





















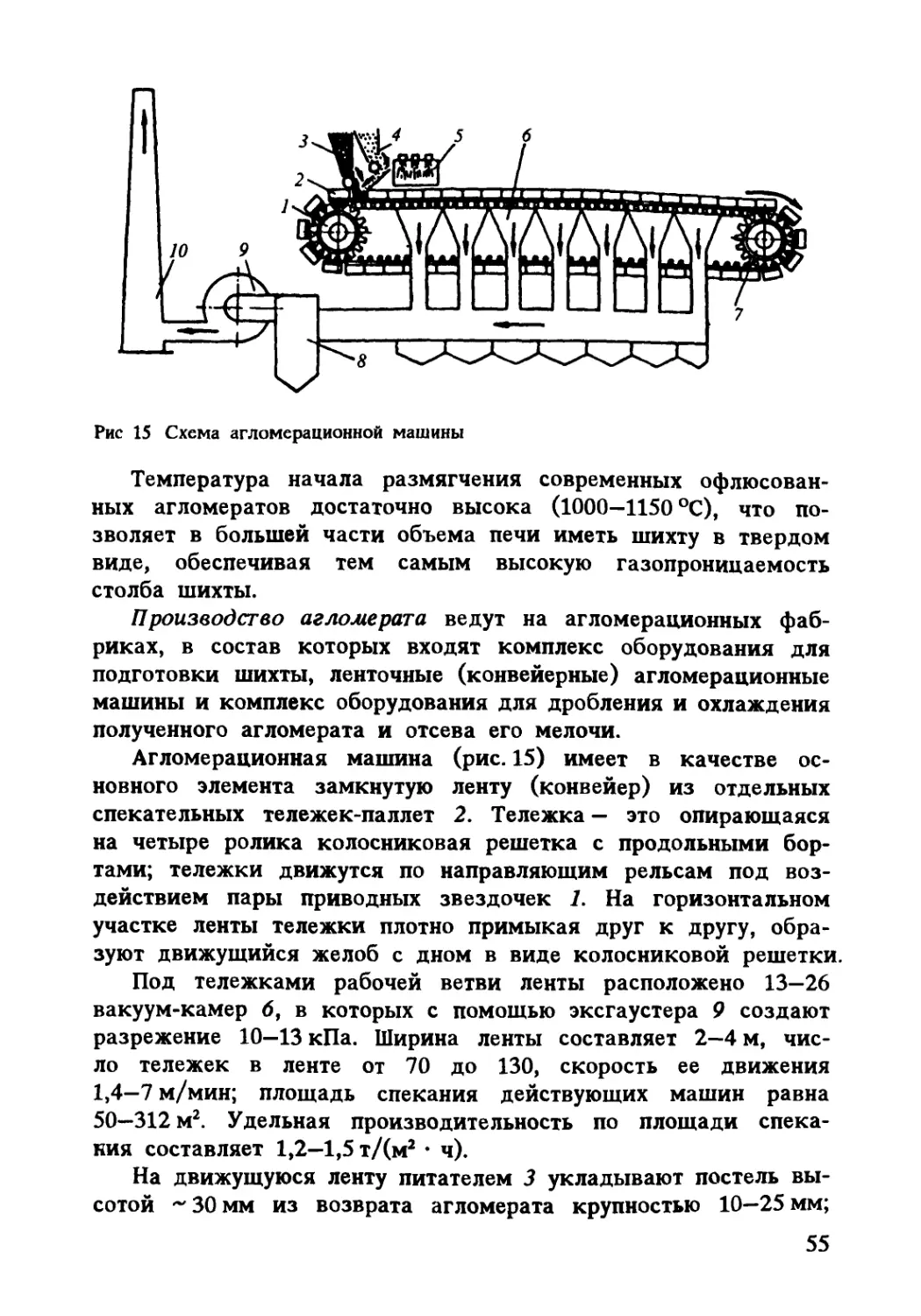
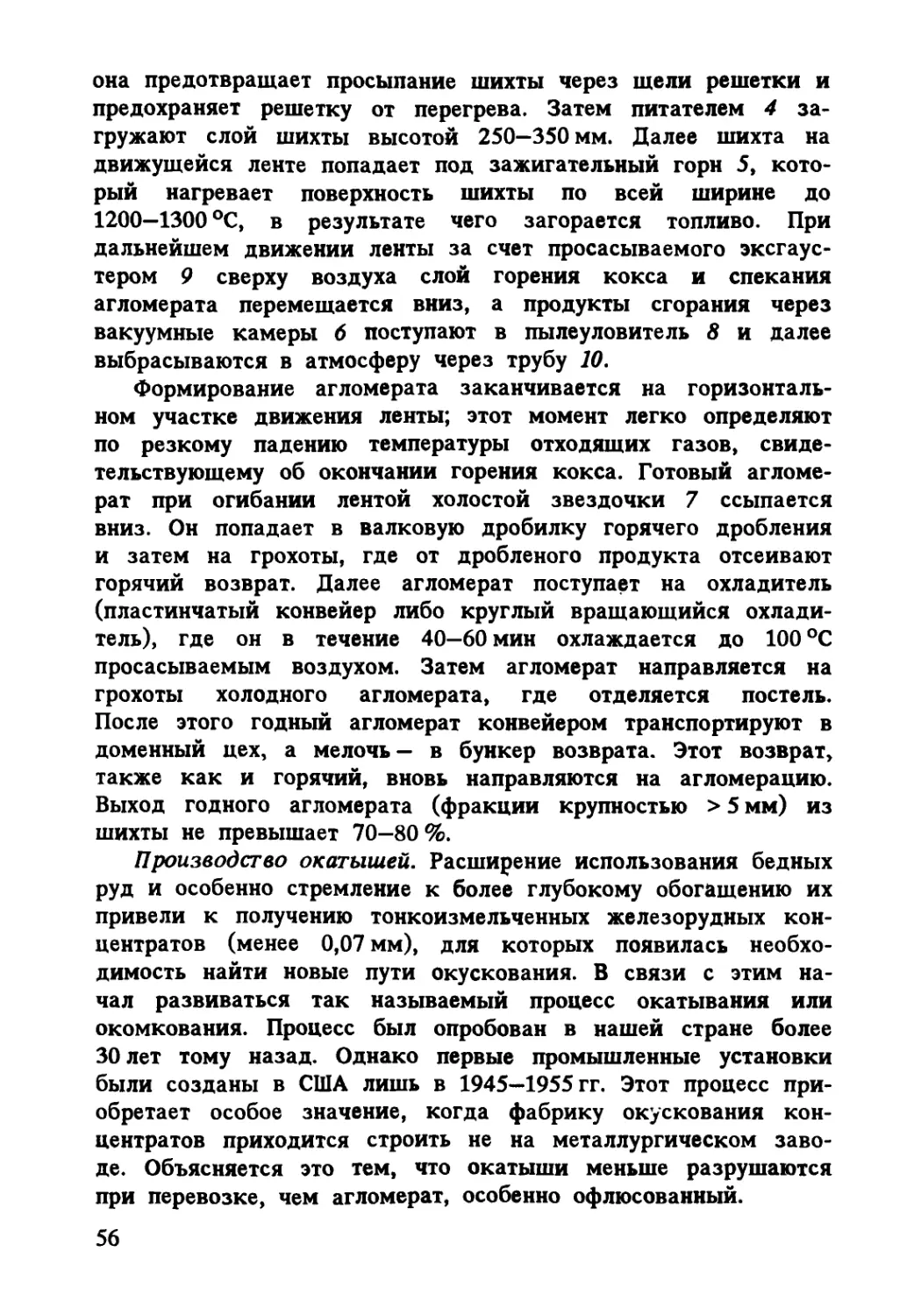
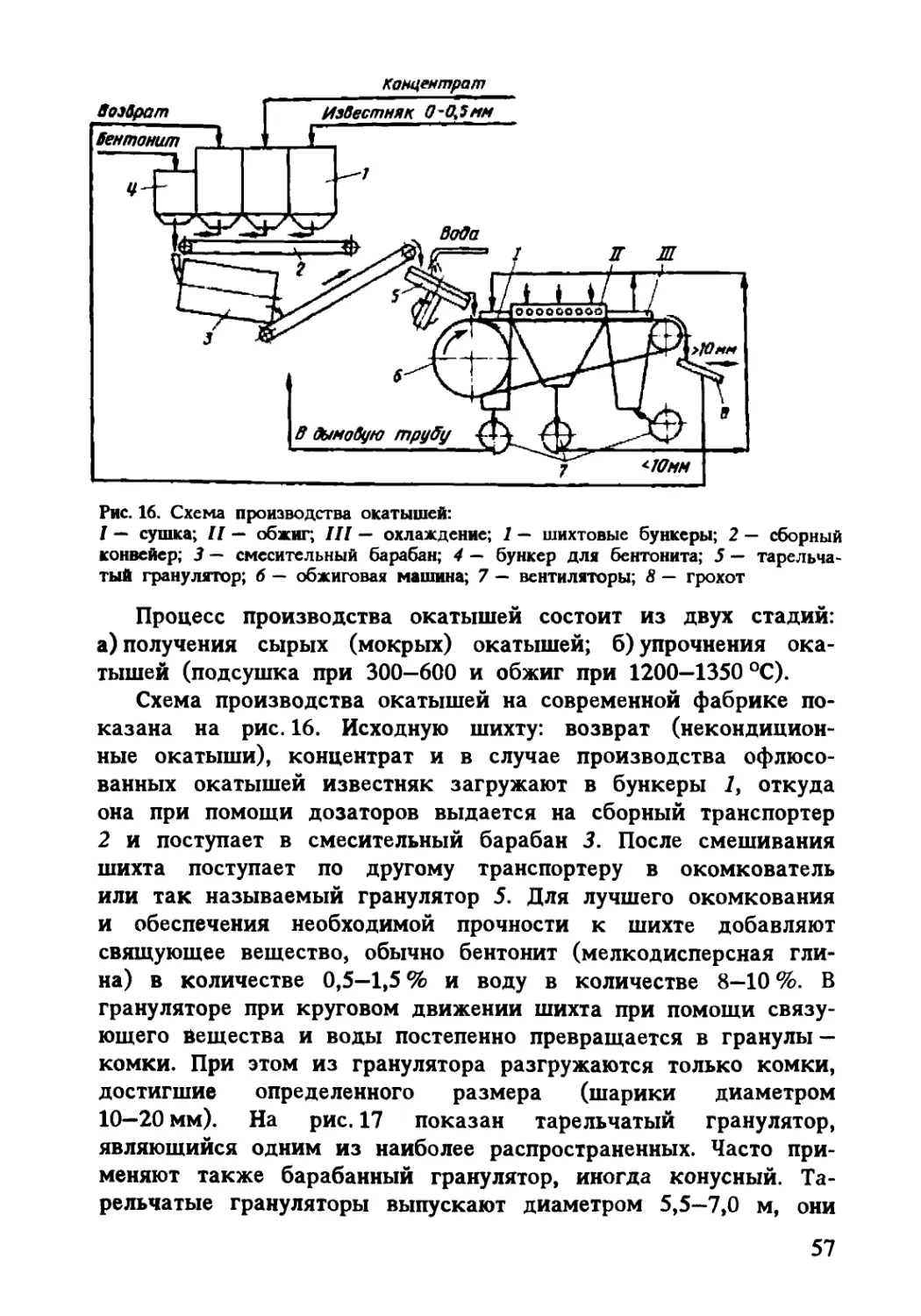





































































































































































































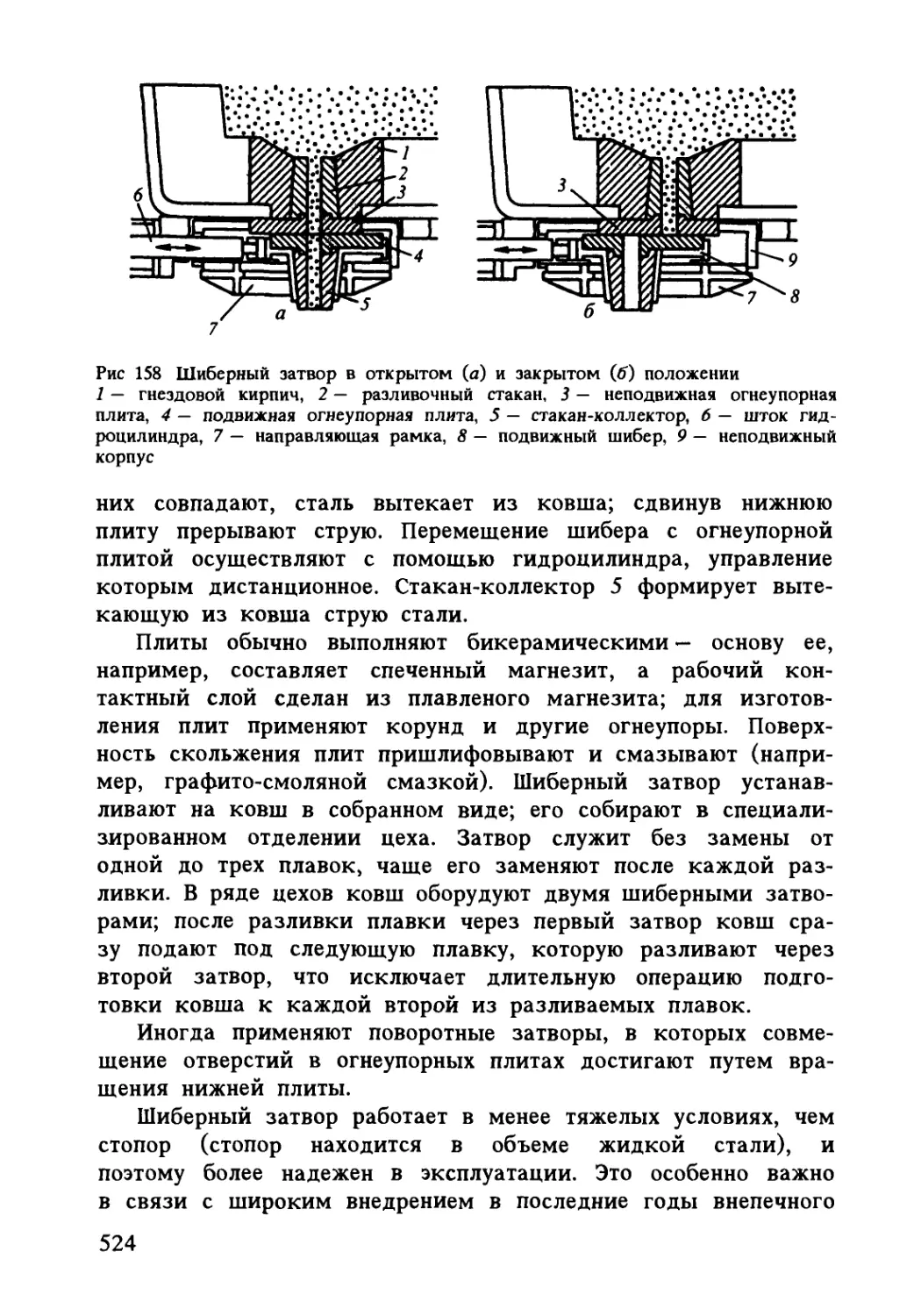














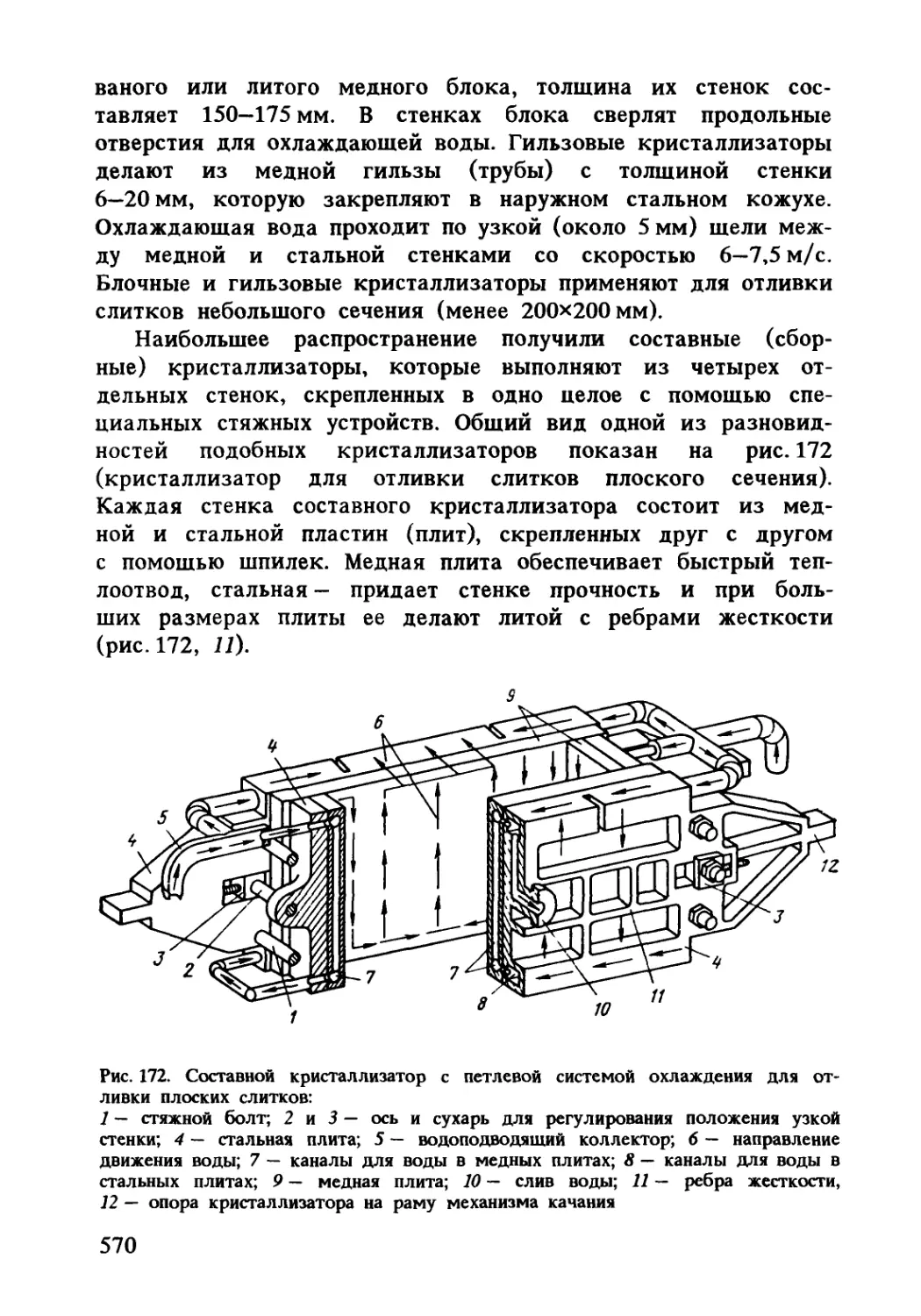
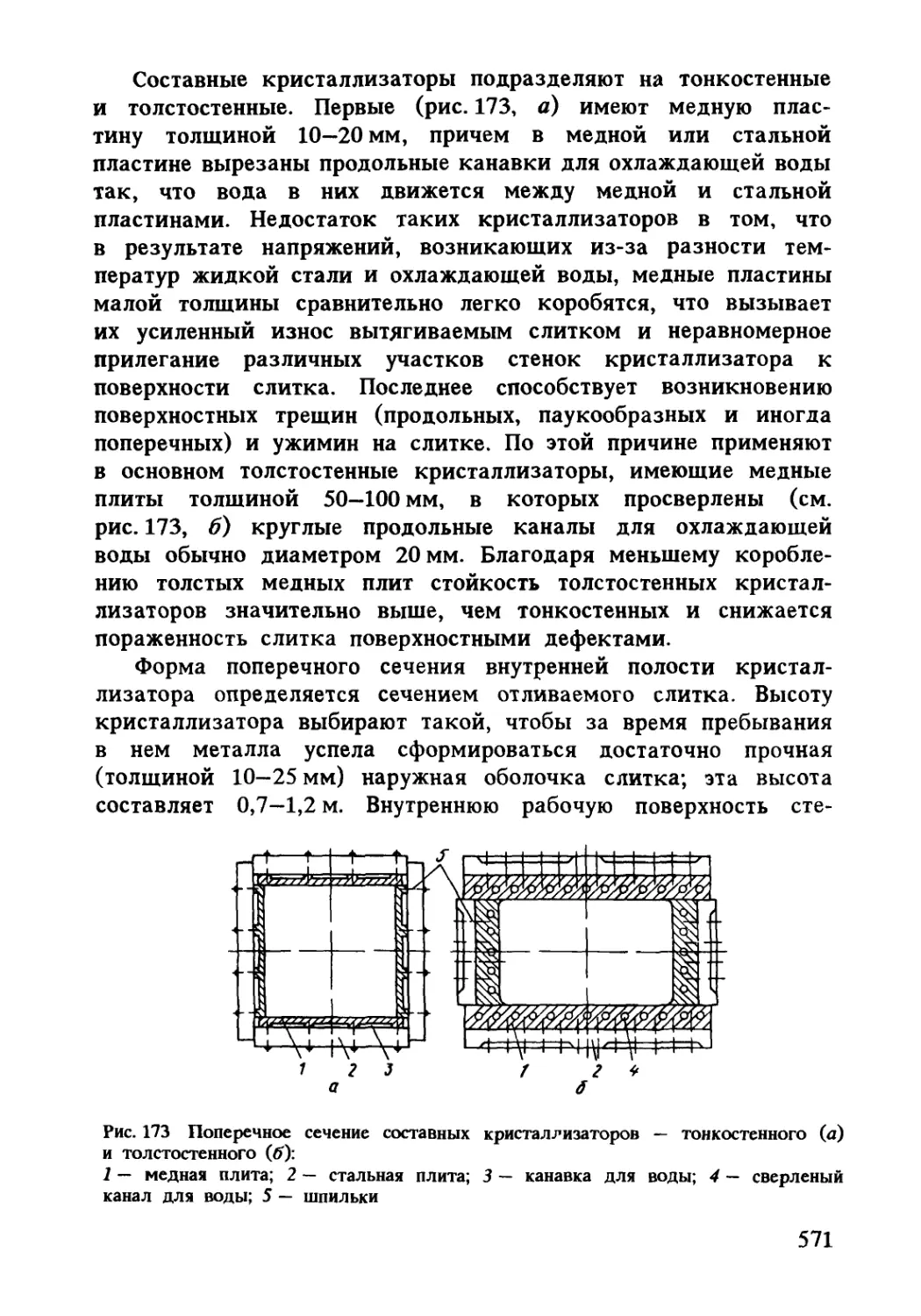






























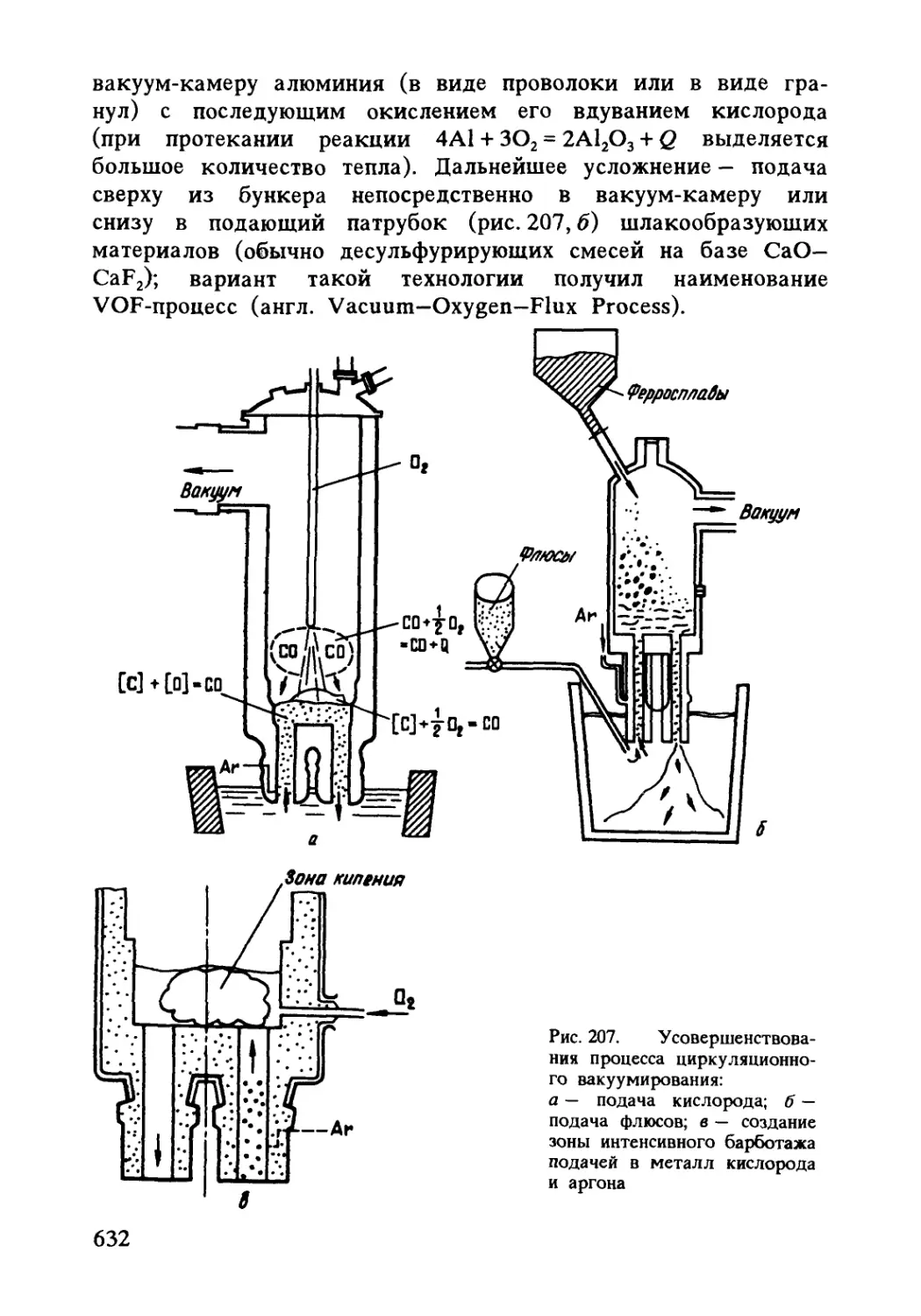
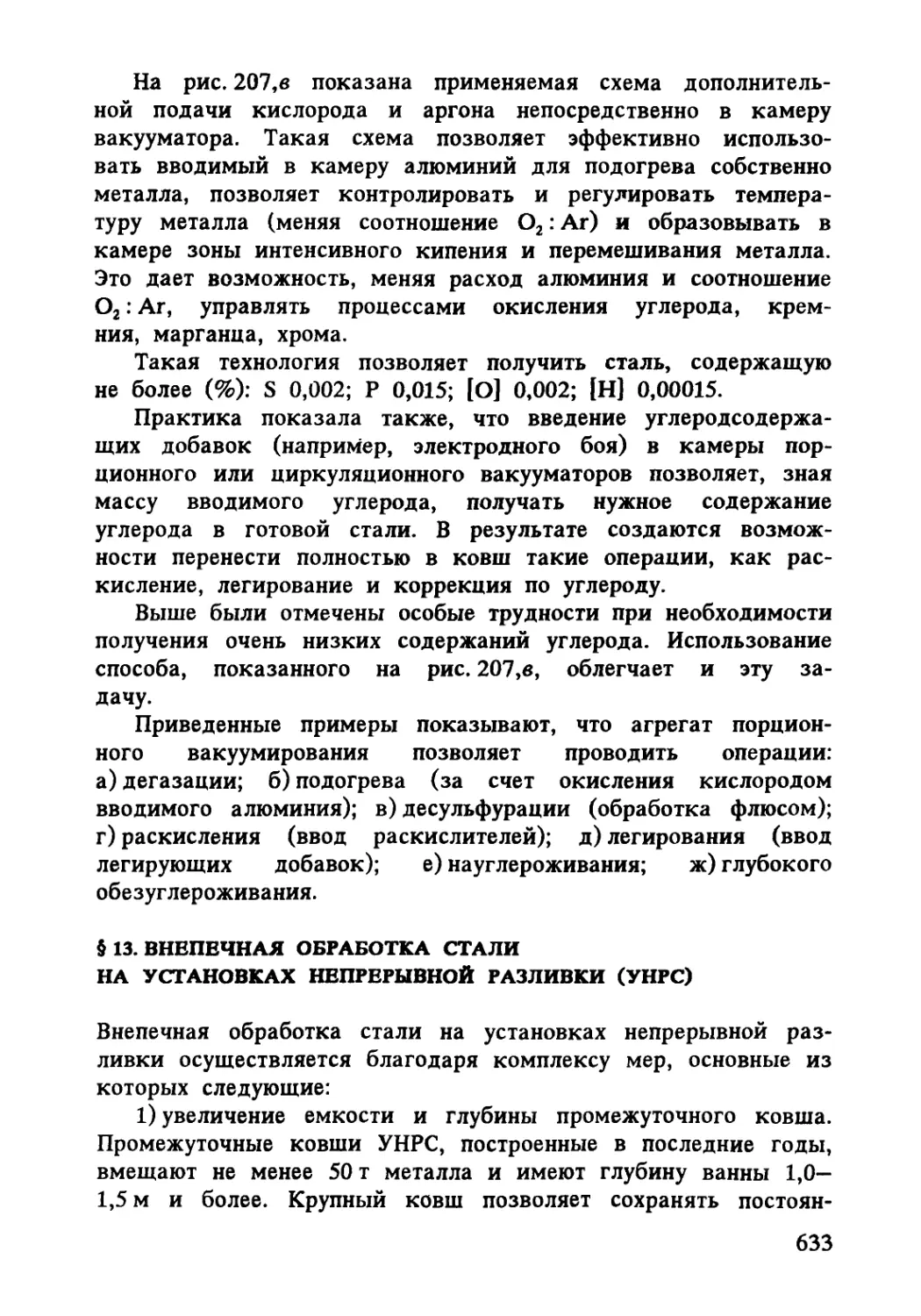

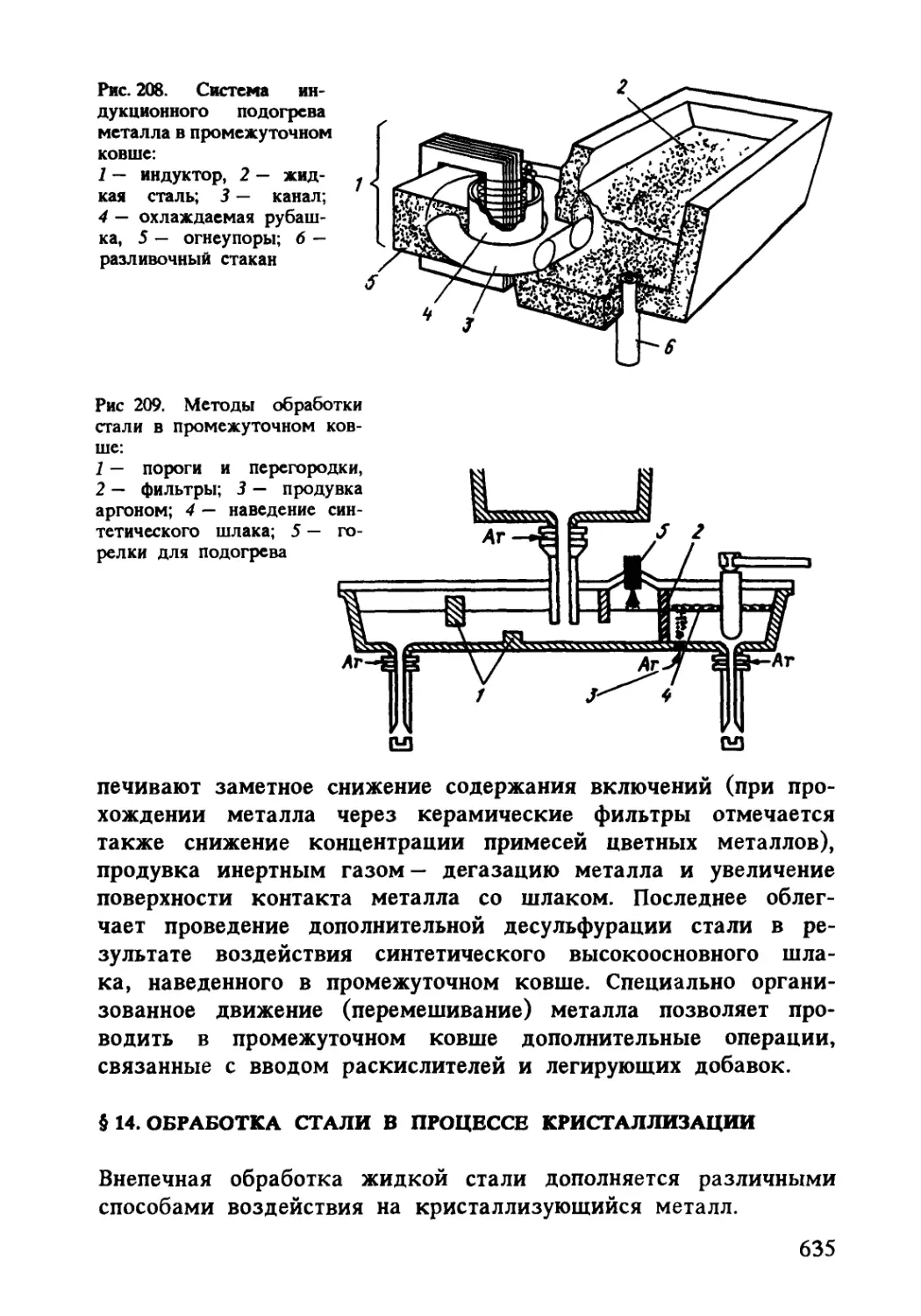

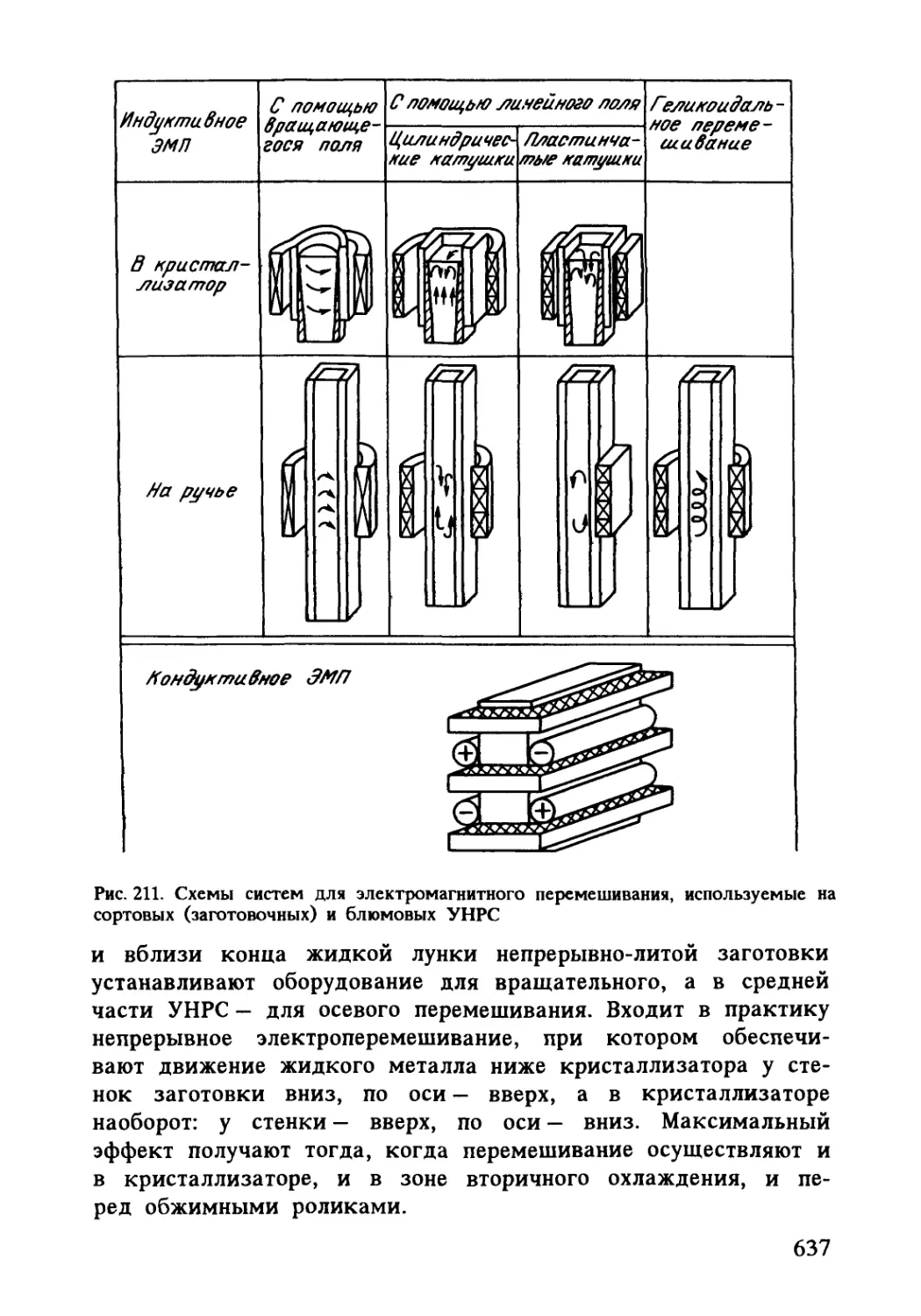





























































Текст
В.Г.ВОСКОБОЙНИКОВ
В.А.КУДРИН А.М.ЯКУШЕВ
ОБЩАЯ МЕТАЛЛУРГИЯ
Издание 6-е переработанное и дополненное
Рекомендовано Министерством общего и профессионального образования Российской Федерации в качестве учебника для студентов высших учебных заведений, обучающихся по направлению «Металлургия»
Москва
«Металлургия» 2002
УДК 669.053
ББК 34.30
В 76
Воскобойников В.Г., Кудрин В.А., Якушев А.М.
В 76 Общая металлургия [Текст]: учебник д ля вузов / Воскобойников В.Г., Кудрин В.А., Якушев А.М. - 6-изд., перераб и доп. -М.: ИКЦ «Академкнига», 2002. - 768 с.: 253 ил.
ISBN 5-94628-062-7.
Пятое издание вышло в 1998 г. В настоящей книге на основе современных представлений рассмотрены основные металлургические производства. Даны характеристики сырых материалов и способы их подготовки. Детально изложены теория и технология доменного и сталеплавильного производств, а также производство ферросплавов. Коротко рассмотрены процессы производства основных цветных металлов. Освещены физико-химические основы металлургических процессов и технико-экономические показатели производств. Описано оборудование металлургических цехов.
Предназначена в качестве учебника для студентов металлургических и политехнических вузов. Может быть полезна для использования в металлургических лицеях и колледжах.
ISBN 5-94628-062-7
9 785946 280624
© В.Г. Воскобойников, В.А. Кудрин, А.М. Якушев, 2002 © ИКЦ «Академкнига», 2002
ОГЛАВЛЕНИЕ
Предисловие ................................................... 9
Введение ...................................................... 10
ЧАСТЬ (.ПРОИЗВОДСТВО ЧУГУНА И ЖЕЛЕЗ А.......................... 20
Глава 1. Сырые материалы в вх подготовка....................... 20
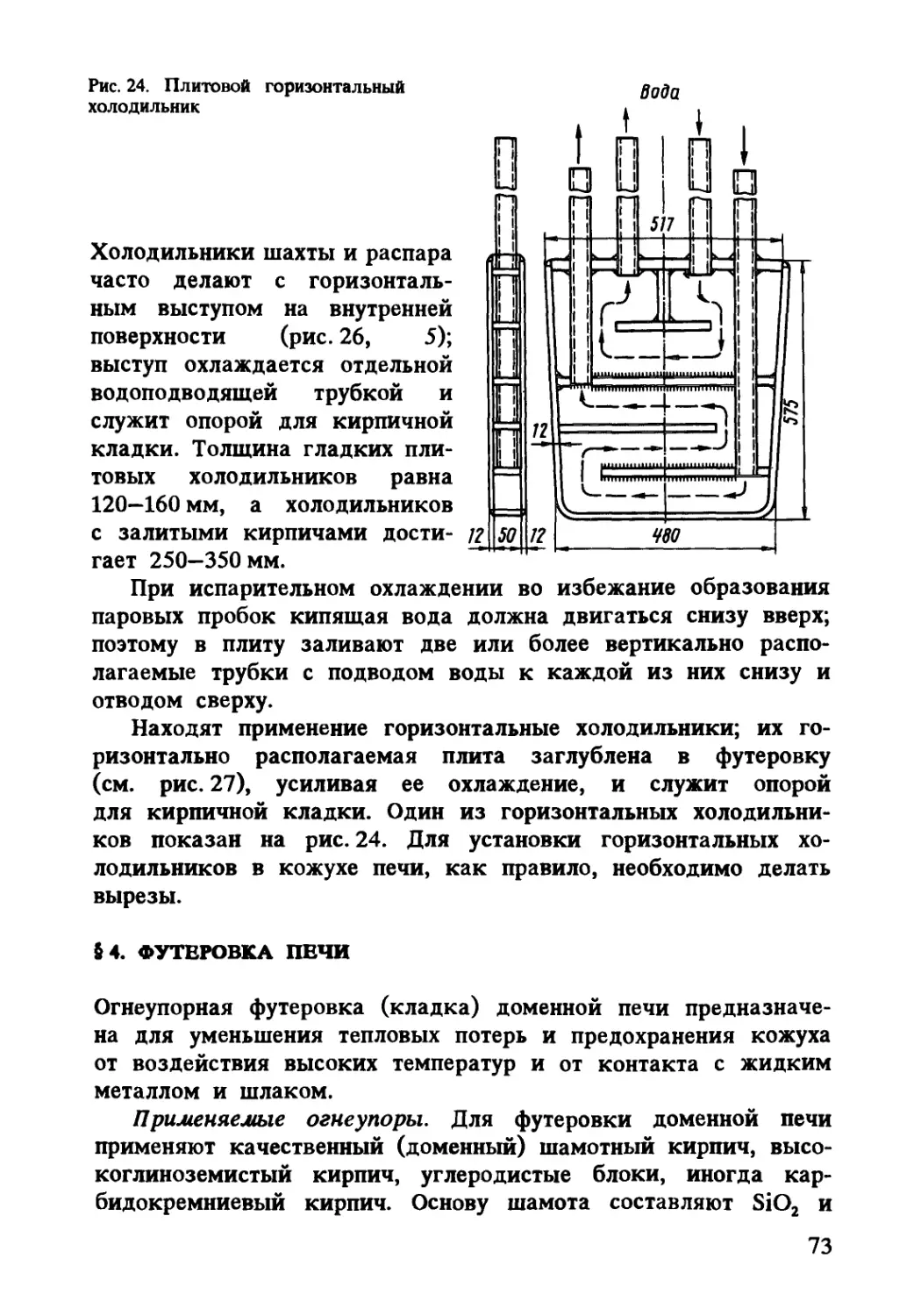
§ 1. Железные руды............................................ 21
§ 2. Основные месторождения железных руд...................... 24
§ 3. Марганцевые руды......................................... 28
§ 4. Флюсы и отходы производства ............................. 29
§ 5. Подготовка железных руд к доменной плавке................ 31
§ 6. Топливо ................................................. 61
Глава 2. Конструкция доменной печи ............................ 66
§ 1. Общее описание печи ..................................... 66
§ 2. Профиль печи и основные размеры.......................... 68
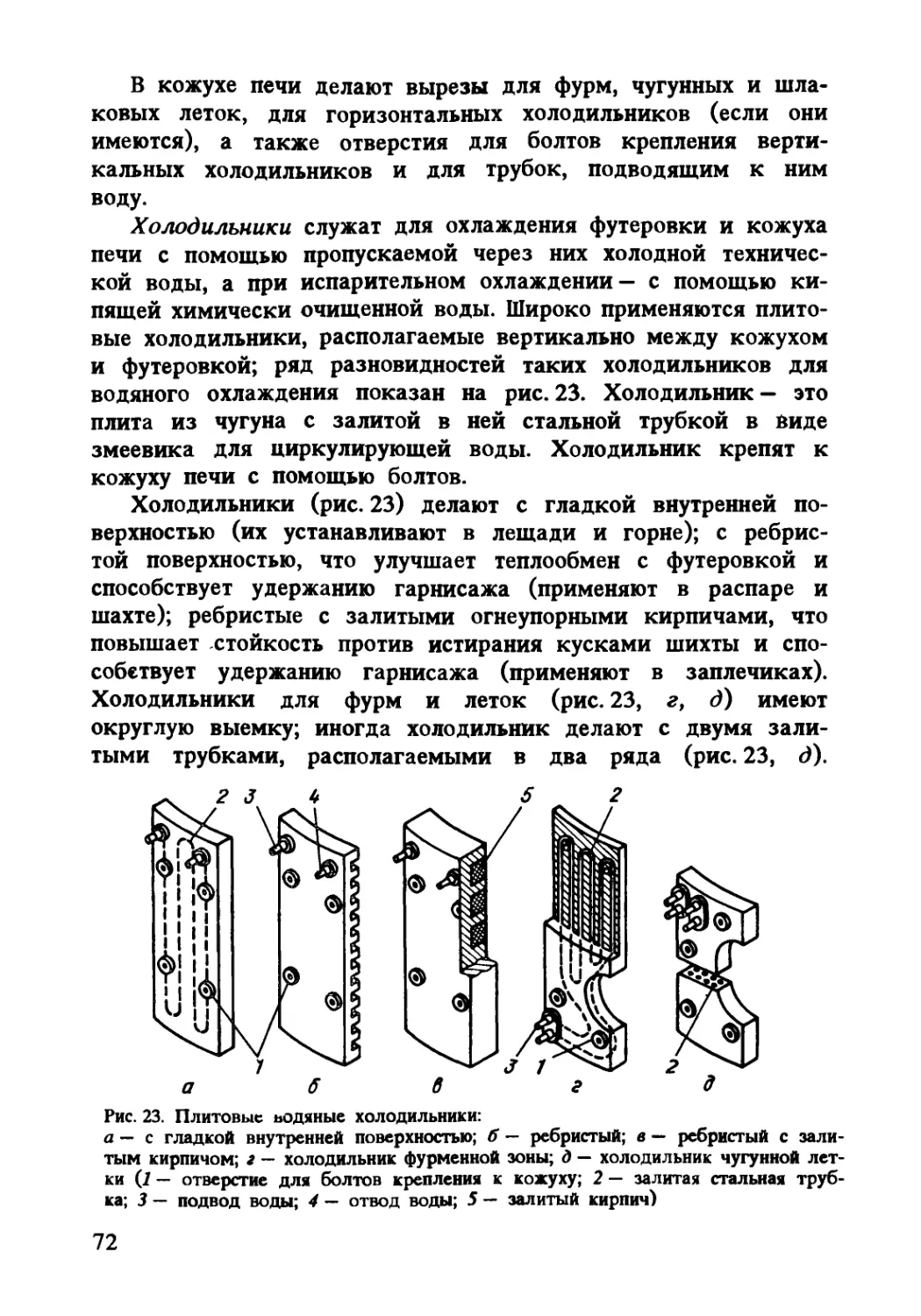
§ 3. Фундамент, кожух и холодильники ......................... 70
§ 4. Футеровка печи .......................................... 73
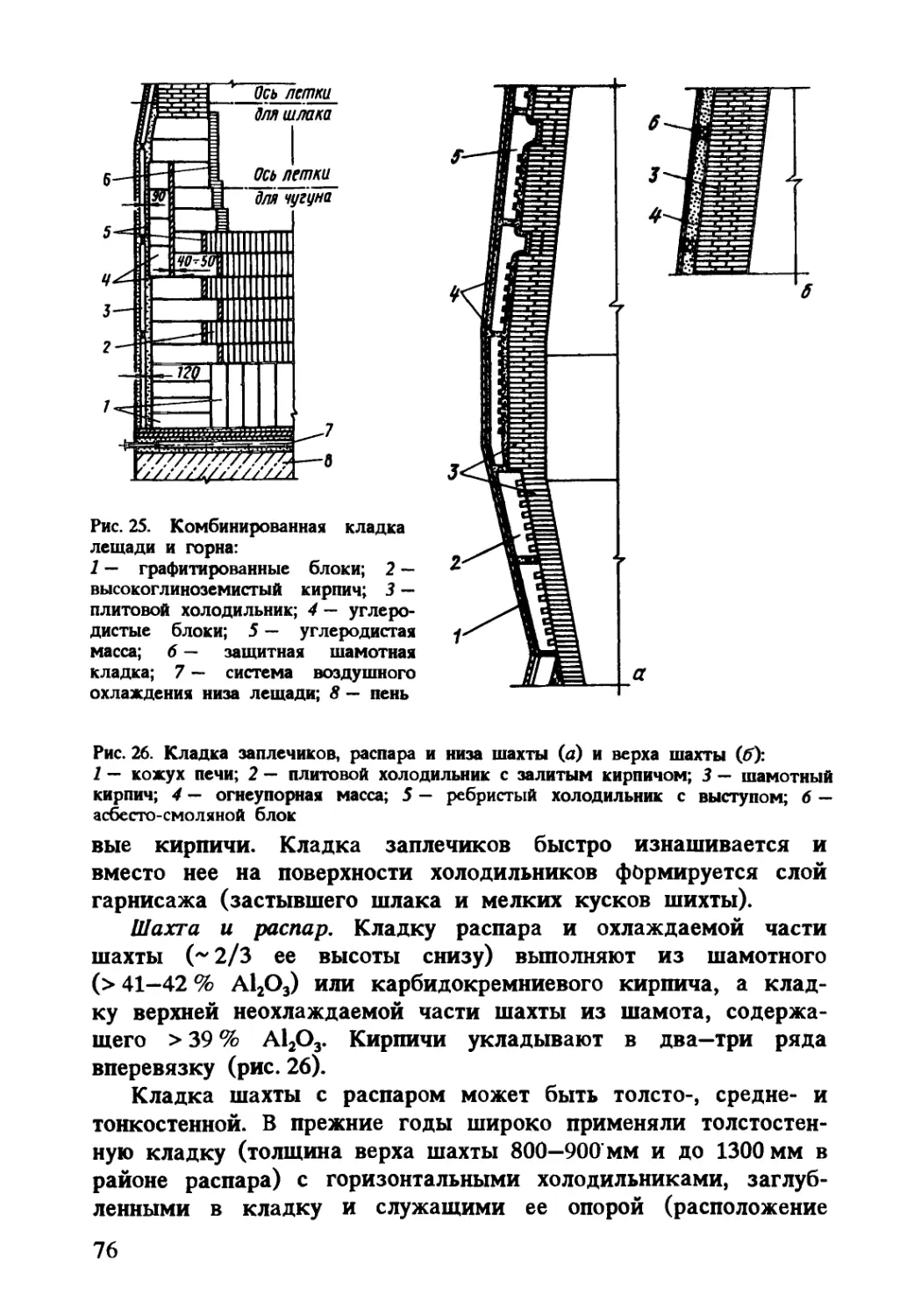
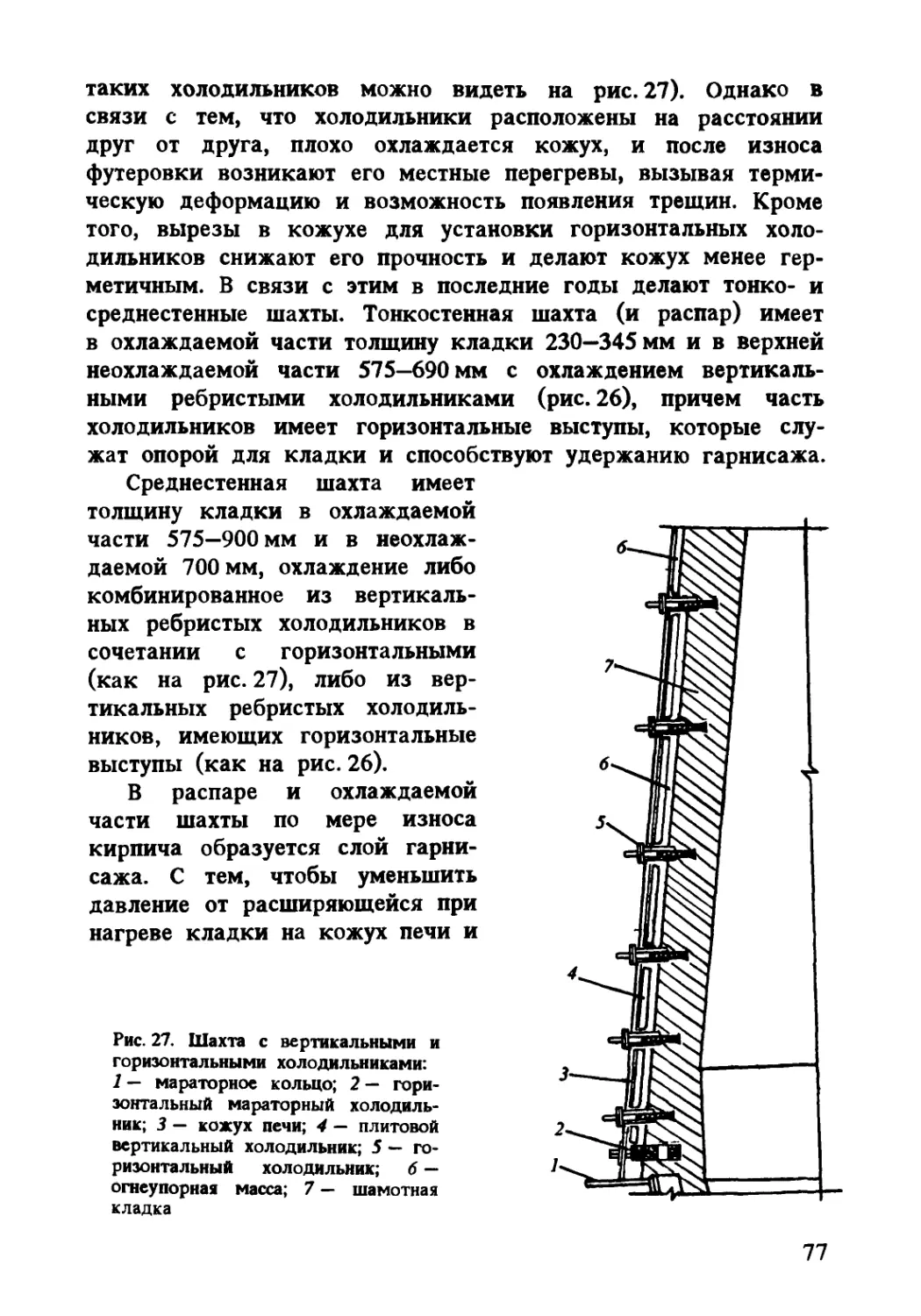
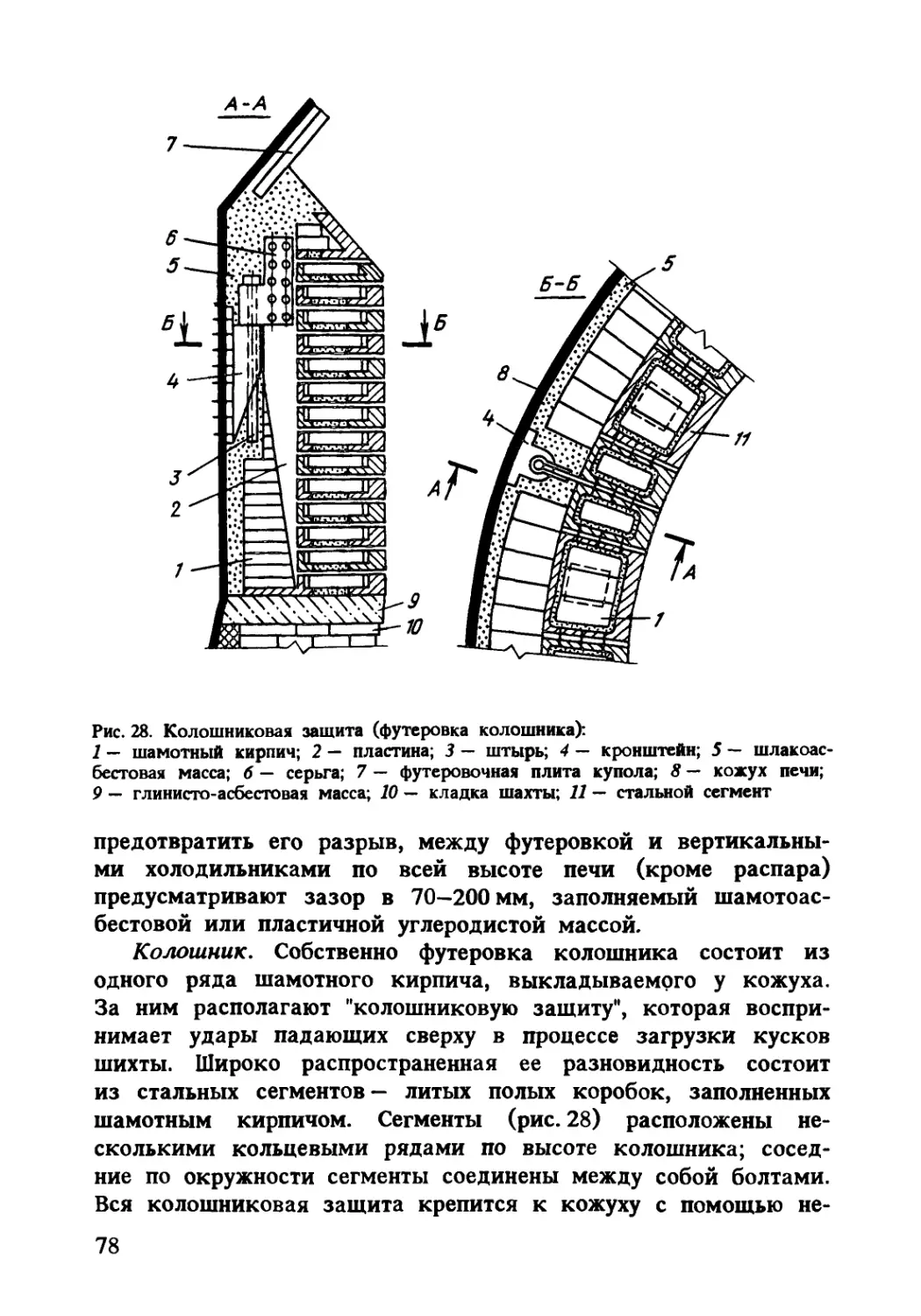
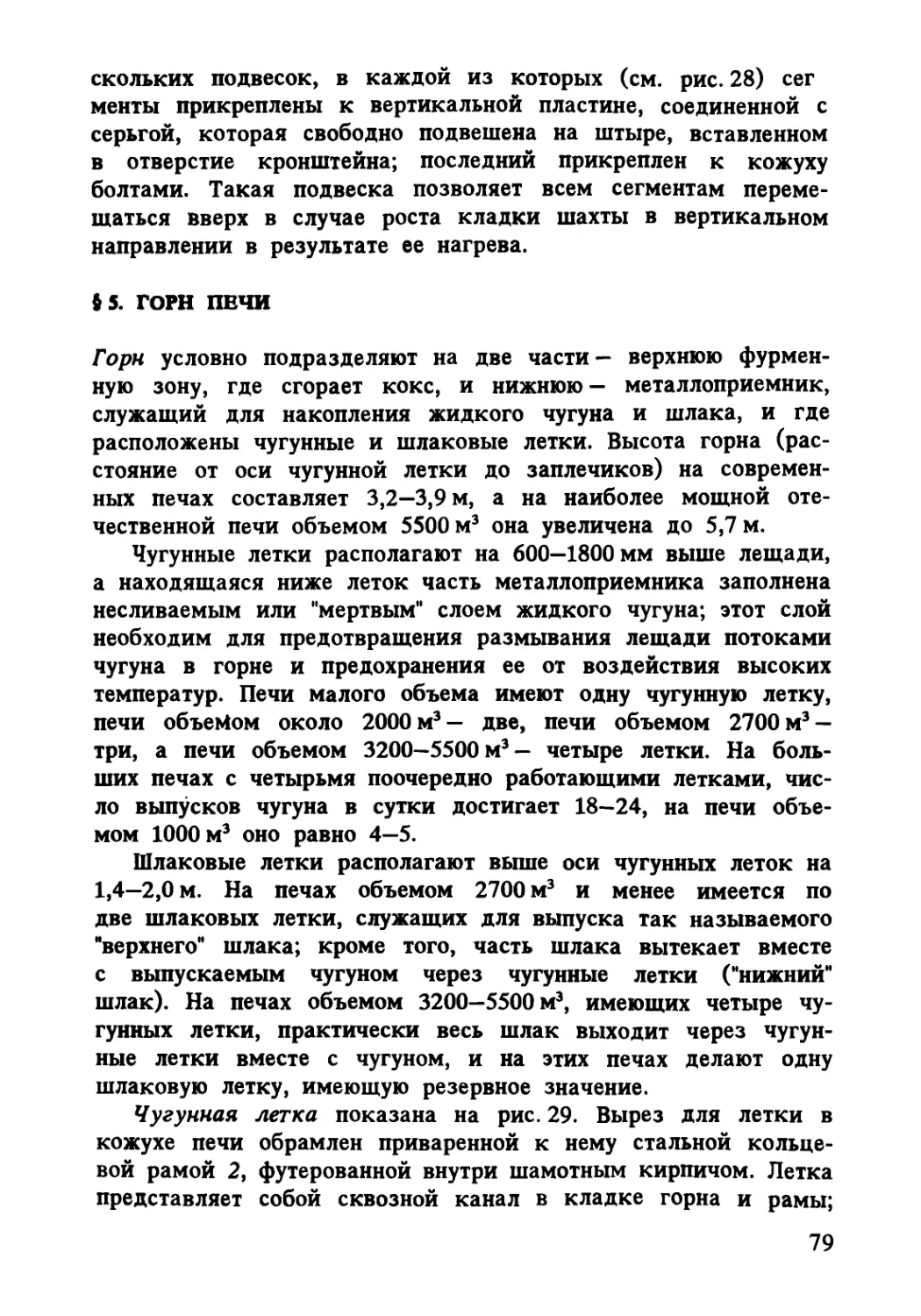
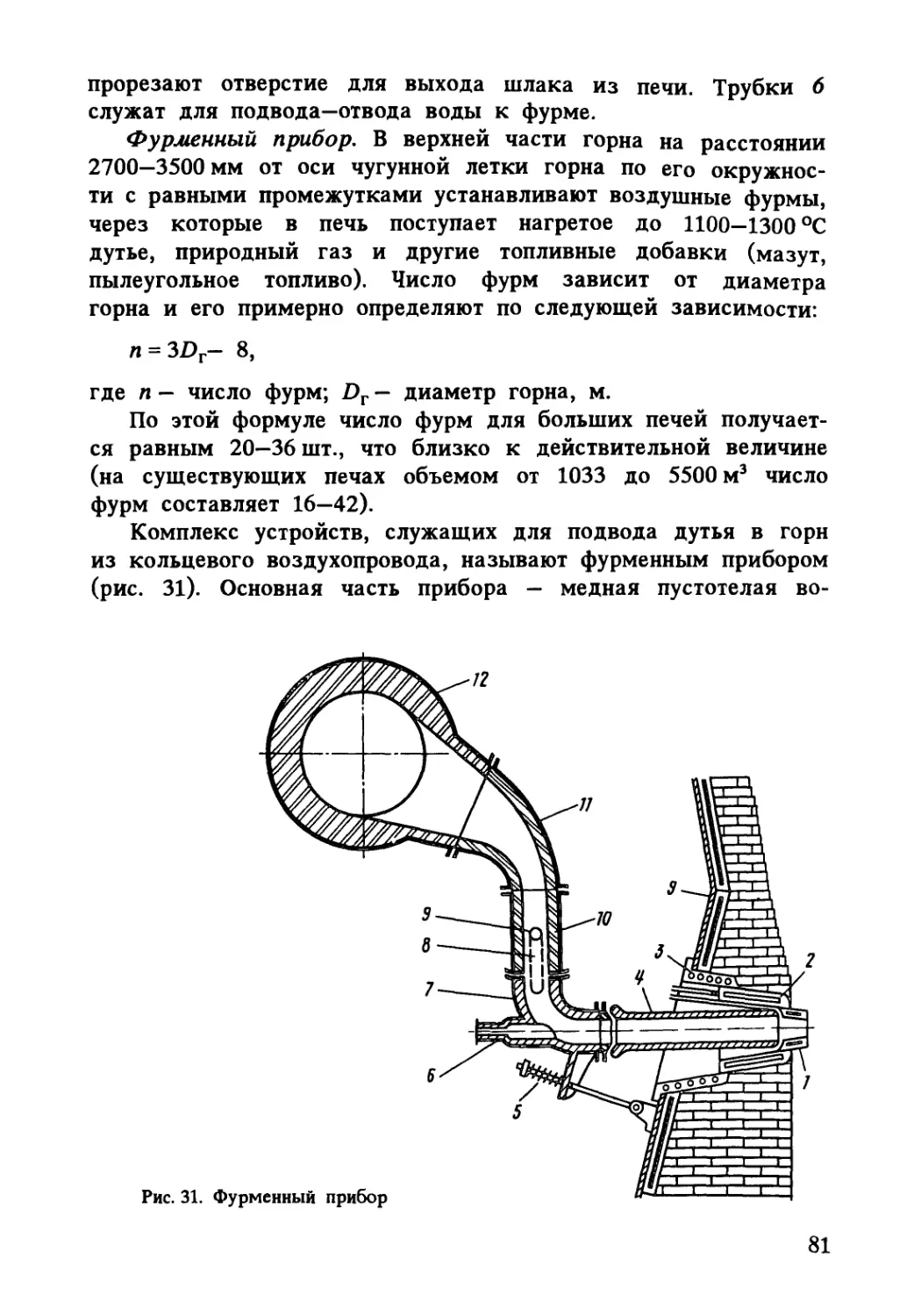
§ 5. Горн печи ............................................... 79
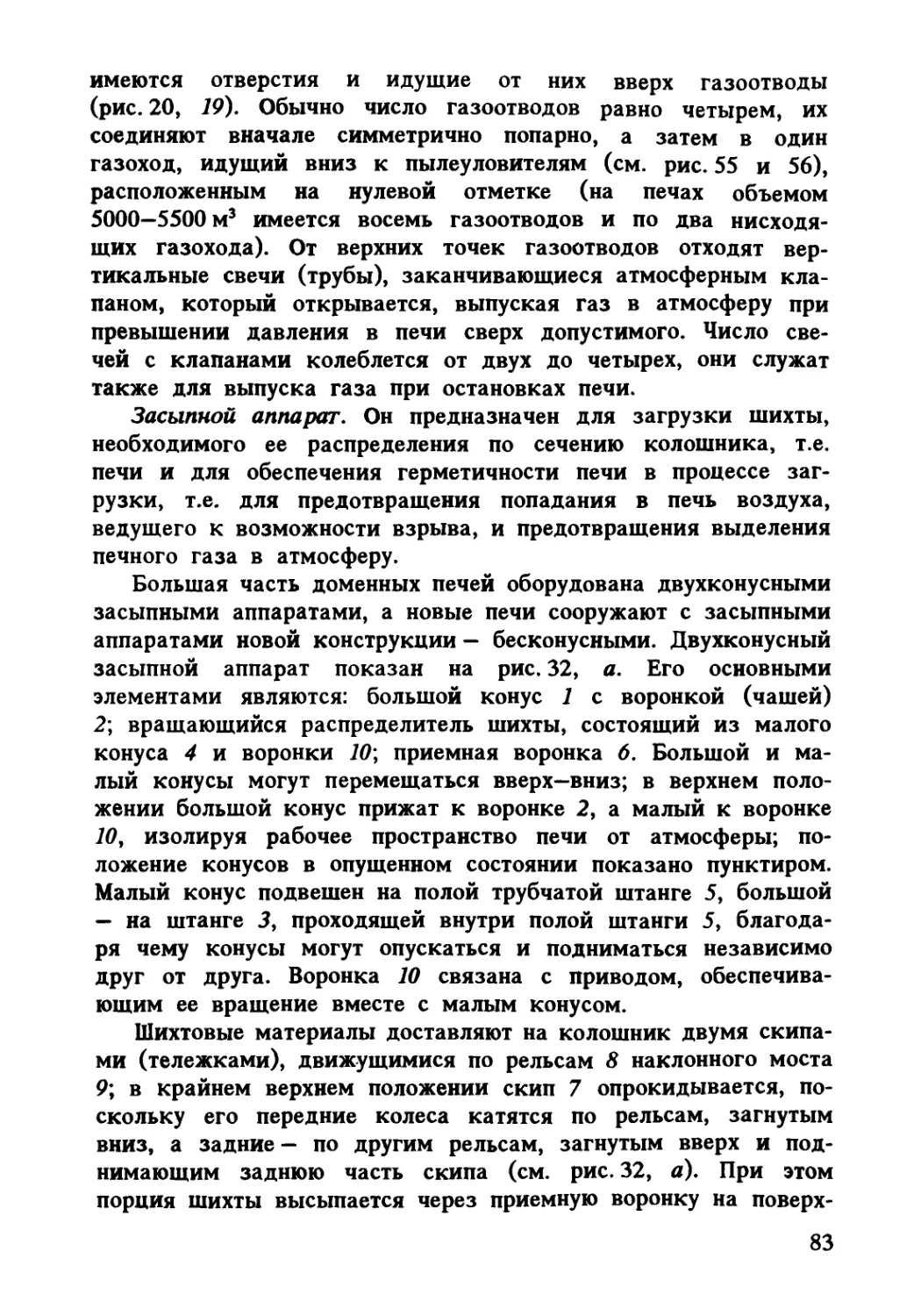
§ 6. Колошниковое устройство ................................. 82
Глава 3. Доменный процесс ..................................... 87
§ 1. Загрузка шихты и распределение материалов на колошнике ... 87
§ 2. Распределение температур, удаление влаги и разложение карбонатов ............................................................ 91
§ 3. Процессы восстановления ................ 94
1. Восстановление железа ................................. 94
2. Восстановление марганца и выплавка марганцовистых чугунов 100
3. Восстановление кремния и выплавка кремнистых чугунов . . . 102
4. Восстановление фосфора ................ 104
S. Восстановление других элементов ......................... 105
§4. Образование чугуна ...................................... 105
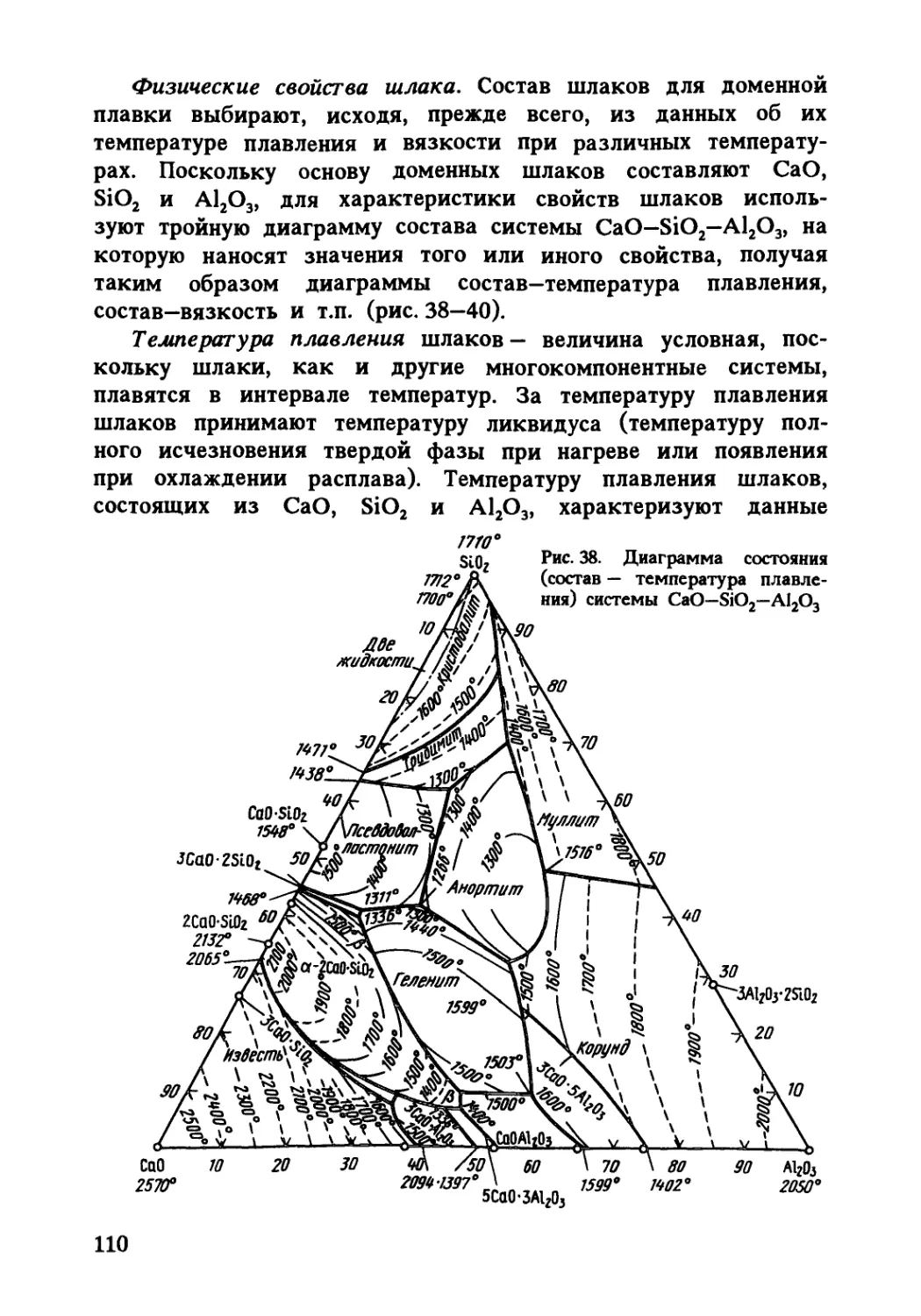
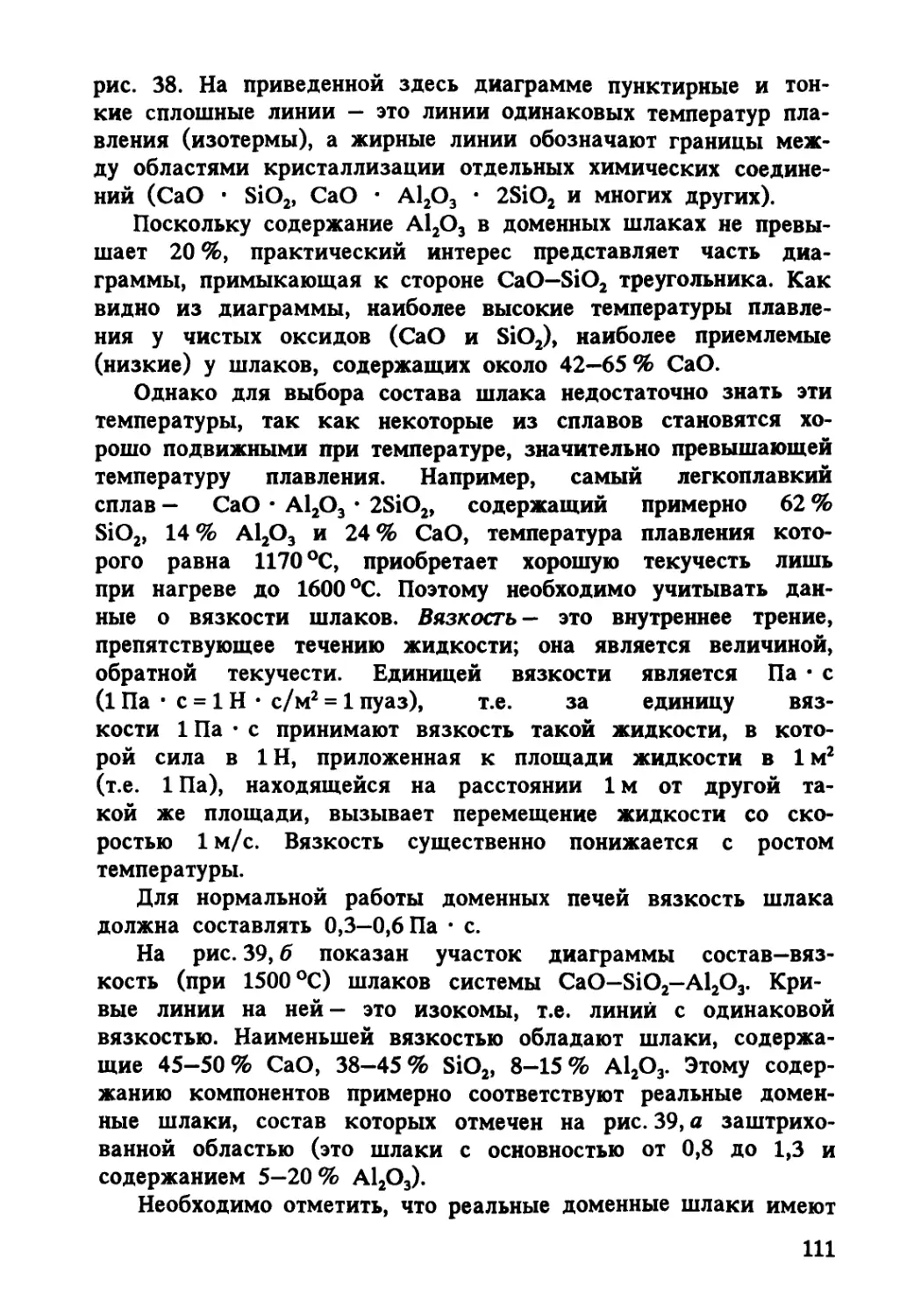
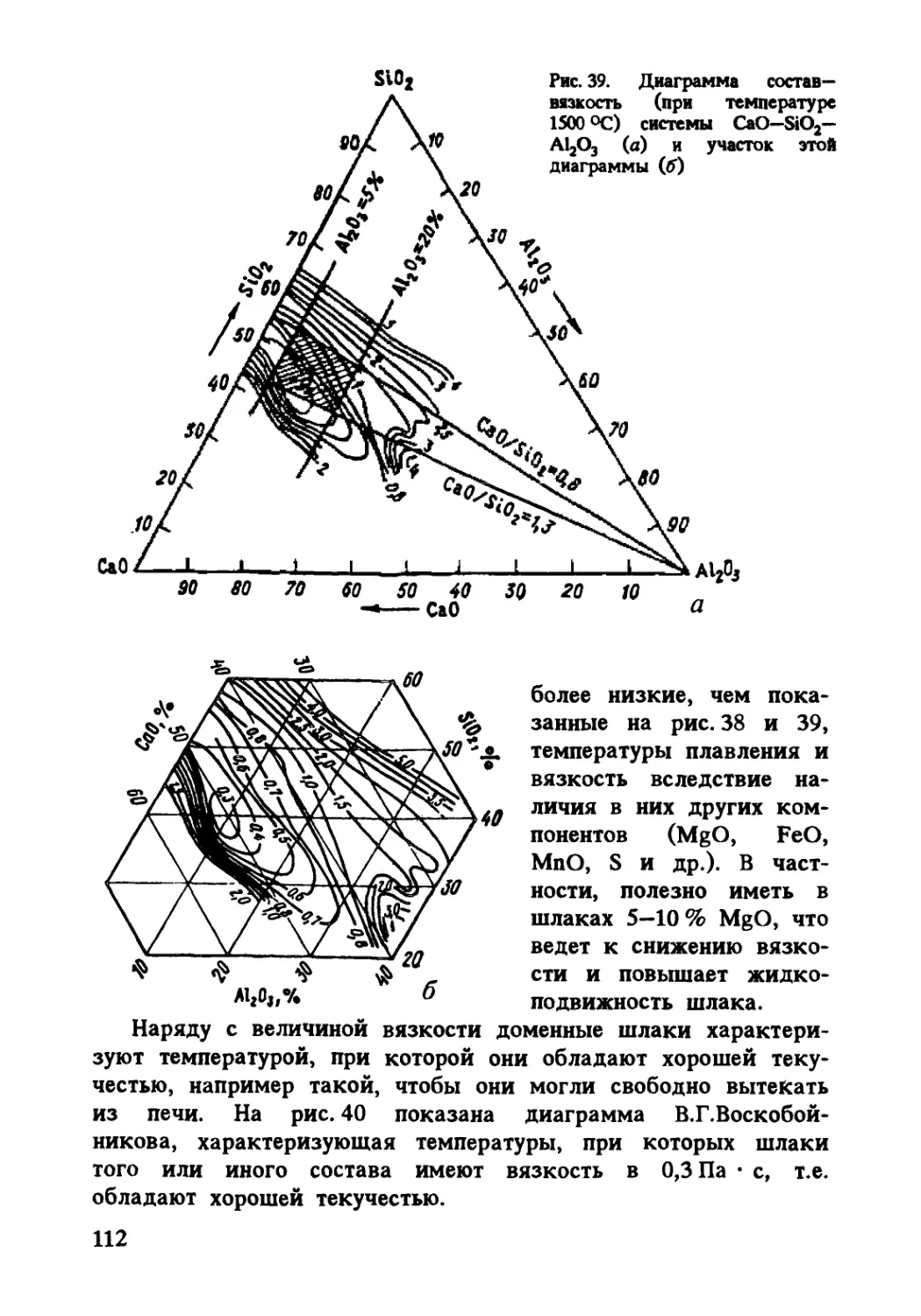
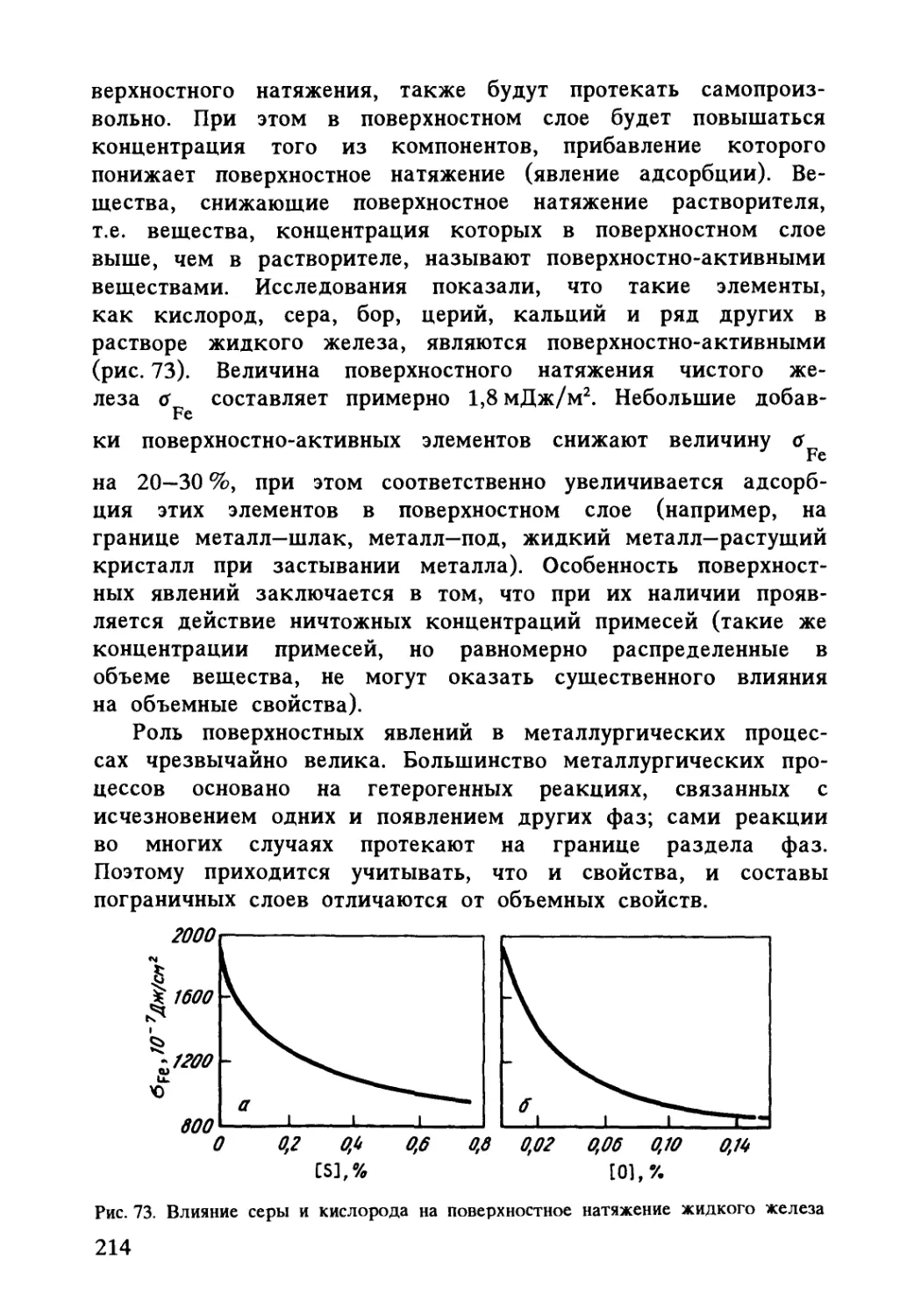
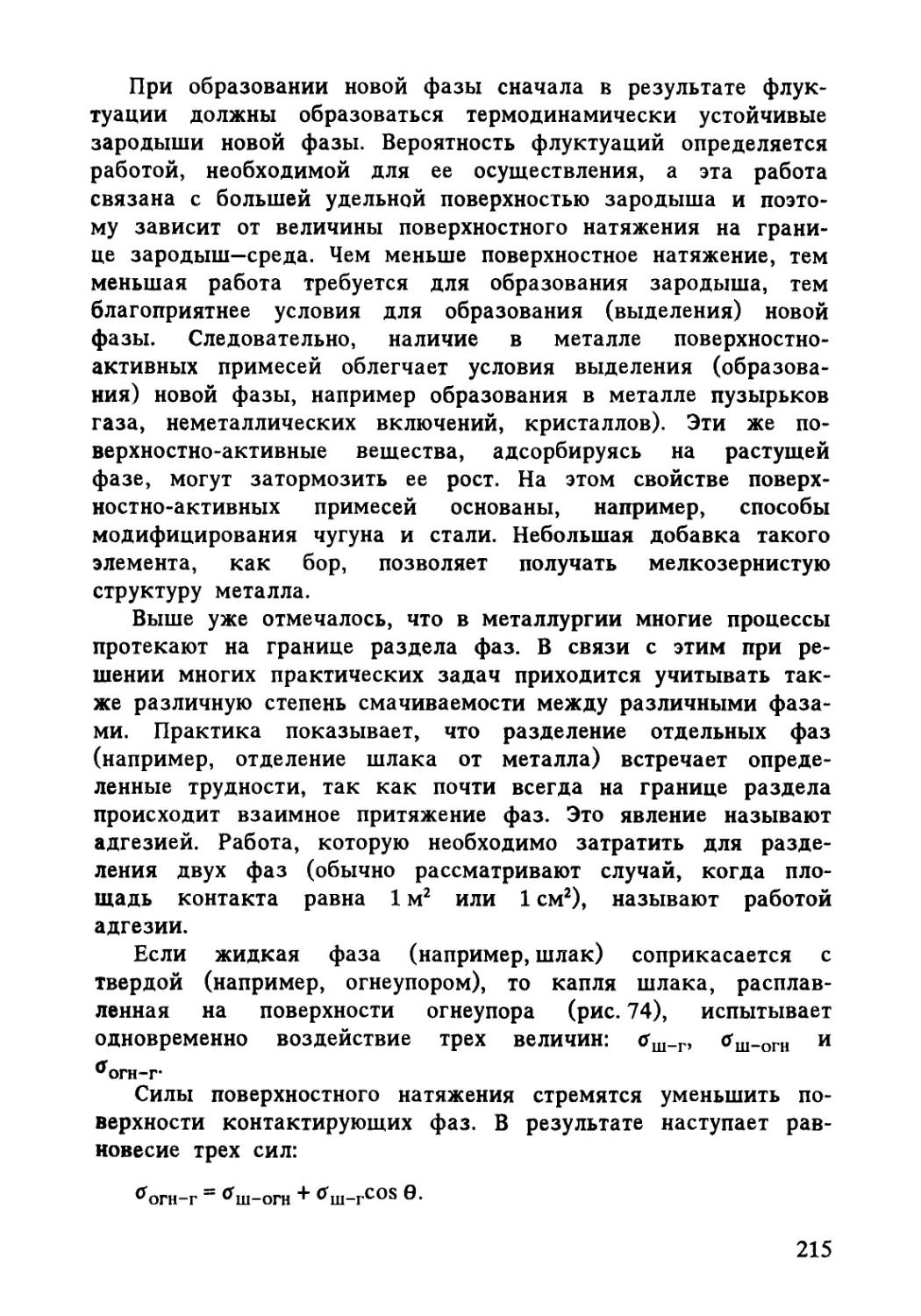
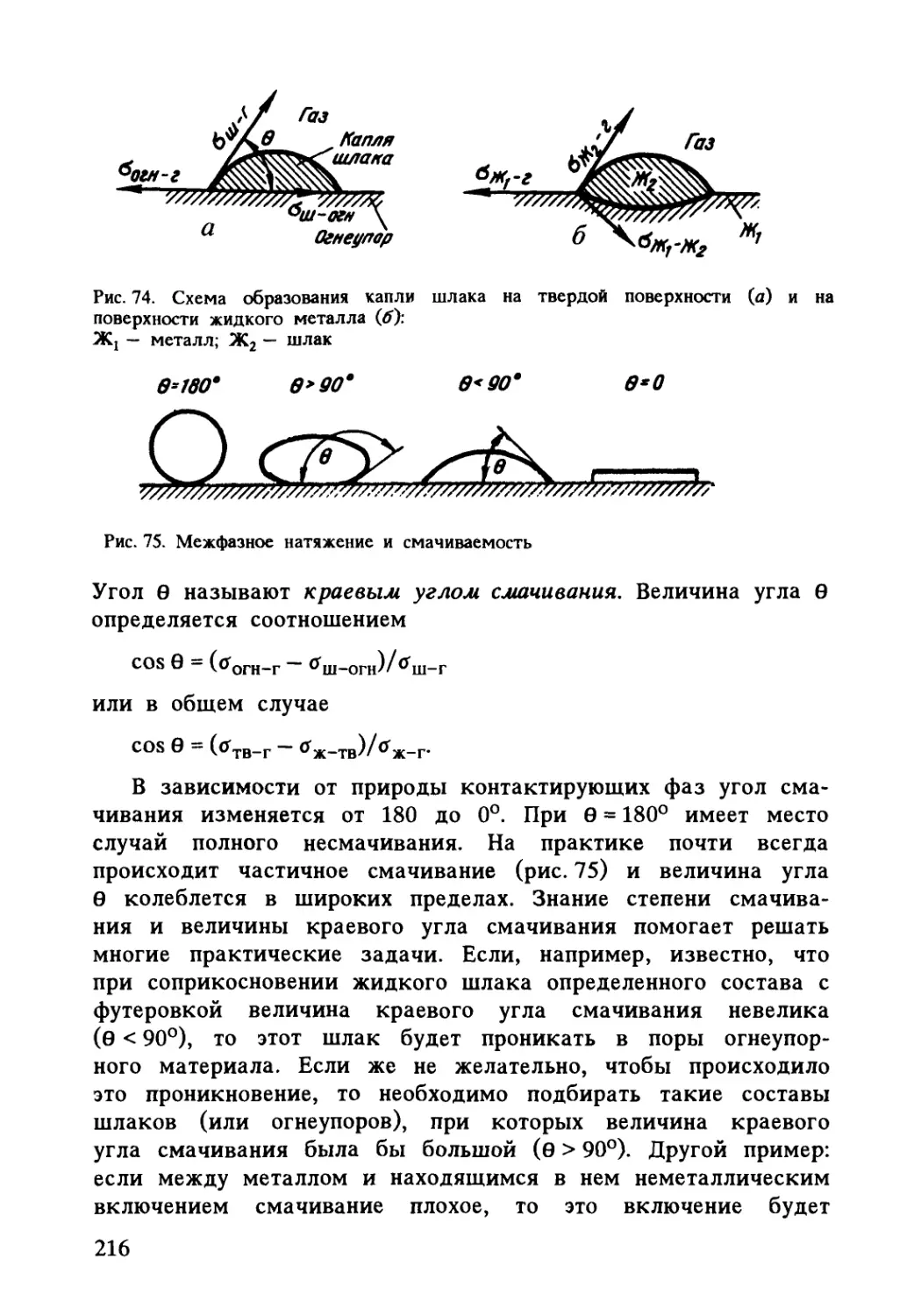
$ 5. Образование шлака и его свойства ........................ 107
§ 6. Поведение серы .......................................... 114
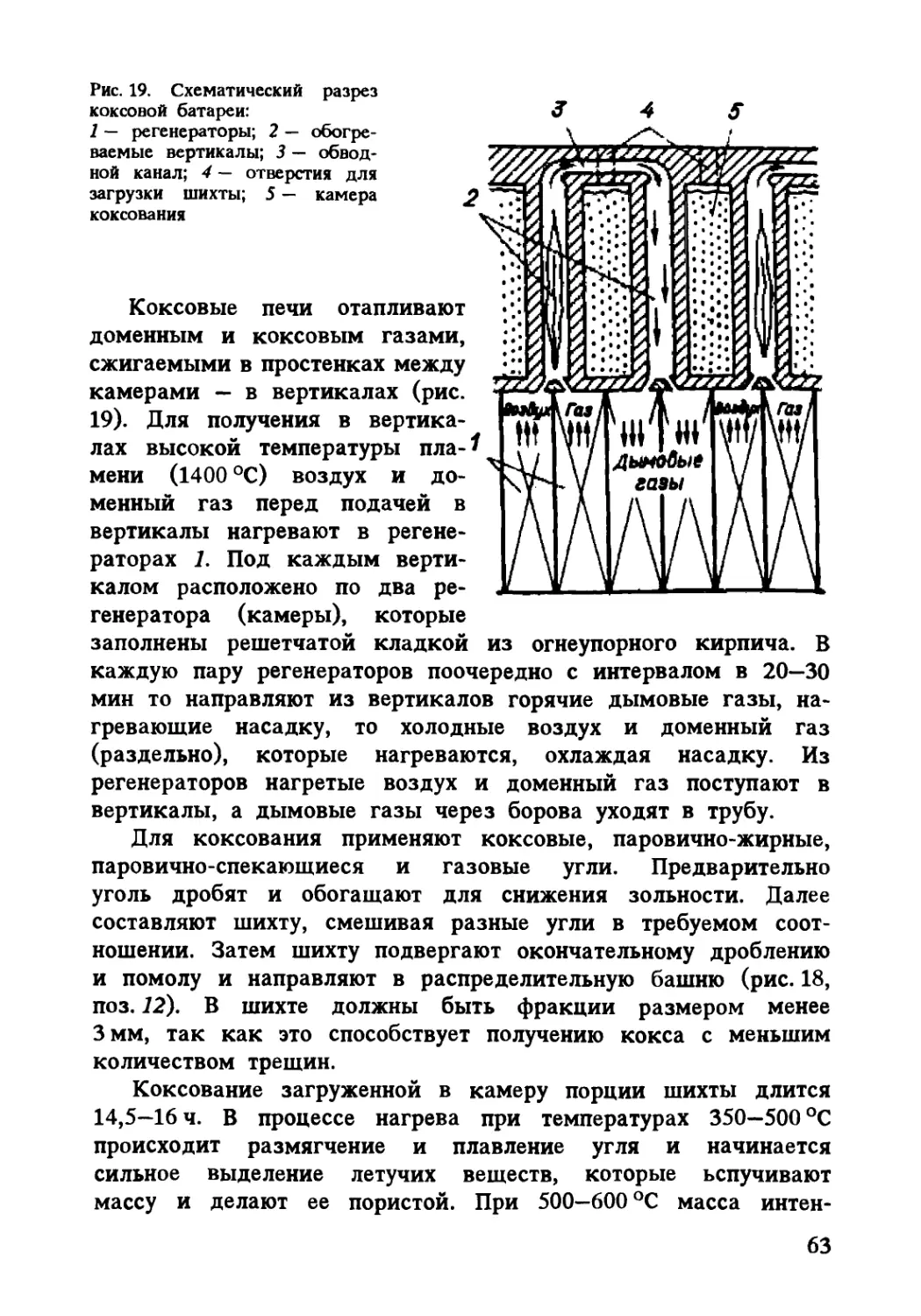
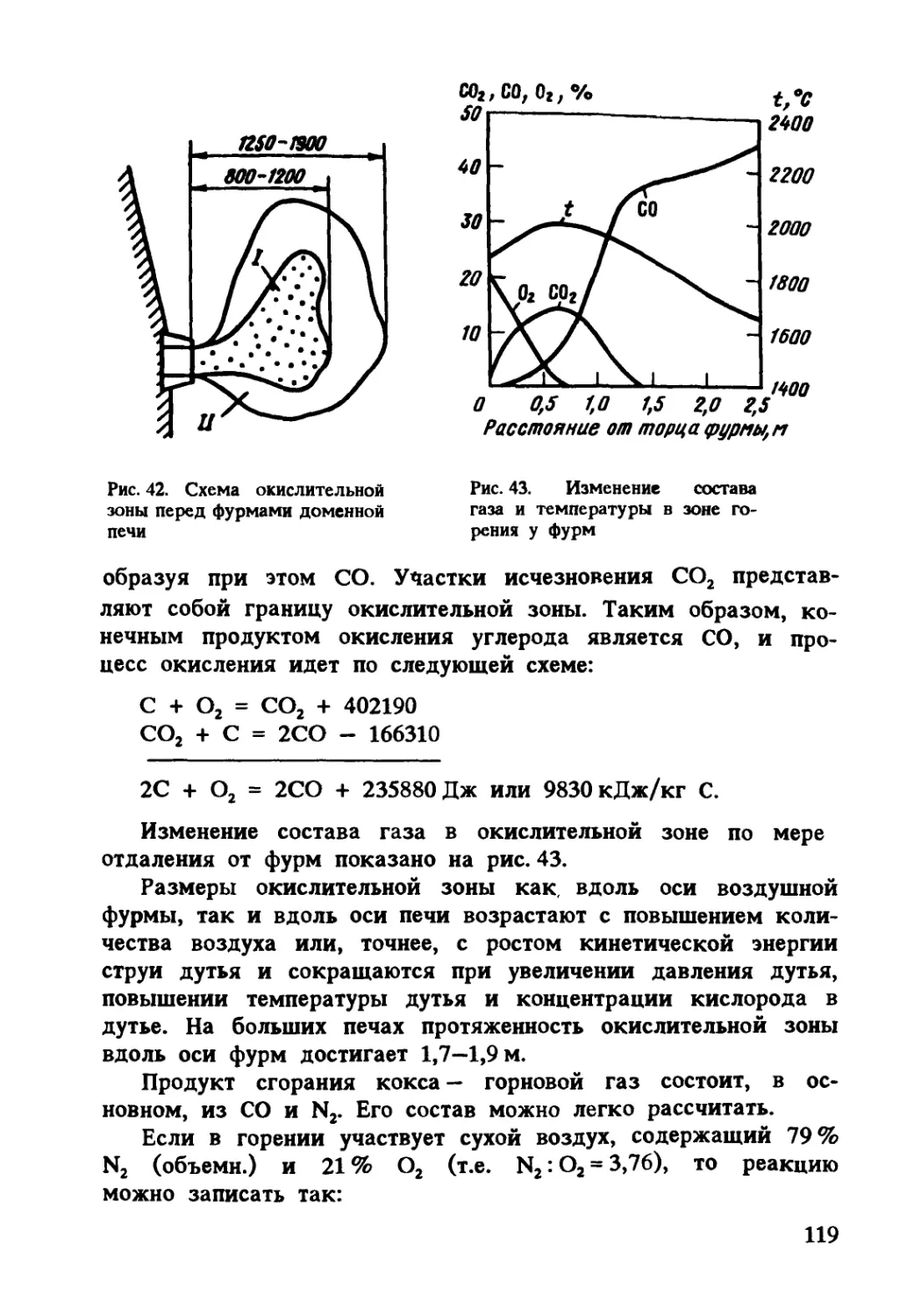
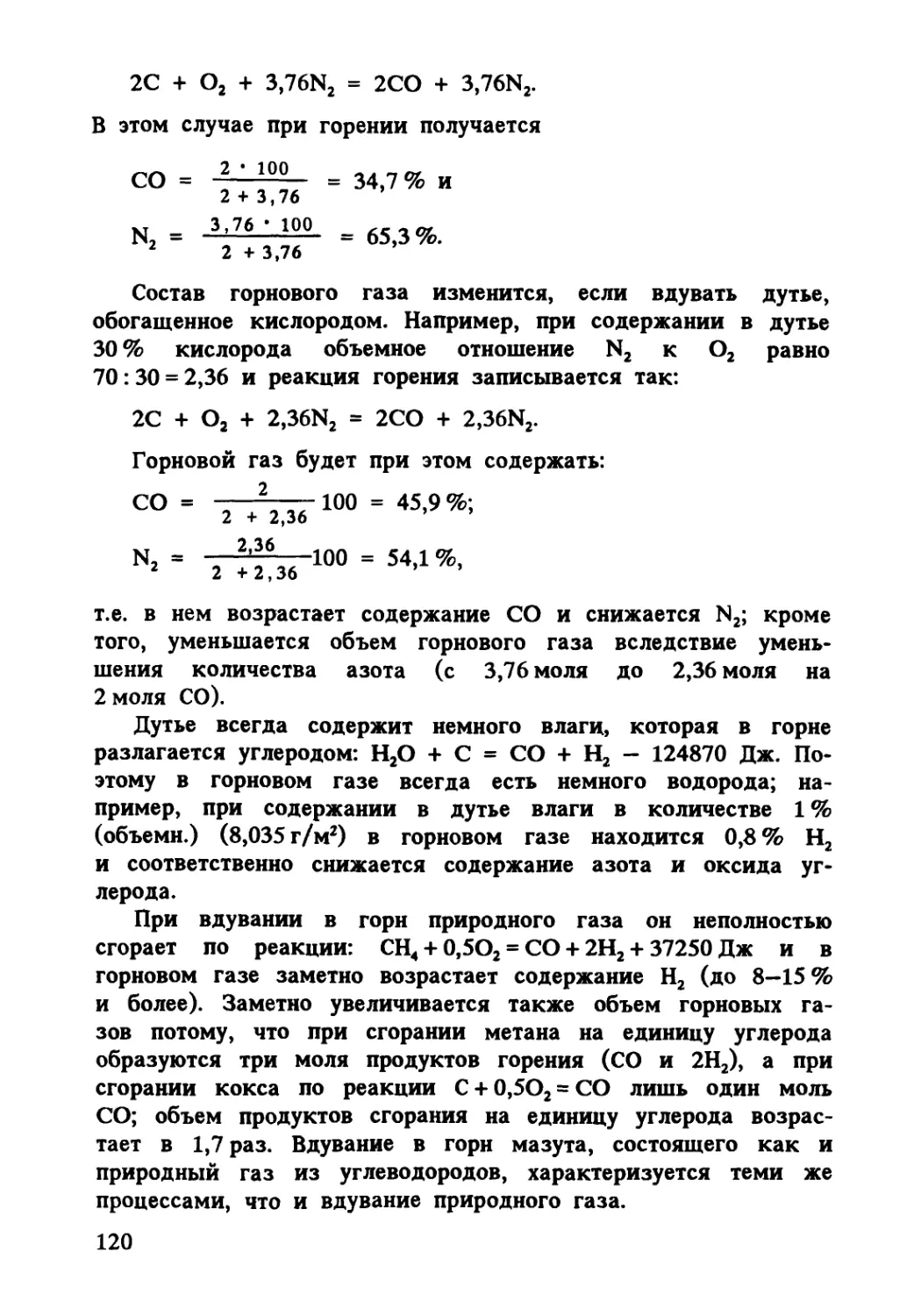
§ 7. Дутье, процессы в горне и движение газов в печи ......... 117
1. Дутье ................................................... 117
2. Процессы в горне ........................................ 118
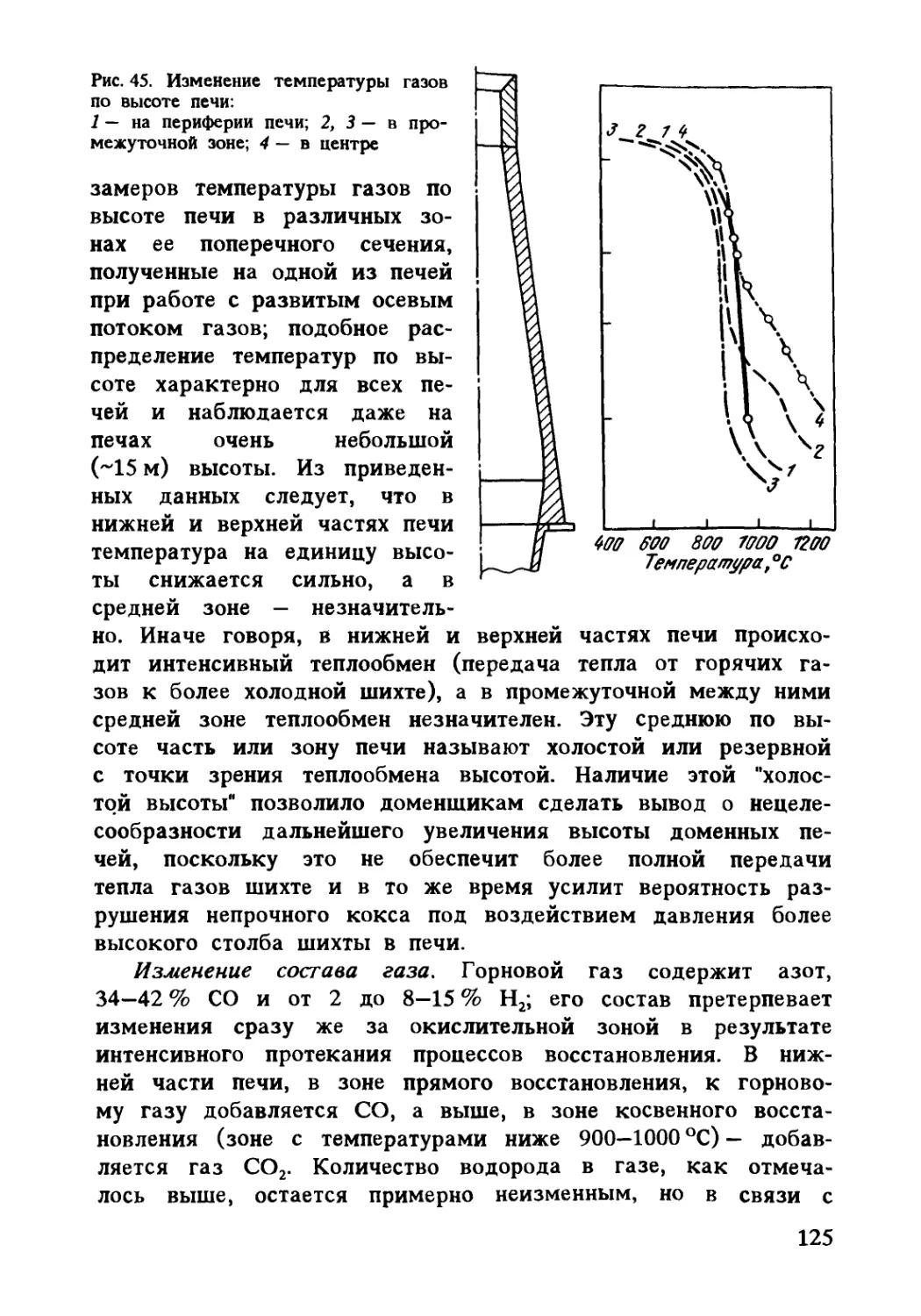
3. Движение газов в печи и изменение их температуры, состава, количества и давления ...................................... 122
§ 8. Интенсификация доменного процесса ....................... 128
1. Нагрев дутья ............................................ 128
2. Увлажнение дутья ........................................ 130
3. Повышенное давление газа ................................ 131
4. Обогащение дутья кислородом.............................. 132
5. Вдувание в горн углеродсодержащих веществ................ 135
6. Комбинированное дутье.................................... 137
§ 9. Продукты доменной плавки................................. 138
§ 10. Управление процессом, контроль, автоматизация ........... 142
§ 11. Организация ремонтов, задувка и выдувка печи ........... 144
3
Глава 4. Оборудован не в работа обслуживавши доменную
печь участков ..................................... 147
§ 1. Подача шихты в доменную печь................................ 147
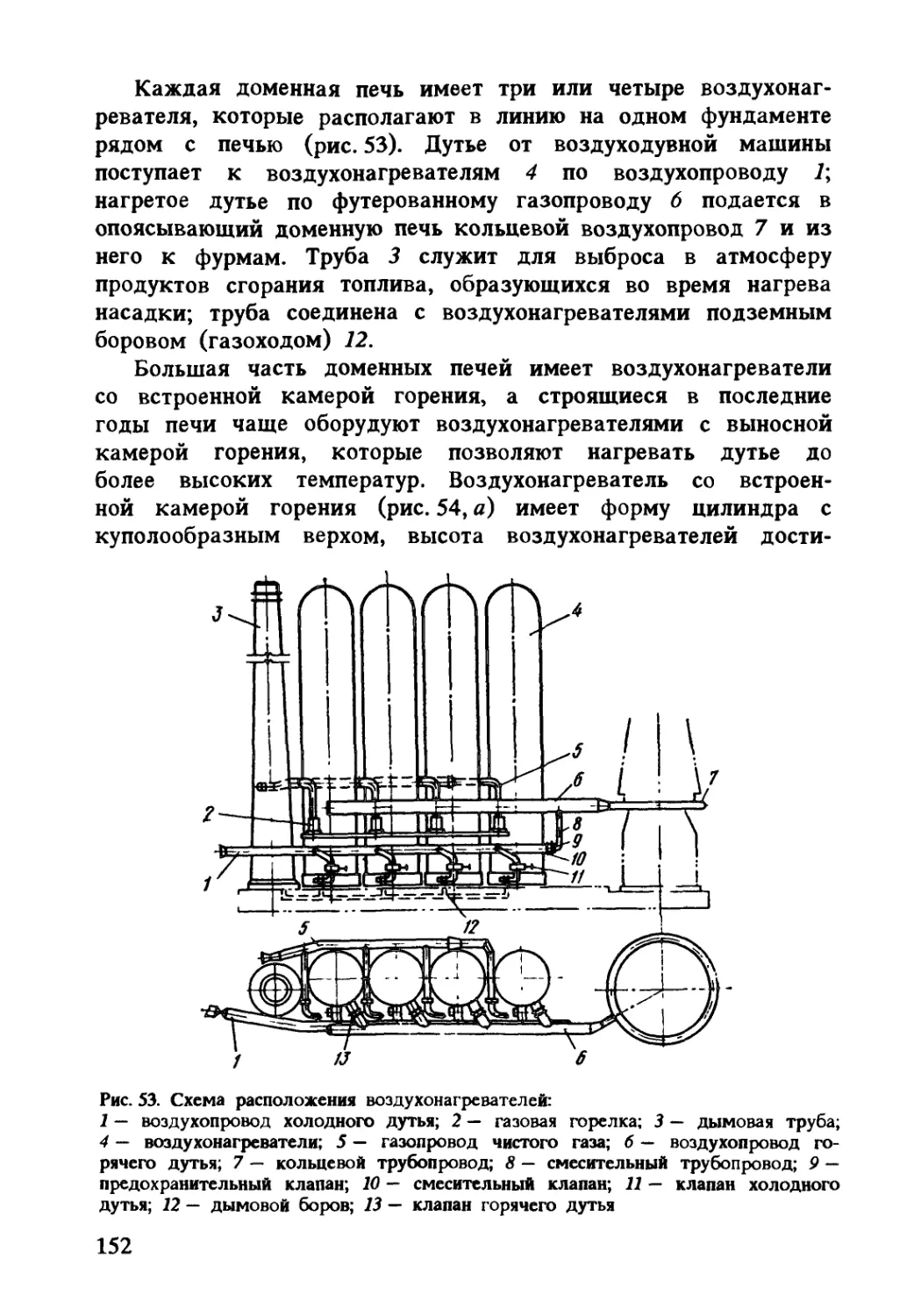
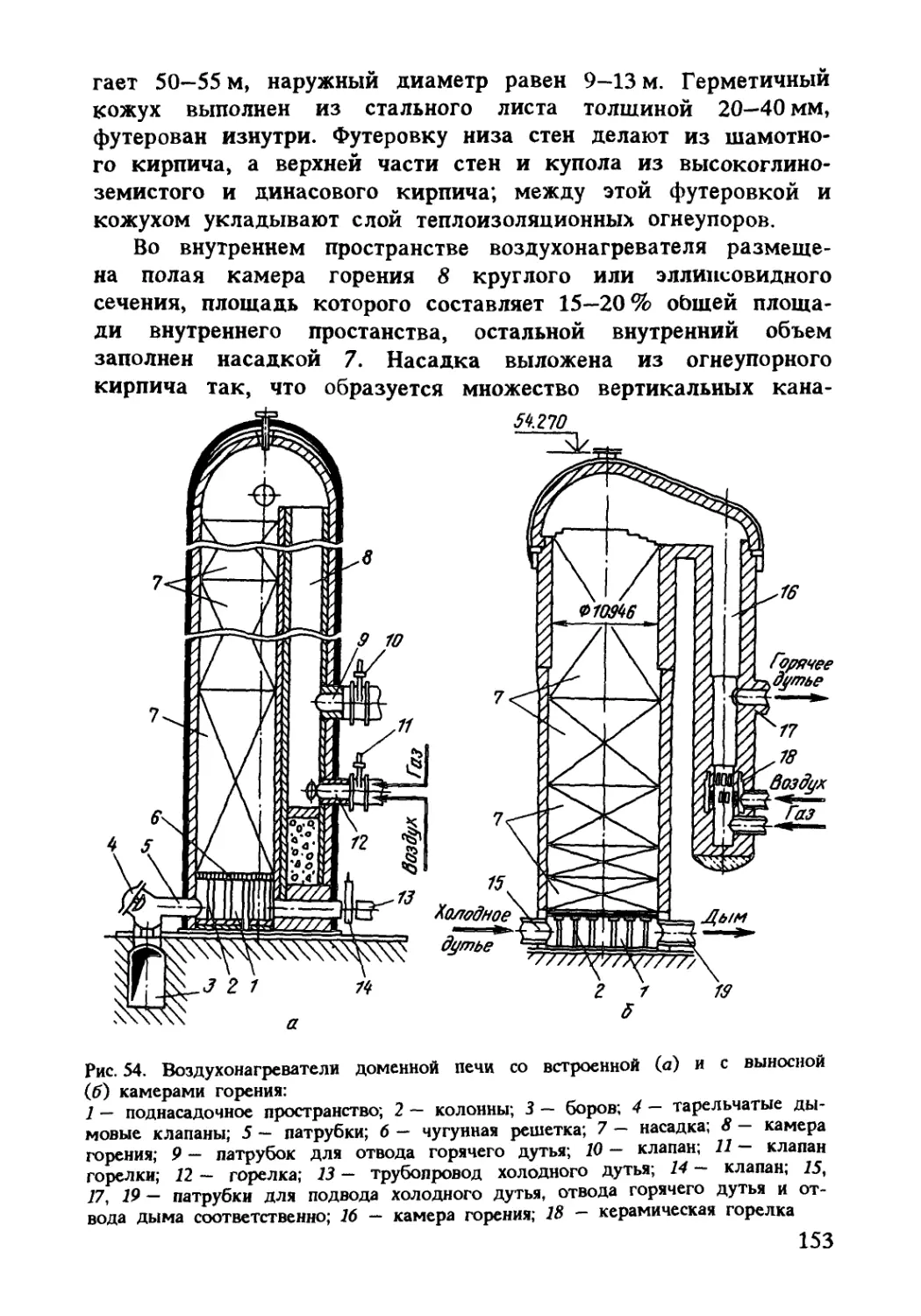
§ 2. Воздухонагреватели и нагрев дутья .......................... 151
§ 3. Очистка доменного газа ................................... 156
§ 4. Выпуск и уборка чугуна ................................... 161
§ 5. Выпуск и уборка шлака ................................... 166
§ 6. Работа доменных печей и экология .........................
Глава 5. Показатели работы доменных печей........................ 172
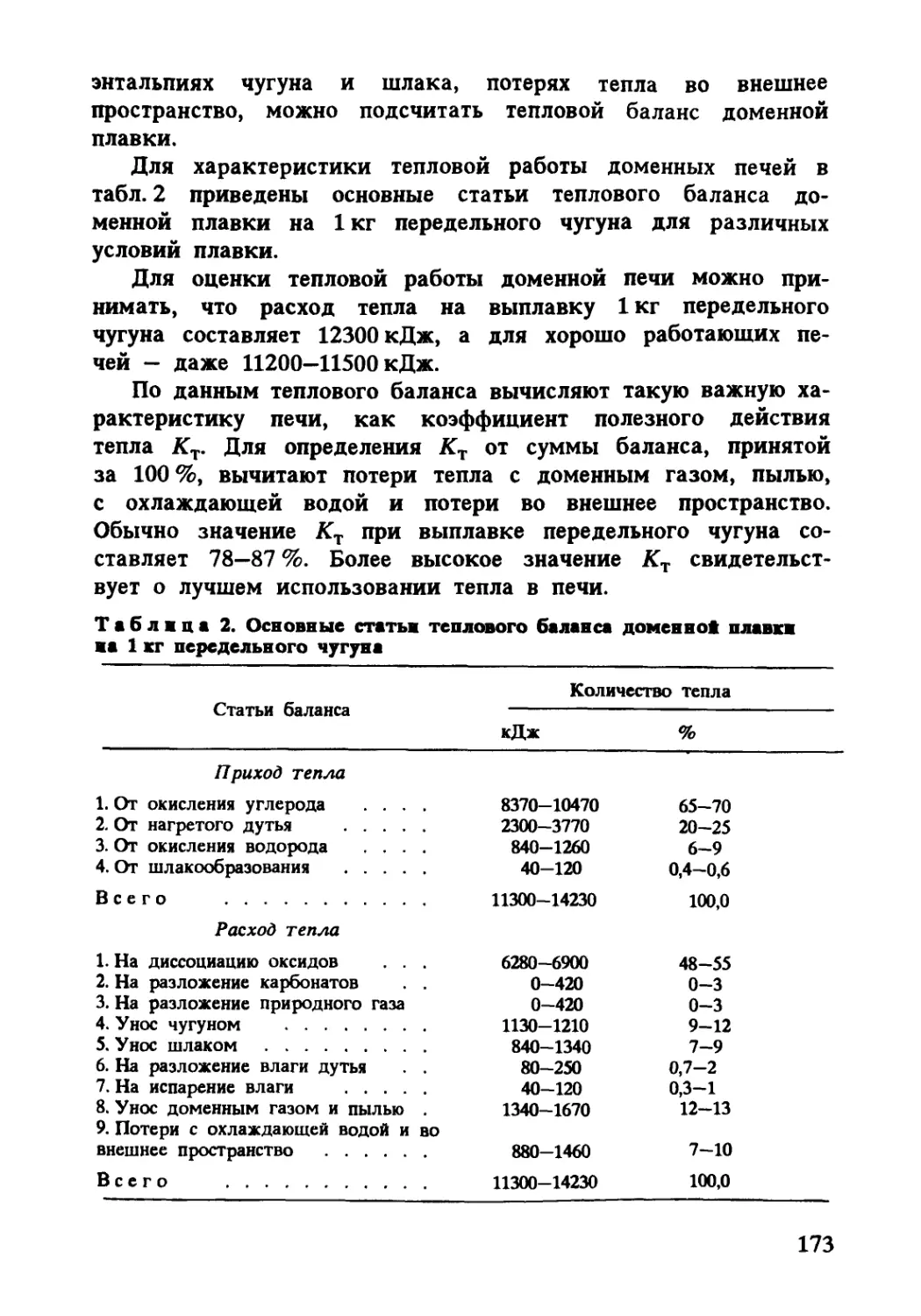
§ 1. Материальный и тепловой балансы плавки...................... 172
§ 2. Расход кокса ............................................... 174
§ 3. Основные технические показатели ............................ 175
Глава 6. Способы внедоменного (бескоксового) получении железа.................................................. 177
§ 1. Актуальность проблемы ...................................... 177
§ 2. Процессы твердофазного восстановления железа ............... 179
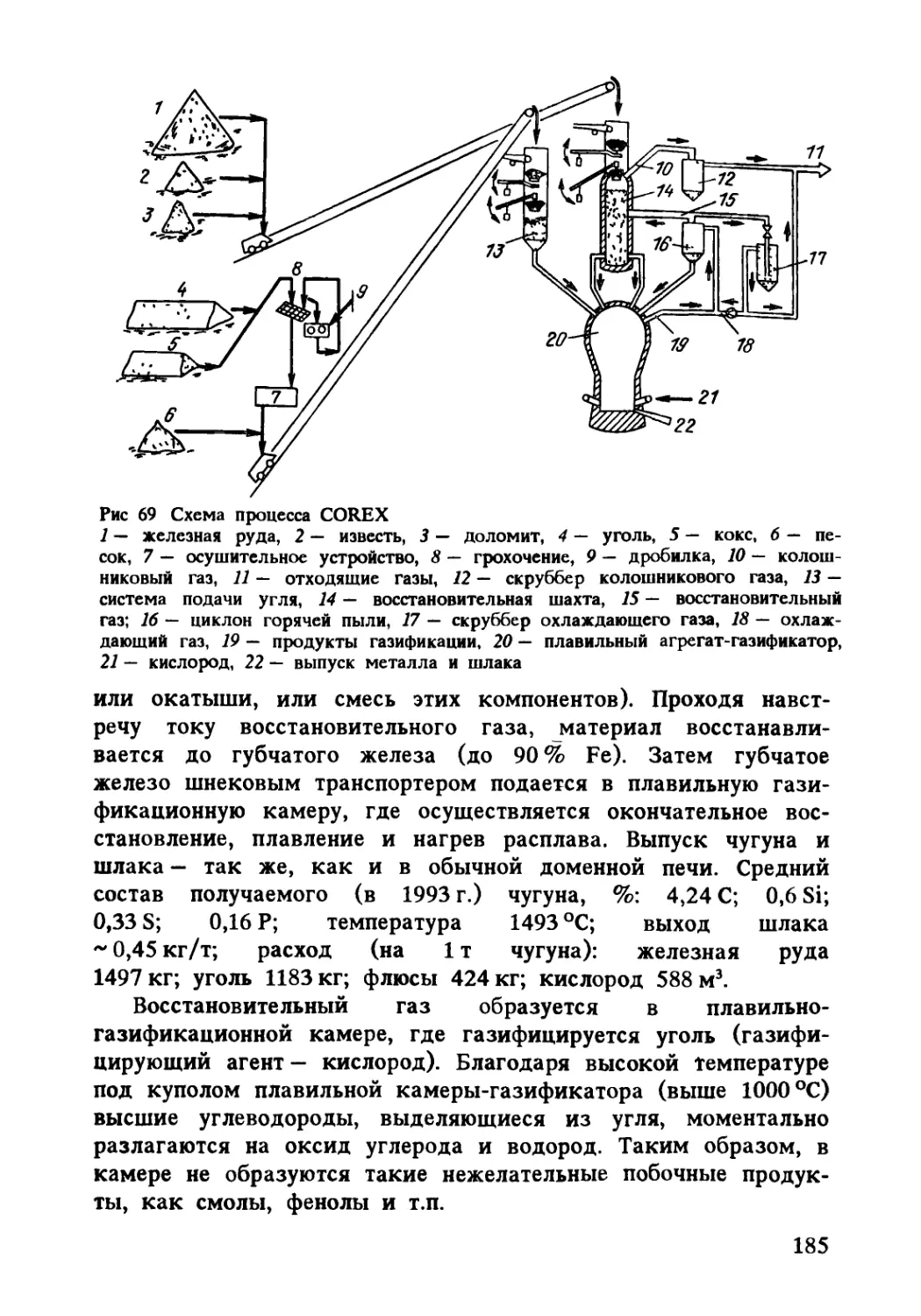
§ 3. Процессы жидкофазного восстановления (ПЖВ).................. 184
§ 4. Решение проблем охраны природы и охраны труда............... 188
ЧАСТЬ II. ПРОИЗВОДСТВО СТАЛИ..................................... 191
Глава 1. Общие основы сталеплавильного производства ... 191
§ 1. История развития сталеплавильного производства ............ 191
§ 2. Классификация стали ....................................... 203
§ 3. Основные реакции и процессы сталеплавильного производства 206
1. Термодинамика сталеплавильных процессов.................... 206
2. Кинетика сталеплавильных процессов ........................ 212
3. Сталеплавильные шлаки...................................... 217
4. Основные реакции сталеплавильных процессов ................ 221
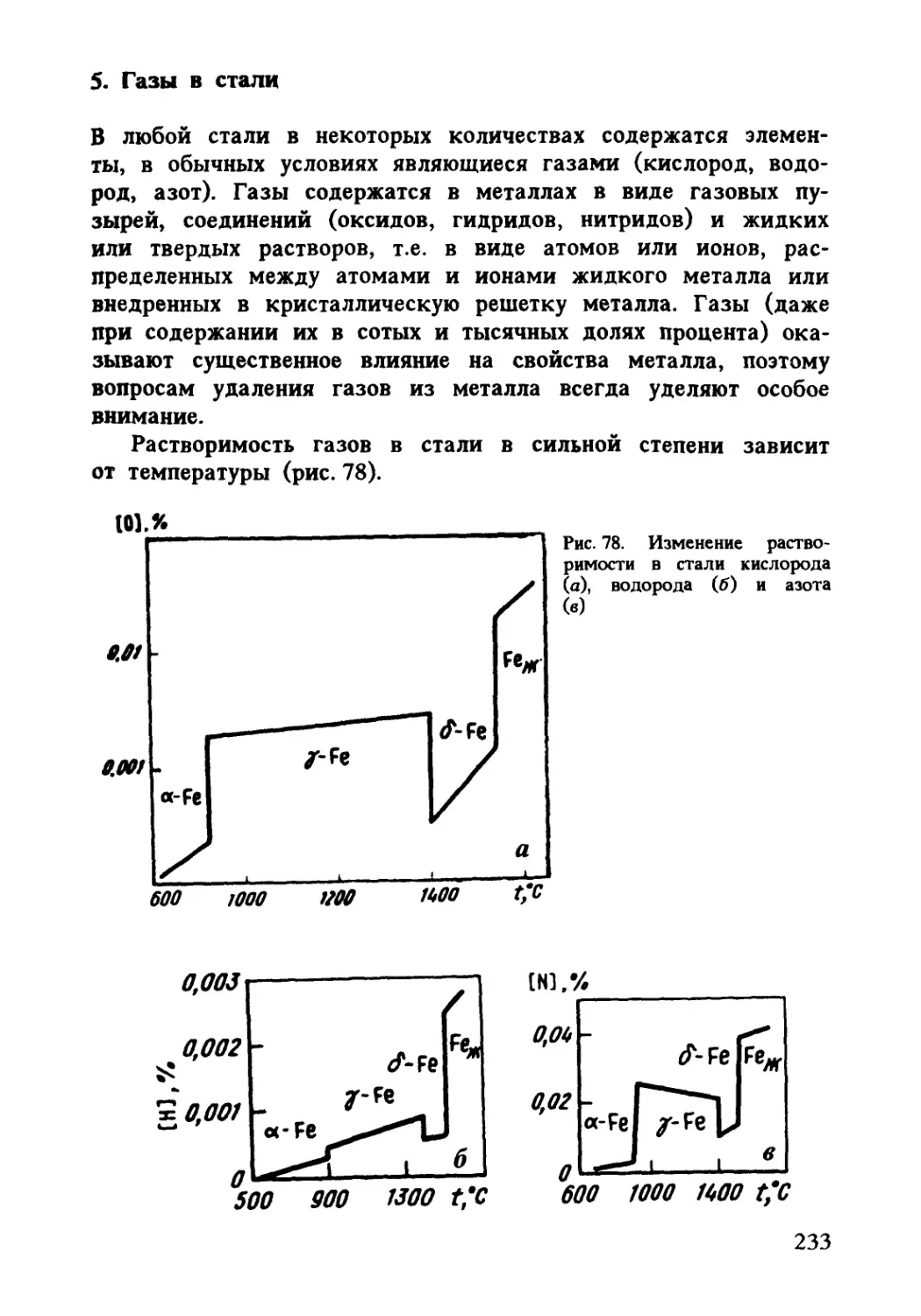
5. Газы в стали .............................................. 233
6. Неметаллические включения.................................. 239
7. Раскисление и легирование стали ........................... 241
§ 4. Шихтовые материалы сталеплавильного производства............ 250
Глава 2. Конвертерное производство стали ........................ 253
§ 1. Разновидности конвертерных процессов ....................... 253
1. Конвертерные процессы с донным воздушным дутьем............ 253
2. Кислородно-конвертерные процессы .......................... 256
§ 2. Устройство кислородных конвертеров для верхней продувки . . 258
§ 3. Шихтовые материалы кислородно-конвертерного процесса .... 274
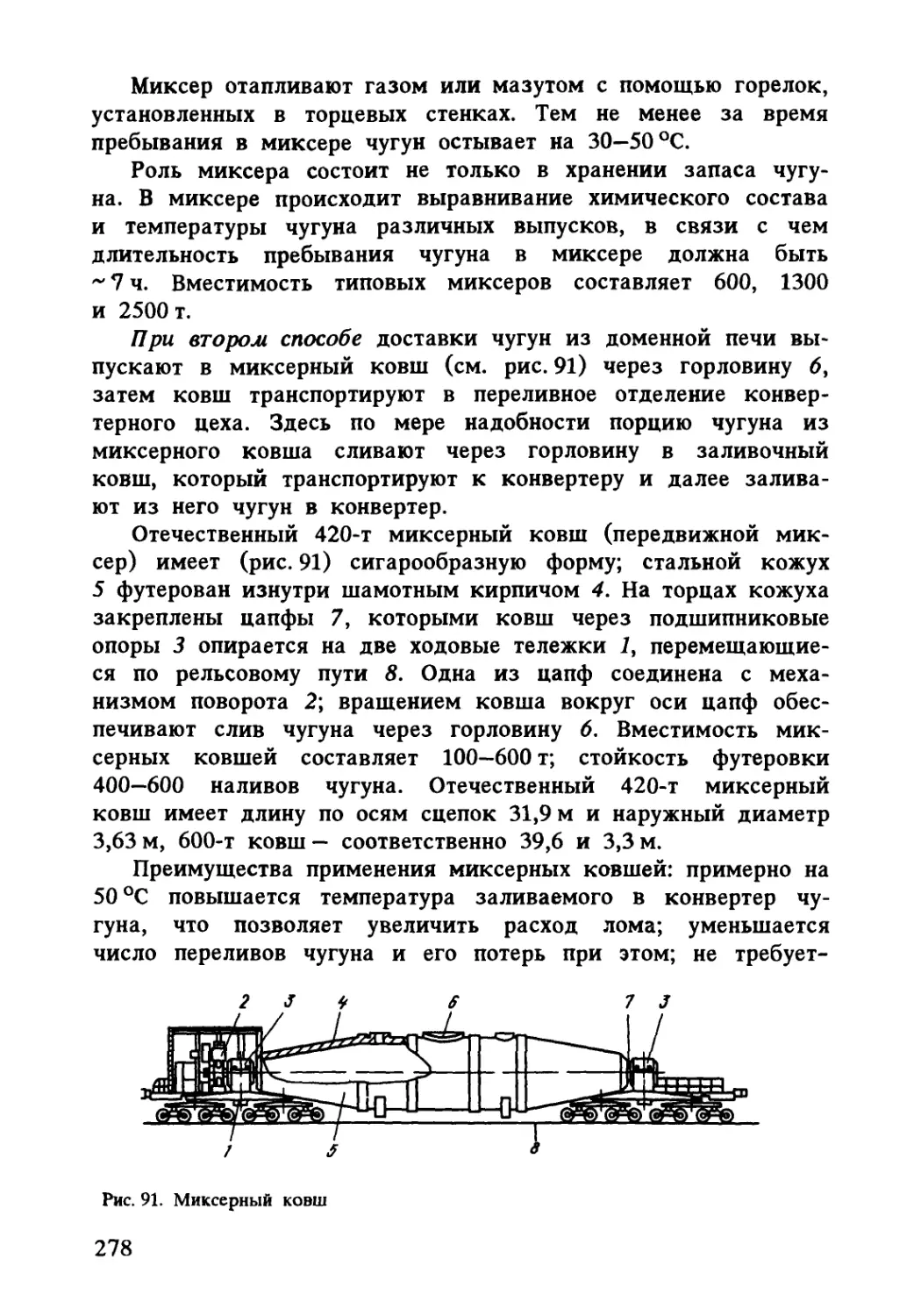
§ 4. Плавка в кислородном конвертере с верхней продувкой .... 280
1. Технология плавки ......................................... 280
2. Режим дутья................................................ 285
3. Поведение составляющих чугуна при продувке ................ 288
4. Шлаковый режим............................................. 293
5. Раскисление и легирование ................................. 297
6. Тепловой режим ............................................ 301
7. Потери металла при продувке................................ 304
8. Основные технические показатели ........................... 306
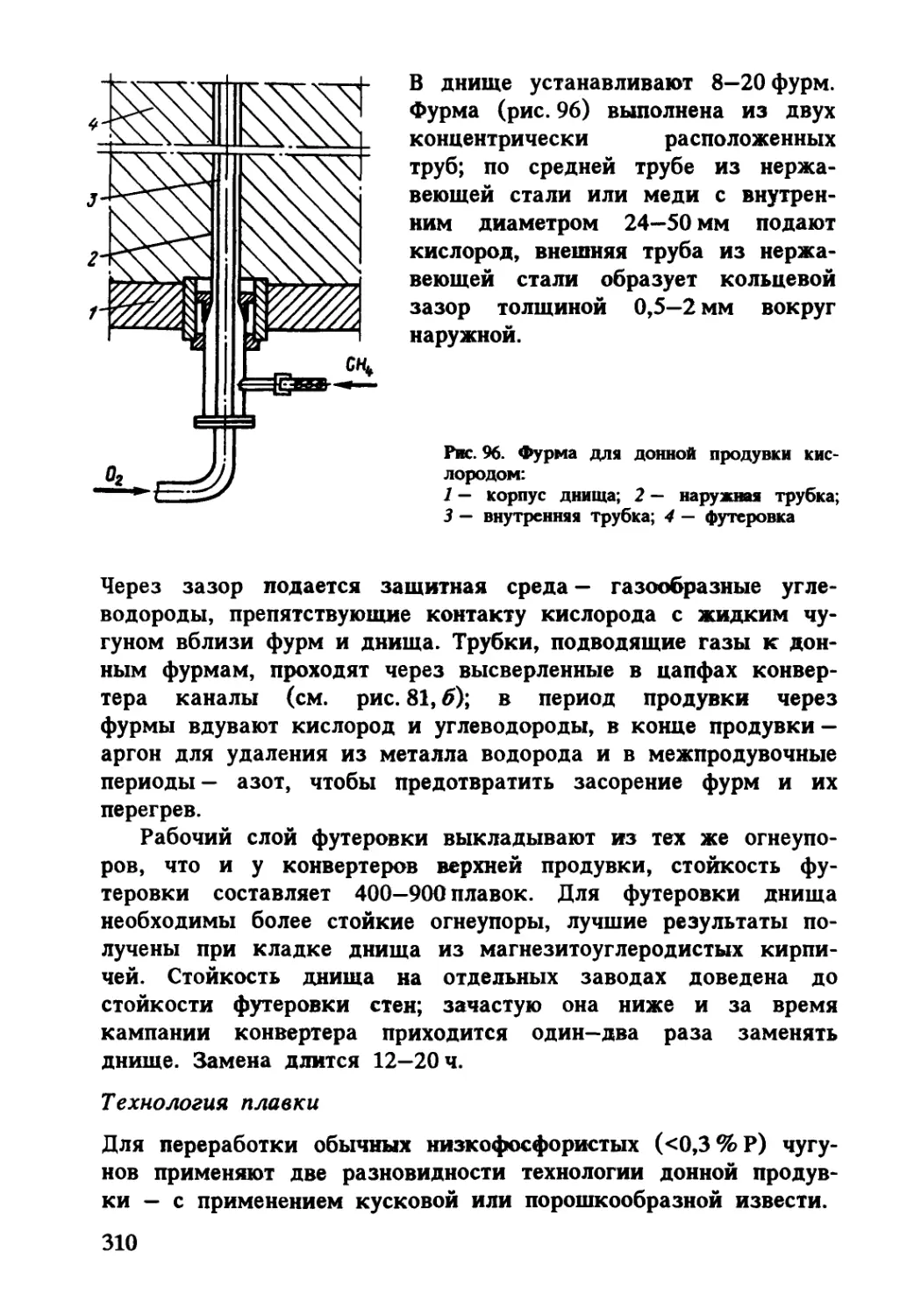
§ 5. Конвертерные процессы с донной продувкой кислородом .... 308
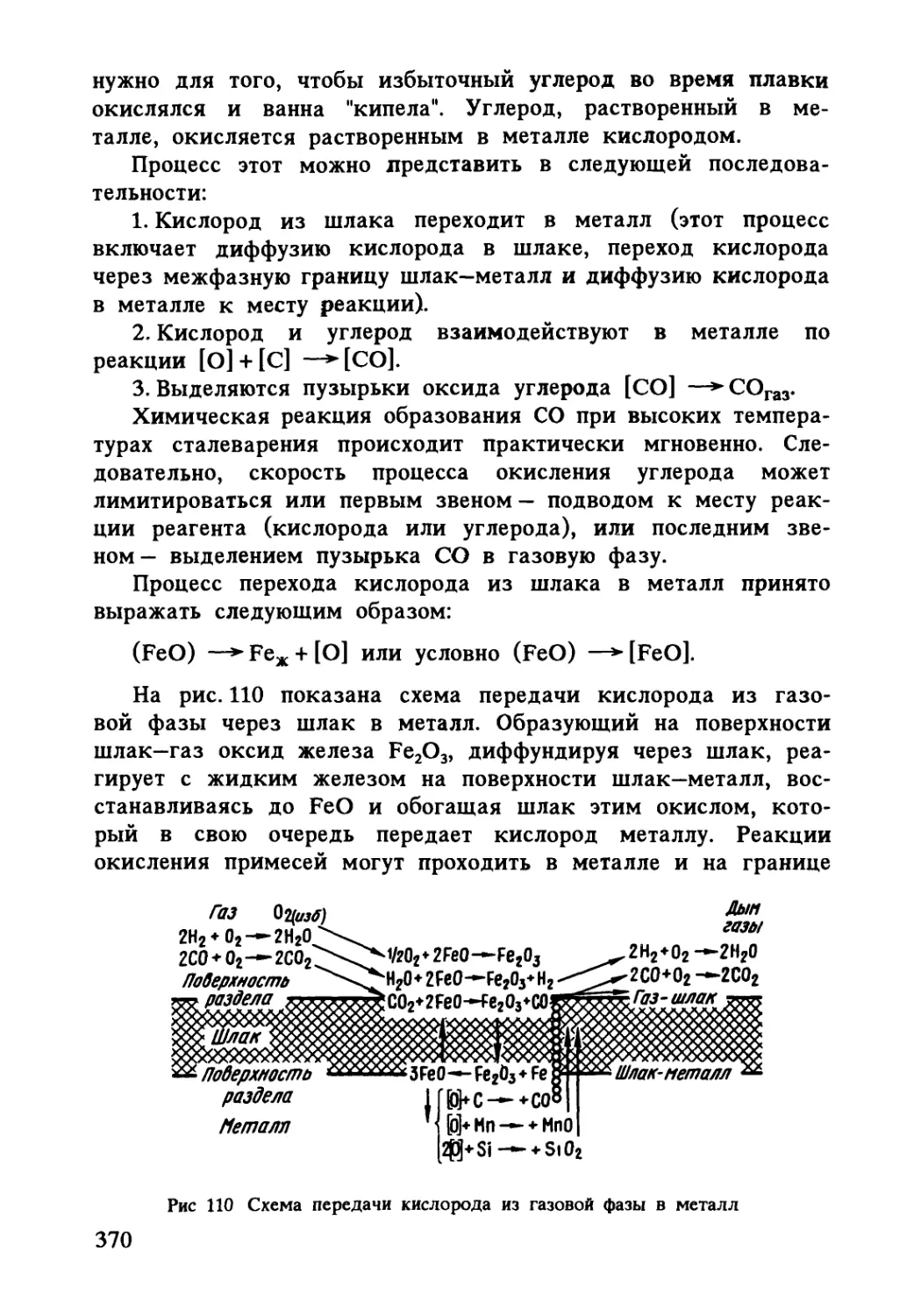
§ 6. Конвертерные процессы с комбинированной продувкой.......... 314
4
§ 7. Плавка с увеличенным расходом лома.......................... 319
§ 8. Передел высокофосфористых чугунов........................... 323
§ 9. Передел природно-легированных чугунов....................... 328
§ 10. Экология, очистка конвертерных газов ....................... 329
§ 11. Автоматизация и контроль конвертерной плавки ............... 333
§ 12. Процессы с аргоно- и парокислородным дутьем................. 335
§ 13. Производство в конвертерах стали для литья ................. 338
Глава 3. Мартеновское производство стали ......................... 342
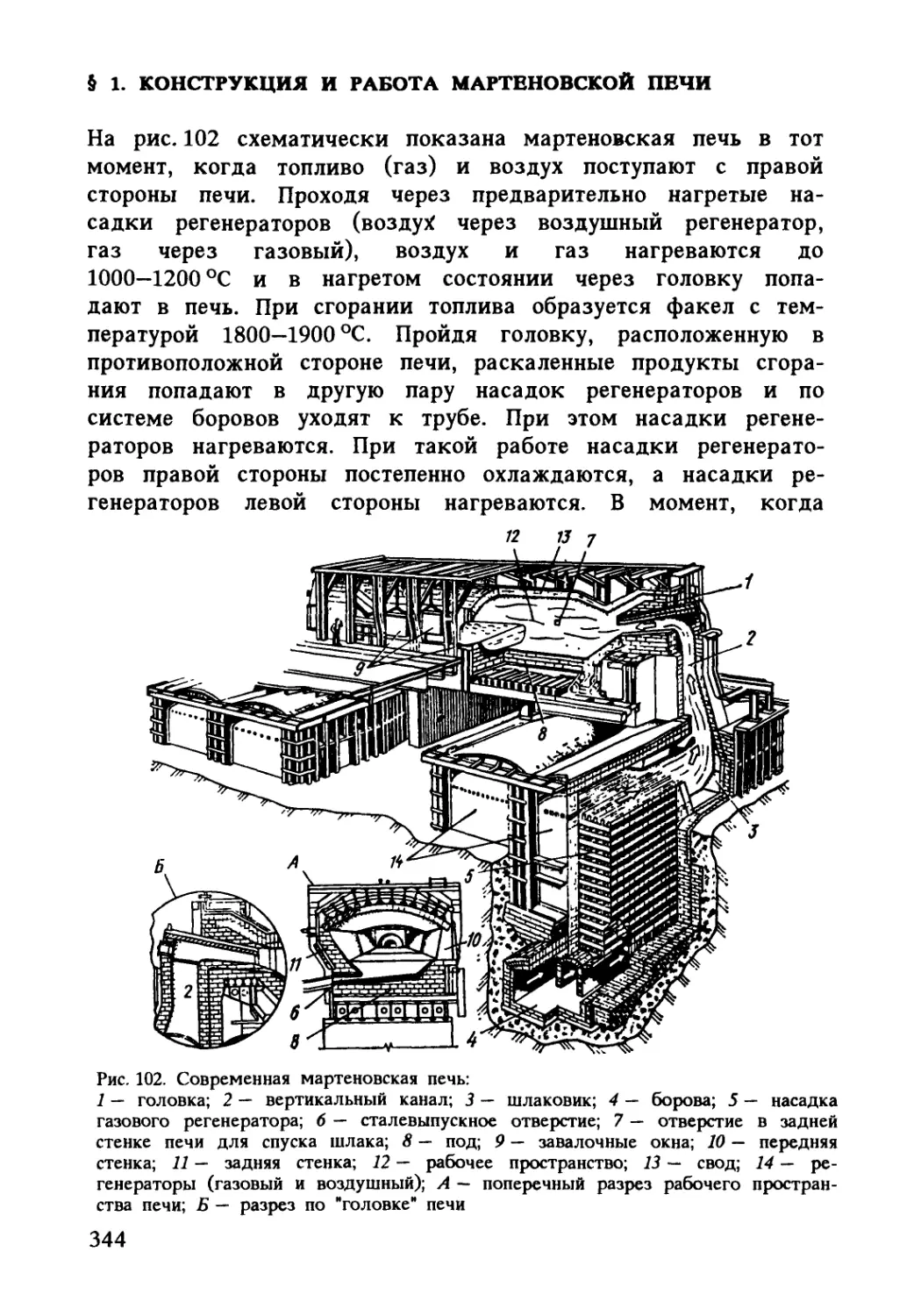
§ 1. Конструкция и работа мартеновской печи ..................... 344
1. Назначение и устройство отдельных элементов печи ........... 347
§ 2. Тепловая работа и отопление мартеновских печей ............. 355
§ 3. Общая характеристика мартеновского процесса ................ 361
1. Разновидности процесса ..................................... 361
2. Особенности технологии мартеновской плавки ................. 362
3. Шлакообразование и роль шлака в мартеновском процессе . . . 363
§ 4. Основной мартеновский процесс и его разновидности .......... 365
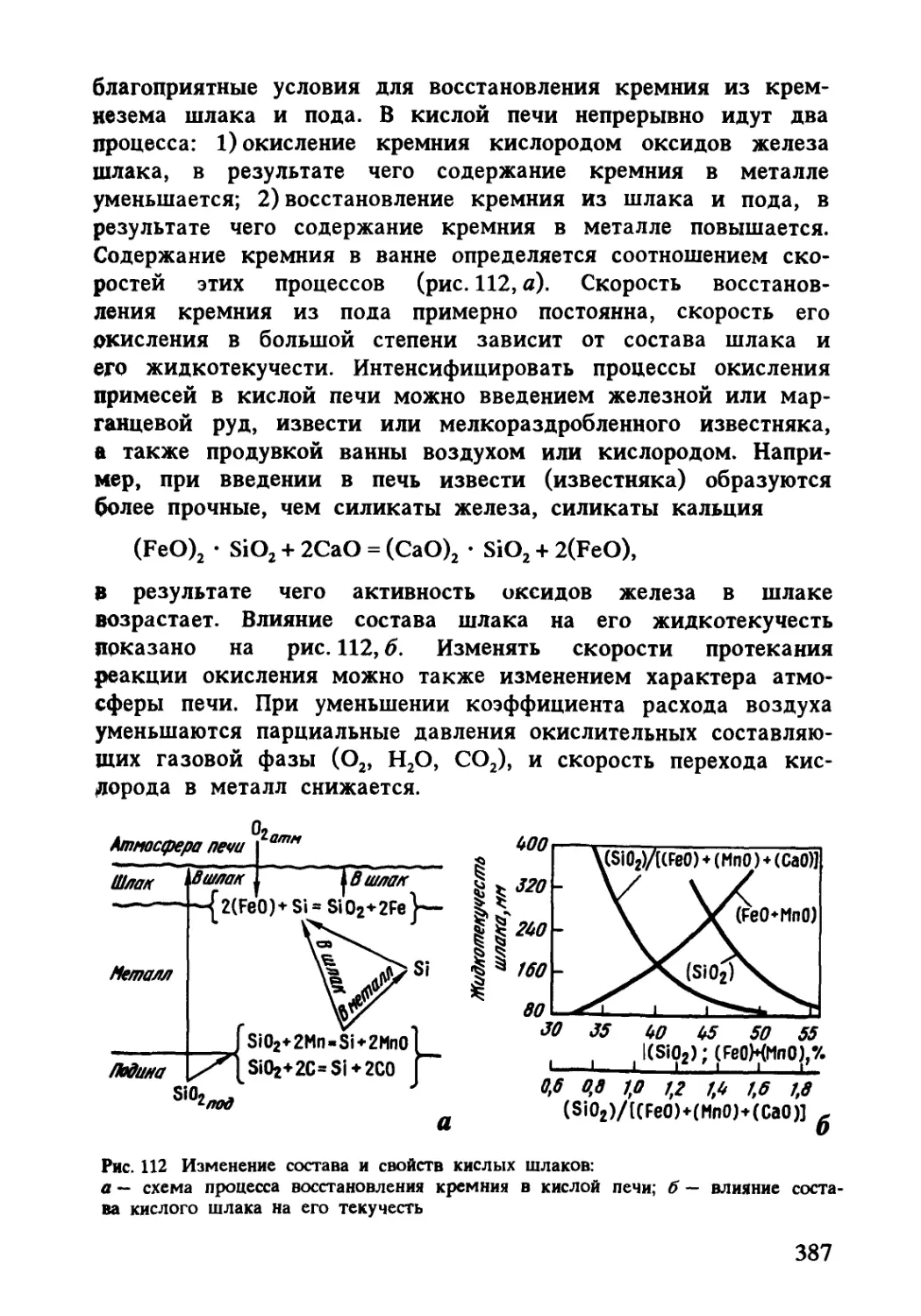
§ 5. Кислый мартеновский процесс ................................ 384
§ 6. Современное состояние и перспективы развития мартеновского производства. Двухванные печи. Проблемы экологии................... 390
§ 7. Автоматизация работы мартеновской печи...................... 398
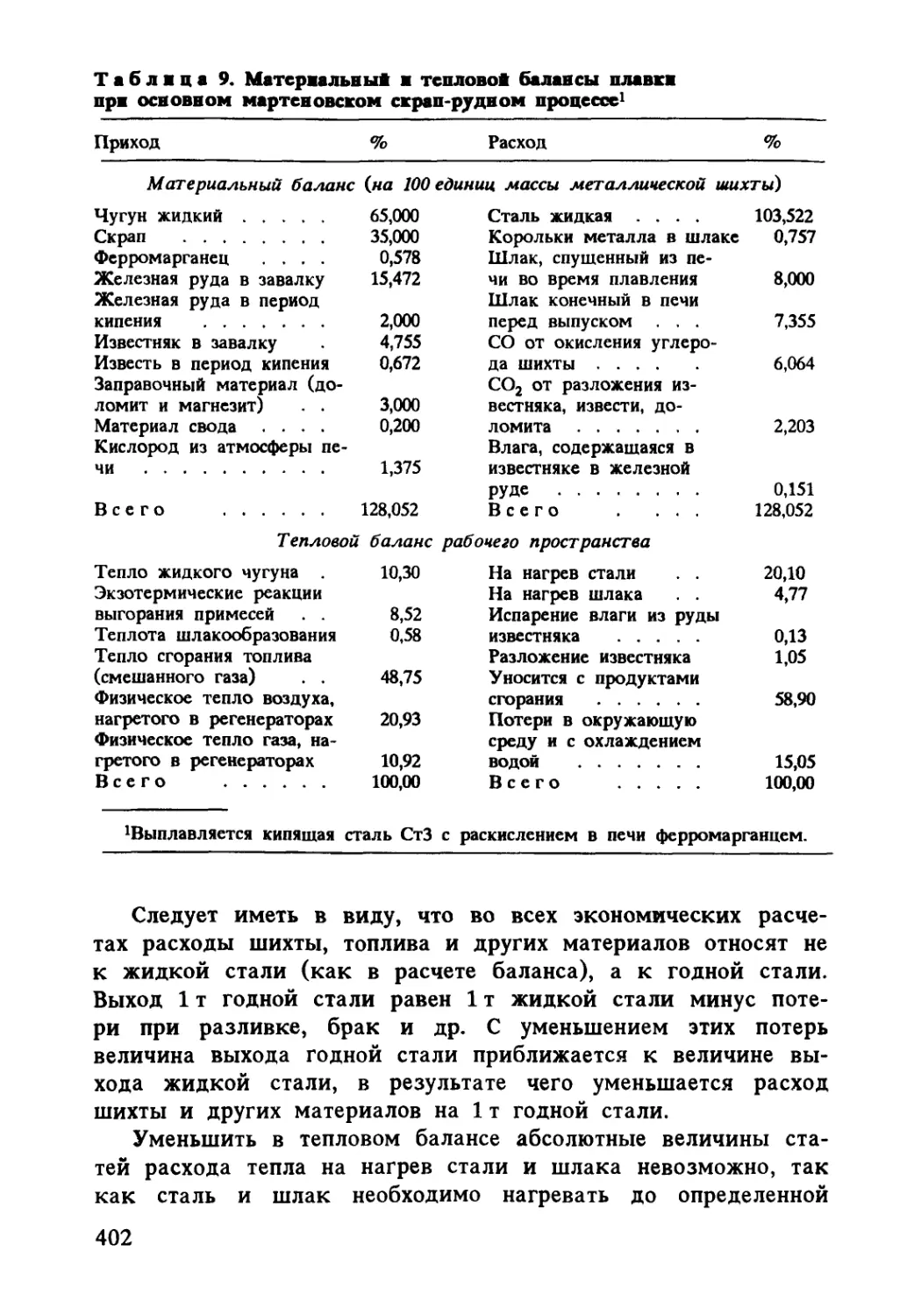
§ 8. Тепловой и материальный балансы мартеновской плавки . . 400
Глава 4. Выплавка стали в электрических печах .................... 405
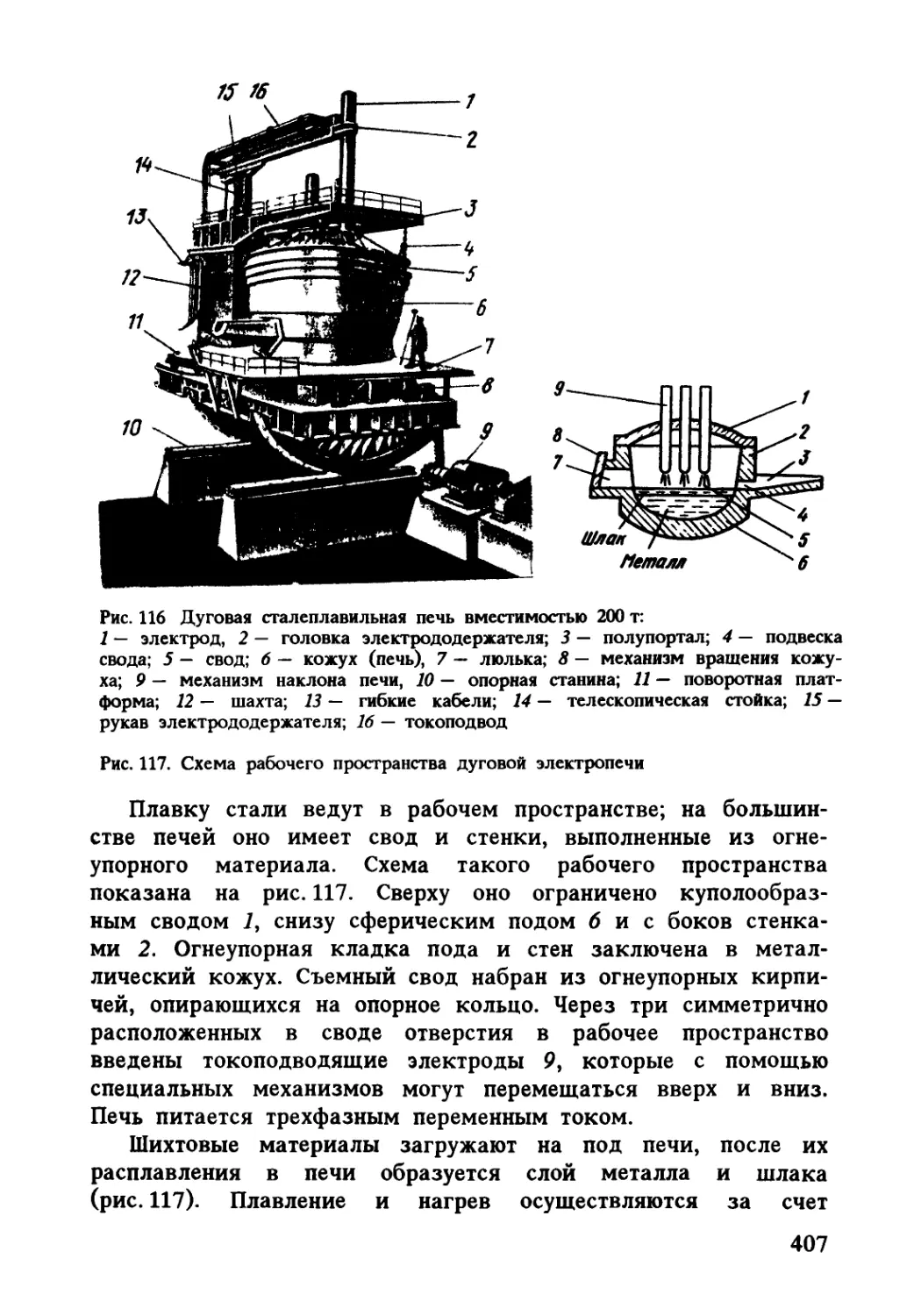
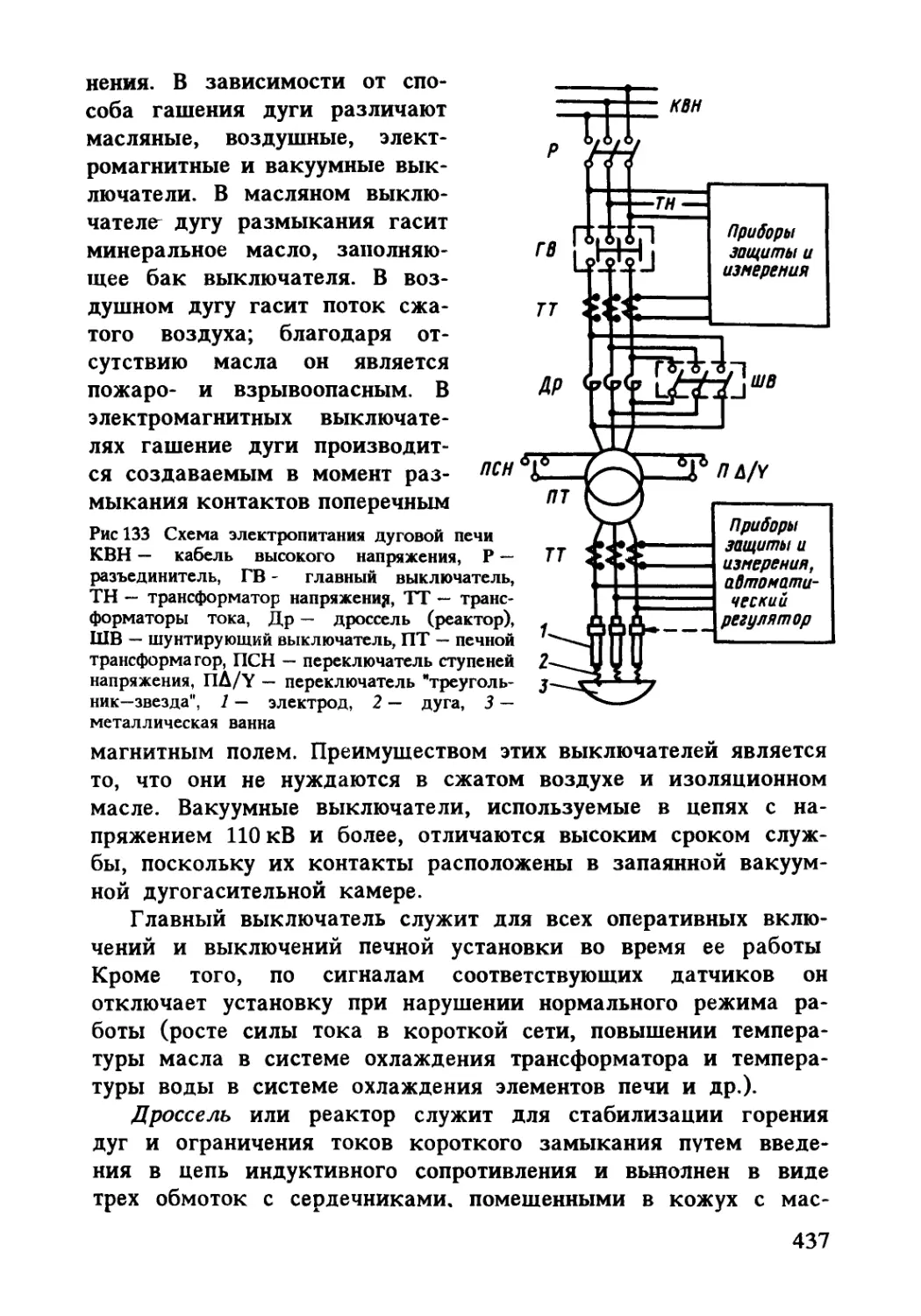
§ 1. Устройство дуговых электропечей ............................ 406
1. Общее описание печи ........................................ 406
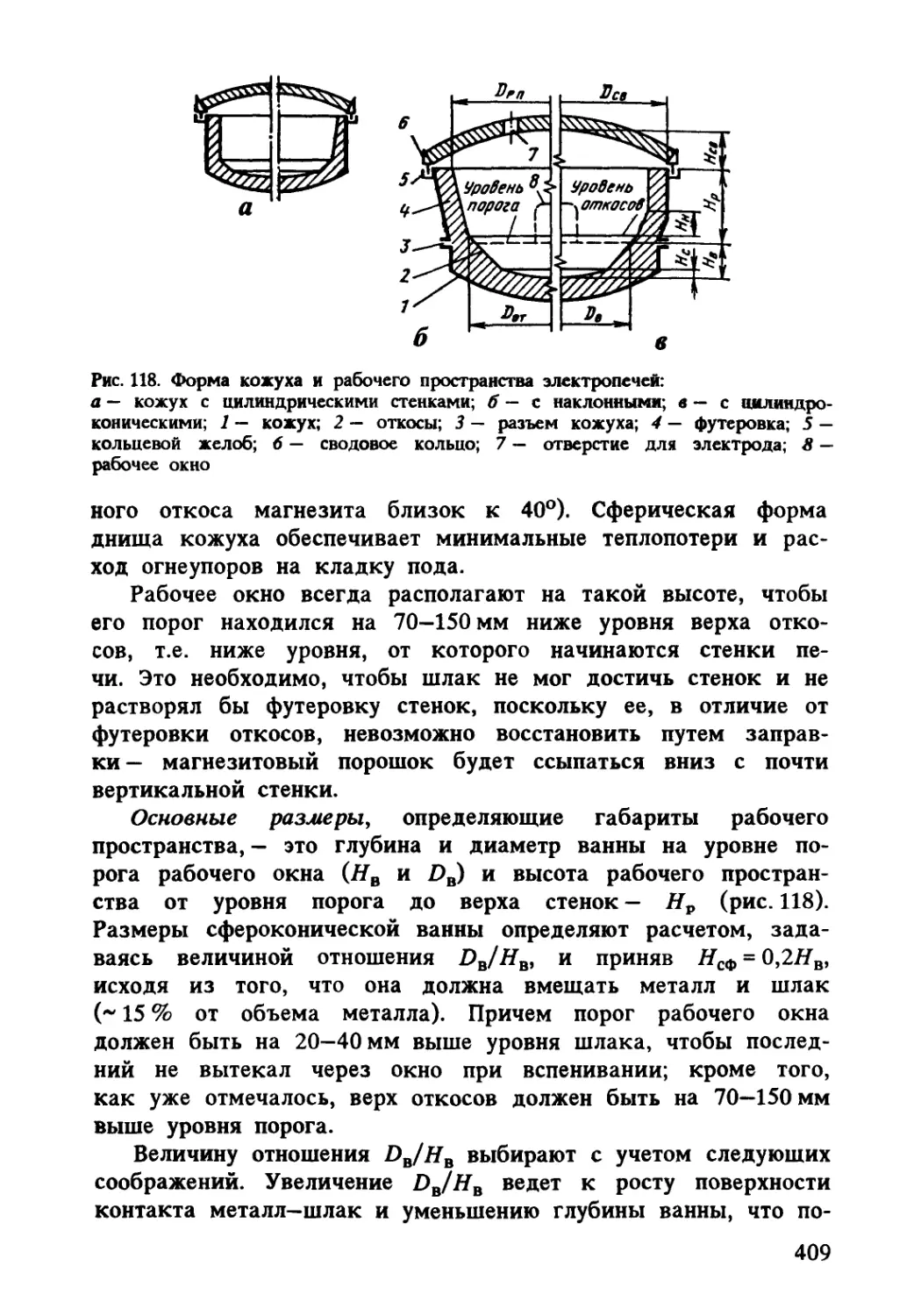
2. Рабочее пространство печи .................................. 408
3. Рабочее пространство высокомощных водоохлаждаемых печей . . 416
4. Механическое оборудование печей ............................ 426
5. Электроды и механизмы для их зажима и перемещения.......... 432
6. Электрооборудование дуговой печи ........................... 436
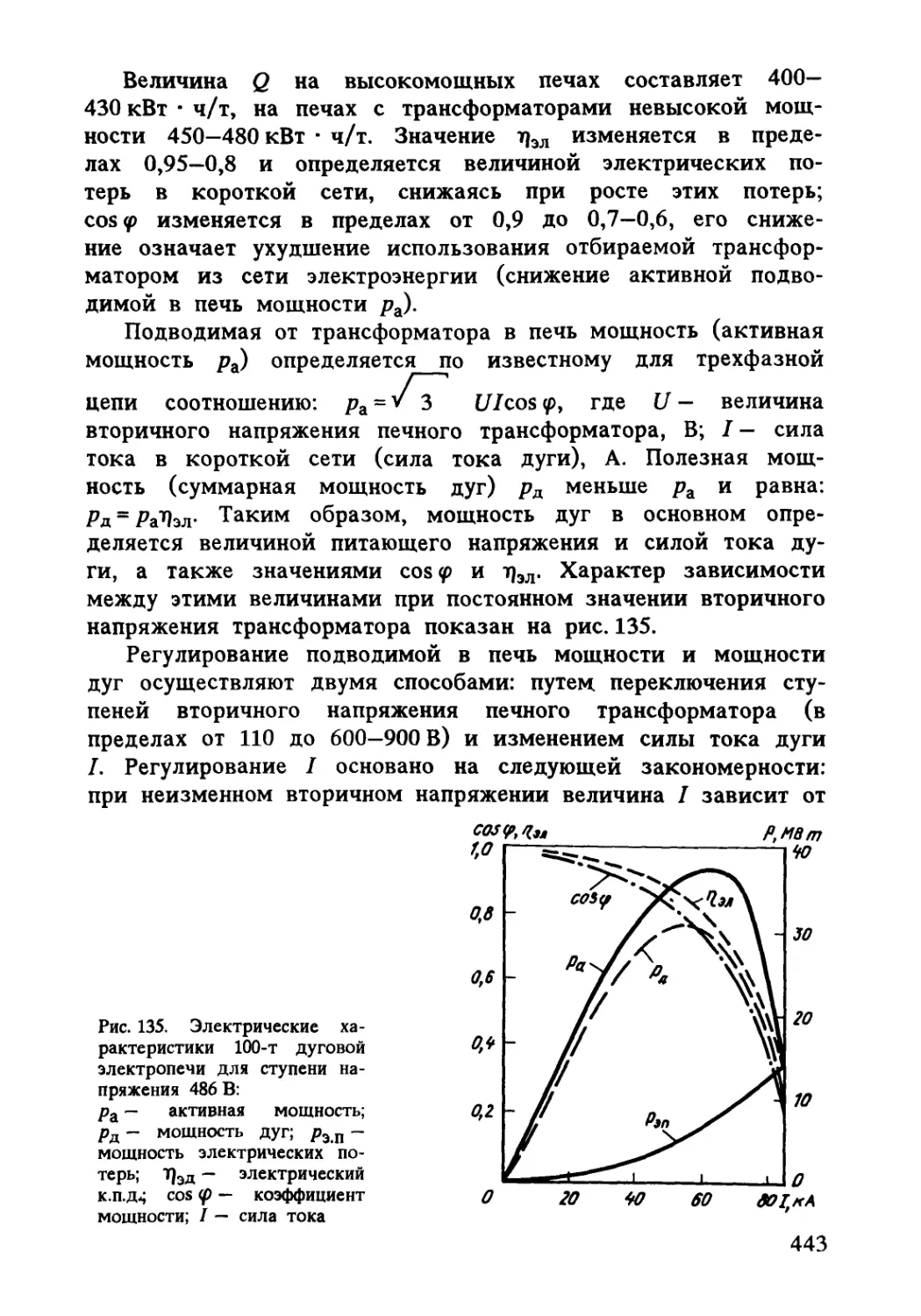
§ 2. Электрический режим ........................................ 441
§ 3. Выплавка стали в основных дуговых электропечах.............. 445
1. Шихтовые материалы электроплавки......................... 445
2. Традиционная технология с восстановительным периодом . . . 447
3. Выплавка стали методом переплава ........................... 456
4. Разновидности технологии плавки в большегрузных печах . . . 457
5. Плавка в высокомощных водоохлаждаемых печах.............. 463
6. Плавка с использованием металлизованных окатышей......... 468
7. Основные технические показатели ............................ 471
§ 4. Выплавка стали в кислых дуговых электропечах................ 472
§ 5. Электродуговые печи постоянного тока ....................... 474
§ 6. Работа электродуговых печей и экология ..................... 479
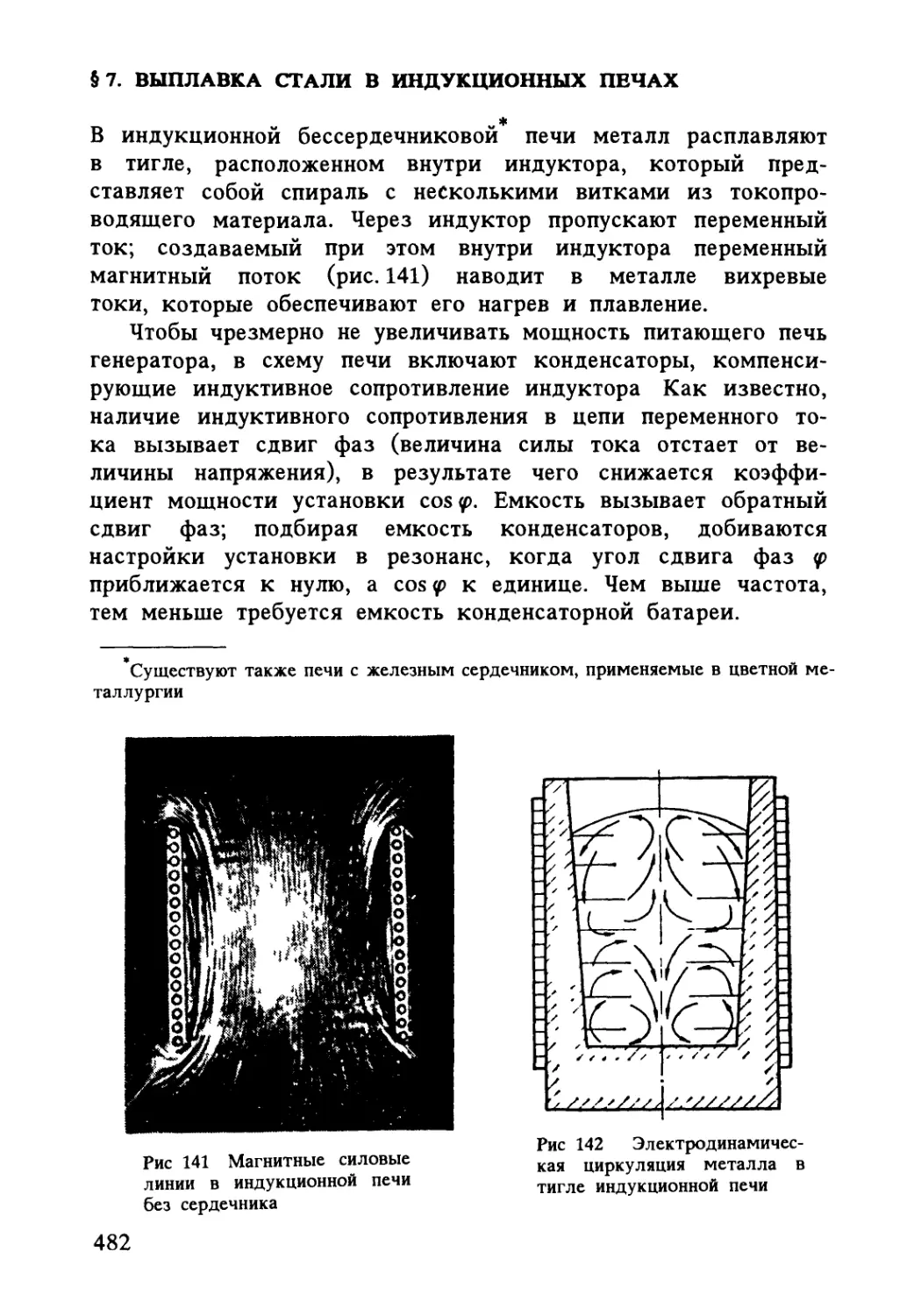
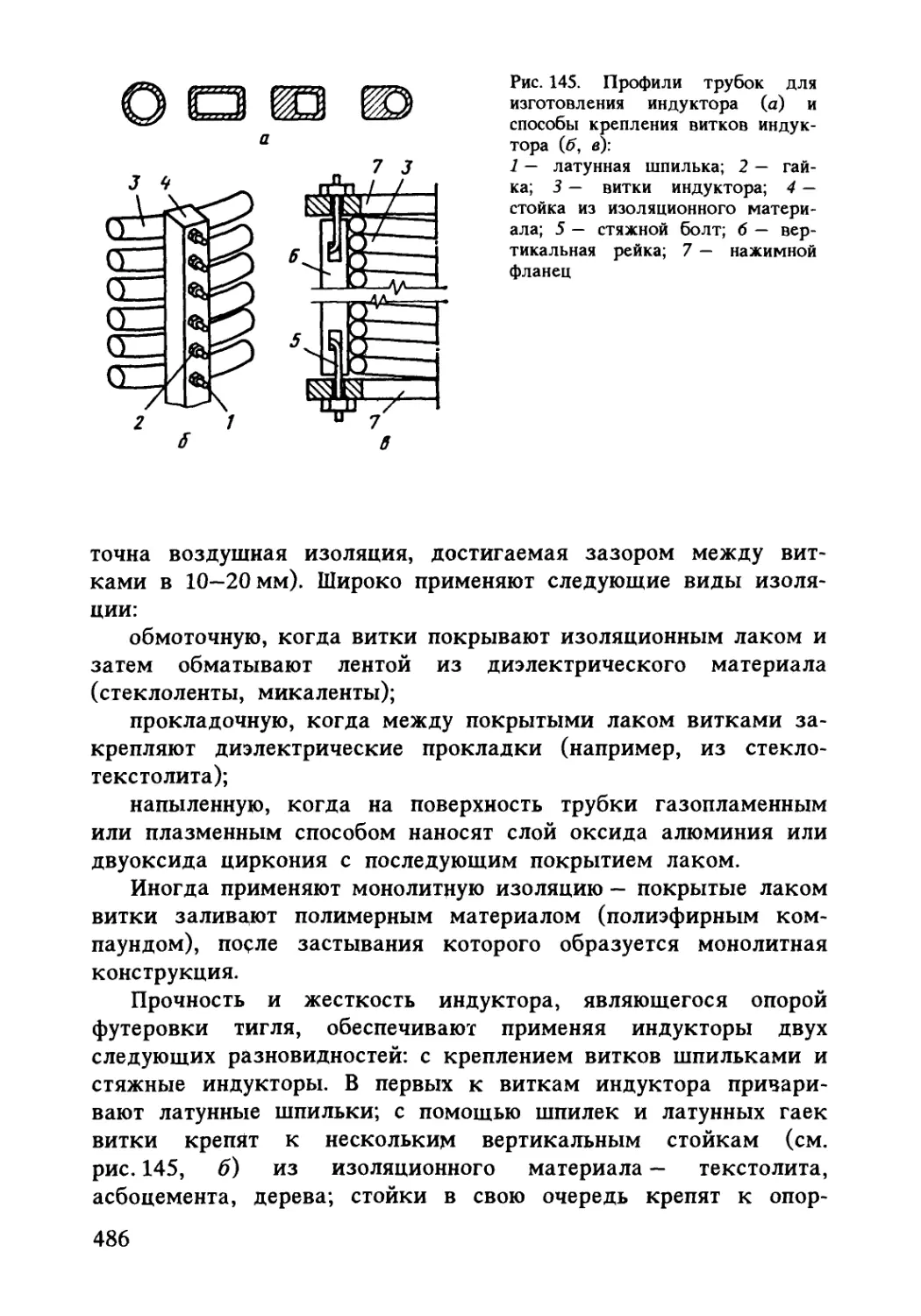
§ 7. Выплавка стали в индукционных печах ........................ 482
1. Устройство индукционной печи повышенной частоты............. 484
2. Технология плавки .......................................... 492
3. Плавка в вакуумных индукционных печах....................... 494
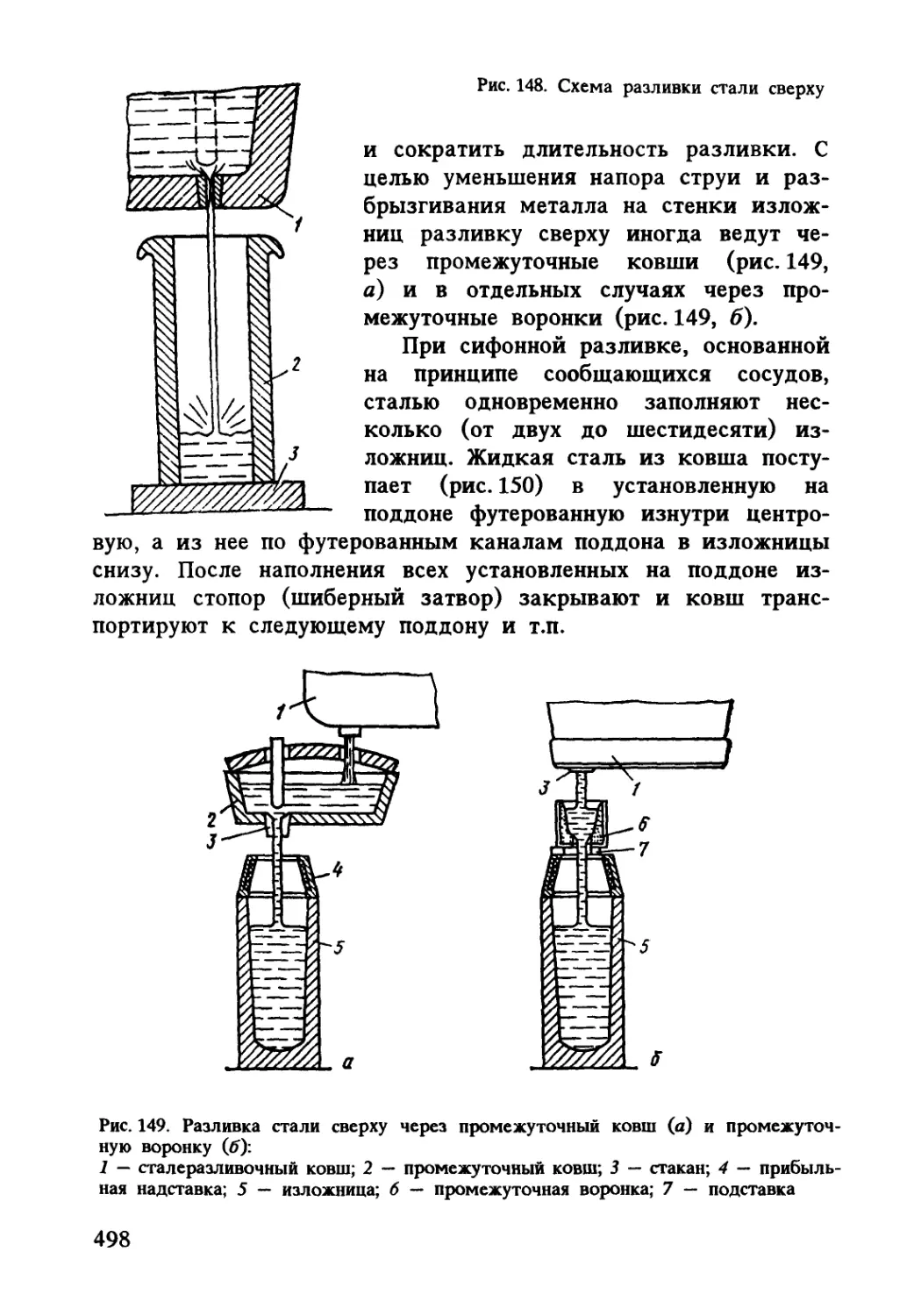
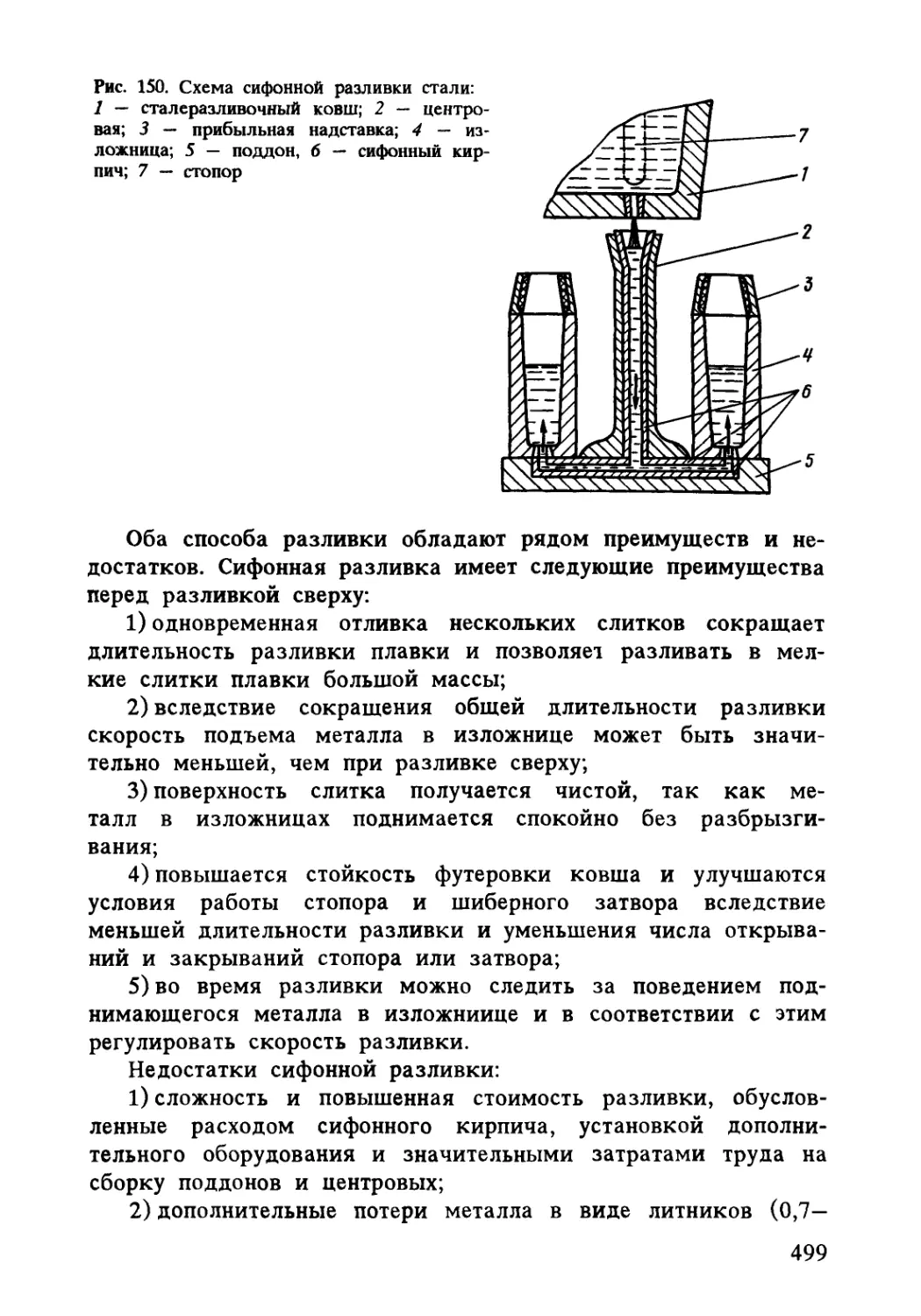
Глава 5. Слитки и разливка стали ................................. 497
§ 1. Способы разливки стали. Разливка сифоном и сверху .......... 497
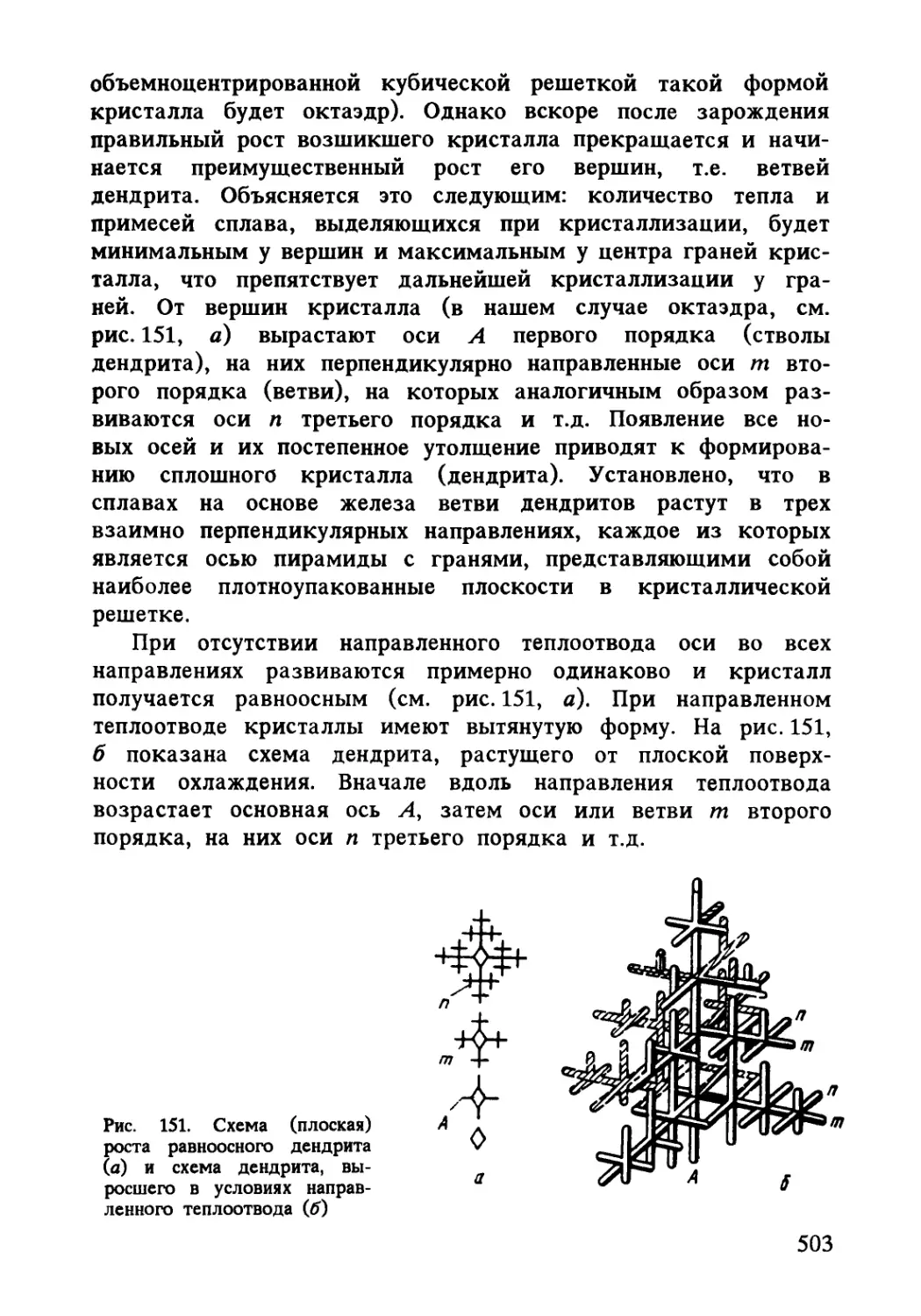
§ 2. Кристаллизация и строение стальных слитков ................. 501
1. Кристаллизация стали ....................................... 501
2. Слиток спокойной стали ..................................... 505
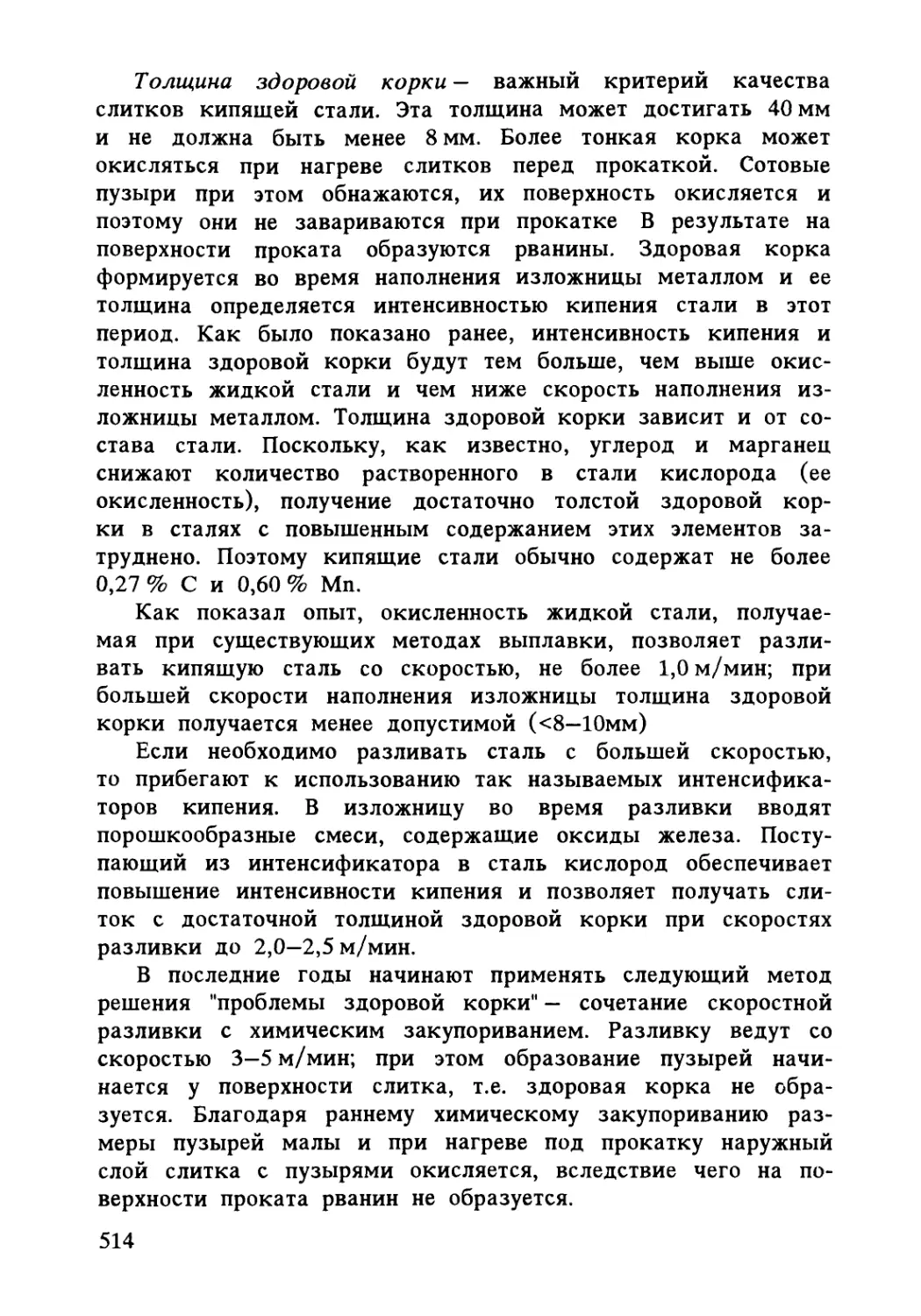
3. Слиток кипящей стали ....................................... 509
5
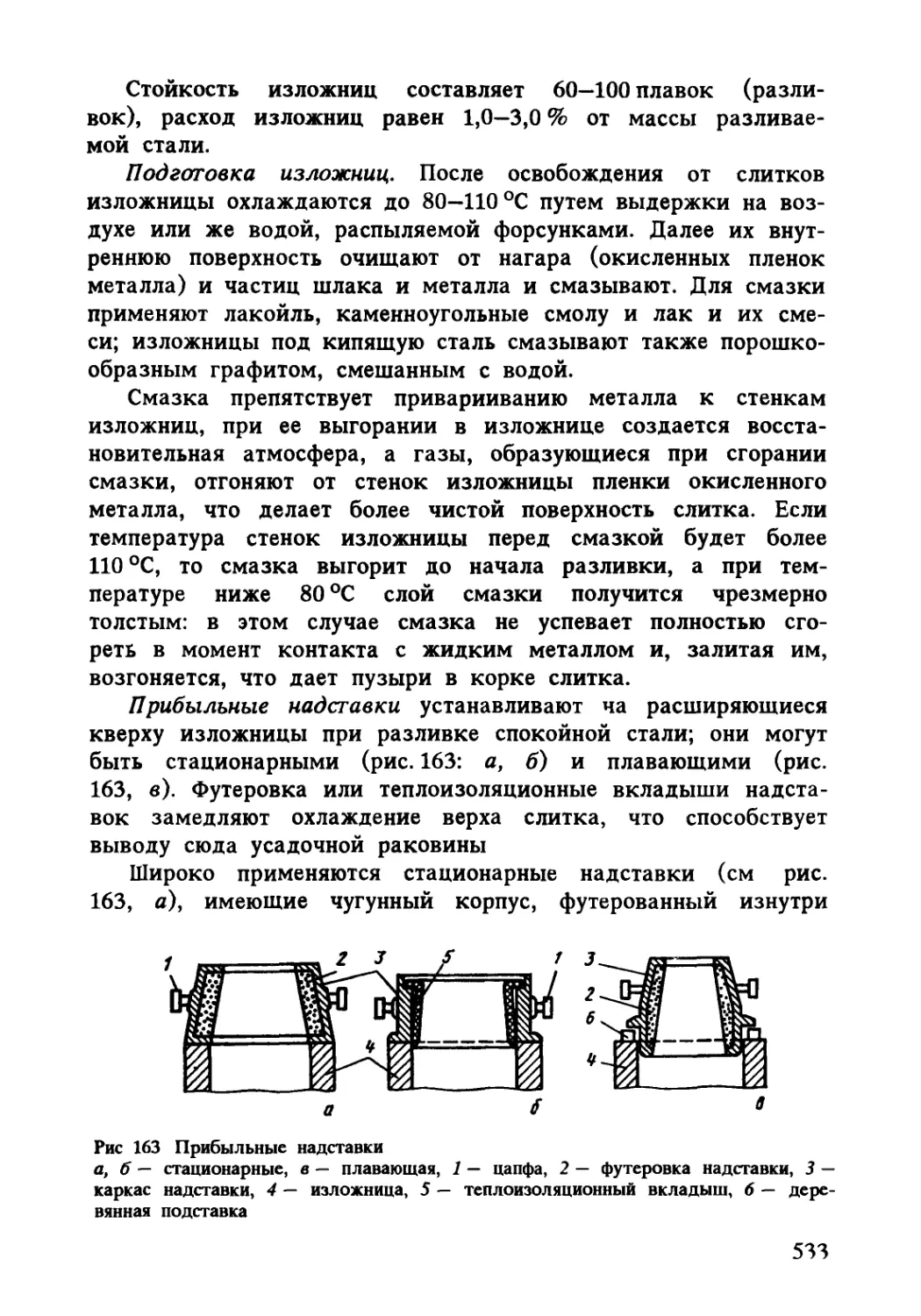
4. Слиток полуспокойной стали ................................. 515
§ 3. Химическая неоднородность слитков .......................... 516
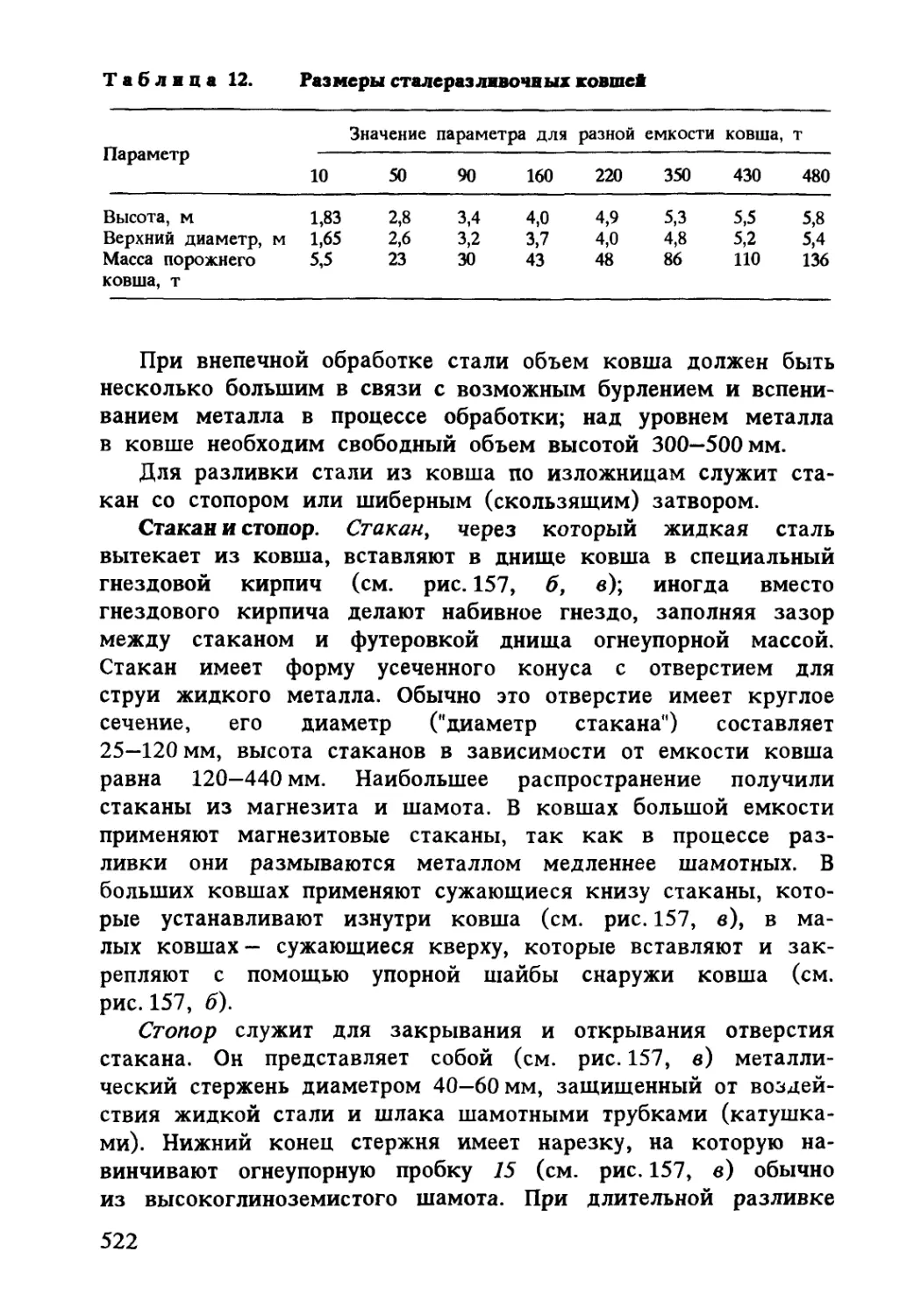
§ 4. Оборудование для разливки стали ............................ 521
§ 5. Температура и скорость разливки ............................ 537
§ 6. Особенности разливки спокойной стали ....................... 539
1. Технология разливки ........................................ 539
2. Защита металла в изложнице от окисления..................... 540
3. Специальные методы теплоизоляции и обогрева верха слитка . . 543
§ 7. Особенности разливки кипящей стали ......................... 545
§ 8. Дефекты стальных слитков.................................... 548
Глава б. Непрерывная разливка стали .............................. 554
§ 1. Общая характеристика непрерывной разливки .................. 554
1. Разновидности и преимущества способа ....................... 554
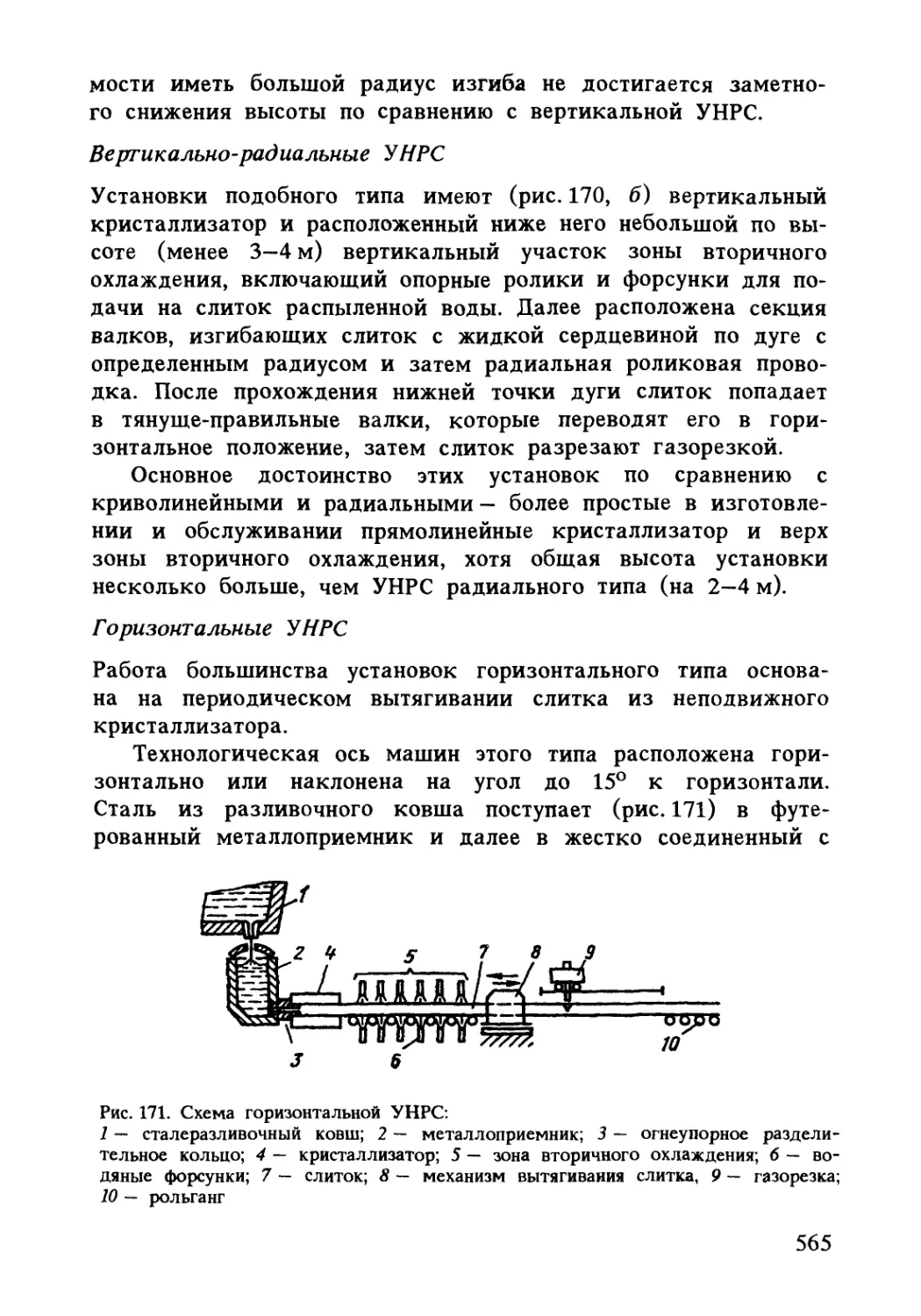
2. Основные типы УНРС.......................................... 556
3. Затвердевание непрерывно вытягиваемого слитка .............. 558
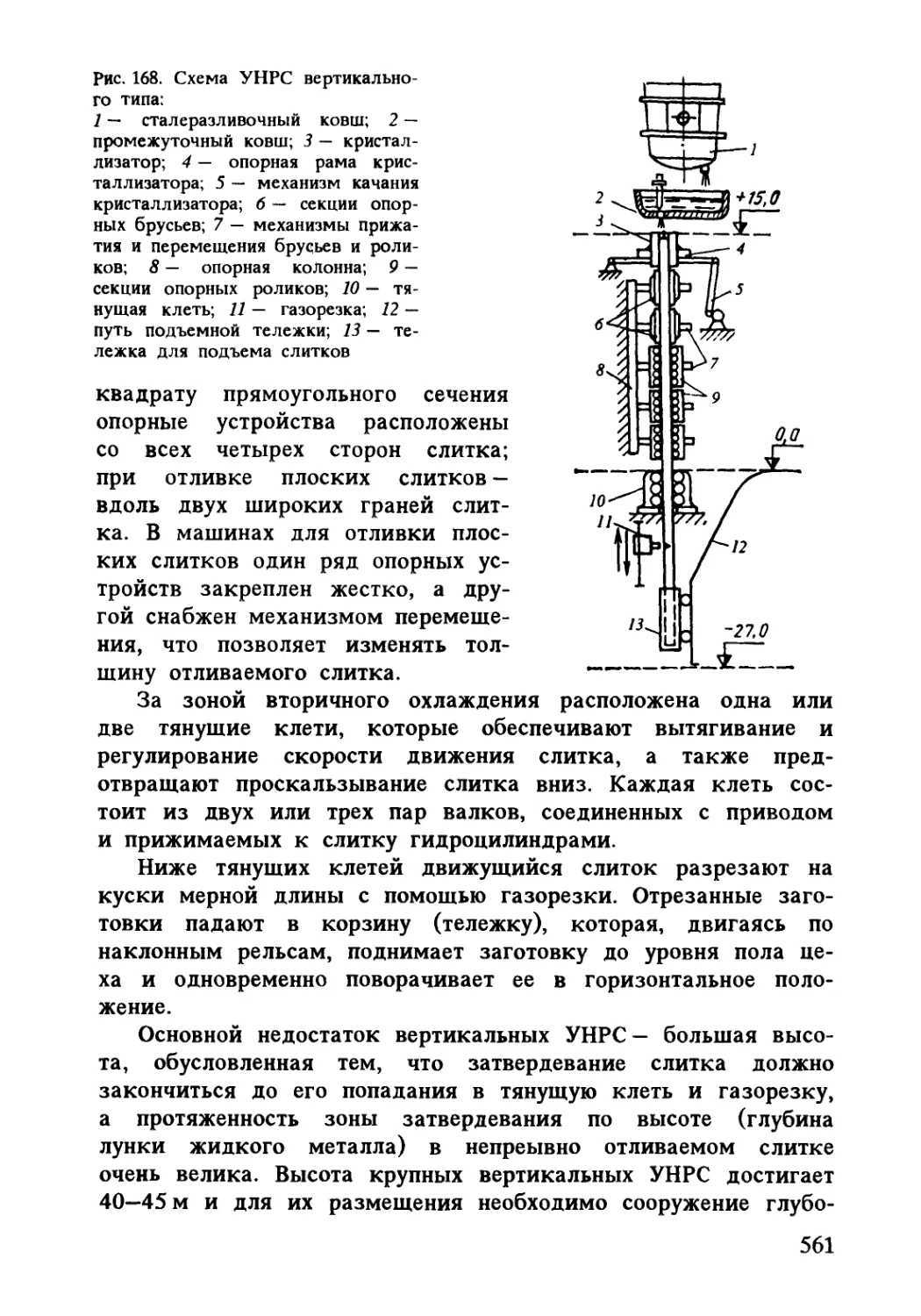
§ 2. Устройство установок непрерывной разливки .................. 560
1. УНРС с вытягиванием и скольжением слитка.................... 560
2. УНРС без скольжения слитка в кристаллизаторе ............... 579
3. Литейно-прокатные агрегаты ................................. 583
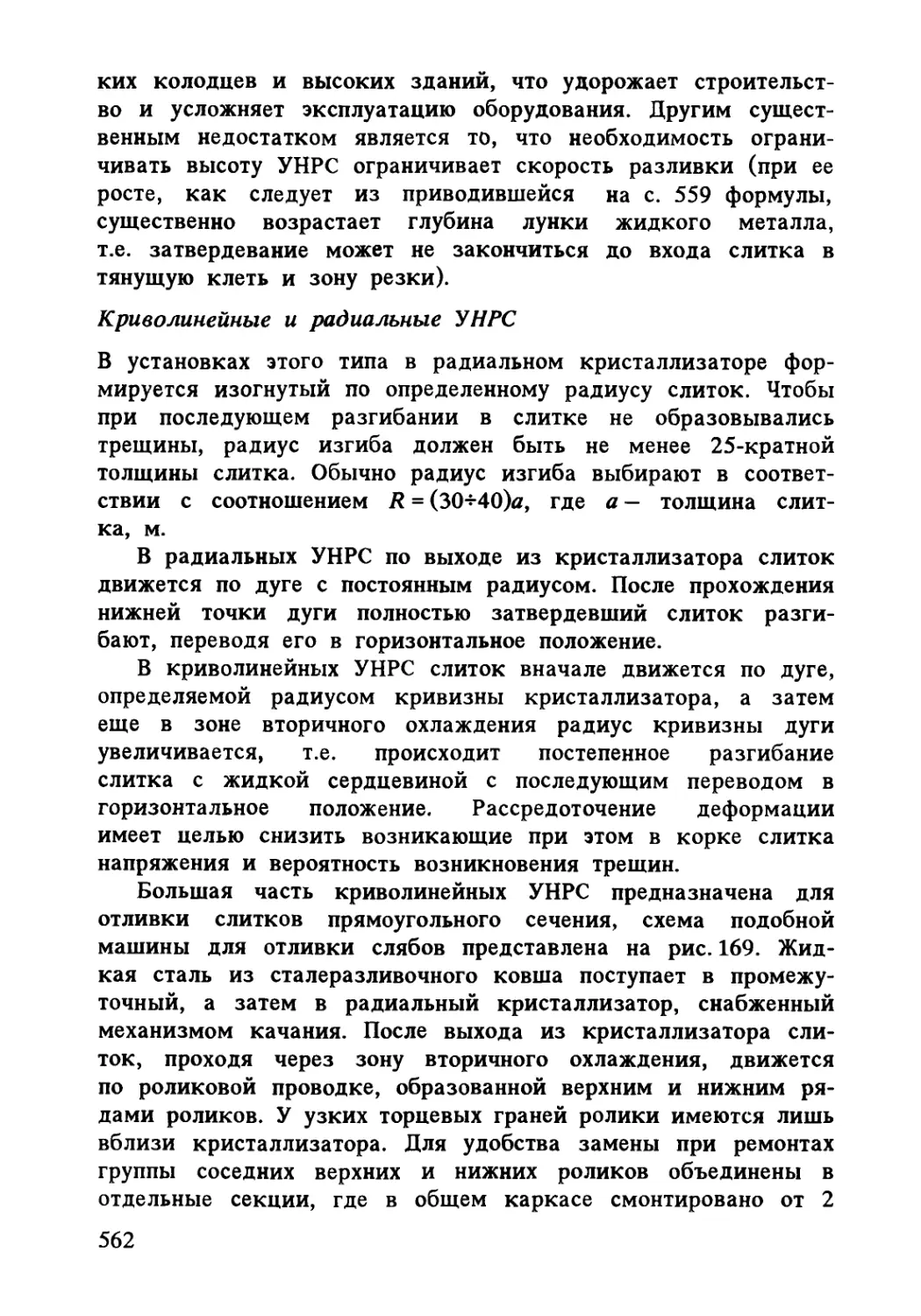
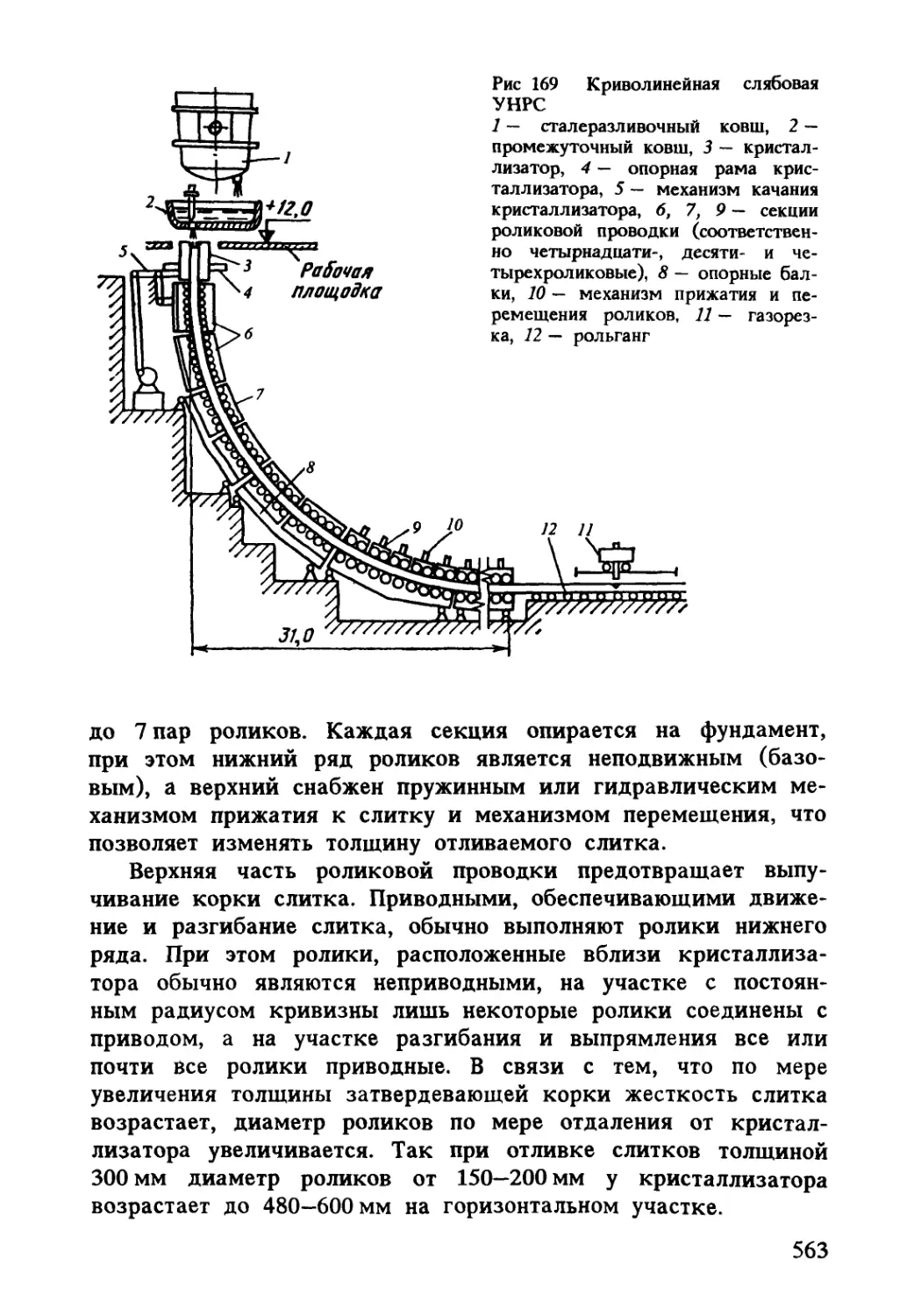
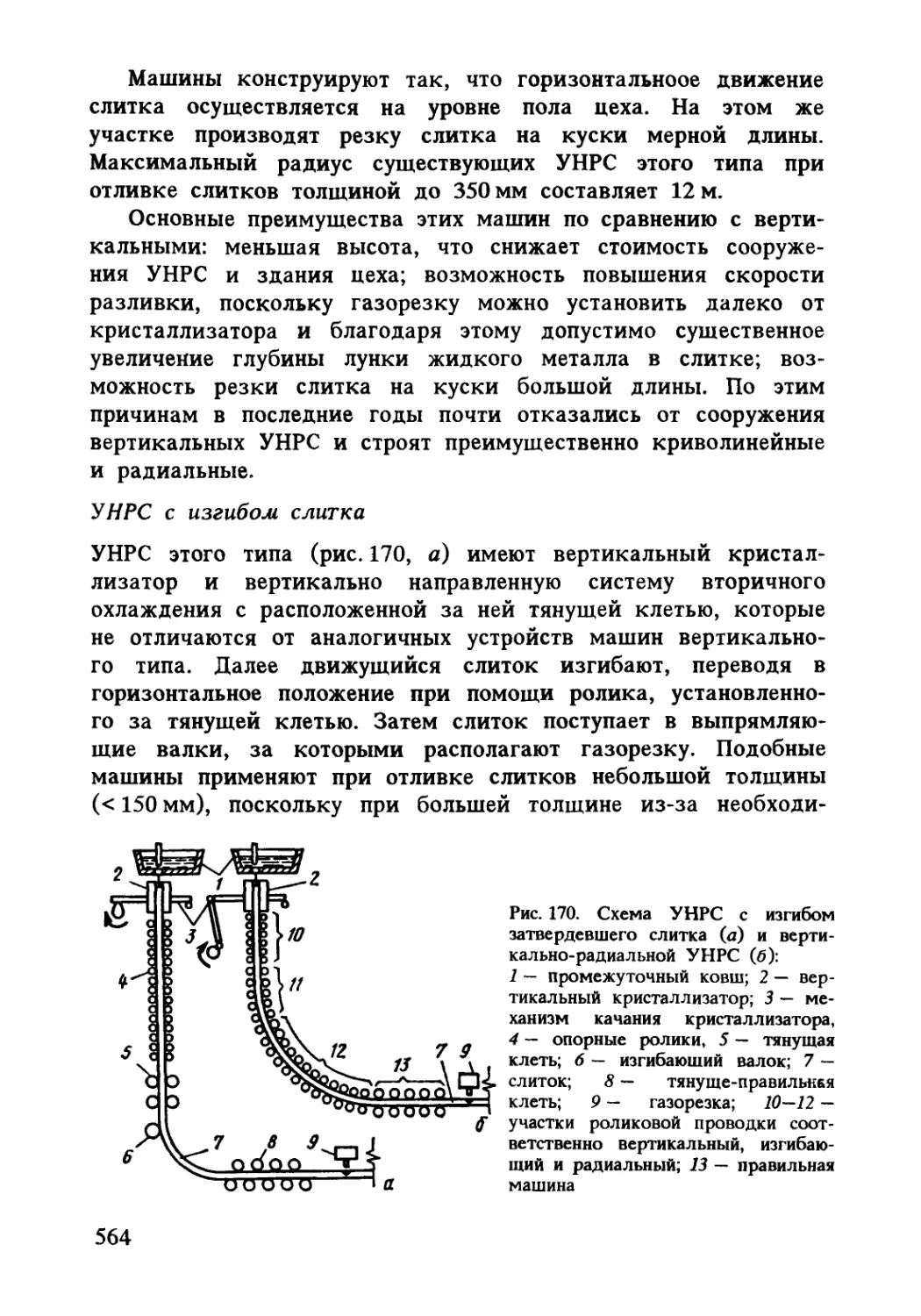
§ 3. Технология разливки и качество слитка ...................... 585
§ 4. Производительность УНРС..................................... 597
Глава 7. Современные технологии получения стали высокого качества. Ви епечная обработка стали . . . 598
§ 1. Общие условия............................................... 600
§ 2. Технологические основы внепечного рафинирования ......... 601
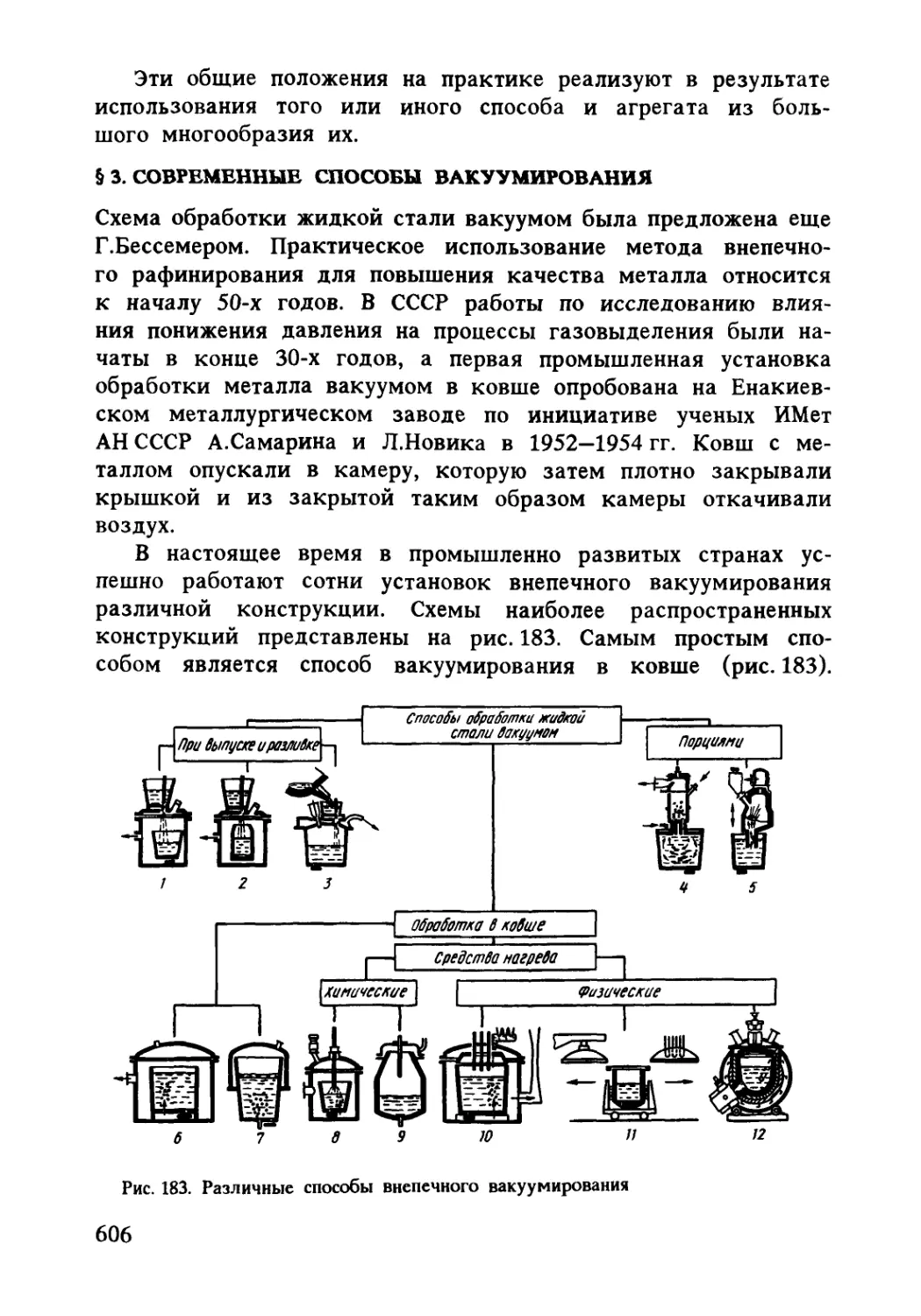
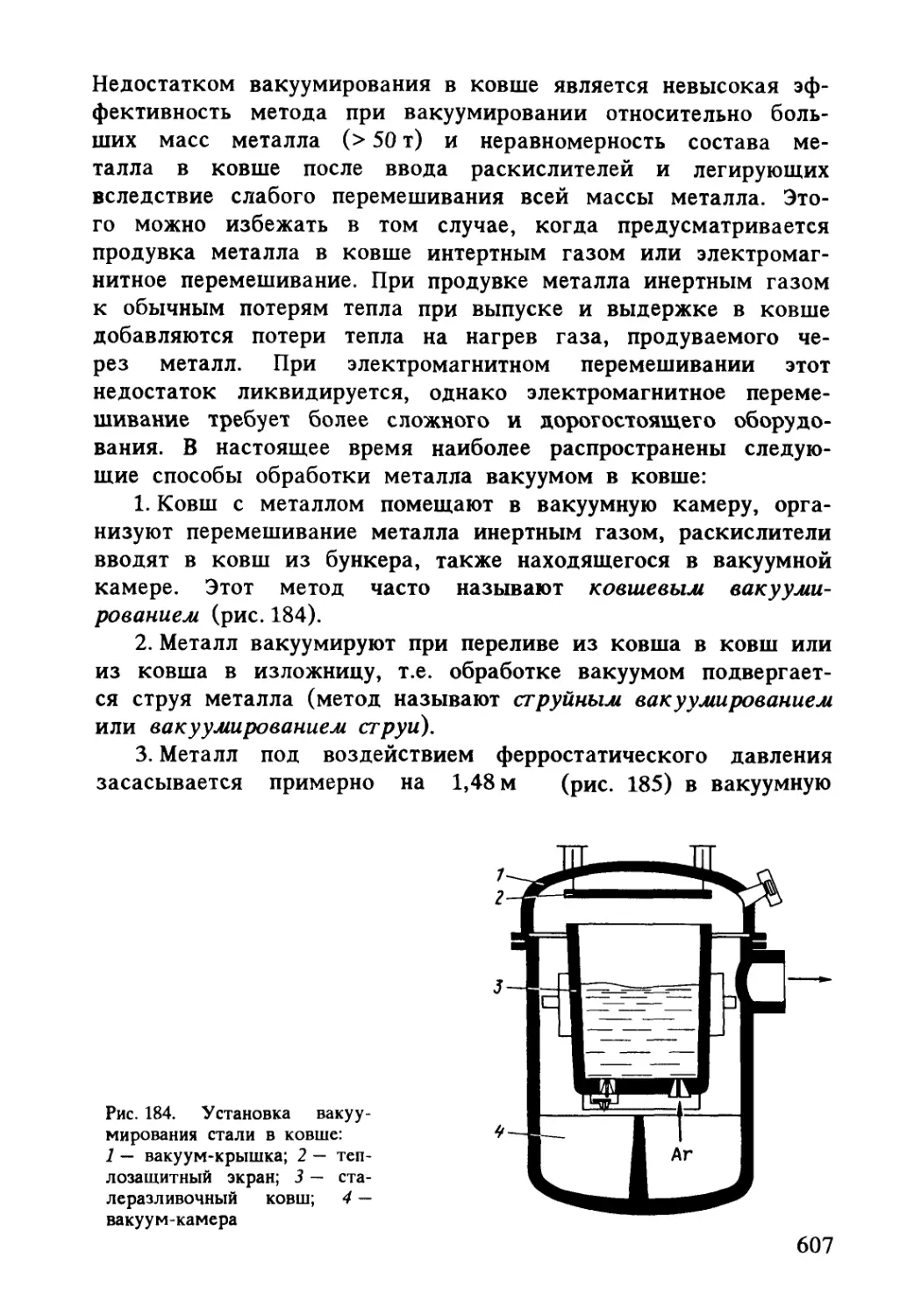
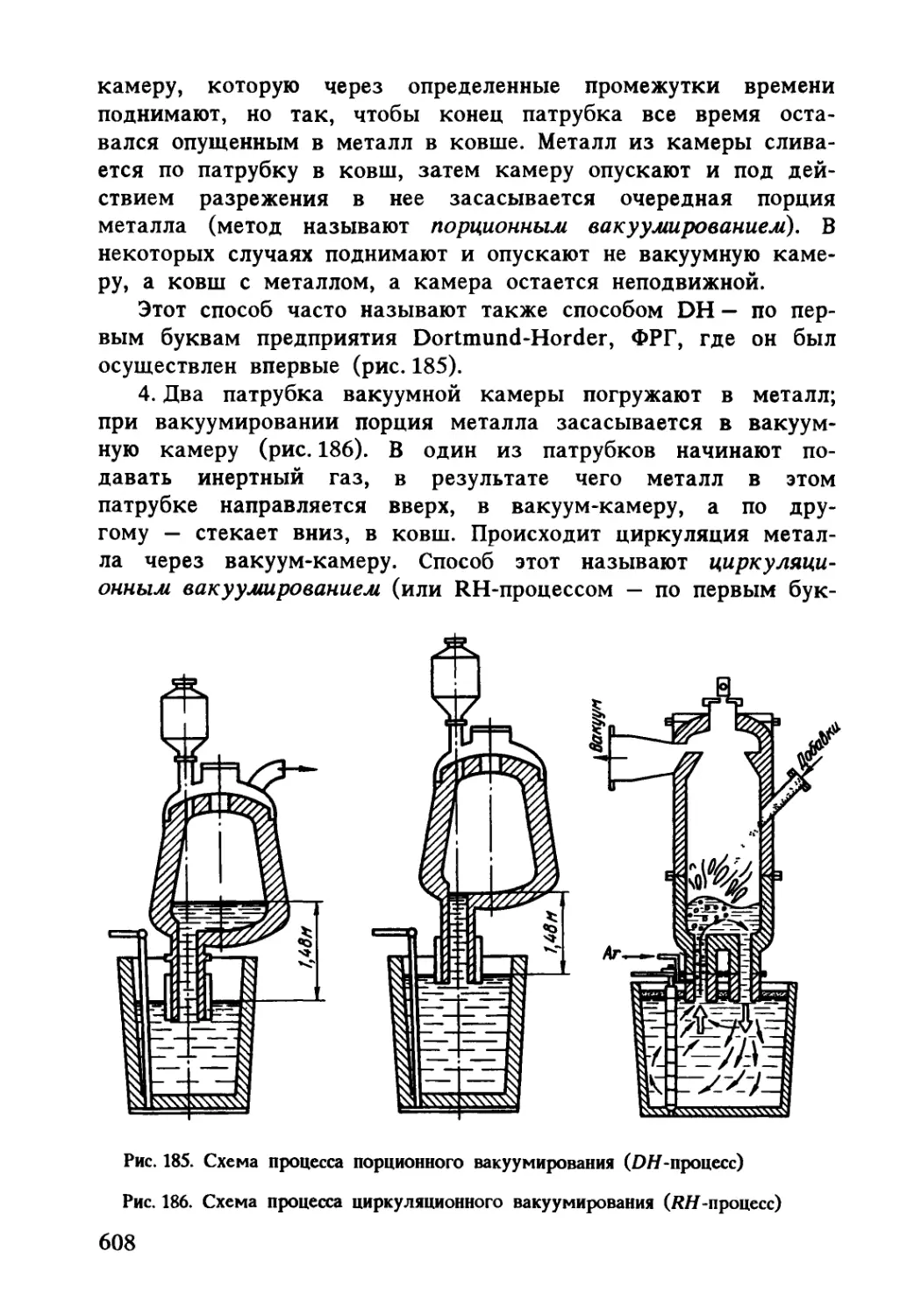
§ 3. Современные способы вакуумирования ......................... 606
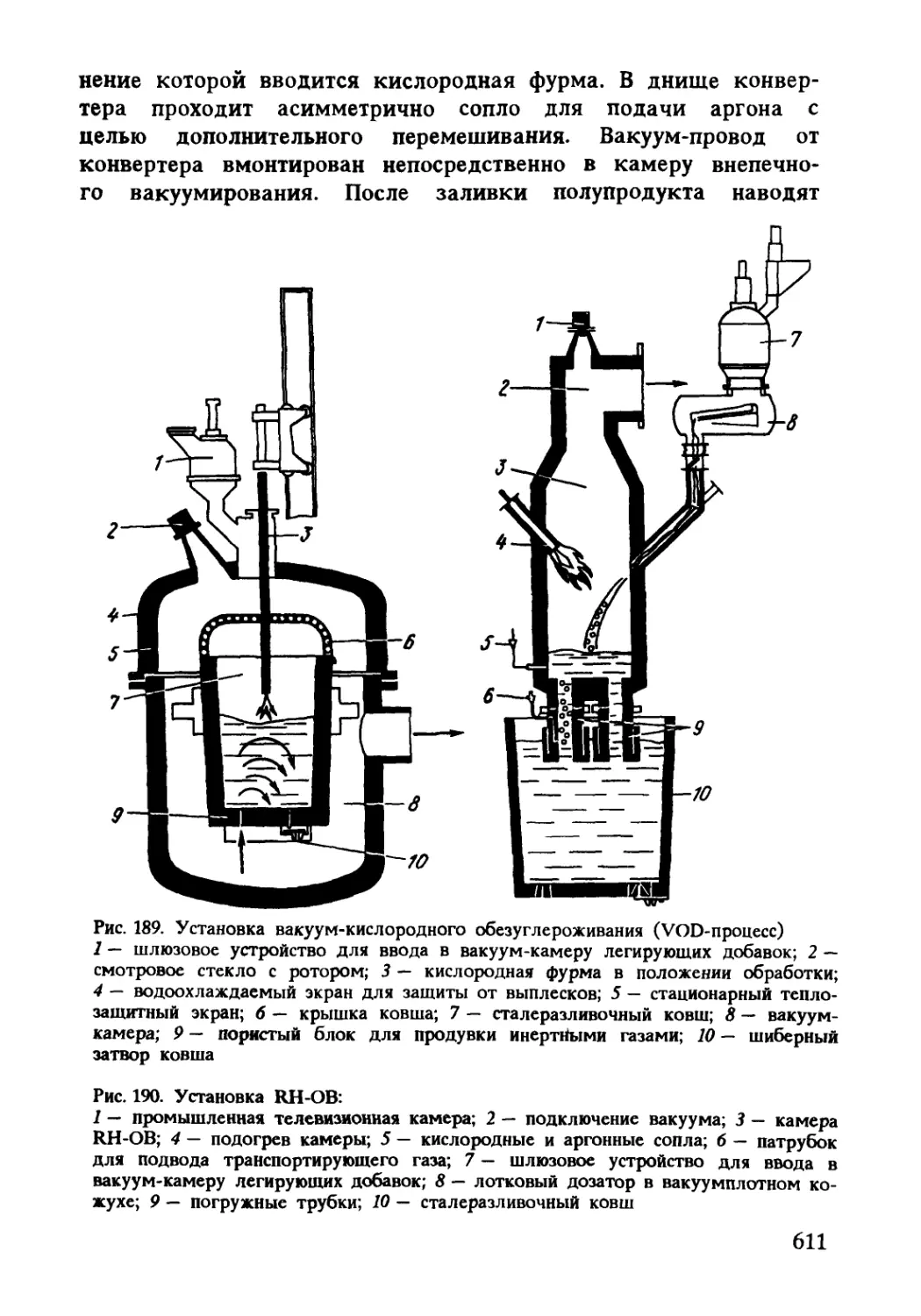
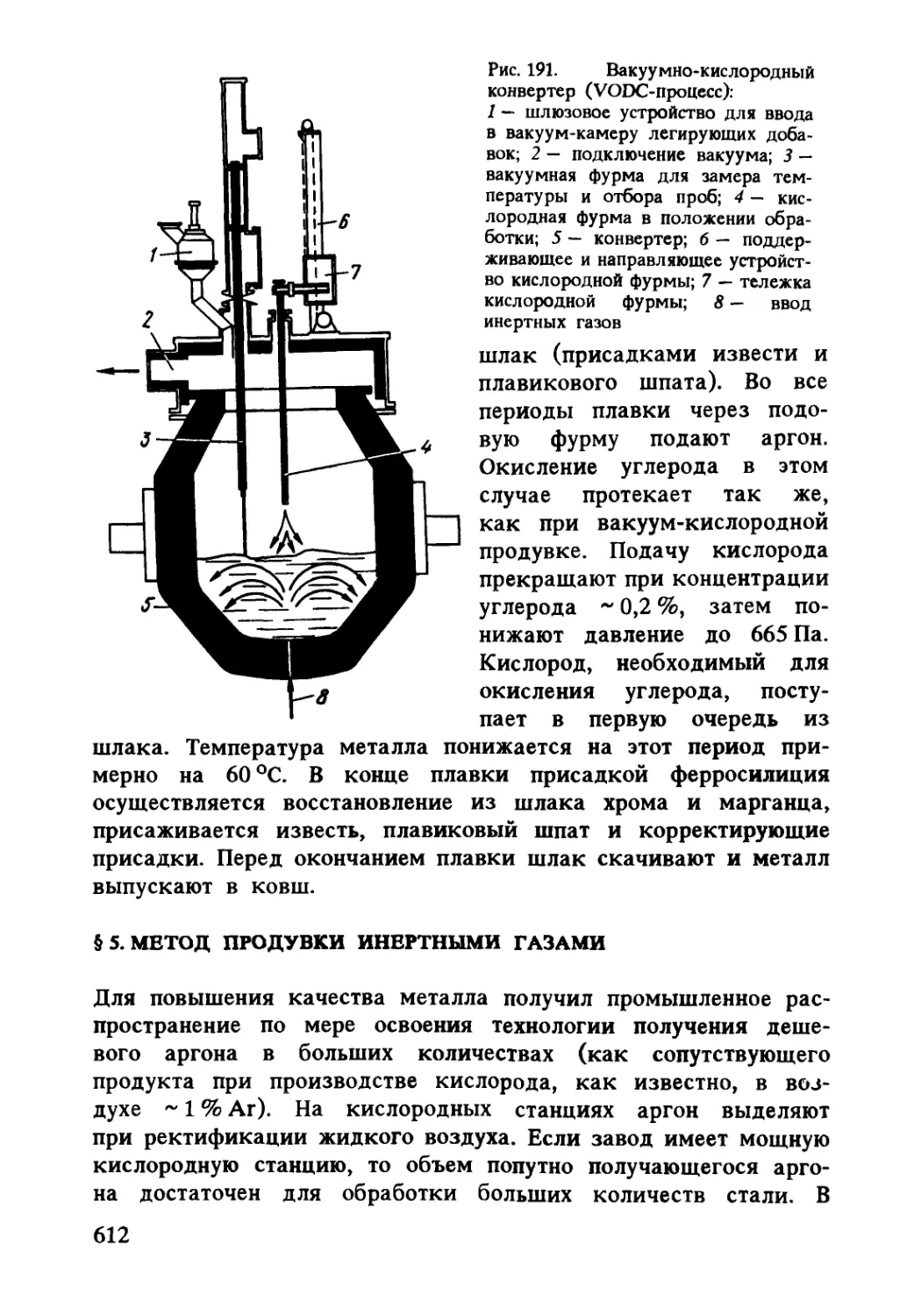
§ 4. Обработка металлла вакуумом и кислородом.................... 610
§ 5. Метод продувки инертными газами............................. 612
§ 6. Аргонокислородная продувка ................................. 616
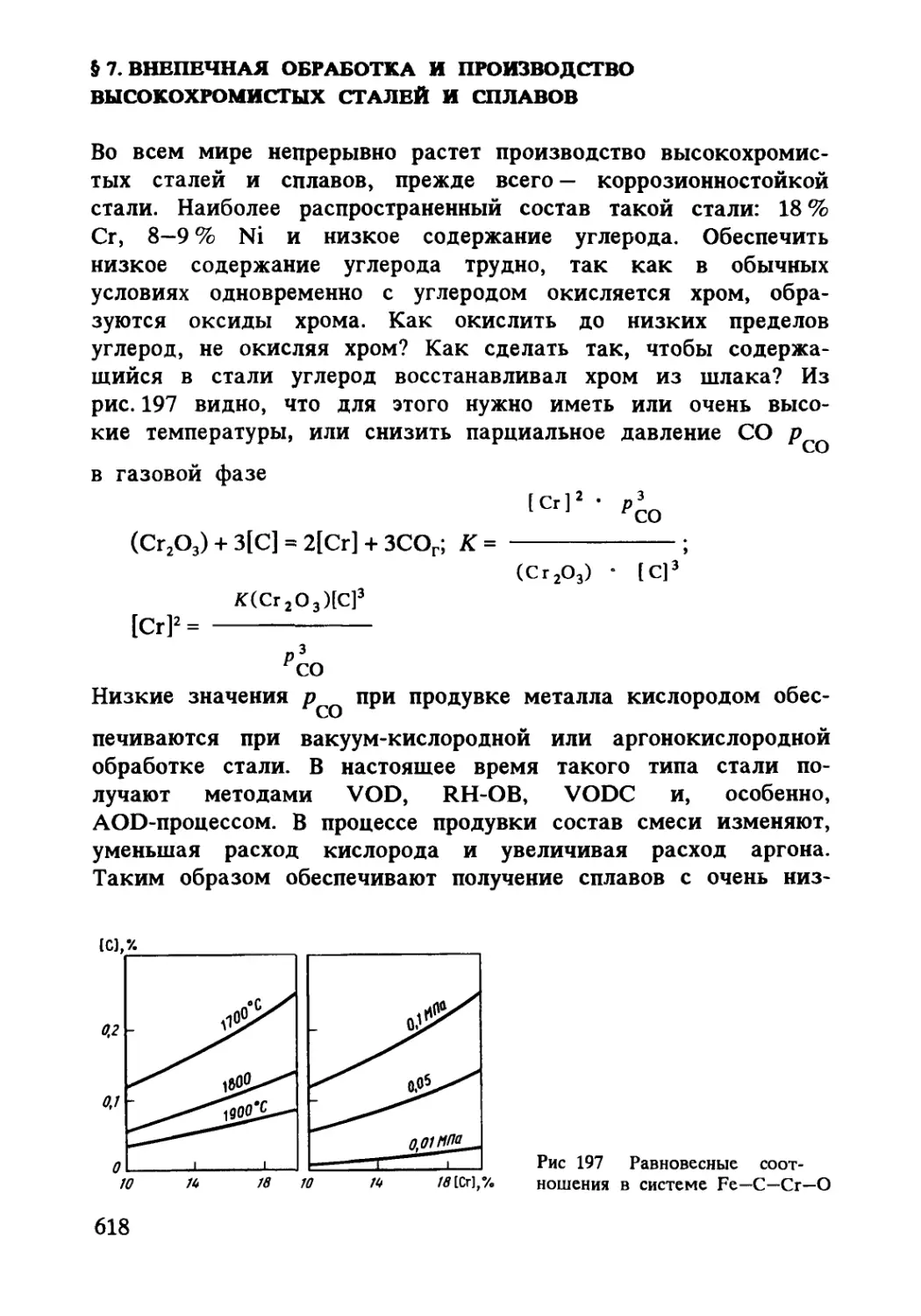
§ 7. Внепечная обработка и производство высокохромистых сталей и
сплавов .................................................... 618
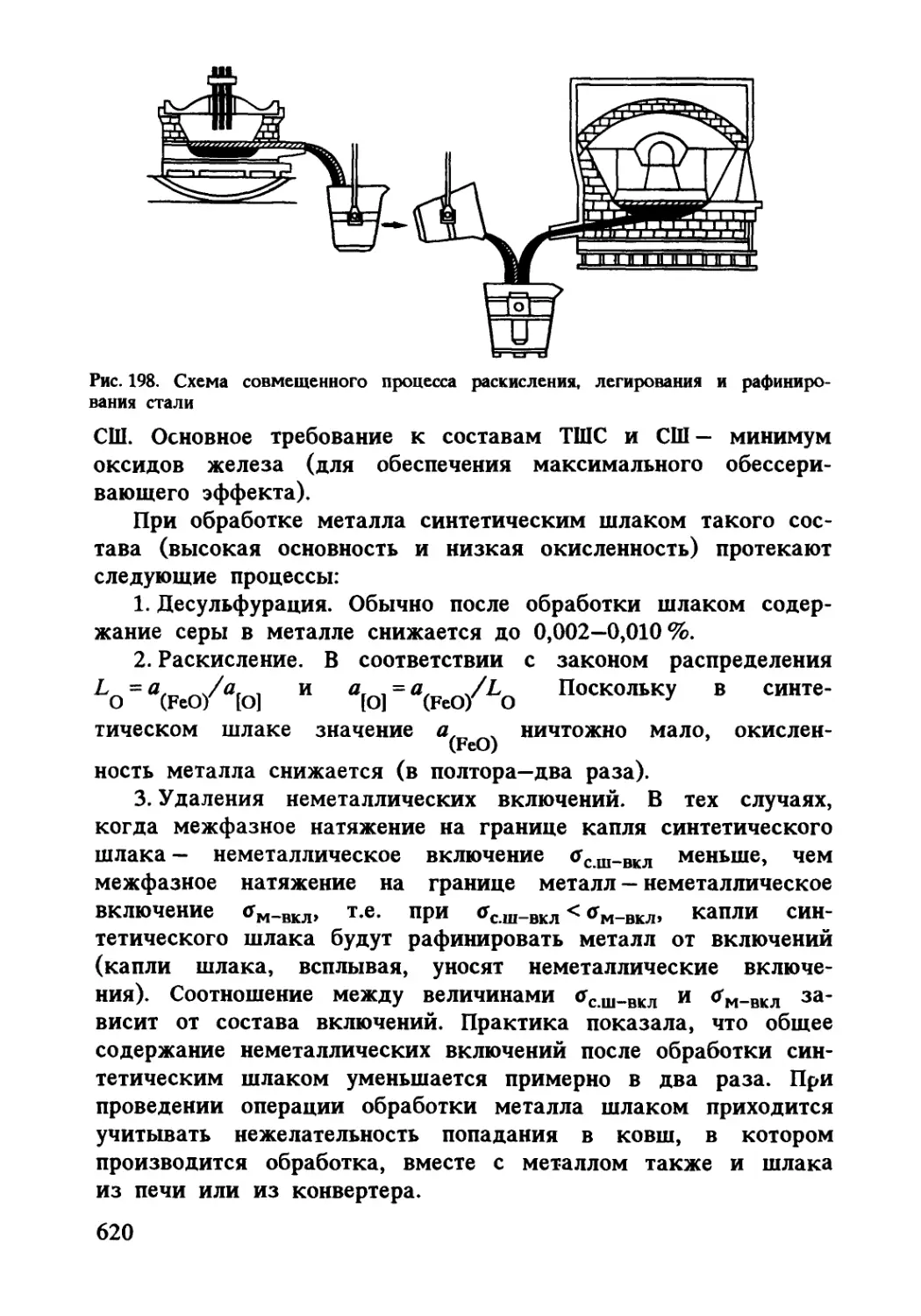
§ 8. Обработка стали шлаками..................................... 619
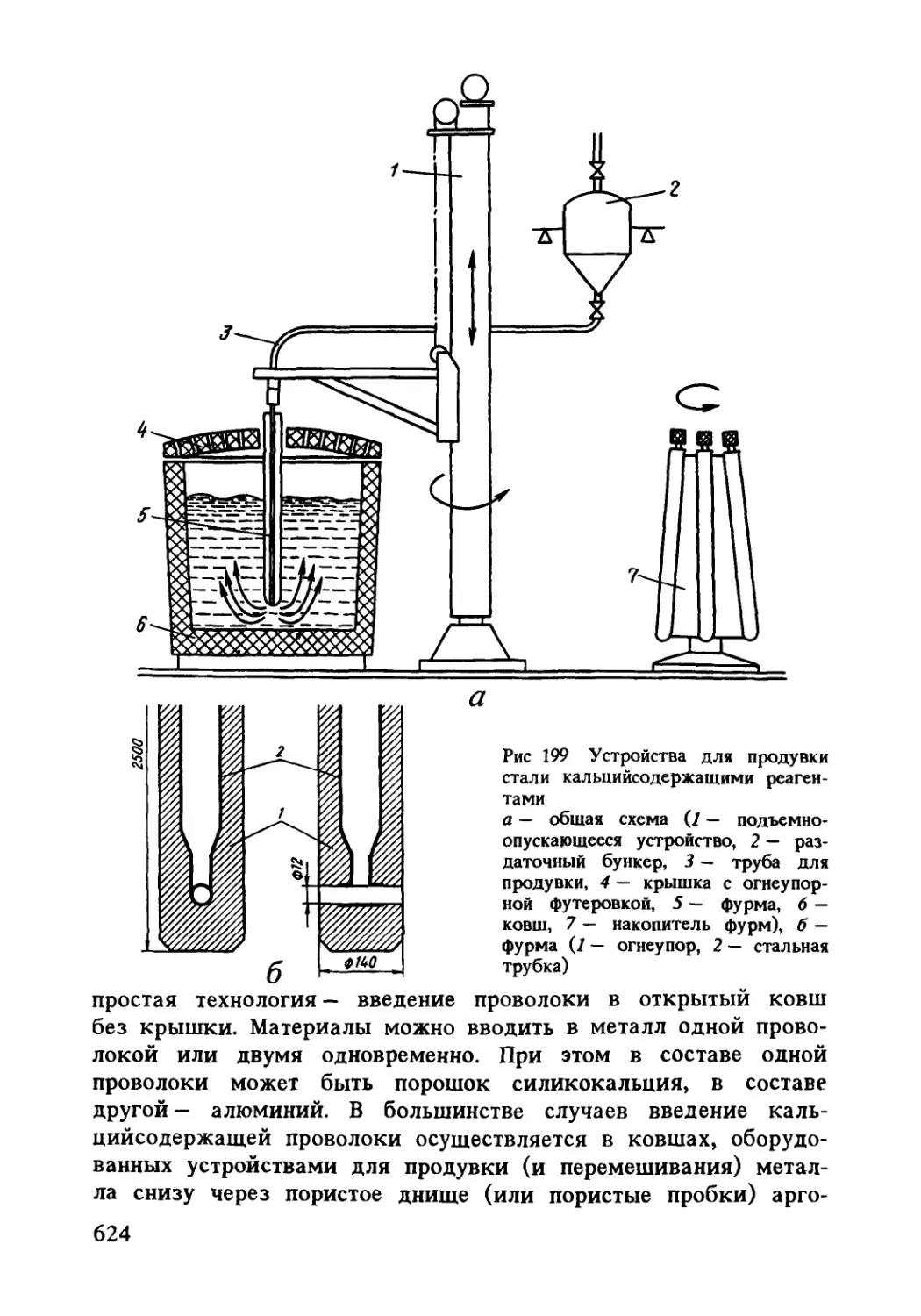
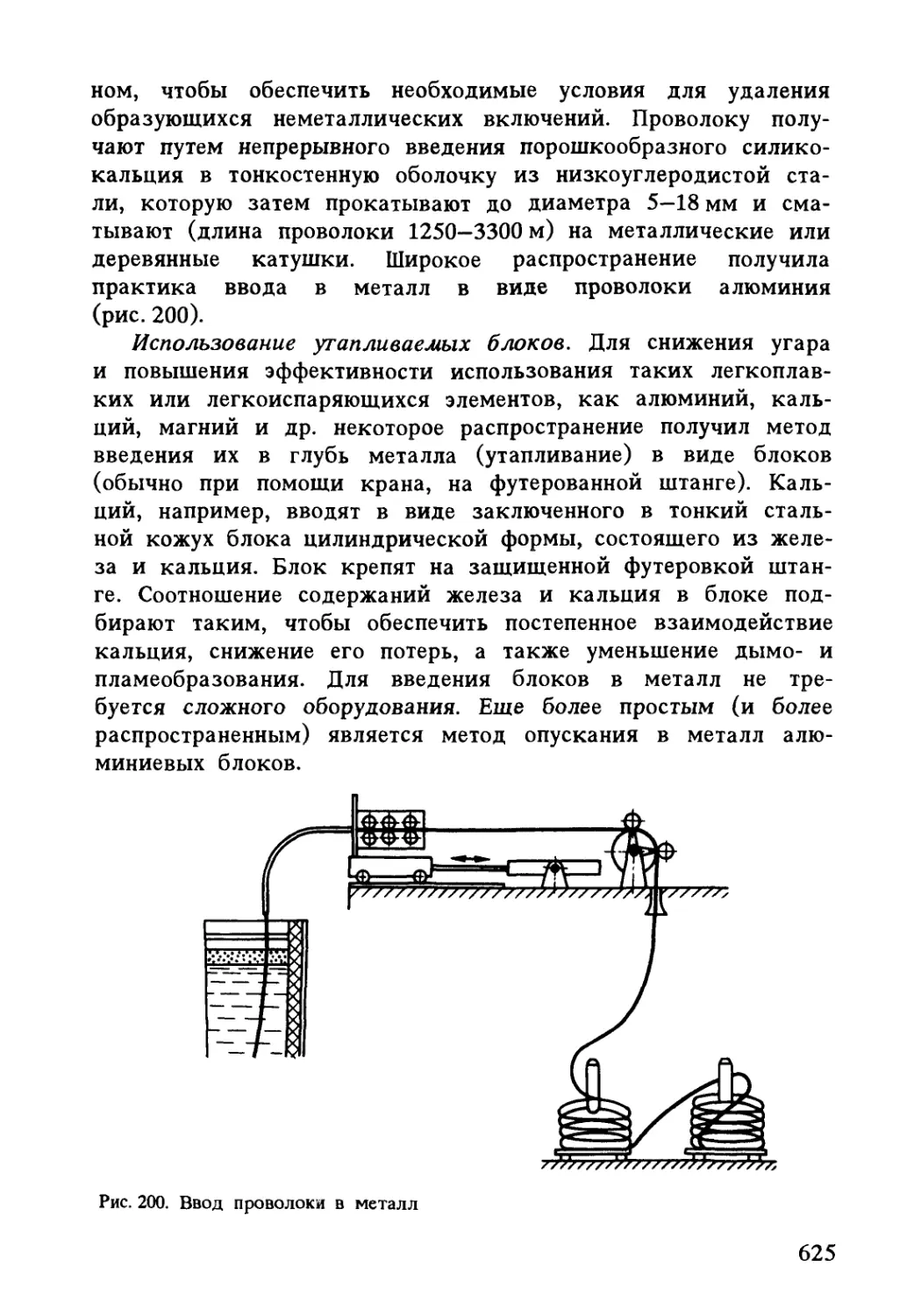
§ 9. Введение реагентов в глубь металла ......................... 621
§ 10. Предотвращение вторичного окисления......................... 626
§ 11. Методы отделения шлака от металла ("отсечки" шлака) .... 627
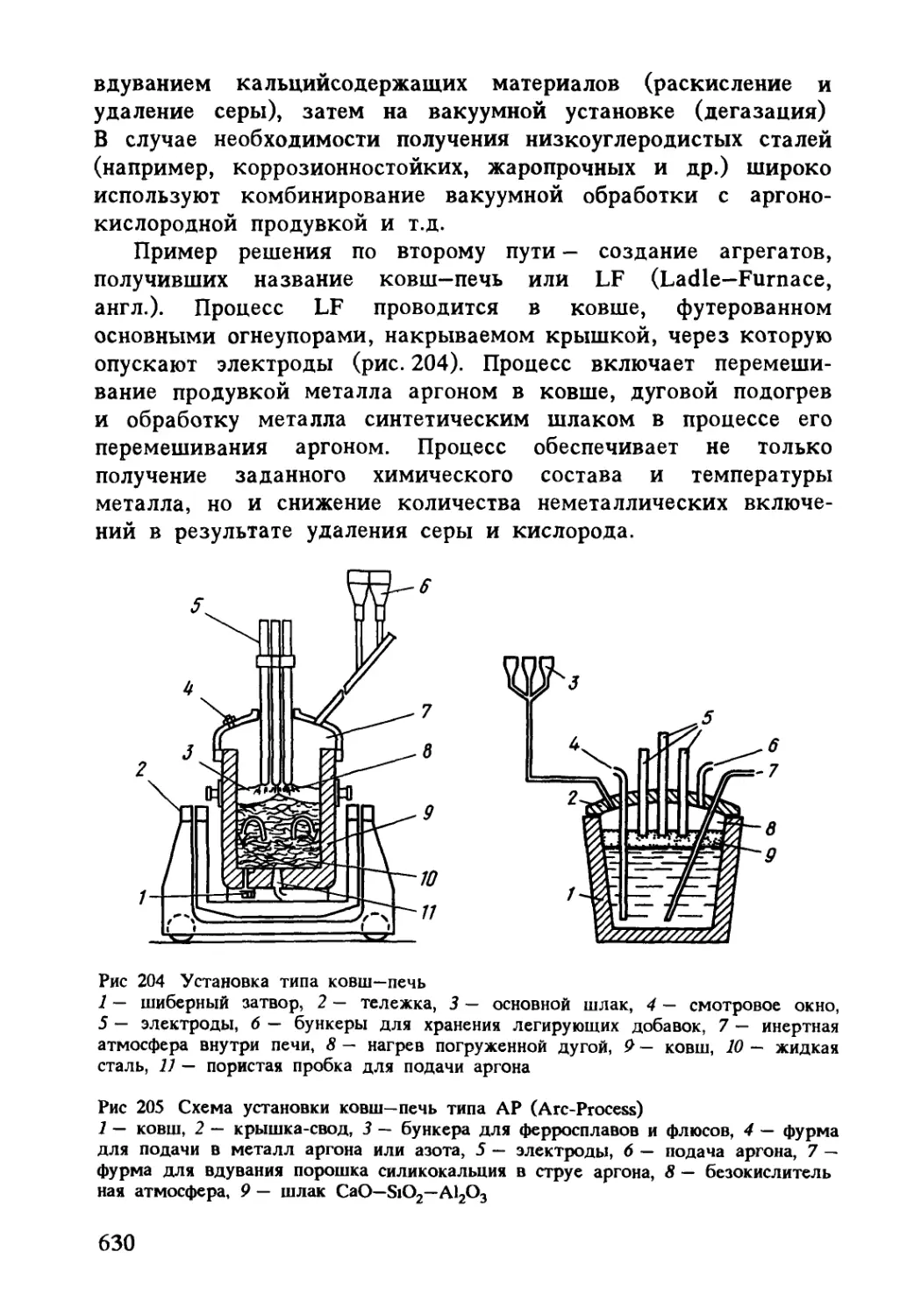
§ 12. Комбинированные (комплексные) методы внепечной обработки 629
§ 13. Внепечная обработка стали на установках непрерывной разливки (УНРС) ........................................................... 633
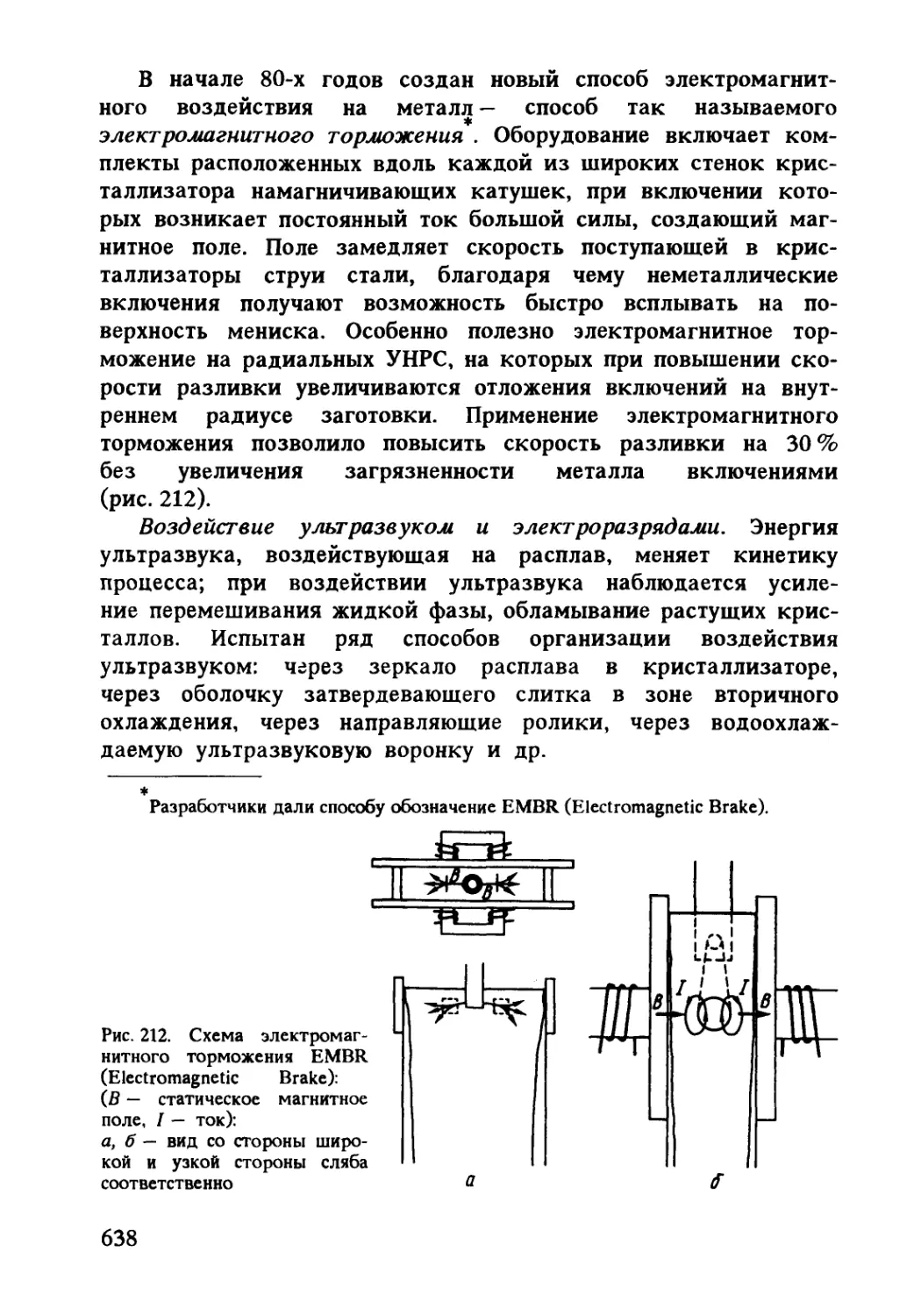
§ 14. Обработка стали в процессе кристаллизации ........... 635
§ 15. Внепечная обработка стали и проблемы экологии............... 640
Глава 8. Комплексные технологии внепечной обработки чугуна и стали.................................................... 643
§ 1. Внедоменная десульфурация чугуна............................. 644
§ 2. Внедоменная дефосфорация чугуна ............................. 647
§ 3. Проведение обескремнивания и дефосфорации чугуна............ 648
§ 4. Совместное проведение операции десульфурации и дефосфорации 650
§ 5. Комплексные технологии внепечной обработки чугуна и стали 650
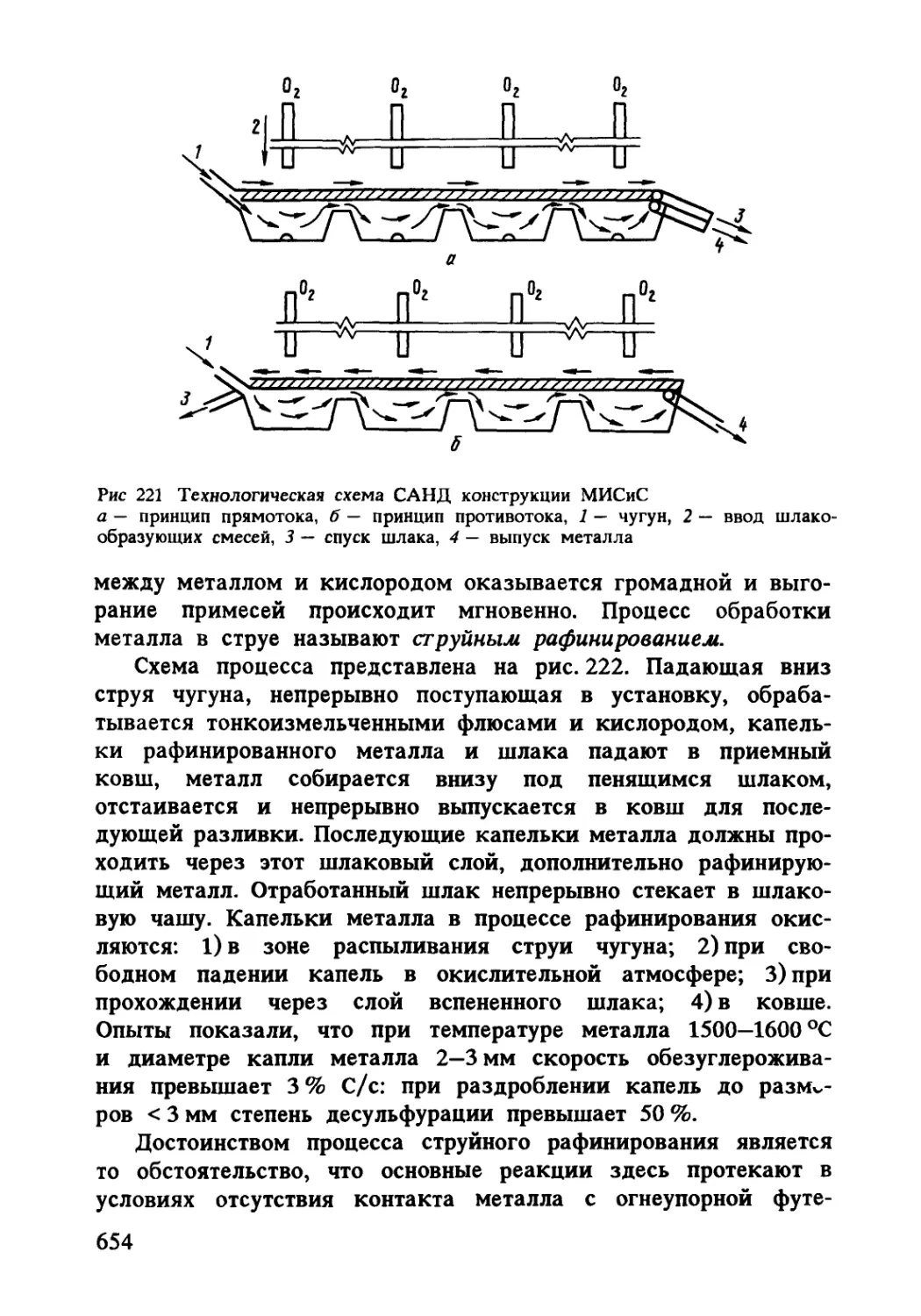
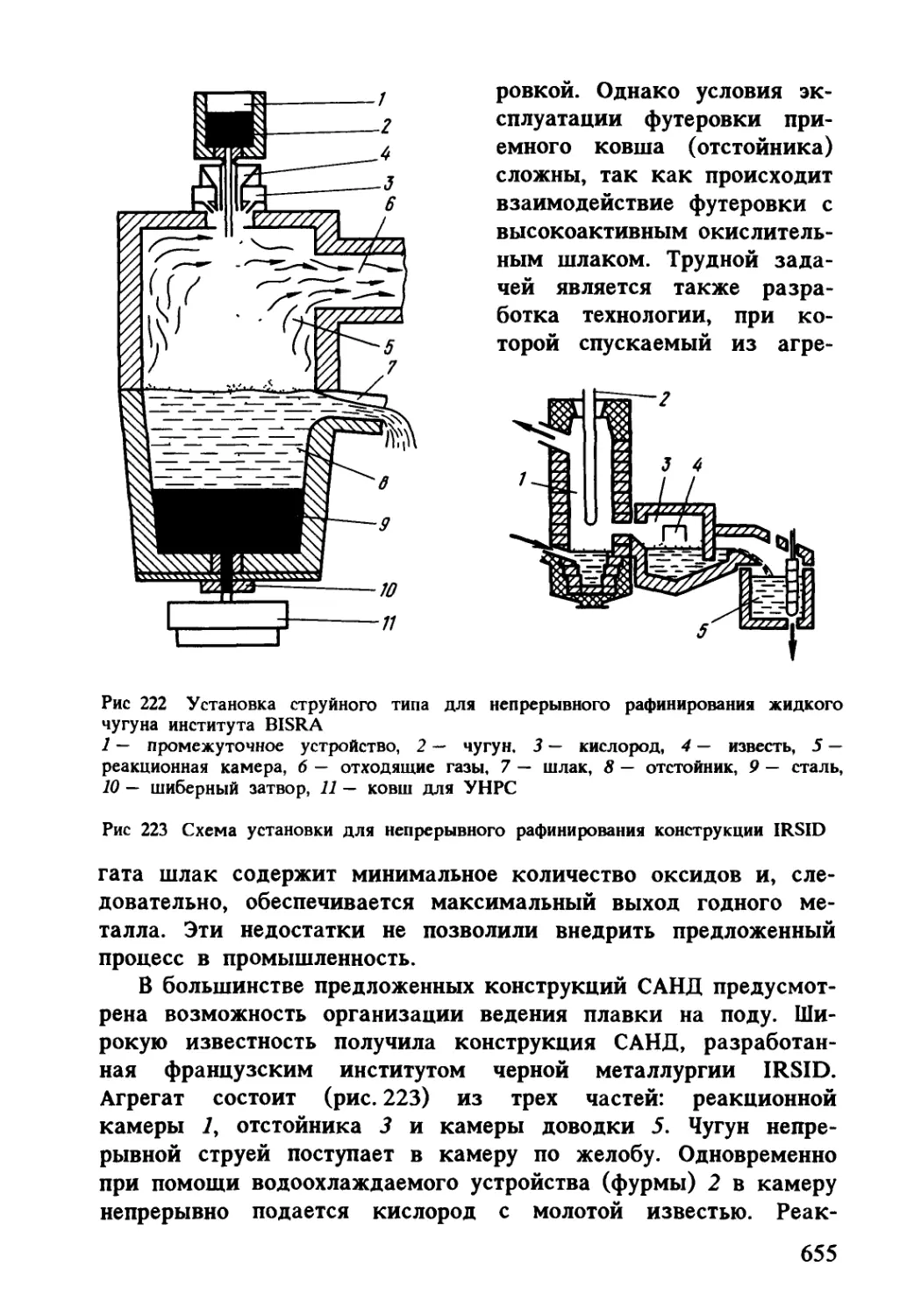
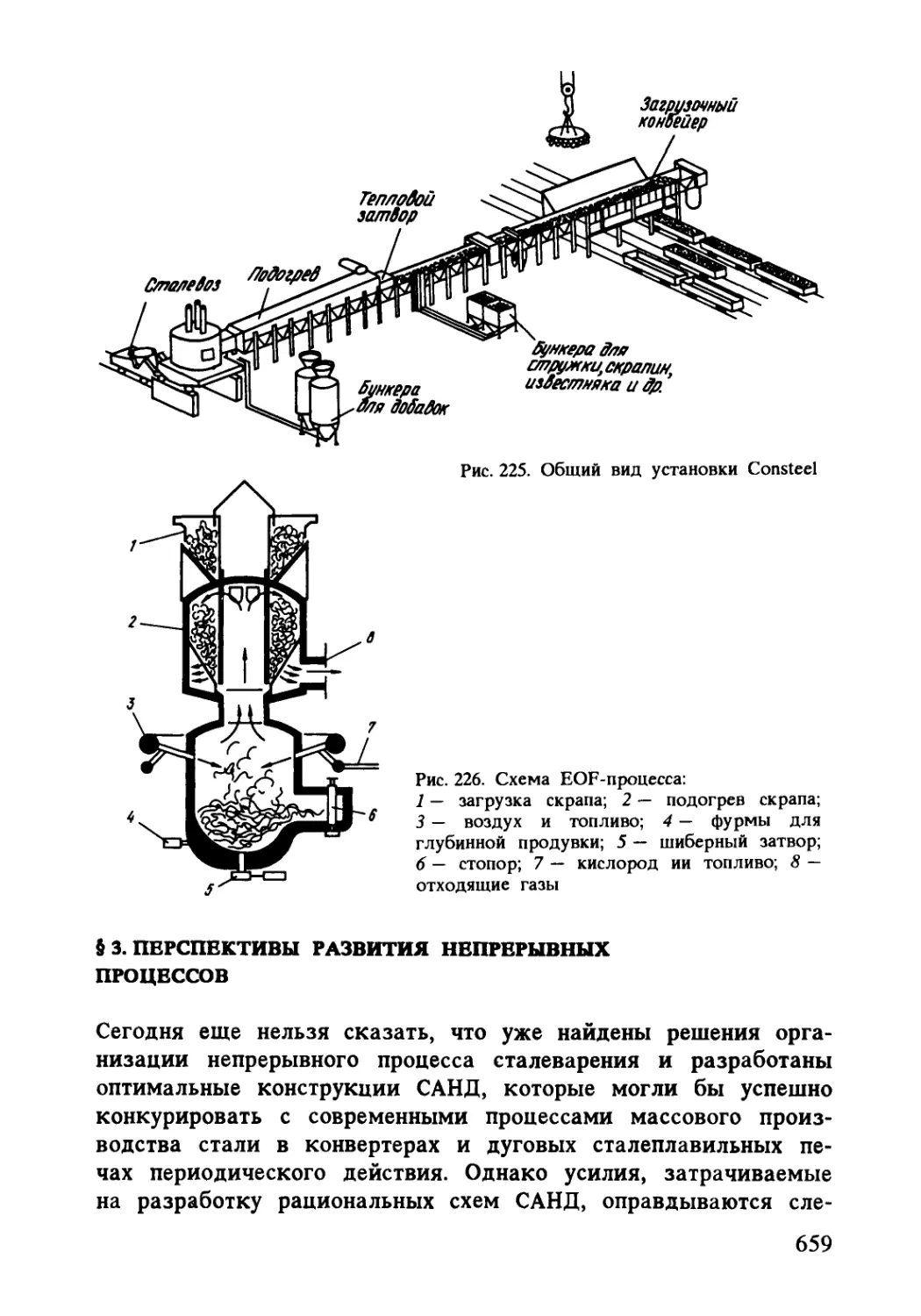
Глава 9. Производство стали в агрегатах непрерывного действия.......................................................... 652
6
§ 1. Конструкции сталеплавильных агрегатов непрерывного действия (САНД)....................................................... 653
§ 2. Переплав металлолома.................................... 656
§ 3. Перспективы развития непрерывных процессов............. 659
Глава 10. Переплавные процессы .............................. 660
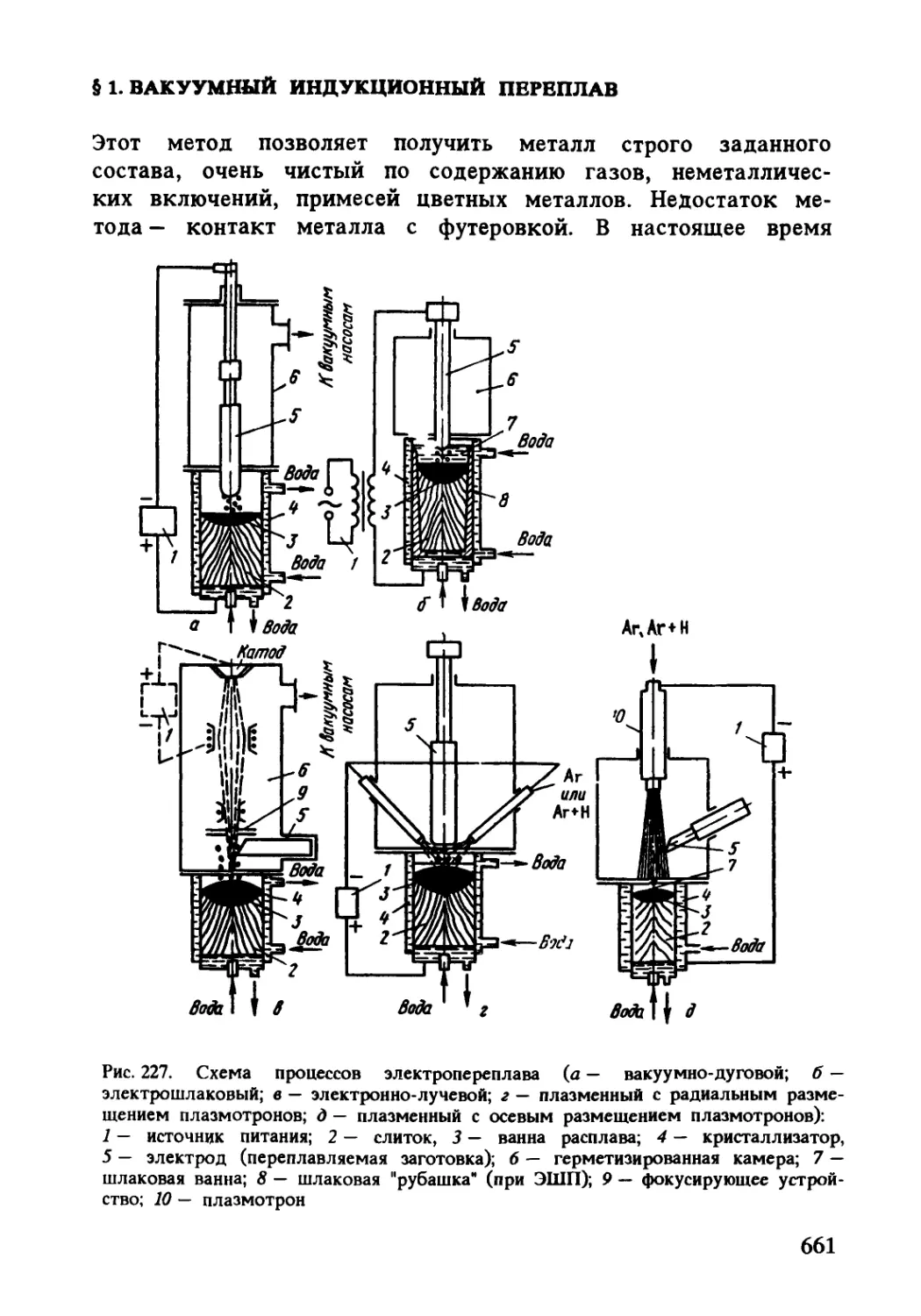
§ 1. Вакуумный индукционный переплав......................... 661
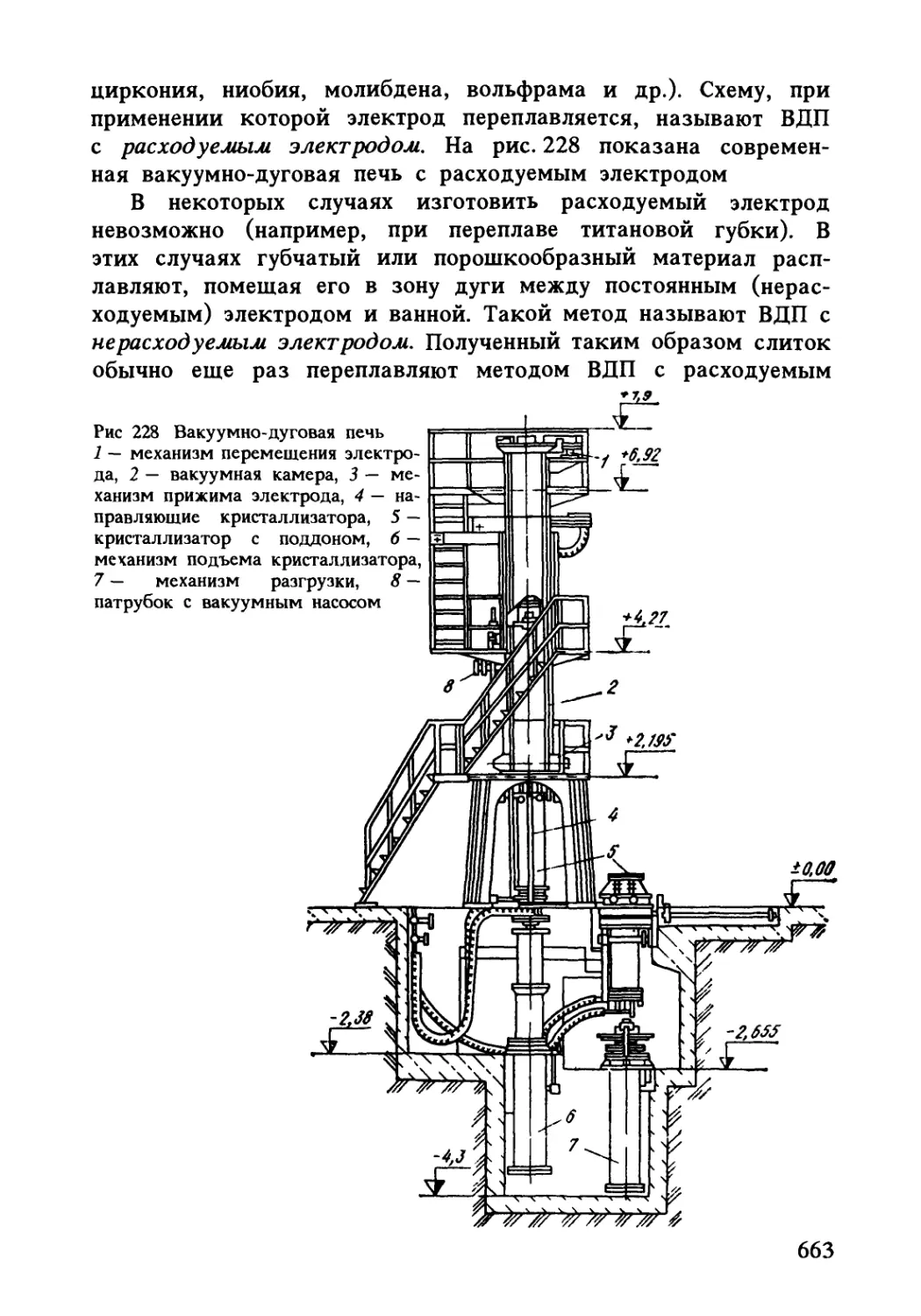
§ 2. Вакуумный дуговой переплав.............................. 662
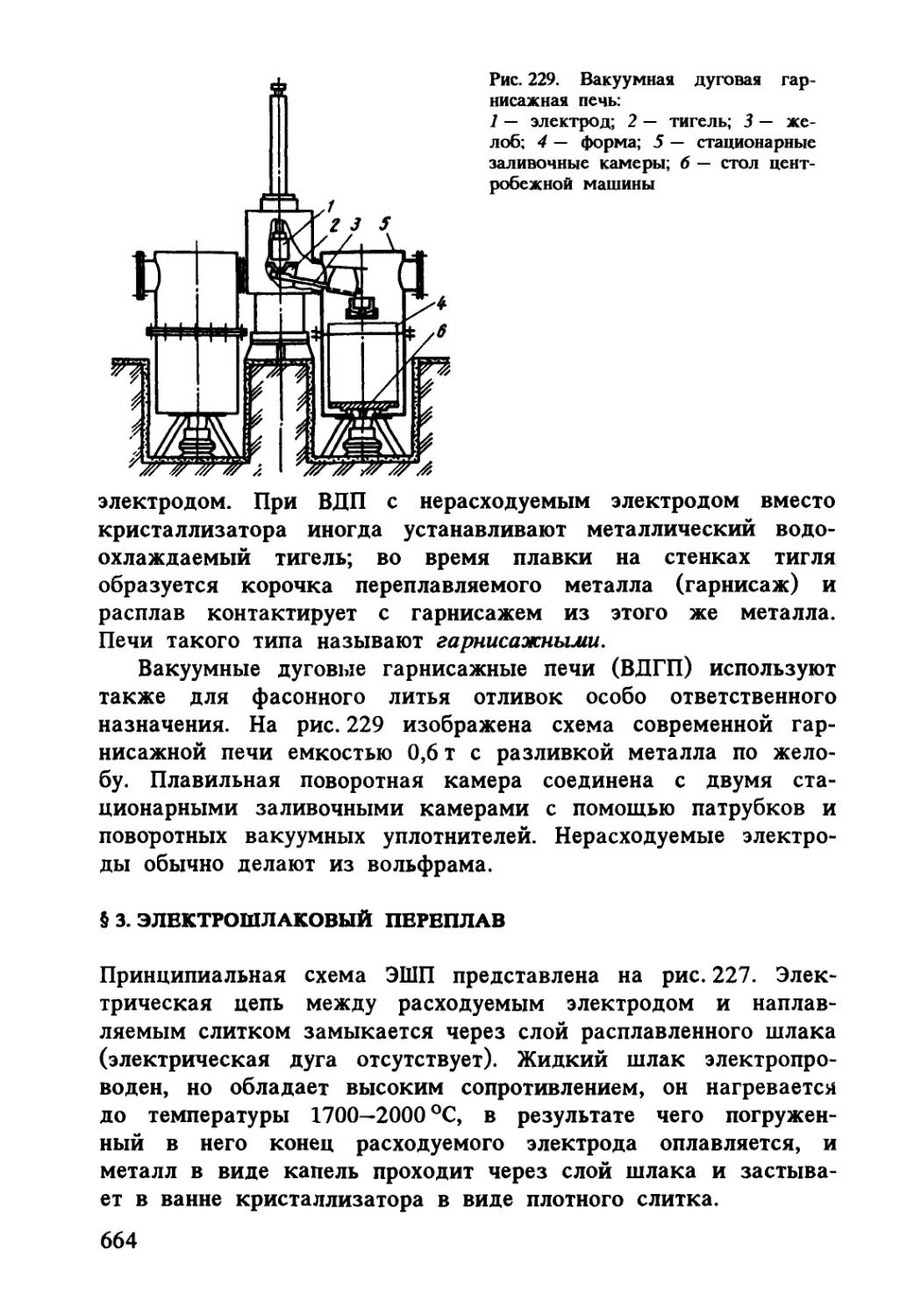
§ 3. Электрошлаковый переплав................................ 664
§ 4. Электронно-лучевой и плазменно-дуговой переплавы........ 669
§ 5. Перспективы развития переплавных процессов ............. 669
ЧАСТЬ III. ПРОИЗВОДСТВО ФЕРРОСПЛАВОВ......................... 670
Глава 1. Способы производства ферросплавов .................. 670
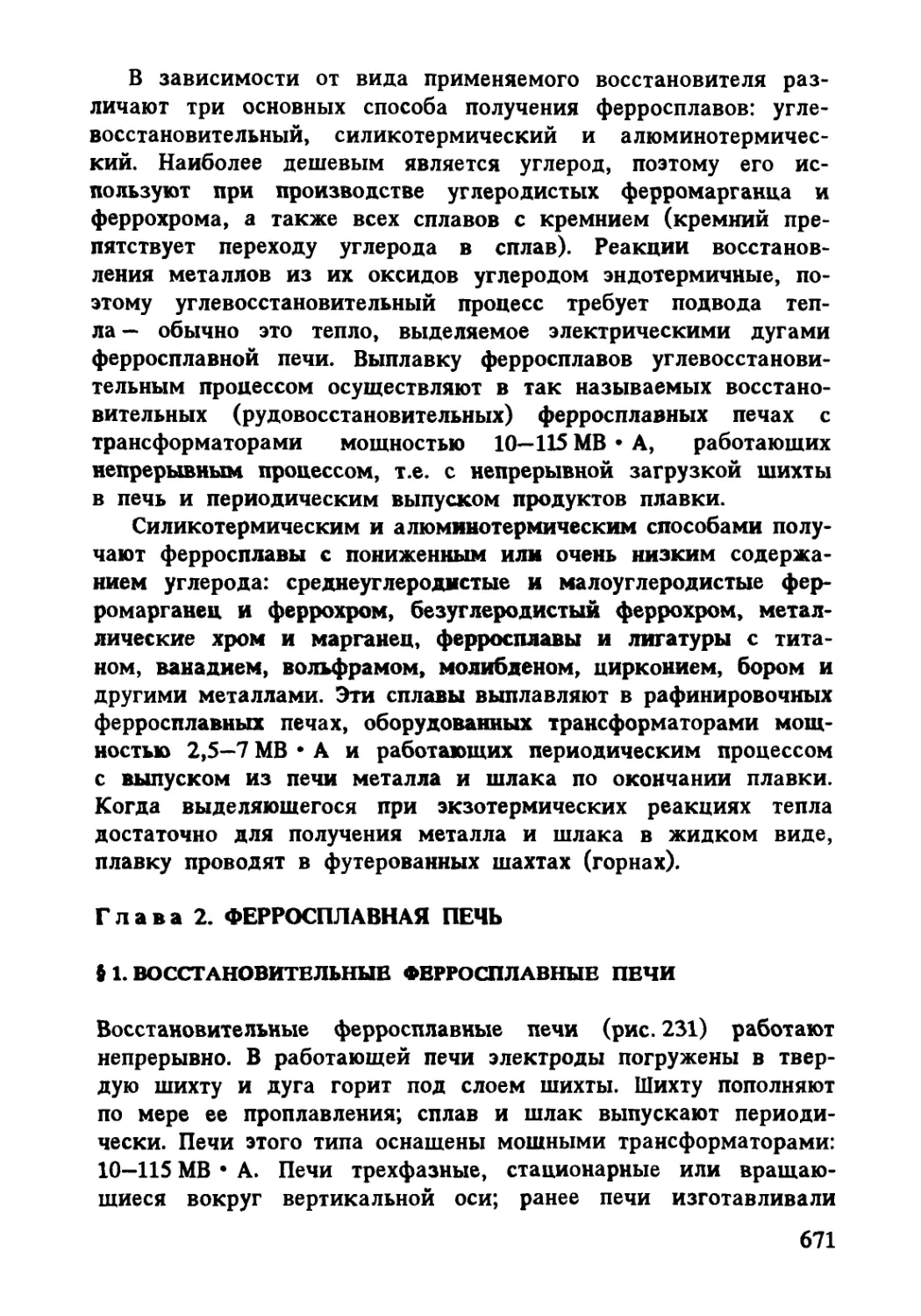
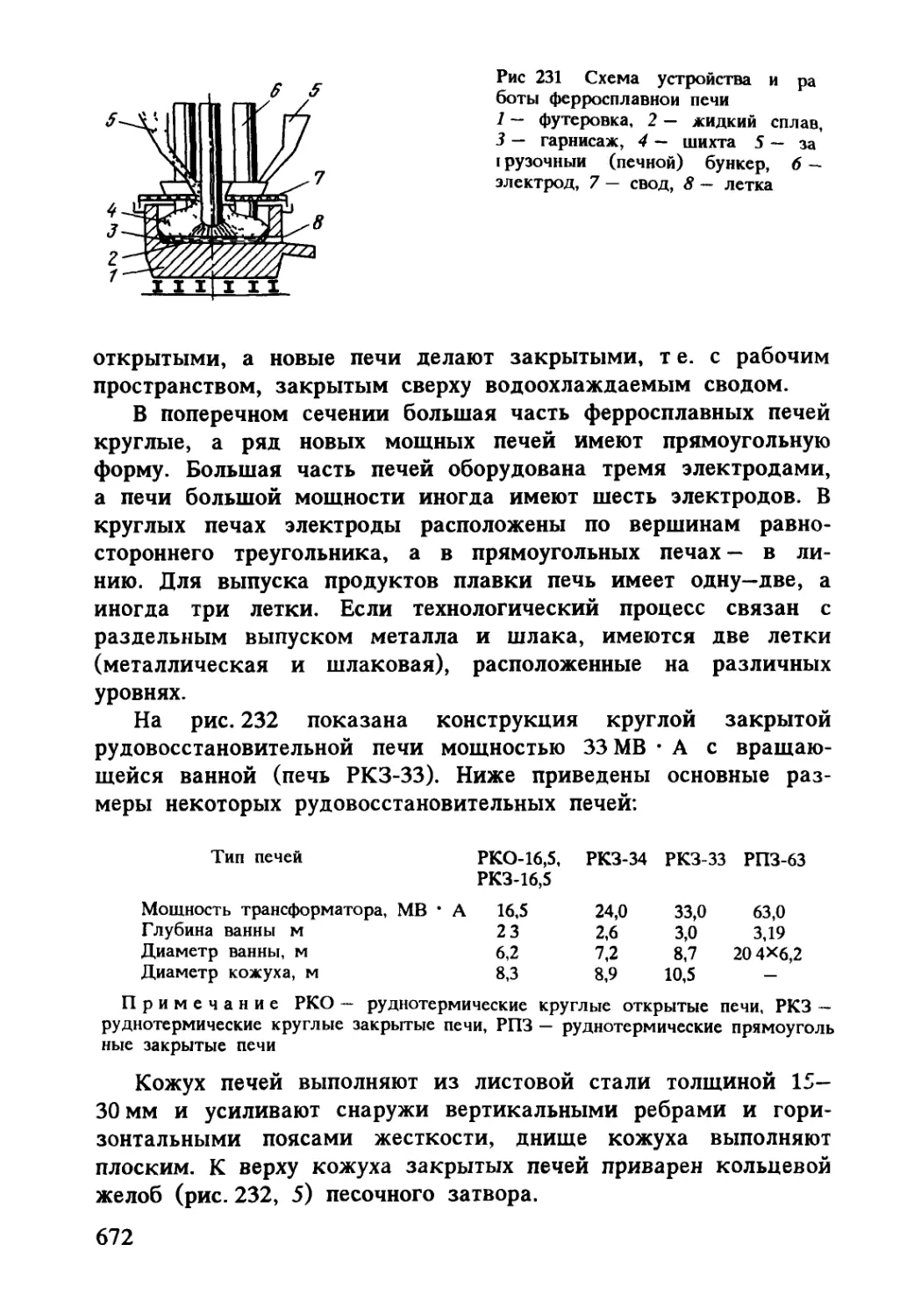
Глава 2. Ферросплавная печь ................................. 671
§ 1. Восстановительные ферросплавные печи ................... 671
§ 2. Рафинировочные ферросплавные печи ...................... 678
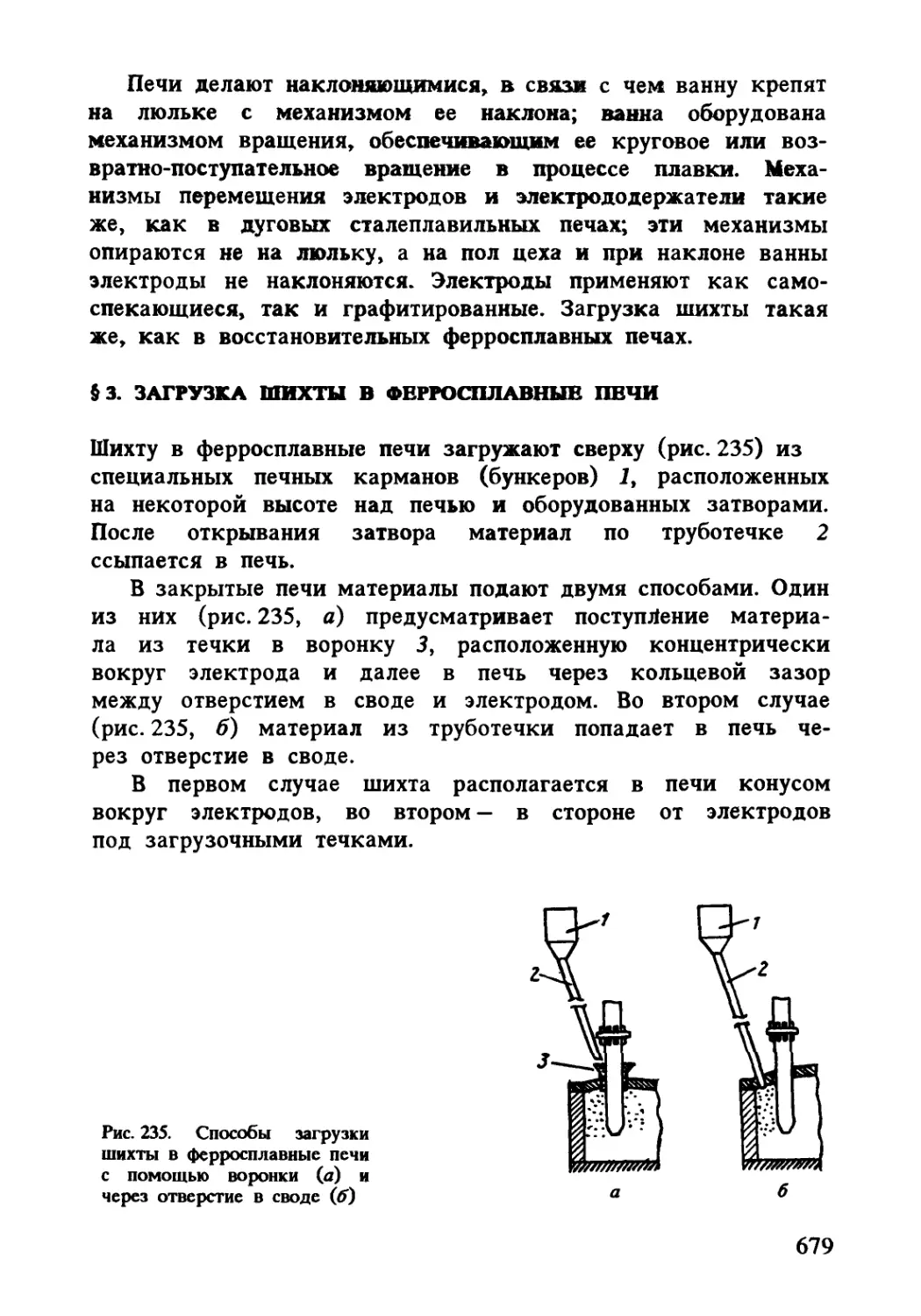
§ 3. Загрузка шихты в ферросплавные печи .................... 679
Глава 3. Производство ферросилиция .......................... 680
Глава 4. Производство углеродистого ферромарганца............ 684
Глава 5. Производство силикомарганца ........................ 687
Глава б. Производство углеродистого феррохрома .............. 688
Глава 7. Основы технологии производства ферромарганца и феррохрома с низким содержанием углерода.... 691
Глава 8. Производство ферротитана ........................... 694
Глава 9. Основы технологии получения феррованадия........... 797
ЧАСТЬ IV. ПРОИЗВОДСТВО ЦВЕТНЫХ МЕТАЛЛОВ..................... 699
Глава 1. Народнохозяйственное значение цветных металлов. . . 699
Глава 2. Металлургия меди ................................... 701
§ 1. Свойства меди и ее применение .......................... 701
§ 2. Сырье для получения меди................................ 702
§ 3. Пирометаллургический способ производства меди .......... 702
1. Подготовка медных руд к плавке ........................ 703
2. Плавка на штейн........................................ 704
3. Конвертирование медного штейна 715
4. Рафинирование меди .................................... 717
Глава 3. Металлургия никеля 719
§ 1. Свойства никеля и его применение 719
§ 2. Сырье для получения никеля 720
§ 3. Получение никеля из окисленных руд..................... 720
§ 4. Получение никеля из сульфидных медно-никелевых руд..... 726
Глава 4. Металлургия алюминия................................ 729
§ 1. Свойства алюминия и его применение...................... 729
7
§ 2. Сырые материалы.............................................. 731
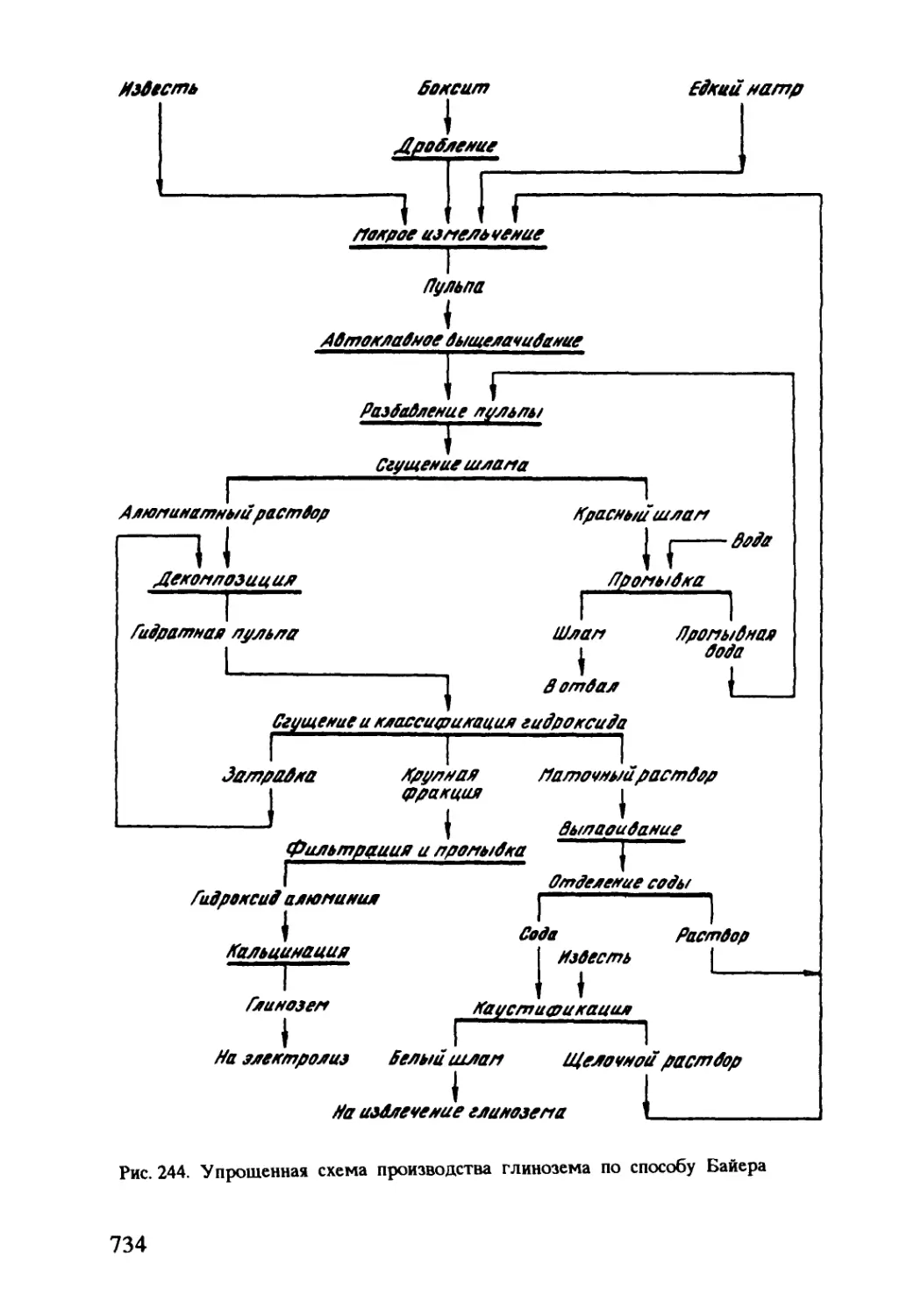
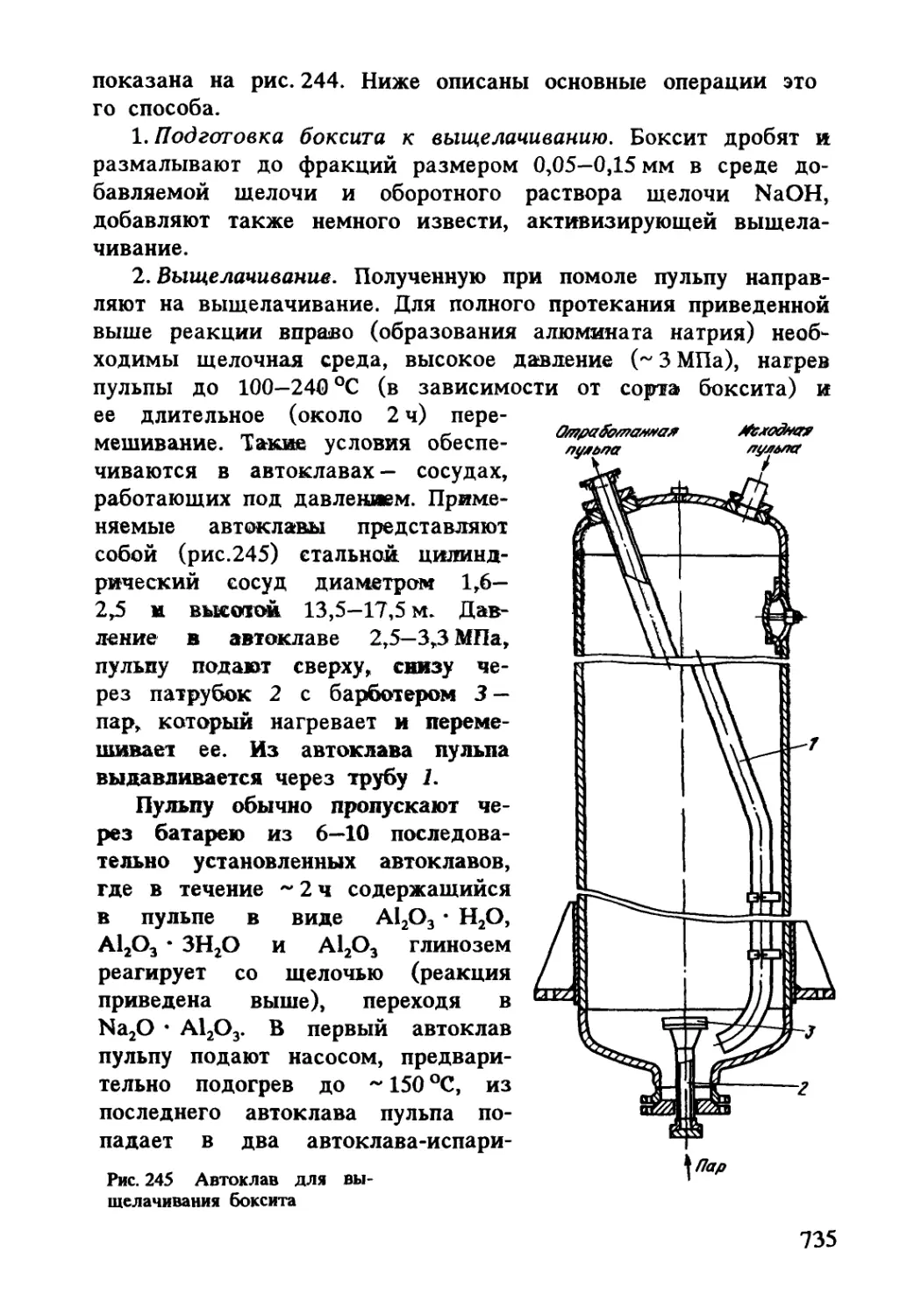
§ 3. Производство глинозема ...................................... 733
1. Способ Байера .............................................. 733
2. Способ спекания ............................................ 737
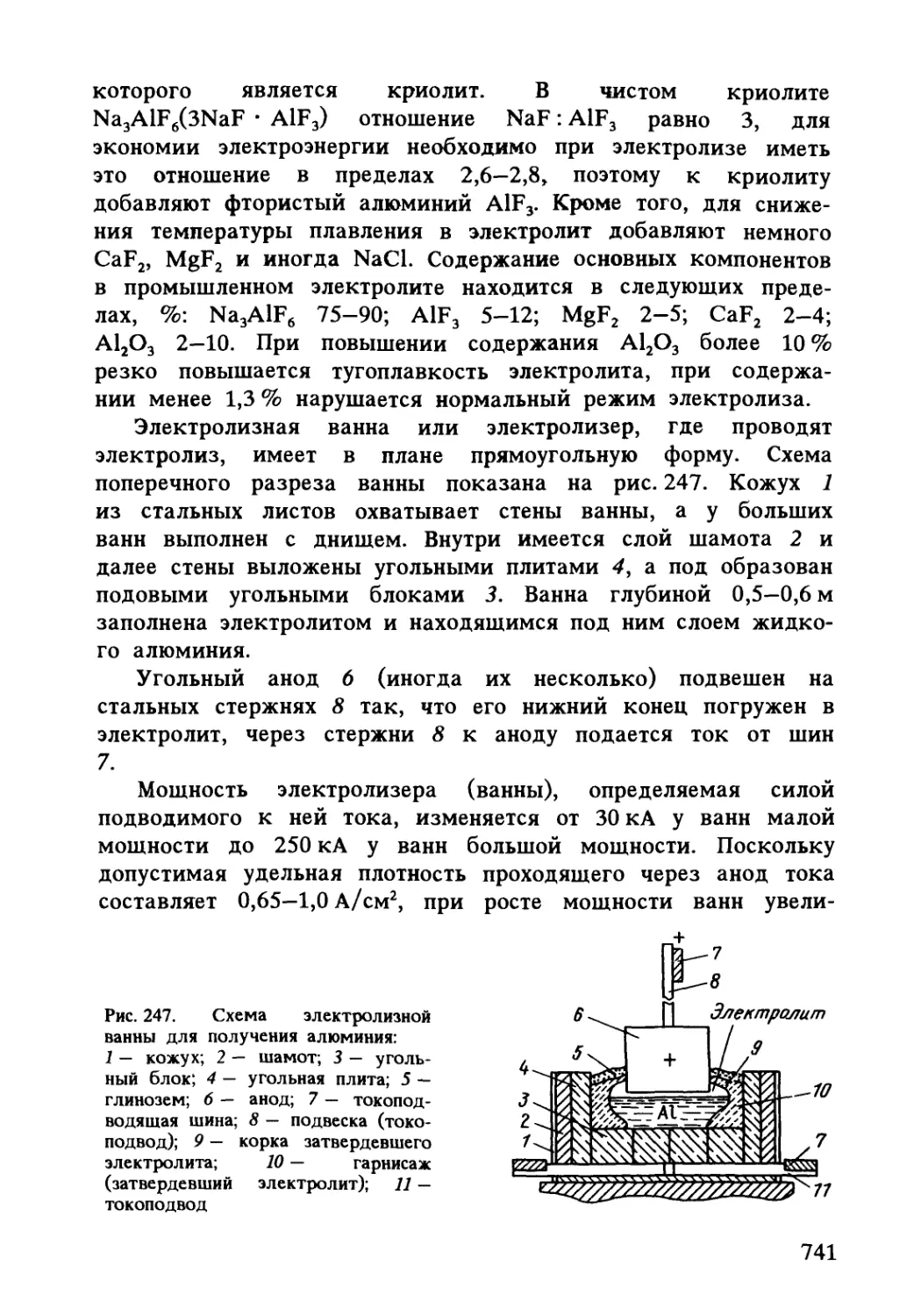
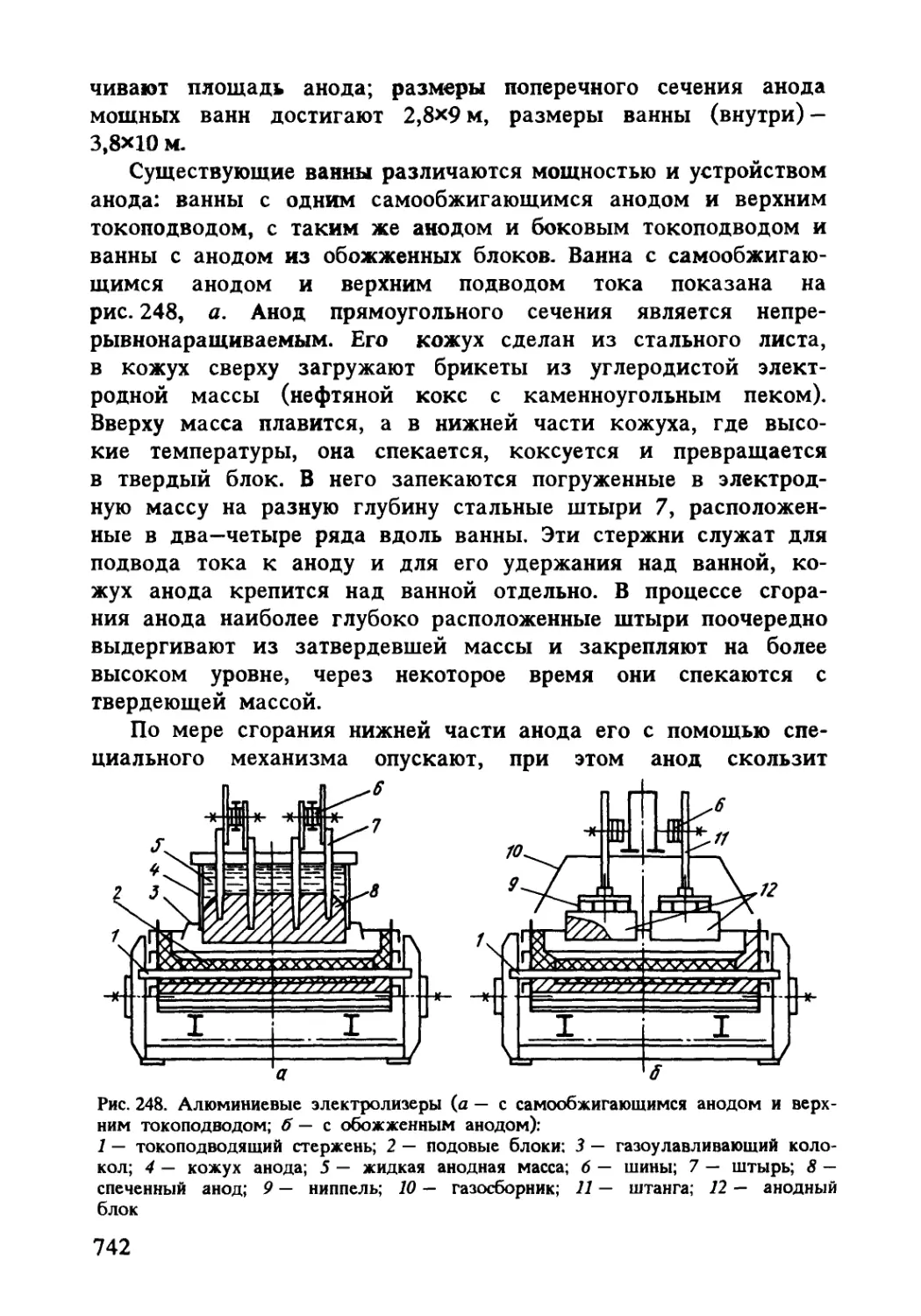
§ 4. Электролитическое получение алюминия......................... 740
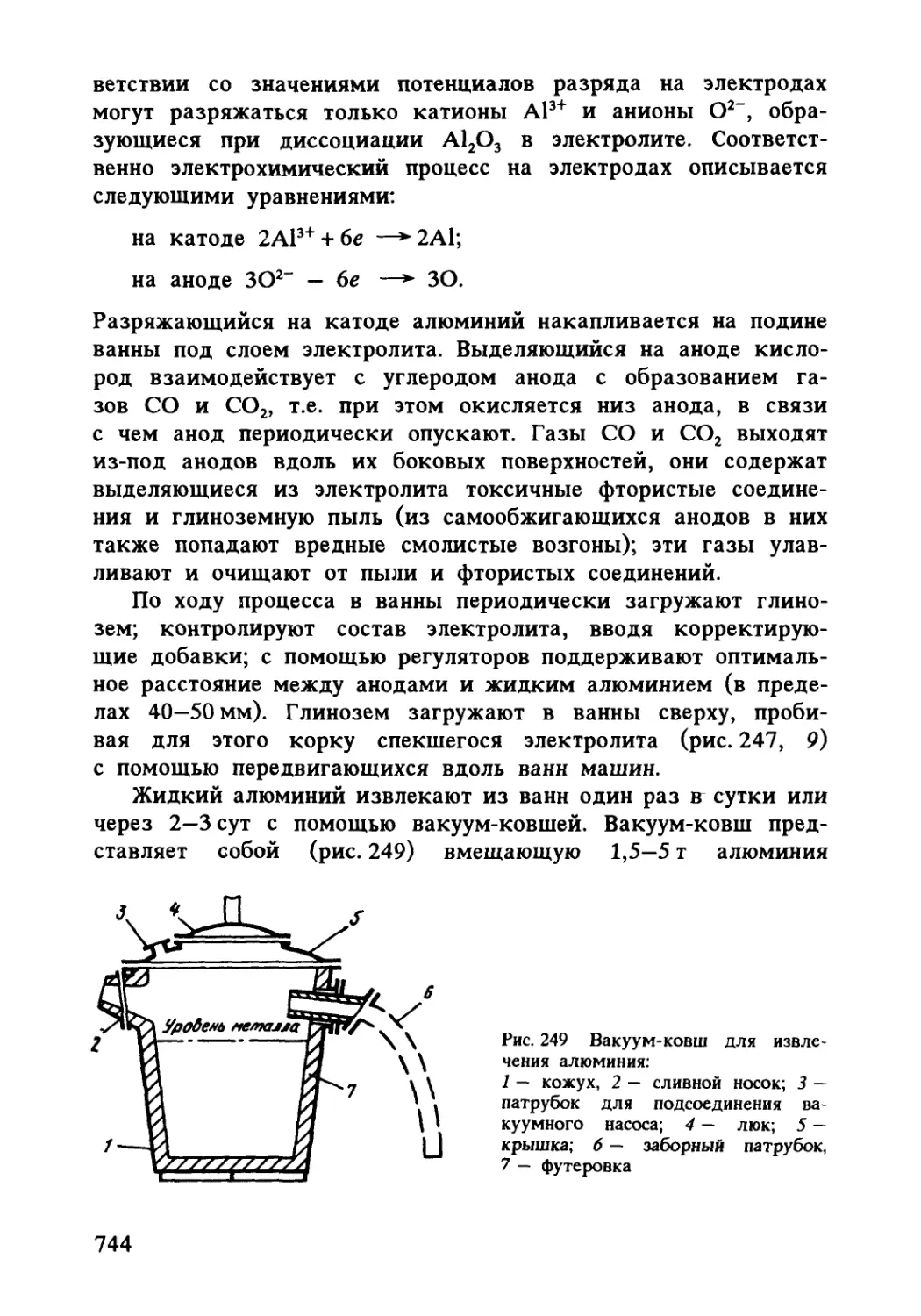
§ S. Рафинирование алюминия....................................... 745
Глава 5. Получение других цветных металлов........................ 746
§ 1. Основы хлоридных методов производства металлов............... 746
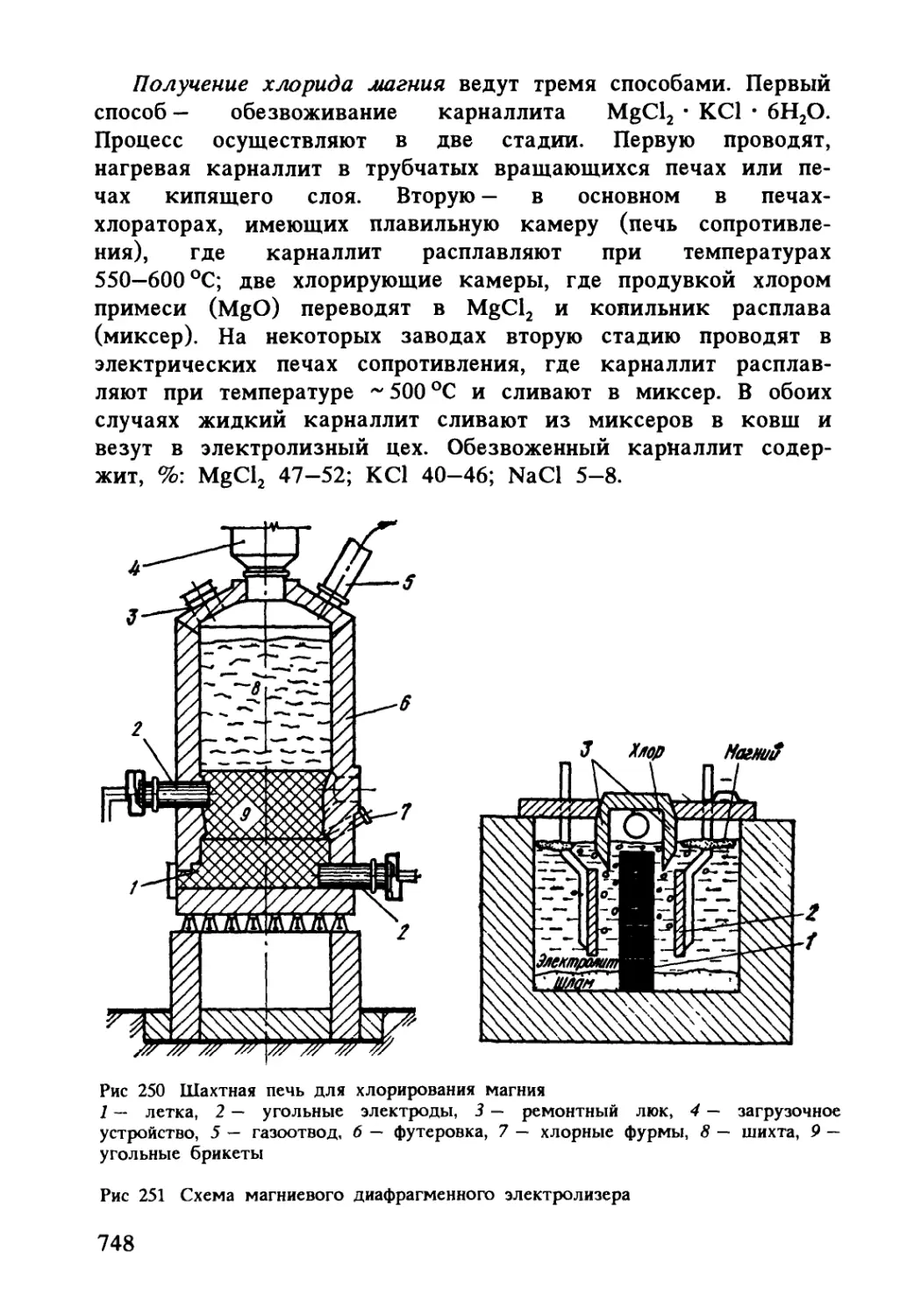
§ 2. Производство магния ......................................... 747
§ 3. Производство титана ......................................... 750
ЧАСТЬ V. МЕТАЛЛУРГИЯ И ПРОБЛЕМЫ ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ................................................. 754
§ 1. Правовые аспекты проблем охраны природы...................... 755
§ 2. Основные направления охраны окружающей среды и рационального природопользования ............................................... 757
§ 3. Охрана природы и металлургия. Особенности структуры металлургического производства в нашей стране ............................ 758
§ 4. Защита воздушного бассейна .................................. 761
§ 5. Охрана водного бассейна ..................................... 762
§ 6. Утилизация шлаков............................................ 762
§ 7. Использование шламов и выбросов.............................. 763
§ 8. Использование отходов смежных производств.................... 763
§ 9. Использование вторичных энергоресурсов ...................... 764
§ 10. Использование металлургических агрегатов для переработки бытовых отходов .................................................... 764
Рекомендательный библиографический список......................... 768
8
ПРЕДИСЛОВИЕ
Первое издание учебника "Общая металлургия", подготовленное в 1965—1966 гг. по инициативе и под руководством известного отечественного металлурга профессора Ф.П.Едне-рала, вышло в 1967 г. Книга получила положительные отзывы и неоднократно переиздавалась. Четвертое издание учебника было отмечено в 1987 г. присуждением Государственной премии СССР.
За годы, прошедшие после выхода в свет 4-го издания, металлургическое производство существенно изменилось, в связи с чем в текст нового издания внесены изменения. Некоторые главы написаны заново, появились новые разделы, текст обновлен и переработан.
Жизнь внесла свои коррективы и в состав авторского коллектива.
В данном издании особое внимание уделено описанию нового оборудования и новых технологических процессов, направленных на повышение качества металла, на экономию энергетических, материальных и трудовых ресурсов, на комплексное решение экологических проблем.
Введение, гл. 8 части 1-й (способы вне доменного получения железа), главы 1, 3, 7, 8, 9, 10 части 2-й (общие основы сталеплавильного производства, мартеновское производство стали, современные технологии получения стали высокого качества, внепечная обработка .чугуна и стали, производство стали в агрегатах непрерывного действия, переплавные процессы) и часть 5 (Металлургия и проблемы окружающей среды) написаны проф. В.А.Кудриным.
Главы 2, 4, 5 и 6 части 2-й (конвертерное производство стали, выплавка стали в электрических печах, слитки и разливка стали, непрерывная разливка стали) написаны проф. А.М.Якушевым.
Части 1, 3 и 4 (производство чугуна, производство ферросплавов, производство цветных металлов), написанные проф. В.Г.Воскобойниковым, для настоящего пятого издания переработаны и дополнены проф. А.М.Якушевым.
9
ВВЕДЕНИЕ
— выкапываю, добываю из земли;
— добываю руду, обрабатываю металлы;
— рудник, металл.
означает, соответственно, область науки и
Слово "металлургия" происходит от греч.: metalleuo metallurgeo metallon Это слово
техники, охватывающую процессы обработки добытых из недр руд, получение металлов и сплавов, придание им определенных свойств.
И в древности, и в средние века, и сравнительно недавно, вплоть до времен М.В.Ломоносова, считалось, что существует только 7 металлов (золото, серебро, медь, олово, свинец, железо, ртуть).
У алхимиков металлы часто носили название планет: золото называлось Солнцем, серебро — Луной, медь — Венерой, олово — Юпитером, свинец — Сатурном, железо — Марсом, ртуть — Меркурием. Химики древнего мира и средних веков применяли для обозначения веществ символические изображения.
В 1814 г. шведский химик Й.Берцелиус предложил использовать чисто буквенные знаки, которыми по сей день пользуется весь мир, за редкими исключениями. Так, например, во Франции вместо знака азота N, бериллия Be и вольфрама W часто используют знаки Az (Azote), G1 (Glucinium) и Tu (Tungstene); в США вместо знака ниобия Nb нередко употребляют Cb (Columbium).
Сегодня науке известно более 80 металлов, большинство из них используется в технике.
В мировой практике исторически сложилось деление металлов на черные (железо и сплавы на его основе) и все остальные — нечерные (Non-ferrous metals, англ.; Nichtei-senmetalle, нем.) или цветные металлы. Соответственно, металлургия часто подразделяется на черную и цветную. В настоящее время на долю черных металлов приходится около 95 % всей производимой в мире металлопродукции.
В технике принята также условная классификация, по которой цветные металлы разделены на "легкие" (алюминий, магний), "тяжелые" (медь, свинец и др.), тугоплавкие (вольфрам, молибден и др.), благородные (золото, платина и др.), редкие металлы.
10
За последние 20 лет ежегодное мировое потребление металлов и мировой металлофонд удвоились и, соответственно, составляют около 800 млн т и около 8 млрд т. Доля продукции, изготовленной с использованием черных и цветных металлов, в настоящее время составляет 72—74 % валового национального продукта государства. Можно смело утверждать, что металлы в XXI в. останутся основными конструкционными материалами, так как по своим свойствам, экономичности производства и потребления не имеют себе равных в большинстве сфер применения.
Из ~ 800 млн т потребляемых металлов ~ 750 млн т — сталь, 20—22 млн т — алюминий, 8—10 млн т — медь, 5—6 млн т — цинк, 4—5 млн т — свинец (остальные — < 1 млн т).
Масштабы получения таких металлов, как упомянутые выше, измеряются в МДнт/год; таких как магний, титан, никель, кобальт, молибден, вольфрам — в тыс.т, таких как селен, теллур, золото, платина — в тоннах, таких как иридий, осмий и т.п. — в килограммах.
Сейчас основная масса металлов производится и потребляется в таких странах, как США, Япония, Китай, Россия, Германия, Украина, Франция, Италия, Великобритания и др.
Предполагается, что в начале будущего столетия в мировом производстве и потреблении металлов возрастет роль развивающихся стран, обладающих более высокими темпами экономического развития, валовой национальный продукт которых отличается большей металлоемкостью.
Используемые в технике металлы получают из руд. Рудами называют природные образования, содержащие металлы в таких соединениях и концентрациях, при которых их промышленное использование технически возможно и экономически целесообразно.
По химическому составу преобладающих в той или иной руде минералов различают руды силикатные, кремнистые, оксидные, сульфидные, карбонатные и смешанные.
По содержанию ценных компонентов различают руды богатые и убогие, бедные.
Применение того или иного металла (или сплава) в значительной мере определяется практической ценностью его свойств; существенное значение имеют и другие обстоятельства, в первую очередь природные запасы, доступность и рентабельность его добычи.
11
Из наиболее ценных и важных для современной техники металлов лишь немногие содержатся в земной коре в больших количествах: алюминий (8,8 %), железо (4,65 %), магний (2,1 %), титан (0,63 %). Природные ресурсы ряда весьма важных металлов измеряются сотыми и даже тысячными долями процента. Особенно бедна природа благородными и редкими металлами.
К рудам черных металлов обычно относят месторождения железа, марганца, хрома, титана и ванадия.
К рудным месторождениям легких металлов обычно относят руды, содержащие алюминий; основной поставщик алюминия — бокситы, а также алуниты, нефелины и различные глины. К рудным месторождениям цветных металлов относятся месторождения меди, свинца и цинка, кобальта, никеля, сурьмы. Запасы металлов в наиболее крупных из них достигают от десятков до сотен млн т, при обычном содержании металлов в руде — единицы процентов.
Характерными для рудных месторождений редких металлов являются месторождения олова, вольфрама, молибдена, ртути, бериллия, тантала и ниобия. Наибольшие запасы в них достигают сотен тысяч тонн при содержании металла в руде обычно не выше 1 %.
Таким образом масса добываемых материалов во много раз превышает количество содержащихся в руде металлов и в подавляющем большинстве случаев из природных руд экономически невыгодно (а часто и технически невозможно) непосредственно извлекать полезные компоненты. В этих случаях осуществляется обогащение руд.
Процесс обогащения обычно включает операции дробления, измельчения. Собственно обогащение осуществляется с использованием различных свойств материалов. Например, при разной плотности разделяемых минералов применяются методы гравитационного обогащения (различие в скорости движения частиц в воде или в воздухе). Различие в физико-химических свойствах поверхности лежит в основе флотационных процессов. При различии магнитной восприимчивости используют метод магнитной сепарации. Иногда используют такой способ, как обжиг и т.д. В результате обогащения получают два продукта: концентрат и хвосты. Если в руде содержится ряд полезных компонентов, то из нее получают несколько концентратов (или комплексные концентраты, ком
12
поненты которых разделяются уже в металлургическом переделе).
Здесь же упомянем о содержании таких распространенных у металлургов терминов, как гидрометаллургия (от греч. hydor — вода), пирометаллургия (от греч. руг — огонь), биотехнологии (от греч. bios — жизнь).
Гидрометаллургия— это извлечение металлов из руд, концентратов и отходов различных производств при помощи воды и водных растворов химических реактивов (выщелачивание) с последующим выделением металлов из растворов (например, цементацией, электролизом).
Пирометаллургия — это металлургические процессы, протекающие при высоких температурах (обжиг, плавка и т.п.).
Биотехнологии — технологии, связанные с деятельностью живых организмов (в данном случае — микроорганизмов). Анализ имеющихся данных свидетельствует о том, что во многих странах мира идет интенсивный научный поиск по применению различных микроорганизмов к конкретным металлургическим объектам (биовыщелачивание, биоокисление, биосорбция, биоосаждение и очистка растворов). В частности, железоокисляющие бактерии уже находят применение для выщелачивания металлов из сульфидных и смешанных руд, концентратов и отходов производства, обессеривания углей и т.п. Для получения желательных (более активных) мутантных штаммов используют методы генной инженерии. К настоящему времени наибольшее применение биотехнические процессы нашли для извлечения таких цветных металлов, как медь, золото, цинк, уран, никель из сульфидного сырья. Особое значение имеет реальная возможность использования методов биотехнологии для глубокой очистки сточных вод металлургических производств.
Масштабы переработки руд в мире огромны. Достаточно сказать, что несколько лет назад на территории СССР обогащению ежегодно подвергалось более 1 млрд т руды!
Получаемые в результате обогащения концентраты поступают на металлургические предприятия для непосредственного получения из них тех или иных металлов и сплавов.
Сегодня металлы являются основой современной цивилизации. Такое положение они заняли в результате многовековых
Штамм (нем. Stamm) — чистая культура микроорганизмов одного вида.
13
усилий людей во многих странах.
Археологические раскопки свидетельствуют о том, что знакомство человека с металлами (возможно, в начале — метеоритного происхождения) относится к временам, весьма удаленным от нас. В частности, обнаруженные в 50—60-х гг. XX в. в юго-западной части Малой Азии следы выплавки меди датируются 7—6-м тысячелетием до нашей эры.
В бронзовом веке (3—1 тыс.лет до н.э.) применение получили изделия и орудия труда из сплавов меди с оловом (оловянная бронза).
Оловянная бронза — древнейший сплав, выплавленный человеком. Считается, что первые изделия из бронзы получены за 3 тыс.лет до н.э. восстановительной плавкой смеси медной и оловянной руд с древесным углем. Значительно позже бронзы стали изготовлять добавкой в медь олова и других металлов (алюминиевые, бериллиевые, кремненикелевые и др. бронзы, сплавы меди с цинком, называемые латунью, и др.). Бронзы применялись вначале для производства оружия и орудий труда, затем для отливки колоколов, пушек и т.д. В настоящее время наиболее распространены алюминиевые бронзы (5—12 % А1) с добавками железа, марганца и никеля.
Вслед за медью человек познакомился с железом.
Общие представления о трех "веках" — каменном, бронзовом и железном — возникло еще в античном мире (Тит Лукреций Кар).
Термин "железный век" был введен в науку в середине XIX в. датским археологом К.Томсеном.
Принято считать, что человек впервые познакомился с метеоритным железом. Об этом свидетельствуют названия железа на языках древних народов: "небесное тело" (древнеегипетский, древнегреческий), "звезда" (древнегреческий). В расшифрованных хеттских текстах XIX в. до н.э. упоминается о железе как о металле, "упавшем с неба". Шумеры называли железо "небесной медью". Возможно, поэтому железо в древности было окружено ореолом таинственности, и люди, добывающие и перерабатывающие железо, были окружены почетом и уважением, к которым примешивалось и чувство страха (их часто изображали колдунами).
В отличие от сравнительно редких месторождений меди и в особенности олова, железные руды (например, бурые железняки) встречаются почти всюду.
14
В исторической литературе эпоху железного века делят на два периода: ранний (X—V вв. до н.э.) железный век (так называемая гальштадтская культура по названию города в Австрии, возле которого были найдены железные предметы того времени) и поздний или "второй железный век" (V—II вв. до н.э. — начало н.э.), соответствующий периоду, от которого осталось много железных предметов (так называемая латенская культура — по месту в Швейцарии). Латенская культура связывается с кельтами, считавшимися мастерами изготовления различных орудий из железа. Большое переселение кельтов, начавшееся в V в. до н.э., способствовало распространению этого опыта на территории Западной Европы. От кельтского названия железа "изарнон" произошли немецкое "айзен" и английское "айрон".
В конце второго тысячелетия до н.э. железо появилось в Закавказье. В степях Северного Причерноморья в VII—I вв. до н.э. обитали племена скифов, создавших наиболее развитую культуру раннего железного века на территории России и Украины.
Вначале железо ценилось очень дорого, использовалось для изготовления монет, хранилось в царских сокровищницах. Затем все шире использовалось и как орудие труда, и как оружие. Об использовании железа в качестве орудий труда упоминается в "Иллиаде" Гомера. Там же упоминается о том, что Ахилл наградил диском из железа победителя дискобола.
По преданию, колыбелью монголов и туркменов были богатые рудами Алтайские горы, своими богами эти народы считали тех, кто ведал кузнечным искусством. Несомненно, пришедшие с Востока народы внесли свой вклад в распространение металлургии. Воинственные кочевники из Средней Азии имели металлические доспехи и железное оружие. Своеобразная культура сложилась в Китае, где, возможно, ранее, чем у других народов, научились получать жидкий чугун и делать из него отливки. До наших дней сохранились некоторые уникальные отливки из чугуна, изготовленные в первом тысячелетии н.э., например, колокол высотой 4 и диаметром Зм, массой 60 т.
Известны уникальные изделия металлургов древней Индии. В Дели стоит знаменитая Кутубская колонна массой 6 т, высотой 7,5 м и диаметром 40 см. Надпись на колонне гласит,
15
что она сооружена примерно в 380-330 гг. до н.э. Она сооружена из отдельных криц, сваренных в кузнечном горне. Еще большее удивление, чем размеры колонны, вызывает тот факт, что на ней нет ржавчины. В захоронениях древней Индии найдено стальное оружие, изготовленное в середине первого тесячелетия до н.э.
Греческие мастера уже в древние времена использовали железо. В построенном зодчим Гермогеном около 200 г. до н.э. храме Артемиды барабаны мраморных колонн храма скреплены мощными железными дюбелями длиной 130, шириной 90 и толщиной 15 мм. Нынешняя цивилизация основывается прежде всего на использовании железа как основного материала в технике. Массовое получение железных материалов стало возможным лишь на определенном уровне развития техники (и сравнительно недавно) тогда, когда научились восстанавливать его из руд.
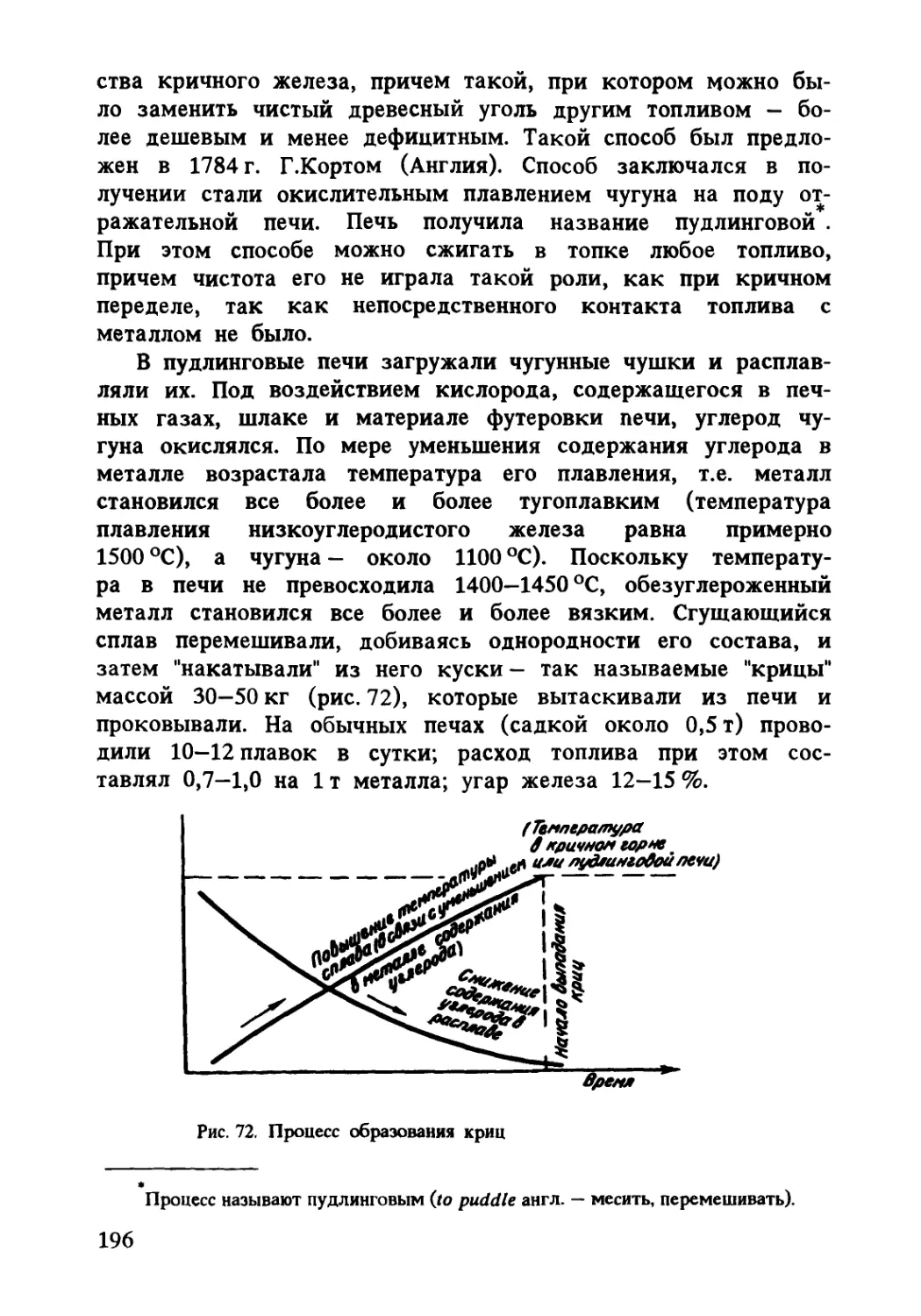
Первым из известных способов получения железа из руд явился так называемый сыродутный способ, при котором в горн или печь загружают железную руду и уголь, при горении которого происходит частичное восстановление железа из руды. Повышение производительности сыродутных печей — горнов достигалось увеличением размеров агрегатов (увеличением высоты) и применением мехов, приводившихся в движение не мускульной силой человека, а водяного колеса или конного привода. При этом удлинялся путь газов в печи, понижалась температура отходящих газов, соответственно повышались температура и степень восстановления руды, поступающей в наиболее горячую зону горна. Увеличение количества воздуха, подаваемого в печь в единицу времени, позволяло увеличить количество загружаемого угля.
Следствием всего этого было повышение температуры в нижней части горна и не только улучшение условий восстановления железа, но и создание условий для его науглероживания. Шлаки при этом получались малоокисленные, а металл — с высоким содержанием углерода (чугун), соответственно с более низкой температурой плавления; такой металл вытекал из печи вместе со шлаком. Таким образом, часть продукта представляла собой периодически выламываемую железную крицу, а часть— жидкий железоуглеродистый расплав (чугун). Практика показала, что безостановочная работа печи с получением чугуна производительнее прямого 16
восстановления сыродутным процессом. Так родилась технология, известная теперь как доменное производство чугуна.
Производство чугуна в мире превысило 500 млн т, из которых около 95 % перерабатывается затем в сталь (остальное — для производства чугунных отливок).
Следует иметь в виду коренное отличие в значении слов домница и доменная печь: в домнице получали (в виде кусков или криц) штуки восстановленного сыродутного (от слов "сырое", т.е. неподогретое дутье) железа, а во второй — доменной печи — жидкий чугун (расплав железа с высоким содержанием углерода). Интересно обратить внимание на следующее.
Ниже приведено название доменная печь (от старославянского "дмение" — дутье) на различных языках: англ. Blast — Furnace — дутьевая печь; нем. Hochofen — высокая печь; фр. Haut fourneau — большая, высокая печь. Слово домница на различных языках: англ. High bloomery furnace — большая кричная печь; нем. Stuckofen (от Stuck— кусок, крица; ofen — печь или Wolfofen (волчья печь); фр. Fourneau a loupe — волчья печь.
Производство металлов в России традиционно основывалось на использовании расположенных на ее территории месторождениях руд. К ним прежде всего относятся такие богатые месторождения, как Курская магнитная аномалия, Оленегорское и др. месторождения Кольского полуострова, Косто-мукшское и др. месторождения Карелии, ряд месторождений железных руд Урала и Сибири; крупные месторождения высококачественных бокситов на Северном Урале (Красная Шапочка и др.), в Архангельской области, в республике Коми, в бассейне реки Ангары, на Кольском полуострове (нефелины); большое значение имеют медьсодержащие руды восточных склонов Урала, на Северном Кавказе, а также Удоканское в районе БАМа; крупные месторождения свинцово-цинковых руд (содержат также кобальт и медь) — район г. Норильска; большие месторождения оловорудных минералов — район Восточного Забайкалья и Дальнего Востока. Ртуть, сурьма, золото, платина, редкие металлы — всем этим располагает Россия.
До 1991 г. металлургическое производство Российской Федерации являлось составной частью единого производственного комплекса Союза ССР После выделения из состава
17
СССР отдельных союзных республик металлургическое производство России испытывало временные затруднения. Так, на Украине и в Грузии остались богатые марганецсодержащие руды и заводы, производящие марганецсодержащие сплавы, в Средней Азии остались некоторые богатые месторождения руд цветных металлов. За прошедшие годы связанные с этим проблемы решены. Наиболее серьезные проблемы, которые необходимо решить в ближайшее время, — обновление устаревшего оборудования, прекращение деятельности неэффективных производств, организация природоохранных мероприятий.
Отечественная металлургия сегодня удовлетворяет все заявки на свою продукцию от отечественных потребителей.
Многие виды металлургической продукции уже сегодня конкурентоспособны на мировом рынке, а металлургия признана (наряду с топливно-энергетическим комплексом, военной авиацией и космонавтикой) как одна из приоритетных отраслей для государственных вложений (вследствие перспективной эффективности этих отраслей).
Разработанная в конце 1993 г. Федеральная программа технического перевооружения и развития металлургии России направлена на дальнейшее совершенствование и развитие этой важнейшей отрасли отечественной промышленности.
Особое внимание в Федеральной программе уделено двум проблемам: проблеме ресурсосбережения и охране окружающей среды и проблеме обеспечения качества в металлургии.
На состоявшейся в 1994 г. в Москве международной конференции "Черная металлургия России и СНГ в XXI веке" сообщалось, что, по экспертным оценкам, в настоящее время в нашей стране образование (удельный выход) различных отходов на 1т стального проката велико и составляет: вскрышных и горных пород 1500—2500 кг; различных шлаков 500-1000 кг; шламов 80-120 кг; пыли 80-120 кг; окалины 30—40 кг; сточных вод 250—300 м3; технологических газов 8—10 тыс.м3; аспирационного воздуха 30—50 тыс.м3; горючих газов 2000—2500 м3. Наша задача — существенно снизить эти цифры уже в ближайшие годы.
Федеральной программой определены основные направления по снижению вредного воздействия металлургии. Основное направление — энергосберегающие технологии. Другое на-18
правление — мероприятия по предотвращению и локализации выбросов и очистке выбросов.
Переход на рыночную экономику предполагает ужесточение требований к гарантированному соблюдению стандартов качества металлопродукции. В металлургическую практику вводятся международные и европейские стандарты "Управление качеством продукции". Требования этих стандартов формируют новые отношения между потребителем и изготовителем металлопродукции по гарантированному обеспечению качества на протяжении всего технологического цикла (проектирование, оборудование, сырье, технология, отгрузка продукции).
Повсеместное распространение получает сертификация качества металлопродукции как гарантированная система обеспечения качества по всей технологической цепочке металлургического предприятия.
Молодым специалистам в области металлургического производства, вступающим в XXI век, обеспечено необъятное поле деятельности в одной из наиболлее приоритетных отраслей народного хозяйства.
19
Ч а с т ь 1. ПРОИЗВОДСТВО ЧУГУНА И ЖЕЛЕЗА
Глава! СЫРЫЕ МАТЕРИАЛЫ И ИХ ПОДГОТОВКА
Для производства черных и цветных металлов применяют различные сырые материалы, являющиеся полезными ископаемыми, или специально приготовленные материалы, а также отходы металлургического производства.
К сырым материалам металлургического производства прежде всего относят руды, топливо и флюсы. Необходимо уточнить, что понимают под рудой. Руда представляет собой полезное ископаемое, добываемое из недр земли. Это — горная порода или минеральное вещество, из которого при данном уровне развития техники экономически целесообразно извлекать металлы или их соединения. Такая экономическая целесообразность прежде всего определяется содержанием ценных металлов в минеральном веществе, т.е. так называемым браковочным пределом по извлекаемому металлу. Браковочный предел даже для одного и того же металла различен, например для железа он составлляет 30-60%, меди 3—5, никеля 0,3-1,0, а для молибдена 0,005-0,02%.
Величина браковочного предела по содержанию ценного металла зависит от физических свойств и химического состава горной породы, а также условий ее добычи.
По мере развития техники указанные пределы постепенно снижаются и переработке подвергают все более бедные руды.
Руды обычно называют по одному или нескольким металлам, содержащимся в них, например железные, медные, алюминиевые и марганцевые или медно-никелевые, медно-кобальто-никелевые и др.
Запасы руд того или иного месторождения делят в зависимости от степени их изученности на несколько категорий, обозначаемых буквами латинского алфавита: А, В и С.
К категории А относят запасы, вполне установленные и опробованные детальными разведками. К категории В относят запасы, количество которых достаточно точно выявлено разведками, но границы рудных тел установлены еще недостаточно определенно. К категории С относят запасы, выявленные по естественным обнажениям и геофизическим данным.
20
Категорию С разделяют на С\ — недостаточно изученные и С2 — прогнозные. Общими балансовыми запасами называют сумму запасов А + В + С = А + В + С1 + С2.
Руды приходится специально подготавливать — дробить, обогащать, окусковывать и усреднять.
В способах подготовки различных руд много общих приемов и средств, которые рассмотрены ниже на примере железных руд, применяемых для доменной плавки.
§1 . ЖЕЛЕЗНЫЕ РУДЫ
Железо является распространенным элементом в природе. Так, по распространению в земной коре оно занимает четвертое место (4,2 %) после кислорода (49,7 %), кремния (26 %) и алюминия (7,45 %). Железо как составная часть входит почти во все горные породы, однако многие нельзя считать рудами.
Конкретизируя понятие "полезные ископаемые" применительно к железосодержащим ископаемым, железными рудами следует называть горные породы, из которых при данном уровне развития техники экономически целесообразно извлекать железо.
Железо, как известно, обладает сравнительно большим сродством к кислороду и в силу этого в земной коре не обнаруживается в самородном виде, а находится главным образом в соединениях с кислородом и двуоксидом углерода.
Из большого числа встречающихся в земной коре железосодержащих минералов промышленное значение имеют минералы, в которых железо в основном представлено магнитным оксидом Fe3O4 (72,4 % Fe), безводным оксидом Fe2O3 (70 % Fe), водными оксидами znFe2O3 • иН2О с различным количеством воды (52,3-62,9 % Fe), карбонатом железа FeCO3 (48,3 % Fe).
Магнитный оксид железа в рудах представлен минералом магнетитом. Руду, содержащую в основном магнетит, называют магнитным железняком или магнетитовой рудой. Магнетит Fe3O4 можно рассматривать как соединение FeO • Fe2O3, содержащее 31,04 % FeO и 68,96 % Fe2O3.
Магнетит под действием влаги и кислорода атмосферы постепенно окисляется. Оксид FeO в молекуле FeO • Fe2O3 реагирует с кислородом воздуха по реакции 4FeO + О2 —*
21
—*2Fe2O3. Образовавшийся минерал по своему химическому составу является гематитом, однако из-за отличия в кристаллической решетке называется мартитом.
Таким образом, в природных условиях магнетит в той или иной степени окислен. Для характеристики окисленности магнетита принято пользоваться отношением Feogm/Fe^,^. В чистом магнетите это отношение равно 72,4:24,3~3,0, а в мартите оно бесконечно велико. Обычно к магнитным железнякам относят руды, в которых это отношение меньше 3,5. При отношении, равном 3,5—7,0, руды относят к полумартитам, а при отношении, большем 7, — к мартитам.
Магнетит характеризуется высокой магнитной восприимчивостью, и поэтому магнитные железняки пригодны для электромагнитного обогащения, являющегося одним из наиболее эффективных и распространенных способов обогащения железных руд.
Магнитный железняк обычно представлен крепкими, плотными кусковыми рудами. Он содержит обычно 55—60 % Fe (иногда лишь 16—30 % Fe), 0,02—2,5 % S, 0,02—0,7 % Р и чаще всего кислую пустую породу (SiO2, А12О3).
Безводный оксид железа представлен в рудах минералом гематитом. Руды, содержащие в основном гематит, относят обычно к красным железнякам или гематитовым рудам. Красный железняк — это продукт выветривания магнитных железняков, т.е. в значительной мере окисленный магнетит. В нем обычно содержится от 1 до 8 % магнетита.
Красный железняк, применяемый в металлургии, содержит обычно 55—60 % Fe, а некоторые разновидности — до 69,5 % Fe. В ряде случаев в рудах содержится мало серы и фосфора. Руды бывают кусковые, а иногда пылевидные. Цвет красных железняков колеблется от красного до светло-серого и даже черного, но на фарфоровой пластинке красный железняк всегда дает красную черту. Пустая порода таких руд обычно состоит из SiO2 и А12О3.
Водные оксиды железа представлены в рудах главным образом минералами лимонитом 2Fe2O3 • ЗН2О и гетитом Fe2O3 • Н2О. Руды, содержащие в основном эти минералы, называют бурыми железняками. Бурый железняк образуется при выветривании и окислении железных руд других типов. Обычно бурый железняк смешан с глиной или кварцем. В до
22
бываемых рудах содержится 37—55 %, а чаще 37—40 % Fe. Они характеризуются повышенным содержанием фосфора (0,5— 1,5 %), иногда в них присутствует в небольшом количестве ванадий (0,03-0,06 %).
Бурый железняк наиболее распространен в земной коре. Обычно он беден и влажен, к тому же трудно поддается обогащению, поэтому его используют сравнительно в небольшом количестве.
Карбонат железа представлен в руде минералом сидеритом. Руды, содержащие в основном сидерит, называют шпатовыми железняками. Они обычно встречаются в виде плотных и крепких горных пород или глинистых железняков. В шпатовых железняках содержится 30—40% железа.
Промышленно используемым является также минерал ильменит FeTiO3, встречающийся в сочетании с магнетитом. Руды, в которых преобладает ильменит, называются титаномагнети-тами.
Примеси железных руд
Кроме указанных соединений железа, в рудах присутствуют различные примеси (тоже в виде соединений), которые в зависимости от вида плавки могут быть полезными и вредными.
К вредным примесям относят серу, цинк и мышьяк. Сера вызывает красноломкость стали, а процесс ее удаления в доменном и сталеплавильном производствах связан с ухудшением технико-экономических показателей. Правда, серу можно легко удалить из руд окислительным обжигом и агломерацией.
Цинк, хотя и не переходит в чугун, но возгоняется и, проникая в швы кладки, приводит к ее росту и разрыву металлического кожуха доменной печи.
Небольшое количество мышьяка можно удалить из руды при агломерации или лучше при специальном обжиге руды, а при доменной и сталеплавильной плавках он переходит в металл. Мышьяк придает стали хладноломкость и ухудшает ее свариваемость.
Такие примеси, как фосфор, никель, хром и медь, являются полезными при выплавке чугуна некоторых марок, в остальных же случаях их, особенно фосфор и медь, относят к вредным примесям. Фосфор вызывает хладноломкость стали,
23
его необходимо удалять при переработке чугуна в сталеплавильных печах.
Ванадий и титан— полезные примеси.
Пустая порода руд в основном состоит из SiO2, А12О3, СаО и MgO, которые обычно находятся в виде различных соединений. Для доменной плавки желательно, чтобы отношение (CaO + MgO)/(SiO2 +А12О3)« 1. В этом случае не требуются флюсы. Такую руду называют самоплавкой, однако встречается она очень редко. Чаще всего указанное отношение значительно менее 1, т.е. пустая порода руд является кислой.
§2 . ОСНОВНЫЕ МЕСТОРОЖДЕНИЯ ЖЕЛЕЗНЫХ РУД
По запасам железных руд Российская Федерация среди других стран занимает одно из первых мест. Железорудные месторождения неравномерно распределены по территории Российской Федерации и имеют различное промышленное значение.
Европейская часть Российской Федерации
Курская магнитная аномалия (КМА)— крупнейшее месторождение железных руд; балансовые запасы составляют более 42 млрд т, перспективные запасы оцениваются в 200—250 млрд т. КМА расположена на территории Курской, Белгородской, Орловской, Брянской, Калужской и Харьковской областей. Месторождение тянется на северо-запад от Белгорода — Нового Оскола почти на 600 км двумя полосами шириной до 25 км каждая при расстоянии между полосами 50—60 км. Рудное тело залегает на глубине 100—600 м, его толщина достигает 2—Зкм и более.
Месторождения КМА представлены богатыми, преимущественно мартито-гематитовыми рудами с содержанием 50—62 % Fe и бедными железистыми кварцитами, в основном магнетитовыми, содержащими 35—40%Fe. Руды, как правило, чистые по фосфору (0,02—0,09 %) и содержат 0,1—0,6 % серы. Характерной особенностью руд КМА является повышенное содержание глинозема. Отношение кремнезема к глинозему составляет 2,3—3,6. Богатые руды КМА легко восстановимы, а магнетитовые железистые кварциты легко обогащаются методом магнитной сепарации.
24
Первый керн руды КМА получен в 1923 г., однако промышленное освоение бассейна началось лишь в 1954 г. Это связано с тем, что значительная часть богатых руд находится под грунтовыми водами, что район имеет ограниченные ресурсы технической воды и что месторождения находятся в районе богатых черноземом сельскохозяйственных угодий. Наиболее благоприятны для разработки горно-технические условия залегания руд Старо-Оскольского и Курско-Орловского районов. Здесь эксплуатируются Лебединское, Стойленское и Михайловское месторождения богатых руд и Коробковское, Лебединское и Михайловское месторождения железистых кварцитов.
В ближайшие годы намечено освоение наиболее богатого в КМА Яковлевского месторождения (Белгородская область).
На Севере Европейской части Российской Федерации находятся Оленегорское, Ено-Ковдорское, Костамукшское и Пу-дожгорское месторождения железных руд.
Оленегорское месторождение расположено в Мончегорском районе Мурманской области. Руды представлены в основном магнетитовыми железистыми кварцитами и содержат около 32%Fe. Руды отличаются сравнительно низким содержанием фосфора (< 0,08 %) и серы (< 0,045 %). Пустая порода — кислая с преобладанием кремнезема (42—44 %). Месторождение разрабатывается с 1955 г. открытым способом. Общие балансовые запасы составляют около 0,6 млрд т.
Ено-Ковдорское месторождение находится в Кировском районе Мурманской области. Месторождение представлено в основном вкрапленными апатито-магнетитовыми рудами с содержанием железа в среднем около 30%. Руды характеризуются высоким содержанием фосфора (1,7—4,0 %), основной пустой породой (11—17 % оксида кальция и 12—16 % магнезии). Содержание серы в сырой руде составляет 0,15—0,20 %. Запасы месторождения составляют около 0,5 млрд т. Месторождение разрабатывается с 1962 г.
Костамукшское месторождение, расположенное в Карелии, представлено в основном магнетитовыми железистыми кварцитами с содержанием 30—35 % Fe, около 0,07 % Р и 0,2 % S. Пустая порода — кислая с преобладанием кремнезема (40-41 %).
Балансовые запасы составляют около 1,2 млрд т.
Пудожгорское месторождение расположено в Карелии на берегу Онежского озера. Руды — титаномагнетитовые с содержанием 22—30 % Fe, 0,10 % Р, 0,12 % S, а также небольшого количества кобальта и меди.
Балансовые запасы равны около 1,2 млрд т.
Урал
Балансовые запасы железных руд Урала составляют около 15 млрд т, в том числе 8,4 млрд т промышленных запасов.
25
Около 80 % запасов приходится на Качканарский железорудный район. Месторождения этого района разрабатываются с 1963 г. Все остальные месторождения Урала давно и интенсивно разрабатываются и, кроме Бакальского, имеют ограниченные запасы.
Качканарское месторождение обладает огромными запасами бедных титано-магнетитовых руд с содержанием 16—17 % Fe. Достоинствами этих руд являются высокая основность [(СаО + MgO) : (SiO2 + А12О3) = 0,7—0,75] их пустой породы, легкая обогатимость и присутствие в них ванадия. Месторождение разрабатывают открытым способом. Руды обогащают методом магнитной сепарации и получают концентрат, содержащий 63 % Fe и 0,35 % V. После переработки ванадиевого чугуна в кислородно-конвертерном цехе щлак используют для производства феррованадия. Балансовые запасы превышают 12 млрд. т.
На северном Урале расположены небольшие месторождения Серовско-Ивдельского района.
Из разрабатываемых в настоящее время следует указать Полуночное, Марсят-ское и Богословское месторождения.
Руды, в основном, магнетитовые с включением бурых железняков; содержание железа в руде Полуночного месторождения составляет 47, Марсятского 30, Богословского 34—39 %. Общие запасы не превышают 250 млн т.
В центральной части Урала находятся многочисленные относительно небольшие месторождения Тагило-Кувшинского железорудного района с общими промышленными запасами около 0,4 млрд. т. Руды, в основном, магнетитовые и полумартито-вые с содержанием 32—59 % Fe. Бедные магнетитовые руды отличаются высоким содержанием серы (0,4—1,8 %). Как для магнетитовых, так и для богатых мартитовых руд характерно повышенное содержание оксида марганца и глинозема. Отношение кремнезема к глинозему меньше двух. Разработку ведут на Высокогорском и Гороблагодатском месторождениях.
Бакальское месторождение, расположенное вблизи г. Златоуста, состоит примерно на 85 % из сидеритов, содержащих около 32 % Fe, около 0,02 % Р и до 0,5—0,6 % S. Пустая порода — основная с содержанием до 10—11 % MgO. Около 15 % руд составляют бурые железняки, содержащие 47 % Fe, 0,04—0,05 % S и 0,02—0,04 % Р; пустая порода кислая. Бакальские руды содержат повышенное (1,5—1,7 %) количество МпО. Разработку руд ведут открытым способом. Балансовые запасы составляют более 1 млрд. т.
26
Орско-Халиловский железорудный район включает месторождения бурых хромоникелевых железняков с содержанием железа 30—36 %, хрома 1,0—1,5 %. Наиболее крупные месторождения — Аккермановское и Ново-Киевское. Добываемые руды используют без обогащения. Балансовые запасы ~ 340 млн т.
Магнитогорское месторождение (г. Магнитная) магнетитовых и мартитовых руд получило известность, так как послужило рудной базой для создания Магнитогорского металлургического комбината. Разрабатываемое с 1932 г. месторождение в настоящее время в значительной мере исчерпано.
Сибирь и Дальний Восток
Балансовые запасы железных руд Сибири и Дальнего Востока составляют около 8,4 млрд т, в том числе промышленных категорий 5,7 млрд т. Потенциальные ресурсы этих районов не исчерпываются указанными запасами, выявленными неполно даже в пределах наиболее обжитой территории, и по мере открытия постепенно увеличиваются. Наиболее полно изучены железорудные районы Западной Сибири. К ним относят Горную Шорию, Горный Алтай и Кузнецкий Алатау.
Горно-Шорийский железорудный район представлен небольшими месторождениями магнетитовых руд: Таштагольским, Шерегешским, Шалымским, Темирским, Од-ра-Башским, Казским и др. Содержание железа в рудах колеблется от 40 до 50 %, снижаясь в отдельных случаях до 32—35 %. Большая часть руд является сернистыми с примесью пинка. Пустая порода содержит повышенное количество оснований. Суммарные балансовые запасы составляют около 770 млн т, добычу руды в Горной Шории ведут много лет. Горно-Алтайский железорудный район включает Инское и Белорецкое месторождения магнетитовых руд. Они содержат 35—42 % железа и требуют магнитного обогащения. Балансовые запасы равны ~ 330 млн т. В Восточной Сибири разрабатываемые месторождения расположены в Хакасском и Ангаро-Илимском железорудных районах. В Хакасском районе несколько некрупных месторождений магнетитовых руд, которые содержат 35—45% Fe, 0,67—2,3% S, 0,10—0,20 % Р. Кроме того в рудах имеются примеси кобальта, а иногда олова и мышьяка. Суммарные балансовые запасы составляют около 0,9 млрд т. Ангаро-Илимский железорудный район (Иркутская область) имеет крупные запасы легкообогатимых магнетитовых руд и отличается благоприятными горно-техническими условиями. Наиболее крупное месторождение — Коршуновское, разрабатываемое открытым способом. Руда содержит 30—35 % Fe, 0,26 % Р, около 0,04 % S и повышенное количество MgO (до 10 %). Запасы месторождения равны 0,5 млрд т. В этом же железорудном районе расположены Рудногорское, Татьянинское и Красноярское месторождения. Из них наиболее перспективно Рудногорское, содержащее богатые магнетитовые руды (53% Fe) и бедные вкрапленные магнетитовые руды (38,4% Fe). Они содержат 0,39—0,44% Р и 0,05—0,08% S; пустая порода самоплавкая, т.е. в ней сумма СаО и MgO практически равна сумме кремнезема и глинозема. Балансовые запасы — 0,3 млрд. т.
В Восточной Сибири выявлен и разведан еще ряд железорудных бассейнов, из которых наиболее крупные Ангаро-Питский, Средне-Ангарский, Приаргуньский.
