга, имеющего
небольшие размеры. С улучшением качества кругов
правку можно будет производить через несколько цик-
лов. Эта операция обеспечива-
Рис. 6.5. Влияние экс-
центриситета между
шлифовальным кругом и
алмазом на размер изде-
лия
ет восстановление режущей
способности и формы круга.
Характер относительных дви-
жений алмаза и круга при
правке зависит от формы по-
следнего. Цилиндрический круг
правится алмазом при возврат-
но-поступательном перемеще-
нии в осевом направлении по-
движного элемента (стола или
пиноли). В процессе фасонной
правки круга (например, торо-
вой поверхности для шлифова-
ния желоба) устройство правки
совершает возвратно-враща-
тельное движение относительно неподвижно установ-
ленного круга.
При правке круга в цикле работы станка следует
соблюдать следующие условия: использовать алмаз,
по размеру и форме соответствующий характеристике
круга; развернуть единичный алмаз на угол 10—15°
к плоскости круга; периодически поворачивать его во-
круг собственной оси; править круг с использованием
СОЖ; при правке подавать алмаз на глубину около
0,025 мм, определяемую величиной компенсации. Ско-
рость продольного хода стола станка при правке за-
висит от диаметра круга, частоты его вращения и ха-
рактера работы, выполняемой на станке.
Для обработки точных отверстий с прямолинейной
образующей необходимо правильно установить алмаз,
а шлифовальный круг должен иметь правильную ци-
линдрическую форму.
Неверная установка алмаза по высоте относитель-
но круга влияет на размер изделия (рис. 6.5). Уста-
144
новка вершины алмаза выше или ниже центра круга
приводит к тому, что фактический диаметр отверстия
оказывается больше расчетного на величину Ad. Чем
больше смещение вершины алмаза еа, тем больше ис-
кажение диаметра Ad. В результате износа круга бу-
дет также происходить увеличение диаметра d обра-
батываемого отверстия на величину Ас? тем большую,
чем больше отношение смещения еа к диаметру шли-
фовального круга. Для этого вершина алмаза должна
находиться в горизонтальной осевой плоскости шли-
Рис. G.6. Влияние траектории движения алмаза при
правке па форму круга
фовального круга и положение оси шлифовального
круга должно совпадать с траекторией движения ал-
маза при правке. При наличии угла наклона оси круга
к траектории алмаза круг после правки будет иметь
форму однополостного гиперболоида, параметры кото-
рого зависят от положения вершины алмаза относи-
тельно оси круга по высоте (рис. 6.6),
При расположении вершины алмаза по оси круга
последний имеет после правки форму, приведенную на
рис. 6.6,6; при наклоне передней части круга вниз
и расположении вершины алмаза ниже оси круга —
форму, изображенную на рис. 6.6, а; при вершине ал-
маза выше оси круга — форму, показанную па рис.
6.6, в. Когда форма круга отличается от цилиндриче-
ской, он не имеет контакта с деталью по всей ее дли-
не. Вследствие чего увеличивается износ круга и воз-
никает погрешность формы отверстия в продольном
сечении— конусообразность.
Наладка автоматического цикла работы станка.
Круг правят в соответствии с циклом работы станка.
При полном цикле обработки правку производят по-
сле обдирочного шлифования и снимают слой абрази-
ва 0,1—0,02 мм. В последующих циклах правка круга
145
chipmaker.ru
обеспечивается автоматически путем настройки хода
стола или пиноли при правке и выполняется с помо-
щью кулачков, которые воздействуют на гидроуправ-
ляющую аппаратуру или конечные переключатели.
При обработке открытых отверстий круг в процессе
осцилляции должен перекрывать всю шлифуемую по-
верхность. При этом его кромка должна выходить за
торец детали на 5—10 мм. При обработке закрытых
отверстий используют специальное механическое уст-
ройство —•. осциллятор. В этом случае величина осцил-
ляции круга составляет 0—5 мм.
После окончания шлифования необходимо снять
натяг между деталью и кругом, для чего осуществля-
ют отскок. Его делают также при выходе на правку,
если она выполняется в середине цикла. Величину от-
скока при шлифовании открытых отверстий устанав-
ливают в зависимости от режимов обработки, порядка
0,2—0,5 мм. При обработке закрытых отверстий вели-
чина отскока зависит от формы и размеров обрабаты-
ваемой детали, например высоты борта или глубины
желоба.
Настройку на размер шлифовального круга и его
крайних положений (износа и в начале работы) для
станков с прямолинейной траекторией подачи произво-
дят в определенной последовательности. Механизм
подачи устанавливают в положение «Наладка». Осе-
вым перемещением новый шлифовальный круг вводят
с зазором в отверстие заготовки, закрепленной на ба-
зирующих элементах (заготовку берут с наименьшим
размером отверстия). После этого вручную попереч-
ной подачей круг доводят до соприкосновения с заго-
товкой и отводят от нее на 0,05—0,15 мм в зависимо-
сти от размеров обрабатываемого отверстия и допуска
иа заготовку. Это делают для того, чтобы получить
наладочный зазор. Положение фиксируется кулачком
конечного выключателя.
Следующий этап наладки — регулирование величи-
ны перемещения и скорости подачи на режимах обди-
рочного и чистового шлифования. Величины переме-
щения додачи устанавливают для станков, работаю-
щих без прибора активного контроля, как правило,
с помощью кулачков, которые воздействуют на соот-
ветствующие микропереключатели. Когда станок
управляется прибором активного контроля, эта вели-
чина определяется его настройкой. Скорости подачи
146
устанавливаются дросселями, потенциометрами или
сменными зубчатыми колесами в зависимости от вида
привода механизма подачи. В настоящее время в экс-
плуатации находятся станки, у которых скорость по-
дачи постоянная для каждого этапа шлифования и при
этом переход с ускоренной на черновую, а затем на
чистовую подачи производится скачком.
После того как проведена наладка всех элементов
цикла и механизмов станка,
необходимо прошлифовать
деталь и проверить ее раз-
меры согласно операционно-
му чертежу. Если отдельные
параметры обработанной де-
тали не соответствуют тех-
ническим требованиям чер-
тежа, то следует произвести
корректировку этих пара-
метров (конусообразность,
неперпендикулярность базо-
вому торцу и т. д.). После
корректировки проводят
контрольное шлифование.
Убедившись в правильности
наладки, т. е. в соответствии
обработанной детали опера-
ционному чертежу, а произ-
водительности станка — тех-
нологической карте, можно
приступать к работе в пол-
ном автоматическом цикле.-
Рис. 6.7. Механизм загруз-
ки заготовки к внутришли-
фовальному станку
Наладка загрузочно-разгрузочных устройств. Кон-
струкции загрузочных устройств для бесцентровых
внутришлифовальных автоматов имеют различное ис-
пользование, однако при их наладке соблюдается ряд
общих условий. Деталь на позицию обработки должна
приходить в строго ориентированном положении. Все
загрузочные устройства должны иметь блокировку.
При отсутствии деталей в загрузочном устройстве пре-
кращается автоматическая работа станка. Такая же
блокировка включается при отсутствии места для вы-
грузки готовой детали. В некоторых загрузочных уст-
ройствах или в станках вводится в действие блокиров-
ка при нарушении правильного положения детали
в зоне обработки. Блокировки всех этих видов долж-
147
chipmaker.ru
ны быть налажены и их сигналы должны поступать
в схему управления станком.
Механизм загрузки (рис. 6.7) смонтирован на пе-
реднем торце бабки изделия и приводится в движе-
ние штоком-рейкой 9 от гидроцилиндра. Обрабатывае-
мые изделия 6 поступают в лоток загрузки 1 и загру-
зочной рукой 8 опускаются на башмаки. После обра-
ботки детали той же рукой 8 выгружаются в лоток
разгрузки 10. Подвижное дно 5 обеспечивает плавное
перемещение изделия из лотка в руку. При наладке
необходимо винтом отрегулировать лотки на необхо-
димую ширину так, чтобы кольцо свободно проходило
по всей трассе движения. Затем следует отрегулиро-
вать положение отсекателя 4 и планки 2 упором 3. Не-
обходимо, чтобы изделия по одному отделялись от
столба колец, расположенного в лотке, и пропуска-
лись. При этом перемещение отсекателя должно быть
минимальным. Захватный элемент 7 надо отрегулиро-
вать по диаметру загружаемых колец; установить руку
загрузки и отрегулировать ее подъем и опускание. При
положении руки в зоне обработки между ней и коль-
цом должен быть равномерный зазор.
Зато следует отрегулировать флажки бесконтакт-
ных датчиков, контролирующих наличие изделий в лот-
ках загрузки и руке. После выставки всех элементов
механизма необходимо опробовать работу механиз-
ма в наладочном режиме, затем в автоматическом.
6.3. Настройка контрольно-измерительных
приборов
Настройка устройств с жесткими калибрами
(рис. 6.8) производится по образцовой детали или пер-
вой обработанной и аттестованной детали. Шлифо-
вальный круг 3 устанавливают вблизи торца детали 2,
при этом упор 4 не должен соприкасаться со стерж-
нем 5. После включения станка регулируют усилие
пружины 6 так, чтобы вторая ступень калибра 1 час-
тично входила в отверстие. После этого станок вы-
ключают. По светосигнальному табло настраивают
управляющие электрические контакты 7 и 8 с помо-
щью подвижных электрических упоров 9 и 10, после
чего калибр выводят из отверстия и завинчивают упор
10 на длину, равную расстоянию между серединами
первой и второй ступеней калибра. Обрабатывают
1-18
пробную партию деталей, после чего корректируют на-
стройку. Усилие пружины 6 увеличивают при завы-
шении размера и ослабляют при занижении.
Стабильность работы прибора зависит в значитель-
ной степени от постоянства усилия и от износоустой-
чивости калибров. Жесткие калибры обеспечивают по-
лучение точности размера по 2—3-му классам.
Наладка пневматического прибора с двухконтакт-
ным измерителем для контроля отверстий. Перед на-
стройкой прибора должна быть проверена правиль-
ность работы станка. Для этого надо проверить сле-
дующее:
Рис, 6.8. Наладка контрольно-измерительного
с жесткими калибрами
устройства
стабильность базирования кольца при автоматиче-
ской загрузке в направлении, перпендикулярном линии
измерения. Эта проверка производится многократно.
Нестабильность не должна превышать 0,2 мм;
работу блокировочных устройств подъема и опус-
кания руки механизма загрузки станка и механизма
поворота прибора;
неравномерность скорости чистовой подачи, кото-
рая не должна отличаться от номинальной больше чем
на ±15 %;
нестабильность времени от момента подачи прибо-
ром команды на окончание обработки до начала от-
скока шлифовальной бабки не должна превышать
0,2 с;
149
r. ru
отсутствие на поверхности детали черноты к момен-
ту разведения измерительных наконечников.
После этого начинают настройку прибора в такой
последовательности.
В патроне автомата устанавливают образцовую де-
таль, диаметр отверстия которой находится в середине
поля допуска на окончательный размер. Измеритель-
ную головку перемещают винтом по направляющим до
совмещения риски на ее корпусе с обозначением со-
ответствующего диаметра детали с риской на крон-
штейне, обозначающей такой же диаметр, и закрепля-
ют; ручку устанавливают в положение «Настройка».
Включают тумблер на отсчетном устройстве, управля-
ющем подачей сжатого воздуха в механизм арретиро-
вания. Измерительные рычаги поворачивают на осях
до соприкосновения сферических наконечников с об-
рабатываемой поверхностью и закрепляют. Выключа-
ют тумблер на отсчетном устройстве. Ручку устанав-
ливают в положение. «Измерение». Открывают кран
манометра на отсчетном устройстве. Вращением вин-
та устанавливают стрелку манометра на 0 и закрыва-
ют кран манометра. С помощью винта противодавле-
ния устанавливают стрелку прибора на 0. По сигналь-
ной лампочке настраивают контакт пневматического
прибора, соответствующий команде «Размер». Пра-
вильность настройки проверяют многократно (до
25 раз) арретированием наконечников выключателей
6.1. Неисправности контрольно-измерительных приборов и методы их устранения
Неисправности Методы устранения
При замыкании контактов датчика лампы сигнализации не загораются и электронное реле ие срабатывает При включении тумблера иа отсчетном устройстве рычаги ие сходятся Падение давления в пневмо- сети Зачистить контакты пневма- тического прибора шкуркой М40 и протереть спиртом. Про- верить исправность ламп сигна- лизации и электронного блока Проверить герметичность со- единений пневмосети и цепи ар- ретирования. Проверить возду- хораспределитель и в случае поломки сменить Проверить герметичность всех соединений и работу стабилиза- тора
150
6.2. Дефекты, причины их возникновения и способы устранения
Дефект Причина дефекта Способ устранения
При шлифовании в патроне
Прослабленное Неправильная на- Проверить правиль-
отверстие ладка механизма ка- либров или измери- тельно -управляющего устройства Недостаточное на- тяжение пружины, прижимающей калиб- ры к отверстию ность наладки калиб- ров или измерительно- у правд яющего уст- ройства Усилить натяжение пружины
Тугое отверстие Загрязненные кон- такты Некачественная правка Промыть контакты Проверить, доста- точный ли слой сни- мается с круга при правке и правильно ли выбрана величина продольной подачи
Неправильная на- ладка механизма ка- либров или измери- тельно-управляюще- го устройства Изношенность ка- либров Большой съем при правке Завышена продоль- ная подача круга Перегрев детали Проверить правиль- ность наладки меха- низма калибров или измерительио-управ- ляющего устройства Сменить калибры Уменьшить съем при правке Отрегул ировать продольную подачу так, чтобы черновая подача не превышала 0,5—0,75, а чистовая— 0.3—0,4 высоты круга Проверить систему охлаждения, засорен- ность и количество подаваемой жидкости. Снизить поперечную подачу
Конусность от- Неправильный вы- Отрегулировать ход
верстия ход круга из отвер- стия Неравномерный ход стола и реверсирова- ния стола, чтобы круг вы- ходил иа обе стороны на '/з своей высоты Проверить гидро- привод стола, форму цилиндра подачи, ра- боту механизма ре- верса, качественность манжет и др.
151
chipmaker.ru
Продолжение табл. 6.2
JXefyeKt Причина дефекта Способ устранения
Неправильная уста- Выверить положе-
Овальность от- новка шлифовальной или передней бабки Заниженный диа- метр круга Большой отжим шпинделя Проскальзывание нйе шлифовальной илн передней бабки Установить круг большего диаметра Заменить шпиндель более жестким и сни- зить режимы Снизить поперечную
верстия ремней привода шли- подачу
Неперпендику- фовалыюго круга Неравномерная по- дача, производимая рывками Овальность отвер- стий заготовок, пре- вышающая величину припуска Повышенная оваль- ность наружной по- верхности Неправильно про- шлифован патрон Попадание грязи в патрон Чрезмерный зажим детали, вызывающий деформацию Износ ПОДШИПНИКОВ шпинделей Слабое натяжение ремней шлифовальной бабки или бабки де- тали Износ упоров флан- Исправить меха- низм подачи Отбраковать заго- товки с повышенной овальностью Отбраковать негод- ные заготовки Прошлифовать пат- рон на станке ПромытЛатрон Уменьшить усилие зажима Сменить подшипни- ки Усилить натяжение ремней Прошлифовать фла-
лярность торца к ца иец
Эксцентричность Биение патрона Прошлифовать пат-
отверстия Разброс разме- Неравномерная ве- рои на станке Следить за обеспе-
ров деталей в пар- личина фасок, вызы- чейнем одинаковой
тии вающая неодинаковое величины фасок дета-
Грубое шлифо- вхождение калибра в отверстие Повышенная часто- лей в партии Уменьшить частоту
ванне и следы ви- та вращения детали вращения детали
брации Повышенная ско- Уменьшить скорость
J52 рость стола Слишком крупно- зернистый круг стола Установить более мелкозернистый круг
Продолжение табл. 6.2
Дефект Причина дефекта Способ устранения
Некачественная правка круга Вибрации шпинде- лей шлифовального круга или детали Проверить режимы правки и отладить правящее устройство Устранить вибрацию
Прижоги Слишком твердый круг Завышена попереч- ная подача При бесцентровом зажг Установить круг меньшей твердости Установить подачу по нормативам 1ме
Овальность от- Овальность иаруж- Отбраковать загс-
верстия ной поверхности за- готовки Большое биение ро- лика или торца маг* нитного патрона, не- правильное касание поверхности детали с башмаками товки с повышенной овальностью наруж- ной поверхности Перебрать ролики и прошлифовать их, подтянуть или заме- нить подшипники шпинделя ведущего ролика; прошлифо- вать магнитный пат- рон; прошлифовать опорные поверхности башмаков
Конусность от- Неправильная уста- Проверить и выпра-
верстия новка центра детали Не обеспечена пра- вильность формы кру- га при правке Большие колебания в припусках Слишком мягкий круг Большое биение шпинделя шлифо- вального круга вить установку центра детали Отладить устройст- во для правки круга Разбраковать дета- ли по припуску Установить круг большей твердости Проверить биение шпинделя, подтянуть или заменить подшип- ники
Неперпендику- Неперпендикуляр- Проверить детали и
лярность торца к кость заготовок разбраковать
оси отверстия Неправильный раз- ворот ведущего роли- ка в вертикальной плоскости Не прошлифован торец магнитного пат- рона Проверить угол разворота и отладить Прошлифовать маг- нитный патрон
153
chipmaker.ru
Продолжение табл. 6.2
Дефект Причина дефекта Способ устранения
Повышенное биение опорной втулки Неравномерное уси- лие прижима- детали к торцу Засорение опорной поверхности планшай- бы стружкой Проверить биение втулки и прошлифо- вать Проверить усилие прижима и отрегули- ровать Очистить опорную поверхность планшай- бы
на отсчетном устройстве (при правильной настройке
лампочка «Размер» должна загораться примерно в по-
ловине случаев арретирования). В патроне автомата
закрепляют образцовую деталь, диаметр отверстия ко-
торой соответствует размеру при переходе обдирочного
шлифования на выхаживание. Настраивают контакт
пневматического прибора, соответствующий команде
«Чистовая обработка».
После обработки и измерения нескольких деталей
производится поднастройка прибора.
В табл. 6.1 приведены наиболее часто встречаю-
щиеся неисправности приборов такого типа и методы
их устранения.
В табл. 6.2 приведены наиболее часто встречающие-
ся дефекты обработки, причины их возникновения
и способы устранения.
Контрольные вопросы
1. Каков порядок наладки универсального станка?
2. Как устанавливается мембранный патрон?
3 Какие особенности наладки бесцентровых станков вам из-
вестны?
4. Как налаживают устройства с базированием на роликах?
5. Как налаживают устройства с базированием на башмаках?
6. Как налаживают контрольные устройства с жесткими ка-
либрами?
7. Назовите основные причины возникновения овальности прн
патронном и бесцентровом базировании.
ГЛАВА 7. НАЛАДКА ПЛОСКОШЛИФОВАЛЬНЫХ
СТАНКОВ
7.1. Станки с прямоугольным столом
Наладку начинают с проверки.исправности стайка,
плоскостности магнитной плиты или, в случае зажима
деталей в приспособлении, правильности установки его
на столе. При нарушении плоскостности стола или
плиты их шлифуют до получения требуемой точности.
Затем проверяют усилие закрепления деталей на пли-
те, при этом необходимо, чтобы детали при установке
перекрывали два полюса.
Устанавливают упоры, переключающие ход стола
так, чтобы пробег стола не превышал 20—30 мм.
Упоры, ограничивающие поперечное перемещение
шлифовальной бабки, размещаются на плите таким
образом, чтобы шлифовальный круг выходил на 73
своей высоты.
Затем устанавливают заданные режимы обработ-
ки — скорость стола, величины вертикальной и попе-
речной подач и настраивают измерительнсг-управляю-
щее устройство на подачу требуемых команд и отклю-
чение станка по достижении заданного размера.
7.2. Плоскошлифсвальные станки
с круглым столом и вертикальным шпинделем
Наладку рассмотрим на примере полуавтомата мо-
дели ЗП756Л (рис. 7.1), широко применяемого в под-
шипниковой промышленности для обработки торцов
подшипниковых колец.
Наладку начинают с установки выбранной частоты
вращения'стола в соответствии с заданным режимом
обработки.
Установка выбранной величины подачи производит-
ся следующим образом:
рукоятку 2 коробки подач устанавливают в поло-
жении «Автоматическая подача»;
переключатель режимов 1 поворачивают в положе-
ние «Раздельная работа» по реле времени;
регулятор 4 реле времени устанавливают на необ-
ходимую выдержку времени обработки;
поворотом регулятора 5 устанавливают требуемую
скорость черновой подачи по указателю подач;
155
r.ru
по окончании выдержки времени обработки регу-
лятором 5 устанавливают необходимую скорость чис-
товой подачи;
автоматически или вручную (для станков модели
ЗД756) круг подводится до соприкосновения с обра-
батываемой деталью (до появления искры), после че-
го нажатием на кнопку 5 включают автоматическую
подачу.
Рис. 7.1. Общий вид полуавтомата мод. ЗП756Л
Ускоренное перемещение и автоматическая подача
могут быть включены только в том случае, если ку-
лачок, расположенный на оси рукоятки 2, нажмет на
соответствующий конечный выключатель. Рукоятка
переключения фиксируется фиксатором в трех положе-
ниях, соответствующих ускоренному ручному переме-
щению (в дозированной и автоматической подаче).
При включении автоматической подачи рукоятка
сразу ставится в фиксированное положение. При не-
совпадении зуба с впадиной зубчатой пары в механиз-
ме подач действует пружина, проталкивающая шестер-
ке
ню в зацепление. Дозированную подачу включают на-
жатием рукоятки вниз, при этом собачка' на рукоятке
повернет храповое колесо на один зуб. Угол поворота
собачки регулируют винтом на передней стенке кор-
пуса.
