/









































































Текст
ВАРКА
ПЛАВЛЕНИЕМ
ТИТАНА
И ЕГО
СПЛАВОВ
WBIDWORLD.RU
УДК 621.791:546.821
Сварка плавлением титана и его сплавов. ТРЕТЬЯ-
КОВ Ф. Е. М„ «Машиностроение», 1968, 142 стр.
Сварка плавление;^ является ведущим технологи-
ческим процессом при производстве сварных конструк-
ций из сплавов титана для авиационной техники и дру-
гих отраслей народного хозяйства.
Па основании собственных исследований, литера-
турных данных, автор приводит важные для практики
сведения, обобщает отечественный и зарубежный опыт
сварки титана н сто сплавов и зкеплуатации сварных
конструкций.
В книге описаны свойства титатта, сварочных ма-
териалов, оборудование, способы контроля.
Книга рассчитана на инженерно-технических ра-
ботников, занимающихся исследованиями сварки ме-
таллов и разработкой технологических процессов из-
готовления конструкций из титана и его сплавов.
Табл. 24. Илл. 75. Библ. 52 назв.
Рецензент д-р техн, наук С. М Гуревич
Редактор канд. техн, паук В. В. Белон
3—12—в
Й17-67
ПРЕДИСЛОВИИ
Титан и его сплавы являются новыми конструкцион-
ными металлами. Благодаря высокой удельной прочно-
сти, отличной коррозионной стойкости в атмосферных
условиях, морской воде и в ряде 'высокоагрессивных
сред титан и его сплавы находят все более широкое
применение.
В нашей стране освоено и успешно развивается про-
мышленное производство титана. За последние годы раз-
работано и применяется большое количество высокопроч-
ных титановых сплавов.
Титан и его сплавы в основном необходимы для авиа-
ционной и судостроительной промышленности, химиче-
ского машиностроения. Эти сплавы могут найти широкое
применение в пищевой и металлургической промышлен-
ности, вагоностроении, автомобилестроении и т. д.
Наиболее эффективный способ соединения деталей
при изготовлении сварных конструкций из титановых
сплавов, к которым предъявляются требования высокой
прочности, герметичности, коррозионной стойкости и на-
дежности работы, — это сварка плавлением [1—7].
Литературные данные, обобщающие опыт изготовле-
ния сварных конструкций и исследования их свойств, не
охватывают многих вопросов, возникающих при проек-
тировании сварных конструкций, оснастки, при разработ-
ке технологических процессов и технологии сварки
[1-3, 7].
Настоящая книга написана по материалам исследо-
ваний автора в целях создания рациональной технологии
сварки плавлением, обеспечивающей высокую конструк- j
тивную прочность сварных соединений и надежную ра- ]
боту сварных конструкций из титановых сплавов, а так- ।
же по материалам отечественной и зарубежной техпи- '
ческой литературы.
В книге нс описаны хорошо известные свойства сва- ’
рочной дуги, технологические процессы сварки, оборудо- :
ванне, приборы, свойства титана и т. и., что можно найти ।
в литературных источниках.
ОБЩИЕ СВЕДЕНИЯ
По распространению металлов в природе титан за-
нимает десятое место. Его содержание в земной коре
составляет свыше 0,6% [1]. В чистом виде титан полу-
чили только в 1910 г., несмотря на то, что как химиче-
ский элемент он был открыт еще'в 1791 г.
Металлургия титана начала развиваться в первые
десятилетия XX века. Однако производство металличе-
ского титана в сравнительно больших количествах освое-
но промышленностью только в последние годы. Это свя-
зано с трудностью извлечения его из руд, так как титан
весьма активны?: химический элемент. Высокая актив-
ность титана долгое время затрудняла применение его
в производстве главным образом из-за сложности про-
цессов сварки и штамповки. В настоящее время приме-
нение титана и его сплавов в качестве конструкционных
материалов непрерывно' расширяется.
Физические свойства. Свойства титана принято срав-
нивать со свойствами известных свариваемых метал-
лов— алюминия и железа. Данные табл. 1 показывают,
что удельный вес титана примерно на 40% меньше, чем
стали, и на 70% больше, чем алюминия.
1 Высокая температура плавления титана требует при-
менения при сварке более концентрированных источни-
ков тепла. Однако, поскольку титан имеет более низкий
коэффициент теплопроводности (ниже, чем у стали, в
4 раза) и высокое электрическое сопротивление (выше,
чем у стали, в 5 раз), для сварки титана тратится мень-
ше электрической энергии, чем для сварки стали и осо-
• бен по алюминия.
Низкие коэффициенты теплопроводности и линейного
расширения способствуют образованию собственных на-
I пряжений в сварном соединении, что необходимо учиты-
вать при выборе оптимальных режимов сварки копструк-
! щ:й из титана. Низкий модуль упругости у дитана
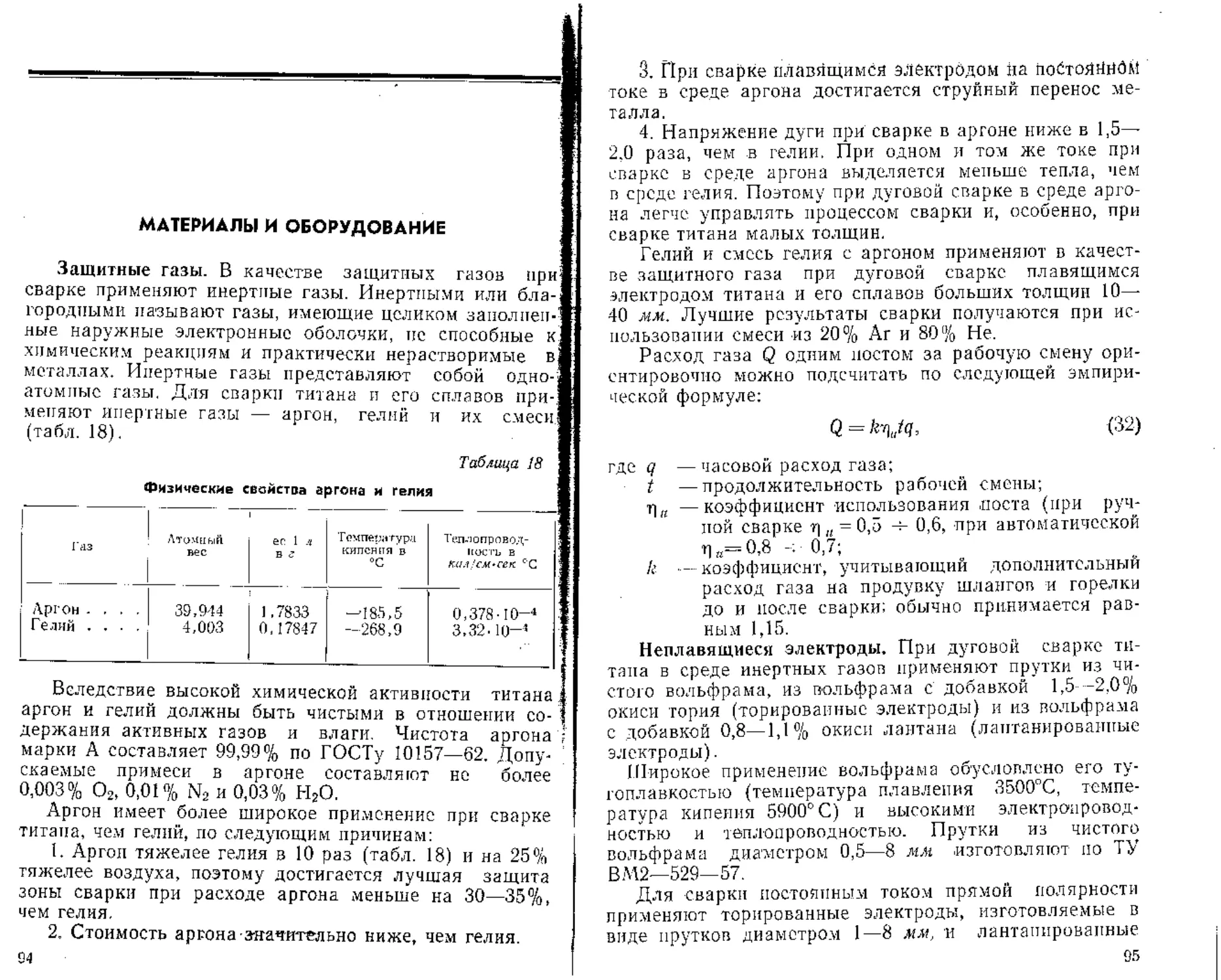
Таблица 1
Некоторые физические свойства технического титана,
алюминия и железа [1, 7]
Свойства металлов Тнтап Алюминий Железо
Плотность у в г/см3 Температура в °C: 4,5 2,7 7,87
плавления 1 725 660 1 539
кипения Удельное электрическое сопротпп- 3 400 2 500 2 740
ленце р в ом см '<10s Коэффициент линейного расшире- 2,66 9,71
ния а 1 / МС X 10е Коэффициент теплопроводности 8,2 23,8 11,9
в кал/см -се к. г рад К04 0,53 0,18
Модуль упругости К в кГ/мм'1 . - 11 250 7 240 20 000
ниже, чем у стали, почти в 2 раза) позволяет выполнять
правку сварных изделий при минимальных усилиях.
Титан маломагнитен, поэтому при его сварке исклю-
чается магнитное дутье дуги. При использовании для
сборки деталей электромагнитных приспособлений необ-
ходимо применять прижимы из электромагнитного ме-
талла.
Титан существует в двух аллотропических формах.
При нормальной температуре он имеет гексагональную
плотно упакованную решетку (a-фаза). При температу-
ре 882° С титан претерпевает аллотропическое превра-
щение и при более высоких температурах имеет решетку
объемноцептрированпого куба (p-фаза), а и р — моди-
фикации титана имеют различную склонность к росту
зерна, a-фаза характеризуется мелкозернистой структу-
рой и нечувствительностью к скорости охлаждения по-
сле нагрева. Критическая степень деформации, при кото-
рой получается максимальная величина зерна а-фазы
при рекристаллизации, равна 2,5—7,0%. p-фаза харак-
теризуется крупным зерном и высокой чувствительностью
к скорости охлаждения.
Температура рекристаллизации технического титана
изменяется в пределах 550—850’ С п зависит от степени
загрязненности металла и предшествующей деформации.
Примеси повышают температуру рекристаллизации.
в
Механические свойства. Одним из важных преиму-
ществ титана и его сплавов перед сталями, а также
Рис. 1. Удельная прочность " Рис. 2. Удельная жест-
сплавсв в зависимости от кость сплавов в зависи-
температуры (Д — титан ду~ мости от температуры
совой плавки)
,»и------1____________________
л? ;00 200 300 tffirc
алюминиевыми, магниевыми сплавами являются высокая
удельная прочность (прочность, отиесепная_к плотности)
□д/у (рис. 1) кудельная жесткость у Е/у (рис. 2).
7 аблица 2
Химический состав титановых сплавов в % [7, 16]
CrtT.i с А1 Зл V <Мо Мп Fe
вты 0,3
ВТ 1-2 —- -— 0,3
ОТД 2,0-3,5 —- — 0,8—2,0 0,4
ОТ 1-1 1,0—2,5 —- —- —. 0,8—2,0 0,4
ОТ 4-2 6,5 6,/ — — — 1,2—2,3 0,4
ВТ5 4,0—5,5 — — — 0,3
ВТ5-1 4,0—5,5 2,0--3,0 — — 0,3
ВТ6 4,5—6, о —. 3,5 -4,5 — 0,3
ВТ 14 3,5 -4,5 —1 0,7-1,5 2,5—3,5 — 0,4
примечания. 1. Примеси не более (1,Щ Si; 0,10ч С: 0,15ч О.* 0,015%
Из,' 0,05,4 N,.
2. Ос ильное—гитан.
7
Преимущество титановых сплавов перед алюминие-
выми в отношении прочности особенно резко проявляет-
ся при температуре свыше 300D С.
Высокие удельная прочность и удельная жесткость
значительно снижают вес конструкций из титана и его
сплавов по сравнению со сталями. В настоящее время
для изготовления сварных конструкций применяют тех-
нический титан ВТ1 н ряд титановых сплавов (табл. 2, 3).
Таблица 3
Механические свойства титановых сплавов
при комнатной температуре
Сшкзв и ес в кГ/жл® 5 в % о? л О’ * = НВ в кГ/мм1 ! Е в лГ/жж®
вты 45—60 38—50 25—40 45-55 7 207 10500— 11 000
ВТ!-2 55—70 46-50 20—35 40—50 5 241 —
ОТ4-1 60—75 47—65 20—35 30-50 5-6 210— 250 10 500
ОТ4 70 90 55-65 15—35 30—45 3,5- 4.5 — 11 000— 12 000
ОТ 4-2 Об- що 75-85 9-15 20 - 32 5 — —’
ВТ5 70—95 60-85 10 15 30—15 3-6 — 10 500
ВТ5-1 75- -95 65—85 12-25 25—40 4—9 240— 300 10 500
ВТ6 (отожжен- ный) 90 - 100 80-90 10-15 30—15 4-8 320— 360 И 300
ВТ 11 (закалка) 95— 105 65—76 12—16 40 -50 5 -'8 250— 320 ‘—
ВТ! 4 (закалка-г старение) 115— 140 108— 130 6 ДО 25- 35 2,5- 3,5 340 — 370 11 000
Непрерывно разрабатываются новые титановые сплавы,
более полно отвечающие основным требованиям повыше-
ния прочности и технологичности.
СВАРКА ПЛАВЛЕНИЕМ
СОВРЕМЕННЫЕ СПОСОБЫ СВАРКИ
Титан и его сплавы в расплавленном и в твердом со-
стояниях при температуре выше 600° С в условиях сва-
рочного пмкла обладают высокой химической актив-
ностью ио 'Отношению к вредным примесям; кислороду,
азоту, водороду и углероду, что значительно затрудняет
их сварку.
Высокая химическая активность в сочетании с низкой
теплопроводностью и высокими электросопротивлением
и те,мпературой плавления, а также склонность к росту
зерна в околошовной зоне определяют особенности свар-
ки титана и его сплавов. Вследствие высокой химиче-
ской активности нельзя применять для сварки титана
дуговую сварку с использованием флюсов и покрытий,
содержащих окислы и другие элементы, загрязняющие
шов, кис л оро дно-ацетиленовую сварку, аргоно-дуговую
сварку с односторонней защитой сварного соединения.
Непременным условием для получения качественного
соединения при сварке'плавлением титана, является пол-
ная двусторонняя защита сварного соединения от вза-
имодействия с воздухом и вредными примесями не толь-
ко сварочной ванны, но и нагретого выше 600° С основ-
ного металла и металла шва.
В зависимости от характера источника теплоты, ис-
пользуемого для сварки, можно выделить четыре основ-
ных вида сварки титана плавлением: электрическую ду-
говую, электрошлаковую, электроннолучевую и токами
радиочастоты (рис. 3).
Дуговая и электрошлаковая сварка нашли широкое
применение в промышленности. Электроннолучевая свар-
ка и сварка токами радиочастоты пока используются в
значительно меньшем объеме, однако масштабы их при-
менения с каждом годом увеличиваются.
9
Электродуговая сварка в среде инертных газов.
В отечественной промышленности и за рубежом для ти-
тана н его сплавов наиболее распространена электриче-
ская дуговая сварка в среде защитных (инертных), га-
зов: аргона, гелия или смеси этих газов. Сварку выпол-
Рис. 3. Виды и способы сварки титана плавлением
пяют с местной зашитой и в специальных камерах.
В отечественной промышленности широко применяются
следующие разновидности этого способа сварки:
1) автоматическая сварка пеплавящимся электро-
дом, пульсирующей (импульсной) и постоянно горящей
дугой без присадочного и с. присадочных! металлом;
2) ручная дуговая сварка нсилавящимся электродом
с присадочным металлом;
3) точечная дуговая сварка пеплавящимся электро-
дом без присадочного металла;
4) автоматическая и полуавтоматическая дуговая
сварка плавящимся электродом.
При всех способах сварки с местной защитой дуга,
возникающая между электродом и основным металлом,
со всех сторон защищена инертным газом, подаваемым
Ю
иод давлением из баллона через сопло головки <9, рас-
положенное концептрично электроду (рис. 4). Обратная
сторона сварного соединения по всей длине шва защи-
щена инертным газсш, выходящим из баллона, через
подкладку 3. Охлаждаемые шов и околошовпая зона ос-
новного металла защищены инертным газом, подавае-
мым через защитный насадок 9.
Рис. 4. Сварочный пост дуговой сварки титана в среде инертны*
газов (при струйной защите):
J—свариваемые детали; 2—прижимы. ,3—подкладку; 4—шланги; 5—баллон
с инертным газом; б—редукторы; 7—ротаметры; сварочная гслонка, У- -за-
щитный насадок; .Я1—технологическая планка
При сварке в стационарных камерах (рис. 5) защита
сварного соединения обеспечивается при заполнении ка-
меры инертным газом с предварительным удалением из
нее воздуха.
Роль инертного газа сводится к физической защите
от взаимодействия с воздухом свариваемого и приса-
дочного металлов, а также сварного соединения, нагре-
тых выше 600’ С.
Наиболее надежная защита достигается при сварке
деталей в камерах. Однако применение сложных камер
вызывает большие трудности в производственных усло-
виях. В зависимости от размеров и формы свариваемых
деталей и узлов в настоящее время разработаны и при-
меняются стационарные камеры, насадки и камеры, з
которых находится сварщик (или сварщики) в процессе
сварки.
и
Сварка неплавящимся электродом ,без присадочного
металла применяется при сварке встык без зазора меж-
ду кромками. Ослабления шва не наблюдается вслед-
ствие термического расширения титана и сжатия свари-
ваемых кромок. Это обусловлено малой теплопровод-
Рис. 5. Дуговая сварка титана в камере с инертным газом:
/—баллон с иинртным газом; 2—редуктор; <?—вакуумметр; 4—предохранитель-
ный клапан; <5 запорный вентиль; 6 сварочная головка; 7—крышка, S при-
способление; .9—свариваемый узел
постью и высокой пластичностью титана. Поэтому необ-
ходимо применять присадочный металл только в тех слу-
чаях, когда невозможно выполнить сварку без усиле-
ния шва. В зависимости от толщины свариваемых дета-
лей и их конфигурации неплавящимся электродом мож-
но сваривать с одной или двух сторон поверхностной и
погруженной дугой (расположение дуги названо услов-
но). Поверхностной дугой сваривают детали толщиной
0,2—3 мм. Детали толщиной более 3 мм сваривают по-
груженной дугой. Для обеспечения полного проплавле-
ния корня шва дуга погружается в кратер (рис. 6). Та-
кие условия достигаются при сварке на постоянном токе
прямой полярности (минус на электроде) с применением
лантанированного или торированного вольфрамового
электрода в качестве неплавящегося электрода. При
этом вследствие термоэлектронной эмиссии сварочная
дуга имеет высокие температуру и ток заряда. Эффек-
тивность погруженной дуги можно повысить (помимо
введения тория или лантана в вольфрамовый электрод)
заточкой рабочей части его на конус и полировкой по-
12
нерхности, так как при таких условиях значительно уве-
личивается эмиссия электронов с раскаленной поверх-
ности электрода. При этом одновременно наблюдается
охлаждение электрода, являющегося катодом, в резуль-
тате уноса электронами значительной энергии. При ука-
занных условиях достигается высокая плотность тока на
электроде и вследствие этого высокая концентрация
тепла в месте сварки, что позволяет выполнять сварку
титана при максимальной погонной энергии.
Рис. 6. Дуговая сварка титана «погруженной дугой»
Сварка неплавящимся электродом с присадочным ме-
таллом применяется только в тех случаях, когда невоз-
можно обеспечить сборку деталей без зазоров и сварку
без разделки кромок или когда по условиям работы
сварных конструкций требуется получение сварных швов
с усилением.
При сварке погруженной дугой присадочная проволо-
ка применяется только для создания усиления шва. При
сварке 'поверхностной дугой деталей толщиной до 3 мм
без разделки кромок и большей толщины с разделкой
кромок, а также при наличии зазоров между сваривае-
мыми деталями присадочная проволока применяется при
наложении каждого шва.
Автоматическая сварка неплавящимся электродом
без присадочного и с присадочным металлом применяет-
ся при сварке деталей с прямолинейными и кольцевыми
швами. Этот способ дуговой сварки отличается 'высо-
кой производительностью процесса и стабильностью вы-
сокого качества сварных соединений. Подача присадоч-
ной проволоки осуществляется автоматически.
Вручную титан сваривают неплавящимся электродом
и поверхностной дугой, главным образом короткими и
13
олсе о мм. кучная д)
Рис, 7. Дуговая точечная свар-
ка в среде инертных газов:
J1—дуга; 2 инертный газ; воль-
фрамовый электрид
криволинейными швами. Детали толщиной 0,5—1,0 мм,
соединяемые встык, сваривают ручной дуговой сваркой
без присадочного металла. При сварке деталей боль-
ших толщин применяется присадочная проволока. Раз-
делку сварив немых кромок производят на деталях тол-
новая сварка титана имеет
низкую производитель-
ность и пе обеспечивает
стабильного качества
сварных соединений. Этот
способ сварки следует
применять только в тех
случаях, когда невозмож-
но использовать автомати-
ческую сварку.
Дуговая точечная свар-
ка. При дуговой точечной
сварке соединение дета-
лей внахлестку осущест-
вляется путем сквозного
проплавления неподвиж-
ной дугой верхней детали
и сплавления ее с нижней
(рис. 7). Дуга и сварное
соединение защищены от действия атмосферы так же,
как и при дуговой сварке непрерывным швом. При этом
способе сварки, в отличие от контактной точечной свар-
ки, пе требуется большого давления для соединения сва-
риваемых деталей. Поэтому точечную дуговую сварку
применяют только при изготовлении конструкций с одно-
сторонним доступом к месту сварки. Точечную сварку
.можно выполнять в нижнем и вертикальном положениях
вручную и автоматически. Сварка производится постоян-
ным током прямой полярности. При этом толщина верх-
ней детали должна быть меньше толщины нижней дета-
ли. Толщина нижней детали ire ограничивается, а верхней
должна быть не более 2 ж.и.
Для получения точек без подрезов, трещин и пор не-
обходимо обеспечить замедленную кристаллизацию сва-
рочной ванны. Эго достигается включением сварочного
тока двумя импульсами или плавным уменьшением его
при одноимнульсной сварке. Примерные расчеты процес-
са нагрева металла при сварке приведены в работе [8], а
13.
технология точечной сварки деталей из титана--в ра-
боте (3] и [9].
Дуговая точечная сварка производится главным об-
разом в среде аргона, поэтому в литературе этот способ
называют аргоно-дуговой точечной сваркой. Применение
гелия и смеси аргона с гелием для этого способа сварки
пока исследуется.
Автоматическая и полуавтоматическая сварка пла-
вящимся электродом. В качестве защитного газа
используют аргон, смесь гелия с аргоном с высоким со-
держанием гелия (до 80%) или чистый гелий. Приме-
нение этих газов позволяет повышать тепловую мощ-
ность дуги и производительность расплавления электро-
да и проплавления основного металла.
Качество сварки плавящимся электродом определяет-
ся главным образом характером переноса металла в ду-
ге. Рядом исследователей установлено, что-высокое ка-
чество сварных соединений достигается при мелкока-
пельном или струйном переносе металла. Такой пере-
нос металла происходит при повышении плотности тока
па электроде. Поэтому сварку рекомендуется вести элек-
тродной проволокой малого диаметра {1,5—2,0 мм) по
данным работы (1] током 160—200 а, а по данным авто-
ра током 300—500 а. При сварке постоянным током пря-
мой полярности электродной проволокой из сплава ВТ1
мелкокапсльиый перенос наступает, по данным работы
[1], при плотности тока ПО а/мм2, диаметре проволоки
1,3 мм или плотности тока 70 а/мм2, диаметре прово-
локи 2 мм. По данным автора, при сварке на обратной
полярности - соответственно 180 и 150 а/мм2. Вылет
электрода по должен превышать 20 мм.
Сварку деталей толщиной 3—10 лмг можно выпол-
нять в один проход, толщиной более 10 мм— в несколь-
ко проходов. В настоящее время сварка плавящимся
электродом в защитных газах из-за сложности процесса и
стабильной защиты сварного соединения применяется ог-
раниченно.
Электродуговая сварка под флюсом. Впервые авто-
матическая сварка титана и его сплавов под флюсом
была разработана С. М. Гуревичем в Институте элект-
росварки имени Е. О- Патона [10]. Применяемые при
данном способе сварки высокотемпературные бес-
кислородистые флюсы АН-Т1 и АН-ТЗ. обеспечивают
15
защиту сварных соединений титана в условиях дуговой
сварки.
Автоматическая сварка применяется главным обра-
зом для сварки деталей толщиной более 3 мм постоян-
ным током обратной полярности. Для сварки деталей
толщиной до 6 мм применяется флюс АН-Т1, а для тол-
щин более 6 мм— АН-ТЗ. Швы могут быть стыковые,
угловые и нахлесточные. Встык детали толщиной 3—
5 мм удобнее сваривать на остающихся подкладках. Сты-
ковые соединения деталей больших толщин можно сва-
ривать как на остающихся подкладках, так и на флю-
сомедной подкладке или флюсовой подушке. Высокая
производительность процесса и стабильность проплав-
ления свариваемых кромок являются основными пре-
имуществами автоматической сварки титана под
флюсом.
Так как титан обладает большим электросопротивле-
нием, то во избежание перегрева электрода, а также за-
грязнения его газами, сварку под флюсом производят
при малых вылетах электрода (не более 14 мм при диа-
метре проволоки 2—2,5 .и.и).
Чтобы исключить появление пор и трещин в метал-
ле шва, необходимо перед сваркой флюс просушивать
при температуре 200—250° С в течение 1 ч. Образова-
ние сварного соединения титана под флюсом и защита
расплавленного и нагретого металла происходят так же,
как и при сварке сталей, за исключением необходимо-
сти удаления флюсовой корки только после остывания
шва ниже 400° С,
Автоматическая сварка под флюсом постоянно со-
вершенствуется по пути улучшения формирования шва
и защиты сварных соединений больших толщин. Прово-
дятся исследовательские работы по использованию по-
луавтоматической сварки под флюсом [43]. Для сварки
конструкций с замкнутым контуром, где трудно удалять
остатки флюса, этот способ имеет ограниченное приме-
нение.
Электрошлаковая сварка. Электрошлаковая сварка
применяется для соединения заготовок (поковок) и дета-
лей из титана больших толщин. Этот вид сварки в от-
личие от дуговой автоматической сварки под флюсом и
в среде инертных газов с присадочным металлом харак-
теризуется высокой производительностью, не требует
16
сложной разделки кромок при любой толщине сваривае-
мых деталей и обеспечивает высокое качество сварных
соединений,
При электрош лаковой сварке титана (рис. 8) шлако-
вая ванна 5 образуется путем расплавления гранулиро-
ванного флюса, заполняющего пространство между
кромками основного металла 1 и специальными охлаж-
даемыми водой .приспособлениями, плотно прижатыми
к поверхности свариваемых деталей снизу 4 и с боков.
В начале процесса флюс плавится дугой, а затем — шун-
тированием тока через расплавленный шлак. Электрод
и свариваемые кромки плавятся за счет тепла, выделяе-
мого расплавленным шлаком. Ток подводится к шлако-
вой ванне от источника переменного тока. В качестве
электродов при сварке применяются пластины из ти-
тана.