27
На территории бывшего СССР крупными являются такаже ряд железорудных месторождений Украины и Казахстана. Криворожский железорудный бассейн с промышленными запасами в 18,7 млрд т занимает площадь около 300 км2. Основная масса руд — бедные (~ 35 % Fe) железистые кварциты (80 % магнетитовых и 20 % гематитовых); имеется также около 1,5 млрд т промышленных запасов богатых (~ 56 % Fe) гематитовых и магнетитовых руд. Большинство руд очень чисты по сере и фосфору. Месторождение разрабатывается более 100 лет.
Керченское месторождение бурых железняков (балансовые запасы около 2 млрд т) с содержанием 30—40 % Fe отличается повышенным содержанием марганца, фосфора (0,6—1,1%) и наличием мышьяка (0,07—0,13%).
В Кустанайской области расположены разрабатываемые Соколовское, Сарбайское и Канарское месторождения магнетитовых руд (балансовые запасы 4 млрд т), содержащих 43—48 % Fe и зачастую до 1—4 % S. Кустанайская группа месторождений бурых железняков (балансовые запасы 9,8 млрд т) представлена Аятским и разрабатываемым Лиса-ковским месторождениями. Руды содержат 35—38% Fe и до 0,5 % Р.
§3 . МАРГАНЦЕВЫЕ РУДЫ
Марганцевые руды применяют в основном для выплавки ферросплавов, содержащих 10—82% Мп, и иногда добавляют в шихту доменной плавки при выплавке передельных чугунов для получения в них повышенного (до 0,6—0,8 %) содержания марганца.
Минералы, образующие руды марганца, немногочисленны, хотя марганец входит в состав большого количества природных соединений. Марганцевые руды промышленных типов можно подразделить на четыре разновидноости: а) оксидные руды, представляющие минералы — пиролюзит (МпО2), браунит (Мп2О3), псиломелан (mMnO2 • МпО + Н2О), гаусманит (Мп3О4), манганит (Мп2О3 • Н2О); б) карбонатные руды, содержащие марганцевый шпат или родохрозит (МпСО3); в) силикатные руды, содержащие родонит (MnSiO3); г) окисленные руды, представляющие продукт окисления карбонатных и силикатных руд.
28
Содержание марганца в этих минералах составляет от 41,9 до 72,1 %. Однако в добываемых марганцевых рудах из-за примесей содержание марганца составляет 20—45 и редко 50—57 %. Пустая порода по своему составу аналогична железным рудам и в основном представлена кремнеземом и в меньшей степени глиноземом. Известковая пустая порода встречается довольно редко.
Добываемые марганцевые руды обычно подвергают промывке или гравитационно-магнитному обогащению с получением концентратов, содержащих 40—56% марганца.
В зависимости от области потребления к марганцевым рудам и концентратам предъявляют определенные требования по химическому составу и физическим свойствам.
Желательно, чтобы в марганцевой руде было много марганца и мало фосфора. Так, для выплавки ферросплавов фосфора не должно быть более 0,2 %. В рудах, предназначенных для выплавки передельного чугуна, фосфора может быть 0,6 % и даже более. Если руда предназначена для выплавки богатого ферромарганца, то для обеспечения высокого содержания марганца в сплаве необходимо, чтобы железа в ней было не более 4—6%.
Марганцевые руды в Российской Федерации до последнего времени не добывали, а потребности всей металлургии Советского Союза в этих рудах удовлетворялись за счет разработки крупных Никопольского (Украина) и Чиатурского (Грузия) месторождений. Теперь, чтобы уменьшить зависимость России от внешних поставщиков, решено начать разработку собственных относительно некрупных месторождений марганцевых руд. Основные месторождения марганцевых руд Российской Федерации: Усинское (Кемеровская обл.) с запасами 98,5 млн т; открытое в 1987 г. Парнокское с запасами около 20 млн т; группа месторождений Северного Урала — 40 млн т; Аккермановское (Южный Урал) — 5,7 млн т.
§4 . ФЛЮСЫ И ОТХОДЫ ПРОИЗВОДСТВА
Флюсы вводят в доменную печь для перевода пустой породы железосодержащей шихты и золы кокса в шлак требуемого химического состава, обладающего определенными физическими свойствами.
Температура плавления оксидов, входящих в состав
29
пустой породы агломерата, окатышей или руд, а также в зо лу кокса (SiO2— 1710, А12О3- 2050, СаО - 2570, MgO — 2800 °C), значительно выше температуры шлака в доменной печи (1450—1600 °C). Вместе с тем при определенном соотношении указанных оксидов образуются легкоплавкие составы, которые имеют температуру плавления ниже 1300 °C и характеризуются хорошей текучестью при 1450—1600 °C.
Необходимо также, чтобы шлаки, получаемые в доменной печи, содержали определенное количество основных оксидов (СаО и MgO) для обеспечения требуемой десульфурирующей способности. Например, рекомендуется, чтобы в шлаках отношение (СаО + MgO) : (SiO2 + А12О3) составляло около 1,0, а отношение SiO2: А12О3 было равно 2—4,5.
Таким ©образом, в зависимости от состава пустой породы руды и вида топлива нужно применять основные, кислые или глиноземистые флюсы. Добываемые руды, как правило, содержат кислую пустую породу и характеризуются приемлемым соотношением SiO2 и А12О3, поэтому по технологическим причинам обычно применяют основной флюс — известняк, состоящий из карбоната кальция СаСО3, или доломитизированный известняк, содержащий, кроме СаСО3 еще MgCO3.
До 1948—1949 гг. известняк вводили в доменную печь. В этом случае к известняку предъявляли определенные требования в отношении механической прочности и кусковатости. Теперь же известняк вводят при окусковании железных руд или железорудных концентратов. Это приводит к улучшению показателей доменной плавки и прежде всего сокращению расхода кокса, так как при этом отпадает необходимость в затрате тепла на эндотермический процесс разложения карбонатов. Известняк вводят в измельченном состоянии (размер зерен 3—0 мм), поэтому не требуются его высокая механическая прочность и кусковатость. Необходимо лишь, чтобы в известняке было немного SiO2, А12О3, серы и фосфора. Известняк хорошего качества содержит, %: 52—54,5 СаО (против 56 в чистом СаСО3); 0,6-1,0 SiO2; 0,005-0,01 S и 0,008—0,015 Р. В обычном известняке содержится 0,5—3, а в доломитизированном 5—10% MgO и более.
При доменной плавке используют также некоторые отходы производства, содержащие Fe, Мп, СаО и MgO и являющиеся заменителями железных руд и флюса. К ним относят колошниковую пыль, сварочный шлак и окалину нагревательных пе-30
чей, пиритные огарки и шлаки мартеновского производства. Наиболее широко применяют колошниковую пыль, получаемую в доменных цехах. Она состоит из железосодержащих материалов и кокса, уловленных при очистке газа доменных печей. В пыли содержится 40—56 % Fe и 3—15 % С. С целью утилизации ее добавляют в шихту к рудам или концентратам при их окусковании.
§5 . ПОДГОТОВКА ЖЕЛЕЗНЫХ РУД К ДОМЕННОЙ ПЛАВКЕ
Чем тщательнее подготавливают руду к доменной плавке, тем выше производительность доменной печи, ниже расход топлива и выше качество выплавляемого чугуна.
В конечном итоге стремятся снабжать доменную печь шихтой, состоящей только из двух компонентов: офлюсованного железорудного сырья и кокса определенной кусковатости и не содержащих мелких фракций (ниже 5—8 мм для железосодержащей шихты и ниже 20—30 мм для кокса).
Для обеспечения хорошей газопроницаемости плавильных материалов желательно, чтобы шихта была однородной по кусковатости. Рекомендуется, чтобы диаметр самого крупного куска не превышал диаметр самого мелкого куска более чем в два раза, т.е. целесообразно давать руду или окускованную шихту кусковатостью 10—20 или 20—40 мм.
Важным резервом повышения производительности доменных печей и снижения расхода топлива является увеличение содержания железа в шихте. Его увеличение на 1 % позволяет снизить расход кокса на 2—2,5 % и на столько же увеличить производительность печи.
Кроме того, при росте содержания железа в шихте снижается выход шлака при доменной плавке, что ведет к повышению технико-экономических показателей плавки.
Для получения богатого железорудного сырья разработаны и внедрены эффективные способы обогащения железных руд. При решении вопроса об оптимальной степени обогащения железных руд нужно исходить из технико-экономических соображений.
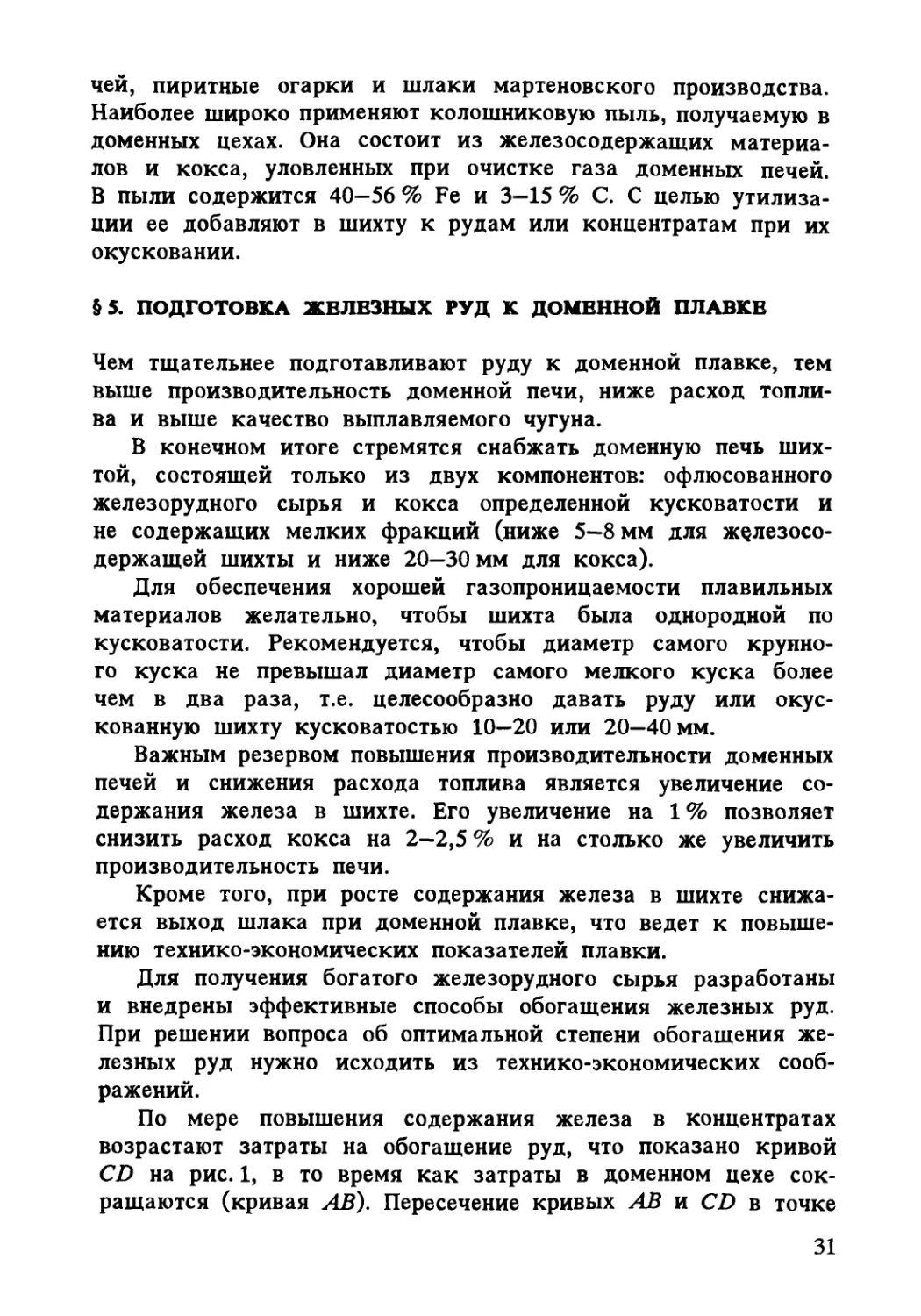
По мере повышения содержания железа в концентратах возрастают затраты на обогащение руд, что показано кривой CD на рис. 1, в то время как затраты в доменном цехе сокращаются (кривая АВ). Пересечение кривых АВ и CD в точке
31
Содержание железа 0 шихте, %
Расчеты показывают, что
Рис. 1. Схема графического определения оптимального содержания железа в железосодержащей части шихты
К указывает на оптимальную степень обогащения железных руд (точка К' на оси абсцисс). Пересечение этих кривых обычно соответствует минимальной себестоимости чугуна (кривая EF).
для многих руд оптимальное со
держание железа в концентратах для доменной плавки находится в пределах 64—67 %. Существующая подготовка шихты
пока еще- не удовлетворяет указанным требованиям. Поэтому
повышение однородности шихты по кусковатости и химическому составу и увеличение содержания железа в шихте крайне необходимы. В зависимости от характеристики добываемой руды применяют следующие методы подготовки руды: а) дробление; б) сортировку; в) обогащение; г) усреднение; д) окускование.
Дробление и измельчение
Крупность добываемых руд в естественном виде очень различна. При открытой добыче размер отдельных кусков достигает 1000—1200 мм, а при подземной 300—800 мм.
Для дальнейшего использования руда такой крупности должна быть предварительно подвергнута дроблению. Дробление представляет собой процесс уменьшения размера кусков твердого материала его разрушением под действием внешних сил и имеет целью придание кускам материала определенной крупности.
Размер крупности кусков дробленой руды определяется способом ее дальнейшей переработки и типом руды. Для доменной плавки верхний предел крупности кусков руды составляет 40—100 мм, для мартеновской плавки 20—40 мм, для агломерации 6—10 мм, а для обогащения в ряде случаев требуется получение материала крупностью менее 0,1 мм. Чем
32
тоньше измельчена руда, тем полнее рудные зерна могут быть отделены от пустой породы в процессе обогащения. Поэтому дробление часто дополняют измельчением руды.
Дробление и измельчение руды — энергоемкий и дорогостоящий процесс. На обогатительных фабриках стоимость процесса дробления и измельчения руды составляет от 35 до 70 % от расходов на весь цикл обогащения, а стоимость дробильных устройств достигает 60 % стоимости оборудования фабрики. Поэтому всегда желательно соблюдать принцип "не дробить ничего лишнего", т.е. дробить руду только до нужных размеров и только в необходимом количестве.
Для выполнения этого принципа процесс дробления руды разделяют на несколько стадий и перед каждой из них проводят классификацию (рассев) с целью выделения готовых по размеру кусков и мелочи, чтобы не подвергать их повторному дроблению.
Обычно различают следующие стадии дробления: крупное дробление — от кусков размером 1200 мм до получения кусков размером 100—350 мм; среднее дробление — от 100—350 до 40—60 мм и мелкое дробление — от 40—60 до 6—25 мм; измельчение — от 6—25 до 1 мм; тонкое измельчение — менее 1 мм. Крупное, среднее и мелкое дробление осуществляют в аппаратах, называемых дробилками, а измельчение — в мельницах. Дробление можно выполнять следующими методами: раздавливанием, истиранием, раскалыванием, ударом и сочетанием перечисленных выше способов (см. рис. 2).
Основные типы применяемых дробилок представлены на рис. 3. Щековые дробилки служат для крупного и среднего дробления.
Схема одной из разновидностей щековых дробилок показана на рис. 3, а. Дробимую руду загружают сверху в зазор между неподвижной щекой 1 и подвижной 2, подвешенной на оси 3. Привод дробилки через шкив 4 вращает эксцентрико-
Рис. 2. Схематическое изображение основных способов дробления:
а — раздавливание; б — истирание; в — раскалывание; г — удар
3-4050
33
Рис. 3. Схема устройства дробилок: а — щековой; б — конусной; в — молотковой; г — валковой
вый вал 5, при этом шатун 6 двигается вверх—вниз. При подъеме шатуна распорные плиты 8 нажимают на подвижную щеку 2, она сближается с неподвижной и происходит дробление кусков руды; при опускании шатуна подвижная щека отходит назад под воздействием пружины 7 и тяги 9, и через зазор между щеками снизу высыпается дробленая руда. Производительность щековых дробилок составляет 10—700 т/ч.
В конусных дробилках (рис. 3, б) основными рабочими элементами являются неподвижный 11 и подвижный 12 конусы, в зазор между которыми сверху засыпают дробимую руду. Верх вала 14 подвижного конуса закреплен в шарнире 13, а его нижней части придают с помощью приводного вала 15, зубчатой передачи 16 и эксцентрика 10 вращательное движение. Подвижный конус при этом перекатывается по внутренней поверхности неподвижного конуса и в месте сближения
34
конусов происходит дробление кусков, а с противоположной стороны через кольцевую щель просыпается дробленый продукт.
Конусные дробилки применяются для крупного, среднего и мелкого дробления. Производительность дробилок крупного дробления составляет 150—2300 м3/ч, среднего— от 8 до 580м3/ч, мелкого- от 24 до 260м3/ч.
Молотковые дробилки (рис. 3, в) применяют для крупного, среднего и мелкого дробления мягких и средних по твердости пород. Дробилка состоит из корпуса, внутри которого закреплены массивные отбойные плиты 17. В опорах конуса установлен вращающийся с большой скоростью вал 19 с насаженными на него несколькими дисками 18, на которых шарнирно закреплены стальные молотки (билы) 20. Дробление происходит в результате ударов, наносимых кускам материала молотками; выдача дробленой руды происходит через отверстия колосниковой решетки 21. Производительность молотковых дробилок достигает 1500 т/ч и более.
Валковые дробилки применяют для среднего и мелкого дробления пород средней крепости. Чаще применяют двух- и четырехвалковые дробилки. В двухвалковой дробилке (рис. 3, г) дробление происходит между двумя вращающимися валками 23; оба валка приводные, один из них закреплен в раме 22 жестко, второй — подвижный и прижимается к неподвижному пружиной 24 либо гидравлическим, либо пневмогидравлическим устройством. Валки бывают гладкими и иногда рифлеными и зубчатыми.
Для тонкого измельчения руд применяют шаровые мельницы и в последнее время мельницы бесшарового помола. Шаровая мельница (рис. 4, а) представляет собой вращаемый через зубчатый венец 5 футерованный плитами из износостойкой стали барабан 4 с полыми цапфами 2. Барабан почти наполовину заполнен чугунными или стальными шарами 3. Куски руды вместе с водой подают в цапфу через устройство 1, в барабане куски, испытывая удары падающих шаров, раскалываются, раздавливаются и истираются; измельченный продукт с водой (пульпа) выдается через противоположную цапфу барабана. Производительность крупных шаровых мельниц достигает 150—200 т/сут.
На рис. 4, б показана мельница бесшарового помола типа "Аэрофол". Крупные и мелкие куски руды вместе со сжатым
35
Рис. 4. Шаровая мельница (а) и мельница для бесшарового помола (б)
воздухом вводят через питатель 2 во вращающийся барабан 1. Крупные куски играют роль дробящих шаров; измельченный продукт уносится воздухом через пустотелую цапфу в шахту выдачи 3, а затем скапливается в пылеуловителях.
Грохочение и классификация
Разделение или сортировку материалов на классы крупности при помощи решеток или механических сит называют грохочением, а разделение в воде или воздухе на основе разности скоростей падения зерен различной крупности — гиравличес-кой или воздушной Классификацией. Грохочением обычно разделяют материалы до крупности 1—3 мм, а более мелкие — классификацией.
Материал, поступающий на грохочение, называют исходным, остающийся на сите — надрешетным продуктом, прошедший через отверстия сита — подрешетным продуктом.
Аппараты для грохочения называют грохотами, их основным рабочим элементом является решето или сито. Наибольшее распространение получили различные грохоты с колебательным движением решета; ограниченное применение находят неподвижные грохоты, а также барабанные, валковые или роликовые.
Простейшим и малопроизводительным является неподвижный колосниковый грохот, применяемый в приемных отделениях горно-рудных предприятий. Он представляет собой расположенную под углом ~ 45° к горизонту решетку из параллель-36
ных стальных брусьев (колосников) с величиной щели 25—200 мм. Подаваемый сверху материал опускается по поверхности решетки, а мелочь просыпается сквозь щели решетки. Производительность грохота составляет 9—80 мэ/ч на 1м2 решетки, а к.п.д. не превышает 50—70%.
Дуговой гидравлический неподвижный грохот представляет собой изогнутую по дуге решетку, по которой сверху движется пульпа; через ячейки решетки проходят отделяемые частицы пульпы размером 0,3—1,0 мм.
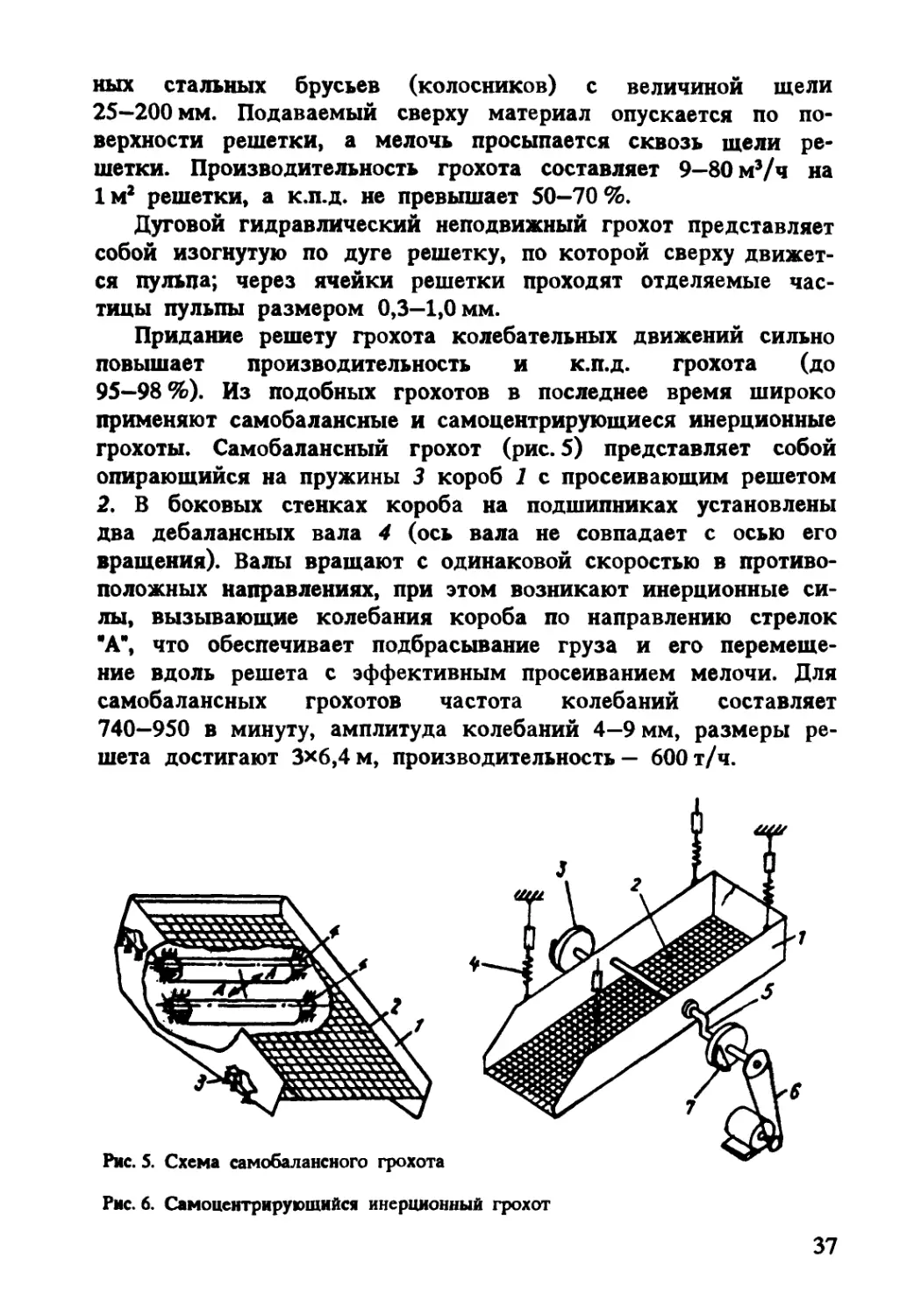
Придание решету грохота колебательных движений сильно повышает производительность и к.п.д. грохота (до 95—98%). Из подобных грохотов в последнее время широко применяют самобалансные и самоцентрирующиеся инерционные грохоты. Самобалансный грохот (рис. 5) представляет собой опирающийся на пружины 3 короб 1 с просеивающим решетом 2. В боковых стенках короба на подшипниках установлены два дебалансных вала 4 (ось вала не совпадает с осью его вращения). Валы вращают с одинаковой скоростью в противоположных направлениях, при этом возникают инерционные силы, вызывающие колебания короба по направлению стрелок "А", что обеспечивает подбрасывание груза и его перемещение вдоль решета с эффективным просеиванием мелочи. Для самобалансных грохотов частота колебаний составляет 740—950 в минуту, амплитуда колебаний 4—9 мм, размеры решета достигают 3x6,4 м, производительность — 600 т/ч.
Рис. 6. Самоцентрирующийся инерционный грохот
37
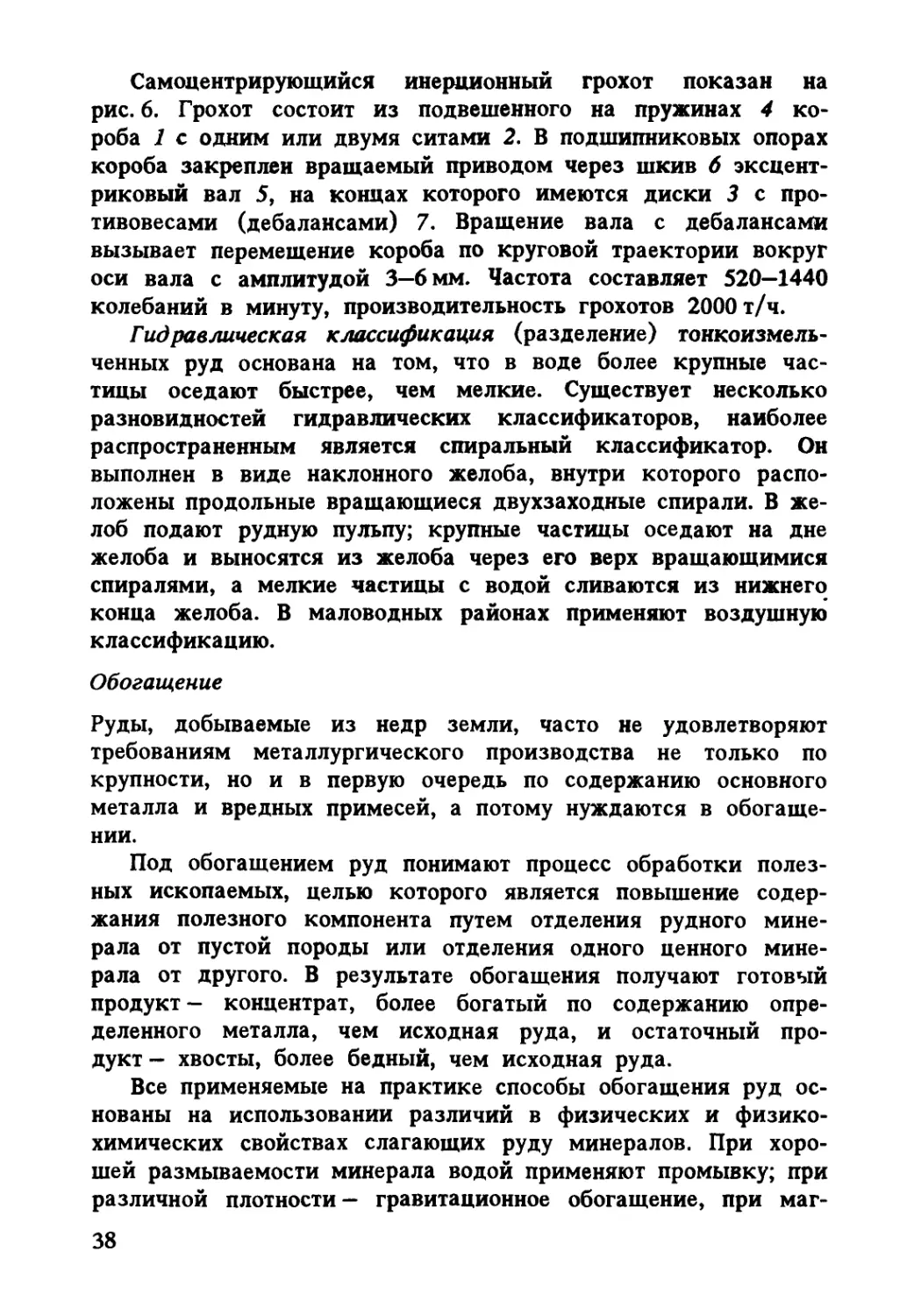
Самоцентрирующийся инерционный грохот показан на рис. 6. Грохот состоит из подвешенного на пружинах 4 короба 1 с одним или двумя ситами 2. В подшипниковых опорах короба закреплен вращаемый приводом через шкив 6 эксцентриковый вал 5, на концах которого имеются диски 3 с противовесами (дебалансами) 7. Вращение вала с дебалансами вызывает перемещение короба по круговой траектории вокруг оси вала с амплитудой 3—6 мм. Частота составляет 520—1440 колебаний в минуту, производительность грохотов 2000 т/ч.
Гидравлическая классификация (разделение) тонкоизмель-ченных руд основана на том, что в воде более крупные частицы оседают быстрее, чем мелкие. Существует несколько разновидностей гидравлических классификаторов, наиболее распространенным является спиральный классификатор. Он выполнен в виде наклонного желоба, внутри которого расположены продольные вращающиеся двухзаходные спирали. В желоб подают рудную пульпу; крупные частицы оседают на дне желоба и выносятся из желоба через его верх вращающимися спиралями, а мелкие частицы с водой сливаются из нижнего конца желоба. В маловодных районах применяют воздушную классификацию.
Обогащение
Руды, добываемые из недр земли, часто не удовлетворяют требованиям металлургического производства не только по крупности, но и в первую очередь по содержанию основного металла и вредных примесей, а потому нуждаются в обогащении.
Под обогащением руд понимают процесс обработки полезных ископаемых, целью которого является повышение содержания полезного компонента путем отделения рудного минерала от пустой породы или отделения одного ценного минерала от другого. В результате обогащения получают готовый продукт — концентрат, более богатый по содержанию определенного металла, чем исходная руда, и остаточный продукт — хвосты, более бедный, чем исходная руда.
Все применяемые на практике способы обогащения руд основаны на использовании различий в физических и физико-химических свойствах слагающих руду минералов. При хорошей размываемости минерала водой применяют промывку; при различной плотности — гравитационное обогащение, при маг-38
нитной восприимчивости— магнитное обогащение, на использовании различных физико-химических поверхностных свойств основана флотация. Выбирая оптимальный способ обогащения, оценивают также экономическую эффективность того или иного способа.
Конечный результат обогащения характеризуют степенью извлечения (с, %) полезного элемента, которую определяют из соотношения: Е = (уД)/а, где у— выход концентрата (% от массы исходной руды), а и [3 — соответственно содержание извлекаемого элемента в исходной руде и в концентрате, %.
Промывка. Промывка представляет собой процесс разрушения и диспергирования глинистых и песчаных пород, входящих в состав руды. Ее применяют для руд с плотными разновидностями рудных минералов, не размываемых водой, и с рыхлой пустой породой. К ним чаще всего относятся буро-железняковые и мартитовые руды, а также многие марганцевые руды.
При обогащении промывкой потоки воды размывают и уносят глинистые и песчаные частицы, а также мелкую руду. Поэтому промывке обычно подвергают крупнокусковые руды, а мелкие классы направляют на дальнейшее обогащение другими методами.
Основными агрегатами для обогащения промывкой служат бутары, скрубберы, корытные мойки и промывочные башни.
Бутара представляет собой вращающийся цилиндр с решетчатой поверхностью (рис. 7). Руда внутри барабана продвигается вперед, скользя и перекатываясь по его стенкам. Ввиду наличия коротких уголков, укрепленных внутри бутары под прямым углом к направлению скольжения, куски руды разбиваются. Разрыхлению способствует вода, подаваемая из
Рис. 7. Коническая бутара
39
Материал
Материал
Рис. 8. Схема корытной мойки
оросительной трубы, расположенной вдоль барабана. Вода с растворенной частью пустой породы и мелкими зернами руды проходит через отверстия бутары, а крупный отмытый материал удаляется через разгрузочный конец. Производительность бутары 150—190 т/ч.
Основной недостаток — высокий расход воды, составляющий 3—5 м3 на 1т материала. Выход годного продукта равен примерно 75 % при относительно высоком содержании железа в хвостах (25—26%).
Более совершенными являются корытные мойки. Корытная мойка (рис. 8) представляет собой наклонное корыто длиной 2,6—7,8 м, шириной 0,8—2,7 м и глубиной в нижней части до 2,1 м. По продольной оси корыта расположены два вала с лопастями, которые вращаются в противоположных направлениях с частотой 8—20 об/мин. Материал поступает в нижнюю часть корыта, на 2/3 заполненную водой, и передвигается лопастями навстречу струе воды, которая подается под давлением в верхнюю часть корыта.
С одного конца корыта избыток воды уходит в слив, унося с собой размытую породу, а с другого конца корыта промытая руда выдается лопастями. Расход воды составляет 2—5м3/т, а производительность 60—80 т/ч при степени извлечения железа 85—89%.
Гравитация. При гравитационном обогащении минералы разделяются по плотности. Гравитация может быть воздушной или мокрой. Воздушную гравитацию для обогащения железных и марганцевых руд не применяют, поскольку их рудные и нерудные минералы сравнительно мало отличаются по плотности. Мокрую гравитацию чаще всего осуществляют отсадкой. В качестве жидкости обычно используют воду, но применяют и более тяжелые среды.
40
Яшпшшв
Наиболее распространенным методом является мокрая отсадка, при которой зерна различного удельного веса расслаиваются под действием струи воды, пульсирующей в вертикальном направлении. При этом более легкие зерна вытесняются в верхний слой, а более тяжелые осаждаются внизу.
Применяемые для отсадки отсадочные машины иногда делают с подвижным решетом, совершающим возвратно-поступательное движение в вертикальной плоскости, что создает пульсацию воды (рис. 9, а). Чаще применяют машины с неподвижным решетом, в которых вода движется под действием поршня (рис. 9, б). Существуют и другие способы перемещения воды (подвижная диафрагма, качающийся конус, качающаяся перегородка, воздушный или гидравлический пульсатор).
Сравнительно простой и совершенный способ— это гравитационное обогащение в тяжелых средах. Руду погружают в жидкость, плотность которой больше плотности пустой породы. Тяжелые зерна рудного минерала осаждаются на дно, а частицы пустой породы всплывают.
При обогащении железных руд плотность жидкости должна составлять около 2800—3000 кг/м3. Органические жидкости с такой плотностью стоят дорого, поэтому применяют тяжелые суспензии — взвеси тонкого порошка какого-либо твердого тела, например ферросилиция (для обогащения железных руд) или свинцового блеска (для обогащения руд цветных металлов). Для того чтобы плотность была неизменной в любой части аппарата, суспензия должна находиться в непрерывном движении. Кроме того, чтобы уменьшить скорость осаждения
41
Рис. 10. Барабанный сепаратор для гравитационного обогащения руд ферросилиция, к суспензии добавляют глинистую породу — бентонит. Тяжелые суспензии применяют главным образом для обогащения руд цветных металлов; в этом случае используют конусные сепараторы различных конструкций.
Для гравитационного обогащения применяют сепараторы или спиральные классификаторы. Широко используют барабанный сепаратор, показанный на рис. 10.
Сепаратор состоит из наклонного барабана 5 диаметром 1,5—3 и длиной 3—10 м со спиралями 4 и кольцевым черпаковым элеватором 3. Руда поступает по желобу 6, концентрат оседает в среде, передвигается спиралями 4 и разгружается черпаковым элеватором 3 по желобу 1. Всплывшая легкая фракция переливается через горловину 7. Расход суспензии восполняется через питатель 2.
Магнитная сепарация. Наиболее распространенным способом обогащения железных руд является магнитная сепарация, основанная на различии магнитных свойств железосодержащих минералов и частиц пустой породы.
Важнейшая характеристика магнитных свойств веществ — их способность намагничиваться, выражаемая удельной магнитной восприимчивостью ху, измеряемой в метрах кубических на килограмм.
По величине удельной магнитной восприимчивости все минералы делят на сильномагнитные, для которых Ху>3’10-бм3/кг, слабомагнитные — ху=0,6’10-6 ▼ ♦ 0,015 • 10-бм3/кг и немагнитные ху<0,015 • 10-бм3/кг.
К сильномагнитным железорудным минералам относят магнетиты, титано-магнетиты и слабоокисленные мартиты; к слабомагнитным относят гематиты, бурые железняки и сидериты, а к немагнитным относят кварц, кальцит, полевой шпат и другие.
Среднемагнитными материалами являются полумартиты, мартиты, ильменит.
42
Магнитное обогащение заключается в том, что подготовленную соответствующим образом руду (дробленую до высокой степени раскрытия рудного зерна), содержащую магнитный минерал, вводят в магнитное поле, создаваемое магнитами. Силовые линии магнитного поля сгущаются в зернах магнитного минерала, намагничивают их, вследствие чего зерна притягиваются магнитом и, преодолевая постояннодействующие силы (тяжести, центробежные, сопротивления водной среды и др.), движутся в одном направлении, в то время как немагнитные зерна под действием этих сил движутся в другом направлении.
Магнитное обогащение осуществляют в аппаратах, называемых магнитными сепараторами, в которых магнитное поле создается электромагнитами постоянного тока или магнитными системами, состоящими из постоянных магнитов.
В зависимости от минералогического состава руд применяют сепараторы с разной напряженностью магнитного поля. Сильномагнитные руды обогащают на сепараторах, в которых создается меньшая напряженность магнитного поля (40—100 кА/м), а для слабомагнитных руд требуется высокая напряженность магнитного поля (160—1600 кА/м).
Магнитное обогащение железных руд осуществляют методами мокрой и сухой магнитной сепарации, а также комбинированными методами (сухая сепарация с последующей мокрой).
Для обогащения магнитных железных руд крупностью более 3—6 мм применяют только сухую магнитную сепарацию; руды меньшей крупности можно обогащать как сухим, так и мокрым методами, но применяют в основном мокрую сепарацию, поскольку при этом устраняется пыление. Для руд крупностью менее 0,1 мм применяют только мокрую сепарацию.
По конструктивным признакам различают сепараторы барабанные, ленточные, шкивные, роликовые и кольцевые. Наибольшее распространение для обогащения магнетитовых руд получили барабанные сепараторы. Схема устройства и работы барабанного сепаратора для сухого обогащения показана на рис. 11. Внутри вращающегося барабана 1 из немагнитной стали закреплены неподвижные электромагниты 2. Обогащаемую руду подают на барабан сверху; частицы магнетита притягиваются электромагнитом к поверхности барабана и перемещаются на ней до выхода из зоны действия магнита. Здесь они под действием силы тяжести падают вниз в прием-
43
Питание
концентрат порода
Рис. И. Схема барабанного электромагнитного сепаратора для сухого обогащения крупных РУД
ный бункер концентрата. Немагнитные частицы ссыпаются с барабана там, где его поверхность перестает быть опорой частиц (крайнее правое положение), они попадают в бункер пустой породы (хвостов).
Барабанные сепараторы для мокрого обогащения в зависимости от направления подачи рудного материала и его движения по отношению к направлению вращения барабана подразделяют (рис. 12) на три типа: с прямоточной, противоточной и полупротивоточной ваннами. Барабанный сепаратор с прямоточной ванной (рис. 12, а) применяют для обогащения руд крупностью 0—6 мм. Он включает вращающийся немагнитный барабан 2 с расположенными внутри него неподвижными электромагнитами 3. Рудную пульпу через загрузочную коробку 1 по лотку 9 подают под барабан в направлении, совпадающем с направлением его вращения. Магнитные частицы руды притягиваются к барабану и удерживаются на его поверхности до выхода из зоны действия магнитов, после
Рис. 12. Схема барабанных сепараторов для мокрого обогащения руд
44
чего они под действием сил тяжести, гидросмыва 4 и щетко-снимателя 5 попадают в разгрузочный лоток 7 концентрата. Пустая порода остается в ванне 8 и удаляется в виде хвостов. Постоянный уровень пульпы в ванне обеспечивается за счет слива ее избытка через патрубок 10. Барабан имеет резиновое покрытие 6.
Сепараторы с противоточной ванной (рис. 12, б) применяются для обогащения мелкозернистой (0—2 мм) руды. Рудную пульпу подают по питающему лотку 12 навстречу направлению вращения барабана. Частицы магнетита извлекаются барабаном из ванны в противотоке и в месте окончания зоны действия магнитов 3 выдаются через сливной порог 11 в лоток 7 концентрата. Пустая порода с водой проходит под барабаном и удаляется из ванны с противоположной от места выдачи концентрата стороны (хвосты).
Сепараторы с полупротивоточной ванной (рис. 12, в) применяются для обогащения тонкозернистых руд (частицы <0,2 мм). Пульпа подается к вращающемуся барабану 2 снизу. Притягиваемые к барабану магнитные частицы разгружаются по ходу вращения барабана через лоток 7, а пустая порода (хвосты) под действием потока воды удаляется с противоположной стороны через сливной порог 11.
Для слабомагнитных руд (гематит и др.) перспективным способом повышения магнитных свойств до уровня, необходимого для их обогащения на простых магнитных сепараторах долгое время считался магнетизирующий обжиг. Он заключается в том, что железную руду нагревают во вращающейся трубчатой печи или печи кипящего слоя до 600—800 °C в восстановительной атмосфере; при этом Fe2O3 восстанавливается до Fe3O4, обладающего высокими магнитными свойствами. Но после многолетнего опробования от этого способа в настоящее время отказались в связи со сложностью, высокой стоимостью и загрязнением окружающей среды выбросами обжиговых печей.
Для обогащения слабомагнитных руд ограниченное применение находят валковые сепараторы с сильным магнитным полем, в них пульпа проходит через создаваемое между двумя магнитными Полюсами поле напряженностью ~1300кА/м. Однако эти сепараторы сложны по устройству и малопроизводительны. Для тонкоизмельченных слабомагнитных руд (крупность частиц <0,8 мм) применяются полиградиентные
45
сепараторы сильного магнитного поля, в которых рабочее пространство между магнитными полюсами заполнено, например, стальными шарами. В точке касания шаров создается очень высокая напряженность магнитного поля, и при пропускании через него пульпы из нее выпадает выделяемый минерал.
Флотация. Под флотацией понимают метод обогащения, основанный на различии физико-химических свойств поверхностей различных минералов. Для обогащения руд применяют только пенную флотацию. Она базируется на том, что одни минералы (в тонкоизмельченном состоянии в водной среде) не смачиваются водой, прилипают к пузырькам воздуха и поднимаются или, как говорят, всплывают и флотируют на поверхности подобно воздушному шару, образуя минерализованную пену. Это— гидрофобные тела. Другие минералы смачиваются водой, не прилипают к воздушному пузырьку и остаются в пульпе. Это— гидрофильные тела.
Для повышения эффективности флотации используют флотационные реагенты трех видов: коллекторы, регуляторы и вспениватели. Коллекторы — это органические вещества, избирательно адсорбирующиеся на поверхности минерала и усиливающие их гидрофобные свойства; для разных минералов — это различные вещества. Регуляторы — это многочисленные реагенты, одни из которых (активаторы) активизируют флотацию минералов, а другие (депрессоры) подавляют ее. Вспениватели способствуют созданию обильной минерализованной пены.
Обычно пенный продукт флотации состоит из зерен полезных минералов (концентрата), но так как различные флотационные реагенты могут действовать на минералы избирательно, то в некоторых случаях флотацию ведут так, чтобы всплывали неполезные минералы — минералы пустой породы (хвосты). В первом случае процесс называют прямой флотацией, во втором— обратной флотацией.
Флотационные машины, в которых осуществляется флотационный процесс, по своему действию делят на механические, пневматические и комбинированные. В первых для перемешивания пульпы и засасывания воздуха используют механические мешалки, во вторых воздух подается по специальным трубкам под небольшим давлением, в третьих перемешивание происходит мешалками с дополнительной подачей воздуха.
46
Рис. 13. Схема действия меха-
4
Наиболее широкое распространение получили механические флотационные машины (рис. 13).
При вращении вала I мешалки 6 создается разрежение, пульпа и воздух засасываются в зону / перемешивания и аэрации. Пульпа, поступающая по трубе 2 в эту зону, смешивается с воздухом и отбрасывается центробежной силой мешалки кверху и в стороны. В зоне II разделения воздушные пузырьки, несущие минерал, поднимаются, а гидрофильные частички возвращаются в зону перемешивания через отверстия в разделительном диске. В зоне III концентрации минерализованная пена собирается выше перегородки 4, отделяющей ее от разгрузочной стороны машины, и снимается вращающимся гребком 3, а промежуточный продукт спускается через специальное отверстие 5 в следующую машину. Производительность флотационной машины составляет 10—20 т/ч.
Флотацию широко применяют для обогащения руд цветных металлов.
Усреднение
Химический состав добываемых железных руд непостоянен, и это обстоятельство вызывает при их дроблении непостоянство гранулометрического (зернового) состава. Неоднородность химического и гранулометрического состава шихты крайне отрицательно влияет на показатели работы доменных
47
печей. Особо важное значение имеет постоянство содержания железа, так как снижение его содержания приводит к разогреву печи, а повышение — к похолоданию. Естественно, что при непостоянстве доменной шихты по содержанию железа приходится вести плавку с некоторым избытком топлива с тем, чтобы исключить или хотя бы резко сократить число случаев похолодания печи, являющихся расстройством процесса, вызывающим ухудшение показателей ее работы.
Следует также обеспечить постоянство по основности пустой породы шихты с тем, чтобы обеспечить стабильность состава шлака. Рекомендуется так подготавливать шихту, чтобы отклонения по содержанию железа от среднего его содержания не превышали ±0,3—0,5 %.
Большое значение имеет и однородность шихты по куско-ватости. Особо вредное влияние оказывает наличие мелочи в шихте. Так, увеличение содержания мелочи в шихте (< 3 мм) на 10 % приводит к увеличению расхода кокса на 4—7 %.
Вопросы оптимизации гранулометрического состава шихты решаются путем дробления агломерата и отсева мелочи от окускованной шихты, а задача усреднения железорудных материалов по химическому составу решается, в основном, на складах, где хранят запас руды перед агломерацией или окомкованием (механизированные склады для усреднения или же рудные дворы в старых доменных цехах). Усреднение здесь обеспечивается за счет формирования рудного штабеля горизонтальными слоями и забора руды из штабеля поперек слоев: привозимую руду укладывают в штабели, рассыпая ее тонким слоем по всей длине штабеля и так слой за слоем до получения требуемой высоты штабеля (до 17 м); забирают же руду с торца штабеля сверху донизу так, чтобы, например, грейфер захватывал одновременно большое число слоев. Это обеспечивает усреднение отгружаемой со склада руды.
Окускование железорудного сырья
Окускование— это процесс превращения мелких железорудных материалов (руд, концентратов, колошниковой пыли) в кусковые необходимых размеров, применение которых значительно улучшает показатели работы металлургических агрегатов. Для подготовки сырья к доменной плавке широко применяются два способа окускования: агломерация и окомкование.
48
Агломерация. Это процесс окускования мелких руд, концентратов и колошниковой пыли спеканием в результате сжигания топлива в слое спекаемого материала. Наиболее распространены ленточные агломерационные машины со спеканием слоя шихты на движущейся колосниковой решетке при проса-сывании воздуха через шихту.
Продукт спекания (агломерации) — агломерат представляет собой кусковой пористый продукт черного цвета; упрощенно можно характеризовать его как спеченную руду или спеченный рудный концентрат.
Агломерацию следует рассматривать шире, чем окускование, так как при этом удаляются некоторые вредные примеси (сера и частично мышьяк), разлагаются карбонаты и получается кусковой пористый, к тому же офлюсованный материал. По существу — это металлургическая подготовка руд к плавке. Способ спекания рудной мелочи на колосниковой решетке с просасыванием воздуха через слой шихты впервые был предложен в 1887 г., а в 1911 г. был внедрен с использованием горизонтальных ленточных машин.
Шихта агломерации и ее подготовка. Основные составляющие агломерационной шихты — железосодержащие материалы (рудный концентрат, руда, колошниковая пыль); возврат (отсеянная мелочь ранее произведенного агломерата); топливо (коксовая мелочь); влага, вводимая для окомкования шихты; известняк, вводимый для получения офлюсованного агломерата.
Кроме того, в шихту зачастую вводят известь (до 25—80 кг/т агломерата), что улучшает комкуемость шихты, повышая ее газопроницаемость и прочность агломерата; марганцевую руду (до 45 кг/т агломерата) для повышения содержания марганца в чугуне и отходы (прокатную окалину, шламы и другие материалы, вносящие оксиды железа).
Количество основных компонентов агломерационной шихты, %:
Железосодержащие материалы (руда, концентрат, колошниковая пыль) крупностью
8—0 мм .................... 40—50
Известняк крупностью 3—0 мм 20—30
Возврат (мелкий агломерат) крупностью 10—0 мм . . 20—30
Топливо крупностью 3—0 мм 4—6 Влага ....................... 6—9
49
Подготовку шихты, как и спекание, ведут на агломерационных фабриках. Подготовка шихты должна обеспечить усреднение, необходимую крупность, дозирование компонентов шихты, смешивание и окомкование ее.
Составляющие шихты из бункеров, где они хранятся, выдают с помощью весовых и объемных дозаторов. Дозирование должно обеспечить требуемый состав агломерата.
Для обеспечения равномерного распределения компонентов по всему объему шихты необходимо осуществлять хорошее смешивание шихты, что обычно проводят во вращающихся барабанах, сначала в смесительном, а затем в окомкователь-ном. На некоторых аглофабриках эти операции совмещают в одном барабане.
При подаче в барабан воды, разбрызгиваемой над поверхностью шихты, происходит окомкование ее вследствие действия возникающих между частичками материала капиллярных сил. Окомкованная шихта характеризуется более высокой газопроницаемостью. Большое влияние на комкуемость, а следовательно, и газопроницаемость оказывает содержание влаги в шихте. Газопроницаемость шихты возрастает по мере увеличения влажности до 6—9 %, а при превышении этой величины шихта превращается в полужидкую массу, газопроницаемость которой низка. После окомкования шихту транспортируют к спекательной машине.
Воздух Воздух Воздух
К эксгаустеру
Рис. 14. Схема агломерационного процесса:
а — начало процесса; б — промежуточный момент; в — конечный момент; А — агломерат; Ш — шихта
50
Процесс спекания. Схема процесса представлена на рис. 14. На колосниковую решетку 1 конвейерной ленты загружают так называемую "постель" 2 высотой 30—35 мм, состоящую из возврата крупностью 10—25 мм. Затем загружают шихту (250—350 мм). Под колосниковой решеткой создают разрежение около 7—10 кПа, в результате чего с поверхности в слой засасывается наружный воздух.
Чтобы процесс начался, специальным зажигательным устройством нагревают верхний слой шихты до 1200—1300 °C, и топливо воспламеняется. Горение поддерживается в результате просасывания атмосферного воздуха. Зона горения высокой около 20 мм постепенно продвигается сверху вниз (до колосников) со скоростью 20—ЗОмм/мин.
В зоне горения температура достигает 1400—1500 °C. При таких температурах известняк СаСО3 разлагается на СаО и СО2, а часть оксидов железа шихты восстанавливается до FeO. Образующиеся СаО и FeO, а также оксиды шихты SiO2, Fe3O4, Fe2O3, А12О3 и др. вступают в химическое взаимодействие с образованием легкоплавких соединений, которые расплавляются. Образующаяся жидкая фаза пропитывает твердые частицы и химически взаимодействует с ними.
Когда зона горения опустится ниже мест образования жидкой фазы, просасываемый сверху воздух охлаждает массу, пропитанную жидкой фазой, и последняя затвердевает, в результате чего образуется твердый пористый продукт — агломерат. Поры возникают в результате испарения влаги и просасывания воздуха. Продвижение через слой шихты сверху вниз зоны, в которой происходит горение топлива и формирование агломерата (т.е. спекаемого слоя) длится 8—12 мин и заканчивается при достижении постели (см. рис. 14, в).
Рассмотрим основные химические реакции, протекающие при агломерации. Горение топлива происходит по реакциям:
С + 0,5О2 = СО; С + О2 = СО2.
В отводимых продуктах горения отношение СО2: СО равно 4*6, но вблизи горящих кусочков кокса атмосфера восстановительная (преобладает СО), что вызывает восстановление оксидов железа.
Большая часть непрочных оксидов Fe2O3 превращается в Fe3O4 в результате восстановления: 3Fe2O3 + СО ~ 2Fe3O4 + + СО2, либо в результате диссоциации: 6Fe2O3 —*4Fe3O4.
51
Часть оксидов Fe3O4 восстанавливается до FeO: 3Fe3O4 + + СО = 3FeO + СО2. Содержание FeO в агломерате обычно находится в пределах 7-17%, оно возрастает при увеличении расхода кокса на агломерацию; одновременно уменьшается остаточное содержание Fe2O3.
Известняк разлагается по реакции СаСО3 —>СаО + СО2, идущей с поглощением тепла.
При агломерации удаляется сера и частично (около 20%) мышьяк. Сера в шихте обычно находится в виде сульфида железа FeS2 (пирит), а иногда в виде сульфатов CaSO4 * 2Н2О (гипс) и BaSO4 (барит). Пирит в условиях агломерации окисляется по нескольким реакциям, одна из них: 3FeS2 + + 2О2 = Fe3O4 + 6SO2. Гипс и барит разлагаются при 1200-1400 °C по реакциям CaSO4 = СаО + SO3; BaSO4 = BaO + SO3.
В процессе агломерации выгорает 90—98% сульфидной серы, а сульфатной 60—70%. Нижний предел относится к офлюсованному агломерату, а верхний к неофлюсованному.
Протекает много реакций взаимодействия между оксидами шихты, в результате чего образуются десятки различных химических соединений. В твердом офлюсованном агломерате обнаруживаются железокальциевые оливины (CaO)x’(FeO)2_x х х SiO2 (^плав= ИЗО °C), ферриты кальция CaO*2Fe2O3 0плав= !230 °C) и СаО • Fe2O3 (Гплав = 1216 °C), силикаты кальция CaO*SiO2 (*Плав=1540 °C) и 2CaO-SiO2 (гплав= = 2130 °C), магнетит, стекло (силикатное железистое).
Офлюсованный агломерат и его свойства. В настоящее время производят офлюсованный агломерат, т.е. в шихту агломерации вводят известняк, чтобы агломерат содержал СаО и его основность CaO/SiO2 составляла 1—1,4 и более. Это позволяет работать без загрузки известняка в доменную печь.
Агломерат разных заводов содержит, %: Fe^ 47-58; FeO 9—17; Мп 0,2-0,6; SiO2 8-13; Д12О3 1,0-2,5; СаО 8-17; MgO 1-3; S 0,03-0,1.
Основные преимущества офлюсованного агломерата:
1. Исключение из доменной плавки эндотермической реакции разложения карбонатов, т.е. СаСО3 —►CaO + COj-Qj или MgCO3 —► MgO + СО2 — Qv требующих тепла, а следовательно, расхода кокса.
Этот процесс перенесен на аглоленту, где расходуется менее дефицитное и более дешевое топливо, чем кокс.
52
2. Улучшение восстановительной способности газов в самой доменной печи вследствие уменьшения разбавления их двуокисью углерода, получаемой от разложения карбонатов.
3. Улучшение восстановимости агломерата, так как известь вытесняет оксиды железа из трудновосстановимых силикатов железа.
4. Улучшение процесса шлакообразования, так как в офлюсованном агломерате оксиды плотно контактируют друг с другом.
5. Уменьшение числа материалов, загружаемых в доменную печь.
В конечном итоге, применение офлюсованного агломерата приводит к сокращению расхода кокса на 6—15 %. Нижний предел относится к богатой по железу шихте, а верхний — к бедной.
Качество агломерата оценивают рядом параметров: он должен быть в кусках определенной крупности, должен иметь высокую прочность в холодном и в горячем состоянии, высокую восстановимость, высокую температуру размягчаемости. Агломерат не должен содержать фракций < 5 мм, поскольку мелочь сильно снижает газопроницаемость шихты в доменной печи; крупность агломерата для малых и средних печей должна составлять 5—40, а для крупных и сверхмощных — 15—40 мм.
Высокая холодная и горячая прочность необходимы, чтобы агломерат не разрушался с образованием мелочи, препятствующей движению газов через слой шихты в печи. Под холодной прочностью подразумевают прочность, препятствующую разрушению агломерата при его транспортировке и загрузке в печь, под горячей— препятствующую разрушению под воздействием давления столба шихты в печи при высоких температурах. Холодную прочность агломерата определяют по выходу фракции крупностью более 5 мм после обработки 15 кг агломерата в барабане, вращающемся с частотой 25 мин-1 в течение 8 мин; лучший показатель равен 70—80%. Для получения стабильно высокой холодной прочности прежде всего важно соблюдение технологии подготовки шихты с поддержанием оптимального гранулометрического состава и ее высокой газопроницаемости, в том числе путем ее тщательного окомкования и добавки в шихту извести. Повышению холодной прочности способствуют: увеличение расхода топлива, но
53
при этом снижается вертикальная скорость спекания и производительность ленты; введение в шихту доломитизиро-ванного известняка, вносящего MgO; повышение толщины спекаемого слоя; "калибровка" агломерата путем его обработки перед охлаждением во вращающихся барабанах или роторных дробилках; использование топлива без мелких фракций, т.е. крупностью 1-3 мм вместо 0-3 мм. Холодная прочность сильно снижается при очень быстром охлаждении и при наличии остатков шихты в агломерате. Для предотвращения резкого охлаждения горячий агломерат со спекательной ленты направляют в специальные охладители, где его охлаждают в течение 40—60 мин просасываемым вентиляторным воздухом. С тем, чтобы в агломерате после спекания не оставалось кусков шихты, она не должна содержать рудных частиц крупностью > 8 мм и известняка > 3 мм; необходимо также увеличивать расход топлива.
Особенность офлюсованного агломерата: его прочность снижается по мере роста основности от 0,5 до 1,3—1,4. Это связано с тем, что при основности > 0,5 в структуре агломерата появляется двухкальциевый силикат 2СаО * SiO2, который в процессе охлаждения при 675 °C претерпевает полиморфное превращение с увеличением объема на 10—11 %, что вызывает большие внутренние напряжения в куске, ведущие к его разрушению. При увеличении основности > 1,5 прочность вновь возрастает вследствие появления вместо 2СаО * SiO2 соединения ЗСаО * SiO2, не подверженного полиморфным превращениям. Горячую прочность агломерата определяют во вращающемся барабане в атмосфере СО—СО2 при нагреве или по газопроницаемости сдавливаемого нагретого слоя агломерата. Влияние параметров процесса получения агломерата на его горячую прочность изучено пока недостаточно. Установлено, что повышенной горячей прочностью обладает агломерат, содержащий 7—10 % FeO.
Восстановимость агломерата в первую очередь определяется величиной поверхности пор, доступных газу-восстановителю. В офлюсованном агломерате повышению восстановимости способствует наличие в нем кальциевых оливинов и ферритов кальция. Максимальная восстановимость отмечается при основности агломерата 1,4—1,5. В современных условиях восстановимость агломерата не лимитирует хода доменной плавки.
54
Рис 15 Схема агломерационной машины
Температура начала размягчения современных офлюсованных агломератов достаточно высока (1000—1150 °C), что позволяет в большей части объема печи иметь шихту в твердом виде, обеспечивая тем самым высокую газопроницаемость столба шихты.
Производство агломерата ведут на агломерационных фабриках, в состав которых входят комплекс оборудования для подготовки шихты, ленточные (конвейерные) агломерационные машины и комплекс оборудования для дробления и охлаждения полученного агломерата и отсева его мелочи.
Агломерационная машина (рис. 15) имеет в качестве основного элемента замкнутую ленту (конвейер) из отдельных спекательных тележек-паллет 2. Тележка — это опирающаяся на четыре ролика колосниковая решетка с продольными бортами; тележки движутся по направляющим рельсам под воздействием пары приводных звездочек 1. На горизонтальном участке ленты тележки плотно примыкая друг к другу, образуют движущийся желоб с дном в виде колосниковой решетки
Под тележками рабочей ветви ленты расположено 13—26 вакуум-камер 6, в которых с помощью эксгаустера 9 создают разрежение 10—13 кПа. Ширина ленты составляет 2—4 м, число тележек в ленте от 70 до 130, скорость ее движения 1,4—7 м/мин; площадь спекания действующих машин равна 50—312 м2. Удельная производительность по площади спекания составляет 1,2—1,5 т/(м2 • ч).
На движущуюся ленту питателем 3 укладывают постель высотой ~ 30 мм из возврата агломерата крупностью 10—25 мм;
55
она предотвращает просыпание шихты через щели решетки и предохраняет решетку от перегрева. Затем питателем 4 загружают слой шихты высотой 250—350 мм. Далее шихта на движущейся ленте попадает под зажигательный горн 5, который нагревает поверхность шихты по всей ширине до 1200—1300 °C, в результате чего загорается топливо. При дальнейшем движении ленты за счет просасываемого эксгаустером 9 сверху воздуха слой горения кокса и спекания агломерата перемещается вниз, а продукты сгорания через вакуумные камеры 6 поступают в пылеуловитель 8 и далее выбрасываются в атмосферу через трубу 10.
Формирование агломерата заканчивается на горизонтальном участке движения ленты; этот момент легко определяют по резкому падению температуры отходящих газов, свидетельствующему об окончании горения кокса. Готовый агломерат при огибании лентой холостой звездочки 7 ссыпается вниз. Он попадает в валковую дробилку горячего дробления и затем на грохоты, где от дробленого продукта отсеивают горячий возврат. Далее агломерат поступает на охладитель (пластинчатый конвейер либо круглый вращающийся охладитель), где он в течение 40—60 мин охлаждается до 100 °C просасываемым воздухом. Затем агломерат направляется на грохоты холодного агломерата, где отделяется постель. После этого годный агломерат конвейером транспортируют в доменный цех, а мелочь— в бункер возврата. Этот возврат, также как и горячий, вновь направляются на агломерацию. Выход годного агломерата (фракции крупностью > 5 мм) из шихты не превышает 70—80%.
Производство окатышей. Расширение использования бедных руд и особенно стремление к более глубокому обогащению их привели к получению тонкоизмельченных железорудных концентратов (менее 0,07 мм), для которых появилась необходимость найти новые пути окускования. В связи с этим начал развиваться так называемый процесс окатывания или окомкования. Процесс был опробован в нашей стране более 30 лет тому назад. Однако первые промышленные установки были созданы в США лишь в 1945—1955 гг. Этот процесс приобретает особое значение, когда фабрику окускования концентратов приходится строить не на металлургическом заводе. Объясняется это тем, что окатыши меньше разрушаются при перевозке, чем агломерат, особенно офлюсованный.
56
Концентрат
возврат
Известняк О-0,5 мм
бентонит
Рис. 16. Схема производства окатышей:
I — сушка; II — обжиг; III — охлаждение; 1 — шихтовые бункеры; 2 — сборный конвейер; 3 — смесительный барабан; 4 — бункер для бентонита; 5 — тарельчатый гранулятор; б — обжиговая машина; 7 — вентиляторы; 8 — грохот
Процесс производства окатышей состоит из двух стадий: а) получения сырых (мокрых) окатышей; б) упрочнения окатышей (подсушка при 300—600 и обжиг при 1200—1350 °C).
Схема производства окатышей на современной фабрике показана на рис. 16. Исходную шихту: возврат (некондиционные окатыши), концентрат и в случае производства офлюсованных окатышей известняк загружают в бункеры 7, откуда она при помощи дозаторов выдается на сборный транспортер 2 и поступает в смесительный барабан 3. После смешивания шихта поступает по другому транспортеру в окомкователь или так называемый гранулятор 5. Для лучшего окомкования и обеспечения необходимой прочности к шихте добавляют свящующее вещество, обычно бентонит (мелкодисперсная глина) в количестве 0,5—1,5 % и воду в количестве 8—10 %. В грануляторе при круговом движении шихта при помощи связующего Вещества и воды постепенно превращается в гранулы — комки. При этом из гранулятора разгружаются только комки, достигшие определенного размера (шарики диаметром 10—20 мм). На рис. 17 показан тарельчатый гранулятор, являющийся одним из наиболее распространенных. Часто применяют также барабанный гранулятор, иногда конусный. Тарельчатые грануляторы выпускают диаметром 5,5—7,0 м, они
57
Рис. 17. Тарельчатый окомкователы 1 — конвейер уборки окатышей; 2 — чаша; 3 — конвейер подачи шихты;
4 — скребки
обеспечивают производительность 125—150 т/ч. Оптимальных условий окатывания достигают подбором угла наклона тарели (40—60°) и частоты вращения (6—9 об/мин).
Сырые окатыши после гранулятора 5 падают на обжиговую машину. Обычно применяют ленточную конвейерную машину, подобную агломерацион-
обжига окатышей другие агрегаты:
ной. Реже применяют для шахтные печи, вращающиеся трубчатые печи, последовательно расположенные колосниковая решетка— вращающаяся трубчатая печь.
У конвейерных машин ширина паллет составляет 3—4 м, рабочая площадь спекания 100—500 м2 и производительность их равна 2500—9000 т/сут. Верх ленты перекрыт камерами в соответствии с делением на зоны сушки, обжига и охлаждения. Зона обжига составляет около 50% от общей площади машины. В зоне сушки окатыши подогревают до 250—400 °C газами, поступающими из зон обжига и охлаждения. Циркуляция газов и удаление их в дымовую трубу осуществляются вентиляторами. В зонах обжига окатыши нагреваются до 1200—1350 °C продуктами горения газообразного или жидкого (мазута) топлива, просасываемыми через слой окатышей на колосниковой решетке машины. В зоне охлаждения окатыши охлаждаются принудительно подаваемым через колосниковую решетку воздухом. Охлажденные окатыши разгружаются на грохот. Фракцию > 5 мм отправляют для доменной плавки, а фракция 0—5 мм является возвратом. Время пребывания окатышей в зоне обжига равно 7—12 мин.
Расход природного газа составляет 21—45 кг/т окатышей.
58
Основная цель обжига окатышей сводится к упрочнению их до такой степени, чтобы они в дальнейшем выдерживали транспортировку, перегрузки и доменную плавку без значительных разрушений. При этом в отличие от агломерации нельзя доводить процесс до перехода значительной части шихты в жидкое состояние. Если не ограничить верхний предел температуры (1320—1350 °C), то произойдет оплавление окатышей и сваривание их в крупные глыбы. В то же время понижение температуры обжига ниже 1200—1250 °C приводит к понижению прочности окатышей.
Обычно окомковывают магнетитовые концентраты. Основными физико-химическими процессами при обжиге являются разложение известняка, окисление магнетита, химические взаимодействия с образованием легкоплавких фаз, упрочнение окатышей, удаление серы.
При обжиге офлюсованных окатышей идет разложение известняка СаСО3 с образованием СаО и поглощением тепла. Поскольку атмосфера в зоне обжига окислительная, при температурах 900—1000 °C идет окисление магнетита до гематита: 2Fe3O4 + 0,5О2 = 3Fe2O3. Обычно в окатыше обнаруживается периферийная гематитовая зона и центральная зона с остатками магнетита. При температурах 1200—1350 °C появляется жидкая фаза из легкоплавких соединений, образующихся в результате химического взаимодействия составляющих шихты; в неофлюсованных окатышах это соединения из SiO2 и Fe2O3, в офлюсованных— ферриты кальция CaO*Fe2O3 и 2СаО • Fe2O3.
Упрочнение окатышей (спекание частиц в прочную гранулу) происходит преимущественно путем твердофазного (без участия жидкой фазы) спекания и отчасти путем жидкофазного. Первое заключается в том, что в результате нагрева поверхность частиц размягчается и в местах контакта друг с другом они спекаются (свариваются). Твердофазное спекание начинается при 800—900 °C, спекаются как гематит, так и магнетит. Жидкофазное спекание начинается при температурах 1200—1350 °C, когда, как отмечалось, появляются участки жидкой фазы. Она смачивает твердые частицы и при затвердевании скрепляет их; при этом по сравнению с твердофазным спеканием повышается прочность окатышей, но несколько уменьшается их пористость. Оптимальное количество жидкой фазы составляет 12—20 %.
59
При обжиге сульфиды шихты (FeS2, FeS) окисляются, а образующийся газообразный оксид SO2 уносится газами; степень удаления сульфидной серы из неофлюсованных окатышей составляет 95—99 %. При добавке известняка в шихту степень десульфурации снижается, так как SO2 связывается в соединение CaSO4. Готовые неофлюсованные окатыши содержат < 0,003 % S, офлюсованные 0,01—0,08 % S.
Свойства окатышей. В нашей стране производят неофлюсованные окатыши и офлюсованные с основностью 0,4—1,25. Окатыши разных заводов содержат, %: Fe 58—67; SiO2 3,3-12; CaO 0,1-4,8; А12О3 0,2-1,1; MgO 0,2-1,1; S 0,001-0,08; P 0,007-0,01.
Крупность окатышей должна составлять 5—18 мм, допускается содержание не более 3 % фракций крупностью менее 5 мм.
Холодную прочность окатышей определяют по величине усилия, необходимого для раздавливания окатыша, и результатам испытаний во вращающемся барабане, проводимых как и при испытании прочности агломерата. Усилие раздавливания составляет 1,5—2,5 кН на окатыш; барабанная проба (выход фракции крупностью более 5 мм) холодных окатышей составляет 82—97 % при норме не менее 95 %.
Горячую прочность (прочность при восстановлении) определяют по величине раздавливающего усилия восстановленного до определенной степени горячего или охлажденного окатыша, и по газопроницаемости и усадке восстанавливаемого слоя окатышей, находящихся под нагрузкой. Установлено, что горячая прочность сильно снижается по мере восстановления окатыша. Горячая прочность возрастает при увеличении плотности структуры окатыша, в частности, при обжиге с получением определенного количества жидкой фазы.
Восстановимость определяется удельной поверхностью доступных для газа-восстановителя пор и размером окатыша. Наилучшая восстановимость у окатышей, обожженных при 1000—1150 °C с упрочнением по твердофазному механизму и с пористой неоплавленной структурой. Но из-за малой прочности таких окатышей обжиг ведут при 1200—1350 °C. Появление при этих температурах жидкой фазы и оплавленных участков в окатыше несколько снижает восстановимость. Восстановимость падает по мере роста диаметра окатышей и особенно резко при диаметре более 16—18 мм.
60
По сравнению с агломератом производство окатышей характеризуется меньшим отсевом мелочи, дополнительным расходом топлива; у окатышей выше содержание железа и ниже основность, а себестоимость их производства примерно одинакова. Основным преимуществом окатышей является более высокая холодная прочность, что позволяет транспортировать их на большие расстояния; однако их горячая прочность ниже, и содержание мелочи в шахте печи при проплавке агломерата и окатышей выравнивается.
Металлизованные окатыши. В последнее время в доменном производстве опробованы металлизованные окатыши, в которых часть оксидов железа восстановлена до железа. Повышение степени металлизации окатышей на каждые 10% обеспечивают снижение расхода кокса на 4,5—6 % и увеличение производительности доменной печи на 5—7 %. На металлизацию расходуется топлива больше, чем кокса на восстановление железа в доменной печи, но это более дешевое и менее дефицитное топливо, чем кокс (уголь, природный газ).
§6. ТОПЛИВО
Основным топливом доменной плавки является кокс — кусковой пористый материал из спекшейся углеродистой (83—88 % С) массы, получающейся при прокаливании каменного угля без доступа воздуха. Вследствие своей прочности, термостойкости (способности не растрескиваться) и способности не спекаться кокс сохраняет форму кусков на всем пути движения шихты от колошника до горна. Благодаря этому кокс разрыхляет столб шихты в печи, обеспечивая необходимую ее газопроницаемость. В нижней части печи (в заплечиках и горне) только кокс остается в твердом состоянии, образуя как бы подвижную дренажную решетку (коксовую насадку), через которую в горн стекают жидкие продукты плавки, а вверх проходят газы.