Установка нового и снятие изношенного круга вы-
полняются с помощью двух прокладок, толщина кото-
рых должна обеспечивать доступ к крепежу шлифо-
вального круга (прокладки со станком не поставля-
ются). Шлифовальная бабка опускается до
планшайбы с кругом, установленной на столе станка
на прокладках. Планшайба присоединяется к фланцу
шпинделя, и шлифовальная бабка поднимается вверх.
Крепление шлифовального круга к планшайбе про-
изводится заливкой технической серой. Снятие круга
выполняется в обратном порядке.
Перед началом работы необходимо проверить плос-
костность магнитной плиты и правильность ее распо-
ложения относительно шлифовальной бабки. При от-
клонении плоскостности от норм точности следует про-
шлифовать плиту. Шлифование рекомендуется вести
при небольших оборотах плиты и с вертикальной по-
дачей, не превышающей 0,01 мм. Общий съем припу-
ска не более 0,04—0,05 мм. Поверхность плиты долж-
на быть тусклой с едва заметными штрихами, без
блестящих пятен и следов прижога. Для проверки пря-
молинейности и плоскостности плиты на ее поверхно-
сти по различным направлениям устанавливают две
калиброванные плитки равной высоты, на которые
поверочной гранью кладут контрольную линейку. Ве-
личину просвета между линейкой и плитой измеряют
плитками и щупом. Допускается неплоскостность
только в сторону вогнутости. Регулировку положения
стола относительно шлифовальной бабки выполняют
вручную с помощью трех опор колонны, установлен-
ных на станине, две — со стороны направляющих
и третья — с противоположной стороны.
При установке деталей на магнитную плиту для
предохранения от срыва их со стола рекомендуется
охватывать детали стальным кольцом, высота которо-
го должна быть ниже не более чем на 5 мм.
В процессе эксплуатации станка возникает необ-
ходимость в регулировании отдельных узлов и эле-
ментов.
Для обеспечения требуемого натяжения клиноре-
157
chipmaker.ru
менной передачи следует отжать винты прижимного
клина, поворотом винта с наружным квадратом пере-
местить подмоторную плиту с электродвигателем до
необходимого натяжения ремней, притянуть прижим-
ный клин винтами.
В случае возникновения люфта в сопряжении ко-
лонна — шлифовальная бабка из-за износа клиньев
направляющих шлифовальной бабки, следует пооче-
редно подтянуть клинья до зазора в пределах 0,02—
0,03 мм.
Периодически необходимо проверять правильность
положения торца шлифовального круга относительно
рабочей поверхности электромагнитного стола. Регу-
лировкой передней и задней опор колонны достигают
перекрестных следов шлифовального круга на изде-
лии. Регулировкой правой боковой опоры колонны
устраняют неплоскостность рабочей поверхности стола
(выпуклость или вогнутость).
7.3. Двусторонние торцешлифовальные
автоматы
Наладка автоматов, работающих напроход по пря-
молинейной траектории производится в такой последо-
вательности.
1. До установки шлифовальных кругов выставля-
ются направляющие базовые щеки на входе и выходе
на параллельность торцу шпинделя базового шлифо-
вального круга. Для этого на фланец шпинделя 1
(рис. 7.2) закрепляют мостик 2, иа котором устанав-
ливают стойку с индикатором 3, наконечник которого
касается щеки. Стойку перемещают вдоль мостика на
всю длину щеки. Проверка производится в вертикаль-
ной и горизонтальной плоскостях. Выставка базовых
щек 4 выполняется по замерам специальными винта-
ми, которыми щеки крепятся к кронштейнам блока
центральной части станка 5.
2. Входная и выходная щеки выставляются при-
мерно на одном уровне. Проверка ведется индикато-
ром, закрепленным на торце шпинделя. При этом про-
веряется и параллельность щек.
3. Производится выставка приборов правки на па-
раллельность перемещения рычагов правки торцу
шпинделя (рис. 7.3). Это необходимо для обеспечения
плоской поверхности шлифовальных кругов после
158
Рис. 7.2. Схема выстав-
ки базовых щек
правки. На рычаге правки / закрепляется индикатор 2,
а на шпинделе 3 — контрольный мостик 4. Проверка
ведется путем прокатывания индикатора по мостику
при движении правки. Для изворота прибора правки
в горизонтальной плоскости несколько ослабляют вин-
ты 5 (рис. 7.4), после чего винтами 3, 4 выполняется
изворот. Изворот в вертикальной плоскости осущест-
вляется винтами /, 2 после предварительного ослабле-
ния затяжки винтов 6. По-
сле изворота прибора прав-
ки проверяется затяжка кре-
пежных винтов 5 и 6.
4. Проверяется правиль-
ность вращения шпинделей.
Для шлифования длинных
деталей типа роликов и пру-
жин круги вращаются в од-
ну сторону, для шлифования
колец — в противополож-
ные.
5. На шпиндели устанав-
ливаются шлифовальные
круги. Для этого в планшайбу вворачивается рым-
болт и с помощью троса, продетого в рым-болт, план-
шайба с кругом поднимается краном на станок. По-
скольку круги с одинаковой характеристикой не могут
иметь абсолютно одинаковую твердость, то рекомен-
дуется более твердый круг ставить на левую сторону.
Твердость кругов сравнивают по глубине лунок на ра-
бочих торцах кругов, которые остаются от проверки
твердости круга на пескоструйном приборе. Тверже
тот круг, у которого глубина лунок меньше.
Перед установкой кругов с планшайбами на станок
следует проверить плотность прилегания круга к план-
шайбе щупом: Неплотность прилегания может быть
вызвана тем, что винты крепления круга упира-
ются в дно гаек, утопленных в круге. Это недо-
пустимо, так как можно вызвать разрыв круга. На
рис. 7.5 показано, как должен крепиться круг к план-
шайбе.
Перед установкой кругов на станок проверяется
состояние резьбы в отверстиях крепления планшайбы
к шпинделю. После приворачивания планшайбы
к шпинделю производится правка кругов. Скорость
правки 7—10 мм/с. Правка должна сопровождаться
159
chipmaker, ru
обязательной подачей СОЖ, чтобы не затупить алма-
зы при работе по корке круга.
Выправленные круги проверяются на плоскостность
по краске с помощью контрольной линейки длиной не
менее диаметра круга. Окрашенная тонким слоем синь-
ки рабочая поверхность линейки прижимается к торцу
круга и перемещается возвратно-поступательно в про-
дольном направлении. На круге должна отпечататься
равномерная полоса краски. Если круг имеет горбы
или конусность, то необходимо поправить положение
рычагов правки и проправить круг снова.
Рис. 7.3. Схема выставки прибора правки
6. Базовый левый круг выставляется правее вход-
ной щеки на 0,02 мм при . чистовом шлифовании и до
0,05 мм — при обдирочной. Для этого сначала подво-
дят круг до уровня щеки. Проверка производится ле-
кальной линейкой длиной 250 мм на просвет. Затем
по шкале на бабке выдвигают пиноль вперед на нуж-
ную величину. Выходная базовая щека должна стоять
как можно ближе к плоскости круга. Однако при шли-
фо'вании у края круга формируется заходной конус на
длине до 50 мм, что необходимо учитывать особенно
при шлифовании колец малого диаметра. Если щеку
поставить вровень с кругом, то такие кольца будут
утыкаться в нее при выходе из зоны шлифования. Ес-
ли же щеку чрезмерно утопить по отношению к плос-
кости круга, то у выходящих из зоны деталей не будет
базы, они будут покачиваться на выходе, и на их тор-
цах образуются зарезы. Обычно щеку утапливают от
плоскости круга на 0,02—0,03 мм.
Рис. 7.4 Прибор правки
160
7. Выставляется противобазовый круг в зависимо-
сти от требуемой наладки станка. Чтобы обеспечить
высокую геометрическую точность обрабатываемых
деталей, круги в зоне калибрования (от центра до вы-
хода деталей) должны быть строго параллельны, и зо-
на эта должна иметь достаточную протяженность.
Для выполнения этого условия круги заранее раз-
ворачивают с учетом усилий резания (уже спереди,
шире сзади), приводящих их в параллельное друг дру-
гу положение. В большинстве наладок требуется не-
Рис. 7.5. Крепление шлифо-
вального круга на план-
шайбе
большой разворот кругов (0-?0,04 мм). Его выполняют
только противобазовым кругом. Большие развороты
кругов до 1,0 мм применяют при шлифовании деталей
типа роликов. Разворот в этом случае служит в основ-
ном для придания постоянного вращения шлифуемым
роликам. Это необходимо для исключения биения тор-
цов роликов относительно оси их цилиндрической по-
верхности.
Величины разворота кругов контролируются спе-
циальным устройством, состоящим из двух металличе-
ских дисков, между которыми расположена пружина
и электрический датчик. При определенном усилии
сжатия дисков датчик подает сигнал (загорается лам-
почка). Разворот противобазового круга контролируют
так. Устройство зажимают между кругами у входной
щеки до загорания лампочки. Затем круги с зажатым
устройством проворачивают рукой на 180°. При этом
лампочка должна погаснуть. Правую бабку подают по
лимбу вручную на 0,02—0,03 мм. При этом лампочка
должна включиться.
8. Противобазовые щеки устанавливаются с зазо-
ром так, чтобы детали по трассе проходили свободно,
но не качались при входе в зону шлифования и выходе
из нее.
162
9. Настраиваются позиционер, контрольный при-
бор, натягиваются линейки. Линейки выставляются
так, чтобы изделие проходило несколько в стороне
от центра кругов для исключения образования высту-
пающей части или провала в центре кругов (так как
в середине скорость резания равна 0, и круги изна-
шиваются неравномерно). Детали должны проходить
между линейками свободно.
10. Производится пробное шлифование и корректи-
ровка наладки станка по результатам шлифования.
Выставка шлифовальных бабок и проверка их по-
ложения при наладке станка проводятся с помощью
индикаторного устройства, входящего в комплект
станка. При выставке бабок во время сборки станка
на станине присверливаются упоры, относительно ко-
торых определяется положение бабки с помощью ин-
дикаторов, установленных на крестовой скобе, закреп-
ленной на торце бабки. Индикаторы предварительно
настраиваются по эталонам. Их показания относитель-
но упоров записываются в паспорт индикаторного уст-
ройства или клеймятся на скобе.
Настройка индикаторного устройства (рис. 7.6).
Индикаторы устанавливают на скобе /, затем закреп-
ляют эталоны 2 с помощью винтов 3 на каждой пози-
ции (горизонтальной и вертикальной). Индикаторы
устанавливают на величину поправочного коэффици-
ента (указанного в паспорте индикаторного устройст-
ва), предварительно на индикаторах создается натяг
1—1,5 мм. При установке на кронштейны шлифоваль-
ных бабок стрелки индикаторов покажут 0, если тор-
цы шлифовальных кругов строго параллельны друг
другу. Если на заводе-изготовителе торцы кругов по-
вернуты на некоторую величину, выбранную при испы-
таниях станка, на обработке конкретных деталей по-
казания индикатора будут отличны от нуля.
Скорость подачи деталей зависит от требуемой
производительности, точности, материала обрабаты-
ваемых деталей и определяется по технологической
карте наладки.
Шлифовальные круги заменяются после износа
круга до высоты 15 мм. Для смены шлифовальных
кругов нужно откинуть крышку ограждения, предва-
рительно открыв замки крепления ее к нижнему кор-
пусу. После-этого вывести позиционеры рабочего по-
ложения вверх, для чего вывернуть винты крепления
163
chipmaker.ru
Рис. 7.6. Индикаторные уст-
ройства для контроля изворо-
та кругов
позиционеров к плите направляющего устройства и ос-
лабить гайку на поворотной планке. С помощью ма-
ховика поднимают рычаги правки в крайнее верхнее
положение. В резьбовые отверстия в планшайбе ввер-
тывают рым-болты, закрепляют крюком крана, при
этом слегка натягивается трос. Специальным ключом,
прилагаемым к станку, отвертывают винты крепления
планшайбы к фланцу шпинделя. Планшайбу снимают
с центрирующего пояска
шпинделя, отворачивают
16 винтов крепления
и круг снимают с план-
шайбы. Новый круг уста-
навливают в обратном по-
рядке.
Для обеспечения смаз-
ки шпиндельных опор
масляным туманом, под-
дува сжатого воздуха
в лабиринтные уплотне-
ния и подачи сжатого
воздуха к отсчетно-ко-
мандному устройству на-
стройке подлежат три ре-
гулятора давления.
Регулятором, входя-
щим в блок подготовки
воздуха БПВ1, предварительно настраивается давле-
ние сжатого воздуха, поступающего к установке мас-
ляного тумана ПМТ1, а также к отсчетно-командному
устройству. Давление настройки 0,4 МПа.
Регулятор давления поддува сжатого воздуха в ла-
биринтные уплотнения настраивают на давление
0,15—0,3 МПа. Реглуятором, входящим в установку
масляного тумана, окончательно настраивают давле-
ние смазки подшипников шлифовальных шпинделей
0,08—0,16 МПа.
Реле давления в блоке подготовки воздуха на-
страивают на срабатывание при Падении давления
в канале ниже 0,35 МПа.
Маслораспылитель настраивают на 4—10 капель
в минуту.
Затем проводят пробное шлифование нескольких
деталей. При получении деталей требуемой точности
приступают к работе в автоматическом цикле.
164
Контроль размеров деталей в процессе шлифова-
ния и сигналы на подналадку осуществляются изме-
рительным устройством. Указания по наладке изме-
рительных устройств приведены в соответствующих
инструкциях к станкам.
7.4. Настройка контрольно-измерительных
приборов на плоскошлкфовальных станках
При установке бесконтактного прибора на станке
горизонтальную скалку следует выставить параллель-
но столу станка с отклонением не более 0,01—0,02 мм.
Затем производится настройка на размер измеритель-
ного устройства, закрепленного через установочное
приспособление на скалке. Для этого под измеритель-
ное сопло на стол станка устанавливают образцовую
деталь или блок плиток заданного размера и включа-
ют электромагнитную плиту. По колонне кронштейна
опускают приспособление с измерительным устройст-
вом до тех пор, пока между поверхностью детали и из-
мерительным соплом не останется зазор 0,6—0,8 мм,
устанавливаемый по щупу 0,6 мм. В этом положении
закрепляют устройство. Затем винтом, с помощью ко-
торого перемещают планку с измерительным устрой-
ством относительно основания, стрелку отсчетного уст-
ройства устанавливают на нулевое деление шкалы,
включают вращение (на станках с круглым столом)
или возвратно-поступательное перемещение (на стан-
ках с прямоугольным столом) стола, после чего стрел-
ка может сместиться от нулевого положения. Вин-
том несколько смещают измерительное устройство до
возвращения стрелки в нулевое положение. Винт на-
дежно контрят. Настраивают контакты отсчетного уст-
ройства. Контакт предварительной команды настраи-
вают перемещением указателя в точку шкалы, соот-
ветствующую переходу с черновой подачи на чисто-
вую (или выхаживание). Контакт окончательной
команды настраивают на срабатывание у нулевого де-
ления шкалы. Момент срабатывания определяют по
загоранию сигнальной лампочки отсчетного устрой-
ства.
Затем обрабатывают пробную партию деталей, ко-
торые измеряют универсальными средствами. При на-
личии отклонений от заданного размера корректиру-
ют настройку.
165
chipmaker.ru
Настройка подналадочной системы начинается
с выбора подналадочного импульса, зависящего от
формы и размеров деталей, характеристики шлифо-
вального круга, величин припуска и допуска. Устанав-
ливают сменные шес-
терни редуктора пода-
чи, позволяющие полу-
чить скорость переме-
щения шлифовальной
бабки в диапазоне
0,05—0,2 мм/мин. Про-
веряют плавность пере-
мещения шлифоваль-
ной бабки регулиров-
кой пары винт—гайка
и равномерной затяж-
кой клиньев в направ-
ляющих перемещения
шлифовальной бабки.
Затем прибор на-
страивают (рис. 7.7).
Для этого на стол стан-
ка устанавливают об-
разцовую деталь с вы-
сотой, соответствующей
подналадочной грани-
це. По колонне крон-
штейна перемещают
измерительное устрой-
ство до тех пор, пока
между деталью 6 и из-
мерительным наконеч-
ником 5 не останется
„ зазор 0,5—1,0 мм. За-
Рис. 7.7. Конструкция измерю наконечник ппро
тельного устройства тем наконечник о дово-
дят до контакта с по-
верхностью детали 6
вращением лимба 7, после чего лимб поворачивают
еще на пол-оборота и закрепляют клеммным зажи-
мом. Срабатывание контактов 2 и 3 обеспечивают
винтом /. Момент срабатывания определяют по
загоранию сигнальной лампочки на корпу-
се 4.
Проверяют правильность настройки прибора мно-
гократным пропусканием образцовой детали под изме-
166
7.1. Виды дефектов, причины их возникновения и способы
устранения
Вид дефекта Причина дефекта Способ устранения
Разброс разме- Сильный нагрев де- Уменьшить величи-
ров тали в результате за- вышенной вертикаль- ной подачи и недоста- точного охлаждения ну вертикальной по- дачи, проверить систе- му охлаждения и уве- личить подачу охлаж- дения
Вырывы и зава- Самопроизвольное Устранить люфт в
лы на поверхности изменение положения («спадание») шлифо- вальной бабки Слишком мягкий гайке подъема и в подшипниках, отрегу- лировать клинья' и планки, улучшить си- стему противовеса Установить шлифо-
КРУГ вальный круг требуе- мой твердости
Непараллель- Наличие забоин, Прошлифовать пли-
ность шлифуемой грязи или неровно- ту или базовую плос-
поверхности отно- стей на магнитной кость, протереть пли-
сительно базовой плите или базовой ту или базовую плос-
плоскости или не- плоскости КОСТЬ
плоскостность Изношенность на- правляющих шлифо- вальной бабки Износ подшипников шпинделя Неточность зажим- ных приспособлений Неправильная уста- новка деталей Изогнутые заготов- ки Чрезмерный нагрев деталей При отсутствии не- прямолинейности на- правляющих прошли- фовать стол, при не- прямолинейности на- правляющих прошли- фовать их Сменить подшипни- ки Проверить точность изготовления приспо- собления и ирн необ- ходимости заменить его Проверить правиль- ность установки дета- лей Отрихтовать заго- товки Подобрать правиль- ную характеристику •круга, проверить ре- жимы и охлаждение, обеспечить регуляр- ную правку круга
Неточность угло- Некачественное при- Проверить приспо-
вого расположения способление собление
шлифуемых дета- Неправильная уста- Проверить правиль-
лей иовка деталей ность установки дета- лей
167
chipmaker.ru
Продолжение табл. 7.1
Вид дефекта Причииа дефекта Способ устранения
Поижоги Слишком твердый круг Недостаточная по- дача охлаждения Завышенная верти- кальная подача Установить круг меньшей твердости Усилить подачу ох- лаждения Уменьшить верти- кальную подачу. При шлифовании торцом круга наклонить баб- ку на 2—3°, при шли- фовании с сегментами поставить их через один
Трещины на шли- Недостаточная по- Усилить подачу ох-
фованной поверх- дача охлаждения лаждения
ности Слишком твердый круг Завышены режимы обработки Сменить круг на бо- лее мягкий Изменить режимы в соответствии с норма- тивами
Грубая поверх- Исходная шерохо- Увеличить припуск
ность ватость превышает ве- личину припуска Неправильно подо- бранная характери- стика .круга Грубая правка Недостаточное ох- лаждение Слишком интенсив- ный режим обработки или отладить пред- шествующую опера- цию Установить более мелкозернистый круг Снизить режимы правки Усилить подачу ох- лаждения Изменить режимы в соответствии с норма- тивами
Грубые риски на поверхности Неравномерная зер- нистость круга Загрязнение охлаж- дающей жидкости Неравномерная правка круга Завышенная верти- кальная подача . Сменить круг Прочистить систему охлаждения, залить свежую жидкость и установить фильтр ДЛЯ очистки Подобрать режимы правки Снизить подачу
Неоднородность Неоднородная Провести металле-
поверхности структура обрабаты- графический анализ,
ваемого материала Грубая сшивка рем- ня снижать скорость на последних ходах Заменить ремень склеенным
Продолжение табл. 7.1
Вид дефекта Причина дефекта Способ устранения
Проскальзывание ремия Неплавный ход сто- ла Усилить натяжение ремня Отрегулировать ра- боту гидропривода стола
Дробленая по- Малая жесткость На чистовых опера-
верхиость станка, слабый фун- дамент, влияние со- седних агрегатов Люфт в подшипни- ках шлифовального шпинделя Грубая сшивка рем- ня Неплавное движе- ' ние стола Плохое закрепление деталей Неравномерный из- нос круга Быстрое затупление круга циях следует приме- нять станки высокой жесткости, изолиро- ванные от соседних вибрирующих агрега- тов Проверить подшип- ники и заменить их Сменить ремень Отрегулировать ра- боту гидропривода стола Проверить закреп- ление деталей Установить круг большей твердости Установить круг меньшей твердости
рительным наконечником, отмечая количество сраба-
тываний по загоранию сигнальной лампочки. При пра-
вильной настройке прибора число срабатываний дол-
жно быть не менее 50 %.
Примерно один раз в месяц следует проверять не-
сколько деталей универсальными методами, так как
возможно смещение настройки вследствие тепловых
деформаций, вибраций и др.
В процессе эксплуатации может возникнуть ряд
неисправностей. Наиболее серьезной является нару-
шение герметичности корпуса, ввиду чего в него попа-
дает влага, что приводит к замыканию контактов 2
и 3, сигнальная лампочка не гаснет. Для выявления
этой неисправности следует тестером проверить нали-
чие проводимости между контактами и корпусом. При
обнаружении негерметичности следует вскрыть кор-
пус, просушить прибор, проверить прокладки и уплот-
1G8
169
chipmaker.ru
нения, головки всех винтов смазать герметиком или
краской.
Типичные погрешности и способы их устранения
при работе на плоскошлифовальных станках приведе-
ны в табл. 7.1.
