/







































































































































































































Текст
МЕТАЛЛУРГИЯ
кЕЛЬН
}nynu
С. М. МЕЛЬНИКОВ
МЕТАЛЛУРГИЯ
РТУТИ
Допущено
Министерством высшего и среднего
специального образования СССР
в качестве учебного пособия
для студентов вузов,
обучающихся по специальности
„Металлургия цветных металлов11
ИЗДАТЕЛЬСТВО „МЕТАЛЛУРГИЯ11
Москва 1971
3—10—3
24—71
УДК 669.791
Металлургия ртути. МЕЛЬНИКОВ С. М. Изд-во «Метал-
лургия», 1971, с. 472.
Рассмотрена технология извлечения ртути из рудного
сырья. Даны основные положения теории процесса и рас-
четов оборудования, методы контроля производства и необ-
ходимые справочные материалы.
Книга предназначена в качестве учебного пособия для
студентов вузов, а также может быть полезна инженерно-
техническим работникам производственных предприятий и
научно-исследовательских институтов. Илл. 150. Табл. 41.
Библ. 258 назв.
ОГЛАВЛЕНИЕ
Предисловие . 6
Введение 7
ГЛАВА I. Производство и потребление ртути . 12
Состояние мирового производства 15
Области применения ртути . . . 20
Цены на ртуть .... 24
глава п. Физические и химические свойства ртути 24
Свойства ртути 24
Соединения ртути '31
глава ш. Сырьевые ресурсы ртути ................................. 45
глава 1V. Подготовка руд к металлургическому переделу 53
Предварительная обработка руды . 54
Обогащение ртутных руд . . .... 59
ГЛАВА V. Обжиг ртутных руд ...................................... 73
Поведение киновари при обжиге............. . . . . 74
Поведение рудных компонентов при обжиге . 87
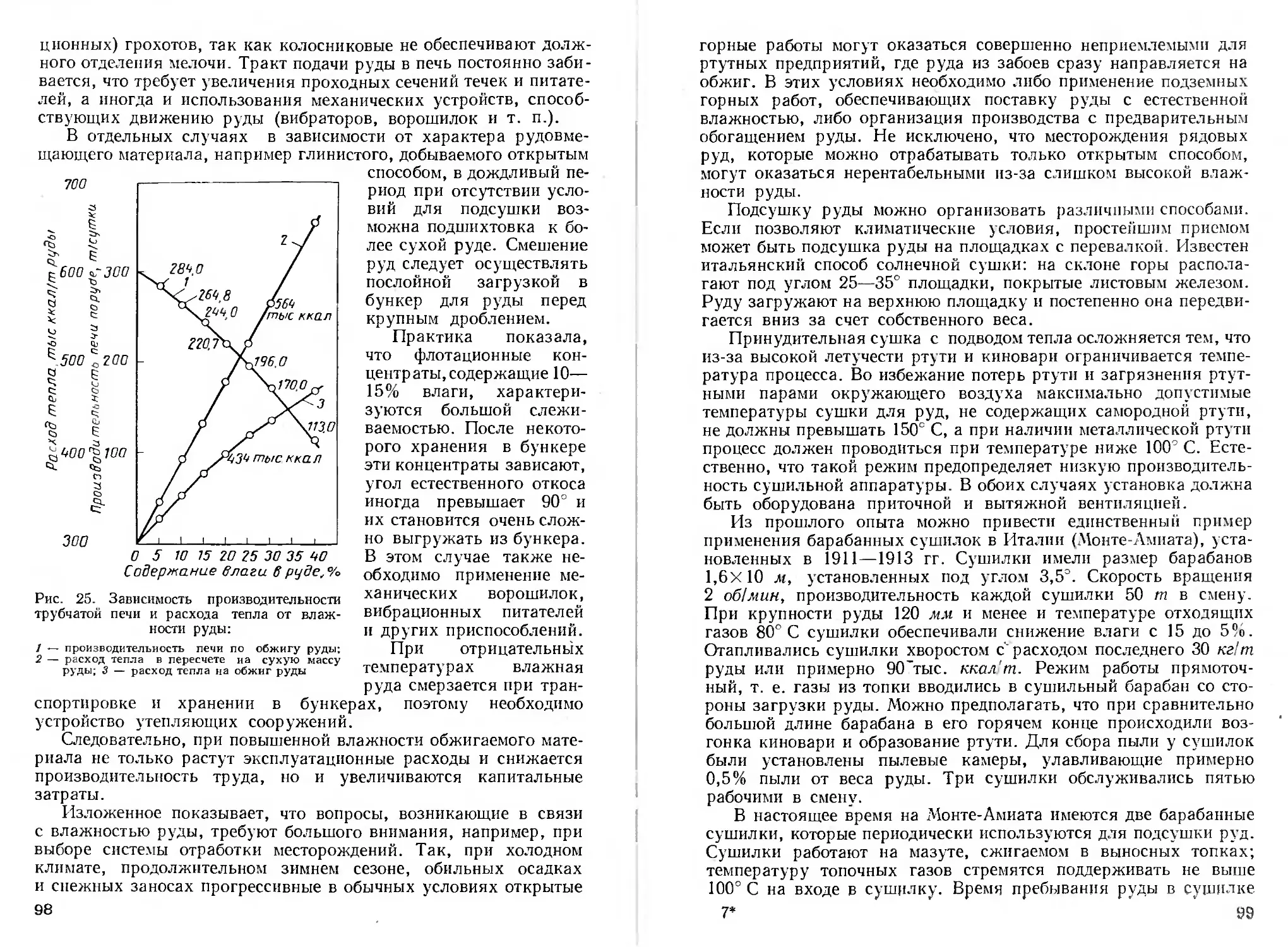
Запыленность руд 100
глава VI. Печи для обжига ртутных руд . 102
Общие сведения . . . 102
Пламенные печи . . 103
Трубчатые печи ....... 103
Многоподовые печи . . . . ............ 140
Печи кипящего стоя ... . 143
Муфельные печи................................... . 150
глава VII. Извлечение ртути из технологических газов ... 157
Очистка газов от пыли ...... ....... 160
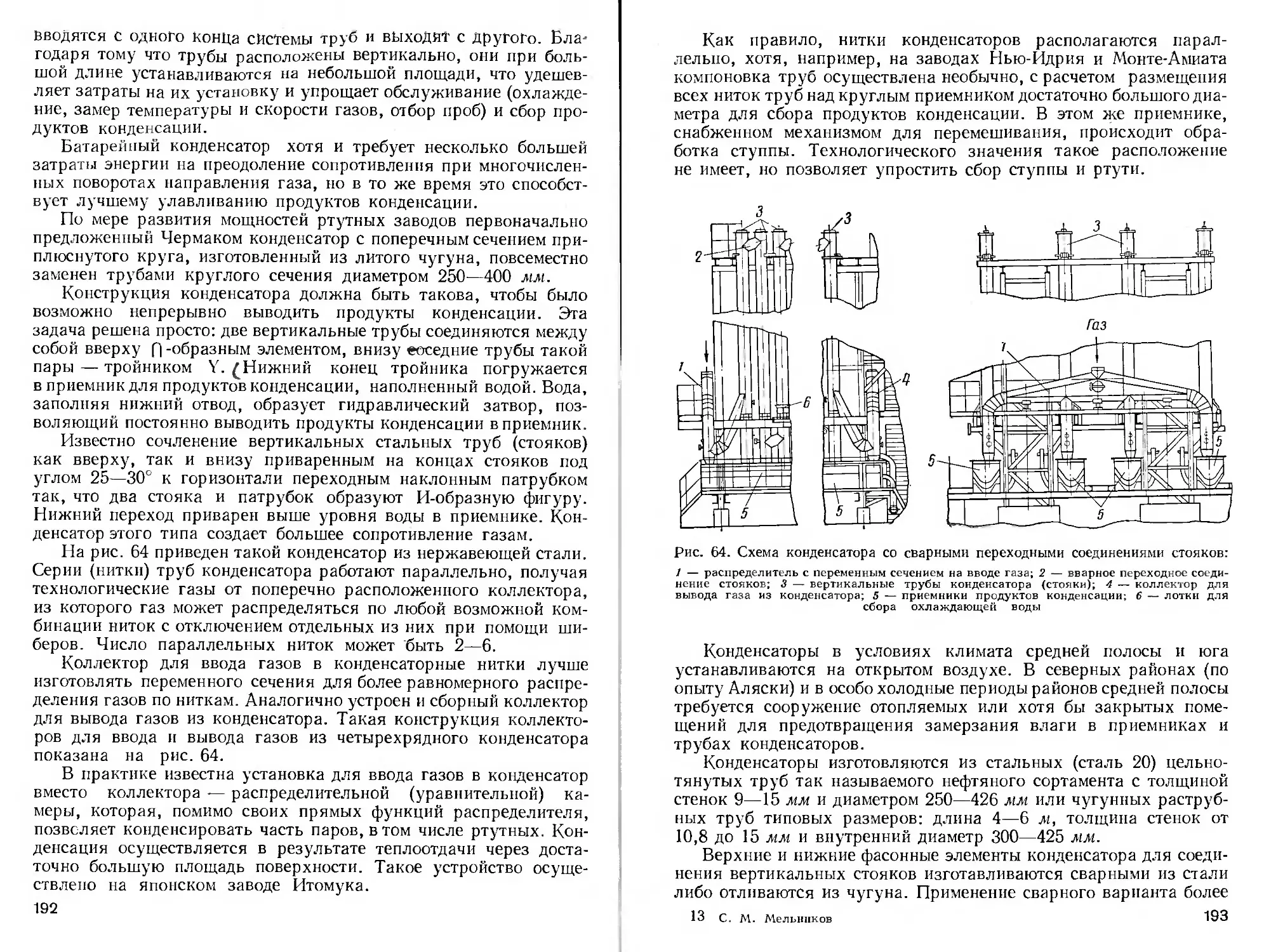
Конденсация .......................................... 177
Доизв.течение ртути после конденсации 209
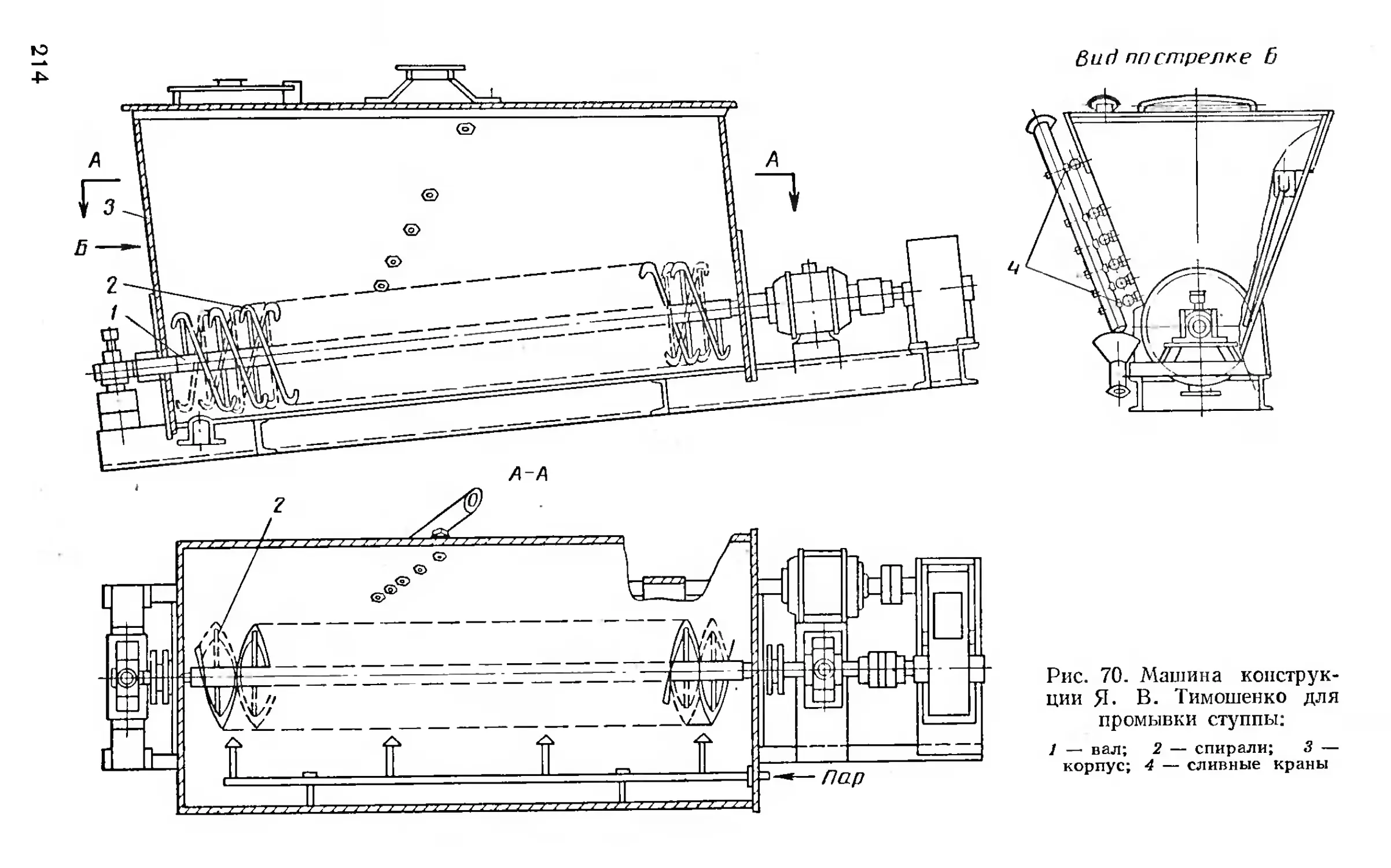
глава V1I1. Пераработка ступпы 212
Общие сведения............................... . . 212
Возможные способы отбивки ртути из ступпы . . 217
Установки для отбивки ступпы.......................... 221
Гидрометаллургическая схема ............. . . 227
Обработка ступпы с применением флотации . . 229
Схема переработки ступпы на заводе Ред Деви i 233
Переработка ступпы с применением грануляции 234
Безызвестковая схема переработки ступпы............ 239
Обжиг жидкой ступпы .................................. 243
глава 1х. Пирометаллургическая переработка комплексного сырья 246
Пирометаллургические способы переработки сурьмяно-'
ртутных концентратов................................. 248
Получение ртути из полиметаллических рудных концен-
тратов .............................................. 255
Обжиг комплексных концентратов в инертной среде .... 257
1* 3
гллвл х. Гидрометаллургия ртути 257
Выщелачивание . 259
Выщелачивание мышьяка . . . 263
Выделение ртути из растворов 264
Цементация . . - 265
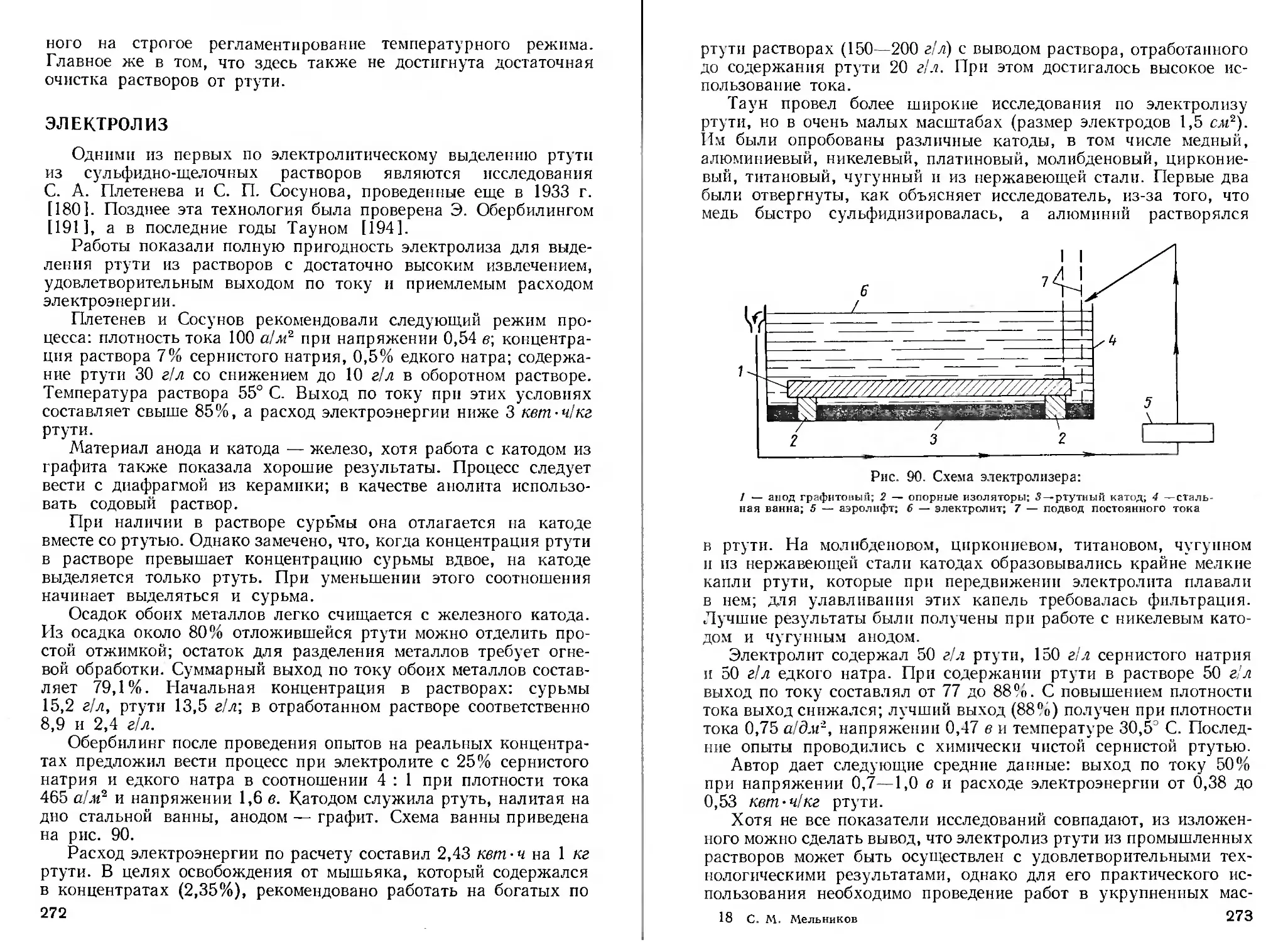
Электролиз ... 272
глава XI. Применение вакуума для процессов извлечения ртути из
руд и ртутно сурьмяных концентратов . 275
Теоретические основы вакуум-термического способа пере-
работки ртутных и ртутно-сурьмяных руд и концентратов 278
Технологические исследования............................ 286
Аппаратурное оформление вакуум-термических процессов
для сыпучих материалов............. . . 291
глава ^П. Очистка газов и сточных вод 292
Санитарная очистка газов 292
Очистка сточных вод 312
глава Х1Н. Рафинирование ртути » . 315
Очистка от металлических примесей . . 319
Дистилляция ... . 319
Окисление металлов...................................... 320
Ректификация ........................................... 322
Процессы с применением электрического тока.............. 323
Высокотемпературный перегрев .......................... 325
глава XIV. Транспортировка продуктов ртутного производства. Упа-
ковка ртути ................................................ 328
Транспортировка огарков 331
Транспортировка газов ........ ... 335
Транспортировка ртути и ступпы 341
Розлив и упаковка ртути .... 347
глава XV. Потери ртути при производстве . 352
Потери с огарками 354
Потери с газами........................................ 356
Потери с пылями .... 359
Потери со сточными водами 360
Неучитываемые потери.......... 362
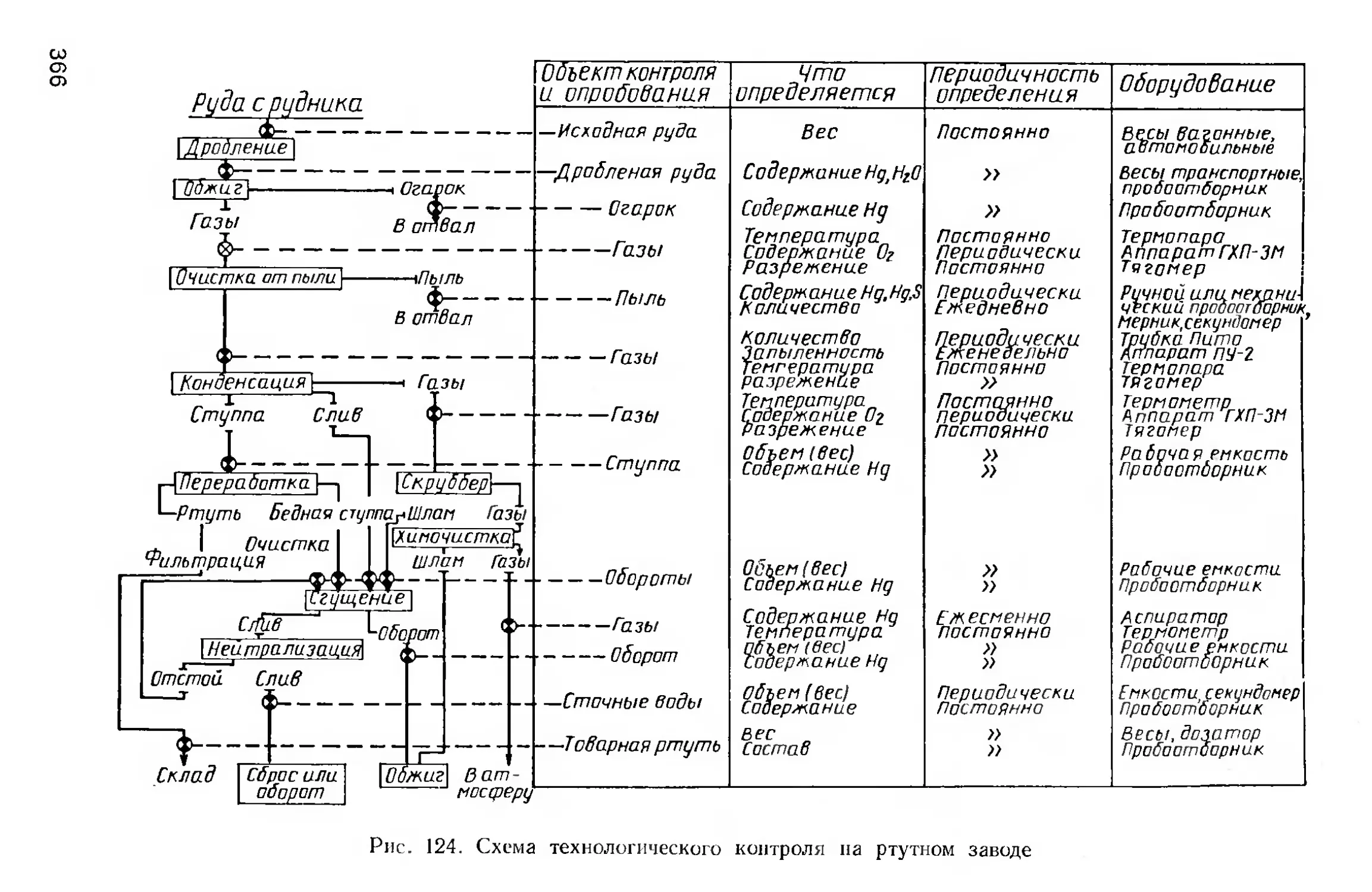
глава XVI. Контроль ртутного производства 364
Учет и опробование твердых продуктов . . . 365
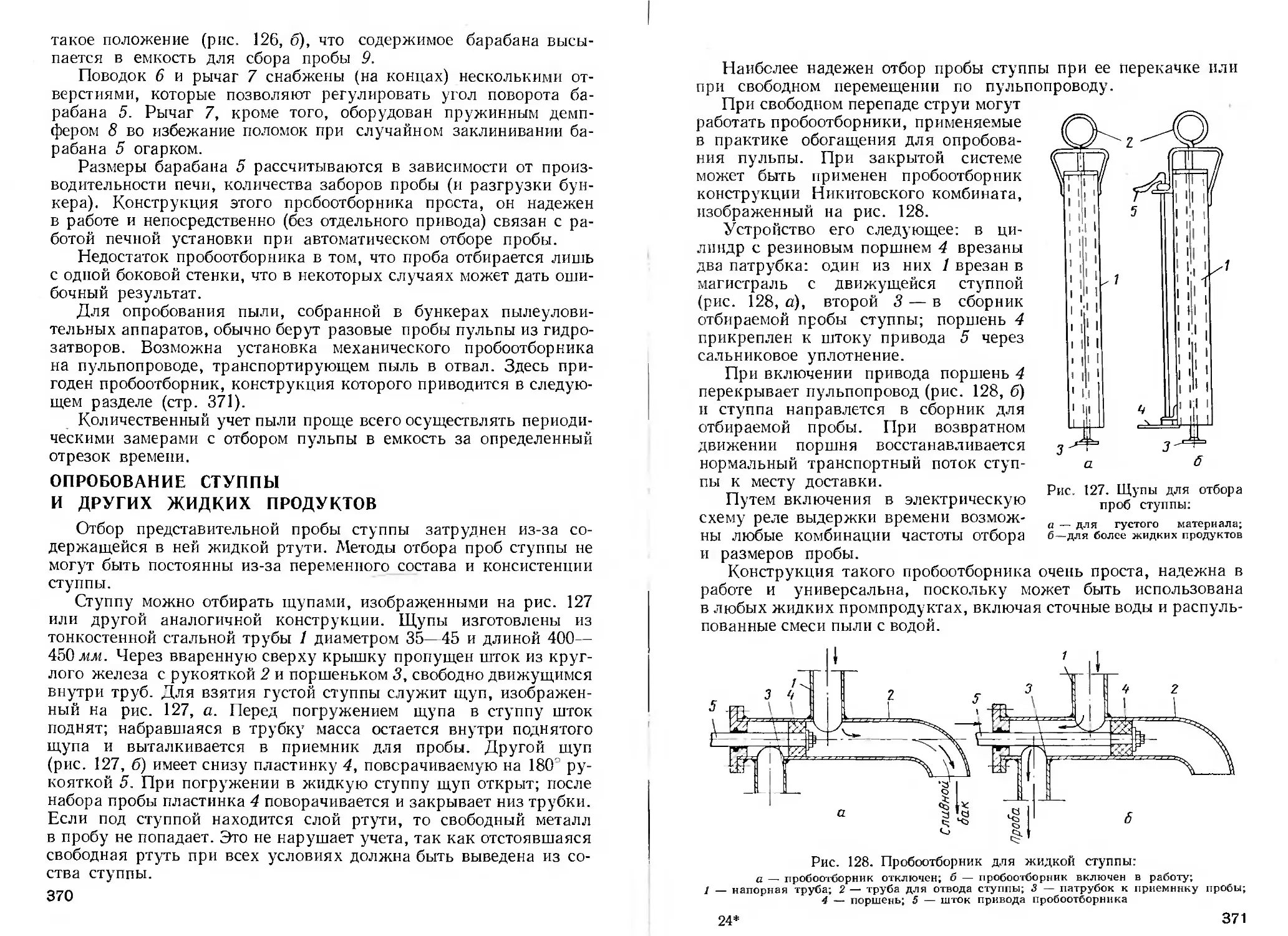
Опробование ступпы и других жидких продуктов . 370
Опробование газовых продуктов ............... 372
глава XVII. Методы анализа продуктов ртутного производства . 375
Общие сведения V-.................................... 375
Испытания качества ртути по ГОСТ 4658—49 380
Определение ртути ......................... 380
Определение содержания ртути в воздухе и газах 395
Определение примесей в ртути......................... 400
4
глава xvin. Некоторые вопросы охраны труда при работе со ртутью 405
глава XIX. Практика некоторых ртутных заводов 410
Завод в Идрии 411
Альмаден . . 415
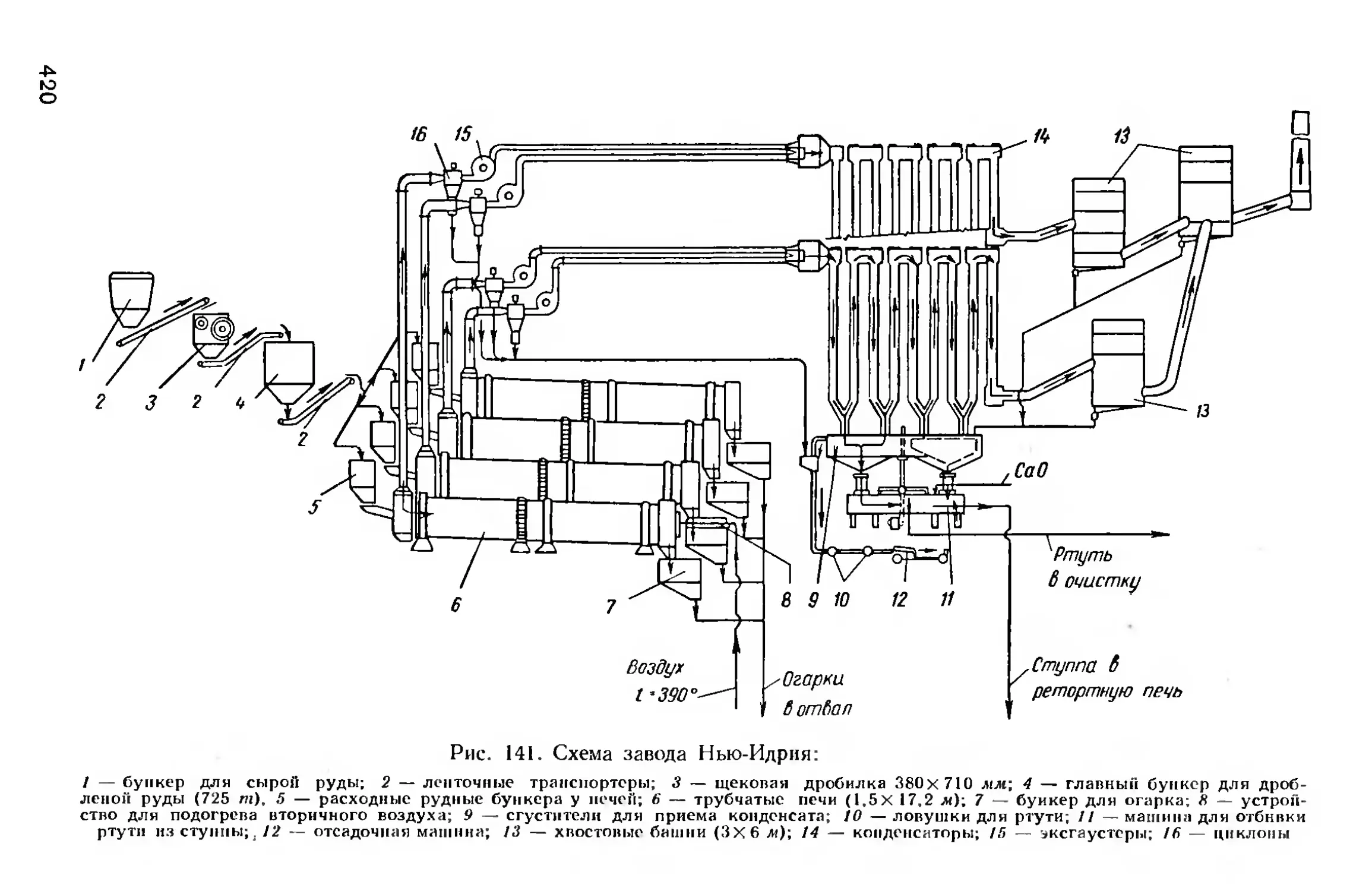
Завод Нью-Идрия...................................... 419
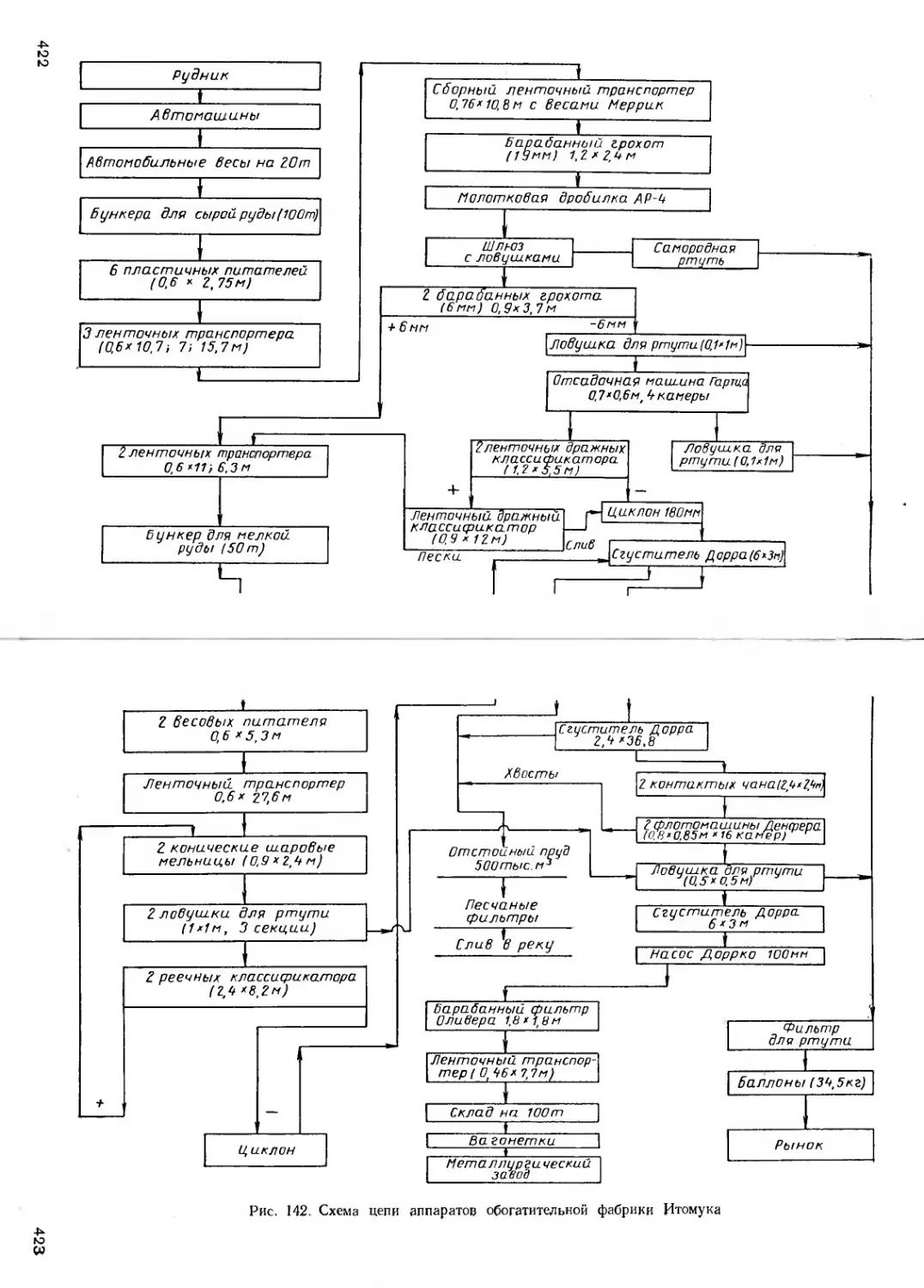
Ртутное предприятие Итомука . 424
ПРИЛОЖЕНИЯ .426
1. Давление насыщенного пара ртути в интервале от —38
до 358° С ......................................... 426
II. Давление насыщенного пара ртути в интервале темпе-
ратур от 350 до 675 С.......................... 427
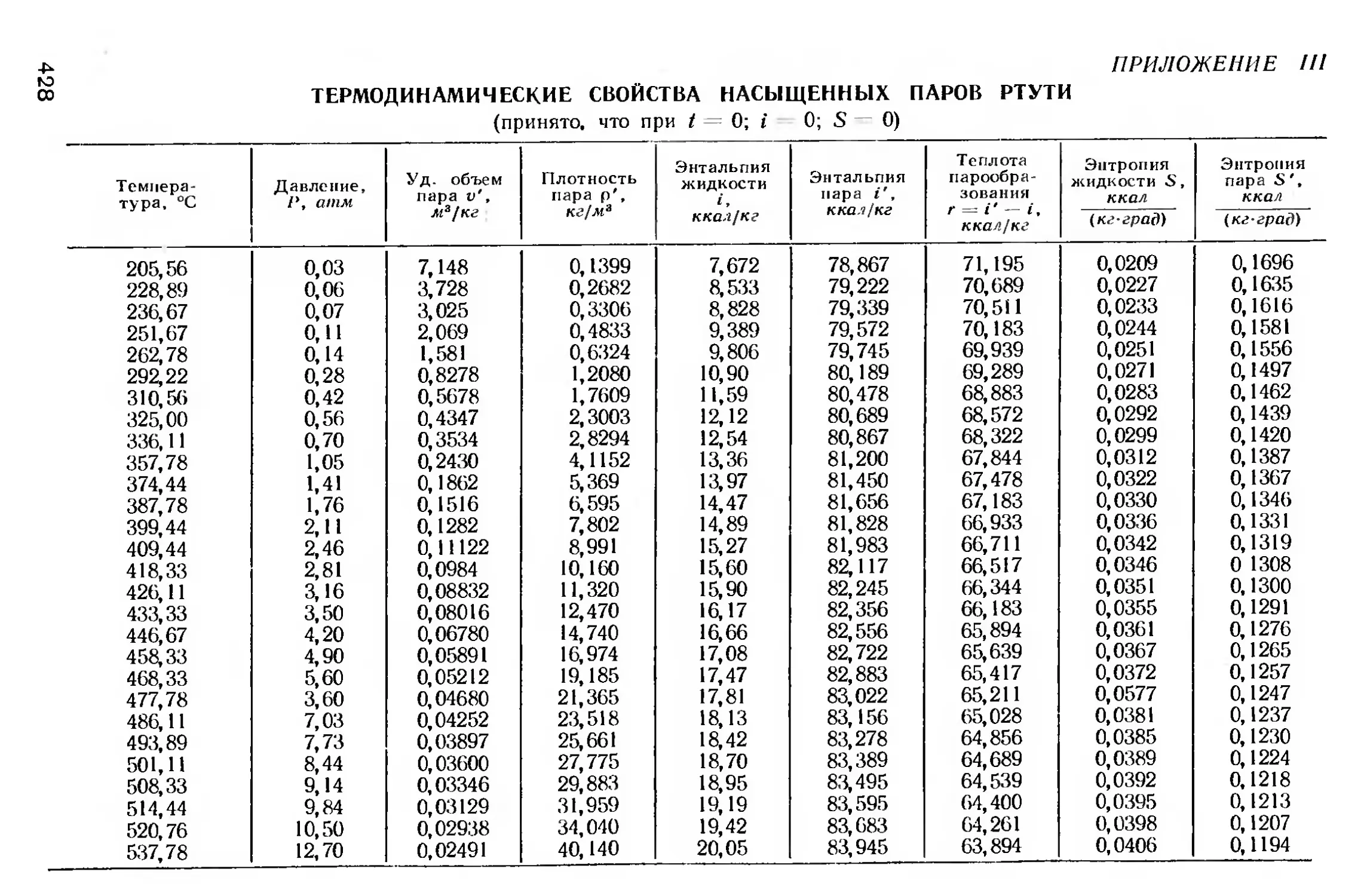
111. Термодинамические свойства насыщенных паров ртути 428
IV. Плотность и удельный объем ртути ............... 429
V. Удельная теплоемкость ртути.................... 430
VI. Некоторые данные по растворимости ртути и ее соеди-
нений в воде........................................ 430
VII. Давление насыщенного пара воды................. 432
VIII. Средняя теплоемкость некоторых газов при 760 мм
рт .ст ............................................... 432
IX. Теплоемкость некоторых рудных компонентов ... 433
X. Некоторые теплофпзическпе свойства газов....... 433
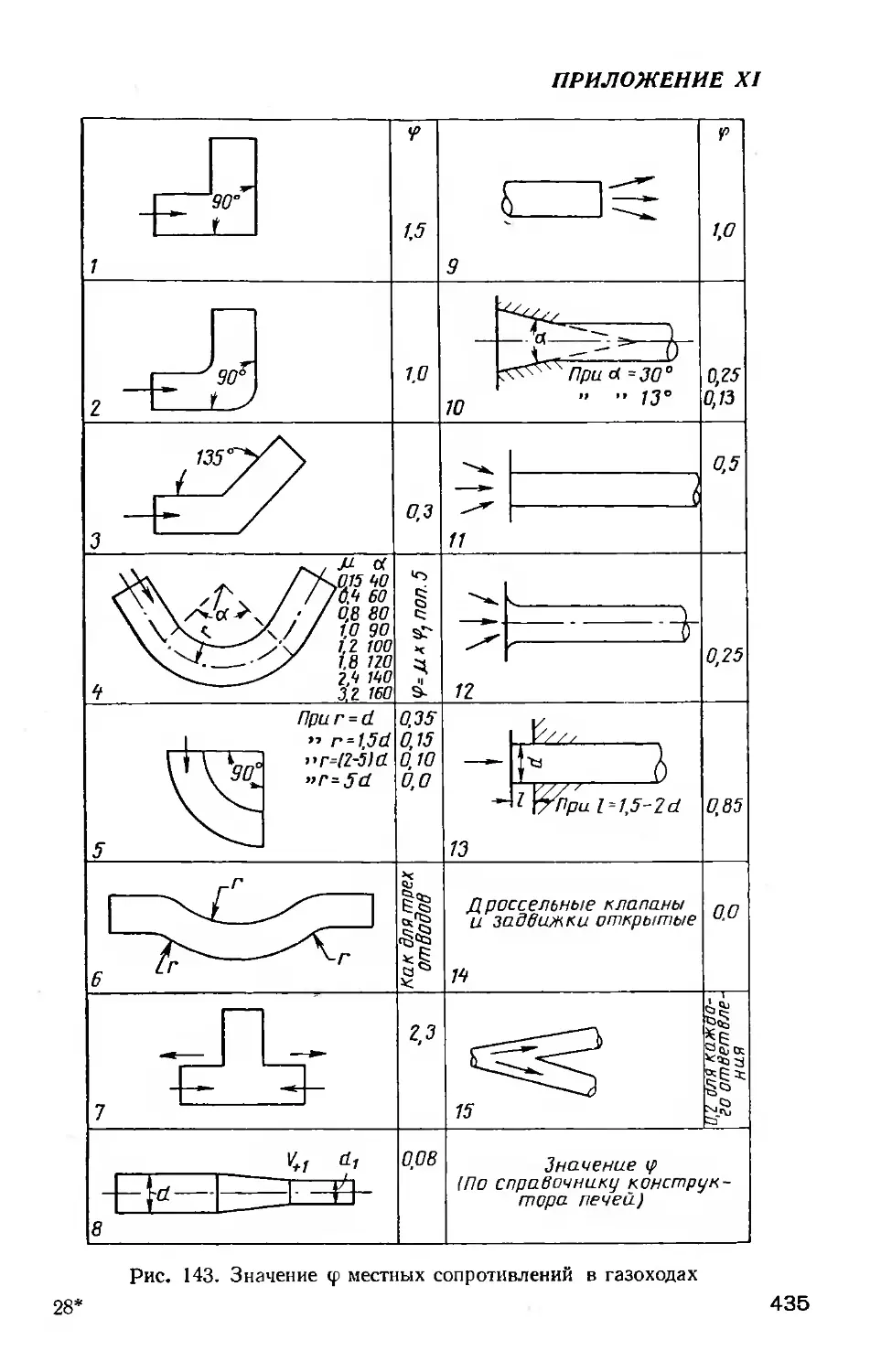
XI. Значение коэффициента <р для определения потерь
динамического напора при местных сопротивлениях
в газоходе ....................................... 435
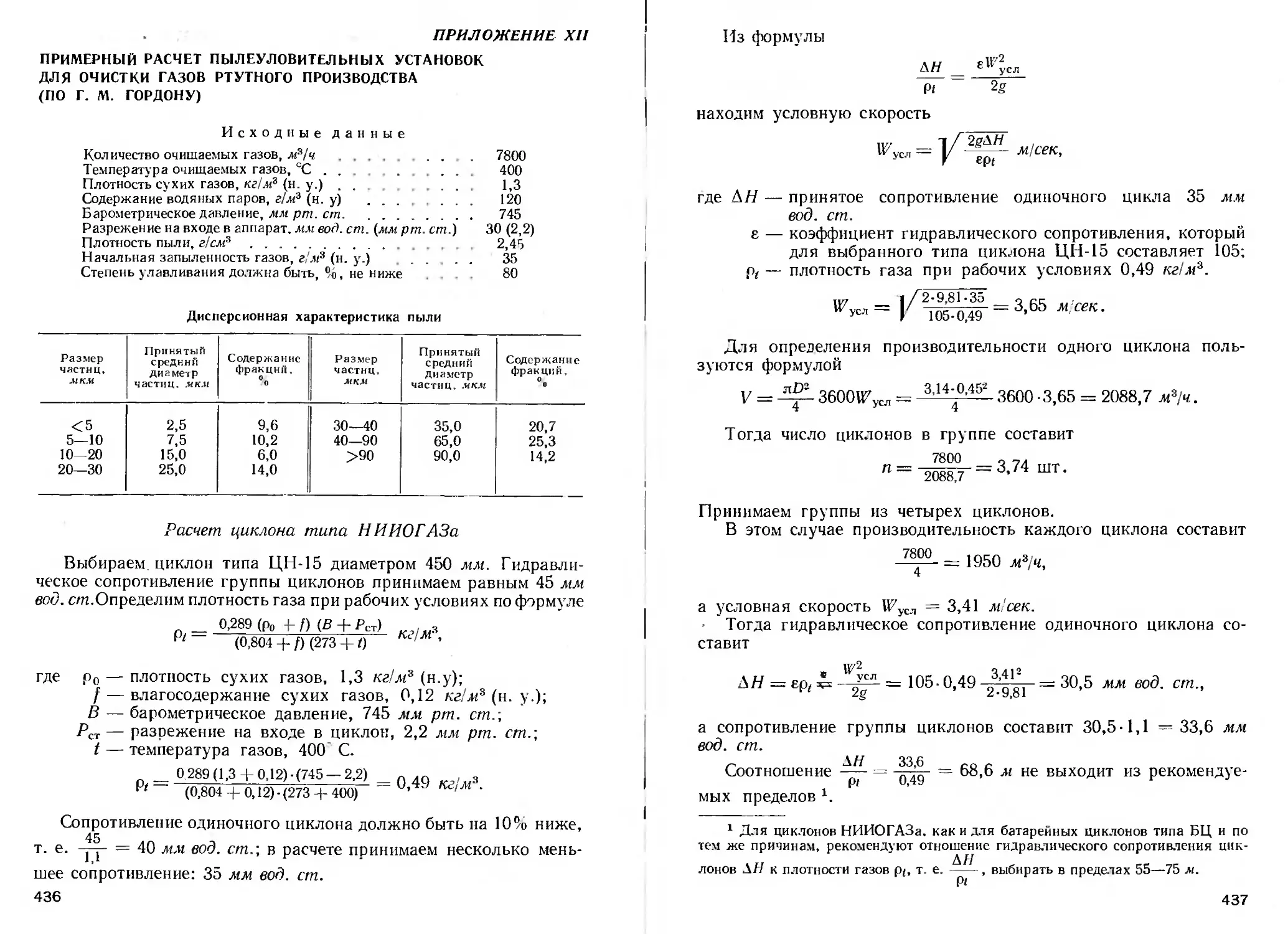
XII. Примерный расчет пылеуловительных установок для
очистки газов ртутного производства ................. 436
XIII. Примерный расчет материального и теплового балан-
сов обжига 1 т ртутной руды в трубчатой печи . . 442
XIV. Примерный расчет конденсатора для технологических
газов ртутного производства . ........ 449
ЛИТЕРАТУРА....................................................... 456
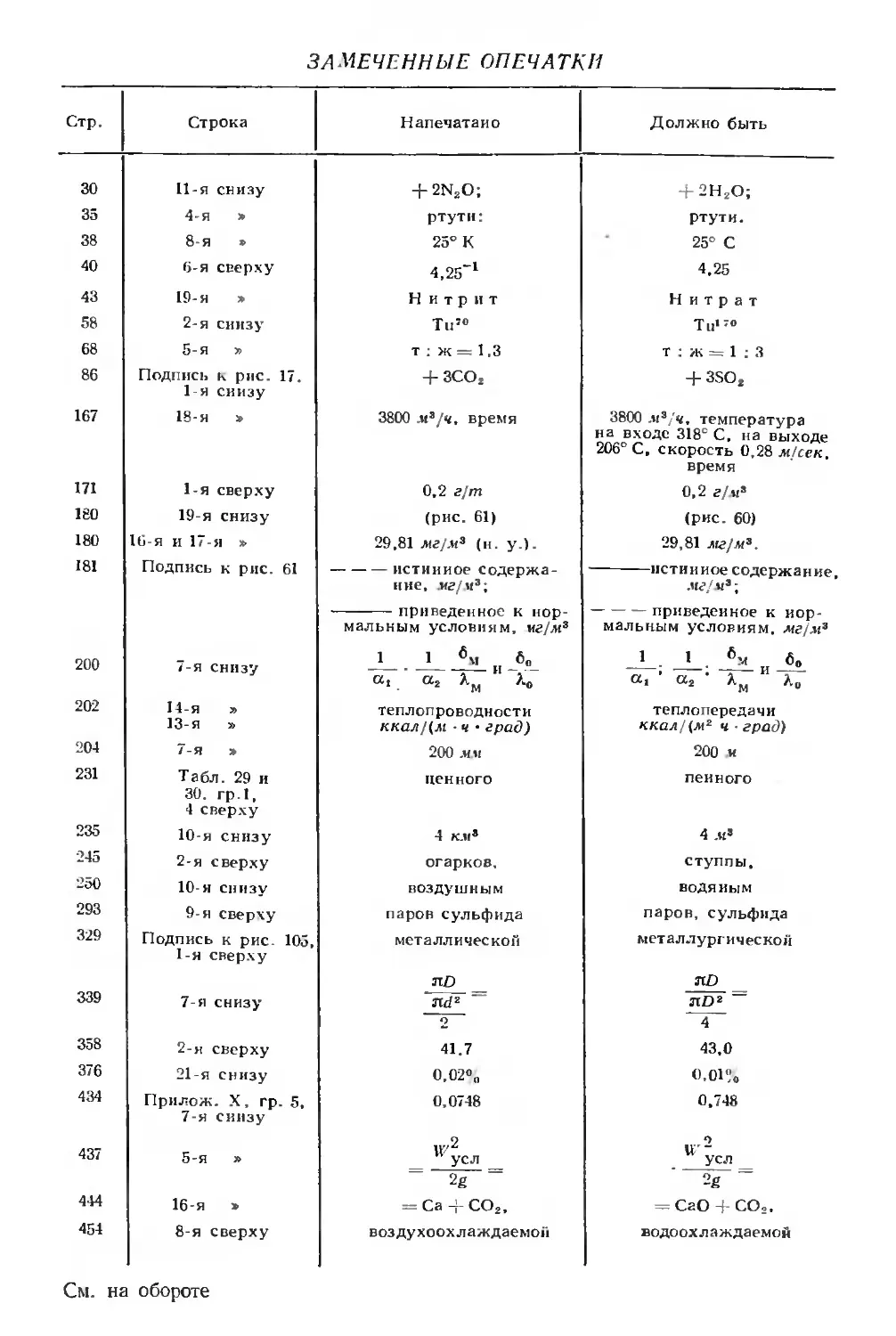
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть
30 И-я снизу + 2N2O; + 2Н2О;
35 4-я » ртути: ртути.
38 8-я » 25° К 25° С
40 6-я сверху 4.25'1 4,25
43 19-я > Нитрит Нитрат
58 2-я снизу Тн” Ти,;»
68 5-я » т : ж = 1.3 т : ж = 1 3
86 Подпись к рис. 17. 4-ЗСО, 4- 3SO,
1-я снизу
167 18-я > 3800 .и3/ч. время 3800 .«*/«, температура
на входе 318 С, на выходе
206° С. скорость 0,28 м/сек.
время
171 1-я сверху 0,2 г/т 0,2 г/.м»
180 19-я снизу (рис. 61) (рис. 60)
180 16-я и 17-я » 29,81 мг/м3 (и. у.). 29,81 мг/м3.
181 Подпись к рис. 61 истинное содержа- истинное содержание.
ние, иг/и3; мг/w3;
приведенное к нор- приведенное к нор-
мальным условиям, мг/м3 мальным условиям, мг/м3
200 7-я снизу _1 1 бм п с. «.' а2 Хм " Л. а’
202 14-я » теплопроводности теплопередачи
13-я » ккал/(м • ч • град) ккал/(м2 ч град)
204 7-я » 200 мн 200 и
231 Табл. 29 и ценного пенного
30. гр.1.
4 сверху
235 10-я снизу 4 к.и8 4 м3
245 2-я сверху огарков. ступпы.
250 10-я снизу воздушн ым водяным
293 9-я сверху паров сульфида паров, сульфида
329 Подпись к рис. 105, металлической металлургической
1-я сверху
ЭТО ПО
339 7-я снизу nd2 — ЛО2 —
2 4
358 2-я сверху 41.7 43,0
376 21-я снизу 0.02% 0.01%
434 Прилож. X, гр. 5, 0.0748 0.748
7-я снизу
437 5-я » 1Г2 усл 11 усл
2fi -е
444 16-я » = Са 4- СО2, = СаО — СОо,
454 8-я сверху воздухоохлаждаемой водоохлаждаемой
См. на обороте
Температура, °C
Заказ 1028
ПРЕДИСЛОВИЕ
После выхода из печати монографии «Ртуть» прошло 20 лет.
За истекший период в металлургии ртути произошли большие из-
менения: увеличился выпуск металла, изменилось многое в техно-
логии и конструкции оборудования. Поэтому естественно, что при-
веденные в монографии материалы устарели. А так как книга была
распродана в короткий срок, то в настоящее время ее почти не-
возможно приобрести.
Все это побудило автора ускорить подготовку книги, в которой
обобщены и проанализированы накопленный производственный
опыт и результаты больших исследований, проведенных за истек-
шие годы.
Книга написана как учебное пособие для студентов вузов, спе-
циализирующихся по металлургии ртути, но автор надеется, что
она окажет помощь также заводским работникам и исследова-
телям в их повседневном труде, способствуя дальнейшему разви-
тию производства ртути.
При подготовке рукописи были учтены рекомендации и поже-
лания моих товарищей по работе в ртутной промышленности, ко-
торые оказали мне большую практическую помощь в создании
этой книги. Считаю своим приятным долгом выразить им глубокую
п р из нател ьность.
введение
Ртуть, несомненно, уникальный металл. Она — самая тяжелая
жидкость при обычных температурах; растворяет многие металлы
с образованием амальгам. Способность образования непосредствен-
ной валентной связи с углеродом и комплексных ртутьоргани-
ческих соединений позволила этому металлу занять важнейшее
место в широко развивающейся синтетической химии. Свойства
ртути, близкие к благородным металлам, способность паров
ртхти флюоресцировать в токе электричества, лекарственные ее
свойства и многие дру гие сделали рту гь пока незаменимой в ряде
важнейших отраслей народного хозяйства/’
Роль рту ги приобретает особое значение в период развития
новой техники, приборостроения, автоматики, химии. Это под-
тверждается статистическими данными о масштабах потребления
ртути в странах с бурно развивающейся техникой.
Имеется определенная тенденция заменить ртуть другими ма-
териалами, объясняющаяся в основном токсичностью ртути и ее
высокой стоимостью. Последнее прямо связано с ограниченностью
природных ресурсов. В ряде производств замена ртути осуществ-
ляется успешно, например в технике выпрямления электрического
тока за счет полупроводников, при изготовлении сельскохозяй-
ственных и других ядов, в легкой промышленности и др.
Но, несмотря на это, потребление ртути неуклонно возрастает.
Среднегодовое мировое производство ртути в XIX в. составляло
3,1 тыс. т, в 1901—1955 гг. оно увеличилось до 6,7 тыс. т, т. е.
более чем в два раза. Такой рост можно объяснить тем, что челове-
чество пережило за это время несколько войн, а ртуть является
стратегическим металлом. Однако и после второй мировой войны,
в 1950—1965 гг., годовой уровень производства ртути составил
около 8 тыс. т, т. е. возрос на L3 больше, чем в первой поло-
вине XX в.
Хотя уровень мирового производства ртути по годам текущего
столетия имеет «лихорадочную» кривую, характерную для капи-
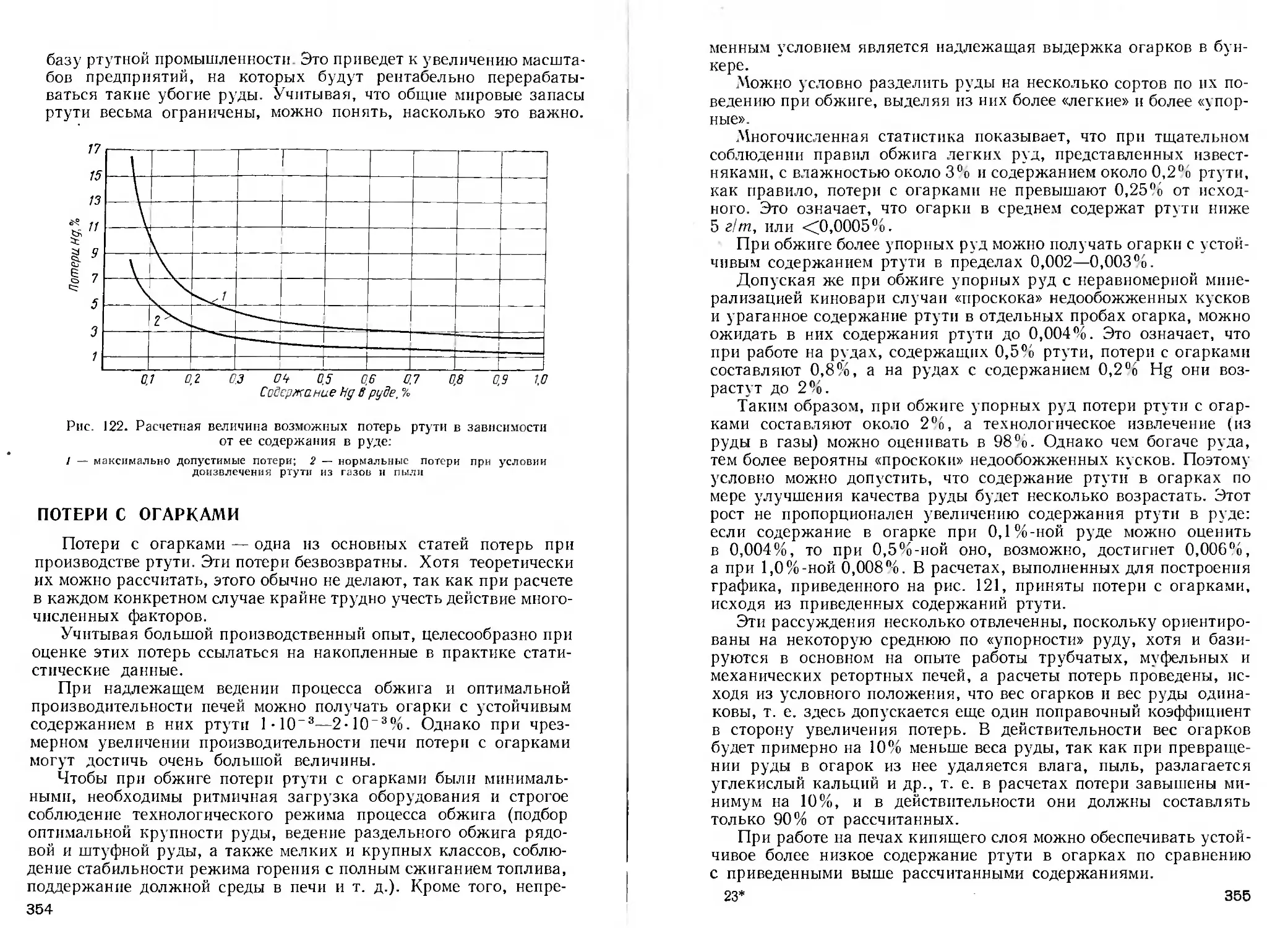
талистической анархии, на приведенном графике (рис. 1) очевидна
тенденция к быстрому росту выпуска этого металла. На этом
же графике видно неуклонное повышение мировых цен на
ртуть.
Общая тенденция к повышению цен является следствием сни-
жения содержания ртути в рудах всех добывающих этот металл
стран. Так, в Испании, располагающей самыми богатыми ртутью
месторождениями, за последние 20—25 лет содержание ее в рудах
снизилось в 7—8 раз. Поэтому для поддержания господствующего
положения на мировом рынке здесь в 1956—1961 гг. проведена
капитальная реконструкция заводов с установкой механических
печей для обжига ртутных руд; модернизация заводов продол-
жается.
7
Г оды
I. Мировое производство ртути (оценки по
Рис.
литературным данным) и среднегодовые цены
на ртуть за период 1900—1968 гг.:--------про-
изводство; -----------------цена
Аналогичная реконструкция заводов осуществлена в Италии.
В этой стране за 12 лет (с 1949 по 1961 г.) содержание ртути в ру-
дах снизилось почти в 2 раза (1,25—0,68%). Соединенные Штаты
Америки поддерживают пока качество перерабатываемых руд за
счет мобилизации запасов многочисленных мелких месторожде-
ний, однако и здесь в
1963 г. добывались руды
с минимальным содер-
жанием ртути: 0,075%
на открытых и 0,2% на
подземных разработках.
В США обсуждается
вопрос о реальности от-
работки запасов руд,
содержащих 0,125% Hg.
При оценке ситуа-
ции необходимо учесть,
что, как правило, ме-
сторождения ртутных
руд относятся к поверх-
ностным, поэтому нет
оснований рассчитывать
на чрезмерно большие
приросты запасов на
глубинах.
Изложенное позво-
ляет предполагать, что
общая тенденция к уве-
личению затрат на про-
изводство ртути в связи
со снижением качества
руд повлечет за собой
неуклонный рост миро-
вых цен на этот металл.
В дальнейшем можно
ожидать повышения
стоимости ртути и вслед-
ствие увеличения спроса на нее, обусловленного развитием уров-
ня техники и производства (хотя бы даже и в темпах настоящего
времени).
На ближайшие десятилетия уместно рассматривать ртуть как
валютный фонд страны наравне с драгоценными металлами. Близ-
кая по своим физическим и химическим свойствам к этой группе
металлов ртуть может так же прекрасно, как и они, храниться
в обычных условиях.
По мнению специалистов, начало добычи ртути из руд отно-
сится к 400 г. до н. э. Можно предполагать, что знакомство чело-
8
века со ртутью состоялось значительно раньше и связано с на-
ходками самородного металла. По-видимому, способы извлечения
ртути, применяемые первобытными металлургами, сводились к об-
жигу киновари в кучах с конденсацией паров на холодных пред-
метах: камнях, стенах пещер или на сырых листьях деревьев,
как это сообщает Г. Агрикола в классическом труде «Де-ре-ме-
таллика» (1556 г.). Наиболее ранние упоминания о рпти встре-
чаются в трудах Аристотеля (384—322 гг. до н. э.), Теофраста и
других древних ученых.
С незапамятных времен ртуть использовалась в качестве меди-
цинского препарата, а киноварь — как красный пигмент. Ртуть
входила в число семи металлов, известных в древнем Египте; по
представлению того времени каждый из металлов ассоциировался
с известными планетами солнечной системы. Это сохранилось и
у алхимиков Ближнего Востока и Европы, т. е. вплоть до XVI в.
Ртуть ассоциировалась с Меркурием и соответственно ей был при-
своен символ этой планеты О- Использование алхимиками ртути
как одного из главнейших компонентов для изготовления «фило-
софского камня» способствовало изучению ее свойств.
Считалось, что из ртути можно получить все другие металлы.
Алхимик Альберто де Вилланова в начале XIV в. аргументировал
это так: «Всякое вещество состоит из элементов, на которые его
можно разложить. Возьмем неопровержимый и легко понимаемый
пример. С помощью теплоты лед расплывается в воду, значит он
из воды. И вот все металлы растворяются в ртути, значит ртуть
есть первичный материал всех металлов».
Одним из факторов, стимулировавших расширение производ-
ства ртути, было развитие выпуска золота и серебра методом амаль-
гамации. В отношении золота этот процесс был известен челове-
честву еще до нашей эры, амальгамирование серебра началось
с V в. н. э. В частности, такое параллельное развитие амальгама-
ции с производством ртути наблюдалось в Мексике, Перу, Кали-
форнии и др. Постепенное переключение деятельности алхими-
ков на иастрохимию в XVI—XVII вв. способствовало расширению
применения ртути в медицине.
Спрос на ртуть увеличивался по мере общего роста культуры,
науки и техники. Изобретение барометра (1643 г.), термометра
(1720 г.), детонаторов из гремучей ртути (1799 г.) и т. п. значи-
тельно стимулировало повышение интереса к ртути и росту ее
добычи. В XIX в. среднегодовое производство ртути увеличилось
в 3,5 раза по сравнению с предыдущим веком.
По мере повышения спроса на ртуть и развития ее производ-
ства снижалось содержание металла в перерабатываемом сырье;
количество перерабатываемого сырья возрастало, и это побуждало
создавать более производительное оборудование для обжига ртут-
ных руд.
9
Революционным этапом в металлургии ртути следует считать
освоение процесса переработки руд в ограниченном объеме, т. е.
с применением керамических реторт и конденсаторов. Уже к сере-
дине XVI в. работа на таких ретортах была хорошо изучена, и
Агрикола приводит несколько вариантов их использования. Тогда
уже была хорошо известна токсичность ртутных паров для орга-
низма, поэтому в «Де-ре-Металлика» даны первые указания о не-
обходимых мерах предосторожности при обжиге ртутных руд,
В этом же труде заслуживает внимания следующее: понимание
значения и важности работы в плотной аппарату ре, а также зна-
комство средневековых металлургов с явлениями термодиффузии
(. . . «ртуть, не переносящая тепла и любящая холод, она стре-
мится уйти на листья дерева, обладающие охлаждающей силой»).
Керамические реторты и конденсаторы полу чили повсеместное
распространение. Об этом свидетельстзу ют, в частности, находки
на многих среднеазиатских ртутных месторождениях, в том числе
и на Хайдарканском, разработка которого велась в больших мас-
штабах, но была прекращена в период разрушительного нашествия
орд Чингисхана в XIII—XIV вв.
В России производство ртути началось в 1759 г. на Ильдикан-
ском месторождении в Забайкалье и с большими перерывами про-
должалось до 1883 г. Важным этапом в развитии отечественного
производства явилось открытие Никитовского месторождения
(1879 г.) и создание здесь предприятия, начавшего с 1886 г. вы-
пуск ртути. Первый в стране завод был оборудован печами Но-
вака и Чермака, а также отражательными печами для перера-
ботки рудной мелочи. Конденсация осуществлялась в конденса-
торах Чермака и в большом двухъярусном кирпичном борове.
В 1897 г. завод выпустил 615 т ртути. Такой уровень производства
позволил не только удовлетворять внутренние нужды страны, но
и экспортировать металл. Предприятие работало до 1908 г., а за-
тем прекратило свою деятельность по ряду причин, типичных для
капиталистического хозяйства. В первую мировую войну завод
возобновил работу, но уже только в составе одной шахтной и двух
отражательных печей.
В таком виде этот единственный в России завод и находился
до Великой Октябрьской социалистической революции. Советские
специалисты отвергли хищническую систему' отработки только
богатых руд, нс началом индустриализации страны Никитовский
ртутный комбинат начал строиться заново с ориентировкой на
переработку рядовых руд. Для этого на комбинате принимается
комбинированная схема с обогащением руд и переработкой кон-
центратов в механизированных ретортных (муфельных) печах кон-
струкции инж. Н. П. Есипчука (1936 г.)
В 1940 г. на Никнтовском заводе устанавливают первую в СССР
трубчатую печь для обжига ртугных руд. Война нарушает дея-
тельность комбината, коллектив эвакуируется в восточные районы
10
страны, где в короткие сроки создаются новые предприятия. За
это вречя была освоена технология обжига рядовых руд на труб-
чатых печах, поэтому после освобождения Донбасса разрешенный
комбинат восстанавливают, применяя только пирометаллургиче-
скую технологию обжига в трубчатых печах.
Послевоенный период в стране характеризуется непрерывным
увеличением выпуска ртути и наряду с этим неизменным совер-
шенствованием технологии. Создаются принципиально новые про-
цессы и аппараты; совершенствуется и повышается производитель-
ность действующего оборудования; используется опыт смежных
отраслей по механизации труда и автоматизации процессов; оздо-
ровляются условия труда и организуется профилактическая
служба; разрабатываются новые и улучшаются старые методы ана-
лиза и контроля производства и т. д. Многие работы успешно
внедрены в производство, часть находится в стадии освоения или
проходит испытания. Одновременно проводятся теоретические
работы, что очень важно, поскольку в теории металлургии ртути
имеется еще много «белых пятен». О некоторых работах сообщается
в соответствующих разделах этой книги; там же отмечаются сла-
бые места в металлургии ртути, требующие от технологов и кон-
структоров как теоретических исследований, так и практических
решений.
Несмотря на то что при производстве рту ти достигнуты наиболее
высокие показатели извлечения ее из убогих руд (выше 90%) по
сравнению с извлечением других металлов, все еще имеются зна-
чительные резервы, которые позволяют повысить показатели извле-
чения ртути до 96—98%. Естественно, что дальнейший рост извле-
чения в этих, близких к оптимальным пределах труден.
Совершенствование производства должно осу ществляться в трех
направлениях: 1) повышение извлечения ртути; 2) создание усло-
вий труда, полностью устраняющих опасность ртутной интокси-
кации персонала; 3) обеспечение высокой производительности
труда в результате полной автоматизации управления процессами.
Высокое извлечение ртути из исходного сырья и всех видов
полупродуктов — твердых, жидких, газообразных — создает
предпосылки к оздоровлению обстановки на заводах; автомата
зация процессов позволяет сократить численность обслуживаю-
щего персонала до минимума, а централизованное управление —
вывести большую часть работающих из зоны, где воздух загряз-
нен ртутью.
Решение поставленных задач представляется вполне реальным.
В ртутной промышленности наряду с ветеранами работает талант-
ливая молодежь, показавшая способность творчески решать любые
задачи. Это, а также реальная материально-техническая база
народного хозяйства позволяют твердо рассчитывать на дальней-
ший прогресс ртутной промышленности Советского Союза, за-
нимающей по всем показателям одно из первых мест в мире.
11
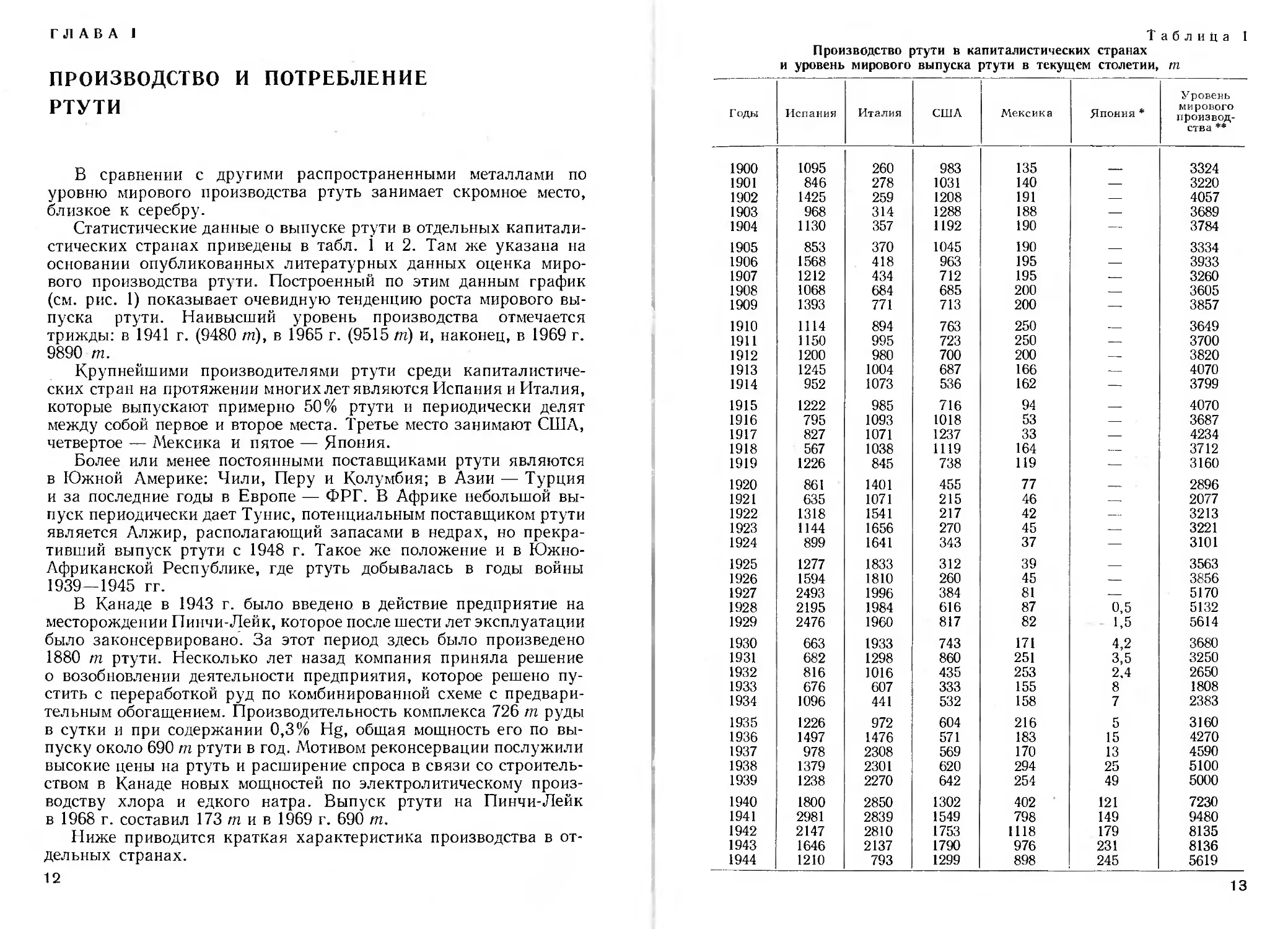
ГЛАВА 1
ПРОИЗВОДСТВО И ПОТРЕБЛЕНИЕ
РТУТИ
В сравнении с другими распространенными металлами по
уровню мирового производства ртуть занимает скромное место,
близкое к серебру.
Статистические данные о выпуске ртути в отдельных капитали-
стических странах приведены в табл. 1 и 2. Там же указана на
основании опубликованных литературных данных оценка миро-
вого производства ртути. Построенный по этим данным график
(см. рис. 1) показывает очевидную тенденцию роста мирового вы-
пуска ртути. Наивысший уровень производства отмечается
трижды: в 1941 г. (9480 т), в 1965 г. (9515 т) и, наконец, в 1969 г.
9890 т.
Крупнейшими производителями ртути среди капиталистиче-
ских стран на протяжении многих лет являются Испания и Италия,
которые выпускают примерно 50% ртути и периодически делят
между собой первое и второе места. Третье место занимают США,
четвертое — Мексика и пятое — Япония.
Более или менее постоянными поставщиками ртути являются
в Южной Америке: Чили, Перу и Колумбия; в Азии — Турция
и за последние годы в Европе — ФРГ. В Африке небольшой вы-
пуск периодически дает Тунис, потенциальным поставщиком ртути
является Алжир, располагающий запасами в недрах, но прекра-
тивший выпуск ртути с 1948 г. Такое же положение и в Южно-
Африканской Республике, где ртуть добывалась в годы войны
1939—1945 гг.
В Канаде в 1943 г. было введено в действие предприятие на
месторождении Пинчи-Лейк, которое после шести лет эксплуатации
было законсервировано. За этот период здесь было произведено
1880 т ртути. Несколько лет назад компания приняла решение
о возобновлении деятельности предприятия, которое решено пу-
стить с переработкой руд по комбинированной схеме с предвари-
тельным обогащением. Производительность комплекса 726 т руды
в сутки и при содержании 0,3% Hg, общая мощность его по вы-
пуску около 690 т ртути в год. ^Мотивом реконсервации послужили
высокие цены на ртуть и расширение спроса в связи со строитель-
ством в Канаде новых мощностей по электролитическому произ-
водству хлора и едкого натра. Выпуск ртути на Пинчи-Лейк
в 1968 г. составил 173 т и в 1969 г. 690 т.
Ниже приводится краткая характеристика производства в от-
дельных странах.
12
Таблица 1
Производство ртути в капиталистических странах
и уровень мирового выпуска ртути в текущем столетии, т
Годы Испания Италия США Мексик а Япония * Уровень мирового производ- ства **
1900 1095 260 983 135 3324
1901 846 278 1031 140 — 3220
1902 1425 259 1208 191 — 4057
1903 968 314 1288 188 — 3689
1904 ИЗО 357 1192 190 — 3784
1905 853 370 1045 190 — 3334
1906 1568 418 963 195 — 3933
1907 1212 434 712 195 — 3260
1908 1068 684 685 200 — 3605
1909 1393 771 713 200 — 3857
1910 1114 894 763 250 — 3649
1911 1150 995 723 250 — 3700
1912 1200 980 700 200 — 3820
1913 1245 1004 687 166 — 4070
1914 952 1073 536 162 — 3799
1915 1222 985 716 94 — 4070
1916 795 1093 1018 53 — 3687
1917 827 1071 1237 33 — 4234
1918 567 1038 1119 164 — 3712
1919 1226 845 738 119 — 3160
1920 861 1401 455 77 — 2896
1921 635 1071 215 46 — 2077
1922 1318 1541 217 42 — 3213
1923 1144 1656 270 45 — 3221
1924 899 1641 343 37 — 3101
1925 1277 1833 312 39 — 3563
1926 1594 1810 260 45 — 3856
1927 2493 1996 384 81 — 5170
1928 2195 1984 616 87 0,5 5132
1929 2476 1960 817 82 - 1,5 5614
1930 663 1933 743 171 4,2 3680
1931 682 1298 860 251 3,5 3250
1932 816 1016 435 253 2,4 2650
1933 676 607 333 155 8 1808
1934 1096 441 532 158 7 2383
1935 1226 972 604 216 5 3160
1936 1497 1476 571 183 15 4270
1937 978 2308 569 170 13 4590
1938 1379 2301 620 294 25 5100
1939 1238 2270 642 254 49 5000
1940 1800 2850 1302 402 121 7230
1941 2981 2839 1549 798 149 9480
1942 2147 2810 1753 1118 179 8135
1943 1646 2137 1790 976 231 8136
1944 1210 793 1299 898 245 5619
13
Продолжение табл. 1
Годы Испания Италия США Мексика Япония * Уровень мирового производ- ства **
1945 1380 823 1058 566 110 5416
1946 1696 1501 873 408 48 4964
1947 1870 1860 799 334 56 5654
1948 785 1319 496 165 56 3585
1949 1114 1530 343 181 85 3964
1950 1786 1829 157 129 45 4688
1951 1534 1857 252 280 64 5068
1952 1349 1927 434 303 107 5205
1953 1553 1772 495 401 221/129 5516
1954 1498 1878 643 509 354/149 6274
1955 1250 1845 654 1031 172 6377
1956 1665 2135 834 674 287/185 7619
1957 1889 2180 1195 727 409/168 8480
1958 1911 2024 1313 778 376/197 8653
1959 1783 1581 1078 566 556/215 7998
1960 1840 1914 1146 694 1158/220 8542
1961 1766 - 1910 1090 629 874/185 8274
1962 1821 1880 908 651 561/145 8446
1963 1965 1878 659 562 600/161 8239
1964 2702 1966 488 433 656/166 8791
1965 2575 1978 676 662 325/156 9515
1966 2416 1846 759 671 313/167 9169
1967 1725 1657 821 497 299/159 8728
1968 1977 1811 861 593 270/174 8817
1969 2279 1680 1012 776 ?/193 9890
♦ По Японии—с 1953 г. (числитель—общий выпуск ртути из рудного сырья, знаме-
натель — из собственной руды).
** Уровень мирового производства по данным источников:
«Mineral Year Boon», «Metallstatistik», Eng. a. Alin. Jor, March 1969, v. 170, p. 120; Ame-
rican Metal Market, 10/VII 1970, p. 4.
Таблица 2
Выпуск ртути странами с небольшим производством, т
Годы Перу Чили Колум- бия Филип- пины Турция Тунис ФРГ
1954 3 8 9 4 2
1955 5 19 1 22 29 6 3
1956 12 20 — 104 37 1 4
1957 14 23 3 116 25 — 8
1958 68 115 7 115 56 1 17
1959 87 69 3 121 51 7 19
1960 105 99 3 105 74 6 23
14
Продолжение табл. 2
Годы Перу Чили Колум- бия Филип- пины Турция Тунис ФРГ
1961 104 52 7 109 64 2 19
'‘1962 120 27 7 95 92 —. 25
1963 107 21 7 91 105 —. 55
1964 113 9 7 86 90 — 60
1965 107 15 2 82 95 6 79
1966 109 3 3 84 118 9 70*
1967 103 6 7 90 141 10 70*
1968 108 17 9 121 149* 10 70*
1969 116 10 10 121 165 11 70*
* Ориентировочно.
СОСТОЯНИЕ
МИРОВОГО ПРОИЗВОДСТВА
Испания. Ведущее место в мировой добыче ртути Испания за-
нимала на протяжении многих десятилетий благодаря своему
уникальному ртутному месторождению Альмаден, которое начало
разрабатываться еще задолго до нашей эры. Запасы этого место-
рождения велики и руды очень богаты. Однако содержание
ртути в добываемой руде неизменно снижается. Так, оно соста-
вило: в 1913 г. 8,2%; в 1940—1944 гг. 7,5%; в 1959 г. 3,6%;
в 1962 г. 3,2%; в 1967—1968 г. 1,2%.
Высокое качество руд, а следовательно, рентабельность произ-
водства и громадные прибыли задержали реконструкцию испан-
ских ртутных заводов, на которых до 1949 г. применялись печи
устаревших конструкций. Лишь к 1967 г. завод в Испании с по-
мощью США был реконструирован. Здесь установлены многопо-
довые печи производительностью по обжигу 100 т руды в сутки
каждая. Несмотря на проведенную реконструкцию, из-за умень-
шения содержания ртути в рудах Испания снизила выпуск ртути
в 1967 г. по сравнению с предыдущим на 19%.
Кроме Альмадена, в Испании имеется несколько мелких руд-
ников и заводов, в том числе в провинции Астурии (Овьедо) на
двух рудниках: Ла-Пена и Мунон Кимеро, где заводы оборудованы
трубчатыми печами.
Ртутная промышленность Испании находится под контролем
государственной организации «Конседжо де администрасион де
лас минас де Альмаден и Аррайанес», которой ведает ^Министерство
финансов.
В ртутной промышленности Испании к 1966 г. было занято
около 2400 чел., в том числе 70% подземных рабочих и примерно
4% административно-технического персонала.
16
Условия труда па ртутных рудниках Испании очень тяжелы
вследствие жесткой эксплуатации рабочих. Кроме того, руды ис-
панских месторождений содержат самородную ртуть, которая от-
равляет атмосферу рудников. На металлургических заводах избы-
ток рабочей силы, поэтому каждый рабочий занят лишь 8 дней
в месяц.
Потребление ртути в Испании ничтожно, поэтому практически
вся добываемая ртуть экспортируется.
Италия. Италия располагает рядом месторождений в области
Тоскана, из которых выделяются район Монте-Амиата с рудни-
ками Аббадия Сан-Сальвадоре, Дель-Сиеле и другими, а также
в провинциях Сиена и Гроссето.
Содержание ртути в рудах, перерабатываемых итальянскими
заводами, достаточно высокое, однако оно так же, как и в Испании,
снижается и за последние годы составило: в 1950 г. 1,21%;
в 1965 г. 0,61%; в 1967 г. 0,55%, в 1968 г. 0,52%; в 1969 г. 0,475%.
Переработка руды в 1969 г. составила 355 тыс. т.
Итальянская ртутная промышленность начала создаваться
в 1906 г. Главное производство сосредоточено на предприятии
Аббадия Сан Сальвадоре (Монте-Амиата), которое, как и другие
заводы Италии, до последних лет было оборудовано печами Чер-
мака—Спирека и шахтными печами старых конструкций. По тем же
причинам, что и в Испании, реконстру кция заводов началась
с 60-х годов.
В Монте-Амиата установлены четыре трубчатые печи (1,7 X
X 27 м) производительностью по переработке 150 т руды в сутки
каждая.
Завод Сиеле, перерабатывающий руды, добываемые также в руд
ном районе Монте-Амиата, оборудован шестью восьмиподовыми
печами (диам. 3,9 м), из которых в работе постоянно находятся
четыре. Производительность печей 50 т в сутки каждая.
В том же районе Монте-Амиата работает небольшое предприя-
тие Гроссето. В связи с отработкой богатых руд здесь ведутся
опытно-промышленные работы по обогащению; концентраты об-
жигаются в небольшой мпогоподовой печи.
Имеются отдельные сообщения о начале работы нового завода
Римботти (1964 г.) и об установке многоподовой 100-т печи в Баг-
норе (1965 г.).
Ртутная промышленность Италии сосредоточена в двух фир-
мах: «Монте Амиата» и «Сочьета Мииерариа деть Сиель». Обе фирмы
контролировались до вхождения Италии в «общий рынок» госу-
дарственной монополией «Меркурио итальяно».
Соединенные Штаты Америки. США. имеют несколько сот
ртутных месторождений, главным образом с небольшими запа-
сами; это определяет и масштабы предприятий. Наиболее круп-
ные из них Нью-Идрия (мощность по переработке до 400 т руды
в сутки) и Айдахо Альмаден (около 200 т в сутки); 13—15 заво-
16
дов США перерабатывают от 80 до 115 т в сутки. Кроме того,
в зависимости от спроса и пен па ртуть периодически включается
в отработку много мелких, старательских рудников. Поэтому
общая численность предприятий здесь колеблется в больших пре-
делах (1960 г. 60; 1965 г. 146 рудников), 70—80% выпуска
ртути приходится лишь па долю нескольких предприятий, рабо-
тающих более или менее устойчиво.
Качество перерабатываемых руд также имеет тенденцию к сни-
жению, хотя в отдельные годы наблюдается и некоторое повыше-
ние качества. Так, в 1957—1960 гг. руды в среднем по США со-
держали ртути 0,38—0,47%; в 1962 г. 0,6296; в 1965 г. 0,22%;
в 1967 г. 0,21%.
Основная масса руды перерабатывается в трубчатых печах
(число их на 1963 г. 18) и в многоподовых (в 1963 г. 4 печи). На
четырех-пяти рудниках применяется комплексная схема с обога-
щением руд флотацией. В США очень широко распространены ста-
ционарные ретортные печи, которыми оборудованы многочислен-
ные мелкие рудники. Трубчатые печи в основном небольшие, за
исключением установленной на заводе Айдахо-Альмаден (1,7 X
X 27 м) — самой крупной в США (производительность
175 т'сутки) и четырех стотонных печей Нью-Идрии (1,53 X
X 17 м). Последний завод по организации производства является
одним из лучших в США, на нем больше уделяется внимания со-
вершенствованию технологии и лучше организован контроль про-
изводства.
Мексика. В стране насчитывается свыше 200 ртутных месторо-
ждений; изучены они слабо. Представляет интерес месторождение
комплексного минерала ливингстонита — Гуитцуко в штате Гуэ-
реро, эксплуатируемое с 1869 г., на котором за период разработки
получено свыше 2500 т ртути и большое количество су рьмы. Руды
этого месторождения обогащаются флотацией.
Ртутные предприятия Мексики мелкие, старательского харак-
тера, объединены рядом фирм, которые скупают руду и перера-
батывают на централизованных установках. Учтено свыше пяти
таких установок: три в штате Мехико, одна в Сан-Алто и одна
в Торреоне. Кроме этих установок, имеется много более мелких.
Подробной информации о состоянии технологии извлечения
ртути нет, но можно предположить, что она примитивна, с приме-
нением ретортного передела руд, обогащенных ручной сортиров-
кой. Несмотря на это, Мексика в результате большого количества
эксплуатируемых рудников в 1942 г. смогла произвести свыше
1100 т ртути.
В зависимости от уровня цен на металл здесь снижается или
увеличивается выну ск ртути, который за последние годы поддер-
живается в пределах 500—700 т в год
Мексиканская ртуть целиком идет на экспорт, за исключением
небольшого количества для производства термометров. Однако все
2 С. М. Мельников 1 7
медицинские ртутные препараты импортируются из США, которые
вместе с Японией являются основными покупателями мексикан-
ской ртути. Национальное зло в Мексике — контрабандный вывоз
рт)ти главным образом в США.
Япония. Современная добыча ртути в этой стране начата
с 1928 г. Месторождения ртути в Японии мелкие, их известно
свыше пятнадцати. Наиболее крупное предприятие — Итомука
(о. Хоккайдо), выдающее свыше 3'4 всей японской ртути из соб-
ственного сырья. На Итомука руда, содержащая до 3/4 ртути в виде
самородной, обогащается по комбинированной схеме; полученные
концентраты обжигаются в многоподовой печи.
Второе по крупности предприятие Ямато расположено на
острове Хонсю. Оно построено на базе одноименного месторожде-
ния. Завод Ямато оборудован одной трубчатой печью 0,9 X 12,8 м.
В 1963 г. на месторождении Рюсёден в районе г. Момбецу на
о. Хоккайдо возобновило работы третье ртутное предприятие,
оборудованное одной тр) бчатой печью мощностью по обжигу
30—50 т руды в сутки. Завод оборудован электрофильтром для
очистки газов от пыли и установками для очистки сточных вод и
выбросных газов.
Содержание ртути в перерабатываемых рудах примерно 0,25°о.
Помимо руды собственной добычи, Япония ввозит и перерабаты-
вает ртутное рудное сырье из-за границы; доля импорта непо-
стоянна, но периодически превышает собственную добычу в 3—
4 раза.
Японские предприятия, особенно Итомука, описание которого
приводится ниже, характеризуются тщательной организацией
работы, бережным обращением с сырьем. Здесь уделяется внима-
ние предотвращению загрязнения окружающей природы.
Потребление ртути в Японии по сравнению с другими промыш-
ленными странами велико, поэтому, кроме рудного сырья, им-
портируется и металлическая ртуть.
Некоторые данные о производстве ртути в Японии приведены
в табл. 3.
Перу. Добыча ртути в этой стране учтена с 1570 г. Месторожде-
ния группы Хуанкавелика давали в свое время очень богатые
руды — до 5% Hg. Месторождение, вскрытое до глубины 450 м,
считалось отработанным. Наиболее перспективен участок Санта-
Барбара. Это единственное действующее сейчас в Перу ртутное
предприятие принадлежит фирме «Сосидад Минера Эль-Брокаль».
Добываемая открытым способом руда с содержанием порядка
0,5% Hg дробится до 9—12 мм и обжигается в трубчатой печи,
отапливаемой мазутом. Мощность установки до 200 т руды в сутки.
Запасы ртути в Перу оцениваются в 1,2—1,9 тыс. т металла
при содержании в руде 0,12—0,38% Hg.
Чили. Добыча ртути здесь начата в годы второй мировой войны.
Центром добычи является золото-ртутное месторождение Лос-
18
Таблица 3
Производство и потребление ртути в Японии, т
Год Производство Импорт Потребление
общее в том числе из рудного сырья вторичной ртути
собствен- ного импорт- ного
1956 521 185 102 234 475 955
1957 649 168 241 240 461 1213
1958 645 197 179 269 — 841
1959 756 215 341 200 — 918
1960 1398 220 938 240 — 1287
1961 1178 185 689 302 318 1263
1962 1213 145 416 652 712 1385
1963 1346 161 439 746 890 1775
1964 1286 166 490 630 1740 2474
1965 611 156 169 286 947 1202
1966 588 167 146 275 793 1092
1967 547 159 140 248 1104 1074
1968 750 170 100 480 900 1650
Мантос вблизи г. Пунатахи, руды которого содержат 0,13—
0,38% Hg и 1,5 г т Au. Руда обогащается флотацией, концентраты
обжигаются в ретортной печи.
В Колумбии кустарная добыча ртути проводится на ряде мел-
ких месторождений, в том числе и на более крупном руднике
Ля Эксперанца.
Филиппины располагают предприятием по производству рту ги,
построенным на базе запасов месторождения Палаван, находя-
щегося на одноименном острове к северу от г. Пуэрто-Принцесса.
Разработка начата в 1954 г. Руды с содержанием 0,18—0,2% Hg
обжигаются в трех трубчатых печах (1,2 X 19,2 лг); производи-
тельность каждой по обжигу руды около 120—130 т в сутки.
Ступпа перерабатывается в ретортных печах. Ртуть и часть руды
экспортируются в Японию.
Турция. В этой стране с начала текущего столетия производи-
лось немного ртути — в пределах нескольких десятков тонн в год.
За последние годы проведенная разведка выявила большую пер-
спективность рудного района Карабурун, где и базируется основ-
ное производство. Содержание ртути в рудах около 0,3%.
В 1968 г. добыча рту ги осуществлялась одной государственной
фирмой «Этибанк» и двумя частными. Первая эксплуатирует место-
рождение Калико. Здесь руда обжигается в трубчатой печи про-
изводительностью 120 т в сутки. В 1967 г. добыто 70 т ртути.
Предприятие удваивает масштабы.
2* 19
В 1968 г. ожидался ввод в действие реконструируемого ртут-
ного завода в Кони (Ладпк-Сизма) мощностью 170 т руды в сутки.
Возможный выпуск ртути здесь оценивается в 270—300 т в год.
Кроме того, добыча ртути организована на месторождении Тюр-
кюню вблизи Одемиза, где строится предприятие мощностью по
выпуску до 300 т ртути в год. Намечено также освоение ряда дру-
гих месторождений в районе Паназ, Алосехира, Карарпс и др.
Изложенное позволяет ожидать в ближайшие годы значитель-
ного увеличения выпуска ртути в Турции.
Тунис располагает несколькими известными ртутными ру до-
проявлениями, в том числе небольшим месторождением Джебель
Ариа (добыча 15—20 т руды в сутки).
ФРГ с начала пятидесятых годов возобновила выпуск ртути
из комплексных руд Раммельсберга. Возможно, некоторое коли-
чество ртути добывается за счет переработки руд Пфальца.
Практически на всех заводах-потребителях получаются от-
ходы либо бракованная продукция, содержащие ртуть. Перера-
ботка этого вторичного сырья дает ощутимые количества металла,
возвращаемого в цикл потребления. Это можно проиллюстриро-
вать на примере Японии (см. табл. 3). Еще большее удельное зна-
чение имеет вторичная ртуть в США. Так, в 1960 г. при произвол
стве первичной ртути 1146 т из вторичного сырья получено 184 т
ртути, в 1966 г. соответственно 759 и 499 т, а в 1967 г. 820 и 721 т.
Вторичным сырьем'служит загрязненная ртуть из аппаратуры,
например ртутных выпрямителей, шламы химического произ-
водства, брак производства, отработанные сухие батареи и т. д.
ОБЛАСТИ
ПРИМЕНЕНИЯ РТУТИ
Области применения ртути весьма разнообразны. Она исполь-
зуется в виде металла и соединений в многочисленных отраслях
промышленности: химии, электротехнике, приборостроении, горно-
добывающей промышленности, при производстве средств взрыва-
ния, красок, ядохимикатов и т. д., а также в медицине и энерге-
тике.
Значительный рост потребляющих отраслей промышленности,
в первую очередь химии, за последние годы вызвал резкое повы-
шение спроса на ртуть. Вместе с тем высокая цена, а также ток-
сичность этого металла стимулировали разработку технологиче-
ских процессов без применения ртути и материалов для ее замены^
По-прежнему ртуть широко применяется в электротехнике,
хотя здесь на смену ртутным выпрямителям приходит аппаратура
на основе полупроводниковых приборов. Переход на новый вид
выпрямителей, имеющих более высокий к. п. д., позволяет полу-
чать значительную экономию. Например, подсчитано, что переход
с ртутных выпрямителей на полупроводниковые позволяет полу-
20 ’
чать на каждом электровозе нормальной железнодорожной колеи
экономию около 9000 руб. в год. Еще более эффективна такая
замена в металлургии и химии для процессов электролиза. Отказ
от применения ртутных выпрямителей исключает не только опас-
ность ртутной интоксикации, но и значительное снижение затрат
на борьбу с ней.
Несмотря на это, потребление ртути в электротехнической про-
мышленности достаточно велико и составляет (на примере США)
около 20% общего расхода (табл. 4). Здесь она используется в ос-
новном для производства ламп дневного света и сухих элементов
на базе окиси ртути. Подсчитано, что расширение производства
сухих батарей емкостью с 16 ма-ч до 14 тыс. а-ч до 100 млн. шт.
в год потребует в США расхода около 430 т ртути в год.
Однако доминирующее значение в росте потребления ртути
занимает химия. Производство высококачественного едкого натра
методом электролиза водных растворов хлористого натрия воз-
можно только с применением ртутного катода. Рост масштабов
производства синтетических материалов — основного потребителя
чистого каустика — сказался на увеличении расхода ртути. Осо-
бенно характерно это видно на примере потребления ртути в США
и Японии (табл. 4 и 5). В США за 1967 г. производство хлора ме-
тодом электролиза с применением ртутного катода достигло 33%
от общего выпуска. Аналогично положение и в других странах
с высокоразвитой химической промышленностью.
Таблица 4
Структура потребления ртути в США, т
Области применения Годы
1960 1961 1962 1963 1964 1965 1966 1967 1968
Всего В том числе: 1765 1924 2253 2688 2848 2549 2485 2415 2623
медицина .... 122 161 186 221 263 169 174 114 199
электролиз хлора 214 209 252 276 330 302 389 492 601
катализаторы - . 35 24 30 21 22 32 67 81 60
электротехника 320 355 397 383 350 509 471 460 542
приборы .... 225 194 213 171 172 160 148 135 91
амальгамирован ие защитные краски ядохимикаты для сельского хо- 9 146 10 209 10 161 11 23 17 269 18 273 16 217 9 297
зяйства . 103 89 145 88 108 108 82 129 118
Использование соединений ртути в качестве составляющих
компонентов в производстве инсектицидов, фунгицидов и бактери-
цидов, хотя не постоянно и периодически понижается в отдельных
21
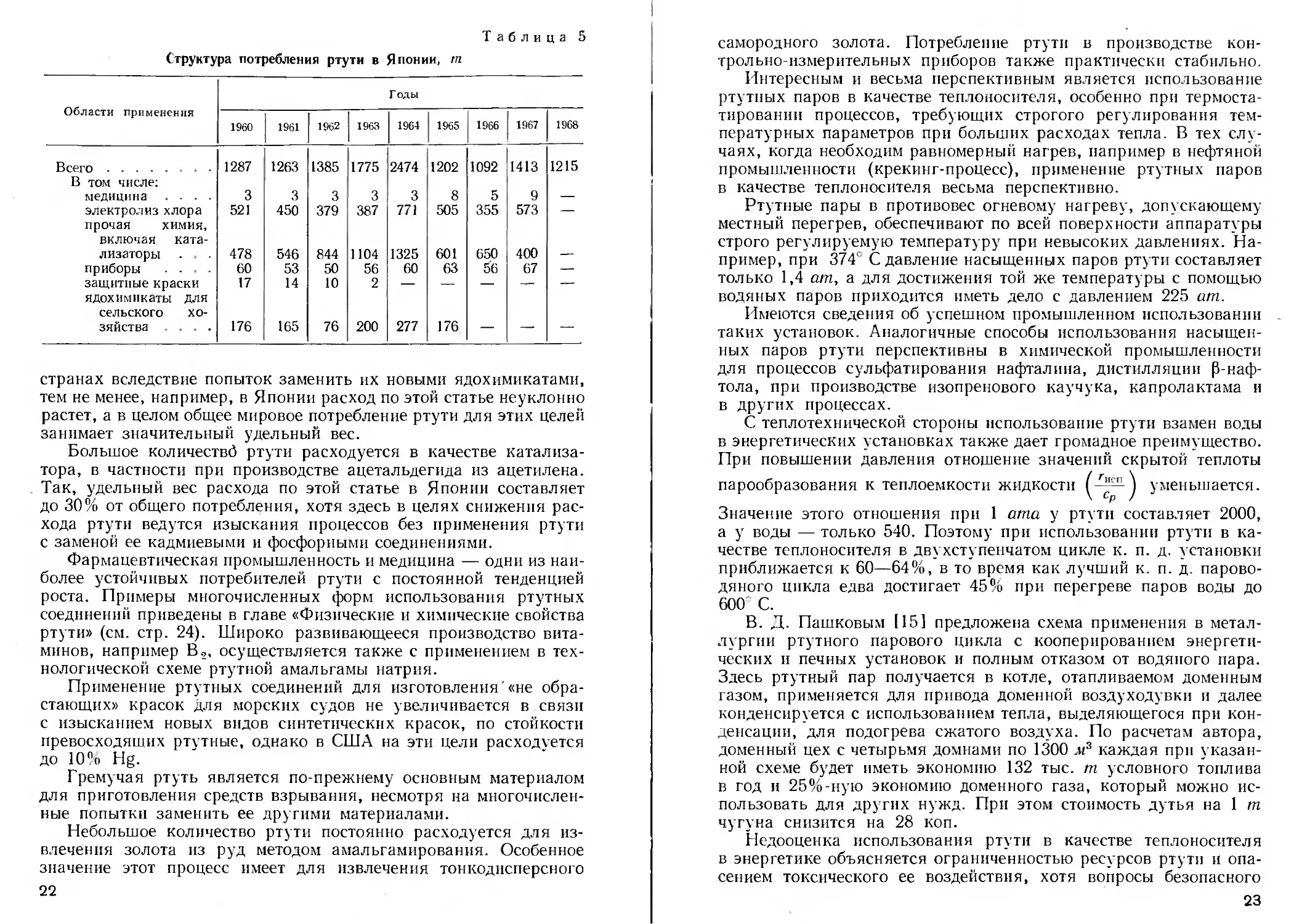
Таблица 5
Структура потребления ртути в Японии, т
г оды
Области применения I960 1961 1962 1963 1964 1965 1966 1967 1968
Всего 1287 1263 1385 1775 2474 1202 1092 1413 1215
В том числе: медицина .... 3 3 3 3 3 8 5 9
электролиз хлора 521 450 379 387 771 505 355 573 —
прочая химия, включая ката- лизаторы 478 546 844 1104 1325 601 650 400
приборы ... 60 53 50 56 60 63 56 67 —
защитные краски 17 14 10 2 — — — — —
ядохимикаты для сельского хо- зяйства 176 165 76 200 277 176 — — —
странах вследствие попыток заменить их новыми ядохимикатами,
тем не менее, например, в Японии расход по этой статье неуклонно
растет, а в целом общее мировое потребление ртути для этих целей
занимает значительный удельный вес.
Большое количеств^ ртути расходуется в качестве катализа-
тора, в частности при производстве ацетальдегида из ацетилена.
Так, удельный вес расхода по этой статье в Японии составляет
до 30% от общего потребления, хотя здесь в целях снижения рас-
хода ртути ведутся изыскания процессов без применения ртути
с заменой ее кадмиевыми и фосфорными соединениями.
Фармацевтическая промышленность и медицина — одни из наи-
более устойчивых потребителей ртути с постоянной тенденцией
роста. Примеры многочисленных форм использования ртутных
соединений приведены в главе «Физические и химические свойства
ртути» (см. стр. 24). Широко развивающееся производство вита-
минов, например В,, осуществляется также с применением в тех-
нологической схеме рту гной амальгамы натрия.
Применение ртутных соединений для изготовления'«не обра-
стающих» красок для морских судов не увеличивается в связи
с изысканием новых видов синтетических красок, по стойкости
превосходящих ртутные, однако в США на эти цели расходуется
до 10% Hg.
Гремучая ртуть является по-прежнему основным материалом
для приготовления средств взрывания, несмотря на многочислен-
ные попытки заменить ее другими материалами.
Небольшое количество ртути постоянно расходуется для из-
влечения золота из руд методом амальгамирования. Особенное
значение этот процесс имеет для извлечения тонкодисперсного
22
самородного золота. Потребление ртути в производстве кон-
трольно-измерительных приборов также практически стабильно.
Интересным и весьма перспективным является использование
ртутных паров в качестве теплоносителя, особенно при термоста-
тировании процессов, требующих строгого регулирования тем-
пературных параметров при больших расходах тепла. В тех слу-
чаях, когда необходим равномерный нагрев, например в нефтяной
промышленности (крекинг-процесс), применение ртутных паров
в качестве теплоносителя весьма перспективно.
Ртутные пары в противовес огневому нагреву, допускающему
местный перегрев, обеспечивают по всей поверхности аппаратуры
строго регулируемую температуру при невысоких давлениях. На-
пример, при 374° Сдавление насыщенных паров ртути составляет
только 1,4 ат, а для достижения той же температуры с помощью
водяных паров приходится иметь дело с давлением 225 ат.
Имеются сведения об успешном промышленном использовании
таких установок. Аналогичные способы использования насыщен-
ных паров ртути перспективны в химической промышленности
для процессов сульфатирования нафталина, дистилляции |3-наф-
тола, при производстве изопренового каучука, капролактама и
в других процессах.
С теплотехнической стороны использование ртути взамен воды
в энергетических установках также дает громадное преимущество.
При повышении давления отношение значений скрытой теплоты
парообразования к теплоемкости жидкости уменьшается.
Значение этого отношения при 1 ата у рт\ти составляет 2000,
а у воды — только 540. Поэтому при использовании ртути в ка-
честве теплоносителя в двухступенчатом цикле к. п. д. установки
приближается к 60—64%, в то время как лучший к. п. д. парово-
дяного цикла едва достигает 45% при перегреве паров воды до
600" С.
В. Д Пашковым [15] предложена схема применения в метал-
лургии ртутного парового цикла с кооперированием энергети-
ческих и печных установок и полным отказом от водяного пара.
Здесь ртутный пар получается в котле, отапливаемом доменным
газом, применяется для привода доменной воздуходу вки и далее
конденсируется с использованием тепла, выделяющегося при кон-
денсации, для подогрева сжатого воздуха. По расчетам автора,
доменный цех с четырьмя домнами по 1300 м3 каждая при указан-
ной схеме будет иметь экономию 132 тыс. т условного топлива
в год и 25%-ную экономию доменного газа, который можно ис-
пользовать для других нужд. При этом стоимость дугья на 1 т
чугуна снизится на 28 коп.
Недооценка использования ртути в качестве теплоносителя
в энергетике объясняется ограниченностью ресурсов ртути и опа-
сением токсического ее воздействия, хотя вопросы безопасного
23
обслуживания ртутных систем в энергетике практически решены.
По-видимому, основной причиной задержки развития этой области
использования ртути является главным образом расточительность
в использовании ресурсов органического природного топлива.
Работа по использованию ртути в качестве теплоносителя про-
должается с большим успехом Если 20—25 лет назад требовалось
от 3,5 до 7 кг рт^ти для создания мощности в 1 кет, то в настоящее
время единовременная заливка ртути в котел составляет только
0,4—0,5 кг!кет.
ЦЕНЫ НА РТУТЬ
На капиталистическом рынке традиционны две цены — уста-
навливаемые на нью-йоркской и лондонской биржах. Нью-йорк-
ские несколько выше лондонских, однако колебания их практи-
чески синхронны.
Англия является международным центром торговли рт} гью и
практически одним из импортеров ртути, продающих ее затем
в другие страны.
Динамика изменения цен на нью-йоркской бирже приведена
на рис. 1. Среднегодовые цены за последние годы значительно
возросли и составили, долл!т-. в 1964 г. 9120; в 1965 г. 16 540;
в 1966 г. 12 800; в 1967 г. 14 180; в 1968 г. 15 523 и в 1969 г. 14 639.
Такой рост обусловлен увеличивающимися закупками, а также
общей ситуацией с рудным сырьем.
ГЛАВА II
ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ
СВОЙСТВА РТУТИ
СВОЙСТВА РТУТИ
Ртуть — химический элемент второй группы периодической
системы Д. И. Менделеева, порядковый номер ртути 80 и атомная
масса 200,59; в соединениях ртуть одно- и двухвалентна.
Природная ртуть состоит из смеси семи стабильных изотопов
с содержанием, %: Hg196 0,146; Hg19b 10,02; Hg199 16,84; Hg200
23,13; Hg201 13,22; Hg202 29,8; Hg2M6,85%.
Из ядерных свойств ртути следует указать на сравнительно
большое сечение захвата тепловых нейтронов смесью ее природ-
ных изотопов (380 ± 20 барн) и на сечение активации тепловыми
нейтронами ее изотопов: Hg202 3,8 ± 0,8 барн и Hg2M 0,43 ±
±0,10 барн\ в результате активации образуются изотопы: Hg203
24
с периодом полураспада 47 дней и Hg20S с периодом полу распада
5,5 мин, которые используются при аналитических определениях
и при изучении свойств ртути.
Ртуть — единственный металл, находящийся в жидком состоя-
нии при обычной температуре, в то же время она является самой
тяжелой жидкостью, ее плотность измерена очень точно: при 0° С
13,5951 и при 20° С 13,5357 а/слг3. В приложении IV приведена
таблица плотности ртути в зависимости от температу ры в интер-
вале от —20 до +300° С.
При замерзании ртуть из серебристой становится белой, легко
поддается обработке и в изломе имеет зернистый характер. Ее кри-
сталлы относятся к гексагональной сингонии; каждый атом ртути
в кристаллической решетке окружен шестью другими, находя-
щимися на расстоянии 3,01 А. Атомный радиус ртути 1,50 А; ион-
ный Hg2+ 1,12 А.
Электронное строение оболочки атома ртути и ее химические
свойства определяются электронами 5d106s2.
Температура плавления ртути 38,89° С, температура кипения
357,25° С. Однако важно, что ртуть легко испаряется и при более
низких температурах; так, например, в неподвижном воздухе при
0° С давление ее паров составляет 0,0001898; при 20° С 0,00122;
при 100° С 0,2713 мм рт. ст. и соответственно в 1 м3 воздуха,
насыщенного парами ртути, содержится 0,0023; 0,0134 и 2,338 г Hg.
Давление паров ртути в зависимости от температуры может
быть определено по формулам:
от 0 до 150" С
Р = ( - 32у2'5 ) + 8,025
и в интервале 150—400° С
Р = (— 314у33 ) + 7,879 — 0,00019,
где Т — абсолютная температура.
Кривая давления паров ртути в зависимости от температуры
приведена на рис. 2.
Установлено, что летучесть ртути в присутствии платины по-
вышается, а примеси свинца и олова влияют противоположно.
Пары ртути одноатомны.
Теплота плавления ртути 2,82 кал!г, теплота испарения при
357° С 70,784 кал!г. Удельная теплоемкость жидкой ртути состав-
ляет, кал! (г-град)-. 0,0324 при 20° С; 0,032776 при 100‘ С; паров
ртути 0,02476 при 100° С и 0,02489 при 400° С.
Таблица теплоемкости твердой, жидкой и газообразной ртути
приведена в приложении III.
25
Интересно отметить, что теплоемкость ртути, как и воды, по-
нижается от точки плавления до температур, близких к темпера-
туре кипения, после чего вновь начинает постепенно повышаться.
Теплопроводность ртути при 0J С 0,0193 и при 50° С
0,0209 ккал, (см • град • сек) и составляет примерно только 2,2% от
теплопроводности серебра.
Средний коэффициент линейного расширения ртути от 0 до
100'С равен 1,826-10"4; объемное расширение от 0 до 100 С
Рис. 2. Зависимость давления пара
ртути от температуры
может быть определено по фор-
муле
vt = Vo (1 + 0,18182- IO"3/ +
+ 0,0078-IO"G/2).
Электропроводность ртути
долго служила в качестве эта-
лона единицы сопротивления;
по старому определению, со-
противление в 1 ом имел столб
ртути при 0° С сечением в 1 мм2
и длиной 106,3 см*.
При снижении температуры
до 4—5 К ртуть становится
сверхпроводником. Большое
падение ее сопротивления на-
блюдается в интервале темпе-
ратур от 5,1 до 1,6° К. Паде-
ние сопротивления для ртути, содержащей примеси, происходит
медленнее. Измеряя сопротивление ртути при «гелиевых» темпе-
ратурах, можно определить ее чистоту.
Магнитная восприимчивость ртути меньше нуля (ртуть димаг-
нитна); в этом отношении она похожа на медь, серебро и золото.
Вязкость и поверхностное натяжение ртути в зависимости от
температуры характеризуются следующими данными:
Температура, °C ................. 0 20 50 100 200 300
Вязкость, спз ...................1,685 1,554 1,407 1,24 1,052 0,95
Поверхностное натяжение, дин/см 479,5 475 467,5 456 433 400
Высоким поверхностным натяжением ртути (сравнить с по-
верхностным натяжением воды при 20° С, равным 72,75) обяс-
няется свойство ее капель, даже сравнительно крупных, прини-
мать, несмотря на весьма большую плотность металла, форму
шара — тела с наименьшей относительной площадью поверхности.
При соприкосновении капли чистой ртути быстро сливаются в одну.
Большие капли ртути имеют форму приплюснутого шара — сферо-
* В настоящее время ом определяется как сопротивление, при котором поло-
жение разности потенциалов в 1 в создает ток в 1 а.
26
нда, образующегося под одновременным воздействием сил тяжести
и поверхностного натяжения.
Загрязнение поверхности ртути многими веществами лишает
ее капель способности сливаться. Так, если на поверхность ка-
пель подействовать окисляющими агентами, то вследствие обра-
зования поверхностной пленки из ртутных окислов капли металла
потеряют свою подвижность, прилипнут к стеклу и при перека-
тывании оставят на нем серый след. При растирании с серой или
жирами ртуть дробится на чрезвычайно мелкие капельки, покры-
тые пленкой сернистой ртути или жира, образуя высокодисперс-
ные смеси, известные под названием ртутных мазей. Аналогичное
явление происходит со ртутью при амальгамации золотосодер-
жащих руд, когда ртуть «пемзуется», т. е. превращается в серое
вещество, состоящее из капелек ртути, покрытых оболочкой ее
сульфида. Эти свойства ртути при извлечении ее в производствен-
ных условиях вызывают ряд затруднений, которые рассматри-
ваются в гл. VII (стр. 157).
Ртуть растворяет значительное число металлов, образуя при
этом амальгамы. Амальгамации подвержены только металлы, сма-
чиваемые ртутью. Амальгамы не отличаются от обычных сплавов,
хотя при избытке ртути представляют собой полужидкие смеси.
При этом они могут быть либо обыкновенными (истинными) рас-
творами (олово, свинец) и смесями (цинк, кадмий), либо химиче-
скими соединениями (элементы первой группы).
Физическая сущность амальгамации сводится к смачиванию
ртутью поверхности амальгамируемого металла и последующей
диффузии ртути в металл. Реакции образования амальгам проте-
кают с выделением тепла; амальгамирование щелочных и щелочно-
земельных металлов сопровождается большим термическим эф-
фектом. Несмотря на это, амальгамируемый металл практически
не изменяет своих химических свойств.
Образование амальгам может протекать либо при обыч-
ных температурах, либо при подогреве; возможно и электроли-
тическое получение амальгам с применением ртути в качестве
катода.
Золото и серебро, как уже 5 поминалось, хорошо смачиваются
ртутью; на этом основано их извлечение из мелкоизмельченных
руд или песков. Амальгама натрия легко разлагается водой с обра-
зованием едкого натра, поэтому при электролизе водных растворов
хлористого натрия весьма эффективно применение жидких ртут-
ных катодов, на которых образуется амальгама натрия, тут же
разлагающаяся водой с образованием едкого натра и освобожде-
нием металлической ртути, вновь вступающей в процесс. С желе-
зом, марганцем, кобальтом и никелем ртуть амальгам практически
не образует.
М. Н. Гавзе [411 приводит данные о растворимости металлов
в ртути (табл. 6), разделяя их на пять условных групп:
27
1. Металлы, растворимость которых не установлена при обыч-
ных или повышенных температурах. Приведенные данные о рас-
творимости требуют уточнения.
2. Металлы, практически нерастворимые в ртути. В результате
взаимодействия со ртутью различными путями, например при
электролизе, были получены не амальгамы, а коллоидные растворы
элемента или его окислов в ртути. При отстаивании происходит
расслоение с всплыванием металла на поверхность.
3. Металлы, также нерастворимые в ртути» в широком диапа-
зоне температур. Однако были обнаружены их’химические соеди-
нения со ртутью.
4. Металлы, не взаимодействующие со ртутью при обычных
температурах, но реагирующие при повышенных температурах
или сильно размельченными.
5. Металлы, образующие со ртутью твердые растворы, а неко-
торые из них одновременно и химические соединения. Эти металлы
разделены на три группы (а, б, в) по степени растворимости в ртути.
Таблица 6
Растворимости металлов в ртути (по М. Н. Гавзе)
Группа Металл Темпера- тура, °C 6 ь _ _ и cv X -СЧ о, Группа Металл Темпера- турай °C Раство- римость, % ("О массе)
1 Тантал Кремний Рений Вольфрам Сурьма 0—330 0—330 0—330 18—25 18—25 Не раство- рим То же » » 1 - 10"в 2,9-10-5 5а Торий Серебро Литий Золото 18—25 18—25 18—25 18—25 0,01 0,05 0,09 0,13
56 Магний Кальций Барий Олово Натрий Калий 18—25 18—25 18—25 18—25 18—25 18—25 0,24 0,3 0,38 0,62 0,68 0,8
2 Хром Кобальт Железо » Ванадий Бериллий » 18—25 18—25 25 700 18—25 100 800 4-Ю-7 Ь10-' 1,5-10-0 1,1-ю-4 5-Ю-6 1-Ю-6 0,22-10-4
5в Стронций Свинец Висмут Рубидий Цинк Кадмий Индий Таллий 18—25 18—25 18—25 18—25 18—25 18—2!. 18—25 18—25 .,0 1,3 1,4 1,54 2,15 4,92 27,0 42,8
3 Никель Титан Молибден Марганец Уран 18—25 18—25 18—25 18—25 18—25 2-Ю-® 1-Ю-5 2-Ю-5 7-Ю-3 0,001
4 Алюминий » Медь Гафний Германий 18—25 300 18—25 18—25 18—25 0,002 0,17 2-Ю-3 Очень мала
28
Однако вследствие экспериментальных трудностей установле-
ния растворимости металлов приводимая классификация является
весьма приближенной.
В связи с необходимостью использования ртути в паровых кот-
лах при высоких давлениях (35 ат) и температурах (650 С) в Ин-
ституте металлургии им А. А. Байкова были проведены иссле-
дования, в результате которых было установлено пассивное от-
ношение ртути к сталям, легированным углеродом, кремнием,
хромом, никелем, молибденом и ниобием. Однако образование
закиси и окиси ртути при низких температурах за счет присут-
ствующего кислорода приводило к разложению ртутных окислов
при достаточно высоких температурах и выделению химически
активного атомарного кислорода, который окислял железо. Для
предотвращения этих явлений было рекомендовано легировать
ртуть амальгамой магния и титана.
Следует отметить еще одно из физических свойств ртути: при
пропускании электрического тока через ее_)пары в них возникает
разряд, богатый ультрафиолетовыми лучами. Это свойство широко
используется при производстве люминесцентных ламп (ламп днев-
ного света).
В отличие от двухвалентных аналогов своей подгруппы—
цинка и кадмия ртуть в соединениях может быть не только двух-
валентной, но и одновалентной. Однако, как показывают резуль-
таты измерений электропроводности соединений ртути и рентгено-
структурный анализ, на самом деле в соединениях одновалентной
ртути содержится группировка атомов R—Hg—Hg—R, т. е. одна
валентность каждого из атомов ртути затрачивается на соедине-
ние с другим атомом ртути. При электролитической диссоциации
эта группировка не разрушается и в раствор переходит сложный
ион Hgl А
Нормальные электродные потенциалы ртути
2Hg (Hg2)2+ + 2е-
(Hg2)2+ 2Hg2+ + 2е;
Hg Hg2+ + 2ё
соответственно составляют 0,80; 0,91; 0,86 в.
В электрохимическом ряду напряжений ртуть находится пра-
вее водорода, но перед серебром, палладием, платиной и золотом,
т. е. занимает место, наиболее близкое к благородным металлам.
Подобно последним, в обычных условиях ртуть не окисляется и
вступает в соединение с кислородом только при повышенных тем-
пературах. Однако во влажном воздухе на поверхности ртути,
особенно загрязненной примесями, образуется серая пленка окис-
лов ртути.
29-
Ртугь образует две группы соединений типа HgT? и HgT?2
(7? — одновалентный радикал), которые соответственно являются
соединениями одновалентной (I) и двухвалентной (II) ртути. Мно-
гие соединения ртутиГнепрочны и легко разлагаются при повышен-
ных температурах. Соединения одновалентной ртути легко дис-
пропорционируют на элементарную ртуть и соединения двухва-
лентной ртути. Последние с помощью восстановителя могут быть
легко переведены в соединения одновалентной ртути или металл.
Мало известный гидрид ртути HgH2, получаемый по реакции между
иодидом ртути и литий-алюминий-гидридом (LiAlHJ, распадается
при температуре —125° С.
Подавляющее большинство металлов, включая медь, вытес-
няют ртуть из водных растворов ее солей.
При отсутствии кислорода ртуть не реагирует с хлористым во-
дородом; на воздухе реакция между ними протекает медленно.
С хлором ртуть при обычных температурах образует соединения
легко. Простым растиранием ртути с серным цветом можно полу-
чить сернистую ртуть тоже при обычных температурах.
Ртуть растворяется в расплавленном белом фосфоре, однако
химического соединения не образует и при остывании расплава
выделяется из него в химически неизмененном виде.
Сероводород при обычных температу рах и без кислорода не
действует на ртуть, однако при повышенных температурах легко
реагирует со ртутью, образуя HgS. Также легко с помощью серо-
водорода можно осадить ртуть из растворов всех ее солей в виде
сульфида.
Легче всего ртуть растворяется в царской водке, образуя хло-
риды ртути:
6НС1 + 2HNO3 + 3Hg = 3HgCl2 + 2NO + 4Н2О.
В слабой и концентрированной азотной кислоте ртуть раство-
ряется; на холоду при избытке ртути протекает реакция образо-
вания азотнокислой соли рту ги (I):
2Hg + 4HNO3 = Hg2 (NO3)2 + 2NO2 + 2N2O;
при обработке ртути горячей азотной кислотой образуется азотно-
кислая соль ртути (II) Hg (NO3)2.
В горячей концентрированной серной кислоте ртуть также рас-
творяется, и в зависимости от количества присутствующего ме-
талла образуется сульфат одновалентной или двухвалентной
ртути:
Hg + 2H2SO4 = HgSO4 + 2Н2О + SO2,
2Hg + 2H2SO4 = Hg2SO4 + 2H2O + SO2.
Иодистоводородная кислота также легко растворяет ртуть.
Hg + 4HI = Н2 (Hgl4) + Н2.
30
Разбавленная серная кислота, а также соляная кислота, не
содержащая кислорода, ртуть не растворяют.
Являясь слабым основанием, ртуть или совсем не образует
солей некоторых слабых кислот, или образует неустойчивые, на-
пример углекислую соль закиси ртути Hg2CO3, разлагающуюся
при 180“ С на ртуть, ее окись и углекислоту. Более обычны для
ртути ее основные соли.
Характерная особенность ртути — практическое отсутствие
гидратов ее окислов, которые вследствие неустойчивости немед-
ленно отщепляют воду при образовании. Поэтому при обработке
растворов кислых солей ртути (II) щелочами выпадает не гидрат
окиси, а окись ртути:
Hg2+ + 2ОН- =1 HgO + Н?О.
Щелочи на ртуть не действуют. Аммиак в отдельных случаях
участвует в образовании комплексных солей двухвалентной ртути.
Соединения ртути (I), как правило, трудно растворимы; исклю-
чение составляет только часть их, например нитрат Hg2 (NO3)2,
перхлорат Hg2 (С1О4)2, хлорат Hg2 (С1О3)2.
Большинство солей ртути (II) легко растворимо; исключением
являются сульфид HgS, иодид Hgl,, оксалат HgC2O4 и суль-
фат HgSO4.
Для ртути (II) характерна тенденция к образованию комплекс-
ных соединений, например диаминомеркурогалогенидов
[Hg (NH3)2X2h амидогалогенидов [Hg (NH2) X], где X гало-
генид; тетрароданомаркуратов калия, цинка и др.
(К2 [Hg (SCN)J).
Ртуть (II) легко соединяется с углеродом и органическими
радикалами, образуя многочисленные ртутьорганическпе соеди-
нения, имеющие весьма важное научное и промышленное значение.
Большинство ртутных соединений ядовито.
СОЕДИНЕНИЯ РТУТИ
Кислородные соединения
Окись ртути (II) HgO, мол. масса 216,59 (92,62% Hg;
7,38% О2), плотность 11,14 г/см3, известна в двух модификациях:
красной и желтой. Обе модификации имеют кристаллы ромбиче-
ской сингонии и отличаются только размерами кристаллов: крас-
ная >10 мкм, желтая <2 мкм. Желтая окись ртути химически
более активна. Обе формы ядовиты.
Растворимость окиси ртути в воде незначительна и состав-
ляет, г/л:
Красной HgO: Желтой HgO:
при 25° С............ 0,049 при 25° С............0,051
при 100° С........... 0,379 при 100° С............0,411
31
Так же слабо растворима окись ртути и в этиловом спирте, но
разбавленные НС1 и HNO3 ее растворяют с образованием солей.
Теплота образования красной окиси ртути составляет
21,68 ккал!моль, желтой 21„56 ккал!моль.
При нагревании обе модификации окиси ртути изменяют свои
цвета: красная до черного, желтая до красного, а при охлаждении
восстанавливают первоначальную окраску. Дальнейшее повыше-
ние температуры приводит к разложению окиси на ртуть и кисло-
род; при 400° С процесс разложения протекает очень быстро.
В природе красная окись ртути встречается в виде минерала
монтроидита — безводного низшего окисла ртути HgO с оранжево-
красными кристаллами ромбической формы. Красная окись может
быть получена либо продолжительным нагревом металла до тем-
ператур, близких к кипению, в присутствии кислорода по реакции
Hg + V2O2 = HgO,
либо разложением азотнокислой ртути при осторожном нагревании
по реакции
Hg (NO3)2 -> HgO + 2NO2 + V2O2.
Получение красной окиси возможно также обработкой горя-
чего водного раствора сулемы поваренной солью и последующим
нагреванием образовавшегося осадка в щелочном растворе.
Желтая окись ртути получается либо обработкой раствора азот-
нокислой ртути углекислым калием при нагревании, либо осажде-
нием едкими щелочами из водного раствора сулемы, но уже при
низкой температуре по реакции
HgCl2 + 2NaOH = HgO + 2NaCl + H2O.
На основе этой реакции осуществляется процесс разложения
весьма ядовитой сулемы до менее ядовитой окиси; в частности,
он имеет промышленное значение при переработке вторичного
ртутного сырья — отходов химических производств.
Окись ртути широко используется в промышленности для по-
лучения ртутных солей, в качестве окисляющего агента, при про-
изводстве подпетых органических соединений, для изготовления
сухих элементов, в качестве составной части красок и при хими-
ческом анализе. Жалтая окись ртути применяется в фармацевти-
ческой промышленности для приготовления глазных и кожных
мазей.
Закись ртути’ HgO3 -— окисел ртути (I) (96,15% Hg;
3,85% О2) — мол. масса 416,8, плотность 9,8 г/см3. Теплота обра-
зования 21,8 ккал/моль.
При нагревании ртути в присутствии паров воды на поверх-
ности металла образуется пленка вещества темного цвета, которое
ранее рассматривалось как окись ртути (I). То же вещество можно
получить, обрабатывая щелочью раствор соли одновалентной ртути,
32
например Hg2 (NO3)2. Этот осадок является крайне нестойким
соединением, разлагающимся при растирании и под действием
света, особенно с повышением температуры. Водная суспензия
этого соединения, обработанная восстановителем, например фор-
мальдегидом, дает в осадке порошкообразную (опемзованную)
металлическую ртуть, обладающую высокой реакционной способ-
ностью.