Естественные твердые виды топлива не пригодны для доменной плавки вследствие низкой термостойкости и из-за склонности к спекаемости, поэтому кокс не может быть заменен другим топливом; возможна лишь частичная замена кокса газообразным, жидким и пылеугольным топливом.
Как топливо кокс, сгорая у фурм, обеспечивает доменную печь теплом, необходимым для нагрева и расплавления шихты
61
и протекания процессов восстановления железа из оксидов. Кроме того, углерод кокса является восстановителем и служит для науглероживания железа, а продукт сгорания кокса — газ СО также является восстановителем.
Производство кокса. Кокс получают сухой перегонкой (нагревом до 1100 °C без доступа воздуха) коксующихся каменных углей в коксовых печах, представляющих собой камеры из динасового кирпича высотой 5—7, длиной 15—17 и шириной 0,4—0,45 м; их объем составляет 30—42 м3. В камеру объемом 30 м3 загружают 22 т шихты.
Плоские камеры объединены в коксовые батареи (рис. 18) по 60—80 параллельно расположенных камер. С торцов каждая камера герметично закрыта съемными дверями, а в своде камер есть 3—4 люка для загрузки шихты из бункеров загрузочного вагона 11. Производительность батареи достигает
Рис. 18. Общий вид коксовой батареи:
1 — приемный бункер для сырого каменного угля; 2 — конвейер; 3 — рампа выгрузки охлажденного кокса; 4 — тушильный вагон; 5 — кокс; 6 — регенераторы;
7 — камера коксования; 8 — штанга коксовыталкиватееля; 9 — коксовыталкиватель; 10 — отвод коксового газа; 11 — загрузочный вагон; 12 — распределительная башня; 13 — тушильная башня; 14 — отделение для дробления и смешивания угля
62
Рис. 19. Схематический разрез коксовой батареи:
1 — регенераторы; 2 — обогреваемые вертикалы; 3 — обводной канал; 4 — отверстия для загрузки шихты; 5 — камера коксования
III
Коксовые печи отапливают доменным и коксовым газами, сжигаемыми в простенках между камерами — в вертикалах (рис. 19). Для получения в вертикалах высокой температуры пла- 7 мени (1400 °C) воздух и доменный газ перед подачей в вертикалы нагревают в регенераторах 1. Под каждым вертикалом расположено по два регенератора (камеры), которые
заполнены решетчатой кладкой из огнеупорного кирпича. В каждую пару регенераторов поочередно с интервалом в 20—30
мин то направляют из вертикалов горячие дымовые газы, нагревающие насадку, то холодные воздух и доменный газ (раздельно), которые нагреваются, охлаждая насадку. Из регенераторов нагретые воздух и доменный газ поступают в вертикалы, а дымовые газы через борова уходят в трубу.
Для коксования применяют коксовые, паровично-жирные, паровично-спекающиеся и газовые угли. Предварительно уголь дробят и обогащают для снижения зольности. Далее составляют шихту, смешивая разные угли в требуемом соотношении. Затем шихту подвергают окончательному дроблению и помолу и направляют в распределительную башню (рис. 18, поз. 12). В шихте должны быть фракции размером менее Змм, так как это способствует получению кокса с меньшим количеством трещин.
Коксование загруженной в камеру порции шихты длится 14,5—16 ч. В процессе нагрева при температурах 350—500 °C происходит размягчение и плавление угля и начинается сильное выделение летучих веществ, которые ьспучивают массу и делают ее пористой. При 500—600 °C масса интен-
63
сивно разлагается с выделением летучих; по мере их выде ления в массе возрастает содержание углерода, увеличивается вязкость массы и она затвердевает, переходя в полукокс. При дальнейшем нагреве до 1100 °C выделяются все летучие, и аморфный углерод превращается в кристаллический графит, обладающий высокой твердостью и прочностью. Коксовый пирог, открыв торцевые двери камеры, выталкивают (рис. 18) с помощью штанги 8 коксовыталкивателя 9 в тушильный вагон 4, доставляющий кокс в башню 13, где его заливают водой, либо на установку сухого тушения, где кокс охлаждают потоком азота. После водяного тушения кокс из тушильного вагона через рампу 3 выгружают на конвейер 2, доставляющий кокс в доменный цех. Сухое тушение, внедряемое в последние годы, предпочтительнее по следующим причинам: а) уменьшается растрескивание кокса, т.е. его потери в виде мелочи; б) снижается влажность кокса (0,5— 1,0 % вместо 2—5 % при тушении водой); в) тепло нагретого азота используется для выработки пара, а при тушении водой безвозвратно теряется.
Выделяющиеся из коксовой печи летучие ("грязный коксовый газ" в количестве 300—320 м3 т/шихты) направляют в химические цехи, где из них извлекают смолы, аммиак и бензол, из которых при дальнейшей переработке получают до 500 других ценных продуктов (лаки, краски, растворители, лекарства, пек и др.). После химических цехов очищенный коксовый газ содержит, %: 56-60 Н2; 23-26 СН4; 2-4 СтН„; 5—7 СО; 2—3 СО2; 3—7 N2. Его теплота сгорания составляет 16,8—18,4 МДж/м3. Газ используют в качестве топлива на металлургическом заводе.
Свойства кокса. Кокс содержит 83—88 % углерода; 8—13 % золы; 0,7—1,5 % летучих; 0,5—5 % влаги; 0,4—1,8 % серы; 0,02—0,05 % фосфора. Кокс хорошего качества светло-серого цвета и при ударе куска о кусок издает легкий звон. Удельное количество тепла при сгорании кокса 28000—31500 кДж/кг. Наряду с высокой теплотой сгорания кокс как доменное топливо должен обладать определенным комплексом свойств, эти основные свойства следующие:
— высокая прочность, чтобы кокс не был раздавлен столбом вышележащей шихты в печи и не истирался при движении от колошника до фурм, а также высокая термостойкость, чтобы он не растрескивался при нагреве. В случае измель-64
чения в печи кокса сильно снижается газопроницаемость шихты. Прочность кокса определяют в барабане диаметром 1м и длиной 1 м, на внутренней поверхности которого по всей длине приварены четыре угловых профиля. Для истирания берут 50 кг кокса. Барабан вращается с частотой 25 об/мин в течение 4 мин. Затем кокс рассеивают на сите. Показателями прочности кокса служат величины выхода класса более 40 мм (показатель М40) и менее 10 мм (показатель №10), выраженные в процентах. Величина №40 должна составлять 72-82, а МЮ 8,5-10 %;
— малое содержание золы, основными составляющими которой являются SiO2 и А12О3. Для их ошлакования необходимо увеличивать расход флюса, что увеличивает количество шлака. Увеличение зольности кокса на 1 % вызывает снижение производительности печи на 1,3 % и увеличение расхода кокса на 1,3 %. Зола также снижает прочность кокса;
— неспекаемость в условиях доменного процесса;
— определенный размер кусков — от 25 до 60 мм; загружать в печь более мелкий кокс недопустимо, так как при этом ухудшается газопроницаемость шихты;
— малое содержание вредных примесей серы и фосфора. Содержание фосфора в коксе невелико — < 0,05 %. Для перевода при плавке поступающей с коксом серы в шлак необходимо увеличивать расход флюса, что ведет к снижению производительности печи и увеличению расхода кокса. Количество серы в коксе определяется ее содержанием в исходном угле; кокс из кузнецких, печорских, карагандинских углей содержит 0,4—0,7% серы, кокс из донецких углей 1,4—1,8 %;
— малое и, что особенно важно, постоянное содержание влаги. Неучитываемые колебания количества влаги во взвешиваемом коксе при его дозировании приводят к тому, что действительное количество поступающего в печь кокса будет отличаться от расчетного, а это нарушает заданный тепловой режим работы печи. При сухом тушении влажность кокса составляет 0,4—1 %, при тушении водой 2—5 %;
— высокая пористость, благодаря чему достигается высокая скорость сгорания кокса. Обычно пористость кокса находится в пределах 37—53%.
Другие виды топлива. Кокс является дорогостоящим и дефицитным материалом, поскольку запасы коксующихся углей во многих странах невелики.
5-4050
65
В связи с этим в последние годы при доменной плавке часть кокса заменяют природным газом, мазутом или пылевидным топливом. Природный газ содержит 90—98% углеводородов (главным образом, СН4 и С2Нб) и небольшое количество азота (около 1 %, а в газе Ишимбайского месторождения до 10%).
Мазут представляет собой тяжелый остаток прямой перегонки и крекинга нефти. Горючая масса мазута содержит 84-88% С, 10-12% Н2, 0,3-0,5 % О2 и 0,5-4% S. В качестве пылевидного топлива обычно используют молотый каменный уголь.
Г л а в а 2. КОНСТРУКЦИЯ ДОМЕННОЙ ПЕЧИ
Доменная печь является мощным и высокопроизводительным агрегатом, в котором расходуется огромное количество шихты и дутья. Современная, наибольшая по размерам, доменная печь ежесуточно расходует около 23000 т шихты, 18000 т дутья, 1700 т природного газа и выдает 12000 т чугуна, 4000 т шлака и 27000 т колошникового газа. Таким образом, в большой доменной печи ежеминутно выплавляется около 9 т чугуна. Для обеспечения непрерывной подачи и выпуска столь большого количества материалов необходимо, чтобы конструкции печи были просты и очень надежны.
§1 . ОБЩЕЕ ОПИСАНИЕ ПЕЧИ
Доменная печь — печь шахтного типа (рис. 20). Сверху в печь порциями непрерывно загружают шихтовые материалы — агломерат (окатыши) и кокс, которые медленно опускаются вниз; длительность их пребывания в печи составляет 4—6 ч. В нижнюю часть печи (верх горна) через фурмы подают дутье — нагретый воздух; у фурм за счет кислорода дутья сгорает кокс с выделением тепла, а горячие продукты сгорания движутся через столб шихты вверх, нагревая ее; время пребывания газов в печи составляет 3—12 с. При опускании нагревающейся шихты в ней из оксидов восстанавливается железо, которое науглероживается, расплавляется и каплями стекает в горн, формируя чугун, а невосстановившиеся оксиды в нижней части печи (низ шахты, распар) расплавляются, образуя шлак, который также стекает в горн. Накап-66
Рис. 20. Общий вид доменной печи с двухконусным засыпным аппаратом: 1 — фундамент; 2 — колонна; 3 — летка для выпуска чугуна; 4 — чугунные желоба; 5 — фурменные устройства; 6 — кольцевой воздухопровод; 7 — ма-раторное кольцо кожуха; 8 — футеровка; 9 — стальной кожух; 10 — колошник; 11 — большой конус; 12 — малый конус; 13 — вращающий механизм засыпного устройства; 14 — приемная воронка; 15, 19 — газоотводы; 16 — скип; 17 — воронка; 18 — наклонный мост; 20 — воронка (чаша); 21 — летка для выпуска шлака; 22 — площадка ливающиеся в горне чугун и шлак, имеющие температуру 1450—1500 °C, периодически выпускают через чугунные и шлаковые летки.
Общий вид доменной печи, оборудованной двухконусным засыпным аппаратом, показан на рис. 20. Печь опирается на фундамент 1, большая часть которого заглублена в землю. Снаружи печь заключена в сплошной стальной кожух 9. Внутри кожуха на
ходится футеровка 8, охлаждаемая холодильниками, которые крепятся к внутренней поверхности кожуха. В нижней части печи (горне) расположены летки 3 для выпуска чугуна и летки 21 для выпуска шлака. Вокруг печи проложен кольцевой футерованный воздухопровод 6, в который из воздухонагревателей подается горячее дутье (воздух); кольцевой воздухопровод служит для подвода дутья к многочисленным расположенным по окружности печи фурменным устройствам 5, через которые дутье поступает в верхнюю часть горна. Выше колошника 10 печи расположено колошниковое устройство. Оно включает газоотводы 15, 19, служащие для отвода из
67
печи доменного газа; засыпной (загрузочный) аппарат и ряд других механизмов, связанных с загрузкой шихты и отводом газа. Показаны элементы засыпного аппарата: большой конус 11, закрывающий воронку (чашу) 20\ малый конус 12, закрывающий воронку 17, к механизм 13, обеспечивающий их вращение; приемная воронка 14, в которую шихтовые материалы высыпают из скипа 16 путем его опрокидывания, причем скип доставляют на колошник по рельсам наклонного моста 18.
Тяжесть кожуха и футеровки верхней части печи передается на фундамент через мараторное кольцо 7 кожуха и колонны 2. Выпускаемый из печи через летки 3 жидкий чугун поступает в располагаемые на рабочей площадке 22 чугунные желоба 4 и по ним в чугуновозные ковши; выпускаемый через летки 21 шлак по расположенным на площадке 22 шлаковым желобам стекает в шлаковозные ковши либо на установки припечной грануляции жидкого шлака.
§2 . ПРОФИЛЬ ПЕЧИ И ОСНОВНЫЕ РАЗМЕРЫ
Профилем доменной печи называют очертание рабочего пространства, ограниченного футеровкой. В горизонтальных (поперечных) сечениях профиль представляет собой окружности переменного диаметра. Профиль печи в вертикальном осевом сечении представлен на рис. 21; основные элементы профиля — это горн, заплечики, распар, шахта и колошник, составляющие полезный объем печи, т.е. объем от оси чугунной летки — О.Ч.Л. — до низа подвижных элементов засыпного аппарата в опущенном положении (в полезный объем не входят объем 1 нижней части горна от оси чугунной летки до кладки лещади, где находится несливаемый слой жидкого чугуна, и ограниченный куполом 3 печи объем 2, в котором расположены элементы засыпного аппарата).
Колошник имеет форму цилиндра и служит для приема загружаемой сверху шихты. Ниже колошника расположена расширяющаяся книзу шахта; это расширение необходимо, чтобы обеспечить свободное опускание шихтовых материалов, объем которых увеличивается в результате нагрева. Распар, представляющий собой короткий цилиндр, служит для создания плавного перехода от расширяющейся шахты к сужающимся заплечикам. Заплечики выполнены в виде усеченного конуса; такая их форма необходима, поскольку здесь происходит
68
Рис. 21. Профиль доменной печи
плавление рудной части шихты, в результате чего объем шихты уменьшается и суживающиеся заплечики не позволяют шихте слишком быстро опускаться в горн. Последний имеет цилиндрическую форму, в нижней его части скапливаются жидкие чугун и шлак, а в верхнюю подают дутье и здесь сгорает топливо (кокс).
Основным размером доменной печи является полезный объем. В нашей стране доменные печи строятся по типовым проектам, в соответствии с которыми предусмотрены следующие величины полезного объема, мэ: 1033, 1386, 1513, 1719, 2002, -
2300, 2700, 3000, 3200, 4500, 5000 и 5500.
Основные размеры профиля печи — это полезная высота, высота и диаметр отдельных элементов профиля, полная высота печи. Полезной высотой Н (рис.21) называют расстояние от оси чугунной летки до низа большого конуса 5 или низа вращающегося распределителя шихты (лотка) в опущенном положении. Полная высота печи Нп (рис.21) — расстояние от оси чугунной летки до верхней кромки колошникового фланца 4, который служит опорой засыпного аппарата.
Оптимальные соотношения между размерами выработаны на основании многолетнего опыта эксплуатации печей. Известен ряд методов приближенного расчета размеров печи. Например, по методу Н.К.Леонидова их рассчитывают, исходя из величины полезного объема V. Полезную высоту Н находят из выражения: Н = 6,42К°12. Высоты h и диаметры D отдельных частей печи вычисляют по следующим эмпирическим формулам, м: для горна Аг = 0,125 Я, Dr = 0,342К°‘44; для заплечиков Л3 = 0,ИЯ; для распара Ар = 0,07Я, Dp = 0,384К°144; для шахты Лш = 0,60Я; для колошника Лк = 0,095Я, DK = = 0,593К°,эз.
Полная высота обычно изменяется в пределах от 1,085 до
1,11 полезной высоты. Угол наклона шахты а составляет
69
Таблица 1. Основные размеры доменных пене*
Параметр Полезный объем печи, м3
1033 1719 2002 3200 5000 5500
Высота, м:
полная Нп 28,75 31,25 32,36 35,29 36,1 41,0
полезная Н 26,0 28,5 29,4 32,13 33,5 34,8
горна Лг 3,2 3,2 3,6 3,9 4,4 5,7
заплечиков h3 3,0 3,0 3,0 3,4 3,7 3,7
распара hp 2,0 2,0 1,7 2,3 1,7 2,0
шахты Лш 15,0 17,8 18,2 19,6 20,7 20,4
колошника Лк 2,8 2,5 2,9 2,99 3,0 3,0
Диаметр, м:
горна Dr 7,2 9,1 9,75 12,0 14,7 15,1
распара Dp 8,2 10,2 10,9 13,1 16,1 16,5
колошника DK 5,8 6,9 7,3 8,9 10,8 11,2
82—85°, угол р наклона заплечиков 79—81°. Отношение по лезной высоты к диаметру распара составляет 2,83—2,11, как правило, уменьшаясь при росте полезного объема печи. Отношение диаметра колошника к диаметру распара равно 0,62—0,7 и диаметра распара к диаметру горна 1,1—1,13.
В табл. 1 приведены основные размеры некоторых отечественных типовых печей. Можно видеть, что по мере увеличения объема печи заметно возрастают поперечные размеры элементов профиля при незначительном росте высоты. Это объясняется тем, что высока существующих печей достаточна для завершения в основном теплообмена между опускающейся шихтой и поднимающимся потоком горячих газов, и кроме того, увеличение высоты печи нежелательно, поскольку ведет к росту давления столба шихты на ее нижние слои, повышая вероятность раздавливания непрочного кокса.
§3 . ФУНДАМЕНТ, КОЖУХ и холодильники
Фундамент является основанием печи и служит для передачи нагрузки, создаваемой массой печи на грунт. Площадь фундамента рассчитывают с учетом массы печи (например, масса печи объемом 5000 м3 с шихтой достигает 450 т) и того, что давление на грунт не должно превышать 2,5 кг/см2.
Фундамент состоит из двух частей (рис. 22): нижней, подземной, называемой подошвой 7, и верхней, называемой пнем 2. Подошву выполняют из бетона, а пень — из жаро-
70
Рис. 22. Фундамент и лещадь печи объемом 5500 м3:
1 — подошва фундамента; 2 — пень; 3 — углеродистые блоки; 4 — холодильники;
5 — воздушное охлаждение низа лещади
упорного бетона с огнеупорностью 1400—1500 °C. Жаропрочность придается бетону применением огнеупорного наполнителя — боя шамота. В качестве связки применяют портландцемент с тонкомолотыми добавками шамота или
огнеупорной глины.
Подошву делают в виде восьмиугольной плиты толщиной 4—6 м, толщина пня составляет 2—3,5 м. От перегрева и
термического разрушения фундамент на современных печах
предохраняют путем воздушного охлаждения низа лещади (стыка лещади с пнем).
На подошву фундамента у большинства печей опираются стальные колонны (рис. 20, 2), передающие нагрузку верх
него строения печи.
Кожух доменной печи представляет собой сварную конструкцию, состоящую из цилиндрических и конических поясов, изготовленных из стального листа. Толщина кожуха в верхней части составляет 20—40, в нижней 40—60 мм. Делают кожух из сталей с высокой ударной вязкостью, прочностью, пластичностью, термостойкостью (16Г2АФ, 10Г2С1, 14Г2 и др.). Большая часть печей имеет кожух с маратором или ма-раторным кольцом (рис. 27, 1 и 20, 7), т.е. горизонтально расположенным кольцом из стального листа, сваренным с кожухом нижней части шахты и верха заплечиков. Через мара-тор и колонны (рис. 20, 2) нагрузка верхней части печи передается на фундамент; кроме того маратор служит опорой для кладки шахты и распара. Строившиеся в последние годы отечественные печи объемом 3000—5000 м3 стали делать с самонесущим, т.е. гладким кожухом без мараторного кольца (рис.26,7). При этом ухудшились условия опоры кладки шахты на кожух и на новой, более мощной отечественной печи объемом 5500 м3, кожух сделан самонесущим, но с небольшим мараторным кольцом, служащим для опоры кладки шахты.
71
В кожухе печи делают вырезы для фурм, чугунных и шлаковых леток, для горизонтальных холодильников (если они имеются), а также отверстия для болтов крепления вертикальных холодильников и для трубок, подводящим к ним воду.
Холодильники служат для охлаждения футеровки и кожуха печи с помощью пропускаемой через них холодной технической воды, а при испарительном охлаждении— с помощью кипящей химически очищенной воды. Широко применяются плито-вые холодильники, располагаемые вертикально между кожухом и футеровкой; ряд разновидностей таких холодильников для водяного охлаждения показан на рис. 23. Холодильник — это плита из чугуна с залитой в ней стальной трубкой в виде змеевика для циркулирующей воды. Холодильник крепят к кожуху печи с помощью болтов.
Холодильники (рис. 23) делают с гладкой внутренней поверхностью (их устанавливают в лещади и горне); с ребристой поверхностью, что улучшает теплообмен с футеровкой и способствует удержанию гарнисажа (применяют в распаре и шахте); ребристые с залитыми огнеупорными кирпичами, что повышает стойкость против истирания кусками шихты и способствует удержанию гарнисажа (применяют в заплечиках). Холодильники для фурм и леток (рис. 23, г, д) имеют округлую выемку; иногда холодильник делают с двумя залитыми трубками, располагаемыми в два ряда (рис. 23, д).
а б в г д
Рис. 23. Плитовые водяные холодильники:
а — с гладкой внутренней поверхностью; б — ребристый; в — ребристый с залитым кирпичом; г — холодильник фурменной зоны; д — холодильник чугунной летки (I — отверстие для болтов крепления к кожуху; 2 — залитая стальная трубка; 3 — подвод воды; 4 — отвод воды; 5 — залитый кирпич)
72
Рис. 24. Плитовой горизонтальный холодильник
Холодильники шахты и распара часто делают с горизонтальным выступом на внутренней поверхности (рис. 26, 5);
выступ охлаждается отдельной водоподводящей трубкой и служит опорой для кирпичной кладки. Толщина гладких плитовых холодильников равна 120—160 мм, а холодильников с залитыми кирпичами достигает 250—350 мм.
вода
При испарительном охлаждении во избежание образования паровых пробок кипящая вода должна двигаться снизу вверх; поэтому в плиту заливают две или более вертикально располагаемые трубки с подводом воды к каждой из них снизу и
отводом сверху.
Находят применение горизонтальные холодильники; их горизонтально располагаемая плита заглублена в футеровку (см. рис. 27), усиливая ее охлаждение, и служит опорой для кирпичной кладки. Один из горизонтальных холодильников показан на рис. 24. Для установки горизонтальных холодильников в кожухе печи, как правило, необходимо делать
вырезы.
§4. ФУТЕРОВКА ПЕЧИ
Огнеупорная футеровка (кладка) доменной печи предназначена для уменьшения тепловых потерь и предохранения кожуха от воздействия высоких температур и от контакта с жидким металлом и шлаком.
Применяемые огнеупоры. Для футеровки доменной печи применяют качественный (доменный) шамотный кирпич, высокоглиноземистый кирпич, углеродистые блоки, иногда кар-бидокремниевый кирпич. Основу шамота составляют SiO2 и
73
А12О3. Для доменных печей стандартом предусмотрено три сорта шамотных изделий с содержанием А12О3 соответственно не менее 42, 41 и 39%; они отличаются повышенной плотностью и прочностью, высокой огнеупорностью (> 1750 °C), низким содержанием Fe2O3 (< 1,5 %). Кирпич с более высоким содержанием А12О3 применяют для кладки низа печи, а с более низким— для кладки верха. Кроме того, для кладки печей объемом < 1033 м3 стандартом предусмотрена марка шамота с меньшим (> 37 %) содержанием А12О3, меньшей огнеупорностью (> 1730 °C), прочностью и плотностью. Кирпич может быть длиной 230 мм (нормальный) и 345 мм (полуторный). Применение кирпичей различной длины обеспечивает хорошее переплетение швов кладки.
Высокоглиноземистый муллитовый кирпич, применяемый для кладки лещади, содержит > 63 % А12О3 при огнеупорности > 1800 °C. Доменный карбидокремниевый кирпич содержит > 72 % SiC и > 7 % азота и отличается от огнеупоров на основе А12О3 и SiO2 заметно большей прочностью и теплопроводностью.
Углеродистые блоки изготовляют из кокса и обожженного антрацита с добавкой в качестве связующего небольшого количества каменноугольного пека. Длина блоков достигает 3—4 м, они прямоугольного сечения 400x400 и 550x550 мм. Блоки в комбинации с высокоглиноземистым кирпичом больших размеров (400x200x100 мм) применяют для кладки самой нижней части печи— лещади.
Швы между огнеупорными кирпичами заполняют раствором, изготовленным из мертелей, соответствующих классу кирпича. Мертель — это порошок, состоящий из измельченного шамота и огнеупорной глины. Для ответственных видов кладки применяют мертели с добавкой небольших количеств поверхностно-активных и клеющих веществ (сода, сульфитноспиртовая барда), что позволяет приготавливать растворы с меньшей влажностью при одновременном повышении их пластичности. Для заполнения швов между углеродистыми блоками применяют углеродистую пасту, состоящую из кокса и смоло-пека. Зазор между блоками допускается не более 0,5 мм для вертикальных и не более 1,5 мм для горизонтальных швов.
Лещадь. Ранее лещади доменных печей выкладывали из качественного шамотного кирпича. Однако рост объема печей и интенсификация плавки вызывали быстрое разрушение такой 74
кладки. Поэтому в настоящее время лещади делают либо цельноуглеродистыми, либо комбинированными из углеродистых и высокоглиноземистых огнеупоров. Применение углеродистых огнеупоров вызвано тем, что из-за их высокой теплопроводности снижается перегрев и вследствие этого уменьшается разрушение кладки лещади.
Один из вариантов кладки цельноуглеродистой лещади из углеродистых блоков показан на рис. 22. В комбинированной лещади, один из вариантов которой показан на рис. 25, ее низ 1 и наружную часть (стакан) 4 выкладывают из углеродистых блоков, а внутреннюю центральную часть 2 и высокоглиноземистых муллитовых изделий, содержащих более 65 % А12О3. Высота лещади составляет ~ 5,6 м; это необходимо, поскольку за многие месяцы эксплуатации печи происходит разрушение кладки жидким чугуном, й в лещади образуется заполненная жидким чугуном полость, могущая достигать фундамента печи (см. рис. 48). С тем, чтобы уменьшить износ лещади, в современных печах предусматривают воздушное охлаждение ее низа. Между низом лещади 1 и пнем 8 фундамента закладывают чугунные плиты 7 толщиной 180 мм; в плиты залиты стальные трубки диаметром 140 мм, в которые вентилятором подают охлаждающий воздух. Снаружи кладку лещади охлаждают гладкими плитовыми холодильниками 3.
Горн. Футеровку горна до уровня фурм выполняют из углеродистых блоков, а в районах фурм и чугунных и шлаковых леток из шамотного (> 42 % А12О3) кирпича, поскольку углерод здесь может окисляться кислородом дутья, диоксидом углерода (СО2), а также парами воды из огнеупорных масс. При работе на безводных неточных массах район чугунных леток делают из углеродистых блоков. Для предотвращения окисления углеродистых блоков в период задувки печи их защищают кладкой (рис. 25, б) в один ряд из шамотного кирпича.
Толщина футеровки у низа горна достигает 1600 мм. Снаружи кладку горна охлаждают гладкими плитовыми холодильниками.
Заплечики. Кладку заплечиков чаще всего делают тонкостенной (толщина 230 или 345 мм) из шамотного (> 42 % А12О3) кирпича в один ряд, при этом кирпич примыкает к периферийным плитовым холодильникам с залитым кирпичом (рис. 26). Иногда вместо шамота применяют карбидокремние-
75
Рис. 25. Комбинированная кладка лещади и горна:
1 — графитированные блоки; 2 — высокоглиноземистый кирпич; 3 — плитовой холодильник; 4 — углеродистые блоки; 5 — углеродистая масса; 6 — защитная шамотная кладка; 7 — система воздушного охлаждения низа лещади; 8 — пень
Рис. 26. Кладка заплечиков, распара и низа шахты (а) и верха шахты (б^): 1 — кожух печи; 2 — плитовой холодильник с залитым кирпичом; 3 — шамотный кирпич; 4 — огнеупорная масса; 5 — ребристый холодильник с выступом; 6 — асбесто-смоляной блок
вые кирпичи. Кладка заплечиков быстро изнашивается и вместо нее на поверхности холодильников формируется слой гарнисажа (застывшего шлака и мелких кусков шихты).
Шахта и распар. Кладку распара и охлаждаемой части шахты (~ 2/3 ее высоты снизу) выполняют из шамотного (> 41—42 % А12О3) или карбидокремниевого кирпича, а кладку верхней неохлаждаемой части шахты из шамота, содержащего > 39 % А12О3. Кирпичи укладывают в два—три ряда вперевязку (рис. 2б).
Кладка шахты с распаром может быть толсто-, средне- и тонкостенной. В прежние годы широко применяли толстостенную кладку (толщина верха шахты 800—900 мм и до 1300 мм в районе распара) с горизонтальными холодильниками, заглубленными в кладку и служащими ее опорой (расположение
76
таких холодильников можно видеть на рис. 27). Однако в связи с тем, что холодильники расположены на расстоянии друг от друга, плохо охлаждается кожух, и после износа футеровки возникают его местные перегревы, вызывая термическую деформацию и возможность появления трещин. Кроме того, вырезы в кожухе для установки горизонтальных холо
дильников снижают его прочность и делают кожух менее герметичным. В связи с этим в последние годы делают тонко- и среднестенные шахты. Тонкостенная шахта (и распар) имеет в охлаждаемой части толщину кладки 230—345 мм и в верхней неохлаждаемой части 575—690 мм с охлаждением вертикальными ребристыми холодильниками (рис. 26), причем часть холодильников имеет горизонтальные выступы, которые служат опорой для кладки и способствуют удержанию гарнисажа.
Среднестенная шахта имеет толщину кладки в охлаждаемой части 575—900 мм и в неохлаждаемой 700 мм, охлаждение либо комбинированное из вертикальных ребристых холодильников в сочетании с горизонтальными (как на рис. 27), либо из вертикальных ребристых холодильников, имеющих горизонтальные выступы (как на рис. 26).
В распаре и охлаждаемой части шахты по мере износа кирпича образуется слой гарнисажа. С тем, чтобы уменьшить давление от расширяющейся при нагреве кладки
на кожух печи и
Рис. 27. Шахта с горизонтальными 1 — мараторное кольцо; 2 — горизонтальный мараторный холодильник; 3 — кожух печи; 4 — плитовой вертикальный холодильник; 5 — горизонтальный холодильник; 6 — огнеупорная масса; 7 — шамотная кладка
вертикальными и холодильниками:
77
А-А
Рис. 28. Колошниковая защита (футеровка колошника):
1 — шамотный кирпич; 2 — пластина; 3 — штырь; 4 — кронштейн; 5 — шлакоасбестовая масса; б — серьга; 7 — футеровочная плита купола; 8 — кожух печи;
9 — глинисто-асбестовая масса; 10 — кладка шахты; 11 — стальной сегмент
предотвратить его разрыв, между футеровкой и вертикальными холодильниками по всей высоте печи (кроме распара) предусматривают зазор в 70—200 мм, заполняемый шамотоасбестовой или пластичной углеродистой массой.
Колошник. Собственно футеровка колошника состоит из одного ряда шамотного кирпича, выкладываемого у кожуха. За ним располагают "колошниковую защиту", которая воспринимает удары падающих сверху в процессе загрузки кусков шихты. Широко распространенная ее разновидность состоит из стальных сегментов — литых полых коробок, заполненных шамотным кирпичом. Сегменты (рис. 28) расположены несколькими кольцевыми рядами по высоте колошника; соседние по окружности сегменты соединены между собой болтами. Вся колошниковая защита крепится к кожуху с помощью не
78
скольких подвесок, в каждой из которых (см. рис. 28) сег менты прикреплены к вертикальной пластине, соединенной с серьгой, которая свободно подвешена на штыре, вставленном в отверстие кронштейна; последний прикреплен к кожуху болтами. Такая подвеска позволяет всем сегментам перемещаться вверх в случае роста кладки шахты в вертикальном направлении в результате ее нагрева.
i 5. ГОРН ПЕЧИ
Горн условно подразделяют на две части — верхнюю фурменную зону, где сгорает кокс, и нижнюю — металлоприемник, служащий для накопления жидкого чугуна и шлака, и где расположены чугунные и шлаковые летки. Высота горна (расстояние от оси чугунной летки до заплечиков) на современных печах составляет 3,2—3,9 м, а на наиболее мощной отечественной печи объемом 5500 м3 она увеличена до 5,7 м.
Чугунные летки располагают на 600—1800 мм выше лещади, а находящаяся ниже леток часть металлоприемника заполнена несливаемым или "мертвым" слоем жидкого чугуна; этот слой необходим для предотвращения размывания лещади потоками чугуна в горне и предохранения ее от воздействия высоких температур. Печи малого объема имеют одну чугунную летку, печи объемом около 2000 м3 — две, печи объемом 2700 м3 — три, а печи объемом 3200—5500 м3— четыре летки. На больших печах с четырьмя поочередно работающими летками, число выпусков чугуна в сутки достигает 18—24, на печи объемом 1000 м3 оно равно 4—5.
Шлаковые летки располагают выше оси чугунных леток на 1,4—2,0 м. На печах объемом 2700 м3 и менее имеется по две шлаковых летки, служащих для выпуска так называемого "верхнего" шлака; кроме того, часть шлака вытекает вместе с выпускаемым чугуном через чугунные летки ("нижний" шлак). На печах объемом 3200—5500 м3, имеющих четыре чугунных летки, практически весь шлак выходит через чугунные летки вместе с чугуном, и на этих печах делают одну шлаковую летку, имеющую резервное значение.
Чугунная летка показана на рис. 29. Вырез для летки в кожухе печи обрамлен приваренной к нему стальной кольцевой рамой 2, футерованной внутри шамотным кирпичом. Летка представляет собой сквозной канал в кладке горна и рамы;
79
Рис. 29. Чугунная летка: 1 — кожух печи; 2 — рама летки; 3 — шамотная кладка; 4 — холодильник летки; 5 — леточная масса; б — канал летки; 7 — жидкий чугун
Рис. 30. Шлаковый прибор
этот канал шириной 250—300 и высотой 400—500 мм заполнен огнеупорной неточной массой. Для выпуска чугуна в массе просверливают отверстие диаметром 50—80 мм с помощью сверлильной машины, вращающей бур. После выпуска чугуна канал летки забивают огнеупорной массой с помощью электропушки.
Шлаковые летки обрамляют арматурой, называемой шлаковым прибором, который помещают в проем горновых холодильников и крепят к кожуху печи. Шлаковый прибор дан на рис. 30. Он состоит из телескопически соединенных элементов: медной сварной или штампованной полой охлаждаемой водой фурмы 1 диаметром 50—70 мм, литого медного полого холодильника (шлаковой амбразуры) 2, чугунного холодильника 3 с залитым спиральным змеевиком для охлаждающей воды, чугунной водоохлаждаемой амбразуры 4 аналогичной конструкции и рамы 5, при помощи которой прибор крепится к кожуху печи. Все элементы прибора имеют коническую форму, что облегчает их замену при повреждении. Отверстие шлаковой фурмы закрывают металлической пробкой при помощи специального механического стопора. Конусную полость шлакового прибора набивают огнеупорной массой, в которой 80
прорезают отверстие для выхода шлака из печи. Трубки 6 служат для подвода—отвода воды к фурме.
Фурменный прибор. В верхней части горна на расстоянии 2700—3500 мм от оси чугунной летки горна по его окружности с равными промежутками устанавливают воздушные фурмы, через которые в печь поступает нагретое до 1100—1300 °C дутье, природный газ и другие топливные добавки (мазут, пылеугольное топливо). Число фурм зависит от диаметра горна и его примерно определяют по следующей зависимости:
п = 3Dr— 8,
где п — число фурм; Dr — диаметр горна, м.
По этой формуле число фурм для больших печей получается равным 20—36 шт., что близко к действительной величине (на существующих печах объемом от 1033 до 5500 м3 число фурм составляет 16—42).
Комплекс устройств, служащих для подвода дутья в горн из кольцевого воздухопровода, называют фурменным прибором (рис. 31). Основная часть прибора — медная пустотелая во-
81
здушная фурма 1 с внутренним диаметром 140—190 мм, охлаждаемая водой. Фурма выступает из кладки внутрь печи на расстояние 300—500 мм.
Фурму устанавливают в медную полую литую амбразуру 2, а амбразуру — в имеющий залитую спиральную трубку чугунный холодильник (кадушку) 3, который своим фланцем крепится к кожуху печи с помощью болтов. Фурма, амбразура и холодильник охлаждаются проточной водой.
Дутье, подаваемое к фурме 1 из кольцевого воздухопровода 12, проходит по прикрепленным к нему рукаву 11 и неподвижному патрубку (колену) 10\ подвижному колену 7, которое прикреплено к патрубку 10 при помощи двух подвесок 8, и по сменному соплу 4. Подвижное колено 7 прижимает сопло к фурме с помощью пружинного натяжного устройства 5, присоединенного к кожуху печи. Для обеспечения герметичности прибора (на случай перекосов отдельных элементов в результате нагрева и др.) в местах стыка фурма—сопло, сопло—подвижное колено и подвижное колено—патрубок 10 предусмотрены шаровые соединения (стыки заточены по шаровой поверхности). В торце подвижного колена предусмотрена закрытая стеклом гляделка 6 для наблюдения за работой прифурменной зоны.
Рукав, патрубок 10 и подвижное колено футеруют внутри шамотным кирпичом. Сопло делают из стали с тонкой футеровкой изнутри. Фурма и амбразура периодически прогорают и для их смены отсоединяют натяжное устройство 5, ослабляют подвески 8 и разворачивают подвижное колено вокруг оси 9 подвесок 8 в положение, удобное для удаления сопла, фурмы и амбразуры.
Кольцевой воздухопровод 12, по которому горячее дутье подводят к фурмам, футерован шамотным кирпичом и имеет диаметр в свету 800—1800 мм в зависимости от объема печи.
§6. КОЛОШНИКОВОЕ УСТРОЙСТВО
Колошниковое устройство представляет собой многоэтажную металлическую конструкцию, служащую для поддержания комплекса механизмов, предназначенных для загрузки шихты в доменную печи (засыпной аппарат и др.), отвода газов (га-зоотводы) и для монтажа оборудования.
Газоотводы. Для отвода доменного газа в куполе печи
82
имеются отверстия и идущие от них вверх газоотводы (рис. 20, 19). Обычно число газоотводов равно четырем, их соединяют вначале симметрично попарно, а затем в один газоход, идущий вниз к пылеуловителям (см. рис. 55 и 56), расположенным на нулевой отметке (на печах объемом 5000—5500 м3 имеется восемь газоотводов и по два нисходящих газохода). От верхних точек газоотводов отходят вертикальные свечи (трубы), заканчивающиеся атмосферным клапаном, который открывается, выпуская газ в атмосферу при превышении давления в печи сверх допустимого. Число свечей с клапанами колеблется от двух до четырех, они служат также для выпуска газа при остановках печи.
Засыпной аппарат. Он предназначен для загрузки шихты, необходимого ее распределения по сечению колошника, т.е. печи и для обеспечения герметичности печи в процессе загрузки, т.е. для предотвращения попадания в печь воздуха, ведущего к возможности взрыва, и предотвращения выделения печного газа в атмосферу.
Большая часть доменных печей оборудована двухконусными засыпными аппаратами, а новые печи сооружают с засыпными аппаратами новой конструкции— бесконусными. Двухконусный засыпной аппарат показан на рис. 32, а. Его основными элементами являются: большой конус 1 с воронкой (чашей) 2; вращающийся распределитель шихты, состоящий из малого конуса 4 и воронки 10\ приемная воронка 6. Большой и малый конусы могут перемещаться вверх—вниз; в верхнем положении большой конус прижат к воронке 2, а малый к воронке 10, изолируя рабочее пространство печи от атмосферы; положение конусов в опущенном состоянии показано пунктиром. Малый конус подвешен на полой трубчатой штанге 5, большой — на штанге 3, проходящей внутри полой штанги 5, благодаря чему конусы могут опускаться и подниматься независимо друг от друга. Воронка 10 связана с приводом, обеспечивающим ее вращение вместе с малым конусом.
Шихтовые материалы доставляют на колошник двумя скипами (тележками), движущимися по рельсам 8 наклонного моста 9; в крайнем верхнем положении скип 7 опрокидывается, поскольку его передние колеса катятся по рельсам, загнутым вниз, а задние— по другим рельсам, загнутым вверх и поднимающим заднюю часть скипа (см. рис. 32, а). При этом порция шихты высыпается через приемную воронку на поверх-
83
Рис. 32. Засыпной аппарат двухконусный (а) и бесконусный фирмы "Поль—Вюрт" (б):
а: 1 — большой конус; 2 — воронка (чаша); 3 — штанга; 4 — малый конус; 5 — полая трубчатая штанга; 6 — приемная воронка; 7 — скип; 8 — рельсы наклонного моста; 9 — наклонный мост; 10 — воронка;
б: 1 — конвейер шихтоподачи; 2 — приемная воронка; 3 — затвор; 4 — верхний газоотсекающий клапан; 5 — бункер; 6 — затвор бункера; 7 — нижний газоотсекающий клапан; 8 — трубка; 9 — отсечная задвижка; 10 — механизм вращения лотка; И — вращающийся лоток
ность малого конуса, после чего он опускается и материал просыпается вниз на поверхность большого конуса, а малый конус сразу же поднимается. Подобным образом на поверхность большого конуса загружают два—шесть скипов (набирают подачу). Затем при поднятом малом конусе опускают большой конус, и материал подачи просыпается в печь, после чего большой конус поднимается.
84
Далее на большой конус набирают новую подачу (два—шесть скипов), но перед каждым опусканием малого конуса он с воронкой 10 поворачивается на 60°. Загрузив эту подачу в печь путем опускания и подъема большого конуса, на него набирают следующую подачу; при этом перед каждым опусканием малого конуса он с воронкой поворачивается на 120° от исходного положения. При наборе последующей подачи угол поворота составляет 180° и т.д. Благодаря такому вращению распределителя подачи попадают не в одно место под наклонным мостом 9, а сравнительно равномерно распределяются по периферии колошника.
В процессе загрузки конусы работают поочередно: когда один опущен, другой поднят (закрыт), что обеспечивает герметичность печи.
После опускания малого конуса в межконусном пространстве создается давление, соответствующее атмосферному, а большой конус находится под давлением газов в печи, что препятствует его опусканию,. После же опускания большого конуса, в межконусном пространстве создается давление, равное давлению газов в печи, что препятствует открытию малого конуса. Для выравнивания давления в межконусном пространстве и печи подают чистый газ в межконусное пространство под давлением, близким к давлению газов в печи. Это делают перед опусканием большого конуса при помощи уравнительных клапанов, а при опускании малого конуса сбрасывающий клапан выпускает газ из межконусного пространства в атмосферу. Работа уравнительных клапанов автоматизирована и сблокирована с работой конусов засыпного аппарата.
Слабым местом аппарата являются стыки конусов с соответствующими воронками. Здесь в связи с повышенным давлением в печи просачивается доменный газ и содержащаяся в нем пыль вызывает абразивный износ металла. Поэтому стойкость конусов низкая, малый конус заменяют почти через каждые полгода, а большой через 1,5—2,5 г.
Среди ряда бесконусных загрузочных устройств хорошо зарекомендовала себя конструкция фирмы "Поль Вюрт" (Люксембург). Схема подобного устройства показана на рис. 32, б. Его основные элементы: передвижная приемная воронка 2 с затвором 3 внизу; два накопительных шлюзовых бункера 5, центральная течка (труба) 8, отсечная задвижка 9 и вра
85
щающийся лоток 11 с механизмами 10, обеспечивающими вращение лотка вокруг вертикальной оси и изменение угла егр наклона. Шлюзовые бункеры 5 объемом 50—80 м3 оборудованы верхним 4, нижним 7 газоотсекающими клапанами и шихтовым дозирующим затвором 6. Газоотсекающие клапаны обеспечивают герметичность печи, поскольку верхний клапан открывают при закрытом нижнем и наоборот. Отсечная задвижка 9 служит для герметизации печи при ремонтах загрузочного устройства.
Загрузку шихты производят следующим образом. Приемную воронку 2 устанавливают над пустым бункером 6, открывают верхний газоотсекающий клапан 4 при закрытых нижнем клапане 7 и затворе 6 бункера и, открыв затвор 3 воронки, начинают подачу шихты в бункер с конвейера 1 шихтоподачи; наполнив бункер, закрывают затвор воронки и верхний газоотсекающий клапан. Для выгрузки шихты в печь открывают нижний газоотсекающий клапан и затем шихтовый затвор 6 бункера, при этом скорость высыпания материала из бункера определяется степенью раскрытия шихтового затвора. Высыпающийся из бункера материал через трубу 8 попадает на вращающийся лоток 11 и скатывается по нему в печь. После опорожнения бункера закрывают шихтовый затвор 6 и затем нижний газоотсекающий клапан 7. За время опорожнения бункера лоток совершает не менее 10 оборотов, при этом угол наклона лотка изменяют по заданной программе в пределах 7—53°, выгрузка длится 60—140 с.
Правый и левый бункеры 5 работают поочередно: когда наполняют один бункер, из другого материал выгружают в печь. Шихту с конвейера 1 направляют в тот или иной бункер, передвигая приемную воронку 2. Газоуплотнительные клапаны выполняют только функцию уплотнения, не соприкасаясь с шихтой, что увеличивает срок их службы.
При работе загрузочного устройства перед открытием газоотсекающих клапанов производят выравнивание давления в бункерах 5 с давлением в печи или с атмосферным. Чтобы предотвратить выброс из бункеров 5 запыленного доменного газа в атмосферу, на отечественных печах предусмотрена система пылеподавления, заключающаяся в том, что в бункер во время выгрузки из него шихты подают азот под давлением ббльшим, чем давление газов в печи, и поэтому газы из печи в бункер и из него в атмосферу не попадают.
86
Недостатком устройства считают то, что сложный механизм вращения лотка расположен в куполе печи и для его охлаждения и защиты от горячих колошниковых газов требуется расходовать много (10—30 тыс.м3/ч) азота или очищенного охлажденного доменного газа; кроме этого раз в три-четыре месяца необходима кратковременная остановка печи для замены резиновых прокладок газоотсекающих клапанов.
Глава 3. ДОМЕННЫЙ ПРОЦЕСС
§1. ЗАГРУЗКА ШИХТЫ И РАСПРЕДЕЛЕНИЕ МАТЕРИАЛОВ НА КОЛОШНИКЕ
В современной доменной печи продолжительность пребывания в ней материалов составляет 4—6 ч, а газов — около 3—12 с. Высокие показатели плавки могут быть получены при хорошем распределении газов по сечению печи. Только в этом случае газы в максимальной степени отдадут физическое тепло материалам и наиболее полно будет использована их восстановительная способность. Естественно, что распределение газового потока по сечению печи зависит от сопротивления столба шихты, через которую проходят газы. Учитывая то, что газы всегда движутся по зонам с меньшим сопротивлением шихты, его в процессе загрузки регулируют, перераспределяя определенным образом порции агломерата и кокса по сечению печи с учетом того, что слой агломерата менее газопроницаем, чем слой кокса. Если этого не делать, то основная часть газов будет двигаться по зонам с малым сопротивлением шихты и покидать печь с высокой температурой, т.е. с недоиспользованной тепловой энергией и с неполностью использованной восстановительной способностью. В то же время в участках с большим сопротивлением шихты газов будет проходить мало и шихта будет плохо нагретой и восстановленной, что потребует дополнительного расхода тепла в нижней части печи, т.е. увеличения расхода кокса.
При загрузке прежде всего учитывают следующее: дутье поступает в печь у стен и сопротивление газам у гладких стен меньше, чем в объеме шихты, в связи с чем газы стремятся двигаться у стен. Поэтому целесоообразно, чтобы у стен были толще слои менее газопроницаемого агломерата, а
87
в центре — толще слои кокса, что способствует перераспре делению газового потока к центру. По окружности же печи материалы должны располагаться равномерно.
На печах с двухконусным засыпным аппаратом шихту загружают в печь отдельными порциями — подачами. Подача включает несколько скипов (чаще четыре и иногда три, пять, шесть) и состоит из рудной части (в основном агломерата) и кокса, взятых в соотношении, вытекающем из расчета шихты. Подача может быть совместной, когда все входящие в нее скипы агломерата и кокса накапливают на большом конусе путем опусканий малого конуса без его вращения и затем загружают в печь за одно опускание большого конуса (пример ее обозначения: ААКК^); раздельной, когда агломерат загружают одним опусканием большого конуса, а кокс — вторым (АА^КК^) и расщепленной, когда подача загружается в два приема, но в каждой полуподаче есть и кокс и агломерат (ААК^ККА^). В приведенных обозначениях знак । означает опускание большого конуса, А — скип агломерата, К — скип кокса. (Порядок набора подачи и распределения подач по окружности колошника дан выше при описании засыпного аппарата.)
Для управления распределением агломерата и кокса по сечению колошника применяют следующие приемы: изменение порядка набора скипов агломерата и кокса на большом конусе, использование раздельных и расщепленных подач, изменение массы подачи, ступенчатое изменение уровня засыпи на колошнике, неполное опускание большого конуса при выгрузке подачи в печь, установку подвижных плит у стен колошника.
При регулировании распределения шихты с помощью этих приемов учитывают следующие известные закономерности поведения сыпучих материалов:
— падающие с большого конуса материалы укладываются на колошнике с возвышением — гребнем (рис. 33 и 34); при расположении гребня у стены он имеет один скат, а на удалении от стены — два ската;
— в месте падения шихты (у гребня) скапливается больше мелочи, а крупные куски в значительной мере скатываются к подножию гребня, в связи с чем газопроницаемость шихты в зоне гребня ниже. При этом основная часть мелочи — это агломерат;
88
Рис. 34. Распределение материалов на колошнике при большой (а) и малой (б) подачах, при меньшем (в) и большем (г) зазоре между большим конусом и стенкой колошника
Рис. 33. Влияние высоты (Н) уровня засыпи на распределение материалов; ТП — траектория падения материалов с большого конуса
— на расположение гребня влияет уровень засыпи на колошнике, при снижении уровня засыпи от до Н3 (рис. 33) гребень приближается к стенкам колошника;
— расположение гребня зависит от величины зазора между большим конусом и стенкой колошника; при малом зазоре гребень располагается у стен (рис. 34, в), при большом — отдаляется от стен (рис. 34, г);
— угол естественного откоса при свободной укладке падающего сверху кокса меньше, чем у агломерата, поэтому при ссыпании с большого конуса у стен печи получается более толстый слой агломерата, а в центре — кокса (рис. 34);
— в связи с таким различием углов откоса уменьшение массы подачи ведет к снижению толщины слоя агломерата в центре печи и позволяет создать в центре зону без агломерата (рис. 34, б) с повышенной газопроницаемостью;
— неполное опускание большого конуса способствует перемещению гребня материалов к стенкам колошника и попаданию большего количества мелочи на периферию;
— при ссыпании подачи с большого конуса ее нижняя часть ложится у стен, образуя гребень, с которого в центр скатывается заключительная часть подачи, т.е. в центр печи в основном поступает материал из тех скипов подачи, которые на большой конус загружали последними. Соответственно при подаче агломератом вперед AAKKf в центр поступает заметно больше кокса, а при обратной подаче ККАА| — больше агломерата. Изменение порядка загрузки на обратный является сильно действующим средством перераспределения
89
материалов по сечению колошника и применяется как крайняя мера; меньшее воздействие на распределение материалов оказывают промежуточные порядки загрузки типа КАКА|, АККА| и др.
В целом регулирование распределения шихты по сечению печи с помощью двухконусного аппарата является сложной задачей и непрерывно совершенствуется. В последние годы на некоторых печах у стен колошника устанавливают подвижные плиты, которые можно перемещать в горизонтальной плоскости и изменять угол их наклона. Падающие на плиты куски шихты отражаются и, изменяя положение плит, можно направлять шихту в заданные зоны колошника.
На печах с бесконусным загрузочным устройством шихту загружают в печь через два поочередно открываемых шлюзовых бункера (см. описание бесконусного загрузочного устройства и рис. 32, б\ а в бункеры ее доставляют наклонным ленточным конвейером, на котором с определенными интервалами уложены порции агломерата (или смеси агломерата и окатышей) и кокса. В один бункер с ленты поступает одна порция агломерата или кокса; из бункера порцию выгружают на колошник печи по наклонному вращающемуся лотку, который за время выгрузки порции (60—140 с) совершает более десяти оборотов вокруг вертикальной оси; при этом угол наклона лотка изменяют в пределах 7—53°.
Для характеристики этого способа загрузки чаще используют не термин "подача", а "цикл загрузки". Цикл загрузки — это повторяющаяся совокупность располагаемых в определенном порядке порций шихтовых материалов. Максимальная масса порций определяется объемом шлюзового бункера (50—80 м3) засыпного устройства. Число порций в цик ле может изменяться в пределах от 5—7 до 14 и более.
Применение вращающегося лотка и изменение угла его наклона в процессе выгрузки из шлюзового бункера каждой порции материала позволяет в очень широких пределах перераспределять шихту по сечению колошника и регулировать толщину слоев агломерата и кокса, добиваясь рациональной ее укладки и эффективного использования газового потока.'
Чтобы судить о газопроницаемости шихты в доменной печи и о том, насколько хорошо протекают теплообменные и химические процессы между шихтой и газами, желательно иметь данные о температуре и составе газа по сечению. Повышен-90
ное содержание СО2 в газах и низкая температура указывают на полноту химических и теплообменных процессов в печи. Для интенсивной и экономичной работы печи желательно, чтобы содержание СО2 на периферии и по оси печи было несколько пониженным, а на расстоянии около 1—2 м от стен печи— повышенным.
На новых печах для контроля температуры и отбора проб газов по сечению печи применяют вводимые через отверстия в кожухе и футеровке зонды, периодически перемещаемые от периферии к центру печи над уровнем шихты и в объеме шихты на расстоянии от 1,5 до 7—12 м ниже ее уровня. На всех печах контролируют уровень засыпи (верха материалов) на колошнике; общепринят контроль с помощью двух зондов — вертикально перемещаемых штанг, пропущенных через отверстие в куполе печи. В рабочем положении нижний конец зонда находится на поверхности шихты, постепенно опускаясь вместе с ней, зонд связан с контрольно-измерительными приборами, отражающими изменение уровня шихты; при ссыпании шихты с большого конуса зонды поднимают. Начинают применять новые бесконтактные методы измерения уровня, используя показания направленных на поверхность засыпи инфракрасных, микроволновых и других датчиков.
§ 2. РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР, УДАЛЕНИЕ ВЛАГИ И РАЗЛОЖЕНИЕ КАРБОНАТОВ
Распределение температур в печи
Помимо тепла, вносимого нагретым дутьем, основным источником тепла для нагрева шихты и газов, расплавления чугуна и шлака, обеспечения процессов восстановления и компенсации теплопотерь является тепло, выделяющееся в верхней части горна при сгорании топлива (кокса и зачастую вводимых для замены части кокса природного газа, нефтепродуктов и угольной пыли). Горячие газообразные продукты сгорания движутся из горна вверх, отдавая тепло опускающимся вниз холодным шихтовым материалам, нагревая их, а сами охлаждаются. Поэтому по мере отдаления от горна к верху температура в печи понижается с 1400—1600 до 200—350 °C на выходе из колошника.
Вместе с тем, на одном и том же горизонте печи (поперечном сечении) температура не является постоянной и из-
91
по высоте и
Рис. 35. Распределение температуры газов по высоте и сечению доменной печи (один из вариантов)
меняется в довольно широких пределах. Это объясняется тем, что поднимающиеся горячие газы движутся по сечению печи неравномерно; максимальное количество газов проходит в участках поперечного сечения с меньшим сопротивлением шихты и здесь наблюдаются наибольшие температуры. Один из характерных случаев распределения температур в печи показан на рис. 35. Он соответствует положению, когда умеренно развит поток газов на периферии (у стен) печи и несколько заметнее в осевой части. При изменении режима движения газов распределение температур печи может меняться и быть отличным
от показанного на рис. 35; так усиление периферийного потока газов вызовет увеличение температур у стен печи, а увеличение осевого потока — продвижение вверх зоны высоких температур в осевой части печи и наоборот.
О характере возможных изменений свидетельствуют так же данные рис. 37, где приведены четыре различных случая расположения пластичной зоны, т.е. зоны с температурами 1000—1250 °C, где происходит размягчение и плавление железосодержащей части шихты (агломерата и окатышей). Эта зона в зависимости от количества движущихся в данном участке поперечного сечения печи горячих газов и некоторых других факторов может смещаться вверх и вниз и приобретать V, W-образную или А-образную форму. Примерно такую же форму имеют изотермы (линии с одинаковыми температурами) в объемах печи выше и ниже пластичной зоны.
Удаление влаги
Шихта, загружаемая в доменную печь, содержит гигроскопическую влагу (например, в коксе 0,5—5%), а иногда гид
92
ратную влагу. Гигроскопическая влага легко испаряется на колошнике, и для ее удаления не требуется дополнительного тепла, так как температура колошниковых газов выше температуры испарения влаги.
Гидратная влага появляется лишь при загрузке в печь железных руд, она находится в соединении с Fe2O3 (в буром железняке) или с А12О3 (в каолинитах А12О3 • 2SiO2 • • 2Н2О). Эти соединения разлагаются при 400—1000 °C с поглощением тепла. Однако в связи с тем что в настоящее время сырые руды почти не используются, выделение гидратной влаги заметного влияния на ход плавки не оказывает.
Разложение карбонатов
Карбонаты (углекислые соединения) могут поступать в доменную печь в виде известняка СаСО3 (иногда он содержит немного СаСО3 • MgCO3), с карбонатной железной рудой (FeCO3) и марганцевой рудой (МпСО3). При нагреве карбонаты разлагаются на СО2 и оксид металла с поглощением при этом тепла.
В настоящее время сырые руды в доменные печи почти не загружают; известняк, необходимый для внесения в доменный шлак СаО, вводят в шихту агломерации и лишь в отдельных случаях для повышения основности шлака немного известняка добавляют в печь. Здесь известняк интенсивно разлагается при температурах ~1000°С и выше по реакции: СаСО3 = СаО + + СО2 - 178500 Дж.
Помимо затрат тепла на разложение, отрицательным фактором является то, что при температурах более 1000 °C идет реакция СО2 + С = 2СО с поглощением тепла и расходованием углерода кокса.
В целом из-за протекания этих двух реакций введение в печь известняка вызывает увеличение расхода кокса (на 0,25—0,40 кг на 1кг известняка).
Применение офлюсованного агломерата (т.е. полученного с добавкой известняка в шихту агломерации) и полное выведение известняка из доменной шихты позволяет экономить кокс. При агломерации процесс разложения известняка обеспечивается сжиганием низкосортного топлива (коксика, антрацитового штыба), а не дорогостоящего дефицитного металлургического кокса.
93
§3. ПРОЦЕССЫ ВОССТАНОВЛЕНИЯ
1. Восстановление железа
Железо поступает в доменную печь в виде оксидов: агломерат вносит Fe3O4 и немного Fe2O3 и FeO, окатыши— Fe2O3 и Fe3O4 и железная руда, если ее применяют, — Fe2O3 и Fe3O4, причем часть этих оксидов находится в виде химических соединений с другими оксидами.
Основная задача доменного процесса — обеспечение как можно более полного извлечения железа из этих оксидов путем их восстановления. Восстановление заключается в отнятии кислорода от оксида и получении из него элемента (или же оксида с меньшим содержанием кислорода). Его осуществляют с помощью восстановителя— вещества, к которому переходит кислород благодаря тому, что у восстановителя большее химическое сродство к кислороду, чем у восстанавливаемого элемента. Таким образом в процессе восстановления одно вещество теряет кислород (восстаналивается), а другое приобретает его (окисляется). В общем виде процесс восстановления описывается уравнением:
ЛЮ + В = ЛГ + ВО, где М — восстанавливаемый металл; В — восстановитель; МО — восстанавливаемый оксид; ВО — оксид восстановителя.
В соответствии с выявленными акад. А.А.Байковым закономерностями восстановление оксидов железа протекает ступенчато от высших к низшим:
Fe2O3 —” Fe3O4 FeO —* Fe.
Поскольку при температурах ниже 570 °C оксид FeO неустойчив и разлагается (на Fe3O4 и Fe), схема восстановления при температурах ниже 570 °C следующая:
Fe2O3 Fe3O4 —* Fe.
Восстановителями оксидов железа в доменной печи служат углерод, оксид СО и водород. Восстановление углеродом принято называть прямым восстановлением, а газами — косвенным. Реакции косвенного восстановления оксидом углерода следующие:
при температуре > 570 °C
94
1) 3Fe2O3 + CO - 2Fe3O4 + CO2 + 53 740;
2)Fe3O4 + CO = 3FeO + CO2 - 36 680;
3)FeO + CO = Fe + CO2 + 16 060;
при температуре < 570 °C
1) 3Fe2O3 + CO = 2Fe3O4 + CO2 + 53 740;
4)l/4Fe3O4 + CO = 3/4Fe + CO2 + 2870.
Их характерной особенностью является то, что продуктом реакций всегда является СО2, и то, что они идут без затрат тепла. Реакции прямого восстановления углеродом протекают с образованием СО и требуют значительных затрат тепла, например:
5) FeO + С = Fe + СО - 152670.
Необходимо отметить, что приведенная запись реакции прямого восстановления не отражает механизма ее протекания. Дело в том, что непосредственное взаимодействие углерода с твердыми оксидами ограничено, так как поверхность контакта между неровными кусками очень мала. Поэтому фактически прямое восстановление протекает через газовую фазу и состоит из двух стадий:
FeO + СО = Fe + СО2,
СО2 + С = 2СО, что после суммирования дает итоговую реакцию прямого восстановления
FeO + С = Fe + СО.
Таким образом главное, что отличает прямое восстановление от косвенного, это расходование углерода, а это означает, что с развитием реакций прямого восстановления сокращается количество углерода, достигающего фурм.
Условия протекания реакций косвенного восстановления (1)—(4) и восстановительную способность газовой смеси из СО и СО2 характеризуют данные рис. 36. Здесь кривые 1—4, соответствуя номерам приведенных выше реакций косвенного восстановления, характеризуют равновесный состав газа этих реакций и ограничивают поля, внутри которых будет
95
Рис. 36. Равновесные характеристики реакций косвенного восстановления оксидов железа и реакций между С, СО и СО2
устойчивым железо или один из его оксидов в атмосфере из СО и СО2. Например, при температурах и содержаниях СО и СО2, ограниченных кривыми 3—2 (полем FeO), устойчивым является лишь FeO; железо при этих условиях будет окисляться до FeO, реагируя с СО2, а оксиды Fe2O3 и Fe3O4 будут восстанавливаться, реагируя с СО.
Можно видеть, что кривая равновесного состава газа реакции (1) сильно приближена к оси абсцисс, т.е. даже небольших концентраций СО достаточно для восстановления оксида Fe2O3 до Fe3O4. Железо может быть получено лишь при содержаниях СО больших, чем отмечено кривыми 4 и 3.
При анализе возможности восстановления оксидов железа необходимо учитывать, что состав (равновесный) газа в системе, состоящей из СО и СО2> при наличии в ней избытка углерода будет определяться равновесием обратимой реакции
6)СО2 + С = 2СО.
Этот равновесный состав (при давлении 0,1 МПа) характеризует кривая 6. Поэтому в условиях равновесия железо, например, может быть получено лишь при температурах более высоких, чем отмечено точкой б, a FeO — точкой а.
Фактический состав газа в доменной печи показан заштрихованной областью 5 на рис. 36. Видно, что реальное содержание СО при низких (менее 850-1000 °C) температурах выше равновесного, определяемого реакцией (6). Объясняется это тем, что за короткое время пребывания газов в печи (3—12 с) реакция (6) не успевает дойти до равновесия. Реальное содержание СО обеспечивает, как это видно из рис. 36, возможность восстановления косвенным путем всех оксидов до железа при температурах 400 °C и ниже, т.е. даже в районе колошника.
Из данных рис. 36 вытекает, что в доменной печи, где имеется избыток углерода, реакции косвенного восстановле-96
ния, протекающие с образованием СО2, могут идти лишь при температурах ниже 900—1000 °C, поскольку при более высоких температурах СО2 существовать не может, переходя в СО по реакции (6). Соответственно, доменную печь условно делят на зону косвенного восстановления (зона с температурами < 900—1000 °C) и зону, где может протекать лишь прямое восстановление (зона прямого восстановления с температурами выше 900—1000 °C).
Косвенное восстановление водородом, содержание которого в атмосфере доменной печи может достигать 8—12 %, протекает по следующим реакциям:
3Fe2O3 + Н2 = 2Fe3O4 + Н2О - 4200;
Fe3O4 + Н2 = 3FeO + Н2О - 62410;
FeO + Н2 = Fe + Н2О - 27800.
Сравнение равновесных характеристик этих реакций и реакций восстановления оксидом углерода показывает, что при температурах выше 810 °C водород является более сильным восстановителем, чем СО, а при меньших, чем 810 °C, температурах — более слабым, т.е. при этих температурах у водорода меньше химическое сродство к кислороду, чем у СО. Вместе с тем опыт, показал, что в доменной печи как при высоких (> 810 °C), так и при более низких температурах водород является более энергичным восстановителем, чем СО. Добавка водорода и повышение его концентрации в газовой фазе ведет к ускорению процесса восстановления и увеличению степени косвенного восстановления железа. Это объясняется двумя причинами. Во-первых, благодаря малым массе и размерам молекул водорода они более подвижны, чем СО, быстрее диффундируют в поры агломерата и проникают в более мелкие поры и трещины, куда молекулы СО проникнуть не могут, — все это заметно увеличивает поверхность взаимодействия. Во-вторых, известно, что молекулы Н2 многократно участвуют в процессе восстановления. Эта особенность водорода как восстановителя связана с тем, что при температурах доменного процесса и наличии избытка углерода и СО водяные пары существовать в печи не могут. В зоне высоких температур (850—1000 °C и более) пары Н2О разлагаются углеродом: Н2О + С = Н2 + СО; при температурах ниже 810°С идет реакция: Н2О + СО = Н2 +
7-4050
97
+ СО2. Соответственно Н2О, образующаяся при реакциях восстановления водородом, тут же взаимодействует с углеродом кокса, либо с СО по приведенным выше реакциям и вновь переходит в водород. Этот образовавшийся водород вновь реагирует с оксидами железа и так несколько раз по мере подъема от горна до колошника. Иначе говоря, происходит регенерация водорода с его повторным участием в восстановлении. Сам же водород в процессе восстановления является как бы промежуточным реагентом или переносчиком кислорода от оксидов железа к СО или угдероду и в конечном счете к газовой фазе печи. При этом количество водорода в газовой фазе может не изменяться.
В целом ход процесса восстановления железа в доменной печи можно охарактеризовать следующим образом. Во всем объеме печи, начиная от верха колошника до участков с температурой 900—1000 °C, протекают процессы косвенного восстановления газом СО и отчасти водородом. В этой зоне косвенного восстановления все высшие оксиды железа успевают восстановиться до FeO, а часть FeO восстанавливается до железа, причем частицы восстановленного железа обнаруживаются уже в колошнике. Вместе с тем,' часть FeO восстанавливается до железа прямым путем в зоне высоких температур (> 900—1000 °C). При этом в зонах с температурами свыше 1100—1250 °C, когда сформировался шлак, железо восстанавливается прямым путем из жидкого шлака при стекании его капель вниз между кусками кокса. Железо при восстановлении получается в твердом виде; частицы железа, восстановившиеся из материалов, находящихся в твердом виде, имеют форму губки.
В доменной печи железо восстанавливается почти полностью. Степень восстановления железа т) составляет 0,99—0,998, а это означает, что 99—99,8 % железа переходит в чугун и лишь 0,2-1,0 % переходит в шлак.
Особенности прямого и косвенного восстановления. Доменный процесс стараются вести так, чтобы обеспечивался минимальный расход дефицитного и дорогостоящего кокса. Наряду с рядом других факторов большое влияние на расход кокса оказывает степень развития прямого и косвенного восстановления. Сравнивая эти способы восстановления, отмечают следующее. Отрицательной стороной прямого восстановления является то, что оно протекает с затратой тепла;
98
кроме того увеличение степени прямого восстановления приводит к снижению количества кокса, достигающего фурм и, следовательно, к уменьшению прихода тепла в горне. Реакции косвенного восстановления не требуют затрат тепла. Однако косвенное восстановление требует значительно большего расхода углерода, чем прямое. Причина в том, что для протекания реакций косвенного восстановления необходимо определенное соотношение между СО и СО2 в газовой фазе. Например, при 700 °C восстановление железа из FeO может начаться (рис. 36), если газ содержит около 60 % СО и 40% СО2, т.е. при СО/СО2 = 1,5. Следовательно, на один атом железа необходимо 2,5 атома углерода (1,5 в виде СО и 1 в виде СО2), полученных в результате сжигания кокса, в то время как по реакции прямого восстановления FeO+C = Fe+CO на один атом железа расходуется один атом углерода, вносимого коксом.
Должно существовать оптимальное с точки зрения расхода углерода соотношение между прямым и косвенным восстановлением. Для оценки доли прямого или косвенного восстановления используют ряд показателей. Предложенный акад. М.А.Павловым показатель — степень прямого восстановления обозначается величиной rd и показывает часть железа в процентах или долях единицы, восстановленного из FeO прямым путем. При этом, если прямым путем восстанавливается d % Fe, то косвенным восстанавливается (100 — d) %.
В настоящее время степень прямого восстановления на печах, работающих без применения природного газа или мазута, составляет 40—60 %, а на печах, в которых применяют углеводородные добавки, — 20—40 %. Наивыгоднейшая степень прямого восстановления, при которой достигается минимальный расход кокса, меньше приведенных величин. Фактические значения rd обычно выше оптимальных, и поэтому необходимо принимать все меры для улучшения условий восстановления шихты газами, т.е. для повышения степени косвенного восстановления (вдувание восстановительных газов, улучшение распределения газов в печи, подготовка шихты), что обеспечит снижение расхода кокса.
Степень прямого восстановления железа получается ниже у печей, работающих с пониженной температурой дутья и на более бедной шихте. Однако эти факторы приводят к повышению расхода кокса.
99
2. Восстановление марганца и выплавка марганцовистых чугунов
При выплавке передельных чугунов марганец в доменную печь попадает в составе агломерата и иногда в составе добавляемых небольших количеств марганцевых руд, а при выплавке ферромарганца в составе марганцевого агломерата или марганцевых руд.
Марганец в рудах находится главным образом в виде МпО2, Мп2О3 и Мп3О4, а в агломерате — в виде силикатов марганца МпО • SiO2 и (МпО)2 • SiO2.
Восстановление марганца из оксидов протекает ступенчато от высших оксидов к низшим:
МпО2 —Мп2О3 —► Мп3О4 —* МпО —* Мп.
Высшие оксиды марганца непрочны и восстанавливаются газом СО при невысоких (200—500 °C) температурах в верхней части шахты печи по следующим реакциям косвенного восстановления:
2МпО2 + СО = Мп2О3 + СО2 + 227560;
ЗМп2О3 + СО = 2Мп3О4 + СО2 + 170770;
Мп3О4 + СО = ЗМпО + СО2 + 52080.
Таким образом, восстановление МпО2 до МпО связано с выделением большого количества тепла — около 2870 кДж на 1кг марганца.
Низший оксид марганца — МпО является химически более прочным и восстанавливается только прямым путем, требуя значительного расхода тепла:
МпО + С = Мп + СО - 288290 Дж.
По этой реакции на 1 кг марганца расходуется 5225 кДж, т.е. почти в два раза больше, чем на восстановление железа из FeO. Термодинамический расчет показывает, что протекание этой реакции возможно при температурах более 1200 °C. В присутствии железа, растворяющего марганец, температура начала протекания этой реакции снижается, и процесс восстановления получает заметное развитие при 1100—1300 °C. Поскольку при температурах 1100—1250 °C плавится шихта и формируется шлак, значительная часть МпО 100
оказывается в нем в виде силикатов. Поэтому заметная часть марганца восстанавливается из шлака (из силикатов марганца шлака). Этому процессу способствует наличие в шлаке оксида кальция СаО, который соединяется с кислотным оксидом SiO2, выводя его из зоны реакции и способствуя тем самым сдвигу равновесия реакции вправо
MnO-SiO2 + СаО + С = Мп + CaO-SiO2 + СО + 229070 Дж.
Таким образом, для более полного восстановления марганца необходимы высокие температуры в горне, увеличение поступления тепла в горн и повышенная основность шлака.
Восстановительные условия доменной плавки таковы, что восстанавливается не весь марганец, внесенный шихтой. При выплавке передельных чугунов степень восстановления марганца составляет 55—65 %, остальная часть марганца остается в шлаке в виде МпО. Из сказанного следует, что содержание марганца в чугуне будет в первую очередь определяться его содержанием в шихтовых материалах.
Еще в недавнее время выплавляли передельные чугуны с содержанием марганца 0,7—1,2 %, а десятилетия назад — с содержанием марганца до 1,75—3,5 %. Для получения столь высокого содержания марганца в чугуне требовалось вводить в доменную печь или в шихту агломерации марганцевую руду. В настоящее время в связи с дефицитностью марганца и марганцевых руд, а также в связи с тем, что при выплавке стали ббльшая часть содержащегося в передельном чугуне марганца окисляется и безвозвратно теряется в виде МпО со сливаемым из сталеплавильных печей шлаком, стали выплавлять маломарганцовистые чугуны. При этом в доменную шихту марганцевую руду, как правило, не добавляют, и чугун содержит столько марганца (от 0,1 до 0,3—0,5 %), сколько его восстановится из оксидов марганца, содержавшихся в железных рудах в качестве примесей. Переход на выплавку маломарганцовистых чугунов позволил экономить не только марганец, но и кокс за счет уменьшения его расхода на прямое восстановление марганца и на проплавление пустой породы марганцевых руд.
Выплавка ферромарганца. В доменных печах выплавляют специальный марганцовистый чугун — ферромарганец, содержащий 70—78 % марганца и 6—7 % углерода. Шихтой для него служат марганцевые руды или марганцевый агломерат и кокс.
101
Как и при выплавке обычных чугунов, непрочные высшие оксиды марганца восстанавливаются косвенным путем в верхней части шахты с выделением большого количества тепла, а экзотермическая реакция восстановления марганца из МпО протекает внизу, что требует высоких температур, больших затрат тепла, а также большого расхода кокса на реакции прямого восстановления в горне и нижней части печи.
Поэтому процесс ведут при значительно увеличенном расходе кокса (в три—четыре раза), повышают температуру дутья и обогащают дутье кислородом, а для облегчения восстановления марганца из шлака повышают основность шлака (до 1,4—1,6). Ранее, когда ферромарганец выплавляли на воздушном дутье, расход кокса составлял около 2 т на 1т ферромарганца. Это приводило к образованию большого количества горячих горновых газов, что в сочетании с протеканием экзотермических реакций восстановления высших оксидов марганца обусловливало чрезмерное повышение температуры в верхней части печи и улетучивание значительной части марганца (3—15 %) через колошник. Высокая температура отходящих газов (до 600—700 °C) ведет к быстрому износу конструкций верхней части печи. Поэтому выплавку ферромарганца осуществляют теперь не на воздушном дутье, а на дутье, обогащенном кислородом до 30—35 %. В этом случае резко снижается количество горновых газов и, следовательно, понижается температура в верхней части печи, уменьшаются тепловые потери, снижается расход топлива. Обогащение дутья кислородом до 35% позволяет уменьшить расход кокса на 20—30% и повысить производительность печи в 1,5—2 раза по сравнению с работой на обычном дутье.
3. Восстановление кремния и выплавка кремнистых чугунов
Кремний присутствует в рудах главным образом в виде кремнезема, а в агломерате— в виде силикатов железа' и кальция и силикатов промежуточного состава — оливинов CaOx-FeO(2_x)-SiO2. Сродство кремния к кислороду очень велико, поэтому он может восстанавливаться в печи только прямым путем по следующей реакции:
SiO2 + 2С = Si + 2СО - 636760 Дж.
Точнее, эта реакция восстановления идет в две стадии с образованием промежуточного соединения— монооксида крем-102
ния SiO (последний является летучим и существует только при высоких температурах):
SiO2 + С —► SiO + СО
SiO + С —» Si + СО
SiO2 + 2С = Si + 2СО.
Термодинамический анализ показывает, что для протекания этой реакции в направлении слева направо нужна высокая температура — около 1500 °C. Вместе с тем установлено, что в доменной печи кремний восстанавливается при более низкой температуре. Это связано с присутствием железа: с твердым железом кремний образует силицид FeSi, а в жидком он растворяется; эти процессы протекают с выделением тепла и выводят кремний из зоны реакции, способствуя сдвигу равновесия реакции восстановления вправо. Так, лабораторные опыты показали, что реакция восстановления твердого SiO2 с участием железа SiO2+ 2С + Fe= FeSi + 2СО получает заметное развитие при 1200—1300 °C, а эта же реакция восстановления SiO2 из шлака — при 1400—1550 °C.
В доменной печи при температурах 1200—1250°С уже сформирован жидкий шлак, и поэтому основная часть кремния восстанавливается прямым путем из SiO2, находящегося в шлаке при стекании капель шлака в горн между кусками кокса.
Условиями, благоприятствующими восстановлению кремния, являются высокая температура в районе горна, а также кислые шлаки, т.е. содержащие мало СаО, так как СаО связывает SiO2 в силикаты, затрудняя восстановление SiO2. Поскольку в доменной печи основность шлака, определяемая основностью используемого офлюсованного агломерата, является относительно постоянной, количество восстановленного кремния зависит прежде всего от температуры в горне и прилегающем к нему объеме печи.
При выплавке передельного чугуна восстанавливается 2—8% кремния шихты (остальной остается в шлаке в виде SiO2), и чугун содержит от 0,5 до 1,0 и иногда до 1,2 % кремния. Изменение содержания кремния в этих пределах в выпускаемом чугуне служит показателем теплового состояния горна; уменьшение содержания кремния в чугуне свидетельствует о снижении температур в горне; повышение температуры в горне и, соответственно, температуры чугуна вызывают увеличение содержания кремния в чугуне.
103
Выплавка литейного чугуна и ферросилиция. Иногда в доменных печах выплавляют литейный чугун, содержащий 1,2-3,75% кремния. Перевод печи с выплавки передельного чугуна на выплавку литейного заключается в увеличении расхода кокса на 10—20% по сравнению с обычным. После того как эти увеличенные порции кокса при движении сверху достигают фурм, температура в горне повышается, вызывая увеличение степени восстановления кремния из шихты, которая достигает 10—25 % (вместо 2—8 % при выплавке передельного чугуна). При этом выпускаемый чугун будет содержать повышенное количество кремния.
Ранее в доменных печах выплавляли бедный ферросилиций, содержавший 9—15 % кремния; при этом расходовали 1—1,3 т кокса на 1т сплава и ~ 450 кг металлодобавок. В настоящее время в связи с неэкономичностью и, в первую очередь, в связи с большим расходом кокса, эту выплавку прекратили. Более экономична выплавка ферросилиция, содержащего 45—75 % кремния, в ферросплавных электропечах.
4. Восстановление фосфора
Фосфор поступает в доменную печь в основном с агломератом и железными рудами в виде фосфата ЗСаО * Р2О5 и иногда 3FeO • Р2О5 • 8Н2О. Фосфат ЗСаО • Р2О5 интенсивно восстанавливается при температурах 1000—1200 °C и более с большой затратой тепла:
ЗСаО • P2OS + 5С = 2Р + ЗСаО + 5СО - 1634000 Дж, причем часть его восстанавливается из шлака.
Фосфат железа менее прочен и восстанавливается при 900—1000 °C газом СО и частично углеродом, например:
2(3FeO • Р2О5) + 16СО = 3Fe2P + Р + 16СО2.
Образующиеся при этих реакциях фосфор и фосфид Fe2P активно растворяются в железе, и практически весь фосфор шихты переходит в чугун. Таким образом, единственным способом получения чугуна с низким содержанием фосфора является использование чистых по фосфору рудных материалов.
Передельные чугуны содержат менее 0,15- 0,30% фосфора; иногда используют высокофосфористые железные руды, получая чугуны с содержанием фосфора 1,0— 2,0%.
104
5. Восстановление других элементов
Представление о возможности восстановления элементов, входящих в состав доменной шихты, может быть получено на основании термодинамических данных, характеризующих прочность их оксидов, т.е. величину их химического сродства к кислороду. Элементы доменной шихты по возрастанию сродства к кислороду располагаются в следующем порядке: Си, As, Ni, Fe, Р, Zn, Мп, V, Cr, Si, Ti, Al, Mg, Ca. Соответственно, степень восстановления элементов тем меньше, чем правее стоит элемент в приведенном ряду.
Такие элементы как никель, медь, мышьяк, подобно железу и фосфору, почти целиком восстанавливаются в печи и переходят в чугун.
Ванадий и хром восстанавливаются аналогично марганцу — соответственно на 70—80 и на 80—90%, а титан— аналогично кремнию. Степень восстановления титана ниже, чем кремния. Алюминий, магний и кальций в доменной печи не восстанавливаются.
Особо следует отметить поведение цинка. Он содержится в некоторых железных рудах, а также попадает в доменные печи в составе добавляемых в шихту железосодержащих отходов— конвертерных шламов, колошниковой пыли и др. Поступая в печь в основном в виде ZnO, он легко восстанавливается при температурах > 950 °C: ZnO + С = Zn + СО и, испаряясь, поднимается с газами вверх. В зонах с умеренными температурами Zn вновь окисляется до ZnO, реагируя с СО2 и оксидами железа. Часть ZnO (10—30 %) уносится из печи доменным газом; часть в смеси с сажистым углеродом осаждается на стенках печи, образуя большие настыли; часть осаждается в швах и порах футеровки, вызывая увеличение ее объема и возможность разрыва кожуха печи; часть осаждается на кусках шихты и опускается вниз, где вновь восстанавливается, создавая циркуляцию цинка в печи, способствуя его накоплению с увеличением вредных отложений.
§4. ОБРАЗОВАНИЕ ЧУГУНА
Восстанавливаемое во всем объеме печи железо получается в твердом виде, поскольку температура его расплавления (1535 °C) выше температур, имеющихся в доменной печи; при
105
этом восстановленное из твердых кусков шихты железо полу чается в виде твердой губки. В условиях избытка углерода и СО губчатое железо растворяет углерод (науглероживается). Этот процесс получает заметное развитие уже при температурах 400—600 °C и заключается в том, что на поверхности губчатого железа, являющегося катализатором, происходит распад СО (2СО = Ссаж+СО2) и выделяющийся сажистый углерод переходит в железо, образуя раствор Fe + С = = [С] или карбид Fe3C: Fe + 3C = Fe3C.
ГС
По мере науглероживания температура плавления железа понижается (так температура плавления железа, содержащего 4,3 % С равна ИЗО °C), а само оно опускается в зоны с более высокими температурами. В определенный момент, когда температура плавления науглероженного железа становится равной температуре в печи, железо плавится (примерно при содержании углерода 2—2,5 % и температуре около 1200 °C) и образуются капли жидкого металла, которые стекают в горн между кусками кокса. В жидком виде железо науглероживается еще более интенсивно — при контакте капель с раскаленным коксом и при контакте расплава с коксом в горне, происходит растворение углерода кокса в металле: Fe + Скокс = [С]ре.
В движущиеся капли металла и отчасти в еще твердое железо в небольших количествах переходят на разных горизонтах печи другие восстановленные элементы (кремний, марганец, фосфор и в некоторых случаях ванадий, мышьяк, хром, никель, медь), а также сера. Этот сплав железа с углеродом и другими элементами (чугун) скапливается в горне.
Таким образом, формирование чугуна из твердого восстановленного железа заключается в его науглероживании, расплавлении и растворении в нем других восстановленных элементов (обычно это марганец, кремний, фосфор и сера).
Окончательное содержание углерода в чугуне устанавливается в горне; оно не поддается регулированию и зависит от температуры чугуна и его состава.
Марганец и хром, как карбидообразующие элементы, способствуют повышению содержания углерода в чугуне.
Кремний, фосфор и сера образуют с железом силициды, фосфиды и сульфиды, которые, являясь более прочными соединениями, чем карбид железа, разрушают его, способствуя 106
тем самым снижению содержания углерода в чугуне. Увеличение температуры чугуна вызывает повышение содержания углерода в нем. Применительно к современной доменной плавке примерное содержание углерода в чугуне (%) можно определить по следующей формуле:
С = 4,8 + 0,03Mn - 0,27Si - 0,32Р - 0,032S.
В передельных чугунах содержание углерода обычно составляет 4,4—4,8 %, в литейном 3,5—4 %, в ферромарганце ~ 7 %. Температура чугуна в горне равна 1400—1500 °C.
§5. ОБРАЗОВАНИЕ ШЛАКА И ЕГО СВОЙСТВА
Помимо чугуна, в доменной печи образуется шлак, в который переходят невосстановившиеся оксиды элементов, т.е. СаО, MgO, А12Оэ, SiO2 и небольшое количество МпО и FeO, причем СаО специально добавляют к железорудной шихте для получения жидкого шлака.
Наведение в печи жидкого текучего шлака необходимо прежде всего для выведения из печи составляющих пустой породы железных руд, вносимых агломератом и окатышами, а также золы кокса. Основу пустой породы большинства руд так же, как и основу золы кокса, составляют SiO2 и А12О3, температура плавления которых (соответственно 1710 и 2050 °C) выше температур в доменной печи, в связи с чем они в печи расплавиться не могут. Поскольку доменная печь не приспособлена для удаления твердых продуктов плавки, необходимо перевести оксиды SiO2 и А12О3 в жидкую фазу, что достигается добавкой в шихту агломерации флюса — известняка, вносящего оксид СаО, который, взаимодействуя с SiO2 и А12О3, образует легкоплавкие химические соединения. Последние при температурах доменного процесса расплавляются, переводя пустую породу и золу кокса в жидкую фазу — шлак, который периодически выпускают через летки, освобождая печь от непрерывно поступающих сверху невос-станавливаемых оксидов. Другой важной функцией шлака является десульфурация: в шлак из чугуна удаляется сера.
Образование шлака. Основными стадиями сложного процесса шлакообразования в доменной печи являются: нагрев и размягчение железосодержащей части шихты, ее плавление, стекание в горн первичного шлака с изменением его соста
107
ва, присоединение к нему золы кокса, формирование окончательного состава в горне.
При опускании в печи шихтовых материалов сохраняется их слоевое расположение (чередование слоев агломерата и кокса), и материалы остаются твердыми до поступления в участки печи с температурами около 1000—1100 °C, где начинается пластичная зона (рис. 37). В верхних наружных слоях этой зоны происходит размягчение и переход в пластичное состояние железосодержащих материалов со слипанием отдельных кусков в скопления; в толще зоны, где температура выше, начинается и протекает плавление, а ниже нее (где температуры составляют около 1200—1250 °C) оксидная фаза и восстановленное железо находятся в расплавленном состоянии и твердым остается лишь кокс. Эта зона пластичности или зона первичного шлакообразования может быть разной по форме и толщине и располагаться на разной высоте в зависимости от распределения шихтовых материалов и газового потока по сечению печи, расхода кокса и теплового состояния горна и печи, расхода дутья, состава и прочности агломерага и его восстановимости и ряда других факторов.
Некоторые возможные случаи расположения пластичной зоны даны на рис. 37; стрелками на нем показано движение поднимающихся газов, которые проходят лишь через слои кокса пластичной зоны, поскольку слипшиеся пластичные
Рис. 37. Схемы расположения пластичной зоны в доменной печи
108
участки рудных слоев практически газонепроницаемы. Форма и расположение зоны пластичности зависят в первую очередь от распределения газового потока по сечению печи. W-образная форма зоны (а) соответствует развитому периферийному потоку газов, вызываемому уменьшенной рудной нагрузкой (уменьшенной доли агломерата) на периферии печи; при увеличении рудной нагрузки на периферии и соответственном усилении осевого потока газов зона пластичности приобретает А-образную форму (г) и возможны ее промежуточные положения (б и в), в том числе плоское (в). Увеличение расхода кокса и нагрева дутья, ведущие к увеличению количества тепла, уносимого газами вверх, вызывают перемещение зоны пластичности вверх; аналогично влияет на положение зоны увеличение расхода дутья. Ухудшение восстановительной работы газов в верхних горизонтах печи и повышение вследствие этого количества невосстановленного FeO в агломерате ведет к его размягчению и плавлению при более низких температурах, способствуя перемещению зоны пластичности вверх и увеличению ее толщины и т.д.
Формирующаяся ниже зоны пластичности жидкая оксидная фаза — расплавленнные пустая порода агломерата и окатышей и невосстановившиеся оксиды FeO и МпО— образует первичный шлак. По составу он отличается от конечного шлака в горне, в первую очередь более высоким содержанием FeO (до 5—15 %) и МпО. Первичный шлак каплями стекает в горн через слой кокса ("коксовую насадку"), при этом изменяется его состав. В результате прямого восстановления железа и марганца в шлаке уменьшается содержание FeO и МпО, и он становится более тугоплавким. На горизонте фурм к шлаку присоединяется зола кокса (в основном SiO2 и А12О3). При движении капель (особенно в горне) в шлак переходит сера. В районе горна в результате восстановления кремния несколько уменьшается количество SiO2 в шлаке.
Конечный шлак на 85—95% состоит из SiO2, А12О3 и СаО и содержит, %: 38—42 SiO2, 38—48 СаО, 6—20 А12О3, 2—12 MgO, 0,2—0,6 FeO, 0,1—2 МпО и 0,6—2,5 серы (в основном в виде CaS). Температура шлака несколько выше температуры чугуна и составляет 1400—1560 °C.
Состав шлака, его физические свойства, основность и количество оказывают существенное влияние на ход доменной плавки и показатели работы печи.
109
Физические свойства шлака. Состав шлаков для доменной плавки выбирают, исходя, прежде всего, из данных об их температуре плавления и вязкости при различных температурах. Поскольку основу доменных шлаков составляют СаО, SiO2 и А12О3, для характеристики свойств шлаков используют тройную диаграмму состава системы СаО—SiO2—А12О3, на которую наносят значения того или иного свойства, получая таким образом диаграммы состав—температура плавления, состав—вязкость и т.п. (рис. 38—40).
Температура плавления шлаков— величина условная, поскольку шлаки, как и другие многокомпонентные системы, плавятся в интервале температур. За температуру плавления шлаков принимают температуру ликвидуса (температуру полного исчезновения твердой фазы при нагреве или появления при охлаждении расплава). Температуру плавления шлаков, состоящих из СаО, SiO2 и А12О3, характеризуют данные
1710
SiOz 1712е 1700е
Ю
состояния
90
90
ЗА1г03-2Я02
80
20
90
CaosiOz 1598е
ЗСаО ZSLOz 50
Рис. 38. Диаграмма (состав — температура плавления) системы СаО—SiO2—А12О3
ZCaO-SiOz 2132?
2065
70
30
1311
г’о 'ло
80 1402°
10 1599е
-x_i
90 А120з
2050е
Геленит
1599
10
80
тллит
4516
60
1968е 60
Анортит
Корунд
V 1 у \ СаО 10 20 30
2570е 20991397 „
5Са0-ЗА1г03
110
рис. 38. На приведенной здесь диаграмме пунктирные и тонкие сплошные линии — это линии одинаковых температур плавления (изотермы), а жирные линии обозначают границы между областями кристаллизации отдельных химических соединений (СаО • SiO2, СаО • А12О3 • 2SiO2 и многих других).
Поскольку содержание А12О3 в доменных шлаках не превышает 20 %, практический интерес представляет часть диаграммы, примыкающая к стороне СаО—SiO2 треугольника. Как видно из диаграммы, наиболее высокие температуры плавления у чистых оксидов (СаО и SiO2), наиболее приемлемые (низкие) у шлаков, содержащих около 42—65 % СаО.
Однако для выбора состава шлака недостаточно знать эти температуры, так как некоторые из сплавов становятся хорошо подвижными при температуре, значительно превышающей температуру плавления. Например, самый легкоплавкий сплав — СаО • А12О3 • 2SiO2, содержащий примерно 62 % SiO2, 14 % А12О3 и 24 % СаО, температура плавления которого равна 1170 °C, приобретает хорошую текучесть лишь при нагреве до 1600 °C. Поэтому необходимо учитывать данные о вязкости шлаков. Вязкость — это внутреннее трение, препятствующее течению жидкости; она является величиной, обратной текучести. Единицей вязкости является Па * с (1Па • с = 1Н • с/м2 = 1пуаз), т.е. за единицу вязкости 1 Па * с принимают вязкость такой жидкости, в которой сила в 1Н, приложенная к площади жидкости в 1м2 (т.е. 1 Па), находящейся на расстоянии 1м от другой такой же площади, вызывает перемещение жидкости со скоростью 1м/с. Вязкость существенно понижается с ростом температуры.
Для нормальной работы доменных печей вязкость шлака должна составлять 0,3—0,6 Па • с.
На рис. 39, б показан участок диаграммы состав—вязкость (при 1500 °C) шлаков системы CaO-SiO2-Al2O3. Кривые линии на ней— это изокомы, т.е. линий с одинаковой вязкостью. Наименьшей вязкостью обладают шлаки, содержащие 45-50 % СаО, 38-45 % SiO2, 8-15 % А12О3. Этому содержанию компонентов примерно соответствуют реальные доменные шлаки, состав которых отмечен на рис. 39, а заштрихованной областью (это шлаки с основностью от 0,8 до 1,3 и содержанием 5-20% А12О3).
Необходимо отметить, что реальные доменные шлаки имеют
111
СаО
Si02
Рис. 39. Диаграмма состав—
более низкие, чем показанные на рис. 38 и 39, температуры плавления и вязкость вследствие наличия в них других компонентов (MgO, FeO, МпО, S и др.). В частности, полезно иметь в шлаках 5—10 % MgO, что ведет к снижению вязкости и повышает жидко-подвижность шлака.
Наряду с величиной вязкости доменные шлаки характеризуют температурой, при которой они обладают хорошей текучестью, например такой, чтобы они могли свободно вытекать
из печи. На рис. 40 показана диаграмма В.Г.Воскобой
никова, характеризующая температуры, при которых шлаки того или иного состава имеют вязкость в 0,3 Па * с, т.е. обладают хорошей текучестью.
112
Основность шлаков является их важной технологической характеристикой. Ее выражают величиной отношения содержания основных оксидов в шлаке к содержанию кислотных: CaO/SiO2 или (СаО + MgO)/SiO2. При выплавке передельных чугунов основность CaO/SiO2 реальных доменных шлаков находится, как правило, в пределах 0,9—1,2, достигая иногда значений 0,8—1,3. С
Со 0, %
Рис. 40. Диаграмма температур хорошей текучести трехкомпонентных шлаков
тем, чтобы обеспечивалась бо-
лее полная десульфурация (удаление серы из чугуна в шлак), желательно иметь более высокую основность шлака.
Однако это требует большего расхода известняка, что увеличивает количество шлака и поэтому нежелательно (см. ниже). Кроме того, учитывают различие в поведении в домен
ной печи шлаков разной основности. Шлаки с невысокой основностью (1,1—1,0 и ниже), называемые кислыми, в процес
се охлаждения застывают очень медленно, постепенно становясь все более тягучими, что не вносит резких изменений в ход доменного процесса. Основные же шлаки (с основностью 1,3 и более) имеют при высоких температурах более низкую
вязкость, чем кислые, но в процессе охлаждения при достижении определенной температуры их вязкость резко возрастает, и они быстро затвердевают. На рис. 38—39 таким шлакам соответствуют участки диаграмм с наибольшей частотой (плотностью) изотерм и изоком. Работа с такими шлаками нежелательна, так как небольшое непроизвольное изменение
состава шлака или температур в печи может вызвать резкое загустевание шлака и расстройство ровного хода печи.
С учетом изложенного, требуемые физические свойства шлака можно было бы достичь при основности (CaO/SiO2) 0,8—0,9, однако с целью обеспечения более полной десульфурации ее чаще поддерживают более высокой (до 1,1—1,2). При выплавке ферромарганца, когда расход кокса и температуры в районе горна значительно выше обычных и поэтому верояность резкого загустевания шлака невелика, основность шлака повышают до 1,4—1,6.
113
Основность шлака оказывает определенное влияние на процессы восстановления. Чем выше основность конечного шлака, тем выше степень восстановления элементов, входящих в основные оксиды, т.е. железа и марганца, а кислые шлаки благоприятствуют восстановлению элементов кислотных оксидов, например кремния.
Количество шлака на 1т выплавляемого чугуна (выход шлака) колеблется на разных заводах в пределах от 330—400 до 600—900 кг. Это количество, как и состав шлака, оказывает большое влияние на ход плавки и конечные показатели процесса.
Поскольку основу доменных шлаков составляет пустая порода железных руд, количество шлака определяется, в первую очередь, степенью обогащения железных руд, возрастая при недостаточной степени обогащения, т.е. при попадании в печь большого количества пустой породы. Наряду с этим количество шлака возрастает при увеличении его основности, поскольку оно достигается за счет увеличения расхода известняка в шихту, т.е. массы шлакообразующих.
Всегда стремятся работать с минимальным количеством шлака, поскольку при этом уменьшаются затраты тепла на расплавление и нагрев шлака до температур его выпуска и потери тепла со сливаемым шлаком, а также улучшается газопроницаемость шихты, распределение газов и их использование в печи в связи с уменьшением количества вязких масс в печи. В современных условиях доменной плавки уменьшение выхода шлака на 100 кг на 1т чугуна дает экономию кокса 20—25 кг/т чугуна и увеличивает производительность печи на 3—4%.
§6. ПОВЕДЕНИЕ СЕРЫ
Сера — вредный элемент в чугуне и стали. Высокое ее содержание в стали вызывает красноломкость — потерю прочности стали при температурах ~ 1100 °C, т.е. при температурах прокатки; кроме того, она понижает ударную вязкость, коррозионную стойкость, электротехнические свойства и способность к глубокой вытяжке листовой стали. В связи с этим из-за трудности удаления серы в сталеплавильных печах, доменный процесс стараются вести так, чтобы по возможности сера удалялась из чугуна в шлак.
114
Основную часть серы (70—90 %) в доменную печь вносит кокс, а остальную— агломерат и окатыши. В коксе сера находится в виде органических соединений CnSm и немного в виде сульфидов FeS; в офлюсованном агломерате в виде CaS и немного в виде сульфатов CaSO4 и BaSO4; в офлюсованных окатышах в виде CaSO4.
При доменной плавке сера агломерата и окатышей переходит в шлаковую фазу, а основная часть серы кокса газифицируется — переходит в газовую фазу частично из твердого кокса (улетучивание) и частично при его сгорании у фурм. Но затем эта сера поглощается из газовой фазы агломератом, шлаком и металлом. Немного серы уносится из печи с доменным газом, при выплавке передельного чугуна — не более 5—10 % общего ее содержания в шихте. Остальная сера распределяется между металлом и шлаком, причем на горизонте фурм содержание серы в каплях чугуна достигает 0,2—0,3 %. Далее при прохождении капель чугуна в горне через слой шлака, а также во время пребывания чугуна и шлака в горне сера из чугуна переходит по реакции:
[S] + Fe + (СаО) = (CaS) + (FeO).
Полноту ее протекания часто характеризуют коэффициентом распределения серы между шлаком и металлом = (S)/[S], где (S) и [S] — содержание серы соответственно в шлаке и металле, %. Более полному удалению серы (течению реакции вправо) способствуют повышение основности шлака, т.е. содержания в нем СаО и снижение содержания в шлаке FeO.
В доменной печи протекание этой реакции облегчено в связи с малым содержанием в шлаке оксида FeO (<0,6%), который восстанавливается углеродом: (FeO) + [С] = Fe + + СО. Положительное же влияние увеличения основности
ограничивается уровнем температур в горне, из рис. 41, на котором показано совместное
ратуры и основности шлака на величину L .
s
как это видно влияние темпе-Рост температу-
ры вызывает при всех значениях основности заметное увеличение полноты десульфурации, что объясняют понижением при этом вязкости шлака, ведущем к ускорению процесса перехода серы в шлак. Основность же можно увеличивать до определенного уровня, после превышения которого величина L
снижается, что вызвано начинающимся загустеванием шлака;
115
CaO/Sify
Рис. 41. Влияние основности шлака и температуры на коэффициент распределения серы между шлаком и чугуном
повышение температуры ведет к сдвигу начала загустевания в сторону большей основности, т.е. позволяет иметь шлаки большей основности и увеличить
На десульфурирующую способность шлака положительное влияние оказывает наличие в нем MgO в количестве 5—10 %. При этом, как показал опыт, существенно возрастает L в
связи с тем, что MgO вызывает снижение вязкости шлака.
Таким образом, повышению полноты десульфурации в доменной печи способствуют увеличение до определенного уровня основности шлака, более высокие температуры в горне, введение в шлак 5—10 % MgO в случае, если шихтовые материалы содержат мало MgO; больше серы перейдет в шлак также при увеличении его количества. Следует, однако, подчеркнуть, что все эти меры по улучшению десульфурации сводятся к увеличению количества шлака и прихода тепла в горн, и их осуществление вызывает снижение производительности печи и увеличение расхода кокса. Поэтому доменщикам всегда приходится решать вопрос о том, что экономичнее — выплавлять чугун с более низким содержанием серы за счет ухудшения других показателей плавки или наоборот.
Для оценки возможной степени десульфурации предложен ряд эмпирических формул расчета величины L . По данным
S
В.Г.Воскобойникова величина L$ при 1450 °C равна:
L = 98х2 - 160х + 72 - [0,6А1,О, -
S,1450 2 3
- 0,012(А1203)2 - 4,032]х\
где х — отношение (СаО + MgO + MnO) : SiO2; А12О3 — содержание глинозема в шлаке, %.
При других температурах нужно пользоваться следующей зависимостью:
116
Ls ^5,1450’
здесь 7} — температурный коэффициент, который может быть определен по формуле ц = 2,7т — 0,067т2 — 24,063, где т = = f/100, °C.
При выплавке передельных чугунов фактические значения коэффициента распределения серы L на отечественных печах при основности шлака 1,0 и более составляет 30—70, при меньшей основности может достигать 22; содержание серы в чугуне составляет 0,015—0,05 %, содержание серы в шлаке 0,55—2,0 %. На многих заводах организована внедоменная десульфурация чугуна в чугуновозных ковшах при их транспортировке из доменного цеха в сталеплавильный. При выплавке литейных чугунов вследствие более высоких температур в горне величина L$ при основности шлака более 1,0 составляет 51—98, а при выплавке ферромарганца 138—220.
6 7. ДУТЬЕ, ПРОЦЕССЫ В ГОРНЕ И ДВИЖЕНИЕ ГАЗОВ В ПЕЧИ
1. Дутье
Дутьем служит атмосферный воздух и зачастую воздух, обогащенный кислородом. Температура дутья в настоящее время на разных печах находится в пределах 1100—1300 °C, давление перед фурмами достигает 0,4—0,5 МПа, расход дутья на хорошо работающих печах составляет 1,6—2,3 объема печи в минуту. Его всегда стараются поддерживать максимальным, поскольку при увеличении минутного расхода дутья больше сгорает кокса и проплавляется шихты в единицу времени, т.е. возрастает производительность печи. В указанных пределах для каждой доменной печи в ходе эксплуатации находят такой допустимый расход дутья, при котором сохраняется ровный сход шихты и после превышения которого он нарушается, т.е. начинаются подвисания шихты, а также возникают локальные продувы шихты газами, т.е. их движение по отдельным каналам в шихте (канальный ход газов). На печах объемом 5000 м3 расход дутья достигает 8500м3/мин.
Дутье в доменные печи подают из воздуходувной станции от расположенных в ней воздуходувных машин (компрессоров) с приводом в виде паровой турбины и иногда с электропри
117
водом, создающими давление дутья на выходе 0,45—0,59 МПа. При обогащении дутья кислородом последний вводят во входной патрубок воздуходувной машины.
Дутье проходит воздухонагреватели, кольцевой воздухопровод и из него поступает в верхнюю часть горна через равномерно расположенные по окружности горна 16—40 фурм. Выходной диаметр фурм составляет 140—190 мм, высов фурм (расстояние от конца фурмы до футеровки) 300—500 мм, скорость дутья на выходе из фурмы 180—240м/мин при расходе дутья на одну фурму 170—230м3/мин.
2. Процессы в горне
В горне доменной печи встречаются и взаимодействуют два потока: опускающаяся шихта и горновые газы. Сверху в горн опускаются твердые, нагретые до высокой температуры куски кокса, а также жидкий чугун и шлак. Извне через фурмы, расположенные в верхней части горна, поступает нагретое дутье и обычно еще углеводородсодержащие добавки. Вблизи фурм происходит процесс сжигания углерода топлива и углеводородов природного газа или мазута. Получающиеся горновые газы поднимаются вверх навстречу опускающейся шихте.
Основным и важнейшим процессом в горне является сжигание углерода кокса, которое обеспечивает:
а) выделение тепла, необходимого для нагрева шихты и газов, обеспечения процессов восстановления, расплавления чугуна и шлака и компенсации теплопотерь печи;
б) образование газа-восстановителя СО;
в) образование свободного объема вследствие превращения твердых кусков кокса в газ, что способствует движению шихты в печи сверху вниз.
Окисление углерода кокса происходит в сравнительно небольших по объему участках горна вблизи фурм, называемых окислительными зонами (рис. 42). Большая кинетическая энергия струй дутья вызывает циркуляцию кусков кокса перед фурмами, и они сгорают в окислительной зоне во взвешенном состоянии. Во внутренней, прилегающей к фурме части такой зоны (кислородной зоне 7), углерод, реагируя с кислородом, окисляется до СО2; в периферийной (углекислотной /7) части зоны, где кислород уже израсходован и содержится лишь СО2, углерод окисляется, реагируя с СО2, 118
Рис. 42. Схема окислительной зоны перед фурмами доменной печи
Расстояние от торца фурмы, п
Рис. 43. Изменение состава газа и температуры в зоне горения у фурм
образуя при этом СО. Участки исчезновения СО2 представляют собой границу окислительной зоны. Таким образом, конечным продуктом окисления углерода является СО, и процесс окисления идет по следующей схеме:
С + О2 = СО2 + 402190
СО2 + С = 2СО - 166310
2С + О2 = 2СО + 235880 Дж или 9830кДж/кг С.
Изменение состава газа в окислительной зоне по мере отдаления от фурм показано на рис. 43.
Размеры окислительной зоны как, вдоль оси воздушной фурмы, так и вдоль оси печи возрастают с повышением количества воздуха или, точнее, с ростом кинетической энергии струи дутья и сокращаются при увеличении давления дутья, повышении температуры дутья и концентрации кислорода в дутье. На больших печах протяженность окислительной зоны вдоль оси фурм достигает 1,7—1,9 м.
Продукт сгорания кокса — горновой газ состоит, в основном, из СО и N2. Его состав можно легко рассчитать.
Если в горении участвует сухой воздух, содержащий 79% N2 (объемн.) и 21 % О2 (т.е. N2:02 = 3,76), то реакцию можно записать так:
119
2С + О2 + 3,76N2 = 2СО + 3,76N2.
В этом случае при горении получается
со = -V 100 = 34,7% и
2 + 3,76 ’
N = -3J6j 100 = 653%
2 2 + 3,76
Состав горнового газа изменится, если вдувать дутье, обогащенное кислородом. Например, при содержании в дутье 30 % кислорода объемное отношение N2 к О2 равно 70:30 = 2,36 и реакция горения записывается так:
2С + О2 + 2,36N2 = 2СО + 2,36N2.
Горновой газ будет при этом содержать:
СО = ЮО = 45,9 %;
2 + 2,36 ’ ’
n2 = г^.-100 = 54,1
2 2 + 2,36 ’ ’
т.е. в нем возрастает содержание СО и снижается N2; кроме того, уменьшается объем горнового газа вследствие уменьшения количества азота (с 3,76 моля до 2,36 моля на 2 моля СО).
Дутье всегда содержит немного влаги, которая в горне разлагается углеродом: Н2О + С = СО + Н2 - 124870 Дж. Поэтому в горновом газе всегда есть немного водорода; например, при содержании в дутье влаги в количестве 1 % (объемн.) (8,035 г/м2) в горновом газе находится 0,8% Н2 и соответственно снижается содержание азота и оксида углерода.
При вдувании в горн природного газа он неполностью сгорает по реакции: СН4 + 0,5О2 = СО + 2Н2 + 37250 Дж и в горновом газе заметно возрастает содержание Н2 (до 8—15 % и более). Заметно увеличивается также объем горновых газов потому, что при сгорании метана на единицу углерода образуются три моля продуктов горения (СО и 2Н2), а при сгорании кокса по реакции С + 0,5О2 = СО лишь один моль СО; объем продуктов сгорания на единицу углерода возрастает в 1,7 раз. Вдувание в горн мазута, состоящего как и природный газ из углеводородов, характеризуется теми же процессами, что и вдувание природного газа.
120
При воздушном дутье температура в центре окислительной зоны, где идут экзотермические реакции окисления углерода до СО2, достигает 1900—2000 °C, а на границе окислительной зоны снижается до 1650—1600 °C вследствие протекания эндотермических реакций СО2 + С = 2СО. За пределами окислительной зоны по мере отдаления от нее температура снижается, так как протекают реакции прямого восстановления, идущие с поглощением тепла; в центральной части горна температура чаще всего находится в пределах 1400—1500 °C.
Добавки к дутью кислорода, природного газа и влаги изменяют температурное состояние горна. Увеличение количества влаги в дутье вызывает снижение температур в зоне горения и в горне, поскольку, как отмечалось, при попадании в горн Н2О разлагается углеродом с поглощением тепла. Влияние кислорода и природного газа можно оценить, используя формулу, по которой рассчитывают теоретическую температуру горения Тт топлива. В общем виде применительно к сгоранию кокса в горне доменной печи эта формула записывается следующим образом:
Тт = (2Т + 2д + /)/Ис, где QT — теплота сгорания топлива (кДж/кг); Qa— энтальпия (теплосодержание) нагретого дутья (кДж/м3); / — теплосодержание углерода топлива, поступающего в зону горения (кДж/кг); V и с — объем и теплоемкость продуктов сгорания [м3/кгС и кДж/(м3 • К)].
При добавке кислорода к дутью объем продуктов сгорания V, как ранее отмечалось, уменьшается, что в соответствии с приведенной выше формулой вызывает повышение Тт и температур в горне. Вдувание природного газа ведет (см. выше) к увеличению объема продуктов сгорания И, и соответственно, к понижению Тт и температур в горне; это снижение вызывается также тем, что при сгорании природного газа на один моль сгорающего углерода выделяется меньше тепла (37250 Дж), чем при сгорании углерода кокса (117940 Дж), т.е. в формуле расчета Тт уменьшается величина QT.
Во всех случаях температура газов в центре горна не должна быть ниже 1400—1450 °C, так как при более низких температурах заметно понижается температура продуктов плавки и ухудшается десульфурация чугуна.
121
Таким образом, добавка влаги к дутью вызывает снижение температуры горновых газов и небольшое увеличение содержания в них водорода; обогащение дутья кислородом — уменьшение объема горновых газов, повышение их температуры и содержания в них СО; вдувание природного газа, так же как и других углеводородов, — увеличение объема горновых газов, снижение их температуры и существенное их обогащение водородом. Эти изменения оказывают как положительное, так и отрицательное влияние на доменный процесс, что рассмотрено в § 8 этой главы.
3. Движение газов в печи и изменение их температуры, состава, количества и давления
Из предыдущего раздела следует, что в горне образуется газ, состоящий из оксида углерода, водорода и азота, нагретый до высокой температуры и характеризующийся значительным давлением. При движении к колошнику этот газ отдает тепло движущимся навстречу материалам и охлаждается, при этом давление его вследствие преодоления сопротивления шихты понижается, а химический состав в результате процессов восстановления непрерывно изменяется и количество его увеличивается. Эти физические изменения приводят к понижению температуры газа примерно с 1600 до 250—300 °C, давления на 0,1—0,2 МПа, к снижению содержания СО и Н2 и повышению содержания СО2. Ниже эти процессы рассмотрены подробнее.
Распределение газов по сечению печи. Время пребывания газов в печи составляет 3—12 с. Они движутся по сечению печи неравномерно. Естественно стремление газов двигаться вверх преимущественно над зонами горения, т.е. у стен печи, но в целом распределение газового потока определяется величиной сопротивления слоя шихты. Наибольшие количество газов и скорость их движения наблюдаются в участках с меньшим сопротивлением шихты, как правило там, где в шихте выше доля кокса и меньше рудная нагрузка (доля агломерата). Участки, где газы движутся с ббльшими скоростями, характеризуются повышенными температурами и пониженным содержанием СО2 в газе; в связи с этим о распределении газового потока по сечению печи судят по результатам замеров температуры газа и содержания в нем СО2, производи-122
мых в колошнике над уровнем шихты, а также в слое шихты на расстоянии до 7—12 м от уровня засыпи.
Замеры ведут с помощью вводимых через отверстия в кожухе и футеровке печи и периодически перемещаемых от периферии к оси печи зондов; зонд представляет собой водоохлаждаемую трубу, в которой размещены термопара и трубка для отвода пробы газа.
Характерные случаи распределения газового потока в шахте печи показаны на рис. 44. Случай а, когда у стен печи высокие температуры и низкое содержание СО2, соответствует развитому периферийному потоку газов; случай в — развитому осевому потоку, случай б — несильному периферийному потоку и заметно более развитому осевому потоку. Разные случаи распределения газового потока характеризуются также различными формой и расположением пластин*-ной зоны в печи. Эта зона (см. рис. 37 и пояснения к нему в разделе "Образование шлака" в § 5) состоит из газонеп
роницаемых слоев размягченного, слипшегося и плавящегося агломерата и слоев кокса ("коксовых окон"), через которые проходят газы (их ход показан стрелками). Размягчение агломерата, т.е. формирование пластичной зоны начинается раньше (на более высоких горизонтах печи) там, где движется больше горячих газов. Соответственно, при сильно
развитом периферийном потоке газов ет W-образную форму, при его ослаблении и усилении осевого потока зона, проходя через ряд промежуточных положений, приобретает А-образную форму. Изменение формы заметно сказывается на газопроницаемости зоны, которая является участком наибольшего сопротивления движению газов в столбе шихты.
Рис. 44. Изменение содержания СО2 и температуры газа по радиусу в верхней части шахты:
а — периферийный газовый поток; б — умеренно развитый на периферии и в центре; в — осевой газовый поток
зона пластичности име-
Расстояние от стен печи, мм
123
При форме пластичной зоны, близкой к горизонтальной (рис. 37, в), ее газопроницаемость низка, и ход печи обычно характеризуется частыми подвисаниями шихты. Высокая газопроницаемость обеспечивается при Л- и W-образной форме пластичной зоны, поскольку в ней много коксовых окон. Вместе с тем, сильный периферийный поток газов (рис. 37, а и рис. 44, а) вызывает перегрев и быстрый износ футеровки; при этом возрастает также расход кокса.
Обычно приемлемым считают режим с умеренно или слабо развитым периферийным потоком газов и более развитым осевым потоком (случай в и среднее между б и в на рис. 44 и случаи б и г на рис. 37). Перемещение зоны пластичности вверх уменьшает объем печи, в котором идут процессы косвенного восстановления оксидов железа, что, как правило, вызывает увеличение расхода кокса.
Крайне неблагоприятным случаем распределения газового потока является канальный ход газов (движение газов по отдельным каналам в слое шихты), при котором мелкие куски шихты в каналах переходят во взвешенное состояние, что нарушает ровный сход шихты в печи.
Распределение газового потока по сечению печи регулируют, главным образом, увеличивая или уменьшая рудную или коксовую нагрузку (долю кокса или агломерата) в тех или иных зонах поперечного сечения печи (см. § 1 настоящей главы).
Изменение температуры газа. Максимальная температура в доменной печи развивается у фурм в фокусе горения, расположенном на расстоянии 500—800 мм от устья фурм, и составляет 1900—2000 °C; на границе окислительных зон она уменьшается до ~ 1600 °C, а в центре горна до 1400— 1500 °C и далее снижается по мере движения газов вверх. Это снижение происходит неравномерно по сечению и высоте печи и описано в § 2 настоящей главы; поскольку в каждом поперечном сечении печи температура выше в тех зонах, где выше скорость движения газов, дополнительные данные о распределении температур можно найти в предыдущем разделе "Распределение газов" и на рис. 35.
Особый интерес для доменного процесса представляют данные об изменении температуры газов по высоте печи, поскольку они характеризуют интенсивность теплообмена между газами и шихтой. На рис. 45 представлены результаты 124
Рис. 45. Изменение температуры газов по высоте печи:
1 — на периферии печи; 2, 3 — в промежуточной зоне; 4 — в центре
замеров температуры газов по высоте печи в различных зонах ее поперечного сечения, полученные на одной из печей при работе с развитым осевым потоком газов; подобное распределение температур по высоте характерно для всех печей и наблюдается даже на печах очень небольшой (~15 м) высоты. Из приведенных данных следует, что в нижней и верхней частях печи температура на единицу высоты снижается сильно, а в
400 500 800 7000 7200 Температура, °C
средней зоне — незначитель-
но. Иначе говоря, в нижней и верхней частях печи происходит интенсивный теплообмен (передача тепла от горячих газов к более холодной шихте), а в промежуточной между ними средней зоне теплообмен незначителен. Эту среднюю по высоте часть или зону печи называют холостой или резервной с точки зрения теплообмена высотой. Наличие этой "холостой высоты" позволило доменшикам сделать вывод о нецелесообразности дальнейшего увеличения высоты доменных печей, поскольку это не обеспечит более полной передачи
тепла газов шихте и в то же время усилит вероятность разрушения непрочного кокса под воздействием давления более высокого столба шихты в печи.
Изменение состава газа. Горновой газ содержит азот, 34—42 % СО и от 2 до 8—15 % Н2; его состав претерпевает изменения сразу же за окислительной зоной в результате интенсивного протекания процессов восстановления. В нижней части печи, в зоне прямого восстановления, к горновому газу добавляется СО, а выше, в зоне косвенного восстановления (зоне с температурами ниже 900—1000 °C) — добавляется газ СО2. Количество водорода в газе, как отмечалось выше, остается примерно неизменным, но в связи с
125
увеличением количества газов, содержание водорода в них уменьшается. В конечном итоге изменение состава газа, в первую очередь, сводится к его обогащению диоксидом углерода СО2.
В колошнике к газу добавляется испаряющаяся гигроскопическая влага, но ее содержание при характеристике выходящего из печи газа не учитывают (ее количество составляет 30-100 г/м3). Колошниковый (отводимый из печи) газ с учетом применения газообразных и жидких углеводородов и обогащения дутья кислородом содержит, %: СО 22—30, СО2 15-22, N2 45-55, Н2 5-11.
Важным показателем хода доменной плавки является отношение СО2/СО в газовой фазе; увеличение этого отношения (увеличение содержания СО2) свидетельствует об улучшении восстановительной работы газа (увеличении степени косвенного восстановления оксидов железа).
Изменение количества газа. По мере подъема газов вверх печи увеличивается их количество, главным образом, вследствие присоединения к ним кислорода шихты в виде СО и СО2, т.е. в результате протекания процессов восстановления. По отношению к количеству дутья количество горнового газа возрастает на 21—23 %, а количество колошникового газа — на 38—40 %. При обогащении дутья кислородом расход дутья и количество газа будут уменьшаться вследствие снижения содержания азота. Выход колошникового газа равен 120—200 м3 на 1м3 объема печи в час или 1400—2000 м3/т чугуна.
Изменение давления газа. Наибольшее статическое давление газа устанавливается в горне доменной печи около фурм, и движение газов вверх через слой шихтовых материалов происходит вследствие этого давления, создаваемого работой подающей дутье воздуходувной машины. По мере движения газов от горна к колошнику статическое давление газа убывает, так как происходит потеря давления (потеря напора) вследствие трения газов о куски шихты; иначе говоря, давление теряется на преодоление сопротивления слоя шихтовых материалов. Эта потеря давления или напора происходит неравномерно по высоте печи, что наиболее заметно в области пластичной зоны, где в результате размягчения, слипания и плавления газопроницаемость рудной части шихты резко снижается.
126
Величина потери давления в столбе шихты, иначе говоря, перепад давления между горном и колошником (Др) зависит от свойств шихты (газопроницаемости), высоты столба шихты, определяемой высотой печи, от скорости движения газов в печи. Влияние объема и высоты печи на величину Др показано на рис. 46; из этих данных следует, что при увеличении объема печи с 1000 до 5000—5500 м3 величина Др возрастает примерно с 0,11—0,13 до 0,18—0,20 МПа. Влияние скорости движения газов проявляется в том, что при ее росте увеличиваются силы трения газов о шихту и возрастает величина потери давления, т.е. Др.
Величина Др, которую контролируют, не должна превышать допустимого предела, называемого критическим перепадом давления (Дркр). Этот предел на конкретной работающей печи, где высота слоя шихты и ее свойства (сопротивление) относительно постоянны, зависит от расхода дутья, который всегда стараются увеличить с целью повышения производительности печи. Увеличение расхода дутья ведет к росту скорости движения газов в печи, и при достижении определенной скорости силы трения возрастают настолько, что куски шихты переходят во взвешенное состояние, т.е. перестают двигаться вниз, что нарушает ровный сход шихты и означает расстройство работы печи. Этим максимально допустимым значениям расхода дутья и скорости движения газов соответствует допустимый (критический) перепад давления Дркр.
Соответственно, расход дутья поддерживают таким, чтобы перепад давления Др не превышал критического значения. Использование давления, а не скорости в качестве критерия оценки движения газов объясняется тем, что скорость подъема газов сильно различается в разных участках поперечного сечения печи, по Для улучшения контроля за ходом плавки измеряют не только общий перепад давления Др между горном и колошником, но и верхний перепад (середина шахты — колошник) и нижний (середина шахты — горн).
Рис. 46. Зависимость перепада давления между фурмами и
проще измерять давление.
$ 1 № %0,1S 1V* I №
1000 2000 3000 WOO 5000
ОВъем печи, м3
колошником от объема печи
127
Величины давлений в различных участках печи взаимосвязаны. Давление в горне (давление дутья на фурмах, рф) обеспечивается работой воздуходувной машины, но его величина устанавливается в зависимости от давления на колошнике рк и перепада давления Др между горном и колошником, будучи связано с ним соотношением:
Рф = Рк + ДР-
Давление (абсолютное) на колошнике печей, работающих с повышенным давлением газов, находится в пределах от ~ 0,2 до 0,3—0,33 МПа (без повышенного давления в печи рк = = 0,106-5-0,112 МПа); величина перепада Др = 0,11-5-0,19 МПа (рис. 46), возрастая при увеличении объема печи; величина рф достигает 0,45—0,5 МПа.
§8. ИНТЕНСИФИКАЦИЯ ДОМЕННОГО ПРЦЕССА
Под интенсификацией доменного процесса обычно понимают мероприятия по увеличению скорости его протекания (форсированию хода доменной плавки), т.е. ведущие к повышению производительности печи, а также мероприятия по снижению расхода кокса. Ниже охарактеризованы наиболее существенные из них.
1. Нагрев дутья
Внедрение нагрева дутья было важным этапом в развитии доменного производства, обеспечившим существенное снижение расхода топлива и повышение производительности печей. Дутье, нагретое до 150 °C, впервые было применено в 1829 г., что привело к значительному снижению расхода кокса, а главное, к существенному улучшению процессов в печи (более высокий нагрев продуктов плавки, лучшее отделение шлака от чугуна, повышение степени восстановления кремния и марганца). Высокая эффективность нагрева дутья обеспечила быстрое и широкое его распространение. Вскоре дутье стали нагревать до 350—400, а затем до 500—700 °C. Еще в 40-х годах нашего столетия на многих заводах не удавалось поднять температуру дутья выше указанных пределов не потому, что не позволяли технические средства для такого нагрева, а вследствие того, что это вызывало нару-
128
шение процесса доменной плавки. Всем ясно было, что более высокий нагрев дутья обеспечивает дальнейшее снижение расхода кокса. Но даже подъем температуры дутья на небольшую величину (около 20 °C) приводил к подстоям шихты и к расстройству доменного процесса. Анализ этого явления позволил определить важнейшие факторы, обеспечивающие условия для повышения нагрева дутья, к числу которых относятся:
замена неподготовленных и особенно пылеватых руд окускованными, т.е. агломератом и окатышами;
применение повышенного давления газов в печи;
вдувание в горн газообразных и жидких углеводородов; кондиционирование дутья по влаге.
Внедрение этих мероприятий создало условия, при которых подъем температуры дутья перестал сдерживаться технологическими особенностями процесса, а определялся техническими возможностями достижения высокой температуры дутья.
Это потребовало совершенствования конструкций и оборудования воздухонагревателей, которые уже не обеспечивали необходимого нагрева дутья. В настоящее время нагрев дутья на многих печах доведен до 1100—1300 °C и решается задача дальнейшего подъема температуры дутья до 1350—1400 °C. В частности, внедряют воздухонагреватели с выносной камерой горения, отличающиеся от широко используемых воздухонагревателей, имеющих встроенную камеру горения, большей поверхностью нагрева и более мощными горелками, рассчитанными на нагрев дутья до 1300—1400 °C.
Анализ работы доменных печей при разном нагреве дутья показывает, что его нагрев всегда приводит к снижению расхода кокса. Однако экономия расхода кокса не пропорци-
ональна повышению температуры дутья, т.е. не одинакова при повышении нагрева дутья на одно и то же число градусов, понижаясь с повышением нагрева дутья. Например, при температуре дутья 400 °C повышение его нагрева на 100 °C дает
Рис. 47. Изменение расхода кокса при различной температуре дутья
Температура дутья,° С
9-4050
129
снижение расхода кокса на 11—16 %, а при температуре дутья 800 °C - на 3,5-6,0 %. Однако даже при высоком нагреве дутья (1200—1300 °C) эффективность от нагрева сохраняется значимой и обеспечивает сокращение расхода кокса на 1,5—2,5% на каждые 100°С повышения температуры (рис.47).
Особо важно увеличивать нагрев дутья при вдувании в горн печи углеводородов (природного газа и мазута), вызывающих понижение температур в горне.
2. Увлажнение дутья
Дутье (воздух) всегда содержит некоторое количество влаги, причем естественная влажность воздуха в разные периоды времени колеблется в широких пределах от 3 до 40 г на 1 м3 воздуха (8г/м3 соответствует 1% по объему). Попадающая в горн влага разлагается углеродом: Н2О + С = СО + + Н2 — 124870 Дж. При этом в горновом газе возрастает содержание СО и активного восстановителя Н2, но в связи с затратами тепла на разложение влаги снижается температура горна. Чтобы сохранить прежний температурный режим горна, надо повысить нагрев дутья на 5—6 °C на каждый грамм влаги в 1 м3 дутья.
Колебания влажности дутья вызывают колебания в температурном режиме горна и в ходе восстановления, что нередко приводит к расстройствам хода печи. Для устранения колебаний естественной влажности ранее за рубежом в небольшом масштабе применяли осушение дутья до содержания влаги 3—3,5г/м3, а в нашей стране многие годы применяли увлажнение дутья до 25—30 г/м3 (3—4 % к объему дутья). При таком кондиционировании дутья по влаге достигается более ровный ход печи; кроме того, вследствие ровного хода, а также в результате интенсификации косвенного восстановления оксидов железа водородом обеспечивается повышение производительности печи (на 5—10 %) и снижение расхода кокса (на 2—5 %).
По мере перехода к работе печей с вдуванием природного газа, обогащающего атмосферу печи водородом, столь значительное увлажнение дутья утратило свое значение. В настоящее время считают полезным поддерживать содержание влаги на постоянном уровне порядка 10—20г/м3 за счет добавок к дутью водяного пара.
130
3. Повышенное давление газа
До 1950 г. отечественные доменные печи работали без повышенного давления газов, т.е. с давлением газа на колошнике незначительно (на 0,006—0,012 МПа) превышавшем атмосферное давление (~ 0,1 МПа). Это небольшое превышение давления обеспечивало самопроизвольный выход газов из печи. В настоящее время практически все печи работают с избыточным (сверх атмосферного) давлением на колошнике, равным 0,1—0,23 МПа или с абсолютным давлением ~ 0,2—0,33 МПа (давление в горне выше давления на колошнике на величину Ар, равную 0,11—0,19 МПа, см. п. 3, §7).
О целесообразности повышения давления газов в доменной печи впервые высказался инж. П.М.Есманский еще в 1915 г. Он считал, что увеличение давления газа в печи должно способствовать развитию процессов восстановления, так как при этом реакция СО2 + С = 2СО сдвигается в сторону увеличения содержания СО2, т.е. в сторону косвенного восстановления.
Однако более важным оказалось то, что повышенное давление позволило увеличить расход дутья и благодаря этому повысить производительность печей.
Работа доменных печей с повышенным давлением газов была освоена на Магнитогорском металлургическом комбинате в 1950 г., после чего печи всех заводов были переведены на такой режим. Повышение давления газов достигается установкой на газопроводе очищенного доменного газа специального дроссельного устройства, уменьшающего сечение газо-отвода. Такое уменьшение сечения (пережим струи газа) вызывает рост давления на всем пути движения газа до дроссельного устройства и в том числе на колошнике и в объеме всей печи.
Дроссельное устройство располагают после газоочистки (устройств, очищающих газ от пыли), чтобы предотвратить его быстрый абразивный износ частицами пыли газа.
Чем вызвано повышение производительности печи при повышении давления газов? Поясняя это, следует напомнить, что доменные печи обычно работают с расходом дутья, близким к предельно допустимому. При его превышении вследствие роста скорости движения газов в печи и их трения о
131
куски шихты последние переходят во взвешенное состояние, нарушая ровный сход шихты, а показатель режима движения газов — перепад давления Др (см. п. 3, § 7) между горном и колошником (потеря давления на трение) становится больше критического.
Если увеличить давление в печи, то в силу известного соотношения между давлением и объемом газа р • V = const объем газа уменьшается. Поэтому снижается скорость движения газов в печи и, соответственно, уменьшаются силы трения их о шихту, величина потери давления на трение, т.е. Др. Иначе говоря, режим движения газов отдаляется от критического. Это позволяет при новом, большем давлении в печи увеличить расход дутья без нарушения при этом ровного схода шихты (расход можно увеличивать до тех пор, пока перепад давления Др не приблизится к прежнему уровню — несколько ниже критического). При увеличении расхода дутья в единицу времени сгорает больше кокса и проплавляется больше шихты, т.е. повышается производительность печи.
Таким образом, повышение давления газа в печи позволяет форсировать доменный процесс. Кроме того, вследствие увеличения времени пребывания газа в печи и улучшения распределения его сокращается расход кокса, а уменьшение скорости газа на колошнике приводит к снижению выноса пыли. Это позволило увеличить производительность печей на 5—15 %, снизить расход кокса на 3—5 % и сократить вынос пыли на 20—50%.
4. Обогащение дутья кислородом
О целесообразности обогащения дутья кислородом еще в 1869 г. высказывался Д.И.Менделеев, а в 1876 г. — Г.Бес-семер. Практическая реализация этой идеи стала возможной лишь в 30—40-х годах нашего столетия, когда появились достаточно крупные машины для разделения воздуха на кислород и азот. Полупромышленные опыты по применению кислорода в доменном производстве были проведены в 1932—1933 гг., а промышленные — в 1939—1941 гг. Современный способ получения газообразного кислорода описан во II части учебника (§ 3, гл. 2).
В настоящее время при выплавке передельного чугуна применяют обогащенное дутье с содержанием кислорода не 132
более 24—26 %, а в сочетании с вдуванием углеводородов — до 30—35 %. Такое ограничение содержания кислорода в обогащенном дутье объясняется тем, что его применение сопровождается как положительными, так и отрицательными последствиями для доменного процесса.
При увеличении содержания кислорода в дутье наблюдаются следующие изменения в доменном процессе:
1. В связи со снижением доли азота в обогащенном дутье, уменьшается объем дутья на единицу сжигаемого у фурм углерода кокса и, соответственно, объем образующихся при этом горновых газов.
2. Значительно возрастает температура в горне (в связи с уменьшением объема продуктов горения, на нагрев которых расходуется тепло сгорания топлива).
3. В горновых газах вследствие уменьшения доли азота заметно повышается концентрация газа восстановителя СО.
4. Благодаря уменьшению количества горновых газов уменьшается перепад давления между горном и колошником.
5. Происходит перераспределение температур по высоте печи — охлаждение ее верха при росте температур в горне.
Для иллюстрации сказанного выше приведем результаты расчета показателей горения кокса (на 1 кг углерода) в горне при температуре дутья 1000 °C (примеры выполнения подобных расчетов приведены в п. 2, § 7):
Содержание кислорода в дутье, % 21 25 30 40
Потребность в дутье, м3 ... 4,38 3,70 3,09 2,33
Выход горновых газов, м3 . . 5,33 4,66 4,04 3,27
Теоретическая температура горения, °C 2120 2280 2480 2860
Содержание СО в газе у фурм, % 35,0 40,0 46,2 57,1
Основным преимуществом обогащенного дутья является то, что благодаря уменьшению объема горновых газов и перепада давления между горном и колошником, можно увеличить расход дутья в единицу времени, т.е. сжигать в единицу времени больше кокса и, соответственно, повысить производительность печи. При содержании кислорода в дутье в пределах от 21 до 24—25 % каждый дополнительный 1 % О2 в дутье может дать повышение производительности на 2—3 %. Кроме того, повышение концентрации СО в газах увеличивает сте-
133
пень косвенного восстановления оксидов железа, способствуя снижению расхода кокса.
Вместе с тем, чем выше степень обогащения дутья, тем сильнее проявляются отрицательные последствия его применения, связанные прежде всего с перераспределением температур по высоте печи. При повышении температур в горне, в нем, как ранее отмечалось, восстанавливается больше кремния и марганца, сильнее также нагреваются материалы, т.е. избыточное тепло в значительной степени расходуется в самом горне. Благодаря этому, а также из-за уменьшения объема горновых газов они уносят в верх печи меньше физического тепла, т.е. возникает перераспределение температур в печи— охлаждение верха при повышенной температуре горна. В результате шихта поступает в нижние горизонты печи менее нагретой, ниже располагается зона размягчения шихты и шлакообразования, и в сужающиеся заплечики приходят твердые и слаборазмягченные массы, что может привести к заклиниванию материалов, их подвисанию и последующим осадкам. Подвисаниям способствует также снижение газопроницаемости шихты, вызываемое тем, что при повышенных температурах в горне происходит возгонка монооксида кремния SiO, который конденсируется в зонах с температурами ниже 1600 °C, заполняя пустоты между кусками шихты и препятствуя проходу по ним газов. По этим причинам уже при содержании кислорода в дутье 23—25 %, как правило, начинаются нарушения ровного схода шихты. Это не позволяет вести плавку передельного и литейного чугуна на дутье, обогащенном кислородом выше 24—25 % без использования других добавок к дутью.
Указанные недостатки обогащения дутья кислородом можно значительно уменьшить, если в печь дополнительно вдувать газообразные или жидкие углеводороды (см. ниже).
Эффективным оказалось применение обогащенного кислородом дутья на печах, выплавляющих ферромарганец. При его выплавке на воздушном дутье наблюдается перегрев верха печи (см. п. 2 § 3), и для восстановления марганца необходимо много тепла и высокие температуры в горне и в районе горна. Обогащение дутья кислородом вызывает необходимое в этом случае перераспределение температур — верх печи охлаждается, а тепло концентрируется в горне. При обогащении дутья кислородом до 30—35 % достигается увели-134
чение производительности печи примерно в два раза и снижение расхода кокса на 15—25 %.
5. Вдувание в горн углеродсодержащих веществ
С целью снижения расхода дорогого и дефицитного кокса в последние годы на всех печах в горн вдувают газообразные или жидкие углеводороды и иногда измельченный уголь. Их подают через фурмы в зоны горения кокса. Наиболее широко применяется природный газ.
Вдувание природного газа. При попадании в горн природного газа, основу которого составляет метан СН4, происходит неполное сгорание метана с образованием СО и Н2:
СН4 + 0,5О2 = СО + 2Н2 + 37250 Дж.
При этом, помимо экономии кокса как топлива (замены части кокса природным газом), обеспечивается значительное повышение степени косвенного восстановления за счет участия в нем образующегося водорода, содержание которого в горновом газе возрастает до 8—15 % и более. Это увеличение доли косвенного восстановления и снижение тем самым доли прямого также ведет к снижению расхода кокса. Положительным является также то, что благодаря снижению расхода кокса уменьшается количество серы, вносимой коксом, и уменьшается выход шлака в связи с уменьшением количества поступающей в печь золы кокса.
Вместе с тем, вдувание природного газа отрицательно влияет на тепловые и газодинамические условия работы печи. Дело в том, что при попадании природного газа в горн и его неполном сгорании увеличивается объем горновых газов (продуктов сгорания) и снижается температура в зоне горения и в горне (причины этих изменений описаны в разделе "Процессы в горне", § 7).
Для поддержания прежнего нормального теплового состояния горна при вдувании природного газа увеличивают, если это возможно, температуру дутья с учетом того, что добавка 1 м3 газа на 1т чугуна требует повышения температуры дутья на 4 °C; уменьшают также влажность дутья, что ведет к росту температур в горне. Увеличение объема горновых газов вызывает рост скорости движения газов в печи и, соответственно, величины перепада давления Ар между гор
135
ном и колошником. Поэтому после повышения расхода природного газа до определенного уровня начинаются нарушения ровного схода шихты. Если печь работала на предельном количестве дутья (см. п. 3 § 7), то, начиная вдувание природного газа, снижают расход дутья с целью сохранения условий нормального опускания шихты. Таким образом, нарушение газодинамических условий в печи и снижение температуры горна ограничивают количество вдуваемого природного газа. Лучшим способом преодоления отрицательных последствий применения природного газа является добавка к дутью кислорода, что описано ниже (см. п. 6).
При расходе природного газа в количестве 60—90м3/т чугуна (3,5—4 % от объема дутья) экономия кокса составляет 8—14 % и более. Коэффициент замены кокса природным газом, т.е. отношение количества выведенного из шихты кокса (кг/т чугуна) к количеству использованного природного газа (м3/т чугуна) составляет 0,7—1,0 кг/м3.
Вдувание мазута. Мазут, состоящий из сложных углеводородов СШНЛ, оказывает аналогичное природному газу воздействие на доменную плавку. Отличие заключается в том, что теплота сгорания мазута (6100—6400 кДж/кг) выше, чем у природного газа, и поэтому снижение температуры в горне менее значительно; кроме того, мазут вносит меньше водорода и в меньшей степени усиливает косвенное восстановление и снижает прямое. Мазут вдувают в распыленном виде; 1 кг мазута экономит 0,9—1,3 кг кокса; расход мазута достигает 100—150 кг/т чугуна.
Вдувание измельченного угля. Основные составляющие углей: горючая органическая масса, содержащая 75—97 % С; влага 4—14 %; зола 8—45, чаще 8—12 %; сера 0,5—4 %. Основной эффект от применения измельченного угля заключается в непосредственной замене углерода кокса углеродом каменного угля. Уголь не содержит водорода и поэтому в отличие от углеводородов он не влияет на ход восстановительных процессов.
Теплота сгорания у фурм различных сортов угля составляет 5300—7500 кДж/кг, т.е. ниже, чем у кокса. По этой причине, а также в связи с разложением влаги, содержащейся в угле, температура в горне при применении угля снижается, и это ограничивает расход угля. Теплота сгорания угля зависит от количества в нем углерода, поэтому сле
136
дует применять угли с высоким содержанием углерода. Для компенсации снижения температуры в горне при вдувании пылевидного угля повышают температуру дутья, содержание в нем кислорода и понижают влажность дутья; кроме того, измельченный уголь подвергают предварительной сушке. Применяемые угли должны быть малосернистыми, поскольку сера угля переходит в чугун; угли должны также содержать мало золы, которая увеличивает количество шлака.
Вдувание пылевидного угля начало широко применяться после 1985 г. На зарубежных заводах расход угля зачастую достигает 200 кг/т чугуна, расход кокса при этом составляет около 300 кг/т чугуна; 1кг угольной пыли экономит до 0,8 кг кокса.
6. Комбинированное дутье
Из материалов предыдущих разделов следует, что такие способы интенсификации доменной плавки как обогащение дутья кислородом или вдувание природного газа имеют существенные недостатки — при увеличении расхода кислорода и при-1 родного газа сверх определенной величины работа доменной печи расстраивается (нарушается ровный сход шихты). В связи с этим возникла идея применения комбинированного дутья. Под комбинированным дутьем понимают дутье, включающее добавки окислителей (кислорода) и восстановителей (газообразные и жидкие углеводороды). Чаще этот термин используют для обозначения дутья из атмосферного воздуха, кислорода и природного газа (реже мазута).
Совместное применение этих добавок к дутью оказалось эффективным в связи с тем, что обогащение дутья кислородом и вдувание природного газа или мазута действуют в различных направлениях на основные параметры доменной плавки. Наглядно это различие показано ниже при сопоставлении влияния добавок на ряд важных показателей температурного и газодинамического режимов плавки:
Добавка к дутью.......... О2
Объем продуктов горения Уменьшается
Температура в зоне горения Увеличивается
Температура в верху печи Уменьшается
Перепад давления между горном и колошником .... Уменьшается
СН4 (мазут) Увеличивается Уменьшается Увеличивается
Увеличивается
Из этого сопоставления следует, что совместное применение кислорода и углеводородов взаимно компенсирует отрицательные последствия их добавок к дутью по отдельности. При этом можно подобрать такое соотношение добавок к дутью кислорода и природного газа, при котором количество газов в печи (на единицу сгорающего углерода), а следовательно, и газодинамические условия плавки изменяться не будут; при этом не изменятся и температурный режим горна, и печи.
Вместе с тем, комбинированное дутье обеспечивает существенное улучшение многих показателей доменного процесса. Основной положительный эффект от вдувания природного газа заключается в значительном сокращении расхода кокса, а от обогащения дутья кислородом — в увеличении производительности печи.
Теоретические соображения и опыт показывают, что для достижения высокой экономической эффективности комбинированного дутья необходимо на каждый дополнительный кубический метр кислорода вдувать около 0,65 м3 природного газа или около 0,4 кг мазута. При этом обеспечивается экономия кокса, составляющая около 1,1 кг его на 1 кг мазута и около 0,8 кг на 1 м3 природного газа, а прирост производства чугуна на 1 м3 дополнительного кислорода составляет 0,8—1,0 кг или же увеличение концентрации кислорода в дутье на 1 % ведет к повышению производительности печи ~ на 2 %.
В настоящее время доменные печи работают с расходом природного газа до 130—160м3/т чугуна при обогащении дутья кислородом до 30—35 %. При этом экономия кокса достигает 20—25 %, а повышение производительности Печи 15— 25 % и более.
§ 9. ПРОДУКТЫ ДОМЕННОЙ ПЛАВКИ
Конечными продуктами доменной плавки являются чугун и шлак, выпускаемые из доменной печи в огненно-жидком виде, и доменный газ. Чугун является основным продуктом доменного производства, а шлак и доменный газ — побочными.
Виды, состав и назначение доменных чугунов. Цель доменного производства состоит в получении чугуна, представляющего собой многокомпонентный сплав железа с угле-138
родом, кремнием, марганцем, фосфором и серой. В зависимости от назначения чугуна и от состава проплавляемых шихтовых материалов в нем может содержаться, кроме того, еще хром, никель, ванадий, титан, медь и мышьяк. Содержание основных элементов (С, Si, Мп, Р, S, Cr, Ni, Си, As) в чугуне регламентируется соответствующим стандартом или техническими условиями.
Состав чугуна, получаемый в ходе доменной плавки, определяется требованиями потребителей и возможностями доменной плавки. Сообразно с этим стремятся подобрать состав шихтовых материалов и технологический режим плавки.
Все доменные чугуны по своему назначению подразделяют на три основных вида:
передельный, предназначенный для дальнейшего передела в сталь;
литейный, используемый после переплава в чугуноплавильных цехах для отливки чугунных изделий;
доменные ферросплавы — в основном ферромарганец, используемый в сталеплавильном производстве в качестве добавки в жидкую сталь для ее раскисления и легирования.
Передельный чугун является преобладающим видом продукции доменного производства. На его долю приходится около 90 % общего производства чугуна. Он используется в качестве шихтового материала при производстве стали в конвертерах, мартеновских и электродуговых печах. Передельный чугун в соответствии с существующими стандартами может содержать 0,3—1,2 % Si, 0,15—1,0 (иногда до 1,5 %) Мп и делится на три класса по содержанию фосфора (не более 0,1; 0,2 и 0,3%) и на пять категорий по содержанию серы (не более 0,01; 0,02; 0,03; 0,04 и 0,05 %). С целью экономии дефицитного марганца в настоящее время, как уже отмечалось (см. п.2 § 3), выплавляют маломарганцовистые
чугуны с содержанием марганца 0,1—0,5 %.
В небольших количествах выплавляют высококачественный передельный чугун, маркируемый буквами ПВК, что означает передельный высококачественный коксовый. Он отличается от обычного передельного пониженным содержанием фосфора («0,02—0,05 %) и серы (< 0,015—0,025 %). На заводах, использующих высокофосфористые железные руды, выплавляют чугуны с повышенным содержанием фосфора; стандартом предусмотрены три марки подобных чугунов, различающихся со-
139
держанием фосфора (0,3—0,7; 0,7—1,5 и 1,5—2,0 % Р). Эти чугуны перерабатывают в сталь по специально приспособленной для этого технологии (в кислородных конвертерах и мартеновских печах) с получением помимо стали фосфатных шлаков.
Содержание углерода в передельном чугуне стандартами не нормируется, поскольку оно определяется содержанием других элементов; его можно приближенно определить по формуле: С = 4,8 + 0,03 Мп - 0,27 Si - 0,32 Р - 0,032 S, где Мп, Si, Р и S — соответственно содержание в чугуне марганца, кремния, фосфора и серы, %. В малофосфористых (< 0,3 % Р) чугунах обычно содержится 4,0—4,8 % углерода.
Литейный чугун отличается от передельного повышенным содержанием кремния и в некоторых марках — фосфора. Шесть марок литейного чугуна (Л1—Л6) содержат от 1,2—1,6 до 3,2—3,6 % Si и от 0,3 до 0,9—1,5 % Мп; каждую марку делят на четыре категории по содержанию серы (< 0,02—0,05 %) и на пять классов по содержанию фосфора (соответственно < 0,08; < 0,12; < 0,3; 0,3-0,7 и 0,7-1,2 % Р). Фосфор
придает металлу хрупкость, поэтому отливки ответственного назначения делают из чугунов с низким содержанием фосфора. Высокофосфористые чугуны используют для получения художественного литья в связи с тем, что жидкий чугун с высоким содержанием фосфора обладает высокой жидкотекучестью и поэтому хорошо заполняет литейные формы самой сложной конфигурации.
К доменным ферросплавам относятся: ферромарганец (70— 75 % Мп и более, до 2 % Si, 0,33-0,45 % Р, до 0,03 % S); а также выплавлявшиеся ранее бедный ферросилиций (9—15 % Si) и зеркальный чугун (15-25 % Мп). В настоящее время последние два ферросплава в доменных печах не выплавляют из-за неэкономичности передела.
Доменный шлак. Выплавка чугуна в доменных печах неизбежно сопровождается получением значительного количества доменного шлака, являющегося побочным продуктом доменной плавки. Шлак образуется в доменной печи из составляющих пустой породы железных руд, вносимых агломератом и окатышами, золы кокса и составляющих флюса, т.е. известняка (в основном, это СаО), который вводят в шихту агломерации и иногда добавляют в небольших количествах в доменную печь. Количество шлака определяется степенью обогащения желез-140
ных руд и требуемой основностью шлака. Чем больше в руде остается пустой породы и чем больше требуемая основность шлака, т.е. чем больше расход известняка, тем выше выход (количество) шлака. Обычно при выплавке передельного и литейного чугунов выход шлака составляет 0,3—0,6 т на 1 т чугуна и иногда более.
Основными составляющими шлака являются оксиды кремния (SiO2), кальция (СаО), алюминия (А12О3), магния (MgO), а также небольшое количество FeO, MnO, CaS. В шлаках обычно содержится 6—20 % глинозема (А12О3), 38—42 % кремнезема (SiO2), 38—48 % извести (СаО), 2—12 % магнезии (MgO); 0,2-0,6 % FeO; 0,1-2 % MnO и 0,6-2,5 % серы, в основном, в виде CaS. При этом шлаки характеризуются следующими значениями основности: СаО : SiO2 = 0,9-*-1,3; (СаО + MgO): :SiO2 = 1,05-5-1,45 и (СаО + MgO):(SiO2 + А12О3) = 0,7*1,2.
Основную часть (> 90—95 %) доменного шлака перерабатывают, получая сырье для производства различных строительных материалов (см. § 5, гл. 4).
Доменный (колошниковый) газ. Газ, выходящий из печи через ее верхнюю часть — колошник, называют колошниковым. Он состоит из СО, СН4, Н2, СО2 и N2. После очистки от содержащейся в нем пыли, газ используют как топливо для нагрева насадок воздухонагревателей, стальных слитков, коксовых батарей, для отопления котлов и других целей. Горючими компонентами в газе являются СО, Н2 и СН4. Зная энтальпию химических реакций горения этих компонентов, можно подсчитать, что при полном сгорании каждого процента оксида углерода теплота сгорания 1 м3 газа повышается на 126 кДж, а каждого процента водорода и метана соответственно на 108 и 263 кДж. При выплавке передельного чугуна на атмосферном дутье (без вдувания природного газа) в газе содержится 12-18 % СО2; 24-30 % СО; 0,2-0,5 % СН4; 1,0—2,0 % Н2 и 55—59 % N2 и теплота сгорания газа составляет 3500—4000 кДж/м3. При применении комбинированного дутья снижается содержание азота и соответственно возрастает количество других составляющих газа, особенно водорода. Например, при обогащении дутья кислородом до 24—30 % и соответствующей подаче природного газа содержание оксида углерода составляет 22-27 %, диоксида углерода 15—22 %, водорода 8—11 % и азота 43—55 %. Теплота сгорания такого газа равна 4200-5000 кДж/м3.
141
§ 10. УПРАВЛЕНИЕ ПРОЦЕССОМ, КОНТРОЛЬ, АВТОМАТИЗАЦИЯ
Работа доменной печи регламентируется технологическим режимом, основными составляющими которого являются: дутьевой режим, режим загрузки, шлаковый режим и тепловой режим, причем эти параметры тесно взаимно связаны. Технологический режим, вырабатываемый на основании обобщения многолетнего опыта работы печей, зависит от условий плавки конкретного цеха и отдельной доменной печи.
Основой для соблюдения технологического режима и выработки регулирующих и управляющих воздействий на процесс служат показания контрольно-измерительных устройств, значительная часть которых работает в автоматическом режиме. На современных доменных печах контролируют до 170 параметров, характеризующих технологический режим, состояние печи и вспомогательного оборудования. Контролируемыми параметрами являются: состав и свойства шихтовых материалов, жидкого чугуна и шлака; параметры дутья и колошникового газа (состав, давление, расход, температура и др.); распределение температур и состава газа по сечению и высоте печи; параметры загрузки (масса и количество порций в подаче и порядок их загрузки, работа конусов или лотковых загрузочных устройств, уровень и профиль засыпи, скорость схода шихты и др.); статическое давление в печи по ее высоте и перепады давления; вынос колошниковой пыли; температура кладки шахты, горна и лещади; работа холодильников; боковое давление шихты в печи; параметры работы воздухонагревателей и воздуходувных машин и др. Наряду с давно применяемыми обычными приборами и датчиками контроля (термопары, расходомеры, манометры и т.п.) внедряют новые специальные приборы и устройства: горизонтальные зонды, перемещаемые ниже уровня засыпи для контроля здесь состава и температуры газов; стационарные зонды-балки для контроля тех же параметров выше уровня засыпи; лазерные, микроволновые, гамма- и рентгеноимпульсные профилемеры для измерения профиля засыпи; микроволновые и радиометрические уровнемеры засыпи; устройства непрерывного контроля параметров жидких продуктов плавки в горне; встроенные в фурмы термодатчики; вертикально перемещаемые в слое шихты зонды и другие устройства для контроля уровня зоны плавления шихты в печи; автоматические рентгеноспектраль
142
ные анализаторы, термовизоры, нейтронные влагомеры влажности кокса и др.
Управление ходом доменной плавки сводится к контролю основных параметров технологического режима и при их отклонении от заданных значений— к выработке и осуществлению регулирующих воздействий, ведущих к ликвидации этих отклонений и нарушений. В процессе управления работой печи приходится изменять температуру и количество дутья, количество подаваемого природного газа, соотношение между железорудными материалами и коксом, расход флюса, параметры загрузки шихты (некоторые из изменяемых параметров загрузки перечислены в § 1 гл. 3). Различают регулирование хода доменной печи сверху (изменение системы загрузки, величины подачи, уровня засыпи и т.п.) и регулирование снизу (изменение параметров комбинированного дутья).
Часть управляющих и регулирующих воздействий осуществляется персоналом вручную, а часть с помощью автоматизированных регулирующих или управляющих систем. При ручном управлении и регулировании правильность принятых решений зависит от квалификации и опыта мастера-технолога, при автоматизированном — от того, насколько заложенная в ЭВМ математическая модель адекватно отражает сложные взаимозависимости параметров доменного процесса и от надежности показаний контрольных приборов.
Старые печи наряду с ручным управлением оборудованы системой автоматизированного управления работой загрузочных устройств по заданному режиму и рядом локальных систем автоматического регулирования и стабилизации отдельных параметров процесса. Обычно это стабилизация давления под колошником, управление работой воздухонагревателей, стабилизация параметров комбинированного дутья (расход дутья, его температура, содержание кислорода в дутье, соотношение расходов природного газа и воздуха с учетом концентрации кислорода в дутье, распределение природного газа по фурмам).
Современные доменные печи оборудуют автоматизированными системами управления (АСУ ТП), обеспечивающими величину уровня автоматизации управления доменным процессом до 70 и в отдельных случаях до 90 %. Такие АСУ ТП выполняют в виде иерархической системы, включающей несколько (три—четыре) уровней автоматизации. Первый иерархический
143
уровень включает средства автоматического контроля, измерения и диагностики входных, технологических и выходных параметров доменной плавки и работы оборудования печи; второй уровень — локальные подсистемы стабилизации и регулирования отдельных параметров процесса и работы оборудования (давления под колошником, параметров дутья, параметров работы воздухонагревателей и др.); третий уровень — подсистемы управления отдельными технологическими процессами и агрегатами (такими процессами как шихтовка и загрузка, подготовка и подача дутья в печь, распределение газового потока, тепловой режим и др.). На высшем уровне, который пока не реализован, АСУТП должна оптимизировать и согласовывать работу всех подсистем в соответствии с плановыми заданиями.
Помимо функций контроля, регулирования и управления процессами и агрегатами АСУТП обеспечивает в центральном пункте управления печью непрерывное представление значений технологических параметров в цифровой форме, путем световой индикации и в виде графиков на диаграммных самопишущих приборах и на экранах дисплеев, а также световую и звуковую сигнализацию нарушений нормального технологического режима и работы оборудования. Обеспечивается также заполнение отчетных документов.
§ 11. ОРГАНИЗАЦИЯ РЕМОНТОВ, ЗАДУВКА И ВЫДУВКА ПЕЧИ
Доменные печи характеризуются продолжительной кампанией работы — до 10—12 лет. Кампания — это период между капитальными ремонтами первого разряда, которые предусматривают замену всей огнеупорной кладки и всех охладительных устройств, засыпного аппарата и износившихся узлов металлоконструкций, а зачастую реконструкцию печи, т.е. ее полную замену. Длительность капитального ремонта первого разряда составляет 35—60 сут, возрастая в этих пределах при увеличении объема печи. В течение кампании, т.е. между капитальными ремонтами первого разряда, проводят два капитальных ремонта второго разряда (22—35 сут) и раз в год — капитальный ремонт третьего разряда (3—5 сут). Капитальный ремонт второго разряда предусматривает полную или частичную смену футеровки шахты, смену засыпного аппарата и защитных сегментов колошника, холодильников шах
144
ты и заплечиков. При капитальном ремонте третьего разряда заменяют засыпной аппарат и защитные сегменты колошника.
Перед капитальными ремонтами первого и второго разрядов делают выдувку печи, которая для ремонта первого разряда предусматривает освобождение печи от шихты с выпуском всего чугуна, в том числе находящегося ниже чугунных леток; для ремонта второго разряда освобождают печь от шихты и горн до уровня чугунных леток. Перед капитальным ремонтом третьего разряда опускают уровень шихты на 5—8 м ниже обычного.
Выдувка печи. За три—четыре часа до начала выдувки в печь загружают облегченные подачи (с уменьшенным количеством агломерата), а перед выдувкой дают 10—15 холостых подач (кокс без агломерата); печь переводят на обычное давление. Далее ведут выдувку, т.е. ведут процесс без загрузки в печь шихты, что вызывает снижение уровня шихты.
В течение выдувки в печь сверху обильно подают воду через несколько труб; испаряясь, вода отнимает тепло, снижая температуру колошникового газа и футеровки печи. Расход воды регулируют так, чтобы температура колошникового газа не превышала 450 °C. По мере понижения уровня шихты снижают расход дутья. Последний выпуск чугуна и шлака через чугунную летку делают при подходе уровня шихты в зону заплечиков. Раньше много времени тратили на уборку застывшего чугуна в разгоревшей лещади. Теперь же жидкий чугун выпускают из ямы, образующейся в лещади, через дополнительные летки, расположенные на 2—4 м ниже оси чугунной летки. Леток делают две на разных высотах, потому что точно определить глубину разгара лещади нельзя. Может оказаться, что в нижнюю летку чугун не выйдет, так как она находится ниже уровня разгара лещади, тогда наличие верхней летки гарантирует выход хотя бы части чугуна. Схема выпуска жидкого чугуна из разгоревшей лещади приведена на рис. 48.
Задувка печи. После строительства, реконструкции или капитального ремонта доменной печи необходимо ввести печь в действие или задуть ее. Перед задувкой печи испытывают и проверяют все оборудование и тщательно просушивают кладку печи. Для сушки отдельных участков кладки используют газ или электроэнергию. Общую сушку кладки осуществляют горячим дутьем.
145
Рис. 48 Схема выпуска жидкого чугуна из раэгоревшей лещади.
1 — коробка, 2 — тележка; 3 — желоба для дополнительных леток, 4, 5 — нижняя и верхняя дополнительные летки, б — временные опоры; 7 — чугуновоэные ковши
Перед задувкой лещадь засыпают защитным слоем шлака, на который через фурмы загружают кокс. Фурмы обкладывают дровами, иногда заплечики обшивают бревнами для предохранения кладки от ударов шихты, загружаемой через колошник. Чтобы прогреть кладку в районе чугунной летки, в нее перед задувкой печи вставляют стальную трубу диаметром до 125 мм, через которую выходят горячие газы в первые часы после задувки печи. После загрузки горна коксом через фурменные отверстия последующую задувочную шихту подают в печь через колошник.
Задувку печи ведут на облегченной шихте при расходе кокса около 2 т на 1т чугуна, с тем, чтобы обеспечить прогрев кладки и шихты. Нормальный расход кокса наступает на 4—6-е сутки после задувки. Задувку проводят в расчете на получение основных шлаков и повышенного содержания кремния в чугуне. Работу начинают при небольшом расходе дутья и температуре 700—750 °C. Количество дутья увеличивают постепенно, пока обычно на 4—5-е сутки после задувки не достигают его нормального количества и необходимого нагрева; первый выпуск чугуна дают через сутки, а шлака — через 12—15 ч.
146
Г л а в a 4. ОБОРУДОВАНИЕ И РАБОТА ОБСЛУЖИВАЮЩИХ ДОМЕННУЮ ПЕЧЬ УЧАСТКОВ
§ 1. ПОДАЧА ШИХТЫ В ДОМЕННУЮ ПЕЧЬ
Шихтовые материалы доставляют на колошник доменной печи к засыпному аппарату из бункеров расположенной вблизи печи бункерной эстакады, где хранится оперативный запас материалов на 6—24 ч работы печи. В старых доменных цехах, в состав которых обычно входит несколько расположенных в одну линию доменных печей, имеется общая для всех печей бункерная эстакада — два ряда бункеров, расположенных вдоль фронта печей вблизи от них. Для каждой из новых печей объемом от 3200 м3 до 5500 м3 предусматривают отдельную бункерную эстакаду.
Для доставки шихтовых материалов из бункеров эстакады на колошник применяют либо скиповой, либо конвейерный подъемник; высота подъема достигает 60—80 м. В старых цехах с несколькими печами (объемом 2700 м3 и менее) и обшей бункерной эстакадой материалы на колошник печей доставляют с помощью скипового подъемника и загружают в печь двухконусным засыпным аппаратом (см. рис. 32, а). На новых печах объемом 3200 м3 и более, имеющих отдельную бункерную эстакаду, доставку материалов на колошник осуществляют конвейерным подъемником и загружают в печь, как правило, с помощью бесконусного загрузочного устройства (см. рис. 32, б).
Скиповой колошниковый подъемник показан на схеме поперечного разреза доменнного цеха (рис. 49), т.е. разреза, перпендикулярного оси расположения печей и бункерной эстакады; для подъема материалов служат два скипа 4, передвигающиеся по параллельным рельсовым путям, уложенным на наклонном мосту 3. Скип (рис. 50) представляет собой вагонетку (тележку) объемом 4,5—20 м3 с открытым передним торцом и закругленным днищем.
Бункерная эстакада — это железобетонное сооружение высотой 9—12 м, состоящее из двух рядов бункеров 7; под бункерами вдоль эстакады передвигаются вагон-весы 8, а напротив печей под бункерной эстакадой имеется скиповая яма 9, в которую поочередно опускаются скипы. В бункера эстакады шихтовые материалы загружают сверху, доставляя
147
их вагонами 6 или конвейером 5; в ближайших к печи бункерах хранят кокс (К), в других бункерах по длине эстакады — агломерат (А), окатыши и добавки. Вагон-весы — это самодвижущийся электровагон с двумя карманами (бункерами) и взвешивающим устройством.
Вагон-весы, двигаясь вдоль эстакады, останавливаются у бункера с нужным материалом, выгружают из него в карманы порции шихты и затем переезжают к печи и, останавливаясь над скиповой ямой 9, выгружают шихту в скип, который
148
поднимается по мосту на колошник. Движение двух скипов с помощью канатов 2 обеспечивает скиповая лебедка 1. При движении одного скипа вверх другой опускается вниз; когда один скип 4, б загружается материалами в скиповой яме, другой 4, а на колошнике опрокидывается, разгружая материалы в приемную воронку засыпного аппарата печи. Время подъема (опускания) скипа составляет 35—45 с.
Чтобы предотвратить измельчение кокса, обладающего невысокой прочностью, его стараются подвергать меньшему числу перегрузок. Поэтому коксовые бункера К располагают над скиповой ямой, и из них кокс поступает в скипы, минуя вагон-весы. Между коксовыми бункерами и скипом имеются грохот 11, отсеивающий мелочь кокса, и весовая воронка 10 для дозирования порций кокса.
Система набора и подачи материалов в скипы вагон-весами обладает рядом существенных недостатков: мала производительность в связи с наличием холостых пробегов вагона и длительным набором шихты в карманы; невозможен отсев мелочи агломерата при его наборе в вагон-весы; сложно автоматизировать управление работой вагон-весов; напряженная работа машиниста в тяжелых условиях. Поэтому в строившихся в последнее время печах объемом 2000 м3 и более вагон-весы заменены конвейерами, которые, двигаясь под бункерами, доставляют от них материалы в скипы.
Конвейерный колошниковый подъемник. Как показал опыт, скиповые подъемники не обеспечивают темп загрузки шихты, требуемый на печах большого объема (3200 м3 и более). Поэтому на вновь сооружаемых печах объемом 3200—5500 м3 для доставки шихтовых материалов на колошник стали использовать конвейеры. Общий вид одного из конвейерных колошниковых подъемников показан на рис. 51. Из бункерной эстакады 1 шихтовые материалы выдаются на непрерывно движущуюся под ними ленту конвейера, которая по галерее 2 транспортирует материалы на колошник доменной печи 6. В бункерной эстакаде, поперечный разрез которой показан на рис. 52, бункеры К, А и О для хранения 5—12 часового запаса кокса, агломерата и окатышей, расположены в два ряда. Материалы на эстакаду доставляют продольным конвейером 1 и распределяют по бункерам с помощью реверсивных передвижных поперечных 2 и продольных 3 конвейеров. Из бункеров К, А, О каждый материал выдается на грохот 4,
149
Рис. 51. Конвейерный колошниковый подъемник с грузовым натяжным устройством
Рис. 52. Поперечный разрез бункерной эстакады с выдачей материалов на конвейер колошникового подъемника
отсеивающий мелочь и затем через бункерные весы (дозатор) 5 и питатель 7 поступают на ленту 8, движущуюся до колошника печи. Отсеянная грохотами 4 мелочь убирается вспомогательными конвейерами 6.
Ленточный конвейер колошникового подъемника движется (рис. 51) в которая крепится на нес-
кольких вертикальных опорах 5. Чтобы предотвратить скольжение материалов на наклонной ленте вниз, угол ее наклона не должен превышать 12°. На практике угол наклона ленты и
галереи принимают в пределах 10—11°; благодаря столь малому углу наклона длина ленты конвейера оказывается большой (300—500 м).
150
Основной рабочий орган конвейерного подъемника — резинотросовая лента шириной 2 м; ее верхняя рабочая ветвь 7, а (с транспортируемым материалом 8) и холостая ветвь 7, б поддерживаются опорными роликами 9. Верхней ветви с помощью крайних опорных роликов придают желобообразную форму, чтобы на ней умещалось больше материалов. Движение ленты обеспечивают электродвигатели, вращающие барабан, который огибает плотно прижатая к нему лента; постоянное натяжение ленты обеспечивают груз 3 и барабан 4.
Лента движется непрерывно, а материалы на нее в бункерной эстакаде загружают отдельными порциями с разрывами между ними; на колошнике печи материалы с ленты ссыпаются в приемную воронку бесконусного загрузочного устройства, как это показано на рис. 32, б. Объем порций материала на ленте меньше или равен объему шлюзового бункера загрузочного устройства (37—80 м3). Величина разрыва определяется длительностью срабатывания приемной воронки (рис. 32, £), направляющей порцию шихты либо в один, либо в другой шлюзовой бункер (10—30 с движения ленты).
Скорость движения ленты обычно равна 2 м/с, при этом производительность подъемника достигает 30000 т материалов в сутки и более. Конвейерный колошниковый подъемник по сравнению со скиповым обладает помимо большей производительности следующими преимуществами: срок службы конвейерной ленты в несколько раз больше срока службы скиповых канатов; на 15—20 % ниже затраты на сооружение скипового подъемника и ниже эксплуатационные расходы; возможна подача в одной порции нескольких материалов путем их послойной укладки на ленте; обеспечиваются условия для полной автоматизации подачи шихты на колошник.
§ 2. ВОЗДУХОНАГРЕВАТЕЛИ И НАГРЕВ ДУТЬЯ
Дутье, подаваемое в доменную печь, нагревают до 1050— 1300 °C в воздухонагревателях, называемых иногда кауперами в честь Каупера, который в 1857 г. получил патент на регенеративный воздухонагреватель с кирпичной насадкой. Доменный воздухонагреватель — это нагреватель регенеративного типа, т.е. работающий с чередованием циклов нагрева насадки воздухонагревателя и последующего нагрева дутья путем его пропускания через горячую насадку.
151
Каждая доменная печь имеет три или четыре воздухонагревателя, которые располагают в линию на одном фундаменте рядом с печью (рис. 53). Дутье от воздуходувной машины поступает к воздухонагревателям 4 по воздухопроводу 7; нагретое дутье по футерованному газопроводу 6 подается в опоясывающий доменную печь кольцевой воздухопровод 7 и из него к фурмам. Труба 3 служит для выброса в атмосферу продуктов сгорания топлива, образующихся во время нагрева насадки; труба соединена с воздухонагревателями подземным боровом (газоходом) 12.
Большая часть доменных печей имеет воздухонагреватели со встроенной камерой горения, а строящиеся в последние годы печи чаще оборудуют воздухонагревателями с выносной камерой горения, которые позволяют нагревать дутье до более высоких температур. Воздухонагреватель со встроенной камерой горения (рис. 54, а) имеет форму цилиндра с куполообразным верхом, высота воздухонагревателей дости-
Рис. 53. Схема расположения воздухонагревателей:
1 — воздухопровод холодного дутья; 2 — газовая горелка; 3 — дымовая труба; 4 — воздухонагреватели; 5 — газопровод чистого газа; б — воздухопровод горячего дутья; 7 — кольцевой трубопровод; 8 — смесительный трубопровод; 9 — предохранительный клапан; 10 — смесительный клапан; 11 — клапан холодного дутья; 12 — дымовой боров; 13 — клапан горячего дутья
152
гает 50-55 м, наружный диаметр равен 9-13 м. Герметичный кожух выполнен из стального листа толщиной 20—40 мм, футерован изнутри. Футеровку низа стен делают из шамотного кирпича, а верхней части стен и купола из высокоглиноземистого и динасового кирпича; между этой футеровкой и кожухом укладывают слой теплоизоляционных огнеупоров.
Во внутреннем пространстве воздухонагревателя размещена полая камера горения 8 круглого или эллипсовидного сечения, площадь которого составляет 15—20% общей площади внутреннего простанства, остальной внутренний объем заполнен насадкой 7. Насадка выложена из огнеупорного кирпича так, что образуется множество вертикальных кана-
Рис. 54. Воздухонагреватели доменной печи со встроенной (а) и с выносной (б) камерами горения:
1 — поднасадочное пространство; 2 — колонны; 3 — боров; 4 — тарельчатые дымовые клапаны; 5 - патрубки; 6 - чугунная решетка; 7 — насадка; 8 — камера горения; 9 — патрубок для отвода горячего дутья; 10 — клапан; 11 — клапан горелки; 12 — горелка; 13 — трубопровод холодного дутья; 14 — клапан; 15, 17, 19 — патрубки для подвода холодного дутья, отвода горячего дутья и отвода дыма соответственно; 16 — камера горения; 18 — керамическая горелка
153
лов для прохода по ним газов через всю высоту насадки. Применяют две разновидности кладки насадки. Одна из них — это укладка располагаемых во много рядов по высоте насадки кирпичей толщиной 40 мм так, что они образуют между собой вертикальные каналы квадратного сечения размеров 45x45 или 60x60 мм с толщиной стенки между каналами 40 мм. Другую выполняют из шестигранных блоков с несколькими круглыми сквозными отверстиями диаметром 36—45 мм; при укладке блоков друг на друга образуются вертикальные каналы круглого сечения по всей высоте насадки. Нижнюю часть насадки делают из шамотных огнеупоров, а верхнюю — из высокоглиноземистых (62—72 % А12О3) и иногда из динасовых огнеупоров.
Насадка поглощает тепло горячих продуктов сгорания в период ее нагрева и передает его воздуху в период нагрева дутья. Поэтому для улучшения теплообмена и нагрева дутья стараются обеспечивать большую поверхность нагрева насадки, т.е. поверхность ее контакта с движущимися по каналам газами. В насадке с прямоугольными каналами размером 45x45 мм поверхность нагрева на 1 м3 составляет 25 м2, а в насадке из шестигранных блоков — 32,7 м2, что обеспечивает повышение температуры нагрева дутья на 50 °C.
Насадка опирается на чугунные решетку 6 и колонны 2, образующие поднасадочное пространство 7, которое соединено с трубопроводом 13 холодного дутья и от которого отходят два-три патрубка 5 для отвода дыма в боров 3. В камере горения имеются горелка 72 и патрубок 9 для отвода горячего дутья.
Работа воздухонагревателя складывается из двух чередующихся периодов — нагрева насадки (газовый период) и нагрева дутья (воздушный период). В течение газового периода в горелку 72 подают топливо (доменный газ или его смесь с коксовым либо природным газом) и воздух от вентилятора; из горелки газовоздушная смесь поступает в камеру горения, где при контакте с горячими стенами воспламеняется и сгорает. Горячие продукты сгорания, двигаясь по камере вверх, изменяют под куполом направление движения, проходят сверху вниз через каналы насадки, нагревают ее и уходят через дымовые патрубки 5 в боров 3 и далее в дымовую трубу (в этот период закрыты клапаны 10 и 14). Максимальная температура газов (1350—1500 °C) наблюдается под
154
куполом, а на выходе из насадки дымовые газы имеют температуру 200-400 °C.
После окончания нагрева насадки воздухонагреватель переводят на нагрев дутья, закрывая тарельчатые дымовые клапаны 4 и клапан 11 горелки. Холодное дутье, через открываемый клапан 74, поступает в поднасадочное пространство и движется вверх по каналам насадки, где нагревается и затем уходит через патрубок 9 и открытый клапан 10 к доменной печи.
По мере охлаждения насадки воздухонагревателя температура горячего воздуха, выходящего из него, падает. Это недопустимо для нормальной работы доменной печи, поэтому воздух нагревают до более высокой температуры, чем это необходимо, и к нему подмешивают, используя автоматическое дозирование, требуемое количество холодного воздуха, чтобы поддерживать температуру дутья постоянной. Это осуществляется при помощи смесительного воздухопровода 8 и автоматического смесительного клапана 10, показанных на рис. 53.
Газовый период длится ~2ч и примерно в два раза продолжительнее воздушного. Следовательно, необходимо не менее трех кауперов — два одновременно нагреваются, а один нагревает воздух. Фактически на печь приходятся четыре каупера, а в некоторых случаях — семь кауперов на две печи.
Воздухонагреватель с выносной камерой горения (рис. 54, б) имеет камеру насадки (собственно воздухонагреватель) и расположенную за ее пределами отдельную камеру горения 16 цилиндрической формы; они соединены между собой общим куполом. Устройство кожуха, футеровки стен, насадки 7 и поднасадочного пространства существенно не отличаются от устройства этих элементов в воздухонагревателе со встроенной камерой горения.
Нижняя половина стен камеры горения выложена высокоглиноземистым кирпичом, а в донной ее части установлена керамическая горелка 18, обеспечивающая смешивание топлива с подаваемым от вентилятора воздухом (внедрение воздуха в газовый поток из окружающей его кольевой полости горелки), что обеспечивает сгорание газа над горелкой. Такие горелки имеют большую тепловую мощность, чем обычные металлические горелки, применяемые на воздухонагрева-
155
телях со встроенной камерой горения. Для подвода холодного дутья служит патрубок 75, для отвода горячего дутья — патрубок 77, для отвода дыма — 19.
Основные достоинства таких воздухонагревателей по сравнению с воздухонагревателями со встроенной камерой горения: увеличивается полезный объем (поверхность нагрева) насадки; облегчаются условия службы и повышается стойкость насадки в связи с выносом высокотемпературной камеры горения за пределы кожуха воздухонагревателя; более мощные керамические горелки наряду с увеличенной поверхностью нагрева насадки позволяют повысить температуру нагрева дутья.
При проектировании ранее строившихся отечественных доменных печей предусматривали воздухонагреватели со встроенной камерой горения с суммарной поверхностью нагрева всех воздухонагревателей 60—69 м2 на 1 м3 полезного объема печи. Для новых печей объемом 5000—5500 м3 предусматривают воздухонагреватели с выносной камерой горения и удельной поверхностью нагрева 100 м2 на 1 м3 полезного объема печи.
§ 3. ОЧИСТКА ДОМЕННОГО ГАЗА
В современных доменных печах удельный выход доменного газа составляет 120—200м3/м3 полезного объема в час; избыточное давление газа на колошнике равно 0,1—0,25 МПа, температура 150—400 °C; содержание пыли в газе составляет 10—40г/м3 и паров воды 30—100 г/м3. Доменный или колошниковый газ используют как топливо воздухонагревателей доменных печей, коксовых печей, нагревательных колодцев и печей прокатных станов, котельных установок. Перед подачей в горелочные устройства для предотвращения выхода их из строя (засорение и др.) содержание пыли в газе должно быть не более 5мг/м3, в связи с чем требуется обязательная его очистка. Требуется также охлаждение газа до 35— 40 °C, чтобы ограничить количество влаги в газе, подаваемом потребителям (при снижении температуры газа влага конденсируется, т.е. ее содержание в газе уменьшается).
Для каждой доменной печи сооружают индивидуальную систему отвода и очистки газа; газ к газоочистным устройствам, располагаемым на нулевой отметке, подают от колошни-156
ка по наклонному газопроводу (на печах объемом 5000 м3 их два). На современных печах, работающих с повышенным давлением газов, система газоочистки имеет несколько последовательно установленных газоочистных аппаратов, после которых газ проходит дроссельную группу (дроссельное устройство). Схема системы газоочистки, получившей наибольшее распространение на отечественных доменных печах, приведена на рис. 55.
В этой схеме для грубой очистки газа от пыли служит сухой пылеуловитель, для полутонкой — скруббер; тонкая очистка происходит в трубах Вентури и дроссельной группе.
От колошниковой части 1 печи газы по наклонному газопроводу поступают в сухой инерционный пылеуловитель 2 радиального типа.
Пылеуловитель (рис. 56) представляет собой цилиндр диаметром до 16 м с сужением вверху и внизу, футерованный шамотным кирпичом в один ряд. Подвод газа в пылеуловитель радиальный — через трубу, проходящую по его оси. При выходе из трубы происходит изменение направления движения газа на 180° и резкое снижение его скорости вследствие расширения, а крупные частицы пыли по инерции продолжают движение вниз и осаждаются в нижнем конусе пылеуловителя, откуда ее периодически выпускают в железнодорожные вагоны. Остаточное содержание пыли в газе 1—Зг/м3.
После пылеуловителя газ поступает в скруббер 3 (рис. 55), где происходит полутонкая очистка газа от пыли. В современных системах очистки доменного газа применяют
Рис. 55. Схема системы очистки доменногоо газа:
1 — колошниковая часть печи; 2 — инерционный пылеуловитель; 3 — скруббер; 4 — газопровод; 5 — труба Вентури; 6 — бункер; 7 — каплеуловитель; 8 — дроссель; 9 а, б, в — задвижки; 10 — ГУБТ; 11 — цеховой газопровод
157
Рис. 56. Схема устройства сухого радиального пылеуловителя:
1 — газопровод от печи; 2 — труба отвода газа; 3 — устройство для выпуска пыли
Рис. 57. Безнасадочный скруббер:
1 — бункер; 2 — гидрозатвор; 3 — форсунки
безнасадочные скрубберы. Такой скруббер (рис. 57) выполнен в виде цилиндра диаметром 6—9 и высотой 25—40 м, в верхней части которого в несколько рядов по высоте расположены форсунки для подачи воды. Двигаясь вверх, газ орошается водой, при этом он охлаждается до 35—40 °C, а крупные частицы пыли смачиваются водой и осаждаются в нижнем бункере в виде шлама (взвеси частиц пыли в воде). Остаточное содержание пыли в газе после скруббера составляет 0,4—1,6г/м3, шлам периодически выпускают снизу через гидрозатвор.
Из скруббера доменный газ поступает в трубу Вентури 5 (рис. 55) (иногда в две-три параллельно включенные трубы Вентури) и затем в водоотделитель 7 (каплеуловитель), обеспечивающие его тонкую очистку от пыли. Труба Вентури (труба-коагулятор или турбулентный промыватель) включает (рис. 58) суживающуюся часть — конфузор, который увеличи-
158
Рис. 58. Труба Вентури:
1 — конфузор; 2 — форсунка; 3 — горловина;
4 — диффузор
вает скорость движения газа; цилиндрическую горловину, где достигается максимальная скорость газа и высокая степень турбулентности (перемешивания) газа и расширяющуюся часть — диффузор, в котором скорость газа уменьшается.
В конфузор или в начало горловины подают орошающую воду, которая дробится газовым потоком на мельчайшие капли. Благодаря высокой турбулентности частицы пыли в горловине сталкиваются с каплями воды и поглощаются ими. Таким об
разом, в газовом потоке после трубы Вентури вместо мельчайших трудноотделимых частиц пыли содержатся значительно более крупные образования, которые можно сравнительно легко отделить от газа. Наиболее крупные капли воды с частицами пыли в них осаждаются в бункере (рис. 55, б), а
остальные отделяются от газового потока в каплеуловителе (рис. 55, 7).
В современных системах очистки доменного газа используют так называемые нерегулируемые низконапорные трубы Вентури, т.е. трубы с неизменным сечением горловины, работающие при относительно невысоких скоростях движения газа в горловине (60—100 м/с) и перепаде давления до и после трубы (3—6 кПа). Остаточное содержание пыли после трубы Вентури и водоотделителя равно ~ 20—40 мг/м3 газа.
Дополнительная тонкая очистка газа от пыли происходит в дроссельном устройстве (рис. 55, S), основное назначение которого — создание повышенного давления газа в печи; после дроссельного устройства давление газа снижается до величины, близкой к атмосферному. Дроссельное устройство представляет собой (рис. 59) два фланца 1, между которыми расположены пять параллельных патрубков разного диаметра, предназначенных для прохода газа. В трех патрубках 2 диаметром 750—1000 мм и в патрубке 6 диаметром 400 мм установлены дроссели— поворотные диски 5 с приводом от электродвигателя 8 и редуктора 9; в патрубке 3 дросселя нет.
159
Рис. 59. Дроссельное устройство:
1 — фланцы; 2 — три патрубка диаметром 750—1000 мм; 3 — патрубок; 4 — кольцевая труба; 5 — поворотные диски; 6 — патрубок диаметром 400 мм; 7 — форсунки; 8 — электродвигатель; 9 — редуктор
Поворачивая диски на некоторый угол, уменьшают или увеличивают сечение патрубков, по которым проходит газ; уменьшение сечения патрубков ведет к повышению давления газов в печи. Три больших дросселя обеспечивают грубую регулировку давления газа; дроссель патрубка 6, связанный с регулятором, поддержи-
вает постоянное давление газа в доменной печи.
Для обеспечения тонкой очистки доменного газа во входную часть патрубков подают воду через форсунки 7 от кольцевой трубы 4. В патрубках дроссельной группы скорость газа достигает 250—300 м/с, в связи с чем они работают как газоочистной аппарат по тому же принципу, что и трубы Вентури, обеспечивая поглощение пыли каплями воды. Далее газ проходит через каплеуловитель 7 (рис. 55) и задвижку 9 а, поступая в цеховой газопровод 11 очищенного доменного газа. Содержание пыли в газе после дроссельной группы составляет 2—3 мг/м3. По газопроводу 4 (рис. 55) газ отводят на колошник для уравновешивания давления в межконусном пространстве.
В последние годы многие доменные печи с целью экономии энергоресурсов оборудуют газовыми утилизационными бес-компрессорными турбинами — ГУБТ, которые вырабатывают электроэнергию за счет использования энергии повышенного давления доменного газа. Подаваемый в ГУБТ доменный газ высокого давления обеспечивает вращение турбины, являющейся приводом электрогенератора, вырабатывающего электроэнергию; давление газа в турбине снижается до атмосферного. ГУБТ позволяет возвратить до 40 % энергии, израсходованной на сжатие доменного дутья, при этом себестои-
160
мость электроэнергии примерно в два раза ниже, чем при ее выработке на заводской теплоэлектроцентрали (ТЭЦ).
ГУБТ устанавливают после газоочистных аппаратов параллельно дроссельному устройству, как это пунктиром показано на рис. 55. Очищенный доменный газ направляют в ГУБТ 10 путем открытия задвижек 9 6 и 9 в; после ГУБТ доменный газ поступает в общецеховой газопровод 11 доменного газа. При пропускании газа через ГУБТ дроссельная группа находится в закрытом положении, а давление на колошнике печи регулируется имеющейся в ГУБТ диафрагмой. В случае остановок ГУБТ (неполадки, ремонты и др.), газ пропускают через дроссельное устройство, что обеспечивает работу доменной печи на повышенном давлении.
Основные параметры применяемых ГУБТ:
Тип турбины ГУБТ—6 ГУБТ—8 ГУБТ-12
Номинальная мощность,
кВт 6000 8000 12000
Пропускная способность,
м3 газа в час .... 235000 265000 360000
В зависимости от пропускной способности ГУБТ и выхода
газов от доменной печи возможны различные варианты сочетания печей и ГУБТ: одна печь - одна ГУБТ, несколько доменных печей — одна ГУБТ, одна доменная печь — две ГУБТ (для печей объемом 5000 м3). Ориентировочно число рабочих часов турбины в году принимают 7000—8000; выработку электроэнергии турбинами ГУБТ—6, 8 и 12, соответственно, около 40, 60 и 80—90 млн кВт • ч в год.
§ 4. ВЫПУСК И УБОРКА ЧУГУНА
Литейный двор. Для выпуска жидких чугуна и шлака доменные печи, как отмечалось ранее, оборудованы чугунными и шлаковыми летками. Из леток чугун и шлак попадают в желоба, по которым они стекают в чугуновозные и шлаковозные ковши (на некоторых печах шлак по желобам поступает на установки припечной грануляции).
Для размещения чугунных и шлаковых желобов и оборудования, обслуживающего летки и фурменные приборы, вокруг доменной печи сооружают площадку— литейный двор, располагаемый на уровне чугунных леток; литейный двор заключен
11-4050
161
в здание, охватывающее нижнюю половину доменной печи. Под литейным двором расположены железнодорожные пути, по которым под сливные носки (концы) чугунных и шлаковых желобов подают чугуновозы и шлаковозы, в ковши которых из желобов поступают продукты плавки.
Выпуск чугуна. На печах с одной чугунной леткой происходит 8—10 выпусков чугуна в сутки, на печах с двумя летками 10—14, на печах с тремя-четырьмя летками 15—20; при этом на печах с двумя-четырьмя летками они работают последовательно — после закрытия одной летки открывают следующую.
Чугунную летку открывают с помощью сверлильной бурма-шины, удаляющей из канала летки огнеупорную массу вращающимся буром диаметром 70—80 мм. Одна из конструкций сверлильной машины показана на рис. 60. Основа машины — колонна 4 крепится своим основанием 10 к площадке литейного двора. На колонне закреплены с возможностью вращения вокруг нее направляющая балка 3 и поддерживающий ее кронштейн 2. По балке 3 с помощью механизма 7 передвигается каретка 8, в которой закреплен сменный бур 11 и механизм его вращения 9.
Рис. 60. Поворотная сверлильная машина для вскрытия летки:
1 — защелка; 2 — кронштейн; 3 — направляющая балка; 4 — колонна; 5 — механизм изменения угла наклона балки и бура; 6 — цепь; 7 — механизм перемещения каретки; 8 — каретка; 9 — механизм вращения бура; 10 — основание колонны; 11 — сменный бур
162
Для вскрытия летки поворачивают вокруг колонны 4 балку 3 так, чтобы бур был направлен вдоль оси летки; с помощью защелки 1 крепят балку к кожуху печи и включают механизм 9 вращения бура и механизм 7, обеспечивающий движения каретки и бура к оси печи, т.е. сверление канала летки. После вскрытия канала летки бур из нее выводят путем передвижения каретки вправо и затем, вращая балку 3, отводят бур в сторону от летки. Угол наклона балки и бура изменяют с помощью механизма 5, воздействуя вручную на цепь 6.
Закрытие летки после выпуска чугуна осуществляют густой огнеупорной леточной массой с помощью электропушки. Используют две разновидности неточных масс. Одна из них состоит из увлажненной глины и молотого кокса (40—70 %), иногда с добавкой каменноугольного пека до 17 %. Другая — безводная легочная масса — включает огнеупорную глину, шамотный порошок, молотый кокс и каменноугольную смолу (19-29 %).
Летку закрывают с помощью одноцилиндровой пушки с электрическим приводом (электропушки), одна из разновидностей которой показана на рис. 61. Пушка работает как шприц, ее основным рабочим органом является цилиндр 2, внутри которого перемещается поршень, выталкивающий неточную массу через носок 1. Пушка опирается на колонну 3,
Рис. 61. Электрическая пушка для забивки летки:
1 — носок; 2 — цилиндр; 3 — колонна; 4 — механизм, двигающий поршень; 5 — механизм движения тележки; 6 — механизм поворота пушки; 7 — привод; 8 — лафет; 9 — защелка; 10 — люк; 11 — тележка
163
Рис. 62. Чугуновозный ковш:
1 — ходовая тележка; 2 — опорная цапфа; 3 — ковш; 4 — отверстие горловины; 5 — горловина; 6 — щека; 7 — цапфа
вокруг которой ее можно поворачивать с помощью механизма 6; колонна своим основанием закреплена на литейном дворе в стороне от летки.
Для закрытия летки пушку поворачивают, подводя цилиндр 2 и носок 1 к летке, и фиксируют ее положение, опуская с помощью привода 7 защелку 9, которая цепляется за скобу на кожухе печи. Далее включают механизм 5 движения тележки 11, которая своими роликами перемещается в направляющих пазах лафета 8, обеспечивая прижатие носка 1 к летке. Затем с помощью механизма 4, двигающего поршень, выталкивают леточную массу из цилиндра через отверстие носка 1 в канал летки. После закрытия летки поворачивают с помощью механизма 6 пушку, отводя ее от летки. Леточную массу в цилиндр загружают через люк 10, объем цилиндра равен 0,25—0,5 м3. Управление пушкой дистанционное.
Уборка чугуна. Выходящий из летки чугун по желобам литейного двора стекает в ковши чугуновозов, транспортирующих его в сталеплавильные цехи или на разливочные машины доменного цеха. Применяют чугуновозы с открытым грушевидным ковшом и ковши миксерного типа (передвижные миксеры). Чугуновоз первого типа показан на рис. 62. Он представляет собой железнодорожную тележку 1 с ковшом 3 грушевидной формы. Ковш устанавливают на тележку мостовым краном, поднимая за две цапфы 7; на тележку ковш опирается че-164
тырьмя цапфами 2. Ковш футерован шамотным кирпичом, вместимость ковшей равна 90—140 т. Отверстие 4 горловины 5 служит для приемки выпускаемого из доменной печи чугуна и для слива чугуна из ковша, осуществляемого путем наклона ковша. Щеки 6 используют для опоры наклоняемого ковша на разливочной машине (см. ниже). Такие ковши служат для транспортировки чугуна в миксерные отделения сталеплавильных цехов и на разливочные машины доменного цеха.
Ковш миксерного типа показан на рис. 91; чугун в таких ковшах перевозят в переливные отделения сталеплавильных цехов.
Разливочные машины. В случае необходимости отправлять потребителям чугун в твердом виде его разливают в чушки (слитки) на разливочных машинах. Для этого в доменном цехе предусматривают разливочное отделение, в котором устанавливают несколько разливочных машин. Разливочная машина (рис. 63) представляет собой две наклонные параллельно движущиеся конвейерные ленты 7, огибающие звездочки 2 и 10. Каждая лента выполнена из двух пластинчатых цепей, на которых закреплены формы — мульды; цепи опираются на ролики 6; звездочка 10 соединена с приводом, обеспечивающим движение ленты.
Процесс разливки чугуна заключается в следующем. Поступивший на чугуновозе от доменной печи ковш 4 наклоняют с помощью кантовального устройства 5, при этом ковш своими щеками опирается на стенд 1. Сливаемый из ковша 4
Рис. 63. Разливочная машина:
1 — стенд; 2, 10 — огибающие звездочки; 3 — желоб для слива чугуна; 4 — ковш; 5 — кантовальное устройство; 6 — ролики; 7 — конвейерные ленты; 8 — водопровод; 9 — ударное устройство; 11, 12 — перекидные желоба; 13, 14 — железнодорожные пути; 15 — обрызгиватель
165
чугун по желобу 3 с двумя сливными носками поступает в мульды двух движущихся вверх конвейерных лент 7. В процессе движения лент чугун в мульдах, поливаемый водой через брызгала водопровода 8, застывает.
При огибании конвейером звездочки 10 затвердевшие чушки чугуна подвергаются ударам устройства 9 для выбивания чушек и выпадают из мульд. Далее они попадают на перекидные желоба 11 и 12, позволяющие без остановки машины направлять чушки на железнодорожные платформы, стоящие на путях 13 либо 14.
Опорожненные мульды после звездочки 10 движутся вниз в опрокинутом положении и их обрызгивают известковым раствором с помощью обрызгивателя 75, что предотвращает приваривание чугуна к мульдам. Масса отливаемых чушек составляет либо 18—23, либо 45 кг, скорость движения ленты равна 11,3м/мин, производительность машин равна 122— 204 т/ч.
§ 5. ВЫПУСК И УБОРКА ШЛАКА
Из доменных печей объемом 3200—5500 м3, имеющих четыре чугунные летки, практически весь шлак выпускают через чугунные летки вместе с чугуном в главные желоба, оборудованные устройством (скиммером) для разделения чугуна и шлака; после скиммера шлак отводится из главного желоба по отводному шлаковому желобу. Из доменных печей объемом 2700 м3 и менее, имеющих одну-две чугунные и две шлаковые летки, шлак выпускают как через шлаковые летки (верхний шлак), так и через чугунные (нижний шлак). По шлаковым желобам литейного двора шлак поступает либо в ковши шла-ковозов, устанавливаемых под сливными носками желобов (ковшевой способ уборки шлака), либо на установки припеч-ной грануляции (бесковшевой способ уборки). Ббльшую часть (~ 95 %) доменного шлака перерабатывают и используют в строительстве.
Ковшевая уборка шлака применяется на всех строившихся до недавнего времени доменных печах. При этом способе уборки выпускаемый из печи шлак по шлаковым желобам стекает в ковши шлаковозов, транспортирующих его на установки переработки жидкого шлака (грануляционные и другие) и в небольших количествах в шлаковые отвалы. Шлаковоз пока-166
4
Рис. 64. Шлаковоз:
1 — тележка; 2 — лафеты; 3 — зубчатые секторы; 4 — цапфы; 5 — опорное кольцо; 6 — съемный шлаковый ковш; 7 — механизм поворота опорного кольца
рис. 64. Он представляет собой несамоходную желез-
зан на нодорожную тележку, в опорном кольце 5 которой закреплен съемный шлаковый ковш 6. Опорное кольцо двумя цапфами 4 с зубчатыми секторами 3 опирается на два лафета 2 тележки 7; винтовой или зубчатый механизм 7 обеспечивает поворот опорного кольца с ковшом вокруг оси цапф, и тем самым слив жидкого шлака из ковша. Шлаковый ковш (чашу) 6 отливают из стали, объем ковшей составляет 11, 16 или 16,5м3.
Большую часть шлака при кбвшевой уборке от печей перерабатывают путем мокрой и полусухой грануляции, получая гранулы размером 1—10 мм; гранулированный шлак используют в качестве сырья для производства бетонов, цемента и др. Более перспективной считают полусухую грануляцию, так как она позволяет получать гранулированный шлак со значительно меньшей влажностью и с меньшим расходом воды на грануляцию.
Полусухую грануляцию осуществляют на гидрожелобных и барабанных установках. На гидрожелобной установке жидкий шлак из ковша шлаковоза сливают в стальной желоб, в который подают струями воду под давлением 0,4—0,7 МПа, раздробляющую поток шлака на капли (гранулы), которые застывают и отбрасываются на склад на расстояние до 40 м. На
167
барабанных установках жидкий шлак и поток воды подают на лопасти вращающегося барабана, раздробляющего шлак на мелкие капли.
Мокрую грануляцию осуществляют на бассейновых и желоб-ных установках. Бассейновая установка представляет собой заполненный водой бассейн глубиной 2—6 м и вместимостью до 5500 м3. Жидкий шлак сливают в бассейн, наклоняя ковш шлаковоза; в воде жидкий шлак в результате ее бурного испарения раздробляется на гранулы и застывает. На желобных установках жидкий шлак сливают в желоб, в который подают воду под давлением 0,15—0,5 МПа, что вызывает образование шлаковых гранул.
Часть жидкого шлака используют для получения литого щебня. При этом шлак сливают в бетонированную траншею и затем поливают его водой. Застывший шлак разрабатывают экскаватором и после дробления используют либо в качестве балласта при строительстве автомобильных и железных дорог, либо заполнителя для бетонов. Шлаковую пемзу получают, сливая шлак в траншею при орошении водяными струями, что вызывает вспучивание затвердевающего шлака и получение пористого продукта, используемого в качестве наполнителя легких бетонов.
Немного доменного шлака используют для получения шлаковой ваты. Из переплавляемого в вагранках или специальных печах шлака с помощью центробежного дутьевого устройства или многовалковой центрифуги формируют тонкие волокна (вату), применяемую для тепло- и звукоизоляции в строительстве.
Немного шлака отправляют в шлаковый отвал, сливая с насыпи, на которой проложен железнодорожный путь для шла-ковозов. Впоследствии шлак из отвалов перерабатывают, используя при строительстве шоссейных дорог. Из отвального шлака извлекают также чугунный скрап.
Новые и реконструированные доменные цехи не должны иметь шлаковых отвалов; это обеспечивает значительную экономию земельной площади, уменьшает загрязнение окружающей среды и позволяет получать из жидкого шлака более ценные продукты— гранулированный шлак и др.
Припечная грануляция. Вновь сооружаемые доменные печи оснащают установками припечной грануляции, что позволяет на 15—30% снизить капитальные затраты и эксплуатационные 168
расходы, прежде всего за счет сокращения большого парка шлаковозов; уменьшить численность обслуживающего персонала; более полно использовать шлак, так как при перевозке в ковшах 15—30% шлака теряется в виде корок и настылей на ковшах; уменьшить загрязнение атмосферы в связи с размещением установок в закрытом кожухе и улавливанием в нем выделяющихся при грануляции вредных сернистых газов.
Одна из современных установок припечной грануляции доменных шлаков показана на рис. 65.
Доменную печь оборудуют двумя такими установками, располагаемыми симметрично с двух противоположных сторон печи, причем каждая установка имеет две автономные рабочие линии; к одной из них шлак от печи поступает по ответвлению ба шлакового желоба, а к другой — по отверстию 66 (рис. 65). ____
Рис. 65. Установка придоменной грануляции шлака:
1 — бункер; 2 — насос; 3 — бункер; 4 — решетка; 5 — гранулятор; 6, а н б -шлаковые желоба; 7 - скруббер; 8 — форсунки; 9 — труба выбросов газов в атмосферу; 10 — сепаратор; 11 — эрлифт (труба); 12 — обезвоживатель; 13 — секции обезвоживателя; 14 — привод; 15 — водосборник; 16 — конвейер; 17 — бункер; 18 — колодец
169
Под желобом 6 а расположен гранулятор 5, подающий струи воды под давлением, которые раздробляют стекающий с желоба шлак на гранулы. Смесь воды, пара и гранул поступает в бункер 7; решетка 4 предотвращает попадание в бункер крупных предметов. Пар и газы поступают в скруббер 7 и выбрасываются через трубу 9 в атмосферу. В скруббер через форсунки 8 подают известкованную воду, которая поглощает из пара и газов сернистые соединения. Вода, поступающая через решетку 4 в бункер 3, вновь подается в гранулятор насосом 2.
Шлаководяная пульпа (гранулы шлака с водой) из бункера 7 поступает в колодец 7S, откуда ее поднимают вверх с помощью эрлифта — трубы 77, в которой подъем осуществляется за счет подаваемого в нижнюю часть трубы сжатого воздуха; для взмучивания пульпы под трубу 77 подают воду. Поднимаемая эрлифтом пульпа попадает в сепаратор 10, где происходит отделение отработанного воздуха, а затем самотеком по наклонному трубопроводу сливается в обезвоживатель 72 карусельного типа, который с помощью привода 14 вращают по направлению стрелки А. Обезвоживатель разделен на шестнадцать отдельных секций 73, имеющих решетчатое откидывающееся дно. Пульпа последовательно поступает в каждую из секций, и за время вращения обезвоживателя вода пульпы стекает через решетчатое дно секций 73 в водосборник 75, откуда поступает в бункер 7. Днища секций 73 открываются над бункером 77 и гранулы высыпаются в него, где дополнительно осушиваются подаваемым снизу воздухом. Из бункера 77 гранулы попадают на конвейер 16 и далее на склад.
Каждая из четырех линий установки рассчитана на прием всего выпускаемого из доменной печи шлака; на больших печах интенсивность выхода шлака достигает 5—10т/мин. Значительная часть установки (низ бункера 7, камеры 73 и колодца 18) расположена под землей.
§ 6. РАБОТА ДОМЕННЫХ ПЕЧЕЙ И ЭКОЛОГИЯ
Доменные печи и ряд участков доменного цеха вызывают заметное загрязнение воздушной среды пылью и вредными газами. Потенциальный источник загрязнения — доменный (колошниковый) газ, выделяющийся в количестве 120-200 м3/м3 170
объема печи в час и содержащий 22—30% токсичного газа СО и 10-40 г/м3 пыли. Доменный газ улавливают, очищают от пыли и используют в качестве топлива; очистка доменного газа описана в § 3 настоящей главы.
Основные участки, загрязняющие атмосферу пылегазовыми выбросами в доменном цехе — это литейные дворы, системы шихтоподачи, загрузочные устройства печей, установки грануляции шлака, разливочные машины, устройства для выгрузки пыли из сухих пылеуловителей.
На литейном дворе основное количество запыленных газов выделяется у чугунных и шлаковых леток, над чугунными и шлаковыми желобами при выпуске продуктов плавки и на местах слива продуктов плавки в ковши; выделяются СО, сернистый газ и пыль (оксйды железа, графит, а также оксиды Si, Са, Mg). На новых и реконструируемых печах рекомендуется установка отсасывающих зонтов над летками, укрытие чугунных и шлаковых желобов съемными плитами, установка зонтов-кабин над местами слива чугуна и шлака из желобов в ковши с отсосом газов от этих устройств и их последующей очисткой от пыли.
Сильно пылящими являются шихтоподачи, в которых загрузку материалов в скипы осуществляют вагон-весами. На современных печах с конвейерной подачей шихты на колошник места пересыпки материалов (с конвейеров, из бункеров и др.) заключают в укрытия, из которых газы отводят в газоочистку. На печах с двухконусным засыпным аппаратом источником значительного загрязнения атмосферы могут быть выбросы газа из межконусного пространства. Они происходят при опускании малого конуса и в период выпуска газа из межконусного пространства и содержат СО и пыль (в основном, оксиды железа и, кроме того, оксиды кремния, кальция, магния, марганца и углерод).
Снижение выбросов пыли достигают двумя способами: либо очисткой газов, либо созданием в межконусном пространстве ббльшего давления, чем на колошнике, что предотвращает переток грязного газа из печи в межконусное пространство.
Установки грануляции жидких шлаков — источники больших парогазовых выбросов. Образующиеся при обработке шлака водой они содержат сероводород и в меньшем количестве сернистый ангидрид. При грануляции основным токсичным веществом является сероводород H2S. Действенным способом
171
улавливания сернистых соединений в самом гидрожелобе является добавка известкового раствора к воде, подаваемой на гранулятор (подщелачивание воды). Новые грануляционные установки рекомендуется размещать в закрытом кожухе и очищать улавливаемые парогазовые выбросы путем впрыскивания в их поток известкованной воды.
При разливке чугуна на разливочных машинах выделяется газ, содержащий пыль (графит, оксиды железа). Для его улавливания над местами разливки размещают поворотные зонты с отсосом от них газов в рукавные фильтры.
В системах очистки доменного газа (§ 3 гл. 4) пыль, осаждающаяся в сухих пылеуловителях, периодически выпускают в вагоны, при этом несмотря на увлажнение пыли много ее (~ 1 кг на 1т чугуна) выделяется в атмосферу; содержание пыли в воздухе в месте выгрузки достигает 250 г/м3.
Глава 5.ПОКАЗАТЕЛИ РАБОТЫ ДОМЕННЫХ ПЕЧЕЙ
§ 1. МАТЕРИАЛЬНЫЙ И ТЕПЛОВОЙ БАЛАНСЫ ПЛАВКИ
Материальный баланс доменной плавки составляют, используя итоги расчета шихты и расчетов количества колошникового газа и дутья. Сопоставление приходных и расходных статей баланса позволяет проверить правильность расчета шихты, расхода дутья и т.д. Расчет шихты делают с тем, чтобы определить расход отдельных материалов для выплавки единицы чугуна заданного состава и получения шлака требуемых состава и свойств. Расчет шихты, количества дутья и его состава и количества колошникового газа выполняют на основании данных о составе шихтовых материалов, дутья, углеводородных заменителей кокса и известных закономерностей процессов, протекающих в доменной печи.
В качестве примера ниже представлен материальный баланс доменной плавки:
Задано, кг Получено, кг
Агломерата . . 1130,0 Чугуна 1000,0
Окатышей . . 615,0 Шлака 420,0
Кокса .... 480,5 Газа сухого . . . 2461,0
Дутья .... 1700,3 Влаги и пыли . . . 73,0
Природного газа 95,2 Влаги восстановления 67,0
Итого 4021,0 Итого .... 4021,0
Используя полученные данные материального баланса и тепловые эффекты химических реакций, а также данные об
172
энтальпиях чугуна и шлака, потерях тепла во внешнее пространство, можно подсчитать тепловой баланс доменной плавки.
Для характеристики тепловой работы доменных печей в табл. 2 приведены основные статьи теплового баланса доменной плавки на 1 кг передельного чугуна для различных условий плавки.
Для оценки тепловой работы доменной печи можно принимать, что расход тепла на выплавку 1 кг передельного чугуна составляет 12300 кДж, а для хорошо работающих печей — даже 11200—11500 кДж.
По данным теплового баланса вычисляют такую важную характеристику печи, как коэффициент полезного действия тепла Кт. Для определения Кг от суммы баланса, принятой за 100%, вычитают потери тепла с доменным газом, пылью, с охлаждающей водой и потери во внешнее пространство. Обычно значение Кт при выплавке передельного чугуна составляет 78—87 %. Более высокое значение Кг свидетельствует о лучшем использовании тепла в печи.
Таблица 2. Основные статьи теплового баланса доменной плавки на 1 кг передельного чугуна
Статьи баланса Количество тепла
кДж %
Приход тепла
1. От окисления углерода .... 8370-10470 65-70
2. От нагретого дутья 2300-3770 20-25
3. От окисления водорода .... 840-1260 6-9
4. От шлакообразования 40-120 0,4-0,6
Всего 11300-14230 100,0
Расход тепла
1. На диссоциацию оксидов . . . 6280-6900 48-55
2. На разложение карбонатов . . 0-420 0-3
3. На разложение природного газа 0-420 0-3
4. Унос чугуном 1130-1210 9-12
5. Унос шлаком 840-1340 7-9
6. На разложение влаги дутья . . 80-250 0,7-2
7. На испарение влаги 40-120 0,3-1
8. Унос доменным газом и пылью 1340-1670 12-13
9. Потери с охлаждающей водой и во
внешнее пространство 880-1460 7-10
Всего 11300-14230 100,0
173
§ 2. РАСХОД КОКСА
Кокс является наиболее дорогим и дефицитным шихтовым материалом доменной плавки, и удельный расход кокса служит характеристикой экономичности работы печи. Величина расхода кокса влияет на производительность печи и показывает использование химической и тепловой энергий топлива в рабочем пространстве печи. В удельном расходе кокса отражается уровень техники, степень подготовки сырья к плавке и мастерство ведения доменного процесса. За послевоенные годы средний удельный расход кокса на 1т передельного чугуна снизился с 931 до 540 кг. На лучших доменных печах он достигает 350—400 кг/т, а на различных заводах в зависимости от условий плавки он изменяется в пределах 350—600 кг/т чугуна.
Ниже приведены данные о влиянии различных факторов на расход кокса:
Фактор Изменение расхода,
%
Повышение содержания железа в шихте на 1 % . —(0,8—1,3)
Повышение температуры дутья на 100 °C ... —(2—2,5)
Вдувание 1 м3 природного газа на 1 т чугуна —(0,15—0,20)
Увеличение давления под колошником на 0,01 МПа —(0,1—0,3)
Вывод из шихты 100 кг известняка ............. —(3—5)
Металлизация шихты на 10 %.................... —(5—8)
Увеличение содержания в коксе: золы на 1 % ............................ +(1,2—1,5)
серы на 0,1 % .......................... +(0,3—0,5)
Увеличение содержания в чугуне: марганца на 0,1 % ...................... +(0,2—0,3)
кремния на 0,1 % ........................ +(0,6—1,2)
Увеличение количества мелочи (5 мм) в шихте на 1 % ....................................... +(1-2)
Существуют несколько методик приближенного расчета расхода кокса. Сравнительно простым является расчет по эмпирической формуле, полученной на основании обобщения опыта работы доменных печей Магнитогорского металлургического комбината:
К = 850 - 3,8Fear + 2(О2 - 21) - 0,8П - 0,09/д +
+ 0,6Н2О + 0,24И - 13,1,
где К— расход кокса, кг/т чугуна; Fear— содержание железа в агломерате, %; О2 — содержание кислорода в дутье, %; П— расход природного газа, м3/т; /д — температура 174
дутья, °C; Н2О- влажность дутья, г/м3; И- расход ИЗ' вестняка, кг/т.
Другая формула, полученная путем обобщения практических данных (формула В.Г.Воскобойникова), учитывает влияние ряда других факторов:
К = 1150 + 50(Si + SK) + 5ЛК + 2,5ВМ - 10FeKOH -
- 0,1ГЛ - 1000S - 0,8П - (2,6*4,1)т)м.
В этой формуле помимо принятых выше обозначений: FeKOH — содержание железа в железорудном концентрате, %; Si и S -содержание кремния и серы в чугуне, %; SK и Ак — содержание серы и золы в коксе, %; Вм — содержание мелочи (< 3 мм) в шихте, %; т)м — степень металлизации шихты, %.
Следует обратить внимание на то, что в этой формуле FeKOH представляет собой содержание железа не в офлюсованной шихте (агломерате, окатышах), а в концентрате, из которого они получены.
Приведенная формула может быть применена при изменении температуры в пределах 1000—1300 °C, содержания железа в концентрате — в пределах 58—65 % и расхода газа — в пределах 0—120м3/т.
§ 3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПОКАЗАТЕЛИ
Основными показателями, характеризующими работу доменной печи, являются: производительность в единицу времени и расход кокса на тонну выплавляемого чугуна.
Для оценки производительности доменных печей различного объема применяют показатель: коэффициент использования полезного объема (к.и.п.о.), представляющий собой отношение полезного объема печи И, к ее среднесуточной производительности Р, т/сут: к.и.п.о. = V/P. Единицей измерения к.и.п.о. является м3 • сут/т.
Для расчета к.и.п.о. пользуются не суточной выплавкой, а среднесуточной, т.е. средней за какой-либо представительный период (месяц, квартал, год) с исключением времени, затраченного на проведение капитальных ремонтов.
Чем ниже к.и.п.о., тем более производительно работает доменная печь. За последние сорок лет коэффициент использования полезного объема улучшился почти вдвое, с 1,15 до 0,55, а на передовых заводах он достигаем 0,4 и ниже.
175
Иногда для характеристики работы доменной печи пользуются показателем, обратным к.и.п.о., — съемом чугуна с 1 м3 полезного объема.
Так как производительность доменных печей при выплавке чугунов и доменных ферросплавов различных видов и марок неодинакова, то при расчете к.и.п.о. суточную выплавку выражают в тоннах передельного чугуна. Для этого массу выплавки чугунов всех видов и марок пересчитывают на передельный при помощи переводных коэффициентов:
Чугун передельный............. 1,00
Чугун передельный высококачественный 1,34
Чугун литейный (в среднем) . . 1,26
То же по маркам............ 1,15—1,40
Ферромарганец доменный .... 2,5
Феррофосфор................ 4,0
Производительность доменной печи данного объема зависит от интенсивности плавки и удельного расхода кокса. Интенсивность плавки I может характеризоваться различными показателями:
отношением суточного расхода кокса к объему доменной печи;
отношением суточного расхода углерода топлива к объему печи;
количеством кокса, сожженного за 1ч на 1м2 площади горна;
отношением количества дутья за единицу времени к объему печи.
Наиболее распространенным в отечественной практике показателем интенсивности плавки является отношение количества углерода топлива, израсходованного за сутки, к полезному объему печи, т/(м3 • сут):
1С = (СкК + СД0Д)/1ООГ,
где Ск и Сд— содержание углерода соответственно в коксе и углеродсодержащих добавках, %; К и Qa— суточный расход соответственно кокса и углеродсодержащих добавок, т; V — полезный объем доменной печи, м3.
Интенсивность доменной плавки, вычисленная таким способом, достигает значений 0,95—1,25 т углерода в сутки на 1м3 объема печи.
Количество сожженного топлива в тоннах на 1 м2 площади горна можно определить следующим образом:
176
Ic = (К + 0,00082г)/Л,
где А— площадь сечения горна, м2; Qr — расход природного газа, м3/сут.
Эта величина составляет обычно 20—25т/(м2 сут).
Расход железосодержащих материалов определяется содержанием железа в них, выносом их в виде колошниковой пыли и потерей металла со шлаком, а также содержанием железа в чугуне.
Отношение количества железа, вносимого в печь с шихтовыми материалами, к содержанию железа в чугуне называют коэффициентом использования железа и его определяют на основе балансов железа.
В настоящее время расход железосодержащей части шихты на 1т чугуна составляет 1,5—1,9, а коэффициент использования железа 0,96—0,98.
Удельный расход кокса, как отмечалось, составляет 350— 600 кг/т. Количество подаваемого дутья находится в пределах 1,6—2,3 м3 в минуту на 1 м3 объема печи. Выход шлака составляет 300—600 кг/т, выход колошникового газа равен 120—200 м3 на 1 м3 объема печи в час (1400— 2000 м3/т).
Производительность труда выражают обычно годовой выплавкой чугуна, приходящегося на одного трудящегося (рабочего) доменного цеха. Ее выражают в тоннах передельного чугуна; на современных заводах она составляет более 8 тыс. т на одного трудящегося.
Г л а в а 6. СПОСОБЫ ВНЕДОМЕННОГО (БЕСКОКСОВОГО) ПОЛУЧЕНИЯ ЖЕЛЕЗА
§ 1. АКТУАЛЬНОСТЬ ПРОБЛЕМЫ
Основная масса железа, используемая человечеством, проходит через операцию восстановления из железной руды, осуществляемую в доменных печах.
В настоящее время доменная печь, как агрегат высокой производительности и весьма экономичный, не имеет конкурентов. Однако доменное производство имеет существенные недостатки: необходимость использования каменноугольного кокса; использование железорудного сырья в виде достаточно прочного кускового материала (агломерата). Таким образом, для функционирования доменного
177
производства необходимы добыча коксующихся углей, коксохимическое производство, обогащение железных руд, агломерационное производство и т.д. Все это, помимо чисто производственных затрат, связано с решением серьезных экологических проблем.
Понятно поэтому, что возможность организации рента бельного процесса прямого получения железа непосредственно из железной руды, минуя доменную печь, представляет собой заманчивую инженерную задачу. При этом необходимо принять во внимание также следующее:
развитие способов глубокого обогащения железных руд обеспечивает сегодня получение не только высокого содержания железа в концентратах, но и заметное очищение их от серы и фосфора. При обычной доменной плавке эти преимущества не могут быть использованы (особенно учитывая содержание серы в коксе);
материал, полученный непосредственно из железных руд, практически не содержит примесей цветных металлов. Так, например, из руд Лебединского месторождения (КМА) можно получить материал, содержащий <0,001 % Zn и <0,002 % РЬ.
Такие материалы незаменимы при производстве сталей ответственного назначения, требующих высокой чистоты по примесям цветных металлов.
Решение проблемы получения (в промышленных масштабах) железа, минуя доменный процесс, осуществляется, в основном, следующими способами:
1) восстановление железа из твердых железорудных материалов взаимодействием с твердыми или газообразными восстановителями по реакциям
Fe2O3 + (С; СО; Н2; СН4) -* Fe + (СО; СО2; Н2О);
2) восстановление железа в кипящем железистом шлаке (жидкофазное восстановление) по реакциям
(FeO) + (С; СО) —> Fe + СО2;
3) получение из чистых железных руд карбида железа по реакции 3Fe2O3+ 5Н2+ 2СН4= 2Fe3C + 9Н2О. Процесс протекает при температуре ~ 600°С и давлении ~ 4 атм (0,4 МПа), получают зерна 0,1-1,0 мм, содержащие > 90 % Fe3C.
По первому способу в мире работает несколько десятков (общей мощностью около 30 млн.т/год); по второму— две
178
промышленных и несколько полупромышленных установок; по третьему — одна промышленная установка.
В связи с ужесточением экологического контроля за металлургическим производством и, одновременно, в связи с необходимостью иметь шихтовые материалы, чистые от примесей цветных металлов, масштабы внедоменного производства железа непрерывно растут, одновременно расширяется и фронт исследовательских работ в этом направлении.
§ 2. ПРОЦЕССЫ ТВЕРДОФАЗНОГО ВОССТАНОВЛЕНИЯ ЖЕЛЕЗА
Процесс повышения содержания железа в железорудных материалах получил название процесса металлизации, получаемый продукт — название металлизированного, под степенью металлизации понимают обычно процент железа в продукте.
По назначению металлизированные продукты обычно делят на три группы:
1) продукт со степенью металлизации до 85 % используется в качестве шихты доменной плавки;
2) продукт со степенью металлизации 85—95 % используется в качестве шихты при выплавке стали;
3) продукт, содержащий более 98 % Fe, используют для производства железного порошка.
Процессы металлизации железорудных материалов осуществляются при температурах, не превышающих 1000—1200 °C, т.е. в условиях, когда и сырье (железная руда или железорудный концентрат), и продукт представляют собой твердую фазу, а также не происходит размягчения материалов, их слипания и налипания на стенки агрегатов. Такие процессы прямого получения железа из руд получили название процессов твердофазного восстановления. Поскольку получаемый материал напоминает пористую губку, его часто называют "губчатым железом". За рубежом принята аббревиатура DRI (англ. Direct—Reduced—Iron).
Основная масса получаемых продуктов (в мире — более 20 млн. т/год) используется в качестве шихты сталеплавильных агрегатов.
Для восстановления оксидов железа обычно используют в качестве восстановителя или уголь (твердый восстановитель), или природный газ (газообразный восстановитель). При этом предпочтительно использование не "сырого" при
179
родного газа, а горячих восстановительных газов, так как при этом не затрачивается тепло на диссоциацию углеводородов, а приход тепла определяется нагревом восстановительных газов.