Контрольные вопросы
1. Какова последовательность наладки станков с прямоуголь-
ным столом?
2. Какова последовательность наладки станков с вертикаль-
ным шпинделем?
3. Как проводится наладка двустороннего торцешлифоваль-
ного станка?
4. Как настраиваются контрольно-измерительные приборы?
5. Каковы основные причины погрешностей на обработанных
изделиях?
ГЛАВА 8. НАЛАДКА СТАНКОВ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ОБРАБОТКИ
8.1. Хонинговальные станки
Режимы обработки при хонинговании определяют-
ся следующими параметрами: окружной скоростью
вращения хонинговальной головки (щ>кр, м/мин), ско-
ростью ее возвратно-поступательного движения (оВп,
м/мин), усилием (Р, МПа) црижима к обрабатывае-
мой новерхности. Эти параметры вычисляются по
формулам:
__ nOnt
V°KP 1000 ’
„ ____ 2/х пг
вп 1000 ’
где П\ — частота вращения хонинговальной головки,
мин-1; п2 — число двойных ходов хонинговальной го-
ловки в мин; D — диаметр хонингуемого отверстия,
мм; /х — длина рабочего хода хонинговальной голов-
ки, мм; /к = /отв+2/Пер—/бР. Здесь /отв— длина хонин-
гуемого отверстия, /пер — перебег бруска за торцы от-
верстия, /бР — длина хонинговального бруска.
Соотношение между скоростями вращательного
и возвратно-поступательного движения хонинговаль-
ной головки определяет угол а сетки штрихов, нано-
170
симых режущими зернами на обрабатываемой по-
верхности: tga = —°--р-.
^ВП
Для обеспечения максимальной производительнос-
ти обработку следует проводить при режимах, ког-
да —к-р-= 1, а для получения минимальной шерохо-
1'вп
ватости поверхности —окр = 4 — 10.
увп
Величина овп лимитируется большими силами
инерции движущихся масс. Обычно скорость возврат-
но-поступательного движения не превышает 20 м/мин.
Большое влияние на производительность и качест-
во хонингования оказывает давление (Р). Для снятия
значительных припусков рекомендуются большие дав-
ления— 1—1,5 МПа. При отделочном хонинговании,
при малых припусках давление составляет 0,2—
0,5 МПа.
Выбор той или иной величины давления зависит
от многих факторов: характеристики брусков и обра-
батываемых материалов исходной шероховатости по-
верхности, погрешности формы, конструкции деталей,
требуемых конечных результатов и др. При высокой
исходной шероховатости рекомендуется применять
бруски повышенной твердости и меньшие значения
давления. С пониженным давлением следует также
работать при наличии значительных исходных пог-
решностей формы деталей, при хонинговании нежест-
ких заготовок, например тонкостенных гильз.
Для повышения эффективности хонингования аб-
разивными и алмазнымй брусками давление следует
изменять ступенчато: начальный и заключительные
этапы обработки производить при пониженном давле-
нии 0,05—0,2 МПа, а основной — при давлении 0,8—
1,2 МПа.
Для хонинговальных станков дозированная подача
брусков составляет 1,4—2,7 мкм/об при предваритель-
ном хонинговании и 0,5—1,2 — при чистовом.
Процесс хонингования ведут при обильном охлаж-
дении. Основное его назначение — удаление микро-
частиц срезанного металла и отходов абразивного
бруска, а также снижение трения и предотвращения
адгезионного схватывания абразивных частиц с об-
рабатываемым металлом. Охлаждающие свойства
жидкости важны так же, как и при шлифовании. Для
171
chipmaker.ru
повышения интенсивности съема металла -следует
применять СОЖ малой вязкости; для получения по»
верхности высокого качества с однородной высотой
микронеровностей — СОЖ повышенной вязкости. При
увеличении твердости обрабатываемого материала
СОЖ должна быть менее вязкой. Обычно СОЖ под-
водят к верхней части обрабатываемой заготовки.
Для равномерной ее подачи применяют различные
устройства.
Для стабильного получения требуемой шерохова-
тости (особенно при отделочном хонинговании) необ-
ходимо тщательно очищать СОЖ от отходов про-
цесса.
Режущий инструмент при хонинговании представ-
ляет собой бруски, закрепленные в головке. Бруски
характеризуются: видом абразивного материала, раз-
мером зерна, связкой и твердостью, а также линей-
ными размерами. Линейный износ алмазных брусков
в 150—200 раз меньше, а стойкость одного комплек-
са в 50—200 раз выше, чем брусков из карбида крем-
ния и электрокорунда, что создает условия для пол-
ной автоматизаций процесса.
Выбор зернистости брусков определяется характе-
ристикой обрабатываемого материала, величиной
припуска и в наибольшей степени требуемой шеро-
ховатостью поверхности. На черновых операциях сле-
дует применять крупнозернистые бруски для быстро-
го удаления припуска, а на чистовых — мелкозерни-
стые.
Твердость абразивного бруска — одна из важней-
ших характеристик. Она влияет на износ, возмож-
ность самозатачивания, затупления или засаливания.
При выборе твердости следует учитывать исходную
шероховатость заготовки — чем она больше, тем вы-
ше должна быть твердость бруска. При чистовом хо-
нинговании с малым давлением необходима меньшая
твердость бруска, что обеспечивает самозатачивание.
Назначение припуска и количества операций за-
висит от конечных требований к точности и шерохо-
ватости, а также от метода предварительной обра-
ботки. С целью исправления погрешности формы
отверстия припуск определяется по формуле
а = (At — Д2) Кг + Rz — К2,
где At — исходная величина отклонения от цилинд-
ричности; Д2 — отклонение от цилиндричности по чер-
172
тежу; Л1 — коэффициент, характеризующий возмож-
ность исправления погрешностей. Для жестких дета-
лей К1 = 1,3, а для нежестких JG = 1,5; Rz—высота
неровностей заготовки; К2— 1-i-l,1 при уменьшении
шероховатости в 2—3 раза, К2 = 1,2 -в 1,25 при умень-
шении шероховатости в 4 раза и более. После опре-
деления припуска рассчитывают количество операций
и подбирают характеристики брусков. Шероховатость
/?c=0,4-F1,0 мкм можно получить за одну операцию.
Для получения меньшей шероховатости необходимо
2—3 операции.
Рис. 8.1. Схема исправления погрешности в продольном
сечении при хонинговании
Заправка абразивных брусков по радиусу может
быть выполнена шлифовальным кругом или алмаз-
ным карандашом. С этой целью колодки с брусками
устанавливают в приспособлении в виде оправки
и обрабатывают на круглошлифовальном станке.
В производственных условиях заправку часто произво-
дят в сборе с головкой при обработке на станке от-
верстия требуемого диаметра в забракованной заго-
товке, а при наличии больших припусков — в обраба-
тываемой детали.
Точность формы в продольном сечении определя-
ется настройкой крайнего положения брусков в хо-
нингуемом отверстии и выбором величины их перебе-
га. На рис. 8.1 приведена схема исправления погреш-
ности в продольном сечении (конусообразности,
седлообразности и бочкообразности) в зависимости от
соотношения длины бруска и величины его перебега.
При исправлении конусообразности (рис. 8.1, а)
173
chipmaker.ru
I
I
I
I
I
I
I
величина перебега бруска на большем диаметре
/п€р=-^- ^ер> а на меньшем /Пер~ /бР,т. е. для увели-
чения съема у меньшего диаметра длина перебега
должна быть в два раза больше. При исправлении]
седлообразности (рис. 8.1,6) величина перебега оди-:
накова и составляет 1пер— '
---j /бр, при исправле-
нии бочкообразное™ (рис. 8.1,в)/nep=f-—
бр-
При указанном способе исправления погрешностей*
возможен неравномерный износ брусков по длине,
для уменьшения которого приходится работать брус-
ками повышенной твердости.
Чем выше скорость съема металла, тем большая
величина погрешности исправляется.
Скорость исправления отклонений от круглости
определяется жесткостью механизма разжима брус-
ков и фактическим давлением их.
При наладке хонинговальных станков следует уста-
новить в шпиндель патрон с хонинговальной голов-
кой, несущей абразивные бруски требуемой характе-
ристики; поставить, выверить и закрепить на столе
приспособление для установки обрабатываемой дета-
ли; согласно карте наладки установить заданную час-
тоту вращения шпинделя и число двойных ходов
шпиндельной бабки, а также параметры прижима
брусков к обрабатываемой поверхности (давление в
гидросистеме разжима брусков и др.); установить мес-
тоположение и длину хода хонинговальной головки за
счет соответствующего расположения кулачков управ-
ления ее реверсом, с учетом длины детали и брусков,
а также перебега их за край обрабатываемого Зтвер-
стия; настроить счетчик ходов головки (реле времени
или прибор активного контроля) за заданный пока-
затель для получения команды на окончание цикла
обработки; установить в приспособление деталь и вклю-
чить в работу станок. Хонинговальная головка долж-
на вводиться в отверстие со сжатыми брусками без
вращения, после чего автоматически включается вра-
щение и возвратно-поступательное движение головки,
а также подача СОЖ. После обработки измерить де-
таль.
Перед началом работы комплект брусков должен
быть заправлен или притерт по форме цилиндра с ди-
174
аметром на 0,5—1,0 мм меньше диаметра обрабаты-
ваемого отверстия.
В процессе хонингования гильза крепится по тор-
цам в жестком зажимном приспособлении, что значи-
тельно упрощает конструкцию зажимного приспособ-
ления, автоматизирует загрузку. Такой способ бази-
рования и зажима гильз при хонинговании наиболее
распространен в промышленности. Однако имеющая
место неперпендикулярность торцов к оси гильзы при
зажиме вызывает ее деформацию и усложняет обес-
печение требований к геометрической точности отвер-
стия. Эти деформации возникают в продольном и ра-
диальном направлениях, причем величина их соизме-
рима с требованиями к точности формы отверстия.
Применение в качестве нажимного элемента не жест-
кого, а упругого фланца (мембраны) обеспечивает
симметричную равномерную передачу зажимного уси-
лия по периметру обрабатываемого цилиндра. В этом
случае неравномерность приложения силы резко сни-
жается, что позволяет избежать радиальных и про-
дольных деформаций.
8.2. Суперфинишные станки
Эффективность суперфиниширования зависит
в большой степени от выбора брусков и режимов' об-
работки.
Брусок любых необходимых размеров может быть
получен путем разрезания стандартного бруска на
отрезном или плоскошлифовальном станке.
Ширину и количество брусков выбирают в зависи-
мости от диаметра обрабатываемой детали. На прак-
тике рабочая ширина бруска составляет 0,4—0,7 ди-
аметра обрабатываемой детали; использование брус-
ков шириной более 20—25 мм нецелесообразно, так
как это затрудняет доступ СОЖ в зону обработки
и удаление отходов.
При суперфинишировании деталей больших диа-
метров применяют одновременно два бруска и более,
Устанавливая их в специальных державках.
Крепление брусков в державках суперфинишных
головок производится в основном механически. Брусок
предварительно прирабатывается по диаметру детали.
Осциллирующий брусок прижимается к грубо обра-
ботанной поверхности детали, вращающейся с малой
175
частотой (25—30 мин-1). Обычно для этого использу-
ют бракованные детали.
После приработки притупляют острые кромки
бруска и тщательно промывают его рабочую поверх-
ность.
Характеристика брусков определяется обрабаты-
ваемым материалом и требованиями к шероховатости
обработанной поверхности. Закаленные стали обра-
батывают брусками из белого электрокорунда (24А,
25А) и карбида кремния (63С, 64.С), а чугуны и вяз-
кие материалы — брусками из карбида кремния.
Большую часть брусков изготовляют на керамиче-
ской связке.
Зернистость брусков подбирают по возможности
более высокую, так как мелкозернистые бруски быст
ро засаливаются.
Твердость абразивных брусков для суперфиниши-
рования обычных конструкционных сталей выбирает-
ся по правилу: чем тверже сталь, тем мягче должен
| быть брусок.
О правильном выборе твердости бруска свидетель-
ствует его быстрая приработка к поверхности заго-
товки и равномерный износ в течение длительного
времени.
Режимы процесса суперфиниширования опреде-
ляются следующими основными параметрами: окруж-
ной скоростью изделия чокр, м/мин; частотой осцилли-
рования (колебания) бруска fcp, дв.ход/мин; скоро-
стью продольной подачи заготовки или бруска пкол,
м/мин; усилием прижима бруска к обрабатываемой
поверхности Р, МПа.
ndn 2af
кол~Ло6о'*
где d—'Диаметр обрабатываемой детали, мм; f — ча-
стота вращения заготовки, мин-1, а — величина хода
бруска при осциллировании, мм; средняя скорость
резания vpe3 = Vг£кр 4- ^ол , м/мин.
Основным кинематическим фактором суперфиниши-
рования является угол сетки а, который определяет
угол наклона траектории движения режущего зерна:
I
tga = -^°EP-.
^пол
176
Рис. 8.2. Настройка станка при
суперфинише желобов
Наилучшие условия резания при а=40-г-50°, т. е.
КОГДЗ UoKp ~ Ркол«
На втором этапе обработки — полировании — а
увеличивают за счет повышения о0кр в 10 раз, благо-
даря чему брусок затупляется и уменьшается шерохо-
ватость поверхности.
Давление бруска подбирают в зависимости от
обрабатываемого материала и составляет от 0,05 до
0,6 МПа, Меньшие значения берутся для мягких й вяз-
ких материалов, боль-
шие — для твердых и
закаленных сталей.
С увеличением дав-
ления повышается про-
изводительность про-
цесса и шероховатость
получаемой поверхно-
сти, что объясняется
более глубоким внедре-
нием абразивных зерен
в металл.
Смазочно - ох-
лаждающие жид-
кости, применяемые
при суперфиниширова-
нии, должны обладать главным образом моюще-сма-
зочными свойствами, так как температура в зоне реза-
ния не превышает 50—60 °C.
В большинстве случаев в качестве СОЖ использу-
ется керосино-масляная смесь: 85—90 % керосина
и 10—15% машинного масла (веретенного или инду-
стриального 20) с добавкой 3—5 % олеиновой кисло-
ты. При суперфинишировании вязких материалов со-
держание масла увеличивают до 70—80 %.
В процессе обработки необходима тщательная
очистка СОЖ от отходов, так как отдельные их час-
тицы могут оставлять риски на поверхности детали.
При суперфинишировании колец шарикоподшип-
ников настройка станка, обеспечивающая минималь-
ное искажение желоба, выполняется в два этапа. На
первом этапе необходимо совместить ось качания
бруска с центром профиля желоба, что можно обеспе-
чить настройкой по игле. Вместо бруска ставят иглу
/, которую прижимают к кольцу 2. Если эти центры
не совпадают, то показания индикатора 3 будут ме-
177
chipmaker.ru
няться при покачивании доводочной головки (рис.
8.2). Если при качании головки иа показания ин-
дикатора в среднем и крайних положениях составля-
ют йо, hi и йг, то доводочную головку (или бабку из-
делия) необходимо передвинуть на X=(hi—h?) :
:2sinlF0, У=(й|-|-Й2—2Л0)/2(1—cosW0). При этом
центры О и 01 совмещаются. Погрешность определе-
ния X и У зависит от погрешности измерительного
прибора и угла качания.
Необходимость во втором этапе — настройке стан-
ка по результатам измерения отклонения формы про-
филя обработанного желоба — обусловлена многими
факторами (динамикой стайка и др.). Брусок прира-
батывают по настроечному кольцу. После приработ-
ки качающийся брусок прижимают на 2—3 с к не*
вращающейся заготовке. На желобе будет виден
«след» от бруска. Если брусок не коснулся середины
желоба, то нужно уменьшать радиус качания бруска,
и наоборот. Если не обработана одна из сторон же-
лоба, то нужно переместить брусок в ту сторону, на
которой остались шлифовальные риски.
8.3. Станки для доводки
Достижение заданных параметров обрабатывае-
мых деталей зависит от правильно выбранных при-
пуска па доводку и режимов.
Величина припуска зависит от следующих фак-
торов:
высота неровностей Rza, полученная на предшест-
вующей операции;
состояние и глубина полученного на предшеству-
ющей операции поверхностного слоя Та. Обычно Та
приравнивают к Rza;
пространственное отклонение обрабатываемой по-
верхности относительно базовых поверхностей дета-
ли qa\
погрешность установки детали на станке е/.
Симметричный припуск 2zmin на две противолежа*
щие параллельные плоские поверхности равен 2zmin=*'.
= 2[ (7?Zq+ 7'а)+ (<?а + С/)].
Число операций доводки зависит от требований
к точности и шероховатости. Если требуемая точностВ
обработки 3—5 мкм и Яа=0,16 мкм, то доводку вы*
178
полняют за одну операцию, а припуск равен 0,03—
0,05 мм.
Если точность обработки 1—2 мкм и Ra =
=0,08 мкм, то доводку проводят за две операции;
припуск на вторую операцию составляет 0,01 —
0,03 мм. Для обеспечения стабильности процесса до-
водки рассеяние размеров партии деталей на каждой
операции не должно превышать 0,3 величины при-
пуска.
Давление притира на деталь оказывает значи-
тельное влияние на пр<?цесс доводки. В диапазоне
давлений 0,154-0,2 МПа съем металла изменяется
пропорционально их величинам. При дальнейшем уве-
личении давления рост производительности замедля-
ется. Повышение давления ведет к нагреву и дефор-
мации деталей.
Доводка может проводиться с переменным давле-
нием: сначала с большим, а в конце операции —
с уменьшенным для обеспечения заданной шерохова-
тости.
Скорость рабочего движения определяет про-
изводительность доводки. Оптимальным является по-
вышение скорости до 200 м/мин, дальнейшее повыше-
ние ведет к перегреву деталей. На предварительных
опрациях доводки применяют скорость 40—120 м/мин,
на окончательных — 15—30 м/мин.
Последовательность операции доводки следующая:
правка притиров-дисков (при их износе);
нанесение абразивно-доводочной смеси на прити-
рочный диск;
укладка деталей в сепараторе;
механическая доводка деталей;
удаление с них абразивной смеси;
промывка и контроль деталей.
Притиры правят на специальном станке методом
трех плит.
После правки притиров производится их шаржи-
рование. На рабочие поверхности притиров наносит-
ся равномерный слой абразивной пасты, после этого
верхний притир опускают па нижний, на 5—15 мин
включают станок, при этом абразивные зерна пасты
внедряются в рабочие поверхности притиров.
Рассортированные по размерам детали размещают
в гнездах сепаратора. Три детали размерами на 1—
179
chipmaker.ru
2 мкм больше остальных располагают в гнездах через
120°. На них устанавливают верхний притир и начи-
нают доводку. Продолжительность ее 4—5 мин.
8.4. Полировальные станки
Полирование является заключительной операци-
ей, оно выполняется для удаления неровностей по-
верхности и придания блеска. При полировании до-
стигается шероховатость поверхности /?а=0,16Ч-
-ь0,02, а в отдельных случаях &г=0,14-0,05 мкм.
Выбор способа полирования зависит от материала,
формы, массы детали, исходной шероховатости и тре-
буемого качества поверхности. Механическое абра-
зивное полирование может производиться кругами
и лептами, в барабане, па вибрационных установках
ит. д.
Полирование кругами. Для полирования исполь-
зуются различные виды кругов: тканевые (войлоч-
ные, фетровые, хлопчатобумажные), шлифовальные
лепестковые, гибкие полировальные и др.
Гибкие полировальные круги выполняются на
гибкой вулканитовой (В5), бакелитовой с графитовы-
ми накопителями (Б4), глифталевой (ГФ) и поливи-
нилформалевой (ПФ) связках, характеризующихся
эластичностью, высокой термостойкостью, механиче-
ской прочностью.
Круги на вулканитовой связке производят из нор-
мального и белого электрокорунда, черного и зелено-
го карбида кремния зернистостью 40, 32, 25, 20 и 16.
Круги на бакелитовой связке— из тех же материа-
лов зернистостью М28. Круги на глифталевой связ-
ке — из зеленого карбида кремния зернистостью 5,
М40, М28, М20, М14, а на поливинилформалевой связ-
ке— из того же материала зернистостью 25, 20, 16,
12, 10, 8 и 6.
Степень твердости кругов: па бакелитовой связ-
ке— М3; глифталевой С и СТ; поливииилформале-
вой — не регламентируются; вулканитовой — ГВМ
(гибкий весьма мягкий), ГМ (гибкий мягкий), ГС
(гибкий средний) и ГТ (гибкий твердый).
Лепестковые круги состоят из комплекта гибких
упругих пластин, изготовленных из абразивных шку-
рок. Лепестковые круги выполняются по ГОСТу из
шкурки тканевой и тканевой водостойкой, выпуска-
180
ются с оправкой (КЛО) и без оправки (КЛ). Кроме
того, многие предприятия создают свои конструкции
таких кругов. На рис. 8.3, а приведена одна из них—
плоскопараллельной формы со ступицей (КЛП) из
композита на основе эпоксидной смолы. Круг состоит
из планшайбы 2 и закрепленного в ней набора лепест-
ков 1. Торцовый круг имеет угол поднутрения торца
лепестков 8—10°. При установке круга лепестки раз-
ворачивают в радиальном направле-
нии в сторону вращения на 8—10°.
Плоскопараллельные круги диа-
метром до 500 мм и торцовые до
200 мм целесообразно изготавливать
безарматурпыми (рис. 8.3,6).
С увеличением диаметра и высо-
ты круга повышается производи-
тельность, что требует повышения
мощности и жесткости оборудова-
ния. Увеличение числа лепестков
{за счет увеличения диаметра
и укорачивания лепестка) также
повышает производительность. Од-
нако оно может привести к уплот-
нению круга из-за уменьшенной
деформации лепестка в радиаль-
ном направлении, что в итоге снижает эффектив-
ность.
Повышение угловой скорости и радиальной дефор-
мации лепестков повышает производительность и од-
новременно тепловыделение. Повышенное тепловыде-
ление уменьшает прочность слоя, что приводит к вы-
паданию зерен.