В последние годы вопрос о существовании Hg2O поставлен под
сомнение. Г. Реми [52], ссылаясь на рентгеноструктурные иссле-
дования, при которых не была найдена решетка Hg2O, отличная
от структурной решетки HgO, считает, что существование окисла
одновалентной ртути окончательно не доказано. Состав осадка,
полученного в результате обработки щелочного раствора соли
одновалентной ртути, им рассматривается как механическая смесь
металлической ртути и окиси двухвалентной ртути, образовав-
шихся по реакции
Hg2+ + 2ОН- = Hg + HgO + Н2О.
Ульман в работе, изданной в 1963 г. [68], не высказывая
взгляды на мнение Г. Реми, вновь упоминает об образовании
окиси одновалентной ртути на поверхности металла при влажном
воздухе.
Независимо от окончательного решения вопроса о существо-
вании окисла одновалентной ртути вещество, получаемое под этим
названием, применяется в фармацевтической промышленности для
приготовления ртутных мазей, а образующиеся на поверхности
металлической ртути пленки причиняют ряд осложнений при про-
изводстве ртути из руд. Более подробно эти вопросы рассматри-
ваются ниже.
Сульфиды ртути
Сернистая ртуть HgS — мол. масса 232,65 (86,22% Hg;
13,78% S), имеет три модификации: красную, черную и р-моди-
фикацию.
Красный сульфид ртути (а-киноварь) — кристаллическое ве-
щество гексагональной сингонии (а = 4,14 А; с = 9,49 А), плот-
ность его 8,1 г!см2. В природе HgS встречается повсеместно на
ртутных месторождениях и служит основным промышленным ми-
нералом для получения ртути. Теплота образования а-киновари
13,9 ккал!моль.
Черный сульфид ртути (метациннабарит) имеет кристаллы ку-
бической сингонии (а = 5,852 А), его плотность 7,7—7,8 г!см2.
Встречается в природе.
P-модификация, или Р-киноварь, внешне сходна с а-киноварью,
имеет плотность 7,2 г!см2, но в природе не обнаружена. Ее полу-
чают искусственно, действуя тиосульфатом натрия на нейтраль-
ный раствор сулемы.
3 С. М. Мельников
33
Об устойчивости красной и черной модификации существуют
противоречивые положения. Ринзе [64] считает, что красная мо-
дификация устойчива до 386° С; выше этой температуры — черная
метастабильная. По его исследованиям, при нагревании красной
киновари до 400° С в небольшом объеме, обеспечивающем предот-
вращение сублимации, плотность сульфида ртути уменьшается
с 8,15 до 7,69, что соответствует
черной модификации. Нагрев
должен осуществляться не ме-
нее 24 ч, так как более корот-
кий срок недостаточен для пре-
вращения. При дальнейшем на-
гревании от 400 до 560° С плот-
ность вещества не изменялась.
При нагревании красной
модификации от 200 до 380° С
она медленно превращается в
черную, при медленном остыва-
нии возвращается к прежней
модификации, а при быстром
остается в черной модификации.
Имеются сведения, что превра-
щение черного сульфида ртути
в красный возможно под дейст-
вием высоких давлений.
Рис. 3. Зависимость давления пара Сернистая ртуть при нагре-
киновари от температуры (по данным вании возгоняется, минуя жид-
Аллена, Креншоу и Шуетта) кую фазу. В искусственных
условиях под давлением 120 от
температура плавления ее определена в 1450° С, температура
кипения 580° С, но и при более низких температурах сернистая
ртуть обладает высокой летучестью.
Установлено, что при испарении HgS диссоциирует на ртуть
и серу. Более подробно эти материалы рассматриваются в гл. V.
Зависимость давления паров HgS от температуры приведена
на рис. 3.
Растворимость сульфида ртути в воде ничтожна и составляет
при 18° С от 7-10’27 до 7-10“25 г!л.
Кислоты в обычных условиях на сернистую ртуть не действуют,
но ее растворяет царская водка:
3HgS + НС1 + 2HNO3 = 3HgCl2 + 3S + 2NO + 4Н2О,
а также кипящая концентрированная соляная кислота. В холод-
ной НС1 сернистая ртуть почти нерастворима, однако ее раствори-
мость повышается в присутствии веществ, способных выделять
хлор, например бертолетовой соли. Можно растворить HgS и
в кипящей 2-н. соляной кислоте с добавкой перекиси водо-
рода.
34
В азотной кислоте HgS почти нерастворима, однако при дли-
тельной обработке горячей кислотой медленно протекает реакция
9HgS + 8HNOS = 3Hg3S2 (NO3)2 + 2NO + 3S + 4H2O.
Образовавшийся сложный нитрат при продолжительном кипя-
чении разлагается, переходя в азотнокислую соль окиси ртути
Hg (NO3)2.
При длительном кипячении HgS в концентрированной серной
кислоте образуется нерастворимое вещество состава 2HgS-HgSO4,
которое при кипячении с водой частично отщепляет ионы SO2”, но
не дает ионов Hg2+. Поэтому можно предположить, что оно отве-
чает формуле [Hg (HgS)2] SO4.
Едкое кали и едкий натр, а также сернистый аммоний не рас-
творяют сернистую ртуть, однако она легко растворима в водных
щелочных растворах сульфидов натрия, калия, кальция и других
щелочных и щелочноземельных металлов. Последнее свойство
имеет практическое значение при гидрометаллургических про-
цессах извлечения ртути из рудного сырья.
Растворение киновари сопровождается образованием комплекс-
ного сульфида:
HgS + Na2S = Na2 (HgS2).
В водном растворе этот комплекс гидролизует с выпадением в оса-
док сульфида:
Na2 (HgS2) + Н2О HgS I + NaOH + NaHS.
В целях предотвращения этой реакции процесс выщелачива-
ния необходимо вести с добавкой NaOH в щелочной среде.
Если водный раствор комплексного сульфида Na2 (HgS2) об-
работать сероводородом, то сернистая ртуть также быстро выпа-
дет в осадок. Это объясняется тем, что ионы S2” переводятся
в ионы HS“:
S2" + H2S = 2 (HS)-
и реакция
HgS + S2 (HgS2)-
начинает протекать справа налево. Введение гидроксильного иона
разрушает HS-:
HS- + ОН = s2- + Н2О.
Нерастворимость HgS в сернистом аммонии объясняется
именно тем, что в растворах последнего сера додержится главным
образом в форме HS-.
При обработке щелочных растворов углекислым газом также
выпадает сульфид ртути:.
2Na2S + Н2О + СО2 2NaHS + Na2CO3.
По закону действующих масс, при постоянной концентра-
ции Н2О повышение концентрации СО2 ведет к увеличению KOH-
S’ 35
центрации NaHS и Na2CO3 и уменьшению концентрации Na2S,
что приводит к снижению растворимости сульфида ртути.
Экспериментальные работы показывают, что путем барбо-
тажа СО2 через щелочной раствор киновари осаждение HgS через
30 мин протекает практически полностью.
Сернистая ртуть растворима в растворах тиокарбонатов K2CS3,
Na2CS3, (NH4)2CS3 и может быть осаждена из них углекислым
газом. Сернистая ртуть легко уже при комнатной температуре
реагирует с хлором:
HgS + Cl 2 + О2 = HgCl2 + SO2.
Эту реакцию используют при процессах улавливания аэрозо-
лей сульфида ртути из отходящих газов при очистке их газообраз-
ным хлором.
Получение искусственной сернистой ртути возможно многими
способами. Все ртутные соединения разлагаются сероводородом:
при пропускании H2S через растворы ртутных солей выпадает
черный сульфид ртути, как правило, с некоторым количеством
металлической ртути:
Hgi++ H2S = HgS + Hg 4-2Н“.
Черный сульфид может быть получен и простым растиранием
ртути с серным цветом в стехиометрических количествах, а также
обработкой ртути расплавленной серой (голландский способ).
В производственных условиях черный сульфид часто встре-
чается в пылях, уловленных при очистке технологических газов,
и в продуктах конденсации. Это можно объяснить тем, что при дви-
жении газов в условиях понижения температуры происходит су ль-
фидизация парообразной ртути парами серы, а также сероводо-
родом.
Искусственная киноварь получается при обработке подогретой
ртути концентрированным раствором пятисернистого калия
Hg + K2S5 = HgS + K2S4.
После обработки щелочами и определенной выдержки продукт
приобретает различные оттенки окраски. Это явление используют
при промышленном получении киновари, применяемой в качестве
пигмента.
На итальянском предприятии'Аббадия Сан-Сальвадоре произ-
водство искусственной киновари организовано следующим обра-
зом: ртуть и серный цвет с добавкой поташа и соды помещают
в железный цилиндр диаметром 200 и длиной 460 мм, закрываю-
щийся плотной крышкой. После активного перемешивания про-
дуктов вследствие вращения цилиндра на рольганге в течение
60—80 мин образуется киноварь, которую подвергают трехкратной
водной промывке, фильтруют и после сушки шихтуют с другими
партиями для получения необходимого оттенка. Завод выпускает
36
киноварь 28 оттенков — от светло-оранжевой до теыно-п\рпурно-
красной. Цвет получаемой киновари определяется температурой
процесса, пропорциями соды и поташа, а также продолжитель-
ностью механической обработки в цилиндре. При более низких
температурах, малом времени обработки и большей пропорции
поташа киноварь получается более светлых оттенков.
Сульфаты ртути
Сульфат двухвалентной ртути HgSO4 —
мол. масса 296,65 (67,62% Hg), плотность 6,47 г/см3, представляет
собой бесцветные кристаллы ромбической сингонии. Теплота обра-
зования 168,3 ккал!моль, при нагревании разлагается, растворим
в воде и кислотах (см. приложение VI).
При обработке HgSO4 ограниченным количеством воды обра-
зуется гидрат состава HgSO4-H2O — кристаллическое бесцветное
вещество ромбической сингонии. При избытке воды образуется
основной сульфат HgSO4-2H2O лимонно-желтого цвета плот-
ностью 6,44 г/см3, нерастворимый в воде. С сульфатами щелочных
металлов HgSO4 образует комплексы, например K2SO4 •
• 3HgSO4-2H2O.
HgSO4 получают кипячением ртути в концентрированной сер-
ной кислоте, добавляя HNO3, а затем промывая разбавленной
серной кислотой и кристаллизуя. Возможно получение HgSO4 и
путем обработки окиси ртути серной кислотой.
Наиболее важно промышленное применение HgSO4 в качестве
катализатора в процессе получения ацетальдегида СН3СНО по
методу Кучерова. Кроме того, сульфат ртути (II) служит исходным
сырьем для получения других соединений ртути, а также исполь-
зуется как составная часть дезинфицирующих средств.
Сульфат ртути (I) Hg2SO4 — мол. масса 497,25
(80,88% Hg), плотность 7,56 г/см3, представляет собой белые или
бесцветные кристаллы моноклинной сингонии, темнеющие на
свету. Теплота образования 177,43 ккал!моль Hg2SO4 трудно рас-
творим в воде (при 25° С в литре воды растворяется 0,34—0,39 г),
при нагревании постепенно разлагается с образованием еще более
трудно растворимых солей желтого цвета.
Hg2SO4 получают обработкой серной кислотой или раствором
сульфата натрия — азотнокислой ртути (I) Hg2 (NO3)2. Возможна
схема получения путем растворения ртути в серной кислоте, од-
нако первый способ более прост.
Сульфат ртути (I) применяют в качестве катализатора при про-
цессе окисления нафталина во фталиевую кислоту, а также в ла-
бораторной практике для определения азота по методу Кьель-
даля.
По наблюдениям Дюшака и Шуетта 130], на ртутных заводах
сульфаты ртути обнаруживались в верхних частях печи Скотта,
а также в конденсационных трубах, примыкающих к печи. Уста-
37
новлено, что оптимальные температуры их образования в этих
условиях 350—400° С.
Сульфаты образуются на поверхности частичек киновари,
как бы инкрустируя их. При 450° С наблюдалось снижение коли-
чества сульфатов. Авторы предполагают, что в производственных
условиях протекают реакции образования сульфатов непосред-
ственно при контакте.
Галоидные соединения ртути
С галоидами рт^ть образует большое количество соединений
как простых Hg,X2 и HgX2, так и комплексных. Как и большин-
ство солей ртути, галогениды неустойчивы и при нагревании раз-
лагаются. Они, как правило, трудно растворимы в воде, причем
в ряду Cl, Br, I растворимость уменьшается. В водных растворах
галогениды ртути слабо диссоциированы.
Фторид ртути (I) Hg2F2—мол. масса 439,18 (91,35% Hg;
8,65% F), плотность 8,73 г'см3. Это желтые кристаллы кубической
сингонии, реагирующие с водой. Теплота образования
46 ккал!моль. Это соединение не имеет технического значения, его
можно использовать лишь как исходное сырье для получения фто-
рида ртути (II) HgF2. Hg2F2 получается путем обработки угле-
кислой ртути плавиковой кислотой.
Фторид ртути (II) HgF2 — мол. масса 238,59 (84,07% Hg;
15,93% F), плотность 8,95 г!см\ представляет собой бесцвет-
ные кристаллы кубической сингонии. Теплота образования
95 ккал/моль, разлагается при 645° С, легко образует кристалло-
гидраты состава HgF2-2H2O, но в воде гидролизуется. Растворим
в плавиковой и в азотной кислотах. Получается путем обработки
ртути или ее солей фтором при 275° С.. Используется HgF2 для
фторирования органических соединений.
Хлористая ртуть (I) Hg2Cl2 (каломель) — мол.
масса 472,09 (84,98% Hg; 15,02% Cl), плотность 7,16 г!см3. Это
белые кристаллы тетрагональной сингонии: а = 4,4 А; с =10,89 А.
В природных условиях встречается в виде роговой ртутной руды;
испаряется без плавления, температура возгонки 383,7° С. При
температуре выше 400° С разлагается на Hg и HgCl2, диспропор-
ционирование происходит также при длительном воздействии
света.
Растворимость Hg2Cl2 в воде ничтожна: составляет 0,002 г!л
при 25° С и 0,01 г!л при 43° С, почти нерастворима в этиловом
спирте, эфире, ацетоне, слабо растворяется в HNO3 и НО. Рас-
творима в царской водке и растворе азотнокислой ртути (II)
Hg (NO3)2.
При обработке аммиаком каломель приобретает черную
окраску; при этом образуется бецсветный амидохлорид ртути (II)
и мелкодисперсная ртуть, которая и придает веществу черный цвет:
Hg2Cl2 + 2NH3 = (HgNH2) Cl + Hg + NH4C1.
38
Имеется несколько технологических схем для производства
каломели. Если нагревать смесь ртути и твердой сулемы, то про-
исходит реакция
HgCI2 + Hg = Hg2Cl2.
Аналогичная реакция протекает, если обработать соляной кисло-
той раствор солей одновалентной ртути.
Возможно получение Hg2Cl2 при нагреве смеси Hg2SO4 либо
серной кислоты и ртути с поваренной солью:
Hg2SO4 + 2NaCl = Na2SO4 + Hg2Cl2.
В этих процессах Hg2Cl2 сублимирует и конденсируется в при-
емниках.
Возможно получение Hg2Cl2 и восстановлением HgCl2 дву-
окисью серы:
2HgCl2 + SO2 + 2Н2О = Hg2Cl2 + H2SO4 + 2НС1.
Каломель применяется как катализатор в органической химии,
в фармокологии, как составная часть препаратов для борьбы с вре-
дителями в сельском хозяйстве и в пиротехнике (для получения
зеленого бенгальского огня). Известный каломелевый электрод
построен на стабильной разности потенциалов между ртутью и
децинормальным раствором КС1, насыщенным Hg2Cl,; при 18° С
потенциал равен 0,613 в.
Хлорид ртути (II) HgCl2 (сулема) — мол. масса
271,5 (73,89% Hg; 26,11% Cl), бесцветные кристаллы ромбической
сингонии; плотность 5,44 г!слР, температура плавления 277—
280° С, температура кипения 302 ± 3° С.
Сулема хорошо растворима в большинстве растворителей. Так,
например, ее растворимость в зависимости от температуры состав-
ляет:
Температура, °C . ...............
Растворимость, г/л:
в воде .......................
в спиртах:
этиловом . . .
метиловом
0 20 40 80 100
46,6 65,9 102 309 582
425 471 553 905 1188
252 515 1416 1941 2345
В присутствии НО и NH4C1 растворимость HgCl2 в воде по-
вышается.
Растворимость HgCl2 в некоторых других веществах, г/л:
В пиридине................ 151 (0°С), 252 (25° С)
В эфире.................. 64,5 (18° С)
В бензоле ................ 5,0 (25° С), 18 (84° С)
В глицерине.............. 792 (25° С)
В ацетоне ............... 1200—1600
HgCl2 растворима также в кислотах, в том числе в уксусной,
сероуглероде и этилацетате.
59
Водный раствор сулемы под действием света и воздуха посте-
пенно разлагается.
В связи с тем что диссоциация HgCl2 в водном растворе нич-
тожна, последний имеет весьма малую электропроводность. Так,
раствор, содержащий 5,08% (по массе) HgCl2, имеет электропро-
водность 4,25** ом~1-см~1 (сравнить 5% KI 338; 5% KNO3 454;
5% K2S 1284 олГ^-слГ1).
Сулему можно получать несколькими способами. Наиболее
распространен сухой — нагревание смеси сульфата ртути (II)
с поваренной солью:
HgSO4 + 2NaCl = HgCl2 + Na2SO4.
Во избежание образования каломели к смеси добавляют не-
которое количество перекиси марганца.
При обработке окиси ртути (II) соляной кислотой идет реакция
HgO + 2НС1 = HgCl2 + Н2О.
Возможно получение HgCl2 и из элементов: в нагретых квар-
цевых электроретортах смешивают дозируемые количества рту ти
и хлора с избытком последнего.
Во всех схемах образовавшаяся сулема сублимирует и улавли-
вается в конденсаторах.
Области применения сулемы чрезвычайно разнообразны. Основ-
ные из них: антисептика, в качестве катализатора в органической
химии, при производстве пластических масс, при производстве
многих других ртутных солей, в гальванопластике, фотогра-
фии и др.
Из ртутных солей хлорноватой и хлор-
ной кислоты следует указать хлорноватокислую ртуть (I)
Hg2 (С1О3)2 с молекулярной массой 568,08 и белыми ромбическими
кристаллами плотностью 6,409 г/см''’, разлагающимися со взрывом
при 250° С и хлорноватокислую ртуть (II) Hg (С1О3)2 с молеку-
лярной массой 367,49 и также с белыми кристаллами ромбической
сингонии плотностью 5,0 г!см3, разлагающимися при нагревании.
Обе соли растворимы в воде и спирте.
Из производных хлорида ртути (II) следует
назвать преципитаты — плавкий и неплавкий. Неплавкий белый
преципитат—амидохлорид ртути (II) (HgNH2) Cl, мол. масса
252,09, белый порошок с плотностью 5,7 г/см", получается под
воздействием аммиака на сулему:
2NH3 + HgCl, = (HgNH2) Cl + NH4C1.
При нагревании (HgNH2) Cl разлагается без плавления на
каломель, аммиак и азот, поэтому он получил название неплав-
кого. Он нерастворим в воде, но легко растворяется в кислотах.
Если смесь растворов сулемы и NH4C1 обработать едким на-
тром, то образуется Hg (NH3)2 Cl2 — диаминхлорид ртути, ко-
40
торый в отличие от амидохлорида при нагревании плавится с раз-
ложением. Водой диаминхлорид разлагается медленно с отщепле-
нием аммиака; в кислотах растворяется с образованием аммоний-
ных солей.
Оба преципитата ядовиты и применяются в медицине в составе
мазей для лечения кожных и глазных болезней.
Бромистая ртуть (I) Hg2Br2— мол. масса 561,0
(71,51% Hg; 28,49% Вг), плотность 7,31 г/см3, желтовато-белые
кристаллы тетрагональной сингонии, а = 4,65 А; с = 11,1 А. При
нагревании желтеет, сублимирует при 340—350° С; теплота обра-
зования 49,42 ккал!моль. Растворимость в воде крайне низка и
составляет, г/л: 6-10~6 (10,8° С); 7,6-10~6 (15° С) и 1,3-1,9-10-®
(25° С). Растворима при нагревании в концентрированной азотной
и горячей концентрированной серной кислотах, а также в горячем
растворе углекислого аммония.
Бромистая ртуть (I) получается либо обработкой раствора
Hg2 (NO3)2 в азотной кислоте бромистым калием, либо возгонкой
из смеси металлической и бромистой ртути. Применяется в меди-
цине.
Бромная ртуть (II) HgBr2 — мол. масса 360,41
(56,65% Hg; 44,35% Вг), бесцветные кристаллы ромбической син-
гонии, плотность 6,11 г!см3, температура плавления 236—
241° С, температура кипения 320—322° С, теплота образования
10,5 ккал,'моль. Этот бромид хорошо растворим в спиртах, в том
числе разведенных, в глицерине (157 г'л при 25° С), слабо раство-
рим в воде и весьма слабо в эфире. Растворимость в зависимости
от температуры составляет:
Температура, °C .... . . .
Растворимость, г/л\
в воде ... ........
в спирте:
этиловом .................
метиловом.................
0 20
3,0 5,5
273 286
— 655
40 60
9,1 16,8
340 423
760 851
Расплавленная HgBr2 хорошо растворяет многие неорганиче-
ские и органические вещества. Получается либо обработкой рас-
твора окиси ртути бромистым калием, либо пропусканием брома
через металлическую ртуть.
Применяется в медицине и как катализатор в органическом син-
тезе, а также в аналитической химии как реактив при определении
мышьяка и сурьмы.
Йодистая ртуть (I) Hg2I2 — мол. масса 654,99
(61,25% Hg; 38,75% 12); коричневато-желтые кристаллы тетраго-
нальной сингонии, а = 4,92 А; с = 11,61 А; плотность 7,65 —
7,75 г!см3\ в природных условиях встречается в виде минерала
кокцинита; теплота образования 28,91 ккал!моль\ температура
плавления (с разложением) около 300° С. При нагревании изме-
41
няет цвет до оранжево-красного, при охлаждении приобретает
прежнюю окраску.
Йодистая ртуть (I) в воде растворима весьма слабо (1,45—
2,0-10^8 г в 100 с.и3 воды); растворяется в касторовом масле,
KI и NH4OH, в спирте и эфире нерастворима.
Йодистая ртуть (I) получается воздействием Hgl2 на соли одно-
валентной ртути или кипячением раствора азотнокислой ртути (I)
с избытком иода в присутствии азотной кислоты. Применяется
в медицине.
Иодная ртуть (II) Hgl2 — мол. масса 454,4 (55,56% Hg;
44,14% 12) имеет две модификации: желтою (а) и крас-
. ную (Р).
Желтая (а) модификация менее устойчивая, кристаллы ромби-
ческой сингонии, а = 7,59 А; b = 13,8 А; с = 4,74 А; плот-
ность 6,27 г/см3-, температура плавления 255,5° С; температура ки-
пения 354° С; теплота образования 24,55 ккал/моль.
Красная (Р) модификация имеет кристаллы тетрагональной
сингонии, а = 4,357 А; с = 12,36 А; плотность 6,28 г!см3. При
нагревании до 127° С красная переходит в желтою модификацию.
Температуры плавления и кипения те же, что и у а-моднфикации.
Теплота образования 25,2 ккал/моль.
Обе формы слабо растворимы в воде; так, растворимость крас-
ной модификации составляет, г/л: 0,41 (18° С); 0,61 (25° С);
38 (196° С); в пиридине 174 (0° С); 323 (20° С); в метиловом спирте
31,6 (19,5° С); 65,1 (60° С). Hgl2 растворяется в эфире, ацетоне,
бензоле (лучше, чем в воде) и других органических растворите-
лях, а также в Na2S2O3 и KI.
В растворах Hgl2 диссоцииру ет меньше, чем другие галогениды
ртути; под действием раствора щелочи на раствор Hgl2 не оса-
ждается, как следовало ожидать, ни окись ртути, ни основная
соль. Иодная ртуть (II) легко образует двойные соединения, на-
пример HgI2-3HgO, получающееся в виде желто-коричневого
осадка при нагревании иода и ртути с разбавленным раствором
едкого кали.
С иод истым калием галогенид образует комплекс К2 (Hgl4) • 2Н 2О,
растворимый в воде. В этом случае возможно получение
осадка при помощи NH3 и ОН' в виде [Hg2N ] 1-Н2О — так на-
зываемой подпетой соли Миллонова основания.
Иодид ртути (II) получается осаждением подпетым калием из
растворов солей ртути (II) или действием на раствор хлорида
ртути (II) щелочным иодидом. Из спиртовых растворов выпадает
желтая модификация.
Иодид ртути находит применение в медицине как антисепти-
ческое средство, а также применяется в составе мазей для лечения
заболеваний кожи. В лабораторной практике используется для
определения небольших количеств аммиака в составе реагента
Несслера.
42
Как уже упоминалось, иодистая ртуть очень склонна к образо-
ванию комплексных солей; в числе их необходимо выделить сле-
д у ющие.
Тетра меркуроиодат серебра Ag2(HgI)4 —
мол. масса 923,95, золотисто-желтые кристаллы тетрагональной
сингонии плотностью 5,99 г/см3- при 50° С переходит в кубическую
сингонию и изменяет цвет; разлагается до 158° С. Применяется
в термоскопии (контроль нагрева по изменению цвета), для ана-
логичных целей используется тетраиодомеркурат меди
Си2 (Hgl)4, приобретающий иную окраску при 70° С.
Эти меркуроподаты нерастворимы в воде и спирте, но реаги-
руют с растворами подпетого и цианистого калия.
Ртутный бариевый иодид HgI2-BaI.2-5H.,O— красно-
ватый илижелтый кристаллический порошок,жадно поглощающий
влагу; растворим в воде и спирте. Применяется при микроанализе
(проба на алкалоиды) и для приготовления водного раствора плот-
ностью 3,5 г!см3 для разделения минералов по плотности (раствор
Рорбаха).
Азотнокислые соли ртути. И и тр о-т ртути (1) — ди-
гидрат Hg2 (NO3)2-2H2O, мол. масса 561,22 (71,48% Hg), бес-
цветные кристаллы моноклинной сингонии, плотность 4,78 г!см3.
Плавится при 70° С с частичным разложением; теплота образова-
ния 206,9 ккал,'моль.
Нитрат ртути (I) в воде легко растворим, гидролизуется с обра-
зованием желтой основной соли типа Hg2 (ОН) Г\О3; раствори-
мость повышается в присутствии азотной кислоты. Такой раствор
является сильным восстановителем и окисляется уже на воздухе;
во избежание этого его необходимо хранить над металлической
ртутью. Концентрированная азотная кислота окисляет Hg2 (КО3),
до нитрата ртути (II) Hg (КО3)2.
С нитратами дру гих двухвалентных металлов Hg2 (NO3)2 обра-
зует комплексные соединения типа 2Hg2 (NO:1)2-Ale (NO3)2.
При обработке Hg2(rtO3)3 раствором NaOH или NH3 выде-
ляется осадок амидонитрата ртути (II) или окиси ртути, смешан-
ных с мелкодисперсной ртутью.
Hg2 (NO3)2 получается путем обработки избыточной ртути теп-
лой азотной кислотой и служит исходным сырьем для получения
других солей и красной двуокиси ртути. Он используется также
в аналитической химии, для огневого золочения и чернения латуни.
Нитрат ртути (II) Hg (NO3)2 — мол. масса 324,63
(61,79% Hg), обычно получают в виде полу гидрата Hg (NO3)2
• — мол. масса 333,61. Кристаллы желтовато-белые, рас-
плывающиеся; плотность их 4,39 г!см3; температура плавления
79° С, при дальнейшем нагреве разлагаются; теплота образова-
ния 93 ккал!моль.
Нитрат ртути растворим в воде, подкисленной Н\О3, гидро-
лизуется с образованием основных солей одно- или двухвалентной
43
ртути, которые при большом разбавлении распадаются на окись
ртути и HNO3. Водные растворы Hg (NO3)2 устойчивы только при
избытке HNO3; Hg (NO3)2 растворим в ацетоне; в спирте не рас-
творяется.
Hg (NO3)2 получается путем обработки ртути кипячением в из-
бытке азотной кислоты. Нитрат ртути (II) используется для полу-
чения других солей ртути и при нитрировании в производстве ор-
ганических соединений. Кроме того, он применяется в аналити-
ческой химии и как составная часть стерилизующих растворов.
При обработке желтой окиси ртути водным раствором аммиака
происходит образование сложного комплексного соединения сум-
марного состава Hg2NH5O3. Этот желтый порошок плотностью
4,08 г!см3, практически нерастворимый в воде, носит название Мил-
лонова основания.
Миллоново основание под воздействием кислот образует соли
типа (HgN)-x-H2O, где х — фтор, хлор, бром, иод, CN, NO2,
NO3, V2SO4 и т. д.
Все производные Миллонова основания слабостойки и разла-
гаются на свету.
При стоянии над едким кали Миллоново основание в атмосфере
аммиака теряет воду и превращается в кристаллический порошок
более темного цвета плотностью 7,42 г! см3. При нагревании до
125° С и отделении воды получается соединение состава Hg2NOH —
темно-коричневый взрывчатый порошок плотностью 8,52 Цсм3.
Цианиды и роданиды ртути
Цианистая ртуть (II) Hg (CN)2 —. мол. масса 252,63
(79,4% Hg), бесцветный кристаллический порошок тетрагональ-
ной сингонии, а = 9,68 А; с = 8,9 А, плотность 3,996; теплота
образования 62,5 ккал!моль-, разлагается при 320° С на ртуть и
CN; температура плавления около 67° С.
Растворимость Hg (CN)2 составляет, г!л-.
В воде...........................113 (25° С); 530 (100° С)
В этиловом спирте ... 91 (0°С); 102 (20° С);
115 (40° С)
В метиловом спирте ............. 345 (15° С); 598,4 (67° С)
В глицерине..................... 270 (15,5° С)
В ацетоне........ ........ 103 (15° С)
В пиридине...................... 648 (18° С)
Hg (CN)2 слабо растворима в HNO3, нерастворима в бензоле.
В водном растворе цианид ртути почти не диссоциирует, по-
этому он не может быть осажден из раствора ни едкой щелочью,
ни иодидом калия, а только сероводородом. Водный раствор
Hg (CN)2, даже насыщенный, поглощает HgO с образованием
оксицианида ртути Hg (CN)2-HgO — белого кристаллического ве-
щества.
Hg (CN)2 образует комплексы с цианидами одно- и двухвалент-
ных металлов типа Ме~ [Hg(CN8)J.
44
Получается Hg (CN)2 либо растворением окиси ртути в водном
растворе синильной кислоты:
HgO + 2HCN = Hg (CN)2 + Н2О,
либо в результате реакции между щелочным цианидом и солью
двухвалентной ртути, например
HgSO4 + 2NaCN = Hg (CN)2 + Na2SO4.
Применяется в качестве сильного антисептика в медицине;
для этих же целей используется и оксицианид ртути, который
получается из Hg (CN)2.
Изоциановокислая ртуть (II) Hg (CNO)2 —
гремучая ртуть, мол. масса 284,62 (70, 48% Hg), белые или серые
кристаллы ромбической сингонии, а = 7,71 А; b — 10,43 А;
с = 5,48 А; плотность 4,3 г!см*-, теплота образования 64 ккал!моль.
Сухая изоциановокислая ртуть взрывается от удара; распад
протекает по реакции
Hg (CNO)2^ Hg + 2СО + N2 + 118 ккал.
Hg (CNO)2 растворима в горячей воде (0,7 г!л при 12 С и
1,76 г!л при 49° С), этиловом спирте и в NH4OH; получается путем
нагревания смеси ртути, крепкой азотной кислоты и спирта;
применяется для производства капсюлей и детонаторов.
Тиоциановокислая ртуть (И) Hg (SCN)2 (ро-
данид ртути) — мол. масса 316,75 (63,33% Hg), бесцветные кри-
сталлы; теплота образования 48 ккал/моль', слабо растворима в воде
(1 : 1440 при 25° С); в растворе почти не диссоциирует; растворима
в соляной кислоте и растворах роданистого калия. При нагре-
вании роданид очень сильно вспучивается.
Из растворов роданида, содержащих ионы SCN~, кристалли-
зуются, двойные соли типа Л1е2 [Hg(SCN)4]. Ион [Hg(SCN)4]2-
с ионами тяжелых металлов — цинка, никеля, кобальта, железа —
дает трудно растворимые осадки. В то же время, например, ка-
лиевая соль Кг [Hg(SCN)4] очень легко растворима в воде.
Роданид ртути получают осаждением из раствора Hg (NO3) 2
стехиометрическим количеством KSCN или осаждением из раз-
бавленных горячих водных растворов Hg (NO3)2 и NH4SCN.
Применяется Hg (SCN)2b аналитической химии и фотографии.
ГЛАВА III
СЫРЬЕВЫЕ РЕСУРСЫ
РТУТИ
Высокая геохимическая подвижность ртути, обусловленная
не только летучестью в атомарном состоянии, но и способностью
наиболее распространенных природных соединений к сублимации
при умеренных температурах, а также хорошей растворимостью
45
сульфидов ртути в щелочных гидротермальных растворах, оп-
ределяет ее присутствие в земной коре главным образом в рас-
сеянном виде. По подсчетам А. А. Саукова, в месторождениях
сконцентрировано не более 0,02% всего количества ртути, на-
ходящейся в земной коре. Кларк ртути определен в 7,7-10“6%,
что соответствует ее содержанию в среднем в 215,6 т в 1 км*
горных пород.
Исходя из приведенных данных, можно предполагать, что
на земном шаре в повышенных концентрациях заключено порядка
20 млн. т металла. Разумеется, ртути в промышленных месторож-
дениях много меньше.
По последним представлениям (В. Э. Поярков, А. В. Кузне-
цов [9, 17]), источником ртути, накапливающейся в земной коре,
служит верхняя мантия. Подкорковым происхождением ртути
объясняется обязательность контроля размещения ртутных об-
разований в верхних горизонтах земной коры крупными разло-
мами и тектоническими структурами глубокого заложения. По
этой же причине В. Э. Поярков считает, что проявления ртути
имеют почти универсальное распространение в геотектониче-
ских областях разного рода — складчатых геосикнлинальных
системах, на платформах и зонах переходного между ними
типа.
А. А Сауков [23] считает, что нет прямых доказательств
генетической связи ртутных месторождений с магмой, и придает
большое значение при их образовании метаморфогенным гидро-
термальным растворам.
" Наибольшее количество ртутных месторождений известно
в складчатых горных областях, в которых эти месторождения
имели больше возможностей быть вскрытыми на поверхности
процессами эрозии. Многие выдающиеся месторождения известны
в тектонических областях переходного типа. Ртутная же рудо-
носность платформ в активизированных участках пока изучена
слабо, хотя крупные месторождения Вань-Шаня в Китае отно-
сятся именно к этому типу.
Отмеченная выше высокая геохимическая подвижность ртути,
способствующая ее рассеянию в земной коре, явилась причиной
того, что крупные месторождения образуются весьма редко —
только при особо благоприятных сочетаниях геологических
условий. В мире известно только два ртутных месторождения,
обеспечивающих ежегодное производство более 1000 т (Альма-
ден, Монте-Амиата); однако они выдают до 45—48% всей зарубеж-
ной продукции. Месторождений, являющихся базой предприятий,
выпускающих или выпускавших от 400 до 1000 т ртути, также
немного (Идрия, Хуанкавелика, Нью-Идрия, Вань-Шань и др.).
На них добывается порядка 20—22% металла. Остальные 30—
35% добычи ртути приходятся на долю многих десятков предприя-
тий, разрабатывающих малые ртутные месторождения и произво-
46
дящих лишь десятки, а иногда и единицы тонн металла в год
и очень редко — первые сотни.
Учитывая многовековой опыт и теоретические предпосылки,
можно думать, что, если в будущем и будут найдены новые еди-
ничные крупные месторождения ртути (особенно в пределах
мало изученных территорий Азии и Африки), все же существен-
ные количества добываемой ртути должны будут приходиться на
долю средних и главным образом небольших ртутных месторожде-
ний.
Ртутные месторождения являются геологически весьма слож-
ными с прерывистым и крайне капризным оруденением, поэтому
даже для крупных ртутных месторождений, как правило, харак-
терен ограниченный фронт эксплуатации. По этой же причине
за ру бежом разведка обычно незначительно опережает эксплуа-
тацию; фонд достоверно разведанных запасов обеспечивает до-
бычу в большинстве случаев не более чем на несколько лет.
В связи со сказанным оценка запасов ртути в недрах представ-
ляет большие трудности. Попытки оценить мировые запасы ртути
в недрах были произведены Геологической службой США в 1957
и 1962 гг., но данные этих оценок мало отличаются одни от других;
разница между ними примерно соответствует погашению запасов
за этот период. Данные оценки 1968 г. указаны в табл. 7. Общие
запасы по капиталистическим странам составляют по этой оценке
593,3 тыс. т ртути.
Таблица 7
Запасы ртути в недрах капиталистических стран
(оценка 1968 г.)
Страна Запасы ртути, тыс. т Содер- жание ртути, о/ /0 1 Страна Запасы ртутн, тыс. т Содер- жание ртути, %
Испания 400 1,3 Турция 4 0,2—1,2
Италия 100 0,7 Филиппины 2,4 0,1—0,4
США 50 0,05—1,0 Япония . . 2,2 0,25
Канада 10 0,4 Перу 2 0,1—0,4
Мексика 15 1,0 Тунис 0,7 0,1—0,2
Приведенные цифры, понятно, не отражают действительных
ресурсов ртути в недрах. Во-первых, они относятся только к раз-
веданным в той или иной степени месторождениям; во-вторых,
они подсчитаны, исходя из требования к качеству руд, соответ-
ствующих ценам в данный период на мировом рынке. При изме-
нении цен изменяется величина учитываемых разведанных запа-
сов: при повышении цен на ртуть становится целесообразной раз-
47
работка более бедных ее месторождений, и наоборот. Считают, на-
пример, что при цене ртути в 14500 долмт подсчитанные запасы
ртути в 1000 месторождений и рудопроявлений ртути в США
без дополнительных разведочных работ возрастут до 60—65 тыс. т.
Общие запасы, включая и перспективные, в 1963 г. только
для капиталистических стран оценивались в 583 000 т, из ко-
торых 506 000 приходилось на долю Европы и около 68 000
на Америку. Эти цифры представляются заниженными.
Кроме того, необходимо учитывать перспективу выявления
запасов ртути ряда’стран Американского континента — Мексики,
Центральной и Южной Америки, Африки (особенно Алжира,
Марокко и Туниса). Практически полностью неоцененными ос-
тались перспективы ртути в Азии. Судя же по отрывочным све-
дениям, возможны открытия новых крупных месторождений ртути
в Турции и Иране, а также в Афганистане. Известны слабо раз-
веданные ртутные месторождения во Вьетнаме. Отдельные на-
ходки киновари в разных пунктах Индонезии и Малайзии можно
рассматривать как многообещающие. В Корее ртутные место-
рождения, о которых не имеется сколько-нибудь подробных све-
дений, разрабатываются в небольших размерах уже несколько
столетий.
Тем не менее ресурсы ртути в месторождениях, считающихся,
по современным требованиям, промышленными, ограничены.
Рост же добычи ртути за последнее время ускоряется. Добыча
ртути в зарубежных странах за период с 1950 по 1965 г. возросла
примерно в 1,9 раза. Можно допустить, учитывая также резкий
рост цен на ртуть в последние годы, что к 1980 г. объем добычи
ртути может возрасти до 15—20 тыс. т в год. Если учесть потери
при добыче и переработке руд, условно определив их в 25%,
а также отмеченную специфическую ограниченность фронта экс-
плуатации даже больших месторождений, то станет очевидным,
что возможные ресурсы ртути, если даже оценить их удвоенной
цифрой против названных, оказываются не столь большими, и
можно ожидать, что уже в ближайшие десятилетия человечеству
будет недоставать ртутного сырья. Поэтому следует думать, что
уже в текущем столетии встанет проблема получения ртути из
весьма убогих скоплений, содержащих первые сотые доли про-
цента ртути.
Для отечественной же ртутной промышленности важнейшая
задача ближайшего десятилетия — выявление и организация про-
мышленного использования технически доступных месторожде-
ний ртути, разработка которых экономически обоснована.
Краткая характеристика некоторых ртутных месторождений
и их запасы приведены в гл. I.
Технологические особенности переработки ртутных руд во
многом определяются теми минеральными ассоциациями, которые
их слагают.
48
По составу рудных минералов можно выделить два типа про-
мышленных руд:
1. Собственно ртутные руды, в которых главный рудный ми-
нерал— киноварь, сопровождаемая небольшими количествами
других ртутных минералов (метациннабарит, селениды ртути,
самородная ртуть и др.).
2. Сложные или комплексные руды:
а. Ртутно-сурьмяные, в которых сурьма может присутство-
вать либо в виде антимонита, бертьерита и продуктов их окисле-
ния, либо в виде ливингстонита. Следует отметить, что минералы
сурьмы в количествах, не представляющих практического ин-
тереса, отмечаются в составе многих ртутных месторождений;
небольшие же количества ртути достаточно обычны в собственно
сурьмяных месторождениях и в некоторых случаях могут попутно
извлекаться.
б. Ртутно-мышьяковые руды, в которых мышьяк в основном
представлен реальгаром и аурипигментом и реже — арсенопиритом.
в. Полиметаллические и оловянные руды, содержащие при-
меси ртути, либо изоморфно входящие в решетку сульфидных
минералов, либо присутствующие в виде рассеянной вкраплен-
ности самостоятельных ртутных минералов.
Следует добавить, что примеси ртути встречаются в рудах
многих сульфидных медных месторождений, алунитовых, золото-
рудных и других гидротермального происхождения. Содержание
ртути в них таково, что извлечение ее, как показал опыт некоторых
заводов, целесообразно. Кроме того, при переработке руд этих
месторождений извлекать ртуть следует в санитарных целях.
По составу нерудных и жильных минералов ртутные руды
могут быть подразделены на кварцевые, карбонатные, кварцево-
карбонатные, глиноземистые, флюоритсодержащие и пр. Такое
подразделение их представляет интерес для оценки возможного
использования огарков, остающихся после обжига при извле-
чении ртути. Кварцевые огарки могут найти применение в ка-
честве дорожного покрытия, наполнителя для бетонов, кварцево-
карбонатные и глиноземистые — для получения некоторых сортов
вяжущих веществ и т. д. Руды, соцержащие флюорит, требуют
предварительного извлечения этого минерала.
Качество ртутных руд большинство геологов характеризуют
по абсолютному содержанию ртути. В 1967 г. В. Э. Поярков
[ 18 ], исходя из того, что промышленное значение руд определяется
не только содержанием металла, но и размерами месторождений,
горнотехническими и экономическими условиями, предложил
считать убогими руды, которые по тем или иным причинам при-
ходится добывать с убытком, рядовыми — добываемые с нулевой
или низкой рентабельностью, средними — обеспечивающие рен-
табельность порядка 12—20% и богатыми — позволяющими вести
их добычу при уровне рентабельности не менее 20—30%.
4 С. М. Мельников 49
Промышленная классификация ртутных месторождений с уче-
том их экономической оценки может быть принята в следующем
виде:
а) месторождения, которые смогут служить сырьевой базой
самостоятельных предприятий с нормальными сроками аморти-
зации;
б) месторождения, пригодные для эксплуатации самостоятель-
ными предприятиями с сокращенными сроками амортизации;
в) месторождения, не имеющие самостоятельного значения,
но могущие быть использованы только группой находящихся
близко один от другого рудников с переработкой руд на одном,
центрально расположенном заводе;
г) комплексные месторождения с ограниченным фронтом экс-
плуатации и низким содержанием металла (для решения вопроса
о промышленном использовании таких месторождений требуется
учет их полезных специфических особенностей);
д) месторождения, из которых ртуть может извлекаться по-
путно с другими металлами (комплексно), т. е. не собственно ртут-
ные месторождения.
Ртутные месторождения относятся к разряду поверхностных,
т. е. залегающих на небольших глубинах. Действующие наиболее
глубокие разработки проводятся на отметках 400—500 м от по-
верхности. Большинство месторождений, согласно данным буро-
вых работ, залегает в пределах этих же глубин, хотя известно
залегание отдельных месторождений до 600—800 м.
Перечень ртутных минералов и основная характеристика их
приведены в табл. 8.
Из этих минералов практическое значение имеет главным об-
разом киноварь, представляющая ртуть в подавляющем боль-
шинстве месторождений. Сравнительно часто встречаются само-
родная ртуть (Идрия—Югославия; Итомука — Япония; Аль-
маден — Испания, некоторые месторождения США — Нью-Аль-
маден, Сонома, Лейк Каунтис и др.) и метацинабарит (Рединг-
тон— Калифорния, Джижикрут, Акташ и др.—СССР). Ли-
вингстонит в промышленных количествах встречен на единствен-
ном месторождении Гуитцуко в Мексике.
Среди перечисленных следует обратить внимание на два ми-
нерала, которые открыты за последние годы: сауковит и шует-
тит.
Сауковит открыт В. И. Васильевым в 1966 г. и назван в честь
А. А. Саукова — чл.-корр. АН СССР. Минерал найден в ртут-
ных рудах участка Уланду в Курайской рудной зоне Горного
Алтая. Он черного цвета, с сильным металлическим блеском на
свежем изломе; хрупок, твердость 3,6—3,7, плотность 6,72. Фор-
мула сауковита может быть выражена следующим образом
(Н&,е9-Cd021 ZnOil)liOSiiO; химический состав его: 67,45% Hg;
11,72% Cd; 3,1% Zn; 15,63% S; в минерале обнаружено также
50
*
Основная характеристика ртутных минералов
Таблица 8
Название минерала Формула, состав Кристалли- ческая форма Плотность, Цвет Твердость
Самородная ртуть, амальгамы Самородная ртуть Hg 13,6 Серебристо-белый Жидкая
Амальгама золота Au2Hg3 — 15,47 Белый или светло- »
Амальгама серебра Непостоянный — 13,4—13,7 желтый Серебристо-белый 3,5
Аркверит (самородное се- ребро с содержанием ртути) Hg колеблется в ши- роких пределах До 13% Hg 10,8 » » .
Консбёргит (вторая разно- видность серебряной амальгамы) До 5% Hg — — — —
Потарит (синоним аллопал- ладий Спенсера) . . ... PdHg; до 65% Hg Ку бич. 13,48—16,1 Белый 3,5
Сульфиды, селениды, теллуриды Киноварь ... HgS Гексагон. 8,0—8,2 Красный 2—2,5
Метациннабарит HgS Кубич. 7,6—7,8 Черный 3,0
Гвадалкацарит (Hg, Zn) (S, Se) » Близок к метациннабариту —
Левиглианит Гвадалкацарит с при- » Близок к метациннабариту —
Сауковит Онофрит месью Zn до 5% (Hg, Cd, Zn) S Hg(S, Se) » » 6,72 8,0 Черный Г олубовато-белый 3,6—3,7
Тиманнит HgSe » 8,19—8,47 От серо-стального 2,5
Колорадоит HgTe » 8,07—8,63 до свинцово-серого Черный с металли- ческим блеском 2,3 2,5—3
сл
го
Название минерала Формула, состав
Сложный сульфат — Шуеттит Сульфосоли HgSO4-2HgO
Шватцит Ливингстонит ... (Си, Hg)12Sb4Sl3 HgSb4S7
Галоиды, оксигалоиды
Каломель Hg2Cl2
Терлингуаит Hg2C10
Эглестонит . Клейнит Hg0Cl4_2xO1+* Hg2N (Cl, SO4)„H2O?
Мозезит Бордозит Hg2N (Cl-S04-Mo04 • • CO2 + nH2O) ? 59,7% Hg; 23,5% Ag; 14,6% Cl; 1,7% O2
Кокцинит (недостоверно установлен) . Токорналит Hgl (Ag-Hg) I ?
Окислы
Монтроидит Магнолит (продукт окисления колорадоита)) HgO Hg-Te2O4
Продолжение табл. 8
Кристалли- ческая форма Плотность, г/см3 Цвет Т вердость
Гексагон. 8,18 Канареечно-желтый 3
Кубич. 4,5 Серо-стальной 3—4
Моноклин 5,0 Свинцово-серый 2
Тетрагон. 6,4—6,5 Белый, серый, ко- ричневый 1—2
Моноклин. 8,7 От серо-желтого до оливково-зеленого 2—3
Кубич. 8,33 Буровато-желтый 2,5
Псевдогек- сагон. 7,98 Желтый или оран- жевый 3,5
Кубич. — Желтый 3
? От желтого до крас- ного (быстро чернеет на свету) —
Кубич. Красно-коричневый —
— — Бледно желтый —-
Ромб. 11,23 Красный 2,5
— — Белый —
0,2% Fe, т. e. в сумме 98,1%. Неполная сумма и наличие железа
объясняются присутствием в пробе механических примесей кварца,
кальцита и гематита.
Шуеттит назван в честь С. Н. Шуетта — американского ин-
женера, много лет плодотворно работавшего в ртутной промыш-
ленности. Этот минерал найден и широко распространен в место-
рождениях запада США. В СССР этот минерал впервые найден
на северо-востоке страны П. В. Бабкиным [ 1 ] на липаритах, про-
питанных киноварью. Формула шуеттита HgSO4-2HgO, сингония
гексагональная, параметры решетки: а — 7,07 А; с = 10,05 А.
Это — гипергенный минерал ртути, порошковатый или плотный,
цвет канареечно-желтый, в отличие от терлингуаита, эглестонита
и других оксихлоридов ртути темнеет на свету. Твердость около 3,
плотность 8,18. Химический анализ пробы минерала из отвалов
шахты Океании: 71,44% HgO; 12,74% SiO,; 9,99% SO3; присут-
ствуют также двуокись титана, глинозем, окислы кальция и маг-
ния (примеси опал, гематит, киноварь).
Кроме того, в результате больших работ наших минералогов
[13] за последние годы в перечень ртутных минералов внесены
некоторые изменения. Так, лербахит, аммиолит, калгурдит, гулгар-
дит и барценит исключены из этого перечня как представляющие
смеси нескольких минеральных видов, содержащих ртутные
минералы.
ГЛАВА IV
ПОДГОТОВКА РУД
К МЕТАЛЛУРГИЧЕСКОМУ ПЕРЕДЕЛУ
Принципиально возможна переработка ртутного рудного
сырья как пирометаллургическим, так и гидрометаллургическим
путем. Но в силу ряда обстоятельств, которые будут рассмотрены
ниже, в промышленности применяется только пирометаллурги-
ческая схема, которая состоит из двух последовательных основ-
ных операций: дистилляционного обжига и конденсации ртутных
паров из технологических газов, полученных при обжиге.
В этой главе рассматриваются схемы переработки монометал-
лических руд, в которых практическое значение имеют ртутные
минералы, а прочие, например сурьмяные, мышьяковые, присут-
ствуют в количествах, не имеющих промышленного значения.
Комплексные концентраты, содержащие ртуть в виде сопутствую-
щего элемента (сурьмяные, свинцово-цикновые и др.), подлежат
переработке по особым схемам (см. стр. 246).
53
Переработка монометаллических ртутных руд может быть
осуществлена по чисто металлургической схеме и по комбиниро-
ванной, с предварительным мокрым обогащением.
ПРЕДВАРИТЕЛЬНАЯ
ОБРАБОТКА РУДЫ
Подготовительными операциями перед обжигом ртутных руд
являются дробление, сортировка, классификация по крупности
и сушка. Из этих операций совершенно обязательно дробление;
вопрос о применении остальных и их последовательность решаются
в зависимости от конкретных условий, главным образом от физи-
ческих свойств руды и характера минерализации ртутных мине-
ралов.
Дробление руды проводится с целью вскрытия минералов,
заключенных во вмещающей породе.
Как известно, скорость испарения (возгонки) вещества нахо-
дится в прямой зависимости от величины поверхности обрабаты-
ваемого материала: чем больше развита поверхность, тем активнее
протекает процесс. При дроблении достигается развитие поверх-
ности и уменьшается размер (толщина) прогреваемого плотного
слоя породы в каждом куске, что сокращает продолжительность
обжига. Наконец, дробление руды обязательно вследствие необ-
ходимости механизировать подачу ее в печь.
Естественно, что развитие поверхности обжигаемого материала
не может быть беспредельным: помимо технологических требова-
ний, при дроблении учитываются и экономические (стоимость
дробления значительно возрастает по мере уменьшения круп-
ности кусков). Оптимальный размер кусков руды определяется
в зависимости от характера условий обжига (типа печи), физи-
ческих свойств рудного материала и форм минерализации ртут-
ного минерала-в перерабатываемой руде.
Примерные максимальные пределы крупности кусков руды
для обжига в механических печах таковы: в трубчатых печах
75—0 мм, многоподовых 30—0 мм, муфельных и ретортных 20—
0 мм, в печи КС 30—0 мм. Такая крупность дробления условна.
За последние годы выявляется тенденция, если позволяют
условия, снижать крупность кусков руды. Например, на заводе
Ямато (Япония) в трубчатой печи обжигают руду крупностью
— 25 мм, т. е. меньше верхнего предела дробления для печей
КС. На заводе Монте-Амиата, где установлены трубчатые печи,
руда подвергается двухстадийному дроблению до 30 мм, с кон-
трольным грохочением в замкнутом цикле со второй дробилкой.
Поскольку обжигаемые куски прогреваются со всех сторон,
размер куска определяется по минимальному его сечению, т. е.
не по длине, а по толщине.
54
При выборе оптимальной крупности дробления учитывают
не только технологические особенности, но и конструктивные
особенности печей, механический износ оборудования — пита-
телей, футеровки печи и т. д. Так как факторов, определяющих
оптимальную крупность дробления, чрезвычайно много, то лучше
всего ее находить экспериментально.
Необходимая крупность дробления в большой степени за-
висит от характера вмещающих пород, а также характера мине-
рализации ртути. Руды трещиноватые, пористые независимо от
характера распределения ртутных минералов, а также ру [ы про-
жилкового типа можно дробить до верхнего предела крупности.
Для руд плотных, с мелковкрапленной минерализацией требуется
более мелкое дробление. При переработке руд штуфных, т. е.
имеющих крупные, сплошные включения киновари, дробление
должно быть более мелким.
Поскольку присутствие пыли в обжигаемых рудах крайне
вредно, при выборе аппаратуры следует по мере возмож-
ности отдавать предпочтение дробилкам, дающим минималь-
ное количество пыли, например щековым со сложным кача-
нием.
При определении схемы подготовки ртутных руд к перера-
ботке и выборе режима обжига следует учитывать свойство кино-
вари дробиться избирательно. Как и все хрупкие минералы, ки-
новарь при дроблении руд концентрируется в большей степени
в мелких классах. Наиболее ярко это свойство проявляется при
работе с рудами прожилкового типа, когда при дроблении про-
исходит скалывание руды в наименее прочной плоскости отложе-
ния киновари. Киноварь крошится, при дальнейшем движении
кусков руды истирается и переходит в мелкие классы. В неко-
торых случаях такая концентрация ярко выражена и поэтому
хрупкость киновари, являющаяся обычно причиной значительных
потерь ртути, может быть успешно использована.
В свое время на одном из предприятий были проведены опыты
по дроблению, рассеву и классификации у богих руд двух раз-
личных форм минерализации киновари. Опыты показали, что
руды с равномерно распределенной киноварью хотя и имеют ха-
рактерное для ртутных руд обогащение мелких классов, но не
позволяют путем рассева выделить отвальные фракции. В рудах же
с прожилковым характером минерализации после дробления
до 75 мм и рассева по фракциям наблюдается совершенно опреде-
ленное обеднение крупных классов. При этом класс 50—75 мм
с выходом свыше 40 % (по массе) содержит только 3% Hg от ис-
ходного количества в пробе. Удаление такого материала в отвал
позволяет сразу обогатить ртутью классы —50 мм в 1,7 раза и
уменьшить объем обжигаемой руды на 40%.
Для переработки руд такого типа была использована следую-
щая схема: руда из шахты после дробления на щековой дробилке
55
до —75 мм поступала на вибрационный грохот с ситом 50 мм.
Минусовый продукт направлялся в бункер дробленой руды,
подлежащей обжигу в трубчатых печах; класс +50 мм поступал
на наклонную рудоразборную ленту, где руда обмывалась под
дождевальной установкой. Вода смывала приставшую к крупным
кускам мелочь, обнажая видимую киноварь; отмытая мелочь
стекала в емкость для отстоя и улавливания, откуда периодически
отправлялась на обжиг в ретортных механических печах. Ото-
бранный с ленты штуфный концентрат после додрабливания до
15—20 мм поступал на обжиг, а оставшийся на ленте материал
с весьма убогим содержанием ртути — в отвал.
Такая подготовка руд к обжигу позволяла выводить в отвал
30—40% рудной массы с устойчивым извлечением до 97—98% Hg.
Применение этой схемы оказалось экономически вполне выгод-
ным и осуществлялось до исчерпания запасов руд, пригодных
для такой обработки.
Аналогичные схемы с использованием избирательного дроб-
ления ртутных руд известны и в зарубежной практике. На руд-
нике Чихуахуа (Мексика) руда, раздробленная до кусков 64 мм,
поступает на грохочение через сетку с ячейкой 37 мм; класс
+37 мм, составляющий третью часть всей руды, направляется
в отвал; класс —37 мм идет на обжиг.
На руднике Сульфур-Бенк (США) руду, выдаваемую из шахты
без дробления, подвергали грохочению с промывкой на барабан-
ном грохоте с ячейкой 50 мм. Класс +50 мм направляли на сорти-
ровку с выборкой видимой киновари, оставшуюся на ленте руду —
в отвал. Из 300 т ежедневно добываемой руды с исходным содер-
жанием 0,136% Hg выбирали 80 т с содержанием 0,4% Hg;
этот материал шел в переработку, оставшуюся рудную массу,
содержащую 0,034% Hg, направляли в отвал. Потери ртути
здесь составляли около 18%.
Интересен опыт фабрики Кловердейл (США), перерабатываю-
щей ртутную руду, представленную сильно трещиноватыми крем-
нистыми сланцами. Киновврь типичного прожилкового типа и
в виде пленок по трещинам, содержание ртути 0,045 %. Руда из
карьера (420 т в сутки) пропускается через колосниковый гро-
хот со щелью 150 мм; верхний продукт (320 т в сутки) направляется
в отвал, нижний подвергается сухому рудно-галечному измель-
чению в мельнице 1,5х 1,5 м с кожухом из перфорированной мар-
ганцовистой стали (отверстия 19 мм). Из отделенного на мель-
нице мелкого материала отсеивается класс —2 мм; верхний про-
дукт также направляется в отвал, а нижний на обогащение.
Общее извлечение ртути около 50%.
Благодаря низкой стоимости руды, которая добывается от-
крытым способом с малым коэффициентом вскрышных работ,
даже при очень убогом содержании ртути предприятие работало
рентабельно.
56
Применение избирательного дробления заслуживает внима-
ния при выборе схемы переработки руд крупных месторождений
с убогим содержанием ртути, особенно в условиях, когда могут
быть применены массовые способы добычи руды с малыми удель-
ными затратами. Проверка целесообразности такого способа
подготовки руд должна осуществляться на месте до строительства
предприятия. Отобранная на месторождении представительная
проба руды в несколько сот тонн должна быть раздроблена и рас-
сеяна на классы. После отбора и анализа проб от каждого класса
составляются ситовая и качественная харакеристики общей пробы,
по которым могут быть определены условия выдетения убогой
части и оценена возможность и рациональность применения схемы
подготовки руды к обжигу. По предварительной оценке геоло-
гов, отдельные ртутные месторождения Северного Кавказа могут
быть отработаны по такой схеме с удалением в отвал значитель-
ной части пустых пород до обжига.
Классификация руды в той или иной степени применяется
в технологических схемах переработки ртутного сырья. Исклю-
чение могут представлять мелкие заводы, оборудованные одной
печью, где руда после дробления сразу направляется на пере-
работку. Однако и здесь при неравномерном распределении кино-
вари и наличии богатых ее включений в руде возможны отсев
мелких фракций, накопление мелочи и последующий ее обжиг
вместе с оборотными материалами.
Если на заводе имеется несколько печей, то они используются
для обжига различных фракций руды, классифицированной по
крупности. В этом случае возможно создание оптимальных ре-
жимов обжига сообразно крупности руды и содержанию в ней ртути.
Например, на заводе Пинчи-Лейк (Канада), оборудованном
трубчатыми и многоподовыми печами, руда после дробления
до 60 мм подвергалась классификации на грохоте с ячейкой 25 мм.
Класс —60 +25 мм обжигался на трубчатых печах, класс
—25 мм — на многоподовых печах.
Возможно осуществление такой схемы и на заводе, оборудован-
ном только трубчатыми печами. При работе на руде, классифици-
рованной по крупности, можно обеспечить обжиг мелких фрак-
ций при более спокойном режиме, за счет чего будут снижены
унос пыли и загрязнение газов. Технологическая нитка здесь
должна быть обеспечена усиленной газоочисткой, что позволит
еще более повысить выход ртути при конденсации. Обжиг круп-
ных фракций может проводиться на форсированном режиме при
повышенных температурах, что обеспечит большую производи-
тельность печей по переработке руды, а газы будут менее загряз-
нены пылью.
Такое же, если не большее внимание, как и классификации,
должно уделяться сортировке ртутной руды, особенно при не-
равномерном распределении в ней ртути.
Б7
Сортировка руды, т. е. выделение штуфных руд (концентра-
тов), должна быть организована, начиная с горных работ. При
проведении буро-взрывных работ с мелкошпуровым бурением
на подземных работах забои со штуфной рудой следует взрывать
отдельно. Это хотя и увеличивает затраты труда, но оправдывается
за счет снижения потерь ртути на всех последующих переделах.
Когда руда добывается открытым способом, должны быть при-
менены те же приемы, вплоть до использования мелкошпурового
бурения. При массовых способах добычи руд, например с блоко-
вым обрушением, на руднике (по мере возможности) должна
быть организована отборка штуфных кусков при погрузке руды.
Кроме того, на предприятиях, где осуществляется добыча руды
массовой системой, как и при системе отработки с магазинирова-
нием, может быть организована более тщательная отборка штуф-
ной руды на ленточных транспортерах.
Сортировка руд возможна не только за счет выборки штуфных
руд, но и путем отборки пустой породы. Однако такой способ
не может дать должного эффекта, так как при этом возможны по-
тери ртути в кусках со скрытой киноварью. Кроме того, отбор
штуфов ставит главной задачей предотвратить попадание в об-
жиговую печь крупных кусков киновари во избежание опасности
резкого увеличения безвозвратных потерь ртути с огарками либо
необходимого снижения производительности печи для увеличения
продолжительности обжига. Поэтому сортировку целесообразнее
проводить с отбором штуфных кусков киновари. Это удобно де-
лать на ленточных транспортерах, подающих руду после дро-
билок первичного дробления в бункера. Как упоминалось выше,
полезно применять орошение руды на транспортере водой. Об-
мытая киноварь благодаря своему яркому красному цвету легко
бросается в глаза, и ручная отборка не представляет трудностей.
Затраты труда на отбор штофной руды на транспортерных
лентах зависят от свойств руды. Ориентировочно мэжно оценить,
что двое рабочих способны контролировать и осуществлять отбор
на дробильной установке производительностью 100—150 т руды
в смену.
К сожалению, методы и промышленные приборы эффективных
автоматизированных способов отбора штуфной киновари пока
не разработаны, хотя и имеются основания для этих разработок.
В Институте автоматики АН Киргизской ССР работают над
автоматизацией отбора штуфных кусков киновари [70]. Пред-
ставляется реально возможным создание аппарата, основанного
на различной способности химических элементов поглощать
гамма-излучение, зависящей, как известно, от порядковых но-
меров элементов.
Если между источником мягкого гамма-излучения (например,
радиоактивного Тг^0) и сцинтилляционным детектором пропускать
движущийся слой руды, то в момент попадания ртутьсодержащего
58'
куска в поток гамма-излучения интенсивность его будет резко
снижаться, так как порядковые номера ртути и элементов вме-
щающих пород резко различны (Hg — 80; Al — 13; Si — 14;
Са — 20).
ОБОГАЩЕНИЕ
РТУТНЫХ РУД
Из большого числа ртутных предприятий, действовавших
в текущем столетии, едва ли возможно перечислить свыше десятка
рудников, руды которых перерабатывались по комбинированной
схеме с предварительным обогащением. Этот процесс, обычно
применяемый для переработки подавляющего большинства руд
цветных металлов и других видов минерального сырья, не нашел
широкого применения для переработки монометаллических ртут-
ных руд, так как применительно к рудам, добываемым в настоящее
время, пирометаллургическая схема экономически выгоднее ком-
бинированной. Пирометаллургия позволяет за один цикл извлечь
подавляющее количество ртути в товарную продукцию, при
этом подготовка руды сводится к малоэнергоемкому крупному
(реже среднему) дроблению. Извлечение ртути при пирометал-
лургии обычно выше, чем при комбинированной схеме, а капитало-
вложения и удельные трудовые затраты на тонну ртути более
низкие.
Все изложенное относится к монометаллическим ртутным ру-
дам. Руды комплексные, в которых, помимо ртути, присутствуют
в промышленных количествах минералы других элементов, под-
лежащих извлечению, например сурьма, свинец, медь, цинк и др.,
подлежат предварительному обогащению, так как пирометаллур-
гический прием — окислительный обжиг, комплексных руд — не
пригоден для извлечения полезных элементов из руды. С) рьма
и мышьяк при пирометаллургической переработке комплексных
руд обычно теряются; сульфидные минералы других металлов
при обжиге переходят в окисленные формы и дальнейшее извле-
чение их осложняется.
Однако при выборе технологии переработки монометалличе-
ских ртутных руд обогащение не должно однозначно исключаться,
так как в ряде случаев оно может оказаться весьма эффективным.
Основными причинами являются санитарные, например при
расположении ртутных месторождений в густонаселенных райо-
нах, в охранных зеленых зонах и т. п., т. е. когда недопустимо
загрязнение воздушного бассейна большими объемами выбрасы-
ваемых в атмосферу газов. В этом случае возможен вариант обо-
гащения руд с переработкой концентратов на месте либо с выво-
зом их на завод, вынесенный в безопасную зону. Уменьшение
объемов перерабатываемого сырья при обжиге концентратов,
полученных на обогатительной фабрике, позволит на агрегатах
69
меньших размеров более тщательно герметизировать процесс
и более совершенно очищать выбросы завода.
Не исключено, что район месторождения может оказаться
вдали от источников снабжения топливом; тогда при наличии
достаточных ресурсов воды и электроэнергии можно осуществить
более экономичную схему — обогащение на месте с вывозом
концентратов на завод.
К числу таких объектов можно отнести строящуюся на ртут-
ном месторождении Сильверквик в Британской Колумбии (Ка-
нада) обогатительную фабрику мощностью по переработке 450 т
руды в сутки. Запасы этого месторождения составляют свыше
1800 т ртути при геологическом содержании 0,1 % .~В товарной
руде содержание соответственно снизится за счет разубоживания
при добыче.
Предприятие стоимостью в 1,2 млн. долл, рассчитано на работу
по восемь месяцев в году. Обжиг концентратов будет осуществ-
ляться в ретортной печи. В условиях севера для переработки руды
в трубчатых печах потребуется большой расход топлива. По-
видимому, сооружение обогатительной фабрики принято здесь
именно с целью снижения расхода дорогостоящего в северных
условиях завозного топлива.
По этим же мотивам, при восстановлении деятельности закон-
сервированного в 1944 г. предприятия Пинчи-Лейк в 1968 г.
принято решение построить флотационную фабрику для обога-
щения руд, чтобы затем обжигать полученные концентраты в много-
подовых печах. Такое решение было принято, несмотря на ранее
произведенные большие затраты на сооружение металлургического
завода, оборудованного тремя трубчатыми и двумя многоподо-
выми печами. Следует учесть, что руды Пинчи-Лейк содержат
порядка 0,3% Hg.
Еще более вероятным сырьем для применения обогащения
могут служить руды, представленные рыхлыми, сильно пылева-
тыми вмещающими породами, или весьма обводненные руды.
Непосредственная переработка таких руд будет связана с рядом
технологических трудностей, вызываемых высоким пылеобразо-
ванием, значительным расходом топлива, дополнительно затрачи-
ваемым на удаление избыточной влаги, а также с осложнениями
при подаче мокрого глинистого материала в аппаратуру. Практика
показывает, что переработка таких руд с рядовым содержанием
ртути в трубчатых печах настолько осложнена, что целесообразно
применение обогащения. Однако необходимо отметить, что при
флотации сильно шламующихся руд могут также возникнуть
дополнительные трудности.
К категории сырья, которое можно более экономично перера-
батывать по комбинированной схеме, следует отнести очень бед-
ные руды. Поскольку ртутные месторождения, как правило, за-
легают на небольших глубинах, зачастую представляется воз-
60
можным отрабатывать их полностью или частично прогрессивным
открытым способом. Этот экономически выгодный для большин-
ства полезных ископаемых способ на ртутных месторождениях
может привести к большому разубоживанию руды вследствие
неравномерной минерализации и сложной формы рудных тел.
По оценке В. Э. Пояркова [181, разубоживание ртутных руд при
открытых работах может достигать 80 и даже 90%. Однако и при
подземных способах добычи возможны высокие потери ртути
в недрах за счет слепых и особенно мелких рудных тел. Поэтому
для наиболее полного использования природных богатств, если
по совокупности факторов необходимо принять систему открытых
работ, по-видимому, целесообразно применять комбинированную
схему переработки.
Если 15—20 лет тому назад высказывалось мнение, что обога-
щению подлежат руды с ориентировочным содержанием менее
0,1% ртути, то в настоящее время, по-видимому, можно этот ли-
мит снизить до 0,07—0,08%. Это можно объяснить только про-
грессом в организации пирометаллургического процесса.
При всех случаях решение вопроса о целесообразности приме-
нения той или иной схемы следует обосновывать обстоятельными
экономическими расчетами
Имеющийся отечественный и зарубежный производственный
опыт, а также данные лабораторных исследований позволяют
рекомендовать как самый надежный процесс-обогащения сульфид-
ных руд только флотацию, но не гравитационные методы.
Это объясняется высокой гидрофобностью и хрупкостью кино-
вари. При обогащении киноварных руд на столах и отсадочных
машинах, как правило, наблюдается сплывание мелких фракций
киновари, приводящее к потерям металла.
При наличии в рудах самородной ртути может быть рекомендо-
вано включение в аппаратурную схему флотационной фабрики
отсадочных машин и ловушек для ртути.
Флотация ртути
Металлическая ртуть поддается флотации. Гмелин [61], ссы-
лаясь на ряд источников, сообщает, что металлическая ртуть фло-
тируется с ксантогенатом без активации, но что высокодисперс-
ная ртуть всплывает плохо из-за круглой формы и плохого кон-
такта с пузырьками воздуха. Для флотационного процесса можно
рассчитать флотоподъемность ртути. В среднем вес капли в не-
которых частных условиях оценен в 0,177 г.
Последующие исследования показывают реальную возможность
использования флотируемости металлической ртути.
В Уральском политехническом институте М. А. Барбиным
и И. А. Каковским изучалась флотируемость ртути методами из-
мерения краевых углов и радиоактивных индикаторов [71].
Краевой угол, образуемый воздушным пузырьком с поверхностью
61
чистой ртути, определен в 52°. Гидрофобность (краевой угол)
растет по мере повышения концентрации ксантогената. При этом
существенную роль играет строение ксантогената — нормальное
или изосоединение. Например, в растворе бутилового ксанто-
гената поверхность ртути имеет больший краевой угол (шах 92е),
чем в растворе изоамилового ксантогената (max 86°).
Установлен ряд закономерностей в соотношениях концентра-
ций ксантогенатов и цианидов, сделаны выводы о химическом ха-
рактере процессов фиксации коллектора на поверхности ртути
и подавляющего действия цианида. Определено, что цианистый
комплекс ртути является активатором.
Результаты, полученные с использованием нулевого метода,
подтверждены при работе с радиоактивным ксантогенатом (S35)
с применением в качестве объекта исследования амальгамирован-
ных цинковых пластин.
Авторы [71 ] делают вывод, что типичные поверхностные яв-
ления в приведенных опытах со ртутью отсутствуют, и полагают,
что здесь возможны объемно-термодинамические закономерности.
Помяновский и Лизка [100] определили оптимальные условия
флотируемости ртути в пульпе при pH порядка 3 с применением
коллектора этилового ксантогената (18 мг!л пульпы) и 95% эти-
лового спирта как вспенивателя (1,8 мг/л). При повышении кис-
лотности извлечение ртути быстро падает вследствие разрушения
ксантогената. При повышении щелочности извлечение постепенно
снижается в связи с заменой ксантогената на поверхности ее
капель гидроксильными ионами.
При оптимальной концентрации (pH 3) исследователи за-
фиксировали снижение извлечения ртути с повышением темпера-
туры пульпы как следствие распада коллектора, а также устано-
вили снижение извлечения по времени флотации, обусловленное
уменьшением концентрации коллектора за счет его окисления и
образования труднорастворимого диксантогенида.
В Ташкентском политехническом институте под руководством
Б. А. Степанова [79] были проведены интересные исследования
флотируемости металлической ртути, которые показали, что
применение собирателей (октилового, амилового, бутилового и
этилового ксантогенатов, диэтилфосфатов и др.) позволяет пере-
водить металлическую ртуть в пенный продукт. Оптимальной кон-
центрацией собирателей, при которой достигается максимальное
извлечение, следует считать 0,2 мг на 1 л пульпы. При дальнейшем
повышении концентрации собирателя выход ртути в пенный про-
дукт не увеличивается, а в некоторых условиях даже резко сни-
жается.
Исследователи пришли к выводу, что на поверхности капелек
ртути наряду с другими физико-химическими явлениями проте-
кает реакция окисления собирателя до его дисульфида, а при боль-
ших концентрациях собирателя — образование сульфида ртути.
62
При определении влияния концентрации водородных ионов
на флотируемость металлической ртути найдено, что оптимальна
pH = 5 (рис. 4). Установлено, что ртуть чувствительна к изменению
среды: например, при pH = 8 ее флотируемость резко снижается.
Наиболее сильными депрессорами ртути являются цианистый
натрий, перекись водорода, известь, менее сильными — сода и
едкая щелочь. Аналогично действие сернистого натрия, приводя-
щего к десорбции собирателя с поверхности капелек ртути. Уже
при самых небольших добавках в пульпу сернистого натрия фло-
Рис. 4. Зависимость извле-
чения ртути от pH среды с
различными собирателями:
1 — с диэтилдитиокарбоматом
натрия; 2 — с бутиловым ксан-
тогенатом; 3 — с днэтилдитио-
фосфатом
тация резко ухудшается. Точно такое же влияние на извлечение
ртути оказывают ионы цианида и органические депрессоры (крах-
мал и др.).
Исследования, проводимые с различными собирателями при
постоянной концентрации вспенивателя этанола 1 мг на 1 л
пульпы, показали, что извлечение ртути в пенный продукт не
превышает 50 ?6 от исходного. Лучшие результаты были получены
с октиловым ксантогенатом, диэтилдитиокарбаматом натрия и
амиловым ксантогенатом (48—45%). Исследованиями не установ-
лено влияние степени дисперсности ртути на ее флотируемость.
Практика работы флотационной фабрики Итомука (Япония)
показывает, что при флотации самородной ртути достигается до-
статочно высокое извлечение,' которое, по косвенным расчетам,
можно оценивать близким к 90%. Описание этой фабрики при-
ведено ниже.
Флотируемость ртути может быть использована в ртутной
промышленности при переработке промпродуктов (см. гл. VIII).
Флотация киновари
Киноварь флотируется очень легко. Ее флотационные свой-
ства сопоставимы с таким легко флотируемым минералом, как
молибденит. По флотации киновари проведено много исследова-
ний как у нас, так и за рубежом.
63
Процесс успешно протекает при использовании простейших
реагентов, хотя иногда применяются различные активаторы.
Эффект гидрофобизации непрерывно возрастает с удлинением
углеводородной цепи собирателя. С увеличением звеньев СН2
в углеводородном радикале ксантогената флотируемость кино-
вари повышается, а необходимый расход коллектора снижается.
Катионы тяжелых металлов активируют флотацию киновари за
счет закрепления их на поверхности минерала. При этом катионы
свинца сорбируются в большем количестве, чем, например, ка-
тионы меди и ртути.
Флотация киновари протекает быстро, степень концентрации
ее можно оценить как достаточно высокую, особенно если учесть,
что для ртутных концентратов не требуется очень большого со-
держания ртути. Главнейшим фактором в обогатительном про-
цессе является достижение максимального извлечения металла.
Поэтому, как правило, процесс ограничивается одной и реже двумя
перечистными операциями флотации.
Для флотации киновари, как и для любого обогатительного
процесса, важно выбрать оптимальную крупность измельчения.
Необходимо при этом учитывать, что для ртутных месторождений
характерны часто встречающиеся ореолы тонкодисперсной ки-
новари, размещенные вокруг крупных ее скоплений. Поэтому
во избежание ошибок необходимо предварительное квалифици-
рованное минералогическое исследование руд и определение ха-
рактера минерализации киновари.
При исследовании на флотируемость руд ряда ртутных место-
рождений (Блек-Бютт, Гермес и др.) в Горном бюро США было
установлено, что крайне тонкая дисперсность киновари при вза-
имном прорастании ее с жильным материалом явилась причиной
невысокого извлечения (до 85—75%).
Руды некоторых вновь открытых месторождений в СССР
имеют такие ореолы тонкодисперсной киновари с размерами кри-
сталлов 0,001 мм. При обогащении руд такого типа, возможно,
целесообразна двухстадийная схема измельчения с межцикловой
флотацией. Это позволит предотвратить потери переизмельчен-
ной киновари.
Крупное измельчение киновари, как показала практика, для
флотации неприменимо: наблюдалось, что зерна примерно 0,246 мм
плохо флотируются и уходят в хвосты. По-видимому, это объяс-
няется высокой плотностью минерала.
Оптимальная плотность пульпы для флотации киновари в боль-
шинстве случаев установлена при соотношении т : ж от 1:3
до 1:4. Концентрация ионов водорода (pH) в пульпе рекомен-
дуется в пределах от 6 до 7,5, хотя в США этот предел расширен
до 8. П. М. Соложенкин [89] объясняет, что снижение извлече-
ния минералов ртути при низких значениях pH обусловлено раз-
ложением ксантогената в кислых средах. В щелочных средах
64
киноварь и антимонит растворяются с образованием сульфо-
и оксисульфосолей, отчего снижается флотоактивность этих ми-
нералов.
Кюнц [98] отмечает, что, как показывает опыт трех фабрик
США, контроль за концентрацией ионов водорода не должен быть
строгим. Этот автор, вопреки предшествующим работам как на-
ших, так и зарубежных исследователей, утверждает, что приме-
нение окиси кальция и силиката натрия вредно при флотации
киновари из исследованных руд, и эти реагенты при флотации
руд штата Невада не должны применяться.
В то же время исследованиями, проведенными в свое время
[11] для руд Никитовского месторождения, установлено положи-
тельное влияние СаО на извлечение ртути; это подтверждено
в производственных условиях. Небольшие дозировки СаО не
оказывают существенного влияния на ход процесса флотации,
при увеличении расхода до 0,5 кг на 1 т руды содержание ртути
в хвостах снижалось в 1,8 раза. Однако в результате флотации
получается весьма устойчивая вязкая и обильная пена, количе-
ство которой возрастаетпри чрезмерном увеличении дозировкиСаО,
что совершенно нарушает процесс. Качество концентратов при
этом снижается за счет активации кварца ионами кальция.
Поскольку шламы могут нарушать процесс флотации кино-
вари и вызывать повышенный расход коллектора, практика по-
казала целесообразность применения жидкого стекла. Его рас-
ход в пределах от 0,2 до 0,75 кг!т в зависимости от местных усло-
вий оказывал положительное действие в ряде случаев, либо по-
вышая извлечение, либо улучшая качество концентратов. Од-
нако показатели процесса не одинаковы при флотации различных
сортов руд. В работах А. А. Болдырева из трех проверенных
пептизаторов — соды, сернистого натрия и жидкого стекла —
последнее показало лучшие результаты.
М. А. Орел сообщает [87], что жидкое стекло, закрепляясь
на поверхности минералов, уменьшает количество собирателя,
сорбирз емого на них, и тем самым способствует депрессии кино-
вари и антимонита. Увеличение загрузки жидкого стекла до
700 г!т приводит к снижению извлечения киновари с 74,5 до
53,2%, т. е. почти на l!s. Если подавать сначала жидкое стекло,
а затем активатор—азотнокислый свинец, то собиратель более
прочно и в больших количествах закрепляется на поверхности
минерала. При обратном вводе реагентов Na2SiO3 образует экран,
препятствующий сорбции собирателя. Поэтому можно считать,
что строго дозированное количество жидкого стекла, применяе-
мого в проверенных условиях, позволяет улучшать условия фло-
тации киновари, особенно при флотации комплексных руд.
Расход вспенивателя — соснового масла, установленный прак-
тикой и подтвержденный позднее рядом исследований, опреде-
ляется в пределах 0,07—0,1 кг!т.
5 С. М. Мельников 65
Ксантогенаты показывают вполне удовлетворительные ре-
зультаты при флотации киновари, обеспечивая при расходе 0,2
до 0,3 кг/т извлечение ртути в товарный концентрат свыше 95—
96/6. Естественно, что при увеличении расхода ксантогената
повышается извлечение и соответственно снижается содержание
ртути в концентратах.
Применение активаторов, например солей тяжелых металлов —
медного купороса, азотнокислого свинца, в обычных условиях
флотации киноварных руд не требуется. Использование их рас-
сматривается в разделах, посвященных селективной флотации
комплексных руд.
По наблюдениям Тауна [102], при флотации киновари влия-
ние активаторов (медного купороса, двухлористой меди, уксусно-
кислого и азотнокислого свинца) не было так четко выражено,
как при флотации метациннабарита, для которого необходима ак-
тивация.
Флотация ртутно-сурьмяных руд
Часто встречающиеся в природе ассоциации минералов ртути
и сурьмы в некоторых случаях образуют месторождения, пред-
ставляющие интерес как сырье для извлечения обоих металлов.
Соотношение содержания ртути и сурьмы в этих рудах сильно
колеблется, например от 1 : 1 до 1 : 33.
Минералогический состав таких руд чаще всего представлен
сульфидами: киноварью, метациннабаритом, антимонитом, пири-
том, сульфидами мышьяка и возможно некоторым количеством
вторичных окисленных минералов. В рудах часто присутствует
плавиковый шпат CaF.,; иногда его содержание бывает достаточно
высоким для попутного извлечения и производства товарных пла-
виково-шпатовых концентратов.
Известно единственное промышленное месторождение ливинг-
стонита — комплексного сульфида ртути и сурьмы — в Мек-
сике (Гуитцуко). Пирометаллургическая переработка таких руд,
как указывалось ранее, невозможна.
Плавиковый шпат после обжига руды с целью извлечения ртути
очень плохо поддается флотационному обогащению, поэтому его
извлечение возможно только до обжига руды.
Многочисленные попытки осуществить селекцию ртути и
сурьмы при флотации комплексных руд ни в СССР, ни зарубежом
до настоящего времени не дали результатов, удовлетворяющих
требованиям промышленности.
Была предпринята попытка разделить киноварь и антимонит,
используя лучшую флотируемость киновари. Флотацию ее про-
водили с минимальной дозой реагентов. Первый опыт (сосновое
масло 10 г/т) дал извлечение ртути в ртутный концентрат 44,7%;
второй (сосновое масло и ксантогенат по 10 г/т) 46,0%; третий
66
CQ
20 60 100 140 180 220 260
Концентрация f нг/л
Рис. 5. Влияние поверхностно активных ве-
ществ на флотацию киновари:
1 — ОП-Ю; 2 — ОПСБ; 3 — сланцевая смола
опыт (ОП-Ю; 50 г'т) 46,4%. Остальное количество ртути осталось
в камерном продукте вместе с антимонитом
Известен также следующий опыт по селекции коллективных
концентратов: обработка сернистым натрием (6 г л), промывка
концентратов для десорбции реагентов, подавление антимонита
двухромовокислым калием, флотация киновари с применением
только соснового масла. Хвосты флотации являлись сурьмяным
концентратом. В лучшем из опытов ртутный концентрат (29,5% Hg)
содержал 16,4% Sb; сурь-
мяный 43,3% Sb и 0,66%
Hg. Такие результаты раз-
деления минералов нельзя
признать сколько-нибудь
удовлетворительными.
Интересные опыты по
флотации сурьмяно-ртут-
ных руд, в том числе по
селекции ртутных и сурь-
мяных минералов, были
проведены за посление
годы П. М. Соложенки-
ным, В. А. Глембоцким,
И. Ф. Мишневыми др. [ 75,
76,89—92]. Исследования
с применением новых по-
верхностно активных ве-
ществ (ОП-Ю, ОП-7, вы-
равнивателя А, ОС-20, алкамона и др.*) показали, что наиболее
эффективно применение ОП-Ю, значительно активирующего фло-
тацию и киновари и антимонита (рис. 5).
Установлено, что при применении ОП-Ю максимальное из-
влечение обоих минералов достигается в пределах слабокислой
и слабощелочной среды (pH=6-4-8). Из исследованных окислителей
(перманганат калия, хромово- и двухромовокислый калий, пере-
кись водорода) наиболее активным депрессором для антимонита
является перманганат калия, но он влияет также на флотируе-
мость киновари, хотя и в меньшей степени.
При селекции коллективного концентрата было установлено,
что оптимальные условия для разделения киновари и антимонита
из концентрата достигаются без десорбции ксантогената в плот-
ной пульпе (т : ж = 1 : 0,5) и расходе реагентов, кг т: пере-
киси водорода 1,2 и двухромовокислого калия 0,24. Результаты
флотации в этих условиях приведены в табл. 9.
* Препараты органического происхождения, применяемые в текстильной
промышленности для обработки тканей, как выравниватели окраски, как эмуль-
гаторы жиров и волокон. Стоимость этих веществ невысока, они хорошо раст-
воримы в воде. ОП-Ю дает обильную очень устойчивую пену.
5* 67
Таблица 9
Результаты разделения коллективного концентрата
Продукт Выход % Содержание, % Извлечение, %
ртути сурьмы ртути сурьмы
Исходный концентрат . . 100 0,54 26,5 100 100
Полученный концентрат Промпродукт (хвосты 16,7 2,97 45,25 91,8 28,4
флотации) 83,3 0,058 22,75 8,2 71,6
Степень концентрации ртути здесь 5,5, но одновременно кон-
центрируется и сурьма: 1,7. Сурьмяный промпродукт не осво-
бождается нацело от ртути, а содержание сурьмы в нем сни-
жается по сравнению с коллективным концентратом. Возможно,
что остаточное количество ртути в сурьмяном промпродукте
представлено киноварью, изоморфно входящей в кристалличес-
кую решетку антимонита, и это разделение является для флота-
ции предельным; при дальнейшем разделении металлов могут
помочь только металлургические приемы.
Следовательно, хотя качество полученного концентрата и улуч-
шено, однако он остается коллективным. Снижение содержания
сурьмы в помпродукте по сравнению с исходным концентратом
уменьшает его технологическую и экономическую ценность.
Таким образом, промышленного решения проблемы селек-
ции сурьмяных и ртутных минералов флотацией до настоящего
времени пока не найдено, но в то же время установлено, что при
коллективном извлечении обоих минералов получаются вполне
удовлетворительные результаты. Исследования, проведенные в ин-
ститутах, а также промышленная практика показывают, что
флотация протекает легко с рядом простейших реагентов.
При обогащении сурьмяно-ртутной руды, представленной из-
вестково-кварциевой брекчией, испытывались как обычные реа-
генты (бутиловый ксантогенат, сосновое масло и азотнокислый
свинец), так и новый коллектор-выравниватель А. Последний
является более дешевым реагентом, чем ксантогенат. При примерно
одинаковом извлечении обоих металлов в случае применения ксан-
тогената получены более богатые концентраты.
Оптимальные результаты были получены в следующем режиме
работы: двухстадийное измельчение с межцикловой флотацией
до 90—92% —0,074 мм, т : ж = 1*3, реагенты: бутилового ксан-
тогената 200 г/т, азотнокислого свинца 150 г/т, соснового масла
60 г/т. В этом режиме процесс протекал спокойно, без регуля-
торов pH среды. Извлечение сурьмы 91,4%, ртути 93,1%. Сте-
пень концентрации антимонита 15,3, киновари 15,6.
68
Процесс флотации проводили с двумя перечистками и конт-
рольной флотацией хвостов. Время основной флотации 10 мин,
перечисток 8 и 6 мин, контрольной 5 мин.
Технологическая схема процесса обогащения сурьмяно-ртут-
ных руд приведена на рис. 6.
Флотация сурьмяно-ртутно-флюоритовых руд
При наличии в ртутно-сурьмяных рудах промышленных со-
держаний плавикового шпата киноварь и антимонит извлекают
методом сульфидной флотации по обычному режиму, а хвосты
флотируют с целью извлечения плавикового шпата.
Работы М. А. Орла [86] показали, что при флоатации таких ру д
применение медного купороса в качестве активатора антимонита
исключается, так как купорос одновременно активизирует и флю-
орит. Поэтому рекомендован азотнокислый свинец, который,
помимо сурьмяных минералов, активирует и киноварь. Для улу ч-
шения качества флюоритового концентрата рекомендуется при-
менение жидкого стекла и сернокислого алюминия в качестве
депрессоров кальцита; при этом первым следует вводить жидкое
стекло.
В результате опытов по флотации руды, содержащей 0,1 % Hg
(киноварь), 1,23% Sb (антимонит и окисленные минералы) и
20,4% флюорита, получены продукты, указанные в табл. 10.
Таблица 10
Результаты по флотации сурьмяно-ртутно-флюоритовой руды
Концентрат Содержание, % Извлечение, %
ртуть сурьма флюорит ртуть сурьма флюорит
Ртутно-су рьм Я- НЫЙ Флюоритовый 3,73 0,012 33,7 0,15 7,38 96,40 92,58 2,12 70,81 2,29 0,93 88,51
Технологическая схема такова: двухстадийное измельчение
(до 50—80% класса —0,074 мм) с межцикловой флотацией суль-
фидов. Реагенты в основную флотацию, г/т: сода 300; жидкое
стекло 225; азотнокислый свинец 375; бутиловый ксантогенат
170; сосновое масло 40. Реагенты в контрольную флотацию, г/т:
сода 100; жидкое стекло и азотнокислый свинец по 125; бутило-
вый ксантогенат 55; сосновое масло 20. Время основной и кон-
трольной флотации по 10 мин. Сульфидный концентрат основной
флотации проходит две перечистки (5 и 3 мин) без реагентов. Пром-
продукты перечисленных процессов и концентрат контрольной
флотации возвращаются в голову основной флотации.
69
Грохочение
Дробление!
Грохочение
Дробление! Q
Грохочение
бутиловый ксантогенат (100г/т)
Азотнокислый свинец (75 г/т)
Флотонасло (75г/т)
Дробление Ш
| бункера дробленой руды |
_ гл Изнельчение
(45 35Го-0,074)
Классификация
бутиловый
ксантогенат (50г/т)
Азотнокислый.
свинец (37,5 г/т)
Флотонасло 137,5 г/т)
Перечистка 6'
Классификация
ХИЗнельчение
С)(90Г927о-0,074)
бутиловый.
ксантогенат (50 г/т)
Азотнокислый
свинец (37,5г/т)
Флотона ело (37,5 г/т)
Перечистка И'
Перечисткаб
Перечистка^'
Основная
флотация 8
Контрольная
флотация 5
Сгущение
Фильтрация
/Келеэный.
К^№/т
Отвальные
/с в осты
Сусака
5Ъ~Ну
концентрат
Рис. 6. Технологическая схема процесса обогащения сурьмяно-ртутных руд
70
Хвосты сульфидной флотации направляются на контакти-
рование с реагентами, а/m: жидкого стекла 300; сернокислого
алюминия 500; олеиновой кислоты 160; соснового масла 40.
Основная флюоритовая флотация 5 лшн; хвосты направляются
в отвал.
Первичный концентрат проходит пять перечисток (3; 2; 2;
1,5; 1,5 мин). Жидкое стекло 50 г!т подается только в первую
перечистку. Хвосты I и II перечистки — в отвал, III перечистки —
в основную флюоритовую флотацию, хвосты IV и V — в I очист-
ную флотацию.
Результаты этой работы следует признать удовлетворитель-
ными, учитывая сложность руд и наличие в них значительного
количества окисленных минералов сурьмы, крайне трудно флоти-
рующихся. Эта работа также подтверждает целесообразность при-
менения стадийного измельчения руд, содержащих киноварь.
А. К- Кузовлев [811, используя сочетание нескольких соби-
рателей разной химической природы, рекомендует схему с одно-
стадийным циклом измельчения, а в качестве реагентов применять
соду, пиридин, крезол, хинолин и сосновое масло в различных
комбинациях.
В результате достигнуто извлечение в коллективный сульфид-
ный концентрат: ртути до 96%, сурьмы до 76—88% при содержа-
нии ртути около 4—5%, сурьмы свыше 30% и флюорита в пре-
делах до 1%. Флюоритовый концентрат, получаемый обычной
схемой, содержал свыше 92% CaF2 при извлечении флюорита
в пределах 80%. Эти результаты требуют проверки в промышлен-
ных условиях.
Флотация ртутно-мышьяковых руд
При переработке таких руд необходима максимальная очистка
ртутных концентратов от мышьяка, поскольку он крайне вреден
при последующем извлечении ртути.
Основные мышьяковые минералы ртутно-мышьяковых руд
арсенопирит и реальгар; оба они достаточно хорошо флотируются.
Селективное отделение киновари из ртутно-мышьяковых руд
возможно или флотацией реальгара сосновым маслом, или фло-
тацией киновари с депрессией реальгара растворимым крахма-
лом, обработанным каустической содой, в частности декстрином.
Отделение арсенопирита от киновари осуществляется путем деп-
рессии его известью или цианидом, так как флотируемость ки-
новари с амиловым ксантогенатом при увеличении расхода из-
вести почти не изменяется.
По работам Фаренволда [11] известно, что при расходе 0,2—
0,5% цианида извлечение арсенопирита снижалось с 50 до 30%;
известь же (1 —1,2 кг!т) почти целиком подавляет флотируемость
арсенопирита. На флотацию киновари оба эти депрессора замет-
ного влияния не оказывают.
71
Рей и Бревере [101] сообщали, что при переработке методом
флотации пробы мышьяковистой руды, содержащей реальгар,
подавление последнего проводилось декстрином, но без флоку-
ляции, обычной для крахмальных препаратов. Однако влияние
декстрина оказалось недостаточным, поэтому авторы после ряда
опытов рекомендовали следующую смесь реагентов, при которой
достигалась высокая селекция ртути и мышьяка: декстрин (250—
400 г/т), сулема (50 г/т), цианистый калий (25 г/т), ксантогенат
калия и сосновое масло (по 50 г/т каждого). Позднее несколько
исследователей пытались воспроизвести опыты Рея и Бреверса,
но все попытки были безрезультатны.
Обербилинг [191] рекомендует для сульфидных руд, содержа-
щих, кроме киновари, арсенопирит, реальгар и аурипигмент,
применение раегентов «Цианамид компани»: коллектора 301,
вспенивателя F-65, депрессора 610 *, а также медный купорос
как активатор киновари, цианистый натрий и известь. В опытах
при переработке руды, содержащей 0,41% Hg и 0,34% As, циа-
нистый натрий задавали в мельницу (5—30 г/т) вместе с известью
(до pH = 9); медный купорос (30—720 г/т) и коллектор 301
(15—65 г/т) — в контактный чан. Вспениватель вводили в ка-
меры I, II, III основной флотации. В камеру I перечистной фло-
тации, кроме того, подавали цианистый натрий (5—10 г/т) и
депрессор 610 (80—120 г/т).
Извлечение ртути в концентрат составило 94,2% при содер-
жании в нем ртути 46,8% и мышьяка 2,35%; 94,3% мышьяка от
исходного было переведено в хвосты и только 5,7% перешло
в ртутный концентрат.
Проводились лабораторные опыты по селективной флотации
руды, содержащей 1,4?6 Hg в виде киновари и метациннабарита
и 2,27% в виде реальгара. Руду из-за тесного прорастания мине-
ралов измельчали до 90? о минус 0,074 мм. В пульпу, содержащую
до 20% твердого, добавляли NaOH до pH = 9 и собиратель Z-200.
Флотировался реальгар. После снятия концентрата к пульпе
добавляли хлористою медь для активации киновари, NaOH
до pH = 8,4 и пенообразователь F-80. Флотировалась киноварь.
Первичный мышьяковый концентрат подвергали перечистке. До-
бавляемый в перечистку силикат натрия способствовал переходу
киновари в хвосты, которые могли быть присоединены к ртутному
концентрату благодаря достаточно высокому содержанию ртути.
В результате опытов были получены концентраты с содержанием
ртути порядка 16% при извлечении 86?-6 [96].
По аналогичной схеме при исследовании руды, содержащей
1,32% Hg и 2,92% As, были получены: ргутный концентрат, со-
держащий 26,4% Hg и 4,95% As при извлечении ртути 86,75%
* 301 — ксантогенат изопропиловый, F-65 — вспениватель типа ОПСБ;
610—депрессор органический, типа декстрина.
72
и мышьяковый концентрат с 58,1 % As и 3,24Hg при извлечении
мышьяка 82% *.
В 1969 г. опубликованы результаты работ испанских исследо-
вателей по селективной флотации ртутно мышьяковых руд ме-
сторождений Астурии !. Здесь в. свое время была прекращена
разработка ряда месторождений из-за высокого содержания
мышьяка. Необходимость расширения сырьевых ресурсов потре-
бовала разработки способов селективной флотации. Исследова-
ния показали, что лучше вначале флотировать киноварь, подав-
ляя мышьяковые минералы. Лучшая депрессия реальгара дости-
гается при использовании декстрина (расход 0,2—0,3 кг!т руды),
для арсенопирита — известь с расходом 4—4,5 кг!т. pH пульпы
в пределах 7,5—7,9. В качестве активатора киновари исследо-
ватели рекомендуют сулему; при флотации руд, содержащих реаль-
гар, расход последней 0,25 кг!т, а для руд с арсенопиритом 0,1 кг!т.
Сведений о промышленном применении флотации ртутно-
мышьяковых руд с подавлением мышьяковых минералов не
имеется. Технология очистки ртутных концентратов от мышья-
ковых минералов требует дополнительной проверки на конкрет-
ных рудах.
ГЛАВА V
ОБЖИГ РТУТНЫХ РУД
Процесс извлечения ртути из рудного сырья пирометаллурги-
ческим способом внешне очень прост: руда подвергается окисли-
тельному обжигу, ртутные минералы под действием температур
и кислорода разрушаются, выделяя металлическую ртуть. Ввиду
того что обжиг ведется при температуре выше кипения ртути,
выделившийся металл переходит в парообразное состояние. Если
в руде присутствует самородная ртуть, то она при обжиге воз-
гоняется.
Газообразные продукты окислительного обжига направляются
в охлаждаемые аппараты, где пары ртути конденсируются. По-
лучающиеся возгоны собираются в приемниках и из них выде-
ляется металлическая ртуть.
Обожженная руда (огарок) направляется в отвал, а остав-
шаяся в нем ртуть безвозвратно теряется. Поэтому при обжиге
* ВИНИТИ, экспресс-информация. Горнорудная промышленность, № 30,
1960, реф. 216.
1 Ramon А. V. Estudio de nuevas tecnicas para el tratamiento metalurgico
de los minerales asturianos de mercurio. Revista de la facultad ciencias. Univer-
sidad de Oviedo; 1969, 10, № 1, 67—169.
73
следует стремиться к возможно более полному извлечению ртути,
для чего необходимо постоянное совершенствование этого про-
цесса .
Следует отметить, что внешняя простота технологической
схемы и высокое извлечение ртути из руд (свыше 90% при убо-
гом содержании металла — ниже 0,5%) не вызывали должной
тревоги ни у исследователей, ни у производственников и изу-
чению теории процесса получения ртути уделялось недостаточно
внимания.
Поскольку основное количество ртути получается из киновари,
то для понимания процесса обжига одним из главных является
вопрос о поведении сульфида ртути при термической обработке
в окислительной атмосфере.
ПОВЕДЕНИЕ КИНОВАРИ
ПРИ ОБЖИГЕ
Суммарная реакция окисления киновари
HgS + 02 = Hg + SO2 (1)
протекает в несколько стадий и значительная роль в этом про-
цессе принадлежит диссоциации киновари.
Давление пара и диссоциация сульфида ртути
О давлении пара и диссоциации сульфида ртути до настоящего
времени нет единого мнения. Одни считают HgS до 500 С проч-
ным соединением, другие — что уже при 300—350° С оно заметно
разлагается, а при 400—500' С полностью диссоциирует.
Суммарное давление пара киновари еще в 1912 г. определяли
Аллен и Креншоу [59]; они нашли, что оно равно атмосферному
при 580° С. Шуетт [67 ] измерил суммарное давление пара суль-
фида ртути при температурах ниже 580° С. Опыты проводились
с природной киноварью и с синтетическим препаратом методом
«потока» или «переноса» в струе азота. Результаты этого исследо-
вания с учетом работ Аллена и Креншоу представлены графи-
чески на рис. 3. Интересно, что Шуетт наблюдал образование
металлической ртути и сделал вывод о значительной диссоциа-
ции киновари при температуре ниже 580° С.
В 1925 г. Еллинек и Цаковскпй [62], по данным Пелабона,
определившим константу равновесия реакции восстановления HgS
водородом, рассчитали давление паров этого сульфида и нашли
его равным 2,884-Ю-4 мм рт. ст. при 360° С, 3,311-10-3 при
440° С и 1,995-10"1 при 540° С, т. е., по их данным, до температуры
600° С сульфид ртути практически не диссоциирует.
В 1928 г. Ринзе [64] с помощью пружинного манометра из-
мерил суммарное давление пара синтетически полученного суль-
74
фида ртути в интервале 333—651е С. При 386° С им было отме-
чено превращение красной модификации киновари в черную.
Данные этого исследования вместе с результатами других
исследователей приведены на рис. 7. В результате наблюдений
Ринзе также пришел к выводу о полной диссоциации сульфида
ртути выше 5303 С.
С. Д. Левина в 1942 г.1 , разрабатывая способ переработки
ртутно-сурьмяных концентратов, при 425' С получила в конден-
Рис. 7. Давление пара киновари, по данным разных
исследователей:
1 — Ринзе: 2 — Ксиро и Шляхтена; 3 — Ющенко и Цейдлера;
4 — Исаковой и Челохсаева; 5 — Аллена, Креншоу и Шуетта
саге чистую сернистую ртуть и на основании этого сделала вывод
об ошибочности заключения Ринзе о полной диссоциации кино-
вари.
Ксиро и Шлехтен [60 ] методом Лэнгмюра определили суммар-
ное давление пара HgS, которое в зависимости от температуры
выражается уравнением
IgP = +6,669 (2)
и в интервале температур 230—330° С изменяется с 3,89-10-5
до 2,63-10~3 мм рт. ст. (рис. 7).
А. И. Ющенко и А. А. Цейдлер [58] опубликовали резуль-
таты определения давления пара и диссоциации киновари ме-
1 Л еви н аС. Д., Гол ьберт К- А. Способ выделения ртути из сурь-
мяно-ртутных руд. Авт. свид. № 67130 от 20 октября 1943 г.
7Б
•годом подавления диссоциации паром одного из продуктов раз-
ложения реакции. Эти исследования показали, что киноварь
при температурах 250—550 С полностью диссоциирует на ртуть
и серу (рис. 8). Давление пара киновари в интервале температур
Рис. 8. Давление паров и диссоциации
киновари над сульфидом ртути (подан-
ным Ющенко и Цейдлера):
/ — общее давление пара; 2 — парциаль-
ное давление пара ртути; 3 — суммарное
давление пара серы
300—374° С выражается урав-
нением
lgP = =^ +6,016 (3)
и при 374—500° С
lgP = =3130 + 3796, (4)
а степень диссоциации HgS
может быть рассчитана по
эмпирическим уравнениям от
250 до 374° С:
0,1182-^
сс = 10 т , (°)
а от 375 до 500° С
а=кГ34-4. (6)
Суммарное давление пара над
HgS при 250—374° С, по дан-
ным этих авторов,
lg Р = -68г82'05 + 11,3589, (7)
а при 375—500° С
1g Р = +9,495. (8)
В 1965 г. Р. А. Исакова [120] определила суммарное давление
пара киновари методом точек кипения и степень диссоциации спо-
собом подавления ее парами серы, меченными радиоактивными
изотопами —S35. Оказалось, что суммарное давление пара при
400° С равно 25 мм pm. cm., при 450° С — 40 мм pm. cm. и при
500° С 130 мм pm. cm.; температура кипения HgS близка к 590° С
(см. рис. 7). Степень диссоциации сульфида ртути при 350—
500 С составляет 80—92%.
В итоге значения суммарного давления пара сульфидов, най-
денные Алленом, Креншоу, Шуеттом, Ринзе, А. И. Ющенко,
А. А. Цейдлером, Р. А. Исаковой, Л. Е. Угрюмовой, Л. С. Чело-
хсаевым, близки между собой. Данные Ксиро и Шлехтена за-
нижены, так как найдены методом испарения с открытой поверх-
ности без учета коэффициента Лэнгмюра.
Таким образом, авторы более ранних работ утверждают о
прочности этого соединения; более поздними исследованиями
76
была показана практически полная диссоциация его при темпе-
ратуре выше 400: С.
Совпадение последних данных о диссоциации HgS, получен-
ных разными способами, свидетельствует о близости их к истин-
ным величинам.
Заключение С. Д. Левиной о прочности киновари при 350—
500° С сделано ошибочно, так как обнаруженный ею в конденсате
сульфид ртути был вторичного происхождения: его образование
обусловлено сдвигом равновесия влево при недостатке кислорода
в процессе.
При охлаждении газовой смеси также происходит сдвиг рав-
новесия реакции (1) влево. Такое же явление наблюдалось
Р. А. Исаковой и В. К- Л1ихайловым при нагревании киновари
в вакууме или в нейтральной среде *.
Елинек и Цаковский [62] для определения степени диссоциа-
ции киновари использовали классический метод, который при
исследовании сульфидов, образующих два летучих продукта,
как правило, показывает заниженные данные вследствие сдвига
равновесия влево в момент закалки паро-газовой смеси.
Таким образом, следует считать киноварь при 400—500’С
неустойчивым соединением, разлагающимся на металл и серу.
Косвенным подтверждением этого вывода может служить факт
практически полной диссоциации аналога киновари — селенида
ртути при этих температурах [149].
Скорость разложения и возгонки киновари
Скорость возгонки веществ может быть рассчитана по формуле
Дальтона
^ = -g-(PH-P), (9)
где w — скорость испарения;
С — коэффициент пропорциональности;
S — поверхность испарения;
Рн — давление насыщенного пара;
Ро — внешнее давление в системе;
Р — действительное давление пара вещества.
Практически этой формулой трудно воспользоваться, так как
в реальных системах Р неизвестно и трудно определимо, а коэф-
фициент пропорциональности С находится опытным путем в кон-
кретных условиях.
Однако из формулы следует, что количество испарившегося
вещества тем больше, чем выше давление насыщенного пара и
1 В. К. Михайлов. Диссертация на соискание ученой степени канд.
техн. наук. Ленинград, 1962.
77
больше активная 1 поверхность испарения и чем ниже остаточное
давление газов. Величина активности поверхности прямо пропор-
циональна степени измельчения перерабатываемого материала,
а также интенсивности ее обновления, т. е. перемешивания ма-
териала.
Следовательно, чем меньше размер частиц, интенсивнее их
перемешивание и выше температура процесса, тем больше будет
скорость возгонки.
Именно отсутствием перемешивания объясняется медленное
протекание процесса обжига ртутных руд в статических условиях
в стационарных ретортных печах, а также в печах устаревших
конструкций —шахтных. Обжиг крупной руды в последних про-
должался десятки часов. В механических печах (многоподовых,
трубчатых) обжиг осуществляется за 40—50 мин. Это объясняется
более интенсивным теплообменом и хорошим контактом между
газовым потоком и непрерывно обновляющейся нагретой поверх-
ностью кусков руды, создаваемым активным принудительным
перемешиванием и достаточно большой скоростью газов.
Еще более интенсивно протекает обжиг в печах кипящего
слоя, где наряду с интенсивным теплообменом происходит само-
очищение огромной активной поверхности частиц от продуктов
реакции и газовой пленки.
По экспериментальному определению скорости возгонки ки-
новари имеется ограниченное количество исследований.
В 1931—1932 гг. Г. А. Шахов и Я- Я- Слободской [57], иссле-
дуя возможность разделения ртути и сурьмы из комплексных
концентратов, проследили за поведением киновари при нагре-
вании ее в атмосфере азота и воздуха. Оказалось, что заметное
улетучивание киновари в нейтральной среде наблюдается при
температуре 330—350е С, а при 505° С за один час возгоняется
полностью вся навеска, взятая для опыта. В воздухе возгонка
начинается при 300° С, резко возрастает при 370—385° С и при
425° С достигает 96,4 °о.
В 1962 г. В. К. Михайлов путем периодического взвешивания
навески определил скорость возгонки киновари в зависимости
от температуры и скорости пропускания газа (рис. 9, 10). Ис-
следование проводилось в азоте и возду хе. Было у становлено, что
при 300° С скорость возгонки киновари возрастает с у величе-
нием скорости пропускания газа до 23 см!сек, дальнейшее повыше-
ние скорости газового потока не влияет на скорость про-
цесса.
С повышением температуры скорость возгонки киновари ра-
стет по экспоненте и описывается уравнениями:
в азоте
1g щ = 9,7982 — ^^, (10)
1 Активная поверхность — соприкасающаяся с газами
78
Рис. 9. Улетучивание киновари и образование сульфатов при нагрева-
нии киновари в нейтральной и окислительной атмосфере-
1 — в нейтральной атмосфере; 2 — на воздухе; 3 — сульфатообразов'анне в
окислительной среде
Рис. 10. Зависимость скорости возгонки киновари от скорости потока
газа над лодочкой при 300 С в нейтральной и окислительной среде:
1 — окислительная среда (воздух); 2 — нейтральная среда (азот)
79
в воздухе
1g ю = 10,1243
5660
Т
(П)
где w — скорость возгонки.
Откуда кажущаяся энергия активации равна 25,95 и
25,81 кксиьмоль соответственно в нейтральной и окислительной
атмосфере.
Исходя из близости значений кажущихся энергий активации
процессов в нейтральной и окислительной средах, автор де-
Рис. 11. Влияние температуры на длительность обжига при
возгонке киновари
лает заключение об одной и той же лимитирующей стадии про-
цесса — диффузии киновари из руды в газовую фазу, а на осно-
вании близости значений кажущихся энергий активации к скры-
той теплоте испарения киновари, равной 26,13 ккал!моль, —
о прочности сульфида и о механизме его возгонки. Последняя про-
текает в две стадии: собственно возгонка и диссоциация ее на
ртуть и серу. В присутствии кислорода происходит окисление
элементарной серы.
Необходимо .отметить, что скрытая теплота испарения кино-
вари может быть найдена по суммарному эффекту от диссоциа-
ции и возгонки и основная часть ее приходится на разложение.
Получаемый конденсат в основном состоит из черного суль-
фида ртути при проведении опытов в азоте и металлической ртути
при проведении опытов в воздухе.
В 1968 г. В. В. Колодочкиным [124] на установке с непрерыв-
ной регистрацией потери массы образца определялась скорость
80
возгонки киновари из образцов размером 5, 10 и 15 мм. Были
приготовлены искусственные образцы двух типов: с равным коли-
чеством киновари в центре цилиндрического куска и с равномерно
распределенной киноварью по всему объему. Работы проводились
в интервале температур от 300 до 1 000° С. На рис. 11 пред-
ставлены результаты исследований для образца диаметром 5 мм.
Аналогичные данные получены и при образцах других размеров.
Было установлено, что повышение темпе-
ратуры от 300 до 1000° С сокращает про-
должительность обжига в сотни раз. За-
висимость скорости возгонки от темпе-
ратуры автором рассчитана так: для
образцов с равномерно распределенной
киноварью
16^ = 2,9252----
а для образцов с киноварью в центре
куска
lgK>2 = 2,1969--
где w — скорость возгонки, мг!мин.
Анализ результатов опытов по обжигу
образцов различной крупности показал,
что с увеличением поверхности обжигае-
мого материала в 4 раза длительность
возгонки сокращается в 2,5—3 раза.
Зависимость скорости удаления кино-
вари из образца от ее содержания по-
казана на пис. 12. Поименная зависи-
Рис. 12. Зависимость про-
должительности обжига
от содержания киновари
в образце:
1 — 0,36% Hg: 2 — 0,62%;
3 — 1,15%
мость этих величин такая: при повышении содержания кино-
вари в 2 раза время, необходимое для полного ее удаления,
должно быть увеличено в 1,7—1,8 раза.
Окисление киновари кислородом
К. М. Баутон [30] в 1925 г. в Горном бюро США провел опыты
по обжигу киновари при различных скоростях потока воздуха,
различной температуре и длительности.
При 400° С 250 г киновари окислялось за час, а при 450° С —
за 10 мин. Оказалось, что с увеличением дутья количество про-
реагировавшей киновари на единицу воздуха не только не уве-
личивалось, но даже несколько понижалось. Это свидетельствует
о том, что взаимодействие киновари с кислородом происходит
в основном в газовой фазе, и при больших линейных скоростях
пропускания воздуха газ не успевает насыщаться парами киновари.
6 С. М. Мельников 81
При 350—400° С было отмечено сульфатообразование одно-
и двухвалентной ртути, что объясняется каталитическим дей-
ствием твердой киновари. При 450° С сульфаты не были обнару-
жены или из-за их термического разложения, или вследствие
того, что при бурном испарении киновари нарушался контакт
воздуха с твердой ее поверхностью.
Образование сульфата двухвалентной ртути наблюдали также
Г. А. Шахов и Я. Я- Слободской [57]. На основании того, что
температура заметного окисления ртути совпадает с температурой
возгонки ее сульфида, эти авторы сделали вывод о том, что окис-
ление киновари происходит в основном в газовой фазе.
Влияние темперауры и продолжительности процесса на суль-
фатообразование при нагревании киновари в воздухе изучал
В. К. Михайлов. Опыты проводились с порошком химически чи-
стой киновари. Было отмечено, что образование сульфатов ртути
относится к температуре 350—375° С и количество их возрастает
только в течение первых 15 мин (см. рис. 9). Одним из основных
выводов В. К. Михайлова, так же как и в исследованиях Бау-
тона и Шахова, является то, что взаимодействие киновари с кис-
лородом воздуха протекает в газовой фазе.
Нами определена [135, с. 180; 137] скорость окисления киновари
воздухом и техническим кислородом при непрерывно повышаю-
щейся температуре и при постоянных температурах. Исследо-
вание проводилось в интервале температур 420—615е С на уста-
новке (рис. 13) с автоматической регистрацией выделившегося
сернистого газа кондуктометрическим способом с помощью ЭПП-09.
Для опытов брали красную искусственно полученную киноварь.
Оказалось, что заметное окисление киновари начинается при
300° С; полное окисление навески 2 г при 420° С происходит за
25 мин, а при 587° С за 15 мин (рис. 14).
Зависимость скорости окисления киновари кислородом воз-
духа и техническим кислородом от температуры и продолжитель-
ности при пропускании газа со скоростью 6,4 л/ч представлена
на рис. 15. Восходящие ветви кривых относятся к периоду дости-
жения заданной температуры навески, горизонтальный участок —
изотермическая область окисления киновари, нисходящие ветви —
уменьшение поверхности окисления вследствие сокращения по-
верхности испарения сульфида. Видно, что скорость окисления
киновари в кислороде более чем в 2 раза выше, чем в воз-
духе.
Было отмечено, что увеличение скорости потока возду ха при
температуре ниже 420е С и кислорода ниже 350° С почти не ока-
зывает влияния на скорость окисления. При более высоких тем-
пературах окисление киновари увеличивается почти пропорцио-
нально скорости потока газа, причем так же, как и в работе Бау-
тона, было отмечено, что с увеличением скорости потока газа
степень использования кислорода воздуха снижается (рис. 16).
82
Рис. 13. Схема установки для изучения окисления киновари:
1 — газометр; 2, 6, 18 — краны; 3 — склянка с СаС12; 4 — склянка с H2SO4; 5 — медная
стружка; 7 — вакуумметр; 8 — диафрагмовый манометр; 9 — кварцевый реактор; 10 —
электропечь; 11 — чехол с термопарой; 12 — лодочка с навеской; 13 — холодильник;
14 — фильтр Шотта; 15 — сосуд для поглощения сернистого газа; 16 — термостат; 17 —
контрольная склянка; 19 — мостик Уитстона; 20 — электронный потенциометр; 21, 22 —
амперметры; 23 — реометр; 24 — электропечь; 25 — шток для перемещения лодочки
с навеской
Температура °C
Рис. 14. Окисление киновари и антимонита при непрерывно повы-
шающейся температуре:
а— степень окисления; б — скорость окисления; X----- X HgS;
о-----о—SbjSj
6*
83
Следовательно, окисление киновари в атмосфере воздуха при
температуре выше 420° Сив кислороде выше 350° С происходит
в основном в диффузионной области. Данные об окислении кино-
Продолжительность окисления, пин
Рис. 15. Скорость окисления киновари техническим
кислородом (/—3) и воздухом (4—7) при различных
температурах:
1 — 500° С; 2 — 440° С; 3 — 410° С; 4 — 587° С;
5 — 485° С; 6— 440° С; 7 — 420° С
вари воздухом описываются уравнением Аррениуса только до
400° С, при более высокой температуре в координатах lgv---
точки образуют кривую вследствие заметного влияния диффузии.
Теппер ат ура °C
Рис. 16. Использование кислорода воздуха при оки-
слении киновари:
/ — при расходе 6,4 л/ч; 2 — 10.8 л/ч; 3 — 23,2 Л/ч
Таким образом, для интенсификации процесса обжига кино-
вари наряду с увеличением активной поверхности (перемешивание,
кипящий или взвешенный слой) весьма эффективно обогащение
воздуха кислородом или использование технического кислорода.
84
Взаимодействие киновари с другими компонентами
Так как на обжиг обычно поступают влажные руды и концен-
траты, то вполне возможно взаимодействие киновари с парами
воды. С. Д. Левина и К. А. Гольберт 1 наблюдали, что при про-
пускании азота, насыщенного парами воды, над лодочкой с кино-
варью, нагретой до 425° С, образуется сернистый газ и сероводород
в стехиометрическом соотношении по реакции
3HgS + 2Н,0 = 3Hg + 2H,S + SO, — 76 760, (12)
а на стенках трубки конденсируется металлическая ртуть.
Образующиеся сероводород и сернистый газ взаимодействуют
с выделением элементарной серы:
4H,S + 2SO2 = 4Н,О + 3S2 — 23080. (13)
Именно реакцией (13), протекающей при 250—300° С, эти ис-
следователи объясняют присутствие в конденсате элементарной
серы при нагревании киновари с недостатком кислорода.
А. И. Ющенко 1 2 наблюдал образование сероводорода в ин-
тервале температур 250—500 С, по-видимому, в результате взаимо-
действия серы с парами воды по реакции
1,5S, + 2Н,0 = 2H,S + SO2 — 35060. (14)
Наличие элементарной серы и сероводорода способствует обра-
зованию метациннабарита при охлаждении смеси по реакциям:
Hg+H2S = HgS + Н2 + 9100, (15)
Hg + S = HgS— 13900. (16)
Образование вторичного сульфида или метациннабарита при
обжиге крайне нежелательно, так как увеличивается выход ступпы,
а следовательно, сокращается прямой выход металлической ртути
и увеличиваются ее потери. Для предотвращения этого обжиг
необходимо вести с избытком кислорода.
Часто в ртутных рудах и концентратах присутствуют окислен-
ные минералы сурьмы; часть киновари может окисляться этими
соединениями.
Реакция между киноварью и трехокисью сурьмы (17) исследо-
валась К- А. Гольбертом:
9HgS + 2Sb2O3 = 9Hg + 2Sb,S3 + 3SO,. (17)
На рис. 17 приведена зависимость общего давления реак-
ции (17) от температуры по данным этого автора. Видно, что при
1 См. сноску на стр. 75.
2 А. И. Ющен ко. Диссертация на соискание ученой степени канд. техн,
наук. Ленинград, 1965.
85
400° С в результате этой реакции развивается довольно высокое
давление.
Р. А. Исаковой была измерена скорость взаимодействия кино-
вари с трехокисью сурьмы. Исследование проводилось на уста-
923
Общее давление,нм рт.ст.
Рис. 17. Зависимость общего давления реакции 9HgS+2Sb2O3=
= 2Sb2S3 +9Hg+ 3JO2 от температуры (по данным Гольберта)
новке (рис. 13) с синтетическими препаратами в атмосфере очи-
щенного и осушенного аргона. Было отмечено, что заметная ско-
рость взаимодействия киновари с трехокисью сурьмы относится
к температуре 350—375° С.
, На рис. 18 представлены
кривые скорости и степени
окисления киновари трех-
окисью сурьмы при стехио-
метрическом отношении их в
смеси при 450° С и скорости
пропускания аргона 10,8 л/ч.
Видно, что кривая скорости
проходит через максимум.
Восходящая ветвь предста-
вляет скорость взаимодейст-
вия при непрерывно повы-
шающейся температуре на-
вески до заданной. Сниже-
ние скорости связано с
уменьшением концентрации
реагирующих веществ и, воз-
можно, с тормозящим дей-
ствием твердых продуктов
Рис. 18. Степень (а) и скорость (б)
взаимодействия трехокиси сурьмы и
киновари при 410° С
86
реакции. Увеличение количества трехокиси сурьмы в два раза
по сравнению с теоретическим почти не влияет на скорость и пол-
ноту окисления киновари.
Таким образом, окисление киновари трехокисью сурьмы про-
исходит примерно при тех же температурах, что и кислородом
воздуха.
При переработке монометаллических или с небольшим содер-
жанием сурьмы руд и концентратов реакция (17) не будет иметь
существенного значения. Однако она представляет определенный
промышленный интерес при переработке ртутно-сурьмяных ком-
плексных концентратов.
В процессе обжига киноварь может реагировать с присутствую-
щими в руде окислами кальция по реакции
4HgS + 4СаО = 4Hg + 3CaS + CaSO4, (18)
с окислами мышьяка или металлическим мышьяком, образую-
щимся в результате диссоциации арсенопирита, и другими компо-
нентами.
ПОВЕДЕНИЕ РУДНЫХ КОМПОНЕНТОВ
ПРИ ОБЖИГЕ
Кроме поведения основного минерала — киновари, интересно
рассмотреть поведение при обжиге присутствующих в рудах дру-
гих компонентов и породообразующих минералов.
Для окислительных и возгоночных процессов большое значе-
ние имеет не только состав, но и такие физико-химические свойства
вмещающих пород, как тепло- и температуропроводность, плот-
ность, способность к дикрептированию, разложению, особенно
с выделением газообразных продуктов, и др.
Теплопроводность горных пород невысока; у большинства мате-
риалов она снижается с повышением температуры и зависит от
внутренней структуры и химического состава минералов. У извер-
женных пород, например, теплопроводность выше, чем у осадоч-
ных; у базальта 1,87; у гранита 1,50 (500° С); у известняка 1,38
(350° С); у песчаника — около 1,0 (500° С); у сланца 1,28 (100° С)
ккал!(м-ч-град). Продолжительность обжига рудного материала
при прочих равных условиях зависит от его характера и физиче-
ского состояния. Для плотных руд она больше, для пористых,
рыхлых меньше. Например, если при окислительном обжиге
в статических условиях при 550°С из рыхлой песчаниковой руды
в кусках крупностью 10—14 мм можно за 12 мин извлечь около
100% Hg, то из очень крепкой кварцевой руды при тех же точно
условиях извлекается только 34% Hg.
При опытах [124] с искусственно изготовленными образцами
различной пористости была установлена зависимость влияния
пористости материала на время обжига (рис. 19). Например, при
87
повышении пористости вмещающего киноварь материала на 28,7%
продолжительность обжига сокращается примерно на 2/3.
Некоторые определения скорости нагрева руд были проведены
В. К. Михайловым. Исследование проводилось с рудными квар-
Рис. 19. Зависимость продолжительности возгонки ки-
новари от пористости вмещающего материала:
/ — время возгонки; 2 — пористость образцов
цевыми песчаниками состава: кремнезема 80—97% и глинозема
2,6—11,6%. Рудовмещающая порода представлена песчаником
с кварцевыми зернами размером 0,2—1,5 мм, связанными гли-
нисто-кремнеземистым цементом.
Рис. 20. Изменение температуропроводности и теплопроводности руды
при нагреве:
1 — температуропроводность а; 2 — теплопроводность X
Зависимость изменения температуропроводности и теплопро-
водности, проверенная на цилиндрических образцах, показана
на рис. 20. По полученным значениям была рассчитана скорость
прогрева руды до 570е С в условиях нестационарного режима.
Зависимость скорости нагрева от крупности кусков руды при-
ведена на рис. 21. При расчетах было принято, что куски руды
имеют форму шара, причем диаметром шара считался максималь-
ный размер куска. Это заранее предопределило завышение вре-
88
мени нагрева. В самом деле экстраполяция этих данных показала,
что в практических условиях нагрев протекает более быстро.
По структурным признакам для руд рассеянного типа при
мелкой вкрапленности киновари требуется более продолжитель-
ный обжиг, чем для руд крупновкрапленных и прожилкового
типа. Штуфные руды, имеющие сплошную киноварную минера-
лизацию, требуют более продолжительного обжига. Поэтому во из-
бежание больших потерь ртути с огарками обжиг штуфных руд
следует проводить отдельно от рядовых.
Рис. 21. Зависимость времени прогрева куска руды до
570° С от его диаметра
В качестве примера можно привести некоторые данные прак-
тики одного из ртутных заводов, где в трубчатых печах перераба-
тывается руда одного и того же минералогического состава, но
рассортированная на три сорта по содержанию ртути. Обжиг
каждого сорта ведется по своему режиму. При постоянной темпе-
ратуре чем богаче руды, тем продолжительнее обжиг, а произво-
дительность печи по материалу ниже. Так, рядовая руда с содер-
жанием около 0,25% Hg обжигается в течение 60 мин-, при содер-
жании 2—3% Hg производительность печи снижается на 30%,
а при обжиге штуфной руды с 30% Hg — примерно в 7 раз по
сравнению с работой на рядовой руде. При таком режиме на пере-
деле обжига, т. е. в газы, достигается следующее технологическое
извлечение ртути по сортам: 98,6; 99,7 и 99,6% соответст-
венно.
В зависимости от выбранного режима обжига и аппаратуры
руда должна быть раздроблена до необходимой крупности. Чем
крупнее куски, тем больше времени требуется для их прогрева
и испарения киновари, находящейся в глубине куска руды.
Хотя накопленный производственный опыт и позволяет опре-
делять примерный режим обжига ртутных руд, все же условия
обжига уточняются экспериментально для каждого сорта руд,
так как процессы обжига плохо моделируются.
89
Рудообразующие минералы
Карбонаты, присутствующие в рудах, при обжиге диссоции-
руют с выделением углекислоты. Эти газы являются балласт-
ными, так как увеличивают объем технологических газов, дают
лишнюю нагрузку на аппаратуру и приводят к дополнительным
потерям ртути. Кроме того, реакция диссоциации карбонатов
эндотермична, значит на их разложение расходуется дополнитель-
ное количество тепла. По указанным причинам присутствие карбо-
натов в руде нежелательно.
С другой стороны, выделяющийся при диссоциации карбонатов
углекислый газ разрыхляет твердые продукты, создавая пористую
структуру и обегчая выход паров ртути или киновари из внутрен-
них слоев. Кроме того, движущиеся газы увлекают тяжелые пары
ртути и киновари, ускоряя их отвод с поверхности испарения.
Непроизводительные затраты тепла на диссоциацию карбона-
тов щелочноземельных металлов в некоторой степени воспол-
няются, так как пыль, улавливаемая при обжиге руд, подщелачи-
вает воду, используемую для гидроудаления пыли. Впоследствии
эта щелочность воды может быть рационально использована для
улавливания ртути при очистке сточных вод завода.
Н. Медвед [174], ссылаясь на опыт работы завода в Идрии, сооб-
щает, что окись магния, образующаяся в результате диссоциации
магнезита при обжиге и попадающая в конденсатор в виде тонкой
пыли, вновь карбонизируется за счет углекислоты, содержащейся
в технологических газах. При этом улавливаемая в конденсаторе
пыль как бы «прикипает» к внутренним стенкам аппаратуры, что
требует более тщательной и частой промывки конденсаторных труб.