*
Восстановительные газы получают конверсией газообразных углеводородов, либо газификацией твердого топлива.
Конверсия может быть:
кислородной (воздушной) СН4 + 1/2О2 = СО + 2Н2 + Q, паровой СН4 + Н2О = СО + ЗН2 - Q или
углекислотной СН4 + СО2 = 2СО + 2Н2 — Q.
Паровая и углекислотная конверсии для протекания реакции требуют затрат тепла. Конверсию осуществляют в специальных аппаратах с использованием катализаторов.
Газификация твердого топлива осуществляется по следующим реакциям:
С + 1/2O2 = CO + Q;
С + Н2О = СО + Н2 - Q;
С + СО2 = 2СО - Q.
Только в 1990—1994 гг. в мире пущено более 20 установок прямого восстановления. Установки строятся, главным образом, в странах, располагающих дешевым сырьем (Индия, Мексика, Венесуэла, ЮАР).
Существует несколько десятков типов процессов и установок прямого восстановления железа (рис. 66).
Наиболее распространенными являются способы Мидрекс (Midrex, США) и ХиЛ (HyL, по наименованию фирмы Hojalata у Lamina, Мексика). Способом Мидрекс производится примерно 2/3 всего мирового производства, способом ХиЛ— примерно 1/4. Принципиальная схема способа Мидрекс представлена на рис. 67. Главным отличием его является способ конверсии природного газа. Конверсия в этом процессе осуществляется диоксидом углерода, содержащимся в отходящем из печи газе по реакции СН4 + СО2 = 2СО + 2Н2. Перед подачей отходящего газа в конверсионную установку он проходит очистку от пыли и Н2О. Конвертированный газ, содержащий ~ 35 % СО и ~ 65 % Н2, подают в печь при температуре
Конверсия от латинского conversio — изменение, превращение.
180
Рис. 66. Принципиальные схемы агрегатов прямого восстановления, используемые в различных процессах:
а — Мидрекс; б — ХиЛ; в — Круппа.
Обозначения: О — железорудные окатыши; Р — руда; ГЖ — губчатое железо; ВГ — восстановительный газ; ОГ — отходящий газ; Т — топливо; У — уголь
a
Рис. 67. Принципиальная схема процесса "Мидрекс":
1 — воздуходувка; 2 — теплообменник; 3 — смеситель газов; 4 — конверсионная установка; 5 — компрессор; 6 — скруббер для колошникового газа; 7 — шахтная печь; 8 — скруббер; 9 — вибрационный грохот; 10 — брикетный пресс
181
750 °C. Кроме этого, в нижнюю часть печи подают охлажденный оборотный газ. Охлажденные окатыши содержат ~95%Fe и ~ 1 % С. Содержание углерода в губке при необходимости может быть повышено.
Металлизованные охлажденные окатыши непрерывно выгружаются в бункер емкостью 5 тыс. т, где хранятся в инертной атмосфере перед плавкой в дуговых печах. Расход природного газа на процесс составляет около 350 м3 на 1т губчатого железа. Этот процесс осуществлен у нас на Оскольском электрометаллургическом комбинате.
Кроме этого, укажем на процесс восстановления в периодически действующих ретортах, известный как HyL (ХиЛ). Основная особенность процесса — применение паровой конверсии природного газа, осуществляемой в аппаратах, в которых расположена кирпичная насадка с добавкой никеля в качестве катализатора. Конверсия протекает по реакции СН4 + Н2О = СО + ЗН2.
Газ перед конверсией подвергается десульфурации. Получаемый конвертированный газ содержит около 14% СО, 58% Н2, 21 % Н2О и 4—5 % СО2. Горячий газ проходит через котел-утилизатор и освобождается от паров воды. Сухой конвертированный газ содержит около 73% Н2, 15—16% СО и 6—7 % СО2. Он подогревается до температуры 980—1240 °C в трубчатых рекуператорах, отапливаемых газом, выходящим из агрегатов восстановления. В этих агрегатах окатыши или руда нагреваются в результате использования физического тепла восстановительного газа, и при температуре 870— 1050 °C происходит восстановление железа водородом и оксидом углерода. На первых установках в качестве агрегатов восстановления применялись реторты. На установке таких реторт четыре.
Устройство реторты показано на рис. 68. Емкость каждой реторты 100—150 г. Реторты переставляются с одной позиции на другую, что обусловливает циклический характер процесса, складывающегося из последовательных операций загрузки, нагрева и восстановления железорудной шихты, охлаждения и выгрузки губчатого железа. Реторты загружают и подают в них газ сверху. Для выгрузки готовой губки служат резец и специальные разгрузочные скребки. Губчатое железо поступает на желоб и далее на хборный конвейер, транспортирующий губку в сталеплавильный цех. На каждой установке 182
Рис. 68. Реторта для металлизации по способу ХиЛ:
1 — гидравлический цилиндр; 2 — тележка; 3 — привод; 4 - кожух; 5 - крышка; 6 - загрузочная горловина; 7 — площадка для обслуживания; 8 — резец с рычагами для удаления губки; 9 — футеровка; 10 — механизм управления откидным днищем; 11 — откидное днище;
12 — разгрузочный желоб в газовом цикле участвуют четыре реторты, в каждой из которых протекают различные процессы. В одной реторте происходит предварительный подогрев шихты и восстановление ее газом, выходящим из других реторт и прошедшим освобождение от Н2О, и подогрев. В двух ретортах происходит довосстановление железа шихты подогретым газом, получаемым в конверсионной установке. В четвертой происходит науглероживание.
Степень восстановления железа в готовом продукте составляет 75— 92 %. На 1т продукта (губчатого железа) затрачивают 600 м3 природ
ного газа и около 36 МДж электроэнергии. Другие способы получения губчатого железа широкого распространения не получили. Заслуживают лишь особого внимания технологии, обеспечивающие бескоксовую организацию переработки комплексных руд, содержащих помимо железа такие ценные компоненты, как ванадий, титан, никель и др. Так, например, Институт металлургии Уральского отделения РАН разработал процесс углетермического восстановления рудоугольных окатышей при высоких температурах на колосниковых установках с использованием любых некоксующихся углей в качестве твердого восстановителя.
Технологическая схема выглядит следующим образом: 1) окомкование железорудного материала с твердым топливом с получением рудоугольных окатышей; 2) обжиг окатышей на установках колосникового типа с получением высокометалли-зированного сырья; 3) использование металлизированных
9
10
11
12
%.
Подача газа
Губчатое 'яелезо
Губчатое железом нонбейер
183
окатышей в качестве легирующей присадки при получении стали в электропечах.
§ 3. ПРОЦЕССЫ ЖИДКОФАЗНОГО ВОССТАНОВЛЕНИЯ (ПЖВ)
В течение последних 10 лет особое внимание уделяется поискам оптимальных инженерных решений организации восстановления железа из руд в жидкой фазе. В ряде промышленно развитых стран действуют государственные программы исследовательских работ для решения этой проблемы. Такие программы составлены Департаментом энергетики США (ДОЕ) и Американским институтом чугуна и стали (AISI), в Японии ведутся работы по программе "Прямой процесс плавления-восстановления железной руды (DIOS)".
В первой программе разрабатывается следующая концепция процесса:
1) процесс основывается на плавке в ванне железорудных окатышей и мелкой железной руды вместе с углем, с подачей кислорода в непрерывном процессе с получением полупродукта;
2) теплота от последующего горения выделяющихся восстановительных газов должна быть эффективно возвращена в ванну, а технологические газы утилизируются для предварительного подогрева и восстановления руды.
В основе японской программы DIOS:
1) использование кипящего слоя для предварительного восстановления железорудной мелочи;
2) плавление и восстановление в агрегате с получением чугуна из предварительно восстановленной железорудной мелочи;
3) реформирование отходящих газов путем добавки угольной мелочи.
Программа исследований в этом направлении имеется и в России.
К настоящему времени наиболее известны два инженерных решения, доведенные до промышленного использования. Первое решение реализовано на заводе фирмы Искор в Претории (ЮАР) компанией Фест Альпине (VOEST—ALPINE). Разработчики назвали процесс COREX (англ. Coal—Reduction—Experience). Существо процесса Корекс видно из рис. 69. В восстановительную шахту 14 загружают кусковую руду (или агломерат, 184
Рис 69 Схема процесса COREX
1 — железная руда, 2 — известь, 3 — доломит, 4 — уголь, 5 — кокс, 6 — песок, 7 — осушительное устройство, 8 — грохочение, 9 — дробилка, 10 — колошниковый газ, 11 — отходящие газы, 12 — скруббер колошникового газа, 13 — система подачи угля, 14 — восстановительная шахта, 15 — восстановительный газ; 16 — циклон горячей пыли, 17 — скруббер охлаждающего газа, 18 — охлаждающий газ, 19 — продукты газификации, 20 — плавильный агрегат-газификатор, 21 — кислород, 22 — выпуск металла и шлака
или окатыши, или смесь этих компонентов). Проходя навстречу току восстановительного газа, материал восстанавливается до губчатого железа (до 90 % Fe). Затем губчатое железо шнековым транспортером подается в плавильную гази-фикационную камеру, где осуществляется окончательное восстановление, плавление и нагрев расплава. Выпуск чугуна и шлака — так же, как и в обычной доменной печи. Средний состав получаемого (в 1993 г.) чугуна, %: 4,24 С; 0,6 Si; 0,33 S; 0,16 Р; температура 1493 °C; выход шлака ~ 0,45 кг/т; расход (на 1 т чугуна): железная руда 1497 кг; уголь 1183 кг; флюсы 424 кг; кислород 588 м3.
Восстановительный газ образуется в плавильно-газификационной камере, где газифицируется уголь (газифицирующий агент — кислород). Благодаря высокой Температуре под куполом плавильной камеры-газификатора (выше 1000 °C) высшие углеводороды, выделяющиеся из угля, моментально разлагаются на оксид углерода и водород. Таким образом, в камере не образуются такие нежелательные побочные продукты, как смолы, фенолы и т.п.
185
Газ, образующийся в газификационной камере, состоит из СО и Н2, а также содержит угольную пыль и частицы железа. Мелкая пыль, в основном, улавливается в циклоне горячей пыли 16 и возвращается в газификатор. Специальная кислородная горелка дожигает углерод в пыли до СО, а также расплавляет золу и другие элементы в пыли. Газы, выходящие из циклона 76, подаются в восстановительную камеру-шахту 14. Здесь происходит восстановительный процесс одновременно с десульфурацией газа. С учетом добавления охлаждающего газа 18 температура восстановительного газа 75 находится в оптимальном интервале 800—850 °C. Газ, выходящий из восстановительной шахты, очищается и охлаждается в скруббере 72 и затем его можно использовать или для производства электроэнергии, или на химических производствах, или на расположенных рядом агрегатах твердофазного восстановления железа; последний вариант — предпочтительней. Комбинирование процесса Корекс с прямым восстановлением позволяет получить экономичный качественный продукт.
На рис. 70 представлена схема печи ПЖВ другого типа — конструкции МИСиС, установленной на НЛМК . Восстановительная плавка происходит в жидкой шлаковой ванне, продуваемой кислородсодержащим дутьем. Источником тепла в процессе служит энергетический уголь, он же является восстановителем. Главной особенностью процесса является одностадийность получения чугуна. Она обеспечивается за счет использования принципа дожигания выделяющихся из ванны восстановительных газов в одношлаковом пространстве агрегата через ряд специальных фурм. При этом происходит возвращение большей части тепла от дожигания обратно в шлаковую ванну для обеспечения протекания реакций восстановления. Физическое тепло отходящих из агрегата газов используется в котле-утилизаторе конвертерного типа, и далее охлажденные газы направляются на газоочистку.
В процессе обеспечиваются условия десульфурации, так как до 90 % всей серы шихты уносится отходящими газами в виде SO2; SO3; CS; CS2; COS. Шлак в этих условиях, поглощая не более 10% S шихты, обеспечивает выплавку кондиционного по сере чугуна. При основности шлака CaO/SiO2« 1,0
*
По предложению авторов процесса для международного наименования в коммерческих целях процессу присвоен товарный знак — процесс ROMELT — Ромелт (Российская плавка).
186
Металл
Спокойный шлак барботируемый шлак
Рис. 70. Схема установки ROMELT, продольный (а) и поперечный (б") разрезы: 1 — барботируемый слой шлака; 2 — металлический сифон (отстойник); 3 — шлаковый сифон (отстойник); 4 — горн с подиной; 5 — переток; 6 — загрузочная воронка; 7 — дымоотводящий патрубок; 8 — фурмы нижнего ряда (барботажные); 9 — фурмы верхнего ряда (для дожигания); 10 — слой спокойного шлака; 12 — водоохлаждаемые кессоны
в нем содержится ~ 2,2 % Fe. Наличие в шлаке заметного содержания оксидов железа обеспечивает удаление до 40 % Р шихты. Содержание кремния и марганца в получаемом чугуне — до 0,10 %. Преимуществом процесса является возможность использования необогащенных железных руд и дешевых энергетических углей (такие угли в 2—3 раза дешевле коксующихся). Отсутствие операций обогащения железной руды, агломерации, производства окатышей сокращает потери железа (по расчетам на 15—29 %).
Самостоятельным направлением процесса жидкофазного восстановления является комплексная переработка железосодержащих материалов с примесями ценных компонентов (цинка, свинца, ванадия, титана, благородных металлов). Например, успешно перерабатывались железосодержащие шлаки цинкового производства с получением чугуна и улавливанием цинка, шламы ванадиевого производства с получением чугуна и извлечением из него ванадия; большой интерес представляет проблема переработки шламов глиноземного производства с получением чугуна и алюминиевого сырья и т.д.
В России разработки по процессу жидкофазного восстановления ведутся в соответствии с государственной научно-технической программой "Ресурсосбережение и экологически чистые процессы в горно-металлургическом производстве".
187
§ 4. РЕШЕНИЕ ПРОБЛЕМ ОХРАНЫ ПРИРОДЫ И ОХРАНЫ ТРУДА
Около трех тысяч лет назад возник самый древний способ получения железа — сыродутный процесс. Этот процесс сменили другие, более экономичные, более производительные, но связанные с необходимостью иметь промежуточный этап — получение чугуна. Однако идея создания рентабельного процесса получения железа непосредственно из руд другими более совершенными по сравнению с сыродутными способами не умерла.
Всплеск интереса к реализации этой идеи относится к 1931—1934 гг., когда на крупповских заводах в Германии был осуществлен в промышленных масштабах процесс, названный Krupp—Rennverfahren, "крупповский сыродутный процесс" (рис. 66, в). Процесс осуществлялся во вращающихся наклонных футерованных трубчатых печах, в которые с одной стороны загружали угольную или коксовую мелочь, железную руду, колошниковую пыль и т.д., а с другой стороны (там, где выдавалась готовая крица) были установлены горелки (с сжиганием топливоугольной пыли). Температура в зоне образования крицы достигала 1250—1350 °C. Таких установок в мире в предвоенные и годы второй мировой войны работало несколько десятков.
Практика показала, что низкая производительность и экономичность этих установок и производственные затруднения из-за случаев размягчения кусков крицы, слипания и налипания на стенки агрегата делает их эксплуатацию нерентабельной.
Кроме установок такого типа определенное распространение получили установки по методу Виберга и завода Хага-нес (Швеция) и некоторые другие.
Все эти способы получили ограниченное распространение. И вот теперь многие фирмы и институты ряда стран ведут интенсивные изыскания в этом направлении. В чем дело? Почему?
1. Возможность получения железа непосредственно из руд меняет в корне всю технологическую цепочку современной металлургии. На рис. 71 схематично показано сравнение обычной технологии получения чугуна и технологии по методу Корекс. При работе агрегата Корекс (или ROMELT, или другого подобного) нет необходимости сооружать коксовые
188
Доменный процесс
Коксующийся уголь
Доменная леиь
Аглара&ики
Колои/нцкобыц
> газ
Процесс Корекс
Железная руда Обычные сорта угля
Зосстаноби-тельная шахта
Горяяее аутье
Плабильный газификатор Кислор
Чугун
Чугун
Рис. 71. Сравнение процессов доменного и COREX
батареи и агломерационные фабрики, нет необходимости затрат на поиски коксующихся углей и получение кокса.
2. Коксохимические предприятия и агломерационные фабрики дают наибольшее количество выборосов газов и пыли в атмосферу, потребляют значительные массы воды и занимают большие площади земельных угодий, в экологическом плане — это наиболее неблагополучные отрасли металлургического производства. Условия труда работающих на коксохимическом и агломерационном производствах наиболее тяжелые и вредные в черной металлургии.
3. Рациональная технология прямого получения железа позволит эффективно использовать полезные компоненты в природно-легированных рудах.
4. Рациональная технология получения железа непосредственно из руд позволяет решать очень серьезную проблему организации производства чистых от примесей цветных металлов марок стали. В необходимых случаях наличие чистых шихтовых материалов позволяет "разбавлять" состоящую из металлолома "грязную" (по примесям цветных металлов) шихту.
5. Агрегаты жидкофазного восстановления (в частности, типа ROMELT) позвляют эффективно перерабатывать шлаки, шламы и другие отходы, содержащие ценные компоненты.
189
Сегодня еще трудно предугадать результаты ведущихся во многих странах исследований.
В технологии доменного производства тоже произошли большие перемены: вдувание больших количеств (до 250 кг/т чугуна) пылевидного угля в доменную печь позволяет сократить расход кокса до уровня ЗООкг/т; использование обогащенного кислородом (до 60—98 %) дутья позволяет отказаться от кауперов, исключив их отрицательное воздействие на окружающую среду, понизить содержание азота в чугуне и повысить теплотворную способность колошникового газа; вдувание горячего высококалорийного колошникового газа (после его очистки от СО2) а распар доменной печи позволит еще более повысить показатели ее работы.
Возможен и такой вариант: сосуществование доменного производства и способов прямого получения железа в зависимости от конкретных условий в данной стране или регионе..
190
Ч а с т Ы1. ПРОИЗВОДСТВО СТАЛИ
Глава 1. ОБЩИЕ ОСНОВЫ
СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА
§ 1. ИСТОРИЯ РАЗВИТИЯ СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА
Сталью называют деформируемый (ковкий) сплав железа с углеродом и другими примесями. Получение железа в чистом виде представляет собой трудоемкий и дорогостоящий процесс. Механические свойства, в частности прочность, чистого железа ниже свойств сплавов железа. В чистом виде железо — материал дорогой, его используют для специальных целей. Обычно в технике и в быту используют сталь. Значение черных металлов вообще и стали в частности в народном хозяйстве огромно. Без использования стали не могли бы развиваться ни горная промышленность, ни транспорт, ни машиностроение, ни сельское хозяйство. За последние 60— 100 лет во много раз увеличилось производство цветных металлов, особенно алюминия, однако доля черных металлов в мировом производстве продолжает оставаться преобладающей и почти неизменной — около 95 % от общего производства Металлов. В течение многих лет уровень экономической моши того или иного государства определялся в первую очередь количеством выплавленной стали. При этом основную массу составляли так называемые рядовые марки стали; доля качественных и высококачественных марок была невелика.
Настоящий период развития металлургии характеризуется коренным изменением как масштабов производства качественной и высококачественной стали и доли ее в общем производстве, так и методов ее получения. Это связано с рядом обстоятельств: 1) для производства стали требуются: добыча и обогащение железной руды, добыча угля и получение из него кокса, добыча добавочных материалов, сооружение металлургических заводов, что связано с огромными и все возрастающими (в связи с истощением запасов богатых руд и дефицитом коксующихся углей) затратами материальных, энергетических и трудовых ресурсов; 2) развитие техники позволяет непрерывно повышать эффективность металлургического производства, т.е. из того же количества руды и
191
угля получать все большее количество металлоизделий; 3) непрерывное и осуществляемое все возрастающими темпами перевооружение промышленности связано с выводом из строя устаревшего оборудования и соответственно с получением большого количества металлолома; металлолом (а не железная руда) все в большей мере становится основным сырьем для производства стали (это относится прежде всего к развитым в промышленном отношении странам — странам с большой "металлоемкостью" народного хозяйства); 4) высокие требования к качеству стали привели к разработке новых технологий, что существенно изменило в последние годы положение дел в сталеплавильной промышленности. Требования новых отраслей техники к качеству многих марок стали резко возросли 20—30 лет тому назад и продолжают возрастать. Это привело к увеличению масштабов производства стали и сплавов, содержащих ничтожно малое количество газов, неметаллических включений и других нежелательных примесей, однородных по свойствам. Были разработаны новые способы обработки металла как в самом агрегате, так и вне его. Возможность получения стали с гарантированно низким содержанием вредных примесей при минимальном развитии ликвации обеспечивает возможность роста промышленного производства без увеличения количества выплавляемой стали.
Все это вместе взятое явилось причиной новой ситуации в промышленности, при которой масштабы выплавки стали уже не характеризуют промышленную мощь. Главными становятся высокое качество, чистота и надежность металлопродукции. Неизбежное при этом усложнение технологии оправдывается достигаемым результатом. Поясним это следующим расчетом. При работе по традиционной технологии, существовавшей 20—ЗОлет тому назад, из каждых 100 млн т выплавленной и разлитой в слитки стали получают ~ 75 млн т проката, из которого в свою очередь получают ~ 60 млн т изделий. Из-за отсутствия уверенности в высоком качестве металла, отсутствии в нем вредных примесей, возможной их ликвации, отсутствии местных нарушений сплошности металла (пузырей, включений, трещин и т.д.) конструктор закладывает в конструкцию запас прочности (в зависимости от характера нагрузки от 1,5 до 3,0). Если принять этот коэффициент равным 2, то оказывается, что эффективно используется лишь 30 млн т из каждых 100 млн т выплавленной стали.
192
При использовании непрерывной разливки вместо традиционных способов выход проката повышается до 95—97 %; замена сортового проката (и обработки на металлорежущих станках) прокатом сложных профилей и листовым прокатом с последующей сваркой и штамповкой позволяет довести массу изделий до 80—85 %. Получение стали с гарантированно низким содержанием вредных примесей исключает основную причину ликвации, газовых пузырей, трещин, расслоя и т.п. и позволяет приблизить коэффициент запаса к 1. В результате (учитывая все сказанное выше) оказывается, что из каждых 100 млн т эффективно используются не 30 млн т, а 60— 70 млн т. В связи с этим вопросы качества получаемой стали, чистой от нежелательных включений и газов, приобретают первостепенную важность.
Вся история металлургии характеризуется непрерывным совершенствованием технологии. Условно процесс непрерывного совершенствования методов и технологии производства стали можно разделить на ряд этапов.
Первый этап. Прямое получение железа из руды. Получение железа непосредственно из руды — наиболее древний способ производства железа. В глубокой древности железо получали восстановлением его из руды в примитивных горнах. Поскольку в этом процессе использовался не’подогретый воздух (сырое дутье), способ получил название сыродутного. Сущность сыродутного способа получения железа заключается в следующем: в горн загружают древесный уголь и железную руду; уголь разжигают и начинают подавать дутье; по мере сгорания и оседания угля руда опускается, подвергаясь непрерывному контакту с восстановительными газами и раскаленным углем и постепенно при этом восстанавливаясь. Расчетная температура горения угля в холодном воздухе с нормальной влажностью ~ 1400 °C. Учитывая неизбежные потери тепла, можно предполагать, что температура процесса составляла 1300—1350 °C. При таких температурах шлак образовывался в жидком виде. Поскольку шлак в основном состоял из оксидов железа, то значительная часть железа руды переходила в шлак и терялась и только 2/3 восстанавливалось до железа. В результате процесса получали раскаленный ком (крицу) восстановленного железа (с прожилками шлака), который вытаскивали из горна и обрабатывали под молотами, уплотняя крицу и выдавливая из нее шлак. Состав
13-4050
193
металла зависел от состава пустой породы руды, а также от температуры процесса и продолжительности пребывания крицы в горне.
Существовало много разновидностей сыродутного процесса, причем в некоторых установках получали за одну операцию, длившуюся 6—7 ч, до 200 кг железа. Недостатки сыродутного способа производства (малая производительность, большой расход топлива, значительные потери железа со шлаком, высокая трудоемкость процесса и низкое качество металла) определили повсеместное исчезновение этого способа к концу XIX в. (в XX в. сыродутные горны еще можно было встретить в Африке).
Второй этап. Получение кричного (сварочного) железа из чугуна. По мере усовершенствования сыродутного процесса горны строили большей вместимости, более высокими, подачу дутья интенсифицировали, что приводило к повышению температуры в горне и к более продолжительному пребыванию шихтовых материалов в зоне высоких температур. В результате в ряде случаев происходило заметное науглероживание железа; в этом случае продуктом процесса оказывалось не низкоуглеродистое губчатое железо, а высокоуглеродистое, т.е. чугун. Поскольку чугун не обладает пластическими свойствами, то его считали нежелательным продуктом и выбрасывали. Позже было замечено, что при загрузке в горн чугуна вместо железной руды (или при оставлении в горне высокоуглеродистой крицы и продолжении операции) также получается низкоуглеродистая железная крица. Такой двустадийный процесс (вначале получение чугуна, а потом получение из чугуна низкоуглеродистого металла) оказался более производительным. Так возник более совершенный способ получения железа — так называемый кричный процесс. Дата появления кричного процесса, так же как сыродутного, неизвестна, но уже в XII—XIII вв. кричный способ был распространен.
Сущность кричного способа переработки чугуна в железо и сталь заключается в расплавлении чугуна в горне на древесном угле и окислении углерода, кремния, марганца и других примесей кислородом дутья и действием шлаков, богатых оксидами железа.
Выложенный огнеупорными материалами или водоохлаждаемыми чугунными плитами горн наполняют древесным углем, 194
разжигают его и подают дутье. После того как уголь хорошо разгорелся, присаживают чугун и богатые оксидами железа шлаки (или окалину, или богатую железную руду). Чугун помещают обычно на уровне фурмы или несколько выше ее, он постепенно плавится и капельками стекает вниз. Одновременно с этим под действием кислорода дутья и оксидов железа шлака происходит окисление (выгорание) примесей чугуна. По мере окисления примесей чугуна (в частности, углерода) повышается температура его плавления (температура плавления чугуна 1100—1200 °C, низкоуглеродистого железа ~ 1500 °C). Температура в горне достигает 1300—1400 °C, т.е. достаточна для расплавления чугуна, но недостаточна для поддержания в жидком виде образующегося низкоуглеродистого сплава. По мере окисления примесей металл становится все более тугоплавким и все более вязким. В результате на дне горна получается зернистая тестообразная железистая масса, которую собирают в один ком, или крицу, извлекают из горна и подвергают обработке под молотом для удаления из металла шлака и образования возможно более плотного и однородного куска железа.
В связи с тем что горючие материалы, применяющиеся в кричном производстве, находятся в тесном соприкосновении с металлом, они должны быть чистыми от золы и вредных примесей (главным образом, серы). Таким требованиям лучше всего удовлетворяет древесный уголь. Сера во время процесса удаляется в незначительной степени. Фосфор удается удалить на 50—60 %, чему способствуют умеренная температура процесса и высокое (иногда > 90 %) содержание оксидов железа в шлаке. Готовая крица содержит, %: С 0,03-0,05; Si 0,01-0,02; Мп 0,08; Р 0,01-0,04; S 0,004—0,006. Кричный способ производства имеет целый ряд существенных недостатков: низкую производительность, высокий угар железа (до 20 %), большой расход топлива, значительную трудоемкость процесса и др.
В большинстве промышленных стран кричный процесс как крайне непроизводительный и дорогой исчез в конце XIX— начале XX вв. Низкая производительность и высокая стоимость кричного передела, а также массовое уничтожение лесов вокруг промышленных центров, вызванное необходимостью получения больших количеств древесного угля, — все это заставляло искать более производительный способ производ
195
ства кричного железа, причем такой, при котором можно было заменить чистый древесный уголь другим топливом — более дешевым и менее дефицитным. Такой способ был предложен в 1784 г. Г.Кортом (Англия). Способ заключался в получении стали окислительным плавлением чугуна на поду отражательной печи. Печь получила название пудлинговой . При этом способе можно сжигать в топке любое топливо, причем чистота его не играла такой роли, как при кричном переделе, так как непосредственного контакта топлива с металлом не было.
В пудлинговые печи загружали чугунные чушки и расплавляли их. Под воздействием кислорода, содержащегося в печных газах, шлаке и материале футеровки печи, углерод чугуна окислялся. По мере уменьшения содержания углерода в металле возрастала температура его плавления, т.е. металл становился все более и более тугоплавким (температура плавления низкоуглеродистого железа равна примерно 1500 °C), а чугуна — около 1100 °C). Поскольку температура в печи не превосходила 1400—1450 °C, обезуглероженный металл становился все более и более вязким. Сгущающийся сплав перемешивали, добиваясь однородности его состава, и затем "накатывали" из него куски — так называемые "крицы" массой 30—50 кг (рис. 72), которые вытаскивали из печи и проковывали. На обычных печах (садкой около 0,5 т) проводили 10-12 плавок в сутки; расход топлива при этом составлял 0,7—1,0 на 1 т металла; угар железа 12—15 %.
(Температура Л коичном еорне
Время
Рис. 72. Процесс образования криц
Процесс называют пудлинговым (to puddle англ. — месить, перемешивать).
196
Получаемые крицы представляли собой комья сварившихся между собой зерен металла. Окончательная сварка зерен происходила при последующих нагревах и обработке металла давлением, поэтому продукты и кричного, и пудлингового процессов часто называют сварочным железом.
Усовершенствованные регенеративные пудлинговые печи со сдвоенным рабочим пространством позволяли получать в сутки ~ 15 т металла при расходе угля ~ 9 т. В начале XX в. стоимость пудлингового железа ненамного превышала стоимость мартеновской стали (в 1908 г. в России стоимость пуда кричного железа 94 коп., пудлингового 80 коп., мартеновского 75 коп.). Недостатками пудлингового процесса являются: высокий расход топлива, низкая производительность, низкий выход годного, невозможность получения литой стали; этот процесс также не выдержал конкуренции с появившимися конвертерным, а затем мартеновским.
Т ретий этап. Возникновение способа получения жидкой (литой) стали. Наиболее древним из всех существующих способов получения стали в жидком, расплавленном виде, т.е. так называемой литой стали, является тигельный процесс. Точная дата появления этого способа неизвестна. О булатной стали (от перс, "пулад"—сталь) упоминает еще Аристотель. Изготавливаемое из тигельной булатной стали оружие (очень дорогое) называлось в Индии "вуц", в Иране "хорасан", в Сирии • "дамасская сталь". Считают, что секрет технологии тигельной плавки утерян в средние века. Возрождение этого способа в Западной Европе произошло в конце первой половины XVIII в.
В России производство высококачественной стали тигельным процессом было развито на Златоустовском, Обуховском, Путиловском и других заводах. Знаменитый русский металлург П.П.Аносов, работавший на Златоустовском заводе в течение 30 лет (1817—1847 гг.), предложил методы тигельной выплавки и последующей обработки булатов (сталей, сочетающих высокую упругость с высокой твердостью).
Выплавка стали в тиглях производится следующим образом: в тигли вместимостью обычно 25—35 кг загружают металлическую шихту, по составу близкую к стали, которую необходимо получить. Закрытые крышками тигли помещают в горны или пламенные регенеративные печи (передача тепла металлу осуществляется через стенки тигля).
197
Тигельная сталь характеризуется очень высокими механическими свойствами как вдоль, так и поперек направления прокатки или ковки. Отсутствие окислительной атмосферы и раскисляющее действие материала тигля, а также сравнительно невысокие температуры процесса, не позволяющие перегреть металл, дают возможность получать плотную сталь с ничтожным количеством неметаллических включений и низким содержанием газов.
Однако тигельный процесс также имеет ряд существенных недостатков, к ним относятся низкая производительность труда, высокие требования к чистоте исходных материалов, малая стойкость тиглей (до трех плавок), высокий расход топлива и другие.
Четвертый этап. Возникновение относительно простых и дешевых способов массового производства литого металла. Простой и дешевый способ получения литой стали в больших количествах путем продувки жидкого чугуна воздухом был предложен в 1855 г. английским механиком Генри Бессемером. Продувку чугуна проводили в специальном агрегате — конвертере с кислой футеровкой. Способ получил название конвертерного (бессемеровского).
В 1878—1879 гг. Томасом (Англия) был разработан вариант конвертерного процесса, при котором футеровку конвертера выполняли из доломита (материала, обладающего основными свойствами). Этот процесс получил название томасовского или основного конвертерного. В 1865 г. во Франции Эмиль и Пьер Мартены успешно осуществили выплавку стали из чугуна и железного лома в регенеративных пламенных печах. Получение в этих печах высокой температуры, достаточной для расплавления стали, стало возможным благодаря подаче в печь подогретых газа и воздуха.
Принцип использования тепла отходящих газов для подогрева топлива и воздуха в так называемых регенераторах был разработан Сименсом, поэтому в ряде стран процесс называют сименс-мартеновским. Во Франции и в России он получил распространение под названием мартеновского.
Конвертерный и мартеновский способы явились базой, обеспечивающей бурный рост индустриальной мощи промышленно развитых стран. Менее чем за 100 лет мировое производство стали возросло более чем в тысячу раз (с 330 тыс.т в 1868 г. до 346 млн. т в 1960 г.).
198
Пятый этап. Развитие электрометаллургии стали. Во второй половине XIX в. появился ряд предложений по использованию для плавки стали электрической энергии. В конце XIX—начале XX вв. были созданы и начали работать электропечи различных конструкций. Особенно бурными темпами электросталеплавильное производство развивается в последние десятилетия. Появились дуговые сталеплавильные печи вместимостью 200—350 т. Доведение удельной мощности трансформаторов до 700—800 кВ • А/т позволяет расплавлять такую массу металла за 1,5—2 ч. Развитие электрометаллургии стимулируется также возможностью переплава больших количеств такой дешевой шихты, как металлический лом. К настоящему времени уже большое число промышленно развитых стран выплавляют в электродуговых печах более 20—30 % всей стали. Высокопроизводительные дуговые электросталеплавильные печи часто устанавливают на смену старых, отслуживших свой срок мартеновских печей.
Шестой этап. Интенсификация сталеплавильного процесса кислородом. Замена воздуха, используемого в сталеплавильных агрегатах для сжигания топлива или окисления примесей чугуна, чистым кислородом существенно изменяет тепловой баланс процессов (исключаются потери тепла вследствие нагрева балластного азота, поступающего вместе с кислородом воздуха), а также облегчает решение проблемы повышения качества металла. Однако высокая стоимость кислорода длительное время препятствовала осуществлению этой замены. Лишь в послевоенные годы появившиеся относительно дешевые способы получения кислорода позволили начать в широких масштабах разработку соответствующей технологии. Одной из первых стран, где были развернуты эти работы, был СССР. Исследования проводили во второй половине 40-х годов под общим руководством акад. И.П.Бардина.
Первые же опыты подтвердили теоретические расчеты, однако потребовалось несколько лет, прежде чем были отработаны оптимальные приемы работы и конструкции агрегатов, фурм, горелок и т.п. К концу 50-х годов использование кислорода в сталеплавильном производстве стало обычной практикой, которая оказала существенное влияние на масштабы выплавки стали в мире. В результате только за 10 лет (с 1960 по 1970 г.) мировое производство стали возросло с 346 до 603 млн т. Основная масса стали, про
199
изводимой в настоящее время в мире, выплавляется в агрегатах, где роль окислителя выполняет технически чистый кислород.
Седьмой этап. Появление и распространение переплавных процессов. На процессы удаления из стали вредных примесей влияют такие факторы, как изменение давления, увеличение поверхностей контакта взаимодействующих фаз, ускорение процесса охлаждения металла, использование плазменной и электронно-лучевой технологии и др. В результате появились и получили за последние годы значительное распространение такие способы переплава стали, как вакуумный индукционный (ВИП), вакуумный дуговой (ВДП), электрошлако-вый (ЭШП), электроннолучевой, плазменный и др. Поскольку в этих процессах осуществляется переплав стали, предварительно выплавленной в "обычном" агрегате (конвертерах, мартеновской печи, электродуговой печи), такие процессы называют переплавными. Эти способы сравнительно дорогостоящие и малопроизводительные, но обеспечивают получение металла очень высокого качества с особыми свойствами.
Восьмой этап. Появление и развитие внепечной, вторичной или ковшевой металлургии. Многие технологические операции, проводимые для уменьшения содержания вредных примесей в металле и повышения его качества, можно перенести из плавильного агрегата в ковш (или иной агрегат, заменяющий ковш), специально оборудованный устройствами для соответствующей обработки жидкого металла. Производительность плавильного агрегата при этом возрастает, одновременно обеспечивается повышение качества стали. Для удаления из металла вредных примесей, усреднения состава и регулирования температуры металл в ковше подвергают вакуумированию, продувают инертными газами, обрабатывают жидкими или порошкообразными смесями или специальной лигатурой, подвергают электромагнитному перемешиванию и т.п. Поскольку эти операции в некоторых случаях продолжительны, а металл постепенно охлаждается, были созданы устройства для подогрева металла в процессе его обработки, т.е. ковш превратился в самостоятельный иногда довольно сложный агрегат. Эти методы получили название ковшевой (или вторичной) металлургии, внепечной обработки или внепечного рафинирования. Помимо повышения качества, внепечная обработка обеспечивает стабильность (от плавки
200
к плавке) свойств металла данной марки, что очень важно потребителям; в результате она за очень короткий срок (в течение 70-х годов XX в.) получила повсеместное распространение. В настоящее время сотни миллионов тонн выплавляемой в мире стали подвергают той или иной внепечной обработке. Мероприятия, проводимые для повышения степени чистоты стали (главным образом, в результате внепечной обработки) и выхода годного (главным образом, в результате перехода на непрерывную разливку), вот уже в течение десяти последних лет обеспечивают развитие машиностроения без увеличения количества выплавляемой стали.
Девятый этап. Развитие методов непрерывной разливки. Создание работоспособных агрегатов непрерывной разливки стали позволило: а) существенно снизить расход жидкой стали для получения 1 т проката; б) улучшить условия для повышения качества стали; в) обеспечить реальное начало нового этапа в металлургии: получение готового стального продукта или полупродукта непосредственно из жидкого металла ("прямая прокатка"); г) повысить производительность труда металлургов. В настоящее время в промышленно развитых странах практически вся выплавляемая сталь разливается на установках непрерывной разливки.
Приведенная выше схема исторического развития сталеплавильного производства условна. Появление тех или иных новых способов производства стали и методов, обеспечивающих повышение ее качества, происходит во времени и многие способы (и старые, и новые) существуют одновременно.
Масштабы производства стали в мире меняются незначительно (800—850 млн т в год), меняется лишь эффективность использования стали. Основными производителями стали являются: Япония, США, Китай, Россия, Германия, Украина, Южная Корея, Италия, Бразилия, Франция, Великобритания, Индия, Канада, Испания. На эти страны приходится > 75 % выплавляемой стали в мире. При этом производство стали (в мире в целом) составляет: в конвертерах — около 60 %, в дуговых электропечах — около 35 %, остальное — в мартеновских и двухванных печах. Черная металлургия в России достигла расцвета во второй половине XVIII в., когда Россия занимала первое место по производству черных металлов. Русское кровельное железо экспортировалось за границу и считалось лучшим в мире. К первой половине XIX в.
201
относится деятельность П.П.Аносова. Помимо своих выдающихся открытий в области изучения свойств стали, П.П.Аносов был по существу первым металлургом, которому удалось получить булатную сталь и описать этот процесс в литературе.
В 1913 г., перед первой мировой войной, по количеству выплавляемой стали Россия стояла на пятом месте в мире. В это время в России выплавлялось ~ 4,3 млн т стали в год. После разрухи, вызванной интервенцией и гражданской войной, на территории СССР выплавлялось < 200 тыс.т стали. В период восстановления народного хозяйства и за годы пятилеток в результате героического труда советского народа производство стали увеличилось более чем в четыре раза по сравнению в дореволюционным. Такое значительное увеличение производства стало возможным в результате строительства ряда новых крупных металлургических комбинатов: Магнитогорского, Кузнецкого, Нижнетагильского и др., а также коренной реконструкции старых заводов.
Во время Великой Отечественной войны 1941—1945 гг. в результате оккупации врагом значительной территории страны производство стали уменьшилось вдвое, объем производства черных металлов в стране снизился до уровня 1933 г. Благодаря исключительному мужеству, самоотверженности, высокой организованности и сознательности советским металлургам уже в марте 1942 г. удалось приостановить снижение выпуска черных металлов. За годы войны на Востоке страны было построено 10 доменных, 29 мартеновских и 16 электродуговых печей, сталеплавильщики Урала освоили выплавку высоколегированной, в том числе броневой, стали в 185-т мартеновских печах, мартеновцы Кузнецка и Магнитки впервые в мировой практике сумели удвоить вместимость действующих мартеновских печей. Начиная с весны 1942 г. производство стали в стране неуклонно возрастало и в 1945 г. было выплавлено уже более 12 млн т. Огромная работа была проведена по восстановлению разрушенных врагом металлургических заводов, расположенных в центральных районах РСФСР и на Украине. В результате выплавка стали в стране превзошла довоенный уровень в полтора раза. К концу пятой пятилетки (в 1955 г.) в СССР было выплавлено уже более 45 млн т стали. Такой значительный рост производства стали после войны был достигнут в основном не за счет
202
строительства новых заводов, а за счет увеличения произ Бедственных мощностей на действующих предприятиях, увеличения вместимости печей и в первую очередь совершенствования технологии и организации.
В настоящее время черная металлургия России включает 37 комбинатов и заводов, производственная мощность которых по стали составляет около 90 млн т стали в год.
Около 2/3 стали выплавляется на восьми крупных металлургических комбинатах: Магнитогорском (ММК), Новолипецком (НЛМК), Череповецком (ЧерМК), Кузнецком (КМК), Западно-Сибирском (ЗСМК), Челябинском (ЧелМК), Нижнетагильском (НТМК), Орско-Халиловском (ОХМК). Три из них (НЛМК, ЗСМК и ЧерМК), построенные сравнительно недавно, являются современными высокотехнологическими предприятиями, вполне конкурентоспособными на мировом рынке.
В настоящее время в черной металлургии России осуществляется комплекс работ, направленных на совершенствование производства и повышение его эффективности. Работы ведутся в соответствии с "Федеральной программой технического переоснащения и развития металлургии России. Реализация Программы позволит увеличить долю прогрессивных сталеплавильных процессов, долю непрерывной разливки, снизятся расходы металла на прокат, расходы энергоресурсов и т.д.
§ 2. КЛАССИФИКАЦИЯ СТАЛИ
Полученные тем или иным способом стали чрезвычайно разнообразны по своим свойствам и составу. Их классифицируют по способу производства, назначению, качеству, химическому составу, характеру застывания в изложницах и строению получающегося слитка.
Единой мировой системы классификации стали нет. Многие компании и фирмы пользуются своими системами классификации стали.
В СССР была проведена большая работа по унификации обозначений различных марок стали и требований, предъявляемых к их составу и качеству; классификация стали и требования к ее составу и качеству были обусловлены соответствующими государственными стандартами и техническими условиями.
203
По способу производства сталь может быть мартеновской, конвертерной, электросталью, электрошлакового переплава и полученной другими способами. Иногда требуется еще большее уточнение, например "кислая мартеновская сталь” и т.п. Очень часто от способа производства зависят некоторые особенности качества металла. Например, несмотря на одинаковый химический состав и одинаковую последующую термообработку, свойства основной и кислой мартеновской стали различны, и это учитывают и потребители этой стали, и сталеплавильщики.
По назначению можно выделить следующие основные группы сталей:
1. Конструкционная сталь, которую применяют при изготовлении различных металлоконструкций (для строительства зданий, мостов, различных машин и т.п.). Конструкционные стали могут быть как простыми углеродистыми, так и легированными (например, марганцовистая сталь, хромистая сталь). Легированная сталь несколько дороже углеродистой, но так как она обладает значительно лучшими механическими свойствами, то расход ее на изготовление тех или иных конструкций значительно ниже, чем углеродистой.
2. Топочная и котельная сталь — низкоуглеродистая сталь, применяемая для изготовления паровых котлов и топок. Эта сталь должна иметь хорошие пластические свойства в холодном состоянии, хорошо свариваться, не должна иметь склонности к старению.
3. Сталь для железнодорожного транспорта — рельсовая сталь, осевая сталь, сталь для бандажей железнодорожных колес. Это среднеуглеродистая сталь, к ней предъявляются высокие требования при механических испытаниях, например, на усталость, при проверке сплошности структуры металла.
4. Подшипниковая сталь служит материалом для изготовления шариковых и роликовых подшипников. К этой стали, содержащей около 1 % С и 1,5 % Сг, предъявляют очень высокие требования по содержанию неметаллических включений.
5. Инструментальная сталь применяется для изготовления различных инструментов, резцов, валков прокатных станов, деталей кузнечного и штамповочного оборудования. Она содержит обычно значительное количество углерода (иногда до 2 %), а также в ряде марок — значительное количество легирующих элементов: хрома, вольфрама, молибдена и других.
204
Кроме указанных, имеется еще ряд групп сталей, назначение которых видно из самого их названия: рессорнопружинные, электротехнические, трансформаторные, динам-ные, нержавеющие, орудийные, снарядные, броневые, трубные стали и другие.
По качеству стали обычно делят на следующие группы: сталь обыкновенного качества, качественную и высококачественную. Различия между этими группами заключаются в допускаемом содержании вредных примесей (в первую очередь серы и фосфора), а также в особых требованиях по содержанию неметаллических включений. Например, в сталях обыкновенного качества содержание серы и фосфора не должно превышать 0,040—0,060, в качественных сталях — не более 0,030—0,040, в высококачественных — не более 0,020— 0,030 % (в некоторых случаях содержание серы и фосфора допускается в очень низких пределах: 0,010 и даже 0,005 %).
По химическому составу различают стали: углеродистые (в том числе низко-, средне-, высокоуглеродистые), низколегированные, легированные (в том числе хромистые, марганцовистые, хромоникелевые и т.п.).
Установлены единые условные обозначения химического состава стали:
Элемент ... С Мп Si Сг Ni Mo W V Al Ti
Обозначение ...УГ С X Н МВФЮ Т
В обозначении марок стали по стандарту цифры с левой стороны букв обозначают среднее содержание углерода в сотых долях процента (для инструментальных сталей— в десятых долях процента). Буквы справа от цифр, выражающих среднее процентное содержание углерода, обозначают наличие соответствующего элемента в стали. Цифры, стоящие после букв, указывают примерное содержание соответствующих элементов, если оно выше 1 %.
Буква А в конце обозначения марки указывает на то, что сталь является высококачественной. Например, марка 12Х2Н4А означает, что это высококачественная сталь, содержащая около 0,12 % С, 2 % Сг и 4 % Ni. Обозначение марки стали ЗОХГС свидетельствует о том, что в этой стали около 0,30 % С и около 1 % хрома, марганца и кремния.
205
Марки углеродистой стали обыкновенного качества обозначают следующим образом: СтО, Ст1, Ст2 и т.д. Обозначениями качественных углеродистых сталей служат: 10, 20, 45 и т.д. Цифры соответствуют среднему содержанию углерода в сотых долях процента. Углеродистые инструментальные стали маркируют буквой У(У7, У10, У12 и т.п.). Цифры после буквы У указывают на содержание углерода в десятых долях процента.
По характеру застывания стали в изложницах различают спокойные, кипящие и полуспокойные стали. Поведение металла при кристаллизации в изложнице зависит от степени раскисленности: чем полнее раскислена сталь, тем спокойнее кристаллизуется слиток.
Так, например, в результате обильного газовыделения кипящая сталь при кристаллизации в изложнице кипит (отсюда название стали). Наоборот, спокойная сталь кристаллизуется без видимых эффектов, спокойно.
Каждый из перечисленных видов классификации стали характеризует свойства металла, его надежность в работе, стоимость, возможность получения в определенных количествах и другие параметры. Все это учитывают потребители металла.
§ 3. ОСНОВНЫЕ РЕАКЦИИ И ПРОЦЕССЫ СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА
1. Термодинамика сталеплавильных процессов
Металлургия стали в настоящее время не является уже чисто прикладной наукой, "сборником технологических рецептов", каким она была несколько десятков лет назад. Сейчас невозможно не только развитие и совершенствование сталеплавильных процессов, но и получение качественной стали без использования данных современной науки, и прежде всего физической химии, физики, теплотехники, металлографии.
В ходе сталеплавильных процессов выделяется (или поглощается) теплота, достигается (или нарушается) равновесие протекающих реакций, лучистая энергия факела или электрической дуги превращается в тепловую и происходят другие энергетические процессы. Науку, изучающую законы теплового равновесия и превращения теплоты в другие виды
206
энергии, называют термодинамикой. Химическая термодинамика изучает равновесие химических реакций, их тепловые эффекты. Обычно сталеплавильный агрегат представляет собой довольно сложную систему. Для характеристики системы используют величины, называемые параметрами состояния и параметрами процесса.
Параметры состояния— величины, служащие для характеристики состояния системы (давление, объем, температура, концентрация).
Параметры процесса — величины, характеризующие процесс, т.е. изменение системы, связанное с изменением параметров состояния. К их числу относятся энтальпия1, энтропия2, энергия Гельмгольца, энергия Гиббса.
В 1882 г. известный немецкий ученый Гельмгольц ввел понятия "свободной энергии" (энергия Гельмгольца) и "связанной энергии". Энергия Гельмгольца А определяется через внутреннюю энергию U (энергия движения молекул, внутримолекулярного движения атомов, их взаимодействия, энергия движения электронов и т.п.), энтропию S и температуру Т равенством
А = U - TS.
Энергию Гельмгольца называют "свободной энергией при постоянном объеме"; также используют название "изохорноизотермический потенциал" (сокращенно "изохорный потенциал").
Сталеплавильные процессы обычно протекают при давлениях, близких к постоянным (т.е. являются изобарическими); для оценки этих процессов используют параметр G, предложенный американским ученым Гиббсом, определяемый через энтальпию Н:
G = Н — TS.
Энергия Гиббса связана с энергией Гельмгольца соотношением
G = А + pV,
где р — давление, V - объем.
Энтальпия (от греч. enthalpo — согреваю).
2Энтропия (от греч. entropia — поворот, превращение).
207
В технической литературе можно встретить разные названия энергии Гиббса: свободная энергия (при постоянном давлении), термодинамический потенциал, изобарно-изотермический потенциал, изобарный потенциал и другие и разные обозначений этой величины: F, Z, Ф, G. 18-тый конгресс Международного союза чистой и прикладной химии в 1961 г. рекомендовал использовать символ G и название "энергия Гиббса". В настоящее время не существует методов определения абсолютного значения величин U, А, Н, S, G. Для проведения термодинамических расчетов условились принимать энтальпию простых веществ (элементов) при 25 °C (298 К) равной нулю (Н29& = 0); энтропии всех веществ принимают равными нулю при абсолютном нуле (So = 0 при Т = 0). Соответственно для термодинамических расчетов используют величины изменения Н, S, G, а именно: ЛЯ, AS, AG. Напомним, что При постоянном давлении Qp = —LH.
Общее уравнение для определения изменения энергии Гиббса AG при температуре Т
AGT = АЯТ - TAST.
Для проведения практических расчетов и сравнимости получаемых результатов оказалось удобным определять изменения для каждого рассматриваемого процесса (реакции) при стандартных условиях. В качестве стандартных обычно принимают условия, при которых парциальные давления для каждого компонента равны 100 кПа , активности каждого компонента равны 1, а конденсированные вещества (жидкости и твердые тела) в чистом виде находятся под давлением 100 кПа. Для того чтобы показать, что параметры заданы при стандартных условиях, используют индекс ° (AG°, AS°, АЯ°). Между стандартным изменением AG° и константой равновесия существует непосредственная связь:
AG° = -RT In Кр.
Это соотношение применимо для любой температуры. В качестве "стандартной" принимают обычно температуру 25 °C, т.е. 298,15 К (обозначают индексом 298). При стандартных условиях и стандартной температуре параметры процесса обозначают следующим образом: AG°98, АЯ°98, AS°98.
100 кПа = 1 атм.
208
В большинстве случаев температура металлургических процессов существенно отличается от стандартной, поэтому величины ДЯ могут существенно отличаться от величины ДЯ°98- Изменение величины ЛЯ в зависимости от температуры связано с изменением теплоемкости:
т
dH/dT = ДСР; ДЯТ = ДЯ°98 + J ACvdT.
2 98
Если в пределах исследуемых температур происходит изменение состояния какого-либо компонента (аллотропическое превращение, плавление, испарение — это также обычно указывается в таблицах), то тепловой эффект этого изменения (часто используют понятие теплоты превращения Lnp или Qnp) должен быть учтен в расчетах:
^ПР р
ЬНТ - + S ACpdT ± Lnp + J ACpdT.
298 ^ПР
Значения величины изменения энтропии Д5° при изменении температуры также изменяются. Уравнение для расчета значений изменения энтропии при изменении температуры имеет вид
т Дср
AS° = J --- dT.
о
На практике зачастую температурные условия по ходу процесса существенно меняются. Это необходимо учитывать, чтобы дать тому или иному процессу точную количественную оценку.
Чаще всего используют формулу
AG = АН- TAS,
где ДЯ и AS близки к средним значениям АН и AS для данного интервала температур. В таблицах значения приводят обычно в виде AG = А + ВТ.
При изменении температуры изменяются и АН и AS, но AS изменяется в большей мере, в результате оказывается, что AG < 0; при равновесии AG = 0, поэтому величина AG, если реакция написана в направлении ее протекания, всегда получается с минусом. Если в результате расчета величина AG
209
получается с плюсом, то реакция (процесс) идет в обратном направлении. Процесс или реакция могут идти самопроизвольно лишь в том случае, когда энергия Гиббса системы уменьшается.
Изменение энергии Гиббса используют для определения меры химического сродства веществ. Константа равновесия Кр характеризует степень протекания реакции в ту или иную сторону. Поскольку Д<7° = ДЯ° — TbS° и Д(7° = — RT\n Кр, то -ЯПп Кр = ЛН° - T&S°, откуда R In Кр = LS°-LH°/T. Отсюда видно, что чем больше величина Д5° и чем меньше ЬН°/Т, тем полнее идет реакция. Из уравнения видно также, что чем выше температура, тем большее значение имеет величина Д5° (энтропийный фактор) и меньшее ЬН°/Т (энтальпийный фактор). При производстве стали протекают процессы окисления железа и его примесей (углерода, кремния, марганца) и образования соответствующих оксидов (СО, SiO2, MnO). Способность железа и его примесей окисляться, т.е. химическое сродство к кислороду, часто выражают при помощи давления диссоциации оксидов. Давление диссоциации в данном случае представляет собой давление кислорода р °2 при равновесии системы кислород—оксид:
Me + О, = МеО2; Кр = д ./(а • р ).
2 2’ р (Л/еО2) Me ГО2
В случае чистых металла и оксида а, = 1 и а (МеО2) Me
= 1, а тогда
К„ = 1/р и AG° = RT In о . и2 о2
Таким образом давление диссоциации является мерой прочности оксида: чем меньше эта величина, тем прочней оксид.
В сталеплавильной ванне участвующие в реакциях компоненты находятся в виде раствора в металле (железе) и шла-ке.Вещество, переходя в раствор, становясь компонентом раствора, теряет свою индивидуальность. Значения термодинамических функций для процессов, реакций, происходящих между веществами, находящимися в растворе, существенно отличаются.
Прежнее название — упругость диссоциации.
210
Обычно в качестве стандартного состояния выбирают либо чистое вещество, либо однопроцентный раствор этого вещества.
Если р — давление пара компонента, находящегося в растворе, а р° — давление пара компонента в стандартном состоянии, то отношение р/р° принято называть активностью данного компонента и обозначать а, т.е. р/р° = а. Активность вещества в стандартном состоянии принимают равной единице.
Для термодинамических расчетов активность представляет собой вспомогательную расчетную величину, которая характеризует степень связанности молекул, атомов или ионов исследуемого компонента. При образовании данным компонентом в растворе каких-либо соединений его активность понижается, и, наоборот, активность возрастает при уменьшении сил взаимодействия между частицами растворителя и растворенного вещества.
Большинство компонентов, встречающихся в металлургической практике, образует в железе растворы, далекие от идеальных. Соотношения между составом и свойствами большинства реальных растворов очень сложны и не всегда ясны. Положение облегчается тем, что обычно мы имеем дело с растворами в железе небольших количеств (часто < 1 %) других компонентов. При уменьшении концентрации растворенного вещества свойства реального раствора приближаются к свойствам идеального. Такие растворы принято называть бесконечно разбавленными или разбавленными. В этих случаях принято использовать закон Генри, согласно которому в разбавленном растворе давление пара растворенного вещества pj прямо пропорционально его концентрации Cj, т.е. Pi = rcj, где г— коэффициент (константа Генри). Обычно реальные растворы подчиняются закону Генри при изменении концентрации в интервале от долей процента до нескольких процентов.
В достаточно сильно разбавленном растворе можно принять активность- равной концентрации: а, = с, или = х}. При повышении концентрации растворенного компонента приходится вводить вспомогательную величину Hj^ajlxj, соответственно а, = у jXj. Величина уу, называемая коэффициентом активности, характеризует степень отклонения свойств рассматриваемого компонента в данном растворе от
211
его свойств в идеальном растворе. Для идеальных растворов у = 1. К таким растворам близки растворы никеля, кобальта, марганца, хрома в железе.
Для обозначения коэффициентов активности обычно используют буквы у или f. Буквой у обозначают коэффициент активности при использовании соотношения т.е.
тогда, когда концентрация выражается в мольных долях (компонента ;). Если массовая концентрация выражается в процентах, то для обозначения чаще используют букву /. В реальных условиях на величину коэффициента активности компонента в растворе влияет взаимодействие растворенных в металле других компонентов. В тех случаях, когда компонент растворен в металле, принято использовать квадратные скобки, например [С], [Мп], [Si] и т.д. В случаях, когда речь идет о концентрации того или иного компонента в шлаке, используют круглые скобки: (FeO), (МпО), (СаО) и т.д.
Таким образом, если написано [Мп] + (FeO) = (МпО) + + Fex, то это означает, что реакция происходит между растворенным в металле (железе) марганцем и растворенной в шлаке закисью железа. Константа равновесия этой реакции может быть записана следующим образом:
а, х У, .(МпО)
„Мп (МпО) ,.Мп ( МпО)
К = -------------- или К = -------:--;----------
а. , а, . "X Мп Т. 4FeO
[Мп] (FeO) Мп ° (FeO)
„Мп или К
'(МпО)(М"О)
2. Кинетика сталеплавильных процессов
Если термодинамика позволяет получать ответы на вопросы о том, каково направление протекания процесса, какое количество энергии при этом выделяется (поглощается), какова характеристика последней стадии процесса, каково соотношение концентраций (активностей), при которых наступает состояние равновесия, то кинетика позволяет ответить на вопрос о том, какова скорость процесса, ее зависимость от отдельных параметров.
В общем случае протекание реакции в сталеплавильной ванне может быть представлено в следующей последовательности:
212
а) подвод реагентов к месту реакции;
б) акт химической реакции;
в) выделение продуктов реакции в отдельную фазу и их удаление.
В каждом конкретном случае одно из этих звеньев может лимитировать протекание процесса в целом, если скорость данного звена процесса будет меньше, чем двух других. Для большинства металлургических реакций при температурах сталеварения сам акт химической реакции протекает практически мгновенно и не лимитирует протекание процесса вце-лом. Скорость процесса в целом в значительном числе случаев определяется скоростью подвода реагентов к месту реакции (например, интенсивностью подачи кислорода при продувке металла в конвертерном процессе или интенсивностью диффузии примесей металла к границе металл—шлак и т.п.).
В некоторых случаях, когда в результате реакции должна образоваться новая фаза (например, образование пузырька газа внутри стальной ванны, образование неметаллического включения, образование твердого кристаллика металла при кристаллизации стали), скорость процесса в целом может быть лимитирована скоростью процесса зарождения и выделения новой фазы.
Это связано с тем, что в обычных условиях зародыши любой новой фазы становятся устойчивыми лишь при достижении определенных (критических) размеров. Рост зародыша до этих размеров приводит к увеличению свободной энергии системы. Этот начальный рост свободной энергии вызван затратой работы (энергии) на создание поверхности раздела между зародышем новой фазы и исходной фазой. Буквенным символом величины энергии, затрачиваемой на образование единицы поверхности (называемой поверхностным натяжением), обычно служит o', а обозначение ее является Дж/м2 (энергия на единицу поверхности) или Н/с (сила на единицу длины). Обычно термин "поверхностное натяжение" применяют при рассмотрении свойств тела на границе с газовой фазой, т.е. в тех случаях, когда можно пренебречь поверхностным натяжением второй фазы. Для случая поверхности раздела жидкость—жидкость (например, металл—шлак) применяют термин "межфазное натяжение". Процессы, связанные с уменьшением энергии системы, протекают самопроизвольно. Соответственно и процессы, связанные с уменьшением величины по-
213
верхностного натяжения, также будут протекать самопроизвольно. При этом в поверхностном слое будет повышаться концентрация того из компонентов, прибавление которого понижает поверхностное натяжение (явление адсорбции). Вещества, снижающие поверхностное натяжение растворителя, т.е. вещества, концентрация которых в поверхностном слое выше, чем в растворителе, называют поверхностно-активными веществами. Исследования показали, что такие элементы, как кислород, сера, бор, церий, кальций и ряд других в растворе жидкого железа, являются поверхностно-активными (рис. 73). Величина поверхностного натяжения чистого железа составляет примерно 1,8мДж/м2. Небольшие добавки поверхностно-активных элементов снижают величину <г на 20—30 %, при этом соответственно увеличивается адсорбция этих элементов в поверхностном слое (например, на границе металл—шлак, металл—под, жидкий металл—растущий кристалл при застывании металла). Особенность поверхностных явлений заключается в том, что при их наличии проявляется действие ничтожных концентраций примесей (такие же концентрации примесей, но равномерно распределенные в объеме вещества, не могут оказать существенного влияния на объемные свойства).
Роль поверхностных явлений в металлургических процессах чрезвычайно велика. Большинство металлургических процессов основано на гетерогенных реакциях, связанных с исчезновением одних и появлением других фаз; сами реакции во многих случаях протекают на границе раздела фаз. Поэтому приходится учитывать, что и свойства, и составы пограничных слоев отличаются от объемных свойств.
Рис. 73. Влияние серы и кислорода на поверхностное натяжение жидкого железа 214
При образовании новой фазы сначала в результате флуктуации должны образоваться термодинамически устойчивые зародыши новой фазы. Вероятность флуктуаций определяется работой, необходимой для ее осуществления, а эта работа связана с большей удельной поверхностью зародыша и поэтому зависит от величины поверхностного натяжения на границе зародыш—среда. Чем меньше поверхностное натяжение, тем меньшая работа требуется для образования зародыша, тем благоприятнее условия для образования (выделения) новой фазы. Следовательно, наличие в металле поверхностноактивных примесей облегчает условия выделения (образования) новой фазы, например образования в металле пузырьков газа, неметаллических включений, кристаллов). Эти же поверхностно-активные вещества, адсорбируясь на растущей фазе, могут затормозить ее рост. На этом свойстве поверхностно-активных примесей основаны, например, способы модифицирования чугуна и стали. Небольшая добавка такого элемента, как бор, позволяет получать мелкозернистую структуру металла.
Выше уже отмечалось, что в металлургии многие процессы протекают на границе раздела фаз. В связи с этим при решении многих практических задач приходится учитывать также различную степень смачиваемости между различными фазами. Практика показывает, что разделение отдельных фаз (например, отделение шлака от металла) встречает определенные трудности, так как почти всегда на границе раздела происходит взаимное притяжение фаз. Это явление называют адгезией. Работа, которую необходимо затратить для разделения двух фаз (обычно рассматривают случай, когда площадь контакта равна 1 м2 или 1 см2), называют работой адгезии.
Если жидкая фаза (например, шлак) соприкасается с твердой (например, огнеупором), то капля шлака, расплавленная на поверхности огнеупора (рис. 74), испытывает одновременно воздействие трех величин: <гш_г, сш-огн и ^огн-г-
Силы поверхностного натяжения стремятся уменьшить поверхности контактирующих фаз. В результате наступает равновесие трех сил:
®огн-г “ ^Ш-ОГН + ^Ш-ГС08
215
Рис. 74. Схема образования капли шлака на твердой поверхности (а) и на поверхности жидкого металла (#):
Ж] — металл; Ж2 — шлак
е=1воа е>90* 0*90* 0*0
Рис. 75. Межфазное натяжение и смачиваемость
Угол 0 называют краевым углом смачивания. Величина угла 0 определяется соотношением
COS 0 — (#Огн-Г °Ш-ОГн)/°Ш-Г
или в общем случае
COS 0 — (tfTB-r — ж-тв)I&ж-г-
В зависимости от природы контактирующих фаз угол смачивания изменяется от 180 до 0°. При 0 = 180° имеет место случай полного несмачивания. На практике почти всегда происходит частичное смачивание (рис. 75) и величина угла 0 колеблется в широких пределах. Знание степени смачивания и величины краевого угла смачивания помогает решать многие практические задачи. Если, например, известно, что при соприкосновении жидкого шлака определенного состава с футеровкой величина краевого угла смачивания невелика (0 < 90°), то этот шлак будет проникать в поры огнеупорного материала. Если же не желательно, чтобы происходило это проникновение, то необходимо подбирать такие составы шлаков (или огнеупоров), при которых величина краевого угла смачивания была бы большой (0 > 90°). Другой пример: если между металлом и находящимся в нем неметаллическим включением смачивание плохое, то это включение будет
216
быстрее отделяться от металла, чем в случае, когда смачивание между включением и металлом хорошее. Силы смачивания мешают полностью отделять шлак от металла. Кроме сил взаимного притяжения различных фаз на границе их раздела, необходимо учитывать силы взаимного притяжения внутренних слоев вещества. Явление взаимного притяжения внутренних слоев тела жидкости называют когезией. Если, например, взять столб металла сечением 1м2 и разорвать (разделить) на два столба такого же сечения, то образуются две новые поверхности, каждая по 1 м2. На образование поверхности в 1м2 затрачивается энергия, численно равная величине поверхностного натяжения а (Дж/м2). Следовательно, в рассматриваемом примере будет затрачена энергия, равная 2б\ Явление когезии особенно приходится учитывать, когда по технологии необходимо раздроблять струю металла или шлака, в случаях образования трещин в застывающем слитке и в ряде других случаев.
3. Сталеплавильные шлаки
Выплавка стали обычно сопровождается процессами окисления железа и его примесей, а также процессами разъедания футеровки сталеплавильных агрегатов. В шихте, загружаемой в сталеплавильные агрегаты, всегда имееется большее или меньшее количество загрязнений. Кроме того, при ведении плавки в ванну обычно добавляют различные флюсы и добавочные материалы. В результате образуется неметаллическая фаза, называемая шлаком.
Источники образования шлака
Основные источники образования шлака следующие:
1. Продукты окисления примесей чугуна и лома — кремния, марганца, фосфора, серы, хрома и других элементов (SiO2, MnO, Р2О5, FeS, MnS, Сг2О3 и др.).
2. Продукты разрушения футеровки агрегата — при разъедании основной футеровки (доломита, магнезита) в шлак переходят СаО, MgO, при разъедании кислой (динас) — SiO2.
3. Загрязнения, внесенные шихтой (песок, глина, мик-серный шлак и т.п.), — SiO2, Д12О3, MnS и т.п.
4. Ржавчина, покрывающая заваливаемый в сталеплавильные агрегаты лом, — оксиды железа.
217
5. Добавочные материалы и окислители (известняк, известь, боксит, плавиковый шпат, железная и марганцевая руды и т.п.) — СаО, А12О3, SiO2, FeO, Fe2O3, МпО, CaF2 и т.п.
В каждом конкретном случае степень влияния перечисленных загрязнений на состав шлаков различна. Вводя после соответствующего расчета то или иное количество определенных добавок, добиваются получения шлака нужного состава. При необходимости проводят операции обновления (скачивания) шлака, когда определенное количество шлака (иногда почти 100 %) удаляют из агрегата, а затем вводя нужное количество тех или иных добавок, "наводят" новый шлак необходимого состава.
Строение и составы шлаков
После отбора пробы шлака и проведения соответствующего анализа (состав шлаков устанавливают методами аналитической химии и спектрального анализа) сталевар получает данные (в %) о том, сколько в этой пробе шлака содержится СаО, SiO2, А12О3, FeO, МпО и других соединений. Приходится, однако, учитывать, что в лаборатории подвергают анализу шлак, уже застывший после отбора пробы из печи. В печи же (в агрегате) шлак находится в расплавленном состоянии. Жидкие расплавленные шлаки в металлургическом агрегате характеризуются наличием между составляющими шлака и ковалентной, и ионной связи. Образование ионов при расплавлении компонентов шлака можно представить следующими реакциями:
FeO —*Fe2+ + O2-; СаО —> Са2+ + О2";
МпО —*Мп2+ + О2"; MgO —*Mg2+ + O2-;
(FeO)2 • SiO2 2Fe2+ + SiOf;
(MnO)2 • SiO2 —* 2Mn2+ + SiOf;
FeS Fe2+ 4- S2~; MnS —► Mn2+ 4- S2’;
CaF2 —* Ca2+ 4- 2F";
(CaO)3 • P2O5 3Ca2+ 4- 2PO2- и т.д.
Таким образом, сталеплавильные шлаки обычно имеют в своем составе такие катионы, как Fe2+, Мг?+, Са2+, Mg2+,
218
Сг2+, и такие анионы, как S2-, О2-, SiO4-, А1О2-, РО4-, FeOj, FeO2-, Si2O2-, СгО2 и т.п. Кроме того, в шлаке могут быть и сложные комплексы, близкие к составам таких соединений, как (СаО)4 • SiO2; (FeO)2 • SiO2; (СаО)4 • • Р2О5. Поэтому данные, которые сталевар получает после анализа пробы шлака, далеко не полностью отражают истинную картину того, что находится непосредственно в печи.
Шлаки, в которых преобладают основные окислы (СаО, MgO, MnO, FeO), называют основными шлаками, а шлаки, в которых преобладают кислотные окислы (SiO2, Р2О5) — кислыми шлаками (рис. 76). В зависимости от характера шлаков и процессы называют основными или кислыми. Обычно и характер огнеупорных материалов, из которых сделана сталеплавильная ванна, соответствует характеру процесса (характеру шлака). Например, ванну печей, в которых осуществляют кислый мартеновский процесс, изготовляют из кислых огнеупорных материалов. Иначе шлак будет энергично взаимодействовать с огнеупорной футеровкой и разрушать ее (кислотные окислы активно взаимодействуют с основными). В тех случаях, когда в агрегате вообще нет футеровки (например, при электрошлаковом переплаве), состав шлака может быть любым.
Поскольку из всех перечисленных компонентов наибольшую долю в основных шлаках занимают СаО и SiO2, отношение этих окислов CaO/SiO2 характеризует степень основности (или просто "основность") основных шлаков. Шлаки, в которых отношение (CaO/SiO2) < 1,5, называют низкоосновными; у шлаков средней основности CaO/SiO2 = 1,6-5-2,5; у высокоосновных шлаков (CaO/SiO2) > 2,5. При переделе фосфористых чугунов шлаки содержат много Р2О5. В этом случае для характеристики основности шлака используют величину отношения CaO/(SiO2 + Р2О5).
1600
1500 \1400 1500 1200
10 20 50 ЬО 50 60 (SiOr),%
Рис. 76. Температуры плавления шлаков
Кислый > процесс}/'
Основной* ^процесс
219
Кислые шлаки состоят главным образом из кислотного окисла SiO2 и некоторого количества таких основных окис-лов, как FeO и МпО. Составы кислых шлаков характеризуются степенью их кислотности (или просто "кислотностью"), выражаемой обычно отношением SiO2/(FeO + МпО).
Кроме основности шлака, другой важной его характеристикой является величина, называемая "окисленностью" шлака. Эта величина характеризует способность шлака окислять металл и его примеси. В качестве меры окисленности обычно принимают или содержание (в %) в шлаке FeO, или содержащуюся в нем сумму FeO + Fe2O3, или содержание в шлаке железа. Существуют и другие способы определения окисленности шлака.
Помимо химического состава, важнейшей характеристикой шлака является его вязкость, которая обычно значительно выше вязкости стали. При температуре около 1600 °C вязкость стали составляет 0,0025 Па • с; вязкость относительно жидких шлаков равна 0,02—0,04 Па • с, густых — выше 0,2 Па • с (рис. 77).
Увеличение степени перегрева над температурой плавления повышает жидкотекучесть шлаков. С помощью диаграмм состояния можно определить пути снижения температуры плавления реальных шлаков. Обычно для разжижения основных шлаков используют добавки боксита (основные составляющие А12О3, SiO2, Fe2O3), плавикового шпата (CaF2) , боя шамотного кирпича (SiO2, А12О3), в некоторых случаях песка (SiO2); для "сгущения" основных шлаков используют добавки извести (СаО), иногда — магнезита (MgO). Наоборот, добавки песка (SiO2) "сгущают" кислые шлаки, а добавки извести их разжижают.
*По мере ужесточения требований, связанных с охраной природы, использование фторсодержащих реагентов сокращается.
Рис. 77. Зависимость вязкости шлаков (7)) от температуры:
1 — основные ("короткие") шлаки;
2 — кислые ("длинные") шлаки
220
Роль шлака в сталеплавильном производстве чрезвычайно велика. Удаление, например, из металла таких вредных примесей, как сера и фосфор, заключается в переводе этих элементов в шлак и создании условий, препятствующих их обратному переходу из шлака в металл. Изменяя состав шлака, его количество и температуру, можно добиться увеличения или уменьшения содержания в металле марганца, кремния, хрома и других элементов. Поэтому во многих случаях задача сталеплавильщика заключается в получении шлака необходимой консистенции и химического состава.
4. Основные реакции сталеплавильных процессов
Поскольку сталь получают обычно из чугуна и лома в результате окисления и удаления содержащихся в них примесей (кремния, марганца, фосфора и др.), особое значение в сталеплавильной практике имеют реакции окисления. Кислород для протекания этих рекций поступает или из атмосферы, или из железной руды, или из других окислителей, или при продувке ванны газообразным кислородом.
При контакте с металлом и шлаком окислительной атмосферы, содержащей кислород в виде О2, СО2 или Н2О, образуются высшие оксиды железа, обогащающие шлак кислородом (например, СО2 + 2(FeO) = (Fe2O3) + СО). Дальнейший процесс переноса кислорода из шлака в металл протекает по реакциям (Fe2O3) + Fex=3(FeO), а затем (FeO) —*[о] + Fex.
Ниже рассмотрены основные реакции, происходящие при протекании сталеплавильных процессов. При этом для простоты расплавленная сталь будет рассматриваться как однородный раствор тех или иных компонентов в железе независимо от того, какая структура была у металла данного состава в твердом состоянии. Следует иметь в виду, что такое допущение не совсем верно. Температура плавления стали в зависимости от состава колеблется обычно в пределах 1400—1530 °C, а перед выпуском фактически составляет обычно 1550—1650 °C. Таким образом, рассматриваются расплавы, относительно слабо перегретые по сравнению с линией ликвидуса. У таких расплавов влияние типа структуры, свойственной твердому состоянию, сохраняется и при температурах, превышающих линию ликвидуса. При этом сохраняется так называемый "ближний" порядок расположения атомов в
221
расплаве. Эта "структура” жидкого металла меняется в зависимости от состава сплава и его температуры. В настоящее время используемые диаграммы состояния Fe—С, Fe—Si, Fe—О и т.д. построены лишь для области температур, лежащих не выше линии ликвидуса, так как данных для построения диаграмм выше линии ликвидуса пока еще недостаточно. Однако исследования в этом направлении ведутся, и уже сейчас некоторыми данными о структуре жидкого металла пользуются на практике.
Окисление углерода
Углерод, растворенный в металле, при температуре, свойственной сталеплавильным процессам, окисляется в основном до СО. При очень низких концентрациях углерода кроме реакции [С] + [О] = СО следует учитывать также реакцию [С] + 2[О] = СО2. Скорость протекания реакции окисления углерода (реакции обезуглероживания) определяется интенсивностью подвода окислителя и условиями образования и выделения продукта реакции — оксидов углерода. Чтобы пузырек СО мог образоваться в металле, он должен преодолеть давление расположенного над ним столба металла, шлака и атмосферы, а также силы сцепления жидкости (преодоление сил поверхностного натяжения):
Pqq Ратм "* Ршл + А*ет + Рпов нат»
где Ратм, Апл» Рмет ~ давления на пузырек столба атмосферы, шлака и металла; рпов нат = Тя/г, здесь о — величина поверхностного натяжения на границе металл—пузырек; г — радиус пузырька; рвыд — давление начала выделения СО.
Чем глубже ванна, больше слой шлака и выше давление в агрегате, тем затруднительнее условия образования и выделения пузырьков СО. И наоборот, снижение давления (например, при помещении металла в вакуумную камеру) приводит к вскипанию металла. Значение 2о'/г становится практически ощутимым при малых величинах радиуса г; при величине г > 1 мм им уже можно пренебречь.
На границе раздела фаз (например, на границе металл—футеровка) вследствие влияния сил поверхностного натяжения и неполного взаимного смачивания сплошность жидкой фазы уже нарушена (металл не заполняет мелкие поры футеровки) и образующемуся в этом месте пузырьку газа не 222
нужно преодолевать силы рпов.нат- Реакция окисления углерода протекает именно в том месте ванны, где имеются более благоприятные условия для образования пузырьков СО (граница металл—футеровка, металл—поднимающийся газовый пузырек, металл—неметаллическое включение).
Углерод, растворенный в металле, может окислять кислород:
а) содержащийся в газовой фазе
[С] = 1/2О2газ = СОгаз; AG° = 149000 - 40,87;
при протекании этой реакции выделяется значительное количество тепла;
б) содержащийся в окислах железа шлака
[С] + (FeO) = Fex + СОгаз; AG° = 115000 - 98,27;
эта реакция идет с поглощением заметного количества тепла;
в) растворенный в металле
[С] + [О] = СОгаз; AG° = -25000 - 37,97;
при протекании этой реакции выделяется очень небольшое количество тепла.
Если проанализировать изменение величины А(7° при изменении температуры, то окажется, что во всех случаях значение А(7О с повышением температуры уменьшается, т.е. ее повышение благоприятствует протеканию реакции окисления углерода.Реакция окисления углерода занимает особое место в числе сталеплавильных реакций. Это объясняется не только тем, что почти любой сталеплавильный процесс связан с переделом чугуна в сталь и соответственно с процессом окисления углерода чугуна. Дело в том, что образующаяся при окислении углерода газовая фаза (пузырьки СО) перемешивает ванну, выравнивает состав и температуру металла, оказывает большое влияние на процессы удаления газов и неметаллических включений. Эту реакцию называют часто основной реакцией сталеплавильного производства.
Окисление и восстановление марганца
Марганец по своим свойствам близок к железу, в железе он растворяется в любых соотношениях. Марганец — элемент, легко окисляющийся, особенно при сравнительно невысоких
223
температурах; при этом могут образоваться следующие оксиды: МпО2, Мп2О3, Мп3О4, МпО. При высоких температурах устойчивым является оксид МпО. Основная часть находящегося в шихте марганца поступает с чугуном. Определенное количество марганца может содержаться и в стальном ломе, загружаемом вместе с чугуном в сталеплавильные агрегаты.
Марганец, растворенный в металле, окисляется кислородом:
а) содержащимся в газовой фазе
[Мп] + 1/2О2газ = (МпО); AG° = -361380 - 106,ОТ;
при протекании этой реакции выделяется много тепла;
б) содержащимся в оксидах железа шлака
[Мп] + (FeO) = (МпО) + Fex; AG° = -124000 + 56,4Т:
эта реакция также экзотермическая;
в) растворенным в металле
[Мп] + [О] = (МпО); AG° = -245000 + 109Т;
эта реакция также протекает с выделением тепла.
Из приведенных формул видно, что перед вторым (энтропийным) членом уравнения стоит знак "плюс". Возрастание величины А(7° по мере повышения температуры свидетельствует о возможности протекания при высоких температурах обратного процесса — восстановления марганца, в частности, железом: (МпО) = Fex = [Мп] + (FeO).
Марганец могут восстановить также углерод, кремний и другие элементы:
(МпО) + [С] = [Мп] + СОгаз;
2(МпО) + [Si] = 2[Мп] + SiO2.
Температура, при которой прекратится окисление марганца и начнется его восстановление, зависит от состава металла и шлака (значения величины AG° для различных составов металла и шлака различны). Для условий, свойственных кислым процессам (кислые шлаки), приходится учитывать, что образующийся при окислении марганца оксид МпО (основной окисел) вступает во взаимодействие с кислотными окис-лами шлака:
2(MnO) + (SiO2) = (МпО)2 • SiO2.
224
Активность закиси марганца в кислом шлаке ниже, чем в основном, поэтому при прочих равных условиях в кислом процессе марганец окисляется легче и более полно, а восстанавливается менее полно, чем в основных. На процессы окисления и восстановления марганца большое влияние оказывает также окисленность шлака. Чем выше окисленность шлака, тем полнее окисляется марганец и тем более высокая температура требуется для его восстановления.
Окисление и восстановление кремния
Кремний растворяется в железе в любых соотношениях. Растворение кремния в железе происходит с выделением тепла:
Si --* [Si]; AG° =-121400 - 1,2Т.
Основная масса кремния, содежащегося в шихте, поступает в нее с чугуном.
Кремний — элемент легко окисляющийся. Растворенный в металле кремний может окисляться кислородом:
а) содержащимся в газовой фазе
[Si] + О2газ = (SiO2); AG° = -775670 + 198Т;
б) содержащимся в окислах железа шлака
[Si] + 2(FeO) = (SiO2) + 2Fex; AG° = -300000 + 98T;
в) растворенным в металле
[Si] + 2[О] = SiO2; AG° = -541840 + 203Т.
Все эти реакции сопровождаются выделением очень большого количества тепла.
Для некоторых процессов (например, бессемеровского) кремний является основным "топливом", т.е. тем элементом, в результате окисления которого происходит нагрев металла. Знак "плюс" перед энтропийными членами в уравнениях свободной энергии свидетельствует о том, что при повышении температуры могут создаваться благоприятные условия для восстановления кремния. Восстановление его при повышении температуры действительно происходит в кислых процессах, под кислыми шлаками, когда активность SiO2 в шлаке (и в футеровке) высока, а окисленность шлака мала. Повышение окисленности шлака благоприятствует процессам окисления кремния и препятствует его восстановлению.
15-4050
225
Восстанавливать кремний из кислого шлака (а также из кислой футеровки) могут железо, углерод или марганец.
Окисление и восстановление фосфора
Фосфор растворяется в железе в значительных количествах. При растворении фосфора выделяется некоторое количество тепла:
Р2Газ ~^[Р]; AG° =-245300 - 387\
*
Фосфор обычно считают вредной примесью в стали, и проведению операции по его удалению уделяется большое внимание.
В основе вредного влияния фосфора лежат два его свойства:
1) значительное расширение двухфазной области между линиями ликвидуса и солидуса, вследствие чего при кристаллизации слитка или отливки возникают сильная первичная ликвация (сегрегация), а также значительное сужение эг-области, что облегчает развитие сегрегации и в твердом состоянии;
2) относительно малая скорость диффузии фосфора в а- и у- твердых растворах, в результате чего образовавшаяся неоднородность (сегрегация) плохо ликвидируется методами термообработки (особенно в литой стали, не подвергнутой пластической деформации).
Располагающиеся в межзеренном пространстве хрупкие прослойки, богатые фосфором, снижают пластические свойства металла, особенно при низких температурах.
Наиболее вредное влияние фосфора сказывается на стали в присутствии повышенного количества углерода.
В шихту сталеплавильных печей фосфор попадает в основном из чугуна (пустая порода железной руды всегда содержит какое-то количество Р2О5, и в процессе доменной плавки фосфор восстанавливается).
Некоторое количество фосфора может попасть в шихту из лома, а также из ферросплавов.
* Фосфор не всегда является вредной примесью; например, при производстве стали, обрабатываемой на станках-автоматах, когда требуется получение ломкой стружки ("автоматные" стали), при производстве чугуна для фасонного литья (фосфор повышает жидкотекучесть) и в некоторых других случаях.
226
Растворенный в металле фосфор может окисляться кислородом:
а) содержащимся в газовой фазе
4/5[Р] + О2Газ = 2/5(Р2О5); AG° = -619280 + 175Т;
б) содержащимся в оксидах железа шлака
4/5[Р] + 2[FeO] = 2/5(Р2О5) + 2Fex;
AG° = -143050 + 66Т;
в) растворенным в металле
4/5[Р] + 2[О] = 2/5(Р2О5); AG° = -385220 + 1707\
Во всех случаях окисление растворенного в металле фосфора сопровождается выделением тепла. В случае окисления фосфора газообразным кислородом выделяется очень большое количество тепла.
Для некоторых процессов, связанных с переделом фосфористых чугунов (например, томасовского), фосфор является основным "топливом", т.е. элементом, в результате окисления которого происходит нагрев металла.
Знак "плюс" перед энтропийными членами в уравнениях свободной энергии свидетельствует о том, что при повышении температуры могут создаться благоприятные условия для восстановления фосфора. Повышение окисленности шлака благоприятствует процессам окисления фосфора и, наоборот, снижение активности окислов железа в шлаке затрудняет протекание этих процессов.
Приведенные выше данные изменения величины AG° получены в случае чистых железистых шлаков. В реальных шлаках всегда содержится какое-то количество SiO2 и других компонентов, снижающих активность окислов железа. В результате оказывается, что при работе под такими шлаками фосфор, перешедший в шлак при относительно низких температурах, при повышении температуры может начать восстанавливаться и при обычных температурах сталеварения (> 1500 °C) практически весь перейти обратно в металл.
Таким образом, при относительно низкой температуре фосфор может удаляться с сильно железистыми шлаками. При этом образуются фосфаты железа:
zn(FeO) + (Р2О5) = (FeO)m • (Р2О5) (т > 3).
227
Могут образовываться также такие фосфаты железа, как, например, (Fe2O3) • (Р2О5), (Fe2O3)2 • (Р2О5). Однако при
высоких температурах эти соединения непрочны и фосфор может перейти обратно в металл. Для того, чтобы удалить фосфор из металла и удержать его в шлаке, необходимо снижать активность Р2О5 в шлаке. Этого достигают при наведении основного шлака с помощью добавок извести (или известняка). Основная составляющая извести — СаО реагирует с Р2О5, образуя прочные соединения типа (СаО)4 • (Р2О5) или (СаО)3 • (Р2О5). При взаимодействии металла со шлаком, содержащим окислы железа и кальция, протекает реакция
2[Р] + 5(FeO) + 4(СаО) = (СаО)4 • (Р2О5) или
2[Р] + 5(FeO) + З(СаО) = (СаО)3 • (Р2О5).
При продувке ванны кислородом какая-то часть железа окисляется и образующиеся окислы железа также при наличии основного шлака взаимодействуют с фосфором. Итоговая реакция может быть записана в виде
2(Р] + 2'/2О2газ + 4(СаО) = (СаО)4 • (Р2О5) ИЛИ
2[Р] + 272О2газ + З(СаО) = (СаО)3 • (Р2О5).
В ряде случаев для ускорения дефосфорации в металл в струе кислорода вдувают тонкоизмельченную известь или смесь извести и железной руды.
Таким образом при высоких температурах для удаления фосфора из металла необходимо, чтобы шлаки были одновременно и окисленные, и высокоосновные. В кислых процессах при работе под кислыми шлаками удалить фосфор в шлак вообще невозможно (поэтому в кислых процессах шихта должна быть очень чистой). Уменьшить активность (Р2О5) в шлаке и заставить тем самым реакцию удаления фосфора протекать слева направо можно также, прибегая к смене шлака. Шлак, содержащий какое-то количество фосфора, близкое к равновесному с металлом, удаляют из агрегата (скачивают), а вместо него с помощью добавок, не содержащих фосфор, "наводят" новый шлак. После такой операции какое-то количество фосфора из металла опять переходит в "новый" шлак, пока не установится состояние, близкое к равновесию. Операцию скачивания шлака и замены его новым шлаком можно
228
проводить несколько раз до тех пор, пока в металле не останется очень мало фосфора. Такой метод используют при необходимости получить очень низкие концентрации фосфора в металле. Обычно же достаточной оказывается однократная смена шлака, а при работе на чистой по фосфору шихте шлак вообще не скачивают (кроме фосфора и других вредных примесей, в скачиваемом шлаке содержится также определенное количество железа; эти потери железа снижают выход металла).
Таким образом, можно сформулировать основные условия, соблюдение которых позволяет удалять фосфор из металла (проводить дефосфорацию металла). Эти условия состоят в обеспечении:
1) окислительной среды, высокой активности оксидов железа в шлаке;
2) достаточно высокой основности шлака;
3) наличия шлаков, содержащих мало фосфора, смены (скачивания) шлака;
4) невысокой температуры.
Если в какой-то момент эти условия не будут соблюдены, может произойти обратное восстановление в металл ранее окислившегося фосфора (рефосфорация). Например, бывают случаи, когда в конце плавки резко снижают окисленность шлака. Если при этом температуры металла и шлака были достаточно высоки и шлаки были жидкоподвижны и активны, то после выпуска плавки в ковш во время разливки шлак будет взаимодействовать с футеровкой ковша. Шамотная футеровка ковша, состоящая из SiO2 и А12О3, будет разъедаться и переходить в шлак (основность CaO/SiO2 при этом, естественно, уменьшится). В результате окисленность находящегося в контакте с металлом шлака будет мала и одновременно снизится его основность. Если в шлаке было много фосфора, то фосфор из такого шлака начнет восстанавливаться и переходить в металл, и плавка может быть забракована. Поэтому даже в тех случаях, когда в конце плавки содержание фосфора в металле невелико, сталевар принимает все меры для того, чтобы избежать возможной рефосфорации.
Удаление серы (десульфурация металла)
Сера обладает неограниченной растворимостью в жидком железе и ограниченной в твердом. При кристаллизации стали
229
по границам зерен выделяются застывающие в последнюю очередь сульфиды железа. Железо и сульфид железа образуют низкоплавкую эвтектику (температура плавления 988 °C), которая при наличии кислорода (образование оксисульфидов) плавится при еще более низких температурах. Межзеренные прослойки (обычно на микрошлифе они выглядят в виде нитей) фазы, богатой серой, при нагревании металла перед прокаткой или ковкой размягчаются, и сталь теряет свои свойства — происходит разрушение металла (красноломкость). Красноломкость особенно сильно проявляется в литой стали, так как сульфиды и оксисульфиды в этом случае скапливаются по границам первичных зерен. Если сталь хотя бы однократно подвергалась горячей деформации, то вследствие измельчения зерна и образования при деформации новых зерен красноломкость проявляется в гораздо меньшей степени. Однако и в этом случае стремятся получить в стали минимальное содержание серы из-за заметного вредного влияния ее на механические свойства стали (в частности, на величину ударной вязкости), что особенно проявляется в направлении, перпендикулярном оси прокатки или ковки. Повышенное содержание серы приводит часто к появлению так называемых "горячих трещин", особенно при непрерывной разливке стали. Поэтому в большинстве случаев удаление из металла серы— одна из главных задач сталеплавильщика .
При растворении серы в железе выделяется тепло, что видно из следующей реакции:
l/2Sra3 ~*[S]; AG° =-72000 - 10,25Т.
Активность серы в жидком железе зависит от состава расплава. Такие примеси, как углерод, кремний, повышают активность серы в жидком расплаве, так как вытесняют ее из "микроячеек" структуры жидкого металла и занимают ее место. Поэтому, например, при прочих равных условиях обессеривать чугун, содержащий много углерода и кремния, легче, чем обычную сталь.
Сера является поверхностно-активным элементом. На рис. 73 показано уменьшение поверхностного натяжения сис
*В некоторых случаях не стремятся получать очень низкие концентрации серы (иногда даже вводят некоторое количество серы в металл). Это бывает в случае выплавки автоматной стали, когда требуется ее хорошая обрабатываемость (например, при полировке стальных изделий в декоративных целях).
230
темы Fe—S по мере повышения концентрации серы. Высокая поверхностная активность серы приводит к тому, что на поверхности раздела фаз концентрация серы выше, чем в объеме раствора. Поэтому наибольший эффект дает применение таких методов ведения плавки, которые обеспечивают увеличение поверхности контакта металла с десульфурирующей фазой (искусственное перемешивание металла со шлаком, вдувание в металл тонкоизмельченных порошкообразных реагентов и т.п.).
Элементы, у которых значения изменения свободной энергии Д<7° при образовании соединений с серой меньше значения изменения свободной энергии при соединении серы с железом, могут быть элементами-десульфураторами. Такими элементами являются Мп, Mg, Na, Са и др., а также церий (Се) и другие редкоземельные элементы. Все эти элементы используют на практике: натрий в виде соды при внедомен-ной десульфурации чугуна; магний — в виде чистого Mg или сплавов (лигатур) с другими металлами; кальций — иногда в виде сплавов с другими металлами, а чаще в виде извести (СаО) или известняка (СаСО3); марганец — в виде сплавов марганца с железом (ферромарганца), а также в виде марганцевой руды. Очень большим сродством к сере обладают редкоземельные металлы. Самым дешевым и распространенным из перечисленных материалов является известь.
Основным источником серы в шихте является чугун. Кроме того, определенное количество серы может попасть в металл с ломом (особенно со стружкой, не очищенной от смазочных масел), с добавочными материалами, а также из атмосферы печи, если печь отапливают топливом (мазутом, газом), содержащим серу.
В сталеплавильном агрегате удаление серы из расплавленного металла в шлак происходит в большинстве случаев в результате образования CaS:
Fe + [S] + (СаО) = (CaS) + (FeO), при этом сера, растворенная в металле, реагирует с СаО в шлаке. Реакция протекает на поверхности раздела фаз, и увеличение этой поверхности (перемешивание металла со шлаком, вдувание в металл СаО в виде порошкообразной извести и другие способы) ускоряет эту реакцию и способствует более глубокой десульфурации. Диффузия серы из глу
231
бины ванны к месту реакции со шлаком— процесс довольно медленный. Перемешивание металла (при кипении ванны, при ее продувке инертными газами или при электромагнитном перемешивании) ускоряет этот процесс. Если шлак, кроме СаО, содержит много МпО, возможно протекание реакции
Fe + [S] + (MnO) = (MnS) + (FeO).
Образующийся при реакциях десульфурации сульфид кальция CaS нерастворим в металле; сульфид марганца MnS также почти нерастворим в металле.
В результате протекания реакций удаления серы из металла общая концентрация серы в шлаке (S) растет, а концентрация серы в металле [S] уменьшается. Отношение концентраций (S): [S] называют коэффициентом распределения серы. Чем выше значение этого коэффициента, тем лучше происходит процесс удаления серы из металла. При повышении температуры ванны значение коэффициента распределения серы возрастает, так как повышается скорость диффузии серы, шлак становится более жидкоподвижным и активным, ускоряется ход самой реакции.
Скачивание шлака и наведение нового (чистого по сере) шлака также способствуют переходу новых порций серы из металла в шлак.
Таким образом, удалению серы из металла (десульфурации металла) способствуют:
1) наличие основных шлаков с высокой активностью СаО;
2) низкая окисленность металла (минимум [О]), низкая окисленность шлака (минимум FeO);
3) низкая концентрация серы в шлаке (скачивание и наведение нового шлака);
4) перемешивание металла со шлаком и увеличение поверхности контакта;
5) повышение температуры ванны.
Выше уже было указано, что сера— поверхностно-активный элемент. При продувке металла кислородом окисление серы, адсорбированной на металле, может в какой-то мере происходить и по реакции
1$]адс + ®2газ = ^Оггаз-
Однако доля этой реакции в процессах десульфурации невелика, основное количество серы удаляется со шлаком.
232
5. Газы в стали
В любой стали в некоторых количествах содержатся элементы, в обычных условиях являющиеся газами (кислород, водород, азот). Газы содержатся в металлах в виде газовых пузырей, соединений (оксидов, гидридов, нитридов) и жидких или твердых растворов, т.е. в виде атомов или ионов, распределенных между атомами и ионами жидкого металла или внедренных в кристаллическую решетку металла. Газы (даже при содержании их в сотых и тысячных долях процента) оказывают существенное влияние на свойства металла, поэтому вопросам удаления газов из металла всегда уделяют особое внимание.
Растворимость газов в стали в сильной степени зависит от температуры (рис. 78).
Рис. 78. Изменение растворимости в стали кислорода (а), водорода (5) и азота (в)
233
Кислород в стали
Атмосфера большинства сталеплавильных агрегатов — окислительная. При окислительном характере газовой фазы какое-то количество кислорода всегда переходит из газовой фазы в металл. Источником кислорода могут быть также добавочные материалы, содержащие оксиды железа (например, ржавчину на поверхности заваливаемого в печи металлического лома). Если в шлаке имеется какое-то количество оксидов железа, то в результате перехода кислорода из шлака в металл между суммарным содержанием оксидов железа в шлаке (FeO) и кислородом в металле [О] устанавливается определенное соотношение (FeO)/[O].
Растворимость кислорода в железе, находящемся под железистым шлаком, с повышением температуры растет. Но если металл содержит примеси, сродство которых к кислороду выше, чем у железа, то происходит окисление этих примесей и концентрация кислоррда в металле уменьшается. Если эти примеси вводят в ванну специально для того, чтобы уменьшить содержание кислорода, то их называют раскислителями. В качестве таких элементов-раскислителей используют марганец, кремний, алюминий, кальций, редкоземельные элементы. Раскислителем является также углерод.
Кислород, растворенный в металле, реагирует с углеродом, и в результате реакции [О] + [С] = СОгаз происходит кипение металла. При кипении ванны содержание кислорода определяется уже не соотношением (FeO)/[O], а содержанием углерода (рис. 79). Константа равновесия реакции [О] + + [С] = СОГ может быть выражена в виде К = />со/([О][С]), откуда [O] = pcQ/K [С].
Рис 79 Влияние углерода на содержание кислорода, растворенного в стали
I — равновесная кривая [С] • [О] ~ ~ 0,0025, II — область концентраций, фактически наблюдаемых при кипении металла
234
Если уменьшить давление (например, при помещении ковша с жидким металлом в вакуумную камеру), то равновесие этой реакции сместится вправо, металл, содержащий углерод, вскипит, и содержание кислорода уменьшится. Таким образом, если металл не содержит примесей, то содержание кислорода в нем зависит от окисленности шлака и температуры. Если в металле имеются активные по отношению к кислороду примеси, то окисленность металла зависит от активности этих примесей. Если металл "кипит", то окисленность металла зависит от содержания углерода.
Водород в стали
Атмосфера почти любого сталеплавильного агрегата содержит какое-то количество водорода или паров Н2О. Некоторое количество влаги может попасть вместе с шихтой и добавочными материалами. Из атмосферы агрегата водород переходит в металл по реакции
Н2газ —> 2[Н] или Н2Огаз —* 2[Н] + [О].
Константа первой реакции может быть выражена в виде
к = [Нр/рн , м2газ откуда
[н]=/кГ = K'v7 п2газ "ггаз
Пропорциональность содержания водорода в металле корню квадратному из давления водорода в газовой фазе называют "законом квадратного корня". Растворимость водорода в твердом металле для различных модификаций железа различна (рис. 78, б). Скачкообразное изменение растворимости при переходе металла из одного аллотропического состояния в другое вызывает интенсивное выделение из него водорода, сплошность металла нарушается, образуются такие дефекты, например, как флокены (особой формы газовые пузыри). Оставшийся в твердом растворе водород искажает кристаллическую решетку металла, в результате чего его хрупкость возрастает, а пластичность уменьшается, качество металла ухудшается. Для снижения содержания водорода в металле и ослабления его вредного влияния на качество применяют указанные ниже методы.
235
Обработка металла вакуумом. Соотношение между количеством водорода, растворенного в металле, и давлением водорода в газовой фазе определяется выражением [Н] = =К,у/ р Г^При помещении металла в вакуумную камеру дав-Н2газ ление водорода в газовой фазе уменьшается, и он начинает удаляться из металла. Вакуум является очень эффективным средством уменьшения содержания водорода в металле.
Организация кипения ванны. При протекании реакций окисления углерода образуется оксид углерода. Пузырьки СО, проходя через ванну, создают эффект кипения. Парциальное давление водорода в пузырьке, состоящем из СО, равно нулю, поэтому пузырьки СО по отношению к водороду (а также к азоту) являются как бы маленькими вакуумными камерами, и эти газы уходят из металла в пузырьки СО и вместе с ним покидают ванну. Таким образом, при кипении металл очищается от растворенных в нем газов.
Продувка инертными газами. При продувке металла инертными газами (обычно для этой цели используется самый дешевый и доступный инертный газ — аргон) через ванну проходят тысячи пузырьков газа. Парциальное давление водорода в этих пузырьках равно нулю, поэтому они очищают металл от водорода. Одновременно с удалением газов продувка аргоном обеспечивает перемешивание металла, выравнивание его состава, температуры и т.д.
Выдержка закристаллизовавшегося металла при повышенных температурах. Размеры атомов водорода очень малы, они свободно диффундируют через кристаллическую решетку закристаллизовавшейся стали, особенно при повышенных температурах. Из образцов сравнительно небольшого сечения, охлаждаемых медленно в печи или на воздухе, растворенный при высоких температурах водород удаляется почти полностью, до значений растворимости, соответствующих ничтожной равновесной растворимости (в зависимости от содержания Н2О в воздухе). Принято содержание водорода в металле выражать в кубических сантиметрах на 100 г массы пробы. Обычно содержание водорода в жидкой стали в зависимости от метода работы колеблется от 4 до 10 см3 на 100 г металла. Чем больше масса изделия, тем затруднительнее организовать удаление водорода из затвердевшего металла. Поэтому все слитки качес!венного металла (или
236
заготовки из них) длительное время выдерживают при отно сительно высоких температурах, для чего в цехах существуют специальные пролеты. Для очень больших слитков (> 30 т), из которых отковывают ответственные изделия (коленчатые валы, роторы и т.п.), такой способ уже не дает должного эффекта, и такие слитки отливают под вакуумом.
Добавки гидридообразующих элементов. Некоторые металлы (например, редкоземельные) способны вступать с водородом во взаимодействие, образуя гидриды. При введении этих элементов в металл развитие таких дефектов, как флокены, уменьшается.
Наложение электрического поля. Водород, растворенный в жидком металле, находится там в виде катиона Н+, а в шлаке — в виде ОН~. При наложении достаточно сильного электрического поля на катоде выделяется атомарный водород Н+ + е = Н, атомы которого ассоциируются в молекулы Н + Н = Н2газ. На аноде из шлака выделяются пары Н2О и О2: 4ОН“ = 2Н2О + О2 + Ье. В промышленных условиях этот способ удаления водорода применения не нашел.
Несмотря на наличие многих методов борьбы с водородом в стали, необходимо использовать все способы, чтобы исключить попадание водорода в металл (минимальная влажность воздуха, кислорода, топлива, минимум влаги в добавочных материалах и т.п.).
Азот в стали
Азот почти всегда присутствует в атмосфере сталеплавильного агрегата. Растворение в металле азота, так же как и водорода, подчиняется закону квадратного корня [N] =
-Ку р , следовательно, процесс растворения азота ^ггаз
может быть записан как И2Гяа = 2[N]. При обычных температурах сталеплавильных процессов (1450—1600 °C) интенсивность перехода азота в металл из газовой фазы невелика. Однако при очень высоких температурах, превышающих 2500 °C (например, в зоне электрических дуг при выплавке стали в дуговых электропечах, в зоне контакта кислородной струи с металлом при продувке ванны кислородом), молекулы азота диссоциируют и скорость проникновения в металл атомов азота может резко возрасти.
237
На растворимость азота в металле влияет также его состав. Примеси, образующие прочные нитриды (хром, марганец, ванадий, титан, алюминий, церий и другие редкоземельные металлы), повышают растворимость азота в стали; примеси, не образующие нитридов (углерод, фосфор) или образующие непрочные нитриды (кремний), но сами вступающие с железом в химическое взаимодействие, заметно снижают растворимость азота.
Размеры частиц азота, растворенного в металле, гораздо больше размеров частиц водорода, скорость диффузии в металле у них меньше. Поверхностно-активные примеси в металле препятствуют переходу азота через поверхность контакта фаз и затрудняют удаление азота.
Растворимость азота в железе изменяется в зависимости от температуры и состава металла (рис. 78, в).
Резкое снижение растворимости азота при переходе из жидкого в твердое состояние и при превращении y-Fe в a-Fe в случае быстрого охлаждения металла приводит к получению перенасыщенного азотом твердого раствора, из которого в процессе эксплуатации по границам зерен выделяются нитриды, повышающие твердость, увеличивающие хрупкость и снижающие пластичность ("старение" металла).
Особенно вредно ухудшение свойств металла, в котором много азота, при эксплуатации в условиях низких температур.
Ниже указаны основные мероприятия, способствующие получению стали с минимальным содержанием азота:
1) использование чистых по азоту шихтовых материалов;
2) организация кипения ванны (удаление азота с пузырьками СО) или продувка металла инертными газами;
3) предохранение металла от соприкосновения с азотсодержащей атмосферой в зоне очень высоких температур или искусственное охлаждение этой зоны;
4) использование для продувки кислорода, не содержащего примесей азота;
5) связывание азота в прочные нитриды при введении в сталь нитридообразующих элементов (например, алюминия при производстве низкоуглеродистой "нестареющей" стали);
6) обработка металла вакуумом.
238
6. Неметаллические включения
Неметаллическими включениями называют содержащиеся в стали соединения металлов (железа, кремния, марганца, алюминия, церия и др.) с неметаллами (серой, кислородом, азотом, фосфором, углеродом). Количество неметаллических включений, их состав, размеры и характер расположения в готовом изделии оказывают существенное, а иногда решающее влияние на свойства стали. Неметаллические включения ухудшают не только механические (прочность, пластичность), но и другие свойства стали (магнитную проницаемость, электропроводность и др.), так как нарушают сплошность металла и образуют полости, в которых концентрируются напряжения в металле. Неметаллические включения принято разделять на две группы: 1) включения, образующиеся в процессе реакций металлургического передела (эндогенные1 включения) и 2) включения, механически попадающие в сталь (экзогенные2 включения). Эти включения представляют собой частицы загрязнений, бывших в шихте и не удалившихся из металла в процессе плавки, частицы оставшегося в металле шлака, частицы попавшей в металл футеровки желоба, ковша.
Эндогенные включения непрерывно образуются в металле в процессе плавки, разливки и кристаллизации слитка или отливки. Большая часть образовавшихся включений успевает всплыть и удалиться в шлак, однако какая-то часть остается. В литой стали включения присутствуют в виде кристаллов и глобулей. После обработки давлением (прокатки, ковки, штамповки) они меняют форму и расположение и видны под микроскопом в виде нитей, строчек, цепочек, ориентированных преимущественно в направлении деформации. Включения в зависимости от химического состава принято делить на сульфиды (FeS, MnS и т.п.), оксиды (FeO, МпО, SiO2, А12О3 и т.п.) и нитриды (TiN, ZrN и т.п.). Кроме того, иногда выделяют также фосфиды и карбиды.
Очень часто включения представляют собой довольно сложные соединения типа силикатов (nFeO • mMnO • pSiO2), алюмосиликатов (лМпО • znSiO2 • рА12О3), шпинелей (FeO • • А12О3), оксисульфидов и т.д.
’От греч. endo — внутри и genos — род, рождение
2От греч. ехо — вне и genos.
239
Эндогенные неметаллические включения образуются в результате взаимодействия растворенных в металле компонентов или уменьшения их растворимости при застывании стали. Образующиеся включения легче металла (табл. 3), они стремятся всплыть. Скорость их всплывания зависит от размеров включений, вязкости металла, смачиваемости включений металлом и шлаком, движения (перемешивания) металла и шлака. Размеры обычных включений колеблются в широких пределах (0,0001—1,0 мм). Чем меньше размеры включений, тем выше относительная величина поверхности контакта (см2/см3) включение — металл, тем больше влияние сил смачивания на скорость удаления включений. Для крупных включений силами смачивания можно пренебречь и если металл не перемешивается, то скорость всплывания v, м/с, включений (если принять также, что они имеют форму шара) может быть описана формулой Стокса:
v = 2/9gr2[(dMeT - dBKJl)/7fl
где g — ускорение свободного падения, 9,81 м/с2; г — радиус частицы, м; ^мет, б?вкл “ плотность металла и включения, кг/м3; Tf— вязкость жидкой стали, Па • с.
Таблица 3. Температура плавления я плотность некоторых неметаллических включений
Включения Температура плавления, °C Плотность при 20 °C, г/см3
Монооксид железа FeO 1369 5,8
Монооксид марганца МпО Кремнезем (кварц, кварцевое стекло) 1785 5,5
SiO2 1710 2,2-2,6
Глинозем (хорунд) А12О3 2050 4,0
Оксид хрома Сг2О3 2280 5,0
Оксид титана ТЮ2 1825 4,2
Оксид циркония ZrO2 2700 5,75
Оксид церия Се2О3 1690 6,9
Сульфид железа FeS 1193 4,6
Сульфид марганца MnS 1620 4,0
Сульфид церия CeS Силикаты железа (в зависимости от со- 2200 5,9
держания SiO2) Силикаты марганца (в зависимости от 1180-1700 2,3-5,3
содержания SiO2) 1210-1700 4,0-5,6
240
На скорость укрупнения и всплывания включений большое влияние оказывают процессы их коагуляции1 (слипания) и коалесценции2 (сливания с исчезновением поверхностей раздела), так как в соответствии с приведенной формулой скорость всплывания пропорциональна квадрату радиуса частицы. Из табл. 3 видно, что температура плавления включений сложного состава может быть ниже температуры жидкой стали. Такие включения легко укрупняются.
Во многих случаях образовавшиеся включения очень мелки, силы смачивания на границе включение—металл заставляют их двигаться вместе с перемешивающимся металлом ("витание"); иногда включение, достигшее шлака, если оно им не смачивается, не покидает металла и не переходит в шлак ("отталкивается" шлаком). Задача, таким образом, заключается в такой организации технологии плавки, при которой образовавшиеся включения плохо смачивались бы металлом (и быстро от металла отделялись), а шлаком — хорошо (быстро "поглощались" шлаком). Наименее благоприятные условия для удаления включений из металла создаются тогда, когда эти включения образуются в процессе кристаллизации стали: по мере снижения температуры повышается вязкость металла, рост кристаллов застывающей стали препятствует подъему включений. В результате часть таких включений неизбежно остается в металле. Задача металлурга заключается в том, чтобы обеспечить такую форму и расположение включений в готовом изделии, которые бы не ухудшали качества металла.
7. Раскисление и легирование стали
Раскисление стали
Технологическую операцию, при которой растворенный в металле кислород переводится в нерастворимое в металле соединение или удаляется из металла, называют раскислением. После операции раскисления сталь называют раскисленной. Такая сталь при застывании в изложницах ведет себя "спокойно", из нее почти не выделяются газы, поэтому такую сталь часто называют "спокойной". Если же операцию рас
1От лат. coagulatio — свертывание, сгущение.
2От лат. coalesce» — срастаюсь, соединяюсь.
241
кисления не проводить, то в стали при ее постепенном охлаждении в изложнице будет протекать реакция между растворенным в металле кислородом и углеродом [О] + [С] = = СОгаз. Образующиеся при этом пузырьки оксида углерода будут выделяться из кристаллизующегося слитка, металл будет бурлить. Такую сталь называют "кипящей".
В некоторых случаях раскисление стали проводят таким образом, чтобы удалить из нее не весь кислород. Оставшийся растворенный кислород вызывает кратковременное "кипение" металла в начале его кристаллизации. Такую сталь называют "полуспокойной".
Строение слитка кипящей и полуспокойной стали отличается от строения слитка спокойной стали. Подробно эти различия рассмотрены в гл. 5 "Слитки и разливка стали".
Применяют следующие способы раскисления стали: а) глубинное; б) диффузионное; в) обработкой синтетическими шлаками; г) обработкой вакуумом.
Глубинное раскисление
Глубинное, или осаждающее, раскисление заключается в переводе растворенного в стали кислорода в нерастворимый окисел введением в металл элемента-раскислителя. Элемент-раскислитель должен характеризоваться большим сродством к кислороду, чем железо. В результате реакции образуется малорастворимый в металле окисел, плотность которого меньше плотности стали. Полученный таким образом "осадок" всплывает в шлак, отсюда название метода "осаждающий". Этот метод раскисления называют часто также "глубинным", так как раскислители вводятся в глубину металла. В качестве раскислителей обычно применяют марганец (в виде ферромарганца), кремний (в виде ферросилиция), алюминий, сплавы редкоземельных металлов и др.
Раскисление протекает по следующим реакциям:
[Мп] + [О] = (МпО); [Si] + 2[О] = (SiO2);
2[А1] + 3[О] = А12Озтв; 2[Се] + 3[О] = Се2Озтв и т.д.
Все эти реакции сопровождаются выделением тепла. Равновесие реакции осаждающего раскисления сдвигается влево при повышении и вправо при понижении температуры. Практически это означает, что по мере понижения температуры
242
стали (при ее кристаллизации в изложнице или в литейной форме) реакции раскисления продолжаются и образуются все новые и новые количества оксидов, которые, конечно, не успевают всплыть и удалиться из металла. Поэтому при этом методу раскисления невозможно получить сталь, совершенно чистую от неметаллических включений, что является существенным недостатком рассматриваемого метода раскисления. Однако этот метод получил наибольшее распространение, так как он самый простой и дешевый.
Уменьшения же количества оставшихся в стали неметаллических включений добиваются, изменяя сочетания и последовательность введения раскислителей. При выборе элемента-раскислителя во многих случаях стремятся к тому, чтобы получающиеся при раскислении окислы слабо смачивались металлом (и соответственно хорошо от него отделялись) и при этом хорошо смачивались шлаком (и соответственно хорошем им ассоциировались).
В некоторых случаях при организации раскисления задача заключается в том, чтобы получающиеся включения характеризовались невысокой температурой плавления и были способны к коагуляции и коалесценции друг с другом и в результате — к быстрому всплыванию в шлак.
Очень часто с целью получения в металле легкоплавких и хорошо всплывающих комплексов применяют так называемые комплексные раскислители, представляющие собой сплав нескольких раскислителей: силикомарганец (Si + Мп), силико-кальций (Si + Са), сплав АМС (Al + Мп + Si), сплав КМК (Si + Мп + Са) и др.
Если условно обозначить элемент-раскислитель через Me, то реакцию осаждающего раскисления в общей форме можно записать так:
[Me] + [О] = (МеО).
Константа равновесия этой реакции
К = a{MeO^a[Me^[Q^
откуда
в = 0 ККа ).
[О] (МЮ)М [Ме] '
Чем ниже активность продуктов раскисления, тем менее окислен металл после раскисления. При использовании комп
243
лексных раскислителей продукты реакции вступают между собой во взаимодействие, в результате чего величина их активности уменьшается. Кроме того, при использовании комплексных раскислителей образуются более крупные и легко всплывающие включения. Когда комплексные раскислители не используют, в металл одновременно или последовательно вводят обычные раскислители нескольких видов (ферромарганец, ферросилиций, алюминий). Наиболее слабым раскислителем, не обеспечивающим снижение содержания кислорода до очень низких пределов, является марганец; кремний — более сильный раскислитель; введение же алюминия (а также, например, кальция, церия) обеспечивает почти полное связывание кислорода, растворенного в металле.
Обычно раскислители вводят в металл (в печь или в ковш) в конце плавки. Для стали каждой марки или группы марок разрабатывают свою технологию раскисления.
Диффузионное раскисление
При диффузионном раскислении раскислению подвергают шлак. В тех случаях, когда металл не кипит, между значениями
активности кислорода в металле и шлаке существует опреде-
ленное
отношение
л. УХ , = const (закон (Feoy [О]
распределения
примесей, растворенных в двух несмешивающихся жидкостях).
Соответственно любой способ уменьшения активности
окислов железа в шлаке приводит к снижению окисленности металла. Обычно при диффузионном раскислении на шлак дают смеси, в состав которых входят сильные восстановители: углерод (кокс, древесный уголь, куски угольных электродов), кремний (в виде ферросилиция), алюминий.
Оксиды железа в шлаке взаимодействуют с восстановителями (раскислителями) по реакциям:
(FeO) + [С] = СОгаз + Fe; 2(FeO) + Si = (SiO2) + 2Fe; 3(FeO) + 2A1 = (A12O3) + 3Fe.
При этом и концентрация и активность оксидов железа в
шлаке уменьшаются, а это в свою очередь вызывает уменьше-
ние концентрации и активности кислорода в металле, так
как
отношение
а /а “(FeO)/W[O]
при данной температуре является
величиной постоянной. Кислород как бы "вытягивается" из
244
металла. Если активность оксидов железа в шлаке а,
(FeO) уменьшается не в результате введения на шлак раскислителей, а в результате взаимодействия оксидов железа с другими компонентами шлака, окисленность металла также уменьшается.
Поскольку скорость процесса перемещения кислорода из металла в шлак определяется скоростью его диффузии в металле, данный способ получил название диффузионного.
При диффузионном способе раскисления продукты раскисления не остаются в металле, и получаемый металл содержит меньше неметаллических включений. Это — большое преимущество диффузионного способа перед осаждающим. Однако диффузионный способ имеет и ряд недостатков, главные из которых следующие: скорость диффузии кислорода в спокойном металле мала, процесс удаления кислорода идет медленно, продолжительность плавки возрастает, падает производительность агрегата, возрастает износ футеровки и т.д.
В большинстве сталеплавильных агрегатов атмосфера всегда в какой-то мере окислительная и значительная часть вводимых в шлак раскислителей реагирует не с оксидами железа шлака, а с кислородом атмосферы. Отсюда высокий угар раскислителей. Поэтому диффузионный метод раскисления применяют в исключительных случаях и там, где есть техническая возможность избежать наличия окислительной атмосферы, например при плавке стали в небольших дуговых электропечах при плотнозакрытых загрузочных окнах и т.п.
Раскисление обработкой металла шлаком
Способ раскисления металла при обработке его шлаком вне печи можно рассматривать как разновидность диффузионного раскисления, проводимого не в печи, а в ковше или в специальном агрегате и отличающегося большой скоростью процесса. Если при выпуске из печи в ковш металл перемешивать со шлаком, не содержащим оксидов железа, то происходит то же, что и при диффузионном раскислении : диффузия кислорода из металла в шлак.
Перемешивание металла со шлаком можно осуществлять и другими способами (например, продувкой инертным газом).
Процесс протекает с большой скоростью, если струя металла при падении со значительной высоты на поверхность
245
шлака дробится на капли, в результате чего образуется шлакометаллическая эмульсия с очень большой поверхностью контакта металл—шлак. Шлаки специально готовят отдельно (в отдельном плавильном агрегате), и их поэтому называют обычно "синтетическими".
Для того, чтобы при перемешивании синтетического шлака с металлом добиться уменьшения окисленности металла, главным является соблюдение требования минимального со
держания оксидов железа в таком шлаке.
Если же к этому требованию прибавить другое, заключающееся в обеспечении максимальной активности СаО, то тогда создадутся благоприятные условия для удаления не только
кислорода, но и серы. Этим широко пользуются.
Для обработки металла при выпуске из печи используют шлак, почти нацело состоящий из СаО и А12О3 (состав шлака
выбирают из расчета получить возможно низкую температуру
его плавления). В таком шлаке
значение
ci . высоко (СаО)
а
значение
тически
а, (FeO) нет),
минимально (в шлаке оксидов железа прак-кроме того, поверхность контакта шлака с
металлом очень высока — все это создает очень хорошие условия для удаления из металла серы. Одновременно в шлак переходит и растворенный в металле кислород.
Синтетические шлаки должны характеризоваться не только возможно более низкими температурой плавления и стоимостью, но, кроме того, должны удовлетворять еще одному требованию: они должны плохо смачиваться металлом, для того чтобы после перемешивания возможно более полно отделяться от него.
Приготовление синтетических шлаков связано с определенными затратами (на приобретение сырых материалов, строительство и эксплуатацию специального агрегата для их расплавления), однако эти затраты окупаются некоторым сокращением продолжительности плавки стали в сталеплавильном агрегате и, главное, повышением качества стали.
Существенным достоинством данного метода является также повышение стабильности (от плавки к плавке) свойств металла, обработанного синтетическими шлаками одного и
того же состава.
Это очень важно для потребителей металла.
246
Раскисление обработкой вакуумом
Обработка металла вакуумом с целью раскисления основана на использовании раскисляющего действия растворенного в жидкой стали углерода. Константа равновесия реакции [С] + [О] = СОгаз может быть выражена как Кс = ~ Рсо/ИЛИ ПРИ невысоких содержаниях [С] и [О] как К ,, = р /[С][О], откуда [О] = о /К [С]. Снижение давления приводит к уменьшению концентрации кислорода в металле, а также к некоторому снижению концентрации углерода. Существует даже термин "углеродно-вакуумное" раскисление или просто "углеродное" раскисление. Под этим понимается удаление из металла кислорода при понижении давления (при вакуумировании) вследствие его реакции с углеродом.
При обработке вакуумом снижается не только содержание растворенного кислорода, но и количество оксидных неметаллических включений вообще вследствие протекания реакций типа МеО + [С] = СОгаз + Me, равновесие которых сдвигается вправо при понижении давления. В тех случаях, когда металл раскислен ферросилицием и алюминием, образуются прочные оксиды SiO2 и А12О3, разрушить которые можно только под очень глубоким вакуумом в специальных вакуумных печах.
Следует иметь в виду, что при обработке металлов вакуумом одновременно с разрушением оксидных включений удаляются также растворенные в них азот и особенно водород.
Легирование стали
Легированием называют процесс присадки в сталь легирующих элементов, чтобы получить так называемую легированную сталь, т.е. такую сталь, в составе которой находятся специальные (легирующие) примеси, введенные в нее в определенных количествах для того, чтобы сообщить стали какие-либо особые физико-химические или механические свойства.
Легирующими могут быть как элементы, не встречающиеся в простой стали, так и элементы, которые в небольших количествах содержатся во всякой стали (С, Мп, Si, Р, S). Очень часто операцию легирования совмещают с операцией раскисления (особенно если металл легируют марганцем, кремнием или алюминием).
247
С точки зрения влияния на свойства стали легирующие элементы делят на две большие группы:
1-я — легирующие элементы, расширяющие зг-область твердых растворов. В эту группу входят как элементы, обладающие неограниченной растворимостью в железе (никель, марганец, кобальт), так и элементы, образующие сплавы, в которых гомогенная область непрерывного ряда твердых растворов ограничивается гетерогенной вследствие появления новых фаз (углерода, азота, меди).
2-я — легирующие элементы, суживающие зг-область. Сюда входят как элементы, образующие с железом сплавы с полностью замкнутой зг-областью (бериллий, алюминий, кремний, фосфор, титан, ванадий, хром, молибден, вольфрам), так и элементы, образующие сплавы с суженной зг-областью (ниобий, тантал, цирконий, церий).
Столь различное действие легирующих элементов на полиморфизм железа объясняется главным образом строением их собственной кристаллической решетки.
В 1-ю группу входят в основном элементы, схожие по форме (изоморфные) строению у-железа.
Во 2-ю группу — элементы, изоморфные а-железу.
Для сталеплавильщиков также важно знать поведение легирующей примеси при плавке стали для того, чтобы выплавить металл нужного состава (попасть в анализ) с минимальными потерями легирующих материалов. Главное при этом — избежать ненужного взаимодействия легирующих примесей с кислородом, чтобы уменьшить потери ("угар") легирующих и обеспечить получение в стали минимума продуктов окисления легирующих — неметаллических включений, загрязняющих стали и снижающих их качество.
В зависимости от степени сродства к кислороду легирующие элементы также делят на две большие группы:
1-я — легирующие элементы, сродство к кислороду у которых меньше, чем у железа (никель, кобальт, молибден, медь). Они в условиях плавки и разливки практически не окисляются и поэтому могут быть введены в металл в любой момент плавки. Обычно эти элементы вводят в металл в начале плавки вместе с шихтой. Отходы, образующиеся при выплавке и прокатке (ковке, штамповке) сталей, содержащих эти элементы, а также отходы изделий, изготовленных из этих сталей, следует хранить и использовать отдельно, так
248
как, во-первых, экономически выгодно загружать в печь не чистые никель, медь и т.п. (или их сплавы), а отходы шихты, содержащие эти примеси; во-вторых, если такие отходы загружать в печь при выплавке стали любой марки, то эта сталь при выпуске будет содержать никель, медь и т.д., а это не всегда полезно (иногда вредно).
2-я — легирующие элементы, сродство к кислороду у которых больше, чем у железа (например, кремний, марганец, алюминий, хром, ванадий, титан). Чтобы избежать большого угара этих элементов при легировании, их вводят в металл после раскисления или одновременно с раскислением в самом конце плавки (часто даже в ковш, а иногда и непосредственно в изложницу или кристаллизатор).
Кроме легирующих этих двух основных групп применяют легирующие, введение которых в металл связано с возможной опасностью для здоровья, так как парй этих металлов или их соединений вредны.
К таким элементам относятся сера, свинец, селен, теллур. Эти элементы вводят в металл непосредственно в процессе разливки стали и при этом принимают специальные меры безопасности. Легирующие примеси вводят в металл или в чистом виде (бруски чистой меди, чистого алюминия, никеля и др.), или в виде сплавов (ферросилиций, ферромарганец, ферроалюминий и др.), или в виде соединений (оксиды ванадия, марганцевая руда, молибдат кальция и др.).
Во всех случаях для удешевления стали стремятся использовать максимальное количество дешевых отходов (шлак, РУДУ), содержащих нужный элемент.
Иногда для легирования и раскисления стали применяют так называемые экзотермические брикеты. В состав таких брикетов могут входить содержащие легирующий элемент оксиды (например, оксиды хрома, марганцевая руда), порошкообразные раскислители и восстановители (например, алюминий, магний) и окислители (например, селитра). При выпуске металла в ковш, в который загружены подобные брикеты, они "зажигаются", при реакции между восстановителями и окислителями выделяется необходимое количество тепла, легирующие примеси, входящие в состав оксидов, восстанавливаются.
Металл при таком методе работы не охлаждается.
249
§ 4. ШИХТОВЫЕ МАТЕРИАЛЫ СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА
Материалы, используемые для выплавки стали, принято делить на металлосодержащие (металлошихта, металлодобавки), добавочные (флюсы) и окислители. В качестве металлошихты используют: а) чугун (жидкий или твердый); б) стальной (а в некоторых случаях и чугунный) лом; в) продукты прямого восстановления железа из железной руды; г) ферросплавы.
Основную часть металлошихты составляют чугун и стальной лом. В ряде стран в качестве металлошихты используется также продукт прямого восстановления железной руды — металлизованные окатыши (93—98 % Fe). Самая дешевая часть металлошихты — стальной лом.
Обычно в мартеновском процессе в шихте содержится примерно 50—60 % чугуна (остальное лом), в конвертерном процессе 70—90 % шихты — жидкий чугун, остальное — лом, в электросталеплавильном доля чугуна в шихте редко превышает 5—25 %.
В тех случаях, когда в состав завода входят сталеплавильные цехи и доменный цех, чугун в сталеплавильный цех поступает в жидком виде. Использование в качестве шихты жидкого чугуна позволяет получать заметную экономию в расходе топлива и сокращает продолжительность плавки. Способы доставки жидкого чугуна из доменного цеха в сталеплавильные описаны в § 3 гл. 2.
Используемые в сталеплавильном производстве чугуны в зависимости от условий выплавки и химического состава делят на ряд марок (см. часть I).
В зависимости от технологических или экономических требований сталеплавильщики используют чугун той или иной марки. В отдельных случаях для улучшения состава чугуна применяют методы внедоменной его обработки (для удаления излишних серы, кремния, фосфора).
Если в составе завода нет доменного цеха, то в качестве шихты в сталеплавильных агрегатах используют твердый чугун, который поступает на завод в чушках В отдельных случаях для ускорения плавки и повышения производительности сталеплавильных агрегатов чушковый чугун предварительно расплавляют в "металлургических" вагранках или других плавильных агрегатах.
250
Второй главной составной частью металлошихты является лом. В любой промышленной стране ежегодно образуется значительное количество железосодержащего лома. Сбор этого лома и его обработка с целью рационального использования представляют важную народнохозяйственную задачу. Для ее решения существует специальная отрасль — ломоперерабатывающая промышленность, оснащенная сложным оборудованием. Из общего количества образующегося лома около 35 % образуется непосредственно на металлургических заводах (об-резь металла при прокатке, бракованные слитки, скрап и т.д.). Обычно это тяжеловесный лом, химический состав которого известен. Этот лом в основной своей массе используют в качестве металлошихты на тех же заводах, где он образуется.
Около 20 % общего количества лома образуется при металлообработке на машиностроительных и им подобных заводах (стружка, отходы при штамповке и т.п.); 45 — 50% от общего количества лома составляет амортизационный лом (отслужившие свой срок машины, рельсы и т.п.), а также металл, извлекаемый при разработке шлаковых отвалов.
В связи с многообразием источников образования этого лома состав его далеко не всегда бывает известен. Иногда этот лом загрязнен содержащими серу смазочными маслами (стружка), цветными металлами (свинцом, алюминием, оловом, медью и др.), содержащимися в различных деталях сдаваемых в лом машин.
Некоторые из этих примесей (свинец, цинк, олово) вредны и для обслуживающего персонала, и для агрегатов, и для качества стали. Цинк, например, при нагревании улетучивается, а затем в виде оксида оседает на футеровке, на элементах котлов-утилизаторов и других агрегатов, выводя их из строя. Свинец проникает в мельчайшие поры кладки печи. Олово резко снижает прочность стали при повышенных температурах.
Приходится учитывать также, что в ряде случаев загружаемый в сталеплавильные агрегаты лом покрыт значительным слоем ржавчины, что влияет как на величину угара металла при плавке, так и на технологию плавки.
Значительная часть лома, особенно образующегося при обработке металла резанием, а также бытового лома очень неудобна для загрузки в сталеплавильные агрегаты из-за
251
малой плотности, больших габаритов и загрязненности (землей, ржавчиной, маслом, деревом, пластмассами).
Для приведения лома в состояние, удобное для использования в сталеплавлении, применяют специальное оборудование: прессы, дробилки, печи для обжига (с целью удаления кусков дерева, пластмасс, масел и других загрязнений); существуют даже целые заводы для переработки вышедших из строя автомобилей, бывших в употреблении консервных банок и лома других видов на удобный для переплавки лом.
Несмотря на то, что для приведения лома в состояние, удобное для переплава в сталь, требуются значительные затраты, все же эти затраты (на 1 т железа) ниже затрат на добычу и обогащение железной руды и получение из нее чугуна. Поэтому лом, даже после переработки, стоит дешевле чугуна.
Особенную ценность представляют лом и отходы стали легированных марок. Такие примеси, как никель, молибден, кобальт, медь, в процессе плавки не окисляются. Поэтому их количество, попадающее с ломом в агрегат, остается в готовой стали. Поскольку стоимость всех этих примесей очень высока, использование легированного лома для выплавки легированных марок стали экономически очень эффективно. Поэтому все отходы стали легированных марок хранят отдельно и за их использованием на заводах установлен строгий контроль.
В качестве добавочных материалов (флюсов) в сталеплавильном производстве обычно используют: а) известняк; б) известь (хорошая свежеобожженная известь должна содержать 85—90% СаО; при хранении известь начинает реагировать с влагой воздуха по реакции СаО + Н2О = Са(ОН)2, в результате чего уже через несколько часов хранения содержание водорода в извести начинает заметно расти; поэтому известь используют немедленна после ее получения из известняка); в) боксит (в зависимости от месторождения бокситы содержат 20—60 % А12О3; 3—20 % SiO2; 15—45 % Fe2O3) и др.
В качестве окислителей применяют кислород, сжатый воздух, железную руду, окалину, агломерат, железорудные брикеты.
252
Г л а в a 2. КОНВЕРТЕРНОЕ ПРОИЗВОДСТВО СТАЛИ
§ 1. РАЗНОВИДНОСТИ КОНВЕРТЕРНЫХ ПРОЦЕССОВ
1. Конвертерные процессы с донным воздушным дутьем
Первым способом массового производства жидкой стали был бессемеровский процесс (в конвертере с кислой футеровкой), предложенный и разработанный англичанином Г.Бессе-мером в 1856—1860 гг.; несколько позже — в 1878 г. — С.Томасом был разработан схожий процесс в конвертере с основной футеровкой (томасовский процесс).
Возникновение бессемеровского процесса имело исключительно важное значение для развития техники, поскольку до его появления не существовало способов производства литой стали в больших количествах, а применявшиеся в то время пудлинговый процесс получения железа в тестообразном состоянии и тигельный процесс получения жидкой стали в тиглях емкостью менее 50 кг не могли удовлетворить потребности развивающегося машиностроения.
Сущность конвертерных процессов на воздушном дутье (бессемеровского и томасовского) заключается в том, что залитый в плавильный агрегат (конвертер) чугун продувают снизу воздухом; кислород воздуха окисляет примеси чугуна, в результате чего он превращается в сталь; при томасовс-ком процессе, кроме того, в основной шлак удаляются фосфор и сера. Тепло, выделяющееся при окислении, обеспечивает нагрев стали до температуры выпуска (~ 1600 °C).
Устройство конвертера
Бессемеровский и томасовский конвертеры представляют собой сосуд грушевидной формы (рис. 80), выполненный из стального листа с футеровкой изнутри. Футеровка бессемеровского конвертера кислая (динасовый кирпич), томасовского — основная (смолодоломит).
Сверху в суживающейся части конвертера — горловине — имеется отверстие, служащее для заливки чугуна и выпуска стали. Снизу к кожуху крепится отъемное днище с воздушной коробкой. Дутье, подаваемое в воздушную коробку, поступает в полость конвертера через фурмы (сквозные отверстия), имеющиеся в футеровке днища. Дутьем служит воздух,
253
Рис. 80. Устройство бессемеровского конвертера:
1 — цапфы; 2 — опорное кольцо; 3 — отверстие горловины; 4 — зубчатое колесо; 5 — опорная станина; 6 — днище; 7 — воздушная коробка; 8 — патрубок для подачи дутья; 9 — корпус; 10 — футеровка; 11 — сопла
подаваемый под давлением 0,30—035 МПа. Цилиндрическая часть конвертера охвачена опорным кольцом; к нему крепятся цапфы, на которых конвертер поворачивается вокруг горизонтальной оси.
Стойкость днища бессемеровского конвертера составляет 15—25 плавок, томасовского 50—100 плавок, после чего их заменяют. Стойкость остальной футеровки выше: у томасовского конвертера 250—400 плавок, у бессемеровского 1300— 2000 плавок.
Плавка в бессемеровском конвертере
В конвертер заливают бессемеровский чугун (0,7—1,25 % Si; 0,5-0,8 % Мп; 3,8-4,4 % С; < 0,06 % Р; < 0,06 % S) при температуре 1250—1300 °C и продувают его воздухом в течение 10—15 мин. За время продувки окисляются углерод, кремний и марганец чугуна и из образующихся окислов формируется кислый шлак. После того, как углерод окислился до заданного содержания, продувку заканчивают, металл через горловину конвертера сливают в ковш, одновременно раскисляя его путем добавки в ковш раскислителей.
254
Общая длительность плавки составляет 20—30 мин; поскольку шлак кислый (55—65 % SiO2; 15—25 % FeO; 15—20 % МпО), при плавке не удаляются сера и фосфор.
Плавка в томасовском конвертере
В конвертер для образования основного шлака загружают известь (12—18 % от массы металла), заливают томасовский чугун (1,6-2,0 % Р; 0,2-0,6 % Si; 0,8-1,3 % Мп; <0,08 % S; 2,8—3,3 % С), имеющий температуру 1180—1250 °C, и ведут продувку воздухом в течение 16—22 мин. За это время окисляются углерод, кремний и марганец; из продуктов окисления составляющих чугуна и СаО извести формируется основной шлак и в конце продувки в этот шлак частично удаляются фосфор и сера.
Продувку заканчивают, когда содержание фосфора в металле снизится до 0,05—0,07 %, после чего металл выпускают в ковш, куда вводят раскислители.
Общая длительность плавки составляет 25—40 мин. Состав конечного шлака: 16-24 % Р2О5, 42-45 % СаО, 5-10 % SiO2, 8—15 % FeO, 7—10 % МпО; благодаря высокому содержанию Р2О5 этот шлак используют в качестве удобрения.
Видоизменения бессемеровского и томасовского процессов
Достоинства бессемеровского и томасовского процессов — высокая производительность, простота устройства конвертера, отсутствие необходимости применять топливо, малый расход огнеупоров и связанные с этим более низкие, чем при мартеновском и электросталеплавильном процессах, капитальные затраты и расходы по переделу. Однако обоим процессам был присущ большой недостаток— повышенное содержание азота в стали (0,010-0,025 %), вызываемое тем, что азот воздушного дутья растворяется в металле. По этой причине бессемеровская и томасовская стали обладают повышенной хрупкостью и склонностью к старению.
Для получения стали с пониженным содержанием азота в 1950—1965 гг. были разработаны и находили промышленное применение способы продувки снизу дутьем, обогащенным кислородом (до 30—40 % О2 в дутье), смесью кислорода и водяного пара в соотношении 1:1 и смесью кислорода и СО2 в соотношении 1:1.
255
Увеличение содержания кислорода в дутье до 30—40 % (вместо 21 % в воздухе) не решило проблему; выплавляемая сталь содержала 0,006—0,009 % азота, т.е. больше, чем мартеновская. Дальнейшее же увеличение доли кислорода в дутье оказалось неприемлемым, так как вызывало быстрое разрушение футеровки днища из-за его перегрева вблизи фурм вследствие выделения здесь тепла экзотермических реакций окисления составляющих чугуна. При воздушном дутье столь сильного перегрева не было из-за охлаждающего воздействия азота, которого в воздухе больше (79 %), чем в обогащенном дутье.
Способы продувки смесями О2—СО2 и О2—Н2Опар обеспечивали низкое содержание азота в стали (0,001—0,0035 %), но из-за высокой стоимости и сложности не нашли широкого применения.
В период с 1955 по 1975 г. бессемеровский и томасовский процессы и их разновидности были вытеснены кислородно-конвертерными процессами с верхней и нижней подачей дутья.
2. Кислородно-конвертерные процессы
Кислородно-конвертерным процессом в нашей стране обычно называют процесс выплавки стали из жидкого чугуна и добавляемого лома в конвертере с основной футеровкой и с продувкой кислородом сверху через водоохлаждаемую фурму; за рубежом его называют процессом ЛД. За время существования процесса (с 1952—53 гг.) было разработано несколько его разновидностей, из которых в настоящее время наряду с процессом ЛД промышленное применение находят кислородноконвертерные процессы с донной продувкой и с комбинированной продувкой (см. рис. 81).
Первые опыты по продувке чугуна кислородом сверху были проведены в СССР в 1933 г. инж. Н.И.Мозговым. В дальнейшем в нашей и в ряде других стран велись исследования по разработке технологии нового процесса. В промышленном масштабе кислородно-конвертерный процесс был впервые осуществлен в 1952—1953 гг. в Австрии на заводах в г. Линце и Донавице.
За короткий срок кислородно-конвертерный процесс получил широкое распространение во всех странах. Так, если в 256
Рис. 81. Разновидности кислородно-конвертерных процессов: а — продувка кислородом сверху; б — продувка кислородом снизу (через дно); в— комбинированная продувка (кислородом сверху и различными газами через дно)
1960 г. доля кислородноконвертерной стали составила 4 % мировой выплавки стали, то в 1970 — 40,9%, а в 1998 г.— около 60%.
Быстрое развитие кислородно-конвертерного процесса объясняется тем, что он, как и прочие конвертерные процессы, обладает рядом преимуществ по сравнению с мартеновским и электросталеплавильным процессами. Основные:
1) более высокая производительность одного работающего сталеплавильного агрегата (часовая производительность мартеновских и электродуговых печей не превышает 140 т/ч, а у большегрузных конвертеров достигает 400—500 т/ч);
2) более низкие капитальные затраты, т.е. затраты на сооружение цеха, что объясняется простотой устройства конвертера и возможностью установки в цехе меньшего числа плавильных агрегатов;
17-4050
257
3) меньше расходы по переделу, в число которых входит стоимость электроэнергии, топлива, огнеупоров, сменного оборудования, зарплаты и др.;
4) процесс более удобен для автоматизации управления ходом плавки;
5) благодаря четкому ритму выпуска плавок работа конвертеров легко сочетается с непрерывной разливкой.
Кроме того, по сравнению с мартеновским производством конвертерное характеризуется лучшими условиями труда и меньшим загрязнением окружающей природной среды.
Благодаря продувке чистым кислородом сталь содержит 0,002—0,005 % азота, т.е. не больше, чем мартеновская. Тепла, которое выделяется при окислении составляющих чугуна, с избытком хватает для нагрева стали до температуры выпуска. Имеющийся всегда избыток тепла позволяет перерабатывать в конвертере значительное количество лома (до 25—27 % от массы шихты), что обеспечивает снижение стоимости стали, так как стальной лом дешевле жидкого чугуна.
§ 2. УСТРОЙСТВО КИСЛОРОДНЫХ КОНВЕРТЕРОВ ДЛЯ ВЕРХНЕЙ ПРОДУВКИ
Кислородный конвертер представляет собой поворачивающийся на цапфах сосуд грушевидной формы (рис. 82 и 83), футерованный изнутри и снабженный леткой для выпуска стали и отверстием сверху для ввода в полость конвертера кислородной фурмы, отвода газов, заливки чугуна, загрузки лома и шлакообразующих и слива шлака. Вместимость существующих конвертеров составляет 50—400 т. В нашей стране установлен типовой ряд емкостей конвертеров (по массе жидкой стали): 50, 100, 130, 160, 200, 250, 300, 350 и 400 т.
Форма конвертера. Профиль рабочего объема, образованный футеровкой, у отечественных конвертеров обычно имеет вид, показанный на рис.84. Суживающаяся кверху горловина примыкает к цилиндрической части, ниже которой расположена суживающаяся часть, заканчивающаяся сферическим днищем. Сужение нижней части и сферическая форма днища предотвращают образование застойных зон при циркуляции металла в конвертерах с верхней продувкой. У малых (<130 т) конвертеров днище для упрощения кладки иногда делают плоским; плоское днище имеют конвертеры донной продувки.
258
Рис 82 Общий вид кислородного конвертера с односторонним стационарным механизмом поворота
Рис 83 Кислородный конвертер с двухсторонним навесным многодвигательным механизмом поворота
1 — опорный подшипник, 2 — цапфа, 3 — защитный кожух, 4 — ведомое зубчатое колесо, 5 — вал-шестерня, б — навесной электродвигатель с редуктором, 7 — корпус ведомого колеса, 8, 9 — демпфер, 10 — опорная станина, 11 — опорное кольцо
По конфигурации корпуса (кожуха) конвертеры различаются. Корпус может быть такой же формы, как рабочий объем, т.е. с сужением внизу (см. рис. 86, а); быть без сужения внизу, когда к цилиндрической части примыкает сферическое
259
Рис. 84. Профиль рабочего пространства кисло* родного конвертера
днище (см. рис. 86,6); с незначительным сужением (угол наклона к вертикали ~6°) нижней половины, переходящей в сферу (см. рис. 86, в).
Размеры конвертера должны прежде всего обеспечивать продувку без выбросов металла через горловину, поскольку выбросы уменьшают выход годной стали и требуют периодических остановок конвертера для удаления настылей металла с горловины и входной части котла-утилизатора. Размеры некоторых конвертеров приведены в табл. 4.
Основные параметры, определяющие возможность работы конвертера без выбросов — удельный объем (объем рабочей полости, приходящийся на 1т жидкой стали, м3/т) и отношение высоты рабочего объема к его диаметру Н/D (рис.84).
При выборе оптимальной величины этих параметров необходимо учитывать следующее. Если удельный объем недостаточен, то при продувке возникают выбросы; при чрезмерно большом удельном объеме неоправданно возрастают габариты
Таблица 4 Размеры некоторых кислородных конвертеров
Вместимость, т Удельный объем, м3/т Высота, Н, м Диаметр, D, м Отношение H/D Глубина ванны, м Диаметр горловины, м
85 0,9 6,6 4,2 1,56 1,17 2,0
100 0,92 7,0 4,4 1,59 1,14 2,17
130 0,81 7,42 4,7 1,58 1,5 2,42
200 1,03 9,5 5,95 1,6 1,78 3,1
300 0,87 9,26 6,55 1,41 1,9 3,43
350 0,87 10,1 6,7 1,47 1,85 4,1
260
конвертера, расход огнеупоров на футеровку, высота конвертерного цеха. Учитывают также, что чем выше интенсивность продувки и чем меньше сопел в фурме, тем больше должен быть объем конвертера для предотвращения выбросов. При уменьшении величины Н/D стенки конвертера отдаляются от высокотемпературной подфурменной зоны, что способствует повышению их стойкости; возрастает также площадь контакта металл—шлак, что облегчает удаление в шлак фосфора и серы. Вместе с тем при чрезмерном снижении Н/D, т.е. уменьшении высоты конвертера, начинаются выбросы, поскольку вспенивающийся металл достигает низко расположенной горловины. При росте Н/D вероятность появления выбросов снижается, но и увеличение Н/D сверх оптимальной величины не рекомендуется, поскольку это требует увеличения высоты здания цеха.
Для сооружаемых в последние годы 100—380-т конвертеров величину удельного объема принимают в пределах от 1,0 до 0,85 м3/т, а Н/D от 1,55 до 1,4—1,45, причем в этих пределах они должны снижаться по мере увеличения вместимости конвертера. Для ранее строившихся и эксплуатируемых конвертеров характерно колебание значений этих параметров в неоправданно широких пределах: удельного объема от 0,5 до 1,15 м3/т и отношения Н/D от 1,17 до 2,1.
Глубина ванны жидкого металла в спокойном состоянии изменяется от 1,0 до 1,8—1,9 м, возрастая при увеличении емкости конвертера. Даже для конвертеров малой емкости (50 т) она не должна быть менее 1м во избежание разрушения футеровки днища кислородными струями. Увеличение глубины ванны сверх 1,9 м также не рекомендуется, так как при этом из-за недостаточного проникновения в глубь ванны кислородных струй затрудняется плавление стального лома.
При выборе диаметра отверстия горловины Dr учитывают, что горловина большого размера позволяет загружать стальной лом в один прием. Вместе с тем при увеличении Dr возрастают потери тепла излучением и несколько повышается содержание азота в выплавляемой стали, поскольку через большое отверстие в конвертер подсасывается больше воздуха, азот которого растворяется в металле. Исходя из условий загрузки лома в один прием диаметр отверстия горловины определяют из соотношения: Dr = 0,2р/ Т , м. Угол нак
261
лона горловины к вертикали а в существующих конвертерах изменяется от 20 до 35°. На основании отечественной практики признано нецелесообразным делать этот угол более 26°, так как при большом уклоне ухудшается стойкость футеровки горловины.
Угол /3 в нижней сужающейся части конвертера чаще делают равным 20—30°, у конвертеров со вставным днищем он достигает 35—40°
Корпус и днище. Корпус конвертера выполняют сварным из листовой стали толщиной от 20 до 110 мм и делают его либо цельносварным, либо с отъемным днищем, которое крепится болтами или клиновыми соединениями. Расположение горловины в конвертерах симметричное, что позволяет вводить кислородную фурму строго по оси конвертера. При этом обеспечивается равное удаление кислородных струй от стенок конвертера и тем самым — равномерный износ футеровки.
Горловина в большей степени, чем другие элементы кожуха, подвержена воздействию высоких температур и короблению и может быть повреждена при удалении застывших выплесков металла и в процессе слива шлака. Поэтому верх горловины защищают массивным шлемом. Хорошо зарекомендовала себя конструкция шлема, показанная на рис. 85. К корпусу 1 горловины приварена снабженная кольцевым пазом 3 утолщенная обечайка 2, на которой с помощью закладных планок 5 закреплены несколько литых сегментов 4. Эти сегменты обычно выполняют из жаропрочного чугуна, к которому меньше, чем к стали, привариваются выплески металла (настыли). Поврежденные сегменты (один или несколько) можно сравнительно легко заменить. В редких случаях коническую горловину делают отъемной. Однако опыт показал, что замену проводить сложно — затруднено сочленение новой горловины с кожухом работающего конвертера из-за его деформа-) * ции от темпеРатУРных напряжений.
3 Днище конвертеров обычно делают сферическим. Эта форма облегчает циркуляцию металла при верхней подаче дутья и способствует сни-жению износа футеровки. Широко 7 применяются как неотъемные (рис.86,6), так и отъемные днища.
Рис 85 Шлем горловины конвертера
262
Отъемные днища могут быть приставными (рис.86,а) и вставными (рис. 86,в). Снятие и установку осуществляют с помощью домкратных тележек, передвигающихся под конвертером.
Преимуществом конвертеров с отъемным днищем является облегчение и ускорение проведения ремонтов футеровки. После съема днища ускоряется охлаждение и облегчается разрушение изношенной футеровки и подача в полость конвертера огнеупоров для новой кладки по сравнению с подачей через узкую горловину конвертера. Основным недостатком отъемных днищ обычно считают меньшую прочность и «надежность конструкции нижней части кожуха конвертера.
Преимуществом конвертера с неотъемным днищем является уменьшение массы и упрощение конструкции из-за отсутствия устройств для крепления днища, повышение жесткости кожуха в целом и надежности конструкции его донной части.
Рис. 86 Футеровка кислородных конвертеров с приставными (а), неотъемными (б) и вставными (в) днищами:
1 — отъемное днище, 2 — кожух конвертера; 3 — арматурный слой футеровки; 4 — рабочий слой футеровки; 5 — блоки из плавленого магнезита; 6 — пред-арматурный слой (огнеупорная масса, асбест), 7 — огнеупорная масса; 8 — вставное днище
263
Цапфы и опорное кольцо. Конвертер цапфами опирается на роликовые опорные подшипники, закрепленные в опорных станинах. Подшипники обеспечивают возможность вращения конвертера вокруг оси цапф; при этом один подшипник фиксированный, а другой "плавающий", что дает возможность перемещения вдоль оси цапф на 15—30 мм.
В первых кислородных конвертерах цапфы крепились непосредственно к кожуху конвертера (см. рис. 82). При этом, как показала практика, вследствие нагрева кожуха и его деформации происходил перекос цапф (их отклонение от первоначального положения), что вызывало при вращении цапф удары по опорным подшипникам и шестерням механизма поворота конвертера и их повышенный износ.
Современные кислородные конвертеры (см. рис. 83) снабжают отдельным опорным кольцом, к которому крепятся цапфы и в котором с зазором в 150—200 мм закреплен кожух. Благодаря зазору возникающие при термическом расширении кожуха деформации не передаются опорному кольцу и перекос цапф не возникает. Системы крепления конвертера в опорном кольце с помощью подвесок, упоров и других устройств могут быть различными, но должны обеспечить свободное расширение кожуха.
Опорное кольцо (рис. 87) представляет собой конструкцию, состоящую из двух полуколец 1 и закрепленных между ними двух цапфовых плит 2; полукольца и плиты скреплены шпильками. Полукольца выполняют сварными полыми прямоугольного (коробчатого) сечения. Для защиты опорного кольца от перегрева и от попадания капель металла и шлака над ним приваривают к корпусу конвертера защитный кожух 3 (см. рис. 83).
Рис 87 Опорное кольцо конвертера
1 — полукольцо, 2 — цапфовая плита, 3 — цапфа, 4 — окно для циркуляции воздуха
264
Цапфы 3 (см. рис. 87) выполняют коваными: обычно их крепят к опорному кольцу путем запрессовки в цапфовую плиту. Цапфы большегрузных конвертеров часто делают водоохлаждаемыми.
Механизм поворота. Он обеспечивает вращение конвертера вокруг оси цапф на 360° со скоростью от 0,1 до 1 м/мин. Поворот конвертера необходим для выполнения технологических операций: заливки чугуна, завалки лома, слива стали и шлака и др.
Механизм поворота может быть односторонним и двусторонним. У конвертеров вместимостью 130—150 т и менее делают односторонний механизм поворота, в котором одна из цапф соединена с приводом (см. рис. 82). Наклон большегрузных конвертеров требует приложения значительного крутящего момента, вызывающего большие напряжения в металлоконструкциях опорного кольца и привода. Поэтому для более равномерного их распределения механизм поворота большегрузных конвертеров делают двухсторонним (см. рис. 83). Этот механизм имеет два синхронно работающих привода, каждый из которых соединен с одной цапфой.
Механизмы поворота бывают стационарными и навесными. В состав стационарного механизма (см. рис. 82) обычно входят установленные на жестком фундаменте электродвигатель с редуктором, вращающий момент от которых передается цапфе с помощью шпинделя или зубчатой муфты. Недостатком механизма является его быстрый износ вследствие того, что, будучи неподвижно закрепленным, он испытывает удары вращающихся цапф в случае их перекоса, а также ударные нагрузки в момент включения привода.
В последние годы применяют более совершенные навесные (закрепленные на цапфе) многодвигательные механизмы поворота (см. рис. 83). На цапфе жестко закреплено ведомое зубчатое колесо 4, закрытое корпусом 7; этот корпус опирается на цапфу через подшипники и от проворачивания его удерживает демпфер 9. Таким образом, при вращении зубчатого колеса 4 с цапфой корпус 7 остается неподвижным. Зубчатое колесо вращают несколько (от 4 до 6) электродвигателей с редукторами 6, выходные валы-шестерни 5 которых Входят в зацепление с колесом; эти валы-шестерни через подшипники крепятся в отверстиях стенки корпуса 7. Электродвигатели с редукторами держатся (навешены) на ва
265
лах-шестернях 5; вращая валы, сами двигатели остаются неподвижными, так как удерживаются от проворачивания демпферами 8 (см. рис. 83).
Навесной многодвигательный привод обладает следующими преимуществами: перекос цапф не влияет на его работоспособность, так как, будучи закрепленным на цапфе, привод перемещается вместе с ней; при выходе из строя одного двигателя привод остается работоспособным; демпферы частично компенсируют динамические нагрузки при включениях и торможениях, что снижает износ шестерен привода; в 2—3 раза уменьшается масса привода; существенно уменьшается площадь, необходимая для его установки, — так, например, максимальный размер вдоль оси колонн цеха у 300-т конвертера с двухсторонним стационарным приводом составляет около 28 м, а при двухстороннем навесном приводе — около 20 м.
Футеровка. Футеровка конвертера работает в тяжелых условиях, подвергаясь воздействию высоких температур; термических напряжений, возникающих при колебаниях температуры футеровки; ударов кусков шихты при загрузке и знакопеременных нагрузок, возникающих при вращении конвертера. Она изнашивается также в результате химического взаимодействия со шлаком и размывающего действия потоков металла и шлака.
Футеровку обычно делают из двух слоев: арматурного и рабочего. Примыкающий к корпусу арматурный слой (см. рис. 86) толщиной 110—250 мм уменьшает теплопотери и защищает кожух в случае прогара рабочего слоя. Арматурный слой выполняют из магнезитового или магнезитохромитового кирпича, он не требует замены очень длительное время (годы). Внутренний или рабочий слой изнашивается во время работы и его заменяют при ремонтах футеровки; его толщина в зависимости от емкости конвертера составляет 500-800 мм.
У конвертеров- с отъемным днищем стык между ним и футеровкой стен заполняют смоломагнезитовой массой.
Для кладки рабочего слоя на отечественных заводах в основном применяют безобжиговые смоло- или пекосвязанные (на связке из каменноугольной смолы или пека) огнеупоры, поскольку их стойкость в условиях конвертерной плавки оказалась значительно (в два—три раза) более высокой, чем
266
стойкость обычных обожженных огнеупоров (магнезитохромитовых и магнезитовых кирпичей). Из этих огнеупоров широко используют смолодоломит (35—50% MgO, 45—60% СаО), получаемый из недорогого природного сырья — доломита; смоло-доломитомагнезит (50—85 % MgO, 10—45 % СаО), производимый из доломита с добавкой более дорогого магнезита, и реже смоломагнезит (более 85 % MgO), получаемый из дорогостоящего магнезита. Иногда с целью повышения стойкости эти безобжиговые огнеупоры перед использованием в конвертере подвергают термической обработке, выдерживая при 300—500 °C в нейтральной или восстановительной атмосфере. В отдельных случаях на наших заводах и зачастую за рубежом применяют дорогостоящие, но обладающие большей стойкостью магнезитоуглеродистые (содержащие наряду с MgO еще 10—20 % углерода) огнеупоры и обожженные магнезитовые, магнезитодоломитовые и доломитовые огнеупоры, пропитанные смолой.
Наиболее широко применяемые безобжиговые смолодоломитовый и смолодоломитомагнезитовый кирпичи получают из обожженных доломита и магнезита, содержащих не более 5 % SiO2. Измельченные огнеупоры с размером фракций от 0 до 6 мм тщательно смешивают с 5—7 % смолы или пека. Для хорошего перемешивания температура в смесителе должна быть 80—140 °C. Приготовленную массу загружают в формы и прессуют при давлении 12—15 МПа, получая кирпичи необходимых размеров и конфигурации. Из этих необожженных кирпичей выкладывают рабочий слой футеровки, после чего ее обжигают, нагревая по специальному режиму до температуры 1100 °C путем сжигания в полости конвертера кокса при подаче кислорода через фурму. При обжиге происходит коксование смолы — летучие удаляются и остается прочная углеродистая масса (коксовый остаток) в виде тонкой пленки вокруг зерен огнеупора. Эта обволакивающая каждое зерно огнеупора углеродистая пленка образует как бы скелет кирпича; она скрепляет зерна, придавая футеровке прочность, повышает ее термостойкость и, что особенно важно, защищает зерна огнеупора от контакта и взаимодействия со шлаком, благодаря чему сильно замедляется растворение футеровки в шлаке. Именно повышенная шлакоустойчивость обеспечивает в конвертерах значительно большую стойкость смолосвязанных огнеупоров по сравнению с обычными. Смоло
267
связанные огнеупоры не применяют в других печах, так как в их окислительной атмосфере углеродистая пленка быстро окисляется; в конвертерах же газовая атмосфера, состоящая в основном из СО, — неокислительная.
Недостаток доломитсодержащих огнеупоров, и в первую очередь смолодоломита, — сильная склонность к гидратации: содержащийся в доломите оксид кальция реагирует с поглощаемой из атмосферы влагой, в результате чего кирпич теряет прочность и рассыпается в порошок. Поэтому смолодоломитовый кирпич нельзя хранить более 2—6 суток после изготовления.
Футеровку летки делают с учетом того, что из-за быстрого износа ее приходится заменять чаще, чем остальную футеровку. Несменяемый арматурный слой (рис. 86,3) выкладывают из магнезитового или магнезитохромитового кирпича, собственно летку — блоками 5 из плавленого магнезита, имеющими сквозные отверстия, образующие канал летки. Зазор между блоками и арматурным слоем заполняют огнеупорной массой. При ремонтах, после удаления изношенных блоков и огнеупорной массы устанавливают насаженные на стальную трубу блоки, а в зазор между ними и арматурным слоем заливают массу из магнезитового порошка и водного раствора сернокислого магния, которая через 30 мин затвердевает. Стойкость леток составляет 60—120 плавок.
Стойкость футеровки определяется стойкостью участков наибольшего износа. Это — футеровка цилиндрической части конвертера в районе шлакового пояса и в месте падения кусков лома при загрузке, футеровка горловины, летка.
Футеровка изнашивается прежде всего в результате взаимодействия со шлаком, при этом вначале окисляется углеродистая пленка и затем зерна огнеупора растворяются в шлаке. Сильно возрастает износ при росте содержания оксидов железа (FeO, Fe2O3) в шлаке, которые окисляют углеродистую пленку и образуют легкоплавкие химические соединения с оксидами огнеупора, особенно с СаО. Износ возрастает при увеличении количества шлака и его жидкотекучести, при увеличении содержания кислотного оксида SiO2, активно взаимодействующего с основными оксидами футеровки. Стойкость футеровки снижается при повышении температуры процесса, так как это вызывает размягчение огнеупоров и ускорение их взаимодействия со шлаком;.
268
Отрицательно сказывается на стойкости футеровки повышение содержания кремния в перерабатываемом чугуне, так как в результате его окисления в шлаках начального периода продувки увеличивается содержание SiO2 и наряду с этим возрастает общее количество шлака.
По этой же причине необходимо, чтобы сыпучие материалы (руда, известь и др.) содержали минимальное количество кремнезема.
Следует избегать увеличения длительности интервалов между продувками, поскольку проникающий в полость конвертера воздух вызывает окисление коксовой пленки, а при охлаждении вследствие термических напряжений возможно скалывание огнеупоров.
Необходимо работать без додувок, проводимых для корректировки состава и температуры металла, так как каждая из них вызывает дополнительные колебания температуры футеровки, подсосы воздуха в конвертер и повышение окислен-ности шлака.
Установлено, что растворение футеровки шлаком замедляется, если увеличить в нем содержание MgO до 6—8 %. В связи с этим рекомендуется применение шлакообразующих, содержащих оксид магния (доломит, доломитизированная известь).
Наряду с оптимизацией технологического режима для повышения стойкости футеровки места ее повышенного износа выкладывают из огнеупоров повышенной стойкости, применяют горячие ремонты методом ошлакования и торкретирования.
Стойкость футеровки из безобжиговых смолосвязанных огнеупоров составляет 400—600 плавок, при предварительной термической обработке этих огнеупоров она несколько возрастает; расход огнеупоров составляет 2—5 кг/т стали.
Торкретирование футеровки— это метод горячего ремонта путем нанесения с помощью торкрет-машин огнеупорной массы на изношенные участки футеровки. Применяют факельное и полусухое торкретирование.
При факельном торкретировании основным рабочим органом машины является вводимая в полость конвертера водоохлаждаемая торкрет-фурма. Через нее подают кислород и с помощью сжатого воздуха торкрет-массу, состоящую из магнезитового порошка и коксовой пыли. Сгорание кокса в кис
269
лороде обеспечивает формирование факела с температурой 1800—2000 °C. При этой температуре огнеупорный порошок переходит в пластическое состояние и, наносимый факелом на поверхность футеровки, прочно сваривается с ней.
При полусухом торкретировании увлажненную огнеупорную массу наносят на футеровку конвертера с помощью сопла торкрет-машины струёй сжатого воздуха, причем смешивание массы с водой происходит в сопле. Увлажненная масса налипает на футеровку и в последующем приваривается к ней. Недостаток способа - испарение влаги делает структуру нанесенного слоя сравнительно рыхлой и его стойкость невелика. Поэтому более эффективно факельное торкретирование.
Торкретируют как отдельные участки футеровки, так и всю ее поверхность. Торкретирование начинают после износа футеровки примерно на половину ее допустимой величины, его длительность составляет 4—20 мин, периодичность проведения - через 2—18 плавок, толщина наносимого слоя 5—100 мм. Стойкость футеровки может быть доведена до одной-трех тысяч плавок.
Ошлакованные футеровки путем раздувки шлака. После слива металла шлак в конвертере загущают добавкой обожженного доломита. Далее через сопла кислородной или специальной фурмы в шлак вдувают азот, брызги шлака налипают на футеровку, образуя шлаковый слой, который разрушается на последующих плавках; собственно же футеровка остается при этом почти неизменной. Нанесенный шлаковый слой выдерживает не менее двух плавок.
При таком методе горячего ремонта стойкость футеровки из магнезитоуглеродистых огнеупоров достигает 5—10 тыс. плавок. Один из вариантов раздувки шлака предусматривает ее проведение в течение 10—12 мин через каждые две плавки.
При ошлаковании футеровки и ее торкретировании уменьшается число холодных ремонтов футеровки, требующих затрат тяжелого ручного труда и снижается расход формованных огнеупоров. Но при торкретировании дополнительно расходуются порошкообразные огнеупоры (магнезитовый порошок, смеси на основе извести и др.).
Кислородная фурма. Кислород подают в конвертер через вертикально расположенную водоохлаждаемую фурму, которую вводят в полость конвертера через горловину строго по его оси. Давление кислорода перед фурмой составляет 1, 0—1, 6 МПа. Высоту фурмы над ванной можно изменять по ходу плавки; обычно она увеличивается при росте емкости конвертера и находится в пределах 1, 0—4, 8 м от уровня ванны в спокойном состоянии. Поднимают и опускают фурму с 270
помощью механизма, сблокированного с механизмом вращения конвертера. Конвертер нельзя повернуть, пока из него не удалена фурма. Скорость подъема и опускания фурмы изменяется в пределах 0,1—1 м/с.
Фурма выполнена из трех концентрично расположенных стальных труб и снабжена снизу медной головкой с соплами (рис. 88). Полости, образованные трубами, служат для подачи кислорода, подвода и отвода охлаждающей воды. Наиболее часто применяют фурмы с центральной подачей кислорода (рис. 88, а). По средней трубе при этом подводят охлаждающую воду, а по наружной — отводят. Применяются также фурмы с центральной подачей охладителя (рис. 88, б). В таких фурмах подаваемую через центральную трубу воду отводят по наружной трубе, а кислород подают по средней трубе. К верхней части труб прикреплены патрубки 5 для подвода кислорода, подвода и отвода воды. Чтобы избежать
if
9 Ю а 9 ю о
Рис. 88. Многосопловые кислородные фурмы с центральной подачей кислорода (а) и воды (б):
1—3 — стальные трубы; 4 — сальниковое уплотнение; 5 — патрубки для подачи кислорода и воды; 6 — компенсатор; 7 — сменная часть наружной трубы; 8 — медная головка фурмы; 9 — сопло; 10 — выемка
271
разрушения фурмы из-за напряжений, вызываемых различным тепловым расширением труб (наружная труба удлиняется сильнее, чем более холодные внутренние), в фурме предусматривают компенсирующие устройства: сильфонные компенсаторы, т.е. гофрированные металлические шланги (рис. 88, 6); подвижные сальниковые уплотнения (рис. 88, 4) при соединении двух труб; телескопическое соединение (рис. 89,6) двух труб. Длина фурмы 300-т конвертера достигает 27 м.
Головка фурмы является сменной, ее соединяют с трубами сваркой (см. рис. 89) или резьбой в сочетании со сваркой. В головке расположены сопла Лаваля 7, через которые кислород поступает в полость конвертера и распределитель воды, направляющий ее вдоль поверхности головки. Головки выполняют сварными и иногда литыми. Всю головку или ее нижнюю часть с соплами, обращенную к зоне наибольших (до 2600 °C) температур в конвертере, выполняют из меди. Это делают потому, что, обладая высокой теплопроводностью, медь быстро передает тепло охлаждающей воде, и поэтому даже в зоне высоких температур головка не перегревается и сохраняет прочность.
Число сопел Лаваля в головке изменяется от трехчетырех до шести-семи, возрастая по мере роста вместимости конвертера и количества вдуваемого кислорода. Сопла располагают веерообразно расходящимися, чтобы повысить степень рассредоточения дутья по объему ванны. Угол расхождения сопел (угол а наклона их осей к вертикали) уменьшают по мере снижения вместимости конвертера (от 19°
Рис. 89. Сварная головка кислородной фурмы:
1 — сопло Лаваля (медь); 2 — наружная тарелка (медь); 3 — распределитель воды; 4 — стальной патрубок; 5 — внутренняя тарелка; 6 — телескопическое соединение; 7 — компенсатор; 8—10 — стальные трубы; 11 — места сварки при смене головки
272
у семисопловой фурмы для большегрузного конвертера до 9° у трехсопловой для небольшого конвертера); это необходимо, поскольку при большом угле расхождения кислородных струй они у малых конвертеров будут слишком приближаться к стенкам, вызывая усиленный износ футеровки.
Сопла Лаваля (рис. 89,1) применяют потому, что они, преобразуя энергию давления в кинетическую, обеспечивают скорость кислорода на выходе в 500 м/с и более; это необходимо для заглубления струй в ванну и полного усвоения ею кислорода. Давление кислорода перед соплом должно быть более 0,9—1,2 МПа, а его диаметр определяют расчетом; приближенно диаметр минимального (критического) сечения сопла можно определить по формуле, мм:
а = 3,5/ v/p ,
где р — давление перед соплом, МПа; V — расход кислорода через сопло (обычно не более 250 м3/мин).
Воду для охлаждения фурмы подают насосом в таком количестве, чтобы перепад температур на входе и выходе не превышал 30° во избежание выпадения из воды солей жесткости; на больших конвертерах расход воды достигает 500м3/ч. Стойкость головок фурм составляет 50—150 плавок.
В первые годы освоения кислородно-конвертерного процесса применялись односопловые фурмы, позволявшие работать с небольшими расходами (до 200—250 м3/мин) кислорода; увеличение расхода кислорода при подаче одной струей вызывало выбросы металла при продувке.
Позднее были разработаны повсеместно применяемые в настоящее время многосопловые фурмы, которые благодаря рассредоточению кислородного потока на несколько струй, обеспечили более "мягкую" продувку и резкое уменьшение количества выбросов.
Переход на работу с многосопловыми фурмами позволил значительно увеличить интенсивность подачи кислорода и сократить благодаря этому длительность плавки, а также повысить выход годного металла на 1—2 % за счет уменьшения выбросов.
В настоящее время успешно конструируют фурмы, обладающие достаточной стойкостью при числе сопел, не превышающем семи.
273
$ 3. ШИХТОВЫЕ МАТЕРИАЛЫ КИСЛОРОДНО-КОНВЕРТЕРНОГО ПРОЦЕССА
Основными шихтовыми материалами кислородно-конвертерного процесса являются жидкий чугун, стальной лом, шлакообразующие (известь, плавиковый шпат и др.), ферросплавы для раскисления и легирования. Постоянно используется также газообразный кислород.
Жидкий чугун
Состав чугунов, перерабатываемых на разных заводах, изменяется в широких пределах: 4,0—4,8 % С; 0,1—2,6 % Мп; 0,3—2,0 % Si; 0,02—0,07 % S; < 0,3 % Р. Однако опыт показал, что для обеспечения высоких технико-экономических показателей процесса содержание составляющих чугуна целесообразно ограничивать в определенных узких пределах.
При излишне высоком содержании кремния возрастает расход извести для ошлакования образующейся SiO2 и увеличивается количество шлака в конвертере, что ведет к росту потерь железа и теплопотерь со сливаемым шлаком; понижается также стойкость футеровки конвертера. Вместе с тем при очень низком (< 0,3 %) содержании кремния замедляется шлакообразование в связи с медленным растворением извести из-за слишком низкого содержания SiO2 в первичных шлаках. Положительной стороной повышенного содержания кремния является то, что возрастает количество тепла от его окисления; это позволяет увеличить расход лома. Большинство отечественных заводов работают на чугунах с содержанием кремния 0,6-0,9 %, что, очевидно, близко к оптимальной величине.
Оптимальной величиной содержания марганца в чугуне в течение многих лет считали 0,7—1,1 %. Стремление конвер-тершиков применять чугуны со столь высоким содержанием марганца вызвано тем, что при более низком его содержании существенно замедляется шлакообразование, поскольку в первичных шлаках будет содержаться мало оксида МпО, ускоряющего растворение извести. Однако большая часть марганца при конвертерной плавке окисляется и безвозвратно теряется со шлаком в виде MnO. С учетом этого, а также того, что выплавка чугуна с повышенным (0,5—0,7 % и более) содержанием марганца требует добавки в шихту до-274
менных печей дефицитной марганцевой руды, в последние годы выплавляют маломарганцовистые чугуны (0,5—0,1 % Мп). При их переработке в кислородных конвертерах применяют ряд мер по ускорению шлакообразования.
Содержание фосфора в чугуне не должно превышать 0,2— 0,3 %, поскольку при большем его содержании необходим промежуточный слив шлака во время продувки и наведение нового, что снижает производительность конвертера.
Содержание серы в чугунах, предназначенных для выплавки качественных сталей, не должно превышать 0,035%, а рядовых сталей — 0,05%. Такое ограничение объясняется тем, что из-за высокого содержания оксидов железа в конвертерных шлаках удаление в них серы при плавке происходит слабо; степень десульфурации не превышает 30%. На многих заводах организована вне доменная десульфурация чугуна.
Температура жидкого чугуна обычно составляет 1300— 1450 °C. Применять чугун с более низкой температурой нежелательно, так как это ведет к холодному началу продувки и замедлению шлакообразования.
Стальной лом
Стальной лом является охладителем конвертерной плавки, увеличение его расхода экономит чугун, снижая себестоимость стали. К лому, как и при прочих сталеплавильных процессах, предъявляется требование о недопустимости высокого содержания фосфора, серы, примесей цветных металлов и ржавчины. Количество меди и никеля, которые не окисляются в условиях конвертерной плавки, не должно превышать их допустимого содержания в выплавляемой стали (обычно < 0,2 %). Ограничивают максимальный размер кусков лома, поскольку слишком большие куски могут не успевать раствориться в металле за время продувки, а во время загрузки могут повредить футеровку конвертера. Толщина кусков лома не должна превышать 0,25—0,35 м, длина — 0,8 м; размер пакетов не должен быть более 0,7*1x2 м.
Шлакообразующие
Основные шлакообразующие материалы — это известь и плавиковый шпат, иногда в качестве шлакообразующих или охладителей используют боксит, железную руду, прокатную окалину (Fe3O4), агломерат, рудно-известковые окатыши.
275
Известь должна быть свежеобожженной и содержать > 92 % СаО, < 2 % SiO2 и < 0,05—0,08 % S. При содержании серы в извести > 0,1 % возможен переход серы из шлака в металл во время плавки. Куски извести должны иметь размеры от 10 до 50 мм. Применение более мелких кусков извести не допускается, так как они будут вынесены из конвертера отходящими газами.
Плавиковый шпат— эффективный разжижитель шлака. Он содержит 75—92 % CaF2, основной примесью является SiO2. Железная руда, агломерат и окатыши должны содержать не более 8% SiO2 и 0,1 % фосфора и серы (каждого), размер кусков руды должен быть 10—80 мм.
Боксит (марка МБ) содержит 28—50% А12О3, 10—20% SiO2 и 12-25 % Fe2O3; обычно в нем также много влаги (10— 20 %), что требует предварительной просушки во избежание внесения в сталь водорода.
Миксерный шлак и отходы производства
Вместе с чугуном при его заливке в конвертер поступает немного (до 1 % от массы чугуна) шлака, имеющегося в заливочном ковше. Этот шлак часто называют миксерным; он формируется из попадающего в миксер доменного шлака и растворяющейся в нем футеровки миксера и чугуновозных ковшей. Шлак содержит, %: 35—55 SiO2, 20—35 СаО, 3— 15 MgO, 1—6 FeO, 2—10 МпО, 4—8 А12О3 и до 2 % серы, а после десульфурации в ковше до 4 % серы.
Поскольку шлак содержит много серы, необходимо исключить его попадание в конвертер. В связи с этим во многих цехах организовано скачивание шлака из заливочных ковшей перед сливом из них чугуна в конвертер.
В последние годы расширяется использование в конвертерном производстве отходов ряда металлургических производств.
В частности, с целью ускорения шлакообразования и уменьшения расхода плавикового шпата применяют вводимые в конвертер в начале продувки шлаки производства силикомарганца, которые наряду с обычными составляющими конвертерных шлаков содержат 16—19 % МпО; шлаки от производства силумина, содержащие SiO2, А12О3, SiC и металлические А1 и Si; твердый конвертерный шлак предыдущих плавок и другие.
276
Доставка чугуна в сталеплавильные цехи
Жидкий чугун к сталеплавильным агрегатам подают двумя способами — с использованием стационарных миксеров и в миксерных ковшах (передвижных миксерах). При первом способе чугун из доменного цеха в 100- или 140-т ковшах на чугуновозах по железнодорожным путям доставляют в мик-серное отделение, в котором установлено один—три стационарных миксера (см. рис. 90). Чугун через люк 3 заливают из ковшей в миксер, где хранится его запас, и по мере надобности порцию чугуна сливают через носок 5 в заливочный ковш, который транспортируют к конвертерам.
Миксер (рис. 90) представляет собой сосуд бочкообразной формы с кожухом из стального листа, футерованный изнутри. Свод миксера, не соприкасающийся с чугуном, выкладывают из шамотного кирпича, стенки и днище — из магнезитового. Толщина футеровки ~ 700 мм, стойкость футеровки 0,5—1,5 года.
В верхней части миксера расположен люк для заливки чугуна; в боковой части имеется носок для слива чугуна. С целью уменьшения теплопотерь люк и носок снабжены крышками. Чугун сливают через сливной носок путем поворота миксера вокруг горизонтальной оси, для чего имеется реечный механизм поворота, а кожух миксера опирается на две дугообразные опоры через ролики, заключенные в удерживающие их обоймы.
Рис. 90. Стационарный миксер:
1 — кожух; 2 — футеровка; 3 — заливочный люк, 4 — опорные бандажи; 5 — сливной носок; 6 — опорные ролики; 7 — реечный механизм поворота; 8 — горелки; 9 — жидкий чугун
277
Миксер отапливают газом или мазутом с помощью горелок, установленных в торцевых стенках. Тем не менее за время пребывания в миксере чугун остывает на 30—50 °C.
Роль миксера состоит не только в хранении запаса чугуна. В миксере происходит выравнивание химического состава и температуры чугуна различных выпусков, в связи с чем длительность пребывания чугуна в миксере должна быть ~ 7 ч. Вместимость типовых миксеров составляет 600, 1300 и 2500 т.
При втором способе доставки чугун из доменной печи выпускают в миксерный ковш (см. рис. 91) через горловину 6, затем ковш транспортируют в переливное отделение конвертерного цеха. Здесь по мере надобности порцию чугуна из миксерного ковша сливают через горловину в заливочный ковш, который транспортируют к конвертеру и далее заливают из него чугун в конвертер.
Отечественный 420-т миксерный ковш (передвижной миксер) имеет (рис. 91) сигарообразную форму; стальной кожух 5 футерован изнутри шамотным кирпичом 4. На торцах кожуха закреплены цапфы 7, которыми ковш через подшипниковые опоры 3 опирается на две ходовые тележки 7, перемещающиеся по рельсовому пути 8. Одна из цапф соединена с механизмом поворота 2; вращением ковша вокруг оси цапф обеспечивают слив чугуна через горловину 6. Вместимость мик-серных ковшей составляет 100—600 т; стойкость футеровки 400—600 наливов чугуна. Отечественный 420-т миксерный ковш имеет длину по осям сцепок 31,9 м и наружный диаметр 3,63 м, 600-т ковш — соответственно 39,6 и 3,3 м.
Преимущества применения миксерных ковшей: примерно на 50 °C повышается температура заливаемого в конвертер чугуна, что позволяет увеличить расход лома; уменьшается число переливов чугуна и его потерь при этом; не требует-
Рис. 91. Миксерный ковш
278
ся сооружения миксерных отделений и стационарных миксеров. Недостатком является отсутствие усреднения состава и температуры чугуна разных выпусков из доменной печи.
Внепечная десульфурация чугуна
Поскольку при конвертерной плавке сера из металла удаляется плохо, часто прибегают к предварительной десульфурации чугуна в ковшах. Обработку чугуна десульфураторами ведут в специализированных отделениях десульфурации, сооружаемых на пути следования чугуновозных ковшей из доменного цеха в конвертерный, либо в заливочных ковшах в конвертерном цехе. В объем чугуна в ковше вводят различными способами магний, вдувают порошкообразные известь, карбид кальция СаС2, соду Na2CO3 и иногда другие десуль-фураторы. Последние вступают в химическое взаимодействие с серой чугуна; при реагировании с магнием образуется MgS, с известью и карбидом кальция — CaS, с содой — Na2S; эти соединения нерастворимы в чугуне и всплывают в шлак. Шлак в ковше после десульфурации содержит до 4% серы, и его необходимо скачивать из ковша перед сливом чугуна в конвертер.
На отечественных заводах часто применяют десульфурацию гранулированным магнием, вводимым в чугун с помощью футерованной трубы. При соприкосновении с чугуном магний испаряется, и его пары вместе с газом-носителем вытекают через низ трубы в объем чугуна, вызывая его барботаж, что обеспечивает большую поверхность контакта чугуна с магнием. При расходе магния 0,4—1,0 кг/т чугуна получают остаточное содержание в нем серы от 0,01 до 0,002 %.
Газообразный кислород
Кислород для конвертерного и других цехов производят на сооружаемой в составе металлургического завода кислородной станции путем разделения сжиженного воздуха. Основными элементами установки получения кислорода являются турбокомпрессор, детандер, служащий для расширения сжатого воздуха, и блок разделения сжиженного воздуха.
На этой установке воздух вначале сжижают путем предварительного сжатия компрессором до давления ~ 0,6 МПа и последующего расширения в детандере, вызывающего охлаждение до температур, при которых воздух переходит в жидкое
279
состояние (менее —192 °C). Далее жидкий воздух поступает в блок разделения, где проводят ректификацию — разделение жидкого воздуха на составляющие путем двухкратного постепенного испарения; при испарении вначале улетучивается азот (Гкип = -195,8 °C) и аргон (Гкип = -189,4 °C) и остается жидкий кислород (/кип = —183 °C). Повторяя испарение, можно добиться необходимой чистоты кислорода.
Наиболее крупная установка получения кислорода с блоком разделения БР—2М имеет производительность 11000 м3/ч технического кислорода (> 99,6 % О2) и 24000 м3/ч технологического (> 95,3 % О2); побочными продуктами являются азот и аргон. Полученный газообразный кислород по трубопроводам подают в конвертерный и другие цехи завода; давление до нужных пределов увеличивают компрессором.
§ 4. ПЛАВКА В КИСЛОРОДНОМ КОНВЕРТЕРЕ С ВЕРХНЕЙ ПРОДУВКОЙ
1. Технология плавки
Шихтовка плавки и организация загрузки. Шихтовку, т.е. определение расхода на плавку чугуна и лома, шлакообразующих, ферросплавов и других материалов, в современных цехах проводят с помощью ЭВМ (АСУ ТП) на основании вводимых в нее данных о составе чугуна и других шихтовых материалов, температуре чугуна, параметрах выплавляемой стали и некоторых других. При этом расход лома, являющегося охладителем плавки, определяют на основании расчета теплового баланса плавки, увеличивая или уменьшая расход так, чтобы обеспечивалась заданная температура металла в конце продувки, а расход извести — так, чтобы обеспечивалась требуемая основность шлака (2.7—3,6).
Лом загружают в конвертер совками объемом 20—110 м3; их заполняют ломом в шихтовом отделении цеха и доставляют к конвертерам рельсовыми тележками. Загрузку ведут (рис. 92, а) через отверстие горловины конвертера, опрокидывая совок 3 с помощью полупортальной машины 2, либо мостового крана, либо напольной (перемещающейся по рабочей площадке цеха) машины. Конвертер при загрузке наклонен примерно на 45 ° с тем, чтобы загружаемые куски лома скользили по футеровке, а не падали бы сверху, разрушая ее.
280
Рис. 92. Технологические операции конвертерной, плавки: загрузка лома (а), заливка чугуна (б), начало продувки (в), замер температуры (г), слив металла (д), слив шлака (е):
1 — газоотвод; 2 — полупортальная загрузочная машина, 3 — совок; 4 — мостовой кран; 5 — заливочный ковш; 6 — бункер; 7 — течка; 8 — термопара; 9 — бункер для ферросплавов; 10 — сталеразливочный ковш; 11 — шлаковая чаша (ковш)
Жидкий чугун заливают (рис. 92, б) в наклоненный конвертер через отверстие горловины с помощью мостового крана 4 из заливочного ковша 5, который обычно вмещает всю порцию заливаемого чугуна (до 300 т и более). Заливочные ковши с чугуном доставляют к конвертерам из миксерного или переливного отделений.
Для загрузки сыпучих шлакообразующих материалов конвертер оборудован индивидуальной автоматизированной системой. Из расположенных над конвертером расходных бункеров, где хранится запас материалов, их с помощью электро-вибрационных питателей и весовых дозаторов выдают в промежуточный бункер б, а из него материалы по наклонной течке (трубе) 7 ссыпаются в конвертер через горловину. При этом система обеспечивает загрузку сыпучих без остановки продувки по программе, которая разработана заранее или задается оператором из пульта управления конвертером.
281
Периоды плавки
Плавка в кислородном конвертере включает следующие периоды.
1. Загрузка лома. Стальной лом в количестве до 25—27 % от массы металлической шихты (при использовании специальных технологических приемов и в большем количестве) загружают в наклоненный конвертер (рис. 92,а) совками. Объем совков достигает 110 м3, его рассчитывают так, чтобы загрузка обеспечивалась одним-двумя совками, поскольку при большем числе возрастает длительность загрузки и плавки в целом. Загрузка длится 2—4 мин. Иногда с целью ускорения шлакообразования после загрузки лома или перед ней в конвертер вводят часть расходуемой на плавку извести.
2. Заливка чугуна. Жидкий чугун при температуре от 1300 до 1450 °C заливают (рис. 92, б) в наклоненный конвертер одним ковшом в течение 2—3 мин.
3. Продувка. После заливки чугуна конвертер поворачивают в вертикальное рабочее положение, вводят сверху фурму и включают подачу кислорода, начиная продувку (рис. 92, в). Фурму в начале продувки для ускорения шлакообразования устанавливают в повышенном положении (на расстоянии до 4,8 м от уровня ванны в спокойном состоянии), а через 2—4 мин ее опускают до оптимального уровня (1,0—2,5 м в зависимости от вместимости конвертера и особенностей технологии).
В течение первой трети длительности продувки в конвертер двумя—тремя порциями загружают известь; вместе с первой порцией извести, вводимой после начала продувки, дают плавиковый шпат и иногда другие флюсы (железную руду, окатыши, боксит и др.). Расход извести рассчитывают так, чтобы шлак получался с основностью от 2,7 до 3,6; обычно расход составляет 6—8 % от массы стали.
Продувка до получения заданного содержания углерода в металле длится 12—18 мин; она тем больше, чем меньше принятая в том или ином цехе интенсивность подачи кислорода в пределах 2,5—5м3/(т • мин).
В течение продувки протекают следующие основные металлургические процессы:
а) окисление составляющих жидкого металла вдуваемым кислородом; окисляется избыточный углерод, а также весь 282
кремний, около 70 % марганца и немного (1—2 %) железа. Газообразные продукты окисления углерода (СО и немного СО2) удаляются из конвертера через горловину (отходящие конвертерные газы), другие оксиды переходят в шлак;
б) шлакообразование. С первых секунд продувки начинает формироваться основной шлак из продуктов окисления составляющих металла (SiO2, MnO, FeO, Fe2O3) и растворяющейся в них извести (СаО), а также из оксидов, вносимых мик-серным шлаком, ржавчиной стального лома и растворяющейся футеровкой. Основность шлака по ходу продувки возрастает по мере растворения извести, достигая 2,7—3,6;
в) дефосфорация и десульфурация. В образующийся основной шлак удаляется часть содержащихся в шихте вредных примесей— большая часть (до 90%) фосфора и немного (до 30%) серы;
г) нагрев металла до требуемой перед выпуском температуры (1600—1660 °C) за счет тепла, выделяющегося при протекании экзотермических реакций окисления составляющих Жидкого металла;
д) расплавление стального лома за счет тепла экзотермических реакций окисления; обычно оно заканчивается в течение первых 2/3 длительности продувки;
е) побочный и нежелательный процесс испарения железа в иодфурменной зоне из-за высоких здесь температур (2000— 2600 °C) и унос окисляющихся паров отходящими из конвертера газами (подробнее см. п. 7 § 4), что вызывает потери железа и требует очистки конвертерных газов от пыли.
4. Отбор проб, замер температуры, ожидание анализа, корректировка. Продувку необходимо закончить в тот момент, когда углерод будет окислен до нужного в выплавляемой марке стали содержания; к этому времени металл должен быть нагрет до требуемой температуры, а фосфор и сера удалены до допустимых для данной марки стали пределов.
Момент окончания продувки, примерно соответствующий требуемому содержанию углерода в металле, определяют по Количеству израсходованного кислорода, по длительности Продувки, по показаниям ЭВМ. Окончив продувку, из конвертера выводят фурму, а конвертер поворачивают в горизонтальное положение. Через горловину конвертера отбирают пробу металла, посылая ее на анализ, и замеряют температуру термопарой погружения (рис. 92, г). Если по резуль
283
татам анализа и замера температуры параметры металла соответствуют заданным, плавку выпускают. В случае несоответствия проводят корректирующие операции: при избыточном содержании углерода проводят кратковременную до-дувку для его окисления; при недостаточной температуре делают додувку при повышенном положении фурмы, что вызывает окисление железа с выделением тепла, нагревающего ванну; при излишне высокой температуре в конвертер вводят охладители — легковесный лом, руду, известняк, известь и т.п., делая выдержку после их ввода в течение 3—4 мин. По окончании корректировочных операций плавку выпускают.
На отбор и анализ проб затрачивается 2—3 мин; корректировочные операции вызывают дополнительные простои конвертера и поэтому нежелательны.
5. Выпуск. Металл выпускают в сталеразливочный ковш через летку без шлака; это достигается благодаря тому, что в наклоненном конвертере, (рис. 92, д,) у летки располагается более тяжелый металл, препятствующий попаданию в нее находящегося сверху шлака. Такой выпуск исключает перемешивание металла со шлаком в ковше и переход из шлака в металл фосфора и FeO. Выпуск длится 3—7 мин.
В процессе выпуска в ковш из бункеров 9 вводят ферросплавы для раскисления и легирования. При этом в старых цехах загружают все ферросплавы так, чтобы обеспечивалось раскисление и получение в стали требуемого содержания вводимых элементов (Мп и Si, а в легированных сталях и других элементов). В конце выпуска в ковш попадает немного (1—2 %) шлака, который предохраняет металл от быстрого охлаждения. В новых цехах, где проводят внепечную обработку, в ковш вводят сплавы, содержащие слабоокисляющиеся элементы (Мп, Сг и иногда Si), после чего ковш транспортируют на установку внепечной обработки, где в процессе усредняющей продувки аргоном вводят элементы, обладающие высоким сродством к кислороду (Si, Al, Ti, Са и др.), что уменьшает их угар. В этом случае в момент слива из конвертера последних порций металла делают "отсечку" шлака, препятствуя попаданию в ковш конвертерного шлака, содержащего фосфор, который может переходить в металл, и оксиды железа, которые будут окислять вводимые в металл в процессе внепечной обработки элементы. В ковше для защиты металла от охлаждения и окисления создают шлаковый пок
284
ров, загружая, например, гранулированный доменный шлак, вермикулит, известь с плавиковым шпатом.
6. Слив шлака (рис. 92, е) в шлаковый ковш (чашу) 11 ведут через горловину, наклоняя конвертер в противоположную от летки сторону (слив через летку недопустим, так как шлак будет растворять футеровку летки). Слив шлака длится 2—3 мин. Общая продолжительность плавки в 100—350-т конвертерах составляет 40—50 мин.
2. Режим дутья
Взаимодействие кислородных струй с ванной. Перемешивание ванны, возникающее при продувке в результате воздействия кислородных струй и потока выделяющихся из ванны пузырьков окиси углерода, интенсифицирует массо- и теплообмен, ускоряя процессы окисления, рафинирования и нагрева металла и расплавления стального лома.
Характер взаимодействия кислородных струй с ванной и возникающей при этом циркуляции металла показан на рис. 93. Под соплами фурмы расположены направленные вниз высокоскоростные потоки кислорода с увлекаемыми в них каплями металла; это первичные реакционные зоны, где весь кислород расходуется на окисление железа. По границам первичной зоны вследствие высокой концентрации кислорода
окисляется много углерода с образованием СО и формируется мощный поток всплывающих пузырей СО, увлекающих за собой металл, поэтому циркуляционные потоки направлены здесь вверх.
Рис 93 Структура ванны при продувке сверху
1 — зона продувки (прямого окисления), 2 — зона циркуляции, 3 — пузыри СО, 4 — крупные газовые полости, 5 — металл, 6 — шлак
285
Поскольку контур циркуляции должен быть замкнутым, у стенок конвертера металл движется вниз. Выше зоны циркуляции металл и шлак перемешиваются всплывающими пузырями СО. Под первичными реакционными зонами, где всплывание пузырей СО затруднено, периодически формируются крупные газовые полости 4. Их объем при движении вверх возрастает в результате поглощения встречных пузырей СО, и при выходе крупных газовых объемов из ванны образуются всплески металла и шлака.
Уровень ванны изменяется по ходу продувки. В начале и конце продувки, когда скорость окисления углерода невелика, т.е. образуется мало пузырей СО, металл вспенивается незначительно, и фурма находится над ванной (рис. 81, а). В середине продувки, когда скорость обезуглероживания сильно возрастает, большое количество выделяющихся пузырей СО вспенивают верхнюю часть ванны, и фурма оказывается погруженной в газошлакометаллическую эмульсию (рис. 93), а уровень ванны может достигать верха горловины конвертера. В этот период могут возникать выбросы.
Давление кислорода. Для внедрения кислородных струй в металл и полного усвоения кислорода необходима высокая кинетическая энергия струй. Поэтому применяют сопла Лаваля, которые, преобразуя энергию давления в кинетическую, обеспечивают сверхзвуковую скорость выхода кислорода из сопла (500 м/с и более). С тем, чтобы поддерживалась работа сопла в таком режиме, его диаметр при данном расходе кислорода рассчитывают (см. раздел "Кислородная фурма"), а давление кислорода перед соплом должно быть более 0,9—1,2 МПа. С учетом потерь давления в фурме давление кислорода, подаваемого в конвертерный цех, должно составлять 1,5—2,0 МПа.
Высота расположения фурмы имеет оптимальные пределы. При чрезмерно высоком расположении фурмы кинетическая энергия струй теряется на пути до встречи с ванной, поэтому кислородные струи не будут внедряться в металл ("поверхностный обдув") и будет низка степень усвоения кислорода; при чрезмерно низком положении ("жесткая продувка") усиливается вынос капель металла отходящими газами и абразивный износ фурмы каплями металла, существенно замедляется шлакообразование из-за уменьшения количества FeO в шлаке. Оптимальная высота обычно находится в преде
286
лах, соответствующих расстоянию до уровня ванны в спокойном состоянии от 1,0 до 2,5 м; в этих пределах высота обычно возрастает при увеличении вместимости конвертера и зависит от особенностей принятой в цехе технологии.
Изменение высоты положения фурмы во время продувки обычно используют для регулирования окисленности шлака и ускорения его формирования. При этом учитывают, что в подфурменной зоне вдуваемый кислород расходуется преимущественно на прямое окисление железа, а образующиеся оксиды могут растворяться как в металле, так и в шлаке. При большом заглублении кислородных струй в металлическую ванну весь кислород будет усваиваться металлом. Уменьшение заглубления струй приближает зону прямого окисления к шлаку, и в шлак будет переходить больше образующихся в этой зоне оксидов железа. Обогащение же шлака оксидами железа существенно ускоряет растворение извести, т.е. шлакообразование.
С учетом этого обычно применяют следующий режим продувки. В течение первых 2—4 мин продувки с целью ускорения шлакообразования фурму устанавливают в повышенном положении (в 1,2—2,0 раза выше, чем в остальное время плавки), а затем ее опускают до оптимального уровня (в один или несколько приемов).
Уменьшение давления и расхода кислорода так же, как и подъем фурмы, вызывает уменьшение заглубления кислородных струй в ванну, и в результате этого шлак обогащается оксидами железа. Подобный прием регулирования окисленности шлака также иногда применяют.
Расход кислорода. Кислородную продувку количественно характеризуют удельным расходом кислорода, его общим расходом на плавку, минутным расходом и интенсивностью подачи кислорода. Удельный расход (м3/т стали) и общий расход на плавку (м3) определяются количеством кислорода, необходимого для окисления составляющих шихты; эти величины возрастают при увеличении содержания окисляющихся примесей в чугуне и уменьшаются при росте доли лома в шихте, поскольку лом содержит меньше окисляющихся примесей, чем чугун. Удельный расход кислорода обычно изменяется в пределах 47—57 м3/т стали. Минутный расход кислорода (м3/мин) увеличивается с ростом вместимости конвертера, достигая для большегрузных конвертеров 1600—2000 м3/мин.
287
Интенсивность подачи кислорода, м3/(т-мин), не зависит от вместимости конвертера и является постоянной в условиях того или иного цеха (в пределах 2,5—5 м3/(т-мин)). Интенсивность I определяет длительность продувки t, которая, так же как и величина I, не зависит от емкости конвертера. Связь между величинами t и I примерно следующая:
t = Q/I,
где Q — удельный расход кислорода, равный, как выше отмечалось, 47—57м3/т.
С целью сокращения длительности плавки интенсивность продувки стремятся увеличить. Однако опыт показал, что имеется предел, после превышения которого начинаются выбросы металла и шлака из конвертера. Объясняется это тем, что при росте расхода кислорода возрастает скорость окисления углерода и, следовательно, количество выделяющихся пузырей СО, вспенивающих ванну; при подъеме вспенившейся ванны до уровня горловины могут появиться выбросы.
Опыт показал, что допустимый уровень интенсивности продувки тем выше, чем больше число сопел в фурме. Установлена, в частности, следующая зависимость: с тем, чтобы при увеличении интенсивности продувки (например, от 1Х до /2) уровень вспенивания ванны, а следовательно, вероятность возникновения выбросов оставались на прежнем уровне, необходимо увеличить число сопел с пх до п2 в следующем соотношении: Ц/12 = {nJп2)ь, где b = 0,7—1,0.
Применяемые в настоящее время трех—шестисопловые фурмы обеспечивают, как отмечалось, интенсивность продувки от 2,5 до 5 м3/(т • мин); расход кислорода через одно сопло не превышает 150—250 м3мин.
3. Поведение составляющих чугуна при продувке
Реакции окисления. В течение продувки за счет подаваемого в конвертер кислорода окисляется избыточный углерод, а также кремний, большая часть марганца и некоторое количество железа. Окисление примесей жидкого чугуна — углерода, кремния и марганца можно представить следующими итоговыми реакциями:
[С] + 1/2О2 = СО; [Si] + О2 = (SiO2);
[Мп] + 1/2О2 = (МпО).
288
Следует, однако, иметь в виду, что за счет непосредственного взаимодействия с газообразным кислородом окисляется лишь незначительная часть примесей. Окисление большей части примесей протекает по более сложной схеме — первоначально в зоне контакта кислородной струи с металлом окисляется железо: Fe + 1/2О2 = FeO; его окисление объясняется тем, что концентрация железа в несколько десятков раз больше концентрации других элементов, и поэтому с вдуваемым кислородом прежде всего контактируют атомы железа. Образующийся оксид FeO растворяется частично в металле: FeO —► [О] + Fe и частично в шлаке: FeO —*(FeO) и уже за счет этого растворенного в металле и шлаке кислорода окисляются прочие составляющие жидкого чугуна. Соответственно окисление, например, углерода идет по следующим схемам:
Fe + 1/2О2 = FeO; Fe + l/2O2 = FeO;
FeO = [О] + Fe; FeO = (FeO);
[с] + [O] = CO; [C] + (FeO) = CO + Fe.
Если просуммировать уравнения реакций правого или левого столбцов, то в обоих случаях получим итоговую реакцию окисления углерода: [С] + 1/2О2 = СО, которая, таким образом, отражает лишь начальное и конечное состояние процесса окисления.
Таким образом, для продувки в конвертере характерно прямое окисление железа в зоне контакта кислородной струи с металлом (в "первичной реакционной зоне") и окисление прочих составляющих металла за счет вторичных реакций на границе с первичной реакционной зоной и в остальном объеме ванны.
Окисление кремния и марганца, так же как и углерода, начинается с момента подачи кислорода (рис. 94), причем весь кремний и большая часть марганца выгорают в первые минуты продувки. Более быстрое их окисление по сравнению с углеродом объясняется различием в химическом сродстве разных элементов к кислороду при различных температурах.
На рис. 95 приведена зависимость химического сродства ряда элементов к кислороду от температуры; при этом величина химического сродства тем больше, чем больше по абсолютной величине отрицательное значение AG°. Из рис. 95
19-4050
289
следует, что при температурах ниже 1450—1500 °C кремний и марганец обладают более высоким сродством к кислороду, чем углерод; при более же высоких температурах сродство углерода к кислороду
1200 1400 1600 t,°C
Рис 94 Изменение состава металла (а) и шлака {б) по ходу продувки в кислородном конвертере (Мп7 и МпО7 — значения, характерные для переработки маломарганцовистого чугуна)
Рис 95 Химическое сродство элементов к кислороду при различных температурах
превышает сродство марганца и кремния. В соответствии с этим марганец и кремний окисляются в начале продувки, когда температура в конвертере сравнительно невысока.
Окисление кремния заканчивается в первые 3—5 мин продувки и в дальнейшем по ходу плавки жидкий металл кремния не содержит. Реакция окисления кремния протекает до его полного израсходования и является необратимой, поскольку продукт окисления — кислотный оксид SiO2, связывается в основном шлаке в прочное соединение 2СаО • SiO2.
Интенсивное окисление марганца наблюдается в начале продувки, когда при низких температурах его химическое сродство к кислороду велико; к 3—5 мин продувки окисляется около 70 % марганца, содержащегося в чугуне. В дальнейшем поведение марганца определяется равновесием экзотермической реакции
[Мп] + (FeO) = (МпО) + Fe + 122950 Дж/моль.
290
В соответствии с этой реакцией отмечаются (см. рис.94) следующие особенности поведения марганца: при уменьшении содержания FeO в шлаке во второй половине продувки равновесие реакции сдвигается влево и содержание марганца в металле возрастает, т.е. марганец восстанавливается из шлака; в конце продувки, когда вследствие усиливающегося окисления железа содержание оксидов железа в шлаке возрастает, равновесие реакции сдвигается вправо, и поэтому наблюдается вторичное окисление марганца. Конечное содержание марганца в металле зависит прежде всего от его содержания в чугуне и возрастает при увеличении температуры металла в конце продувки и снижении окисленности шлака, т.е. содержания в нем FeO. Конечное содержание обычно находится в пределах от 0,2—0,3 до 0,03—0,05%, нижний предел — при переработке маломарганцовистых чугунов. За время продувки окисляется около 70% марганца.
Окисление углерода в кислородном конвертере происходит преимущественно до СО; до СО2 окисляется около 10% углерода, содержащегося в чугуне. В начале продувки (см. рис. 94) скорость окисления углерода невелика (0,1—0,15 %/мин), поскольку много кислорода расходуется на окисление кремния и марганца, имеющих высокое химическое сродство к кислороду при низких температурах. В дальнейшем, вследствие повышения сродства углерода к кислороду при росте температуры (см. рис. 95) и уменьшения расхода кислорода на окисление марганца и кремния, скорость окисления углерода возрастает и затем остается в течение длительного времени почти постоянной. В этот период весь вдуваемый кислород идет на окисление углерода, и достигаемая скорость (до 0,5%/мин) обезуглероживания определяется интенсивностью подачи кислорода. В конце продувки скорость обезуглероживания вновь снижается потому, что в металле остается мало углерода.
Роль реакции обезуглероживания велика: окисление углерода дает большую часть тепла для нагрева ванны; длительность окисления углерода определяет длительность продувки; выделяющиеся пузыри СО обеспечивают перемешивание ванны, благодаря чему выравниваются состав и температура, ускоряется нагрев металла; вследствие перемешивания металла и шлака ускоряются дефосфорация и десульфурация; с пузырями СО удаляются растворенные в металле вредные га-
291
зы — водород и азот; пузыри СО вспенивают ванну, благодаря чему могут возникать выбросы.
Дефосфорация. Основными источниками попадания фосфора в конвертер являются жидкий чугун, а также стальной лом. Для успешного протекания экзотермической реакции удаления из металла в шлак фосфора:
2[Р] + 5(FeO) + З(СаО) = (ЗСаО • Р2О5) +
+ 5Fe + 767300 Дж/моль необходимы повышенные основность и окисленность шлака и невысокая температура. В конвертере с верхней продувкой создаются благоприятные условия для удаления фосфора: быстрое формирование основных шлаков с высокой окислен-ностью (высоким содержанием оксидов железа) и неплохое перемешивание металла со шлаком. Поскольку реакция удаления фосфора сопровождается выделением тепла, дефосфорация наиболее интенсивно протекает в первой половине продувки при сравнительно низкой температуре.
Конечное содержание фосфора в металле зависит от количества шлака и полноты протекания реакции дефосфорации, которую обычно характеризуют величиной коэффициента распределения фосфора между шлаком и металлом (Р2О5)/[Р]. Эта величина в условиях кислородно-конвертерного процесса изменяется от 40 до 100—120 и в этих пределах обычно тем выше, чем выше основность и окисленность шлака и чем ниже температура металла в конце продувки. Кроме того, повышению значения (Р2О5)/[Р] способствует улучшение перемешивания металла со шлаком, что достигается при снижении вязкости шлака и при более раннем шлакообразовании, поскольку в этом случае увеличивается продолжительность контакта металла со шлаком. Целесообразно также увеличение количества шлака, поскольку при одной и той же достигнутой величине коэффициента распределения количество фосфора, перешедшего в шлак, будет тем больше, чем больше масса шлака.
Обычно при содержании фосфора в чугуне менее 0,15— 0,20% металл в конце продувки содержит 0,02—0,04% фосфора; степень дефосфорации достигает 75—90%.
Десульфурация. Сера поступает в кислородный конвертер с жидким чугуном, стальным ломом, шлаком из заливочного 292
ковша, известью и иногда с твердым топливом, если его применяют при плавке. Чугун может содержать до 0,035— 0,05% S; шлак в заливочном ковше до 2%S, а после внепечной десульфурации до 4% S; известь, полученная во вращающихся печах и печах кйпящего слоя, в которых топливом служит содержащий мало серы природный газ, — до 0,06 %; известь, полученная в шахтных печах, где топливом служит кокс, — до 0,1-0,2%; твердое топливо (кокс, каменный уголь, антрацит и др.) до 0,5-2 % S.
В процессе продувки немного серы (5—10 % от количества удаленной серы) окисляется кислородом дутья и удаляется в виде SO2 с отходящими газами. Остальная сера распределяется между шлаком и металлом в соответствии с уравнением реакции десульфурации: [S] + Fe + (СаО) = (CaS) + + (FeO), тепловой эффект которой близок к нулю. Для успешного протекания этой реакции необходимы высокая основность шлака и низкое содержание в нем окис лов железа. Конвертерный же шлак содержит значительное количество FeO (8—20 % и более), поэтому десульфурация получает ограниченное развитие. Степень десульфурации обычно не превышает 30%, а коэффициент распределения серы между шлаком и металлом (S)/[S] невелик (от 2 до 6).
В реальных условиях конвертерной плавки основные способы улучшения десульфурации — повышение основности шлака и его количества, а также обеспечение более раннего шлакообразования. Из-за плохих условий для протекания реакции десульфурации в конвертере проблему получения конвертерной стали с низким содержанием серы в последние годы решают путем внепечной десульфурации чугуна в ковшах (см. раздел "Шихтовые материалы"). Также организуют скачивание сернистого шлака из заливочных ковшей перед сливом из них чугуна в конвертер и применяют малосернистую известь. Все чаще проводят десульфурацию стали на установках внепечной обработки путем вдувания порошкообразных десульфураторов в ковш после выпуска в него металла из конвертера.
4. Шлаковый режим
Параметры шлакового режима — состав, вязкость, количество шлака и скорость его формирования оказывают сильное влияние на качество стали, выход годного металла, стойкость футеровки и ряд других показателей плавки.
293
Основные источники шлакообразования - это загружаемая в конвертер известь (СаО) и продукты окисления составляющих чугуна (SiO2, МпО, FeO, Fe2O3, Р2О5). Это также оксиды растворяющейся футеровки (СаО, MgO); некоторое количество миксерного шлака (SiO2, СаО, МпО, MgO, FeO, А12О3, S); оксиды железа из ржавчины стального лома и составляющие флюсов. Обычно флюсом служит плавиковый шпат, вносящий CaF2 и немного SiO2; иногда применяют боксит (А12О3, SiO2, Fe2O3) железную руду или агломерат либо окатыши, вносящие оксиды железа и немного SiO2 и А12О3; флюоритовые руды (CaF2); различные отходы производств.
Требования к шлаку. Шлаковый режим должен прежде всего обеспечить достаточно полное удаление фосфора и серы из металла во время продувки. С этой целью основность шлака должна быть достаточно высокой (от 2,7 до 3,6), а вязкость невелика, так как в густых шлаках замедляются процессы диффузии компонентов, участвующих в реакциях дефосфорации и десульфурации. При чрезмерно большой основности (3,7 и более) шлак начинает переходить в гетерогенное состояние; при недостаточной основности, т.е. повышенном содержании в шлаке SiO2, помимо ухудшения удаления фосфора и серы усиливается разъедание шлаком футеровки. Износ футеровки существенно усиливается при чрезмерной жидко-подвижности шлака и особенно при повышенном содержании в нем оксидов железа, которые окисляют коксовую пленку огнеупора и образуют легкоплавкие соединения с его составляющими (СаО и MgO).
Увеличение количества шлака и его чрезмерная окислен-ность способствуют появлению выбросов и ведут к росту потерь железа со сливаемым шлаком в виде окислов. Повышение окисленности шлака вызывает также увеличение угара раскислителей. При слишком густом шлаке и повышенном его количестве возрастают потери железа со шлаком в виде корольков; повышение его количества вызывает также рост потерь тепла со сливаемым шлаком.
Формирование шлака. В связи с кратковременностью продувки чрезвычайно важно обеспечить как можно более раннее формирование шлака, в противном случае из-за недостаточного времени контакта металла со шлаком не успеют завершиться дефосфорация и десульфурация. Кроме того, при про дувке без шлака наблюдается повышенный вынос капель ме-294
талла с отходящими газами и образование на фурме настылей металла.
Формирование основного шлака сводится к растворению загружаемой в конвертер кусковой извести в образующейся с первых секунд продувки жидкой шлаковой фазе — продуктах окисления составляющих чугуна (SiO2, MnO, FeO). Известь тугоплавка (температура плавления СаО составляет 2570 °C), поэтому для ее растворения необходимо взаимодействие СаО с окислами окружающей шлаковой фазы с образованием легкоплавких химических соединений, которые расплавлялись бы при температурах конвертерной ванны.
Практика показала, что без принятия специальных мер растворение извести происходит медленно. Это объясняется тем, что в образующейся в первые секунды продувки шлаковой фазе содержится большое количество SiO2 и, реагируя с этим оксидом, куски извести покрываются тугоплавкой оболочкой из двухкальциевого силиката 2СаО * SiO2 (температура плавления 2130 °C), препятствующей дальнейшему растворению. Поэтому необходимо добавлять компоненты, понижающие температуру плавления этого силиката, а также самой извести.
Наиболее эффективны в этом отношении CaF2 и оксиды железа, в несколько меньшей степени MnO. С учетом изложенного в конвертер в начале продувки обычно присаживают плавиковый шпат (CaF2), а обогащение шлака окислами железа достигают, начиная продувку при повышенном положении фурмы, и иногда за счет присадок железной руды, агломерата, окатышей, боксита.
Шлаковый режим. Продувку с целью обогащения шлака оксидами железа начинают при повышенном положении фурмы. После начала продувки в конвертер вводят первую порцию шлакообразующих — часть извести и плавиковый шпат и иногда вместо него агломерат, окатыши, железную руду, боксит и др. Остальную известь загружают одной или несколькими порциями в течение первой трети длительности продувки. Иногда с целью ускорения шлакообразования до 30—60 % извести вводят в конвертер на стальной лом перед заливкой чугуна, а остальную — по описанному выше режиму. Загрузку шлакообразующих одной порцией не делают, так как это вызывает охлаждение ванны, слипание кусков извести и замедление шлакообразования.
295
Общий расход извести составляет 6—8 % от массы плавки; его определяют расчетом так, чтобы обеспечивалась требуемая основность шлака (CaO/SiO2 = 2,7-3,6). Расход плавикового шпата составляет 0,15—0,3% и иногда более.
Шлаковая фаза начинает формироваться с первых секунд продувки, вначале она состоит из продуктов окисления составляющих жидкого чугуна; дальнейшее изменение состава шлака по ходу продувки показано на рис. 94. В результате растворения извести содержание СаО в шлаке возрастает, а содержание SiO2, МпО и FeO снижается. Заметно уменьшается содержание FeO в период наиболее интенсивного окисления углерода (середина продувки), когда сильное развитие получает реакция окисления углерода за счет окислов железа шлака. В конце продувки, когда углерода в металле мало, начинает окисляться железо и содержание FeO в шлаках возрастает, причем тем значительнее, чем до более низкого содержания углерода в металле ведут продувку.
Состав конечного шлака следующий: 43—52% СаО; 14—22% SiO2; 8-25% FeO; 2-6 % Fe2O3; 3-12 % МпО; 3-7 % A12O3; 1,5-4 % MgO; 0,5-4,0 % P2O5; < 3 % CaF2; < 1 % CaS. Соотношение между содержанием СаО и SiO2 определяется основностью шлака, которой задаются и которую регулируют, изменяя расход извести. Количество оксидов железа, как отмечалось, будет тем выше, чем ниже содержание углерода в металле в конце продувки. Содержание FeO в шлаке, %, можно определить по эмпирической формуле: FeO = 7,3 + 0,85/ /(С+ 0,01), где С— содержание углерода в металле по окончании продувки. Содержание Fe2O3 в 3-4 раза ниже содержания FeO. Количество МпО в шлаке возрастает при увеличении содержания марганца в чугуне и окисленности шлака. Содержание MgO тем выше, чем сильнее изнашивается футеровка, составляющие которой переходят в шлак.
Количество образующегося шлака равно 11—17 % от массы стали.
Шлакообразующие флюсы. Как уже отмечалось, более раннее образование шлака существенно улучшает дефосфорацию и десульфурацию, а также другие показатели конвертерной плавки. Применяемый же для ускорения шлакообразования плавиковый шпат дефицитен и дорог и, кроме того, вызывает выброс в атмосферу вместе с отходящими газами токсичных фторидов. Поэтому разрабатывают новые и экологически ме-296
нее вредные способы ускорения наведения шлака. На отечественных заводах опробованы и иногда используют ряд флюсов, при применении которых медленное растворение тугоплавкой извести заменяется более быстрым расплавлением содержащих СаО легкоплавких фаз. К их числу относятся* офлюсованная или "ожелезненная" известь (куски извести с оболочкой толщиной до 10 мм из соединений СаО и Fe2O3), получаемая потем введения веществ, содержащих оксиды железа в известковообжигательные печи; спеченный на агломерационной машине шлам конвертерных газоочисток (в основном оксиды железа) с добавкой известняка и доломита, вносящих СаО и MgO; спеченные или сплавленные флюсы на основе СаО с оксидами, образующими легкоплавкие химические соединения.
Положительные результаты получены при промышленном опробовании ряда минеральных веществ и отходов производства: нефелиновой руды, содержащей 8—17 % Na2O + К2О; марганцевой руды или агломерата, содержащих до 35 % Мп в виде оксидов; шлака от производства силикомарганца, содержащего 16—19 % МпО; шлака от производства силумина, содержащего SiC и металлические алюминий и кремний; отработанной угольной футеровки электролизных ванн алюминиевого производства, содержащей А12О3, SiO2, Na, F, С; ряда других веществ.
5. Раскисление и легирование
Раскисление стали
Раскисление кислородно-конвертерной стали производят осаждающим методом в ковше во время выпуска. В конвертер раскислители не вводят во избежание их большого угара.
Спокойные стали обычно раскисляют марганцем, кремнием и алюминием, на отдельных марках стали дополнительно применяют титан, кальций и другие сильные раскислители. Кипящую сталь раскисляют одним марганцем.
В старых цехах, не имеющих установок внепечной обработки, в ковш при выпуске вводят все раскислители, обычно начиная с более слабых (обладающих меньшим химическим сродством к кислороду), а затем вводят более сильные, что уменьшает их угар. Последовательность ввода в ковш широко применяемых сплавов-раскислителей следующая: вначале вво
297
дят ферромарганец или силикомарганец, затем ферросилиций и в последнюю очередь алюминий. Кипящую сталь раскисляют одним ферромарганцем. Подачу раскислителей начинают после наполнения ковша жидким металлом примерно на 1/4—1/3, а заканчивают, когда заполнен металлом на 2/3, что позволяет избежать попадания раскислителей в шлак и их повышенного угара. Количество марганца и кремния, вводимых в металл, рассчитывают так, чтобы обеспечивалось не только раскисление, но и получение требуемого в данной марке стали содержания этих элементов. Определяя расход раскислителей, учитывают, что при раскислении спокойной стали и введении раскислителей в ковш их угар составляет: марганца 10-25 %, кремния 15—25 %. При раскислении кипящей стали угар марганца равен 20—35 %. Расход алюминия на раскисление в зависимости от содержания углерода в выплавляемой стали составляет 0,15—1,20 кг на 1т стали, увеличиваясь при снижении содержания углерода; большая часть вводимого алюминия (60—90 %) угорает. Попадающий в ковш в конце выпуска металла конвертерный шлак на многих заводах загущают присадками извести или доломита, чтобы уменьшить окисление вводимых в ковш добавок оксидами железа шлака и восстановление из шлака фосфора.
В современных конвертерных цехах, оборудованных установками доводки жидкой стали в ковше, при выпуске металла в ковш вводят лишь часть раскислителей — преимущественно слабоокисляющиеся, т.е. имеющие не очень высокое сродство к кислороду (ферромарганец, силикомарганец и реже ферросилиций). Чтобы исключить попадание в ковш содержащего фосфор и оксиды железа конвертерного шлака, в конце выпуска делают его отсечку, а в ковш загружают материалы (гранулированный доменный шлак, вермикулит, смесь извести и плавикового шпата и др.) для создания шлакового покрова, предохраняющего поверхность металла от окисления и охлаждения.
Затем ковш транспортируют на установку доводки стали, где в процессе перемешивающей продувки аргоном в металл вводят ферросилиций, алюминий и при необходимости другие сильные раскислители; по результатам анализа отбираемых при внепечной обработке проб проводят корректировку содержания кремния и марганца в металле, что обеспечивает гарантированное получение заданного состава стали. Для 298
лучшего усвоения алюминия желателен его ввод в объем металла с помощью погружаемой штанги или в виде проволоки, подаваемой в ковш сверху с большой скоростью с помощью трайб-аппарата.