Тканевые полировальные круги в зависимости от
формы обрабатываемой поверхности приходится
обтачивать и профилировать. После обточки и про-
филирования на рабочую поверхность наносят абра-
зивные зерна и закрепляют их методом на-
катки.
Новые круги несколько раз грунтуют клеевым ра-
створом, давая просохнуть каждому слою клея. Затем
проклеенную поверхность смазывают еще одним сло-
ем раствора и сразу же вручную на специальных
станках накладывают абразивные зерна, подогретые
до температуры 40—50°. Накатывание может быть
однослойным и многослойным. При многослойном
а) б)
Рис. 8.3. Полиро-
вальные круги
181
jr.ru
каждый последующий слой наносят после просыха-
ния предыдущего. На войлочные и фетровые круги
первый слой накатывают с применением мездрового
клея, а последующие — жидкого стекла. На хлопчато-
бумажных кругах первый слой зерна можно закреп-
лять на жидком стекле. На бумажных кругах абра-
зивное зерно крепят с помощью силикатного клея.
Накатанные круги сушат в естественных или искусст-
венных условиях.
Количество операций зависит от исходной и тре-
буемой шероховатости поверхности. Предшествующие
полированию операции должны обеспечить точность
формы и размера детали, так как полированием эти
параметры детали не исправляются.
Полирование стальных деталей с исходной шеро-
ховатостью поверхности /?а=2,5 мкм до требуемой
Ra=0,08 мкм производится за три операции. Грубое
(до Ra = 1,254-0,63 мкм) выполняется хлопчатобу-
мажными кругами, накатанными электрокоруидовым
порошком зернистостью 12—8. Предварительное
(Ra=0,634-0,32 мкм) — такими же кругами с по-
рошком зернистостью 6—4. Окончательное (Ra=
0,324-0,08 мкм) — мягкими хлопчатобумажными
кругами с пастой на основе оксида хрома или оксида
железа.
Полирование деталей из цветных сплавов с исход-
ной шероховатостью поверхности Ra—2,5 при требу-
емой /?а==0,08 мкм производится за три операции.
Грубое полирование (до Ra= 1,254-0,63 мкм) ведут
хлопчатобумажными кругами, накатанными зеленым
карбидом кремния зернистостью 12—8 и черным зер-
нистостью 25—16 для меди и 12—10 для латуни.
Предварительное полирование (Ra~0,63-^0,32 мкм) —
хлопчатобумажными кругами, накатанными электро-
корундом зернистостью 6—4 для алюминия, черным
карбидом кремния зернистостью 12—8 для меди и 6—
5 для латуни, либо кругами с пастой на основе окси-
да алюминия зернистостью 5—4 для алюминия, 6—
5 для латуни. Окончательное полирование- (Ra=*
=0,324-0,08 мкм) — кругами с пастой на основе ок-
сида хрома для алюминия и на основе оксида железа
и глинозема для меди и латуни.
Величина припуска зависит от исходной и требуе-
мой шероховатости поверхности и практически со-
ставляет от 0,12 до 0,3 мм.
182
Рабочие скорости вращения кругов зависят от ма-
териала обрабатываемой детали и типа применяемо-
го круга. Для инструментов на связке из животных
клеев их оптимальные значения находятся в пределах
25—40 м/с, а для кругов на силикатных связках — до
45 м/с. Оптимальные скорости лепестковых кругов —
30—50, а инструментов на поропластовых связках —
25—40 м/с.
При полировании стальных деталей скорость кру-
гов составляет 30—35, меди и ее сплавов — 20—30,
алюминия и его сплавов — 18—25 м/с.
Оптимальные давления при полировании круга-
ми — 0,05—0,2 МПа (0,5—2,0 кгс/см2) в зависимости
от обрабатываемого материала и вида операции.
Большое давление применяется для предварительных,
а меньшее для окончательных операций.
Полирование лентами имеет такие достоинства,
как сохранение постоянной скорости резания, возмож-
ность обработки больших поверхностей деталей, без-
опасность работы. Кроме того, не требуется баланси-
ровка и правка инструмента.
В зависимости от технологических параметров
ленты могут работать в различных режимах. Зерна
могут быть жестко закреплены (абразивная лента),
находиться в режиме податливости к самоориентации
(лента с нанесенной пастой). Зерна пасты не только
одинаково самоустанавливаются, но и нивелируют
по высоте и равномерно распределяют между собой
давление.
Абразивные ленты используются для шлифования
и полирования с применением СОЖ, а также всухую.
При ленточном полировании под воздействием на-
грузок происходит удлинение абразивной ленты, что
снижает производительность. Поэтому кроме npojp
ности на разрыв лента характеризуется удлинением
при разрыве.
Различная эластичность лент позволяет применять
их для обработки поверхности фасонного профиля,
труднодоступных мест, узких пазов и т. п.
Кроме абразивных лент для отделочной обработ-
ки иногда используют текстильные полировальные
жгуты, покрытые слоем абразивной пасты. Полиро-
вальные жгуты получили распространение при обра-
ботке дорожек качения колец подшипников.
Самый распространенный вид ленточного полиро-
183
chipmaker.ru
вания— контактное полирование. Эффективность по-
лирования зависит от выбора ленты и контактного
ролика, который воспринимает давление обрабатыва-
емой детали. Ролики выполняются жесткими и элас-
тичными разных диаметров, ширины и формы кон-
тактной поверхности (гладкие и рифленые).
Контактный ролик состоит из корпуса и обода.
Для полирования обод ролика выполняют упругим
(резина, фетр, пластмасса и др.). При полировании
обычно применяют ролики с гладкой поверхностью.
Ролики с резиновым ободом, имеющими спиральные
ребра, увеличивают срок службы ленты, улучшают
условия очистки ее от шлама. Для уменьшения шума
на некоторых роликах впадины между выступами за-
полняют пористой пластмассой.
Скорость движения ленты в большинстве случаев
составляет 10—40 м/с. Наибольший съем металла
происходит при скорости лент на клеевой связке от
17 до 27 м/с, а на полимерной — от 20 до 30 м/с.
При черновом полировании с увеличением нагруз-
ки скорость движения ленты несколько снижают. При
чистовом — повышают до верхнего предела. При об-
работке вязких и твердых материалов устанавливают
меньшую скорость движения ленты. При засалийАйии
ленты необходимо уменьшить скорость.
Глубина обработки оказывает влияние на ее ка-
чество. С увеличением глубины съем металла возра-
стает, стойкость ленты уменьшается, снижается точ-
ность. При однопроходном полировании наибольшая
точность достигается при глубине обработки 10—
15 мкм. При глубине менее 10 мкм происходит поли-
рование неровностей, что приводит к повышению раз-
броса размеров.
При малом давлении — 0,035 МПа (0,35 кгс/см2) —
наблюдается быстрое затупление режущего слоя, при
большом — 0,09 МПа (0,9 кгс/см2) — образуются
прижоги. Оптимальные производительность, качество
поверхности и стойкость ленты достигаются при
удельном давлении 0,05—0,75 МПа (0,5—0,75 кгс/см2).
Шероховатость поверхности зависит от зернистос-
ти ленты, режима работы и других факторов. Так,
при зернистости лент 50—25 Raw 0,63 мкм, при зер-
нистости 16—5 Ra^0,16 мкм, а при зернистости 4—
М40 Rti^0,08 мкм.
Абразивные ленты на тканевой и бумажной осно-
184
вах с зерном из нормального и белого электрокорунда,
черного и. зеленого карбида кремния применяют для
полирования деталей из стали, чугуна и цветных
сплавов. Лентами на сарже с двойной насыпкой зер-
на зеленого карбида кремния полируют детали из
титановых сплавов. В массовом производстве при об-
работке коленчатых валов, шипов крестовины карда-
на и других широко используют алмазные ленты на
эластичных связках. Трудно обрабатываемые быстро-
режущие и инструментальные стали целесообразно
полировать эльборовыми лентами.'
Применение СОЖ в основном ухудшает качество
полируемых поверхностей, сокращает время'обработ-
ки и увеличивает срок службы ленты. При полирова-
нии трудно обрабатываемых сталей, например нержа-
веющих, применяют СОЖ на масляной основе с ак-
тивными добавками серы и хлора. При обработке
чугуна—водные растворы с присадками тринатрийфос-
фата и азотнокислого натрия. Неметаллические мате-
риалы полируются всухую. Для тонкого полирования
используют густую консистентную смазку или смазку
с абразивом.
8.5. Профилешлифовальные станки
Профильное шлифование по сравнению с другими
видами имеет невысокую производительность, поэто-
му в серийном и массовом производствах универсаль-
ные профилешлифовальные станки применяют крайне
редко. При необходимости создают специальные про-
филешлифовальные станки (например, для обработки
кулачков, беговых дорожек колец подшипников и др.).
Сравнительно невысокая производительность процес-
са обусловлена и малой мощностью профилешлифо-
вальных станков, неавтоматизированностью цикла
обработки на большинстве станков (за исключением
станков с ЧПУ), низкой скоростью перемещений по
контуру, большой продолжительностью вспомогатель-
ных операций.
При обработке на оптических профилешлифоваль-
ных станках с экраном единственным управляющим
звеном является оператор. Недостаточная чувстви-
тельность органов зрения требует усиления входящих
сигналов — оптического увеличения, которое связано
с уменьшением габаритов обработки. Психологиче-
185
chipmaker.ru
ские и физиологические особенности человека накла-
дывают ограничение на скорость управления, поэто-
му ее повышение связано с увеличением его погреш-
ности. В зависимости от геометрии обрабатываемого,
профиля оператор может обеспечить скорость движе-
ния по контуру в пределах 1—3 м/мин.
В профилешлифовальных станках с пантографом
процесс управления проще. Задача сводится к веде-
нию щупа по жесткому копиру. В таком случае ско-
рость управления на точность не влияет, однако здесь
возникает проблема обеспечения плавности ведения
круга. Скачкообразность такого ведения приводит к
неравномерной подаче, колебанию сил шлифования,
что отражается на шероховатости обработанной по-
верхности и погрешностях обработки.
Правку, как и ориентацию шлифовального круга,
па многих станках выполняют вручную, исключение
составляют станки с ЧПУ. Для профилирования шли-
фовальных кругов из электрокорунда на керамиче-
ской связке применяют различные правящие инстру-
менты — как алмазные, так и безалмазные. Напри-
мер, алмазные карандаши марки Ц6 с алмазами,
расположенными цепочкой, используют для профили-
рования кругов по прямолинейным или пологим кри-
нолинейным участкам. Алмазы в оправе или алмаз-
ные иглы марок И1 и И2 применяют для профилиро-
вания шлифовальных кругов по дуговым
и прямолинейным участкам при высоких требовани-
ях к шероховатости и точности обработки. Фасонные
ролики (стальные, твердосплавные и алмазные)
предназначены для правки кругов по сложному про-
филю, главным образом в условиях серийного произ-
водства. Правильные устройства, использующие ал-
мазные карандаши, иглы или алмазы в оправе, со-
здают для прямолинейной правки, правки по дуге
окружности, универсальные (правки дуг и прямых)
и работающие по копиру.
Значительное количество времени при обработке
заготовок на оптических станках тратится на переста-
новку заготовки по мере обработки каждого ее участ-
ка. Заготовку необходимо перемещать по двум коор-
динатам с довольно большой точностью.
Особое место занимает подготовка исходного кон-
тура, который для оптических станков вычерчивают
в увеличенном масштабе, что удобно при небольшой
186
8.1. Дефекты профильного шлифования и способы их устранения
Дефект Возможные отклонения при выполнении техноло- гической операции и причины их возникно- вения Способ устранения
Повышенная Завышенная ско- Применять круги с
шероховатость рость ведения круга по контуру при шли- фовании крупнозерни- стыми кругами мелкой зернистостью и уменьшать скорость ведения круга
Образование Дисбаланс и износ Отбалансировать и
волн по образую- щей профиля шлифовального круга произвести правку круга '
Прижоги Завышенная твер- дость, пониженная по- ристость круга; заса- ливание круга при по- вышенном режиме шлифования мелко- зернистыми кругами Применять крупно- зернистые мягкие с повышенной пори- стостью круги, произ- вести правку круга, снизить режим шли- фования
Осыпание шли- Несоответствие ма- Применять круги из
фовального круга териала круга (зани- соответствующего ма-
женная твердость) териала (более твер-
Оптические станки Дые)
Повышенная по- Повышенная по- Отрегулировать оп-
грешность разме- грешность, изображе- тическую систему
ров обрабатывав- ния оптической систе- (производит изготови-
мой детали мы и выполнения эта- лонного чертежа, по- ниженная кратность увеличения оптиче- ской системы тель станка), повы- сить точность выпол- нения чертежа, приме- нять повышенную кратность увеличения (в станках, имеющих сменные объективы)
Отсутствие рез- Заготовка вне пре- Отрегулировать вы-
кости изображе- дела фокусного рас- соту стола изделия,
ния на экране стояния оптической системы, неправиль- ное положение лампы осветителя, высокая шероховатость по- верхности заготовки при работе в отражен- ном свете Станки с пантографе! отцентрировать нить лампы, отшлифовать поверхность заготовки и
Повышенная по- Неправильный мае- Привести в соответ-
грешность разме- штаб пантографиро- ствие масштаб панто-
ров обрабатывав- вания, несоответствие графирования в ради-
мой детали радиуса правки круга ус правки круга
187
r.ru
Продолжение табл’. 8.1
Дефект Возможные отклонения при выполнении техноло- гической операции и причины их возникно- вения Способ устранения
Искажение фор- Неправильное соот- Отрегулировать
мы обрабатывав- ношение плеч панто- пантограф (произво-
мого профиля (вы- пуклость и вогну- тость) графа Станки с ЧПУ дит изготовитель стан- ков)
Повышенная по- Неправильный рас- Уточнить програм-
грешность разме- чет программ, несо- му, отрегулировать
ров обрабатывав- ответствие величины величину радиуса
мой детали радиуса круга про- граммируемой величи- не, износ алмаза для правки круга правки круга, откор- ректировать положе- ние вершины алмаза
номенклатуре изделий. Затруднения встречаются при
вычерчивании профилей, содержащих геометрические
элементы значительных размеров при увеличении по-
следних в 50 раз. Изготовление копиров для профиле-
шлифовальных станков — очень трудоемкая опера-
ция, поскольку их иготовляют в увеличенном масшта-
бе с высокой точностью.
Трудоемкость составления программ для станков
с ЧПУ при сравнительно простых геометрических эле-
ментах (прямых, дугах окружностей) небольшая, для
этого достаточно настольных клавишных счетных ма-
шин. Более сложная задача — аппроксимация дугами
окружностей других кривых, например, элементов
эвольвентного зацепления. В этих случаях целесооб-
разно использовать ЭВМ.
Ниже в табл. 8.1 приведены наиболее часто встре-
чающиеся дефекты профильного шлифования и спо-
собы их устранения.
8.6. Зубошлифовальные станки
Перед наладкой зубошлифовального станка следу-
ет подобрать характеристику (абразивный материал,
зернистость, твердость и т.д.) инструмента и режимы
188
обработки, исходя из которых рассчитывают частоту
вращения круга. Затем (в зависимости от характери-
стики обрабатываемого зубчатого колеса и принятого
метода шлифования) перед наладкой станка необхо-
димо рассчитать настройку гитар сменных зубчатых
колес привода различных, но строго согласованных
движений его узлов.
Для зубршлифовального станка, работающего по
методу копирования, следует:
настроить по шаблону устройства правки, обеспе-
чивающие получение на круге профиля впадины меж-
ду зубьями колеса;
установить шлифовальный круг требуемой харак-
теристики и проправить его;
настроить автоматический цикл работы станка,
обеспечивающий: возвратно-поступательное движение
шлифовальной бабки вдоль направления зуба; подачу
шлифовальной бабки на глубину обработки периоди-
чески за каждый двойной ход; поворот заготовки на
заданный угол после шлифования контура каждой
впадины между зубьями и выхода из нее круга; прав-
ку круга перед шлифованием следующей поверхности
впадины;
установить заготовку колеса в приспособление
и закрепить;
выполнить пробное шлифование, измерить обрабо-
танные зубья по профилю, шагу и шероховатости;
в случае отклонений — откорректировать настройку
устройства правки, гитар привода узлов.
Для станков, шлифующих зубья колеса методом
обката двумя тарельчатыми или одним коническим
кругом, необходимо после установки и правки кругов
настроить автоматический цикл станка, обеспечиваю-
щий: возвратно-поступательное движение шлифоваль-
ной бабки вдоль направления зуба; поворот заготовки
колеса вокруг своей оси на бабке изделия с одновре-
менным прямолинейным перемещением ее в одну сто-
рону для шлифования левой (или правой) стороны
зуба; поворот заготовки колеса с одновременным пря-
молинейным перемещением ее в другую сторону для
шлифования правой (или левой) стороны соседнего
зуба; делительный поворот заготовки на заданный
угол после шлифования поверхности каждой впадины
между зубьями и выхода из нее кругов; правку кругов
перед шлифованием следующей поверхности впадины.
189
После этого необходимо установить заготовку, про-
шлифовать, выполнить измерение зуба.
Для станков, шлифующих зубья методом обката
абразивным червяком, после установки и правки кру-
га необходимо: закрепить на поворотном столе бабки
заготовку колеса; повернуть суппорт червяка на угол
так, чтобы направление витка червяка совпало с на-
правлением зуба колеса; установить скорость враще-
ния червяка и настроить кинематическую цепь деле-
ния, обеспечивающую вращение червяка и стола в со-
ответствии с передаточным отношением, определяе-
мым числом заходов червяка и количеством зубьев
шлифуемого колеса; настроить требуемую величину
вертикальной подачи червяка и установить на глуби-
ну шлифования, после чего произвести пробное шли-
фование с измерением зубьев.
При шлифовании косозубых колес необходимо на-
строить механизм дифференциала, обеспечивающий
дополнительное вращение нарезаемого колеса при пе-
ремещении шлифовальной бабки.
Контроль зубчатых колес в процессе наладки осу-
ществляется с помощью различных измерительных
устройств. Так, отклонения окружного шага проверя-
ются прибором шагомером. Неравномерность шага
определяют по разности показаний, а за погрешность
принимают наибольшую разность двух соседних ша-
гов. Контроль радиального биения, т. е. расстояние от
постоянных хорд зубьев (или впадин) колеса до оси
вращения, выполняется посредством прибора, назы-
ваемого биениеметром. На приборе биение определя-
ется разностью показания индикатора. Для контроля
конических колес измерительное устройство прибора
поворачивается на половину угла делительного ко-
нуса.
Толщину зуба измеряют тангенциальным зубоме-
ром или штангензубомером. Контроль погрешности
профиля зуба, т. е. расстояния по нормали между дву-
мя теоретическими профилями зуба колеса, ограничи-
вающими действительный профиль в пределах его
рабочего участка, производится эвольвентомером. Кон-
троль отклонений длины общей нормали, определяе-
мых разностью между наибольшей и наименьшей дли-
ной общей нормали в одном и том же зубчатом колесе,
осуществляется прибором — нормалемером или зубо-
мерным микрометром с тарельчатыми губками.
190
Основные неполадки при работе зубообрабатыва-
ющих станков, в том числе и зубошлифовальных:
неравномерная толщина зубьев по длине — конусо-
образность; необходимо устранить отклонения от па-
раллельности оправки заготовки к направляющим
суппортной стойки или устранить их выработку;
отклонения от параллельности направления зубь-
ев относительно оси колеса или неправильный угол
наклона зубьев косозубых колес; нужно правильно на-
строить гитары деления или дифференциала; устра-
нить отжим заготовки во время обработки зубьев;
чрезмерная разность между замеренными окруж-
ными шагами зубьев колеса или большая накоплен-
ная погрешность шага; следует увеличить жесткость
крепления заготовки на оправке, устранить радиаль-
ное и торцовое биение заготовки, инструмента или чер-
вяка, вращающего стол станка; обеспечить нормаль-
ный зазор в зацеплении зубьев гитары деления;
чрезмерная погрешность основного шага; в случае,
если он является одинаковым по всем зубьям, направ-
ленным в одну и ту же сторону, следует проверить пра-
вильность геометрии абразивного червяка по углам
исходного профиля и подъема винтовых канавок,
уточнить угол поворота суппорта; в случае, если ос-
новной шаг у разных зубьев отклоняется от теорети-
ческого на разные величины, следует устранить не-
поладки (см. п. 3);
погрешности профиля зубьев; необходимо выпол-
нить работы по устранению неполадок, указанных
в п. 3 и 4;
чрезмерные колебания межцентрового расстояния
на один оборот колеса; следует устранить большую
разность окружного шага (см. п. 3) или устранить
возможную эксцентричную установку зубчатого коле-
са при проверке на приборе.
8.7. Резьбошлифовальные станки
Наладку резьбошлифовального стайка следует на-
чинать с детального ознакомления с чертежом, его
техническими условиями и технологией обработки за-
готовки. Необходимо тщательно проверить состояние
заготовки, обратив особое внимание на подготовку
центровых отверстий, от чего в большей степени зави-
сит получение качественной резьбы. Заготовки с не-
191
chipmaker.ru
соосными или забитыми центровыми отверстиями,
имеющими неправильный угол конуса или увеличен-
ную шероховатость его поверхности, должны быть
изъяты. У годных заготовок центровые отверстия дол-
жны быть протерты и смазаны. Затем подбирают нуж-
ный вспомогательный инструмент (хомутик, поводок,
ключ и т. д.), измерительный инструмент (резьбовые
кольца, резьбовой микрометр и т. д.) и режущий ин-
струмент.
Шлифовальный круг для обработки резьбы опре-
деленного шага оператор подбирает по технологичес-
кой карте или карте наладки. При этом кроме шага
резьбы принимают во внимание марку стали, из кото-
рой изготовлена заготовка, ее термообработку, твер-
дость и т. д., а также требуемую точность и шерохова-
тость поверхности шлифуемой резьбы в соответствии
с технологией шлифования (см. гл. I).