Расплавленный основной и электродный металл об-
разуют жидкую ванну, которая защищается от воздуха
расплавленным шлаком 1 и дополнительно инертным
газом. Электрошлаковая сварка, как правило, ведется
при вертикальном положении свариваемых кромок де-
талей.
Электрошлаковый процесс нашел применение при
сварке поковок и больших плит из титана иод флюсом
АН-Т2 специализированным аппаратом конструкции Ин-
ститута электросварки им. Е. О. Патона [И, 23].
Электроннолучевая сварка. При электроннолучевой
сварке энергия, расходуемая па плавление металла, вы-
деляется в результате интенсивной бомбардировки сва-
риваемого металла в месте соединения быстр о движущи-
мися электронами в вакууме.
Преимущество этого вида сварки титана состоит в
том, что процесс протекает в вакуумной камере без
инертных газов. Вакуум порядка 1 • 10-4 мм рт. ст. и вы-
ше необходим для уменьшения расхода энергии элек-
тронов на ионизацию газов в камере и для .получения
особо чистого (по содержанию газов) металла шва.
Пример сварки шаровых баллонов из титана пока-
зан па рис. 9. Баллоны устанавливают вне камеры на
приспособлении, после этого по направляющим загру-
жают в камеру 1, закрываемую люком. После загрузки
1 Проводятся работы по замене паеплавленного шлака аргоном.
17
баллона форвакуумным и диффузионным насосами из
камеры откачивается воздух через патрубок до заданной
степени разряжения. Свариваемый шар при помощи ме-
ханизма вращается со скоростью сварки. Электродвига-
тели и редукторы механизма расположены вне камеры.
7 9
Рис. 8. Схема электро-
шлаковой сварки титана:
/-подвод аргона; JI—подвод
воды; III—слив воды; /—сва-
риваемые детали; 2—элек-
трод; наплавленный ме-
талл; 4—медный кокиль; 5 ••
шлаковая ванна; 6—ванна
расплавленного металла; 7—
га з op а с з i ре Д ел и тел ьн а я труб-
ка; флюс; асбестовая
прокладка
Рис» 9. Электроннолучевая сварка ти-
тана:
/—к а м ер я; 2—сн а р и н ас м о с ттз д ели е; Л—
электронная пушка; -/—электронный луч;
5—смотровое стекло; о'—электрическая схе-
ма питания nyniKii
Источником электронов является вольфрамовый, гекса-
боритово-лантановый или танталовый катод, который
разогревается до высокой температуры от низковольтно-
го трансформатора. Поток электронов проходит через
специальную электромагнитную фокусирующую систе-
му. При выходе из фокусирующего устройства создает-
ся концентрированный поток электронов — электронный
луч 4.
Комплекс устройств, предназначенных для 'получения
и фокусировки электронов, называется электронной
пушкой. Для усиления эмиссии и ускорения движения
электронов к катоду и изделию подводится выпрямлен-
ный ток от высоковольтного источника. Попадая на сва-
риваемые кромки, электроны тормозятся и их кинетиче-
18
екая энергия превращается в тепловую, образуется сва-
рочная ванна. Высокая концентрация тепла обеспечива-
ет большую глубину проплавления свариваемых
кромок и минимальные размеры шва и золы термиче-
ского влияния.
Наблюдение за процессом сварки ведется через смот-
ровое окно 5 в 'камере. Место сварки заметно по рас-
каленному пятну. Вследствие использования в установке
высокого напряжения необходимо применять биологиче-
скую защиту обслуживающего персонала от рентгенов-
ского излучения. Большая концентрация энергии и от-
сутствие потерь теплоты в окружающую среду (эффек-
тивный коэффициент полезного действия источника до-
стигает 90%) обеспечивают высокую производительность
процесса сварки, в 1,5—2,0 раза большую, чем при
дуговой сварке в аргоне.
Из-за сложности установки электроннолучевая свар-
ка титана пока имеет ограниченное применение. При су-
ществующем оборудовании возможна сварка деталей из
титана толщиной до 40 мм. В дальнейшем при создании
более мощных электронных пушек предельная толщина
свариваемого металла будет значительно повышена.
Область применения значительно расширится после соз-
дания установок для сварки титана электронным лучом
в среде инертных газов [12].
Сварка титана токами радиочастоты. Наряду с дуго-
вой сваркой плавлением в последние годы стала приме-
няться сварка с нагревом токами радиочастоты (высо-
кой частоты) с приложением давления к свариваемым
кромка.м (рис. 10) [4]. Качество сварного соединения
определяется величиной сварочного давления, темпе-
ратурой и временем нагрева. Давление и температура ь
некотором узком интервале режимов могут быть взаимо-
заменяемыми, т. е. некоторое снижение температуры
можно компенсировать соответствующим изменением
давления. Металл в месте сварки может нагреваться до
температуры выше ликвидуса. Эти обстоятельства, а
также большая скорость нагрева особенно важны при
сварке титана, который имеет ярко выраженную склон-
ность к росту зерна при перегреве и требует защиты на-
гретых участков от воздействия атмосферных газов.
Сварка токами радиочастоты успешно применяется при
изготовлении прямошовных труб из титана.
19
задачей обеспечить свойства сварных соединений, равные
или близкие свойствах! основного свариваемого металла.
Установить теоретическую связь между свойствами сва-
риваемого металла и свойствами сварных соединений
пока не представляется 'возможным. Поэтому техноло-
гические процессы сварки новых металлов разрабатыва-
ются экспериментально. Современные научные достиже-
ния в области теории источников тепла, металлургиче-
ских и тепловых процессов сварки, теории прочности
сварных соединений в сочетании с производственным
опытом позволяют выбрать наиболее эффективный тех-
нологический процесс сварки. Процесс образования
сварного соединения определяется, кроме действия ис-
точника тепла па свариваемый металл, также предшест-
вующими и последующими технологическими процесса-
ми обработки деталей и сваренных узлов.
При сварке плавлением свариваемый металл претер-
певает металлургическую и тепловую обработку, в ре-
зультате которой протекают физико-химические реакции,
обусловливающие работоспособность и эксплуатацион-
ную надежность сварных конструкций. Главной труд-
ностью при сварке титана плавлением является его вы-
сокая реакционная способность при температурах выше
G00° С [1, 4, 3, 14]. Взаимодействие титана с газами
вследствие его высокой химической активности в нагре-
том и расплавленном состоянии приводит к образованию
хрупких структур, химических соединений с титаном,
холодных трещин в шве и резкому изменению его меха-
нических свойств.
Высокая температура сварочной дуги способствует
протеканию реакций между титаном и газами. Количест-
во растворенных газов в металле сварного соединения
зависит от содержания их в окружающей газовой среде
и режимов сварки. Способностью растворяться в нагре-
тых или расплавленных металлах обладают только те
газы, которые образуют с металлами химические соеди-
нения или твердые растворы. Инертные газы (аргон,
гелий) при всех температурах не поглощаются металла-
ми. Истинная растворимость газов в металле, в зависи-
мости от температуры описывается уравнением [15]
Е
S ~ ае 2«г , (1)
22
где а и R— константы;
Е—теплота растворения;
Т— абсолютная температура.
Хотя это уравнение требует уточнения, все же оно
покатывает, что с увеличением температуры нагрева
титана количество газа (кроме водорода) в нем возра-
стает. Из этого следует, что при дуговой сварке плавя-
щимся электродом растворимость газов выше в капле
металла, нагретой до более высокой температуры, неже-
ли в сварочной ванне. Следовательно, при равных усло-
виях сварка титана с присадочном проволокой вследст-
вие повышения содержания газов в шве менее эффектив-
на, чем без присадочной проволоки. С повышением тем-
пературы растворимость водорода снижается и имеет
скачок при переходе титана из жидкого в твердое состоя-
ние. Тепловые эффекты образования нитридов, окислов,
гидридов и карбидов титана с диссоциированными га-
зами и некоторыми элементами в ккал'г моль приведены
ниже [8, 10]:
А12О3 ТЮг TIN TiHi,75 TiC СО
393,3 220 82,2 36 45 52,7
Тепловые эффекты показывают степень сродства га-
зов с титаном, его некоторыми примесями и легирующи-
ми элементами. Так, например, алюминий имеет боль-
шее сродство с кислородом, чем титан и другие метал-
лы. В то же время титан, загрязненный кислородом, бу-
дет абсорбировать и адсорбировать азот и водород мень-
ше, чем чистый титан; наличие алюминия в титане будет
уменьшать окисление титана при сварке.
Величины свободных энергий (рис. 11 [1]) свидетель-
ствуют о том, что с повышением температуры, имеющим
место при сварке, химическое сродство титана с кисло-
родом, азотом и углеродом понижается. При этих усло-
виях химическое соединение водорода с титаном распа-
дается.
Теоретические величины тепловых эффектов и пока-
затели свободных энергий реакций позволяют ориенти-
ровочно судить о процессах, имеющих место в реальных
условиях сварки сплавов титапа. Так, например, данные
работ {7, 14, 22] показывают, что растворимость газов в
сварочной ванне зависит от легирующих элементов в
сплаве.
23
Рис. 11. Свободная энер-
гия реакции титана с га-
зами и углеродом в за-
висимости от температу-
ры [1, 27]:
1—TiO;4-Ti=2T(O; г—2410,+
+ H = TiIO,+OH: 3 Т1Н2=Т1+
+ Н,; Г—TiO3+11 = 'Д Ti,Os+
+ Уа Н2О; 5- Ti + Ч, К,— TiK;
f—Ti + C = T1C; 7 'П I \12 Оо>
=TiO; Я—Ti + O, = TiOf
Добавка 1,0—2,8% Мо увеличивает растворимость во-
дорода в титане до 0,035% и тем самым значительно
уменьшает чувствительность сплава к охрупчиванию
[16]; добавка 10% Sri повышает растворимость водорода
в а-титапе с 0,005 до 0,01 вес, %, а 5% А1 — до
0,018 вес. %, что значительно снижает чувствительность
сплава к водородному охрупчиванию. Некоторые авторы
[16, 22] пришли к выводу, что
верхний предел по содержа-
нию водорода можно значи-
тельно повысить добавкой
третьего легирующего элемен-
та; ла допустимое содержание
водорода в сплавах с а + р-фа-
зой оказывает большое влия-
ние р-стабилизатор.
Положительная роль леги-
рующих элементов в сплавах
титана объясняется, по мнению
ряда авторов, тем, что присут-
ствие в решетке атомов внед-
рения других элементов в зна-
чительной степени снижает
растворимость водорода. Рас-
творимость элементов внедре-
ния газов и углерода выше в
а-, чем в р-титане [17].
Автором были выполнены
работы, позволившие устано-
вить зависимость растворимо-
сти газов в сварочной ванне от
их количества и состава сва-
риваемого металла, влияние их на свойства сварных
соединений и определить допустимое содержание газов
в целях получения высокой конструктивной прочности
сварных соединений. В опытах сваривали дуговой свар-
кой образцы из титана с разным содержанием в них
примесей газов и легирующих элементов в среде чисто-
го аргона, а также в смеси аргона с азотом, кислородом
и водородом.
Для получения заданной смеси газов был смонтиро-
ван специальный стенд (рис. 12), состоящий из двух {I
и 2) ротаметров РС-3 и РС-ЗЛ с разным расходом газов
24
и смесительной камеры 3. Через ротаметр РС-3 (с боль-
шим расходом) подавался аргон, а через ротаметр
PC-ЗА (с малым расходом) активный газ (О2, N2,
Н2). Изменяя количество инертного газа, получали за-
Рис. 12. Схема питания горелки газовой смесью
ладную смесь при постоянном расходе газа (9—
10 л/мин). Расчет заданного количества газа в смеси
производили по формуле (2)
(2)
где <2j— расход аргона или добавляемого активного га-
за в л/мин;
Q2 — расход воздуха при 0 ати для данного рота-
метра (берется по паспорту для каждого деле-
ния используемого ротаметра) в л/мин;
pi— рабочее давление (заданное) в ати. Рабочее
давление в среднем составляло 0,2 ати;
р — давление воздуха, равное 1 ати (давление при
тарировании ротаметра);
у —плотность воздуха при 20° С в ке/л3;
уд — плотность используемого газа в кг/м*.
25
Значение ~|/ J- и ~у ~ при 20° С для отдельных
газов выбирали ио литературным данным. Смесь аргона
с азотом получали с учетом его содержания в аргоне.
Аргон очищали от примесей кислорода и азота на уста-
новке НИАТ. Образцами для всех экспериментов слу-
жили пластины толщиной 2,5 мм из сплавов титана, хи-
мический состав и механические свойства которых при-
ведены в табл. 4 и 5.
Таблица 4
Химический состав сплавов титана в %
(остальное — титан)
1 Сплав 1 А1 Л1Т1 с S3 1 1 Fc XT I L ог
ВТ1С — — 0,4 г Следы 0,12 0,098— 0,11 0,02- - 0,052 0,027- 0,039
ВТ1Д - — 0,01 0,3 — 0,046 0,0097 0,13
ВТ2 —' 0,2 0,3 0,15 0,06 0,02 0,04
ОТ 4 2,55 1,4 0,03 0,09 0,09 0,02 0,006 0,018
ИМП-1 — — 0,01 0,2 0,13 0,07 0,003 0,84- 0,85
Таблица 5
Механические свойства сплавов титана
C FT ЛАЕ % В кГ/АШ- о В !'а ф 15 Угол заги* ба в град Твердость
ВТ1С 80—86 1 -1 . 0—10 HRC 10—46
ВТ1Д 55—65 20-25 50 80—180 HRC 50-60
BT2 80—90 2—5 — 10 12 HRC 40-45
OT1 81,5 26 43,7 86 HRA 60 -70
ИМГН 85,0 1-2 — — —
Пластины сваривали встык автоматически и вручную
с местной и струйной защитой. В качестве присадочного
металла для ручной сварки служили либо прутки, наре-
занные из основного металла, либо присадочная прово-
лока, выбираемая в зависимости от марки спариваемого
сплава.
26
Содержание газов в металле определяли вакуумной
экстракцией, спектральным анализом, а азота — химиче-
ским анализом.
Взаимодействие титана с азотом. Азот, растворен-
ный в титане, более резко, чем другие газы, повышает
твердость и понижает пластичность. Поэтому титан, на-
сыщенный азотом, непригоден как конструкционный ме-
талл. В связи с этим было изучено взаимодействие ти-
тана с азотом, находящимся в зоне сварки, и влияние
его на свойства сварных соединении. Вследствие высоко-
го химического сродства титана с азотом при температу-
рах выше 800е С происходит необратимая химическая
реакция с образованием нитрида титана и большим вы-
делением тепла по уравнению [1, 2, 15, 17]
Ti г-^-N2 = TiN : 82,2 ккал!г>моль, (3)
Температура плавления нитрида титана составляет
2950° С, Возможно также образование карбонитрида
TiC—'TiN, температура плавления которого значитель-
но выше температуры плавления нитрида титана. Пред-
полагается, что азот находится в титане в виде твердо-
го раствора и химического соединения (TiN). Растворе-
нию азота должна предшествовать диссоциация
молекулярного азота. Образование атомарного азота,
проявляющего высокую активность к титану, возможно
либо при низкой температуре и длительном пагреве
азота (более 3 ч при температуре 900—1000’С), либ.»
при высокой температуре в электрической дуге. Следо-
вательно, в процессе дуговой сварки создаются благо-
приятные условия для диссоциации азота и тем
самым — для насыщения металла сварного шва азотом.
Возможную степень насыщения азотом свариваемого
металла в околошовной зоне при сварке определяли
путем нагрева образцов в электропечи до 1000е С в среде
азота с выдержкой 30-—120 мин. Спектральным анализом
установлено, что увеличение содержания азота в поверх-
ностном слое титана происходит при нагреве выше 900° С
и выдержке более 2 ч при условии отсутствия окислен-
ного слоя па поверхности титана [19]. Можно предпола-
гать, что в сварном соединении при сварке металла тол-
щиной 1—3 мм азот не оказывает вредного влияния
па свойства металла, нагретого до 900е С, вследствие
27
Таблица 6
Влияние содержания азота в защитной среде
на содержание азота в металле шва
Спляв Толщина образцов в -Шй Содержание азО'1'А
в защитной <1'1 иосфере в об. % в сваривае- мом металле В вес. !Ч в металле шва в вес.
ВТ1С (за- грязненный газами и уг- леродом) 2,5 0,23 0,1 2,0 5,0 Ю,0 99,7 0,1 0,2 -0,3 0,46-0,49 0,8—1,05 1.0-1,1 1,15-1,18 4,86—5,62
BTI 2,5 0,01 0,23 0,4 99,7 0,046 0,032 0,2 0,35 4,0—4,2
ОТ-1 1,5 0,01 0,56 1,93 8,0 21,82 99,7 0,02 0,026 0,49 0,56 0,76 0,84 3,55—3,9
малой длительности пребывания его при этих температу-
рах. По данным работ [1, 14, 22], диффузия азота проис-
ходит при нагреве титана выше 1100е С.
Исследование усвоения азота в сварочной ванне при
дуговой сварке имело целью определить степень требуе-
мой чистоты аргона в отношении примеси азота и допу-
стимое количестве азота в металле шва. Для поставлен-
ной цели образцы с разным содержанием примесей и
легирующих элементов сваривали дуговой сваркой в
защитной атмосфере, состоящей из смеси аргона с азо-
том. Полученные результаты позволили установить
(табл. 6), что в условиях дуговой сварки усвоение азо-
та сварочной ванной происходит в больших количест-
вах. Причем, количество азота в металле шва опреде-
ляется содержанием его в защитной атмосфере свароч-
ной дуги и содержанием примесей и легирующих эле-
ментов в свариваемом металле,
28
Влияние примеси кислорода в свариваемом металле
на усвоение азота сварочной ванной было исследовано
потому, что кислород является неизбежной примесью в
титане.
Результаты исследований, приведенные в табл. 7, по-
казывают, что усвоение азота сварочной ванной при ду-
говой сварке уменьшается с увеличением содержания
кислорода в свариваемом металле (ИМП-1). Причина-
ми уменьшения усвоения азота при указанных условиях
является наличие пленки окислов на поверхности жид-
кого металла и образование окиси азота NO, которая не
растворяется в сварочной ванне и выделяется в атмо-
сферу [18, 20].
Таблица 7
Дуговая сварка сплавов титана в среде азота
Сплав Толщину образцов В ,ИЛ1 Содержание в основном металле в i>ec, Pi Содержание азота в металле шва в вес.
кислорода азота
ИМП-1 2,5 0,84 0,07 2,04
ВТ1С 2,5 0,032 0,09 5,24
Влияние примеси углерода в свариваемом металле на
усвоение азота в сварочной ванне было установлено па
образцах из технического титана ВТ1С, содержащего
0,45% С, и ВТ1, содержащего 0,1% С, при сварке в сме-
си аргона с азотом и в чистом азоте. Результаты иссле-
дований показали, что с увеличением количества азота,
(и примеси кислорода в нем) в защитной зоне дуги со-
держание углерода в металле шва резко уменьшается
(рис. 13), а азота значительно увеличивается (табл. 6 и
рис. 14), видимо, из-за ускорения диффузии азота со сни-
жением содержания углерода [18].
Влияние легирующих элементов в титане на усвоение
азота в сварочной ванне было проверено на семи одпо-
компонентпых и шести многокомпонентных сплавах ти-
гана (рис. 14). Усвоение азота металлом шва незначи-
тельно уменьшается при легировании сварочной ванны
последовательно оловом, алюминием, марганцем, молиб-
деном. Подобная записимость получена при сварке в
Схмеси аргона с 1,9%
Влияние многокомпонентного (комплексного) леги-
рования титана тта усвоение азота в сварочной ванне
было исследовано на сплавах ОТ4, ВТ5-1, ОТ4-2, ВТ6 и
Содержание азота В зоне сварочной дуги
Рис. 13. Зависимость содержания углерода в металле шва от со-
держания азота в эоне сварочной дуги. Ручная дуговая сварка
ТЗ с содержанием в них двух и трех легирующих эле-
ментов. Сварку образцов производили на автомате без
присадочного металла в среде азота.
Результаты исследований (рис. 15) показывают, что
с увеличением количества и содержания легирующих
элементов в свариваемом сплаве усвоение азота свароч-
ной ванной пропорционально уменьшается. Из этого сле-
дует, что многокомпонентные сплавы с легирующими
элементами (Л1, Мп, Sn, V), вследствие уменьшения
усвоения азота сварочной ванной позволяют обеспечи-
вать более высокое качество сварного соединения, чем
однокомпонентные сплавы и, тем более, чистый титан
при одинаковых условиях сварки.
.Эти выводы подтверждены производственным опытом
при сварке конструкций различных размеров из мало-
легированных. и многокомпонентных сплавов титана.
30
Влияние способов сварки на усвоение азота в шве
определено на сплаве ОТ4 толщиной 1,5 ,ил. Для этой
Рис. 14. Усвоение азота металлом
шва в зависимости от содержания
и типа легирующих элементов в сва-
риваемом металле
Рис. 15. Усвоение азота в
металле шва при дуговой
сварке в среде азота раз-
личных сплавов титана
цели образцы сваривали при струйной защите аргоно-
дуговой сваркой в среде чистого аргона (содержание
азота не превышало 0,02%). При-
меняли автоматическую сварку не-
плавящимся электродом (АДСА),
ручную сварку без присадочного
(АрДС) и с присадочным метал-
лом (АрДСП).
Результаты исследований
(табл. 8) показывают, что при
всех способах сварки содержание
азота в металле шва несколько
повышается. Однако содержание
Таблица 8
Содержание азота в %
Способ сварки Основной металл Метала шва i
л дел 0,0231 0,046
АРДС 0,023 0,047
АрДСП 0,023 0,055
азота в свариваемом сплаве
(0,05%) незначительно больше до-
пустимого только при ручной сварке с присадочным ме-
таллом. Источником азота при рассмотренных способах
сварки является примесь его в аргоне, а при ручной
сварке и воздух, проникающий вследствие колебания
горелки и подачи присадочной проволоки.
Исследование микроструктур сварных швов, измере-
ние микротвсрдости выявленных фаз и определение
31
количества азота показали, что при содержании в метал-
ле шва более 1% N3 образуется новая фаза белого цвета,
которая расположена по границам зереп (рис. 16). Из-
Рис, 16. Нитрид титана ло границам зерен в металле шва, Х340
мерение микротвердости показало, что эта фаза являет-
ся нитридом титана. При одновременном содержании
5,6% Ы2 и 0,45% С фаза белого цвета располагается не
только по границам, но и внутри зерен (рис. 17). Микро-
твердость этой фазы еще выше, фаза названа карбони-
тридом титана. Изменение микротвердости выявленных
фаз показывает, что химические соединения титана с
азотом и углеродом обладают высокой твердостью:
Фаз;! а Карбид Нитрид Карбоннтрнд
Микротвер- дость в кГ/ммг 430—150 840- 860 800—900 1100—1200
В работе [17], показано, что нитрид титапа является
одним из наиболее прочных нитридов металлов и пре-
восходным проводником электричества. Однако его при-
сутствие в виде топкой пленки па поверхности титапа
нельзя рассматривать с термодинамической точки зре-
ния как средство защиты металла от окисления, так как
рее окислы титана болев стабильны, чем нитриды
гитана.
В соответствии с диаграммой состояния титан — азот
при больших количествах азота нитрид титана не обра-
зует в жидкой ванне твердого раствора. Поэтому свар-
Рис. 17. Карбонитрид титана в металле шва; X 1000
ные соединения с высоким содержанием азота обладают
низкой пластичностью. Однако для получения поверхно-
сти титана с большей твердостью наплавлять следует при
высоком содержании азота в защитной зоне сварочной
дуги.
Влияние азота на пластичность металла шва изуча-
ли при дуговой сварке образцов из титанового сплава
ОТ4 в смеси аргона с азотом. Пластичность шва опре-
деляли при испытании сварных образцов на угол заги-
|“'3 и измерении твердости сварного соединения. Даже
Заказ 157 33
небольшое количество азота в шве резко понижает пла-
стичность (угол загиба) сварного соединения (рис. 18)
и повышает его твердость (рис. 19). Содержание азота
в смеси аргона более 2 об. % приводит к образованию
Рис. 18. Влияние содержания примесей азота в металле шва на угол
загиба сварного соединения
приложения внешних сил. Таким образом, пластичность
шва и, тем самым, работоспособность сварного соеди-
нения определяются не только химическим составом
шва, но и фазовым составом. В связи с этим нельзя счи-
тать достаточно обоснованной оценку свойств сварных
соединений и свариваемости технического титана, как
рекомендуется в работах [1, 2] и др., по эквиваленту кис-
лорода Оз™ и твердости ЯВ основного металла:
Q„cti = O4-2N+a/3C; (4)
НВ =40 + 310
где О, N, С — весовые проценты примесей в титане.
Роль этих примесей (газов и углерода) в металле
шва определяется не твердостью, а работоспособностью
34
его. Последняя, как известно, определяется сочетанием
прочности и пластичности металла. Пластичность (угол
загиба) сварных соединений, как следует из сравнения
Содержание азота & защитной ат-
нос азе ре
Рис. 19. Влияние содержания примеси азота в металле шва
на твердость
рода. Полученные данные о взаимодействии титана с азо-
том в условиях дуговой сварки позволили сделать сле-
дующие выводы:
1. Можно полагать, что азот в условиях дуговой
сварки практически не взаимодействует с титаном в зоне
термического влияния, нагретой до 900° С, вследствие
высокой скорости охлаждения в процессе дуговой свар-
ки и низкой скорости диффузии азота.
2. Усвоение азота в сварочной ванне в условиях ду-
। свой сварки из защитной атмосферы происходит в боль-
ших количествах и во многом зависит от наличия при-
месей и легирующих элементов в свариваемом металле.
3. Углерод резко повышает усвоение азота в свароч-
ной ванне.
35
4. Кислород, в отличие от углерода, резко понижает
усвоение азота в сварочной ванне.
5. Наличие в сплавах титана (при однокомпонент-
ном и многокомпонентном их легировании) алюминия,
марганца, молибдена н олова уменьшает усвоение азота
в сварочной ванне.
6. Азот при содержании его в металле шва более
I % образует с титаном химические соединения — нитрид
и карбонитрид титана, обладающие высокой твердостью.
7. Механические свойства металла шва с увеличе-
нием в нем азота существенно ухудшаются. При этом
резко возрастает твердость шва и понижается его пла-
стичность.
8. Применение сплавов титана с содержанием не бо-
лее 0,05% К% и аргона с содержанием не более 0,01%
No позволяет получать сварное соединение с содержа-
нием азота не более, чем в свариваемом металле.
В процессе исследований был создан новый ГОСТ
10157—62 на чистый аргон, по которому допустимое
содержание азота в аргоне для сварки титана не превы-
шает 0,01%, и обосновано применение смеси аргона с
азотом для наплавки деталей из титана в целях полу-
чения поверхности с высокой твердостью.
Взаимодействие титана с кислородом. Кислород при
высоких температурах образует с титаном химические
соединения, резко ухудшающие его свойства. Однако
до сих пор мало опубликовано работ, посвященных ис-
следованию взаимодействия кислорода с титаном в
условиях высоких температур при дуговой сварке плав-
лением. Ниже приведены результаты исследований рас-
творимости кислорода в титане при высоких температу-
рах, выполненного автором. 'Гитан б чистом кислороде
сгорает при температуре 610° С с образованием двуокиси
титана TiO^, а при нагреве титана на воздухе двуокись
титана образуется, начиная с температуры 450° С [1].
Двуокись титана представляет собой порошок, который
плавится при температуре 1580—1800сС.