Поэтому автор считает, что в условиях Идрии, т. е. при рудах,
имеющих высокое содержание магнезита, особенно необходимо
обращать внимание на возможно более полную очистку газов
от пыли.
Наиболее часто встречаются в рудах кальцит (СаСО3), магне-
зит (MgCO3) и доломит [CaMg (СО3)2].
В табл. 11 приводится состав наиболее распространенных
карбонатов и объем углекислого газа, образующегося при их дис-
социации.
Таблица 11
Минерал Содержание, % Количество углекислого газа на 1 м?/ке (н. у)* минерала
СаО MgO СО2
Кальцит 56,03 43,97 0,222
Доломит 30,41 21,86 47,73 0,241
Магнезит . . . — 47,81 52,19 0,264
* Далее для краткости объем газов в нормальных условиях будем обозначать
At3 {и. у.), например 5 г/м* (и. у.).
90
22. Зависимость давления диссоциации
Рис.
углекислого кальция (/) и углекислого маг-
ния (2) от температуры
Упругость диссоциации магнезита достаточно велика уже при
сравнительно низких температурах. Начиная с 200э С она с повы-
шением температуры стремительно возрастает, составляя при
300' С 47, при 375° С 524 и при 402° С 760 мм рт. ст. Диссо-
циация кальцита заметна только при 500= С; при 800° С упругость
диссоциации достигает 158, при 850° С 373 и при 898э С
760 мм рт. ст. Кривые зависимости давления СО2 при диссоциации
СаСО3 и MgCO3 от тем-
пературы приведены на
рис. 22.
Доломит при нагре-
вании вначале разла-
гается на простые кар-
бонаты, которые затем
диссоциируют. Несмо-
тря на то что быстрое
разложение СаСО3 про-
исходит при темпера-
туре около 900° С, в
практических условиях
изпромышленногосырья
полное удаление угле-
кислоты достигается
лишь при 1000—1100~С.
Таким образом, при
обжиге ртутных руд
весь углекислый газ
магнезита перейдет в технологические газы (264 л<3 на каждую
тонну MgCO3). Кальцит при обжиге разлагается не полностью:
в зависимости от температуры процесса практически 40—50 °о СО2
переходит в технологические газы, или примерно 80—100 мЧт
СаСО3. Теплота диссоциации СаСО3 около 430 ккал!кг, магне-
зита 290 ккал'кг.
На ртутных месторождениях, руды которых представлены
известняком или доломитом, не исключена возможность организа-
ции извлечения ртути с попутным производством извести или на
известковом заводе возможно попутное получение ртути. В первом
варианте, по-видимому, потребуется двухстадийный обжиг, при
котором горячие огарки рту гного цикла должны передаваться
в другую печь, где они будут дообжигаться при температуре
до 1100° С. Во втором варианте, когда руда сразу подвергается
высокотемпературному обжигу, потребуется сооружение установок
значительно более крупных размеров для очистки газов от пыли
и для конденсации ртутных паров. Естественно, что потери ртути
во втором варианте будут выше, чем в первом.
При изучении вещественного состава ртутных руд, подлежащих
непосредственной пирометаллургической переработке, необхо-
91
димо учитывать, что в рудах некоторых сортов могут находиться
полевые шпаты, плагиоклазы и другие породообразующие мине-
ралы, содержащие калий и натрий.
Характерные представители полевых шпатов — ортоклаз
(К2О- Al2O3-6SiO2) и альбит (Na2O- Al2O3-6SiO2). Плагиоклазы—
весьма распространенные в природе минералы, имеют состав
типа т NaAlSi3O8+CaAl2Si2O8. Окись калия входит в состав слюд
(мусковит, серицит) КА1.2 (AlSi3010) • (ОН)2 и др.
При обжиге руд, содержащих повышенные количества окислов
калия и натрия, возможно образование легкоплавких соединений,
оплавление обжигаемой руды и образование настылей на стенках
печей в зоне повышенных температур. В этом случае приходится
снижать температуру обжига, а значит и производительность печи.
В практике наших заводов известны случаи, когда при обжиге
руд, содержащих 3—5% К2О в виде гидромусковита и серицита,
образовывались настыли в нижней трети трубчатой печи. Известно,
что руды некоторых ртутных месторождений Северо-Востока СССР
содержат повышенное количество серицита.
Поведение плавикового шпата (флюорита) CaF» (51,33% Са,
48,67% F) в условиях окислительного обжига изучено недоста-
точно.Его температура плавления 1418° С, кипения 2500° С; пре-
вращение из a-модификации в p-модификацию происходит при
1151° С.
В чистом виде CaF2 устойчив при температурах до 1000° С;
однако в присутствии кремнезема наблюдается заметная потеря
фтора уже при 800° С вследствие образования газообразного четы-
рехфтористого кремния. Последний при наличии паров воды реа-
гирует с ней, образуя фтористый водород:
SiF4 + 2H2OZ±SiO2 + 4HF.
Фтористый кальций реагирует также с рядом окислов, в том
числе с ТЮ2 и Fe3O3. Известно, что сернистый цинк вызывает
разложение фтористого кальция при 500—600° С. Возможно,
аналогичное явление будет протекать и в присутствии сернистой
ртути.
Наблюдения за поведением флюоритового концентрата при
обжиге в окислительной среде с 15—20% О2 показали, что газы
содержат фтористый водород. При 30-мин нагреве в газах обнару-
живался фтористый водород: при 900° С — 0,284 мг!л, при
1000° С 0,352 мг!л. Потери CaF2 при этом составили соответ-
ственно 0,18 и 0,38%. Поверхность гранул концентрата была
слегка оплавленной, корочка имела толщину 0,1—0,2 мм.
При обжиге ртутных руд, содержащих малые количества пла-
викового шпата, не было обнаружено повышенной коррозии
металлической аппаратуры, которую можно было бы объяснить
агрессивным действием фтористого водорода. Однако при местных
перегревах в трубчатых печах наблюдалось подплавление и оком-
92
кование шихты. Можно ожидать образования четырехфтористого
кремния в результате взаимодействия фтора с кремнеземом футе-
ровки печи, что отрицательно скажется на сроках ее службы.
Следовательно, присутствие больших количеств плавикового
шпата в рудах должно настораживать производственников, и
в этом случае наиболее правильным следует считать предвари-
тельное селективное обогащение руд.
Поведение плавикового шпата при обжиге ртутных руд, в част-
ности влияние фтористого водорода на аппаратуру, требует допол-
нительных наблюдений и исследований.
Встречающиеся в рудах сульфаты обычно содержат конститу-
ционную влагу и служат источником дополнительных количеств
водяных паров. Например, гипс CaSO4-2H2O при обжиге отще-
пляет вод}, отягощая технологические газы водяным паром (0,1 л
пара на 1 кг гипса). Разложение собственно сульфата начинается
только при 800е С.
В присутствии углерода при температурах, близких к 800° С,
сульфат кальция превращается в сульфид, углекислый газ и окись
углерода по реакции
CaSO4 + ЗС = CaS + СО2 + 2СО — 85,5 ккал. (19)
При этом на 1 кг гипса образуется 0,14 л СО, и 0,26 л СО.
Минералы сурьмы и мышьяка
Сурьма и мышьяк часто сопутствуют ртути в рудах. Наиболее
распространены следующие их минералы (табл. 12).
Таблица 12
Основные минералы сурьмы и мышьяка
Минерал Формула Химический состав, %
Sb As s o2
Антимонит (стибнит) Sb2Sg 71,69 28,31 — _
Валентинит 1 Сенармонит J Sb2O3 83,54 — — 16,46
Сервантит Sb2O4 79,19 — — 20,81
Арсенопирит FeAsS — 46,01 19,69 —
Аурипигмент AS2S3 — 60,91 30,09 —
Реальгар AsS — 70,0 30,0 —
Присутствие в рудах сурьмы и мышьяка крайне нежелательно.
Антимонит (Sb2S3) имеет температуру плавления 548е С; при
нагревании он окисляется до трехокиси Sb2O3. Окисление начи-
нается около 200° С, активно протекая с 350 до 450° С. Выше
93
400 С трехокись начинает возгоняться и переходить в технологи-
ческие газы. Температ) ра плавления трехокиси сурьмы 656е С;
в процессе нагрева сульфида и трехокиси сурьмы возможно обра-
зование кермезита 2Sb.2S3-Sb2O3, имеющего температуру плавле-
ния 517° С.
При избытке кислорода трехокись окисляется до Sb,O4 —
нелетучего соединения, которое начинает диссоциировать только
при 820° С и активно разлагается на трехокись и кислород при
температурах, близких к 1000
Рис. 24 Зависимость улетучивания
мышьяка (------) и серы (— ---) от
температуры и времени при обжиге
арсенопирита к окислительной среде
(воздух):
1 — 800° С; 2 — 700° С: 3 — 600° С; 4 —
500° С; 5 — 400° С [148]
диссоциации арсенопирита.
Рис. 23. Давление пара сульфида
мышьяка (/) и диссоциации арсено-
пирита (2) в зависимости от тем-
пературы
Все простые сульфиды мышь-
яка летучи. На рис. 23 приве-
дены данные о давлении пара
аурипигмента и об упругости
При обжиге арсенопирит диссоциирует на мышьяк и сернистое
железо. При температуре процесса мышьяк находится в паровой
фазе; это предопределяет более быстрое окисление его в летучую
трехокись.
На рис. 24 приведены кривые, характеризующие зависимость
скорости улетучивания мышьяка и окисления серы от темпера-
туры.
При температуре обжига ртутных руд другие мышьяковые
минералы также легко окисляются до трехокиси. Последняя
известна в нескольких модификациях, однако наиболее распро-
страненной является октаэдрическая форма плотностью 3,86—
4,0 г!см?.
94
В табл. 13 приведено давление паров трехокиси мышьяка,
откуда следует, что оно близко к давлению пара ртути. В силу
этого при обжиге значительная часть паров As2O3 следует вместе
с парами ртути по всему газовому тракту.
Таблица 13
Давление пара трехокиси мышьяка [145]
Температура °C Давление пара трехокиси мышьяка октаэдриче- ской формы мм рт. ст. Давление пара иад жидкой трехокисью мышьяка * мм рт. ст. Температура °C Давление пара трехокиси мышьяка октаэдриче- ской формы мм рт. ст. Давление пара над жидкой трехокисью мышьяка * мм рт. ст.
103 0,00046 332,5 100
160 0,0473 — 370,0 — 200
171 0,118 — 387,0 — 276
199 0,54 -— 410,0 — 398
231 3,44 — 430,0 496
257 13,60 — 465,0 — 752
278,3 37,5 — 500,0 — 760
* Температура плавления октаэдрической формы трехокиси мышьяка 295° С.
При избытке кислорода трехокись мышьяка окисляется до
нелетучей пятиокиси As2O5. Пятиокись в присутствии окислов
железа, свинца и др. образует арсенаты, устойчивые при темпера-
турах обжига ртутных руд.
В то же время окислы сурьмы и мяшьяка могут образовывать
стеклообразные соединения с силикатами и некоторыми другими
породообразующими компонентами. На этом основано их исполь-
зование в стекловарении, керамике и производстве эмалей.
Летучесть и легкоплавкость соединений сурьмы и мышьяка
при высоких содержаниях их в рудах может быть причиной ряда
осложнений при обжиге. Оплавление трехсернистой сурьмы и кер-
мезита приводит к образованию поверхностной пленки на кусках
руды, которая препятствует свободной эвакуации возгоняемой
киновари. Образование сурьмяного и мышьяковистого стекла
может приводить к окомкованию руды, возникновению настылей
на стенах печей и в отдельных случаях — к полному нарушению
процесса обжига.
Наибольшие осложнения вызываются Sb2O3 и As2O3, пере-
шедшими в технологические газы. Вследствие высокой дисперсности
(до 0,01 мм) они, минуя пылегазоочистительную аппаратуру,
проникают в конденсационную систему и, оседая на внутренних
стенках конденсаторов, образуют очень плотную корочку. Это
ухудшает условия теплоотдачи во внешнюю среду, снижает к. п. д.
конденсатора и затрудняет обслуживание аппаратуры. Кроме
95
того, окиси сурьмы и мышьяка, попадая в продукты конденсации,
разубоживают их по ртути, а следовательно, снижают выход
и общее извлечение ртути.
Так, например, на заводе Ред Девил (Аляска) перерабатывают
руды с содержанием около 2,5% Hg и в 2 раза больше сурьмы.
В рудах, кроме того, присутствует аурипигмент и реальгар. Целе-
сообразней было бы эти руды перерабатывать по комбинированной
схеме с предварительным обогащением и последующим выщелачи-
ванием мышьяка. Однако была принята пирометаллургическая
схема с обжигом руды в шестиподовой печи Гересгоффа. В про-
цессе обжига оплавляющийся антимонит обволакивает куски руды
и склеивает пыль и мелочь. Образующаяся корка ограждает
заключенные внутри куска минералы от контакта с газовой средой,
отчего снижается скорость возгонки киновари. Вместе с кино-
варью изолируется также антимонит. Практикой установлено, что
в этих условиях антимонит разлагается примерно лишь на х/4.
Потери ртути с огарками, как правило, происходят за счет
наиболее богатых киноварью крупных кусков (крупность дробле-
ния руды —37 мм). В печи систематически происходит оплавление
материала на подах и в зоне работы горелок, образуется прочный
налет окислов сурьмы на перегребающих устройствах. Форсуноч-
ные отверстия печи и перегрузочные проемы на подах зарастают
сурьмяным стеклом, поэтому приходится их регулярно прочищать
с остановками печи. При эвакуации газов и последующих опера-
циях их очистки от пыли и охлаждении перед конденсацией
трехокись сурьмы вызывает дополнительные трудности, которые
рассматриваются далее (см. стр. 157).
Сера
Некоторые вопросы о поведении серы при окислительном об-
жиге и влиянии ее на процессы восстановления киновари рассмо-
трены выше. По наблюдению Дюшака, сернистый газ при содер-
жании порядка до 12% по объему уже оказывает вредное влияние
на процесс восстановления ртути.
Сера не только связана с киноварью, но и присутствует в виде
сульфидов сурьмы, мышьяка и чаще — в виде пирита и марказита
(FeS2). Температура плавления серы 119° С, воспламенения
360° С, кипения 444,6° С.
Известны ртутные месторождения с высоким содержанием
элементарной серы, например Сульфур-Бэнк (США), в рудах
которого содержание свободной серы достигает 5%. Характерна
практика работы этого завода, а также завода Рид (США), руды
которого содержат до 20% S главным образом в составе пирита.
Работа на обоих заводах осложняется еще и высокой влажно-
стью руд (до 20 и 10% соответственно).(Попытка получить ртуть
обычным обжигом в трубчатых печах 'не дала результатов —
в конденсате получался продукт, содержащий большое количество)
96
метациннабарита, образующегося в результате сульфидирования
паров ртути элементарной серой. Поэтому оба завода были пере-
ведены на пря.моточную систему обжига, т. е. отопление печей
было организовано с верхнего конца печи, со стороны загрузки
руды. Это позволило повысить температуру отходящих газов
и несколько увеличить выход металлической ртути при конден-
сации. Однако общее извлечение на заводах даже из сравнительно
богатых ртутью руд было низким. Несмотря на наличие в рудах
большого количества серы, расход топлива на тонну р\ды почти
в два раза превышал обычные нормы.
Влага
Естественная влажность свежедобытой руды из необводненных
рудников примерно 3—5%; содержание влаги в кеках фтотацион-
ных концентратов после фильтрации составляет 10—15%.
При повышении содержания влаги в рудном сырье снижается
производительность печей и увеличивается расход топлива. Вода,
испарившаяся при обжиге, целиком переходит в газы и вызывает
ряд осложнений в тепловом и технологическом режимах. Объем
газов возрастает за счет балластных водяных паров, что крайне
отрицательно влияет на извлечение ртути. В то же время при кон-
денсации необходимо отводить тепло, внесенное водяным паром, что
вынуждает увеличивать размер конденсационной аппаратуры.
Приближенно можно считать, что на каждую тонну воды в сутки
требуется дополнительно порядка 10 м2 поверхности металличе-
ского конденсатора с воздушным охлаждением. у
Некоторое представление о влиянии влажности руды на расход
топлива можно получить по результатам исследований, проведен-
ных в производственных условиях Новочеркасским политехниче-
ским институтом при обжиге руд в трубчатой печи. При влажности
руды в пределах 3—5% расход тепла на испарение влаги состав-
лял 12—15% от общего; при повышении содержания влаги до
7—8% расход увеличивался до 35%, а содержание водяных паров
в технологических газах достигало 37,8% (объемн.).
Повышение влажности руды приводит к удлинению зоны пре-
дварительного подогрева, отчего уменьшается продолжительность
активного обжига и снижаются его качественные показатели.
Зависимость влияния влажности руды на производительность
трубчатой печи и на расход тепла при обжиге показана на рис. 25.
Приведенные кривые построены по расчетным данным для трубча-
той печи, производительность которой при обжиге cj хой руды
составляет 300 т в сутки. В расчеты заложены следующие исход-
ные данные: расход тепла на 1 т сухой руды 300 тыс. ккал при
температурах: руды 20° С, отходящих из печи технологических
газов 400° С, огарков 700° С.
Повышенная влажность руды вызывает и другие осложнения:
при классификации требуется применение механических (вибра-
7' С. М. Мельников 97
ционных) грохотов, так как колосниковые не обеспечивают долж-
ного отделения мелочи. Тракт подачи руды в печь постоянно заби-
вается, что требует увеличения проходных сечений течек и питате-
лей, а иногда и использования механических устройств, способ-
ствующих движению руды (вибраторов, ворошилок и т. п.).
В отдельных случаях в зависимости от характера рудовме-
щающего материала, например глинистого, добываемого открытым
способом, в дождливый пе-
Содержание влаги в руде, %,
риод при отсутствии усло-
вий для подсушки воз-
можна подшихтовка к бо-
лее сухой руде. Смешение
руд следует осуществлять
послойной загрузкой в
бункер для руды перед
крупным дроблением.
Практика показала,
что флотационные кон-
центраты, содержащие 10—
15% влаги, характери-
зуются большой слежи-
ваемостью. После некото-
рого хранения в бункере
эти концентраты зависают,
угол естественного откоса
иногда превышает 90° и
их становится очень слож-
но выгружать из бункера.
В этом случае также не-
обходимо применение ме-
ханических ворошилок,
вибрационных питателей
и других приспособлений.
При отрицательных
температурах влажная
руда смерзается при тран-
Рис. 25. Зависимость производительности
трубчатой печи и расхода тепла от влаж-
ности руды:
/ — производительность печи по обжигу руды;
2 — расход тепла в пересчете и а сухую массу
руды; 3 — расход тепла на обжиг руды
спортировке и хранении в бункерах, поэтому необходимо
устройство утепляющих сооружений.
Следовательно, при повышенной влажности обжигаемого мате-
риала не только растут эксплуатационные расходы и снижается
производительность труда, но и увеличиваются капитальные
затраты.
Изложенное показывает, что вопросы, возникающие в связи
с влажностью руды, требуют большого внимания, например, при
выборе системы отработки месторождений. Так, при холодном
климате, продолжительном зимнем сезоне, обильных осадках
и снежных заносах прогрессивные в обычных условиях открытые
98
горные работы могут оказаться совершенно неприемлемыми для
ртутных предприятий, где руда из забоев сразу направляется на
обжиг. В этих условиях необходимо либо применение подземных
горных работ, обеспечивающих поставку руды с естественной
влажностью, либо организация производства с предварительным
обогащением руды. Не исключено, что месторождения рядовых
руд, которые можно отрабатывать только открытым способом,
могут оказаться нерентабельными из-за слишком высокой влаж-
ности руды.
Подсушку руды можно организовать различными способами.
Если позволяют климатические условия, простейшим приемом
может быть подсушка руды на площадках с перевалкой. Известен
итальянский способ солнечной сушки: на склоне горы распола-
гают под углом 25—35° площадки, покрытые листовым железом.
Руду загружают на верхнюю площадку и постепенно она передви-
гается вниз за счет собственного веса.
Принудительная сушка с подводом тепла осложняется тем, что
из-за высокой летучести ртути и киновари ограничивается темпе-
ратура процесса. Во избежание потерь ртути и загрязнения ртут-
ными парами окружающего воздуха максимально допу стимые
температуры сушки для руд, не содержащих самородной ртути,
не должны превышать 150° С, а при наличии металлической ртути
процесс должен проводиться при температуре ниже 100° С. Есте-
ственно, что такой режим предопределяет низкую производитель-
ность сушильной аппаратуры. В обоих случаях установка должна
быть оборудована приточной и вытяжной вентиляцией.
Из прошлого опыта можно привести единственный пример
применения барабанных сушилок в Италии (Монте-Амиата), уста-
новленных в 1911—1913 гг. Сушилки имели размер барабанов
1,6X10 л, установленных под углом 3,5°. Скорость вращения
2 об!мин, производительность каждой сушилки 50 т в смену.
При крупности руды 120 мм и менее и температуре отходящих
газов 80° С сушилки обеспечивали снижение влаги с 15 до 5%
Отапливались сушилки хворостом с'расходом последнего 30 кг!т
руды или примерно 90'тыс. ккал'т. Режим работы прямоточ-
ный, т. е. газы из топки вводились в сушильный барабан со сто-
роны загрузки руды. Можно предполагать, что при сравнительно
большой длине барабана в его горячем конце происходили воз-
гонка киновари и образование ртути. Для сбора пыли у сушилок
были установлены пылевые камеры, улавливающие примерно
0,5% пыли от веса руды. Три сушилки обслуживались пятью
рабочими в смену.
В настоящее время на Монте-Амиата имеются две барабанные
сушилки, которые периодически используются для подсушки руд.
Сушилки работают на мазуте, сжигаемом в выносных топках;
температуру топочных газов стремятся поддерживать не выше
100° С на входе в сушилку. Время пребывания руды в сушилке
7* 99
около двух часов. Содержание влаги в исходной руде высокое:
до 20%; в подсушенной удается снижать влажность до 3—4%.
Такой режим предопределяет очень низкую производительность
сушилки.
Таким образом, сушка руды в барабанных сушилках отли-
чается от процесса обжига руды в трубчатых печах только темпе-
ратурным режимом. Низкая производительность сушильных уст-
ройств определяет сравнительно высокую стоимость сушки. При
небольших масштабах ртутных заводов, часто оборудованных
одной трубчатой печью, удельный вес затрат на сушку руды от
общих расходов будет еще большим. Поскольку общие затраты
тепла на сушку и обжиг постоянны, а при раздельном ведении
этих процессов они будут большими, то возникает вопрос о целе-
сообразности применения раздельных процессов; при совмещении
сушки и обжига в одном агрегате процесс протекает быстрее
и с меньшими потерями ртути.
Для дальнейших изысканий эффективных методов сушки ртуть-
содержащего рудного сырья интересны способы нагрева во взе-
шенном состоянии, в кипящем или вибрирующем слое, с приме-
нением ультразвука и др.
При организации сушки необходимо использовать внутренние
ресурсы вторичного тепла, имеющиеся на всех ртутных заводах.
Например, на заводе Ред Девил (Аляска), где в условиях севера
приходится перерабатывать руды высокой влажности, металлурги-
ческая установка целиком помещена в отапливаемое здание,
а пространство между бункером дробленой руды и печью закрыто
снаружи и в него нагнетается горячий воздух, нагревающийся
в результате охлаждения вала и гребков многоподовой печи. Это
позволило частично подсушивать руду перед загрузкой в печь.
Кроме того, первый верхний под печи здесь, как и на других заво-
дах, оборудованных многоподовыми печами, используется для
подсушки руды.
Тепло горячих огарков также может быть использовано для
подсушки руды. На заводах большой производительности, имею-
щих несколько печей, подсушку руды воздухом, нагретым за счет
тепла огарков, можно организовать с наименьшими затратами.
Наконец, не исключено, что в ряде случаев наиболее целесооб-
разно и экономически выгодно, как это указывалось ранее, на-
правлять руду с высокой влажностью на предварительное обога-
щение.
ЗАПЫЛЕННОСТЬ РУД
Присутствующие в ртутных рудах фракции менее 0,5 мм отри-
цательно влияют на процесс извлечения ртути.
Некоторые виды руд, добытых либо с участков, приуроченных
к поверхностным, разрушенным горизонтам месторождений, либо
из районов с повышенной послерудной тектонической деятель-
100
ностью, могут содержать много мелочи. При дроблении мягких
руд также образуется много тонких фракций. Как правило, именно
тонкие фракции оказываются обогащенными киноварью.
При обжиге топочные газы выносят тонкие фракции из печи
в систему прежде, чем киноварь успевает выделиться из руды.
При большом содержании пыли в руде обжиг осложняется: про-
цесс перемещается из печи в газоходную систему, протекает при
более низких температурах и с меньшей скоростью. Непрореаги-
ровавший сульфид ртути частично задерживается пылеуловите-
лями, оседает в конденсаторе и других частях газового тракта,
а наиболее тонкая фракция выносится с газами в атмосферу.
В этом случае пыль, уловленная в циклонах, может иметь повы-
шенное в сравнении с рудой содержание ртути в виде сульфида
и даже металла.
В практике известны случаи, когда при обжиге чрезмерно пыле-
ватых руд нарушался процесс формирования пламени, происхо-
дило неполное сгорание мазута, температура в печи снижалась
и процесс обжига прекращался.
На одном из заводов, обычно работающем на крепких рудах,
содержание ртути в пылях циклонов составляло 0,04—0,06%.
Когда на этом заводе была принята попытка без изменения режима
переработать руду, содержащую значительное количество тонких
фракций, пыль циклонов обогатилась до 1,5—2% Hg, причем
только пятая часть ее была в сульфидной форме, остальная —
в виде металла. Запыленность выходящих из печи газов поднялась
с 60 до 160 гЛи3, а содержание ртути в сливных водах гидротран-
спорта пыли увеличилось с 4 до 15—20 мг л. Потребовалось оста-
новить трубчатую печь, чтобы переделать приспособление для регу-
лировки скорости вращения печи, и выключить несколько цикло-
нов, чтобы получить необходимую скорость газов. При снижении
производительности печи в два раза извлечение ртути при обжиге
было доведено до нормы, однако выход ступпы увеличился, что
отрицательно сказалось на общем извлечении металла.
Для переработки пылеватых руд лучше всего отсевать мелочь
и обжигать ее в отдельной печи. При этом следует соблюдать воз-
можно более спокойный режим — со снижением количества и ско-
рости газов, а следовательно, и с перестройкой работы пылеулови-
тельной аппаратуры. Наилучшими агрегатами для обжига пыле-
ватых руд, если они имеют достаточно высокое содержание ртути,
следует считать муфельные или механические ретортные печи.
Присутствие пыли в руде вредно отражается не только на
процессе обжига. Проникая в конденсационную систему, пыль осе-
дает на стенках аппаратов; образовавшийся осадок снижает отвод
тепла и, следовательно, эффективность работы конденсатора.
Кроме того, пыль, попадая в продукты конденсации, снижает
в них содержание ртути и создает значительные трудности при
последующем выделении металла.
ГЛАВА VI
ПЕЧИ ДЛЯ ОБЖИГА
РТУТНЫХ РУД
ОБЩИЕ СВЕДЕНИЯ
История металлургии ртути насчитывает более 2000 лет. От об-
жига руды в кучах древние металлурги, по-видимому, быстро
перешли к применению глиняных реторт. Из трудов «Де-ре-Л1е-
таллика» Агриколы известно, что в 1556 г. металлурги все еще
пользовались только глиняными ретортами.
В 1634 г. в Перу Дон-Лопецом построена шахтная печь.
В 1636—1654 гг. такие печи сооружают в Альмадене (Испания)
и называются они печами Бустаменте; эти печи работают вплоть
до 1925 г.
Первые металлические реторты появляются в 1641 г., и лишь
в XIX в. в Европе строятся отражательные печи.
В 1876 г. Скотт (Нью-Альмаден) сооружает каскадную печь для
дробленых руд, а через 10 лет, в 1886 г., Чермак и Спирек создают
европейскую модификацию каскадной печи.
Помимо упомянутых конструкций печей, в разное время, глав-
ным образом в XIX в., применялись многочисленные варианты
конструкций печей в основном шахтного типа. Наиболее удачными
из стационарных печей следует признать каскадные печи, так как
условия обжига в них, а значит и процесс более динамичны.
Лучшая из печей этого класса, по-видимому, печь Скотта, полу-
чившая в свое время наибольшее распространение.
В настоящее время стационарные печи вышли из употребления
и представляют только исторический интерес, поэтому описание
их не дается. Некоторые сведения о стационарных печах приве-
дены в раннем труде автора [11].
XX в. дал ртутной промышленности механические пламенные
печи, в том числе трубчатые, которые впервые были применены
при обжиге руд в 1913 г. на руднике Сан-Сальвадор (Италия),
а также многоподовые печи (1916 г., Нью-Альмаден).
Трубчатые печи быстро зарекомендовали себя как удобный
агрегат и получили распространение во всем мире. В настоящее
время работает несколько десятков таких печей. Многоподовые
печи не нашли широкого применения; их установлено всего около
двадцати. За последние годы в СССР впервые в мире для перера-
ботки ртутных руд применены печи кипящего слоя (КС).
‘В пламенных печах технологические газы смешиваются с топоч-
ными. Но обжиг может быть осуществлен и без смешения топочных
и технологических газов — в га фельных печах, где рудное сырье
нагревается через стенку муфеля, а топочные и технологические
газы отводятся из печи по отдельным газоходам.
102
Стационарные ретортные печи должны быть отнесены к классу
муфельных печей. В XX в. на смену стационарным ретортам при-
шли механические ретортные (муфельные) печи. Несколько типов
таких печей разработано в СССР и за рубежом.
Пламенные печи с непосредственным нагревом руды топоч-
ными газами характеризуются высокой производительностью,
маневренностью регулирования процесса; кроме того, в них можно
перерабатывать руды с содержанием ртути в широких пределах.
Один из существенных недостатков пламенных печей заклю-
чается в том, что технологические газы, содержащие ртутные пары,
смешиваются с топочными; концентрация ртути в газах резко
падает, и это очень осложняет процесс конденсации. Вторым недо-
статком пламенных печей является обязательная организация
очистки газов от пыли, так как при больших скоростях печные газы
уносят из печи значительные количества рудной пыли. И все же,
поскольку пока не найдено средств и аппаратов для полной очистки
газов от пыли, продукты конденсации, как правило, содержат
очень много рудного материала. Естественно, это отрицательно
влияет на извлечение ртути, поскольку в конденсаторах обра-
зуется промежуточный продукт, требующий дополнительной пере-
работки.
Недостатки пламенных печей не присущи муфельным. Раздель-
ный отвод технологических газов позволяет проводить конденса-
цию в более благоприятных условиях: концентрация ртутных
паров здесь выше, а запыленность ниже, чем в пламенных, по-
скольку из печи эвакуируется меньшее количество газов и с мень-
шими скоростями, а следовательно, с более низким содержанием
пыли.
Но производительность муфельных печей значительно ниже,
чем пламенных, как и тепловой к. п. д. Следовательно, удельный
расход топлива велик, как и производственные затраты. Поэтому
муфельные печи могут применяться с экономической эффектив-
ностью только для переработки богатого сырья — штуфных руд
или флотационных концентратов. ।
ПЛАМЕННЫЕ ПЕЧИ
(ПЕЧИ С НЕПОСРЕДСТВЕННЫМ НАГРЕВОМ СЫРЬЯ)
Трубчатые печи
Трубчатые печи за полувековой период применения в ртутной
промышленности зарекомендовали себя как вполне надежный
производственный агрегат. По установленному у нас расчетному
нормативу, для этих печей принято 348 рабочих дней в году, или
90% календарного времени. Это отличная аттестация конструкции
промышленной печи, достаточно хорошо освоенной в нашей стране.
На практике фактическое рабочее время печей обычно превышает
103
этот расчетный норматив. Печь может перерабатывать руды с ши-
роким диапазоном содержания ртути, с высокими показателями
технологического извлечения металла из обжигаемой руды. В уп-
равлении печью легко применима автоматизация. Конструкция
печи проста. Трубчатые печи долговечны — работают по не-
скольку десятков лет.
Недостатком трубчатых печей, как и всех вращающихся меха-
нических печей, следует считать сопряжения движущихся эле-
ментов со стационарными, поскольку через неплотности сопряже-
ния при его неисправности возможны как подсосы в печь излиш-
него воздуха, так и утечка из печи технологических газов, содер-
жащих пары ртути.
Конструкция печи
Печь представляет собой длинный корпус — металлический
цилиндр, установленный под небольшим углом к горизонтали
и футерованный огнеупорным кирпичом (рис. 26). Корпус при
помощи двух бандажей опирается на парное число роликов и через
редукционную систему и венцовую шестерню приводится во вра-
щение вокруг длинной своей оси. Опорные ролики установлены
на чугунных рамах, располагаемых на фундаментах ближе к кон-
цам печи. Обычно у нижнего конца печи монтируют камеру топоч-
ную, у верхнего — пылевую. В некоторых случаях (см. стр. ИЗ)
ограничиваются установкой только топочной камеры. Сопряжение
вращающегося корпуса печи со стационарными ее элементами
осуществляется специальными уплотнениями.
При вращении корпус печи работает как транспортер: загру-
жаемая с верхнего конца руда при вращении корпуса медленно
перемещается самотеком за счет угла наклона к нижнему концу.
Наиболее распространен угол наклона печи 3°30'.
Как правило, процесс обжига протекает по принципу противо-
тока, т. е. направления движения руды и потока топочных газов
в печи противоположны.
Схема движения руды такова: из головного бункера, располо-
женного вблизи верхнего (загрузочного) конца печи, руда при
помощи питателя подается внутрь печи, проходит ее по длине,
соприкасаясь с потоком горячих газов, все время пересыпаясь
по мере вращения печи, и достигает нижнего (разгрузочного)
конца, где свободно падает в установленный ниже бункер обож-
женной руды (огарка). Из последнего бункера после некоторой
выдержки (вылеживания) огарки транспортируются в отвал.
Топочная камера представляет собой футерованный огнеупор-
ным материалом металлический каркас прямоугольной формы
со сводом в верхней части. Эти камеры, как правило, стационарно
устанавливают на металлических конструкциях, перекрывающих
бункер огарка. Печи малых размеров иногда оборудуют откаты-
104
105
Рис. 26. Трубчатая печь:
1 — труба питателя руды; 2 — пылевая камера; 3 — верхнее скошенное кольцо;
4 — верхнее уплотнение; 5 — корпус печи; 6 — бандажи; 7 — башмаки крепления
бандажей; 8 — ведомая шестерня привода; 9 — нижисе уплотнение; /0 — топочная
камера; 11 — форсуночный проем; 12 — проем для выгрузки огарка; 13 — место
установки бункера огарков; 14 — опорные ролики; 15 — электродвигатель; 16 —
привод печи с редуктором и ведущей шестерней; 17 -- футеровка корпуса печи; 18—
проем для выгрузки пыли из камеры
Бающимися топочными камерами. В этом случае металлический
кожух камеры устанавливается на тележке, на которой камера
передвигается по рельсам. Подвижную камеру сооружают для
упрощения подачи материалов в печь при ремонтах футеровки.
В стационарных камерах для этих целей предусмотрено удаление
торцовой стенки, которая крепится на болтах к корпусу камеры.
Нижняя часть камеры открыта; через этот сквозной проем,
футерованный с боков кирпичом, обожженная руда поступает
в бункер огарков. В проеме торцовой стенки камеры устанавли-
вается ф°РсУнка Для сжигания жидкого или газообразного топ-
лива. Ось форсунки совпадает с осью корпуса печи.
Корпус печи изготавливается из листовой стали толщиной от
10 до 14 мм.
У нас изготовляются печи диаметром не менее 1,0 м при отно-
шении наружного диаметра к длине не менее 1 : 10—13. За рубе-
жом, в частности в США, приняты другие стандартные размеры:
минимальный диаметр печей 0,536 м, минимальная длина 5,5 м.
Такие печи рассчитаны для применения на небольших предприя-
тиях, построенных на базе большого числа мелких ртутных место-
рождений США. Промышленные печи США имеют диаметры 0,9;
1,2; 1,52 м и длину соответственно 12,2—14,6; 19,5 и 25,6 м.
В 1961—1969 гг. в Югославии на заводе Идрия установлены
трубчатые печи длиной 36,6 м, диаметром 2,1 м, т. е. при соотно-
шении D : L = 1 : 17,4. Эти печи самые длинные из трубчатых
печей, применяемых в ртутной промышленности, и установлены
с необычно большим уклоном: 6°.
На концах корпуса трубчатой печи крепятся внутренние тор-
цовые фланцы из листовой стали для удержания огнеупорной
футеровки. Практикуется также установка чугунных торцовых
фланцев на разгрузочном конце печи; применение чугуна, обла-
дающего повышенной стойкостью к абразивному воздействию
движущегося горячего огарка, выходящего из печи, вполне целе-
сообразно.
Опорные бандажи и ролики, а также приводные шестерни изго-
тавливаются из литой стали, причем опорные ролики обычно более
широкие, чем бандажи, чтобы обеспечить устойчивость корпуса
при изменении его длины от перемены температур. Бандажи и вен-
цовая шестерня крепятся на корпусе при помощи специальных
башмаков. С нижней, а иногда и верхней стороны бандажа во избе-
жание смещения печи установлены упорные ролики, вращающиеся
в горизонтальной плоскости. Упорные ролики, располагаемые
в верхней части печи, при линейном расширении распределяют
удлинение так, что на нижнюю часть приходится большее удли-
нение, а на верхнюю меньшее. Этим снижается нагрузка на верх-
нее уплотнение.
На цилиндрической части корпуса, примерно в средней его
части, имеется круглый люк диаметром около 700 мм с крышкой,
106
крепящейся несколькими болтами. Иногда делают два таких люка,
примерно на г/3 длины печи. Назначение люков — разгрузка
и подача материалов при ремонтах футеровки. Как показала прак-
тика наших заводов, этим значительно упрощается работа и сокра-
щается ремонтный период.
Приводной механизм трубчатой печи располагается ближе к за-
грузочному, более холодному концу печи, чтобы снизить действие
высоких температур на электродвигатель. Привод печи осуще-
ствляется от электромотора через редуктор, ведущую и ведомую
шестерни. Последняя крепится к кожуху корпуса печи при помощи
башмаков, устаю вливаемых на прокладки, и закрепляется бол-
тами, закладываемыми с внутренней стороны кожуха. Лучше
применять башмаки стальные и приваривать их к кожуху корпуса
печи, так как возможно расшатывание болтов его крепления.
В практике известны случаи нарушения кладки из-за ослабления
болтов и выбивания газов из печи через болтовые отверстия.
За последние годы для привода трубчатых печей начала практи-
коваться установка электродвигателей постоянного тока, что
создает возможность четкого регулирования числа оборотов печи
в соответствии с требующимся режимом при изменении состава
руды. Обычно же регулирование числа оборотов печи осущест-
вляется контроллерами с несколькими ступенями скорости.
Угловые скорости печей невелики: от 0,67 до 2,0 об!мин\ уста-
новленная мощность привода печи от 5 до 28 кет.
Футеровка печи
В целях сохранения металлического кожуха от действия высо-
ких температур и теплоизоляции корпус печи футерован внутри
огнеупорными и теплоизоляционными материалами.
Условия работы футеровки трубчатой печи крайне неблаго-
приятны — при вращении она испытывает постоянно изменяю-
щуюся механическую нагрузку и действие переменной темпера-
туры. Во время работы печи часть футеровки обнажена, а часть
покрыта рудой и имеет поэтому более низкую температу ру. Кроме
того, во время периодических остановок на чистку конденсацион-
ной системы и прекращения отопления печи футеровка испыты-
вает резкие изменения температуры.
К материалам, используемым для футеровки, предъявляется
основное, помимо огнеупорности, требование — устойчивость про-
тив абразивного действия рудного материала, который в боль-
шинстве случаев содержит значительное количество кварца, имею-
щего высокую прочность и абразивные свойства.
Футеровка корпуса может быть постоянной толщины по всей
его длине или с утолщениями (порогами) на концах корпуса.
Порог на нижнем конце корпу са делают для замедления выгрузки
руды из печи и увеличения времени обжига в зоне высоких тем-
ператур, а следовательно, для увеличения коэффициента заполне-
107
ния печи и улучшения качества обжига. Износ футеровки в ниж-
нем конце печи за счет большой нагрузки при этом несколько
увеличивается.
Верхний заплечик иногда устанавливают на загрузочном конце
корпуса печи для предотвращения выпадания руды в пылевою
камеру и более быстрой эвакуации руды из зоны загрузки. Из-
вестны и способы футеровки загрузочного конца (спираль из кир-
пича, выступающая над кладкой на 65 мм, а также торцовое кир-
пичное кольцо высотой до 0,25 диаметра), но они не нашли про-
мышленного распространения.
На рис. 27 показана извест-
ная в практике схема устройства
торцового кольца, предохраняю-
щего руду от выпадания из печи.
Торцовое кольцо из толстой ли-
стовой стали приварено к корпусу
печи примерно на расстоянии до
100—120 мм от его конца; внут-
ренний его край выступает над
футеровкой на 120—180 мм.
Кольцо одновременно служит и
опорой для торцовых рядов футе-
Рис. 27. Схема установки торцо-
вого кольца для предотвращения
выпадения руды:
1 — корпус печи: 2 — футеровка кор-
пуса; 3 — торцовое кольцо; 4 — труба
рудного питателя
230—300 мм в зависимости
ровки.
Корпуса трубчатых печей обыч-
но футеруют огнеупорным кир-
пичом. Кладку ведут либо в пол-
кирпича на ребро, т. е. толщиной
123—200 мм, либо в кирпич
от диаметра печи.
Применительно к этим размерам в зависимости от диаметра
печей, применяются как наиболее стойкие в условиях ртутного
производства либо полукислый кирпич класса Б *, либо шамотный
с повышенным содержанием глинозема (Al2O3+TiO2 свыше
39%) **.
Удобны для футеровки печей укрупненные шамотные блоки,
однако изготовление их по особым заказам довольно дорого, по-
скольку ртутная промышленность — относительно мелкий потре-
битель огнеупоров.
Помимо наборной — кирпичной футеровки, известна футе-
ровка из монолитного огнестойкого бетона на глиноземистом
цементе: смесь из кварцевой щебенки, шамотной крошки и цемента
* ГОСТ 3276—46 (размеры) и ГОСТ 8691—58 (химический состав): кирпич
полукислый, огнеупорность не ниже 1670° С, глинозема до 30%, пористость до
22%, предел прочности на сжатие не менее 125 кГ/см-.
* * ЧМТУ 10203—57: огнеупорность не менее 1740° С, пористость до 19%,
предел прочности на сжатие не менее 400 кГ/см1. Этот кирпич предназначен для
применения в печах диаметром 2,2 м.
108
с ограниченным количеством воды набивают в пространство между
корпусом печи и подвижной деревянной опалубкой. Эта футе-
ровка не нашла широкого распространения из-за большой тру-
доемкости ее изготовления, необходимости длительной выдержки
бетона и наличия достаточно стойких стандартных огнеупорных
изделий.
Помимо огнеупорных изделий, в качестве футеровочного мате-
риала более холодной части печи на загрузочном конце могут
быть использованы природный гранит, распиленный на блоки,
а также каменное литье.
Независимо от сорта применяемого футеровочного материала
в целях обеспечения достаточной теплоизоляции и снижения потерь
тепла через стены между огнеупорной кладкой и металлическим
кожухом следует прокладывать слой асбестового картона. К сожа-
лению, это правило не всегда выполняется производственниками,
что приводит к повышенным непроизводительным потерям
тепла.
Отрицание целесообразности применения асбестовой прокладки
основано на том, что асбест в условиях переменной нагрузки
в работе футеровки выкрашивается, и это является причиной
разрушения кладки. Во избежание истирания асбест после вы-
кладки каждого кирпичного кольца необходимо тщательно затрам-
бовывать между кирпичом и кожухом печи.
Необходимо напомнить, что если глиноземистый шамотный
кирпич в условиях работы при 500—700° С имеет теплопровод-
ность от 0,88 до 0,92 кал! (м-ч-град), то у асбеста при 200—250° С
она равна только 0,065—0,07 кал!(м-ч-град), т. е. в 12 раз меньше.
Затраты средств и труда на укладку асбестовой прокладки толщи-
ной в 12—15 мм оправдываются последующей экономией топлива
и производительностью печи.
Кирпичную кладку можно выполнять как вперевязку, так
и отдельными кольцами. Первый способ обеспечивает большую
прочность футеровки; кольцевая же кладка удобна тем, что при
частичных ремонтах упрощает замену отдельных участков футе-
ровки.
Так как износ кирпича начинается со швов, необходимо в наи-
более уязвимых местах подбирать кирпич с целыми кромками
и углами, кладку вести как можно плотнее либо всухую, либо на
очень тщательно подобранном мертеле. Всесоюзным институтом
огнеупоров разработана рецептура воздушнотвердеющих мерте-
лей, цементирующих кладку на холоде и до нагрева придающих
ей высокую механическую прочность. Эти свойства мертелям
придает введенное в них в качестве вяжущего вещества раствори-
мое стекло. Состав смеси: шамотный порошок 95%, часов-
ярская глина 5%, крупность зерен +0,5 мм 0,8%;—0,088 мм
67,5%. Режим сушки: после кладки естественная сушка 24 ч
и разогрев до рабочей температуры 12 ч.
109
На заводе Монте-Амиата принят порядок сушки новой футе-
ровки до 15 суток. После остановки печи нагрев охлажденной
футеровки осуществляется с медленным подъемом температуры
в течение 5 суток. Такие выдержки делаются с целью максималь-
ного сохранения футеровки.
На заводе Нью-Идрия, наиболее крупном в США, имеющем
четыре трубчатые печи, футеровка корпусов ведется всухую из
сводового кирпича отдельными рядами. После выкладки кирпича
кладка сверху заливается жидким раствором глиноземистого
цемента. Раствор подается в печь через трубу рудного питателя,
при этом печь в течение некоторого времени вращается с небольшой
скоростью.
При очень крепких рудах износ футеровки трубчатых печей
начинается с верхнего конца печи. По мере продвижения в печи
острые грани кусков руды сглаживаются и к зоне высоких темпе-
ратур подходят куски округленной формы. При рудах средней
твердости, особенно при форсировании режима печи, изнашивается
футеровка нижней, горячей части печи. Это меньшее зло, поскольку
нижняя часть просматривается через форсуночный проем и при
обнаружении расстройства кладки принимаются меры ремонта.
При нормальных условиях работы печей замена футеровки
требуется не чаще одного раза в год. Однако в качестве уникаль-
ного примера можно привести опыт работы завода Опалит (США),
на котором обжигались руды с вмещающей породой опалитом
SiO2-mH2O. Разложение этого минерала в зоне высоких темпера-
тур сопровождалось такими взрывами, что футеровка в нижнем
конце печи изнашивалась за 90 дней.
В практике известно о применении арматуры из чугунных угол-
ков, закладываемых в кладку печи, или футеровки металлической
царгой из листовой стали кирпичной кладки корпуса на месте
ввода руды в печь. На заводах практиковалось устройство в таких
царгах спиральных лопастей, перемещающих руду от места за-
грузки в печь. Длина царги примерно 0,7 внутреннего диаметра
печи, высота спиралей 70—80 мм; шаг больше диаметра печи.
В результате этих местных усовершенствований удлинялся срок
службы футеровки.
Для уплотнения выложенных кирпичных колец успешно при-
меняют пластины из 2—3-мм стали. Стальные пластинки, по ши-
рине одинаковые с кирпичом и длиной примерно 2/3 толщины
футеровки, забивают кувалдой в швы между кирпичами сразу
после окончания выкладки очередного кольца. В замковую часть
каждого кольца забивают по 2—3 пластины.
Пылевая камера и уплотнения
В верхнем конце печи установлена пылевая камера, назначе-
ние которой сопряжение вращающегося корпуса печи с пылеулови-
тельной системой. Одновременно она служит уловителем крупной
110
пыли, выносимой из печи газовым потоком, однако совер-
шенствование аппаратуры для очистки газов от пыли свело
значение пылевой камеры как уловительного агрегата до мини-
мума.
Пылевая камера принимает газы, в которых сосредоточена
вся ртуть, извлеченная из руды. Так как в районе пылевой камеры
газовый тракт находится под наименьшим разрежением, то во избе-
жание выброса газов камера должна быть герметична, а для предот-
вращения конденсации паров ртути необходима ее теплоизоля-
ция. Оседание пыли в камере происходит за счет уменьшения ско-
рости газов и резкого изменения направления их движения.
Уловленную в камере пыль удаляют либо вручную, либо меха-
ническим путем.
Как указывалось, плохо уплотненные места сопряжения дви-
жущихся и стационарных элементов трубчатой печи могут стать
местами утечки паров ртути, хотя теоретически, поскольку печь
находится под разрежением, следует ожидать подсосов воздуха
извне. Однако в связи с тем, что разрежение в печи невелико,
а процесс обжига протекает не вполне равномерно из-за изменения
состава руды, ее влажности и т. д., а также из-за возможных нару-
шений точности подачи топлива, особенно тяжелых сортов мазута,
не исключены отдельные возмущения процесса — временное повы-
шение давления в печи и, как следствие, выброс технологических
газов через неплотности.
В целях предотвращения утечки газов и неорганизованного
подсоса воздуха в печь в местах сопряжений на обоих концах
корпуса устанавливают уплотняющие устройства. Основное вни-
мание следует уделять верхнему уплотнению, поскольку именно
в этой части печи наиболее вероятны потери газов, обогащенных
парами ргути.
Конструкций уплотнений создано много. По принципу действия
их можно разделить на два типа: фрикционный (преобладаю-
щий) и лабиринтный. При фрикционном уплотнении между дви-
жущимися и стационарными элементами создаются плоскости
трения, прижимаемые друг к другу обычно пружинами. Лаби-
ринтные уплотнения рассчитаны на создание между вращаю-
щимися и стационарными частями возможно более длинного ка-
нала минимального сечения.
Трудности в создании и эксплуатации уплотнений обусловли-
ваются относительно большими размерами печей и сравнительно
низким классом точности их изготовления. В то же время уплот-
нение должно обеспечивать максимальную герметичность.
Для достижения этого условия необходимы строгое соблюде-
ние геометрических форм корпуса (окружности поверхности ко-
жуха и прямолинейности образующих цилиндра), а также уста-
новка трущихся поверхностей или лабиринтных ходов строго под
прямым углом к оси вращения печи. Поэтому при монтаже кор-
111
пуса печи необходимо уделять особое внимание его центровке,
т. е. обеспечить возможно точную соосность с бандажами.
На рис. 28, а и б приведены схемы устройства фрикционных
уплотнений двух видов. Вариант а — уплотнение из двух плоских
стальных колец; одно из них, скошенное 2, укреплено на стене
камеры 1, второе кольцо 4 свободно движется по внешней стороне
корпуса 9. К кольцу 4 со стороны, прилегающей к неподвижному
кольцу 2, приклепана лента феррадо 3. Кольцо 4 при помощи
болта 7 и пружины 6, укрепленных на стойке 8, прижимается
1
Рис. 28. Фрикционное уплотнение (схема):
az 1 — корпус пылевой камеры; 2 — скошенное (неподвижное) кольцо; 3 — лента фер-
радо; 4 — подвижное кольцо; 5 — штауферная масленка; 6 — пружина; 7 — упорный
болт; 8 — стойка; 9 — корпус печи; 10 — асбестовое полотно; б: 1 — корпус пылевой
камеры; 2 — скошенное (неподвижное) кольцо; 3 — лента феррадо; 4 — подвижное
кольцо; 5 — пружина; 6 — упорный болт; 7 — стойка; 8 — стальное кольцо; 9 — кор-
пус печи
к неподвижному кольцу 2. Для снижения износа колец между
ними подается графитовая смазка штауферной масленкой 5.
Благодаря нескольким пружинным прижимам, смонтированным
по периметру кольца 4, нарушения в геометрии вращения корпуса
печи сглаживаются и уплотнение работает удовлетворительно.
Для предотвращения выброса газов через щель между поверх-
ностью корпуса и внутренней частью подвижного кольца 4 уста-
навливается асбестовое полотно 10, закрепляемое при помощи
проволоки. Пазуха между асбестовым полотном и корпусом печи
должна периодически освобождаться от пыли.
По варианту б к скошенному кольцу 2, также укрепленному на
стене камеры, прижато кольцо из ленты феррадо 3, расположенное
по всей окружности корпуса 9, на котором приварено кольцо из
толстой листовой стали 8. Лента феррадо приклепана к подвиж-
ному кольцу 4, которое при помощи штока 6 и пружины 5 при-
жимает ленту к кольцу 2. Шток имеет резьбу и ввернут в стойку 7,
которая укреплена на корпусе печи.
112
Так же, как и в варианте а, здесь устанавливается несколько
прижимных устройств по окружности корпуса.
Варианты а и б различаются площадью уплотняющих поверх-
ностей и удельным давлением на единицу поверхности. По ва-
рианту а большая площадь гарантирует лучшее уплотнение, но
требует более тщательного соблюдения точности при монтаже
и лучшего ухода при эксплуатации. Условия работы по варианту б
более просты, однако и здесь требуется тщательность мон-
тажа.
Оригинальное решение фрикционного уплотнения верхнего
сопряжения предложено В. П. Чепиженко, П. С. Жадановым
и А. Г. Савранским, оно позволило отказаться от пылевой камеры
и повысить температуру газов, выводимых из печи, без изменения
технологического режима обжига.
При работе на трубчатых печах повышенного диаметра (более
1,5—2 м) создание надежного уплотнения по большему периметру
торца печи вызывает трудности механического порядка, так как
возникает необходимость компенсировать повышение отклонения
торца печи от идеальной плоскости вращения. Кроме того, при
значительной протяженности контакта подвижной и неподвижной
частей печи создаются большие предпосылки для подсоса воздуха
в систему.
Авторами создана конструкция уплотнения верхнего торца
печи, приведенная на рис. 29, а также внесены принципиальные
изменения в систему отвода газов из печи. Стандартная пылевая
камера у верхнего конца печи снята. Торец печи закрыт приварен-
ным фланцем 6, суживающим живое сечение печи от 1560 до 720 мм
по диаметру. С наружной стороны этого фланца приварен патру-
бок 19, к которому также при помощи сварки прикреплен фла-
нец 14. На последнем винтами с потайной головкой укреплено
вращающееся кольцо уплотнения 15. Кольцо изготовлено из сталь-
ного листа марки С-3 толщиной 20 мм.
Внутри патрубка 19 с зазором около 10 мм пропущен внутрен-
ний газоход 11 диаметром 700 мм для отвода технологических газов
из печи; ввод газохода соосен с корпусом печи. Внутри печи на
расстоянии 900 мм от торца газоход поднят под углом 30 град,
к оси печи, далее установлен параллельно оси ее вращения со сме-
щением от вертикальной оси по ходу вращения на 15 град. Такая
конфигурация газохода принята для снижения выноса недообож-
женной рудной пыли с технологическими газами. Наружная часть
газохода имеет длину 1 м, внутренняя 1,8 м. Наружный конец
газохода сужен до диаметра, необходимого для подсоединения
к пылеуловительной системе.
На патрубок 19 надет фигурный фланец 18, к которому на бол-
тах с потайной головкой крепится кольцо уплотнения неподвижной
части печи 16. Кольцо изготовлено из чугуна толщиной 30 мм,
диаметр его больше подвижного кольца с таким расчетом, чтобы
8 С. М. Мельников 113
К пылеуловителю
114
крепящие его болты не попадали в зону износа от трения между
обоими кольцами.
К фигурному фланцу 18 с двух сторон по горизонтальной оси
приварены два пальца 12, по которым фланцу 18 и уплотняющему
кольцу 16 передается прижимающее усилие через два штока 3,
Рис. 29. Уплотнение В. П. Чепиженко:
1 — натяжной трос; 2 — ролик; 3 — шток; 4— на-
правляющие втулки штока; 5 — трубка для под-
вода смазки; 6 — торцовый фланец корпуса печи;
7 — конус — отражатель пыли; 8 — кожух печн;
S* — футеровка; 10 — стальной цилиндр; 11 —
внутренний газоход; 12 — палец; 13 — труба
рудного питателя; 14 — фланец; 15 — вращаю-
щееся кольцо уплотнения; 16 — неподвижное
кольцо; 17 — натяжной груз; 18 — фигурный
фланец; 19 — патрубок; 20 — стационарный фла-
нец; 21 — асбестовое полотно; 22 — карман для
сбора пыли; 23 — лопасти
воляет фланцу 18 и чугунному
которые укреплены в напра-
вляющих втулках 4. Шток 3
при помощи стального троса 1
через ролик 2 соединен с
грузом 17, обеспечивающим
достаточное прижимное уси-
лие между уплотняющими
кольцами 16 и 15. Груз изго-
товлен из чугунных плит по
150 кг с каждой стороны.
Осевое двустороннее рас-
положение прижимных што-
ков 3, укрепленных свободно
на круглых пальцах 12, обес-
печивает плотность прижатия
чугунного кольца 16 к под-
вижному 15 при любых ко-
лебаниях последнего. Для
снижения попадания рудной
пыли в зазор между газохо-
дом и уплотняющими коль-
цами внутри печи к торцо-
вому ее фланцу 6 приварен
стальной конус-отражатель 7.
Кроме того, во избежание
создания каналов для выб-
роса газов на фигурный фла-
нец 18 и стационарный фла-
нец 20, приваренный к газо-
ходу, надето кольцо из асбе-
стовой ткани 21, закрепляе-
мое проволочной струбци-
ной. Некоторый запас ши-
рины асбестовой ткани поз-
уплотняющему кольцу переме-
щаться в горизонтальной плоскости. Конструкция позволяет
применять графитовую смазку, подаваемую через масленку по
трубке 5.
Подача руды в печь осуществляется от питателя тарельчатого
типа по трубе 13, пропущенной через газоход.
Для предохранения футеровки от износа, а также ускорения
эвакуации руды от места загрузки в печь вставлен стальной ци-
8*
115
линдр 10 с лопастями 23, отводящими руду от торца печи. Этот
цилиндр покрывает футеровку от торца на 1,3 м по длине печи.
Для отвода пыли, проникающей в зазор между внутренним
газоходом и патрубком 19, предусмотрен карман 22, по которому
пыль направляется в приемник, расположенный внизу.
Срок службы чугунного уплотняющего кольца около года.
Поскольку срок службы футеровки печи примерно тот же, то
обычно чугунное кольцо заменяется при очередной остановке
печи на ремонт футеровки. Срок службы стального кольца 15
два года.
Как вариант уплотнения Чепиженко имеется конструкция
с прижимным устройством, выполненным из спиральных пружин,
размещаемых по периметру неподвижного кольца 18 в восьми
точках.
Практика показала, что в печном пространстве между внутрен-
ним газоходом и футеровкой возможны вихревые движения газов
и пыли, которые иногда вызывают выбросы через уплотнение.
Чтобы устранить это явление, в конструкции уплотнения Чепи-
женко предусмотрено устройство продольного отверстия размером
примерно 70x200 мм в горизонтальной части газохода вблизи
уплотняющего конца по образующей цилиндра газохода.
116
Проверка в сопоставимых условиях показала, что подсосы
воздуха через уплотнение Чепиженко ниже, чем через фрикцион-
ные уплотнения, устанавливаемые по всему периметру корпуса
печи. При этом пылевынос увеличивается примерно на 10% за счет
повышенной скорости эвакуации газов по уменьшенному сечению
газохода; однако в пыли снижается содержание необожженных
частиц вследствие отбора газов в глубине печи. К сожалению,
в силу конструктивных причин
уплотнение Чепиженко трудно при-
способить для установки на печах
малого диаметра.
По предложению П. С. Жада-
нова разработано и успешно внед-
рено уплотнение горячего конца
трубчатой печи, общий вид которого
изображен на рис. 30. Уплотнение
изготовлено из листовой стали. На
кожухе топочной камеры 1 крепится
круглая цилиндрическая обечайка 2
с приваренной к ней конической
частью. Обечайка внизу имеет при-
варенный конический сборник пылиб.
По всему периметру конической ча-
Рис. 31. Лабиринтное уплотне-
ние конструкции 3. М. Годизова:
/ — асбестовое полотно; 2 — про-
волочное кольцо; 3 — корпус печи;
4 — подвижная часть; 5 — царгн
неподвижной части; 6 — пылевая
камера или утепленный газоход
сти при помощи накладки крепится
асбестовая лента 5, сложенная вдвое,
и образовавшаяся петля прилегает
к уголку 3, приваренному к кор-
пусу печи 4. Проникающая под
уплотнение при возмущениях ре-
жима отопления печи пыль собирается в сборнике 6, из кото-
рого обычным путем удаляется в отвал.
Практика показала стабильность работы уплотнения Жаданова;
оно обеспечивает плотность, достаточную для горячего конца
печи.
За фрикционными уплотнениями требуется систематический
уход. Допускаемые иногда нарушения эксплуатации уплотнения
(несвоевременные смазка, смена феррадо, выпуск пыли из пазухи
под асбестовой тканью) приводят его в неработоспособное состоя-
ние. При таком состоянии уплотнения обязательны либо выбросы
газов в атмосферу цеха, либо подсосы воздуха в газовый тракт,
т. е. потери ртути и загрязнение воздушного бассейна в районе
завода.
На рис. 31 показана схема простого лабиринтного уплотнения
конструкции 3. М. Годизова, иногда применяемого на печах малых
диаметров. Устройство его следующее: на корпусе печи приварена
подвижная часть уплотнения; на стене камеры, пылевой или топоч-
ной, укреплена неподвижная часть уплотнения, состоящая из двух
117
царг. Промежуток между стационарной наружной царгой и под-
вижной царгой укрыт асбестовой тканью, которая жестко кре-
пится проволокой на нескольких уголках, приваренных к не-
подвижной части, и слегка прижата проволочными крючками
к подвижной царге с учетом ее скольжения при вращении.
Размеры такого уплотнения для печи диаметром 1200 мм при-
ведены на чертеже. Это уплотнение при установке у верхнего
конца печи может быть укреплено неподвижной частью непосред-
ственно на газоходе. Такое оформление позволяет отказаться от
устройства пылевой камеры.
Питатели для руды
Для подачи руды в печь могут быть использованы любые пита-
тели. В практике известен опыт использования ленточного пита-
теля (завод Маунт Диабло, США) со свободным падением руды
в загрузочную трубу печи; шнекового питателя (завод Рюседен,
Япония), где руда дробится до —25 мм\ тарельчатых питателей
(Никитовский комбинат). Однако наиболее распространены труб-
чатые питатели инерционного типа с храповым механизмом.
За последние годы с увеличением размеров печей и их про-
изводительности, а также в связи с внедрением печей кипящего
слоя находят применение тарельчатые питатели, широко известные
в обогатительной практике. Впервые эти питатели были применены
для подачи руды в трубчатые печи на заводе Никитовского ртут-
ного комбината.
Конструкция инерционного питателя показана на рис. 32.
На жесткой металлической раме 1 установлен основной элемент
питателя — труба 2 диаметром 125—250 мм и длиной до 3000 мм.
Одним концом труба опирается на ролик 8, укрепленный на валу,
установленном в подшипниках на раме. Второй конец трубы —
разгрузочный подвешен на вертикальной металлической тяге,
крепящейся болтом к хомуту 7 с расчетом придания трубе уклона
в сторону печи под углом 7—10°. Труба при помощи четырех
пружин 4 крепится на раме. Руда поступает в питатель через
воронку 3, сообщающуюся с бункером подвижной подвеской.
Приводной механизм состоит из двигателя, редуктора 9 и двух-
кулачкового храповика 6, закрепленного на валу, вращающемся
со скоростью от 30 до 90 об!мин. При вращении храповик захваты-
вает кулак, укрепленный на нижней стороне трубы, и отводит
ее назад, натягивая передние пружины; после прохождения хра-
повика труба получает быстрое поступательное движение вперед
и руда по инерции продвигается в печь. Вышедшее из питателя
количество руды немедленно самотеком пополняется из бункера.
Производительность питателя регулируется числом ходов, натя-
жением пружин, а также наклоном трубы. Расход мощности на
привод питателя 2—4 кет.
118
1^37
Рис. 32. Инерционный питатель:
1 — рама; 2 — труба; 3 — воронка; 4 — пружины; 5 — пылевая камера; 6 — приводной механизм с храповиком; 7— хомут для под-
вески трубы в пылевой камере; 8 — опорный ролик; 9 — редуктор
С рудным бункером питатель соединяется при помощи свободно
подвешенной промежуточной течки (рис. 33), воспринимающей
движение трубы питателя через руду, наполняющую течку и во-
ронку питателя.
Для предотвращения утечки газов через зазор между трубой
и проемом в стене пылевой камеры на трубу надевается мешок из
асбестовой ткани, другим концом который крепится к стене ка-
Рис. 33. Промежуточная течка для подачи руды из бункера в питатель:
/ — труба питателя; 2 — воронка; 3 — шиберная заслонка; 4 — бункер; 5 — патрубок
бункера; 6 — подвесная течка
меры. На рис. 34 изображено оригинальное устройство уплотне-
ния, заимствованное из зарубежного опыта. Здесь для уплотнения
зазора между трубой питателя и камерой использована автомо-
бильная покрышка легкого типа. Покрышка одной стороной кре-
пится по окружности болтами к металлическому кожуху пылевой
камеры, а другой — к диску, приваренному к трубе питателя.
Такое устройство оказалось практичным и достаточно плотным.
Для выпуска накапливающейся пыли в нижней части покрышки
устроено выпускное отверстие с резиновой трубой, снабженной
зажимом.
Существенный недостаток питателя инерционного типа — вызы-
ваемый им шум, который, несмотря на применение резиновых
амортизаторов и прокладок, не удается устранить.
Конструкция та-рельчатого питателя такова, что он может
только сваливать с вращающейся тарелки заданный объем руды.
Дальнейшее продвижение руды в печь осуществляется самотеком
120
по наклонной трубе достаточно большого диаметра (до 200 мм),
установленной под углом более 45°. Поэтому для установки с при-
менением тарельчатого питателя требуется большая разность
высот между рудным бункером и печью. Нормальная работа
тарельчатых питателей возможна лишь на сухих, не слипаю-
щихся рудах; инерционные пи-
татели в значительной степени
свободны от этого недостатка.
Кроме того, тарельчатые пи-
татели не могут быть использо-
ваны для установки на печах
малого диаметра (до 1,5 м), так
как в этом случае затрудняется
перемещение руды от места за-
грузки в печь.
При установке тарельчатого
питателя необходимо учитывать,
что его труба в отличие от трубы
инерционного питателя не цели-
ком заполняется рудой, ичерез
нее возможны выбросы техно-
логических газов ,в помещение
цеха. Поэтому тарельчатые пи-
татели должны иметь достаточ-
но герметичный наружный кор-
пус и плотное сопряжение с
трубой, по которой руда посту-
пает в печь.
Разновидность конструкции
питателя лопастного типа, рас-
считанного на подачу в печь
концентратов, осушенных пром-
продуктов и мелкой руды, была
предложена Н. П. Есипчуком.
Этот питатель показан на
рис. 35. Он состоит из прием-
ной воронки 7, закрепляемой
при помощи фланца на нижней
щается с кожухом 3, в котор<
пастями 4. Рудный материал и;
ственного откоса поступает в кожух, откуда вращающимися
лопастями передается в трубу 5, по которой поступает в печь.
Ротор приводится в движение от приводного механизма, состоя-
щего из двигателя 6 мощностью 1,2 кет, шкивов с клиновидной
передачей, зубчатой передачи и храпового механизма 7, вращаю-
щего вал 8. Количество подаваемого питателем материала регу-
лируется храповым механизмом, а также шпильками 2, устано-
Рис. 34. Приспособление для уплот-
нения ввода трубы инерционного пи-
тателя:
/ — фланец неподвижный; 2 — труба пи-
тателя; 3 — диск на трубе питателя; 4 —
покрышка; 5 — пылевая камера; 6—смот-
ровое окно
части бункера. Воронка сооб-
эм расположен ротор 9 с ло-
} воронки 7 под углом есте-
121
вленными в воронке. Прекращение подачи руды к питателю осу-
ществляется этими же шпильками.
Производительность питателя сосгавляет до 25 т в сутки при
крупности руды до 25 мм. Питатель показал хорошие результаты
Рис. 35. Лопастной питатель конст-
рукции Н. П. Есипчука:
1 — приемная воронка; 2 — шпильки для
регулирования подачи руды; 3 — кожух
питателя; 4 — лопасти; 5 — труба для по-
дачи руды в печь; 6 — электродвигатель;
7 — храповой механизм; 8—вал привода;
9 — ротор
работы как на руде, ступпе,
так и на их смеси. Благодаря
жесткому креплению питателя
с бункером и работе на мелком
материале питатель Есипчука
обеспечивает достаточную плот-
ность, предотвращающую выб-
росы технологических газов.
Приведенные конструкции
питателей имеют те или иные
недостатки, поэтому необходимо
либо совершенствовать их, либо
изыскивать новые типы. За по-
следнее время ведутся работы
по внедрению трубчатых, вибра-
ционных питателей. Достоинст-
вом вибрационного питателя яв-
ляется по сравнению, например,
с инерционным питателем с хра-
повым механизмом более спо-
койный режим работы, а не-
большие амплитуды колебаний
трубы позволяют создать на-
дежное сопряжение между ста-
ционарными и подвижными эле-
ментами и обеспечить высокую
герметичность.
Отопление печей
Обжиг в трубчатых печах
протекает непрерывно в усло-
виях постоянного перемещения
Р)ды с обновлением поверх-
ностного слоя и переносом тепла
во внутренние слои обжигае-
мого материала. Нагрев руды
осуществляется теплом, вноси-
мым газовым потоком, образую-
щимся при сжигании топлива.
Продвигаясь над рудой, газо-
вый поток нагревает и футе-
ровку, которая также участвует в нагреве руды. В действую-
щей трубчатой печи руда распределяется так, что крупные клас-
122
сы концентрируются на поверхности ее слоя, а мелкие внутри,
что позволяет более активно нагревать самые трудные для обра-
ботки крупные фракции руды.
Все это создает в трубчатой печи достаточно благоприятные
условия теплопередачи. Теплообмен происходит от газового потока
к открытой поверхности руды излучением и конвекцией и от футе-
ровки излучением; закрытая часть руды получает тепло от футе-
ровки также излучением. Следовательно, излучение — основной
способ теплообмена в трубчатой печи.
Общее количество тепла может быть определено по формуле
Fpt СпР
100 )
Fp-t ккал,
где Тг, Тф, Тр — температура газов, футеровки, руды соответ-
ственно, °К;
Сг. ф. р — приведенный коэффициент лучеиспускания от
газов и футеровки на нагреваемую руду.
кгал/(л12-ч-°К4);
Спр — приведенный коэффициент излучения между
футеровкой и закрытой поверхностью руды,
ккал!(м2 - ч-сК4);
т — время обжига, ч\
1,1 — коэффициент для учета передачи конвекций;
Fp — площадь открытой поверхности руды, контак-
тирующей с газовым потоком:
Fp = aL,
где а — хорда, образуемая поверхностью руды (см. рис. 40);
L — длина печи;
Fp — площадь закрытой поверхности руды по контакту с фу-
теровкой:
Fp = IL,
где / — длина дуги под слоем руды.
Следовательно, эффективность процесса обжига, протекающего
при постоянно перегребаемом материале, зависит от площади кон-
такта руды с горячими газами Fp (активной площади), имеющей
доминирующее значение, площади контакта руды с футеровкой Fp,
температуры газов и футеровки, а также времени обжига.
123
Д. А. Диомидовский [115] рекомендует активную площадь
определять по отношению ее к единице рабочей площади, т. е.
к внутренней поверхности футеровки, по формуле
г, бЭООапт 2,/ 2 \
-g.p - м21(м2- сутки),
где а — длина хорды поверхности шихты, м;
п — число оборотов печи в минуту;
т — время работы печи в сутки, ч;
t, — угол скалывания шихты (разность между максималь-
ным углом подъема руды и углом естественного откоса),
град.;
D — внутренний диаметр печи, м.
Таким образом, активная площадь находится в прямой зави-
симости от числа оборотов печи и чем энергичнее освежается
поверхность руды, тем выше значение Аакт.
Поскольку производительность печи устанавливается для
конкретной руды постоянной, то для достижения оптимальных
технологических показателей процесс отопления печи и, следова-
тельно, сжигания топлива должен быть по возможности равно-
мерным, что определяется постоянством как температурного
режима, так и содержания необходимого количества кислорода
в технологических газах.
Примерные тепловые параметры процесса обжига в трубчатой
печи такие: температура огарков, выходящих из печи, около 600°С,
отходящих технологических газов — не ниже 400° С. При этих
параметрах процесс протекает с удовлетворительными результа-
тами: в огарках остается близкое к нулевому содержание ртути,
а при перемещении газов и конденсации образуется ограниченное
количество вторичного сульфида ртути. Практически установлено
и для примерных расчетов можно принимать, что для средних
условий климата при влажности руды 3—5% расход тепла (тепло-
потребление) составляет до 300 тыс. ккал на 1 т обжигаемой
руды.
На рис. 36 приведены данные, характеризующие температур-
ный режим в трубчатой печи, работающей на жидком топливе.
Кривая 1 показывает температуру газов печи длиной 18 м
при обжиге руд влажностью до 5% и при расходе тепла до
280 тыс. ккал/т-, кривая 2 — температуру руды по длине той же
печи. Для отопления трубчатых печей могут применяться все
виды топлива, кроме пылеугольного, из-за зольности каменных
углей. При сжигании пылеугольного топлива вся содержащаяся
в нем зола механически переходит в технологические газы и повы-
шает их запыленность.
Затраты на сооружение пылеприготовительных установок,
так же как и их эксплуатация, очень высоки по сравнению с этими
124
показателями по ртутным заводам. Поэтому пылеугольное топливо
не нашло практического применения.
В практике также неизвестно о работе ртутных трубчатых
печей с отоплением непосредственно каменным углем, хотя теоре-
тически такая работа возможна, например, с применением полуга-
зовых топок. Так как при сжигании твердого топлива, в частности
каменного угля,трудно обеспечить строгое соблюдение постоянного
режима, то в практике нашли применение газогенераторные уста-
новки, работающие на твердом
топливе. В частности, большой
опыт накоплен югославскими
металлургами ртутного пред-
приятия Идрия, где приме-
няется газификация местных
лигнитов. Достаточно большие
масштабы производства позво-
лили здесь в течение многих
лет экономически и технологи-
чески эффективно использовать
газогенераторные установки,
хотя новые трубчатые печи,
пущенные за последние годы,
отапливаются мазутом.
Так как реакционное про-
странство трубчатой печи огра-
ничивается малым диаметром и
сравнительно большой длиной,
то для нормальной работы печи
необходим растянутый факел
Рис. 36. Температурный режим
в трубчатой печи длиной 18 м:
1 — температура газов по длине печи;
2 — температура руды
горения.
Принято, что в печи вдоль ее длины, по направлению движения
руды имеются четыре условные температурные зоны:
I. До 450—550° С — подогрев и сушка руды, сублимация ки-
новари с поверхности кусков руды.
II. 550—700° С — активная сублимация киновари.
III. Выше 700° С — зона максимальных температур, прора-
ботка кусков руды в глубине.
IV. Нижняя — смешение факела сжигаемого топлива со вто-
ричным воздухом, поступающим в основном через неплотности
и из бункера огарков; начало охлаждения огарков.
Протяженность каждой зоны различна и зависит от характера
отопления печи, вида топлива, условий его сжигания и, конечно,
от природы рудовмещающего материала, его состава и от влажности
руды.
При работе для максимального удлинения зоны высоких темпе-
ратур необходим длинный факел. При использовании, допустим,
каменного угля с малым содержанием летучих для непосредствен-
125
ного сжигания в топке невозможно создать эти условия. При работе
же на газовом или жидком топливе длина факела легко поддается
регулировке.
Известен опыт работы на трубчатых печах, отапливаемых дро-
вами. Некоторые детали этого опыта изложены автором ранее [11].
Отмечалось, что работа на дровяном топливе, содержащем много
смолистых летучих веществ, приводила к образованию трудно-
обрабатываемой ступпы.
Наилучшим топливом следует считать газовое. Блестящие
успехи советских геологов, открывающих (особенно за последние
годы) богатейшие газовые месторождения, и широко развернув-
шееся по всей стране строительство магистральных газопроводов
делают перспективным расширение применения газового топлива
и в ртутной промышленности.
В настоящее время подавляющее большинство трубчатых печей
во всем мире работает на жидком топливе. Не касаясь чисто тепло-
технических вопросов, с технологической стороны для отопления
печей желательно применение мазута с минимальным содержанием
серы.
Полное сжигание топлива приобретает в условиях ртутного
производства особое значение. Неполное сжигание не только неэко-
номично, но и вредно вследствие того, что образующийся сажи-
стый углерод, попадая в продукты конденсации, вызывает ряд
осложнений при переработке ступпы.
Испарение мазута начинается при 150° С, при 200—300° С оно
протекает интенсивно, а при 350—400° С начинается расщепление
мазута, особенно при недостатке кислорода. Чем сложнее углево-
дороды, тем возможнее асимметричное расщепление (крекинго-
вание). Наряду с легкими углеводородами, образуются тяжелые
углеводороды и сажа. Свободный (сажистый) углерод очень плохо
поддается сжиганию и уходит с технологическими газами в кон-
денсационную систему, откуда переходит в продукты конден-
сации.
Сжигание сажистого углерода в трубчатой печи осложняется
из-за быстрого снижения температуры газов. Лучшего эффекта
при сжигании можно достичь, применяя для распыления мазута
острый водяной пар в расчете на образование окиси углерода
и водорода. Однако применение водяного пара в данном случае
нерационально, так как, помимо осложнений, связанных с про-
изводством пара, последний будет увеличивать объем печных газов
и явится дополнительной балластной нагрузкой для конденса-
ционной аппаратуры. Более правильным было бы создание вынос-
ных топок, позволяющих удлинить путь сжигания сажистого
углерода, но это усложнение конструкций печей не принято
в практике.
Исходя из изложенного, при подготовке мазута необходимы
предотвращение перегрева во избежание крекингования углево-
126
дородов, т. е. соблюдение требований подготовки топлива (подо-
грев до 90—110°С, освобождение от механических примесей филь-
трацией, создание напора при входе в форсунки до 3—7 кПсм2),
а также подогрев первичного воздуха, используемого для распыле-
ния мазута под давлением 3—14 кПсм2 до 100—300° С.
Применение горячего воздуха для дутья, а также подогрев
вторичного воздуха позволяют не только улучшить тепловой
режим печи и повысить качество обжига, но и несколько снизить
абсолютное количество технологи-
ческих газов, что, как это будет
рассмотрено ниже, положительно
влияет на извлечение ртути при
конденсации.
При соблюдении такого режима
подготовки топлива и воздуха ма-
зут, введенный в печь, будет до-
статочно пульверизирован, что
обеспечит его возможно полное
сгорание и достаточно высокий
к. п. д. печи при постоянстве ее
теплового режима. Использование
холодного мазута и неподогретого
первичного воздуха дает обрат-
ную картину: холодный мазут,
дополнительно охлаждаемый воз-
духом, температура’ которого сни-
жается при адиабатическом рас-
ширении, приводит к снижению
Рис. 37. Схема подогрева вторич-
ного воздуха и сжигания мазута на
заводе Нью-Идрия:
1 — бункер огарка; 2 — отверстие для
ввода вторичного воздуха; 3 — фор-
сунка; 4 — камера подогрева вторич-
ного воздуха; 5 — топочная камера;
6 — сопло; 7 — трубчатая печь; 8 —
стальная плита
температуры факела и образо-
ванию большого количества сажистых продуктов.
Оригинально решена система подогрева вторичного воздуха
и сжигания мазута на заводе Нью-Идрия (рис. 37). Бункер для
огарка 1 изготовлен из бетона; перекрытие его сделано на уровне
пола в цехе. Верхняя часть бункера 4, примыкающая к топочной
камере 5 трубчатой печи 7 и разделенная массивной стальной пли-
той 8, используется как камера для подогрева вторичного воз-
духа, который вводится через отверстие в полу 2. Объем посту-
пающего воздуха регулируется шибером. Пройдя над огарком
в бункере и вдоль плиты 8, нагретой теплом огарка, воздух нагре-
вается до 200—220° С (по другим сообщениям, до 390° С) и посту-
пает в сопло 6, сходное с трубой Вентури, изготовленное из огне-
упорного бетона. Длина сопла, состоящего как бы из двух кону-
сов, сопряженных усеченными вершинами, 610 мм. Проход, обра-
зуемый конусами, имеет в середине диаметр 300 мм, с краев 350 мм.
Форсунка 3 имеет двенадцать отверстий, расположенных по
периметру, так что распыляемый первичным воздухом мазут
образует конус пламени примерно под углом 30°. Факел про-
127
ходит через сопло, смешиваясь с подогретым вторичным воз-
духом.
Форсунки работают под давлением воздуха 5,6 кПсм2. Для
поддержания постоянного давления установлен воздушный регу-
лятор. Мазут подогревается электричеством до 70° С.
Эта схема положительно оценивается работниками завода как
обеспечивающая наиболее высококачественное смешение воздуха
и топлива и позволяющая избежать поступления излишков воз-
духа в систему.
Очевидный недостаток этой схемы — контакт струи вторич-
ного воздуха с огарком, отчего в печь возвращается часть пылева-
тых фракций огарка. Поэтому нью-идрийскую схему подогрева
воздуха едва ли можно использовать при работе на рыхлых, пыле-
ватых рудах.
При обычных рудах сжигание мазута практически осуще-
ствляется примерно с 30%-ным избытком кислорода против теоре-
тически необходимого. При переработке руд с повышенным содер-
жанием органических веществ и серы эта норма может быть уве-
личена.
Общий расход воздуха на процесс должен проводиться с расче-
том поддержания в печи окислительной среды, которая, как уже
упоминалось, определяется по содержанию кислорода в отходя-
щих из печи технологических газах. Поскольку количество газов
при обжиге должно быть минимальным, следует строго контроли-
ровать и количество избыточного воздуха. Минимальное содержа-
ние свободного кислорода в технологических газах, покидающих
печь, составляет 3—4%.
При недостаточно хорошо отрегулированном устройстве уплот-
нения между верхним концом печи и пылевой камерой через
неплотности может поступать воздух извне, т. е. не участвовав-
ший в процессе горения топлива и реакциях окисления сульфидов
внутри печи. В этом случае представление о действительной среде
в печи может быть неправильным.
От общего количества расходуемого на процесс обжига воздуха
первичный, т. е. расходуемый на распыление мазута, составляет
только 10—15%; остальной (вторичный) поступает извне за счет
разрежения в печи через неплотности в сопряжении топочной
камеры с бункером огарка. В высокогорных районах с пониженным
барометрическим давлением для подачи вторичного воздуха иногда
применяются специальные вентиляторы.
Примерный тепловой баланс процесса обжига в трубчатой печи
приведен в табл. 14. Коэффициент полезного действия печи, т. е.
отношение тепла, использованного на процесс обжига руды, доста-
точно высок: 0,8—0,84. В конденсацию уходит примерно 15%,
а до 75% тепла уходит с огарками. Если бы половину этого тепла
использовать в установках-утилизаторах для подогрева мазута,
первичного воздуха, а также на подогрев воды для технологиче-
128
Таблица 14
Примерный тепловой баланс трубчатой печи
для обжига ртутных руд
Статьи прихода тепла Количество % Статьи расхода тепла Количество %
От горения топлива 90—97 С огарками 50—75
От экзотермических С газами 10—18
реакций ....... 1—10 На эндотермические
С поступающими в реакции 5—15
печь:
воздухом . . . 1,5—6,0 Потери через стенки
рудой 1,2 печи 14—17
г Прочие .... 2—3
ских и бытовых нужд, то можно полачить значительную экономию
топлива, средств, но главное — улучшить технологический про-
цесс.
Наиболее широко распространены для использования тепла
трубчатые змеевики в бункерах для огарков. По этим змеевикам
циркулирует вода, нагреваемая до 100° С, которая используется
для подогрева топлива в магистралях и резервуарах. Аналогич-
ные устройства применяются и для подогрева первичного воздуха.
Следует отметить, что ни одна из известных конструкций ути-
лизационного устройства не может претендовать на массовое при-
менение из-за малой экономичности. Для широкого использования
в ртутной промышленности тепла огарков необходима более со-
вершенная конструкция котла-утилизатора.
Огарок должен выдерживаться («вылеживаться») в бункере
с целью доизвлечения возможных оставшихся количеств невозог-
нанной киновари. «Вылеживание» огарка в бункере регламенти-
руется как правилами техники безопасности, так и технологиче-
скими нормами. При неравномерном распределении киновари
в рудах возможно попадание в печь штуфных кусков руды, ко-
торые не успевают за время пребывания в печи полностью обжечься
и поэтому могу г явиться причиной внезапного повышения содер-
жания ртути в пробе огарков.
Огарок выдерживается в бункере 2—3 ч (в зависимости от ем-
кости бункера и производительности печи). За это время его тем-
пература снижается до 250—350° С, а большая часть оставшейся
киновари успевает сублимировать за счет тепла, внесенного огар-
ками, вернуться в печь вместе с потоком горячих газов и соеди-
ниться с печными технологическими газами. По санитарным нор-
мам, бункер огарка должен быть постоянно заполнен не менее
чем на 3/4 высоты.
9 С. М. Мельников 129
Для извлечения ртути из рудной мелочи 1 было предложено
использование тепла огарков. Авторы этого способа рекомендуют
в целях экономии топлива, повышения производительности печи
и улучшения технологических показателей отделять от руды
класс —8 мм и загружать его в бункер огарка в расчете на то,
что здесь произойдет обжиг и газы полностью попадут в печь.
Учитывая, что мелкие классы руды — наиболее ценная и бо-
гатая ртутью фракция, применять такой способ весьма риско-
ванно, так как нет гарантии полного обжига и возгонки введенной
в бункер киновари. Мелкий материал при движении в бункере
быстрее, чем крупный, достигает нижней, хододной части. Нагрев
его протекает неорганизованно, без подачи воздуха; сбор и отвод
газов, обогащенных парами ртути и киновари, не гарантируется.
Более того, в результате термодиффузии здесь создаются условия
для конденсации паров ртути и киновари в ближайших, наиболее
охлажденных точках на стенках бункера. Поэтому «вылеживание»
огарка в бункере приемлемо лишь как вынужденный прием для
доизвлечения ртути из крупных недообожженных кусков руды,
случайно попадающих в бункер; преднамеренная же загрузка
в бункер наиболее ценной рудной фракции недопустима не только
с технологической, но и санитарной точек зрения. По изложен-
ным причинам это предложение не нашло практического примене-
ния.
Производительность печей
Трубчатую печь можно рассматривать как барабанный тран-
спортер, способный пропускать значительно больше руды, чем
это фактически достигается на ртутных заводах.
Проф. Л. Б. Левинсон [11] рекомендовал для определения по-
ступательной скорости материала в барабане пользоваться сле-
дующей формулой:
w = ndig 2ап м/мин,
где d — внутренний диаметр печи, м;
а — угол наклона печи, град.;
п —- число оборотов барабана в минуту.
Время пребывания материала в печи
, L L
t = — = о— мин,
w л a tg 2ал
где L — длина печи, м.
Производительность печи
Q = л d tg 2аиДзр ml мин,
где /(3 — коэффициент заполнения печи в долях единицы по-
перечного сечения рабочего пространства печи;
р — объемная масса обжигаемого материала, т!м3.
1 Авт. свид. № 138742 от 8 сентября 1960 г.
130
Формула Л. Б. Левинсона, как и приведенная ниже формула
Д. А. Диомидовского, позволяет вычислить среднее значение пре-
бывания материала в печи. При движении в барабане крупные
куски руды перемещаются быстрее мелких.
На рис. 38 показаны графически результаты практической
проверки времени пребывания руды в печи в зависимости от раз-
мера кусков в сопоставлении с рассчитанным по формуле Л. Б. Ле-
винсона временем.
Рис. 38. Время пребывания руды в печи в зависимости от
крупности
Известна формула Сулливана для определения времени пре-
бывания материала в печи, в которой учитывается угол естест-
венного откоса обжигаемого материала:
, 1,77
t — ----мин,
апа
где все обозначения прежние, а 0 — угол естественного откоса
для сухого материала, определяемый практическим путем. Для
упрощения применения формулы Сулливана построена номо-
грамма, приведенная на рис. 39 *.
Проф. Д. А. Диомидовский [115] рекомендует для определе-
ния скорости поступательного движения материала в печи сле-
дующую экспериментально проверенную формулу:
и> = 5,78 dan м/ч.
* Пример пользования номограммой. Диаметр печи 0,9 м, длина 18 м, число
оборотов 1,5 в минуту, уклон наклона печи 3,5°, угол естественного откоса 45°.
От левой крайней шкалы (d = 0,9) проводим прямую (пунктир) к значению 0 =
= 45 град, на средней левой шкале. Затем от левой, внутренней шкалы (L = 18)
проводим прям; ю (пунктир) через точку пересечения первой пунктирной линии
с диагональю А до средней шкалы. Из последней точки проводим прямую (пунктир)
до шкалы числа оборотов (правая крайняя); затем от шкалы а (правая внутрен-
няя) через пересечение предыдущей пунктирной линии с диагональю Б проводим
линию (пунктир). Новое пересечение со средней правой шкалой дает ответ: время
обжига 45 мин.
9* 131
Рис. 39. Номограмма для определения времени пребывания руды в печи
Обороты печи., п, в минуту
Производительность печи тогда составит
ту nd2 ,
m/ч.
После преобразования формула примет следующий вид:
Q = Лз- 4,537 dsanp m/ч.
v
Коэффициент заполнения печи будет определяться формулой
iz __________________________Q____
Аз~ 4,537 d3anp ’
а время пребывания материала в печи
£60
г = с v—- мин.
5,78 dan
Сопоставление результатов расчета по приведенным выше
формулам показывает, что по формулам Левинсона скорость по-
ступательного движения материала и производительность печи
выше примерно на 10%, чем по формулам Диомидовского. Формулы
Сулливана дают результаты примерно на 25% ниже, чем Ле-
винсона.
Расхождение в 10% лежит в пределах точности эксперимента
тем более, что в формулах Левинсона и Диомидовского не учи-
тывается влияние крупности материала.
Более достоверными, основанными на экспериментальных
данных, являются формулы, предложенные Д. А. Диомидовским,
и их следует рекомендовать для определения средних показате-
лей работы трубчатых печей.
Приведенное выше свидетельствует о том, что производитель-
ность печи пропорциональна коэффициенту заполнения, диаметру
и числу оборотов печи, а также объемной массе материала. В фор-
муле для определения производительности не фигурирует длина
печи, поэтому ее влияние на производительность печи не учиты-
вается, ею определяется только время нахождения материала
в печи.
Коэффициент заполнения печи растет по мере увеличения тол-
щины слоя руды, загружаемой в печь, в зависимости, показанной
на рис. 40. Одновременно с коэффициентом заполнения увели-
чивается и поверхность слоя руды, открытая для контакта с печ-
ными газами (Fp), а также с футеровкой (Fp). Однако целесооб-
разное заполнение объема печи ограничено. Как видно на рис. 40,
величина хорды а, образующей вдоль печи поверхность активного
слоя (Кр), увеличивается до h = г, т. е. при загрузке до половины
сечения печи и при дальнейшем заполнении печи уменьшается.
Значение дуги /, определяющее площадь (Кр), возрастает по
мере увеличения толщины слоя. Поскольку эффективность про-
133
цесса обжига возрастает в основном за счет увеличения активной
площади (Fp), очевидно, что коэффициент заполнения печи теоре-
тически должен быть меньше 0,5.
В действительности этот коэффициент значительно ниже.
Печи малых диаметров имеют более высокий коэффициент запол-
нения, чем печи большого диаметра. Например, в Идрии на печи
с внутренним диаметром 1,8 м К3 составляет около 0,06; в Нью-
Идрии при диаметре 1,2 м К3 около 0,16.
Рис. 40. Зависимость значений а и Z, а также коэффициента К3 от глу-
бины слоя руды h
Увеличение коэффициента заполения — один из реальных спо-
собов повышения производительности трубчатых печей. Проведен-
ные работы показали, что при очень бедных рудах с равномерными
распределением и кристаллизацией в них киновари возможно до-
стижение удовлетворительного извлечения ртути в газы при коэф-
фициенте заполнения до 0,30—0,35. Но так как для подавляющего
большинства ртутных руд характерны крайне неравномерное рас-
пределение и кристаллизация киновари, к установлению опти-
мального коэффициента заполнения печи следует подходить ос-
торожно. В каждом отдельном случае К3 должен определяться
экспериментально, применительно к многообразным особенностям
руд. Еще раз следует подчеркнуть важность тщательного отбора
штуфного материала от общей массы обжигаемой руды и раздель-
ной их переработки.
Для достижения полноценного обжига руды требуются опре-
деленное время и необходимый температурный режим. Поскольку
134
при прочих равных условиях время пребывания руды в печи за-
висит от числа ее оборотов, то при установившемся режиме скорость
вращения должна быть постоянной, а повышение производитель-
ности печи должно сопровождаться соответствующим увеличением
расхода тепла.
Так как по мере увеличения загрузки руды в печь и повышения
коэффициента ее заполнения удельное значение активной поверх-
ности (Fp + Fp) по отношению к массе руды снижается, то для
поддержания нормального режима обжига требуется увеличение
удельного расхода тепла, т. е. количества сжигаемого топлива
на тонну руды.
Таким образом, повышение производительности печи за счет
увеличения коэффициента заполнения влечет за собой повышенный
рост количества и скорости технологических газов. При умень-
шении живого сечения, связанного с заполнением печи, скорости
возрастут еще больше.
Повышение скорости газов выгодно не только с теплотехниче-
ской стороны, так как при этом улучшается теплообмен, но полезно
и с технологической точки зрения как снижающее давление пара
возгоняемой киновари над ее свободной поверхностью. Однако при
повышении скорости возрастает и вынос пыли из печи, а общее
увеличение удельного количества газов, т. е. на тонну руды, как
это будет изложено дальше, отрицательно влияет на общие пока-
затели извлечения ртути.
Вопросы, связанные с продолжительностью обжига ртутных руд,
рассматриались ранее. На ртутных заводах время пребывания ма-
териала в печи колеблется в зависимости от содержания ртути,
характера и состава руд примерно в пределах 30—70 мин.
Факторы, определяющие время пребывания руды в печи:
угловая скорость, угол наклона печи, длина ее корпуса и внутрен-
ний диаметр печи.
Скрость вращения большинства трубчатых печей в ртутной
промышленности находится около 60 сек/об (от 40 до 120 сек!об).
В практике наиболее распространен наклон корпуса 3—3,5°
(от 2°18' до 7°10').
Из вновь введенных в действие печей наибольший угол наклона
(6°) принят в Идрии, где установлены самые длинные печи. Бла-
годаря большому углу наклона барабана минимальное время пре-
бывания руды здесь составляет только 60 мин.
Внутренний димаетр печи зависит от принятого размера бара-
бана корпуса и толщины футеровки. По мере эксплуатации раз-
мер внутреннего диаметра непрерывно возрастает вследствие из-
носа кирпича. С увеличением диаметра увеличивается скорость
поступательного перемещения руды и производительность печи
в квадратичной зависимости. Естественно, что при износе футе-
ровки уменьшается теплоизоляция печи и увеличиваются тепловые
потери.
135
Одним из важных факторов, определяющих технологические
показатели работы трхбчатой печи, является ее длина. Хотя
в формулах для расчета производительности печи как транспорт-
ного агрегата она не участвует, технологическое влияние ее со-
вершенно очевидно, так как длина определяет при прочих рав-
ных условиях продолжительность пребывания материала в печи.
О длине трубчатых печей
Вопрос о рациональной длине трубчатых печей пока не окон-
чательно решен. С теплотехнической точки зрения длинные печи
представляются более выгодными, поскольку в них растянута зона
подсушки, что как будто позволяет полнее использовать тепло,
получаемое при сгорании топлива, на нагрев руды. Кроме того,
направление на конденсацию газов с более низкой температурой
(за счет тепловых потерь удлиненной части печи) также может
показаться полезным, поскольку в результате этого уменьшается
тепловая нагрузка на конденсационные аппараты. Но если учесть
специфику технологии, то ответы на этот вопрос будут несколько
иные. Если принять, что температура огарков должна быть во
всех сопоставимых случаях одинаковой, а значит прогрев руды
достаточно полным, то затрата тепла на процесс будет постоянной
независимо от длины печи, т. е. при работе в длинной печи проис-
ходит как бы перераспределение тепла по системе газового тракта.
Если бы газы не содержали подлежащих конденсации ртутных
паров, являющихся основной ценностью, и, как, например, в су-
шильной печи, выбрасывались в атмосферу, тогда большая длина
печи была бы действительно рациональна. В ртутном производ-
стве газы должны доставлять ртутные пары в конденсатор с тем-
пературой, исключающей не только возможность преждевремен-
ной конденсации ртути, но и предотвращающей образование воз-
можных соединений ртути: сульфида, сульфатов, окислов.
Идеальной формой ведения процесса была бы немедленная кон-
денсация паров ртути после диссоциации киновари. Однако по-
скольку это осуществить практически невозможно, то надо стре-
миться к тому, чтобы газы были доставлены в конденсатор за воз-
можно более короткий отрезок времени. Это необходимо не только
для поддержания их температуры, но и для сокращения времени
на возможное образование соединений ртути. Для этого было бы
правильным направлять газы из печи сразу в конденсатор, од-
нако из-за необходимости очистки газов от пыли требуются газо-
ходы к пылеуловителю, аппарат для улавливания пыли и газоход
к конденсатору. Все это вызывает потери тепла и снижение тем-
пературы газов.
Дополнительные потери тепла во внешнюю среду имеют место
и в удлиненной сверх нормы части печи, снижая температуру га-
зов и удлиняя период от момента диссоциации киновари до начала
конденсации паров ртути.
136
Далее следует рассмотреть поведение мелких фракций руды
при обжиге. В момент поступления руды в печь работу узла
загрузки можно сравнить с работой сельскохозяйственной веялки.
По мере выхода руды из трубы питателя мелкие фракции,
т. е. наиболее обогащенная ртутью часть руды, немедленно вы-
носятся из печи газами. Обжиг части этой мелочи протекает вне
печи в газовом потоке. Естественно, что чем ниже температура га-
зов, тем менее полно будет обожжена вынесенная пылеватая фрак-
ция. Наиболее крупная пыль, вынесенная из печи, сразу выпадает
в пылевой камере и исключается из процесса обжига. Это под-
тверждается практикой: в пыли, уловленной в пылевой камере,
как правило, содержание ртути значительно выше, чем в исход-
ной руде.
Пылевые частицы, попавшие в газоход, соединяющий печь
с циклоном, можно условно разделить на две группы: средняя и
тонкая пыль. Если температура газов достаточно высока, то об-
жиг продолжается не только в газоходе, но и в циклоне. При этом
средние пылинки будут обжигаться более успешно, чем тонкие,
за счет большего трения в среде и циклоне и удаления в резуль-
тате этого поверхностной газовой пленки, что, как рассматривалось
ранее, является важным фактором успешного протекания об-
жига. Поэтому средние частицы пыли, которые практически на-
цело улавливаются в циклоне, содержат ртути гораздо меньше,
чем исходная руда. Однако если температура отходящих из печи
газов недостаточно высока, то обжиг в газоходе и циклоне будет
протекать плохо и в пылях циклона будет повышенное содержа-
ние ртути. Изложенные положения проверены и подтверждены
практикой.
Рассмотренное выше особенно важно для процесса обжига
ртутных руд с повышенным содержанием пылеватых фрак-
ций.
Казалось бы, что простейшее решение вопроса — поддержание
достаточно высоких температур отходящих из печи газов за счет
увеличения расхода горючего. Однако это будет неправильным
решением не только экономически, но и технологически, так как
сжигание дополнительного топлива приведет к увеличению
количества газов, а следовательно, повысится их скорость и уве-
личится вынос пыли. Кроме того, как это будет подробно рас-
смотрено дальше, с увеличением количества технологических
газов растут потери ртути, а при недостаточно высокой темпера-
туре газов на входе в конденсатор могут создаться условия для
образования соединений ртути, что приведет к снижению выхода
металла при конденсации и общего извлечения ртути по заводу
в целом.
Сопоставление показателей работы печей одного диаметра
(1,2 м), но разной длины (10 и 15 л) на руде практически одина-
кового минерального состава и содержания ртути и при равном
137
удельном расходе топлива на 1 т руды показывает, что пыли,
уловленные из газов коротких печей, содержат ртути в 5—7 раз
меньше, чем пыли длинных печей (например, 0,003 и 0,02% со-
ответственно). Потери ртути составляют в первом случае 0,15%,
а во втором — от 0,6 до 1,35%. В приводимом примере разница
температуры газов составляет около 100 град: 480—520° С у ко-
роткой печи и порядка 380° С у длинной.
В Идрии впервые в мире установлены трубчатые печи необычно
большой длины: 36,6 м. По сообщениям исследователей [174,
175], эти печи работают с температурой отходящих газов 350° С.
Здесь при содержании ртути в руде 0,18% пыли содержат от 0,2
до 0,5% Hg. Из-за отсутствия фазовых анализов газов и ступпы
невозможно сделать более подробный разбор условий этого инте-
ресного промышленного эксперимента.
Изложенное как будто позволяет сделать вывод о нецелесооб-
разности применения чрезмерно длинных печей. Однако следует
рассматривать работу печи вместе с конденсацией. При высокой
температуре печных газов возрастает тепловая нагрузка на кон-
денсатор, что требует увеличения его размеров, а значит капиталь-
ных и эксплуатационных затрат. Для более точного установления
оптимальной длины трубчатых печей необходимы дополнительные
исследования, в частности уточнения условий образования вто-
ричного сульфида ртути и связанных с этим некоторых других
реакций.
Однако уже сейчас можно сказать, что в оптимальных усло-
виях трубчатая печь (а это относится и к муфельным печам труб-
чатого типа) должна иметь длину, при которой обеспечивается
только необходимое время пребывания руды для полной возгонки
киновари. Следовательно, для богатой руды должны применяться
более динные печи, для бедной — менее длинные. Температура
отходящих из печи газов должна быть выше 400—450° С, чтобы
обеспечить обжиг уносимых из печи мелких фракций руды, а также
предотвратить образование соединений ртути.
Следует указать на ненужность сооружения у трубчатых пе-
чей пылевых камер. Ликвидация камер и направление всей тон-
кой фракции на улавливание в циклон позволят избавиться от
возврата оборотной пыли в обжиг и снизить при этом циркуляци-
онную пылевую нагрузку. Кроме того, при ликвидации пылевых
камер будут исключены и тепловые потери на сравнительно боль-
шой площади их поверхности.
В связи с изложенным следует еще раз подчеркнуть необхо-
димость тщательной теплоизоляции газоходной системы от печи
до конденсации и максимального сокращения ее протяжен-
ности. Можно рассчитывать, что этот пока еще не решен-
ный до конца вопрос будет в ближайшее время изучен с уче-
том таких факторов, как влажность руды, ее минеральный со-
став и др.
138
Прямоточный режим обжига
В отличие от обычных условий работы трубчатых печей по
принципу противотока, т. е. с движением руды и газов в противо-
положных направлениях, в промышленной практике известен
обжиг ртутного сырья в трубчатых печах, работающих по прямо-
точному режиму.
В начале тридцатых годов американские металлурги были вы-
нуждены начать переработку руд ртутных меторождений Суль-
фур-Бэнк и Рид, содержащих, помимо киновари, много серы,
в том числе и элементарной, и в виде пирита, а также имеющих вы-
сокую влажность.
Попытки применить трубчатые печи, работающие по принципу
противотока, не дали положительных результатов, так как при
высоком содержании влаги снижалась температура процесса;
при холодном ходе печи сера сульфидизировала пары ртути и
в продуктах конденсации получалось значительное количество
вторичного сульфида ртути при очень низком извлечении металла.
Чтобы улучшить процесс обжига, топочная форсунка была пере-
мещена в верхнюю, загрузочную часть трубчатой печи, а отвод
газов — в нижнюю ее часть. Предполагалось, что это позволит
удлинить зону активного обжига и снизить местные чрезмерные
перегревы, образующиеся из-за горения серы, содержащейся
в рудах. Кроме того, ожидалось, что тепловой к. п. д. прямоточ-
ной печи будет ниже, чем противоточной, но это снижение будет
компенсироваться теплом, выделяющимся при более полном оки-
слении серы. При работе по новой схеме технологические пока-
затели были улучшены, однако расход топлива резко возрос.
На заводе Сульфур-Бэнк печь размером 1,53 X 18,3 м перера-
батывала только 55 т руды в сутки (0,27% Hg, влажность около
21%). Расход топочного мазута составил 59,5 кг!т руды, темпе-
ратура отходящих из печи технологических газов была в пределах
600—650° С, извлечение ртути около 86%.
Руды месторождения Рид содержат от 16 до 20% пирита и
от 5 до 10% влаги. Кроме того, в этих рудах присутствуют биту-
минозные продукты. Для переработки этих руд была установлена
трубчатая печь диаметром 1,2м, но большой длины — 21,5м. Тем-
пература отходящих газов была 650—700° С, расход топливного
мазута составлял около 64,5 кг!т руды.
Третья из известных прямоточных установок была сооружена
во время второй мировой войны на заводе Эль-Сегундо (Кали-
форния) для обжига флотационных сурьмяно-ртутных концентра-
тов. Некоторые детали ее работы приводятся на стр. 250.
Каких-либо новых сообщений о применении прямоточного про-
цесса для обжига ртутных руд пока нет, а имеющиеся материалы
не позволяют детально рассмотреть все вопросы, которые пришлось
решать производственникам. Однако очевидно, что прямоточная
139
система работы, вынужденно примененная в США, не дала ожи-
даемых результатов, хотя и позволила улучшить технологиче-
ские показатели по сравнению с противоточной. Это относится
к условиям работы с необычным для рядовой практики сырьем и
наглядно показывает трудности, которые возникают при работе
с очень влажными рудами, содержащими значительные количе-
ства элементарной и связанной серы.
По-видимому, проблему переработки руд месторождения Рид
следовало бы решать с использованием флотации. Можно утверж-
дать, что эта схема была бы значительно проще и эффективнее,
чем прямоточный процесс. По-видимому, и для руд месторождения
Сульфур-Бэнк возможна схема без применения трубчатых печей.
Не исключая в принципе возможные варианты использования
прямоточного процесса при обжиге ртутных руд в каких-то осо-
бых условиях, следует признать, что для переработки обычных
для ртутной практики руд прямоточный режим обжига перспек-
тив не имеет.
Многоподовые печи
За период с 1950 до 1968 г. увеличилось число многоподовых
печей в ртутной промышленности. Известно, что они установлены
не менее чем на одиннадцати заводах, а всего учтенных печей
около двадцати. Большинство их предназначено для обжига
руды (общая производительность порядка 2000 т руды в сутки)
и лишь четыре печи — для обжига концентрата; несколько печей
законсервировано.
Увеличение числа многоподовых печей за последние годы,
по-видимому, в некоторой степени связано со снижением их спроса
из-за сокращения применения в сернокислотной, цинковой и мед-
ной отраслях, где широко внедряются печи кипящего слоя.
В основном общее увеличение численности печей следует от-
нести за счет Испании, где при реконструкции старого и строитель-
стве нового завода установлено несколько стотонных многопо-
довых печей американской фирмы Пэсифик. Несколько многопо-
довых печей сооружено на итальянских заводах, в том числе шесть
на заводе Дель-Сиеле. Несмотря на это, удельное значение много-
подовых печей в общем тоннаже перерабатываемой руды невелико.
По-видимому, одной из причин этого является наличие более про-
стых по конструкции и надежных в работе трубчатых печей.
Эксплуатационные расходы за час работы на многоподовых печах
выше, чем на трубчатых, что объясняется наличием у первых
сравнительно сложного перегребающего механизма и применением
фасонных огнеупорных блоков. Кроме того, многоподовые печи об-
ладают меньшей маневренностью, а их производительность (с уче-
том поверхности всех подов) ниже, чем трубчатых, несмотря на то,
что многоподовые печи работают на более мелкой руде.
140
Согласно данным зарубежной практики, на заводе Нью-
Идрия (США) удельная производительность (на 1 м2 внутренней
поверхности футеровки трубчатых печей) составляет 1,66 т/(м2 X
X сутки). На заводе Альмаден (Испания) многоподовые печи
имеют удельную (на 1 м2 поверхности пода) производительность
1,13 т/(м2-сутки), а на заводах США (при работе на сопоста-
вимом сырье, т. е. на рудах) — от 0,87 до 1,42 т/(м2-сутки).
Как на отрицательную характеристику работы многоподо-
вых печей следует указать также на значительное пыление, воз-
никающее при многократных пересыпках сырья с пода на под.
Однако многоподовые печи имеют много достоинств. Следует
указать на возможность использования верхних подов для под-
сушки руды. В результате необходимого более мелкого дробления
руды — до 30 мм (как предосторожность для предотвращения по-
ломки перегребающих устройств) гарантирован более высокока-
чественный обжиг, что особенно важно при переработке очень бо-
гатых руд или концентратов. Благодаря постельному слою руды
на подах расход футеровки на многоподовых печах ниже, чем
на трубчатых.
Кроме того, конструкция многоподовых печей позволяет проще
организовать утилизацию тепла огарков, чем на трубчатых печах,
а тепло, получаемое при охлаждении элементов перегребающего
механизма, может быть использовано на подогрев вторичного
воздуха. Такая утилизация тепла позволяет снизить расход
топлива до показателей, превосходящих достигнутые на трубча-
тых печах.
При работе на многоподовых печах можно строго регулировать
температурный режим обжига на всех подах, а также температуру
отходящих газов, устанавливая форсунки на любом поду печи.
Регулирование температурного режима имеет особое значение
при переработке богатых руд с неравномерным распределением
киновари.
Обжиг в многоподовых печах, как и в трубчатых, протекает
с постоянным перемещением обжигаемого материала, с теми же
теплотехническими особенностями. В многоподовой печи в про-
цессе теплопередачи участвуют как верх, так и низ каждого пода.
Производительность печи определяется по формуле
Q = О.ЭКртА т/сутки,
где 0,9 — конструктивный коэффициент;
К — линейная скорость, л/ч;
р — объемная масса руды, т!м3-,
т — рабочее время печи в сутки, ч;
F — рабочая площадь печи, м2.
В многоподовых печах, как и в трубчатых, фактором, пред-
определяющим скорость процесса обжига, является непрерывное
141
движение руды, в результате которого постоянно обновляется
автивная поверхность слоя. Общая открытая поверхность руды
увеличивается с увеличением диаметра печи, числа подов и круго-
вого периметра подовых отверстий. Наиболее оптимален угол по-
ворота гребков к оси рукояти 60°.
Время пребывания руды в печи увеличивается с уменьшением
питания и числа оборотов, но не прямо пропорционально вслед-
ствие одновременного увеличения толщины слоя, т. е. емкости
печи по руде. Как и в трубчатой печи, в многоподовой более круп-
ные фракции руды концентрируются на поверхности, а мелкие —
внутри слоя [115].
Отопление печей осуществляется через форсунки, устанавли-
ваемые на подах. Обычно верхние поды используются для под-
сушки, нижние для выдержки огарков; форсунки работают
на средних подах.
На заводе Кордеро (США), где установлена тринадцатипо-
довая печь, I—III поды (сверху) предназначены для сушки,
IV—IX — как обжиговые, форсунки установлены на VI—
IX подах, X и XI служат для вылеживания огарка, XII и XIII —
рекуператорами, где используется тепло огарков. Воздух, пода-
ваемый на под XIII, проходит над огарком, продвигается на
под XII, откуда по вертикальным каналам, устроенным в перифе-
рийной, наружной кладке шахты печи, поступает на под III и
используется для подсушки руды. Воздух, поступающий для ох-
лаждения центрального вала и гребкодержателей, также участ-
вует в улучшении теплового баланса печи, производительность
которой составляет 115 т в сутки, или 1,42 т1м2 обжиговых по-
дов. Газы из печи отводятся с пода III.
Наиболее крупные многоподовые печи установлены на канад-
ском заводе Пинчи-Лейк. Интересно, что на этом заводе печи сна-
чала работали на дровяном отоплении (расход дров 0,3—0,36 м3
на 1 т руды). С переходом на мазут улучшились все показатели.
Были установлены три восьмиподовые печи диаметром 8,2 м;
общая площадь подов каждой 350 м2, в том числе 307 м2 обжиговых.
Производительность печи по обжигу от 340 до 450 т в сутки,
или 1,1—1,5 т!м2 в сутки при переработке руды крупностью
25 мм и расходе мазута 27,2 кг на 1 т руды. Температурный режим
печей был такой: зона максимальных температур (под IV) 650—
675° С, температура отходящих газов 400—420° С, огарков до
450° С.
На испанском заводе Альмаден установлены восьмиподовые
печи диаметром 5,5 м. Печи отапливаются нефтяным топливом,
форсунки установлены на четырех подах — с III по VI. Форсунки
на VII и VIII подах работают только при разогреве печи. Макси-
мальная температура 730—750° С поддерживается на поду VI,
отопление пода III регулирует температуру отходящих газов,
которые отводятся в пылеуловитель с пода II.
142
Производительность печей составляет около 100 т руды
в сутки, или около 1,15 т на 1 м2 общей площади подов при дроб-
лении руды до 19 мм. Схема компоновки многоподовой печи с кон-
денсатором показана на рис. 41.
Практика обжига флотационных концентратов на многоподо-
вой печи, установленной на японском ртутном заводе Итомука,
приводится на стр. 424.
Печи кипящего слоя
Печи кипящего слоя (КС), широко распространенные в про-
мышленности для обжига сульфидных концентратов, до послед-
него времени не находили применения в ртутном производстве.
Объясняется это тем, что в обычных условиях процесс в них про-
текает автогенно, за счет тепла экзотермических реакций окисле-
143
ния серы, содержащейся в перерабатываемых концентратах. По-
скольку ртутные руды, как правило, не подвергаются предвари-
тельному обогащению, не возникал вопрос и об обжиге в печах КС
ртутных руд, имеющих незначительное содержание серы. Не-
сомненно, что внедрение печей КС в ртутную отрасль сдержи-
валось и небольшими масштабами большинства ртутных заводов
(перерабатывающих 30—60 тыс. т руды в год).
Высокая производительность печей кипящего слоя явилась
одной из причин, побудивших провести исследования обжига
в печах КС ртутных руд без предварительного обогащения. Такое
направление исследований было очень своевременным в связи
с необходимостью обеспечения ртутной промышленности высоко-
производительным оборудованием для переработки руд с невы-
соким содержанием ртути.
Эти исследования были впервые начаты в Советском Союзе
в 1955 г. в лабораториях Гинцветмета под руководством В. К- Ми-
хайлова и А. И. Ющенко и закончены созданием промышленного
комплекса. При разработке технологии обжига ртутных руд в ки-
пящем слое необходимо было учитывать, что тонкое дробление руд,
связанное с большими затратами энергии, могло отрицательно
повлиять на экономику процесса. Этот вопрос был успешно раз-
решен: помимо оптимальных технологических параметров про-
цесса, был разработан в опытно-промышленных масштабах ком-
плекс совершенно нового технологического оборудования для
обжига ртутных руд.
Было найдено, что обжигу в кипящем слое можно подвергать
ртутные руды крупностью 0—30 мм без предварительной клас-
сификации, что позволяет ограничить процесс дробления коротко-
конусными дробилками. Обжиг руды такой крупности протекает
в печи кипящего слоя за короткий период времени (4—7 мин),
что предопределяет весьма большую удельную производительность
печи при вполне удовлетворительном извлечении ртути в техноло-
гические газы.
Практика работы показала, что содержание ртути в огарках
печей кипящего слоя при нормальном ходе процесса обжига
руды крупностью —30 мм колеблется в пределах 0,001—0,0005%.
Такие потери с огарками, например, при переработке исходных
руд с 0,25% Hg составляют только 0,2—0,4% от содержания ртути
в исходной руде, т. е. технологическое извлечение ртути в газы
выше 99%. Для весьма убогих руд, например 0,05% Hg, извле-
чение снижается до 98%.
Расход тепла для проведения активного процесса обжига со-
ставляет до 250 тыс. ккал!т руды; это самый низкий расход по
сравнению с расходом на печах других типов.' При достигнутой
производительности обжига руды удельные трудовые затраты
на ее переработку также самые низкие в практике ртутной про-
мышленности.
144
Несомненным достоинством печи кипящего слоя в сравнении
с трубчатыми, многоподовыми или механическими ретортными
печами является отсутствие в ее конструкции сопряжений вращаю-
щихся и стационарных элементов, что позволяет достаточно гер-
метизировать процесс, а значит и предотвратить выбросы ртутных
паров в производственные помещения, тем самым гарантируя
улучшение условий труда. Кроме этого, технология процесса об-
жига и конструкция печи позволяют применять полную автомати-
зацию.
Недостаком печей кипящего слоя, как это и следовало ожи-
дать, является значительный вынос пыли из печи, что вызывает
необходимость применения более совершенных способов очистки
газов. Для решения этой проблемы применены высокопроизводи-
тельные электрофильтры, разработанные и освоенные промышлен-
ностью.
Естественно, что новые условия ведения технологии обжига*
ртутных руд и высокая производительность процесса потребо-
вали изыскания ряда аппаратурных решений конструкций вспо-
могательного оборудования. При печи КС необходимо сооружение
сравнительно сложного обязательного комплекса вспомогатель-
ного оборудования для трехстадийной очиски газов от пыли.
Это, а также значительный объем строительных конструкций
(из-за большой высоты печей) делают экономически целесообраз-
ным применение этих печей только при достаточно больших мас-
штабах производства и при наличии запасов руды, обеспечивающих
эксплуатацию в течение достаточно длительного срока.
Дальнейшее повышение мощности печей КС и соответствующее
снижение эксплуатационных затрат, по-видимому, позволит рен-
табельно перерабатывать руды с содержанием ртути, близким
к 0,1%, а возможно даже и ниже. Если это предположение под-
твердится, чисто пирометаллургическая схема с применением
печей КС при соответствующих масштабах производства будет
иметь очевидные преимущества перед комбинированной, с пред-
варительным обогащением руд. Основным для рентабельности
предприятия будет лишь наличие источников дешевого жидкого
или газового топлива.
Одно из обязательных условий работы на печах КС — обеспе-
чение непрерывности ведения процесса между плановыми капи-
тальными ремонтами. Перебои в работе печи по каким-либо при-
чинам вызывают неизбежную смену теплового режима, что отра-
жается на стойкости футеровки и может привести к потерям ме-
талла.
Примерная технологическая схема с печью КС приведена
на рис. 42.
Для переработки намного более крупного по сравнению с фло-
тационными концентратами рудного материала применяются печи
КС провального (бесподового) типа.
10 С. М. Мельников 145
Разработанный режим обжига обусловливает образование
двух классов огарка по крупности. Наиболее тонкая фракция об-
жигаемой руды выносится из печи с технологическими газами,
крупная проходит по вертикали в низ печи сквозь газовый поток,
преодолевая его силой тяжести, откуда попадает в приемный
-30 мм
Обжиг 6 печи
Рцда
I дробление
г * ---
Грохочение
кипящего $лоя
1
Газы, пыль
I __________
I очистка от пыли----------=— Пыль
I
Газы
И очистка от пыли.---------
I
Гонкая очистка ------------ Пыль
I
Донденса ц ия----------•- С т уппа.
1 I
Ртуть Выделение ртути'
+ 30 нм
П дробление
^'огарок
I
Утилизатор тепла
Холодильник
'Т"
—я— В отвал
Ртуть
Склад
Ступпа
I
обжиг
в муфельной печи
Рис. 42. Принципиальная схема завода с установкой печи кипящего слоя
бункер огарка. Вынос пыли крупностью до 1 мм в зависимости
от физических свойств руды составляет от 15 до 30%.
Было проработано несколько конструктивных вариантов печей
КС провального типа, отличающихся одна от другой формой по-
перечного сечения фурменной части, соотношением высот элемен-
тов, типом топочных устройств.
На рис. 43 приведена схема одного из вариантов конструкций
промышленной печи — с прямоугольной шахтой; печь предназ-
начена для работы на газовом топливе.
Внешний кожух печи из стальных листов, обвязанных наруж-
ными конструкциями для надежной жесткости, плотно сварен для
герметизации процесса.
146
Печь состоит из следующих основных элементов: шахты 2,
оснащенной фурменными проемами (туннелями) 3 сечением 165 X
X 165 мм. Кверху шахта расширяется и переходит в верхнюю
пылевую камеру 5.
В нижней части печи установлена воронка для приема проваль-
ного огарка 1 и вывода его в приемные бункера.
Футеровка печи выполнена из огне-
упоров с теплоизоляцией. Верхняя ка-
мера снабжена окнами 6 для проведения
ремонтов.
Загрузка руды осуществляется в слой
по вертикальной трубе 7. Хотя печь обо-
рудована системой автоматического пре-
кращения подачи газа при нарушении
поступления воздуха в горелки, в верх-
ней части ее установлены предохранитель-
ные клапаны для предотвращения воз-
можного разрушения печи при случай-
ных нарушениях режима газовых топоч-
ных устройств.
Загрузочная труба 7 и предохранитель-
ные клапаны опираются на верхнюю теп-
лоизолированную металлическую пло-
щадку. Сопряжение их со сводом и пыле-
вой камерой осуществляется через втулки
сложной конфигурации, заделанные в
Рис. 43. Схема печи ки-
пящего слоя:
1 — проем для вывода огар-
ка; 2 — шахта; 3 —фурмен-
ные проемы (туннели); 4 —
зона кипящего слоя; 5 —
верхняя камера; 6—ремонт-
ные окна; 7 — загрузочная
труба; 8— проем для отвода
технологических газов
кладку свода. Для изоляции печного
пространства сопряжение корпусов пре-
дохранительных клапанов и загрузочных
труб оснащено песочным затвором.
По первоначальным вариантам топливо
сжигалось в топочных камерах, из кото-
рых газы поступали в печь. При таком
способе сжигания осложнялась конст-
рукция печи и снижались межремонтные периоды из-за быстрого
износа участка сочленения топки с боровом и фурмами.
ЮжНИИгипрогазом [125] разработана конструкция горелки
(рис. 44), позволяющая сжигать газовоздушную смесь в газорас-
пределительных фурмах. Горелка состоит из двух концентрично
установленных труб диаметром 140 и 110 мм (3 и 4). К выходному
концу приварен лопаточный завихритель 9, лопатки которого
установлены под углом 45° к оси горелки. Завихритель и наружная
труба выполнены из стали 1Х8Н10Т. Туннель горелки состоит
из полости 8 в металлической трубе и керамического туннеля 7,
выполненного в кладке печи из огнеупорного кирпича стандарт-
ных размеров. Для уплотнения конструкции в целях предотвра-
щения утечки газов через кладку применен бетон 5.
10* 147
Рис. 44. Горелка ЮжНИИгипрогаза:
I — глазок; 2 — подвод газа для разжигания;
«3 — труба корпуса горелки; 4 — внутренняя
труба; 5 — бетон; 6 — кладка печи; 7— кера-
мический туннель; 8 — камера начала горе-
ния; 9 — завихритель
Для наблюдения за горением и составлением кладки устроен
торцовый глазок 1, а для разжигания горелки имеется отдельный
подвод газа.
Предварительно подготовленная газовоздушная смесь вво-
дится по трубе, проходит через кольцевой зазор, образуемый
трубами 3 и 4, далее через завихритель 9 поступает в камеру 8,
где начинается горение, оканчивающееся в керамическом тун-
неле 7.
Камера служит для защиты завихрителя от перегрева рецирку-
лирующими продуктами сгорания и лучистым теплом от стенок ке-
рамического туннеля, в ко-
тором создаются максималь-
ные температуры.
Практика показала, что
горелки указанного типа на-
дежны и удобны в работе.
Газ в них сжигается форси-
рованно, достигаются нужные
температуры и скорости ввода
продуктов сгорания в слой
(60—90 м'сек). Кроме того,
они очень просты в изгото-
влении, а их конструкция
позволяет в случае необходи-
мости проводить чистку тун-
нелей, выходная часть ко-
торых со-временем' может заплавляться огарком. Последнее
может быть устранено правильным подбором длины туннеля.
Работа печи протекает следующим образом: дробленая руда при
помощи питателя, расположенного выше печи, подается в распре-
делительную воронку, из которой по течкам поступает через за-
грузочную трубу в печь, в зону кипящего слоя.
Печь отапливается природным газом теплотворностью
8500 ккал/м3. Перед подачей в горелку газ смешивается с воздухом
с избытком 1,2 против теоретически необходимого количества. Про-
дукты горения газовоздушной смеси выходят из фурм в печь и
образуют кипящий слой загружаемой сверху руды. В связи с вы-
сокой теплопередачей и теплоотдачей кипящего слоя температура
газов быстро падает от 1500—1600° С до температуры кипящего
слоя порядка 550; С; при этом быстро нагревается загружае-
мая в слой руда.
На границе раздела с кипящим слоем движущийся слой огарка
омывается топочными газами высокой температуры. При работе
печи огарок необходимо непрерывно удалять, чтобы не затрачи-
вать тепло на его перегрев и не допускать оплавления и образо-
вания «козла». Поэтому огарок удаляется через постоянно запол-
няемую им подфурменную зону печи.
148
Заполненная потоком движущегося вниз огарка воронка 1
вместе с расположенным ниже нее питателем, который регулирует
скорость разгрузки, составляют систему своеобразного затвора,
препятствующего утечке газов через воронку. Прошедший через
питатель огарок поступает в утилизатор тепла и далее направляет-
ся через систему механизмов в отвал.
По выходе в расширенную часть шихты газовый поток, об-
разовав кипящий слой, продвигается в пылевую камеру, где за
счет увеличенного сечения скорость газов снижается, благодаря
чему создаются условия для уменьшения выноса пыли из печи.
Газы эвакуируются через два проема, расположенные под
верхним сводом камеры. Температура газов 450° С; запыленность
может достигать (в зависимости от физических свойств руды)
250—300 г/м3. По выходе из печи газы поступают в циклоны для
отделения крупной пыли, затем — в электрофильтры и далее
по обычной схеме — в конденсаторы. Эксгаустер для поддержания
нужного разрежения в печи устанавливается перед электро-
фильтром.
Производительность печи порядка 500 т/м2, площади сечения
печи в области фурм в сутки. Расход природного газа составляет
около 26 лг, или 220 тыс. ккал на 1 т обжигаемой руды. Печь,
управляемая дистанционно, через центральный пульт, обслужи-
вается одним рабочим.
При печах такой мощности оказалось целесообразной уста-
новка специальных утилизаторов тепла огарка, которые позво-
ляют получать elm переработанной руды до 3100 ккал тепла.
Горячая вода используется для технологических и бытовых нужд.
Введенное в печь тепло распределяется примерно следующим
образом: 43% уходит с газами, 40% —с огарками, из этих 40%
около 14% используется для подогрева воды в котле-утилизаторе.
Практика показала полную работоспособность печи при вы-
сококачественной футеровке в зоне горелок и примыкающей к ней
части шахты, так как этот узел футеровки подвергается интенсив-
ной тепловой нагрузке и эрозионному износу непрерывным пото-
ком абразивных огарков, движущихся сверху вниз.
Испытания различных огнеупорных материалов, в том числе
высокоглиноземистого шамота, корунда, карборунда, показали
недостаточную их стойкость в кипящем слое, особенно при частой
смене температурных режимов, происходящей при опытных рабо-
тах. Известные материалы на основе карбида кремния многофазны,
в них отдельные зерна карбида кремния цементируются связую-
щими с более низкимим физико-химическими характеристиками.
Кроме того, эти материалы имеют значительную пористость
(25—30%), существенно снижающую их механические и теплофи-
зические свойства.
Наиболее подходящим для работы в кипящем слое можно
считать материал, разработанный в Институте проблем материало-
149
ведения АН УССР. Это — монолитный поликристаллический
карбид кремния (МПК). Он обладает высокой устойчивостью
в окислительной среде при 1650—1700° С, в вакууме при 2000° С,
в среде инертного газа до 2300° С. При 1200° С он обладает
прочностью на сжатие до 120—130 кПмм2. МПК изготовляется
в форме кирпича или плитки различных размеров по сравнительно
сложной технологии.
Муфельные печи
Ретортная механическая печь конструкции Н. П. Есипчука
Муфельная печь конструкции Н. П. Есипчука сначала по-
лучила название механической ретортной печи в отличие от ста-
ционарных реторт, а затем за ней закрепилось название просто
«ретортная».