Отсечку шлака с целью предотвращения его попадания в сталеразливочный ковш при выпуске металла делают несколькими способами. Простейший из них— быстрый подъем конвертера в момент окончания слива металла — не является достаточно эффективным. Еще один способ — отсечка с помощью стальных шаров в огнеупорной оболочке: в конце выпуска шар вводят в конвертер, где он плавает на границе шлак—металл и вместе с последними порциями металла попадает в канал летки, перекрывая его. Более эффективны способы с принудительным закрытием летки: скользящим шиберным затвором, закрепленным на кожухе летки и перемещаемым гидроприводом; пневматическим устройством, представляющим собой чугунное сопло, закрепленное с помощью кронштейна на корпусе конвертера. В нужный момент сопло, через которое идет воздух под давлением, поворотом кронштейна вводят в канал летки снизу, при этом запорный эффект создается сжатым воздухом.
Легирование стали
Выплавка легированных сталей в кислородных конвертерах сопряжена со значительными трудностями, поскольку большинство легирующих элементов нельзя вводить в конвертер из-за возможности их полного или частичного окисления, а в случае ввода в ковш количество добавок ограничено, так как возможно чрезмерное охлаждение жидкой стали и неравномерное распределение вводимых элементов в объеме жидкого металла. Не представляет сложности легирование лишь теми элементами, у которых химическое сродство к кислороду меньше, чем у железа, и которые при введении в конвертер не окисляются (никель, медь, молибден, кобальт); их чаще всего вводят в конвертер в составе шихты. Легирование другими элементами осуществляют в ковше следующими методами.
Легирование твердыми ферросплавами. Это наиболее широко применяемый и простой метод. В цехах, где нет установок внепечной обработки стали, все легирующие вводят в ковш во время выпуска металла. При этом ферросплавы с
299
элементами, обладающими высоким химическим сродством к кислороду (Ti, Zr, Са, Се и т.д.), а также с ванадием и ниобием вводят в ковш после дачи всех раскислителей. Часто применяемый для легирования хром вводят иногда в виде феррохрома, но лучше использовать экзотермический феррохром, растворение которого в жидком металле идет без затраты тепла, или силикохром, более легкоплавкий, чем феррохром, и требующий меньших затрат тепла на растворение.
Определяя расход ферросплавов, учитывают, что часть легирующих элементов угорает (окисляется и испаряется). Величину угара каждого элемента, которая тем выше, чем выше сродство элемента к кислороду, определяют опытным путем, обобщая результаты ранее проведенных плавок.
Из-за возможного охлаждения жидкой стали и неравномерного при этом распределения элементов количество вводимых добавок ограничено и этим’ методом получают низколегированные стали с общим содержанием легирующих элементов не выше 2—3 %.
В цехах с установками внепечной обработки (доводки стали в ковше, вакуумирования) легирующие вводят так же, как и раскислители, в последовательности, определяемой их химическим сродством к кислороду. В ковш при выпуске вводят ферросплавы, содержащие элементы со сравнительно невысоким сродством к кислороду (Сг, Мп и реже V, Nb, Si). При выпуске производят отсечку конвертерного шлака и в ковше наводят шлаковый покров (подробнее это описано в разделе "Раскисление"), защищающий металл от окисления и охлаждения, после чего ковш передают на установку внепечной обработки. Здесь в объем перемешиваемого металла вводят алюминий и сплавы с другими элементами, обладающими высоким сродством к кислороду. Степень их усвоения сталью значительно повышается по сравнению с усвоением при введении в ковш в процессе выпуска.
Для повышения степени усвоения широкое применение нашел способ введения алюминия в объем металла в виде проволоки с помощью трайб-аппарата; ряд других элементов рекомендуется вдувать в металл в струе аргона (например, кальций), вводить в виде проволоки, имеющей стальную оболочку и наполнитель из легирующего элемента.
В процессе внепечной обработки отбирают пробы металла и на основании результатов анализа проводят корректировку 300
содержания вводимых легирующих элементов. Благодаря пере мешиванию металла в процессе внепечной обработки, равномерное распределение элементов в объеме ковша достигается при введении добавок в количестве до 3—4%.
Легирование жидкими ферросплавами. Способ заключается в том, что при выпуске стали из конвертера в ковш заливают легирующие добавки, предварительно расплавленные в индукционной или дуговой электропечи. Метод позволяет вводить в сталь большое количество легирующих, но обладает существенным недостатком — необходимо иметь в цехе дополнительный плавильный агрегат, что усложняет организацию работ в цехе.
Легирование экзотермическими ферросплавами. Ферросплавы в виде брикетов вводят в ковш перед выпуском в него стали. В состав брикетов, помимо измельченных легирующих (феррохрома, ферромарганца и др.), входят окислитель (например, натриевая селитра), восстановитель (например, алюминиевый порошок) и связующие (каменноугольный пек и т.д.). При растворении брикетов в стали алюминий окисляется за счет кислорода, содержащегося в натриевой селитре; выделяющееся тепло расходуется на расплавление легирующих. Подобным методом с успехом вводят в сталь до 4 % легирующих элементов. Способ не нашел широкого применения из-за трудностей в организации производства брикетов.
6. Тепловой режим
Сталь, выпускаемая из конвертера, должна быть нагрета до температуры 1600—1660 °C, в то время как заливаемый в кислородный конвертер чугун обычно имеет температуру 1300—1450 °C. Источником тепла для нагрева стали, шлака, отходящих газов, а также для компенсации теплопотерь при плавке является тепло, выделяющееся при окислении примесей чугуна. Величины тепловых эффектов реакций окисления составляющих жидкого металла приведены в табл. 5.
Расчеты теплового баланса и практика показывают, что общее количество тепла, выделяющегося при окислении примесей чугуна при любом его составе, значительно превышает потребность в тепле для нагрева стали до температуры выпуска и для компенсации теплопотерь. Если в конвертере перерабатывать один чугун, то температура металла в конце
301
Таблица 5. Тепловые эффекты реакций окнсленння растворенных в железе элементов
Тепловой эффект1
Реакция —АН, Дж/моль кДж/l кг элемента
[Si] + О2 = SiO2 745800 26640
[Мп] + 1/2О2 = МпО 385140 7000
Fe + 1/2О2 = FeO 265680 4740
2Fe + 1V2O2 = Fe2O3 2[P] + 2ЧгОг = P2O5 820900 1190980 7330 19210
[C] + l/2O2 = CO 133120 11090
[C] + O2 = CO2 416100 34670
Стандартный тепловой эффект окисления с учетом теплоты растворения жидкого элемента в жидком железе.
Таблица б. Соотношение между приходными и расходными статьями теплового баланса
Приход тепла Приход тепла, % Расход тепла Расход тепла, %
Физическое тепло Физическое тепло
чугуна .... 49-53 стали .... 69-72
Тепло реакций В том числе на
окисления . . 45-49 нагрев и расплав-
В том числе: ление .... 15-21
углерода до СО 17-22 Физическое тепло
углерода до СО2 6-7,5 шлака .... 12-17
кремния . . 6,5-10,5 Физическое тепло
марганца 0,6-2,5 газов .... 6,5-9,5
железа . . 5-8 Тепло, уносимое
фосфора . . 0,5-1,5 плавильной пылью 1,5-2,0
Тепло реакций шла- Потери тепла 1,8-3,0
кообразования 2,5-5 В том числе:
через корпус 0,3-0,7
с водой фурмы 0,4-0,7
через горлови-
ну излучением
и конвекцией 1,1-2,0
Всего 100,0 Всего 100,0
Примечание. Общий приход (расход) тепла составляет 180-200 МДж/
/100 кг шихты
302
продувки была бы 1850—1900 °C, что недопустимо. Поэтому при кислородно-конвертерной плавке всегда применяют охладители (обычно стальной лом). Расход охладителей определяют на основании расчета теплового баланса плавки; он должен быть таким, чтобы поглощалось все избыточное тепло и при этом обеспечивалось бы получение требуемой температуры металла перед выпуском из конвертера.
В табл. 6 приведены данные о тепловом балансе конвертерных плавок при использовании в качестве охладителя стального лома. Основные приходные (вносящие тепло) статьи теплового баланса — это физическое тепло жидкого чугуна и тепло экзотермических реакций окисления; немного тепла дают экзотермические реакции шлакообразования (реагирования СаО с SiO2 и СаО с Р2О5). С учетом того, что около 50% вносимого тепла приходится на долю жидкого чугуна, очень важно проведение мероприятий по увеличению температуры заливаемого чугуна. Из экзотермических реакций окисления первое место по количеству вносимого тепла занимает реакция окисления углерода (несмотря на то, что около 30 % этого тепла уносится из конвертера газообразными продуктами реакции — СО и СО2), на втором месте стоит реакция окисления кремния, на третьем — реакции окисления железа в шлак; роль окисления прочих составляющих металла менее значительна.
Особо следует подчеркнуть роль изменения количества кремния в перерабатываемом чугуне. Поскольку тепловой эффект реакции окисления кремния велик, изменение его содержания в чугуне очень сильно влияет на величину прихода тепла и температурные условия плавки (конечную температуру металла и расход охладителей).
Основные расходные статьи теплового баланса: тепло, уносимое жидкой сталью и шлаком, а также конвертерными газами; из общего количества тепла, идущего на нагрев стали (69—72 %) 15—21 % расходуется на нагрев и расплавление стального лома. К основным видам потерь тепла относятся потери в окружающую атмосферу через корпус конвертера, температура которого составляет 120—350 °C; потери с охлаждающей фурму водой; потери на нагрев футеровки, охлаждающейся в межпродувочные периоды, которые можно подсчитать как сумму потерь излучением через горловину конвертера и в результате свободной конвекции воздуха в
303
полости конвертера. Необходимо подчеркнуть, что при увеличении простоев конвертера между плавками теплопотери излучением и конвекцией сильно возрастают.
Охладители конвертерной плавки. В качестве охладителей можно использовать стальной лом, железную руду, известняк, окалину, железорудные агломерат и окатыши, доломит и др. Обычно используют стальной лом. Это объясняется тем, что он заменяет значительную часть дорогостоящего чугуна, снижая стоимость стали; кроме того, при снижении расхода чугуна отпадает необходимость в дополнительных мощностях по выплавке чугуна, производству кокса, добыче и обогащению железных руд. При использовании стального лома избыточное тепло процесса расходуется на его нагрев и расплавление, охлаждающая способность 1 кг лома составляет 1410 кДж (при 1620 °C); расход лома по условиям теплового баланса не превышает 25—27% от массы металлической шихты
Железную руду, окалину, окатыши, известняк, иногда известь и другие добавки обычно используют для корректировки температуры металла — вводя небольшими порциями по ходу продувки или в ее конце в случае получения на той или иной плавке избыточной температуры металла. Руду, окалину, окатыши и агломерат, содержащие оксиды железа, иногда применяют также для ускорения шлакообразования, загружая в конвертер в начале продувки. При использовании руды избыточное тепло расходуется на ее нагрев и восстановление железа из оксидов; восстановленное железо несколько повышает выход годной стали. Охлаждающее воздействие руды в 3,0—3,8 раза выше охлаждающего воздействия равного количества лома.
При использовании в качестве охладителей известняка и доломита тепло расходуется на разложение СаСО3 и MgCO3. Редкое использование этих охладителей связано с тем, что они не увеличивают выход годного металла.
7. Потери металла при продувке
При продувке в конвертере имеют место значительные потери металла, которые складываются из потерь с пылью, выносимой отходящими газами, с выбросами и выносом капель металла с отходящими газами, в виде неизбежного угара примесей, с оксидами железа шлака и в виде корольков в шлаке.
304
Неизбежный угар примесей. В процессе продувки окисляется весь кремний, большая часть углерода и марганца чугуна, а также часть железа. Обычно неизбежный угар составляет 5—6 % от массы продуваемого чугуна и возрастает при увеличении содержания в чугуне окисляющихся примесей. При использовании стального лома неизбежный угар снижается, так как содержание окисляющихся элементов в ломе значительно ниже, чем в чугуне. Замена каждых 10 % чугуна металлоломом снижает неизбежный угар примерно на 0,7 %.
Потери в виде пыли. В подфурменной реакционной зоне из-за высоких температур (2000—2600 °C) испаряется много железа. Пары в конвертере частично окисляются, в основном до FeO, и в виде дисперсных частиц уносятся с отходящими газами (при контакте с воздухом вне конвертера частицы пыли мгновенно окисляются до Fe2O3, имеющего бурую окраску, в связи с чем эти газы с пылью называют "бурым дымом"). Содержание пыли достигает 250 г/м3 газа, потери железа с пылью составляют около 1 %. Эти потери уменьшаются при сокращении длительности продувки.
Выбросы металла и шлака наблюдаются на отдельных плавках в период наиболее интенсивного окисления углерода, то есть тогда, когда в результате вспенивания пузырьками СО уровень металла и шлака в конвертере сильно повышается, достигая горловины. Природа возникновения выбросов пока полностью не объяснена, но выявлены основные факторы, способствующие их появлению: недостаточный удельный объем и высота конвертера; чрезмерное увеличение интенсивности подачи кислорода, поскольку при этом ускоряется обезуглероживание и образующиеся пузыри СО усиленно вспенивают ванну; увеличение количества шлака и сильное повышение его окисленности, вызывающее резкое увеличение скорости окисления углерода и вспенивание ванны; холодное начало продувки, обычно сопровождающееся переокислением шлака, которое в последующем вызывает за счет накопившихся в шлаке оксидов железа периодические ускорения окисления углерода и тем самым вспенивание ванны пузырями СО.
Для ликвидации возникших выбросов применяют ряд мер: снижение расхода кислорода, присадку небольших порций извести, опускание кислородной фурмы на 100—250 мм, остановку продувки, слив части шлака из конвертера. Общие потери металла с выбросами и выносами составляют 1—1,5 %.
305
Выносы. В результате дробления металла кислородными струями и выплесков, вызываемых выделением пузырей СО, в процессе продувки над ванной всегда образуются мелкие капли (брызги) металла. Эти капли могут быть вынесены из конвертера через горловину высокоскоростным потоком отходящих газов или задерживаться в слое шлака.
Вынос мелких капель металла обычно наблюдается в начале продувки, когда поверхность металла не защищена шлаком, и в период свертывания шлака; выносы усиливаются при приближении фурмы к ванне. Для уменьшения количества выносов следует обеспечить раннее шлакообразование и не допускать свертывания шлака по ходу продувки.
Оксиды железа, содержащиеся в шлаке. Вместе со сливаемым из конвертера шлаком теряется значительное количество окислившегося железа, которое находится в шлаке в виде оксидов FeO и Fe2O3. Эти потери железа составляют 1—2,5% от массы металла в конвертере и возрастают при увеличении количества шлака и его окисленности, которая тем выше, чем ниже содержание углерода в металле в момент окончания продувки.
Корольки в шлаке. Со сливаемым шлаком теряется 0,3— 0,8% железа в виде корольков— мелких капель, запутавшихся в шлаке. Количество корольков шлака изменяется в пределах от 2 до 6 % и зависит от вязкости шлака. В густых шлаках запутывается больше корольков, чем в жидкоподвижных. Для уменьшения потерь в виде корольков следует избегать чрезмерного увеличения количества и вязкости шлака.
Выход жидкой стали при кислородно-конвертерном процессе с учетом всех потерь составляет 89—91 % от массы металлической шихты.
8. Основные технические показатели
Производительность конвертеров. Работу конвертеров характеризуют годовой, а также часовой производительностью. Годовую производительность в слитках (т/год) можно подсчитать по следующей формуле:
И т 1440 П = Т------ап,
100/
где Т — вместимость конвертера по массе жидкой стали, т; 306
1440 — число минут в сутках; t — длительность плавки, мин; п — число рабочих суток в году; а — выход годных слитков по отношению к массе жидкой стали, % (при разливке в изложницы а равно 97,5—99,5 %; при непрерывной разливке 95—97 %). Иногда под Т подразумевают массу металлической шихты; в этом случае а— это выход годных слитков по отношению к массе металлической шихты.
Часовую производительность (т/ч) можно определить из соотношения: 77час = Т6О/1. Для крупнотоннажных конвертеров (250—350 т) она достигает 400—500 т/ч.
Длительность плавки (г) и отдельных ее периодов в соответствии с существующими нормами приведена в табл. 7. Действительная длительность плавок в отечественных конвертерных цехах составляет 45—50 мин; она больше нормативной в связи с большей длительностью продувки
(13—20 мин вместо 12), простоями конвертеров при корректирующих операциях и большей длительностью загрузки лома. Число рабочих суток (л) в году зависит от организации работы конвертеров в цехе. При установке в цехе 2—4 конвертеров, один из которых постоянно находится в ремонте или резерве, число рабочих суток работающих конвертеров принимают равным 365. При отсутствии резервного конвертера величина п для каждого из работающих конвертеров уменьшается в связи с простоями на ремонтах футеровки Та6ли ц а 7. Длительность (г) периодов конвертерной плавки
Период плавки t, мин, в конвертерах различной вместимости, т
400 300 200 160
Загрузка лома 2 2 2 2
Заливка чугуна . . 2 2 2 2
Продувка 12 12 12 12
Отбор проб, замер тем-
пературы, ожидание ана-
лиза 4 4 4 4
Слив металла . . . 7 6 5 4
Слив шлака .... 3 2 2 2
Подготовка конвертера 3 3 3 3
Неучтенные задержки 3 3 3 3
Всего 36 34 33 32
307
и газоотводящего тракта и горячими простоями и может быть определена по формуле
п = 365 - лхр - пт - лгп - лрг,
где лХР, пт, пгп и прг — соответственно простои конвертера (сут/год) на холодных ремонтах, при торкретировании, во время горячих простоев и при ремонтах газоотводящего тракта. Величину этих простоев определяют с учетом следующего.
Длительность холодного ремонта (замена рабочего слоя футеровки) для конвертеров вместимостью 160, 200, 300 и 400 т равна соответственно 72, 81, 102 и 130 ч. Интервал между холодными ремонтами (стойкость рабочего слоя футеровки) составляет 500—600 плавок, а при торкретировании футеровки возрастает до 1000 плавок и более.
Горячие простои составляют ~ 2 % календарного времени, простои на ремонтах газоотводящего тракта — два раза в год по 14 сут и один раз в шесть лет длительностью 53 сут, простои на торкретировании — 1,5—2 % календарного времени.
Расход металлической шихты в отечественных конвертерных цехах составляет 1120—1165 кг/т стали; расход смолосвязанных огнеупоров на ремонт конвертеров 2—5кг/т, общий расход огнеупоров по цеху 10—21кг/т. Расход извести составляет 6—8 %, плавикового шпата 0,15—1,0 %. Расход кислорода на продувку равен 47—60м3/т.
Выход жидкой стали по отношению к массе металлической шихты определяется величиной потерь металла при продувке и обычно составляет 89—91 %. Количество образующегося шлака равно 11—17 % от массы плавки; количество отходящих конвертерных газов равно 4—10м3/(т • мин), оно тем больше, чем выше интенсивность продувки кислородом.
Выплавка стали на одного работающего в конвертерном цехе колеблется в широких пределах от 1800 до 4350 т/г.
§ 5. КОНВЕРТЕРНЫЕ ПРОЦЕССЫ С ДОННОЙ
ПРОДУВКОЙ КИСЛОРОДОМ
Впервые продувка чугуна в конвертере чистым кислородом, подаваемым через огнеупорные фурмы в днище, была опробована в нашей стране в 1944 г. На опытных плавках футеров
308
ка днища конвертера разрушалась за несколько минут в связи с тем, что у фурм возникают зоны высоких (до 2500 °C) температур в результате выделения тепла от реакций окисления составляющих чугуна. Проводившиеся впоследствии в нашей и ряде других стран исследования привели к разработке метода введения кислорода в виде струй, окруженных кольцевой защитной оболочкой из углеводородов или инертного газа. Оболочка вокруг кислородной струи предотвращает контакт кислорода с чугуном у фурм; смешивание кислорода с чугуном и реакции окисления с выделением тепла происходят на расстоянии от фурм в объеме металла, что исключило перегрев футеровки днища и обеспечило достаточно высокую стойкость днищ. Схема донной продувки кислородом показана на рис. 81, б.
Для создания защитной оболочки вокруг кислородной струи подают тонкий слой природного газа (его основу составляет метан СН4), пропана (С3Н8) и иногда жидкого топлива (сложные углеводороды типа СШН„). При их разложении образуются водород и углерод (например: СН4 = 2Н2 + С), которые частично окисляются, и в объеме металла помимо продукта окисления углерода чугуна — СО дополнительно появляются Н2, Н2О, СО и СО2. Расход природного газа составляет 6—10, пропана около 3,5 % от расхода кислорода.
В промышленном масштабе процесс донной продувки кислородом был внедрен в 1967—68 гг. на одном из заводов ФРГ и получил название процесса ОБМ, модификации этого процесса получили название в США — процесс КУ-БоП, во Франции — ЛВС, в ГДР — КЕК. Первоначально на донную продувку были переведены томасовские конвертеры в Западной Европе.
Особенности устройства конвертера
Конвертеры для донной кислородной продувки имеют отъемное днище, а в остальном схожи с конвертерами верхней продувки. Отличие в том, что удельный объем (Иуд = 0,6— 0,9м3/т) и величина отношения высоты рабочего объема к диаметру (Я/D = 1,2+1,3) меньше, чем у конвертеров верхнего дутья. Объясняется это тем, что при подаче кислорода снизу через большое число фурм уменьшается вспенивание ванны и вероятность выбросов, а также тем, что увеличение диаметра конвертера позволяет разместить в днище больше донных фурм.
309
В днище устанавливают 8—20 фурм. Фурма (рис. 96) выполнена из двух концентрически расположенных труб; по средней трубе из нержавеющей стали или меди с внутренним диаметром 24—50 мм подают кислород, внешняя труба из нержавеющей стали образует кольцевой зазор толщиной 0,5—2 мм вокруг наружной.
Рис. 96. Фурма для донной продувки кислородом:
1 — корпус днища; 2 — наружная трубка;
3 — внутренняя трубка; 4 — футеровка
Через зазор подается защитная среда — газообразные углеводороды, препятствующие контакту кислорода с жидким чугуном вблизи фурм и днища. Трубки, подводящие газы к донным фурмам, проходят через высверленные в цапфах конвертера каналы (см. рис. 81, б)\ в период продувки через фурмы вдувают кислород и углеводороды, в конце продувки — аргон для удаления из металла водорода и в межпродувочные периоды — азот, чтобы предотвратить засорение фурм и их перегрев.
Рабочий слой футеровки выкладывают из тех же огнеупоров, что и у конвертеров верхней продувки, стойкость футеровки составляет 400—900 плавок. Для футеровки днища необходимы более стойкие огнеупоры, лучшие результаты получены при кладке днища из магнезитоуглеродистых кирпичей. Стойкость днища на отдельных заводах доведена до стойкости футеровки стен; зачастую она ниже и за время кампании конвертера приходится один—два раза заменять днище. Замена длится 12—20 ч.
Технология плавки
Для переработки обычных низкофосфористых (<0,3%Р) чугунов применяют две разновидности технологии донной продувки — с применением кусковой или порошкообразной извести.
310
Плавка с применением кусковой извести. В наклоненный конвертер загружают стальной лом, затем заливают жидкий чугун, при этом необходимо, чтобы чугун не достигал донных фурм. Далее подают кислородное дутье и, поворачивая конвертер в вертикальное положение, начинают продувку, после чего загружают шлакообразующие— известь и плавиковый шпат.
В период продувки протекают те же процессы, что и при верхнем дутье, однако в поведении составляющих металла и шлака имеется ряд отличий, отраженных на рис. 97, б и обусловленных, в первую очередь, очень интенсивным перемешиванием металла и шлака при донном дутье. В результате интенсивного перемешивания металла со шлаком получает сильное развитие реакция [С] + (FeO) = СО + Fe; вследствие этого содержание (FeO) в шлаке по ходу продувки не превышает 5—6 %. Лишь после окончания окисления углерода (при его содержании < 0,1 %) начинается окисление железа и поэтому резко возрастает содержание FeO в шлаке. Вместе с тем при равном содержании углерода в металле оно ниже, чем при верхней продувке.
Из-за малого количества в шлаке FeO известь растворяется очень медленно. Активное ее растворение и увеличение основности шлака происходит (рис. 97, б) лишь в конце продувки, после того как в шлаке возрастает содержание FeO и углерод окислится до < 0,1 %. Поэтому содержание фосфора и серы в металле в течение почти всей продувки остается неизменным, их удаление начинается лишь после сформирования основного шла-
ка, т.е. в конце продувки (рис. 97, б). В связи с этим для получения стали с низким содержанием фосфора и серы необходима продувка до очень низких (< 0,05 %) содержаний углерода в металле.
Рис 97 Изменение состава металла и шлака при донной продувке кислородом с применением порошкообразной (а) и кусковой (б) извести
311
Из-за низкого содержания FeO в шлаке реакция окисления марганца [Мп] + (FeO) = (МпО) + Fe получает ограниченное развитие и количество окисляющегося за время продувки марганца (30—40%) меньше, чем при верхней продувке (~70%).
Продувку заканчивают после получения необходимых низких содержаний фосфора и серы в металле. После окончания кислородной продувки проводят кратковременную (20—60 с) продувку металла аргоном или азотом. Это необходимо для удаления избыточного водорода, в связи с тем что вдуваемые в металл углеводороды вследствие высоких температур разлагаются и образующийся при этом водород растворяется в металле. Количество водорода достигает 6—10см3/100г металла, что недопустимо для сталей многих марок, продувка нейтральным газом обеспечивает снижение содержания водорода до допустимых пределов (3—4см3/100г металла). Общая длительность продувки равна 8—13 мин.
При выпуске металла в ковш производят раскисление и, как правило, науглероживание, поскольку металл в конце продувки содержит < 0,05 % С.
Плавка с применением порошкообразной извести. После загрузки лома и заливки чугуна начинают продувку; в течение первых 1/2—2/3 ее длительности в струе кислорода вдувают порошкообразную известь, иногда с добавкой плавикового шпата; размер частиц извести должен быть менее 0,15 мм.
Содержание FeO в шлаке, как и при использовании кусковой извести, по ходу продувки не превышает 5—6 %, но характер шлакообразования, дефосфорации и десульфурации иной (см. рис. 97, а).
Благодаря применению порошкообразной извести и активному перемешиванию уже в начале продувки формируется шлак с высоким содержанием оксида кальция и начинается удаление в шлак фосфора и серы. Это позволяет получать достаточно низкие концентрации вредных примесей при сравнительно высоком содержании углерода в металле, т.е. выплавлять средне- и высокоуглеродистые стали.
В связи с интенсивным перемешиванием ванны реакции между шлаком и металлом в большей степени, чем при верхнем дутье, приближаются к равновесию, поэтому обеспечиваются более полное удаление в шлак фосфора и серы, более низкая окисленность металла. Содержание марганца в конце 312
продувки, так же как и при работе с кусковой известью, выше, чем при верхнем дутье.
Продувку заканчивают при заданном содержании углерода; после достижения этого содержания вместо кислорода и углеводородов через фурмы в течение 20—60 с вдувают инертные газы для удаления водорода.
Основные показатели обоих вариантов донной продувки: длительность продувки 8—13 мин; интенсивность продувки 3—6 м3/(т • мин); расход извести 40—70 кг/т стали; удельный расход кислорода 45—55м3/т, природного газа 4—5м3/т, пропана 1,5м3/т, жидкого топлива 1,5 л/т. Расход азота (аргона) на продувку металла 2—4м3/т, общий расход на продувку и на подачу в фурмы в межпродувочные периоды достигает 15—20м3/т.
Достоинства и недостатки процесса
Одно из достоинств донной продувки — возможность выплавки стали с очень низким (до 0,02 %) содержанием углерода без переокисления шлака; при верхней же продувке окисление углерода до содержаний ниже 0,05 % обычно не ведут, так как при этом сильно окисляется железо и велики его потери со шлаком в виде оксидов. Более полное и быстрое окисление углерода при донной продувке объясняется следующим: интенсивное перемешивание, подача дутья через несколько фурм и появление газообразных продуктов диссоциации углеводородов существенно увеличивают поверхность контакта металл—газ, что облегчает образование и выделение пузырьков окиси углерода, т.е. протекание реакции [С] + 1/2О2 = СО; газообразные продукты разложения углеводородов разбавляют СО, понижая парциальное давление СО в зоне реакции, что способствует сдвигу равновесия реакции вправо; вследствие интенсивного перемешивания металла и шлака дополнительное количество углерода окисляется за счет реагирования с оксидами железа шлака.
Другими преимуществами донной продувки по сравнению с верхней являются: меньшее вспенивание ванны и отсутствие выбросов; более низкая окисленность шлака и металла; уменьшение выноса пыли, поскольку наиболее крупные частицы поглощаются при прохождении через слой металла и шлака; повышение выхода годной стали на 1—1,5 % в связи с отсутствием выбросов и меньшими потерями железа с оксида
313
ми шлака и в виде пыли; уменьшение количества окисляюще гося при продувке марганца; меньшая высота конвертерной установки в связи с отсутствием вертикально перемещаемых фурм.
Недостатки процесса донной продувки: снижение на 2—4 % количества перерабатываемого лома вследствие затрат тепла на разложение углеводородов и уменьшения прихода тепла от окисления железа в шлак; формирование основного шлака и, соответственно, удаление фосфора и серы лишь в конце продувки (этого можно избежать, применяя порошкообразную известь, но требуется сложное оборудование для ее помола и вдувания); необходима дополнительная продувка металла нейтральным газом для удаления водорода и подача газа через фурмы в межпродувочные периоды; сложность конструкции и эксплуатации днища с системой подвода кислорода, углеводородов и нейтральных газов; простои конвертера при смене днищ.
В связи с этими недостатками процесс донной продувки не нашел широкого применения; в 1986 г. в мире работали 25, а в 1988 г. около 20 конвертеров донной продувки.
§ б. КОНВЕРТЕРНЫЕ ПРОЦЕССЫ С КОМБИНИРОВАННОЙ ПРОДУВКОЙ
Комбинированная продувка, т.е. продувка кислородом через фурму сверху в сочетании с подачей различных газов через днище снизу (рис. 81, в) получает все более широкое распространение. На начало 1986 г. в капиталистических и развивающихся странах из 345 эксплуатируемых конвертеров работали с донной продувкой 25, а с комбинированной — 142 конвертера. Широкое распространение сравнительно недавно возникшего способа продувки объясняется тем, что в рамках одной технологии одновременно реализуются основные преимущества как верхней, так и донной продувки. Основным сохраняемым преимуществом верхней продувки является раннее формирование основного шлака; основным сохраняемым достоинством донной продувки — интенсивное перемешивание ванны, в том числе металла и шлака, в связи с чем понижается их окисленность, улучшаются дефосфорация и десульфурация металла, уменьшается вспенивание ванны, возможно увеличение расхода лома и др.
314
Находят применение много разновидностей комбинированной продувки, которые помимо подачи кислорода через фурму сверху включают следующие способы подачи газов через днище (снизу):
— нейтральных газов (Аг, N2) и реже СО2 через пористые огнеупорные блоки в днище, за рубежом этот процесс получил название ЛБЕ;
— нейтральных газов через фурмы, выполненные в виде трубок, каналов в футеровке, кольцевых щелей; применяемые разновидности способа за рубежом — ЛД—ЦБ, ТБМ, ЛД—КГ, ЛД-ОТБ, НК-КБ, ЛД-КБ, ЛДС, НК-ЦБ, ЛД-КГЦ, ЛД-АБ;
— кислорода, иногда с СО2, через донные фурмы в кольцевой защитной оболочке из углеводородов (ЛД—ОБ, ЛД—ХЦ, ЛЕТ);
— кислорода с нейтральными газами в кольцевой оболочке из нейтральных газов (СТБ);
— воздуха в кольцевой защитной оболочке из нейтральных газов (БАП);
— кислорода с порошкообразной известью в кольцевой защитной оболочке (К—ОБМ, К—БОП), при этом подача кислорода сверху может производиться через специальные фурмы в верхней конусной части конвертера.
В процессах комбинированной продувки с вдуванием кислорода снизу его расход через дно составляет 10—20 % общего расхода и иногда более, а интенсивность продувки через днище достигает 1—1,5 м3/(т • мин); в процессах с подачей через дно лишь инертных газов интенсивность продувки через дно составляет 0,02—0,25 м3/(т • мин). В зарубежной практике наиболее широко распространен процесс ЛБЕ — продувка кислородом сверху и нейтральными газами снизу через пористые огнеупорные блоки в днище. Это объясняется тем, что из-за малого диаметра (1—1,5 мм) газопроводящих каналов (пор) в пористых блоках, жидкий металл не затекает в них даже при прекращении подачи газа. Поэтому в любой момент можно изменить расход нейтрального газа или прекратить его подачу, гибко варьируя технологию продувки.
Необходимо отметить, что различия между многими процессами комбинированной продувки незначительны, большое же число названий связано в основном с престижными и патентными интересами частных металлургических фирм.
315
Особенности устройства конвертера
Можно выделить две разновидности конвертеров для комбинированной продувки. Одна из них- это конвертеры для продувки кислородом сверху и через дно. Они ничем не отличаются от конвертеров донной продувки, имеют вставное днище с фурмами для подачи кислорода в кольцевой защитной оболочке (см. рис. 96).
Другая разновидность — это конвертеры для продувки кислородом сверху и нейтральными газами через дно; зачастую это переоборудованные конвертеры верхнего дутья. Конвертеры этой разновидности оборудованы вставными днищами с устройствами для вдувания газов и системой подвода газов к днищу через полые цапфы конвертера. Для рабочего слоя футеровки конвертера, как и у конвертеров верхней продувки применяют в основном безобжиговые смоло- и пеко-связанные огнеупоры на основе СаО и MgO. В футеровке днищ эти огнеупоры показали низкую стойкость, поэтому применяют магнезитохромитовые, магнезитоуглеродистые огнеупоры и разрабатывают новые, более стойкие в условиях службы днища.
Для вдувания нейтральных газов в футеровке днища устанавливают 4—16 фурменных устройств — огнеупорных блоков, в которых имеются газопроводящие каналы. Применяют блоки с одним газопроводящим каналом (рис. 98, а), р несколькими каналами (рис. 98, б) и пористые, с направленной пористостью (рис. 98, в). В поперечном сечении каналы могут быть круглыми или иметь форму плоской либо кольцевой щели. Чаще применяют блоки с каналами круглого сечения; они представляют собой либо круглое отверстие в огнеупоре, как это показано на рис. 98, а, либо вмонтированную
Рис 98 Разновидности огнеупорных блоков (фурм) с одним газоподводящим каналом (а), с несколькими (б), с направленной пористостью (в) для подачи нейтральных газов через ДНО
1 — газоподводящая трубка, 2 — каналы, 3 — закладная втулка, 4 — кассета из стальных листов
316
в огнеупор стальную трубку. Диаметр канала в одноканальных блоках достигает 8 мм. Пористый блок сечением 100 х х 150 мм может иметь до 50 каналов диаметром 1—1,5 мм.
Нейтральный газ подводят либо непосредственно к каналу блока (на рис. 98, а — через вмонтированную в огнеупор цилиндрическую втулку 3), либо через охватывающую огнеупорный блок кассету 4 (рис. 98, б, в) из стальных листов. Фурменные блоки на разных заводах располагают разнообразными способами — в одной половине днища и по всей его площади, параллельными рядами и по окружности и другими способами, добиваясь за счет этого улучшения перемешивания и основных показателей плавки. Стойкость днищ обычно ниже стойкости футеровки стен, и днище приходится заменять чаще, чем футеровку стен.
Технология плавки
Многочисленные варианты комбинированной продувки можно в основном свести к двум разновидностям: продувке кислородом сверху и снизу и продувке кислородом сверху и нейтральными газами снизу. Как уже отмечалось, наибольшее распространение получила вторая разновидность комбинированной продувки, поскольку она может обеспечить высокую интенсивность перемешивания ванны и в то же время более проста и требует заметно меньших затрат при переоборудовании конвертера и цеховых коммуникаций на комбинированную продувку.
Ниже дана краткая характеристика технологии комбинированной продувки, основанной на опыте отечественных конвертерных цехов. Продувку кислородом сверху ведут через обычные и иногда через двухъярусные (см. § 7) фурмы. Нейтральные газы (N2, Аг) подают через одноканальные фурменные блоки, число которых изменяется от 4 до 10. Обычно снизу в течение большей части продувки подают азот, а в ее конце азот заменяют аргоном. Это делают, чтобы предотвратить растворение в металле азота, которое, как известно, усиленно идет при высоких температурах; в начале же продувки при низкой температуре металла азот в нем почти не растворяется, и поэтому используют менее дефицитный, чем аргон, и более дешевый азот.
Плавка состоит из тех же периодов, что и при верхней продувке (см. п. 1 § 4), иногда после окончания продувки
317
кислородом предусматривают дополнительный период— продувку аргоном длительностью до 3—6 мин. Режим подачи кислорода через верхнюю фурму (интенсивность продувки, изменение высоты положения фурмы по ходу продувки) примерно такой же, как и при верхней продувке. Режим подачи нейтральных газов через донные фурмы рекомендуется следующий.
Во время завалки лома, заливки чугуна подают азот с интенсивностью 0,015—0,05 м3/(т • мин). В течение первых 30 % длительности продувки подают азот с расходом 0,02— 0,15 м3/(т • мин). В середине продувки (примерно от 30 до 65 % ее длительности), когда велика скорость окисления углерода и ванна интенсивно перемешивается пузырями СО, расход азота снижают до 0,02—0,06 м3/(т • мин). В течение оставшегося времени кислородной продувки расход газа увеличивают до 0,08—0,30 м3/(т • мин), причем за 2—4 мин до окончания продувки азот обычно заменяют аргоном.
Во время повалки конвертера, отбора проб, ожидания анализа, слива металла и шлака через донные фурмы подают аргон или азот с расходом от 0,02 до 0,05— 0,08 м3/(т • мин). При появлении в ходе продувки признаков выбросов расход азота увеличивают до максимальной пропускной способности донных фурм.
Характер изменения состава металла и шлака по ходу продувки остается таким же, как и при верхней продувке (см. рис. 94). Вместе с тем, благодаря дополнительному перемешиванию ванны подаваемыми снизу газами, уменьшается вспенивание ванны и вероятность выбросов, снижается содержание FeO в шлаке (примерно на 5 %), повышается степень дефосфорации и десульфурации, уменьшается количество окисляющегося марганца.
Продувку заканчивают после получения в металле заданного содержания углерода. Иногда после окончания кислородной продувки проводят дополнительную продувку аргоном снизу в течение 1—3 мин с расходом до 0,3 м3/(т • мин); при этом снижается окисленность шлака и содержание углерода в металле в результате протекания реакции (FeO) + + [С] = Fe + СО и в металле снижается содержание фосфора (примерно на 20—30 %) и серы (примерно на 10—25 %). При выплавке особо низкоуглеродистых сталей кислородную продувку прекращают при содержании углерода в металле 0,03 —0,04 % и затем ведут перемешивающую продувку аргоном в 318
течение 3—6 мин, получая низкоуглеродистый (до 0,01 % С) металл при невысоком содержании FeO в шлаке, т.е. без повышенного угара железа.
Основные достоинства комбинированной продувки при подаче нейтральных газов через дно в сравнении с верхней продувкой:
уменьшение вспенивания ванны и отсутствие выбросов;
более низкая окисленность шлака и металла в течение всей продувки;
более высокий выход годного металла из-за уменьшения выбросов и потерь железа со шлаком в виде оксидов;
более полное удаление в шлак фосфора и серы, что позволяет снизить расход шлакообразующих; кроме того, улучшается усвоение шлаком извести;
возможность выплавлять низкоуглеродистую сталь без получения переокисленного шлака и больших при этом потерь железа;
некоторое уменьшение количества окисляющегося при продувке марганца;
при технологии, предусматривающей дожигание СО в полости конвертера (см. § 7) лучшее усвоение ванной тепла от дожигания СО, что позволяет увеличить расход лома в большей степени, чем при продувке сверху.
Недостатком процесса считают необходимость снижения расхода лома (или увеличения расхода чугуна на 5—10 кг/т стали) в связи с тем, что уменьшается приход тепла от окисления железа в шлак и расходуется тепло на нагрев подаваемых в конвертер холодных нейтральных газов.
& 7. ПЛАВКА С УВЕЛИЧЕННЫМ РАСХОДОМ ЛОМА
Стальной лом является охладителем конвертерной плавки, и по условиям теплового баланса его расход без принятия специальных мер не может превышать 25—27 % от массы металлической шихты. В то же время увеличение доли лома в шихте, т.е. замена им части жидкого чугуна, считается важной с точки зрения экономики задачей, поскольку чугун дороже лома и снижение его расхода позволяет обойтись без расширения производственных мощностей по добыче и подготовке руд, производству кокса, выплавке чугуна. В связи с этим в последние годы расширяются поиски технологических
319
приемов, позволяющих перерабатывать в кислородных конвертерах повышенное количество стального лома.
Опробованы и на отдельных заводах освоены несколько разновидностей технологии плавки с увеличенным расходом лома, применяемых как при продувке сверху, так и при процессах с донной и комбинированной продувкой кислородом.
Предварительный нагрев лома в конвертере. Оптимальной температурой нагрева лома в конвертере считают 600— 800 °C, поскольку при более сильном нагреве появляются участки местного перегрева с расплавлением и переокисле-нием лома; образующиеся в этих участках оксиды железа вызывают сильное местное разрушение футеровки, а при заливке чугуна вызывают появление выбросов.
Нагрев лома горелками. Загруженный в конвертер стальной лом подогревают с помощью газокислородной горелки, после чего заливают жидкий чугун и проводят плавку по обычной технологии. При этом достигают увеличения количества стального лома в шихте на 4—11 % (от массы шихты); длительность подогрева на разных заводах составляет 6—18 мин, расход природного газа 5—13 и кислорода на нагрев 15—20м3/т стали. Длительность продувки в конвертере при этом сокращается на 1—3 мин, вследствие уменьшения количества окисляющегося углерода.
Недостатки способа: увеличение длительности плавки и низкий коэффициент (30—50 %) использования тепла топлива при обогреве лома факелом сверху.
Нагрев лома за счет сжигания угля. Вместе с ломом в конвертер загружают каменный уголь, антрацит, кокс. Далее сжигают это топливо, подавая кислород через верхнюю или донные фурмы, после чего заливают чугун и ведут продувку до заданного содержания углерода.
По опыту одного из отечественных заводов при расходе угля приблизительно 16 кг/т стали и длительности прогрева около 8 мин можно увеличить расход лома до 33 % от массы шихты.
Недостатки способа: увеличение длительности плавки, переход серы в металл из топлива, неравномерность прогрева лома по всему объему, приводящая к появлению участков с плавящимся металлом и участков с несгоревшим углем. В участках перегрева образующиеся оксиды железа вызывают усиленное местное разрушение футеровки.
320
Сжигание кускового топлива по ходу продувки. Топливо (уголь, антрацит, отходы производства кокса и др.) в виде кусков размером 6—25 мм загружают в конвертер после заливки чугуна или в начале продувки и, реже, под стальной лом. Расход топлива достигает 15—20 кг/т стали. При последующей продувке сверху углерод топлива окисляется до СО с выделением тепла. По опыту отечественных заводов при расходе угля 10 кг/т стали расход лома возрастает на 25—35 кг/т, примерно на 3 мин увеличивается длительность продувки, в готовой стали несколько возрастает содержание серы, которая переходит в металл из угля. Увеличение расхода топлива сверх 10 кг/т не рекомендуется, поскольку при этом наблюдаются неконтролируемые вспышки горения угля и выбросы.
Дожигание оксида углерода. В верхнюю часть полости конвертера над ванной подают кислород, обеспечивающий дожигание до СО2 части оксида углерода, который выделяется из ванны в течение всей продувки в результате окисления содержащегося в металле углерода. Тепло, выделяющееся при реакции дожигания: СО + 1/2О2 = СО2 + 282980 Дж/моль, передается ванне, что позволяет увеличить расход охладителя — стального лома. Достигаемое на разных заводах увеличение расхода лома составляет 1,5—6 % от массы металлической шихты. Кислород для дожигания СО вводят иногда в верхней конусной части конвертера через специальные боковые фурмы, а чаще — ведя продувку сверху с помощью двухъярусной фурмы. Последняя отличается от обычной кислородной фурмы тем, что выше головки с соплами, подающими кислород в ванну, расположен ряд сопел, через которые кислород поступает в пространство над ванной; струи кислорода, подаваемого для дожигания СО, должны быть направлены вниз под углом около 30° к вертикали. Второй ярус сопел находится на расстоянии 1,65—2,5 м от головки фурмы. Двухъярусная фурма обычно имеет два самостоятельных тракта подвода кислорода: один к продувочным соплам и второй к соплам для дожигания. Расход кислорода для дожигания обычно не превышает 30 % от расхода на продувку.
При верхней продувке эффективность передачи тепла ванне от факела дожигания СО невелика (30—35 %); достигаемое снижение расхода чугуна составляет от 1,5 до 3—4 %. При комбинированной продувке из-за лучшего перемешивания ван
21-4050
321
ны коэффициент усвоения ею тепла дожигания повышается (иногда до ~ 60 %); достигнуто снижение расхода чугуна на 4—6 % от массы металлической шихты. Недостатком способа является перегрев футеровки в районе дожигания СО, т.е. в верхней части конвертера, и заметное снижение здесь стойкости футеровки.
Вдувание пылевидного угля. Молотый каменный уголь, антрацит и иногда кокс вдувают в металл через верхнюю или донные фурмы. Этот способ часто применяют в сочетании с дожиганием СО до СО2, что увеличивает приход тепла.
Вдувание угля через верхнюю фурму находит ограниченное применение. На одном из отечественных заводов при вдувании кокса в струе кислорода сверху в количестве 10—12 кг/т стали достигнуто увеличение расхода лома на 50 кг/т; вместе с тем примерно на 2 мин возрастает длительность продувки, что ведет к снижению производительности конвертера. В конвертерах, работающих с продувкой кислородом сверху и нейтральными газами снизу, освоено вдувание угля через верхнюю фурму в токе азота (способ АЛКИ, Люксембург). При расходе угля ~ 10 кг/т стали и дожигании СО до СО2 расход лома увеличен на 50 кг/т при возрастании длительности продувки.
Разработано несколько разновидностей технологии вдувания пылевидного угля через донные фурмы. На одном из заводов Швеции в конвертерах с комбинированной продувкой освоено вдувание пылевидного угля и кокса через донные фурмы в струе азота; каждый кг вводимого в ванну топлива позволил увеличить расход лома на 4 кг. На ряде зарубежных заводов применяют разработанный в Германии способ КМС, позволяющий довести долю лома в шихте до 50—60%. При этом в конвертер загружают стальной лом, далее его нагревают около 10 мин (примерно до 700 °C), подавая через донные фурмы кислород с топливом (угольной пылью, природным газом). Затем на нагретый лом заливают жидкий чугун, и около 30 мин ведут продувку ванны кислородом через донные фурмы. В течение большей части этой продувки в струе кислорода вдувают уголь с добавкой извести, при этом вдуваемый уголь окисляется с выделением тепла, нагревающего ванну, а содержание углерода в металле остается примерно постоянным. После прекращения подачи угля происходит окисление углерода металла до требуемого в выплав
322
ляемой марке стали содержания. В течение всей плавки через специальную верхнюю фурму или боковые фурмы в конусной части конвертера вдувают кислород для дожигания СО. При 60 % лома в шихте общая длительность плавки в 130-т конвертере составляет ~ 65 мин, расход кислорода 120 м3/т, расход угля ~ 60 кг/т стали.
Перспективными считаются основанные на вдувании топлива с кислородом через донные фурмы процессы переработки в конвертерах шихты из 100 % стального лома — освоенный в Германии в промышленном масштабе процесс КС; процесс, разработанный Институтом черной металлургии (г. Днепропетровск) на опытном 1,5-т конвертере; процесс, разработанный на 10-т опытном конвертере НПО "Тулачермет"; процесс, опробованный в 160-т конвертерах Западно-Сибирского металлургического комбината. Все они предусматривают загрузку лома одной или несколькими порциями, иногда на оставленную от предыдущей плавки порцию жидкого металла, и последующее расплавление лома за счет подачи угля или природного газа с кислородом через донные фурмы; иногда дополнительно подают природный газ через фурму сверху или сжигают кусковой уголь, загружаемый вместе с ломом. После расплавления металла в конвертер зачастую загружают кусковой уголь и ведут продувку кислородом через дно и иногда через дно и сверху; через донные фурмы вместе с кислородом вдувают уголь с известью. Как при нагреве лома, так и во время продувки в верхнюю часть конвертера подают кислород для дожигания СО до СО2. Продувку жидкого металла ведут до получения заданного содержания углерода в металле; угля вдувают столько, чтобы обеспечивалась требуемая температура металла перед выпуском из конвертера. Работа 130-т конвертера КС характеризуется примерно следующими показателями: длительность плавки ~ 110 мин, расход угля 250—300 кг/т стали, кислорода ~ 280 м3/т, природного газа ~ЗОм3/т, извести ~ 90 кг/т.
§ 8. ПЕРЕДЕЛ ВЫСОКОФОСФОРИСТЫХ ЧУГУНОВ
Во многих странах имеются крупные запасы фосфористых железных руд, и выплавляемый из них чугун содержит много (от 0,7—1,1 до 1,6—2,0 %) фосфора. Для переработки таких чугунов обычная технология продувки сверху оказалась не
323
эффективной, поскольку скорость формирования основного шлака из кусковой извести и интенсивность перемешивания металла и шлака были недостаточными для обеспечения быстрого и полного удаления в шлак больших количеств фосфора. Показатели таких плавок существенно ухудшались по следующим причинам: возрастала длительность продувки из-за необходимости вести ее "мягко", т.е. со сравнительно небольшим расходом кислорода, обеспечивая высокое содержание FeO в шлаке, что необходимо для ускорения растворения извести и более полного протекания реакции дефосфорации; приходилось значительно увеличивать количество шлака и в течение продувки обновлять его (сливать и наводить новый); возрастала длительность плавки в связи со сливом шлака, требующего остановки продувки, и в связи с длительным наведением нового шлака из-за медленного растворения кусковой извести; сильно снижался (до 85—84 % от массы металлической шихты) выход жидкой стали из-за больших потерь железа со шлаком, что связано с увеличенным количеством шлака и высоким в нем содержанием оксидов железа; снижалась стойкость футеровки в связи с большим количеством шлака и его высокой окисленностью; зачастую происходили выбросы.
В связи с этим со времени возникновения кислородноконвертерного процесса было разработано много его разновидностей, более отвечающих условиям переработки высокофосфористых чугунов и, в первую очередь, обеспечивающих ускорение шлакообразования и лучшее перемешивание ванны.
Некоторые из этих процессов уже не применяются: буфер-шлаковый процесс с применением кусковой извести и продувкой сверху, проводимой так, чтобы в большей ее части вдуваемый кислород поступал лишь в шлак, не контактируя с металлом, что обеспечивало высокую окисленность шлака и улучшение дефосфорирующей способности; Помпе-процесс с продувкой сверху и применением кусковой извести размером 10—30 мм, с промежуточным сливом шлака и оставлением в конвертере части шлака от предыдущей плавки; роторный процесс, проводимый в цилиндрической вращающейся печи с промежуточным сливом шлака и подачей кислорода через две фурмы, одну из которых погружали в металл, а через другую подавали кислород на ванной для дожигания СО; процесс Калдо с промежуточным сливом шлака, проводимый в наклоненном под углом 17—20° к горизонту вращающемся конвертере с подачей кислорода через фурму, расположенную над ванной под углом 18—26° к ее поверхности.
В настоящее время из подобных процессов применяются процессы ЛД—АЦ и ОЛП и несколько разновидностей донной и комбинированной продувки.
Процессы ЛД—АЦ и ОЛП основаны на вдувании порошкообразной извести в струе кислорода через верхнюю фурму;
324
они разработаны и применяются в западноевропейских странах и различаются тем, что в процессе ЛД—АИ часть извести (до 1/3 общего количества) применяют в кусковом виде. Ускорение дефосфорации при использовании порошкообразной извести (размер частиц 0,08—0,8 мм) объясняется тем, что в высокотемпературных зонах преимущественного окисления железа (у фурм) мелкие частицы извести быстро прогреваются и, реагируя с оксидами железа, превращаются в частицы шлака с высокой концентрацией СаО и FeO.
Плавка по технологии ОЛП и ЛД-АЦ состоит из двух периодов, разделенных промежуточным сливом шлака. Для ускорения шлакообразования в конвертере обычно оставляют часть конечного шлака предыдущей плавки. В конвертер с оставленным шлаком загружают лом и заливают чугун. Технология ЛД—АЦ предусматривает также загрузку кусковой извести (до 30 % от ее общего расхода). Далее ведут продувку, начиная подачу порошкообразной извести через 3—5 мин после ее начала; это позволяет избежать появления выбросов в начале плавки. Для быстрого формирования шлака с высоким содержанием оксидов железа, продувку начинают при повышенном положении фурмы, в дальнейшем ее постепенно опускают. Через 11—15 мин, когда большая часть фосфора переходит в шлак, продувку останавливают и сливают шлак. Металл при этом содержит 0,8—1,0 % С и 0,1—0,3 % Р, а шлак 20—24 % Р2О5 и 7—10 % FeO; этот фосфористый шлак используют в качестве удобрения.
Затем в конвертер загружают стальной лом и иногда железную руду и ведут продувку с подачей порошкообразной извести в течение 5—8 мин до получения требуемого содержания фосфора в металле (от 0,015 до 0,040 %). Чем дольше длится второй период продувки, тем ниже получаемые в металле содержания фосфора и углерода и тем больше окисляется железа в шлак. При продувке до низкого (< 0,02 %) содержания фосфора металл содержит 0,04—0,06 % С, а шлак — до 25 % FeO. Конечный шлак содержит 5—12 % Р2О5; общий расход извести составляет 100—120 кг/т стали; степень десульфурации достигает 50—70%.
Процесс с донной продувкой в начале 70-х гг. вытеснил томасовский процесс — переработку высокофосфористых чугунов в конвертерах с воздушным дутьем. Этот процесс имеет ряд разновидностей — с применением кусковой и порошко-
325
образной извести, с промежуточным сливом шлака при продувке, т.е. двухшлаковый процесс, и без слива шлака, т.е. одношлаковый. Чаще применяется технология двухшлакового процесса, поскольку она обеспечивает более низкое содержание фосфора в стали.
Характерная особенность этих процессов — необходимость продувки до низких (0,01—0,025 %) содержаний углерода в металле; лишь в этом случае обеспечивается требуемое низкое содержание фосфора в стали. По сравнению с процессом ЛД—АЦ при донной продувке обеспечивается меньшее вспенивание ванны, уменьшение выбросов; одинаковое содержание фосфора достигается при меньшей окисленности шлака; повышается выход годного металла.
Донная продувка с применением порошкообразной извести. В конвертер на оставленный от предыдущей плавки шлак загружают лом и заливают фосфористый (1,6—2,0 % Р) чугун и ведут продувку с подачей порошкообразной извести в струе кислорода. Характер поведения примесей металла примерно такой же, как и при донной продувке обычных чугунов (см. рис. 97, а). Продувку ведуг 10—12 мин, после чего сливают шлак при содержании в металле 0,025—0,03 % С и ~ 0,1 % Р; сливаемый шлак содержит ~ 22 % Р2О5 и 10—12 % Fe, т.е. потери железа со шлаком сравнительно невелики.
Далее следует- второй период продувки (1—3 мин) с вдуванием порошкообразной извести; чем он продолжительнее, тем ниже получаемые в металле содержания углерода и фосфора и выше содержание оксидов железа в шлаке. При продувке до ~ 0,02 % С металл содержит < 0,025 % Р, шлак ~ 15 % Fe. Общий расход извести равен 90—110 кг/т стали.
Процесс донной продувки с кусковой известью проводят чаще всего так же, как и процесс с порошкообразной известью, т.е. с промежуточным сливом шлака и оставлением шлака второго периода продувки для последующей плавки. При этом поведение составляющих металла и шлака аналогично их поведению при донной продувке обычных чугунов (см. рис. 97,6); основной шлак формируется лишь в конце продувки, после чего начинается удаление фосфора. Шлак сливают при содержании в металле ~ 0,03 % С и 0,1 % Р, затем в конвертер загружают известь и продолжают продувку. Конечные содержания фосфора и углерода в металле примерно те же, что и при использовании порошкообразной извести. 326
Вместе с тем требуется больший расход извести (120 — 130 кг/т стали) и увеличивается количество шлака.
Если в выплавляемой стали не требуется очень низкое содержание фосфора, то плавку проводят без промежуточного слива шлака. При этом для обеспечения удаления фосфора продувку ведут до получения шлаков с большей окислен-ностью (15—16 % Fe), чем в первом периоде двухшлакового процесса. Содержание фосфора в конечном металле ~ 0,035 %, т.е. выше, чем при плавке со сливом шлака, содержание углерода ~ 0,02 %.
При всех вариантах технологии донного дутья после окончания кислородной продувки металл иногда продувают до 1 мин нейтральным газом, что приводит к уменьшению содержания углерода и фосфора в металле и оксидов железа в шлаке.
Процесс комбинированной продувки для переработки высокофосфористых чугунов применяют в западноевропейских странах; в основном это процесс ЛБЕ с подачей кислорода сверху и нейтральных газов через дно. Технология обычно предусматривает продувку в два периода с промежуточным сливом шлака и оставлением шлака второго периода продувки в конвертере. Преимуществом процесса по сравнению с донной продувкой является то, что вследствие большей скорости шлакообразования требуемое низкое содержание фосфора в металле получают при несколько более высоком содержании углерода в металле, чем при донной продувке.
Одна из разновидностей подобной технологии переработки чугуна, содержащего 1,6 % Р, в 260-т конвертере с применением кусковой извести предусматривает следующее. В конвертер с оставленным конечным шлаком предыдущей плавки загружают лом, заливают чугун и начинают продувку с загрузкой кусковой извести. Продувку останавливают при содержании в металле 0,15—0,2 % С, ~ 0,07 % Р и 0,02 % S; сливают фосфористый шлак и наводят новый, присаживая известь (15—ЗОкг/т). Затем проводят второй период продувки, получая металл с содержанием 0,03—0,045 % С; 0,01-0,015 % Р и 0,012% S.
Находит применение разновидность подобной технологии, при которой после окончания второго периода продувки кислородом проводят кратковременную перемешивающую продувку аргоном, обеспечивающую дополнительную дефосфорацию, де-
327
сульфурацию при одновременном окислении углерода и снижении содержания оксидов железа в шлаке. Результаты дополнительной продувки характеризуют следующие данные: останавливая кислородную продувку при содержании в металле 0,21% С, 0,026% Р и 0,019% S после двухминутной продувки аргоном получали в стали 0,12% С, 0,013% Р и 0,015% S.
§ 9. ПЕРЕДЕЛ ПРИРОДНО-ЛЕГИРОВАННЫХ ЧУГУНОВ
В связи с наличием в ряде стран залежей комплексных руд, где помимо железа содержатся другие ценные элементы (ванадий, хром, никель и др.), актуальной является разработка технологии передела природно-легированных чугунов, которая позволяла бы получать сталь и одновременно сохранить и использовать сопутствующие железу элементы.
Примером такой технологии может служить применяемая на Нижнетагильском металлургическом заводе технология переработки в кислородных конвертерах ванадиевого чугуна, выплавляемого из руд Качканарского месторождения. Этот ванадиевый чугун имеет следующий состав, %: 4,4—4,8 С; 0,15-0,40 Si; 0,20-0,55 Мп; 0,40-0,55 V, 0,10-0,35 Ti; <0,04S; <0,01Р.
Продувку ведут в два периода. Задачей первого периода является окисление ванадия и его перевод в шлак в виде V2O5; из этого шлака впоследствии извлекают ванадий. Задача второго периода продувки — получение стали из оставшегося полупродукта. Продувку на НТМК ведут в 160-т конвертерах, футерованных периклазохромитовым кирпичом, который не содержит СаО. Благодаря этому в шлак из футеровки не поступает оксид кальция, содержание которого в ванадиевом шлаке должно быть минимальным (менее 3 %).
В конвертер заливают ~160т ванадиевого чугуна с температурой <1350 °C и ведут продувку через трехсопловую фурму с интенсивностью 1,6—2 м3/(т-мин). Более полному окислению ванадия способствует низкая температура и высокое содержание оксидов железа в шлаке, поэтому для охлаждения плавки в конвертер присаживают до 0,6 % окалины. Других шлакообразуюших не вводят, чтобы уменьшить количество шлака и получить в шлаке максимальное содержание V2O5.
*
Ванадий в шлаке находится в виде V2O3, но при химическом анализе его пере-с читывают на V2O5 328
Длительность продувки составляет 9—12 мин, расход кислорода 13—17 м3 на 1т чугуна. За время продувки окисляется кремний, часть марганца и углерода и 92—96% ванадия, содержавшегося в чугуне. В конвертере получают жидкий металл (полупродукт, содержащий 2,7—3,6 % С, < 0,06 % V, < 0,05 % Мп, следы Si) и шлак в количестве 4—6% от массы залитого чугуна. Шлак имеет следующий состав, %: 18-22 V,O5; 26-32 Fe^ ш; 17-22 SiO2; 2-5 Cr,O,; 0,9-1,6 CaO.
Окончив продувку, из конвертера через летку выпускают полупродукт, а затем через горловину сливают шлак, который впоследствии используют для получения ванадия. Температура полупродукта в ковше должна быть в пределах 1310—1350 °C. Далее полупродукт заливают во второй конвертер, где ведут продувку до получения стали с заданным содержанием углерода.
Для сформирования шлака принимают специальные меры, поскольку полупродукт содержит мало марганца и кремния и при продувке будет образовываться мало шлакообразующих окислов — МпО и SiO2. Поэтому в начале продувки в конвертер вводят известь (2—3 %), плавиковый шпат (0,4—0,7 %) и 2—2,5 % рудных материалов — железной или марганцевой руды, агломерата и др. Продувку для ускорения формирования шлака начинают при повышенном положении фурмы (2—2,5 м от уровня спокойной ванны) и низкой интенсивности подачи кислорода— 1,5—2м3/(т • мин). После сформирования шлака фурму опускают до отметки 0,8—1 м и интенсивность продувки увеличивают до 2,5 м3/(т • мин). Продувка длится 15—17 мин, расход кислорода составляет около 40м3/т стали, выход жидкой стали 87—89 % от массы металлической шихты, температура металла 1600—1650 °C.
§ 10. ЭКОЛОГИЯ, ОЧИСТКА КОНВЕРТЕРНЫХ ГАЗОВ
В конвертерном цехе основными источниками загрязнения окружающей природной среды являются пылегазовыделения в атмосферу. Эти высокотемпературные выделения подразделяют на организованные, к которым относят улавливаемые при выходе из горловины конвертера отходящие газы, и неорганизованные, которые обычно не улавливаются и поступают в атмосферу цеха. Неорганизованные выделения происходят периодически — при заливке чугуна, загрузке лома, сливе
329
металла и шлака, повалках конвертера, при выбивании газов через зазор между горловиной и входом в газоотводящий тракт; эти выделения содержат пыль, тепло и ряд вредных газов (в различных случаях это СО, оксиды азота и серы, фториды).
В последние годы разрабатывают и начинают применять два способа улавливания неорганизованных пылегазовыделе-ний. Один из них предусматривает устройство стационарных или выдвижных зонтов над местами заливки чугуна и слива металла и шлака. Второй, более эффективный способ предусматривает сооружение вокруг конвертера и мест слива металла и шлака герметичной улавливающей камеры (укрытия). Газы из этой камеры должны направляться в устройства для очистки от пыли.
Еще большее загрязнение окружающей среды могут вызывать отходящие из конвертера газы из-за большого их количества и высокого содержания в них пыли. Эти газы представляют собой продукты окисления углерода и при верхней продувке содержат 83-89 % СО, 9-11 % СО2, < 5 % N2, < 3 % О2; их температура по ходу продувки возрастает с 1350 до 1700 °C. Газы содержат мелкодисперсную пыль — в основном это оксиды железа, появляющиеся в результате испарения железа в высокотемпературной подфурменной зоне и последующего окисления паров; количество пыли составляет 80—250 г/м3 газа.
В соответствии же с санитарными нормами допускается выброс в атмосферу газов, содержащих не более 0,1 г/м3 пыли. В связи с этим все кислородные конвертеры оборудуют системой отвода и очистки отходящих газов, что существенно усложняет и удорожает (на 10—20 %) строительство конвертерного цеха.
Сложность и высокая стоимость очистки связана с высокой температурой, большим и изменяющимся по ходу продувки количеством отходящих газов. Примерное количество отходящих газов можно определить с учетом того, что они состоят главным образом из СО и при окислении углерода до СО на одну молекулу кислорода образуются две молекулы СО. Поэтому максимальное количество отходящих газов будет примерно равно удвоенному расходу кислорода. Ранее указывалось, что интенсивность подачи кислорода равна 2,5 — 5 м3/(т • мин), следовательно, интенсивность выхода кон-330
вертерных газов составит в середине продувки 5 — 10м3/(т • мин). В начале и конце продувки, когда углерода окисляется меньше, чем в ее середине, количество отходящих газов уменьшается.
Обычно система отвода и очистки отходящих газов включает ОКГ — охладитель конвертерных газов, т.е. котел-утилизатор и расположенную за ним систему газоочистки. В ОКГ тепло отходящих газов расходуется на нагрев и испарение воды; выработка пара и горячей воды, используемых на заводе, улучшает технико-экономические показатели процесса. Кроме того, охлаждение облегчает последующую очистку газа от пыли. В качестве газоочистных аппаратов наиболее часто применяют трубы Вентури (мокрая газоочистка), реже электрофильтры и тканевые фильтры (сухая газоочистка). На разных заводах применяют различные схемы газоочистки, обычно они включают два или несколько последовательно установленных газоочистных аппарата и должны обеспечить в очищенном газе содержание пыли менее 0,1 г/мэ.
Находят применение две принципиально различные схемы отвода и очистки газов — с дожиганием и без дожигания окиси углерода в ОКГ. В первой схеме через зазор между горловиной конвертера и ОКГ подсасывается воздух, за счет кислорода которого происходит дожигание СО до СО2.
В этом случае количество подлежащих очистке газов существенно увеличивается.
При применении другой схемы дымовые газы отводят в ОКГ без доступа воздуха, герметизируя зазор между горловиной конвертера и ОКГ. Объем очищаемых газов в этом случае сокращается в 3—4 раза, что позволяет существенно упростить и удешевить ОКГ и газоочистку. Очищенный газ, в основном СО, собирают в газгольдеры (для использования в качестве топлива или сырья химической промышленности) или же выбрасывают в атмосферу через дожигающее устройство. При работе по этой схеме возникает дополнительная трудность, связанная с тем, что смесь СО и воздуха является взрывоопасной в интервале концентраций СО 12,5—74,5 %.
В последние годы применяют схемы отвода газов без дожигания, поскольку это снижает затраты на строительство цеха. На рис. 99 показана схема системы отвода и очистки газов без дожигания, примененная на ряде 150—300-т отечественных конвертеров.
331
Рис. 99. Схема газоотводящего тракта кислородного конвертера:
1 — конвертер; 2 — подвижная "юбка"; 3 — подвижная часть ОКГ; 4 — стационарная часть ОКГ; 5 — орошаемый газоход; б — трубы Вентури; 7 — каплеуловитель; 8 — нагнетатель; 9 — свеча; 10 — дожигающее устройство
1
Над горловиной конвертера расположена подвижная "юбка". В опущенном положении юбка обеспечивает герметичность соединения горловины с ОКГ; при необходимости поворота конвертера юбку поднимают. Через юбку отходящие газы поступают в ОКГ, состоящий из стационарного газохода и подвижного кессона 3, который вместе с юбкой откатывают в случае необходимости обеспечить доступ в конвертер сверху. В ОКГ газы охлаждаются до 900—1000 °C и затем поступают в орошаемый газоход, где их температуру понижают до 300 °C водой, подаваемой через форсунки. Затем газы попадают в первую ступень газоочистки, выполненную в виде двух параллельно расположенных труб Вентури с прямоугольным регулируемым сечением горловины, и далее во вторую ступень, состоящую из одной трубы Вентури с прямоугольным регулируемым сечением. В трубах Вентури частицы пыли сливаются с каплями подаваемой в трубы воды. Затем поток газов поступает в каплеуловитель, где капли, содержащие частицы пыли, отделяются от газа. Далее очищенные газы выбрасываются дымососом в атмосферу через свечу с дожигающим устройством, обеспечивающим дожигание СО до СО2. Это необходимо, чтобы в атмосферу не попадал ядовитый газ СО; вместе с тем при сжигании СО образуется некоторое количество вредных оксидов азота, попадание которых в атмосферу также считается недопустимым.
332
Отделяемая от газов смоченная водой пыль в виде шлама — взвеси частиц в воде — удаляется из нижней части каплеуловителя и из бункеров под трубами Вентури. Далее шлам обезвоживают, после чего воду вновь направляют в систему газоочистки, а сухой шлам используют, добавляя в шихту агломерации.
6 11. АВТОМАТИЗАЦИЯ И КОНТРОЛЬ КОНВЕРТЕРНОЙ ПЛАВКИ
Новые конвертерные цехи оборудуют автоматизированной системой управления (АСУ), которая должна обеспечить управление как отдельными технологическими процессами и агрегатами, так и производством цеха в целом. Составной частью такой АСУ является автоматизированная система управления технологическим процессом плавки в кислородном конвертере (АСУ ТП "Плавка"); подобные АСУ ТП созданы во многих ранее построенных цехах.
Основными задачами такой АСУ являются расчет расхода шихтовых материалов и кислорода; выработка, по возможности, управляющих воздействий для регулирования хода продувки и, что особенно важно, точное определение момента окончания продувки при заданном содержании углерода в металле.
Важность последнего объясняется тем, что из-за быстротечности и краткости продувки нельзя применять обычный для других сталеплавильных процессов метод контроля содержания углерода, заключающийся в периодическом отборе проб металла и их последующем анализе. Поэтому обычно применяют следующий метод окончания плавки. По количеству израсходованного кислорода, длительности продувки, показаниям ЭВМ определяют момент окончания продувки, примерно соответствующий требуемому содержанию углерода. Далее конвертер наклоняют, отбирают пробу металла для экспресс-анализа и измеряют температуру металла термопарой погружения. Затем на основании результатов анализа и замера температуры проводят корректировку состава и температуры ванны методами, описанными ранее.
При таком методе работы велики непроизводительные простои конвертера, так как длительность корректировочных операций достигает 3—5 мин, увеличиваются теплопотери, снижается стойкость футеровки конвертера.
333
Существующие АСУ ТП работают в статическом или динамическом режиме управления процессом. В первом случае ЭВМ выполняет расчеты по статической математической модели процесса. Она построена на использовании только известной до начала плавки информации: в ЭВМ вводят данные о составе и температуре чугуна, составе шлакообразующих материалов, чистоте кислорода, состоянии и температуре футеровки, требуемых составе и температуре стали, основности шлака и др. На основании этих данных по заданной программе ЭВМ рассчитывает параметры плавки, не являющиеся функцией времени, — расход чугуна и стального лома, расход шлакообразующих и кислорода, программу изменения расхода кислорода и положения фурмы, длительность продувки и момент ее окончания. Однако точность выдаваемых ЭВМ рекомендаций невелика, так как в реальных условиях ход продувки отличается от стандартного, заложенного в математическую модель процесса.
При работе в динамическом режиме управления ЭВМ выполняет расчеты по динамической модели процесса, которая учитывает как исходные данные, так и получаемую по ходу продувки текущую информацию о параметрах процесса (составе и температуре металла и др.). С учетом этих дополнительных данных ЭВМ вырабатывает динамические управляющие воздействия, выполнение которых обеспечивает полную автоматизацию управления ходом плавки. В этом случае при наличии надежно работающих при высоких температурах датчиков будет обеспечиваться остановка продувки с точным получением заданных содержания углерода в металле и его температуры.
Однако проблема создания надежных датчиков для контроля всех необходимых параметров конвертерной плавки пока не решена. Не представляет проблемы контроль при низких температурах множества параметров с помощью серийно выпускаемых приборов (контроль массы материалов, давления и расхода воды, кислорода и других газов, расхода сыпучих материалов и др.). В то же время непрерывный контроль параметров высокотемпературной конвертерной ванны, и в первую очередь, состава и температуры металла, пока не освоен, хотя работы в этом направлении ведутся много лет. Основной трудностью при этом является создание датчиков, способных длительное время работать в условиях разрушаю-334
щего воздействия высокотемпературных сред — шлаковой и газовой фаз. Поэтому предложено и опробовано много косвенных методов контроля, например непрерывного определения содержания углерода по количеству и составу отходящих газов, уровню шума в конвертере, интенсивности излучения конвертерных газов, данным о вибрации конвертера и др. Однако все они не вышли пока из стадии промышленной отработки.
В настоящее время наиболее надежным методом остановки продувки при заданном содержании углерода считают применение в сочетании с ЭВМ измерительной фурмы-зонда, вводимой в ванну сверху за 2—3 мин до окончания продувки. Фурма-зонд подобна продувочной фурме, на ее конце крепится сменный измерительный блок, а внутри проложен кабель, соединяющий блок с ЭВМ. В сменном керамическом блоке имеется термопара для замера температуры металла; снабженная термопарой полость, куда затекает металл и при его затвердевании по температуре ликвидус определяют содержание углерода; полость для отбора пробы металла, которую анализируют после вывода зонда из конвертера. В момент погружения зонда в ванну данные о содержании углерода в металле и его температуре поступают в ЭВМ, что позволяет точно рассчитать расход кислорода, необходимого для окисления углерода до заданного содержания, обеспечивая остановку продувки точно при нужном содержании углерода. При повышенной температуре в конвертер вводят охладители, при дефиците тепла вводят теплоноситель (например, уголь, ферросилиций), что позволяет за оставшиеся 2—3 мин продувки получить требуемую перед выпуском температуру металла.
§ 12. ПРОЦЕССЫ С АРГОНО- И ПАРОКИСЛОРОДНЫМ ДУТЬЕМ
В последние годы получает распространение выплавка в конвертерах низкоуглеродистых и, в частности, низкоуглеродистых коррозионностойких и электротехнических сталей путем продувки смесями аргон—кислород и пар—кислород. В 1990 г. процессом аргоно-кислородной продувки, получившего название АОД-процесса, было произведено более половины мировой выплавки коррозионностойких сталей. Широкое распространение этого процесса связано с тем, что он позво
335
ляет получать хромоникелевую коррозионностойкую сталь с очень низким содержанием углерода при использовании дешевого высокоуглеродистого феррохрома, в то время как традиционный способ выплавки этих сталей в электропечах требовал применения дорогостоящего низкоуглеродистого феррохрома.
Суть процесса АОД сводится к тому, что расплав, содержащий высокоуглеродистый феррохром, обезуглероживают в конвертере, вдувая аргоно-кислородную смесь; при этом достигается очень низкая (0,03—0,01 %) концентрация углерода в металле без значительного окисления железа и хрома, что происходило бы при продувке одним кислородом. Причина этого в том, что в зонах протекания реакции [С] + 1/2О2 = СО ее продукт— СО разбавляется аргоном, т.е. снижается парциальное давление СО, благодаря чему равновесие реакции сдвигается вправо, в сторону более полного окисления углерода. Кроме того, для уменьшения окисления хрома процесс ведут при высокой (1700—1720 °C) температуре (поскольку окисление хрома 2[Ст] + 1,5О2 = = Сг2О3 идет с выделением тепла, повышение температуры вызывает сдвиг равновесия реакции влево).
Распространенный вариант технологии выплавки хромоникелевой коррозионностойкой стали процессом АОД заключается в следующем. В электродуговой печи получают из стального лома, углеродистого феррохрома и никеля расплав, содержащий требуемые количества хрома и никеля и 1— 2,5 % углерода с температурой ~ 1550 °C. Расплав заливают в конвертер вместе с 1—2 % электропечного шлака и ведут продувку, подавая аргоно-кислородную смесь в защитной оболочке из аргона через фурмы, расположенные в стенке конвертера над днищем. Продувка делится на два периода — окислительный, когда металл продувают смесью кислорода и аргона переменного состава, и восстановительный, когда продувку ведут аргоном. Окислительная продувка длится 30—50 мин, ее начинают смесью с соотношением расходов кислорода и аргона 3:1. По мере уменьшения концентрации углерода в металле долю аргона в смеси увеличивают, что облегчает окисление углерода; заканчивают продувку при соотношении кислород—аргон 1: 3,5.
По ходу продувки в конвертер несколькими порциями загружают известь (до 6 % от массы металла), а в середине 336
продувки — охладитель (скрап). За время продувки окис ляются весь кремний и углерод, а также немного железа, марганца и хрома (при исходном содержании хрома, например, 16,5 % его концентрация в металле снижается до ~ 14,5 %). Образующийся, из электропечного шлака, добавляемой извести и продуктов окисления шлак содержит менее 2—4% оксидов железа, до 20—30% Сг2О3 и в конце окислительного периода, имея основность 1,8—2,0, является тугоплавким и гетерогенным. Когда углерод окислен до содержания около 0,03 %, начинают восстановительный период, задачами которого являются восстановление хрома из шлака и удаление в шлак серы. Отключают подачу кислорода, в конвертер вводят известь для повышения основности шлака, ферросилиций и силикомарганец для восстановления хрома из шлака и плавиковый шпат (до 0,75 % от массы металла) для разжижения шлака, чтобы он стал реакционноспособным. Продувка аргоном длится 8 мин и более. За это время кремний восстанавливает большую часть оксидов хрома шлака (усвоение хрома составляет примерно 98 % от исходного содержания в шихте), а также оксидов железа и марганца. В шлак удаляется до 50 % (и более) содержавшейся в металле серы за счет ее реагирования с СаО. Содержание фосфора в металле остается неизменным, поскольку он не удаляется в шлак из-за низкого содержания в последнем оксидов железа.
Общий расход кислорода и аргона составляет соответственно 20—30 и 10—25м3/т стали. Технология АОД-процесса постоянно совершенствуется; находят применение ряд разновидностей этой технологии. Одна из них предусматривает вдувание аргоно-кислородной смеси в течение первых 5—8 мин окислительной продувки с помощью вводимой в конвертер сверху фурмы. Еще одна разновидность предусматривает проведение восстановительного периода с раздельным восстановлением хрома и десульфурацией. При этом в начале периода в конвертер добавляют ферросилиций и плавиковый шпат и ведут продувку аргоном до восстановления хрома из шлака. Далее шлак сливают, в конвертер вводят новую порцию шлакообразующих — известь с плавиковым шпатом и вновь проводят продувку аргоном. При этом в шлак удаляется сера (до 90 % от ее исходного содержания). С целью экономии дорогостоящего аргона иногда в начале окислительного периода вместо него используют азот.
337
Паро-кислородное рафинирование, получившее наименование КЛУ-процесса, развито менее широко, чем АОД-процесс. Продувку полупродукта, выплавляемого в дуговой электропечи, здесь ведут в конвертере с донными фурмами смесью пар—кислород в кольцевой защитной оболочке. По мере уменьшения содержания углерода в металле долю пара в дутье увеличивают, что позволяет получать очень низкое (~ 0,015 %) содержание углерода в нержавеющей стали. Паро-кислородное дутье дешевле аргоно-кислородного, но в конце плавки требуется продувка нейтральным газом с целью удаления из металла водорода, источником которого служит водяной пар дутья.
§ 13. ПРОИЗВОДСТВО В КОНВЕРТЕРАХ СТАЛИ ДЛЯ ЛИТЬЯ
Одним из распространенных методов выплавки стали в литейных цехах является малобессемеровский процесс — выплавка стали в кислых конвертерах емкостью 1—3 т с боковым дутьем.
Преимущества малобессемеровского процесса по сравнению с другими способами выплавки стали в литейных цехах заключаются в простоте и компактности установки, меньших капитальных затратах, быстроте процесса, возможности работы с перерывами, а также в возможности высокого перегрева стали, что важно для хорошего заполнения литейных форм. Сталь малого бессемеровского способа содержит от 0,004 до 0,01 % N, что близко к содержанию азота в мартеновской стали.
Характерная особенность процесса состоит в том, что при боковой поверхностной продувке в полости конвертеров догорает значительное количество выделяющейся из металла окиси углерода. Это служит дополнительным источником тепла для нагрева стали.
К недостаткам малобессемеровского процесса относят необходимость применения чистого по сере и фосфору чугуна, а также значительный угар железа.
Устройство малого бессемеровского конвертера
Конвертер (рис. 100) имеет цилиндрическую форму и снабжен суживающейся горловиной и неотъемным днищем. Кожух 1 конвертера закрепляют в опорном кольце 3 с двумя цапфами. 338
Рис. 100. Разрез малого бессемеровского конвертера
Дутье через полую цапфу попадает в воздухораспределительную коробку 5, прикрепляемую сбоку к кожуху конвертера, и затем через фурмы в полость конвертера.
Футеровку 2 конвертера выполняют двухслойной. Арматурный слой выкладывают из шамота, рабочий— из динасового кирпича; иногда рабочий слой делают набивным из молотого кварцита с добавкой 10—25 % огнеупорной глины. Футеровку цилиндрической части конвертера делают толщиной около 250 мм, а в области фурм, где она больше изнашива
ется, 350—450 мм; толщина днища 350 мм. Стойкость футе
ровки составляет 40—100 плавок.
Фурмы 4 (отверстия в кладке) располагают в один ряд в утолщенной стенке конвертера. Число фурм обычно бывает равно 5—6, диаметр их 25—40 мм. Фурмы устанавливают горизонтально или под углом около 15° к горизонту.
Объем конвертера обычно в 5—7 раз превышает объем заливаемого металла. Внутренний диаметр цилиндрической части конвертера D, м, определяют по формуле:
D = (0,65-5-0,80)/ Т ,
где Т — масса заливаемого в конвертер чугуна, т; 0,65-j-*0,80 — коэффициент емкости конвертера, возрастающий при уменьшении емкости конвертера.
Высота полости конвертера в 3—3,5 раза превышает диаметр цилиндрической части. Расстояние от дна конвертера до оси фурм составляет для конвертеров емкостью 1,5 и 2,5 т соответственно 0,35 и 0,45 м. Горловина наклонена под углом 30° к вертикальной оси конвертера, диаметр горловины равен 0,4£>.
Воздушное дутье подают в конвертер под давлением 0,12—0,15 МПа, что обеспечивает циркуляцию металла в конвертере.
339
Ход плавки на воздушном дутье
Для продувки в малобессемеровских конвертерах используют чугун марки Б-1, который содержит, %: 3,0—3,5 С; 1,25— 1,75 Si; 0,6-1,2 Мп; < 0,07 Р и < 0,04 S. Этот чугун отличается повышенным содержанием кремния, являющегося основным "топливом" малобессемеровского процесса.
Жидкий чугун в литейных цехах получают расплавлением в вагранках твердого чугуна. Температура чугуна при заливке в конвертер обычно составляет 1350—1450 °C. После заливки чугуна подают дутье и конвертер поворачивают так, чтобы фурмы были немного погружены в металл. Это способствует улучшению перемешивания металла и позволяет более полно использовать кислород дутья.
Продувка делится на два периода. В первом (4—6 мин) окисляются кремний, марганец, железо и образуется шлак, состоящий из SiO2, FeO и MnO. Вследствие повышенного угара железа при поверхностной продувке содержание FeO в шлаках первого периода достигает 45 %. После того как окислились кремний и марганец, начинается второй период — выгорание углерода. Конвертер наклоняют на 5—20° от вертикального положения в сторону, противоположную фурмам так, чтобы дутье поступало на поверхность металла. Это создает условия для догорания окиси углерода в полости конвертера. Содержание FeO в шлаке во втором периоде понижается, так как оно расходуется на окисление углерода.
Скорость окисления углерода при малом бессемеровании периодически изменяется, что внешне проявляется в чередующихся подъемах и опусканиях пламени над конвертером.
В начале второго периода СО догорает до СО2 внутри конвертера и яркого пламени над горловиной не обнаруживается. Повышение температуры металла в результате догорания СО приводит к резкому возрастанию интенсивности окисления углерода. Металл вследствие выделения большого количества пузырьков СО вспенивается и поднимается выше фурм. Дутье при этом проходит через слой чугуна, и весь кислород расходуется на окисление углерода внутри металла. Поэтому СО догорает лишь при выходе из конвертера, и над горловиной появляется яркое пламя.
Так как поступление тепла от дожигания СО прекращается, а реакция окисления углерода за счет оксида железа 340
шлака идет с поглощением тепла, температура металла и интенсивность выгорания углерода быстро падают. Уровень металла опускается, и дутье снова начинает поступать в полость конвертера. Догорание оксида углерода вновь происходит внутри конвертера, и пламя над горловиной исчезает. Дальнейшее повышение температуры металла ведет к повторению описанного цикла. При нормальном ходе плавки обычно наблюдаются два подъема и опускания пламени.
После окончания продувки металл раскисляют и выпускают в ковш. Длительность продувки обычно равна 14—23 мин. Температура стали при выпуске составляет 1680—1720 °C. Конечный шлак малого бессемерования содержит 55—70 % SiO2, 14-25% FeO и 8-15 % МпО.
Продувка кислородом
В последние годы для продувки чугуна в малобессемеровских конвертерах применяют воздух, обогащенный кислородом, и чистый кислород. Это позволяет сократить продолжительность плавки, использовать в шихте стальной лом, увеличить выход годной стали.
При работе на кислороде количество дутья уменьшается в 12—15 раз, и поэтому устанавливают одну фурму, представляющую собой медную или латунную трубку, пропущенную через огнеупорный стержень с отверстием по оси (рис. 101). Фурму устанавливают в боковой стенке конвертера под углом
30—45° к поверхности ванны при вертикальном положении
конвертера. Внутренний диаметр сопла в зависимости от емкости конвертера изменяется в пределах 8—16 мм.
Рис. 101. Кислородная фурма малого бессемеровского конвертера:
1 — футеровка конвертера; 2 — огнеупорные трубки; 3 — латунная или медная трубка; 4 — дутьевая коробка; 5 — огнеупорная масса
341
При продувке кислородом в конвертер перед заливкой чугуна загружают лом (до 40% от массы чугуна). После слива чугуна конвертер устанавливают так, чтобы устье фурмы было погружено в металл на 50—100 мм. С самого начала продувки одновременно окисляются кремний, марганец и углерод чугуна. Окисление кремния и марганца заканчивается на 3—5-й мин продувки, после чего начинается бурное окисление углерода. В начале бурного окисления углерода конвертер поворачивают в сторону, противоположную фурмам, чтобы часть кислорода расходовалась на дожигание оксида углерода в полости конвертера.
Длительность продувки составляет 10—15 мин, давление кислорода на разных заводах колеблется в пределах 0,5-1,5 МПа.
Содержание FeO в шлаке при продувке кислородом меньше, чем при продувке воздухом. Благодаря этому, а также вследствие сокращения длительности продувки, заметно уменьшается угар железа. Сталь, выплавленная при работе на кислородном дутье, содержит в 2—3 раза меньше азота, чем при работе на воздушном дутье.
Технико-экономические показатели процесса
Производительность малобессемеровских конвертеров зависит от организации работ литейного цеха. Выход жидкой стали при работе на воздушном дутье составляет 82—87 % от массы жидкого чугуна. Потери в виде угара металла, выбросов и корольков в шлаке равны 13—18 %. Расход воздуха составляет 600—800м3/т чугуна. Угар чугуна при его расплавлении в вагранке составляет 3—5%.
При продувке чистым кислородом выход жидкой стали увеличивается до 92—93 %. Расход кислорода составляет 50 — 70 м3 на 1т стали. Применение стального лома при кислородном дутье обеспечивает снижение стоимости стали.
Г л а в а 3. МАРТЕНОВСКОЕ ПРОИЗВОДСТВО СТАЛИ
Сущность мартеновского процесса заключается в ведении плавки на поду пламенной отражательной печи, оборудованной регенераторами для предварительного подогрева воздуха (иногда и газа). Идея получения литой стали на поду отражательной печи высказывалась многими учеными (например, в
342
1722 г. Реомюром), но осуществить это долгое время не удавалось, так как температура факела обычного в то время топлива — генераторного газа — была недостаточной для нагрева металла выше 1500 °C (т.е. недостаточна для получения жидкой стали). В 1856 г. братья Сименс предложили использовать для подогрева воздуха тепло горячих отходящих газов, устанавливая для этого регенераторы. Принцип регенерации тепла был использован Пьером Мартеном для плавки стали. Началом существования мартеновского процесса можно считать 8 апреля 1864 г., когда П.Мартен на одном из заводов Франции выпустил первую плавку.
В мартеновскую печь загружают шихту (чугун, скрап, металлический лом и др.), которая под действием тепла от факела сжигаемого топлива постепенно плавится. После расплавления в ванну вводят различные добавки для получения металла заданного состава и температуры; затем готовый металл выпускают в ковши и разливают. Благодаря своим качествам и невысокой стоимости мартеновская сталь нашла широкое применение. Уже в начале XX в. в мартеновских печах выплавляли половину общего мирового производства стали.
В России первая мартеновская печь была построена С.И.Мальцевым в 1866—1867 гг. на Ивано-Сергиевском железоделательном заводе (бывш. Калужской губернии) Мальцев-ского фабрично-заводского округа. В 1870 г. первые плавки проведены в печи вместимостью 2,5 т, построенной известными металлургами А.А.Износковым и Н.Н.Кузнецовым на Сормовском заводе. Эта печь хорошо работала и стала образцом для печей большой вместимости, построенных позже на других русских заводах. Мартеновский процесс стал основным в отечественной металлургии. Огромную роль сыграли мартеновские печи в суровые годы Великой Отечественной войны. Советским металлургам впервые в мировой практике удалось удвоить садку мартеновских печей без существенной их перестройки (ММК, КМК), удалось наладить производство высококачественной стали (броневой, подшипниковой и т.п.) на действовавших в то время мартеновских печах. В настоящее время наиболее крупные и высокопроизводительные мартеновские печи работают в России и Украине. По мере расширения конвертерного и электросталеплавильного производств масштабы производства мартеновской стали сокрушаются t
343
§ 1. КОНСТРУКЦИЯ И РАБОТА МАРТЕНОВСКОЙ ПЕЧИ
На рис. 102 схематически показана мартеновская печь в тот момент, когда топливо (газ) и воздух поступают с правой стороны печи. Проходя через предварительно нагретые насадки регенераторов (возду/ через воздушный регенератор, газ через газовый), воздух и газ нагреваются до 1000—1200 °C и в нагретом состоянии через головку попадают в печь. При сгорании топлива образуется факел с температурой 1800—1900 °C. Пройдя головку, расположенную в противоположной стороне печи, раскаленные продукты сгорания попадают в другую пару насадок регенераторов и по системе боровов уходят к трубе. При этом насадки регенераторов нагреваются. При такой работе насадки регенераторов правой стороны постепенно охлаждаются, а насадки регенераторов левой стороны нагреваются. В момент, когда
Рис. 102. Современная мартеновская печь:
1 — головка; 2 — вертикальный канал; 3 — шлаковик; 4 — борова; 5 — насадка газового регенератора; 6 — сталевыпускное отверстие; 7 — отверстие в задней стенке печи для спуска шлака; 8 — под; 9 — завалочные окна; 10 — передняя стенка; 11 — задняя стенка; 12 — рабочее пространство; 13 — свод; 14 — регенераторы (газовый и воздушный); А — поперечный разрез рабочего пространства печи; Б — разрез по "головке" печи
344
регенераторы, через которые проходят в печь воздух и газ, уже не в состоянии их нагревать до нужной температуры, а регенераторы, через которые из печи уходит дым, перегреваются, осуществляется изменение направления движения газов печи. Для изменения направления движения газов предусмотрены перекидные клапаны (рис. 103), а операцию называют перекидкой клапанов. Холодный воздух и газ направляются через хорошо нагретые левые регенераторы, а продукты сгорания уходят в правую сторону печи, постепенно нагревая остывшие правые регенераторы, затем цикл повторяют. Через некоторое время наступает момент, когда направление движения газов опять изменяется и т.д.
Энтальпия продуктов сгорания Н равна произведению массы продуктов сгорания т на их теплоемкость С и температуру (, т.е. Н = С mt, откуда t = Н/Ст. Энтальпия Н складывается из химического тепла сгорания топлива Яхт, тепла нагрева воздуха Янв и тепла нагрева газа Нп г, т.е. Н = = Нк т + Ян в + Ян г; соответственно t = (Яхт + Ян в + + НпТ)/Ст.
Таким образом, при нагреве поступающих в печь газа и воздуха обеспечивается достаточно высокая температура факела (> 1800 °C). Чем выше удается повысить температуру поступающих в печь газа и воздуха, тем выше температура факела и тем лучше работает печь.
Повысить температуру факела можно и другим способом — заменить весь воздух или часть его кислородом. Тогда в формуле t = Н/Ст уменьшается знаменатель (уменьшается /и)
Рис. 103. Схема перекидных устройств:
1, 7 — газовые клапаны (перекидные клапаны на пути движения газа; 2, 8 — задвижки (шиберы) на каналах (боровах) от газовых регенераторов; 3, 4 — воздушные клапаны; 5, 6 — задвижки на клапанах от воздушных регенераторов; 9 — регулировочная задвижка (шибер); 10 — задвижки на борове трубы; 11 — задвижки на борове к котлу утилизатору; 12 — регулирующие колонки
345
и соответственно возрастает температура. На каждый объем подаваемого с воздухом кислорода поступает 3,762 объемов балластного азота. Обогащение воздуха кислородом приводит к уменьшению количества продуктов сгорания (при том же количестве теплоты, выделенной топливом) и соответственно повышается температура.
Повышая постепенно степень обогащения (вплоть до полной замены воздуха кислородом), можно добиться достаточно высокой температуры факела без предварительного подогрева газа и воздуха (или смеси воздуха и кислорода). В этом случае регенераторы оказываются ненужными.
В мартеновской печи газы попадают сначала в шлаковик, а уже затем в регенератор. Шлаковики служат для улавливания плавильной пыли и шлаковых частиц, уносимых продуктами сгорания из рабочего пространства, и тем самым предохраняют насадки регенератора от засорения. Сечение шлаковика гораздо больше сечения вертикального канала, поэтому при попадании дымовых газов в шлаковик их скорость резко уменьшается и, кроме того, меняется направление движения газов. Это приводит к тому, что значительная часть (50—75 %) плавильной пыли оседает в шлаковиках.
Из рабочего пространства печи дымовые газы выходят с температурой 1680—1750 °C, из шлаковика в регенератор — с температурой 1500—1550 °C. Пройдя насадку регенератора, они охлаждаются до 500—700 °C. Обычно стремятся использовать тепло отходящих газов, направляя их по системе боровов в котел-утилизатор.
Если по каким-либо причинам котел-утилизатор не установлен или находится на ремонте, дымовые газы по боровам направляют в трубу.
В зависимости от вида топлива и его теплоты сгорания мартеновские печи могут иметь две пары регенераторов — для подогрева воздуха и газа (при отоплении печи газом с невысокой теплотой сгорания) или одну пару регенераторов (если печь отапливается топливом с высокой теплотой сгорания, подогрев которого не нужен или трудно осуществим).
В зависимости от вместимости мартеновские печи делят на печи малой (^ 125 т), средней (125—300 т) и большой (> 300 т) вместимости. Выпуск металла из большегрузных печей производится обычно одновременно в два ковша (в исключительных случаях — в три).
346
Под вместимостью обычно понимают массу загруженной в печь металлошихты. Массу вводимых в печь по ходу плавки добавочных материалов при этом не учитывают.
1. Назначение и устройство отдельных элементов печи
Все строение мартеновской печи делится на верхнее и нижнее. Верхнее строение расположено над площадкой мартеновского цеха, которую сооружают для обслуживания печи на высоте 5—7 м над уровнем пола цеха. Верхнее строение состоит из собственно рабочего пространства печи и головок с отходящими вниз вертикальными каналами. Нижняя часть расположена под рабочей площадкой и состоит из шлаковиков, регенеративных камер с насадками и боровов с перекидными устройствами.
Рабочее пространство печи
Рабочее пространство мартеновской печи ограничено сверху сводом, снизу — подом (или "подиной"). На рис. А на границе задней стенки и подины показано отверстие для выпуска плавки (обычно его называют сталевыпускным отверстием). В передней стенке видны проемы— завалочные окна, через которые в рабочее пространство загружают твердую шихту и заливают (по специальному приставному желобу) жидкий чугун.
Обычно завалочные окна закрыты специальными футерованными крышками с отверстиями — гляделками, через которые сталевар наблюдает за ходом плавки и состоянием печи.
Из всех элементов печи рабочее пространство находится в наиболее тяжелых условиях — в нем идет плавка стали. Во время завалки твердой шихты огнеупорные материалы, из которых изготовлено рабочее пространство, подвергаются резким тепловым и механическим ударам, во время плавки они подвергаются химическому воздействию расплавленных металлов и шлака; в рабочем пространстве максимальная температура. Стойкостью элементов рабочего пространства печи определяют, как правило, стойкость всей печи и, следовательно, сроки промежуточных и капитальных ремонтов.
В соответствии с этим к огнеупорным материалам рабочего пространства предъявляют высокие требования: а) высокая огнеупорность; б) химическая устойчивость про
347
тив воздействия шлака, металла и печных газов; в) достаточная механическая прочность при высоких температурах; г) хорошая термостойкость при колебаниях температуры.
По химическим свойствам применяемые огнеупорные материалы делят на: а) кислые — динасовый кирпич, кварцевый песок; б) основные — магнезитовый кирпич, магнезитовый порошок, доломит; в) нейтральные (со свойствами амфотерных окислов) — шамот, хромомагнезит, магнезитохромит, высокоглиноземистый шамот, форстерит.
Подина печи
Так же, как и при выборе футеровки бессемеровского или томасовского конвертера, выбор футеровки для подины мартеновской печи определяется характеристикой шлаков. Если при плавке стали шлаки кислые, то подину нужно изготовлять из кислых огнеупорных материалов, а если шлаки основные, то из основных. В противном случае в результате энергичного взаимодействия шлака и материала подины последний ошлакуется, перейдет в шлак, и печь выйдет из строя. Процесс, при котором в шлаке преобладают кислотные окислы, называют кислым мартеновским процессом; соответственно печь, подина которой изготовлена из кислых огнеупорных материалов, называют кислой мартеновской печью. Процесс, при котором в шлаке преобладают основные окислы, называют основным мартеновским процессом, а печь — основной мартеновской печью.
Верхний (рабочий) слой кислой подины выполняют из кварцевого песка, который набивают или наваривают на заранее выложенные динасовые кирпичи.
3 7 6 5 4
Рис. 104. Устройство кислого и основного подов мартеновской печи:
1 — наварка (кварцевый песок); 2 — наварка (магнезитовый порошок или молотый обожженный доломит); 3 — магнезитовый кирпич; 4 — динасовый кирпич; 5 — стальной лист; 6 — тепловая изоляция (пористый шамот); 7 — шамотный кирпич
348
Верхний слой основной подины изготовляют обычно из магнезитового порошка (реже доломитового), который набивают или наваривают на служащий основанием магнезитовый кирпич (рис. 104).
Задняя и передняя стенки мартеновской печи работают (особенно в нижней части) почти в тех же условиях, что и подина, так как они также соприкасаются с жидким металлом и шлаком. Заднюю и переднюю стенки кислой мартеновской печи выкладывают из динасового кирпича, основной мартеновской печи — из магнезитового.
Несмотря на то что материал пода, а также задней и передней стенок по своим химическим свойствам соответствует характеру шлака (основного или кислого), шлак взаимодействует с огнеупорной футеровкой. Те места ванны, которые соприкасаются во время плавки со шлаком, оказываются после выпуска плавки несколько поврежденными (изъеденными шлаком). Если не принять специальных мер, то через несколько плавок степень износа может возрасти настолько, что печь будет в аварийном состоянии. Чтобы избежать этого, после каждой плавки подину ремонтируют {заправка печи): на изъеденные места кислой подины набрасывают песок, а основной подины — магнезитовый или доломитовый порошок. Заправке подвергают и торцовые части подины, прилегающие к головкам печи; их называют откосами. Заправку осуществляют с помощью специальных заправочных машин.
Свод печи
Свод мартеновской печи практически не соприкасается со шлаком, поэтому его можно изготовлять из кислых и основных огнеупорных материалов независимо от типа процесса. Своды изготовляют из динасового или термостойкого магне-зитохромитового кирпича.
Динасовый кирпич при высоких температурах (до 1700 °C) сохраняет достаточную прочность и повышенное сопротивление сжатию. Во время эксплуатации динасовые кирпичи свода свариваются в монолит, что имеет большое значение, так как если какой-либо кусок свода упадет, то остальная часть свода будет держаться. Однако при нагреве свыше 1700 °C динасовый кирпич быстро оплавляется; кроме того, он сильно разъедается плавильной пылью, состоящей из оксидов железа (образуются легкоплавкие силикаты железа).
349
Магнезитохромитовый кирпич характеризуется более высокой огнеупорностью (допустимая температура нагрева 1750 °C и даже 1800 °C), что способствует повышению производительности печи. Стойкость свода (число плавок от ремонта до ремонта) из магнезитохромитового кирпича в 2—3 раза выше, чем из динасового. Вместе с тем при использовании в качестве материала свода магнезитохромитового кирпича приходится учитывать ряд особенностей его эксплуатации: а) магнезитохромитовые кирпичи плохо свариваются и не образуют монолита; б) коэффициент расширения магнезитохромитового кирпича выше, чем динасового, в результате чего при разогреве арки свода наружные швы раскрываются, а на внутренней стороне возникают высокие напряжения сжатия, что приводит к сколу внутренней части свода; в) повышенная теплопроводность и большие неплотности кладки (раскрытые швы) обусловливают более высокие (почти в два раза) потери тепла с 1м2 площади свода; г) объемная масса магнезитохромитового кирпича в 1,5 раза больше, чем динасового.
Все это исключает возможность применения обычного арочного свода. Свод приходится выполнять распорноподвесным с креплением и прокладками между кирпичами, а это усложняет и удорожает конструкцию.
Однако возможность повысить температуру в печи при использовании магнезитохромитового свода, а также увеличить срок службы свода делает устройство сложной системы подвесок рентабельным, поэтому своды такого типа нашли широкое применение. Почти все своды мартеновских печей в настоящее время делают из основных магнезитохромитовых кирпичей.
Стойкость магнезитохромитового свода составляет 300—1000 плавок (динасового 200—350 плавок). В тех случаях, когда на основной печи устанавливают кислый динасовый свод, между основным огнеупорным материалом стенок печи (магнезитом) и кислым материалом свода (динасом) выкладывают слой амфотерных огнеупоров (например, хромистого железняка).
Следует отметить две тенденции в конструировании и строительстве мартеновских печей: 1) применение вместо отдельных кирпичей для кладки пода, стен печи, а также свода заранее подготовленных крупных блоков, что позво-350
ляет существенно сократить время строительства или ремонта печи; 2) применение вместо огнеупорной кладки водоохлаждаемых конструкций.
Головки печи
Рабочее пространство с торцов оканчивается головками. Правильный выбор конструкции головок имеет большое значение для хорошей работы печей. Через головки в печь подают воздух и топливо. От того, с какой скоростью вводят в рабочее пространство воздух и топливо и насколько хорошо струи топлива и воздуха перемешиваются, зависят форма и ряд других характеристик факела, а от факела зависит и вся работа печи.
Головки должны обеспечить: 1) хорошую настильность факела по всей длине ванны (чтобы максимум тепла передать ванне и минимум — своду и стенкам); 2) минимальное сопротивление при отводе продуктов сгорания из рабочего пространства; 3) хорошее перемешивание топлива и воздуха для полного сжигания топлива в рабочем пространстве печи.
Чтобы удовлетворить первому и третьему требованиям, сечение выходных отверстий должно быть малым (чтобы скорости ввода воздуха и топлива были максимальными); для удовлетворения второго требования сечение, наоборот, должно быть максимальным. Эта двоякая роль головок (с одной стороны, служить для ввода в печь воздуха и топлива, а с другой — отводить продукты сгорания) ставит очень непростую задачу перед конструкторами при проектировании печей.
Шлаковики
Отходящие из рабочего пространства печи дымовые газы проходят через головку и по вертикальным каналам попадают в шлаковики (рис. 105). Как уже было сказано, в шлаковиках оседает 50—75 % плавильной печи, причем оседает крупная пыль, более мелкие фракции в значительной степени уносятся в трубу (10—25 % пыли оседает в насадках регенераторов). На пути движения дымовых газов плавильная пыль, содержащаяся в них, реагирует с материалами кладки. Это обстоятельство приходится учитывать при выборе материалов для кладки вертикальных каналов и шлаковиков.
Почти вся пыль представляет собой основные окислы (в том числе 60—80 % оксидов железа). Если вертикальные ка-
351
Рис. 105. Устройство шлаковиков и регенераторов мартеновской печи средней емкости, работающей с подогревом и газа и воздуха:
1 — вертикальные каналы; 2 — шлаковик; 3 — насадки регенераторов; 4 — подвесной свод наднасадочного пространства; 5 — поднасадочные пространства
налы и шлаковики футерованы динасовым кирпичом, то основные окислы, из которых состоит пыль, энергично взаимодействуют с кислым материалом футеровки с образованием легкоплавких силикатов железа. Стойкость футеровки оказывается недостаточной, и, кроме того, оседающая в шлаковиках пыль образует плотный монолит, который во время ремонта очень трудно извлекать.
В связи с этим для кладки вертикальных каналов и шлаковиков часто применяют термостойкий магнезитохромитовый кирпич. В этом случае взаимодействие футеровки с плавильной пылью не влияет так сильно на материал футеровки, а осевшая в шлаковике пыль представляет собой более рыхлую массу. Однако очистка шлаковиков от массы осевшей в них пыли (шлака) — операция также очень трудоемкая, для ее осуществления используют специальное оборудование.
В шлаковиках должна вмещаться вся плавильная пыль, вылетающая из печи. В газах, выходящих из рабочего пространства мартеновской печи, содержится пыли 2—4,5г/м3, в моменты продувки ванны кислородом количество пыли возрастает почти в десять раз. При расчетах размеров шлаковиков
352
принимают, что на 1 т выплавляемой стали в них осаждается 7—12 кг шлака (пыли). Это значит, например, что за одну плавку в шлаковиках 600-т мартеновской печи осаждается ~ 4 т шлака. Для облегчения условий труда и проведения операции очистки шлаковиков их выполняют выкатными, а стены — из блоков, скрепленных металлическими кассетами. При ремонте шлаковик выкатывают из-под печи при помощи полиспаста, краном убирают блоки-кассеты и шлак увозят из цеха на железнодорожных платформах (рис. 106).
Регенераторы. Из шлаковиков отходящие газы с температурой 1500—1600 °C попадают в насадки регенераторов (рис. 107). Объем насадки регенераторов и площадь поверхности ее нагрева, т.е. поверхности кирпича насадки, омываемой движущимися газами, взаимосвязаны. Эти величины определяют специальным теплотехническим расчетом, от них зависят основные показатели работы печи — производительность и расход топлива. Регенераторы должны обеспечивать
постоянную высокую температуру подогрева газа и воздуха. В более тяжелых условиях работают верхние ряды насадок, поскольку в этой части регенератора температура и осаждение пыли наиболее высокие, поэтому верхние ряды насадок выкладывают из термостойкого магнезитохромитового или
Рис. 106. Вытягивание кассет-
ных блоков из шлаковика
Рис. 107. Насадка регенераторов: а — из обычного кирпича; б — из фасонного
23-4050
353
форстеритового кирпича. Нижние ряды насадок работают при температурах 1000—1200 °C (и менее), их выкладывают из более дешевого и прочного шамотного кирпича.
Перекидные клапаны
Мартеновская печь — агрегат реверсивного действия, в котором направление движения газов по системе печи периодически меняется. Для этого в боровах, а также в газопроводах и воздухопроводах устанавливают систему шиберов, клапанов, дросселей, задвижек, объединяемых общим названием "перекидные клапаны". Операция "перекидки клапанов" в современных мартеновских печах автоматизирована.
Из боровов дымовые газы поступают в дымовую трубу. Высоту трубы рассчитывают таким образом, чтобы создаваемая ею тяга (рязрежение) была достаточной для преодоления сопротивления движению дымовых газов на всем пути.
Дымовая труба — сложное и дорогостоящее сооружение. Высота дымовых труб современных крупных мартеновских печей превышает 100 м. Дымовые трубы обычно выкладывают из красного кирпича с внутренней футеровкой из шамотного кирпича.
Таким образом, в конструкциях современных мартеновских печей широко используют следующие огнеупорные материалы: магнезит, магнезитохромит, форстерит, динас и шамот. Объем огнеупорной кладки 500-т печи составляет около 3750 м3. Ряд элементов печи изготовляют из металла, некоторые из них (рамы и заслонки завалочных окон, балки, поддерживающие свод рабочего пространства, перекидные клапаны и др.) соприкасаются с горячими газами и нуждаются в непрерывном охлаждении.
Расход воды на охлаждение этих элементов печи очень значителен. Современные большие мартеновские печи требуют для охлаждения более 400 м3 воды в 1 ч. С охлаждающей водой теряется 15—25 % общего количества тепла, вводимого в печь. Расход воды зависит от ее жесткости. Допустимая температура нагрева воды тем выше, чем меньше жесткость воды. Обычно допускается нагрев охлаждающей воды на 20—25 °C, что равносильно тому, что 1 л воды уносит 85—105 кДж.
Для уменьшения расхода воды водяное охлаждение ряда элементов печи заменяют испарительным. Если применять не 354
техническую, а химически очищенную воду, то можно, не боясь выпадения осадка (накипи), нагревать ее до 100 °C и выше. При этом от охлаждаемого элемента отводится не только тепло, затрачиваемое на нагревание воды до кипения, но и скрытая теплота парообразования (2,26 МДж/кг), т.е. 1 л воды отводит от охлаждаемого элемента печи не 85—105 кДж, а 2,58—2,6 МДж. Таким образом, расход воды можно сократить почти в 30 раз, кроме того, на больших печах получают при этом некоторое количество пара (до 10 т/ч), который может быть использован.
Существует также так называемое "горячее" охлаждение печей. Система горячего охлаждения технологически мало отличается от обычного способа охлаждения обычной производственной водой. Все охлаждаемые элементы печи остаются без изменения, но через них вместо обычной производственной воды с температурой 15—30 °C пропускают химически очищенную теплофикационную воду из оборотной теплофикационной сети с температурой 50—80 °C, которая, пройдя охлаждаемые элементы печи и подогревшись в них на 20—30 °C, возвращается обратно в теплофикационную сеть, где передает полученное тепло потребителю.
& 2. ТЕПЛОВАЯ РАБОТА И ОТОПЛЕНИЕ МАРТЕНОВСКИХ ПЕЧЕЙ
Мартеновскую плавку можно условно разделить на несколько периодов: 1) заправка печи; 2) завалка шихты; 3) плавление шихты; 4) кипение ванны (доводка), раскисление и легирование; 5) выпуск плавки.
Во время периода заправки (обычно 15—20 мин) печь осматривают и устраняют замеченные дефекты. Затем через окна с помощью специальных завалочных машин заваливают твердую шихту: стальной скрап, железную руду, а также твердый чугун или заливают жидкий чугун.
При достижении температуры 1450—1500 °C (в зависимости от состава шихты) наступает момент расплавления шихты, затем металл постепенно нагревается до необходимой температуры, а сталевар проводит те или иные технологические операции, добиваясь получения стали нужного состава, после чего разделывает сталевыпускное отверстие и выпускает плавку.
355
В течение всех этих периодов в печь подают топливо. Под действием тепла факела нагреваются кладка печи и шихта. Около 85—90 % тепла от факела к ванне передается излучением и 5—15 % — конвекцией.
В соответствии с известной формулой Стефана—Больцмана, количество тепла Q, переданного холодной шихте излучением, может быть выражено следующей формулой:
С = йеп[(7-гор/100)4 - (Z^/lOO)4],
где 5 — коэффициент, учитывающий оптические свойства кладки и форму рабочего пространства; еп — степень черноты пламени; Тгор и Тхол— температуры факела (горячего) и шихты (холодной), К.
Таким образом, чем выше температура факела и степень черноты пламени, тем интенсивнее нагревается шихта и тем меньше времени затрачивается на плавку. Повышения температуры факела достигают улучшением степени нагрева воздуха и газа в регенераторах и обогащением воздуха кислородом; повышения степени черноты факела — карбюрацией пламени.
Двухатомные газы (О2, N2, Н2) практически лучепрозрач-ны для волн всех длин, трехатомные (СО2, Н2О, SO2) обладают некоторой излучательной способностью, однако степень черноты пламени горячего чистого газа составляет всего 0,1—0,2. Чтобы повысить степень черноты пламени, необходимо обеспечить в нем содержание твердых "черных" частичек (в первую очередь углеродистых).
Углеродистые частицы могут появиться в пламени в результате разложения углеводородов: СХНУ = хСтв + уНгаз, а также при добавке к подаваемому в печь газу различных жидких или твердых топлив, богатых углеродом и сложными углеводородами (мазут, каменноугольный пек). Практически степень черноты пламени еп не должна быть ниже 0,5; в большинстве случаев она составляет 0,55—0,75.
При одной и той же характеристике факела разность (7’гор/Ю0)4-(7’хол/Ю0)4 тем выше, чем холоднее шихта. Наиболее низкая температура шихты наблюдается во время завалки и в начале периода плавления. Степень черноты холодной твердой шихты близка к единице (0,92—0,95). Поэтому в этот период передача тепла от факела к шихте максимальна, она настолько велика, что практически нет 356
опасности оплавить огнеупоры, и в печь подают максимальное количество топлива.
По мере нагрева шихты температура ее Тхол возрастает, шихта раскаляется, покрывается шлаком и сама начинает отражать тепловые лучи, в результате чего условия поглощения тепла шихтой ухудшаются. Во избежание нагрева и оплавления огнеупора необходимо уменьшать подачу топлива (рис. 108).
Таким образом, подача топлива по ходу плавки меняется. Максимальной величины расход топлива достигает во время завалки и в начале периода плавления. Подаваемое в это время количество тепла называют максимальной нагрузкой. По мере прогрева шихты подачу топлива уменьшают и тепловая нагрузка падает. Частное от деления общего расхода тепла топлива для одной плавки на время плавки называют средней тепловой нагрузкой или тепловой мощностью печи, т.е.
Расход топлива на плавку, 106 кДж * Ч
Продолжительность плавки, ч
= Тепловая мощность, 106 кДж/ч.
Средняя тепловая нагрузка в зависимости от тоннажа печи возрастает от 23,2 для 125-т печи до 69,9 МВт (252 кДж/ч) для 900-т печи. Максимальная тепловая нагрузка на 20—40 % выше средней.
Для характеристики топлива и условий его сжигания применяют коэффициент использования топлива (к.и.т.)
Ч = (Ст ~' Сух)/Ст»
где QT — теплота сгорания топлива; Qyx — тепло уходящих газов.
Рис. 108. Схема изменения тепловой нагрузки по ходу плавки в мартеновской печи:
А — начало завалки и прогрева твердой шихты; Б — начало заливки жидкого чугуна; В — полное расплавление шихты; Г — выпуск
Продолжительность плавки
357
Для мартеновских печей к.и.т. составляет 0,50—0,55.
Удельный расход тепла (расход тепла топлива на 1т стали) зависит от многих факторов, и прежде всего от емкости печи. По мере увеличения садки печи уменьшаются относительные потери тепла на нагрев футеровки, на отвод тепла с охлаждающей водой и другие потери; в результате удельный расход тепла снижается с 840 для 10—20-т печей до 210 МДж/т для 900-т печей.
Топливо
Применяемое для отопления мартеновских печей топливо различают: а) по физическому состоянию: жидкое (мазут, смола), газообразное (доменный, коксовый, природный газы), твердое (каменноугольная пыль); б) по теплоте сгорания: низкокалорийное (доменный газ, теплота сгорания 3,78— 4,2МДж/м3) и высококалорийное (мазут 39,9—42 МДж/кг, коксовый газ 16,8—18,0 МДж/м3, сухой природный газ типа саратовского 33,6—35,2 МДж/м3, жирный природный газ типа грозненского 63 МДж/м3).
Для успешного проведения мартеновской плавки недостаточно подать в печь определенное количество тепла, необходимо еще, чтобы температура факела при сгорании топлива была достаточно высокой. Температура поверхности шлака в конце плавки составляет примерно 1650 °C. Чтобы тепло пламени достаточно интенсивно передавалось металлу, температура факела должна быть не ниже 1750 °C.
Практическая температура факела ГПР = fcfKaJ1, где Гкал— калориметрическая температура горения топлива; к — пирометрический коэффициент, зависящий от отдачи тепла нагреваемым предметом, от потерь тепла в окружающую среду и от степени диссоциации продуктов сгорания.
Величина коэффициента к близка к 0,7. Следовательно, калориметрическая температура горения топлива в мартеновской печи должна быть не ниже 2400 °C (1700:0,7« «2430 °C). При этом следует иметь в виду, что для обеспечения полноты сгорания воздух для сжигания топлива подают с некоторым избытком, равным обычно 10-20 % (так называемый "коэффициент избытка воздуха" а = 1,1*1,2).
Калориметрическая температура горения доменного газа низка (~ 2250 °C), температура факела нагретого доменного газа в горячем воздухе ниже 1600 °C, следовательно, 358
нагреть ванну до нужной температуры при отоплении мартеновской печи одним только доменным газом невозможно. Повысить температуру можно, заменяя воздух кислородом.
Обычно доменный газ применяют в качестве топлива для мартеновских печей только в смеси с другими, более калорийными видами топлива (коксовым газом, мазутом, природным газом).
Наиболее распространены в качестве топлива для мартеновских печей природный газ, мазут и смешанный газ (смесь коксового и доменного газов).
Смешанный газ содержит, %: 16—20 СО, 7—9 СО2, 20—30 Hj, 8—12 СН4, 30—40 N2; состав газа и его теплота сгорания меняются в зависимости от соотношения долей, входящих в состав смеси доменного и коксового газов. Для улучшения светимости факела к смешанному газу обычно добавляют небольшое количество карбюратора (мазута или смолы). Калориметрическая температура горения нагретого смешанного газа в нагретом воздухе составляет около 2600 °C, что обеспечивает получение высокотемпературного факела.
Смешанным газом отапливают печи заводов, имеющих в своем составе доменный и коксохимический цехи. В тех случаях, когда доменного и коксового газов для отопления всех мартеновских и других печей завода не хватает, используют природный газ и мазут.
Природным газом или мазутом отапливают также печи заводов, в составе которых нет доменных и коксохимических цехов. Мазут — первоклассное топливо для мартеновских печей, он дает яркосветящийся настильный высокотемпературный факел (калориметрическая температура горения мазута 2650 °C). Обычно мазут содержит 83—85 % С и 10—11 % Н2, остальное — влага, зола и сера. Содержание серы в мартеновских мазутах колеблется в пределах 0,5—0,7 %. Сернистые мазуты (3 % S и более) в мартеновском производстве применяют редко, так как сера из топлива переходит в металл и ухудшает его качество.
Перед подачей к форсункам мазут нагревают до 70—80 °C. Распыление мазута осуществляют сжатым воздухом, подаваемым под избыточным давлением 0,5-0,7 МПа, или перегретым до 300—350 °C паром под избыточным давлением 1,1—1,2 МПа.
По мере развития газовой промышленности большое число печей в нашей стране было переведено на отопление природ
359
ным газом. Природные газы основных месторождений СНГ примерно на 95 % состоят из метана СН4. Факел природного газа малосветящийся, и для повышения его светимости одновременно с газом в печь вводят некоторое количество (до 30—40 %) мазута. Добавка мазута не только повышает светимость факела, но и утяжеляет его, деЛает факел более настильным.
Повышать светимость факела пламени природного газа можно также конвертированием, нагревая часть его при недостатке воздуха. Метан при нагревании разлагается ("реформируется") с выделением большого количества сажистых частиц (СН4 = С + 2Н2), что обеспечивает получение светящегося факела.
Природный газ — "удобное" топливо: не содержит ядовитых веществ, вредных примесей, дешев, легко транспортируется. Ряд мартеновских печей оборудован газо-кислородными горелками, при помощи которых газ вводят в печь через свод, и высокотемпературный факел природного газа, горящего в кислороде, направляют непосредственно на шихту. Скорость плавления шихты при этом значительно возрастает.
Рис 109 500-т мартеновская печь, работающая на высококалорийном топливе
360
Калориметрическая температура горения холодных мазута и природного газа в нагретом воздухе составляет 2600— 2650 °C.
Таким образом, такие высококалорийные виды топлива, как мазут и природный газ, дают высокотемпературный факел без подогрева топлива (но с подогревом воздуха).
Вид топлива, следовательно, оказывает влияние на конструкцию печи, которая при отоплении высококалорийным топливом становится значительно проще: вместо двух пар регенераторов (для подогрева газа и воздуха) достаточно иметь только одну пару регенераторов (для подогрева воздуха), соответственно вдвое уменьшается число шлаковиков, отсутствуют газовые вертикальные каналы, упрощается конструкция головки и система перекидки клапанов, легче осуществить автоматизацию печи (рис. 109).
§ 3. ОБЩАЯ ХАРАКТЕРИСТИКА МАРТЕНОВСКОГО ПРОЦЕССА
1. Разновидности процесса
В мартеновских печах можно переплавлять в сталь чугун и скрап любого состава и в любой пропорции.
В зависимости от состава шихты мартеновский процесс делят на несколько разновидностей:
1. Скрап-процесс — процесс, при котором основной составной частью шихты является стальной скрап. Скрап-процесс обычно применяют в цехах металлургических и машиностроительных заводов, в составе которых нет доменных печей и которые расположены в крупных промышленных центрах, где много металлолома.
Кроме скрапа, в шихту загружают некоторое количество (25—45 %) чугуна.
2. Скрап-рудный процесс — передел в мартеновских печах шихты, твердая составляющая которой — скрап и железная руда. Основная масса шихты (55—75 %) — жидкий чугун. Когда металлическая шихта на 100 % состоит из жидкого чугуна (скрапа нет), а в печь в твердом виде заваливают только железную руду, процесс называют рудным.
В зависимости от состава шлака и материала пода мартеновский процесс может быть "основным" и "кислым".
361
2. Особенности технологии мартеновской плавки
Технология плавки стали в мартеновских печах имеет ряд особенностей:
1. Окислительный характер газовой фазы печи. Через рабочее пространство мартеновской печи над ванной проходит огромное количество газа. Если учесть, например, что на 1 т стали в 500-т печи расходуется ~ 4200 МДж, то при отоплении печи смесью коксового и доменного газов с теплотой сгорания 8,4МДж/м3 потребуется на плавку газа 500 • 4200/8,4 = 250000 м3. На 1 м3 газа при а = 1,15+1,20 расходуется ~ 2м3 воздуха и образуется ~ 3 м3 продуктов сгорания. Следовательно, за плавку через рабочее пространство печи пройдет 250000 • 3 = 750000 м3 продуктов сгорания. Продолжительность плавки в 500-т печи составляет 7—10 ч, т.е. из рабочего пространства печи вылетает за 1ч 75000—100000 м3 продуктов сгорания (расчет ведут на объем газов в холодном состоянии). Если учесть расширение газов при нагреве (до 1700 °C примерно в семь раз), то можно представить, с какой скоростью печные газы проносятся над ванной. Газы имеют в своем составе углеродсодержащие и водородсодержащие соединения (СО, различные углеводороды, сажистые частички углерода, некоторое количество СО2, а также и О2, так как воздух для горения подают с избытком). При горении углерод- и водородсодержащих соединений образуются СО2 и Н2О. Следовательно, продукты сгорания любого топлива содержат кислород, окислительные газы СО2 и Н2О и некоторое количество азота N2. Таким образом, характер атмосферы мартеновской печи во все периоды плавки окислительный, и парциальное давление кислорода в атмосфере почти всегда велико. За плавку ванна поглощает 1—3 % кислорода от массы металла. Этот кислород расходуется в основном на окисление примесей, часть его расходуется на окисление железа.
2. Тепло к ванне поступает сверху, поэтому температура шлака выше, чем металла, и по глубине ванны имеет место различие температур металла. Толщина шлака в мартеновских печах колеблется в пределах от 50 до 500 мм, глубина ванны металла — от 500 до 1500 мм (в зависимости от вместимости конструкции печи). Выравниванию температуры по глубине ванны способствуют пузыри СО, выделяющиеся в резуль-362
тате окисления углерода, и, как следствие, кипение ванны. При отсутствии кипения мог бы происходить перегрев верхних слоев ванны и недостаточный нагрев нижних. Однако, несмотря на кипение ванны, некоторый перепад температур по глубине ванны сохраняется, особенно между шлаком и металлом. В начале кипения этот перепад составляет 70—100 °C, а в конце 20—50 °C. По длине печи температура металла также неодинакова. Под факелом температура металла несколько выше, чем у отводящей головки.
3. Участие пода печи в протекающих процессах. В отличие от плавки в конвертерах, которая продолжается всего 15—30 мин, плавка в мартеновской печи продолжается несколько часов, поэтому влияние взаимодействия металла с подиной оказывается очень ощутимым. Подробно этот вопрос будет рассмотрен ниже.
4. Четвертая особенность технологии мартеновской плавки заключается в том, что жидкий металл все время находится под слоем шлака (шлак примерно вдвое легче металла). Практически все вводимые в печь добавки попадают на шлак или проходят в металл через шлак. Кислород из атмосферы печи в металл переходит также через шлак. Если учесть, что тепло от факела к металлу также передается через шлак, то становится понятной огромная роль шлака в мартеновском процессе. По существу руководство ходом плавки заключается в том, что меняют состав, температуру и консистенцию шлака и таким образом добиваются получения металла нужного состава и качества.
3. Шлакообразование и роль шлака в мартеновском процессе
Основные источники образования шлака следующие:
1) продукты окисления примесей чугуна и скрапа — кремния, марганца, фосфора, хрома и др., т.е. SiO2, МпО, Р2О5, Сг2О3 и др.;
2) продукты разъедания футеровки агрегата — MgO и СаО в основных печах и SiO2 в кислых;
3) загрязнения, внесенные шихтой (песок, глина и др.), т.е. SiO2, Д12О3; во время заливки жидкого чугуна, хранившегося в миксере, в ковш, а затем в мартеновскую печь попадает некоторое количество миксерного шлака, состояще-
363
го (%) из 18-35 SiO2; 2,5-5,0 А12О3; 3,0-7,0 СаО; 7-2,5 FeO; 17-40 МпО; 7-32 MnS;
4) ржавчина, покрывающая скрап, т.е. Fe3O4, Fe2O3, FeO;
5) добавочные материалы (известняк, известь, железная руда, агломерат, марганцевая руда и др.) — СаО, Fe2O3, МпО, SiO2, А12О3 и др.
Таким образом, основная масса мартеновского шлака состоит из следующих окислов: СаО, SiO2, FeO, Fe2O3, МпО, А12О3, MgO, причем СаО, MgO, FeO, МпО — основные окислы, a SiO2, Р2О5 — кислотные.
В каждом конкретном случае приходится учитывать большую или меньшую степень влияния того или иного из перечисленных окислов. Для характеристики состава основного шлака пользуются величиной отношения концентраций в нем основных окислов к кислотным: чаще используют более простое выражение (CaO)/(SiO2). Эту величину называют основностью шлака. Шлаки, в которых величины (CaO)/(SiO2) < 1,5, называют низкоосновными, для шлаков средней основности (CaO)/(SiO2) = 1,6*2,5 и для высокоосновных шлаков (CaO)/(SiO2) > 2,5. Кислый шлак более чем наполовину состоит из кислотных окислов (кремнезема). Характеристикой кислых шлаков может служить отношение (SiO2)/(FeO) + (МпО) или (SiO2)/(FeO) + (МпО) + (СаО), которое называют кислотностью шлака.
Как уже отмечалось, металл в процессе плавки взаимодействует со шлаком; количество и состав шлака, температура, жидкоподвижность и другие его параметры оказывают огромное, а во многих случаях и решающее влияние на процесс плавки и качество металла. В мартеновской печи шлак должен обеспечивать в одни периоды плавки интенсивный переход кислорода из атмосферы печи через шлак в металл, а в другие — предохранять металл от окисления. Одновременно шлак должен препятствовать процессам насыщения металла азотом и водородом.
Удаление из металла вредных примесей — серы и фосфора (процессы, протекающие в значительной степени на границе раздела шлак—металл) — заключается в переводе этих элементов в шлак и создании условий, препятствующих их обратному переходу из шлака в металл. Изменяя состав шлака, его количество и температуру, можно добиться увеличе-364
ния или уменьшения содержания в металле марганца, кремния, хрома и других элементов.
§ 4. ОСНОВНОЙ МАРТЕНОВСКИЙ ПРОЦЕСС И ЕГО РАЗНОВИДНОСТИ
В основной мартеновской печи можно переплавлять чугун и скрап любого состава и в любой пропорции и получать при этом качественную сталь любого состава (кроме высоколегированных сталей и сплавов, которые получают в электропечах). Состав применяемой металлической шихты зависит от состава чугуна и скрапа и от расхода чугуна и скрапа на 1 т стали. Соотношение между расходом чугуна и скрапа зависит от многих условий.
Обычно на 1 т мартеновской стали в среднем расходуется 575—585 кг чугуна и 490—515 кг стального лома. Однако для отдельных заводов эти цифры значительно отличаются; расход чугуна на 1т стали колеблется от 300—400 кг для заводов, не имеющих доменных цехов, до 550—700 кг (остальное лом) для заводов с полным металлургическим циклом.
Из общего количества переплавляемого в мартеновских печах нашей страны стального лома около половины приходится на оборотный лом, т.е. на отходы сталеплавильных и прокатных цехов завода (обрезь при прокате, брак, отходы по разливке и др.), и около половины — на лом, который заготовляют специализированные организации. Состав оборотного лома известен, что же касается так называемого лома "покупного", то его состав практически не известен, что, конечно, затрудняет работу мастера-сталевара, особенно при производстве качественного металла.
Практически в стали любой марки содержится некоторое количество углерода, марганца, серы, фосфора, во многих случаях также кремния. Соответственно эти же элементы содержатся и в отходах, которые идут на переплавку в мартеновские печи. В отходах легированных и высоколегированных сталей содержится значительное количество хрома, никеля, кремния, марганца, меди и других элементов. Таким образом, мартеновская шихта, кроме железа, практически всегда содержит еще то или иное количество углерода, кремния, марганца, серы, фосфора, меди, никеля и других примесей.
365
Основные реакции
Кремний, марганец, фосфор и углерод характеризуются ббль-шим сродством к кислороду, чем железо; эти примеси в условиях мартеновской плавки окисляются. Медь и никель характеризуются меньшим сродством к кислороду, чем железо, и они в условиях мартеновской плавки не окисляются.
Окисление кремния. Из перечисленных элементов наибольшим сродством к кислороду отличается кремний; он окисляется в основной мартеновской печи почти полностью еще во время плавления в результате взаимодействия с кислородом атмосферы по реакции [Si] + О2Газ = (SiO2) или с окислами железа шлака по реакции [Si] + 2(FeO) = (SiO2) + + 2Fex. Параллельно с окислением кремния происходит образование силикатов железа (FeO)2 * SiO2, являющихся составной частью первичного шлака. Окисление кремния и образование силикатов сопровождается выделением тепла, что ускоряет процесс плавления металла. В основном процессе реакция окисления кремния практически необратима, так как по мере растворения извести в шлаке происходит образование прочных силикатов кальция, протекающее по реакции (FeO)2 • SiO2 + 2(СаО) = (СаО)2 • SiO2 + 2(FeO), и активность (SiO2) становится ничтожно малой.
Окисление и восстановление марганца. Марганец (как и кремний) легко окисляется, взаимодействуя с кислородом атмосферы и с окислением железа шлака:
[Мп] + 1/2О2газ = (МпО); [Мп] + (FeO) = (MnO) + Fex.
При окислении марганца также выделяется тепло. Однако реакция окисления марганца в основной печи протекает не до конца. При повышении температуры может протекать обратная реакция — восстановление марганца из шлака.
При высоких температурах марганец может восстанавливаться углеродом или железом:
(МпО) + [С] = [Мп] + СОгаз; (MnO) + Fex
= [Мп] + (FeO).
Чем выше температура, тем более благоприятными оказываются условия для восстановления марганца.
Практически всегда в конце плавки, если температура ванны достаточно высока, марганец восстанавливается из 366
шлака. Поэтому его называют иногда "пирометром" мартеновского процесса: если плавка идет горячо, концентрация марганца в металле постепенно возрастает, если же концентрация марганца понижается, то это говорит о том, что ванна становится холодной и возможно возникновение брака.
Окисление фосфора. Одновременно с кремнием и марганцем в мартеновской печи в начале плавки энергично окисляется фосфор. Для сталей большинства марок фосфор является вредной примесью, так как он ухудшает пластические свойства стали, повышает ее хрупкость (особенно при низких температурах), поэтому наиболее полному удалению его из металла уделяется особое внимание.
Удаление фосфора из металла в мартеновской печи схематично (условно) можно представить себе в следующей последовательности:
2[Р] + 5(FeO) = (Р2О5) + 5Реж;
Р2О5 + 3(FeO) = (FeO)3 • Р2О5;
(FeO)3 • Р2О5 + 4(СаО) = (СаО)4 • Р2О5 + 3(FeO)
2 [Р] + 5(FeO) + 4(СаО) = (СаО)4 • Р2О5 + 5Реж
Как отмечалось ранее, для успешного протекания процесса дефосфорации необходимо, чтобы обеспечивались:
1) наличие железисто-известкового шлака;
2) умеренные температуры;
3) минимум фосфора в шлаке и минимальная активность его соединений в шлаке.
Практически фосфор стремятся удалить из металла во время периода плавления и первой половины периода кипения, т.е. тогда, когда металл еще сильно не нагрелся. Для создания железистоизвесткового шлака присаживают железную руду (или окалину, или агломерат) и известь или известняк. Для уменьшения активности соединений фосфора в шлаке стремятся, чтобы шлак был высокоосновным, тогда фосфор находится в виде прочного соединения типа (СаО)4 • Р2О5; во многих случаях для целей дефосфорации проводят скачивание шлака, после чего наводят новый шлак. Если в результате такой операции фосфор удалился недостаточно, операцию скачивания и смены шлака повторяют дважды и трижды. Обычно для удаления фосфора до 0,010—0,015 % достаточно однократного скачивания шлака, но если фосфора в
367
шихте много, то однократное скачивание шлака оказывается недостаточным.
Скачивание шлака — операция сложная, многократное же скачивание шлака из мартеновской печи очень затруднительно, поэтому высокофосфористую шихту предпочитают перерабатывать в качающихся мартеновских печах.
В отличие от обычных стационарных печей рабочее пространство качающихся печей можно поворачивать относительно продольной оси. Печь можно наклонять в сторону выпускного отверстия примерно на 30—35° и в сторону печного пролета (в сторону передней стенки) на 15°, что значительно облегчает скачивание шлака. Головки печи неподвижны, между неподвижными головками и "качающимся" рабочим пространством оставляют зазор, размеры которого- должны быть очень малыми. Однако мартеновская печь, вмещающая несколько сотен тонн металла, — агрегат очень громоздкий и зазор на практике получается довольно значительным.
Через зазор подсасывается холодный воздух, что приводит к увеличению расхода топлива и удлинению плавки. Кроме того, стойкость огнеупоров качающихся печей ниже, чем стационарных. Поэтому качающиеся печи строят тогда, когда применение стационарных печей или затруднено, или невозможно. К таким случаям прежде всего относится передел высокофосфористых чугунов, т.е. такой случай, когда для получения качественной стали с низким содержанием фосфора необходимо многократно скачивать шлак.
Удаление серы. Как указывалось выше, для успешного удаления серы из металла в шлак необходимы следующие условия: 1) высокая основность шлака, достигаемая подсадками извести; 2) невысокая концентрация оксидов железа в шлаке; 3) высокая температура; 4) увеличение поверхности раздела шлак—металл, достигаемое усилением перемешивания ванны; 5) низкая концентрация серы в шлаке, достигаемая скачиванием шлака и наведением нового или увеличением количества шлака в печи.
Вследствие высокого содержания в мартеновских шлаках оксидов железа процесс десульфурации приобретает ограниченное развитие. Коэффициент распределения серы т/ = S = (S)/[S] очень невелик и составляет обычно 3—10. При обычной шихте получение в готовой стали менее 0,040 % S
368
(требование ГОСТа для большинства марок) особых трудностей не представляет. Однако получение очень низких концентраций серы в ряде случаев затруднительно. В связи с этим при выплавке стали с особо низким содержанием серы операцию удаления серы переносят в ковш (см. раздел "Внепечная обработка стали").
Особое внимание следует обращать на содержание серы в топливе, так как при большом ее количестве возможно обогащение металла серой. Применяемый для отопления коксовый газ обязательно подвергают сероочистке. Допустимое содержание серы в нем не должно превышать 2 г/м3. Мазут для отопления мартеновских печей применяют низкосернистый. Наиболее чистым (по содержанию серы) топливом является природный газ.
Окисление углерода и кипение мартеновской ванны. Следует обратить внимание на то, что реакции удаления вредных примесей, как и вообще почти все реакции, происходящие в мартеновской ванне, протекают на границе металл—шлак, следовательно, величина поверхности соприкосновения металла со шлаком имеет большое значение. Поверхность раздела металл—шлак резко возрастает при кипении металла. Эффект кипения, как упоминалось выше, создается в результате протекания реакции окисления растворенного в металле углерода и выделения образующегося при этом оксида углерода СО. Эту реакцию часто считают основной реакцией мартеновского процесса. Это обусловлено тем, что в результате протекания реакции обезуглероживания и сопровождающего ее эффекта кипения выравниваются химический состав ванны и температура металла, удаляются содержащиеся в металле газы, облегчается процесс всплывания и ассимиляции шлаком неметаллических включений, увеличивается поверхность соприкосновения металла со шлаком и тем самым облегчаются условия удаления из металла вредных примесей — фосфора и серы. Таким образом, ведение мартеновского процесса без реакции окисления углерода и "кипения" невозможно.
В сталях, выплавляемых в мартеновских печах, содержится (в зависимости от марки стали) обычно от 0,05 до 1 % С. В шихте содержание углерода выше. Почему?
Во всех случаях необходимо, чтобы ванна содержала углерода больше, чем требуется в готовом металле. Это
369
нужно для того, чтобы избыточный углерод во время плавки окислялся и ванна "кипела". Углерод, растворенный в металле, окисляется растворенным в металле кислородом.
Процесс этот можно представить в следующей последовательности:
1. Кислород из шлака переходит в металл (этот процесс включает диффузию кислорода в шлаке, переход кислорода через межфазную границу шлак—металл и диффузию кислорода в металле к месту реакции).
2. Кислород и углерод взаимодействуют в металле по реакции [О] + [С] —► [СО].
3. Выделяются пузырьки оксида углерода [СО] —► СОгаз.
Химическая реакция образования СО при высоких температурах сталеварения происходит практически мгновенно. Следовательно, скорость процесса окисления углерода может лимитироваться или первым звеном — подводом к месту реакции реагента (кислорода или углерода), или последним звеном — выделением пузырька СО в газовую фазу.
Процесс перехода кислорода из шлака в металл принято выражать следующим образом:
(FeO) —► Fex + [О] или условно (FeO) —* [FeO].
На рис. 110 показана схема передачи кислорода из газовой фазы через шлак в металл. Образующий на поверхности шлак—газ оксид железа Fe2O3, диффундируя через шлак, реагирует с жидким железом на поверхности шлак—металл, восстанавливаясь до FeO и обогащая шлак этим окислом, который в свою очередь передает кислород металлу. Реакции окисления примесей могут проходить в металле и на границе
Газ 02(шо) 2H2*02 —2Н20~ ZC0 + 02—2C02 Поверхность раздела
Дым газы
2Н2+02 —2Нг0 2С0+02*2С02 Газ-шлак
Vzflz*2FeO—РегО3 H20*ZFeO*Fe203*H2 C02*2Fe0*Fe2O3*C0
лак
Шлак-металл
Поверхность раздела
Металл
3FeO—Fe203+Fe | Й+С-*- +C0 4 [o]+Mn —+ MnO
^+Si-* + SiO2
Рис 110 Схема передачи кислорода из газовой фазы в металл
370
шлак—металл. Скорость передачи кислорода из атмосферы через шлак металлу невелика и во многих случаях не удовлетворяет требованиям сталеплавильщиков. Для повышения скорости доставки кислорода осуществляют присадки железной руды (окалины, агломерата) или продувают ванну кислородом.
Реакция (FeO) + [С] = Fex + СОгаз протекает с поглощением тепла; во избежание охлаждения металла необходимо ограничивать интенсивность присадок железной руды или других материалов.
Реакция 1/2О2газ + [С] = СОгаз протекает с выделением тепла и интенсивность питания ванны кислородом может быть очень велика. Повышение температуры во всех случаях способствует протеканию реакции окисления углерода.
Таким образом, чем выше температура металла и чем лучше питание ванны кислородом, тем интенсивнее развивается реакция окисления углерода.
Вторым лимитирующим звеном в развитии реакции обезуглероживания может быть в определенных условиях выделение СО в газовую фазу.
Чтобы образовавшийся в металлической ванне пузырек оксида углерода выделился в газовую фазу, он должен преодолеть давление столба металла р и шлака р1ПЛ над ним, Me
давление газовой атмосферы ратм в печи, а также преодолеть силы сцепления частиц жидкости (силы поверхностного натяжения) рп н = 2сг/г, где o' — поверхностное натяжение, Н/м; г — радиус пузырька, см.
В общем случае давление рвыд выделения пузырька СО
Рвыд ^шл + Рати + Рп н-
Когда радиус пузырька велик, величина рпн очень мала. В тех случаях, когда зарождающийся пузырек газа СО имеет бесконечно малые размеры, давление, необходимое для преодоления сил поверхностного натяжения, становится величиной очень большой. На основании современных физико-химических представлений о поверхностных явлениях в жидкостях можно считать, что зарождение новой фазы (в данном случае пузырьков СО) в объеме гомогенной жидкой металлической ванны маловероятно. Зарождение новой фазы облегчается при нарушении сплошности металла при наличии каких-
371
то поверхностей, полостей, пузырей, например при наличии шероховатой, плохо смачиваемой жидкостью твердой поверхности. Такой поверхностью служит под. Поверхностные слои пода печи принимают активное участие в процессе обезуглероживания металла. Тысячи пузырьков СО, выделяясь на границе металл—под, пронизывают толщу мартеновской ванны, вызывая ее кипение, пузырьки СО могут выделяться также на границе металл—газовый пузырь.
К началу завалки шихты поверхностные слои пода насыщены оксидами железа. Насыщение происходит вследствие омывания пода шлаком при выпуске плавки и главным образом вследствие воздействия окислительной атмосферы печи на остающийся после выпуска плавки на подине металл. Во время плавки поверхностные слои пода принимают активное участие в процессах окисления примесей, в результате содержащиеся в поверхностных слоях оксиды железа восстанавливаются и на поверхности образуются поры диаметром 1—2 мм.
На шероховатой поверхности пода печи создаются благоприятные условия для образования и выделения пузырьков СО, т.е. она становится местом преимущественного протекания реакции окисления углерода. Образовавшиеся на подине пузырьки окиси углерода перемешивают ванну, выравнивают ее состав, облегчают протекание процессов передачи тепла сверху к нижним слоям, увеличивают поверхность соприкосновения шлака с металлом.
Таким образом, роль пода в мартеновском процессе, как уже говорилось выше, очень велика. По этой причине мартеновские печи делают с длинной, но неглубокой ванной, стремясь обеспечить при данной емкости печи возможно большую площадь пода.
Например, длина ванны современной 900-т мартеновской печи составляет 25 м, ширина 6,4 м (площадь пода 160 м2), а максимальная глубина ванны (в середине печи) — всего около 1,3 м.
Количество окиси углерода, проходящей через металл при кипении ванны, огромно. Обычно скорость окисления углерода в период кипения колеблется в зависимости от емкости печи от 0,2 до 0,8 % С/ч.
При скорости окисления углерода 0,2% С/ч в 900-т печи за 1 мин выгорает 0,2 • 900/(60 • 100) = 0,03 т, или 30 кг углерода.
372
При окислении 30 кг углерода образуется 30 • 28/12 = = 70 кг СО, или 70 • 22,4/28 = 56 м3 СО.
Объем металла в ванне 900-т печи равен примерно 130 м3. Если учесть увеличение объема СО при нагреве до 1600 °C (примерно в семь раз), то окажется, что каждую минуту через ванну проходит количество газов, превышающее в несколько раз объем металла (в данном случае примерно в три раза).
Дегазация металла
Кипение металла облегчает также протекает процессов его дегазации и всплывания неметаллических включений.
Мартеновская сталь всегда содержит некоторое количество кислорода, азота, водорода. Это обусловлено тем, что в ходе плавки газовая атмосфера воздействует на металл и шлак, в результате чего некоторое количество кислорода, водорода и азота из газовой атмосферы поглощается металлом. Кроме того, определенное количество кислорода (в виде окислов), водорода и азота вносится с шихтовыми материалами. Кипение металла в мартеновской печи оказывает большое влияние на уменьшение газонасыщенности стали.
Содержание кислорода в металле при "закипании" ванны снижается и поддерживается на уровне, соответствующем содержанию в нем углерода. До тех пор, пока в мартеновской ванне происходит процесс кипения, вызываемый протеканием реакции окисления углерода, металл не будет переокислен, так как поступающий в Металл кислород будет немедленно удаляться в результате протекания реакции [С] + + [О] ~^СОгаз.
Пузырьки оксида углерода, уносящие кислород, очищают металл также от азота и водорода. Во время энергичного кипения ванна пронизана пузырьками СО. Парциальные давления азота и водорода в пузырьках СО равны нулю, вследствие чего растворенные в металле азот и водород стремятся продиффундировать в поднимающиеся пузырьки СО и вместе с ними уносятся в рабочее пространство печи. Перемешивание металла облегчает этот процесс.
Описанная схема дегазации мартеновской печи является несколько условной. В действительности очищение металла мартеновской ванны от газов, парциальное давление которых в атмосфере печи велико, происходит по сложным законам и
373
зависит главным образом от результирующей одновременно протекающих процессов газонасыщения и газоудаления.
Ясно только, что если по каким-то причинам реакция обезуглероживания и соответственно кипение ванны замедлились бы или приостановились, то немедленно начала бы повышаться концентрация газов в металле. При отсутствии кипения получить металл в мартеновской печи с малым содержанием газов невозможно. Обычно в мартеновской стали содержится 0,003—0,005 % N, т.е. меньше, чем обычно его содержится в бессемеровском и томасовском металлах (а также в металле из дуговых электропечей), поэтому азот не представляет существенной опасности для качества мартеновской стали.
Концентрация водорода колеблется в более широких пределах — от 0,0003 и до 0,0006 %, или от 3—4 до 6—7 см3 на 100 г металла.
Содержание водорода, превышающее 5—6 см3 на 100 г металла, уже заметно сказывается на качестве стали. Флокеночувствительные марки стали приходится длительное время выдерживать в специальных устройствах в нагретом состоянии, чтобы часть водорода выделить из металла.
Удаление неметаллических включений
Кипение металла облегчает также процесс всплывания и ассимиляции в шлаке неметаллических включений.
Основные источники неметаллических включений в мартеновской стали следующие: а) шихтовые материалы — чугун, скрап; б) огнеупорная футеровка печи, желоба, ковша, которая вымывается в результате механического воздействия металла; в) шлак, частички которого запутываются в металле при выпуске плавки из печи; г) взаимодействие металла со шлаком (например, переход кислорода или серы из шлака в металл) или введение в металл раскислителей или легирующих элементов, а также выделение включений из металла при кристаллизации стали в результате уменьшения их растворимости при понижении температуры. Практика показывает, что последняя причина в большинстве случаев является основным источником неметаллических включений в мартеновской стали.
При плохом состоянии футеровки агрегата, ковша, желоба и других участков печи количество внесенных ими включений 374
также становится значительным. Эти включения можно легко отличить под микроскопом по их относительно большим размерам и форме. Включений, вносимых шихтой, обычно немного; они сравнительно легко удаляются во время плавки.
При кипении ванны поднимающиеся пузырьки СО увлекают с собой неметаллические включения, существенно ускоряя процессы их укрупнения и всплывания; при этом поверхность раздела металл—шлак возрастает, условия контакта всплывающих включений со шлаком облегчаются.
Ход плавки при основном мартеновском процессе
Ход мартеновской плавки в значительной степени зависит от состава шихты и марки стали.
Ход плавки при скрап-процессе. В составе мартеновской шихты при скрап-процессе мало чугуна и много скрапа. Соотношение между количеством заваливаемого скрапа и чугуна определяется составом чугуна и скрапа, окислительной способностью печи и маркой выплавляемой стали. Как уже говорилось, для получения качественной стали необходимо, чтобы металл в печи некоторое время "кипел". Эффект кипения вызывает реакция окисления углерода, и металл в начале периода доводки и кипения (в момент расплавления) должен содержать углерода значительно больше, чем в конце этого периода, перед выпуском плавки. Обычно в зависимости от марки стали, емкости печи и других условий избыточная величина содержания углерода составляет 0,4—0,8 %. Например, если нужно выплавить сталь, содержащую 0,4 % С, необходимо, чтобы при расплавлении содержание углерода в ней составляло 0,9 %. Избыток углерода, характеризуемый величиной 0,9—0,4 = 0,5 % С, выгорит за период доводки. За это время металл нагревается, газы и включения удаляются, произойдут дефосфорация, десульфурация и другие процессы.
Необходимое количество углерода поступает в шихту обычно с чугуном; лишь в исключительных случаях, когда чугуна нет или он очень дорог, углерод вводят с карбюраторами (углем, коксом, электродным боем и др.). В этом случае процесс называют "карбюраторным".
Периоду кипения предшествуют периоды завалки и плавления шихты. Во время завалки и плавления углерод шихты тоже окисляется, причем величина угара зависит от многих
375
факторов: продолжительности завалки и плавления, окисленности скрапа, содержания кремния и марганца в чугуне и др. Например, если в чугуне много кремния, то угар углерода будет меньше. Обычно угар углерода за время завалки и плавления составляет 30—40%. Зная на основании опытных данных величину угара углерода, можно в каждом конкретном случае подсчитать требуемое количество чугуна для завалки.
Например, для выплавки стали 40 (0,40% С) необходимо, чтобы при расплавлении было около 0,90% С. Если принять, что за время завалки и плавления угорает 35 % углерода шихты, то, чтобы при расплавлении было 0,90 % С, необходимо, чтобы шихта содержала 0,90 : 0,65 = 1,385 % С.
Если принять, что в чугуне 4 % С, а в скрапе 0,3 % С, и обозначить количество чугуна через х, а количество скрапа (100—х), то получим 4,Ох + 0,3(100—х) = 1,385 • • 100, откуда х = 29,4.
Таким образом, для выплавки стали марки 40 необходимо, чтобы при данных условиях шихта содержала 29,4% чугуна и 70,4 % скрапа. Обычно содержание чугуна в шихте при скрап-процессе в зависимости от заданной марки стали колеблется от 25 до 40 % от массы металлической шихты.
Применяемый при скрап-процессе чушковый чугун содержит Si и Мп. Тепло экзотермических реакций окисления примесей (Si и Мп) составляет при скрап-процессе 7—9 % от общего прихода тепла в рабочем пространстве печи. Кремний и марганец, находящиеся в шихте в значительных количествах, предохраняют в известной степени от окисления железо и углерод, позволяя, таким образом, вести процесс с меньшим содержанием чугуна в шихте.
В мартеновской печи при скрап-процессе чугун обычно поступает в цех в твердом состоянии — в "чушках". В большинстве случаев завалку производят следующим образом: вначале заваливают железный скрап, затем чугун. Капельки чугуна, расплавляющегося под воздействием факела, стекая вниз, передают тепло нижним слоям шихты и науглероживают скрап, снижая тем самым температуру его плавления. В конце концов наступает момент, когда вся металлическая шихта расплавляется и начинается энергичное окисление находящегося в металле углерода: начинается период доводки и кипения. К этому моменту ванна оказывается покрытой шлаком.
376
Для удаления фосфора и серы основность шлака должна быть достаточно высокой. С этой целью в шихту основной мартеновской плавки вводят известняк (СаСО3) или известь (СаО). Расход известняка (или извести) на завалку зависит от состава шихты и требований, предъявляемых к составу шлака после расплавления. Например, если шихта 100-т печи состоит из 40 т чугуна, содержащего 1,5 % Si, и 60 т скрапа, содержащего 0,25 % Si, то всего кремния в шихте будет (40/100) • 1,5 + (60/100) • 0,25 = 0,75 т. Во время завалки и плавления кремний шихты окисляется практически полностью. В данном случае образуется 0,75 • (60/28) = = 1,61т SiO2.
Для получения шлака (после расплавления ванны) с основностью (Ca0)/(SiO2), равной 2,2, необходимо ввести 1,61 • 2,2 = 3,54 т СаО. Если принять, что в известняке содержится около 50% СаО, то в данном случае необходимо завалить в печь 3,54 : 0,50 = 7,08 т известняка.
Если в шихте находится повышенное количество фосфора или пустой породы и других посторонних примесей, содержащих кремний или кремнезем, то расход известняка (или извести) соответственно возрастает. Обычно расход известняка при скрап-процессе составляет 5—10 % от массы металлической шихты.
Известняк заваливают в нижние слои шихты вперемежку со скрапом. При нагревании СаСО3 разлагается по реакции СаСО3 —*СаО+СО2. СаО переходит в шлак, а пузырьки СО2 участвуют в процессе перемешивания ванны. Кроме того, пузырьки СО2, проходя через расплавляющуюся ванну, участвуют также в процессе окисления углерода: СО2 + [С] = 2СО.
Известняк — материал малотеплопроводный. Процесс разложения известняка длительный, поэтому часто вместо известняка в печь заваливают свежеобожженную известь. При этом ускоряется шлакообразование, сокращается расход тепла, уменьшается расход чугуна. Применяемая в мартеновских цехах известь содержит обычно 70—85 % СаО. Расход извести на завалку составляет 4—8 % от массы металлической шихты. Существенным недостатком свежеобожженной извести является необходимость ее немедленного использования. Даже при непродолжительном хранении известь начинает реагировать с влагой воздуха, что сопровождается образованием так называемой гашеной извести Са(ОН)2.
377
При длительном хранении "гасится” значительная часть извести и она при этом рассыпается в порошок. Такую известь называют "пушонкой". Использование ее в мартеновской печи нежелательно, так как при завалке ее в печь значительная часть уносится продуктами сгорания в шлаковики и регенераторы и, кроме того, такая известь несет с собой значительное количество водорода. Если нельзя употреблять свежеобожженную известь, то следует применять известняк, так как он не гигроскопичен.
Таким образом, при скрап-процессе шихта обычно состоит из скрапа, твердого чушкового чугуна и известняка (или извести). Расход чугуна определяется необходимостью иметь при расплавлении определенное содержание углерода, а расход известняка — определенную основность шлака.
Во время завалки и плавления окисляются часть углерода шихты, весь кремний и значительная часть марганца. Кроме того, за это же время окисляется некоторое количество железа. Оксиды железа, кремния и марганца вместе со всплывшей известью образуют основной шлак, состоящий обычно из 35-45% СаО, 20-25 % SiO2, 10-15 % FeO, 13-17 % МпО. Общее количество шлака после расплавления составляет обычно 8—10 % от массы металла. В таком основном шлаке к моменту расплавления находится и некоторое количество фосфора и серы, удаленных из металла за время плавления шихты. Продолжительность периодов завалки и плавления 5—6 ч.
Ход плавки при скрап-рудном процессе. Если в состав завода входят доменный, мартеновский и прокатные цехи, то чугун поступает в мартеновский цех в жидком состоянии. Таким образом, в рассматриваемом случае количество чугуна, поступающего в мартеновский цех, зависит от производительности доменного цеха. При проектировании завода учитывают, что доменный цех должен давать для мартеновского определенное количество жидкого чугуна — обычно 55—70 % от массы шихты. Остальные 30—45 % металла шихты составляют отходы собственного производства (обрезь проката и др.) и лом, поступающий с близлежащих металлообрабатывающих предприятий.
Содержание углерода в металле при скрап-рудном процессе регулируют не увеличением или уменьшением расхода чугуна (как при скрап-процессе), а введением в завалку большего или меньшего количества железной руды. Обычно 378
расход железной руды составляет 12-16% от массы металлической шихты. Если при том же расходе чугуна расход руды в завалку увеличить, то содержание углерода по расплавлении уменьшится, и наоборот.
Чтобы получить по расплавлении шлак нужной основности, в состав шихты при скрап-рудном процессе, так же как и при скрап-процессе, вводят известняк.
Ход плавки при скрап-рудном процессе следующий. После осмотра и ремонта пода на него с помощью завалочных машин заваливают железную руду и известняк, после некоторого прогрева подают скрап. После того как скрап нагрелся, в печь заливают чугун. Жидкий чугун проходит через слой скрапа и взаимодействует с железной рудой. Начинается интенсивное шлакообразование. Примеси чугуна энергично реагируют с окислами железа руды:
2Fe2O3 + 3[Si] = 3(SiO2) + 4Fex;
Fe2O3 + 3[Mn] = 3(MnO) + 2Fex;
5Fe2O3 + 6[P] = 3(P2O5) + 10Fex;
5Fe2O3 + 3[C] = ЗСОгаз + 2Fex.
Шлак образуется в очень большом количестве. Образующийся в результате окисления углерода оксид углерода вспенивает шлак и он начинает вытекать, "сбегать" из печи. Шлак, стекающий из печи во время плавления после заливки жидкого чугуна, называют "сбегающим" первичным шлаком. Состав этого шлака характеризуется низкой основностью и высоким содержанием FeO и МпО (если в чугуне содержится больше 1 % Мп). Железистые шлаки и пониженная температура благоприятствуют дефосфорации. Фосфор в этих шлаках находится главным образом в виде (FeO)3P2Os.
Средний состав первичного сбегающего шлака следующий, %: SiO2 20-35; А12О3 3-5; FeO 25-35; Fe2O3 3-5; СаО 12-20; MgO 5-9; МпО 15-35; Р2О5 2-4.
Как видно из приведенных данных, содержание СаО в этом шлаке невелико, поскольку известняк еще не успел достаточно прогреться; процесс его разложения и всплывания образующейся СаО в шлак только начался.
Со сбегающим шлаком из печи удаляется значительное количество нежелательных окислов SiO2 и Р2О5. К сожалению,
379
вместе со шлаком уходит также большое количество окислов железа и марганца. Поэтому в тех случаях, когда в шихте мало серы и фосфора, сбегающий шлак стараются задержать в печи и уменьшить тем самым потери металла.
Количество сбегающего шлака составляет 8—10% от массы металла (50—70 % от всего образующегося во время плавления шлака). Спуск шлака продолжается почти до полного расплавления шихты.
За период плавления полностью окисляется кремний, почти полностью марганец и большая часть углерода.
Описанные выше процессы завалки шихты, заливки чугуна и плавления протекают довольно медленно (около 70 % времени всей плавки), при этом расходуется значительное количество тепла топлива: до 80 % тепла, соответствующего общему расходу топлива на плавку. Для ускорения процесса плавления и окисления примесей вскоре после окончания заливки чугуна ванну начинают продувать кислородом.
Продувку ведут через водоохлаждаемые фурмы, опускаемые в отверстия в своде печи. Поскольку при продувке значительная часть примесей окисляется за счет вдуваемого кислорода, расход железной руды в завалку резко сокращают. При окислении железа и примесей за счет подаваемого через фурмы газообразного кислорода выделяется значительное количество тепла, металл энергично перемешивается, в то же время часть примесей окисляется за счет горячего кислорода, содержащегося в воздухе, поступающем из регенераторов. Продолжительность плавления при таком методе работы сокращается в два—три раза, соответственно уменьшается расход топлива. Обычно на продувку ванны во время плавления расходуют около 30 м3 кислорода на 1т стали. Приходится учитывать, что при продувке кислородом снижается выход металла как вследствие окисления железа, так и вследствие уменьшения расхода железной руды (часть железа руды восстанавливается и тем самым увеличивает выход металла).
Состав шлака, сформировавшегося к моменту расплавления и после него, оказывается почти таким же, как при скрап-процессе. Так получается несмотря на то, что при скрап-рудном процессе в печь загружают больше чугуна, а вместе с ним и больше кремния, марганца, фосфора и других элементов; объясняется это тем, что значительное количество
380
образующихся оксидов SiO2. МпО, Р2О5 уходит из печи со сбегающим первичным шлаком еще до полного расплавления металла.
Проведение периода кипения (доводки). Поскольку составы металла и шлака после расплавления при скрап- и скрап-рудном процессах практически не различаются, период доводки протекает в обоих случаях также одинаково. Обычно после расплавления ванны в печь подают некоторое количество железной руды или продувают ванну кислородом или сжатым воздухом.
Углерод начинает интенсивно окисляться, уровень шлака в печи несколько поднимается. Если в это время отключить подачу топлива, то давление в печи упадет и шлак вспенится и уйдет из печи в специально подготовленные шлаковые чаши. На печах малой и средней емкости шлак скачивается через среднее завалочное окно, на большегрузных печах шлак скачивается еще и через специальные отверстия в задней стенке печи. В тот момент, когда шлаковые чаши наполнятся шлаком, топливо вновь подают в печь, давление в печи возрастает, шлак оседает и перестает уходить из печи.
Всю операцию называют скачиванием шлака. Иногда для ускорения скачивания шлак сгребают с помощью гребков, помещаемых на хоботе завалочной машины. Отключать подачу топлива при этом не следует. Основность скачиваемого шлака гораздо выше, чем "сбегающего" во время плавления. Вместе со скачиваемым шлаком из печи уходят значительная часть оставшегося в ванне фосфора и некоторое количество серы.
Чтобы перевести оставшиеся в шлаке фосфор и серу в прочные соединения, наводят новый шлак присадками свеже-обожженной извести. Основность шлака CaO/SiO2 при этом возрастает до 2,5 и более. Если такой шлак оказывается чрезмерно густым и вязким, то его разжижают присадками боксита или плавикового шпата. Окислительная атмосфера печи непрерывно питает ванну кислородом, содержащийся в металле углерод окисляется, и ванна кипит. Вызываемое этим перемешивание благоприятствует передаче тепла от факела к ванне, и температура металла постепенно возрастает.
Задача мастера-сталевара заключается в том, чтобы к моменту, когда температура металла окажется достаточной
381
для выпуска, ванна хорошо прокипела, очистилась бы от га зов и неметаллических включений, в металле содержалось бы необходимое количество углерода и минимум серы и фосфора. При соблюдении всех этих требований период доводки заканчивают и металл раскисляют; если нужно, то металл легируют, а затем выпускают в ковш. Если раскислители вводят в ковш, то кипящий металл выпускают из печи без раскисления. Продолжительность периода доводки 1—3 ч.
Начиная от момента расплавления и до выпуска из печи отбирают пробы металла и шлака на анализ в экспресс-лабораторию цеха. Температуру металла измеряют термопарами погружения. Современные методы контроля плавки позволяют практически исключить случаи выплавки металла с отклонением от заданного анализа; более того, они позволяют выплавлять сталь с очень узкими колебаниями в химическом составе.
Технико-экономические показатели основного мартеновского процесса Эффективность работы мартеновских печей определяют, сравнивая их производительности и себестоимости выплавляемой стали.
Производительность печей определяется несколькими показателями: съемом стали с 1м2 плошали пода в сутки [т/(м2 • сут)], часовой производительностью печи (т/ч) и годовой производительностью (т/год). Съем стали и часовая производительность могут относиться к календарному и номинальному времени (номинальное время равно календарному за вычетом времени на ремонты печи). Продолжительность горячих и холодных ремонтов на передовых заводах составляет 6—7 % годового времени (т.е. из 365 дней в году 340—343 суток печь работает и 22—25 суток в течение года она находится на ремонте).
Если площадь пода 250-т печи составляет 75 м2, плавка длится 6 ч (четыре плавки в сутки) и за каждую плавку получают в среднем 245 т годных слитков, то для такой печи:
а) съем стали составляет 245 • 4/75 ® 13,0т/(м2 • сут);
б) часовая производительность 245/6 » 41,0 т/ч;
в) годовая производительность 245 • 4 • 340 я 330000 т/год (340 рабочих суток в году).
382
Помимо производительности печей технико-экономические результаты работы цехов зависят от многих других факторов.
Стоимость стали в значительной степени определяется стоимостью шихтовых материалов. Расход шихтовых материалов (на 1 т годных слитков) зависит от вида разливки (сверху или сифоном или непрерывная разливка), брака металла, количества скрапа, образования недоливков слитков и от некоторых других факторов.
На передовых заводах количество брака очень мало и составляет менее 0,6 %; расход металлошихты на 1т годных слитков на этих заводах составляет 1050—1100 кг для СКрап-рудного процесса и 1100—1200 кг для скрап-процесса. Выход годного составляет соответственно 91—95 и 89—91 % (цри применении скрап-рудного процесса расходуется больше железной руды и часть железа руды восстанавливается и переходит в металл).
На заводах, выплавляющих легированную сталь, очень большое влияние на экономические показатели производства оказывает степень использования в шихте легированных отходов своего производства вместо дорогих ферросплавов и легирующих материалов.
Расходы по переделу в известной степени зависят от масштабов производства: с уменьшением объема производства доля расходов по переделу в себестоимости повышается. Большую роль при этом играет и организация работы в цехе. Сокращение продолжительности плавки и снижение расхода топлива решающим образом влияют на снижение расходов по переделу. Значительного снижения расходов по переделу можно достигнуть при уменьшении расхода огнеупоров в результате повышения стойкости отдельных элементов печи, вторичного использования огнеупоров и других мероприятий.
Большое значение для снижения себестоимости стали имеет повышение производительности труда, т.е. увеличение количества стали, приходящегося на одного рабочего. Выплавка стали на одного рабочего мартеновского цеха колеблется в широких пределах. В современных крупных мартеновских цехах, работающих скрап-рудным процессом, на одного рабочего приходится 2000—3000 т стали в год.
Из себестоимости стали вычитают стоимость пара, полученного в котлах-утилизаторах. Этот пар "продается" его
383
потребителям. При переработке фосфористой шихты себестоимость стали снижается в результате продажи фосфористого шлака.
§ 5. КИСЛЫЙ МАРТЕНОВСКИЙ ПРОЦЕСС
Кислым мартеновским процессом называют процесс выплавки стали в мартеновской печи, подина которой изготовлена из кислых огнеупорных материалов 95 % SiO2). В первых мартеновских печах, построенных П.Мартеном, подина была кислой, ее изготавливали из кварцевого песка. Мартеновский процесс существовал как кислый процесс вплоть до 1878 г., когда успехи применения основной футеровки в томасовском конвертере определили дальнейшее развитие мартеновского производства и начал развиваться основной процесс.
Требования к сырым материалам и топливу. Для перевода фосфора и серы из металла в шлак необходимо, чтобы в печи был основной шлак, поэтому в кислой печи с кислым шлаком ни серу, ни фосфор удалить из металла невозможно. В связи с этим к шихте и топливу, предназначенным для кислой мартеновской печи, предъявляют особые требования: топливо не должно содержать серы, *а чугун должен содержать не более 0,025 % фосфора и серы . Вследствие высоких требований к чистоте шихты привозной стальной лом и скрап практически не используют, а в качестве основной железосодержащей составляющей шихты обычно используют заготовку, специально выплавляемую в основных мартеновских печах. Выплавленный при этом металл называют шихтовой заготовкой или полупродуктом (если металл заливают в кислую печь в жидком виде). Процесс, при котором жидкий полупродукт выпускают из основной печи в ковш и затем через отверстие в днище ковша (чтобы в ковше остался шлак из основной печи) при помощи специального желоба переливают в кислую печь, называют дуплекс-процессом (или процессом на жидкой шихтовой заготовке).
Под кислой печи. Под печи наваривают чистым высококремнистым песком, молотым кварцитом или кварцитом с при-
«
В кислом процессе используют высококачественные древесноугольные или коксовые чугуны.
384
месью конечного кислого шлака. Под кислой печи принимает активное участие в протекающих в ванне процессах, и высо кое качество кислой стали в известной мере определяется реакциями материала кислого пода с металлической ванной, поэтому состоянию пода кислой печи уделяют особое внимание. Общая продолжительность заправки кислой печи значительно больше, чем основной, и занимает в зависимости от достояния пода 1,5-2,5 ч (после каждой плавки).
Ход плавки. Так же, как в основном мартеновском скрап-Процессе, соотношение между загружаемыми в печь чугуном и скрапом зависит от заданного содержания углерода в металле, при котором обеспечивалось бы проведение периода кипения. Обычно состав шихты рассчитывают таким образом, Чтобы после расплавления металл содержал на 0,5—0,6 % С больше, чем требуется в готовой стали. В отличие от основного мартеновского процесса, при котором в печь заваливают значительное количество известняка или извести, а при скрап-рудном — также железную руду, в кислом Процессе источников для образования шлака меньше. Металл может оказаться покрытым недостаточным слоем шлака, в результате он интенсивно окисляется и насыщается газами. Для предотвращения этого на подину до завалки (или заливки) шихты загружают конечный кислый шлак (от предыдущих плавок), шамотный бой и кварцевый песок (2—4 % от массы металла).
При работе дуплекс-процессом для ускорения начала кипения ванны в печь вводят некоторое количество железной руды («0,5 % от массы металла). В шлак переходит некоторое количество футеровки пода. Это количество зависит от качества наварки пода и от угара примесей шихты, прежде всего железа и марганца. Образующиеся во время плавления основные оксиды железа и марганца вступают во взаимодействие с кремнеземом, образовавшимся в результате окисления кремния шихты. В результате получаются сравнительно легкоплавкие силикаты железа и марганца. Однако количества SiO2, образующегося при окислении кремния шихты, для ошлакования FeO и МпО обычно недостаточно. Недостающее количество кремнезема переходит в шлак из футеровки пода:
2(FeO) + SiO2(naa) = (FeO)2 • SiO2;
2(MnO) + SiO2(noa) = (MnO)2 • SiO2.
25-4050
385
Если в период завалки в печь вводят шамот или песок, то количество футеровки, перешедшей в шлак, уменьшается. Таким образом, кислая футеровка печи регулирует состав шлака после расплавления. Практически, несмотря на существенные различия состава шихты и типа процесса, во всех случаях состав кислого мартеновского шлака после расплавления примерно одинаков: 15—20 % FeO, 20—30 % МпО, 42—47 % SiO2; изменяется лишь количество шлака. Суммарное количество оксидов железа и марганца (FeO) + (МпО) в кислом шлаке после расплавления составляет 45—50 %. Находясь в соприкосновении с кислой футеровкой пода, шлак кислого мартеновского процесса непрерывно обогащается кремнеземом. Содержание SiO2 в шлаке к концу плавки достигает 55—60 %. Из диаграммы состояния системы FeO—МпО—SiO2 (см. рис. 111) следует, что для расплавления шлака, содержащего > 55 % SiO2, требуется температура, значительно превышающая температуру ванны (1600 °C), поэтому к концу плавки кислый шлак становится гетерогенным. Избыточное по отношению к концентрации насыщения количество кремнезема находится в шлаке во взвешенном состоянии.
Таким образом, в отличие от основного процесса, где активность SiO2 в шлаке ничтожно мала, ванна кислого мартеновского процесса насыщена кремнеземом, что создает
386
благоприятные условия для восстановления кремния из кремнезема шлака и пода. В кислой печи непрерывно идут два процесса: 1) окисление кремния кислородом оксидов железа шлака, в результате чего содержание кремния в металле уменьшается; 2) восстановление кремния из шлака и пода, в результате чего содержание кремния в металле повышается. Содержание кремния в ванне определяется соотношением скоростей этих процессов (рис. 112, а). Скорость восстановления кремния из пода примерно постоянна, скорость его окисления в большой степени зависит от состава шлака и его жидкотекучести. Интенсифицировать процессы окисления примесей в кислой печи можно введением железной или марганцевой руд, извести или мелкораздробленного известняка, а также продувкой ванны воздухом или кислородом. Например, при введении в печь извести (известняка) образуются более прочные, чем силикаты железа, силикаты кальция
(FeO)2 • SiO2 + 2СаО = (СаО)2 • SiO2 + 2(FeO),
В результате чего активность оксидов железа в шлаке возрастает. Влияние состава шлака на его жидкотекучесть показано на рис. 112, б. Изменять скорости протекания реакции окисления можно также изменением характера атмосферы печи. При уменьшении коэффициента расхода воздуха уменьшаются парциальные давления окислительных составляющих газовой фазы (О2, Н2О, СО2), и скорость перехода кислорода в металл снижается.
°2
Атмосфера печи атн кв шлак , ’
600
§
320 | ( 260 V 160
30 35 60 65 50 55
, , , KSiO2); (FeOHNnO),*/.
0,6 0,8 1,0 1,2 1,6 1,5 1,8
(SiO2)/(fFeO)*(MnO)*(CaO)] ,
Шлак
SiO2+2Mn-Si+2MnO Si02+2C=Si + 2C0
I^ZSi
Металл
Подина
а
Рис. 112 Изменение состава и свойств кислых шлаков:
а — схема процесса восстановления кремния в кислой печи; б — влияние соста ва кислого шлака на его текучесть
387
Если после расплавления в печь не вводят никаких добавок, то по мере повышения температуры металла шлак постепенно насыщается кремнеземом, становится все более вязким, скорость перехода кислорода из атмосферы печи через шлак в металл уменьшается. В результате через некоторое время после расплавления скорость восстановления кремния оказывается выше скорости его окисления и концентрация кремния в металле растет. Такой метод ведения плавки называют пассивным, а процесс — к ре мне восстановительным. Если по ходу плавки вводят руду, известь или известняк, в результате чего повышается жидкоподвиж-ность шлака, растет его окислительная способность и металл интенсивно кипит, то содержание кремния выше определенных пределов (0,10—0,12 %) не возрастает. Такой метод ведения плавки называют активным, а процесс — с ограничением восстановления кремния. При активном процессе после расплавления и при достаточно высокой температуре металла в печь присаживают небольшими порциями железную руду. Начинается интенсивное кипение, скорость окисления углерода составляет 0,2—0,3 % С/ч. За 30—40 мин до раскисления подачу в печь добавок прекращают, однако к этому моменту уже сформировался шлак такого состава, который способствует продолжению кипения металла со скоростью окисления углерода 0,10—0,15 % С/ч до конца периода кипения.
Кремневосстановительный процесс начинается так же, как и активный, присадкой руды и кипением ванны. После того как металл нагрелся, а шлак начал заметно густеть, обогащаясь кремнеземом, ход кремневосстановительного процесса отличается от хода активного процесса. Руду или известь больше не присаживают, окислительную роль факела сводят к минимуму, в металле заметно возрастает содержание кремния, кипение металла практически прекращается. Проба металла, взятая из печи, в этот период застывает совершенно спокойно, т.е. металл раскислен. Этот период "мертвого" состояния ванны, когда кипение практически прекратилось (скорость окисления углерода всего ~ 0,05 % С/ч) и происходит постепенное восстановление кремния, называют периодом стабилизации . Продолжительность перио-
*
Такое название этому периоду дал известный металлург В.И.Тыжнов, тщательно разработавший технологию кремневосстановительного процесса.
388
да стабилизации составляет 1—2 ч. При пассивном методе количество восстановленного кремния составляет не менее 0,20—0,22 %. Промежуточное положение между активным и пассивным методами ведения плавки занимает полуактивный метод с восстановлением кремния до 0,12—0,16%.
Качество металла, выплавленного в кислых печах. Содержание газов в кислой стали ниже, чем в стали того же состава, выплавленной в основных мартеновских печах, дуговых электропечах или конвертерах. Этому способствует следующее: 1) чистота шихты; 2) небольшое количество вводимых в печь шлакообразующих; 3) насыщенные кремнеземом вязкие шлаки, обладающие малой газопроницаемостью; 4) более низкое содержание кислорода по ходу плавки в кислой печи, чем в основной, так как, помимо раскисляющего действия кремния, протекает процесс взаимодействия оксида FeO, растворенного в металле, с кремнеземом шлака и футеровки; 5) уменьшение количества вводимых в печь или ковш раскисляющих и легирующих добавок, которые вносят соответственно меньшее количество газов, в частности водорода и азота и нежелательных примесей. В некоторых случаях металл получается настолько раскисленным, что раскислители не вводят. Обычно кислая мартеновская сталь содержит 0,006— 0,010% [О], 0,0010-0,0015 % [N] и 2-4см3/Ю0г [Н].
Особенностью включений в кислой стали является их округлая форма, сохраняющаяся после прокатки, в то время как включения основной стали часто представляют собой вытянутые пластинки или цепочки: длинная ось включений в этом случае совпадает с направлением вытяжки металла при обработке давлением, поэтому механические свойства основной стали в поперечном направлении значительно ниже, чем в продольном. Механические свойства кислой стали примерно одинаковы в продольном и поперечном направлениях относительно направления прокатки или ковки, в результате отличительной особенностью кислой стали является меньшая, чем w * у основной стали, анизотропия механических свойств, особенно ударной вязкости и упругости. Кроме того, механические свойства кислой стали, как правило, более стабильны от плавки к плавке, чем основной стали того же соста-
Анизотропия (от греч. anisos — неравный + tropos — свойство) неодинаковость физических свойств тела в различных направлениях.
389
ва, поэтому для изготовления изделии, которые при эксплуатации испытывают нагрузки в поперечном (относительно оси обработки давлением) направлении, предпочитают использовать кислую сталь.
Кислую мартеновскую сталь применяют для изготовления коленчатых валов различных двигателей, роторов крупных турбин электростанций, шариковых и роликовых подшипников большого диаметра, артиллерийских орудий и других изделий ответственного назначения. Стабильность технологии и незначительное содержание вредных примесей в кислой стали дают возможность получать крупные слитки для поковок (> 200 т) с минимальным развитием неоднородности состава и свойств по высоте и поперечному сечению.
Несмотря на высокие качества кислой мартеновской стали, область ее применения постепенно сужается, так как, во-первых, непрерывно улучшается качество стали, выплавляемой в основных мартеновских печах, конвертерах и дуговых электропечах и, во-вторых, стоимость кислой мартеновской стали значительно выше (в 1,5—2,0 раза), чем основной. Известно, что стоимость шихтовых материалов составляет 65—75 % от себестоимости готовой стали. Применяемые в качестве шихтовых материалов кислого мартеновского процесса чугун, металлическая заготовка или жидкий полупродукт с малым количеством примесей в два с лишним раза дороже шихты, используемой в основных мартеновских печах. Кроме того, производительность кислых мартеновских печей значительно ниже, чем основных (более продолжительные периоды заправки и доводки плавки, меньшие тепловые нагрузки из-за опасения снизить стойкость свода, изготовленного из кислых огнеупорных материалов). В настоящее время кислую мартеновскую сталь используют только для изготовления особо ответственных изделий.
§ 6. СОВРЕМЕННОЕ СОСТОЯНИЕ И ПЕРСПЕКТИВЫ РАЗВИТИЯ МАРТЕНОВСКОГО ПРОИЗВОДСТВА. ДВУХВАННЫЕ ПЕЧИ. ПРОБЛЕМЫ ЭКОЛОГИИ
В 1984 г. около 60 % всего производства стали в стране приходилось на сталь, выплавленную в мартеновских печах. Современное мартеновское производство характеризуется высокой концентрацией мощностей в крупных цехах, основное 390
количество мартеновской стали выплавляют в печах емкостью 300—400 т и более. Тем не менее, среди действующих в настоящее время мартеновских печей имеется определенное число построенных 40—50 лет тому назад агрегатов малой емкости, характеризуемых невысокой производительностью и низкими технико-экономическими показателями. В ближайшие годы будет выведена из эксплуатации большая часть малопроизводительных печей, однако определенное число крупных Высокопроизводительных мартеновских цехов, оснащенных Современным оборудованием, будет обеспечивать потребности нашей страны в металле еще некоторое время.
Традиционный мартеновский процесс будет совершенствоваться в направлении улучшения технико-экономических показателей работы печей (экономия металлошихты и добавочных материалов, повышение стойкости сводов и других элементов кладки) в результате оптимизации теплового и технологического режимов плавки, конструктивных изменений и внедрения современных систем и средств автоматического «Контроля и управления плавкой. Широкое распространение методов внепечной обработки стали должно обеспечить повышение качества металла и использование мартеновских печей Для производства дорогой стали высококачественных марок. 'Одновременно техническая мысль работает над изысканием новых технически и экономически целесообразных процессов плавки в агрегатах, которые могли бы быть установлены в уже существующих зданиях мартеновских цехов. Из многих такого рода предложений практически реализованы два, а Именно: а) установка на месте старых мартеновских печей дуговых сталеплавильных печей; б) реконструкция работающих мартеновских печей на двухванные. Второй путь в условиях СССР получил широкое развитие. В 1984 году производство стали, выплавляемой в двухванных печах на металлургических заводах СССР, достигло ~ 15 млн.т.
Двухванные сталеплавильные печи
Существенным обстоятельством, ускорившим процесс широкого распространения двухванных печей, явились трудности обслуживания и ремонта регенеративных насадок мартеновских печей, работающих с продувкой ванны кислородом. По мере повышения интенсификации продувки ванны количество плавильной пыли увеличивается, появляется необходимость все
391
более частой очистки насадок и поднасадочного пространства, что усложняет и удорожает обслуживание печи и увеличивает трудовые затраты на ремонт. Поскольку методы очистки насадок несовершенны и не всегда эффективны, практически на всех печах, работавших с продувкой ванны, постепенно от ремонта к ремонту увеличивались размеры ячейки насадок регенераторов (от 120x120 до 460x220 мм). Однако чем больше сечения ячейки, тем меньше эффективность использования регенератора (меньше степень регенерации тепла), тем ниже температура подогрева воздуха. В результате оказывается, что затраты на сооружение, ремонт и обслуживание таких малоэффективных регенераторов уже с трудом покрываются экономией на топливе (в результате регенерации тепла).
Кроме этого, по мере увеличения степени обогащения дутья кислородом возрастает температура отходящих газов и соответственно температура верха насадок регенераторов, что также усложняет условия их эксплуатации.
Конструкторы двухванных печей предложили, помимо интенсивной продувки ванны кислородом, утилизировать хотя бы часть тепла выделяющихся газов для нагрева шихты. При этом используется как физическое тепло отходящих газов, так и тепло, выделяющееся при окислении СО до СО2. Даже частичная утилизация тепла отходящих газов позволяет повысить долю металлического лома в шихте до 40—45%.
В нашей стране первые двухванные печи были установлены в 1965 г., в последствии в России и Украине работало более десяти двухванных печей. Двухванные печи представляют собой плавильные агрегаты с двумя ваннами, двумя головками, двумя вертикальными каналами, двумя шлаковиками и системой боровов и перекидных клапанов. Принцип работы двухванной печи заключается в том, что в то время как в одной (I) ванне идет продувка металла кислородом, в другой (П) твердая шихта (металлолом, добавочные материалы) подогревается теплом отходящих от первой ванны газов (рис. 113). Производительность печи при таком методе работы возрастает.
Обычную плавку в мартеновской печи (с интенсивной продувкой ванны кислородом, начинающейся сразу после заливки жидкого чугуна) можно условно разделить на два периода: 1) твердый — завалка лома, руды, известняка и их прогрев;
392
Рис 113 Схема двухванной сталеплавильной печи
1 — ванна 1,2— ванна II, 3 — кислородные фурмы, 4 — топливо-кислородные горелки
2) жидкий — заливка чугуна, продувка ванны и окисление ее Примесей, раскисление, легирование и выпуск. Организация проведения плавки в двухванной печи примерно такая же. Если часовая производительность мартеновской печи, т/ч:
п ~ (Тт + тж)»
где G — масса плавки; тт и тж — продолжительность твердого и жидкого периодов, а часовая производительность двухванной печи, т/ч:
где G/2 — масса плавки каждой из двух ванн, то
2 G/2
п Тт/2 + тж
"Ч + тж
^мп G/(Тт + тж) Тт/2 + Тж
> 1.
Таким образом, часовая производительность при замене мартеновской печи двухванной должна возрастать.
Технология плавки в двухванной печи принципиально не отличается от технологии плавки в мартеновской печи, работающей с интенсивной продувкой ванны кислородом, однако имеется некоторое различие. В момент окончания заливки
393
чугуна и начала продувки ванны в шлаке наблюдается высокое содержание оксидов железа (30—40 %, а на некоторых плавках еще выше). В период интенсивного обезуглероживания содержание оксидов железа в шлаке несколько снижается, однако в конце плавки, при понижении концентрации углерода вновь возрастает.
Основное количество тепла в ванне печи выделяется в результате окисления железа и его примесей, а относительная величина теплоотдающей поверхности в двухванной печи выше, чем в конвертере, поэтому температура в рабочем пространстве ниже, чем в мартеновских печах в периоды плавления и доводки и в конвертерах. Температура шлака в двухванной печи, как правило, не превышает температуры металла. Вследствие более низкой температуры шлака наведение активного жидкоподвижного высокоосновного шлака затрудняется, поэтому предпочитают по ходу плавки не вводить значительных порций извести, а для полного ошлакования извести или известняка, загруженных во время завалки, практикуют метод подъема одной или двух фурм. При этом начинает интенсивно окисляться железо (так же, как в начальный период конвертерной плавки), в результате повышения температуры шлака и его окисленности быстро формируется достаточно жидкоподвижный и гомогенный шлак.
Содержание SiO2 в шлаке ниже, чем обычно в мартеновской плавке, что связано с тем, что в двухванной печи железную руду в период завалки обычно не вводят. Растворение в шлаке извести, введенной в печь в период завалки, начинается через некоторое время после окончания заливки чугуна. К моменту расплавления основность шлака CaO/SiO2 повышается до 2, во время доводки основность шлака продолжает возрастать. Формирование активного жидкоподвижного шлака обеспечивает достаточно успешное проведение десульфурации металла. Повышенная окисленность шлака в двухфанной печи обеспечивает также успешное проведение дефосфорации металла.
Расчет показывает, что при продувке кислородом обычного передельного чугуна приход тепла на 1т чугуна составляет примерно 3150 МДж. Это количество тепла складывается из трех примерно равных частей: 1) физического тепла жидкого чугуна; 2) тепла, выделяющегося при окислении примесей чугуна; 3) тепла дожигания СО в СО2.
394
Расход этого тепла распределяется следующим образом: около 50 % от прихода тепла содержится в жидкой стали и шлаке (энтальпия ванны); около 10 % — тепло, заключенное в отходящих газах (в основном СО2) и остальные 40% тепла расходуются на компенсацию потерь через кладку, потерь с водой, охлаждающей отдельные элементы печи, и на переработку лома или железной руды (избыток тепла). Таким образом, количество переработанного лома (или железной руды) определяется тепловым балансом.
Теоретически при содержании в шихте более 65 % жидкого чугуна двухванныве печи могут работать без расходования топлива. Если же по условиям производства в печь загружают лома больше, чем соответствует по балансу тепла, то недостаток тепла должен быть скомпенсирован подаваемым топливом. Естественно, что тепловой баланс зависит также от состава чугуна, главным образом от содержания в нем кремния.
Топливо в двухванные печи подают с помощью газокислородных горелок, установленных в своде и торцах печи. Горелки могут быть стационарными или подвижными.
Хорошо работающие двухванные печи расходуют на 1т стали 70—75 м3 кислорода и 3—4 кг огнеупоров. Расход топлива определяется составом шихты (главным образом расходом и составом чугуна).
Естественно, что замена мартеновских печей на двухванные, поскольку она не сопровождается увеличением числа единиц оборудования, приводит к повышению производительности труда. Так, в мартеновском цехе Магнитогорского Металлургического комбината выплавка стали на одного рабочего после замены мартеновских печей на двухванные приблизилась к 6 тыс.т в год (что существенно превышает показатели других сталеплавильных цехов страны, оборудованных мартеновскими печами).
Таким образом, достоинствами двухванных печей являются: 1) высокая производительность; 2) меньшая трудоемкость ремонтов; 3) возможность размещения печей в существующих мартеновских цехах (габариты, использование кранового оборудования, коммуникаций и т.д.).
Эти достоинства определили распространение печей такого типа для заамены мартеновских печей, работающих скрап-рудным процессом с интенсивной продувкой кислородом.
395
Вместе с тем целый ряд проблем организации работы двухванных печей оказался нерешенным: а) тепловая работа печи осложняется большими подсосами холодного воздуха (в результате подсоса основная масса СО окисляется в том рабочем пространстве, где происходит продувка, не успевая перейти в то пространство, где идет подогрев твердой шихты); б) в двухванных печах при интенсивной продувке кислородом наблюдается повышенный угар металла; в) не решена проблема удаления из атмосферы цеха бурого дыма, выбивающегося при интенсивной продувке через щели в кладке и смотровые гляделки; не решены и некоторые другие проблемы.
Однако самый главный недостаток — неудовлетворительные условия работы в экологическом отношении: значительный вынос плавильной пыли и газов, содержащих СО, SO2, NOX. При этом выбросы газов и пыли непосредственно на рабочих местах в цехе вредны и мешают обслуживанию печей.
Заметного сокращения неорганизованных выбросов пыли и газов непосредственно в цехе удалось добиться, реконструировав обычные двухванные печи на печи прямоточные или одноканальные. Печи эти получили названия ПДА (прямоточный двухванный агрегат) или ПСА (прямоточный сталеплавильный агрегат). Основной принцип работы этих агрегатов — отвод дымовых газов из каждого рабочего
Рис. 114. Одноканальный двухванный сталеплавильный агрегат Алиевского ме таллургического комбината (2х270 т)
396
пространства через смежный вертикальный канал или вообще в один общий вертикальный канал (рис. 114). В таких агрегатах не только отсутствует регенерация тепла отходящих газов, но и уменьшается доля тепла, расходуемого на подогрев твердой шихты. Естественно, что при этом заметно возрастают расходы топлива и кислорода.
В качестве примера приведем усредненные данные о работе прямоточной двухванной печи Алчевского металлургического комбината, изображенной на рис. 114, в первой половине 1993 г:
Масса плавки (т. годного) ................... 262,3
В том числе жидкого чугуна (кг/т стали) ......................................... 750-760
Продолжительность (ч/мин): заправки .................................... 0—25
завалки твердой шихты ..................... 0—55
прогрева твердой шихты..................... 1—11
слива жидкого чугуна ...................... 0—30
плавления ................................. 1—18
доводки ................................... 1-47
Интенсивность продувки ванны кислородом, м3/ч 6000 Расход топлива (кг условного топлива* на 1 т стали) ............................... 61,6
Расход кислорода, м3/т ...................... 138,2
Напомним, что "условное топливо" — единица учета, применяемая для сопоставления эффективности различных видов топлива; в качестве единицы принимается 1 кг условного топлива (1 кг у.т.) с теплотой сгорания 7000 ккал/ /кг (29308 кДж/кг). Соотношение между массой условного топлива Ву, кг и массой натурального топлива Вн, кг ВУ = Э • Вн, где Э— калорийный эквивалент. Если Qfi — низшая теплота сгорания данного топлива, ккал/кг или ккал/м3, то Э = gg/7000» Значение Э принимают: для нефти 1,4; кокса 0,93; торфа 0,4; природного газа 1,2.
Из приведенных данных видно, что при составе шихты, близком к составу шихты конвертерного процесса, расход кислорода почти вдвое превышает обычные расходы при конвертерной плавке, и дополнительно расходуется топливо.
Положительным, однако, является то, что при переводе двухванных печей на прямоточный режим улучшилась экологическая обстановка на рабочих местах в цехе (концентрации пыли в воздухе на рабочих местах, содержания сернистого ангидрида, оксидов азота). На упомянутой печи Алчевского комбината выбросы в атмосферу по сравнению с мартеновскими печами уменьшились: пыли в 2,3 раза, NOX — в 4 раза, СО — в 4,2 раза.
397
Характеризуя ситуацию в целом, следует отметить, что как мартеновские печи с интенсивной продувкой ванны кислородом, так и двухванные печи в экологическом отношении представляют собой агрегаты, не удовлетворяющие условиям современных высоких требований по охране природы и охране труда из-за интенсивного выделения пыли, а также газов, содержащих СО2, SO2, NOX.
Работа этих агрегатов связана с достаточно высоким расходом огнеупоров, большими затратами труда на ремонты (проводимые к тому же в условиях горячего цеха). Производительность труда (в тыс. т стали на одного работающего) в мартеновском производстве ниже, чем в конвертерном.
В соответствии со сказанным понятно, почему строительство новых мартеновских цехов не ведется.
§ 7. АВТОМАТИЗАЦИЯ РАБОТЫ МАРТЕНОВСКОЙ ПЕЧИ
Автоматизация управления тепловой работой современной мартеновской печи — необходимый элемент прогресса сталеплавильного производства. Автоматизация позволяет упростить и облегчить труд сталевара и повышает техникоэкономические результаты работы, способствуя снижению удельного расхода топлива, повышению производительности печи и увеличению ее стойкости.
Почти все мартеновские печи СНГ оборудованы контрольно-измерительными и регулирующими приборами и устройствами для полного автоматического контроля и регулирования тепловой работы.
Контролю и автоматическому регулированию подвергаются следующие основные операции:
1. Подача топлива в печь и горение топлива. В зависимости от периода (завалка, плавление, кипение) автоматически поддерживается определенный расход топлива. Если отдельные элементы печи (свод, верхние ряды насадок регенераторов) чрезмерно перегреваются, подача топлива автоматически уменьшается.
В соответствии с изменением количества подаваемого в печь топлива изменяется расход воздуха. Соотношение между расходом топлива, воздуха и кислорода поддерживается таким, чтобы обеспечить полное сгорание топлива в рабочем пространстве печи.
398
2. Поддержание на определенном уровне давления газов в рабочем пространстве печи. Если давление в рабочем пространстве печи возрастает (оно непрерывно замеряется под сводом) и газы через гляделки и неплотности начинают выбивать из печи, то регулирующий шибер в борове автоматически поднимается, если давление падает, то шибер опускается, сопротивление возрастает и давление повышается. Обычно давление под сводом составляет 19,6—23 Па.
3. Перекидка клапанов. При нагреве одной пары насадок и охлаждении другой, а также при нагреве свода наступает момент, когда целесообразно изменить направление движения газов. Этот момент определяют специально проводимыми предварительными исследованиями. На основании полученных результатов автоматику печи настраивают так, что подача топлива и воздуха в одну пару насадок автоматически прекращается и они направляются в другую пару насадок.
Перекидка клапанов в периоды, когда шихта хорошо воспринимает тепло, а следовательно, насадки и свод не перегреваются, осуществляется каждые 20—30 мин. По мере нагрева металла перекидки учащаются и перед выпуском перекидка клапанов происходит через каждые 3—5 мин.
4. Распределение продуктов сгорания между насадками регенераторов. Чтобы не допускать неравномерного нагрева газового и воздушного регенераторов, количество горячих продуктов сгорания, направляемых в тот или иной регенератор, автоматически регулируется с помощью специальною шибера, устанавливаемого в воздушном борове (борове от воздушного регенератора).
Разработан и успешно эксплуатируется ряд схем регулирования тепловой работы печи.
Разрабатывают схемы для автоматического контроля степени усвоения шихтой тепла в каждый данный момент плавки (мгновенное теплоусвоение), количества накопленного шихтой тепла от начала плавки, скорости выгорания углерода, концентрации углерода (и других примесей) в любой момент плавки, коэффициента полезного теплоиспользования, а также методы непрерывного замера температур металла и других параметров работы печи. Знание величины теплоусвоения позволит автоматически регулировать скорость завалки в соответствии с накоплением тепла шихтой, а также автоматически определять оптимальную тепловую нагрузку в раз
399
личные периоды плавки; знание величины скорости выгорания углерода в каждый данный момент позволит оценивать ход плавки и даст данные для регулирования процесса горения. Знание величины других параметров позволит в большей степени автоматизировать управление работой печи. Однако на практике увеличение производительности мартеновских печей и улучшение технико-экономических показателей их работы в большинстве случаев лимитируется возможностями самой печи и организацией производства в цехе. Поэтому улучшение организации производства дает даже больший эффект, чем внедрение схем комплексной автоматизации их работы.
§ 8. ТЕПЛОВОЙ И МАТЕРИАЛЬНЫЙ БАЛАНСЫ МАРТЕНОВСКОЙ ПЛАВКИ
Основные статьи себестоимости мартеновской стали (расход металлической шихты и расход топлива на 1 т жидкой стали) определяются тепловыми и материальными балансами. Данные расчетов баланса одной из плавок в 50-т печи по скрап-процессу приведены в табл. 8, а 185-т печи по скрап-рудному процессу при работе без продувки ванны кислородом — в табл. 9.
На основе данных, приведенных в табл. 8 и 9, можно сделать следующие выводы:
1. Выход жидкой стали при скрап-рудном процессе (по отношению к массе чугуна и скрапа) значительно выше, чем при скрап-процессе, что обусловлено восстановлением железа из заваливаемой в печь железной руды.
2. Из атмосферы печи поступает кислорода значительно больше при скрап-процессе (при скрап-рудном процессе основное количество кислорода на окисление примесей поступает с заваливаемой железной рудой).
3. Общее количество образующегося за плавку шлака при скрап-рудном процессе больше, чем при скрап-процессе.
4. Мартеновская печь является очень несовершенным тепловым агрегатом, лишь небольшая доля общего прихода тепла расходуется полезно — на нагрев металла и шлака. Значительное же количество тепла уносится дымовыми газами и теряется (следует при этом иметь в виду, что часть тепла, уносимого из рабочего пространства газами, возвращается с нагретым в регенераторах воздухом и газом).
400
Таблиц а 8. Материальны! и тепловой балансы плавки при основном мартеновском скрап-процессе1
Приход % Расход %
Материальный баланс (на 100 единиц массы металлической шихты)
Чугун чушковый 34,000 Сталь жидкая 96,402
Скрап 66,000 Корольки металла в шлаке 0,650
Ферромарганец 0,838 Шлак скаченный 5,339
Ферросилиций 1,250 Шлак конечный в печи
Известняк в завалку 4,597 перед выпуском 8,013
Железная руда 2,000 СО от окисления углеро-
Заправочный материал (до- да шихты 3,051
ломит) 3,000 СО от разложения извест-
Материал свода 0,200 няка и извести 1,910
Кислород и атмосфера печи 2,560 Влага, содержащаяся в известняке и железной руде 0,080
Всего 115,445 Всего 115,445
Тепловой ' баланс рабочего пространства
Экзотермические реакции На нагрев стали 15,43
выгорания примесей 8,30 На нагрев шлака 3,44
Теплота шлакообразования 0,48 Испарение влаги из руды
Теплота сгорания топлива и известняка 0,06
(мазута) 61,67 Разложение известняка 0,85
Физическое тепло воздуха, Уносится с продуктами
нагретого в регенераторах 29,55 сгорания 63,86
Всего Потери в окружающую среду и с охлаждающей средой 16,36
100,00 Всего 100,00
выплавляется спокойная среднеуглеродистая сталь с раскислением в печи ферромарганцем и доменным ферросилицием
5. В отличие от конвертерных процессов доля прихода тепла от экзотермических реакций окисления примесей невелика, основную статью прихода тепла составляет тепло сгорания топлива.
Если составить тепловой баланс не рабочего пространства, а всей печи (без учета регенерации тепла), то можно приблизительно принимать, что 90 % прихода тепла — это тепло сгорания топлива (10 % — тепло экзотермических реакций окисления примесей). Что же касается расхода тепла, то он делится примерно на три равные доли: 1) на процесс (нагрев металла и шлака); 2) на потери через кладку, с охлаждающей водой и др.; 3) на тепло, уносимое с продуктами сгорания.
401
Т а б л ж ц a 9. Материальный ж тепловой балансы плавка прж основном мартеновском скрап-рудном процессе1
Приход % Расход %
Материальный баланс (на 100 единиц массы металлической шихты)
Чугун жидкий 65,000 Сталь жидкая .... 103,522
Скрап 35,000 Корольки металла в шлаке 0,757
Ферромарганец .... 0,578 Шлак, спущенный из пе-
Железная руда в завалку 15,472 чи во время плавления 8,000
Железная руда в период Шлак конечный в печи
кипения 2,000 перед выпуском . . . 7,355
Известняк в завалку 4,755 СО от окисления углеро-
Известь в период кипения 0,672 да шихты 6,064
Заправочный материал (до- СО2 от разложения из-
ломит и магнезит) . . 3,000 вестняка, извести, до-
Материал свода .... 0,200 ломита 2,203
Кислород из атмосферы пе- Влага, содержащаяся в
чи 1,375 известняке в железной
РУДе 0,151
Всего 128,052 Всего ... 128,052
Т епловой баланс рабочего пространства
Тепло жидкого чугуна 10,30 На нагрев стали . . 20,10
Экзотермические реакции На нагрев шлака . . 4,77
выгорания примесей . . 8,52 Испарение влаги из руды
Теплота шлакообразования 0,58 известняка 0,13
Тепло сгорания топлива Разложение известняка 1,05
(смешанного газа) . . 48,75 Уносится с продуктами
Физическое тепло воздуха, сгорания 58,90
нагретого в регенераторах 20,93 Потери в окружающую
Физическое тепло газа, на- среду и с охлаждением
гретого в регенераторах 10,92 водой 15,05
Всего 100,00 Всего 100,00
выплавляется кипящая
сталь СтЗ с раскислением в печи ферромарганцем.
Следует иметь в виду, что во всех экономических расчетах расходы шихты, топлива и других материалов относят не к жидкой стали (как в расчете баланса), а к годной стали. Выход 1 т годной стали равен 1 т жидкой стали минус потери при разливке, брак и др. С уменьшением этих потерь величина выхода годной стали приближается к величине выхода жидкой стали, в результате чего уменьшается расход шихты и других материалов на 1 т годной стали.
Уменьшить в тепловом балансе абсолютные величины статей расхода тепла на нагрев стали и шлака невозможно, так как сталь и шлак необходимо нагревать до определенной 402
температуры. Однако повысить долю этих статей в тепловом балансе можно, уменьшив другие статьи расходной части баланса: количество тепла, уносимого продуктами сгорания
(в результате улучшения теплопередачи), и потери тепла (в окружающую среду, при охлаждении и др.) в результате сокращения продолжительности плавки и улучшения конструкции печи. Все мероприятия, способствующие сокращению продолжительности плавки, влияют на тепловой баланс таким образом, что доля полезно расходуемого тепла (на нагрев стали и шлака) возрастает. К этим мероприятиям прежде всего относятся: а) сокращение продолжительности завалки шихты; б) применение кислорода (вместо воздуха) для повышения температуры факела, в результате чего улучшается теплопередача и продолжительность плавки сокращается; в) подача в факел высокоскоростной струи кислорода, сжатого воздуха или перегретого пара, в результате чего повышается кинетическая энергия факела, улучшается его излучательная способность и возрастает доля тепла, передаваемого конвекцией; г) ускорение реакций окисления примесей при замене железной руды газообразным кислородом или сжатым воздухом; д) автоматизация работы печи с целью организации ведения плавки при оптимальных расходах топлива и добавочных материалов.
Цель почти всех технико-экономических мероприятий, проводимых в мартеновских цехах, — улучшение показателей материального и теплового балансов, так как эти показатели определяют в основном себестоимость стали.
Утилизация тепла отходящих газов. Очистка газов
Из данных теплового баланса видно, что около 2/3 общего количества тепла уходит из рабочего пространства печи вместе с дымовыми газами. Температура продуктов сгорания при выходе из рабочего пространства равна примерно 1700 °C. Вследствие подсоса воздуха и потерь тепла при прохождении через вертикальные каналы и шлаковики температура газов при поступлении в регенераторы снижается до 1500—1550 °C. Из-под насадок регенераторов дымовые газы выходят с температурой 500—800 °C. При прохождении через борова и перекидные клапаны эта температура снижается (главным образом в результате подсоса воздуха) еще на 100-200 °C.
403
Таким образом, перед дымовой трубой температура отходящих газов составляет все еще 400—600 °C, они содержат около 1/3 общего количества тепла, поступающего в печь. Поэтому утилизация этого тепла позволяет существенно повысить показатели работы печи. Температура отходящих газов на двухванных печах, работающих без регенераторов, еще выше.
За всеми мартеновскими и двухванными печами установлены котлы-утилизаторы. Наиболее распространен котел с многократной принудительной циркуляцией воды (рис. 115). В современных котлах-утилизаторах используется 60—70 % тепла отходящих продуктов сгорания и вырабатывается 350—450 кг пара на 1 т выплавляемой стали.
Температура продуктов сгорания в котлах-утилизаторах снижается до 150—230 °C. С такой температурой газы можно отсасывать дымососом прямого действия (котел представляет собой дополнительное значительное сопротивление на пути движения газов, поэтому тяги дымовой трубы на хватает, чтобы протянуть дымовые газы через котел, требуется дополнительный дымосос).
Снижение температуры дымовых газов при прохождении их через котел-утилизатор позволяет решить также чрезвычайно важную задачу — очистку дыма от плавильной пыли. Количество пыли в дымовых газах, выходящих из печи, колеблется по ходу плавки от 1,0 до 10,0 г/м3, 50—75% пыли оседает в шлаковиках, 10—25 % в регенераторах и 10—20 % уходит в борова и в трубу.
Рис. 115. Котел-утилизатор вертикального типа:
1 — питательный насос; 2 — дымосос; 3 — футеровка; 4 — ксх:ух котла; 5 — змеевик водяного экономайзера; 6 — испарителльный змеевик; 7 — барабан; 8 — циркуляционный насос; 9 — змеевик пароподогревателя
404
Если принять, что на 1т выплавляемой стали вместе с продуктами сгорания из трубы выходит 1кг плавильной пыли, то за год из труб мартеновских цехов современного металлургического завода, на котором выплавляют 4—5 млн.т стали в год, вылетает 4—5 тыс.т мельчайшей (до 1 * 10~7 см) плавильной пыли.
Для предотвращения уноса пыли после котлов-утилизаторов монтируют установки для ее улавливания обычно с электростатическими газоочистками.
Улавливаемую пыль (в основном оксиды железа) используют в качестве шихты в доменных или мартеновских печах.
Особенно важна установка очистительных устройств на современных печах, на которых применяют интенсивную продувку ванны кислородом. Содержание пыли при продувке возрастает перед котлом-утилизатором до 10—25г/м3. Современные установки сухой (электростатической) и мокрой (в скруббере Вентури) очистки газов обеспечивают снижение содержания пыли на выходе из газоочистки до 0,1— 0,15 г/м3.
Г л а в а 4. ВЫПЛАВКА СТАЛИ В ЭЛЕКТРИЧЕСКИХ ПЕЧАХ
В настоящее время для массовой выплавки стали применяют дуговые электропечи, питаемые переменным током, индукционные печи и получающие распространение в последние годы дуговые печи постоянного тока, причем доля печей последних двух видов в общем объеме выплавки невелика.
В дуговых печах переменного тока в течение многих десятилетий выплавляли основную часть высококачественных легированных и высоколегированных сталей (сталей электро-печного сортамента), которые было затруднительно либо невозможно выплавлять в конвертерах и мартеновских печах. Основные достоинства дуговых электропечей, позволяющие выплавлять такие стали, заключаются в возможности: быстро нагреть металл, благодаря чему в печь можно вводить большие количества легирующих добавок; иметь в печи восстановительную атмосферу и безокислительные шлаки (в восстановительный период плавки), что обеспечивает малый угар вводимых в печь легирующих элементов; возможность более полно, чем в других печах, раскислять металл, получая его с более низким содержанием оксидных неметаллических вклю
405
чений, а также получать сталь с более низким содержанием серы в связи с ее хорошим удалением в безокислительный шлак; плавно и точно регулировать температуру металла.
Стали электропечного сортамента выплавляют в печах вместимостью от 5 до 25—40 т с трансформаторами невысокой удельной мощности (200—400 кВ • А/т) по традиционной технологии, предусматривающей после расплавления металла проведение окислительного и длительного (1—1,5 ч) восстановительного периодов.
В 60-е годы с целью повышения производительности и технико-экономических показателей электросталеплавильного производства начали строить большегрузные (80—100 т и более) печи. В этих печах из-за малой эффективности восстановительного периода традиционная технология не обеспечивала требуемого высокого качества сталей электропечного сортамента и такие печи, в основном, используются для выплавки низко- и среднеуглеродистых сталей по упрощенной технологии без восстановительного периода.
В последние годы сооружают высокомощные (удельная мощность печного трансформатора 600—900 кВ • А/т) печи с водоохлаждаемыми сводом и стенками. Технология плавки в таких печах включает расплавление и короткий окислительный период, в течение которых происходит окисление углерода до заданного содержания, дефосфорация и нагрев металла, а затем металл выпускают в ковш, где методами внепечной обработки ведут процессы рафинирования, раскисления и легирования, обеспечивая получение стали заданных состава и свойств.
Доля электростали в общей выплавке стали в мире непрерывно растет.
§ 1. УСТРОЙСТВО ДУГОВЫХ ЭЛЕКТРОПЕЧЕЙ
1. Общее описание печи
В нашей стране дуговые печи переменного тока строятся в соответствии с установленным типовым рядом вместимостей: 0,5; 1,5; 3; 6; 12; 25; 50; 100; 150 и 200 т.
Дуговая электропечь (рис.116) состоит из рабочего пространства (собственно печи) с электродами и токоподво-дами и механизмов, обеспечивающих наклон печи, удержание и перемещение электродов и загрузку шихты.
406
Рис. 116 Дуговая сталеплавильная печь вместимостью 200 т:
1 — электрод, 2 — головка электрододержателя; 3 — полупортал; 4 — подвеска свода; 5 - свод; 6 — кожух (печь), 7 — люлька; 8 — механизм вращения кожуха; 9 — механизм наклона печи, 10 — опорная станина; 11 — поворотная платформа; 12 — шахта; 13 — гибкие кабели; 14 — телескопическая стойка; 15 — рукав электрододержателя; 16 — токоподвод
Рис. 117. Схема рабочего пространства дуговой электропечи
Плавку стали ведут в рабочем пространстве; на большинстве печей оно имеет свод и стенки, выполненные из огнеупорного материала. Схема такого рабочего пространства показана на рис. 117. Сверху оно ограничено куполообразным сводом 7, снизу сферическим подом бис боков стенками 2. Огнеупорная кладка пода и стен заключена в металлический кожух. Съемный свод набран из огнеупорных кирпичей, опирающихся на опорное кольцо. Через три симметрично расположенных в своде отверстия в рабочее пространство введены токоподводящие электроды 9, которые с помощью специальных механизмов могут перемещаться вверх и вниз. Печь питается трехфазным переменным током.
Шихтовые материалы загружают на под печи, после их расплавления в печи образуется слой металла и шлака (рис. 117). Плавление и нагрев осуществляются за счет
407
тепла электрических дуг 5, возникающих между электродами и жидким металлом или металлической шихтой.
Выпуск готовой стали и шлака осуществляют через сталевыпускное отверстие 4 и желоб 3 путем наклона рабочего пространства. Рабочее окно 7, закрываемое заслонкой 8, предназначено для контроля за ходом плавки, ремонта пода и загрузки материалов.
Шихту в современных печах загружают сверху в открываемое рабочее пространство с помощью корзины (бадьи) с открывающимся дном; лишь на отдельных ранее построенных печах небольшой емкости (< 40 т) сохранилась завалка шихты мульдами через рабочее окно.
2. Рабочее пространство печи
Печь с рабочим пространством из огнеупоров
Форма рабочего пространства. В поперечном сечении дуговая печь круглая. В продольном сечении (рис. 118) профиль рабочего пространства (внутренние очертания по футеровке) образован сфероконической ванной, стенками над ней и верхней, ограниченной сводом, сферической частью. При этом форма ванны и верхней сферической части у всех печей одинаковы, а стенки, форма которых тесно связана с конфигурацией кожуха, могут быть цилиндрическими (а), наклонными (б) и цилиндро-коническими (в). При выборе формы стенок учитывают, что печи с цилиндрическими стенками имеют ряд преимуществ: меньшие габариты, масса и наружная теплоотдающая поверхность печи и меньшая длина короткой сети. Основное преимущество печей с цилиндро-коническими и наклонными стенками — повышение стойкости футеровки стенок вследствие их отдаления от высокотемпературных электрических дуг. При этом цилиндро-конические стенки более предпочтительны, так как у печей с наклонными стенками чрезмерно возрастает диаметр свода. По этой причине большая часть сооружавшихся в последние годы на отечественных заводах электропечей имеют рабочее пространство с цилиндро-коническими стенками.
Ванна образована (рис. 118) нижней сферической частью и откосами 2, которые наклонены под углом 45° к горизонтали. Такой наклон необходим, чтобы магнезитовый порошок при заправке не ссыпался с откосов вниз (угол естествен-408
a
Рис. 118. Форма кожуха и рабочего пространства электропечей:
а — кожух с цилиндрическими стенками; б — с наклонными; в — с цилиндро-коническими; 1 — кожух; 2 — откосы; 3 — разъем кожуха; 4 — футеровка; 5 — кольцевой желоб; б — сводовое кольцо; 7 — отверстие для электрода; 8 — рабочее окно
кого откоса магнезита близок к 40°). Сферическая форма днища кожуха обеспечивает минимальные теплопотери и расход огнеупоров на кладку пода.
Рабочее окно всегда располагают на такой высоте, чтобы его порог находился на 70-150 мм ниже уровня верха откосов, т.е. ниже уровня, от которого начинаются стенки печи. Это необходимо, чтобы шлак не мог достичь стенок и не растворял бы футеровку стенок, поскольку ее, в отличие от футеровки откосов, невозможно восстановить путем заправки — магнезитовый порошок будет ссыпаться вниз с почти вертикальной стенки.
Основные размеры, определяющие габариты рабочего пространства, — это глубина и диаметр ванны на уровне порога рабочего окна (Яв и DB) и высота рабочего пространства от уровня порога до верха стенок — Нр (рис. 118). Размеры сфероконической ванны определяют расчетом, задаваясь величиной отношения D3/H3, и приняв Ясф = 0,2Яв, исходя из того, что она должна вмещать металл и шлак (~ 15 % от объема металла). Причем порог рабочего окна должен быть на 20—40 мм выше уровня шлака, чтобы последний не вытекал через окно при вспенивании; кроме того, как уже отмечалось, верх откосов должен быть на 70—150 мм выше уровня порога.
Величину отношения выбирают с учетом следующих соображений. Увеличение ведет к росту поверхности
контакта металл—шлак и уменьшению глубины ванны, что по
409
вышает полноту процессов рафинирования металла и облегчает прогрев ванны по высоте. Однако при этом возрастают диаметр кожуха и увеличиваются габариты всех конструкций печи и ее масса; возрастает наружная теплоотдающая поверхность кожуха и, следовательно, теплопотери; увеличивается расход огнеупоров на кладку стен и свода; ухудшается прогрев ванны у откосов, особенно в зонах между электродами; возрастает длина короткой сети, что ведет к росту электрических потерь. Учитывая изложенное, величину для новых печей принимают в пределах 4,5—5,5, причем нижний предел рекомендуется для печей, выплавляющих стали рядового назначения. Для печей с кислой футеровкой, которые обычно работают по упрощенной технологии без восстановительного периода, величина Da/H3 рекомендуется в пределах 3,5—4,5.
Высоту рабочего пространства (расстояние от уровня порога рабочего окна до верха стен, Нр) выбирают с учетом следующего. Увеличение Нр способствует повышению стойкости свода вследствие его отдаления от высокотемпературных электрических дуг и улучшает возможности загрузки шихты одной порцией. Вместе с тем, при этом возрастает теплоотдающая поверхность стенок и, следовательно, расход электроэнергии, а также длина рабочей части электродов, что увеличивает реактивное сопротивление цепи. Обычно величина Нр изменяется в пределах 0,4—0,55DB, возрастая в этих пределах при снижении емкости печи.
У печей с наклонными стенками угол их наклона к вертикали составляет 10—20°. У печей с цилиндро-коническими стенками высота наклонной части стен Нп составляет 0,25—0,40Яр, угол наклона стенок кожуха в этой части 10—25°, а угол наклона футеровки 15—30°.
Диаметр свода Z)CB (см. рис. 118) делают больше диаметра рабочего пространства Dp п, чтобы сводовое кольцо находилось над песочным затвором, расположенным с наружной стороны кожуха печи. Величина DCB изменяется в пределах от l,3Dpn на малых печах до 1,1Z>P п на большегрузных. Стрелу выпуклости свода Ясв выбирают такой, чтобы обеспечивалась достаточная строительная прочность свода в нагретом состоянии. Величина Нсв не должна быть менее l/10DCB, так как при меньшем ее значении сильно возрастают распорные усилия, т.е. усилия, сжимающие кирпичи сво-410
Я»- Для хромомагнезитового свода величину Нсв в холодном состоянии принимают в пределах (1/7—1/8)£>св, а для динасового свода — меньшей: от 1/9 до l/10Z>CB, поскольку динас расширяется при нагреве сильнее, чем хромомагнезит.
Диаметр распада электродов (диаметр окружности, проходящей через оси электродов) выбирают, учитывая, что при его увеличении усиливается износ футеровки стенок вблизи электродов, ухудшается прогрев металла у подины печи и усиливается неравномерность прогрева ванны по периферии. В связи с этим желательно, чтобы диаметр распада не превышал 0,3DB. У существующих печей этот диаметр изменяется от (0,3-r0,25)DB на большегрузных до (0,45*0,5)DB на малых печах, где сблизить электроды до требуемой величины не позволяют габариты электрододержателей.
В табл. 10 приведены основные размеры сооружавшихся в последние годы серийных печей с цилиндро-коническими стенками.
Кожух рабочего пространства выполняют сварным из стального листа толщиной 10—40 мм. На больших печах его усиливают наружными вертикальными и горизонтальными ребрами жесткости. Примерно на уровне порога рабочего окна кожух часто имеет горизонтальный разъем (см. рис. 118), что позволяет снимать верхнюю часть кожуха во время ремонта футеровки стен и ускорять ремонт. Днище кожуха сферическое, а на малых печах его иногда делают в виде усе-
Таблица 10. Основные размеры серийных печей с цилин дроконнческими стенами
Параметр Вместимость печи, т
6 12 25 50 100 200
Диаметр ванны на уровне порога DB, м 2,1 2,4 3,42 4,18 5,3 6,85
Глубина ванны Яв, мм 400 555 775 890 1100 1480
Высота от порога до верха стен Яр, м 1,13 1,36 1,56 1,95 2,07 3,22
Диаметр распада электродов, м 1,0 1,1 1,25 1,5 1,75 2,2
Диаметр электродов, мм 300 350 400 500 555 610
Внутренний диаметр кожуха вверху, м 3,52 4,26 4,95 6,05 7,2 9,2
411
ценного конуса. Форма стен кожуха представлена на рис. 118; наиболее часто, как отмечалось выше, в последние годы строили печи с цилиндро-коническими стенками. К верхней части кожуха приварен кольцевой желоб (5, см. рис. 118), заполняемый песком для создания герметичного соединения со сводом (песочный затвор). На печах с электромагнитным перемешиванием металла центральная часть днища кожуха выполнена из немагнитной стали.