Кислород в сварочную ванну может попасть из за-
щитной атмосферы и из окалины, находящейся на по-
верхности свариваемых деталей. Реакция образования
двуокиси титана необратима и протекает с выделением
большого количества тепла по уравнению
Ti %- Оа— > TiO3 -% 220 ккал/мом. (5)
36
По этой причине при сварке титана, насыщенного
кислородом, или при применении смеси аргона с кисло-
родом требуется меньшая мощность сварочной дуги, чем
при сварке чистого металла и в чистом аргоне. Однако
при содержании кислорода в зоне сварки более 3—
5 об.% уменьшается вязкость сварочной ванны, ухуд-
шается формирование металла шва и снижаются его
механические свойства. Высокое химическое сродство
гитана к кислороду затрудняет освобождение от кисло-
рода сварочной ванны с помощью раскислителей, как
то имеет место при сварке сталей. Поэтому возникла
необходимость изучить взаимодействие кислорода с ме-
таллом сварочной ванны и нагретой поверхностью ти-
тана в зоне термического влияния в целях определения
допустимого количества кислорода в свариваемых ме-
таллах и защитных газах. Для этого образцы из спла-
вов титана ОТ4 и ВТ1 сваривали и нагревали примени-
тельно к производственным условиям. Образцы нагре-
вали пламенем газовой горелки и в термической печи с
воздушной атмосферой при температуре 400—1200°С.
Температуру пластин при подогреве горелкой измеряли
термопарой, заделанной в отверстие образна. Пламя
горелки для газовой сварки и подогрева устанавливали
нейтральное, с избытком кислорода или ацителеиа.
Нагрев образцов из ВТ! в печи с выдержкой от
30 мин до 3 ч показал, что до температуры 500—600° С
окисная пленка остается прочной, но при более высокой
гемпературс разрушается. Поверхность образцов, на-
гретых в печи в течение 3 ч при температуре 700° С, при-
обретает синий цвет; структура металла изменяется ма-
ло. Начиная с температуры выше 750° С, цвет окалины
на поверхности образцов изменяется от синего до
белого.
Толщина слоя окалины возрастает с увеличением тем-
пературы. Так, например, при температуре 800°С и вы-
держке в печи в течение 30 мин образуется тонкий слой
окалины белого цвета, а при температуре 900°С в тех же
условиях толщина слоя окалины увеличивается примерно
па 50%.. При выдержке до 60 мин (900° С) слой окалины
возрастает и отслаивается в виде тонкой малопрочиой
и,ненки темного цвета. Такая же окалина возникает при
нагревании целых и сварных деталей газовой горелкой
при температуре ЮОО—1100° С в течение 10 мин,
37
Рентгеноструктурпый анализ, проведенный II. Ф. Лаш-
ко, показал, что отслаивающаяся окалина представляет'
собой двуокись титана TiOa. Позднее схема строения
окалины на техническом титане была приведена в рабо-
те [17]. Металлографические исследования в сочетании с;
газовым анализом позволили установить, что высокая
температура нагрева титана в термической печи с воз-;
душной атмосферой кислородно-ацетилсновым пламенем
Рис. 20. Микроструктура листового титана ОТ4-2
с альфированным слоем; X 200
с избытком кислорода приводит к образованию под ока-
линой твердого и хрупкого слоя титана, насыщенного
кислородом. Микротвсрдость этого слоя па сплавах ВТ1,
ОТ4, ОТ4-2 примерно в 2 раза выше, чем основного ме-
талла.
Вследствие стабилизации кислородом a-фазы титана
указанный слой называется альфированным слоем. Он
располагается в виде пепревращенной a-фазы на по-
верхности металла. В качестве примера на рис. 20 пока-
зана микроструктура с альфированным слоем (белая
полоска), образованным при нагреве сплава ОТ4-2 тол-
щиной 3 мм в печи с воздушной атмосферой при темпе-
ратуре 950°С в течение 45 мин.
Альфированный слой на поверхности свариваемых
деталей служит источником кислорода, а на поверхности
сварных соединений причиной образования трещин в
шве [1, 14].
Скорость поглощения кислорода титаном при нагре-
вании до 900° С значительно выше, чем скорость по-
38
I лощения азота. Для определения Степени усвоения
кислорода сварочной ванной образцы из титанового
сплава ВТ14 были сварены дуговой сваркой в атмосфе-
ре смеси аргона с кислородом [27]. Содержание кисло-
рода в аргоне изменяли от 0,01 до 10 об.%. При боль-
шем содержании кислорода вольфрамовый электрод рез-
ко окислялся и процесс сварки нарушался.
Результаты исследования показали, что кислород ус-
ваивается сварочной ванной значительно больше, чем
ц..ют и водород. Содержание кислорода в металле шва
цостигает 1,0% (рис. 21). Одновременно на образцах,
сваренных в чистом аргоне, установили, что содержание
кислорода в металле
шва, выполненного
различными спосо-
бами дуговой свар-
КП, не превышает
Рис. 21. Зависимость содержа-
ния в металле шва кислорода
(OJ, водорода (Н2) и азота
(ГД) от содержания их в защит-
ной атмосфере
Таблица 9
Содержание кислорода
в %
Ар.
0,11 0,096
0,11 0,097
0,11 0,12
допустимого количества кислорода в основном металле
(габл. 9). Исключением является ручная сварка
(АрДСП) с присадочным металлом, при которой вслед-
ствие недостаточной защиты от воздуха количество кис-
лорода в металле шва несколько больше, чем в основном
мг । алле.
Измеряя твердость металла шва сплава ОТ4 и угол
штаба сварного соединения, установили, что с увеличе-
нием кислорода в аргоне твердость металла шва зиачи-
Ь‘ и.по повышается (рис. 22), а угол загиба уменьшается
(рис. 23). Причиной уменьшения угла загиба является
in- только высокая твердость шва, но и наличие хруп-
i.i'iu альфированного слоя иа его поверхности. Хрул-
। " и, алт.фированного слоя, по данным спектрального
39
Локального анализа, вызнана более высоким содбржг
нием в нем кислорода (в 2—3 раза), чем в шве, расти
ложечном ниже альфированпого слоя (рис. 24). Аналг
Рис. 22. Влияние примеси кис-
лорода а аргоне на твердость
металла ь-еа
Рис. 23. Влияние примеси ки
порода в аргоне на угол з
гиба
Рис. 24. Микроструктура металла шва на сплаве ВТ14 с альфирован-
ным слоем при сварке в среде аргона с 3% кислорода; Х200.
полученных результатов исследований взаимодействия
кислорода с титаном при нагреве и сварке позволил ус
тановить следующее:
40
1. В условиях сварочного процесса взаимодействие
кислорода с титаном при нагреве выше G00DC приводит
к ухудшению свойств сварного соединения,
2. При дуговой сварке титана кислород из защитной
смеси усваивается сварочной ванной в больших коли-
чествах. Усвоение кислорода возрастает пропорциональ-
но содержанию кислорода в смеси. На поверхности шва
образуется альфированный слой при всех концентрациях
кислорода. Дуговая сварка титана в чистом аргоне ис-
ключает насыщение металла шва кислородом.
3. При содержании более 0,1% О2 резко снижается
пластичность (угол загиба) и повышается твердость ме-
талла шва. Дуговая сварка в аргоне с примесью не бо-
лее 0,003% О2 обеспечивает высокое качество сварных
соединений.
4. Детали из титана для технологических лелей сле-
цует подогревать газовой горелкой до температур не
выше 700°С в течение не более 10 мин, пламя горелки
должно быть нейтральное (пламя с избытком ацетилена
недопустимо вследствие насыщения титана углеродом).
Взаимодействие титана с водородом. Водород, пахо-
тящийся в титане и его сплавах, резко снижает их удар-
ную вязкость и пластичность. Некоторые хрупкие разру-
шения деталей из титана объяснены действием водорода
|1, 2, 3]. В связи с этим необходимо исследовать усло-
вия насыщения титана водородом и его влияние па
свойства титана. Данные автора и результаты других
работ о растворимости водорода в сварочной ванне в
условиях дуговой сварки и влиянии его па свойства ме-
тила в сварном соединении позволили установить до-
пустимое количество водорода в свариваемых металлах
и защитных газах.
При сварке стали водород, соединяясь с кислородом
и азотом воздуха, может предупреждать окисление и
квотирование железа. При сварке титана водород не
является защитным газом, так как с титаном он образу-
ет химическое соединение — гидрид титана [15]. Реакция
взаимодействия водорода с титаном с образованием гид-
рида в отличие от реакции с кислородом и азотом яв-
ляется обратимой:
Ti+Ha^±TiH3 — 36 ккал/г-моль. (6)
Гидрид титана существует при температурах не вы-
пи 700° С. Так как растворимость водорода в титане по-
41
вышается с понижением температуры [1], то одповремег
но с гидрилом титана при охлаждении сварочной ванн;
образуется газообразный водород:
[Н]4±Н; Н%-Н = На. (7
В растворенном виде водород при высоких темперг
турах может связывать кислород по реакциям:
4[Н] 4- ТЮа = Ti + 2Н8О,
2 [Н] -4 [О] = И2О. (8
В результате таких реакций в металле шва образу
ются поры. Гидриды повышают хрупкость металл
шва [15]. В работе В. В. Фролова [40] показано, что диф
фузия водорода в титане происходит в сотни и тыся
чи раз быстрее, чем диффузия металлических атомов
Учитывая вредное влияние водорода па свойств
сварных соединений и сложность термодиффузионны
процессов взаимодействия водорода с титаном в условй
ях дуговой сварки, были проведены исследования в за’
имодействия титана с водородом при сварке и влияни:
водорода на свойства сварных соединений. Образца
нагревали и сваривали атомноводородпым пламенем :
дуговой сваркой в смеси aproпа с водородом, Дуговув
сварку выполняли с присадочным металлом и без него
Образцами служили пластины из сплавов ВТЮтол’
шиной 2,5 мм, ОТ4 и ВТ14 толщиной 1,5 мм. В опыта;
использовали свариваемый металл и сварочную прово
локу в состоянии поставки и после вакуумного отжига
Вакуумный отжиг производили при вакуум<
!0-4 мм рт. ст. и различных температурах. Результату
исследований проволоки после отжига показали, чтс
распределение водорода по сечению неодинаково: в по
верхпостпом слое проволоки водорода больше, чем н<
глубине 0,3 мм; минимальное содержание водорода
(0,002%) достигается выдержкой проволоки при 800—
900° С в течение 2—3 ч. i
Возможную степень насыщения водородом металла
околошовной золы в процессе сварки определяли па об-
разцах пци пагреве их атомноводородным пламенем до
1100—1200° С. Температуру нагрева измеряли термопа-
рой; о влиянии нагрева судили по твердости, содержанию
газов в металле и микроструктуре. При этом, кроме
водорода, было определено содержание кислорода и
азота (табл. 10). Вследствие нагрева количество кисло-
42
Таблица 111
Нагрев атомноводородным пламенем сплава ВТ1С
рода немного уменьшилось, в то же время увеличилось
содержание азота в 4 раза, а водорода в 10 раз. Мак-
симальное содержание азота после нагрева стало 0,47%
(до нагрева 0,11%). По этой причине резко увеличилась
твердость металла от H.RC 34 в исходном состоянии до
IIRC 45 после нагрева. При металлографических исследо-
ваниях нагретых образцов выявили структуру с боль-
шим перегревом металла.
Таким образом, при сварке возможно насыщение во-
дородом металла околошовной зоны, способствующее
резкому повышению се твердости. Водород, взаимодей-
ствуя с титаном, является одновременно проводником
л юта из окружающей атмосферы. Уменьшение содержа-
ния кислорода при нагреве следует объяснить протекани-
ем реакций (8). Видимо, кислород в виде паров воды
успевает удалиться в атмосферу.
Процесс атом поводородной сварки в чистом водороде
сплава титана ВТ1С характеризуется малой жидкоте-
кучестью сварочной ванны и плохим формированием
шва. Образуется шов с поверхностью темного цвета. Ду-
шная сварка сплава ОТ4 в смеси аргона с водородом
(до 38%) обеспечила получение шва серебристого цвета
г хорошим формированием. При атомноводородной свар-
ке титана содержание азота в металле шва увеличивает-
ся по сравнению с основным металлом почти в 6 раз,
а кислорода и водорода—10 раз (табл. 11). Такое уве-
личение содержания газов, видимо, происходит вслед-
гнше протекания реакций (6) —(8) и образования дву-
II,ней титана ТЮа.
При дуговой сварке в смеси аргона с водородом сила-
ТсСмца J
Усвоение газов сварочной ванной при атомновод о роди ой
сварке сплава ВТ1С
Том-гщина wo- таллй в Содержание газов в вес. % ва Твердость WRC
Основной металл Металл il Основной ме- тал-] Металл Шва 1
О2 1 N. i Hs О3 Na н.
2,5 0,03 0,1 0,03 0,36 0,6 0.3 33 49
2,0 0,03 0,1 0,03 0,36 0,5 0,5 33 49
ва BTJ4 сварочной ванной усваивается водорода значи-
тельно меньше, чем азота и кислорода (рис. 21). Этому
способствует более короткая сварочная дуга и наличие
аргона, исключающего взаимодействие кислорода и азо-
та атмосферы с водородом и расплавленной ванной, а
также наличие высокого парциального давления водо-
рода в металле.
Дуговая сварка в чистом аргоне обеспечивает мсиь'
шее содержание водорода в металле шва, чем в свари-
ваемом металле (0,001—0,004%). Это, видимо, дости-
гается протеканием в сварочной ванне реакций (7)—(8)
вследствие уменьшения ею растворимости.
Водород понижает ударную вязкость основного ме-
талла и металла шва, если его в металле шва более
0,02% (1, 21]. Водород, растворенный в металле шва (при
сварке в смеси аргона с водородом), резко понижает его!
пластичность (рис. 25, а). Однако наличие большого ко-
личества водорода (до 0,6%) в металле шва не изменяет
его твердости (рис. 25,6).
гПеталлографнческие исследования показали, что при
содержании в металле шва более 0,4% Н2 образуется
новая фаза (гидрид титана) в виде иглообразных вклго- *
чений (рис. 26). Подобная фаза получена и в основном i
металле [17]. В отличие от основного металла пластины
гидрида в металле шва располагаются внутри крупного
зерна tx-фазы (рис. 26), а при содержании водорода i
0,6% гидридпые иглы имеют большую длину и распо- ;
лягаются по границам крупных зерен бывшей [3-фазы.
При расположении гидрида титана по границам зерен,
как следует из работы [22], более резко снижается удар-
ная вязкость металла. Изменений структуры в около-
шовпых зонах, по сравнению со сваркой без водорода,
установлено ле было.
Таким образом, исследования показывают, что водо-
род из защитной атмосферы усваивается (растворяется)
сварочной ванной в больших количествах и резко изме-
няет свойства сварных соединений. Помимо применения
чистого защитного газа и свариваемых металлов с низ-
ким содержанием во-
дорода (до 0,008%)
уменьшить вредное
влияние водорода
можно введением в
сварочную ванну ле-
гирующих элемен-
тов. Так, например,
сплав ОТ4 более
склонен к пониже-
нию свойств в ре-
зультате поглоще-
ния водорода, чем
сплав ВТ14- Иссле-
Рис. 25. Влияние содержания примести водорода в аргоне на угол
загиба (а) и содержания водорода в металле шва на твердость (б)
единений, выполненных дуговой сваркой в чистом арго-
не, показали, что содержание водорода в металле шва
ниже, чем в свариваемом металле.
Взаимодействие титана с углеродом. Углерод в ти-
। апе — неизбежная примесь. Кроме того, в металл шва
углерод может попадать при сварке из защитных газов
45
а)
(метан в гелии), электродов при сварке иеплайяи(ймсЯ
угольным электродом, а также из угольных подкладок,
иногда применяемых при сварке. Углерод в титане мо-
жет находиться в твердом растворе и в виде химическо-
го соединения —карбида тигана. Карбид титана обра-
зуется по реакции
Tj С = TiC + 45 ккал!г-люль. (9)
Температура плавления карбида титана 3140° С, при
нагревании он легко реагирует с кислородом и азотом
Для определения усвоения углерода в сварочной ванне
Рис. 26. Микроструктура металла шва сплава титана ОТ4 при
содержании водорода в нем 0,4%; Х340
титана были сварены образцы ручной аргоно-дуговой
сваркой неплавящимся угольным электродом диаметром
4 .мт и для сравнения вольфрамовым электродом. Свар-
ка угольным электродом в среде аргона с примесью
0,4% N2 характеризовалась грубым формированием шва
и большим количеством пор.
Результаты химического анализа сварных образцов
из сплава ВТ1С толщиной 2,5 мм (табл. 12) показыва-
ют, что при дуговой сварке угольным электродом со-
держание углерода в металле шва увеличивается более
чем в 2 раза по сравнению с содержанием углерода в
46
\ Таблица 12
Содержание углерода в металле шва при ручной аргоно-дуговой
'I сварке в вес. %
Электрод Н и Основной металл Металл шва
Вольфрамовый 130—140 0,44-0,42 0,37-0,36
Угольный 120—130 0,46—0,43 1,08—1,04
основном металле. При сварке вольфрамовым электро-
лом количество углерода в металле шва, наоборот,
уменьшается.
Металлографические исследования сварных соедине-
ний позволили установить наличие карбидов титана в
шве и основном металле. В основном металле карбиды
находятся в виде зерен (рис. 27, а), а в металле шва—
в виде игл. Количество игл меньше в металле шва, вы-
полненного при сварке вольфрамовым электродом
(рис. 27, б), чем при сварке угольным электродом. Ми-
кротвердость карбидных игл составляет 840—880 кГ!мм2,
а твердого раствора между иглами 430—450 кГ/мм2.
С увеличением количества углерода до 0,6% прочность
основного металла из сплава ВТ1Д возрастает незначи-
тельно (рис. 28). Однако относительное удлинение
основного металла и предел прочности сварных соедине-
ний уменьшаются соответственно до 6=0% и о =
— 20 кГ/мм2. Поэтому сплавы с высоким содержанием
углерода не пригодны для изготовления сварных конст-
рукций [1]. Углерод взаимодействует при сварке не толь-
ко с титаном, но и с кислородом, растворенным в сва-
рочной ванне. Углерод образует с кислородом нераство-
римые соединения СО и СОа по реакциям:
[С] + (О] = СО; (10)
ТЮа + [С] = ТН-СО2; (Н)
2Т1С ЗОа = 2TiO2 -I- 2СО. (12)
Газы, полученные в результате этих реакций, могут
быть источником образования пор в металле шва. При-
месь углерода в титане, применяемом для сварных кон-
струкций, допускается не более 0,1%. Применение под-
47
кладок из графита и угольных электродов при ср'арка
титана плавлением недопустимо. /
Рис. 27, Карбиды титана. Титан марки ВТ1, с со-
держанием 0,45% С:
а — гу основном металле; б — в металле шва; X10QQ
Взаимодействие легирующих элементов с титаном.
В настоящее время практическое применение для свар-
ных конструкций нашли тройные сплавы титана. Двой-
ные сплавы, как показали исследования, мало примени-
мы вследствие их малой пластичности, горячеломкости
и других недостатков. В то же время тройные сплавы
48
технологичны как в металлургическом производстве
(прокатка листов и др.), так и в производстве сварных
конструкций. В работе [1] и других показана целесооб-
разность небольших добавок p-стабилизаторов к спла-
вам Ti— Al. При этом сплавы получаются с более вы-
сокими механическими свойствами при комнатной и по-
вышенных температурах и с хорошими технологическими
Рис. 28. Влияние углерода на изменение механических свойств
основного металла и сварных соединений титана:
1- основной металл; 2—сварное соединенно
свойствами при ковке, штамповке и сварке. Поэтому все
современные сплавы титана в качестве обязательного
легирующего элемента содержат алюминий, марганец,
олово, ванадий, молибден и другие элементы.
Автором были исследованы многие сплавы Титана с
целью определения усвоения легирующих элементов в
сварочной ванне. В процессе исследований образцы сва-
ривали автоматической и ручной дуговой сваркой с при-
садочным и без присадочного металла. Сварку произво-
дили в чистом аргоне и смеси аргона с азотом, кислоро-
дом и водородом. Определение легирующих элементов
производили по стандартным методикам (табл. 13).
Анализ этих данных показывает, что алюминий и
марганец усваиваются сварочной ванной полностью как
при сварке в чистом аргоне, так и в смеси аргона с азо-
том, водородом и кислородом. При сварке в чистом ар-
гоне полностью усваивается также хром, незначительно
уменьшается содержание молибдена, олова и ванадия.
Усвоение этих элементов следует объяснить высоким хи-
мическим сродством титана к газам и высокой концент-
рацией титана в сварочной ванне [23].
49
Химический «став в % основного металла „ сварных швов из сплавов титана толщиной 0,5-3 0 мм
Сплав Способ сварки Основной металл Присадочная проволока - --”т-и«г( ^rV тм Металл шва
AI Мп Sn V Мо А1 Мп Sn V А1 Мп Sn V Мо
ОТ4 АДСА в чистом аргоне . . . 3,07 1,42 ! — —- '— — —— 3,0 1,42
ОТ4 АДСА в смеси аргона с 21,8% Na 3,07 1,42 —- — — — —j .— __ 2,88 1,42
ОТ4 АДСА в смеси аргона с 10,35 % О» 3,07 1,4 — — — — —• —. 3.10 1,42
ОТ4 АДСА в смеси аргона с 28,2% На 3,07 1,4 — — — — —. я 3,10 1,42
ОТ-1 А ДСП (проволока ОТ4) в чи- стом аргоне 3,07 1,4 — — — 2,96 1,88 — — 2,82 1, 11
ОТ4-2 АрДСП (проволока ОТ-1) в чистом аргоне 5,44 1,84 — — —4 2,96 1,88 —. 5,28 1,66
BT5-I АДСА в чистом аргоне . . . 4,47 — 2,89 — — — — ~ 1 -— 3,76 2,77
ВТ5-1 АрДСП (проволока ВТ5-1) в чистом аргоне 1,10| — 3,00 — — 5,10 ~ 1 1 2,52 — 3,55 — 2,76 - —
Продолжение табл. 13
Сплав Способ сварки Основной металл Mo Присадочная проволоки Металл шеи
Alfj Мп | Sn | V Al Mn Sn V Al Mn Sn V Mo
ВТ5-1 АрДСП (проволока ВТ5) в чистом аргоне 4,10 —' 1 3,00 . - 5,14 - i _ i 1 ,4-10 — 2,64 — —
ВТ6 АрДСА (проволока ВТ6) н чистом аргоне 6,49 — - 3,78 Д '5,95 — — 4,02 —
ВТ14 АДСА в чистом аргоне . . . 3,5 — - 1,4 13,05 -- . — 1 “ !3,5 — I — |1.3 |2,0
ВТ14 i , !АДСП в чистом аргоне (про- волока ВТ1) 1 1 3,5 -- 1,4 1 3,05, — i 1 i 1 _ 1 A° 1 — I 1,3!|3,0
ВТ14 АД СП (проволока ВТ6) в чи- стом аргоне 3,5 1 1 — i — 1,4 3,05 5,3 i — 4,0 1 Д,4 r I — 1,5 1 3,0
Т4 1АДСА в чистом аргоне . . ! '4,7 1 i - । 0,77Cr — 1 i — 1 4,67 —' 0,77Cr — -
Примечание,
АД С А — а вто м eitm ч е с ка я ар гоко -ду гова я
АрДСП— ручная a pro но-дуговая снарка с
А ДСП -• а игом а ти ческа я ар гоно-дуговая
подающимся автоматически в зону дуги.
сварка без присадочного
пр и с а доч ным м е т я л л о м;
сварка с присадочным
металла;
металлом,
Одновременно состав металла шва можно изменять
в больших диапазонах при применении присадочной про-
волоки различных составов. Кроме того, приведенные
результаты позволяют оценить положительную роль ле-
гирующих элементов на формирование металла шва при
сварке исследованных сплавов титана систем; Ti — А1 —
Мп (сплавы ОТ4, ОТ4-1, ОТ4-2, ВТ4), Ti— Al—Sn
(сплавы ВТ5-1), Ti — Al — V (сплав BT6) и Ti —Al —
Mo — V (сплав BT14) (см. табл, 13).
В настоящее время можно считать установленным,
что растворимость газов в металле шва при сварке
сплавов титана во многом определяется количеством
легирующих элементов и их физическими свойствами.
Так например, iMg и Са в присадочных металлах или
флюсах резко понижают растворимость газов и способ-
ствуют получению плотных сварных швов малых разме-
ров. Легирующие элементы Al, Сг, Fe, особенно В суще-
ственно снижают склонность титана в околошовных зо-
нах к росту зерна.
ПРЕДУПРЕЖДЕНИЕ ДЕФЕКТОВ В СВАРНЫХ
СОЕДИНЕНИЯХ
ПОРЫ
Поры в сварных соединениях титана, особенно вы-
полненных в среде инертных газов, являются распро-
страненным дефектом. Поры бывают круглые (сфери-
ческие) и продолговатые (цилиндрические). При непро-
варе поры круглой формы располагаются цепочкой по
оси шва (рис. 29, а), при полном проваре — либо це-
почкой, либо группами у границы сплавления
(рис. 29, б). По сечению шва поры располагаются
внутри шва на разном расстоянии от его поверхности
(рис. 30). Пор, выходящих на поверхность шва, не на-
блюдалось, однако, они возможны, например, при влаж-
ном флюсе. Выявляемые поры могут иметь размеры от
0,01 до 2—3 мм.
Поры в сварных соединениях в зависимости от ко-
личества, размера и расположения в шве могут пони-
жать механические свойства соединений, а в ряде слу-
чаев способствовать замедленному разрушению швов
(цепочка пор, микротрещипы и др.).
Вопрос о допустимости пор в швах устанавливается
экспериментально в зависимости от условий эксплуата-
ции конструкции.
Основной причиной возникновения пор при сварке
плавлением титана и его сплавов является образование
газовой фазы в результате химических реакций в кри-
сталлизующемся металле сварочной ванны, испарения
легкоплавких компонентов сплава, подвергающегося
сварке; выделения из жидкого металла сварочной ван-
ны газов за счет уменьшения их растворимости в про-
цессе кристаллизации; термодиффузии газов, содержа-
щихся в зонах термического влияния основного метал-
ла, за счет изменения их растворимости.
53
Образование нерастворимых в титане газов в резуль-
тате химических реакций п термодиффузия их вслед-
ствие снижения растворимости могут привести к образо-
Рис. 29. Газовые поры в сварных соединениях:
а — при непроваре; б — при полном проваре
ванию газовых пор в металле шва. Поры, возникающие
в результате химических реакций, называются реакци-
онными порами, а в результате диффузии— диффузион-
ными [40].
Возникновение газовой лоры в металле в условиях
сварки плавлением возможно, если давление выделяю-
щегося газа способно преодолеть внешние силы, препят-
ствующие его выделению [23]:
рглэ>р+—, (13)
Г
Ргаз — Р нг “Ь Pn; РсОз "Ь РщО + • • »
54
где р — атмосферное давление;
ст — поверхностное натяжение на границе металл—
газ;
г — радиус поры.
В период зарождения поры, когда размеры ее малы,
.необходимая величина р зависит d основном от по-
верхностного натяжения. Для стали с поверхностным на-
тяжением 1350 дн/см для уравновешивания сил давле-
ния поверхностной пленки поры радиусом 5-Ю"5 лм1
необходимо давление газа около 550 ат [23]. Примерно
такое же давление требуется и для титана. Образование
поры возможно в том случае, если ее радиус превышает
некоторую критическую величину. Зарождение поры в
гомогенной жидкости мало вероятно.