^0
чука:
ный ролик; 6 — цилиндр реторты; 7 — внутренний свод;
8 — верхний свод; 9 — облицовка корпуса печи; 10 — бандаж; 11 -— нижнее уплотне-
ние; 12 — разгрузочный конец реторты; 13 — бункер для огарка; 14 — газоход техно-
логических газов; 15 — верхнее уплотнение; 16 — привод механизма вращения реторты;
17 — ведомая шестерня; 18 — нижняя топка; 19 — вагон для огарка
1 — циклон; 2 — лопастной питатель Есипчука; 3 — бункер
для обжигаемого материала; 4 — верхняя топка; 5— опор-
> л с
Рис. 45. Ретортная механическая печь Н. П. Есип-
Н 15 16 /7 18
Печь предназначается для проведения непрерывного процесса
обжига ртутного сырья с повышенным содержанием металла —
ступпы или рудных концентратов.
Схема конструкции реконструированной печи приведена на
рис. 45. Вращающийся цилиндр реторты 6 диаметром 1 м и длиной
7,8 м изготовлен из жаропрочной стали и обогревается снаружи
топочными газами. Сжигание жидкого или газового топлива
осуществляется в двух топках — верхней 4 и нижней 18. Цилиндр
160
опирается через бандажи 10 на парное число опорных роликов 5,
расположенных вне зоны нагрева. Ролики вращаются на осях,
закрепленных в водоохлаждаемых подшипниках. Цилиндр ре-
торты имеет наклон 3° к разгрузочному концу.
Газы из верхней топки проходят между верхним сводом 8 и
внутренним газораспределительным сводом 7, имеющим проемы
на проходе газов к поверхности реторты. Газы из топки 18 под-
водятся по каналам к реторте снизу. Такое устройство обеспе-
чивает более равномерный обогрев.
Топочные газы отводятся через вертикальный стояк в подзем-
ный боров и далее в дымовую трубу.
Сопряжение вращающегося цилиндра реторты с неподвижной
загрузочной частью и нижней головкой печи осуществляется
при помощи самоустанавливающихся уплотнений 11 и 15.
Загрузка сырья в печь из бункера 3, располагаемого в
верхней части печи, может осуществляться любым из приме-
няемых в ртутной промышленности питателей, в том числе и
лопастным 2.
Обжигаемый материал благодаря наклону цилиндра и его вра-
щению передвигается от верхнего конца до нижнего, обжигается
и огарок попадает в приемный бункер 18 под нижней головкой
печи 12, откуда разгружается в вагонетку и далее в отвал. Тех-
нологические газы отводятся по трубе 14 в конденсацию за счет
разрежения, создаваемого за конденсатором.
Привод цилиндра реторты осуществляется от электродвига-
теля мощностью 3,2 кв/п через редуктор и набор шестерен и шки-
вов. Скорость вращения реторты может регулироваться измене-
нием соотношения шкивов клиноременной передачи от 0,49 до
0,79 об!мин.
Питатель приводится в движение отдельным электродвига-
телем мощностью 1,2 кет.
Печь рассчитана на работу при температуре до 900° С, обеспе-
чивая при этом производительность от 8 до 20 т в сутки в зависи-
мости от характера сырья, содержания ртути, влаги и т. д.
Металлоконструкции печи весят около 15 т.
Практическое применение этих печей показало целесообраз-
ность обжига в них ступпы и'штуфных’руд или концентратов на за-
водах средней производительности. При обжиге ступпы влажностью
до 23% печь обеспечивает производительность 12—14 т ступпы
в сутки при технологическом извлечении’'ртути 99,8% и товар-
ном— около 98%. Расход’газа 8000—8300 ккал!м? составляет
136 Mslm ступпы, или около 1 млн. ккал!т.
Печь работает очень устойчиво. Срок службы реторт из жаро-
прочной стали, например Х28Н18, не меньше одного года.
Удельный расход электроэнергии составляет от 39 до
Ы)квт-ч!т обжигаемого сырья. Печь обслуживается одним
рабочим в смену.
151
Муфельная печь Гипроникеля — HP К
В СССР для обжига ртутных руд сконструирована, доработана
в промышленных условиях и внедрена в производство печь нового,
более производительного типа. Эта печь названа «муфельной».
Разработка конструкции и доводка ее осуществлена сотрудниками
Гипроникеля и Никитовского ртутного комбината1 [136, 160].
Печь сконструирована из двух металлических цилиндров,
встроенных один в другой. Наружный цилиндр корпуса печи
(собственно печь) изготовлен из обычной листовой стали и фу-
терован внутри. Меньший, внутренний цилиндр — муфель, из-
готовленный из жаропрочной стали, встроен соосно с большим
цилиндром (печью). Пространство между внутренней поверх-
ностью футеровки печи и наружной поверхностью стенки муфеля
образует по всей длине печи кольцевой канал для прохода топоч-
ных газов.
Муфель крепится внутри печи цилиндрическими стаканами-
фиксаторами, расположенными в нескольких плоскостях по длине
печи. В каждой плоскости радиально, под углом 90° установлено
по четыре стакана-фиксатора, вставленных через отверстия в ко-
жухе и футеровке печи. Стакан прижимается к стенке муфеля
установленной снаружи пружиной.
Конструкция крепления муфеля стаканами обеспечивает при
расширении металла от нагрева смещение муфеля по длине только
в одну сторону. Радиальное расширение компенсируется пружи-
нами. Смонтированные таким образом печь и муфель представляют
единую систему.
На кожухе печи аналогично конструкции трубчатой печи уста-
новлено два бандажа, опирающихся на парное число опорных ро-
ликов. Приводной механизм состоит из ведомой шестерни, за-
крепленной на кожухе, ведущей шестерни и редуктора с мотором.
Печь установлена под углом 2° и имеет четыре скорости вра-
щения, что определяет время пребывания обжигаемого материала
в печи.
Футеровка печи выполнена из специального огнеупорного
материала, подобранного в результате длительной работы иссле-
дователей и производственников. Как показала практика, этот
огнеупорный материал является пока единственным для обеспе-
чения устойчивой работы печи. Кладка же из обычного огне-
упорного кирпича не выдерживала режима переменных нагрузок
и разрушалась за короткие сроки работы.
Печь работает по принципу противотока: обжигаемый материал
загружается в верхнем конце муфеля, огарок разгружается в ниж-
нем; топочные газы омывают поверхность муфеля в направлении,
1 Ведущие авторы: В. М. Баттук, В. Н. Заяц, К. В. Головин, М. А. Докусов,
И. С. Клопатовский, И. Д. Копылов, А. 3. Левин-Коган, В. 3. Лысенко, Н. Д. Ни-
кольская, А. С. Ошиток, В. Н. Чепиженко, С. Л. Шашурин.
152
противоположном движению обжигаемого материала: от топки
к верхнему концу муфеля. Достигнув верхнего конца муфеля,
топочные газы поступают в камеру отвода.
Загрузка сырья может осуществляться в муфель питателем
любого типа. Загрузочный конец муфеля для ускорения отвода
руды из зоны загрузки оборудован спиральными направляющими.
Руда в результате вращения муфеля продвигается к нижнему
его концу; температура стенок муфеля и руды по мере приближения
к нижнему (горячему) концу повышается.
Образующиеся технологические газы удаляются из муфеля
за счет разрежения, создаваемого в системе эксгаустером, через
специальную трубу и направляются на очистку от пыли и на кон-
денсацию.
Печь обогревается теплом от сжигания топлива в откатной
топке, установленной у нижнего конца печи под углом 90° к ее
оси. Топка имеет удлиненную камеру сгорания, из которой газы
поступают в кольцевой распределитель и далее — в пространство
между футеровкой и муфелем. Из кольцевой камеры отвода то-
почные газы направляются к дымоходу, затем поток разде-
ляется: часть газов отбирается специальным эксгаустером и по
отдельному теплоизолированному газоходу направляется в топку
этой же печи и используется как дополнительный теплоноситель.
Оставшиеся газы выбрасываются через дымовую трубу в атмосферу.
Количество оборотных газов можно регулировать в зависимости
от условий работы.
Использование оборотных газов в качестве дополнительного
теплоносителя позволило повысить производительность печи на
25—27% при экономии 10% топлива.
Печь работает на природном газе калорийностью 8000—
8300 ккал!м? при расходе 80—100 мъ!т, или 640—800 тыс. ккал!т
руды. Разрежение в топке 1—2 мм вод. ст., в газоходе после печи
18—20 мм вод. ст.
Количество топочных газов порядка 3—3,5 тыс. мъ1ч, рабочая
температура их 1200эС, на выходе из печи 250’ С. Оптимальные
условия обжига обеспечиваются при температуре в средней ча-
сти муфеля выше 680° С. Для поддержания такого режима не-
обходимо отношение расхода воздуха к газу 20 : 1 (против теоре-
тического 11:1). Горение, таким образом, протекает при значи-
тельном избытке кислорода, содержание которого при выходе
газов из печи составляет 10—12%.
Разрежение в муфеле на горячем конце 10—14 мм вод. ст.,
на холодном загрузочном 20—25 мм вод. ст.
Производительность печи по обжигу руды, раздробленной
до 25 мм, составляет до 80—90 т в сутки. Технологическое из-
влечение ртути в зависимости от качества руды превышает 99%.
Для нормальной работы печи необходим четкий контроль
за манометрическим режимом в разгрузочной (нижней) части,
163
так как при нарушении режима, например, повышения давления
технологических газов возможно попадание их в дымовые газы
через неплотности в сопряжениях между муфелем и топкой.
При работе на газовом топливе значительно легче создать равно-
мерный режим сжигания топлива, а значит и поддерживать нуж-
ный технологический режим.
Недостатком муфельной печи является сравнительно быстрое
понижение температуры топочных газов по мере продвижения
их к верхнему концу канала, так как при этом снижается произ-
водительность агрегата. Форсирование же режима работы за
счет повышения температуры входящих в печь топочных газов
сверх установленной исключается, так как это может привести
к быстрому износу нижней части муфеля, срок службы которого
в нормальных условиях составляет 18—20 месяцев. Температура
по длине муфеля может быть в некоторой степени выровнена при
повышении скорости топочных газов и увеличении отбора их на
рециркуляцию, так как при этом повышается теплопередача
от газов к муфелю.
Работа печи автоматизирована. Система регулирования обе-
спечивает постоянство притока тепла к муфелю путем поддержа-
ния строго необходимой температуры газов, количества и скорости
перемещения топочных газов, гарантируя стабильность задан-
ного режима обжига.
Учитывая значительно более высокую удельную производитель-
ность этой печи, меньший расход топлива по сравнению с анало-
гичными показателями, достигнутыми на ретортной печи конструк-
ции Н. П. Есипчука, а также вполне устойчивую работу, следует
признать муфельную печь наиболее подходящим агрегатом для
непрерывного обжига штуфных руд и концентратов, а также обо-
ротной ступпы.
Муфельная печь с врезанной топкой
Как указывалось выше, недостатком муфельной печи Гипро-
никеля — НРК является быстрое снижение температуры топочных
газов по мере удаления от топки. В целях устранения этого было
предложено1 видоизменить конструкцию муфельной печи и при
сохранении длины муфеля разделить корпус печи на две равные
половины, установив топку не у одного конца муфеля, а на среди-
не. Для вращения печи в этом случае необходимо было установить
не один, а два привода, а отвод топочных газов организовать
в двух точках.
Схема муфельной печи с врезанной топкой изображена на
рис. 46. Корпус (цилиндр) печи 4 состоит из двух одинаковых
половин, каждая имеет отдельные опорные бандажи и приводы.
Обе половины цилиндра теплоизолированы. Между ними коакси-
1 Авт. свид. № 193722 от 23 июля 1965 г. Бюлл. изобр., 1967, № 7.
1Б4
ально к муфелю 8 установлена неподвижная топочная камера 7.
Топочные газы из этой камеры по каналу, образованному футеров-
кой печи и наружной поверхностью муфеля, направляются в две
стороны, обогревая таким образом в два раза более короткий
Рис. 46. Схема муфельной печи с врезанной топкой:
1 — камера для вывода огарков; 2 — кольцевая камера для вывода топочных газов;
3 — опорные бандажи; 4 — футерованный корпус печн; 5 — венцовые шестерни; 6 —
стаканы-фиксаторы муфеля; 7 — врезная топочная камера; 8 — муфель; 9 — питатель
отрезок длины муфеля, и выводятся через самостоятельные ка-
меры в дымоход. Это усовершенствование позволяет повысить
производительность печи, так как в муфеле распределяются тем-
пературы более равномерно.
Технологические газы отводятся тем же путем, что и в муфель-
ной печи Гипроникеля—НРК.
Шнековая муфельная печь Левиса
В 1965 г. на заводе Нью-Идрия (США) внедрена в производ-
ственную эксплуатацию шнековая муфельная печь оригинальной
конструкции, предложенной Г. Левисом [164].
В отличие от печей муфельного типа ранее рассматриваемых
конструкций с обогревом наружного кожуха муфеля здесь топоч-
ные газы пропускаются через полый вал шнекового транспортера,
передвигающего обжигаемый материал от одного конца печи к дру-
гому. Таким образом, тепло подводится как бы из массы обжига-
емого материала.
Подробности конструкции печи и режима ее работы не опубли-
кованы. Схема печи приведена на рис. 47.
Корпус печи /, изготовленный из металлической, по-види-
мому, жароупорной стали, представляет горизонтальную стацио-
нарную круглую трубу 2, покрытую теплоизоляционным слоем 3.
В верхний конец корпуса встроена вертикальная загрузоч-
ная труба 4, а в нижний — разгрузочная 10. Ближе к горячему
концу корпуса вварена труба для отвода технологических га-
зов 11.
Строго соосно с корпусом внутри него установлен шнек 5 с по-
лым валом 6, изготовленный из жаропрочной стали (конструкция
165
крепления опор шнека, как и размеры его, не опублико-
ваны) .
Со стороны разгрузочного конца корпуса установлена топка 7
для сжигания мазута. Топочные газы из камеры сгорания по-
ступают в полый вал шнека и, продвигаясь внутри него к загру-
зочному концу печи, отдают через стенки вала и поверхность шнека
Рис. 47. Схема шнековой муфельной печи конструкции Г. Левиса:
1 — корпус печн; 2 — стационарная круглая труба корпуса; 3 — наружная теплоизоля-
ция корпуса; 4.— загрузочная труба; 5 — шнек, обогреваемый изнутри; 6 — труба
шнека; 7 — топка; S — отвод дымовых газов; 9 — рудный бункер; 10 — патрубок для
выгрузки огарков; 11 — труба для вывода технологических газов иа конденсацию
тепло обжигаемому материалу. Покинув полую трубу вала шнека,
топочные газы поступают в дымоход 8, подсоединенный к трубе.
Обжигаемый материал из бункера 9 поступает в печь с холод-
ного конца и перемещается вращающимся шнеком к топочному,
горячему концу, т. е. печь работает по принципу противотока.
Разгрузка огарка осуществляется через патрубок 10.
166
Температура дымовых газов в начале муфеля 611° С, на вы-
ходе 167° С. Температура технологических газов на выходе
из муфеля 555° С; конденсатор установлен у печи.
Печь предназначена для обжига отбитой ступпы; производи-
тельность печи порядка 10 т ступпы в сутки. В ступпу добавля-
ется концентрат отсадочной машины, обогащающей пыль, улав-
ливаемую в циклонах из газов трубчатых печей. По-видимому,
на печи такой конструкции возможна переработка и флотацион-
ных концентратов без опасения быстрого износа шнека и корпуса
печи.
ГЛАВА VII
ИЗВЛЕЧЕНИЕ РТУТИ
ИЗ ТЕХНОЛОГИЧЕСКИХ ГАЗОВ
I
Второй этап производства ртути — извлечение металла из
технологических газов, полученных на первом этапе — при об-
жиге рудного сырья.
Необходимо особо подчеркнуть, что технологические газы по-
лучаются в результате труда, затраченного на добычу руды,
ее транспортирование, дробление и обжиг, поэтому эти газы пред-
ставляют большую производственную ценность.
Процесс извлечения ртути из газов в принципе прост: газы
поступают на охлаждение в холодильник, где ртутные пары кон-
денсируются. Образующиеся капли ртути улавливаются в прием-
никах; газы, освобожденные от ртути, удаляются в атмосферу.
Поскольку пыль, присутствующая в газах, оказывает вредное
влияние на процесс — снижает выход ртути, технологические
газы перед конденсацией должны быть очищены от пыли. Кроме то-
го, после конденсации необходимо по возможности более полно
уловить из газов сконденсировавшуюся ртуть, не уловленную
в конденсаторе.
Принципиальная схема обработки технологических газов при-
ведена на рис. 48. Газы из печи подаются по газоходам в пылевую
камеру (показана условно), где оседает наиболее крупная пыль,
далее в циклоны для. выделения тонкой пыли, затем в электро-
фильтр (показан "условно) для улавливания наиболее тонких
фракций пыли. Из электрофильтра газ поступает в охлаждаемый
конденсатор. Охлаждение конденсатора может осуществляться
либо только воздухом за счет теплообмена со средой окружающего
воздушного бассейна, либо водой, орошающей наружные стенки
конденсатора. Все газоходы и аппаратура для улавливания пыли
1Б7
должны быть совершенно герметичны во избежание потерь тех-
нологических газов (или подсоса внешнего воздуха) и теплоизоли-
рованы. Преждевременное снижение температуры способствует
Процесс
Аппаратура
Прдукть!
Очистка от грубой,
пьти 1>12нкн)
Пылевая
камера
Технологические газы
из печи
Грубая—~-В обжиг
Г
Очистка, от тонкой,
пыли 2~12 мкн)
циклон одиночный,
батарейный
или групповой
Тонная пыль—
Очистка от наиболее
тонкой пыли
(< 2мкм]
i Электрофильтр
Тонкая пыль
В отвал
(или на обогащение)
Конденсация паров
ртути
Транспорт газов
Доулавливание
ртути
Санитарная очистка
газов
Транспорт газов
Эвакуация
в атмосферу
Конденса тор
Эксгаустер
I ---
Башня, скруббер
Ртуть в очистку
Ступпа
Ступпа-
________I_________ В переработку
। Оборудование I 1
| для химической |—*- Промпродукт 1
• очистки
Дополнительный
эксгаустер
Газа код /боров)
Труба
Рис. 48. Принципиальная
схема обработки техно-
логических газов при
извлечении ртути (пунк-
тиром показаны аппараты,
которые могут отсутство-
вать в схеме)
образованию в потоке газов соединений ртути, а чрезмерное
их охлаждение может вызвать конденсацию паров ртути до кон-
денсатора. Следовательно, газоходы, по которым газы доставля-
ются от печи к конденсатору, должны быть минимальной протяжен-
ности и теплоизолированы.
Газоходы и пылеуловители теплоизолируют слоем шлаковой
ваты, покрывают слоем плотной ткани, которую для гидроизо-
ляции тщательно прокрашивают водостойкими красками.
168
/ — труба; 2 — хвостовой скруббер; 3 — газоход от конденсатора к эксгаустеру; 4 — конденсатор; 5 — опорная конструкция конден-
сатора; 6 — газоход от циклона к конденсатору; 7 — циклон; 8 — газоход от печи к циклону; 9 — транспортер для подачи руды; 10 —
рудный бункер; 11 — питатель для руды; 12 — трубчатая печь; 13 — форсунка; 14 — бункер огарков; 15 — пути для откатки вагонов
с огарком; 16 — сборный приемник продуктов конденсации; 17 — приемник продуктов конденсации; 18 — эксгаустер
Далее за конденсатором в технологической цепи аппаратов
устанавливается «хвостовой» скруббер (башня) — сухой или с во-
дяным орошением для механического улавливания мелких капель
ртути. Для более глубокой очистки газов от остатков ртути как
парообразной, так и в виде металла в схему может быть включена
химическая (санитарная) очистка (показана условно). Практиче-
ски нацело освобожденные от ртути газы через заводскую трубу
выбрасываются в атмосферу. При наличии достаточно герметич-
ного скруббера эксгаустер может располагаться за скруббером,
тогда последний будет работать под разрежением.') На схеме вся
система печь — конденсатор находится под разрежением, а скруб-
бер и оборудование для химической очистки — под давлением.
На рис. 49 показан общий вид обжиговой установки в блоке
с трубчатой печью и аппаратурой для очистки газов от пыли,
конденсации ртути и ее улавливания из газов.
ОЧИСТКА
ГАЗОВ ОТ ПЫЛИ
Пыль, поступающая в конденсационную систему, под действием
силы тяжести, трения о стенки конденсатора, а также в результате
потери скорости оседает, смешивается со сконденсировавшейся
ртутью и другими продуктами конденсации, образуя так называе-
мую ступпу. При работе конденсационной системы с плохо очи-
щенными от пыли газами выход ступпы велик, содержание ртути
мало, вследствие чего понижается выход металла и увеличивается
циркуляционная нагрузка на процесс. При увеличении циркуля-
ционной нагрузки повышаются потери ртути и увеличивается опа-
сность ртутной интоксикации. При хорошо поставленном процессе
очистки газов от пыли прямой выход ртути может достигать 80%
и даже более.
В зависимости от физических свойств обжигаемой руды и
типа выбранной печи количество пыли в технологических газах
может колебаться в чрезвычайно больших пределах. Из печей КС
с потоком газов выносится до 25—30% пыли, из трубчатых и много-
подовых— до 2—3%, из муфельных и ретортных пылевынос не
превышает 0,5% от количества переработанной руды. Содержание
пыли в газах может достигать 400 , 30—40 и 15—20 г/м3 (и. у.)
соответственно.
В зависимости от количества выносимой пыли и ее содержания
в газах подбирают пылегазоочистную аппаратуру. В ртутной про-
мышленности нашли широкое применение пылевые камеры, цик-
лоны нескольких типов. Испытаны и начинают применяться эле-
ктрофильтры. Очистка ртутных технологических газов от пыли
рукавными фильтрами также в принципе вполне возможна, од-
нако они не нашли применения,так как фильтровальная ткань не
выдерживает высоких температур, при которых во избежание
160
конденсации паров ртути должна идти очистка газов. Достаточно
температуроустойчивые ткани еще не выпускаются промышлен-
ностью.
В Советском Союзе большая работа по газоочистке в ртутной
промышленности проведена коллективом лаборатории Гинцвет-
мета под руководством Г. М. Гордона.
Пылевые камеры
Эти пылеуловители являются конструктивным элементом
трубчатых печей, поэтому применяются только с ними Однако
первоначальное значение пылевых камер как пылеуловительных
агрегатов за последние годы утрачивается и пылевая камера по
существу превращается в элемент сопряжения и уплотнения вра-
щающегося корпуса трубчатой печи с газоходной системой.
Как упоминалось выше, конструкции уплотнений, предложенные
В. П. Чепиженко и 3. М. Годизовым, позволяют отказаться от при-
менения пылевых камер.
Пылевые камеры работают при скорости газового потока
до 1 м'сек, пыль в них осаждается под действием силы тяжести,
поэтому они способны улавливать только крупную пыль. Попытка
улавливать в камерах тонкие фракции привела бы к необходи-
мости сооружения этих устройств чрезмерно больших размеров и
большим потерям тепла, к. п. д. пылевых камер трубчатых пе-
чей не выше 10%
Циклоны
Циклоны, работа которых основана на действии центробежной
силы, имеют достаточно высокий к. п. д. и служат эффективным
аппаратом для очистки технологических газов от пыли. На ртут-
ных заводах они распространены повсеместно.
В циклоне газ, введенный тангенциально, совершает по винто-
вой линии несколько оборотов. При этом пылевые частицы под
влиянием центробежной силы отбрасываются к стенкам и, дви-
гаясь по окружности как цилиндрической, так и конической ча-
стей циклона, выводятся через нижнее пылеотводящее отверстие
в располагаемый снизу приемник пыли. Газы, освобожденные
от пыли, отводятся вверх по вертикальной центральной трубе.
Естественно, что использованием центробежной силы обуслов-
ливается лучшее улавливание в циклоне более крупных частиц и
большей плотности. На рис. 50 и 51 приведены графически эти
зависимости. Циклоны позволяют достаточно полно улавливать
частицы пыли размером не ниже 5 мкм.
На к. п. д. циклонных пылеуловителей влияет слипаемость
пыли: чем больше слипаемость, тем выше к. п. д., и наоборот. Од-
нако при сильно слипающихся пылях осложняется очистка
циклона от уловленного материала.
Теоретически степень улавливания должна быть пропорцио-
нальна скорости. Однако это положение действительно до ка-
11 С. М. Мельников
161
кого-то предела, после которого в циклоне усиливаются завихре-
ния, срывающие уже осажденную пыль. Установлено, что опти-
мальная скорость ввода газов в циклон должна быть в пределах
20—25 м/сек, при этом гидравлическое сопротивление группы цик-
лонов не должно превышать 55 мм вод. ст.
Наиболее широкое применение нашли циклоны конструкции
НИИОГАЗа типа ЦН-15, показавшие лучшее улавливание пыли
при наименьшем гидравлическом сопротивлении. Они способны
Рис. 51. Зависимость степени улавли-
вания пыли Т]общ °т ее плотности рп
Рис. 50. Кривая зависимости фрак-
ционного к. п. д. циклона ЦН-15 диа-
метром 600 мм от размера частиц
работать при высокой запыленности газов (400 г/м'л и даже выше).
На рис. 52 приведен общий вид этого циклона.
Значения размеров даны в долях диаметра D: высота входного
патрубка а — 0,66; высота выходной трубы с фланцем Лт = 1,74;
высота цилиндрической части корпуса Лц = 2,26; высота внешней
части выходной трубы hB = 0,3; общая высота циклона Н = 4,56.
Размеры диаметра для ЦН-15 рекомендуются в пределах 40—
800 мм.
Циклоны можно устанавливать как по одному,так и группами.
До последнего времени на ртутных заводах чаще всего применя-
лась батарейная установка циклонов (БЦ). Число циклонов может
быть неограниченным, но с расчетом, чтобы общее гидравлическое
сопротивление аппарата составляло не выше 40 мм вод. ст. (чаще
от 16 до 36 циклонов).
Так как, по конструктивным соображениям, ввод газов в бата-
рейные циклоны не может быть осуществлен тангенциально, как
в обычном циклоне, для создания центробежной силы в верхней
части цилиндра циклона устанавливают завихряющее устрой-
ство — винт или розетку и газы вводят через верхнюю распреде-
лительною камеру, расположенную над циклонными элементами
(рис. 53). Введенный в распределительную камеру газ, попадая
на завихряющее устройство, начинает двигаться под действием
162
центробежной силы, как в обычном циклоне с тангенциальным
вводом.
Объединенные в батарею циклоны крепятся на металлическом
каркасе, который снаружи теплоизолирован. Сопряжения циклон-
ных элементов с опорными ре-
шетками должны быть тща-
тельно уплотнены. Решетки мо-
гут быть изготовлены либо из
листовой стали,либо из чугуна.
По предложению Малышко и
Трал бе [11], решетки устана-
вливают двойные и между ними
набивают асбестовое волокно.
Рис. 53. Конструкция элемента
батарейного циклона:
1 — уплотняющая замазка; 2 —
асбестовая прокладка; 3 — опорная
решетка; 4 — труба для вывода
газов; 5 — завихряющее устрой-
ство; 6 — корпус элементов; 7 —
ннжняя решетка
При стягивании решеток болтами асбест уплотняется и хорошо
герметизирует сочленение решеток с циклонными элементами.
Для одинарной решетки рекомендуется замазка следующего со-
става: цемент, асбестовое волокно, жидкое стекло 22э Be, вода
в отношении 4 : 1,6 : 1 : 3,4.
11* 163
Кроме тщательного у плотнения, для предотвращения подсосов
в батарейных циклонах при изготовлении циклонных элементов
и завихряющих розеток требуется строгое соблюдение норм до-
пусков.
При соблюдении правил монтажа и эксплуатации БЦ их к. п. д.
достигает 90%. Удобство применения БЦ заключается в том, что
при необходимости изменить производительность печи можно
выключать или включать отдельные элементы батареи.
Таблица 15
Предельная запыленность газов
при очистке в батарейных циклонах
Тип направляю- щего аппарата Диаметр элемента мм Допускаемая запыленность г/м* (н. у.)
100 25
Винт 150 50
250 100
100 15
Розетка 150 35
250 75
ние может
быть обнаружено
При выборе батарейных цик-
лонов необходимо учитывать,
что запыленность газов для них
ограничена некоторыми преде-
лами (табл. 15). Если работа
ведется при слабослипающих-
ся пылях, то приведенные пре-
делы запыленности могут быть
увеличены в 2—3 раза.
Вместе с рядом достоинств
БЦ имеет существенный недо-
статок, особенно ощутимый
при работе на высокоабразив-
ных рудах: быстро изнаши-
ваются металлические стенки
элементов, работа нарушается
и снижается к. п. д. всего ба-
тарейного циклона. Это явле-
при регулярном надзоре за ра-
ботой БЦ, однако для ликвидации аварии требуется разборка
аппарата и теплоизоляции. Кроме этого, батарейные циклоны
иногда забиваются пылью, особенно при работе на слипающемся
материале. К. п. д. аппаратов снижается при перетоке газов между
элементами. Поэтому за последние годы в промышленности на-
чинают внедпяться групповые циклоны, установка которых по-
зволяет легко обнаруживать элемент, вышедший из условий
нормальной работы. Каждый циклон гру ппы работает в обычных
условиях. Газ вводится через центральный газоход и подводится
тангенциально к каждому циклону по ответвлениям от централь-
ного газохода (рис. 54).
При групповой установке теплоизолируется каждый циклон
в отдельности. Очищенный газ отводится через общий сборник,
расположенный над группой циклонов, а пыль разгружается
в общий бункер, установленный внизу.
Циклоны можно изготавливать из обычной стали, но при тем-
пературах газов выше 400э С требуется защита стали жаростой-
кими и достаточно абразивоустойчивыми материалами. Корпуса
элементов батарейных циклонов необходимо выполнять из наиболее
износостойких сортов материалов, например чугуна.
164
По инициативе металлургов
Никитовского комбината в ртут-
ной промышленности начато
применение футеровки циклонов
из каменного литья1. На рис. 54
представлено исполнение этой
футеровки для распределитель-
ного газохода группы из шести
циклонов ЦН-15. Расплавлен-
ную каменную массу (андезит)
заливают в металлическую фор-
му, наружная часть которой
представляет кожух циклона и
распределительного газохода.
Внутренняя часть формы изго-
товлена из тонкого железного
листа и рассчитана на износ при
эксплуатации. Срок работы ци-
клонов и распределительного
газохода, футерованных ка-
менным литьем, удлиняется в
3—4 раза. Следовательно,такая
футеровка может быть рекомен-
дована при работе на высоко-
абразивном рудном сырье.
Испытания групповых ци-
клонов показали, что к. п. д.
их может достигать более 94 %,
что несколько превышает к. п. д.
батарейного циклона.
Следует отметить, что не-
плотности в пылеулавливаю-
щей аппаратуре вызывают под-
сосы, резко снижающие к. п. д.
циклонов. Так, например, под-
сос порядка 10% снижает
к. п. д. почти до нуля. Помимо
этого, поступающий извне хо-
лодный воздух вызывает мест-
ную преждевременную конден-
сацию ртути, которая теряется
с пылью. В приложении приво-
дятся некоторые данные для
расчетов циклонов (стр. 436).
Рис. 54. Групповой циклон с футе-
ровкой из каменного литья:
/ — сборник очищенных газов; 2 — ввод-
ные трубы; 3 — корпус элемента; 4 —
ннжняя часть корпуса; 5 — приемник
уловленной пыли.
Черным показана футеровка из камен-
ного литья центрального газовода
С ответвлениями к циклонам
1 В 3. Л ы с е н к о. Цветная ме-
таллургия, Д° 24, 1968, с. 26.
165
Электрофильтры
Первые сведения о применении электрофильтров для очистки
промышленных газов ртутных печей приведены Дюшаком и Шует-
том в 1925 г. [30].
На руднике Сенатор (Нью-Альмаден) впервые в ртутной про-
мышленности была применена шестиподовая печь. В процессе
обжига рыхлой руды, раздробленной до 18 мм, а также грави-
тационных и флотационных концентратов при пересыпании с пода
на под наблюдался настолько большой вынос пыли, что админи-
страция была вынуждена установить электрофильтры, которые
в то время только начинали внедряться в промышленность. Уста-
новленный 20-трубный электрофильтр был смонтирован в бетонной
камере; его трубы диаметром 300 мм изготовлены из литого чу-
гуна. Работа проводилась с напряжением до 50 кв, скорость га-
зов 1,63 м!сек, температура газов на входе в фильтр 340° С, на
выходе 180° С. Показатели очистки газов авторами не приведены,
но отмечено, что фильтр работал удовлетворительно: при произ-
водительности печи 38—40 т руды в сутки улавливалось 1,5—
2% (по массе) пыли.
К сожалению, сведения о составе пылей и, в частности, о на-
личии сернистой ртути в пыли не приводятся. Сообщается только
о том, что ртути в пыли практически не было, поэтому пыль сразу
направлялась в отвал.
Вторая попытка применения электрофильтров была предпри-
нята тоже в США на руднике Опалит. Электрофильтр был уста-
новлен в блоке с трубчатой печью параллельно пылевой камере,
которая работала только во время чистки фильтра. Температура
газов на входе в электрофильтр была 250—300° С. Данные
о к. п. д. фильтра не опубликованы; возможно, что здесь не были
проведены необходимые замеры, но по косвенным данным можно
оценить, что степень очистки составляла 60—75%.
До последнего времени в зарубежной литературе не было све-
дений о применении электрофильтров в ртутной промышленности.
Можно предположить, что мелкие, как правило, ртутные предприя-
тия США не могли применять электрофильтры в силу их сравни-
тельно высокой стоимости, а общий технический уровень
металлургии ртути в других странах даже при большом произ-
водстве ртути был настолько низок, что о применении новой тех-
ники во вспомогательных процессах не могло быть и речи.
Систематический рост объема производства и применение вы-
сокопроизводительного оборудования и форсированных процес-
сов в последние годы вызвали необходимость применения электро-
фильтров как эффективного оборудования для очистки газов,
направляемых на конденсацию. Выгоды конденсации газов, про-
шедших высокую очистку от пыли, очевидны. Именно поэтому
в Советском Союзе и были развернуты систематические исследо-
166
вания рационального использования электрофильтров для очи-
стки газов от пыли. Эти исследования были поручены Гинпвет-
мету и начаты применительно к печам КС.
При разработке технологии обжига ртутных руд в печах КС
стало очевидно, что обычные методы очистки газов в циклонах
не обеспечат достаточно высокий к. п. д. и не дадут возмож-
ности направлять на конденсацию газы с допустимой запылен-
ностью.
Чтобы обеспечить должный температурный режим обжига
(предотвращающий преждевременную конденсацию паров ртути)
при высоких показателях пылеулавливания, были выбраны элек-
трофильтры. Наиболее подходящими из освоенных в промышлен-
ности оказались горизонтальные аппараты типа ОГ, успешно при-
меняемые в производстве серной кислоты для очистки обжиго-
вых газов печей КС.
Опробованная схема цепи аппаратов состояла из циклона ЦН-15
диаметром 800 мм, установленного у печи КС, группового четырех-
элементного циклона (ЦН-15 диаметром 400 X 4) и электрофиль-
тра ОГ-3-8. Газы, выходящие из электрофильтра, поступали в кон-
денсатор. Такая усложненная двойной очисткой в циклонах схема
объясняется чрезмерно высокой запыленностью газов — до 400 г’м3.
Первый (одиночный) циклон давал очистку 90%, второй (груп-
повой) 75—77%. Таким образом, в электрофильтр поступали газы,
содержащие порядка 10—И г/м3 (н. у.) пыли.
В результате наладки были определены следующие оптималь-
ные показатели работы электрофильтра. При всех трех действую-
щих полях электрофильтр устойчиво обеспечивал в очищенных
газах содержание пыли от 0,116 до 0,002 (в среднем 0,044) г/м3,
т. е. к. п. д. его составлял 99,5%. Режим работы фильтра: ко-
личество газов 3800 м3/ч, время пребывания газов 22,2 сек. На-
пряжение в первичной цепи по камерам 164, 175, 180 в\ сила вы-
прямленного тока соответственно 5,5; 19,2; 48 ма.
Распределение ртути, % от количества поступившего в газо-
очистку с промышленными газами, составило в пыли: первого
циклона 0,64; второго (группового) циклона 0,102, электрофиль-
тра 0,356; всего 1,098, или ~1,1.
Если содержание ртути в исходной руде принять за единицу,
то в пылях первого циклона содержалось 0,035; группового цик-
лона 0,072 и пылях электрофильтра 0,35, т. е. по мере удаления
от печи содержание ртути в основном повышалось обратно про-
порционально крупности. Это позволяет полагать, что ртуть вхо-
дит в решетку материала породы и представлена сульфидом.
На рис. 55 приведено изменение температуры и крупности пыли.
Ситовая характеристика пыли, уловленной по отдельным полям
электрофильтра, показана на рис. 56.
Содержание мышьяка в пылях электрофильтра пропорцио-
нально содержанию ртути, поведение сурьмы несколько отлично:
167
Поле ............................. I
Мышьяк, % ................ . . . 0,34
Сурьма, %....................... 0,08
Ртуть, % (усл.)*................0,232
II 1П
0,30 0,45
0,18 0,12
0,197 0,475
* Содержание ртути в руде принято за единицу.
Приведенные качественные показатели работы электрофиль-
тра следует расценивать как вполне удовлетворительные; бла-
годаря высокой степени очистки газов (99,5%) в результате кон-
денсации была получена ступпа с содержанием ртути порядка 96%
(расчетное) при очень высоком вы-
ходе металла прямой отбивкой.
Пыль, уловленная во всех трех
полях фильтра, содержит только
0,36% Hg от исходной.
Рис. 55. Изменение темпера-
туры, крупности пыли и содер-
жания в ней ртути по тракту
газоочистки:
/ — средний диаметр частиц пыли,
Х10г; 2 — температура, ° С X 10-s
Размер частиц,мкм
Рис. 56. Ситовая характеристика пылей
электрофильтра печи КС:
1 — поле /; 2 — поле II', 3 — поле III
Естественно, что пылеуловительная аппаратура улавливает
пыль того состава, который вносится в нее газовым потоком.
В составе пыли может быть киноварь, однако в зависимости от
условий ведения процесса и его температурного режима уже после
выхода газов из печи может быть уловлен также вторичный суль-
фид ртути, образующийся, если для этого будут условия, в резуль-
тате сульфидизации паров ртути сероводородом или парами серы.
В связи с низкими концентрациями компонентов и коротким
периодом образования этот сульфид будет представлен наиболее
тонкими классами.
Так как электрофильтр имеет высокий к. п. д. и улавливает
подавляющее количество содержащихся в газах пыли, включая
168
и тонкие классы, он может стать своеобразным концентрацион-
ным аппаратом, что наблюдалось при разработке технологии элект-
роочистки газов трубчатых печей.
Первый эксперимент проводился на рудах кремнистого со-
става с очень низким содержанием ртути. Применялся электро-
фильтр пластинчатого трубчатого типа с двумя последователь-
ными полями; в каждом поле 36 коронирующих электродов с ме-
ханическим встряхиванием; корпус фильтра металлический, тепло-
изолированный. Трубчатая печь отапливалась коксовым газом,
вследствие чего технологические газы содержали большое количе-
ство водяных паров с точкой росы 60—70° С.
По ряду причин температура газов на входе в электрофильтр
была в пределах только 210—260° С, а на выходе 175—220' С.
Перед электрофильтром газы, количество которых колебалось
от 7,4 до 8,7 тыс. м3/ч, кроме пылевой камеры, проходили очистку
в батарейном циклоне. Запыленность газов на входе в электро-
фильтр от 3 до 10 г!м3.
Оптимальные результаты улавливания пыли (98,5%) были полу-
чены при скорости газов в электрофильтре около 0,45 м!сек.
Условный размер пылевых частиц, уловленных фильтром, был
в пределах до 1,2 мкм. Однако при проведении испытаний техно-
логический эффект не был получен, так как уловленная электро-
фильтром пыль имела высокое содержание ртути, представленной
только ее сульфидом. Если на входе в электрофильтр содержание
ртути в пыли было в пределах до 0,5%, то в пыли, уловленной
в этом аппарате, оно составляло от 2,1 до 11,6%. Как правило,
пыль второго поля электрофильтра имела более высокое содержа-
ние ртути.
Естественно, что при таком составе пылей электрофильтра не-
чего было рассчитывать на положительные результаты. И хотя
количество ступпы резко снижалось, прямой выход ртути был очень
невысоким, так как значительное количество металла оставалось
в пылях.
Аналогичные результаты дал второй эксперимент х. В этом
случае обжигу подвергались также карбонатные руды.
Таблица 16
К. п. д. электрофильтра в зависимости от скорости газа
Скорость газа в электрофильтре м/сек Время пребывания газов в электрофильтре сек Запыленность на выходе из электрофильтра г/л1а К. П. д. фильтра, %
0,3 10 0,031—0,042 99,7
0,6 6 0,155—0,258 98,7—97,3
0,9 3,3 0,222—0,88 97—91,5
1Шебзухов Д. А. и др. Цветные металлы, 1970, № 1, с. 35.
169
£6
Встряхивание электродов
собиралась в конической
откуда удалялась гидравли-
включен в схему цепи аппа-
действующих трубчатых
Здесь был применен трубчатый электрофильтр меньших раз-
меров конструкции Гипроцветмета (рис. 57). Три цельнотянутые
стальные трубы диаметром 300 мм, длиной 3 м служили осадитель-
, ными электродами, внутри которых были
подвешены 2,5-льи нихромовые коронирую-
щие электроды. Тр)бы фильтра были раз-
мещены в теплоизолированном металли-
ческом круглом корпусе диаметром 1 м.
Живое сечение фильтра 0,225 л/2. Фильтр
укомплектован повысительно-выпрямитель-
ным высоковольтным селеновым агрегатом
АФАС-80-253. "
ручное. Пыль
части корпуса, <
ческим путем.
Фильтр был
ратов одной из
печей; при этом отбор газа можно осуществ-
лять либо перед действующим батарейным
циклоном, либо после него. Оптимальные
результаты работы были получены с предва-
рительной грубой очисткой газов в циклоне.
Температура газов после батарейного
циклона была около 300е С, на входе в
электрофильтр 200—225' С. Запыленность
газов на входе в электрофильтр 8—ЮгЛн3.
Показатели работы, приведенные втабт. 16,
получены при напряжении в первичной
цепи 200—220 в и выпрямленном токе силой
8—10 ма.
Ситовая характеристика уловленных
пылей приведена на рис. 58.
Как и в ранее приведенном эксперимен-
те, вследствие низкой температуры газов
пыли электрофильтра обогащались сульфи-
дом ртути. Концентрация ртути здесь по
сравнению с содержанием в руде повыша-
лась до 3,5—14,4 раза. Отмечалось также
присутствие в пыли металлической ртути,
что объяснялось низкой температурой газов
на выходе из электрофильтра (200—110е С).
Из сказанного следует, что приведен-
ные показатели работы электрофильтров па
газах трубчатых печей не могут удовлетворить производствен-
ников. Наша промышленная практика работы с электрофиль-
трами на газах печей кипящего слоя показывает отличные ре-
зультаты: конденсационная система получает газы с содержа-
Рис. 57. Опытный трех-
трубный электро-
фильтр:
1 — коронирующне элек-
троды; 2 — подогревате-
ли (6 шт.); 3 — люк;
4 — осадительные элек-
троды; 5 — люк
ло
нием пыли в пределах 0,1—0,2 что предопределяет высо-
кое содержание ртути в ступпе и устойчивый прямой выход ме-
талла.
В производственных условиях при нормальном режиме ра-
боты трубчатой печи, когда температура отходящих газов близка
к 400 С, безусловно, можно рассчитывать на достижение пока-
зателей, близких к показателям работы на печах кипящего слоя,
и получать пыль, имеющую отвальное содержание ртути.
Необходимо отметить, что если бы эти расчеты не оправдались,
то в качестве резервной схемы (поскольку повторный обжиг пы ни
Рис. 58. Ситовая характеристика пылей, уловленных элек-
трофильтром трубчатой печи
не рационален) для доизвлечения ртути из богатых пылей можно
использовать флотацию [82].
Как показывают очень осторожные расчеты, применение элек-
трофильтров с флотационной переработкой улавливаемой пыли
вполне рентабельно.
Если полученные при флотации пылей концентраты подвер-
гать обжигу, общее извлечение ртути по сравнению с работой
без электрофильтра будет повышено на 2%, а годовая экономия
только за счет снижения расходов на переработку уменьшенного
количества ступпы составит 8,5 тыс. руб.*.
Следует упомянуть еще одну положительную сторону приме-
нения электрофильтров на ртутных заводах — улучшенные ус-
ловия труда. Даже если бы внедрение этих аппаратов не позво-
лило извлекать дополнительно ртуть и получать большую эко-
номию средств, их установка уже оправдывалась бы тем, что
благодаря высокой очистке газов количество ступпы сокра-
* Расчеты проводились для условий работы завода мощностью по перера-
ботке 47 тыс. т руды в год.
171
щаеДся в 2—3 раза, т. е. значительно улучшаются санитарные
условия на заводе.
Изложенное позволяет определить перспективность приме-
нения электрофильтров на ртутных заводах даже малой произ-
водительности, например перерабатывающих порядка 30 тыс. т
руды в год, где это позволяют ресурсы электроэнергии и другие
местные условия. Расход на очистку газов в электрофильтре со-
Таблица 17
Гранулометрический состав пыли,
содержащейся в газах
ртутного завода Рюседен
Размер частиц, мкм Выход фракций, %
ДО циклона после циклона
+20 5,0
—20+15 7,0 —-
—15+10 —10+5 18,0 0,8
46,0 9,2
—5 +2 14,5 49,0
—2 9,5 —.
—2 +0,5 — 40,0
—0,5 — 0,6
ставляет порядка до 10 квт-ч
на 1 т руды.
Целесообразность при мене-
ния электрофильтров на малых
заводах подтверждается также
зарубежной практикой, напри-
мер, на заводе, перерабатываю-
щем только 18 тыс. т в год
сравнительно небогатой руды.
В 1968 г. появились сообще-
ния об установке и использова-
нии электрофильтра на япон-
ском ртутном заводе Рюседен
[143, 163]. Здесь в 1963 г. уста-
новлена одна трубчатая печь
производительностью по обжигу
около 50 т руды в сутки. По-
вышенная запыленность руды
и сравнительно суровые кли-
матические условия севера о.
Хоккайдо затрудняли извлечение ртути из продуктов конденса-
ции, особенно зимой, когда ступпа замерзала и обработка ее
осложнялась.
Руды Рюседена содержат около 0,25% Hg, а ступпа — около
70%. После организации очистки газов в электрофильтре содер-
жание ртути в ступпе повысилось до 93—98%.
При обжиге образуется около 25—27 м3/мин (по сухому со-
ставу) технологических газов. При выходе из печи они содержат
пыль, характеристика которой приведена в табл. 17. Там же
указан состав пыли, содержащейся в газе после очистки в циклоне.
Запыленность газов после циклона 35—40 г/л/3; фракция
—2 мкм практически не улавливалась циклоном и являлась
основным - источником образования повышенного количества
ступпы. Замер электросопротивления пыли показал 1012 ом-см.
Подбором температурных условий и увлажнением газов со-
противление пыли было снижено до 1011 ом-см, после чего
был установлен электрофильтр модели МС-21, оборудованный
селеновыми выпрямителями (35 кв, 80^л/о, 3,2 ква, 200 в,50 гц).
В результате после регулировки режима электрофильтра при
первичном токе 8,5 а, 146 в (высокая сторона 22,5 кв) удалось
172
очистить газы до содержания в них пыли 0,264 рм3, т. е.
к. п. д. около 99,2%. Это позволило повысить содержание ртути
в ступпе с 70 до 93—98%.
Выгрузка уловленной пыли из электрофильтра осуществляется
при помощи шнека.
Необходимо отметить, что вопросы, связанные с использо-
ванием электрофильтров в ртутиой промышленности, изучены
далеко не полностью. Помимо собственно пылеулавливания,
в электрсфильтре протекает ряд побочных явлений, имеющих
прямое отношение к технологическим результатам. Например,
на одном из ртутных заводов при работе с электрофильтром в слив-
ных водах конденсации было обнаружено повышенное содержа-
ние ртути. Предполагалось, что это объясняется прису тствием
легко растворимых в слабокислых водах окислов ртути, кото-
рые образуются в результате реакций между парами ртути и озо-
ном, выделяющимся при коронном разряде. Последующие лабо-
раторные исследования подтвердили эти предположения. Была
установлена некоторая зависимость количества образующихся
соединений от силы тока и полярности короны, а также зафикси-
рована возможность улавливания в электрсфильтре ртутного
тумана. Имеются также сообщения о протекании в электрическом
поле реакций, никогда не наблюдавшихся в других условиях,
например образование соединений ртути с гелием, аргоном и др.
1162]. Поэтому внедрение электрсфильтров в ртутную промыш-
ленность должно сопровождаться дальнейшими детальными ис-
следованиями для изыскания оптимальных режимов работы.
Следует также учитывать, что из-за различия минералоги-
ческого состава руд разных месторождений требуется в каждом
отдельном случае уточнение режима электропылеочистки.
Среди выпускаемых промышленностью наиболее подходят для
ртутного производства электрофильтры типа ОГП, изготовляемые
Семибратовским заводом Всесоюзного объединения по очистке
газов и пылеулавливанию.
Эти фильтры были разработаны для сернокислотных заводов
и широко применяются для очистки от пыли газов, получаемых
при обжиге фтотациоиных концентратов на печах КС. Аппараты
рассчитаны на очистку газов с температурой до 425' С, хотя до-
пускается кратковременное повышение ее до 450° С. Стандартная
установка фильтра предусматривает предварительную очистку
газов от грубой пыли в циклонах типа ЦН-15.
Электрофильтры ОГП представляют собой горизонтальную
камеру прямоугольного сечения, в которой может быть смонти-
ровано от одного до четырех полей. По площади активного се-
чения фильтры изготовляются двух размеров: 8 и 16 м2. В зави
симости от числа полей и активного сечения электрофильтры обоз-
начаются следующим образом: ОГП-Зх 16 — трехпольный, 16 м2.
Корпус электрофильтра изготовляется из листовой стали:
173
Для газа с температурой до 350 С — из стали марки Ст. 3, от
350 до 425’ С из низколегированной стали марки НЛ-2. По вы-
соте (7,34 м) и длине (2,32 м) корпуса одного поля одинаковы.
Ширина корпуса сечением 8 м2 2,2 м; 16 м2 3,84 м.
Корпус электрофильтра снабжен монтажными люками с от-
кидными крышками размером 400X500 мм. Над каждым полем
устроено по два люка. Снаружи корпус в целях снижения тепло-
потерь и безопасности работы персонала покрыт теплоизоляиион-
ным слоем из минеральной ваты толщиной 180 мм и оштукатурен
20-л/л/ слоем асбоцемента; поверх штукатурки наклеена хлопчато-
бумажная ткань, окрашенная масляной краской.
Собственно поле (активная часть электрофильтра), устанав-
ливаемое в корпусе, представляет собой систему вертикально
расположенных осадительных и коронирующих электродов.
Осадительные электроды выполнены в виде пластин, набран-
ных из стальных составных прутков общей длиной 4,5 м, диамет-
ром 8 мм, с шагом 12,5 мм. Размер пластины 4,5x1,505 м. Пла-
стины закрепляются в корпусе перпендикулярно горизонтальной
оси направления движения газов с шагом 260 мм. В каждом поле
фильтра ОГП-8 установлено восемь пластин; в фильтре с сече-
нием 16 м2 осадительные электроды тех же размеров устанавли-
ваются по два в ряду.
Коронирующие электроды изготовлены из нихромовой про-
волоки диаметром 2 мм, натянуты подвешенным внизу грузом и
установлены вертикальными рядами в плоскостях, проходящих
строго параллельно между пластинами осадительных электродов.
Расстояние между проволоками в ряду 200 мм, между7 рядами
260 мм. Коронирующие электроды подвешены на коушах к верх-
ним рамам. Нижняя рама фиксирует взаимное положение про-
ВиДов. Верхняя рама подвешена на штанге, проходящей через
кварцевую трубу.
Для освобождения электродов от осевшей пыли Электре фильтр
снабжен встряхивающими устройствами с приводом от электро-
двигателей: для осадительных электродов — молотковое устрой-
ство, индивидуальное для каждого электрода; для коронлру то-
щих — периодическое, с падающей штангой. Сбитая с электро-
дов пыль падает вниз, в коническую часть корпуса, оканчиваю-
щуюся коробкой, в которой смонтирован цепной транспортер,
который непрерывно выгружает пыль. На разгрузочном конце
транспортера установлен двойной пылевой затвор с приводом
ст электродвигателя.
Практика показала, что вследствие повышенной текучести
пылей, улавливаемых электрофильтром, особенно в первом поле
по ходу газа, непрерывная выгрузка пыли из электрофильтра
приводит к нарушению плотности системы, так как пыль первого
поля удаляется нацело быстрее, чем из последующих, и поле
остается без пылевого затвора. Не исключено, что более рацно-
174
налыюй будет установка вместо цепного транспортера в каждом
поле электрофильтра двойных затворов типа «мигалка».
Каждое поле электрофильтра подключено к источнику по-
стоянного тока высокого напряжения (до 80 кв), получаемого от
полупроводникового выпрямительно-повысительного агрегата
типа АФАС-80-250 или АРС-80-250. Потребляемая мощность этого
агрегата 16 кет. Для ОГП-4-8 устанавливается два АФАС-80-250,
Рис. 59. Горизонтальный электрофильтр ОГ-4-16:
1 — корпус электрофильтра; 2 — осадительные электроды; 3 — механизм встряхивания
коронирующих электродов; 4 — корпус изоляторной коробки; 5 — кварцевые трубы;
6 — коронирующие электроды; 7 — механизм встряхивания газораспределительных
решеток; 8 — газораспределительные решетки; 9 — механизм встряхивания осадитель-
ных электродов
для ОГП 4-16 — три. Высокое напряжение подается к корони-
рующим электродам. Осадительные электроды и корпус фильтра
заземлены.
Кварцевая труба, изолирующая подвесную штангу подвески
коропирующих электродов, должна иметь подогрев, предотвра-
щающий конденсацию паров воды и ртуги. Подогрев осущест-
вляется тремя нагревательными элементами, расположенными
вокруг кварцевой трубы внутри электрофильтра. Для уменьше-
ния потерь тепла электронагреватели помещены внутри метал-
лического цилиндра диаметром 600 леи.
Общая схема устройства электрофильтра приведена на рис. 59.
Ввод запыленного газа осуществляется через форкамеру элек-
трофильтра — сверху. Здесь благодаря резкому снижению ско-
рости часть наиболее крупной пыли оседает и удаляется из ниж-
175
ней части форкамеры затвором типа «мигалка» в расположенный
ниже закрытый цепной транспортер.
Перед входом в первое электрическое поле газ через две рас-
пределительные решетки равномерно распределяется по всему
сечению электрофильтра.
Взвешенные в газе частички пыли, попадая в неоднородное
электрическое поле постоянного направления и высокого напря-
жения — область ионизированного газа, приобретают заряды.
Положительно заряженные частицы притягиваются к корони-
рующему электроду (катод), отрицательно заряженные — к оса-
дительному электроду (анод) и осаждаются на них. Основная
масса пыли оседает на осадительных электродах, меньшая —
на коропирующих.
Последовательно, пройдя все поля электрофильтра, очищен-
ный газ выводится через выходную камеру в газоход, соединяю-
щий электрофильтр с конденсатором.
В табл. 18 приводятся некоторые паспортные данные об элек-
трофильтрах ОГП двух основных размеров. Для обоих фильтров
гидравлическое сопротивление равно 15 мм вод. ст., допускае-
мое разрежение или давление 150 мм вод. ст. Сила удельного
тока на 1 м корониру ющего электрода 0,3—0,4 ма.
Таблица 18
Некоторые паспортные данные электрофильтров
ОГП-4Х8П и ОГП-4Х16П
Характеристика ОГП-4 X 8П • ОГП-4 X 16П
Производительность при 425° С и скорости газов 0,6 ч/сем, тыс. л3/ч 17 34
Число полей, шт. 4 4
Активное сечение, м2 8 16
Число осадительных электродов, шт 32 60
Размер осадительных электродов, м 4,5Х 1,505 4,5Х 1,505
Площадь осадительных электродов, М2 . 216,72 406,35
Число коронир^ющих электродов, шт 192 384
Активная длина корон ирующ их электродов, м . 864 1728
Общий вес электрофильтров, т 69,8 112,5
Габариты, мм; длина . . ... 13 520 14 340
ширина . 3 420 5 218
высота . 11 290 12 570
Электрофильтры рассчитаны для установки вне помещений
под шатром или в условиях сурового климата в сооружениях
облегченного типа.
176
КОНДЕНСАЦИЯ
Общие вопросы
В технологических газах, выходящих из печи, следует строго
различать две группы составляющих. Первая — конденсирую-
щаяся часть, состоящая в основном из паров воды, паров ртути,
возгонов окислов сурьмы, мышьяка. Вторая — некондепсирую-
щаяся часть представлена азотом, углекислым газом, кислородом
и др. Кроме того, в газах присутствует некоторое количество руд-
ной пыли и остатков неокислившегося углерода топлива.
Если состав конденсирующейся части газов является прямой
фу нкцией химического состава руды, то состав и количество не-
конденсирующейся части в основном определяются условиями
проведения процесса обжига ртутного сырья.
При работе на пламенных печах неконденсирующаяся часть
газов состоит в основном из азота воздуха, введенного для сжи-
гания топлива, и из продуктов окисления углерода и серы, со-
держащихся в топливе и в руде. Некоторое количество кисло-
рода, как правило, содержится за счет избытка воздуха, введенного
для полного протекания окислительных процессов.
Соотношение между первой и второй составными частями
технологических газов при работе на пламенных печах крайне
неблагоприятно с технологической точки зрения: объем ртутных
паров составляет первые десятые доли процента, водяные пары
в зависимости от влажности руды — первые десятки процентов;
доля паров окислов металлов так же ничтожна, как и паров ртути.
За счет подсосов воздуха в систему печь—эксгаустер, находя-
щуюся под разрежением, газы еще более разу боживаются. Коли-
чество неконденсируемых составляющих увеличивается, и соот-
ветственно изменяется соотношение между конденсируемой и не-
конденсируемой частями.
Это в значительной степени осложняет желательное течение
процесса конденсации, несмотря на то, что попадающий в систему
воздух снижает температуру газов.
Из конденсирующихся составляющих практическое значение,
кроме ртути, имеют пары воды. Масса их значительно больше
массы паров ртути, поэтому при конденсации водяных паров вы-
деляется относительно много тепла, которое необходимо отво-
дить.
Конденсация протекает при температуре насыщения конден-
сируемого пара. Практически процесс образования мельчайших
зародышей капель происходит при переохлаждении пересыщен-
ного пара. Эти зародыши являются центрами капель. Чем выше
содержание паров в газовой фазе, т. е. чем выше их парциальное
давление, тем при более высоких температурах начинается кон-
денсация.
12 С. М. Мельников 1 77
Процесс конденсации неразубоженных ртутных паров при
постоянном давлении будет протекать при постоянной темпера-
туре — ниже точки росы, практически до полного превращения
пара в жидкость. В производственных условиях конденсация
разубоженных ртутных паров происходит иначе. Поскольку про-
цесс протекает при постоянном давлении, по мере конденсации
ртути парциальное давление ртутных паров будет снижаться,
а парциальное давление балластных газов возрастать. Поэтому
конденсация ртути может продолжаться только при постоянном
снижении температуры, которая и является единственным регу-
лирующим течение процесса фактором.
По достижении конечной температуры конденсации, т. е.
при которой газы покидают конденсатор, в них остается неко-
торое количество несконденсировавшихся ртутных паров. Чем
больше газов будет отходить после конденсации, тем больше будут
потери ртути. Поскольку ртуть в этих газах присутствует в виде
насыщенного пара, упругость которого зависит от температуры,
то чем выше будет температура, тем выше будет содержание ртути
в отходящих газах и тем больше будут потери металла.
Математически это положение может быть выражено формулой,
которая определяет процент несконденсировавшихся металла
(потери) или воды на основании величин их парциальных давле-
ний:
Рп. К (Робщ — Рп. н) , пп ...
X = ------------—г 100, (1)
Рп. Н (Робщ — Рп. к)
где х — количество несконденсировавшихся паров ртути (по-
тери) или воды, % от начального;
Рп.н — парциальное давление паров (ртути, воды) в начале
конденсации;
рп.к — то же, но в конце конденсации;
Ро6щ — общее (барометрическое) давление.
Из изложенного вытекает очевидный вывод о необходимости
охлаждения отходящих газов до возможно более низких темпе-
ратур.
Содержание ртути в технологических газах зависит от содер-
жания металла в обжигаемой руде, а количество газов — от со-
става руды и в первую очередь от ее влажности, а также от усло-
вий ведения процесса, например от вида применяемого топлива,
состояния оборудования, в частности уплотнений на сопряжении
движущихся и стационарных частей, плотности газоходной си-
стемы и др. Работа на более сухой руде и высококалорийном топ-
ливе, постоянно исправное состояние газоходов и уплотнений,
предотвращающее возможности подсоса воздуха извне, создают
условия для снижения количества технологических газов.
Температура начала конденсации ртути в зависимости от со-
держания ее в обжигаемой руде и количества технологических
178
газов, образующихся при обжиге одной тонны руды, может быть
определена по следующей формуле, предложенной автором [11]:
^кон
— 3066
lg а — 1g п — 4,8235.
— 273,
(2)
где /кон — температура начала конденсации, С;
а — содержание ртути в руде, %;
п — количество технологических газов, образующихся при
обжиге р\ды, м?!т
(и- у)- ' ГП
На рис. 60 приведены кри-
вые температур начала кон-
денсации ртутных паров, по-
строенные по этой формуле,
в зависимости от содержа-
ния ртути и различного ко-
личества газов, образующих- °,
ся при обжиге 1 т руды. §;
Содержание вещества в Е
насыщенном паре зависит &
от упругости паров и, есте- g
ственно, от температуры.
Эта зависимость для ртути
при атмосферном давлении
(760 мм рт. ст.') может быть
выражена формулой
_ Р-200,59-1000
Х~ 760-22,4129 “
= 11,775995Р, (3)
Рис. 60. Зависимость температуры начала
конденсации ртутных паров от содержа-
ния ртути в руде и количества техноло-
гических газов
где х — содержание ртути
в насыщенном па-
ре, приведенное
к (Г С, г,л/3 (н. у.);
Р— упругость пара приданной температуре, мм рт. ст.\
200,59 — атомная масса ртути;
22,4129 — газовая постоянная по углеродной шкале.
Истинное содержание вещества при заданной температуре t, СС,
может быть определено по формуле, учитывающей расширение
газа при повышении температуры:
11.775995Р
*ист — (1 + 0,003663/) г,м ’
(4)
где знаменатель — поправочный коэффициент па увеличение
объема газа при •
12*
179
В табл. 19 и па рис. 61 приведены данные о содержании насы-
щенного пара ртути в зависимости от температуры.
Таблица 19
Содержание ртути в насыщенном паре в зависимости
от температуры (10—300° С) при давлении 760 мм рт. ст.
Темпера- тура °C Давление паров ртути мм рт. ст. Содержание ртути Темпера- тура °C Давление паров ртутн мм рт. ст. Содержание ртути
истинное мг, м3 приведен- ное к 0°С мг/м3 (Н. у.) истинное мг/м8 приведен- ное к 0°С мг/м3 (н. у)
10 0,0004971 5,64 5,85 100 0,2713 2 338 3 195
20 0,001220 13,38 14,3 НО 0,4535 3 807 5 340
30 0,002801 29,81 33,1 120 0,7383 6 039 8 694
40 0,006118 62,8 72 130 1,173 9 357 13 813
50 0.01272 126,6 149 140 1,821 14 175 21 444
60 0,02526 234,9 297 150 2,768 21 037 32 596
70 0,04823 452 568 200 17,12 116 560 201 605
80 0,08865 807 1044 250 74,12 455 611 873 837
90 0,1576 1396 1856 300 246,55 1 383 266 1 2 909 337
Газы при конденсации обычно охлаждаются примерно до тем-
пературы окружающего воздуха. Если их охладить до 20—30° С,
то степень конденсации будет достаточно высока. Например,
если при переработке руды с содержанием 0,3% Hg образуется
750 м3 газа на I пг руды, то температура начала конденсации оп-
ределится по графику (рис. бС, как равная 100° С. Насыщенный
пар при этой температуре содержит 2338 мг/м3 ртути. При сни-
жении температуры до 30r С содержание упадет до 29,81 мг!м3
(п. у.). Но это количество относится к газу с большей плотностью.
Поэтому для получения сопоставимых величии необходимо ввести
коэффициент на уменьшение объема за счет снижения его темпера-
т\ры от 100 до 30 С. Этот коэффициент будет равен (30 + 273) :
: '(100 + 273) = 0,81.
Следовательно, содержание ртути в сопоставимых объемах со-
ставит 29,81-0,81 = 24,14 мг!м3, а степень конденсации будет
ЮО-—^-= 98,970/0.
Zooo
При охлаждении газов до 20° С этот показатель увеличится
до 99,55%, т. е. возрастет на 0,58%.
Изложенное показывает, что при достаточном охлаждении
технологических газов обеспечивается высокая степень конден-
сации паров ртути.
Однако для решения общей задачи извлечения ртути из техно-
логических газов не достаточна полная конденсация ртутных
паров, так как улавливание ртутных капель, образовавшихся при
180
конденсации, очень сложно. Ё продуктах конденсации, помимо
ртути, представленной скоплениями собранного в приемниках
металла, находится огромное количество разрозненных капелек
как бы пемзованной ртути. Эти капли покрыты тончайшей плен-
кой, природа и состав которой не исследованы. По-видимому,
эти пленки в какой-то степени препятствуют укрупнению капель
ртути в процессе конден-
сации.
При высоком содержа-
нии ртути в газах заро-
дыши капель, образовав-
шиеся в начале конденса-
ции, имеют условия для
быстрого роста. Крупные
капли могут быть легко
собраны. При низком со-
держании ртути в газах
образуются более мелкие
капли, часть которых от-
носится к категории аэро-
золей, т. е. коллоидных
частиц, взвешенных в га-
зовом потоке и движу щих-
ся вместе с ним. По мере
протекания конденсации
содержание ртути в газах
падает и соответственно
у меньшается размер ка-
пель. Поэтому к концу про-
цесса образуется больше
всего аэрозолей.
При резком охлажде-
нии технологических га-
Рис. 61. Содержание ртути в насыщенном
паре в зависимости от температуры при да-
влении 760 мм:
- • —- * истинное содержание, мг/м3;
приведенное к нормальным условиям, мг/м3
зов также создаются уело-
вия для образования более мелких капель.
Аэрозоли очень плохо улавливаются в конденсаторе и в хво-
стовых скрубберах; часть их при отсутствии средств химической
очистки выбрасывается с отходящими газами в атмосферу.
При медленном охлаждении газов создаются более благо-
приятные условия для роста капель. Чем крупнее капли, тем
лучше они улавливаются в аппаратах и собираются в приемниках
продуктов конденсации.
Наряду с металлической ртутью в технологических газах,
как правило, обнаруживается некоторое количество взвешенных
частичек сульфида ртути, которые ведут себя аналогично каплям
металла. На ряде предприятий замечено, что если обжиг прово-
дится при сравнительно низкой температуре отходящих из печи
181
газов, то в продуктах конденсации содержание вторичного суль-
фида ртути повышается.
Температура сульфидизации ртути в конденсаторе близка
к температурам в зонах, где протекает усиленная конденсация
паров воды, т. е. примерно к 60—90° С.
Если на графике совместить кривые температуры технологи-
ческих газов и содержания сульфида ртути в этих газах, то можно
заметить, что зона повышения содержания сульфида совпадает
с пологим участком кривой температуры. Этот участок относится
к зоне конденсации паров воды, на котором происходит активное
выделение тепла. При ограниченных возможностях его отвода
через стенки конденсатора снижение температуры газов замед-
ляется. Замечено, что «растянутое», т. е. слишком медленное,
охлаждение газов в конденсаторе способствует образованию вто-
ричного сульфида и, наоборот, быстрое охлаждение газов сдер-
живает этот процесс.
Сульфидизация ртутных паров и ртутных капель, по-видимому,
протекает одновременно, хотя можно предполагать, что в боль-
шей степени эти реакции идут в паровой фазе. Сульфидизация
может проходить, как указывалось раньше, за счет серы и серо-
водорода. Последнее более вероятно. В этом случае, возможно,
сульфидизация протекает по «мокрой» схеме: образование суль-
фатов в слегка подкисленной воде и последующая реакция с серо-
водородом. Но не исключена и «сухая» схема: реакции между па-
рами ртути, металлической ртутью и сероводородом или серой.
Если проанализировать небольшие накопленные в промыш-
ленных, условиях наблюдения, то можно представить общий ха-
рактер части процессов, протекающих при конденсации, примерно
следующим образом. На рис. 62 приведены кривые изменения тем-
пературы технологических газов подлине конденсатора. Кривая 1
показывает температуру газов в условиях обычного их охлаждения
и кривая 2—при форсированном, быстром охлаждении. В ниж-
ней части рисунка графически показан характер изменения об-
щего содержания в газах ртути, а также металлической ртути
и ее сульфида в разных условиях конденсации — нормальной
(нечетные кривые) и форсированной (четные кривые).
При рассмотрении общего содержания ртути в технологиче-
ских газах (кривые 3 и 4) в обоих режимах конденсации видны
почти горизонтальные участки. В этих условиях при некоторой
стабилизации температуры газов (термостатирование) протекают
процессы конденсации паров воды и образования вторичного
сульфида. Очевидна разница между кривыми 3 и 4. Наряду с рез-
ким падением общего содержания ртути (кривая 4) при форси-
рованном режиме весьма быстро растет содержание в газах тонко-
дисперсной металлической ртути (кривая 6). По мере продвиже-
ния к концу конденсатора содержание ее либо сохраняется на
одном уровне, либо несколько возрастет, поскольку конденсация
1 82
продолжается в резко обедненных ртутью газах, где создаются
условия для образования ртутного тумана.
При охлаждении газов в обычных условиях содержание ме-
таллической ртути (кривая 5) в них постепенно повышается, а
Рис. 62. Характер изменения температуры газов при прохождении их в конден-
саторе в разных режимах охлаждения и изменение содержания в газах аэрозолей
металлической ртути и ее сульфида (нечетные кривые — при обычном охлажде-
нии; четные — при форсированном охлаждении):
1,2 — температура газов; 3.4 — общее содержание ртути 5, 6 — содержание
металлической ртутн; 7. 8 — содержание сульфида ртути
затем также плавно снижается до малых величин, видимо, в связи
с тем, что размер ртутных капель постепенно возрастает, что об-
легчает их улавливание. Конечное содержание металлической
ртути, т. е. на выходе из конденсатора, во много раз ниже, чем
при форсированном охлаждении газов.
183
Несколько иначе представляется процесс образования вторич-
ного сульфида ртути. В условиях быстрого охлаждения (закалки)
газов протекание сульфидизация ограничено короткой зоной в ма-
лых масштабах. Образовавшийся сульфид частично улавливается
в системе, поэтому содержание его в газах на выходе из конден-
сатора снижается. При нормальной же схеме охлаждения кон-
денсатора сульфид образуется на «растянутой» зоне и количество
его увеличивается почти аналогично количеству металлической
ртути. Однако на выходе из конденсатора содержание сильфида
в газах равно или даже превышает содержание при форсиро-
ванном процессе.
Изложенные взгляды на часть процессов, протекающих при
конденсации технологических газов ртутного производства, яв-
ляются попыткой оценить общий характер этих процессов. Даль-
нейшие наблюдения производственников и работы исследовате-
лей позволят уточнить эти положения и определить режимы,
в которых следует проводить конденсацию для достижения оп-
тимального выхода металла.
Пока можно констатировать, что форсированные режимы ох-
лаждения технологических газов неприемлемы, так как являются
причиной образования ртутного тумана, а это приводит к вы-
соким потерям ртути с отходящими газами. Поэтому активные
способы охлаждения газов, например с использованием холодиль-
ных машин, не нашли применения в ртутной промышленности.
Применение форсированных режимов будет возможно лишь в том
случае, если будут найдены пути достаточно высокого извле-
чения ртути из тумана.
Повсеместно распространен единственный способ охлаждения
газов в системе металлических труб, охлаждаемых внешним воз-
духом и орошаемых водой (поверхностный способ орошения).
Применение воды в качестве охлаждающего агента выгодно в силу
ее дешевизны, легкой доступности, а также высокой теплоемкости-
и большого коэффициента теплопередачи.
Однако такая технология конденсации и ее аппаратурное офор-
мление имеют ряд существенных недостатков, из которых глав-
ные — громоздкость сооружений, большие поверхности, потен-
циально способствующие возникновению подсосов воздуха в си-
стему или выбросов ртутных паров в атмосферу, высокие затраты
труда на ремонт и обслуживание.
Поэтому неоднократно пытались ускорить процесс и уменьшить
габариты чрезмерно громоздких конденсаторов. Особенно не-
обходимо отметить попытки проводить конденсацию, используя
непосредственный контакт газов с водой (контактный способ кон-
денсации). Например, был создан механический скруббер — ап-
парат, представляющий горизонтально расположенный цилиндр,
в центре которого установлен вал с насаженными на него
в вертикальной плоскости круглыми перфорированными ди-
184
сками Ч Нижняя половина аппарата заполнялась водой. При
вращении вала и дисков создавались большие площади кон-
такта газов с водой, в частности за счет водяных пленок, что
обеспечивало высокую передачу тепла. Вода в аппарате по-
стоянно циркулировала, и теплопередача осуществлялась удо-
влетворительно. Однако степень конденсации оказалась неудо-
влетворительной, а потери ртути с отходящими газами — высо-
кими.
Пытались также применить в ртутной промышленности трубу
Вентури — аппарат, испытанный в других отраслях промышлен-
ности, в котором протекает усиленный теплообмен между газами
и большой поверхностью мелкораспыленных капель воды. Праю
тические испытания трубы Вентури на ртутных технологических
газах показали высокую эффективность теплообмена, однако ре-
зультаты оказались аналогичны результатам работы механиче-
ского скруббера. Газы, выходящие из аппарата, несмотря на
быстрое снижение их температуры, содержали 20—30% исход-
ного количества ртути в виде высокодисперсных аэрозолей. По-
пытки применить для их улавливания инерционные уловители,
тканевые фильтры, фильтры с твердым инертным заполнителем
не дали положительных результатов. Кроме того, при работе
с трубой Вентури наблюдалось загрязнение ртутью больших ко-
личеств применяемой воды, что требовало дополнительных уст-
ройств и затрат на ее очистку.
Из работ в этой области наиболее интересны с теплотехниче-
ской стороны испытания графитового теплообменника для ох-
лаждения технологических газов, проведенные в Новочеркас-
ском политехническом институте (Ш. С. Мейерович, В. С. Ново-
павловский, К. Г. Дувакин).
Графит является отличным проводником тепла: лучшие его
сорта имеют теплопроводность при 300 С до 140, худшие —
до 70—80 ккал^м-ч-град) [для сравнения: при той же температуре
углеродистая сталь имеет 38,2, а нержавеющая сталь 1Х18Н9Т
16,3 ккал!(м-ч-град) ]. С понижением температуры теплопровод-
ность графита возрастает. Теплообменник размером 350x350
Х2100 мм был выполнен из сборных блоков искусственного гра-
фита. По длине блок имел вертикальные каналы для прохода
газов и горизонтальные для охлаждающей воды. Такой тепло-
обменник устанавливался по ходу газов перед обычным металли-
ческим конденсатором. Газы, проходя через теплообменник со
скоростью от 18 до 36 м!сек при температуре на входе 300—350' С,
за время пребывания в теплообменнике (0,07—1,1 сек) охлажда-
лись до 42—56 С. Расход воды составлял от 1,8 до 2,2 л/м3 (н. у.)
газа. При этом фактический коэффициент теплопередачи в тепло-
обменнике составил от 58 до 110 ккал!(м-ч-град).
1 Описание аппарата см. на стр. 299 и рис. 100.
185
Проведенные испытания такого теплообменника показали,
что при таком форсированном охлаждении технологических
газов ртуть конденсируется с образованием большого количества
аэрозолей, из которых в конденсационной системе улавливается
только ограниченная часть. Например, после первых опытов газы,
покидающие конденсационную систему, содержали 241 мг ртути
в 1 м:1 (н. у.) газа. В то же время отдельные опыты показали, что
эта величина может быть значительно снижена — до 118 мг'м3
(н. у.) газа, однако такой показатель получен при наименьшем
значении коэффициента теплопередачи.
Опыты с графитовыми теплообменниками, применяющимися
в ртутной промышленности, нельзя считать законченными, так
как технологи весьма заинтересованы в замене существующих
далеко не совершенных систем конденсации компактными, высо-
копроизводительными аппаратами. Графит с его высокой тепло-
проводностью и стойкостью в агрессивных средах может оказаться
весьма полезным для этого материалом.
Поскольку способы форсированной конденсации представляют
значительный промышленный интерес, а при таких способах
охлаждения, будь то в специальных аппаратах или при интенсив-
ном орошении водой горячих газов на входе в обычный конденса-
тор, образуется большое количество аэрозолей металлической
ртути, предпринимаются попытки их улавливания. К ним от-
носится, например, предложение В. К. Михайлова и Г. М. Гор-
дона применить мокрый электрофильтр \ К сожалению, промыш-
ленная проверка этого способа до сих пор не проведена.
Известны опыты по использованию ультразвука для коагу-
ляции ртутных капель. Способ запатентован в Чехословакии 1 2
и проверен у нас Р. И. Школьниковой и В. П. Макарьевым [168].
Опытная полупромышленная установка наших авторов со-
стояла из графитового теплообменника, где газ охлаждался
с 250 до 45° С. Далее (рис. 63) газ направлялся в колонну, обору-
дованную тремя звуковыми генераторами, под воздействием ко-
торых происходила коагуляция тонкодисперсной ртути. За ко-
лонной был установлен циклон для улавливания укрупненных
капель. Для получения ультразвука были использованы гене-
раторы конструкции института «Гипроникель». Опыты проводи-
лись в двух режимах: длительность озвучивания 2,5 сек при мощ-
ности около 1150 дб и 4 сек при средней мощности около 144 дб.
Работа показала,1 что ультразвуковая обработка технологи-
ческого газа способствует коагуляции ртутных капель. Так,
один из лучших замеров показал, что в пробах, отобранных после
коагуляционной колонны, капель размером до 7 мкм уменьши-
лось с 86,5 до 35,6 ?о по сравнению с пробами, отобранными до
1 Авт. свид. № 137262, 1961.
2 Патент № 92534 (ЧССР), 1959.
186
коагуляционной колонны, при росте частиц -j-7—14 мкм — от
12,8 до 40%, а +14 мкм — от 0,7 до 15,4%. Установлено,
что при интенсивности звука 144 дб и времени озвучивания 4 сек
получены лучшие результаты, и для дальнейшего повышения
показателей необходимы более мощные генераторы при времени
озвучивания 4—5 сек. Таким образом, установлено, что время
контакта аэрозолей со звуковыми волнами является определяю-
щим фактором.
6
Рис. 63. Схема опытной конден-
сационной установки с приме-
нением ультразвука для коагу-
ляции аэрозолей:
/ — промышленный газоход; 2 —
теплообменник; 3 — циклон; 4 —
коагуляционная камера; 5 — зву-
ковые генераторы; 6 — эжектор;
№ /, № 2, № 3, № 4 — места от-
бора проб
Эта неоконченная и другие проводимые работы в области со-
вершенствования процесса конденсации позволяют рассчитывать
на изыскание оптимальных условий конденсации ртути из тех-
нологических газов. Не исключено, например, использование ох-
лажденной ртути либо для орошения газов в конденсаторе, либо
для контакта газов со ртутью в аппарате типа упомянутого выше
механического скруббера, создающего условия для эффектив-
ного теплообмена. Применение ртути упростило бы процесс улав-
ливания мелких капель, так как объединило бы их с массой ртути,
в том числе и за счет разрушения поверхностной пленки в про-
цессе активного контакта.
Однако недостатки такой схемы — работа со сравнительно
большим количеством постоянно циркулирующей ртути и повы-
шенный расход энергии.
Заканчивая рассмотрение общих вопросов, связанных с кон-
денсацией ртути, необходимо остановиться на некоторых особен-
ностях поведения ртутных паров.
При проведении в лабораторных условиях возгонки ртути
в струе азота, который в неподогретом виде подавался над верх-
187
ней частью реактора и, смешиваясь с продуктами возгона, направ-
лялся в конденсатор, находящийся под разрежением, обнаружи-
валось, что ртуть конденсировалась не только в конденсаторе.
Вопреки ожиданиям, капли ртути были обнаружены в трубках,
по которым азот подводился к реактору. Таким образом, несмотря
на наличие направленной струи общего потока газов и азота,
пары ртути преодолевали сопротивление этой струи и конденси-
ровались в ближайших, наиболее холодных точках системы.
Такие явления наб подались неоднократно, в том числе и в про-
мышленных условиях. Например, при переплавке в отражатель-
ных печах сурьмяных концентратов, содержащих незначитель-
ное количество киновари, можно было ожидать, что восстанов-
ленная ртуть при температуре продуктов плавки выше 1000° С
будет полностью эвакуирована из печи по газоходам. В действи-
тельности после некоторого периода работы было обнаружено,
что через неплотности в нижней части металлического кожуха
отражательной печи вытекают капли ртути. После разборки печи
ртуть была обнаружена повсеместно в холодных местах кладки,
вблизи кожуха печи и на его внутренней поверхности.
На ртутных заводах при разборке кирпичных печей старого
типа, в том числе и отражательных печей, ранее применявшихся
для обжига ртутных руд, ртуть обнаруживали в недостаточно
прогреваемых частях кладки. При ремонтах в футеровке трубча-
тых печей также обнаруживали капли ртути.
Такое активное перемещение ртутных паров к местам, имею-
щим температуру, при которой происходит конденсация, можно
объяснить явлением термодиффузии. Конденсация ртутных па-
ров в неожиданных местах протекает вопреки, казалось бы, оче-
видным предположениям, что пары должны быть эвакуированы
вместе с общим потоком газов из реакционного пространства,
находящегося под разрежением.
Изложенное указывает на необходимость транспортировки
и обработки ртутьсодержащих газов в условиях, полностью ис-
ключающих возможность конденсации ртути на отдельных, даже
небольших охлаждаемых участках, т. е. при безусловно надежной
теплоизоляции аппаратуры1.
1 В связи с изложенным необходимо указать на техническую и промышленную
несостоятельность предложений по процессу извлечения ртути путем подземного
нагрева ртутных руд (патент США № 3254921).
Если вдаваться в экономическую несостоятельность этих предложений, то
следует отметить, что при подземном нагреве рудных массивов через выработки
или буровые скважины без полной изоляции области протекания процессов воз-
гонки и конденсации нельзя гарантировать работу без потерь ртути. Наоборот,
возогнанная киноварь или восстановленная ртуть будут конденсироваться в лю-
бых точках горного массива, где для этого имеются подходящие температурные
условия. Ртутные пары будут проникать в горный массив через малейшие неплот-
ности и трещины в породе, окружающей прогреваемые участки, даже несмотря
на эвакуацию газов из реакционного пространства,
185
Ступпа
На ртутных заводах даже при самых совершенных условиях
работы конденсацией не удается получить всю извлеченную из
руды ртутив виде металла. В лучшем случае при обжиге богатых
руд и хорошей очистке газов от пыли прямой выход ртути при кон-
денсации составляет 70—90% от металла, поступившего в про-
цесс. При обжиге убогих руд и плохой организации очистки га-
зов от пыли выход ртути резко падает, а иногда в продуктах кон-
денсации металла как такового вовсе не находят и сконденсировав-
ши юся ртуть обнаруживают в приемниках в виде так называемой
ступпы. Для выделения ртути из ступпы необходим специальный
передел .у
Ступпа представляет собой тонкодисперсный материал, со-
стоящий из смеси капель ртути, рудной пыли, сульфидов и, воз-
можно, других соединений ртути, окислов сурьмы, мышьяка
и рассеянных металлов (индия, таллия, селена и др.), углеродистых
веществ и воды. 7
Примерный состав «сухой» части ступпы приведен в табл. 20.
«Сухая» часть ступпы — это освобожденная от влаги твердая
часть. При последующих определениях соотношения твердого
и жидкого в ступпе ртуть подразумевается как составная часть
твердого.
Таблица 20
Примерный химический состав сухой части ступпы. %*
Составляющие Богатая ступпа Рядовая ступпа Бедная ступпа (отстой стоков)
Металлическая ртуть 80—92 40—60 0,5—18,0
Сульфидная ртуть 0,25—2,3 До 12% 0,1—2
Сульфаты ртути 0,002—0,005 До 0,005 0,002—0,005
Окислы:
ртути 0,08 0,08 0,02
сурьмы 0,3—0,4 0,3—0,4 0,1
мышьяка 0,06—0,4 0,06—0,5 0,02
* Разница до 100% представлена в основном рудовмещающими материалами — крем-
неземом, окисью кальция, глиноземом и др.
По ситовым анализам отдельных проб зафиксировано, что
твердый материал, входящий в ступпу, имеет крупность свыше
90% минус 10—44 мкм. В зависимости от содержания сажи-
стого углерода ступпа имеет цвет от светло-серого до черного.
При обезвоживании и сгущении ступпа образует очень липкий,
трудно обрабатываемый продукт, являющийся источником потерь
ртути. Распульпованная жидкая ступпа может быть перекачана
центробежными или поршневыми насосами.
18?
Наиболее обогащенная ртутью часть ступпы легко отстаивается,
образуя достаточно плотный продукт; слив отстоя представляет
пульпу с незначительным содержанием твердого в виде весьма
дисперсных частиц. Слив крайне медленно отстаивается, и без
применения коагулянтов для полного отделения твердого и полу-
чения чистых отстоев требуется длительное время.
Плотность ступпы зависит от ее состава, т. е. содержания ртути,
рхдного материала и влажности. В табл. 21 приведены расчетные
данные плотности ступпы в зависимости от состава.
Таблица 21
Плотность ступпы в зависимости от влажности и содержания ртути
Содержание ртути в твердом *, % Влажность, %
50 60 70 80 90
5 1,445 1,330 1,227 1,141 1,066
10 1,463 1,339 1,234 1,145 1,068
15 1,480 1,350 1,242 1,149 1,069
20 1,498 1,363 1,249 1,153 1,071
25 1,517 1,375 1,257 1,158 1,073
30 1,537 1,387 1,265 1,162 1,075
35 1,555 1,400 1,273 1,167 1,077
40 1,575 1,413 1,281 1,171 1,079
45 1,596 1,426 1,289 1,176 1,081
50 1,617 1,439 1,297 1,180 1,083
* Под «твердым» подразумевается собственно твердое + ртуть, т. е. часть ступпы,
от которой отделяется вода.
Металлическая ртуть, содержащаяся в ступпе, представлена
разобщенными мелкими каплями, вплоть до микронных размеров.
Влага превращает ступпу в вязкую, илистую массу, которая ло-
кализует ртутные капельки, не позволяя им объединиться или
стечь вниз. Как упоминалось, ртутные капли в процессе образо-
вания их при конденсации покрываются тончайшей пленкой, ко-
торая также препятствует соединению отдельных капель. При
рассмотрении ступпы под микроскопом можно наблюдать, как
при прорыве пленки острым предметом, например иглой, проис-
ходит слияние смежных капелек.
Необходимо отметить высокую прочность пленок: при рассеве
на сите мокрым способом капли ведут себя почти как твердые
составляющие. Установить, насколько верно это положение,
трудно.
Природа и состав пленок, покрывающих капли ртути, образую-
щиеся в процессе конденсации и затем попадающие в ступпу, еще
не установлены. Автор считает, что они органического происхож-
190
дения. Работы, проведенные в Испании [172], как будто подтвер-
ждают эту точку зрения, однако не исключено, что, помимо ртутно-
органических, могут быть и другие соединения.
Кроме металлической ртути, в ступпе присутствуют ее соеди-
нения, главным образом сульфид, а также сульфаты и окислы.
Размеры частиц сульфида весьма малы; например, при опытной
флотации ступпы было установлено, что в хвостах процесса ос-
новная часть (почти 90°о) ртути сосредоточена в классе —5 мкм,
2/3 ртути представлено сульфидом. Образование вторичных суль-
фидов в ступпе в результате реакций паров ртути с серой и серо-
водородом рассматривалось выше.
Независимо от причин, по которым сульфид ртути попадает
в ступпу, он является крайне нежелательным компонентом,
поскольку для извлечения из него ртути требуется повторный
обжиг. К таким же компонентам следует отнести и сульфаты ртути,
которые слабо растворимы в воде и лишь небольшая их часть
переходит в водную фракцию, большая же часть их в виде основ-
ного сульфата остается в ступпе и возвращается в обжиг.
Хлористые соединения встречаются в ступпе, если они имеются
в исходном сырье; в этом случае водная фракция ступпы может
содержать некоторое количество хлор-иона.
Согласно составу обжигаемой руды, в ступпу переходят с пылью
рудообразующие компоненты, причем состав твердой фракции
ступпы несколько разубожен внесенными в продукты конденса-
ции летучими окислами металлов, если они присутствуют в руде.
Анализ ступпы показывает, что в ней концентрируется селен,
таллий, индий и другие рассеянные элементы. Поскольку неко-
торые из них имеют геохимическую связь со ртутью и часто встре-
чающейся в рудах сурьмой, целесообразно при переработке руд
новых месторождений проводить контрольные проверки на со-
держание в ступпе отдельных элементов для выявления возмож-
ных источников попутного сырья.
Конденсаторы
Охлаждение технологических газов и конденсация ртути осу-
ществляются в конденсаторах — аппаратах с развитой поверх-
ностью конденсации. Конденсаторы могут быть любой формы,
но обычно они выполняются из гладких металлических труб. За по-
следние годы повсеместное признание получили конденсаторы
европейского типа. Трубы конденсатора такого типа установлены
вертикально в отличие от устаревшего американского типа с тру-
бами, установленными под небольшим углом одна к другой в вер-
тикальной плоскости либо вытянутыми в одну нитку с подъемом
на значительную длину при использовании рельефа местности.
Европейский тип конденсатора предложен Чермаком [11]
и представляет собой батарею [~] -образных чугунных труб, по-
следовательно соединенных одна с другой. Охлаждаемые газы
191
Вводятся с одного конца системы труб и выходят с другого. Бла-
годаря тому что трубы расположены вертикально, они при боль-
шой длине устанавливаются на небольшой площади, что удешев-
ляет затраты на их установку и упрощает обслуживание (охлажде-
ние, замер температуры и скорости газов, отбор проб) и сбор про-
дуктов конденсации.
Батарейный конденсатор хотя и требует несколько большей
затраты энергии на преодоление сопротивления при многочислен-
ных поворотах направления газа, но в то же время это способст-
вует лучшему улавливанию продуктов конденсации.
По мере развития мощностей ртутных заводов первоначально
предложенный Чермаком конденсатор с поперечным сечением при-
плюснутого круга, изготовленный из литого чугуна, повсеместно
заменен трубами круглого сечения диаметром 250—400 мм.
Конструкция конденсатора должна быть такова, чтобы было
возможно непрерывно выводить продукты конденсации. Эта
задача решена просто: две вертикальные трубы соединяются между
собой вверху П -образным элементом, внизу ееседние трубы такой
пары — тройником Y. ^Нижний конец тройника погружается
в приемник для продуктов конденсации, наполненный водой. Вода,
заполняя нижний отвод, образует гидравлический затвор, поз-
воляющий постоянно выводить продукты конденсации в приемник.
Известно сочленение вертикальных стальных труб (стояков)
как вверху, так и внизу приваренным на концах стояков под
углом 25—30° к горизонтали переходным наклонным патрубком
так, что два стояка и патрубок образуют И-образную фигуру.
Нижний переход приварен выше уровня воды в приемнике. Кон-
денсатор этого типа создает большее сопротивление газам.
На рис. 64 приведен такой конденсатор из нержавеющей стали.
Серии (нитки) труб конденсатора работают параллельно, получая
технологические газы от поперечно расположенного коллектора,
из которого газ может распределяться по любой возможной ком-
бинации ниток с отключением отдельных из них при помощи ши-
беров. Число параллельных ниток может быть 2—6.
Коллектор для ввода газов в конденсаторные нитки лучше
изготовлять переменного сечения для более равномерного распре-
деления газов по ниткам. Аналогично устроен и сборный коллектор
для вывода газов из конденсатора. Такая конструкция коллекто-
ров для ввода и вывода газов из четырехрядного конденсатора
показана на рис. 64.
В практике известна установка для ввода газов в конденсатор
вместо коллектора — распределительной (уравнительной) ка-
меры, которая, помимо своих прямых функций распределителя,
позволяет конденсировать часть паров, в том числе ртутных. Кон-
денсация осуществляется в результате теплоотдачи через доста-
точно большую площадь поверхности. Такое устройство осуще-
ствлено на японском заводе Итомука.
192
Как правило, нитки конденсаторов располагаются парал-
лельно, хотя, например, на заводах Нью-Идрия и Монте-Амиата
компоновка труб осуществлена необычно, с расчетом размещения
всех ниток труб над круглым приемником достаточно большого диа-
метра для сбора продуктов конденсации. В этом же приемнике,
снабженном механизмом для перемешивания, происходит обра-
ботка ступпы. Технологического значения такое расположение
не имеет, но позволяет упростить сбор ступпы и ртути.
Рис. 64. Схема конденсатора со сварными переходными соединениями стояков-
1 — распределитель с переменным сечением на вводе газа; 2 — вварное переходное соеди-
нение стояков; 3 — вертикальные трубы конденсатора (стояки); 4 — коллектор для
вывода газа из конденсатора; 5 — приемники продуктов конденсации; 6 — лотки для
сбора охлаждающей воды
Конденсаторы в условиях климата средней полосы и юга
устанавливаются на открытом воздухе. В северных районах (по
опыту Аляски) и в особо холодные периоды районов средней полосы
требуется сооружение отопляемых или хотя бы закрытых поме-
щений для предотвращения замерзания влаги в приемниках и
трубах конденсаторов.
Конденсаторы изготовляются из стальных (сталь 20) цельно-
тянутых труб так называемого нефтяного сортамента с толщиной
стенок 9—15 мм и диаметром 250—426 мм или чугунных раструб-
ных труб типовых размеров: длина 4—6 м, толщина стенок от
10,8 до 15 мм и внутренний диаметр 300—425 мм.
Верхние и нижние фасонные элементы конденсатора для соеди-
нения вертикальных стояков изготавливаются сварными из стали
либо отливаются из чугуна. Применение сварного варианта более
13 С. М. Мельников 193
удобно при ремонтах, но сварные швы являются наиболее уяз-
вимым местом при работе на кислых водах и корродируют
в первую очередь.
Чугунные трубы также соединяются литыми элементами.
Для изготовления конденсаторов лучше применять чугунные
трубы центробежного литья как более плотные и поэтому погло-
щающие меньшее количество ртути, которая пропитывает по-
верхностный слой пористого металла. При монтаже и эксплуа-
тации чугунных труб особое внимание должно уделяться уплот-
нению раструбных стыков, которые являются потенциальным
каналом для подсосов внешнего воздуха. Для заделки стыков
используют цементный раствор с примесью 20—30% песка.
Известно также применение пеньковой набивки на сурике или
так называемого стеклоцемента, в котором цементная масса арми-
рована стеклянным волокном. Все эти материалы для заделки
труб мало надежны; как правило, в стыках со временем появляются
трещины. Поэтому состав материала обычно подбирают примени-
тельно к местным условиям. Стыки должны быть под наблюде-
нием и постоянно ремонтироваться.
Срок службы конденсаторов определяется главным образом
составом технологических газов и кислотностью воды, применяе-
мой для орошения труб. Стальные трубы с толщиной стенок 14 мм
при малоагрессивных газах служат 2,5—3 года, в условиях кис-
лых вод 1—1,5 года; чугунные трубы в первом случае выдерживают
3—4 года, во втором — около 2 лет.
Расширение производства нержавеющих сталей за последние
годы позволило поставить вопрос о внедрении этого материала для
изготовления конденсаторов. Нержавеющая сталь имеет большее
термическое сопротивление по сравнению с чугуном и обычной
сталью, однако, применяя более тонкостенные (3—5 мм) трубы,
при сооружении конденсаторов можно сохранить, а иногда и улуч-
шить общую теплоотдачу и получить значительные экономические
преимущества при увеличении срока службы.
Например, расчеты, произведенные для крупного ртутного
завода, показывают, что применение труб толщиной стенки
4 мм из нержавеющей стали марки 1Х18Н9Т по сравнению с обыч-
ными стальными трубами со стенкой толщиной 14 мм позволяет
получить годовую экономию порядка 58 тыс. руб. с учетом всех
расходов, включая ремонты. В тех же условиях использование
для изготовления конденсаторов двухслойной стали ВСТЗ и
Х18Н9Т (со слоем первой 4 мм и второй 2 мм) позволяет сэконо-
мить в год 53 тыс. руб.
Преимущество стальных труб (любого сорта) по сравнению
с чугунными заключается в возможности быстрого ремонта от-
дельных участков труб путем приварки заплат либо звеньев.
При работе с чугунными трубами ремонт осложняется, так как
обычно накладываемые пластыри являются лишь паллиативом.
194
В отдельных случаях, на-
пример при высоком содержа-
нии в рудах сурьмы и мышьяка,
их окислы создают внутри труб
конденсатора настолько плот-
ные отложения, что для их
удаления требуется обивка
труб молотками. Тогда произ-
водственники отказываются от
применения чугунных труб,так
как они не выдерживают такую
обработку.
За рубежом известно приме-
нение монель-металла и бронзы
для изготовления конденсато-
ров, хотя за последнее время
все чаще сообщается о широ-
ком внедрении нержавеющих
сталей. Имеются также сооб-
щения о попытках примене-
ния пластмасс, хотя пока все
рядовые пластики имеют весьма
высокое термическое сопроти-
вление (примерно на 3—4 по-
рядка выше, чем металлы). Из-
вестны попытки создать пласт-
массы с порошковым метал-
лическим наполнителем для
повышения теплопроводности,
однако эти вопросы для ртут-
ной промышленности пока не
решены.
Конструкция чугунного кон-
денсатора приведена на рис. 65.
Трубы конденсатора монтируют-
ся на рамной конструкции, из-
готовляемой обычно из сталь-
ных балок. На верхней отметке
устроены рабочие площадки
Рис. 65. Чугунный конденсатор:
1 — приемник для ступпы (бетон); 2—ниж-
ний тройник; 3 — труба стояка; 4 — верх-
ний кувшин для соединения стояков; 5 —
крышки; 6 — элементы опорной конструк-
ции конденсатора
195
13*
для обслуживания конденсатора при промывке и чистке, такие
же площадки сооружены внизу, у приемников продуктов кон-
денсации.
На крупных заводах конденсаторы имеют приспособления для
механизированной замены труб — кран-балки или мостовой кран,
как показано на рис. 66. На приведенном рисунке рампая кон-
струкция выполнена из железобетона.
Для отключения отдельных ниток конденсатора могут приме-
няться любые затворы и шиберы, однако во многих случаях
производственники встречаются с трудностями при осуществлении
надежного перекрытия газоходов.
Ю. А. Григорьевым предложена простая конструкция удоб-
ного шибера-отсекателя, приведенная на рис. 67. Шибер уста-
навливается в начале и конце отсекаемого участка при помощи
фланцев (/, 2). Лучшим материалом для изготовления шибера
служит нержавеющая сталь. Собственно шибер 3, заключенный
в прямоугольный корпус 4, представляет собой лист из 5—6-мм
нержавеющей стали, имеющий с одной стороны круглую прорезь,
по размерам равную диаметру конденсатора. Шибер 3 прикреп-
лен к винту 5, при помощи которого перемещается в горизон-
тальной плоскости через прорезь, изготовленную с минимальным
зазором в трубе.
Таким образом, устройство в принципе сходно с задвижкой
Лудло с той лишь разницей, что с обеих сторон шибера имеются
съемные фланцы 8 и 10, позволяющие легко осуществлять очистку
и промывку устройства от накапливающихся продуктов без
больших подсосов в систему.
Приемники продуктов конденсации изготавливают в форме
корыт из дерева, стального листа, железобетона и нержавеющей
стали. Последняя является лучшим конструкционным материалом
и более экономичным, хотя и требует более высоких затрат на
изготовление приемников.
Как правило, под каждой ниткой конденсатора устанавли-
вается один приемник, имеющий односторонний уклон
для выпуска собранной ртути и ступпы. В нижнем конце прием-
ника имеется запорное устройство.
При наличии нескольких печей и большой площади, занн иае-
мой конденсаторами, под приемниками, располагаемыми парал-
лельно, размещается сборный поперечный коллектор для продук-
тов конденсации, как это показано на рис. 66. Коллектор имеет
разгрузку на конце, расположенном вблизи отделения центра-
лизованной переработки ступпы.
Нижние концы приемников оборудуются, помимо задвижек
для выпуска ступпы, flj-образными гидравлическими затворами
(«гусиная шея») для непрерывного выпуска ртути по мере ее на-
копления в приемнике.
196
Рис. 66. Общий вид конденсационной установки:
1 — приемник ртути; 2 — коллектор для сбора продуктов конденсации; 3 — приемник
продуктов конденсации; 4 — нижние тройники конденсатора; 5 — газоход-распредели-
тель на входе газа; 6 — элементы опорной конструкции; 7 — опоры мостового крана;
8 — мостовой край; 9 — стояки конденсатора; 10 — верхние обслуживающие площадки;
11 — средние обслуживающие площадки; 12 — газоход для отвода газов; 13 — газоход-
коллектор; 14 — газоход к эксгаустеру; 15 — эксгаустер; 15 ~ боров
197
Ртуть принимается либо в установленный тут же приемник,
заполненный водой, либо по трубопроводу стекает в отделение
очистки и розлива в баллоны.
Вся территория, занятая конденсаторами, обязательно бе-
тонируется, в полах создаются уклоны к грязевым зумпфам для
сбора всех сбросов, получающихся при работе.
А-А
Рис. 67. Шибер конструкции Ю. А. Григорьева для газохода или трубы конден-
сатора:
1,2 — фланцы для крепления к конденсатору; 3 — шибер (в открытом положении); 4 —
корпус шибера; 5 — винт; 6 — крепящий стакан; 7 — штурвал; 8, 10 — торцовые съем-
ные фланцы для чистки; 9 — гайка
Расчет конденсатора
Примерная оценка необходимой поверхности конденсаторов
ранее производилась по удельной площади на 1 т перерабатывае-
мой за сутки руды. Это позволяло ориентировочно сопоставить
работу различных заводов. Более правильно оценивать размеры
конденсатора не по руде, а по количеству охлаждаемого газа;
практически такая удельная норма составляет 0,009—0,012 м2
поверхности конденсатора на 1 м3 (н. у.) газа в сутки. Количе-
ство газов оценивается на входе в конденсатор с расчетом работы
на оптимальной скорости независимо от типа печи, применяемой
для обжига рудного сырья. По-видимому, возможно снижение
этой удельной нормы примерно в 1,5 раза в результате органи-
198
зации контроля за подсосами и уменьшения количества газов,
направляемых на охлаждение.
Расчет теплопередачи от охлаждаемых газов во внешнюю
среду достаточно сложен. Помимо условно постоянных факторов:
состава газов, их влажности и скорости, которые, как правило,
имеют значительные колебания, вызываемые переменной влаж-
ностью руды, атмосферным давлением, температурой окружаю-
щего воздуха, расходом и температурой охлаждающей воды и др.,
наиболее непостоянным фактором является образование осадка
продуктов конденсации на внутренних стенках труб. Этот оса-
док, зависящий от состава руды, может вносить значительные
поправочные коэффициенты в теоретические расчеты тепло-
передачи от охлаждаемого газа во внешнюю среду.
Наружная поверхность стальных и чугунных труб со временем
покрывается слоем окислов, а, кроме того, при высоком содержа-
нии солей в орошающей воде — их осадком. Наружные отложе-
ния достигают толщины 5—7 мм, местами — до 10 мм и значи-
тельно изменяют условия теплопередачи от металла конденсатора
к внешней среде.
В практике принято по мере возможности собирать воду, при-
меняемую при орошении конденсаторов, и повторно ее исполь-
зовать после охлаждения. При этом вода несколько освобождается
от солей. Однако добавка свежей воды, содержащей соли, все же
является причиной образования наружного осадка, который
периодически подлежит удалению.
Количество тепла Q ккал!ч, передаваемое конденсатором внеш-
ней среде (охлаждающему агенту), может быть определено по
формуле
Q = GCrp (G - /2). (5)
где G — количество газа, м31ч (н. у.);
Ср—-теплоемкость газа, ккал1кг-сСл,
р -— плотность газа при t = 0 СС, кг!мъ\
—температура газа на входе в конденсатор, °C;
/2 — то же, на выходе из конденсатора, СС.
Эта формула верна для работы с сухими газами. Так как реаль-
ные технологические газы всегда содержат некоторое количество
водяных паров, при конденсации которых выделяется скрытая
теплота парообразования, то формулу (5) следует для условий
охлаждения таких газов выразить следующим образом:
Q = GCpp (G - t2) + rGB.n, (6)
где г — скрытая теплота парообразования (540 ккал1кг)-,
Ов.п — количество сконденсировавшейся в конденсаторе воды,
кг/ч.
199
Необходимая поверхность теплообмена F м2 определится из
формулы
Q
ДА/ ’
F =
(7)
где AZ — температурный перепад, определяемый как разность
средних температур газа и охлаждающего агента, °C
(например: температура газов, входящих в водоохлаждаемую часть
конденсатора, 120° С, на выходе 40° С, температура орошающей
воды 15° С).
Тогда температурный напор
= 120—15 = 105° С; Д/2 = 40—15 = 25° С;
= -Ы, _ 10В — 25 _ 56о с
2,3 Ig2.3 lg^
К — коэффициент теплопередачи от газа к охлаждающему
агенту, который можно определить из формулы:
-j-=4-++4?+-v(м2 ч гРад^ккал< <8)
где — коэффициент теплопередачи от охлаждаемого газа
к стенке конденсатора, ккал1(ч-м2-град)-,
а 2 — коэффициент теплопередачи от стенки конденсатора
к охлаждающему агенту, ккалЦч-м2-град)-,
6М — толщина стенки конденсатора, м;
Хм — теплопроводность материала конденсатора, ккалЦм X
X ч • град);
60 — толщина слоя осадка на стенках конденсатора, лц
7.о — теплопроводность осадка, ккал! (м-ч-град).
к. 1 --
Величина является общим термическим сопротивлением
теплоперехода от газа к охлаждающим агентам и определяется
как сумма частных термических сопротивлений:
J_-.J_.A_ и б°
ai ’ Я2 Хм Хо
Если не учитывать влияние термического сопротивления стенки
трубы и осадка, то значения коэффициента теплопередачи (на-
зовем его KJ по формуле (8) может быть выражено из соотноше-
ния
— = — + — •
Кг Щ а2
«1«2
а1 + а2
(9)
200
Значения можно принимать по данным табл. 22, где учтены
скорости газов в трубах конденсатора и внешнего охлаждающего
воздуха.
Таблица 22
Значение коэффициента теплопередачи (КЦ
при воздушном охлаждении конденсаторов
Скорость движения наружного воздуха м/сек Скорость движения газа, м/сек
0,5 1,0 2,0 5,0 10,0 20,0
0,5 4,5 5,2 5,8 6,6 7,1 6,7
1,0 5,2 6,0 6,9 8,1 8,9 9,6
2,0 5,8 6,9 8,1 9,7 10,9 12,0
5,0 6,6 8,1 9,7 12,2 14,1 16,1
10,0 7,1 8,5 10,9 14,1 16,7 19,8
Как следует из таблицы, значение резко возрастает при
увеличении скорости охлаждаемых газов, в равной степени ско-
рость движения внешнего воздуха также влияет на величину коэф-
фициента теплопередачи.
Применение внешнего водяного орошения конденсаторов позво-
ляет увеличить значение теплопередачи. Ряд литературных источ-
ников и практическая проверка показывают, что теплопередача
газ — чистый металл — вода в этих условиях по сравнению с воз-
душной теплопередачей возрастает примерно в 6 раз. Однако при
сильно загрязненных трубах влияние орошения позволяет улуч-
шить теплопередачу только в 1,25—1,5 раза.
Зависимость значения коэффициента теплоотдачи от стенки
конденсатора к воде (сс2) от плотности орошения (удельного рас-
хода воды), найденная на основании теоретических расчетов,
приведена в табл. 23.
Таблица 23
Значение коэффициента теплопередачи от стенки конденсатора
к воде (а2) от удельного расхода орошающей воды
при длине вертикальной трубы 5 м (см. рис. 149)
Удельный расход воды л/(ч№) Толщина водяной пленки мм Скорость течения воды в пленке м/сек Значение Ct2 ккал/ (м*-ч-град) Удельный расход воды л/(ч-м2) Толщина водяной пленки мм Скорость течения воды в пленке м/сек Значение СС2 ккал/ (м~‘Ч-град)
600 0,53 0,93 832 70 0,26 0,21 633
400 0,47 0,71 795 50 0,23 0,17 600
200 0,37 0,42 725 30 0,19 0,12 575
150 0,34 0,37 708 20 0,17 0,092 559
100 0,29 0,28 678 10 0,14 0,064 542
90 0,28 0,26 663
201
Влияние термических сопротивлений металла конденсатора
и осадка на стенках конденсатора может быть определено и по
следующим расчетам.
Если принять, что скорость охлаждаемого газа в трубе кон-
денсатора 5 м!сек и скорость наружного, охлаждающего воздуха
2 м/сек, то из табл. 22 определим значение Ki — 9,7 ккал/(м-чХ
Хград). Примем для расчетов, что конденсатор изготовлен из
чугунной трубы со стенкой толщиной 12 мм, а слой внутреннего
осадка 5 мм. Теплопроводность чугуна примем 30 ккал!(м-ч-град),
а теплопроводность осадка ус-
ловно оценим поаналогиисвлаж-
Таблица 24 ной глиной 0,7 ккал!(м-ч-град).
Значение коэффициента Подставив принятые зпаче-
теплопроводности пия в формулу
для некоторых материалов,
ккалЦм - ч -гиад} 1511 1 . «м I (|о /im
К Ki Ч 1 хо ’
Коэффициент теплопроводно-
Темпе- сти для получим
ратура °C стали 20 стали 1Х18Н9Т чугуна I 1 . 0,012 . 0,005
К ~ 9,7 1 30 1 0,7 =0,103+0,004+0,0072=0,1144,
50 44,3 13,1 38,1
100 43,9 13,8 37,0 откуда
200 41,7 15,1 34,4
300 400 38,2 36,7 16,3 17,9 32,4 30,6 ^ = 8,8 ккал/(м-ч-град).
500 33,8 19,0 28,7 Таким образом, дополни- тельное термическое сопроти-
вление металлической стенки
конденсатора (0,004) составляет
от общего только 2,2%, а термическое сопротивление осадка
(0,0072) 6,4%.
Простым расчетом можно убедиться, что при толщине осадка
10 мм значение термического сопротивления? grp возрастает до
12%, а значение коэффициента тепло^^ад+А^'и" К. снижается
до 8,3 ккал/(м^ ч-град), или примерно на 7%.
Это указывает на необходимость строгого режима периодиче-
ской чистки конденсаторов и промывки стенок для предотвраще-
ния значительного снижения теплопередачи.
В табл. 24 приводятся некоторые данные о теплопроводности
стали обыкновенной, чугуна и нержавеющей стали.
В связи с тем что на значение коэффициента теплопередачи
влияют много факторов, а также сезонные колебания температуры
наружного воздуха, размеры конденсатора рассчитывают на
наименее выгодные условия работы и, кроме того, применяют стра-
ховочный коэффициент в пределах 1,2—1,6.
При выборе скорости газов в конденсаторе необходимо обра-
тить внимание на следующее.
202
Поскольку значение зависит прямо пропорционально от
скорости газов в конденсаторе, естественно стремление при опре-
делении размеров площади конденсатора принять большее зна-
чение К’1, т. е. работать на больших скоростях газов. Однако ана-
лиз работы конденсаторов показывает, что при чрезмерных ско-
ростях газов, повышается вынос ртути и снижается ее извлече-
ние. Практическая проверка содержания ртути в отходящих га-
зах в зависимости от их скорости на выходе из конденсатора и
сопоставление с расчетным (равновесным) содержанием в зависи-
мости от температуры показали,
что расчет конденсатора необхо-
димо вести, исходя из некоторых
оптимальных значений скоро-
сти. Результаты этой проверки
приведены в табл. 25, из кото-
рой следует, что большие ско-
рости способствуют снижению
температуры газов, однако коли-
чество ртути в отходящих газах
стремительно возрастает.
Практика показала, что
оптимальные скорости газов на-
ходятся примерно в пределах
4—6 м!сек. В приведенном слу-
чае снижение скорости газа на
выходе из конденсатора с 7,5 до
4 м!сек вызвало повышение тем-
Таблица 25
Содержание ртути в отходящих газах
в зависимости от средней скорости
в конденсаторе
Средняя скорость газов м!сек Темпера- тура газов иа выходе °C Содержание ртути в отходящих газах мг/м* (н. у.)
равно- весное факти- ческое
6,7 21 15,7 34,5
6,7 20 14,3 67,1
8,0 21 15,7 61,1
9,3 27 26,6 52,2
9,7 22 16,3 64,6
17,3 21 15,7 89,1
пературы от 21 до 28° С, однако
содержание ртути в газах в нормальных условиях снизилось с 61
до 32 мг!м? (и. у.), а сопротивление системы упало от 120 до
60 мм вод. ст. При переходе на сниженные скорости прямой
выход металлической ртути возрос от 40 до 58 °6.
Чтобы при сниженных скоростях газов иметь необходимую
поверхность конденсатора, после ее расчета следу ет принять рас-
пределение газов по нескольким параллельным ниткам трубо-
проводов.
Необходимо подчеркнуть, что при чрезмерном снижении ско-
рости могут потребоваться избыточные площади конденсатора,
что приводит к необоснованно завышенным капиталовложениям
и эксплуатационным расходам, осложнению контроля за работой
конденсаторов и созданию условий для дополнительных под-
сосов воздуха в систему.
Уместно напомнить распространенную среди работников ртут-
ной промышленности шутку о том, что каждый новый хозяйствен-
ник, приступая к управлению ртутным заводом, стремится прежде
всего добавить несколько конденсационных труб. Как следует
из изложенного, такие меры не следует применять без предвари-
203
тельного тщательного обследования состояния газового и конден-
сационного хозяйства. Примерный расчет конденсатора приведен
в приложении IX.
Режим работы конденсатора
v Режим конденсатора определяется температурой газов и раз-
режением в системе^ Температура входящих в конденсатор газов
зависит в основном от режима обжига, но при всех условиях
она должна быть выше точки росы. Обычно температура газов
значительно превышает температуру начала конденсации, что
объясняется стремлением не допустить преждевременную кон-
денсацию ртутных паров, а также по возможности оградить про-
цесс от образования сульфидов и сульфатов ртути. Температура
газов, покидающих конденсатор, должна быть минимальной;
в большинстве случаев она лишь немного выше температуры
охлаждающего воздуха.
Газы, входящие в конденсатор, содержат перегретый ртутный
пар. Сначала в конденсаторе происходит общее снижение тем-
пературы газов, а по достижении точки росы начинается конден-
сация ртутных паров. Процесс начинается в пристенном слое газа,
так как температура этого слоя ниже, чем средняя температура
потока в данном сечении конденсатора. Поэтому, несмотря на то,
что в первых по ходу газового потока стояках конденсатора тем-
пература газов выше точки росы, здесь конденсируется часть
паров ртути.
Далее по мере снижения температуры газов начинается кон-
денсация водяных паров. Здесь вторично проявляется вредное
влияние повышенной влажности руды. При конденсации водя-
ных паров теплообмен в системе возрастает, но температура га-
зов снижается очень медленно, так как при конденсации водяных
паров выделяется значительное количество тепла.
Теплотехнические исследования конденсационной системы
были проведены сотрудниками Новочеркасского политехниче-
ского института под руководством Ш. С. Мееровича.
Печь работала на сравнительно холодном режиме, с темпера-
турой газов на входе в конденсатор 300° С. Топливом служил
коксовый газ, содержащий до 57% водорода, поэтому в техноло-
гических газах содержалось много водяного пара (до 20—30%).
Работа конденсатора, выполненного из 22 вертикальных сталь-
ных труб общей протяженностью 200 лгЦ, была исследована в раз-
ных режимах, в том числе с разными скоростями газов, с воздуш-
ным охлаждением и орошением водой при различном ее расходе;
теплопередачу исследовали через чистые тр^бы и через трубы,
имеющие осадок. Общий характер температурного режима кон-
денсатора при работе только с воздушным охлаждением и с оро-
шением водой приведен на рис. 68.
204
Как следует из температурных кривых, активное охлаждение
газов, входящих в конденсатор при 300° С, происходит в первых
8—9 трубах. Здесь на 35—40% площади конденсатора темпера-
тура газов снижается с 300 до 50—70е С, остальные 60—65%
площади конденсатора работают малоэффективно: трубы с воз-
Е
и
а
а
Вертикальные трубы конденсатора
Рис. 68. Температурный режим работы
конденсатора с воздушным и водяным
охлаждением-
-------без орошения; -----с орошением
душным охлаждением позволяют снизить температуру газов на
5 град, а с водяным орошением — па 20—25 град. Резкое сниже-
ние охлаждения газов во второй половине кснденсатора объяс-
няется не ухудшением теплопередачи во внешнюю среду, а глав-
ным образом значительным
выделением тепла при кон-
денсации водяных паров, ко-
торая, по расчетам, начи-
нается с 7—9 трубы.
Вследствие применения
для охлаждения воды с вы-
соким содержанием солей
поверхность части конденса-
торных труб была покрыта
наружным слоем осадка, до-
стигавшим толщины 8—Юлш.
Это приводило к тому, что в
одинаковых режимах работы
коэффициент теплоотдачи на
загрязненных трубах был
ниже, чем на чистых, при
работе без орошения в
1,5 раза, а при работе с оро-
шением водой в 6,5—7,5 раза. Это объясняется тем, что осадок
создает большое термическое сопротивление, компенсировать
которое водяным орошением невозможно.
Обращает на себя внимание относительно малая эффектив-
ность орошения первых труб по сравнению с воздушным ох-
лаждением. Однако с началом конденсации водяных паров
из газовой смеси при температуре стенки конденсатора, равной
температуре насыщения паров воды, коэффициент теплоотдачи
от газов к стенке конденсатора (cq) увеличивается почти на по-
рядок и применение водяного орошения дает значительное уве-
личение общего коэффициента теплопередачи (/().
В зависимости от содержания водяных паров в газах и тем-
пературы окружающего воздуха температура газов, при которой
температура стенки может быть равна температуре насыщения,
колеблется в пределах 150—100° С. Примерно с этих температур
газа и следует применять орошение.
Следует помнить, что с технологической точки зрения форси-
рование охлаждения первых стояков конденсаторов неполезно.
Поэтому правильнее работу системы охлаждения организовать
205
так: первые трубы получают только воздушное охлаждение,
последние орошаются водой.
Следует отметить, что среди производственников нет единого
мнения по поводу необходимости водяного орошения. Некоторые
считают, что лучше увеличивать общую площадь поверхности
конденсатора в расчете только на воздушное охлаждение. Та-
кой режим с технологической стороны обладает очевидным преи-
муществом: при более медленном охлаждении будет образовы-
ваться меньше аэрозолей ртути и, следовательно, будет повышено
ее извлечение из газов. Кроме того, при железных конденсаторах
работа на «сухом» режиме без наружного орошения водой поз-
волит уменьшить износ наружной поверхности труб от коррозии.
Недостатком «сухого» режима является необходимость соору-
жения конденсаторов значительно больших размеров, что, по-
мимо повышения капитальных вложений и эксплуатационных
затрат, создает условия для увеличения подсосов в систему либо
потерь ртути в атмосферу.
Второй фактор, определяющий режим работы конденсатора,—
это создаваемые в системе разрежение или напор. При установке
эксгаустера сразу за конденсатором по ходу газов система ра-
ботает под разрежением, перед конденсатором — под давлением.
Обе схемы имеют существенные недостатки. При работе по
первой схеме потенциально возможно обеднение газов за счет
подсосов воздуха. Вторая схема, наиболее распространенная
в США, страдает еще большим недостатком — при малейших
неплотностях в системе, которые часто допускаются в практи-
ческой работе, происходит прямая утечка ртутьсодержащих
газов. Кроме того, при установке эксгаустера, работающего на
горячих газах, необходимо применение жаростойких дымососов
с водяным охлаждением подшипников. При первой же схеме
отпадает необходимость в теплоизоляции эксгаустера, упрощается
уход и контроль за его работой. В то же время при работе экс-
гаустера на холодных газах подкисленный конденсат вызывает
коррозию деталей, что требует применения кислотоупорной ап-
паратуры. При некоторых условиях, например плохой очистке
газов от пыли или работе на глинистых, слипающихся рудах,
лопасти эксгаустеров, установленных после конденсаторов, за-
биваются пылевым осадком, отчего происходит дебаланс ротора
и требуется его промывка.
Работа под давлением при повышенном сопротивлении си-
стемы иногда может оказаться вынужденной: например, когда
в схему печь—циклон—конденсатор—хвостовой скруббер до-
полнительно вводится сопротивление устанавливаемого электро-
фильтра. Возможно, что в этом случае между печью и эксгаусте-
ром возникнут слишком большие сопротивления и рациональной
будет установка двух дымососов: после печи и после конденсатора
перед хвостовыми скрубберами.
206
Уместно указать, что разрежение или давление в системе
должны быть минимально возможными; это необходимо в целях
создания условий, препятствующих как подсосам воздуха извне,
так и выбросам технологических газов.
Простые схемы, например трубчатые печи без электрофильт-
ров, имеют сопротивления в пределах до 300—400 мм вод. ст.
Разрежение на выходе газов из печи должно быть также ми-
нимально необходимым, но обеспечивающим своевременную эва-
куацию технологических газов и предотвращающим возможность
выброса их через неплотности в аппаратуре, в частности в местах
сопряжения движущихся и стационарных элементов. Кроме того,
минимальные скорости позволяют снижать вынос пыли из печей
и уменьшать поступление лишнего воздуха в печь. Абсолютное
значение минимума разрежения на выходе газов из печи опре-
деляется в пределах 2—5 мм вод. ст.
Вопрос о чрезвычайно вредном влиянии подсосов в систему
при транспортировке технологических газов от печи до заводской
трубы на общее извлечение ртути более подробно рассматривается
в главе «Потери ртути при производстве». Здесь же необходимо
отметить, что размеры подсосов зависят от состояния транспорт-
ной артерии. Разубоживания технологических газов в нормаль-
ных условиях быть не должно, однако при недостаточном вни-
мании и отсутствии контроля за газоходами оно может достигать
очень больших значений. Борьба с подсосами начинается прежде
всего с тщательного изготовления и проверки плотности газо-
ходов. В практике производства следует осуществлять регуляр-
ный контроль состава газов. Для осуществления этого проще всего
постоянно анализировать газы на содержание в них кислорода
или углекислоты и немедленно устранять обнаруженные в тру-
бах дефекты.
Определением мест подсосов, надзором за манометрическим
и температурным режимом должна заниматься газовая служба
завода. С этой работой справятся один-два лаборанта, что вполне
рентабельно.
Орошение водой осуществляется через брызгала, выполнен-
ные из водопроводных труб с просверленными в них мелкими от-
верстиями. Эти трубы располагаются либо в верхней части стоя-
ков, либо кольцами вокруг конденсаторных труб, либо горизон-
тально вдоль ряда.
При работе на жесткой воде брызгальные устройства засо-
ряются осадком на трубах. Для снижения интенсивного образо-
вания накипи за счет частичной очистки орсгшающей воды от со-
лей' практикуется ее оборот. Для этого/стекающую воду соби-
рают в нижней части стояка в желобок, устроенный вокруг каж-
дого стояка, и отводят в сборник оборота для повторного ороше-
ния. Кроме того, рекомендуется поддерживать температуру от-
ходящей воды ниже 40—50° С.
207
Температура охлаждающей воды должна быть на 5—35 град
ниже температуры стенки конденсатора. Расход воды па ороше-
ние может быть определен по формуле
(4 — б) ср ’
где G — расход воды на орошение, кг/ч;
Q — количество отводимого тепла, ккал!ч\
t± — начальная температура воды, СС;
t2 — температура отходящей воды, °C;
ср — удельная теплоемкость воды, ккал!(кг•град').
Так как при орошении конденсатора происходит испарение
орошающей воды, то часть тепла отводится за счет скрытой теп-
лоты испарения. При приближенных расчетах можно оценивать
количество испаряемой воды в 1—2%. Эта небольшая величина
достаточно эффективно влияет на теплообмен и если опускать
ее в расчетах, то она будет служить резервом.
Расход воды на орошение колеблется в широких пределах
и зависит от местных условий и климата. В жаркий период кли-
мата средней полосы он оценивается порядка 15—25 л на 1 л;2
поверхности конденсатора; при обороте расход снижается. В ус-
ловиях отрицательных температур воздуха орошение, естественно,
не применяется. В течение зимнего сезона на территории ртутного
завода обычно накапливается некоторое количество льда, кото-
рый следует сохранять, так как основную массу его составляют
скалываемые в районе расположения конденсаторов наледи,
как правило, содержащие ртуть. Во время весенних уборок тер-
ритории обычно компенсируются допущенные в зимний период
потери ртути.
Периодически по разработанному применительно к местным
условиям графику конденсаторы следует очищать от накопившихся
продуктов, внутренние стенки промывать от образовавшегося
осадка. Обычно это приурочивают к очистке приемников и про-
водят в следующем порядке: если отсутствуют резервные нитки
конденсатора, то уменьшают количество подаваемой в печь руды;
нитку, подлежащую очистке, отключают с двух сторон при
помощи шиберов — вначале по ходу газов и спустя некоторое
время, необходимое для эвакуации газов из нитки, в конце
нитки. Крышки верхних колен конденсатора вскрывают и про-
мывают вертикальные трубы и колена водой из шлангов. При
вмонтированных промывочных устройствах лишь открывают
краны для подачи воды, однако ручная промывка обеспечивает
более высококачественную очистку стенок конденсатора.
Все продукты смыва поступают в нижние приемники конден-
саторов, из которых предварительно выпускают в отстойные
зумпфы верхний слой воды.
208
Промывка конденсаторов, как правило, проходит без затруд-
нений, однако при наличии в рудах повышенного количества
сурьмы и мышьяка может образоваться достаточно плотный,
плохо смываемый осадок. Эту образующуюся корку в ряде слу-
чаев требуется отбивать снаружи молотками.
Промытые конденсаторы закрывают верхними крышками,
стыки промазывают смесью глины с 20—30% песка и 1—2%
цемента.
Собранную в приемниках ртуть отделяют через [{J-образную
трубку (гидравлический затвор) — «гусиную шею», а ступпу
направляют в процесс выделения из нее ртути.
ДОИЗВЛЕЧЕНИЕ
РТУТИ ПОСЛЕ КОНДЕНСАЦИИ
Основная масса ртути улавливается в конденсаторе, однако
наиболее тонкие фракции ее выносятся газовым потоком из ап-
парата. Поэтому технологические газы перед выбросом их в ат-
мосферу должны быть подвергнуты дополнительной очистке от
ртути. Помимо металлической ртути, в газах в зависимости от их
температуры содержится некоторое количество несконденсиро-
ваниой ртути в виде пара, а также сульфида ртути.
Состав отходящих газов, в частности содержание в них ртути,
может колебаться в самых широких пределах. Это изменение со-
става наблюдается не только на разных заводах, но и на одной
и той же печи. Поэтому причины изменения следует искать в кон-
кретных условиях протекания процессов обжига, пылеулавлива-
ния, конденсации, во внешних температурных условиях и т. д.
В значительной степени при прочих равных условиях на со-
став оказывает влияние разбавление технологических газов воз-
духом за счет подсосов в систему. Подсосы искажают общую кар-
тину работы установки, разбавляя газы, покидающие конден-
сацию. При этом, естественно, общее абсолютное содержание ртути
в газах не уменьшается.
Основные составляющие этих газов: азот (до 70—75%), кис-
лород (до 20%), углекислый газ (до 4%), а также единицы грам-
мов сернистого и серного ангидрида, воды и пыли в 1 л3 газа.
Общее содержание ртути колеблется также в широких пределах.
В табл. 26 приведены некоторые данные о составе газов, поки-
дающих конденсацию.
Доизвлечение ртути из газов в простейшем решении может
быть осуществлено за счет резкого снижения их скорости, напри-
мер, в боровах большого сечения. Этот один из старейших спосо-
бов, практикующийся на протяжении сотен лет, не утрачивает
значения и сейчас. Для очистки горизонтально расположенных
боровов от уловленной ступпы требуются большие затраты труда.