Перед началом однопрофильного резьбошлифова-
ния в одну сторону заготовок, имеющих резьбу, обра-
ботанную без совмещения начала нарезки с базами,
производят согласование резьбы относительно поло-
жения поводкового хомутика с помощью специального
приспособления. После этого шлифовальный круг ус-
танавливают на угол подъема обрабатываемой резьбы
перемещением поворотной части шлифовальной бабки
по ее направляющим, пользуясь специально отградуи-
рованной шкалой. При обработке на валах резьб
с правым направлением витка резьбы (правых резьб)
поворотную часть шлифовальной бабки перемещают
по часовой стрелке, если смотреть на нее с рабочего
места. При обработке левых резьб поворотную часть
шлифовальной бабки поворачивают против часойой
стрелки. Значение угла подъема <р, на который необ-
ходимо установить шлифовальный круг, определяют
по формуле
где р— шаг резьбы, мм; d2 — средний диаметр резь-
бы, мм.
При однопрофильном шлифовании резьбы в обе
стороны настраивают механизм компенсации зазоров
таким образом, чтобы обеспечить при обратном ходе
стола совмещение профиля шлифовального круга
с профилем резьбы, обработанной при предыдущем
192
проходе (при несовпадении этих профилей будет за-
нижен средний дйАметр остроугольной резьбы).
В червячных передачах,' получивших распростра-
нение в машиностроении, наиболее часто используют
червяки с архимедовым профилем. Для шлифования
профиля резьбы у таких червяков с углом подъема
винтовой линии до 5—6 ° кроме общей наладки станка
Необходима наладка устройства для правки в связи
с дополнительным профилированием круга. Для этого
В устройстве правки устанавливают третий алмазный
инструмент (в многоинструментальных устройствах)
или особо регулируют алмазный инструмент (в одно-
йлмазных устройствах).
Для шлифования многозаходных цилиндрических
резьб на шпинделе передней бабки устанавливают де-
лительный диск с фиксатором, обеспечивающий пово-
рот заготовок на заданный угол при делении.
При шлифовании зубьев инструмента (метчиков,
червячных фрез и др.) с затылованным профилем не-
обходимо дополнительно наладить механизм затыло-
вания, обеспечивающий получение на инструменте
заднего угла резания.
Конические резьбы с конусностью 1:50 и 1:16
(резьба Бриггса) в основном применяют в станкостро-
ении и машиностроении, где необходимо получить гер-
метичность без применения специальных уплотняю-
щих материалов. Резьбы с конусностью 1 :50 чаще
всего применяют у маточных метчиков для обеспече-
ния плавного захода при нарезании резьбы заборного
конуса.
Конические резьбы шлифуют только в одну сторо-
ну, обычно в сторону подъема копира, так как в слу-
чае шлифования резьбы в обратную сторону затруд-
нена выборка зазоров, образующихся в механизмах
затылования и поперечной подачи. Шлифовать кони-
ческую резьбу смещением задней бабки станка не ре-
комендуется. Допускается смещение опорного центра
задней бабки при шлифовании конической резьбы
с конусностью не более 1: 50.
При наладке станка для шлифования конической
резьбы в формулу для расчета угла наклона шлифо-
вального круга подставляют величину среднего диа-
метра резьбы, расположенной в середине резьбовой
части детали:
193
chipmaker.ru
Я ____^гваиб + ^анаим
ы2ср ~ ,
где d2 Наиб и d2 Наим — средний диаметр-резьбы у боль-
шого и малого торца заготовки соответственно.
При обработке иа универсальных резьбошлифо-
вальных стайках основными неполадками являются:
занижение среднего диаметра при шлифовании
остроугольной резьбы вследствие неправильно подоб-
ранного по твердости шлифовального круга; имеет ме-
сто засаливание круга; необходимо применить более
мягкий круг;
‘ наличие ошибки шага резьбы при шлифовании из-
за некачественных центровых отверстий в заготовке
или ввиду больших осевых зазоров в подшипниках
шпинделей шлифовальной и передней бабок; требует-
ся исправить центровые отверстия (притиркой) или
устранить осевые зазоры в шпинделях бабок;
при шлифовании резьбы на ее поверхности появля-
ются следы (дробление) вибрации узлов станка; нуж-
но повторно отбалансировать шлифовальный круг
с планшайбой и одновременно выбрать зазоры в под-
шипниках шлифовальной и передней бабок.
Контрольные вопросы
1. По каким параметрам подбираются суперфинишные
бруски?
2. Какие параметры определяют процесс суперфиниширова-
ния?
3. Как налаживается суперфинишный станок для колец под-
шипников?
4. Как подбираются режимы доводки?
5. Как надо наладить ход хонинговальной головки, чтобы
обеспечить исправление погрешности формы отверстия в про-
дольном сечении?
6. Какие инструменты применяются при полировании и осо-
бенности их работы?
7. Как производится подготовка исходного контура на опти-
ческих профилешлифовальных станках?
8 В чем заключается наладка зубошлифовальных станков,
работающих по методу копирования?
9. Как рассчитывается угол подъема резьбы при резьбошли-
фовании?
ГЛАВА 9. ЭКСПЛУАТАЦИЯ ШЛИФОВАЛЬНЫХ
СТАНКОВ
9.1. Транспортирование и монтаж станков
Основными требованиями, предъявляемыми к та-
ре для перевозки станков и другого оборудования, яв-
ляются: прочность, простота конструкции, возмож-
ность выполнения погрузочно-разгрузочных работ как
вручную, так и с применением средств механизации,
обеспечение сохранности при транспортировании
и длительном хранении. Степень защиты оборудова-
ния от повреждений определяется видом упаковки,
предохраняющей оборудование от ударов, толчков
и воздействия окружающей среды.
Основным и наиболее универсальным видом упа-
ковки для оборудования, перевозимого по железной
дороге, речным, морским и автомобильным транспор-
том, являются деревянные ящики, плотные или решет-
чатые, разового или многоразового использования,
выполненные в соответствии с ГОСТ 10198—78. Тран-
спортировать оборудование па короткие расстояния
(до 300 км) автомобильным транспортом можно без
упаковки. В этом случае оборудование укрывается
специальным чехлом или пленкой.
В качестве примера на рис. 9.1, а показан деревян-
ный сборно-разборный ящик с узлами станка 6, уста-
новленными с помощью болтов 7. Ящик состоит из са-
лазок 5, включающих опорные брусья и пол, и щи-
тов: боковых 8, торцовых 1 и верхнего 9. Каждый щит
собирается из стоек 3 и брусьев 4 с раскосами 2, об-
разующих жесткую раму, на которую прибиваются
обшивные доски.
Для защиты от попадания влаги щиты с внутрен-
ней стороны покрываются рубероидом или пергами-
ном 10. Для надежной защиты от влаги оборудование
закрывается чехлом из полимерной пленки, а для по-
глощения влаги в чехол укладывается силикагель.
Соединение между собой щитов и салазок осуществля-
ется посредством стяжек 11, обеспечивающих сбор-
ку— разборку ящика в минимальное время. На внеш-
ней стороне щитов ящика наносятся предупредитель-
ные знаки, показанные на рис. 9.1,6, определяющие
особенности и условия транспортировки. Поскольку
при транспортировании ящик несет основную нагруз-
195
I chipmaker.ru
1
196
ку, размеры его брусьев и досок определяются соот-
ветствующими расчетами. Многооборотная тара тре-
бует возврата ее на завод-изготовитель оборудования.
Для экономии места порожний ящик разбирается
и складывается в штабель. Отдельные детали ящика
крепятся проволокой 21 (рис. 9.1, в). По прибытии на
завод ящик снова собирается.
Для отгрузки крупногабаритных станков применя-
ют облегченную упаковку «под колпаком». При такой
конструкции тары основную нагрузку несет не упаков-
ка, а сам станок. Ящик только предохраняет станок от
механических повреждений и коррозии. В этом слу-
чае в станину станка ввертываются рым-болты, которые
выводят за упаковку. За них производится запалива-
ние при погрузочно-разгрузочных работах.
Способы монтажа станков. Монтаж станков влияет
на основные показатели работоспособности: точность
обработки и качество обрабатываемой поверхности,
сохранение точности во времени, производительность.
Для нормальной работы шлифовальных станков боль-
шое значение имеет правильно изготовленный фунда-
мент. Назначение фундамента — воспринимать вес
машины и равномерно передавать его на грунт, вос-
принимать и гасить колебания, возникающие в станке,
а также предохранять станок от внешних колебаний.
Поэтому станки устанавливают на твердое основание
с большой площадью. Такое основание-фундамент из-
готовляют обычно из бетона или железобетона.
Оборудование может быть смонтировано как на
индивидуальных фундаментах, так и на общей бетон-
ной плите. Обычно на индивидуальные фундаменты
ставят тяжелое (массой более 5 т) и прецизионное
(особо точное) оборудование. Индивидуальные фун-
даменты бывают простыми — в виде толстой местной
плиты — и сложными — с металлическим каркасом,
подземными туннелями и приямками. Толщину фунда-
мента определяют в зависимости от качества грунта,
веса и условий работы станка. Для крепления обору-
дования на фундаменте используют подливку цемент-
Рис. 9.1. Тара для перевозки станков:
о — сборно-разборный ящик, б — предупредительные знаки: /2 — осторож-
но, хрупкое, 13 — крюками непосредственно не брать, 14 — верх не канто-
вать, 15 — боится нагрева, 16 — упаковка в тропическом исполнении, 17 —
герметическая тара, 18 — центр масс, 19 — боится сырости, 20 — место стро-
повки. в — штабель из разборных ящиков
197
chipmaker.ru
ного жидкого раствора, анкерные или заливные фун-
даментные болты различных форм. Фундаментные бол-
ты применяют тогда, когда только подливка
цементного раствора оказывается недостаточной.
На рис. 9.2 показаны способы установки и закреп-
ления оборудования на фундаменте. Анкерный болт 4
(рис. 9.2, а), у которого плита 7 находится в отвер-
стии фундамента 6, при необходимости может быть
опущен до упора его головки в дно отверстия, благо-
даря чему верхний конец болта не будет выступать
и мешать перемещению оборудования. Винт 1 служит
для изменения положения по высоте станка 3 и ис-
пользуется в сочетании с прокладками 2. Здесь же
применена подливка цементного раствора 5 после вы-
верки и установки. Хорошо приготовленный раствор
обеспечивает плотное соединение опорной плоскости
станины с поверхностью фундамента.
На рис. 9.2, б показан заливной болт 8, наглухо
(после установки) залитый в фундамент. Этот болт
нельзя вынуть из отверстия или опустить при переме--
щении оборудования. Глухие заливные болты приме-
няют для соединения с фундаментом тех машин, ко-
торые работают спокойно, без ударов или резких толч-
ков.'Их заливают в фундаменте как до, так и после
монтажа оборудования. В первом случае требуется
очень точная (в пределах ±1 мм) установка по шаб-
лону болтов в фундаменте и их заливка цементным
раствором, с тем чтобы обеспечить попадание болтов
в соответствующие отверстия в станине станка. Во
втором случае задача упрощается. В фундаменте за-
ранее изготовляют отверстия (ЮОХЮО мм, глубиной
300—400 мм) под заливные болты. После монтажа
и установки оборудования в отверстия станины и фун-
дамента заводят болты и затем заливают их цемент-
ным раствором. Положение оборудования по высоте
регулируют с помощью специальных башмаков, у ко-
торых клиновая часть 9 (см. рис. 9.2, б) может пере-
мещаться от винта /0, или (рис. 9.2, в) с помощью
подкладок // и клиньев 12. Горизонтальность опор-
ных поверхностей станин, шпинделей и прочих узлов
определяют по уровню. Изготовление фундаментов
для станков и вспомогательных устройств, например
загрузочных, с разметкой необходимых отверстий под
заливные и анкерные болты производится по фунда-
ментному чертежу.
198
Для оборудования, устанавливаемого на бетонный
фундамент (плиту), рекомендуются цанговые фунда-
ментные болты (рис. 9.2, г). В бетонном основании
сверлят отверстие диаметром, равным диаметру цан-
ги 15. Вместо деревянной шашки-кубика вставляют
Рис. 9.2. Способы установки и закрепления оборудования
на фундаменте
аналогичный по размерам металлический кубик 13
с отверстием, обеспечивающим проход фундаментного
болта 14. После установки оборудования фундамент-
ный болт затягивают. Цанга надежно обеспечивает
крепление оборудования к фундаменту.
Применяют также различные конструкции вибро-
изолирующих опор и ковриков (рис. 9.3). Серийно вы-
пускаются резинометаллические виброизолирующие
опоры и резиновые виброизолирующие коврики, кото-
рые используются при бесфуидаментной установке
199
chlpmaker.ru
станков, имеющих отношение длины станины к высо-
те сечения, равное 4 : 5, и массу до 10—15 т. На рис.
9.3, а, б показаны опоры типа ОВ-ЗО и ОВ-31, состоя-
щие из специальной гайки 3, соединенной с верхней
крышкой опоры 1 с помощью гофрированной пружи-
ны 2, которая не допускает проворачивания относи-
тельно опоры, но не препятствует ее поступательному
перемещению при ввинчивании болта. При наличии
у станка опорных лап или ниш с отверстиями приме-
няют проходные болты (см. рис. 9.3,а), а при отсут-
ствии отверстий — опорные болты (см. рис. 9.3,6),
Рис. 9.3. Виброизолирующие опоры и ковршу!
При монтаже станка,на виброизолирующих опорах не
допускается установка простановочных втулок меж-
ду опорной поверхностью станины и верхней частью
опоры, так как при этом снижается устойчивость
станка. Необходимо надежно закреплять контргайки
4 на опорах, повторно выверять станок по ур'овню че-
рез три-четыре дня после его установки на опоры.
Резиновые виброизолирующие коврики типа КВ1
и КВ2 (рис. 9.3, в) предназначены для монтажа стан-
ков с применением железобетонных фундаментов, од-
нако возможна установка ковриков непосредственно
под Станки. В этом случае регулирование по высоте
на прокладках проводят клиновум башмаком или
винтом. Допускается использовать в качестве прокла-
док маслобензостойкую техническую листовую резину
средней и повышенной твердости.
При производстве фундаментных работ необходи-
мо учитывать прокладку коммуникаций гидравлики,
электрики, сжатого воздуха и смазочно-охлаждающей
жидкости (СОЖ). Современные шлифовальные стан-
200
ки являются сложными автоматизированными агре-
гатами. Они часто оснащаются отдельными электро-
шкафами, гидростанциями и специальными загрузоч-
ными устройствами, индивидуальным^ установками
подачи СОЖ, которые соединены со стайдом в еди-
ный комплекс. Расстановка всех перейЙЛенных уст-
ройств у станка, их взаимные связи, а также точки
подвода энергии (электричества, сжатого воздуха
и СОЖ) указываются на плане фундамента станка
и его загрузочных устройств. Обязательно проводятся
работы по заземлению’станков в соответствии с уста-
новленными нормами.
Перед монтажом станков особое внимание необхо-
димо уделить правильности их распаковки и транс-
портирования. Распаковывать станок следует в цехе,
где он будет установлен, и желательно на площадке,
обслуживаемой подъемным краном. Упаковочная
пленка снимается перед самым монтажом. Транспор-
тируют станок в распакованном виде согласно схеме,
имеющейся в руководстве по эксплуатации. Грузо-
подъемность подъемных средств, канатов и тросов дол-
жна соответствовать весу машины, указанному в ру-
ководстве и на упаковочном ящике. При транспорти-
ровкё необходимо предохранять от повреждений
кожухи и выступающие части станка. Для этого под
канаты в соответствующие места устанавливают вой-
лочные прокладки или деревянные бруски с войлоч-
ными прокладками. При отсутствии кранового обору-
дования транспортировку производят на катках, под-
кладываемых под основание станины, или на метал-
лических листах с помощью тягача.
Установленный на подготовленный фундамент ста-
нок подлежит выверке в продольном и поперечном
направлениях с помощью уровня, помещаемого на
базовые поверхности (платики) станка. Уровень при-
меняют с ценой деления 0,02 мм на 1 м. Загрузочные
устройства монтируют на фундаменте в соответствии
с установочным чертежом руководства. Загрузочные
и транспортные устройства к станкам, работающим
напроход, должны тщательно выставлять в попереч-
ном направлении. Это особенно важно при последо-
вательной работе двух и более станков. Тогда приме-
няют выверку положения всех станков и загрузочных
устройств посредством натянутой струны (тонкой
проволоки) и оси линии транспортирования детали.
201
r.ru
9.2. Характер и виды технического
обслуживания
Система технического обслуживания металлоре-
жущего оборудования является частью принятой си-
стемы ППР, цель которой предотвратить или свести
к минимуму его простои, обеспечить нормальную ра-
ботоспособность в течение всего срока службы.
Система технического обслуживания включает вы-
полнение следующих мероприятий: снабжение заго-
товками, инструментом, оснасткой, маслами, СОЖ
и т. д.; работы по загрузке заготовок, ежедневному
смазыванию, доливке СОЖ, уборке стружки, чистке
оборудования и т. п.; своевременное выявление и
предупреждение неисправностей; устранение простей-
ших отказов путем замены или восстановления отка-
завших деталей и сборочных единиц.
Техническое обслуживание оборудования должно
быть плановым. Практика эксплуатации подтвержда-
ет, что неплановое обслуживание приводит к резкому
возрастанию отказов оборудования, снижению его
долговечности и к общему росту производственных
затрат. Техническое обслуживание включает техни-
ческую подготовку к работе, техническое обслужива-
ние при использовании, активное наблюдение за ра-
ботой, предупредительные мероприятия и восстанов-
ление работоспособности отказавших элементов.
Подготовка станочного оборудования к пуску.
В начале рабочего дня персонал выполняет пуск каж-
дой единицы оборудования в такой последовательно-
сти: осмотр на отсутствие внешних видимых неисправ-
ностей (поломок, трещин, течи масла и т. д.); провер-
ка исходного положения всех механизмов станков
и агрегатов линии; проверка уровня масла по масло-
указателям в баках, резервуарах, бачках для смазки
и т. д.; проверка состояния режущих инструментов;
ознакомление с записями в журнале работы (для ав-
томатических линий), сделанными наладчиками пре-
дыдущей смены, и при необходимости устранение от-
меченных неполадок; смазывание оборудования
в соответствии с картой обслуживания системы сма-
зывания; проверка отключения вводного автомата
кнопкой «Аварийный стоп»; подача звукового (или
светового) предупредительного сигнала перед запус-
ком электродвигателей; пуск оборудования на холо-
202
стом ходу или в наладочном режиме, проверка дав-
ления в агрегатах гидросистемы, включение системы
смазывания, проверка работы охлаждения, устране-
ние замеченных неполадок; включение электродвига-
телей на 5—10 мин перед пуском оборудования на
автоматический цикл; включение системы смазки
за 20 мин до начала работы станков, имеющих гидро-
динамические подшипники; проверка запаса загото-
вок с учетом графика их доставки; включение в рабо-
ту оборудования.
Межсменную передачу автоматизированного обо-
рудования, в том числе линии, следует производить
в рабочем состоянии или при коротких остановках.
При межсменной передаче нельзя вырабатывать полу-
фабрикаты с рабочих и холостых позиций, а также
снимать настроенные инструменты.
При остановке линии в конце смены необходимо
подать команду «Предварительный стоп», либо не по-
давать команду на начало следующего цикла. После
остановки агрегатов линии в исходном положении не-
обходимо снять напряжение.
Изделия, забракованные контрольными автомата-
ми и контролерами ОТК, должны быть тщательно пе-
репроверены при сдаче оборудования сменщику с це-
лью отделения окончательного й исправимого брака.
Окончательный брак после соответствующего офор-
мления передают в изолятор. Исправимый брак обыч-
но исправляют в наладочном режиме на обслуживае-
мом оборудовании.
Перед окончанием смены должны быть проведены
все работы по уборке оборудования, не связанные
с его остановкой. При большом количестве стружки,
особенно чугунной, необходимо остановить оборудо-
вание и очистить его.
Подготовка заготовок. Заготовки доставляет к обо-
рудованию транспортный рабочий в унифицированной
оборотной таре определенной емкости, обеспечиваю-
щей использование погрузчиков и многоярусное хра-
нение в штабелях и стеллажах. Качество заготовок
проверяет ОТК. Заготовки, отвечающие установлен-
ным техническим требованиям, снабжают сертифика-
том качества.
Рабочий-станочнин, наладчик или оператор в тече-
ние смены обязаны убеждаться, что заготовки посту-
пают вовремя и в требуемом объеме, а также перио-
203
chipmaker.ru
дически проверять качество заготовок на соответствие
техническим требованиям. При нарушении графика
доставки или неудовлетворительном качестве загото-
вок станочник '(оператор, наладчик) должен довести
это до сведения мастера, а тот — руководству цеха
и поставщику,
Обслуживание системы смазывания. Такое обслу-
живание оборудования заключается в замене отрабо-
танных масел '(слив отработанного масла из объема,
его промывка й чистка, заполнение свежим маслом,
пополнение масла в резервуарах), периодическом сма-
зывании оборудования, сборе и сдаче отработанных
масел, периодическом лабораторном контроле качест-
ва рабочих масел. Смазывание оборудования в цехе
производится по специальному графику. Для каждой
единицы оборудования имеется карта смазывания.
Ежедневное смазывание оборудования и контроль за
исправностью состояния системы смазывания . прово-
дят станочники, операторы и наладчики. Доставку
масел к рабочим точкам, долив резервуаров и заме-
ну отработанных масел выполняют смазчики. В резер-
вуары масло доливают в случае естественного паде-
ния уровня (при технически исправном состоянии си-
стемы). Если уровень масла снизился вследствие
неисправности системы смазывания, то доливать мас-
ло можно только после устранения неисправности.