Рабочее окно выполнено в виде выреза в кожухе печи, в котором крепится П-образная водоохлаждаемая металлическая рама. Рама служит опорой для кирпичной кладки, обеспечивая постоянство контура оконного проема. Окно закрывается футерованной заслонкой, которая перемещается вверх и вниз.
Футеровка дуговой печи подвергается воздействию теплового излучения электрических дуг, ударам кусков шихты при загрузке, разъедающему воздействию шлака и металла и термических напряжений, возникающих при резких колебаниях температур — охлаждении во время завалки холодной шихты. Футеровка свода испытывает дополнительные нагрузки, вызываемые распорными усилиями арочного свода.
Поэтому применяемые огнеупоры должны обладать высокой огнеупорностью, термостойкостью, прочностью и шлакоустой-чивостью.
Подина основной печи (рис. 119) состоит из изоляционного и рабочего слоев. Изоляционный слой включает укладываемый на металлическое днище кожуха слой листового асбеста, выравнивающий слой шамотного порошка и слой кладки из шамотного кирпича. Толщина изоляционного слоя 70—180 мм. Рабочий слой включает кладку из нескольких рядов магнезитового кирпича толщиной от 280 мм на малых печах до 575 мм на больших и верхний набивной слой из магнезитового порошка толщиной 100—190 мм, который на первых после выкладки пода плавках спекается в монолитную массу.
Спекшийся слой набивки играет большую роль: во-первых он предотвращает возможный уход жидкого металла через швы между кирпичами кладки пода и, во-вторых, его толщину поддерживают постоянной путем "заправки" — забрасывая после каждой плавки на изношенные участки магнезитовый порошок; благодаря этому стойкость пода составляет 1500— 6000 плавок и она не лимитирует работу печи.
412
Ф70Ь0
Рис. 119. Разрез рабочего пространства 100-т дуговой печи:
1 — кожух; 2 — листовой асбест; 3 — слой шамотного порошка; 4 — шамотный кирпич; 5 — магнезитовый кирпич; 6 — магнезитовый порошок; 7 — кольцевой рельс; 8 — заслонка; 9 — рама рабочего окна; 10 — уплотняющее кольцо; 11 — кольцевой желоб; 12 — магнезитохромитовый кирпич; 13 — молотый асбест
В последнее время набивной слой иногда деДают толщиной 400—500 мм за счет уменьшения толщины кладки из магнезитового кирпича и изоляционного слоя; при этом достигнуто повышение срока службы пода, уменьшение расхода магнезитовых огнеупоров и простоев печи на ремонтах пода. Общая толщина пода на печах малой и средней емкости примерно равна глубине ванны Яв, а на большегрузных снижается до 0,7Яв; на печах с электромагнитным перемешиванием толщина пода не должна превышать 900 мм.
Футеровку стен на отечественных заводах выполняют без слоя теплоизоляционной кладки целиком из основных кирпичей (магнезитохромитового, хромомагнезитового, магнезитового), которые укладывают на футеровку откосов. Кирпичи в стенке кладут в один ряд либо в два (примыкающий к кожуху арматурный слой и внутренний рабочий, как на рис. 119). Верхнюю часть стенок иногда делают меньшей толщины (рис. 118, а), так как здесь меньше тепловое излучение от электрических дуг. Толщина стенок в нижней части составляет 300—570 мм, возрастая с ростом вместимости печи.
413
Стойкость стен 100-т печей составляет 150—200 плавок, на малых печах она достигает 350 плавок.
Местами наибольшего износа стен являются "горячие пятна" — участки, приближенные к электродам (электрическим дугам). Иногда эти участки выполняют из огнеупоров повышенной стойкости, например из магнезитоуглеродистого кирпича; их ремонтируют путем торкретирования; размещают здесь водоохлаждаемые панели.
Свод печи имеет форму купола (в поперечном разрезе — форму арки, рис. 119). Такую форму получают за счет использования при выкладке свода клиновых и прямых кирпичей. Опорой крайних кирпичей свода и, таким образом, всей его кладки служит стальное сводовое кольцо (рис. 120), охватывающее свод до периферии; на средних и крупных печах сводовое кольцо делают водоохлаждаемым. Свод основных печей выкладывают из магнезитохромитового кирпича, в кладке оставляют три отверстия для пропускания электродов и отверстие для отвода печных газов. Толщина сводов составляет 230—460 мм, возрастая с ростом вместимости печи.
В процессе службы внутренняя нагретая поверхность свода постепенно разрушается путем оплавления, а также скалывания тонких слоев под воздействием распорных усилий, возникающих в арочной конструкции. Когда толщина свода уменьшится настолько, что возможно его обрушение, свод заменяют. Мостовым краном его захватывают за сводовое кольцо и снимают, ставя на его место другой, заранее набранный свод; замена длится 20—40 мин. Набирают свод на выпуклом шаблоне в стороне от печи. Стойкость свода малых печей (5—12-т) составляет 125—225 плавок, она снижается с ростом вместимости печи, составляя 50—85 плавок на 60—200-т печах.
При заменах свода герметичность его соединения с рабочим пространством обеспечивается песочным затвором. Приваренный к низу сводового кольца "нож" (рис. 120, 1) в момент опускания свода на печь входит в песок, которым заполнен кольцевой желоб (рис. 119, 11 или же
рис. 118,5).
Футеровку кислых печей (свод, стенки, кладка рабочего слоя пода) делают из динасового кирпича. Набивной слой пода изготовляют из кварцевого песка и огнеупорной глины, взятых в соотношении 9:1. Стойкость футеровки кислых
414
Рис. 120. Поперечное сечение сводовых колец: а — неохлаждаемое кольцо; б — водоохлаждаемое; 1 — кольцевой нож; 2 — сводовое кольцо; 3 — вода; 4 — сводовый кирпич; 5 — пятовый кирпич
печей выше, чем основных. Это объясняется тем, что длительность плавки в кислой печи меньше, чем в основной; кроме того, емкость кислых печей невелика (3—Ют).
Сталевыпускное отверстие расположено против рабочего окна выше уровня металла и шлака; его нижняя кромка находится на уровне порога рабочего окна. Отверстие может быть круглым диаметром 120—150 мм или квадратного сечения со стороной 150—250 мм. Примыкающий к отверстию желоб футеруют шамотным кирпичом.
Уплотнители электродных отверстий. Отверстия в своде для электродов делают в диаметре на 30—50 мм больше диаметра электрода. Зазор между ними необходим для предотвращения поломок электродов при деформации свода в процессе его разогрева при эксплуатации.
Зазоры вокруг электродов уплотняют, чтобы избежать выбивания горячих газов, поскольку это ведет к увеличению теплопотерь и, следовательно, расхода электроэнергии; вызывает перегрев электрододержателей и, особенно, электро-
Рис. 121. Газодинамическое уплотняющее кольцо (а) и экономайзер
(6У.
1 — свод; 2 — огнеупорный бетон; 3 — электрод; 4 — металлическое кольцо; 5 — шлаковая вата; б — воротник, 7 — экономайзер
415
дов, которые вследствие этого усиленно окисляются. Применяют много различных конструкций уплотнителей.
На больших печах хорошо показали себя газодинамические уплотняющие кольца. Одна из конструкций такого уплотнителя показана на рис. 121, а. На кольцо из огнеупорного бетона опирается полое металлическое кольцо, в которое тангенциально подводят сжатый воздух. Воздушный поток вокруг электрода препятствует выбиванию газов из печи. На малых и средних печах широко применяют экономайзеры — полые водоохлаждаемые кольца, располагаемые вокруг электрода на своде или заглубленные в свод. На рис. 121, б показана одна из конструкций заглубленного в свод экономайзера, который для улучшения уплотнения снабжен сверху воротником (воронкой), заполняемым шлаковой ватой.
3. Рабочее пространство высокомощных водоохлаждаемых печей
Ббльшая часть электродуговых печей нашей страны — это печи с рабочим пространством из огнеупоров и трансформаторами невысокой удельной мощности (200—400 кВ • А/т). В последние годы, как уже отмечалось, возобладала новая концепция строительства и эксплуатации электродуговых печей. С целью сокращения расхода электроэнергии, длительности плавки и улучшения других технико-экономических показателей начали строить высокомощные печи, т.е. печи с удельной мощностью печного трансформатора 600— 900кВ*А/т. Это вызвало необходимость существенного изменения конструкции рабочего пространства печи. Одним из важных определяющих факторов при этом явилось то, что сильное излучение высокомощных электрических дуг вызывало перегрев и резкое снижение стойкости футеровки, и поэтому высокомощные печи стали строить с водоохлаждаемыми сводами и стенами.
Другим важным фактором послужило то, что из-за увеличенных теплопотерь с охлаждающей водой работа по технологии с длительной выдержкой жидкого металла в печи оказалась неэкономичной и стали применять технологию, при которой в печи проводят расплавление шихты и краткий окислительный период, а далее металл выпускают в ковш для доведения до требуемых состава и свойств на установках 416
внепечной обработки. Поскольку для эффективной внепечной обработки необходимо предотвратить попадание в ковш печного шлака (из него в металл могут переходить фосфор и кислород), высокомощные печи обычно оборудуют сифонным или эркерным выпуском металла, обеспечивающими слив стали без попадания печного шлака в ковш.
Еще одним определяющим фактором явилось то, что в связи с охлаждением водой отпала необходимость повышать стойкость стен печи путем выполнения их наклонными или цилиндро-коническими, поэтому водоохлаждаемые печи обычно делают с цилиндрическими стенами.
Таким образом, вновь сооружаемые высокомощные дуговые сталеплавильные печи — это обычно печи с водоохлаждаемыми сводом и стенами, с эркерным или сифонным выпуском металла и с цилиндрическими стенами. Такие печи зачастую оборудуют стеновыми (т.е. вводимыми через стены печи) топливокислородными горелками, которые располагают в относительно холодных зонах между электродами и включают в период плавления, что позволяет сократить длительность периода и снизить расход электроэнергии.
Основные размеры рабочего пространства отечественных 100-т водоохлаждаемых печей приведены ниже:
Печь ДСП-100И6* ДСП-100И7*; ДСП-100И8 ДСП БМЗ
Диаметр ванны на уровне порога рабочего окна, мм 5550 5400 5150
Глубина ванны, мм . . . 1100 1365 1320
Высота рабочего пространства (от порога до верха стен), мм .... 2070 2450 2600
ДСП-100И6, 100И7 и 100И8 — дуговые сталеплавильные печи, соответственно, с обычным выпуском металла, с сифонным и с эркерным; ДСП БМЗ - печь с сифонным выпуском Белорусского металлургического завода.
У первой отечественной водоохлаждаемой печи, разработанной в начале 80-х годов (ДСП-100И6), размеры рабочего пространства такие же, как у обычных печей с огнеупорной футеровкой. Созданные позднее печи ДСП-100И7 и 100И8, а также печь БМЗ имеют ванну большей глубины при меньшем ее диаметре; величина отношения диаметра к высоте ванны £>в/^в также меньше (менее 4,0), чем у печей с огнеупорной футеровкой (4,5—5,5). Такое изменение размеров ванны яви
27-4050
417
лось следствием вынесения операций по рафинированию и доводке стали из печи в ковш, поскольку при этом отпала необходимость иметь в печи большую поверхность контакта металл—шлак и малую глубину ванны, которые были обязательны для обеспечения полноты процессов рафинирования в случае их проведения в печи.
Уменьшение диаметра ванны и выполнение стен водоохлаждаемых печей цилиндрическими позволило уменьшить диаметр кожуха, особенно в его верхней части, и тем самым сократить площадь водоохлаждаемых поверхностей свода и стен и соответственно снизить теплопотери с охлаждающей водой. Уменьшилась также длина короткой сети и соответственно электрические потери. Диаметр рабочего пространства (DPII) таких печей примерно равен: £>ОТ + 2<3, где £>от — диаметр ванны на уровне откосов, а 5 — толщина футеровки нижней части стен под панелями (для 100-т печей это ~ 500 мм).
Для новых водоохлаждаемых печей характерно также увеличение высоты рабочего пространства, и тем самым его объема с целью улучшения возможности загрузки печи в один прием (одной корзиной).
Ф6700
Рис. 122. 100-т печь с сифонным выпуском металла и водоохлаждаемыми стенами:
1 — нижняя часть кожуха; 2 — ребро жесткости (стальная пластина); 3 — фланец; 4, 5, 6 — трубы; 7 — кладка низа стен; S — стеновая водоохлаждаемая панель; 9 — трубки из магнезита
418
Сифонный и эркерный выпуск. Современная отечественная 100-т печь с сифонным выпуском (ДСП-100И7) представлена на рис. 122; схема печи с эркерным выпуском — на рис. 123. Сифонный выпуск металла производят через образованное магнезитовыми трубками (блоками) 9 наклонное отверстие, располагаемое в кладке откоса с противоположной от рабочего окна стороны и так, что его начало заглублено в металл. В процессе плавки и при наклоне печи во время выпуска граница металл—шлак находится выше уровня отверстия и поэтому шлак в него не попадает, т.е. обеспечивается выпуск стали без шлака.
Печь с эркерным выпуском имеет (рис. 123) с противоположной от рабочего окна стороны выступ (эркер) б, в котором во время плавки находятся металл и шлак. В дне
Рис. 123. Рабочее пространство печи с эркерным выпуском:
1 — утолщенный набивной слой пода; 2 — заслонка; 3 — стеновая панель; 4 — трубчатый каркас стен; 5 — сводик эркера; 6 — эркер; 7 — сталевыпускное отверстие; 8 — запорная пластина; 9 — рабочее окно
419
эркера размещено сталевыпускное отверстие 7; дно с отверстием расположено на такой высоте, что для слива металла достаточен наклон печи на 10—12°. Стены эркера выложены из магнезитового кирпича, дно выполнено так же, как и под печи; сверху эркер закрыт съемным трубчатым водоохлаждаемым сводиком 5, при снятии которого обеспечивается доступ сверху к выпускному отверстию. Последнее выполнено из магнезитовых трубок; после выпуска очередной плавки его перекрывают снизу графитовой плитой, а сверху в него засыпают магнезитовый порошок. Прижатие графитовой плиты обеспечивают рычагом, который может быть отвернут от отверстия вбок или вниз. Для выпуска стали отводят рычаг с графитовой плитой, из отверстия высыпается магнезитовый порошок и сталь вытекает через отверстие без шлака.
Кожух водоохлаждаемых печей как правило цилиндрической формы (рис. 122) со сферическим днищем; иногда низ кожуха выполняют сужающимся. Кожух состоит из двух частей. Нижнюю его часть (рис. 122,7), являющуюся опорой кладки пода, делают как и на обычных печах из стальных листов. Верхнюю часть (выше порога рабочего окна), являющуюся опорой стеновых водоохлаждаемых панелей, выполняют в виде решетчатого каркаса. На отечественных печах он сделан из стальных труб и включает две кольцевые трубы 5 и б и ряд вертикальных труб 4, опирающихся на кольцевой фланец 3, служащий для соединения с кольцевым фланцем нижней части кожуха. Отказ от сплошного кожуха стенок вызван необходимостью обеспечить доступ снаружи к узлам крепления панелей и большому числу подводов и отводов воды к ним, а также обеспечить визуальный контроль панелей.
Футеровку пода (до верха откосов) часто выполняют так же, как на обычных печах (теплоизоляционный слой, кладка из магнезитового кирпича и набивной слой толщиной до 190 мм). На некоторых печах применяют набивной под с толщиной набивки до 500 мм (см. рис. 123). Низ стен над откосами делают из огнеупоров, чтобы исключить случайный контакт стеновых панелей с жидким металлом. Этот слой кладки имеет высоту 350—600 мм; в связи с близостью к высокомощным электрическим дугам его выполняют из высокостойких огнеупоров, например магнезитоуглеродистых.
Стеновые панели. Внутри решетчатого каркаса стен по всему его периметру закреплено от 8 до 16 водоохлаждаемых 420
панелей (рис. 123,3); каждая из них имеет самостоятельные подвод и отвод воды. Во избежание случайного контакта с жидким металлом панели крепят так, чтобы расстояние от их низа до уровня порога рабочего окна составляло 350—500 мм. Над сталевыпускным отверстием, в сторону которого наклоняют печь, панели располагают выше, чем в остальных участках стен. Панели занимают 65—80 % площади стен печи; наибольшая площадь панелей у печей с эркерным выпуском, поскольку их можно располагать ближе к металлу, так как при выпуске печь наклоняют лишь на 10—12°, тогда как печи с сифонным выпуском или через желоб— до 45°.
Известны три типа водоохлаждаежых панелей: литые, коробчатые (кессонные) и трубчатые. Ниже охарактеризованы некоторые, наиболее известные. В Японии разработаны панели в виде плоского литого чугунного блока, внутри которого залита стальная трубка в виде змеевика для охлаждающей воды, а в поверхностный слой со стороны рабочего пространства вмонтированы огнеупорные кирпичи. В Германии используют коробчатые панели, представляющие собой сваренную из листов плоскую коробку с рядом перегородок внутри, заставляющих подаваемую воду циркулировать по траектории змеевика вдоль всей поверхности коробки так, чтобы не было застойных зон.
Распространены трубчатые панели; они отличаются надежностью, просты в изготовлении, позволяют работать при ббльших давлениях и скоростях движения воды, что предотвращает образование застойных зон. Применяемые на отечественных заводах трубчатые панели представлены на рис. 124. Панель фирмы Крупп представляет собой (рис. 124, а) ряд параллельных труб 1, в котором две соседние трубы сверху и снизу соединены приваренными штампованными переходниками (капами) 2, обеспечивающими поворот воды на 180°; патрубки 4 и 3 служат для подвода и отвода охлаждающей воды. Отечественную панель конструкции "Сибэлектро-терм" (рис. 124, б) изготавливают из двух труб диаметром 70—90 мм методом гибки без сварных швов. Трубы 5 (на рис. 124 отмечена штрихами) и 6 отдельно изгибают по форме прямоугольной спирали с оставлением зазоров между ветвями; вставляют трубы друг в друга, получая плоскую панель. Трубы скрепляют в одно целое с помощью привариваемых накладок 10. Один из вариантов устройства панелей предусмат-
421
Рис. 124 Трубчатые стеновые водоохлаждаемые панели
ривает (рис. 124, б) подвод 8 и отвод 9 воды через периферийные концы труб и соединение концов труб 5 и б в центре панели с помощью патрубка 7. Эта панель по сравнению с панелью фирмы Крупп обладает меньшим гидравлическим сопротивлением из-за отсутствия поворотов воды на 180°; более проста в изготовлении, так как не требуется сварки труб; более надежна в эксплуатации из-за отсутствия сварных швов, по которым обычно происходит разрушение.
На тепловоспринимающую поверхность всех панелей наносят слой теплоизолирующей огнеупорной массы с тем, чтобы уменьшить потери тепла через панель; для удержания этой массы к поверхности приваривают большое число шлакодержа-телей (штырей, уголков, крючков и т.п.). В процессе службы панелей на месте разрушающейся обмазки формируется гарнисаж, также являющийся теплоизолятором.
Скорость движения воды должна быть более 2 м/с с тем, чтобы не возникали застойные зоны, поскольку в них начинается кипение воды. При кипении выпадают соли жесткости и образующийся слой накипи замедляет теплоотвод, в результате чего панель в этом месте прогорает. Для предотвращения выпадения солей жесткости необходимо применять химически очищенную воду.
422
Расход воды на оба вида трубчатых стеновых панелей составляет 5—9 м3/ч на 1м2 поверхности панели, стойкость панелей достигает 2000—4000 плавок и более.
Водоохлаждаемые своды применяют в основном на высокомощных электропечах, имеющих кроме того водоохлаждаемые стены. Иногда такие своды используют на невысокомощных печах, имеющих рабочее пространство из огнеупоров.
Большинство водоохлаждаемых сводов выполняют комбинированными, т.е. их периферийную часть делают водоохлаждаемый из металла, а центральную, через которую проходят электроды, из огнеупорного кирпича, чтобы предотвратить возможное короткое замыкание между электродами и металлической водоохлаждаемой частью свода. Обычно периферийная охлаждаемая часть занимает около 80 % поверхности свода, а центральная часть из огнеупоров — около 20 %.
Разработаны и находят применение ряд разновидностей водоохлаждаемых сводов.
Они различаются формой поперечного сечения (плоские, куполообразные, выпуклые в виде усеченной пирамиды), устройством основных водоохлаждаемых элементов (трубчатые, коробчатые с циркуляцией воды внутри коробки, со спрейер-ным охлаждением рабочей поверхности), формой (в плане) центральной огнеупорной части. Эта часть может иметь в плане круглую форму, как на рис. 125, или же дельтавидную форму (форму треугольника) с отверстиями для электродов, располагаемыми в углах этой огнеупорной части. При дель-тавидной конфигурации огнеупорной части уменьшаеется ее площадь, т.е. возрастает площадь водоохлаждаемой части свода.
Две разновидности комбинированных водоохлаждаемых сводов показаны на рис. 125. Плоский коробчатый свод (конструкции МВМИ) (рис. 125, а) имеет в качестве несущей основы водоохлаждаемое трубчатое сводовое кольцо 4. На него опирается пеериферийная кольцевая коробчатая часть 2, Составленная из трех отдельных полых секторов — 2а, 26 и 2в; в полость каждого из них заложен трубчатый змеевик с двумя рядами отверстий для подвода охлаждающей воды. В одном из секторов выполнено отверстие 8 для отсоса печных газов; к нижней поверхности периферийной части приварены стальные полосы или штыри для удержания слоя теплоизолирующей огнеупорной массы 5 или гарнисажа.
423
Рис. 125. Водоохлаждаемые плоские коробчатые (а) и трубчатые куполообразные (б) своды электропечей:
1 — центральная часть свода; 2 — периферийная кольцевая часть из коробчатых секторов 2, а, 2, б и 2, в; 3 — "нож"; 4 — сводовое кольцо; 5 — гарниссаж; 6 — неохлаждаемое стальное кольцо; 7 — отверстия для электродов; 8 — отверстие для отвода печных газов, 9 — водоохлаждаемое опорное кольцо; 10, 12 — верхнее и нижнее трубчатые кольца соответственно; 11 — радиальные балки, 13 — водоохлаждаемые панели
Центральная часть 1 свода с тремя отверстиями 7 для электродов установлена на периферийной; она имеет форму купола и набрана из магнезитохромитовых кирпичей, опирающихся на неохлаждаемое стальное кольцо 6. К сводовому кольцу 4 приварен "нож" (кольцевая пластина) 3, входящий в песочный затвор при установке свода на печь.
Недостатками такой конструкции являются возникновение в больших по размерам секциях значительных термических напряжений, что может вызвать разрушение сварных швов, а также малая скорость воды, омывающей нижний лист коробчатых секций, что может вызвать кипение воды в отдельных участках с выпадением накипи и к прогару здесь свода.
424
Подобные своды применяют на печах с невысокомощными трансформаторами. Расход воды составляет ~ 2,5 м3/ч на 1 м2 поверхности, стойкость охлаждаемой части достигает 2000 плавок.
Трубчатый куполообразный свод (рис. 125, б) имеет водоохлаждаемый несущий каркас из верхнего 10 и нижнего 12 трубчатых колец, соединенных изогнутыми трубами (радиальными балками) 11. Снизу к каркасу прикреплены трубчатые водоохлаждаемые панели 73, на которые нанесен слой теплоизоляции 5 из огнеупорной массы, удерживаемой приваренными к панелям шлакодержателями. Одна из панелей выполнена с отверстием 8 для отвода печных газов. Центральная куполообразная часть 7 свода является съемной, она выложена из магнезитохромитовых кирпичей, удерживаемых Водоохлаждаемым трубчатым опорным кольцом 9.
Расход воды на подобных сводах составляет 6—9 м3/ч на 1 м2 поверхности; для свода 100-т печи в целом он равен ~400м3/ч. Стойкость водоохлаждаемой части свода на высокомощных печах достигает 2000—4000 плавок, стойкость центральной огнеупорной части около 200 плавок, после Чего ее заменяют. Скорость движения воды во избежание выпадения накипи в трубах панелей должна быть более 2 м/с, с этой же целью необходимо применять химически очищенную воду.
Применение водоохлаждаемых сводов снизило расход сводовых огнеупоров с 3—8 до 0,5—0,8 кг/т стали.
Помимо двух описанных практическое применение находят ряд других конструкций водоохлаждаемых сводов. На отечественных печах вместимостью до 10 т иногда применяют цельносварные коробчатые плоские своды без огнеупорной вставки в их центре. На зарубежных заводах применяют выпуклые своды с центральной частью из огнеупоров и периферийной из плоских коробчатых панелей, расположенных наклонно с подъемом к центру. В этих панелях сделаны внутренние перегородки (схожие с показанными на рис. 24), заставляющие воду двигаться внутри панели по траектории змеевика, омывая всю нагреваемую поверхность панели. За рубежом начинают применять своды со спрейерным охлаждением. Такой свод имеет центральную огнеупорную часть и периферийную в виде полого коробчатого кольца куполообразной формы. Внутри кольцевой коробки расположена сис
425
тема форсунок, подающих разбрызгиваемую воду на всю нижнюю нагревающуюся поверхность кольца. Вода, стекающая тонким слоем по куполообразной поверхности, отводится из нижней части кольца. Преимущества такого свода по сравнению с трубчатым — значительно меньшие (в 1,5—2 раза) расход воды и масса свода.
4. Механическое оборудование печей
Опора печи и механизмы ее наклона
Для опоры корпуса печи на фундамент и для наклона печи при сливе металла служит люлька. Она (рис. 126, 3} выполнена в виде горизонтальной сварной коробчатой плиты с двумя опорными сегментами За. Механизм наклона может быть с гидравлическим (рис. 126, а} или электромеханическим (рис. 126, б) приводами. В первом случае подаваемая в гидроцилиндры 1 под давлением жидкость вызывает выдвижение или опускание штоков 2, во втором — электродвигатели 6 с редукторами 4 обеспечивают продольное перемещение зубчатых реек 5. При перемещении штоков или реек опорные сегменты люльки перекатываются по горизонтальным фундаментным балкам опорных станин 7 печи, что вызывает качание люльки и наклон печи.
Разновидности печей в зависимости
от способа открывания для загрузки
Шихту в современные электродуговые печи загружают сверху с помощью корзин с открывающимся днищем (см. рис. 136,6).
Рис 126 Люлька и механизмы наклона печи с гидравлическим (а) и электромеханическим (б) приводом
426
В зависимости от способа открывания для загрузки сверху различаются печи с: а) поворотным сводом; б) выкатным корпусом; в) откатывающимся сводом. Эти печи отличаются компоновкой и устройством механического оборудования.
Печи с поворотным сводом бывают двух типов: с опорой механизма отворота свода на люльку и на отдельный фундамент. У современных печей первой разновидности (рис. 127, а) свод 3 подвешен к полупорталу 2, который вместе с электродами 5 и системой их перемещения закреплен на поворотном валу 8, опирающемся на люльку. Для загрузки шихты свод поднимают на 150—300 мм, подтягивая к полупорта-лу, а электроды поднимают из рабочего пространства. Затем вращением вала 8 отворачивают свод с электродами на угол 85°, открывая тем самым рабочее пространство. Наклон печи в сторону сливного желоба 11 и рабочего окна 4 обеспечивают качанием люльки. Печь с опорой механизма отворота свода на отдельный фундамент показана на рис. 129.
У печи с выкатным корпусом (рис. 127, 6) портал 6 жестко закреплен на люльке 9, к порталу подвешен свод 3 и на портале крепятся электроды 5 с системой их перемещения. Кожух 1 печи установлен на тележке 12, которая с по-
Рис. 127. Схемы устройства электропечей, загружаемых сверху
427
мощью ходовых колес 7 может передвигаться по рельсам, уложенным на люльке. Перед загрузкой свод поднимают, электроды выводят из рабочего пространства, после чего кожух выкатывают из-под портала в сторону рабочего окна 4. Люлька обеспечивает наклон печи вместе с порталом.
Распространена и другая разновидность печей с выкатным корпусом. В них портал со сводом и электродами опирается на два отдельных опорных сегмента. Кожух печи закреплен на люльке и выкатывается из-под портала вместе с люлькой. При наклоне печи люльку замковым устройством жестко соединяют с опорными сегментами портала, сегменты люльки и портала имеют одинаковый радиус кривизны, чем обеспечивается совместный синхронный наклон кожуха и портала.
В печи с откатывающимся сводом (рис. 127, в) портал 6 и кожух 1 опираются на общую люльку 9, причем портал установлен на ходовых колесах 7, и может перемещаться по рельсам, уложенным на люльке; к порталу крепится свод 3 с электродами. Перед загрузкой свод с электродами 5 поднимают и портал откатывается, съезжая с люльки в сторону желоба 11 или рабочего окна 4. Качанием люльки обеспечивают наклон печи вместе с порталом; портал при наклоне жестко скрепляют с люлькой специальными упорами.
В настоящее время печи с выкатным корпусом и откатывающимся сводом считаются устаревшими. В последние годы строятся более совершенные печи с поворотным сводом. Многие печи вместимостью выше 25 т (кроме высокомощных печей) оборудуются механизмами поворота кожуха вокруг вертикальной оси и устройствами для электромагнитного перемешивания металла.
Механизмы подъема—поворота свода
Как отмечалось, печи с отворачиваемым сводом бывают двух разновидностей: с опорой механизма отворота свода с электродами либо на люльку, либо на отдельный фундамент.
Печи с опорой механизма отворота свода на люльку. Большая часть строившихся в последние десятилетия отечественных печей этого типа схожи с устройством 100-т печи, схематически показанной на рис. 128. Корпус печи (на рис. не показан) опирается на люльку 8 через четыре опорных тумбы 9. Свод 12 подвешен к полупорталу, состоящему из двух Г-образных стоек 14, с помощью цепей 11, переки-
428
12
11
Рис. 128. Механическое оборудование печи с опорой механизмов подъема—поворота свода на люльку:
1 — поворотная плита; 2 — электродвигатель с редуктором, 3 — конический зубчатый сектор; 4 — вал; 5 — подпятник; 6 — верхний опорный роликовый подшипник; 7 — привод (электродвигатель и червячный редуктор с тяговым винтом); 8 — люлька; 9 — опорные тумбы; 10 — механизм вращения; 11 — цепи; 12 — свод; 13 — ролики; 14 — Г-образные стойки; 15 — синхронизирующий вал, 16 — ролики опорных тумб; 17 — кольцевой рельс, 18 — ролики, предотвращающие боковое смещение корпуса; 19 — корпус печи
нутых через ролики 13. Концы цепей соединены с приводом 7 (электродвигатель и червячный редуктор с тяговым винтом), который перемещает цепи, обеспечивая подъем и опускание свода. Два привода 7 соединены синхронизирующим валом 75.
Полупортал закреплен на литой стальной поворотной плите 7, которая одним концом насажена на поворотный вал 4 диаметром 750 мм. Вал закреплен в люльке, опираясь на подпятник 5 и верхний 6 и нижний роликовые подшипники. Вращение вала осуществляет электродвигатель с редуктором 2 через коническую шестерню, входящую в зацепление с коническим зубчатым сектором 3, закрепленным на валу 4. На поворотной плите 1 между Г-образными стойками закреплены три стойки механизма перемещения электродов (на рис. 128 не показаны).
429
При открывании печи для загрузки включают привод 7, приподнимая свод на 150—300 мм, и поднимают электроды, выводя их из рабочего пространства. Далее включают привод 2, поворачивая вал 4 на угол в 80°; вместе с валом вокруг его оси поворачивается плита 1 и закрепленные на ней портал, свод и электроды, открывая рабочее пространство сверху.
Печь снабжена механизмом вращения ванны. Он предназначен для поворота печи вокруг вертикальной оси на 40° в одну и другую сторону относительно нормального положения. Это позволяет во время плавления при трех положениях кожуха проплавлять в шихте девять "колодцев", что сокращает время расплавления шихты. Возможность вращения обеспечивается благодаря тому, что корпус 19 печи посредством прикрепленного к нему кольцевого рельса 17 опирается на ролики 16 опорных тумб 9. Один или два механизма вращения 10 установлены на люльке; каждый из них состоит из электродвигателя с редуктором, выходной вал которого входят в зацепление с закрепленным на корпусе печи зубчатым сектором, благодаря чему вращение вала вызывает поворот корпуса. При включении механизма 10 и вращении корпуса кольцевой рельс 17 катится по роликам 76, а ролики 18 предотвращают боковое смещение корпуса. На высокомощных печах в таком механизме нет необходимости, поскольку в процессе расплавления вокруг трех электродов образуется общая плавильная зона или колодец (см. рис. 137), а не три отдельных проплавляемых колодца, характерных для невысокомощных печей.
Печи с опорой механизма отворота свода на отдельный фундамент эксплуатируются уже много лет. Имеется несколько их разновидностей. Современных вариант устройства рассмотрим (рис. 129) на примере отечественной высокомощной печи (ДСП-100И6). Корпус печи жестко закреплен на люльке 7. Он включает нижнюю часть 2 (опору ванны) из стального листа и стеновой каркас 3 из труб со стеновыми панелями 4 и рабочим окном 5. Водоохлаждаемый свод 6 с помощью четырех гибких тяг 7 подвешен к двум консолям 8, которые объединены в общую жесткую конструкцию с порталом 13 и шахтой 18. В нижнем положении портал опирается на люльку через закрепленные на ней две тумбы 14, а свод 6 — на корпус печи. В шахте 18 размещены три гидроцилиндра, ко-430
Рис. 129. Печь с опорой механизма подъема—поворота свода на отдельный фундамент:
1 — люлька; 2 — кожух печи (нижняя часть); 3 — стеновой каркас; 4 — стеновые панели; 5 — рабочее окно; 6 — водоохлаждаемый свод; 7 — гибкие тяги; 8 — консоли; 9 — хомут; 10 — пружинно-гидравлический механизм; 11 а,б,в — короткая сеть; 12 — телескопические стойки электрододержателей; 13 — портал; 14 — тумбы; 15 — направляющие колонны; 16 — конический хвостовик каретки; 17 — каретка; 18 — шахта; 19 — ролики; 20 — поворотная платформа; 21 — опорный вал; 22 — дугообразные рельсы; 23 — опорные ролики; 24, 25 — гидроцилиндры; 26 — выступ
431
торые перемещают телескопические стойки 12 электрододер-жателей. Электроды в электрододержателе зажимают с помощью хомута 9 и пружинно-гидравлического механизма 10\ ток от гибких кабелей к электрододержателям подводят водоохлаждаемыми медными трубами 11 а.
Механизм отворота свода с электродами расположен на отдельном фундаменте и включает поворотную платформу 20 с закрепленными на ней двумя направляющиими колоннами 15 и перемещаемую по ним вверх-вниз с помощью системы роликов 19 каретку 17. При открывании рабочего пространства печи вначале из него выводят электроды путем подъема стоек 12. Одновременно с помощью двух гидроцилиндров 25 перемещают каретку 17 вверх; при этом конический хвостовик 16 каретки входит в соответствующее отверстие портала, а выступ 26 прилегает к шахте. Движущаяся вверх каретка поднимает портал, консоли и шахту и закрепленные на них свод и электроды. После подъема свода на 200—300 мм каретку 17 останавливают и с помощью гидроцилиндра 24 начинают поворот платформы 20 вокруг опорного вала 2J; опорные ролики 23 платформы при этом движутся по дугообразным рельсам 22. Вместе с платформой вокруг оси 21 поворачиваеется все приподнятое кареткой оборудование, включая свод и электроды; поворот ведут до полного открывания рабочего пространства печи.
Эта печь, как и все новые высокомощные, имеет гидравлические приводы основных печных механизмов, являющися более быстродействующими, чем электромеханические.
5. Электроды и механизмы для их зажима и перемещения
Ток в плавильное пространство дуговой электропечи поступает по электродам. Выдерживать высокие температуры и сохранять в то же время достаточную прочность и хорошую электропроводность могут только изделия из углерода. Применяемые в электросталеплавильном производстве так называемые графитированные электроды изготовляют из малозольных углеродистых материалов: нефтяного или пекового кокса с добавкой связующего — каменноугольного пека. Размолотый кокс после прокаливания при ~ 1300 °C смешивают с расплавленным пеком в обогреваемых (до 150 °C) смесителях. Далее смесь прессуют в заготовки и обжигают их в га
432
зовых печах при 1300 °C, а затем в электрических печах при температурах 2500—2700 °C, достигаемых за счет пропускания через них тока силой 60—120 кА.
Обожженные заготовки подвергают механической обработке, придавая им форму цилиндра.
Удельное электросопротивление графитированных электродов равно 8—13 мкОм • м; в соответстии с ГОСТ допустимая плотность тока для электродов диаметром от 100 до 610 мм находится в пределах от 35 до 12—14А/см2, уменьшаясь с ростом диаметра электрода. Для высокомощных печей в последнее время организовано производство графитированных электродов с особо низким удельным электросопротивлением, допускающим в электродах диаметром 500—600 мм плотность тока до 25—ЗОА/см2 (вместо 12—14А/см2 для обычных).
Диаметр электродов, см, рассчитывают по допустимой плотности тока (/доп, А/см2):
Г) = 41/(тПдоп)',
где I — сила тока в электроде, А.
Электроды изготавливают в виде цилиндрических секций диаметром от 100 до 610 мм и длиной до 1500 мм. Работающий на печи электрод получают соединением нескольких секций. Для этого в каждом торце секций имеется гнездо с винтовой нарезкой, куда ввинчивают ниппель, соединяющий две секции (рис. 130).
В процессе эксплуатации нижняя часть электрода окисляется и разрушается потоком электронов дуги, т.е. электрод укорачивается Поэтому с целью поддержания постоянства длины дуги электрод постепенно опускают. Когда элект-рОдодержатель приближается к своду, производят "перепус-
Рис 130 Соединение электродов при помощи цилиндрического (а) и конического (5) ниппеля
433
какие" электрода: разжимают электрододержатель, поднимают его вверх и захватывают (зажимают) электрод на более высоком уровне, чтобы можно было вновь постепенно опускать его по мере укорачивания. Периодически производят также "наращивание" электродов — к верху укоротившегося электрода с помощью ниппеля присоединяют очередную секцию.
Расход графитированных электродов на 1т стали составляет при основном процессе 4—9 кг, при кислом 4—6 кг.
Механизмы для зажима и перемещения электродов
Каждый из трех электродов имеет свой независимый механизм зажима и перемещения. Механизм состоит из электродбдер-жателя и устройств, обеспечивающих перемещение его с электродом в вертикальном направлении. Применяются механизмы перемещения электродов двух типов: с кареткой и с телескопической стойкой. В первом (рис. 131, а, б) электрододержатель рукавом 7 крепится к каретке 5, которая на направляющих роликах перемещается по неподвижной вертикальной стойке. Во втором (рис. 131, в) рукав 7 электро-додержателя закреплен на подвижной стойке, перемещающейся внутри полой вертикальной неподвижной стойки. Подвижную часть механизмов снабжают противовесом, что позволяет уменьшить мощность привода. Привод, перемещающий электро-
Рис. 131. Механизмы зажима и перемещения электродов с кареткой (а, б) и телескопической стойкой (в):
1 — привод; 2 — противовес; 3 — неподвижная стойка; 4 — канат; 5 — каретка;
6 — блок; 7 — рукав электрододержателя; 8 — электрод; 9 — рейка; 10 — подвижная стойка; 11 — гидроцилиндр; 12 — поршень
434
ды со скоростью 0,6—Зм/мин, может быть гидравлическим (рис. 131, в) или электромеханическим с передачей движения от электродвигателя с помощью системы канатов и блоков (рис. 131, а) или зубчатой рейки (рис. 131, б).
Электрод одержат ель служит для зажима и удержания электрода в заданном положении и для подвода к нему тока. Он состоит из рукава и закрепленных на нем головки, зажимного механизма и токоподвода. Наибольшее применение получили электрододержатели с пружинно-пневматическим механизмом зажима электрода. Конструктивное исполнение электрододержателей отличается многообразием, но в зависимости от способа зажима электрода в головке их можно свести к двум разновидностям.
В одной (рис. 132, а) головка выполнена в виде кольца или полукольца и подвижной нажимной колодки. Электрод в рабочем положении зажат в кольце колодкой за счет усилия пружины. Если нужно освободить электрод, то в пневмоцилиндр подают воздух, поршень и рычажный механизм сжимают пружину, перемещают колодку вправо, освобождая электрод. Во второй разновидности (рис. 132, б) головка состоит из неподвижной колодки и хомута, охватывающего электрод. Электрод прижат к токоведушей колодке с помощью хомута за счет усилия пружины, передаваемого рычажной системой 7. При подаче воздуха в пневмоцилиндр хомут смешается влево, освобождая электрод. На новых высокомощных печах вместо пружинно-пневматических устанавливают схожие с ними пружинно-гидравлические механизмы зажима электродов; общий вид такого механизма представлен на рис. 129.
Рис. 132. Схема электрододержателей:
1 — полукольцо; 2 — электрод; 3 — колодка; 4 — шток; 5 — пружина; б — пневмоцилиндр; 7 — система рычагов; 8 — хомут; 9 — рукав электрододержателя;
10 — каретка
435
Головка электрически изолирована от рукава; на средних и крупных печах элементы головки охлаждают водой. Ток к головке подается с помощью шин или труб, закрепленных на изоляторах сверху рукава.
Рукав, изготовляемый в виде толстостенной трубы или сварной коробчатой балки, соединяет головку с кареткой (см. рис. 131, а, б) или с подвижной телескопической стойкой (см. рис. 131, в).
За рубежом широко применяют так называемые токоведущие электрододержатели. В них рукав выполнен в виде полой прямоугольного сечения штанги из алюминия, служащей также токоподводом от гибких кабелей до головки электродоДержа-теля; алюминий используют в связи с его высокой электропроводностью. При этом не требуются токоподводы из медных водоохлаждаемых труб (рис. 129, 11а).
6. Электрооборудование дуговой печи
Дуговые электропечи — мощные потребители электроэнергии, поэтому для уменьшения потерь ее подают к печам под высоким напряжением; для большинства печей оно составляет 6, 10 или 35 кВ, а для некоторых высокомощных — 110 кВ. Рабочее же напряжение, подаваемое на электроды, должно быть в пределах 110—800 В, поэтому каждая печь имеет отдельный понижающий трансформатор и другое электрическое оборудование, обеспечивающие снижение напряжения до рабочего, подвод тока к электродам и регулированиее подводимой электрической мощности. Упрощенная схема электропечной установки с трансформатором малой и средней мощности показана на рис. 133; от высоковольтной линии до электродов расположено следующее оборудование.
Разъединитель, представляющий собой трехполюсный рубильник, служит для снятия напряжения с главного (высоковольтного) выключателя и для создания видимого разрыва в цепи высокого напряжения (при ремонтах и др.). Его включают и выключают только при снятой нагрузке (выключенном главном выключателе).
Главный или высоковольтный выключатель предназначен для разрыва высоковольтной цепи под нагрузкой. Его устройство обеспечивает гашение электрических дуг, возникающих между контактами выключателя в момент их разъеди-436
нения. В зависимости от способа гашения дуги различают масляные, воздушные, электромагнитные и вакуумные выключатели. В масляном выключателе дугу размыкания гасит минеральное масло, заполняющее бак выключателя. В воздушном дугу гасит поток сжатого воздуха; благодаря отсутствию масла он является пожаро- и взрывоопасным. В электромагнитных выключателях гашение дуги производится создаваемым в момент раз-мыкания контактов поперечным
Рис 133 Схема электропитания дуговой печи КВН — кабель высокого напряжения, Р — разъединитель, ГВ - главный выключатель, TH — трансформатор напряжение, ТТ — трансформаторы тока, Др — дроссель (реактор), ШВ — шунтирующий выключатель, ПТ — печной трансформатор, ПСН — переключатель ступеней напряжения, ПД/Y — переключатель "треугольник-звезда", 1 — электрод, 2 — дуга, 3 —
КВН
ГВ
ТТ
Приборы защиты и измерения, автоматический регулятор
металлическая ванна
магнитным полем. Преимуществом этих выключателей является то, что они не нуждаются в сжатом воздухе и изоляционном масле. Вакуумные выключатели, используемые в цепях с напряжением 110 кВ и более, отличаются высоким сроком службы, поскольку их контакты расположены в запаянной вакуумной дугогасительной камере.
Главный выключатель служит для всех оперативных включений и выключений печной установки во время ее работы Кроме того, по сигналам соответствующих датчиков он отключает установку при нарушении нормального режима работы (росте силы тока в короткой сети, повышении температуры масла в системе охлаждения трансформатора и температуры воды в системе охлаждения элементов печи и др.).
Дроссель или реактор служит для стабилизации горения дуг и ограничения токов короткого замыкания путем введения в цепь индуктивного сопротивления и выполнен в виде трех обмоток с сердечниками, помешенными в кожух с мас
437
лом. Большое число витков в обмотках обеспечивает высокое индуктивное сопротивление дросселя. Иногда дроссель устанавливают в одном кожухе вместе с трансформатором.
При включенном дросселе коэффициент мощности cos <р установки снижается, поэтому после того, как в ванне накопится много жидкого металла и дуги начинают гореть устойчиво, дроссель отключают, шунтируя его с помощью вспомогательного масляного выключателя.
На печах с трансформатором мощностью > 10 МВ-А индуктивное сопротивление трансформатора и короткой сети достаточно велико и в дросселе нет необходимости.
Печной трансформатор предназначен для преобразования электрической энергии высокого напряжения в энергию низкого напряжения. Трехфазный печной трансформатор состоит из трех связанных между собой сердечников, на каждом из которых закреплены обмотки высокого и низкого напряжения. Сердечник с обмотками помещены в кожух, заполненный трансформаторным маслом, являющееся изолятором и охлаждающее трансформатор. В трансформаторах мощностью > 5 МВ • А применяют принудительную циркуляцию масла, которое пропускают через водяной маслоохладитель. У некоторых трансформаторов мощностью до 10 МВ-А в кожухе с маслом дополнительно размещен дроссель, а у многих высокомощных — переключатель ступеней напряжения, работающий под нагрузкой.
Мощность печных трансформаторов с течением времени увеличивают. Ранее мощность выбирали исходя из того, что полностью она используется только в период расплавления шихты, а в течение окислительного и восстановительного периодов — лишь на 30—70 %, так как после расплавления уменьшается потребность в подводимом в печь тепле. Поэтому из-за низкой степени использования дорогостоящего высокомощного трансформатора считали более экономичным ставить на печь более простой и дешевый маломощный трансформатор. В последние 10—15 лет сооружают дуговые печи преимущественно с высокомощными (600—900 кВ • А на 1т стали) трансформаторами, которые расплавляли бы шихту примерно за 1 ч. Эффективное использование высокой мощности обеспечивается при этом за счет изменения технологии плавки — вынесения основных операций рафинирования из печи в ковш. Данные о мощности трансформаторов на вновь сооружаемых и старых печах приведены ниже:
438
Вместимость печи, т 6 Мощность трансформатора, МВ • А.
рекомендуемая 4
на старых печах 2,8—4
12 25 50 100 150 200
8 12,5 32 80 90 125
5-8 9-12,5 15-50 25-50 — 45
Печные трансформаторы конструируют так, что в период плавления они могут работать с перегрузкой в 20 %.
Переключатель ступеней напряжения служит для регулирования мощности, отдаваемой печным трансформатором, что
достигается путем изменения вторичного выходного напряжения трансформатора, т.е. напряжения на его низкой стороне. Для регулирования выходного напряжения в первичной высоковольтной обмотке делают несколько отпаек, выведенных на переключатель напряжения. Включая в работу большее или меньшее число витков первичных обмоток изменяют коэффициент трансформации и, тем самым, напряжение во вторичных обмотках, т.е. выходное напряжение трансформатора. Приводом переключателя обычно управляют дистанционно из пульта управления печи.
У печных трансформаторов мощностью 15—20 МВ • А и более применены переключатели с 23 ступенями напряжения, позволяющие производить переключение под нагрузкой и располагаемые в одном кожухе с трансформатором. Для менее мощных трансформаторов предусмотрены отдельные переключатели с 2—12 ступенями напряжения, они могут работать лишь при «снятой нагрузке (отключенном главном выключателе).
На малых печах используют переключение обмоток высокого напряжения со схемы соединения "треугольник" на схему "звезда" и наоборот; переключение с "треугольника" на "звезду" уменьшает вторичное напряжение в 1,7 раза.
Короткой сетью называют токоподвод от трансформатора до головки электрододержателя. Она включает шины, идущие от трансформатора через стены трансформаторного отделения, гибкие кабели от стены до рукава электрододержателя и шины или водоохлаждаемые трубы над рукавом электрододержателя. На рис. 129 показаны элементы короткой сети 100-т дуговой печи — водоохлаждаемая токоведущая труба Па, гибкий кабель 116 и шина lie, идущая к трансформатору.
Поскольку на пути от трансформатора до электродов протекает ток большой силы (до 50—100 кА), а электрические
439
потери в цепи пропорциональны величине тока в квадрате, длину короткой сети стараются делать минимальной, а печной трансформатор устанавливают возможно ближе к печи. Длина гибкого участка должна обеспечить возможность наклона печи и подъема и опускания электродов; гибкие кабели на крупных печах делают водоохлаждаемыми.
Автоматический регулятор мощности или регулятор положения электродов служит для поддержания заданной длины и мощности дуги на каждой ступени напряжения трансформатора. Мощность дуги при неизменной величине подводимого напряжения можно изменять, регулируя длину дугового промежутка (длину дуги); при увеличении длины дугового промежутка растет его электросопротивление, вследствие чего снижается сила тока дуги и, следовательно, ее мощность.
Автоматический регулятор, устанавливаемый на каждой фазе, используя в качестве входных сигналы, пропорциональные силе тока и напряжению короткой сети, поддерживает неизменным заданное соотношение между напряжением и силой тока фазы, что при постоянном напряжении трансформатора обеспечивает постоянство силы тока, длины- и, тем самым, мощности дуги. Если длина и сила тока дуги по какой-то причине изменились, регулятор воздействует на привод, который перемещает электрод до тех пор, пока будет восстановлено заданное соотношение между током и напряжением, т.е. заданная мощность дуги.
Контрольная и защитная аппаратура. На стороне высокого напряжения в главной цепи установлены (см. рис. 133) трансформаторы тока и напряжения, которые служат для подключения контрольно-измерительной и сигнальной аппаратуры и реле максимального тока, отключающего установку при аварийных коротких замыканиях. От трансформаторов тока, расположенных на шинах после печного трансформатора, и подаваемого напряжения короткой сети питается еще одна группа аппаратов: контрольно-измерительные приборы, автоматический регулятор мощности (см. выше) и реле максимального тока, защищающее трансформатор от перегрузки (отключающее установку при полуторакратном увеличении тока в течение 10 с).
Устройство для электромагнитного перемешивания жидкого металла. Таким устройством оборудованы многие печи вместимостью более 25т, работающие по традиционной технологии 440
Рис. 134. Схема электромагнитного перемешивания металла в дуговой печи в режиме скачивания шлака (а) и перемещения ванны (б): 1 — статор; 2 — обмотка
Шлак
Шлак
с окислительным и восстановительным периодами. Устройство обычно включают во время восстановительного периода и при сливе шлака. Перемешивание ускоряет выравнивание состава и температуры металла, раскисление, десульфурацию и удаление неметаллических включений, облегчает скачивание шлака.
Под днищем печи, выполненным из немагнитной стали, устанавливают (см. рис. 134) вытянутый сердечник (статор), изогнутый по форме днища, с двумя обмотками. Обмотки статора питаются двухфазным током низкой частоты (0,5—2 Гц) с углом сдвига фаз 90°, что создает в металле бегущее магнитное поле. Взаимодействие перемещающегося магнитного потока с наводимыми им в металле вихревыми токами вызывает перемещение нижних слоев металла в определенном направлении, верхние слои металла начинают при этом перемещаться в противоположном направлении. Изменение направления движения металла достигают переключением полюсов одной из обмоток. Расход электроэнергии на электромагнитное перемешивание составляет 5—20 кВт • ч/т.
§ 2. ЭЛЕКТРИЧЕСКИЙ РЕЖИМ
Электрическая дуга является основным источником тепла в дуговой сталеплавильной печи. Электрическая дуга или дуговой электрический разряд в газовой среде — это поток электронов и ионов между анодом и катодом. При приложении к последним напряжения достаточной величины происходит эмиссия электронов с катода которые, соударяясь с молекулами газа в межэлектродном пространстве, вызывают их ионизацию; при этом положительно заряженные частицы движутся к катоду, а электроны к аноду, создавая дугу. Движущиеся к аноду электроны бомбардируют его, в результате
441
чего кинетическая энергия электронов превращается в тепловую и световую, аналогичный процесс идет на катоде, бомбардируемым положительно заряженными частицами; температура бомбардируемого пятна анода составляет 3600—4000 °C, катода 3200—3600 °C, а температура столба дуги достигает 6000 °C.
В дуговой сталеплавильной печи дуга горит между электродами и металлом (жидкая ванна, нерасплавившаяся шихта) и представляет собой поток электронов, ионизированных газов и паров металла и шлака. Поскольку дуговые печи питаются переменным током, в течение каждого полупериода меняются катод и анод, а напряжение и сила тока дуги достигают максимума и проходят через ноль. Эмиссия электронов с катода существенно облегчается при повышении температуры катода, поэтому в дуговой печи после расплавления шихты дуга горит более устойчиво, чем в начале плавки при холодной шихте. Длина дуги на больших высокомощных печах может достигать 150—200 мм, сила тока 60—100 кА.
Мощность печного трансформатора и дуги. Как уже отмечалось (п. 5, § 1), в течение многих лет дуговые печи, работавшие по традиционной технологии с окислительным и восстановительным периодами, оснащали трансформаторами с невысокой удельной мощностью (от 130 до 200—400 кВ • А/т). В последние 10—15 лет, как правило, сооружают печи с высокомощными трансформаторами (600—900 кВ • А/т). Требуемую мощность трансформатора определяют расчетом, задаваясь длительностью периода расплавления шихты, которую принимают в пределах 1,0— 1,2 ч. Связь между этими параметрами следующая:
т ’ Q
Т • cos • 7)эл ’ К ’
где S — номинальная мощность трансформатора, кВ • А; Т — масса металлической завалки, т; Q — удельный расход электроэнергии за период плавления (расплавление шихты и нагрев металла и шлака до ~ 1550°C), кВт-ч/т; т— длительность расплавления, ч; cos у — коэффициент мощности печной установки; т)эл — электрический к.п.д. установки; К — коэффициент, учитывающий колебания электрического режима из-за неустойчивости горения электрических дуг (К « 0,85).
442
Величина Q на высокомощных печах составляет 400— 430 кВт • ч/т, на печах с трансформаторами невысокой мощности 450—480 кВт • ч/т. Значение 7}эл изменяется в пределах 0,95—0,8 и определяется величиной электрических потерь в короткой сети, снижаясь при росте этих потерь; cos <р изменяется в пределах от 0,9 до 0,7—0,6, его снижение означает ухудшение использования отбираемой трансформатором из сети электроэнергии (снижение активной подводимой в печь мощности ра).
Подводимая от трансформатора в печь мощность (активная мощность рй) определяется___по известному для трехфазной
цепи соотношению: ра = 1/ 3 UIcosip, где U— величина вторичного напряжения печного трансформатора, В; I — сила тока в короткой сети (сила тока дуги), А. Полезная мощность (суммарная мощность дуг) рл меньше ра и равна: Рд= Ра^эл- Таким образом, мощность дуг в основном определяется величиной питающего напряжения и силой тока дуги, а также значениями cos <р и т)эл. Характер зависимости между этими величинами при постоянном значении вторичного напряжения трансформатора показан на рис. 135.
Регулирование подводимой в печь мощности и мощности дуг осуществляют двумя способами: путем переключения ступеней вторичного напряжения печного трансформатора (в пределах от 110 до 600—900 В) и изменением силы тока дуги I. Регулирование I основано на следующей закономерности: при неизменном вторичном напряжении величина I зависит от
Рис. 135. Электрические характеристики 100-т дуговой электропечи для ступени напряжения 486 В:
Ра — активная мощность; рд - мощность дуг; рэ п -мощность электрических потерь; 7)эд — электрический К.П.Д4 cos <р — коэффициент мощности; I — сила тока
443
активного и реактивного сопротивлений короткой сети (на данной печи относительно постоянных) и от сопротивления воздушного промежутка между электродом и металлом. Изменяя величину последнего, т.е. длину дуги, достигают изменения I (при увеличении дугового промежутка его сопротивление возрастает и поэтому I уменьшается и наоборот).
Для каждой ступени вторичного напряжения .находят оптимальные значения /, для чего строят полученные на основании расчетов графики, аналогичные показанному на рис. 135. Величину I и соответственно длину дуги выбирают, стараясь обеспечить высокую мощность дуги при возможно больших значениях и cosy. Учитывают также то, что в период плавления, когда излучение дуг передается окружающему их лому, желательно работать с длинными дугами, т.е. при увеличенной их излучательной поверхности, а при жидкой ванне — на более коротких дугах с тем, чтобы уменьшить облучение стен и свода печи. Выбранный оптимальный режим на каждой ступени напряжения поддерживают с помощью автоматических регуляторов мощности дуг.
Электрический режим печей, работающих по традиционной технологии, основывается на том, что по потреблению электроэнергии процесс плавки делится на два этапа: первый включает период расплавления, в течение которого расходуется ~2/3 общего количества электроэнергии (430— 480кВт-ч/т), второй — окислительный и восстановительный периоды, когда после расплавления металла потребность в подводимой мощности резко снижается. Во время окислительного периода подводимая мощность должна обеспечить нагрев металла до температуры выпуска и компенсацию теплопотерь, а в восстановительный период преимущественно поддержание температуры металла на необходимом уровне и компенсацию теплопотерь. Соответственно в период плавления работают на высших ступенях напряжения трансформатора и относительно длинных дугах, что обеспечивает высокую подводимую мощность и хорошую излучательную способность дуг, в окислительный период — на средних ступенях напряжения и в восстановительный период — на низших ступенях и укороченных дугах, что снижает подводимую мощность и уменьшает излучение на футеровку печи.
На высокомощных печах технология плавки включает период плавления и короткий окислительный период, проводимый 444
с нагревом жидкого металла. Значительную часть периода плавления, когда излучение дуг поглощается стальным ломом, экранирующим стены печи, работают на высших ступенях напряжения и длинных дугах (при относительно небольших токах), что обеспечивает хорошую излучательную способность мощных дуг при высоких значениях cos <р 0,9). После сформирования жидкой ванны, чтобы уменьшить облучение стен печи переходят на работу с короткими при больших токах и напряжении высокомощными дугами. Такие дуги в значительной мере заглублены в ванну, что увеличивает передачу тепла жидкому металлу, но из-за больших токов сильно снижается cos <р (до 0,7—0,6). Чтобы повысить экономичность электрического режима разработана технология работы с "пенистыми" шлаками: во время плавления и окислительного периода на шлак загружают порции мелкого кокса, это вызывает вспенивание шлака пузырями СО, образующимися при окислении углерода кокса. Электрические дуги оказываются погруженными во вспененный шлак, что позволяет несколько увеличить длину дуг, уменьшив силу тока; при этом cos у возрастает до 0,8—0,85. По такому режиму работают большинство высокомощных печей.
§ 3. ВЫПЛАВКА СТАЛИ В ОСНОВНЫХ ДУГОВЫХ ЭЛЕКТРОПЕЧАХ
1. Шихтовые материалы электроплавки
Основной составляющей шихты (75—100 %) электроплавки является стальной лом. Лом не должен содержать цветных металлов и должен иметь минимальное количество никеля и меди; желательно, чтобы содержание фосфора в ломе не превышало 0,05 %. При более высоком содержании фосфора продолжительность плавки возрастает. Лом не должен быть сильно окисленным (ржавым). Ржавчина — гидрат оксида железа, с ней вносится в металл много водорода. Лом должен быть тяжеловесным, чтобы обеспечивалась загрузка шихты в один прием (одной корзиной). При легковесном ломе после частичного расплавления первой порции шихты приходится вновь открывать печь и подсаживать шихту, что увеличивает продолжительность плавки.
В последние годы расширяется применение металлизован-ных окатышей и губчатого железа — продуктов прямого вос
445
становления обогащенных железных руд. Они содержат 85—93 % Fe, основными примесями являются оксиды железа, SiO2 и А12О3.
Отличительная особенность этого сырья — наличие углерода от 0,2—0,5 до 2 % и очень низкое содержание серы, фосфора, никеля, меди и других примесей, обычно имеющихся в стальном ломе. Это позволяет выплавлять сталь, отличающуюся повышенной чистотой от примесей.
Переплав отходов легированных сталей позволяет экономить дорогие ферросплавы. Поэтому эти отходы собирают и хранят рассортированными по химическому составу в отдельных закромах. Их используют при выплавке сталей, содержащих те же легирующие элементы, что и отходы.
Для повышения содержания углерода в шихте используют чугун, кокс и электродный бой.
Основное требование к чугуну — минимальное содержание фосфора; с тем, чтобы не вносить много фосфора в шихту малых (< 40 т) печей вводят не более 10 % чугуна, а в большегрузных не более 25 %.
В качестве шлакообразующих в основных печах применяют известь, известняк, плавиковый шпат, боксит, шамотный бой; в кислых печах— кварцевый песок, шамотный бой, известь.
В качестве окислителей используют железную руду, прокатную окалину, агломерат, железорудные окатыши, газообразный кислород.
К шлакообразующим и окислителям предъявляются те же требования, что и при других сталеплавильных процессах. В частности, известь должна содержать более 90 % СаО, менее 2 % SiO2, менее 0,1 % S и быть свежеобожженной, чтобы не вносить в металл водород. Железная руда должна содержать менее 8 % SiO2, поскольку он понижает основность шлака, менее 0,05 % S и менее 0,2 % Р; желательно применять руду с размером кусков 40—100 мм, поскольку такие куски легко проходят через слой шлака и непосредственно реагируют с металлом.
В плавиковом шпате, применяемом для разжижения шлака, содержание CaF2 должно превышать 85%.
В электросталеплавильном производстве для легирования и раскисления применяются практически все известные ферросплавы и легирующие.
446
2. Традиционная технология с восстановительным периодом
Технология плавки с окислительным и восстановительным периодами или традиционная технология применяется в течение десятилетий на печах вместимостью 40 т для выплавки высококачественных легированных сталей. Эту технологию называют также двухшлаковой, а процесс плавки — двухшлаковым, поскольку по ходу плавки вначале (периоды плавления и окислительный) в печи наводят окислительный шлак, то есть содержащий много оксидов железа, а затем его сливают и в восстановительном периоде наводят новый (второй) шлак, не содержащий оксидов железа. До недавнего времени (до широкого внедрения процессов внепечной обработки) плавка в электродуговых печах по этой технологии была единственным способом получения легированных высококачественных сталей и такие стали назывались сталями "электропечного сортамента”. Высокое качество металла обеспечивалось за счет того, что в окислительном периоде создавались условия для удаления до очень низких содержа-
Рис. 136. Технологические операции электроплавки.
а — заправка; б — загрузка шихты; в — плавление; г — скачивание шлака; д — печь после расплавления шихты; е — выпуск стали; 1 — заправочная машина; 2 — загрузочная корзина; 3 — стальной лом; 4 — гребок для скачивания шлака, 5 — шлаковый ковш (чаша); 6 — сталеразливочный ковш
447
ний фосфора и для дегазации металла (удаления растворенных водорода и азота за счет кипения ванны), а в восстановительном периоде — условия для получения низких содержаний кислорода и серы и соответственно оксидных и сульфидных неметаллических включений, а также для ввода в металл легирующих добавок без их значительного угара.
Плавка состоит из периодов: 1) заправка печи; 2) загрузка шихты; 3) плавление; 4) окислительный период; 5) восстановительный период; 6) выпуск стали. На рис. 136 показан ряд выполняемых в процессе плавки операций.
Заправка заключается в том, что после выпуска плавки на поврежденные участки набивки пода или на всю ее поверхность забрасывают магнезитовый порошок (иногда порошок с добавкой пека или смолы), что позволяет поддерживать постоянной толщину изнашивающегося слоя набивки. Заправку ведут вручную и с помощью различных заправочных машин. Одна из них состоит из бункера, под которым имеется горизонтально расположенный вращающийся диск; машину опускают (см. рис. 136, а) сверху в открытую печь и высыпающийся из бункера порошок разбрасывается диском по окружности. Длительность заправки 10—20 мин.
Загрузка шихты. При выплавке стали в малых и средних печах шихта на 90—100 % состоит из стального лома. Для повышения содержания углерода в шихту вводят чугун (< 10 %), а также электродный бой или кокс. Общее их количество должно быть таким, чтобы содержание углерода в шихте превышало нижний предел его содержания в готовой стали на 0,3% при выплавке высокоуглеродистых сталей, на 0,3—0,4 % при выплавке среднеуглеродистых и на 0,5 % для низкоуглеродистых. Этот предел несколько снижается при росте емкости печи. Чтобы совместить удаление части фосфора с плавлением шихты в завалку рекомендуется давать 2—3 % извести.
Загрузку шихты ведут с помощью корзины (бадьи). Ее вводят (см. рис. 136, б) в открытую печь сверху и, раскрывая дно, высыпают шихту на подину печи. Загрузку всей шихты производят одной, а иногда двумя корзинами. Длительность загрузки одной корзины равна ~ 5 мин В корзины шихту укладывают в следующей последовательности: на дно кладут часть мелочи, чтобы защитить подину от ударов тяжелых кусков лома, затем в центре укладывают крупный 448
лом, а по периферии средний и сверху — оставшийся мелкий лом. Для уменьшения угара кокс и электродный бой кладут под слой крупного лома.
Плавление. После окончания завалки электроды опускают почти до касания с шихтой и включают ток. Под действием высокой температуры дуг шихта под электродами плавится, жидкий металл стекает вниз, накапливаясь в центральной части подины. Электроды постепенно опускаются, проплавляя в шихте "колодцы" (рис. 136, в и рис. 137, б) и достигая крайнего нижнего положения. В дальнейшем по мере увеличения количества жидкого металла электроды поднимаются, так как автоматические регуляторы поддерживают длину дуги постоянной.
Плавление ведут при максимальной мощности трансформатора. На печах вместимостью 25 т и более для ускорения плавления осуществляют вращение ванны. Когда электроды проплавят в шихте три "колодца", свод и электроды приподнимают, печь поворачивают сначала в одну сторону на 40°, проплавляют колодцы в новых местах, а затем поворачивают печь в другую сторону на 80°. Таким образом проплавляют девять колодцев.
В период плавления необходимо обеспечить раннее образование шлака, предохраняющего металл от насыщения газами и науглероживания электродами. С этой целью, если в завалку не давали известь, в проплавляемые электродами колодцы несколькими порциями присаживают известь (1—3 % от массы металла).
Во время плавления происходит окисление составляющих шихты, формируется шлак, происходит частичное удаление в шлак фосфора и серы. Окисление идет за счет кислорода воздуха, окалины и ржавчины, внесенных металлической шихтой. За время плавления полностью окисляется кремний, 40—60 % марганца, частично окисляется углерод и железо. В
Рис 137 Характер плавления шихты в высокомощной печи (а) и в печи с невысокомощным трансформатором (б)
29-4050
449
формировании шлака наряду с продуктами окисления (SiO2, МпО, FeO) принимает участие оксид кальция извести. Шлак к концу периода плавления имеет примерно следующий состав, %: 35-40 СаО; 15-25 SiO2; 8-15 MgO; 5-20 FeO; 5-10 МпО; 3—7 A12O3; 0,5—1,2 P2O5. В зоне электрических дуг за время плавления испаряется от 3 до 6 % металла, преимущественно железа.
Для ускорения плавления иногда применяют газокислородные горелки, вводимые в рабочее пространство через свод или стенки печи. За счет тепла, выделяющегося от сжигания газа, сокращается длительность плавления и расход электроэнергии (на 10—15 %). С этой же целью часто применяют продувку кислородом, вводимым в жидкий металл после расплавления 3/4 шихты с помощью фурм или стальных футерованных трубок. Окисление железа, а также марганца, кремния и других примесей металла газообразным кислородом протекает с выделением значительного количества тепла, которое ускоряет расплавление лома. При расходе кислорода 4—6м3/т длительность плавления сокращается на 10—20 мин.
Продолжительность периода плавления определяется в первую очередь мощностью трансформатора и составляет от 1,2 до 3,0 ч. Расход электроэнергии за время плавления составляет 430—480 кВт • ч/т.
Окислительный период. Задачи окислительного периода плавки: а) уменьшить содержание в металле фосфора до 0,01—0,015 %; б) уменьшить содержание в металле водорода и азота; в) нагреть металл до температуры, близкой к температуре выпуска (на 120—130 °C выше температуры ликвидуса); г) окислить углерод до нижнего предела его требуемого содержания в выплавляемой стали. Особо важную роль в этом периоде играет процесс окисления углерода, поскольку с образующимися при этом пузырями СО удаляются растворенные в металле водород и азот, и пузыри вызывают перемешивание ванны, ускоряющее нагрев металла и удаление в шлак фосфора.
Окисление примесей ведут, используя либо железную руду (окалину), либо газообразный кислород.
Окислительный период начинается с того, что из печи сливают 65—75 % шлака, образовавшегося в период плавления. Шлак сливают не выключая ток, наклонив печь в сторону рабочего окна на 10—12° (см. рис. 136, г). Слив шлака 450
производят для того, чтобы удалить из печи перешедший в шлак фосфор. Удалив шлак, в печь присаживают шлакообразующие: 1—1,5 % извести и при необходимости 0,15—0,25 % плавикового шпата, шамотного боя или боксита.
После сформирования жидкоподвижного шлака в ванну в течение всего окислительного периода вводят порциями железную руду с известью либо ведут продувку кислородом; печь для слива шлака в течение периода наклонена в сторону рабочего окна. Присадка руды или продувка кислородом вызывает интенсивное окисление углерода с выделением пузырей СО, вспенивающими шлак, в результате чего он стекает из печи через порог рабочего окна.
Общий расход руды составляет 3—6,5 % от массы металла. С тем, чтобы предотвратить сильное охлаждение металла, единовременная порция руды не должна быть более 0,5—1 %. Газообразный кислород вводят в металл по футерованным железным трубкам через рабочее окно или с помощью водоохлаждаемой фурмы через отверстие в своде печи. При этом трубки должны быть погружены в металл на глубину 150—200 мм. Скорость обезуглероживания газообразным кислородом в 3—5 раз больше, чем железной рудой, что дает возможность сократить продолжительность окислительного периода на 20—30 мин. Общая длительность продувки ванны составляет 10—20 мин, расход кислорода 3—15 м3/стали. Наряду с углеродом окисляется марганец; всего за время плавления и окислительного периода окисляется 60—70 % Мп, содержащегося в шихте.
В течение всего окислительного периода идет дефосфорация металла по реакции:
2[P]+5(FeO)+3(CaO) = (ЗСаО • P2O5)+5Fe+767290 Дж/моль.
Для успешного протекания реакции необходимы высокие основность шлака и концентрация оксидов железа в нем, а также пониженная температура. Эти условия создаются при совместном введении в печь извести и руды. Полнота дефосфорации повышается в результате перемешивания шлака и металла при кипении и вследствие непрерывного обновления шлака (слив шлака и периодические добавки новых порций шлакообразующих). Коэффициент распределения фосфора между шлаком и металлом (Р2О5)/[Р] изменяется в пределах 50—100, обычно возрастая при росте основности и окисленности шлака.
451
Из-за высокого содержания оксидов железа в шлаках окислительного периода условия для протекания реакции десульфурации являются неблагоприятными, и десульфурация получает ограниченное развитие. Коэффициент распределения серы между шлаком и металлом (S)/[S] равен 3—5, а всего за время плавления и окислительного периода в шлак удаляется до 30 % серы, содержащейся в шихте.
При кипении вместе с пузырьками СО из металла удаляются водород и азот. Этот процесс имеет большое значение для повышения качества электростали, поскольку в электропечи в зоне электрических дуг идет интенсивное насыщение металла азотом и водородом. Это насыщение ускоряется в результате диссоциации молекул азота и водорода в зоне дуг, имеющих температуру свыше 4000 °C. В связи с этим электросталь обычно содержит азота больше, чем мартеновская и кислородно-конвертерная сталь.
Кипение и перемешивание обеспечивают также ускорение выравнивания температуры металла и его нагрев. За время окислительного периода необходимо окислить углерода не менее 0,2—0,3 % при выплавке высокоуглеродистой стали (содержащей > 0,6 % С) и 0,3—0,4 % при выплавке средне- и низкоуглеродистой стали (нижний предел указанных значений относится к большегрузным печам).
Шлак в конце окислительного периода имеет примерно следующий состав, %: 35—50 СаО; 10—20 SiO2; 4—12 МпО; 6-15 MgO; 3—7 А12О3; 6-30 FeO; 2-6 Fe2O3; 0,4-1,5 Р2О5. Содержание оксидов железа в шлаке зависит от содержания углерода в выплавляемой марке стали; верхний предел характерен для низкоуглеродистых сталей, нижний — для высокоуглеродистых.
Окислительный период заканчивается тогда, когда углерод окислен до нижнего предела его содержания в выплавляемой марке стали, а содержание фосфора снижено до 0,010— 0,015 %. Период заканчивают сливом окислительного шлака, который производят путем наклона печи в сторону рабочего окна, а также вручную с помощью деревянных гребков, насаженных на длинные железные прутки. Полное скачивание окислительного шлака необходимо, чтобы содержащийся в нем фосфор не перешел обратно в металл во время восстановительного периода. Окислительный период длится от 30 до 90 мин.
452
Восстановительный период. Задачами периода являются: а) раскисление металла; б) удаление серы; в) доведение химического состава стали до заданного; г) корректировка температуры. Задачи решаются параллельно в течение всего восстановительного периода; раскисление металла производят одновременно осаждающим и диффузионным методами.
После удаления окислительного шлака в печь присаживают ферромарганец в количестве, необходимом для обеспечения содержания марганца в металле на его нижнем пределе для выплавляемой стали, а также ферросилиций из расчета введения в металл 0,10—0,15 % кремния и алюминий в количестве 0,03—0,1 %. Эти добавки вводят для обеспечения осаждающего раскисления металла.
Далее наводят шлак, вводя в печь известь, плавиковый шпат и шамотный бой в соотношении 5:1:1 в количестве 2—4 % от массы металла. Через 10—15 мин шлаковая смесь расплавляется, и после образования жидкоподвижного шлака приступают к диффузионному раскислению ванны. Периодически, через 10—12 мин, в печь вводят порции раскислительной смеси из извести, плавикового шпата и раскислителя. Первые 15—20 мин в качестве раскислителя в этой смеси используют молотый кокс (углерод), далее вместо него молотый ферросилиций; иногда допускается дача порций чистого кокса или ферросилиция. На некоторых марках стали в конце восстановительного периода в состав раскислительной смеси вводят более сильные раскислители— молотый силико-кальций и порошкообразный алюминий.
Обычно расход кокса на раскисление под белым шлаком составляет 1—2 кг/т металла. Расход ферросилиция определяют с учетом того, что около 50 % кремния переходит в металл; в течение восстановительного периода содержание кремния в металле за счет присадок на шлак порошкообразного ферросилиция доводят до 0,25—0,35 % (что соответствует его содержанию в нелегированных кремнием сталях).
Суть диффузионного раскисления, протекающего в течение всего периода заключается в следующем. Поскольку раскисляющие вещества применяют в порошкообразном виде, плотность их невелика и они очень медленно опускаются через слой шлака. В шлаке протекают следующие реакции раскисления:
(FeO) + С = Fe + СО; 2(FeO) + Si = 2Fe + (SiO2) и т.п.
453
В результате содержание FeO в шлаке уменьшается и в соответствии с законом распределения (FeO)/[FeO] = const кислород (в виде FeO) начинает путем диффузии переходить из металла в шлак (диффузионное раскисление). Преимущество диффузионного раскисления заключается в том, что поскольку реакции раскисления идут в шлаке, выплавляемая сталь не загрязняется продуктами раскисления — образующимися оксидами, т.е. будет содержать меньше оксидных неметаллических включений.
По мере диффузионного раскисления постепенно уменьшается содержание FeO в шлаке и пробы застывшего шлака светлеют, а затем становятся почти белыми. Белый цвет шлака характеризует низкое содержание в нем FeO. При охлаждении такой шлак рассыпается в порошок.
Белый шлак конца восстановительного периода имеет следующий состав, %: 53—60 СаО; 15—25 SiO2; 7—15 MgO; 5—8 А12О3; 5-10 CaF2; 0,8-1,5 CaS; <0,5 FeO; <0,5 МпО.
Во время восстановительного периода успешно идет десульфурация, что объясняется высокой основностью шлака (CaO/SiO2 = 2,7—3,3) и низким (< 0,5 %) содержанием в нем FeO, обеспечивающими сдвиг равновесия реакции десульфурации
[S] + Fe + (СаО) = (CaS) + (FeO)
вправо (в сторону более полного перехода серы в шлак). Коэффициент распределения серы между шлаком и металлом (S)/[S] составляет 20—60.
В конце восстановительного периода, когда шлак и металл раскислены, проводят легирование металла элементами, имеющими значительное химическое сродство к кислороду (подробнее см. ниже).
Для улучшения перемешивания шлака и металла и интенсификации медленно идущих процессов перехода в шлак серы, кислорода и неметаллических включений в восстановительный период рекомендуется применять электромагнитное перемешивание металла.
Длительность восстановительного периода составляет 40—100 мин. За 10—20 мин до выпуска проводят, если это необходимо, корректировку содержания кремния в металле, вводя в печь кусковой ферросилиций. Для конечного раскисления за 2—3 мин до выпуска в металл присаживают
454
0,4—1,0 кг алюминия на 1т стали, расход алюминия в этих пределах возрастает при снижении содержания углерода в выплавляемой стали. Выпуск стали из печи в ковш производят совместно со шлаком. Интенсивное перемешивание металла со шлаком в ковше обеспечивает дополнительное рафинирование — из металла в белый шлак переходят сера и неметаллические включения. По ходу плавки в экспресс-лаборатории контролируют изменение состава металла и шлака, измеряют температуру металла термопарами погружения.
Иногда восстановительный период проводят не под белым, а под карбидным шлаком, который отличается от белого наличием карбида кальция (СаС2) и более высокой основностью. При этом наведенный в начале восстановительного периода шлак раскисляют повышенным количеством кокса (2—Зкг/т), после чего печь герметизируют. При таких условиях в зоне электрических дуг идет реакция
СаО + ЗС = СаС2 + СО.
Образующийся карбид кальция является энергичным раскислителем, и наличие его в шлаке обеспечивает более полное, чем под белым шлаком, раскисление и десульфурацию. Выдержка под карбидным шлаком, который содержит 1,5—2,5 % СаС2, составляет 30—40 мин. Карбид кальция хорошо смачивает металл, поэтому при выпуске плавки в ковш под карбидным шлаком, металл загрязняется мелкими частичками шлака. Для предотвращения этого карбидный шлак за 20—30 мин до выпуска переводят в белый. Для этого в печь открывают доступ воздуху, открывая рабочее окно. Кислород воздуха окисляет карбид кальция с образованием СаО и СО, в результате чего карбидный шлак превращается в белый.
Порядок легирования. При выплавке легированных сталей в дуговых печах порядок легирования зависит от сродства легирующих элементов к кислороду. Элементы, обладающие меньшим сродством к кислороду, чем железо (никель, молибден), во время плавки не окисляются, и их вводят в начальные периоды плавки — никель в завалку, а молибден в конце плавления или в начале окислительного периода.
Хром и марганец обладают ббльшим сродством к кислороду, чем железо. Поэтому металл легируют хромом и марганцем после слива окислительного шлака в начале восстановительного периода.
455
Вольфрам обладает ббльшим сродством к кислороду, чем железо, он может окисляться и его обычно вводят в начале восстановительного периода. Особенность легирования вольфрамом заключается в том, что из-за высокой температуры плавления ферровольфрама (~ 2000 °C) он растворяется медленно и для корректировки содержания вольфрама в металле феррофольфрам можно присаживать в ванну не позднее, чем за 30 мин до выпуска.
Кремний, ванадий и особенно титан и алюминий обладают большим сродством к кислороду и легко окисляются. Легирование стали феррованадием производят за 15—35 мин до выпуска, ферросилицием — за 10—20 мин до выпуска. Ферротитан вводят в печь за 5—15 мин до выпуска либо в ковш. Алюминий вводят за 2—3 мин до выпуска в печь.
3. Выплавка стали методом переплава
На металлургическом заводе отходы легированной стали, разливаемой в изложницы, достигают 25—40 %. По мере накопления из этих отходов выплавляют сталь методом переплава. Плавку ведут без окисления (без окислительного периода) или с непродолжительной продувкой кислородом, что позволяет сохранить значительную часть содержащихся в отходах ценных легирующих элементов.
При плавке без окисления углерод и фосфор не окисляются, поэтому содержание фосфора в шихте не должно быть выше его допустимых пределов в готовой стали, а содержание углерода на 0,05—0,1 % ниже, чем в готовой стали, в связи с науглероживанием металла электродами. Допустимое количество остальных элементов в шихте определяют с учетом состава выплавляемой стали и того, что в период плавления они угорают в следующем количестве:
Элементы .... Al Ti Si V Мп Сг W
Величина угара, % 100 80—90 40—60 15—25 15—25 10—15 5—15
В шихту помимо легированных отходов вводят мягкое железо — шихтовую заготовку с низким содержанием углерода и фосфора и, при необходимости, феррохром и ферровольфрам.
Загрузку и плавление шихты производят как при обычной плавке; в период плавления загружают 1—1,5 % извести или известняка. После расплавления шлак как правило не скачи-
456
жают, сразу приступая к проведению восстановительного периода. При этом раскисление, десульфурацию и легирование металла производят обычным способом. При диффузионном раскислении из шлака восстанавливаются хром, вольфрам и ванадий. Если после расплавления шлак получился густым из-за высокого содержания оксида магния, его скачивают и наводят новый.
При выплавке методом переплава сокращается расход ферросплавов, на 10—30 % возрастает производительность печи, на 10—20 % сокращается расход электроэнергии и электродов.
На плавках с продувкой кислородом угар элементов выше, но кратковременное кипение обеспечивает снижение содержания водорода и азота. Шихту подбирают так, чтобы содержание углерода было на 0,1—0,25 % выше заданного содержания в стали. Продувку ведут после расплавления шихты, окисляя избыточный углерод. После окончания продувки шлак скачивают. Если в шихте содержались хром, вольфрам и ванадий, шлак перед скачиванием раскисляют, восстанавливая эти элементы. Далее наводят новый шлак и проводят восстановительный период как на обычной плавке.
4- Разновидности технологии плавки в большегрузных печах
Описанная выше традиционная технология электроплавки с длительным (до 1,5 ч) восстановиительным периодом применялась в течение десятилетий и до сих пор остается основной технологией, по которой выплавляют стали сложного электропечного сортамента в печах емкостью 5—40 т. В этой технологии высокое качество стали обеспечивалось в первую очередь за счет формирования во время восстановительного периода шлака с очень низким (< 0,5 %) содержанием оксидов железа и длительной выдержки под этим шлаком, необходимой для протекания медленно идущих процессов раскисления, десульфурации и удаления неметаллических включений.
Однако опыт эксплуатации сооружаемых в последние годы большегрузных (80—300 т) печей показал, что применение традиционной технологии не обеспечивает получения в этих печах сталей электропечного сортамента высокого качества. Это объясняется рядом факторов.
457
Одним из них является то, что в большегрузных печах приходится использовать менее качественный стальной лом, который отличается легковесностью, загрязненностью ржавчиной и различными примесями, а также непостоянством упомянутых характеристик его качества. Это приводит к нестабильности протекания периода плавления и значительным колебаниям в количестве образующегося за время плавления шлака, его основности и окисленности, а также к значительным колебаниям в содержании углерода и фосфора в металле к моменту расплавления шихты. Это не позволяет иметь стабильную технологию окислительного периода: в частности, существенно возрастает расход окислителей, а в конце периода металл и шлак более окислены, чем в малых печах.
Другим важным фактором, определившим выбор технологии плавки в большегрузных печах, стала малая эффективность восстановительного периода, поскольку трудно и зачастую невозможно получить шлак с низким содержанием FeO даже при интенсивной его обработке порошкообразными раскислителями. Причины этого следующие: из большегрузных печей не удается полностью удалить окислительный шлак, содержащий много FeO; такие печи оборудованы мощными устройствами для отсоса печных газов через свод, работа которых вызывает подсос воздуха в печь, препятствуя созданию в печи восстановительной атмосферы; за время плавления магнезитовая набивка пода поглощает много FeO, и этот оксид во время восстановительного периода будет переходить из пода в шлак.
Условия проведения восстановительного периода ухудшаются также в связи с тем, что в крупных печах заметно меньше поверхность контакта шлак—металл, которая должна быть достаточно большой для обеспечения медленно протекающих процессов диффузии серы и кислорода из металла в шлак. Из-за большой глубины ванны удельная поверхность контакта шлак—металл для печи емкостью 100 т составляет около 0,2м2/т, в то время как для 10-т печи— около 6 м2/т.
Еще одной неблагоприятной особенностью работы большегрузных печей является то, что при увеличении выдержки жидкого металла в печи наблюдается усиленное растворение в шлаке футеровки; шлак в результате Этого содержит повы-458
шенное количество MgO и становится густым, малореакционноспособным. Это обстоятельство снижает эффективность рафинирования металла и заставляет снижать длительность восстановительного периода.
Перечисленные выше факторы привели к тому, что в большегрузных печах вынуждены были отказаться от традиционной технологии с проведением длительного восстановительного периода и диффузионного раскисления. За время эксплуатации таких печей, оборудованных невысокомощными (400— 500 кВ • А/т и менее), разработан ряд разновидностей упрощенной технологии плавки. Ниже описаны разновидности такой технологии, применяемые на отечественных заводах. Для всех этих технологий характерны следующие особенности начальной стадии плавки:
для обеспечения требуемого содержания углерода в металле и в связи с непостоянным его угаром в период расплавления в шихту вводят повышенное количество чугуна (до 30 % от массы шихты при выплавке углеродистых сталей);
с тем, чтобы совместить дефосфорацию с расплавлением и с целью сокращения периодов плавления и окислительного в завалку вводят железную руду или агломерат в количестве до 2 % от массы шихты и известь (до 4 %);
шихту загружают в два приема, в связи с тем, что весь легковесный лом обычно не умещается в загрузочной корзине; сначала загружают основную массу лома и после его частичного расплавления и оседания делают "подвалку"— корзиной загружают оставшуюся часть лома.
Одношлаковый процесс
Технологию выплавки под одним шлаком без восстановительного периода применяют для выплавки сталей упрощенного ("мартеновского") сортамента. Обычно это углеродистые и низколегированные стали с легированием хромом, кремнием, марганцем, никелем.
В шихту в зависимости от требуемого содержания углерода в стали вводят до 25—30 % чушкового чугуна. С тем, чтобы совместить дефосфорацию с расплавлением в завалку дают 2—4 % извести и до 1,5 % железной руды (агломерата, окатышей).
После расплавления шихты из печи самотеком удаляют максимальное количество шлака и начинают продувку ванны
459
кислородом, подаваемым через фурму, которую вводят в рабочее пространство печи через свод; при этом происходят окисление углерода и дефосфорация металла. При повышенном содержании фосфора в металле перед продувкой в печь загружают известь и плавиковый шпат. Продувку ведут до получения заданного содержания углерода в металле. После прекращения продувки в печь загружают силикомарганец или ферромарганец и при необходимости феррохром в количестве, обеспечивающем получение заданного содержания в стали марганца и хрома. Затем сталь выпускают в ковш, куда для получения требуемого содержания кремния и для раскисления вводят ферросилиций и алюминий. Чтобы предотвратить переход из шлака в металл оксидов железа и снизить угар кремния и марганца за счет их реагирования с оксидами железа шлака, выпуск организуют, стараясь исключить контакт металла со шлаком: печь наклоняют так, чтобы металл в течение первой трети длительности выпуска шел без шлака. Никель вследствие низкого сродства к кислороду при плавке не окисляется и его можно вводить в завалку.
Выплавка низколегированных кремнистых сталей. Описанная выше технология не обеспечивает стабильного получения заданного содержания кремния в сталях, легированных этим элементом, обладающим более высоким сродством к кислороду, чем марганец и хром. Угар кремния колеблется в широких пределах вследствие больших колебаний в окисленности шлаков после окончания продувки.
Поэтому при выплавке легированных кремнием сталей применяют технологию плавки с частичным раскислением шлака. Основные ее отличия от описанной выше заключаются в следующем. После окончания продувки в печь вводят ферромарганец для получения заданного содержания марганца в стали и немного 65 %-ного ферросилиция (до 2 кг на 1т стали) для частичного раскисления металла и на шлак дают раскис-лительную смесь из извести, плавикового шпата и молотого кокса с расходом кокса 1—2 кг/т, что снижает окисленность шлака. После непродолжительной выдержки металл выпускают в ковш, куда для окончательного раскисления и легирования дают ферросилиций и алюминий.
Технология одношлакового процесса позволяет сократить длительность плавки, расход электроэнергии, огнеупоров и шлакообразующих.
460
Технология с обработкой металла на выпуске печным шлаком
Технология находит применение на отечественных большегрузных печах при отсутствии в электросталеплавильном цехе установок внепечной обработки, которые могли бы обеспечить в ковше процессы рафинирования, раскисления и доведения состава металла до заданного. Эта технология предусматривает проведение короткого восстановительного периода (короткой доводки), в течение которого раскисляют шлак, что позволяет снизить угар вводимых в печь легирующих добавок, и затем слив из печи в ковш раскисленного шлака вместе с металлом с целью рафинирования металла от серы и оксидных неметаллических включений.
Загрузку шихты ведут двумя корзинами. В завалку вводят до 25—30 % чугуна, иногда с добавкой кокса, 2—3 % извести и до 1—1,5 % железной руды (агломерата, окатышей). В конце плавления и в окислительном периоде ведут продувку ванны кислородом, подаваемым через сводовую фурму. После получения требуемого для данной марки стали содержания угллерода продувку заканчивают и сливают большую часть шлака окислительного периода (75—80 % шлака). Далее в печь загружают ферросилиций из расчета ввести в металл около 0,15 % кремния, ферромарганец, вводя заданное количество марганца, немного алюминия и, если необходимо, феррохром. Наводят новый шлак добавками извести, плавикового шпата и шамота (30; 2—3 и 3—7 кг/т соответственно). За время восстановительного периода, длящегося 20—40 мин, шлак раскисляют молотым коксом (2—3 кг/т) и молотым 75 %-ным ферросилицием (до 2кг/т) и иногда порошкообразным алюминием. В середине периода на основании результатов анализа отбираемых проб металла в печь вводят корректирующие добавки ферросплавов.
За 5—10 мин до выпуска шлак разжижают добавкой плавикового шпата (~ 4 кг/т) так, чтобы содержание CaF2 в шлаке было 10—15 %. Столь высокое содержание CaF2 необходимо для обеспечения малой вязкости и высокой рафинирующей способности шлака. Перед выпуском шлак дополнительно раскисляют порошкообразным алюминием (0,8 кг/т); необходимо, чтобы конечный шлак содержал менее 1 % FeO и более 50 % оксида кальция при основности 2,7—3,4. При выпуске в ковш сначала сливают шлак, а затем металл, что обеспечивает их
461
интенсивное перемешивание, десульфурацию и удаление неметаллических включений. Алюминий для окончательного раскисления вводят в ковш.
Плавка с рафинированием и доводкой металла вне печи
Технология применяется для выплавки высококачественных легированных сталей в цехах, оборудованных установками внепечной обработки металла в ковше.
Она предусматривает получение в печи жидкого полупродукта с требуемыми температурой и содержанием углерода и фосфора и после выпуска этого полупродукта в ковш, получение в нем стали необходимого состава и свойств методами внепечной обработки.
В электропечи расплавляют стальной лом с добавкой чугуна и проводят окислительный период с продувкой ванны кислородом, обеспечивая дефосфорацию, обезуглероживание и нагрев металла до требуемой температуры.
Эти операции проводят так же, как и в двух предыдущих вариантах технологии плавки в большегрузных печах.
После окончания продувки кислородом металл выпускают в ковш, стараясь предотвратить попадание в него из печи окислительного шлака, содержащего оксиды железа и фосфор, которые в процессе внепечной обработки будут переходить из шлака в металл. Для создания в ковше шлакового покрова в него загружают известь с плавиковым шпатом. Далее ковш с металлом транспортируют на установку внепечной обработки.
Такие установки в разных цехах обеспечивает те или иные виды внепечной обработки (продувку аргоном с обеспечением при этом перемешивания металла, ввода в него раскислителей и легирующих и корректировки температуры металла; вакуумирование с выполнением тех же операций и дополнительным удалением из металла водорода и азота; продувку порошкообразными материалами с целью десульфурации, раскисления и удаления неметаллических включений и др. (подробнее см. гл. 7).
Как минимум на этих установках проводят раскисление, доведение состава металла до заданного (легирование), усреднение состава металла и корректировку температуры.
5. Плавка в высокомощных водоохлаждаемых печах
Охлаждение стен и свода высокомощных электропечей вызывает дополнительные потери тепла с охлаждающей водой, и эти потери примерно пропорциональны длительности плавки. Поэтому выплавка стали в таких печах оказывается экономически оправданной при работе с минимальной длительностью выдержки жидкого металла в печи после его расплавления. Соответственно технология плавки в высокомощных водоохлаждаемых печах предусматривает вынесение операций рафинирования, раскисления и доведения состава металла до заданного из печи в ковш и включает загрузку и расплавление шихты и короткий окислительный период (окисление углерода, дефосфорация и нагрев металла). После чего металл (полупродукт) выпускают в ковш и подвергают внепечной обработке.
Другими особенностями этой технологии являются:
работа "на болоте", т.е. с загрузкой шихты на оставляемые в печи при выпуске предыдущей плавки шлак и часть (10—15 %) металла. При этом сокращается длительность расплавления шихты; ускоряется шлакообразование, способствуя более полному удалению в шлак фосфора, а также серы, и уменьшается износ футеровки пода. Полное опорожнение печи от жидких продуктов плавки при этом проводят через 6—10 и более плавок;
загрузка в печь сыпучих материалов (извести, плавикового шпата, кокса и др.) без отключения печи через специально предназначенное для этого отверстие в своде печи;
работа во второй половине периода плавления и в окислительном периоде со вспененным (пенистым) шлаком, который покрывает электрические дуги и экранирует их, уменьшая облучение стен печи. Такой режим применяют поскольку при облучении открытыми дугами оплавляется футеровка нижней части стен, возрастают потери тепла с водой, охлаждающей стеновые панели, и снижается стойкость стеновых панелей; кроме того, работа с погруженными в шлак дугами улучшает усвоение энергии дуг ванной, ускоряя ее нагрев, а также позволяет повысить коэффициент мощности печной установки (см. § 2 настоящей главы);
выпуск металла из печи без шлака, что обеспечивается эркерным или сифонным выпускным устройством. Попадание в
463
ковш печного окислительного шлака недопустимо, так как из него в процессе внепечной обработки в металл будут переходить фосфор и кислород;
нагрев лома в период плавления топливокислородными горелками, вводимыми в печь через стены (иногда через свод или рабочее окно), что сокращает длительность плавления и расход электроэнергии. Длительность нагрева не превышает 15—20 мин, достигаемая экономия электроэнергии составляет 15—40 кВт • ч/т.
Ход плавки
Заправку набивки пода (полную) проводят через 6—10 и более плавок, когда печь полностью опорожняют от металла и шлака. В промежуточные 6—10 плавок при необходимости делают частичную заправку "шлакового пояса", забрасывая магнезитовый порошок на разъеденные шлаком участки откосов печи.
Завалку шихты ведут двумя корзинами. С первой корзиной загружают около 60 % шихты, со второй (при подвалке) — около 40 %. Первую корзину загружают на оставленные при выпуске предыдущей плавки металл и шлак, вторую — после того, как частично расплавится и осядет уже загруженный лом. Основу шихты составляет быстроплавящийся легковесный лом, так как при заметном увеличении доли тяжеловесного (крупные куски) лома длительность плавления возрастает. Тяжеловесный лом загружают в нижнюю часть первой корзины, чтобы он располагался под электродами в зоне действия электрических дуг. Для внесения в шихту углерода используют кокс или чугун. Чугун загружают в печь с шихтой второй корзины; кокс дают в первую корзину в середину порции стального лома так, чтобы находящийся над ним лом защищал кокс от окисления. Чтобы совместить плавление шихты с дефосфорацией за счет ускорения формирования высокоосновного шлака, в период загрузки в печь вводят известь (до 1/3 ее общего расхода, достигающего 7—12 кг/т). Известь дают перед загрузкой первой или второй корзины шихты.
Плавление ведут используя максимальную мощность печного трансформатора на высших ступенях его вторичного напряжения. В начале периода работают на длинных дугах, у которых велика излучательная поверхность; в это время вокруг электродов формируется общая плавильная зона (см. 464
рис. 137, а) и излучение дуг поглощается окружающим их ломом. После расплавления части лома и его оседания в связи с нежелательностью сильного облучения стен печи переходят на работу с более короткими дугами, погруженными в специально вспениваемый шлак. Пенистый шлак, экранирующий дуги, поддерживают путем загрузки на него через отверстие в своде печи измельченного (размер частиц 2—10 мм) кокса, который реагирует с оксидами железа шлака, и образующиеся при этом пузыри СО вспенивают шлак. Кокс подают непрерывно или порциями через 3—5 мин, вместе с коксом обычно вводят известь.
Для ускорения плавления применяют продувку кислородом и топливокислородные горелки. Кислород подают с помощью вводимой через рабочее окно стальной трубки на небольшую глубину в жидкий металл или на границу металл—шлак, начиная вдувание через 5—10 мин после включения печи. Газообразный кислород окисляет железо и другие элементы с выделением тепла, которое ускоряет нагрев жидкого металла и плавления лома. Топливокислородные горелки включают в начале плавления примерно на 10 мин после загрузки первой и второй корзин, обогревая лом у стен печи между электродами.
Плавление длится около 1 ч; за время плавления угар металла в результате испарения у электрических дуг и окисления составляет 6—10 %.
Окислительный период длится как правило не более 20—25 мин. За этот период, как показал опыт, в высокомощных печах достаточно окислить 0,1—0,2 % углерода. На некоторых заводах окислительный период начинают со слива через рабочее окно печи части шлака, на других этого не делают. В обоих случаях ведут обезуглероживание, продолжая, как и в период плавления, вдувание кислорода с помощью вводимых через рабочее окно трубок (иногда через сводовые фурмы). Общий расход кислорода за время плавления и окислительного периода составляет 10—25м3/т. В течение всего периода работают со вспененным шлаком, для чего через отверстие в своде печи непрерывно или порциями загружают измельченный кокс с известью; общий расход кокса за плавление и окисление достигает 5—6 кг/т.
Иногда окислительный период ведут с обновлением шлака, наклонив печь в сторону рабочего окна, что обеспечивает
465
сход шлака через порог окна самотеком. Обновление шлака (его слив при подаче новых порций извести) повышает полноту удаления фосфора из металла, а также серы.
После достижения заданного содержания углерода металл через эркерное или сифонное устройство выпускают в ковш, оставляя в печи шлак и 10—15 % жидкого металла. В ковш для создания изолирующего шлакового покрова вводят известь, плавиковый шпат и измельченный кокс; их примерное количество равно 10; 2 и 1 кг/т соответственно; зачастую в ковш вводят ферросплавы, основу которых составляют слабоокисляющиеся, т.е. с малым химическим сродством к кислороду, элементы (марганец, хром). Далее ковш транспортируют на установку внепечной обработки, где проводят рафинирование от тех или иных примесей (в зависимости от требований к качеству стали), раскисление и доведение состава и температуры до заданных. Современные электросталеплавильные цехи оборудуют установками типа "печь-ковш", обеспечивающих весь необходимый комплекс внепечной обработки и одновременный нагрев металла.
Совершенствование процесса
В последние годы при плавке в высокомощных печах с целью сокращения длительности плавки и стоимости стали внедряется много новшеств. Широко используются элементы технологии и устройства, позволяющие сочетать преимущества друговой плавки и кислородноконвертерного процесса. К их числу относятся:
— вдувание нейтральных газов через дно с целью улучшения перемешивания металла со шлаком, ускорения нагрева металла и удаления растворенных в нем газов. Газы вдувают через пористые блоки в поду, либо через газопроницаемую набивку пода (основные составляющие набивной массы: 77% MgO; 18,5% СаО; 3,5% Fe2O3);
— вдувание кислорода в металл сверху для ускорения обезуглероживания и улучшения перемешивания ванны (с помощью стальных расходуемых трубок, вводимых через рабочее окно или через водоохлаждаемую фурму, вводимую через свод);
— вдувание кислорода в ванну снизу через донные фурмы с кольцевой защитной оболочкой из углеводородов (для ускорения обезуглероживания и улучшения перемешивания ванн);
— вдувание через донные фурмы в кольцевой защитной оболочке смеси кислорода с топливом (природным газом, молотым углем) для дополнительного нагрева ванны и ее перемешивания продуктами
466
сгорания топлива);
- нагрев ванны за счет топливо-кислородных стеновых горелок, т.е. сжигание в печи топлива (природный газ, молотый уголь) в кислороде, вводимыми с помощью горелок, установленных в отверстиях в стенах печи. Горелки располагают горизонтально или с небольшим наклоном в сторону ванны, мощность одной горелки 2,5—4,0 МВт. Горелки включают при холодной шихте (на 10 мин после загрузки корзины);
— дожигание выделяющейся из ванны СО кислородом, подаваемым через горизонтальные стеновые фурмы на высоте ~ 1 м над ванной, либо через стеновые топливно-кислородные горелки, закрыв подачу топлива. Ванне передается до 60% тепла от дожигания;
— вдувание молотого угля в шлак, чаще расходуемыми стальными трубками с покрытием из А12О3, вводимыми через рабочее окно с целью вспенивания шлака пузырями СО — продуктами окисления угля в шлаке. Вспенивание должно обеспечить полное погружение электрических дуг в шлак.
— вдувание молотого угля в металл расходуемыми стальными трубками с покрытием из А12О3, наклонно пропущенными через стены печи. При сгорании угля выделяется тепло и СО, вспенивающее шлак;
- совместное вдувание угля в шлак и кислорода в металл и шлак. Фирма ВСЕ (Германия) применяет специальный манипулятор, подающий через рабочее окно три наклонно расположенные друг над другом расходуемые стальные трубки с покрытием из А12О3. Нижняя трубка вводит кислород в металл, средняя — уголь в шлак, верхняя — кислород в шлак для окисления угля в шлаке с целью его вспенивания.
Применяется ряд разновидностей технологии плавки с использованием комплекса перечисленных приемов. Так по технологии фирмы ВСЕ (Германия) на 80-т печи достигнута длительность плавки в 36 мин при расходе (на 1т): электроэнергии 380 кВт • ч, кислорода 44 м3, природного газа 5 м3, угля 12 кг, электродов 1,7 кг.
Подогрев лома. Отходящие из дуговой печи газы выносят 15—20% энергии, потребляемой технологическим процессом (100-150 кВт • ч/т). Это как физическое тепло газов, так и неиспользованная химическая энергия их горючих компонентов.
С целью сокращения расхода электроэнергии применяют несколько способов предварительного нагрева стального лома отходящими печными газами. Один из них — нагрев в загрузочной корзине, ее помещают в камеру, через которую отсасывают печные газы, нагревающие лом до 350-400 °C. Способ широко не применяют, так
467
как велики теплопотери, происходит оплавление и сваривание лома, повреждаются загрузочные корзины.
Работает несколько шахтных дуговых печей фирмы Фукс (Германия). Над отверстием в своде закреплена вертикальная шахта, в которую загружают порцию лома (60%, а остальной лом подают в печь). Лом в шахте нагревается отходящими газами и дополнительно горелками. После выпуска очередной плавки, открывая специальные удерживающие пальцы, лом отпускают в печь, начиная плавление, а в шахту подают следующую порцию лома. Расход электроэнергии около 340 кВт • ч/т.
Находят применение двухкорпусные печи. Печь имеет две ванны и один печной трансформатор. Когда в одну из ванн опущены электроды и идет плавление электрическими дугами, в другую загружают лом и нагревают его грелками и газами, отходящими из первой ванны. Печь по сравнению с двумя печами такой же емкости обеспечивает сокращение длительности плавки на 40% и электроэнергии на 40—60%.
В Греции работает шахтная печь постоянного тока, получившая название печь КОНТИАРК.
Кожух печи цилиндрический водоохлаждаемый, проходящий по оси печи вертикальный графитовый электрод окружен цилиндрической водоохлаждаемой шахтой. В зазор между шахтой и кожухом сверху непрерывно загружают лом, который опускается вниз и плавится под электродом, а при движении вниз нагревается отсасываемыми газами. Время от выпуска до выпуска (90 т) составляет 40 мин, расход электроэнергии 250 кВт • ч/т.
Процесс Констил. К отверстию в стене печи примыкает длинная горизонтальная футерованная камера с движущимся в ней конвейером (см. рис. 225). На конвейер загружают лом, который двигаясь через камеру нагревается отводными газами и горелками до 500—700 °C и непрерывно ссыпается в печь до получения нужной массы плавки. Расход электроэнергии равен 380 кВт • ч/т.
Применяют и ряд других процессов и печей.
6. Плавка с использованием металлизованных окатышей
В последние годы расширяется использование при выплавке стали в электропечах металлизованных окатышей, т.е. неполностью восстановленных железорудных окатышей, получаемых методами прямого восстановления (см. гл. 6, часть I). Диаметр окатышей равен 3—20 мм, их основу составляет
468
железо с содержанием углерода от 0,2 до 2,0—2,4 %; они содержат также некоторое количество невосстановленных оксидов железа (3—12 %) и пустую породу (в основном SiO2 и А12О3), количество которой должно быть не более 3—7 % от массы окатышей. Важная характеристика окатышей — степень металлизации, т.е. отношение количества восстановленного (металлического) железа к его общему количеству в окатыше; обычно она составляет 0,88—0,97 (88—97 %).
Отличительная особенность этого сырья — малое содержание серы, фосфора, меди, никеля, хрома и других примесей, обычно содержащихся в стальном ломе (Pb, Sn, Bi, Zn, As, Sb). Это упрощает процесс выплавки и обеспечивает получение стали высокой степени чистоты (суммарное содержание примесей в стали получается в 3—10 раз меньше, чем при выплавке из стального лома).
Если содержание металлизованных окатышей в шихте не превышает 25—30 % от ее массы, то технология электроплавки существенно не отличается от обычной. Переработка же шихты, основу которой составляют металлизованные окатыши, требует применения специфической технологии. Основы ее разработаны в последние годы, и отдельные элементы продолжают совершенствоваться. Существенными особенностями этой технологии являются: непрерывная загрузка окатышей со скоростью, пропорциональной подводимой в печь электрической мощности, причем загрузка должна начинаться после сформирования в печи ванны жидкого металла; совмещение периода плавления с окислительным (обезуглероживанием); упрощение технологии плавки в связи с малым содержанием в шихте вредных примесей — серы и фосфора. Оптимальное содержание окатышей в шихте составляет 60—70 % от ее массы; при большем их содержании возрастает длительность расплавления и плавки в целом.
Ниже охарактеризована технология, применяемая на 150-т печах Оскольского электрометаллургического комбината. После заправки в печь корзиной загружают стальной лом в количестве 25—40 % от массы шихты и немного извести и плавикового шпата для наведения первичного шлака. Иногда при выплавке углеродистых сталей, когда в металле по расплавлении нужно иметь повышенное количество углерода, а его содержание в окатышах невелико, для увеличения содержания углерода, являющегося восстановителем оксидов желе
469
за окатышей, добавляют кокс; его загружают на под печи или в начале плавления в проплавляемые в слое лома колодцы.
После завалки лома включают печь и примерно через 20 мин, когда в шихте проплавлены колодцы и образовалась жидкая ванна, начинают непрерывную загрузку окатышей; обычно их загружают в зону электрических дуг с помощью автоматизированной системы через отверстие в своде печи. Поступающие в ванну окатыши нагреваются и плавятся, а содержащиеся в них пустая порода и оксиды железа переходят в шлак; плавление окатышей сопровождается реагированием углерода металла с оксидами железа шлака, т.е. восстановлением железа углеродом с образованием СО, вызывающим кипение ванны. Вместе с окатышами непрерывно загружают известь для офлюсования пустой породы окатышей (SiO2 и А12О3); ее дают столько (~ 100—120 кг на 1т окатышей), чтобы получался шлак с основностью 1,7—2,1. После проплавления половины окатышей из печи сливают часть шлака.
Скорость подачи окатышей согласуют с подводимой в печь электрической мощностью так, чтобы температура ванны была не ниже 1550—1610 °C. При чрезмерном расходе окатышей температура ванны снижается, в результате чего существенно замедляется плавление окатышей. Наряду с этим процесс стараются вести так, чтобы плавление сопровождалось интенсивным кипением ванны (окислением углерода), поскольку кипение (перемешивание) ускоряет нагрев ванны и плавление окатышей. Интенсивность кипения будет мала при высокой степени металлизации окатышей (малом содержании в них оксидов железа) и низким содержанием в них углерода. Для интенсификации кипения на отдельных плавках применяют продувку ванны кислородом, загрузку окисленных окатышей, добавку науглероживателя (кокса).
После окончания плавления окатышей из печи сливают большую часть окислительного шлака и при необходимости проводят кратковременную продувку кислородом до получения заданного содержания углерода в жидком металле, а также нагревают металл до требуемой температуры. Далее металл без шлака выпускают в ковш, куда вводят раскислители и легирующие, а после них известь с плавиковым шпатом для создания в ковше шлакового покрова. Затем ковш передают на установки внепечной обработки.
470
7. Основные технические показатели
Годовую производительность электропечи (т слитков) можно подсчитать по формуле:
где Т — вместимость печи по жидкой стали, т; t — длительность плавки, ч; а — выход годных слитков по отношению к массе жидкой стали, %; п — число рабочих суток печи в году; 24 — число часов в сутках.
Длительность плавки в печах вместимостью 5—200 т с невысокомощными трансформаторами на отечественных заводах составляет 3,5—6,5 ч. Длительность заправки возрастает с 15—20 до 35 мин при росте емкости печи, длительность завалки равна 5—10 мин. Продолжительность периода плавления составляет 1,2—3,0 ч, возрастая при увеличении емкости печи и снижаясь при увеличении удельной мощности трансформатора. Длительность окислительного периода изменяется в пределах 0,3—1,2 ч. Продолжительность восстановительного периода на печах вместимостью 5—40 т составляет 1—1,5 ч; на 80—200-т печах он либо отсутствует, либо делается укороченным (20—40 мин).
Для вновь сооружаемых печей длительность плавки рекомендуется принимать следующей:
Вместимость печи, т 6 12 25 50 100 150
Мощность трансформатора,
МВ • А 4,8 9,6 15 50 80 100
Длительность плавки, мин 155 155 180 85 90 100
В том числе
плавление 105 105 120 45 50 55
окисление 10 10 20 20 20 20
рафинировка 55 55 55 — - —
При этом имеется в виду, что печи вместимостью 6—25 т будут работать по двухшлаковой технологии с восстановительным периодом (рафинировкой), а печи большей вместимости — по одношлаковой.
Число рабочих суток (и) равно календарному времени за вычетом времени простоев печи на ремонтах огнеупорной футеровки и водоохлаждаемых элементов. Рекомендуемые для современных печей значения п следующие:
471
Вместимость печи, т . . . 6 12 25 50 100 150
Число рабочих суток, сут/г 350 345 339 320 313 302
При этом имеется в виду, что печи вместимостью 6—25 т будут иметь рабочее пространство из огнеупоров, а печи большей вместимости— водоохлаждаемые свод и стены. Выход годных слитков по отношению к массе жидкой стали при сифонной разливке равен 98—98,5 % для слитков массой 4—6,5 т и 97—97,5 % для 1—2-т слитков; при непрерывной разливке 95—96%.
Выход годных слитков по отношению к массе шихты при выплавке конструкционных сталей и сифонной разливке составляет 90—91,5 % для 6—20-т печей и снижается до 88-90% для 80-200-т печей.
У неводоохлаждаемых печей расход электроэнергии составляет 600—800 кВт * ч на 1т стали, уменьшаясь с ростом емкости печи. Расход магнезиальных огнеупоров на ремонт печей равен 8—18 кг/т, кроме того на заправку расходуется 20—30 кг/т магнезитового порошка; с увеличением емкости печи расход огнеупорных материалов снижается. Расход прочих материалов составляет, кг/т: извести 40—80; железной руды 25—75, плавикового шпата 5—9; расход кислорода равен 5—20м3/т. Расход электродов равен 4—бкг/т.
У высокомощных водоохлаждаемых печей расход электроэнергии меньше; на зарубежных заводах при работе печей с предварительным подогревом лома, применением топливокислородных горелок, продувкой ванны кислородом и с донным перемешиванием ванны он составляет 300—400 кВт * ч/т.
У крупнотоннажных высокомощных водоохлаждаемых зарубежных печей сумарный расход огнеупоров в последние годы составляет около бкг/т, расход воды на охлаждение стен и сводов равен 8—16м3/т.
§ 4. ВЫПЛАВКА СТАЛИ В КИСЛЫХ ДУГОВЫХ
ЭЛЕКТРОПЕЧАХ
Электрические печи с кислой футеровкой обычно используют в литейных цехах при выплавке стали для фасонного литья. Емкость их колеблется от 0,5 до 6—Ют.
Широкое распространение кислых электропечей в литейных цехах связано с тем, что кислая футеровка более термо-472
стоика, чем основная, что позволяет эксплуатировать печь с перерывами, требуемыми по условиям работы многих литейных цехов (работа в одну или две смены).
Преимуществом кислых печей по сравнению с основными является более высокая стойкость футеровки; наряду с этим стоимость кислых огнеупоров примерно в 2,5 раза ниже стоимости основных. Поскольку при плавке стали для фасонного литья восстановительный период обычно отсутствует, длительность плавки в кислой печи меньше, чем в основной печи той же емкости; по этой причине, а также в связи с меньшей теплопроводностью кислой футеровки, более низким является и расход электроэнергии.
Основным недостатком кислых печей является то, что во время плавки из металла не удаляются сера и фосфор.
Завалка и расплавление шихты. Шихту составляют таким образом, чтобы содержание углерода по расплавлении на 0,15—0,20 % превышало содержание углерода в выплавляемой стали.
Для повышения содержания углерода в шихту, наряду со стальным ломом, вводят кокс, электродный бой или чугун. Поскольку фосфор и сера под кислым шлаком не удаляются, используемый стальной лом должен содержать фосфора и серы примерно на 0,01 % меньше, чем допускается в выплавляемой стали. Металлический лом не должен быть ржавым, так как оксиды железа, растворяя кремнезем футеровки пода, разрушают ее. В остальном требования к шихтовым материалам и порядку загрузки их в печь такие же, как и при основном процессе.
Плавление в кислой печи длится 50—70 мин и протекает примерно так же, как и в основной печи. В период плавления происходит окисление кремния, марганца, железа, углерода. Образующиеся оксиды принимают участие в формировании шлака.
Поскольку количество этих оксидов сравнительно невелико, в печь во время плавления забрасывают шлак от предыдущей плавки, сухой песок, формовочную землю и известняк, чтобы покрыть металл шлаком и уменьшить угар составляющих шихты.
К моменту расплавления шихты шлак имеет следующий состав, %: 40-50 SiO2; 15-30 FeO; 10-30 МпО; 2-6 А12О3; 5-15 прочие оксиды.
473
Окислительный период. Задачами окислительного периода при кислой плавке являются дегазация металла за счет кипения и нагрев металла.
За время периода окисляется 0,10—0,20 % углерода. Его окисление идет преимущественно за счет оксидов железа, содержащихся в шлаке. Благодаря высокому содержанию FeO в шлаке окисление углерода и вызываемое им кипение ванны начинаются без присадок окислителей, когда металл будет достаточно нагрет. При необходимости для интенсификации кипения присаживают железную руду порциями не более 0,2 % от массы металла каждая. Кипение можно интенсифицировать и небольшими присадками извести. Вводимый при этом оксид кальция вытесняет из содержащихся в шлаке силикатов оксид железа как более слабый основной оксид и тем самым высвобождает FeO, повышая окислительную способность шлака.
По мере окисления углерода содержание оксида железа в шлаке уменьшается, а содержание SiO2 за счет разъедания футеровки возрастает; к концу окислительного периода оно составляет 55—60 %. При высоком содержании SiO2 в шлаке и высокой температуре начинается восстановление кремния по эндотермической реакции:
(SiO2) + 2[С] = [Si] + 2СО.
Содержание кремния в металле в конце окислительного периода может достигать 0,2—0,4 %.
Раскисление стали. При выплавке стали для фасонного литья восстановительный период отсутствует, и сталь раскисляют осаждающим методом. Если содержание кремния в металле ниже, чем требуется в выплавляемой стали, то за 7—10 мин до выпуска в печь присаживают ферросилиций. Ферромарганец вводят либо в печь (за 3—5 мин до выпуска), либо в ковш. Алюминий для окончательного раскисления вводят в ковш.
§5 . ЭЛЕКТРО ДУГОВЫЕ ПЕЧИ ПОСТОЯННОГО ТОКА
Промышленное внедрение дуговых сталеплавильных печей постоянного тока началось в 1981—1985 гг., после того как были созданы мощные, недорогие и простые в эксплуатации выпрямители (преобразователи переменного тока в постоянный). В качестве последних в основном используют тиристорные выпрямители (преобразователи).
474
В печах постоянного тока электрическая дуга горит между вводимым в рабочее пространство сверху графитированным электродом (одним, иногда тремя) и жидким металлом или твердой шихтой, к которым напряжение подводят с помощью располагаемых в подине специальных токопроводящих устройств (подовых электродов). К верхнему графитированному электроду от источника питания подводят отрицательный, а к металлической ванне— положительный электрический потенциал, т.е. графитированный электрод постоянно является катодом, а металлическая ванна — анодом электрической цепи. Благодаря этому электрическая дуга постоянного тока горит более стабильно, так как нет ее затухания и зажигания, происходящих 50 раз в секунду в случае питания печи переменным током частотой 50 Гц.
К 1993 г. в мире эксплуатировалось около 80 печей постоянного тока вместимостью до 100—150 т и мощностью до 80—100 МВ * А. Внедрение печей постоянного тока связано с тем, что они обладают рядом достоинств в сравнении с печами переменного тока; к числу этих достоинств, наряду с более устойчивым горением дуги, относятся:
уменьшение удельного расхода электродов на 50—60 % (на большинстве зарубежных печей он составляет 1,1—1,3 кг/т);
небольшое увеличение производительности печи (~ на 5 %) и снижение расхода электроэнергии (на 5 %) и угара металла при плавлении;
облегчение ведения плавки в связи с тем, что протекание тока по объему ванны вызывает электромагнитное перемешивание металла;
снижение уровня создаваемого дугами шума (на 10—15 дБ) благодаря отсутствию перерывов в горении дуги;
при наличии одного верхнего электрода, располагаемого по оси печи, обеспечивается равномерный износ футеровки стенки по ее периметру и снижение расхода огнеупоров (~ на 10 %);
почти нет вибрации электродов, вызываемой перерывами горения дуг на печах, питаемых переменным током; такая вибрация передается механическому оборудованию и вызывает поломки электродов;
уменьшение примерно вдвое обратного отрицательного воздействия печи на питающую сеть (работа мощных печей переменного тока вызывает мерцание тока и напряжения в
475
питающих печь электросетях, что ведет к нарушению нормальной работы других потребителей энергии);
некоторое упрощение конструкции печи в связи с наличием одного электрода.
Вместе с тем, усложняется конструкция и эксплуатация пода печи в связи с наличием подовых электродов и необходимостью их замены; более сложным и дорогостоящим является также источник электрического питания печи.
Устройство печи. По устройству рабочего пространства и основных механизмов (отворота свода, наклона печи, зажима и перемещения электродов и др.) печи постоянного тока аналогичны печам, питаемым переменным током. Отдельные печи постоянного тока имеют рабочее пространство из огнеупоров, а большинство — водоохлаждаемые своды и стены и эркерное устройство для выпуска металла; эти печи обычно оборудованы топливокислородными горелками и устройствами для вдувания кислорода трубками в ванну через рабочее окно, а также вдувания угольной пыли с целью вспенивания шлака. Большая часть печей постоянного тока — это вновь сооружаемые печи, но в ряде случаев это реконструированные печи, ранее работавшие на переменном токе.
Источник питания печи постоянного тока включает силовой понижающий трансформатор и за ним ряд параллельно включенных тиристорных преобразователей (выпрямителей), за каждым из которых установлен реактор постоянного тока; далее имеется вторичный токоподвод к графитовому и подовому электродам. Реактор, обладая высокой индуктивностью, предназначен для защиты тиристоров от толчков тока, могущих возникнуть при коротком замыкании в цепи (контакте верхнего электрода с плавящимся ломом и др.).
Большинство печей имеет один вводимый через свод графитированный электрод, отдельные печи оборудованы тремя такими электродами.
Возможность работы с одним электродом объясняется тем, что благодаря отсутствию характерного для переменного тока поверхностного эффекта допускается заметно большая плотность проходящего через электрод тока. Диаметр электрода на 100—130-т печах достигает 710 мм, сила тока 80— 100 кА. Применение трех электродов, питаемых от индивидуальных (независимых) источников питания, позволяет существенно повысить мощность печи.
476
Основное конструктивное отличие печей постоянного тока — наличие в футеровке пода токоподводящих устройств (подовых электродов). Применяют электроды типа токопроводящая подина, стержневого, многоштыревого и многопластинчатого типа. Электрод стержневого типа представляет собой (рис. 138, а) проходящий через всю толщу футеровки пода стальной стержень 1 цилиндроконической формы. Стержень крепят к кожуху днища печи через электрическую изоляцию 2. Нижнюю, выступающую из пода часть стержня, охлаждают водой (к ней подсоединен токоподвод 3). Низ стержня может быть выполнен из меди с каналами 4 для охлаждающей воды. Благодаря сужению кверху электрод можно извлекать со стороны кожуха пода без разрушения, футеровки.
В подине устанавливают от одного до трех электродов. Подовый электрод располагают не под верхним электродом, а на расстоянии 500—600 мм от оси печи, с тем, чтобы удлинить путь тока в ванне и усилить тем самым электромагнитное перемешивание металла. Стойкость стержневых подовых электродов составляет 1300—1500 плавок.
Подовый электрод многоштыревого типа состоит (рис. 138, б) из группы контактных стержней-штырей 5 из стали, замурованных в огнеупорную набивку 6, выполняемую на всю толщину пода. Число штырей в электроде может быть от 30 до 200. Нижние, выступающие из набивки, концы штырей охлаждают воздухом, подаваемым вентилятором в коробку 7. Стойкость такого электрода составляет 600—1000 плавок. После износа заменяют набивную часть пода вместе со шты-
рями.
Подовый электрод пластинчатого типа (токопроводящая подина) выполнен следующим образом (рис. 138, в). На дни-
Рис. 138. Токопроводящая подина с подовыми электродами стержневого (а), многоштыревого (б) и пластинчатого (в) типов
477
ще печи уложена медная пластина 10 толщиной 15-20 мм, диаметр которой равен ~ 80 % диаметра кожуха печи. Пластина изолирована от кожуха, и в зазор между ними подается охлаждающий воздух. Выше пластины расположен слой 9 электропроводных магнезитоуглеродистых кирпичей. Над ними имеется кладка 8 из магнезитовых кирпичей, между которыми размещены стальные пластины L-образной формы. Кирпичи кладут так, что пластины соседних рядов контактируют между собой, обеспечивая электрическую проводимость между верхним и нижним рядами кирпичей. Таким образом, токопроводящей является вся подина.
В другой разновидности токопроводящей подины на медной плите делают кладку из термообработанных магнезитоуглеродистых кирпичей и сверху набивку из магнезитоуглеродистой массы. Предварительная термообработка заключается в нагреве до 1000 °C в нейтральной атмосфере кирпичей, содержащих 10-12 % С, что повышает их электропроводность. Набивной слой обжигают в печи. Стойкость электропроводных подин составляет 1500-2000 плавок. Подовый электрод многопластинчатого типа состоит из вмонтированных в футеровку вертикальных стальных пластин, нижнюю часть которых охлаждают воздухом. Располагают пластины по разному, например, в виде концентрично размещенных колец.
Технология плавки не имеет существенных отличий от технологии, применяемой на электропечах, питаемых переменным током.
Большая часть печей постоянного тока работает на зарубежных заводах. Они представляют собой высокомощные водоохлаждаемые печи с эркерным выпускным устройством и, соответственно, работают по технологии, предусматривающей загрузку шихты, расплавление и короткий окислительный период с последующим рафинированием, раскислением и доведением состава металла до заданного на установках типа “печь-ковш”.
Плавка в печи предусматривает работу с пенистыми шлаками, применение в начале плавления топливокислородных горелок, вдувание в ванну кислорода и, зачастую, загрузку шихты на оставляемые в печи при выпуске предыдущей плавки металл и шлак (подробнее см. п. 5 § 3). Удельный расход электроэнергии при такой технологии на большинстве печей составляет 38СМ40 кВт • ч/т.
478
На одном из отечественных заводов 12-т печь постоянного тока с рабочим пространством из огнеупоров с 1981 г. используется для выплавки высококачественных легированных сталей в среде аргона.
§б . РАБОТА ЭЛЕКТРО ДУГОВЫХ ПЕЧЕЙ И ЭКОЛОГИЯ
В электросталеплавильных цехах главным источником загрязнения атмосферы цеха и окружающей среды являются высокотемпературные пылегазовыделения, связанные с работой печей: выделения из печи во время плавки, при сливе металла и шлака, при загрузке печи. Основная часть пылегазовыде-лений— это выделения из печи при плавке, их удельное количество изменяется от 2,1 до 8—10 м3/(т • мин), причем наибольшее количество газов выделяется в период плавления и при продувке ванны кислородом.
В разные периды плавки эти газы имеют температуру от 800 до 1400—1600 °C и содержат 4—68 % СО, 30—79 % N2, до 30 % СО2, до 21 % О2; токсичные оксиды азота и серы, цианиды, диоксины и фториды; кроме того, газы содержат дисперсную пыль (в основном оксиды железа) в количестве 5—30, а при продувке кислородом до 60—100 г на 1 м3 газа.
Чтобы уменьшить загрязнение окружающей природной среды в разных цехах улавливают ту или иную часть пылегазовыде-лений и перед выбросом в атмосферу очищают их от пыли. В некоторых старых цехах с малыми печами выделяющиеся газы отсасывают через зонт, установленный над сводом с электродами и отворачиваемый при загрузке печи. Устраивают также местные отсосы от неплотностей рабочего пространства печи, например, устанавливая зонты над рабочим окном и выпускным желобом (рис. 139, а) или над рабочим окном и электродными отверстиями (рис. 139, б). Такие зонты громоздки и не улавливают все газовыделения.
На всех современных печах организован отсос печных газов через выполняемое в своде четвертое отверстие и закрепленный над ним на своде изогнутый футерованный патрубок (см. рис. 139, в). В ряде цехов наряду с отводом печных газов через сводовое отверстие над печью под крышей цеха устанавливают зонт больших размеров (рис. 139, д) для улавливания газов, выделяющихся через неплотности рабочего пространства, при сливе металла и шлака и за-
479
Рис. 139. Системы улавливания и отвода газов дуговых печей:
1 — зонт; 2 — рабочее окно; 3 — сводовый газоотводящий патрубок; 4 — газоочистка; 5 — дымошумоизолирующая камера; 6 — подкрышный зонт
грузке печи. Лучшим способом в настоящее время признан отвод печных газов через сводовое отверстие в сочетании с улавливанием всех остальных выделений с помощью сооружаемой вокруг печи герметичной шумодымоизолирующей камеры (рис. 139, г), которая вмещает также сталеразливочный
ковш и чашу для слива шлака. Камера снабжена раздвижными дверями для подачи к печи загрузочной корзины, ковша и шлаковой чаши. Улавливаемые камерой газы так же, как и газы отводимые через свод, направляют на установку для очистки от пыли. Достоинством способа является то, что камера защищает персонал цеха от сильного шума электрических дуг.
Очистку газов от пыли на разных заводах ведут с использованием труб Вентури и реже либо электрофильтров, либо тканевых фильтров. Ниже описана применяемая на многих отечественных дуговых печах система отвода печных газов через свод и их очистки с применением труб Вентури (рис. 140). Образующиеся в печи газы за счет тяги, создаваемой дымососом 9, через отверстие в своде поступают в закрепленный на своде 1 печи футерованный коленообразный патрубок 2 и из него в стационарный футерованный газоход (камеру дожигания СО) 5. Между сводовым патрубком и камерой дожигания имеется зазор 3, который позволяет отворачивать свод с патрубком 2 от печи и через который в каме-
480
Рис. 140. Схема системы отвода и очистки газов дуговой печи:
1 — свод печи; 2 — футерованный коленообразный патрубок; 3 — зазор; 4 — кольцевая муфта; 5 — газоход (камера дожигания СО); 6 - охладитель; 7 — Подземный канал; 8 — дроссель; 9 — дымосос; 10 — трубы Вентури; 11 — бункер; 12 — каплеуловитель; 13 — труба выброса газов в атмосферу
ру 5 подсасывается воздух. Содержащийся в печных газах оксид углерода (СО), соединяясь с кислородом воздуха, сгорает, что делает газ взрывобезопасным.
Количество подсасываемого в камеру 5 воздуха регулируют, перемещая вправо или влево кольцевую муфту 4. Из камеры дожигания газы попадают в охладитель б; последний может представлять собой камеру, в которую для охлаждения газов подают воздух через клапан ба или скруббер, в который форсунками подают распыленную воду.
После охлаждения отводимые газы по подземному каналу 7 через регулируемый дроссель 8 подаются дымососом 9 в ряд Вертикально расположенных труб Вентури 10, в которые с помощью форсунок вводят распыленную воду.
В трубах Вентури частицы пыли поглощаются каплями воды и наиболее крупные из них осаждаются в бункере 11. Остальные капли с частицами пыли отделяются от газового потока в каплеуловителе 12, скапливаясь в его нижней части; отсюда, так же как и из бункера 11, взвесь частиц пыли в воде (шлам) периодически сливают. Очищенные газы после прохождения каплеуловителя 12 выбрасываются в атмосферу через трубу 13.
За рубежом начали строить газоочистки, улавливающие вредные газы, например, диоксины
31-4050
481
§7 . ВЫПЛАВКА СТАЛИ В ИНДУКЦИОННЫХ ПЕЧАХ
м *
В индукционной бессердечниковой печи металл расплавляют в тигле, расположенном внутри индуктора, который представляет собой спираль с несколькими витками из токопроводящего материала. Через индуктор пропускают переменный ток; создаваемый при этом внутри индуктора переменный магнитный поток (рис. 141) наводит в металле вихревые токи, которые обеспечивают его нагрев и плавление.
Чтобы чрезмерно не увеличивать мощность питающего печь генератора, в схему печи включают конденсаторы, компенсирующие индуктивное сопротивление индуктора Как известно, наличие индуктивного сопротивления в цепи переменного тока вызывает сдвиг фаз (величина силы тока отстает от величины напряжения), в результате чего снижается коэффициент мощности установки cos <р. Емкость вызывает обратный сдвиг фаз; подбирая емкость конденсаторов, добиваются настройки установки в резонанс, когда угол сдвига фаз <р приближается к нулю, a cos <р к единице. Чем выше частота, тем меньше требуется емкость конденсаторной батареи.
’Существуют также печи с железным сердечником, применяемые в цветной ме-
таллургии
Рис 141 Магнитные силовые линии в индукционной печи без сердечника
Рис 142 Электродинамическая циркуляция металла в тигле индукционной печи
482
Важная особенность индукционных печей — интенсивная циркуляция жидкого металла, вызываемая взаимодействием электромагнитных полей, возбуждаемых, с одной стороны, токами, проходящими по индуктору и, с другой, вихревыми токами в металле. Характер циркуляционных потоков показан на рис.142. Положительная сторона этого явления в том, что благодаря перемешиванию ускоряются плавление и выравнивание состава и температуры металла, отрицательная — в том, что поверхность металла получается выпуклой и может оголяться, так как шлак стекает к стенкам тигля. Интенсивность перемешивания ~ пропорциональна квадрату ампервитков (In)2 и обратно пропорциональна частоте питающего тока. Еще одной особенностью индукционных печей является то, что плотность индуктируемых токов достигает максимума на поверхности металла у стенок тигля и снижается по направлению к оси тигля ("поверхностный эффект"). В этом поверхностном слое выделяется наибольшее количество тепла, за счет которого плавится шихта. Толщина слоя металла с большой плотностью индуктируемых токов обратно пропорциональна корню квадратному из частоты. Индукционные печи имеют следующие преимущества по сравнению с дуговыми
1) отсутствуют высокотемпературные дуги, что уменьшает поглощение водорода и азота и угар металла при плавлении;
2) незначительный угар легирующих элементов при переплаве легированных отходов;
3) малые габариты печей, позволяющие поместить их в закрытые камеры и вести плавку и разливку в вакууме или в атмосфере инертного газа;
4) электродинамическое перемешивание, способствующее получению однородного по составу и температуре металла.
Основными недостатками индукционных печей являются малая стойкость основной футеровки и низкая температура шлаков, которые нагреваются от металла, из-за холодных шлаков затруднено удаление фосфора и серы при плавке.
Индукционные печи делят на два типа: 1) питаемые током повышенной частоты; 2) питаемые током промышленной частоты (50 Гц). В печах первого типа частота питающего тока обычно снижается по мере роста емкости и диаметра тигля; малые (несколько килограмм и менее) печи питаются током с частотой от 50 до 1000 кГц, средние и крупные (емкостью до десятков тонн) токами с частотой 0,5—10 кГц.
483
1. Устройство индукционной печи повышенной частоты
Индукционная плавильная установка состоит из печи с механизмом наклона и питающего электрооборудования (генератора повышенной частоты, батареи конденсаторов, щита управления и на крупных печах — автоматического регулятора электрического режима). Вместимость индукционных печей достигает 60 т. Основные элементы печи — каркас, индуктор и огнеупорный тигель, который иногда закрывают крышкой.
Каркас (кожух) печей небольшой емкости (< 0,5 т) делают в форме прямоугольного параллелепипеда, используя асбоцемент, дерево, выполняя несущие ребра из уголков и полос немагнитной стали, дюралюминия. В местах соединения металлических элементов укладывают изоляционные прокладки для исключения возникновения кольцевых токов. Индуктор в таком каркасе крепят к верхней и нижней опорным асбоцементным плитам (рис. 143).
В печах средней и большой емкости каркас выполняют из стали в виде сплошного кожуха цилиндрической формы (рис. 144) и иногда в виде "беличьей клетки", представляющей собой группу вертикальных стоек, приваренных к верхнему и нижнему опорным кольцам. Для уменьшения нагрева таких каркасов индуктируемыми токами и потерь с потоками рассеивания используют следующие конструктивные решения: а) каркас выполняют из немагнитной стали; б) между
Рис. 143. Индукционная печь вместимостью 60 кг:
1 — каркас; 2 — подовая плита (асбоцементные плиты); 3 — индуктор; 4 — изоляционный слой; 5 — тигель; 6 — абонементная плита; 7 — сливной носок; 8 — воротник; 9 — гибкий токопровод; 10 — деревянные брусья
484
оапп
Рис. 144. Индукционная печь вместимостью 8 т:
1 — индуктор; 2 — тигель; 3 — подовая плита; 4 — съемный свод; 5 — сливной носок; 6 — стальной кожух; 7 — ось поворота; 8 — магнитопровод из трансформаторной стали
каркасом из обычной стали и индуктором размещают магнитопровод из нескольких пакетов трансформаторной стали, располагаемых вдоль индуктора (рис. 144, 8); в) между индуктором и каркасом размещают замкнутый электромагнитный экран из металла с низким удельным сопротивлением (меди, алюминия).
В каркасе жестко крепят индуктор, подовую плиту, верхнюю керамику, пакеты магнитопровода. К передней части каркаса на уровне сливного носка прикрепляют две цапфы, что необходимо для поворота печи при сливе металла.
Индуктор имеет форму полого цилиндра и образован уложенными в виде спирали витками из медной трубки. Профили применяемых медных трубок показаны на рис. 145, а\ равностенные трубки используют обычно для печей повышенной частоты, а разностенные — для печей промышленной частоты. Для исключения электрического пробоя витки, как правило, изолируют (на малых печах с небольшим напряжением доста-
485
Рис. 145. Профили трубок для изготовления индуктора (а) и способы крепления витков индуктора (5, в):
1 — латунная шпилька; 2 — гайка; 3 — витки индуктора; 4 — стойка из изоляционного материала; 5 — стяжной болт; 6 — вертикальная рейка; 7 — нажимной фланец
точна воздушная изоляция, достигаемая зазором между витками в 10—20 мм). Широко применяют следующие виды изоляции:
обмоточную, когда витки покрывают изоляционным лаком и затем обматывают лентой из диэлектрического материала (стеклоленты, микаленты);
прокладочную, когда между покрытыми лаком витками закрепляют диэлектрические прокладки (например, из стеклотекстолита);
напыленную, когда на поверхность трубки газопламенным или плазменным способом наносят слой оксида алюминия или двуоксида циркония с последующим покрытием лаком.
Иногда применяют монолитную изоляцию — покрытые лаком витки заливдют полимерным материалом (полиэфирным компаундом), после застывания которого образуется монолитная конструкция.
Прочность и жесткость индуктора, являющегося опорой футеровки тигля, обеспечивают применяя индукторы двух следующих разновидностей: с креплением витков шпильками и стяжные индукторы. В первых к виткам индуктора приваривают латунные шпильки; с помощью шпилек и латунных гаек витки крепят к нескольким вертикальным стойкам (см. рис. 145, б) из изоляционного материала — текстолита, асбоцемента, дерева; стойки в свою очередь крепят к опор-486
ным плитам каркаса, расположенным над индуктором и под ним. В стяжных индукторах над верхним и под нижним витками размещают нажимные фланцы, которые стягивают в осевом направлении с помощью специальных болтов и вертикальных реек из изоляционного материала (см. рис. 145, в); вертикальные рейки препятствуют смещению витков в поперечном направлении. Для придания жесткости индуктору и его крепления в каркасе дополнительно используют пакеты магнитопровода, которые прижимают к индуктору через изолирующие прокладки с помощью специальных нажимных болтов.
Если индуктор выполнен монолитным, то в нем не требуется дополнительного крепления витков, однако такие индукторы применяют редко из-за сложности ремонта трубки в случае ее повреждения.
Высоту индуктора выбирают в пределах 1,1—1,2 высоты расплава в тигле, внутренний диаметр определяют из соотношения: D = Z>T + 2ЬФ + 2ЬИ, где £>т и Ьф — соответственно внутренний диаметр и толщина футеровки в середине тигля; Ьи — толщина изоляционного слоя (< 5—6 мм). Число витков индуктора определяют расчетом; плотность токов в индукторе достигает 20—40А/мм2. Подвод тока к индуктору чаще всего осуществляют с помощью гибких кабелей.
По внутренней полости медной трубки пропускают охлаждающую воду. Для обеспечения равномерного охлаждения на средних и больших печах индуктор делят на 2—4 секции с самостоятельным подводом воды. Поступление воды контролируется реле, отключающем питание печи при перерыве в подаче воды.
Футеровка индукционной печи состоит из следующих основных элементов: футеровки тигля, подовой плиты (подины), верхней керамики (воротника) со сливным носком. Подовая плита служит основанием для футеровки тигля и для индуктора; на средних и крупных печах ее выполняют из шамотных блоков или кирпичей, иногда на крупных печах — из огнеупорного бетона. На малых печах подовую плиту делают также из нескольких асбоцементных плит, уложенных одна на другую (см. рис. 143).
Футеровку тигля, как правило, делают набивной, при плавке она спекается в монолит; на больших печах тигель иногда выкладывают из кирпичей. Воротник, т.е. футеровку выше верхнего витка индуктора, которая не может спекаться
487
за счет тепла жидкого металла, делают из фасонных кирпи чей (шамота, хромомагнезита) или из огнеупорных масс с повышенным количеством связующих. Сливной носок представляет собой фасонное изделие из шамота.
Футеровка тигля должна обладать следующими свойствами: высокой огнеупорностью и шлакоустойчивостью; высокой термостойкостью, так как при загрузке шихты она сильно охлаждается; высокой механической прочностью, чтобы выдерживать удары шихты при загрузке; минимальной толщиной, поскольку металл должен находиться как можно ближе к индуктору, т.е. в зоне наибольшей плотности индуктируемых токов.
Футеровка может быть основной или кислой. Набивную кислую футеровку изготовляют из дробленого кварцита (фракции размером менее 3,5 мм) или кварцевого песка с добавкой в качестве связующего борной кислоты (1,5—4 %) без увлажнения. Для основных тиглей применяют огнеупорные смеси разных составов, наиболее часто магнезитовый порошок; в качестве связки используют огнеупорную глину, жидкое стекло, плавиковый шпат, борную кислоту и др. Применяют как увлажненные, так и сухие смеси.
Перед набивкой тигля внутреннюю поверхность индуктора покрывают тонким изолирующим слоем, например, нанося специальную изоляционную обмазку с последующей обклейкой стеклолентой; иногда дополнительно укладывают теплоизоляционный слой из асбеста. На дно индуктора засыпают слой футеровочной массы, утрамбовывают ее и затем устанавливают на нее железный шаблон, наружные размеры которого соответствуют внутренним размерам тигля. В пространство между шаблоном и индуктором засыпают футеровочную смесь и уплотняют ее трамбовками. Затем выполняют воротник из фасонных кирпичей или специальных масс с повышенным количеством связующих.
После окончания набивки футеровку сушат и спекают. Для этого, не вынимая шаблона, включают плавильную установку; тепло, выделяемое в шаблоне, нагревает футеровку. В зависимости от емкости тигля спекание длится от 1 до 4 ч для кислого тигля и от 2 до 10 ч для основного. Окончательное спекание с расплавлением шаблона происходит во время первой плавки. Спекание можно проводить, вставив в тигель соответствующих размеров кусок графитового электрода.
488
Тигли емкостью до 300 кг иногда набивают увлажненной массой в специальной разборной прессформе. После сушки на воздухе такой тигель устанавливают в индуктор на подовую плиту, а пространство между индуктором и тиглем засыпают мелким огнеупорным порошком.
Стойкость кислых тиглей составляет 20—250 плавок. Основная футеровка обладает меньшей термостойкостью, и стойкость основных тиглей значительно ниже (10—100 плавок; меньшая величина — для печей большой емкости).
Средний внутренний диаметр тигля DT и высоту расплава Лр определяют исходя из заданной емкости печи (объема металла) с учетом того, что величина отношения hp/DT должна составлять 1,6—2,0 для 100-кг печи и снижаться при увеличении емкости (до 1,1—1,4 для 6-т печи). Толщину футеровки (м) в середине тигля определяют по формуле: 4/ '
Ьф ~ 0,08v Т , где Т — емкость печи, т. Примерные соотношения между размерами тиглей и индукторов сталеплавильных печей приведены в табл. 11.
Т а б л ц а 11. Размеры индуктора ж тигля индукционных печей
Емкость, кг Размеры индуктора, мм Размеры тигля, мм
высота внутренний диаметр глубина толщина дна толщина стен
вверху внизу
100 490 410 440 165 50 80
500 790 700 610 215 70 100
1400 830 760 720 200 90 130
8000 1300 1380 1200 200 ПО 150
Механизм наклона предназначен для наклона печи при сливе металла. Металл из тигля сливают через сливной носок, поворачивая установленный на двух цапфах каркас печи на угол 95°. Наклон печи осуществляют лебедками, тельферами, а на крупных печах устанавливают гидравлический механизм наклона.
Электрическое оборудование служит для подачи питания на индуктор индукционной печи. Упрощенная электрическая схема индукционной печи повышенной частоты, питаемой от машинного или лампового генератора, показана на рис. 146. Переменный ток высокой частоты от генератора 1 через
489
Рис. 146. Упрощенная электрическая схема индукционной печи
выключатель 2 подается на индуктор 3, параллельно которому подключены конденсаторы 5 и 6.
Конденсаторы предназначены для компенсации индуктивного сопротивления индуктора и установки в целом (компенсации реактивной мощности установки). В цепь включены две группы конденсаторов: конденсаторы первой группы 6 подключены постоянно; а конденсаторы второй группы 5 включают в случае необходимости. В процессе плавки по мере нагрева шихты изменяются ее удельное сопротивление и магнитная проницаемость, что изменяет индуктивное сопротивление установки. Включая или отключая дополнительные конденсаторы добиваются равенства индуктивного и емкостного сопротивлений, т.е. величины cos <р установки, близкой к единице.
В качестве источников питания (преобразователей частоты) используют ламповые и машинные генераторы, тиристорные преобразователи. Для питания малых печей (< 30—50 кг) применяют ламповые генераторы, вырабатывающие ток с частотой от 30 кГц до несколько мегагерц; их мощность изменяется от 0,3 до 1000 кВт. Ббльшая часть проышленных печей с тиглями емкостью 60—100 кг и более питаются от машинных генераторов. Их выпускают мощностью от 12 до 2500 кВт с частотой вырабатываемого тока 0,5; 1; 2,4; 4; 8 и 10 кГц. Соотношение между емкостью печи и мощностью генератора примерно следующее:
Емкость, т ....... 0,06 0,4 1,0 6 10 16 25
Мощность, кВт ... 50 250 500 2500 3000 5000 6000
В последние годы в качестве источников питания все шире применяются тиристорные преобразователи частоты. Промышленность выпускает тиристорные преобразователи мощностью до 3200кВт с частотой вырабатываемого тока 0,5—ЮкГц.
490
Эти преобразователи обладают по сравнению с машинными генераторами следующими преимуществами: более высокий электрический к.п.д.; высокая готовность к работе; возможность автоматического поддержания оптимального электрического режима без переключения в силовой цепи (не требуется переключения конденсаторов, что упрощает конструкцию конденсаторной батареи); отсутствие вращающихся частей и бесшумность в работе.
В состав электрооборудования индукционной печи входят подключаемые к силовой цепи через трансформаторы тока и напряжения электроизмерительные приборы и приборы защиты (от перегрузок по току и напряжению и в случае отключения охлаждающей воды). Крупные индукционные печи снабжены автоматическим регулятором, который поддерживает оптимальный электрический режим путем взаимосвязанного регулирования коэффициента мощности, напряжения и силы тока. Основные параметры работы электрооборудования (мощность генератора, емкость конденсаторов, требуемая частота тока и др.) определяют расчетом исходя из заданных емкости печи, длительности плавления, температуры жидкого металла.
Индукционные печи промышленной частоты
Футеровка и индуктор печей промышленной частоты такие же, как у печей повышенной частоты. В схеме электропитания отсутствует генератор тока повышенной частоты; печь включается в сеть через ступенчатый понижающий трансформатор со вторичным напряжением от 100 до 1000 В. Ввиду отсутствия преобразователя частоты для этих печей характерен меньший (на 5—10 %) удельный расход электроэнергии и более высокий коэффициент мощности.
Однако при низкой частоте питающего тока (50 Гц) у этих печей интенсивность электродинамического перемешивания металла значительно выше, чем в печах повышенной частоты. Чтобы избежать чрезмерной циркуляции металла, печи промышленной частоты рассчитывают на меньшую удельную мощность, чем печи повышенной частоты; такой мощности недостаточно для быстрого расплавления стальной шихты. Поэтому печи промышленной частоты обычно используют для плавки металлов с более низкой температурой плавления (чугуна, цветных металлов). Мощность печи емкостью 1 т составляет 360 кВ • А, емкостью 25 т — 4800 кВ • А.
491
2. Технология плавки
Плавку в индукционных печах обычно ведут без окисления примесей и не ставят задачу удаления фосфора и серы, так как из-за "холодных" шлаков дефосфорация и десульфурация затруднены. Стали и сплавы выплавляют либо из легированных отходов (метод переплава), либо из чистого шихтового железа и лома с добавкой ферросплавов (метод сплавления).
Выбор установки. В печи с основной футеровкой можно выплавлять сталь любого состава, но стойкость этой футеровки значительно ниже, чем кислой. В печах с кислой футеровкой нельзя выплавлять стали с высоким содержанием марганца, алюминия, титана, циркония, так как оксиды марганца, взаимодействуя с кремнеземом футеровки, быстро разрушают ее, а алюминий, титан и цирконий восстанавливают кремний из кремнезема футеровки.
Плавка в печи с основной футеровкой. Продолжительность плавки в индукционной печи очень небольшая, что не позволяет многократно проверить состав металла путем его анализа. Поэтому получение стали с заданным составом базируется на предварительном расчете шихты, для чего необходимы точное знание ее состава и взвешивание. В частности, содержание углерода, серы и фосфора не должно превышать допустимых в выплавляемой стали пределов.
Шихту составляют из мелких и крупных кусков, что обеспечивает плотность ее укладки и сокращение длительности плавления. Наиболее крупные куски укладывают у стенок тигля, где плотность токов максимальная. Тугоплавкие ферросплавы загружают в нижнюю половину тигля.
После включения тока следят за тем, чтобы куски шихты не сваривались в "мосты", препятствующие оседанию плавящихся кусков вниз. Периодически шихту "осаживают" с помощью ломика. По мере оседания шихты догружают ту ее часть, которая не вместилась при завалке. После появления жидкого металла в тигель вводят шлакообразующую смесь из извести, плавикового шпата и магнезита в соотношении 4:1:1. Назначение наводимого шлака — уменьшить насыщение металла газами из атмосферы и окисление легирующих элементов. При плавлении поддерживают максимальную мощность генератора и высокий cos <р путем подключения конденсаторов. Длительность плавления изменяется от 30— 492
40 мин на малых печах (емкостью около 50 кг) до 2 ч на крупных.
После расплавления отбирают пробу металла на анализ и сливают плавильный шлак, чтобы предотвратить восстановление из него фосфора, после чего наводят новый шлак, добавляя шлакообразующую смесь того же состава, что и в период плавления. Мощность, подаваемую на индуктор, снижают на 30—40 %. После получения результатов анализа проводят легирование, корректировку состава металла и его раскисление путем введения в тигель соответствующих ферросплавов, после чего металл сливают из тигля в ковш. Иногда при выплавке высококачественных сталей проводят диффузионное раскисление металла. Для этого в шлак вводят раскислительные смеси, состоящие из извести, молотого ферросилиция, порошкообразного алюминия, делая выдержку в течение примерно 30 мин; циркуляция металла в тигле индукционной печи ускоряет раскисление.
Ферросплавы при плавке в индукционной печи присаживают в следующем порядке: феррохром, ферровольфрам и ферромолибден вводят в завалку; ферромарганец, ферросилиций и феррованадий — за 7—10 мин до выпуска; алюминий перед выпуском. При таком порядке введения угар элементов следующий: вольфрама около 2 %, хрома, марганца и ванадия — 5—10 %, кремния — 10—15 %, титана 25—35 %.
Плавка в печи с кислой футеровкой. Содержание серы, фосфора и углерода в шихте не должно превышать допустимых в выплавляемой стали пределов. При выплавке сталей, легированных хромом, вольфрамом и молибденом, в завалку вводят феррохром, ферровольфрам, ферромолибден. Загрузку шихты и расплавление ведут так же, как и в тигле с основной футеровкой. Шлак во время плавления шихты наводят добавками боя стекла, шамота и извести.
После расплавления и анализа отбираемой пробы металла проводят легирование (корректировку состава) и раскисление. Ферромарганец, ферросилиций и, если необходимо, феррованадий вводят в металл на 7—10 мин до выпуска, алюминий непосредственно перед выпуском. Угар марганца составляет 10 %, кремний практически не угорает, угар вольфрама и молибдена около 2 %, хрома 5 %. Расход электроэнергии при выплавке стали в индукционных печах составляет 500— 700 кВт-ч/т.
493
3. Плавка в вакуумных индукционных печах
Плавка в вакуумных индукционных печах позволяет получать сталь и сплавы с малым содержанием газов, неметаллических включений и примесей цветных металлов, легировать сплав любыми элементами, в том числе обладающими высоким сродством к кислороду, без их потерь на окисление.
Устройство печи. Первые печи были периодического действия. После выпуска плавки вакуумную систему отключали и печь открывали для извлечения слитков и загрузки шихтовых материалов. Позже были созданы более совершенные печи полунепрерывного действия. Эти печи позволяют загружать шихту, устанавливать изложницы и извлекать слитки без нарушения вакуума в плавильной камере. Емкость существующих печей достигает 50 т.
На рис. 147 показана схема вакуумной индукционной печи полунепрерывного действия. Плавильная камера 2 имеет сверху съемную крышку 11. В камере установлен индуктор с тиглем 3, закрепленный на цапфах; наклон тигля для слива металла производят с помощью привода, расположенного с наружной стороны камеры. В крышке плавильной камеры над тиглем размещена шлюзовая загрузочная камера 8, отделяе-
Рис. 147. Схема вакуумной индукционной печи полунепрерывного действия:
7 — камера изложниц; 2 — плавильная камера; 3 — индуктор с тиглем; 4 — гляделки; 5 — термопара; 6 — затвор; 7 — крышка; 8 — шлюзовая камера; 9 — ломик для осаждения шихты; 10 — шлюзовой дозатор; 11 — съемная крышка; 72 — бустерные насосы; 13форвакуумные насосы; 14 — изложницы; 75 — задвижки
494
мая от плавильной вакуумным затвором 6 и закрываемая крышкой 7, что позволяет загружать шихту без нарушения вакуума. В загрузочную камеру ставят бадью с раскрывающимся дном, заполненную шихтой. Закрыв крышку 7, в камере 8 создают вакуум, после чего открывают затвор 6, и шихта из бадьи высыпается в тигель.
Камера изложниц 1 отделена от плавильной камеры и от помещения цеха задвижками 75. Через нее, как через шлюзовое устройство, в плавильную камеру подают изложницы 14, установленные на тележке, и после слива в них металла из тигля возвращают обратно.
На крышке 77 смонтирован шлюзовой дозатор 10 для введения добавок по ходу плавки и гляделка 4. Через крышку 11 с помощью герметичных уплотнителей вводят термопару 5 и ломик 9 для осаживания шихты.
Печь питается током повышенной частоты. Вакуумная система состоит из группы форвакуумных 13 и бустерных 72 насосов, обеспечивающих вакуум порядка 1,33—0,13 Па.
Процесс плавки в вакуумной индукционной печи. Для плавки в вакуумных печах применяют шихтовые материалы, очищенные от масла и окалины; состав их должен быть точно известен. В шихту вводят никель, ферромолибден, ферровольфрам и кобальт, если этого требует состав выплавляемой стали. После загрузки шихты включают ток, а на печах периодического действия предварительно из печи откачивают воздух.
Плавление ведут, непрерывно откачивая насосами из плавильного пространства выделяющиеся газы. За время плавления удаляется большая часть вносимых шихтой газов — водород, часть азота, а также влага; жидкий металл при плавлении кипит, что является результатом выделения пузырьков оксида углерода, получающегося при взаимодействии углерода с растворенным в металле кислородом.
После расплавления делают выдержку в течение 20—40 мин, во время которой происходит рафинирование от ряда примесей, раскисление и легирование металла. В печи в этот период поддерживают давление 1,3—0,13 Па. Раскисление металла происходит углеродом по реакции [С] + [О] = СО, равновесие которой в условиях вакуума сдвинуто вправо, поскольку продукт реакции непрерывно удаляют (откачивают). Преимуществом такого раскисления
495
является то, что металл не загрязняется его продуктами. Обычно выдержка длится до полного успокоения ванны (то есть до прекращения выделения СО).
Раскисление идет либо за счет содержащегося в металле углерода, либо за счет углерода, вводимого в начале рафинирования в виде графита, чугуна.
Помимо рафинирования от кислорода в период выдержки удаляются азот и водород и испаряются примеси цветных металлов (Zn, Sn, Pb, As, Bi).
В период выдержки проводят легирование и окончательное раскисление кусковыми раскислителями, которые вводят через дозаторы. В начале выдержки вводят феррохром, феррованадий, в конце выдержки ферросилиций, ферротитан, алюминий, ферромарганец.
Перед выпуском, если это потребуется, вводят кальций, магний и редкоземельные металлы.
Выплавленный металл разливают в изложницы как .правило в вакууме.
Иногда в процессе плавки ведут десульфурацию металла. С этой целью на дно тигля до начала завалки щихты загружают десульфурирующую шлакообразующую смесь (например, из 90% СаО и 10% CaF2).
Основные преимущества вакуумной индукционной плавки обусловлены наличием вакуума, обеспечивающего рафинирование от ряда примесей и раскисление углеродом, а также отсутствием контакта металла с окислительной атмосферой. Выплавляемые при этом сталь и сплавы содержат пониженные количества азота, примесей цветных металлов, кислорода и неметаллических включений, почти не содержат водорода; все это повышает целый ряд служебных свойств сталей.
Отсутствие контакта с кислородом атмосферы позволяет выплавлять стали и сплавы, содержащие легкоокисляющиеся элементы без их угара.
Недостатком вакуумных индукционных печей является следующий фактор: при длительной выдержке в результате реагирования с окислами футеровки металл загрязняется кислородом и неметаллическими включениями, а также восстанавливаемыми из футеровки элементами (кремнием, алюминием и др.).
496
Глава 5. СЛИТКИ И РАЗЛИВКА СТАЛИ
После окончания плавки в сталеплавильном агрегате (печи) металл выпускают в сталеразливочный ковш и затем, иногда после внепечной обработки в ковше, разливают в изложницы или на установках непрерывной разливки. В результате затвердевания жидкой стали получают литые заготовки — слитки, которые в дальнейшем подвергают обработке давлением (прокатке, ковке).
На слитки разливают большую часть стали, выплавленной во всех сталеплавильных агрегатах; лишь около 2 % всей стали идет на фасонное литье.
Разливка — важный этап сталеплавильного производства. Технология и организация разливки в значительной степени определяют качество готового металла и количество отходов при дальнейшем переделе стальных слитков. Неправильно организованной разливкой можно испортить качественно выплавленную сталь. Даже незначительная небрежность в подготовке разливочного оборудования часто ведет к большим потерям металла при разливке.
Совершенствование технологии разливки может служить резервом увеличения производства стали. Достаточно сказать, что от 5 до 18 %, а иногда и до 25 % всей выплавляемой стали возвращается в переплав из-за дефектов, возникающих в процессе разливки и кристаллизации слитка.
§ 1. СПОСОБЫ РАЗЛИВКИ СТАЛИ.
РАЗЛИВКА СИФОНОМ И СВЕРХУ
Применяют два основных способа разливки стали: разливку в изложницы и непрерывную разливку. Разливку в изложницы подразделяют на разливку сверху и сифоном.
При разливке сверху (рис.148) сталь непосредственно из ковша 1 поступает в изложницы 2, устанавливаемые на чугунных плитах — поддонах 3. После заполнения каждой изложницы стопор или шиберный затвор ковша закрывают, ковш транспортируют к следующей изложнице, вновь открывают стопор (шиберный затвор) и после заполнения сталью новой изложницы цикл повторяют.
Иногда при разливке сверху применяют двухстопорные ковши; это позволяет одновременно заполнять две изложницы
497
Рис. 148. Схема разливки стали сверху
и сократить длительность разливки. С целью уменьшения напора струи и разбрызгивания металла на стенки изложниц разливку сверху иногда ведут через промежуточные ковши (рис. 149, а) и в отдельных случаях через промежуточные воронки (рис. 149, б).
При сифонной разливке, основанной на принципе сообщающихся сосудов, сталью одновременно заполняют несколько (от двух до шестидесяти) изложниц. Жидкая сталь из ковша поступает (рис. 150) в установленную на поддоне футерованную изнутри центро
вую, а из нее по футерованным каналам поддона в изложницы
снизу. После наполнения всех установленных на поддоне изложниц стопор (шиберный затвор) закрывают и ковш транс
портируют к следующему поддону и т.п.
Рис. 149. Разливка стали сверху через промежуточный ковш (а) и промежуточную воронку (б):
1 — сталеразливочный ковш; 2 — промежуточный ковш; 3 — стакан; 4 — прибыльная надставка; 5 — изложница; 6 — промежуточная воронка; 7 — подставка
498
Рис. 150. Схема сифонной разливки стали:
1 — сталеразливочный ковш; 2 — центровая; 3 — прибыльная надставка; 4 — изложница; 5 — поддон, 6 — сифонный кирпич; 7 — стопор
Оба способа разливки обладают рядом преимуществ и недостатков. Сифонная разливка имеет следующие преимущества перед разливкой сверху:
1) одновременная отливка нескольких слитков сокращает длительность разливки плавки и позволяет разливать в мелкие слитки плавки большой массы;
2) вследствие сокращения общей длительности разливки скорость подъема металла в изложнице может быть значительно меньшей, чем при разливке сверху;
3) поверхность слитка получается чистой, так как металл в изложницах поднимается спокойно без разбрызгивания;
4) повышается стойкость футеровки ковша и улучшаются условия работы стопора и шиберного затвора вследствие меньшей длительности разливки и уменьшения числа открываний и закрываний стопора или затвора;
5) во время разливки можно следить за поведением поднимающегося металла в изложниице и в соответствии с этим регулировать скорость разливки.
Недостатки сифонной разливки:
1) сложность и повышенная стоимость разливки, обусловленные расходом сифонного кирпича, установкой дополнительного оборудования и значительными затратами труда на сборку поддонов и центровых;
2) дополнительные потери металла в виде литников (0,7—
499
2,5 % от массы разливаемой стали) и возможность потерь при прорывах металла через сифонные кирпичи;
3) необходимость нагрева металла в печи до более высокой температуры, чем при разливке сверху, так как он дополнительно охлаждается в каналах сифонного кирпича.
Преимуществами разливки сверху являются:
1) более простая подготовка оборудования к разливке и меньшая стоимость разливки;
2) отсутствие расхода металла на литники;;
3) температура металла перед разливкой может быть ниже, чем при сифонной разливке.
Вместе с тем, разливке сверху присущи следующие недостатки:
1) образование плен на поверхности нижней части слитков, что является следствием разбрызгивания металла при ударе струи о дно изложницы. Застывшие на стенках изложницы и окисленные с поверхности брызги металла не растворяются в поднимающейся жидкой стали, образуя дефект поверхности — плены, которые не свариваются с металлом при прокатке, благодаря чему поверхность прокатанных заготовок приходится подвергать зачистке, удаляя участки с дефектами, что ведет к потерям металла;
2) большая длительность разливки;
3) из-за большой длительности разливки снижается стойкость футеровки ковша и в связи с большим числом открываний и закрываний ухудшаются условия работы стопора или шиберного затвора. Оба способа разливки широко применяют. Вопрос о том, какой из них является лучшим, до сих пор не решен. Благодаря простоте и отсутствию потерь металла с литниками часто предпочитают разливку сверху. Несмотря на необходимость дополнительной зачистки поверхности проката, разливка сверху для рядовых марок является более экономичной, чем разливка сифоном. В то же время высококачественные и легированные стали, когда для уменьшения потерь дорогостоящего металла на зачистку важно получить чистую поверхность слитка, разливают главным образом сифоном. Сифонной разливкой, как правило, получают также слитки массой менее 2,5 т. Потери металла при разливке сифоном и сверху в виде скрапа и недоливов составляют 0,6—1,9 %; при разливке сифоном дополнительно теряется 0,7—2,5 % разливаемой стали в виде литников.
500
Ь2. КРИСТАЛЛИЗАЦИЯ И СТРОЕНИЕ СТАЛЬНЫХ СЛИТКОВ
1. Кристаллизация стали
Сталь в изложницах кристаллизуется или затвердевает в виде кристаллов древовидной формы — дендритов (рис. 151). Процесс кристаллизации складывается из двух стадий — зарождения кристаллов и последующего их роста. Различают гомогенное и гетерогенное зарождение кристаллов. Под гомогенным подразумевают образование зародышей кристалла в объеме жидкой фазы, под гетерогенным — на уже имеющейся межфазной поверхности (на поверхности находящихся в расплаве твердых частиц — например, неметаллических включений, стенок изложниц и кристаллизаторов).
Гомогенное зарождение происходит следующим образом. В жидком металле вблизи точки кристаллизации вследствие флуктуаций энергии, состава и плотности непрерывно образуются группировки атомов с упорядоченной структурой — комплексы или зародыши твердой фазы. Одновременно и непрерывно происходит разрушение большей части из них. С тем, чтобы зародыш стал термодинамически устойчивым, т.е. способным к дальнейшему росту, необходимы определенные условия.
Условия гомогенного зарождения. Из термодинамики известно, что переход жидкости в твердое состояние и наоборот возможны, если свободная энергия (энергия Гиббса, G) системы при этом уменьшается. Затвердевание или расплавление в процессе изменения температуры объясняются тем, что при температурах, превышающих точку кристаллизации, меньшей удельной свободной энергией обладает жидкая фаза, а при более низких температурах — твердая.
В процессе образования зародыша свободная энергия системы, с одной стороны, возрастает в результате затраты энергии на образование поверхности раздела расплав — зародыш и, с другой стороны, уменьшается в результате перехода части жидкости в твердую фазу, у которой уровень свободной энергии ниже. При температуре кристаллизации свободная энергия жидкой и твердой фаз равны и образование зародыша невозможно, так как нет источника для компенсации затрат энергии на образование поверхности раздела фаз. Поэтому для образования зародыша необходимо неко
501
торое переохлаждение расплава; чем больше переохлаждение, тем больше будет выигрыш свободной энергии при переходе из жидкого состояния в твердое.
Из теории кристаллизации известно, что при данной величине переохлаждения термодинамически устойчивыми, т.е. способными к дальнейшему росту, оказываются те зародыши, размер которых превысит так называемый "критический". Критический размер это такой, начиная с которого дальнейший рост сопровождается снижением суммарной свободной энергии образования зародыша. Величину критического радиуса зародыша определяют из соотношения:
^КР
- (2о'ж_твТкр)/QKP&T,
где Сж-тв — межфазное натяжение на границе жидкой и твердой фаз; Ткр — температура начала кристаллизации; ДТ — величина переохлаждения; QKP — скрытая теплота кристаллизации.
Из приведенного выражения следует, что при увеличении степени переохлаждения критический радиус зародыша уменьшается, т.е. термодинамически устойчивыми становятся более мелкие зародыши. Это значит, что становятся устойчивыми и начинают расти многие из тех мелких частиц новой фазы, которые при более высоких температурах разрушались сразу после образования. Иначе говоря, чем выше степень переохлаждения, тем выше будет интенсивность образования устойчивых зародышей.
Необходимо подчеркнуть, что при гетерогенном зарождении кристаллов (на имеющейся поверхности раздела) затраты энергии и требуемая степень переохлаждения будут заметно меньше, чем при гомогенном. Так, экспериментально установлено, что кристаллизация чистого, не содержащего взвешенных примесей железа начинается при переохлаждении около 300 °C, а в реальных условиях сталь начинает кристаллизоваться при переохлаждении в несколько градусов. Следовательно, в реальных условиях происходит преимущественно гетерогенно зарождение кристаллов.
Рост кристаллов. Зарождающийся кристалл имеет правильно ограненную или близкую к ней форму, определяемую типом кристаллической решетки твердого металла, причем гранями кристалла являются плоскости с наибольшей плотностью упаковки атомов (для сплавов на основе железа с гране- или
502
объемноцентрированной кубической решеткой такой формой кристалла будет октаэдр). Однако вскоре после зарождения правильный рост возшикшего кристалла прекращается и начинается преимущественный рост его вершин, т.е. ветвей дендрита. Объясняется это следующим: количество тепла и примесей сплава, выделяющихся при кристаллизации, будет минимальным у вершин и максимальным у центра граней кристалла, что препятствует дальнейшей кристаллизации у граней. От вершин кристалла (в нашем случае октаэдра, см. рис. 151, а) вырастают оси А первого порядка (стволы дендрита), на них перпендикулярно направленные оси т второго порядка (ветви), на которых аналогичным образом развиваются оси п третьего порядка и т.д. Появление все новых осей и их постепенное утолщение приводят к формированию сплошного кристалла (дендрита). Установлено, что в сплавах на основе железа ветви дендритов растут в трех взаимно перпендикулярных направлениях, каждое из которых является осью пирамиды с гранями, представляющими собой наиболее плотноупакованные плоскости в кристаллической решетке.
При отсутствии направленного теплоотвода оси во всех направлениях развиваются примерно одинаково и кристалл получается равноосным (см. рис. 151, а). При направленном теплоотводе кристаллы имеют вытянутую форму. На рис. 151, б показана схема дендрита, растущего от плоской поверхности охлаждения. Вначале вдоль направления теплоотвода возрастает основная ось А, затем оси или ветви т второго порядка, на них оси п третьего порядка и т.д.
Рис. 151. Схема (плоская) роста равноосного дендрита (а) и схема дендрита, выросшего в условиях направленного теплоотвода (0)
503
Скорость роста кристаллов определяется в первую очередь интенсивностью теплоотвода; чем больше скорость теплоотвода и чем больше переохлаждение жидкого металла, тем больше будет скорость роста.
Следует отметить, что рост кристаллов протекает одинаково как в случае гомогенного, так и в случае гетерогенного их зарождения.
Интервал кристаллизации. Следует подчеркнуть следующую важную особенность кристаллизации стали. Если чистые металлы кристаллизуются при постоянной температуре, то сталь как многокомпонентный раствор — в определенном интервале температур путем так называемой "избирательной кристаллизации". При температуре, соответствующей началу интервала кристаллизации, образуются и начинают расти оси кристаллов, обедненные углеродом и другими составляющими стали, а в остающемся жидком металле их содержание возрастает. Поэтому понижается температура затвердевания жидкой фазы и последующие оси кристалла формируются при все более низкой температуре, а содержание примесей в них возрастает.
Величина интервала кристаллизации определяется составом стали и условиями затвердевания слитка, возрастая при увеличении содержания в стали углерода и легирующих элементов. В высокоуглеродистой стали У13А величина интервала кристаллизации достигает 325 °C. При увеличении интервала кристаллизации возрастает степень химической неоднородности затвердевшего слитка, что нежелательно.
Скорость затвердевания слитка. При затвердевании стали в изложнице тепло отводится через ее стенки, поэтому зарождение и рост кристаллов начинаются у стенок изложницы, а толщина затвердевшего слоя непрерывно возрастает в направлении к центру слитка.
Толщину затвердевшего слоя металла в изложнице приближенно можно определить по формуле
где D — толщина закристаллизовавшегося металла, см; t3 — продолжительность затвердевания, мин; к — коэффициент затвердевания, который для спокойной стали в зависимости от ее состава и условий затвердевания изменяется в пределах 2,2—2,9 см/мин1/2.
504
Для определеня времени затвердевания слитка в чугунной изложнице пользуются формулой tn з = 0,1127?2, где Гпз — продолжительность полного затвердевания, мин; 7? — радиус окружности, вписанной в поперечное сечение слитка, см.
2. Слиток спокойной стали
Структура слитка спокойной стали, выявляемая травлением его продольного осевого разреза, представлена на рис. 152. Слиток имеет следующие структурные зоны, отличающиеся формой кристаллов и их размерами: тонкая наружная корка из мелких равноосных кристалликов; зона вытянутых крупных столбчатых кристаллов; центральная зона крупных неориентированных кристаллов и зона мелких неориентированных кристаллов внизу слитка, имеющая конусообразную форму ("конус осаждения").
Наружная зона образуется в момент соприкосновения жидкой стали с холодными стенками изложницы. Резкое переохлаждение металла вызывает образование очень большого числа зародышей и их быстрый рост, в связи с чем кристаллы не успевают вырасти до значительных размеров и принять определенную ориентацию. Толщина корковой мелкокристаллической зоны невелика (6—15 мм), поскольку охлаждение жидкого металла с большой скоростью длится очень недолго.
В дальнейшем условия теплоотвода изменяются и формируется новая кристаллическая зона. Существенно уменьшается скорость охлаждения, так как отвод тепла замедляют корка затвердевшего металла, нагрев стенок изложницы и воздушный зазор, образующийся между стенками изложницы и слитком вследствие его усадки. Вместе с тем теплоотвод остается строго направленным, поскольку тепло отводится кратчайшим путем, т.е. перпендикулярно стенкам изложницы.
Вследствие замедления теплоотвода уменьшается переохлаждение и новых кристаллов почти не образуется. Продолжается рост кристаллов корковой зоны, причем растут главные оси кристаллов, направленные перпендикулярно стенке изложницы (поверхности охлаждения). Главные оси с иным направлением "выклиниваются", т.е. прекращают свой рост после встречи с опережающими их осями, перпендикулярными стенке изложницы (подобное опережение объясняется тем, что путь роста кристалла по нормали всегда короче, чем у
505
наклонно направленного). Поэтому продолжают расти лишь кристаллы, главные оси которых направлены перпендикулярно поверхности изложницы и, таким образом, формируется зона столбчатых кристаллов, вытянутых параллельно направлению теплоотвода. В крупных слитках с большим поперечным сечением наблюдается отклонение кристаллов к головной части слитка (к тепловому центру слитка). По мере утолщения слоя затвердевшего металла и прогрева стенок изложницы отвод тепла замедляется, и скорость роста столбчатых кристаллов постепенно снижается; они перестают расти после встречи с неориентированными кристаллами в средней части слитка.
Образование крупных неориентированных кристаллов в осевой части слитка объясняется условиями теплоотвода здесь, отличными от тех, что были при затвердевании столбчатых кристаллов. Из-за большой толщины слоя затвердевшей стали и нагрева стенок изложницы отвод тепла от жидкого металла осевой части слитка идет очень медленно; поэтому нет заметного перепада температур между затвердевшей и жидкой фазой и переохлаждения жидкой фазы, отсутствует и направленный теплоотвод, так как металл здесь удален от всех стенок изложницы примерно на одинаковое расстояние. В таких условиях вся масса жидкого металла медленно остывает до температуры кристаллизации и после ее достижения во всем объеме жидкой фазы зарождаются кристаллы. Поскольку нет существенного переохлаждения, количество вновь образующихся кристаллов невелико, и поэтому они вырастают до значительных размеров. Из-за отсутствия направленного теплоотвода кристаллы не имеют определенной ориентировки и получаются равноосными.
Образование "конуса осаждения" в нижней части слитка обычно объясняют опусканием на дно изложницы кристаллов, зародившихся в объеме жидкого металла у фронта кристаллизации, а также обломившихся под воздействием потоков жидкого металла непрочных ветвей столбчатых кристаллов. Это опускание кристаллов происходит в силу разности плотностей затвердевшего и жидкого металла.
Структурная неоднородность слитков затрудняет получение стальных изделий с одинаковыми механическими свойствами в различных частях. В слитке наименее прочной является зона параллельных, относительно слабо связанных меж-506
ду собой, столбчатых кристаллов. Протяженность столбчатых кристаллов возрастает при увеличении перегрева жидкой стали, при росте скорости отвода тепла от затвердевшей части слитка и увеличении поперечного сечения слитка; она зависит также от состава стали. В частности, протяженные столбчатые кристаллы наблюдаются в слитках никелевой и хромоникелевой сталей.
Важной особенностью затвердевания слитка является наличие двухфазной зоны между жидким и полностью затвердевшим металлом. Это зона, где сосуществуют оси растущих кристаллов и незатвердевший металл в межосных пространствах. Протяженность двухфазной зоны тем больше, чем больше интервал кристаллизации стали, определяемый ее составом При увеличении протяженности двухфазной зоны возрастает время пребывания металла в двухфазном состоянии и сильнее развивается химическая неоднородность.
Необходимо отметить наличие в затвердевающем слитке конвективных потоков жидкого металла. У фронта кристаллизации поток направлен вниз, в осевой части слитка — вверх. Движение вниз возникает потому, что у фронта кристаллизации жидкий металл переохлажден и имеет ббльшую плотность чем остальная его масса. Скорость потоков достигает 0,35 м/с; она тем больше, чем выше перегрев жидкой стали, поскольку при этом возрастает разность в температуре и плотности металла в объеме слитка и у фронта кристаллизации. По мере затвердевания слитка величина перегрева жидкого металла, а с ней и интенсивность потоков снижаются. Наличие конвективных потоков ведет к усилению химической неоднородности слитка.
Усадочная раковина в слитке спокойной стали
В верхней части слитка находится полость — так называемая усадочная раковина (см. рис. 152). Причиной ее образования является усадка стали в процессе затвердевания, т.е. увеличение плотности при переходе из жидкого в твердое состояние. Величина усадки в зависимости от состава стали изменяется в пределах 2,0—5,3 %. Усадочная пустота в слитке, как и в любой другой кристаллизующейся отливке, всегда образуется в месте затвердевания последних порций металла Раковина бывает закрытой (см. рис 152), если в прибыльной надставке из-за недостаточной теплоизоляции
507
6
Ту часть слитка, в
1
2
3
Рис 152 Строение слитка спокойной стали
а — продольное сечение, б — поперечное сечение, 1 — корковый слой мелких кристаллов, 2 — зона столбчатых кристаллов, 3 — зона крупных неориентированных кристаллов, 4 — усадочная раковина,' 5 — конус осаждения, 6 — мост металла над раковиной
затвердевает верхний слой металла; при применении экзотермических засыпок и обогреве верха слитка усадочная раковина получается открытой.
которой расположена усадочная рако-
вина, отрезают при прокатке и отправляют в переплав Величину усадки, определяемую природой стали, уменьшить нельзя. Поэтому, чтобы свести обрезь металла к минимуму, усадочную раковину концентрируют в верхней части слитка и стремятся уменьшить глубину ее проникновения в слиток. Для этого в обычной практике прибегают к следующим мерам, обеспечивающим более позднее затвердевание верхней части
слитка:
1) спокойную сталь, как правило, разливают в ножницы, уширяющиеся кверху. Большая масса жидкого металла в верхней части слитка способствует замедленному его охлаждению;
508
2) теплоизолируют боковые поверхности верха слитка. Обычно для этого на изложницу устанавливают прибыльную надставку, которую при разливке как и изложницу заполняют жидким металлом. Боковые стенки надставки футерованы огнеупорами или снабжены теплоизоляционными вставками, благодаря чему охлаждение металла здесь замедляется.
3) после наполнения слитка поверхность жидкого металла в прибыльной надставке засыпают теплоизолирующими или разогревающими смесями. В качестве теплоизолирующих засыпок используют асбест, обожженный вермикулит, коксо-шлаковую смесь и др. Более эффективно применение разогревающих примесей — люнкеритов, которые представляют собой порошкообразную смесь горючих и нейтральных компонентов. В качестве первых используют алюминий (14—28 %), ферросилиций (0—15 %), коксик или древесный уголь (0—50 %), в качестве вторых — шамот, боксит, вермикулит. В прибыльной надставке горючие компоненты медленно окисляются с выделением тепла, обогревающего жидкий металл, а нейтральные составляющие и продукты окисления образуют теплоизоляционный слой, замедляющий отвод тепла от верха слитка. Расход люнкерита составляет 0,5—2,0 кг/т стали.
При применении перечисленных мер величина головной об-рези слитков спокойной углеродистой стали составляет 12— 16 %, а для мелких слитков и легированных сталей достигает 20 % (донная обрезь слитков спокойной стали равна 1—4 %). Иногда применяют специальные методы обогрева верха слитка (см. п. 3, § 6).
3. Слиток кипящей стали
Кипящая сталь раскислена одним марганцем, т.е. неполностью, и содержит некоторое количество растворенного кислорода. Поэтому во время разливки и после ее окончания сталь в изложнице "кипит", т.е. происходит окисление углерода по реакции [С] + [О] = СО с выделением пузырей СО.
Окисление углерода и образование пузырей СО происходит на поверхности формирующихся при затвердевании стали кристаллов (на поверхности раздела твердой и жидкой фаз). Значительная часть пузырей СО, выделяющихся при кипении, остается в слитке. В дальнейшем они завариваются при прокатке.
509
Для уменьшения неоднородности состава готовой стали кипение вскоре после наполнения изложницы прекращают, накрывая слиток массивной металлической крышкой (механическое закупоривание) или раскисляя металл в верхней части изложницы алюминием (химическое закупоривание).
В слитках кипящей стали не образуется концентрированной усадочной раковины. Усадка здесь рассредоточена по многочисленным газовым полостям. Форма слитка кипящей стали отличается от формы слитка спокойной стали. Поскольку в слитке отсутствует усадочная раковина нет необходимости применять изложницы, расширяющиеся кверху. Кипящую сталь разливают в сквозные изложницы, расширяющиеся книзу. Это упрощает процесс раздевания слитков — изложницу просто тянут вверх, стягивая со слитка.
Механически закупоренный слиток кипящей стали, 'так же как и слиток спокойной стали, имеет снаружи корку из мелких равноосных кристаллов, далее зону столбчатых кристаллов и в середине крупные неориентированные кристаллы. Наряду с этим слиток характеризуется расположением газовых пузырей (пузырей СО) в определенном порядке. На продольном темплете слитка можно отметить следующие зоны (рис. 153, а): наружную корку 1 без пузырей; зону 2 продолговатых сотовых пузырей; промежуточную плотную зону 5; зону 4 вторичных округлых пузырей; плотную среднюю зону 5 со скоплением пузырей в ее верхней части.
Наружная мелкокристаллическая корка толщиной в разных слитках от 2—8 до 25—40 мм получается плотной потому, что при ее затвердевании создаются благоприятные условия для всплывания пузырей СО из
Рис 153 Строение слитка кипящей стали а — механически закупоренного, б — химически закупоренного, 1 — плотная наружная корочка, 2 — зона сотовых пузырей, 3 — промежуточная плотная зона, 4 — зона вторичных пузырей, 5 — скопление пузырей СО, 6 — скопление пузырей и усадочных пустот, 7 — мост плотного металла
510
металла. В этот момент высота вышележащего слоя поднимающегося в изложнице металла и создаваемое им ферростати-ческое давление малы, поэтому при достаточной окислен-ности стали легко и в большом количестве образуются пузыри СО. Всплывание даже части из них создает поток, увлекающий те пузыри, которые застревают между осями растущих кристаллов; отрыву и всплыванию пузырей способствует то, что благодаря малым размерам кристаллов поверхность фронта кристаллизации является сравнительно гладкой. Таким образом формируется слой металла, не содержащий пузырей.
Затем вместе с ростом столбчатых кристаллов образуется зона вытянутых сотовых пузырей. Начало их формирования (более раннее или позднее) зависит от интенсивности кипения и определяющих ее факторов — окисленности жидкой стали и скорости разливки. Чем меньше в металле растворенного кислорода и чем быстрее из-за высокой скорости разливки нарастает ферростатическое давление вышележащих слоев металла, тем хуже условия зарождения пузырей СО и тем меньше их образуется. При значительном уменьшении числа выделяющихся пузырей (уменьшении интенсивности кипения) не будет мощного потока всплывания СО, увлекающего все пузыри, и часть их будет оставаться в месте зарождения между кристаллами, причем тем раньше, чем меньше интенсивность кипения; беспузыристая корка при этом будет все тоньше. Каждый из оставшихся пузырей по мере дальнейшего выделения СО увеличивается лишь в продольном направлении, поскольку росту в поперечном направлении препятствуют начинающие расти столбчатые кристаллы — идет быстрый рост (врастание в жидкий металл) их главных, параллельно расположенных осей. Поэтому пузыри приобретают вытянутую форму, их длина достигает 70—100 мм. Прекращение роста сотовых пузырей и образование зоны 3 плотного металла объясняют следующим образом. После сформирования зоны сотовых пузырей, теплопроводность которой из-за большого количества газовых полостей очень мала, скорость теплоотвода сильно снижается и поэтому прекращается быстрый, опережающий рост главных осей столбчатых кристаллов, и фронт кристаллизации выравнивается. Поэтому образующиеся газы вымываются с более ровного фронта кристаллизации и формируется плотная промежуточная зона, состоящая из неориентированных кристаллов небольших размеров.
511
Появление цепочки вторичных округлых пузырей связано с накрыванием слитка крышкой. После опускания в изложницу крышки (замораживания его верха) кипение прекращается, поскольку пузырьки СО не могут образовываться, так как при выделении им приходилось бы преодолевать громадное давление внутри закупоренного слитка. Вследствие прекращения циркуляции формировавшиеся в момент закупоривания пузыри фиксируются на границе затвердевания, образуя цепочку вторичных пузырей, равноудаленных от стенок изложницы (если крышку накрывают рано, в период роста сотовых пузырей, то после закупоривания прекращается их рост; вторичные пузыри образуются рядом с сотовыми, а зона плотного металла между сотовыми и вторичными пузырями в слитке отсутствует).
Затвердевание центральной части слитка идет без заметного газовыделения и циркуляции металла. Лишь в результате усадки кристаллизующейся стали давление внутри слитка немного снижается и создаются условия для образования отдельных пузырей. Скопление их в верхней части слитка обусловлено повышением содержания здесь кислорода и углерода, вследствие ликвации, а также всплыванием пузырей снизу. Это скопление пузырей образует головную рыхлость, которая в осевой части слитка может распространяться на глубину до 25 % его высоты.
Следует отметить, что в верхней части слитка сотовых пузырей нет, так как они вымываются потоком газа, поднимающегося снизу. Высота зоны сотовых пузырей обычно равна 1/2—2/3 высоты слитка; она возрастает при повышении скорости наполнения изложницы, снижении интенсивности кипения и уменьшении окисленности металла.
Верх слитка с пузырями и скоплением серы и фосфора вследствие их ликвации отрезают при прокатке; величина головной обрези составляет 5—9 % от массы слитка для рядовой стали и достигает 10—13% для качественной стали.
Химически закупоренный слиток (рис. 153, б) имеет в нижней части зону коротких сотовых пузырей и в верхней — скопление усадочных пустот и пузырей, над которыми, как правило, расположен мост плотного металла. До начала закупоривания и во время разливки сталь в изложнице кипит, формируется наружная беспузыристая корка и начинается рост сотовых пузырей так же, как в слитке при механи-512
ческом закупоривании. Толщина здоровой корки такая же, как в механически закупоренном слитке и определяется уровнем окисленности стали и скоростью подъема металла в изложнице.
Сразу же или через 1—1,5 мин после окончания наполнения изложницы проводят закупоривание слитка алюминием (иногда ферросилицием). Вводимый алюминий связывает растворенный в стали кислород, поэтому прекращается кипение и рост сотовых пузырей. Сотовые пузыри в слитке получаются недоразвитыми (см. рис. 153, б\ их длина тем меньше, чем раньше был введен алюминий.
Расход алюминия на закупоривание выбирают таким, чтобы при дальнейшем затвердевании наблюдалось незначительное газовыделение, которое должно компенсировать усадку стали и предотвращать образование концентрированной усадочной раковины. Пузыри СО образуются в верхней части слитка, поскольку здесь вследствие ликвации повышается концентрация кислорода и углерода. Глубина сужающейся книзу зоны скопления пузырей и усадочных пустот (см. рис. 153, б) может достигать 30—45 % высоты слитка.
При оптимальной раскисленности (оптимальном расходе алюминия на закупоривание) над областью усадочной рыхлости образуется "мост" плотного металла толщиной около 10% высоты слитка. Он изолирует пустоты от атмосферы, благодаря чему последние завариваются при прокатке. Головная обрезь слитка при этом составляет 3,5—6 %.
Показателем оптимальной степени раскисленности является образование выпуклой гладкой поверхности слитка.
При недостаточной раскисленности металла наблюдаются прорывы поверхности слитка пузырями СО. Сплошность верхнего "моста" плотного металла нарушается и возрастает величина головной обрези, так как часть полостей в головной части слитка не заваривается при прокатке из-за окисления их внутренней поверхности.
Если металл перераскислен, то образуется недостаточно изолированная сверху глубокая усадочная раковина со скоплением ликватов и неметаллических включений. Головная обрезь при этом сильно возрастает, так как в прокате образуются несплошности в местах скопления ликватов и включений, а также в результате окисления внутренней поверхности раковины.
33-4050
513
Толщина здоровой корки — важный критерий качества слитков кипящей стали. Эта толщина может достигать 40 мм и не должна быть менее 8 мм. Более тонкая корка может окисляться при нагреве слитков перед прокаткой. Сотовые пузыри при этом обнажаются, их поверхность окисляется и поэтому они не завариваются при прокатке В результате на поверхности проката образуются рванины. Здоровая корка формируется во время наполнения изложницы металлом и ее толщина определяется интенсивностью кипения стали в этот период. Как было показано ранее, интенсивность кипения и толщина здоровой корки будут тем больше, чем выше окисленность жидкой стали и чем ниже скорость наполнения изложницы металлом. Толщина здоровой корки зависит и от состава стали. Поскольку, как известно, углерод и марганец снижают количество растворенного в стали кислорода (ее окисленность), получение достаточно толстой здоровой корки в сталях с повышенным содержанием этих элементов затруднено. Поэтому кипящие стали обычно содержат не более 0,27% С и 0,60% Мп.
Как показал опыт, окисленность жидкой стали, получаемая при существующих методах выплавки, позволяет разливать кипящую сталь со скоростью, не более 1,0 м/мин; при большей скорости наполнения изложницы толщина здоровой корки получается менее допустимой (<8—10мм)
Если необходимо разливать сталь с большей скоростью, то прибегают к использованию так называемых интенсификаторов кипения. В изложницу во время разливки вводят порошкообразные смеси, содержащие оксиды железа. Поступающий из интенсификатора в сталь кислород обеспечивает повышение интенсивности кипения и позволяет получать слиток с достаточной толщиной здоровой корки при скоростях разливки до 2,0—2,5 м/мин.
В последние годы начинают применять следующий метод решения "проблемы здоровой корки" — сочетание скоростной разливки с химическим закупориванием. Разливку ведут со скоростью 3—5м/мин; при этом образование пузырей начинается у поверхности слитка, т.е. здоровая корка не образуется. Благодаря раннему химическому закупориванию размеры пузырей малы и при нагреве под прокатку наружный слой слитка с пузырями окисляется, вследствие чего на поверхности проката рванин не образуется.
514
4. Слиток полуспокойной стали
Полуспокойная сталь по степени раскисленности занимает промежуточное положение между спокойной и кипящей сталью. Ее раскисляют как правило в ковше, вводя силикомарганец, ферромарганец и ферросилиций в количестве, обеспечивающем получение заданного содержания в стали марганца и введение 0,06-0,13 % Si (по расчету). Различные марки полуспокойной стали содержат 0,05—0,5 % С; 0,35—1,6 % Мп и менее 0,12 % Si.
Полуспокойную сталь разливают в сквозные расширяющиеся книзу или в бутылочные изложницы. При затвердевании в изложнице наблюдается "искрение" — образование и выделение небольшого количества оксида углерода. Длительность искрения служит показателем оптимальной степени раскисленности стали и должна составлять 10—40 с.
В верхней части слитка этой стали (рис. 154) имеются сотовые или округлые пузыри (они могут отстутствовать), концентрированная усадочная раковина и под ней усадочная рыхлость, доходящая до 35—45 % высоты слитка. Пузыри расположены у поверхности слитка, так как окисленность металла и интенсивность кипения недостаточны для формирования беспузыристой корки заметной толщины. В нижней части слитка, где велико ферростатическое давление, пузыри из-за недостаточной окисленности металла не образуются.
Расположение усадочных пустот в слитке зависит от степени раскисленности стали. При нормальной раскисленности, когда интенсивность газовыделения достаточна, над усадочной раковиной формируется "мост" пузыристого металла толщиной 200—270 мм, надежно изолирующий раковину от атмосферы, благодаря чему l л ; она заваривается при прокатке. Величина f 'ф' =
головной обрези при этом составляет j ’V =
2,5—5 % от массы слитка. В случае пере- = ' -
раскисления (длительность "искрения" металла в изложнице менее 10 с) слитки получаются с меньшей толщиной "моста" и недостаточно изолированной усадочной раковиной, что ведет к росту величины ___________________
головной обрези
Рис 154 Слиток полуспокойной стали
515
Длина сотовых пузырей и высота зоны их расположения в слитке будут тем больше, чем лучше условия газовыделения, определяемые степенью раскисленности стали и скоростью разливки. При недостаточной раскисленности (длительность "искрения" более 40 с) в результате чрезмерного газовыделения возможно образование сотовых пузырей по всей высоте слитка. Наличие сотовых пузырей нежелательно; они ведут к появлению рванин на поверхности проката, так как из-за отсутствия "здоровой корки" поверхность пузырей окисляется при нагреве под прокатку и пузыри при прокатке не завариваются.
Скорость разливки полуспокойной стали изменяется в пределах от 0,3 до 5,0м/мин. При малых скоростях условия газовыделения облегчаются, увеличивается высота зоны сотовых пузырей, а их длина достигает 30—40 мм, что существенно усиливает пораженность проката рванинами. При высоких скоростях разливки пузыри либо отсутствуют, либо образуются мелкие округлые подкорковые пузыри, причем при нагреве под прокатку слой металла, в котором они расположены, переходит в окалину и поверхность проката получается чистой. Поэтому полуспокойную сталь рекомендуется разливать сверху с повышенной скоростью. При производстве полуспокойной стали трудно обеспечить оптимальную раскис-ленность металла: определить оптимальный расход раскислителей, который должен точно соответствовать содержанию в металле растворенного кислорода. Это содержание сильно колеблется от плавки к плавке и пока не поддается надежному контролю. В связи с этим разработан и применяется следующий метод регулирования раскисленности металла в процессе разливки. После заполнения первой изложницы фиксируют длительность искрения металла и если она велика (>40с), в последующие изложницы добавляют небольшие количества алюминия, который снижает окисленность металла.
§ 3. ХИМИЧЕСКАЯ НЕОДНОРОДНОСТЬ СЛИТКОВ
Жидкая сталь представляет собой однородный раствор углерода, кремния, марганца, фосфора, серы, кислорода и газов в жидком железе, но содержание этих примесей в различных точках стального слитка неодинаково. Химическая неоднородность (ликвация) возникает при затвердевании слитка.
516
Причиной возникновения ликвации является то, что растворимость ряда примесей в твердом железе ниже, чем в жидком. Вследствие этого растущие при затвердевании оси кристаллов содержат меньшее количество примесей, чем исходная сталь (так называемый процесс "избирательной кристаллизации"), а остающийся жидкий металл обогащается примесями.
Склонность к ликвации различных элементов, содержащихся в стали, неодинакова. Степень ликвации обычно характеризуют следующим выражением:
с — с
——-------• 100%,
сж
где С и С — максимальное и минимальное содержание max mm
элемента в той или иной части слитка; Сж — содержание элемента в жидкой стали.
Различают ликвацию двух видов: дендритную и зональную.
Дендритная ликвация— это неоднородность стали в пределах одного кристалла (дендрита); она возникает в результате избирательной кристаллизации. Наибольшей склонностью к дендритной ликвации обладают сера, фосфор и углерод. Вместе с тем дендритной ликвации подвержены также кремний, марганец, вольфрам, хром, молибден и ряд других элементов. Величина дендритной ликвации, т.е. различие между содержанием отдельных элементов в осях и межосных пространствах дендритов достигает существенных значений, так степень дендритной ликвации в 3-т слитке составляет, %: серы около 200, фосфора 150, углерода 60, кремния 20, марганца 15.
Отрицательное влияние дендритной ликвации проявляется в том, что она вызывает появление в готовой стали полосчатой структуры: при прокатке оси дендритов и межосные участки вытягиваются, образуя волокна или полосы, обладающие неодинаковым составом и свойствами. Структурная же полосчатость, а также вытягивающиеся вдоль волокон неметаллические включения вызывают анизотропию механических свойств металла в продольном и поперечном относительно оси прокатки направлениях: пластические свойства стали в поперечном направлении оказываются более низкими, чем в продольном.
517
Зональная ликвация — это неоднородность состава стали в различных частях слитка. Она достигает бблыпих значений, чем дендритная ликвация, и представляет существенно ббльшую опасность. К образованию зональной ликвации склонны сера, фосфор, углерод и кислород. Зональной же ликвации марганца, кремния, хрома, никеля, вольфрама, ванадия и титана практически не наблюдается. Наибольшей склонностью к зональной ликвации обладает сера, несколько меньшей фосфор и еще меньшей — углерод.
Зональная ликвация вызывает неоднородность свойств в различных частях стальных изделий и может вызывать отбраковку металла вследствие отклонения состава металла от заданного.
В возникновении зональной неоднородности наряду с избирательной кристаллизацией важную роль играют процессы, приводящие к перемещению ликвирующих элементов из одной части слитка в другую. Такими процессами являются: диффузия примесей из двухфазной области в объем оставшегося жидкого металла; конвективные токи металл в изложнице, приводящие к выносу ликватов в верхнюю и среднюю части слитка; всплывание объемов загрязненного примесями металла вследствие того, что их плотность меньше плотности остального металла. По этим причинам верхняя и осевая части слитка, кристаллизующиеся в последнюю очередь, обычно обогащаются примесями.
Зональная ликвация в слитке спокойной стали. В наружной корковой зоне слитка ликвация отсутствует и состав металла здесь не отличается от состава жидкой стали, поскольку из-за быстрой кристаллизации поверхностных слоев слитка ликвационные процессы здесь не успевают развиться.
В остальном объеме слитка ликвация серы, фосфора и углерода подчиняется следующей закономерности: в верхней части слитка содержание элементов возрастает в направлении к оси; в средней по высоте части слитка ликвация незначительна; в нижней части наблюдается обратная ликвация — содержание серы, фосфора и углерода убывает в направлении к оси слитка. Отрицательную ликвацию в нижней части слитка объясняют всплыванием и перемещением примесей в верхнюю часть слитка.
Наряду с отмеченной общей закономерностью распределения ликвирующих примесей в слитке спокойной стали наблю-518
Рис 155 Схема ликвации в слитке спокойной стали
1 — А-образная ликвация, 2 — V образная ли квация, плюс — зоны положительной ликвации, минус — зона отрицательной ликвации
даются (рис. 155) специфические виды ликвации: V-образная ликвация под усадочной раковиной и скопление примесей в виде нитей или полос — А-образная ликвация или "усы". Образование V-образной ликвации объясняют опусканием в усадочные пустоты осевой части слитка загрязненного примесями металла из прибыли. Причина образования А-образной ликвации не выяснена. Одни металлурги считают "усы" следами выделявшихся при кристаллизации пузырьков водорода, которые увлекали за собой примеси; другие видят причину в опускании загрязненного примесями металла в усадочные полости низа слитка по узким каналам между осями дендритов.
Наибольшее количество ликвирующих вается в подприбыльной осевой части
затвердевает в последнюю очередь, а также в районе "усов". В слитках легированной стали массой 2,5—4,5 т степень ликвации под усадочной раковиной составляет, %• серы 170—300, фосфора 150—260, углерода 150—200 Обычно эта часть слитка отрезается при прокатке.
Зональная ликвация развивается тем сильнее, чем больше масса и поперечное сечение слитка и чем больше длительность его затвердевания. В связи с этим высококачественные и легированные стали, используемые для изготовления деталей ответственного назначения, разливают в слитки небольшой массы (< 6,5 т).
При увеличении содержания легирующих элементов в стали ликвация несколько уменьшается. Существенно снижает ликвацию серы, фосфора и углерода никель; при содержании никеля в стали более 4 % ликвация этих элементов в слитке незначительна
элементов обнаружи-слитка, где металл
519
Зональная ликвация в слитке кипящей стали. В механически закупоренном слитке наружный слой здоровой корки вследствие очень быстрого затвердевания по составу не отличается от жидкой стали. В остальном объеме до вторичных пузырей наблюдается отрицательная ликвация серы, фосфора и углерода. Это объясняется тем, что при активном кипении ликваты выносятся в верхнюю часть слитка.
Центральная часть слитка внутри вторичных пузырей, затвердевающая после закупоривания, загрязнена ликватами При этом содержание серы, фосфора и углерода возрастает в направлении от поверхности к оси и от низа к верху слитка. Максимальное скопление примесей — "ликвационный центр" — находится в середине верхней части слитка на расстоянии 5—15 % высоты от его верха.
Зональная ликвация в слитках кипящей стали в связи с интенсивной циркуляцией металла выражена значительно сильнее, чем в слитках спокойной стали. В центре скопления примесей крупных механически закупоренных слитков степень ликвации серы может достигать 800 %, фосфора 500 %, углерода 300 %. В связи с этим при производстве качественных кипящих сталей для удаления скопления вредных примесей головную обрезь приходится увеличивать до 10—13 % от массы слитка (вместо 5—9 % для рядовой стали).
В связи с сильным развитием ликвации при механическом закупоривании его в последние годы заменяют химическим. В этом случае зональная неоднородность выражена значительно слабее из-за раннего прекращения кипения, т.к. химическое закупоривание производят через 1—1,5 мин после окончания наполнения изложницы, а механическое — через 7—15 мин.
В химически закупоренном слитке быстро затвердевающая корковая зона и зона слабо развитых сотовых пузырей не имеют заметной ликвации. В остальном объеме слитка отмечается слабо заметное повышение содержания примесей в направлении от низа к верху и от поверхности к оси слитка. Имеется слабо выраженные А-образная ликвация и V-образная, располагающаяся под зоной пустот и пузырей. На оси слитка на расстоянии 25—35 % высоты от верха находится ликвационный центр — локальное скопление примесей.
В слитке полуспокойной стали характер ликвации примерно такой, как в химически закупоренном слитке кипящей стали.
520
J 4. ОБОРУДОВАНИЕ ДЛЯ РАЗЛИВКИ СТАЛИ
Стале разливочный ковш
Ковш, в который выпускают металл из сталеплавильного
агрегата после окончания плавки, служит для разливки стали в изложницы или на установках непрерывной разливки, а в последние годы зачастую и для проводимой перед разливкой внепечной обработки жидкого металла.
На рис. 156 показан сталеразливочный ковш, оборудованный двумя стопорами 4 (двухстопорный ковш); часто применяют также одностопорные ковши. Ковш представляет собой выполненный из стальных листов футерованный сосуд, имеющий форму усеченного конуса, расширяющегося кверху. Кожух ковша изготавливают сварным из стальных листов толщиной до 30 мм. К кожуху крепят две цапфы 7, для чего служит привариваемый к кожуху снаружи цапфовый пояс из двух кольцевых ребер 5 и двух групп поперечных и продольных ребер жесткости 2. За цапфы ковш захватывают крюками мостового крана, который транспортирует ковш и удерживает
его над изложницами во время разливки.
Вместимость ковшей по массе жидкой стали изменяется в пределах от 5 до 480 т. Ковши, предназначенные только для разливки, должны помимо жидкой стали вмещать немного
(2—3 % от массы жидкой стали) сливаемого из печи шлака, который предохраняет металл от быстрого охлаждения во время разливки. Лишний шлак, попадающий в ковш из печи, вытекает через носок 3 (рис.156). Основные размеры некоторых ковшей приведены в табл. 12. Отношение диаметра кожуха к высоте находится в пределах 0,75—0,90; конусность стен составляет 3—3,5 %.
Рис 156 Общий вид двухстопорного сталеразливочного ковша
521
Таблица 12. Размеры сталеразливочных ковше*
Параметр Значение параметра для разной емкости ковша, т
10 50 90 160 220 350 430 480
Высота, м 1,83 2,8 3,4 4,0 4,9 5,3 5,5 5,8
Верхний диаметр, м 1,65 2,6 3,2 3,7 4,0 4,8 5,2 5,4
Масса порожнего 5,5 23 30 43 48 86 110 136
ковша, т
При внепечной обработке стали объем ковша должен быть несколько большим в связи с возможным бурлением и вспениванием металла в процессе обработки; над уровнем металла в ковше необходим свободный объем высотой 300—500 мм.
Для разливки стали из ковша по изложницам служит стакан со стопором или шиберным (скользящим) затвором.
Стакан и стопор. Стакан, через который жидкая сталь вытекает из ковша, вставляют в днище ковша в специальный гнездовой кирпич (см. рис. 157, б, в); иногда вместо гнездового кирпича делают набивное гнездо, заполняя зазор между стаканом и футеровкой днища огнеупорной массой. Стакан имеет форму усеченного конуса с отверстием для струи жидкого металла. Обычно это отверстие имеет круглое сечение, его диаметр ("диаметр стакана") составляет 25—120 мм, высота стаканов в зависимости от емкости ковша равна 120—440 мм. Наибольшее распространение получили стаканы из магнезита и шамота. В ковшах большой емкости применяют магнезитовые стаканы, так как в процессе разливки они размываются металлом медленнее шамотных. В больших ковшах применяют сужающиеся книзу стаканы, которые устанавливают изнутри ковша (см. рис. 157, в), в малых ковшах — сужающиеся кверху, которые вставляют и закрепляют с помощью упорной шайбы снаружи ковша (см. рис. 157, б}.
Стопор служит для закрывания и открывания отверстия стакана. Он представляет собой (см. рис. 157, в) металлический стержень диаметром 40—60 мм, защищенный от воздействия жидкой стали и шлака шамотными трубками (катушками). Нижний конец стержня имеет нарезку, на которую навинчивают огнеупорную пробку 15 (см. рис. 157, в) обычно из высокоглиноземистого шамота. При длительной разливке
522
Рис 157 Стопорный механизм (а) и установка в сталераэливочном ковше (б, в)
1 — стопор, 2 — вилка, 3 — ползун, 4 — направляющая, 5 — рычаг, 6 — пружина, 7,8— арматурный и рабочий слои футеровки соответственно, 9 — стакан, 10 — футеровка дна ковша, 11 — гнездовой кирпич, 72 — упорная шайба, 13 — стержень, 14 — шамотная трубка, 75 — пробка
стержень стопора теряет прочность и может изгибаться, поэтому иногда применяют воздухоохлаждаемые стопоры. В этом случае стержень стопора делают полым; в полость вставляют трубку, через которую подают сжатый воздух. Двухстопорные ковши (см. рис. 156) применяют при разливке сверху; одновременное наполнение двух изложниц позволяет существенно сократить длительность разливки.
Для подъема и опускания стопора служит стопорный рычажный механизм (см. рис. 157, а). Ползун с вилкой и закрепленным в ней стопором перемещают с помощью рычага 5 вручную, а иногда дистанционно посредством гидравлического или механического привода.
Стакан и стопор служат одну разливку, после чего их заменяют. Перед установкой в ковш набранный стопор тщательно просушивают.
Шиберный затвор крепят к кожуху днища ковша под разливочным стаканом, вставляемым с наружной стороны ковша.
Одна из конструкций шиберного затвора показана на рис. 158. Он включает неподвижный корпус 9 с вмонтированной в него огнеупорной плитой 3, подвижный шибер 8, с вмонтированными огнеупорной плитой 4 и стаканом-коллектором 5 и рамку 7, скрепленную прижимными болтами с корпусом. Рамка направляет движение шибера и прижимает его к корпусу 9, тем самым прижимая огнеупорные плиты друг к другу; силу прижатия можно регулировать, вращая гайки прижимных болтов. В огнеупорных плитах имеется круглое отверстие; когда плиты расположены так, что отверстия в
523
Рис 158 Шиберный затвор в открытом (а) и закрытом (б) положении 1 — гнездовой кирпич, 2 — разливочный стакан, 3 — неподвижная огнеупорная плита, 4 — подвижная огнеупорная плита, 5 — стакан-коллектор, 6 — шток гидроцилиндра, 7 — направляющая рамка, 8 — подвижный шибер, 9 — неподвижный корпус
них совпадают, сталь вытекает из ковша; сдвинув нижнюю плиту прерывают струю. Перемещение шибера с огнеупорной плитой осуществляют с помощью гидроцилиндра, управление которым дистанционное. Стакан-коллектор 5 формирует вытекающую из ковша струю стали.
Плиты обычно выполняют бикерамическими — основу ее, например, составляет спеченный магнезит, а рабочий контактный слой сделан из плавленого магнезита; для изготовления плит применяют корунд и другие огнеупоры. Поверхность скольжения плит пришлифовывают и смазывают (например, графито-смоляной смазкой). Шиберный затвор устанавливают на ковш в собранном виде; его собирают в специализированном отделении цеха. Затвор служит без замены от одной до трех плавок, чаще его заменяют после каждой разливки. В ряде цехов ковш оборудуют двумя шиберными затворами; после разливки плавки через первый затвор ковш сразу подают под следующую плавку, которую разливают через второй затвор, что исключает длительную операцию подготовки ковша к каждой второй из разливаемых плавок.
Иногда применяют поворотные затворы, в которых совмещение отверстий в огнеупорных плитах достигают путем вращения нижней плиты.
Шиберный затвор работает в менее тяжелых условиях, чем стопор (стопор находится в объеме жидкой стали), и поэтому более надежен в эксплуатации. Это особенно важно в связи с широким внедрением в последние годы внепечного 524
рафинирования стали в ковше; при рафинировании возрастает продолжительность пребывания стали в ковше и стопор подвергается воздействию активных по отношению к огнеупорам шлаков и рафинирующих добавок.
Футеровка стиле разливочных ковшей
Футеровка ковша может быть из формованных огнеупоров (кирпичей) либо монолитной из огнеупорных масс.
Ковши для разливки без внепечной обработки. Такие ковши в течение десятилетий футеруют шамотным кирпичом, в последние годы все шире внедряют монолитную футеровку из масс на основе SiO2.
Футеровка из шамотного кирпича. Футеровку стен ковша делают (рис. 157, а) из двух слоев: арматурного слоя кирпича, примыкающего к кожуху, и рабочего, соприкасающегося с жидким металлом и шлаком; днище ковша выкладывают кирпичом в три-пять рядов. Толщину футеровки стен в нижней части ковша делают большей, чем в верхней, так как здесь она более длительное время находится под воздействием жидкого металла. Эта толщина достигает 350 мм.
Арматурный слой футеровки служит 12—18 мес. Рабочий слой изнашивается и его заменяют через 10—19 плавок, выполняя кладку вручную (в течение 4—8 ч). После выкладки нового рабочего слоя футеровку просушивают в течение 6—20 ч, нагревая докрасна горелками. Расход ковшевого кирпича составляет 5—12 кг/т стали.
Монолитная футеровка. Арматурный слой и днище в этом случае выкладывают из шамотного кирпича, а рабочий слой выполняют монолитным из огнеупорной массы на основе SiO2.
По способу изготовления различают набивные и наливные монолитные футеровки. Для набивной футеровки на отечественных заводах обычно применяют кварцеглинистую смесь, содержащую > 91 % SiO2 и 5—8 % А12О3 с добавкой 7—9 % влаги и 0,5—2 % связующих (ортофосфорной кислоты, сульфитно-спиртовой барды). Массу набивают между шаблоном и арматурным слоем кирпича с помощью пескометных или трамбовочных машин; набивка большегрузного ковша длится 30—40 мин, в то время как выкладка рабочего слоя шамотным кирпичом продолжается около 8 ч.
Наливную футеровку получают заливкой жидкоподвижной самотвердеющей смеси в зазор между шаблоном и арматурной
525
кладкой ковша. Основу смеси составляет песок, к которому добавляют связующее — водный раствор жидкого стекла (до 25 % от массы песка), отвердитель — шлак феррохромового производства (2—6 %), обеспечивающий быстрое затвердевание смеси, и иногда пенообразующие добавки (ПАВ) для повышения текучести смеси.
Наливка футеровки длится около часа, твердение массы ~ 1 ч. После изготовления набивного или наливного слоя ковш сушат в течение 8—16 ч. Стойкость монолитной футеровки составляет 10—20 плавок. Преимущества монолитной футеровки — сокращение длительности ремонта ковша и удешевление за счет снижения расхода шамотного кирпича, существенное снижение затрат ручного труда на футеровку. Расход массы составляет 2—4 кг/т стали.
Ковши для разливки и внепечной обработки оборудованы шиберными затворами и иногда имеют в футеровке днища вставки из пористых огнеупоров для подачи в металл нейтральных газов. При внепечной обработке жидкой стали условия службы футеровки ковша ухудшаются в связи с большей температурой металла, значительным увеличением длительности его пребывания в ковше, активным перемешиванием металла и наличием при этом основного шлака; зачастую в металл также вдувают агрессивные по отношению к футеровке добавки. В этих условиях стойкость шамотной и монолитной кремнеземистой футеровки оказалась низкой; кроме того, не обеспечивалось высокое качество металла вследствие поступления в него кислорода из восстанавливаемых оксидов футеровки.
Поэтому в цехах с внепечной обработкой стали используют основную и высокоглиноземистую футеровку ковшей. В качестве последней на отечественных заводах применяют муллитокорунд, основными составляющими которого являются А12О3 (~ 70 %) и SiO2, футеровку делают как из кирпичей, так и монолитной. Для изготовления основной футеровки на отечественных и зарубежных заводах применяются или находятся в стадии опробования и внедрения много различных материалов: магнезитохромит, подвергнутые термообработке и без нее изделия из смолодоломитомагнезита и смоломагне-зита, обожженные изделия на основе доломита, безобжиговые магнезитоуглеродистые изделия и др.; некоторые из них используются как набивные массы.
526
Основная и высокоглиноземистая футеровки более дороги, обладают низкой термостойкостью и высокой теплопроводностью. Поэтому для предотвращения растрескивания футеровки при колебаниях ее температуры (нагрев в момент пребывания стали в ковше и охлаждение при подготовке ковша к следующей разливке), а также с целью предотвращения сильного охлаждения жидкой стали в ковше при выпуске и разливке применяется так называемая высокотемпературная эксплуатация таких ковшей. Она заключается в том, что после окончания кладки футеровки, ее нагревают до ~ 1100 °C горелкой, ковш подают под разливку и затем при дальнейшей эксплуатации ковша не допускают снижения температуры футеровки ниже 800 °C. При этом после каждой разливки ковш ставят на стенд, оборудованный манипулятором для замены шиберных затворов, накрывают футерованной крышкой и обогревают горелкой до подачи под разливку следующей плавки. Для уменьшения охлаждения ковш также накрывают футерованной крышкой при ожидании выпуска металла из печи и во время разливки.
Стойкость футеровки при горячей эксплуатации ковшей достигает на отечественных заводах 40—50 плавок, на некоторых зарубежных заводах она доведена до 140 плавок
Промежуточные ковши
Промежуточные ковши и воронки применяют при разливке спокойной стали сверху для уменьшения разбрызгивания струи
металла при ее ударе о дно изложницы, что позволяет уменьшить количество плен на слитках. Многостопорные промежуточные ковши (рис. 159) используют также для одновременной отливки сверху нескольких слитков.
Ковш имеет стальной кожух и футерован изнутри шамотным кирпичом. В днище установлен один или несколько стаканов, снабжен
ковш для одновременной отливки четырех слитков
527
ных стопорами. Для уменьшения теплопотерь ковш накрывают футерованной крышкой. Емкость промежуточных ковшей достигает 35 т.
Промежуточная воронка (см. рис. 149, б) имеет металлический кожух, который футеруют огнеупорной массой из шамотного порошка и огнеупорной глины на жидком стекле с добавкой графита; в нижней части воронки устанавливают разливочный стакан диаметром от 18 до 40 мм. Воронки либо устанавливают на прибыльную часть изложницы, либо подвешивают к сталеразливочному ковшу.
Торкретирование футеровки ковшей
Торкретирование — это нанесение огнеупорной массы на внутреннюю поверхность футеровки ковша. Обычно торкретируют изношенные участки футеровки.
Торкрет-покрытие должно прочно сцепляться с рабочей поверхностью футеровки, а при попадании в ковш металла сплавляться с ней, образуя единое целое.
Благодаря торкретированию повышается стойкость футеровки ковша и снижается расход ковшевых огнеупоров.
На отечественных заводах используют преимущественно полусухое торкретирование, при котором торкрет-установка через сопло с помощью сжатого воздуха наносит на футеровку огнеупорную массу с влажностью 8—15 %; при этом огнеупорный порошок смешивается с водой в сопле установки. Футеровка ковша перед торкретированием должна иметь температуру в пределах 60—180°С.
Торкретирование осуществляют последовательным нанесением нескольких слоев толщиной по 5—10 мм до получения общего слоя требуемой толщины.
На отечественных металлургических предприятиях наиболее широко используют массы на основе шамота с добавкой 8—10% глины и связующих (жидкое стекло, водный раствор алюмохромфосфата). После окончания торкретирования футеровку ковша сушат с помощью газовой горелки в течение 2—4 ч.
Стойкость нанесенного при торкретировании огнеупорного слоя составляет 2—6 разливок, после чего торкретирование нужно повторять.
528
Изложницы и прочее оборудование
Изложницы обычно отливают из ваграночного чугуна следующего состава, %: 3,3—4,0 С; 0,9—2,2 Si; 0,4—1,0 Мп; <0,20Р и < 0,12 S.
Размеры изложниц зависят от массы и размеров слитка. Масса слитков, отливаемых для прокатки на станах, изменяется от 200 кг до 30 т, при этом для прокатки на блюмингах отливают слитки массой до 13т, а для прокатки на слябингах — до 30 т. Масса слитков для поковок доходит до 350 т. Более экономична разливка стали в крупные слитки, т.к. при этом уменьшается ее продолжительность, сокращаются затраты труда, расход огнеупоров и разливочного оборудования, уменьшаются потери металла в виде скрапа и литников. При увеличении массы слитков возрастает производительность прокатных станов. Вместе с тем при росте массы слитка заметно усиливается зональная химическая неоднородность, в связи с чем для качественных сталей массу слитка ограничивают. Спокойную углеродистую и кипящую стали разливают в слитки массой до 30 т; легированную и высококачественную стали — от 0,5 до 6,5 т, а некоторые высоколегированные стали — в слитки массой в несколько сот килограммов. Конфигурация изложниц, характеризуемая формой поперечного и продольного сечений, определяется сортом выплавляемой стали и дальнейшим переделом слитка.
Поперечное сечение изложниц может быть (рис. 160) квадратным, прямоугольным, круглым, многогранным. Слитки квадратного сечения идут на сортовой прокат; слитки прямоугольного сечения при отношении их ширины А к толщине В менее 1,5 для получения как листа, так и сортового проката; плоские слитки при отношении А/В в пределах 1,5—3,0 — для прокатки на лист. Слитки круглого сечения используют для изготовления труб, бандажей, колес. В многогранные изложницы отливают слитки для кузнечных поковок.