В реальных условиях твердый титан всегда содержит
коагулированные вакансии, микропоры, микротрещипы
и другие дефекты. При сварке плавлением эти дефекты
могут стать центрами развития пор.
В условиях кристаллизации сварочной ванны всегда
имеются готовые поверхности раздела фаз (свариваемые
кромки, растущие кристаллы, шлаковые включения), на
которых значительно облегчено зарождение пор. При
этом кислород, водород, азот и углерод, как активные
элементы, адсорбируют па готовых поверхностях разде-
ла, что приводит к резкому локальному повышению
концентрации их, способствует протеканию реакций (10),
(14) и облегчает'получение зародышей пор критических
размеров. Последующее развитие зародышей пор проис-
ходит вследствие диффузии газов в них и протекания
реакций (12) и (16):
2]H]=HS; (14)
|Н] + [О’ = ОН; (15)
2[Nj = N2. (16)
По данным В. В. Фролова [40], движущей силой терми-
ческой диффузии газов является изменение растворимо-
сти газов в зависимости от температуры и создание изо-
стерического давления в результате неравномерного на-
грева металла при сварке.
Образование пор в процессе кристаллизации свароч-
ной ванны зависит также от количества и свойств газов
55
и от технологического процесса сварку. Последний ха-
рактеризуется двумя взаимосвязанными факторами:
1) металлургическими условиями плавления и кри-
сталлизации металла;
2) тепловыми режимами сварки, которые зависят
от энергетических параметров режима (ток, напряжение,
погонная энергия, скорость сварки и др.) и от теплофи-
зических свойств титана (температура плавления, тепло-
проводность, теплоемкость, плотность, вязкость). Су-
щественную роль играет температурный интервал кри-
сталлизации при заданных условиях охлаждения и су-
ществования жидкой и твердой фаз.
Если образовавшаяся пора расширяется со ско-
ростью, равной скорости перемещения фронта кристал-
лизации, то образуется цилиндрическое отверстие, ось
которого расположена вдоль оси шва (подобные от-
верстия образуются при сварке металла толщиной 30—
45 .иж). При скорости расширения поры большей, чем
скорость перемещения фронта кристаллизации, поры
имеют сферическую форму. Количество и их располо-
жение зависит от содержания газов в сварочной ваппе.
Поры в большинстве случаев представляют собой
нс успевшие выделиться до затвердения металла пу-
зырьки водорода, азота, кислорода и их соединений:
водяного пара, окиси углерода и, возможно, окиси азо-
та. Основным норообразователем при сварке титана
является водород. Механизм образования пор связан с
растворимостью водорода при изменении температуры.
Жидкий титан при температуре плавления растворяет
больше водорода, чем твердый [45]. Причем, это изме-
нение растворимости происходит скачкообразно. Скачок
в точке плавления характеризуется отношением раство-
римости в жидком состоянии и в твердом, равным
1,725. Это является причиной образования газовых нор
при затвердевании сварных швов на титане. Видимо,
при резкохМ увеличении количества выделившегося во-
дорода, связанного со снижением его растворимости,
образуются поры между кристаллами металла шва, в
которые продолжает диффундировать водород; количест-
во и размеры пор могут расти. При наличии других га-
зов в сварочной ваппе, нерастворимых в титане, разви-
тие водородных пор может происходить путем диффу-
зии газов в соответствии с уравнением (13).
36
Образования в одо род пой пористости в титане можно
избежать путем перегрева жидкого металла до тем-
пературы выше 2410“ К и быстрой его кристаллиза-
ции [45]. Начиная с этой температуры и выше, раство-
римость водорода в жидком титане ниже, чем в твер-
дом при температуре затвердевания (рис. 31). Поэтому
Рис. 31. Зависимость растворимости водорода
в жидком титане от температуры [45]
при кристаллизации металла не будет избыточного во-
дорода, стремящегося выделиться- Изложенное под-
тверждается экспериментами автора совместно с
А. И. Горшковым при получении бсспористых швов на
титане электронным лучом в вакууме со скоростью свар-
ки 80 ж/ч. При этих условиях сварки обеспечивается вы-
сокая концентрация тепла в металле сварочной ванны
и высокая скорость охлаждения.
Поры могут образоваться в процессе выделения не-
растворимых газов: воздуха, водяного пара и окиси
углерода из сварочной ванны; при медленном охлажде-
нии сварочной ванны после сварки титана под флюсом
пузырьки этих газов выделяются. При высокой скоро-
сти охлаждения пузырьки газа не успевают всплыть и
остаются в металле в виде пор.
Вопросу образования пор при сварке титана посвя-
щен ряд работ советских [2, 22, 24] и зарубежных авто-
ров [17, 41]. М. X. Шоршоров н др. пришли к выводу,
что содержание водорода в титане более 0,01% являет-
ся основным источником образования пор при сварке
титана. При неравномерном нагреве титана до 1400—
1500“ С происходит резкое выделение водорода с обра-
зованием внутренних пор.
57
В работе автора и А. И. Горшкова [24] приведены ре-
зультаты исследования влияния технологических факто-
ров на образование пор в швах сплава ВТ14, Пористость
в сварном шве титана образуется при содержании во-
дорода в свариваемом металле более 0,1%; большие
риски на свариваемых кромках способствуют захвату
аргона при сварке и тем самым — образованию пор в
шве. Подача присадочной проволоки в зону дуги при
ручной сварке также приводит к образованию пор в
шве, вероятно, в результате возникновения турбулентно-
го потока аргона, из-за которого аргон смешивается с
атмосферным воздухом. Образовавшаяся смесь аргона
с воздухом является причиной образования пор.
На примере сварки сплава ВТ14 нами показано, что
технологические факторы — скорость сварки, напряже-
ние дуги, зазоры между свариваемыми деталями — по-
зволяют при выборе оптимальных режимов снижать ко-
личество пор в шве. В результате исследования влияния
водорода, кислорода, азота, воздуха и углерода, на-
ходящихся в свариваемом титане и зоне сварного сое-
динения в условиях аргоно-дуговой и электронно-луче-
Содержание газов
Рис. 32. Влияние содер-
жания некоторых газов
В аргоне при дуговой
сварке на образование
лор в сварных швах
вой сварки сплавов титана, бы-
ло установлено, что коли-
чество пор, образовавшихся в
швах, увеличивается не прямо
пропорционально содержанию
этих газов в свариваемом и
присадочном металлах и в за-
щитной зоне сварочной! дуги
[25—27]. Сделано предположе-
ние, что, помимо газов, источни-
ками пор могут быть и пары
олова, легирующего элемента.
Регулирование режимов свар-
ки, а также сочетание химиче-
ской и механической обработки
и вакуумного отжига сваривае-
мых металлов позволяет сни-
зить количество пор в сварных
швах и обеспечить безопасность их работы в условиях
сложнонапряженного состояния.
На рис. 32 показано, что пористость в швах резко воз-
растает при малом содержании водорода (до 1 %), возду-
58
ха (до 3%) и кислорода (до 2%) в аргоне при
дуговой сварке. При дальнейшем увеличении содер-
жания газов (до 5%) пористость уменьшается. Это
объясняется тем, что при высокой концентрации газов в
зоне дуги образуются химические соединения титана с
газами, которые уменьшают жидкотекучесть расплавлен-
ного металла. Рост газовых пузырьков замедляется и
уменьшается количество пор. Такой процесс подтверж-
дается получением грубого формирования металла шва
при дуговой сварке с большим парциоиальпым давлением
газов в зоне сварки. Более резкое возрастание количества
лор с увеличением содержания водорода происходит, ви-
димо, вследствие протекания следующих реакций титана
с атомарным водородом и парами воды, находящимися
в зоне дуги:
Ti л 2HT±TiH + H; (17)
TiO.3 т HZ- Ti,O3 + 1 Н3О; (18)
2 Т1Ог + Н Ti.2O3 + ОН; (19)
Ti +2HaO^TiO.3 + SH2. (20)
Выделяющиеся молекулярный водород, пары воды
и гидроокиссл увеличивают количество пор, если они не
успевают выделиться из расплавленного металла. Вы-
деление водорода из основного металла при сварке в
результате снижения ого растворимости при нагреве
может происходить по следующим реакциям:
TiHi.75-1,93 = Ti Нг; (21)
2II^TW4-H^ = Ha. (22)
Влияние водорода в присутствии легирующих эле-
ментов в основном и присадочном металлах на образо-
вание пор приведено в работе [26]. Показано, что с воз-
растанием содержания водорода в основном и присадоч-
ном металлах увеличивается количество пор в сварных
швах. Причем, в швах а + Р-сплавов (ВТ14, ОТ4) обра-
зуется меньше пор, чем а- и р-сплавах (ВТ1 и ВТ15).
Помимо водорода, как показано на рис. 32, одним из
источников образования пор в сварных соединениях
является кислород. В смеси с аргоном в процессе свар-
ки кислород может образовывать газовые поры при
59
взаимодействии с водородом, углеродом и азотом, ра-
створенными в металле, по следующим реакциям:
Ti 4- О2 = TiОа; (23)
4 [Н] TiO3 = Ti + 2 H2Of; (24)
2 |Н] -| [01 = 11,0].
При большом содержании кислорода в газовой фазе
протекают реакции:
[Н’-Н;
2Н-| О=НгО. (25)
При сварке кислород взаимодействует с углеродом,
растворенным в металле, образуя нерастворимый газ
СО по реакциям (10) — (12), а с азотом—окись азота
по реакции
N + О -> NO. (26)
Лзот не образует пор в сварных соединениях при
всех концентрациях в газовой фазе (рис. 32). При
взаимодействии азота с титаном образуются прочные
нитриды. Предполагается, что азот может заполнять и
развивать газовые поры, увеличивая в них парциальное
давление. Кроме того, при совместном содержании азо-
та и кислорода в защитной атмосфере количество пор
резко увеличивается (рис. 32), видимо, вследствие обра-
зования нс растворимых в металле окислов азота по ре-
акции (26) и
N2 + 037±2NO.
На поверхности пор при наличии в них кислорода и
азота может появиться газонасыщспнъш слой [27], в ко-
тором возникают микротрещины. Последние могут раз-
виться в макротрещины и привести к разрушению свар-
ных конструкций.
На основе данных, полученных с участием автора,
и работы В. В. Фролова [40] предполагается, что кроме
реакций взаимодействия металлов с газами, норы в
сплавах систем титан—алюминий—олово и титан—алю-
миний—марганец возникают в результате высокой упру-
гости пара компонентов олова и марганца,
н'о
Таблица 14
Содержание газов в вес. %
| Сплап С[ с japHB-nctt N, ыИ мета ns чл о, ft Np етчлл in Ня ига о. Наличие р Скорость сварки В м/ч
ВТ! 0.45 0,1 .0,03 0,03 0,47 0,20 0,016 Цепочка 8—9
0,15 0,042 0,013 0,15 0,046 0,012 0,11 Единичные 20—25
0,08 0,026 0,002 0,1 0,035 0,003 0,1 Нет 10—50
0,01 0,07 0,017 0,84 0,02 0,017 1 л Цепочка 8—10
: Б 0,04 0,004 0,17 0,042 0,0013 0,16 Единичные 20-25
По результатам сварки сплавов ВТ1 и ИМП-1 было
установлено (табл. 14), что снижение одновременно
присутствующих в большом количестве примесей угле-
рода, азота, водорода и кислорода в техническом титане
позволяет выполнять сварку деталей на средних скоро-
стях с минимальным количеством пор в швах. Количест-
во пор в швах определяется, помимо общего химиче-
ского состава свариваемого сплава, также толщиной
свариваемых деталей, чистотой поверхности сваривае-
мых кромок, способами и режимами сварки, а также
другими технологическими факторами.
На рис. 33 показано, что с увеличением скорости
сварки (в указанных пределах) количество пор в шве
уменьшается, причем, при сварке тонкого листового ме-
талла — менее резко, чем толстого. Это объясняется
перегревом металла в сварочной ваппе (предупреждаю-
щим выделение в ней газовых пузырьков) и высо-
кой скоростью охлаждения расплавленного металла.
Перегрев металла и высокая скорость охлаждения
достигаются за счет высокой концентрации тепла в
сварочной ванне и сравнительно большой длины ванны
61
при малой ее ширине. Поэтому чем меньше толщина
свариваемого металла, тем должна "быть выше кон-
центрация тепла для получения беспористых сварных
швов. При недостаточной концентрации тепла в свароч-
ной ванне с увеличением погонной энергии (рис. 34)
количество пор в сварных швах увеличивается.
При низких скоростях сварки (и тем самым недо-
статочной концентрации тепла) количество пор в свар-
ных швах (рис. 35), выполненных электроннолучевой
Рис. 33. Влияние скорости
сварки на образование пор
в сварных швах сплава ВТ14,
Аргоно-дуговая сварка без
присадочного металла
Рис. 34. Влияние погонной энергии
на образование пор в сварных
швах сплава BT14 толщиной 3 мм.
Аргоно-дуговая сварка
сваркой, больше, чем в швах, выполненных аргоно-дуго-
вой автоматической и ручной сваркой и даже атомпово-
дородиой сваркой (приведена для сравнения), В то же
время электроннолучевая сварка при скорости сварки
8О.и/ч позволяет получать сварные швы без пор. Такие же
результаты получаются при импульсной сварке титана
малых толщин.
Наряду с применением высокой концентрации тепла,
снизить количество пор в сварном шве можно, увеличи-
вая напряжение дуги (рис. 36) и увеличивая зазор меж-
ду свариваемыми кромками (рис. 37). По-видпмому,
пористость снижается в результате активного переме-
шивания металла в сварочной ванне при сварке. На
основе этих данных можно объяснить получение бесдо-
ристых швов на титане, выполненных дуговой сваркой
под слоем флюса. Получение беспористых швов зависит
от выбора не только режима, по и вида сварки.
62
Чистота свариваемых кромок также влияет на обра-
зование пор в швах (рис- 38). Травление и термическая
обработка свариваемых деталей (применяемые в про-
изводственных условиях) повышают пористость в швах.
Поверхности свариваемых кромок насыщаются водоро-
Рис. 35. Влияние видов и спо-
собов сварки на образование
пор в швах
Рис. 36. Влияние напряже-
ния дуги при аргоно-дуго-
вой сварке на образование
пор в швах
дом при травлении и кислородом и азотом при термиче-
ской обработке. Некоторые режимы термической обра-
ботки и травления образцов, применяемых для исследо-
ваний, приведены в работах [24—2Gj.
Зачистка металлической щеткой свариваемых кромок
па деталях, изготовленных из листов в состоянии по-
ставки (отжиг-ртравление), способствует снижению пор
в швах. Вакуумный отжиг не изменил количества пор
г, шве. Определение количества, размера и расположе-
ния пор в сварных швах производится рентгеновским
просвечиванием и металлографическими исследования-
ми. Допустимое количество нор устанавливается по эта-
лонам и баллам на основании механических испытаний
образцов.
По мнению многих авторов, поры оказывают сущест-
венное влияние на работоспособность сварного соедине-
ния. Наши данные, полученные при испытании плоских
в цилиндрических образцов из металла толщиной 2—
63
3 о [4] при двухосном напряженном, состоянии позво-
лили установить, что если круглые поры находятся
внутри металла шва на расстоянии 20—30% толщины
Рис. 37. Влияние величины за-
зора между свариваемыми
кромками на образование пор
в швах
шва от поверхности и друг
от друга на расстоянии
10—20 мм, то они не по-
нижают механических
свойств. Поры, располо-
женные ближе к поверх-
ности и друг к другу,
резко снижают прочность
сварного соединения при
статических и циклических
нагрузках. В связи с этим
допустимое количество
пор в сварных швах ти-
тана устанавливается в
зависимости от техниче-
ских требований к свари-
ваемой конструкции и
регламентируется специ-
альными ведомственными
инструкциями и техниче-
скими условиями.
Для получения беспористых сварных швов при сварке
плавлением титана необходимо применять в качестве за-
щитного газа аргон марки А по ГОСТу 10157—62 (чи-
Рис. 38. Влияние чистоты поверхности и спосо-
бов обработки свариваемых кромок до сварки
на образование пор в сварных швах
стота 99,99%). Допустимое содержание газов в свари-
ваемых сплавах и присадочных металлах должно быть
64
iie более: 0,1% O2, 0,02% N2, 0,005% H2, 0,1% С. Для из-
готовления ответственных конструкций в присадоч-
ных металлах содержание водорода ограничивается
0,002%.
Флюсы для автоматической и элсктрошлаковой сварки
следует изготовлять из химически чистых компонентов,
.'| перед сваркой нагревать до 250—300° С с целью уда-
ления остатков влаги.
Детали, изготовляемые с применением нагрева до
высоких температур и химической обработки, связан-
ной с насыщением поверхности газами, должны перед
сваркой подвергаться обработке, исключающей газона-
сыщеняые слои металла.
Технология сварки и оборудование должны исклю-
чать проникновение воздуха в зону сварки, а режимы
сварки — обеспечивать минимальную погонную энергию
и полный провар свариваемых кромок. Следует исклю-
чать применение присадочных металлов с оловом и
марганцем в качестве легирующих элементов. Таким
образом, только комплекс указанных факторов позво-
ляет получать сварные соединения без пор. Поэтому,
приводимые в некоторых литературных источниках ре-
комендации исключения пор с учетом только одного
фактора нельзя считать обоснованными.
ТРЕЩИНЫ
Горячие трещины. В соответствии с современными
представлениями о механизме образования горячих тре-
щин при сварке стойкость сварного соединения против
кристаллизационных трещин определяется рядом взаи-
мосвязанных факторов [12]. Основными из них являют-
ся малая величина температурного интервала хрупко-
сти, высокая пластичность металла в этом интервале и
малая интенсивность нарастания упругопластической
деформации по мере снижения температуры. На рис. 39
показано, что пластичность титана в зоне темпера-
тур солидуса весьма высокая, а прочность весьма
низкая.
Пластичность при температуре солидуса не зависит от
пластичности при комнатной температуре; так, при ком-
натной температуре сплав ВТ1 имеет ф = 20%, а сплав
ВГ1Д ф = 50%‘ Из сопоставления предела прочности
ч Заказ 157 65
Рис. 39. Изменение механических свойств титана в условиях термического цикла сварки:
я — сплав BTI: (методика МВТУ}; б — сплав ОТ4 (методика ИМЕТ)
66
титана ВТ1 и сталей [41] видно (рис. 40), что титан ВТ!
имеет более низкую плавно понижающуюся прочность.
Производственный опыт и результаты исследования
Рис. 40* Изменение предела прочно-
сти титана и сталей при высоких тем-
пературах
[3, 28] подтверждают, что титан и его сплапы не склон-
ны к кристаллизационным (горячим) трещинам при
сварке.
Холодные трещины. Холодные трещины являются
распространенным дефектом сварных соединений из ти-
тана и сплавов на его основе.
Образование холодных трещин в сварном соединении
определяется химическим составом свариваемого ме-
талла, металла шва и главным образом содержанием
газов в них, а также фазовыми и структурными превра-
щениями, обусловливающими напряженное состояние
сварного соединения и его пластичность.
На рис. 41 показаны наиболее характерные трещины
при сварке малопластичного титана (относительное
удлинение 1—5%). Трещины, как правило, расположе-
ны поперек шва с выходом на основной металл. При
сварке пластичного титана (относительное удлинение
более 8%), если металл шва загрязнен газами, трещины
возникают только поперек шва без выхода на основной
металл (рис. 42). Однако если стыковой шов имеет не-
провар, а валиковый шов — ослабленное сечение, то
трещины как в чистых швах, так и загрязненных газа-
ми, образуются вдоль шва ,(рис. 43). Таким образом,
з* 67
расположение трещин зависит чс 1
"" титана „ загрязни,™ шва, ™
(ряс. 44). Характерной особенностью образования
иодных трещин на сварных швах титана является
(Медленный характер их развития. Причем, время
*
Рис. 41. Холодные трещины, возникшие после сварки
11 - В плоском образце; 6 _ D кон„руК((!1и
г М
Рис. 42.
Поперечные трещины в металле шва, Загрязненного
газами
Исследование микроструктуры швов с трещинами по
казывасл, что при больших содержаниях SXa и
а.ота ооразуются транскристаллитные холодные^оеши
расположенные в металле шва и оАХиой^Х
68
хо-
за-
до
; §
%
и'
.* *
Рис. 43. Продольные трещины в загрязненном шве
малого сечения:
а — в плоском образце; б — в конструкции
до
образования трещин длится от нескольких минут
нескольких месяцев и лет. Автором были выявлены тре-
щины на сварных образцах и конструкциях через
(2 мес. (рис. 45). Причины склонности титана к задер-
жанному разрушению и образованию трещин при свар-
ке приведены в работе [22].
А, П. 1'орячев на специальном образце круглой фор-
мы из сплава титана ВТ5 толщиной 8 мм, сваренном в
среде аргона ручной сваркой, обнаружил трещину дли-
ной 2 мм через шесть дней, а через 8 мес. эта трещина
('величилась до размеров образца [1].
69
сварных
в
Роль примесей в образовании трещин. Причиной
разоваштя холодных трещин
Рис. 44. Микроструктура металла шва с трещиной, образованной
через 10 дней после аргоно-дуговой сварки; Х150
- if
Рис. 45. Трещина, образовавшаяся
через 12 мес. после сварки
'..‘Многие: авторы считают, что
и исследования автора, С. М. Гуревича [21], А. П. Го-
ичева [1] и др, показали, что при содержании 0,015%
lj трещины в металле шва не образуются в течение
Длительного времени (более 2 лет).
Вредное влияние водорода снижают алюминий, а так-
if ^-стабилизирующие легирующие элементы, позволяю-
(1к увеличить растворимость водорода в титине[16 и др].
С другой стороны, при минимальном содержании во-
Лорода (0,007%), но при содержании 0,4% С, 0,1% Ns
I 0,12% О2 трещины в металле шва в зависимости от
шзмера пластин были обнаружены непосредственно
iloe.'ie сварки и через 5 суток. Холодные трещины в швах
Перез разные промежутки времени после сварки были
выявлены при изготовлении сварных конструкций из
гнлавов титана ОТ4 и ВТ14 и их эксплуатации. Исследо-
вания разрушенных конструкций и специальных образ-
цов позволили установить, что образование холодных
трещин и склонность сварных соединений из сплавов
’Hi г а па к замедленным (задержанным) разрушениям
проявляется вследствие совместного влияния напряже-
jiiii'i и пониженной сопротивляемости (работоспособно-
। in) металла общим и местным деформациям, которые,
в свою очередь, зависят от содержания в металле ос-
новных примесей — кислорода, азота и водорода. С уве-
личением количества этих примесей склонность к обра-
кжапию трещин возрастает.
Лучшим образцом для определения влияния отдель-
ных факторов на склонность к образованию трещин
Инляется цилиндрический или шаровой образец-сосуд, в
Котором при гидравлическом давлении создается двухос-
ное напряженное состояние [3, 30]. Такое состояние и тех-
нология изготовления образца-сосуда отвечает условиям
многих реальных сварных конструкций.
Предупреждение образования трещин. При сварке
гитана и его сплавов наиболее эффективной мерой
предупреждения образования холодных трещин, как и
ияр, является ограничение содержания в основном ме-
талле и шве до 0,1% Os, до 0,03 % Ns, до 0,1% С и до
11,1)05% Н2 [22].
При сварке такого металла гидридиое превращение
и снижение пластичности шва не приводят к опасным
последствиям. Хорошие результаты достигаются и тех-
нологическими факторами: применением пластичного
71
являются одновреме!
по присутствующи
примеси — углеро
(0,45%), азот (0,1 %)
кислород (0,3%) [28
Возникновение трещи
в таких соединения
сопровождалось ино(
да значительным зву
ком. Склонность СПЛ£
вов титана к образе
вапию холодных . тре
щин после сварки nd
вьппается с увеличена
ем содержания в ни
отдельно кислорода :
азота, а также водоро''
да [22]. . 1
основной причиной .тре-
щин в сварных соединениях, является.водород429|-.Одна-
70
присадочного металла (при. сварке с присадочным ме
таллом), полной защитой сварного соединения от про
никновения воздуха при сварке в специальных камера;
и др.
В случае применения вакуумного отжига присадоч
ной проволоки можно получить сварные швы без тре
щин, вследствие отсутствия гидридной фазы в металл!
шва [1]. Уменьшение погонной энергии приводит к умень
шению роста зерна и деформации свариваемых деталей
и тем самым повышает сопротивляемость образовании
холодных трещин в сварных соединениях [2, 21].
Помимо технологических факторов сварки, сущест
венное влияние на образование трещин в металле шщ
оказывают сопутствующие технологические процессь
обработки деталей — штамповка, гибка, термически?
обработка, травление и др. Детали из титана должнь
подвергаться обработке с целью получения свариваемых
кромок с чистой поверхностью без надрывов [3, 22].
Подогрев при сварке титана может найти примене-
ние как средство предупреждения холодных трещин,
подогрев позволяет регулировать структурные изме-
нения в металле шва и околошовной зоне вслед-
ствие изменения скорости охлаждения металла прг
сварке; кроме того, уменьшает остаточные напряже-
ния и снижает пластические деформации в сварном
соединении. Однако увеличение начальной температуры
изделия при применении подогрева приводит к укруп-
нению структуры металла шва и околошовной зоны ос-
новного металла и тем самым к снижению показателей
механических свойств как в критическом интервале тем-
ператур, так и при комнатной температуре. Кроме того,
увеличивается зола нагрева основного металла и время
нахождения нагретого до высокой температуры металла
под действием окружающей среды. Поэтому для тита-
на, склонного к росту зерна и высокому химическому
взаимодействию с газами в условиях сварки и несклон-1
нрго к горячим трещинам, видимо, целесообразно при-|
менять сопутствующий подогрев только в процессе I
сварки термически упрочняемых сплавов.
Применение сопутствующего подогрева при сварке
высоколегированных титановых сплавов позволит по- :j
лучать пластичные сварные соединения без образования ;
хрупких фаз в металле шва, в частности tn-фазы, так
72
I Как опа образуется в сплавах ВТ6 и ВТ14 в результате
большой скорости охлаждения сварного соединения из
области ₽-фазы [14, 22].
Отжиг сваренных деталей значительно повышает
сопротивляемость образованию холодных трещин в
сварных соединениях и особенно из малопластичного ти-
тана. Например, отжиг с температуры 400° С при вы-
держке 60 мин позволяет исключить образование холод-
ных трещин на сварных образцах из малопластичного
гитана (табл. 15). Образцы были сварены ручной арго-
Таблица 15
Влияние нагрева сварных образцов в печи на образование трещин
Температура
печи в °C
П родолж и те л ьн ость
выдержки в печи
в
Возникновение трещин после
вылеживания на воздухе
300
300
300
400
400
500
600
5
20
30
40
60
5. 10, 20, 30,
40, 60
5, 10, 20
30, 40, 60
Через 1 -—5 ч
Через 6—10 ч
Через 8—20 ч
Через 180 ч
Трещин нет через 240 ч
То же
пи-дуговой сваркой в среде аргона из пластин 50Х
200 мм толщиной 2,5 мм сплава ВТ1 с содержанием
примесей: 0,45% С и 0,1% N2. Предел прочности сплава
составлял 83 кГ/мм2, а относительное удлинение всего
.3—2%. Образцы после сварки в приспособлении охлаж-
дались до температуры 200—350° С, затем их переноси-
ли в заранее нагретую печь. За базу испытаний было
принято 240 ч.