14 С. М. Мельников 209
Таблица 26
Содержание ртути в газах, покидающих конденсатор
Общее лъ?/л/8 (и. У ) Пар Металл В виде сульфида Примечание
мг/м3 (Н. у.) % от обще! о мг (н. у.) % от общего мг/м3 (н. у.) О/ Г-.-Г . о от об щего
56,8 35,6 62,7 8,5 15 12,7 22,3
52,5 29,5 56,3 9,8 18,7 13,2 25,0
47,2 27,8 59,0 9,2 19,0 10,2 22,0
44,6 11,6 26,0 13,0 29 20,0 45,0 Подсосы в конден- сатор
23,7 10,5 44,3 11,1 46,9 2,1 8,8 То же
Чаще на ртутных заводах устанавливают вертикальные хво-
стовые скрубберы с насадкой или без нее, рассчитанные также
на улавливание ртути за счет резкого снижения
скоростей газа.
Практикуется также примене-
ние башен круглого сечения
с одной вертикальной, не
сплошной перегородкой, где
газы резко изменяют направ-
ление. Скрубберы работают с
водяным орошением или без
него. Материалом для их из-
готовления может быть де-
рево, кирпич, металл. За
рубежом широко распростра-
нены деревянные башни
(рис. 69), изготовленные из
I’ клепок больших размеров,
£ скрепленных металлическими
с обручами. Обычно их раз-
"" меры: диаметр 3 м, высота
6 я. Дно башни устраивается
покатое к центру или в одну
сторону, к очистному люку,
для упрощения очистки.
Газ вводится и выводится
сбоку. Если в башне устана-
вливается вертикальная пе-
регородка, то она разме-
щается в центре сверху па
2/3—3/4 высоты башни, а ввод
и вывод газа в этом случае
Рис. 69. Деревянный хвостовой скруббер осуществляются в верхней
210
части; часто к башне пристраивается труба для выброса газов
в атмосферу, как это изображено на рис. 69.
Известны также скрубберы из кирпича с верхним водяным
орошением. Такие скрубберы оштукатуриваются цементом сна-
ружи, а внутри изолируются кислотоупорным кирпичом на битум-
ной мастике. Кирпичный скруббер проще выполнять прямоуголь-
ной формы, высота его 6—7 м. В скруббере установлены 2—3 де-
ревянные горизонтальные решетки с ячейкой 25x25 мм, укла-
дываемые на выступы в стенах. Ввод газов сбоку, внизу скруб-
бера, вывод — вверху по центру.
Такие устройства, работающие по принципу гравитационного
улавливания мелких частиц, должны обеспечивать максимальное
снижение скорости газов — не менее чем в 20—25 раз.
В результате орошения водой несколько снижается темпе-
ратура газов, что способствует дополнительной конденсации паров
ртути; это, а также снижение скорости газов позволяют улавли-
вать в скрубберах до 50—60% ртути. При работе без орошения
этот показатель снижается в 1,5—2 раза.
Расход воды составляет примерно 1—1,5 мъ на 1000 л/3 газа.
К- п. д. хвостовых скрубберов невысок, однако, учитывая
простоту их конструкций, незначительные затраты при эксплуа-
тации, устойчивую работу, т. е. постоянное участие в процессе
доулавливания ртути, следует рекомендовать эти устройства для
обязательного применения на всех ртутных заводах.
Для улавливания остаточной ртути вместо простых скрубберов
могут быть использованы и другие аппараты, например скруббер
ударного действия конструкции Гипроцветмета, либо аналогич-
ный аппарат, разработанный Свердловским институтом металлур-
гической теплотехники.
В ряде случаев, особенно на крупных предприятиях, органи-
зуется химическая очистка газов от ртути или, как это принято
называть, «санитарная» очистка, где осуществляется последнее
доизвлечение ртути из технологических газов. После такой обра-
ботки газы, удаляемые в атмосферу, содержат очень мало ртути,
а при разбавлении атмосферным воздухом — ниже установленных
предельных санитарных норм, т. е. становятся совершенно без-
вредными.
ГЛАВА VIII
ПЕРЕРАБОТКА СТУППЫ
ОБЩИЕ СВЕДЕНИЯ
Процесс выделения ртути из ступпы носит название «отбивки».
Происхождение этого термина обусловливается издавна быту-
ющими в ртутной промышленности приемами обработки ступпы —
ртуть отбивали от ступпы каким-либо ручным инструментом.
Ртуть и ступпа,
в приемниках,
сатора ступпа
уловленные в конденсаторах, собираются
наполненных водой. В процессе очистки конден-
разжижается промывными водами и к моменту
выгрузки из приемных корыт
представляет собой пульпу с не-
высоким содержанием твер-
дого.
Металлическая ртуть, соб-
ранная в приемниках, выпу-
скается из последних через «гу-
синую шею», оставшаяся в ко-
рыте ступпа расслаивается; обо-
гащенная металлическими кап-
лями фракция оседает быстро,
а полный отстой ступпы про-
исходит очень медленно и за-
висит от состава образующих
ее компонентов, крупности пы-
левых частиц и др. Некоторое
бедной ступпы могут дать ре-
Скорость отстоя
Таблица 27
ступпы в конусе
Продолжи- тельность отстоя, ч Толщина осветленного слоя, см Объем осветленного слоя
л % к объему конуса
частный общий
24 48 72 96 110 15 16,5 16,8 17,8 19,2 185 11 10 10 13 27,20 1,62 1,47 1,47 1,50 27,20 28,82 30,29 31,76 32,26
представление о скорости отстоя
зультаты замеров, приведенные в табл. 27. Ступпа содержала
25,4% Hg, имела плотность 1,44 и влажность 50,9%.
Отстой заметно протекал только в первые сутки, далее освет-
ление настолько замедлялось, что практического интереса не
представляло. К окончанию опыта на поверхности осветленного
слоя отстоялась плавающая «пенка» толщиной 1—1,5 см, состоя-
щая из твердого углерода, сернистой ртути и некоторого коли-
чества металлической ртути; общее содержание ртути в этой
пенке 22—23%.
Наиболее обогащенная ртутью часть ступпы оседала очень
быстро. За 20—45 мин легко отстаивалась основная масса ступпы;
после декантации жидкой части в заводские отстойники в емкости
остались пульпа с содержанием влаги 30—50 % и подавляющее
количество ртути.
Дальнейшую обработку тяжелой фракции (богатой ступпы)
можно осуществлять несколькими способами.
Не так давно считалась обязательной промывка ступпы водой,
чтобы освободить ступпу от сажистых частиц, дав возможность
212
всплыть этим частицам, а также создать условия разобщенным
каплям ртути для объединения при движении в менее густой
пульпе. В промывочною машину добавляли некоторое количество
щелочи (извести), которая разрешала поверхностные пленки на
капельках ртути. В более ранние времена считалось необходимым
вести отмывку с подогревом пульпы до 80—90° С, позднее — до
40—60е С; снижение температуры объясняется только санитар-
ными соображениями.
Промывку осуществляли в различного рода аппаратах —
агитаторах, обеспечивающих активное перемешивание пульпы.
После промывки ступпу отстаивали. Выделенную ртуть через
нижний кран направляли в приемники, а верхний слой (бедная
ступпа) — в отстойные емкости. Богатую ступпу передавали
в промежуточный отстойник или отбивочную машину для допол
нительного обезвоживания.
На рис. 70 приведена промывочная машина, внедренная в ртут-
ную промышленность Я- В. Тимошенко. Машина, сходная по
копстру кцни со спиральным классификатором, имеет V-образный
корпус 3, изготовленный из 4- мм листового железа и покоящийся
на раме из швеллерных балок, установленной под углом 10—12°
к горизонтали. На валу 1, опирающемся на выносные подшип-
ники, укреплены две полуспирали 2: одна — левого, другая-—
правого вращения. Вал вращается от мотора через редуктор со
скоростью 18—25 об/мин. Благодаря разностороннему направле-
нию спиралей пульпа при вращении вала весьма активно переме-
шивается. Ее можно подогревать острым паром до нужной тем-
пературы. В ванну машины забрасывают несколько лопат извести-
пушонки и ведут промывку 15—25 мин, после чего мотор выклю-
чают и пульпе дают отстояться 10—15 мин. Через декантацион-
ные краны 4, расположенные на пяти уровнях, промывные воды
сливают в отстойные емкости, а обогащенную ртутью богатую
ступпу с 60—70% твердого направляют в отбивочную машину.
В целях снижения производственных затрат процесс промывки
сту ппы в последние годы был несколько видоизменен.
К- Г. Николаиди и Т. Г. Доронкина нашли, что интенсивная
агитация подщелоченной и подогретой ступпы способствует выде-
лению ртути.
Позднее Л. Я- Кроль и И. Ф. Селянинова [126] подтвердили,
что решающее значение при отбивке ступпы имеет активное пере-
мешивание в условиях вихревого движения, т. е. обработка пульпы
в центробежном реакторе. При таком перемешивании происходит
соударение капелек рту ги с образованием более крупных капель,
отбрасываемых центробежной силой к стенкам аппарата, по ко-
торым ртуть стекает в нижнюю его часть и выделяется из общей
массы ступпы.
Выделение ртути из ступпы является физико-химическим про-
цессом, поэтому для создания оптимальных условий разрушения
213
214
поверхностной пленки на каплях ртути необходима определенная
среда. Общепризнано, что такой средой является щелочная,
создаваемая либо естественно при обжиге известняковых руд,
либо искусственно за счет добавок наиболее дешевого реагента —
извести.
Дальнейшие наблюдения в промышленных условиях наших
заводов подтвердили открытие Л. Я- Кроля, что продолжитель-
ная обработка ступпы в условиях вихревого движения обеспечи-
вает высокое выделение ртути из ступпы. Это предопределило
возникновение новой технологии в отбивке ртути.
Было показано, что применение последовательно установлен-
ных репульпаторов позволяет улучшить показатели прямой
отбивки ртути, снижая тем самым циркуляционную нагрузку
печей по обжигу промпродуктов и повышая общее извлечение
ртути. В последнее время по предложению Гипроникеля прове-
ряется промывка ступпы в аппаратах типа Пачука при барботаже
разбавленной пульпы воздухом.
В принципе такой способ отбивки ртути возможен, однако
едва ли он будет приемлем, так как продувка ступпы может выз-
вать дополнительное загрязнение воздушной среды парами ртути.
Таким образом, активная промывка ступпы независимо от
аппаратурного оформления является процессом, способствующим
выделению ртути, и, как это будет видно из последующего изложе-
ния, применение центробежных механических репульпаторов
позволяет получать наиболее хорошие результаты.
Независимо от того, какой предварительной обработке подвер-
гается ступпа, промывается ли она или лишь обрабатывается
отстаиванием для удаления избыточной влаги, на всех заводах
на протяжении многих десятилетий для выделения ртути исполь-
зуют известь. Обезвоженную до содержания 20—30% влаги
ступпу смешивают с негашеной известью или свежей пушонкой,
при этом масса «подсушивается» за счет поглощения влаги известью.
Добавка извести составляет примерно около 30—40% от веса
обрабатываемой ступпы. Естественно, что при таком «осушении»
ступпы вся влага остается в общей ее массе. Вводимая в ступпу
известь разубоживает материал, подлежащий дальнейшей пере-
работке в печи, и таким образом является балластом, требующим
при обжиге дополнительных затрат топлива и труда.
При добавке во влажную ступпу негашеной извести образова-
ние гидроокиси кальция сопровождается выделением тепла по
реакции
СаО + Н2О = Са (ОН)2 + 15,6 ккал.
Замеры показали, что при этом очаговое повышение темпе-
ратуры может достигать 350° С. С повышением температуры,
естественно, повышается и упругость паров ртуги, а значит уве-
личивается содержание ртути в окружающем воздухе. В связи
215
с этим процесс отбивки ртути из сту ппы является одной из наиболее
вредных операций в ртутном производстве.
В целях экономии извести взамен нее на заводах практикуется
использование огарков от обжига отбитой ступпы. Это удобно
в том случае, когда ступпа обжигается в отдельной печи, либо
обжиг ступпы осуществляется без добавки руды. В последнем
случае огарки от обжига собирают в отдельном бункере и часть
их используют как «осушитель» при обработке сырой, исходной
ступпы.
Обработанную известью ступпу подвергают отбивке — вы-
жимке из «осушенной» ступпы капелек ртути, с поверхности
которых удалена влага и по возможности нарушена поверхност-
ная пленка. Плепка, по-видимому, разрушается не только под
действием щелочи, но и механически при продавливании ртути
сквозь толщу окружающей массы. Благодаря этому капельки
ртути при соприкосновении объединяются и скатываются на дно
аппарата.
В результате отбивки получается ртуть, направляемая на
фильтрацию, и отбитая ступпа, возвращаемая на повторный обжиг.
Консистенция направляемой в печь оборотной ступпы должна
быть такой, чтобы ее можно было просеять через сетку с отвер-
стием 18—20 мм. Этот просев необходим, чтобы предотвратить
попадание крупных комков в печь во избежание их недожога.
Основная задача отбивки — возможно полно выделить ртуть
из ступпы, т. е. оставить минимальное количество металла в обо-
ротах, направляемых на обжиг. Необходимо помнить, что при
каждом повторном обжиге оборотных материалов неизбежны
дополнительные потери металла. С учетом того, что ступпа пред-
ставлена тонким материалом, можно примерно оценивать потери
ртути при обжиге как 2—3% от всего количества ее, возвращае-
мого в повторный обжиг.
Обычно в отбивку поступает ступпа, содержащая не'менее
40—50% металлической ртути. Сернистая ртуть, иногда присут-
ствующая в ступпе в значительных количествах, является ее
твердой фракцией, мешающей выделять металл. Хотя расчеты
показывают, что отбивке может поддаваться ступпа и с более
низким содержанием металла, однако при содержании менее 18—
20 % ртути получить металл механической отбивкой практически
нельзя; такую бедною ступпу следует направлять в обжиг. Поня-
тие «выход металла прямой отбивкой» означает количество ме
талла, собранного из приемников конденсаторов, а также полу-
ченного при обработке ступпы (отбитый металл). Допустим,
в период между чистками конденсатора в печи была обожжена
руца, содержащая 1000 кг ртути; при чистке выпущено нз прием-
ников 250 кг и получено при отбивке ступпы 300 кг, а всего полу-
чено 550 кг. Это значит, что выход металла прямой отбивкой
составляет 55%.
216
Количество ртути, возвращаемой со ступпой в повторный
обжиг, определяется как разница между остальными 45% металла
и установившимися потерями при обжиге (из руды в газы).
Выход ртути прямой отбивкой зависит в основном от содержа-
ния ртути в ступпе. Последнее при прочих равных условиях
производства пропорционально качеству обжигаемой руды. Ба-
лансовые испытания обжига убогих руд с очисткой газов только
в циклонах показали возможность прямой отбивки выше 30%
металла, следовательно, примерно 70% Hg возвращалось в повтор-
ный обжиг. При работе на этих же рудах, но с очисткой газов
в электрофильтре выход металла превышал 70%.
Из руд с содержанием ртути не ниже 0,2% при циклонной
очистке газов возможно получать выход металла свыше 50—60%
прямой отбивкой.
Выход металла прямой отбивкой — важный показатель. По
нему, зная качество руды, просто оценить производственные
результаты работы (полноту обжига, состояние газового хозяй-
ства и пылеуловительной системы). Хотя прямой выход металла
непосредственно зависит от качества перерабатываемого сырья
и в первую очередь от содержания в нем ртути, при плохом веде-
нии процесса обжига, неудовлетворительной работе газоочисти-
тельной аппаратуры, перегрузке газовых трактов можно полу-
чить низкий выход металла, даже несмотря на высокое содержание
ртути в руде.
ВОЗМОЖНЫЕ СПОСОБЫ
ОТБИВКИ РТУТИ ИЗ СТУППЫ
Ручная обработка ступпы
На небольших заводах отбивку ртути осуществляют вручную.
При ручной отбивке можно более тщательно обрабатывать ступпу
и поэтому выделять больше ртути, чем при механизированном
процессе, так как имеющиеся конструкции отбивочных машин
не могут воспроизводить процесс ручной отбивки. Однако ручной
передел крайне нежелателен, так как работа очень утомительна
и вредна для здоровья.
Отбивку ступпы вручную осуществляют в чугунных сфериче-
ских диаметром до 1 л и глубиной 500—600 лш котлах или на
наклонных столах.
При отбивке в котле предварительно обезвоженную ступпу
перетирают с известью железной круглой перфорированной
мешалкой (шумовкой) на длинной рукоятке. Известь добавляют
в несколько приемов. Загруженную известь некоторое время
оставляют без движения, чтобы она впитывала влагу; при этом
за счет экзотермической реакции образования гидроокиси кальция
несколько повышается температура, способствующая процессу
217
выделения ртути. По мере скопления на дне котла ртуть вычерпы-
вают ложкой, к остатку добавляют новую дозу извести и так
повторяют 3—4 раза до прекращения выделения заметных коли-
честв металла.
Обычно в котел загружают 100—150 кг ступпы. Для обработки
этого количества требуется 1,5—2 ч работы. Остатки отбивки —
рыхлую серую массу влажностью 20—25% — направляют на
повторный обжиг. Содержание ртути в отбитой ступпе 15—20%.
Аналогично проводят отбивку и на столе. Стол изготовляют
из листового железа. Он имеет прямоугольною форму, его размеры
1,5X0,9 м, высота бортов 75 мм. Стол наклонен па 8—9 см
к одному из углов, в котором закреплена «гусиная шея» для спуска
ртути. Ступпу загружают в верхний угол стола, добавляют из-
весть и плоским веслом вручную перемешивают массу. Ртуть
по мере выделения собирается в приемнике. Иногда столы имеют
под крышкой паровую рубашку для подогрева. Столы распро-
странены в США.
Механизированная обработка ступпы
Вопросам совершенствования технологии переработки ступпы
в текущем столетии уделялось большое внимание. Из литератур-
ных источников известно о значительном числе патентов и работ,
связанных с механизацией отбивки ступпы, а также об испытании
как механических аппаратов, так и схем с применением гидро-
химических процессов. Однако большинство интересных теорети-
ческих инженерных разработок, даже подтвержденных лабора-
торной проверкой, не нашло применения на заводах либо из-за
недоработки промышленной аппаратуры, либо из-за трудности
осуществления вспомогательных операций. Зачастую схемы, со-
стоящие из простых приемов, не нашли применения из-за того,
что трудоемкость процесса в целом не уменьшалась, а технологи-
ческая схема усложнялась: получалось много проду ктов, тре-
бующих отстоя, обезвоживания, фильтрации, шихтовки.
Среди патентов и предложений по переработке ступпы можно
назвать, например, способ обработки ступпы жидким бромом
с последующим извлечением ртути электролитическим путем.
По патенту Робертсона (США, 2439694, 1948 г.) ступпу под-
вергают переработке в шаровой мельнице, затем диспергирован-
ну ю ртуть отделяют на вибрационном грохоте вместе с тонкими
фракциями других компонентов. Полученную массу подвергают
дистилляционному обжигу.
Многие процессы, широко освоенные в других отраслях, за-
частую не могли быть внедрены в ртутную промышленность либо
в силу специфических физических свойств ртути, либо из-за
сравнительно малых масштабов большинства ртутных заводов.
Например, центрифугирование ступпы, представляющееся наи-
218
более подходящим процессом для отделения весьма тяжелой
ртути от сравнительно легких рудных шламов, не дало положи-
тельных результатов. Даже при центрифугировании богатой
ступпы получалась обогащенная ртутью масса с влажностью
25—35% и жидкая фракция, с которой уходило 15—20% ртути.
Эти продукты требовали практически той же обработки, что
и исходная ступпа.
Гмелин [61 ] сообщает: «. . .центрифугирование приводит
к образованию твердой массы, которая не дает металлической
ртути. После обработки осадка горячей соляной кислотой можно
дополнительно извлечь ртуть».
У нас были проведены опыты по сгущению ступпы на центри-
фугах двух видов. На центрифуге НОГШ-230 (горизонтальная,
со шнековой выгрузкой осадка) при 1600 об!мин обрабатывали
ступпу трубчатых печей и ступпу очистных сооружений с содер-
жанием ртути от 40,7 до 1,7% и влажностью от 57 до 98%. Влаж-
ность полученных после центрифугирования осадков ступпы
трубчатых печей составила 25—35%, очистных сооружений 45—
60%. Общее извлечение ртути от исходной ступпы при односту-
пенчатом центрифугировании 70—75%, при двухступенчатом
90—95%; металлическая ртуть переходила в осадок на 97—99%.
В фугате почти вся ртуть находилась в виде киновари. Произво-
дительность центрифуги по жидкой ступпе составляла 0,5—
0,7 м?1ч.
Опыты работы на центрифуге НОГШ-325 (горизонтальная,
осадительная, со шнековой выгрузкой осадка, скорость вращения
ротора до 3250 об!мин) показали следующие результаты. В осадок
переходит 87% твердого, в фугат 22%; в осадок извлекается
94,7% ртути, остальное — в фугат; металлическая ртуть в осадок
извлекается полнее, чем сернистая ртуть. Производительность
центрифуги НОГШ-325 в два раза выше, чем НОГШ-230.
В результате опытов установлено, что добавка извести в ступпу
перед центрифу гированием нежелательна, так как снижает степень
обезвоживания.
Изложенное показывает, что испытанные типы центрифуг для
отбивки рту ги из ступпы, по-видимому, бесперспективны. Однако
не исключено, что можно подобрать конструкцию аппаратуры,
чтобы использовать центрифугирование в ртутной промышлен-
ности. В частности, изобретенный в СССР центробежный реактор-
сепаратор (ЦРС) конструкции Ю. Н. Свядоща (авт. свид.
№ 146287)1 может быть полезен при отбивке ртути из ступпы.
Устройство ЦРС следующее (рис. 71). В цилиндрическом кор-
пусе 1 горизонтально расположен полый вал 5, па котором жестко
закреплены рабочая турбинка 2 и ряд сепарирующих дисков 3,
1 Патент (США), № 3395907, 1968; патент (Канада), №795255, 1968; патент
(итал.), № 746542, 1965; патент (япон.), № 544993, 1969.
219
расположенных на некотором расстоянии один от другого. Между
дисками в полом валу имеются насверленные сквозные отверстия
для вывода из аппарата легкой фракции. Справа от рабочей тур-
бинки (см. рисунок) на валу закреплена отбойная турбинка 4.
Вал ЦРС опирается на пару шариковых подшипников 6 и кре-
пится муфтой к электродвигателю, работающему при 1460 об/мин.
Корпус аппарата снабжен штуцерами для ввода промывной
воды, реагентов, либо сжатых газов. Пульпа вводится в аппарат
Рис. 71. Схема аппарата ЦРС:
1 — цилиндрический корпус; 2 — рабочая турбина; 3 — сепарирующие диски; 4 —
отбойная турбина; 5 — полый вал; 6 — опорные подшипники; 7 — патрубок для
ввода пульпы
через патрубок 7. При вращении на валу ротора, дисков и тур-
бинки под действием центробежной силы более тяжелые фракции
пульпы отбрасываются на периферию, к цилиндрическим стенкам.
Скорость периферийных частиц достигает 10—60 м/сек, а внутри
аппарата при этом создается давление порядка 2 ати, которое
побуждает более легкую фракцию выходить через отверстия
между дисками в полый вал и выводиться из аппарата. Более
тяжелую фракцию, перемещенную к периферии, можно выводить
из ЦРС через отверстия, располагаемые либо вверху, либо внизу
торцовой стенки.
Аппараты ЦРС, проверенные на ряде процессов, например
для выделения осадков при цементации кадмия и цинка, показали
прекрасные результаты. Можно ожидать, что при отделении тя-
желой ртути от сравнительно легких рудных шламов ЦРС должен
оказаться достаточно эффективным. Не исключено, что, помимо
сепарации, под действием очень активных турбулентных потоков
220
внутри аппарата будут разрушаться поверхностные пленки на
каплях ртути, что позволит ей объединяться в сплошную массу.
Безусловно, потребуется подбор условий, например отношения
т : ж, а также возможно применение некоторых реагентов для
создания оптимальной среды, в которых будет достигаться макси-
мальное выделение ртути. Работы в этом направлении ведутся.
Минимальное число операций и получаемых промпродуктов
при наименьшей численности персонала — основные требования,
предъявляемые к технологии переработки ртутьсодержащего
сырья. Эти требования диктуются не только экономическими сооб-
ражениями, но и токсичностью промпродуктов ртутного про-
изводства и особенно ступпы.
Когда для обслуживания механизмов для обработки малых
количеств ступпы требуется больше персонала, чем для ручной
отбивки ртути, естественно, такие механизмы не всегда внедряются
в производство. Поэтому вопросы полной механизации проще
решаются на заводах большой производительности. Для выпол-
нения указанных требований наиболее радикальными путями
должны быть следующие: разработка схем, по которым получа-
лось бы минимальное количество ступпы при максимально воз-
можно полной очистке технологических газов от рудной пыли.
УСТАНОВКИ
для ОТБИВКИ СТУППЫ
Отбивочная машина конструкции И. П. Есипчука
Наиболее простым типом отбивочной машины, распростра-
ненным в Европе и в некотором изменении принятым в США,
является отбивочная лопастная машина с вертикальным валом,
простой схемой привода и перемешивания ступпы с известью.
Вариант такой машины, разработанный в СССР свыше 25 лет
назад Н. П. Есипчуком, приведен на рис. 72.
Корпус машины (чаша 2) представляет собой цилиндр из
листового железа диаметром 1 м, высотой 0,5 м со слегка кони-
ческим дном. В центре корпуса укреплен вертикальный вал 6
с насаженной примерно посредине крестовиной 3 с ножами 9
перемешивающего устройства. Ножи можно при помощи стопор-
ных болтов устанавливать под любым углом к окружности вра-
щения. Реверсивный мотор позволяет вращать ножи в обоих
направлениях.
В чашу загружают при вращении механизма 15—20 л ступпы
на предварительно засыпанную известь-пушонку. По мере пере-
мешивания в чашу добавляют новые порции ступпы и извести.
Ножи прорезают массу, перемещая ее от центра к периферии или
наоборот при изменении направления вращения мотора. Конси-
стенцию обрабатываемого материала регулируют визуально,
221
добавляя ступпу или известь. Ртуть по мере выделения из ступпы
стекает к центру чаши, откуда вытекает через «гусиную шею» 11.
Когда ртуть перестанет выделяться, а масса станет рассыпчатой,
отбивку прекращают, открывают люк для разгрузки, вращение
Рис. 72. Машина для отбивки ступпы:
1 — разгрузочный люк ; 2 — корпус; 3 — крестовины; 4 —элек-
тродвигатель; 5 — редуктор; 6 — вал; 7 — стопорные болты; 8—
рукоятка; 9 — ножи; 10 — рычажное устройство для выпуска
ртути; 11 — трубка для слива ртути
лопаток изменяют на перемещение ртути от центра к периферии
и материал разгружают в приемник. Процесс отбивки занимает
1—1,5 ч.
Следует упомянуть об опыте инж. В. К. Устинова, применив-
шего для отбивки ртути от ступпы стандартную тестомесильную
машину типа ХДШ-600. При переработке богатой ступпы, полу-
ченной от повторного обжига рядовой ступпы, на этой машине
получался прямой выход металла до 95%.
222
В чашу машины центробежным насосом закачивали примерно
1,5 м3 ступпы и промывали водой под давлением 5 атм. После
25-лшн отстоя и декантации верхнего слоя в чашу из бункера
засыпали 60—70 кг извести-пушонки и включали перемешивающий
механизм на 10 мин. Выделившийся металл сливали через нижнюю
«гусиную шею». Далее следовала вторая добавка 60—70 кг извести
и повторялась отбивка. После второго слива металла остатки
в чаше промывали водой под напором, после отстоя декантиро-
вали верхний слой, остатки дорабатывали вручную примерно
при таком соотношении: 10 т ртути получали механизированным
путем п 0,2 т ручной отбивкой.
Этот пример показывает возможность использования для
отбивки ртути из богатой ступпы даже неприспособленных для
ртутной промышленности аппаратов, обеспечивающих достаточно
хорошее перемешивание материала.
Установка конструкции Г. О. Гегеле 1
Установка, разработанная и проверенная на одном из наших
заводов, рассчитана на полную механизацию процесса отбивки
ртути. В ее комплект входят репульпатор, бункер для извести,
дробилка для извести, транспортер для подачи извести и соб-
ственно отбивочная машина. Общий вид установки приведен
на рис. 73.
Репульпатор из листовой стали объемом 7 м3 (диаметр 2 м,
высота 2,8 м) предназначен для обработки ступпы, поступающей
самотеком из приемников конденсации, и оборудован мешалкой
с пропеллером, обеспечивающей активное перемешивание пульпы.
Мешалка приводится в движение от мотора 14 кет через клино-
ременную передачу со скоростью 45 об!мин.
В центре конического днища репульпатора снизу вварена
труба диаметром 150 мм с краном для регулировки скорости
выпуска ступпы в отбивочную машину, расположенную ниже.
На вертикальных стенках репульпатора на разных отметках с ша-
гом 300 мм вварены четыре патрубка с кранами 75 мм, предназна-
ченные для спуска осветленной части пульпы, которая самотеком
пли центробежным насосом направляется в заводские отстойники.
На рис. 74 показано устройство отбивочной машины. Чаша
машины, изготовленная из 7-мм листовой стали, представляет
собой цилиндр 5 диаметром 2,5 м, высотой 0,4 м с коническим
дном 15, в нижней части которого устанавливается люк для
разгрузки ступпы 16 и трубки «гусиная шея» для списка металли-
ческой ртути 17. Люк снабжен прокладкой из резины и фикси-
руется на месте ручной лебедкой и тросом, пропущенным через
ролик 14. По верху цилиндра приварен наклонный отбойный
козырек для предотвращения выброса перерабатываемого в чаше
1 Соавторы В. П. Белобородов, И. В. Клюев, В. Г. Мамаев.
223
материала. Общая глубина чаши 0,75 м. Чаша крепится на чу-
гунном зубчатом колесе 3, опирающемся на четыре ролика 4.
Для предотвращения смещения чаши в горизонтальной плоскости
установлены фиксирующие ролики 13. Через червячный редук-
тор 20 от мотора 14 кет чаша приводится во вращение со ско-
ростью 3,3 об!мин.
Рис. 73. Установка для отбивки ступпы:
/ — отбивочная машина; 2 — реактор; 3 — бункер для извести; 4 — дробилка;
5 — транспортер для извести
Вся система смонтирована на раме из швеллерных балок:
к раме приварены четыре стойки, поддерживающие верхнюю
горизонтальную раму, на которой крепится перемешивающий
механизм. Этот механизм состоит из центральной мешалки 6
и боковой мешалки 12\ первая установлена вертикально в центре
чаши, вторая — под углом 20° к вертикали перпендикулярно
наклонному дну чаши. Обе мешалки приводятся во вращение
от мотора мощностью 20 кет 21 через червячный редуктор ориги-
нальной конструкции 10. Скорость вращения мешалок 24 об!мин.
Нижние концы валов мешалок закреплены в корпусах с роли-
ковыми подшипниками <9; на валы напрессованы крестовины
большая 7 и малая И, в которых соответственно укреплены
224
М. Мельников 225
Рис. 74. Машина для отбивки ступпы конструкции Г. О. Гегеле:
/ — опорная рама; 2 — стойки; 3 — главная шестерня; 4 — опорные ролики; 5 — цилиндрическая часть чаши; 6 — центральная мешал-
ка; 7 — крестовина большая; 8— корпус подшипника; 9 — муфта; 10 — редуктор; 11 — крестовина малая; 12 — боковая мешалка; 13 —
фиксирующий ролик; 14 — ролик для троса, фиксирующего разгрузочный люк; 15 — коническая часть чаши; 16 — разгрузочный
люк; 17 — «гусиная шея» для выпуска ртути; 18 — пробка для выпуска ртути из люка; 19 — ведущая шестерня; 20 — редуктор привода;
21 — электромотор
14 больших и 14 малых гребков. Гребки изготовлены из стальных
полос, нижние концы которых закрыты уголком 50x50, пригну-
тым вплотную к полосе и приваренных по стыку.
Направления вращения чаши и большого перегребающего
устройства противоположны, что обеспечивает интенсивное пере-
мешивание ступпы с известью с перемещением обрабатываемого
материала к периферии. Малая мешалка, наоборот, смещает шихту
к центру. Для обеспечения такого передвижения гребки обеих
мешалок развернуты на 20э от касательной к окружности вра-
щения.
Машина смонтирована на бетонном фундаменте, позволяющем
устанавливать под разгрузочное устройство в центре чаши либо
вагонетку, либо ленточный транспортер для приема обработанной
ступпы.
Установка снабжена металлическим бункером для извести
емкостью 3 м3; у бункера установлена щековая дробилка ЩДС-3,
предназначенная для дробления негашеной извести до крупности
25 мм. Дробленая известь транспортером с шириной ленты 400 мм
подается в отбивочную машину. Для загрузки негашеной извести
в бункер установлен монорельс с тельфером.
Ступпа после предварительного отстоя в приемных корытах
конденсаторов и удаления осветленного слоя воды насосом или
самотеком подается в репульпатор, рассчитанный на прием пред-
варительно сгущенной ступпы и смывных вод, необходимых для
обмывки корыт. Для предотвращения попадания в аппаратуру
посторонних предметов ступпу пропускают через сетку с ячейками
размером 12 мм. В репульпаторе ступпа перемешивается; дли-
тельное перемешивание способствует отбивке ртути и при после-
дующем отстое более полному разделению ступпы на богатую
и бедную ртутью фракции. После непродолжительного отстоя
осветленную часть пульпы через боковые краны выпускают из
репульпатора в отстойник сточных вод, а отстоявшуюся, наиболее
обогащенную ртутью фракцию — через нижний кран в чашу
отбнвочной машины. Здесь ступпа активно перемешивается с не-
гашеной известью. Отбитая ртуть стекает вниз, к центру чаши,
откуда через «гусиную шею» направляется в приемник. Отбивка
считается законченной, когда прекращается выделение ртути.
После получасовой выдержки ступпы в покое для стекания остат-
ков отбитой ртути ступпу выгружают через люк в приемную ваго-
нетку или на транспортер.
Пары и пыль, выделяющиеся в процессе дробления извести
и отбивки ступпы, удаляются вентиляционной системой.
П)льт управления всеми моторами расположен у установки,
поэтому во время приема ступпы и ее отбивки у машины занят
один рабочий. Процесс собственно отбивки длится 2—3 ч.
Известен вариант устройства с перемешивающим ступпу меха-
низмом, работающим от вибратора, предложенный Н. Ф. Ивано-
226
вым и 3. М. Годизовым. На рис. 75 приведен схематический чертеж
такого устройства. Чаша машины 1 Гегеле оборудована опорной
балкой 7, на которой крепится направляющая обойма 6. В обойму
вставлен квадратный шток 8,
кого перемещения. К штоку
приварены коромысла 2 с
наклонными по отношению
к дну чаши лемешками 9.
Угол наклона лемешков
около 35° к дну чаши. Квад-
ратный шток 8 висит на
пружине 5, сверху которой
у становлен электровибра-
тор 3.
Предварительные испыта-
ния показали, что вибри-
ру ющий механизм переме-
шивает ступпу более активно,
чем при спокойном поло-
жении лопаток, однако опти-
мальные условия работы с
вибрирующим перемешиваю-
щим устройством пока не
определены.
имеющий возможность вертикаль-
Рис. 75. Схема машины с вибратором для
отбивки ступпы:
/ — чаша; 2 — коромысла; 3 — электровибра-
тор; 4 — крепление вибрирующего устрой-
ства; 5 — пружина; 6 —направляющая обой-
ма; 7 — опорная рама; 8 — квадратный
шток; 9 — лемешки
ГИДРОМЕТАЛЛУРГИЧЕСКАЯ СХЕМА1
Авторами [126] сначала в лабораторных, а затем в опытно-
промышленных условиях была проверена схема переработки
ступпы, приведенная на рис. 76.
Так как главное в отбивке ртути из ступпы — удаление пас-
сивирующей пленки с поверхности ртутных капель, вначале были
опробованы щелочи. Ступпу обрабатывали в реакторе. При работе
с богатой ступпой был применен 5%-ный раствор едкого натра.
Обработка в течение 4 ч при температуре раствора 60° С и т : ж =
= 1:4 позволила получить выход ртути 99%. Отходы содержали
3—6% ртути, в том числе 0,6—0,85% в виде металла. Расход
щелочи составил 230 кг/т ступпы. При работе на рядовой ступпе
в аналогичных условиях положительных результатов получить
не удалось.
Применение растворов сернистого натрия также с подогревом
до 60° С, т : ж = 1 : 6 и репульпации в течение 5 ч позволило
получить практически полный выход металлической ртути.
В связи с тем что сульфид ртути переходил в раствор в виде ком-
плекса HgS-Na2S, для доизвлечения ртути был применен метод
1 Предложена Л. Я. Кролем, И. Ф. Селяниновой и Г. В. Рыковым.
15* 227
цементации алюминием. Расход щелочи составлял 300 кг и алю-
миния 330 кг на 1 т ртути. Продуктами цементации являлись
металлическая ртуть, алюминиевая амальгама и шлам, ртути
в котором содержалось 23—70%.
В полузаводских условиях была проверена схема с приме-
нением раствора сернистого натрия. Ступпу, содержащую от 16,3
Исходное сырье
Рис. 76. Схема гидрометаллургической обработки ступпы
до 37,6% ртути, в том числе сульфидной от 3,9 до 14,1%, обра-
батывали в реакторе (550x900 мм) с паровой рубашкой при пере-
мешивании мешалкой диаметром 300 мм. Концентрация серни-
стого натрия в растворе от 7 до 11%, температура 60° С, время
обработки 5 ч. Металлическая ртуть отбивалась практически
нацело, а из сульфидной формы извлекалось 75—94%.
В дальнейшем при обезвоживании пульпы ступпы как при
отстаивании, так и фильтрации встретились трудности. В связи
с тем что остатки от отбивки имели повышенное содержание ртути,
возникла необходимость возвращать их в обжиг, предварительно
сгустив и подсушив.
Схема не могла найти промышленного применения даже и при
достаточно полном выделении ртути, так как требовались двой-
228
пая фильтрация пульпы, регенерация растворов и в копне обжиг
промпродуктов с обезвоживанием их и шихтовкой.
Проверка показала, что при проведении опытов в окружающем
воздухе паров ртути не было обнаружено. В этом положительная
сторона схемы и преимущество гидрометаллургических процессов
перед пирометаллургическими. Однако схема не позволила исклю-
чить обжиг отходов, хотя количество их было небольшим.
ОБРАБОТКА СТУППЫ
С ПРИМЕНЕНИЕМ ФЛОТАЦИИ
Флотационный процесс при переработке ступпы был приме-
нен на руднике Сульфур-Бэнк, где вместе с металлической ртутью
флотировали вторичные сульфиды, образующиеся в значительном
количестве при очистке и конденсации технологических газов.
Применяемый реагентный режим флотации ступпы, г!т : 26
дитиофосфата, 153 соснового масла, 10 баррета № 4. Получаемые
концентраты содержали примерно до 30% ртутн.
Опыты по флотационной обработке ступпы были проведены
в Ташкентском политехническом институте под руководством
Б. А. Степанова. Для лабораторных исследований была отобрана
проба бедной ступпы, содержащая 28,8% ртути, в том числе
в виде металла 16,7% и сульфида 12,1%; 0,08% ртути было опре-
делено в форме окислов. Капли металлической ртути в ступпе
были крупностью от долей микрона до нескольких миллиметров;
основная масса ртутных капелек представлена классом менее
40 мкм (92% капель ступпы имела размер минус 0,044 мм).
Экспериментально было установлено, чго применение вспени-
вателей соснового масла, флотомасла и АПН не повышает извле-
чения, поэтому опыты проводились с легкой фракцией веретен-
ного масла при постоянном расходе 30 г/m. Наилучшие резуль-
таты из собирателей показал бутиловый ксантогенат при расходе
его 4 кг!т. В этих условиях извлечение ртути в пенный продукт
составило 97—98% при содержании ее в концентрате до 60%.
Время флотации 25 мин\ т : ж = 1 : 10. Основная часть ртути
флотируется за 15 мин, остальные 10 мин затрачиваются на дезин-
теграцию крупных капелек ртути; исследователи наблюдали
всплывание частичек ртути по мере достижения ими оптимальной
крупности.
Авторы оценивают более высокую флотируемость сульфидов
ртути большей подготовленностью ее поверхности, меньшей
плотностью и меньшим размером частиц по сравнению с частицами
ртути. Высокий расход собирателя исследователи объясняют нали-
чием в пульпе ионов тяжелых металлов (570—580 мг!л), а также
значительной сорбцией собирателя на весьма большой поверхности
тонких шламов сульфидной ртути и сажи,
229
Наилучшие результаты флотации наблюдались при pH =
= 5ч-7; эта среда являлась естественной для условий работы
завода, на котором проводились исследования.
Попытки применения сернистого натрия привели к явно отри-
цательным показателям извлечения ртути.
С целью выделения металлической ртути из пенного продукта
были испытаны способы репульпации его чистой водой, а также
водой с добавками сернистого натрия. При концентрации серни-
стого натрия в пульпе 5%; т : ж = 1 : 4, 60° С и продолжи-
тельности репульпации 4 ч из пенного продукта выделялось
95—98% металлической ртути. В результате такой обработки
удалось разделить пенный продукт на два класса: металлическую
ртуть и полупродукт, содержащий в основном (95%) сульфиды
ртути, концентрация металла в котором составляла 15—18%.
При обработке сернистым натрием часть ртути переходила в рас-
творимый комплекс HgS-Na,S.
Репульпация пенного продукта водой, а также водой с добав-
кой извести (50 кг!м? пульпы) при т : ж = 1 : 4, 60° С и продол-
жительности 4 ч дала одинаковые результаты. Ртуть удавалось
выделить только на 40—45%.
Исследование камерного продукта, содержащего 0,8—1,0%
ртути (общей), показало, что 70% металла представлено сульфи-
дом, 29,1% металлической ртутью и 0,9 % ее окнслами.
Ситовый анализ камерного продукта дал интересные резуль-
таты, представленные в табл. 28.
Наибольшее количество непрофлотировавшейся ртути скон-
центрировано в классах наиболее тонких (—0,01 мм)—94,3%
от общего с содержанием 5,6% ртути. Фазовый анализ тонкой
фракции —0,05 мм показал, что из общего количества ртути 62%
представлено сульфидом.
Результаты исследования фракционного состава камерного
продукта позволили сделать вывод о целесообразности выделения
шламистой, наиболее тонкой части ступпы в отдельный продукт,
который представляет промышленную ценность для извлечения
ртути. Это мероприятие позволяет доизвлекать дополнительно из
камерного продукта свыше 90 % ртути, что составляет 1,8—2,7%
от исходного содержания ртути в ступпе.
После предварительных лабораторных исследований была
проведена укрупненная лабораторная проверка переработки
ступпы с применением флотации в 10-камерной флотомашине
«Механобр» с камерами емкостью 1,2 л. В качестве исходного
продукта для испытания были приняты отходы промышленной
ступпы — после отбивки от нее ртути методом репульпации.
Пробы отходов брали двух сортов — более богатые (30% Hg)
и бедные (10,5% Hg). Фазовый анализ богатой пробы показал
содержание в ней 7,5% ртути в форме сульфида, 22,4% в виде
металла и 0,1% в виде окислов.
230
Таблица 28
Ситовый анализ камерного продукта при флотации ступпы
Размер частиц, мм Выход, % Содержание ртути, % Распределение ртути, % От ИСХОДНОГО
+ 0,04 17,2 0,05 1,1
—0,04 +0,02 26,4 0,07 2,4
—0,02 +0,01 23,4 0,07 2,2
—0,01 +0,005 21,2 0,2 5,5
-0,005 11,8 5,8 88,8
Итого: 100,0 0,77 100,0
Таблица 29
Баланс процесса переработки богатой ступпы (30% Hg)
И родукты Содержание ртути, % Выход. % от исходного Извлечение ртути, %
Ртуть: в камере 100,0 6 19,9
в ловушке . 100,0 15 49,9
отбитая от Денного продукта при обработке Na2S .... 100,0 5,8 12,2
Флотационный промпродукт . . 12,0 23,3 9,2
Ш чамы из камерного продукта . . 5,0 9,9 1,7
Хвосты 0,08 40 0,1
Всего 100 93,0
Таблица 30
Баланс процесса переработки бедной ступпы (10,5% Hg)
Продукты Содержание Ртути, % Выход, % от исходного Извлечение ртути, %
Ртуть: в камере . . в ловушке . . отбитая из ценного продукта при обработке Na2S .... Флотационный промпродукт . Шламы из камерного продукта Хвосты 100 100 100 9,0 6,7 0,1 1,2 4,7 0,1 41,2 12,0 40,8 11,3 1 44,5 156,7 0,9 ) 35,2 7,7 0,4
Всего. — 100 100
231
Флотационная машина питалась пульпой из промежуточной
емкости, в которой ступпа барботировалась воздухом для усред-
нения состава и предотвращения отстоя. Пенный продукт посту-
пал в приемник с ловушкой для ртути. Переработку вели при
следующем режиме:
т : ж = 1 : 5;
Рис. 77. Схема обработки ступпы с фло-
тацией;
1 — гидроциклоны; 2 — блок-иасос; 3 — ло-
вушка; 4 — репульпаторы; 5 — сгуститель;
6 — флотационная машина
расход реагентов: бутилового
ксантогената 4 кг!т, легкого
веретенного масла 35 г/т.
Полученный пенный про-
дукт с целью выделения ме-
таллической ртути репуль-
пировали водой либо с водой
с добавкой извести (50—
70 кг!т), либо 5%-ным ра-
створом сернистого натрия.
Баланс процесса перера-
ботки пробы богатой ступпы
с обработкой пенного про-
дукта раствором сернистого
натрия приведен в табл. 29.
При обработке пенного
проду кта путем репульпа-
ции водой или с добавкой
извести удавалось отбить
только 3,3% ртути (вместо
12,2% при обработке серни-
стым натрием).
При переработке бедной
ступпы с последующей обра-
боткой пенного продукта
раствором сернистого натрия
был получен баланс метал-
ла, приведенный в табл. 30.
Флотация бедной сту ппы
протекала визуально вяло и
растягивалась по всему
фронту камер.
Таким образом, опыты по переработке ступпы показали воз-
можность сокращения продуктов, направляемых на повторный
обжиг в 2,5 раза, а выход металлической ртути в дополнение к по-
лученному путем общепринятой на заводе отбивки составлял
от 56,7 до 82% от количества ртути, поступившей в дополнитель-
ную обработку.
Как следует из таблиц, в опытах с богатой и бедной ступпой
получаются хвосты с содержанием 0,08 и 0,1 % ртути, которые
нельзя расценивать как отвальные продукты, хотя удельный
вес содержащейся в них ртути от общей составляет десятые доли
процента. Эти хвосты подлежат обжигу, отчего снижается цен-
232
пость процесса, хотя общее количество оборотов, подлежащих
повторному обжигу, и уменьшается.
К недостатку процесса следует отнести также необходимость
применения кислотной обработки растворов, содержащих раство-
римый комплексный сульфид ртути и натрия, и последующей
переработки дополнительно получаемых илистых материалов.
Рекомендуемая авторами схема приведена на рис. 77.
СХЕМА ПЕРЕРАБОТКИ
СТУППЫ НА ЗАВОДЕ РЕД ДЕВИЛ
Практически одновременно с разработкой безизвестковой
схемы, описанной на стр. 239, в литературе было опубликовано
сообщение [33, 34] о том, что на американском заводе Ред Девил
внедрена схема переработки ступпы с использованием репульпа-
ции. Руды месторождения
Ред Девил содержат до
2,5% ртути, в два раза
больше сурьмы, а также
в ощутимых количествах
мышьяк.
При обжиге руд в печи
Гересгоффа ступпа непре-
рывно обогащалась окислами
сурьмы и мышьяка, что при-
водило к полному прекра-
щению прямого выхода ртути,
несмотря на ее высокое со-
держание в руде.
Обычная схема перера-
ботки ступпы была заме-
нена новой с применением
репульпации. Установка со-
стоит из контактного чана
1,2X1,2 м (репульпатора)
с коническим дном, центро-
бежного 50-лш насоса и
гидравлического циклона
(рис. 78). Репульпатор уста-
Рис. 78. Схема обработки ступпы на за-
воде Ред Девил:
1 — бак; 2 — репульпатор; 3 — циклон;
4 — насос; 5 — приемник ртути
новлен внутри теплоизолированного бака, наполненного водой.
Четыре электрических подогревателя мощностью по 3 кет
каждый подогревают воду до температуры, близкой к кипе-
нию. Снизу конусного дна репульпатора установлена «гуси-
ная шея» для выпуска ртути, обеспечивающая поддержание
уровня ртути в конусе на высоте 125 мм. Это устройство позво-
ляет выделять примерно 25% ртути, содержащейся в ступпе.
233
Выше уровня зеркала ртути в репульпатор вварена труба
диаметром 100 лм/, по которой п> льпа поступает в центробежный
насос, перекачивающий пульпу в расположенный выше гидравли-
ческий циклон диаметром 100 мм. Рабочее давление насоса
2,8 кПсм*. Шламовая часть пульпы из циклона возвращается
в репульпатор; уловленная ртуть через точно регулируемый
игольчатый клапан выпускается из нижней части циклона в прием-
ник. Для визуального контроля за выпуском ртути из циклона
снизу конуса установлена прозрачная пластмассовая трубка диа-
метром 25 мм; к нижнему концу трубки привинчен тройник,
через отвод которого, если необходимо, может быть введена про-
мывная вода. На прямом конце тройника установлен игольчатый
вентиль, который в работе регулируется так, чтобы пластмассо-
вая трубка была постоянно наполнена ртутью.
Установка работает по следующему режиму: при работающем
насосе в контактный чан передается порция ступпы 950—1150 д;
циркуляция пульпы по схеме реактор—насос—циклон—реактор
продолжается около 2 ч. Плотность пульпы существенного влия-
ния на процесс не оказывает: отбивка успешно протекает при
содержании твердого от 25 до 70%. Влияние температуры на ход
отбивки не выяснено, но установлено, что процесс протекает
нормально при температуре пульпы выше 27° С.
После прекращения отбивки ртути магистраль к гидравли-
ческому циклону перекрывается и пульпа направляется в прием-
ник отбитой ступпы. После удаления пульпы из репульпатора
циклон промывается водой от специально подведенной магистрали.
«Гусиная шея» внизу репульпатора снабжена подводом сжа-
того воздуха для прод) вки в сл} чае забивания системы. Отбитая
ступпа содержит около 2% ртути и направляется на обезвожива-
ние, подсушку и шихтовку с известью, а затем на повторный
обжиг. На заводе намечается установка фильтра и шихтосмеси-
теля для механизации труда.
Применение процесса отбивки ртути с репульпацией и гидро-
сепарацией позволило сократить время, затрачиваемое на обра-
ботку ступпы, в 20 раз.
По мнению авторов, если бы ступпа не содержала такого
большого количества окислов сурьмы и мышьяка, требующих
непреременной шихтовки с известью, вполне возможно было
направлять жидкую отбитую ступпу непосредственно в печь.
ПЕРЕРАБОТКА СТУППЫ
С ПРИМЕНЕНИЕМ ГРАНУЛЯЦИИ
Бедной ступпой считаются продукты конденсации, из которых
невозможно получить ртуть прямой отбивкой, улавливаемые из
промышленных газов в последних звеньях конденсаторов, про-
дукты отстоя и очистки сточных вод завода, не поддающиеся
234
отбивке, а также продукты очистки боровов и скрубберов. Содер-
жание ртути в этих промпродуктах составляет до 15—18%.
В обычной практике бедная ступпа накапливается в отстойниках,
в течение длительного времени отстаивается и обезвоженная до
содержания твердого 40—50% шихтуется с известью, после чего,
как и отходы после отбивки ртути («отбитая ступпа»), напра-
вляется в обжиг для извлечения ртути.
Бедная ступпа является одним из наиболее нежелательных
промпродуктов ртутных заводов, так как для их переработки
требуются большие затраты труда.
Из-за крайне тонкодисперсного размера твердых частиц ступпы
требуется длительное время для отстоя; полученные в отстойни-
ках осадки могут перекачиваться обычными насосами только
при достаточно большом разжижении, а для слишком разжижен-
ных пульп требуется либо повторный отстой, либо большие за-
траты извести на приведение их в состояние, удобное для обжига.
Переработка бедной ступпы на мелких заводах осуществляется
большей частью вручную. При неоднократных попытках механи-
зации переработки такой ступпы сталкивались с практическими
трудностями: отсутствовало подходящее серийное оборудование,
а относительно небольшие объемы перерабатываемого материала
не оправдывали затрат на создание полной механизации.
Группой наших специалистов 1 была разработана и осуще-
ствлена схема полностью механизированной переработки бедной
ступпы. Некоторые данные о проведенных исследованиях изла-
гаются ниже.
Схема переработки приведена на рис. 79.
Все сорта бедной ступпы, из которой невозможна прямая
отбивка ртути, а также отстой сточных вод завода перекачиваются
насосами в головные сборные сгустители. Отношение т : ж в этих
продуктах самое различное, достигает 1 : 20; среднее содержание
ртути в твердой фракции примерно в пределах 10—12%.
Из сборных сгустителей нижний продукт поступает через
расходные баки (на схеме не показаны) на вакуум-фильтры.
Расходные баки емкостью по 4 Хл3 каждый работают попеременно
и после каждого опорожнения прополаскиваются водой во избе-
жение зарастания труб. Слив сгустителей возвращается в обще-
заводские отстойники. Кек, получаемый на вакуум-фильтрах,
попадает в пневмодозатор оригинальной конструкции В. П. Че-
пиженко и Л. И. Бушева, которым порционно подается в стан-
дартный двухвальный смеситель типа СЧ-447. В этот же смеси-
тель со стороны загрузки из отдельного бункера шнековым пита-
телем подается огарок от обжига ступпы, содержащий некоторое
количество окиси кальция. В смесителе кек перемешивается
1 С. Л. Шашурин, Д. В. Филатов, В. А. Нагний, И. С. Клопатовский, В. 3. Лы-
сенко, Н. Д. Никифоров.
236
с огарком и непрерывно выгружается в расположенный ниже
чашевый гранулятор; гранулы по мере образования скатываются
на ленточный транспортер, по которому поступают в расходные
бункера обжиговых печей. Гранулы, получаемые в наклонном
грануляторе, имеют влажность 20—25% и размер 10—15 мм.
Фильтрация бедной ступпы представляет сложную задачу
в связи с тем, что, помимо очень тонкого рудного материала,
Рис. 79. Схема переработки ступпы с применением грану-
ляции:
1 — фильтр; 2 — пневмодозатор; 3 — смеситель; [4 — гра-
нулятор; 5 — транспортер; 6 — бункер
в ней присутствуют шламы, уловленные в заводских отстойниках
и содержащие большое количество гидроокисей железа, алюминия
и другие трудно фильтрующиеся илистые материалы. Поэтому
для освоения процесса были проведены большие работы, в резуль-
тате которых найдены оптимальные условия фильтрации. Уста-
новлено, что добавки, например, полиакриламида не способств)ют
повышению производительности ваку) м-фильтра, в то же время
известь позволяет ее повысить в 1,5—2 раза. Дтя каждого вида
фильтруемого материала требуется устанавливать свою дозу из
вести, расход которой колеблется от 10 до 20 г/л фильтруемой
пульпы.
Производительность вакуум-фильтра обратно пропорциональна
влажности фильтруемой пульпы. Например, при работе на обыч-
236
ном фильтровальном белтинге при содержании твердого 15%
скорость фильтрации составляет 0,11 м3 пульпы на 1 м2,'ч; при
19% твердого этот показатель повышается в 2 раза, достигая
0,21 м3/(м2-ч). При использовании в качестве фильтровального
материала капроновой ткани (артикул 1830 московской фабрики
«Красная роза») эти показатели возрастают еще более чем в 2 раза.
Это происходит за счет лучшего отделения кека от фильтроваль-
ной ткани.
Фильтры работают под разрежением 350—400 мм рт. ст.
В ванне фильтра наблюдается накопление некоторого коли-
чества ртути, которую периодически удаляют.
При работе со ступпой с повышенным содержанием ртути
могут наблюдаться случаи попадания металлической ртути
в фильтрат. Поэтому магистраль приема фильтрата снабжена
ловушками для ртути. Фильтрат, содержащий в нормальных
условиях взвеси твердого не выше 10 мг!л, направляется в обще-
заводские отстойники сточных вод для очистки.
Добавка огарка от обжига ступпы в двухвальный смеситель
регулируется в зависимости от влажности кека и колеблется
примерно в пределах 50—52% в расчете на получение массы
с содержанием влаги 20—25“о. Грануляция массы протекает без
каких-либо осложнений. Полученные гранулы не слипаются и
свободно перегружаются с транспортера на транспортер; слежи-
вания гранул в бункерах обжиговых печей не наблюдается, они
свободно проходят через питатель в печь.
Гранулятор, изображенный на рис. 80, несколько отличается
от аппаратов этого типа, применяемых в других отраслях про-
мышленности. Он построен на базе стандартного тарельчатого
питателя типа ПТ-2000, применяемого в угольной промышлен-
ности. К чугунной тарели 1 прикреплен сплошной борт из листо-
вой стали высотой 300 мм 2. Тарель одета в наружный кожух
с крышкой, имеющей проем для загрузки исходного материала;
сбоку кожуха устроен разгрузочный проем 4. На крышке наруж-
ного кожуха крепится неподвижный скребок 5, предназначенный
для очистки внутренней стороны борта тарели (чаши гранулятора,
а также внутренний подвижной скребок 3 для очистки дна та-
рели, который приводится в круговое движение от электродви-
гателя 6 мощностью 1 кет через редуктор 7. Чаша гранулятора
также приводится в круговое движение от электродвигателя 8
мощностью 5,5 кет через редуктор 9 и пару зубчатых шестерен.
Число оборотов чаши 11,3 в минуту.
Гранулятор укреплен на кронштейне 10 и может перемещаться
вокруг оси 11 с боковым наклоном от 30 до 45°. Фиксация утла
наклона осуществляется либо специальным болтом с двусторонней
резьбой (струбциной), либо путем крепления болтами опорной
конструкции к бокам опорного кронштейна. Гранулятор обеспе-
чивает выпуск 30—40 т гранулированной ступпы в сутки.
237
Непрерывный процесс механизированной переработки бедных
промпроду ктов по приведенной технологии вполне оправдывается
экономически для достаточно больших масштабов производства.
Затраты на переработку промпродуктов, отнесенные к одной
тонне перерабатываемой руды, составляют око то 3,2 коп. Расход
электроэнергии на 1 т гранул около 21 квт-ч. Вся установка
обслу живается двумя рабочими в смену, которые выполняют,
кроме того, и другие работы.
Рис. 80. Схема грануля-
тора для ступпы:
1 — тарель; 2 — борт та-
рели; 3 — скребок для
очистки дна тарели; 4 —
разгрузочный проем; 5 —
скребок для очистки борта;
6, 8 — электродвигатели;
7,9 — редукторы; 10 —
кронштейн; 11 — ось пово-
рота для изменения угла на-
клона чаши
Несмотря на то что приведенная схема позволяет полностью
механизировать процесс переработки бедных промпродуктов ртут-
ного производства, следует отметить, что она все же имеет ряд
недостатков. Основной из них — увеличение веса обжигаемой
шихты вдзое за счет большого количества инертного материала —
огарков от обжига ступпы, а значит и увеличение расходов на
транспортировку, обработку и обжиг шихты.
При сборе продуктов очистки заводских отстойников, боровов
и т. п. трудно разделять собираемые илистые материалы на раз-
личные сорта. Как правило, транспортные коммуникации завода
приспосабливают к наиболее простой единой схеме. При попадании
продуктов, обогащенных металлической ртутью, в гранулятор
будет происходить отбивка ртути. В этом случае металл может
либо попадать на транспортерную ленту и стекать по ней вниз,
либо попадать в бункер у печи. Это затруднит сбор ртути и ухуд-
шит санитарные условия.
238
БЕЗЫЗВЕСТКОВАЯ СХЕМА
ПЕРЕРАБОТКИ СТУППЫ
Ранее указывалось, что «осушка» ступпы известью является
вынужденным процессом, в результате которого в производствен-
ный цикл вводится дополнительная балластная добавка —
известь.
Автором совместно с Г. И. Глушковым еще в 1951 г. [11]
предлагалась схема переработки бедной ступпы, которая сводится
к подаче сгущенных отходов ступпы после выделения ртути
в печь для обжига без предварительной шихтовки с известью.
При работе по этой схеме не только снижались затраты топлива
на обжиг, так как при этом не требовалось применения извести
для «осушения» ступпы, но и улучшались санитарные условия
в цехе.
Любой процесс переработки продуктов, содержащих метал-
лическую ртуть, должен быть простым и наиболее коротким,
с минимальным числом отдельных переделов. По-видимому, такой
и являлась предлагаемая схема: все промпродукты, подлежащие
повторному обжигу, включая бедную ступпу, перекачиваются
насосами в общезаводские сгустители; сгущенный продукт на-
правляется в печь.
Обжиг его предлагалось вести с рудным материалом (чтобы обес-
печить более равномерный ход печи, производительность которой,
естественно, снизится по сравнению с процессом обжига руды,
так как на испарение влаги будет затрачиваться дополнительное
количество тепла) на более спокойном режиме с целью пред-
отвращения повышенного выноса пыли с технологическими
газами.
Учитывая, что выход бедной ступпы и всех промпролуктов
в худшем случае может достигать 5% (по твердому) от веса пере-
рабатываемой руды, то при достаточно хорошем сгущении их
обжиг не должен оказать большого влияния на абсолютную
производительность печей. Представлялось, что при соот-
ношении т : ж = 1 : 3 или 1 : 2 этот процесс будет вполне при-
емлем.
К сожалению, по ряду причин потребовалось около 15 лет,
чтобы началось преодоление «известковых» традиций.
Уже упоминалось, что еще в 1950 г. было установлено поло-
жительное влияние обработки ступпы для отбивки ртути в меха-
ническом репульпаторе. В целях упрощения процесса сгущенные
остатки от отбивки стали закачивать непосредственно в печь
для обжига. Полу ченные результаты оказались обнадежива-
ющими.
После освоения обжига жидкой ступпы в трубчатой печи схема
для дальнейшего снижения содержания влаги была дополнена
процессом фильтрации ступпы на вакуум-фильтре.
239
Схема, освоенная в производственных условиях х, следующая
(рис. 81). После чистки конденсаторов ступпа, pH которой близок
к 7, отстаивается 20—30 мин в приемниках, видная фракция
декантируется. Слив, как обычно, направляется в заводские
отстойники, а нижний продукт при т : ж = 1 : 3 по трубам на-
Рис. 81. Схема безызвестковой переработки ступпы:
/, II — сепараторы; / — сгуститель; 2 — вакуум-фильтр;
3 — трубчатая печь; 4 — шнек; 5 — приемник
правляется в первый репульпатор (или сепаратор, поскольку
в нем происходит отделение ртути). Первый сепаратор — контакт-
ный чан с конусным днищем объемом 7 м3 — имеет центральна ю
аэролнфтную трубу, трехлопастную мешалку диаметром 500 лпи,
работающую при 40 об!мин от мотора 7 кет, что обеспечивает
периферийную круговую скорость пульпы 4,5 м!сек. Ступпа
обрабатывается 10 мин и отстаивается 15—20 мин, затем верхняя
фракция (бедная ступпа) при т : ж = 1 : 3,5 перекачивается во
второй сепаратор, а нижняя, богатая, представленная в основном
1 Схема осуществлена и внедрена в производство под pj ководством Т. Н. Кле-
андрова.
240
металлической ртутью, — в третий сепаратор, служащий прием-
ником ртути. Бедная ступпа содержит порядка 30 % ртути (в твер-
дом).
Второй сепаратор представляет собой реактор с конусным
днищем емкостью 40 м3, с рамной мешалкой, работающей со
скоростью 9 об/мин и создающей периферийную круговою ско-
рость 2 м/сек. Здесь вся ступпа, полученная при чистке конден-
сатора, накапливается и непрерывно перемешивается в течение
18 ч. После часового отстоя верхняя, бедная фракция при т : ж =
= 1:5 и содержании до 20% ртути в твердом направляется
в сгуститель, а богатая ступпа — в первый сепаратор.
Третий сепаратор (приемник ртути) — реактор емкостью 1 Л13
с импеллерной мешалкой, работающей при 320 об/мин. Здесь
материал отрабатывается 10—15 мин и после непродолжитель-
ного отстоя небольшое количество ступпы, все же проникшей
сюда, возвращается в первый сепаратор, а ртуть по трубопроводу
направляется на склад для фильтрации и разливки в баллоны.
Таким образом, после окончания цикла получается ртуть
и бедная ступпа из второй сепарации, направляемая в сгу сти-
тель. Нижний продукт сгустителя диафрагмовым насосом пере-
качивается на вакуумные дисковые фильтры. Фильтрат поступает
в общезаводские отстойники, а кек, принимаемый с фильтра
в контейнер, направляется в бункер трубчатой печи, выделенной
для обжига ступпы.
На фильтрацию поступает ступпа с содержанием около 20%
твердого. Производительность фильтра по «сухому» весу состав-
ляет 31—35 кг/(ч-м2) фильтрующей поверхности или по кеку
(при влажности его от 23 до 35%) 40—55 кг/(ч-м2) фильтрующей
поверхности.
Фильтрация ступпы, поступающей из сепараторов, как и
осадков из заводских отстойников, протекает без осложнений.
Установлено, что применение капроновой ткани улучшает процесс
отделения кека от фильтрующей поверхности. Фильтрат содержит
до 10 мг/л общей ртути и практически не содержит взвеси твердых
частиц.
Трубчатая печь для обжига кека (диаметр 1,2 м, длина 14 м)
оборудована бункером со шнековым питателем. Шнек, подобран-
ный экспериментально, имеет длину 4,65 м, диаметр 250 мм и
шаг винта 140 мм-, работает со скоростью 2 об/мин.
Обжиг протекает при пониженной против обычного произво-
дительности 7,5—10 т/сутки-, температура газов в пылевой
камере поддерживается в пределах до 550—600° С.
При обжиге кек гранулируется в окатыши диаметром 10—12 мм
и легко выходит из печи. Каких-либо осложнений при обжиге,
например, настылей или залипания кека не наблюдается и про-
цесс протекает спокойно. Огарки содержат не выше 0,001%
ртути.
16 С. М. Мельников 241
Отходящие газы проходят обычную газоочистку. Количество
пыли в газах ничтожно. Газы, покидающие конденсатор, содержат
ртуть 30—40 мг/м3 (н. у.).
Проведенные балансы по отбивке ступпы в репульпаторах
показали более высокий по сравнению с обычной отбивкой с из-
вестью выход ртути. Первая сепарация дает 42—50% ртути от
всей получаемой прямой отбивкой и остальные 50—58% полу-
чают после второй сепарации.
Вторая сепарация является как бы обогатительным процессом.
Здесь ступпа, поступившая в 1,5 раза беднее исходной, обога-
щается с выделением богатой фракции, которая по содержанию
ртути либо равна исходной, либо даже несколько богаче (кон-
центрация ртути в 1,5—1,7 раза).
Несмотря на внешнюю сложность, схема в первой своей части
очень легко осуществима, поскольку для процессов выделения
ртути используются элементарно простые механизмы — реакторы.
Это первое достоинство схемы. Установлено, что при механиче-
ском перемешивании репульпованной ступпы, очевидно, вначале
выделяется чистая металлическая ртуть, а далее по мере вы-
вода металла из цикла продолжается процесс концентрации
ртути, т. е. протекает обогащение. Поэтому такой способ применим
не только к богатой, но и к бедной ступпе.
Процесс переработки ступпы по рассмотренной схеме пол-
ностью механизирован, жидкая ступпа транспортируется по тру-
бопроводу, значит потери ее при этом минимальны. Отсутствие
шихтовки с известью полностью избавляет от какого-либо ручного
труда. Но основное достоинство этой схемы в том, что благодаря
работе без каких-либо реагентов в водной среде условия работы
наиболее безвредны.
Не исключено, что в отдельных случаях в зависимости
от свойств ступпы и ее состава отбивка ртути в реакторах потре-
бует корректировки режима. По-видимому, схему можно еще
усовершенствовать, что несомненно и будет сделано в процессе
эксплуатации, однако уже сейчас подсчеты показывают, что
переработка ступпы по этой схеме более экономична, чем по тра-
диционным схемам. Кроме того, извлечение ртути повышается
на 1—1,5%; в этом основная экономическая эффективность
схемы.
Накоплен некоторый опыт по обжигу кека в муфельных печах
после фильтрации ступпы. Процесс обжига протекает нормально,
с грануляцией огарка и пылевыносом, не превышающим показа-
тели при обжиге руды. Для подачи кека в муфельную печь ис-
пользуется пневмодозатор Чепиженко. Установлено, что при
непрерывной работе он вполне удовлетворительно подает кек
по 100-лш трубе на расстояние до 12 м. Остановки вызывают
запрессовку кека в трубах и для их очистки необходима про-
мывка водой.
242
В конце трубопровода, введенном в печь, под действием высо-
ких температур при прекращении движения кек высыхает и обра-
зует прочную пробку. Для прочистки конца, введенного в печь,
на трубопроводе установлен сварной тройник с отводом. В печь
вводится отрезок прямой трубы, с тыльной стороны которой
поставлена съемная заглушка. Кек поступает от дозатора через
отвод, вваренный в прямую трубу сверху под углом 20—25%.
Такое устройство позволяет после прекращения работы дозатора
очистить трубу, введенную в печь, от остатков кека.
Механизм выделения ртути при перемешивании пульпы без
участия реагентов достаточно не изучен. Можно предполагать,
что здесь при перемешивании частиц более тяжелая фракция под
действием центробежной силы отбрасывается к стенкам реактора
и по ним под влиянием сил тяжести опускается, аналогично тому
как это происходит в гидроциклоне. Но капли ртути, получаемой
при конденсации, покрыты поверхностной пленкой с высокими
прочностными свойствами. Для разрушения этой пленки необ-
ходимы некоторые усилия; возможно, что в процессе перемешива-
ния абразивная рудная пыль, присутствующая в ступпе, механи-
чески разрушает эту поверхностную пленку: при трении о частицы
пыли пленка сдирается. Капли ртути контактируют между собой
обнаженными от пленки частями, в результате чего происходит
объединение капель. Прочность пленки нарушается в определен-
ных условиях, зависящих, например, от pH, отношения т : ж и т. п.
Нет сомнения, что на неясные еще вопросы при эксплуатации
нового способа отбивки ртути в ближайшее время будут даны
ответы и найден оптимальный режим, форсирующий протекание
процесса и обеспечивающий повышение выхода металла.
ОБЖИГ
ЖИДКОЙ СТУППЫ
Ю. А. Купером внедрен в практику работы небольшого завода,
оборудованного одной трубчатой печью размером 1,2x15 м,
обжиг жидкой ступпы.
Обжигу подвергаются вся бедная ступпа, остатки от сепара-
ции ртути, отстой заводских зумпфов и т. д. Схема приведена
на рис. 82.
Собранные полупродукты после 4—5-дневного отстоя в зумпфе 8
и удаления осветленного отстоя через сливные краны 12 диаф-
рагмовым насосом 11 перекачиваются в емкость 7, установленную
вблизи бункера дробленой руды 1 и инерционного питателя, по-
дающего руду в печь.
Перед обжигом ступпы питатель и печь полностью освобождают
от руды. После этого для подачи ступпы в печь в трубу питателя 2
через ее торец вводят 50-лъм трубу 3, нижний конец которой вы-
ступает из трубы питателя на 10—15 мм, а верхний крепится
16* 243
фланцем к колену 4, подсоединенному к воронке. В воронке уста-
новлена сетка 5 с ячейкой 4X4 мм.
В печь, нагретую до 400° С, открывая кран 6, впускают ступпу;
ее расход 10—15 л!мин. Если в области факела появляются тем-
ные огарки, подачу ступпы прекращают и печь приостанавливают
для подогрева. При обжиге огарки ступпы окатываются в гранулы
размером 10—15 мм. Если происходит спекание ступпы, то с раз-
грузочного конца в печь проталкивают отрезок рудничного рельса
Рис. 82. Схема’обжига жидкой ступпы:
1 — рудный бункер; 2 — инерционный питатель; 3 — труба для подачи жидкой ступпы;
4 — колено трубопровода; 5 — сетка; 6 — кран; 7 — емкость для ступпы; 8 —зумпф;
9 — пульпопровод обратного слива; 10 — напорный пульпопровод; 11 — насос; 12 —
краны для выпуска сливных вод
длиной около 1 м, который при вращении печи измельчает спек.
После окончания обжига ступпы печь опорожняют и переводят
на обычный режим. Обжиг ступпы занимает примерно 4—6%
рабочего времени печи.
Среднее содержание ртути в огарках от обжига ступпы около
0,005%; так как свыше половины проб содержат менее 1,10~3%,
среднее содержание получается за счет отдельных, «ураганных»
проб (до 0,02—0,05%). Извлечение ртути при таком способе
обжига ступпы составляет, по данным за длительный период ра-
боты, 98,94%.
Относительное распределение потерь по циклу обжига влаж-
ной ступпы примерно следующее, %:
Отходящие газы ...............70,18
Огарки .... .1,42
Пески циклонов................ 3,10
Сливные воды конденсации . . . 5,90
Прочие ........................1,59
Неучтенные . .................17,80
Всего........................ТОО,00
244
Содержание газов, покидающих конденсацию при обжиге
0гарк®8, иногда возрастает до 61 мг/м3, что можно объяснить
большой перегрузкой конденсации водяными парами (т : ж обжи-
гаемой ступпы иногда достигает 1:4). Потери ртути при обжиге
ступпы по отношению к общим потерям, имеющимся при обжиге
руды, составляют только 3.16%.
Такая технология обжига ступпы разработана в результате
исследования нескольких вариантов, в том числе и совместного
обжига с рудой. В этом случае наблюдалось спекание обжигае-
мого материала, на заводе был принят рассмотренный выше
вариант.
Работники завода считают такой способ намного выгоднее
обычного известкового способа переработки. Некоторая рацио-
нализация системы сгущения и применение поршневых пневмо-
дозаторов позволят значительно повысить обезвоживание ступпы
даже в случае, если вакуумный фильтр для ступпы и не будет
установлен.
По опыту обжига жидкой ступпы на большом заводе были
проведены некоторые экономические расчеты, которые показали,
что себестоимость переработки одной тонны руды по такому спо-
собу снижается на 14 коп., а извлечение ртути в целом по заводу
повышается на 0,8—1%. Жидкая ступпа из небольшого реактора
с мешалкой самотеком через регулируемый игольчатый клапан
подавалась на поверхность руды, находящейся в приемной во-
ронке инерционного питателя. Клапан и питатель были связаны
жестким шарниром, поэтому клапан открывал пульсирующий
поток ступпы при каждом движении питателя. При остановке
питателя автоматически прекращалась подача ступпы. Скорость
подачи ступпы примерно около 280 л/т руды. В отличие от прак-
тики Ю. А. Купера здесь наблюдался повышенный в 1,6—2 раза
пылевынос по сравнению с работой на одной руде. Содержание
ртути в газах, покидающих конденсацию, достигало 88—
126 мг/м3. Влажность ступпы в период проведения опытов коле-
балась в пределах 30—50%.
* * *
Рассмотрение приведенных выше материалов позволяет соста-
вить представление о большом объеме работ, проведенных за
последние десятилетия в поисках наиболее совершенного процесса
извлечения ртути из ступпы. Несомненной заслугой технологов
и конструкторов, участвовавших в проведенных работах, является
то, что они, постепенно исследуя варианты, пришли к созданию
лучшей технологии по сравнению с ранее известной. Этот техно-
логический процесс, внедренный Т. Н. Клеандровым, пригоден
для переработки всех видов промпродуктов ртутного производства
без применения каких-либо реагентов и добавок, в том числе
балластных. Его можно полностью механизировать и даже авто-
матизировать.
245
Помимо большой экономической эффективности, основное пре-
имущество этого способа в том, что упраздняется на ртутных
заводах профессия отбивщика и значительно оздоровляются
условия труда, поскольку весь процесс ведется в водной среде,
а пульпа транспортируется в закрытых пульпопроводах. Переход
на подачу кека в печь насосом по герметичному трубопроводу
позволит еще более оздоровить условия труда.
Считая безусловно отжившим процесс ручной отбивки ступпы,
необходимо полностью отказаться на этом переделе и от приме-
нения извести. На заводах, где нельзя выделить отдельную печь,
обжиг кека можно осуществлять на действующей печи в особо
установленные часы как в чистом виде, так и в смеси с рудой.
В последнем случае кек может подаваться шнеком или поршневым
насосом на слой руды в питатель.
В тех случаях, когда по каким-либо причинам, например,
на заводах малой производительности невозможно применение
обезвоживания ступпы на фильтрах, наиболее правильно напра-
влять сгущенную ступпу на обжиг непосредственно в печь. На-
копленный опыт позволяет рекомендовать эту схему для приме-
нения в промышленности.
ГЛАВА IX
ПИРОМЕТАЛЛУРГИЧЕСКАЯ
ПЕРЕРАБОТКА КОМПЛЕКСНОГО СЫРЬЯ
Генетически минералы ртути и сурьмы очень близки и, как
правило, сурьмяная минерализация наблюдается в подавляющем
большинстве ртутных руд, реже встречается в сурьмяных рудах
киноварь.
Комплексные месторождения сурьмы и ртути, имеющие про-
мышленное значение, имеются в ряде рудных провинций Китая,
Мексики, СССР и США. Кроме того, ртуть встречается в других
ассоциациях, например в блеклых рудах с минералом тетраэдри-
том, имеющих весьма большое распространение. Тетраэдрит —
сложный минерал: он содерит сурьму, медь, железо, цинк, серебро,
свинец, никель, кобальт, висмут, мышьяк и в ртутистых разно-
видностях — ртуть. Содержание ртути в чистом минерале колеб-
лется от десятых долей до 17%. Блеклые руды служат источни-
ком попутного извлечения ртути.
Широко распространены в природе полиметаллические руды,
в которых главным образом с цинковой обманкой (ZnS) фикси-
руется ртутная минерализация. Хотя концентрация ртути здесь
246
весьма невелика, при переработке комплексных руд методом фло-
тации ртуть вместе с основным минералом переходит в концен-
траты и может быть извлечена при их переработке. Извлечение
ртути из свинцово-цинковых руд организовано в СССР.^
В 1969 г. в Ирландии пущена установка для извлечения ртути
из концентратов предприятия Гортрам. Концентраты содержат:
меди 36%, ртути 1%, серебра 780 г/т. Подробности технологии
не опубликованы. Сообщается, что «. . . возгонка ртути ведется
в дистилляционной колонне при 315° С, при отсутствии кислорода
в небольшом разрежении» х, с последующим охлаждением огарка
до 65° С в целях предотвращения десульфуризации медных ми-
нералов. В 1969 г. здесь выпущено 14,5 т ртути.
Наиболее сложно перерабатывать комплексные сурьмяно-
ртутные руды. Еще в 1930 г. Г. А. Шаховым был предложен способ
раздельного получения сурьмы и ртути путем обжига сурьмяно-
ртутных руд в трубчатых печах 1 2. Руда, измельченная до 50—
75 мм, подвергается обжигу в первой трубчатой печи при 400—
425° С. При этом ртуть улетучивается, а в огарке остается трех-
серннстая сурьма. Огарок в горячем состоянии выгружается во
вторую трубчатую печь, где обжиг протекает при 500—550° С.
Однако попытки выделить ртуть и сурьму из руд пирометал-
лургическим путем окончились неудачно.
Работы в этом направлении велись в СССР и США с тридцатых
годов. В частности, в СССР большие исследования были проведены
под руководством Н. П. Сажина и Б. С. Рукавишникова 111],
которые установили, что даже при работе с рудами, содержа-
щими 0,5% ртути и 2,5% сурьмы, обжиг в трубчатых печах при
700—900° С позволяет извлечь только 75% ртути. При этом 60%
сурьмы переходит в продукты возгонки, 40% остается в огарках
и частично теряется с газами. В продуктах конденсации (ступпе)
содержится несколько более 4% ртути, поэтому ступпа должна
подвергаться вторичному обжигу. Еще более низкие технологиче-
ские показатели были получены Д. Сегурой (США) [11] при
обжиге ливингстонитовых руд мексиканского месторождения
Гуитцуко.
Результаты проведенных работ позволили сделать вывод
о неприменимости окислительного обжига для комплексных
сурьмяно-ртутных руд и необходимости работы на более концен-
трированном материале. Как уже упоминалось, обогатителями
успешно решен вопрос о получении коллективных сурьмяно-
ртутных концентратов. Это предопределило дальнейшее направле-
ние работ как в области пирометаллургии, так и гидрометаллур-
гии. В частности, на мексиканском месторождении Гуитцуко
была построена обогатительная фабрика и затем в США завод для
1 Mining Wordl, 1968, v. 21, № 13, р. 52—53.
2 Авт. свид. № 26055 от 22 декабря 1930 г.
16* 247
переработки мексиканских концентратов. За прошедшее после
этого время исследователи провели большие работы по изыска-
нию рациональных способов извлечения ртути из сурьмяно-
ртутных концентратов как огневыми, так и гидрометаллурги-
ческими способами.
ПИРОМЕТАЛЛУРГИЧЕСКИЕ СПОСОБЫ
ПЕРЕРАБОТКИ СУРЬМЯНО-РТУТНЫХ
КОНЦЕНТРАТОВ
В 1930 г. Г. А. Шахов и Я. Я. Слободской при проведении
опытов по разделению ртути и сурьмы из концентратов нашли,
что, поскольку при окислительном обжиге кривые летучести
ртути и сурьмы различны, есть основание для создания пироме-
таллургического процесса их разделения.
Исследования проводились с концентратами, содержащими
48,5% ртути, 14,5 о сурьмы
Рис. 83. Окисление и возгонка ки-
новари в зависимости от темпера-
туры:
/ — обжиг в струе воздуха; 2 — лету-
честь в атмосфере азота
(в том числе 9,25% сульфидной,
остальное — в виде окислов),
0,65% мышьяка, 14% серы и20,7%
кварца.
Равные порции концентрата
1 помещали в лодочку и обжигали
в течение одного часа при различ-
ных температурах при 30%-ном
избытке воздуха против теорети-
чески необходимого для окисле-
ния серы, содержащейся в кон
центрате. Остаток в лодочке ана-
лизировали; по разности опреде-
ляли количество возогнанных ме-
таллов. Результаты опытов при-
ведены на рис. 83.
При 425° С часовой обжиг поз-
воляет удалить нацело ртуть;
при этом потери сурьмы в виде
летучей трехокиси Sb2O3 состав-
ляют только 0,77%. Дальнейшее повышение температуры на
34 град приводит к улетучиванию уже 16,23% сурьмы.
Таким образом, разделение металлов возможно при условии
строгого температурного режима (в узком интервале 420—430° С)
при невысоком улетучивании сурьмы.
Авторы отмечали, однако, что при рекомендуемых темпера-
турах процесс протекает медленно и в производственных условиях
температура должна быть повышена в соответствии с составом
концентрата.
На основании работ Г. А. Шахова и Я- Я. Слободского было
разработано несколько вариантов аппаратурного оформления про-
248
цесса разделения ртути и сурьмы пирометаллургическим способом,
в том числе ретортный, в трубчатой печи и в печи кипящего слоя.
Ниже приводятся описания этих вариантов.
Обжиг в стационарной ретортной печи
Сурьмяный концентрат, подлежащий переработке, представлен
в основном антимонитом, а киновари в нем всего до 1°о. Задача
обжига — возгонка ртути и сохранение по возможности в неизме-
ненном состоянии антимонита. Предполагалось, что в реторте
в условиях замкнутого пространства окисление антимонита
будет протекать слабо.
Печь обычного типа представляла собой блок из горизонтально
установленных в один ряд реторт, изготовленных из цельнотяну-
тых стальных труб диаметром 400 мм, длиной 4 м, с толщиной
стенки 8—12 мм. Конденсаторы были установлены с торца реторты,
противоположного загрузочной стороне. Конденсатор, охлаждае-
мый водой, имел поверхность 11 м‘~ на каждую реторту. Печь
отапливалась мазутом с расчетом поддержания в реторте темпе-
ратуры не выше 500° С. Такие температурные границы при обжиге
комплексного концентрата определяются точкой плавления анти-
монита (548° С).
Концентрат загружали в стальных лодочках емкостью 30—
40 кг по пять штук в каждую реторту. Процесс обжига продол-
жался 12 ч; продолжительность службы реторт не превышала
1,5 месяцев.
Из-за присутствия в концентрате масляной фракции — вспе-
нивателя в процессе нагрева масло возгонялось, конденсирова-
лось со ртутью и образовывало на поверхности ртутных капель
весьма прочную пленку. Это приводило к тому, что выход металла
прямой отбивкой не превышал 40%. Многочисленные попытки
повысить выход металла путем обработки ступпы кислотами,
щелочами, бензином, бензолом и ацетоном не дали положительных
результатов. Однако при повторном обжиге первичной ступпы
процесс протекал нормально и выход металла прямой отбивкой
составлял 90%.
Технологическое извлечение ртути при обжиге составило
96,7%, однако за счет потерь с газами (3,7%) и механических
потерь (3,8%) товарное извлечение достигало только 90,2?о.
Потери с газами можно было снизить, улучшив конденсацию,
а стальные реторты заменив более стойкими, например чугунными,
однако процесс и его аппаратурное оформление были признаны
неприемлемыми главным образом по санитарным соображениям.
Процесс требовал больших затрат ручного труда, кроме того,
при повторном обжиге ступпы, в которой оставалось 60% ртути
от исходной, имели место механические потери ртути и сурьмы.
Сурьма терялась также из-за обильного пылеобразования при
249
разгрузке лодочек после окончания процесса отгонки ртути из
концентрата.
Переработка в стационарных ретортах при отоплении мазутом
связана с рядом трудностей, в частности с образованием местных
перегревов реторт и лодочек. Повышенная температура вызывала
оплавление антимонита, зашлакование лодочек, что в свою очередь
снижало извлечение ртути и создавало трудности при разгрузке.
Проведение же процесса в статических условиях и при сравни-
тельно низких температурах приводило к малой производитель-
ности печи.
Степень десульфуризации антимонита была относительно не-
высокой. Состав получаемого сурьмяного огарка: Sbo6u, 33,1%,
в том числе в виде сульфида 26,3%; окисленные формы 6,9%,
в том числе Sb2O3 2,0% и высших окислов 4,3%.
Попытки переработки ливингстонитовых концентратов в ре-
тортных печах с присадкой извести, которые были проведены
в США, не дали положительных результатов; в конденсаторе были
получены только сернистая ртуть и трехокись сурьмы. Исследова-
тели пришли к выводу, что обжиг следует осуществлять при от-
носительно низких температурах и непременно с подачей воздуха.
Таким образом, общая оценка процесса передела комплексных
сурьмяно-ртутных концентратов в стационарных ретортах должна
быть отрицательной как с технологической, экономической, так
и с санитарной точек зрения.
Переработка концентратов в трубчатой печи
На заводе Эль-Сегундо (США) перерабатывают ливингстони-
товые концентраты, получаемые на мексиканской фабрике Гуит-
цуко, следующего состава, %: 7,73 ртути; 26,4 сурьмы; 1,2 же-
леза; 29,68 серы; 11,5 окиси кальция; 7,25 окиси магния; 1,63 крем-
незема; 0,65 глинозема. По расчету, связанной серы в антимоните
и киновари должно быть 14%; следовательно, элементарной серы
в концентрате имеется свыше 15%.
Схема и аппаратурное оформление процесса, разработанного
Менарди [11], таковы. Флотационные концентраты с невысокой
влажностью подаются в небольшую прямоточную трубчатую печь
хорошо отрегулированным шнековым питателем с воздушный охла-
ждением. Процесс ведется с минимальным расходом воздуха.
Газы с парами ртути и возогнанной киновари поступают в прием-
ную камеру (рис. 84), в которую подается воздух. Здесь проис-
ходит окисление паров сульфида, после чего газы с избытком
кислорода до 3% поступают на газоочистку и далее на конден-
сацию.
Конденсационная аппаратура состоит из стальных труб общей
площадью около 55 м2, затем эксгаустер передает газы в керами-
ческие конденсаторы с водяным орошением. Далее установлены
250
мокрый циклон, два скруббера с орошением, башня с известковой
насадкой, второй эксгаустер и труба для вывода газов в атмосферу.
Ступпа, содержащая, кроме металлической ртути, в основном
сульфидную ртуть и трехокись сурьмы, возвращается в повтор-
ный обжиг.
Суточная производительность установки 7 т концентрата.
Поскольку детальные данные о технологическом процессе
и применяемой в Эль-Сегундо аппаратуре не опубликованы, дать
Рис. 84. Схема установки для обжига ливингстонито-
вых концентратов в Эль-Сегундо:
/ — шнековый питатель с во иным охлаждением; 2 — прямо-
точная печь: 3 — газоанализатор; 4 — гальванометр: 5 — на-
садка; 6 — форсунка
оценку процессу трудно. Л1ожно предполагать, что извлечение
металлов, по крайней мере сурьмы, — невысоко из-за значитель-
ной циркуляционной нагрузки. Сведения об условиях переработки
ступпы также не опубликованы; по-видимому, здесь ступпа пере-
рабатывается в стационарных ретортах, показатели процесса
обычные, что не может быть признано удачным ни с технологи-
ческой. ни с санитарной стороны.
Обжиг в печах кипящего слоя
Оригинальное решение аппаратурного оформления процесса
разделения ртути и сурьмы из комплексных концентратов внедрено
по предложению В. А. Тильги 1 в 1965 г. на одном из наших
заводов.
1 Соавторы Богданов В- А., Клеандров Т. Н., Ц ы г а л о в В. Н.,
М и ш и н Ю. В. Авт. свид. К° 197963, 1965.
251
Как известно, процессы, проводимые в кипящем слое, характе-
ризуются высокими скоростями тепло- и массообмена. Это гаран-
тирует соблюдение заданного температурного режима по всему
объему находящегося в печи материала и высокую производитель-
ность печи. Кроме того, отличительной особенностью этого про-
цесса от ранее применявшегося обжига концентрата в ретортных
печах является его автогенность (без затрат топлива). Для под-
держания необходимой температуры процесса используется тепло
Рис. 85. Схема установки для обжига сурьмяно-ртутных концентратов в печи КС:
1 — контейнер; 2 — приемный бункер; 3 — ленточный питатель; 4 — молотковая дро-
билка; 5 — резервный бункер; 6 — расходный бункер; 7 — тарельчатый питатель; 8 —
шнек; 9 — печь кипящего слоя; 10 — воздухораспределительное кольцо; 11 — шлюзовой
затвор; 12 — пылевая камера; 13 — циклон; 14 — конденсатор; 15 — скруббер; 16 —
эксгаустер
экзотермических реакций окисления cj тьфидов сурьмы, железа
и ртути кислородом подаваемого в печь воздчха.
Основная реакция обжига — окисление стибнита:
Sb2S3 + ЗО2 = Sb2O3 + 3SO2.
Температурный режим в печи регулируется загрузкой концен-
трата; процесс ведется при полном использовании кислорода
дутьевого воздуха, а степень десульфуризации в зависимости
от влажности концентрата при обжиге составляет от 30 до 80%.
Обжиг концентратов, имеющих сравнительно высокое содер-
жание серы, в расчете на полное использование кислорода ведется
с целью предотвращения образования высших окислов сурьмы.
Это очень важно, так как окислы сурьмы, особенно высшие,
создают затруднения при дальнейшей переработке сурьмяного
огарка, служащего сырьем для производства металлической
сурьмы.
Процесс обжига осуществляют на установке, схема которой
приведена на рис. 85. Установка состоит из узла подготовки кон-
252
центрата к обжигу, печи кипящего слоя с пылевой камерой,
циклона, системы конденсации, скруббера и вытяжного венти-
лятора. Перед обжигом концентрат подвергается дезинтеграции
в молотковой дробилке, работающей в открытом цикле.
Печь кипящего слоя (рис. 86) выполнена в виде шахты пере-
менного по высоте сечения: соотношение площади сечения печи
на уровне воздухораспредели-
тельной подины, в верхней части
кипящего слоя и под сводом
составляет 1 : 10 : 560. Такая
конфигурация сечения печи поз-
воляет обжигать материал с
широкой гранулометрической
характеристикой при сравни-
тельно низком расходе воздуха
и пылевыносе из печи в преде-
лах 12%. Подача в печь кон-
центрата дозируется тарельча-
тым питателем, регулирующим
расход в зависимости от темпе-
ратуры в кипящем слое, кото-
рая поддерживается в преде-
лах 450—500° С с точностью
+ 10 град от заданной. Тем-
пература под сводом печи
500—540° С.
Сжатый воз да х для псевдо-
ожижения обжигаемого концен-
трата вводится через воздухо-
распределительное кольцо про-
вальной подины; его расход
300—350 л«3/(ч-лг2) (н. у.) по-
верхности кипящего слоя; да-
вление воздуха на входе в печь
поддерживается на уровне 140—
150 мм рт. ст.
Рис. 86. Схема печи кипящего слоя
для обжига комплексных концентра-
тов:
1 — расходный бункер; 2 — тарельчатый
питатель; 3 — шнек для подачн концен-
трата в печь; 4 — шахта печи; 5 — пыле-
вая камера; 6 — воздухораспределитель-
ное кольцо; 7 — шлюзовой затвор; 8 —
бункер для пыли; 9 — эксцентриковый
затвор
Разгрузка огарка производится непрерывно при помощи
шлюзового раствора, скорость вращения которого регулируется
в зависимости от производительности печи и необходимой высоты
(давления) кипящего слоя. Высота кипящего слоя поддерживается
на уровне 1,5—2 м.
Так как обжиг производится в условиях избытка в кипящем
слое серы, то прошедшие слой материала обжиговые газы практи-
чески не содержат кислорода. Во избежание конденсации паров
возогнанной киновари и обогащения за счет этого ртутью выноси-
мой из печи пыли в надслоевое пространство печи подается до-
полнительный воздух, что дает возможность поддерживать тем-
253
пературу в этой зоне на уровне 500—540° С и способствует окисле-
нию паров киновари.
Вынесенная из печи пыль улавливается в пылевой камере
и установленном за ней циклоне. Уловленная пыль вместе с огар-
ком направляется на дальнейшую переработку для извлечения
сурьмы.
Очищенные от пыли технологические газы охлаждаются в труб-
чатом конденсаторе и скруббере и вентилятором выбрасываются
в атмосферу. Уловленная в конденсационной системе и скруббере
ступпа подвергается репульпацнн с целью выделения части со-
держащейся в ней ртути. Отстой после обработки направляется
на обжиг в трубчатую печь.
Степень десульфуризации антимонита при строгом контроле
за процессом достигает 50%. Товарное извлечение ртути до 90%,
потери сурьмы около 4%.
Достоинством процесса обжига комплексных концентратов
в печи кипящего слоя является его высокая производительность
при непрерывной работе и сравнительно небольшом штате пер-
сонала, что значительно удешевляет эксплуатационные затраты,
позволяет регулировать температурные параметры строго в за-
данных режимах, а также автоматизировать у правление процес-
сом. Кроме того, обжиг в печи кипящего слоя по сравнению с об-
жигом в ретортах создает более благоприятные условия тру да в цехе.
Авторским коллективом в том же составе была предложена
и проверена схема переработки комплексных сурьмяно-ртутных
руд в печи кипящего слоя в две стадии. Первый обжиг ведется
в окислительной атмосфере при 350—400° С; продукты нижней
и боковой выгрузки печи направляются на обжиг во вторую
печь, который проводится в восстановительной атмосфере при
1040° С.
На первой стадии обжига в газы извлекается ртуть, во второй —
сурьма в виде трехокисн. Для проведения процесса необходимо
сухое дробление руды до —3 мм. В результате первого обжига
получается ступпа с содержанием ртути около 3% и сурьмы 2%
при извлечении ртути 95,2%.
На второй стадии обжига в возгоны, уловленные в рукавном
фильтре, переходило около 54% сурьмы с содержанием в них
30% металла. Кроме того, в циклоне были собраны пыль, содержа-
щая 0,78Sb, и возгоны холодильника 14,7% Sb. Извлечение
в эти продукты около 21 %; общее извлечение сурьмы во все про-
дукты 62,3%.
Производительность печи на второй стадии составляла по об-
жигу руды 10,8—15,6 иг! (м? сутки).
Полученная ступпа подвергалась обжигу в ретортной печи;
при этом было получено извлечение ртути около 94%. Товарное
извлечение сурьмы от 56,6 до 81,5%. Среднее взвешенное содержа-
ние сурьмы во всех возгонах 25,8%.
254
Опыт по разделению ртути и сурьмы при обжиге руды в два
приема на печах кипящего слоя еще раз подтверждает трудность
этой задачи. Полученные показатели селекции, как и в опытах на
трубчатой печи, неудовлетворительны:
Следует отметить, что одностадийный обжиг комплексных кон-
центратов в печах кипящего слоя пока является лучшим из из-
вестных способов разделения ртути и сурьмы. Однако получаемое
при этом товарное извлечение ртути в 90%, безусловно, недоста-
точно, в равной степени велики и потерн сурьмы. Существенный
недостаток этого процесса — высокая десульфуризация сурьмы.
Дело в том, что извлечение сурьмы при последующей переработке
и сортность товарного металла зависят от его формы в исходном
сырье. Наличие большого количества окислов в сырье снижает из-
влечение при восстановлении как гидро-, так и пирометаллурги-
ческим способами. Поэтому экономией топлива, достигаемой в ре-
зультате автогенного протекания обжига за счет сгорания серы
антимонита, не компенсируются потерн сурьмы, дополнительно
возникающие при переработке окисленного сырья.
*
В конце обзора пирометаллургических работ по селекции
следует у помяну гь о патенте компании Дуайт-Ллойд (патент
США. № 2119231) на переработку комплексных сурьмяно-ртут-
ных концентратов на агломерационных машинах. Патент пред-
полагает осуществлять окислительный обжиг концентратов, со-
держащих 25—50% сульфидов сурьмы и ртути при 800—950э С,
с расчетом возгонки ртути окисления серы до сернистого газа,
с переводом всей сурьмы в нелетучие высшие окнслы (обжиг на-
мертво).
Сведения о проверке этого способа в каких-либо масштабах
неизвестны. Следует ожидать, что при таком процессе возгоны
будут содержать большое количество трехокиси сурьмы и при их
переработке встретятся трудности, о которых ранее упоминалось
в описании практики предприятия Ред Девил.
ПОЛУЧЕНИЕ РТУТИ
ИЗ ПОЛИМЕТАЛЛИЧЕСКИХ РУДНЫХ
КОНЦЕНТРАТОВ
В рудах ряда свинцовых, цинковых, медных и пиритных
месторождений встречается ртуть, обычно изоморфно связанная
с основными полезными минералами. При обогащении она пере-
ходит в концентраты. Содержание ртути в рудах ничтожно и
поэтому не определяется, а в концентратах составляет 10“3—
io-4%.'
255
При пирометаллургической переработке концентратов ртуть
возгоняется и концентрируется в промпродуктах. Так, в пылях
свинцового производства ее содержится 0,01—0,03%, а в шламах
серно-кнслотных цехов — первые десятки процентов.
Так как большинство концентратов полиметаллических руд
содержит, кроме ртути, другие элементы, то в целях комплекс-
ного извлечения технологическая схема несколько ослож-
няется.
В качестве примера можно привести практику работы Леннно-
горского полиметаллического комбината, на котором организо-
вано попутное извлечение ртути. Здесь свинцовые концентраты
подвергаются агломерирующему обжигу; агломерат направляется
по обычной схеме на плавку, а газы — на очистку от пылн. Улов-
ленная пыль, содержащая ртуть (0,3%), селен (0,5%) и таллий
(0,13%), подвергается окислительному обжигу, возгоны которого
содержат от 1 до 8% ртути и 2—6% селена.
Так как упругость паров селена и ртути близка, для наиболее
полного разделения этих элементов возгоны спекают с содой и
селитрой; селен при этом образует с натрием селенит — мало-
летучее и водорастворимое соединение. Добавки флюсов от веса
возгонов составляют 40% соды и 3—5% натриевой селитры.
При спекании, проводимом при 400—500° С в муфельных
или ретортных электрических печах, ртуть возгоняется и конден-
сируется; спек направляется для извлечения селена. Продолжи-
тельность процесса от 3 до 12 ч. Извлечение ртути на этом пере-
деле 97—98%.
Общее извлечение ртути из свинцовых концентратов в товар-
ный металл составляет около 33%; основные потери приходятся
на передел агломерации, где с газами теряется примерно 50%.
По определению А. А. Розловского [151], здесь потерн могут
быть снижены при улучшении очистки газов за счет расширения
конденсационной системы.
При переработке цинковых концентратов ртуть сосредоточи-
вается в шламах сернокислотного производства. В зависимости
от сорта исходных концентратов содержание ртути в шламах
колеблется от 5 до 40%; здесь же присутствует селен (1—5%).
Поскольку в шламах ртуть содержится в форме сульфида и селе-
нида, возможно ее извлечение путем флотации, например, с керо-
сином (20—40 кг!кг шламов). Процесс должен проводиться в ма-
шине, футерованной свинцом, поскольку флотация ведется в ки-
слой среде (H2SO4). Однако проще обойтись без обогащения,
путем извлечения ртути из шламов по схеме аналогично схеме
переработки возгонов свинцового производства, т. е. методом
спекания с содой и селитрой. Расход флюсов при этом составляет:
соды 50—80%; натриевой селитры 3—5% от веса шламов. Обжиг
ведется в ретортах с электрическим нагревом при 500—600° С
в течение 16—24 ч. Товарное извлечение рт^ти 80—85%.
256
Шламы цинковых заводов — не единственный источник полу-
чения ртути; попутное извлечение ее может быть организовано
и из ряда других рудных концентратов, в том числе медных и
пиритных.
ОБЖИГ КОМПЛЕКСНЫХ КОНЦЕНТРАТОВ
В ИНЕРТНОЙ СРЕДЕ
И. Гараковой и Ф. Баецкнм1 было предложено извлечение
ртути из комплексных концентратов, в частности тетраэдритовых,
путем обжига при 400—550° С в среде водяных паров или в инерт-
ной атмосфере (углекислого газа или азота). Как объясняют ав-
торы, при этом киноварь сублимирует и выводится из печи в хо-
лодильник, где орошается известковым молоком для связывания
сероводорода и серы. Уловленные шламы смешиваются с из-
вестью-пушонкой и обжигаются для получения металлической
ртути.
По данным, приведенным в патенте, технологическое извле-
чение, вычисленное по содержанию ртути в огарках, составляет
98% с одновременным повышением в них содержания сурьмы.
Десульфуризация концентратов при этом составляет 7,6%, а по-
тери сурьмы 4,8%.
Во второй стадии огарок, содержащий сурьму, железо, медь,
висмут, мышьяк, обжигается с хлористым аммонием при 600э С.
Полученные возгоны подвергаются электролитическому разде-
лению.
Предлагаемый способ выделения киновари из комплексного
сырья в принципе возможен, однако промышленную ценность его
можно определить только проверкой в укрупненных масштабах.
Мокрые способы переработки комплексного сырья рассматри-
ваются в следующей главе.
ГЛАВА X
ГИДРОМЕТАЛЛУРГИЯ РТУТИ
Гидрометаллургические приемы обработки ртутного сырья
известны давно. Растворимость киновари в растворах сернистых
щелочных металлов использовалась еще в прошлом столетии для
приготовления красок. Цементация ртути цинком из цианистых
растворов применялась в начале текущего столетия на Алтае.
1 И. Г ар а ко в а, Ф. Б а е ц к и й. Чехословацкий патент № 90809.
17 С. М. Мельников 257
Промышленное применение гидрометаллургии известно по
опыту работы в Канаде. Здесь в 1914—1915 гг. на руднике Буффало
применялся амальгамационный процесс извлечения серебра из
сульфидных руд. Используемая для процесса ртуть сульфидизи-
ровалась; поскольку в эфелях скопилось достаточно большое ко-
личество ртути, было организовано ее промышленное извлечение
выщелачиванием вторичного сульфида в растворах сернистого
натрия и цементацией ртути алюминием. Всего было извлечено
17 т ртути.
Теоретические и лабораторные исследования химизма раство-
рения сульфида ртути в растворах сульфидов щелочных металлов
в конце прошлого и начале текущего столетий начали геохимики,
изучавшие условия генезиса ртутных месторождений. В частности,
такие работы были опубликованы Кристи [188], Беккером [186],
Кноксом [190] и др. В 1915 г. опубликованы работы Торнхнла
[ 11 ] по мокрым способам извлечения ртути.
В тридцатых годах ряд исследований был проведен И. Н. Пла-
ксиным, Ц. Э. Фишковой, С. А. Плетеневым, Н. П. Сажиным,
Л. Я. Кролем, А. Я. Петровским, Н. И. Ардашевым и др. [11].
Несколько позднее большие работы А. А. Саукова были посвя-
щены поведению сульфида ртути в растворах сернистого
натрия.
За последние годы гидрометаллургические способы для извле-
чения ртути вновь привлекли внимание исследователей, и в печати
появился ряд публикаций об исследованиях в этой области. Однако
промышленного применения гидрометаллургические способы в на-
стоящее время не имеют, за исключением способов, используемых
при переработке вторичного ртутного сырья. Тем не менее инте-
рес, проявляемый исследователями к мокрым способам извлече-
ния ртути, не случаен. Если при переработке монометаллического
ртутного сырья гидрометаллургией лишь улучшаются санитарные
условия труда, то при переработке комплексных руд, в частности
сурьмяно-ртутных, применение гидрометаллургии может привести
к достижению более высоких технологических показателей, чем
получаемые пирометаллургией. Необходимо отметить, что пиро-
металлургические способы пока не отвечают высоким требованиям,
предъявляемым к извлечению ртути — одного из наиболее полно
извлекаемых металлов.
В связи с тем что общие сырьевые ресурсы ртути ограничены,
большой интерес представляет переработка ртутно-мышьяковых
руд. Пирометаллургия такого сырья сопряжена с технологиче-
скими затруднениями, о которых упоминалось выше, кроме того,
попутное получение ядовитых окнслов мышьяка, не имеющих до-
статочных областей использования, снижает рациональность огне-
вой переработки. Выщелачивание мышьяка из ртутно-мышьяко-
вых руд позволит использовать их как реальный источник полу-
чения ртути.
268
Учитывая в общем крайне низкое содержание ртути в исходном
рудном сырье, простоту и достаточно высокую эффективность
пирометаллургического способа извлечения ртути из руд, можно
пока считать, что гидрометаллургия не способна конкурировать
с огневыми методами. Но для рудных концентратов, особенно
комплексных, ее применение может оказаться рациональным.
Сочетанием обогащения и гидрометаллургии можно улучшить
состав концентратов, удалив флотацией хотя бы часть компонен-
тов, осложняющих извлечение ртути на конечном переделе.
По-видимому, гидрометаллургия ртути найдет широкое при-
менение при переработке вторичного сырья.
Гидрометаллургические способы извлечения ртути из рудного
сырья в основном заключаются в следующем: рудный материал
подвергается выщелачиванию, полученные растворы обрабаты-
ваются для извлечения ртути либо цементацией металлами, либо
электролизом.
Для выделения ртути из щелочных растворов в виде сульфида
в принципе возможно применение барботажа углекислого газа
через растворы. Промышленного применения такой способ не
нашел.
ВЫЩЕЛАЧИВАНИЕ
Киноварь легко растворима в растворах сульфидов щелочных
металлов K2S и Na2S; последний является общепризнанным раство-
рителем. Сернистый натрий — сравнительно дешевая соль, хо-
рошо растворимая в воде (190 г'л при 20° С; 573 г!л при 90° С).
При растворении сернистого натрия в воде происходят его
диссоциация на ионы натрия и серы, а также гидролиз:
Na2S = 2Na++ S2", (1)
Na2S + H2O^NaHS + NaOH. (2)
Реакция растворения киновари в растворе сернистого натрия
протекает легко с образованием сложного сульфида
HgS + Na2S = Na2 (HgS2), (3)
который легко гидролизуется, поэтому для его удержания в рас-
творе необходимо присутствие едкого натра.
Суммарная реакция перехода сульфида ртути в раствор может
быть представлена так:
2Na2S + HgS ; Н2О = Na2 (HgS2) + NaOH -|- NaHS. (4)
Растворимость киновари основана на образовании комплекс-
ного нона (HgS2)2-, входящего в состав сложного сульфида.
В образовании комплексного иона участвует только S2-, поэтому
чем выше концентрация в растворе двухвалентной серы, тем выше
растворимость сульфида ртути.
17* 259
Концентрация S2- зависит от количества сернистого натрия
в растворе, степени его диссоциации и pH раствора. Пониже-
ние pH приводит к образованию HS-ионов и сероводорода.
С повышением концентрации гидроксильного иона увеличи-
вается концентрация S2-, т. е. создаются условия для растворе-
ния HgS.
На рис. 87 приведена зависимость растворимости HgS от кон-
центрации сернистого натрия, составленная по работам Кнокса
[100] и А. А. Саукова [23]. Опыты, проведенные А. А. Сауковым
Рис. 87. Растворимость киновари в растворах
сернистого натрия
над растворами Na2S низких концентраций (от 0,39 до 7,8 г/л),
показали, что в этих интервалах растворимость HgS падает наи-
более резко.
Сильное разбавление растворов приводит к выпадению суль-
фидной, а по наблюдениям отдельных авторов и металлической
ртути. С повышением температуры растворимость HgS в растворе
сернистого натрия падает независимо от его концентрации.
При контакте растворов сульфида натрия с кислородом воз-
духа сульфид натрия окисляется:
2Na2S + 202 + Н2О = 2NaOH + Na2S2O3. (5)
В результате воздействия углекислого газа на тот же раствор
также происходит разложение Na2S:
2Na,S + Н2О + СО2 = 2NaHS + Na,CO3. (6)
Ф. А. Барышников 1 на основании проведенных им опытов
заключает, что эта реакция протекает с образованием серово-
дорода:
Na2S + Н2О + СО2 = H2S + Na2CO3. (7)
1 Исследование и теоретическое обоснование процессов обработки ртутных
руд Автореф. канд. дисс. Алма-Ата, 1956.
260
Во всех случаях в растворе происходит уменьшение содер-
жания сернистого натрия и ионов S2-, что снижает растворимость
киновари (сульфогидрат NaHS не растворяет HgS на холоде).
На основании реакций (6) и (7) можно осуществить перевод
сульфида ртути в осадок путем обработки сульфидно-щелочного
раствора углекислым газом. Как показали опыты, 30-лш« барбо-
таж СО2 позволяет практически нацело осадить всю киноварь.
Трехсернистая сурьма, если она присутствует в сырье, при
обработке растворами сернистого натрия ведет себя аналогично
киновари, т. е. легко выщелачивается и переходит в раствор
в форме тритиоантимонита натрия. Поскольку Sb2Ss растворима
в едких щелочах, то присутствующая в растворах гидроокись
натрия также участвует в процессе выщелачивания.
Среди исследователей нет единого мнения о механизме раство-
рения сурьмы. Большинство авторов полагают, что процесс про-
текает следующим образом:
Sb2Ss + 3Na2S = 2NasSbSs, (8)
Sb2S3 + 4NaOH = Na3SbS3 + NaSbO2 + 2H2O. (9)
Окислы сурьмы, особенно высшие, растворяются в сульфидно-
щелочных растворах значительно слабее; это положение подтвер-
ждено практикой. Растворимость Sb2O3 можно представить как
процесс, протекающий в два приема: вначале проходит сульфиди-
зацня окиси:
Sb2O3 + 3Na2S + ЗН2О = Sb2S3 + 6NaOH, (10)
затем процесс протекает по реакциям (8) и (9).
Механизм растворимости высших окислов сурьмы не изучен
и, хотя некоторые исследователи приводят возможные варианты
протекания реакций, этот вопрос требует дополнительных иссле-
дований.
Образующийся тритиоантимонит натрия переходит в раствор
вместе с ртутно-натриевым сульфидным комплексом. Освоенный
процесс электролитического извлечения сурьмы позволяет упро-
стить задачу разделения металлов. Если из растворов выделить
тем или иным путем ртуть, то остающаяся в растворе сурьма может
быть просто извлечена в катодный осадок с высокими показа-
телями.
Необходимо отметить, что предложено и запатентовано много
способов раздельного извлечения ртути и сурьмы из сульфидно-
щелочных растворов, однако ни один из них пока не осуществлен
и даже в укрупненных лабораторных опытах не получено должного
разделения металлов.
Главным требованием к этому процессу является достаточно
полное отделение ртути, обеспечивающее нормальные санитарные
условия при последующей переработке сурьмяных продуктов.
Некоторые из предложенных способов приводятся ниже.
261
И. Н. Плаксин и Ц. Э. Фишкова [11], испытывая гидроме-
таллургические способы для переработки руд и концентратов
Никнтовского месторождения, установили, что для выщелачива-
ния применимы как агитация, так и перколяция.
Наблюдения показали полное совпадение основных положе-
ний: о влиянии количества Na2S в растворе на перевод киновари
в раствор, а также об отрицательном влиянии повышения тем-
пературы (свыше 42° С) на извлечение ртути.
Наблюдая соотношение между Na2S и NaOH в растворе,
авторы установили отклонение от ранее известных положений
и нашли, что содержание NaOH по отношению к Na2S достаточно
0,5% и, более того, что с дальнейшим повышением содержания
едкого натра растворимость HgS падает, а процесс замедляется.
При обработке концентратов с содержанием от II до 50%
ртути было достигнуто извлечение 99,74—99,95% при следующем
режиме: продолжительность выщелачивания 10 ч с механическим
перемешиванием, концентрация сернистого натрия 10—13%,
т : ж = 2 : 1.
При работах на руде, содержавшей 0,85—0,9% ртути, измель-
ченной до 2,36 мм, найдено, что почти полное извлечение металла
достигается при 2—З-ч перемешивании пульпы, содержащей
9,89% сернистого натрия при том же соотношении т : ж.
Перколяция руды, раздробленной до крупности —6,68 мм,
осуществлялась при подаче раствора снизу. Найдено, что при
крепких растворах после определенного периода начинает выпа-
дать ртуть. Так, при 9,5%-ном растворе Na,S за 5—6 ч выщелачи-
вания было извлечено 100% ртути; за 10 ч 98,1%; за 24 ч 95,33%
и за 48 ч 92,78%. Такое же влияние оказывает увеличение коли-
чества раствора до т : ж = 1 : 3,5. Авторы объясняют эти явления
гидролизом. По-видимому, кроме того, здесь при длительном
перемешивании сказалось влияние кислорода и углекислоты
воздуха, снизивших концентрацию сернистого натрия. Промывку
осадков при фильтровании после выщелачивания проводили
0,5%-ным раствором сернистого натрия, а не водой во избежание
гидролиза.
Опыты показали, что трехсернистая сурьма выщелачивается
достаточно хорошо и несколько быстрее киновари. При содержа-
нии в концентратах около 9% выщелачивание при механической
агитации 10%-ным раствором сернистого натрия протекало за
40—60 мин.
Оптимальные условия для перколяции: продолжительность
выщелачивания 24 ч, концентрация раствора по Na2S 5% для
руды и 14% для концентратов. Количество растворителя и про-
мывных вод для руды 350%, для концентратов 450% от веса
сырья. При выщелачивании мелких концентратов рекомендуется
добавка кварцевой крошки крупностью 9,5 мм. Извлечение ртути
при этих условиях составило: из руды 99,6%, из концентратов
262
98,91% при расходе сернистого натрия соответственно 1320 и
340 кг!т ртути. Отмечено, что при перколяции образуется пасси-
вирующая пленка сульфида железа, образующаяся в результате
сульфидизации присутствующих в руде окислов.
Аналогично высокие результаты извлечения ртути были за-
фиксированы Обербиллингом [191 ] при опытном выщелачивании
флотационных концентратов с содержанием 46,9% ртути. В ка-
честве растворителя использовался раствор сернистого и едкого
натра: 20 и 5% соответственно. Выщелачивание проводилось при
11-ч перемешивании в механическом реакторе. Отходы содержали
0,05% ртути; в растворе было достигнуто содержание ртути
114 г!л. Расчетное извлечение, определенное по качеству отходов,
99,9%; в раствор 98,5%. Фильтрация раствора протекала без
осложнений.
В процессе, применявшемся на руднике Буффало, выщелачи-
вание проводилось раствором с 4% сернистого натрия и 1 % едкого
натра при соотношении т : ж = 1 : 1.
Таун [194] по результатам лабораторных исследований выще-
лачивания киновари из концентратов рекомендует как оптималь-
ный непрерывный процесс с возвратом в голову процесса обеднен-
ного раствора после извлечения ртути (цементация алюминием):
80% этого раствора подавать на выщелачивание концентратов
и остальные 20 % на две промывки при фильтрации. Состав рас-
твора он рекомендует поддерживать в пределах: 150 г!л серни-
стого натрия и 50 г!л елкого натра (соотношение 3 : 1); оборотный
раствор корректировать по содержанию NaOH, добавляя послед-
ний. Зафиксировано, что разбавление раствора снижает извле-
чение киновари при выщелачивании. Извлечение в процессе было
достигнуто в пределах 99%.
ВЫЩЕЛАЧИВАНИЕ МЫШЬЯКА
Обербиллинг [191] сообщает, что в результате опытов, прове-
денных над флотационными концентратами месторождения Гермес
(США), которые содержали 46,8% ртути и 2,35% мышьяка,
было установлено, что арсенопирит (FeAsS2) не выщелачивается
в растворах едкого натра или сернистого натрия.
Основываясь на том, что слабый раствор едкого натра не
растворяет киновари, исследователи попытались обработать кон-
центраты таким раствором в расчете на выщелачивание мышьяка,
не связанного с арсенопиритом, т. е. входящего в состав аури-
пигмента (As,S3) и реальгара (AsS).
После обработки двух проб концентрата весом 13,6 и 14,8 кг
2,5%-ным раствором едкого натра при агитации в механическом
реакторе в течение 21 и 18,5 ч было обнаружено в твердых отходах
0,85 и 0,81% мышьяка соответственно. Проверка под микроско-
пом показала, что в остатке от выщелачивания мышьяк представ-
263
лен в основном арсенопиритом, следовательно, основная масса
мышьяка перешла в раствор главным образом при выщелачивании
реальгара и аурипигмента. В растворах после обработки первой
пробы содержание ртути составило 1 мг!л, после обработки вто-
рой — лишь следы ртути.
Эти опыты показывают, что если мышьяк в ртутно-мышьяко-
вых концентратах представлен аурипигментом и реальгаром, то
эти концентраты можно перерабатывать, получая ртуть, по сле-
дующей схеме: выщелачиванием едким натром переводить мышьяк
в раствор, а остатки от выщелачивания обрабатывать раствором
сернистого натрия, извлекая киноварь.
Анатогичные испытания по выщелачиванию реальгара провел
Альварец Е Обрабатывая киноварно-реальгаровый концентрат
9—10 -ным раствором едкого натра или едкого кали 20—25 мин,
он перевел в раствор 95—96% мышьяка. При этом в раствор пере-
шло только 0,28—0,31 % ртути от исходной в концентрате.
При переработке киноварно-арсенопиритового концентрата
10%-ным раствором смеси сернистого натрия и едкого натра
(4 : 1) за 10 мин в раствор было переведено 99,5 % ртути и только
1,3 "о мышьяка от исходных в концентрате. Опыты проводились
при температуре 20—25° С.
Арсенопирит, нерастворимый ни в едком натре, ни в серни-
стом натрии, переходит в кек.
Необходимо иметь в виду, что антимонит растворим в раство-
рах едкого натра и поэтому при выщелачивании реальгара и
аурипигмента он также перейдет в раствор, загрязненный
мышьяком.
Эти результаты очень важны, так как позволяют расширить
круг вовлекаемого в переработку мышьяковисто-ртутного сырья.
ВЫДЕЛЕНИЕ
РТУТИ ИЗ РАСТВОРОВ
Нерастворимость киновари в едком натре теоретически можно
использовать для разделения ртути и сурьмы, поскольку сульфид
сурьмы растворим в NaOH. Однако попытки осуществить этот про-
цесс не оправдались, так как установлено, что в присутствии
сульфида сурьмы HgS растворяется в NaOH. Единого объясне-
ния этого не найдено; возможно, что здесь сказывается катали-
стическое действие Sb2Ss либо образование сернистого натрия,
хотя А. Б. Ежков считает это маловероятным [177].
Попытки осуществить процесс разделения металлов с исполь-
зованием реакций (6) и (7) также не привели к желаемым резуль-
татам, так как сильфиды ртути и сурьмы при пропускании угле-
1AlvaresVina Ramon Rev. Fac. cienc. Univ. Oviedo, 1969, v. 10, № 1,
p. 67—169.
264
кислого газа выпадали в осадок одновременно В то же время
этот способ вполне пригоден для выделения ртути в виде сульфида
при переработке чисто ртутных руд.
А. Б. Ежков и П. П. Байбородов [178] сообщают о попытке
воспроизвести предложенный А. Я- Петровским 1 способ селек-
тивного выщелачивания сурьмы из комплексных ртутно-сурь-
мяных концентратов раствором сернистого натрия, концентрация
которого близка к насыщению. Проверка этого способа не дала
желаемых результатов — содержание ртути в сурьмяном растворе
оказалось высоким. Проникновение ртути в раствор можно объяс-
нить реакцией (10), так как в концентратах содержалась сурьма
в окисленной форме, в результате чего образуется NaOH.
Таун и Стикни [193] провели лабораторные опыты по разделе-
нию сурьмы и ртути из комплексных концентратов, содержащих
38,5°6 ртути и 28,5% сурьмы, с применением выщелачивающего
раствора, содержащего 112,5 г! л K2S и 37,5 г! л КОН. При механи-
ческом перемешивании в течение 30 мин пульпы т : ж от 1 : 10
до 1 : 2,5 было достигнуто очевидное разделение ртути и сурьмы
в результате перевода последней в раствор.
В результате наиболее удачного опыта в раствор перешло
99,3% сурьмы и 1,3% ртути; концентрация в растворе составила
ртути 0,5 г!л, сурьмы 28—36 г!л. Такой состав конечного раствора
не позволяет высоко оценить результаты селекции. Однако по
разовым опытам нельзя дать окончательную оценку способа и не
исключено, что могут быть получены лучшие результаты.
ЦЕМЕНТАЦИЯ
Способ цементации основан на вытеснении ионов ртути хими-
чески более активными элементами; естественно, что применяемые
для вытеснения металлы должны быть дешевле ртути.
Одним из первых для этих целей был применен алюминий на
руднике Буффало (использовались литейные отходы, содержащие
75% алюминия).
И. Н. Плаксин [179] проверял в лабораторных условиях спо-
соб цементации, используя медь, железо и алюминий. Им же
и Л. Д. Плаксиной предложена цементация ртути поверхностно
амальгамированным цинком или амальгамой цинка, а О. М. Тлеу-
кулов и др. [184] предложили выделять ртуть из растворов метал-
лической сурьмой.
Процесс вытеснения алюминием протекает по реакции
3Na2HgS2 + 2 Al + 8NaOH =
= 3Hg-F 6Na2S + 2NaA102 + 4Н2О; (11)
1 Авт свид № 49236 от 10 февраля 1935 г.
265
аналогично протекает процесс осаждения сурьмы, если она при-
сутствует в растворе:
2Na3SbS3 + 2А1 + 8NaOH =
= 2Sb + 6Na2S + 2NaA102 + 4H2O. (12)
Медь, железо и сурьма сульфидизируются, восстанавливая
при этом ртуть. Двухвалентная медь в присутствии S2', как и
трехвалентное железо, образуют прочные пленки сульфидов,
пассивирующие поверхность металлических частиц и препят-
ствующие нормальному течению процесса.
Сульфидизация сурьмы протекает по реакции
3Na2HgS2 + 2Sb = 3Hg + 2Na3SbS3. (13)
Применение сурьмы целесообразно при работе на сурьмяно-
ртутном сырье. Образующийся тритиоантимонит натрия является
тем самым соединением, которое получается в основном процессе
производства электролитической сурьмы; затраченная сурьма
возвращается в цикл, не загрязняя продуктов. Введение же в тех-
нологический цикл металлов, амальгамируемых ртутью, крайне
нежелательно в связи с тем, что полученная ртуть подлежит обя-
зательной редистилляции для очистки от этих металлов.
Цементация алюминием
И. Н. Плаксин в своих работах пришел к выводу, что лучшим
металлом для цементации является алюминий [11].
Теоретически по реакции (11) на 1 кг ртути требуется 0,5347 кг
едкого натра и 0,00903 кг алюминия. Практически за счет регене-
рации NaOH в лабораторных условиях расход составил 0,3 кг
едкого натра и 0,167 кг алюминия. Найдено, что недостаток и того
и другого вреден, так как при недостатке щелочи образуется гидрат
окиси алюминия, а при недостатке алюминия щелочь переводит
алюминий в щелочной алюминат.
Лучшие результаты были получены при введении алюминия
в раствор в виде стружки. Процесс цементации протекал легко;
получались металлическая ртуть и черный осадок смеси ртути
с амальгамами алюминия и других металлов. После отжимки
в черном осадке осталось около 15—20% ртути от исходной.
Остатки после отжимки ртути содержали 42,89% Hg, 34% Sb
и 6,6% Al. Ртуть из этого продукта нужно отделять дистилляцией.
Для переработки руды автором рекомендуется проводить це-
ментацию в экстракторах или вращающихся барабанах при малом
количестве растворов. Расход сернистого натрия невелик, так как
он регенерируется при цементации. Накапливающийся в раство-
рах алюминат натрия следует периодически осаждать известью,
так как при этом регенерируется NaOH и его расход снижается
в 1,5—2 раза.
266
Тауном и Стикни [182] в 1964—1967 гг. также проверялся
способ непрерывной цементации ртути и сурьмы алюминием из
растворов от выщелачивания комплексных концентратов. Оба
металла осаждались одновременно. Растворы содержали: до
цементации от 82 до 93 г!л ртути и от 11,5 до 16 г!л сурьмы, после
цементации ртути меньше 1 г!л и сурьмы 3,6 г/л. Извлечение
при цементации в различных вариантах достаточно высокое,
близкое к полному, как и в опытах И. Н. Плаксина. Было уста-
новлено, что лучше применять гранулированный алюминий,
чем порошковый. Расход алюминия па цементацию составлял 50%
от веса получаемой ртути.
Цементация сурьмой
Применение сурьмы для выделения ртути из комплексных
сульфидно-щелочных растворов, как указывалось ранее, пред-
ставляет большой промышленный интерес. Этот способ привлек
внимание специалистов как у нас, так и за рубежом К
Сообщение об этом способе опубликовано авторами процесса
[184, 185]. В укрупненных лабораторных условиях цементации
сурьмой подвергали раствор, содержащий, г/л-. 30—35 сурьмы;
0,5—0,8 ртути; 50—75 сернистого натрия; 15—35 гидроокиси
натрия и 120—160 балластных солей, получающихся при электро-
лизе сурьмы из сульфидно-щелочных растворов. Цементацию
проводили в реакторе емкостью 60 л с механическим перемешива-
нием при 75—85° С в течение 1—1,5 ч. Соотношение сурьма :
: ртуть = 5 — 5,6 : 1.
В остаточном растворе ртути было 0,008—0,018 г/л при извле-
чении в цементный осадок 99,1—99,4%. Катодная сурьма, полу-
ченная при электролизе этого раствора, содержала 0,093—0,1 % Hg.
Вследствие того что ртуть обволакивает частицы катодной сурьмы,
ее выделение из цементного осадка осуществляли отгонкой под
вакуумом при 350—400° С. Извлечение при последней операции
составило 99,2—99,9%.
Проведенный авторами эксперимент определил сквозное из-
влечение из комплексных концентратов до товарного металла,
которое составило по ртути 97,2—98,5?6 и по сурьме 90,6—93,4%.
И. Р. Полывянный и Л. Н. Сысоев [181] исследовали влияние
различных факторов на процесс цементации сурьмой, в том числе
температуры, концентрации ртути и сернистого натрия в растворе,
расхода сурьмы и интенсивности перемешивания.
Работы показали, что наиболее полное извлечение (98,4%)
ртути из раствора в осадок достигается при трехчасовом переме-
шивании при 95е С. В то же время установлено, что скорость про-
1 О. М. Т л е у к у л о в, О. К. К а б а н о в, Б. А. С т е п а н о в и др. Авт.
свид. № 159288 от 5 ноября 1962 г Бюлл. изобр., 1963, № 24; патент США
№ 3361559 от 16 февраля 1965 г.