Периодическое заполнение масленок длительного
пользования, доливку картерных объемов и баков вы-
полняют смазчики. Чистку системы смазывания вы-
полняют слесари-ремонтники с привлечением к ра-
боте станочников, операторов, наладчиков при оче-
редном техническом обслуживании или плановых ре-
монтах.
Особенности технического обслуживания гидрофи-
цированного оборудования. При обслуживании гидро-
системы выполняют следующие работы: долив резер-
вуаров; лабораторный контроль качества рабочих
жидкостей и их замену; проверку и чистку гидроси-
стемы. Рабочую жидкость следует доливать в резер-
вуары в случае снижения уровня при «технически ис-
правном состоянии системы (естественная убыль мас-
ла). Доливают рабочую жидкость и контролируют
исправность системы станочники, операторы и налад-
чики оборудования. Смазчики доставляют жидкость
к рабочим точкам и заменяют отработанную жид-
204
кость. Проверку и чистку гидросистемы организуют
силами ремонтников с привлечением станочников, опе-
раторов и наладчиков.
Если нет условий для анализа рабочей жидкости,
ее следует заменять через 9 мес — во время соответ-
ствующего технического обслуживания или ремонта.
Работы по замене рекомендуется выполнять с помо-
щью специальной установки, механизирующей эту
операцию, а также периодически фильтровать рабочую
жидкость,, что удлиняет срок службы масел и повы-
шает надежность работы гидрооборудоЬания.
Кроме технического обслуживания емкостей в про-
цессе эксплуатации должны проверяться герметич-
ность соединений трубопроводов и уплотнений, состоя-
ние фильтрующих элементов.
Обслуживание систем сжатого воздуха. При обслу-
живании пневмосистем высокого давления основное
внимание уделяют поддержанию чистоты и заданного
давления сжатого воздуха. Как правило, шлифоваль-
ные станки снабжены индивидуальными системами
подготовки воздуха, предназначенными для грубой
и тонкой очистки и осушения воздуха, подаваемого
в системы и узлы станка. Перед пуском станка необ-
ходимо слить отстой с фильтров и продуть систему
(открыть сливные отверстия фильтров). По окончании
работы необходимо перекрыть кран подачи воздуха
к станку от цеховой системы.
В соответствии со сроками, указанными в паспор-
те станка, необходимо своевременно менять фильтру-
ющие элементы в фильтрах тонкой очистки и активи-
рованный уголь (или силикагель) в осушителях. Дав-
ление подаваемого в станок сжатого воздуха
контролируется по манометру, устанавливаемому на
выходе из устройства очистки воздуха. Повышение
потерь давления воздуха в устройстве свидетельству-
ет о засорении фильтров.
Чистка оборудования. При механической обработ-
ке образуется мелкая и пылевидная стружка, а в про-
цессе шлифования — шлам, которые оседают на обо-
рудовании. При эксплуатации необходимо своевремен-
но убирать оборудование. В конце каждой смены на
это предусматривается 10—15 мин. Станочник, на-
ладчик и оператор обязаны тщательно очистить обо-
рудование от стружки, шлама и грязи. Направляю-
щие необходимо насухо протереть от охлаждающей
205
chipmaker.ru
жидкости, а затем слегка смазать тонким слоем мае!
ла. Убирать нужно все оборудование. Только после
этого оно может быть передано персоналу следующей
смены. Уборка оборудования во время работы запре-
щается во избежание несчастных случаев. В конце
недели и предпраздничные дни приводить в порядок
оборудование следует более тщательно.
Ручные способы уборки трудоемки и не обеспечи-
вают хорошей очистки, а способ сдувания вреден,
так как ведет к загрязнению окружающего оборудо-
Рис. 9.4. Система отсасывания стружки и пыли от станка
вания и помещения. Наиболее рациональным спосо-
бом является отсасывание посредством вентиляцион-
ных установок (индивидуальных или общих), а так-
же отсасывание устройствами, основанными на
эффекте эжекции, которые могут быть индивидуаль-
ными или общими^ При этом пыль или стружка соби-
рается посредством фильтров, циклонов или комби-
нированных устройств, а очищенный воздух выбрасы-
вается в окружающую среду.
При обработке деталей из чугуна должна быть об-
щая вентиляционная система отсасывания стружки
и пыли. Например, такая, как показана на рис. 9.4.
Мелкая стружка и пыль отсасываются от станков 9
по трубопроводам 10. Разрежение в трубопроводах
создается вентилятором 2. Пыль осаждается в цикло-
не 1, из которого выгружается в промежуточный бун-
кер 3 и оттуда через пересыпной канал 4 в тару. Мел-
206
кая стружка поступает в основной бункер 5, имеющий
управляемый затвор 6, через который по лотку 7
стружка ссыпается в контейнер 8.
Уборка территории вокруг оборудования. Поддер-
жание чистоты в цехе—непременное условие нор-
мальной работы. Обеспечивать чистоту пола непо-
средственно у станков должен обслуживающий
персонал оборудования (станочники, операторы и на-
ладчики). Во избежание загрязнения пола не допус-
кается работа без кожухов, предохраняющих про-
странство вокруг оборудования от стружки и брызг
жидкости, без сборников СОЖ-
Для уборки производственной площади применя-
ют механизированные средства (при наличии мест
для их передвижения), например, моторную убороч-
ную машину. Она отличается большой маневренно-
стью, снабжена боковой круглой щеткой с вертикаль-
ной осью вращения и подкузовной цилиндрической
щеткой. Машиной управляет оператор. Собираемый
мусор захватывается подкузовной щеткой и поступа-
ет в сборник.
Уборка стружки. На большинстве станков-автома-
тов и автоматических линий применяют централизо-
ванные автоматические системы уборки стружки. Од-
нако уборку стружки на станках периодически произ-
водит оператор. Очистку тары, в которую поступает
стружка со станочного конвейера (если нет централи-
зованной цеховой системы уборки стружки), произво-
дят по мере заполнения, но не реже двух раз в смену.
Заполненную стружкой тару увозит транспортный
рабочий. Убирает стружку из мелкой тары, установ-
ленной на станках, не связанных с общим транспор-
тером, оператор (наладчик).
Обслуживание системы подачи СОЖ. Обслужива-
нием централизованной системы подачи СОЖ зани-
мается специальная служба, а индивидуальной (со-
стоящей из бака с отстойниками, фильтра и насосной
установки)—оператор или наладчик. Запас СОЖ
используется в течение трех-четырех недель (при
двухсменной работе), причем убыль жидкости вслед-
ствие испарения, разбрызгивания, уноса с изделиями
и стружкой периодически пополняют. После установ-
ленного срока работы СОЖ заменяют полностью. От-
работанная СОЖ поступает в отделение регенерации.
При замене СОЖ бак очищают от осадков и промы-
207
chipmaker.ru
вают. При системе индивидуального обслуживания
пополнение и замену СОЖ производят вручную или
посредством механизированных заправщиков.
9.3. Активное наблюдение за работой
оборудования
При активном наблюдении оператор и наладчик
постоянно получают информацию о состоянии обору-
дования и принимают меры для того, чтобы не допус-
кать возникновения отказа, а в случае возникнове-
ния — остановить оборудование.
При нормальной работе оператор и наладчик обя-
заны: постоянно следить за работой оборудования по
сигналам ламп, пульта и т. п.; наблюдать за состоя-
нием механизмов станков, проверяя их нормальное
функционирование; периодически контролировать ка-
чество обрабатываемых деталей; следить за работой
гидросистемы; периодически проверяя давление и тем-
пературу жидкости, отсутствие утечек; следить за
подачей СОЖ, особенно за попаданием струи в зону
резания; периодически контролировать длительность
цикла оборудования; регистрировать длительные про-
стои, проведение планового технического обслужива-
ния и ремонта и др.
Существенную помощь в наблюдении за работой
автоматизированного оборудования оказывают сиг-
нальные лампы, информационные табло и пульты.
Пульты управления сигнализируют о состоянии рабо-
ты оборудования, что сокращает время поиска неис-
правностей и позволяет своевременно проводить не-
обходимое техническое обслуживание. На пульт уп-
равления обычно поступает информация в виде
сигналов о выполнении элементов цикла каждой со-
ставной частью оборудования, о типовых отказах;
о количестве обработанных деталей и т. п.
Информация о функциях и состоянии органов уп-
равления представляется одним или несколькими ви-
дами: символом, надписью, цветом, формой, размером.
Символы—условные графические изображения на
пультах ставков и управления устройств программно-
го управления. Объект управления может обозначать-
ся простыми символами или комбинированным сим-
волом, который состоит не более чем из трех исход-
ных символов. Символы выполняются черным или
208
9.1. Символы органов управления металлорежущих станков
Смысловой значение Символ Смысловое значение Символ
Вид обработки
Шлифование на-
ружной (цилинд-
рической) поверх-
ности
Шлифование
внутренней (ци-
линдрической) по-
верхности
Действия
Вращательное
движение в обе
стороны
Зажим
Кулачки разве-
дены
Балансировка
Ft
kl
"д~
Группа инструмента
Шпиндель шли-
фовальный
Шлифовальный
(алмазный) круг
Шпиндель с ку-
лачковым патро-
нам
Шпиндель с по-
водком
Задняя бабка
Люнет
Функциональные узлы
Устройство изме-
рительное, конт-
роль
Скоба активного
контроля наружно-
го измерения
Магазин с инст-
рументом
209
chipmaker.ru
Продолжение табл. 9.
Смысловое значение Символ Смысловое значение Символ
Источники энергии, элементы привода
Освещение
Насос смазки
Воздух сжатый
Режим работы
Включение
Работа в авто-
матическом режи-
ме
Бесступенчатое
регулирование вра-
щательного движе-
ния
Бесступенчатое
регулирование по-
ступательного дви-
жения
Работа с про-
граммным управ-
лением
Работа с ручным
управлением
Охлаждение
Смазка
Пульты программного управления
Память
Обработка уп-
равляющей про-
граммы
Кадр управляю-
щей программы
Останов с под-
тверждением
Установка в ис-
ходную точку
Нуль станка
I
210
Продолжение табл. 9.1
Смысловое значение
Символ
Смысловое значение
Символ
Покадровый
ввод
Редактирование
Автоматическая
работа
Пуск
Стоп
Обучение
белым цветом. Поверхности органов управления,
предназначенных для действий в аварийных ситуаци-
ях, выполняются красным цветом. Примеры выполне-
ния некоторых символов и их смыслового значения
приведены в табл. 9.1.
В технической документации для конкретного стан-
ка приводятся все обозначения органов управления
с указанием их смыслового значения.
В процессе активного наблюдения наладчик пе-
риодически обходит оборудование, наблюдая за со-
стоянием механизмов, и выполняет регулировочные
работы без остановки оборудования. Вследствие раз-
личий обрабатываемости отдельных партий загото-
вок, режущих свойств и качества шлифовальных кру-
гов последние могут потерять режущие свойства или
форму раньше, чем наступит плановый срок его прав-
ки. Поэтому необходимо установить критерии потери
работоспособного состояния круга и периодически
проверять его.
Результаты измерения обработанных деталей —
наиболее надежные критерии оценки состояния шли-
фовального круга. Кроме того, необходимо периоди-
чески, особенно после установки нового шлифоваль-
ного круга, изменения режимов обработки или
в начале каждой смены, проверять качество шлифуе-
мой поверхности на отсутствие прижогов.
Для каждой модели станка имеется индивидуаль-
ная карта технического обслуживания. В ней содер-
211
chipmaker.ru
жится подробный перечень профилактических опера-
ций, которые определяют регламентированное обслу-
живание.
9.4. Диагностика отказов станков
Важным элементом наладки и эксплуатации обо-
рудования является его техническая диагностика, за-
ключающаяся в определении работоспособности, уста-
новлении формы проявления отказов, видов брака,
разработки методов установления причин и поиска не-
исправностей, а также прогнозирование периода без-
отказной работы оборудования.
Основная цель прогнозирования — выявление в
станках узлов, в которых назревают отказы, так как
предвидение ожидаемых отказов в работе оборудова-
ния позволяет сократить потери производства за счет
планирования технического обслуживания и ремонтов.
По используемым техническим средствам (кон-
трольно-измерительным приборам и инструментам)
методы диагностирования классифицируются на вы-
полняемые без технических средств или с использова-
нием простейших информационных и технических
средств (объективные методы). Технические средства
могут быть как специально подключаемыми для диаг-
ностирования, так и автоматически действующими,
встроенными в оборудование или связанными с ним
по каналам связи.
Автоматические диагностические устройства, вхо-
дящие в состав оборудования, делятся по назначению
на две группы: защитно-предохранительные и инфор-
мационные. В качестве защитно-предохранительных
используются муфты, реле и т. п. устройства, сигнал
о срабатывании которых выводится на информацион-
ное табло. В качестве информационных используются
устройства, фиксирующие фактическое состояние кон-
тролируемого элемента и также передающие инфор-
мацию на табло.
По своей глубине методы диагностирования мож-
но разделить на общие (работает или не работает
оборудование) и поэлементные (с определением от-
казавшего элемента).
Поиск неисправностей заключается в установле-
нии отказавшего элемента или группы элементов, т. е.
не отвечающих требуемым параметрам. В начале по-
212
иска считают, что все элементы оборудования нахо-
дятся в непроверенном состоянии. Для того чтобы
определить отказавший узел и причину отказа, необ-
ходимо провести ряд проверок. Для этого применяют
многократную подачу сигналов (воздействий) на объ-
ект и многократные измерения и анализ ответов дан-
ного объекта на эти сигналы. Например, при остано-
ве станка прежде всего нажимают кнопки «Пуск»,
при отсутствии включения проводят дальнейшую диаг-
ностику состояния, проверяют работу предохрани-
тельных механизмов и т. п.
При поиске неисправностей необходимо прежде
всего проверить работоспособность каждого механиз-
ма, участвующего в выполнении соответствующей
функции, например, убедиться в срабатывании конеч-
ного выключателя системы управления станком
(функциональная диагностика), в выполнении станком
или проверяемым узлом станка специальных сигна-
лов (команд). Так, для оценки причин выпуска бес-
центровым круглошлифовальным станком продукции
с увеличенными размерами изделий проверить рабо-
ту системы подналадки путем подачи команды и ее
исполнения (тестовая диагностика). Таким образом,
проверка технического состояния оборудования состо-
ит из отдельных переходов, называемых элементарны-
ми проверками. После их проведения можно получить
ответ о работоспособности проверяемого узла пли
системы станка.
В процессе эксплуатации оборудования необходи-
мо следить за правильностью наладки устройств ди-
агностического контроля, так как их использование
существенно сокращает время поиска неисправностей
и, следовательно, простои оборудования. В случае от-
сутствия на станке диагностических устройств поиск
места и причины отказа ведут следующим образом:
по рекомендации технической документации на
оборудование: техническая документация на оборудо-
вание содержит раздел по типовым неполадкам, при-
чинам их возникновения и способам устранения. Эту
информацию разрабатывает проектант оборудования,
она обычно уточняется и дополняется в процессе эк-
сплуатации. Перечень отказов, как правило, не явля-
ется исчерпывающим, однако он существенно упроща-
ет диагностирование отказов оборудования в началь-
ный период эксплуатации;
213
с использованием логических алгоритмов поиска
неисправностей проверяют состояние оборудования не-
сколькими методами. Причем вероятное число прове-
рок будет зависеть от метода поиска неисправностей;
чем число проверок будет меньше, тем метод опти-
мальнее.
Метод последовательного поиска неисправностей
с конца ряда. Если предположить, что отказ обору-
дования зависит от работоспособности т условно-по-
следовательно расположенных звеньев, то целесооб-
Входной
сигнал
Входной Pt
сигнал i—
В)
Рис. 9.5. Схема методов поиска неисправностей
разно вести поиск неисправностей с конца ряда, мак-
симальное число проверок 'N может быть равным
так как отказавшее звено может оказаться
на другом конце ряда, т. е. быть последним (рис.
9.5,а). Такой метод применяется при поиске неис-
правностей, например, в электросхемах, имеющих
большое количество аппаратов, где тестером проверя-
ется состояние каждого из них.
Метод половинного разбиения основан на поиске
пеисиравностей начиная с середины ряда так, что
следующая проверочная точка лежит на середине
оставшегося ряда. После первого испытания отказ
ограничивается т/2 аппаратами, после второго испы-
тания ml4 и после N испытания m/2N.
На рис. 9.5, б показан пример использования ме-
тодом половинного разбиения при поиске неисправно-
214
стей для системы, состояние которой определяется
работоспособностью последовательно расположенных
аппаратов т==9. Последовательность проверок ука-
зывают символы Пр1—Пр4. Первая проверка Пр1
выполняется между аппаратами 5 и 6. При этом си-
стема делится на две подгруппы, состоящие из аппа-
ратов с 1 по 5 и с 6 по 9, и проверяется исправность
подгруппы, состоящей из аппаратов с 6 по 9. Если
аппараты с 6 по 9 исправны, значит, аппараты с / по
5 неисправны. Аппараты с 1 по 5 делят на две груп-
пы и проводят вторую проверку Пр2 в точке между
аппаратами 3 и 4 и т.д. до определения неисправно-
го. Если в результате первой проверки Пр1 обнару-
жено, что один из аппаратов с 6 по 9 отказал, то по-
следующую проверку ведут в точке между аппарата-
ми 7 и 8 и т. д. Метод половинного разбиения более
оптимален, чем метод последовательного поиска, так
как его применение уменьшает наибольшее число
проверок, необходимых для выявления любой неис-
правности.
Метод «время — вероятность» (рис. 9.5, в) осно-
ван на анализе вероятности Р{ возникновения отказа
и затрат времени Pi на ti поиск неисправности, т. е.
необходимо определить, какой объем работ нужно
выполнить, чтобы проверить, имеется ли предполага-
емая неисправность (нужен, например, демонтаж уз-
ла или достаточно только снять крышку и т. д.).
В этом случае для выбора оптимальной последова-
тельности поиска неисправности необходимо для каж-
дой предполагаемой неисправности найти отношения
til Pi, где /-—ожидаемые затраты времени на поиск
i-ro отказа; Pt — вероятность i-ro отказа; i—1, 2, 3...
Поиск неисправности следует вести условно, располо-
жив эти неисправности в порядке возрастания дроби.
Значения Р' и 6 устанавливаются на основании
анализа фактического состояния оборудования, сведе-
ний о его работе в предыдущий период, предполагае-
мых затрат времени на поиск различных неисправно-
стей.
Рассмотрим это положение на конкретном приме-
ре (табл. 9.2). Указанная неисправность известна.
Наладчик на основе своего опыта устанавливает воз-
можные причины неисправности. Затем оцениваются
возможные затраты времени на установление каждой
возможной причины неисправности и вероятность ее
215
chipmaker.ru
fl.2. Поиск неисправностей по методу <время — вероятность»
£ g И X п 1 с Причина неисправ- ности Предполагаемое вре- мя на поиск причины неисправности мин Вероятность неисп- равности элемента Р. Ч pi Целесообразный по- рядок поиска неисп- равностей
Насос не подает масло в Неправильное направление вра- щения вала насоса 5 0,1 50 4
гидро- систему Недостаточный уровень масла в гидробаке Засорилась вса- сывающая труба Подсасывается воздух во всасыва- ющей трубе Поломан вал или ротор иасоса Чрезмерно вели- ка вязкость масла 1 4 10 30 50 0,2 0,2 0,3 0,1 0,1 5 20 33 300 500 1 2 3 5 6
возникновения. Сумма всех вероятностей всегда дол-
жна быть равна единице. Преобразования позволяют
установить с определенной вероятностью наиболее
эффективную последовательность поиска неисправно-
стей и их устранения: долить масло в гидробак, про-
чистить всасывающую трубу и т. д.
Комбинированный метод. В этом случае произво-
дится последовательное деление проверяемых эле-
ментов приблизительно пополам с учетом относитель-
ных вероятностей отказов отдельных звеньев.
После нахождения причины отказа необходимо
принять меры к его устранению.
В настоящее время начинают широко использо-
ваться микропроцессорные программированные ко-
мандоаппараты (ПК) и системы ЧПУ для целей ди-
агностирования технического оборудования. С помо-
щью ПК и систем ЧПУ на базе микропроцессоров
можно выполнять такие диагностические функции,
как хранение диагностических программ; вывод на
экран дисплея или на специальное табло диагности-
ческой информации об обнаруженных неисправностях
216
и причинах их появления в кодированном или декоди-
рованном виде. Для улучшения диагностирования тех-
нологического оборудования в наиболее совершенных
системах ЧПУ предусмотрены диалоговые режимы,
при которых вся последовательность действия опреде-
ляется самой системой ЧПУ.
На практике применяют три различных вида об-
наружения и. устранения неисправностей:
обнаружение неисправностей непосредственно опе-
ратором; при этом информация о них выводится на
пульт управления или дисплей в виде кодовых чисел,
которые расшифровываются по диагностической таб-
лице неисправностей;
обнаружение и устранение неисправностей средней
сложности, которые оператор часто не может само-
стоятельно обнаружит^ и устранить; в этом случае
привлекаются специалисты из группы технического
обслуживания оборудования, которые используют
специальные инструкции и таблицы неисправностей;
обнаружение сложных неисправностей, которые
не могут быть установлены специалистами группы
технического обслуживания; для их устранения при-
влекаются специалисты завода-изготовителя обору-
дования.
9.5. Показатели надежности
Для определения фактических значений показате-
лей надежности станков в условиях эксплуатации
проводят хронометражные наблюдения. В процессе
хронометража фиксируется время работы, в течение
которого станок выпускает продукцию. Фиксируются
все причины и длительность простоев станка. Все ви-
ды простоев классифицируются по следующим основ-
ным причинам: время восстановления неисправного
состояния станка; время технического обслуживания
станка и инструмента; время по организационным
причинам; время простоя из-за неисправностей смеж-
ного оборудования, когда станок работает в составе
автоматической линии или комплекса.