При всех вариантах наличие трещин проверяли ви-
тально через каждый час, а рентгеновским просвечива-
нием через каждые сутки. Испытания на разрыв образ-
цов после отжига показали, что их прочность не сни-
шлась и пластичность не повысилась. Таким образом,
'ожиг позволяет только исключать образование трещин
н ш задерживать их развитие,
73
СВОЙСТВА СВАРНЫХ СОЕДИНЕНИЙ
Оценки свойств сварных соединений. Применение ти
тана во многих областях техники требует разносторон
них исследований свойств сварных соединений. В на’
стоящее время выбор сплавов титана для сварных кон
струкций производится по механическим свойствам
определенным на гладких образцах в соответствии )
ГОСТом 6996—66, на надрезанных образцах по методи
ке Б. А. Дроздовского [33], а также па специальных об
разцах (МВТУ, ИМЕТ и автора) и натурных констру^
циях. Автором и В. А. Родионовой предложен «способ
определения конструктивной прочности сварных соеди
нений» на специальных образцах-сосудах. Необходи
мость применения этого способа вызвана несоответст
вием показателей прочности па гладких образцах с по
казателями прочности натурных сварных копструк
ций.
Механические свойства сварных соединений на об
разцах изучают с целью определения влияния технолог
гического процесса сварки на свойства отдельных зон
сварных соединений и качественной оценки мёханичс-;
г.ких свойств при разных нагрузках и температурах.
М. X. Шоршоров и др. [2, 22] исследовали изменений
структуры и механических свойств металла в околошов-i
ной зоне на тонких стержневых образцах сечением’
3x5 мм по методике ИМЕТ-1. Они установили, что в1
зоне термического влияния механические свойства о и
•ip титана И1МП-1, ИМП-1А и ВТ1 (как и сплава ОТ4,
см. рис. 39,6) в процессе нагрева и охлаждения при
сварке резко изменяются. С повышением температуры
прочность резко падает, а пластичность возрастает.
С понижением температуры прочность возрастает, а
пластичность резко падает. Характерным является го,
что механические свойства при охлаждении несколько
ниже, чем при нагреве. Это снижение происходит тем
больше, чем меньше пластичность металла до нагрева
(ИМП-1). Низкая пластичность сплава ИМП-1 опреде-
ляется высоким содержанием примесей и, главньим об-
разом, кислорода. Следовательно, снижение пластично-
।in титана в околошовной зоне определяется не только
ростом зерна, но, главное, распределением вредных при-
месей по границам зерна [22].
Влияние длительности нагрева и скорости охлажде-
ния в условиях термического цикла дуговой сварки на
Рис. 46. Влияние скорости охлаждения на механические свойства
сплава титана ОТД в околошовной зоне
механические свойства металла в околошовной зоне
термически неупрочняемого сплава ОТ4 приведено на
рис. 46, а термически упрочняемого сплава ВТ14 — на
рис. 47. Механические свойства сплавов определяются
оптимальной скоростью охлаждения wo при темпера-
туре р-^-превращения и длительностью t' + i" пребы-
вания металла выше этой температуры.
При оптимальных значениях параметров термиче-
ского цикла сварки металл околошовной зоны наименее
резко снижает пластичность но сравнению с основным
металлом. С увеличением скорости охлаждения пластич-
ность снижается вследствие более резкой закалки с об-
разованием мелкоигольчатой a-фазы С уменьшением
75
скорости охлаждения и соответственно увеличением дли-
тельности f + l" — пластичность снижается вследствие
перегрева с характерным укрупнением зерен и, видимо,
большим распределением вредных примесей по грани-
цам зерен.
Таким образом, приведенные данные позволяют
только качественно оценить влияние факторов режимов
сварки на свойства сварных соединений, но количест-
венной оценки прочности сварных соединений по изло-
женной методике делать нельзя.
Свойства сварных соединений и отдельных зон (шва
и околошовной зоны) соединения на гладких стандарт-
ных образцах, выполненных главным образом сваркой
Рис. 47. Влияние скорости охлаждения на механические свой-
ства сплава титана ВТ14 в околошовной зоне:
t' — время нагрева, (" — время охлаждения
под флюсом и элсктрошлаковой сваркой, приведены в
работе С. М. Гуревича и В. П, Дидковского [10, 11],
А, П. Горячева и др, [1]. Эти данные показали, что проч-
ность сварных соединений технического титана и спла-
вов титана ОТ4, ВТ5, ВТ6 практически равна прочности
основного металла, а пластичность, характеризуемая от-
носительным удлинением и углом загиба, при сварке
снижается незначительно. В случае применения некаче-
ственного флюса или недостаточной защиты сварного
соединения при элсктрошлаковой сварке, свойства свар-
76
йых соединений снижаются вследствие насыщения ме-
талла шва газами.
Механические свойства сварных соединений из тех-
нического титан ВТ1Д и ОТ4, выполненных автомати-
ческой и аргоно-дуговой сваркой встык, были определе-
ны автором при статических и циклических нагрузках,
растяжении и изгибе при комнатной и повышенных тем-
пературах (табл. 16) [3, 4, 28} Пластичность сварного
Таблица 16
Механические свойства основного металла н сварных соединений
сплава ВТ1Д
Толщина В ЛЛ Основной металл Угол загиба в град Сварное соединеине
в кГ/лгм* 6 в к я в кГ/мм* Угол за- гиба в град
0,8 69,0 25-28 102—115 67,3-69,0 104-125
1,0 62,1—64,0 27,5—32,5 97—114 63,0 120-152
1,2 68,0—71,0 27,3—39,0 114—156 58,8 141—149
1,5 58,7—60,8 36,2 102—122 - 60,5—61,2 95—135
2,0 60,0—-61,3 26—29 107—138 61,3—62,0 68—89
соединения (угол загиба) практически не изменяется
при нагартовке до 20%, а предел прочности металла,
нагартованного более 15%, после сварки несколько
снижается (рис. 48). На рис. 49 приведены данные ис-
пытаний надрезанных, целых и сваренных аргоно-дуго-
вой сваркой образцов при комнатной и пониженных тем-
пературах. Титан ВТ 1Д сохраняет пластичность при
этих условиях, тем самым он не склонен к хрупким раз-
рушениям и не чувствителен к концентрации напря-
жений.
Оценку статической выносливости и усталостной
прочности сварных соединений (испытания повторно-
статической нагрузкой) при растяжении проводили при
комнатной и повышенной температурах, а усталостной
прочности при изгибе — только при комнатной темпе-
ратуре.
77
Результаты йспытаний основного металл А й сварных
'□единений из титана ВТ1Д и ОТ4, выполненных арго-
ю-дуговой сваркой встык, приведены на рис. 50—52.
Нагартовка
с 48. Влияние нагартовки на механические свойства основного
металла и сварных соединений титана ВТ!Д:
- предел прочности основного металла: 2—то же сварного соединения;
- угол загиба основного металла; 4—то же сварного соединения; 5—относи*
тельное удлинение основного металла
Рис. 49. Влияние концентрации
напряжений и пониженных
температур на механические
свойства основного металла
и зон сварного соединения ти-
тана ВТ1Д:
/—сварные образцы с надрезом по
переходном зоне и ио шву, а также
образны из основного металла
с надрезом; 2—образцы сварные и
из основного металла без надреза
атнческая выносливость сварного соединения и ос-
впого металла отличается незначительно (рис. 50).
этическая выносливость основного металла с повы-
кинем числа циклов плавно понижается при комнатной
температуре и оолее резко понижается при температуре
350° С. Усталостная прочность при растяжении основно-
го металла достаточно высокая и составляет (при 107
циклах) для ВТ1Д и ОТ4 при комнатной температуре
28 кГ!мм2, при температуре 350° С — 20 кГ1мм2, а свар-
Рис. 50. Статическая выносливость при растяжении сплавов тита-
на ВТ I (I) и ОТ4 (2);
а — основного металла; б — свириых соединений
рис. 51. Усталостная прочность при растяжении сплавов ВТ1 (1)
и OT4 (2)
и — основного металла; б — сварньи соединений
79
ных соединений при комнатной 'температуре —
20 кГ!мм\ при температуре 350° С — II к.Г!мм2
(рис, 51).
Прочность основного металла существенно влияет
па выносливость и усталостную прочность сварных сое-
динений из сплавов ВТ1Д и ИМП1. Однако эти дан-
ные для титана нс характеризуют работоспособности
сварных соединений.
Рис. 52. Усталостная прочность при изгибе сварных соединений,
выполненных аргоно-дуговой сваркой. Симметричный изгиб сварных
w ymin .
соединении --------------------------f
^max
Влияние погонной энергии при сварке сплава ВТ1Д
определяли путем односторонней, и двусторонней свар-
ки образцов толщиной 2,5—3 мм. При этом двусторон-
нюю сварку проводили или на меньшем по сравнению
: односторонней сваркой токе (на 25—35%) при неиз-
менной скорости, или на большей скорости (на 20—
50%) при неизменном токе, т. с. во всех случаях при
(вусторонней сварке на единицу длины шва приходи-
юсь меньше тепловой энергии, чем при односторонней
:варке (табл. 17).
Эксперименты показали, что в образцах, сваренных
0
односторонней сваркой, ширина шва и переходной зоны
на 50—70% больше, чем при двусторонней сварке; со-
ответственно зерно металла шва и переходной зоны
также крупнее при односторонней сварке: размер зер-
на (линейная величина) при односторонней сварке из-
меняется от 0,25—0,35 до 0,6—0,7 мм-, при двусторонней
Таблица 17
Режимы* ар гон о-дуговой сварки сплава ВТ1Д
= 5Й н л Односторонняя сварка Двусторонняя сварка
Свароч- ный ток Б 1 Скорость сва рки в ч-ч Погонная энергия в кал/см Свароч- ный тек в а Скорость сварки В .«/ч Погонная | энергия : в кал/см У S ag Е я
2,5 —~ — 120 37,0 182 2-й шов
2,5 120 25,7 256 80 25,0 [79 1-й шов
3,0 .— —- —- 160 26,5 310 2-й шов
3,0 160 20,1 430 120 20,0 337 [ -й шов
* Напряжение дуги 9 в.
сварке оно значительно мельче — от 0,15—0,30 до 0,2—
0,35 мм. Угол загиба металла шва (толщина 2,5 мм)
при односторонней сварке составляет в среднем 110°,
при двусторонней — 140° (при угле загиба основного
металла 120°), для металла толщиной 3,0 мм — соот-
ветственно 58 и 68° (угол загиба основного металла
70—75°).
Таким образом, увеличение, погонной энергии при
сварке вызывает значительный рост зерна в металле
шва и переходной зове, связанный с перегревом метал-
ла, что снижает пластичность сварного соединения.
Двусторонняя сварка, кроме улучшения свойств свар-
ных соединений, позволяет путем изменения последова-
тельности наложения швов получать минимальную де-
формацию свариваемых детален.
Показатели прочности сварных соединений па глад-
ких образцах из титана нс соответствуют показателям
прочности сварных конструкций [3, 4, 30, 32, 33]- Основ-
ной причиной подобных расхождений является сложи о -
папряженное состояние, возникающее в реальных кон-
струкциях, которое полностью воспроизвести на гладком
81
образце невозможно [33, 34, и др.]. Пластическая дефор-
мация металла связана с возникающими в рассматри-
ваемом объеме металла максимальными напряжениями
сдвига, величина которых в общем случае напряженно-
го состояния составляет
_ Щ —СЦ
"15х - 2
(27)
где ел —наибольшее и о3 — наименьшее главные на-
пряжения;
тип — максимальное напряжение, сдвига.
Из этого следует, что в двухосном напряженном со-
стоянии возникает пластическая деформация, если и
Оз одного знака; в этом случае Тшах достигает той
величины, которая необходима для возникновения пла-
стических сдвигов. При nt = а3 т»их = 0. В этом случае
должно происходить хрупкое разрушение металлов, но
практически такого разрушения нс происходит, так как
в металле много плоскостей скольжения и в некоторых
из них таких условий не возникает.
В работе [34] на примере разложения сил в пластине,
подвергнутой продольному и поперечному растяжению,
показано, что увеличение поперечного растяжения
уменьшает величину продольного растягивающего на-
пряжения, необходимого для того, чтобы произошла
пластическая деформация, которая предшествует разры-
ву. Следовательно, показатели прочности и пластично-
сти металла, полученные при одноосном растяжении,
отличаются от таких показателей, полученных при двух-
осном растяжении.
Об уменьшении пластической деформации сталей при
сложнонапряжепном состоянии и несоответствии пока-
зателей механических свойств с разрушением натурных
конструкций и особенно стальных сварных сосудов вы-
сокого давления приведен ряд примеров в работах
Г, А. Николаева [32], Я. В. Фридмана [33], С. И- Рат-
нер [35]. С. И. Ратнер показала, что связь между напря-
жениями и деформациями зависит не только от- напря-
женного состояния, ио и от физических особенностей
металла. Процесс пластической деформации проявляет-
ся при различных способах напряжения в разных спла-
вах по-разному.
А4ехапичсские свойства титана во многом зависят от
«3
присутствия даже небольшого количества примесей в крй-
еталлической решетке и особенно газообразных элементов:
азота, кислорода и водорода. Элементы замещения зна-
чительно повышают прочность титана при сравнительно
малом снижении пластичности (удлинения). Элементы
внедрения, к которым относятся газы и углерод, наобо-
рот, мало повышают прочность, но резко снижают ила/
стичность. Таким образом, пластическая деформация
титана при нагружении тормозится элементами внедре-
ния в большей степени, чем элементами замещения.
Особенно это проявляется при сложнонапряженном со-
стоянии металла. Поэтому имеется несоответствие пока-
зателей прочности титана, полученных при испытании
плоских образцов, с показателями сварных конструкций
при двухосном напряженном состоянии. В последнем
случае пластическая деформация металла тормозится в
большей степени, чем при одноосном напряженном со-
стоянии.
В настоящее время для пластичных металлов разра-
ботаны энергетические теории прочности, по которым за
критерий несущей способности металла принимается
определенный уровень необратимо поглощенной энер-
гии. Величина внутренней энергии считается показате-
лем работоспособности металла и определяется по фор-
муле
(/ = V4, (28)
где U — необратимо поглощенная энергия в кГсм/см5;
ве — истинный предел прочности при растяжении в
кГ1см2\
6 —относительное удлинение в %;
ц —коэффициент полноты диаграммы растяжения.
Значение внутренней энергии определяется по дан-
ным, полученным при испытании гладких образцов при
одноосном растяжении. На основании таких показате-
лей нельзя оценить работоспособность металла и свар-
ных соединений в условиях реального нагружения кон-
струкций, так как существующие теории прочности,
основанные па математическом обобщении данных испы-
таний, не учитывают полностью физических свойств ме-
талла и влияния технологических факторов на его рабо-
тоспособность. Последнее особенно проявляется при
сварке, так как процесс образования сварного соедине-
83
Ний вызывает существенное изменение структур, образо-
вание остаточных напряжений и других несовершенств
кристаллической решетки.
Невозможность теоретического расчета приводит к
необходимости применения экспериментальной методи-
ки оценки работоспособности металла сварных соедине-
ний из новых сплавов.
Исследования показали, что испытание натурных
сварных конструкций может служить только методом
контроля их технологичности, а не оценкой работоспо-
собности, так как их многообразие не позволяет сравни-
вать результаты испытаний.
Способ определения конструктивной прочности путем
разрушения сварного образца-сосуда при двухосном
напряженном состоянии, создаваемым гидравлическим
Рис. 53. Образцы (сосуды) для определения конструктив-
ной прочности сварных соединений;
а — цилиндрический; б — шаровой; /—обечайка; 2—днище (полу-
сфера); 3— штуцер
давлением, во многом отвечает натурным условиям ра-
боты конструкций и в первую очередь сосудов, рабо-
тающих под высоким давлением.
В новом способе испытания образцов — сосудов
(рис. 53) показателем работоспособности сварных сое-
динений является величина конструктивной прочно-
сти о к
Величина ок — напряжение разрушения сварного
сосуда-образца, которая определяется прочностью и
пластичностью исследуемого металла. Величину кон-
структивной прочности о к рассчитывают для шаровых
образцов-сосудов по формуле
34
<’‘=4л-'£Г'’“л (и)
для цилиндрических образцов-сосудов из малопластич-
ных титановых сплавов по формуле
= "Жб" кГ1лШ*'
а из сплавов с достаточной пластичностью по формуле
0(. = J^L кГ1*ш*, (31)
где рР—разрушающее давление образца-сосуда в кГ]см2\
D — средний диаметр образца-сосуда в мм;
б —толщина стенки образца-сосуда в мм.
Для каждого сплава есть максимум ок, величина
которого более резко понижается с уменьшением удли-
нения, чем с повышением его.
Таким образом, высокая прочность сплава с низким
относительным удлинением (определенным при ста-
Рис. 54. Влияние механических свойств основного металла
на конструктивную прочность сварных сосудов, сплав ВТ1;
Q — баии 45D ля; * — бачки 126 .ыя
тических испытаниях гладких, целых и сварных об-
разцов) не характеризует работоспособности сварного
соединения (рис. 54)- Об этом также свидетельствуют
результаты циклических испытаний плоских сварных об-
разцов из технического титана с разной прочностью,
определяемой содержанием газов и углерода (рис. 55).
Усталостная прочность образцов повышается прямо
пропорционально прочности титана (в известных преде-
85
l), а конструктивная прочность (рис. 55) повышается
меньшением циклической прочности титана, потому
при этом сплав имеет необходимую пластичность.
Повышение конструктивной прочности (работоспо-
ности) сварных соединений достигается комплексным
ированием титана при одновременном снижении
дных примесей, главным образом, газов (рис. 56).
с> 55. Зависимость конст- Рис.
ктивной прочности от ной
гадостной прочности свар- ний
ных соединений
56» Зависимость конструктив-
прочности сварных соединя-
ет прочности свариваемых
сплавов титана
I достигается уменьшением в нем количества вред-
; примесей [3], сплавов ОТ4-1, ОТ4, ВТ4, ВТ5,
5-1, ВТ6 и ОТ4-2 — легированием, а сплава ВТ14,
[имо легирования, термической обработкой (закалкой
^следующим старением).
Наблюдения за эксплуатацией сварных конструкций
азали, что несущая способность сварных конструкций
является полной характеристикой надежности их ра-
ы. Надежность сварных конструкций определяется
же условиями их работы и может быть успешно
иена но минимальному значению конструктивной
чности, полученной при разносторонних нагрузках об-
ца-сосуда в различных средах. Так, например, ци-
ческие испытания образцов-сосудов на установке,
работанной при участии автора, и длительные ста-
ескис испытания показали, что поверхностное пасы-
щенке кислородом и азотом сварного соединения сплава
ОТ4 при сварке и исправлении дефектов значительно
понижает срок службы сварных конструкций.
На основе изучения влияния газов па свойства ме-
талла шва намечены пути контроля содержания газов
в швах ио твердости. Твердость металла шва повышает-
ся с увеличением содержания в нем азота и кислорода,
водород же не изменяет твердости. Конструктивная
прочность сварного соединения резко понижается с уве-
личением содержания каждого из указанных газов-
В производственных условиях изготовления сварных
конструкций из титана, при сварке практически присут-
ствует не один газ, а комплекс газов в сочетании с ле-
гирующими элементами, поэтому определение твердости
и конструктивной прочности позволяет установить на-
дежность применяемого технологического процесса из-
готовления сварных конструкций.
Влияние сварочных напряжений на свойства свар-
ных соединений из сплавов титана мало изучено. Ис-
следования автора и С. А. Куркина на плоских свар-
ных образцах и образцах-сосудах из сплавов ВТ1 и ОТ4
показали, что величина сварочных напряжений со-
ставляет 0,5—0,6 величины предела текучести основного
металла и наличие их не понижает работоспособности
сварных соединений при статических нагрузках. Свароч-
ные напряжения могут быть сняты либо прокаткой свар-
ного соединения, либо термической обработкой отжи-
гом (рис. 57). В настоящее время успешно применяется
отжиг -при температуре 500—600°С с выдержкой 30—
60 мин для деталей толщиной до 10 мм. Таким обра-
зом, для получения высокой конструктивной прочности
сварного соединения необходима оптимальная прочность
и пластичность свариваемого металла. Пластичность бо-
лее резко изменяется е увеличением содержания приме-
сей и легирующих элементов в свариваемом металле,
чем прочность.
Установить связь между высокой прочностью и пла-
стичностью свариваемых металлов, по нашему мнению,
можно выполнив специальные исследования конструк-
тивной прочности сварных соединений титана с различ1
ным легированием металла шва и основного металла.
Для исследованных сплавов титана установлено допу-
стимое количество газов и легирующих элементов, обес-
87
сливающих высокую конструктивную прочность свар-
ого соединения.
z. 57. Зависимость остаточных напряжений в шве от термической
обработки сварных соединений сплава ОТД
Влияние коррозионной среды на прочность сварных
единений. Коррозионная стойкость металлов зависит
химического состава металла, структурного и напря-
ншого состояний его. Скорость коррозии ла поверх-
сти или между кристаллами металла (иитеркристал-
тная коррозия) определяется действием среды,
гтеркристаллитная коррозия развивается интенсивнее
бо под действием собственных напряжений и электро-
тических эффектов, либо вследствие образования
мических соединений но границам металла. Корро-
зпная стойкость титана и его сплавов, как известно,
?ьма высокая во многих средах. Данные о коррозиоп-
й стойкости сварных соединений из титана в некото-
х агрессивных средах— морской воде и на воздухе —
иведепы в работах советских и иностранных исследо-
гелей [1] и др.
Автор проводил коррозионные испытания сварных
'дпнений па специальных образцах и образцах-сосу-
х. Образны в виде пластин с приваренными шайбами
IC. 58) и цилиндрические образцы-сосуды диаметром
126 мм были изготовлены Из малопластйчного титана
ВТ1С (6 = 2 ч-5%), а образцы-сосуды диаметром
450 мм — из пластичного технического титана ВТ!
(6=204-25%). Толщина пластин, шайб и стенок сосу-
дов 2,5 лш и днища 3 мм. Шайбы приваривали аргоно-
дуговой сваркой по всему периметру, а также на 2/з пе-
риметра для проник-
новения раствора в за-
зор. Образцы-сосуды
сваривали дуговой
сваркой в среде аргона
и под флюсом.
Рис. 58. Образец для
определения коррозион-
ной стойкости сварных
соединений толщиной
3 мм
После сварки образцы-сосуды из малопластйчного
титана подвергали отпуску при температуре 500° С в те-
чение 1 ч (без отпуска возникали трещины в металле
шва). Испытания сваренных образцов и образцов-сосу-
дов проводили в жидкой и газообразной фазах концентри-
рованной азотной кислоте при комнатной температуре и
температуре +50° С. Образцы с приваренными шайба-
ми при испытании в жидкой и газообразной кислотах
помещали в запаянные стеклянные колбы. Колбы вы-
держивались при заданной температуре в термостате.
Влияние коррозионной среды на прочность сварных
соединений определяли по величине конструктивной проч-
ности при разрушении образцов-сосудов после испыта-
ния на коррозию. Для этого 75% объема образцов-со-
судов заполняли соответствующей средой в целях созда-
ния жидкой и газообразной фаз. Для предупреждения
возникновения давления в сосуде более 2 ат от возмож-
ной реакции кислоты применяли предохранительный
клапан.
При повышенных температурах сосуды испытывали
в специальных термостатах. Результаты испытания пло-
ских образцов при температуре 50°С в течение 7 мес.
и при комнатной температуре в течение 1 года показали
отсутствие поверхностной и межкристаллитной коррозии
в жидкой и газообразной фазах в основном металле, ме-
талле шва и околошовной зоне.
89
Однако в образцах-сосудах, Не подвергнутых отжигу
еле сварки, трещины образовались на сварных осе-
нениях, расположенных в газообразной фазе, через
мес. при повышенной температуре и через 5 мес. при
мнатной температуре. Сварные соединения, находив-
шея в жидкой фазе, трещин ле имели. Металлографл-
ские исследования показали, что трещины возникали
к по основному металлу (рис. 59,а), так и по зоне
змического влияния (рис. 59,6). Во всех случаях тре-
ти образовались в результате межкристаллитной
ррозии без поверхностной коррозии. Причем, меж-
исталлитиая коррозия на основном металле распро-
заняется с поверхности на небольшую глубину, а в
злошовной зоне — по всему сечению. Таким образом,
образцах-сосудах, в которых возникает сложнона-
яженное состояние, качественные и количественные
казателн коррозионной прочности сварных соедннс-
й из титана выявляются более эффективно, чем на
оских образцах.
Зысокую коррозионную стойкость имеют основной ме-
1л и сварные швы, выполненные дуговой сваркой под
юсом, в растворе серной и соляной кислот, а также
Ю%-ной азотной кислоте. Сварные образцы из спла-
ь титана ВТЗ-1, ВТ4, ОТ4, ВТ5 и ВТ5-1 высококорро-
ишостойки в 99%-пой жидкой азотной кислоте. В га-
)бразной кислоте все исследованные сплавы и их свар-
е соединения под напряжением растрескались. Более
сокая агрессивность газообразной концентрированной
)тной кнелоты по сравнению с жидкой объясняется
I, что в жидкой кислоте образуется защитная пленка
поверхности металла.
Таким образом, сварные соединения в конструкциях
технического титана и указанных сплавов по корро-
1ПН0Й стойкости в исследованных средах не отлича-
?я от основного металла.
Повышение конструктивной прочности сварных сое-
1ений. Согласно современной теории дислокации, во-
зить прочность металлов и сплавов можно путем:
получения монокристаллов с близким к идеальному
оением решетки и 2) применения термической или
панической обработки, а также путем комбинации
х способов в целях получения структуры с большой
юностью дефектов кристаллического строения (дисло-
Рис. 59. Микроструктура титана ВТ1 в местах коррозион-
ного разрушения:
а — ос но в ею ft металл; Х200; б — металл в зоне термического
влияния; X34Q
кадий [22]. Повышение конструктивной прочности свар-
ных соединений, помимо термической обработки, дости-
гается уменьшением в свариваемом металле и сварном
соединении количества газов и углерода, т. е. элементов,
резко снижающих пластичность металла. Другим техно-
логическим фактором повышения прочности является
режим сварки, исключающий в сварных соединениях
^мик^этреи^инь^ пору и^ другие ,дефекты. ~
' ' 91
Работоспособность сварных соединений" значительно
эвышается с применением титана, выплавляемого в
зкууме, благодаря увеличению запаса пластичности в
ем. Титан, получаемый индукционным способом, в кон-
юлпруемой среде и методами порошковой металлур-
1п, вследствие большого содержания в нем газов и
'лерода не обладает такими свойствами. Суммарное
)дсржание вредных примесей в количестве не более
31 вес. % в сварном соединении обеспечивает получе-
ie высокой конструктивной прочности.
Легирование титана — одно из средств повышения
1ботоспособности сварных соединений. Конструктив-
1я прочность сварных соединений значительно повы-
ается с увеличением в металле шва алюминия, марган-
I, олова, хрома, ванадия и молибдена. Более эффек-
тно влияет на повышение прочности комплексное
жирование этими элементами.
Перечисленные элементы замещения обеспечивают
кое структурное состояние, при котором работоспо-
бность металла выше, чем при наличии элементов
едрения. Так, папример, при равной прочности
О кГ/лсч2) и пластичности (10%) сплавов титана ра-
тоспособность сварного соединения сплава, легиро-
нного элементами внедрения, ниже в 5 раз, чем спла-
, легированного элементами замещения. Однако леги-
ющие элементы замещения должны быть введены в
раниченном количестве. Так, с содержанием в титане
лее 7% А1 конструктивная прочность сварных соеди-
нив значительно понижается. При комплексном ле-
ровании свариваемого титана и металла шва элемен-
ми замещения: 1,8—10%, (Мп+А1); 6—8,5%, (Al + Sn);
i—11% (Al + V); 6,7—8,5% (Al + Mo + V) достигается
сокая конструктивная прочность (до 130 кГ[мм2)
и относительном удлинении основного металла 20—
j. При комплексном легировании титана в сумме
—23% (Al + Cr + Мо) пока не получена высокая кон-
зуктивная прочность сварного соединения, хотя па
оских образцах достигается прочность до 150 кГ/лш2
/длинение 3%.