267
текания реакции (13) резко снижается через 5 мин после ввода
сурьмы в раствор. За это время осаждается около 85% ртути.
Дальнейшее снижение скорости объясняется как уменьшением
содержания ртути в растворе, так и снижением активной поверх-
ности сурьмы. При температуре 95е С, т. е. близкой к кипению
раствора, достигается наиболее активный массообмен, что при-
водит к ускорению процесса.
Установлено, что развитие поверхности сурьмы способствует
осаждению ртути. Так, за 3 ч при сурьмяном порошке крупностью
—0,15 мм извлекается 93,7% ртути, а при крупности —3,5 + 2 мм
только 86,2%. Так же влияет и расход сурьмы: при двукратном
от теоретического избытка восстанавливается 86,7%, а при четы-
рехкратном — 90,4%. Аналогично влияние и активности переме-
шивания: двухчасовая обработка раствора сурьмой без переме-
шивания позволила выделить 86% ртути, при 400 об/мин мешалки
выделилось 88,1%, а при 1000 об/мин — 90% ртути.
Исследование показало, что при чрезмерной концентрации
сернистого натрия снижается степень осаждения ртути из раство-
ров; оптимальной оказалась концентрация 80 г/л\ при содержа-
нии Na2S 120 г/л выделилось только 90,7%.
Было установлено также влияние концентрации ртути в рас-
творе: при средних и высоких содержаниях ртути (20—40 г/л)
ее цементация протекает одинаково хорошо (90,5—90,6%), но
при малых содержаниях (1 г/л) осаждение происходит значительно
хуже (79,2%).
Следовательно, для более эффективного осаждения ртути
необходимо иметь максимально развитую поверхность цементи-
рующего металла, возможно более активное перемешивание,
повышенную (в разумных пределах) температуру, способству-
ющие лучшему массообмену, и более высокие концентрации ртути,
а также возможно большее отношение количества цементирующего
металла к количеству осаждаемой ртути, т. е. большой избыток
его против теоретически необходимого. По реакции (13) стехио-
метрический расход сурьмы составляет 0,4046 кг/кг ртути. В дей-
ствительности расход, как будет изложено ниже, значительно
превосходит эту норму.
Таун и Стикни [182], проводившие лабораторные опыты позд-
нее наших исследователей, нашли, что избыточное количество
сурьмы при цементации ртути должно быть не менее четырех-
кратного против стехиометрии. При меньшем количестве сурьмы
извлечение ртути будет недостаточным независимо от продолжи-
тельности и температуры процесса. Как и в опытах И. Р. Полы-
вянного, было зафиксировано резкое замедление процесса во
времени. При температуре раствора 60° С для снижения содержа-
ния ртути в растворе до 1 г/л требовалась восьмичасовая цемен-
тация.
268
В результате опытов с концентратом, содержащим 64% ртути
и 14,3% сурьмы, при температуре раствора 60° С, содержащего
55,9—60,3 г!л ртути, было достигнуто извлечение рт>ти 98,9—
99,6% при четырехкратной против стехиометрии добавке сурьмы.
Процесс цементации продолжался 16 ч; в конечном растворе оста-
лось ртути от 0,28 до 0,7 г!л.
За последние годы процесс цементации рт\ти сурьмой был
проверен в укрупненных опытно-промышленных масштабах [176].
Одновременно некоторые положения процесса уточнялись и в ла-
Рис. 88. Зависимость извлечения ртути в цементный
осадок от расхода сурьмы:
1 — лабораторные условия; 2 — опытно-промышленные
условия
бораторном масштабе на промышленных материалах. Установ-
лено, что наилучшим материалом для цементации является тон-
конзмельченная сурьма высших марок. Проверка тонких шламов
из электролизных ванн обеднения отработанного электролита
показала целесообразность их использования. Ситовый состав
этих шламов: 42,6% класса —2,5 мм, в том числе 32% класса
—1 мм.
В опытно-промышленных масштабах цементацию проводили
в реакторе объемом 10 лг! с мешалкой, работающей при 260—
300 об!мин. Процесс проверяли при периодическом и непрерыв-
ном режимах. В обоих случаях продолжительность цементации
составляла 2 ч при температуре раствора 80—85° С.
Исходный раствор, направляемый на цементацию, содержал
от 0,6 до 1,04 г!л ртути и от 46,7 до 64 г!л сурьмы. При лучших
показателях извлечения ртути в осадок (при периодическом
режиме 92,5°о и при непрерывном 94%) остаточный раствор содер-
жал ртути 0,05 и 0,06 г/л соответственно.
Расход сурьмы на 1 кг осажденной ртути составил в первом
случае 61 кг и во втором 43 кг, в то время как по реакции (13),
269
т. е. по стехиометрии, расход должен быть только 404,8 г на 1 кг
ртути.
Весьма высокий расход сурьмы при опытно-промышленных
работах объясняется тем, что сурьма затрачивается не только на
цементацию ртути, но большая часть ее идет на восстановление
балластных солей типа полисульфида и тиосульфата натрия, со-
держащихся в оборотном электролите, используемом для выще-
Е
ё 0.8
О
§ 02
Е
В
V
89. Зависимость полноты
цементации ртути от расхода
1 — расход сурьмы 37,8 кг; кг Hg;
сурьмы 9,5 кг,кг Hg
120 150 180
Продолжительность цементации, мин
Рис.
лачивания:
3Na2S2 + 2Sb = 2Na3SbS3. . . (14)
3Na,S2O3 + 2Sb + 3Na2S = 2Na3SbS3 +
+ 3Na2SO3. (15)
При этом содержание тиосульфата натрия
в растворе снижается соответственно коли-
честву израсходованной
сурьмы. Так, например, в
опыте с лучшим показа-
телем цементации ртути
(94%) содержание Na3S2O3
снизилось с 40,05 до
14,59 г!л.
Снижение содержания
балластных солей улуч-
шает показатели после-
дующего электролитиче-
и скорости
сурьмы:
2 — расход
однако использование для
ского выделения сурьмы,
этих целей металлической сурьмы
нельзя признать рациональным, так как достаточная полнота це-
ментации ртути при этом не обеспечивается (остаточное содержа-
ние ее в растворе составило в среднем 0,081 г/л), а средний рас-
ход сурьмы составляет свыше 40 кг на 1 кг ртути.
Некоторые данные зависимости извлечения ртути в цементный
осадок, полноты и скорости ее цементации от расхода су рьмы
приведены на рис. 88 и 89. Графики построены на основании ре-
зультатов приведенных выше опытно-промышленных и лабора-
торных работ.
Цементация железом
Поскольку в практике электролитического производства
сурьмы известны способы очистки электролита от балластных
солей, накапливающихся в процессе электролиза железом, каза-
лось логичным применить этот менее дефицитный материал и для
цементации ртути.
Как у поминалось, работами И. Н. Плаксина было установлено,
что при использовании железа на его поверхности образуется
пассивирующая пленка сульфида, вначале замедляющая, а затем
практически прекращающая процесс цементации.
270
П. П. Байбородов и А. Б. Ежков [177] проверили в лабора-
торных условиях и подтвердили это положение. Даже при актив-
ном механическом перемешивании раствора с губчаты л железом
в течение 1,5 ч с различной дозировкой железа остаточное содер-
жание ртути в растворе составило от 87 до 94% от исходного,
т. е. цементация прошла только на 6—13%. Укрупненные лабора-
торные опыты с чугунной стружкой при еще более активном пере-
мешивании мощной мешалкой в течение двух часов также пока-
зали неудовлетворительные результаты цементации: в растворе
осталось около 60% ртути.
Для механического удаления с железа поверхностной пленки
сульфида железа была испытана цементация в шаровой мельнице.
Цементирующим материалом служили гранулы губчатого железа
размером 20—30 льи, содержащего 74% основного элемента. Бла-
годаря высокой хрупкости гранулы в мельнице легко измельча-
лись. Удельная загрузка шаров составляла 1,6 m/ж3 объема
мельницы. Подаваемый в мельницу раствор подогревался в на-
порном баке. Продолжительность цементации 30—40 мин. Же-
лезо, выходящее с потоком раствора из мельницы, возвращалось
на цементацию, а раствор — в отстойники.
Опыты показали, что цементация протекает лучше при боль-
шом избытке железа в мельнице. При среднем исходном содержа-
нии в растворе ртути 1,45 г!л остаточное содержание ее составило
от 0,004 до 0,07 г'л, а извлечение (рассчитанное по содержанию
ртути в исходном и конечном растворе) — от 99,8 до 95,2% (сред-
нее около 98%).
Цементный осадок содержал 9% ртути и 74,8% сурьмы. При
его обжиге в ретортной печи в товарный продукт было извлечено
97% от загруженной с осадком ртути.
Если принять, что из концентратов при выщелачивании
перешло в раствор 99% ртути, то ее сквозное извлечение в рас-
сматриваемом опыте составило
0,99-0,98-0,97 = 94,1%
от исходной в концентрате.
Расход железа при испытаниях оценен в 360 кг на 4 л«3 раствора,
содержащего 5,8 кг ртути, или 62 кг железа на 1 кг ртути.
Если не учитывать расход железа, хотя он и имеет большое
значение, так как определяет объем осадка и последующие за-
траты, а также условия извлечения ртути, можно сказать, что
при цементации ртути и сурьмы железом получены примерно
равноценные показатели.
В результате проведенных операций выщелачивания и цемен-
тации железом примерно 3/4 сурьмы переведено в раствор, а х/4 —
в цементный осадок. Этот осадок требуется подсушивать и обжи-
гать, для осуществления этого в промышленных масштабах
необходима разработка специального оборудования, рассчитан-
271
ного на строгое регламентирование температурного режима.
Главное же в том, что здесь также не достигнута достаточная
очистка растворов от ртути.
ЭЛЕКТРОЛИЗ
Отними из первых по электролитическому выделению ртути
из сульфидно-щелочных растворов являются исследования
С. А. Плетенева и С. П. Сосунова, проведенные еще в 1933 г.
[180]. Позднее эта технология была проверена Э. Обербилингом
[191], а в последние годы Тауном [194].
Работы показали полную пригодность электролиза для выде-
ления ртути из растворов с достаточно высоким извлечением,
удовлетворительным выходом по току и приемлемым расходом
электроэнергии.
Плетенев и Сосунов рекомендовали следующий режим про-
цесса: плотность тока 100 а/м2 при напряжении 0,54 в; концентра-
ция раствора 7% сернистого натрия, 0,5% едкого натра; содержа-
ние ртути 30 г/л со снижением до 10 г/л в оборотном растворе.
Температура раствора 55° С. Выход по току при этих условиях
составляет свыше 85%, а расход электроэнергии ниже 3 квт-ч/кг
ртути.
Материал анода и катода — железо, хотя работа с катодом из
графита также показала хорошие результаты. Процесс следует
вести с диафрагмой из керамики; в качестве анолита использо-
вать содовый раствор.
При наличии в растворе сурьмы она отлагается на катоде
вместе со ртутью. Однако замечено, что, когда концентрация ртути
в растворе превышает концентрацию сурьмы вдвое, на катоде
выделяется только ртуть. При уменьшении этого соотношения
начинает выделяться и сурьма.
Осадок обоих металлов легко счищается с железного катода.
Из осадка около 80% отложившейся ртути можно отделить про-
стой отжимкой; остаток для разделения металлов требует огне-
вой обработки. Суммарный выход по току обоих металлов состав-
ляет 79,1%. Начальная концентрация в растворах: сурьмы
15,2 г/л, ртути 13,5 г/л; в отработанном растворе соответственно
8,9 и 2,4 г/л.
Обербилинг после проведения опытов на реальных концентра-
тах предложил вести процесс при электролите с 25% сернистого
натрия и едкого натра в соотношении 4 : 1 при плотности тока
465 а/м2 и напряжении 1,6 в. Катодом служила ртуть, налитая на
дно стальной ванны, анодом — графит. Схема ванны приведена
на рис. 90.
Расход электроэнергии по расчету составил 2,43 кет -ч на 1 кг
ртути. В целях освобождения от мышьяка, который содержался
в концентратах (2,35%), рекомендовано работать на богатых по
272
рт^ти растворах (150—200 г/л) с выводом раствора, отработанного
до содержания ртути 20 г/л. При этом достигалось высокое ис-
пользование тока.
Таун провел более широкие исследования по электролизу
ртути, но в очень малых масштабах (размер электродов 1,5 см2).
11м были опробованы различные катоды, в том числе медный,
алюминиевый, никелевый, платиновый, молибденовый, цирконие-
вый, титановый, чугунный и из нержавеющей стали. Первые два
были отвергнуты, как объясняет исследователь, из-за того, что
медь быстро сульфидпзировалась, а алюминий растворялся
Рис. 90. Схема эчектролизера:
1 — анод графитовый; 2 — опорные изоляторы; 3 — ртутный катод; 4 —сталь-
ная ванна; 5 — аэролифт; 6 — электролит; 7 — подвод постоянного тока
в ртути. На молибденовом, циркониевом, титановом, чугунном
и из нержавеющей стали катодах образовывались крайне мелкие
капли ртути, которые при передвижении электролита плавали
в нем; для улавливания этих капель требовалась фильтрация.
Лучшие результаты были получены при работе с никелевым като-
дом и чугунным анодом.
Электролит содержал 50 г/л рт^ти, 150 г!л сернистого натрия
и 50 г!л едкого натра. При содержании рт^ти в растворе 50 г!л
выход по току составлял от 77 до 88%. С повышением плотности
тока выход снижался; лучший выход (88°i>) получен при плотности
тока 0,75 а!дм2, напряжении 0,47 в и температуре 30,5° С. Послед-
ние опыты проводились с химически чистой сернистой ртутью.
Автор дает следующие средние данные: выход по току 50%
при напряжении 0,7—1,0 в и расходе электроэнергии от 0,38 до
0,53 квт-ч/кг ртути.
Хотя не все показатели исследований совпадают, из изложен-
ного можно сделать вывод, что электролиз ртути из промышленных
растворов может быть осуществлен с удовлетворительными тех-
нологическими результатами, однако для его практического ис-
пользования необходимо проведение работ в укрупненных мас-
18 С. М. Мельников 273
штабах, чтобы установить более достоверные технико-экономиче-
ские показатели.
По-видимому, пока нет оснований рассчитывать, что методом
электролиза можно получить достаточно хорошее разделение ртути
и сурьмы при переработке комплексных растворов. Однако при
работе с монометаллическими рудами процесс электролитического
выделения ртути может оказаться более экономичным по сравне-
нию со способом цементации.
После рассмотрения результатов основных опытных работ по
изысканию гидрометаллургических способов извлечения ртути
из рудного сырья можно сделать некоторые обобщающие выводы.
Применение гидрометаллургических способов нецелесообразно
для переработки рядовых ртутных руд, особенно если иметь в виду,
что содержание ртути в этих рудах имеет тенденцию к снижению.
Для переработки рту тных монометаллических концентратов
этот способ может иметь реальную перспективу. По-видимому,
в качестве растворителя сернистый натрий является наиболее
удачным из известных, позволяющим извлекать не менее 99%
ртути в растворе, применяя удобные и производительные реак-
торы с механическим перемешиванием. Последующее извлечение
ртути из растворов можно осуществлять электролитическим
способом.
Цементация ртути из богатых ртутных растворов любым оса-
дителем дает много ртутных полупродуктов, для переработки
которых необходимы дополнительные операции, в том числе огне-
вое доизвлечение ртути из цементного осадка. Последний передел
нарушает санитарные преимущества гидрометаллургического спо-
соба. Поэтому следу ет по возможности избегать применения цемен-
тации либо стремиться создать процесс, при котором будет полу-
чаться возможно меньше осадков, подлежащих обжигу.
Что касается способов селективного выщелачивания или раз-
дельной цементации ртути из комплексных концентратов, то
следует отметить недостаточную их доработку к настоящему
времени.
В то же время способ цементации сурьмой из ртутно-сурьмяных
концентратов не следует считать безнадежным для промышленного
использования. Примерно такую же оценку следует дать и спо-
собу цементации железом.
Однако эти способы, имеющие очевидное преимущество перед
цементацией алюминием, поскольку здесь не образуются амаль-
гамы и не требуется редистилляции всей полученной ртути, не
обеспечивают пока достаточно полной селекции ртути и сурьмы.
В результате ртутью загрязняется весь большой поток раствора
в цикле электролитического производства сурьмы. Кроме того,
производство не избавляется от переработки больших количеств
ртутных промпродуктов, которые по своему физическому состоя-
нию относятся к числу трудно обрабатываемых, типа ступпы.
274
При использовании сурьмы в качестве цементирующего мате-
риала необходима установка отдельных агрегатов для обжига
осадка в строго регламентируемом температурном режиме.
Следовательно, возникает вопрос о целесообразности длинной
технологической схемы — с выщелачиванием, фильтрацией рас-
творов, цементацией (в случае применения железа в мельнице
в блоке с классификатором), последующей фильтрацией, обезво-
живанием и, наконец, обжигом. По-видимому, проще вести непо-
средственное извлечение ртути из концентратов в строго регламен-
тированном температу рном режиме, обеспечивающем глубокое
разделение ртути и сурьмы. Поэтому пока производственники вы-
нуждены ориентироваться на уже освоенный процесс обжига
в печах кипящего слоя, а задача изыскания способов более пол-
ного выделения ртути из сурьмяно-рту гных концентратов с сохра-
нением в неизмененном, природном виде трехсернистой сурьмы
остается нерешенной.
Естественно, в соответствии с изложенным выше, стремление
найти решение поставленной задачи гидрометаллургическим путем
в расчете на создание наиболее здоровых условий труда. Не
исключено, что при доработке схемы будет можно приблизиться
к желаемым результатам. Заслуживает внимания и продолжение
иссчедования селективного выщелачивания растворами едкого
кали и сернистого калия.
Наконец, в распоряжении металлургов имеется еще один из
незаслуженно до настоящего времени неиспользованных резер-
вов — способы разделения ртути и сурьмы методами хроматогра-
фии и экстракции. Представляется, что для ртути могут быть
подобраны сорбенты и эллюанты, способные обеспечить очень
высокое ее выделение из комплексных растворов. Работы в этих
направлениях должны обязательно развиваться.
ГЛАВА XI
ПРИМЕНЕНИЕ ВАКУУМА
ДЛЯ ПРОЦЕССОВ ИЗВЛЕЧЕНИЯ РТУТИ
ИЗ РУД И РТУТНО СУРЬМЯНЫХ
КОНЦЕНТРАТОВ
Технология извлечения ртути из рудного сырья при перера-
ботке его в трубчатых печах и печах кипящего слоя имеет ряд
существенных недостатков. Основной из них — образование чрез-
мерно большого количества печных газов.
18* 275
При переработке рудного сырья в трубчатых печах и печах ки-
пящего слоя, как уже указывалось, получается много печных газов.
Печными газами разбавляются пары ртути, отчего в процессе
их конденсации образуется значительное количество аэрозолей
ртути, которые трудно улавливать. Необходимая для этого спе-
циальная химическая очистка газов связана со сравнительно вы-
сокими капиталовложениями, поэтому на малых заводах, как
правило, она не организуется. Это приводит к дополнительным
потерям ртути.
При большом количестве печных газов неизбежны высокие
скорости их в печах, а значит большой вынос из печей рудной
пыли. Для очистки газов от пыли необходимо сооружение мощной
системы пылегазоочистительных аппаратов. Наиболее тонкая
пыль все же проникает в конденсационную систему, оседает в ней
и переходит в продукты конденсации, образуя со ртутью ступпу.
Ртуть, находящаяся в ступпе, может быть выделена из нее только
специальной переработкой и повторным обжигом, т. е. на доиз-
влечение ртути требуются дополнительные затраты труда, топлива
и энергии. Кроме того, при доизвлечении неизбежны потери ртути;
размер этих дополнительных потерь составляет 2—3% от исход-
ного металла в руде.
Наконец, для конденсации паров из большого количества печ-
ных газов требуется сооружение аппаратов значительных раз-
меров. При этом создаются условия для дополнительных подсо-
сов воздуха, количество газов еще более увеличивается, что
вызывает осложнения при улавливании ртути, увеличивает ее
потери и затраты энергии.
Кроме того, при обжиге в трубчатых печах и печах КС из-за
большого количества печных газов и высокого пылевыноса трудно
создать в цехе хорошие санитарные условия труда.
Следовательно, для устранения перечисленных недостатков
процесса необходимо прежде всего уменьшение количества техно-
логических газов до минимума. Это можно осуществить, если
нагревать рудное сырье в условиях, исключающих смешивание
конденсируемых составляющих с печными газами или воздухом,
т. е. в герметичной аппаратуре.
Из кривой давления паров сернистой ртути в зависимости от
температуры следует, что при снижении остаточного давления
до 50—160 мм рт. ст. процесс возгонки киновари будет проте-
кать при 450—500 С. Снижение температуры процесса с 700—
800 до 450—500 С заметно уменьшит расход топлива, упростит
эксплуатацию и обслуживание аппаратов.
Так как почти все основные реакции получения металлической
ртути идут с образованием паровой фазы и с увеличением коли-
чества молей газообразных продуктов, то понижение остаточного
давления будет сдвигать эти реакции вправо и они пройдут более
полно.
276
Следовательно, процесс получения ртути путем нагревания
сырья при пониженных давлениях имеет неоспоримые преимуще-
ства перед обжигом при обычном давлении.
Возгонка в вакууме (вакуум-термический способ) является
весьма эффективным способом переработки ртутных и особенно
ртутно-сурьмяных концентратов. Величины давления насыщен-
ного пара ртути, киновари и антимонита (рис. 91) показы-
вают, что ртуть и сурьма из концентратов могут быть достаточно
Рис. 91. Давление пара ртути и сульфидов ртути, мышьяка и сурьмы:
1 — Hg; 2 — ASsS3; 3 — HgS; 4 — Sb2Ss
полно разделены путем фракционной возгонки при сравнительно
низкой температуре. Часто присутствующий в рудах и концен-
тратах аурипигмент (As2S3) возгоняется и конденсируется со-
вместно с киноварью.
Преимущества вакуум-термического способа переработки
ртутно-сурьмяных концентратов заключаются в следующем:
1) снижение температуры процесса обжига позволяет предот-
вратить возможное оплавление антимонита и обеспечить более
четкое разделение минералов ртути и сурьмы вследствие повыше-
ния коэффициента разделения;
2) возможность регулирования степени окисления сульфидов,
необходимого для выбора условий полного перевода киновари
в металл и предотвращение окисления антимонита;
3) получение огарков с отвальным содержанием ртути и сурьмы
в результате полной отгонки сульфидов ртути и сурьмы при
умеренных температурах;
4) хорошие условия конденсации паров вследствие незначи-
тетьного их разбавтения неконденсирующимися газами;
277
5) хорошие санитарные условия труда вследствие герметич-
ности аппаратуры.
В настоящее время имеются реальные условия для промышлен-
ного осуществления вакуум-термического способа переработки
ртутного рудного сырья. Достижение относительно невысокого
вакуума (0,1—1 мм рт. ст.) при больших масштабах производ-
ства в настоящее время не представляет никаких затруднений,
в частности, благодаря созданию пароэжекторных насосов, ра-
ботающих на отработанном паре. Найдены также принципиальные
пути аппаратурного оформления процесса в непрерывном цикле.
Вакуум-термический способ переработки ртутно-сурьмяных
концентратов может быть решен в трех вариантах:
1. В вакууме (Рост = 0,1-ь 1 мм рт. ст.) при 400—500° С
возгоняется киноварь, а антимонит полностью остается в неиз-
менном виде в огарках, которые служат исходным сырьем для
получения сурьмы высших марок. Конденсат, представленный
в основном киноварью, может быть направлен для извлечения
ртути любым известным способом.
2. В вакууме (Рост = 0,1 -7-1 мм рт. ст.) при 700—750° С
возгоняются сульфиды ртути и сурьмы с дробной конденсацией
киновари и антимонита.
3. В вакууме (РОст = 20-ь 100 мм рт. ст.) при 425—450° С
отгоняется металлическая ртуть, а огарки, содержащие сурьму
в сульфидной форме, используются как и в первой схеме.
Последний вариант предложен группой специалистов \ про-
верен и внедрен на одном из наших заводов. Однако вследствие
изменения состава сырья период промышленного применения
процесса был сравнительно коротким, хотя и позволил составить
достаточно ясное представление о технологических показателях
процесса.
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ВАКУУМ-ТЕРМИЧЕСКОГО СПОСОБА
ПЕРЕРАБОТКИ РТУТНЫХ
И РТУТНО-СУРЬМЯНЫХ РУД
И КОНЦЕНТРАТОВ
Понижение давления в системе почти не оказывает влияния на
давление насыщенного пара веществ, так как объем твердого
или жидкости мало изменяется с понижением давления ниже
атмосферного. И в выражении
уж(р!- Рг)
— = е RT ,
Рг
1 См. сноску на стр. 75.
278
где Pi и Р2— давление в системе;
Pi—давление пара вещества при Р
р2— давление пара вещества при Р2,
Уж — объем жидкости,
определяющем влияние внешнего давления на давление пара
вещества, показатель степени при е — малая величина вследствие
небольшого значения дроби
i\i
Однако при снижении давления показатель степени при е —
величина положительная и, следовательно, с понижением внеш-
него давления давление насыщенного пара должно понижаться.
Но, как было показано В. А. Пазухиным и А. Я. Фишером [147],
снижение давления насыщенного пара составляет десятые и сотые
доли процента и практически никогда не учитывается.
Следовательно, давление пара вещества зависит от его при-
роды, температуры и кривизны поверхности и практически не
зависит от давления постороннего газа. Резкое же влияние давле-
ния окружающей среды на скорость возгонки объясняется зна-
чительным изменением длины свободного пробега молекул. Так,
для сульфидов металлов в глубоком вакууме длина свободного
пробега составляет целые метры против долей сантиметра при
обычном давлении.
Известно также, что величина остаточного давления оказывает
влияние на константу равновесия реакций, протекающих с обра-
зованием газообразных пред} ктов. С понижением давления реак-
ции сдвигаются в сторону образования большего числа молей
газообразных продуктов. Влияние давления постороннего газа
на состояние равновесия может быть определено из уравнения
изотермы Вант-Гоффа.
При термодинамических расчетах реакций обычно пользуются
величинами стандартных изобарно-изотермических потенциалов,
когда начальные парциальные давления исходных веществ и
продуктов реакции принимаются равными одной атмосфере. При
осуществлении процесса в вакууме изобарно-изотермический по-
тенциал может быть рассчитан из полного уравнения изотермы:
AZf = пРТ In Ар — nRT In Аисх,
где Кр — константа равновесия;
Аисх — отношение исходных парциальных давлений веществ,
участвующих в реакции,
или
AZf = AZ? + пЯ7ЧпКисх;
знак «+» — реакция идет с увеличением молей газообразных
продуктов реакции;
знак «—» — реакция идет с уменьшением газообразных исходных
веществ.
279
Таким образом, вероятность и полнота всех реакций, сопро-
вождающихся выделением газообразных продуктов или идущих
с увеличением количества молей газов, с понижением давления
будет увеличиваться.
Основным критерием для оценки возможности осуществления
возгонки или реакции, сопровождающейся выделением газооб-
разного продукта, является равенство
Рост ' Рравн »
где Ржт — давление остаточных газов;
Рравп — равновесное давление пара вещества или реакции.
Практика показала, что для достижения приемлемых скоро-
стей возгонки или разложения веществ в реальных промышленных
продуктах необходимо, чтобы Рравн в 5—8 раз превышало давле-
ние остаточных газов, что связано с необходимостью преодоления
парами сопротивления твердых компонентов руд и концентратов.
Следующей особенностью испарения веществ в вакууме яв-
ляется возможность значительного охлаждения поверхности вслед-
ствие больших скоростей испарения, что особенно важно при
исследовании физико-химических характеристик процесса. Кроме
того, многими исследователями было показано, что испарение
в вакууме — это поверхностное явление и, следовательно, ско-
рость процесса сильно зависит от состояния поверхности и спо-
соба подвода тепла к ней.
Скорость испарения веществ в глубоком вакууме может быть
рассчитана по уравнению Лангмюра:
w = 5,833- 10-2Ра]/
где w — скорость испарения;
Р — равновесное давление пара;
Л! — молекулярная масса;
Т — абсолютная температура;
а — коэффициент испарения.
Для невысокого вакуума в это уравнение вводятся поправки,
что существенно затрудняет его применение, так как, кроме
экспериментального определения коэффициента Лангмюра, воз-
никает необходимость определять давление пара вещества в испа-
рительной камере, в которой до настоящего времени измеряется
только давление неконденсирующихся газов.
Расчет скорости испарения по уравнению Дальтона, как уже
упоминалось (стр. 77), также затруднен вследствие сложности
определения фактического давления пара вещества и коэффи-
циента С.
К- Баранаев [107] показал, что сублимация твердых тел
подчиняется тем же законам, что и испарение жидкостей, однако
воспользоваться для расчета скоростей возгонки сульфидов урав-
280
нениями, выведенными для расплавов, не представляется воз-
можным либо вследствие большого количества ограничений,
либо сложности определения входящих в формулы коэффициентов.
При испарении или сублимации веществ в невысоком вакууме,
когда скорость процесса зависит от очень многих факторов
(свойств испаряющегося вещества, скорости теплоподвода и тем-
пературы поверхности, остаточного давления, состояния поверх-
ности испарения, ряда геометрических факторов и условий кон-
денсации), в большинстве случаев скорость процессов в конкрет-
ных условиях определяется экспериментально. Еще сложнее
рассчитать скорость испарения, сопровождающегося разложе-
нием вещества на летучие и нелетучие продукты, или скорость воз-
гонки компонентов из смесей или природного минерального
сырья.
Основными минералами ртутных и ртутно-сурьмяных руд и
концентратов являются кварц, кальцит, антимонит, киноварь,
иногда флюорит, сульфиды мышьяка и окисленные соединения
сурьмы. Из них основные летучие соединения — киноварь, анти-
монит и сульфиды мышьяка.
Исследование кинетики возгонки в вакууме сульфидов метал-
лов свободных и из природного сырья было проведено в Инсти-
туте металлургии и обогащения АН КазССР [118]. Было найдено,
что изменение скорости возгонки сульфидов в зависимости от
температуры описывается уравнением Аррениуса. Графически
зависимость скорости возгонки сульфидов мышьяка, ртути и
сурьмы от обратной температуры представлена на рис. 92.
Остаточное давление также оказывает большое влияние на
скорость возгонки сульфидов. На рис. 93 приведены скорости воз-
гонки сульфидов ртути и сурьмы при атмосферном давлении и
при давлении 0,1 мм рт. ст.
На приведенных графиках видно, что в вакууме значительная
скорость возгонки сульфида ртути достигается при 330—350 С,
а сульфида сурьмы — при 525—550° С, т. е. на 150—200 град
ниже, чем при обычном давлении. Большая разница в температуре
возгонки позволяет полностью разделить их фракционным испа-
рением.
Влияние остаточного давления на скорость возгонки киновари
представлено графически на рис. 94. Приближенно можно счи-
тать, что в невысоком вакууме скорость возгонки киновари об-
ратно пропорциональна корню квадратному из остаточного
давления.
Влияние присутствующих нелетучих компонентов (кварца)
на скорость возгонки киновари и стибнита в среднем вакууме
графически представлено на рис. 95. Видно, что повышение со-
держания нелетучего компонента снижает скорость испарения
обоих сульфидов. Это, а также постоянство скорости возгонки
сульфидов из зерен различной крупности и из слоев различной
281
высоты свидетельствует о том, что испарение сульфидов в среднем
вакууме — явление поверхностное. Поэтому аппарат, предназна-
чаемый для вакуум-термической переработки рудного сырья,
должен иметь большую поверхность испарения, т. е. рациональ-
ной будет возгонка или из тонких слоев при интенсивном переме-
шивании, или из взвешенного или кипящего слоя.
Интересен механизм образования металлической ртути при
вакуум-термической переработке ртутно-сурьмяных концентратов.
Рис. 92. Зависимость скорости воз-
гонки сульфидов мышьяка ртути и
сурьмы v от температуры:
1 — AS2S3; 2 — HgS; 3 — Sb2S3
Рис. 93. Скорость возгонки сульфидов
ртути и сурьмы при различных давле-
ниях:
о------о при 0,1 мм рт. ст.; • -----•
при 760 мм рт. ст. 1,2 — HgS; 3,4 —
Sb2S3
К- А. Гольберт [137] считает наиболее вероятной реакцию
9HgS + 2Sb2O3 = 2Sb2S3 + 9Hg + 3SO2. . . (1)
Он определил равновесное давление сернистого газа по этой реак-
ции в зависимости от температуры и нашел, что при 420е С оно
равно 70,1 мм, а при 460° С 178,4 мм. Уравнение зависимости дав-
ления пара -ртути по этой реакции от температуры имеет вид
1g Рл.и = -^ + 9,282.
Взаимодействию паров киновари или серы, образующейся при
диссоциации, с кислородом воздуха или парами воды этим авто-
ром отводится второстепенная роль. Процессы эти протекают по
реакциям:
3HgS + 2Н2О = 3Hg + 2H2S + SO2, (2)
HgS Hg + 1/2S2. . ., (3)
S 4" O2 = SO2. . . (4)
282
М. П. Смирновым был проведен термодинамический анализ
некоторых возможных реакций получения металлической рт^ти.
В частности, было оценено положительное влияние понижения
давления в системе на реакцию окисления киновари кислородом
и возможность окисления твердой и газообразной киновари с по-
лучением ртутных паров.
С целью изучения химизма обра-
зования металлической ртути при
Рис 94. Зависимость скорости возгонки
сульфида ртути от остаточного давления
(Рост) при температурах 400 (/), 450 (2)
и 500“ С (5)
Рис. 95. Влияние кварца на
скорость возгонки киновари и
антимонита в среднем вакууме:
/ — HgS; 2 — HgS : Si02 =1:1;
3 — HgS : SiO2 = 1 : 5; 4 — Sb2S3;
5 — Sb2S3 : SiO2 = 1:1; 6 —
Sb2S3 : Si02 =1:5
нагревании ртутно-сурьмяных концентратов при пониженных
давлениях в Институте металлургии и обогащения АН КазССР
была измерена скорость окисления киновари воздухом, кислоро-
дом и окислами сурьмы (Sb2O3, Sb2O5) при обычном и пониженном
давлении, а также была определена скорость окисления анти-
монита кислородом воздуха \ Исследование проводилось на ва-
куумной установке с кондуктометрическим титрованием выделя-
ющегося сернистого газа.
1 Вакуумные процессы в цветной металлургии. Сборник трудов первой
Всесоюзной конференции по теории и применению вакуумных процессов в произ-
водстве цветных и редких металлов. Алма-Ата. Изд-во «Наука», 1971, с. 189.
283
Скорость окисления киновари воздухом в зависимости от оста-
точного давления и температуры приведена на рис. 96. Видно,
что с понижением остаточного давления при одном и том же рас-
ходе воздуха скорость окисления киновари возрастает, что может
быть объяснено как более быстрым отводом газообразных продук-
тов окисления из зоны взаимодействия, так и более быстрым
переходом киновари в паровую фазу. Приближенно можно счи-
тать, что скорость окисления киновари кислородом воздуха об-
ратно пропорциональна корню квадратному из остаточного да-
Рис. 96. Зависимость скорости окисления
киновари от температуры при расходе
газа 10,8 л!ч:
1 — при остаточном давлении 85 мм рт. ст.;
2 — 220 мм рт. ст.; 3 — 680 мм рт. ст.
вления.
Такая же зависимость
была найдена и для скорости
сублимации киновари в сред-
нем вакууме. Это косвенно
может свидетельствовать о
том, что скорость окисления
киновари определяется ско-
ростью перехода ее в пар.
Ввиду того что в ртут-
но-сурьмяных концентратах
обычно содержится некото-
рое количество сурьмы в
окисленных формах, и, кроме
того, частично окислы сурьмы
могут образоваться в про-
цессе обжига, они могут сы-
грать определенную роль в
образовании ртути из киновари. Было установлено, что окисление
киновари окислами сурьмы при пониженном давлении происходит
при тех же температурах, что и кислородом.
Таким образом, можно считать, что при вакуум-термическом
получении ртути из ртутно-сурьмяных руд и концентратов про-
исходит не только окисление киновари или серы, выделяющейся
при диссоциации киновари, кислородом воздуха или парами воды,
но и окисление киновари окислами сурьмы. Однако вследствие
того, что при температуре процесса (375—425° С) киноварь быстро
испаряется, а окислы сурьмы в основном находятся в твердом
состоянии и взаимодействие HgS с Sb2O3 или Sb2O5 происходит
на границе пар—твердое, едва ли эта реакция может иметь суще-
ственное значение для процесса получения металлической ртути.
Это подтверждается также тем, что при нагревании ртутно-
сурьмяных сульфидных смесей в среднем вакууме при ограничен-
ном прососе воздуха, достаточном для окисления киновари,
в остатках окисленных форм сурьмы не было обнаружено.
При избытке кислорода антимонит будет частично окисляться
(см. рис. 14) и реакция (1) может иметь существенное зна-
чение.
284
Следовательно, при нормальном режиме окисление киновари
происходит главным образом в паровой фазе за счет кислорода
остаточного воздуха.
Насколько активным окислителем киновари являются пары
воды, можно судить по работам А. И. Ющенко и А. А. Цейдлера
Скорость газа,мл/ч
Рис. 97. Зависимость скорости возгонки сульфида ртути от скорости потока
газа в реакторе в присутствии паров воды:
а = 250—350° С; б = 400—493° С
и расчетам М. П. Смирнова, который рассчитал значение изобарно-
изотермического потенциала реакций:
3HgSr + 2Н,0 дГ 3Hgr + SO2 4- 2H2S,
3HgST + 2H,0 3Hgr -J- SO2 + 2H,S.
(5)
(6)
Он показал, что реакция (5) при температурах выше 400° С
сдвинута вправо и понижение остаточного давления благоприятно
для ее протекания. Реакция (6), когда киноварь находится в твер-
дом состоянии, при температурах 300—500D С сдвинута влево
только при остаточном давлении ниже 50 мм рт. ст., при тем-
пературе выше 500° С термодинамически возможно протекание
ее вправо.
Данные о скорости возгонки киновари в потоке азота, насы-
щенного парами воды, в зависимости от скорости газа и кон-
станты равновесия реакции (6) в интервале температур 250—
285
493° С, полученные А. И. Ющенко, приведены на рис. 97 и 98.
Автор термодинамическими расчетами и экспериментально по-
казал, что взаимодействие
киновари или серы, образующейся
при диссоциации сульфида, с парами
воды происходит только по уравне-
нию (6). В то же время установлено,
что реакция между киноварью или
серой с образованием водорода
HgS +2Н,0 -> Hg + SOH-2H,
в интервале 250—500 С протекать
не может.
Зависимость константы равнове-
сия реакции (6)
/ рЗ р р2 \
I Д' = ifg so/ H2s J
\ р3 р2 / ’
х ^HgSrH2O /
>3
рассчитанная по данным различных
авторов, приведена в табл. 31.
Оказалось, что полученные экспе-
риментально значения близки к най-
денным расчетным путем по литера-
турным данным.
Следовательно, киноварь начи-
нает заметно взаимодействовать с па-
рами воды при 350° С. М. П. Смир-
новым термодинамическими расче-
тами было показано также, что киноварь при 500—600° С
может окисляться углекислым газом с образованием паров ртути
и сероокиси углерода или сероуглерода.
Рис. 98. Зависимость константы
равновесия реакции 3HgS +
+ 2Н2О = 3Hg + 2H2S + SO2
от температуры:
/ — по данным Герасимова и др.;
2 — по данным Грюнерта; 3 — по
данным Россини; 4 — по данным
Авдеевой. Кружками обозначены
результаты Ющенко
Таблица 31
Зависимость константы равновесия реакции (6) от температуры
Константа равновесия при температуре, °C Литератур- ный источник
250 300 350 400 450 500
—4,2937 — 1,7662 +0,3595 +2,1408 3,7326 5,0918 66
—3,7362 — 1,2649 0 81111 2,5772 4,1010 5,4266 112
—2,4375 — 1,6152 3,2432 3,9752 4,6717 5,2477 104
ТЕХНОЛОГИЧЕСКИЕ ИССЛЕДОВАНИЯ
К- А. Гольберт в 1943—1944 гг. провел лабораторные исследо-
вания возгонки ртути из концентрата крупностью зерен 3 мм,
содержащего 1,2% ртути и около 50 % сурьмы. Процесс прово-
286
дился при остаточном давлении 20—100 мм рт. ст. и высоте слоя
сначала 20—25 м ч, затем 200 леи при продолжительности нагрева
в течение 2 ч. Полученные возгоны состояли из металлической
ртути (90%) и сульфида ртути (10%). В огарках ртуть не была
обнаружена.
Результаты опытов приведены в табл. 32, из которой следует,
что при выбранных условиях повышение остаточного давления
с 20 до 100 .чч рт. ст. почти не оказало влияния на извлечение
ртути, а при атмосферном давлении в этих условиях возгонялась
примерно половина ртути. Опыты со штофным концентратом
крупностью к} сков до 20 мм, содержавшим 3,29% рт^ти и 18—
20% сурьмы, дали аналогичные результаты.
Таблица 32
Результаты отгонки ртути из сурьмя но-ртутного концентрата,
содержащего 1,2% ртути и 50% сурьмы
Навеска концен- трата, г Остаточное давление мм, рт. ст. Высота слоя, мм Содержа- ние рту- ти в огарке,% Выход ртути в возгоны % Выход ртути в виде суль- фида, % Суммарный выход ртути о/ /О
183 20 25 0,0 85,5 9,1 94,6
159 20 200 0,0 89,8 10,1 99,9
155 60 200 0,0 96,2 3,9 100,1
160 100 200 0,0 88,2 10,6 98,8
160 Атмосфер- ное 100 0,27 57,9 — —
Полузаводские испытания проводили в реторте длиной 4 м и
диаметром 0,35 м с приваренной к ней трубой — конденсатором.
В реторту устанавливали по пять железных лодочек длиной 50—
60 см и высотой 16—18 см. Концентраты содержали от 1,75 до
32,9% ртути, 26—38,1% сурьмы и 1,0—0,5% влаги; продолжи-
тельность опытов была 7—18 ч, температура 425—440J С, оста-
точное давление 40—120 л/.и рт. ст. Общее извлечение ртри
составило 98,5%, причем 90% ее было полечено в виде металла.
Отмечено, что с увеличением содержания киновари в концен-
трате увеличивается время, необходимое для полной отгонки
ртути.
Установка проработала на переработке коллективных cj рь-
мяно-ртутных концентратов сравнительно долго. Применение
этого процесса повысило общее извлечение обоих металлов за счет
снижения потерь ртути и сохранения антимонита в неизменном,
природном виде (повышалось извлечение сурьмы при переработке
огарков на заводе). Результаты некоторых опытов приведены
в табл. 33.
287
Таблица 33
Результаты некоторых опытов по отгонке ртути
из сурьмяно-ртутного концентрата при промышленной переработке
(температура процесса 425—440° С, остаточное давление 40—120 мм рт. ст.)
Содержание в концен- трате, % Продолжи- тельность операции, ч Содержание ртути в огар- ке, % Извлечение ртути о/ /О Ступпа Баланс опыта, %
ртуть сурь- ма по анализу в виде металла выход, % содержа- ние ртути /О
1,75 38,1 7 0,01 99,4 87,1 —. —
9,78 29,0 8 0,22 97,7 104,3 — — 103,5
25,1 26,0 13,5 0,55 — 101 0,25 48 101,5
32,9 26,56 8 5,64 82,9 — — — —
32,9 26,56 10 0,01 100 — —- — 98,4
32,9 26,56 18 — 100 96,9 0,77 59,6 98,4
Практика работы на конструктивно весьма несовершенной
установке периодического действия показала следу ющее:
1) применение ваку у много способа позволяет иметь извлечение
ртути, близкое к полному, при выходе 90—95% ртути в виде
металла;
2) абсолютное содержание ртути в концентратах не оказывает
влияния на полноту извлечения, но требует увеличения времени
переработки по мере повышения содержания;
3) вполне возможна переработка коллективного концентрата
при сохранении в неизменной форме антимонита;
4) для процесса не требуются реагенты или флюсы;
5) малое количество газов предопределяет устройство не-
сложной конденсационной системы;
6) низкая температура процесса вполне допускает возможность
разработки для него непрерывно действующей аппаратуры, а
значит и полной механизации передела и создания вполне нор-
мальных санитарных условий труда.
В Институте металлургии и обогащения АН КазССР иссле-
довалась возгонка летучих компонентов из сурьмяно-ртутного
концентрата 1119]. Опыты проводились в лабораторных и укруп-
ненных условиях. Результаты работы представлены в табл. 34 и
графически на рис. 99, а и б.
Приведенные материалы показывают, что полная возгонка
ртуги достшается за 30 мин при 350—400° С и остаточном давле-
нии 0,1 мм рт. ст., а при 700—800 С достаточно полно (на 97—
98,8%) возгоняется и сурьма.
Результаты опытов позволяют утверждать о возможности
фракционной возгонки этих металлов в случае необходимости
получения отвальных по ртути и сурьме остатков.
Укрупненные опыты проводились на непрерывно действующем
288
аппарате производительностью 700—800 кг! сутки, имеющем пло-
щадь испарения 0,14 л/2, что соответствует удельной производи-
тельности 5—5,5 т!(м2-сутки). Такая производительность позво-
ляет расценивать аппаратуру применяемого типа как вполне при-
емлемую для промышленности при необходимом увеличении ее
размеров.
Испытывался концентрат, содержавший 1,3% ртути, 34,6%
с\рьмы, 22,9% кремнезема и 17,4% серы. Результаты некоторых
опытов приведены в табл. 35.
Далее с целью выяснения возможности полного разделения
сульфидов ртути и сурьмы дробной конденсацией пара были
Рис. 99. Зависимость скорости возгонки летучих из концентрата от температуры
в вакууме 0,1 мм рт. ст.-.
1 — 550° С; 2 — 585° С; 3 — 625° С
проведены опыты со смесями киновари и антимонита. Для опы-
тов использовалась лабораторная установка с кварцевым реак-
ционным сосудом, который снабжался конденсатором, обогревае-
мым четырехсекционной печью с индивидуальным обогревом каж-
дой секции. Это позволяло удлинить зоны конденсации с задан-
ной температурой.
Исследование проводилось со смесями HgS и Sb2S3, взятыми
в различных соотношениях. Конденсат располагался в двух зо-
нах: при 450—350° С антимонит, ниже 250° С метацинабарит.
Между зонами была свободная от конденсата полоса длиной 1,5—
2 см. Взаимное содержание сульфидов не превышало десятых
долей процента.
Для дробной конденсации паров, образующихся в результате
возгонки летучих из ртутно-сурьмяных концентратов, и полу -
чения чистых сульфидов необходимо пары предварительно очи-
щать от механически уносимой пыли.
19 С. М. Мельникпп
Таблица 34
Условия и результаты опытов по вакуумированию
ртутно-сурьмяных концентратов
Состав концентратов 0 .0 Условия опытов Выход остатка, % Содержание в остатке, % Извлечение в возгоны, %
температура 2 остаточное дапленне мм рт. ст. продолжи- тельность мин ртути сурьмы ртути 3 2 ё.
Влияние температуры
300 0,1 30 98,1 1,12 33,2 15,3 —
1.3 Hg 350 0,1 30 94,6 0,032 34,9 97,67 —
34,6 Sb 400 о,1 30 96,3 0,01 33,8 99,26 —
22,9 SiO2 500 0,1 30 93,7 0,01 34,4 99,3 2,3
17,4 S 600 0,1 30 93,2 0,005 34,3 99,64 1,7
700 0,1 30 47,7 0,005 2,1 99,99 97,2
800 0,1 30 42,8 0,005 1,72 99,99 97,87
В шяние остаточного давления
500 0,1 30 93,7 0,01 34,4 99,3 2,3
500 50 30 96,8 0,014 35,7 98,9 1,2
500 100 30 96,7 0,016 35,7 98,8 1,3
800 0,1 30 42,8 0,005 2,1 99,99 97,6
800 20 30 83,2 0,005 34,8 99,86 16,3
800 100 30 85,8 0,005 38,19 99,67 5,2
Влияние продолжительности процесса
500 50 15 96,8 0,016 — 98,8 —.
500 50 30 96,8 0,014 35,7 98,9 1,2
500 50 60 93,3 0,006 35,5 99,57 4,1
Таблица 35
Результаты укрупненных испытаний вакуумирования
ртутно-сурьмяных концентратов на установке
непрерывного действия
Условия опытов Содержание в остатке» % Извлечение в воз- гоны, %
температура остаточное давление мм рт. ст. производи- тельность т/(м2 с утки) ртуть сурьма ртуть сурьма
380 0,3 0,75 0,002 34,8 99,83 13,2
380 0,3 1,0 0,004 33,2 99,67 17,2
380 10 4,0 0,004 35,1 99,63 2,2
380 10 5,0 0,01 35,0 99,07 2,7
440 10 5,8 0,004 35,2 99,62 2,0
440 50 5,0 0,04 35,5 96,2 1,3
290
Таким образом, разделение ртути и сурьмы из сложных ртутно-
сурьмяных руд и концентратов возможно путем фракционной
возгонки и дробной конденсации. Однако практическое осуществ-
ление вакуум-термического способа переработки ртутных и ртутно-
сурьмяных руд и концентратов пока задерживается из-за от-
сутствия высокопроизводительного непрерывно действующего,
легко управляемого и регулируемого, надежного в работе вакуум-
ного аппарата.
АППАРАТУРНОЕ ОФОРМЛЕНИЕ
ВАКУУМ-ТЕРМИЧЕСКИХ ПРОЦЕССОВ
ДЛЯ СЫПУЧИХ МАТЕРИАЛОВ
Основные требования к вакуумным аппаратам для возгонки
летучих из сыпучих материалов — большая поверхность испа-
рения и эффективный способ подвода тепла к шихте.
Состояние вакуумного печестроения описано А. С. Микулин-
ским [138]. Известно несколько авторских свидетельств на ап-
параты для вакуумирования сыпучих материалов. Ретортные
вакуумные печи стационарного типа, испытанные на одном из
заводов страны, или вращающиеся, предложенные Колманом \
характеризуются низкой производительностью и неудовлетво-
рительными условиями теплопередачи.
Е. И. Хазанов и 3. О. Шишкин разработали вакуумный ап-
парат непрерывного действия с наклонными обогреваемыми пол-
ками 1 2. К недостаткам его относятся неравномерное распреде-
ление сползающего материала и низкий коэффициент теплоот-
дачи, так как нагрев осуществляется главным образом излуче-
нием.
Для некоторых процессов отработаны вакуумные печи с ис-
пользованием вибрации для транспортировки и разгрузки твер-
дых продуктов [139]. Вакуумные аппараты для переработки ртут-
ных концентратов с перемещением и перемешиванием концентрата
при помощи шнека и наружным обогревом, по-видимому, не
могут быть эффективными из-за низкого коэффициента исполь-
зования объема, плохих условий теплопередачи, больших потерь
тепла, тяжелых условий работы вращающихся и трущихся узлов
и деталей в атмосфере горячих агрессивных паров и газов, а
также из-за сложности обслуживания и повышенного пылеобра-
зования. По этим же причинам для непрерывного вакуумирова-
ния концентратов также малопригодны вращающиеся, барабан-
ные, многоподовые и шахтные печи.
1 Патент США № 2030472, 1937.
2 Е. И. Казанов, 3.0. Шишки н. Авт. свид № 165551 от 31 января
1962 г.
19* 291
Больше всего предъявленным требованиям отвечало бы осу-
ществление процесса возгонки из взвешенного или кипящего
слоя.
При обработке концентратов во взвешенном состоянии вполне
удовлетворительной была как степень отгонки летучих, так и
удельная производительность на единицу объема. Однако вы-
сокий унос пыли (17—25 °п) не позволил получить чистые конден-
саты.
Наиболее благоприятные результаты можно ожидать при ваку-
умировании в псевдоожиженном слое. Работами ВНИИМТ [ПО],
а также Одесского технологического института установлено, что
коэффициент теплопередачи в этих условиях возрастает при-
мерно в 5 раз по сравнению с теплопередачей в стационарном
слое, причем обработка сыпучих материалов в псевдоожиженном
слое характеризу ется не только высоким коэффициентом тепло-
передачи, но и хорошими условиями для выхода пара из слоя
в конденсационное пространство. Последнее происходит как
за счет снижения сопротивления выходу паров из нижних зон
при всевдоожижении, так и вследствие уменьшения сопротив-
ления выходу паров изнутри зерен благодаря очистке и сдирке
нелетучих продуктов при взаимном трении зерен при «кипении»
(самоочищение поверхности).
При испытании аппаратуры с псевдоожиженным слоем в ук-
рупненных масштабах для обработки ртутно-сурьмяных концен-
тратов были получены следующие результаты: извлечение ртути
выше 99%, сурьма при этом переходит в конденсат на 1,2—1,3%,
производительность аппарата 5—6 т!м2 испаряющей поверхности
в сутки, расход электроэнергии 180—200 кет-ч на тонну концен-
трата. Важным вопросом в улучшении экономики этого процесса
является переход на более дешевые источники тепла.
Таким образом, дальнейшее совершенствование металлургии
ртути должно идти по пути внедрения вакуум-термического спо-
соба переработки ртутных, ртутно-сурьмяных концентратов.
Внедрение этого способа позволит повысить комплексность ис-
пользования сырья, полностью автоматизировать и механизиро-
вать трудоемкий передел, поднять культуру производства и резко
улучшить санитарные условия труда.
ГЛАВА XII
ОЧИСТКА ГАЗОВ И СТОЧНЫХ ВОД
САНИТАРНАЯ
ОЧИСТКА ГАЗОВ
Газы ртутных заводов, направляемые в атмосферу после из-
влечения ртути в конденсаторах, хвостовых скрубберах и дру-
гих уловителях, состоят в основном из азота [до 76% (объемн.)],
292
кислорода (до 20%), углекислого газа (до 5—6°о) и водяных па-
ров (до 2—3 96). Доля же остальных составляющих ничтожна.
При переработке малосернистых руд содержание сернистого
ангидрида определяется первым десятком граммов в 1 л/3, сер-
ного ангидрида десятыми долями грамма, воды — единицами
граммов. Кроме того, в газах присутствуют наиболее тонкие фрак-
ции пыли — порядка нескольких десятков миллиграммов в 1 л/3.
Возможно присутствие некоторых количеств окислов мышьяка
и сурьмы. Ртуть присутствует в виде паровд:ульфида и аэрозоля
металла; не исключено присутствие сульфата и окиси ртути.
Общее содержание ртути колеблется в больших пределах и иногда
может превышать теоретическое равновесное содержание паров,
соответствующее определенной температуре газа, в 1,5—2 раза.
Если даже принять эту величину равной 1,25, то и топа потери
6} дут очень большими.
Часть унесенной с газами ртути осядет в районе заводской
площадки и, испаряясь, будет загрязнять воздух. Поэтому для
оздоровления атмосферы районов размещения ртутных предприя-
тий, а также в целях сбережения ценного металла, согласно дей-
ствующим с 1965 г. правилам, на заводах мощностью по пере-
работке руды свыше 30 тыс. т в год обязательно сооружение уста-
новок для очистки выбросных газов. Их иногда называют установ-
ками для санитарной очистки газов, чтобы не смешивать с очисткой
от пыли и очисткой в хвостовых скрубберах. При необходимости
на таких же установках очищают и газы вытяжной промышлен-
ной вентиляции, количество которых составляет 15—20% от
объемов технологических газов, а состав существенно отличается
либо отсутствием, либо очень малым содержанием SO2, SO3,
СО2. Содержание ртути при нормальной организации работы вен-
тиляционной системы не превышает 5 мг!м?. Расчеты показывают,
что вентиляционные газы следует очищать раздельно от техноло-
гических.
Предельно допустимые концентрации вредных веществ, ко-
торые могут присутствовать в выбросных газах ртутных заводов,
в воздухе населенных пунктов по санитарным нормам таковы,
.иа'лг3 : 0,0003 ртути; 0,15 сернистого ангидрида; 0,008 сероводо-
рода; 0,003 мышьяка. Если сопоставить эти нормы с фактическим
содержанием в выбросных газах, упомянутым выше, то можно
увидеть, что концентрацию ртути следует снизить в несколько
тысяч раз и сернистого ангидрида в несколько десятков раз.
Из-за малого содержания мышьяка в отечественных рудах он
пока не представляет большой опасности, сернистый ангидрид —
тоже, хотя, как это будет изложено дальше, он может осложнить
процессы очистки газов от ртути.
Снижение содержания вредных примесей в возд; шном бассейне
за счет разбавления и выброса газов через высокую трубу не ре-
шает рационально проблему и может быть принято лишь как вре-
293
менная мера при отсутствии приемлемых методов санитарной
очистки.
В СССР проведено много работ по очистке газов от ртути.
К числу первых авторов этих работ следует отнести Е. П. Алексе-
евского, В. А. Пьянкова, М. Л. Лоевского, начавших разработки
с первых лет индустриализации страны. Исследования прово-
дились с целью изыскания сорбентов ртути как для респираторов,
так и для промышленных установок по очистке газов. Позднее
в этих работах, носивших также и прикладной характер, прини-
мали участие Г. М. Гинодман, А. А. Розловский, В. А. Тильга
и др., перечень работ которых приведен в библиографии по раз-
делу (стр. 463).
Способы очистки газов от ртути основаны главным образом
на контакте их с материалами, способными удерживать ртуть
в химически связанном или сорбированном состоянии. Контакт
осуществляется либо путем пропускания газов через слой сор-
бента, либо путем орошения потока газов раствором реагента или
суспензией.
При выборе сорбента необходимо учитывать, что очистке
подвергаются большие объемы газов, поэтому сорбент должен
не только хорошо улавливать ртуть, но и быть достаточно де-
шевым и недефицитным.
Наиболее испытанными на отходящих печных газах ртутных
заводов химическими реагентами или сорбентами являются пи-
ролюзит, хлорная известь и газообразный хлор. На одном из
японских предприятий применяется азотная кислота. Перечень
же других возможных сорбентов ртути достаточно велик.
Из кислот наиболее активна азотная; описание практики ее
применения приводится ниже. Для улавливания ртути могут
быть использованы также различные окислители и окислы (окись
меди, окись серебра, двуокись свинца, двуокись марганца, пере-
кись водорода, озон), соли (калийная селитра, перманганат ка-
лия, хлорная известь) и элементарные вещества (иод, сера, алю-
миний и др.).
Химизм связывания ртути различен, например растворение
(азотная кислота), образование окиси ртути (окислители) или гало-
генидов ртути (хлор, иод, хлорная известь), комплексов (двуокись
марганца, пиролюзит,) сульфида ртути (сера), амальгамы (алю-
миний) и т. д.
Следует упомянуть также сорбенты: активированный уголь
и гопкалит Е Первый рассчитан на адсорбцию ртути, однако
обладает в чистом виде невыской емкостью. По замерам Г. И. Ги-
нодмана, при просасывании газов через слой угля очистка от
1 Катализатор, применяемый в респираторах для защиты от окиси углерода,
которая окисляется до углекислоты. Примерный состав: 50% МпО2; 30% СиО;
15% СоОз; 5% Ag2O.
294
ртути составила только 14—37%, но тот же уголь, предварительно
обработанный хлором, очистил газ от ртути полностью. Следова-
тельно, активированный уголь, обладающий высокоразвитой ад-
сорбционной поверхностью пор, может быть применен в качестве
поглотителя паров ртути лишь после предварительной обработки
веществами, способными образовывать соединения со ртутью
(перманганат калия, иод, хлор и т. д.). В этом случае емкость ак-
тивированного угля резко возрастает.
Гопкалит рассматривается, как и подавляющее большинство
поглотителей, перечисленных выше, как сорбент, который ис-
пользовать в противортутных противогазах или респираторах.
Однако он очень дорог и, как окись серебра и ряд других перечис-
ленных веществ, нерационален для промышленной очистки боль-
ших количеств газов.
Очистка с помощью пиролюзита
Применение марганца для улавливания ртути из газов нача-
лось с использования активной двуокиси марганца 1 для изыска-
ния сорбентов для противортутных противогазов. Позднее Г. М. Ги-
нодман предложил заменить дорогостоящий реактив относительно
дешевой и легкодоступной природной марганцевой рудой —
пиролюзитом, состоящим в основном из двуокиси марганца.
При контакте газов, содержащих ртутьте пиролюзитом, на его
поверхности образуется стойкий комплекс по реакции
2Hg + MnO2 = Hg2MnO2. (1)
Теоретический расход на 1 кг ртути 0,217 кг МпО2.
Если в газах присутствует сернистый ангидрид или серная
кислота (печные газы), то образуются сульфаты марганца и ртути:
nSO2 + МпО2 + (и — 1) Н2О + 0,5О2 =
= (и — 1) H2SO4 + MnSO4, (2)
Hg2MnO2 + 2H2SO4 = Hg,SO4 + MnSO, + 2H2O. (3)
При этом основное количество пиролюзита расходуется на
реакцию с SO2, поскольку концентрация последнего в печных
газах на два порядка выше, чем ртути. Поэтому технологические
печные газы ртутного производства необходимо предварительно
очищать от SO2. Это практически осуществляется путем орошения
газов суспензией известкового молока. Для улавливания ртути
из газов, не содержащих сернистого ангидрита, их пропускают
через слой пиролюзита. Этот способ очистки вполне применим
для вентиляционных выбросов.
1 Под активностью двуокиси марганца подразумевается ее способность ката-
лизировать окисление СО до СО2 при 100° С. Приготовляется она окислением
сульфата закиси марганца перманганатом в водном растворе при 60° С в течение
трех дней; отфильтрованную двуокись марганца высушивают при 140'' С.
295
В процессе орошения газов известковым молоком протекают
следующие основные реакции:
Са (ОН)2 + SO,71CaSO3 + Н2О . . (4)
CaSO3 + SO2 + Н2О ЦСа (HSO3)2 .... (5)
2CaSO3 + О2 7±2CaSO4 ... (6)
Но в газах содержится еще и двуокись углерода, приводящая к об-
разованию углекислого кальция:
Са (ОН)2 + СО2 = СаСО3 + Н2О. (7)
В скруббере происходит также частичное поглощение SO3,
который, взаимодействуя с гидроокисью кальция, образует суль-
фат кальция.
Желательно, чтобы процесс протекал в соответствии с реакцией
(5), поскольку кислый сернистокислый кальций растворим в воде.
Оптимальные условия протекания этой реакции создаются при
pH = 6,2 -^6,7. При pH > 7 преимущественно образуются сер-
нистокислый и углекислый кальций, т. е. протекают реакции
(4) и (7).
Образующиеся карбонат, сульфит и сульфат кальция могут
отлагаться на аппаратуре, что приведет к нарушению процесса
очистки. Поэтому очистка известковым молоком должна прово-
диться при строгой регламентации pH пульпы.
Для предотвращения накопления и кристаллизации солей
в скруббере часть пульпы периодически направляют в кристалли-
затор, через который избыток солей выводится из цикла.
Содержащийся в газах аэрозоль металлической ртути и неболь-
шое количество паров ртути улавливаются в скруббере и затем
выводится из системы с отработанным известковым шламом. Газы
в скруббере одновременно очищаются от пыли до остаточного ее
содержания 10—15 мг!м3 и сернистого ангидрида—до 250—
500 л/гЛи3.
После очистки от сернистого ангидрида газы подогревают до
50—70’ С для предотвращения конденсации паров воды и направ-
ляют в пиролюзитный адсорбер для улавливания ртути. В ад-
сорбере улавливается примерно 95% от поступившей сюда ртути,
после чего очищенные газы дымососом эвакуируются через трубу
в атмосферу.
Извлечение ртути из осадка, собранного и извлеченного из
кристаллизатора, можно было бы осуществить по следующей схеме:
отфильтровать осадок от избытка влаги и направить на обжиг.
Но при этом могут возникнуть осложнения из-за отвердевания
массы, содержащей гипс. Поэтому обжиг осадка не может быть
осуществлен, например, со ступпой, что было бы удобно для меха-
низации процесса, а должен проводиться с рудным материалом.
296
Содержание ртути в осадке невысокое — до десятых долей про-
цента.
Ртуть, уловленную в адсорберах, периодически извлекают из
отработанного (обогащенного ртутью) пиролюзита. Грохочением
в перфорированном барабане пиролюзит освобождают от обога-
щенного ртутью поверхностного слоя. Отсеянную мелочь, содер-
жащую 1—2% ртути, сульфат и окись марганца, обжигают вместе
с богатой рудой или ступпой. Остаток кускового пиролюзита
в барабане после отсева используют повторно для очистки газов.
Орошение газов известковым молоком проводится в безнасадоч-
ных скрубберах; насадка здесь нежелательна, так как может
зарастать образующимися кристаллами солей. Плотность ороше-
ния составляет 30—50 л«3/(лг2-ч) при скорости газа в скруббере
1,5 м/сек.
В адсорберах, рекомендованных Гипрогазоочисткой, слой пиро-
люзита толщиной 600 мм расположен вертикально для удобства
выгрузки и загрузки сорбента. Сверху и снизу адсорбера установ-
лены бункера; верхние предназначены для свежего пиролю-
зита, подготовленного к загрузке в адсорбер, нижние — для
приемки отработанного пиролюзита. Бункера оборудованы шне-
ковыми или скребковыми транспортерами для загрузки и выгр}зки
материала.
Крупность пиролюзита 4—15 мм. Расход его оценивается из
расчета 100-кратного избытка против стехиометрического расхода
двуокиси марганца. Это примерно составляет около 20 т на одну
тонн} уловленной ртути. Срок службы загруженной порции пиро-
люзита в адсорбере около 50 суток.
Скорость газов в адсорбере при температуре 50—70' С со-
ставляет 0,2 м/сек. Подогрев газов перед адсорбером, необходи-
мый для предотвращения конденсации водяных паров, осуществ-
ляется газовым топливом. Газ сжигается в камере, соединяющейся
с газоходом. Продукты сжигания топлива переходят в очищенные
газы, несколько }величивая их объем. При отсутствии газового
топлива может быть применен внешний подогрев через стенку
металлического газохода.
Возможны различные варианты пиролюзитного способа очистки
газов. На одном из наших заводов была проверена следующая
схема: в двух последовательно установленных скрубберах с ке-
рамиковой насадкой газы без предварительной очистки от сер-
нистого ангидрида орошались водной суспензией, содержащей
15% (по массе) молотого пиролюзита (скруббер I), и 15%-ной
серной кислотой (скруббер II). В первом скруббере происходило
освобождение от основной части SO2, во втором — от остатков SO2
и ртути. В поглотительной суспензии накапливались свободная
серная кислота, сульфат ртути, сульфат марганца и сернокислое
железо. По достижении концентрации растворимых солей 15%
часть раствора выводилась из цикла для осаждения ртути сер-
297
нистым аммонием. Осветленный, свободный от ртути раствор
нейтрализовали аммиаком или аммиачной водой, и он может быть
использован в качестве удобрения.
Степень очистки газов от ртути составила при испытаниях
90—96%, от сернистого ангидрида 98—99%. По предварительной
оценке, этот метод может быть экономически рентабельным при
условии, если есть потребители жидких удобрений.
Аналогично этому в расчете на получение раствора сернокис-
лого марганца также для удобрения почвы возможен вариант
обработки отсева, обогащенного ртутью пиролюзита, получен-
ного при основном варианте очистки газов. Отсеянную мелочь
подвергают выщелачиванию водой. Получаемый 15—20%-ный
раствор сернокислого марганца после осаждения ртути может
быть использован как микроудобрение. Авторские права на такой
процесс (барботаж газа через суспензии пиролюзита) принадле-
жат НИИОГАЗу %
Очистка хлорной известью
Еще до 1940 г. Пьянков и Лоевский [205] установили, что
хлорная известь (СаОС12) — хороший сорбент ртути. Авторы ука-
зали, что присутствие в газах сернистого ангидрида резко сни-
жает активность хлорной извести к парам ртути, поэтому необ-
ходимо предварительно очищать газы от SO2. Было отмечено весьма
агрессивное разрушающее действие хлора на материал аппара-
туры. Оптимальная концентрация хлорной извести в растворе
определена в 0,1—0,2%.
В 1961 г. А. А. Розловский, В. А. Тильга и Г. А. Лахтин пред-
ложили процесс удавливания ртути из отходящих газов и
вентиляционных выбросов 0,1—0,5%-ным раствором хлорной
извести в проточном режиме, например в механическом скруб-
бере 1 2.
Сущность процесса заключается в том, что при разложении
хлорной извести выделяются элементарный хлор, окись хлора,
а в результате каталитического действия окислов металлов —
и атомарный кислород. На основании расчетов изобарных потен-
циалов и констант равновесия авторы пришли к выводу о том,
что первоочередными реакциями при взаимодействии ртути с этими
окислителями наиболее вероятно будут реакции образования ка-
ломели, сулемы и затем окиси ртути. Из этих соединений хорошо
растворима только сулема, которая, взаимодействуя с окисью
ртути, образует хлорокись ртути, нерастворимую в воде:
HgCl2 + HgO = Hg,OCl2
1 Авт. свид. № 95092 от 27 февраля 1952 г.
2 Авт. свид. № 165 900 от 27 февраля 1961 г.
298
и переходящую в осадок, как и каломель. Впоследствии при опы-
тах было найдено, что более 70% уловленной ртути было скон-
центрировано именно в осадке.
Авторами была предложена конструкция горизонтального
механического скруббера, схематически изображенного на
рис. 100. Скруббер представляет собой горизонтально расположен-
ный цилиндр с соосно установленным валом 8, приводимым в дви-
жение от мотора через редуктор. На валу закреплены диски 2
с сетчатым покрытием (размер сетки 2 ,и.ч). Газ вводится и уда-
Рис. 100. Горизонтальный механический скруббер;
1 — смотровой люк; 2 — диск: 3 — перегородка: 4 — электродвигатель; 5 —
сальник; 6 — разгрузочный патрубок; 7, 9 — патрубки ввода или вывода ра-
бочего раствора; 8 — вал; 10 — подшипник; // — муфта; 12 — редуктор
ляется из скруббера через патрубки в торцовых стенках цилин-
дрического корпуса. Раствор поступает и выводится через па-
трубки 7 и 9; циркуляция раствора между сборником осадка
и скруббером осуществляется насосом, причем направление по-
дачи раствора может быть по потоку газов или противоточным.
Патрубки 7 и 9, расположенные несколько ниже осевой линии
цилиндра, определяют уровень наполнения скруббера раствором.
Газ в аппарате активно перемешивается с раствором вращающи-
мися перфорированными дисками, а перед выходом несколько
сдерживается перегородкой 3. Время контакта газов с раствором
примерно 3—4 сек. При вращении перфорированных дисков в ме-
ханическом скруббере происходит интенсивный массообмен, так
как используются различные формы контакта реагирующих
веществ — пленочный, пенный и капельный.
Во время первых опытно-промышленных работ, проводимых
на скруббере диаметром 0,9 м и длиной 1,5 м, были определены
следующие оптимальные параметры ведения процесса очистки:
расход газа 750—850 м31ч, скорость циркуляции (расход раствора)
200 л1ч, содержание хлорной извести в растворе 1200—1235 мг!л,
299
температура раствора 24—26° С. Содержание ртути в очищаемых
газах было 3,1—42,2 мг/м3-, степень очистки составила 89,6—
91,1 ?о. Было установлено, что при приближении к концу шести-
часового опыта степень очистки непрерывно повышалась по мере
замещения отработанного раствора свежим.
Осадок отстойника, содержащий 11 % ртути, можно отправ-
лять на извлечение ртути, а слив, содержащий 600—800 мг/л
активного хлора, возвращать на приготовление рабочего раствора
хлорной извести. По расчетам, расход ее составляет не более
0,5 г/м3 газа.
В процессе испытаний опытно-промышленного скруббера, ко-
торый был изготовлен из обычной стали, установлено весьма
быстрое разрушение железной аппаратуры. По этой причине
содержание железа в растворе постоянно составляло 755—
1650 мг/л. Поэтому повторные опыты проводились в скруббере,
детали которого были достаточно защищены от агрессивного дей-
ствия хлора.
Конструкция этого скруббера в принципе аналогична изобра-
женной на рис. 100, только размеры его увеличены (диаметр
дисков 2 м, длина корпуса 3,8 м). Диски изготовлены из вини-
пласта, стальные спицы дисков гуммированы, металлическая
крышка корпуса оклеена полиизобутиленовыми листами, про-
варенными на стыках. Ванна корпуса и отстойник для осадка,
также изготовленные из металла, изнутри покрыты резиновыми
листами с защитным покрытием от механических повреждений
в виде 120-мм слоя кислотоупорного кирпича, выложенного
на силикатном растворе. Вал покрыт химически стойким лаком,
а свободные наружные поверхности аппаратуры — нитроэмалью
или кузбасским лаком.
Производительность такого скруббера рассчитана на обра-
ботку газа до 9000 м3/ч (н. у.), скорость вращения дисков 30 об/мин,
привод вала через редуктор от мотора 28 кет.
Концентрированная суспензия хлорной извести поступала
в скруббер из напорного бака с помощью регулирующего авто-
матического устройства, обеспечивающего строгое соблюдение
заданного режима подачи.
Длительное испытание скруббера вели при следующем режиме:
часовой расход газа 7800 м3/ч (н. у.), скорость циркуляции рас-
твора 2 м3/ч, скорость газа 0,43 м/сек, время пребывания газа
в скруббере 6,4 сек\ удельный расход активного хлора 0,53 г/м3
(и. у.) газа (44-кратный избыток против стехиометрического).
Результаты очистки газа приведены в табл. 36.
Из таблицы следует, что степень улавливания составила:
паров ртути 94,7%, а аэрозолей металла 32,6%. Средняя степень
улавливания ртути 79,4%; серы 66,5%, в том числе паров серы
на 68,7% . Общее содержание серы в отходящих газах в пересчете
на SO'2 составляет 1,14 г/м3 (н. у.).
300
Таблица 36
Состав газов при опытно-промышленных испытаниях
хлорноизвесткового способа очистки, мг!л? (н. у.)
Фаза Ртуть в пересчете на металл C1- S
Hg HgCl2 HgO- + HgSO4 Hg2Cl2 HgS общая
Пары . 29,8 Ио 0,94 содний гс 13 30,74 Сле- 1470
Аэрозоли 0,46 0,81 0,94 0,74 0,54 3,49 ДЫ Тоже 230
Всего . 30,26 1,75 0,94 0,74 0,54 34,23 То же 1700
Пары . 1,59 Очи 1,82 щенный г аз 3,41 Сле- 460
Аэрозоли 0,31 1,39 1,06 0,57 0,38 3,71 Ды 60,5 ПО
Всего 1,90 3,21 1,06 0,57 0,38 7,12 60,5 570
В осадок было переведено 65,5% от всей ртути и 38,5% серы,
содержавшихся в очищаемых газах. Осадок содержал, вопреки
ожиданиям, 55,8% всей ртути в виде сулемы; 23,66% в виде смеси
хлорокиси и сульфата ртути; 5,28% металлической ртути; 3,38%
каломели и 11,88% сульфида. Среднее содержание ртути в осадке
0,51% и хлора 0,44—1,51%.
Оборотный раствор, циркулировавший между напорным ба-
ком и скруббером, содержал, г!л: ртути 0,108; хлора всего 10,0,
в том числе активного от 0,3 до 1,4; серы всего 14,5; сульфат-иона
43,5. Взвешенные в растворе твердые частицы сравнительно легко
отстаивались за 70 мин.
Опыты показали, что конструкционными материалами, обес-
печивающими достаточную стойкость в среде активного хлора,
могут служить винипласт, полиизобутилен, резина КЩС, ти-
тан, кислотоупорный кирпич на силикатном растворе. Часть
перечисленных материалов была испытана в агрессивной среде
процесса.
В результате проведенных испытаний неожиданной оказалась
общая низкая степень очистки газов от ртути, которая во всех
предварительных лабораторных опытах и первых полупромыш-
ленных испытаниях достигала 91—98%. Общее содержание ртути
в отходящих газах составило 7,12 мг!м\ что следует признать
слишком высоким. Более закономерным, хотя также чрезмерно
301
высоким, явилось содержание в отходящих из процесса газах
С1“ (60,5 мг/м3) и большое содержание хлора в осадках (до 1,5°о).
При таком содержании хлор-иона могут создаться определенные
затруднения при выбросе газов в атмосферу и при переработке
промпродуктов с целью извлечения ртути.
Авторами рассмотрены и отвергнуты несколько возможных
вариантов переработки осадка, в том числе:
а) непосредственный обжиг при 700—750 С, который поз-
волил получить извлечение ртути в конденсат только 78—82%,
90% хлора ушло с газами в конденсатор;
б) обжиг осадка, шихтованного с известью, не позволивший
получить нелетучий СаС12 в должных количествах, так как пары
хлоридов ртути покидали печь до образования хлоридов кальция;
в) обжиг осадка с последующим фильтрованием газа через
нагретый фильтр с сорбентами хлора (медь, негашеная известь),
отвергнутый из-за высокого расхода меди и неудовлетворитель-
ного улавливания хлора.
Наиболее удовлетворительной для переработки хлорсодер-
жащих осадков оказалась обработка растворами едкого натра
и кальцинированной соды в течение двух часов при т:ж = 1 : 10,
концентрации NaOH 5—30%, Na,CO3 1 — 10% и температурах
20—503 С. В этих условиях осадок полностью освобождается от
хлора и может быть присоединен к бедной ступпе завода для сов-
местной переработки (сгущение, фильтрация и обжиг кека).
При этой схеме по аналогии с переработкой хлорсодержащего
вторичного ртутного сырья можно ожидать извлечения ртути
из осадка примерно 85%.
В процессе очистки газов циркулирующий раствор хлорной
извести по мере накопления в нем примесей следует периодически
выводить из цикла. В качестве меры его обезвреживания (дове-
дения содержания до предельно допустимых концентраций) при
выводе в канализацию авторами рекомендуется разбавление сли-
вами гидравлического удаления пылей и сливами конденсации.
Такая схема разбавления стоков возможна лишь в том случае,
если завод не использует оборотной воды.
Опытно-промышленные испытания подтвердили, что вся ап-
паратура, включая вентиляторы, насосы, трубопроводы и газо-
ходы, должна быть выполнена из кислотоустойчивых материалов.
При этом установлено, что нержавеющая сталь марки 1Х18Н10Т
не может быть рекомендована как конструкционный материал
вследствие подверженности точечной коррозии. По-видимому,
наиболее пригодным материалом здесь может оказаться титан.
Очистка с помощью хлора
Газообразный хлор обладает высокой реакционной способ-
ностью, поэтому его можно использовать в процессе очистки
от ртути газов. Реакции хлорирования ртути протекают в за-
302
виси пости от соотношения реагирующих компонентов с образо-
ванием сулемы или каломели:
Hg + Cl 2 = HgCl2 + 55 ккал, (8)
2Hg + Cl2 = Hg2Cl2 + 63,32 ккал. (9)
В первом случае теоретический расход хлора составляет
353,5 г кг ртути, во втором 176,7 г.'кг. При избытке хлора проте-
кает реакция хлорирования каломели с образованием сулемы:
Hg2Cl2 + С12 = 2HgCl2. (10)
При опытах с газами, содержащими 25—35 мг/м3 ртути и около
200 мг сернистого ангидрида, отмечено, что при содержании хлора
менее 500 мг/м3 образуется в основном каломель, а при избытке
хлора (2000 мг/м3) ртуть связывается в сулему на 90—95%.
Хлорирование сульфида ртути протекает по реакции
HgS + С12 = HgCl2 + S . . ., (11)
либо
HgS + С12 + О2 = HgCl2 + SO2. (12)
Реакции хлорирования проходят за доли секунды независимо
от присутствия в газах сернистого ангидрида, хотя при содер-
жании его более 5—7% процесс несколько замедляется, особенно
когда содержание ртути в газах приближается к минимуму.
Основное количество продуктов хлорирования образуется
вблизи места ввода хлора в газовый поток; часть их оседает на
поверхности аппаратуры, а часть в виде аэрозолей уходит с га-
зовым потоком.
Г. М. Гинодман [199] предложил применить способ очистки
отходящих газов ртутных заводов хлором, назвав его селектив-
ным хлорным способом. В его основу положена обработка от-
ходящих газов газообразным хлором. Способ рассчитан на работу
с ограниченным количеством ртути в газах, а значит на получение
только сулемы по реакции (8), и с условно сухими газами (отно-
сительная влажность не выше 80%), поэтому до контакта с хло-
ром они подогреваются примерно на 5 град выше точки росы.
Основное условие применимости способа — отсутствие в газах
капель воды; при этом пары ртути, содержащиеся в газах, свя-
зываются с хлором, образуя сулему. Присутствие сернистого
газа в газовой смеси оказывается полезным при последующей об-
работке газового потока, содержащего сулему, так как образовав-
шаяся сернистая кислота поглощает избыток хлора, непрореаги-
ровавшего со ртутью с образованием соляной и серной кислот:
Cl, + Н2О + H2SO3 = 2НС1 + H2SO4. (13)
Контакт с водой осуществляется в мокром скруббере любой
конструкции, в который газы направляются после обработки
хлором. Сулема растворяется в поглотительном растворе. Рас-
303
твор, подкисленный образовавшимися кислотами, агрессивно дей-
ствует на аппаратуру, поэтому ее следует изготавливать из кис-
лотостойких материалов.
Необходимость очистки от сернистого ангидрида газов, осво-
божденных от хлора, определяется содержанием SO2, образовав-
шимся после протекания реакции (12).
Извлечение ртути из кислого раствора, содержащего сулему,
ocj ществляется нейтрализацией. Если для этого применить сер-
нистый натрий, то выпадает осадок сульфида ртути:
HgCl2 + Na2S + Н2О = HgS + 2NaCl + Н2О. (14)
При применении гидроокиси магния выпадает окись ртути:
HgCl2 + Mg (ОН)2 = HgO + MgCl2 + Н2о. (15)
Аппаратурное оформление такого процесса следующее: газы
проходят через нагревательную камеру либо устройство, анало-
гичное описанному для пиролюзнтной схемы, для повышения
температуры выше точки росы, затем попадают в газоход-сме-
ситель, куда подается газообразный хлор. Смеситель должен
быть рассчитан на 2—3-сек пребывание в нем газов. Содержащие
сулему газы поступают в скруббер с водяным орошением или
аппарат барботажного типа.
Орошающая вода (слабокислый раствор) по мере ее обогаще-
ния сулемой выводится из цикла в реактор, где смешивается с вос-
становителем ртути. Осадок, полученный в реакторе, выделенный
на фильтре, после отмывки С1_ может быть направлен в обжиг
вместе со ступпой.
Проверка селективного хлорного способа в укрупненных
масштабах проводилась на опытной установке по очистке газов,
рассчитанной на производительность 25 тыс. м31ч, схема которой
приведена на рис. 101.
Хлоратор 7 представляет собой цилиндрический резервуар
с коническим дном, заполняемый коксиком 10 крупностью 4-10—
25 мм. Коксик загружается в хлоратор ковшовым элеватором 13
и выгружается из хлоратора через коническую часть с затвором,
проходя по пути к элеватору через грохот 11, на котором отсеи-
вается коксовая мелочь и уловленная коксом пыль. Отсев соби-
рается в баке 12, наполняемом 2%-ным раствором сернистого
натрия. Для разравнивания вновь загруженного коксика в хло-
раторе установлен деревянный скребок 8.
Газы перед поступлением в хлоратор проходят через подогре-
ватель 2 с расчетом достижения максимальной относительной
влажности не выше 80%. Газ непрерывно вводится в слой коксика
ниже колпачкового распределителя хлора 9. Хлор подается из
баллонов 3 через ротаметр 5 периодически, по часу через каждые
два часа. Хлоропровод введен под колпачковый распределитель 9,
далее хлор расходится по шести радиально расположенным
304
П-образным желобкам и распределяется по ним в слое коксика.
Газы, проходя через этот слой высотой 0,7 м, вступают в кон-
такт с хлором, после чего вентилятором 6 перемещаются в трубу
Вентури 14, в которую насосом 16 из резервуара 17 подается
поглотительный раствор. Далее газы проходят каплеуловитель 15
Рис. 101. Схема цепи аппаратов опытно-промышленной установки по очистке
газов хлорно-селективным способом:
/ — смеситель сульфидного осадка с известью; 2 — подогреватель очищаемых газов;
3 — баллоны с хлором; 4 — вентилятор для эвакуации возможного выброса газов, содер-
жащих сулему; 5 — ротаметр; 6 — вентилятор; 7 — хлоратор; 8 — гребок для разрав-
нивания кокса; 9 — колпачковый распределитель хлора с шестью радиальными жело-
бами; 10 — коксик; 11 — грохот для отсева мелочи; 12 — приемник для мелочи; 13 —
ковшовый элеватор; 14 — труба Вентури; 15 — каплеуловитель; 16 — центробежный
насос; 17 — резервуар поглотительного раствора; 18 — циклонный скруббер; 19 — скруб-
бер с хордовой насадкой; 20 — центробежный насос; 21 — реактор для осаждения ртути;
22 — реактор для нейтрализации стоков
и циклонный скруббер 18 для доулавливания влаги и пыли, после
чего выбрасываются в атмосферу.
Для предотвращения возможного выброса в помещение цеха
газов, содержащих сулему, вентилятор 6 помещен в плотный ко-
жух, из которого воздух отсасывается вентилятором 4 в линию
очищаемых газов.
Кроме основной схемы с трубой Вентури, для сопоставления
эффективности установлен скруббер 19 с хордовой насадкой
(вторая схема). Поглотительный раствор здесь подается центро-
бежным насосом 20. По мере обогащения ртутью и кислотами
поглотительный раствор периодически выводится из цикла в ре-
актор 21, где обрабатывается раствором сернистого натрия, по-
даваемым из бака 12 вместе с мелочью, отсеянной на грохоте 11.
20 С. М. Мельников 305
После обработки раствором сернистого натрия слив из реактора
передается в нейтрализатор 22, в который добавляется известняк
или известь для нейтрализации кислоты. Нейтрализованный
раствор сбрасывается.
Осадок из реактора 21 проходит тщательную отмывку водой
от СГ, после чего направляется в смеситель /, откуда зашнхто-
ванный с известью (псевдоосушка) передается на обжиг вместе
со ступпой.
Для орошения газов в трубе Вентури или скруббере с хордовой
насадкой используется вода, которая по мере протекания реак-
ции (13) постепенно обогащается кислотами.
Сулема хорошо растворима в воде, однако для предотвраще-
ния ее улетучивания к орошающей воде добавляют соли аммония:
NH4C1, (NH4)2 SO4 и др. Аммоний связывает ртуть в амидохлорид
(неплавкий преципитат), например
HgCl2 + NH4C1 = (HgNH2)Cl + 2НС1. (16)
Поглотительный раствор находится в непрерывной циркуля-
ции ' примерно до 10%-ной концентрации кислот. После этого
часть раствора удаляется из цикла, а выведенное количество
компенсируется водой.
Выведенный раствор обрабатывают в реакторе 21 раствором
сернистого натрия. В кислой среде при этом протекают реакции:
Na2S + H2SO4 = Na2SO4 4- H2S, (17)
(HgNH,) Cl + H2S = HgS 1 + NH4C1. (18)
Осадок, как указывалось, являющийся ртутным промпродук-
том, направляется на обжиг, а растворы — на нейтрализацию.
Вследствие агрессивности продуктов аппаратуру гуммиро-
вали, покрывали диабазовой плиткой, химзащитными лаками
и т. д.
Фиктивная линейная скорость газа в слое коксика достигала
0,4 м/сек (время контакта с коксиком 1,75 сек). При такой ско-
рости примерно 85% улавливаемой ртути переходило в отсевае-
мую от коксика мелочь и 15% улавливалось во второй стадии
абсорбции раствором. Выход отсеиваемой мелочи составлял
около 2% от массы коксика; среднее содержание ртути в отсеве
составляло от 2,6 до 11,3%. Отсюда расход коксика составляет
от 9 до 40 кг/кг ртути.
Скорость газов в трубе Вентури около 90 м/сек, удельный рас-
ход воды около 0,5 л/м9 газа. В скруббере с насадкой скорость
газов 1,4 м/сек, плотность орошения 18 л;3/(л2-ч).
Извлечение ртути составляло примерно 95% при содержании
в отходящих газах в разных опытах от следов до 9 мг/м9 или
в среднем от 1,4 до 6 мг/м9.
306
По мере насыщения коксика хлоридами ртути содержание
ртути в газах, выходящих из хлоратора, возрастает и центр улав-
ливания перемещается в абсорбционные аппараты.
Содержание ртути в поглотительном растворе, выводимом
из цикла в виде амидохлорида, составляет порядка 10 г!л. Сред-
нее содержание в шламах, зашихтованных с известью и направлен-
ных на обжиг, от 0,5 до 0,95%.
Расход аммония составляет 200 % от теоретического по реак-
ции (16), или до 0,2 кг!кг ртути; расход хлора 350?6 от стехио-
метрического по реакции образования сулемы, или 1,2 кг!кг
ртути.
Кислотно-содовый способ очистки
Среди возможных способов очистки газов от ртути следует
упомянуть способ, применяемый на предприятии Итомука (Япо-
ния). Газы многоподовой печи, на которой обжигаются ртутные
концентраты, очищаются от ртути по оригинальной схеме с ути-
лизацией SO 2 и SO3.
Технологические газы, содержащие порядка 23,2 мг!м9 ртути,
имеют следующий состав, %: 4,5—6 SO2; 0,8—1,2 SO3; 10—
13 О2; 78—81,4 N2; 0,85—1,35 Н2О. Газы поступают в погло-
тительную башню, заполненную раствором 30 %-ной азотной
кислоты, предназначенной для улавливания ртути и окиси же-
леза. В башню заливают 1000 кг HNO3 в расчете на 60-дневную
работу.
По сообщению авторов 1207], здесь поглощается вся ртуть,
небольшое количество SO3 и незначительное количество SO2.
После окончания поглощения кислый раствор нейтрализуют
гашеной известью в течение суток; полученный осадок после
подсушивания обжигают для извлечения ртути.
Газы, вышедшие из первой башни, направляются во вторую,
заполненную 2 т 10 %-ной H2SO4. Это количество рассчитано
на 8-месячную работу для поглощения SO3. К концу этого периода
концентрация кислоты достигает 98%. За счет добавления к этой
кислоте 30 %-ной перекиси водорода содержащаяся в кислоте
двуокись серы окисляется, а очищенное купоросное масло слу-
жит товарным продуктом.
Третья поглотительная башня, принимающая газы из второй,
заполнена раствором соды, в котором на 1 т воды приходится
440 кг Na2CO3. Процесс, протекающий в этой башне, рассчитан
на поглощение SO2 с образованием гипосульфита натрия. Ре-
акции идут в следующем порядке: при взаимодействии сернистого
газа с раствором соды образуется бисульфит натрия:
2SO2 + Na2CO3 + Н2О = 2NaHSO3 + СО2 . . ., (19)
20*
307
который при нагревании распадается с образованием метаби-
сульфита натрия:
2NaHSO3 Na2S2O5 + Н2О ... (20)
При дальнейшем контакте с содой образуется гипосульфит
натрия:
Na2S,O5 + Na2CO3 =
= 2Na2S2O3 + СО2 . . ., (21)
который является также товарной продукцией. За счет своевре-
менного вывода раствора можно получать любой из трех про-
дуктов, т. е. бисульфит, метабисульфит или гипосульфит натрия.
Аппаратурное оформление и технологические параметры про-
цесса не опубликованы, а количественное соотношение продук-
тов и схема процесса показаны на рис. 102. Здесь приведены дан-
ные по отношению к суточному расходу газов, т. е. 43,2 тыс. м3,
или 1800 л?3/ч; продукты указаны по циклам.
Если при избытке азотной кислоты принять, что ртуть свя-
зывается в нитрат двухвалентной ртути Hg (NO3)2, то теорети-
ческий расход кислоты должен составить 628 г/кг ртути. Исходя
из цифр, приведенных в схеме, при суточном расходе газов
43,2 тыс. лг3, содержащих 1 кг ртути, и 60-суточном цикле дей-
ствия 30 %-ной кислоты фактический расход нормальной кислоты
будет почти восьмикратным против теоретического и составит
5,0 кг/кг ртути. По-видимому, на заводе применяется барботаж
газов через растворы, что предопределяет реальную возможность
применения процесса только при малых масштабах производства
и при очень ограниченном количестве газов.
Из рассмотренных способов наиболее проверенным является
пиролюзитный; хлор-газовый и хлорно-известковый испытаны
в опытно-промышленных масштабах. Первые два позволяют
получать хорошие результаты очистки газов; хлорно-известко-
вый требует доработки, по-видимому, главным образом аппара-
турной, так как укрупненные промышленные испытания дали
значительно более низкие результаты, чем лабораторные и пред-
варительные опытно-промышленные работы.
Возврат ртути, уловленной в процессе очистки всеми методами,
в большей или меньшей степени возможен, но не всегда это осу-
ществить достаточно просто. По-видимому, хлорная схема для
этого наиболее удачна.
Японский способ, если судить по опубликованным данным,
дает также удовлетворительные показатели очистки. Однако
из-за отсутствия анализов • ряда продуктов затрудняется его
оценка. Возможно, способ окажется полезным для полной очистки
308
Рис. 102. Схема японского способа очистки газов
309
относительно небольших объемов более концентрированных по SO2
газов, например при обжиге концентратов.
Существенный недостаток пиролюзнтного, хлорно-извест-
кового и хлор-газового способов — использование материалов,
которые либо сами токсичны, либо содержат строго лимитируе-
мые санитарными нормами вредные вещества, либо дают токсич-
ные соединения. В самом деле, предельно допустимое содержание
в воздухе аэрозоля, содержащего свыше 10% перекиси марганца,
1 мг,м3, хлора 0,03 мг/м3. При использовании пиролюзита и хлора
в ртутном производстве появляются дополнительные объекты,
за концентрацией которых необходимо устанавливать строгий
контроль и принимать меры, предотвращающие возможность
превышения норм по их содержанию в воздухе.
При работе с применением пиролюзита из-за малых скоростей
газов (0,2 м/сек) необходимо сооружать большие устройства и
использовать большие массы сорбента. На каждый нормальный
кубический метр очищаемого в час газа необходимо иметь в обо-
роте 3,8 кг пиролюзита, из них 2,5 кг должно находиться в адсор-
бере, а остальное количество в обороте — на освобождении от
ртути или в ожидании загрузки в аппарат.
Для содержания пиролюзнтного хозяйства требуются большие
затраты труда и капитальные вложения. Естественно, что при
обработке больших количеств пиролюзита осложняется поддер-
жание в цехе нормальных санитарных условий.
Более коротка и проста по аппаратурному оформлению хлор-
газовая схема. Существенный ее недостаток — необходимость
применения агрессивного газа, хранить который требуется по
строгому режиму — в специальных хранилищах. Кроме этого,
получаемая сулема — основной полупродукт — высокотоксич-
ное соединение. Хотя и предполагается, что при нормальном ве-
дении процесса сулема будет обезврежена, тем не менее (в условиях
работы с большими массами газов при непрерывной работе)
не исключаются случайности, могущие привести к нежелатель-
ным последствиям. Поэтому при сбросе стоков операции их обез-
вреживания должны строго контролироваться.
Аналогичные осложнения свойственны и хлорно-известковому
способу очистки, хотя и предполагается, что при его проведении
не должна образовываться сулема.
Если в производственном цикле образуются материалы, со-
держащие ионы хлора, то они могут не только загрязнить атмо-
сферу, но и агрессивно действовать на аппаратуру, вызывая
ее коррозию.
Известно, например, что хлористый кальций, имеющий тем-
пературу плавления 772° С, при нагревании в присутствии па-
ров воды разлагается с образованием окиси кальция и хлористого
водорода:
СаС12 + Н2О ДГСаО + 2НС1. (22)
310
Равновесие этой реакции достигается при температуре 727° С,
однако в присутствии кремнезема реакция сдвигается вправо:
СаС12 + Н2О + SiO2 X^CaSiO3 + 2НС1 (23)
и оптимальные условия ее протекания создаются уже при 700° С.
Возможность протекания этих [(22) и (23)] или других реак-
ций с образованием хлористого водорода вызывает опасение бы-
строй коррозии железной аппаратуры и требует для ее изготов-
ления применения кислотостойких материалов.
Нейтрализация заводских стоков, содержащих ионы хлора,
явится дополнительным осложнением схемы, но главное в том,
что хлор-ион будет непрерывно накапливаться в производствен-
ном цикле, так как осадки, получаемые при очистке сточных
вод, следует возвращать в обжиг для извлечения из них ртути.
Во избежание вредного воздействия хлора содержащие его
промпродукты следует тщательно промывать водой до макси-
мально возможного освобождения от хлора (в хлорно-селектнв-
ной схеме) либо обрабатывать едким натром или содой с после-
дующей промывкой осадка (в хлорно-известковой схеме). До-
полнительные переделы и технологические линии с кислото-
стойкой аппаратурой значительно осложняют аппаратурную и
технологическую схемы.
Применительно к газам ртутных заводов, содержащих сравни-
тельно небольшие количества сернистого и углекислого газа,
любая технология очистки, связанная с использованием извест-
кового молока для предварительного освобождения от SO2, при-
водит к образованию осадков, которые обязательно содержат ртуть.
Транспортировка, подсушивание или обезвоживание больших
количеств таких осадков могут только осложнить, а возможно
и ухудшить санитарные условия на заводе. Низкое же содержа-
ние ртути в осадках ставит под сомнение экономическую целесо-
образность их обжига для извлечения ртути, а при накоплении
этих осадков в отвалах требуются меры для предотвращения
дополнительного загрязнения воздуха.
Пиролюзитный способ больше подходит для очистки от ртути
вентиляционных выбросов, поскольку не требуется предвари-
тельное освобождение от сернистого ангидрида, а операции ре-
генерации ртути из пиролюзита проводятся реже и в меньших
объемах, чем при очистке технологических газов.
Рассмотрение изложенного показывает, что все проработан-
ные схемы страдают существенными недостатками и их исполь-
зование в том виде, в каком они известны, вынужденно, поскольку
отсутствуют более совершенные. Поэтому необходимо продол-
жить исследования, чтобы подобрать новые сорбенты и разра-
ботать аппаратурно-технологические схемы, позволяющие легко
осуществлять простые процессы при достаточно высокой произво-
дительности аппаратов.
311
Возможно, что в ртутной промышленности перспективными
окажутся схемы газоочистки с получением сульфида ртути —
практически безвредного промпродукта. Применение для этих
целей сероводорода нежелательно по санитарным причинам,
но использование других сульфидизаторов, например элемен-
тарной серы, возможно, приведет к желательным результатам.
Известны предложения по очистке воздуха, загрязненного
парами ртути, с использованием в качестве сорбентов активиро-
ванного угля, пропитанного серой \ а также силикагеля или ак-
тивированного угля, покрытых смесью серы и сульфида ртути 1 2.
Предлагаемые способы очистки рассчитаны для санитарной очи-
стки воздуха, но не учитывают реальных производственных ус-
ловий работы с загрязненными пылью газами. Недостаток ука-
занных патентов заключается в том, что вопросы извлечения ртути
здесь не рассматриваются, хотя в принципе оно возможно.
Представляется, что далеко не исчерпаны возможности ис-
пользования водных суспензий таких поглотителей, как активи-
рованные угли. Предварительные результаты проведенных работ
позволяют ожидать, что таким способе л можно будет очищать
газы от ртути без предварительного освобождения их от окислов
серы. В этом случае аппаратурное оформление и схема процесса
могут быть значительно укорочены и упрощены. Не исключено
также, что положительные результаты будут получены при ис-
пытании и других сорбентов, реагентов и методов очистки газа.
Представляют интерес разработка и применение аппаратов, обес-
печивающих интенсивный массообмен, например аналогичных
печам кипящего слоя.
ОЧИСТКА
СТОЧНЫХ вод
Объем сточных вод ртутного завода зависит от количества
воды, расходуемой на технологические и бытовые нужды, а также
сконденсированной и уловленной в конденсаторах из технологи-
ческих газов. Объем последней составляет незначительную долю
в стоках и зависит от влажности исходной руды и состава топ-
лива.
Расход воды на производственные нужды определяется в пре-
делах 0,5—1,5 м3 на 1 т перерабатываемой руды. Примерно
V5—V4 часть этого количества расходуется на орошение кон-
денсаторов, несколько большая часть уходит для гидроудаления
пылей, а остальная, т. е. примерно V-2, используется для про-
мывки конденсаторов при их чистке, ежесменных смывов полов
1 Патент США № 3194629, 1965 (предлагается применять 3 ч. серы на 10 ч.
активированного угля).
2 Французский патент № 1450243, 1966.
312
и на другие нужды. Естественно, что в холодный период года рас-
ход воды значительно снижается.
Состав сточных вод ртутных заводов весьма непостоянен и
зависит от местных условий, состава руд, особенностей технологи-
ческого режима и содержания примесей солей в исходной, све-
жей воде. При использовании шахтных вод последнее обстоятель-
ство может оказать существенное влияние на содержание раство-
римых и взвешенных солей, в том числе железа, кальция и др.
Кроме того, в водах, особенно поступающих с конденсации, не-
пременно присутствуют некоторое количество растворенных со-
лей ртути, плавучая металлическая и сульфидная ртуть.
Некоторые данные состава сточных вод ртутных заводов при-
ведены в табл. 37 (предельные содержания). Для сопоставления
в этой таблице приведены предельно допустимые концентрации
некоторых вредных веществ в водоемах санитарно-бытового ис-
пользования, утвержденные Минздравом СССР.
Таблица 37
Состав сточных вод ртутных заводов и предельно допустимые
концентрации (ПДК) некоторых вредных веществ
в воде водоемов санитарно-бытового использования, мг!л*
Состав ПДК Орошение конденсато- ров Г ндротранс- порт пылей Промывка конденсато- ров и ступпы Общий сток
Взвешенные ве-
щества . . — 40—11 400 4400—47 600 260—1500 6300—15 900
Кальций ... — 2—284 144—1125 30—55 300—660
Магний —- 14—119 48—138 0,0—21 0,0—200
Медь . . 0,1 0,05—6,9 0,0—0,45 — 0,0—0,4
Мышьяк 0,05 0,0—0,35 0,0—2,0 0,05—0,075 0,05—0,3
Железо 0,5 0,36—433 0,05—40 320—700 0,0—0,45
Свинец 0,1 0,0—0,69 0,0—1,1 — 0,0—0,45
Сурьма 0,05 0,0—25 0,0—24 — 0,0—6
Ртуть . 0,005 0,029—40 0,0—0,029 165—302 1,25—3,34
Сульфаты — 229—1932 4,1—1820 850—1237 116—1740
Хлориды -—. — —- — 0,0—365
pH . . 2,2—7,6 5,4—12 4—5 6,5—11,6
* ПДК утверждены Минздравом СССР 12 января 1967 г. СН № 662—67.
Наиболее загрязнены взвесями воды гидротранспорта пылей;
наибольшее содержание вредных примесей имеют промывные
воды конденсации и орошения конденсаторов. Наиболее высоки
концентрации ртути в промывных водах конденсаторов: например,
в сточных водах приемников конденсаторов содержание ртути
в твердой фазе достигает 11—14%.
313
Величина pH сточных вод зависит от характера рудообразую-
щих пород. При известняковых рудах значения pH наиболее
высокие, что объясняется присутствием гидроокиси кальция.
Сточные воды от орошения конденсаторов имеют в большинстве
случаев pH <7,0. Цель очистки сточных вод — освобождение
сбросов завода от вредных примесей и улавливание ртути для
повышения извлечения металла.
Интересные исследования стоков ртутных заводов и разработку
технологии их очистки провели в институтах ВодГЕО (О. Н. Ше-
мякина) и ЦНИИолово (Н. И. Плотников, О. В. Шевелева,
Т. А. Панченко и др.).
Способ очистки сточных вод должен быть по возможности
простым, поэтому способы фильтрации через полуобожженный
доломит, угли, вофатиты и последующее извлечение сорбирован-
ной ртути не нашли применения. Дело в том, что сорбенты под-
лежат после снижения их активности сушке и последующему об-
жигу. Эти процессы не могут быть использованы в силу их высо-
кой трудоемкости и дороговизны.
Наиболее прост способ известкования. Рекомендованный ав-
тором способ заключается в обработке сточных вод известью-
пушонкой, вводимой в контактный чан обычным питателем су-
хих реагентов; pH пульпы должен быть 9—10. В процессе под-
щелачивания образуется большое количество гидратов окислов
железа, алюминия и других металлов, а также окись ртути.
О. В. Шевелева установила, что при этом часть ртути выпадает
в осадок в виде HgSO4-2HgO.
После 10—12-мин обработки стоков известью в контактном
чане и 1—2-ч последующего пребывания в отстойнике достигается
удовлетворительная очистка от ртути, свинца, мышьяка, меди
и других вредных веществ; содержание их в очищенной воде не
превышает предельно допустимых концентраций.
Однако опыты показали, что известкование эффективно только
в присутствии ионов железа и других металлов, образующих
гидраты окислов. Последние сорбируют ртуть и таким образом
очищают воду. После осаждения общий отстой может быть отфиль-
трован и в виде кека направлен для извлечения ртути в обжиг.
Например, при использовании шахтной воды на одном из заводов
содержание ионов железа достигало 100—275 мг/л. При дозе
активной окиси кальция в 600 мг!л содержание ртути в сточных
водах снижалось от 16 до 0,167 мг/л и от 3,2 мг!л до нулевого со-
держания. Однако если в сточных водах содержание железа не-
велико (например, менее 50 ,«г/л), то известкование оказывается
матоэффективным и очистка вод происходит неудовлетворительно.
В этом случае рекомендуется дополнительная обработка серни-
стым натрием подщелоченных известью вод.
Применение сернистого натрия без предварительного под-
щелачивания невыгодно, так как увеличивается его расход на
314
сульфндизацию ионов железа и других металлов. Норма расхода
сернистого натрия составляет порядка 4 мг/л\ при этом очищенные
воды содержат ртути примерно 0,005 мг'л, меди 0,007 мг!л, мы-
шьяка 0,0125 мг'л.
Технология очистки сводится к обработке стоков известью,
а затем известью с добавкой сернистого натрия из расчета рас-
хода примерно по указанной норме. Обработка последовательная,
раздельная, по 10 мин. Отстой в течение 2 ч позволяет получить
очистку, достаточную для использования воды на оборотное водо-
снабжение.
Режим очистки следует уточнять в каждом отдельном случае
применительно к местным условиям. Необходимо учитывать рас-
творимость сульфида ртути в растворах сернистого натрия; при
избытке этого реагента возможен переход части сульфида ртути
в раствор.
На заводах, где благодаря высокому содержанию СаСО;1
в рудах сточные воды имеют высокую щелочность (например,
стоки гидротранспорта пылей имеют pH = 10 -=-12), рекомен-
дуется после осветления этот слив направлять для подщелачи-
вания кислых стоков конденсации до pH = 8,2; при содержании
железа порядка 50 мг'л этим достигаются вполне удовлетвори-
тельные результаты очистки стоков.
Сточные воды прачечных и бытовых комбинатов рекомендуется,
кроме подщелачивания до pH = 8,5 ч-9, обрабатывать раство-
рами железного купороса (50—60 мг!л) и сернистого натрия
(3—5 мг!л).
Н. И. Плотников рекомендует для отстоя обработанных вод
применять горизонтальные отстойники с отношением ширины
к длине не менее 1 к 4, глубины к длине не менее 1 к 10. Как по-
казывает практика, применение большого числа мелких зумпфов
неэффективно, так как к. п. д. отстаивания в них не превышает
10—15%.
Наиболее рационально устанавливать на заводах сгустители
с расчетом на максимальный расход воды. Эта схема удобна, так
как все процессы механизированы: сгущенный проду кт перека-
чивается насосом на фильтрацию, а кек затем обжигается в пе-
чах.
ГЛАВА XIII
РАФИНИРОВАНИЕ
РТУТИ
ГОСТ 4658—49 (с изменениями, внесенными в июне 1956 г.)
предусматривает три марки ртути: Р-3, Р-2, Р-1 с содержанием
основного металла соответственно, %, не менее: 99,9; 99,99; 99,999.
315
Нелетучий остаток в ртути этих марок не должен превышать со-
ответственно, %: 1-Ю-1; 1-Ю"2 и ЫО'3. Ртуть всех марок
должна полностью растворяться в азотной кислоте (плотность
1,2 г/см3) и давать вполне прозрачный раствор. Ртуть марок Р-2
и Р-1 при встряхивании не должна прилипать к стенкам стеклян-
ного сосуда, а также оставлять следов на белой гладкой бумаге
или на фарфоровой пластинке.
Технические условия РЭТУ 1252—65 распространяются на
четвертую марку Р-ОД, содержание основного компонента в ко-
торой определено не менее 99,999%, а нелетучий остаток не дол-
жен превышать 0,001%. Допуск на нелетучий остаток гаранти-
руется технологией. Ртуть Р-ОД также должна полностью раство-
ряться в азотной кислоте (плотность 1,2 г/см3).
Эту ртуть упаковывают в баллоны, изготовленные по СТУ
77—10—107—63 под вакуумом, или в атмосфере инертного газа.
При хранении на заводе в течение пяти суток на поверхности
металла не должно быть каких-либо пленок.
Ртуть, получаемая в процессе обжига руд, собранная при кон-
денсации или при отбивке от ступпы, проходит фильтрацию че-
рез бельтинг или другую плотную ткань, после чего в подавляю-
щем большинстве случаев по физическим свойствам соответствует
не только марке Р-3, но и более высоким.
Согласно ГОСТу и техническим условиям, металл должен
иметь зеркально блестящую поверхность, что легко выполняется
фильтрованием.
Ртуть, получаемая из руд большинства наших месторожде-
ний, достаточно чистая, не ниже марки Р-3 и легко удовлетво-
ряет требованиям наиболее жестких зарубежных стандартов.
После некоторого контакта с воздухом на поверхности ртути
может появиться пленка, которая на границе раздела ртуть—
воздух—стенка оставляет темно-серую кайму. Во влажном воз-
духе это происходит за более короткий срок. При взбалтывании
ртути на внутренней поверхности стеклянного сосуда остаются
капельки металла. Поскольку чистая ртуть не смачивает стекла,
то удерживающиеся на стенках капли свидетельствуют об из-
менении состава металла и его загрязнении.
Элементарный и фазовый состав образующихся на поверх-
ности ртути пленок и их происхождение, как и пленок, покры-
вающих капли ртути, получаемой при конденсации, до сих пор
полностью не исследованы и причины их возникновения недоста-
точно выяснены. Это создает определенные трудности в выборе
рациональной технологии рафинирования, на которую до настоя-
щего времени у технологов нет единства взглядов. Можно ожи-
дать, что освоение более совершенных методов анализа поможет
в ближайшее время устранить ряд неясностей в этой области.
По-видимому, источником образования пленок на рафиниро-
ванной ртути является кислород воздуха при каталитическом
316
участии некоторых веществ, возможно, воды. Отдельные ана-
лизы показывают, что в составе пленок отсутствуют сурьма и
мышьяк, хотя руды, из которых ртуть была получена, содержали
эти металлы. В пленке не было найдено также элементов, которые
содержатся в материале тары (стекло, керамика). Такие же слу-
чайные анализы пленок показали присутствие в ней примесей:
п-10-7% железа, /г-10“8% алюминия и магния, н-10~8% меди,
титана, марганца и хрома. Не исключено, что в пленках могут
содержаться сера, селен, теллур, которые найдены в рудах ряда
месторождений. Сера может попасть в ртуть и из воздуха (серни-
стый газ, сероводород).
Во избежание контакта с воздухом ртуть высших марок упа-
ковывают в вакуумированную тару. Однако, по мнению А. Б. Шей-
нина [167], вакуумирование не может решить проблему, если воз-
никновение пленки связано с окислением ртути. Стандартное
изменение изобарного потенциала реакции
Hg + 1/2О2 = HgO
равно 13800 кал!моль. Этой величине соответствует равновесная
упругость паров кислорода (10~17 мм рт. ст.). Поскольку такой
вакуум практически недостижим, окисления ртути при упаковке
под любым вак} умом не избежать.
Следует отметить, что наш ГОСТ и все технические условия,
действующие за рубежом, не указывают предельно допустимое
содержание конкретных примесей, как это делается для подав-
ляющего большинства цветных металлов, а лишь дают содержа-
ние нелетучего остатка. Это объясняется весьма низким содержа-
нием в ртути возможных примесей и отсутствием достаточно
чувствительных методов анализа. Некоторые связанные с этим
вопросы затронуты в гл. XVII. Здесь же следует подчеркнуть,
что, несмотря на наличие большого числа способов и приемов,
а также различных аппаратов для рафинирования ртути и много-
численных патентов в этой области, процессы очистки до сих
пор должным образом не исследованы.
За рубежом заводы, производящие ртуть, не рафинируют ее.
Это осуществляется предприятиями-потребителями, которые при-
меняют схемы очистки, согласно требованиям к изделиям, в ко-
торых ртуть используется.
Количество потребляемой ртути высокой чистоты, если судить
по данным, опубликованным в периодической печати, за послед-
ние 10—15 лет практически не растет, а если учитывать общее
увеличение потребления ртути, то удельная доля ее даже сни-
жается. Так, в США потребление ртути высокой чистоты, начи-
ная с 1955 г., колеблется в пределах 270—330 т в год. При общем
увеличении расхода за этот период от 1800—1900 до 2800—2850 т
в год доля ртути высших марок снизилась от 14—18 до 8—12%.
317
Примерно половина этого металла расходуется в контрольно-
измерительных приборах, четвертая часть — в электротехнике
и восьмая — для зубоврачебных целей.
Примеси, присутствующие в ртути, которая поступила на
склад ртутного завода, можно разделить на пять групп:
1) механические; 2) органические; 3) элементы с потенциалом
ниже, чем у ртути; 4) элементы благородные, имеющие потен-
циал более высокий, чем у ртути; 5) газообразные.
Как уже упоминалось, освобождение от механических приме-
сей осуществляется фильтрованием ртути через бельтинг, ши-
нельное сукно или другую плотную ткань. При очистке ртути
Р-3 на более высокие марки проводится повторное фильтрование
через двойной слой бельтинга или замшу.
Фильтрование протекает без затруднений на нутч-фильтрах,
иногда с применением небольшого вакуума, хотя он необходим
только для ускорения процесса. Осадок, остающийся на филь-
тровальной ткани, возвращается с оборотами в обжиг.
Используя высокую плотность ртути, механические примеси
можно удалить путем переливания ртути из одного сосуда в дру-
гой, которые сообщаются через отверстия, расположенные на
нижнем уровне. Механические примеси всплывают и удаляются.
Этот прием, однако, больше пригоден для предварительной очистки
ртути сразу после ее получения, перед отправлением на фильтра-
цию. Он часто и практикуется на заводах во избежание засоре-
ния транспортных магистралей и уменьшения количества пром-
продукта, получаемого при фильтрации.
После освобождения от механических примесей дальнейшие
схемы рафинирования ртути могут быть весьма различны. При-
нято начинать процесс с освобождения от возможных органи-
ческих примесей, внесенных в ртуть при обжиге. Обычно это де-
лают путем обработки ртути щелочами, хотя могут быть исполь-
зованы и другие растворители. Известна, например, практика
работы с четыреххлористым углеродом. Чаще всего используется
10—25/с ный раствор едкого натра. В зависимости от масштабов
применяются различные виды аппаратуры. В лабораторной прак-
тике возможен способ пропускания мелких капель ртути через
высокий столб раствора щелочи; в промышленных условиях
могут быть применены любые приспособления, позволяющие
многократно пропускать через ванну с реактивом мелкодиспер-
гированную ртуть. Малые размеры капель нужны для увеличения
площади контакта ртути с химикатом, которым выщелачиваются
примеси. Этот принцип и приемы сохраняются для обработки
ртути другими веществами (кислотами, растворами солей
и т. д.).
После каждой отдельной химической обработки ртуть должна
быть тщательно промыта дистиллированной водой (£>идистилля-
том).
318
ОЧИСТКА
ОТ МЕТАЛЛИЧЕСКИХ ПРИМЕСЕЙ
В ртути могут присутствовать, как показывают отдельные
анализы, примеси многих металлов, в том числе и тех, которые
весьма слабо растворимы в ртути. По-видимому, присутствие
примесей определяется природной ассоциацией их со ртутью
в рудах, но не исключено, что какая-то часть загрязняющих
элементов и примесей вносится в процессе производства ртути.
Дистилляция
Простейшим термическим способом очистки ртути от метал-
лических примесей является дистилляция, при которой теорети-
чески дистиллят должен быть свободен от примесей металлов,
имеющих малую упругость паров при температуре перегонки.
Чем больше разница в давлении насыщенных паров ртути и при-
месей, тем более успешно должна пройти очистка. Кубовые остатки
при дистилляции содержат все оставшиеся невозогнанными при-
меси и подлежат использованию как рядовой металл, если они
соответствуют требованиям ГОСТа.
Дистилляцию можно проводить либо при обычном давлении,
либо под вакуумом.
Установлено, что однократная дистилляция ртути малоэф-
фективна. При кипении ртути вместе с ее паром выносится не-
которое количество жидкой ртути в виде аэрозолей, которые
могут загрязнить дистиллят. Улавливание аэрозолей слишком
осложняет конструкцию аппаратуры. Ряд металлов, в том числе
благородных, например золото, легко переходит в дистиллят.
Многократная перегонка более эффективна. Так, 12-кратный
процесс позволяет полностью освободиться от свинца, висмута,
олова, натрия, меди, а трехкратная дистилляция под вакуумом
так снижает содержание примесей, %: меди от 0,3 до 0,17; свинца
от 0,2 до 0,04; висмута от 0,06 до 0,04, железа от 0,3 до 0,2, т. е.
не дает достаточного эффекта. Для сопоставления можно у казать,
что обработка той же ртути азотной кислотой позволяет снизить
содержание первых трех металлов до значения, близкого к нуле-
вому.
Процессы дистилляции можно сов чещать с химической обра-
боткой, например, путем введения в дистиллятор окислителей
(соли, кислород и т. д.).
Процесс дистилляции может быть проведен в струе газа.
Этот способ, используемый при рафинировании цинка, был про-
верен и на ртути. В испаритель при 345—350 С над поверхностью
ртути пропускают струю газа, не взаимодействующего со ртутью,
например азот или водород. В результате этого процесс проте-
кает в более спокойных условиях, ниже температуры кипения ртути,
319
отчего уменьшается опасность образования капельной ртути и
уноса ее в дистиллят. Использование газового потока стимули-
рует теплообмен и повышает производительность аппарата. Так,
искусственно загрязненная ртуть в
Рис. 103. Аппарат для окончательной очист-
ки ртути, предназначаемой для использо-
вания в ртутных разрядных приборах:
1 — сосуд для рафинируемой ртути; 2 — ди-
стиллятор; 3 — трубки для конденсации паров;
4 — краны; 5 — манометр Мак-Леода
результате дистилляции в
струе азота была очищена:
от кадмия с 0,024 до <
<1,5-10"8%; от серебра с
0,0023 до <5-10“8%; от
олова с 0,035% до <
<3,5-10-6, т. е. до зна-
чений ниже пределов чув-
ствительности радиометри-
ческого анализа [167].
Аппаратурное оформ-
ление процесса дистилля-
ции может быть осущест-
влено в самых различных
вариантах. На рис. 103 при-
ведена установка, выпол-
ненная из стекла, по тех-
нологии, применяемой в
зарубежной практике для
вакуумного рафинирова-
ния ртути.
Аппарат рассчитан для
окончательной очистки ме-
талла, используемого в
ртутных разрядных прибо-
рах. Дистилляции под-
вергается ртуть, предва-
рительно обработанная
кислотами, четыреххлори-
стым углеродом и прошед-
шая первичную вакуумную
перегонку. Рафинируемую ртуть заливают в сосуд 1, из которого
она перемещается в дистиллятор 2 под атмосферным давлением
по мере ее испарения в дистилляторе. Пары конденсируются
в трубках 3, откуда ртуть стекает в приемник. Система подсоеди-
нена к форвакуумному насосу, пластинчато-роторному вакуум-
ному насосу и трехступенчатому парортутному насосу. Обогрев
дистиллятора электрический. Производительность по рафини-
рованному металлу около 2 кг!ч.
Окисление металлов
Этот процесс рассчитан на перевод примесей металлов
в окислы, которые после их образования могут быть отделены
фильтрацией ртути. Аппаратура и приемы, используемые при
320
этом, обычно аналогичны применяемым при обработке щелочами.
Кроме того, известно много патентных заявок на проведение
процессов в колоннах с насадкой из графита и стекла, с наложе-
нием на растворы ультразвукового поля в пределах частоты
25 кгц и интенсивностью 2 вт!см2. Использование ультразвука
приводит к эмульгированию ртути до большой степени дисперсно-
сти, к развитию площади контакта с химикатом и лучшему ре-
зультату очистки.
Наиболее распространенным окислителем является 10—25%-
ный раствор азотной кислоты. Кроме того, проверены и исполь-
зуются растворы азотнокислой ртути, серная кислота, хромо-
вокислый калий и ряд других как в чистом виде, так и в сочетании
одних с другими.
Использование соляной кислоты и растворов ее солей, по
данным отдельных авторов, приводит к хорошим результатам
благодаря образованию значительного количества мелких ртут-
ных шариков, покрытых пленкой каломели, и активному вслед-
ствие этого контакту хлора с примесями. После такой обработки
ртуть тщательно промывают горячей водой с добавкой соляной
кислоты и затем чистой водой.
В качестве окислителя может быть использован кислород
воздуха. В этом случае подогретую до 150° С ванну со ртутью
подвергают барботажу сжатым воздухом либо осуществляют
этот процесс под вакуумом. Окисление воздухом можно проводить
как самостоятельную операцию либо совмещать с перегонкой
ртути в вакууме.
По-видимому, окисление воздухом нельзя признать удачным
процессом, так как здесь требуется применение специальной
очистки воздуха, охлаждение большего количества отводимых
газов в целях предотвращения потерь ртути. Полученные резуль-
таты опытов, проведенных по такой схеме, также недостаточно
удовлетворительны. Кроме того, процесс окисления протекает
медленно. Следует ожидать, что при использовании кислорода
показатели будут лучше. Сведений о промышленном применении
схемы очистки ртути воздухом не опубликовано.
Гораздо более эффективно использование озона, обладаю-
щего высокой активностью — способного разрушать органические
соединения и окислять не только металлы, но и сульфиды.
Проверка процесса озонирования при обычной температуре
осуществлялась в аппарате с пористым ложным дном, удерживаю-
щим слой ртути, под которое подводился озонированный воздух.
Барботаж проводился за счет вакуума, создаваемого в сосуде.
После 15-мин обработки озонированным воздухом на поверх-
ности ртути уже появлялся налет окислов. После окончания про-
цесса продолжительностью порядка 20 мин ртуть фильтровалась
и анализировалась на содержание примесей с использованием
радиоактивных изотопов. Анализ показал, что от цинка дости-
21 С. М. Мельников 321
гается полная очистка в пределах чувствительности анализа;
исходное содержание этого металла в ртути было 1-10“2%. Со-
держание свинца при этих опытах снижалось от 1 -10-4 до 4 X
X 10-6%, а серебра от 1 • 10“3 до 4-10~4%.
Таким образом, для благородных металлов озонирование
малоэффективно, хотя и для свинца этот процесс нельзя признать
удачным. В то же время для ртути, не имеющей таких трудно
удаляемых примесей,
Рис. 104. Ректификацион-
ная колонка:
1 — нижняя зона; 2 —сред-
няя зона; 3 — верхняя
зона; 4 — перегородка; 5 —
сопло; 6 — сифон; 7 — рас-
ширение; 8 — шлиф; 9 —
приемник; 10 — ампула для
чистой ртути; 11 — ампула
для отходов ртути
центре которой была
процесс озонирования вполне применим,
так как аппаратурное оформление его
сравнительно просто и производитель-
ность достаточно велика.
При практическом применении про-
цесса озонирования известны варианты
с добавкой в реактор с очищаемой ртутью
слабого раствора азотной кислоты.
Ректификация
Этот метод широко распространен для
очистки продуктов в ряде отраслей про-
мышленности, в том числе и в цветной
металлургии. Однако практически приме-
нили его для рафинирования ртути лишь
в 1952 г. Разработка метода осущест-
влена в Гиредмете Н. Н. Розановым и
Ю. В. Суторминым [150].
Ректификационная стеклянная колон-
ка состояла из трех зон (рис. 104): ниж-
ней, средней и верхней. Легкие фракции
паров поднимались в верхнюю зону, кон-
денсат здесь собирался в верхнем же-
лобке. В средней зоне конденсировалась
наиболее чистая фракция ртути, которая
собиралась во внутреннем желобке и оттуда
выводилась в наружный приемник. В ниж-
ней осуществлялась возгонка ртути и кон-
денсация наиболее тяжелых фракций,
возвращающихся в куб.
Вторая зона — средняя, отделялась
от нижней поперечной перегородкой, в
вварена соосно с колонкой вертикальная
трубка. Благодаря этому здесь образовывался желобок для
приема конденсата средней зоны. Для его отвода снаружи ко-
лонки к нижней части желобка приварена труба.
Верхняя, третья часть колонки отделялась от средней расши-
ренной частью цилиндра, которая также была устроена в виде
кругового верхнего желобка и тоже с трубкой для отвода конден-
сата в наружный приемник.
322
Распределение длины частей колонки по зонам: нижняя 43%,
средняя 31%, верхняя 26%. Температура колонки в нижней
части 400° С, верхней 125° С.
В результате ректификации в такой колонке при опытах была
достигнута полная очистка ртути от цинка и свинца (в пределах
чувствительности анализа с радиоактивными изотопами) при ис-
ходном содержании 1-10-2 и 6-10“4Оо соответственно. Содер-
жание серебра снизилось от Ы0‘3 до 7-10_’%.
Такие результаты позволяют оценить ректификационный спо-
соб как весьма перспективный для очистки ртути, особенно если
учесть, что конструкция испытанной ректификационной колонки
была примитивной. Накопленный опыт по ректификации в много-
численных областях промышленности позволяет рассчитывать
на возможность заимствования оттуда наиболее удачных конструк-
ций колонок. Однако необходимо учитывать, что ректификация
по сравнению со способами озонирования и дистилляции, осо-
бенно в струе газа, менее производительна и требует больших
затрат тепла на многократное испарение ртути.
Процессы с применением электрического тока
Анодное растворение
Процесс рассчитан на перевод в раствор металлических приме-
сей с потенциалом ниже, чем у ртути. При этом более электро-
положительные благородные металлы остаются в очищаемой ртути,
которая служит анодом.
Стандартным приемом ведения анодного рафинирования яв-
ляется перемешивание анодной ртути и электролита механиче-
ской мешалкой. Перемешивание необходимо для предотвраще-
ния образования слоя солей на поверхности ртути и возможной
изоляции анода этими солями, обладающими низкой электро-
проводностью.
Установка для рафинирования состоит из двух стеклянных
ванн: меньшая вставлена в большую; в последнюю наливают ра-
финируемую ртуть, которая служит анодом. В малой ванне (ка-
тод) собирается ртуть, загрязненная примесями. Материал ка-
тода — графит, платина или нержавеющая сталь. В большую
и малую ванны заливают электролит, например 2%-ную азот-
ную кислоту или смесь 5%-ных растворов азотной и серной кис-
лот. Процесс ведут при плотности тока в пределах 0,2 а!дм2
анодной поверхности. Процесс рафинирования до высококачест-
венного удаления примесей продолжается 15—20 ч и зависит
от исходного их содержания в очищаемой ртути. Висмут, сурьма,
мышьяк, железо, олово и свинец удаляются достаточно полно:
наиболее упорен последний.
21* 323
Электролитическое рафинирование
Для осуществления электролитического рафинирования ртути
были испытаны многие электролиты — соли ртути, но почти все
они оказались непригодными. Так, сульфат закиси ртути и хло-
ристая ртуть почти нерастворимы; сульфат окиси ртути легко
гидролизуется с образованием нерастворимого основного суль-
фата окиси [Hg (HgO2) SO4], сулема и цианистая ртуть раство-
римы, но почти не ионизируются. Кремнефтористая ртуть раство-
рима и является хорошим проводником, но легко восстанавли-
вается на катоде до нерастворимой соли закисной ртути. Иоди-
стокалиевая окись ртути хорошо растворима, но легко разла-
гается в связи с образованием нерастворимых иодидов некоторых
примесей, присутствующих в очищаемой ртути. Азотнокислая
закись ртути образует на поверхности анода пленку, не проводя-
щую ток.
Единственным электролитом, свободным от перечисленных
недостатков, оказался перхлорат закиси ртути.
Процесс рафинирования основан на том, что ртуть, предвари-
тельно освобожденная от примесей, подвергается электролизу.