По форме продольного сечения изложницы бывают двух типов: с уширением кверху (рис. 161, а) для разливки спокойной стали и с уширением книзу (рис. 162) для разливки кипящей стали. В отдельных случаях спокойную сталь неответственного назначения разливают в уширяющиеся книзу изложницы; верх таких изложниц утепляют изнутри футеровкой или теплоизоляционными вкладышами (см. рис. 161, б).
529
Рис 160 Формы поперечной» сеечения изложниц
a f
Рис 161 Изложницы для разливки спокойной стали
1 — прибыльная надставка, 2 — изложница, 3 — цапфы, 4 — теплоизоляционные вкладыши
Рис 162 Изложницы для разливки кипящей стали а — сквозная, б — бутылочная
Для разливки кипящей и полуспокойной стали иногда применяют изложницы бутылочной формы (см. рис. 162), верхнее отверстие которых после наполнения изложницы сталью закрывают пробкой или крышкой. Быстрое застывание металла в суживающейся части бутылочной изложницы обеспечивает снижение химической неоднородности стали по сравнению с разливкой в обычные сквозные изложницы.
Изложницы, уширяющиеся книзу, делают сквозными (без дна), а изложницы, уширяющиеся кверху — чаще всего с дном. В дне изложниц находится отверстие (рис. 161, а).
530
При разливке сифоном в него вставляют шамотный стаканчик, через который сталь поступает в изложницу, а при разливке сверху — стальной вкладыш (пробку), предохраняющий дно изложницы от размывания струей металла. При отливке крупных слитков спокойной стали массой более 9 т часто применяют изложницы без дна. В этом случае вкладыши вставляют в выемки поддонов.
В квадратных и прямоугольных изложницах в углах предусмотрены закругления, чтобы уменьшить опасность образования плоскостей слабины на стыке дендритов, растущих от смежных стенок изложницы. Стенки прямоуголльных и квадратных изложниц обычно делают с небольшой вогнутостью или выпуклостью (рис. 160). Это придает корочке кристаллизующегося слитка форму арки, что способствует увеличению ее прочности и уменьшает вероятность образования горячих продольных трещин.
Внутреннюю поверхность изложниц иногда делают волнистой. При этом увеличивается поверхность соприкосновения слитка с изложницей, в результате чего быстрее нарастает толщина затвердевшей корочки в начальный момент кристаллизации слитка и существенно понижается пораженность слитков продольными наружными трещинами.
Важной характеристикой слитка и изложницы является величина отношения высоты Н изложницы к ее среднему внутреннему диаметру £>, т.е. величина отношения высоты слитка (до прибыльной части) к среднему диаметру. Увеличение значения Н/D, т.е. уменьшение сечения слитка, позволяет увеличивать производительность прокатных станов, а также сокращать длительность затвердевания слитка, что способствует уменьшению ликвации. Однако увеличение этого отношения вызывает увеличение осевой рыхлости и повышает склонность к образованию продольных трещин вследствие возрастания ферростатического давления на корочку кристаллизующегося слитка. Оптимальная величина отношения H/D установлена на основании многолетней практики и составляет для слитков спокойной углеродистой стали 3,0—3,5, а для легированной и качественной углеродистой стали 2,5—3,3. Вместе с тем, для слитков, сердцевина которых удаляется при последующем переделе, а также для слитков, прокатываемых на мелкие профили (диаметром <100 мм), т.е. при повышенных степенях обжатия, применяют изложни
531
цы, у которых отношение Н/D более 3,5. В этом случае для повышения плотности сердцевины слитка увеличивают конусность стенок изложницы.
В изложницах для крупных слитков кипящей, а также полуспокойной стали величина отношения Н/D должна составлять 3,0—3,5; для мелких слитков (< 1 т) она достигает 5—7. Увеличение отношения Н/D по сравнению со слитками спокойной стали допустимо в связи с тем, что в слитках кипящей и полуспокойной стали не образуется осевой рыхлости. В то же время для кипящей стали важно ограничивать абсолютную величину высоты слитка и изложницы. Слишком большая высота ведет к увеличению ферростатического давления в нижней части затвердевающего слитка, что затрудняет кипение металла и способствует уменьшению толщины здоровой корочки.
Большое влияние на плотность макроструктуры и развитие осевой рыхлости в слитках спокойной стали оказывает конусность стенок изложниц. Чем больше конусность стенок изложницы и конусность слитка, тем выше плотность его структуры и тем меньше развита осевая рыхлость. Однако увеличение конусности вызывает неравномерные нагрузки на валки прокатного стана, что существенно затрудняет прокатку слитков. С учетом этих соображений конусность стенок изложниц для спокойной стали выбирают в пределах 2—4 %. Для слитков, идущих на ковку, конусность стенок изложниц увеличивают до 3—6 %. В листовых изложницах для спокойной стали конусность широких сторон принимают равной 3—3,5 %, а конусность узких граней во избежание тра-пецевидности листов уменьшают вдвое.
В связи с отсутствием в слитках кипящей и полуспокойной стали осевой усадочной рыхлости конусность стенок расширяющихся книзу изложниц меньше, чем у изложниц для спокойной стали. Она составляет 0,9—1,3 %, что обеспечивает свободное снятие изложницы со слитка (свободное раздевание слитка).
Толщину стенок изложниц выбирают исходя из условий обеспечения механической прочности изложницы и ее обычно принимают равной примерно 20 % от величингы поперечного размера слитка. Отношение массы изложницы к массе слитка составляет 0,8—1,4; для мелких слитков это отношение увеличивают и оно достигает 2.
532
Стойкость изложниц составляет 60—100 плавок (разливок), расход изложниц равен 1,0—3,0 % от массы разливаемой стали.
Подготовка изложниц. После освобождения от слитков изложницы охлаждаются до 80—110 °C путем выдержки на воздухе или же водой, распыляемой форсунками. Далее их внутреннюю поверхность очищают от нагара (окисленных пленок металла) и частиц шлака и металла и смазывают. Для смазки применяют лакойль, каменноугольные смолу и лак и их смеси; изложницы под кипящую сталь смазывают также порошкообразным графитом, смешанным с водой.
Смазка препятствует приварииванию металла к стенкам изложниц, при ее выгорании в изложнице создается восстановительная атмосфера, а газы, образующиеся при сгорании смазки, отгоняют от стенок изложницы пленки окисленного металла, что делает более чистой поверхность слитка. Если температура стенок изложницы перед смазкой будет более 110 °C, то смазка выгорит до начала разливки, а при температуре ниже 80 °C слой смазки получится чрезмерно толстым: в этом случае смазка не успевает полностью сгореть в момент контакта с жидким металлом и, залитая им, возгоняется, что дает пузыри в корке слитка.
Прибыльные надставки устанавливают ча расширяющиеся кверху изложницы при разливке спокойной стали; они могут быть стационарными (рис. 163: а, б) и плавающими (рис. 163, в). Футеровка или теплоизоляционные вкладыши надставок замедляют охлаждение верха слитка, что способствует выводу сюда усадочной раковины
Широко применяются стационарные надставки (см рис. 163, а), имеющие чугунный корпус, футерованный изнутри
Рис 163 Прибыльные надставки
а, б — стационарные, в — плавающая, 1 — цапфа, 2 — футеровка надставки, 3 — каркас надставки, 4 — изложница, 5 — теплоизоляционный вкладыш, 6 — деревянная подставка
533
шамотным кирпичом или массой из шамотного порошка с огнеупорной глиной; на постоянный слой футеровки изнутри наносят обмазку толщиной около 10 мм, обновляемую после каждой разливки. Для уменьшения теплоотдающей поверхности, облегчения снятия надставки со слитка и уменьшения расхода металла надставку сужают кверху; конусность стенок составляет 10—18 %. Масса прибыльной части и соответственно величина головной обрези крупных слитков рядовой стали составляет при использовании таких надставок 12—16 % общей массы слитка, а для мелких слитков и для слитков легированной стали она достигает 20 %.
В последние годы расширяется применение стационарных надставок (см. рис. 163, б) с теплоизоляционными вкладышами; они имеют стальной или чугунный корпус с вертикальными стенками для удобства крепленя вкладышей, заменяемых после каждой разливки. Вкладыши изготавливают из песка с добавкой бумажных отходов, глины и связующих, из асбестита со связующими и других материалов. В связи с низкой теплопроводностью вкладышей эти надставки по сравнению с футерованными имеют меньшие высоту и объем и при их использовании величина головной обрези слитков снижается на 2—5 %. На некоторых заводах при производстве рядовых сталей теплоизоляционные вкладыши устанавливают в верхнюю часть изложницы, что позволяет обойтись без прибыльных надставок
При отливке крупных слитков применяют плавающие надставки (см. рис. 163, в). Нижнее основание такой надставки входит в изложницу; до начала разливки надставку удерживают на изложнице с помощью деревянных прокладок, которые после наполнения изложницы металлом удаляют. Достоинство этих надставок заключается в возможности их перемещения в изложнице вместе со слитком при его усадке, что исключает подвисание слитка и образование поперечных трещин.
Поддоны служат для установки изложниц при разливке сверху и изложниц с центровой при сифонной разливке. Поддон представляет собой литую чугунную плиту толщиной 100—200 мм. Верхняя рабочая поверхность поддона должна быть гладкой; это обеспечивает плотное прилегание изложницы к поддону и предотвращает прорыв жидкого металла под изложницу.
534
Рис 164 Поддоны для сифонной разливки стали а — четырехместный, б — 60-местный
В поддонах для сифонной разливки (рис. 164) делают углубление в центре и расходящиеся от него открытые сверху каналы прямоугольного сечения для укладки сифонного кирпича. Если при разливке сверху применяют изложницы без дна, то в поддоне делают выемку, в которую укладывают сменный вкладыш из стали и иногда из огнеупорного кирпича, предотвращающий размывание поддона струей металла.
При разливке сверху пррименяют поддоны, размер которых позволяет установить одну или две изложницы, при сифонной разливке двух-, четырех- и многоместные поддоны.
Расход поддонов составляет 0,1—1 % от массы разливаемой стали.
Центровая служит для приемки металла из сталеразливочного ковша Она представляет собой (см. позицию 2 на рис. 150) чугунную или стальную футерованную изнутри трубу с расширением вверху и утолщением в нижней части для обеспечения ее устойчивости на поддоне. Центровые обычно делают разъемными из двух половинок для облегчения удаления литника и замены сифонного кирпича Половинки скрепляют кольцами, клиньями и другими приспособлениями
Центровая должна быть на 300—400 мм выше изложниц с прибыльными надставками. Расход центровых составляет 0,05—0,5 % от массы разливаемой стали.
Сифонный кирпич предотвращает размывание поддона, центровой и дна изложниц жидкой сталью при разливке. Разновидности сифонного шамотного кирпича представлены на рис. 165.
535
Рис 165 Разновидности сифонного кирпича
Для обеспечения плотности
Звездочка 3, укладываемая в углубление в центре поддона под центровой, служит для распределения жидкого металла по каналам поддона. Сталь из центровой поступает через центральное отверстие звездочки 3 сверху и расходится через боковые отверстия по каналам поддона. Пролетный кирпич 4, укладываемый в каналы поддона, служит для подвода жидкой стали от звездочки 3 к концевому кирпичу 5, через боковое отверстие которого сталь поступает в изложницу, проходя стаканчик 6, устанавливаемый в дне изложницы. Центровые трубки 2 и воронки 1 служат для футеровки центровой.
сочленения сифонные кирпичи
делают замковыми (выступ каждого последующего кирпича
должен входить в паз предыдущего). Величина диаметра
отверстия в сифонных кирпичах, укладываемых в поддон, обычно составляет 30—50 мм; диаметр отверстия центровых труб равен 70—100 мм.
После разливки каждой плавки сифонный кирпич заменяют. Из каналов поддона и центровой удаляют сифонные кирпичи с застывшим в их каналах металлом (литниками), после чего в каналы поддона и центровой укладывают новые сифонные кир
пичи.
Подготовка оборудования к разливке
В современных сталеплавильных цехах сталь разливают в изложницы, установленные на тележках (железнодорожных платформах). Состав тележек с подготовленными изложницами перед выпуском стали из печи подают в разливочный пролет сталеплавильного цеха, где и ведут разливку. После окончания разливки для предотвращения возникновения ликваци-536
оиных дефектов в затвердевающих слитках состав выдерживают в разливочном пролете без движения в течение 20—120 мин (в зависимости от массы слитка и марки разливаемой стали). Далее состав со слитками в изложницах вывозят из разливочного пролета, и он последовательно проходит ряд отделений, где разливочное оборудование готовят к следующей разливке: стрипперное отделение, где изложницы освобождают от слитков; участок охлаждения изложниц; отделение чистки и смазки изложниц; цех подготовки составов. В последнем подготавливают прибыльные надставки, поддоны, центровые; на поддоны устанавливают изложницы и при необходимости центровые, на изложницы для спокойной стали ставят прибыльные надставки, укладывают теплоизоляционные вкладыши. Собранный разливочный состав транспортируют отсюда в разливочный пролет для очередной разливки.
ft 5. ТЕМПЕРАТУРА И СКОРОСТЬ РАЗЛИВКИ
Сталь, выпускаемая из печи, должна быть нагрета на 100— 150 °C выше температуры плавления (температуры ликвидус {„). Последняя зависит от состава стали и может быть приближенно определена, °C, по формуле:
Гл = 1539 - 79С - 12Si - 5Мп - 1,5Сг -
- 4Ni - 2Мо - 2V - ЗОР - 25S,
где С, Si, Мп, Cr, Ni, Mo, V, Р, S — содержание элементов в стали, %.
Перегрев необходим для обеспечения нужной температуры стали при разливке, а также для компенсации потерь тепла за время выпуска, выдержки стали в ковше до начала разливки, внепечной обработки, если она применяется и за время разливки, длительность которой для ковшей большой емкости может достигать 1—1,5 ч. Наиболее сильно сталь охлаждается при выпуске и в первые минуты выдержки в ковше, когда тепло расходуется на нагрев футеровки ковша; обычно за это время температура металла понижается на 30-60 °C.
Нормальной температурой начала разливки считают температуру, превышающую температуру плавления стали на 90— 120 °C при сифонной разливке и на 70—110 °C при разливке сверху.
537
Чрезмерно высокая температура стали при разливке ведет к ухудшению качества слитка. Перегретая сталь дольше затвердевает в изложнице, поэтому в слитке сильнее развивается химическая неоднородность. Быстрая разливка горячего металла ведет к увеличению пораженности поверхности слитков продольными трещинами. С увеличением температуры возрастает также количество растворенных в стали вредных газов, что ухудшает свойства готового металла.
Разливка стали при слишком низкой температуре также нежелательна. Холодный металл более вязок, что затрудняет всплывание неметаллических включений в кристаллизующемся слитке и приводит к повышенному загрязнению стали неметаллическими включениями. При затвердевании вязкого металла ухудшается питание кристаллизующихся объемов слитка из прибыли, поэтому слитки получаются с повышенной осевой пористостью и рыхлостью. При сифонной разливке холодного металла на его поверхности в изложнице образуется корочка, завороты которой являются серьезным дефектом слитка.
Скорость разливки, так же как и температура разливаемого металла, оказывает существенное влияние на качество слитка. Чрезмерно высокая скорость разливки ведет к увеличению количества продольных трещин на поверхности слитка, а при разливке кипящей стали вызывает уменьшение толщины здоровой наружной корочки в слитке. Разливка с недостаточной скоростью ведет к усиленному образованию и заворотам корочки, особенно при разливке стали сифоном.
По этим причинам скорость разливки обычно увязывают с температурой металла. Горячий металл следует разливать более медленно, холодный быстрее. Оптимальные температуры и скорости разливки подбирают опытным путем с учетом способа разливки, массы слитка, состава и свойств стали (ее вязкости, склонности к образованию трещин, склонности к образованию окисленной корочки и др.).
Скорость разливки чаще всего характеризуют скоростью подъема стали в изложнице, которая находится в пределах 0,15—5м/мин. Ее регулируют изменением диаметра разливочного стакана, а также частичным перекрытием вытекающей из стакана струи с помощью стопора или шиберного затвора.
Скорость разливки сверху обычно выше, чем сифонной. Это объясняется необходимостью сократить общую длительность разливки плавки, поскольку пропускная способность 538
разливочных пролетов сталеплавильных цехов обычно является недостаточной. При сифонной разливке благодаря одновременному наполнению несколькйх изложниц длительность разливки плавки оказывается небольшой даже при относительно малой скорости подъема металла в изложнице; меньшая же скорость разливки уменьшает вероятность образования ряда дефектов в слитках.
б б. ОСОБЕННОСТИ РАЗЛИВКИ СПОКОЙНОЙ СТАЛИ
Спокойную сталь разливают и сифоном и сверху, как правило, в изложницы, расширяющиеся кверху с прибыльными надставками.
1. Технология разливки
При разливке сверху струя металла должна быть направлена строго по центру изложницы. Во избежание разбрызгивания металла при ударе о дно изложницы разливку начинают медленно при неполностью открытом стопоре. После образования "подушки" жидкого металла разливку ведут полной струей. Скорость разливки при этом определяется диаметром разливочного стакана. Прибыльную часть слитка заполняют медленно, что способствует выводу усадочной раковины в прибыль. Обычно время заполнения прибыльной надставки составляет 50—70 % времени заполнения тела слитка.
Скорость разливки сверху до недавнего времени выбирали в пределах 0,3—1,1 м/мин. В последние годы для сталей мало склонных к образованию продольных трещин внедряют скоростную разливку (до 4,5м/мин). Длительность наполнения тела слитков массой 2—20 т составляет 0,5—8 мин.
При сифонной разливке низ изложницы также заполняют медленно. В дальнейшем скорость разливки регулируют в зависимости от вида поверхности металла в изложнице. Обычно на поверхности металла образуется окисленная корка, завороты которой у стенок изложницы — серьезный дефект слитка. Образование и рост корки интенсифицируются при малой скорости разливки, недостаточной температуре металла и в особенности при наличии в стали легкоокисляю-щихся элементов (алюминия, титана, хрома). Для предотвращения заворотов корки разливку стараются вести с "чистым
539
зеркалом" или так, чтобы между коркой и стенкой изложницы был рант жидкого металла. При разливке сталей, содержащих алюминий, титан и повышенное количество хрома, избежать заворотов корки путем увеличения скорости разливки обычно не удается и применяют специальные методы защиты поверхности металла от окисления.
Величина скорости разливки стали сифоном обычно находится в пределах 0,15—0,7 м/мин. Прибыльную часть слитка, как и при разливке сверху, наполняют замедленно (время наполнения составляет 50—70 % времени наполнения тела слитка). Длительность наполнения тела слитков массой от 1 до 13 т изменяется в пределах от 1,5 до 9 мин.
После окончания разливки слитка спокойной стали поверхность металла в прибыльной надставке засыпают люнке-ритом или теплоизолирующими смесями. Состав с изложницами с затвердевающими в них слитками выдерживают в разливочном пролете без движения от 30 мин до 2 ч (в зависимости от марки стали и массы слитка). Необходимость длительной выдержки до начала транспортировки вызывается тем, что при сотрясении кристаллизующегося слитка резко усиливается внеосевая ликвация.
2. Защита металла в изложнице от окисления
Для предотвращения образования и заворота корки при сифонной разливке спокойной стали, а иногда и при разливке сверху применяют следующие способы защиты поверхности металла в изложнице от окисления и охлаждения.
Разливка под слоем жидкого шлака. На поверхности поднимающегося в изложнице металла создают слой жидкого шлака, который защищает сталь от окисления и охлаждения, что исключает образование окисленной корочки. Шлак также поглощает частицы оксидов, всплывающие из металла. Помимо этого, в результате прилипания шлака к стенкам изложницы между ними и поднимающимся металлом остается тонкая (1—3 мм) шлаковая прослойка, что обеспечивает получение очень чистой поверхности слитка. В последующем шлаковая рубашка легко отделяется от затвердевшего слитка. Улучшение поверхности слитка существенно снижает отходы металла при зачистке поверхности слитка и прокатанной заготовки. При разливке под шлаком изложницы обычно не смазывают.
540
Шлак, заливаемый в изложницу. Шлак выплавляют в специальной шлакоплавильной печи и заливают в изложницу после подъема металла на высоту 150—200 мм; расход шлака составляет 5—10 кг/т стали. Обычно применяют шлаки системы SiO2—CaF2—СаО—А12О3 с высоким содержанием SiO2 (30—40 %) и CaF2 (30—45 %). Иногда в состав шлаков вводят Na2O, MgO, TiO2.
Вследствие сложности и высокой стоимости этот способ применяют лишь при разливке высоколегированных сталей, содержащих легкоокисляющиеся элементы.
Шлак, образуемый экзотермическими смесями и брикетами. Экзотермические смеси вводят в изложницу в бумажных мешках или в виде брикетов до начала разливки; сгорая и расплавляясь они образуют жидкий шлак.
В состав экзотермических смесей входят окисляющиеся компоненты (порошок алюминия, магния, силикокальция, сплава алюминий—магний), окислители (натриевая селитра, марганцевая руда) и наполнители или шлакообразующие (силикатная глыба, плавиковый шпат, печной шлак и др.). Горючие компоненты смеси окисляются за счет кислорода окислителей с выделением тепла, которое обеспечивает шлакообразование. Наполнители обеспечивают получение шлака нужного состава (достаточно легкоплавкого и жидкоподвижного) и, кроме того, замедляют горение смеси. При изготовлении брикетов в смесь добавляют от 3 до 20% жидкого стекла.
По скорости горения экзотермические смеси разделяют на быстро- и медленносгорающие. Первые содержат магний и селитру и сгорают с образованием шлака в течение 20—40 с; вторые, без магния и селитры, сгорают и расплавляются за время наполнения изложницы на 1/3 высоты и более. Брикеты сгорают полностью лишь в конце наполнения изложницы.
Быстросгорающие смеси используют при сифонной разливке легированных сталей, содержащих легкоокисляющиеся элементы; состав одной из таких смесей, %: порошок сплава алюминий-магний 6, алюминиевый порошок 11, натриевая селитра 10, марганцевая руда 20, плавиковый шпат 23, силикатная глыба (SiO2 и Na2O) 20, доменный шлак 10. Один из составов медленносгорающих смесей для разливки сверху сталей без легкоокисляющихся элементов, %: марганцевая руда 15—20, силикатная глыба 10—23, алюминиевый порошок 12—22,
541
плавиковый шпат 15—20, доменный шлак 15—30. Постоянно разрабатывают новые, более эффективные и дешевые смеси.
Расход смесей и брикетов составляет 2,5—6 кг/т стали Вследствие дороговизны их используют при разливке легированных и высококачественных сталей, особенно дорогостоящи быстросгорающие смеси.
Разливка под теплоизолирующими смесями и материалами При разливке углеродистых и низколегированных сталей, не содержащих легкоокисляющихся элементов, применяют более дешевые, чем экзотермические смеси материалы — малотеплопроводные неплавящиеся и частично плавящиеся. К первым относятся диски и плиты, получаемые прессованием из слюды, асбестита, графито-опилочной смеси и др Диски во время заполнения изложницы плавают на поверхности поднимающегося металла.Более широкое применение нашли частично плавящиеся смеси: зольно-графитовая, перлито-графитовая и вермикулито-графитовая, содержащие 12—30 % графита, а также чистый вермикулит. Зольно-графитовая смесь содержит золу тепловых электростанций, основу которой составляют SiO2 и А12О3. Вермикулит и перлит — природные минералы, обожженный вермикулит содержит, %: 35—40 SiO2; 13—20 А12О3; 5—20 Fe2O3; 15—27 MgO; 0,8—3,5 СаО; состав обожженного перлита, %: 72—76 SiO2; 13—15 А12О3; 3—9 (К2О + + Na2O), остальное оксиды железа и СаО. Смеси или вермикулит загружают на дно несмазанных изложниц в бумажных мешках При соприкосновении с жидким металлом смесь под-плавляется и образует вязкий шлак, не налипающий на стенки изложницы; верхняя нерасплавившаяся часть смеси выполняет роль теплоизолятора. Графит в смесях предотвращает их спекание и налипание на стенки изложницы. Расход зольно-графитовой смеси 2—3,5, перлито- и вермикулитографитовых 1,0—1,5, вермикулита 1,5— 2,5 кг на 1 т стали.
Защита струи металла аргоном. На центровую устанавливают специальное кольцевое устройство, соединяемое с днищем сталеразливочного ковша и охватывающее во время разливки струю металла. В кольцевую полость подают аргон, предохраняющий металл от окисления. Готовая сталь при этом содержит пониженное количество кислорода и неметаллических включений. Из-за сложности способ применяется только при разливке сталей, содержащих легкоокисляющиеся элементы.
542
Разливка с использованием материалов, создающих в изложнице восстановительную атмосферу. Сюда относят ряд способов, из которых наибольшее применение находят разливка с деревянными рамками и разливка с петролатумом
Разливка с деревянными рамками. Деревянные рамки или диски опускают в изложницу до начала разливки В дальнейшем они сгорают, плавая на поверхности поднимающегося металла Продукты сгорания дерева создают в изложнице восстановительную атмосферу, что способствует получению более чистой поверхности слитка.
Недостаток способа — быстрое сгорание дерева, заканчивающееся раньше окончания заполнения слитка.
Разливка с петролатумом. Петролатум (побочный продукт переработки нефти) загружают в количестве 0,2—1,0 кг/т в несмазанную изложницу до начала разливки, а изложницу плотно закрывают крышкой. При соприкосновении с жидким металлом петролатум частично возгоняется, частично сгорает, что создает в изложнице восстановительную атмосферу и предохраняет металл от окисления. Возгоны осаждаются на стенках изложницы, создавая слой смазки, это обеспечивает улучшение поверхности слитка.
Хорошие результаты получены при совместном использовании петролатума и вермикулита, которые загружают в изложницы до начала разливки.
3. Специальные методы теплоизоляции и обогрева верха слитка
Наряду с применением футерованных прибыльных надставок в сочетании с засыпкой верха слитка теплоизолирующими смесями или люнкеритами используют другие способы снижения величины головной обрези верха слитков спокойной стали.
Применение теплоизоляционных вкладышей Вкладыши в виде пластин закрепляют у стенок прибыльной надставки или же в верхней части изложницы вдоль ее стенок. В последнем случае изложницы применяют без прибыльных надставок.
Наиболее часто вкладыши изготовляют из песка с добавкой бумаги, отходов целлюлозного производства, глины и ряда связующих, иногда из асбестита со связующми и др. Обычно вкладыши применяют в сочетании с засыпкой верха слитка люнкеритом или экзотермическими смесями.
543
Благодаря низкой теплопроводности вкладышей охлаждение металла в прибыльной части изложницы происходит медленнее, чем при использовании обычных прибыльных надставок, это уменьшает глубину усадочной раковины в слитке и об-резь металла при прокатке. В последние годы вкладыши применяют все шире, поскольку при относительной дешевизне их использование снижает величину головной обрези на 2—5 %
Применение экзотермических вкладышей. Вкладыши выполняют из экзотермических смесей в виде пластин. Их укрепляют у стенок верхней части изложницы или в прибыльной надставке, иногда прибыльную надставку обмазывают изнутри экзотермической массой.
Экзотермические смеси, из которых на связке (жидкое стекло) готовят вкладыши, содержат горючее вещество (алюминий), окислитель (окалину) и нейтральные наполнители (шамот, глину, вермикулит). При контакте с горячим металлом алюминий окисляется за счет кислорода окислителя и при этом выделяется тепло. В результате обогрева уменьшается глубина проникновения в слиток усадочной раковины и снижается головная обрезь на 5—8 %.
Стоимость экзотермических вкладышей сравнительно высока и их применяют лишь при производстве дорогостоящих высококачественных и легированных сталей.
Электродуговой обогрев В прибыльную надставку вводят графитовый электрод, устанавливая его над поверхностью металла. Электрод соединяют с одним из концов обмотки питающего трансформатора, другой конец обмотки соединяют с поддоном. После зажигания дуги на поверхность металла в надставке засыпают шлакообразующую смесь (например, из шамота, извести и плавикового шпата). Образующийся шлак повышает устойчивость горения дуги и предохраняет металл от науглероживания материалом электрода. Длительность обогрева слитков от 0,5 до 8 т изменяется в пределах 0,5—2,2 ч. Способ позволяет повысить выход годного на 5—8 % при расходе электроэнергии 15—40 кВт • ч на 1т стали.
Газовый обогрев. После наполнения слитка в прибыльную надставку засыпают шлаковую смесь и над поверхностью металла устанавливают газо-кислородную горелку. Обогрев в течение 15—20 мин за счет сжигания природного или коксового газа в кислороде позволяет повысить выход годного 544
металла на 6—8 %. Шлак, получающийся при расплавлении шлаковой смеси в надставке, предохраняет металл от окисления.
Электрошлаковая подпитка. Поверхность металла в прибыли покрывают шлаком, состоящим из СаО, CaF2 и А12О3, который обладает электропроводностью, и в то же время большим электросопротивлением. В шлак сверху погружают электрод из стали того же состава, что и отливаемый слиток. При прохождении электрического тока от электрода к металлу через шлак, последний сильно нагревается, электрод плавится и капли металла через шлак поступают в головную часть слитка. Таким образом происходит не только обогрев головной части слитка, но и питание усадки слитка металлом плавящегося электрода. Способ позволяет получать слитки без усадочной раковины и увеличить выход годного металла на 15 % и более.
Осуществить газовый и электродуговой обогрев, а также влектрошлаковую подпитку в условиях массового производства сложно и затруднительно. Поэтому их чаще применяют при производстве дорогих высоколегированных сталей, когда это оказывается экономически целесообразным.
17. ОСОБЕННОСТИ РАЗЛИВКИ КИПЯЩЕЙ СТАЛИ
Кипящую сталь разливают и сифоном, и сверху в уширяющиеся книзу сквозные изложницы. В обоих случаях для предотвращения заплесков металла на стенки изложницы и образования плен на нижней поверхности слитков стопор открывают плавно и нижнюю часть изложницы заполняют медленно. В дальнейшем скорость наполнения изложницы при разливке сверху определяется диаметром стакана сталеразливочного ковша, а при разливке сифоном — сечением каналов сифонного кирпича. При сифонной разливке перегретой стали и при чрезмерной ее окисленности могут происходить выплески металла из центровой. В этом случае в центровую для дополнительного раскисления вводят небольшое количество алюминия.
При разливке кипящей стали важным фактором является скорость подъема металла в изложнице, определяющая толщину здоровой корки в слитке. При сифонной разливке эта скорость обычно находится в пределах 0,2—0,6 м/мин, что обеспечивает достаточную толщину здоровой корочки в слит-
35-4050
545
ке (15—40 мм). Разливку сверху с целью сокращения ее общей продолжительности вынуждены вести со значительно большими скоростями, в результате чего уменьшается толщина здоровой корочки. Скорость разливки сверху без интенсификаторов кипения обычно составляет 0,5—1,0м/мин и при скорости около 1,0м/мин получают здоровую корочку минимально допустимой толщины (8—10 мм). Продолжительность отливки слитков массой 5—20 т при разливке сифоном составляет 5—12, при разливке сверху 2—4 мин
После окончания наполнения изложницы металл в ней некоторое время кипит, а затем для уменьшения развития химической неоднородности кипение прекращают, применяя механическое или химическое закупоривание слитка. Состав с изложницами выдерживают у разливочной площадки до начала транспортировки не менее 20 мин.
Механическое закупоривание. Кипение в изложнице продолжается до тех пор, пока у ее стенок затвердеет слой металла, достаточный для укладки на него крышки. Толщина этого слоя составляет около 1/6 толщины слитка, а время кипения 7—15 мин. Затем на поверхность металла укладывают массивную металлическую крышку, вызывающую охлаждение и замораживание верха слитка, в результате чего прекращается кипение. Крышки снимают со слитка через 20—30 мин после закупоривания.
Химическое закупоривание. Как показал опыт, механическое закупоривание обеспечивает удовлетворительное качество слитков массой менее 6—8 т. В более крупных слитках из-за длительного кипения (7—15 мин) ликвация развивается столь сильно, что для удаления скоплений вредных примесей требуется существенное увеличение головной обрези при прокатке. Поэтому в последние годы, особенно в связи с увеличением массы отливаемых слитков, вместо механического закупоривания применяют химическое.
При химическом закупоривании для прекращения кипения и ускорения застывания верха слитка в изложницу вводят раскислители. Используют алюминий (гранулированный, жидкий) и иногда ферросилиций (в виде кусков размером 4—30 мм), которые дают на поверхность металла через 1—1,5 мин после окончания наполнения изложницы. Лучшие результаты дает применение алюминия, расход которого на закупоривание изменяется в пределах 100—600 г на 1 т стали и увеличивает-546
ся при снижении содержания углерода и марганца в стали При недостаточном количестве алюминия верхняя часть слитка получается рослой, а при избыточном в ней образуется концентрированная усадочная раковина. В обоих случаях возрастает головная обрезь, что нежелательно Признаком правильно выбранного расхода алюминия служит выпуклая гладкая поверхность слитков без прорывов жидкого металла
При химическом закупоривании алюминием вследствие уменьшения ликвации головная обрезь крупных слитков кипящей стали составляет 4—8 % вместо 8—13 % при механическом закупоривании.
Применение интенсификаторов кипения. Как показал опыт, уровень окисленности кипящей стали, при ее выплавке существующими методами таков, что ее можно разливать со скоростью подъема металла в изложнице не более 1 м/мин, поскольку при большей скорости толщина здоровой корочки слитка получается недостаточной (< 8—10 мм). В последние годы в связи с недостаточной пропускной способностью разливочных отделений сталеплавильных цехов скорости разливки вынуждены увеличивать; в этом случае для увеличения толщины здоровой корочки в изложницу при разливке вводят интенсификаторы кипения — порошкообразные смеси, содержащие оксиды железа и способные легко передавать кислород этих оксидов жидкой стали. Вследствие увеличения окисленности стали повышается интенсивность ее кипения, что обеспечивает утолщение здоровой корочки.
В состав интенсификаторов кипения входят, %: прокатная окалина 70—85, плавиковый шпат 5—20, кальцинированная сода 0—10, натриевая селитра 0—12, коксик 0—13. Смесь вводят в изложницу в течение всего времени ее наполнения. Расход смеси составляет 200—850 г на 1 т стали, возрастая при увеличении содержания в ней углерода. Применение интенсификатора кипения позволяет получать здорбвую корочку достаточной толщины при увеличении скорости разливки до 2,0—2,5 м/мин. Иногда увеличения интенсивности кипения достигают, обдувая при разливке струю металла кислородом.
Углеродисгый интенсификатор кипения. В последние годы разработан новый способ повышения интенсивности кипения, не требующий увеличения окисленности жидкой стали. На поддоне, служащем для установки сквозных изложниц, закрепляют брикеты или наносят покрытие из углеродистого ма
547
териала (например, из антрацита с каменноугольным пеком). Взаимодействие углерода этого материала с кислородом жидкой стали вызывает активное кипение с пронизыванием пузырями СО металла по всей высоте изложницы, что способствует увеличению толщины здоровой корочки и вызывает повышение выхода годных слябов без зачистки их поверхности. Кроме того, происходит раскисление металла твердым углеродом, что ведет к снижению количества оксидных включений в слитке; отмечено также снижение химической неоднородности металла.
Скоростная разливка. В последние годы на ряде заводов освоена разливка химически закупориваемой и полуспокойной сталей со скоростью наполнения изложниц до 4—5 м/мин. При разливке кипящей стали со столь большой скоростью подъема металла в изложнице пузыри начинают формироваться у самой поверхности слитка, а благодаря быстрому закупориванию они не успевают вырасти до значительных размеров. Получается слиток без здоровой корочки с мелкими подкорковыми пузырями. Тонкий наружный слой металла с пузырями, окисляясь при нагреве слитка под прокатку, переходит в окалину, и поверхность проката получается без дефектов, несмотря на отсутствие здоровой корочки.
При скоростной разливке полуспокойной стали пузыри либо не образуются, либо формируются мелкие подкорковые пузыри, зона расположения которых при нагреве под прокатку переходит в окалину.
§8. ДЕФЕКТЫ СТАЛЬНЫХ СЛИТКОВ
Дефекты или пороки стальных слитков разделяют на естественные, т.е. неизбежные, которые возникают при затвердевании и охлаждении слитка, и технологические, которые возникают из-за несовершенства технологии разливки, а также выплавки стали. К числу первых относятся усадочная раковина, осевая рыхлость, химическая и структурная неоднородность, сотовые пузыри, эндогенные неметаллические включения; к числу вторых — трещины, плены, завороты корки, подкорковые пузыри в слитках спокойной стали, "голенища" и рослость слитков кипящей стали, малая толщина в них здоровой корочки и некоторые другие. Часть дефектов рассмотрены при описании строения слитков, наиболее важные из остальных рассматриваются ниже.
548
Поперечные горячие трещины. Образование наружных поперечных трещин — результат препятствия свободной усадке затвердевающего слитка. Наиболее часто трещины возникают вследствие местного зависания слитка в изложнице.
При наличии выбоин в стенках изложницы или зазора между изложницей и прибыльной надставкой жидкий металл заполняет эти углубления и застывает в них. В дальнейшем полу затвердевший слиток зависает в этом месте, так как его длина уменьшается вследствие усадки стали. Корочка затвердевшего металла может разорваться в месте зависания под действием веса слитка.
Для предупреждения образования этого порока необходимо обеспечивать плотное прилегание прибыльной надставки к изложнице и отбраковывать изложницы с дефектными стенками.
Продольные наружные горячие трещины. Они возникают при разливке перегретой стали и при повышенных скоростях разливки. Их ширина составляет 1—3 мм, длина достигает 1 м и более.
Трещины образуются следующим образом. В результате усадки корки затвердевающего слитка и теплового расширения изложницы между ними образуется зазор. Жидкий металл оказывается как бы в сосуде, стенками которого служит корка затвердевшего металла. Тонкая корка может не выдержать ферростатического давления жидкой стали; ее разрыв в продольном направлении и представляет собой продольную трещину. Вероятность разрыва тем выше, чем выше температура стали и скорость разливки, так как в этих случаях из-за избытка тепла медленнее нарастает толщина корки затвердевшего металла. Продольные трещины чаще образуются у углов слитка и иногда на его гранях.
Склонность к образованию продольных трещин зависит от свойств стали (пластичности в горячем состоянии) и формы поперечного сечения слитка. Наибольшей склонностью к тре-щинообразованию обладают слитки круглого сечения, поскольку в этом случае поверхность соприкосновения слитка и изложницы, т.е. поверхность теплоотдачи оказывается наименьшей и медленнее нарастает толщина корки затвердевающего металла. Наименьшей склонностью к образованию продольных трещин обладают слитки, отливаемые в изложницы прямоугольного сечения с вогнутыми и волнистыми гранями.
549
Мерами борьбы с образованием продольных горячих трещин обычно служат: предотвращение перегрева стали, уменьшение скорости разливки, применение изложниц с вогнутыми и волнистыми стенками.
Возможно также образование горячих продольных трещин на грани слитка в результате неправильного центрирования струи металла при разливке сверху. Если струя металла отклоняется от центра изложницы, то она будет размывать корку затвердевающего металла и в месте ее утоныпения образуется трещина.
Продольные холодные наружные трещины. Они образуются в процессе охлаждения затвердевшего слитка на его гранях при температуре ниже 600 °C. Они возникают при слишком быстром охлаждении слитков в результате термических и фазовых напряжений. Для предотвращения их образования следует медленнее проводить охлаждение слитков. Наиболее действенное средство против образования термических трещин — посадка слитков в нагревательные колодцы в горячем состоянии.
Склонность стали к образованию холодных трещин возрастает при ее легировании хромом, марганцем, кремнием, а также при содержании в стали более 0,4 % С.
Внутренние трещины в осевой части слитков спокойных легированных сталей. Они иногда образуются в результате термических напряжений при слишком быстром охлаждении слитка в конце кристаллизации. В прокатанном металле они могут вызывать расслоения (нарушения сплошности металла).
Плены. Они обычно образуются при разливке сверху и преимущественно в нижней части слитка. В результате удара струи металла о дно изложницы сталь разбрызгивается. Брызги и заплески застывают на стенках изложницы, причем поверхность их окисляется и поэтому они не растворяются в поднимающейся жидкой стали и не свариваются с основной массой слитка, образуя дефект поверхности слитка — плены. Плены не свариваются с металлом и при прокатке, вследствие чего поверхность прокатанных заготовок приходится подвергать зачистке.
Для уменьшения разбрызгивания заполнение изложниц начинают медленно при неполностью открытом стопоре или затворе. С целью уменьшения пленообразования применяют также разливку через промежуточные ковши и воронки (см.
550
рис. 149). Вследствие малой высоты столба жидкой стали в воронке или ковше уменьшается напор струи и ослабляется удар о дно изложницы и разбрызгивание.
Заворот корки. Это дефект поверхности слитков, образующийся преимущественно при сифонной разливке вследствие окисления и охлаждения поверхности жидкой стали в изложнице.
Обычно поверхность поднимающегося в изложнице металла покрывается пленкой оксидов, образующихся в результате окисления составляющих стали кислородом воздуха. Затвердевающий под пленкой металл образует вместе с ней корку, которая поглощает также всплывающие из жидкой стали неметаллические и шлаковые включения. Если корка пристает к стенкам изложницы, то поднимающийся снизу металл прорывает ее, заворачивает к стенке изложницы и заливает. В месте заворота корки в слитке обнаруживаются скопления неметаллических включений и газовые пузыри, образующиеся в результате взаимодействия оксидов корки с содержащимся в стали углеродом. В процессе прокатки в месте заворота корки возникают разрывы металла (рванины), поэтому требуется зачистка поверхности проката или поверхности слитков перед прокаткой, что усложняет производство и вызывает дополнительные потери металла.
Интенсивность роста корки и пораженность слитка заворотами увеличиваются при низких температуре разливаемой стали и скорости разливки и, в особенности, при наличии в стали легкоокисдяющихся элементов (хрома, алюминия, титана). Определенного снижения интенсивности образования корки достигают путем повышения температуры и скорости разливки, однако возможности подобного метода ограничены в связи с повышением при этом вероятности образования продольных трещин. Если регулированием температуры и скорости разливки предотвратить образования корки не удается, то прибегают к специальным мерам защиты поверхности металла в изложнице от окисления (см. с. 540).
Осевая (центральная) пористость или рыхлость — это мелкие усадочные пустоты в осевой части слитка. Особенно много их под усадочной раковиной.
Прокатка металла не всегда обеспечивает заваривание осевых пор, особенно при производстве заготовок крупного сечения вследствие меньшей степени обжатия. Наличие осе
551
вой пористости обнаруживают при контроле макроструктуры прокатанных заготовок. При выявлении недопустимой центральной пористости металл не может быть использован для изготовления деталей ответственного назначения.
Осевая пористость образуется следующим образом. При кристаллизации слитка осевая зона незатвердевшего металла все время сужается и в отдельных местах происходит срастание кристаллов, растущих с противоположных боков этой зоны. Под сросшимися кристаллами затвердевание идет без доступа жидкого металла сверху из прибыльной части слитка и поэтому в этих местах образуются мелкие усадочные пустоты
Увеличению осевой рыхлости способствует понижение температуры разливаемого металла, увеличение массы слитка, наличие в стали элементов, повышающих усадку при затвердевании (в особенности углерода), наличие элементов (хрома, титана), увеличивающих вязкость жидкой стали.
На развитие осевой рыхлости большое влияние оказывает конусность слитка. Чем она больше, тем дольше длится затвердевание вышележащего слоя по сравнению с нижележащим и вследствие этого улучшается питание жидким металлом нижележащих слоев осевой части слитка и уменьшается осевая пористость. Однако обычно конусность слитков ограничивают 2—4 %, так как увеличение конусности, как уже указывалось, затрудняет прокатку слитков.
Улучшение обогрева верхней части слитка приводит к уменьшению осевой пористости.
Внутренние пузыри в слитках спокойной стали. Отдельные газовые пузыри обычно обнаруживаемые в верхней части слитка возникают в результате недостаточной раскисленности стали или повышенного содержания в ней водорода. В недораскисленной стали растворенный кислород реагирует с углеродом и образуются пузыри СО, избыточный водород выделяется в виде пузырей при кристаллизации; образующиеся пузыри СО и водорода задерживаются между кристаллами в объеме слитка. Раскатанные пузыри обнаруживаются в металле после прокатки в виде мелких трещин.
Рослость слитков спокойной стали возникает по той же причине, что и отдельные пузыри СО или Н2. При значительной недораскисленности стали или высоком содержании водорода газовых пузырей образуется так много, что они вспу
552
чивают металл верхней части слитка, вызывая увеличение его высоты ("рост"). Для слитков спокойной стали рослость является браковочным признаком. Рослость, вызываемая выделением водорода, характерна для сталей с повышенным содержанием кремния.
Подкорковые пузыри. В слитках спокойной стали иногда обнаруживаются газовые пузыри, расположенные у поверхности слитка. Причин возникновения этих подкорковых пузырей несколько. Одна из них — излишне толстый слой смазки изложницы. В этом случае смазка не успевает выгореть до подхода ждкого металла и залитая металлом возгоняется. Возгоны задерживаются между кристаллами затвердевающего металла, образуя пузыри.
Пузыри образуются и при слишком высоком (> 0,5 %) содержании влаги в смазке в результате ее испарения, а также при разливке недостаточно раскисленной стали вследствие образования при ее кристаллизации пузырьков СО. Образуются подкорковые пузыри и в результате разбрызгивания стали при разливке сверху. Приставшие к стенкам капли металла (брызги) окисляются с поверхности. Попав затем в жидкую сталь, оксиды капель реагируют с углеродом стали, образуя пузырьки СО.
При прокатке слитков в местах расположения пузырей возникают волосовины — мелкие тонкие трещины.
Рослость слитков кипящей стали возникает при недостаточной окисленности металла, когда из-за вялого кипения в слитке остается много пузырей СО, вызывая увеличение его высоты.
Большое число газовых пустот, особенно в верхней части слитка (малая плотность его верха) вызывает необходимость увеличения головной обрези слитков при прокатке. Поскольку при вялом кипении получается малая толщина беспузырис-той корки, рослость слитка свидетельствует о наличии и этого дефекта.
Голенище. При чрезмерной окисленности кипящей стали кипение в процессе заполнения изложницы идет очень бурно, пузырьки СО сильно вспенивают металл. После окончания интенсивного кипения (при химическом закупоривании после ввода алюминия) сталь оседает, оставляя на стенках изложницы застывшую корку (голенище).
553
Г л а в a 6. НЕПРЕРЫВНАЯ РАЗЛИВКА СТАЛИ
§1. ОБЩАЯ ХАРАКТЕРИСТИКА НЕПРЕРЫВНОЙ РАЗЛИВКИ
1. Разновидности и преимущества способа
Непрерывную разливку или литье вместо разливки стали в изложницы начали применять в последние 30 лет. В настоящее время этим способом разливают около 83% выплавляемой в мире стали, а в развитых капиталистических странах до 97% производимой стали.
Наиболее распространен способ непрерывной разливки, заключающийся в том, что жидкую сталь непрерыно заливают в водоохлаждаемую изложницу без дна— кристаллизатор, из нижней части которого вытягивают затвердевший по периферии слиток с жидкой сердцевиной. Далее слиток движется через зону вторичного охлаждения, где полностью затвердевает, после чего его разрезают на куски определенной длины. Основа этого способа — вытягивание формирующегося слитка из кристаллизатора, т.е. скольжение слитка по его стенкам с возникновением при этом значительных сил трения, что является определенным недостатком способа; из-за трения возникают разрывы затвердевающей оболочки движущегося слитка, что ограничивает скорость разливки. Этим способом в настоящее время получают преимущественно литые заготовки (слитки) толщиной от 100—150 до 250—300 мм, что позволило ликвидировать два энергоемких этапа металлургического производства— прокатку на обжимных станах и нагрев слитков перед этой прокаткой в нагревательных колодцах.
Интенсивно ведутся исследования по дальнейшему совершенствованию и разработке новых оборудования и технологии непрерывной разливки. Одно из важных разрабатываемых направлений — получение литых заготовок значительно меньшей толщины, чем в настоящее время (например, тонких слябов и полос) и заготовок, приближающихся по сечению к конечному прокату, что позвлит применять для их прокатки станы меньшей мощности, обеспечивая экономию энергозатрат.
Другим важным направлением является начавшееся внедрение способа непрерывной разливки, предусматривающего перемещение рабочей поверхности кристаллизатора (в виде вращающихся колес, лент и др.) вместе со слитком в на
554
чальный период его формирования, что исключает трение и позволяет существенно увеличить скорость разливки (скорость движения слитка).
Еще одно перспективное и уже давно разрабатываемое направление — создание литейно-прокатных агрегатов, позволяющих сочетать непрерывную разливку с прокаткой. Непрерывным способом разливают преимущественно спокойную сталь, поскольку при разливке кипящей стали не достигается существенного увеличения выхода годного и трудно получить достаточную толщину беспузыристой корки в слитке из-за большой скорости разливки и сложности обеспечения необходимой степени окисленности металла.
Основные преимущества непрерывной разливки по сравнению с разливкой в изложницы:
1) существенно повышается выход годного металла. Так, для спокойной стали получение слябов или блюмов путем непрерывной разливки вместо разливки в изложницы с последующей прокаткой обеспечивает повышение выхода годного на 10—15 % от массы разливаемой стали. Объясняется это тем, что верхняя часть каждого слитка (13—20 %) идет при прокатке в обрезь из-за наличия усадочной раковины, а при непрерывной разливке образуется одна усадочная раковина в конце разливки плавки;
2) упрощается и удешевляется производство по заводу в целом, т.к. исключаются два энергоемких этапа технологического процесса — прокатка слитков на обжимных станах (блюмингах или слябингах) и нагрев слитков до ~1100°С в нагревательных колодцах перед прокаткой; при этом отпадает необходимость в блюмингах и слябингах, уменьшаются энергетические затраты, потребность в рабочей силе и площадь завода;
3) повышается качество металла, в первую очередь вследствие снижения химической неоднородности из-за более быстрого затвердевания малых по толщине слитков;
4) уменьшаются затраты ручного труда и улучшаются условия труда при разливке;
5) создаются условия для автоматизации процесса разливки.
Комплекс оборудования и механизмов для непрерывной разливки — называют установкой непрерывной разливки стали — УНРС или машиной непрерывного литья заготовок — МНЛЗ.
555
2. Основные типы УНРС
УНРС с вытягиванием слитка из кристаллизатора. УНРС этого типа, как отмечалось, нашли наиболее широкое применение и имеют много разновидностей. В зависимости от направления основной технологической оси установки (направления движения отливаемого слитка) различают (рис. 166) УНРС вертикального типа а, с изгибом слитка б, вертикальнорадиальные в, радиальные г, криволинейные д, наклоннокриволинейные е, горизонтальные ж.
В зависимости от формы поперечного сечения отливаемого слитка различают слябовые УНРС; сортовые и блюмовые; УНРС для отливки заготовок круглого сечения; полых трубных заготовок; слитков сложного профиля, близких по сечению к готовому прокату.
Широкое промышленное применение нашли слябовые УНРС (отливка слитков плоского сечения толщиной 150—300 и шириной до 2600 мм), сортовые и блюмовые (отливка слитков квадратного сечения размером до 400x400 мм и слитков прямоугольного сечения с небольшой величиной отношения ширины к толщине (до 1,5—2,0) при толщине до 300 мм; реже применяются УНРС для отливки слитков круглого сечения диаметром до 500 мм. УНРС для отливки полых трубных заготовок и заготовок сложного профиля (например, двутаврового) находятся в стадии промышленного освоения.
В последние годы начали внедрять УНРС для отливки тонких слябов (толщиной 30—70 мм).
В зависимости от числа одновременно отливаемых из одного сталеразливочного ковша слитков, УНРС могут быть одно-, двух- и многоручьевыми; с увеличением числа ручьев увеличивается производительность установки. Слябовые УНРС
а б д г д е ж
Рис. 166. Разновидности УНРС с вытягиванием слитка из кристаллизатора:
1 — кристаллизатор; 2 — отливаемый слиток
556
обычно делают двухручьевыми, сортовые и блюмовые — чаще трех-восьмиручьевыми. Разливку на УНРС ведут до израсходования металла в сталеразливочном ковше или же разливают без перерыва металл из нескольких ковшей (разливка методом "плавка на плавку").
Применяют также установки полунепрерывной разливки, на которых отливают слиток определенной длины (6—10 м). Этот слиток затем разрезают на части в холодном состоянии.
Скорость разливки, то есть скорость движения слитка при его толщине более 150 мм обычно находится в пределах от 0,5 до 1,5—2,5 м/мин, хотя на отдельных УНРС достигнуты и большие скорости; при отливке слитков малой толщины (квадрат размером менее 90x90 мм и слябы толщиной менее 70 мм) скорость разливки достигает 4—8 м/мин.
УНРС без скольжения слитка в кристаллизаторе начали применять для разливки стали в последние годы. Отсутствие скольжения обеспечивается за счет совместного движения поверхности кристаллизатора и слитка в начале его формирования, что достигается подачей жидкого металла на движущуюся охлаждаемую поверхность, выполняющую роль кристаллизатора.
Основные разновидности УНРС подобного типа: барабанные и одноленточные с подачей жидкого металла на поверхность вращающегося барабана (валка) или движущейся непрерывной ленты; двухвалковые, когда металл подают в зазор между двумя вращающимися валками; двух ленточные, когда металл подают в зазор между двумя движущимися непрерывными лентами (сплошными или гусеничными); барабанно-ленточные (роторные), когда металл льют в зазор между вращающимся барабаном и движущейся лентой.
УНРС последнего типа (роторные) применяют для отливки слитков с сечением, близким к прямоугольному толщиной до 160 мм, остальные — для отливки полос и лент толщиной менее 10—20 мм и шириной до 800—1000 мм.
Благодаря отсутствию трения между слитком и кристаллизатором скорость движения отливаемого слитка на таких УНРС значительно выше, чем на УНРС со скольжением слитка; при отливке полос и лент толщиной менее 1—2 мм эта скорость может достигать 100—150 м/мин и более.
557
3. Затвердевание непрерывно вытягиваемого слитка
Принципиальная схема непрерывной разливки с вытягиванием затвердевающего слитка из кристаллизатора показана на рис. 167. В таком слитке можно выделить два участка активного охлаждения — кристаллизатор и зону вторичного охлаждения. Заливаемый в кристаллизатор металл при контакте с его медными водоохлаждаемыми стенками переохлаждается и затвердевает, образуя корку слитка требуемой конфигурации. На расстоянии 200—600 мм от верха кристаллизатора находится зона непосредственного контакта с коркой слитка, где теплоотвод максимальный (1,4—2,3 МВт/м2); ниже вследствие усадки корки между ней и стенками кристаллизатора возникает газовый зазор, резко снижающий теплоотвод (до 0,3—0,6 МВт/м2). В этой зоне вследствие возможной деформации непрочной корки и стенок кристаллизатора могут появляться участки плотного и неплотного контакта, в которых из-за различия в теплоотводе температура и толщина затвердевающей корки будут различаться. Эта неоднородность способствует возникновению дефектов — в местах уменьшенной толщины корки вследствие термических напряжений могут возникать продольные наружные трещины, а в переохлажденных участках плотного контакта — паукообразные поверхностные трещины.
Толщина корки на выходе из кристаллизатора должна быть достаточной, чтобы выдержать усилие вытягивания и давление жидкой стали. Эта толщина тем больше, чем больше время пребывания корки в кристаллизаторе и обычно составляет 10—25 мм, а температура поверхности 900—1250 °C.
В зоне вторичного охлаждения на поверхность движущегося слитка подают распыленную воду и устанавливают опор-Рис 167 Схема отливки и затвердевания непрерывного слитка
1 — кристаллизатор, 2 — жидкий металл, 3 — затвердевший металл, 4 — опорный ролик, 5 — форсунка для подачи распыленной воды на слиток, 6 — тянущие валки
558
ные устройства (например, ролики 4, см. рис. 167), которые предотвращают возможное выпучивание корки слитка под воздействием давления столба жидкой стали. Выбор способа охлаждения в этой зоне базировался на опыте, который показал, что при слишком интенсивной подаче охладителя (например, подаче воды струями) из-за переохлаждения поверхности слитка и возникающих при этом термических напряжений в слитке образуются внутренние и сетчатые поверхностные трещины. Поэтому применяют распыленную воду ("мягкое охлаждение"). Расход воды уменьшается по мере отдаления от кристаллизатора; его рассчитывают так, чтобы отводилось тепло, выделяющееся при кристаллизации стали, а температура корки во избежание образования трещин снижалась бы от исходной (900—1250 °C в начале зоны) не более, чем до 800—1000 °C в конце, причем в тем меньшей степени, чем выше склонность стали к трешинообразованию.
Длина зоны вторичного охлаждения составляет 80—100 % глубины лунки жидкого металла в слитке. Эту глубину (м) приближенно определяют по эмпирической формуле L = Ka2v, где а — толщина отливаемого слитка, м; v — скорость вытягивания слитка, м/мин; К— коэффициент, зависящий от величины отношения ширины Ъ к толщине а слитка (при величине b/а, равной 1, 2, 3, 4, 6 и более, величина К соответственно составляет 240, 290, 320, 332 и 340мин/м2). Например, при отливке сляба сечением 300x1200 мм со скоростью 0,6 м/мин, глубина лунки составит 17,2 м, а при скорости 1,2 м/мин — 34,4 м.
Как показал опыт, продвижение фронта затвердевания в кристаллизаторе и зоне вторичного охлаждения, несмотря на возникновение в кристаллизаторе участков неравномерности, в целом удовлетворительно подчиняется закону квадратного корня, т.е. толщину корки (см) можно определить по формуле
5 = кУ т или 5 = кУ1/ v ,
где т — длительность затвердевания, мин; I — расстояние от данной точки до уровня металла в кристаллизаторе, м; v — скорость разливки, м/мин; к — коэффициент затвердевания, изменяющийся от 2,3 до 3,3 см/мин0,5 (величина к уменьшается при увеличении сечения слитка и зависит также от состава стали и ряда условий охлаждения).
559
В непрерывном слитке наблюдаются те же структурные зоны, что и при разливке в изложницы— мелкие неориентированные кристаллы у поверхности, расположенные за ними столбчатые кристаллы и различно ориентированные кристаллы в середине слитка.
§ 2. УСТРОЙСТВО УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ
1. УНРС с вытягиванием и скольжением слитка
Существует несколько типов установок непрерывной разливки, основанных на вытягивании слитка из кристаллизатора с их взаимным скольжением. Широко применяемые УНРС этого типа служат в основном для отливки слябов и слитков квадратного и прямоугольного сечения. Наибольшее распространение получили установки вертикального, криволинейного и радиального типов, реже применяются вертикально-радиальные УНРС, установки с изгибом слитка, горизонтальные УНРС. В последние годы внедряют УНРС для отливки тонких слябов, разрабатываются наклонно-криволинейные установки. В зависимости от количества одновременно отливаемых слитков УНРС могут быть одно-, двух- и многоручьевыми.
Вертикальные УНРС
На рис. 168 показана схема одной из вертикальных УНРС, располагаемой частично в колодце и частично в надземном сооружении. Из сталеразливочного ковша сталь поступает в промежуточный, а из него в кристаллизатор с вертикальными стенками, совершающий возвратно-поступательное движение вверх—вниз. После выхода из кристаллизатора слиток с жидкой сердцевиной движется вниз через зону вторичного охлаждения, включающую систему форсунок и опорные устройства, которые могут быть выполнены в виде роликов или брусьев и предотвращают выпучивание корки слитка.
В установке, показанной на рис. 168, верхние опорные устройства выполнены в виде расположенных вдоль слитка чугунных брусьев, по которым скользит слиток. Ниже брусьев расположены опорные вращающиеся ролики (неприводные). Для облегчения монтажа и ремонта группы брусьев или роликов объединяют общим каркасом в отдельные секции. В машинах для отливки слитков квадратного или близкого к
560
Рис. 168. Схема УНРС вертикального типа:
1 — сталеразливочный ковш; 2 — промежуточный ковш; 3 — кристаллизатор; 4 — опорная рама кристаллизатора; 5 — механизм качания кристаллизатора; 6 — секции опорных брусьев; 7 — механизмы прижатия и перемещения брусьев и роликов; 8 — опорная колонна; 9 — секции опорных роликов; 10 — тянущая клеть; 11 — газорезка; 12 — путь подъемной тележки; 13 — тележка для подъема слитков
квадрату прямоугольного сечения опорные устройства расположены со всех четырех сторон слитка; при отливке плоских слитков — вдоль двух широких граней слитка. В машинах для отливки плоских слитков один ряд опорных устройств закреплен жестко, а другой снабжен механизмом перемещения, что позволяет изменять толщину отливаемого слитка.
За зоной вторичного охлаждения
расположена одна или
две тянущие клети, которые обеспечивают вытягивание и
регулирование скорости движения слитка, а также предотвращают проскальзывание слитка вниз. Каждая клеть сос
тоит из двух или трех пар валков, соединенных с приводом и прижимаемых к слитку гидроцилиндрами.
Ниже тянущих клетей движущийся слиток разрезают на куски мерной длины с помощью газорезки. Отрезанные заготовки падают в корзину (тележку), которая, двигаясь по наклонным рельсам, поднимает заготовку до уровня пола цеха и одновременно поворачивает ее в горизонтальное положение.
Основной недостаток вертикальных УНРС — большая высота, обусловленная тем, что затвердевание слитка должно закончиться до его попадания в тянущую клеть и газорезку, а протяженность зоны затвердевания по высоте (глубина лунки жидкого металла) в непреывно отливаемом слитке очень велика. Высота крупных вертикальных УНРС достигает 40—45 м и для их размещения необходимо сооружение глубо
561
ких колодцев и высоких зданий, что удорожает строительство и усложняет эксплуатацию оборудования. Другим существенным недостатком является то, что необходимость ограничивать высоту УНРС ограничивает скорость разливки (при ее росте, как следует из приводившейся на с. 559 формулы, существенно возрастает глубина лунки жидкого металла, т.е. затвердевание может не закончиться до входа слитка в тянущую клеть и зону резки).
Криволинейные и радиальные УНРС
В установках этого типа в радиальном кристаллизаторе формируется изогнутый по определенному радиусу слиток. Чтобы при последующем разгибании в слитке не образовывались трещины, радиус изгиба должен быть не менее 25-кратной толщины слитка. Обычно радиус изгиба выбирают в соответствии с соотношением R = (30*40)а, где а — толщина слитка, м.
В радиальных УНРС по выходе из кристаллизатора слиток движется по дуге с постоянным радиусом. После прохождения нижней точки дуги полностью затвердевший слиток разгибают, переводя его в горизонтальное положение.
В криволинейных УНРС слиток вначале движется по дуге, определяемой радиусом кривизны кристаллизатора, а затем еще в зоне вторичного охлаждения радиус кривизны дуги увеличивается, т.е. происходит постепенное разгибание слитка с жидкой сердцевиной с последующим переводом в горизонтальное положение. Рассредоточение деформации имеет целью снизить возникающие при этом в корке слитка напряжения и вероятность возникновения трещин.
Большая часть криволинейных УНРС предназначена для отливки слитков прямоугольного сечения, схема подобной машины для отливки слябов представлена на рис. 169. Жидкая сталь из сталеразливочного ковша поступает в промежуточный, а затем в радиальный кристаллизатор, снабженный механизмом качания. После выхода из кристаллизатора слиток, проходя через зону вторичного охлаждения, движется по роликовой проводке, образованной верхним и нижним рядами роликов. У узких торцевых граней ролики имеются лишь вблизи кристаллизатора. Для удобства замены при ремонтах группы соседних верхних и нижних роликов объединены в отдельные секции, где в общем каркасе смонтировано от 2
562
2
Рис 169 Криволинейная слябовая УНРС
1 — сталеразливочный ковш, 2 — промежуточный ковш, 3 — кристаллизатор, 4 — опорная рама кристаллизатора, 5 — механизм качания кристаллизатора, 6, 7, 9 — секции роликовой проводки (соответственно четырнадцати-, десяти- и четырехроликовые), 8 — опорные балки, 10 — механизм прижатия и перемещения роликов, 11 — газорезка, 72 — рольганг
Рабочая площадка
31.0
до 7 пар роликов. Каждая секция опирается на фундамент, при этом нижний ряд роликов является неподвижным (базовым), а верхний снабжен пружинным или гидравлическим механизмом прижатия к слитку и механизмом перемещения, что позволяет изменять толщину отливаемого слитка.
Верхняя часть роликовой проводки предотвращает выпучивание корки слитка. Приводными, обеспечивающими движение и разгибание слитка, обычно выполняют ролики нижнего ряда. При этом ролики, расположенные вблизи кристаллизатора обычно являются неприводными, на участке с постоянным радиусом кривизны лишь некоторые ролики соединены с приводом, а на участке разгибания и выпрямления все или почти Все ролики приводные. В связи с тем, что по мере увеличения толщины затвердевающей корки жесткость слитка возрастает, диаметр роликов по мере отдаления от кристаллизатора увеличивается. Так при отливке слитков толщиной 300 мм диаметр роликов от 150—200 мм у кристаллизатора возрастает до 480—600 мм на горизонтальном участке.
563
Машины конструируют так, что горизонтальноое движение слитка осуществляется на уровне пола цеха. На этом же участке производят резку слитка на куски мерной длины. Максимальный радиус существующих УНРС этого типа при отливке слитков толщиной до 350 мм составляет 12 м.
Основные преимущества этих машин по сравнению с вертикальными: меньшая высота, что снижает стоимость сооружения УНРС и здания цеха; возможность повышения скорости разливки, поскольку газорезку можно установить далеко от кристаллизатора и благодаря этому допустимо существенное увеличение глубины лунки жидкого металла в слитке; возможность резки слитка на куски большой длины. По этим причинам в последние годы почти отказались от сооружения вертикальных УНРС и строят преимущественно криволинейные и радиальные.
УНРС с изгибом слитка
УНРС этого типа (рис. 170, а) имеют вертикальный кристаллизатор и вертикально направленную систему вторичного охлаждения с расположенной за ней тянущей клетью, которые не отличаются от аналогичных устройств машин вертикального типа. Далее движущийся слиток изгибают, переводя в горизонтальное положение при помощи ролика, установленного за тянущей клетью. Затем слиток поступает в выпрямляющие валки, за которыми располагают газорезку. Подобные машины применяют при отливке слитков небольшой толщины (< 150 мм), поскольку при большей толщине из-за необходи-
Рис. 170. Схема УНРС с изгибом затвердевшего слитка (а) и вертикально-радиальной УНРС (б):
1 — промежуточный ковш; 2 — вертикальный кристаллизатор; 3 — механизм качания кристаллизатора, 4 — опорные ролики, 5 — тянущая клеть; 6 — изгибающий валок; 7 — слиток; 8 — тянуще-правильквя клеть; 9 — газорезка; 10—12 — участки роликовой проводки соответственно вертикальный, изгибающий и радиальный; 13 — правильная машина
564
мости иметь большой радиус изгиба не достигается заметного снижения высоты по сравнению с вертикальной УНРС.
Вертикально-радиальные УНРС
Установки подобного типа имеют (рис. 170, б) вертикальный кристаллизатор и расположенный ниже него небольшой по высоте (менее 3—4 м) вертикальный участок зоны вторичного охлаждения, включающий опорные ролики и форсунки для подачи на слиток распыленной воды. Далее расположена секция валков, изгибающих слиток с жидкой сердцевиной по дуге с определенным радиусом и затем радиальная роликовая проводка. После прохождения нижней точки дуги слиток попадает в тянуще-правильные валки, которые переводят его в горизонтальное положение, затем слиток разрезают газорезкой.
Основное достоинство этих установок по сравнению с криволинейными и радиальными — более простые в изготовлении и обслуживании прямолинейные кристаллизатор и верх зоны вторичного охлаждения, хотя общая высота установки несколько больше, чем УНРС радиального типа (на 2—4 м).
Горизонтальные УНРС
Работа большинства установок горизонтального типа основана на периодическом вытягивании слитка из неподвижного кристаллизатора.
Технологическая ось машин этого типа расположена горизонтально или наклонена на угол до 15° к горизонтали. Сталь из разливочного ковша поступает (рис. 171) в футерованный металлоприемник и далее в жестко соединенный с
Рис. 171. Схема горизонтальной УНРС:
1 — сталеразливочный ковш; 2 — металлоприемник; 3 — огнеупорное разделительное кольцо; 4 — кристаллизатор; 5 — зона вторичного охлаждения; 6 — водяные форсунки; 7 — слиток; 8 — механизм вытягивания слитка, 9 — газорезка;
10 — рольганг
565
ним кристаллизатор через разделительноое кольцо 3, отверстие в котором немного меньше размера полости кристаллизатора. Разделительное кольцо должно быть стойким против тепловых ударов и размывания потоком металла, быть малотеплопроводным, чтобы здесь не застывала сталь, и к нему не должен прилипать затвердевающий металл; чаще разделительное кольцо делают из нитрида бора.
После кристаллизатора затвердевший по периферии слиток попадает в зону вторичного охлаждения, которая представляет собой рольганг с системой водяных форсунок; опорные устройства обычно отсутствуют, поскольку из-за малого ферростатического давления выпучивание корки слитка не происходит. Далее расположен механизм периодического вытягивания слитка. Механизм перемещает слиток вперед на 10—50 мм, затем возвращается назад, после чего цикл повторяется; во время обратного движения механизма слиток остается неподвижным, либо несколько осаживается назад. Число циклов изменяется от 20 до 200 в минуту. Периодическое вытягивание слитка заменяет качание кристаллизатора, используемое на вертикальных и криволинейных машинах для предотвращения зависания и разрывов корки слитка в кристаллизаторе. За механизмом вытягивания расположена газорезка и рольганг с приводными роликами для транспортировки отрезанных заготовок на склад.
Горизонтальные УНРС применяют для отливки сортовых слитков квадратного сечения и прямоугольного сечения, близкого к квадратному толщиной до 200 мм и круглых заготовок диаметром до 330 мм; скорость разливки 4 м/мин.
Горизонтальные УНРС из-за малой высоты вписываются в габариты любого цеха и предназначены прежде всего для установки в существующих цехах при замене разливки в изложницы на непрерывную разливку. Помимо возможности размещения в существующих цехах достоинства горизонтальных УНРС: небольшие капитальные затраты вследствие малой высоты и меньшего количества оборудования; свободный доступ персонала ко всем узлам УНРС вследствие их размещения на уровне пола цеха; отсутствие необходимости регулировать расход металла в кристаллизатор, поскольку он определяется скоростью вытягивания слитка; удаление поверхности жидкого металла из кристаллизатора, что исключает в слитке дефекты из-за окисления и охлаждения поверхности металла.
566
УНРС для отливки тонких слябов
Большинство существующих слябовых УНРС служат для отливки плоских слитков толщиной 200—300 мм, которые в последующем прокатывают на лист. В последние годы в связи с необходимостью повышения экономичности производства пришли к выводу о целесообразности отливки значительно более тонких заготовок, для прокатки которых требуются менее мощные станы, что значительно снижает энергозатраты и другие издержки. Начата эксплуатация и сооружают новые УНРС для получения слябов толщиной от 30—40 до 70—80 мм.
УНРС для отливки тонких слябов — это в большинстве случаев установки с изгибом слитка, т.е. они имеют вертикальные кристаллизатор и зону вторичного охлаждения и за ними изгибающий ролик, после которого слиток движется по дуге, попадая в выпрямляющие валки. Далее выпрямленный слиток движется в горизонтальном направлении и его разрезают на куски мерной длины.
Проблема создания подобных установок связана в основном с трудностью осуществления подвода жидкого металла в кристаллизатор, поскольку диаметр погружного разливочного стакана превышает ширину полости кристаллизатора. Решают эту проблему двумя способами. Одна разновидность УНРС предусматривает применение тонких плоского сечения погружных стаканов ("щелевидных" стаканов); в УНРС другого типа применяют "воронкообразные" кристаллизаторы. Такой кристаллизатор имеет в нижней части плоские параллельные широкие стенки, формирующие тонкий плоский слиток, а в середине верхней части имеется воронкообразное расширение, куда входит плоский погружной стакан (см. рис. 181). Формирующаяся в верхней воронкообразной части кристаллизатора оболочка слитка при его вытягивании деформируется и слиток приобретает в нижней части кристаллизатора прямоугольное сечение.
УНРС для отливки тонких слябов подразделяют также на две следующие разновидности: установки, у которых сечение выходящего из кристаллизатора слитка остается неизменным, и установки, у которых слиток с жидкой сердцевиной подвергают обжатию, уменьшая его толщину.
Кроме того, в Германии разработана конструкция УНРС с вертикально-радиальным кристаллизатором, у которой для
567
облегчения ввода погружного стакана широкие стенки кристаллизатора в верхней его части расположены вертикально, а ниже они изогнуты по дуге, формируя изогнутый слиток, движущийся далее по радиальной роликовой проводке с последующим выпрямлением и переводом в горизонтальное положение, причем на радиальном участке слиток подвергают обжатию.
Скорость разливки на УНРС для отливки тонких слябов достигает 4—6,5 м/мин.
Наклонно-криволинейные УНРС
Установки подобного типа разработаны недавно и ведется отработка технологии разливки на таких УНРС и совершенствование их отдельных узлов. По устройству такие УНРС схожи с криволинейными и отличаются от обычных криволинейных тем, что дугообразный кристаллизатор установлен (см. рис. 166, е) наклонно, т.е. так, что его условная продольная ось наклонена на угол 40—45° к горизонтали. После выхода из кристаллизатора движущийся слиток разгибают в нескольких точках, переводя в горизонтальное положение.
Благодаря наклонному расположению кристаллизатора такие УНРС имеют (рис. 166, е) значительно меньшую высоту, чем обычные криволинейные и считаются перспективными для установки в существующих сталеплавильных цехах при внедрении непрерывной разливки вместо разливки стали в изложницы.
Основные узлы УНРС
Ниже описаны основные узлы, используемые на широко распространенных УНРС с вытягиванием слитка из кристаллизатора.
Промежуточный ковш, обеспечивающий подвод жидкого металла из сталеразливочного ковша в кристаллизатор — это ковш небольшой (менее 1,6 м) высоты с одним, а на многоручьевых УНРС с несколькими разливочными стаканами, как правило, имеющими стопора; ковш вмеещает от 8—10 до 15 % массы металла в сталеразливочном ковше. Помимо подвода жидкого металла в кристаллизатор промежуточный ковш обеспечивает постоянство условий подачи металла в кристаллизатор в течение всей разливки, т.е. одинаковый и небольшой напор струи металла, поступающего в кристаллизатор
568
(за счет поддержания в ковше постоянного уровня металла высотой 0,6—1,2 м); регулирование стопором скорости подачи металла в кристаллизатор; подачу металла в несколько кристаллизаторов на многоручьевых УНРС; разливку по методу "плавка на плавку" (запас металла в промежуточном ковше позволяет продолжать разливку в периоды, когда опорожненный сталеразливочный ковш заменяют новым).
На сортовых УНРС для отливки слитков малого сечения (менее 125x125 мм) иногда применяют промежуточные ковши со стаканами-дозаторами без стопоров. Постоянство уровня металла в кристаллизаторе поддерживают при этом изменением скорости вытягивания слитка из кристаллизатора (скорости разливки).
Промежуточный ковш по устройству схож с аналогичными ковшами для разливки стали в изложницы (см. рис. 159); в поперечном сечении промежуточные ковши чаще всего имеют форму вытянутого прямоугольника, чтобы обеспечить на многоручьевых УНРС подачу металла в несколько кристаллизаторов, обычно располагаемых в одну линию. Футеровка ковша имеет арматурный слой из шамотного кирпича и рабочий слой из шамотного кирпича или из огнеупорной массы (набивной, наливной, либо нанесенной путем торкретирования). Рабочий слой заменяют после разливки одной—пяти плавок.
Для снижения теплопотерь ковши накрывают футерованными крышками, а до начала разливки футеровку прогревают до температуры 900—1200 °C.
Кристаллизатор является важнейшим конструктивным элементом УНРС; он должен обеспечить быстрое формирование достаточно толстой и прочной корки слитка без дефектов. Для обеспечения этого и предотвращения расплавления самого кристаллизатора при подаче в него жидкой стали, стенки кристаллизаторов делают водоохлаждаемыми, а внутреннюю их часть, соприкасающуюся с жидким металлом, выполняют из меди. Медь, несмотря на ее легкоплавкость (температура плавления 1083 °C) и невысокую твердость и прочность, применяют потому, что благодаря высокой теплопроводности она быстро передает тепло охлаждающей воде и даже при контакте с жидкой сталью не перегревается и сохраняет прочность.
Применяют кристаллизаторы трех типов: блочные, гильзовые и составные. Блочные кристаллизаторы делают из ко
569
ваного или литого медного блока, толщина их стенок составляет 150—175 мм. В стенках блока сверлят продольные отверстия для охлаждающей воды. Гильзовые кристаллизаторы делают из медной гильзы (трубы) с толщиной стенки 6—20 мм, которую закрепляют в наружном стальном кожухе. Охлаждающая вода проходит по узкой (около 5 мм) щели между медной и стальной стенками со скоростью 6—7,5 м/с. Блочные и гильзовые кристаллизаторы применяют для отливки слитков небольшого сечения (менее 200x200 мм).
Наибольшее распространение получили составные (сборные) кристаллизаторы, которые выполняют из четырех отдельных стенок, скрепленных в одно целое с помощью специальных стяжных устройств. Общий вид одной из разновидностей подобных кристаллизаторов показан на рис. 172 (кристаллизатор для отливки слитков плоского сечения). Каждая стенка составного кристаллизатора состоит из медной и стальной пластин (плит), скрепленных друг с другом с помощью шпилек. Медная плита обеспечивает быстрый теплоотвод, стальная — придает стенке прочность и при больших размерах плиты ее делают литой с ребрами жесткости (рис. 172, 11).
s
Рис. 172. Составной кристаллизатор с петлевой системой охлаждения для отливки плоских слитков:
1 — стяжной болт; 2 и 3 — ось и сухарь для регулирования положения узкой стенки; 4 — стальная плита; 5 — водоподводящий коллектор; 6 — направление движения воды; 7 — каналы для воды в медных плитах; 8 — каналы для воды в стальных плитах; 9 — медная плита; 10 — слив воды; И — ребра жесткости, 12 — опора кристаллизатора на раму механизма качания
570
Составные кристаллизаторы подразделяют на тонкостенные и толстостенные. Первые (рис. 173, а) имеют медную пластину толщиной 10—20 мм, причем в медной или стальной пластине вырезаны продольные канавки для охлаждающей воды так, что вода в них движется между медной и стальной пластинами. Недостаток таких кристаллизаторов в том, что в результате напряжений, возникающих из-за разности температур жидкой стали и охлаждающей воды, медные пластины малой толщины сравнительно легко коробятся, что вызывает их усиленный износ вытягиваемым слитком и неравномерное прилегание различных участков стенок кристаллизатора к поверхности слитка. Последнее способствует возникновению поверхностных трещин (продольных, паукообразных и иногда поперечных) и ужимин на слитке. По этой причине применяют в основном толстостенные кристаллизаторы, имеющие медные плиты толщиной 50—100 мм, в которых просверлены (см. рис. 173, б) круглые продольные каналы для охлаждающей воды обычно диаметром 20 мм. Благодаря меньшему короблению толстых медных плит стойкость толстостенных кристаллизаторов значительно выше, чем тонкостенных и снижается пораженность слитка поверхностными дефектами.
Форма поперечного сечения внутренней полости кристаллизатора определяется сечением отливаемого слитка. Высоту кристаллизатора выбирают такой, чтобы за время пребывания в нем металла успела сформироваться достаточно прочная (толщиной 10—25 мм) наружная оболочка слитка; эта высота составляет 0,7—1,2 м. Внутреннюю рабочую поверхность сте-
Рис. 173 Поперечное сечение составных кристаллизаторов — тонкостенного (а) и толстостенного (tf):
1 — медная плита; 2 — стальная плита; 3 — канавка для воды; 4 — сверленый канал для воды; 5 — шпильки
571
нок кристаллизаторов изготовляют гладкой или волнистой. Волнистая поверхность снижает пораженность слитка продольными трещинами.
Из-за малой твердости и прочности меди внутренняя поверхность стенок кристаллизатора сравнительно быстро изнашивается и повреждается в результате трения о поверхность вытягиваемого слитка. Поэтому составные кристаллизаторы после разливки 40—70 плавок разбирают и поврежденный рабочий слой стенок сострагивают, после чего кристаллизатор собирают и вновь эксплуатируют. Такую операцию повторяют до трех—пяти раз за время службы медной стенки, что позволяет уменьшить расход меди. С целью повышения износостойкости все шире применяют покрытие рабочей поверхности медных стенок тонким слоем более износостойких материалов; в частности, находят применение хромовое, никелевое, железоникелевое, железоникельвольфра-мовое и другие покрытия. Покрытия имеют толщину от 0,15 до 1 мм, их наносят гальваническим методом, напылением, наплавкой и другими способами. Кроме того, для изготовления стенок кристаллизаторов пробуют применять сплавы на основе меди, обладающие более высокой износостойкостью (сплавы содержащие до 0,1-2,5 % серебра, хрома, кобальта, никеля и др.).
Применяют кристаллизаторы с прямоточной и петлевой системами охлаждения. В первом случае воду подводят отдельно к каждой из четырех стенок, по каналам которой она движется снизу вверх; после чего уходит на слив. При петлевой системе, применяемой в кристаллизаторах прямоугольного сечения, вода проходит по каналам стенок дважды; вначале (см. рис. 172) по каналам торцевых стенок и краям широких она движется сверху вниз, а затем по каналам средней части широких стенок — вверх. Петлевая система позволяет снизить расход воды примерно в два раза.
Подвод и отвод воды к каналам медных стенок осуществляют либо по кольцевым трубам, охватывающим верх и низ кристаллизатора, либо по каналам в стальных плитах (см. рис. 172). Скорость воды в каналах кристаллизатора должна быть не менее 5 м/с, температура отходящей воды не выше 40 °C; расход воды составляет около 90 м3/ч на 1 м периметра полости кристаллизатора при прямоточном охлаждении.
572
Конструкция кристаллизаторов непрерывно совершенствуется. Так созданы и начали применяться регулируемые кристаллизаторы, позволяющие изменять по ходу разливки ширину отливаемого плоского слитка за счет автоматического перемещения узких стенок между широкими с помощью электромеханического или гидравлического привода. Получают распространение комбинированные УНРС, позволяющие отливать через один кристаллизатор либо плоский слиток большой ширины, либо два слитка меньшей ширины; это достигается за счет установки в кристаллизаторе водоохлаждаемой перегородки, которая разделяет полость кристаллизатора на две половины, в каждую из которых подают металл через отдельный разливочный стакан (например, можно отливать один слиток плоского сечения шириной 2700 мм или два слитка шириной по 1300 мм).
За рубежом начали применять кристаллизаторы со спрей-ерным (струйным) охлаждением стенок. Такой кристаллизатор представляет собой тонкостенную медную гильзу, закрепленную в стальной камере, внутри которой размещены рядами форсунки, подающие струи воды на всю поверхность медной гильзы.
Механизм качания кристаллизатора обеспечивает в течение всей разливки возвратно-поступательное движение кристаллизатора вверх-вниз, т.е. вдоль отливаемого слитка, что необходимо для предотвращения отрыва верхней тонкой части корки от движущегося слитка вследствие трения о стенки кристаллизатора. В случае отрыва верхняя часть корки зависает на стенках кристаллизатора, а место разрыва движется с остальной частью слитка вниз, и после его выхода из кристаллизатора происходит вытекание жидкого металла в зону вторичного охлаждения (прорыв металла под кристаллизатором) с аварийной остановкой разливки. Подобные "зависания** и "прорывы" постоянно наблюдались в годы освоения непрерывной разливки, когда кристаллизаторы устанавливали неподвижно. Положительное воздействие внедренного позднее возвратно-поступательного движения объясняется следующим: в период совместного движения кристаллизатора и слитка вниз трение между ними отсутствует и затвердевающая корка слитка утолщается и упрочняется так, что при последующем движении кристаллизатора вверх она не разрывается. В то же время при движении вверх становятся
573
доступными для смазки те участки поверхности стенок кристаллизатора, которые в момент его движения вниз оказываются залитыми жидким металлом; смазка же уменьшает трение и тем самым также снижает возможность разрыва и зависания корки слитка.
Движение кристаллизатора вверх и вниз чаще всего осуществляют по синусоидальному закону, величина шага качания изменяется в пределах 3 — 20 мм, частота от 40 до 200—300 циклов в минуту, обычно при увеличении скорости частоту качания увеличивают.
Существует несколько типов механизмов качания кристаллизаторов. На криволинейных УНРС наибольшее применение получил механизм параллелограммного типа, схематически показанный на рис. 174. Криволинейный кристаллизатор 1 закреплен в раме 2, опирающейся на рычаги 5 и 3 механизма качания. Вращаемый с помощью электродвигателя кривошип 7 обеспечивает перемещение шатуна 6 по направлению стрелок "Л" и тем самым качание рычага 5 вокруг оси 4. Воздействие качающегося рычага в сочетании с рычагом 3 вызывает перемещение рамы с кристаллизатором вверх-вниз по траектории дуги с радиусом R. Изменяя число оборотов двигателя, регулируют частоту качания кристаллизатора, а изменяя величину радиуса кривошипа — величину амплитуды качания.
Зона вторичного охлаждения представляет собой располагаемую ниже кристаллизатора часть УНРС, где на поверхность движущегося слитка подают охлаждающую среду. Как уже отмечалось, в этой зоне от слитка должно отбираться тепло, выделяющееся при кристаллизации жидкого металла, а поверхность слитка не должна охлаждаться ниже 800—1000 °C. Чтобы достичь этого применяют "мягкое" охлаждение (распыленной водой, водовоздушной смесью), рас-средотачивая его на большое расстояние по длине слитка (на 70—90 % протяженности жидкой фазы, т.е. металлургической длины УНРС).
Оборудование зоны вторичного охлаждения состоит из охлаждающих и опорных устройств; обычно эта зона заключена в герметичный кожух, необходимый для улавливания пара, образующегося при испарении подаваемой на горячий слиток воды. Охлаждающие устройства при водяной системе охлаждения (рис. 175) представляет собой систему трубопроводов с запорными и регулирующими устройствами и многочисленными 574
Рис 174 Механизм качания кристаллизатора
Рис 175 Секция вторичного охлаждения криволинейной УНРС
1 — слиток, 2 — опорный ролик, 3 — форсунка, 4 — трубчатый коллектор, 5 — задвижка
форсунками, распиливающими подаваемую на слиток воду В последние годы начали применять водовоздушное охлаждение, т.е. подачу через распиливающие форсунки водовоздушной смеси; в этом случае к форсункам помимо воды подводят сжатый воздух, либо перед форсунками устанавливают смесители воды и воздуха. Это охлаждение по сравнению с водяным имеет ряд преимуществ: более тонко распыливается вода, более равномерно распределяются водяные капли в выходящем из форсунки "факеле" и он орошает большую площадь поверхности слитка, что делает охлаждение более "мягким", снижая неравномерность температур поверхности слитка и пораженность слитка поверхностными трещинами; расширяется диапазон регулирования интенсивности охлаждения за счет возможности изменения соотношения воды и воздуха в смеси; снижается расход воды на вторичное охлаждение.
Форсунки располагают между опорными роликами (рис. 175) или брусьями в один, два, три ряда вдоль направления движения слитка в зависимости от его ширины. При отливке плоских слитков охлаждают широкие грани; у узких граней форсунки устанавливают лишь под кристаллизатором.
575
Интенсивность охлаждения должна уменьшаться по мере удаления слитка от кристаллизатора. С тем, чтобы обеспечить постепенное снижение расхода воды, зону вторичного охлаждения делят по длине на несколько (до восьми) секций, объединяющих группу форсунок и имеющих самостоятельный подвод воды. Регулирование расхода воды по секциям в зависимости от скорости разливки, температуры поверхности слитка и иногда других параметров производят автоматически в соответствии с разработанными для этих случаев режимами. Обычно длину секций вторичного охлаждения делают равной длине роликовых секций УНРС.
Опорные устройства системы вторичного охлаждения предназначены для предотвращения деформации (выпучивания) тонкой затвердевшей корки слитка под воздействием давления вышележащих слоев жидкой стали, находящейся в центральной, незатвердевшей части слитка. В вертикальных УНРС и установках с изгибом слитка (рис. 168 и 170, а) опорные устройства выполняют в виде системы вращающихся неприводных опорных роликов. На некоторых вертикальных УНРС (рис. 168) в верхней части зоны вторичного охлаждения вместо опорных роликов устанавливают более прочную систему продольных чугунных брусьев, по которым скользит поверхность движущегося слитка.
В УНРС с криволинейной осью опорные устройства представляют собой ролики, образующие роликовую проводку, внутри которой движется слиток.
Опорные устройства выполняют так, что расстояние между рядами роликов и брусьев можно изменять; это позволяет быстро перестраивать УНРС при отливке слитков разной толщины. В УНРС криволинейного типа нижний ряд роликов является базовым, а верхний можно перемещать
Тянущие устройства. В вертикальных УНРС это устройство располагают ниже зоны вторичного охлаждения; оно представляет собой одну-две тянущих клети, каждая из которых включает закрепленные в одной станине две или три (рис. 168) пары валков, соединенных с приводом и прижимаемых к слитку с помощью гидроцилиндров. В УНРС с изгибом слитка имеется два тянущих устройства — тянущая клеть в конце вертикального участка установки и тянуще-правильные ролики, обеспечивающие выпрямление слитка и его дальнейшее перемещение в горизонтальном направлении (рис.170,а).
576
В слябовых криволинейных и радиальных УНРС движение слитка обеспечивают снабженные приводом (приводные) ролики роликовой проводки; последняя обычно выполнена из нескольких секций, объединяющих в одном каркасе от двух до семи пар роликов (см. рис. 169). При этом верхняя часть проводки (до 2,5—3,5 м от уровня металла в кристаллизаторе) является неприводной, а далее следует приводная часть проводки. В ней число приводных роликов в секциях увеличивается по мере отдаления от кристаллизатора, а на участке перевода движения слитка в движение по горизонтали все ролики делают приводными. На некоторых радиальных УНРС в месте разгибания слитка имеется правильнотянущая машина, выделенная в отдельный блок часть приводной роликовой проводки.
У сортовых радиальных УНРС в большинстве случаев роликовые проводки являются неприводными, а на участке разгибания слитка располагают тянуще-правильную машину, которая выпрямляет и тянет слиток.
Необходимое усилие прижатия приводных роликов к слитку на разных УНРС, обеспечивают с помощью гидроцилиндров или пружинно-винтовым устройством.
Затравка предназначена для образования временного дна в кристаллизаторе перед началом разливки и для вытягивания первых метров отливаемого слитка. На вертикальных и горизонтальных УНРС затравка представляет собой металлическую штангу такого же сечения, что и отливаемый слиток. На криволинейных установках применяют гибкие (цепные) затравки из шарнирно соединенных звеньев; на радиальных УНРС — как цепные, так и жесткие в виде дугообразного бруса по форме сечения одинакового со слитком. Затравки цепного типа могут быть с жесткими звеньями постоянной толщины и звеньями изменяемой толщины (надувные). В надувной затравке каждое звено состоит из корпуса и подвижной крышки (пластины), между которыми по всей длине затравки проложены резинотканевые рукава; при подаче в рукава сжатого воздуха крышки приподнимаются и толщина звеньев и затравки увеличивается до необходимой величины, определяемой расстоянием между роликами.
Затравка снабжена головкой, в котороой имеется углубление в виде "ласточкиного хвоста" или Г-образной формы (рис. 176); сечение головки затравки соответствует сече-37-4050 577
Рис. 176. Затравка в кристаллизаторе перед началом разливки:
а — с головкой, имеющей паз в виде ласточкиного хвоста; б — с Г-образной головкой; 1 — затравка; 2 — головка затравки; 3 — кристаллизатор
Рис. 177. Повторный стенд УНРС:
1 — опорная станина; 2 — поворотная платформа; 3 — тяга; 4 — подвеска; 5, а и 5, б — сталеразливочный ковш; 6 — ось крепления консоли; 7 — консоль; 8 — промежуточный ковш; 9 — несущая рама тележки; 10 — тележка; 11 — опорные ролики; 72 — рабочая площадка УНРС
нию отливаемого слитка. Перед началом разливки затравку вводят в кристаллизатор и ее головка образует временное дно, а низ затравки находится в тянущих валках. Заливаемый в кристаллизатор металл застывает в углублении головки, обеспечивая сцепление затравки со слитком. При включении тянущих валков затравка начинает двигаться вниз и тянет за собой слиток. После выхода затравки из тянущих валков ее отделяют от слитка.
Устройство для резки слитка на куски определенной длины (заготовки) представляет собой газорезку и реже гидравлические ножницы. Газорезка — это подвижная тележка, снабженная двумя газокислородными резаками, которые при резке перемещаются поперек слитка, а сама газорезка при этом движется вместе со слитком, сцепляясь с ним перед началом резки пневматическими захватами. Иногда синхронизацию перемещения газорезки со слитком осуществляют электрорегулирующим устройством. После окончания резки газорезка возвращается в исходное положение, после чего цикл повторяется. Недостатком газовой резки являются потери металла, превращающегося в месте резки в окалину.
Оборудование для быстрой смены ковшей. Современные УНРС оборудуют поворотными и иногда передвижными стендами, которые удерживают во время разливки сталеразливочный 578
ковш над промежуточным и обеспечивают быструю замену ковшей при разливке методом "плавка на плавку". Поворотный стенд (рис. 177) имеет располагаемую на основании 1 поворотную платформу 2, на которую через ось 6 опирается консоль 7. В подвесках 4 консоли можно установить два ковша; вертикальное перемещение ковша достигают качанием консоли, при этом тяга 3 обеспечивает плоскопараллельное движение подвесок и ковшей. При разливке методом "плавка на плавку" после опорожнения ковша 56 стенд поворачивают на 180°, устанавливая тем самым второй ковш 5а над промежуточным, и тотчас начинают подачу металла из второго ковша в промежуточный. Разливка во время поворота стенда продолжается за счет расходования металла, имевшегося в промежуточном ковше.
Для замены промежуточных ковшей в сочетании с поворотными стендами применяют тележки, перемещаемые под стендом по прямолинейному или кольцевому рельсовому пути. Тележка второго типа (см. рис. 177) имеет нижние приводные колеса и верхние неприводные 11, опирающиеся на основание поворотного стенда. Промежуточный ковш устанавливают на несущей раме 9 тележки и для его замены передвигают тележку, подавая на ее место вторую с новым промежуточным ковшом; подачу металла в кристаллизатор при этом прекращают на 1—2 мин.
2. УНРС без скольжения слитка в кристаллизаторе
Работа и устройство УНРС этого типа, как отмечалось ранее, основана на том, что рабочая поверхность кристаллизатора перемещается вместе со слитком в начальный момент его формирования; это исключает их взаимное скольжение и возникновение при этом сил трения между слитком и кристаллизатором. Благодаря отсутствию трения эти УНРС позволяют отливать слитки значительно меньшей толщины и при значительно больших скоростях, чем традиционные УНРС с вытягиванием слитка из кристаллизатора.
Опробованы и внедряются либо эксплуатируются несколько разновидностей УНРС этого типа: двухвалковые; барабанные с ограничительным роликом или без него; одно- и двухленточные со сплошными или гусеничными лентами (все служат для отливки полос и лент толщиной от 10—20 до долей мил-
579
диметра) и барабанно-ленточные или роторные (для отливки слитков с сечением, близким к прямоугольному толщиной до 160 мм).
Сооружение и эксплуатация таких УНРС обходится значительно дешевле, чем традиционных со скольжением слитка в кристаллизаторе; кроме того снижаются энергозатраты при дальнейшей прокатке, так как для прокатки тонких заготовок требуются станы небольшой мощности.
Двухвалковые УНРС используют для получения плоских слитков (полос, лент). В таких установках (рис. 178, а) жидкий металл из промежуточного ковша подают сверху в зазор между двумя параллельными вращающимися навстречу друг другу охлаждаемыми валками (роликами); в торцах валков расположены поперечные пластины (плиты), ограничивающие литейное пространство с боков. Между валками образуется (рис. 178, а) сужающаяся книзу воронка из жидкого металла; в верхней ее части на поверхности валков формируется наружная корочка слитка, которая в дальнейшем подвергает-
г
Рис. 178. УНРС без скольжения слитка в кристаллизаторе:
а — двухвалковая; б — барабанного типа без ограничительного ролика; в — барабанного типа с ограничительным роликом; г — двухленточная; 1 — промежуточный ковш; 2 — охлаждаемый валок; 3 — изгибающее устройство; 4 — направляющие ролики; 5 — слиток; 6 — выпрямляющие ролики; 7 — охлаждаемый барабан; 8 — желоб; 9 — тянущие валки; 10 — снимающий клин; 11 — ограничительный ролик; 12 — опорные ролики; 13 — лента; 14 — охладитель ленты
580
ся обжатию вследствие сближения поверхностей вращающихся валков. Таким образом, валки выполняют роль кристаллизатора и одновременно производят обжатие слитка. После выхода из валков слиток с помощью изгибающего устройства 3 и системы роликов плавно переводят в горизонтальное положение.
Жидкий металл в зазор между валками необходимо подавать равномерно по ширине отливаемого слитка; подачу металла ведут открытыми струями через желоб или под уровень металла погружными стаканами (плоские стаканы с щелевидным выходным отверстием или несколькими круглыми отверстиями).
На УНРС подобного типа с диаметром валков 1200 мм при толщине плоского отливаемого слитка 1—5 мм скорость его движения составляет 20—100м/мин; ширина отливаемого слитка достигает 800 мм. Недостатком таких УНРС являются малое время контакта корочки слитка с валками и возможность образования поверхностных трещин при деформации тонкой формирующейся оболочки слитка.
УНРС барабанного типа служат для отливки полос и лент. В этих установках жидкий металл подают на поверхность вращающегося вокруг горизонтальной оси охлаждаемого барабана. Разработано две разновидности таких УНРС: с ограничительным роликом (рис. 178, в) и без него (рис. 178, б). Барабан диаметром до 1м полый, его рабочая поверхность из стального листа охлаждается водой изнутри, что обеспечивает охлаждение нижней поверхности отливаемой полосы; верхнюю наружную поверхность полосы иногда охлаждают водой, распыляемой форсунками, либо потоком инертного газа.
Для увеличения протяженности зоны контакта полосы с барабаном некоторые УНРС помимо ограничительного ролика снабжены опорными роликами 72 (рис. 178, в). Отливаемая полоса отделяется от барабана с помощью снимающего клина. После отделения от барабана полоса попадает в тянущие ролики и затем на моталку, сматывающую полосу в рулон.
Жидкий металл подают как на восходящую, так и нисходящую поверхность вращающегося барабана; при этом должно обеспечиваться его равномерное поступление по всей ширине барабана. На установках без ограничительного ролика толщина отливаемой ленты (полосы) определяется скоростью вращения барабана и количеством подаваемого на поверх
581
ность барабана расплава. При этом для получения постоянной толщины ленты необходимы стабильность свойств расплава (температура, жидкотекучесть и др.) и надежные системы автоматического контроля и управления разливкой. Более перспективными считаются установки с ограничительным роликом, у кооторых постоянство толщины и гладкая поверхность ленты обеспечиваются за счет воздействия этого ролика. Толщина отливаемых полос и лент составляет от 20 до долей миллиметра, ширина достигает 1000 мм, скорость разливки 10—60 м/мин и более.
Ленточные УНРС, служащие для отливки тонких полос, могут быть одно- и двухленточными. Двухленточная установка (рис. 178, г) имеет две располагаемые наклонно параллельные бесконечные ленты, движущиеся с одинаковой скоростью. Ленты могут быть гусеничными или сплошными из стали. С внутренней стороны ленты охлаждаются водой; прижатие ленты к отливаемой полосе обеспечивают опорные ролики 72. Продольное расширение ленты вследствие ее нагрева компенсируют натягивающими роликами.
Металл в зазор между лентами подают либо через желоб, либо плоскими погружными стаканами.
На одной из подобных установок со сплошными лентами (установка "Хезелетт" в США) отливают полосы толщиной 20— 80 мм при скорости разливки от 4—6 до 15 м/мин.
Роторные или барабанно-ленточные УНРС применяют, как правило, для отливки слитков трапециевидного (близкого к прямоугольному) сечения. Одна из таких УНРС, входящая в состав литейно-прокатного агрегата, показана на рис. 179. Жидкий металл поступает из промежуточного ковша сверху в зазор между вращающимся литейным колесом и движущейся лентой. Литейное колесо 7 диаметром 3 м из стали имеет закрепленный на ободе медный водоохлаждаемый канал, имеющий форму расширяющейся кверху трапеции, что облегчает выход слитка из канала в процессе разливки (размеры сечения канала 160x130x128 мм). Бесконечная стальная лента толщиной 1,6 мм прижимается к ободу колеса двумя валками 4, а третий приводной валок 3 обеспечивает ее натяжение и непрерывное движение. Движущаяся лента прижимается к ободу колеса, образуя кристаллизатор длиной 1,8 м, в котором отсутствует скольжение слитка. В зоне контакта с колесом ленту снаружи охлаждают.
582
Рис. 179. Литейно-прокатный агрегат с роторной УНРС:
I — сталеразливочный ковш; 2 — промежуточный ковш; 3 — приводной валок; 4 — прижимные валки; 5 — охлаждение ленты; 6 — направляющие ролики; 7 — литейное колесо; 8 — снимающий клин; 9 — тянущие ролики; 10 — печь для выравнивания температуры слитка; 11 — ножницы; 12 — вертикальная прокатная клеть, 13 — горизонтальная прокатная клеть
В нижней части колеса слиток выводят из трапециевидного канала и плавно разгибают с помощью водоохлаждаемого клина и ряда роликов, после чего он поступает в тянущую клеть. Скорость разливки (скорость движения слитка) на таких УНРС достигает 4—6 м/мин.
3. Литейно-прокатные агрегаты
Совмещение непрерывной разливки с прокаткой, т.е. прокатка горячего слитка после выхода из УНРС, позволяет исключить операцию нагрева металла перед прокаткой и, тем самым, заметно снизить уровень энергозатрат. Поэтому в течение многих лет ведутся работы по созданию литейнопрокатных агрегатов (ЛПА), объединяющих УНРС и прокатный стан. Основная трудность при этом связана с тем, что скорость движения слитка на высокопроизводительных УНРС со скольжением слитка в кристаллизаторе в несколько раз ниже скорости движения прокатываемой заготовки на прокатных станах. Сочетание УНРС с прокатным станом облегчается при разливке стали на начинающих применяться в последние годы установках без скольжения слитка в кристаллизаторе, обеспечивающих значительно большие скорости разливки, чем традиционные УНРС.
583
Созданные к настоящему времени ЛПА обычно предусматривают резку отливаемого слитка на отдельные заготовки, которые без охлаждения передаются на прокатный стан и прокатываются с необходимой на этом стане скоростью. Примером может служить ЛПА фирмы "Ньюкор", США. Выплавляемая в электродуговых печах сталь поступает в 125-т ковше на УНРС с изгибом слитка, имеющую радиус кривизны Зм и отливающую тонкие слябы (толщина 40—50, ширина 900—1350 мм) со скоростью 2—6 м/мин. После разгибания и перевода слитка на УНРС в горизонтальное положение его разрезают на куски длиной 42,7 м; далее они проходят через туннельную роликовую печь длиной ~164 м, в которой происходит выравнивание температуры сляба. Затем сляб поступает в четы-рехклетьевой непрерывный широкополосный стан и прокатывается до толщины менее 2,5 мм при скорости выхода полосы из него 460—520 м/мин. После прохождения участка охлаждения полоса поступает на моталку и сматывается в рулон.
При наличии в составе ЛПА одной УНРС загрузка прокатного стана составляет 40 %, после установки второй УНРС она возрастает до 80—85 %.
Схема еще одного ЛПА, разработанного в Японии, показана на рис. 179. Агрегат включает роторную УНРС (она описана выше), на которой отливают слитки трапециевидного сечения с размерами 160x130x128 мм. После выхода из тянущих роликов 9 УНРС слиток проходит через печь 10 для выравнивания температуры и ножницы 11. Далее заготовка поступает в вертикальную и горизонтальную обжимные клети, в которых из трапециевидной формируется квадратная заготовка сечением 120x120 мм.
На заводе "Электросталь" создан и эксплуатируется ЛПА без резки отливаемой заготовки на мерные длины перед прокаткой. На ЛПА получают катанку диаметром 8 мм из хромо-алюминиевого сплава, выплавляемого в 1-т индукционной печи. Из разливочного ковша через промежуточный металл попадает в кристаллизатор, после которого слиток проходит тянущее устройство и опорные ролики, два индуктора для подогрева, подающие валки, планетарный стан, летучие ножницы, чистовые клети. Криволинейная УНРС с базовым радиусом 3 м выдает слиток с размерами поперечного сечения 60—80 мм при скорости разливки 0,7—3,5 м/мин. Скорость выхода катанки из прокатного стана — около 1,7 м/с.
584
ТЕХНОЛОГИЯ РАЗЛИВКИ И КАЧЕСТВО СЛИТКА
Приводимые ниже данные характеризуют работу наиболее распространенных и применяемых в течение многих лет УНРС с вытягиванием слитка из кристаллизатора.
Выплавляемая для разливки на УНРС сталь в связи с дополнительным охлаждением металла в промежуточном ковше должна иметь температуру на 30—60 °C выше, чем при разливке в изложницы.
Конкретнее эту величину определяют с учетом следующего: для уменьшения величины осевой пористости, степени осевой ликвации, пораженности слитка трещинами, размеров зоны столбчатых кристаллов с пониженной прочностью и пластичностью, а также с целью уменьшения размывания огнеупоров (стопоров, стаканов) перегрев металла над температурой ликвидус должен быть минимальным; на слябовых УНРС величина этого перегрева должна составлять 10—20, а на сортовых 10—50 °C.
С целью снижения пораженности слитка трещинами сталь должна содержать менее 0,02 % серы при величине отношения Mn/S выше 25. С тем, чтобы достигалась стабильность состава и свойств металла по всей длине отливаемого слитка, необходимо обеспечить постоянство состава и температуры во всем объеме жидкого металла в сталеразливочном ковше; в новых цехах этого достигают за счет проводимой перед разливкой на УНРС продувки в ковше аргоном и иногда другими способами внепечной обработки, обеспечивающими перемешивание металла в ковше.
После окончания разливки предыдущей плавки (или серии плавок при разливке методом "плавка на плавку”) УНРС готовят к следующей разливке.
В эту подготовку входят следующие операции: выведение из машины конца отливавшегося слитка; проверка стенок кристаллизатора и его положения относительно оси УНРС; проверка форсунок вторичного охлаждения и расстояния между роликами и брусьями зоны вторичного охлаждения и тянущих устройств, осмотр прочего оборудования; введение затравки в кристаллизатор и заделка зазора между головкой затравки и кристаллизатором (асбестом); покрытие внутренней поверхности стенок кристаллизатора тонким слоем смазки (солидолом, парафиновой, графитовой смазкой).
585
Перед началом разливки устанавливают в заданное положение над кристаллизатором промежуточный ковш с нагретой до 1000—1200 °C футеровкой. Открывая шиберный затвор сталеразливочного ковша, начинают подачу металла в промежуточный ковш, наполняя его на высоту 0,7—1,2 м (в зависимости от его вместимости и высоты), открывают подачу воды на кристаллизатор и вторичное охлаждение. После наполнения промежуточного ковша более чем наполовину на зеркало металла в нем засыпают защитную теплоизолирующую шлаковую смесь.
При наполнении промежуточного ковша металлом примерно на одну треть по высоте открывают стопор и начинают заполнение кристаллизатора; после подъема уровня металла в кристаллизаторе выше выходных отверстий погружного стакана в кристаллизатор засыпают порциями шлакообразующую смесь.
Длительность заполнения кристаллизатора до начала вытягивания слитка должна обеспечить образование достаточно толстой корки затвердевшего металла и ее прочное сцепление с затравкой; для слитков среднего и крупного сечений это время составляет 0,8—1,5 мин.
По истечении заданного времени при неполностью заполненном кристаллизаторе, включают механизм вытягивания слитка; одновременно автоматически включается механизм качания кристаллизатора. Вытягивание начинают со скоростью 0,1—0,2 м/мин, далее в течение 1—2 мин скорость вытягивания слитка повышают до заданногоо значения; в дальнейшем ее стараются поддерживать постоянной во избежание образования дефектов в слитке. Скорость разливки подбирают опытным путем, учитывая, что при ее увеличении возрастает производительность установки, но уменьшается толщина корки слитка на выходе из кристаллизатора и возможен ее прорыв с аварийной остановкой разливки; увеличивается также осевая пористость и пораженность слитка трещинами. Скорость разливки зависит от сечения слитка, марки разливаемой стали, состояния оборудования УНРС, обычно понижаясь при увеличении сечения слитка и степени легиро-ванности стали. Приближенно ее можно определить по формуле, приведенной в § 4; обычно для слитков толщиной более 150 мм скорость разливки находится в пределах 0,4—2,5 м/мин, для более мелких слитков — 4-8м/мин.
586
Рис. 180. Способы подачи металла в кристаллизатор (а, б, в) и погружной составной стакан (г):
а — подача металла открытой струей; б — подача затопленной вертикальной струей; в — подача затопленными струями (наклонными, горизонтальными); 1 — кристаллизатор; 2 — промежуточный ковш; 3 — стакан; 4 — составной стакан для подачи металла "под уровень"; 5 — защитный слой шлака
Рис. 181. Подвод металла в предназначенный для отливки тонких слябов кристаллизатор с воронкообразным расширением вверху (а) и погружной удлиненный стакан (6У.
1 — слиток; 2 — кристаллизатор; 3 — плоский (овальный) погружной стакан; 4 — футеровка промежуточного ковша
Металл из промежуточного ковша в кристаллизатор можно подавать открытой струей (рис. 180, а) или же затопленной струей (рис. 180, б, в и рис. 181, а) с помощью погружных составных или удлиненных стаканов. Низ таких стаканов с выходными отверстиями погружен в металл в кристаллизаторе на глубину 50—100 мм. На большинстве УНРС применяют погружные стаканы; подачу открытой струей используют в основном на сортовых УНРС с малым поперечным сечением отливаемых слитков, когда стакан не вмешается в полости кристаллизатора. Подвод металла вертикальной затопленной струей (рис. 180, б) применяют на сортовых УНРС при отливке слитков, близких по сечению к квадрату или кругу, а на слябовых УНРС при отливке плоских слитков применяют погружные стаканы с боковыми отверстиями (рис. 180, 4 и рис. 181, 3), причем струи выходящего металла могут быть
587
направлены вверх, вниз и горизонтально. Разливка через погружные стаканы предотвращает окисление и разбрызгивание струи металла и уменьшает его охлаждение; погружные стаканы с боковыми отверстиями обеспечивают подачу горячего металла в более холодные зоны у углов плоского слитка и исключают размывание струей затвердевающей корки в центре слитка, что способствует получению равномерного фронта кристаллизации и заметно снижает количество продольных поверхностных трещин.
При разливке без подачи в кристаллизатор шлаковых смесей на его стенки подают смазку, которая уменьшает трение слитка о стенки, способствуя предотвращению зависания и разрывов корки слитка. В качестве смазки часто используют парафин и рапсовое масло, расход парафина составляет 0,3—1,0 кг/т стали. При сгорании смазки создается восстановительная атмосфера, что уменьшает окисление поверхности металла; для защиты от окисления в кристаллизаторе и вокруг струи создают защитную атмосферу путем подачи аргона, природного газа, пропана.
При разливке через погружные стаканы поверхность металла в кристаллизаторе защищают от охлаждения, окисления и возможного образования заворотов окисленной корки шлаковыми покрытиями. В кристаллизатор вводят шлаковые смеси, которые, соприкасаясь с жидким металлом, расплавляются, образуя слой жидкого шлака. Состав смесей отличается разнообразием, в них могут входить СаО, SiO2, А12О3, MgO с добавкой флюсующих составляющих, понижающих температуру плавления и вязкость шлака — плавикового шпата (CaF2); силикатной глыбы (Na2O и SiO2); фтористого натрия (NaF); криолита (Na3AlF6); борного ангидрида (В2О3); нефелина, вносящего Na2O и К2О; цемента и др. Для повышения теплоизолирующих свойств и уменьшения прилипания к стенкам кристаллизатора в эти смеси вводят от 3 до 30 % аморфного графита. Смеси должны быть легкоплавкими с температурой плавления 1050—1300 °C. Иногда применяют экзотермические смеси, при сгорании которых формируется жидкий шлак.
При разливке со шлаковым покрытием смазку в кристаллизатор не подают; роль смазки выполняет тонкий слой шлака, налипающего на стенки кристаллизатора.
Для предотвращения зависания и разрывов корки слитка вследствие ее трения о стенки кристаллизатора последнему, 588
как уже указывалось, сообщают возвратно-поступательное движение. При совместном движении вниз трение отсутствует и корка упрочняется, при подъеме кристаллизатора становятся доступными для смазки те участки стенок, которые затем оказываются залитыми жидким металлом. Амплитуда качания на разных УНРС находится в пределах 3—20 мм, частота от 20 до 200—300 циклов в мин.
При подаче металла в кристаллизатор нельзя допускать перерывов струи и резкого изменения количества подаваемого металла. Перерыв струи ведет к образованию спаев (поясов) на слитке. Изменение расхода металла вызывает колебания уровня металла в кристаллизаторе и появление ужимин на поверхности слитка. Постоянство уровня металла в кристаллизаторе на большинстве УНРС обеспечивают, регулируя подачу металла из промежуточного ковша с помощью стопора, а при использовании промежуточных ковшей со стаканами-дозаторами без стопоров — путем изменения скорости выгя-гивания слитка из кристаллизатора.
Важным фактором в технологии разливки является режим вторичного охлаждения. Оптимальный расход воды и распределение ее подачи по длине и периметру слитка определяют расчетным и опытным путем; они зависят от свойств разливаемой стали (склонности к образованию трещин), скорости разливки, формы и размеров поперечного сечения слитка. При чрезмерной интенсивности вторичного охлаждения из-за переохлаждения поверхности слитка и возникающих при этом термических напряжений в слитке возникают внутренние и сетчатые поверхностные трещины. При слишком малой интенсивности охлаждения недостаточно прочная горячая корка слитка может деформироваться ("раздутие" слитка). В целом должно обеспечиваться плавное понижение температуры поверхности слитка так, чтобы в конце затвердевания она была не ниже 800—900 °C.
Обычно интенсивность охлаждения снижается по мере отдаления от кристаллизатора, кроме того ее автоматически регулируют в зависимости от скорости разливки, повышая при увеличении скорости и наоборот. При водяном форсуночном охлаждении удельный расход воды на вторичное охлаждение при разливке спокойной стали составляет 0,4—1,4 л на 1 кг стали; при водовоздушном — ниже (до полутора раз и более).
589
Совершенствование технологии
С целью повышения качества металла организацию и технологию разливки непрерывно совершенствуют. С учетом многолетнего опыта в настоящее время признано обязательным перед непрерывной разливкой усреднять состав и температуру металла в сталеразливочном ковше для обеспечения постоянства состава и свойств стали по всей длине отливаемого слитка; обязательно также получение в ковше строго заданной температуры металла, обеспечивающей его минимальный перегрев над точкой плавления при поступлении в кристаллизатор, что необходимо для уменьшения осевой пористости и ликвации в слитке и его пораженности трещинами. Эти задачи решаются в процессе внепечной обработки жидкой стали в ковше, для проведения которой в новых современных цехах предусматривают установки доводки стали в ковше (УДСК), агрегаты комплексной обработки стали (АКОС), а в старых цехах сооружают установки продувки металла аргоном в ковше. На этих установках наряду с решением других задач обеспечивается за счет перемешивания аргоном (иногда за счет перемешивания при вакуумировании) выравнивание состава и температуры металла по всему объему ковша и получение заданной температуры с точностью до ± 5 °C.
Все шире практикуют полную защиту жидкой стали от вторичного окисления на участке сталеразливочный ковш — кристаллизатор. Из сталеразливочного ковша в промежуточный металл подают через огнеупорную трубу, верх которой стыкуется с шиберным затвором сталеразливочного ковша, а низ погружен в металл в промежуточном ковше; зачастую в стык между трубой и шиберным затвором с целью предотвращения подсоса воздуха в трубу подают аргон. Другой способ защиты струи состоит в том, что из закрепленного на шиберном затворе кольцевого коллектора подают аргон со скоростью ~ 30 м/с, создавая тем самым вокруг струи металла сплошную кольцевую оболочку из аргона; расход аргона равен ~0,02м3/с. В промежуточном ковше металл изолируют от атмосферы, засыпая на его поверхность защитную шлаковую смесь и подавая под крышку промежуточного ковша азот или аргон. Изоляцию струи подаваемого в кристаллизатор металла обеспечивают с помощью погружных стаканов; их делают из кварца, корундографита и других огнеупоров.
590
На многих зарубежных УНРС отливаемый слиток подвергают небольшому обжатию (на 3—4 мм при толщине слитка 200— 300 мм) на участке, где заканчивается затвердевание; такое обжатие существенно уменьшает пористость и ликвацию в осевой зоне слитка и количество осевых трещин.
Для повышения качества слитка применяют электромагнитное перемешивание (ЭМП) жидкой фазы затвердевающего слитка. Специальные индукторы для ЭМП устанавливают на различных по высоте участках зоны вторичного охлаждения (между опорными роликами или снаружи роликов) и иногда у стенок кристаллизатора. Индукторы, питаемые током частотой от 1 до 50—60 Гц, создают бегущее магнитное поле, индуцирующее в жидкой стали вихревые токи. Создают циркуляцию как в горизонтальной плоскости (вращение потоков вокруг оси слитка), так и в вертикальной (вдоль оси слитка).
Как показал опыт, перемешивание в зоне вторичного охлаждения препятствует росту столбчатых кристаллов, обеспечивая существенное увеличение зоны равноосных кристаллов в середине слитка, т.е. вызывает повышение равномерности и измельчение структуры. Уменьшается также число усадочных дефектов в осевой части слитка. Поскольку перемешивание выравнивает состав кристаллизующегося металла, при ЭМП заметно уменьшается зональная осевая ликвация, особенно в слитках квадратного и близкого к нему сечений.
Электромагнитное перемешивание в кристаллизаторе часто применяют для улучшения чистоты поверхности слитка. При этом создают либо потоки вокруг оси слитка, либо потоки, направленные на поверхности металла от стенок кристаллизатора к оси слитка; это предотвращает затягивание шлаковых частиц между стенками кристаллизатора и затвердевающим металлом. Поверхность слитка получается чистой от шлаковых включений.
Разработано и применяется много разновидностей устройств для контроля уровня металла в кристаллизаторе и промежуточном ковше и автоматического поддержания постоянства этого уровня, что позволяет избежать образования ряда дефектов в слитке. Разрабатываются новые составы шлаковых смесей для защиты поверхности металла в кристаллизаторе с целью их удешевления и улучшения технологических свойств (способность выполнять роль смазки и поглощать всплывающие из слитка неметаллические включения, по
591
вышение защитных свойств, снижение температуры плавления и др.). Применяют устройства для дозирования подачи смесей в кристаллизатор.
Разработаны устройства для контроля сил трения между слитком и кристаллизатором. Сигнал об усилении трения свидетельствует об ухудшении смазки стенок кристаллизатора, т.е. об ухудшении свойств защитного шлакового слоя и о возможном зависании и разрыве корки слитка. Постоянно совершенствуют и оптимизируют вторичное охлаждение УНРС. При этом с целью предотвращения образования трещин и других дефектов добиваются плавного снижения температуры поверхности слитка по его длине до требуемого для данной марки стали уровня в конце затвердевания (800—900 °C) при обеспечении одинаковой температуры по периметру слитка; для этого используют математическое моделирование процесса затвердевания непрерывного слитка на ЭВМ, совершенствуют конструкцию и расположение форсунок, внедряют вместо водяного более мягкое водовоздушное охлаждение и др.
На многих слябовых УНРС за рубежом освоена работа с изменением ширины отливаемого слитка по ходу разливки; для этой цели применяют кристаллизаторы, оборудованные устройствами для перемещения узких стенок в процессе разливки при управлении этим движением с помощью ЭВМ. Применяются устройства для контроля и регулирования зазора между опорными и тянущими роликами по ходу разливки с целью предотвращения образования внутренних трещин в слитке.
Качество слитка
Кристаллическая структура непрерывно литого слитка схожа со структурой слитков, полученных разливкой в изложницы — наружная корка из мелких неориентированных кристаллов (ее толщина 10—20 мм), далее столбчатые кристаллы и в осевой части слитка различно ориентированные равноосные кристаллы; в слитках мелкого сечения зона столбчатых кристаллов может простираться до центра слитка. Целесообразно уменьшение зоны столбчатых кристаллов, обладающей пониженной прочностью и пластичностью и расширение центральной зоны равноосных кристаллов; это достигается при снижении температуры разливаемого металла, электромагнитном перемешивании жидкой фазы слитка и при снижении интенсивности вторичного охлаждения.
592
Непрерывный слиток благодаря малой толщине и быстрому вследствие этого затвердеванию отличается меньшим развитием химической неоднородности, более равномерным распределением неметаллических включений. От слитков, разливаемых в изложницы, он отличается также более чистой и гладкой поверхностью.
Ниже перечислены основные дефекты слитков, получаемых непрерывной разливкой. Сильно развита в них осевая пористость, что объясняется наличием в кристаллизующемся слитке очень глубокой и узкой лунки жидкого металла. Образование в ней "моста" сросшихся кристаллов может привести к появлению больших по протяженности зон, в которых металл кристаллизуется без доступа жидкой стали сверху, и, следовательно, к появлению пустот. Особенно сильно осевая пористость проявляется в квадратных и круглых слитках; в плоских слитках она развита слабее, так как усадка металла здесь рассредоточена по продольной оси поперечного сечения слитка. Осевая пористость заметно усиливается при увеличении перегрева металла и повышенной скорости разливки, иногда переходя в осевые усадочные пустоты. Заметно выражена в непрерывных слитках осевая ликвация, при этом по длине слитка располагаются отдельные участки увеличенной ликвации; это объясняется тем, что ликвирующие примеси скапливаются в пустотах под сросшимися кристаллами осевой части слитка.
В слитках криволинейных и особенно горизонтальных УНРС наблюдается некоторая несимметричность структуры и распределения составляющих стали, поскольку зона затвердевания последних порций металла, а следовательно, и усадочная пористость, и скопление ликвирующих примесей смещены к верхней грани слитка; у верхней грани наблюдается также повышенное содержание неметаллических включений вследствие их всплывания.
Иногда наблюдается искажение формы слитка. Для слитков квадратного сечения характерна ромбичность — искажение профиля слитка в кристаллизаторе, когда квадратное сечение деформируется в ромбическое. Причины: перекос слитка в кристаллизаторе под воздействием несоосно расположенных с ним опорных роликов, неравномерное охлаждение различных граней слитка в кристаллизаторе. Раздутие слитка (выпуклость его поперечного сечения) возникает под воздействием
593
ферростатического давления столба жидкой стали в слитке; возникновению дефекта способствуют повышенные скорость разливки и температура металла, что уменьшает толщину затвердевшей корки; недостаточная интенсивность вторичного охлаждения; отклонения в настройке опорных роликов; увеличенное расстояние между опорными роликами.
Распространенным дефектом являются трещины — поверхностные и внутренние. Продольные поверхностные трещины на гранях слитка имеют длину до 1—1,5 м и более и глубину до 10—15 мм. Эти трещины (рис. 182, 5) являются результатом усадочных напряжений и образуются при неравномерном прилегании формирующейся корки к стенкам кристаллизатора в местах уменьшенной ее толщины, которые возникают из-за снижения теплоотвода там, где корка отходит от стенок (например, в результате ее деформации или коробления стенок кристаллизатора). Местное уменьшение толщины корки и образование трещин может также происходить вследствие размывания корки струей металла, особенно при его подаче в кристаллизатор вертикальной струей. Вероятность возникновения продольных трещин повышается при перегреве стали и увеличении скорости разливки, при увеличении содержания серы в металле и снижении величины отношения [Mn]/[S], при увеличении ширины плоского слитка и при содержании углерода в нелегированных сталях в пределах 0,18—0,25 %. Действенным средством борьбы с этим дефектом является
Рис. 182 Основные виды трещин в вытягиваемом из кристаллизатора УНРС слитке:
1 — центральная трещина; 2 — диагональные трещины; 3 — осевые; 4 — внутренние трещины перпендикулярные широким граням слитка; 5 — продольные поверхностные трещины на гранях слитка; 6 — трещины, перпендикулярные узким граням слитка; 7 — продольные трещины по ребрам (углам); 8 — паукообразные v сетчатые трещины, 9 — поперечные трещины в углах слитка; 10 — поперечные поверхностные трещины (надрывы корки)
594
разливка с защитным шлаковым покрытием, поскольку образующаяся между коркой и стенками кристаллизатора тонкая шлаковая прослойка существенно снижает неравномерность теплоотвода.
Продольные трещины по ребрам (углам) рис. 182, 7 образуются в квадратных слитках при искажении профиля в кристаллизаторе (ромбичность, см. выше). В слябах такие трещины возникают на расстоянии ~ 350 мм от уровня металла в кристаллизаторе в случае отхода корки слитка от узкой стенки кристаллизатора вследствие ее износа или изменения угла ее наклона (неправильная установка кристаллизатора).
Поперечные поверхностные трещины 10 (надрывы корки) возникают в кристаллизаторе вследствие усиленного трения при недостаточной смазке стенок и вследствие зависания корки при наличии на стенках кристаллизатора царапин, вмятин. Такие трещины могут также возникать при изгибании или выпрямлении слитка на УНРС с криволинейной осью. Поперечные трещины в углах слитка 9 могут также образовываться в результате слишком интенсивного вторичного охлаждения.
Паукообразные и сетчатые трещины (5, рис. 182) схожи, каждая трещина распространяется из одного центра в нескольких направлениях. Паукообразные трещины возникают в кристаллизаторе при неравномерном прилегании корки к его стенкам в местах плотного прилегания, т.е. в участках наиболее сильного охлаждения. Пораженность этими трещинами снижается при разливке со шлаковым покрытием в кристаллизаторе, так как шлаковая прослойка предотвращает непосредственный контакт стенок с коркой, уменьшая неравномерность ее охлаждения. Сетчатые трещины образуются в зоне вторичного охлаждения при температурах 700—900 °C в результате чередования нагревов и охлаждений поверхности слитка (охлаждение у форсунок и разогрев за счет внутреннего тепла слитка при его движении между форсунками). Количество этих трещин сильно снижается при переходе от водяного к более мягкому водовоздушному вторичному охлаждению.
Многообразные (рис. 182) внутренние трещины образуются в результате совместного воздействия термических напряжений в охлаждаемом слитке и механических усилий от опорных, тянущих и изгибающих роликов. Распространены
595
внутренние трещины, перпендикулярные широким граням слитка (4, рис. 182); основной причиной их возникновения считают механическое воздействие роликов на затвердевающую корочку слитка и средством борьбы с ними — правильную настройку роликовой проводки и сохранение постоянства расстояния между роликами. Такие трещины могут также возникать из-за термических напряжений при неравномерном вторичном охлаждении (например, при разогреве поверхности после интенсивного охлаждения).
Гнездообразные трещины 4а — скопления мелких, схожих с трещинами типа 4 и располагающихся ближе них к центру слитка образуются при разгибании слитка с жидкой сердцевиной.
Осевые трещины 3 в слябах располагаются по их большой оси в зоне смыкания фронтов кристаллизации. Считают, что эти трещины образуются в результате усадки стали, если она не компенсируется сжимающим усилием опорных роликов; особенно они проявляются при выпучивании широких граней слитка, когда сжимающие усилия явно недостаточны. В слитках квадратного сечения, где усадка сконцентрирована в центре слитка, форма осевых трещин иная (рис. 182, 7).
Трещины 6, перпендикулярные узким граням и расположенные вблизи от них, возникают при выпучивании широких граней слитка, т.е. при недостаточном поддерживании оболочки слитка опорными устройствами. Диагональные трещины 2 на стыке кристаллов, растущих от двух смежных граней, встречаются преимущественно в слитках квадратного сечения при искажении профиля (ромбичности, см. выше) в тупых углах.
Газовые пузыри в корковом слое слитка возникают при недостаточно раскисленном металле, высоком содержании в нем водорода, повышенном содержании влаги в защитной шлаковой смеси, вводимой в кристаллизатор. Ряд поверхностных дефектов слитка связан с неудовлетворительной организацией разливки. Шлаковые включения на поверхности возникают при заливке жидким металлом прилипающих к стенкам кристаллизатора частиц шлака или размытых огнеупоров. У жимины (поперечные углубления на поверхности слитка) возникают в результате резкого изменения напора струи и колебаний уровня металла в кристаллизаторе, при местном размывании корки струей металла и в участках неплотного прилегания корки к стенкам кристаллизатора.
596
§ 4. ПРОИЗВОДИТЕЛЬНОСТЬ УНРС
Годовую производительность УНРС с вытягиванием слитка из кристаллизатора (т) при работе методом "плавка на плавку" и с "паузами" определяют соответственно по формулам:
П = Р
1440m mtM + * п
ап и П = Р
1440
ап,
где Р — масса жидкой стали в ковше, т; п — число рабочих суток УНРС в году; tM— длительность разливки одного ковша, мин; Гп — длительность паузы (подготовки машины к разливке следующей плавки или серии плавок), мин; т — число плавок в серии, отливаемых без перерыва (обычно 8—10); а — выход годных слитков, равный 0,95—0,97 (т.е. 95—97 % от массы жидкой стали).
По нормативам число рабочих суток УНРС в году принимается 291 (остальное время — ремонты, замены кристаллизатора и секций вторичного охлаждения, перестройка машины на отливку слитков иного сечения). Величина tn для двухручьевых слябовых УНРС при работе методом "плавка на плавку" принимается равной 160 мин, при работе с паузами 60 мин; для сортовых УНРС, работающих с паузами 45—60 мин. При этом величина Гп должна быть скорректирована с ритмом подачи жидкой стали от печей. Иначе говоря, если длительность tn не совпадает с ритмом подачи ковшей, к времени 1п надо добавить время ожидания ковша.
Длительность разливки плавки (мин) равна:
tM = P/(NFvd),
где N — число ручьев; F — площадь поперечного сечения отливаемого слитка, м2; v — линейная скорость разливки, м/мин; d— плотность стали, величину которой в подобных расчетах принимают 7,8 т/м3 для спокойной и 7,3 т/м3 для кипящей стали.
Скорость разливки (м/мин) приближенно можно определить по формуле
v = К{а + b)/(ab),
где а и b — толщина и ширина отливаемого слитка соответственно, м; К — коэффициент, учитывающий марку разливаемой стали и уровень совершенства конструктивных узлов
597
УНРС. Величину К при разливке углеродистых сталей обыкновенного качества и низколегированных конструкционных сталей принимают для слябовых и сортовых УНРС соответственно 0,28— 0,30 и 0,14; при разливке углеродистых, легированных конструкционных и высокоуглеродистых сталей соответственно 0,22 и 0,11 м2/мин.
Г л а в а 7. СОВРЕМЕННЫЕ ТЕХНОЛОГИИ
ПОЛУЧЕНИЯ СТАЛИ ВЫСОКОГО КАЧЕСТВА.
ВНЕПЕЧНАЯ ОБРАБОТКА СТАЛИ
Современная техника предъявляет все более высокие требования к качеству стали. В тех случаях, когда проведение операций, обеспечивающих требуемое качество металла, непосредственно в самом агрегате связано с потерей его производительности и недостаточно эффективно, операции переносят в ковш или во вспомогательную емкость. Проведение технологических операций вне плавильного агрегата называют вторичной металлургией (ковшевой металлургией, внеаг-регатной обработкой, внепечной обработкой, ковшевым рафинированием). Основную цель вторичной металлургии можно сформулировать как осуществление ряда технологических операций быстрее и эффективнее по сравнению с решением аналогичных задач в обычных сталеплавильных агрегатах.
В настоящее время методами внепечной металлургии обрабатывают сотни миллионов тонн стали массового назначения, установки для внепечной обработки имеются на всех заводах качественной металлургии. Обработке подвергают металл, выплавленный в мартеновских печах, дуговых электропечах и конвертерах. Быстрое распространение в широких масштабах внепечной обработки объясняется рядом причин:
1. Распространением метода непрерывной разливки стали, который, в свою очередь, для высокопроизводительной работы установок требует точного (и стандартного от плавки к плавке) регулирования температуры и химического состава металла. В результате практически вся сталь, разливаемая на установках непрерывной разливки, подвергается внепечной обработке.
2. Непрерывно увеличивающиеся масштабы производства сталей ответственного назначения, которые трудно получить при обычной технологии плавки.
598
3. Возрастающими масштабами производства сталей и сплавов с особо низким содержанием углерода.
4. Повышением требований к качеству рядовых сталей, выплавляемых в конвертерах и мартеновских печах.
5. Определенную роль в распространении новых методов вторичной металлургии играет и то обстоятельство, что эти методы позволяют коренным образом изменять структуру и тип потребляемых ферросплавов и раскислителей в сторону существенного снижения требований к их составу и соответствующего их удешевления. Например, использование метода аргоно-кислородной продувки позволило перерабатывать высокоуглеродистые ферросплавы и отказаться от использования дорогих низкоуглеродистых ферросплавов (см. далее).
6. Наличие в цехе агрегатов, в которых осуществляется внепечная обработка стали, позволяет сократить (или вообще исключить) проведение периода доводки в собственно сталеплавильных агрегатах. Особенно это касается электро-дуговых и мартеновских печей. Соответственно возрастает производительность этих агрегатов, снижается расход огнеупоров, топлива, электроэнергии и т.д.
В результате внедрения методов внепечной обработки в современных электродуговых печах осуществляется только расплавление шихты, а все операции по доводке металла производятся в агрегатах внепечной обработки.
7. Современные методы внепечной обработки позволяют получать сталь с очень малым ("ультранизким") содержанием углерода (<0,003 %) и азота (<0,003 %). В результате стало возможным появление нового класса сталей — так называемых ZF-сталей (от англ. Interstitial Free Steels). Ввод в состав этих сталей небольших количеств карбидо- и нитридообразующих элементов (таких как титан, ниобий, бор) позволяет полностью исключить наличие свободных атомов внедрения — углерода и азота — в кристаллической решетки при любых условиях охлаждения после прокатки и термической обработки и существенно повышает пластические свойства, деформируемость и штампуемость сталей.
Уникальные свойства /F-сталей предопределили их быстрое и повсеместное распространение (особенно — в автомобилестроении).
В нашей стране производство /F-сталей организует Новолипецкий металлургический комбинат.
599
§1 . ОБЩИЕ УСЛОВИЯ
Методы внепечной обработки могут быть условно разделены на простые (обработка металла одним способом) и комбинированные (обработка металла несколькими способами одновременно). К простым методам относятся: 1) обработка металла вакуумом; 2) продувка инертным газом; 3) обработка металла синтетическим шлаком в ковше; 4) введение реагентов в глубь металла; 5) продувка порошкообразными материалами. Основными недостатками перечисленных простых способов обработки металла являются: 1) необходимость перегрева жидкого металла в плавильном агрегате для компенсации снижения температуры металла при обработке в ковше; 2) ограниченность воздействия на металл (только десульфурация или только дегазация и т.п.). Наилучшие результаты воздействия на качество металла достигаются при использовании комбинированных способов, когда в одном или нескольких, последовательно расположенных агрегатах, осуществляется ряд операций. Для их осуществления оказывается необходимым усложнять конструкцию ковша и использовать более сложное оборудование.
При решении вопроса о выборе необходимого оборудования определяющим является выбор той или иной технологии обработки металла. Несмотря на многоплановость задач, стоящих при решении проблемы повышения качества металла методами вторичной металлургии, используемые при этом технологические приемы немногочисленны и по существу сводятся к интенсификации следующих процессов:
1. Взаимодействия металла с жидким шлаком или твердыми шлакообразующими материалами (интенсивное перемешивание специальной мешалкой, продувкой газом, вдуванием твердых шлакообразуюших материалов непосредственно в массу металла, электромагнитное перемешивание и т.п.).
2. Газовыделения (обработка металла вакуумом или продувка инертным газом).
3. Взаимодействия с вводимыми в ванну материалами для раскисления и легирования (подбор комплексных раскислителей оптимального состава; введение реагентов в глубь металла в виде порошков, блоков, специальной проволоки; с использованием патронов, выстреливаемых в глубь металла; искусственное перемешивание для улучшения условий удале
600
ния продуктов раскисления и т.д.; организация тем или иным способом перемешиивания ванны, интенсификация процессов массопереноса — обязательное условие эффективности процесса).
Внепечная обработка металла комбинированными методами может производиться: 1) в обычном сталеразливочном ковше с футеровкой из шамота и с вертикальным стопором; 2) в сталеразливочном ковше с футеровкой из основных высокоогнеупорных материалов и стопором шиберного типа; 3) в сталеразливочном ковше, снабженном крышкой; 4) в сталеразливочном ковше, оборудованном для вдувания газа или газо-порошковой струи снизу, через смонтированные в днище устройства; 5) в агрегате-ковше с крышкой (сводом), через которую опущены электроды, нагревающие металл в процессе его обработки; 6) в агрегате типа конвертера, с продувкой металла кислородом, аргоном, паром; 7) в агрегате типа конвертера, снабженном оборудованием для вакуумирования расплава и т.д.
§ 2. ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ
Обработка металла вакуумом влияет, как известно, на протекание тех реакций и процессов, в которых принимает участие газовая фаза.
Газовая фаза образуется, в частности, при протекании реакции окисления углерода (образование СО), при протекании процессов выделения растворенных в металле водорода и азота, а также процессов испарения примесей цветных металлов.
В стали практически всегда содержится определенное количество углерода. Равновесие реакции [С] + [О] = СОгаз,
при обработке вакуумом сдвигается впра-
K=pco/«{cf‘{Q}
во, кислород реагирует с углеродом, образуя окись углеро
да.
В тех случаях, когда кислород в металле находится в составе оксидных неметаллических включений, снижение давления над расплавом приводит в результате взаимодействия с углеродом к частичному или полному разрушению этих включений:
601
р о
*СО Me
(Л/еО) + [С] = Me + СОгаз; К = \ме&) а [С] Р а *СО Me а = -------------.
(М еО) К • а
I С' J
Более слабые включения, такие например, как МпО или Сг2О3, восстанавливаются почти нацело; для восстановления более прочных включений, таких, например, как А12О3 или TiO2, требуется очень глубокий вакуум. Снижение концентрации кислорода в металле ("окисленности" металла) при обработке вакуумом за счет реакции окислениия углерода получило название "углеродное раскисление".
Обработка металла вакуумом влияет и на содержание в стали водорода и азота. Выше было сказано, что содержание водорода в металле определяется при прочих равных условиях давлением водорода в газовой фазе [Н] = 1сГр '. При Н2 снижении давления над расплавом равновесие реакции 2[Н] 5=^ Н2газ сдвигается вправо. Водород в жидкой стали отличается большой подвижностью, коэффициент диффузии его достаточно велик (DH = 1,2-5-1,5 • 10-3 см/с), и в результате вакуумирования значительная часть содержащегося в металле водорода быстро удаляется из металла.
Равновесие реакции 2[N] Ы2газ при снижении давления также сдвигается вправо, однако азот в металле менее подвижен, коэффициент диффузии его в жидком железе на порядок меньше, чем водорода [Z>n = (l-j-4) • 10-4 см/с], в результате интенсивность очищения расплава от азота под вакуумом значительно ниже, чем от водорода. Требуются более глубокий вакуум и продолжительная выдержка, чтобы достигнуть заметного очищения металла от азота.
Процесс очищения металла от водорода и азота под вакуумом ускоряется одновременно протекающим процессом выделения пузырьков окиси углерода. Эти пузырьки интенсивно перемешивают металл и сами являются маленькими "вакуумны ми камерами", так как в пузырьке, состоящем только из СО, парциальные давления водорода и азота равны нулю (р = О н2 и р =0). Таким образом, при обработке металла вакуумом n2
602
в нем уменьшается содержание растворенных кислорода, водорода, азота и содержание оксидных неметаллических включений; в результате выделения большого количества газовых пузырьков металл перемешивается, становится однородным, происходит "гомогенизация" расплава.
Кроме того, в тех случаях, когда металл содержит в повышенных концентрациях примеси цветных металлов (свинца, сурьмы, олова, цинка и др.), заметная часть их при обработке вакуумом испаряется.
Необходимо иметь в виду, что при обработке вакуумом испаряется также и железо и полезные примеси (очень интенсивно, например, испаряется марганец). Однако эти потери становятся ощутимыми лишь при очень глубоком вакууме и очень длительной выдержке.
Продувка металла инертными газами в известной мере влияет так же, как обработка вакуумом. При продувке инертными газами массу металла пронизывают тысячи пузырьков инертного газа (обычно аргона). Каждый пузырек представляет собой маленькую "вакуумную камеру", так как парциальные давления водорода и азота в таком пузырьке равны нулю. При продувке инертным газом происходит иненсивное перемешивание металла, усреднение его состава; в тех случаях, когда на поверхности металла наведен хороший шлак, перемешивание облегчает протекание процесса ассимиляции таким шлаком неметаллических включений; если этот шлак имеет высокую основность (а также малую окисленность) происходит и десульфурация металла. Когда хотят получить сталь с особо низким содержанием углерода (например, особо качественную нержавеющую сталь), кислород, подаваемый для продувки ванны, разбавляют инертным газом, при этом равновесие реакции О2 + 2[С] = 2СОгаз сдвигается вправо, так как в газовой фазе в составе продуктов реакции, кроме оксидов углерода, будет находиться и инертный газ, и парциальное давление рсо уменьшится. Масса пузырьков инертного газа сама облегчает процессы газовыделения, так как эти пузырьки являются готовыми полостями с развитой поверхностью раздела для образования новой фазы.
Необходимо иметь в виду, что продувка инертным газом сопровождается снижением температуры металла (газ нагревается и интенсивно уносит тепло), поэтому ее часто используют для регулирования температуры металла в ковше.
603
Технически операция продувки больших масс металла инертными газами в ковше проще и дешевле, чем обработка вакуумом, поэтому там, где это возможно, продолжительная по времени продувка инертными газами, проводимая через пористые пробки в днище ковша или через полый стопор, заменяет обработку вакуумом. Во многих случаях продувку металла инертным газом проводят одновременно с обработкой вакуумом, так как вызываемое продувкой энергичное перемешивание металла ускоряет процессы вакуумирования, делает вакуумирование более эффективным. В качестве инертного газа чаще всего используют аргон. Когда это возможно, при производстве стали простых марок, невысоких температурах, аргон заменяют более дешевыми газами (азотом или даже паром).
Таким образом при продувке металла инертными газами достигают: 1) энергичного перемешивания расплава, облегчения протекания процессов удаления в шлак нежелательных примесей; 2) усреднения состава металла; 3) уменьшения содержания газов в металле; 4) облегчения условий протекания реакции окисления углерода; 5) снижения температуры металла.
Перемешивание металла со специально приготовленным ("синтетическим") шлаком позволяет интенсифицировать переход в шлак тех вредных примесей, которые удаляются в шлаковую фазу: серы, фосфора, кислорода (в виде оксидных неметаллических включений). В тех случаях, когда основная роль в удалении примеси принадлежит шлаковой фазе, скорость процесса пропорциональна величине площади межфазной поверхности. Обычно способ обработки стали синтетическим шлаком используют прежде всего для удаления серы, поэтому основой искусственно приготовляемого ("синтетического") шлака является СаО; для снижения температуры плавления в состав шлаковой смеси вводят А12О3 или другие добавки. Поскольку в таком шлаке практически нет оксидов железа, он является одновременно хорошим раскислителем. Если ставится задача очистки металла от неметаллических включений определенного состава, то соответственно подбирают состав синтетического шлака. Во всех случаях задача заключается, во-первых, в получении шлака нужного состава и, во-вторых, в разработке способа получения максимальной поверхности контакта шлаковой и металлической фаз.
604
Продувка металла порошкообразными материалами (или вдувание в металл порошкообразных материалов) также имеет целью обеспечить максимальный контакт вдуваемых твердых реагентов с металлом. Вместе с тем положительная сторона метода состоит в том, что реагент в металл вдувается струей газа-носителя, который сам оказывает определенное воздействие на металл. Газом-носителем может быть и окислитель (например, кислород или воздух), и восстановитель (например, природный газ), и нейтральный газ (например, аргон). Для удаления фосфора в струе кислорода в металл вдувают твердую смесь, состоящую из извести, железной руды и плавикового шпата, для удаления серы в металл вдувают в струе аргона смесь извести и плавикового шпата. Плавиковый шпат вводится в состав смесей для повышения жидкотекучести шлака. Этим способом можно вдувать в металл (в струе нейтрального или восстановительного газа) такие сильнодействующие реагенты, которые из-за больших энергий взаимодействия и соответствующего пироэффекта обычными способами вводить в металл нельзя (кальций магний) или из-за их вредного действия на здоровье опасно (свинец, селен, теллур).
Ускоренная или направленная кристаллизация металла имеет целью улучшить структуру слитка, ликвидировать или уменьшить ликвацию, центральную рыхлость и пористость и тому подобные пороки. Скорость кристаллизации слитка пропорциональна разности температур у фронта кристаллизации и на поверхности слитка. Чем больше масса слитка, тем медленнее он кристаллизуется и тем сильнее в обычных условиях развиваются ликвационные и другие неприятные явления. Искусственное охлаждение слитков (применяемое, например, при непрерывной разливке стали) ускоряет процесс кристаллизации и положительно влияет на качество слитка. Регулируя время пребывания металла в жидком состоянии в изложнице или кристаллизаторе и интенсивность охлаждения металла, можно обеспечить получение такого слитка, у которого вообще не будет центральной менее плотной и более обогащенной ликватами зоны беспорядочно ориентированных кристаллов.
Обычно для интенсивного охлаждения поверхности слитка (непосредственно или через стенки кристаллизатора) пользуются водой.
605
Эти общие положения на практике реализуют в результате использования того или иного способа и агрегата из большого многообразия их.
§ 3. СОВРЕМЕННЫЕ СПОСОБЫ ВАКУУМИРОВАНИЯ
Схема обработки жидкой стали вакуумом была предложена еще Г.Бессемером. Практическое использование метода внепечно-го рафинирования для повышения качества металла относится к началу 50-х годов. В СССР работы по исследованию влияния понижения давления на процессы газовыделения были начаты в конце 30-х годов, а первая промышленная установка обработки металла вакуумом в ковше опробована на Енакиевском металлургическом заводе по инициативе ученых ИМет АН СССР А.Самарина и Л.Новика в 1952—1954 гг. Ковш с металлом опускали в камеру, которую затем плотно закрывали крышкой и из закрытой таким образом камеры откачивали воздух.
В настоящее время в промышленно развитых странах успешно работают сотни установок внепечного вакуумирования различной конструкции. Схемы наиболее распространенных конструкций представлены на рис. 183. Самым простым способом является способ вакуумирования в ковше (рис. 183).
Рис. 183. Различные способы внепечного вакуумирования
606
Недостатком вакуумирования в ковше является невысокая эффективность метода при вакуумировании относительно больших масс металла (> 50 т) и неравномерность состава металла в ковше после ввода раскислителей и легирующих вследствие слабого перемешивания всей массы металла. Этого можно избежать в том случае, когда предусматривается продувка металла в ковше интертным газом или электромагнитное перемешивание. При продувке металла инертным газом к обычным потерям тепла при выпуске и выдержке в ковше добавляются потери тепла на нагрев газа, продуваемого через металл. При электромагнитном перемешивании этот недостаток ликвидируется, однако электромагнитное перемешивание требует более сложного и дорогостоящего оборудования. В настоящее время наиболее распространены следующие способы обработки металла вакуумом в ковше:
1. Ковш с металлом помещают в вакуумную камеру, организуют перемешивание металла инертным газом, раскислители вводят в ковш из бункера, также находящегося в вакуумной камере. Этот метод часто называют ковшевым вакуумированием (рис. 184).
2. Металл вакуумируют при переливе из ковша в ковш или из ковша в изложницу, т.е. обработке вакуумом подвергается струя металла (метод называют струйным вакуумированием или вакуумированием струй).
3. Металл под воздействием ферростатического давления засасывается примерно на 1,48 м (рис. 185) в вакуумную
Рис. 184. Установка вакуумирования стали в ковше:
1 — вакуум-крышка; 2 — теплозащитный экран; 3 — сталеразливочный ковш; 4 — вакуум-камера
607
камеру, которую через определенные промежутки времени поднимают, но так, чтобы конец патрубка все время оставался опущенным в металл в ковше. Металл из камеры сливается по патрубку в ковш, затем камеру опускают и под действием разрежения в нее засасывается очередная порция металла (метод называют порционным вакуумированием). В некоторых случаях поднимают и опускают не вакуумную камеру, а ковш с металлом, а камера остается неподвижной.
Этот способ часто называют также способом DH — по первым буквам предприятия Dortmund-Horder, ФРГ, где он был осуществлен впервые (рис. 185).
4. Два патрубка вакуумной камеры погружают в металл; при вакуумировании порция металла засасывается в вакуумную камеру (рис. 186). В один из патрубков начинают подавать инертный газ, в результате чего металл в этом патрубке направляется вверх, в вакуум-камеру, а по другому — стекает вниз, в ковш. Происходит циркуляция металла через вакуум-камеру. Способ этот называют циркуляционным вакуумированием (или RH-процессом — по первым бук-
Рис. 185. Схема процесса порционного вакуумирования (РЯ-процесс)
Рис. 186. Схема процесса циркуляционного вакуумирования (/?Я-процесс)
608
вам предприятия Ruhrstahl-Heraeus, ФРГ, где процесс был осуществлен впервые).
Заслуживает особого упоминания метод непрерывного (поточного) вакуумирования при разливке, разработанный в Липецком политехническом институте под руководством проф. Г.А.Соколова и внедренный на
Рис. 187. Схема установки поточного вакуумирования:
1 — сталеразливочный ковш;
2 — вакуумная камера; 3 — промежуточный ковш; 4 — кристаллизатор
Рис. 188. Метод пульсационного перемешивания металла в ковше (PAf-процесс)
Алюминий
ч->> »>j}> I„22^^Аргон
НЛМК. В основу метода положен принцип вакуумной дегазации струи и слоя металла в проточной камере, расположенной между сталеразливочным и промежуточным ковшами (рис.187). Рафинированная сталь поступает в промежуточный ковш по металлопроводу, погруженному под уровень металла. Достоинствами метода является одновременное решение проблем: 1) вакуумирования в потоке; 2) защиты струи от вторичного взаимодействия с атмосферой; 3) повышение эффективности вакуумирования в результате движения струи через вакуумированное пространство, при котором происходит ее раскры-
39-4050
609
тие и раздробление на капли, а также увеличение поверхности контакта металл—газовая фаза (вакуум). Методы вакуумной обработки стали непрерывно совершенствуются, предлагаются новые решения, позволяющие получать металл высокого качества с использованием более простых методов. Примером может служить разработанный на одном из японских заводов метод, названный методом PM (Pulsation Mixing — пульсирующее перемешивание), схема которого показана на рис. 188. На установке такого типа обрабатывают 100-т плавки конвертерного металла. Сущность метода заключается в переменном включении и выключении подачи аргона и вакуумного насоса, вследствие чего металл в цилиндре (и в ковше) интенсивно пульсирует, что обеспечивает высокую степень его рафинирования. Достоинство установки — возможность высокоэффективной работы без глубокого вакуума.
§4 . ОБРАБОТКА МЕТАЛЛА ВАКУУМОМ И КИСЛОРОДОМ
Для интесификации процесса обезуглероживания вакуумные установки в ряде случаев дополняют устройствами для одновременной продувки металла кислородом. На таких установках удается в необходимых случаях получать особо высокую степень обезуглероживания. Для реакции [С] + 1/2О2(г) = = СОГ К = ргп/[С]рД/2, откуда [С] = р /К • р1/2, т.е. равновесие реакции при вакуумировании сдвигается вправо; продувка кислородом вызывает дальнейший сдвиг равновесия и обеспечивает еще большее снижение [С]. Этот принцип положен в основу так называемого вакуумкислородного обезуглероживания (ВКО).
За рубежом распространено обозначение процесса VOD (Vacuum—Oxygen—Decarburisation) — вакуум, кислород, обезуглероживание (рис. 189). Применительно к установкам циркуляционного вакуумирования процесс обезуглероживания ускоряется при введении кислорода для продувки или обдувки металла непосредственно в камере циркуляции. Процесс (рис. 190) получил название RH—OB (RH + Oxygen — Blow).
По-иному проблема сочетания конвертера с вакуумной установкой решена при вакуумном кислородном обезуглероживании в конвертере; процесс назван VODK. Заново отфутеро-ванный конвертер имеет объем 28 м3. Конвертер (рис. 191) оборудован вакуум-плотной крышкой, через вакуумное уплот-610
некие которой вводится кислородная фурма. В днище конвертера проходит асимметрично сопло для подачи аргона с целью дополнительного перемешивания. Вакуум-провод от конвертера вмонтирован непосредственно в камеру внепечного вакуумирования. После заливки полупродукта наводят
Рис. 189. Установка вакуум-кислородного обезуглероживания (VOD-процесс)
1 — шлюзовое устройство для ввода в вакуум-камеру легирующих добавок; 2 — смотровое стекло с ротором; 3 — кислородная фурма в положении обработки; 4 — водоохлаждаемый экран для защиты от выплесков; 5 — стационарный теплозащитный экран; б — крышка ковша; 7 — сталеразливочный ковш; 8 — вакуум-камера; 9 — пористый блок для продувки инертными газами; 10 — шиберный затвор ковша
Рис. 190. Установка RH-OB:
I — промышленная телевизионная камера; 2 — подключение вакуума; 3 — камера RH-OB; 4 — подогрев камеры; 5 — кислородные и аргонные сопла; 6 — патрубок для подвода транспортирующего газа; 7 — шлюзовое устройство для ввода в вакуум-камеру легирующих добавок; 8 — лотковый дозатор в вакуумплотном кожухе; 9 — погружные трубки; 10 — сталеразливочный ковш
611
шлака. Температура металла мерно на 60 °C. В конце
Рис. 191. Вакуумно-кислородный конвертер (VODC-процесс):
1 — шлюзовое устройство для ввода в вакуум-камеру легирующих добавок; 2 — подключение вакуума; 3 — вакуумная фурма для замера температуры и отбора проб; 4 — кислородная фурма в положении обработки; 5 — конвертер; 6 — поддерживающее и направляющее устройство кислородной фурмы; 7 — тележка кислородной фурмы; 8 — ввод инертных газов
шлак (присадками извести и плавикового шпата). Во все периоды плавки через подовую фурму подают аргон. Окисление углерода в этом случае протекает так же, как при вакуум-кислородной продувке. Подачу кислорода прекращают при концентрации углерода ~ 0,2 %, затем понижают давление до 665 Па. Кислород, необходимый для окисления углерода, поступает в первую очередь из понижается на этот период прилавки присадкой ферросилиция
осуществляется восстановление из шлака хрома и марганца, присаживается известь, плавиковый шпат и корректирующие присадки. Перед окончанием плавки шлак скачивают и металл
выпускают в ковш.
§5. МЕТОД ПРОДУВКИ ИНЕРТНЫМИ ГАЗАМИ
Для повышения качества металла получил промышленное распространение по мере освоения технологии получения дешевого аргона в больших количествах (как сопутствующего продукта при производстве кислорода, как известно, в воздухе ~ 1 % Аг). На кислородных станциях аргон выделяют при ректификации жидкого воздуха. Если завод имеет мощную кислородную станцию, то объем попутно получающегося аргона достаточен для обработки больших количеств стали. В
612
тех странах, где имеются запасы гелия, для продувки используют также гелий.
Для продувки металла, не содержащего нитридообразующих элементов (хрома, титана, ванадия и т.п.), часто используют азот, т.к. при 1550—1600 °C процесс растворения азота в жидком железе не получает заметного развития. Расход инертного газа составляет обычно 0,1—3,0 м3/т стали. В зависимости от массы жидкой стали в ковше снижение температуры стали при таком расходе аргона составляет 2,5—4,5 °С/мин (без продувки металл в ковше охлаждается со скоростью 0,5—1,0°С/мин). Тепло при продувке дополнительно затрачивается на нагрев инертного газа и излучение активно перемешиваемыми поверхностями металла и шлака. Ббльшая часть тепловых потерь связана с увеличением теплового излучения, поэтому такой прием, как накрывание ковша крышкой при продувке позволяет заметно уменьшить потери тепла; при этом одновременно снижается степень окисления обнажающегося при продувке металла. Простым и надежным способом подачи газа является использование так называемого ложного стопора (рис. 192). Продувочные устройства типа ложного стопора безопасны в эксплуатации, так как в схему футеровки ковша не нужно вносить никаких изменений, но они обладают малой стойкостью. В результате интенсивного движения металлогазовой взвеси вдоль стопора составляющие его огнеупоры быстро размываются.
Большое распространение получил способ продувки через устанавливаемые в днище ковша пористые огнеупорные вставки или пробки (рис. 193); в тех случаях, когда продувку проводят одновременно через несколько пробок (вставок), эффективность воздействия инертного газа на металл существенно увеличивается. Продувка с расходом газа до 0,5 м3/т стали достаточна для усреднения химического состава и температуры металла; продувка с интенсивностью до 1,0м3/т влияет на удаление из металла неметаллических включений; для эффективной дегазации необходим расход инертного газа 2—Зм3/т металла.
Во многих случаях продувку инертным газом проводят одновременно с обработкой металла вакуумом. В этом случае расход инертного газа может быть существенно уменьшен. Совмещение продувки инертным газом обработкой шлаком способствует повышению эффективности использования шлаковых
613
| Лг
Рис. 192. Фурма в виде "ложного стопора" для вдувания порошкообразных реагентов в металл
Рис. 193. Конструкция пористой пробки (вставки) для продувки металла аргоном:
7 — вставка с каналами для прохода газов; 2 — огнеупорный корпус;
3 — гнездовой кирпич
смесей, так как интенсивное перемешивание при продувке увеличивает продолжительность и поверхность контакта металла со шлаком. Если при этом ковш, в котором осуществляется такая обработка, накрыт крышкой, то наличие в пространстве между крышкой и поверхностью шлака атмосферы инертного газа предохраняет металл от окисления, а снижение потерь тепла позволяет увеличить продолжительность контакта металла с жидким шлаком. На этом принципе основана разработанная на одном из заводов Японии технология так называемого САВ-процесса (от слов Capped—Argon—Bubb-
614
Рис 194. Схема САВ-процесса:
1 — ковш с металлом; 2 — крышка ковша; 3 — устройство для загрузки ферросплавов; 4 — отверстие для отбора проб; 5 — синтетический шлак, 6 — шиберный затвор; 7 — пористая пробка для введения аргона
Рис. 195. Схема SAB-npouecca:
1 — подача флюсов и добавок, 2 — синтетический шлак, 3 — окислительный конечный шлак
ling) (рис. 194); данная технология предусматривает наличие на поверхности металла в ковше синтетического шлака заданного состава.
В тех случаях, когда из плавильного агрегата в ковш попадает какое-то количество конечного окисленного шлака (например, при выпуске плавки из конвертера), используют метод, названный металлургами Японии SAB-процессом (рис. 195).
Введение в металл добавок в нейтральной атмосфере и хорошее их усвоение при перемешивании металла инертным газом обеспечивается в несколько усложненном способе защиты зоны продувки, названном CAS-процессом.
По этому способу в ковш сверху вводят огнеупорный колпак, закрытый снизу расплавляющимся металлическим конусом, таким образом, чтобы внутрь этого колпака не попал шлак; затем снизу под колпак подают аргон.
615
& б. АРГОНОКИСЛОРОДНАЯ ПРОДУВКА
Влияние продувки металла инертным газом на уменьшение парциального давления монооксида углерода, образующегося при окислении углерода, использовано при разработке такого процесса, как аргонокислородное обезуглероживание или аргонокислородное рафинирование (АКР) .
При продувке металла кислородом равновесие реакции [С] + 1/2О2(г) = СОГ определяется парциальным давлением кислорода и образующегося монооксида углерода. Продувая металл смесью кислорода с аргоном, мы добиваемся "разбавления" пузырей СО аргоном и соответствующего сдвига вправо равновесия реакции. Окислительный потенциал газовой фазы при этом достаточен для проведения реакций окисления примесей ванны.
Для осуществления процесса аргонокислородного рафинирования создан агрегат, обычно именуемый AOD-конвертер (рис.196). Конструкция фурм для подачи смеси аргона и кислорода позволяет в широких пределах регулировать соотношение О2:Аг; при этом соответственно меняется окислительный потенциал вдуваемой газовой смеси, вплоть до продувки одним аргоном (обычно в заключительной стадии плавки). Если при этом продувку вести под высокоосновным шлаком, обеспечивается также эффективная десульфурация расплава.
Сравнительная простота организации аргонокислородной продувки, высокая производительность агрегатов и возможность изменять в широких пределах окислительный потенциал газовой фазы (отношение О2: Аг) приводят к непрерывному расширению сферы распространения этого метода. Этот метод используют для производства не только коррозионностойких, но также и электротехнических, конструкционных и других сталей. Этот метод позволяет получать в конвертере высо-кохромистые стали непосредственно из чугуна с использованием в качестве шихтового материала хромистой руды. Жидкий чугун подвергают внедоменной обработке (обескремниванию, дефосфорации), после чего заливают в конвертер. В процессе продувки в конвертере осуществляют обезуглероживание, десульфурацию и легирование хромом. Часть хрома вводят в металл с феррохромом, а часть - с хромистой ру-
*
Процесс известен также как AOD-процесс (Argon—Oxygen—Decarburisation).
616
Рис. 196. Конструкция конвертера для аргонокислородной продувки (АКР-процесс; AOD-процесс): а — конвертер; б — фурма
дой, оксиды которой восстанавливаются углеродом чугуна. На одном из заводов Японии организовали производство коррозионностойкой стали из расплава никелевых и хромистых руд. Никелевую руду с высоким содержанием железа подвергают дроблению, обогащению и предварительному нагреву в смеси с углеродистым восстановителем и в нагретом (~1000 °C) состоянии загружают в рудовосстановительную печь, в которой получают расплав с 13—15 % Ni.
Хромистую руду также подвергают предварительной обработке и в нагретом (~500 °C) состоянии загружают в рудовосстановительную печь, в которой получают расплав с 40— 43 % Сг. Расплавы смешивают в ковше и заливают в конвертер, в котором подвергают аргонокислородной продувке для получения специальных высокохромистых никельсодержащих коррозионностойких сталей.
По сравнению с известным способом получения таких сталей из скрапа по схеме дуговая электропечь — конвертер аргонокислородной продувки затраты энергии в новом процессе ниже, содержание неметаллических включений и азота меньше, поскольку используют первородную шихту и не происходит образование атомарного азота в зоне продувки.
617
§7 . ВНЕПЕЧНАЯ ОБРАБОТКА И ПРОИЗВОДСТВО ВЫСОКОХРОМИСТЫХ СТАЛЕЙ И СПЛАВОВ
Во всем мире непрерывно растет производство высокохромис-тых сталей и сплавов, прежде всего — коррозионностойкой стали. Наиболее распространенный состав такой стали: 18 % Сг, 8—9 % Ni и низкое содержание углерода. Обеспечить низкое содержание углерода трудно, так как в обычных условиях одновременно с углеродом окисляется хром, образуются оксиды хрома. Как окислить до низких пределов углерод, не окисляя хром? Как сделать так, чтобы содержащийся в стали углерод восстанавливал хром из шлака? Из рис. 197 видно, что для этого нужно иметь или очень высокие температуры, или снизить парциальное давление СО pcQ в газовой фазе
[ Сг]2 • р3
Fco
(Сг2О3) + 3[С] = 2[Сг] + ЗСОГ; К = -----------;
(Сг2О3) • [С]3
Х(Сг 2О3)[С]3
[Сг]2 = -------------
рсо
Низкие значения р при продувке металла кислородом обеспечиваются при вакуум-кислородной или аргонокислородной обработке стали. В настоящее время такого типа стали получают методами VOD, RH-OB, VODC и, особенно, AOD-процессом. В процессе продувки состав смеси изменяют, уменьшая расход кислорода и увеличивая расход аргона. Таким образом обеспечивают получение сплавов с очень низ-
Рис 197 Равновесные соотношения в системе Fe—С—Сг—О
618
ким содержанием углерода и без заметных потерь хрома. Метод аргонокислородной продувки не позволяет получать таких особо низких концентраций углерода, как способ ваку-ум-кислородного обезуглероживания, степень использования хрома при аргонокислородной продувке несколько ниже. Однако способ аргонокислородной продувки позволяет на более простых агрегатах получать более высокую производительность, поэтому получил широкое распространение.
§8 . ОБРАБОТКА СТАЛИ ШЛАКАМИ
В тех случаях, когда основную роль в удалении примеси выполняет шлаковая фаза, скорость процесса пропорциональна величине межфазной поверхности шлак—металл, интенсивности и продолжительности перемешивания металла и шлака. На практике используют ряд технологий. Одна из них — использование высокоосновного и малоокисленного конечного шлака электроплавки. Если при этом в электропечи расплавить лигатуру и смешать ее (вместе с таким шлаком) с металлом, выплавленном в конвертере или мартеновской печи, получается так называемый "совмещенный" процесс (рис. 198). Падая с большой высоты в ковш, струя металла энергично премешивается с лигатурой и высокоосновным, раскисленным шлаком, происходит раскисление, легирование и десульфурация стали.
Во многих случаях в электропечах просто расплавляют один шлак (основные составляющие СаО и А12О3) и этим шлаком обрабатывают сталь, выплавленнную в конвертере, мартеновской или электропечи. Операция называется "обработка металла синтетическим шлаком" (СШ). Такой метод обработки металла был предложен в 1925—1927 гг. нашим соотечественником инж. А.С.Точинским.
В тех случаях, когда по условиям производства нет возможности разместить оборудование для расплавления синтетического шлака, используют метод обработки металла твердыми шлаковыми смесями (ТШС). Обычно в состав таких смесей входят СаО, CaF2, алюминиевая стружка и т.п. Эффективность использования ТШС, естественно, ниже, чем жидких
*В соответствии с требованиями экологии масштабы использования фторсодержащих материалов сокращаются
619
Рис. 198. Схема совмещенного процесса раскисления, легирования и рафинирования стали
СШ. Основное требование к составам ТШС и СШ — минимум оксидов железа (для обеспечения максимального обессеривающего эффекта).
При обработке металла синтетическим шлаком такого состава (высокая основность и низкая окисленность) протекают следующие процессы:
1. Десульфурация. Обычно после обработки шлаком содержание серы в металле снижается до 0,002—0,010 %.
2. Раскисление. В соответствии с законом распределения L =а../а. . и а, = a, JL Поскольку в синте-О (FeO) [О] [О] (FeO) О 3
тическом шлаке значение ничтожно мало, окислен-
ность металла снижается (в полтора—два раза).
3. Удаления неметаллических включений. В тех случаях, когда межфазное натяжение на границе капля синтетического шлака — неметаллическое включение <УС.Ш-ВКЛ меньше, чем межфазное натяжение на границе металл — неметаллическое включение <гм_вкл, т.е. при <гс.ш-вкл < <*м-вкл, капли синтетического шлака будут рафинировать металл от включений (капли шлака, всплывая, уносят неметаллические включения). Соотношение между величинами <ус.ш-вкл и °м-вкл за" висит от состава включений. Практика показала, что общее содержание неметаллических включений после обработки синтетическим шлаком уменьшается примерно в два раза. При проведении операции обработки металла шлаком приходится учитывать нежелательность попадания в ковш, в котором производится обработка, вместе с металлом также и шлака из печи или из конвертера.
620
§9 . ВВЕДЕНИЕ РЕАГЕНТОВ В ГЛУБЬ МЕТАЛЛА
Продувка металла порошкообразными материалами. Продувка металла порошкообразными материалами (или вдувание в металл порошкообразных материалов) проводится для обеспечения максимального контакта вдуваемых твердых реагентов с металлом, максимальной скорости взаимодействия реагентов с металлом и высокой степени использования вдуваемых реагентов. Достоинством этого метода является также то, что реагент в металл вдувается струей газа-носителя, который оказывает определенное воздействие на металл. Газом-носителем может быть: 1) окислитель (например, кислород или воздух); 2) восстановитель (например, природный газ); 3) нейтральный газ (азот, аргон). В качестве вдуваемых реагентов используют шлаковые смеси, а также металлы или сплавы металлов. Метод вдувания порошков используют для ряда целей.
1. Дефосфорация металла. При использовании шлаковых смесей для удаления фосфора в металл обычно вдувается в струе кислорода смесь, состоящая из извести, железной руды и плавикового шпата.
2. Десульфурация. Для удаления серы в металл вводят (в струе аргона или азота) флюсы на основе извести и плавикового шпата; смеси, содержащие кроме шлакообразуюших также кальций или магний; реагенты, которые вследствие высоких энергий взаимодействия и соответствующего пироэффекта обычными способами вводить в металл нельзя (кальций, магний).
3. Раскисление и легирование, в том числе для введения металлов, которые вследствие вредного действия на здоровье обычными методами вводить опасно (свинец, селен, теллур).
4. Ускорение шлакообразования. В конвертерных цехах вдувание порошкообразной извести используют при переделе высокофосфористых чугунов.
5. Науглероживание. Вдувание в металл порошкообразных карбонизаторов (графита, кокса и т.п.) позволяет в различных случаях практики решать разные задачи, в частности: корректировать содержание углерода в металле; при недостатке или отсутствии чугуна повышать в металле содержание углерода до пределов, необходимых для нормаль-
621
кого ведения процесса; раскислять металл (вдувание в окисленный металл порошка углерода вызывает бурное развитие реакции обезуглероживания, содержание кислорода при этом уменьшается, а выделяющиеся пузыри СО промывают ванну от газов и неметаллических включений). Порошок графита или кокса можно вводить в металл непосредственно в печи, а также в ковш или на струю металла.
6. Метод вдувания в металл в ковше порошков может использоваться также для получения стали с регламентированным содержанием азота, а также для легирования кремнием, никелем, молибденом, вольфрамом, свинцом и др. Для получения низкосернистой азотсодержащей стали могут использоваться смеси, содержащие цианамид кальция CaCN2. В этом случае несущим газом является азот. При вдувании смеси кроме насыщения металла азотом одновременно протекают процессы науглероживания, раскисления и десульфурации. Условия перехода азота в металл из несущего газа улучшаются при снижении в стали содержания кислорода и серы; и кислород и сера являются поверхностно-активными элементами и препятствуют переходу азота в металл. Также, как в случае обработки стали СШ, состав попадающего из печи в ковш шлака в значительной степени влияет на протекание реакции десульфурации в ковше.
В настоящее время для введения в глубь металла широко используют в порошкообразном виде различные шлаковые смеси, а также магний, барий, РЗМ; способы ввода реагентов в глубь металла разнообразны, поэтому под терминами "вдувание порошков", "инжекционная металлургия" понимают большое число самых разнообразных технологий.
Наиболее распространенным реагентов, используемым в составе вдуваемых смесей, является кальций. Кальций оказывает положительное влияние как реагент, существенным образом влияющий на скорость удаления включений, поскольку присутствие кальция способствует переводу включений глинозема в жидкие алюминаты кальция, что, в свою очередь, способствует ускорению удаления включений из металла. Сталь, подвергнутая обработке кальцием, характеризуется существенно более высокой обрабатываемостью, что способствует повышению производительности металлообрабатывающих станков благодаря возможности работы на повышенных скоростях резания. Стали, обработанные кальцием, име-622
ют лучшие показатели анизотропии свойств, при использовании введения в сталь кальция значительно улучшаются показатели механических свойств и снижается сегрегация в крупных слитках для поковок и др.
Процесс введения кальция в сталь характеризуется рядом особенностей: пироэффектом, малой степенью усвоения и соответственно повышенной стоимостью обработки и т.д. Учитывая это, распространение получили два приема работы: 1) добавка кальция в составе различных сплавов, смесей, соединений ("разубоживание" материала); 2) введение кальция (в виде этих смесей и соединений) не на поверхность, а в глубь металла ("инжекция" или "инъекция"). Термин "инжекционная" металлургия введен шведскими металлургами, разработавшими одну из разновидностей способа с использованием фурм-образного вида (рис. 199) и обозначается буквами или I (Injection). Метод широко распространен за рубежом (под разными названиями); например, в ФРГ данный способ известен как TN-процесс . В США, Канаде и некоторых других** странах этот метод получил название САВ-процесса . Метод используют, в частности, при производстве стали, применяемой для изготовления листа для сварных тяжелонагруженных конструкций. Жидкую сталь выпускают в ковш, закрываемый затем крышкой, через которую вводят фурму для вдувания кальция в струе аргона. Кальций испаряется и, поднимаясь вместе с пузырями аргона, связывает серу в сульфид CaS.
Введение материалов в виде проволоки. Такие материалы, как порошкообразный кальций, являются дорогостоящими. Практика показала, что существенная экономия кальция достигается при введении порошка кальция в металл в виде проволоки, состоящей из оболочки (обычно — стальной), внутри которой находится спрессованный порошок. Промышленность ряда стран выпускает проволоку с порошками сплавов бария с бором, титаном, цирконием, теллуром, селеном и другими элементами. Оптимальным вариантом введения проволоки является вариант ввода ее через специальное отверстие в крышке, которой накрывают в этом случае сталераз ливочный ковш. Однако получила распространение и более
По названию предприятия "Thyssen Niederrhein AG" (ФРГ)
От слов Calcium—Argon—Blowing (кальций—аргон—продувка).
623
a
Рис 199 Устройства для продувки стали кальцийсодержащими реагентами
а — общая схема (/ — подъемно-опускающееся устройство, 2 — раздаточный бункер, 3 — труба для продувки, 4 — крышка с огнеупорной футеровкой, 5 — фурма, 6 — ковш, 7 — накопитель фурм), б — фурма (/ — огнеупор, 2 — стальная трубка)
простая технология — введение проволоки в открытый ковш без крышки. Материалы можно вводить в металл одной проволокой или двумя одновременно. При этом в составе одной проволоки может быть порошок силикокальция, в составе другой — алюминий. В большинстве случаев введение кальцийсодержащей проволоки осуществляется в ковшах, оборудованных устройствами для продувки (и перемешивания) металла снизу через пористое днище (или пористые пробки) арго
624
ном, чтобы обеспечить необходимые условия для удаления образующихся неметаллических включений. Проволоку получают путем непрерывного введения порошкообразного силико-кальция в тонкостенную оболочку из низкоуглеродистой стали, которую затем прокатывают до диаметра 5—18 мм и сматывают (длина проволоки 1250—3300 м) на металлические или деревянные катушки. Широкое распространение получила практика ввода в металл в виде проволоки алюминия (рис. 200).
Использование утапливаемых блоков. Для снижения угара и повышения эффективности использования таких легкоплавких или легкоиспаряющихся элементов, как алюминий, кальций, магний и др. некоторое распространение получил метод введения их в глубь металла (утапливание) в виде блоков (обычно при помощи крана, на футерованной штанге). Кальций, например, вводят в виде заключенного в тонкий стальной кожух блока цилиндрической формы, состоящего из железа и кальция. Блок крепят на защищенной футеровкой штанге. Соотношение содержаний железа и кальция в блоке подбирают таким, чтобы обеспечить постепенное взаимодействие кальция, снижение его потерь, а также уменьшение дымо- и пламеобразования. Для введения блоков в металл не требуется сложного оборудования. Еще более простым (и более распространенным) является метод опускания в металл алюминиевых блоков.
П
Рис. 200. Ввод проволоки в металл
625
Достаточно широкое распространение получил также метод обработки в ковше кипящей стали монолитным углеродом. При опускании в нераскисленный металл блока из углеродистого материала протекает реакция С + О = СОГ, вызывающая интенсивное кипение металла, его перемешивание и дегазацию, что сопровождается снижением окисленности.
§ 10. ПРЕДОТВРАЩЕНИЕ ВТОРИЧНОГО ОКИСЛЕНИЯ
Одной из распространенных причин брака стали является вторичное (повторное) окисление металла, являющееся следствием взаимодействия металла с кислородом воздуха при выпуске и разливке, а также с конечным окислительным шлаком, огнеупорами и т.п. Развитие процессов вторичного окисления определяется процессами взаимодействия:
1. Металла с окисленным печным шлаком после введения раскислителей в печь.
2. Струи металла с атмосферой при выпуске металла в сталеразливочный ковш.
3. Металла, выпущенного из конвертера или печи, с окисленным шлаком, попавшим вместе с металлом в ковш.
4. Струи металла с атмосферой при переливе металла из сталеразливочного ковша в промежуточное разливочное устройство (промежуточный ковш).
5. Поверхности металла в промежуточном ковше с атмосферой.
6. Струи металла, с воздухом, захваченным (эжектиро-ванным) струей металла при разливке по изложницам или в кристаллизатор установки непрерывной разливки.
7. Поверхности металла в изложнице или кристаллизаторе с атмосферой.
8. Металла, раскисленного сильными раскислителями (кальцием, магнием, резкоземельными металлами) с оксидами футеровки ковша.
Окислительный потенциал воздуха (21 % О2) определяется значением рвозд = 0,021 МПа; потенциал атмосферы, равно-°2
весной с чистым расплавленным железом, рчж = 10-3Па;
°2 потенциал атмосферы, равновесной с железом, раскисленным такими раскислителями, как кремний, алюминий и др., рРаск.ж _ ю_5-г10-7 Па. Огромное (почти десять порядков) °2
626
различие окислительного потенциала воздуха и раскисленного металла определяет трудность защиты металла от вторичного окисления.
Помимо окисления струя металла при выпуске и разливке взаимодействует с азотом и влагой воздуха.
Парадокс заключается в том, что чем чище от примесей металл (в результате внепечной обработки), чем меньше в нем таких, например, поверхностно-активных примесей, как сера, "блокирующих" поверхность, тем больший вред качеству может нанести контакт с атмосферой. Поэтому предотвращение такого контакта струи металла, подвергнутого внепечной обработке, является обязательным.
Из существующих многочисленных способов защиты металла чаще используют следующие: 1) отсечку окислительного конечного шлака и наведение в ковше шлака, не содержащего оксидов железа; 2) защиту струи металла инертным (или восстановительным) газом; 3) организацию уплотнения между сталеразливочным и промежуточными ковшами; 4) введение при помощи удлиненных разливочных стаканов струи металла вглубь (так называемая "разливка под уровень").
Используются и другие приемы работы. Так, на некоторых металлургических заводах Японии получил распространение такой прием, как загрузка на дно ковша перед выпуском плавки сухого льда, обильное испарение которого создает газовую завесу, предотвращающую переход в металл азота из атмосферы. Такой прием обеспечивает получение конвертерной стали с гарантированно низким содержанием азота. Примером организации одновременно и защиты струи от воздействия атмосферы и обработки вакуумом является описанный выше (см. рис. 187) метод непрерывного вакуумирования струи, внедренный на НЛМК.
§11 . МЕТОДЫ ОТДЕЛЕНИЯ ШЛАКА ОТ МЕТАЛЛА ("ОТСЕЧКИ" ШЛАКА)
Одним из важных элементов успешного проведения операций внепечной обработки является контроль и регулирование количества шлака, попадающего при выпуске в ковш.
Методы удаления шлака с поверхности металла в ковше (установка ковша на платформу, оборудованную устройствами для наклона, конструирование специальных гребков и т.п.)
627
Рис 201 Установка для скачивания шлака с поверхности металла в ковше
Рис 202 Пневматическая пробка для отсечки шлака в конвертере
сложны (рис. 201). Большое распространение получили методы загущения шлака (например, введение порции холодного доломита) для затруднения его вытекания из агрегата. Однако такие методы не позволяют полностью отсечь конечный шлак при выпуске. Известен ряд решений организации отсечки шлака при выпуске из мартеновских печей.
В конвертерных цехах распространение получили способы закупоривания сталевыпускного отверстия (летки) с использованием различного рода пробок (рис. 202). На ряде 628
металлургических заводов при выпуске металла из печи или конвертера используют более простой прием: ковш с металлом в момент появления шлака отводят от агрегата; этот метод, однако, не обеспечивает стабильности результатов и сопровождается потерями металла. Проблема отсечки конечного шлака остается одной из важных. Наиболее благоприятны условия для отсечки конечного шлака при работе дуговых электропечей с донным или эркерным выпуском.
§ 12. КОМБИНИРОВАННЫЕ (КОМПЛЕКСНЫЕ) МЕТОДЫ ВНЕПЕЧНОЙ ОБРАБОТКИ
По мере совершенствования простых методов внепечной обработки получают развитие комбинированные или комплексные методы. Это развитие идет по пути или комбинации нескольких "простых" методов, или создания новых агрегатов с комплексной обработкой стали (сокращенно АКОС), или превращения "простых" методов в комплексные. Пример решения проблемы по первому пути показан на рис. 203, когда необходимо использовать метод вакуумирования, организуют последовательную обработку металла вначале на установке с
Рис. 203. Схема последовательной обработки стали вначале на установке с вдуванием кальцийсодержащих материалов, затем на установке циркуляционного вакуумирования
629
вдуванием кальцийсодержащих материалов (раскисление и удаление серы), затем на вакуумной установке (дегазация) В случае необходимости получения низкоуглеродистых сталей (например, коррозионностойких, жаропрочных и др.) широко используют комбинирование вакуумной обработки с аргонокислородной продувкой и т.д.
Пример решения по второму пути — создание агрегатов, получивших название ковш—печь или LF (Ladle—Furnace, англ.). Процесс LF проводится в ковше, футерованном основными огнеупорами, накрываемом крышкой, через которую опускают электроды (рис. 204). Процесс включает перемешивание продувкой металла аргоном в ковше, дуговой подогрев и обработку металла синтетическим шлаком в процессе его перемешивания аргоном. Процесс обеспечивает не только получение заданного химического состава и температуры металла, но и снижение количества неметаллических включений в результате удаления серы и кислорода.
Рис 204 Установка типа ковш—печь
1 — шиберный затвор, 2 — тележка, 3 — основной шлак, 4 — смотровое окно, 5 — электроды, 6 — бункеры для хранения легирующих добавок, 7 — инертная атмосфера внутри печи, <8 - нагрев погруженной дугой, - ковш, 10 - жидкая сталь, 11 — пористая пробка для подачи аргона
Рис 205 Схема установки ковш—печь типа АР (Arc-Process)
1 — ковш, 2 — крышка-свод, 3 — бункера для ферросплавов и флюсов, 4 — фурма для подачи в металл аргона или азота, 5 — электроды, 6 — подача аргона, 7 — фурма для вдувания порошка силикокальция в струе аргона, 8 — безокислитель ная атмосфера, 9 — шлак СаО—SiO2—А12О3
630
На рис. 205 показан вариант установки типа ковш—печь, предусматривающий возможность перемешивания металла аргоном под слоем синтетического шлака, вдувание порошкообразных реагентов и подогрев расплава одновременно.
Агрегаты ковш—печь работают как на переменном, так и на постоянном токе. На рис. 206 показаны примерные схемы работы агрегатов LF на постоянном токе. По схеме рис. 206, а нагрев ванны происходит через шлак. По такой схеме работает крупная (160-т емкости) установка внепечной обработки стали в конвертерном цехе НЛМК.
В качестве примера превращения "простого" метода в комплексный можно привести пример трансформации агрегата циркуляционного вакуумирования (RH).
Первым этапом усложнения процесса явилось дополнительное введение кислорода в вакуумную камеру с целью интенсификации обезуглероживания и дополнительного подогрева металла (рис. 207, а). Далее, для подогрева металла в процессе его обработки начали использовать метод подачи в
Рис. 206. Схема установки ковш—печь постоянного тока:
а — без подового электрода (7 — ковш; 2 — свод; 3 — электроды; 4 — шлак;
5 — пористая пробка); б — с подовым электродом (1, 2 — электроды; 3 — шлак; I — к вакуумной системе; II — ввод добавок и флюсов)
631
вакуум-камеру алюминия (в виде проволоки или в виде гранул) с последующим окислением его вдуванием кислорода (при протекании реакции 4А1 + ЗО2 = 2А12О3 + Q выделяется большое количество тепла). Дальнейшее усложнение — подача сверху из бункера непосредственно в вакуум-камеру или снизу в подающий патрубок (рис. 207, б) шлакообразуюших материалов (обычно десульфурирующих смесей на базе СаО— CaF2); вариант такой технологии получил наименование VOF-процесс (англ. Vacuum—Oxygen—Flux Process).
Рис. 207. Усовершенствования процесса циркуляционного вакуумирования:
а — подача кислорода; б — подача флюсов; в — создание зоны интенсивного барботажа подачей в металл кислорода и аргона
632
На рис. 207,в показана применяемая схема дополнительной подачи кислорода и аргона непосредственно в камеру вакууматора. Такая схема позволяет эффективно использовать вводимый в камеру алюминий для подогрева собственно металла, позволяет контролировать и регулировать температуру металла (меняя соотношение О2: Аг) и образовывать в камере зоны интенсивного кипения и перемешивания металла. Это дает возможность, меняя расход алюминия и соотношение О2: Аг, управлять процессами окисления углерода, кремния, марганца, хрома.
Такая технология позволяет получить сталь, содержащую не более (%): S 0,002; Р 0,015; [О] 0,002; [Н] 0,00015.
Практика показала также, что введение углеродсодержащих добавок (например, электродного боя) в камеры порционного или циркуляционного вакууматоров позволяет, зная массу вводимого углерода, получать нужное содержание углерода в готовой стали. В результате создаются возможности перенести полностью в ковш такие операции, как раскисление, легирование и коррекция по углероду.
Выше были отмечены особые трудности при необходимости получения очень низких содержаний углерода. Использование способа, показанного на рис. 207,в, облегчает и эту задачу.
Приведенные примеры показывают, что агрегат порционного вакуумирования позволяет проводить операции: а) дегазации; б) подогрева (за счет окисления кислородом вводимого алюминия); в) десульфурации (обработка флюсом); г) раскисления (ввод раскислителей); д) легирования (ввод легирующих добавок); е) науглероживания; ж) глубокого обезуглероживания.
§ 13. ВНЕПЕЧНАЯ ОБРАБОТКА СТАЛИ
НА УСТАНОВКАХ НЕПРЕРЫВНОЙ РАЗЛИВКИ (УНРС)
Внепечная обработка стали на установках непрерывной разливки осуществляется благодаря комплексу мер, основные из которых следующие:
1) увеличение емкости и глубины промежуточного ковша. Промежуточные ковши УНРС, построенные в последние годы, вмещают не менее 50 т металла и имеют глубину ванны 1,0— 1,5 м и более. Крупный ковш позволяет сохранять постоян-
633
ную скорость разливки при смене сталеразливочного ковша без опасения затягивания шлака в кристаллизатор, а также облегчить условия всплывания неметаллических включений;
2) заливка стали из сталеразливочного ковша в промежуточный производится через удлиненный погружной стакан с поддувом инертного газа. Это исключает контакт струи металла с атмосферой;
3) промежуточный ковш накрывают крышкой и подачей под крышку газа создают над ванной восстановительную или нейтральную атмосферу с тем, чтобы исключить контакт металла с атмосферой;
4) на поверхности металла в промежуточном ковше наводят присадками флюса шлак, способный абсорбировать всплывающие включения и препятствовать насыщению металла газами из атмосферы;
5) осуществляют продувку металла аргоном (через пористые блоки или вставки в днище ковша, подачей газа непосредственно в стакан, через стопор и т.д.). Задача — обеспечить необходимое перемешивание и движение металла в ковше, дегазировать металл, организовать флотацию неметаллических включений;
6) обеспечивают регулирование температуры в ковше и постоянную степень нагрева металла в процессе непрерывной разливки. Снижение температуры металла осуществляется продувкой аргоном или подачей металлической дроби, повышение — с помощью плазменных горелок, опускаемых через крышку ковша или устройства типа канального индуктора (рис. 208);
7) в промежуточных ковшах устанавливают перегородки и пороги, обеспечивающие лучшее рафинирование металла от включений. Устройство в перегородках мельчайших отверстий (400—1700 мкм) обеспечивает при прохождении через них металла фильтрацию содержащихся в нем включений (рис. 209). При этом жидкий металл контактирует с твердыми поверхностями перегородок и фильтров. Условия выделения включений существенно меняются, так как появляется готовая поверхность раздела фаз.
Естественно, что качеству огнеупоров, из которых изготавливают перегородки, пороги и фильтры, предъявляются очень высокие требования. Однако затраты компенсируются повышением качества металла: флотация и фильтрация обес-634
Рис. 208. Система индукционного подогрева металла в промежуточном ковше:
1 — индуктор, 2 — жидкая сталь; 3 — канал;
4 — охлаждаемая рубашка, 5 — огнеупоры; 6 — разливочный стакан
Рис 209. Методы обработки стали в промежуточном ковше:
1 — пороги и перегородки, 2 — фильтры; 3 — продувка аргоном; 4 — наведение синтетического шлака; 5 — горелки для подогрева
печивают заметное снижение содержания включений (при прохождении металла через керамические фильтры отмечается также снижение концентрации примесей цветных металлов), продувка инертным газом— дегазацию металла и увеличение поверхности контакта металла со шлаком. Последнее облегчает проведение дополнительной десульфурации стали в результате воздействия синтетического высокоосновного шлака, наведенного в промежуточном ковше. Специально организованное движение (перемешивание) металла позволяет проводить в промежуточном ковше дополнительные операции, связанные с вводом раскислителей и легирующих добавок.
§ 14. ОБРАБОТКА СТАЛИ В ПРОЦЕССЕ КРИСТАЛЛИЗАЦИИ
Внепечная обработка жидкой стали дополняется различными способами воздействия на кристаллизующийся металл.
635
Электромагнитное перемешивание. Электромагнитное перемешивание (ЭМП) используется для решения двух задач: 1) для улучшения внутреннего строения заготовки (измельчения структуры, снижения степени ликвации в средней и центральной частях, уменьшения центральной пористости); 2) для улучшения поверхности заготовки (снижения количества поверхностных дефектов, количества неметаллических включений в поверхностном слое, повышения толщины наружной плотной корочки).
Механизм воздействия на металл при решении первой задачи основан на снижении перегрева, обламывании ветвей дендритов и создании циркуляции металла в жидкой сердце-вине (рис. 210). Решение второй задачи связано с созданием потоков на поверхности металла в кристаллизаторе и улучшением условий выделения включений. В первом случае электромагнитное перемешивание осуществляется в зоне вторичного охлаждения, при этом можно создать либо вращающееся, либо бегущее магнитное поле. Во втором случае индуктор размещается в самом кристаллизаторе (рис. 211).
В основном применяют два вида перемешивания: круговое (вращательное) и осевое. Круговое применяют главным образом в кристаллизаторах сортовых УНРС, так как оно способствует удалению включений от поверхности заготовок, улучшению теплоотвода и уменьшению вероятности прорыва корочки.
В настоящее время начали с успехом применять методы многоступенчатого перемешивания, когда в кристаллизаторе
Рис. 210. Изменение формы растущего дендрита в зависимости от характера потока металла у фронта кристаллизации:
1 — без потока; 2 и 3 — ламинарный и турбулентный потоки соответственно
636
Индуктивное эмп С помощью вращающе-гося поля С помощью линейного поля Геликоидаль -ное перемешивание
Цилиндрические катушки Пластинчатые катушки
В кристаллизатор М* 1 м /7т rw Hf 1
На ручье М tj Г и
Нондукглавное ЗМП
•гага
Рис. 211. Схемы систем для электромагнитного перемешивания, используемые на сортовых (заготовочных) и блюмовых УНРС
и вблизи конца жидкой лунки непрерывно-литой заготовки устанавливают оборудование для вращательного, а в средней части УНРС — для осевого перемешивания. Входит в практику непрерывное электроперемешивание, при котором обеспечивают движение жидкого металла ниже кристаллизатора у стенок заготовки вниз, по оси — вверх, а в кристаллизаторе наоборот: у стенки — вверх, по оси — вниз. Максимальный эффект получают тогда, когда перемешивание осуществляют и в кристаллизаторе, и в зоне вторичного охлаждения, и перед обжимными роликами.
637
В начале 80-х годов создан новый способ электромагнитного воздействия на металл — способ так называемого *
электромагнитного торможения . Оборудование включает комплекты расположенных вдоль каждой из широких стенок кристаллизатора намагничивающих катушек, при включении которых возникает постоянный ток большой силы, создающий магнитное поле. Поле замедляет скорость поступающей в кристаллизаторы струи стали, благодаря чему неметаллические включения получают возможность быстро всплывать на поверхность мениска. Особенно полезно электромагнитное торможение на радиальных УНРС, на которых при повышении скорости разливки увеличиваются отложения включений на внутреннем радиусе заготовки. Применение электромагнитного торможения позволило повысить скорость разливки на 30 % без увеличения загрязненности металла включениями (рис. 212).
Воздействие ультразвуком и электроразрядами. Энергия ультразвука, воздействующая на расплав, меняет кинетику процесса; при воздействии ультразвука наблюдается усиление перемешивания жидкой фазы, обламывание растущих кристаллов. Испытан ряд способов организации воздействия ультразвуком: через зеркало расплава в кристаллизаторе, через оболочку затвердевающего слитка в зоне вторичного охлаждения, через направляющие ролики, через водоохлаждаемую ультразвуковую воронку и др.
*
Разработчики дали способу обозначение EMBR (Electromagnetic Brake).
Рис. 212. Схема электромагнитного торможения EMBR (Electromagnetic Brake): (В — статическое магнитное поле, I — ток):
а, б — вид со стороны широкой и узкой стороны сляба соответственно
638
Украинский НИИмет и ПКБ электрогидравлики АН Украины на ряде металлургических заводов СНГ успешно исследовали способ воздействия на кристаллизующуюся середину заготовки с помощью электроразрядного генератора упругих колебаний (ЭРГУК). ЭРГУК представляет собой закрытую камеру с циркулирующей в ней водой низкого омического сопротивления и помещенным в ней электродом.
В камерах ЭРГУК, расположенных на нескольких уровнях по высоте и ширине заготовки и плотно прижатых мембранами к поверхности заготовки, периодически производятся электрические разряды. Генерируемые ими колебания широкого спектра через мембраны передаются оболочке заготовки и ее жидкой сердцевине. В результате повышается структурная, химическая и физическая однородность металла.
Разрабатывается и проходит опробование способ индуктивного электромагнитного перемешивания (КЭМП) жидкого ядра слитка при непрерывной разливке.
Сущность способа состоит в пропускании постоянного электрического тока через слиток и создании постоянного магнитного поля. В области жидкого ядра, где скрещиваются ток и магнитное поле, возникает поле электромагнитных сил, под действием которых жидкий металл начинает перемешиваться.
Воздействие вибрации. Под воздействием колебаний возрастает давление жидкого металла на растущие кристаллы, которые разрушаются, образуя при этом дополнительные центры кристаллизации. Это приводит к повышению скорости кристаллизации и уменьшению продолжительности коагуляции включений.
Искусственные холодильники и модификаторы. При воздействии микрохолодильников и модификаторов (например, РЗМ) создаются дополнительные центры кристаллизации в жидкой фазе слитка, причем образование зародышей равноосных кристаллов может произойти за зоной концентрационного переохлаждения, где металл чище и имеет высокую температуру плавления.
Ученые Института электросварки им. Патона совместно с Институтом проблем литья Украины и рядом заводов разработали технологию получения новых металлических конструкционных материалов — армированные квазимонолитные (АКМ) материалы.
639
Применительно к непрерывной разливке процесс АКМ позволяет управлять структурой непрерывно-литой заготовки путем ввода в жидкий расплав в кристаллизатор армирующего вкладыша в виде лент, сетки, прутков и др. Помимо подавления ликвационных явлений и повышения плотности металла такая технология позволяет увеличить скорость разливки и соответственно повысить производительность установок.
Разливка с механическим перемешиванием позволяет заметно изменить характер теплоотвода через кристаллизатор: при разливке стали удельные тепловые потоки увеличиваются по всей высоте кристаллизатора, причем заметно расширяется зона максимального теплоотвода, а также ускоряется снятие перегрева жидкой фазы: температура поверхности слитка на 50—70 °C выше, чем при разливке обычным способом. Важным следствием механического перемешивания жидкой стали в кристаллизаторе является уменьшение неравномерности толщины твердой корки по периметру слитка.
Приведенные примеры характеризуют пути изысканий новых методов внеагрегатной (внепечной) обработки металла при непрерывной разливке с целью повышения его качества.
§ 15. ВНЕПЕЧНАЯ ОБРАБОТКА СТАЛИ И ПРОБЛЕМЫ ЭКОЛОГИИ
Одна из отраслей, к деятельности которой с точки зрения охраны природы человечество предъявляет серьезные претензии, является металлургия. Металлургическое производство по степени ущерба, наносимого окружающей среде, занимала в нашей стране второе место (среди отраслей промышленности) после топливно-энергетического комплекса, отличаясь высокой ресурсоемкостью и, как следствие, большими отходами. Металлургический завод полного цикла, производящий 10 млн.т стали в год, до введения строгих мер контроля окружающей среды выбрасывал ежегодно в атмосферу более 200 тыс.т пыли, 50 тыс.т соединений серы, 250 тыс.т оксида углерода, оксидов азота и других веществ. Работа металлургических агрегатов сопровождается шумами и вибрациями. Металлургическое производство вообще, и производство стали в частности, связано с получением значительного количества шлаков и шламов. Их размещение требует значительных площадей, что сопровождается отторжением 640
сельскохозяйственных угодий, загрязнением почвы, воздушного и водного бассейнов, требует организации сети железнодорожных путей и т.п.
Создание, развитие и повсеместное распространение методов внепечной обработки является важнейшим звеном в цепи проблем, решение которых прямо или косвенно связано с уменьшением масштабов ущерба, наносимого металлургическим производством природе.
Проблему "внепечная обработка и экология" следует рассматривать с нескольких точек зрения: а) образование отходов в процессе собственно внепечной обработки (отходящие газы, пыль, шлаки, шламы, охлаждающая агрегаты вода); б) влияние внепечной обработки на металлургическую отрасль вообще.
Количество дополнительно образующегося в процессах внепечной обработки шлаков и шламов или весьма невелико, или вообще отсутствует, расход воды на охлаждение также весьма невелик. Что касается отходящих газов, то все вводимые в строй установки являются современными агрегатами, оборудованными пылеулавливающими устройствами. Влияние же внепечной обработки в широком смысле на решение проблемы охраны природы весьма велико. Оно складывается из следующего:
1. Внедрение современных методов внепечной обработки позволяет заметно уменьшить масштабы производства стали при сохранении потребностей машиностроения, строительства, оборонной промышленности и других отраслей народного хозяйства. К сожалению, исторически сложилось так, что структура производства черных металлов в России заметно отличается от таковой в других промышленно развитых странах мира. Сложившаяся структура (масштабы мартеновского производства, разливка стали преимущественно в изложницы, недостаточное развитие экономных видов проката и листового проката и др.) такова, что эффективность использования выплавляемой стали невелика. Современные методы внепечной обработки позволяют получать сталь с ничтожно малым содержанием вредных примесей. Получение стали с гарантированно низким содержанием вредных примесей позволяет исключить дефекты слитка, связанные с ликвацией и сегрегацией примесей, образованием газовых пузырей, флокенов, трещин, расслоя и т.п. Это, в свою очередь, позволяет
41-4050
641
конструкторам существенно уменьшить или вообще исключить принимаемые ими коэффициенты запаса прочности. В результате оказывается возможным при меньших масштабах металлургического производства производить большую массу продукции машиностроения. Условно можно принять, что из каждых 100 млн.т выплавляемой стали 30—35 млн.т можно "съэкономить" только за счет внепечной обработки. А это значит, что можно меньше добывать железной руды (которая потом проходит через обогатительные фабрики, для работы которых характерен большой расход воды, обильное выделение пыли и т.п.), не строить столько агломерационных фабрик (чрезвычайно вредных с экологической точки зрения), нет нужды в таком количестве кокса (можно уменьшить число коксовых батарей, очень вредных с экологической точки зрения), меньше нужно доменных печей и т.д.
2. Внедрение современных методов внепечной обработки позволяет заметно уменьшить расход ферросплавов и соответственно сократить их производство. Как известно, ферросплавное производство является вообще одним из самых "тяжелых", с точки зрения охраны человека и природы, производств.
Современные методы внепечной обработки позволяют широко использовать прямое легирование, при котором в ванну металлургических агрегатов подаются непосредственно руды (или их концентраты), содержащие легирующие компоненты. Например, подача в AOD-конвертер хромсодержащих руд позволяет существенно сократить расход феррохрома
3. Внедрение современных методов внепечной обработки позволяет производить высококачественные легированные и высоколегированные марки сталей и сплавов при использовании более простых в изготовлении и более дешевых ферросплавов. Так, распространение в мире AOD-процесса позволило использовать при производстве высокохромистых сталей (например, нержавеющих) и сплавов (например, жаропрочных) высокоуглеродистый феррохром взамен более сложного в изготовлении и более дорогого низкоуглеродистого феррохрома, что вообще заметно отразилось на мировом производстве низкоуглеродистых сортов феррохрома в мире (оно заметно снизилось).
4. Внедрение современных методов внепечной обработки существенно расширило возможности рационального исполь-642
зования и переработки непосредственно на металлургических заводах шлаков из шлаковых отвалов, шламов, отходов смежных производств (абразивного производства, алюминиевых заводов, производства электродов, золы тепловых электростанций, отработанных катализаторов нефтехимических предприятий и т.п.). Помимо снижения себестоимости стали это позволяет решать экологические проблемы (снижение загрязнения среды, ликвидация свалок отходов, более рациональное использование природных ресурсов и т.д.).
Аргонокислородная и вакуум-кислородная обработки позволяют эффективно использовать углерод для восстановления содержащихся в этих отходах ценных металлов, сдвигая вправо равновесие реакций MeQ + С = Me + СО.
5. Высокое качество и надежность получаемой после внепечной обработки металлопродукции (трубы, рельсы и т.п.) существенно сокращает случаи аварий на транспорте, разрывов газопроводов, нефтепроводов и т.п., губительно отражающихся на природе.
Из сказанного выше становится ясным, что разработка, внедрение и распространение методов внепечной обработки обеспечивает существенную экономию материальных и трудовых ресурсов и существенно облегчает решение проблем охраны природы. Понятно поэтому, что и в мире и в нашей стране в ближайшие годы именно развитие этой подотрасли металлургического производство будет иметь приоритет перед всеми другими.
Глава 8. КОМПЛЕКСНЫЕ ТЕХНОЛОГИИ ВНЕПЕЧНОЙ ОБРАБОТКИ ЧУГУНА И СТАЛИ
Возможности получения стали той или иной степени чистоты существенно различаются для условий работы электросталеплавильных агрегатов и конвертеров (мартеновские печи занимают промежуточное положение). Конвертерное производство имеет то преимущество, что шихта состоит в основном из жидкого чугуна, не содержащего обычно заметных количеств примесей цветных металлов. Иногда для получения особо чистой стали металлошихта конвертеров состоит из чугуна на 100 %. Однако чугун содержит некоторое количество таких нежелательных примесей, как фосфор и сера. Вместе с тем современное металлургическое производство располагает
643
технологиями, обеспечивающими весьма эффективную обработку жидкого чугуна перед подачей его к сталеплавильным агрегатам. Целями внепечной (внедоменной) обработки чугуна являются его десульфурация, дефосфорация и обескремнивание. В отдельных случаях осуществляется дополнительный подогрев чугуна.
§ 1. ВНЕДОМЕННАЯ ДЕСУЛЬФУРАЦИЯ ЧУГУНА
В качестве реагентов-десульфураторов при внепечной обработке чугуна используют магний (в виде чистого магния, смеси извести и магния, в виде кусков кокса, пропитанных магнием, в виде гранул магния, покрытых солевыми покрытиями и др.), кальцийсодержащие материалы (в виде извести, известняка, карбида кальция) и соду. Основные реакции десульфурации чугуна:
Mgr + [S] = MgS; СаОт+ [S] + СГР = = CaST + СОГ;
СаС2 + [S] = CaS + 2С;
Д6° = -104100 + 44,077;
ДС° = 25320 - 26,337;
ДС° = -86900 + 28,727;
ДС° = -2000 - 26,787.
Na2O + [S] + С =
= Na2S + СОГ;
Расчеты показывают, что для связывания 1 кг серы необходимо 0,75 кг Mg, 1,75 кг СаО, 2 кг СаС2, 3,31_кг Na2CO3. Наиболее низкий расход реагента — в случае использования металлического магния. При этом обеспечивается высокая степень десульфурации. К преимуществам использования именно магния можно отнести такие факторы, как малое количество образующегося шлака и то, что в процессе десульфурации магнием практически не образуется продуктов, вредных для окружающей среды. Однако стоимость магния сравнительно высока и выбор реагента определяется в конечном счете экономическими соображениями.
Ввод реагентов в металл может осуществляться в виде кусков, гранул, порошков, проволоки. При вдувании порошков в качестве несущего газа используют воздух, азот, природный газ. Перемешивание реагентов с металлом можно осуществлять различными способами, в том числе: 644
1) падающей струей металла; 2) различными механическими мешалками; 3) барботажем под воздействием продувки газом; 4) пульсирующей затопленной струей и др. (воздействием вибрации, воздействием ультразвука, газлифтным перемешиванием).
Работа с магнием имеет свои особенности, связанные, во-первых, с тем, что магний при нагреве до температуры расплавленного металла испаряется, объем его возрастает в тысячи раз и, во-вторых, энергия взаимодействия паров магния с примесями жидкого металла и с окружающим воздухом (окисление магния с образованием MgO с выделением большого количества тепла 2Mgr + О2 = 2MgO; AG° = —726900 + 202,02Т настолько велика, что наблюдается пироэффект в виде яркой вспышки). Поэтому магний вводят в металл обычно под специальным колпаком — испарителем со щелями для выхода паров магния (рис. 213) или каким-либо иным способом, исключающим выброс жидкого металла (пассивированием кусков магния, заполнением магнием пор в кусках инертного материала, в пористых кусках кокса (рис. 214), введением в чугун гранулированного магния в токе природного газа или азота и т.п.).
Виды механического перемешивания чугуна приведены на рис. 215-217.
При использовании смесей типа [известь + плавиковый шпат + реагент, снижающий окисленность ванны (алюминий, кокс и т.п.)] используют мешалки (рис. 217, в). Перемешивание металла с реагентом достигается вращением ротора-мешалки и пропусканием через ротор газа-перемешивателя (обычно азота), создающего эффект кипения. В последнее время все большее распространение получает метод обработки чугуна с использованием проволоки, наполненной реаген-тами-десульфураторами. Перемешивание массы металла достигается при этом дополнительной продувкой ванны газом (азотом).
При использовании азота необходимо учитывать реакцию
3Mgr + N2 = Mg3N2 + Q.
Лучшие результаты получают при использовании природного газа, так как в зоне реакции происходит диссоциация метана, снижающая температуру (до ~ 1200 °C), что способствует протеканию экзотермической реакции образования MgS
645
и создает защитную восстановительную атмосферу над поверхностью расплава в ковше, блокируя поступление кислорода из атмосферы.
Результаты обессеривания при использовании смесей на базе СаО зависят от ряда факторов: а) конструкции ковша [в открытом ковше результаты хуже, чем в ковше миксерного типа]; б) количества попавшего в ковш миксерного шлака (при значительном количестве миксерного шлака получение низких концентраций серы в чугуне практически недостижимо); в) температуры чугуна (чем выше температура, тем лучше результаты десульфура-
Рис. 213. Фурма для ввода магния в чугун:
7 — испарительная камера с отверстиями для выхода паров магния; 2 — несущая труба; 3 — канал; 4 — стальная арматура (покрывается огнеупорной обмазкой);
5 — фланец
Рис. 214. Схема установки для десульфурации чугуна магниевым коксом:
7 — цепной подъемник; 2 — балласт; 3 — стальной вал; 4 — ковш "Торпедо"; 5 — графитовый стержень; 6 — чугун; 7 — магниевый кокс; 8 — графитовый колокол
ции; г) содержания в чугуне кремния (чем меньше в чугуне кремния, тем лучше для десульфурации); д) расхода реаген-тов-десульфураторов. При прочих равных условиях расход зависит от содержания серы в чугуне до обработки [S]Ha4 и требуемого после обработки [S]KOH.
646
Рис. 215. Механическое перемешивание чугуна методом падающей струи
Рис. 216. Метод вибрационного перемешивания чугуна
Рис. 217. Перемешивание чугуна с использованием мешалок
Хорошие результаты по обессериванию чугуна могут быть получены при использовании соды, однако при обработке содой в атмосферу выделяется большое количество летучих веществ (включая испаряющийся Na2O, образующийся при контакте соды Na2CO3 с расплавленным металлом). Этот метод требует обязательного наличия стендов, оборудованных хорошо действующими пылеулавливающими устройствами, и технологии утилизации уловленных соединений натрия.
§ 2. ВНЕДОМЕННАЯ ДЕФОСФОРАЦИЯ ЧУГУНА
Для удаления из жидкого чугуна фосфора используют обычно или смеси прокатной окалины (или железной руды) с известью и плавиковым шпатом, или соду, или вдувание извести в потоке кислорода (рис. 218).
При обработке смесями оксидов железа и извести идет реакция
2Р + З(СаО) + 5FeO = ЗСаО • Р2О5 + 5Fe;
при обработке содой реакция
4[Р] + 5Na2CO3 = 5Na2O • 2P,OS + 5С.
647
Рис. 218. Схема установки для дефосфорации чугуна содой:
1 — ковш; 2 — крышка; 3 — конвертер (подача реагентов без вдувания); 4, 5, 6 — питатель и бункеры для соды и для окалины; 7 — пневмонагнетатель; 8 — бункер, 9 — отбор проб, измерение температуры; 10 — подъемные устройства; 11 — кислородная фурма; 12 — фурма для вдувания порошка; 13 — зонт для улавливания пыли; 14 — металл; 15 — шлак
Опыт показал, что при наличии в чугуне кремния введение как оксидов железа, так и соды сопровождается энергичным его окислением
[Si] + 2(FeO) = SiO2 + 2Fe
[Si] + Na2CO3 = Na2O • SiO2 + C
2[Si] + 2Na2CO3 = 2Na2O • SiO2 + 2CO.
Процесс дефосфорации чугуна начинается лишь после удаления кремния. Поэтому во всех случаях, когда проводится операция дефосфорации, ей предшествует проведение обескремнивания.
§ 3. ПРОВЕДЕНИЕ ОБЕСКРЕМНИВАНИЯ И
ДЕФОСФОРАЦИИ ЧУГУНА
Операция внедоменного обескремнивания чугуна позволяет решать следующие задачи: 1) более эффективно использовать реагенты, вводимые для десульфурации и дефосфорации; 2) организовать последующее ведение плавки в конвертере с минимальным количеством шлака ("малошлаковая" или "бес-шлаковая" технология). Для удаления кремния обычно используют обработку жидкого чугуна прокаткой окалиной или какими-либо иными железорудными материалами, которые вводят или сверху на желоб доменной печи, или в ковш.
648
В процессе обработки окисляются кремний и углерод
[Si] + 2/3Fe2O3 = AG°. = -282377 + 49,117
= (SiO2) + 4/3Fe;
[C] = 2/3Fe2O3 = AG° = 262074 - 253,127.
= 2CO + 4/3Fe;
Если давление в реакционной зоне заметно меняется и отличается от 0,1 МПа, то соотношение между AG0 и А(7°
S1 с изменяется: AG = А<7° + 4,5757 • 1g Кр. Для реакции окисления кремния Кр = 1 и AG = А<7° (в реакции газовая фаза не участвует и изменение давления значения не имеет). Для реакции же окисления углерода изменение давления имеет существенное значение
AG =AG° =4,5757 • 1g (р2 /аг • д2/\ ).
С С ’ 6 rCO С Fe2O3
Соответствующие расчеты представлены на рис. 219. При подаче реагентов не на поверхность, а в глубь металла, под давлением, соотношение скоростей окисления кремния и углерода меняется (затрудняются условия удаления углерода), основная доля окислителя расходуется на окисление кремния. Кроме того повышению скорости окисления кремния способствует барботаж металла при вдувании.
Барботаж ванны и интенсивное при этом ее перемешивание способствуют начинающемуся после обескремнивания процессу окисления фосфора. Использование метода вдувания реагента весьма эффективно при введении в глубь ванны порошкообразной соды; степень полезного использования вводимого натрия при этом приближается к 100 %.
Рис. 219. Зависимость AG от температуры для реакции окисления углерода (7) и кремния (2)
649
& 4. СОВМЕСТНОЕ ПРОВЕДЕНИЕ ОПЕРАЦИЙ ДЕСУЛЬФУРАЦИИ И ДЕФОСФОРАЦИИ
Как известно, для проведения операций дефосфорации и десульфурации требуются различные условия. Для успешной дефосфорации желательно иметь высокий окислительный потенциал и невысокую температуру, для десульфурации — невысокий окислительный потенциал и повышенную температуру. На рис. 220 представлен один из вариантов решения
Рис 220 Схема рафинирования чугуна от фосфора и серы
смесь А — известь, железная руда (окалина), плавиковый шпат, смесь Б — известь и плавиковый шпат
проблемы организации операций дефосфорации и десульфура ции в одном агрегате. В зоне выхода из фурмы, подающей в глубь металла окислительную смесь, окисляется фосфор; на границе раздела металл—высокоосновный малоокисленный шлак происходит удаление серы.
Возможен и другой вариант технологии. В предварительно обескремненный чугун вдувают порошок извести, а через верхнюю фурму обдувают поверхность металла кислородом и таким образом проводят дефосфорацию. Затем отключают кислородную фурму, а через первую для удаления серы вдувают соду. На использующем эту технологию заводе Kobe Steel содержание фосфора снижают с 0,080 до 0,010 %, а серы с 0,050 до 0,010%.
§ 5. КОМПЛЕКСНЫЕ ТЕХНОЛОГИИ ВНЕПЕЧНОЙ
ОБРАБОТКИ ЧУГУНА И СТАЛИ
Появление новых технологий, способных обеспечить глубокое рафинирование чугуна и стали, позволяет по-новому организовать весь технологический процесс получения стали.
650
Несколько примеров.
Первый пример. На заводе Kobe Steel (Япония) предварительно обескремненный чугун заливается в ковш и поступает на установку, оборудованную двумя фурмами, одна из которых предназначена для подачи реагентов в глубь металла. После проведения дефосфорации и десульфурации скачивают шлак и металл переливают в конвертер для продувки на сталь. Полученную сталь рафинируют на установке ковш—печь, вводят реагенты-десульфураторы и вакуумируют. Такая комплексная технология позволяет получать сталь, содержащую сумму ([Р] + [S]) < 0,005 %.
Второй пример. В 1985 г. на заводе Mizushima Works (Япония) пущен комплекс, состоящий из оборудования для обескремнивания чугуна на желобе доменной печи и обескремнивания, дефосфорации и десульфурации чугуна в ковше миксерного типа. Для обескремнивания используется смесь агломерационной пыли (75 %) и извести (25 %), для дефосфорации смесь состоит из агломерационной пыли (54 %), извести (38 %), плавикового шпата (4 %) и соды (4 %). Чугун после обработки содержит < 0,03 % Si; 0,01—0,03 % Р; 0,003—0,020 % S. Все варианты процессов получения чистых по фосфору чугунов включают операции одно- или двухкратного скачивания шлака. Такие технологии позволяют получать после продувки в конвертере 0,0015 % Р в стали.
Третий пример. На заводе "Oxelbsund" (Швеция) в чугуновозных ковшах миксерного типа производят продувку чугуна смесью СаС2—СаСО3 в струе азота, при этом содержание серы снижается с 0,05—0,07 % примерно в десять раз. Для многих марок стали после продувки такого чугуна в конвертере комбинированного дутья внепечной обработки с целью десульфурации не требовалось.
Четвертый пример. Институтами ЦНИИЧМ, ИЧМ, МИСиС совместно с комбинатом "Азовсталь" разработана комплексная технология выплавки в 350-т конвертерах высококачественного металла для толстого листа (с очень низкими содержаниями серы, фосфора, азота и кислорода и практически без примесей цветных металлов). Технология включает обработку чугуна в заливочных ковшах магнием в потоке природного газа, обеспечивающую получение в чугуне до 0,002% Ы и высокую степень усвоения магния (75—90%), использование в качестве охладителей конвертерной плавки металлизованных () 90 % Ау) окатышей, двухшлаковый процесс со сливом первичного шлака и — для предотвращения рефосфорации — слив основной массы конечного шлака при ожидании анализа, загущение оставшейся его части в конвертере и в ковше известью и надежную отсечку шлака в процессе выпуска плавки из конвертера.
Таким образом, развитие методов внепечной обработки чугуна и стали позволяет для каждой группы марок стали определять содержание конкретной технологии комплексной обработки, включающей ту или иную операцию, или несколько операций одновременно (в зависимости от требуемой чистоты стали по фосфору, сере, содержанию газов, примесей цветных металлов, а также в зависимости от затрат на проведение отдельных операций в конкретных местных условиях).
651
Г л а в a 9. ПРОИЗВОДСТВО СТАЛИ
В АГРЕГАТАХ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Существующие в настоящее время сталеплавильные агрегаты (конвертеры, мартеновские, электродуговые, индукционные печи и т.д.) являются агрегатами периодического действия. Опыт многих производств показал, что замена периодического процесса непрерывным способствует увеличению производительности, снижению эксплуатационных затрат, повышению качества и однородности (стандартности) продукции, уменьшению технологических отходов, более эффективному использованию добавочных материалов. Современная технология позволяет осуществлять непрерывную разливку многих десятков плавок, тысяч тонн стали, успешными оказались попытки создания непрерывной линии: непрерывная разливка стали — прокатный стан. Производства, смежные со сталеплавильным (доменное, прокатное), по существу непрерывные. Процессы подготовки железорудного сырья (агломерация и получение окатышей) являются непрерывными, поэтому вся схема металлургического производства, включающая подготовку сырья, выплавку чугуна, стали и получение проката, близка к переводу на непрерывный процесс.