В процессе изучения закономерностей упрочнения
1рных соединений посредством термической обработ-
установлено, что закалка и последующее старение
зволяют повысить конструктивную прочность сварных
соединений сплина ВТ14 примерно на 30 кГ/мм2. Ле-
гирующие элементы повышают прочность сварных сое-
динений как при повышенных температурах, так и при
пониженных до - 196°С [37].
Механикотермическая обработка сварных соединений
из низколегированных сплавов ОТ4 и ОТ4-1 позволяет
измельчить крупноигольчатую структуру сварного сое-
динения до размеров структуры основного металла и
несколько увеличить пластичность, при этом конструк-
тивная прочность сварных соединений не повышает-
ся [3, 4].
Проведенные А. И. Хоревым работы по упрочнению
высокопрочных сплавов титана и сварных соединений
из них показали, что введение в сплав ВТ14 до 0,02%
Re и до 0,1% Zr повышает пластичность сварного сое-
динения в ],5—2,0 раза. Возможно, это достигается
благодаря уменьшению количества мартенсита в метал-
ле шва. Применение механикотермической и термомеха-
нической обработки для сплава и сварных соедине-
ний ВТ14 путем измельчения структуры позволяет по-
лучать конструктивную прочность до 140 кГ/мм2 вместо
115—120 кГ!мм2. При этом одновременно повышается и
пластичность металла. Увеличить конструктивную
прочность сварных соединений можно путем плакирова-
ния техническим титаном листов из ВТ14. Изучение за-
кономерностей изменения свойств свариваемого металла
и конструктивной прочности сварных соединений позво-
лили применятв неупрочняемые термической обработкой
сплавы титана ВТ], ОТ4, ОТ4-1, ВТ5-1 и упрочняемые
ВТ6, ВТ14 и другие для изготовления листовых сварных
конструкций ответственного назначения в различных от-
раслях техники.
Таким образом, наибольшее упрочнение металла при
сварке и последующей обработке достигается получени-
ем структуры, обеспечивающей наибольшую равномер-
ность поглощения энергии кристаллической решеткой и
максимальную энергоемкость отдельных объемов метал-
ла в процессе работы сварпых конструкций. При этом
конструктивная прочность сварпых соединений равна
прочности основного металла.
МАТЕРИАЛЫ И ОБОРУДОВАНИЕ
Защитные газы. В качестве защитных газов при
сварке применяют инертные газы. Инертными или бла-
городными называют газы, имеющие целиком заполнен-
ные наружные электронные оболочки, нс способные к
химическим реакциям я практически нерастворимые в
металлах. Инертные газы представляют собой одно-
атомные газы. Для сварки титана и его сплавов при-;
меняют инертные газы — аргон, гелий и их смеси!
(табл. 18).
Таблица 18
Физические свойства аргона и гелия
Газ Atumei ый вес ес 1 4 в г Температура ЕСИПСШТЯ В °C Тел-з о про в од- костъ в °C
Аргон .... Гелий .... 39,944 4,003 1,7833 0,17847 -185,5 -268,9 0,378'10—4 3,32' 10-’
Вследствие высокой химической активности титана i
аргон и гелий должны быть чистыми в отношении со- |
держания активных газов и влаги. Чистота аргона ;
марки А составляет 99,99% по ГОСТу 10157—62. Допу- '
скаемые примеси в аргоне составляют не более
0,003% О2, 0,01% N2 и 0,03% н2о.
Аргон имеет более широкое применение при сварке
титана, чем гелий, по следующим причинам:
1. Аргон тяжелее гелия в 10 раз (табл. 18) и на 25%
тяжелее воздуха, поэтому достигается лучшая защита
зоны сварки при расходе аргона меньше на 30—35%,
чем гелия.
2, Стоимость аргона'Значительно ниже, чем гелия.
3. При сварке плавящимся электродом на пойтойййдМ
токе в среде аргона достигается струйный перенос ме-
талла.
4. Напряжение дуги при сварке в аргоне ниже в 1,5—
2,0 раза, чем в гелии. При одном и том же токе при
сварке в среде аргона выделяется меньше тепла, чем
в среде гелия. Поэтому при дуговой сварке в среде арго-
на легче управлять процессом сварки и, особенно, при
сварке титана малых толщин.
Гелий и смесь гелия с аргоном применяют в качест-
ве защитного газа при дуговой сварке плавящимся
электродом титана и его сплавов больших толщин 10—
40 мм. Лучшие результаты сварки получаются при ис-
пользовании смеси из 20% Аг и 80% Не.
Расход газа Q одним постом за рабочую смену ори-
ентировочно можно подсчитать по следующей эмпири-
ческой формуле:
Q=W<b (32)
где q —часовой расход газа;
t —продолжительность рабочей смены;
Т|(г —коэффициент использования поста (при руч-
ной сварке т],( = 0,5 ч- 0,6, при автоматической
Т) и= 0,8 0,7;
А’ — коэффициент, учитывающий дополнительный
расход газа на продувку шлангов и горелки
до и после сварки; обычно принимается рав-
ным 1,15.
Неплавящиеся электроды. При дуговой сварке ти-
тана в среде инертных газов применяют прутки из чи-
стого вольфрама, из вольфрама с добавкой 1,5—2,0%
окиси тория (торироваииыс электроды) и из вольфрама
с добавкой 0,8—1,1% окиси лантана (лаптанироваипые
электроды).
Широкое применение вольфрама обусловлено его ту-
гоплавкостью (температура плавления 3500°С, темпе-
ратура кипения 5900° С) и высокими электропровод-
ностью и теплопроводностью. Прутки из чистого
вольфрама диаметром 0,5—8 мм изготовляют по ТУ
В М2—529—57.
Для сварки постоянным током прямой полярности
применяют торированные электроды, изготовляемые в
виде прутков диаметром 1—8 мм, и лантапировапные
95
Норма Таблица 19 расхода вольфрама
Расход воль-
в b фрямя ш JOO м
X П1Вс в <2
1 с Ct) 4S
1 S
£ а BJ ? = =
1 5 Щ £ о д ?
ь чЯ Си и S
0,5 1,0 G.0 2,8
1,0 1,5 8,3 3,9
2,0 2,0 23,4 10,9
3,0 3,0 83,3 39,0
4,0 4,0 132,2 125,0
5 и
выше 5,0 165,0 156,0
электроды, изготовляемые в виде прутков диаметром от
1 до 10 мм. Добавка тория и лантана значительно по-
вышает эмиссионную способность электрода, снижает
катодное падение напряжения, в результате чего облег-
чается процесс зажигания дуги, увеличивается устойчи-
вость дугового разряда и повышается стойкость электро-
да (уменьшается температура электрода). Применение
тарированных и лантанированных электродов, заточен-
ных на конус, исключает блуждание дуги и значитель-
но 'повышает плотность тока и концентрацию тепла в
сварочной ванне. Положительное влияние на стойкость
торированного и лаптанированного электродов оказы-
вает шлифовка его конусной поверхности.
Ориентировочные нормы расхода вольфрама при ар-
гоно-дуговой сварке с применением вольфрамовых, тари-
рованных и лантанированных электродов приведены в
табл. 19 [44].
Присадочные материалы-
Сварку деталей из титана и
его сплавов можно вести с при-
менением присадочных мате-
риалов обычно в виде холод-
нотянутой проволоки пли прут-
ков, изготовленных из листово-
го металла. При электрошла-
ковой сварке в качестве приса-
дочного металла используют
проволоку и пластины. Путем
соответствующего выбора со-
става присадочного металла
можно изменять состав метал-
ла шва. Для автоматической и
полуавтоматической сварки
применяют проволоку в бухтах.
Для ручной сварки проволоку рубят па стержни длиной
300—400 мм, При всех способах сварки проволоку при-
меняют без покрытий.
Сварочная проволока, прутки и полосы должны
иметь чистую, без альфированного слоя, не насыщенную
водородом, не загрязненную маслом и т. и. поверхность.
Указанные загрязнения на проволоке снижают пластич-
1ость металла шва и способствуют образованию пор в
чем. Сварочную проволоку в случае ее загрязнения очи-
Щают путем on ес костру ив аиия, травления пли механи-
ческой обработки. Водород удаляется вакуумным от-
жигом.
Сварочная проволока снабжается сертификатом за-
вода-изготовителя, в котором указывается марка про-
волоки, химический состав, в том числе содержание
газов и другие характеристики (вес, диаметр, номер
плавки и т. п.).
Выбор сварочной проволоки определяется условиями
сварки и эксплуатации конструкции. Состав сварочной
проволоки должен быть близким к составу свариваемо-
го металла, чтобы пластичность металла шва была не-
сколько меньше, чем основного металла.
Из условий образования пористости в швах жела-
тельно не применять сварочную проволоку, легирован-
ную марганцем и оловом. Сварочную проволоку из ти-
тана и его сплавов изготовляют по специальным техни-
ческим условиям диаметром 0,8—7 мм после вакуумного
7 аолииа 20
Сварочная проволока из тигана
Сс<лав ВТ! ВТ2 ВТ5 ОТ4 СодерЖ'Шис э..тем^н г и в* в % er В аТ/Л£иЙе- И Б Е ДЛЯ в проволоки диаметром в лш
А] Ми Fe 1 ,3—1 л 1 1,3 2.0 2,5- -3,0 3,5—4.0 b.Cl—7.0
в * а 6 5 . °* а а о В а В Б
2,5-3,5 1,0—5,5 2,5-3,5 °? ! II I 1 1 со •=> 0,3 0,4 0,3 0,4 60 70 85 85 12 11 8 10 70 85 85 12 60 11 ! 70 8 85 10 85 I 12 11 8 10 60 70 85 85 15 14 10 12 60 70 85 85 15 14 10 12
* Оснщм—титан. Примеси не более 0,1 С; 0j5 'p Si; и.15"и О:!; 0,03
отжига. Химический состав проволоки для сварки тех-
нического титана и его сплавов и механические свойст-
ва се приведены в табл. 20. Химический состав пластин
для электрошлаковой сварки тот же, что и свариваемого
металла.
Флюсы. Флюсы для дуговой и электрошлаковой
сварки впервые разработал С. М. Гуревич в Институте
электросварки им. Е. О. Патона.
4-- 157 97
Вследствие высокой химической активности титййй
его флюсы должны быть химически нейтральными к
жидкому металлу сварочной ванны. Этому требованию
удовлетворяют при дуговой сварке плавленые фтори-
стые флюсы мелкой грануляции марки АНТ-1 и АНТ-3,
а при электрошлаковой сварке — марки АНТ-2, по со-
ставу близкие к АНТ-1, но имеющие более высокую
температуру плавления. Все флюсы относятся к бески-
слородным. В состав флюсов в основном входят хими-
чески чистые галогенные соли щелочно-земельных ме-
таллов.
В целях удаления влаги готовый флюс прокаливают
при температуре 300—350° С в течение 2,0—2,5 ч, а не-
посредственно перед сваркой — при температуре 200-
250DC в течение 1 ч. Влага во флюсе является источни-
ком пор и трещин металла шва [1, 3].
Основным назначением флюсов являются обеспече-
ние устойчивости процесса, хорошего формирования
шва, а также зашита расплавленной ванны, прилегаю-
щего к пей основного металла и охлаждаемого шва,
нагретых выше 60 (Г С как с внешней, так и с обратной
стороны.
Качество сварки во многом зависит от источника
тепла и параметров режимов сварки. Наиболее нагляд-
ными для оценки свойств сварных соединений являют-
ся размеры и формирование шва, а также степень за-
щиты сварного соединения. Основные требования к сва-
рочному оборудованию это обеспечение стабильного
процесса плавления свариваемого и присадочного ме-
талла, равномерного и постоянного перемещения источ-
ника тепла, полной и надежной защиты сварного сое-
динения от атмосферы в условиях сварочного цикла, а
также исключение деформаций свариваемых деталей в
процессе сварки. Всем перечисленным требованиям в
основном отвечают применяемые стандартные источни-
ки тепла, автоматы, полуавтоматы, сборочные установ-
ки, защитные камеры и приборы.
Источники питания. Для веления качественного и
экономичного процесса дуговой электрической сварки
источники тока должны обеспечивать плавное регули-
рование сварочного тока и непрерывное горение дуги
при минимальном напряжении.
Источниками питания дуги для ручной, механизиро-
панной и автоматической сварки (швами и точками)
неплавящимся электродом служат стандартные свароч-
ные генераторы (СУГ-2), преобразователи (ПСО-ЗО,
НС-500 и др.), выпрямители (ВСС-120, ВСС-300,
ИПП-120, ИГШ-300 и др.), а также источники питания
импульсной дуги ИНИД-130 и ИПИД-300.
В качестве источников питания для сварки плавя-
щимся электродом в среде инертных газов и под флю-
сом применяются специальные преобразователи
ПСГ-350, ПСГ-500, специальные сварочные выпрямите-
ли ВС-200, ИПП-120, ИПП-300 и ИПЛ-500.
Для устойчивого горения дуги в среде инертных га-
зов при постоянном напряжении источника тока в цепь
включается сопротивление — балластный реостат.
Применяются стандартные балластные реостаты
РБ-200 и РБ-300 [44].
Источником питания для электрошлаковой сварки
служит однофазный трансформатор ТШСТ-3000-1 с.
жесткой характеристикой и напряжением холостого
хода 18—30 в (конструкции Института электросварки
им. Е. О. Патона).
Источниками питания при сварке токами радиоча-
стоты служат ламповые высокочастотные генераторы с
частотой 440 кгц и мощностью 60 -100 квт.
Источниками питания электронного луча служат
электронные пушки ЭЛУ-1, ЭЛУ-4, ЭЛУ-5 для созда-
ния ускоряющего напряжения и питания цепей нака-
ла, в которых используются высоковольтные источники
типа ИВ.
Сварочные горелки, автоматы и полуавтоматы. В за-
висимости от веса, габаритных размеров и величины
тока горелки подразделяются на малые, средине и тя-
желые с воздушным или водяным охлаждением. Для
сварки титана в защитных камерах применяются го-
релки типа АР-ЗБ, АР-7Б, АР-9, ГРА-1. При сварке
вне камер к соплу горелок прикреплена специальная
насадка (рис. 60, а) или специальное сопло (рис. 60,6),
которые предназначены для защиты охлаждаемого ме-
талла шва и околоыовпых зон, нагретых выше
600° С [44],
Для выполнения полуавтоматической дуговой свар-
ки под флюсом по рекомендации Института электро-
сварки им. Е. О. Патона применяют полуавтоматы А-732.
4* S9
В работе [43]- рекомендуется применять модернивиро-:
ванные полуавтоматы ПШП-10. Для сварки нлавящим-!
ся электродом в среде инертных газов могут 1фименять-:
ся полуавтоматы ПШП-10, ПШПА-6, обеспечивающие
стабильный процесс сварки и требуемую защиту свар-
ного соединения. Для сварки неплавящимся электродом
в среде инертных газов могут применяться полуавтома-
Рис. 60. Защита сварного соединения при ручной сварке без камеры:
й—-с насадкой из плексигласа; б — со специальным соплом
ты ГШ.1В-1, ПШВ-3, Д-533. На всех полуавтоматах,
применяемых для сварки в среде инертных газов без
каме;), к соплу горелки добавляется специальная на- •
садка (рис. 60, б) [44]. *
.Для автоматической дуговой сварки в среде инерт- г
них газов 'неплавящимся электродом применяются
автоматы АРК-1, АДСВ-1, ДДСВ-2, а также специаль-
ные головки АГВ-2. Для сварки плавящимся .электро- |
дом в среде ппертвы.х газов могут применяться автома- 1
ты АРК-1, АДСП-1, АДСП-2, а также головки АГП-2.
При сварке под флюсом применяются автоматы ТС-17М,
АД С i000-2. Для сварки неповоротных стыков труб ис-
пользуются специальные трубосварочные автоматы
А ТВ [44].
В настоящее время разрабатываются новые конст-
рукции автоматов и полуавтоматов для сварки титана
в -среде инертных газов в камерах с контролируемой ат-
мосферой и без камер на воздухе. В последних, помимо
автоматического поддержания заданных параметров ре-
жима сварки, предусмотрена специальная головка для
100
защиты расплавленной ванны и нагретого охлаждаемого
металла шва. Наблюдение за процессом сварки предпола-
гается проводить на экране специальной установки.
Принципиальная схема указанной головки показана па
рис. 61.
Рис. 61. Схема головки для автоматической сварки со
струйной защитой сварного соединения:
1 сварочная голоикгз с нлелдкон; 2.свариваемая деталь; 3 - нртт-
сггособление
Специализированные установки для сборки и сварки.
Многообразие форм деталей из титана потребовало соз-
дания специальных установок для их сварки. Общим
для сварки деталей всех форм является кропление сва-
риваемых кромок и их защита от действия атмосферы.
Применение установок для сборки деталей из титана
определяется формой и толщиной свариваемой детали
(табл. 21). В отличие от установок для сварки сталей
в установках для внекамерной сварки титана необходи-
мы специальные подкладки, обеспечивающие защиту
обратной стороны сварного соединения от действия ат-
мосферы при сварке; все коммуникации и приводы уста-
новок не должны иметь источников возбуждения пото-
ков воздуха в зоне сварки. При сварке в камерах уста-
новки должны обеспечивать только крепление сваривае-
мых деталей в местах их сварки (табл. 21) [44].
Защитные камеры для дуговой сварки. Сварочные
камеры для дуговой сварки в среде инертных [азов де-
талей из титана и его сплавов разделяются на три
101
Ус гаг гонки
Сварка листов
Сварка продоль-
ных криволи-
нейных обеча-
ек
Установки для автоматической сварки конструкций
Эскиз установки
Сварка продоль- ।
ных швов обе-
чаек
Таблица 21
Тип Размеры свариваемых изделий в км
Длила Диаметр Толщина
УСЛ-1 1 100 — 0,5 и более
УСЛ-2 2200 г
УСЛ-3 4500 —
УСЛ-4 6000 —
УСПО-1 1 000 100-500 0,5 и
У СПО-2 ‘2 000 500—1500 более
У СПО-3 2 000 1500—.3000
УСПО-4 2 000 1500—3000 -
УСПК-1 1 ОСО 200—1000 1,5 и
У С ПК-2 2 000 1000—2000 более
амиш
Продолжение табл. 2!
Размеры свариваемых изделии в .и.и
Установки | Эскиз установки Тип Длина Диаметр f Os'll lUJHsl
— 1 Сварка кольцевых швов обечаек 1 — п У СК 0-0 У СК 0-1 У СК 0-2 УСКО-3 УСКО-1 Не ограни- чивается 2 000 2 000 8 000 10 000' 10-100 80 -500 500—1500 500—1500 10)0—3000 0,8 и более
Сварка кольневых швов па конусах и диафрагмах УСК-1 У СК-2 УСК-3 1 000 2 000 ! 000—3000 _ До 500 500—1500 1500 —3000 0,8 и более
1 —н—. МО-10 Не ограни- 8-26
Сварка неповорот- | ных СТЫКОВ i f труб 1 ы АТВ-5 АТВ-6 АТВ-7 чивается 15—40 10—60 60-80
И IKJ77 А ТВ-8 А ТВ-9 А ТВ-10 i АТВ-11 80 -108 108-1 S3 133—159 180- 219
I
?змеры свариваемых изделий и -и-н
основные группы: камеры (насадки) для местной защиты
сварного соединения, камеры для общей защиты свари-
ваемых деталей и, так называемые, камеры-мастерские
с общей защитой свариваемых деталей и обеспечением
г. них условий работы для сварщика.
При применении в производственных условиях ка-
мер первой группы рабочее место сварщика должно
представлять собой специальный участок производст-
венной площади, имеющий подвод сварочного тока,
инертного газа, необходимые приспособления и инстру-
мент. На данном участке в процессе сварки недопусти-
мы потоки воздуха (сквозняки, работа вентиляторов
и Др-), нарушающие защиту сварного соединения.
В этих условиях сварщик работает непосредственно у
свариваемого изделия.
Рабочее место сварщика с применением камер вто-
рой группы может располагаться на любом участке про-
изводственной площади, имеющем подвод сварочного
тока и защитного газа. Сварщик работает непосредст-
венно у камеры. При ручной сварке руки сварщика в
специальных перчатках находятся в камере.
Камеры-мастерские должны располагаться в от-
дельном помещении, имеющем сварочное оборудование
и инертные газы, очистительные установки используе-
мых газов и др. Рабочее место находится в самой каме-
ре, где сварщик работает в специальном костюме.
Применение того или иного типа камер определяет-
ся прежде всего размерами и сложностью свариваемых
конструкций, количеством швов, их размерами и рас-
положением в конструкции, а также стоимостью камер.
Наиболее дешевыми являются камеры для местной
защиты сварного соединения. Они применяются при
автоматической сварке для наиболее простой формы
деталей: листовых деталей с прямолинейными швами,
прямошовных труб, деталей с кольцевыми швами, как,
папример, стыков труб, арматуры с полусферами
и др. Для деталей более сложных конфигураций при-
меняются мягкие, полумягкие и жесткие камеры. Мяг-
кие камеры рекомендуется применять для сварки мел-
ких узлов несложной конфигурации, а также при
ремонтных работах в заводских и полевых условиях.
Полумягкие камеры применяются в тех случаях,
когда помимо сварки производится сборка деталей в
105
c.f'Moft камере. Применение в них прозрачного ос’нова-;
ния из плексигласа обеспечивает хороший обзор при';
сборке и сварке деталей. В таких камерах верхняя^
(мягкая) часть камеры может быть изготовлена из не-
прозрачных материалов.
Жесткие камеры в отличие от мягких и полумягких
обеспечивают более надежную защиту сварных соеди-
нений и лучшие условия механизации и автоматизации
процессов сварки. Защита достигается вакуумированием*
камер до 1СГ3—10 4 мм. рт. ст. перед заполнением их
инертным газом. Избыточное давление инертного газа
в камере 0,1—0,3 ати. Рекомендуется применять жесткие
камеры для сварки узлов средних размеров до — 3 м.
Для сварки крупногабаритных изделий (более 3 -и)
с расположением швов в различных пространственных
положениях применяют камеры-мастерские с обеспече-
нием в них условий для работы сварщиков. Эти камеры;
снабжены установками для регенерации аргона, прибо-i
рами контроля чистоты атмосферы в камере и безопас-
ной работы сварщика.
В целях исключения турбулентного потока инертно-
го газа при сварке насадки изготовляют с сеткой
(рис. 61). Вместо соток может применяться пористый
металл.
Длину насадки I и диаметр сопла горелки можно
приближенно определить по данным тепловых расче-
тов Н. Н. Рыкалина [31]. Так, например, при сварке
стыкового шва на массивной медной подкладке можно
без большой погрешности применить схему расчета для
полубескопечпого тела. Температуру в данной точке в °C
на оси шва на расстоянии Д от источника находим из
уравнения
Т — Та = --Я—,
где q —аффективная мощность цуги в кал!сек\
q = 0‘24li:p^,
/€в - сварочный ток в а;
U д — напряжение дуги а я;
ц — коэффициент использования дуги для от-
крытой дуги (р = 0,6ч-0,7);
л —коэффициент теплопроводности; для тита-
на X = 0,04 кал/см сек град.
1Л6
В процессе сварки и охлаждения основной металл и
шов, нагретые свыше 600° С, необходимо защищать
инертным газом. Определим радиус R, в пределах ко-
торого металл нагрет до Т—Та = 600° С:
R =-----У----.
2л7 (Г — То)
Для автоматической сварки металла толщиной 2 ми
принимаем /сн = 160 a, Ud = 8,5 в, v = 7,5 мм/сек,
коэффициент использования дуги (при автоматической
Рис. 62. Камеры для дуговой сварки прямошовных труб:
/-’•смотровое стекло; 2—электрод; 3— сварочная головка; J уплотняющая про-
кладка; 5—свариваемая труба; £—уплотнительное кольцо; 7—приспособление
для защиты обратной стороны сварного соединения; 5—опорно-сларочные
валки; баллон с инертным газом
сварке) р = 0,7. Подставляя выбранные значения вели-
чин в выражение для R, найдем
0,24 - 120 8,5 ОR
2,3- J4 - 0.04-600
1,3 см = 13 мм.
R =
Ширина насадки II = 2 R = 26 мм. Длину насадки I
определяем по времени (t = 9 сек) охлаждения шва до
600° С по формуле [2J
I = tv — R,
107
де v —скорость сварки в мм/сек;
I -время охлаждения шва в сек;
R — радиус сопла горелки в мм.
I ~ 9 • 7,5—13 - 54,5 мм.
О надежности газовой защиты можно судить при-
ниженно по цвету металла шва и околошовной зоны,
ластящая серебристая поверхность шва свидетельствует
хорошей защите и удовлетворительных свойствах
(на. Синий цвет шва и серые налеты па пе,м указывают
з плохую защиту. Но так как загрязнение металла
ва азотом и водородом в определенных количествах
1 изменяет цвета, а резко понижает пластические
юпства шва, то изменение цвета шва еще не является
одной характеристикой загрязнения его газами.
Рис. 63. Камера для дуговой
сварки кольцевых швов на тру*
бах со струйной защитой;
/—подвижная защитная камера;
2—сварочная головка; Л—сваривае-
мые летали; 4 •приспособление для
уащиты внутренней стороны свар-
ного соединении
Применение местной камеры для сварки листовых
талей с прямолинейными швами показано на рис. 61,
для сварки прямошовных труб на рис. 62. Защитная
мера для сварки стыков труб выполняется из плек-
гласа (рис. 63). Такая камера позволяет наблюдать
процессом сварки без применения смотровых сте-
л. При этом внутренняя сторона шва защищена при
мощи приспособления, через которое подается инерт-
й газ (рис. 64) н одновременно обеспечивается ора-
льная стыковка кромок.
Мягкая камера (рис. 65) применяется для ручной
говой снарки в среде инертных газов деталей разме-
м до 400X300X200 мм с короткими и криволинейны-
ми швами, Оболочна камеры представляет собой про-
зрачную полиэтиленовую пленку. Для регулирования
давления защитного газа внутри камеры и предохране-
ния ее от разрушения на ней устанавливают предохра-
нительный клапан, отрегулированный на определенное
давление. Камера установлена на столе и может быть
оборудована специальными приспособлениями для вра-
щения свариваемой детали.
стороны сварного соединения
Полумягкая камера (рис. 66) применяйся для дуго-
вой сварки в среде инертных газов деталей с коротки-
ми и криволинейными швами.
Оболочка состоит из двух частей: жесткого прозрач-
ного основания из плексигласа и эластичного верха из
109
„ установлю11 йрез-°’
~ж=да “:s:..................................................
ри нее.
,, Полумягкая камерв‘
Рис. 66. полу 2-преДО-
«. 65. «..«•> J’"’»"”'"1
камера- ^^до_
'oapllBSYl «лапе»-.'
..раи11>-е.оы1ыи каМ(,ра
W' 5 4.*;
• »
,5| л -- < -:l л-,ч
;r c;trt з||
WtL ; , a । . * -W'
снегеня; 2
Жесткая кам^Ра Д----
““й'^да’р"^”0™ ’““yY',a
“ nrto оучной сварки:
• ”“' .......,ля ручной “’-'-’’ль
HHePT"M в таяере ’.0-”»”“ “
РиСх 70. Стационарная поворотная камера для автоматической и ручной саарки кольцевых и продольные
швов, расположенных в разных плоскостях;
/—вакуумная камера; 2—смотровое стекло; 3—вакуумная система; 4—приспособление для поворота
камеры: 5—сварочная головка
112
Приспособление, обеспечивающее Сварку партий деталей
за один цикл откачки.