Время и соответственно количество простоев станка
по причине неисправности того или иного узла -под-
разделяются на следующие основные части: механи-
ка; гидравлика; электрооборудование; системы уп-
равления; измерительные управляющие устройства.
217
В свою очередь, каждая составная часть делится на
более мелкие (функциональные части). Так, на прак-
тике по физической сущности процентное отношение
неисправностей станков-автоматов с устройством за-
грузки— выгрузки имеет следующее распределение:
50 % — механические; 35 % — электрические и элек-
тронные; 7 % — гидравлические и 8 % — прочие.
Диаграмма распределения процентного отношения
неисправностей механизмов и узлов, входящих в ста-
Рис. 9.6. Диаграмма рас-
пределения отказов обо-
рудования с ЧПУ:
/ — интерфейс системы уп-
равления, 2 — устройство
.ЧПУ, 3 — ввод программ,
4 — датчики, 5 — привод,
6 — программирование, 7 —
гидравлика, 8 — механика
мешающейся бумажной
нок-автомат с ЧПУ, приве-
дена на рис. 9.6.
С целью автоматизации
процесса регистрации рабо-
ты оборудования применя-
ются самопишущие приборы,
например изготовленный на
базе отметчика времени мо-
дели Н356 (рис. 9.7,а).
Самопишущий прибор со-
стоит из 10 отметчиков вре-
мени, представляющих со-
бой электромагнитные реле
поворотного типа. Каждое
реле работает независимо
и фиксирует работу — про-
стой станка (узла), к кото-
рому подключено. Пишущие
устройства прибора регист-
рируют чернилами на пере-
ленте длительность работы,
количество и длительность остановок, количество цик-
лов.
На бумажную ленту наблюдатель или наладчик
записывает причины простоев в зашифрованном виде.
На рис. 9.7, б показана запись самопишущим от-
метчиком времени работы девяти отдельных станков.
На ленту условными обозначениями (цифрами) нане-
сены причины простоев.
При расшифровывании ленты определяют: фонд
наблюдения (длительность), мин; длительность рабо-
ты станка (сумма всех интервалов безотказной рабо-
ты, мин); общую длительность простоев станкд
(сумма всех интервалов простоев оборудования, мин);
количество и длительность простоев по различным
причинам.
218
tnuqgDrf
llllll№llllllllll№llllllll
lllililllilllillillllifflllllllli
ИИ!
ттппппппппгш
е
пптадпптг §
rtflrt
:=Ид
5:
ИШШПВ
hnnmmmnmnnnnnnilinnnmmnnrtzniliiinnM
нидс/д эонйоднэион
219
chipmaker.ru
По результатам хронометража могут быть рассчи-
таны: наработка на отказ; среднее время восстанов-
ления отказов; коэффициенты использования; такты
выпуска номинальный и фактический; удельная доля
простоев по различным причинам.
Полученные Данные хронометражных наблюдений
и проведенные дополнительные расчеты позволяют ус-
тановить состояние оборудования и уровень органи-
зации эксплуатации путем сравнения с показателями,
заданными в технической документации.
Дополнительным источником информации о рабо-
те линии служат «Журналы наладчика и слесаря-ре-
монтника», куда постоянно вносятся сведения об от
казах, причинах их возникновения, длительности уст-
ранения и т. д.
Периодическая обработка этой информации, а так-
же данных хронометражных наблюдений позволяет
правильно организовать обслуживание и ремонт, ус-
танавливать и своевременно подготавливать ремонт-
ный запас деталей, узлов и наметить организацион-
но-техническое мероприятие по улучшению эксплуата-
ции.
9.6. Управление качеством обработки
В процессе эксплуатации станка наладчик перио-
дически наблюдает за точностью обработки. Наладкой
станка получен устойчивый технологический процесс
обработки, который характеризуется стабильностью
мгновенного рассеяния контролируемого размера. Ис-
пользуя контрольные карты для статистического регу-
лирования процесса по методу средних и размахов
(см. рис. 4.2), наладчик поддерживает заданную точ-
ность обработки. Особое внимание наладчика должно
привлекать положение, когда размеры обработки на-
чинают выходить за рамки контрольных линий (Вх,
Нх, ВR). В этом случае он должен определять причину
нарушения точности обработки, постараться устра-
нить ее.
Наиболее сложной работой наладчика является ус-
тановление фактической причины неточной работы
станков. Для выявления причин необходимо, во-пер-
вых, определить величину мгновенного поля рассеянич
(йм). Если величина поля мгновенного рассеяния пре-
вышает поле допуска (®м>-26), то необходимо выяс-
220
нить, какая часть поля рассеяния определяется собст-
венно станком, а какая заготовкой. Для этого необхо-
димо подобрать группу заготовок, имеющих
одинаковые параметры припуска, базовых поверхно-
стей, т. е. исключить влияния заготовки на точность
обработки.
В этом случае, если соотношение ®М>26 сохраня-
ется, то это указывает на неисправность станка или
устройство базирования. Необходимо проанализиро-
вать правильность наладки
базирующего устройства
и механизмов, влияющих на
точность обработки.
Если же соотношение
<ом<26 или шм<с2б, то это
свидетельствует о наличии
одного или небольшого чис-
ла постоянно действующих
доминирующих факторов.
В этом случае необходимо
провести следующую работу.
Отобрать партию заготовок
(около 50—100 шт. в зависи-
мости от времени цикла об-
работки и габаритов заго-
товки), замерить размеры
детали после обработки. По
строить график, где по оси
Рис. 9.8. График линей-
ной корреляционной свя-
зи:
а — теоретическая, б — эм<
лирическая линии регрессии
результатам замеров по*
абсцисс отложить номер
детали в соответствии с последовательностью ее обра-
ботки, а по оси ординат — величину замеренного па-
раметра. По виду графика можно ориентировочно оп-
ределить зависимость исследуемого параметра в функ-
ции времени (порядка обработки). При линейной
зависимости по результатам замеров можно опреде-
лить уравнение этой линии, которая имеет в общем
виде формулу у=Ь+ах (рис. 9.8), где у, — размер
i-й детали после обработки; хг— порядковый номер
i-й обработанной детали.
Значения а и b определяются по формулам
т т т
Chipmaker.ru
221
chipmaker.ru
tn
^yt—mb
где т — количество замеренных деталей.
Зная величину а, можно определить, на какую ве-
личину изменится размер Ду после обработки Дх де-
талей, или же через сколько деталей надо проводить
подналадку размера кх—куа.
9.7. Ремонтопригодность оборудования.
Система планово-предупредительных
ремонтов
Ремонтопригодность — свойство системы,
заключающееся в ее приспособленности к предупреж-
дению, обнаружению и устранению отказов и неис-
правностей путем проведения технического обслужи-
вания и ремонтов.
Большое влияние на ремонтопригодность машины
оказывает применение стандартных и унифицирован-
ных узлов, рациональное членение машины на сбороч-
ные узлы и блоки, доступность отдельных механизмов.
Преимуществом всегда обладает также то изделие,
которое отвечает требованиям ТУ при наибольшей
простоте конструкции с минимальным числом сопря-
жений и деталей.
Важными факторами, определяющими ремонто-
пригодность станка, являются: простота обнаружения
отказов или повреждений встроенными приборами,
контролирующими выходные параметры машины,
и возможности по диагностике состояния машины;
возможность производить регулировку, замену изно-
сившихся элементов и другие работы простыми мето-
дами, без применения высококвалифицированной ра-
бочей силы.
Для оценки технического состояния станков во вре-
мя работы и быстрого обнаружения отказов станки
оснащаются системами диагностики, которые при помо-
щи датчиков измеряют большое число параметров ма-
шины. В простых системах сигналы от датчиков выво-
дятся на информационные пульты, где также находят-
ся светодиоды, сигнализирующие о состоянии всех
222
входов и выходов системы управления станком. Ши-
роко применяются конструкции электрогидравличес-
кой и электропневматической аппаратуры, оснащен-
ной светодиодами, сигнализирующими включение
электромагнитов управления золотниками, включение
датчиков и т. д.
В сложных системах диагностики сигналы от дат-
чиков обрабатываются по специальной программе,
сравниваются с эталонными значениями и выдается
результат диагноза. Для таких систем применяются
ЭВМ.
Ремонт — комплекс операций по восстановлению
работоспособности станков и другого оборудования.
Если ремонт металлорежущих станков произво-
дится тогда, когда дальнейшая эксплуатация обору-
дования оказывается невозможной из-за его изношен-
ности, то такой способ восстановления работоспособ-
ности получил название ремонт по потребности. Если
ремонт производят заблаговременно, не дожидаясь
выхода из строя оборудования, то такой ремонт назы-
вается планово-предупредительным (ППР). Плано-
вым потому, что поддается планированию и произво-
дится в плановом порядке, а предупредительным пото-
му, что выполнение его предупреждает неожиданный
выход оборудования из строя или резкое ухудшение
его технического состояния из-за прогрессирующего
изнашивания механизмов или несвоевременного уст-
ранения дефектов.
В СССР разработана и внедрена система ППР ме-
таллорежущих станков и другого оборудования, офор-
мленная в виде документа «Единая система планово-
предупредительного ремонта и рациональной эксплуа-
тации технологического оборудования машинострои-
тельных предприятий». Система ППР охватывает тех-
ническое обслуживание и плановые текущий, средний
и капитальный ремонты.
Текущий ремонт представляет собой ремонт,
выполняемый для обеспечения или восстановления ра-
ботоспособности изделия и состоящий в замене и (или)
восстановлении отдельных частей (деталей, узлов).
Средний ремонт проводят для восстановле-
ния исправности и частичного восстановления ресур-
са изделий (например, точности обработки) с заменой
или восстановлением составных частей ограниченной
номенклатуры и контролем технического состояния,
223
r.ru
выполняемым в полном объеме, установленном норма-
тивно-технической документацией.
Капитальный ремонт представляет собой
ремонт, выполняемый для восстановления исправно-
сти и полного или близкого к полному восстановлению
ресурса изделия с заменой любых его частей, включая
базовые элементы.
Основные положения системы ППР металлорежу-
щих станков приведены ниже.
1. Объем ремонтных работ, который необходимо
выполнить для оборудования производственного под-
разделения, определяется условиями работы оборудо-
вания; его ремонтными особенностями, качеством
выполнения ремонтных работ и технического обслужи-
вания, временем, отработанным каждой единицей обо-
рудования без ремонта; уровнем производительности
труда ремонтных рабочих.
В условиях периодического выполнения плановых
ремонтов через определенное число отработанных ча-
сов объем работ снижается до некоторого минимума,
требующегося для поддержания технического состоя-
ния оборудования на нормальном уровне.
2. Основная потребность станочного оборудования
в ремонте, которая может быть удовлетворена путем
выполнения плановых ремонтов через периодически
повторяющиеся интервалы времени в определенной
последовательности, называется ремонтным цик-
л о м.
Последовательность чередования разных видов ре-
монта в пределах ремонтного цикла называется
структурой ремонтного ц и к л а. Ремонтный
цикл состоит из Некоторого числа плановых ремонтов,
при которых производится главным образом замена
изношенных деталей, и завершается ремонтом, в про-
цессе которого кроме замены изношенных деталей
устраняют дефекты, возникающие при изнашивании
направляющих, и выполняются другие работы, требу-
ющиеся для восстановления точности станка.
Чередование видов периодических ремонтов в ре-
монтном цикле в соответствии с системой ППР может
включать девять межремонтных периодов: Т—Т—С—
—Т—Т—С—Т—-Т—К или шесть: Т—Т—С—Т—Т—К,
где Т — текущий ремонт, С — средний, К — капиталь-
ный ремонт. В обоих случаях продолжительность ре-
монтного цикла 6—7,5 лет. Кратным ремонтному цик-
224
Лу подбирается относительная долговечность деталей
станков.
Для оборудования, работающего в массовом
и крупносерийном производстве, межремонтные пе-
риоды должны быть меньше, а в серийном и единич-
ном больше. Например, по системе ППР межремонт-
ный период для мелких и средних станков, работающих
по стали, составляет в условиях крупносерийного
и массового производства 2950 ч, серийного производ-
ства—3800 ч, мелкосерийного и единичного—4400 ч.
3. Объем ремонтных работ, необходимых для кон-
кретного оборудования, определяется его ремонто-
сложностью. Ремонтосложность в относительных еди-
ницах определяется путем сравнения трудоемкости ка-
питального ремонта любого станка с трудоемкостью
капитального ремонта станка, принятого за условную
единицу ремонтосложности.
4. Кроме периодических ремонтов планируется тех-
ническое обслуживание оборудования ремонтной
службой, которое должно поддерживать работоспо-
собность оборудования между плановыми ремонтами,
а также обеспечивать снижение общих затрат труда
на их выполнение.
К системе ремонта автоматизированного металло-
режущего оборудования '(высокопроизводительных
станков-автоматов, полуавтоматов и автоматических
линий) предъявляются особые требования. Простои
и отказы оборудования в автоматизированном произ-
водстве приводят к большим потерям, что объясняет-
ся высокой стоимостью единицы времени простоя, обу-
словленной высокой производительностью оборудова-
ния; большой трудоемкостью нахождения и устранения
отказов из-за сложности конструкций станков и агре-
гатов; дополнительными потерями производства в слу-
чае отказов отдельных агрегатов взаимосвязанных
комплексов (например, в автоматических линиях).
При ремонтообслуживании автоматизированного
оборудования применяются техническая диагностика
для прогнозирования состояния оборудования и элек-
тронно-вычислительная техника для планирования ре-
монтообслуживания.
Одной из важнейших задач ремонтообслуживании
автоматизированного оборудования является установ-
ление структуры ремонтного цикла и периодичности
ремонтов применительно к конкретному оборудованию
?25
chipmaker.ru
с учетом его конструктивных особенностей и условий
эксплуатации.
При ремонте оборудования производится определе-
ние состояния всех его узлов. При повышенном биении
шпинделя разбирается шпиндельный узел и проверя-
ется состояние самого шпинделя и подшипников. При
замене подшипников качения новые комплекты долж-
ны быть установлены с заданным предварительным
натягом, для чего необходимо выполнить замеры и по-
догнать по размерам компенсаторные кольца. Кольца
должны иметь высокую точность по плоскости и парал-
лельности торцов. Собранный шпиндель проверяется
на точность вращения, отсутствие люфтов, а также на
жесткость. Затем он обкатывается на холостом ходу
и проверяется температура нагрева опор.
При износе направляющих продольных перемеще-
ний производится их перешлифовка (или подшабров-
ка). На направляющих скольжения вновь подгоняется
клин, на направляющих качения проверяются ком-
плекты тел качения (шарики или ролики) по разно-
высотности и геометрическим параметрам. Обычно те-
ла качения заменяют новыми комплектами.
Прижимные планки также подгоняются вновь по
размеру. Собранный узел- проверяется на геомет-
рическую точность, плавность перемещения и жест-
кость.
Узел винт — гайка качения, как. правило, не ремон-
тируется, поскольку требует особых условий и квали-
фикации персонала. При ремонтных работах произво-
дится промывка пары бензином, на винт наносится
тонкий слой консистентной смазки и на специальном
стенде проверяется осевая жесткость. Жесткость пары
регулируется разворотом одной половины гайки отно-
сительно другой. При повышении жесткости пары
плавность вращения гайки должна сохраняться.
В зубчатых зацеплениях коробок передач и редук-
торов проверяются состояние шестерен, подшипников,
натиры на зубьях.
При неправильной приработке щестерен и их по-
вышенном износе шестерни заменяются и подгоняют-
ся вновь по краске.
Правильность сборки проверяется по отсутствию
шума и плавности работы передач.
Отремонтированный станок принимается ОТК по
нормам точности и жесткости.
226
9.8. Основные сведения по техническому
нормированию
Повышение производительности труда при шлифо-
вальной обработке достигается снижением основного
'(технологического) и вспомогательного времени, а так-
же увеличениём количества станков, обслуживаемых
одним рабочим. Первая задача решается совершенст-
вованием абразивного инструмента, циклом шлифова-
ния и сокращением внутрицикловых потерь, одновре-
менным шлифованием нескольких поверхностей одним
широким или несколькими специально заправлен-
ными кругами, скоростным и силовым шлифованием,
интенсификацией процесса. Вторая и третья задачи
решаются автоматизацией устройств для управления
процессом, установочных и зажимных приспособле-
ний, автоматизацией цикла шлифования, применением
измерительно-управляющих устройств, совершенст-
вованием устройств для правки кругов, автоматизаци-
ей загрузки станков, балансированием кругов на
станке и т. п. Основная задача технического нормиро-
вания времени шлифования — выбор таких режимов,
которые обеспечивают обработку при заданных техни-
ческих требованиях с наименьшей затратой труда.
Составными частями нормы штучного времени яв-
ляются: оперативное время /оп, время обслуживания
рабочего места /обе, время перерыва на отдых и личные
надобности /отд.
Оперативным временем /оп называется
время, затрачиваемое на работу, непосредственным ре-
зультатом которой является выполнение заданной опе-
рации. Оперативное время складывается из основного
и вспомогательного времени.
Основное (технологическое) время to — время, в те-
чение которого происходит изменение формы, разме-
ров и других свойств обрабатываемой детали, являю-
щееся непосредственной целью заданного технологи-
ческого процесса. Основное время может быть:
машинным, если предусмотренная технологическим
процессом обработка детали на станке идет без непо-
средственного участия рабочего; машинно-ручным, ес-
ли изменение детали производится механизмом с не-
посредственным участием рабочего.
Вспомогательным временем /всп называется время,
затрачиваемое рабочим на действия, обеспечивающие
227
chipmaker.ru
выполнение основной работы. Оно повторяется с каж-
дой обрабатываемой деталью или в определенной по-
следовательности через некоторое число их (время на
установку, закрепление и снятие обрабатываемых де-
талей, на приемы управления станком, на промеры об-
рабатываемых поверхностей и т. п.).
Время обслуживания рабочего места
7обс — время, затрачиваемое рабочим на уход за стан-
ком и поддержание его в рабочем состоянии. Время об-
служивания рабочего места подразделяется на время
технического и время организационного обслуживания
станка.
Время технического обслуживания рабочего места
затрачивается на правку затупленного и смену изно-
шенного абразивного инструмента, регулирование его,
подналадку оборудования в процессе работы и т. п.
Время организационного обслуживания станка за-
трачивается на уход за станком в течение рабочей
смены (на раскладку и уборку вспомогательного инст-
румента, осмотр станка, его смазку, чистку и т. п.).
Время перерывов на отдых и личные надоб-
ности /отд зависит от условий выполнения работы.
Ш тучное время /Шт выражается формулой
/щт = ^ОП Ч~ Обе Ч” ^ОТД ” Ч~ ^ВСп 4“ Ч>бС Ч~ А>тД-
Подготовительно - заключ и т е льное
время /пз — время, затрачиваемое на ознакомление
с заданием и чертежом, подготовку рабочего места,
первичную наладку оборудования, установку инстру-
мента и приспособлений на обработку партии деталей,
а также на снятие инструмента и приспособлений по-
сле окончания работы. Подготовительно-заключитель-
ное время затрачивается один раз для выполнения пар-
тии деталей. Если к штучному времени добавить часть
подготовительно-заключительного времени, приходя-
щуюся на одну деталь, то получим штучно-калькуля-
ционное время /Шт.к, которое выражается формулой
/шт.к=/штЧ-/пз/п, где п — число штук в партии.
Обработка на шлифовальных станках занимает
~40 % времени в условиях мелкосерийного производ-
ства и ~60 % в условиях крупносерийного и массового
производства, остальное время затрачивается на вспо-
могательные работы, обслуживание рабочего места
и др.
228
Условия обработки и назначение режимов шлифо-
вания. Назначение режимов шлифования и определе-
ние основного времени производится в несколько эта-
пов. В первую очередь необходимо выявить исходные
данные.
1. По обрабатываемой детали: диаметр и длину
обрабатываемой поверхности, марку стали и твердость
по HRC, обрабатываемость различных марок металла;
наличие галтелей; жесткость детали, количество люне-
тов.
2. По качеству поверхности: высоту шероховато-
сти по ГОСТ 2789—73, склонность стали к появлению
прижогов и трещин.
3. По точности обработки: допуски на размер —
квалитет по СЭВ 144—75, допуски на погрешности гео-
метрической формы и положения.
4. Припуски (на сторону или диаметр) на обра-
ботку.
. 5. Метод шлифования: с поперечной, продольной
подачей и др.
6. По модели и основным характеристикам станка:
число оборотов круга и детали, подачи и др.
7. По мощности привода круга (кВт).
Все исходные данные заносят в расчетно-нормиро-
вочную карту
На шлифовальном станке различают главное дви-
жение и движение подач. Шлифовальные круги рабо-
тают со скоростью 35 и 50 м/с и выше.
Движение подач: круговая подача определя-
ется по формуле
nd,, п
7) --
д 1000 ’
где dn-—диаметр обрабатываемой поверхности, мм;
п — частота вращения обрабатываемой детали, мин-1;
подача на глубину — направление этой под-
дачи при шлифовании периферией круга перпендику-
лярно, а при шлифовании торцом круга — параллель
но оси вращения шлифовального круга.
Различают подачу на глубину: на оборот детали
t0 (мм/об) при врезном шлифовании, на одинарный
ход стола t* (мм/х) или на двойной ход стола 4
(мм/дв. ход) при шлифовании с продольной подачей,
в минуту tM (мм/мин). Между этими подачами име-
ются следующие зависимости:
229
chipmaker.ru
при врезном шлифовании
при шлифовании с продольной подачей tM=txtix;
= где Пдв.ход — число двойных ходов в мин,
дв. ход/мин.
Продольная или поперечная подача —
направление этой подачи при шлифовании периферией
круга параллельно, а при шлифовании торцом круга
перпендикулярно оси вращения круга. Различают про-
дольную подачу: в долях ширины круга на оборот
детали 5Д; на один оборот детали — So (мм/об); в ми-
нуту— SM (мм/мин).
Между этими подачами имеются зависимости:
So—SjJBk, где Вк—высота (ширина) шлифовального
круга, мм.