Проблемы в организации непрерывного сталеплавильного процесса, выбора удобной для практического использования конструкции сталеплавильного агрегата непрерывного действия (САНД) и отработки технологии выплавки стали в этом агрегате пока еще не решены. Основные трудности, возникающие при разработке конструкции САНДа, можно разделить на две группы:
1. Технологические, заключающиеся в необходимости организации одновременного удаления из чугуна разнородных по своим термохимическим свойствам элементов: для удаления углерода необходимы окислительная атмосфера, железистые шлаки, достаточный уровень перегрева металла; для удаления фосфора желательно иметь железистоизвестковые шлаки и умеренные температуры; для удаления серы необходимо интенсивное перемешивание основного шлака с металлом при достаточно высоком уровне нагрева ванны, а содержание оксидов железа в шлаке и кислорода в металле при этом должно быть минималльным; для удаления кремния необходимо иметь окислительную атмосферу и железистый шлак; для по
652
лучения заданной степени раскисления металла требуется минимальная окисленность шлака и т.д.
2. Конструктивные, заключающиеся в необходимости создания агрегата, который бы обеспечивал возможность проведения технологических операций в требуемой последовательности. При этом одновременно должны быть обеспечены высокая стойкость агрегата и отдельных его элементов в условиях высоких температур и непрерывной работы при отсутствии даже кратковременных остановок для профилактического ремонта конструкций и т.д.
§ 1. КОНСТРУКЦИИ СТАЛЕПЛАВИЛЬНЫХ АГРЕГАТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ (САНД)
К настоящему времени предложено множество различных вариантов конструкций САНД и технологий выплавки в них стали. Можно дать следующую условную классификацию непрерывных сталеплавильных процессов.
1. По организации процесса: 1) многостадийные (с разделением операции на стадии), при этом в каждой емкости или части агрегата проводится одна или несколько технологических операций: дефосфорация, десульфурация, раскисление и т.п.; 2) одностадийные, когда все операции удаления примесей и превращения чугуна в сталь протекают одновременно или почти одновременно.
2. По конструкции агрегата: 1) операция проводится на поду, при этом газообразные и твердые реагенты (кислород, флюсы, руды и т.п.) поступают в так называемые подовые, желобные реакторы; 2) операция проводится таким образом, что металл, шлак, добавочные материалы находятся во взвешенном, распыленном каплеобразном состоянии (так называемые струйные реакторы).
3. По организации технологии: 1) движение шлака и металла происходит в одном направлении; 2) шлак и металл двигаются относительно друг друга по принципу противотока (рис. 221). Примером одностадийного непрерывного сталеплавильного процесса может служить схема, разработанная Британским научно-исследовательским институтом черной металлургии BISRA. В процессе BISRA падающую струю чугуна окружает кольцевая струя кислорода, которая разбивает металл на капельки диаметром 1—2 мм. Поверхность контакта
653
Рис 221 Технологическая схема САНД конструкции МИСиС а — принцип прямотока, б — принцип противотока, 1 — чугун, 2 — ввод шлакообразующих смесей, 3 — спуск шлака, 4 — выпуск металла
между металлом и кислородом оказывается громадной и выгорание примесей происходит мгновенно. Процесс обработки металла в струе называют струйным рафинированием.
Схема процесса представлена на рис. 222. Падающая вниз струя чугуна, непрерывно поступающая в установку, обрабатывается тонкоизмельченными флюсами и кислородом, капельки рафинированного металла и шлака падают в приемный ковш, металл собирается внизу под пенящимся шлаком, отстаивается и непрерывно выпускается в ковш для последующей разливки. Последующие капельки металла должны проходить через этот шлаковый слой, дополнительно рафинирующий металл. Отработанный шлак непрерывно стекает в шлаковую чашу. Капельки металла в процессе рафинирования окисляются: 1) в зоне распыливания струи чугуна; 2) при свободном падении капель в окислительной атмосфере; 3) при прохождении через слой вспененного шлака; 4) в ковше. Опыты показали, что при температуре металла 1500—1600 °C и диаметре капли металла 2—Змм скорость обезуглероживания превышает 3 % С/с: при раздроблении капель до pa3Mv-ров < 3 мм степень десульфурации превышает 50 %.
Достоинством процесса струйного рафинирования является то обстоятельство, что основные реакции здесь протекают в условиях отсутствия контакта металла с огнеупорной футе-654
ровкой. Однако условия эксплуатации футеровки приемного ковша (отстойника) сложны, так как происходит взаимодействие футеровки с высокоактивным окислительным шлаком. Трудной задачей является также разработка технологии, при которой спускаемый из агре-
Рис 222 Установка струйного типа для непрерывного рафинирования жидкого чугуна института BISRA
1 — промежуточное устройство, 2 — чугун. 3 — кислород, 4 — известь, 5 — реакционная камера, 6 — отходящие газы, 7 — шлак, 8 — отстойник, 9 — сталь, 10 — шиберный затвор, 11 — ковш для УНРС
Рис 223 Схема установки для непрерывного рафинирования конструкции IRSID
гата шлак содержит минимальное количество оксидов и, следовательно, обеспечивается максимальный выход годного металла. Эти недостатки не позволили внедрить предложенный процесс в промышленность.
В большинстве предложенных конструкций САНД предусмотрена возможность организации ведения плавки на поду. Широкую известность получила конструкция САНД, разработанная французским институтом черной металлургии IRSID. Агрегат состоит (рис. 223) из трех частей: реакционной камеры 1, отстойника 3 и камеры доводки 5. Чугун непрерывной струей поступает в камеру по желобу. Одновременно при помощи водоохлаждаемого устройства (фурмы) 2 в камеру непрерывно подается кислород с молотой известью. Реак
655
ционная камера содержит небольшое количество жидкого металла и слой металло-шлако-газовой эмульсии. Под действием подъемной силы пузырей газа эта эмульсия поднимается и перетекает в отстойник, где шлак отделяется от металла. Шлак стекает через отверстие 4, а металл сифоном передается в камеру доводки, где подвергается раскислению и доводке по составу. Конструкция установки предусматривала возможность устройства желоба, по которому шлак из второй камеры (отстойника) мог бы перетекать в первую камеру для повышения степени использования шлакообразующих и уменьшения потерь железа с уходящим шлаком.
В 1971—1976 гг. проводили испытания САНД конструкции МИСиС. Установка включала четыре ванны, соединенные последовательно (рис. 221). В первых трех осуществлялось рафинирование вдуванием газообразного кислорода через верхние фурмы, а в последней — регулирование содержания углерода и раскисление. Вместимость каждой ванны составляла 0,86 м3 при глубине расплава 600 м и массе 6 т. Производительность этого опытно-промышленного агрегата достигала 21 т/ч, степень удаления серы 21 %, фосфора 93 %.
Окончательные выводы о показателях работы агрегатов такого типа в промышленных условиях и, соответственно, о перспективах внедрения сделать пока трудно.
§ 2. ПЕРЕПЛАВ МЕТАЛЛОЛОМА
Если САНДы, основанные на переработке в сталь жидкого чугуна, не вышли из стадии полупромышленных испытаний, то САНДы с использованием в качестве шихты дешевого металлического лома (скрапа) получают все большее распространение. Работы ведутся во многих странах мира. Изыскание рациональных методов непрерывной переработки металлолома происходит в основном по двум направлениям. В первом случае в качестве плавильного агрегата используют высокомощную дуговую сталеплавильную печь с периодической выдачей порции металла. Во втором случае в качестве плавильного агрегата используют шахтную печь (типа вагранки). В обоих случаях получаемый полупродукт доводится затем во вспомогательных агрегатах. В качестве примера организации непрерывного сталеплавильного процесса может служить процесс, разработанный японским научно-исследовательским институтом металлургии NRIM.
656
Построенный по предложенной схеме комплекс включает (рис. 224) металлургическую вагранку, работающую на подогретом до 500 °C дутье, производительностью 20 т/ч. В качестве шихты используют металлолом и пакеты. Полученный в вагранке углеродистый полупродукт (2,7—3,5 % С) попадает в ковш, где обрабатывается десульфурирующими смесями, после чего переливается в канальную (с индуктором для подогрева) индукционную печь — копильник. Из копильника металл попадает в рафинировочную печь, оборудованную сводовыми кислородными фурмами и устройствами для присадки охладителей и флюсов. После рафинировочной печи металл попадает в оборудованный пористой пробкой для вдувания инертного газа ковш, где производится его раскисление. На рис. 225 показан общий вид агрегата непрерывного сталеплавильного процесса Consteel на базе дуговой сталеплавильной печи. Шихту (металлолом или металлизованные окатыши), подогреваемую за счет дожигания СО, выделяющейся из ванны дуговой печи при ее продувке кислородом, подают непрерывно в печь. Температура металлолома перед поступлением в печь составляет 500—700 °C. Печь с эркерным выпуском обеспечивает периодическую выдачу порций стали, поступающих далее на установки внепечной обработки. Процесс Consteel был создан с начале 80-х годов в США. Различные варианты процесса с непрерывной подачей подогреваемой отходящими газами металлошихты в печь получают все большее распространение во многих странах.
В начале 80-х годов в Германии разработан процесс, названный процессом EOF. Первый промышленный агрегат (рис. 226) был введен на одном из заводов Бразилии. Емкость этого агрегата 30 т, производительность ~200 тыс.т стали в год, стойкость футеровки >500 плавок, расход жидкого топлива 8—9 кг, кокса 1,0 кг на 1 т стали, расход кислорода 60—78м3/т, расход огнеупоров 6 кг/т стали. Опыт показал, что утилизация тепла отходящих газов позволяет нагреть подаваемую твердую металлошихту до 850°С. Состав шихты (соотношение расхода чугуна и металлолома), как и в мартеновских печах, может меняться в широких пределах. К 1993г. в мире работало ~ 10 установок EOF (в Бразилии, Индии, Италии, США, Венгрии) производительностью 200—бООтыс.т/год каждая. В России подобная установка проектируется для Белорецкого металлургического комбината.
657
658
Рис. 224. Схема CSM-npouecca:
I — плавление; II — рафинирование; III — легирование; IV — разливка; 1 — кокс и известняк; 2 — окалина; 3 — вагранка; 4 — десульфурация; 5 — копильник; 6 — ковш; 7 — рафинировочный агрегат; 8 — раскисление; 9 — доводка; 10 — УНРС; 11 — заготовки; 12 — десульфурирующие реагенты; 13 — охладители; 14 — флюсы; 15 — ферросплавы; 16 — теплообменник; 17 — пылесборник; 18 — эксгаустер; 19 — труба
Рис. 225. Общий вид установки Consteel
Рис. 226. Схема EOF-процесса:
1 — загрузка скрапа; 2 — подогрев скрапа;
3 — воздух и топливо; 4 — фурмы для глубинной продувки; 5 — шиберный затвор;
6 — стопор; 7 — кислород ии топливо; 8 — отходящие газы
§ 3. ПЕРСПЕКТИВЫ РАЗВИТИЯ НЕПРЕРЫВНЫХ
ПРОЦЕССОВ
Сегодня еще нельзя сказать, что уже найдены решения организации непрерывного процесса сталеварения и разработаны оптимальные конструкции САНД, которые могли бы успешно конкурировать с современными процессами массового производства стали в конвертерах и дуговых сталеплавильных печах периодического действия. Однако усилия, затрачиваемые на разработку рациональных схем САНД, оправдываются сле
659
дующими обстоятельствами. В современных сталеплавильных агрегатах периодического действия развитие технологии достигло очень высокого уровня. Время, затрачиваемое на выполнение собственно металлургических операций, во многих случаях сопоставимо с продолжительностью простоя агрегатов, связанного с проведением вспомогательных операций (загрузки печи, анализа металла по ходу плавки, выпуска готового металла и т.д.).
Например, для крупных конвертеров продолжительность проведения вспомогательных операций составляет около половины длительности всей плавки. Резервы дальнейшего повышения производительности, очевидно, следует искать в направлении сокращения времени, затрачиваемого на вспомогательные операции. В этом отношении использование сталеплавильных агрегатов непрерывного действия представляется одним из наиболее вероятных решений проблемы.
Г л а в а 10. ПЕРЕПЛАВНЫЕ ПРОЦЕССЫ
Переплавные процессы представляют собой различные способы переплава (с целью повышения качества металла) слитков или заготовки, предварительно полученных обычными способами выплавки (в дуговой электропечи, конвертере, мартеновской печи). Изменение состава переплавленных заготовок заключается в том, что в них уменьшается содержание вредных примесей и включений.
Кроме того, особые условия кристаллизации металла (более быстрая и направленная кристаллизация) обеспечивают существенное уменьшение неприятных последствий ликвацион-ных процессов и дефектов усадочного происхождения.
Помимо названия "переплавные процессы" используют названия "специальная металлургия" или "специальная электрометаллургия".
К переплавным процессам часто относят также плавку стали в вакуумной индукционной печи (вакуумный индукционный переплав или сокращенно ВИП).
Первые промышленные вакуумные индукционные печи появились около 35 лет тому назад, это были первые вакуумные агрегаты, предназначенные для плавки стали.
660
§1 . ВАКУУМНЫЙ ИНДУКЦИОННЫЙ ПЕРЕПЛАВ
Этот метод позволяет получить металл строго заданного состава, очень чистый по содержанию газов, неметаллических включений, примесей цветных металлов. Недостаток метода — контакт металла с футеровкой. В настоящее время
Рис. 227. Схема процессов электропереплава (а — вакуумно-дуговой; б — электрошлаковый; в — электронно-лучевой; г — плазменный с радиальным размещением плазмотронов; д — плазменный с осевым размещением плазмотронов): 1 — источник питания; 2 — слиток, 3 — ванна расплава; 4 — кристаллизатор, 5 — электрод (переплавляемая заготовка); б — герметизированная камера; 7 — шлаковая ванна; 8 — шлаковая "рубашка" (при ЭШП); 9 — фокусирующее устройство; 10 — плазмотрон
661
ВИП используется как метод предварительной выплавки шихты в виде заготовки для других переплавных процессов, для производства сплавов ряда марок ответственного назначения и особо качественных отливок, в частности из жаропрочных сплавов для изготовления деталей реактивных двигателей (например, лопаток газовых турбин).
В чистом виде "переплавными" процессами являются переплавы: вакуумно-дуговой (ВДП), электрошлаковый (ЭШП), электронно-лучевой (ЭЛП), плазменно-дуговой (ПДП). Принципиальная схема переплавных процессов представлена на рис. 227
§2 . ВАКУУМНЫЙ ДУГОВОЙ ПЕРЕПЛАВ
На схеме рис. 227, а показано, что под воздействием высоких температур, возникающих в зоне электрической дуги между переплавляемым электродом и поддоном кристаллизатора, металл на нижнем торце электрода расплавляется и капли расплавленного металла падают в ванну, где под воздействием охлаждения кристаллизатора формируется слиток. До начала операции печь вакуумируют (остаточное давление обычно не более 1,33 Па); вакуумные насосы продолжают работать в течение всей плавки. Таким образом, капли металла падают через вакуумированное пространство, при этом обеспечивается очень полное очищение металла от газов, оксидных неметаллических включений (общее содержание кислорода снижается до очень низких пределов), от примесей некоторых цветных металлов и получается плотный слиток Кристаллизация металла в водоохлаждаемом кристаллизаторе (обычно медном) имеет четко направленный характер, отвечающий направлению отвода тепла. В результате ВДП механические характеристики металла улучшаются и становятся почти одинаковыми в различных направлениях. В современных установках ВДП получают слитки массой от нескольких сотен килограммов до 40—50 т.
Достоинством способа ВДП является отсутствие контакта металла с огнеупорной футеровкой, недостатком — невозможность снижения содержания серы (отсутствие шлаковой фазы). Дуговая выплавка отличается высокой концентрацией тепла в дуге, поэтому ВДП получил широкое распространение при производстве слитков из тугоплавких металлов (титана,
662
циркония, ниобия, молибдена, вольфрама и др.). Схему, при применении которой электрод переплавляется, называют ВДП с расходуемым электродом. На рис. 228 показана современ
ная вакуумно-дуговая печь с расходуемым электродом
В некоторых случаях изготовить расходуемый электрод невозможно (например, при переплаве титановой губки). В этих случаях губчатый или порошкообразный материал расплавляют, помещая его в зону дуги между постоянным (нерас-ходуемым) электродом и ванной. Такой метод называют ВДП с не расходуемым электродом. Полученный таким образом слиток обычно еще раз переплавляют методом ВДП с расходуемым
Рис 228 Ваку умно-дуговая печь 1 — механизм перемещения электрода, 2 — вакуумная камера, 3 — механизм прижима электрода, 4 — направляющие кристаллизатора, 5 — кристаллизатор с поддоном, 6 — механизм подъема кристаллизатора 7 — механизм разгрузки, 8 -патрубок с вакуумным насосом
7,9
-1
±0,00
Г'
3
-2,655
-2,38
’УУ//МУР
663
Рис. 229. Вакуумная дуговая гар-нисажная печь:
1 — электрод; 2 — тигель; 3 — желоб; 4 — форма; 5 — стационарные заливочные камеры; 6 — стол центробежной машины
электродом. При ВДП с нерасходуемым электродом вместо кристаллизатора иногда устанавливают металлический водоохлаждаемый тигель; во время плавки на стенках тигля образуется корочка переплавляемого металла (гарнисаж) и расплав контактирует с гарнисажем из этого же металла. Печи такого типа называют гарнисажными.
Вакуумные дуговые гарнисажные печи (ВДГП) используют также для фасонного литья отливок особо ответственного назначения. На рис. 229 изображена схема современной гар-нисажной печи емкостью 0,6 т с разливкой металла по желобу. Плавильная поворотная камера соединена с двумя стационарными заливочными камерами с помощью патрубков и поворотных вакуумных уплотнителей. Нерасходуемые электроды обычно делают из вольфрама.
§ 3. ЭЛЕКТРОШЛАКОВЫЙ ПЕРЕПЛАВ
Принципиальная схема ЭШП представлена на рис. 227. Электрическая цепь между расходуемым электродом и наплавляемым слитком замыкается через слой расплавленного шлака (электрическая дуга отсутствует). Жидкий шлак электропро-воден, но обладает высоким сопротивлением, он нагревается до температуры 1700—2000 °C, в результате чего погруженный в него конец расходуемого электрода оплавляется, и металл в виде капель проходит через слой шлака и застывает в ванне кристаллизатора в виде плотного слитка.
664
Составы шлаков при ЭШП различны, чаще всего используется шлак, состоящий из CaF2 с добавками СаО, А12О3, SiO2. Проходя через такой шлак, капли металла очищаются от серы, в них снижается содержание неметаллических включений, в кристаллизаторе образуется плотный качественный слиток. Оборудование ЭШП проще и дешевле, чем при ВДП. Это обусловило широкое распространение этого вида переплава.
Процесс ЭШП был разработан в институте электросварки им. Е.О.Патона АН Украины. Практическое распространение метода ЭШП началось в 1958 г. на металлургическом заводе "Днепроспецсталь". Электрошлаковый переплав получил большое распространение. Появился специальный термин "элект-рошлаковая технология" (ЭШТ), имеющая ряд разновидностей: "электрошлаковое литье" (ЭШЛ), "центробежное электрошла-ковое литье" (ЦЭШЛ) и т.д.
На установках одних типов переплав осуществляют с расходуемым электродом, на установках других типов — с не-расходуемым электродом. Существо процесса остается при этом неизменным: капли металла проходят через слой жидкого шлака (через шлаковую ванну). Нерасходуемые электроды, используемые для поддержания требуемой температуры в шлаковой ванне, бывают графитовые или металлические водоохлаждаемые. Проходя через слой жидкого шлака, капли металла попадают или в кристаллизатор или в огнеупорный тигель. В последнем случае установки называются "установками с керамическим тиглем". Для производства стальных слитков обычно используют процесс с расходуемым электродом и охлаждаемым кристаллизатором.
Расходуемые электроды получают, выплавляя предварительно металл нужного состава в обычном сталеплавильном агрегате (чаще — в дуговой сталеплавильной или мартеновской печи) и разливая его на слитки или непрерывно-литую заготовку. Для получения расходуемых электродов необходимых размеров (по сечению) слитки могут подвергаться прокатке или ковке. Получаемые электрошлаковые слитки имеют обычно развес до 5—6 т. В отдельных случаях (например, при получении заготовок для последующего изготовления роторов турбин электростанций) отливаются электрошлаковые слитки массой 60 т и более. В СССР была разработана специальная электрошлаковая технология, позволяющая отливать
665
слитки массой до 300 т. Большие слитки массой 200—300 т (для роторов турбин, валов судовых двигателей и т.п.) выплавляют редко, и заводам нерационально иметь у себя крупные агрегаты для того, чтобы использовать их несколько раз в году. Поэтому для производства сверхкрупных слитков институт им. Патона совместно с рядом заводов создал способ, получивший название способа порционной электрошлаковой отливки (ПЭШО). В отличие от обычного ЭШП, основанного на переплаве расходуемых электродов, способ ПЭШО предусматривает получение слитков непосредственно из жидкого металла. В водоохлаждаемой изложнице с помощью нерасходуемых электродов расплавляется смесь шлакообразующих компонентов. При этом в изложнице образуется слой жидкого шлака (шлаковая ванна), обладающий высокой рафинирующей способностью (рис. 230, а). Через слой шлака заливают первую порцию стали, полученной в печи, емкость которой равна части емкости изложницы. При заливке металла погруженные в шлак электроды автоматически поднимаются (рис. 230, б).
После заливки первой порции металла ведут электрошла-ковый обогрев зеркала металла. Подводимая мощность должна поддерживать его жидким по всему сечению изложницы. При этом залитый металл постепенно затвердевает в направлении снизу вверх и к моменту заливки следующей порции металла под слоем жидкого шлака остается небольшой объем жидкого металла (рис. 230, в). Металл следующей порции аналогичным образом заливают в изложницу, и он смешивается с остатком жидкого металла первой порции (рис. 230, г). Этот
Рис. 230. Схема порционной электрошлаковой отливки
666
процесс повторяют несколько раз до заполнения всей изложницы. После заливки последней порции металла постепенно снижают электрическую мощность, подводимую к шлаковой ванне, т.е. предотвращают образование усадочной раковины в головной части слитка (рис. 230, д). Интенсивная обработка металла рафинирующим шлаком обеспечивает высокую чистоту металла слитка по сере и неметаллическим включениям.
Направленная снизу вверх последовательная кристаллизация металла в изложнице при постоянном наличии сравнительно небольшого объема жидкого металла и высокого градиента температур в металлической ванне ограничивает развитие в слитке зональной ликвации и исключает образование в нем дефектов усадочного и ликвационного происхождения.
Преимуществом способа ПЭШО является также возможность получения слитков практически неограниченной массы при наличии сталеплавильного агрегата сравнительно малой емкости.
Например, слиток массой 200 т можно отлить способом последовательной заливки в изложницу четырех-шести плавок, полученных в дуговой электропечи (или ином агрегате) емкостью всего 35—50 т.
Другим технологическим приемом, позволяющим получать высококачественные крупные слитки, является технология, названная "ЭШП с расходуемым электродом". При данной технологии у отлитого по обычной технологии крупного слитка удаляется осевая зона, в которой металл обычно поражен дефектами вследствие ликвации вредных примесей, неметаллических включений, скопления газов и т.п. Затем образовавшуюся таким образом полость в слитке путем электро-шлакового плавления заполняют доброкачественным металлом.
Разновидностью ЭШП является электрошлаковая отливка (ЭШО), при которой жидкий металл заливается в водоохлаждаемые кристаллизаторы через слой жидкого шлака и кристаллизация протекает при электрошлаковом обогреве головной части слитков.
Другой разновидностью ЭШП является электрошлаковое литье (ЭШЛ), в процессе которого происходит электрошлаковое плавление расходуемого электрода, а переплавленный металл приобретает форму внутренней поверхности кристаллизатора или формы. Сечение формы может быть переменным.
667
При ЭШЛ широко используется прием закладки деталей с последующим их приплавлением к основной части отливки в процессе переплава расходуемого электрода.
Таким образом, ЭШЛ включает в себя элементы сварочной техники.
В отличие от ЭШЛ сущность метода центробежного электрошлакового литья (ЦЭШЛ) заключается в расплавлении и накоплении металла электрошлаковым способом с последующей заливкой этого металла во вращающуюся форму.
Чистота металла, прошедшего рафинирование жидким шлаком, и своеобразные условия кристаллизации этого металла во вращающейся форме обеспечивают высокое качество получаемых заготовок, что позволяет использовать их для изготовления деталей самого ответственного назначения.
Успехи электрошлаковой технологии вызвали к жизни многочисленные предложения об организации электрошлакового переплава кусковых материалов (например, стружки), метал-лизованного сырья (например, металлизованных окатышей) и т.п. В этом направлении ведутся интенсивные исследования.
Исследования ведутся также по разработке электрошлаковой технологии получения ферросплавов (ферротитана, феррованадия). При этом в качестве сырья используются титановая и железная губки, пятиокись ванадия и т.п.
Исследуется также возможность организации процесса дугового электрошлакового переплава (ДШП), при котором металл расходуемого электрода плавится за счет тепла электрической дуги, горящей в промежутке электрод—поверхность жидкой шлаковой ванны, а капли металла электрода, проходя через слой шлака, накапливаются в нижней части кристаллизатора и, затвердевая, образуют однородный слиток.
Недостатком ЭШП является невозможность организовать в открытом агрегате удаление водорода. В связи с этим широкое распространение получили дуплекс-процесс ВИП—ЭШП и ЭШП-ВДП.
ВДП и ЭШП — основные переплавные процессы; пользуясь ими, в промышленно развитых странах ежегодно переплавляют десятки и сотни тысяч тонн высококачественной стали и сплавов. Во многих случаях металл переплавляют дважды и трижды: ВИП—ВДП; ЭШП-ВДП; ВИП-ЭШП-ВДП и т.п.
668
$ 4. ЭЛЕКТРОННО-ЛУЧЕВОЙ И ПЛАЗМЕННО-ДУГОВОЙ ПЕРЕПЛАВЫ
Этими способами переплава пока пользуются в ограниченных масштабах и применяют их для производства в небольших количествах особо чистых сплавов. Не используется пока еще широко и метод получения сплавов плавкой во взвешенном состоянии.
§ 5. ПЕРСПЕКТИВЫ РАЗВИТИЯ ПЕРЕПЛАВНЫХ
ПРОЦЕССОВ
Переплавные процессы требуют предварительной выплавки металла в другом сталеплавильном агрегате, разливки и последующей подготовки слитка или заготовки для переплава (обрезка, удаление поверхностных дефектов, зачистка или травление и т.п.). Все это заметно уменьшает сквозной выход годного металла и требует существенных дополнительных затрат. Эти затраты оправданы лишь в особых случаях.
В настоящее время новые методы внепечной обработки жидкой стали обеспечивают весьма глубокое рафинирование металла, а установки непрерывной разливки— благоприятные условия кристаллизации. Поэтому более дорогие методы переплава используются лишь тогда, когда к качеству металла предъявляются особые требования.
Часть III. ПРОИЗВОДСТВО ФЕРРОСПЛАВОВ
Глава 1. СПОСОБЫ ПРОИЗВОДСТВА ФЕРРОСПЛАВОВ
Ферросплавы — это сплавы железа с кремнием, марганцем, хромом, вольфрамом и другими элементами, применяемые в производстве стали для улучшения ее свойств и легирования. Вводить в сталь нужный элемент не в виде чистого металла, а в виде его сплава с железом удобнее вследствие более низкой температуры его плавления и выгоднее, так как стоимость ведущего элемента в сплаве с железом ниже по сравнению со стоимостью технически чистого металла.
Исходным сырьем для получения ферросплавов служат руды или концентраты. Для производства основных сплавов — ферросилиция, ферромарганца, силикомарганца и феррохрома — пользуются рудами, так как в них высоко содержание окис-лов элемента, подлежащего восстановлению. При производстве ферровольфрама, ферромолибдена, феррованадия, ферротитана и других сплавов руду вследствие малой концентрации в ней полезного элемента обогащают, получая концентрат с достаточно высоким содержанием окислов основного элемента.
Ферросплавы получают восстановлением окислов соответствующих металлов. Для получения любого сплава необходимо выбрать подходящий восстановитель и создать условия, обеспечивающие высокое извлечение ценного (ведущего) элемента из перерабатываемого сырья.
Восстановителем может служить элемент, обладающий более высоким химическим сродством к кислороду, чем элемент, который необходимо восстановить из оксида. Иначе говоря, восстановителем может быть элемент, образующий более химически прочный оксид, чем восстанавливаемый элемент. Восстановительные процессы облегчаются, если они проходят в присутствии железа или его оксидов. Растворяя восстановленный элемент или образуя с ним химическое соединение, железо уменьшает его активность, выводит его из зоны реакции, препятствует обратной реакции — окислению. В ряде случаев температура плавления сплава с железом ниже температуры плавления восстанавливаемого элемента, следовательно, реакция может протекать при более низкой температуре.
670
В зависимости от вида применяемого восстановителя различают три основных способа получения ферросплавов: углевосстановительный, силикотермический и алюминотермический. Наиболее дешевым является углерод, поэтому его используют при производстве углеродистых ферромарганца и феррохрома, а также всех сплавов с кремнием (кремний препятствует переходу углерода в сплав). Реакции восстановления металлов из их оксидов углеродом эндотермичные, поэтому углевосстановительный процесс требует подвода тепла — обычно это тепло, выделяемое электрическими дугами ферросплавной печи. Выплавку ферросплавов углевосстановительным процессом осуществляют в так называемых восстановительных (рудовосстановительных) ферросплавных печах с трансформаторами мощностью 10—115 МВ • А, работающих непрерывным процессом, т.е. с непрерывной загрузкой шихты в печь и периодическим выпуском продуктов плавки.
Силикотермическим и алюминотермическим способами получают ферросплавы с пониженным или очень низким содержанием углерода: среднеуглеродистые и малоуглеродистые ферромарганец и феррохром, безуглеродистый феррохром, металлические хром и марганец, ферросплавы и лигатуры с титаном, ванадием, вольфрамом, молибденом, цирконием, бором и другими металлами. Эти сплавы выплавляют в рафинировочных ферросплавных печах, оборудованных трансформаторами мощностью 2,5—7 МВ • А и работающих периодическим процессом с выпуском из печи металла и шлака по окончании плавки. Когда выделяющегося при экзотермических реакциях тепла достаточно для получения металла и шлака в жидком виде, плавку проводят в футерованных шахтах (горнах).
Глава 2. ФЕРРОСПЛАВНАЯ ПЕЧЬ
§ 1. ВОССТАНОВИТЕЛЬНЫЕ ФЕРРОСПЛАВНЫЕ ПЕЧИ
Восстановительные ферросплавные печи (рис. 231) работают непрерывно. В работающей печи электроды погружены в твердую шихту и дуга горит под слоем шихты. Шихту пополняют по мере ее проплавления; сплав и шлак выпускают периодически. Печи этого типа оснащены мощными трансформаторами: 10—115 МВ ' А. Печи трехфазные, стационарные или вращающиеся вокруг вертикальной оси; ранее печи изготавливали
671
Рис 231 Схема устройства и ра боты ферросплавной печи
1 — футеровка, 2 — жидкий сплав, 3 — гарнисаж, 4 — шихта 5 — за
I рузочныи (печной) бункер, 6 — электрод, 7 — свод, 8 — летка
открытыми, а новые печи делают закрытыми, т е. с рабочим пространством, закрытым сверху водоохлаждаемым сводом.
В поперечном сечении большая часть ферросплавных печей круглые, а ряд новых мощных печей имеют прямоугольную форму. Большая часть печей оборудована тремя электродами, а печи большой мощности иногда имеют шесть электродов. В круглых печах электроды расположены по вершинам равностороннего треугольника, а в прямоугольных печах — в линию. Для выпуска продуктов плавки печь имеет одну—две, а иногда три летки. Если технологический процесс связан с раздельным выпуском металла и шлака, имеются две летки (металлическая и шлаковая), расположенные на различных уровнях.
На рис. 232 показана конструкция круглой закрытой рудовосстановительной печи мощностью 33 МВ • А с вращающейся ванной (печь РКЗ-ЗЗ). Ниже приведены основные размеры некоторых рудовосстановительных печей:
Тип печей РКО-16,5, PK3-34 РКЗ-ЗЗ РПЗ-63
РКЗ-16,5
Мощность трансформатора, МВ • А 16,5 24,0 33,0 63,0
Глубина ванны м 23 2,6 3,0 3,19
Диаметр ванны, м 6,2 7,2 8,7 20 4X6,2
Диаметр кожуха, м 8,3 8,9 10,5 —
Примечание РКО — руднотер 'мические кр углые отк] рытые п ечи, РКЗ —
руднотермические круглые закрытые i печи, РПЗ — руднотерм ические прямоуголь
ные закрытые печи
Кожух печей выполняют из листовой стали толщиной 15— 30 мм и усиливают снаружи вертикальными ребрами и горизонтальными поясами жесткости, днище кожуха выполняют плоским. К верху кожуха закрытых печей приварен кольцевой желоб (рис. 232, 5) песочного затвора.
672
Рис 232 Закрытая рудовосстановительная печь мощностью 33 МВ • А
1 — механизм вращения ванны, 2 железобетонная плита, 3 — футеровка, 4 — кожух, 5 — кольцевой желоб песочного затвора, 6 — свод, 7 — загрузочная воронка, 8 — трансформатор, 9 (9а, 96, 9в) — короткая сеть, 10 — несущий цилиндр, 11 — механизм перемещения электрода, 12 — механизм перепускания электрода, 13 — контактные щеки, 14 — газоход, 15 — летка, 16 — зубчатый венец
43-4050
673
Материалы, применяемые для футеровки печи, выбирают в зависимости от выплавляемого сплава. Так, для выплавки кремнистых сплавов и углеродистого ферромарганца рабочее пространство печи выкладывают из угольных блоков, для выплавки углеродистого феррохрома — из магнезитового кирпича. Верх стен выкладывают шамотным кирпичом.
Для ферросплавных печей характерна подина большой толщины. Общая толщина футеровки подины достигает 2,5 м. При такой толщине подины обеспечивается большая тепловая инерция и облегчаются условия сохранения устойчивой температуры в плавильной зоне печи при кратковременных простоях.
В большинстве ферросплавных печей рабочим слоем футеровки служит так называемый гарнисаж, т.е. настыль, образованная из проплавляемой руды, шлака и сплава.
Свод печи. У строившихся ранее открытых печей через колошник выделяется много тепла и отходящих газов, что вызывает нагрев оборудования и затрудняет работу персонала; кроме того, на колошнике окисляется часть восстановителя, а над печью бесполезно сгорает содержащийся в отходящих газах оксид СО (отходящие газы содержат ~ 85 % СО). Эти недостатки устраняются, если печь накрыта сводом. На современных ферросплавных печах широко распространены водоохлаждаемые своды, и, в частности, десятисекционные своды (рис. 233). Свод состоит из девяти периферийных и десятой центральной секций, каждая из которых выполнена в виде плоской полой коробки (кессона), в которой циркулирует охлаждающая вода. Секции монтируют в сво-
Рис 233 Схема водоохлаждаемого плоского свода ферросплавной ф* чи
1 — взрывной клапан, 2 — сводовое кольцо, 3 — газозаборный короб, 4 — периферийная секция свода, 5 — центральная секция
674
довом кольце; они подвешены к металлоконструкциям цеха Снизу свод футерован огнеупорным бетоном, имеются три отверстия для электродов и при необходимости отверстия для загрузочных воронок. В своде имеются два отверстия для отвода печных газов к газоочистке. Имеется также несколько отверстий, оборудованных взрывными клапанами, которые необходимы, поскольку газ в печи, содержащий много СО, при попадании воздуха может взрываться.
Применяются также своды, выполненные в виде стального водоохлаждаемого каркаса с футеровкой из огнеупорного кирпича или блоков из огнеупорного бетона. В закрытых печах предусматривают уплотнение между сводом и ванной в виде песочного затвора.
Механизм вращения ванны предусмотрен на многих ферросплавных печах. Вращение ванны позволяет предотвратить зависание шихты и образование настылей. В таких печах ванна крепится на железобетонной плите (рис. 232, 2), опирающейся на ходовые колеса, которые катятся по кольцевому рельсу, заложенному в фундаменте. Вращение осуществляют от электродвигателя с двумя редукторами, выходные шестерни которых входят в зацепление с зубчатым венцом 16, прикрепленным к плите 2. Вращение ванны происходит со скоростью один оборот за 35—130 ч. Вращение печи реверсивное в секторе 130°. При повороте печи свод остается неподвижным.
Электроды и электрододержатели
В восстановительных ферросплавных печах применяют само-спекающиеся непрерывные электроды, причем формирование электрода (обжиг и спекание электродной массы) происходит в процессе работы ферросплавной печи. Эти электроды в три раза дешевле графитированных электродов, применяемых в дуговых сталеплавильных печах.
Самоспекаюшийся электрод представляет собой (рис. 234) заполненный электродной массой кожух из стального листа толщиной 1—Змм с продольными ребрами внутри. Кожух изготавливают отдельными секциями длиной 1,4—1,8 м, которые впоследствии сваривают друг с другом. В основном применяют круглые электроды диаметром 900—2000 мм, а на прямоугольных печах — плоские электроды размером до 3200x800 мм. Кожух, служащий пресс-формой для электродной
675
Рис 234 Самоспекающийся электрод и электрододержа-тель.
1 — кожух электрода; 2 — электродная масса; 3 — нажимное устройство; 4 — контактная щека; 5 — несущий цилиндр; 6 — ребра; 7 — трубка подвода тока и воды; 8 — нажимное кольцо; 9 — свод печи; 70 — шихта
массы, предохраняет электрод от окисления воздухом, облегчает прохождение тока от электрододержателя к обожженной части электрода. Электродную массу изготавливают из термоантрацита, кокса, каменноугольной смолы и пека. Электродную массу забрасывают в кожух сверху в холодном состоянии. Под действием тепла печи масса размягчается и плотно заполняет кожух. В процессе работы печи по мере сгорания и опускания электрода необожженная его часть постепенно приближается ко все более нагретым зонам печи; масса постепенно теряет летучие. Под контактные щеки (рис. 234, 4) масса поступает еще пластичной, при дальнейшем нагреве на участке щек электродная масса спекается (коксуется); сопротивление электрода снижается. Из-под контактных щек электрод выходит с нормальными свойствами угольного электрода. По мере сгорания электрод опускает
676
ся, а сверху с дозировочной площадки к железному кожуху приваривают, не выключая тока, новую секцию, которую наполняют электродной массой.
Допустимая плотность тока в самоспекающихся электродах составляет 5—8,5 А/мм2 (меньшее значение относится к малым электродам).
Электрододержатель предназначен для подвода тока к электроду, удержания электрода и его перемещения по вертикали. Электрододержатель состоит (рис. 234) из несущего цилиндра 5, контактных щек 4 и нажимного кольца 8. Контактные щеки (их число четыре—десять) служат для подвода рабочего тока к электроду, их делают из высокотеплопроводной меди или ее сплавов и для обеспечения водяного охлаждения — полыми или с залитыми внутри трубками; с помощью медной трубки к щеке подводят ток и воду.
Несущий цилиндр выполнен из стального листа толщиной 10—16 мм и охватывает электрод по высоте до механизма перемещения электрода (рис. 232, 11), причем верх цилиндра закреплен в этом механизме. Диаметр цилиндра превышает диаметр электрода на 150—200 мм, и в зазор между ними сверху подают вентилятором воздух. К низу несущего цилиндра подвешены нажимное кольцо и контактные щеки (кольцо с помощью четырех водоохлаждаемых труб, а каждая щека на стальной тяге; эти подвески на рис. 234 не показаны). Прижатие контактных щек к электроду осуществляют с помощью нажимных устройств 3 кольца 8, в которых размещены пружины или гидравлические зажимы (рис. 234).
Механизм перемещения, т.е. подъема и опускания электродов (на современных печах гидравлический и управляемый автоматизированной системой) обеспечивает по ходу плавки движение электрода вниз с тем, чтобы поддерживать длину дуги и электрический режим в заданных пределах и при необходимости перемещает электроды вверх. Механизм (рис. 232, 11) закреплен на междуэтажном перекрытии цеха, он движет несущий цилиндр и через него электрод.
По мере сгорания нижнего конца электрода возникает необходимость перепускания электрода, что осуществляют с помощью механизма перепускания (рис. 232, 12), в котором зажат верх электрода. Механизм обеспечивает периодическое опускание электрода относительно несущего цилиндра или подъем цилиндра относительно электрода на 50—200 мм, что
677
увеличивает длину рабочего конца электрода (располагаемого ниже контактных щек).
Электропитание
Электрическое оборудование ферросплавных печей схоже с аналогичным оборудованием дуговых сталеплавильных печей (см. § 1—2 гл. 4 П-ой части). Трехэлектродные ферросплавные печи оборудованы трехфазным понижающим печным трансформатором и иногда тремя однофазными трансформаторами, от которых ток при помощи короткой сети подается на каждый электрод; шестиэлектродные печи имеют три однофазных трансформатора, к которым электроды подсоединены попарно. Мощность трансформаторов разных печей находится в пределах 10—115 МВ • А, вторичное напряжение — в пределах 130—250 В; сила тока на мощных печах достигает 100-110 кА.
Короткая сеть состоит из трех участков: шинный пакет (рис. 232, 9а) идущий от трансформатора до гибкого участка, гибкий участок (рис. 232, 96), токоподвод (рис. 232, 9в) к контактным щекам. Шинный пакет выполняют из медных водоохлаждаемых труб или медных пластин, гибкую часть из гибких медных кабелей, токоподвод к щекам — в виде водоохлаждаемых медных труб.
Необходимо, чтобы длина короткой сети была минимальной; прокладку токоведущих шин или труб следует выполнять бифилярно, т.е. чтобы шины, обтекаемые токами различных направлений, были расположены возможно ближе друг к Другу.
Вторичное напряжение, подаваемое на электроды в зависимости от конструкции переключающего устройства Переключают как при отключенной печи, так и под нагрузкой. Оптимальный электрический режим на каждой ступени напряжения поддерживают с помощью автоматических регуляторов.
§ 2. РАФИНИРОВОЧНЫЕ ФЕРРОСПЛАВНЫЕ ПЕЧИ
Рафинировочные ферросплавные печи имеют мощность 3,5— 7МВ*А и служат для выплавки ферросплавов с низким содержанием углерода; они работают с выпуском сплава и шлака после окончания плавки. Они имеют круглую открытую ванну, а в остальном по своему устройству они ближе к дуговым сталеплавильным печам, на базе которых их конструируют.
678
Печи делают наклоняющимися, в связи с чем ванну крепят на люльке с механизмом ее наклона; ванна оборудована механизмом вращения, обеспечивающим ее круговое или возвратно-поступательное вращение в процессе плавки. Механизмы перемещения электродов и электрододержатели такие же, как в дуговых сталеплавильных печах; эти механизмы опираются не на люльку, а на пол цеха и при наклоне ванны электроды не наклоняются. Электроды применяют как само-спекающиеся, так и графитированные. Загрузка шихты такая же, как в восстановительных ферросплавных печах.
§3. ЗАГРУЗКА ШИХТЫ В ФЕРРОСПЛАВНЫЕ ПЕЧИ
Шихту в ферросплавные печи загружают сверху (рис. 235) из специальных печных карманов (бункеров) 1, расположенных на некоторой высоте над печью и оборудованных затворами. После открывания затвора материал по труботечке 2 ссыпается в печь.
В закрытые печи материалы подают двумя способами. Один из них (рис. 235, а) предусматривает поступление материала из течки в воронку 3, расположенную концентрически вокруг электрода и далее в печь через кольцевой зазор между отверстием в своде и электродом. Во втором случае (рис. 235, б) материал из труботечки попадает в печь через отверстие в своде.
В первом случае шихта располагается в печи конусом вокруг электродов, во втором — в стороне от электродов под загрузочными течками.
Рис. 235. Способы загрузки шихты в ферросплавные печи с помощью воронки (а) и через отверстие в своде (&)
679
В открытые печи шихта из печных карманов также подается по труботечкам (лоткам), но их можно направить в определенное место ванны. Применяют также бросковые машины, передвигающиеся по рельсам вокруг печи; рабочий орган машины — лоток (лопата), вмещающий ~ 25 кг шихты, совершает бросковые движения.
Доставку материалов в печные карманы из шихтового отделения ферросплавного цеха осуществляют несколькими способами. В шихтовых отделениях сырые материалы проходят специальную переработку и подготовку: их дробят, сортируют на фракции нужной крупности, некоторые материалы промывают и сушат. Далее во многих цехах материалы наклонным ленточным конвейером или скиповым подъемником доставляют в плавильный корпус цеха в бункеры, расположенные вблизи печей, а из них порциями с помощью дозировочной саморазгружающейся рельсовой тележки загружают в печные карманы. В ряде цехов материалы из дозировочных бункеров шихтового отделения доставляют системой конвейеров непосредственно в печные карманы.
Г л а в а 3. ПРОИЗВОДСТВО ФЕРРОСИЛИЦИЯ
Ферросилиций применяют для раскисления и легирования стали и в качестве восстановителя при производстве некоторых ферросплавов. В электрических печах выплавляют ферросилиций различных марок с содержанием кремния от 19—23% (сплав ФС20) до 92—95 % (сплав ФС92). При содержании кремния в сплаве в пределах 50—60 % и при загрязнении его фосфором и алюминием сплав рассыпается в порошок с выделением ядовитых летучих соединений. Поэтому сплав такого состава заводы не выпускают. Помимо кремния ферросилиций содержит железо и ряд примесей. В сплавах, содержащих 41—47 % кремния и более, имеется до 0,1—0,2 % С, до 0,2— 0,6% Мп, до 0,05% Р, до 0,02% S и до 1,5-2,5 % А1. В малокремнистых сплавах (19—27 % Si) содержание углерода достигает 0,6—1,0 %. Следует отметить, что ферросилиций содержит мало углерода, несмотря на применение углеродистого восстановителя и угольной футеровки печи. Объясняется это тем, что в присутствии кремния растворимость углерода в сплаве уменьшается. Чем больше в сплаве кремния, тем меньше сплав содержит углерода.
680
Наиболее распространены сплавы ФС45 и ФС75, содержащие кремния соответственно около 45 и 75 %.
Шихтовые материалы
Рудной составляющей шихты являются кварциты, содержащие не менее 95 % SiO2, не более 0,02 % Р2О5, и возможно меньше шлакообразующих примесей (глинозема). Кварцит дробят до кусков размером 25—80 мм и отмывают от глины.
Для получения заданного содержания кремния в сплаве в шихту вводят рассчитанное количество железа в виде измельченной стружки углеродистой стали; железо, кроме того, облегчает восстановление кремния.
В качестве восстановителя при выплавке ферросилиция применяют металлургический коксик кусками размером 10—25 мм (отсев доменного кокса). Иногда для замены части кокса применяют более дешевые материалы: полукокс— продукт коксования углей при 700 °C и материалы, содержащие карборунд SiC (отходы электродного и абразивного производств).
Выплавка ферросилиция
Ферросилиций выплавляют в круглых печах различной конструкции — вращающихся и стационарных, открытых и закрытых мощностью 16,5—115 MBA при рабочем напряжении 130— 250 в. Рабочий слой футеровки выполняют из углеродистых блоков. Печь имеет две летки, одну рабочую и другую резервную.
Шихту составляют исходя из того, что SiO2 кварцита восстанавливается на 98 % и все железо стружки переходит в сплав. Шихтовые материалы смешивают в примерно следующей пропорции:
Марка сплава ФС25 ФС45 ФС75
Количество материала, кг
кварцита 150 300 300
коксика 70-75 135-140 140-145
железной стружки . . 200-220 180-190 30/35
Плавку ведут непрерывным процессом. На колошник печи сверху непрерывно загружают шихту, а сплав периодически выпускают через летку. Глубина погружения электродов в шихту должна быть большой (от 800 мм на малых печах до
681
Рис 236 Разрез печи для выплавки ферросилиция
1 — шамот, 2 — жидкий сплав, 3 — гарнисаж, 4 — область медленного схода шихты, 5 — электрод, 6 — область быстрого схода шихты, 7 — "тигель", 8 — угольная футеровка
2700 мм на больших). Расстояние от концов электродов до подины должно составлять 300—600 мм. При загрузке перемешанных шихтовых материалов в печь стремятся создать и поддерживать вокруг электродов шихту в виде возвышающихся конусов, которые затрудняют выход газов здесь и уменьшают вследствие этого потери тепла и кремния.
Процесс плавки происходит главным образом у электродов, под которыми горят электрические дуги. Здесь в зоне дуг в шихте образуется (рис. 236) полость ("тигель") с очень высокой температурой. Стенки тигля непрерывно оплавляются, кремнезем восстанавливается, кремний растворяется в жидком железе, жидкий сплав опускается на подину, а новые порции шихты— в зону реакций. Кремний восстанавливается твердым углеродом по реакции
SiO2 + 2С = Si + 2СО - 635096 Дж,
идущей с большой затратой тепла, теоретическая температура ее начала равна 1554 °C. В присутствии железа восстановление кремния облегчается и идет при более низких температурах, поскольку железо, растворяя кремний, выводит его из зоны реакции, что сдвигает равновесие этой реакции вправо, в сторону восстановления кремния. Чем больше железа в шихте, тем при более низкой температуре происходит восстановление кремния и образование ферросилиция.
Железо облегчает ход процесса также тем, что разрушает карбид кремния SiC. Последний образуется при избытке восстановителя (SiO2 + 2С = SiC + 2СО) и, являясь тугоплавким (^пл > 2700 °C), накапливается внизу печи, загромождает ее, снижая производительность.
682
В зоне высоких температур идет частичное восстановление алюминия и кальция из содержащихся в кварците и золе кокса А12О3 и СаО, поэтому ферросилиций содержит до 2,5 % А1 и до 1,5 % Са. В восстановительных условиях плавки более 60 % фосфора из шихтовых материалов переходит в сплав. Сера целиком улетучивается.
Из невосстановившихся оксидов шихты формируется шлак, его количество равно 2—6 % от массы сплава. Типичный состав шлака, %: 25—40 SiO2, 20—40 А12О3, 10—25 СаО, 2—10 SiC, 3—8 ВаО, менее 2 MgO и FeO. Шлаки имеют высокую температуру плавления (1500—1700 °C) и вязкость. Шлак выходит из печи через летку вместе со сплавом. При повышенной вязкости часть шлака остается в печи, что может вести к зарастанию ванны.
Образующийся в высокотемпературных зонах восстановления газ СО поднимается вверх, нагревая шихту, причем он стремится двигаться вверх над зонами восстановления у электродов. Чтобы повысить степень использования тепла газов, шихту загружают у электродов, создавая здесь более высокий слой располагающихся конусом материалов. Высокий слой шихты у электродов препятствует подъему здесь газов и они выделяются дальше от электродов, нагревая большее количество шихты. При вращении ванны неподвижные электроды разрыхляют шихту, поднимающиеся газы более равномерно распределяются по сечению ванны.
Плохо прогретые у стен печи материалы спекаются в плотный монолит (гарнисаж).
Нормальный ход печи характеризуется медленным опусканием электродов по мере их сгорания и равномерным оседанием шихты вокруг этих электродов.
Сплав выпускают 12—20 раз в сутки. Вскрытие летки производят прожиганием электрической дугой или кислородом, пробиванием железным прутом или при помощи бура. По окончании выпуска летку закрывают конической пробкой из смеси электродной массы и песка или огнеупорной глины и коксика.
Сплав выпускают в ковш, футерованный шамотным кирпичом или графитовой плиткой, и затем разливают в плоские изложницы или в чушки на разливочной машине конвейерного типа, аналогичной машине для разливки чугуна (см. рис. 63).
683
Расход материалов и электроэнергии при выплавке ферросилиция некоторых марок:
Марка сплава Расход материалов, кг/т: ФС25 ФС45 ФС75
кварцит 550 970 1850
железная стружка . . 780 560 230
коксик 280 460 840
Расход электроэнергии, кВт • ч/т 2800 4500-4700 8300-8900
Г л а в а 4. ПРОИЗВОДСТВО
УГЛЕРОДИСТОГО ФЕРРОМАРГАНЦА
Ферромарганец применяют для раскисления и легирования стали. В ферросплавных печах выплавляют углеродистый ферромарганец двух марок: ФМн78 и ФМн70, которые содержат марганца соответственно 75—82 и 65—75 %. В сплавах также содержится 5—7 % С, от 1 до 4—6 % Si, 0,3—0,6 % Р, <0,02% S.
Марганцевые руды содержат много фосфора, поэтому и в ферромарганце содержание этого вредного элемента высокое.
Шихтовые материалы
Для выплавки ферромарганца используют неофлюсованный и офлюсованный марганцевый агломерат и концентраты марганцевых руд, железорудные окатыши либо железные руды или железную стружку и иногда известняк. В рудах марганец находится в виде МпО2, Мп2О3, Мп3О4 и МпСО3, основной примесью является SiO2 (подробнее см. 1-ую часть, § 3, гл. 1). Содержание марганца в рудах составляет 16—57 %. Большая часть добываемых марганцевых руд бедные; их обогащают, получая концентрат с содержанием > 25—43 % Мп; концентрат, как правило, подвергают агломерации, агломерат содержит > 36—45 % Мп. Коксик применяют размером 3—15 мм. Содержание золы в нем не должно быть более 12 %, влаги — не более 11 %, фосфора — не более 0,02 %.
Выплавка ферромарганца
Углеродистый ферромарганец выплавляют флюсовым или бес-флюсовым методом. Во втором случае процесс ведут без добавки извести и получают, кроме углеродистого ферромарганца, еще бесфосфористый марганцевый шлак (около 50 %
684
МпО и менее 0,02 % Р). Такой шлак используют вместо марганцевой руды для выплавки силикомарганца или малофосфористых марганцевых сплавов.
Бесфлюсовым методом перерабатывают богатые руды, а бедные руды с повышенным содержанием кремнезема — флюсовым методом. Выплавляют углеродистый ферромарганец в закрытых печах мощностью до 75 МВ • А с угольной футеровкой, печи круглые и прямоугольной формы. При бесфлюсовом процессе шихтой служит марганцевый концентрат (агломерат), содержащий более 48 % Мп, коксик и железорудные окатыши либо железная стружка (соответственно в количестве 2100—2600, 450—500 и 100—200 кг/т сплава). При флюсовой плавке расход материалов примерно такой же; при этом для получения требуемой основности шлака (1,1—1,4) используют либо офлюсованный агломерат, либо неофлюсованный с добавкой известняка (до 0,7—0,9 т/т сплава). Зачастую в печь вводят отходы ферромарганца.
Плавку ведут непрерывным процессом при напряжении 110— 160 В; невысокое напряжение желательно, чтобы уменьшить перегрев ванны и потери марганца в результате его испарения и улета (марганец обладает высокой упругостью пара и при высоких температурах значительная часть его испаряется; в нормальных условиях производства потери в результате испарения достигают 8—10 %). Электроды погружают в шихту на глубину 1200—1500 мм. Вследствие глубокой посадки над зоной высоких температур находится большой слой шихты. Пройдя такое расстояние, шихтовые материалы попадают в зону прямого восстановления хорошо нагретыми. Большая высота необходима также, чтобы пары марганца успевали конденсироваться в верхних слоях шихты. Расстояние от конца электродов до пода поддерживают в пределах 800—1300 мм; удаление электродов от пода предотвращает перегрев металла и испарение марганца.
Строение ванны по высоте следующее: слой твердой шихты, зона плавления (вблизи нижней части электродов), слой жидкого шлака (у концов электродов и ниже них), слой жидкого сплава (без полостей под электродами).
Высшие оксиды марганца (МпО2, Мп2О3 и Мп3О4) непрочны и легко восстанавливаются оксидом углерода отходящих газов при низких температурах вверху слоя шихты. Оксид МпО восстанавливается в высокотемпературных приэлектродных
685
зонах по следующим реакциям, протекающим со значительной затратой тепла:
МпО + С = Мп + СО - 288290 Дж
ЗМпО + 4С = Mn3C + ЗСО - 780800 Дж.
Теоретическая температура начала этих реакций равна соответственно 1420 и 1227 °C, в связи с чем преимущественное развитие получает восстановление по второй реакции, и сплав поэтому содержит много углерода. Протекает также восстановление углеродом железа из окатышей. Насыщенные углеродом частицы марганца плавятся при температуре 1300—1350 °C и, растворяя железо, опускаются на подину печи. Из SiO2 руды восстанавливается немного кремния, восстанавливается также около 90 % содержащегося в рудных материалах фосфора. Кремний и значительная часть марганца восстанавливаются из шлака.
Из невосстановившихся оксидов формируется шлак, который расплавляется при 1300—1400 °C. При флюсовой плавке вводимый в шихту флюс (СаО) облегчает восстановление марганца, поскольку связывает имеющийся в больших количествах в шлаке оксид SiO2 в силикат кальция, высвобождая МпО из соединений с SiO2.
Сплав и шлак выпускают через летку одновременно (три-шесть раз в сутки) в футерованный ковш или в стальной ошлакованный изнутри ковш, обеспечивая при этом отделение шлака (один из способов отделения состоит в том, что сплав, как более тяжелый, остается в ковше, а шлак переливается через сливной носок ковша в чугунные изложницы). Сплав разливают в изложницы или на разливочной машине в чушки.
При бесфлюсовом процессе степень извлечения марганца в сплав равна ~60%. Получаемый шлак (1,0—1,2 т/т сплава) содержит 45—53 % МпО, ~ 29 % SiO2, ~ 6 % СаО и <0,02 % Р; шлак, как отмечалось, используют для выплавки силикомарганца. Расход электроэнергии равен 3100— 3800 кВт ч/т.
При флюсовом процессе количество шлака равно 1,4—1,8 т/т сплава; он содержит 8—20 % Мп, ~ 33 % SiO2, ~ 38 % СаО; шлак отправляют в отвал. Степень извлечения марганца равна ~ 75 %. Расход электроэнергии составляет 4100—4400 кВт • ч/т.
686
Глава 5. ПРОИЗВОДСТВО СИЛИКОМАРГАНЦА
Выплавляют товарный силикомарганец для раскисления и легирования стали (сплавы МнС12, МнС17, МнС22) и передельный, используемый при выплавке низко- и среднеуглеродистого ферромарганца и металлического марганца (сплавы МнС22, МнС25). Сплавы содержат 65—79 % Мп, до 0,1—0,55 % Р, до 0,03 % S; содержание кремния возрастает от 12—15 % в сплаве МнС12 до 26—30% в сплаве МнС25, соответственно содержание углерода снижается с 2,5—3,5 до «0,2%.
Товарный силикомарганец выплавляют непрерывным процессом в закрытых печах мощностью до 80 МВ * А с угольной футеровкой при рабочем напряжении 120—200 в. Шихтой служат марганцевые материалы (руда, концентрат, шлаки производства углеродистого и среднеуглеродистого ферромарганца), коксик, кварцит. Шихту загружают в печь равномерно, поддерживая у электродов возвышающиеся на 300 мм конусы, глубина посадки электродов равна 1,6—2,3 м.
В высокотемпературных зонах у электродов происходит восстановление углеродом марганца и кремния из МпО и SiO2; часть марганца и кремния восстанавливается из образующегося в зонах восстановления шлака (из силикатов марганца МпО * SiO2). Для улучшения восстановления кремния требуются кислые шлаки (с высоким содержанием SiO2) и высокие температуры (более высокие, чем при плавке углеродистого ферромарганца; температура силикомарганца и ферромарганца на выпуске составляет соответственно 1500 и 1350 °C). Восстанавливается и переходит в сплав 65—75 % марганца и ~ 40 % кремния шихты. Шлак в количестве 0,65— 0,8 т/т сплава содержит, %: МпО 14—25, SiO2 43—55, СаО 10-15, А12О3 8-15, MgO 3-4.
Сплав и затем шлак выпускают через ~ 2 ч; сплав — в футерованный шамотом ковш, шлак— в стальную чашу. Сплав разливают в чушки на разливочной машине или в чугунные изложницы. Шлак гранулируют.
На 1т сплава МнС17 расходуется 1,8—2,5 т марганцевой руды и марганцевого шлака, 350—500 кг кварцита, 450—600 кг коксика, 4000—4250 кВт • ч электроэнергии.
Передельные сплавы МнС25 и МнС22 должны содержать минимальное количество железа, угдерода и фосфора, поэтому в шихте используют марганцевый бесфосфористый шлак
687
(> 50 % MnO, < 0,02 % P, < 0,6 % FeO), а также кварцит и коксик. Плавку ведут в закрытых печах с угольной футеровкой мощностью до 16,5 MBA. Шлак с основностью ~ 0,5 содержит 3—5% Мп, количество шлака 0,8-1,0 т/т сплава. В сплав переходит ~90% Мп и ~65% Si.
На 1т сплава МнС25 расходуется ~ 1700 кг марганцевого шлака, ~ 500 кг кварцита, 650—750кг коксика, -*6000кВт* ч электроэнергии.
Г л а в а 6. ПРОИЗВОДСТВО УГЛЕРОДИСТОГО ФЕРРОХРОМА
Из всех легирующих элементов в сталях наибольшее применение находит хром. Для легирования стали хромом в нашей стране производят 17 марок феррохрома. Эти сплавы в основном отличаются по содержанию углерода, которое изменяется от 0,01 до 9 %. Углеродистый феррохром производят четырех марок: ФХ650, ФХ800, ФХ850 и ФХ900, которые содержат более 65 % Сг и соответственно углерода менее 6,5; 8; 8,5 и 9 %. Они содержат до 2 % Si, до 0,05 % Р и до 0,06% S.
Шихтовые материалы
Для выплавки углеродистого феррохрома применяют хромовые руды в основном Донского месторождения (Казахстан), которые содержат 30—58 % Сг2О3, остальное FeO, MgO, А12О3, SiO2. В связи с истощением богатых руд в последние годы используют бедные (с содержанием до 30 % Сг2О3) руды, подвергая их обогащению и иногда агломерации. К рудам и концентратам предъявляют следующие требования: содержание Сг2О3 не менее 47 %; отношение Cr2O3/FeO не менее 3,0, такое соотношение обеспечивает получение сплава с содержанием хрома более 60%; содержание SiO2 не более 7—9%. Высокое содержание Сг2О3 и низкое содержание SiO2 позволяют уменьшить количество шлака и потерь хрома со шлаком, снизить расход электроэнергии. Иногда в шихту добавляют шлак производства среднеуглеродистого феррохрома, содержащий 27—32 Сг2О3 и иногда оборотные отходы сплава.
В качестве флюса применяют кварцит, необходимый для получения требуемых свойств и состава (27—32 % SiO2) шлака.
688
В качестве восстановителя применяют отсортированный коксик размером 10—25 мм, содержащий не более 0,5 % S и не более 0,04 % Р.
В состав хромовой руды входят оксиды железа, они вносят в сплав требуемое количество железа.
Выплавка сплава
Углеродистый феррохром выплавляют непрерывным процессом в открытых и закрытых печах с магнезитовой футеровкой мощностью до 40 МВ • А и более при рабочем напряжении 140— 250 В.
Шихту, содержащую хромовую руду, коксик и кварцит рассчитывают, исходя из того, что восстанавливаются и переходят в сплав 92 % хрома и 95 % железа и так, чтобы шлак содержал, %: SiO2 27-32, MgO 30-34, А12О3 26-30, Сг2О3 < 8. Такой шлак имеет высокую температуру плавления (расплавляется при ~ 1650 °C), что необходимо для достаточного нагрева сплава. Примерная пропорция между составляющими шихты: хромовой руды 700 кг, коксика 160—170 кг, кварцита до 250 кг (иногда оборотных отходов сплава до 180 кг). Хромовую руду (или ее часть) берут тугоплавкую, трудновосстановимую (содержащую магнохромит MgO • Сг2О3, восстанавливающийся углеродом при 1546 °C) и плохо растворимую в шлаке, что обеспечивает формирование над расплавом феррохрома так называемого "рудного слоя", необходимого для окисления избыточных углерода и кремния в образующемся феррохроме (см. ниже).
Шихту загружают равномерно по поверхности колошника. Процесс плавки характеризуется следующим строением ванны по высоте: слой твердой шихты с проходящими здесь процессами твердофазного восстановления, зона плавления пустой породы и восстанавливающегося металла со слоем жидкого шлака внизу (у конца электродов), "рудный слой", слой жидкого сплава. Газовых полостей под электродами нет.
Восстановление хрома протекает по следующим реакциям:
1/ЗСг2О3 + С = 2/ЗСг + СО - 270100 Дж;
1/ЗСг2О3 + 9/7С = 2/21Сг7С3 + СО - 250200 Дж.
Температура начала восстановления по первой реакции равна 1240 °C, по второй ИЗО °C; сопоставление этих тем
689
ператур и тепловых эффектов показывает, что термодинамически легче идет восстановления с образованием карбида хрома Сг7С3, и эта реакция наиболее вероятна. Из оксидов железа руды углеродом легко восстанавливается железо, причем этот процесс опережает восстановление хрома; железо, растворяясь в карбиде хрома, облегчает восстановление последнего.
Процессы восстановления протекают в основном в твердой фазе, начиная с 1100—1200 °C, и с возрастающей скоростью в более горячих зонах. Основная часть хрома оказывается восстановленной при 1400—1600 °C, при этих температурах идет восстановление кремния. В связи с образованием карбидов хрома формирующийся сплав содержит до 8—12 % С.
При температурах ~ 1550 °C происходит плавление восстановленного металла с образованием феррохрома, капли которого стекают вниз; при температурах ~ 1650 °C начинают расплавляться невосстановленные оксиды с образованием жидкого шлака.
Благодаря тому, что хромовая руда тугоплавка, трудновосстановима и плохо растворима в шлаке, на границе раздела шлак — жидкий феррохром формируется "рудный слой" — вязкий слой шлакового расплава с множеством кусочков руды.
Во время прохождения капель сплава через "рудный слой" происходит частичное окисление углерода и кремния сплава за счет реагирования с кислородом оксидов руды (например, Cr7C3 + Cr2O3 = 9Cr + ЗСО) с одновременным восстановлением хрома из рудного слоя. В результате этого снижается содержание углерода и кремния в сплаве (например, в сплаве ФХ650 получается менее 6,5 % С и менее 2% Si).
Содержащийся в руде фосфор восстанавливается и переходит в сплав; основная часть серы кокса переходит в сплав, часть ее улетучивается. Количество шлака равно 0,8— 1,3 т/т шлака.
Сплав и шлак выпускают через одну летку одновременно три-четыре раза в смену в футерованный ковш или в стальной ковш со шлаковым гарнисажем от предыдущего выпуска, избыток шлака из ковша перетекает в чугунные шлаковни. Сплав разливают в чугунные изложницы (толщина слитка должна быть менее 200 мм для удобства дробления) или в чушки на разливочных машинах конвейерного типа.
690
Расход материалов и электроэнергии при выплавке 1 т углеродистого феррохрома: хромовой руды (50 % Сг2О3) 1900, хромового шлака (30 % Сг2О3) 100, коксика 450, кварцита 40 кг, электроэнергии 3300—3400 кВт * ч.
Глава 7. ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ФЕРРОМАРГАНЦА И ФЕРРОХРОМА
С НИЗКИМ СОДЕРЖАНИЕМ УГЛЕРОДА
Для производства стали необходимы не только углеродистые раскислители и легирующие, но и сплавы с низким содержанием углерода. Различают средне- и низкоуглеродистые ферромарганец и феррохром, соответственно среднеуглеродистые сплавы содержат 0,9-2,0 и 0,6—4,0 % С, а низкоуглеродистые — 0,1—0,5 и 0,01—0,5 % С; выплавляют также металлический марганец (0,06—0,2 % С). Эти сплавы производят несколькими способами.
Средне- и низкоуглеродистый ферромарганец получают силикотермическим методом, восстанавливая марганец из руд и марганцевых шлаков кремнием силикомарганца. При выплавке среднеуглеродистого ферромарганца шихта состоит из концентрата марганцевых руд, силикомарганца, содержащего более 19 % Si и извести; при выплавке низкоуглеродистого ферромарганца — из смеси марганцевого концентрата и марганцевого низкофосфористого шлака, содержащего > 50 % МпО и < 0,02 % Р; силикомарганца, содержащего > 26 % Si и извести. Плавку ведут в рафинировочных ферросплавных печах мощностью 2,5—5 МВ * А с магнезитовой футеровкой периодическим процессом, выпуская сплав и шлак после проплавления загруженной шихты.
Металлический марганец содержит > 96,5—99,95 % Мп. Существуют три способа производства металлического марганца — алюминотермический, электротермический и электролитический. Первый способ в нашей стране не применяют, и основное количество металлического марганца производят электротермическим способом. Этот способ называют трехстадийным. Первая стадия заключается в выплавке низкофосфористого маложелезистого марганцевого шлака (50—60 % МпО, < 0,02 % Р, < 0,6 % FeO) из марганцевой руды в рафинировочной ферросплавной печи. Процесс ведут так, чтобы в проплавляемой руде полностью восстанавливались железо,
691
фосфор и незначительная часть марганца, в результате чего получается расплав (шлак) с низким содержанием железа и фосфора в нем, что в последующем обеспечит получение металлического марганца с минимальным содержанием этих примесей. Вторая стадия заключается в выплавке силикомарганца (см. выше), содержащего > 26 % Si и < 0,2 % С. Третья стадия — выплавка металлического марганца силикотермичес-ким методом в рафинировочных ферросплавных печах мощностью до 5,5 МВ • А с магнезитовой футеровкой. Процесс периодический, шихтой служат марганцевый низкофосфористый шлак, силикомарганец (~ 25 % Мп) и известь. За время проплавления шихты обеспечивается восстановление марганца кремнием силикомарганца из МпО шлака.
Особо чистый от примесей электролитический марганец получают электролизом сернокислых солей марганца. Для этого марганцевые руды (концентраты) подвергают восстановительному обжигу во вращающихся трубчатых печах при 700 °C, переводя высшие оксиды марганца в МпО, хорошо растворимый в серной кислоте. Далее, обрабатывая руду серной кислотой, переводят МпО в раствор (в MnSO4). Затем после сложной очистки раствор подвергают электролизу в ваннах из винипласта. В процессе электролиза марганец осаждается на катоде в виде тонкого хрупкого слоя. После снятия с катода чешуйки металлического марганца переплавляют в индукционных печах и разливают в чушки.
С редне углеродистый феррохром в основном производят по трем технологическим схемам. Первые две — это силикотер-мические способы, заключающиеся в восстановлении хромовой руды силикохромом или, иными словами, в рафинировании силикохрома от кремния (окислении кремния силикохрома) кислородом оксида Сг2О3 хромовой руды. Силикохром — это выплавляемый в ферросплавных печах непрерывным процессом сплав, различные марки которого содержат 11—55 % Si, 24—64 % Сг и от 0,01 до 4,5—6,0 % С; содержание углерода тем ниже, чем больше в сплаве кремния.
Оба эти способа выплавки феррохрома осуществляют в рафинировочных ферросплавных печах с магнезитовой футеровкой периодическим процессом. В одном из способов (бес-флюсовом) шихта состоит из хромовой руды и силикохрома, при флюсовом — из хромовой руды, силикохрома, извести и небольшого количества передельного феррохрома. Применяют 692
силикохром, содержащий 30—50 % Si и менее 1—3 % С. В результате реагирования руды и кремния силикохрома: 2Сг2О3 + 3Si = 4Cr + 3SiO2 получают сплав с содержанием кремния менее 2 %, извлечение хрома из руды составляет при флюсовом методе около 87 %, при бесфлюсовом 60 %.
Третий метод получения среднеуглеродистого феррохрома заключается в обезуглероживании жидкого углеродистого феррохрома, проводимом кислородом в конвертере с боковой подачей дутья или с верхней подачей через водоохлаждаемую фурму.
Низкоуглеродистый феррохром производят несколькими способами. Основное его количество получают с и л и к о-термическим методом. Выплавку ведут периодическим процессом в печах с магнезитовой футеровкой. Шихтой служат хромовая руда, низкоуглеродистый силикохром с содержанием ~ 50 % Si и известь. В процессе проплавления шихты также, как и при выплавке среднеуглеродистого феррохрома силикотермическим методом, происходит восстановление Сг2О3 руды кремнием силикохрома (окисление кремния). Известь в образующемся шлаке связывает поступающий из руды оксид SiO2 в прочный силикат 2СаО • SiO2, благодаря чему из шлака более полно восстанавливается Сг2О3.
Низкоуглеродистый феррохром производят также силикотермическим методом вне печи путем смешения в ковше рудоизвесткового расплава с жидким силикохромом. В электропечи из хромовой руды и извести получают расплав, содержащий ~ 30 % Сг2О3 и 40—45 % СаО, его выпускают в ковш, куда сливают жидкий силикохром. При смешивании расплавов протекает восстановление Сг2О3 кремнием с повышением температуры и окисление углерода. Получаемый феррохром содержит < 0,04 % С.
Алюминотермический способ получения низкоуглеродистого феррохрома заключается в восстановлении оксида хрома рудного концентрата алюминием в электропечи.
Феррохром с очень низким содержанием углерода (< 0,02 %) получают вакуумированием жидкого малоуглеродистого феррохрома. В индукционной печи с емкостью тигля ~ 1 т расплавляют кусковой феррохром с содержанием 0,06—0,10 % С, после чего расплав выдерживают в печи в течение 60—80 мин при температуре 1640—1680 °C, при этом протекает обезуглероживание расплава.
693
Вакуумированием тонких (20—40 мм) пластин феррохрома, содержащего 0,06—1,0 % С, в вакуумных печах сопротивления при температуре ~ 400 °C получают очень чистый по углероду (< 0,02 % С), кислороду и азоту феррохром.
Относительно дешевый феррохром с содержанием 0,01— 0,03 % С получают способом вакуумирования сбрикетирован-ной смеси углеродистого феррохрома и твердых окислителей, в качестве которых используют окисленный феррохром (измельченный углеродистый феррохром после окислительного обжига при ~ 1000 °C), оксиды хрома, железную руду и т.п. Брикеты выдерживают в вакуумной печи сопротивления в течение 80—100 ч при температуре 1300—1400 °C.
Г л а в а 8. ПРОИЗВОДСТВО ФЕРРОТИТАНА
Ферротитан различных марок в соответствии с отечественными стандартами содержит 20—40 % Ti, < 0,2 % С, 1—12 % Si, < 3 % Си, от 6 до 18—25 % А1. Медь, алюминий и кремний — нежелательные, но неизбежные примеси. (Кроме того стандартом предусмотрены сплавы, содержащие 65—78% Ti, которые в отличие от остальных получают сплавлением титановых отходов или титановой губки со стальным ломом в индукционных печах.)
Ферротитан с 20—40 % Ti выплавляют в основном алюминотермическим процессом, восстанавливая алюминием основные составляющие сплава — титан и железо из оксидов концентрата титаномагнетитовых руд (ильменитового концентрата).
Восстановление протекает по следующим экзотермическим реакциям:
TiO2 4- 4/ЗА1 = Ti + 2/ЗА12О2 4-197400 Дж;
2FeO 4- 4/ЗА1 = 2Fe 4- 2/ЗА12Оэ 4- 575400 Дж;
2/3Fe2O3 4- 4/ЗА1 = 4/3Fe 4- 2/ЗА12О3 4- 567000 Дж.
Выделяющееся тепло позволяет вести процесс вне печи — в футерованной шахте (горне). При взаимодействии Fe2O3 и FeO с алюминием на единицу массы шихты выделяется значительно больше тепла, чем для TiO2, а именно 4108 кДж/кг для Fe2O3 и 3289 кДж/кг для FeO против 1701 кДж/кг для TiO2. Поэтому добавка оксидов железа к шихте ведет к увеличению прихода тепла в процессе ее восстановления.
694
Расчет показывает, что удельная теплота реакций восстановления оксидов ильменитового концентрата не обеспечивает температуры 1900—1950 °C, необходимой для расплавления образующихся металла и шлака, осаждения корольков металла и покрытия тепловых потерь. Включение в состав шихты около 8 % железной руды и подогрев всех шихтовых материалов до 200 °C обеспечивают выделение необходимого количества тепла.
Шихта
Шихту составляют из ильменитового концентрата, железной руды, алюминия, извести и ферросилиция. Ильменитовый концентрат, содержащий 40—42 % TiO2 и 50—55 % (FeO + Fe2O3), выделяют из титаномагнетитовой руды методом магнитной сепарации. Для удаления серы концентрат подвергают окислительному обжигу при 1000—1150 °C.
В качестве восстановителя используют алюминий в виде крупки с зернами менее 2 мм. Чаще всего применяют вторичный алюминий, более дешевый, но содержащий примеси цветных металлов, которые в основном переходят в сплав.
Железную руду, как отмечалось, добавляют для увеличения прихода тепла. Применяют малофосфористую богатую (97% Fe2O3) руду с размером частиц <3 мм. Известь применяют свежеобожженную с содержанием СаО > 90 % и крупностью менее 3 мм. Известь добавляют для обеспечения более полного восстановления титана; СаО извести высвобождает TiO2, вытесняя его из химических соединений с оксидом А12О3, и тем самым облегчает восстановление TiO2. Молотый 75 %-ный ферросилиций вводят в шихту в связи с тем, что, образуя с титаном силициды, кремний способствует более полному восстановлению титана и снижает содержание алюминия в сплаве. Компоненты шихты дозируют и смешивают перед загрузкой в плавильную шахту. Ильменитовый концентрат на смешение подают непосредственно после обжига с температурой 400— 450°С, что обеспечивает нагрев шихты на 150—250°С. Иногда в шихту вводят отходы титана и его сплавов (стружку, обрезь, куски), которые загружают на дно шахты.
Выплавка сплава
Плавильная шахта (горн) представляет собой разборный цилиндрический чугунный кожух, футерованный магнезитохро-
695
митовым кирпичом. Дозированную и перемешанную шихту подают в расположенный над шахтой загрузочный (плавильный) бункер, а из него в шахту. На одну плавку расходуют 4—6 т ильменитового концентрата.
На дно шахты из бункера насыпают около 150 кг шихты и зажигают ее запальной смесью, состоящей из магниевой стружки и селитры. Смесь помещают в лунку в центре засыпанного слоя шихты и воспламеняют ее электрической искрой. От тепла сгорающей запальной смеси начинается экзотермический процесс восстановления сначала части шихты, находящейся рядом с лункой, а от нее затем зажигается шихта по всей шахте. Из бункера в шахту равномерно поступает остальная часть шихты. Проплавление навески, содержащей 5 т концентрата, длится 15—18 мин.
В течение этого времени из загружаемой шихты идет восстановление железа и титана, последний растворяется в железе. Тепло экзотермических реакций восстановления обеспечивает нагрев и плавление сплава и образующегося шлака, температура процесса составляет ~ 1950 °C. Формирующиеся в объеме шахты капли сплава опускаются через слой шлака и накапливаются на дне шахты. Примерный состав шлака, %: TiO2 11-14, А12О3 70-74, СаО 10-14, MgO 3-4, FeO 0,8-2, SiO2 <1.
Шлак, содержащий около 70 % А12О3, является тугоплавким и густым. Поэтому по окончании плавки на поверхность шлака дают термитную осадительную смесь из железной руды, алюминиевого порошка, ферросилиция и извести. Под действием дополнительного тепла, выделяющегося при взаимодействии оксидов руды и восстановителей, шлак разжижается и запутавшиеся в шлаке корольки ферротитана получают дополнительную возможность осесть на дно, присоединиться к блоку металла.
После затвердевания блок шлака снимают, блок металла охлаждают в баке с проточной водой и дробят на куски массой до 10 кг.
Во время плавки восстанавливается и переходит в сплав примерно 77 % титана и 99 % железа.
На 1т ферротитана, содержащего 20 % Ti, расходуется 1070 кг концентрата, 100 кг железной руды, 470 кг алюминиевого порошка, 20 кг 75 %-ного ферросилиция и 100 кг извести. Извлечение титана составляет 72—75 %.
696
Иногда плавку ведут с использованием титановых отходов. Их нагревают до 300—400 °C и загружают на дно шахты под запальную смесь. При добавке в шихту титановых отходов содержание титана в получаемом сплаве достигает 35—40 %, при этом уменьшается расход алюминия и ильменитового концентрата.
Г л а в а 9. ОСНОВЫ ТЕХНОЛОГИИ ПОЛУЧЕНИЯ ФЕРРОВАНАДИЯ
В нашей стране выплавляют феррованадий, содержащий 35— 58% V, до 1% С, 0,9-2% Si.
Основным источником ванадия служат железные руды ряда месторождений Урала, которые содержат 0,4—0,8 % V2O3. Низкое содержание ванадия в рудах предопределило сложный процесс производства, представляющий собой сочетание ряда металлургических и химических переделов, при этом на отдельных переделах извлечение ванадия из исходных продуктов является побочной задачей основного металлургического процесса.
Ниже охарактеризованы основные стадии сложной технологии производства феррованадия:
1. Подготовка руд к доменной плавке — их обогащение с получением концентрата и агломерация или окомкование концентрата.
2. Выплавка в доменных печах чугуна из агломерата или окатышей железованадиевого концентрата, содержащих около 1 % V2O3. При этом восстанавливается 80—90 % ванадия и получается чугун, содержащий 0,4—0,6 % V.
3. Передел ванадийсодержащего чугуна в кислородных конвертерах, в процессе которого 90—96 % ванадия чугуна окисляется и переходит в виде V2O3 в шлак (эта технология описана во П-ой части, § 9, гл. 2). Получаемый ванадийсодержащий шлак содержит, %: 13—19 V2O3; 17—22 SiO2; 2—5 Cr2O3; 0,9—1,6 СаО; < 6 МпО; < 4 А12О3 и 26—30 Fe^uj.
4. Извлечение ванадия (в виде оксида V2O5) из ванадийсодержащего конвертерного шлака гидрометаллургическим способом, для чего:
а) шлак смешивают с сильвинитом (NaCl • КС1) или содой (Na2CO3) и подвергают окислительному обжигу в трубчатых вращающихся печах при температуре ~ 800 °C. При этом из
697
V2O3 образуются ванадаты натрия Na2O * V2O5, растворимые в воде;
б) шлак после обжига обрабатывают горячей водой и затем 6 %-ным раствором H2SO4, обеспечивая выщелачивание, т.е. перевод ванадия в раствор;
в) из раствора осаждают V2O5 при кипячении и подщелачивании раствора до слабокислой реакции (pH = 1,7*1,9), осадок отфильтровывают; он содержит 75—82% V2O5;
г) гидратированный осадок сушат и расплавляют в пламенной печи при 800—1100 °C и затем разливают на металлический поддон. Плавленый технический пятиоксид ванадия содержит 87—90% V2O5.
5. Выплавка феррованадия из технического пентоксида ванадия алюминосиликотермическим методом в дуговой печи сталеплавильного типа с магнезитовой футеровкой. Шихтовыми материала являются пентоксид ванадия, 75 %-ный ферросилиций, алюминий в гранулах размером < 30 мм, стальная обрезь и известь.
Плавка феррованадия складывается из двух периодов: восстановительного и рафинировочного. В первом периоде происходит восстановление ванадия кремнием и алюминием из V2O5. В конце периода сливают шлак, который содержит < 0,35 % V, в сплаве содержится 35—40 % V и 9—12 % Si. Во втором периоде сплав рафинируют от кремния, загружая в печь пентоксид ванадия й известь.
Ванадий пентоксида восстанавливается кремнием расплава, в результате чего в конце периода в печи получается сплав, содержащий 40—50 % V и 1,5 % Si. Сплав выпускают в чугунные изложницы, шлак рафинировочного периода, содержащий 10—15 % V2O5, используют в качестве шихтового материала на первой стадии последующих плавок.
Для получения 1 т феррованадия, содержащего 40 % V, расходуют 990 кг плавленого пентоксида ванадия, 415 кг 75 %-ного ферросилиция, 100 кг алюминия, 1500 кг извести, 200 кг железной обрези; расход электроэнергии равен 2000 кВт • ч.
Извлечение ванадия при получении феррованадия составляет 98,5 %, а сквозное извлечение на всех переделах от руды до феррованадия равно 60—65 %.
698
Ч а с т ь IV. ПРОИЗВОДСТВО ЦВЕТНЫХ МЕТАЛЛОВ
Глава 1. НАРОДНОХОЗЯЙСТВЕННОЕ
ЗНАЧЕНИЕ ЦВЕТНЫХ МЕТАЛЛОВ
Разделение металлов на черные и цветные является условным. Обычно к черным металлам относят железо, марганец и хром, а остальные металлы — к цветным. Термин "цветные металлы" не следует понимать буквально. Фактически существуют лишь два цветных металла: розовая медь и желтое золото, в отношении же остальных металлов можно говорить не об их цвете, а об их различных оттенках, чаще всего серебристо-серого или красноватого тонов.
Также условно цветные металлы можно разделить на четыре группы:
1) тяжелые металлы — медь, никель, свинец, цинк, олово;
2) легкие металлы — алюминий, магний, кальций, калий, натрий, барий, бериллий, литий;
3) благородные металлы — золото, серебро, платина и ее природные спутники (родий, иридий, палладий, осмий);
4) редкие металлы; к этой группе относятся: тугоплавкие металлы — молибден, вольфрам, вацадий, титан, ниобий, тантал и цирконий; легкие — стронций, скандий, рубидий и цезий; радиоактивные — уран, радий, торий, актиний и протактиний; рассеянные и редкоземельные — германий, галлий, гафний, индий, лантан, таллий, церий и рений.
Промышленное значение цветных металлов очень велико и особенно возросло с развитием новой техники, в том числе связанной с реактивной и атомной энергетикой, освоением космического пространства и расцветом радиоэлектроники. Наиболее массовыми металлами являются медь, цинк, свинец, олово, никель, алюминий, магний и титан.
В последние годы все более важное значение начинают приобретать металлы, отнесенные к группе редких. Развитие современной авиации с широким использованием реактивных двигателей потребовало все большего применения не только никеля и хрома, но и молибдена и вольфрама. Расширяется область применения радиоактивных металлов, открывающих огромные энергетические ресурсы атомного распада и позволяющих получать новые элементы.
699
Сильно возросла роль многих металлов и металлоидов, в том числе полупроводниковых материалов (бора, германия, селена, теллура, кремния), в развитии приборостроения, радиоэлектроники, радиолокации и вычислительной техники.
В связи с развитием квантовой техники и других отраслей промышленности большое значение начинают приобретать металлы, переходящие при температуре 0,5—8 К в сверхпроводящее состояние. К ним относятся алюминий, галлий, ванадий, титан, олово и др.
Выпуск цветных металлов, в том числе высокой чистоты, возрастает из года в год. Совершенствуются прежние и создаются новые способы их производства.
Методы производства цветных металлов очень разнообразны. Многие металлы получают пирометаллургическим способом с проведением избирательной восстановительной или окислительной плавки, часто в качестве источника тепла и химического реагента используют серу, содержащуюся в рудах. Ряд металлов с успехом получают так называемым гидрометаллургическим способом с переводом их в растворимые соединения и последующим выщелачиванием.
Часто оказывается наиболее приемлемым электролитический процесс водных растворов или расплавленных сред.
Иногда применяют металлотермические процессы, используя в качестве восстановителей производимых металлов другие металлы с большим сродством к кислороду. Можно указать еще на такие способы, как химико-термический, цианирование и хлорид-возгонка.
Подробное изучение всех этих методов не является задачей настоящего курса. В нем будет рассмотрено получение лишь пяти металлов — меди, никеля, алюминия, магния и титана, что позволит коротко затронуть значительную часть перечисленных методов промышленного получения цветных металлов.
В цветной металлургии, как и в черной, большое значение приобрела подготовка сырых материалов, в том числе дробление, обогащение, окускование и усреднение.
Основные способы такой подготовки были уже описаны в I части учебника и поэтому в дальнейшем они опускаются.
700
Глава 2. МЕТАЛЛУРГИЯ МЕДИ
§ 1. СВОЙСТВА. МЕДИ И ЕЕ ПРИМЕНЕНИЕ
Медь очень хорошо проводит электричество и тепло. Удельное сопротивление меди равно 0,018 Ом • мм2/м, а теплопроводность при 20 °C составляет 385 Вт/(м * К). По электропроводности медь лишь немного уступает серебру. Ее электропроводность в 1,7 раза выше, чем у алюминия, и примерно в 6 раз выше, чем у платины и железа. Медь обладает ценными механическими свойствами — ковкостью и тягучестью.
В присутствии воздуха, влаги и сернистого газа медь постепенно покрывается плотной зеленовато-серой пленкой основной серно-кислой соли, предохраняющей металл от дальнейшего окисления. Поэтому медь и ее сплавы находят широкое применение при строительстве линий электропередач и устройстве различного вида связи, в электромашиностроении и приборостроении, в холодильной технике (производство теплообменников охлаждающих устройств) и химическом машиностроении (изготовление вакуум-аппаратов, змеевиков). Около 50 % всей меди расходует электропромышленность. На основе меди создано большое число сплавов с такими металлами, как Zn, Sn, Al, Be, Ni, Mn, Pb, Ti, Ag, Au и др., и реже с неметаллами Р, S, О и др. Область применения этих сплавов очень обширна. Многие из них обладают высокими антифрикционными свойствами. Сплавы применяют в литом и кованом состоянии, а также в виде изделий из порошка.
Например, широко применяют сплавы типа оловянных (4— 33 % Sn), свинцовых (~ 30 % РЬ), алюминиевых (5—11 % А1), кремниевых (4—5 % Si) и сурьмяных бронз. Бронзы применяют для изготовления подшипников, теплообменников и других изделий в виде листа, прутков и труб в химической, бумажной и пищевой промышленности.
Сплавы меди с хромом и порошковый сплав с вольфрамом идут на изготовление электродов и электроконтактов.
В химической промышленности и машиностроении также широко применяют латунь— сплав меди с цинком (до 50% Zn), обычно с добавками небольших количеств других элементов (Al, Si, Ni, Мп). Сплавы меди с фосфором (6—8 %) используют в качестве припоев.
701
§2. СЫРЬЕ ДЛЯ ПОЛУЧЕНИЯ МЕДИ
Для получения меди применяют медные руды, а также отходы меди и ее сплавов. В рудах содержится 1—6% меди. Горную породу, содержащую меньше 0,5 % Си, не перерабатывают, так как при современном уровне техники извлечение из нее меди нерентабельно.
В рудах медь обычно находится в виде сернистых соединений (медный колчедан или халькопирит CuFeS2, халькозин Cu2S, ковелин CuS), окислов (куприт Си2О, тенорит СиО) или гидрокарбонатов [малахит СиСО3 • Си(ОН)2, азурит 2СиСО3 • Си(ОН)2].
Пустая порода руд состоит из пирита FeS2, кварца SiO2, карбонатов магния и кальция (MgCO3 и СаСО3), а также из различных силикатов, содержащих А12О3, СаО, MgO и оксиды железа наряду с SiO2.
Руды разделяют на сульфидные, окисленные и смешанные. Сульфидные руды обычно бывают первичного происхождения, а окисленные руды образовались в результате окисления минералов сульфидных руд. В сульфидных рудах медь находится в виде сернистых соединений, в этих рудах всегда много пирита FeS2. Окисленные руды состоят главным образом из оксидов.
Сульфидные руды содержат обычно 1—6 % Си, 8—40 % Fe, 9-46% S, 1-6% Zn, 5-55% SiO2, 2-12 % А12О3, 0,3-4 % СаО, 0,3—1,5 % MgO, а в окислительных рудах обычно находится около 2 % Си, около 1 % Fe, 0,1—0,2 % S, 60—68 % SiO2, 10-16% А12О3, 0,3-0,7 % СаО и 0,3-0,7 % MgO. В небольших количествах встречаются так называемые самородные руды, в которых медь находится в свободном виде.
Нередко руды являются комплексными, т.е. они содержат заметные количества других металлов: цинка, свинца, никеля, золота, серебра, селена, таллия и др.
§ 3. ПИРОМЕТАЛЛУРГИЧЕСКИЙ СПОСОБ
ПРОИЗВОДСТВА МЕДИ
Известны два способа извлечения меди из руд и концентратов: гидрометаллургический и пирометаллургический.
Первый из них не нашел широкого применения. Его используют при переработке бедных окисленных и самородных 702
руд. Этот способ в отличие от пирометаллургического не позвляет извлекать попутно с медью драгоценные металлы.
Большую часть меди (85—90%) производят пирометаллургическим способом из сульфидных руд. Одновременно решается задача извлечения из руд помимо меди других ценных сопутствующих металлов. Пирометаллургический способ производства меди является многостадийным. Основные стадии этого производства: подготовка руд (обогащение и иногда дополнительно обжиг), плавка на штейн (выплавка медного штейна), конвертирование штейна с получением черновой меди, рафинирование черновой меди (сначала огневое, а затем электролитическое).
1. Подготовка медных руд к плавке
Сульфидные медные руды обогащают преимущественно методом пенной флотации (см. часть 1, § 5, гл. 1). Предварительно руду измельчают до частиц крупностью ОД—0,5 мм. После флотации получают медный концентрат, содержащий 8—35 % Си, 40—50 % S, 30—35 % Fe и пустую породу, главными составляющими которой являются SiO2, А12О3 и СаО. Медь в концентрате находится в виде сернистых соединений, железо — в основном в виде пирита FeS2. Концентрат содержит 8—10% влаги.
Обжиг медных концентратов. Большую часть концентратов (богатые концентраты, содержащие 25—35 % Си) переплавляют на штейн без обжига, а незначительную часть (бедные концентраты, содержащие 10—25 % Си) предварительно подвергают обжигу. Основная цель обжига — частичное окисление содержащихся в концентрате серы и железа с тем, чтобы в последующем обеспечивалось получение штейна с достаточно высоким (~ 25—30 %) содержанием меди.
Обжиг осуществляют преимущественно в печах кипящего слоя (см. далее рис. 243). Печь представляет собой футерованную шамотным кирпичом вертикальную шахту высотой до 9 м со сводом и подом, в котором расположены сопла (30—50 сопел на 1 м2 площади пода), через которые в печь снизу вдувают воздух, иногда обогащенный кислородом. Над подом печи имеется окно, через которое непрерывно загружают шихту, а с противоположной стороны печи — отверстие для непрерывной выгрузки продукта плавки (огарка). Загружае
703
мая в печь шихта состоит из медного концентрата, флюсов (измельченных известняка и кварцита) и оборотной пыли. Расход воздуха поддерживают таким, чтобы зерна загружаемой шихты находились во взвешенном состоянии, совершая в потоке воздуха непрерывное возвратно-поступательное движение (движение, похожее на кипение жидкости).
В процессе обжига происходят: нагрев шихты; термическая диссоциация высших сульфидов (FeS2 —►FeS + l/2S2 и 2CuS —► Cu2S + 1/2S2); окисление образующихся паров серы до SO2 с выделением тепла; горение сульфида железа 2FeS + + 3,5О2 = Fe2O3 + 2SO2 с выделением тепла. Этого тепла с избытком хватает для требуемого нагрева шихты (700— 850 °C). Температура в печи не должна превышать 850 °C во избежание спекания шихты; чтобы избежать перегрева, в шихту вводят флюсы, иногда в печь вдувают воду или в кипящий слой вводят трубчатые холодильники.
Продукт обжига — огарок состоит из низших сульфидов Cu2S и FeS и различных оксидов. Отходящие из печи газы, содержащие 7—13% SO2, используют для производства серной кислоты. Чтобы уменьшить вынос мелкой шихты отходящими газами, иногда перед обжигом медный концентрат подвергают окомкованию. Широко распространенный в прошлом обжиг медных концентратов в многоподовых печах с механическим пе-регребанием материалов применяется в настоящее время редко.
2. Плавка на штейн
Медный штейн состоит в основном из сульфидов меди и железа (Cu2S + FeS = 80-90 %) и других сульфидов, а также оксидов железа, кремния, алюминия и кальция. Плавку на штейн или выплавку штейна осуществляют для того, чтобы путем расплавления шихты получить два жидких продукта — штейн и шлак и тем самым отделить медь, переходящую в штейн от оксидов шихты, которые образуют шлак. Выплавку штейна производят несколькими способами: в отражательных, шахтных и электродуговых печах и автогенными процессами.
Плавка в отражательных печах
Плавка в отражательных печах — наиболее распространенный процесс получения медного штейна.
704
Отражательные или пламенные печи делают длиной 30—40, шириной 8—10, высотой от пода до свода 3,5—4,5 м (рис. 237). Под печи, опирающийся на фундамент, выполняют из динасового кирпича либо путем наварки из кварцевого песка, толщина пода составляет 0,6—1,5 м. Стены выкладывают из магнезитохромитового или магнезитового кирпича. Свод печи делают арочным из динасового кирпича, распорноподвесным в форме арки или подвесным, который может быть плоским или трапециевидной формы (два последних свода — из магнезитохромитового кирпича). На рис. 237 показана печь с подвесным сводом трапециевидной формы. Для выпуска штейна служат шпуры периодического действия, которые после окончания выпуска закрывают глиняной пробкой; иногда для выпуска штейна предусматривают сифонные устройства.
Для выпуска шлака служат шлаковые окна в конце печи. Высота расположения порога шлакового окна определяет высоту слоя расплава в печи, она равна 0,8—1,2 м, в том числе высота слоя штейна 0,4—0,6 м.
Отапливают печь природным газом, мазутом или угольной пылью. Горелки или форсунки обычно располагают в один ряд в передней торцовой стенке. Воздух, подаваемый для горения, нагревают до 200—400 °C и обогащают кислородом до 28—30%. Газообразные продукты сгорания проходят до задней стенки и через газоход уходят в боров. Температура газов на небольшом расстоянии от передней стенки достигает 1550—1600 °C, а в хвостовой части снижается до 1250—1300 °C. Шихту загружают через несколько отверстий в своде печи, расположенных близ боковых стен по длине печи.
Плавка. Как отмечалось, основную часть штейна выплавляют из сырых (необожженных) концентратов. В шихту при этом вводят немного флюсов—известняка и кварца. Загружаемая шихта ложится (рис. 238) откосами вдоль стен (при плавке огарка она растекается по поверхности шлака). Шихта и поверхность жидкой ванны нагреваются факелом, образующимся при сгорании топлива.
По мере нагрева шихта плавится и стекает с откосов в слой шлакового расплава, где протекает разделение штейно-вой и шлаковой фаз — капли штейна опускаются через слой шлака. Происходит это поскольку штейн и шлак нерастворимы 45-4050 705
A
4
*
I
sss
ptp^
_______________ |_________________39500__________________________________________________
1000
Рис. 237. Отражательная печь с подвесным сводом:
1 — фундамент; 2 — под; 3 -запасный шпур; 4 — загрузочные отверстия; 5 — шлаковое окно; 6 — шпуры; 7 — свод; 8 — стена; 9 — окна для горелок
a
Рис. 238. Схема плавки в отражательной печи:
1 — загрузка шихты; 2 — теплоизлучение от факела; 3 — стекающая плавящаяся шихты; 4 — шихтовый откос
друг в друге, а плотность штейна (4,2—5,2 г/см3) заметно выше плотности шлака (2,6—3,2 г/см3).
Основными химическими реакциями в ванне являются: разложение (термическая диссоциация) высших сульфидов (реакции приведены выше при описании обжига концентратов), окисление образующейся при разложении сульфидов серы л окисление части FeS за счет реагирования с оксидами железа. При этом удаляется 45—55 % серы, содержавшейся в шихте. (При переплаве огарка, не содержащего высших сульфидов, основными реакциями являются: окисление части FeS оксидами железа и восстановление Cu2O : Cu2O + FeS = = Cu2S + FeO; при этом из шихты удаляется менее 20—25 % серы.)
Благородные металлы (золото и серебро) плохо растворяются в шлаке и практически почти полностью переходят в штейн.
Штейн отражательной плавки на 80—90 % (по массе) состоит из сульфидов меди и железа Cu2S и FeS. Остальная часть представляет собой оксиды других металлов. Штейн содержит 15—55 % Си, 15—50 % Fe, 20—30 % S, 0,5—1,5 % SiO2, 0,5-3,0 % А12О3, 0,5-2,0 % (СаО + MgO), около 2 % Zn и небольшие количества Au и Ag. Шлак состоит в основном из SiO2, FeO, СаО и А12О3 и содержит 0,1—0,5 % Си.
707
Извлечение меди и благородных металлов в штейн достигает 96—99,5 %. Количество шлака составляет примерно 1,1— 1,5 т/т штейна. Недостатки процесса — необходимость расходования топлива и то, что не используется теплотворная способность сульфидов.
Плавка в электрических рудиатермических печах
Плавка в руднотермических печах является близким аналогом отражательной плавки. Выплавку медного штейна ведут в прямоугольных закрытых сводом электрических печах с тремя или шестью расположенными в линию угольными электродами, концы электродов погружены в шлак. Шихту загружают в печь через отверстие в своде вблизи электродов. Тепло, необходимое для плавления шихты выделяется при прохождении тока от электродов через шлаковый расплав, толщину слоя шлака в печи поддерживают в пределах 1,4—1,8 м.
Процесс в руднотермической печи аналогичен процессу в отражательной печи — происходит плавление шихты и разделение расплава на штейн и шлак. Химизм электрической и отражательной плавок полностью сходен. Штейн и шлак выпускают из печи периодически через шпуры. Расход электроэнергии изменяется от 380 до 600 кВт • ч/т шихты. Существенным недостатком процесса, как и процесса отражательной плавки, является необходимость постороннего источника тепловой энергии, и то, что не используется теплотворная способность сульфидов шихты (тепло, которое могло бы быть получено при их сжигании в печи).
Плавка в шахтных печах
Шахтная печь имеет вытянутое по вертикали рабочее пространство. При плавке загружаемые сверху шихтовые материалы опускаются вниз, а им навстречу движутся горячие газы, образующиеся внизу у фурм, где происходит горение сульфидов шихты и топлива (кокса) и где плавится шихта, разделяющаяся затем на штейн и шлак. Для обеспечения газопроницаемости столба шихты необходимо применять кусковые материалы Крупностью 20—100 мм, поэтому мелкие концентраты и руды предварительно подвергают брикетированию или агломерации.
Известны четыре разновидности шахтной плавки: восстановительная, пиритная, полупиритная и медно-серная. В 708
восстановительной плавке, применявшейся для переработки окисленных руд, тепло для плавления шихты получалось за счет сжигания кокса. В пиритной плавке необходимое тепло выделялось при сгорании в печи сульфидов шихты; руда для такого процесса должна содержать не менее 75 % пирита FeS2. В настоящее время применяют две разновидности процесса: медно-серную и полупиритную плавку, при которых тепло получается как от горения в печи сульфидов шихты, так и топлива (кокса).
Медно-серная плавка. Ее особенностью является то, что помимо штейна в качестве продукта получают элементарную серу, выделяемую из отходящих газов. В качестве шихты применяют кусковые высокосернистые руды и высокосернистые окускованные концентраты.
Шахтная печь для медно-серной плавки показана на рис. 239. В поперечном (горизонтальном) сечении печь имеет прямоугольную форму. Нижнюю часть шахты (ее стены) собирают из плоских полых водоохлаждаемых коробок — кес-
Рис. 239. Шахтная печь для медно-серной плавки:
1 — фурмы; 2 — кессоны; 3 — газоотвод; 4 — загрузочное устройство; 5 — газоотводящие отверстия; 6 — желоб
709
сонов. На внутренней стороне кессонов нарастает слой застывшего шлака (гарнисаж), который работает как футеровка. Кессонированная часть шахты сделана сужающейся книзу. В нижней ее части установлены фурмы для подачи воздуха, а ниже фурм имеется желоб с порогом для выпуска штейна и шлака.
Верхнюю часть печи выкладывают из шамота и для герметизации заключают в железный кожух. В своде шахты печи находятся двухконусные загрузочные устройства, подобные засыпному аппарату доменной печи (см. часть I учебника). Они обеспечивают герметизацию рабочего пространства печи в процессе загрузки шихты; при загрузке очередной порции шихты вначале опускают верхний конус при поднятом нижнем, а затем опускают нижний конус при поднятом верхнем. Это исключает попадание в печь воздуха и тем самым предотвращает окисление паров серы в отходящих из печи газах. Газы отводят через отверстия (рис. 239, 5) в продольной стенке и газоход.
Штейн и шлак выпускают из печи через желоб непрерывно в отстойный горн (на рис. 239 не показан). Он представляет собой футерованное внутри железное корыто с двумя—четырьмя шпурами для периодического выпуска штейна и желобами для непрерывного удаления шлака.
Шихта медно-серной плавки состоит из высокосерных окускованных концентратов и кусковых медных руд, флюсов (известняка и кварца) и 10—12 % мелкого кокса. Через фурмы вдувают воздух, иногда с добавкой кислорода, расход дутья такой, чтобы весь кислород расходовался в нижней части печи.
В нижней части шахты при медно-серной плавке формируется окислительная зона (среда), а в верхней — восстановительная. В окислительной зоне, где есть кислород поступающий из фурм дутья, происходит горение кокса (С + О2 = СО2) и сернистого железа (2FeS + 3O2= 2FeO + + 2SO2) с выделением тепла, благодаря чему температура в зоне составляет 1000—1100 °C, а у фурм достигает 1500 °C. При таких температурах плавятся сульфиды и остальная шихта с образованием штейна и шлака. По мере их выпуска из печи шихта опускается навстречу потоку горячих газов.
В поднимающихся газах кислород постепенно расходуется на перечисленные реакции горения и вверху формируется 710
восстановительная зона (зона без кислорода). Здесь происходит восстановление SO2 и СО2 углеродом:
2SO2 + 2С = S2(nap) + 2СО2; СО2 + С = 2СО.
Протекают также другие побочные процессы с образованием газообразных CSj, COS, HjS. Формирующийся из продуктов этих реакций колошниковый газ дополнительно обогащается в восстановительной зоне парами элементарной серы в результате термической диссоциации высших сульфидов CuS и FeS2. Для сохранения серы в парообразном состоянии в процессе дальнейшей обработки газа температура газа на выходе из печи должна быть не менее 450—500 °C. Из газа сначала осаждают пыль, а затем из него извлекают серу (около 80 % ее общего количества в газе).
В результате медно-серной плавки получают бедный штейн, содержащий 6—15 % меди. Чтобы повысить содержание меди этот штейн подвергают сократительной плавке. Плавку осуществляют в таких же шахтных печах. Штейн загружают кусками размером 30—100 мм вместе с кварцевым флюсом, известняком и коксом. Расход кокса составляет 7—8 % от массы шихты. При этом железо переходит в шлак, а содержание меди в. штейне повышается до 25—40 %. Несмотря на сложность такого двустадийного процесса он окупается за счет получения элементарной серы.
Полупиритная плавка схожа с медно-серной, но ее проводят без улавливания серы из отходящих газов. Шахтная печь для полупиритной плавки отличается от показанной на рис. 239 тем, что шахта по всей высоте выполнена из водоохлаждаемых кессонов и верх печи не герметизирован, а шихту загружают через шторы (дверцы) в стенах расположенного над шахтой шатра (колошника), служащего для отвода газов. Шихтой служат кусковые концентраты и руды, известняк, кварц и 5—10 % кокса. К шихте предъявляют менее жесткие требования, руда может содержать меньше серы (пирита) и больше пустой породы; в шихту вводят оборотные материалы (шлак, бедный штейн). Расход дутья поддерживают таким, чтобы по всей высоте печи была окислительная атмосфера (был избыток кислорода).
Содержание меди в штейне в зависимости от состава перерабатываемого сырья составляет 15—50 %. Вся сера в отходящих газах находится в виде SO2.
711
В последние годы начали применять дутье, обогащенное кислородом (до 28—30 %), что вызывает улучшение показателей плавки; в частности снижается расход кокса.
Автогенные процессы
Дефицит энергетических ресурсов, неиспользование теплотворной способности сульфидов шихты, необходимость расходования дополнительного топлива при низком тепловом к.п.д. отражательной плавки и электроплавки, невозможность выделения серы из отходящих газов вследствие ее низкого содержания в газах привели к тому, что начиная с 50-х годов начался постепенный переход к автогенным процессам выплавки штейна из медных сульфидных руд.
Автогенной называют плавку без затрат топлива, осуществляемую за счет тепла, получаемого при окислении составляющих шихты. При переплаве сульфидного сырья автоген-ность обеспечивается за счет сгорания сульфидов шихты. В последние годы в нашей стране и за рубежом разработаны, внедрены и внедряются ряд автогенных процессов переработки сернистых медных руд. Сжигание сульфидов при этом может производиться в факеле или в расплаве.
Плавка в жидкой ванне (ПЖВ). Процесс плавки в жидкой ванне, разработанный А.В.Ванюковым, осуществляют в шахтной печи (рис. 240), стены которой выполнены из медных водоохлаждаемых плит, а под и свод из огнеупоров. Длина печи составляет 10—30, ширина 2,5—3 и высота 6—6,5 м. Фурмы для подачи дутья расположены в боковых стенах в ряд по всей длине печи на высоте 1,5—2 м от пода. Шихту загружают через расположенные в своде воронки. Выпуск штейна и шлака происходит непрерывно и раздельно через сифоны, расположенные в противоположных торцах печи.
Процесс малочувствителен к качеству шихтовых материалов, можно переплавлять как кусковые руды крупностью до 50 мм, так и мелкие концентраты без их сушки. Дутьем служит обогащенный кислородом воздух, для обеспечения авто-генности процесса содержание кислорода в дутье должно составлять 40—45 % при влажности шихты 1—2 % и 55—65 % при влажности 6—8 %.
Процесс ПЖВ непрерывный. Дутье, как это видно из рис. 240, подают в объем расплава и в расплаве, что отличает этот процесс от других, происходит окисление сульфи-
712
A-A
Рис. 240. Схема устройства печи ПЖВ:
1 — шихта; 2 — дутье; 3 — штейн; 4 — шлак; 5 — газы; 6 — огнеупорная кладка; 7 — медные литые кессоны; 8 — фурмы; 9 — загрузочная воронка; 10 — шлаковый сифон; 11 — штейновый сифон
дов за счет реагирования с кислородом дутья. Расплав в печи условно делится на две зоны: зону выше фурм, где идет интенсивный барботаж (перемешивание поднимающимися пузырями газа) и подфурменную, где расплав находится в относительно спокойном состоянии. В верхней (надфурменной) зоне протекают процессы окисления сульфидов с выделением тепла, нагрева и плавления шихты за счет этого тепла, укрупнения мелкой сульфидной взвеси в шлаковом расплаве. Крупные капли сульфидов, как более тяжелые, движутся через слой шлака вниз, образуя на поду печи слой штейна.
В получаемом штейне содержание меди достигает 45—55 %. Достоинством процесса является то, что его удельная производительность (удельный проплав шихты, 60—80 т/(м2 х хсут)) значительно выше, чем у других процессов выплавки штейна; так этот удельный проплав более чем в 12 раз превышает проплав отражательной плавки. Процесс пригоден для плавки на штейн медно-никелевых, никелевых и других сульфидных руд.
713
Плавка во взвешенном состоянии или процесс взвешенной плавки. При этом способе сульфиды шихты сгорают, двигаясь в потоке кислородосодержащего дутья, т.е. сгорают в факеле во взвешенном состоянии. В качестве дутья используют обогащенный кислородом воздух и иногда кислород. Шихту предварительно необходимо измельчать и просушивать. Находит применение ряд разновидностей этого процесса.
Способ фирмы "Оутокумпу” (Финляндия), применяемый в ряде стран, предусматривает использование обогащенного кислородом (до 31%) и подогретого до ~200°С воздуха. Печь имеет вертикальную плавильную шахту и расположенную под ней горизонтальную удлиненную отстойную камеру. Через специальную горелку в своде шахты в нее подают дутье и измельченную шихту. При движении вниз в факеле сгорают сульфиды шихты, обеспечивая температуру в шахте ~1400°С. Образующиеся в факеле сульфидно-оксидные капли падают на поверхность шлака в отстойной камере, и здесь происходит разделение расплава на шлак и штейн. Горячие газы из шахты движутся через отстойную камеру вдоль поверхности расплава, подогревая его. Далее газы проходят котел-утилизатор, и из них извлекают элементарную серу. Штейн содержит до 60 % меди.
Плавку во взвешенном состоянии на кислородном дутье или кислородно-факельную плавку применяют на заводах в Казахстане, Канаде и США. Печь горизонтальная, вытянутая вдоль движения факела, выполнена из огнеупоров. Стены, свод и газоотвод оборудованы водоохлаждаемыми устройствами. В торцевой стене печи установлены две горизонтально расположенные горелки, подающие кислород и просушенную шихту. Температура факела при сгорании сульфидов в кислороде достигает 1500—1600 °C, образующиеся в факеле капли сульфидно-оксидного расплава оседают в шлаковую ванну, в которой происходит отставание штейна от шлака. Штейн содержит до 50 % Си, отходящие газы до ~ 80 % SO2, серу из газов улавливают.
Процесс "Норанда”, разработанный в Канаде, является непрерывным барботажным процессом, схожим с отечественным процессом ПЖВ. Его осуществляют в горизонтальной цилиндрической печи, вдувая через 50—60 расположенных в ряд фурм обогащенный кислородом (до 37 %) воздух в объем расплава, где происходит окисление сульфидов и разделение 714
штейна и шлака. Шихту загружают через торцевую стенку печи, штейн выпускают периодически через шпуры.
3. Конвертирование медного штейна
Цель конвертирования — получение черновой меди путем окисления содержащихся в штейне серы и железа. Конвертирование осуществляют продувкой штейна воздухом в горизонтальном конвертере. Перерабатываемые штейны, как отмечалось, состоят в основном из сульфидов меди (Cu2S) и железа (FeS). Вследствие экзотермичности основных реакций конвертирование не требует затрат топлива.
Современный медеплавильный конвертер показан на рис. 241. Конвертеры делают длиной 6—12, с наружным диаметром 3—4 м. Производительность конвертера за одну операцию составляет 40—100 т. Футеруют конвертер хромомагнезитовым кирпичом. Заливку расплавленного штейна и слив продуктов плавки осуществляют через горловину конвертера, расположенную в средней части его корпуса. Через ту же горловину удаляются газы. Фурмы для вдувания воздуха расположены в ряд по длине конвертера. Число фурм обычно составляет 32—62, а диаметр фурмы 40—50 мм. Расход воздуха достигает 800 м3/мин (при нормальных условиях).
Процесс в конвертере циклический и делится на два пе-
Рис. 241. Горизонтальный конвертер:
1 — горловина; 2 — окно для загрузки флюсов; 3 — воздушный коллектор; 4 — фурмы
715
риода. Первый период (период окисления сульфида железа), называемый набором сульфидной массы, начинается с заливки штейна, после чего подают дутье и через горловину или отверстие в торцевой стенке конвертера загружают порцию кварцевого флюса, содержащего 70—80 % SiO2. Период длится 6—24 ч в зависимости от содержания меди в штейне. Основными реакциями периода являются окисление сульфида железа
2FeS + ЗО2 = 2FeO + 2SO2
и ошлакование образующегося оксида FeO кремнеземом флюса 2FeO + SiO2 = (FeO)2SiO2.
По мере накопления шлака, состоящего из FeO и SiO2, его сливают, в конвертер заливают новую порцию штейна и, добавляя флюс, продолжают продувку. Длительность таких циклов набора массы составляет 30—50 мин.
Температура заливаемого штейна в результате протекания этих экзотермических реакций повышается с 1100—1200 до 1250—1350 °C. Более высокая температура нежелательна, и поэтому при продувке бедных штейнов, содержащих много FeS, добавляют охладители — твердый штейн, сплески меди, корки из ковшей, медные концентраты.
Сульфид меди в течение первого периода не окисляется, поскольку у железа больше химическое сродство к кислороду, чем у меди. По окончании первого периода и слива последней порции шлака в конвертере остается белый штейн — почти чистая полусернистая медь Cu2S.
Второй период — получение черновой меди из белого штейна — длится 2—3 ч и заключается в продувке без добавки в конвертер флюса. Основная реакция периода:
Cu2S + О2 = 2Cu + SO2.
После полного окисления серы продувку заканчивают, получая черновую медь. Ее сливают из конвертера и либо направляют в рафинировочную печь, либо разливают в слитки, которые затем направляют на специальные рафинировочные заводы. Таким образом, в результате продувки получаются черновая медь, содержащая 96,0—99,4 % Си, 0,01— 0,04 % Fe, 0,02—0,1 % S и небольшое количество Ni, Sn, As, Sb, Ag, Au, и конвертерный шлак, содержащий 22—30% SiO2, 45—70 % FeO, около 3 % А12О3 и 1,5—2,5 % Си.
716
4. Рафинирование меди
Рафинирование черновой меди от примесей по экономическим соображениям проводят в две стадии — вначале методом огневого рафинирования, а затем электролитическим методом.
Огневое рафинирование
Цель огневого рафинирования — подготовить медь к электролитическому рафинированию путем удаления из нее основного количества примесей. Огневое рафинирование жидкой меди (на медеплавильных заводах) проводят в цилиндрических наклоняющихся печах, а на медьэлектролитных заводах, получающих черновую медь в слитках, — в стационарных отражательных печах. Печи для огневого рафинирования часто называют анодными, так как после рафинирования жидкую медь разливают в аноды — слитки, имеющие форму пластин.
Наклоняющиеся (поворотные) цилиндрические печи схожи с горизонтальным конвертером, применяемым для выплавки штейна (рис. 241). Для выпуска меди предусмотрена летка, наиболее распространены печи вместимостью 160—220 т. Стационарные печи вместимостью до 500 т по устройству схожи с отражательной печью для выплавки штейна (рис. 237).
Огневое рафинирование в отражательной печи длится ~ 24 ч и включает следующие периоды: загрузка (длится до 2 ч), расплавление (~ 10 ч) окислительная обработка расплава, удаление шлака, восстановительная обработка, разливка готовой меди. Рафинирование в цилиндрических печах, где не требуется плавления меди, длится примерно в два раза меньше и состоит из четырех последних периодов процесса в отражательной печи.
Окислительная обработка длительностью 1,5—4 ч заключается во вдувании в ванну воздуха через погруженные на глубину 600—800 мм стальные трубки, покрытые огнеупорной обмазкой. При этом окисляются примеси с ббльшим, чем у меди химическим сродством к кислороду — такие как Al, Fe, Zn, Sn, Sb, Bi, As, Ni и немного меди до Cu2O. Полностью остаются в меди золото и серебро и большая часть селена и теллура. Оксиды примесей, Си2О и загружаемый в печь в небольших количествах кремнезем образуют на поверхности ванны шлак, который в конце окислительной продувки удаляют из печи деревянными гребками.
717
Восстановительную обработку ванны (дразнение) длительностью 2,5—3 ч проводят для раскисления меди (удаления кислорода, содержащегося после окислительной продувки в количестве до 0,9% в виде Си2О) и удаления растворенных газов. Ранее дразнение проводили погружением в расплав сырой древесины (жердей, бревен), в настоящее время — путем вдувания паромазутной смеси или природного газа. Вдуваемые вещества разлагаются с образованием Н2, СО и СН4, которые, выделяясь, вызывают перемешивание ванны и удаление растворенных газов (SO2, СО2 и др.), а также раскисляют ванну, восстанавливая Си2О (например по реакции Cu2O + Н2 = 2Си + Н2О). После дразнения медь, содержащую < 0,01 % S и < 0,2 % [О], разливают в аноды — слитки толщиной 35—40, длиной 800—900 и шириной 800—900 мм, предназначенные для электролитического рафинирования. Анодная медь содержит 99,4—99,6% меди.
Электролитическое рафинирование
При электролитическом рафинировании решаются две задачи — глубокое рафинирование меди от примесей, что обеспечивает ее высокую электропроводность, и попутно извлечение ценных золота, серебра и селена.
Электролиз ведут в ваннах ящичного типа длиной 3—5,5, шириной 1 и глубиной 1,2—1,3 м, футерованных внутри кислотостойкими материалами (винипласт, стеклопластик и др.). В ванне подвешивают аноды и между ними катоды — пластины из чистой меди.
Электролитом служит раствор CuSO4 и H2SO4, напряжение между анодами и катодами 0,3—0,4В. Происходит электролитическое растворение анодов, т.е. в раствор переходят ионы Си24, а на катодах эти ионы разряжаются, осаждаясь на них слоем чистой меди. Электролит периодически обновляют. Часть примесей остается в электролите, а такие как Au, Ag, Se, Те, Pb, Sn, Pt выпадают в осадок — шлам, который выгружают из ванны и перерабатывают, извлекая ценные металлы.
Растворение анода длится 20—30 сут, катоды выгружают через 6—12 сут. Удельный расход электроэнергии равен 230—350 кВт • ч на 1 т меди.
Часть катодов направляют потребителям, а основное количество переплавляют для получения слитков и литых заготовок. Катоды расплавляют в отражательных и шахтных 718
печах с отоплением природным газом, в электродуговых и индукционных печах. Жидкую медь разливают на карусельных разливочных машинах в вайербасы (заготовки для прокатки проволоки) или в слитки различной формы. Разливку производят также на установках непрерывной и полунепрерывной разливки, получая литые заготовки требуемого сечения. Применяют литейно-прокатные агрегаты (например, схожие с показанным на рис. 179), где отливаемую на УНРС заготовку обжимают в прокатных валках агрегата до получения прутка (катанки) или полосы.
Г л а в а 3. МЕТАЛЛУРГИЯ НИКЕЛЯ
§1 . СВОЙСТВА НИКЕЛЯ И ЕГО ПРИМЕНЕНИЕ
Никель — металл серебристо-белого цвета. По ряду свойств (температуре плавления, плотности, теплопроводности) он близок к железу и кобальту и характеризуется средней химической активностью. При обычной температуре в сухом воздухе никель заметно не реагирует с кислородом, но при нагревании до 500 °C окисляется довольно энергично. В порошкообразном состоянии никель пирофорен, т.е. воспламеняется на воздухе при обычной температуре.
Никель — ценная легирующая добавка к стали. Он повышает прочность и одновременно пластичность сталей. Никель в сочетании с хромом обеспечивает высокую антикоррозионную стойкость сталей и повышает их теплоустойчивость. Широкое применение получили хромоникелевые нержавеющие и теплоустойчивые стали.
Известны также никелевые сплавы, в которых никель является преобладающим элементом. К ним относят сплавы никеля с алюминием, хромом, марганцем, кремнием, предназначенные для изготовления нагревателей (алюмель, хромель, нихром), сплав с железом — так называемый пермаллой, которому после специальной термической обработки сообщается высокая магнитная проницаемость, а также монель — сплав с медью, железом и марганцем, высокостойкий против коррозии.
Никель применяют также для никелирования железа и других металлов в качестве противокоррозионного и декоративного покрытия, для изготовления щелочных аккумуляторов и в качестве катализатора в разных химических процессах.
719
Чугуны, содержащие никель, используют в химическом машиностроении.
Промышленное производство никеля начато более ста лет назад, при этом около 80 % всего производимого никеля расходуют для производства сталей, легированных никелем, и никелевых сплавов.
§2 . СЫРЬЕ ДЛЯ ПОЛУЧЕНИЯ НИКЕЛЯ
Никель получают из окисленных никелевых и из сульфидных медно-никелевых руд. В сульфидных рудах никель представлен главным образом изоморфной смесью сульфидов железа и никеля (Ni, Fe)S, а пустая порода состоит из силикатов железа и магния, пирротина Fe7S8 и других соединений. В этих рудах содержится 0,3—5,5 % Ni до 2,5 % Си, до 0,2 % Со и в небольших количествах металлы платиновой группы, а также Те, Se, Ag, Au.
Медно-никелевые руды обогащают флотационными способами, получая медно-никелевый концентрат. Плавку руд с суммарным содержанием более 4—5 % меди и никеля проводят без обогащения.
В окисленных рудах никель находится как правило в виде минералов ревдинскита 3(Ni, Mg)O • 2SiO2 • 2Н2О и гарниерита nNiSiO3 • mMgSiO3 • Н2О. Пустая порода состоит из алюмосиликатов, гидратированных оксидов железа, кварца и талька. Содержание никеля в этих рудах составляет 1—7 %, содержание кобальта достигает 0,15 %, медь или отсутствует, или находится в незначительных количествах.
Окисленные руды, как правило, глинистые и содержат около 30 % влаги. Перед плавкой их необходимо окусковывать, применяя для этого брикетирование или агломерацию, осуществляемую на ленточных агломерационных машинах. Шихту для агломерации измельчают до кусков размером 3—5 мм. Топливом служит коксик, расход его составляет 7,5—8,5 % от массы шихты.
При производстве никеля применяют также гипс, пирит, известняк, кварцевый флюс и древесный уголь.
§3 . ПОЛУЧЕНИЕ НИКЕЛЯ ИЗ ОКИСЛЕННЫХ РУД
Переработка окисленных никелевых руд основана на том, что никель обладает большим химическим сродством к сере, чем
720
Руда
(Дробление, сушка, спекание)
Флюсы
Гипс
Коке
Плавка на штейн
I------------------1
Штейн Шлак
я
Продувка 0 конвертере В отвал
Шлак белый
| никелевый штейн
I
Дробление и изнельиение
На извлечение Со
Обжиг
Древесный уголь
Закись никеля
Восстановление
Никель
Газы и пыль
i
Очистка от пыли
Газы Пыль
В трубу
Рис. 242 Схема выплавки никеля из окисленных руд
к кислороду. Поэтому, чтобы отделить никель от пустой породы руды, его переводят в виде сульфида в штейн и далее из штейна получают никель.
Схема переработки окисленных руд приведена на рис. 242, а отдельные ее стадии описаны ниже.
Выплавка никелевого штейна
Штейн из окускованных окисленных никелевых руд обычно выплавляют в шахтных печах. По устройству и размерам они подобны печам, предназначенным для медной шахтной полу-пиритной плавки. Ширина печи 1,6—1,7, длина 10—16, высота около 7 м. Печь обычно снабжают 12—18 щелевидными фурмами размером 70x1200 мм. В качестве дутья используют воздух. Печи оборудованы наружным горном, где происходит разделе
721
ние шлака и штейна, непрерывно выпускаемых из нижней части печи. Кессоны, из которых выполнена шахта печи, охлаждаются проточной водой или работают на испарительном охлаждении.
Целью плавки является максимальное извлечение никеля в штейн и перевод пустой породы руды в шлак.
Плавка является восстановительной, ее ведут с высоким расходом кокса (25—30 % от массы агломерата). В печь загружают шихту, состоящую из агломерата или брикетов, гипса или пирита, известняка и кокса. Кокс служит топливом, известняк вносит необходимый для формирования шлака оксид СаО, гипс CaSO4 • Н2О и пирит FeS2 являются сульфидизато-рами, т.е. вносят необходимую для процесса серу.
В нижней части шахты у фурм кокс сгорает до СО с выделением тепла, температура в этой зоне составляет около 1000 °C (в фокусе горения у фурм ~ 1600 °C). Газы, поднимающиеся навстречу шихте, нагревают ее, сами охлаждаясь (их температура на выходе из печи равна 500—600 °C), а часть СО расходуется на восстановление оксидов шихты. Помимо окисления кокса в зоне высоких температур протекают следующие процессы:
— термическая диссоциация пирита (FS2 = FeS + 1/2S2) и известняка;
— восстановление гипса после потери им гидратной влаги CaSO4 + 4СО = CaS + 4СО2;
— частичное восстановление газом СО никеля и железа из оксидов;
— химическое взаимодействие между составляющими шихты с образованием легкоплавких соединений, расплавление шихты;
— сульфидизация никеля ранее образовавшимися FeS и CaS:
3NiO + 3CaS = Ni3S2 + ЗСаО + 1/2S2;
3NiO + 3FeS = Ni3S2 + FeO + 1/2S2.
В нижней части шахты и в наружном горне расплав расслаивается на штейн и шлак. Получающийся никелевый штейн — это сплав сульфидов Ni3S2 и FeS, в котором в небольших количествах растворены свободные металлы — железо и никель. Выход штейна составляет 5—8 % от массы агломерата. В штейне содержится 15—20 % Ni, 55—63 % Fe, 17—23 % S и небольшое количество кобальта.
722
Вторым жидким продуктом является шлак, содержащий, %: 43-46 SiO2, 4-10 А12О3, 18-22 FeO, 15-20 СаО, 8-12 MgO и около 0,15 Ni, главным образом в виде корольков штейна. Выход шлака составляет 100—120 % от массы агломерата.
Конвергирование никелевого штейна
Цель конвертирования — получить никелевый файнштейн (сплав Ni3S2 и Ni) путем окисления железа и связанной с ним серы. Процесс осуществляют в горизонтальных конвертерах вместимостью 20—30 т, конструкция которых схожа с конструкцией горизонтальных конвертеров, применяемых для конвертирования медных штейнов (см. рис. 241). Дутьем служит воздух.
Штейн продувают постепенно, т.е. заливают порциями по 2—4 т с одновременной подачей кварцевого флюса для ошлакования железа. При продувке вначале окисляется металлическое железо, его окисление длится до 45 мин, за это время накапливается количество штейна, соответствующее вместимости конвертера.
Основная реакция этого периода имеет вид 2Fe + О2 + + SiO2 = (FeO)2 SiO2. В результате этой экзотермической реакции расплав разогревается. Температуру рекомендуется держать на уровне 1300 °C. Чтобы не превышать этот уровень, в конвертер дают холодные присадки (ферроникель, твердый штейн).
В дальнейшем протекает окисление сульфида железа:
2FeS + ЗО2 + SiO2 = (FeO)2 • SiO2 + 2SO2.
Окисляется также значительная часть кобальта. Общая длительность продувки равна 8—12 ч.
Получаемый файнштейн представляет собой сплав Ni3S2 с Ni, файнштейн разливают в изложницы. Он содержит 76—78 % Ni, 19-21% S, 0,2-0,4 % Fe, 0,3-0,5 % Со и < 2 % Си.
Конвертерный шлак содержит 26—30 % SiO2, 55—60 % FeO, около 1 % Ni и 0,2—0,5 % Со. Такой шлак, с целью извлечения кобальта и никеля, подвергают обеднению (обрабатывают штейном в обогреваемом конвертере или в электропечи), получая кобальтовый штейн, содержащий 4—5 % Со и 24—30 % Ni. Этот штейн направляют в кобальтовое производство для извлечения кобальта и никеля.
723
Обжиг файнштейна
Окислительный обжиг файнштейна имеет целью удалить серу до содержания < 0,02 % и перевести никель в NiO.
В связи с тем, что глубокое удаление серы требует высоких температур, a Ni3S2 легкоплавок (tnJI = 788°C) и может при высоких температурах спекаться, обжиг проводят в две стадии. Первую стадию осуществляют в печах кипящего слоя, окисляя серу до содержания 1—2 % и поддерживая для предотвращения спекания частиц файнштейна температуру около 1000 °C.
Печь кипящего слоя для обжига файнштейна (рис. 243) футерована, имеет площадь пода 7—8 м2 и расширяется кверху, чтобы уменьшить скорость отходящих газов и тем самым вынос пыли (частиц файнштейна). В поду из жароупорного бетона расположено множество (до 2000) отверстий
(сопел) для подачи воздуха. Для загрузки шихты служит воронка, а с противоположной
стороны печи имеется разгру-
зочное устройство.
Процесс обжига автогенный и непрерывный, через воронку в печь непрерывно загружают измельченный до < 0,5 мм файн-штейн. Восходящий снизу из сопел поток воздуха поддерживает зерна файнштейна во взвешенном состоянии и они совершают движение, похожее на кипение жидкости, что обеспечивает хороший контакт частиц с дутьем. Витающие в кипящем слое частицы файнштейна окисляются по реакциям:
Рис 243 Печь кипящего слоя для обжига файнштейна
1 — под, 2 — загрузочное устройство, 3 — кожух, 4 — футеровка, 5 — сопло, 6 — разгрузочное устройство, 7 — воздухораспределительная коробка
724
Ni3S2 + 3,5O2 = 3NiO + 2SO2 и Ni + l/2O2 = NiO с выделением тепла. Для повышения тугоплавкости шихты в нее добавляют оборотную пыль. Через разгрузочное устройство непрерывно стекает продукт обжига — огарок. Выход огарка составляет 60—70 %, а пыли 30—40 %.
Вторую стадию обжига осуществляют в трубчатых вращающихся печах. Такая печь (барабан) диаметром 2—3 и длиной до 50 м, футерована изнутри и установлена под углом 2—3° к горизонтали; благодаря наклону печи пересыпающийся при ее вращении мелкокусковой материал передвигается от верхнего конца к нижнему. Печь отапливают природным газом или мазутом, подаваемыми через горелку в нижнем ее конце.
Шихту, т.е. огарок с температурой 700—800 °C, загружают в верхний конец печи, двигаясь вниз, шихта нагревается факелом до ~ 1300 °C и высыпается из нижнего конца печи. Высокая температура и наличие в топочных газах кислорода (8—10 %) обеспечивают почти полное окисление серы огарка. Получаемый оксид никеля содержит, %: Ni ~ 78; Си 0,4; Со 0,4-0,5; Fe 0,2-0,4.
Огарок из обжиговой печи выходит с температурой ~ 950 °C, ранее огарок просто охлаждали, а в настоящее время тепло используют для частичного восстановления NiO. Огарок ссыпают в трубчатый реактор, добавляя туда 4—8 % нефтяного кокса. За счет физического тепла огарка происходит восстановление части (до 40—50 %) NiO углеродом кокса. Предварительное восстановление ускоряет и удешевляет последующую плавку в электропечах.
Восстановительная плавка монооксида никеля
Целью восстановительной электроплавки является получение жидкого никеля из оксида NiO или предварительно частично восстановленного NiO. Плавку осуществляют в электродуго-вых печах за счет тепла, выделяющегося при горении электрических дуг между электродами и металлом. Печи по устройству схожи с дуговыми сталеплавильными электропечами, вместимость печей 5—25 т, футеровка магнезитовая.
*Перед этим, если огарок печи кипящего слоя содержит > 0,45 % Си, проводят дополнительную операцию — обезмеживание. Огарок при 700—800 °C подвергают обжигу в реакторе, подобном трубчатой печи, добавляя в него 10—15 % сильвинита (КС1 ’ NaCl), в результате чего медь переходит в растворимые в воде соединения СиС12 и CuSO4, которые затем удаляют из огарка, растворяя в подкисленной воде.
725
Шихтой служат NiO, малосернистый нефтяной кокс (восстановитель), известняк. Плавку проводят периодическим или полунепрерывным процессом. Плавка периодическим процессом длится 6—8 ч и включает загрузку шихты, расплавление, доводку и выпуск металла. После слива предыдущей плавки в печь загружают смешанные в заданной пропорции NiO и коксик. При плавлении шихты происходит восстановление NiO углеродом кокса:
NiO + С = Ni + СО
с образованием жидкого никеля, а также растворение углерода в никеле. После окончания восстановления проводят доводку с целью удаления избыточного углерода — в печь вводят NiO и углерод окисляется, реагируя с кислородом оксида. В этот период в печь загружают известняк, наводя известковый шлак, в который удаляется сера.
При полунепрерывном процессе в печи всегда имеется жидкий металл. Шихту непрерывно загружают на поверхность жидкой ванны через отверстие в своде печи. После набора требуемой массы восстановленного никеля загрузку прекращают и проводят доводку, после чего большую часть металла выпускают из печи, а далее вновь ведут непрерывную загрузку шихты и наплавление ванны.
Готовый жидкий никель гранулируют, сливая в бассейн с водой, получая так называемый огневой никель в виде гранул, он содержит более 98,6 % Ni, менее 0,1 % С и менее 0,6% Си.
§4. ПОЛУЧЕНИЕ НИКЕЛЯ
ИЗ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ РУД
Никель из сульфидных медно-никелевых руд получают по технологии, сходной с технологией пирометаллургического производства меди из медных сульфидных руд. При этом дополнительно после получения медно-никелевого штейна производят разделение содержащихся в нем никеля и меди. Технология включает стадии: подготовка руд, плавка на штейн, конвертирование штейна с получением медно-никелевого файнштейна, разделение никеля и меди файнштейна, окислительный обжиг никелевого концентрата с получением NiO, восстановительная плавка монооксида никеля с получением никелевых анодов, электролитическое рафинирование никеля.
726
Подготовка руд. Богатые руды с содержанием > 1,5 % Ni плавят без обогащения, а остальные руды подвергают обогащению методом флотации. Далее медно-никелевый концентрат подвергают окускованию путем агломерации или окомкования, включающего окислительный обжиг.
Плавка на штейн. Выплавку медно-никелевого штейна в разных странах производят в шахтных, отражательных и руднотермических печах; начинают также применять автогенные процессы. В нашей стране штейн из сульфидных медно-никелевых руд выплавляют в основном в дуговых руднотермических печах. Печи закрытые, прямоугольной формы с площадью пода 58—168 м2 и тремя или шестью расположенными в линию самоспекающимися электродами; в печи протекают те же процессы, что и при выплавке в подобных печах медного штейна (см. п. 2 § 3 2-ой главы).
Выпуск штейна и шлака из печи производят раздельно через шпуры. Штейн обычно содержит, %: Ni 7—16; Си 7—12; Со 0,3—0,5; Fe 47—55; S 23—27; никель и медь находятся в штейне в виде Ni3S2, Cu2S и немного в виде металлической фазы.
Конвертирование медно-никелевого штейна — его продувку воздухом — осуществляют в горизонтальных конвертерах вместимостью 70—100 т, схожих с конвертерами для конвертирования медных штейнов (см. рис. 241).
В процессе продувки окисляется сульфид железа FeS с образованием SO2 и FeO, последний оксид ошлаковывается добавляемым в конвертер кварцем (SiO2). Продувку заканчивают после получения файнштейна, содержащего, %: Ni 35— 42; Си 25—30; Со 0,7-1,3; Fe 3-4; S 23-24. Он содержит также металлы платиновой группы и немного других ценных элементов (Au, Ag, Те, Se). Для того, чтобы предотвратить окисление кобальта, продувку заканчивают тогда, когда в штейне еще остается немного железа (железо обладает большим химическим сродством к кислороду и в присутствии железа кобальт почти не окисляется). Никель и медь в файн-штейне находятся в виде тех же фаз, что и в исходном штейне.
Разделение никеля и меди, содержащихся в файнштейне, наиболее часто осуществляют флотационным способом. Предназначенный для флотации штейн подвергают очень, медленному охлаждению и кристаллизации (в течение 40—80 ч), в
727
этом случае в затвердевшем штейне формируются обособленные кристаллы Ni3S2, Cu2S и металлического сплава, что облегчает разделение этих фаз. Затем файнштейн измельчают и подвергают флотации в сильно щелочной среде. Вместе с пеной всплывает медный концентрат, содержащий 68—73 % Си, его направляют в медноое производство. В осадке ("хвостах" флотации) остается никелевый концентрат, включающий металлическую фазу файнштейна. Он содержит, %: Ni 68—72; Си 3—4; Со до 1; Fe 2—3; 8 22—23 и большую часть ценных элементов файнштейна.
Окислительный обжиг никелевого концентрата. Флотационные никелевые концентраты подвергают окислительному обжигу с целью получения NiO. Обжиг ведут в печах кипящего слоя, схожих с показанной на рис. 243; процесс является автогенным, воздух иногда обогащают кислородом, поддерживая температуру процесса в пределах 1100—1200 °C. Основными реакциями являются окисление никеля и серы сульфида Ni3S2 и образование при этом NiO и SO2.
Горячий оксид никеля (огарок) из печи кипящего слоя выпускают в трубчатый реактор, куда добавляют кокс, обеспечивающий восстановление части NiO, что уменьшает расход электроэнергии при последующей плавке на черновой никель.
Восстановительная плавка монооксида никеля. Монооксид никеля подвергают восстановительной плавке по технологии, близкой к переработке никелевого файнштейна на огневой никель (см. § 3) с тем отличием, что в печи не наводят шлак для удаления в него серы. Полученный в печи жидкий черновой никель разливают на карусельной разливочной машине в плоские слитки — аноды массой ~ 300 кг. Анодный никель сожержит 88—92 % Ni и 11—17 видов примесей (элементы, содержавшиеся в файнштейне, и некоторые оксиды и сульфиды).
Электролитическое рафинирование никеля. Цель электролитического рафинирования — получение из анодов катодного никеля чистотой 99,93 % и попутное извлечение ценных примесей — Со, Au, Ag, Se, Те, Си и платиноидов. Отделение никеля от примесей электролизом труднее, чем отделение меди, поскольку никель является электроотрицательным элементом и на катоде, без принятия специальных мер, наряду с ним будут разряжаться (осаждаться) Си, Fe, Со, Zn и Н2.
728
Электролиз ведут в ваннах ящичного типа, облицованных кислотоупорными материалами. В ваннах попеременно навешивают аноды чернового никеля и катоды из чистого никеля. Чтобы исключить осаждение на катоде других элементов, каждый катод помещают в мешок (диафрагму) из синтетических тканей, пропускающих электролит, его составляют из сульфатов никеля и натрия, хлорида никеля и добавки борной кислоты.
Процесс электролиза заключается в растворении анода и осаждении никеля на катоде. Из анода в электролит переходят примеси никеля, поэтому этот загрязненный электролит (анолит) непрерыно выводят из ванны и очищают от меди, железа, кобальта и других примесей, после чего чистый электролит (католит) заливают в диафрагмы. Уровень католита в диафрагме (мешке) поддерживают на 30—40 мм выше уровня электролита во всей ванне, поэтому католит под действием ферростатического давления проходит через поры диафрагмы в ванну, не позволяя тем самым проникать загрязненному анолиту в катодное пространство.
Растворение анодов длится 15—22 сут, наращивание катодов 2—4 сут, расход электроэнергии равен 2400— 3300 кВт • ч на 1т никеля. Благородные металлы и другие нерастворимые примеси выпадают в ванне в шлам, из которого затем извлекают ценные элементы.
Получаемый катодный никель содержит более 99,93— 99,99% Ni.
Г л а в а 4. МЕТАЛЛУРГИЯ АЛЮМИНИЯ
§1 . СВОЙСТВА АЛЮМИНИЯ И ЕГО ПРИМЕНЕНИЕ
Алюминий обладает многими ценными свойствами: небольшой плотностью — около 2,7 г/см3, высокой теплопроводностью — около 300Вт/(м*К) и высокой электропроводностью 13,8 • 1070м/м, хорошей пластичностью и достаточной механической прочностью.
Алюминий образует сплавы со многими элементами. В сплавах алюминий сохраняет свои свойства. В расплавленном состоянии алюминий жидкотекуч и хорошо заполняет формы, в твердом виде он хорошо деформируется и легко поддается резанию, пайке и сварке.
729
Сродство алюминия к кислороду очень большое. При его окислении выделяется большое количество тепла (~ 1670000 Дж/мо ль). Тонкоизмельченный алюминий при нагревании воспламеняется и сгорает на воздухе. Алюминий соединяется с кислородом воздуха и в атмосферных условиях. При этом алюминий покрывается тонкой (толщиной ~ 0,0002 мм) плотной пленкой окиси алюминия, защищающей его от дальнейшего окисления; поэтому алюминий стоек против коррозии. Поверхность алюминия хорошо защищается от окисления этой пленкой и в расплавленном состоянии.
Из сплавов алюминия наибольшее значение имеют дюралюминий и силумины.
В состав дюралюминия, кроме алюминия, входят 3,4—4% Си, 0,5% Мп и 0,5% Mg, допускается не более 0,8% Fe и 0,8 % Si. Дюралюминий хорошо деформируется и по своим механическим свойствам близок к некоторым сортам стали, хотя он в 2,7 раза легче стали (плотность дюралюминия 2,85 г/см3).
Механические свойства этого сплава повышаются после термической обработки и деформации в холодном состоянии. Сопротивление на разрыв повышается со 147—216 МПа до 353— 412 МПа, а твердость по Бринелю с 490-588 до 880—980 МПа. При этом относительное удлинение сплава почти не изменяется и остается достаточно высоким (18—24%).
Силумины — литейные сплавы алюминия с кремнием. Они обладают хорошими литейными качествами и механическими свойствами.
Алюминий и сплавы широко применяют во многих отраслях промышленности, в том числе в авиации, транспорте, металлургии, пищевой промышленности и др. Из алюминия и его сплавов изготовляют корпуса самолетов, моторы, блоки цилиндров, коробки передач, насосы и другие детали в авиационной, автомобильной и тракторной промышленности, сосуды для хранения химических продуктов. Алюминий широко применяют в быту, пищевой промышленности, в ядерной энергетике и электронике. Многие части искусственных спутников нашей планеты и космических кораблей изготовлены из алюминия и его сплавов.
Вследствие большого химического сродства алюминия к кислороду его применяют в металлургии как раскислитель, а также для получения при использовании так называемого 730
алюминотермического процесса трудно восстанавливаемых металлов (кальция, лития и др.).
По общему производству металла в мире алюминий занимает второе место после железа.
§2 . СЫРЫЕ МАТЕРИАЛЫ
Основным современным способом производства алюминия является электролитический способ, состоящий из двух стадий. Первая — это получение глинозема (А12О3) из рудного сырья и вторая — получение жидкого алюминия из глинозема путем электролиза.
Руды алюминия. Вследствие высокой химической активности алюминий встречается в природе только в связанном виде: корунд А12О3, гиббсит А12О3 • ЗН2О, бемит
А12О3 • Н2О, кианит ЗА12О3 • 2SiO2, нефелин (Na, К)2О • • А12О3 • 2SiO2, каолинит А12О3 • 2SiO2 2Н2О и другие. Основными используемыми в настоящее время алюминиевыми рудами являются бокситы, а также нефелины и алуниты.
Бокситы. Алюминий в бокситах находится главным образом в виде гидроксидов алюминия (гиббсита, бемита и др.), корунда и каолинита. Химический состав бокситов довольно сложен. Они часто содержат более 40 химических элементов. Содержание глинозема в них составляет 35—60 %, кремнезема 2—20 %, оксида Fe2O3 2—40 %, окиси титана 0,01—10 %. Важной характеристикой бокситов является отношение содержаний в них А12О3 к SiO2 по массе — так называемый кремневый модуль.
Кремневый модуль бокситов, поступающих для получения глинозема, должен быть не ниже 2,6. Для бокситов среднего качества этот модуль составляет 5—7 при 46—48 %-ном содержании А12О3, а модуль высококачественных — около 10 при 50 %-ном содержании А12О3. Бокситы с более высоким содержанием А12О3 (52 %) и модулем (10—12) идут для производства электрокорунда.
К числу крупных месторождений бокситов в нашей стране относится Тихвинское (Ленинградская область), Североуральское (Свердловская область), Южноуральское (Челябинская область), Тургайское и Краснооктябрьское (Кустанайская область).
Нефелины входят в состав нефелиновых сиенитов и урти-тов. Большое месторождение уртитов находится на Кольском
731
полуострове. Основные компоненты уртита — нефелин и апа тит ЗСа3(РО4)2 • CaF2. Их подвергают флотационному обогащению с выделением нефелинового и апатитового концентратов. Апатитовый концентрат идет для приготовления фосфорных удобрений, а нефелиновый — для получения глинозема. Нефелиновый концентрат содержит, %: 20—30 А12О3, 42—44 SiO2, 13-14 Na2O, 6-7 К2О, 3-4 Fe2O3 и 2-3 СаО.
Алуниты представляют собой основной сульфат алюминия и калия (или натрия) K2SO4 • A12(SO4)3 • 4А1(ОН)3. Содержание А12О3 в них невысокое (20—22 %), но в них находятся другие ценные составляющие: серный ангидрид SO3 (~ 20 %) и щелочь Na2O • К2О (4—5 %). Таким образом, они, так же как и нефелины, представляют собой комплексное сырье.
Другие сырые материалы. При производстве глинозема применяют щелочь NaOH, иногда известняк СаСО3, при электролизе глинозема криолит Na3AjF6 (3NaF • A1F3) и немного фтористого алюминия A1F3, а также CaF2 и MgF2.
Производство криолита. Криолит в естественном виде в природе встречается очень редко и его производят искусственно из концентрата плавикового шпата (CaF2). Процесс осуществляют в две стадии, первая — это получение плавиковой кислоты HF. Тонкоизмельченный CaF2 смешивают с серной кислотой в трубчатых вращающихся печах при 200 °C. В печи протекает реакция: CaF2+H2SO4=2HF+CaSO4. Поскольку в плавиковом шпате содержится в качестве примеси SiO2, образуется также немного летучей кремнефтористой кислоты H2SiF6. Газообразные HF и H2SiF6 после их очистки от примесей поглощаются в вертикальных башнях водой, в результате получают раствор плавиковой кислоты с кремнефтористой. Его очищают от H2SiF6, добавляя немного соды: H2SiF6+Na2CO3=Na2SiF6+H2O+CO2. Кремнефтористый натрий выпадает в осадок и получается очищенная плавиковая кислота. Вторая стадия — получение криолита. В раствор плавиковой кислоты добавляют А1(ОН)3 и соду и проводят так называемый процесс варки криолита, в течение которого протекают следующие реакции:
6HF + А1(ОН)3 = H3A1F6 + ЗН2О
2H3A1F6 + 3Na2CO3 = 2Na3AlF6 + ЗСО2 + ЗН2О.
Криолит выпадает в осадок, его отфильтровывают и просушивают при температуре 130—150 °C.
732
Фтористый алюминий получают схожим способом, добавляя к плавиковой кислоте до полной ее нейтрализации гидроксид алюминия: 3HF + А1(ОН)3 = A1F3 + ЗН2О.
§ 3. ПРОИЗВОДСТВО ГЛИНОЗЕМА
Как уже отмечалось, технология производства алюминия состоит из двух стадий: первая — производства глинозема и вторая — электролитическое получение алюминия из глинозема. За рубежом практически весь глинозем получают из бокситов в основном способом Байера (К.И.Байер — австрийский инженер, работавший в России), на отечественных заводах глинозем получают из бокситов способом Байера и из бокситов и нефелинов способом спекания. Оба эти способа относятся к щелочным методам выделения глинозема из руд. Способ Байера экономически целесообразно использовать для переработки бокситов с небольшим содержанием SiO2 (с кремниевым модулем Al2O3/SiO2 более 5—7), поскольку при росте количества SiO2 все больше А12О3 и используемой в процессе щелочи теряются из-за образования химического соединения Na2O • А12О3 2SiO2 • 2Н2О.
Для переработки бокситов с кремниевым модулем менее 5—7 более экономичным является способ спекания. В связи с истощением богатых глиноземом месторождений боксита и вовлечением в производство более бедных бокситов, доля способа Байера в производстве глинозема снижается и возрастает доля способа спекания.
1. Способ Байера
Способ Байера — способ выделения глинозема из боксита — основан на выщелачивании, цель которого растворить содержащийся в боксите оксид алюминия А12О3, избежав перевода в раствор остальных составляющих боксита (SiO2, Fe2O3 и др.). В основе способа лежит обратимая химическая реакция:
А12О3 • п Н2О + 2NaOH = Na2O • А12О3 + (п + 1)Н2О.
При протекании реакции вправо глинозем в виде алюмината натрия переходит в раствор, а при обратном течении реакции образующийся гидратированный А12О3 выпадает в осадок. Упрощенная схема производства глинозема по способу Байера
733
Издесть
боксит
Едкий натр
Дробление
Мокрое измельчение
Пульпа
Адтокладное дыщелачидание
Разбадление пульпы
Сгущение шлама
Алюминатныйрастдор
Красныйшлам
| ।----Зада
Декомпозиция
Промыдка
Гидратная пульпа
Шлам
Промыдная дода
3 отдал
Сгущение и классификация гидроксида
Затрадка
Крупная Фракция
Лоточныйрастдор
фильтрциия и промыдка
выпаоидание
Гидроксид алюминия
Отделение соды
Кальцинация
Сода Растдор
I Издесть I
Глинозем
Каустификация
На электролиз
белый шлам
Щелочной рост дор
На издлечение глинозема
Рис. 244. Упрошенная схема производства глинозема по способу Байера
734
показана на рис. 244. Ниже описаны основные операции это го способа.
1. Подготовка боксита к выщелачиванию. Боксит дробят и размалывают до фракций размером 0,05—0,15 мм в среде добавляемой щелочи и оборотного раствора щелочи NaOH, добавляют также немного извести, активизирующей выщелачивание.
2. Выщелачивание. Полученную при помоле пульпу направляют на выщелачивание. Для полного протекания приведенной выше реакции вправо (образования алюмината натрия) необ-ходимы щелочная среда, высокое давление (~ 3 МПа), нагрев пульпы до 100—240 °C (в зависимости от сорта боксита) и ее длительное (около 2 ч) перемешивание. Такие условия обеспечиваются в автоклавах — сосудах, работающих под давлением. Применяемые автоклавы представляют собой (рис.245) стальной цилиндрический сосуд диаметром 1,6— 2,5 и высотой 13,5—17,5 м. Давление в автоклаве 2,5—3,3 МПа, пульпу подают сверху, снизу через патрубок 2 с барботером 3 — пар, который нагревает и перемешивает ее. Из автоклава пульпа выдавливается через трубу 1.
Пульпу обычно пропускают через батарею из 6—10 последовательно установленных где в течение в пульпе в А12О3 • ЗН2О реагирует со
приведена выше), переходя Na2O • А12О3. В первый автоклав пульпу подают насосом, предварительно подогрев до ~ 150 °C, из последнего автоклава пульпа попадает в два автоклава-испари-
автоклавов, ~ 2 ч содержащийся виде А12О3 • Н2О, и А12О3 глинозем щелочью (реакция в
Рис. 245 Автоклав для выщелачивания боксита
Яыоднипг лумла
Олфа&мпаллая лшьла
735
теля, в которых давление снижается до атмосферного. Продуктом является автоклавная пульпа, состоящая из алюминатного раствора (содержащего Na2O • А12О3) и шлама (осадка, в который выпадают остальные примеси боксита).
3. Разделение алюминатного раствора и шлама после разбавления пульпы водой производят в сгустителях (отстойниках) — сосудах диаметром 15—50 м, на дне которых оседает шлам, а через верх сливается отстоявшийся алюминатный раствор. Его дополнительно пропускают через фильтры и направляют на следующую операцию — декомпозицию. Получаемый красный шлам (окраску ему придают частицы Fe2O3) идет в отвал, шлам содержит, %: А12О3 12—18, SiO2 6—11, Fe2O3 44-50, СаО 8-13.
4. Разложение алюминатного раствора, называемое также декомпозицией или выкручиванием проводят с целью перевести алюминий из «раствора в осадок в виде А12О3 • ЗН2О, для чего обеспечивают течение приведенной выше реакции выщелачивания влево, в сторону образования А12О3 • ЗН2О. Чтобы указанная реакция шла влево, необходимо понизить давление (до атмосферного), разбавить и охладить раствор, ввести в него затравки (мелкие кристаллы гидрооксида алюминия) и пульпу для получения достаточно крупных кристаллов А12О3 • ЗН2О перемешивать в течение 50—90 ч.
Этот процесс осуществляют в серии установленных последовательно и соединенных перепускными сифонами декомпо-зеров, через которые последовательно проходит пульпа (алюминатный раствор с выпадающими кристаллами гидрооксида алюминия). В серии устанавливают 10—11 декомпозеров с механическим перемешиванием или 16—28 декомпозеров с воздушным перемешиванием пульпы. Первые представляют собой баки диаметром до 8 м, в которых перемешивание осуществляют вращением вокруг вертикальной оси волокуш (гребков). Декомпозеры второго типа, преимущественно применяемые в настоящее время, представляют собой цилиндрические баки высотой 25—35 м и объемом до 3000 м3; снизу в них подают сжатый воздух, перемешивающих пульпу.
5. Отделение кристаллов гидрооксида алюминия сгт раствора и классификация кристаллов по крупности. После декомпозиции пульпа поступает в сгустители, где гидрооксид отделяют от раствора. Полученный гидрооксид в гидросепараторах разделяют на фракцию с размером частиц 736
40—100 мкм и мелкую фракцию (размером < 40 мкм), которую используют в качестве затравки при декомпозиции. Крупную фракцию промывают, фильтруют и направляют на кальцинацию
6. Кальцинацию или обезвоживание гидрооксида алюминия осуществляют в футерованных шамотом трубчатых вращающихся печах диаметром 2,5—5 и длиной 35—110 м, отапливаемых природным газом или мазутом. Гидрооксид медленно перемещается вдоль вращающегося барабана навстречу потоку горячих газов, температура которых повышается от 200—300 °C в месте загрузки до ~ 1200 °C вблизи горелки у разгрузочного торца барабана. При нагреве гидрооксида идет реакция: А12О3 • ЗН2О = А12О3 + ЗН2О, заканчивающаяся при 900 °C. Продуктом является глинозем А12О3 (порошок белого цвета).
Извлечение глинозема при использовании описанного способа Байера составляет около 87 %. На производство 1 т глинозема расходуют 2,0—2,5 т боксита, 70—90 кг NaOH, около 120 кг извести, 7—9 т пара, 160—180 кг мазута (в пересчете на условное топливо) и около 280 кВт • ч электроэнергии.
2. Способ спекания
Способ применяют для получения глинозема из высококремнистых (> 6—8 % SiO2) бокситов с кремниевым модулем менее 5—7 и из нефелиновых руд; способ пригоден также для переработки любого алюминиевого сырья.
Сущность способа заключается в получении твердых алюминатов путем их спекания при высоких (~ 1300 °C) температурах и в последующем выщелачивании полученного спека.
Получение глинозема из бокситов. Основные стадии этого процесса следующие.
Подготовка к спеканию. Боксит и известняк после дробления измельчают в мельницах в среде оборотного содового раствора с добавкой свежей соды Na2CO3, получая пульпу с влажностью 40 %.
Спекание ведут в отапливаемых трубчатых вращающихся печах диаметром до 5 и длиной до 185 м. Температура в печи повышается от 200—300 °C в месте подачи пульпы до ~ 1300 °C в разгрузочном конце у горелки. При нагреве оксид алюминия превращается в водорастворимый алюминат натрия:
47-4050
737
Спек
ALO, + Na,CO, = Na,O • ALO3 + CO, а кремнезем связывается в малорастворимые силикаты: SiO2 + 2СаО = 2СаО • SiO2. С содой реагирует также Fe2O3 боксита, образуя Na2O • Fe2O3. Эти химические соединения спекаются, образуя частично оплавленные куски — спек.
После обжиговой печи спек охлаждают в холодильниках, дробят до крупности 6—8 мм и направляют на выщелачивание.
Выщелачивание ведут горячей водой проточным методом в аппаратах различной конструкции: диффузорах (цилиндрических сосудах, куда порциями загружают и выгружают спек), в конвейерных выщелачивателях и др. Наиболее совершенными являются трубчатые выщелачиватели непрерывного действия (рис. 246). Загружаемый через бункер 1 в сосуд высотой 26 м спек благодаря непрерывной выгрузке секторными раз-гружателями 2 движется вниз и промывается встречным потоком воды. В воде растворяется алюминат натрия, вода разлагает также феррит натрия Na2O • Fe2O3 и Fe2O3 выпадает в осадок. Продуктами выщелачивания являются алюминатный раствор и красный шлам, содержащий Fe2O3, А12О3, SiO2, СаО. В алюминатный раствор переходит немного кремнезема в виде гидросиликатов, в связи с чем раствор подвергают обескремниванию.
Обескремнивание алюминатного раствора осуществляет в батарее автоклавов длительной (~ 2,5 ч) выдержкой при температуре 150—170 °C. В этих условиях вырастают кристаллы нерастворимого в воде соединения Na2O • А12О3 • 2SiO2 • 2Н2О (иногда к раствору добавляют известь, в этом случае образуются кристаллы СаО • А12О3 • • 2SiO2* 2Н2О). Из автоклавов
Алюминатный растВор
Горячая Вада
Рис. 246. Схема трубчатого выщелачивателя непрерывного действия
Вода на смыВ шлама
738
выходит пульпа, состоящая из алюминатного раствора и осадка — белого шлама. Далее раствор отделяют от белого шлама путем сгущения и фильтрации. Белый шлам идет в шихту для спекания, а раствор направляют на карбонизацию.
Карбонизацию проводят с целью выделения алюминия в осадок А12О3 • ЗН2О (карбонизация заменяет декомпозицию в способе Байера). Карбонизацию осуществляют в сосудах цилиндрической или цилиндроконической формы объемом до 800 м3 пропусканием через раствор отходящих газов спека-тельных печей, содержащих 10—14 % СО2. Газы перемешивают раствор, а СО2 разлагает алюминат натрия:
Na2O • А12О3 + СО2 + ЗН2О = А12О3 • ЗН2О + Na2CO3
и гидроксид алюминия выпадает в осадок.
Далее проводят те же технологические операции, что и в способе Байера: отделение А12О3 • ЗН2О от раствора и кальцинацию — обезвоживание гидроксида алюминия прокаливанием в трубчатых печах с получением глинозема А12О3.
Примерный расход материалов на получение 1 т глинозема, т: боксита 3,2—3,6; известняка 1,35; извести 0,025; кальцинированной соды 0,19; условного топлива 1,1—1,2; электроэнергии ~ 800 кВт • т.
Получение глинозема из нефелинов. Нефелиновый концентрат или руду и известняк после дробления размалывают в водной среде, получая пульпу для спекания. В связи с наличием в составе нефелина щелочей не требуется добавок в шихту соды.
Спекание производят в отапливаемых трубчатых вращающихся печах диаметром 3—5 и длиной до 190 м; пульпу заливают в печь со стороны выхода газов, где температура равна 200—300 °C, а в разгрузочном конце она достигает 1300 °C. В процессе нагрева нефелин взаимодействует с известняком:
(Na, К)2О • А12О3 • 2SiO2 + 4СаСО3 =
= (Na, К)2О • А12О3 + 2(2СаО • SiO2) + 4СО2.
В результате этой реакции входящие в состав нефелина Na2O и К2О обеспечивают перевод глинозема в водорастворимые алюминаты, а СаО связывает кремнезем в малорастворимый двухкальциевый силикат. Получаемый спек охлаждают в холодильниках и дробят.
739
Выщелачивание нефелинового спека совмещают с его размолом и проводят в шаровых или стержневых мельницах в среде горячей воды со щелочным раствором, получаемым после карбонизации. В процессе выщелачивания алюминаты растворяются в воде и остается известково-кремнистый шлам (называемый белитовым), который идет на производство цемента.
Обескремнивание алюминатного раствора проходит в две стадии. Первую проводят в автоклавах в течение 1,5—2 ч при температуре 150—170 °C; при этом в осадок выпадают содержащие кремнезем алюмосиликаты, этот осадок (белый шлам) идет в шихту для спекания.
Алюминатный раствор после первой стадии обескремнивания делят на две части. Одну часть далее подвергают карбонизации (так, как при переработке бокситов) с последующей декомпозицией, после чего получают в осадке гидрооксид алюмния и содощелочной раствор, идущий на выщелачивание спека.
Вторую часть алюминатного раствора дополнительно обескремнивают в мешалках с добавкой извести при ~ 95 °C в течение 1,5—2 ч. При этом в осадок выпадает известково-силикатный шлам и обеспечивается глубокое обескремнивание алюминатного раствора. Затем этот раствор подвергают кальцинации, получая в осадке гидроксид алюминия и глубоко обескремненный содовый раствор, из которого далее в содовом цехе получают поташ (К2СО3) и кальцинированную соду (Na2CO3); глубокое обескремнивание необходимо для получения этих товарных продуктов.
Кальцинация. Гидрооксид алюминия после обеих ветвей переработки алюминатного раствора подвергают промывке и фильтрации и затем направляют на кальцинацию (обезвоживание), которую проводят так же, как в способе Байера, получая глинозем.
Примерный расход материалов на получение 1 т глинозема из нефелинов, т: нефелина 4; известняка 7; извести 0,1; условного топлива 1,5; электроэнергии ~ 1000 кВт • ч. При этом получают около 1 т содопродуктов и до 10 т цемента.
§ 4. ЭЛЕКТРОЛИТИЧЕСКОЕ ПОЛУЧЕНИЕ АЛЮМИНИЯ
Алюминий получают путем электролиза глинозема, растворенного в расплавленном электролите, основным компонентом
740
которого является криолит. В чистом криолите Na3AlF6(3NaF • A1F3) отношение NaF: A1F3 равно 3, для экономии электроэнергии необходимо при электролизе иметь это отношение в пределах 2,6—2,8, поэтому к криолиту добавляют фтористый алюминий A1F3. Кроме того, для снижения температуры плавления в электролит добавляют немного CaF2, MgF2 и иногда NaCl. Содержание основных компонентов в промышленном электролите находится в следующих пределах, %: Na3AlF6 75-90; A1F3 5-12; MgF2 2-5; CaF2 2-4; A12O3 2—10. При повышении содержания А12О3 более 10 % резко повышается тугоплавкость электролита, при содержании менее 1,3 % нарушается нормальный режим электролиза.
Электролизная ванна или электролизер, где проводят электролиз, имеет в плане прямоугольную форму. Схема поперечного разреза ванны показана на рис. 247. Кожух 1 из стальных листов охватывает стены ванны, а у больших ванн выполнен с днищем. Внутри имеется слой шамота 2 и далее стены выложены угольными плитами 4, а под образован подовыми угольными блоками 3. Ванна глубиной 0,5—0,6 м заполнена электролитом и находящимся под ним слоем жидкого алюминия.
Угольный анод 6 (иногда их несколько) подвешен на стальных стержнях 8 так, что его нижний конец погружен в электролит, через стержни 8 к аноду подается ток от шин 7.
Мощность электролизера (ванны), определяемая силой подводимого к ней тока, изменяется от 30 кА у ванн малой мощности до 250 кА у ванн большой мощности. Поскольку допустимая удельная плотность проходящего через анод тока составляет 0,65—1,0 А/см2, при росте мощности ванн увели-
Рис. 247. Схема электролизной ванны для получения алюминия:
1 — кожух; 2 — шамот; 3 — угольный блок*, 4 — угольная плита; 5 — глинозем; 6 — анод; 7 — токоподводящая шина; 8 — подвеска (токо-подвод); 9 — корка затвердевшего электролита; 10 — гарнисаж (затвердевший электролит); 11 — токоподвод
741
чивают площадь анода; размеры поперечного сечения анода мощных ванн достигают 2,8x9 м, размеры ванны (внутри) — 3,8x10 м.
Существующие ванны различаются мощностью и устройством анода: ванны с одним самообжигающимся анодом и верхним токоподводом, с таким же анодом и боковым токоподводом и ванны с анодом из обожженных блоков. Ванна с самообжигающимся анодом и верхним подводом тока показана на рис. 248, а. Анод прямоугольного сечения является непре-рывнонаращиваемым. Его кожух сделан из стального листа, в кожух сверху загружают брикеты из углеродистой электродной массы (нефтяной кокс с каменноугольным пеком). Вверху масса плавится, а в нижней части кожуха, где высокие температуры, она спекается, коксуется и превращается в твердый блок. В него запекаются погруженные в электродную массу на разную глубину стальные штыри 7, расположенные в два—четыре ряда вдоль ванны. Эти стержни служат для подвода тока к аноду и для его удержания над ванной, кожух анода крепится над ванной отдельно. В процессе сгорания анода наиболее глубоко расположенные штыри поочередно выдергивают из затвердевшей массы и закрепляют на более высоком уровне, через некоторое время они спекаются с твердеющей массой.
По мере сгорания нижней части анода его с помощью специального механизма опускают, при этом анод скользит
Рис. 248. Алюминиевые электролизеры (а — с самообжигающимся анодом и верхним токоподводом; б — с обожженным анодом):
1 — токоподводящий стержень; 2 — подовые блоки; 3 — газоулавливающий колокол; 4 — кожух анода; 5 — жидкая анодная масса; 6 — шины; 7 — штырь; 8 — спеченный анод; 9 — ниппель; 10 — газосборник; 11 — штанга; 12 — анодный блок
742
внутри кожуха вниз. К нижней части кожуха анода крепится газосборный колокол, предназначенный для улавливания выделяющихся вокруг анода газов.
Электролизные ванны с предварительно обожженными анодами (рис. 248, б) имеют анодный узел, составленный из нескольких (до 20 и более) угольных или графитированных блоков, расположенных в два ряда. В каждом блоке закреплены четыре стальных ниппеля 9, соединенных со штангой 77; это устройство служит для подвода тока и для подвески блока. Сгоревшие блоки заменяют новыми. Над ванной установлен газоулавливающий короб.
Использование обожженных анодов позволило увеличить единичную мощность ванн и сильно сократить выделение вредных канцерогенных веществ, которые образуются при коксовании пека самообжигающихся электродов.
Электролизные ванны размещают в цехе в ряд — по несколько десятков ванн в ряду.
Электролиз ведут при напряжении 4—4,3 В и, как отмечалось, при удельной плотности тока, проходящего через анод, равной 0,65—1,0 А/см2. Толщина слоя электролита в ванне составляет 150—250 мм. Температуру ванны поддерживают в пределах 950—970 °C за счет тепла, выделяющегося при прохождении постоянного гока через электролит. Такие температуры имеют место под анодом, а на границе с воздухом образуется корка затвердевшего электролита рис. 247, 9, а у стен ванны — затвердевший слой электролита 10 (гарнисаж).
Необходимая температура ванны, т.е. выделение в слое электролита необходимого количества тепла, обеспечивается при определенном электросопротивлении слоя электролита. Такого электросопротивления достигают, поддерживая в заданных пределах состав электролита и толщину его токопроводящего слоя, т.е. расстояния между анодом и слоем жидкого алюминия в пределах 40—60 мм (увеличение, например, этого расстояния, т.е. электросопротивления слоя электролита, вызывает увеличение выделения тепла при прохождении тока и, соответственно, перегрев электролита).
При приложении напряжения к катоду и аноду составляющие жидкого электролита подвергаются электролитической диссоциации, и расплав состоит из многочисленных катионов и анионов. Состав электролита подобран так, что в соот
743
ветствии со значениями потенциалов разряда на электродах могут разряжаться только катионы А13+ и анионы О2-, образующиеся при диссоциации А12О3 в электролите. Соответственно электрохимический процесс на электродах описывается следующими уравнениями:
на катоде 2А13+ + бе —► 2А1;
на аноде ЗО2- — бе —► 30.
Разряжающийся на катоде алюминий накапливается на подине ванны под слоем электролита. Выделяющийся на аноде кислород взаимодействует с углеродом анода с образованием газов СО и СО2, т.е. при этом окисляется низ анода, в связи с чем анод периодически опускают. Газы СО и СО2 выходят из-под анодов вдоль их боковых поверхностей, они содержат выделяющиеся из электролита токсичные фтористые соединения и глиноземную пыль (из самообжигающихся анодов в них также попадают вредные смолистые возгоны); эти газы улавливают и очищают от пыли и фтористых соединений.
По ходу процесса в ванны периодически загружают глинозем; контролируют состав электролита, вводя корректирующие добавки; с помощью регуляторов поддерживают оптимальное расстояние между анодами и жидким алюминием (в пределах 40—50 мм). Глинозем загружают в ванны сверху, пробивая для этого корку спекшегося электролита (рис. 247, 9) с помощью передвигающихся вдоль ванн машин.
Жидкий алюминий извлекают из ванн один раз в сутки или через 2—3 сут с помощью вакуум-ковшей. Вакуум-ковш представляет собой (рис. 249) вмещающую 1,5—5 т алюминия
Рис. 249 Вакуум-ковш для извлечения алюминия:
1 — кожух, 2 — сливной носок; 3 — патрубок для подсоединения вакуумного насоса; 4 — люк; 5 — крышка; 6 — заборный патрубок, 7 — футеровка
744
футерованную шамотом емкость, в которой создается разряжение ~ 70 кПа. Соединенную с патрубком 6 ковша заборную трубку погружают сверху в слой жидкого алюминия в ванне и за счет разрежения алюминий засасывается в ковш.
Выделяющиеся анодные газы вначале направляют в горелки, где сжигают СО и возгоны смолы, а затем в газоочистку, где улавливают пыль и фтористые соединения.
Производительность современных электролизных ванн составляет 500—1200 кг алюминия в сутки. Для получения 1 т алюминия расходуется ~ 1,95 т глинозема, ~ 25 кг криолита, 25 кг фтористого алюминия, 0,5—0,6 т анодной массы, 14—16 МВт • ч электроэнергии.
§ 5. РАФИНИРОВАНИЕ АЛЮМИНИЯ
Алюминий, извлекаемый из электролизных ванн, называют алюминием-сырцом. Он содержит металлические (Fe, Si, Си, Zn и др.) и неметаллические примеси, а также газы (водород, кислород, азот, оксиды углерода, сернистый газ). Неметаллические примеси — это механически увлеченные частицы глинозема, электролит, частицы футеровки и др.
Для очистки от механически захваченных примесей, растворенных газов, а также от Na, Са и Mg алюминий подвергают хлорированию. Для этого в вакуум-ковш вводят трубку, через которую в течение 10—15 мин подают газообразный хлор, причем для увеличения поверхности соприкосновения газа с металлом на конце трубки крепят пористые керамические пробки, обеспечивающие дробление струи газа на мелкие пузырьки. Хлор энергично реагирует с алюминием, образуя хлористый алюминий А1С13. Пары хлористого алюминия поднимаются через слой металла и вместе с ними всплывают взвешенные неметаллические примеси, часть газов и образующиеся хлориды Na, Са, Mg и Н2.
Далее алюминий заливают в электрические печи-миксеры или в отражательные печи, где в течение 30—45 мин происходит его остаивание. Цель этой операции — дополнительное очищение от неметаллических и газовых включений и усреднение состава путем смешения алюминия из разных ванн. Затем алюминий разливают либо в чушки на конвейерных разливочных машинах, либо на установках непрерывного литья в слитки для прокатки или волочения. Таким образом получают алюминий чистотой не менее 99,8 % А1.
745
Алюминий более высокой степени чистоты в промышленном масштабе получают путем последующего электролитического рафинирования жидкого алюминия по так называемому трехслойному методу. Электролизная ванна имеет стенки из магнезита, угольную подину (анод) и подвешенные сверху графитированные катоды. На подину через боковое отверстие порциями заливают исходный алюминий, поддерживая здесь анодный слой определенной толщины; выше него располагается слой электролита из фтористых и хлористых солей, а над электролитом — слой очищенного алюминия, который легче электролита; в этот слой погружены концы катодов.
Для того, чтобы рафинируемый алюминий находился внизу, его утяжеляют, формируя в анодном слое сплав алюминия с медью (в слое растворяют 30—40 % Си). В процессе электролиза ионы А13+ перемещаются из анодного слоя через слой электролита в катодный слой и здесь разряжаются. Накап -ливающийся на поверхности ванны чистый катодный металл вычерпывают и разливают в слитки. Этим способом получают алюминий чистотой 99,95—99,99%. Расход электроэнергии равен * 18000 кВт • ч на 1т алюминия. Более чистый алюминий получают методом зонной плавки или дистилляцией через субгалогениды.
Глава 5. ПОЛУЧЕНИЕ ДРУГИХ ЦВЕТНЫХ МЕТАЛЛОВ
Для производства других цветных металлов — свинца, олова, цинка, вольфрама и молибдена пользуются некоторыми технологическими приемами, рассмотренными выше, но естественно, что схемы производства этих металлов и агрегаты для их получения имеют свои особенности.
Следует коротко остановиться на довольно распространенном хлоридном способе получения металлов, что можно сделать на примере производства таких металлов, как магний и титан, имеющих большое значение в промышленности.
Я. ОСНОВЫ ХЛОРИДНЫХ МЕТОДОВ
ПРОИЗВОДСТВА МЕТАЛЛОВ
Хлор обладает большим химическим сродством к металлам и при определенных условиях может вытеснить кислород из
746
оксидов с образованием хлоридов. Процесс значительно облегчается в присутствии углерода, так как в этом случае кислород соединяется с углеродом. Например, применительно к двухвалентному металлу возможны следующие процессы:
1) МеО + С12 = МеС\2 + 1/2О2 - 0^
2) МеО + С12 + С = Л/еС12 + СО - Qr
При этом Q2 < Qx (по абсолютному значению), и даже в некоторых случаях процесс, протекающий по второй реакции, экзотермичен. Следует подчеркнуть, что и реакции первого типа протекают при более низких температурах, чем аналогичные реакции восстановления оксидов углеродом. Важным обстоятельством является то, что хлориды обычно образуются в газообразном состоянии, легко уводятся из процесса, а процесс производства карбидообразующих металлов хлорид-ным методом в отличие от восстановления углеродом обеспечивает получение малоуглеродистого продукта. В некоторых случаях хлориды находятся в недрах земли или в соленых водоемах. Из хлоридов металлы получают восстановлением или же электролизом из расплавов.
& 2. ПРОИЗВОДСТВО МАГНИЯ
Магний широко применяют в виде сплавов с алюминием, цинком и марганцем для изготовления деталей авиационных и автомобильных двигателей. Магниевые сплавы обладают хорошими литейными свойствами, что дает возможность получать из них сложные отливки. Сплавы легко поддаются свариванию и обработке резанием.
Основными видами сырья для получения магния являются магнезит, доломит, карналлит и бишофит. Главной составляющей магнезита является MgCO3, а доломита СаСО3 • MgCO3. Карналлит — это природный хлорид магния и калия MgCl2 • КС1 • 6Н2О. Бишофит (MgCl2 • 6Н2О) получается при переработке карналлита или выпаривается из воды соленых озер и морей. Наиболее распространен в настоящее время электролитический способ получения магния, при этом магний в процессе электролиза получается из вводимого в электролит хлорида MgCl2. Технология получения магния этим способом включает три стадии: получение безводного хлорида магния MgCl2, электролиз с выделением из хлорида жидкого магния, рафинирование магния.
747
Получение хлорида магния ведут тремя способами. Первый способ — обезвоживание карналлита MgCl2 • КС1 • 6Н2О. Процесс осуществляют в две стадии. Первую проводят, нагревая карналлит в трубчатых вращающихся печах или печах кипящего слоя. Вторую — в основном в печах-хлораторах, имеющих плавильную камеру (печь сопротивления), где карналлит расплавляют при температурах 550—600 °C; две хлорирующие камеры, где продувкой хлором примеси (MgO) переводят в MgCl2 и копильник расплава (миксер). На некоторых заводах вторую стадию проводят в электрических печах сопротивления, где карналлит расплавляют при температуре ~ 500 °C и сливают в миксер. В обоих случаях жидкий карналлит сливают из миксеров в ковш и везут в электролизный цех. Обезвоженный карналлит содержит, %: MgCl2 47-52; КС1 40-46; NaCl 5-8.
Рис 250 Шахтная печь для хлорирования магния
1 — летка, 2 — угольные электроды, 3 — ремонтный люк, 4 — загрузочное устройство, 5 — газоотвод, 6 — футеровка, 7 — хлорные фурмы, 8 — шихта, 9 — угольные брикеты
Рис 251 Схема магниевого диафрагменного электролизера
748
Второй способ получения хлорида магния заключается в хлорировании магнезита MgCO3 или оксида магния, получаемого путем предварительного обжига магнезита. Процесс ведут в шахтных электрических печах. В нижней части печи (рис. 250) расположены в два ряда электроды 2; между ними находятся угольные брикеты, которые при прохождении электрического тока нагреваются до ~ 750 °C. Шихту (MgO или MgCO3) загружают сверху, через фурмы 7 вдувают хлор. У фурм происходит хлорирование оксида магния: MgO + С12 + С = MgCl2 + СО. Хлористый магний плавится и скапливается на подине, периодически его выпускают в ковш и транспортируют в электролизный цех.
Третий способ — это получение MgCl2 в качестве побочного продукта в процессе восстановления титана магнием из TiCl4 (см. ниже). Этот жидкий хлорид магния направляют в магниевое производство (магний и титан обычно производят на одном предприятии).
Электролитическое получение магния осуществляют в электролизере (рис. 251). Анодами служат графитовые пластины 7, а катодами — стальные пластины 2. Удельная плотность магния меньше удельной плотности электролита, и поэтому магний всплывает. Хлор, выделяемый на аноде, тоже всплывает. Чтобы избежать взаимодействия хлора с магнием, а также короткого замыкания анода и катода расплавленным магнием, вверху устанавливают специальную разделительную диафрагму 3.
Электролит состоит из MgCl2 (5—17 %), КС1, NaCl и добавок CaF2 и NaF. По мере расходования MgCl2 в электролизер периодически заливают жидкие карналлит либо хлористый магний. Электролиз ведут при 670—720 °C. На катоде выделяется магний: Mg2+ + 2е —* Mg, на аноде — газообразный хлор 2СГ — 2е —* С12. Из электролизера откачивают хлор и 2—3 раза в сутки с помощью вакуум-ковшей с электрообогревом извлекают жидкий магний.
В последнее время наряду с описанными выше диафрагменными электролизерами применяют бездиафрагменные.
Рафинирование магния осуществляют отстаиванием в печах, возгонкой или электролизом. Наиболее распространен первый способ, заключающийся в выдержке магния в печах сопротивления под слоем флюса. При этом происходит отстаивание (переход в осадок) запутавшихся в расплаве
749
частиц электролита и шлама. Рафинирование возгонкой осуществляют путем испарения магния в вакууме при 900 °C. Испаряющийся чистый магний осаждается в конденсаторе. Электролитическое рафинирование магния схоже с аналогичным процессом рафинирования алюминия по трехслойному методу (см. § 5 гл. 4). В электролизере внизу у анода находится слой рафинируемого магния, выше — слой электролита, а над ним у катода накапливается чистый магний.
Применяют также термические способы получения магния с использованием в качестве восстановителя С, Si или СаС2. Из них проще силикотермический способ, при котором пользуются специальными ретортами из хромоникелевой жаропрочной стали, помещаемыми в электропечь, отапливаемую газообразным топливом. В качестве сырья лучше всего брать доломит MgCO3 • СаСО3, а в качестве восстановителя — кремний ферросилиция. Магний получается высокой чистоты.
§ 3. ПРОИЗВОДСТВО ТИТАНА
Титан отличается высокой механической прочностью, коррозионной стойкостью, жаропрочностью (гпл = 1660 °C) и малой плотностью (4,51 г/см3). Его применяют как конструкционный материал в самолетостроении, а также при постройке сосудов, предназначенных для транспортирования концентрированной азотной и разбавленной серной кислот.
Применяют также диоксид TiO2 для производства титановых белил и эмали.
Наиболее распространенным сырьем для получения титана и диоксида титана служит ильменитовый концентрат, выделяемый при обогащении титаномагнетитовых железных руд, в котором содержится, %: 40—60 TiO2, ~ 30 FeO, ~ 20 Fe2O3 и 5—7 пустой породы (СаО, MgO, А12О3, SiO2), причем титан в виде минерала ильменита FeO • TiO2.
Технологический процесс производства титана из ильменитового концентрата состоит из следующих основных стадий: получение титанового шлака восстановительной плавкой, получение тетрахлорида титана хлорированием титановых шлаков, получение титана (губки, порошка) восстановлением из тетрахлорида. Кроме того, зачастую проводят рафинирование полученного титана и иногда переплав для получения титана в виде слитков.
750
Восстановительная плавка ильменитового концентрата имеет целью перевести TiO2 в шлак и отделить оксиды железа путем их восстановления. Плавку проводят в электродуговых печах. В печь загружают концентрат и восстановитель (кокс, антрацит), их нагревают до ~ 1650 °C. Основной реакцией является: FeO • TiO2 + С = Fe + TiO2 + СО. Из восстановленного и науглероживающегося железа образуется чугун, а оксид титана переходит в шлак, который содержит 82—90% TiO2 (титановый шлак).
Получение тетрахлорида титана TiCl4 осуществляют воздействием газообразного хлора на оксид титана при температурах 700—900 °C, при этом протекает реакция: TiO2 + + 2С12 + 2С = TiCl4 + 2СО. Исходным титаносодержащим сырьем при этом является титановый шлак.
Хлорирование осуществляют в шахтных хлораторах непрерывного действия или в солевых хлораторах. Шахтный хлоратор — это футерованный цилиндр диаметром до 2 и высотой до 10 м, в который сверху загружают брикеты из измельченного титанового шлака и снизу вдувают газ магниевых электролизеров, содержащий 65—70 % С12. Взаимодействие TiO2 брикетов и хлора идет с выделением тепла, обеспечивающего необходимые для процесса температуры (~ 950 °C в зоне реагирования). Образующийся в хлораторе газообразный TiCl4 отводят через верх, остаток шлака от хлорирования непрерывно выгружают снизу.
Солевой хлоратор представляет собой футерованную шамотом камеру, наполовину заполненную отработанным электролитом магниевых электролизеров, содержащим хлориды калия, натрия, магния и кальция. Сверху в расплав загружают измельченные титановый шлак и кокс, а снизу вдувают хлор. Температура 800—850 °C, необходимая для интенсивного протекания хлорирования титанового шлака в расплаве, обеспечивается за счет тепла протекающих экзотермических реакций хлорирования. Газообразный TiCl4 из верха хлоратора отводят на очистку от примесей, отработанный электролит периодически заменяют. Основное преимущество солевых хлораторов состоит в том, что не требуется дорогостоящее брикетирование шихты. Отводимый из хлораторов газообразный TiCl4 содержит пыль и примеси газов— СО, СО2 и различные хлориды, поэтому его подвергают сложной, проводимой в несколько стадий очистке.
751
Металлотермическое восстановление титана из тетрахлорида TiCl4 проводят магнием или натрием. Для восстановления магнием служат аппараты, представляющие собой (рис. 252) помещенную в печь герметичную реторту высотой 2—3 м из хромо-никелевой стали. После ввода в разогретую до ~ 750 °C реторту магния в нее подают тетрахлорид титана. Восстановление титана магнием TiCl4 + 2Mg = Ti + + 2MgCl2 идет с выделением тепла, поэтому электронагрев печи отключают и реторту обдувают воздухом, поддерживая температуру в пределах 800—900 °C; ее регулируют также скоростью подачи тетрахлорида титана. За один цикл восстановления длительностью 30—50 ч получают 1—4 т титана в виде губки (твердые частицы титана спекаются в пористую массу — губку). Жидкий MgCl2 из реторты периодически выпускают.
Титановая губка впитывает много MgCl2 и магния, поэтому после окончания цикла восстановления проводят вакуумную отгонку примесей. Реторту после нагрева до ~ 1000 °C и создания в ней вакуума выдерживают в течение 35—50 ч; за это время примеси испаряются. Иногда отгонку примесей
Рис. 252. Аппарат для восстановления тетрахлорида магнием 1 — коллектор для подачи и отвода воздуха; 2 — печь; 3 — штуцер для вакуумирования, 4 - патрубок для заливки магния; 5 — узел подачи тетрахлорида; 6 — крышка; 7 — реторта; 8 — термопары; 9 — нагреватель; 10 — устройство для слива
752
из губки проводят после ее извлечения из реторты. Восстановление натрием проводят в аппаратах, схожих с применяемыми для магниетермического восстановления. В реторте после подачи TiCl4 и жидкого натрия идет реакция восстановления титана: TiCl4 + 4Na = Ti + 4NaCl. Температура в 800—880 °C поддерживается за счет выделяющегося при восстановлении тепла.
Полученную твердую массу, содержащую 17 % Ti и 83 % NaCl извлекают из реактора, измельчают и выщелачивают из нее NaCl водой, получая титановый порошок.
Рафинирование титана. Для получения титана высокой чистоты применяют так называемый иодидный способ, при котором используется реакция Ti + 2I2 Til4. При температуре 100—200 °C реакция протекает в направлении образования Til4, а при температуре 1300—1400 °C — в обратном направлении.
Титановую губку (порошок) загружают в специальную реторту, помещаемую в термостат, где температура должна быть на уровне 100—200 °C, и внутри нее спеиальным приспособлением разбивают ампулу с иодом. Через несколько натянутых в реторте титановых проволок пропускают ток, в результате чего они накаливаются до 1300—1400 °C. Пары иода реагируют с титаном губки по реакции Ti + + 212 —* Til4. Полученный Til4 разлагается на раскаленной титановой проволоке, образуя кристаллы чистого титана и освобождая иод: Til4 —* Ti + 212. Пары иода вновь вступают во взаимодействие с рафинируемым титаном, а на проволоке постепенно наращивается слой кристаллизующегося чистого титана. Процесс заканчивают при толщине получаемого прутка титана 25—30 мм. Получаемый металл содержит 99,9—99,99 % Ti, в одном аппарате получают ~ 10 кг чистого титана в сутки.
Получение титановых слитков. Для получения ковкого титана в виде слитков губку переплавляют в вакуумной дуговой печи. Расходуемый (плавящийся) электрод получают прессованием губки и титановых отходов. Жидкий титан затвердевает в печи в водоохлаждаемом кристаллизаторе.
753
Ч а с т ь V. МЕТАЛЛУРГИЯ И ПРОБЛЕМЫ ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ
Охрана окружающей среды (ООС) или "охрана природы" есть система естественно-научных, технико-производственных, экономических и административно-правовых мероприятий, осуществляемых в пределах данного государства или его части, а также в международном масштабе и направленных на сохранение и контролируемое изменение природы в интересах человечества, на поддержание и увеличение ее продуктивности, обеспечение рационального использования (включая восстановление) природных ресурсов и окружающей среды.
Решая те или иные технологические проблемы, организуя то или иное производство, мы принимаем в расчет расходы не только на освоение природы, но и на охрану и восстановление экосферы, учитываем не только показатели прибыльности и производительности, но и экологической обоснованности технических нововведений, экологического контроля над планированием промышленности и природопользования.
Развитие человеческого общества происходило и происходит в постоянном взаимодействии с природой. Влияние человека на природу, окружающую среду неизбежно, оно усиливается по мере развития производительных сил и увеличения массы веществ, вовлекаемых в хозяйственный оборот. В настоящее время воздействие человека на природу приобретает такие масштабы, что в отдельных регионах возможны нарушения существующего в природе относительного равновесия, причем эти нарушения могут стать необратимыми.
Основные виды нежелательного воздействия человека на окружающую среду, загрязнение атмосферы, загрязнение гидросферы, загрязнение земной поверхности, истощение природных ресурсов (нерациональное использование полезных ископаемых, забор огромного количества пресной воды, отчуждение или приведение в негодность для сельскохозяйственного использования больших площадей, занятых промышленным строительством, территорий, используемых под шлаковые отвалы, терриконы, и т.п., вырубка лесов и т.д.).
754
§ 1. ПРАВОВЫЕ АСПЕКТЫ ПРОБЛЕМ ОХРАНЫ ПРИРОДЫ
В нашей стране охрана природы всегда рассматривалась как важная государственная задача. Созданы правительственные, научно-исследовательские и общественные организации, специально занимающиеся проблемами охраны природы. Издан ряд законодательных актов.
Во многих промышленно развитых странах, в том числе и в нашей стране законодательным порядком или распоряжением соответствующих ведомств установлены предельно допустимые концентрации (ПДК) вредных веществ. Уровни ПДК включены в стандарты, санитарные нормы и другие нормативные документы, обязательные для использования на всей территории этих стран; их учитывают при проектировании технологических процессов, оборудования, очистных устройств и пр.
Надзор за чистотой атмосферного воздуха, за работой действующих очистных сооружений в нашей стране осуществляет санитарно-эпидемиологическая служба через сеть территориальных санитарно-эпидемиологических станций (СЭС).
Необходимая степень очистки сточных вод и условия спуска сточных вод в водоемы регламентированы в нашей стране "Правилами охраны поверхностных вод от загрязнения сточными водами".
К сожалению, далеко не все ранее принятые в нашей стране решения оказались реализованы. В результате оказалось необходимым разработать специальный закон "Об охране окружающей природной среды".
Закон устанавливает, что природа и ее богатства являются национальным достоянием народов России, естественной основой их устойчивого социально-экономического развития и благосостояния человека.
В Законе определены основные принципы охраны окружающей природной среды.
К их числу относятся:
приоритет охраны жизни и здоровья человека, обеспечение благоприятных экологических условий для жизни, труда и отдыха населения;
научно обоснованное сочетание экологических и экономических интересов общества, обеспечивающих реальные гарантии прав человека на здоровую и благоприятную для жизни окружающих природную среду;
755
рациональное использование природных ресурсов с учетом законов природы, потенциальных возможностей окружающей природной среды, необходимости воспроизводства природных ресурсов и недопущения необратимых последствий для окружающей природной среды и здоровья человека.
Закон включает 15 разделов.
В разделе I рассмотрены общие положения Закона, компетенция законодательной и исполнительной властей.
В разделе II содержится ряд статей, определяющих право граждан на здоровую и благоприятную окружающую природную среду, в том числе обязанность граждан принимать участие в охране окружающей природной среды, соблюдать требования природоохранного законодательства и т.д.
В разделе III Закона рассмотрен экономический механизм охраны окружающей природной среды (планирование и финансирование природоохранных мероприятий, установление нормативов платы и размеров платежей за использование природных ресурсов, выбросы и сбросы загрязняющих веществ, возмещение вреда, причиненного окружающей среде и здоровью человека).
IV раздел Закона рассматривает проблемы нормирования качества окружающей природной среды (нормативы ПДК вредных веществ, уровня радиационного воздействия, применения агрохимикатов, остаточных количеств химических веществ в продуктах питания, норм нагрузки на окружающую природную среду, а также нормативы санитарных и защитных зон и экологические требования к продукции).
В разделе V перечислены основные цели и принципы государственной экологической экспертизы, которая проводится с целью проверки соответствия хозяйственной или иной деятельности экологической безопасности общества.
В разделе VI содержатся экологические требования при размещении, проектировании, строительстве, реконструкции, вводе в эксплуатацию предприятий, сооружений и иных объектов. Законом запрещается ввод в эксплуатацию объектов, не обеспеченных современными технологиями, сооружениями и установками по очистке, обезвреживанию и утилизации вредных отходов, выбросов и сбросов до уровня предельно допустимых нормативов, средствами контроля за загрязнением окружающей природной среды, без завершения за-756
проектированных работ по охране природы, рекультивации земель, оздоровлению окружающей природной среды.
В разделе VII перечислены основные экологические требования при эксплуатации предприятий, сооружений и иных объектов.
В разделе VIII рассмотрены случаи, связанные с объявлениями отдельных зон зонами чрезвычайной экологической ситуации.
В разделе IX устанавливаются правила образования и функционирования особо охраняемых природных территорий и объектов.
Раздел X включает перечень задач, стоящих перед экологическим контролем.
В разделе XI рассмотрены вопросы экологического воспитания, образования, научных исследований. Законом определено, что в соответствии с профилем в специальных средних и высших учебных заведениях предусматривается преподавание специальных курсов по охране окружающей среды и рациональному природопользованию.
В разделах XII, XIII и XIV рассмотрены вопросы, связанные с разрешением споров в области охраны окружающей природной среды, ответственность за экологические правонарушения и возмещением вреда, причиненного экологическими правонарушениями.
XV-й раздел Закона посвящен международному сотрудничеству в области окружающей природной среды.
§ 2. ОСНОВНЫЕ НАПРАВЛЕНИЯ ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ И РАЦИОНАЛЬНОГО ПРИРОДОПОЛЬЗОВАНИЯ
Первое направление ("пассивный" метод защиты окружающей среды) — комплекс мероприятий по ограничению вредных выбросов и отходов производства с последующей утилизацией отходов (очистка сточных вод от примесей, очистка газовых выбросов от вредных веществ, рассеивание вредных выбросов в атмосфере, захоронение токсичных и радиоактивных отходов).
Второе направление разработка таких технологических процессов, которые обеспечивают безотходное производство. Основные этапы разработки безотходной технологии: разработка способов и оборудования для переработки всех отхо
757
дов производства (включая уходящие газы и пыль); разработка технологий, обеспечивающих использование водооборотного цикла, отсутствие сточных вод; создание территориально-производственных комплексов (ТПК), имеющих замкнутую структуру материальных истоков сырья, полупродуктов и отходов внутри ТПК.
В металлургии в настоящее время реализуется третье направление: разработка малоотходных технологий. Под малоотходным производством часто понимают производство, в результате которого вредное воздействие на окружающую среду не превышает уровня, допустимого санитарными нормами, но определенная часть отходов все же имеет место (соответственно, имеются отвалы, захоронения отходов и т.п.).
К решению этих проблем можно идти разными путями:
а) восстановление экологического равновесия (строительство природоохранных объектов, создание и использование высокоэффективных газоводоочистных сооружений и др.);
б) предупреждение нарушения экологического равновесия путем рационального природопользования (рациональные, научнообоснованные масштабы тех или иных производств и их структур, создание и использование малоотходных и безотходных технологий, обеспечивающих охрану природы на более высоком качественном уровне);
в) предупреждение будущих нарушений и восстановление нарушенного.
§ 3. ОХРАНА ПРИРОДЫ И МЕТАЛЛУРГИЯ.
ОСОбЕННОСТИ СТРУКТУРЫ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА В НАШЕЙ СТРАНЕ
Человечеством потребляются миллиарды тонн минерального сырья, топлива, воды, биомассы, атмосферного кислорода, а в готовый продукт переходит малая часть (около одного процента) затраченных природных ресурсов.
Ежегодно промышленные предприятия и транспорт выбрасывают в атмосферу около 1 млрд.т аэрозолей и газов (в том числе угарный газ, сернистый ангидрид, оксиды азота), приблизительно столько же сажи; в водоемы поступает свыше 500 млрд.т промышленных и бытовых стоков. Из природной среды ежегодно извлекается около 40 млрд.т разных материалов и продуктов. За счет сжигания топлива связывается
758
около 20 млрд, т свободного кислорода атмосферного воздуха. Количество воды, забираемой из источников, оценивается по различным данным в 550—600 млрд. т. Беда в том, что отходы и выбросы не только истощают запасы невозобновляемых природных ресурсов нашей планеты, но и оказывают вредное, а иногда и смертельное влияние на растительность, животный мир и на условия жизни человека.
Одной из отраслей, к деятельности которой в этом плане человечество предъявляет серьезные претензии, является металлургия. Так, металлургический завод полного цикла, производящий 10 млн.т стали в год до введения строгих мер контроля выбрасывал ежегодно в атмосферу более 200 тыс.т пыли, 50 тыс.т соединений серы, 250 тыс.т оксида углерода, оксида азота и других веществ.
Предприятия цветной металлургии нашей страны до введения строгих мер контроля выбрасывали ежегодно около 6 млн. т вредных веществ, в водоемы сбрасывалось около 500 млн.м3 загрязненных сточных вод.
Выбросы пыли в 2—5 раз превышают показатели передовых промышленных стран, энергоемкость готовой продукции выше на 10-20%.
По степени ущерба, наносимого окружающей среде, металлургия в нашей стране занимает второе место среди отраслей промышленности после топливно-энергетического комплекса, отличаясь высокой ресурсоемкостью и, как следствие большими отходами.
Сегодня в металлургии более целесообразно применять процессы, менее загрязняющие окружающую среду, чем контролировать, с большими затратами, уровень загрязнений традиционных процессов и вести борьбу с этими загрязнениями.
Учитывая все сказанное, становится понятным, что инженеры-технологи, разрабатывающие тот или иной технологический процесс, и конструкторы, создающие новое оборудование, стремятся прежде всего исключить (или по возможности уменьшить) образование отходов и загрязняющих природу веществ. Если это не удается (в большиинстве случаев пока это не удается), организуют улавливание всех загрязняющих веществ, рациональное использование (утилизацию) образующихся отходов. При этом учитывается, что отходы часто содержат ряд ценных компонентов, а также значитель
759
ное количество тепла. В принципе современная металлургическая технология обеспечивает полную утилизацию тепла и производственных отходов и охрану от загрязнения ими окружающей среды.
Инженерные разработки, связанные с созданием безотходных и малоотходных технологий, ведутся во всем мире. Возникла новая подотрасль, разрабатывающая, изготавливающая оборудование, обеспечивающая охрану природы и полное использование и утилизацию отходов. Подлежащие очистке потоки горячих отходящих газов от металлургических агрегатов несут в себе большое количество энергии, и улавливание загрязняющих веществ из газовых выбросов сочетается с использованием их химической энергии, физического тепла, а в некоторых случаях и их механической энергии. Ценные составляющие имеются в отвальных шлаках, в плавильной пыли.
Желание максимально использовать все ценное, что содержится в отходах металлургического производства, заставляет повышать требования к оборудованию по очистке газа, переработке шлаков и пыли, что связано с увеличением затрат, однако в целом это оказывается экономически выгодным и приближает индустрию, связанную с охраной окружающей среды в металлургии, к самоокупаемости.
Исторически получилось так, что структура производства металлов в России сегодня заметно отличается от таковой в других промышленноразвитых странах мира. С экологической точки зрения сегодня эта структура не может быть признана рациональной. Сложившаяся структура является следствием экстенсивного развития металлургии и некоторых других факторов. В целом это приводит к большим отходам не только в самой металлургии, но и металлопотребляющих отраслях.
Приведем пример из области черной металлургии. Внутри отрасли значительная доля затрат приходится на добычу руд, нерудных материалов, обогащение, производство кокса, ферросплавов, огнеупоров. Наша промышленность еще не успела перейти от традиционной, сложившейся десятилетиями технологии, к современной, основанной на замене разливки стали в изложницы непрерывной разливкой, на широком использовании листового проката (с последующей штамповкой, сваркой и т.д. и соответствующим уменьшением масштабов
760
использования металлообрабатывающих станков с образованием миллионов тонн стружки), на широком использовании методов внепечной обработки с целью получения металла высокой степени чистоты и качества.
В результате эффективно используется лишь небольшая доля выплавляемой стали. Условно можно сказать, что мы производим "излишнее" количество стали, соответственно добываем "излишнее" количество руды, коксующегося угля, имеем "излишнее" количество аглофабрик, доменных печей, заводов для производства огнеупорных материалов, т.е. производств с экологической точки зрения весьма неприятных (см. раздел "Внепечная обработка и экология").
§ 4. ЗАЩИТА ВОЗДУШНОГО БАССЕЙНА
Значительная доля сил и средств, расходуемых на защиту окружающей среды, связана с защитой воздушного бассейна.
Защита воздушного бассейна осуществляется по следующим основным направлениям:
1) защита от так называемых "организованных" видимых загрязнений и выбросов в виде отходящих (из агрегата) газов и находящихся в их составе пыли, копоти, дыма через трубу или газоотсасывающие устройства;
2) борьба с так называемыми "неорганизованными" загрязнениями, выделяемыми в атмосферу в процессе перевозки, перемещения, складирования сыпучих материалов и металлошихты, а также в процессе транспортировки и перелива жидких чугуна, шлака, стали, ферросплавов и лигатуры;
3) борьба с невидимыми загрязнениями токсического характера (которые иногда оказываются более вредными чем видимые)
Пылегазовые выбросы предприятий черной металлургии составляют 10—15 % от общих выбросов промышленности в целом по стране. В этих выбросах содержится пыль, SO2, СО, СО2, NOX, H2S, фенолы, сероуглероды, бензопирены Наибольшее количество SO2 содержится в выбросах аглофабрик, энергетических установок, цехов и участков, связанных с производством чугуна. При производстве цветных металлов в атмосферу выбрасывается SO2, СО, СО2, пыль, оксиды различных металлов (особенно свинец, медь, никель) Производство алюминия электролизным методом сопровождается выбросами в атмосферу фтористых соединений и оксида углерода.
В нашей стране наблюдения за уровнем загрязнения атмосферы в городах и населенных пунктах осуществляются в соответствии с Государственными стандартами Существуют определенные правила, касающиеся методики отбора проб воздуха, условий их хранения, проведения анализов, обобщения данных наблюдений и т.д. Все эти вопросы строго регламентированы, имеются соответствующие руководства и справочники.
Пыль, выделяющаяся из плавильных агрегатов, обычно называют плавильной пылью, а газы вместе с пылью — "выбросами" (иногда — "пылегазовыми потоками").
Система отвода газов от плавильных агрегатов включает в себя
1) газоотводящие тракты;
2) котлы-утилизаторы. Котлы-утилизаторы используют физическое тепло нагретых газов для получения пара, который затем используют для производственных или бытовых нужд Это называется использованием тепловых вторичных
761
энергетических ресурсов (ВЭР). В процессе прохождения через котлы-утилизаторы газы охлаждаются, что обеспечивает проведение последующей операции — улавливание пыли. При охлаждении объем газов уменьшается;
3) пылеулавливающие устройства (газоочистки);
4) устройства для эвакуации газов. Гидравлическое сопротивление газоотводящих трактов высоко, поэтому для протягивания через газоочистные аппараты и для выброса охлажденных и очищенных от пыли газов необходимы дополнительные устройства. В качестве тяговых устройств для эвакуации дымовых газов применяют дымовые трубы и дымососы (эксгаустеры ).
Наиболее часто используют пылеуловители следующих типов:
а) инерционные;
б) ударного действия;
в) использующие метод электростатического осаждения.
Весьма распространено и другое деление способов очистки газов: сухой и мокрый. Сухие газоочистки (электрофильтры, рукавные фильтры) по принципу действия иногда делят на гравитационные, инерционные и пористые фильтры.
Для улавливания неорганизованных выбросов успешно применяют зонты. Зонты засасывают много воздуха — это недостаток, но они почти не нуждаются в уходе и не мешают обслуживающему персоналу.
§ 5. ОХРАНА ВОДНОГО БАССЕЙНА
Металлургия наряду с химией одна из наиболее водопотребляющих отраслей промышленности. Например, чтобы получить 1 т стали, необходимо (с учетом операций по добыче руды, чугуна и т.д.) израсходовать более 260 м3 воды. Для уменьшения этих больших расходов требуется новая техника.
Новая техника в области использования водных ресурсов может быть, с некоторой степенью условности, подразделена на три сферы применения:
1) новая техника в сфере привлечения для водообеспечения нетрадиционных источников (обессоленных морских, шахтных и подземных минерализованных вод, деминерализованных коллекторно-дренажных вод, доочищенных коммунальных, промышленных и животноводческих стоков);
2) создание высокоэффективных регенерирующих, очистных и охлаждающих устройств для широкого внедрения оборотных, замкнутых и бессточных систем водоснабжения, снижающих потребление свежей воды, в конечном итоге исключающих загрязнения водоемов;
3) создание и внедрение водосберегающих технологий.
Кроме расхода воды на чисто технологические цели приходится учитывать также и промышленные стоки. Поверхностный сток с территории металлургических предприятий в основном загрязнен взвешенными веществами и нефтепродуктами. До недавнего времени поверхностный сток с застроенных территорий относили к категории "условно чистых" вод. Однако при повышении требований к качеству сбрасываемых вод дождевые и талые воды не подлежат сбросу без предварительной очистки.
§ 6. УТИЛИЗАЦИЯ ШЛАКОВ
Металлургия — одна из отраслей промышленности, потребляющая огромное количество материалов, по массе своей значительно превышающих массу готового продукта. В числе отходов металлургического производства особое место занимают шлаки. Количество образующихся шлаков весьма велико.
На определенном этапе развития металлургии основная масса образующихся шлаков шла в отвалы, что вызывало отрицательное воздействие на окружающую
*
Эксгаустер — от английского exhaust — высасывать, вытягивать.
762
среду: значительные площади занимали шлаковые отвалы (отторжение сельскохозяйственных угодий) имело место загрязнение почвы, воздушного и водного бассейнов. Для работы на шлаковых отвалах создавалась сеть железнодорожных путей с соответствующей зоной отчуждения, для их обслуживания задалживалось большое число локомотивов и т.д.
Металлургические шлаки (также как шламы и пыль, уловленная при очистке отходящих из металлургических агрегатов газов) содержат ряд компонентов, которые могут быть эффективно использованы. Поэтому шлакопереработка и утилизация металлургических шлаков получила в мире широкое распространение, и сегодня на металлургических заводах не толко утилизируются все образующиеся шлаки, но и постепенно разрабатываются старые шлаковые отвалы. В шлаковых отвалах нашей страны еще хранятся сотни миллионов тонн шлака, отвалы занимают значительные площади. Переработка и использование шлаков (и уловленной плавильной пыли) в настоящее время представляет собой самостоятельную подотрасль металлургического производства. Из шлаков извлекают металл, получают щебень для дорожного и промышленного строительства, шлаки используют как удобрения (шлаковая мука), используют как сырье для получения бетонов, шлаковой пемзы, минеральной ваты и др.
§ 7. ИСПОЛЬЗОВАНИЕ ШЛАМОВ И ВЫБРОСОВ
На металлургических заводах образуются миллионы тонн шламов. Основная масса шламов образуется в процессе улавливания и осаждения выбросов пыли, а также при использовании гидрометаллургических методов обогащения руд. Шламы содержат ценные компоненты (прежде всего металлы), утилизация которых экономически оправдана. Кроме того, полное использование шламов решает вопросы охраны окружающей среды.
Составы шламов колеблются в очень широких пределах — в зависимости от принятой технологии получения тех или иных материалов и от состава используемого сырья. В зависимости от состава шламов меняются и методы их утилизации.
В некоторых случаях утилизации шламов уделяется особое внимание (шламы, содержащие цинк, свинец, титан, магранец и др.). Так, например, шламы образующиеся на стадии промывки марганцевой руды, содержат 10—18 % Мп; в составе пыли при производстве высокоуглеродистого феррохрома 15—30 % Сг2О3, при продувке металла в сталеплавильных агрегатах кислородом, выделяющаяся плавильная пыль содержит около 90 % оксидов железа и т.п.
§ 8. ИСПОЛЬЗОВАНИЕ ОТХОДОВ СМЕЖНЫХ ПРОИЗВОДСТВ
Проблема организации безотходных технологий — проблема межотрасли. Сегодня на отечественных заводах успешно используется ряд технологических решений. К их числу относятся: отвальные карбидсодержащие шлаки абразивного производства (содержащие 25—45 % SiC2 и 10—25 % графита) применяют для снижения окисленности сталеплавильных шлаков; шлаки производства вторичного алюминия (57—70 % А12О3, 8—15 % А1) используют для улучшения процесса
шлакообразования при выплавке стали; отходы производства графитации электродов (54—64 % С; 29—41 % SiO2) используют для улучшения организации раскисления стали; прямое легирование стали ванадием и никелем осуществляют при использовании золы теплостанций (зола может содержать до 35 % V2O5 и 10 % NiO).
763
§ 9. ИСПОЛЬЗОВАНИЕ ВТОРИЧНЫХ ЭНЕРГОРЕСУРСОВ
Энергоресурсы металлургических предприятий обычно делят на первичные (потребляемые в процессе производства поступающие на завод уголь, газ, электроэнергия и т.п.) и вторичные.
Вторичные энергетические ресурсы (ВЭР) условно можно в свою очередь разбить на две группы: "высокопотенциальные” ВЭР и "низкопотенциальные" ВЭР. К высокопотенциальным ВЭР обычно относят нагретые до высоких температур отходящие газы металлургических агрегатов, отходящие газы, содержащие горючие составляющие (например, СО) и т.п. Практика использования этих ВЭР широка.
Низкопотенциальные ресурсы (например, отходящие газы и температурой 200 °C и менее) не только остаются не используемыми, но и рассеиваются в окружающую среду. По мере совершенствования методов использования высокопотенциальных ВЭ₽, доля энергии, теряемой с низкопотенциальными ВЭР возрастает. Как использовать эти низкопотенциальные ресурсы? Несколько путей решения этой проблемы уже проверены на практике.
1. Выработка электроэнергии на базе специальных турбин, работающих на легковскипающих рабочих телах.
2. Использование ниэкопотенциальных ВЭР для обогрева грунта (обогреваемые теплицы).
3. Использование перепада давления при дросселировании газов на газораспределительных станциях и газораспределительных пунктах металлургических заводов.
4. Использование углекислоты, извлекаемой из отходящих газов для получения сухого льда (который затем можно использовать для быстрой заморозки, хранения, сушки продуктов питания и т.п.).
§ 10. ИСПОЛЬЗОВАНИЕ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ ДЛЯ ПЕРЕРАБОТКИ БЫТОВЫХ ОТХОДОВ
Одна из серьезных проблем охраны окружающей среды — проблема ликвидации (захоронения) твердых бытовых отходов (ТБО).
Количество ТБО, приходящееся на душу населения, колеблется в различных странах в широких пределах (в настоящее время 150—500 кг в г./чел), но везде имеет тенденцию к постоянному увеличению.
В состав ТБО обычно входят: макулатура [20—40 % (по массе)]; металлы (2—5 %); пищевые отходы (20—40 %); пластмассы (1—5 %); стекло (4—6 %); текстиль (4—6 %) и прочие.
Практика содержания ТБО на свалках или захоронение их исключает из оборота значительные территории, загрязняет воздушный и водный бассейны, создает ряд проблем санитарно-гигиенического плана. На свалках ежегодно теряется значительное количество железа, олова, алюминия, меди.
В мировой практике нашли применение следующие способы переработки ТБО: а) термическая обработка (сжигание);
б) биотермическое аэробное компостирование (с получением удобрений или биотоплива); *
в) анаэробная ферментация (с получением биогаза);
г) сортировка (с извлечением тех или иных ценных компонентов).
Принятые схемы обработки ТБО обычно включают: селективный отбор таких отходов, как люминесцентные лампы (обычно содержат ртуть), батарейки, акку-
Анаэробы (анаэробные организмы) способны жить в отсутствии кислорода (некоторые виды бактерий, дрожжи и др.) 764
муляторы, стеклобой и т.д.; механическую сортировку с извлечением металлов, выделением текстильной фракции и др.; термическую обработку оставшихся ТБО.
Сжигание часто производят в топках, при этом конструктивные особенности топок, низкая теплотворная способность мусора и плохой теплообмен из-за неравномерности и практически неконтролируемого состава мусора приводит к тому, что часть мусора горит в зонах низких температур, сгорание происходит недостаточно полно, или вообще происходит пиролиз, а не горение. В результате с отходящими газами выносится много неразложившихся органических и неорганических соединений, часто весьма вредных (фосген, диоксины и др.). Использование для сжигания атмосферного воздуха приводит к образованию больших объемов дымовых газов (отсюда необходимость строительства громоздких газоочистных сооружений). Образование из-за низкой температуры зольных твердых остатков, включающих соли тяжелых металлов, требует обезвреживать и захоранивать эти остатки и т.д. Поэтому существующие методы сжигания ТБО не могут быть признаны совершенными.
Решению проблемы в целом способствовало бы использование для сжигания высокотемпературных агрегатов. Таким требованиям в принципе могут удовлетворять конструкции плавильных металлургических агрегатов. Так, например, сотрудники МИСиС в содружестве со специалистами института Стальпроект разработали схему процесса, изображенную на рис. 253. Принцип работы агрегата подобен агрегату R.OMELT. Бытовые отходы попадают в кипящую шлаковую ванну, продуваемую воздухом, обогащенным кислородом. Температура шлака 1400—1500 °C. За счет интенсивной теплоотдачи отходы подвергаются скоростному пиролизу и газифицируются.
Минеральная часть отходов растворяется в шлаке, а металлические составляющие расплавляются. Для стабилизации теплового режима в печь подают уголь (или природный газ). Получаемый шлак пригоден для производства стройматериалов. Кроме того, получается некоторое количество чугуна, содержащего медь, никель у др. примеси цветных металлов. Существуют проектные разработки использования для утилизации твердых бытовых отходов производства небольших доменных печей (каких в России немало).
Лар
«з
Воздуходувка
Металл
Котел-
-утилизатор
’и
Sf
Кислородная _[ станция
Электростанция
Возврат пыли
-<--------
в процесс
отходы: стальная стружка, окалина, мелкий лом. формовочная земля, древесина, текстиль, кожа, токсичные и специальные отходы
Гъзоочистка
для потребителей
fa/лак
Электроэнергия в сеть
Шлаковата Граншлак
Концентрат
цветных металлов
Шлакоблоки
(керамические (минеральное литые изделия) волокно)
Рис. 253. Схема процессов утилизации мусора в высокотемпературном агрегате (а — технологическая схема процесса утилизации мусора; б — печь для непрерывной переработки бытовых и промышленных отходов в барботируемом шлаковом расплаве):
1 — барботируемый слой шлака; 2 — слой спокойного шлака; 3 — слой металла;
4 — огнеупорная подина; 5 — сифон для выпуска шлака; 6 — сифон для выпуска металла; 7 — переток; 8 — водоохлаждаемые стены; 9 — водоохлаждаемый свод;
10 — барботажные фурмы; 11 — фурмы для дожигания; 12 — загрузочное устройство; 13 — крышка; 14 — загрузочная
Печные газы
Загрузка
воронка; 15 — патрубок газоотвода
15
77
Дутье
12
Cj
13
74
10
г
4
Дутье
7
10
выпуск салака выпуск металла
3
7
5
Дутье
8
Дутье
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Конструкции и проектирование агрегатов сталеплавильного производства / В.П.Григорьев, Ю.М.Нечкин, А.В.Егоров, Л.Е.Никольский - М.: «МИСИС», 1995. - 513 с.
Кудрин В.А. Металлургия стали. - М.: Металлургия, 1989. - 560 с.
Линчевский Б.В. Теория металлургических процессов. - М.: Металлургия, 1995. -346 с.
Металлургия чугуна 1Е.Ф.Вегман, Б.Н.Жеребин, А.Н.Похвиснев и др. - М.: Металлургия. 1989 -512 с.
Поволоцкий Д.Я., Кудрин В.А., Вишкарев А.Ф. Внепечная обработка стали. - М.: «МИСИС», 1995.-256 с.
Поволоцкий Д.Я., Рощин В.Е., Мальков Н.В. Электрометаллургия стали и ферросплавов. - М.: Металлургия, 1995. - 592 с.
Теория металлургических процессов 1Д.И.Рыжонков, П.П.Арсентьев, В.В.Яковлев и др. - М.: Металлургия, 1989. - 392 с.
Уткин Н.И. Цветная металлургия. Учебник для техникумов - М.: Металлургия, 1990.-448 с.
Юсфин Б.С., Гиммельфарб А.А., Пашков Н.Ф. Новые процессы получения металлов. - М.: Металлургия, 1994. - 320 с.
Якушев А.М. Основы проектирования и оборудования сталеплавильных и доменных цехов. - М.: Металлургия, 1992. - 421 с.
Учебное издание Воскобойников Виктор Григорьевич, Кудрин Виктор Александрович, Якушев Алексей Михайлович
ОБЩАЯ МЕТАЛЛУРГИЯ
Редактор АА. Картошкин Художник Л. С. Скороход ИД №04284 от 15.03.2001
Подписано в печать 27.06.2002
Формат 60x88/16. Гарнитура Таймс Печать офсетная. Бумага офсетная Усл. печ. л. 47,04. Уч.-изд. л. 45,75 Тираж 2000 экз. (доп. тираж). Заказ 3810.
Издательско-книготорговый центр «Академкнига» 117997, Москва, ул. Профсоюзная, 90 e-mail: bookman@maik.ru. web-site: http: //www.akademkniga.com
По вопросам поставок обращаться в отдел реализации Тел./факс: (095)334-73-18 e-mail: bookreal@maik.ru
Отпечатано с готовых диапозитивов в ОАО «Ивановская областная типография» 153008, г. Иваново, ул. Типографская, 6. E-mail: O91-O18@adminet.ivanovo.ru