Установка УСБ-1 (рис. 68) с жесткой камерой пред-
назначена для автоматической дуговой сварки в среде
инертных газов полусфер шаровых баллонов. Установ-
ка позволяет сваривать вручную. Для сборки и сварки
деталей она укомплектована специальным приспособле-
нием.
Установка УСБ-2 (рис. 69) предназначена для авто-
матической аргоно-дуговой сварки штуцеров с полусфе-
рами шаровых баллонов. Опа также укомплектована
специальным приспособлением. Установка позволяет
сваривать вручную.
Поворотная камера для автоматической и ручной
сварки (рис. 70) позволяет выполнять сварку швов в
нижнем положении независимо от расположения швов
в свариваемой конструкции.
5. Заказ 157
технологический процесс сварки
И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИИ
Технологичность сварных конструкций из титана и
его сплавов определяется простотой струйной защиты
'парного соединения от воздействия газов атмосферы с
внешней и с обратной стороны шва, свободным подхо-
дом сварочного инструмента к местам сварки, отсутст-
вием большого скопления сварпых швов и их перекре-
щивания, возможностью применения автоматических ме-
тодов сварки.
При обеспечении перечисленных требований сварные
конструкции будут обладать высокой прочностью и гер-
метичностью при минимальных затратах материалов и
забочено времени,
В работе [3] приведена технологичная конструкция
Заков, в которой продольные швы разнесены, что исклю-
1ает образование внутренних напряжений в местах пере-
.'счения швов. При сварке обечаек со штампованными
цтищами и патрубками необходимо применять соедине-
тия встык, при котором проще обеспечить защиту обрат-.-
той стороны сварного соединения от воздействия атмо-
сферы.
Соединения внахлестку и в тавр более, просты для
борки, по при их сварке затруднительна защита
обратной стороны сварного соединения, возникает боль-
ная деформация деталей в процессе сварки, увелнчн-
тается вес конструкции. Кроме того, нахлесточные сое-
щпения менее прочны, чем стыковые.
Отдельные примеры технологичных и нетехнологлч-
1ых сварных соединений приведены в работе [3]. В этой
)аботе показана целесообразность применения сварки
1лarm синем в сочетании с контактной сваркой в каркас-
тых сварных конструкциях из разнородных титановых
шлавов.
14
Требования, предъявляемые к свариваемому ме-
таллу. Технологический процесс сварки определяется
совокупностью предшествующих технологических про-
цессов.
При разработке технологического процесса сварки
необходимо предъявлять к деталям, подлежащим свар-
ке, и присадочным материалам следующие технические
требования:
I. Сварочная проволока должна соответствовать тех-
ническим условиям и обязательно пройти вакуумный
отжиг. Содержание вредных примесей как общее, так
и па поверхности, не должно быть более допустимого,
2. Химический состав металла деталей, подлежащих
сварке, должен удовлетворять требованиям технических
условий. Содержание вредных примесей как общее, так
и па поверхности свариваемых кромок, не должно быть
более допустимого,
3. Детали, обработанные в холодном состоянии (про-
катка, гибка, штамповка, правка), а также детали,
изготовленные литьем и горячей штамповкой, перед
сваркой еледует термически обработать для снятия
остаточных напряжений. Последние увеличивают дефор-
мацию деталей во время сварки.
Для получения требуемой чистоты поверхности де-
талей, подлежащих сварке, применяют специальные тех-
нологические процессы подготовки свариваемых кромок
под сварку.
Подготовка к сварке. Существенное влияние па ка-
чество сварных соединений титана оказывает состояние
поверхности свариваемых кромок деталей и присадочно-
го металла. Окалина, альфированный слой, трещины,
жиры и прочее на поверхности кромок заметно загряз-
няют металл шва газами и, тем самым, снижают его
пластичность, а в ряде случаев вызывают появление
холодных трещин.
Загрязняться поверхность деталей может при про-
катке листов, штамповке с подогревом и обработке тор-
цов кромок. Перед сваркой с поверхности деталей и
присадочного металла такой загрязненный слой следует
удалять. Лучшим способом для этой цели является хи-
мическое травление в водном растворе следующего
состава (на 1 л раствора): 340—350 мл соляной кис-
лоты (технической), 55—60 мл азотной кислоты,
50 г фтористого натрия. При наличии окалины и большей
толщине альфироваппого слоя перед травлением приме-
няется гидропескоструйная или дробеструйная обработ-
ка. Травление производится при комнатной температуре
в течение 3—5 Продукты травления перед сваркой
удаляют металлической щеткой.
Проволоку, поставляемую в травленом состоянии
после вакуумного отжига, и детали после механической
обработки перед сваркой обезжиривают стандартными
растворителями.
В тех случаях, когда травлением удалить цвета по-
бежалости (окалину) невозможно, применяют механи-
ческую зачистку напильником, металлической щеткой
или корундовым камнем с последующей протиркой ра-
створителем. Однако эти способы зачистки деталей мо-
гут привести к загрязнению шва железом и корундом.
Пескоструйная очистка не может быть применена
без последующего химического травления, так как она
приводит к загрязнению поверхности окислами. 'Горцы
кромок свариваемых деталей необходимо обработать
фрезерованием для удаления трещин, заусенцев, забоин
и других пороков. Для механической зачистки поверхно-
сти свариваемых кромок на титановой ленте при сварке
труб применяется специальная механизированная уста-
новка [4].
Качество подготовки поверхности свариваемых кро-
мок рекомендуется контролировать внешним осмотром,
металлографическим анализом, измерением контактного
сопротивления [25]. Разделку свариваемых кромок сле-
дует производить в зависимости от применяемого вида и
способа сварки, а также вида соединения и толщины сва-
риваемых деталей [4—6]. Детали толщиной до 40 мм, со-
единяемые встык, сваривают погруженной дугой и элек-
тронным лучом без разделки кромок.
Выбор режима сварки. Из рассмотрения влияния
применяемых видов и способов сварки па свойства
сварных соединений следует, что сварка титана и его
сплавов возможна только на экспериментально установ-
ленных режимах, в ограниченных пределах могут изме-
няться сварочный ток, скорость сварки, напряжение дуги
и расход защитного газа при струйной защите сварного
соединения. Однако для получения сварных соединений
с возможно большей работоспособностью для каждой
1 1Й
марки сплава подбирают наиболее эффективные показа-
тели режима дуговой сварки в среде инертных газов.
Структура металла шва и околотовных зон, завися-
щая от режимов сварки, и химический состав этого ме-
талла, определяемый надежностью защиты сварного
! соединения, влияют на механические свойства и харак-
| тер разрушения сварного соединения.
Параметры режима выбирают в зависимости от сва-
риваемого сплава, толщины размеров, формы и конст-
руктивных особенностей деталей.
Дуговая сварка может быть произведена при сравни-
тельно малой скорости сварки и, наоборот, при большой
скорости. Выгодно применять большие скорости сварки,
так как при этих условиях металл сварного соединения
находится меньше времени под действием высоких тем-
ператур. Вследствие этого получается минимальная ши-
рина зоны термического влияния, мельче структура
металла шва и прилегающих зон. Высокая скорость
сварки способствует также уменьшению деформации
свариваемых деталей, расхода защитных газов и элек-
троэнергии.
Количество тепла в месте сварки уменьшается с уве-
личением скорости сварки или с увеличением напряже-
ния дуги. С увеличением напряжения дуги увеличивает-
ся ширина шва, уменьшается проплавление металла и
ухудшается струйная защита сварного соединения. По-
этому выбирают минимальную величину напряжения
дуги. С этой целью сварка малых толщин (до 3, мм)
производится поверхностной дугой, а больших толщин—
погруженной дугой.
Расход инертного газа при струйной защите выби-
рается таким, чтобы полностью защищать сварное сое-
динение от действия атмосферы. Лучшая защита дости-
гается при ламинарном истечении защитного газа из
горелки. При турбулентном движении (при большом
расходе) происходит подсос воздуха и насыщение ме-
талла азотом и кислородом. При слишком малом расхо-
де газа также происходит насыщение металла азотом
и кислородом воздуха.
Сварочный ток, влияющий на размер шва, имеет
большое значение при выборе режимов сварки. Влияние
тока во многом определяется плотностью тока, т. е. от-
ношением величины тока к диаметру электрода. Для
И*
. , т. производить с сопутствующим нагревом охлаждаемого 1 увеличения плотности то CQ 0 соединения. Режимы сварки для этого способа ка при сварке неплавя 110ДРбираются экспериментально, щимся электродом приме.. j-j точечной аргоно-дуговой сварке режим тока няются электроды, зато* чожет быть непрерывным "и импульсным [3, 9, 42]. Па- ’ раметры режима дуговой сварки плавящимся электро- на ряду с. этим, плот^ дом должны обеспечивать мелкокапельный или струй- ность тока определяется 11Ый перенос присадочного металла в дуге. Такие уело- способом сварки. Так, при ГИ1Я обеспечиваются применением высокой плотности ручной дуговой сварка тока обратной полярности. Поэтому сварку рекомен- опа минимальная, а при дуется вести проволокой малого диаметра 1,2—2,0 мм автоматической макси- током более; 160—220 а. Во избежание перегрева элект- мальная. Необходимая родной проволоки током и увеличения разбрызгивания плотность тока, а следо* металла вылет электрода нс должен быть более 12— вательно, и величина то? 20 лпи [1, 2]. ка и другие параметры Указанные в литературе режимы всех способов режимов сварки обычнф |ияарКИ ориентировочные и требуют уточнения в пронз- уточияготся эксперимент 1 родственных условиях с учетом технологической оснаст- тально { J. ., . |(|1, ф0рмы к разМер0в свариваемых деталей и узлов. Для сварки тонколис- Параметрами режима дуговой сварки под флюсом, тового металла (до как и при дуГОвой сварке в среде инертных газов, явля- 2 л,и) целесообразно при? ются сварочный ток, напряжение дуги, диаметр элект- менять импульсную свар? родной проволоки, скорость подачи проволоки и ско- ку, При этом способе :р0СТЬ сварки. Сварка производится постоянным током сварки применяется им--.обратной полярности. Вследствие большого удельного пульсный режим тока — : электросопротивления титана сварка выполняется при чередование включения • М;)ЛЫХ вылетах электрода (не более 18 дни). Стыковые сварочного тока с кратко- ц1ВЬ1 деталей толщиной 2—4 мм сваривают на остаю- временными паузами. Во Щ11Х(-Я подкладках того же состава, что и основной ме- время пауз нагрев места , талл_ Детали большой толщины сваривают на стальной сварки уменьшается, что плп мед1ГОй подкладке или на флюсовой подушке значительно снижает об- 12 3 5 6 10] разовапие и развитие пор при элсктрошлаковой сварке свариваемые кромки в металле шва, а также уСта11авлиБ310Т с зазором. Инертный газ защищает шла- деформацию свариваемых ковуЮ ванну. В качестве электрода используют пласти- дегалеи. ны кварку производят на переменном токе. При выбо- В табл. 22 приведены ре режимов сварки необходимо стремиться к минималь- режимы автоматической ному расходу погонной энергии и ограничивать ширину аргоно-дуговой импульс- зазора между свариваемыми кромками [3, 5, 6, И], ной сварки встык без Электронно-лучевая сварка, отличается от дуговой присадочной проволоки сварки высокой удельной энергией, которая опрсделяет- сплавов титана. Сварку ся параметрами сварки. Основные параметры электроп- термически упрочняемых во-лучевой сварки: ускоряющее напряжение, ток луча, _ сплавов рекомендуется ' ' 1]д
Ориентированные режимы Таблица 22 П'/V я »т;ят и HdXV HiLHtUBB KITE' E’oxaej Г’- F- GO co 1 II 1 U? LfJ tt> *p ной стороны шва 2 л/л.
new в uVodiH9L-e Цлэнуя!/ mr a илХе ЕНИ^гЕ* Kb’RhOBOlJL’ISA (M CN Ю co 1111 —< — oi r>l СЧ Y —। —г “Э
я ад с гч&Хеи 4i^OH4LneiHjrl7' 0,2-0,3 0,2-0,34 0,2-0,36 0,2 -0,36
*ад а еочсгХш-уи QlJOHqirai.Hirt;' 0,!—0,2 0,14—0,22 0,16—0,24 0,16- 0,24
h/иг а ияйняэ чхаойоио 7777 oo oe to
s я hj4V эиигжкйцин Zl—II Zl~ H II—01 II—01
у a njAtf jOHdASKaV hoj^ 8—9 9-f 2 -k 2- 4-
2? a moj, ynHiiOd^D 55—80 66—100 120-170 ICO— 210 * Длй защиты обрат
о H uHHiutroj, CO Ю О „
11fi
условия фокусировки (ток в фокусирующей линзе, фо|
кусное расстояние), режим по току (непрерывный, им|
пульсный), скорость сварки и абсолютное давление ж
сварочной камере. При использовании импульсного ре-,
жима в число основных параметров входят также ча4
стота и продолжительность импульсов, а при сварке
присадочной проволокой — скорость подачи и диаметр
присадочной проволоки. Ток в фокусирующей магнитно^ j
линзе при заданном фокусном расстоянии и токе лучй;
характеризует плотность тока в месте сварки. Импульс!
ный режим сварки целесообразен при сварке тонколи| |
стового металла (до 0,5 мм). Высокая концентрация j
тепловой энергии при электронно-лучевом нагреве позво> ;
ляет вести сварку па высоких скоростях при малой энер* |
госмкости процесса.
Режимы электронно-лучевой сварки, приведенные !
табл. 23, ориентировочные и требуют уточнения в про ;
Таблица &
Режимы электронно-лучевой сварки титана (электронная пушка
ЭП-60, режим но току—непрерывный) )
Толщина В леи Ускоряющее напряжение И /се Ток луча в лед 1 Расстояние от центра линзы до ме- ста снарки в л.и ii о й | а Я Г Й4 Скорость сварки в лс/ч Давление в сварочной камере в -мл! рт. ст.
0,8 60 5,5—6,0 65 0,085 40 О1 о
1,2 60 9 65 0,085 40 5 г.10-6’
2,5 60 15 6.5 0,085 40 5-10"5
3,0 60 14 37 0,124 20 3-10-4’
5,0 60 16 35 0,126 22 3-10-41
6,0 60 23 34 0,112 19 3'10—4 i
7,0 60 26 33 0,112 22 3-10-41
изводственных условиях с учетом типа используемой, •
электронной пушки, технологической оснастки, толщины,
металла, конфигурации и размеров изделия -
При отработке режимов сварки следует учитывать,
что глубина проплавления возрастает с увеличением
ускоряющего напряжения, величины и плотности элект-
ронного потока, а также уменьшения скорости сварки.
Ширина шва и протяженность зоны термического влия-
{20
нпя возрастает при уменьшении плотности тока в луче
п скорости сварки. Количество расплавленного металла
возрастает с увеличением электронного потока и умень-
шением скорости сварки. Глубина проплавления возра-
стает, а ширина шва уменьшается при увеличении зазо-
ра между свариваемыми кромками [12].
Сварка токами радиочастоты характеризуется высо-
кой концентрацией энергии при нагреве поверхности
стыка свариваемых кромок. Нагрев металла осуществ-
ляется за десятые, или даже сотые доли секунды.
Основными параметрами режима радиочастотной
сварки являются мощность источника тока и скорость
сварки. Наиболее высокое качество црямошовпых труб
из титана толщиной 1,5 мм было достигнуто при скоро-
сти сварки 15 м/мин и потреблении мощности 33—
35 [4].
Деформации при сварке и способы их устранения.
Низкая теплопроводность, низкий коэффициент линей-
ного расширения титана и малый интервал кристалли-
зации обеспечивают при сварке малое перераспределе-
ние энергии, а следовательно, большую концентрацию
тепла в зоне сварки и незначительное изменение объема
металла при изменении температуры в процессе свар-
ки. Эти свойства наряду с некоторыми технологически-
ми факторами (применение жестких режимов и др.)
обеспечивают значительно меньшую усадку металла
тва и, тем самым, сравнительно небольшие деформации
сварпых конструкций из титана по сравнению с дефор-
мациями в некоторых нержавеющих сталях и алюминие-
вых сплавах. Величина усадки ВТ] и стали ЭИ654 при ав-
томатической аргоно-дуговой сварке без присадочного
металла (определено по методике МВТУ) приведена ниже:
Сплав ............. BTI ЭИ654
Толщина в мм................ 1,5 1,5
Усадка па 1 м шва в мм .... 0,7—0,75 2,61—2,67
Однако деформации сварных конструкций из титана
особенно при большой протяженности сварных швов и
малой толщине металла (0,8—3,0 м) часто достигают
заметных размеров. Главной причиной таких деформа-
ций являются растягивающие напряжения в шве и око-
лошовной зоне, вызванные усадкой металла во время
сварки. Поэтому, чтобы устранить деформации от сварки,
121
необходимо в шве и с
стические. деформации,
деформации удлинения.
таких деформаций является прокатка сва
околошовной зоны стальными роликами тга
околошовной збне создать нла-(
обратные сварочным, т. e.i
Лучшим методом создания'
1 сварных швов и
. ____________ ..а специальных
Рис. 71. Кинематическая схе.
/—станина;
5—верхний
сварных
/—нижний рабочий
Р ел У ктор пр и лол а:
ма станка для прокатки
2 —ннепмоцилипдр; .3—нижняя голонка:
рабочий релнк; б—верхняя головка;
гатель привода
швов:
ролик;
S -двн-
про-
станках (рис. 71) [3]. В процессе работа режимы
катки уточняются путем изменения усилия па роликах,
ширины роликов и ширины зоны прокатки. В случае
переката (увеличение длины в сторону, противополож-
ную сварочным деформациям) необходима либо повтор-
ная сварка, либо прогрев на сварочной роликовой
машине прокатываемого места, Ориентировочные ре-
жимы прокатки можно подсчитать по формуле
р == , /" I0,7rfte® '
h V /и ’
где Р — необходимое усилие прокатки в кГ;
b — ширина роликов в см;
d —диаметр роликов в см;
h ---толщина металла в месте прокатки в см
(для нахлесточных соединений учитывают
двойную толщину);
Е — модуль упругости металла в кГ/см2-,
(Г? —предел текучести металла в зоне прокатки
в кГ^см2.
При выводе формулы принято, что напряжение в
металле равно пределу текучести.
Из приведенной формулы видно, что предел теку-
чести весьма сильно влияет на величину необходимого
усилия прокатки. В случае применения повторных про-
ходов прокатки необходимо учитывать нагартовку ме-
талла в месте прокатки. Поэтому при повторных прохо-
дах для получения пластической деформации следует
увеличить усилие.
Механизированная правка сварных конструкций
полностью устраняет деформации только в том случае,
если детали перед сваркой были без короблений и за-
зоры между свариваемыми кромками были равномер-
ными. Детали, сваренные в деформированном состоя-
нии, имеют после сварки растянутые и сжатые зоны,
поэтому прокатка полностью не может устранить дефор-
мации. Швы, выполненные ручной сваркой, исправлять
труднее, чем швы, выполненные автоматической свар-
кой. Последнее объясняется неравномерной пластиче-
ской деформацией при ручной сварке, вызванной пере-
рывами в горении дуги.
'Чожет применяться правка сварных узлов в печах
с общим нагревом их вместе с приспособлением. Такая
правка называется термоправкой.
Термическая обработка. Термическая обработка, как
технологическая операция, позволяет повышать надеж-
ность работы сварных соединений из титана.
Исследования, проведенные с целью изучения влия-
ния различных методов термической обработки на упро-
чнение и разупрочнение титана и его сплавов, показали,
что при наличии до 6% легирующих элементов (одного
или нескольких) в титановых сплавах термическая
обработка (отжиг в нормальных условиях и в ва-
кууме, закалка в воду и термическая обработка в
123
122
других средах) практически не изменяет мёханиче-;
ских свойств основного металла и сварных соединений. |
Химические соединения титана с азотом, кислородом и}
углеродом при термической обработке являются необра- ;
тимыми. В то же время химическое соединение с водо-
родом (гидрид титана) является обратимым при нагре-
ве в вакууме 10-4 мм рт. ст, до температуры 800пС. По-
этому практическое применение в настоящее время
пока нашел отжиг для технического титана и его низко- -
легированных сплавов ОТ4, ВТ5 и других, применяемый
только для снятия внутренних напряжений, а также
вакуумный отжиг для удаления водорода.
Низкий отжиг для сварных конструкций (толщина
деталей до 5 мм) производится при температуре 600—
650°С с выдержкой в течение 30—60 мин в зависимости
от сложности конструкций.
В целях исключения поверхностного насыщения ме-
талла газами, отжиг конструкций производят в печах
или контейнерах с инертной средой. В качестве инертной
среды чаще применяется аргон. Отжиг возможен и в
вакуумных печах.
При отсутствии указанного оборудования отжиг про-
изводят в электропечах с обычной атмосферой с после-
дующим удалением образовавшегося альфированного
слоя на поверхности нагретых конструкций. Такой от-
жиг, помимо большой трудоемкости, не может обеспе-
чивать высокого качества сварных конструкций вслед-
ствие сложности удаления альфированного слоя трав-
лением и наводороживания деталей [14, 22, 36].
В работе [36] показано влияние температуры закал-
ки, посредством которой фиксируется то пли иное со-
держание фаз, оказывающих влияние на упрочнение
при последующем старении, и приведены лучшие режи-
мы термической обработки сварных соединений сплава
ВТ6. А. И. Хорев [37] и М. X. Шоршоров [22] показали,
что улучшение свойств сплава ВТ14 и др. достигается
измельчением структуры в основном металле и сварных
соединениях путем сочетания термомеханической обра-
ботки и последующего старения. Экспериментально до-
казано, что старение в крупнозернистой структуре (3-фа-
зы протекает неравномерно и по этой причине снижается
пластичность металла.
В. Ф. Грабин [36] установил, что величина исходного
124
зерна в основном металле ВТ6 влияет на процессы ста-
рения в околошовной зоне. Распад метастабильной
р-фазы в мелкозернистых образцах идет интенсивнее,
4ем в образцах с более крупным исходным зерном.
Предполагается, что наличие химической неоднородно-
сти в сварных швах на сплаве ВТ6 и внутренние напря-
жения значительно интенсифицируют р-*® превращение,
что связано с резким понижением пластичности. Эти и
другие предположения изучаются.
Наши исследования показали, что особенность упроч-
нения сварного соединения из сплава ВТ14 при сварке
заключается в прохождении процессов закалки и старе-
ния нс раздельно, а одновременно; причем, чем выше
скорость охлаждения после сварки, тем эффективнее
упрочнение и повышение твердости в сварном соедине-
нии. Были опробованы варианты последовательности
выполнения сварки и термической обработки. Термиче-
скую обработку выполняли при следующих режшмах:
1) нагрев при температуре 860°С с выдержкой 15 мин
и охлаждение в воде,
2) последующее старение при температуре 500° С в
течение 16 ч, охлаждение на воздухе.
Исследования были проведены па листах толщиной
1,2 и 3 мм. Образцы сваривали аргоно-дуговой сваркой.
Разрушение исследованных образцов при растяже-
нии сварного соединения, как правило, происходило по
основному металлу. В связи с этим для сравнительной
оценки прочности разных зон сварного соединения про-
водили измерения твердости, результаты которых при
разном сочетании термической обработки и сварки без
присадочного металла приведены па рис, 72.
Анализ результатов измерения твердости показывает,
что только при сварке отожженных образцов происхо-
дит упрочнение металла шва и околошовной зоны ши-
риной 4—5 мм (кривая 7), При сварке закаленного и
состаренного металла максимальное разупрочнение ос-
новного металла происходит на расстоянии примерно
5—6 мм от края сварного шва (кривая 4}. Последую-
щая закалка сварного соединения почти полностью сни-
мает сварочное упрочнение (кривая 2).
Применяемые после сварки закалка и старение по-
вышают твердость основного металла до твердости
сварного соединения (кривая 7?). Одно старение сварного
125
соединения, выполненного из закаленного металла, Иё
полностью упрочняет зону термического влияния (кри-
вая 5).
Исследования механических свойств показали, что
низкие показатели предела прочности (100 кГ/мм2),
учла загиба (19-..30°) и ударной вязкости (1,7 —
2,5 кГм/см2) сварного соединения из сплава ВТ 14 были
Рис. 72. Влияние сочетания термической обработки и сварки на
изменение твердости сварного соединения листового титана ВТ14
толщиной 3 мм
получены без термической обработки после, сварки; при-
менение закалки после сварки позволило повысить угол
загиба (до 50°) и ударную вязкость (до 4 кГ,и/слгг)
при незначительном снижении предела прочности
(90 кГ/мм2).
Закалка н старение после сварки значительно повы-
шают предел прочности (116 кГ/мм2) при достаточно
высокой пластичности (угол загиба 33°) и ударной вяз-
кости (2,0—2,5 кГм1см2).
Такие свойства объясняются удачным сочетанием
легирующих элементов с минимальным количеством
вредных примесей.
Металлографические исследования сварных соеди-
нений из сплава ВТ 14 показали, что металл шва без
последующей термической обработки имеет крупнокри-
сталлические зерна, размеры которых соответствуют
зернам бывшей р-фазы.
126
Образовавшаяся при очень высоких температурах в
металле шва и околошовной зоне а'-фаза отличается
тонкоигольчатым строением. В зоне термического влия-
ния структура состоит из с/-фа,зы и мелких зерен
a-фазы, количество которой увеличивается по мере уда-
ления от околошовной зоны к основному металлу.
При сварке с последующей закалкой из области
а + [3-фаз структура основного металла состоит из
сг-Н/-фаз, при этом в металле шва и околошовной зоны
(/-фаза имеет более грубое строение.
Закалка и старение после сварки приводят к даль-
нейшей коагуляции игл (/-фазы и повышению твердо-
сти. В результате сварки закаленных и состаренных
образцов структура возвращается к исходному состоя-
нию, сварной шов приобретает топкопгольчатую с/-фазу.
В зоне термического влияния наряду с (/-фазой имеется
небольшое количество а-фазы.
Сварка разнородных титановых сплавов. С каждым
годом увеличивается разнообразие применяемых в тех-
нике титановых сплавов. Сочетание в конструкциях
сплавов с различными свойствами позволяет значитель-
но снижать вес и стоимость изделий, применять менее
легированные сплавы, упрощать технологический про-
цесс изготовления конструкций. Однако о прочности и
пластичности сварных соединений, выполненных сваркой
плавлением из разнородных титановых сплавов, пока не
известно.
Склонность к образованию пор н холодных трещин
при сварке разнородных титановых сплавов определяет-
ся, как и в случае сварки соединений из однородного
сплава, составом сварного шва и наличием газов.
Состав шва в сварном соединении из разнородных
титановых сплавов в значительной степени зависит от
количества легирующих элементов в свариваемом и
присадочном металлах. Регулирование состава шва, как
показали эксперименты автора, вполне возможно вы-
полнять путем изменения состава присадочного металла.
Прочностные и пластические свойства сварного соеди-
нения из разнородных сплавов определяются участком
"□единения шва и малолегироваиного сплава.
Применяемые в настоящее время для сварных конст-
рукций сплавы титана содержат разные легирующие
элементы (Al, Мп, Sn, V, Мо) и практически одинаковое
127
количество вредных примесей, которые/ могут ока-
зывать существенное влияние на механические свойства
сварных соединений, образование пор и трещин.