5м=5дВкп=5оп==2£рхпдв.ход, где £рх— длина ра-
бочего хода в направлении продольной подачи. Длина
рабочего хода определяется при шлифовании на ход:
£рх=£д—(1—2/С)Вк; при шлифовании в упор £рх=
=£д—(1—К)Вц, где £я — длина шлифования в на-
правлении продольной подачи; К — перебег круга за
пределы шлифуемой поверхности в долях высоты (ши-
рины) круга.
Число двойных ходов стола определяется по фор-
муле Идв.ход==5м/2£РХ.
Основное (технологическое) время при всех видах
шлифования определяется по формуле to—QK/Q=
—FFI/(voSt), где QM— объем металла, подлежащего
снятию, мм3, F — поверхность обработки, мм2, П —
припуск на сторону, мм, Q — объем металла, снимае-
мый в единицу времени, мм3/мин, vo, S, t — подачи при
шлифовании.
Интенсивность съема металла в единицу времени
Q (мм3/мин) на этапе установившегося процесса (по-
сле создания натяга) определяется произведением по-
дач (круговой, продольной, на глубину). С увеличени-
ем интенсивности съема металла Q увеличиваются:
нормальная составляющая силы шлифования Рк;
глубина внедрения в обрабатываемую поверхность
отдельных абразивных зерен, что ухудшает шерохова-
тость поверхности;
выделение теплоты в зоне резания, что приводит
к измененйю свойств поверхностного слоя;
расход мощности.
Так как интенсивность съема металла и величина
нормальной составляющей силы шлифования пропор-
230
циональны высоте (ширине) шлифовального круга,
наиболее удобным нормативным показателем будет
интенсивность съема металла в единицу времени, от-
несенная на 1 мм высоты (ширины) шлифовального
круга <2уд=!?д£д/х/1000.
Значение удельной интенсивности съема металла
Суд при обработке стали при наружном круглом шли-
фовании принимается по табл. 9.3.
При обдирочном шлифовании удельный съем ме-
талла достигает 800—1200мм3/(мин-мм), а в отдель-
ных случаях — 2400 мм3/(мин-мм)).
Физический смысл критерия заключается в том, что
удельная интенсивность съема металла Qyn характери-
зует нагрузку, воздействующую на. абразивные зерна
в зоне резания. С увеличением припуска диаметров
обрабатываемой детали и круга принимают значения
ближе к верхнему пределу.
Отдельные подачи выбирают в такой последова-
9.3. Удельная интенсивность съема металла
Виды шлифования Предельные значения удельной интенсивности съема металла при шлифовании, мм3/(мин мм)
с радиальной подачей с продольной подачей
Обдирочное 250—500 200—400
Получистовое 100—200 80—160
Чистовое 40—80 32—63
Тонкое 16—32 12,5—25
тельности: сначала определяют окружную скорость
детали (круговую подачу) цд и частоту вращения де-
тали пд, затем продольную подачу и подачу на глуби-
ну. Величину окружной скорост.и детали пя выбирают
ближе к верхнему пределу, так как с увеличением пд
сокращается время воздействия источника теплоты
и уменьшается опасность образования прижогов на
шлифуемой поверхности. Следует учитывать, что с уве-
личением частоты вращения детали возрастают вибра-
ции (особенно при обработке неуравновешенных дета-
лей), увеличивается разбрызгивание СОЖ и опасность
вырывания детали из центров.
Продольная подача в долях ширины круга обычно
принимается:
231
chipmaker.ru
при обдирочном шлифовании Ss не более 0,8 шири-
ны круга;
при чистовом шлифовании 5Д=0,24-0,3 ширины
круга.
При обработке на наружных круглошлифовальных
станках величину минутной продольной подачи огра-
ничивают скоростью 12—14 м/мин. При обработке на
внутришлифовальных станках число двойных ходов
ограничивают 120—180 в минуту.
Величину подачи на глубину назначают в послед-
нюю очередь, исходя из допустимой удельной интен-
сивности съема металла.
При назначении режимов шлифования необходимо
учитывать условия обспечения заданной точности гео-
метрической формы обрабатываемой поверхности. По-
грешности геометрической формы исправляются на
протяжении всего цикла обработки, включая этап вы-
хаживания. В нормативах предусмотрены поправочные
коэффициенты на режим шлифования в зависимости
от квалитета точности: для 8—9-го квалитетов— 1,56,
7—8-го квалитетов—1,25, 6—7-го квалитетов—1,0
и для 5—6-го квалитетов — 0,8. С увеличением жестко-
сти системы сокращается время на исправление исход-
ных погрешностей и на выхаживание, уменьшаются
силовые деформации.
Время исправления исходных погрешностей формы
сокращается также с повышением режущей способно-
сти круга, которая возрастает с увеличением продоль-
ной подачи при правке круга, окружной скорости кру-
га, удельной интенсивности съема металла и с умень-
шением твердости круга. Режущая способность круга
снижается за период его стойкости между правками.
На практике для определения мощности пользуют-
ся ориентировочными данными; для обдирочного шли-
фования от 0,14 до 0,2 кВт на 1 мм высоты круга, для
получистового шлифования от 0,08 до 0,12; для чисто-
вою шлифования от 0,04 до 0,07 кВт на 1 мм высоты
круга.
Появление прижогов является следствием тепловых
явлений при шлифовании. Они характеризуются тем-
пературой нагрева поверхностного слоя и временем
ее воздействия на обрабатываемую поверхность. От-
дельные виды подач неодинаково влияют на теплона-
пряженность процесса шлифования. С увеличением
подачи на глубину возрастает время воздействия источ-
232
ника теплоты, с увеличением скорости детали — сни-
жается.
Температура шлифования повышается со снижени-
ем коэффициента теплопроводности, удельной тепло-
емкости и плотности — объемной массы. Удельная те-
плоемкость и плотность для конструкционных марок
стали колеблется в узких пределах. Коэффициент теп-
лопроводности для стали находится в широких преде-
лах, поэтому параметр должен быть учтен при уста-
новлении режима шлифования без прижогов. Все мар-
ки стали можно разделить на группы по величине
коэффициента теплопроводности (табл. 9.4).
Размеры и характеристика круга оказывают влия-
ние на температуру шлифования. Температура шлифо-
вания снижается: с увеличением диаметра круга (сред-
нее значение показателя степени ~ 0,25), с понижени-
ем твердости круга. На выделение теплоты оказывает
влияние материал абразива. Круги из белого электро-
9.4. Классификация марок сталей иа группы по величине
коэффициента теплопроводности
Группа Коэффициент теп- лопроводности Марка стали
1 0,2—0,125 Сталь 15, 25, 40, 60, 40Г
2 0,125—0,08 ЗОХ, 40ХФ, 20ХМ, ЗОХМА, ШХ9, ШХ15, 38XH3M, ЗВХС, ЗОХГС, У8, У12
3 0,08—0,05 20X13, 12Х2Н4А, 25ХНВ, Р18, 30X13, 12ХН2, 18X2PLM
4 0,05—0,032 Г12, Х18Н9, Х18Н24С
5 0,032 ВТЗ, ВТ4, ВТ5
корунда (2А) выделяют меньше теплоты, чем круги из
электрокорунда нормального (1А). Еще меньше вы-
деляется теплоты при работе на кругах из монокорун-
да (4А). Температура шлифования снижается jipn
применении кругов на бакелитовой и силикатной связ-
ке по сравнению с кругами на керамической связке.
233
chipmaker.ru
Температура шлифования снижается с уменьшени-
ем зернистости круга с № 40 до 25, что объясняется
меньшим радиусом округления у вершин абразивных
зерен. При дальнейшем уменьшении размеров зерен
до № 16 и 12 наблюдается небольшое увеличение тем-
пературы, что связано со склонностью мелкозернистых
кругов к притуплению и засаливанию. С повышением
пористости снижается температура шлифования.
Определение вспомогательного и штучного време-
ни. Вспомогательное время состоит из времени на уста-
новку и снятие деталей, которое зависит от вида при-
способлений, способа крепления, характера установоч-
ной поверхности и др., на приемы управления станком
и на измерение, которое включается в норму штучного
времени в том случае, когда оно не может быть пере-
крыто машинным временем.
Время технического обслуживания состоит из за-
трат времени на правку круга, его последующую ба-
лансировку.
Контрольные вопросы
1. Перечислите способы установки и закрепления станков на
фундаменте.
2. Какие работы включает в ^себя понятие «техническое об-
служивание»?
3. Каковы особенности технического обслуживания систем
гидрооборудованид и сжатого воздуха?
4. Какие работы по контролю функционирования станка дол-
жен выполнять наладчик?
5. В чем заключается метод последовательного поиска неис-
правностей?
6. "Что означают термины «наработка на отказ» и «среднее
время восстановления»?
7. Как разделить факторы влияния на качество обработанно-
го изделия погрешности заготовки и собственно станка?
8. Опишите структуру ППР и содержание выполняемых ра-
бот.
9. Из каких составляющих складывается штучное время?
ГЛАВА 10. ПЕРСПЕКТИВЫ РАЗВИТИЯ
ШЛИФОВАЛЬНОЙ ОБРАБОТКИ
Концепция гибкого производства коренным обра-
зом меняет традиционные представления об организа-
ции производства и технологии машиностроения. Базой
для реализации этой концепции является оборудо-
вание с ЧПУ. Гибкость такого оборудования опреде-
234
ляется способностью его к переналадке, возможно-
стью выполнять комплексную обработку, пригодностью
к последующему развитию и изготовлению новой про-
дукции. Общие тенденции развития машиностроения
находят свое отражение в развитии оборудования
и технологии шлифования.
Сложность управления многофакторным процессом
шлифования, большое разнообразие технологических
требований и конструкций шлифовальных станков
явились причиной того, что их стали оснащать ЧПУ
позже, чем другие металлорежущие станки. Вместе
с тем ЧПУ шлифовальными станками открывают ши-
рокие перспективы повышения уровня автоматизации
производства, качества и производительности дорого-
стоящих финишных операций технологического про-
цесса. Практика показала, что автоматизация шлифо-
вальных станков повышает их производительность на
40—60 %.
Современные устройства ЧПУ типа CNC шлифо-
вальными станками способны выполнять множество
функций управления, связанных с: высокими требова-
ниями к точности размеров (в пределах нескольких
мкм), формы (в пределах одного мкм) и шероховато-
сти поверхности (в пределах сотых долей мкм) после
шлифования; необходимостью регулировать режимы
шлифования в зависимости от многих факторов — со-
стояния шлифовального круга, упругих деформаций
в системе станок—приспособление—инструмент—де-
таль, эффективности СОЖ и т. д.
Адаптивное управление шлифованием имеет чрез-
вычайно большое значение, так как многие парамет-
ры режимов обработки, упругие и тепловые деформа-
ции могут быть определены и компенсированы только
в процессе шлифования. Огромное преимущество
адаптивного управления процессом шлифования со-
стоит также в том, что оно поможет решить вопрос
дефицита квалифицированных рабочих-шлифовщиков.
Адаптивное управление, реализуемое на основе
средств микропроцессорной техники, получит широ-
кое развитие в ближайшем будущем, особенно для
автоматизации шлифовального оборудования при
мелко- и среднесерийном производствах.
Однако существует ряд факторов, сдерживающих
пока внедрение адаптивного управления при шлифо-
вании: отсутствие надежных математических моделей
235
chipmaker.ru
процесса; нестабильность технологических парамет-
ров; отсутствие стандартных интерфейсов между ЧПУ
и системой адаптивного управления. Все это создает
трудности при разработке алгоритмов адаптивного
управления. В то же время наличие в шлифовальных
станках различных измерительных преобразователей
обеспечивает возможность реализации принципов
адаптации.
Оснащение шлифовальных станков, устройствами
ЧПУ для управления циклом работы, включая процес-
сы правки, выхаживания, компенсации износа круга,
выбора оптимальных режимов шлифования, устройст-
вами для контроля деталей и износа инструмента,
устройствами для автоматической смены деталей и ин-
струментов, является предпосылкой к созданию гиб-
ких шлифовальных модулей, пригодных для длитель-
ной автоматической работы без участия человека и пе-
реналадки в кратчайшие сроки. В связи с общей
тенденцией к снижению серийности производства
создание гибких станочных модулей приобретает осо-
бую актуальность. Они служат базой при построении
ГПС для различных производств от мелко- и средне-
серийного до крупносерийного и массового.
Сложные шлифовальные модули оснащаются
УЧПУ типа CNC, которые имеют до 15—27 управляе-
мых координат и позволяют выполнять автоматически
большое число функций. Они получили название «гиб-
ких». Выполнение гибкими УЧПУ функций диагно-
стического контроля и адаптивного управления позво-
ляет наряду с ускорением и упрощением процессов
переналадки и ремонта модулей снизить требования
к квалификации обслуживающего персонала. Систе-
мы адаптивного и адаптивно-программного управле-
ния шлифовальными модулями должны создаваться
с учетом специфики мелко- и среднесерийных произ-
водств, в которых предполагается частая переналад-
ка оборудования. Следует учесть также, что примене-
ние систем адаптивного управления в шлифовальных
модулях ограничивает их гибкость при переходе к об-
работке деталей из нового технологического семейст-
ва. Увеличения гибкости системы адаптивного управ-
ления можно достичь путем расширения состава ба-
зового программно-математического обеспечения.
Первые опытные образцы шлифовальных станков
с ЧПУ и ГПМ изготовлены Харьковским СПО. В их
236
числе круглошлифовальный ГПМ мод. ХШК-001 для
обработки многоступенчатых валов диаметром до 200
и длиной до 700 мм. Осваивается второй тип ГПМ —
торцекруглошлифовальный для обработки ступенча-
тых валов диаметром до 280 и длиной до 2000 мм
с любым количеством шлифуемых поверхностей,
включая конусные и торцовые. Опытный образец та-
кого ГПМ мод. ЗТ161ВФ20.РМ изготовлен в 1986 г.
Выпущено пять круглошлифовальных ГПМ мод.
ХШМ-003 для обработки ступенчатых валов диамет-
ром до 280, длиной до 1400 мм и массой до 160 кг.
Ведется подготовка производства по изготовлению
гибких (переналаживаемых) автоматических линий
на основе использования такого оборудования.
При непосредственном участии ЭНИМСа совмест-
но со станкостроительными заводами отрасли созда-
ны роботизированные технологические комплексы
мод. АСВР-06 и АСВР-07 для обработки валов массой
от 40 и до 160 кг. При участии НРБ ЭНИМСом создан
многоцелевой кругловнутришлифовальный станок
мод. ШК342.32 и на его базе ГПМ мод. МА-85.
Примерами наиболее интересных зарубежных раз-
работок при создании шлифовальных ГПМ являются:
ГПМ мод. T3U фирмы «Schaudt» (ФРГ); ГПМ, соз-
данный на базе круглошлифовального станка мод.
S50 фирмы «Fritz Studer» (Швейцария); ГПМ мод.
1ST 300 CNC фирмы «Tripet» (Швейцария), предна-
значенный для внутреннего шлифования; ГПМ для
шлифования турбинных лопаток модели GC1200DK
фирмы «Hauni-Blohm» (ФРГ). Многие зарубежные
фирмы, ранее традиционно выпускавшие шлифоваль-
ные станки, теперь создают эти станки специально для
ГПС и ГПМ.
Организация гибкого автоматизированного произ-
водства взамен традиционного позволяет значительно
сократить время производственного цикла, особенно
за счет времени транспортно-складских операций.
Для повышения эффективности ГПС их оснащают
промышленными роботами и автоматическими транс-
портными тележками (робокарами). Функциональные
возможности роботов разнообразны. Технологические
роботы используют для контурного шлифования, по-
лирования, зачистки отливок и др. Применяются так-
же роботы, выполняющие транспортирование и пози-
ционирование заготовок, смену шлифовальных кругов
2Э7
chipmaker.ru
и даже управление технологическим оборудованием.
Дальнейшего сокращения времени производственного
цикла в ГПС будут добиваться путем объединения
роботизированных ГПС шлифовальной обработки
с автоматизированными системами проектирования
деталей и подготовки управляющих программ их об-
работки. Такие интегрированные системы обеспечат
максимальную гибкость производству для решения
новых перспективных задач.
Пока при организации ГПС технология производ-
ства остается традиционной. В ее основе лежит груп-
повая технология. Обеспечивается технологичность
обрабатываемых в условиях ГПС деталей. Совершен-
ствуется сам процесс шлифования. Так, прогрессив-
ным для применения в ГПС является процесс глубин-
ного шлифования с непрерывной правкой круга. Ои
обеспечивает в 20 раз большую производительность
обработки, чем обычное глубинное шлифование, до-
стигается высокое качество поверхности и более вы-
сокая размерная точность деталей, исключаются при-
жоги, снижаются удельная энергия и силы резания,
повышается стойкость шлифовальных кругов. Следует
отметить, что на операцию глубинного шлифования
с непрерывной правкой круга затрачивается 3—4 с,
тогда как при обычном шлифовании — 2—3 мин. Ин-
терес к глубинному шлифованию очень высок, коли-
чество операций глубинного шлифования в США еже-
годно возрастает на 20 % -
Тенденция повышения степени автоматизации про-
изводства, в том числе работа по безлюдной технологии
или с ограниченным участием человека, вызвала но-
вый интерес к шлифовальным кругам из КНБ. Шли-
фование кругами из КНБ на современном уровне ха-
рактеризуется как перспективный для грядущего ве-
ка способ обработки. При достаточной жесткости
станков и высокой степени их автоматизации шлифо-
вание кругами из КНБ уже сегодня дает возможность
отказаться от селективной сборки изделий и подгонки
деталей. Важным направлением при создании нового
и совершенствовании существующего абразивного ин-
струмента становится повышение его надежности для
работы в условиях ГПС.
Chipmaker.ru
ОГЛАВЛЕНИЕ
Предисловие • 3
Глава 1. Охрана труда и правила противопожарной без-
опасности .................................... . . • 5
1.1. Правила техники безопасности . • . . • 5
1.2. Противопожарные мероприятия . . . < 8
1.3. Первая помощь при несчастных случаях . » . 10
1.4. Организация рабочего места ...... 10
Глава 2. Основы технологии шлифования .... 11
2.1. Шлифовальные круги и выбор их характеристики 11
2.2. Типовые детали, обрабатываемые на шлифоваль-
ных станках.................................. 22
2.3. Зависимость технологического процесса от типа
производства .......................................24
2.4. Методы базирования ........ 26
2.5. Понятие о припуске и межоперациониых размерах 27
2.6. Технологическая документация..............30
2.7. Рабочий цикл шлифования...................32
Глава 3. Точность обработки и качество обрабатывае-
мой поверхности.................................... . 36
3.1. Размерная точность, точность формы и располо-
жения поверхностей.............................36
3.2. Характеристика точности обработки .... 44
3.3. Методы контроля н средства измерения размерной
и геометрической точности, качества поверхности 49
3.4. Статистический контроль качества .... 53
Глава 4. Наладка и подналадка шлифовальных станков 55
4.1 Общие сведения ................................. 55
4.2. Устойчивость работы станка по показателям точ-
ности обработки . . . . . . . . . 59
4.3. Статистические методы управления точностью
обработки . ..........
4.4. Наладка элементов гидропривода .... 62
4.5. Наладка абразивного и алмазного инструмента
4.6. Балансировка -шлифовальных кругов ....
4.7, Проверка станка по нормам точности и жесткости °3
4.8. Размерная настройка станков ..... °5
4.9. Некоторые особенности наладки станков с ЧПУ
4.10 Испытания и приемка станка . . . °9
4.11. Наладка станков в составе комплексных систем 91
Глава 5. Наладка круглошлифовальных станков , . 94
5.1. Установка и правка шлифовальных кругов . . 94
5.2. Наладка измерительно-управляющих устройств . 98
5.3. Наладка базовых узлов круглошлифовальных
станков с базированием заготовки в центрах и пат-
роне .................................. .... 105
5.4. Особенности работы круглошлифовальных станков
239
chipmaker.ru
с ЧПУ............................. . . .
5.5. Наладка бесцентровых круглошлифовальных стаи-
коз ..... .....................................
5.6. Особенности наладки бесцентровых круглошлифо-
вальных станков с базированием деталей на не-
подвижных опорах . ....................
Глава 6. Наладка внутришлифовальных станков , <
6.1, Наладка универсальных станков .
6.2. Наладка бесцентровых внутришлифовальных стан-
ков ..................................... .
6.3. Настройка контрольно-измерительных приборов
Глава 7. Наладка плоскошлифовальных станков . .
7.1. Станки с прямоугольным столом . . . . ,
7.2. Плоскошлифовэльные станки с круглым столом и
вертикальным шпинделем . .............
7.3. Двусторонние торцешлифовальные автоматы .
7.4. Настройка контрольно-измерительных приборов на
плоскошлифовальных станках......................
Глава 8. Наладка станков для специальных видов обра-
ботки ........................................ . .
8.1. Хонинговальные станки . .................
8.2. Суперфннишные станки .......
8.3. Станки для доводки........................ ,
8.4- Полировальные станки ........
8.5. Профнлешлифовальные станки . • . .
8.6. Зубошлифовальные станки . ' . . . , .
8.7. Резьбошлифовальные станки..................
Глава 9. Эксплуатация шлифовальных станков . .
9.1. Транспортирование и монтаж станков . . .
9.2. Характер и виды технического обслуживания .
9.3. Активное наблюдение за работой оборудования
9.4. Диагностика отказов станков................
9.5. Показатели надежности
9.6 Управление качеством обработки . , .
9.7. Ремонтопригодность оборудования. Система пла-
ноно-предупредительных ремонтов.................
9.8. Основные сведения по техническому нормированию
лава 10. Перспективы разгития шлифовальной обра-
ботки ... ..................... . « . .
114
118
128
133
133
138
148
155
155
155
158
165
170
170
180
185
188
191
195
195
202
203
212
217
220
222
227
234
Chipmaker.ru