При этом в ртути, являющейся анодом, остаются металлы бла-
городные, а отрафинированная ртуть осаждается на катоде.
Установлено, что обеспечение такого процесса с сохранением
благородных металлов в анодном остатке возможно при более
низких плотностях тока, в пределах 1 а!дм2 анодной поверхности.
В качестве катода используется предварительно очищенная
небольшая порция ртути, другие металлы применять не рекомен-
дуется из-за опасности внести загрязнения; графит восстанавли-
вает перхлорат закиси ртути и образует каломель, которая по-
крывает капельки пемзованной ртути.
Способ приготовления электролита следующий: 20 см3 75 %-ной
хлорной кислоты НС1О4 разводятся 80 см3 воды; в этой смеси
растворяют 20 г окиси ртути. Окисная соль ртути под действием
тока полностью переходит в закисную еще до выделения катодной
ртути. Электролиз ведется под напряжением 0,5 в.
Катодное и анодное пространства электролизера разделены
перегородкой ниже уровня электролита. Электролит циркули-
рует от анода к катоду. Процесс может вестись непрерывно, од-
нако, помимо пополнения анодной ванны исходной ртутью и уда-
ления отрафинированного металла из катодной ванны, необхо-
димо периодически производить очистку перхлората ртути кри-
сталлизацией.
Поверочный процесс электролитического рафинирования ис-
кусственно загрязненной ртути (с добавками цинка, кадмия, се-
ребра, золота, висмута и олова по 0,02% и 0,1% меди) показал,
что в рафинированном металле спектральным анализом не было
обнаружено этих примесей. При рафинировании второй такой же
324
пробы не удалось очистить ртуть полностью — в ней оказались
следы меди и золота. Это свидетельствует о необходимости от-
работки параметров токового режима процесса электролити-
ческого рафинирования в каждом конкретном случае.
ВЫСОКОТЕМПЕРАТУРНЫЙ
ПЕРЕГРЕВ
Одним из способов очистки ртути от трудно удаляемых ртутно-
органических соединений является перегрев паров рту ти. Этот
способ гарантирует и очистку ртути от газовых примесей.
По сообщению С. В. Птицина [11], который предложил высоко-
температурный перегрев для очистки ртути, поглощение газов из
воздуха ртутью возможно при контакте ртути с воздухом при обыч-
ных или повышенных (150—200° С) температурах. После несколь-
ких часов контакта количество поглощенных газов не возрастает,
а ограничивается некоторым максимальным пределом. Выделение
поглощенных из воздуха газов легко осуществляется обычным
нагреванием.
Было установлено, что при соприкосновении ртути с органи-
ческими веществами, особенно с легколетучими типа бензола,
бензина, толуола, образуются чрезвычайно прочные ртутно-
органические соединения. Попытки очистить от них ртуть обыч-
ными способами (щелочная и кислотная обработка, дистилляция
и метод анодного растворения) не дали результатов. Единствен-
ным способом, который был успешно проверен С. В. Птициным,
оказалась высокотемпературная перегонка. Пары ртути пропус-
кали по замкнутому циклу стеклянная реторта — феррохромо-
вая труба—реторта с отбором незначительной части перегретых
паров. Феррохромовая труба нагревалась до 900—1000° С. Пере-
гретые ртутные пары быстро конденсировались, несконденсиро-
вавшаяся часть (с некоторым количеством ртутных паров) от-
водилась из аппарата. По утверждениям исследователя, при под-
держании в реторте со ртутью 200° С и при производительности
перегонки ртути 20 см'л1ч она практически нацело освобождалась
от газов (при повторной перегонке газы не были обнаружены).
Сведений о промышленном использовании рекомендаций
С. В. Птицина не имеется. Однако поскольку вопрос об образова-
нии поверхностных пленок на ртути до конца не изучен, работы
С. В. Птицина в области поглощения газов являются одним из
важных этапов решения этой большой проблемы.
Поскольку обычные методы определения примесей в ртути выс-
ших марок оказались недостаточными, а повседневное примене-
ние специальных методов анализа для этих марок ртути практи-
чески невозможно, то, помимо определения нелетучего остатка,
было решено проверять качество ртути выдержкой ее после очи-
325
стки в течение 14 суток под вакуумом в ампулах из молибденового
стекла.
Выдержка ртути проводилась с целью контрольной проверки
образования каких-либо поверхностных пленок. Многолетняя
практика показала нецелесообразность применения этого спо-
соба.
В то же время появление поверхностных пленок и ободков
на стенках стеклянных сосудов на уровне поверхности ртути при
контакте с воздухом в обычных условиях является некоторым,
хотя и условным, показателем степени чистоты металла.
Н. Н. Розановым были проведены интересные опыты по рафи-
нированию проб из одной партии ртути шестью различными спо-
собами для сопоставления их эффективности. После очистки все
пробы были оставлены на хранение в одинаковых условиях при
атмосферном давлении, и начало появления пленок на поверх-
ности фиксировалось. В табл. 38 приведены результаты этих
испытаний. Параллельно такие же пробы были закупорены в ва-
куумированные ампулы. Хранение этих проб в течение более че-
тырех лет не показало никаких признаков поверхностных нале-
тов на ртути.
Таблица 38
Продолжительность хранения при атмосферном давлении
образцов ртути, очищенной различными способами
Номер опыта Способ очистки Срок хранения до появ- ления поверхностной пленки, дни
1 Электролитическая очистка в рас- творе хлорной кислоты, электролиз в растворе азотной кислоты и затем пятикратная дистилляция . . 14
2 Электролиз в хлорной кислоте, электролиз в азотной кислоте и рек- тификация 14
3 Дистилляция с пропусканием па- ров через нагретую до 1000° С окись
кальция, электролитическая очист- ка и затем ректификация 18
4 Озонирование и дистилляция без перегрева паров 32
5 Озонирование и дистилляция с перегревом паров 40
6 Озонирование и ректификация . . 40
Очистка ртути была проведена очень тщательно, с соблюдением
всех возможных норм подготовки приборов и реактивов. Ртуть,
подвергавшуюся очистке по первым трем способам, указанным
в табл. 38, предварительно очищали от механических примесей,
326
затем промывали 10%-ным раствором едкого натра, дистилли-
рованной водой, 10%-ным раствором азотной кислоты, дистилли-
рованной водой и, наконец, очищали электролизом в 2,5 %-ном
растворе азотной кислоты.
Для последних трех опытов подготовка была ограничена только
фильтрацией, отмывкой едким натром и промывкой дистиллиро-
ванной водой.
Изложенное выше, помимо сопоставления результатов отдель-
ных схем очистки, показывает, что контакт ртути с воздухом быстро
приводит к образованию поверхностной пленки. Это можно объяс-
нить в первую очередь как результат взаимодействия ртути с кис-
лородом. Не исключена возможность участия и других компо-
нентов воздуха, состав которого, к сожалению, при опытах не
фиксировался. С другой стороны, опыты показывают, что ско-
рость образования поверхностной пленки в значительной степени
зависит от чистоты ртути.
Отдельно был проведен опыт по рафинированию ртути простой
дистилляцией и последующим перегревом паров. Было установ-
лено, что содержание примесей цинка и свинца снизилось менее
чем на 2 порядка, а серебра на 2,4 порядка.
Сравнение результатов последнего опыта и опыта 5 позволяет
сделать предположение, что перегрев паров, не оказывая влияния
на степень освобождения от металлов, позволяет улучшить ка-
чество ртути за счет очистки от других примесей. Это с учетом
результатов опыта 4, в котором не применялся перегрев, под-
тверждает положения, выдвинутые С. В. Птициным.
Обобщая изложенное, можно констатировать, что у производ-
ственников имеется достаточно много самых различных способов
для очистки ртути и комбинаций этих способов.
Обязательными операциями, предшествующими окончатель-
ной очистке, должны быть фильтрация, щелочная и кислотная
обработки и тщательная промывка ртути дистиллированной водой
после каждой обработки.
Наиболее простыми и производительными следует считать для
последних стадий дистилляцию в среде инертного газа, озониро-
вание и ректификацию. Чтобы избавиться от наиболее тяжелой
части процесса — очистки от таких «трудных» примесей, как бла-
городные металлы и возможно, медь, следует отказаться от ис-
пользования ртути, загрязненной такими примесями. Достаточно
широкий выбор очень чистого металла, получаемого из руд на-
ших месторождений, вполне позволяет это сделать. Сочетание
последних стадий очистки следует выбирать в зависимости от на-
значения ртути.
Имеющиеся в нашем распоряжении способы гарантируют точ-
ное выполнение действующих технических условий на ртуть вы-
сокой чистоты (РЭТУ № 1252—65). Это — способы возгонки в ва-
кууме с последующими упаковкой и хранением ртути высших
327
марок под вакуумом в стеклянных баллонах. Контрольная вы-
держка ртути на заводах, рафинирующих ртуть, определена до
отправки потребителям пятидневным сроком. По содержанию не-
летучего остатка наша рту гь значительно чище, чем это установ-
лено нормами.
Из сказанного, однако, не следует делать вывод, что все во-
просы очистки ртути уже решены. Необходимо дальнейшее изуче-
ние природы пленок, образующихся на ртути, а также изыскание
путей рациональной организации рафинирования ртути до еще
более высокой степени чистоты с применением механизированных
и автоматизированных процессов и соответствующей аппаратуры.
ГЛАВА XIV
ТРАНСПОРТИРОВКА ПРОДУКТОВ РТУТНОГО
ПРОИЗВОДСТВА. УПАКОВКА РТУТИ
Размещение ртутных заводов в условиях горного рельефа до
некоторой степени предопределило следующую схему: руда из
горного цеха, находящегося выше завода, подается из штолен
или от шахты под уклон либо в шахтных вагонетках по рельсовым
путям, либо автомашинами. При наличии нескольких разобщен-
ных горных участков применяется автотранспорт. В обоих слу-
чаях руда разгружается в бункер сырой руды на заводе, который
размещается с использованием рельефа — каскадно. Такой ва-
риант размещения хорошо виден на рис. 105, где изображен не-
большой завод производительностью по переработке 100 т руды
в сутки в стадии завершения строительства.
Руда из горного цеха подвозится автомашинами-самосвалами
к бункеру сырой руды 1, из которого руда пластинчатым питате-
лем передается в дробилку, находящуюся в закрытом помещении 2.
Далее по ленточному транспортеру в галерее 3 руда поступает
в бункер дробленой руды4,откуда питателем подается в трубчатую
печь 5. Огарок направляется в бункер, откуда опрокидными ваго-
нетками сваливается под откос. Газы, очищенные от пыли в бата-
рейном циклоне 7, поступают в конденсатор 8 и далее в трубу 9.
Такое размещение небольшой ртутной установки следует при-
знать удачным. При общем уклоне поверхности около 35 печь
располагается вдоль склона, что позволяет при минимальном
объеме скальных работ организовать транспортировку продуктов
процесса. В приведенном примере отделение для переработки
сту ппы и розлива ртути расположено ниже конденсаторов, по-
этому богатая ступпа и ртуть подаются самотеком, но требуется
перевозка (или перекачка) бедной ступпы на обжиг.
328
При необходимости размещения в аналогичные условиях двух
печей целесообразна установка их параллельно; в этом случае
будет лишь увеличена длина транспортера, подающего дробленую
руду к бункеру у второй печи.
Снабжение заводов рудой должно быть организовано так,
чтобы на заводе имелся постоянно минимальный запас руды во
Рис. 105. Один из вариантов размещения небольшой металли^еекей установки
с одной трубчатой печью:
1 — бункер для исходной руды; 2 — помещение для щековой дробилки; 3 — галерея для
ленточного транспортера; 4 — бункер для дробленой руды; 5 — трубчатая печь; 6 —
место расположения бункера огарков, 7 — батарейный циклон; 8 — конденсатор; 9 —
труба
избежание перебоев в работе из-за возможных неполадок в горном
цехе или на транспорте. В зависимости от масштабов производства
запас руды составляет одно-двухсуточную производительность за-
вода.
Запас лучше хранить в бункерах, а не в отвалах, во избежание
излишних затрат на перевалку руды. При поступлении руды
с нескольких горных участков лучше иметь соответственное число
бункеров сырой руды. Это позволит лучше организовать учет и
шихтовку руды либо ее раздельную переработку.
Бункера для сырой руды сооружаются из бетона, камня, дерева
или стали; для дробленой руды, как правило, из стали. Мелкие
329
предприятия, особенно с небольшим амортизационным сроком,
должны иметь все металлоконструкции разборного типа в целях
возможности их демонтажа и перевозки для повторного исполь-
зования.
Форма бункеров дробленой руды может быть любой; в разбор-
ном варианте лучше из плоскостных элементов, как это изобра-
Рис. 106. Металлический контейнер для перевозки
центратов объемом 1,6 м3
рудных кон-
жено на рис. 105. Бункер опирается на четыре колонны из балок.
Емкость бункеров должна быть рассчитана на одну или две ра-
бочие смены дробильного отделения. Минимальный объем бункера
не менее V3 суточной производительности печи.
Перевозка штуфной руды и концентратов в пределах одной про-
мышленной площадки для рудника и завода должна осуществ-
ляться в автомашинах или вагонах с особо плотными кузовами
во избежание потерь рудной мелочи, наиболее обогащенной
ртутью. При перевозках этих продуктов на дальние расстояния
рекомендуется применять контейнеры, изготовленные из сталь-
ного листа. На рис. 106 изображен один из вариантов конструкции
контейнера, проверенной и оправдавшей себя на практике. Ем-
кость такого контейнера составляет 1,6 м3, весит он 250 кг.
330
Для загрузки и разгрузки контейнеров необходимо иметь
хотя бы простейшие погрузочные средства: либо автокран, либо
стационарный тельфер грузоподъемностью не менее 3 т.
ТРАНСПОРТИРОВКА
ОГАРКОВ
Наиболее простой и удобной формой транспортировки огарков
является гидроудаление, применяемое на заводах, располагаю-
щих достаточными ресурсами дешевой воды.
В качестве примера можно привести практику работы завода
Ред-Девил (Аляска). Здесь огарки выгружаются из бункера в же-
лоб через горловину размером 300
сечением 175 X 250 мм, изгото-
вленный из листовой стали, имеет
длину 30,5 м £и ^установлен с
уклоном г/в. Загрузочный конец
желоба перекрыт сверху на длину
около 2 м. Вода для смыва по-
дается через две 50-мм трубы,
введенные одна сбоку, другая с
торца желоба, в количестве, не-
обходимом только для смыва
огарка. Устройство рассчитано на
самоуплотнение затвора, т. е. по
мере удаления из желоба огарок
из бункера под действием собст-
венного веса снова сваливается в
желоб и заполняет его.
X 125 мм (рис. 107). Желоб
Рис. 107. Схема бункера для огарка
с желобом для гидравлической его
транспортировки;
СМЫВ ОГЗрКЙ ПРОИЗВОДИТСЯ / — бункер; 2 — желоб
примерно через каждые 45 мин
в течение 5 мин; расход воды около 520 л!мин. Смытые огарки по
мере накопления периодически удаляются от места разгрузки
бульдозером.
Для небольших предприятий возможна откатка огарка в ва-
гонетках по рельсовым путям, перемещаемым веерообразно по
мере наполнения отвала, также размещаемого на площадках ниже
завода.
На рис. 108 показано устройство для загрузки огарка в ваго-
нетку. Подбункерное пространство, в которое через дверь зака-
тывается по рельсам вагонетка, по возможности уплотнено для
предотвращения выноса пыли. Так как пути сделаны с уклоном
в сторону откатки, порожняя вагонетка фиксируется замком 4.
Наблюдая за загрузкой через смотровое застекленное окно,
рабочий при помощи выведенного наружу рычага 5 открывает
люк. По окончании загрузки и некоторой выдержки для удаления
331
(или оседания) пыли защелка замка снимается с вагона при помощи
цепи 3 и он выкатывается из-под бункера.
Недостаток такого устройства заключается в том, что пыль
из-под бункера частично поступает в печь со вторичным воздухом.
Хотя при таком расположении охлаждается бункер и подогре-
вается воздух, обогащение газов пылью нежелательно. Возможно
устройство без циркуляции воздуха, но в этом случае накапли-
вается пыль в разгрузочной камере и ее необходимо очищать.
Рис. 108. Схема устройства для раз-
грузки огарка из бункера в вагонетку:
Скомплектованный поезд напра-
. вляется к отвалу. Здесь воз-
можно использование любой
£ тяги — от лебедки до электро-
воза.
Скреперование огарков в
отвал, если даже оно рента-
бельно, едва ли может быть ре-
комендовано в связи с большим
пылевыделением при постоян-
ном перемещении материала.
На заводах для отвозки
огарка часто применяется авто-
транспорт. Автомашины-само-
свалы подаются в подбункерное
пространство задним ходом.
Загрузочное устройство (сек-
торный затвор бункера) устрое-
/ — бункер для огарка; 2 — рукоятка НО ТЭК, ЧТО аВТОМЭШИНа ОТ-
цепи; 3 — цепь; 4 — замок; 5 —рычаг; 6—
вагонетка крывает его кузовом при заезде
под люк. Когда же наполнен-
ный автомобиль трогается вперед, секторный затвор пере-
крывает люк и поступление огарка в кузов автомашины прекра-
щается.
Все операции загрузки и выгрузки огарков вызывают большое
пылеобразование, поэтому являются вредными для персонала.
Эти операции по возможности необходимо автоматизировать.
В качестве удачной следует привести организацию откатки
огарков на одном из наших заводов. Здесь бункера для огарков
от семи печей расположены так, что разгрузочные люки размещены
по прямой, на одинаковой высоте от головки рельсов, проложен-
ных вдоль бункеров. Рельсовые пути проходят под разгрузочными
люками от бункеров до отвала на терриконе (рис. 109).
При терриконном складировании огарка транспортировка орга-
низуется следующим образом: подъемная машина типа БМ
2000/1520-2А с приводом от двигателя мощностью 225 кет при
725 об!мин приводит в движение систему канатов (головной диам.
23 мм, хвостовой диам. 18 мм) через группу шкивов с натяжной
станцией.
332
Скип (рис. ПО) грузоподъемностью 5,5 т состоит из рамы 1,
изготовляемой из швеллера № 16 и кузова 2 из 6-л.м листового
железа с ребрами жесткости по боковым стенка.м. Дно скипа футе-
ровано листовой сталью толщиной 12—16 мм.
Рис. 109. Схема скипового подъема огарков на террикон:
1 — бункера обжиговых печей; 2 — подъемная машина; 3 — площадка террикон ни но-
вого опрокида; 4 — террикон; 5 — скип; 6 — рельсовый путь; 7 — отделение натяжной
станции
Передняя стенка разгрузочной части кузова закреплена на
шарнире и при опрокидывании кузова на ферме терриконника
открывается; огарок свободно ссыпается в отвал. При движении же
скипа по рельсам нормальное положение этой стенки закрытое.
Рис. ПО. Скип емкостью 5,5 т огарка:
/ — рама; 2 — кузов; 3 — колесные пары; 4 — шарнирный вал с роликом
Рама скипа установлена на две пары колес 3, закрепляемых
пружинными амортизаторами, обеспечивающими плавный ход
скипа по рельсам с шириной колеи 900 мм; подшипники колес
роликовые. Опрокидывание скипа осуществляется через шарнир-
ный вал 4 с роликами. Скорость движения скипа 3,5 м'сек.
333
Такая установка обслуживает крупный завод. Для заводов
меньшей производительности может быть рекомендована система,
состоящая из подъемной машины типа 2БМ с мощностью привода
50—75 кет и скипом грузоподъемностью 1,5 т. Возможно также
для транспортировки на террикон применять вагонетки с боковым
опрокидом.
Управление подъемом откатки огарков состоит из схемы управ-
ления подъемной машиной и схемы дистанционного управления
засыпкой огарка в скип. Пуск подъемной машины осуществляется
с пульта машиниста. Схема управления имеет восемь ступеней
ускорения.
В схеме предусмотрены защита машины от переподъема, защита
от забуривания скипа от провисания каната, а также снижение
скорости движения при подходе скипа к ферме террикона.
Управление загрузкой скипа производится машинистом подъ-
ема с пульта управления.
Скип оборудован специальным рычагом, с помощью которого
приводится в действие путевой концевой выключатель у люка
бункера огарков. На электрическом табло загорается лампа, сиг-
нализирующая о месте нахождения скипа. С помощью кнопки,
установленной на пульте управления, и реле времени МРВ про-
изводится управление загрузкой скипа с заданной выдержкой
времени. После закрытия люка, о чем сигнализирует лампа на
табло управления, машинист отправляет скип на террикон.
Приведенная схема автоматизации разработана и внедрена
группой специалистов: Скабичевским, Крайним, Шамраем
и Реутским.
По действующим санитарным нормам терриконы должны быть
размещены не ближе чем в 200 м от завода. Размещение отвалов
на площадках ниже заводской площадки не регламентируется.
Учитывая очень большое пылеобразование, терриконы следует
применять только в исключительных случаях.
Интересно указать, что на югославском ртутном заводе Идрия,
расположенном в непосредственной близости от одноименного го-
рода, на протяжении более 400 лет огарки сбрасываются в реку
Идрица, протекающую рядом с заводом. Никакого вредного влия-
ния этих огарков на окружающее население, флору и фауну не
замечено. Это можно объяснить тем, что испарение сернистой
ртути, содержащейся в недообожженных огарках, при попадании
в воду прекращается, а сама сернистая ртуть является инертным,
безвредным соединением. Напротив, при транспортировке горя-
чих огарков в сухие отвалы испарение остаточной киновари про-
должается некоторое время. Именно в целях максимально возмож-
ного доизвлечения ртути по технологическим и санитарным нормам
обязательна не менее чем двухчасовая выдержка огарков в бун-
кере. Поэтому мокрые способы удаления огарков с санитарной
точки зрения следует считать наиболее правильными. Неприятной,
334
но неизбежной стороной такой транспортировки является образо-
вание водяного пара, поэтому орошение первых порций выходя-
щего огарка необходимо осуществлять в ограниченных объемах
при организованном отводе паров.
Следует указать на возможность охлаждения огарков для упро-
щения проблемы их транспортировки. Например, на руднике
Сульфур-Бэнк, где, как упоминалось, применялась прямоточная
схема обжига руды в трубчатой печи, огарки выходили с темпера-
турой до 650° С. Вывозка таких горячих огарков на автомашинах
невозможна, поэтому здесь была установлена вращающаяся
100-лш труба длиной 11 м с уклоном от печи. Труба при скорости
вращения 8 об!мин позволила снижать температуру огарков и
несколько способствовала улучшению показателей извлечения
ртути, так как газы из нее направлялись в печь.
Отечественный опыт показывает, что при охлаждении огарков
в котлах-утилизаторах до 120—150° С и последующем охлаждении
их водой в специальных холодильниках можно транспортировать
огарки в отвал ленточными транспортерами.
На югославском заводе Идрия для перемещения огарков при-
меняются стальные пластинчатые транспортеры. Практика работы
этого завода описана ниже.
На заводе Монте-Амиата (Италия) организовано охлаждение
огарков трубчатых печей воздухом. Огарок после печи из неболь-
шого приемника разгружается на ступенчато расположенные пло-
скоподвижные колосники, через которые снизу продувается охла-
ждающий воздух. При этом температура огарка снижается при-
мерно до 200—250° С, после чего он поступает на ленточный транс-
портер, которым подается в бункер. Далее огарок вывозится на от-
валы автомашинами. Запыленный воздух направляется в систему
очистки (циклоны), после чего выбрасывается через отдельную
трубу в атмосферу. Такая система обработки огарка приводит
к сильному загрязнению воздушного бассейна пылью, поэтому
на заводе намечено организовать очистку воздуха в рукавных
фильтрах.
ТРАНСПОРТИРОВКА
ГАЗОВ
Главное требование, предъявляемое к газоходам, герметич-
ность. Газовый тракт от печи до пылеуловительного аппарата дол-
жен быть как можно короче; это необходимо для уменьшения пло-
щади охлаждения и числа возможных точек подсоса.
Система газоходов и боровов после конденсации и хвостового
скруббера, наоборот, может быть более развитой, чем от печи до
пылеуловителя. Борова, идущие к заводской трубе, должны быть
больших сечений и располагаться с уклоном к сборникам смывов
при чистке. Такой боров как бы продолжает функции хвостового
335
скруббера ii позволяет собирать ощутимые количества ртути при
периодических (квартальных) чистках.
Главное требование, предъявляемое к боровам, — плотность
всех элементов, особенно нижней части (пол и сопряжения с верти-
кальными стенками). На основание борова, который изготовлен
из железобетона, должна быть положена достаточно прочная гидро-
изоляция и химзащита.
Рационален также вариант расположения борова по склону
горы к заводской трубе, находящейся выше. При таком варианте
упрощается очистка борова и сокращаются затраты на сооружение
трубы.
Газоходы должны иметь минимум поворотов; последние следует
выполнять плавно (отводами) под тупыми углами, чтобы потери
на трение были как можно меньшими. Лучше, если газоход не
имеет горизонтальных участков, а установлен под некоторым
углом, с подъемом по направлению движения газов. При таком
расположении удобно промывать газоход и собирать смывы при
периодических чистках. Недопустимо устройство на газоходе
U-образных «мешков», являющихся потенциальными накопите-
лями осадков.
Материалом для изготовления газоходов от печи до конденса-
тора может служить обычная сталь с наружной теплоизоляцией,
рассчитанной на минимальные температуры района. Газоходы от
конденсатора и трубу, если она решена в металле, лучше изготав-
ливать из кислотостойких сталей. Выполненные из обычной стали
газоходы необходимо многократно покрывать внутри и снаружи
химически стойкими лаками. Однако лаковые покрытия непрочны,
и их необходимо предохранять от механических повреждений.
Качество лакового покрытия в значительной степени зависит от
подготовки поверхности стали. Перед покрытием сталь следует
очистить от ржавчины, а затем наносить лак обязательно при по-
ложительных температурах наружного воздуха и только по сухой
поверхности стали. Для транспортировки газов после конден-
сации рационально использовать трубы из пластических масс.
Скорость газов в газоходах может быть принята примерно
10 ли'сек, в боровах — в 10—20 раз ниже. Следует учитывать ско-
рости в истинных объемах. О рациональной скорости газов в кон-
денсаторах сказано в гл. VII. Система газового хозяйства ртут-
ного завода от печи до конца конденсатора по принятой в СССР
технологии работает под разрежением; система хвостовой скруб-
бер — труба — под давлением. За рубежом большинство систем
от печи и дальше до трубы работает под давлением.
Суммарное сопротивление системы в зависимости от схемы цепи
аппаратов различно, но обычно не превышает 400 мм вод. ст.,
если в системе нет санитарной очистки газов.
Такие разрежения (давления) создаются центробежными вен-
тиляторами высокого давления (ВВД). На рис. 111, а, б, в при-
336
ведены характеристики таких вентиляторов № 8, 9, 11, наиболее
распространенных в ртутной промышленности. При работе на
вентиляторах этого типа часто приходится наблюдать дебаланси-
ровку роторов, вызываемую налипанием влажной пыли на лопат-
ках. Это разрушающе действует на конструкцию и может при-
вести к ее аварийной остановке. Поэтому вентиляторы в зависи-
мости от условий работы следует периодически промывать водой,
вводимой небольшой струей в газовый поток, на входе в вентиля-
тор. Корпус вентилятора должен быть снабжен в самой нижней
части штуцером с пробкой, чтобы через него выпускать воду и
пыль, скапливающиеся внутри. Корпус вентилятора должен быть
установлен с некоторым превышением над полом, чтобы ниже
спускного штуцера можно было установить приемник для про-
мывной воды. Промывку роторов рекомендуется проводить про-
филактически, регулярно приурочивая к плановым остановкам
системы, например при чистке конденсаторов.
На одном из наших предприятий разработана и внедрена кон-
струкция ротора, отличающаяся от роторов типа ВВД тем, что
одна боковая его сторона (сторона входа газов) не параллельна
другой, а наклонена примерно на 20°. При этом выходное отверстие
ротора сужается, благодаря чему скорость газов в этом месте
увеличивается примерно в 2 раза по сравнению со скоростью
в роторе типа ВВД. Лопатки ротора изготавливаются прямыми,
а каждая третья лопатка имеет длину по всему радиусу ротора
(рис. 112). Лопатки такой конструкции меньше забиваются пылью,
и агрегат работает более устойчиво. Характеристика вентилятора
№ 11 такой конструкции сходна с характеристикой вентилятора
типа ВВД серийного выпуска.
Вентиляторы (эксгаустеры), располагаемые обычно после кон-
денсатора, подвергаются действию кислых вод, поэтому они
должны быть выполнены из кислотостойких (нержавеющих)
сталей.
Определение сопротивления в системе может быть проведено
по схеме, изложенной ниже.
Суммарное сопротивление определится из формулы
Н = RL + Z,
где R — сопротивление трения 1 пог. м участка газохода, мм
вод. ст.;
L — суммарная длина всех прямых участков, м;
Z — сумма различных местных сопротивлений (колена и т. п.).
В свою очередь
22 С. М. Мельников
337
I
Полное давление, мм вод-ст. Полное давление, мм вод.ст.
8 9 10 12 14 1618 20 30 40 50 60 70
Средняя скорость на Выхлопе, м/сек
Средняя скорость на выхлопе, м/сек
।_____। I,, 1_____।--1—1—i—i—I
10 Z0 30 4050 100 200 400 600
Динамическое давление на выхлопе,кГ/м'
338
I_I__I_I____I______1_____I______I I__I
9 10 72 19 18 30 90 60 7080
Средняя скорость на выхлопе, м/сек
L-I i I____। । l L_J I I____I । I
56 8 10 ZO 30 90506080100 ZOO 900
Динамическое давление на выхлопе, кГ/м2
Рис. 111. Характеристика вентиляторов:
а — ВВД № 8-у; б — В БД № 9-у; в — № 11-у
где s — коэффициент трения;
U — периметр газохода, пог-м;
F — площадь поперечного сечения, лг2;
v — скорость газов, м!сек\
g — ускорение силы тяжести;
р — плотность газа, кг/я?.
Для круглого сечения
U nD 4
~ Т~>
2
тогда
n 9 v2
R ~S~D" 2g
Обозначив 4s (коэффициент трения) через X, получим
К = -£j—р мм вод. ст.
на 1 м прямого участка;
X = 0,025-^0,045 в зависимости от загрязненности трубы.
22*
339
Рис. 112. Видоизмененный ротор ВВД № 11:
1 — торцовая стенка передняя; 2 — удлиненная лопасть; 3 — обычная
лопасть; 4 — торцовая стенка задняя
Местные сопротивления учитываются с отвлеченным коэффи-
циентом <р, показывающим, какая часть динамического на-
W2 а
пора мм вод. ст. затрачивается на прохождение газа через
данное сопротивление:
Z=(P 2ГР’
где w — скорость движения газа при прохождении данного со-
противления;
340
Z — сумма местных сопротивлений, т. е.
2 9
Z = Zi Z2 + • • • + Z„ = <pi 2^р 4- • . 4- фп—р.
Так как сечение труб конденсатора постоянное, то w должно
быть принято равным V.
Значение <р берется из схемы местных сопротивлений, приве-
денной в приложении XI.
ТРАНСПОРТИРОВКА РТУТИ
И СТУППЫ
Обычно в целях упрощения транспортировки ртути от произ-
водственного цеха к месту фильтрации и разливки в баллоны стре-
мятся использовать рельеф местности и размещают склад ниже
сборника. Ртуть из сборника транспортируется самотеком по
стальным трубам малых сечений. Для гашения гидравлических
ударов на месте приемки устанавливают емкость, наполняемую
ртутью.
В случае необходимости подачи ртути на высоту применяют
центробежные насосы. По мнению специалистов, применение для
этих целей поршневых насосов ограничено из-за необходимости
работы без смазки, а также из-за отсутствия данных об износе
деталей, о нагреве ртути в процессе ее перекачки.
Однако конструкция достаточно простых центробежных насо-
сов, рассчитанных для работы на ртути, не разработана, поэтому
приходится применять насосы, предназначаемые для перекачки
других жидкостей. Установлено, что лучше всего применять одно-
ступенчатые центробежные насосы.
В процессе испытания различных типов насосов найдено, что
можно применять одноступенчатый центробежный насос ЦНШ-40.
Однако при работе этого насоса наблюдаются быстрый износ саль-
никового уплотнения и утечка ртути. В то же время этот насос
удовлетворительно работает при перекачке богатой ступпы.
По инициативе ВНИИГОРМАШа1 с 1957 г. в практику
ртутных заводов внедрены вихревые насосы. Рабочее колесо такого
насоса представляет диск с профрезерованными по окружности
пазами, образующими рабочие лопатки. Всасывающий и напорный
патрубки этих насосов расположены на одном уровне, что поз-
воляет держать насос постоянно залитым ртутью.
Наиболее подходящим для нужд ртутных заводов оказался
вихревой насос Ливенского завода типа 1В-0,91М — наименьших
размеров из этой серии. Компактность насоса, его небольшие
габариты (368 X 210 X 257 мм, 23,5 кг), достаточно большая про-
изводительность при подъеме выше 10 м и небольшая энергоемкость
1 Медведев С. А. Цветные металлы, 1958, № 1, с. 79.
341
позволяют использовать этот насос на ртутном заводе любой мощ-
ности. Характеристика насоса, полеченная при его практическом
использовании, приведена на рис. 113.
Как видно на графике, производительность насоса 0,14 л!сек
(или 6,8 т/ч) при подъеме ртути на высоту до 12 м и расходе мощ-
5,87 7,83 9,8 11,79 13,7 15,66 17,61
Производительность по ртути
Рис. 113. Характеристика вихревого насоса 1В-09 при работе на ртути
при 750 об!мин'.
1 — мощность; 2 — напор
ности 2,25 кет, а при производительности 0,36 л!сек (или 17,6 т!ч)
и высоте подъема до 5 м требуется мощность 1,5 кет. Эти показа-
тели достигнуты при работе со скоростью 750 об!мин, в то время
как вихревые насосы рассчитаны на перекачку жидкостей неболь-
шой плотности со скоростью 1450 об!мин.
Нагрев ртути в процессе перекачки не превышает 2 град.
Однако насос 1В-0.9М, как и все центробежные насосы, допу-
скает, хотя и значительно меньшую, утечку ртути через сальники.
Утечка происходит при запуске насоса, далее ртуть в зазоре
между сальниковой набивкой и валом эмульгируется и утечка
устраняется. В практической работе все же наблюдались утечки,
и требовалось устройство лотков и сборников для просачиваю-
щейся ртути.
342
Рис. 114. Электромагнитный насос
типа ЭНС-13:
/ — герметичный канал; 2 — обмотка;
3 — статор; 4— корпус с каналом охлаж-
дения; 5 — сердечник
Систематическая смена сальниковой набивки приводит к тому,
что ртуть может загрязняться сальниковыми и смазочными мате-
риалами. Кроме того, центробежные насосы рассчитаны на ра-
боту с легкими жидкостями, а при перекачке ртути сравнительно
быстро изнашиваются подшипники. Электромагнитные насосы,
конструкция которых разрабо-
тана за последние годы в Спе-
циальном конструкторскомбюро
магнитной гидродинамики Лат-
вийской Академии наук, не
имеют недостатков, присущих
центробежным насосам.
В качестве движущей силы
в этих насосах используются
объемные силы электромагнит-
ного взаимодействия между бе-
гущим магнитным полем, созда-
ваемым статором и электриче-
ским током, протекающим в
ртути, заключенной в герме-
тичный канал.
На рис. 114 приведен один
из типов таких насосов ЭНС-13.
Основные его узлы — винтооб-
разный герметичный канал 1,
выполненный вместе с сердечни-
ком 5, статор 3 с обмоткой 2 и
корпус с системой охлажде-
ния 4.
Рабочее положение насоса—
вертикальное. Канал насоса 1
изготовлен из нержавеющей
стали Х18Н9Т и представляет
собой два коаксиальных цилиндра, насаженных один на другой. На
внешней стороне внутреннего цилиндра нарезана прямоугольная
резьба, образующая винтовой канал насоса. Внутренний сердеч-
ник 5 набран из листов электротехнической стали Э41. Высота
пакета 402 мм. Канал вместе с сердечником крепится к крышке
кожуха и центрируется при помощи дистанционных втулок, что
обеспечивает разборность конструкции. Магнитопровод (статор) 3
также набран из листов стали Э41; обмотка статора выполнена
из медного провода марки ПСДК.
Насос питается от трехфазной сети 220—380 в. При необхо-
димости изменения производительности или высоты подъема насос
может быть подключен к сети через трехфазный автотрансформа-
тор. Охлаждение насоса по цилиндрической части корпуса водя-
ное; лобовые части обмотки охлаждаются воздухом (без прину-
343
дительной циркуляции). Электромагнитные насосы могут давать
любые напоры при производительности от 0,5 до 15 m ртутив
час и даже более.
Основные достоинства насоса — отсутствие движущихся ча-
стей, бесшумная работа, простота конструкции, герметичность,
возможность широкого изменения производительности и высоты
подъема.
К недостаткам следует отнести необходимость обязательного
применения водяного охлаждения и низкий к. п. д.; последнее
предопределяет сравнительно высокий расход мощности.
Паспортная характеристика насоса ЭНС-13: номинальная про-
изводительность 1,9 т/ч при давлении до 40—45 кПсмг\ потребляе-
мая мощность 19,4 квт\ расход воды 540 л!ч. Габаритные размеры
насоса: высота 830 мм, диаметр 280 мм, вес 550 кг. Затраты на
перекачку 1 т ртути на высоту 15—20 м составляют 10—15 коп.
В настоящее время разрабатываются более мелкие электро-
магнитные насосы и с более низким расходом мощности в расчете
на удовлетворение нужд небольших заводов.
Использование электромагнитных насосов очень перспективно
для транспортировки ртути на всех процессах, включая процессы
рафинирования и разливки в баллоны.
Как уже упоминалось, насос типа ЦНШ-40 завода «Красный
луч» (г. Барвенково) был проверен для перекачки богатой ступпы
и дал удовлетворительные результаты при небольших напорах.
Этот насос имеет открытое рабочее колесо. Установлено, что цен-
тробежные насосы именно с открытыми рабочими колесами ра-
ботают на перекачке ступпы лучше, чем насосы с закрытыми ко-
лесами. Например, песковые насосы типа ПН и НПГ оказались
малопригодными для транспортировки ступпы. При стандартном
числе оборотов (1450 об!мин) НПГ-2 и НПГ-3 позволяют перека-
чивать богатую ступпу на высоту 2—3 м при непременном посте-
пенном подъеме трубы без перегибов, задерживающих ртуть.
Сальники с графитированной набивкой требуется часто заменять,
через них происходит утечка ртути.
Паспортная характеристика насоса ЦНШ-40 по воде: произ-
водительность при 2900 об!мин и напоре 16 м 23 м?1ч, установочная
мощность двигателя 2,8 кет. Однако практически при работе на
ртути и ступпе мощность мотора увеличивается до 8 кет, при этом
ртуть поднимается на высоту 4 м.
При перекачке рядовой ступпы и других ртутьсодержащих
продуктов, например осадков в зумпфах и т. п., хорошие резуль-
таты показали насосы типа С-245, изготовляемые Андижанским
машиностроительным заводом (рис. 115). Эти самовсасывающие
насосы пригодны для очистки отстойников, в том числе и для от-
качки загущенных продуктов, но на небольшую высоту.
Насос рассчитан для перекачки воды в полевых условиях, для
чего смонтирован на передвижной тележке и оборудован дизель-
344
Рис. 115. Насос С-245:
1 — фланец всасывающего патрубка; 2 — обратный клапан; 3 — напорная линия; 4 —
съемная крышка для заливки воды перед пуском; 5 — корпус; 6 — рабочее колесо; 7 —
штауферная масленка; 8 — вал; 9 — промежуточная опора; 10 — резиновые уплотни-
тельные кольца масляного затвора; 11 — роликовый подшипник; 12 — масляный затвор;
13 — сетка; 14 — всасывающий шланг; 15 — пробка для спуска воды; 16 — люк для
рабочего колеса; 17 — соединительная муфта для крепления шланга
345
ным мотором мощностью 13 л. с., поэтому он удобен для примене-
ния на небольших заводах. В стационарных условиях дизельный
двигатель заменяется электромотором 10 кет при 1460 об!мин.
Паспортная мощность насоса по воде: производительность 100 ма/ч
при полном напоре 16 м и высоте самовсасывания до 6 м, число
оборотов 1200 в минуту. Исходя из этих паспортных данных можно
определить производительность насоса и при работе на ступпе.
Габариты насоса с дизельным двигателем 1800 X 930 X 1225 мм;
вес вместе с тележкой 865 кг.
Рис. 116. Пневмодозатор для сгущенных продуктов конструк-
ции Чепиженко и Бушева:
/ — трехходовой кран для воздуха; 2 — поршень; 3 — цилиндр
дозатора; 4 — шток; 5 — пневмоцилиндр; 6 — приемный бункер
На ртутных заводах проверены поршневые насосы типа ГрБ,
применяемые при буровых работах для закачки глинистых рас-
творов в скважины. Опыт показал, что эти насосы удовлетвори-
тельно перекачивают ступпу при непременном условии предвари-
тельного освобождения ее от песка крупнее 5 мм. Это легко осу-
ществляется при пропускании ступпы из приемников конденсации
в зумпфы через сетку.
При достаточно большой производительности удобен насос
типа ИГрБ — горизонтальный двухцилиндровый, рассчитанный
на подачу 13—18 м3/ч пульпы под давлением до 63 атм.
В зависимости от условий работы насос требует для привода
мощность до 48 кет. В практике зафиксировано, что для подъема
ступпы на высоту 6—8 м и при производительности в пределах
14 м31ч требуется установка электродвигателя мощностью 14 кет.
В этом случае перекачиваются бедная ступпа и отстой влаж-
ностью не ниже 60%, плотностью 1,15—1,2.
Для перемещения сгущенной ступпы и кека, получаемого при
фильтрации ступпы, помимо шнекового устройства, проверен и
346
используется в производственных условиях пневмодозатор, кон-
струкция которого разработана В. П. Чепиженко и Л. И. Бушевым.
Устройство пневмодозатора очень просто (рис. 116). Кек из
фильтра падает и заполняет приемный бункер, сообщающийся
нижней частью с цилиндром 3, в котором движется попеременно
влево и вправо поршень 2, закрепленный на штоке 4, соединенном
с поршнем воздушного цилиндра 5 трехходовым краном 1. В ци-
линдре имеются два клапана подачи сжатого воздуха. При из-
менении положения крана шток и поршень изменяют направление
движения.
При ходе вправо клиновидный поршень дозатора, укреплен-
ный на фланце с кожаным манжетом, выдавливает кек вверх.
В это время кек заполняет левую сторону цилиндра. При
возвратном движении поршень подает кек в закрытую часть ци-
линдра и продавливает его через нижнее разгрузочное отверстие
в трубу для подачи к месту назначения. Насос работает при дав-
лении воздуха 6 атм.
РОЗЛИВ
И УПАКОВКА РТУТИ
В международной торговле для ртути принята стандартная
единица — баллон (бутыль), по которой часто ведется и статисти-
ческий учет. Происхождение этой меры идет от старинной испан-
ской весовой единицы, равной 75 «либрас»; в английских мерах
это эквивалентно 76V2 фунтам. Такое исчисление на междуна-
родном рынке велось до июня 1904 г., а затем вес был округлен
до 75 англофунтов. Для более точного учета следует принимать,
что новый баллон эквивалентен 34,473022 кг; в одной метрической
тонне 29,00819 баллонов. Кроме того, за рубежом известно при-
менение тары из пластмассы с расфасовкой ртути от 0,5 до 29,5 кг.
ГОСТ 4658—49 (с изменениями, внесенными в июле 1956 г.)
предусматривает упаковку ртути марки Р-3 в стальные баллоны
не более 35 кг в каждый. Размеры таких баллонов, изготовляемых
на Первоуральском новотрубном заводе по техническим условиям
ЧМТУ/ВНИТИ № 95—59, приведены на рис. 117. При толщине
стенки баллона от 3 до 4,5 мм масса его составляет от 3,5 до 5 кг.
Баллоны испытывают гидравлическим способом на давление
до 60 атм. Заполненные ртутью баллоны закупоривают винтовой
пробкой с пеньковой обмоткой, смазанной масляной краской.
Практикуется также применение резиновых или пластмассовых
кольцевых прокладок. Пробка и корпус баллона имеют ушки,
в которые пропускают проволоку для крепления пломбы.
Перед употреблением новые стальные баллоны должны быть
очищены от окалины, что проще всего осуществить стальной
дробью. Для этого баллоны с засыпанной дробью вращают на
рольгангах со скоростью 20—30 об! мин в течение 1—2 ч. После
347
тщательной продувки сжатым воздухом и окраски снаружи вы-
сушенные баллоны можно заполнять ртутью.
На небольших заводах ртуть разливают вручную. Хотя удель-
ные затраты труда здесь невелики, необходимо этот процесс вести
только с механическими дозаторами, так как в противном случае
неизбежно разбрызгивание ртути, что
может привести к превышению допусти-
мых норм содержания ее в воздухе.
Кроме того, при ручной расфасовке воз-
можен перелив ртути сверх стандартного
Рис. 119. Дозатор
для ртути конструкции
Г. И. Тимахова:
Рис. 117. Стальной
баллон для ртути
марки Р-3
Рис. 118. Простейшее
приспособление для
дозировки ртути при
заполнении баллонов:
1 — цилиндр дозатора;
2 — передвижная ворон-
ка для возврата избытка
ртути; 3 — штурвал с
резьбой для фиксации
воронки; 4 — подвижной
шланг
1 — штуцер; 2 — пластмас-
совая трубка; 3 — подвиж-
ной кронштейн; 4 — кон-
трольная трубка с контак-
том К; 5 — шкала темпера-
туры; 6 — соленоид; 7 —
стойка; 8 — сердечник; 9 —
отверстие для ввода ртути;
10 — вертикальная трубка;
11 — пружина; 12 — шток
для крепления клапанов;
13 — стальной резервуар;
14 — конические клапаны
веса; как установлено многолетней практикой, этот перелив
составляет в среднем около 35 г на баллон. Поэтому целесообраз-
ность механизированной точной дозировки, особенно при крупных
масштабах производства, оправдывается также экономически.
Имеется несколько типов разливочных устройств для ртути.
Простейшее из них, доступное для изготовления на месте, изобра-
348
жено на рис. 118. Внутри мерного цилиндра 1 установлена по-
движная рамка с воронкой 2, положение которой фиксируется
штурвалом 3 и винтом с микрометренной резьбой. Положение
воронки 2, т. е. ее высота, изменяется в зависимости от темпера-
туры металла. К воронке подсоединен подвижной шланг из пласт-
массы 4, по которому в приемник стекает лишняя ртуть. Отмерен-
ный таким образом объем ртути при открытии крана сливается
в подставленный снизу баллон.
В отделении розлива ртути все емкости, заполненные металлом,
должны быть закрыты крышками по возможности плотно, с устрой-
ством простейших обратных клапанов из листовой резины для
воздуха при выпуске или наполнении ртутью.
Дозатор ртути для заполнения стальных баллонов, предло-
женный Г. И. Тимаховым, более сложной конструкции. Этим до-
затором, проверенным в промышленных условиях, можно дозиро-
вать ртуть с точностью до 4 г на баллон.
Схема дозатора приведена на рис. 119. Стальной резервуар 13
вмещает примерно <34 кг ртути. В верхней части резервуара имеется
вертикальная трубка 10, служащая дополнительной емкостью.
Внутри трубки 10 расположен шток 12 с двумя коническими кла-
панами 14 из пластмассы.
Стальная пружина 11, установленная на штоке 12, предназна-
чена для ускорения возврата верхнего клапана 14 в положение
«закрыто». Этот клапан определяет доступ ртути в дозатор через
штуцер 9. Нижний клапан предназначен для выпуска ртути из
дозатора. Взаиморасположение клапанов на штоке 12 строго
фиксируется контргайками. Если один клапан открыт, второй
перекрывает движение ртути.
Сбоку резервуара 13 вварен штуцер 1, сообщающийся при
помощи пластмассовой трубки 2 с наклонной трубкой 4, укреп-
ленной на подвижном кронштейне 3. Кронштейн с трубкой 4
может передвигаться по шкале 5, на которой нанесена отградуиро-
ванная шкала температур. Внутри трубки 4 укреплен никелевый
контакт К- Положение этого контакта определяет уровень напол-
нения дозатора ртутью.
Ртуть из внешнего напорного бака по трубе поступает через
штуцер 9 по трубке 10 в резервуар 13 и затем через штуцер 1 по
трубке 2 в трубку 4. Как только ртуть достигнет контакта К,
электроцепь, соединяющая контакт с соленоидом 6, укрепленным
на стойке 7, размыкается, сердечник 8, установленный в соленоиде,
освобождается и система на штоке 12 переходит в нижнее поло-
жение. При этом верхний клапан 14 закрывает входное отвер-
стие 9, а нижний клапан 14 открывает выход для ртути в под-
ставленный внизу баллон.
Шкала на дуге 5, строго отградуированная на температуре от
О до 4-40° С, позволяет в зависимости от температуры ртути строго
определять отмеряемую порцию.
349
Рис. 120. Стеклянный
баллон для ртути высших
марок
Электросеть: контакт К — реле времени работает на постоян-
ном токе через селеновые выпрямители на низком напряжении.
Соленоид работает под нормальным промышленным напряже-
нием 380 в.
Системой подачи ртути от основного напорного бака к дозатору
предусматривается поддержание постоянного уровня в промежу-
точной емкости, из которой ртуть посту пает в дозатор. Операция
заливки баллона занимает 41 сек.
Аналогичное в принципе устройство для дозирования ртути
разработано в 1964 г. в институте «Гипроникель» под руководством
Н. П. Никольской. Здесь точность дози-
ровки достигается с помощью винта с
игловым контактом, устанавливаемым в
зависимости от температуры ртути.
Имеются и другие конструкции доза-
торов.
Ртуть высших марок расфасовывают по
5 кг в керамические или стеклянные бал-
лоны емкостью 0,5 л и закупоривают
металлической гофрированной пробкой с
прокладкой из пластмассы. В таких балло-
нах ртуть можно закупоривать под ва-
куумом.
Размеры стеклянного баллона приве-
дены на рис. 120.
Устройство для разливки и заку пор-
ки ртути под вакуумом, разработанное
конструкторами М Н. Рюшенко, Ю. А. Григорьевым и инж.
Ю. С. Шашуриным, приведено на рис. 121 *. Вакуумная ка-
мера 1 установлена на основании 15, расположенном над
подъемным столом 18. При опускании стола на него устанавли-
вается подлежащий заполнению баллон 16, под который уложена
резиновая подкладка 17. После этого стол 18 придвигают вплот-
ную к нижней части 20 вакуумной камеры. Это позволяет отде-
лить камеру от внешней среды. Откачка воздуха из камеры осу-
ществляется через штуцер 19. После откачки ртуть по трубе 14,
соединенной с расположенным рядом дозатором, может быть
подана в баллон. Труба 14, у плотненная сильфонным устройст-
вом 13, перемещается при помощи зубчатого сектора 8 и зубчатой
рейки 9. Это устройство позволяет подводить трубку 14 к бал-
лону и убирать ее после заливки ртути.
Закупорка баллонов гофрированной железной крышкой осу-
ществляется при помощи подвижного штока 12, соединенного
с пневматическим приводом (на схеме не показано), при помощи
которого может перемещаться в вертикальном направлении.
* Авт. свид № 186684 от 4 января 1965 г.
350
сектор; 9 — зубчатая рейка; 10 — плунжер; И — постоянный магнит; 12 — метал-
лическая крышка с резиновой прокладкой; 13 — наклонный патрубок; 14 — залив-
ная трубка; 15 — станина; 16 — баллон для ртути; 17 — резиновая подкладка;
18 — верхняя подвижная доска
351
В нижней части штока имеется гнездо, в которое заложена крышка
с прокладкой. Крышка удерживается в корпусе 10 при помощи
постоянного магнита 11, прикрепленного винтом 3. При опуска-
нии закупоривающего устройства крышка покрывает горловину
стеклянного баллона 16, а конусная цанга 2 прижимает края
крышки к боковой поверхности горловины баллона. После об-
жатия крышки зак} порочное устройство автоматически подни-
мается.
Операция проводится полуавтоматически с перестановкой бал-
лонов вручную, однако это устройство облегчает операцию до-
зировки, обеспечивая надежность укупорки и способствуя оздо-
ровлению труда. Стеклянные баллоны со ртутью закупориваются
для перевозки в металлические ящики и перекладываются губча-
той резиной до 6 шт. в каждом.
ГЛАВА XV
ПОТЕРИ РТУТИ
ПРИ ПРОИЗВОДСТВЕ----------
Потери ртути практически возможны на всех переделах техно-
логической схемы — от перевозки руды с места добычи до метал-
лургического завода. Хрупкая киноварь измельчается при по-
грузочных операциях и при перевозке любым транспортом; из-
мельченные фракции концентрируются в нижней части транс-
портных сосудов и безвозвратно теряются через неплотности в них.
Поэтому необходимо следить за тем, чтобы транспортные сосуды
были плотными. Места перегрузки руды должны быть оборудованы
бункерами и бетонными площадками достаточных размеров.
Для перевозки на большие расстояния лучше всего применять
металлические контейнеры. Штуфные руды и концентраты следует
перевозить только в таких контейнерах. Практика показала, что
затраты на приобретение этой тары и ее возвратную перевозку
вполне окупаются за счет стоимости сбереженного металла и упро-
щения перегрузочных операций.
Рассматривая вопросы, связанные с потерями ртути при ме-
таллургическом переделе, необходимо иметь в виду не только цен-
ность теряемого металла, но и его токсичность, т. е. опасность,
которую представляют выбросы ртути для персонала завода и
окружающего населения.
Механических потерь полностью избежать невозможно, однако
их можно значительно снизить при правильном ведении техно-
логического процесса.
352
Товарное извлечение ртути на современно оборудованных за-
водах превышает 90%. Уровень извлечения при прочих равных
условиях из монометаллических руд зависит в основном от их
качества, т. е. от содержания в них ртути, и лишь в некоторой сте-
пени — от физического и химического состава руды.
Переработка богатого сырья, например концентратов, в много-
подовых печах, штуфной руды в муфельных и ретортных печах
дает устойчивое извлечение не ниже 98%. Извлечение 95—96%
из руд с содержанием 0,2—0,3% ртути должно рассматриваться
как норма, а из несколько более бедных руд извлечение должно
быть не ниже 92—94%.
Таким образом, потери при пирометаллургическом способе
могут быть оценены величиной значительно ниже 10% от металла,
поступившего на завод с исходной рудой.
По мере приближения извлечения ценного компонента к идеаль-
ному, т. е. к 100%, добиться повышения извлечения становится
все труднее. Для прироста извлечения всего лишь на сотые доли
процента обязательно не только строгое выполнение всех требо-
ваний технологии, но и постоянное ее совершенствование.
Приведенные общие положения обязательно следует учиты-
вать при работе со ртутью, так как этот металл хотя и извлекается
наиболее полно по сравнению с другими металлами, но обладает
высокой летучестью, поэтому в процессе работы с большими мас-
сами технологических газов может быть легко потерян.
Ртуть на металлургических заводах теряется с огарками, вы-
бросными газами, сточными водами и пылями, улавливаемыми
в процессе газоочистки. Кроме того, имеется часть потерь так
называемых прочих. Каналы, по которым теряется здесь ртуть,
определены лишь примерно и пока количественно не поддаются
учету.
Удельный вес статей потерь весьма различен в зависимости от
условий работы. Основная статья потерь — с огарками и газами;
далее по значимости следуют потери с пылями (на печах кипящего
слоя потери с пылями более ощутимы).
Из газов, сточных вод и пылей ртуть может быть в большей
или меньшей степени извлечена, потери же с огарками являются
безвозвратными. Чем богаче ртутью исходное сырье, тем выше
извлечение в товарную продукцию. Однако по совокупности имею-
щихся данных можно оценить, что современная пирометаллурги-
ческая технология и оборудование пока не могут обеспечить извле-
чение выше 99—99,2% даже из очень богатых известных руд.
На рис. 122 даны расчетные величины возможных потерь ртути
в зависимости от содержания ее в рудах с учетом доизвлечения
металла из выбросных продуктов (кроме огарков).
Такие показатели вполне достижимы и на них следует ориен-
тироваться. По достижении таких показателей станет возможна
переработка убогих руд, что значительно расширит сырьевую
23 С. М. Мельников 353
базу ртутной промышленности Это приведет к увеличению масшта-
бов предприятий, на которых будут рентабельно перерабаты-
ваться такие убогие руды. Учитывая, что общие мировые запасы
ртути весьма ограничены, можно понять, насколько это важно.
Рис. 122. Расчетная величина возможных потерь ртути в зависимости
от ее содержания в руде:
1 — максимально допустимые потери; 2 — нормальные потери при условии
доизвлечения ртути из газов и пыли
ПОТЕРИ С ОГАРКАМИ
Потери с огарками — одна из основных статей потерь при
производстве ртути. Эти потери безвозвратны. Хотя теоретически
их можно рассчитать, этого обычно не делают, так как при расчете
в каждом конкретном случае крайне трудно учесть действие много-
численных факторов.
Учитывая большой производственный опыт, целесообразно при
оценке этих потерь ссылаться на накопленные в практике стати-
стические данные.
При надлежащем ведении процесса обжига и оптимальной
производительности печей можно получать огарки с устойчивым
содержанием в них ртути 1-10-3—2-10“зо6. Однако при чрез-
мерном увеличении производительности печи потери с огарками
могут достичь очень большой величины.
Чтобы при обжиге потери ртути с огарками были минималь-
ными, необходимы ритмичная загрузка оборудования и строгое
соблюдение технологического режима процесса обжига (подбор
оптимальной крупности руды, ведение раздельного обжига рядо-
вой и штуфной руды, а также мелких и крупных классов, соблю-
дение стабильности режима горения с полным сжиганием топлива,
поддержание должной среды в печи и т. д.). Кроме того, непре-
354
менным условием является надлежащая выдержка огарков в бун-
кере.
Можно условно разделить руды на несколько сортов по их по-
ведению при обжиге, выделяя из них более «легкие» и более «упор-
ные».
Многочисленная статистика показывает, что при тщательном
соблюдении правил обжига легких руд, представленных извест-
няками, с влажностью около 3% и содержанием около 0,2% ртути,
как правило, потери с огарками не превышают 0,25% от исход-
ного. Это означает, что огарки в среднем содержат ртути ниже
5 г/m, или <0,0005%.
При обжиге более у порных руд можно получать огарки с \стой-
чивым содержанием ртути в пределах 0,002—0,003%
Допуская же при обжиге упорных руд с неравномерной мине-
рализацией киновари случаи «проскока» недообожженных кусков
и ураганное содержание ртути в отдельных пробах огарка, можно
ожидать в них содержания ртути до 0,004%. Это означает, что
при работе на р\дах, содержащих 0,5% ртути, потери с огарками
составляют 0,8%, а на рудах с содержанием 0,2% Hg они воз-
растут до 2%.
Таким образом, при обжиге упорных руд потери ртути с огар-
ками составляют око то 2%, а технологическое извлечение (из
руды в газы) можно оценивать в 98%. Однако чем богаче р\ да,
тем более вероятны «проскоки» недообожженных кусков. Поэтому
условно можно допустить, что содержание ртути в огарках по
мере улучшения качества руды будет несколько возрастать. Этот
рост не пропорционален увеличению содержания ртути в руде:
если содержание в огарке при 0,1 %-ной руде можно оценить
в 0,004%, то при 0,5%-ной оно, возможно, достигнет 0,006%,
а при 1,0 %-ной 0,008%. В расчетах, выполненных для построения
графика, приведенного на рис. 121, приняты потери с огарками,
исходя из приведенных содержаний ртути.
Эти рассуждения несколько отвлеченны, поскольку ориентиро-
ваны на некоторую среднюю по «упорности» руду, хотя и бази-
руются в основном на опыте работы трубчатых, муфельных и
механических ретортных печей, а расчеты потерь проведены, ис-
ходя из условного положения, что вес огарков и вес руды одина-
ковы, т. е. здесь допускается еще один поправочный коэффициент
в сторону увеличения потерь. В действительности вес огарков
будет примерно на 10% меньше веса руды, так как при превраще-
нии руды в огарок из нее удаляется влага, пыль, разлагается
углекислый кальций и др., т. е. в расчетах потери завышены ми-
нимум на 10%, и в действительности они должны составлять
только 90% от рассчитанных.
При работе на печах кипящего слоя можно обеспечивать устой-
чивое более низкое содержание ртути в огарках по сравнению
с приведенными выше рассчитанными содержаниями.
23* 355
ПОТЕРИ С ГАЗАМИ
В газах, покидающих конденсатор, всегда содержатся пары
ртути (равновесное содержание), количество которых зависит от
температуры газов. Эти величины точно определены и их значения
приведены в табл. 19.
Абсолютное количество содержащихся в газах ртутных паров
определится из произведения количества газов на содержание
паров ртути в 1 и3 газа. Примем, что при обжиге 1 т руды обра-
зуется 650 .и3(н. у.) технологического газа, который покидает
конденсатор при 30 С. Этой температ^ ре соответствует содержа-
ние ртути 33,1 мг/м3 (н. у.). Следовательно, на одну тонну обо-
жженной руды приходится в отходящих газах 650-33,1 =
— 21 515 мг ртути, или, округленно, 22 г!т руды. Если руда
содержит 1 % Hg (10 кг/т), то уходящие из конденсатора газы со-
держат 0,22% Hg от содержащейся в 1 т руды.
Однако технологические газы разбавляются воздухом, подса-
сываемым извне, через неплотности в аппаратуре, и количество
их возрастает. Например, при подсосе в 30% количество газов
увеличится в 1,3 раза и составит 845 м3 (н. у.). Соответственно
этому возрастет и абсолютное содержание ртути, покидающей
конденсатор, которое достигнет 845-33,1 = 28 г/т ру'ды, или по
отношению к ртути в исходной руде 0,28%.
Это показывает, насколько вредно отражаются на качествен-
ных показателях завода подсосы воздуха, которые при небрежном
надзоре за системой газоходов и конденсации могут достигать
больших значений.
Если обжигаются более бедные руды, то процент потерь уве-
личивается обратно пропорционально содержанию, например:
Содержание ртути в руде, % .... 0,5 0,2 0,1
Потери ртути, % ............... 0,56 1,4 2,8
Если температуру отходящих газов повысить до 40 С, при
которой равновесное содержание ртутных паров составляет
72 мг/м3 (н. у.), то приведенные цифры увеличатся пропорцио-
нально отношению 72 : 33,1, т. е. в 2,17 раза, и, наоборот, пони-
жение температуры газов до 20 С приведет к уменьшению 33,1 :
: 14,3, т. е. в 2,33 раза и т. д. Подсосы воздуха в конце системы,
т. е. перед выбросом газов в атмосферу, могут дезориентировать
производственников: снижение температуры газов за счет воздуха
не окажет существенного влияния на конденсацию паров ртути
(поскольку невелика разница температур), а среднее содержание
ртути в газах уменьшится. Такие случаи возможны, если нет
должного контроля за подсосами в систему.
Изложенное позволяет сделать выводы, что для уменьшения
потерь ртути необходимо снижать количество технологических
газов, правильно и полно сжигая топливо, с применением горячего
356
дутья, а также тщательно уплотнять аппаратуру для предотвра-
щения подсосов в систему и максимально снижать температуру
газов, покидающих конденсатор.
Очевидно, что содержание ртути в руде не влияет на абсолют-
ное количество паров ртути, содержащихся в отходящих газах,
которое при прочих равных условиях остается постоянным. Иначе
говоря, процент потерь парообразной ртути обратно пропорцио-
нален содержанию ртути в исходной руде.
К сожалению, потери ртути с газами не ограничиваются пере-
численными и, как правило, превышают их за счет присутствую-
щих в газах аэрозолей металлической и сульфидной ртути. В прак-
тике известны случаи, когда содержание аэрозолей превышало
содержание ртутных паров более чем в два раза. Причины обра-
зования аэрозолей ртути и вторичного сульфида ртути рассматри-
вались ранее. При нормальном ведении процесса оба эти компо-
нета газов обнаруживаются в ограниченных количествах.
При всех условиях повышение скорости газов порождает уве-
личение размеров и абсолютного количества выносимых газом
частиц, в том числе частиц металлической ртути и сульфида. По-
этому, помимо уменьшения общего количества газов и снижения
их температуры на выходе из конденсатора, необходимы допол-
нительные меры: правильное охлаждение газов при конденсации,
предотвращающее образование аэрозолей, а также поддержание
рациональной скорости газов в конденсаторе, т. е. установка не-
обходимого числа параллельных ниток.
Уже упоминалось, что резкое охлаждение газов при входе
в конденсатор является источником образования аэрозолей ртути.
Поэтому необходимо устанавливать орошение, минуя первые стояки
конденсатора, либо работать с воздушным охчаждением.
Снижение содержания ртути в выходящих из конденсатора
газах может быть осуществлено применением внутреннего оро-
шения либо в последних звеньях конденсатора, либо в хвостовом
скруббере. Уместно напомнить об опыте применения для этих
целей водяных форсунок высокого давления системы Григорьева,
которые позволяют уменьшать общее содержание ртути примерно
в 2 раза за счет снижения содержания аэрозолей и некоторого
снижения температуры газа. Форсунки устанавливают в послед-
них стояках конденсатора. Следует иметь в виду, что при внутрен-
нем орошении увеличивается количество плавучей ртути и суль-
фида ртути, поэтому требуются дополнительные меры при очистке
сточных вод.
Для ориентировочной оценки возможных потерь ртути с га-
зами, зависящих, как видно из изложенного, от очень многих
факторов, продолжим начатый ранее расчет. Если газов, включая
подсосы, образуется 845 м?!т (н. у.), то при 30° С равновесное
содержание ртути составит 33,1 г!т руды. Допустив, что к этому
количеству добавится 30 % ртути в виде аэрозолей металла и вто-
357
ричного сульфида, общее количество ртути в газах на выходе из
конденсатора составит 4j,0 г! т руды.
Считая, что при прохождении через хвостовой скруббер с оро-
шением будет уловлено только 15% ртути, найдем, что конечные
потери снизятся до 36,6 г/т. Но в расчетах следует учесть ртуть,
улавливаемую в боровах, газоходах, ловушках для конденсата
и т. д. Приняв количество этой ртути за 5% от теряемого, общие
потери можно снизить до 34,8 г/m. Эта величина должна быть
увеличена, так как часть извлеченной при конденсации ртути
возвратится в виде промпродуктов на повторный обжиг и вновь
получатся газы, с которыми будет теряться ртуть. Если принять,
что 40% металла будет возвращено в повторный обжиг, но уже
в виде концентрированного промпродукта, содержащего 15—20%
ртути, то количество газов будет меньше, чем при обжиге руды,
в 30—50 раз (в зависимости от качества обжигаемой руды). По-
этому можно принять, что здесь потери не превысят 10% от потерь
при обжиге руды или составят около 3,5 г/m, а общие потери
с технологическими газами 38,2 г/m руды.
Необходимо учесть также потери ртути с вентиляционными га-
зами, количество которых может оцениваться в 15—20% от объема
технологических газов. Содержание ртути в них составляет от 1 до
5 мг/м3, хотя не исключены случаи, когда в целях оздоровления
условий в цехе у мест возможного выделения газов устанавли-
ваются такие мощные вентиляционные установки, что техноло-
гические газы отсасываются из печи за счет слишком высокого
разрежения в вентиляционной системе. Известны случаи, когда
при этих условиях содержание ртути в вентиляционных газах
достигало 20 мг/м3.
Наибольшим источником проникновения ртути в вентиляцион-
ные газы является узел загрузки руды в печь, особенно тарель-
чатыми питателями, о чем упоминалось выше. Если вентилятор
имеет слишком большую производительность, то вентиляционная
система может превратиться в источник дополнительного загряз-
нения ртутью воздушного бассейна в районе завода.
В закрытых помещениях ртутного производства должен про-
водиться 15-кратный обмен воздуха. Этот обмен должен осуще-
ствляться не за счет отсоса воздуха у мест возможного выброса
технологических газов, а за счет работы общей системы притока
свежего воздуха.
При определении потерь с вентиляционными газами не следует
учитывать потери с вентиляционными газами района выгрузки
огарков, поскольку эта часть учитывается статьей потерь с огар-
ками.
Если принять в продолжение расчетов количество вентиля-
ционных газов за 20% от объема технологических, т. е. 845 X
X 0,2 = 169 м3/т, а в них максимальное содержание ртути
5 мг!м3, то потери по этой статье составят 0,85 г/m руды.
358
Таким образом, общие потери с технологическими и вентиля-
ционными газами могут быть оценены в 39 г/m обжигаемой руды.
Если на заводе организована химическая (санитарная) очистка
газов, то можно рассчитывать на возвращение в оборот не менее
80% металла, содержащегося в газах. В этом случае потери с га-
зами снизятся и составят 7—8 г ртути на 1 т перерабатываемой
заводом руды.
ПОТЕРИ С ПЫЛЯМИ
В зависимости от местных условий при обжиге руд в трубча-
тых печах выход пылей при двухстадийной очистке (пылевая ка-
мера — циклоны) составляет 1—3% от массы переработанной
руды. Такой диапазон определяется физическими свойствами рудо-
вмещающих пород.
Имеется общая тенденция к улучшению очистки газов, а значит
к увеличению количества улавливаемой пыли, поскольку чем
лучше очищены газы, тем выше прямой выход металла и общее
товарное извлечение ртуги. С внедрением электрофильтров улуч-
шается очистка газов, но еще более увеличивается выход пыли.
Содержание ртути в пылях резко различается на разных за-
водах. Камерная пыль иногда содержит ртути больше, чем руда,
а иногда же оказывается более бедной. Пыли циклонов в боль-
шинстве случаев имеют низкое по сравнению с рудой содержание
ртути и, как правило, направляются в отвалы. Камерная пыль
очень редко возвращается в повторный обжиг. Производственники
считают, что обжигом этих пылей не компенсируются затраты
труда, а повышение содержания пылеватых фракций в обжигае-
мом материале может ухудшить установленный режим обжига.
По ряду данных можно оценить, что потери ртути с пылями
достигают 0,3—1 % от содержания ее в руде. Применение электро-
фильтров расширит этот предел не только за счет абсолютного
у величения количества пыли, но и за счет у лавливания вторич-
ного сульфида ртути.
В этих условиях для снижения потерь рту ги с пылями следует
раздельно перерабатывать крупные и мелкие классы руды и при-
менять для обжига мелочи более спокойный режим. Радикальным
способом может стать флотация пылей с извлечением в пенный
продукт сульфидов, а также и случайно попавшей металлической
рту ти.
По крупности пыли являются вполне подготовленным для фло-
тации материалом, т. е. их не требуется доизмельчать. Учитывая,
что удаление пылей из-под улавливающих аппаратов повсеместно
осуществляется гидравлическим способом, получаемая пульпа
также является вполне готовым материалом для флотации, тре-
бующим только корректировки соотношения твердого и жидкого.
Включение нескольких флотационных камер в систему перекачки
359
пульпы от завода до отвала не требует ощутимых капиталовложе-
ний, а освоенность процесса позволяет вести флотацию без боль-
ших дополнительных затрат труда.
С. Ф. Лаптев [82] по результатам опытов флотации камерной
и циклонной пыли ртутного завода, содержащей около 0,15%
ртути, сообщает, что за 5—6 мин флотации могут быть получены
концентраты с содержанием 2,5—3,2% ртути. Для проведения
процесса необходимо поддерживать pH в пределах 6,5—7,7 при
следующем расходе реагентов, кг!т пыли: жидкого стекла 0,5—
1,0; этилового ксантогената 0,17—0,5; флотомасла 0,075. Опти-
мальное соотношение т : ж = 1 : 2,5; извлечение ртути в кон-
центрат 80—85.
Полученные концентраты рационально после сгущения и филь-
трации перерабатывать вместе с бедной ступпой по безызвестко-
вой схеме.
Применение флотации позволит в 5 раз снизить потери ртути
с пылями, т. е. потери составят 0,2—0,3% от исходного.
ПОТЕРИ
СО СТОЧНЫМИ ВОДАМИ
Объем сбрасываемых заводом вод определяется от общего рас-
хода на технологические нужды, в том числе для орошения кон-
денсаторов, хвостовых скрубберов и для промывки этой аппара-
туры при чистке, а также для производственных смывов в по-
мещениях. В местностях с ограниченными водными ресурсами
организуется оборотное использование воды; в этих случаях
объем сбросных вод резко снижается. К промывной воде добав-
ляется некоторое количество влаги, сконденсированной из техно-
логических газов.
Рациональное количество расходуемой свежей воды можно
определить в пределах 0,5—1,0 лг® на 1 т перерабатываемой руды.
Воды ртутного завода могут содержать растворимые окись и
сульфат ртути, но главным образом в них присутствуют ртутные
капельки, увлеченные водяными струями, а также гидрофобная
сульфидная ртуть. Плавучая металлическая ртуть наиболее за-
метна при орошении газов водой.
Растворимость окиси и сульфата ртути невелика (см. прило-
жение VI), однако при общем большом расходе воды очистка сточ-
ных вод дает ощутимый возврат ртути.
Наибольшая концентрация ртути фиксируется в сливах кон-
денсации п декантируемом сливе жидкой фракции ступпы. Содер-
жание ртути в них в отдельных случаях достигает 100 и 300 г!мА
соответственно. Воды гидроуборки пылей содержат мало раство-
ренной ртути, поскольку сульфаты образуются при температурах
более низких, чем имеют выходящие из печи газы.
360
Среднее содержание общей ртути в сточных водах ртутных за-
водов непостоянно и колеблется в широких пределах. Например,
на графике (рис. 123) видно, что при среднесуточном содержании
ртути в сточной воде 22,1 мг/л в период чистки системы конден-
сации содержание ртути становится выше 100 мг!л. Следовательно,
в этот период необходимо j силивать надзор за работой системы
очистки сточных вод.
Исходя из количества сбрасываемой заводом воды, просто
определять потери ртути. Допустим, средний завод перерабатывает
100 тыс. т руды в год. Если
расход воды составляет 1 мЧт
р^ды и не организован обо-
рот воды, а сточные воды не
очищаются от содержащейся
в них ртути, то, приняв при-
веденное выше среднесуточ-
ное содержание 22,1 мг!л,
или 22,1 г/лС, определим по-
тери из произведения 22,1 X
X 100 000 = 2,21 т ртути в
год.
Однако имеющиеся в рас-
поряжении технологов спо-
собы очистки позволяют га-
Часы суток
рантировать снижение содер- Рис. 123. Сстержание ртути в сточных
Жания ртути В воде ДО водах ртутного завода (суточный график)
0,005—0,007 мг!л, или 5—
7 мг!м3. Приняв большую цифру, найдем, что потери ртути в
рассматриваемом примере снизятся до 0,7 кг в год, т. е. составят
только 0,003% от подсчитанных выше возможных потерь.
Изложенное, очевидно, показывает необходимость снижения
общего расхода воды, особенно на чисто технологические нужды
(промывка конденсационной системы), организации оборотного
водоснабжения и очистки сточных вод. Последнее является обя-
зательном требованием не только технологическим, но и сани-
тарным
Организация обособленной системы циркуляции воды для оро-
шения конденсаторов также позволит снизить количество воды,
особо загрязненной ртутью, а следовательно, и уменьшить потери
ртути. Учитывая, что кислотность этой воды может постепенно
повышаться,7не исключается необходимость периодического ее
подщелачивания.
Для снижения потерь плавучей ртути'необходимо также предот-
вращать уход плавающего металла в канализацию или на поля
отстоя. Для этого сливные воды из первых отстойников следует
выпускать не сверху, а через трубы, опускаемые несколько ниже
поверхности. Сливные воды конденсации нужно обрабатывать от-
361
делыю от пульпы гидравлического удаления пылей, о чем упоми-
налось выше.
Сточные воды бытовых комбинатов и прачечных перед сбросом
в общую канализационную сеть следует пропускать через спе-
циально устраиваемые в колодцах ловушки для сбора металли-
ческой ртути. Ловушки требуется периодически очищать и собран-
ные отстой присоединять к промпродуктам, направляемым для
извлечения ртути. Более подробные данные о составе заводских
стоков приведены в гл. XII, стр. 313.
НЕУЧИТЫВАЕМЫЕ ПОТЕРИ
Большую часть неучитываемых потерь, вероятно, составляют
потери при транспортировке и в первую очередь газов и пром-
продуктов. Ниже приведены возможные причины неучитываемых
потерь.
1. Поскольку печи должны работать под минимальным разре-
жением, отклонения в режиме отопления печи могут привести
к повышению давления и выбросу газов. При организации отсоса
в местах возможных выбросов следует иметь в виду, что при чрез-
мерном разрежении и слишком высокой производительности от-
сасывающей системы не исключен постоянный отсос технологи-
ческих газов в вентиляционные линии, что приведет к явным по-
терям ртути. Опасными участками являются зонты отсоса газов
у мест сопряжения трубчатых печей с пылевой камерой или газо-
ходом, а также узел загрузки руды. Последний участок особенно
опасен, поскольку здесь газы наиболее обогащены ртутью.
Нарушения в системе эвакуации газов возникают при неотре-
гулированном процессе сжигания топлива, а также могут быть
вызваны случайными сопротивлениями в газовом тракте (засоре-
ние газоходов, скрубберов, пылеуловителей, аварийная остановка
эксгаустеров).
Борьба с этой категорией потерь состоит в постоянном кон-
троле за исправностью уплотнений стационарных и подвижных
частей. Кроме этого, необходимы те же меры, что и для нормаль-
ного ведения обжига, т. е. хорошая подготовка топлива (мазута),
очистка его от воды и грязи, подогрев, исключение причин, на-
рушающих нормальною работу горелок, поддержание постоян-
ного режима работы дутьевого вентилятора первичного воздхха,
а также эксгаустера.
Установленные на тракте технологических газов приборы кон-
троля за манометрическим режимом должны быть под постоянным
надзором.
Периоды плановых остановок печей на чистку системы конден-
сации и на ремонт футеровки следует использовать для внима-
тельной ревизии и устранения выявленных неисправностей в си-
стеме.
362
2. На заводах, где отсутствует полная механизация транспор-
тирования и переработки ступпы, последняя является крупным
каналом для неучтенных потерь. Ручная транспортировка и от-
бивка ступпы сопряжены с неизбежными потерями этого наиболее
обогащенного ртутью промпродукта. Радикальное средство исклю-
чения этой статьи потерь сводится к переводу завода па полностью
механизированную схему переработки ступпы, применению пере-
качки по плотным пульпопроводам и к работе по замкнутому
циклу.
Важно добиваться возможно более полного прямого выхода
ртути; всякий возврат промпродуктов в обжиг приводит к допол-
нительным потерям металла. Для этого очень важно отводить
ртуть по мере ее выделения в любом аппарате, начиная с прием-
ников конденсации. Лучше всего устанавливать для этих целей
«гусиные шеи» и по возможности, если позволяют уклоны, направ-
лять ртуть по трубопроводам прямо на склад.
3. Потери металлической ртути с пылью и осадками на обору-
довании, конструкциях и элементах зданий и сооружений, в том
числе на полах, могут быть в значительной степени снижены при
систематической обмывке водой и сборе всех стоков в заводские
отстойники. В равной степени это относится и к территории завода,
которая по санитарным нормам должна быть заасфальтирована
и иметь уклоны, обеспечивающие сток в те же заводские отстой-
ники.
Особое внимание должно быть уделено качеству изготовления
бетонных полов и перекрытий — их поверхность должна быть
обработана уплотняющими растворами жидкого стекла и хлори-
стого кальция.
Разборку и обмывку агрегатов (фильтров, вентиляторов, на-
сосов и др.) следует проводить на специальных бетонных площад-
ках, оборудованных устройством для сбора стоков.
4. Разовые затраты ртути на наполнение системы, главным
образом конденсационной, неизбежны. Наличие многочисленных
карманов, неровностей в аппаратуре вызывает оседание неподдаю-
щегося точному учету количества ртути. Кроме этого, чугунная
аппаратура сорбирует ртуть. Производственники считают, что
ртуть проникает на 0,5—1 мм в пористую часть поверхности чу -
гуиа. Анализы показали, что в конденсационных трубах, снятых
в связи с износом, содержится ртути от 0,155 до 0,Зпо. Насколько
верпы эти данные, судить трудно, но примерное представление
о затратах ртути они дают. Возврат сорбированной чугуном ртути
практически очень труден: изношенные трубы должны быть мелко
раздроблены и возвращены на обжиг.
Для снижения этой статьи расхода в случае использования
чугуна для сооружения конденсаторов следует применять трубы
только центробежного или полунепрерывного литья как более
плотные.
363
Радикальным средством для уменьшения расхода ртути на
наполнение системы является изготовление конденсаторов из не-
ржавеющей стали. Затраты ртути на заполнение системы в этом
случае будут осуществляться один раз в десять, а то и более лет.
5. Некоторое количество паров ртути проникает в области
печной кладки, имеющие более низкие температуры, и конденси-
руется там. Затраты металла по этой статье определить невозможно,
но в большинстве случаев эти потери могут быть возвратными,
так как выломки изношенной футеровки можно пропустить через
цикл дробления руды и обжечь с целью извлечения ртути.
Перевод производства на новые конструкции герметичных пе-
чей ограничивает потери ртути в землю, однако район размещения
кирпичных боровов и скрубберов, а также заводских труб может
быть частично обогащен ртутью. Исходя из практики прошлых
лет уместно напомнить, что на ряде ликвидированных ртутных
заводов грунт под печами и боровами был пропитан ртутью на
глубину до 9 м. При ликвидации старого Никитовского завода
в обжиг была направлена земля, вынутая на 1,5 м, с достаточно
высоким содержанием ртути. Поэтому бетонные и особенно кир-
пичные сооружения должны обязательно иметь тщательно выпол-
ненную гидроизоляцию, предотвращающую утечку из них ртути.
Размер неучтенных потерь колеблется в широких пределах и
при плохих учете и контроле, т. е. в редких случаях достигает
30—40% от общих потерь. Возможность расхождения баланса
металла за счет этой статьи может оцениваться в пределах до 10%
(от всех потерь).
ГЛАВА XVI
КОНТРОЛЬ РТУТНОГО
ПРОИЗВОДСТВА
Специфические свойства ртути и технологии ее извлечения из
рудного сырья обусловливают некоторые особенности контроля
производства. Главная из них — усиленный контроль за газовым
хозяйством, так как в газах содержится основная ценность —
ртуть.
Из-за невысокого содержания ртути в исходной руде и близ-
кого к нулевому в отходах производства при работе на сравни-
тельно крупном материале требуется особое внимание при опробо-
вании и анализе.
За рубежом проблема контроля производства зачастую ре-
шается довольно просто; например, контроль за качеством обжига
заключается в промывке огарков на лотке или в просмотре наи-
364
более крупных кусков огарков. Если в разбитом куске огарка
обнаруживают киноварь, принимают необходимые меры: повы-
шают температуру обжига, снижают загрузку руды и др. На от-
дельных заводах приняты стандартные потери независимо от ка-
чества руды; например, норма потерь на 1 т руды 250 г ртути,
т. е. при руде с содержанием 0,5% Hg общее извлечение прини-
мается 95%, при руде с 0,25% Hg 90% и т. д. В некоторых случаях
качество руды оценивают по количеству полу ченной ртути Есте-
ственно, что такие методы контроля производственного процесса
не могут быть приняты за образец.
На рис. 124 приведена основная схема технологического кон-
троля процесса производства ртути с указанием объектов кон-
троля и опробования; схема составлена для завода с отработан-
ной и установившейся технологией.
УЧЕТ И ОПРОБОВАНИЕ ТВЕРДЫХ
ПРОДУКТОВ
Общее количество поступающей на завод руды учитывается
взвешиванием автомашин и шахтных вагонеток с рудой па весах.
Посменный и суточный учет количества руды, подаваемой на
печные бункера, обычно осуществляется взвешиванием на авто-
матических весах, установленных на траспортере для дробленой
РУДЫ.
Для определения веса проб рудного материала (по
ГОСТ 14180—69) минимальная масса пробы должна быть не менее
величины, вычисляемой по формуле
9mln = kd",
где k — коэффициент, зависящий от степени неоднородности руды
и принимаемый равным 0,06—0,2;
q — масса, кг;
d — размер кусков руды, мм.
Коэффициент однородности руды k принимается в следующих
размерах: для руд весьма однородных 0,06; для однородных 0,1;
среднеоднородных 0,15; неоднородных 0,2.
Несоблюдение этих рекомендаций приводит к значительным
ошибкам и невязкам баланса металла.
В равной степени опробование крупнокусковой руды вручную
часто не может быть объективно осуществлено, так как невозможно
взять пробу необходимого гранулометрического состава. По-
этому целесообразнее всего отбирать пробу руды в месте сброса
ее с транспортера в бункер, установленный перед печью. Для
отбора проб могут быть использованы любые стандартные меха-
нические пробоотборники, применяемые, например, в практике
обогатительных фабрик. Гипроникель рекомендует применять
ковшовые пробоотборники с цепным приводом, изготовляемые
365
366
Огарок
В отвал
-\Пыль
В отвал
Руда с^удника
| Дробление}
| Обжиг\---------
Газы
Ступпа Слив
Газы
Пыль
Газы
Газы
Газы
Ступпа
Обороты
•Оборот
Газы
Оборот
I Очистка
Фильтрация
[Сгущение
Crfj.6 ' L,
[Нейтрализаций
Отстой Слив
Объект контроля
и опробования
Исходная руда
Дробленая руда
Огарок
Что
определяется
Вес
Периодичность
определения
Оборудование
Постоянно
пт пыли
) _ _
Содержание Нд,Нгв
Содержание Hg
Температура
Содержание Ог
Разрежение
Содерж аниеНд, Hg.S
Количество
Количество
Запыленность
Температура
разрежение
Температура
Содержание Ог
Разреж ение
Объем (вес)
Содержание Hg
»
Постоянно
Периодически
Постоянно
Периодически
Ежедневно
Периодически
Еженедельно
Постоянно
Постоянно
периодически
постоянно
»
»
Весы вагонные,
автомобильные
Весы транспортные,
пробоотборник
Пробоотборник
Термопара
Аппарат ГХП- ЗМ
Тягомер
Ручной или механи-
ческий пробоотборник,
Мерник,секундомер
Трубка Пито
Аппарат ПУ-2
Термопара
тягомер
Термометр
Аппарат ГХП~ЗМ
Тягомер
Ра буча я емкость
Пробоотборник
Склад Сброс или оборот
10бжиг\ Ват-
моссреру
[Хиночистка^
Шлам Газы
с >
Сточные воды
Товарная ртуть
Объем {вес)
Содержание Hg
Содержание Hg
Температура
объем (вес)
Содержание Яд
Объем (вес)
Содержание
вес
Состав
»
Е ж есненно
Постоянно
»
»
Периодически
Постоянно
»
Рабочие енкости
Пробоотборни к
Аспиратор
Тернонетр
Рабочие емкости
Пробоотборник
Енкости секундомер
Пробоотборник
Весы, дозатор
Пробоотборник
Рис. 124. Схема технологического контроля па ртутном заводе
Новогорловским машиностроительным заводом и широко приме-
няемые в обогащении углей.
Устройство пробоотборников таково: на двух бесконечных
цепях, приводимых в движение от мотора через вертикально уста-
новленные звездочки, подвешиваются ковши, которые при дви-
жении под струей ссыпающейся руды отбирают пробу, выводят
ее в сторону и при движении в обратном направлении ссыпают
пробу в приемник. Гипроникель разработал такие пробоотборники
подходящих для ртутной промышленности размеров.
Рис. 125. Схема пробоотборника для руды:
а — пробоотборник отключен; б — пробоотборник в работе;
/ — транспортер; 2 — фартук; 3 — привод; 4 — бункер для руды; 5 — приемник для
пробы
Для установки пробоотборника необходимо иметь расстояние
между приводным барабаном транспортера и течкой для руды
в бункер по вертикали примерно 1,2—1,5 м.
На рис. 125 приведена конструкция упрощенного пробоот-
борника, также устанавливаемого в месте падения дробленой руды
в бункер с транспортерной ленты /. Фартук 2 пробоотборника
в обычном положении (рис. 125, а) направляет руду в бункер 4,
в момент отбора пробы фартук при помощи привода-толкателя 3
перемещается в положение рис. 125, б и проба поступает в прием-
ник 5. Привод фартука может быть осуществлен любым устрой-
ством: винтовым типа ПТВ или пневматическим, с отсечкой через
программное реле РВГ-1200.
Однако этот практически надежно работающий пробоотборник,
пересекая поток руды дважды (движение из нейтрального в рабо-
чее положение и обратно), дает не вполне представительную
пробу — несколько занижающую результат, так как отбирается
крупного рудного материала больше, чем мелкого. Особенно это
заметно при большой длине транспортерной ленты и ее высокой
скорости (сегрегация материала на ленте и разброс при разгрузке
367
с лепты). Пробоотборник такой конструкции можно применять
на металлургических установках при небольшой загрузке и малой
длине транспортеров, а для уменьшения ошибки при отборе пробы
целесообразнее устанавливать пробоотборник под углом 90' к оси
ленты транспортера.
Любой устанавливаемый пробоотборник для руды следует про-
верять на правильность отбора представительной пробы. Размер
приемного отверстия пробоотборника и скорость его движения
должны обеспечивать отбор пробы гранулометрического состава,
соответствующего составу дробленой руды. Если же проба будет
содержать больше тонких фракций, чем их содержится в обжи-
гаемой руде, то в отобранной пробе будет завышенное содержание
ртути. Это объясняется хрупкостью киновари и повышенной кон-
центрацией ртути в мелочи. И, наоборот, если пробоотборник
аналогично описанному выше отбирает больше крупных фрак-
ций, то содержание ртути в пробе занижается.
У ковшовых пробоотборников размер верхнего, открытого
проема должен превышать не менее чем в 3 раза размер наиболее
крупных кусков опробуемого материала. Например, при круп-
ности руды 50 мм ширина ковша должна быть больше 150 мм,
в противном случае свободное попадание в пробу крупных кусков
будет ограничиваться, отчего содержание ртути в пробе завы-
шается. При работе на влажной и мелкой руде следует системати-
чески очищать ковши от налипшей на их дно и стенки руды,
в противном случае пробоотборник может выйти из строя.
Рудные огарки, получаемые при обжиге, не взвешивают. Ко-
личество их определяют по установленному для данного предприя-
тия выходу от веса руды с учетом ее влажности либо по числу ва-
гонов (скипов, автомашин) вывезенного на отвал огарка с перио-
дическим контролем веса.
Опробование огарков не должно в принципе отличаться от
опробования руды, однако эта операция несколько осложняется
высокой температурой огарка. Как показала практика, отбор
проб огарка при выходе из печи, перед бункером не дает доста-
точно точных результатов. Это объясняется тем, что при выле-
живании в бункере огарков из них извлекается дополнительно
некоторое количество ртути, поэтому пробы, взятые перед бунке-
ром, могут показывать несколько завышенное содержание металла.
Правильнее вести отбор проб в месте выгрузки огарка из бун-
кера, перед удалением в отвал. При отсутствии эффективного ох-
лаждения огарка до обычных температур, а также из-за уплотне-
ния места выгрузки огарка во избежание распространения пыли
обычное стандартное оборудование для опробования здесь не-
пригодно.
Отбор проб огарка обычными пробоотборниками для рудного
материала может быть осуществлен, если огарки предварительно
охлаждать до температуры порядка 100° С. Однако такие уста-
368
ловки редки и, как правило, в лучшем случае температура огарка
упрощенными утилизационными устройствами снижается до
250—350° С.
На одном из наших заводов в течение длительного времени
работает опробователь огарка, конструкция которого приведена
на рис. 126.
Опробователь установлен вблизи разгрузочного устройства
бункера огарков 1. В боковой стенке металлического бункера вы-
Рис. 126. Схема пробоотборника для огарков:
а — закрытое положение; б — открытое положение; 1 — бункер для огарка; 2 — сектор
для выпуска огарка; 3 — приводное устройство; 4 — вилка; 5 — барабан отборника пробы;
6 — поводок; 7 — тяга; 8 — пружинный демпфер; 9 — емкость для сбора пробы
резано прямоугольное отверстие, в которое с зазором 1—2 мм
входит часть поворотного барабана пробоотборника 5. Барабан 5
свободно поворачивается вокруг своей оси на валу, укрепленном
во втулках. По цилиндрической образующей барабан имеет про-
резь, которая при отборе пробы открыта для поступления огарка
(рис. 126, б) либо находится в положении для выгрузки огарка
(рис. 126, а).
Привод движения пробоотборника связан с механизмом раз-
грузки огарка системой рычагов. Когда из бункера должен вы-
пускаться огарок, приводное устройство 3 при помощи вилки 4
открывает сектор 2 (на рис. 126, а движение вилки 4 вправо).
Одновременно тяга 7 перемещается, поворачивая барабан 5 через
поводок 6.
Положение открытого люка бункера в момент разгрузки огарка
и пробоотборника изображено на рис. 126, а. В это время барабан
пробоотборника наполняется огарком, движущимся по стене
бункера к разгрузочному люку. При закрытии люка движением
приводного устройства влево барабан пробоотборника принимает
24 С.'М. Мельников 369
такое положение (рис. 126, б), что содержимое барабана высы-
пается в емкость для сбора пробы 9.
Поводок 6 и рычаг 7 снабжены (на концах) несколькими от-
верстиями, которые позволяют регулировать угол поворота ба-
рабана 5. Рычаг 7, кроме того, оборудован пружинным демп-
фером 8 во избежание поломок при случайном заклинивании ба-
рабана 5 огарком.
Размеры барабана 5 рассчитываются в зависимости от произ-
водительности печи, количества заборов пробы (и разгрузки бун-
кера). Конструкция этого пробоотборника проста, он надежен
в работе и непосредственно (без отдельного привода) связан с ра-
ботой печной установки при автоматическом отборе пробы.
Недостаток пробоотборника в том, что проба отбирается лишь
с одной боковой стенки, что в некоторых случаях может дать оши-
бочный результат.
Для опробования пыли, собранной в бункерах пылеулови-
тельных аппаратов, обычно берут разовые пробы пульпы из гидро-
затворов. Возможна установка механического пробоотборника
на пульпопроводе, транспортирующем пыль в отвал. Здесь при-
годен пробоотборник, конструкция которого приводится в следую-
щем разделе (стр. 371).
Количественный учет пыли проще всего осуществлять периоди-
ческими замерами с отбором пульпы в емкость за определенный
отрезок времени.
ОПРОБОВАНИЕ СТУППЫ
И ДРУГИХ ЖИДКИХ продуктов
Отбор представительной пробы ступпы затруднен из-за со-
держащейся в ней жидкой ртути. Методы отбора проб ступпы не
могут быть постоянны из-за переменного состава и консистенции
ступпы.
Ступпу можно отбирать щупами, изображенными на рис. 127
или другой аналогичной конструкции. Щупы изготовлены из
тонкостенной стальной трубы 1 диаметром 35—45 и длиной 400—
450 мм. Через вваренную сверху крышку пропущен шток из круг-
лого железа с рукояткой 2 и поршеньком 3, свободно движущимся
внутри труб Для взятия густой ступпы служит щуп, изображен-
ный на рис. 127, а. Перед погружением щупа в ступпу шток
поднят; набравшаяся в трубку масса остается вн) три поднятого
щупа и выталкивается в приемник для пробы. Другой щуп
(рис. 127, б) имеет снизу пластинку 4, поворачиваемую на 180 ру-
кояткой 5. При погружении в жидкую ступпу щуп открыт; после
набора пробы пластинка 4 поворачивается и закрывает низ трубки.
Если под ступпой находится слой ртути, то свободный металл
в пробу не попадает. Это не нарушает учета, так как отстоявшаяся
свободная ртуть при всех условиях должна быть выведена из со-
ства ступпы.
370
Наиболее надежен отбор пробы ступпы при ее перекачке или
при свободном перемещении по пульпопроводу.
При свободном перепаде струи могут
работать пробоотборники, применяемые
в практике обогащения для опробова-
ния пульпы. При закрытой системе
может быть применен пробоотборник
конструкции Никитовского комбината,
изображенный на рис. 128.
Устройство его следующее: в ци-
линдр с резиновым поршнем 4 врезаны
два патрубка: один из них 1 врезан в
магистраль с движущейся ступпой
(рис. 128, а), второй 3 — в сборник
отбираемой пробы ступпы; поршень 4
прикреплен к штоку привода 5 через
сальниковое уплотнение.
При включении привода поршень 4
перекрывает пульпопровод (рис. 128, б)
и ступпа направлется в сборник для
отбираемой пробы. При возвратном
движении поршня восстанавливается
нормальный транспортный поток ступ-
пы к месту доставки.
Путем включения в электрическую
схему реле выдержки времени возмож-
ны любые комбинации частоты отбора
Рис. 127. Щупы для отбора
проб ступпы:
а — для густого материала;
б—для более жидких продуктов
и размеров пробы.
Конструкция такого пробоотборника очень проста, надежна в
работе и универсальна, поскольку может быть использована
в любых жидких промпродуктах, включая сточные воды и распуль-
пованные смеси пыли с водой.
Рис. 128. Пробоотборник для жидкой ступпы:
а — пробоотборник отключен; б — пробоотборник включен в работу;
/ — напорная труба; 2 — труба для отвода ступпы; 3 — патрубок к приемнику пробы;
4 — поршень; 5 — шток привода пробоотборника
24*
371
Продукты, направляемые по пульпопроводу, следует предва-
рительно освобождать от посторонних предметов (щепок, тряпок и
т. п.), пропуская их в систему через сетки.
Количественный учет жидкой ступпы, как и других жидких
промпродуктов, затруднен. На практике обычно замеряют объем
ступпы в рабочих промежуточных емкостях, например в реак-
торах или приемниках-накопителях ступпы.
ОПРОБОВАНИЕ
ГАЗОВЫХ ПРОДУКТОВ
Отбор проб газовых продуктов из газоходов и труб конденса-
тора осуществляется стандартными методами через штуцера,
устанавливаемые в местах отбора при изготовлении оборудования.
В зависимости от назначения пробы отбор ее производится либо
сразу в прибор, либо в стеклянные емкости или воздушным насо-
сом.
Для отбора проб газа, подлежащего анализу на содержание
ртути, ее паров, а также сульфида ртути, может быть рекомендо-
ван аспиратор, разработанный в Гипроникеле, описание которого
приведено в гл. XVII.
Количество газов определяют стандартным способом с приме-
нением трубки Пито. Запыленность газов удобно определять с по-
мощью аппарата ПУ-2, разработанного Гинцветметом. В его набор
входят: заборная тру'бка, фильтр, реометр и вакуум-насос; ап-
парат ПУ-2 может быть заменен набором этих приборов.
Температура газов контролируется термопарами, лучше с само-
пишущими приборами, что обеспечивает постоянный контроль
за работой системы. На участках с низкими температурами
использу ются ртутные термометры, установленные через резиновые
втулки в штуцера, вваренные в газоход.
Контроль за разрежением в системе обычно осуществляется
U-образиыми манометрами, а при малых значениях — микро-
манометрами типа ММН. При разрежении свыше 100 мм вод. ст.
могут быть применены самопишущие приборы; при меньших зна-
чениях эти приборы дают большие погрешности.
На одном из наших заводов установлен на местах постоянного
отбора газовых проб прибор для контроля напора до и после экс-
гаустера, измерения скорости и количества отходящих газов,
а также для отбора проб газа для анализа на содержание ртути.
Схема этого прибора приведена на рис. 129. Прибор заключен
в кожухе 19 и установлен на столике 23.
Цилиндрический герметичный сосуд 15 через вентиль 14 за-
полняется водой. Уровень воды в цилиндре фиксируется с помощью
водомерной трубки 22 со шкалой 21. Воздух выходит из сосуда
по трубке 13. После заполнения сосуда водой до нулевой отметки
372
по шкале 21 вентиль 14 закрывается и прибор готов для отбора
газов.
Для измерения полного напора в газоход 4 вварен штуцер 8
с плотно завинчивающейся крышкой. В крышку штуцера встав-
лены загнутая под углом 45° мерная трубка 7, а также указатель 6
положения трубки по отношению к направлению потока газов.
Трубка 7 через тройник 12 резиновой (или медной) трубкой с од-
Рис. 129. Схема установки для определения количества газа и отбора проб его:
/ — эксгаустер; 2 — газоход от конденсатора; 3 — штуцер до эксгаустера; 4 — газоход
после эксгаустера; 5 — штуцер; 6 — указатель положения заборной трубки; 7 — мерная
трубка; 8 — штуцер; 9—11 — резиновые трубки с зажимами; /2 — тройник; 13 — трубка
для выпуска воздуха; 14 — вентиль; 15 — заборный сосуд; 16 — подсоединение водомер-
ного стекла; 17 — крепление водомерного стекла; 18 — манометр; 19 — приборная
доска; 20 — щит; 21 — шкала; 22 — водомерная трубка; 23 — стол; 24— 26 — краны;
27 — таблица значения скорости газов; 28 — трехходовой кран
ним коленом U-образного манометра 18, укрепленного па щите 20.
Второе колено манометра 18 соединено с трехходовым краном 28.
Для измерения статического напора до эксгаустера 1 в газоход
вваривают штуцер 3, после эксгаустера — штуцер 5, соединен-
ные резиновой (или медной) трубкой с трехходовым краном 28.
При спуске воды через пробковый кран 26 в верхней части ци-
линдра 15 создается разрежение и производится забор газа. Ско-
рость отбора (6 л!мин) регулируется с помощью шкалы 25 и ука-
зателя 24 в пределах от 0 до 50 л! мин. Термометром, установленным
в верхней части сосуда 15, измеряется температура газа в сосуде.
Измерение напоров производится следующим образом: труба 7
с помощью указателя 6 поворачивается против потока газов; кран
28 ставится в положение «после эксгаустера». При открытом за-
373
жиме 10 и закрытом 9 манометр 18 покажет динамический напор.
При открытом зажиме 9 и закрытом 10 манометр показывает ста-
тический напор после эксгаустера; при открытом зажиме 9 и за-
крытом 10 и положении крана 28 «до эксгаустера» — величину
статического напора до эксгаустера.
Для определения скорости и количества газов к щиту 20 при-
креплена таблица 27, которая приведена в книге под номером 39.
В этой таблице даны значения скорости и количества газов в за-
висимости от величины динамического напора и температуры
газов для газохода известного сечения.
Таблица 39
Схема таблицы для определения скорости и количества газов
р, мм вод. ст. _ w ( м сек\ Значения 1 —--—1 при Vt МА/Ч I р, мм вод. ст. о / м/сек \ Значения 1 ——— | при vt \ )
20° С 21° С 22° С 23° С 20° С 21° с 22° С 23° С
1Л 11,5 11,7 11,9 12,1 16 12,8 13,0 13,2 13,4
1V 4600 4680 4700 4840 5120 5200 5280 5340
1 О 11,9 12,1 12,3 12,5 13,6 13,8 14,0 14,2
4760 4840 4920 5000 5440 5520 5600 5680
1 л 12,3 12,5 12,7 12,9
14 4920 5000 5080 5160
Расчет данных таблицы производится по формулам:
w = р^ин м/сек\ vt — Fwa 3600 м'л/ч,
где w — скорость газов, м/сек;
F — площадь сечения газохода, л2;
g — ускорение свободного падения (9,81 м/сек2)-,
vt — объем реального газа, м3.'ч;
а — коэффициент распределения скоростей для данного се-
чения газохода;
pz — плотность реального газа, кг/м3;
„ _ Ро (в — Рет)
р' 760(273 + О ' '
где В — барометрическое давление, мм рт. ст-
РСТ — статический напор, мм рт. ст.-,
tr — температура газа, ° С;
р0 — плотность нормального газа.
374
Ошибка при измерении допускается в пределах ±2—3°о.
Пример: по показаниям приборов имеем: РД1М =
= 12 мм вод. cm.-, t = 22° С; тогда w = 12,3 м!сек; vt = 4920 м3,ч.
Отбор пробы газа для определения содержания ртути в отхо-
дящих газах производится через загнутую трубку 7. Открывается
вентиль 14 и сосуд 15 заполняется водой до нулевой отметки по
шкале 21.
Для поглощения ртути из отобранного газа необходимо брать
3—4 склянки с поглотительным раствором- Первую склянку со-
единяют с трубкой 11, последняя — с трубкой 13 при закрытом
зажиме 9. Затем открывают зажим 9 и сразу же указатель 24 проб-
кового крана 26 ставят на отметку заданной скорости отбора газа.
После отбора 20—30 л газа указатель 24 ставят на нулевое поло-
жение и по шкале 21 точно определяют количество отобранного
газа. Затем закрывают зажим 9, снимают трубку 13 с последней
склянки и потом трубку 11 — с первой склянки.
Заборную трубку 7 ставят в центре газохода по потоку газов.
Растворы сдают на анализ в химическую лабораторию. Продол-
жительность отбора 2—3 мин в зависимости от заданной скорости
отбора.
Интересные наблюдения сделаны В. 3. Лысенко, он отобрал
несколько проб газа одновременно в трех точках, находящихся
на различном расстоянии от диаметра газохода. Газоход был диа-
метром 460 мм; точки забора находились от стенки газохода
на расстоянии 230 мм (в центре), 115 мм (х 4 диаметра) и 60 мм
(1г8 диаметра). Анализ показал, что содержание парообразной
ртути во всех пробах практически одинаково, а содержание
металлической и сульфидной ртути выше всего в центральной
пробе и снижается по мере приближения к периферии.
Сопоставление результатов таких замеров в горизонтальных
и вертикальных газоходах показало, что забор проб в вертикаль-
ных дает большую сходимость, чем в горизонтальных. Поэтому
В. 3. Лысенко рекомендует отбирать пробу газа на вертикаль-
ном участке газохода в восходящем потоке по центру газохода.
ГЛАВА XVII
МЕТОДЫ АНАЛИЗА ПРОДУКТОВ
РТУТНОГО ПРОИЗВОДСТВА
ОБЩИЕ СВЕДЕНИЯ
В ртутном производстве анализу подлежат руда, продукты
обогащения, промежуточные продукты (ступпа, пыль, сливные
воды, воздух и технологические газы) и товарная продукция —
ртуть всех марок.
375
За последние годы в области аналитической химии рудного
сырья и продуктов ртутного производства проведены работы,
в результате которых уточнены и усовершенствованы некоторые
ранее известные методы, а также разработаны и внедряются
принципиально новые, например абсорбционный пламеннофото-
метрический, гамма-абсорбционный, экспрессный, радиоактива-
ционпый и другие методы.
Метод анализа технологических газов и промышленного воз-
духа на содержание ртути по методу Н. Г. Полежаева по-прежнему
продолжает оставаться основным, хотя можно ожидать, что в бли-
жайшее время будет внедрен в промышленность новый фотометри-
ческий атомно-абсорбционный способ с применением приборов,
разработанных ЦНИИолово и Казахским геофизическим тре-
стом.
Ниже приведен ряд методов, наиболее распространенных в про-
мышленности, а также имеющих перспективу использования.
Особого внимания заслуживают методы определения примесей
в ртути.
Действующие не только в СССР, но и за рубежом стандарты
предусматривают определение качества ртути по нелетучему
остатку после возгонки испытуемой пробы металла; в некоторых
случаях оговаривается, что ртуть должна полностью растворяться
в азотной кислоте, а также иметь зеркальную поверхность и не
прилипать к стенкам стеклянного сосуда.
По ГОСТу и техническим условиям СССР, нелетучий остаток
должен составлять для ртути технической марки Р-3 не более 0,1%;
марки Р-2 — не более 0,0j(%; Р-1 и Р-0 — не более 0,001%. При
этом подразумевается, что разница между 100% и нелетучим ос-
татком представлена основным металлом.
Такая оценка качества ртути по содержанию нелетучего ос-
татка повсеместно утвердилась из-за отсутствия надежных и до-
статочно точных методов определения в ней примесей, которые,
судя по физическим свойствам этого металла, могут быть пред-
ставлены чуть ли не всеми элементами таблицы Д. И. Менделеева.
Для максимальной точности определения нелетучего остатка
от испытуемой ртути отбирают крупные пробы. Например, в Япо-
нии стандарт предусматривает отбор пробы 5 кг для ртути высокой
чистоты и 2 кг для обычного технического металла. Возгонка ртути
должна осуществляться'под пониженным давлением (50 мм рт. ст )
при 260° С. Требования японского стандарта представляются до-
статочно жесткими. Австралийский^стандарт на ртуть для меди-
цинских’целей, наоборот, ограничивает вес пробы только 10—15г.
Проверка японского метода применительно к пробе нашей тех-
нической ртути марки Р-3 показала образование нелетучего ос-
татка в 0,2 мг, что составляет только 4-10"6% от массы всей
пробы. В то же время при испытании проб искусственно загряз-
ненной ртути высшей марки Р-0 было установлено, что примеси,
376
в частности свинец и цинк, в значительной степени удаляются
вместе со ртутью (табл. 40).
Результаты возгонки ртути,
искусственно загрязненной примесями
Таблица 40
Номер ! опыта Содержание Остаток, мг Потери при возгонке, % от исходного
ртути, г добавок, мг
РЬ Zn РЬ Zn РЬ Zn
1 100 9,9 . 1,3 87 —
2 100 2,1 4,3 1,2 3,5 50 19
3 100 1,3 1,0 0,52 0,3 59 70
Изложенное позволяет сделать вывод, что на ряде месторожде-
ний обычными методами переработки может быть получена тех-
ническая ртуть, по содержанию нелетучих примесей вполне со-
ответствующая высшим маркам самых жестких мировых стан-
дартов.
Однако очевидно, что надежность практикуемого в большинстве
стран мира способа определения качества ртути по нелетучему
остатку сомнительна, поскольку тяжелые металлы при низких
температурах легко удаляются со ртутью. Эта методика оценки
качества ртути изучена еще недостаточно. В последние годы раз-
рабатываются методы определения примесей и некоторые из них,
вероятно, будут достаточно точными. Однако в настоящее время
в распоряжении производственников имеются только сравнительно
давние разработки Ю. А. Чернихова и В. Г. Горюшиной дити-
зонового метода определения в ртути некоторых примесей тяже-
лых металлов: свинца, висмута, цинка и серебра, а также ро-
дано-пиридиновый метод для определения меди.
Дитизоновый метод основан на использовании внутрикомплек-
сных соединений дитизона (дифенилтиокарбазон C6H6NHNHCSN =
= NC6H5), дающего с перечисленными и некоторыми другими ме-
таллами соединения, окрашенные в характерные яркие цвета.
Эти соединения нерастворимы в воде, но растворяются рядом
органических растворителей — четыреххлористым углеродом,
хлороформом и др.
Определение элементов, реагирующих с дитизоном, основано
на различной экстракции дитизонатов в зависимости от кислот-
ности среды; например, двухвалентное олово, свинец и висмут
в щелочной среде в присутствии цианистого калия реагируют
с дитизоном и извлекаются из водного раствора в слой четырех-
хлористого углерода в виде окрашенных дитизонатов при pH =
= 8ч-11. Цинк же ведет себя аналогично в присутствии тиосуль-
фата натрия в кислой среде (при pH = 4-f5).
377
Следует отметить, что метод определения примесей в ртути
дитизоном не удовлетворяет современным требованиям, так как
концентрации примесей, которые возможно надежно открыть
этим методом, должны быть не менее 1-10 4—2-Ю'4, в то время
как для некоторых целей требуется ртуть, в которой содержание
примесей на несколько порядков меньше приведенных величин.
При определении степени чистоты ртути высших марок, по-
видимому, могут быть перспективными приемы определения ка-
чества, применяемые для особо чистых веществ, например полу-
проводниковых материалов. Здесь широко практикуется изме-
рение некоторых физических свойств, что позволяет безукориз-
ненно оценивать исследуемый материал.
В Харьковском физико-техническом институте низких тем-
ператур Б. Н. Александровым [208J при определении электро-
сопротивления твердой ртути было установлено, что проводимость
этого металла резко возрастает с увеличением чистоты, достигая
на наиболее чистых образцах двух порядков. Для определения чи-
стоты ртути было использовано отношение сопротивления ртути
при 4,2° К и при 1,6° К, которое в интервале этих температур
весьма чувствительно к примесям. Проверка на искусственно за-
грязненных образцах подтвердила возможность оценки степени
чистоты ртути таким методом.
Способ определения достаточно сложен для обычных условий:
из твердой ртути выращиваются монокристаллы, электропроводи-
мость которых измеряется при температуре жидкого гелия (4,2—
1,6° К). Для разрушения сверхпроводимости, которой обладает
ртуть при этих температурах, электросопротивление измерялось
в магнитном поле до 360 э.
Таким образом, этот метод может быть использован главным
образом для проведения периодических разовых определений
чистоты ртути, но не для постоянного производственного конт-
роля.
В последние годы все большее значение приобретает радиоак-
тивационный анализ, сущность которого со<^гоит в том, что оп-
ределяемые элементы либо получаются в радиактивном состоянии,
либо образуют радиоактивные изотопы элементов с порядковыми
номерами на 1—2 единицы больше или меньше. По интенсивности
и энергии излучения образовавшихся в том и другом случаях
радиоизотопов судят о природе и количестве определяемых эле-
ментов. При этом энергия излучения служит для качественного,
а интенсивность — для количественного анализа.
Радиоактивационный метод анализа при правильном выборе
ядерной реакции для получения радиоактивных изотопов, по ко-
торым ведется определение того или иного элемента, характери-
зуется необычайно высокой чувствительностью. Так, при акти-
вации ртути тепловыми нейтронами в ядерном реакторе можно
обнаружить ее в количестве 10 "10 г при облучении в течение ме-
378
сяца и 10"8 г при пятиминутном облучении (соответственно по
изотопам Hg203 и Hg205). Поэтому радиоактивационный анализ
применяется прежде всего для определения примесей в чистых
веществах и при поисках полезных ископаемых и геохимиче-
ских исследованиях.
Однако эти задачи не являются для радиоактивационного
анализа единственными, и его инструментальный вариант с полу-
проводниковыми спектрометрами дает возможность не только
определять очень малые количества элемента, но и повысить
при этом абсолютную и относительную точность анализа как ма-
лых, так и больших количеств большинства элементов периодиче-
ской системы. Так, ртуть в любом рудном сырье и промежуточных
продуктах металлургического производства при активации тепло-
выми нейтронами и измерении гамма-спектров облученных проб
с помощью германий-литиевых счетчиков может определяться
с относительной точностью до ±1% в диапазоне от 10"6 до почти
100%.
К сожалению, подобный анализ возможен пока лишь там, где
работают ядерные реакторы. Поэтому он может использоваться
для исследовательских целей или для установления точного со-
става веществ, содержащих тот или иной металл. Последнее не-
обходимо для производства стандартных образцов, по которым
любая лаборатория может проверять правильность результатов
работ другими методами. Организация активационного анализа
для контроля производства на заводах в настоящее время пока
еще невозможна, но в ближайшем будущем в связи с выпуском
ампулированных изотопных источников с большим выходом
нейтронов и полупроводниковых спектрометров точное и экспрес-
сное определение ртути в количествах от 0,1 г в пробе станет вполне
доступным для производственных предприятий.
Определение примесей в ртути радиоактивационным методом
осложняется также высоким средством самой ртути к тепловым
нейтронам и очень большой мощностью дозы излучения активной
ртути, являющейся в этом случае основой пробы, т. е. элементом,
находящимся в ней в намного порядков большем количестве,
чем примеси.
Из-за высокой мощности дозы гамма-лучей Hg203 и Hg205 ра-
ботать с ней приходится в «горячей лаборатории» с тяжелой за-
щитой от проникающего излучения, т. е. в специальных лабора-
ториях.
Другим перспективным методом определения ртути является
рентгено-радиометрический, представляющий собой вариант флуо-
ресцентного анализа с использованием для возбуждения вторичных
характеристических рентгеновских спектров не электронной вы-
соковольтной трубки, а ампулированного изотопного источника
гамма-лучей. Чувствительность этого метода значительно ниже,
чем радиоактивационного: с его помощью можно определить
379
концентрацию ртути не менее 0,01%. Промышленностью выпу-
скаются серийные приборы для рентгенорадиометрического ана-
лиза, которые можно устанавливать не только в лабораториях,
но и в горных цехах.
ИСПЫТАНИЯ КАЧЕСТВА
РТУТИ ПО ГОСТ 4658—49
ГОСТ 4658—59 предусматривает следующие испытания:
1. Проба ртути любой марки перед испытанием фильтруется
через замшу или фильтровальную бумагу, сложенную в виде
конуса и проколотую в вершине тонкой булавкой диаметром
не более 0,5 мм. На замше или бумаге не должно оставаться меха-
нических загрязнений.
2. Проба ртути марок Р-1 и Р-2 после отфильтрования в чистый
стеклянный сосуд встряхивается. На стенках сосудов после встря-
хивания не должно оставаться никаких следов.
3. Проба ртути марок Р-1 и Р-2 выливается на белую
гладкую бумагу или на гладкую фарфоровую пластинку. На бу-
маге или на пластинке не должно оставаться никаких следов,
а ртуть должна образовывать круглые шарики, легко сливающиеся
в общую массу.
4. Для проверки ртути любой марки на полную растворимость
в азотной кислоте отбирают навеску в 5—10 г и растворяют ее
в 100 мл азотной кислоты (плотн. 1, 2) при температуре 35—40° С.
5. Определение нелетучего остатка производится следующим
образом: 100 г ртути марки Р-1 и или 50 г ртути марки Р-2 по-
мещают в небольшую колбу или реторту и отгоняют на умеренном
пламени пары ртути, просасывая воздух. Отгон собирают в прием-
ник. Отгонку ведут до тех пор, пока в колбе для дистилляции
останется не более 1—2 г ртути (капля в 0,1—0,2 сма). Остаток
растворяют в нескольких миллилитрах химически чистой азотной
кислоты (плотность 1,4), сливают во взвешенный фарфоровый
тигель емкостью 15 мл, выпаривают, сушат и осторожно прокали-
вают при температуре 500° С до постоянного веса. Для определения
нелетучего остатка в ртути марки Р-3 берут 10 г ртути, переносят
ее во взвешенный фарфоровый тигель и осторожно прокаливают
до постоянного веса.
ОПРЕДЕЛЕНИЕ РТУТИ
Метод Эшка—Файнберга
Этот классический метод определения ртути в твердых про-
бах, разработанный Эшка и дополненный С. Ю. Файнбергом [11],
имеет наибольшее распространение и в ртутном производстве
применяется повсеместно.
380
Он заключается в возгонке содержащейся в пробе ртути и
конденсации ее паров на золотой крышке, установленной на нагре-
ваемом тигле. По разности веса крышки до и после анализа оп-
ределяется абсолютный вес ртути, содержащейся в пробе.
В фарфоровый тигель высотой 50—55 мм и диаметром 45—50 мм
помещают пробу, предварительно смешанную с равнььм количе-
ством железных опилок. Сверху добавляют слой медных опилок
3—4 мм и слой прокаленной окиси магния или кальция 8—10 мм.
Тигель плотно закрывают золотой крышкой, которую предва-
рительно взвешивают.
Назначение добавок следующее: железо, реагируя с серой кино-
вари, восстанавливает ртуть до металла; медные опилки связы-
вают сурьму и мышьяк, которые часто присутствуют в ртутных
рудах, а окись кальция или магния предохраняют золотую крышку
от прямого нагрева.
Тигель вставляют на 1/3 высоты в асбестовое кольцо, закреп-
ляемое в штативе над источником тепла (обычно над электриче-
ской плитой) так, чтобы тигель не касался его поверхности.
В углубление крышки тигля наливают холодную воду, а нижнюю
часть тигля на уровне асбестового кольца закрывают асбестом и
включают нагрев. При работе с газовой горелкой нагрев следует
вести сначала на слабом огне в течение 15 мин, постепенно увели-
чивая пламя горелки до полного, при котором тигель прокаливают
еще 15 мин. При электрическом подогреве тигель доводят до слабо-
красного каления, после чего нагрев продолжают в течение 20 мин.
Воду, применяемую для охлаждения крышки, периодически
сменяют при помощи резиновой груши или пипетки, имея в виду,
что она не должна нагреваться выше 40° С.
По окончании прокаливания тигель охлаждают, крышку сни-
мают, промывают спиртом, высушивают на воздухе и взвешивают.
Г 1о привесу золотой крышки определяют содержание ртути в пробе.
При очень малых содержаниях ртуги в пробе (ниже 0,05%)
растет погрешность анализа, обусловленная неточностью взвеши-
вания; в этих случаях метод Эшка заканчивают определением ко-
личества ртути, возогнанной на золотую крышку, объемным ме-
тодом. Для этого охлажденную крышку помещают в фарфоровую
чашку, обрабатывают 10 мл горячей концентрированной азотной
кислоты и нагревают до кипения. Затем крышку вынимают, спо-
ласкивают водой, раствор из чашки переводят в колбу для титро-
вания и далее продолжают анализ по способу А. А. Саукова и
Н. X. Айдинян, приведенному ниже.
Метод А. А. Саукова и Н. X. Айдинян
Этот способ с предварительной возгонкой ртути из пробы и
последующим определением количества возогнанного металла
объемным или другим методами также получил широкое рас-
пространение.
381
По мнению производственников, он дает более точные резуль-
таты, чем кислотное разложение проб ртутных руд, при котором
наблюдается частичная потеря ртути с неразложившимися ос-
татками.
Возгонку ртути осуществляют в стеклянных трубках длиной
около 20 см, имеющих шарикообразные расширения на конце и
в средней части (рис. 130). На часовом стекле подготавливают на-
веску пробы (0,5—1 г), к пробе прибавляют свободный от ртути по-
рошок железа, все перемешивают шпателем и переносят при
помощи воронки с длинным концом в шарик трубки, которую
нагревают сначала на слабом, а затем на более сильном пламени.
а
ff
Рис. 130. Стеклянные трубки для определения ртути в
рудах по методу Саукова—Айдинян:
а — первоначальный вид; б — после отпайки шарика
Содержащаяся в пробе киноварь восстанавливается до металла,
пары ее удаляются из нагретой зоны в более холодную часть
трубки, где конденсируются, образуя заметное па стекле зеркало.
Осторожным нагревом ртуть отодвигают по трубке примерно
до середины расстояния между шариками. Убедившись повторным
нагреванием концевого шарика, что ртуть больше не отгоняется,
шарик с огарком отрезают и выбрасывают. Оставшаяся часть
трубки со ртутью имеет вид, показанный на рнс. 130, б.
По охлаждении трубки ее промывают 2—3 мл крепкой азотной
кислоты; после растворения ртути раствор сливают, трубку спо-
ласкивают 3—4 раза водой и смыв присоединяют к раствору.
Ртуть находится в азотнокислом растворе в двухвалентной форме
и может быть легко определена титрованием роданистым аммонием
в присутствии железо-аммиачных квасцов.
Для этого к азотнокислому раствору добавляют по каплям
5%-ный раствор перманганата калия до неисчезающего в течение
3 мин окрашивания. При этом происходит окисление следов одно-
валентной ртути, что необходимо для правильного течения ана-
лиза. Избыток марганцовокислого калия разрушают, добавляя
по каплям соль Мора до обесцвечивания. Затем добавляют 1 мл
насыщенного раствора железных квасцов и титруют в зависимости
от количества ртути, что можно примерно определять по величине
382
зеркала в трубке при возгонке, децинормальным или санти-
нормальным раствором роданистого аммония до начала розового
окрашивания. Титр роданистого аммония предварительно уста-
навливают также по ртути.
Достоинство этого метода в том, что он может применяться
в присутствии ряда металлов, способных перейти вместе со ртутью
в возгоны (сурьма, мышьяк и кадмий), не титрующихся родани-
стым аммонием.
Метод позволяет определять в пробах содержание ртути от
десятых до сотых долей процента, однако ниже 0,05% ошибка
титрования становится большой и метод утрачивает ценность.
Колориметрический метод
Этот метод применяется при анализе проб, содержащих ме-
нее 0,02% Hg. В его основу положено колориметрическое опре-
деление ртути, предложенное Н. Г. Полежаевым и применяемое
обычно для анализа содержания ртути в газах и воздухе.
Для анализа используются стеклянные трубки, аналогичные
применяемым в методе А. А. Саукова и Н. X. Айдинян, диамет-
ром 8—10 и длиной 180—200 мм с шариком на конце диаметром
30—35 мм.
Анализируемую пробу 0,1—2 г (в зависимости от содержания
в ней ртути) засыпают при помощи воронки с оттянутым концом
в шарик; далее туда же добавляют 0,5—1,0 г железного порошка и
около 0,2—0,5 г смеси йодистого калия с окисью железа (10 г
безводной прокаленной окиси железа и 0,1 г йодистого калия).
Содержимое шарика осторожно перемешивают вращением трубки
в наклонном положении, не допуская попадания частиц в ее цилин-
дрическую часть. Затем шарик постепенно разогревают на пламе-
ни горелки при почти горизонтальном положении трубки.
После того как смесь нагреется до темно-красного каления,
нагревание продолжают еще 3—5 мин, непрерывно вращая шарик
в пламени. Образовавшаяся при этом подпетая ртуть, попадая
в холодную часть трубки, осаждается на ее стенках в виде налета
желтого или оранжево-красного цвета. При отгонке во избежание
растрескивания трубки необходимо следить за тем, чтобы сконден-
сированная влага не попала в ее горячую часть.
После окончания отгонки подпетой ртути нагрев трубки у ос-
нования шарика усиливают, зажимают эту часть щипцами, пере-
кручивают и отбрасывают шарик, а конец трубки оплавляют.
После охлаждения в трубку вводят 5—10 мл иодного раство-
рителя, приготовленного заблаговременно (2,5 г кристалличе-
ского возогнанного иода и 30 г йодистого калия на 1 л воды). Через
3—5 мин раствор переводят в мерную колбу на 50 мл, трубку про-
мывают и доводят объем раствора в колбе до метки тем же раство-
рителем.
383
Далее отбирают из мерной колбы в пробирку 2—3 мл раствора
И добавляют туда же 3 мл раствора для колориметрирования. По-
следний должен быть свежеприготовленным по следующей про-
писи: к одному объему 7%-ного раствора двухлористой меди при-
ливают два объема приблизительно 2,5-н. раствора сернокислого
натрия и смесь перемешивает до растворения выпавшего осадка;
к прозрачному раствору приливают полтора объема 8%-ного рас-
твора двууглекислого натрия и раствор еще раз тщательно пере-
мешивают.
Содержимое пробирки после добавления раствора для колори-
метрирования тщательно перемешивают и цвет образовавшегося
осадка сравнивают через 5—10 мин с эталонами стандартной шкалы.
Для приготовления этой шкалы берут стандартный раствор рту-
ти с титром 0,01 мг в 1 мл, для чего 0,1 г ртути растворяют в не-
большом количестве азотной кислоты, раствор переносят в мерную
колбу емкостью 1 л и разбавляют до метки водой. Для колори-
метрирования 10 мл этого раствора разбавляют иодным раствори-
телем в мерной колбе емкостью 100 мл (приготовление иодного
раствора описано выше). Шкалу составляют так: в пробирки вво-
дят 0,2; 0,4; 0,6; 0,8 и 1,0 мл стандартного раствора, а затем в каж-
дую пробирку добавляют до 3 мл иондого раствора и 3 мл раствора
для колориметрирования; содержимое пробирок тщательно переме-
шивают.
Полярографический метод
Всесоюзный интситут минерального сырья (ВИМС) рекомен-
дует полярографический метод определения ртути в горных по-
родах и рудах [230].
Начало метода сходно с колориметрическим — здесь также
применяются стеклянные трубки для возгонки ртути.
Для проведения анализа необходимы следующие реактивы и
растворы:
а. Растворитель: в колбе емкостью 1 л растворяют 40 г йоди-
стого калия в 60 мл воды, вносят 4 г кристаллического иода, по
растворении последнего добавляют 70 г уксуснокислого натрия,
доливают колбу водой до метки и перемешивают.
б. 0,1 г кристаллического йодистого калия тщательно переме-
шивают с 10 г безводной окиси железа.
в. Типовой раствор азотнокислой ртути, содержащей 1 мг
ртути в 1 мл-, навеску 1 г ртути растворяют в 3—5 мл азотной ки-
слоты (плотность 1,4) при слабом нагревании; раствор переносят
в мерную колбу емкостью 1 л, доливают до метки водой и переме-
шивают.
г. Нейтральрот (краситель красный нейтральный), 0,1%-ный
раствор в 60%-ном спирте.
д. Желатина (пищевая), 1%-ный раствор.