Автором были исследованы прочность, угол загиба,
твердость и структура соединений разнородных сплавов,
выполненных аргоно-дуговой сваркой из листов толщи-
ной 3 мм. Сваривали термический неупрочняемый сплав
ОТ4 с термически упрочняемым сплавом ВТ14 присадоч-
ной проволокой пз ВТ1 и ОТ4. Термическую обработ-
ку славных соединений производили по режиму для
ВТ 14. '
Образцы из сплава ВТ14 сваривали в состоянии по-
ставки (отжиг) и после закалки. Образцы из ОТ4 сва-
ривали в отожженном состоянии и испытывали как без
термической обработки после сварки, так и после тер-
мической обработки (закалка м закалка с последующим
старением). Качество сварных соединений оценивали
внешним осмотром и по механическим свойствам. Проч-
ность сварных соединений при всех применяемых вари-
антах термической обработки практическп была равна
прочности основного металла ОТ4, а пластичность (угол
загиба) и ударная вязкость несколько ниже. Твердость
металла шва, выполненного с присадкой из сплава ОТ4
и с последующей закалкой и старением, несколько
выше, чем твердость основного металла ВТ14, щ значи-
тельно выше, чем сплава ОТ4 (рис. 73).
На основе полученных данных в настоящее время
выполняются сварные конструкции из разнородных
сплавов ВТ 14 и ОТ4 без присадочного металла п с при-
садочными металлами из ОТ4 и ВТ1. Более пластичный
шов получается при применении сварочной проволоки
ВТ1 как без термической обработки, так и с последую-
щей закалкой и старением после сварки. Сварка дру-
гих сочетаний сплавов требует дополнительных исследо-
ваний.
Сварка титана с другими металлами. В настоящее
время во многих отраслях промышленности требуется
сваривать титан с другими металлами — алюминиевы-
ми и медными сплавами, а также сталями. Такое
сочетание металлов позволяет обеспечивать при мини-
мальном весе работу сварных конструкций при высоких
температурах, в агрессивных средах и других условиях.
Например, целесообразно применение сварных сосдине-
128
ний из двух разнородных сплавов хромоникелевого
и титанового — при изготовлении ряда узлов реактив-
ных двигателей.
В настоящее время сварка плавлением титана со
сталями, медными и алюминиевыми сплавами относится
к числу самых сложных проблем в сварочной технике.
Трудность и сложность сварки этих разнородных метал-
лу
Расстояние от центра шва
Рис. 73. Распределение твердости в сварном соединении из разно-
родных сплавов титана ВТ14 + ОТД при сварке присадкой OT4 после
сварки, закалки и старения
лов заключается главным образом в неизбежности обра-
зования в металле шва хрупких интерметаллидов тита-
на: при сварке титана со сталями (TiFe), (TiCra), (TiMn),
(TiNi; TiNig), (TiSi; TiSig), при сварке с медью (TiCu;
TiCiig), с алюминием (TiAl3).
Интерметаллиды снижают пластичность и работо-
способность металла шва. Поэтому сварку титана с ука-
занными сплавами и медью рекомендуется проводить с
применением промежуточных металлов [38].
Дуговая сварка титана и его сплавов со сталями
производится при применении промежуточных металлов;
ниобия или тантала со стороны титана и медных спла-
вов (бронз) со стороны сталей. Сварка этих разнород-
ных металлов достигается близостью титана по физи-
ческим, химическим и теплофизическим свойствам
129
к ниобию и танталу, а бронзы — как к .этим металлам,
так и сталям (жаропрочным, кислотостойким и др.).
Проводятся работы по применению биметалла (тита-
на со сталью) в качестве промежуточной вставки для
сварки деталей из титана с деталями из сталей. В этом
случае успех зависит от прочности биметалла. Более
перспективными для применения в качестве промежу-
точных вставок при сварке плавлением титановых спла-
вов со сталями могут быть нс чистые металлы, а слож-
ные сплавы на основе ванадия, молибдена и вольфра-
ма [38].
КОНТРОЛЬ КАЧЕСТВА
Способы контроля. Качество сварных соединений из
титана определяется многими факторами. Поэтому де-
фекты сварки и способы их выявления в сварных соеди-
нениях весьма разнообразны (табл. 24). Вследствие вы-
сокой химической активности титана в условиях сварки
необходим тщательный контроль пе только качества
сварпых соединений, по и всего процесса производства
сварных конструкций.
Причины образования пороков и методы их устра-
нения. Основными пороками сварных соединений тита-
на являются непровары, загрязнения газами, пори-
стость, неметаллические включения и трещины.
Непровар возникает при отсутствии полного сплав-
ления свариваемых кромок в корне шва, т. е. при несо-
ответствии режимов сварки, а также плохой защите от
действия атмосферы обратной стороны свариваемых
кромок. Вследствие плохой защиты на кромках обра-
зуются окислы и нитриды титана, которые препятствуют
их сплавлению. Основным средством борьбы с этим по-
роком является обеспечение хорошей защиты инертны-
ми газами и применение соответствующих режимов
сварки.
Загрязнение газами происходит в процессе сварки
вследствие плохой защиты остывающего металла шва
(малый диаметр сопла сварочной горелки или малая
длина насадки, недостаточная подача аргона и т. д)
либо применения защитного газа, загрязненного
кислородом, либо при наличии большого количества
кислорода в свариваемом металле В зависимости от
130
Таёлйца 24
ббъекты контроля и способы выявления дефектов
Объек т 1 Сппсобы выявления пороков 1
Сварочные материалы: поверхность сваривае- мых деталей и присадоч- ный металл Измерение омического сопротипле- пил Определение содержания газов на поверхности детали
инертные газы По паспорту Сварка образков
сборка деталей под Сварку Измерение размеров деталей, зазо- ров и смещений свариваемых кро- мок
инструмент, оснасткам сварочное оборудо- вание По соответствию паспортные дан- ным и технологии
режимы сварки Приборами в соответствии с техно- логической документацией
Свариваемые металлы: предел прочности и угол загиба основно- го металла на плос- ких образцах Механические испытания
макро-и микрострукту- ра всего сечения ме- талла Металлографические исследования
содержание легирующих элементов и газов в осн овном мет а л л е, общее и на поверх- ности Химические исследования и спект- ральный анализ
Сварные соединения: размеры шиа Внешний осмотр и измерение
дефекты шва (непрова- ры , треш.ины, насы- щение газами и др.) Внешний осмотр, рентгеновское и гамма-просвечивание, цветная де- фектоскопия , металлографичес- кие исследования
прочность Скарпых сое- динений; Гидравлические испытания (сосудов), статические нагружения (кратко- временные и длительные), цикли- ческие испытания сваренных узлов и макетов Механические испытания -образцов- свидетелей
131
Продолжение табл. 24
Объект Способы вы имения пороков
герметичность сварных узлов Заполнение воздухом с погружени- ем в ванну с водой Заполнение воздухом с обмазкой мыльной пеной Заполнение воздухом со смесью фреона или гелия, применение специальных течеискателей; керо- синовая проба
коррозионная стойкость сварных соединений Испытание сварных образцов и об- разцов-сосудов в соответствую- щей агрессивной среде
температуры шва и времени нахождения его при этой
температуре, на поверхности шва появляются белая от-
слаивающая окалина или цвета побежалости. Наличие
отслаивающейся окалины свидетельствует о низкой пла-
стичности металла, поэтому она недопустима при свар-
ке. Газонасыщенпый слой золотистого или фиолето-
вого цветов побежалости мало влияет на пластичность
сварного соединения, так как толщина слоя составляет
0,02— 0,05 мм. Этот слой может быть удален металли-
ческой щеткой. Поэтому швы не считаются дефектными
при условии удаления газонасыщенного слоя.
Поры при сварке титана и его сплавов образуются
как в металле шва, так и в зоне сплавления. Причиной
пористости являются газы — азот, водород и кислород.
Эти газы содержатся в свободном или связанном со-
стоянии в свариваемом и присадочном металлах, в за-
щитных газах. Влага в защитном газе или на поверхно-
сти свариваемых кромок при температуре электрической
дуги диссоциирует на водород и кислород. Пористость
также зависит от режима сварки. С уменьшением по-
гонной энергии пористость в металле шва резко умень-
шается.
Источниками загрязнений вольфрамом являются ос-
новной металл, полученный при выплавлении слитков
вольфрамовым электродом, или вольфрамовый электрод
(при дуговой сварке в среде защитных газов). Попав-
шие в металл шва частицы вольфрама остаются в нерас-
132
плавленном состоянии, так как температура плавлений
вольфрама значительно выше температуры плавления
титана. Включения вольфрама в металле шва понижают
прочность, а иногда, и герметичность соединения. Для
предупреждения попадания вольфрама в шов необходи-
мо применять для сварных конструкций титан без воль-
фрама и вести процесс сварки на режимах, исключаю-
щих большой расход вольфрама.
Трещины в сварных конструкциях возникают либо
при сварке (сварочные трещины), либо при правке (пра-
вочные трещины). Сварочные трещины образуются, как
правило, поперек шва, возникая через разные проме-
жутки времени под действием внутренних напряжений,
вызванных сваркой. Основной причиной возникновения
таких трещин является загрязнение газами металла шва
в процессе сварки. Правочные трещины образуются
главным образом в околошовной зоне параллельно
сварному шву или поперек шва в результате неправиль-
ного процесса правки деталей.
Исправление пороков, выявленных внешним осмот-
ром, рентгеновским контролем и испытаниями и а
герметичность и прочность, производится ручной или
автоматической аргоно-дуговой сваркой с присадочным
металлом. Дефекты (непровары, пористость, включения
н правочные трещины) перед сваркой необходимо вы-
сверлить или выбрать корундовым камнем с последую-
щим удалением ныли растворителями. Дефектные места
заваривать с присадочным металлом.
Загрязнения газами (белый налет) и сварочные тре-
щины необходимо удалить в радиусе нс менее 25 .ил/ с
последующим привариванием заплаты встык на это ме-
сто. Форма вырезанного места и заплаты должна быть
круглой или эллипсовидной. Металлы заплаты и исправ-
ляемой конструкции должны быть одинаковыми. Там,
где не требуется высокая прочность, сварочную трещи-
ну, если длина ее не превышает ширины шва, можно
подварить аргоно-дуговой сваркой с присадочным ме-
таллом из чистого серебра- При этом соединение полу-
чается малопластичным, но плотным. Во всех указанных
случаях в процессе подварки так же, как и при сварке,
обеспечивается защита обратной стороны подваривае-
мого места, а после подгарки желателен общий или
местный отжи!.
133
ОПЫТ ПРОМЫШЛЕННОГО ИЗГОТОВЛЕНИЯ
Требования к деталям. Допуски па размеры сопря-
гаемых деталей должны обеспечивать сборку деталей в
приспособлениях без подгонки их по месту.
Точность изготовления деталей определяет трудоем-
кость сборочных и сварочных работ, а главное, высокая
точность повышает работоспособность сварной конст-
рукции благодаря снижению количества расплавленно-
го металла и, те.м самым, снижению насыщения шва
вредными примесями и уменьшению перегрева металла
в нем.
Величина допуска на номинальные размеры сопря-
гаемых деталей должна обеспечивать между соединяе-
мыми элементами зазоры, предусмотренные для различ-
ных типов соединений и способов сварки, при этом для
соединений в угол, впритык и встык (до б = 10 мм) но-
минальный зазор всегда следует принимать равным
пулю. Зазоры в стыках и чистота поверхности обработ-
ки торцов могут быть выдержаны при изготовлении .мел-
ких деталей по 9-му классу точности и средних по 9-
и л и 7-му классу точности.
Размеры основных деталей, определяющих габарит-
ные размеры конструкции, целесообразно устанавливать
с учетом усадки металла при сварке. Пластическая де-
формация металла в процессе сварки тигана вызывает
сокращение размеров свариваемых элементов и всей
конструкции в целом в меньшей степени, чем для ста-
лей. Однако и в титановых конструкциях с большим
объемом сварки изменение размеров часто превышает
предусмотренные чертежами допуски на изготовление
конструкции. Величина деформации (усадки) возра-
стает с уменьшением жесткости узла и с увеличением
объема наплавленного и расплавленного металла.
При электродуговой сварке ориентировочная величи-
на усадки при сварке сталей составляет 0,00005—0,0003
суммарной длины в узле всех продольных швов; 0,4—
1,2 .«.и на каждый двусторонний угловой поперечный
шов и 0,3—0,6 величины зазора в стыке па каждый сты-
ковой шов. Общая величина усадки может быть прирав-
нена сумме составляющих от усадки продольных, попе-
речных и стыковых швов- Эта методика ориентировочно
134
может быть принята и для подсчета величины усадки
при сварке титана.
До настоящего времени еще не разработана мето-
дика, которая позволила бы расчетным путеги опреде-
лить величину конечного изменения размеров изделия
от усадки металла для сложных конструкций с прост-
ранственным расположением деталей. Истинная вели-
чина усадки, а следовательно, и величина припуска на
детали, определяющие габаритные размеры конструк-
ции, могут быть установлены только эксперименталь-
ным путем при проверке принятого технологического
процесса сварки.
Усадка стыковых швов может быть устранена путем
прокатки или термоправки сваренных узлов из титана.
Для получения изделий с точными размерами целесооб-
разно при проектировании предусматривать усадку
металла. При этом допуск на минимальный размер
замыкающей или другой детали должен быть положи-
тельным и его следует указывать па чертеже условным
обозначением (например, 1500 До) с пояснением, что
величина х устанавливается при отработке технологии
сварки. Детали должны иметь технологические базы, обес-
печивающие требуемую точность изготовления сварных
узлов и конструкций. В плоских штампованных деталях
из листового титана и фасонного проката технологиче-
скими базами являются поверхности и кромки деталей.
Основные требования к этим базам: а) геометрические
формы деталей должны позволять собирать их в узел
без принудительного натяга, в противном случае про-
исходит загрязнение стыков и большая деформация со-
единений; б) отклонения параллельности или перпен-
дикулярности поверхностей относительно оси детали
или между собой должны быть меньше допусков на изго-
товление узла.
Геометрическую форм}' деталей необходимо устанав-
ливать с учетом особенностей процесса сварки титана.
Геометрическая форма деталей должна обеспечивать
образование наиболее технологичного типа сварных
соединений — соединения встык. Другие соединения
затрудняют защиту нагретого и расплавленного метал-
ла при сварке, а также контроль за насыщением метал-
ла газами. Стыки деталей необходимо располагать
с учетом расчленения конструкции на отдельные уз-
лы, при этом стыки всех элементов в .месте свар-
ки узлов следует, как правило, располагать в одной
плоскости. Ребер жесткости следует избегать, а в слу-
чае их применения не должно быть острых углов.
Свариваемые кромки и прилегающие к ним поверх-
ности не должны иметь окнелов и других загрязнений.
На чертежах деталей фасонного литья в местах сварки
необходимо штрих-пунктиром указывать поверхности,
подлежащие обработке, так как зачистка их по месту
трудоемка и некачественна,
Требования к конструкциям. Количество деталей в
конструкции и объем металла швов должны быть мини-
мальными. Для этого необходимо применять штампо-
ванные листовые детали, профильный прокат, трубы,
литье, поковки и штамповки.
Прочности сварных соединений необходимо доби-
ваться пе увеличением размеров швов, а выбором соот-
ветствующей марки присадочной проволоки, сваривае-
мого металла и термической обработкой их.
Сварные конструкции больших габаритных размеров
и с большим периметром швов должны быть расчлене-
ны на отдельные узы. При расчленении конструк-
ций на узлы упрощается оснастка, процесс сборки, свар-
ки н защита сварного соединения, снижается величина
общей деформации конструкции. Это позволяет повы-
сить точность и качество изготовления изделий. Расчле-
нять следует таким образом, чтобы при последующем
соединении узлов в конструкцию была обеспечена тех-
нологичность операций сборки и сварки. Наиболее вы-
сокая технологичность этих операций достигается в тех
случаях, когда стыки всех элементов узла находятся в
одной плоскости. Метод изготовления конструкций пу-
тем последовательной сборки и сварки каждого элемен-
та в отдельности затрудняет защиту сварного соедине-
ния при сварке и исправление дефектов.
При изготовлении сложных конструкций целесооб-
разно предусматривать механическую обработку в сбор-
ке сопрягаемых стыков отдельных узлов. При проекти-
ровании отдельных узлов сварной конструкции реко-
мендуется устанавливать припуски по сопрягаемым по-
верхностям узлов и рабочим элементам для термической
и механической обработки узлов после их сварки,
136
Форма деталей и их взаимное расположение не
должны затруднять процессы сварки. Высокое качество
сварки может быть достигнуто лишь тогда, когда рас-
положение деталей и их форма обеспечивают надежную
защиту сварного соединения, удобное наблюдение за
сварочной ванной и свободный подвод сварочной голов-
ки к любой точке шва. Не рекомендуется сварка внутри
замкнутых полостей через отверстия. Во всех случаях
взаимное расположение деталей должно позволять ве-
сти сварку преимущественно в нижнем положении.
Швы в конструкции следует располагать таким обра-
зом, чтобы деформации и напряжения, возникающие при
сварке, были минимальными, т. е. сумма статических
моментов объема металла швов относительно центра
тяжести сечения элемента должна быть равна нулю или
близка к нему. При 'Проектировании следует стремиться
к конструированию элементов с симметричным располо-
жением деталей и швов. Для уменьшения концентраторов
напряжений при проектировании следует избегать пере-
секающихся швов, а также швов, расположенных один от
другого па небольшом расстоянии. Расстояние между па-
раллельными швами, как правило, должно быть не менее
4—5 толщин свариваемых деталей и нс менее 15—20
для металлов толщиной до 3 дни.
Точность изготовления сварных конструкций. Свар-
ные конструкции можно изготовлять с достаточно вы-
сокой точностью, достигающей в некоторых случаях
0,5 лш и менее, а следовательно, и сваривать изделия из
предварительно обработанных деталей без значительной
механической обработки после сварки. Собирать такие
конструкции следует в приспособлениях, в которых вы-
полняют сварку и термоправку. Точность изготовления
во многом зависит от жесткости свариваемых деталей,
конструктивной формы узла, количества и расположе-
ния швов и т. д. Поэтому выбирать и назначать точ-
ность изготовления конструкции следует с учетом осо-
бенностей сварки и сопутствующих ей операций.
Если конструкция имеет простые формы, удобные
для механической обработки на станках, то рациональ-
но получать требуемую точность или только механиче-
ской обработкой после сварки, или в сочетании ее с
термической обработкой (отпуском для снятия свароч-
ных напряжений).
137
Примеры. Применение сварных конструкций из тй-
1ана и его сплавов непрерывно расширяется. Этому во
многом способствуют увеличение объема производства
титана, снижение его стоимости, а также улучшение
технологии производства титана и качества сварных
конструкции.
В связи с. более высокой удельной прочностью,
удельной жесткостью и коррозионной стойкостью свар-
ные конструкции титана и его сплавов применяются
вместо конструкций из алюминиевых сплавов и сталей
в авиационной промышленности, судостроительной тех-
нике, химическом машиностроении и других отраслях
народного хозяйства.
Современное производство цельнотянутых бесшовных
труб из титана является веевма трудоемким технологи-
ческим процессом, требует больших капитальных затрат,
большого расхода титана и не всегда обеспечивает
должное качество труб, особенно тонкостенных, Про-
изводство прямошовиых тонкостенных сварных труб из
титановой ленты [4] отличается от производства цель-
нотянутых бесшовных труб высокой технико-экономиче-
ской эффективностью, простотой технологического про-
цесса, малым износом прокатного инструмента, высокой
производительностью труда и малой себестоимостью
труб при высоком их качестве. Такие высокие показате-
ли производства прямошовных труб достигаются непре-
рывностью процессов формования трубной заготовки и
ее сварки.
Прямошовные трубы из титановой ленты изготовля-
ются па трубосварочном стане 10-60 конструкции
ВНИИМЕТМАШ.
Аргоно-дуговая сварка сформованной, непрерывно
движущейся заготовки производится на стане в спе-
циальной камере (см. рис. 62). Для осуществления
непрерывности процесса производства труб стыки лент
сваривают па специальной установке в потоке. При-
меняемая после сварки прокатка позволяет изготовлять
свайные трубы высокой точности.
Тонкостенные трубы из титана применяются для
изготовления ферм, конденсаторов, змеевиков и трубо-
проводов, работающих в различных средах: причем, их
эксплуатационные свойства гораздо выше, чем у труб
аз нержавеюще?! стали [1, 5, 6]
На металлургических заводах помимо труб предпо-
лагается изготовление сварных поковок сложных форм.
Поковки могут успешно свариваться электрошлаковой
Рис, 74. Опытный шаровой баллон,
сваренный электронным лучом
Рис, 75. Сварной обтекатель
из штампованных тонколи-
стовых деталей титана ВТ1Е
сваренных аргоно-дуговой
сваркой
сваркой. В химической промышленности титан и его
сплавы широко применяются для сварных цилиндриче-
ских и шаровых сосудов, теплообменной аппаратуры,
фильтров, автоклавов, сушилок, арматуры, насосов, де-
талей трубопроводов, различных установок, узлов и
деталей [5].
В целях снижения веса в настоящее время сравни-
тельно большое количество сварных конструкций и от-
дельных сварных узлов современных летательных аппа-
ратов изготовляют из технического титана и сплавов на
основе титана. Это фюзеляжи, крылья, обтекатели, вы-
хлопные трубы, корпуса различных двигателей [7].
В настоящее время в США самолеты A-II изготовля-
ют полностью из сплавов титана. Создаются новые ти-
тановые сплавы для сверхзвуковых гражданских само-
летов. Считается, что в самолетах, имеющих скорость
во
30. Явойский В. И. Газы и включения'в стальном слитке.
М., Металлургия дат, 1955.
21. Гуревич С. М. К вопросу влияния водорода на склон-
ность к трещинам и механические свойства сварных соединений
титана. «Автоматическая сварка», 1957, № 1.
22. Шоршоров М. X. Металловедение сварки стали и спла-
вов титана. М., Изд-во «Наука», 1965.
23. Любавский К. В. Металлургия сварки плавлением.
Справочник по сварке, т. 1. М., Машгиз, 1961.
24. Горшков А. И., Третьяков Ф. Е. Влияние технологи-
ческих факторов при аргоно-дуговой сварке, сплава ВТ14 па обра-
зование пор. «Сварочное .производство», 1962, А? 6.
25. Третьяков Ф. Е., Горшков Л. И. Способы предупреж-
дения пористости при сварке титановых сплавов «Сварочное, произ-
водство», 1963, № 4.
26. Горшков А. И., Третьяков Ф. Е. Влияние водорода
и легирующих элементов на образование, пор в сварпых соедине-
ниях из титана. «Автоматическая сварка», 1963, № 9.
27. Горшков А. И, Причины образования пор в сварных
соединениях из титана. «Сварочное производство», 1965, Xs 4,
28. Т р с т ь я к о в Ф. Е. Опыт производственной сварки. «Сва-
рочное производство», 1956, № 10.
29. Гусева Е. А. Исследование склонности сварпых соедине-
ний тюана и его сплавов к образованию трещин. «Сварочное про-
изводство», 1958, № 2.
30. Т р е т ь я к о в Ф. Е, Способ определения конструктивной
прочности сварного соединения. «Бюллетень изобретателя и рацио-
нализатора», 1962, № 2.
31. Рыкалин Н. Н. Расчеты тепловых процессов при сварке.
М,, Машгиз, 1951.
32. Николаев Г. А. Сварные конструкции. М., Машгиз, 1962.
33. Фридман Я. Б. Механические свойства металлов. М.,
Оборонгиз, 1952.
34. Мортон К. Смит. Основы физики металлов. Пер. с англ.
М., Металлургиздат, '1962.
35. Р а т н е р С. И. Прочность и пластичность металлов, М.,
Оборонгиз, 1949.
36. Граби н В. Ф. Структура и свойства сварных соединений
из титановых сплавов, Киев, «Наукова думка», 1964.
37. Глазунов С. Г., Хор с в А. Й. .и др. Конструктивная
прочность термически упрочняемых титановых сплавов. «Металлове-
дение и термическая обработка», 1964, № 8.
38. Гуревич С. М., Замков В. И. Сварка титана со сталью.
«Автоматическая сварка», 1962, № 8.
39. Технологичность конструкций. Под рсд. С. Л. Ананьева и
В. П. Купровича. М., Дом техники, 195'9.
40. Фролов В. В. Процессы термо диффузии и десорбции во-
дорода в гидрообразующих металлах при сварке плавле!шем. Сб.
«Сварка цветных сплавов и некоторых легированных сталей». М,,
Оборонгиз, 1962.
41. Аб ковец С. и др. Титан в промышленности, Пер, с англ.
М., Оборонгиз, 1957.
142
4Й. Кулаков Ф Р. Механизированна^ аргоно-дуговая геш i
пая сварка нержавеющей стали и титанового сплава 0'1'4. «Свар-ш
ное производство», 1964, .М 4.
43. Никонов Г. Д. Полуавтоматическая сварка титановых
сплавов под флюсом. «Сварочное производство», 1962, № 5.
44. Справочник по сварке, т. 1 и 2. М., Машгиз, 1961.
45. Л о к о м с к и й В. И. и др. Растворимость водорода в жал-
ком титане. «Автоматическая сварка», 1963, ,М> 9.
46. Y а И е М. L. Titaninum Producers Seeking .Major Role in
develipmcnt of SST as Market increases. .Aviation Week, Space tech-
nology. 1963, December 2, 9.
47. Borland J. C. Effect of oxygen and nilrogcn on proper-
ties of we’d in unalloyed titanium. British Welding Journal, vol, 3,
p. 61 —-67, 1961.
48. Mill ch cl D. R. and Dau D. R. The cryogenicand elevated
Temperature properties of ”Luper .Alpha” titanium alloy weldments.
Welding Journal, vol. 42, 3, 1963.
49. С о n n о 1 1 у В. I. Titanium and ist alloys for chemical, Lig't
.Metals, vol, 23, 268, 196(1
50. Plastic sheet replaces pyrge chamber in weldig titanium. Wes-
tern machinery and Steel world, vol. 54, 3 1963.
.51 , Miller K. J. Welding in Kontrolled atmospheres. Meta.l
Progress, vol. 84. 1963, N 5.
52. Ireen Herschel R. Siren relieving titanium alloy Weld-
ments in vacuum. Metal Progress, vol. 87, 4. 1965.
СОДЕРЖАНИЕ
Стр.
Предисловие................................................ 3
Общие сведения.............................................. 5
Сварка плавлением.......................................... ‘3
Предупреждение дефектов в сварных соединениях .... 53
Свойства сварных соединений............................... 74
Материалы и оборудование................................... 94
Технологический процесс сварки и контроль качества сварных
соединеЕШЙ ......................................... 114
Литература ............................................. 141
Федор Емельянович Третъяков
гСПЛРКА ПЛАВЛЕНИЕМ ТИТАНА И ЕГО СПЛЛВОН^
Редактор издательства Т, Е. Чсрыняеинг Технический ред. И. В. Тимофеева
Корректор Л. В. Ас'гаеиенок Обложка .художника Л. С.
Сдано в производство 26.Т
Т-08182 Тираж 6000 экз,
Темплая 1967 г.. № 217.
1967 г. Подписано к печати 10/VI ]ПП7 г.
Печ. л. 7,56 Бум. л. 2,25 Уч. изд, д. 6,5
Формат 84Х108’/зз Цена 34 кол. Зак. № 1-57
Издательство «МАШИНОСТРОЕНИЕ», Москва, 1-й Басманный пер., 3
Типография № 32 Глаииолиграфпрома, хМоскиа, Цветной бульвар, 26,