384
окончании нагрева шарик от-
Т а б л и ц а 41
Эталонные растворы
для построения графика
Номер рас- твора Объем типового раствора, мг Содержание ртути в эталоне
мг[мл % (при пересчете на навеску 1.0 г)
1 0,000 0,000
2 0,25 0,005 0,025
3 0,50 0,010 0,050
4 1,00 0,020 0,100
5 2,50 0,050 0,250
6 5,00 0,100 0,500
пробе
можно
Навеску пробы от 0,1 до 2,0 г вносят в шарик стеклянной трубки,
затем в нее же вводят 0,5 г железа в порошке, восстановленного
водородом, а также около 0,2 г смеси йодистого калия с окисью
железа. Порядок загрузки и перемешивания пробы тот же, что и
приведенный в описании колориметрического способа. Так же про-
изводится и нагрев шарика с загрузкой; по достижении красного
каления нагрев продолжают 3 мин для проб меньше 1,0 г и 5 мин
для больших навесок. Возогнанная иодистая ртуть конденсируется
на холодных стенках трубки; по
деляют и конец трубки оплав-
ляют в форме пробирки.
В остывшую трубку вли-
вают 5—10 мл растворителя,
смывая им стенки трубки, и
через 3—5 мин содержимое пе-
реносят в мерную колбу емко-
стью 50 мл (если на стенках
замечена металлическая ртуть,
ее растворяют несколькими кап-
лями азотной кислоты плотно-
стью 1,4, а затем вводят ра-
створитель).
При содержании в
ртути меньше 0,02%
пользоваться колбами 25 мл
или мерными пробирками на
10 мл, соответственно уменьшая количество реактивов.
Трубку ополаскивают 2—3 раза растворителем с расчетом,
чтобы общий объем раствора не превышал 30—35 мл, затем при-
бавляют 5 мл насыщенного раствора сульфита натрия и в обесцве-
тившийся раствор вводят 5 мл раствора желатины; прибавляют
1—2 капли нейтральрота и по каплям (обычно 2—3 капли) 25%-
ный раствор аммиака до перехода розовой окраски раствора в жел-
тую, что соответствует pH = 7,5н-9,0. Затем доливают раствор до
метки водой и тщательно перемешивают.
Часть полученного раствора переносят в электролизер и сни-
мают полярограмму по методу двух отсчетов: сначала при выклю-
ченном электролизере ( и компенсации), а затем при 0,8 в (НКЭ)
приложенного напряжения поляризации. Для этого отключают
цепь электролизера (например, закрывают кран электролизера) и
записывают показания «зайчика» гальванометра; затем, включив
электролизер в цепь (открыв кран), записывают показания при
0,8 в. Разность показаний дает высоту волны восстановления
ртути.
Содержание ртути находят по градуировочному графику,
построенному по данным для серии эталонных растворов с задан-
ным содержанием ртути (табл. 41).
25 С. М. Мельников
385
386
/1-/1
Рис. 131. Схема устройства печи для
отгонки ртути из проб:
1 и /а — спирали нагревателей; 2 — термо-
пара; 3 — выключатели; 4 — продольные
лазы для нагревателей; 5 — камера для ша-
рикового утолщения трубок; 6 — пластина
из нержавеющей стали для удержания кера-
мической набнвкн; 7 — кронштейны для под-
держания крышки в открытом состоянии;
8 — клемиик; 9 — поперечные пазы для раз-
мещения трубок; 10 — трубка с пробой
Для приготовления серии эталонных растворов в шесть кали-
брованных мерных колб по 50 мл вводят калиброванной бюреткой
определенные объемы типового раствора, содержащего 1 мг ртути
в 1 мл, прибавляют указанные в методике реактивы, перемеши-
вают; после достижения комнатной температуры доливают водой
до метки и снова перемешивают.
При полярсграфировании температура испытуемых растворов
должна быть одинакова с температурой, при которой полярогра-
фировались эталонные растворы.
Содержание ртути в пробе вычисляют по формуле
г_ХИ-100 XV 0
С ~ //-1000 — 10/7 '°’
где X — найденная по калибровочному графику искомая кон-
центрация ртути, мг!мл\
V — объем раствора, подготовленного к полярографированию
(объем мерной колбы), мл\
Н — навеска пробы, г.
Лабораторная печь для отгонки ртути
В ЦНИИолово разработана конструкция лабораторной печи
для отгонки ртути [227], которая может быть использована при
всех методах, где применяются стеклянные трубки (Саукова и
Айдинян, колориметрический и полярографический методы).
Рис. 132. Принципиаль-
ная электрическая схема
печи для отгонки ртути
из проб:
/ — нагреватель камеры;
2 — нагреватель отреза
трубки; 3 — механическое
реле времени типа 2ВА; 4—
термопара хромель-алюмн-
ниевая; 5— милливольтметр
пирометрический; 6 — вы-
ключатель нагревателя ка-
меры; 7 — выключатель от-
реза трубки; 8 — реостат на
10 а (ПС-32)
гга
Конструкция печи приведена на рис. 131 и 132. Печь состоит
из керамического пода, имеющего два продольных паза 4, в ко-
торых помещены электрические нагреватели 1 и 1а, и двенадцать
поперечных пазов 9 для установки стеклянных трубок с пробами.
Подовая часть печи закрывается керамической крышкой. Под
и крышка заключены в металлический кожух и сочленяются шар-
нирами. При открытом положении крышка опирается на крон-
штейны 7. Печь подключается к сети через клемник 8, спирали
нагревателей 1 и 1а включаются через выключатели 3. Печь снаб-
25* 387
жена термопарой 2 с милливольтметром 4, реостатом на 10 а
типа ПС-32 6, механическим реле времени для автоматического
выключения нагревателя.
Элементы нагревания — нихромовые спирали. Один из них 1
служит для получения регулируемой рабочей температуры (500—
700° С), а другой 1а — для перегрева стеклянных трубок при их
отделении от шарика с пробой.
Потребляемая мощность 0,9 кет от сети 220 в.
Для достижения температуры нагрева шариков требуется 20—
25 мин. После пребывания трубок в течение времени, положенного
для отгонки ртути, включается спираль 1а. Через 3—4 мин трубка
легко отделяется от шарика с огарком пробы. Оттянутый конец
трубки при этом не запаивают. По сообщению авторов, весь ана-
лиз 12 проб по методу Саукова и Айдинян занимает 40—50 мин.
Гамма-абсорбционный метод
Метод разработан сотрудниками Иститута горного дела Ака-
демии наук СССР (ИГДАН) — И. Н. Плаксиным, Л. П. Старчи-
ком, И. Г. Малышевой [232 ] и дополнен А. И. Олещенко и Г. В. По-
лукеевой, а его аппаратурное оформление в Средазэнергоцвет-
мете, где создан аппарат ИВР-1.
Метод основан на различ-
ном ослаблении гамма-лучей
элементами с разными поряд-
ковыми номерами. В частно-
сти, ртуть с порядковым но-
мером 80 ослабляет их значи-
тельно сильнее, чем породооб-
разующие элементы, сера и др.,
которые имеют гораздо мень-
шие порядковые номера.
Если поток гамма-квантов
определенной энергии напра-
вить на счетчики, измерить
число импульсов на единицу
времени, а затем поместить на
пути этого потока между источ-
ником и счетчиком пробу, содержащую ртуть, то снижение
скорости счета в первом приближении будет пропорционально
количеству ртути в пробе. Построив калибровочный график для
образцов с известным содержанием ртути, можно определять ее
содержание в пробах с неизвестной концентрацией.
Схема прибора для анализа приведена на рис. 133. Он состоит
из свинцового контейнера, содержащего изотоп тулия-170, слу-
жащий источником гамма-квантом, коллиматора — устройства,
позволяющего точно регулировать величину потока гамма-кван-
тов, кассеты, наполненной пробой анализируемого продукта и
388
Рис. 133. Схема установки для опре-
деления содержания ртути по гамма-
абсорбционному методу:
/ — контейнер; 2 — изотоп Ти170; 3—кол-
лиматор; 4 — кассета с пробой; 5 — сцин-
тилляционный детектор; 6 — схема БД;
7 — блок БЭРА; 8 — источник питания
сцинтилляционного детектора — счетчика гамма-квантов. Все
это объединено на схеме в «блок датчика» БД.
В детекторе энергия гамма-квантов преобразуется в электри-
ческие импульсы, которые поступают в блок электронно-реги-
стрирующей аппаратуры (БЭРА). В зависимости от выбранной ап-
паратуры интенсивность гамма-лучей может измеряться интен-
симетром или пересчетным устройством. В первом случае показа-
ния снимаются со стрелочного или самопишущего прибора.
Тулий-170 имеет период полураспада 129 дней; первоначальная
автивность источника, загружаемого в контейнер, составляет
около 3 мг-экв радия. В начале работы при большей активности
тулия-170 щель коллиматора устанавливается минимальной. Ин-
тенсивность потока гамма-квантов в свободном от пробы аппарате
фиксируется приборами, а затем ежедневно коллиматор устанав-
ливают на эту постоянно сохраняемую величину интенсивности
потока. По мере распада тулия-170 щель коллиматора следует
увеличивать.
Пробу, загруженную в кассету — пластмассовый цилиндриче-
ский стакан, устанавливают в центрирующее кольцо. Строгая
установка кассеты необходима для постоянства геометрических
условий прохождения лучей через пробу. Время замера составляет
несколько минут. По показанию прибора на графике находят
результат анализа, выраженный в граммах содержащейся в кас-
сете ртути или в процентном содержании ее в исходном материале.
Поскольку, кроме ртути, поток гамма-лучей будет сильно ос-
лабляться другими тяжелыми элементами, для каждого анализи-
руемого материала строят свои графики. На рис. 134 и 135 при-
ведены графики для определения содержания ртути во влажной
ступпе (в граммах ртути в кассете) и в сухом материале (в процен-
тах).
Так как в жидкой ступпе содержатся ртуть металлическая
и в соединениях, рудный материал и вода, то для построения калиб-
ровочного графика ступпы ее следует имитировать смесью этих со-
ставляющих. Графики для таких проб строятся по общему весу
наполненной кассеты. В кассеты (постоянный объем), помимо
порции ртути, добавляют воду и рудный материал — остатки
от обжига ступпы, не содержащие ртуть. Последний вводят в ко-
личестве до постоянного веса, принятого для данного объема
кассеты. При производстве анализа кассету, заполненную пробой,
взвешивают с точностью до 0,1 г.
Время анализа занимает 15—20 мин, что делает метод особенно
ценным для проведения экспресс-анализов, совершенно необходи-
мых в производственных условиях.
Наибольшее удобство гамма-абсорбционный метод представляет
для анализа ступпы. В обычных условиях проба ступпы должна
быть обезвожена, высушена, и только после этого может быть
отобрана проба. Не говоря уже о затратах труда и времени,
389
о
2100, 01
а также возможных потерях ртути при сушке, отбор представи-
тельной пробы для анализа ступпы от высушенной массы приводит
к большим погрешностям. Отбор пробы жидкой (естественной)
ступпы в объеме до 100 мл (пример-
ный объем кассеты) можно осущест-
вить более представительно, напри-
мер, с применением щелевого дели-
теля. Для самоконтроля следует сделать
два или более определений от одной и
той же пробы и для нескольких проб.
Точность гамма-абсорбционного ана-
лиза, как показала проверка, соста-
вляет 6—8% (отн.) для ступпы с со-
держанием от 0,1 до 40% ртути и
2—4% (отн.) для руд с содер-
жанием ртути выше 0,5%.
2000
1900
.0,75
1600
.1,0
1500
-1.25
1100
1000
'2.5
900
600
500
ООО
300
~?1900
t
s
s
7800
7700
800
700
1300
1?00
3,0
3.5
0,0
-5,0.
-6,0.
70
'-8.0
90
10.0
1,5
~1,75
-2,0
-0?
-0,9
-0.5
190 135 200 205 210 215 220, 225 230
flacca кассеты с пробой, e
Рис. 134. Градуировочный график для
определения ртути в жидкой ступпе
(г’объем кассеты)
s
200 -
Рис. 135. График для опре-
деления ртути в сухой
ступпе
Метод, проверенный в производственных условиях, может быть
рекомендован для широкого использования при анализе ступпы и
руды с содержанием ртути от 0,5 до 20%. Меньшие содержания
ртути в пробах требуют введения поправок, которые вызываются
поглощением излучения породообразующими материалами. При
достаточно больших содержаниях ртути этим влиянием можно пре-
390
небречь. Для работы с более богатыми пробами необходимо при-
менение кассет в несколько раз меньшего объема.
Метод атомно-абсорбционной фотометрии
Этот давно известный метод [11] основан на измерении резо-
нансного поглощения излучения спектра возбужденных в пламени
атомов ртути парами ртути, содержащейся в анализируемой
пробе.
В качестве источника излучения ртути применяется ртутная
кварцевая лампа, работающая в режиме, при котором большая
часть энергии излучения соответствует длине волны резонансного
поглощения атомов ртути (2537 А). Если на пути светового потока
от источника к фотоэлементу поместить ртутные пары, то про-
изойдет поглощение части лучей, испускаемых лампой. Чем выше
концентрация ртутных паров, тем больше поглощение и тем больше
будет снижена энергия, вырабатываемая фотоэлементом, и на-
оборот. Измеряя фототоки, можно судить о концентрации ртути
в исследуемом газе.
Таким образом, этот метод применим в первую очередь для
анализа газов и воздуха; однако если ртуть, содержащуюся
в пробе, перевести в газообразную форму, то можно определить
ее содержание в твердой пробе.
Разработка конструкции атомно-абсорбционного фотометра
в СССР была проведена в ЦНИИолово [217] и Казахским гео-
физическим трестом [231 ].
По созданной вначале одноканальной схеме прибора проба
подвергается нагреву до 900° С; часть продуктов возгонки, в том
числе и паров ртути, направляется в камеру, где смешивается
со строго дозируемым количеством воздуха. Смесь подается в кю-
вету, через которую пропускается световой поток от кварцевой
лампы, работающей так, что на резонансную линию ртути 2536,5 А
падает 70—80% энергии всего излучения. Интенсивность потока
фиксируется фотоумножителем. Определение количества ртути
в пробе осуществляется по графику, построенному на пробах
с известным содержанием ртути.
Установка, проверенная в производственных условиях, по-
казала удовлетворительную сходимость результатов экспресс-
ного метода, занимающего всего 3 мин, с результатами других ме-
тодов: на бедных пробах (1 •10-3%), при средних (1-Ю'2) и высо-
ких содержаниях пробы расхождение оказалось примерно оди-
наковым ±8—10%.
В настоящее время Казахский геофизический трест освоил
производство дифференциальных фотометров РАФ, оборудован-
ных двумя каналами, в одном из которых находится анализируе-
мый газ (проба), в другом — инертный газ. Это позволяет из-
бежать некоторых погрешностей, вызываемых ложными сигна-
лами в регистрирующей схеме, которые могут возникнуть за счет
391
пыли, дыма, органических примесей и др. Принципиальная схема
фотометра РАФ приведена на рис. 136.
Для анализа твердых проб РАФ оборудован цилиндрической
электрической печью сопротивления 2, в котору ю помещается
кварцевая лодочка с пробой 1. Температура в печи 700—750; С.
Пары ртути проходят фильтр 3 для поглощения влаги, наполнен-
ный силикагелем с крупностью гранул 3—5 мм. Анализируемый
газ подается на фильтр 3, после которого направляется по двум
каналам через реометры 4. Один газовый поток (левый на схеме)
Рис. 136. Схема ртутного абсорбционного фотометра РАФ 3/100:
1 — лоток с пробой; 2 — печь; 3 — влагопоглощающий фильтр; 4 — реометры; 5 —
фильтр—поглотитель ртути; 6 — нейтральный фильтр; 7 — сравнительная кювета; 8 —
аналитическая кювета; 9 — вентилятор; 10 — ртутная лампа; 11 — высокочастотный
генератор; 12 — фотоэлемент; 13 — усилитель; 14 — мостовая схема; 15 — самопишу-
щий прибор
проходит через фильтр 5 с поглотителем ртути (окись серебра,
хлорид палладия, иодированный уголь и т. п.) и далее в сравни-
тельную кювету 7, второй (на схеме — правый), пройдя через
нейтральный пылевой фильтр 6, предназначенный, кроме того, для
выравнивания аэродинамических сопротивлений, поступает в ана-
литическую кювету 8. Оба газовых потока при выходе из кювет 7
и 8 поступают в вентилятор 9, который после очистки от ртутных
паров выбрасывает газ в атмосферу. Для регулирования расхода
газа на каждом канале установлены реометры 4, оборудованные
вентилями.
Свет от ртутной лампы 10 протекает по кюветам 7 и 8 и попа-
дает на фотоэлементы 12, фототоки которых усиливаются и пода-
ются на мостовую схему. С этой схемы получают сигнал, пропор-
циональный отношению световых потоков, прошедших через кю-
веты. Величина этого сигнала, записываемого на электронном
392
самопишущем потенциометре 15, является мерной концентрации
в пробе.
Работа на фотометре возможна как при непрерывной прокачке
газа, так и при анализе с задержкой. В последнем случае пробу
помещают в печь при выключенном вентиляторе и выдерживают
в ней время, достаточное для возгонки ртути. После этого начинают
прокачку. Второй способ применим к пробам с очень низким со-
держанием ртути.
Содержание ртути вычисляют при помощи графика, построен-
ного на эталонных пробах (с известным содержанием). При произ-
водстве анализа по окончании заданного времени (30 сек), записы-
ваются показания прибора (Л^иб), затем по заранее измеренному
Jo, соответствующему свету, прошедшему через свободную кю-
вету, находят величину
p = lg^,
'о
которая служит для определения концентрации ртути по заранее
построенному калибровочному графику. Затраты времени на оп-
ределение ртути в пробе 3—5 мин.
Прибор РАФ выпускается заводом «Казгеофизприбор»
в г. Алма-Ата; вес прибора около 100 кг, потребляемая мощность
1 кет. Прибор испытан в условиях полевого определения очень
низких содержаний ртути, дал хорошую воспроизводимость и
проходит промышленные испытания применительно к условиям
ртутных заводов.
Институт общей и неорганической химии АН УССР также пред-
ложил вариант атомно-абсорбционного фотометрического метода
определения ртути [209].
Определение ртути осуществляется следующим образом. Тонко-
измельченную пробу обрабатывают серной кислотой в присутст-
вии перманганата калия, избыток которого разрушают кипяче-
нием с перекисью водорода. Дозу отфильтрованного раствора
одновременно с раствором хлорида олова впрыскивают в пламя
горелки, где сжигается смесь пропана, бутана и воздуха. Аппара-
тура, снабженная несколькими различными светофильтрами,
далее в основном сходна по действию с прибором РАФ.
По сообщениям авторов, этим методом достигнута хорошая
воспроизводимость, метод пригоден для определения ртути в про-
бах, содержащих от 0,001 до 0,5% Hg. В производственных ус-
ловиях метод не проверялся. По-видимому, в имеющемся варианте
этот метод пока рано рекомендовать к применению в промышлен-
ности из-за его сложности.
По сообщению А. М. Игошина [214], в Южно-Казахстанском
геологическом управлении разработан и применяется еще один
вариант атомно-абсорбционного метода определения ртути. Ми-
неральную пробу обрабатывают царской водкой, ртуть переводится
393
в раствор. Далее в отмеренное количество раствора вводят в ка-
честве восстановителя ртути двухвалентное олово (15%-ный
раствор SnCl2) и через пробирку с раствором продувают с заданной
скоростью (3,6 мл!сек) воздух.
Автором установлено, что через 10—12 сек вся содержащаяся
в растворе ртуть переходит в воздух, который направляется в газо-
вую кювету, где по изменению поглощения света и определяется
содержание ртути.
Определение ртути в сточных водах
Определенный объем сточной воды фильтруют через взвешен-
ный фильтр; прошедшую через фильтр растворенную ртуть оп-
ределяют дитизоновым методом.
Для проведения этого анализа необходима подготовка следую-
щих реактивов:
а) Дитизоновый 0,002%-ный раствор: 0,2 г дитизона 1 раство-
ряют в 100 мл четыреххлористого углерода или хлороформа;
раствор сохраняют в сосуде из темного стекла под слоем 1%-ной
H2SO4. В день выполнения анализа раствор разбавляют тем же
растворителем в 100 раз (до 0,002%) и устанавливают его титр
по стандартному раствору ртути (в 1 мл которого содержится
1 мг ртути). Если содержание ртути в сточной воде ниже 0,01 мг!л,
применяют 0,0002 %-ный раствор дитизона.
б. Ацетатный буферный раствор: смешивают равные объемы
1-н. раствора уксусной кислоты и 1-н. раствора уксуснокислого
натрия.
в. Комплексон-Ш (этилендиамин тетраацетат натрия) 0,1-н.
раствор 18,6 г препарата растворяют в воде и разбавляют до 1 л.
Отбирают 50—100 мл фильтрата, переносят в делительную
воронку на 200 мл, приливают 10 мл ацетатного буферного рас-
створа, 5 мл раствора комплексона-III и перемешивают. Если
проба имеет щелочную или сильно кислую реакцию, ее предва-
рительно нейтрализуют по метилоранжу, определяя необходимое
количество щелочи или кислоты титрованием отдельной порции
пробы.
К подготовленному раствору приливают из микробюретки 1 мг
титрованного раствора дитизона, встряхивают 1—2 мин, дают
жидкости разделиться на два слоя и сливают нижний слой орга-
нического растворителя в пробирку. Затем обрабатывают водный
раствор второй порцией в 1 мл дитизона; полученный экстракт
сливают. Так продолжают, приливая каждый раз по 1 мл дитизо-
на, пока вместо окрашенного в оранжево-желтый цвет экстракта
(дитизонат ртути) не получится экстракт зеленого цвета (свобод-
ный дитизон) или промежуточной окраски.
1 Способ очистки дитизона приведен в разделе «Определение примесей в ртути»
(см стр. 400).
394
По количеству израсходованного дитизона рассчитывают со-
держание рт\ти:
аТ-1000
—р— мг/л,
где а — количество раствора дитизона, мг',
Т — титр раствора дитизона, установленный по стандартному
раствору ртути;
V — объем сточной воды, взятой на титрование.
Ртуть в твердом остатке после фильтрования пробы сточной
воды определяется (после сушки при температуре ниже 100° С)
любым методом. Если твердого остатка немного, его вместе с фильт-
ром переносят в стакан, приливают 25—30 мл раствора иода в иоди-
стом калии (2,5 г кристаллического иода и 30 г йодистого калия
растворяют в 1 л воды) и через 30 мин колориметрируют по Поле-
жаеву.
Определение ртути металлической и киновари в ступпе
Методика В. А. Назаренко и А. И. Олещенко состоит в следую-
щем. 25 г ступпы помещают в коническую колбу емкостью 250 мл,
прибавляют 65 мл азотной кислоты (1 : 1) и нагревают до кипения
в течение 30 мин. После этого прибавляют еще 50 мл азотной ки-
слоты и снова нагревают 10 мин, охлаждают, переносят в мерную
колбу на 250 мл, доводят водой до метки, перемешивают и филь-
труют через предварительно взвешенный фильтр в сухую колбу,
отбрасывая первую порцию фильтрата. К 100 мл прозрачного
раствора приливают 100 мл воды, затем по каплям прибавляют
насыщенный раствор перманганата калия до остающегося ро-
зового окрашивания или бурого осадка двуокиси марганца и ос-
тавляют на 3 мин. После этого добавляют по каплям раствор
соли Мора до обесцвечивания перманганата калия или до раство-
рения осадка двуокиси марганца, прибавляют 2 мл насыщенного
раствора железо-аммонийных квасцов и титруют 1-н. или 0,5-н.
раствором роданида аммония.
При определении проб богатой ступпы, в которой ртуть сби-
лась в крупные капли, лучше брать навеску 50 г, также удвоив
количество кислоты и общий объем раствора.
Для определения ртути в виде киновари осадок переносят
на фильтр, тщательно промывают, высушивают при 100—105° С,
охлаждают, взвешивают и определяют в нем ртуть по методу
Эшка—Файнберга.
ОПРЕДЕЛЕНИЕ СОДЕРЖАНИЯ РТУТИ
В ВОЗДУХЕ И ГАЗАХ
Метод Полежаева
Этот метод, широко применяемый в промышленности, основан
на образовании комплексной ртутно-медно-подпетой соли
CuJ-HgJ2 красного цвета, которая придает белой иодистой меди
395
Окраску от желтовато-розовой до оранжево-красной в зависимости
от количества ртути в пробе.
После получения раствора ртути в иодистом поглотителе и
обработки его по окраске (колориметрически) в сравнении с заго-
товленными эталонами определяют содержание ртути. Метод
очень чувствителен и позволяет определить до 0,0005 мг метал-
лической ртути в пробе.
Необходимая аппаратура:
1) аспираторы;
2) колориметрические пробирки из бесцветного стекла на 15—
20 см3;
3) поглотительные приборы с отметкой 20 см3;
4) пипетка на 1 см3 с делением на 0,01 см3;
5) пипетка 5—10 см3 с делением иа 0,1 см3;
6) бюретка на 50—100 см3;
7) медный цилиндр на 100 см3;
8) две мерные колбы на 1000 см3;
9) склянки для реактивных растворов.
Реактивные растворы
1. Раствор двухлористой меди с содержанием 7,0 г
СиС12-2Н2О в 100 мл дистиллированной воды.
2. 2,5-н. раствор (приблизительно) сернистокислого натрия
Na2SO3-7H2O (можно и безводного).
3. Раствор двууглекислого натрия с содержанием 8,0 г NaHCO3
в 100 мл дистиллированной воды.
4. Составной раствор, приготовленный следующим образом:
к одному объему 7%-ного раствора двухлористой меди приливают
два объема приблизительно 2,5-н. раствора сернистокислого
натрия и перемешивают палочкой до растворения выпавшего
осадка; к прозрачному раствору приливают полтора объема 8%-
ного раствора двууглекислого натрия и все снова тщательно пере-
мешивают. Содержимое переливают тотчас же в бюретку, кото-
рой и пользуются при анализе. Раствор следует употреблять
свежеприготовленным.
5. Поглотительный иодный раствор следующего состава: 2,5 г
кристаллического иода (возогнанного) и 30 г йодистого калия,
растворенного в небольшом объеме дистиллированной воды и до-
веденного водой до литра.
6. Стандартный раствор с титром 0,01 мг металлической рт^ти
в 1 мл, приготовляемый на поглотительном иодном растворе сле-
дующим образом: 0,1354 г сулемы (HgCl2) растворяют в небольшом
объеме поглотительного иодного раствора и им же доводят до 1 л;
приготовленный раствор (титр 0,1 мг металлической ртути в 1 мл)
разбавляют в 10 раз тем же поглотительным иодным раствором и
396
Получают требуемый раствор, содержащий 0,01 мг металлической
ртути в 1 СМ3.
Отбор пробы воздуха. Поглощение паров ртути
из воздуха производится в два последовательно соединенных при-
бора с 20 см3 поглотительного раствора в каждом. Скорость
прососа 15—30 л/ч.
Построение шкалы и анализ пробы производят одновременно.
Для построения шкалы берут 8 колориметрических
пробирок, и начиная со второй, последовательно вливают в каж-
дую 0,05; 0,1; 0,2; 0,4; 0,6; 0,8 и 1,0 см3 стандартного раствора,
содержащего 0,1 мг ртути в 1 см3. Затем уравнивают объем во всех
пробирках до 4 см3 иодным поглотительным раствором.
В первую, так называемую «холостую», пробирку вливают
4 см3 одного поглотительного иодного раствора. После этого во все
пробирки поочередно вливают по 3 см3 составного раствора, тот-
час же их взбалтывая.
Получается следующая шкала: содержание металлической
ртути 0,0; 0,0005; 0,001; 0,002; 0,004; 0,006; 0,008 и 0,01 мг и
постепенно увеличивающаяся интенсивность желтовато-розовой
окраски, зависящая от примеси комплексной ртутной соли
CuJ-HgJ2 красного цвета к белой взвеси подпетой меди Си J. Холо-
стая пробирка имеет взвесь белого цвета. Шкалой пользуются
через 10 мин после ее приготовления.
Анализ пробы. Недостающий до метки объем жидкости
в поглотительных пробирках доливают водой и тщательно переме-
шивают.
Берут две колориметрические пробирки: в одну из них вли-
вают 4 см3 первого поглотительного раствора, во вторую 4 см3
второго поглотительного раствора. Затем в каждую пробирку
поочередно вливают по 3 см3 «составного» раствора, тотчас же
тщательно взбалтывая. Одновременно вливают составной раствор
в «шкалу». Пробы со шкалой сравнивают через 10 мин по их при-
готовлении. Перед сравнением необходимо тщательно встряхнуть
пробирки с пробами и со стандартами.
Найдя количество ртути в 4 см3 испытуемой жидкости, пере-
считывают это количество на объем всей испытуемой жидкости
в поглотительном приборе, т. е. на 20 см3. Сумму делят на коли-
чество литров пропущенного при заборе пробы воздуха и полу-
ченную величину умножают на 1000. Таким образом, получают со-
держание ртути в миллиграммах на 1л3 воздуха.
Определение содержания паров ртути в воздухе
при помощи индикаторов
Упрощенным является способ с использованием индикато-
ров для оценки примерного содержания паров ртути в воздухе.
Санитарными правилами, утвержденными Госсанинспекцией
30 июля 1960 г. (№ 335—60), в частности, указано применение
397
Для этих целей индикаторных бумажек Полежаева. О содержании
паров ртути в воздухе судят по скорости изменения цвета медно-
иодистого комплекса CuJHgJ2 при поглощении ртути от светло-
желтого до розового.
Зависимость между скоростью изменения цвета (экспозицией)
и содержанием ртутных паров в воздухе такова:
Время экспозиции, мин ... 15 20 30 50 90 130 1440
Содержание ртути, мг!м? . . . 0,7 0,3 0,2 0,1 0,05 0,03 0,001*
♦ Предельная норма.
Индикаторную бумагу приготовляют следующим образом.
Равные объемы 10 %-кого раствора йодистого калия и 10 %-него
раствора медного купороса сливают в стеклянную посуду. После
отстоя осадка верхний слой декантиру ют, осадок фильтруют
через бюхнеровскую воронку под разрежением. Осадок на фильтре
промывают дистиллированной водой, затем 1%-ным раствором
сульфита натрия (до обесцвечивания), после чего несколько раз
промывают водой, которую тщательно отсасывают. Осадок с филь-
тра переносят в чистый стеклянный сосуд с притертой пробкой и
добавляют этиловый спирт до получения пастообразной массы.
Полученную массу подкисляют 25%-ной азотной кислотой из рас-
чета одна капля на 50 мг массы.
Для получения индикаторной бумаги массу ватным тампоном
наносят тонким слоем на полоски фильтровальной бумаги, ко-
торые затем высушивают в эксикаторе и хранят в сосуде с при-
тертой пробкой.
При анализе индикаторные полоски развешивают в помеще-
ниях на уровне дыхания (примерно 1,5 м) под наблюдением от-
ветственного лица.
Этот способ позволяет определить содержание паров прибли-
зительно, однако он может оказаться полезным для предотвраще-
ния возможного отравления ртутью.
Аналогичный прием примерного определения ртути в воздухе
может быть осуществлен с помощью сернистого селена. Светло-
желтый сернистый селен при контакте с парами ртути темнеет
вследствие образования черного сульфида ртути. Степень потем-
нения пропорциональна количеству прореагировавшей ртути, по-
этому, исходя из времени экспозиции, можно оценить содержание
рт^ти в воздухе.
Использование селенового индикатора, наносимого на лист
бумаги, в блоке с фотоэлементом и самопишущим прибором по-
зволит вести постоянный контроль за концентрацией паров ртути.
Не исключено использование селенового индикатора и для при-
мерной оценки (много, мало) содержания паров ртути в воздухе.
398
Фазовый анализ соединений ртути в газах
Поскольку технологические газы в конденсаторе и после вы-
хода из него содержат, помимо паров ртути, металлическую ртуть
в виде аэрозоля, необходим фазовый контроль.
Для отбора проб технологических газов Р. Н. Школьниковой и
В. П. Макарьевым [169] предложены конструкция специального
аспиратора и схема проведения фазового анализа. Установка для
отбора проб приведена на рис. 137. Алонж с тампоном из стеклян-
ной ваты вводят в газоход так, чтобы заборное отверстие находи-
лось в центре трубы против потока газов. Затем устанавливают
Рис. 137. Схема установки для отбора проб:
1 — газоход; 2 — алонж с тампоном из стеклянной ваты; 3 —по-
глотитель с раствором щелочи; 4 — поглотители с раствором 12 в
KI; 5 — воздуходувка
3 последовательно соединенных поглотителя: в первом из них на-
лита вода или раствор щелочи для нейтрализации сернистого газа,
во втором и третьем — раствор иода в иодистом калии. Газ через
систему протягивается воздуходувкой. Особенностью установки
является термостатирование как поглотителей, так и соедини-
тельных трубок, рассчитанное на уравнивание температуры газа и
газового тракта. Для этого строго контролируется температура
технологических газов на участке отбора пробы.
Заборное отверстие алонжа подбирают так, чтобы сохранить
условия изокинетичности отбора, причем расход проходящего через
поглотители газа не должен превышать 2 л'мин.
Конструкция алонжа позволяет, сохраняя аэродинамическое
подобие скоростей при отборе проб газа, получать маленькие
скорости фильтрации через тампон, что должно обеспечить пол-
ную задержку металлической ртути на тампоне.
После окончания отбора пробы алонж с тампоном отсоеди-
няют от системы и тщательно вытирают снаружи. Тампон поме-
щают в колбу, а внутреннюю поверхность алонжа промывают
раствором азотной кислоты (1 : 1), который сливают в ту же
колбу. Все содержимое колбы нагревают, не доводя до кипения.
399
После полного растворения ртути содержимое колбы отфильтро-
вывают, промывая вату дистиллированной водой. Полученный рас-
твор титруют 0,1-н. раствором роданистого аммония. По титру и
объему пропущенного через алонж газа определяют весовую кон-
центрацию ртутного аэрозоля.
Концентрацию металлической ртути (мг/нм3) рассчитывают
по формуле
Р ___ 200-aj/-1000
Смет ~ 97U ’
где 200 — молекулярный вес ртути;
97 — молекулярный вес роданистого аммония;
а — титр;
у — объем раствора роданистого аммония, пошедший на
титрование, см3;
v — объем анализируемого газа, л.
Газ, очищенный от пыли и металлической ртути, анализируют
на содержание паров ртути по Полежаеву. По интенсивности
окраски поглотительного раствора колориметрически определяют
содержание ртути.
Концентрацию парообразной ртути (мг/нм3) рассчитывают
по формуле
г _ 0,01-об-1000
Спар ~ ’
где v — количество раствора в поглотителе, мл;
b — номер по шкале;
К — количество раствора, взятого из поглотителя для ана-
лиза, см3;
у — объем проходящего через поглотителя газа, приведенный
к нормальным условиям, л.
ОПРЕДЕЛЕНИЕ ПРИМЕСЕЙ
В РТУТИ
Ниже приводятся методы, разработанные в Гиредмете
Ю. А. Черниховым и В. Г. Горюшиной. Для определения свинца,
серебра, висмута и цинка рекомендован дитизоновый метод [11].
Дитизон должен быть предварительно очищен от продуктов
его окисления. Для этого растворяют 10 мг дитизона в 50 мл четы-
реххлористого углерода (СС14) и раствор встряхивают в делитель-
ной воронке (дитизон, растворяясь, окрашивает раствор в зеленый
цвет). Сюда же добавляют около 100 мл аммиака (1 : 200) и воронку
снова встряхивают (при этом дитизон переходит в аммиачный
раствор и вместо зеленого появляется оранжевое окрашивание).
Продукты окисления дитизона остаются в слое СС14, который сли-
вают, а к аммиачному раствору добавляют 50 мл чистого СС14.
400
Раствор подкисляют несколькими каплями соляной кислоты и
встряхивают воронку; при этом дитизон переходит в слой СС14,
снова окрашивая его в зеленый цвет.
Отделив слой дитизона от водной фазы, промывают его несколько
раз дистиллированной водой и сохраняют в темной посуде, лучше
под слоем сернистой кислоты.
Для получения 0,001 %-ного раствора дитизона запасной
0,02%-ный раствор разбавляют чистым СС14 в 20 раз, т. е. на
90 мл СС14 берут 5 мл 0,02%-него раствора дитизона.
Все реактивы должны быть проверены на содержание опреде-
ляемых металлов путем глухих опытов; дистиллированную воду
рекомендуется применять после двойной перегонки. Колоримет-
рические трубки должны быть промыты водой и раствором дити-
зона до прекращения изменения окраски последнего при встряхи-
вании трубки.
Определение суммы свинца и висмута
Для анализа необходимы следующие реактивы: 1) раствор
лимонной кислоты (10 г в 100 мл воды); 2) раствор цианистого
калия (5 г в 100 мл воды); 3) 0,001 %-иый раствор дитизона, при-
готовленный и очищенный, как указано выше; 4) типовой раствор
свинца. Последний раствор приготовляют следующим образом:
0,1598 г азотнокислого свинца Pb (NO3)2 растворяют в мерной
литровой колбе, добавляют 0,5 мл HNO3 (плотность 1,4) и раз-
бавляют в мерной колбе дистиллированной водой до полного
объема; 20 мл полученного раствора разбавляют в мерной колбе
до 200 мл. Полученный раствор содержит 10 мкг свинца в 1 мл.
Для анализа навеску ртути около 0,5 г помещают в кварцевую
чашку и растворяют в 2 мл азотной кислоты (плотность 1,4).
Полученный раствор азотнокислой ртути упаривают досуха
на водяной бане (чашку накрывают воронкой). Упарив раствор
почти досуха, осторожно подсушивают остаток в чашке на сетке,
а затем отгоняют ртуть на открытом пламени горелки. Воронку
при этом присоединяют резиновой трубкой к водоструйному на
сосу для создания дополнительной тяги. Остаток растворяют
в 0,01-н. соляной кислоты и раствор переносят в цилиндр Эгерца.
Чашку обмывают той же кислотой и объем раствора доводят
до 10 мл. К раствору добавляют две капли лимонной кислоты,
две капли 25%-ного аммиака, 1 мл раствора цианистого калия и
5 мл раствора дитизона. После добавления реактивов содержимое
трубки тщательно взбалтывают в течение 30 сек.
Во вторую трубку берут 10 мл 0,01-н. соляной кислоты и
остальные реактивы в тех же количествах, что и в первую трубку,
затем добавляют из микробюретки типовой раствор свинца и
трубку встряхивают. После отстаивания эмульсии сравнивают
окраски дитизонатов в обеих трубках. Типовой раствор свинца
добавляют до уравнивания окраски растворов дитизонатов в обеих
26 С. М. Мельников 401
трубках. Окончательное сравнение производят через 3—4 мин по-
сле добавления последней порции типового раствора. Объемы
водных фаз колориметрируемого и стандартного растворов, как
и объем СС14, должны быть в обеих пробирках одинаковыми. На-
именьшее количество свинца, которое может быть определено
этим методом, равно 1 мкг, что при навеске в 0,5 г составляет
0,0002%.
Определение цинка
Для определения цинка необходимы следующие реактивы:
1) 0,002 % ный раствор дитизона (разбавляют в 10 раз запасной1
0,02%-ный раствор дитизона в СС14); 2) типовой раствор цинка
[100 мг чистого металлического цинка растворяют в 10 мл соляной
кислоты (1 : 1), раствор доводят до метки в мерной колбе на 500 мл\
25 мл этого раствора разбавляют в мерной колбе до 500 мл].
Все употребляемые реактивы должны быть очищены дитизоном
следующим образом: к раствору в делительной воронке прили-
вают несколько миллилитров 0,005%-ного раствора дитизона
в СС14 и воронку тщательно взбалтывают. После отстаивания
четыреххлористый углерод сливают. Экстрагирование повторяют
порциями дитизона до тех пор, пока окраска дитизона после взбал-
тывания не будет оставаться без изменения. Воду очищают таким
же путем. Очистку необходимо проводить непосредственно перед
употреблением.
Очищенные реактивы и воду следует сохранять в посуде из
стекла пирекс, а в стеклах другого сорта хранить недолго.
Навеску ртути около 0,5 г помещают в кварцевую чашку и рас-
творяют в 2 мл HNO3 (плотность 1,4). Раствор азотнокислой ртути
упаривают досуха на водяной бане, покрыв чашку воронкой,
и т. д., как описано выше при определении свинца.
Остаток после отгонки, почти невидимый простым глазом,
растворяют в соляной кислоте (1 : 1) и полученный раствор упа-
ривают досуха. Сухой остаток растворяют в 0,5-н. соляной ки-
слоте и раствор переносят в трубку Эгерца; смывая чашку той же
кислотой, доводят объем до 5 мл.
Добавляют в трубку 5 мл 25%-ного раствора уксуснокислого
натрия, 1 мл 5/о-ного раствора тиосульфата натрия и 5 мл раствора
дитизона; после 30 сек встряхивания сравнивают со стандартным
раствором. В зависимости от содержания цинка цвет раствора будет
голубоватый или красно-фиолетовый.
Стандартный раствор приготовляют так: во вторую трубку
Эгерца приливают 5 мл 0,5-н. соляной кислоты и остальные реак-
тивы в гех же количествах, что и в перву ю трубку, а затем из микро-
бюретки прибавляют типовой раствор, содержащий 0,01 мг цинка
на 1 мл. Трубку встряхивают в течение 0,5 мин и после осаждения
1 См. определение свинца и висмута.
402
эмульсии сравнивают окраску слоев СС14 в обеих трубках. Типо-
вой раствор цинка добавляют до получения одинаковых окрасок
слоя дитизоната в обеих трубках.
Колориметрирование удобно проводить при содержании цинка
в количестве не более 5 мкг в 5 мл 0,002%-ного раствора дити-
зона. Если количество цинка во взятом растворе превышает 5 мкг,
то объем раствора следует увеличить. Наименьшее количество,
которое может быть определено этим методом, равно 1 мкг, что
при навеске в 0,5 г составляет 0,0002%.
Определение серебра
Дитизон реагирует с серебром в нейтральной, щелочной и
кислой средах. В первой и второй средах реакция сопровождается
образованием красно-фиолетовых хлопьев (соединение типа Ag2D).
При взбалтывании слабокислых растворов серебра с раствором
дитизона образуется желтый дитнзопат серебра AgD. При наличии
в кислом растворе (pH «=? 4) иона CN' реакция дитизона с сереб-
ром становится почти специфической — определению серебра
мешает только ртуть.
Для проведения анализа требуются следующие реактивы:
1) 0,005%-ный раствор дитизона в СС14 (запасный 0,02%-ный
раствор разбавляют четыре раза); 2) типовой раствор серебра
(157,5 мг азотнокислого серебра растворяют в нескольких мил-
лилитрах воды, подкисленной азотной кислотой, и раствор раз-
бавляют дистиллированной водой в мерной колбе до 500 мл)
10 мл такого раствора, содержащего 0,2 мг серебра в 1 мл,
разбавляют в мерной колбе до 200 мл. Полученный раствор со-
держит 10 мкг серебра в 1 мл. Все реактивы необходимо проверять
путем глухого опыта и при расчетах вносить поправку.
Для установления титра дитизона в делительную воронку
переносят микропипеткой 0,5; 1,0; 1,5 и 2,0 мл типового раствора
серебра и титруют раствором дитизона до появления зеленого
окрашивания в фазе СС14 после энергичного взбалтывания. Бю-
ретка с раствором дитизона не должна находиться вблизи нагре-
вательных приборов и на прямом солнечном свету, так как дитизон
быстро разлагается и окраска раствора переходит нз чисто зеле-
ной в желто-зеленую. Устанавливать титр необходимо в день
анализов.
Для анализа навеску ртути около 0,5 г растворяют в 2 мл HNO3
(плотность 1,4), свободной от хлора, упаривают и отгоняют ртуть,
как описано выше (см. определение свинца и висмута). Остаток
после возгонки ртути растворяют при нагревании в 2—3 мл
15%-ной HNO3, добавляя на кончике шпателя кристаллическую
мочевину для предотвращения окисления дитизона окислами
азота при титровании. Полученный раствор переводят в делитель-
ную воронку на 15—100 мл, смывая чашечку 10 мл дистиллирован-
ной воды, и титруют серебро раствором дитизона, приливая его
26* 403
из микробюретки порциями по 0,5 мл. Раствор дитизона прили-
вают до тех пор, пока окраска вновь добавляемой порции не будет
неизменно оставаться после энергичного встряхивания зеленой.
Перед добавлением последующей порции раствора дитизона преды-
дущую порцию, окрашенную в желтый цвет, сливают во вторую
воронку, чтобы не затемнялся конец титрования.
После окончания экстрагирования всего серебра и ртути рас-
твор дитизонатов, собранный во второй воронке, промывают сна-
чала 19ь-ной H2SO4, а затем для отделения серебра обрабатывают
два раза смесью 5 мл 2%-ного раствора роданистого калия и
1 мл 1%-ной H,SO4 при энергичном встряхивании.
Обе порции раствора, содержащие в себе все серебро, собирают
в одну из воронок, промывают один раз чистым четыреххлористым
углеродом и затем смывают в фарфоровую чашечку, где и упари-
вают сначала досуха, а затем для разрушения роданида смачи-
вают 2 мл H2SO4 (плотность 1,84) и нагревают до полного прекра-
щения выделения дыма. Сухой остаток растворяют при нагрева-
нии в 2—3 мл 15%-ной HNO3, добавляя на кончике шпателя мо-
чевину. Полученный раствор переносят в делительную воронку,
смывая чашечку 10 мл дистиллированной воды, а затем титруют
теперь уже чистый раствор серебра раствором дитизона, приливая
его из микробюретки порциями по 0,1 мл. После приливания каж-
дой порции и встряхивания в течение нескольких секунд дают
четыреххлористому углероду отстояться и, если он будет окрашен
в желтый цвет, сливают его, промывают водную фазу несколькими
каплями чистого четыреххлористого углерода, после чего добав-
ляют новую порцию дитизона и встряхивают.
Эти операции повторяют до тех пор, пока вновь приливаемая
порция дитизона не станет зеленовато-желтого цвета. Этот цвет
указывает па то, что все серебро из водной фазы экстрагировано и
имеется еще некоторый избыток дитизона. Для большей убеди-
тельности эту порцию также сливают, промывают раствор чистым
четыреххлористым углеродом и добавляют еще несколько капель
раствора дитизона. Если окраска его после встряхивания в те-
чение нескольких секунд останется зеленой, то конец титрования
определен правильно.
Наименьшее количество серебра, которое может быть опреде-
лено предлагаемым методом, составляет 1 мкг, что при навеске
в 0,5 г равно 0,0002%.
Определение меди
Дитизоновый метод для определения меди в ртути не дал по-
ложительных результатов. Для этих целей может быть рекомен-
дован родано-пиридиновый метод.
Навеску ртути в 0,5 г растворяют при кипячении в стаканчике
на 50 мл в 3—4 мл химически чистой HNO3 (плотность 1,4); по
окончании растворения кипятят еще 2—3 мин. Охлажденный
404
раствор нейтрализуют аммиаком (1 : 1), добавляют 10 мл 50%-ного
раствора роданистого калия и раствор осторожно доводят до
слабокислой реакции на лакмус, добавляя по каплям HNO3
(1 : 1). После этого раствор переносят в цилиндр Эгерца, добав-
ляют 0,5 мл пиридина и 2 мл СС14 и снова перемешивают; желтую
окраску, появляющуюся в слое четыреххлористого углерода
при наличии в испытуемом растворе меди, колориметрируют ме-
тодом дублирования. Для этого во второй цилиндр приливают
5 мл 5%-ного раствора роданистого калия, раствор доводят азот-
ной кислотой (1 : 1) до слабокислой реакции на лакмус, добав-
ляют 0,5 мл пиридина и уравнивают объем с объемом испытуе-
мого раствора дистиллированной водой. Затем добавляют 2 мл СС14
и из микробюретки типовой раствор меди до уравнивания окрасок
слоев четыреххлористого углерода в обоих цилиндрах. Объемы
фаз четыреххлористого углерода в обоих цилиндрах должны быть
строго одинаковыми.
Типовой раствор меди приготовляют следующим образом:
0,3928 г сульфата меди растворяют в мерной колбе на 1 л дистил-
лированной воды, доводя объем до метки; 50 мл этого раствора
разбавляют в мерной колбе до 250 мл. Полученный раствор со-
держит 0,02 мг меди в 1 мл.
Реактивы следует проверять методом глухого опыта на чистоту,
и при анализах необходимо вносить соответствующую поправку.
ГЛАВА XVIII
НЕКОТОРЫЕ ВОПРОСЫ ОХРАНЫ ТРУДА
ПРИ РАБОТЕ СО РТУТЬЮ
Ртуть может проникать в организм человека через органы ды-
хания, желудочно-кишечный тракт, слизистые оболочки и через
кожу. Однако наиболее вероятен путь первый из перечисленных.
Ртутные пары, находящиеся в атомно-дисперсном состоянии,
проникают через дыхательные пути в большой круг кровообра-
щения, сорбируются белковыми молекулами, защитная роль ко-
торых при этом снижается. Далее атомы ртути проникают в клетки.
Металлическая ртуть, попавшая в организм, токсически инди-
ферентна. По-видимому, мельчайшие ее капли, попадая в кровь,
адсорбируют на поверхности белковые молекулы, которые играют
защитную роль.
Ртуть отлагается в почках, печени, толстом кишечнике, легких,
костях и т. д. и выделяется из организма главным образом поч-
ками, кишечником, слюнными, потовыми и молочными железами,
а также органами дыхания.
40Б
Под влиянием воздействия малых концентраций ртути сни-
жаются имуно-биологические функции организма, в отдельных
случаях наблюдается снижение количества лейкоцитов, ускоре-
ние РОЭ.
Острые отравления ртутью на производстве, случавшиеся
раньше редко, в настоящее время почти совсем не наблюдаются.
В производственных условиях могут иметь место случаи хрони-
ческого отравления парами ртути. Для некоторых же лиц ртуть
является аллергеном, вызывая самые разнообразные реакции, на-
пример крапивницу, эритему, экзему и др.
Наличие ртути в организме наиболее просто устанавливается
анализом мочи, хотя присутствие ртути в ней не является призна-
ком ртутного отравления. Дело в том, что ртуть может проникать
в организм с рядом продуктов питания (капуста, морковь, неочи-
щенный картофель, коровье мясо и т. д.). Кроме того, поскольку
почки являются органом эвакуации ртути, она может быть зафикси-
рована в моче даже после кратковременного и совершенно безвред-
ного для организма посещения ртутного производства.
Объективными признаками ртутной интоксикации являются
повышение содержания ртути в крови свыше 0,001 мг! 100 г, в моче
свыше 0,01 мг.л, а также следующие симптомы: ртутная невропа-
тия, эмоциональная неустойчивость, снижение работоспособности
и внимания, нарушение сна, ухудшение памяти, тупые голов-
ные боли, дрожание пальцев вытянутых рук, снижение порога
восприятия запахов, склонность к учащению пульса, возможно
увеличение щитовидной железы, изменение десен.
Восприимчивость к ртути у различных людей неодинакова. Из-
вестен ряд случаев, когда у лиц, соприкасающихся со ртутью в зна-
чительных концентрациях, на протяжении ряда лет не проявля-
лось никаких признаков ртутного отравления.
Лица, страдающие малокровием и поражением почек, пере-
носят ртутное отравление тяжелее. Употребление спиртных на-
питков увеличивает восприимчивость организма к ртути. В рав-
ной степени неодинаковы сроки проявления меркуриализма у раз-
ных лиц. Высокие температуры воздуха способствуют ускорению
воздействия ртути на организм и, наоборот, зимой случаи заболе-
вания реже, что объясняется различной упругостью паров ртути.
Женщины и дети более подвержены воздействию ртути, чем
мужчины и взрослые, поэтому не рекомендуется применять жен-
ский труд на работах, непосредственно связанных с производством
ртути из руд и получением ее солей. Запрещено также применять
труд лиц, не достигших 18-летнего возраста.
Продолжительность рабочего дня на ртутных заводах ограни-
чена шестью часами, а для отбивщиков ртути из ступпы — че-
тырьмя часами. Подавляющее большинство работников ртутных
заводов перед работой получает бесплатное лечебно-профилакти-
ческое питание и молоко (норма калорийности суточного рациона
406
не ниже 1428 кал). В рацион (№ 4) не включается жареное мясо;
рекомендуются кефир, сливочное масло, творог (ежедневно). Су-
точная норма витамина С 150 мг. Разовая норма, г: белков 65,
жиров 45, углеводов 181.
Все рабочие получают спецодежду, включая нательное белье.
Медицинские пункты крупных ртутных комбинатов оборудованы
физиотерапевтическими и зубоврачебными кабинетами, водогрязе-
лечебницей и ингаляториями. Минимальное лечебно-профилакти-
ческое оборудование небольших заводов ограничено ингалято-
риями и установками для облучения кварцем.
Два раза в году работники ртутных заводов проходят обяза-
тельные медицинские осмотры. Трудовые отпуска производствен-
ного персонала удлинены против обычных на 18—36 рабочих дня,
т. е. составляют 30—48 дней. Рекомендуется такие удлиненные
отпуска разделять на два срока: через V2 года.
Практика, например, Никитовского ртутного комбината пока-
зывает, что при хорошо поставленной лечебно-профилактической
работе мерку риал изм и общие заболевания, связанные со сниже-
нием иммунитета организма под действием ртути, могут быть све-
дены до минимума. На этом комбинате заболеваемость рабочих
наименьшая по сравнению с другими предприятиями большого
промышленного района, что является в основном результатом улуч-
шения условий труда и медицинского обслуживания.
Имеющиеся материалы позволяют утверждать, что представле-
ние об особой опасности отравления ртутью на производстве совер-
шенно необоснованно. При достаточно внимательном отношении
к осуществлению комплекса организационно-технических меро-
приятий, а также при строгом соблюдении правил личной гигиены
гарантируется полное исключение ртутных отравлений.
Основные положения по охране труда на ртутных предприя-
тиях регламентированы «Правилами безопасности», утвержден-
ными Госметаллургкомитетом СССР и ЦК профсоюза рабочих
металлургической промышленности 22 февраля 1965 г. (№ 10.'37).
Некоторые основные положения этих правил кратко изложены
в настоящем разделе.
Сооружения и здания ртутных заводов следует размещать так,
чтобы не создавать условий для скопления (застоя) ртутных паров,
ртути и ртутьсодержащей (рудной) пыли. Рекомендуется разме-
щать печи по возможности в открытых вариантах (под навесами).
Конструктивные элементы зданий не должны иметь выступов, ниш,
карнизов, а сопряжения между ними должны быть плавными.
Аналогичные требования предъявляются и к оборудованию (по
возможности). Все элементы зданий, сооружений и оборудования
должны быть покрашены, чтобы их поверхность была гладкой и
чтобы ее можно было обмывать. Особые требования предъяв-
ляются к полам. Их необходимо изготовлять из плотного бетона,
поверхность которого обрабатывать уплотняющими растворами;
407
при ремонтах полов, зумпфов и т. п. также необходимо выполнять
эти требования Ч Территория заводов должна быть асфальтиро-
ванной с уклонами для стока ртутьсодержащих смывов в прием-
ники.
Поскольку наибольшую опасность представляют ртутные пары,
особое внимание должно уделяться предотвращению выбросов
технологических газов (плотность газоходов, уплотнений, кон-
троль за разрежением в системе). Система вентиляции должна ре-
шаться с устройством рассредоточенного притока свежего воз-
духа и местных отсосов в точках возможных выбросов технологи-
ческих газов или ртутных паров. Местные отсосы загрязненного
воздуха устраиваются независимо от условий размещения обору-
дования в здании или вне его. Вентиляция дробильных отделений
и узлов транспортировки и перевалки руды должна осуществляться
в общеустановленном порядке, исходя из расчета обеспечения пре-
дельно допустимого содержания пыли в воздухе производствен-
ных помещений, но не более 1 мг/м? для пылей, содержащих выше
70% свободной кремнекислоты, 2 мг/м3—для пылей, содержа-
щих кремнекислоты менее 70%, и 4 мг!м? —для пылей с содер-
жанием ниже 10% SiO2.
Численность персонала ртутных заводов должна быть мини-
мальной за счет возможно полной механизации труда, автомати-
зации и централизации управления и контроля за работой агрега-
тов. Установлено, что размещение контрольных приборов в изо-
лированном помещении для надзора, оборудованном приточной
вентиляцией, является очень действенной мерой снижения ртутной
опасности.
В целях снижения загрязненности воздушного бассейна в рай-
оне завода парами ртути, выделяющимися из горячих огарков,
следует их выдерживать в бункерах, постоянно заполняя их не
менее чем на 1 2/3 высоты. Система управления разгрузкой огарков
по возможности должна быть автоматизирована и, если возможно,
вынесена за пределы запыленной зоны. Предпочтительна транс-
портировка огарков и пыли в отвалы гидравлическим способом,
если это допускают местные условия.
Внутренний ремонт печей можно производить только при охла-
ждении кладки до 40° С при работе отсасывающей газы (воздух)
системы.
Разлитую ртуть следует удалять шлангом с использованием
вакуума, а для демеркуризации помещений промывать полы и
1 Порядок уплотнения поверхности бетона: поверхность в течение 8 ч нахо-
дится (промывается) под раствором жидкого стекла плотностью 1,05 г/см3', после
16-4 выдержки бетон орошается 10%-ным раствором хлористого кальция. Такая
последовательность обработки жидким стеклом и хлористым кальцием осущест-
вляется трижды.
Защита строительных конструкций от ртути подробно регламентирована
«Указаниями», разработанными под руководством Б. И. Куценка в лаборатории
«ЦНИЛхимстрой» и утвержденных Минздравом СССР в 1965 г. [232].
408
стены горячей подщелоченной водой и затем обрабатывать либо
растворами перманганата калия и соляной кислоты (на 1 л воды
1 г К2МпО4 и 5 мл НС1, плотность 1,19), либо раствором хлорного
железа (20%, т. е. 200 г соли на 800 г воды). Необходимо иметь
в виду, что оба эти химиката крайне портят внешний вид по-
мещения (оставляют бурые пятна), поэтому требуется частая
окраска.
Наиболее опасной операцией при производстве ртути
является ее отбивка из ступпы. Следует ожидать, что в бли-
жайшее время эту операцию будет разрешено осуществлять
только при условии полной механизации всех элементов, вклю-
чая транспорт.
Хранение ртути разрешено только в герметично закрытых со-
судах либо под слоем воды не менее 50 мм.
Общим совершенно обязательным правилом является центра-
лизованный сбор и химическая очистка сточных вод. Действую-
щие правила не регламентируют содержание ртути в стоках ртут-
ных заводов, однако, исходя из очень жесткой нормы содержания
ее в водоемах санитарно-бытового использования (0,005 мг/л),
объем сбросов воды с завода должен быть минимальным, с возвра-
том оборотов.
Перед выбросом отходящих газов ртутного завода их следует
обязательно очищать в простейших устройствах (хвостовые скруб-
беры, борова больших объемов), а выбрасывать — через трубу,
обеспечивающую рассеивание, согласно санитарным нормам. На
заводах производительностью более 100 т руды в сутки необхо-
дима установка оборудования для химической очистки газов от
ртути.
Согласно действующим санитарным нормам (СН-245—63), пре-
дельно допустимая концентрация ртути в возд}хе производ-
ственных помещений составляет 0,01 мг на 1 ж3. Эта же норма
в атмосфере населенных пунктов равна 0,0003 мг!м\
Руководство завода должно следить за регулярным проведе-
нием систематических контрольных замеров (анализов) содержа-
ния ртути в воздухе завода по утвержденному графику.
Чтобы сохранить воздушный бассейн в районе деятельности
ртутных предприятий достаточно чистым, вокруг этих предприя-
тий в радиусе 1 км не должно быть жилых поселков —санитарная
зона. Для курортного или оздоровительного района в зависимости
от местных условий по требованию санитарной инспекции эта
зона может быть расширена вдвое.
Особое внимание должно уделяться гигиене работающих: в бы-
товых комбинатах, оборудованных душевыми с раздельным хра-
нением спецодежды и личной одежды (проходного типа), имеются
демеркуризационные камеры, рассчитанные не менее чем на двух-
часов} ю обработку одежды при температуре до 100° С под ваку-
умом до 20 мм рт. ст.
409
Спецодежду еженедельно стирают 1 (в выходной день) с пред-
варительной демеркуризацией.
Работа в цехах ртутного производства разрешена только в ре-
спираторах 1 2, которые должны периодически подвергаться демер-
куризации и промывке. Запрещены курение, прием пищи в ра-
бочих помещениях. После работы обязательно мытье в душевой
и прополаскивание рта растворами перманганата калия (0,025 г!л
воды), а также ингаляция по установленному графику либо ще-
лочно-масляная, либо с применением унитиола. Последний (ди-
метилкаптопропансульфонат натрия CH2SH—CHSH—CH2SO3Na)
является профилактическим и лечебным средством против ртутных
отравлений и используется в виде 5%-ного раствора не только
для ингаляции, но и для подкожных или внутривенных инъекций.
Активной частью унитиола является SH-группа, связывающая
ртуть в малотоксичный комплекс.
Обращает внимание полнейшее совпадение на ртутных заводах
интересов технологов и санитарного надзора. Строгое соблюдение
требований по охране здоровья приводит к повышению товарного
извлечения ртути. Как правило, на заводах, где не имеется боль-
ших претензий санитарного надзора к администрации, товарное
извлечение выше, чем на заводах с большим числом отступлений
от санитарных правил.
ГЛАВА XIX
ПРАКТИКА НЕКОТОРЫХ
РТУТНЫХ ЗАВОДОВ
Среди зарубежных ртутных заводов заслуживают внимания
как крупные по масштабам производства и наиболее оснащенные
современным оборудованием Идрия в Югославии, Альмаден в Ис-
пании и Нью-Идрия в США. Первые два полностью реконструиро-
1 Порядок стирки: спецодежду обеспыливают, загружают в барабан и 30 мин
промывают холодной водой, затем 30 мин стирают в машине в мыльно-содовом
растворе (4 л!кг спецодежды) при 70—80е С. Далее ее промываютвгорячейи холод-
ной водах, затем в воде, подкисленной соляной кислотой (1—2%), после этого
простирывают при 70—80° С в щелочном растворе (20 мин) и промывают водой.
2 В качестве поглотителя ртути в респираторах используется иодированный
уголь. В 5% раствора иода в иодистом калии загружается активированный
уголь с таким расчетом, чтобы вес иода во всем объеме раствора составлял при-
мерно 10°о к весу угля. После обесцвечивания раствора уголь извлекается из
сосуда, отжимается от раствора в обычную ткань и высушивается при 100—120°
в течение 1—2 ч.
С. Ф. Яворовская предложила [257] использовать в качестве поглотителя
силикагель, пропитанный иодом, и йодистой медью. По мере накопления ртути
в поглотителе будет образовываться ртутно-медно-иодистый комплекс CuJHgJ2,
который с увеличением содержания ртути меняет цвет силикагеля, с переходом
от желтого к розовому. Последнее позволяет легко определить необходимость
замены респиратора. Регламентация и показатели этого способа пока не опубли-
кованы.
410
ваны за последние годы. Нью-Идрия действует более 100 лет и
является самым крупным из заводов США со сравнительно по-
стоянной производственной деятельностью в отличие от многих
ртутных заводов этой страны, часто прекращающих работу или
сокращающих объем производства. Завод периодически модер-
низируется.
Кроме этого, представляет интерес практика работы японского
предприятия Итомука, применяющего комбинированную схему
переработки руды.
ЗАВОД В ИДРИИ
Идрия — старейшее ртутное предприятие в Европе, хотя фор-
мально его организация относится к 1490 г., имеются основания
предполагать, что добыча ртути здесь начата значительно
раньше.
Установленное еще в 1900—1907 гг. на заводе оборудование —
12 шахтных печей Новака и 4 каскадных печи Чермака—Спирека —
были малопроизводительны и обеспечивали переработку только
150—160 тыс. т руды в год. При рудах с содержанием порядка
0,5% Hg извлечение металла было низким (81—88%). По мере
снижения содержания ртути в рудах, очевидно, выяснилась не-
обходимость реконструкции производства.
В послевоенный период была осуществлена перестройка гор-
ного хозяйства, а с 1960 г. началась генеральная реконструкция
завода. По проекту печи шахтного типа заменяются трубчатыми,
намечено установить пять печей необычного размера. При диа-
метре 2,1 м длина их принята в 36,6 м. В равной степени необычен
и угол наклона печи: 6° против обычно принятого уклона 3—
3,5°. В 1961 г. была установлена первая такая печь, а к концу
1969 г. — уже три печи.
Проведенная реконструкция вполне оправдала затраты: по
сравнению с работой на шахтных печах производительность труда
возросла почти в 3 раза, извлечение ртути достигло 90—95%, а рас-
ход топлива снизился на 6—10% (246—256 тыс. ккал!т руды
против 274 тыс. ккал! tri). Санитарные условия на заводе значи-
тельно улучшились.
Руды Идрии представлены в основном доломитизированными
известняками с примесью битуминизированных сланцев. Пример-
ный состав руды: карбонаты кальция 40%, карбонаты магния —
до 35%, кремнезем — до 20%, глинозем 3,5%, окислы железа
2,4%, сера 0,63%; присутствуют сульфаты и органика; содержа-
ние ртути 0,18—0,2%, влаги — менее 1%.
Схема установки одной из печей приведена на рис. 138. Руда
по наклонному ленточному транспортеру 8 из дробильного отде-
ления подается в бункер 9, из которого инерционным питателем
загружается в печь. Барабан печи имеет только два бандажа,
411
ю
Рис. 138. Схема установки трубчатой печи в Идрии:
/ — наклонный пластинчатый транспортер для огарка; 2 — бункер для огарка; 3 — мазутный бак; 4 — форсунка; 5 — топочная каме-
ра; 6 — печь; 7 — бункер перегрузки огарка;8 — наклонный ленточный транспортер для подачи руды; 9 — рудный буикер; 10 —
эксгаустер; 11 — конденсатор; 12 — хвостовые скрубберы-башни; 13 — дымовая труба; 14 — боров; 15 — приемники продуктов
конденсации; 16 — отбивочная машина Гульда; 17 — вагонетка для пыли, уловленной в циклоне; 18 — циклон; 19 — инерцион-
ный питатель; 20 — вагонетки для огарка; 21 — привод печн
расположенные на расстоянии около 18 ,и; верхний, загрузочный
конец печи представляет консоль длиной около 10 м, нижний, го
рячий — примерно 8,6 м.
Корпус изготовлен из 22-лш листовой стали. Футеровка печи
толщиной 170 мм выполнена шамотным кирпичом, а верхний конец
печи на длине 11 м зафутерован блоками, изготовленными из то-
нолита — местной изверженной породы. Шамотная футеровка за-
меняется примерно один раз в год.
Время пребывания руды в печи регулируется числом оборотов
и составляет от 60 до 90 мин. Привод печи от мотора 17,6 кет.
Огарок из печи попадает в приемный бункер 2, откуда двумя
последовательно установленными стальными пластинчатыми транс-
портерами подается во второй бетонный бункер 7. Ширина пла-
стинчатых транспортеров 640 мм\ первый длиной 7,3 м установлен
под углом 12°; второй (34 м) имеет подъем 24°. Из бетонного бун-
кера охлажденные водой огарки грузятся в вагонетки 20 и отво-
зятся мотовозом по узкоколейным путям в отвал (80—85% от
общего количества) либо направляются в горный цех для закладки
отработанного пространства (15—20%).
Газы проходят через циклон 18 для очистки от пыли, затем
в конденсацию 11. После конденсатора газы попадают в хвостовые
башни 12 и далее через боров 14 — в общую заводскую трубу 13.
На смонтированной в 1968 г. печи № 3 взамен одиночного циклона
установлен батарейный. К- п. д. одиночных циклонов 90%, бата-
рейного из четырех элементов 92%. Циклоны улавливают 1—1,3%
пыли от веса руды. Эксгаустер 10 с приводом от мотора 17,6 кет
установлен перед конденсатором, сразу за циклоном, т. е. работает
на горячем режиме, а конденсатор находится под давлением.
Улавливаемая в циклонах пыль выгружается в вагонетки и на-
правляется в отвал, а часть богатой пыли (из камер) шихтуется
со ступпой.
Продукты конденсации собираются в бетонных приемниках 15,
откуда ступпа передается в отбпвочную машину 16, где обрабаты-
вается известью-пушонкой. Устройство машины следующее: ме-
таллический цилиндр с коническим дном оборудован перемеши-
вающим гребковым механизмом с центральным вертикальным ва-
лом и радиальными держателями гребков; для выравнивания по-
верхности ступпы служит валик. Машина имеет электрический
подогрев. Загрузка машины и отбивка — периодическая г.
Мазут, на котором работает печь, сжигается через форсунку
системы Хаук; первичный воздух подается турбовентилятором
производительностью 36 м9!мин под давлением 1,5—2 атм. Рас-
ход мазута 25 кг'т, или 244,5 тыс. ккал!т. Такой сравнительно
низкий расход топлива объясняется хорошей подготовкой мазута,
1 Эта установка в 1968 г. заменена новой и, по сообщению печати, содержание
ртути в отбитой ступпе снизилось с 25 до 13%.
413
а также низким содержанием влаги в руде. Кроме того, около
4% тепла экономится за счет сгорания органики, содержащейся
в руде.
Мазут из общезаводского хранилища (емкостью 200 т), где
он подогревается циркулирующей в змеевиках горячей водой,
поступает в расходные баки с таким же подогревом и далее — в го-
релку. Перед горелкой установлены электроподогреватели, по-
вышающие температуру мазута до 90—100° С.
Температурный режим процесса: огарки 450°—590° С; газы
на выходе из печи 270—350° С; на выходе из конденсатора 40° С.
Учтенные потери тепла по печи составляют 14,6%. Извлечение
ртути 90—95% в зависимости от качества руды.
Количество технологических газов составляет от 500 до
700 нмА!т руды; печь работает при избытке воздуха 1,2—1,5.
Конденсаторы выполнены из стальных труб диаметром 400 мм\
высота стояков 12 м, общая площадь каждого конденсатора 1100ж2,
или 4,4 мЧт руды в сутки. По сообщению Медведя [1741, при
конденсации наблюдается повышенное залипание внутренней по-
верхности конденсатора, поэтому ее требуется регулярно через
сутки промывать водой.
По состоянию на начало 1969 г. завод перерабатывал в сутки
750 т руды на трех трубчатых печах и 100 т на одной печи Спи-
река. По окончании реконструкции мощность по переработке
руды увеличится до 1250 т1сцтки.
Каждая печь обслуживается пятью рабочими в смену. Кроме
того, на отвозке огарка от всех печей занята специальная бригада.
Отбор проб руды и огарка осуществляется механическими про-
боотборниками, установленными на разгрузочных концах транс-
портеров, перед бункерами. Стальной ковш пробоотборника в опре-
деленные промежутки времени проходит через поток падающего
материала. Далее по схеме установлены дробилки, делители
Джонса с расчетом измельчения в мельнице 1/ы части отобранной
пробы. Первоначальная проба составляет 1—2% от общего коли-
чества опробуемого материала.
На заводе организована очистка сточных вод, имеющих pH =
= 5-нб. Воды обрабатываются сернистым натром в расчете на
получение вторичного сульфида ртути. Замечено, что в сточных
водах конденсации имеется повышенное содержание сульфатов
ртути.
Последующей реконструкцией завода намечается перевод от-
катки огарков с вагонеток на 20-т автомашины, а также утили-
зация тепла огарков на печи № 4 для нагрева воды для комму-
нальных и бытовых нужд.
Наряду с обжигом руд с рядовым содержанием ртути в Идрии
практикуется переработка в тех же трубчатых печах штуфных
руд. Обжиг этих руд ведется на особом режиме — со снижением
производительности печей до 150—160 т/сутки. Например,
414
в 1962 г. здесь было переработано в трубчатой печи 3700 т руды
со средним содержанием 2,35% Hg, т. е. примерно в 8—10 раз
богаче, чем в рядовой руде. Содержание металла в огарках состав-
ляло 0,004—0,01%, т. е. технологическое извлечение ртути при
обжиге в газы составляло 99,8—99,6%.
М. Шулин [38] по результатам работы 1962 г. вывел приме-
нительно к условиям Идрии следующую зависимость извлечения
ртути от содержания ее в руде:
Содержание ртути в руде, °,о . .
Извлечение ртути, %...........
Содержание ртути в руде, % . .
Извлечение ртути, % ......
0,16—0,18 0,22 0,25—0,27
90,2 90,4 90,5
0,31 0,34 0,35 0,388
91,0 91,5 92,0 93,1
Наряду с этими данными он указывает, что при среднем содер-
жании за 1962 г. 0,28% извлечение ртути составило 91,3%; при
этом в последних показателях не учтена ртуть, подлежащая извле-
чению из сточных вод и хвостовых башен.
К сожалению, недостаточно полная информация, в частности
отсутствие результатов фазового анализа продуктов производства,
особенно ступпы, не позволяет пока сделать окончательные вы-
воды о весьма интересном для металлургии ртути эксперименте
работы на печах необычных размеров. Необходимо проведение
дополнительных исследований работы на рудах различной влаж-
ности, а также влияния длины печи на повышенное пылеобразо-
ван не и т. д.
По-видимому, югославские металлурги, накопившие много-
летний опыт в области извлечения ртути, не достигли еще опти-
мальных результатов, и можно рассчитывать на дальнейшее со-
вершенствование технико-экономических показателей.
АЛЬМАДЕН
«Альмаден» означает по-арабски рудник. Его история начи-
нается еще до нашей эры. Предприятие расположено на юге цен-
тральной части Испании, примерно в 80 км юго-западнее г. Сью-
дад-Реаль. Месторождение Альмаден является единственным
в мире по запасам ртути и высокому качеству руд. Содержание
металла, представленного как киноварью, так и самородной
ртутью, составляет 6—8%. Точные запасы месторождения неиз-
вестны, однако имеются сведения, что они обеспечивают деятель-
ность предприятия не менее чем на 100 лет.
Рудными вмещающими материалами служат кварц, доломити-
зированный барит и натролит. Месторождение вскрыто четырьмя
вертикальными шахтами на глубину до 525 м. Применяется си-
стема потолкоуступной выемки с горизонтальной подрезкой и
закладкой; для последней используются огарки металлургиче-
ского завода. Горные работы механизированы.
415
Добытая руда проходит первичное дробление до 100 мм на
шахте и транспортерами подается в рудничный бункер, откуда
направляется на переработку в печах.
Металлургическое производство в Альмадене реконструиро-
вано за период с 1952 г. До этого здесь применялись печи Спирека
и печи Чермака. Завод в таком виде, несмотря на высокое содер-
жение ртути в руде, давал крайне низкие технологические пока-
затели; извлечение ртути было в пределах 70%. При реконструк-
ции старые печи были заменены многоподовыми; печи установ-
лены вблизи шахт Сан-Хаокин и Сан-Теодор по две на каждой.
Обе установки оборудованы своим дробильным комплексом и ана-
логичны по металлургическому оборудованию.
Поступающая из горного цеха руда подается 900-жл/ пластин-
чатым питателем на колосниковый грохот со щелью 75 мм. Верх-
ний продукт дробится на щековой дробилке (360 X 600 мм) до
75 мм и далее с нижним продуктом грохота поступает в рассев на
грохоте с ячейкой 19 мм. Верхний продукт направляется на кони-
ческую дробилку № 24. Раздробленная до 19 мм руда поступает
по ленточному элеватору в 250-т металлические бункера, располо-
женные с двух сторон здания, в котором размещены две многопо-
довые печи (рис. 139).
Печи с наружным диаметром 5,5 мм имеют восемь подов и у ста-
новлены по две в одном здании. С двух боковых сторон располо-
жены рудные бункера; руда из бункеров подается элеватором на
продольный транспортер, загружающий ее на верхний подсуши-
вающий под, с которого через два самоуплотняющихся проема
поступает в печь.
Печь отапливается мазутом через форсунки, установленные
на 4—6-м подах, и работающие под давлением воздуха 680 мм
вод. ст. Здесь поддерживается температура 746е С. Форсунка на
3-м поду установлена для регулирования температуры технологи-
ческих газов. Форсунки имеются и на нижних подах, однако на
7—8-м подах они разжигаются только при запуске печи. Техно-
логические газы отводятся из печи с седьмого пода и поступают
для очистки в циклон типа Сирокко 375 мм; температура газов на
входе в конденсатор 330° С.
Конденсатор каждой печи состоит из трех ниток труб диаметром
305 мм; нитки имеют перемычки для маневрирования. В каждой
нитке 33 стояка длиной 5,5 м; общая площадь конденсации одной
печи 568 м2.
Система работает под разрежением с эксгаустером, располо-
женным на холодном конце; газы после конденсатора и эксгаустера
проходят хвостовой деревянный скру ббер и выбрасываются в атмо-
сферу. Максимальная температура газов 46° С.
Конденсаторы выполнены из чугуна. Интересна конструкция
системы разгрузки продуктов конденсации. Нижние сиу ски имеют
фасонную форму, которая хорошо видна на рис. 140. Вертикаль-
416
Рис. 139. Завод в Альмадене:
а — в здании две многоподовые печи; слева — рудный бункер и элеватор для подъема
руды на верхний транспортер; справа — конденсатор: б — то же здание, но с противо-
положной стороны; слева и справа на заднем плане — рудные бункера, спереди — бун-
кера для огарков
27 С. М. Мельников
417
ные трубы (стояки) конденсатора внизу соединены обычным Y-об-
разным тройником, однако к нему пристроена наклонная труба —
коллектор для подачи продуктов из соседних рядов. Нижний ко-
нец погружен в бетонную ванну — приемник коллектора, которая
состоит из двух частей — для каждого спуска. Сторона, противо-
стоящая ванне, отделенная промежуточной вертикальной стенкой,
P ic. 140. Нижняя часть конденсаторов (спуски погружены в ванны приемников
конденсата, сзади — отсеки с наклонной стенкой для отбивки ртути; вверху виден
спуск тройника с пристроенной к нему наклонной трубой для подачи ступпы из
соседней нитки)
имеет наружную стенку, наклоненную примерно под 30—35°
к горизонту. В этом месте производят отбивку ртути, для чего
продукты конденсации перепускают из ванны через отверстия
в нижней части разделительной стенки. В ступпу добавляют из-
весть и рабочие вручную скребками отбивают рт) ть, которую пере-
пускают по трубам в приемники. Выход ртути прямой отбивкой
около 70%.
Огарки, выходящие из печи, поступают в бетонный бункер, из
которого наклонным пластинчатым питателем передаются в бун-
кера, расположенные по фронту обжигового цеха (см. рис. 139, б).
Производительность каждой печи по обжигу составляет около
100 т руды в сутки. Технологические показатели по заводу не
публикуются, но некоторое представление можно получить из
418
следующих данных: за последние четыре месяца 1967 г. в Альма-
дене было переработано 53 181 т руды и получено 587 т ртути.
Если оценить извлечение в 95%, то в исходной руде содержание
составит 1,17% ртути. Аналогично этому, если за четыре месяца
1968 г. переработано 65 423 т руды и получено 743 tn ртути, со-
держание ртути в руде составит 1,2%.
Эти цифры свидетельствуют о том, что общее положение о сни-
жении качества руд коснулось и ртутной сокровищницы — Аль-
мадена.
Общая численность трудящихся на предприятии Альмаден
при годовой добыче 70 тыс. т руды около 1800 человек. Шахта
работает в 4 смены по 6 ч Имеются сведения, что шахтер работает
только 8 смен в месяц. Это объясняется избытком рабочей силы,
но представлено как средство борьбы со рту гными отравлениями,
вызываемыми наличием большого содержания самородной ртути
в рудах. На заводе с этой же целью работа ведется с постоянной
сменой состава рабочих.
ЗАВОД НЬЮ-ИДРИЯ
Завод расположен в районе Сан-Бенито (шт. Калифорния).
Район Нью-Идрии считается одним из наиболее перспективных
ртутных провинций США.
Предприятие построено в непосредственной близости от место-
рождения, вскрытого штольнями и слепыми шахтами. Горные ра-
боты достаточно механизированы, применяются бурение со съем-
ными коронками, погрузочные машины, скреперы, аккумулятор-
ные электровозы и вагоны грузоподъемностью до 3 т. Работы
в шахте осложнены слабой устойчивостью сланцев, к которым
приурочено оруденение, поэтому здесь применяется система до-
бычи с квадратными окладами. Из-за содержащегося в воздухе
шахты метана и сероводорода требуется усиленная вентиляция.
Руда из горного цеха подается к бункерам завода, схема ко-
торого приведена на рис. 141. Ргда проходит одностадийное дроб-
ление на щековой дробилке до 50 мм и по ленточному транспор-
теру поступает в главный бункер емкое гью 725 т, откуда транс-
портерами передается в четыре расходных бункера перед печами.
На заводе установлены четыре трубчатые печи диаметром 1,5 м,
длиной 17,2 м. Печи установлены под углом 1 : 24 (2° 18') и вра-
щаются со скоростью 1 оборот за 42 сек. Время пребывания руды
в печи 40 мин-, суточная переработка руды 90—110 т на каждую
печь.
Барабан печи футерован клиновым кирпичом, выкладываемым
всухую на асбестовую набивку толщиной 25 мм. После выкладки
каждого кольца асбест уплотняется набойкой. После окончания
такой кладки в печь через трубу питателя заливается жидкий
раствор глиноземистого цемента. При вращении печи футеровка
27* 419
420
Рис. 141. Схема завода Нью-Идрия:
/ — бункер для сырой руды; 2 — ленточные транспортеры; 3 — щековая дробилка 380x 710 мм; 4 — главный бункер для дроб-
леной руды (725 т), 5 — расходные рудные бункера у печей; 6 — трубчатые печи (1.5Х 17,2 л); 7 — бункер для огарка; 8 — устрой-
ство для подогрева вторичного воздуха; 9 — сгустители для приема конденсата; 10 — ловушки для ртути; 11 — машина для отбивки
ртути из ступпы;. 12 — отсадочная машина; 13 — хвостовые башни (3X6 м)\ 14 — конденсаторы; /5 — эксгаустеры; 16 — циклоны
покрывается тонким слоем цементного раствора, заполняющего
углубления на поверхности.
Пылевые камеры у печей сняты; технологические газы посту-
пают сразу в квадратный газоход размером 300 X 300 мм. Кон-
струкция подсоединения не опубликована, но, видимо, она пред-
ставляет коробку, охватывающую торец печи, с выводом техно-
логических газов в верхней части.
Печи отапливаются мазутом, подогреваемым до 70° С электри-
ческими нагревателями.
Газы проходят очистку от пыли в 300-лш циклонах, затем экс-
гаустерами, работающими на горячем режиме, подаются на кон-
денсацию с температурой 280° С; к. п. д. пылеуловителей оцени-
вается в 95%.
Огарки из печей поступают в бетонные бункера, в верхней
части которых установлены стальные плиты, нагревающиеся от
огарков. Температура огарков при выходе из печи порядка 610э С.
Вторичный воздух проходит между стальной плитой и полом, на-
греваясь при этом до 220° С*. Далее воздух проходит в устройство,
сходное с трубой Вентури, расположенное впереди форсунки при-
мерно на 300 мм (см. рис. 37). Здесь мазут распыляется под дав-
лением 5,6 кГсм2. Форсунки имеют по двенадцать отверстий для
распыления мазута, расположенных под углом около 30°.
Система конденсации выполнена из нержавеющей стали, каж-
дый конденсатор имеет четыре ряда труб по восемь стояков диа-
метром 406 мм (площадь около 250 м2 на печь).
Продукты конденсации собираются в двух сгустителях диа-
метром 6 м, откуда сгущенный продукт передается в отбивочные
машины, работающие с подогревом до 200 С. Смешанная с из-
вестью ступпа обжигается в шнековой печи Левиса (см. рис. 47).
Уловленная в циклонах пыль распульповывается и вместе
со сливом сгустителей направляется в отсадочные машины
200 X 300 мм. Перед отсадочными машинами установлены ло-
вушки для ртути. Нижний продукт из машин перекачивается в
сгустители.
Данные о работе отсадочных машин не опубликованы, как и
материалы о составе циклонных пылей. Газы после конденсации
проходят хвостовые башни, смывы из которых направляются
также в сгустители для продуктов конденсации.
По опубликованным сведениям, расход мазута составляет
19 л/т руды * 1 при руде, содержащей примерно 0,5% ртути, из-
влечение около 95%. Персонал завода 45 человек.
* По сообщению 1966 г., подогрев вторичного воздуха до 390° С.
1 Элементарный расчет показывает, что при таком расходе мазута нагрев
руды до 610° С невозможен даже при использовании подогретого воздуха. Видимо,
в источнике [31 ] допущена ошибка или опечатка и в действительности расход
выше.
1028
421
423
Рис. 142. Схема цепи аппаратов обогатительной фабрики Итомука
В связи с тем что ртутные руды района Нью-Идрии имеют при-
меси других металлов, отбитую ртуть очищают, промывая 1%-ной
азотной кислотой и водой.
На заводе считается большим достижением исключение обжига
оборотных продуктов в трубчатых печах, с направлением их в ре-
тортную печь, так как высокая запыленность в значительной сте-
пени снижала производительность печей. Извлечение ртути при
обжиге ступпы оценивается в 99%.
РТУТНОЕ ПРЕДПРИЯТИЕ
ИТОМУКА
Итомука — самое крупное предприятие Японии; расположено
в северо-западной части о. Хоккайдо. Оно интересно комплексной
схемой переработки с обогащением руд, которые содержат много
самородной ртути (соотношение содержаний самородной ртути
и киновари примерно 2,5 : 1). В рудах присутствует также ощу-
тимое количество марказита и пирит; вмещающие породы кварц,
кальцит, андезит. Месторождение открыто в 1936 г., предприятие
достигло максимального развития в годы второй мировой войны.
Руда, добытая подземным способом, проходит дробление на
руднике и автомашинами перевозится к фабрике, суточная мощ-
ность которой 600 т. Здесь из головного бункера по ленточному
транспортеру руда поступает в барабанный грохот, из которого
нижний продукт—19 мм направляется на шлюз с ловушками
для самородной ртути, а верхний — в молотковую дробилку и
далее, после дробления — на тот же шлюз. После отделения само-
родной ртути вся руда проходит второй барабанный грохот с сет-
кой 6 мм. Продукт —6 мм nponj скается через механическую
ловушку для самородной ртути и поступает в отсадочную машину.
Здесь снова отделяется часть самородной ртути, а рудный мате-
риал направляется в два последовательно расположенных драж-
ных ленточных классификатора для обезвоживания. Слив класси-
фикаторов пропускается через циклон; нижний продукт направ-
ляется на флотацию, шламы — на сгущение. Песковая фракция
из второго дражного классификатора измельчается в шаровой
мельнице, работающей в замкнутом цикле с ловушкой для само-
родной ртути и реечным классификатором.
Флотация проводится в 16-камерной субаэрационной машине
Денвера (0,8 X 0,8 X 1,1 м) с одной перечисткой. Пенный про-
дукт через ловушку для самородной меди поступает на сгущение
и после фильтрации отгружается на завод.
Схема 150-т секции фабрики приведена на рис. 142.
Подробные показатели работы фабрики не опубликованы, од-
нако, по расчетам, можно назвать следующие цифры: содержание
ртути в руде порядка 0,3%, в том числе самородной 0,21% и в ки-
новари 0,1%. В ловушках улавливается около 51% исходной са-
424
мородной ртути и около 40% при флотации: общее извлечение
самородной ртути близко к 90%. Извлечение киновари 93—94%.
Содержание ртути в концентратах 2,18%; степень концентра-
ции 7,5.
Концентраты с фабрики в вагонетках подаются в приемный
бункер завода емкостью 50 т. На завод, помимо флотационных
концентратов, поступает штуфная руда, отбираемая в забоях.
Переработка концентратов и штуфной руды осуществляется на
двух шестиподовых печах Гересгоффа: 4,8 X 4,75 и 3 X 4,3 м.
Печи отапливаются углем, расход которого составляет только
12 кг!т в связи с высоким содержанием в концентратах пирита.
Температура обжига 600—700° С, температура газов на выходе
из печи около 36С С, перед входом в конденсатор 140—180° С,
на выходе 10—40° С.
Газы после печи очищаются от пыли в циклоне и пылевой ка-
мере. Эксгаустер установлен после циклона. Конденсаторы, вы-
полненные из труб нержавеющей стали диаметром 200 мм, уста-
новлены в четыре ряда, в каждом ряду 14 труб по 6 м длиной.
Соединения труб (колена и утки) изготовлены из чугуна.
Газы перед выбросом в атмосферу проходят химическую
очистку, технология которой приведена в гл. XII.
По сообщениям печати, извлечение ртути на заводе близко
к 98%, общее по предприятию — около 89—90%.
ПРИЛОЖЕНИЕ [
ПРИЛОЖЕНИЯ
ДАВЛЕНИЕ НАСЫЩЕННОГО ПАРА РТУТИ
В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ
В ИНТЕРВАЛЕ —38 ДО 358е С, мм рт. ст
Темпера- тура, °C Температура, °C (единицы)
0 2 4 6 8
—30 0,056696 0,065195 0,054005 0,053066 0,052354
—20 0,042200 0,041747 0,041383 0,041090 0Д8559
— 10 0Д6734 0,045425 0,044779 0,043479 0,042771
—0 0,031898 0,031553 0,031279 0,031032 0,048343
+0 0,031898 0,032314 0,032911 0,033407 0,034130
10 0,034971 0,035980 0,037193 0,038658 0,001024
20 0,001220 0,001448 0,001713 0,002023 0,002385
30 0,002810 0,003289 0,003852 0,004503 0,005257
40 0,006118 0,007109 0,008240 0,009532 0,01101
50 0,01272 0,01464 0,01679 0,01930 0,02210
60 0,02526 0,02883 0,03285 0,03738 0.04243
70 0,04823 0,05463 0,06177 0,06979 0,07869
«0 0,08865 0,09975 0,1120 0,12575 0,14020
90 0,1576 0,1761 0,19650 0,219 0,2439
100 0,2713 0,3014 0,3343 0,3706 0,4009
110 0,4535 0,5010 0,5527 0,6095 0,6722
120 0,7383 0,8113 0,8908 0,9772 1,094
130 1,173 1,283 1,400 1,530 1,672
140 1,821 1,983 2,158 2,346 2,549
150 2,768 3,001 3,252 3.522 3,812
160 4,212 4,458 4,813 5,194 5,599
170 6,034 6,494 6,990 7,521 8,063
180 8,678 9,311 9,988 10,706 11,47
190 12,28 13,13 14,04 15,01 16,03
200 17,12 18,26 19,47 20,75 22,10
210 23,52 25,03 26,65 28,27 30,06
220 31,92 33,87 35,93 38,09 40,36
230 42,75 45,25 47,90 50,64 53,54
240 56,57 59,79 63,12 66,60 70,28
426
Продолжение прилож. I
Темпера- тура, °C (десятки) Температура. °C (единицы)
0 2 4 6 8
250 74,12 78,13 82,30 86,68 91,26
260 95,98 100,97 106,10 111,60 117,20
270 123,14 129,30 135,60 142,3 149,4
280 156,65 164,10 171,90 180,1 185,5
290 197,31 206,4 215,9 225,8 236,6
300 246,55 257,5 268,9 280,7 293,0
310 305,63 318,7 332,4 346,6 361,1
320 376,2 391,7 407,9 424,4 441,7
330 459,5 497,9 407,7 515,2 536,5
340 557,6 579,0 601,2 624,2 647,6
350 672,3 697,4 723,1 749,7 777,0
ПРИЛОЖЕНИЕ И
Давление насыщенного пара ртути в интервале температуры
от 350 до 675° С, атм
Температура, СС Давление, атм Температура. °C Давление, атм Температура, °C Давление, атм
350 0,8847 460 4,889 570 17,01
355 0,9690 465 5,219 575 17,86
360 1,060 470 5,567 580 18,79
365 1,157 475 5,929 585 19,65
370 1,259 480 6,310 590 20,60
375 1,375 485 6,713 595 21,57
380 1,497 490 7,132 600 22,58
385 1,623 495 7,568 605 23,63
390 1,762 500 8,035 610 24,72
395 1,909 505 8,517 615 25,83
400 2,064 510 9,016 620 26,97
405 2,230 515 9,550 625 28,16
410 2,408 520 10,08 630 29,38
415 2,592 525 10,65 635 30,65
420 2,799 530 11,27 640 31,96
425 3,014 535 11,89 645 33,30
430 3,248 540 12,51 650 34,68
435 3,480 545 13,22 655 36,10
440 3,733 550 13,92 660 37,57
445 4,00 555 14,65 665 39,08
450 4,281 560 15,41 670 40,63
455 4,577 565 16,20 675 42,81
427
ПРИЛОЖЕНИЕ Hl
со ТЕРМОДИНАМИЧЕСКИЕ СВОЙСТВА НАСЫЩЕННЫХ ПАРОВ РТУТИ
(принято, что при t 0; i 0; S 0)
Темпера- тура, °C Давление, /*, атм Уд. объем пара и', м?/кг Плотность пара р', кг/мя Энтальпия жидкости Z, ккал/кг Энтальпия пара i*, ккал/кг Теплота парообра- зования ккал/кг Энтропия жидкости S, ккал Энтропия пара S ккал
(кг-град) (кг-град)
205,56 0,03 7,148 0,1399 7,672 78,867 71,195 0,0209 0,1696
228,89 0,06 3,728 0,2682 8,533 79,222 70,689 0,0227 0,1635
236,67 0,07 3,025 0,3306 8,828 79,339 70,511 0,0233 0,1616
251,67 0,11 2,069 0,4833 9,389 79,572 70,183 0,0244 0,1581
262,78 0,14 1,581 0,6324 9,806 79,745 69,939 0,0251 0,1556
292,22 0,28 0,8278 1,2080 10,90 80,189 69,289 0,0271 0,1497
310,56 0,42 0,5678 1,7609 11,59 80,478 68,883 0,0283 0,1462
325,00 0,56 0,4347 2,3003 12,12 80,689 68,572 0,0292 0,1439
336,11 0,70 0,3534 2,8294 12,54 80,867 68,322 0,0299 0,1420
357,78 1,05 0,2430 4,1152 13,36 81,200 67,844 0,0312 0,1387
374,44 1,41 0,1862 5,369 13,97 81,450 67,478 0,0322 0,1367
387,78 1,76 0,1516 6,595 14,47 81,656 67,183 0,0330 0,1346
399,44 2,11 0,1282 7,802 14,89 81,828 66,933 0,0336 0,1331
409,44 2,46 0,11122 8,991 15,27 81,983 66,711 0,0342 0,1319
418,33 2,81 0,0984 10,160 15,60 82,117 66,517 0,0346 0 1308
426,11 3,16 0,08832 11,320 15,90 82,245 66,344 0,0351 0,1300
433,33 3,50 0,08016 12,470 16,17 82,356 66,183 0,0355 0,1291
446,67 4,20 0,06780 14,740 16,66 82,556 65,894 0,0361 0,1276
458,33 4,90 0,05891 16,974 17,08 82,722 65,639 0,0367 0,1265
468,33 5,60 0,05212 19,185 17,47 82,883 65,417 0,0372 0,1257
477,78 3,60 0,04680 21,365 17,81 83,022 65,211 0,0577 0,1247
486,11 7,03 0,04252 23,518 18,13 83,156 65,028 0,0381 0,1237
493,89 7,73 0,03897 25,661 18,42 83,278 64,856 0,0385 0,1230
501,11 8,44 0,03600 27,775 18,70 83,389 64,689 0,0389 0,1224
508,33 9,14 0,03346 29,883 18,95 83,495 64,539 0,0392 0,1218
514,44 9,84 0,03129 31,959 19,19 83,595 64,400 0,0395 0,1213
520,76 10,50 0,02938 34,040 19,42 83,683 64,261 0,0398 0,1207
537,78 12,70 0,02491 40,140 20,05 83,945 63,894 0,0406 0,1194
ПРИЛОЖЕНИЕ IV
ПЛОТНОСТЬ И УДЕЛЬНЫЙ ОБЪЕМ РТУТИ
В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ
ПРИ ДАВЛЕНИИ 1 ат
Температура, °C Плотность, г/см3 Объем 1 г, с.ч3 Температура, °C Плотность, г/см3 Объем 1 г, см3
—20 13,6446 0,0732869 23 13,5384 0,0738617
— 19 6421 3002 24 5359 8753
—18 6396 3135 25 5335 8888
—17 6371 3269 26 5310 9022
— 16 6346 3402 27 5286 9193
— 15 6322 3535 28 5216 9289
—14 6297 3670 29 5237 9423
— 13 6272 3805
— 12 6247 3940 30 5212 9558
— И 6222 4074 31 5177 9691
— 10 6198 4205 32 5136 9825
—9 6173 4338 33 5138 9960
—8 6148 4472 34 5114 0,0740094
—7 6023 4608 35 5090 0228
—6 6099 4739 36 5065 0362
—5 6074 4873 37 5041 0496
—4 6049 5006 38 5016 0630
—3 6025 5140 39 4992 0765
—2 6000 5273 40 4967 0898
— 1 5975 5407
0 5951 5540 50 4723 2241
1 5926 5674 60 4480 3585
2 5901 5808 70 4237
3 5876 5943 80 3995 6276
4 5852 6075 90 3753 7623
5 5827 6209 100 3514 8971
6 5802 6342 110 3528 0,0750320
7 5778 6476 120 3304 1670
8 5753 6610 130 3280 3030
9 5728 6746 140 3256 4390
150 3232 5750
10 5704 6877 160 3208 7120
11 5679 7011 170 3184 8490
12 5654 7145 180 3160 9860
13 5630 7278 190 3137 0,0761240
14 5605 7412 200 3113 2620
15 5580 7550 210 3089 4000
16 5556 7680 220 3065 5390
17 5531 7813 230 3042 6780
18 5507 7947 240 3018 8180
19 5482 8081 250 12,9940 9580
260 9700 0,0770990
20 5457 8215 270 9470 2390
21 5433 8348 280 9230 3710
22 5408 8487 300 8760 6660
429
ПРИЛОЖЕНИЕ V
УДЕЛЬНАЯ ТЕПЛОЕМКОСТЬ РТУТИ (при постоянном давлении)
Температура, °C СР- ккал, (г-град) Температура, °C Ср’ ккал; (г град) Температура, °C ср- ккал (г-град)
Твер —75,6 —72,9 —65,4 —59,5 —44,9 —42,3 дая 0,0319 0,0324 0,0324 0,0324 0,0336 0,0336 80 100 120 140 160 180 200 0,032877 0,032776 0,032686 0,032606 0,032535 0,032476 0,032426 380 400 420 440 460 480 500 0,032404 0,032445 0,032494 0,032550 0,032614 0,032684 0,032762
—40 0,0337 220 240 0,032386 0,032356 Газообразная
Жидкая 260 0,032336 0,02476
—38,88 0,033686 280 0,032325 0
—20 0,033534 300 0,032322 100 0,02476
0 0,033382 320 0,032330 200 0,02476
20 0,033240 340 0,032346 300 0,02480
25 0,033206 356,58 0,032366 400 0,02489
40 0,033109 360 0,032371 500 0,02507
60 0,032987 —
ПРИЛОЖЕНИЕ VI
НЕКОТОРЫЕ ДАННЫЕ О РАСТВОРИМОСТИ РТУТИ
И ЕЕ СОЕДИНЕНИЙ В ВОДЕ
(по справочнику А. Б. 3Дановского и др. [43])
Температура, °C Растворимость Примечания
% (по массе) г/.г
Ртуть—вода
30 85 100 2. IO'®—3-10-6 3-10 6 6-Ю-6 2-10~5—3-10~5 з-ю-4 6-10'4 ] Данные 1934 г. Опыты | проводились в вакууме
28 3-10~ 6 — Данные 1952 г.
25 4-IO'6 <4-10'Б Данные 1955 г.
Окись ртути — вода
18—20 0,005-0,0066 0,0033—0,005 Данные 1885 г.
25 0,005 0,015 0,05 0,15 | Данные 1901 г.
25 0,00235 0,0234 Красная 1920 г. окись; данные
35 0,001 — Данные 1921 г
25 0,00546 5,44-10-2 Данные 1929 г.
30 0,00426 0,0426 Данные 1934 г.
25 0,00513 0,00487 Данные 1938 г. Данные
18 0,0052 0,0520 Желта я окись )
0,00515 0,0515 Красная окись 1 1950 г.
35 0,00756 Данные 1959 г.
430
Продолжение прилож. VI
Температура, СС Растворимость Примечания
% (по массе)
Сернистая ртуть — вода
18 18 1,3-ю-6 7,9-10"' 4,98-10-2- 1,3-ю-6 7,9-10-6 4,98-10-21 Данные 1906 г. Данные 1921 г. Расчетные данные 1931 г.
Hg,SO4—Н2О
18—20 0,0469 Данные 1885 г.
18 0,019 0,19 Данные 1900 г.
25 0,0584 0,582 Данные 1901 г.
17,5 0,0046 Данные 1911 г.
В. 3. Лысенко в 1964 г. полу чил приводимые ниже данные о рас-
творимости химически чистых су пьфатов в разбавленной серной
кислоте. Для некоторого приближения к производственным Усло-
виям навеска сульфатов смешивалась в соотношении 1 : 99 по
массе с химически чистой А1,О3.
Из навески 5 г (что эквивалентно 3,46 г рту ги в HgSO4 и 4,04 г
в Hg2SO( при использовании в качестве растворителя 100 с.ч3
раствора серной кислоты в раствор перешло в зависимости от кон-
центрации H2SO3 (плотность 1,84) в растворе при 20 С следующее
количество ртути:
Коли- чество кислоты в 1000 мл Перешло ртути в раствор 1 Коли- чество кислоты в 1000 м.1 Перешло ртутн в раствор
HgSO. Hg2SO4 HgSO, Hg2SO4
раствора, г г и 0 г О о раствора, г г % г %
0 0,4 11,8 0,034 0,85 98 2,8 80,8 0,075 1,87
4,9 0,6 17,3 0,038 0,95 188 3,26 94,3 0,085 2,06
49 2,8 80,8 0,072 1,80 246 3,46 100 0,087 2,17
ПРИЛОЖЕНИЕ VH
ДАВЛЕНИЕ НАСЫЩЕННОГО ВОДЯНОГО ПАРА
В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ И СОДЕРЖАНИЕ
В НЕМ ВОДЫ (при 760 л.и рт. ст.)
Температу- ра, °C Давление пара, мм рт. ст. Содержание воды, г/м3 Температу- ра. °C Давление пара. мм рт. ст. Содержание воды г/м3 Температу- ра, °C Давление пара, мм рт. ст. Содержание воды, г/м3 Температу- ра, °C Давление пара, мм рт. ст. Содержание воды, г/м3
0 4,6 4,87 16 13,6 13,59 27 26,8 25,79 42 61,0 55,91
2 5,3 5,56 17 14,5 14,44 28 28,4 27,24 44 67,8 61,75
4 6,1 6,36 18 15,5 15,38 29 30,1 28,77 46 75,1 67,97
6 7,0 7,24 19 16,5 16,31 30 31,8 30,36 48 83,2 74,83
8 8,0 8,22 20 17,5 17,29 31 33,5 31,82 50 92,0 83,02
10 9,2 9,39 21 18,6 18,26 32 35,3 33,41 60 149,0 130,02
11 9,8 9,96 22 19,9 19,48 ' 33 37,4 35,29 70 233,1 198,2
12 10,5 10,64 23 21,1 20,58 34 39,5 37,15 80 354,6 293,3
13 11,2 11,31 24 22,4 21,78 36 44,2 41.30 90 525,4 423,5
14 12,0 12,08 25 23,8 23,04 38 49,3 45,77 100 760,0 597,7
15 12,8 12,83 26 25,3 24,43 40 54,9 51,15
ПРИЛОЖЕНИЕ VIII
СРЕДНЯЯ ТЕПЛОЕМКОСТЬ НЕКОТОРЫХ ГАЗОВ ПРИ 760 лл рт. ст.
Темпе- рату- ра, СС Средняя теплоемкость, ккал/ (м3град)
воздух Н2 О2 N2 СО со2 so2 Н2О
0 0,30446 0,30763 0,31169 0,30175 0,30271 0,40431 0,44814 0,35036
100 0,30803 0,30852 0,31570 0,30577 0,30718 0,42003 0,46185 0,35759
200 0,31205 0,30942 0,32010 0,30934 0,31120 0,43486 0,47464 0,36482
300 0,31562 0,31031 0,32508 0,31291 0,31477 0,44923 0,48652 0,37160
400 0,31919 0,31120 0,32955 0,31604 0,31834 0,46271 0,49748 0,37884
500 0,32232 0,31250 0,33357 0,31916 0,32191 0,47529 0,50799 0,38471
600 0,32589 0,31298 0,33759 0,32229 0,32504 0,48742 0,51804 0,39104
700 0,32901 0,31387 0,34116 0,32541 0,32816 0,49865 0,52718 0,39737
800 0,33214 0,31477 0,34473 0,32809 0,33129 0,50943 0,53586 0,40370
900 0,33482 0,31610 0,34830 0,33077 0,33441 0,51931 0,54362 0,409584
1000 0,33750 0,31744 0,35098 0,33345 0,33709 0,52830 0,55093 0,41546
Плотность газов при 760 мм рт. ст. и 0° С
Газы Плот- ность, Воздух Н., О, N, СО СО., so2 Н,0
кг/л3 1,2928 0,08987 1,42892 1,25156 1,2504 1,9769 2,9266 1,00
432
ПРИЛОЖЕНИЕ IX
ТЕПЛОЕМКОСТЬ НЕКОТОРЫХ РУДНЫХ КОМПОНЕНТОВ
Вещество Температурные границы. °C Средняя удельная теплоемкость, ккал/кг
SiO2 0—572 572—1710 0—1500 0,1653 + 0,000225 t — 0,17083 fl 0,28 0,1833 4- 0,000077 t (приближенно)
СаСО3 CaSiO3 0—1200 0—900 0,1972 + 0,000091 t 0,170514+ 0,0001136 t — 0,0485-10”6 fl
\12О3 0—500 500—1000 0—1000 0,18735 + 0,0001427 t — 0,071 -10~ 6 fl 1 7 0,2303+0.465-10-4 /+-у- 0,2081 + 0,0000877 t (приближенно)
СаО FeO Fe2O8 FeA 0—800 0—700 0—700 0,17874 + 0,0000901 t — 0,0366-10“6 fl 0,146 0,14588 + 0,00012735 t — 0,0577- IO-6 fl 0,14269 + 0,00015235 t — 0,0725-10“ 6 fl
Mg О 0—100 100—1200 0,2166+ 0,0001755 t 0,244 + 0,0000408 t
ПРИЛОЖЕНИЕ X
НЕКОТОРЫЕ ТЕПЛОФИЗИЧЕСКИЕ СВОЙСТВА ГАЗОВ
Г азы Состав. %
СО, о2 N, н2о SO2
T ex нологическ не: состав I 5,0 7,0 67,0 20,0 1,0
11 18,0 4,0 65,0 10,0 2,5
III . . - . 8,0 11,0 70,0 9,5 1,5
Дымовые - . 13,0 1 — 76,0 11,0 —
28 С. М. Мельников
433
434
Продолжение прилож. X
Тем- пера- Плотность у, кг/м3 Теплоемкость Ср . ккал/(кг-град} Коэффициент теплопроводности Л-102, ккал/(ч-М'град}
тура, °C I II III ДЫМОВОЙ I II III дымовой I II III дымовой
0 1,225 1,386 1,310 1,295 0,264 0,263 0,263 0,249 1,78 1,84 1,90 1,96
50 1,062 1,200 1,136 1,122 0,264 0,263 0.263 0,252 2,04 2,10 2,18 2,31
100 0,899 1,014 0,961 0,950 0,264 0,264 0,264 0,255 2,30 2,37 2,46 2,69
150 0,795 0,907 0,859 0,849 0,265 0,265 0,265 0,258 2,55 2,63 2,71 3,07
200 0,691 0,801 0,757 0,\)748 0,265 0,266 0,265 0,262 2,80 2,88 2,96 3,45
250 0,641 0,731 0,664 0,682 0,267 0,269 0,268 0,265 3,06 3,14 3,22 3,80
300 0,592 0,661 0,625 0,617 0,270 0,273 0,271 0,268 3,32 3,40 3,48 4,16
350 0,544 0,612 0,578 0,571 0,273 0,276 0,274 0,271 3,56 3,66 3,75 4,53
400 0,497 0,562 0,531 0,525 0,276 0,280 0,278 0,275 3,81 3,92 4,01 4,90
450 0,465 0,526 0,497 0,491 0,280 0,284 0,281 0,279 4,08 4,19 4,28 5,27
500 0,434 0,490 0,463 0,457 0,284 0,288 0,285 0,283 4.35 4,45 4,55 5,64
ПРИЛОЖЕНИЕ XI
28:
Рис. 143. Значение <р местных сопротивлений в газоходах
435
ПРИЛОЖЕНИЕ Xff
ПРИМЕРНЫЙ РАСЧЕТ ПЫЛЕУЛОВИТЕЛЬНЫХ УСТАНОВОК
ДЛЯ ОЧИСТКИ ГАЗОВ РТУТНОГО ПРОИЗВОДСТВА
(ПО Г. М. ГОРДОНУ)
Исходные данные
Количество очищаемых газов, м?!ч ................... 7800
Температура очищаемых газов, СС . . . . . 400
Плотность сухих газов, кг/.и3 (н. у.)................ 1,3
Содержание водяных паров, гЛи3 (н. у) ............... 120
Барометрическое давление, мм рт. ст. ................ 745
Разрежение на входе в аппарат, мм вод. ст. (мм рт. ст.) 30 (2,2)
Плотность пыли, г!см3............................... 2,45
Начальная запыленность газов, г'м3 (н. у.) . . . 35
Степень злавливания должна быть, %, не ниже 80
Дисперсионная характеристика пыли
Размер частиц, мкм Принятый средний диаметр частиц, мкм Содержание фракций, 0 0 Размер частиц. мкм Принятый средн ий диаметр частиц, мкм Содержание фракций, 0 0
<5 2,5 9,6 30—40 35,0 20,7
5—10 7,5 10,2 40—90 65,0 25,3
10—20 15,0 6,0 >90 90,0 14,2
20—30 25,0 14,0
Расчет циклона типа НИ ЙОГАЗа
Выбираем, циклон типа ЦН-15 диаметром 450 мм. Гидравли-
ческое сопротивление группы циклонов принимаем равным 45 мм
вод. ст.Определим плотность газа при рабочих условиях по формуле
о = 0.289 (Ро К /) (Д + Рст) „,/я.3
(0,804 + f) (273 + t) 1 ’
где р0 — плотность сухих газов, 1,3 кг/м3 (н.у);
f — влагосодержание cjxhx газов, 0,12 кг!м? (н. у.);
В — барометрическое давление, 745 мм рт. ст.;
РСт — разрежение на входе в циклон, 2,2 мм рт. ст.;
t — температура газов, 400 С.
л = ° 289 (1,3+ 0,12)-(745-2,2) = л до .
Р/ (0,804+ 0,12)-(273+ 400) U’ У ’
Сопротивление одиночного циклона должно быть на 10% ниже,
45
т. е. -j-y = 40 мм вод. ст.; в расчете принимаем несколько мень-
шее сопротивление: 35 мм вод. ст.
436
Из формулы
А// = еЦУусл
Pi 2g
находим условную скорость
гусл = 1Лм/сек,
где А/7 — принятое сопротивление одиночного цикла 35 мм
вод. ст.
е — коэффициент гидравлического сопротивления, который
для выбранного типа циклона ЦН-15 составляет 105;
pz — плотность газа при рабочих условиях 0,49 кг/м*.
1/2т>=3-65 *«•
Для определения производительности одного циклона поль-
зуются формулой
у = 36001Гусл = 3’144°’452 3600 • 3,65 = 2088,7 м3/ч.
Тогда число циклонов в группе составит
Принимаем группы из четырех циклонов.
В этом случае производительность каждого циклона составит
7800 ,псп о,
—-— - 1950 м3 ч,
4
а условная скорость 117усл = 3,41 м сек.
Тогда гидравлическое сопротивление одиночного циклона со-
ставит
- W1 2 3412
Д/7 = ер, = 105-0,49 ’ о, = 30,5 мм вод. ст.,
11 2 g ’2-9,81
а сопротивление группы циклонов составит 30,5-1,1 — 33,6 мм
вод. ст.
Соотношение = 68,6 м не выходит из рекомендуе-
мых пределов
1 Для циклонов НИИОГАЗа, как и для батарейных циклонов типа БЦ и по
тем же причинам, рекомендуют отношен ie гидравлического сопротивления цик-
, ,, АН , __ _г
лонов \п к плотности газов р/, т. е.-, выоирать в пределах 55—75 я.
Pt
437
Для подсчета степени улавливания пыли воспользуемся
рис. 144, на котором даны значения фракционных к. п. д. для цик-
лона типа ЦН-15 диаметром 600 льи при плотности пыли 1930 кг!м\
температуре газа 210° С, плотности газа 1,32 кгЛи3 (и. у) и =
= 75. Р'
Вначале определим, какой будет к. п. д., если газ с содержа-
нием пыли заданного состава очищался бы в циклоне ЦН-15 диа-
Рис. 144. Фракционный коэффициент улавливания пыли разной дисперсности:
ЛР
/ — циклон ЦН-15 диаметром 600 мм, при рл = 1930 кг/м3, = 75, t =
= 210° С; 2 — батарейный циклон «Винт-25» диаметром 250 мм при рп =
АР
= 2200 кг/м3,---= 80. t -= 180° С
метром 600 мм и все остальные параметры соответствовали бы
условиям графика (рис. 143).
Для этого, исходя из принятого среднего диаметра частиц,
находим: для частиц 2,5 мкм фракционный коэффициент улавли-
вания составляет 25%, для частиц 7,5 мкм 76%, для частиц 15 мкм
94'jii и т. д. Составляем расчет средневзвешенного коэффициента
улавливания пыли:
_ 9-6-25 । 10,2-76 , 6-94 . 14-98 ,
Чобщ 100 । 100 100 -Г i00 +
20,7-98,5 . 25,3-99 . 14,2-99,5
+ 100 100 + 100 —
89,1 %.
Далее по номограмме (рис. 145) найдем ожидаемую степень
улавливания пыли в заданных условиях. Для этого на верхней
438
Е
80
3 g
а
70
а
60
1
а
о
а
90 с £
Рис. 145. Номограмма для пересчета к. п. д. циклонов
оси (абсцисса «А», правый верхний квадрат) найдем точк\, соот-
ветствующую значению 89,1 %.От нее проведем вертикаль до пере-
сечения с линией, соответствующей плотности пыли (р =
= 2,4р кг/л«3), и далее горизонталь до линии в левом верхнем квад-
рате, соответствующей размеру диаметра циклона (О = 450 мм),
затем вниз до линии, соответствующей сопротивлению циклона
439
(АН = 30,5 мм вод. ст.), это левый средний квадрат, далее гори-
зонталь до линии в среднем правом квадрате, соответствующей
принятой температуре газов (t = 400° С), и снова вертикаль до
линии значений типа циклона (ЦН-15) в нижнем правом квадрате.
Ордината этой точки равна 91,5%, что и будет искомым значением,
т. е. к. п. д. циклона равен 91,5%.
Расчет батарейного циклона типа БЦ
В зависимости от свойств пыли — ее фракционного состава,
слипаемости и начальной запыленности очищаемых газов — вы-
бирают диаметр циклонного элемента и тип направляющего ап-
парата. В нашем случае принимаем элемент диаметром 150 мм
с направляющим аппаратом типа розетки с углом наклона лопасти
к горизонтали 25 град, и коэффициентом гидравлического сопро-
тивления е = 90.
Гидравлическое сопротивление батарейного циклона прини-
маем равным 35 мм вод. ст. Плотность газов при рабочих условиях
составляет 0,49 кг!м3, что видно из ранее приведенного расчета.
Определим условную скорость по формуле
И^уел = М'сек’
где АН — принятое сопротивление батарейного циклона 35 мм
вод. ст.',
е — коэффициент гидравлического сопротивления 90;
Р/ — плотность газа при рабочих условиях 0,49 кг!м\
№усл — у 90-0,49 — 3,94 м!сек.
Для определения производительности одного элемента циклона
пользуются формулой
V = 3600Ц7усл = -^144°-152? 3600- 3,94 = 250 м9/ч.
Требуемое число элементов в батарейном циклоне составит
Принимаем батарейный циклон, состоящий из 32 элементов, в че-
тыре ряда по восемь элементов в каждом ряду.
„ АН 35 -.I г-
Соотношение= 71,5 не выходит из рекомендуе-
мых пределов.
Для подсчета степени улавливания пыли воспользуемся номо-
граммой (рис. 146), на которой даны значения фракционных к. п. д.
для батарейного циклона с диаметром элемента 250 мм и направ-
440
ляющим аппаратом типа винт (угол 25 град.) при следующих усло-
виях его работы: плотность пыли 2,2 г!см?, температура газов
180° С, плотность газа при нормальных условиях 1,32 кг!м3 и
— = 80.
Р«
Рис. 146. Номограмма для расчета батарейных циклонов
Вначале определим, какой будет к. п. д., если газ с содержа-
нием пыли заданного состава очищался бы в батарейном циклоне
«Винт-25» диаметром 250 мм и все остальные параметры соответ-
ствовали бы условиям рис. 143. Для этого, исходя из принятого
среднего диаметра частиц, находим: для частиц 2,5 мкм фракцион-
ный коэффициент улавливания составляет 33%, для частиц 7,5 мкм
1028 441
74%, для частиц 15 мкм 85% и т. д. Составляем расчет средне-
взвешенного коэффициента улавливания пыли:
_ 9,6-33 10,2-74 , 6-85 14-95
Лобщ— 100 + 100 100 г 100 *"
, 20,7-96,5 . 25,3-98 , 14,2-99 й7 7о.
+ loo + -Too- + “Too- = 87-7% •
Далее по номограмме находим ожидаемую степень улавлива-
ния пыли в заданных условиях. Для этого (по аналогии с расче-
том циклона типа НИИОГАЗа) на оси абсцисс А (рис. 145) найдем
точку, соответствующую степени улавливания пыли 87,7%, и
проведем линии (вертикали и горизонтали) до пересечения с ли-
ниями, отвечающими заданным условиям. На нижней абсциссе
найдем новое значение к. п. д. циклона; оно будет равно 91,5%.
ПРИЛОЖЕНИЕ XIII
ПРИМЕРНЫЙ РАСЧЕТ МАТЕРИАЛЬНОГО И ТЕПЛОВОГО БАЛАНСОВ
ОБЖИГА 1 т РТУТНОЙ РУДЫ В ТРУБЧАТОЙ ПЕЧИ
I. Исходные данные
1. Состав руды, %: 2. Состав мазута марки 20,%:
Hg 0,2 SiO2 64,0 СаСО3 25,0 А1О3 4,9 Ff' 0,5 (в том числе в виде суль- фида 0.35) S 0,4 Н2О 5,0 V юо,о Сг 87,2 Нг 11,7 Аг и Ог По 0,3 Sr 0,5 v 100,0 И7Р 2,0 Ар 0,1
3. Температура воздуха и руды, °C . . . 20.
4. Температура газов на выходе из печи, С . . . 440.
5. Температура газов на выходе из конденсатора, С . . 30.
6. Температура огарков, С . . . 600.
7. Избыток воздуха, % . . . 30.
8. Принято, что железо окисляется до закиси железа, а из-
вестняк диссоциирует на СаО и СО, на 20%.
9. Потери тепла печью в окружающую среду 12% от теплового
баланса.
10. Мазут перед сжиганием подогревается до 90 С, первичный
воздух — до 200 С, вторичный воздух при прохождении над
442
огарком до 50 С. Расход первичного воздуха 15°6, вторичного
85 %.
11. При составлении теплового баланса пылеунос с газами не
учитывается. Принято, что в огарки уходит 100% продуктов
обжига.
II. Горение топлива
Для пересчета топлива на рабочую массу используем формулы:
Ср = Cr 1O°~yoPo+ ЦР) = 87,2-0,979 = 85,3%,
Др = Нг 100~= 11,7-0,979 = 11,5%,
Др = Дг JOO-UP-’-l^P) = 0)3 ,0>979 = 0i30/& ,
Op = Ог W0 ГР)- = 0,3 • 0,979 = 0,3 %,
Sp = Sr 100 ~(joPo^--- = 0,5-0,979 = 0,5 %.
Состав влажного рабочего топлива, %:
ср . . . . 85,3 5Р 0,5
Яр . . . . 11,5 Лр . . . . . 0,1
ДР . . . . . 0,3 IPP . . . 2.0
ор . . . 0,3 V 100,0
Определяем теплоту сгорания мазута по формуле
Д. И. Менделеева: Qp = 339Ср + ЮЗОДр — 108,9 (О₽ — S₽j —
— 25U7p кдж'кг, где составляющие элементы рабочего топлива
выражены в процентах:
Qh — 339-85,3 + 1030-11,5- 108,9 (0,3 — 0,5) — 25-2,0 =
== 28 917 + 11 845 22 — 50 = 40734 кдж’кг = 9729 ккал'кг.
Количество сухого воздуха, теоретически необходимое для
горения, определяем по формуле
Lo = 0.0889СР + 0,265Др — 0,0333 (Qp — Sp) =
= 0,0889-85,3 + 0,265-11,5 — 0,0333 (0,3 -0,5) =
= 10,64 мЧкг (н. у.).
Количество воздуха при коэффициенте расхода а = 1,3 со-
ставляет
La = 10,64-1,3 = 13,83 м'Гкг (н. у.), в том числе:
кислорода 2,9 мЧкг (н. у.), азота 10,93 лГ/кг (н. у.).
443
Объемы отдельных составляющих продуктов горения мазута
подсчитываем по следующим формулам:
Усо2 = 0,01855Ср = 0,01855-85,3 =
= 1,582 м3!кг (н. у.), или 3,12 кг!кг,
Vso2 = 0,007Sp = 0,007-0,5 = 0,0035 м31кг (н. у.), или 0,01 кг!кг,
Ин2о = 0,1127/р + 0,0124 Г₽ = 0,112-11,5 +
+ 0,0124-2,0 = 1,31 мл!кг (н. у,), или 1,05 кг!кг,
Vn2 = 0,79La + 0.008WP = 0,79-13,83 + 0,008-0,3 =
= 10,928 м3!кг (н. у.), или 13,67 кг'кг,
Vo2 = 0,21 (а — 1) Lo = 0,21 (1,3 — 1) 10,64 =
= 0,67 м3!кг (н. у.), или 0,957 кг,кг.
Состав газов, образующихся при сжигании 1 кг мазута:
Составляющие .........
Концентрация:
л? 1кг (н. у )........
%..................
со2 so2 Н2О n2 о2 Сумма
1,582 0,0035 1,31 10,928 0,67 14,4945
0,9 0,02 9,0 75,48 4,6 100,0
III. Реакция при обжиге
1. Для окисления серы по реакции S + О3 = SO 3 необходимо
4.32
О3 = 32 = 4 кг; при этом образуется SO3 = 8 кг, или 2,8 м3 (н. у.).
2. Для окисления железа по реакции 2Fe + О3 = 2FeO не-
обходимо О3 = 2 5583- = 1,43 кг, при этом выход FeO — 6,43 кг.
3. При разложении 20% СаСО3 образуется СО3 и СаО по реак-
ции СаСО3 = Са£- СО3, при этом СО3 будет —= 22 кг,
или 11,2 м3 (н. у.), а СаО переходит в огарок в количестве 50—
—22 = 28 кг; кроме того, в огарке остается 80% исходного СаСО3,
т. е. 250-0,8 = 200 кг.
4. При обжиге вся влага из руды перейдет в пар в количестве
50 кг, или 62,2 м3 (н. у.).
5. Ртуть в количестве 2 кг, а также ее пары в связи с малым
значением при расчете продуктов горения не учитываются.
6. Остальные составляющие руды (SiO3, А13О3) переходят
в огарок.
Количество кислорода, необходимое для окисления серы и
железа, с учетом коэффициента 1,3 будет (4 + 1,43) 1,3 = 7,05 кг
и соответственно количество воздуха для окисления серы и железа:
О2 = 7,05 кг
N3 = 26,5 кг
У = 33.55 кг
4,93 л3 (н. у.)
21,3 л3 (н. у.)
26,13 л3 (н. у.)
444
Избыток кислорода составит
7,05 — (4 + 1,43) = 1,62 кг, или 1,14 м3 (и. у.).
Таким образом, при обжиге 1 т руды выделяется:
Составляющие ...............СО2 SO2 Н2О N2 О2 Сумма
Концентрация:
м3/т(н. v.)................. 11,2 2,8 62,2 21,2 1,14 98,54
% . . . '................ 11,38 2,86 63,1 21,5 1,16 100,0
IV. Количество технологических газов на 1 т руды
Если принять, что на 1 т руды расходуется х кг мазута, то
выход технологических газов составит:
Vco, — (1,582л + 11,2) м31т (н. у.); Gco2 = (3,12х + 22,0) кг!т,
Vso2 = (0,0035х + 2,8) м3!т (н. у); Gso2 = (0,01х + 8,0) кг!т,
Vh2o = (1,31л: + 62,2) м31т (н. у.); Gh2o = (1,05л: + 5,0) кг!т,
Vn2 = (10,928х + 21,2) м3!т (н. у.); Gn„ = (13,67х + 26,5) кг!т,
VOa = (0,67х + 1,14) м3!т. (н. y.);Go2 = (0,957х + 1,63) кг!т.
Предварительный материальный баланс обжига будет выгля-
деть следующим образом:
Исходные Статьи прихода Продукты Статьи расхода
материалы кг.’т м*/т (н. у.) обжига кг/т мЧт (и. у.)
Мазут Руда В том числе: Hg SiO2 СаСО3 А12О3 Fe S Н2О Воздух В том числе: о2 N2 X 1000 2 640 250 49 5 4 50 17,81 х + + 33,55 4,14 х + + 7,05 13,67 х + + 26,5 1 13,83 х + + 26,ДЗ 2,9 х + + 4,93 10,93 х + + 21,2 Огарки В том числе: SiO2 А1гО3 СаС03 СаО FeO Газы В том числе: . Hg со2 so2 н?о N2 О2 923,43 640 49 200 28 6,43 18,807 х 14,493 х 2 3,12 х + + 22,0 0,01 х + + 8,0 1,05 х + + 50,0 13,67 х + + 26,5 0,957 х + + 1,63 + 110,13 + 98,54 1,582 х + + П.2 0,0035 х + + 2,8 1,31 х + + 62,2 10,928 х + + 21,2 0,67 х + + 1,14
Итого 18,81 х + 1033,55 Итого 18,81 х+ 1033,56
445
Тепловой баланс
Статьи прихода
1. Тепло сжигания топлива
q = Qjjx = 9729% ккал/tn руды.
2. Физическое теплосодержание топлива
фф = xCTtT — х-0,5-90 = 45х ккал/т руды,
где 0,5 — теплоемкость мазута, ккал!(кг • град).
3. Тепло, вводимое с рудой:
Qc = GcCctc = 1000-0,166-20 = 3320 ккал/т руды.
4, Теплосодержание первичного воздуха
q; = I/ 'Бс'/В = 0,15 (13,83% + 26,13) 0,312 - 200 =
= 129,45x4-244,57 ккал/т руды,
где 0,312 — теплоемкость воздуха при 200° С, ккал/(м9 -град) (н. у.).
5. Теплосодержание вторичного воздуха
QB = 1/"сХ = 0,85 (13,83х 4- 26,13) 0,306 -50 =
= 179,79x 4-339,69 ккал!т руды,
где 0,306 — теплоемкость воздуха при 50° С, ккал/(м9 град) (н. у.).
6. Количество тепла, образующегося при окислении 4 кг серы
по реакции S2 4- 2О2 = 2SO24~ 166 000 ккал-.
г 4-166000 10 079 ,
Qso2 = —3272— = 10 373 ккал/т руды.
7. Количество тепла, образующегося при окислении 5 кг же-
леза по реакции Fe 4- 1/202 = FeO 4- 64 000 ккал-.
•л 5-64 000 стоп с
0гео =—5585 =5729,6 ккал,т руды.
8. Сумма приходных статей теплового баланса
<?прнх = 9729х + 45х + 3320 4- 129,45х 4- 244,57 +
4- 179,79х + 339,69 4- 10374 + 5729,6 = 10083,24х 4-
4- 20007,86 ккал/т руды.
Статьи расхода
1. Расход тепла на разложение HgS по реакции
HgS = Hg 4- 1/2S.2 — 10 900 ккал.
п 2-10 900 то с
Qngs= 20059 = 108,6 ккал/т руды.
2. Расход тепла на разложение FeS3 по реакции
FeS2 = ре 4- 2S — 35 000 ккал.
446
n 3,5-35 500 ооол т
Qpes2 = — 55 85— = 2224,7 ккал/т руды.
3. Расход тепла на разложение СаСО3 по реакции
СаСО3 = СаО + СО2 — 38 150 ккал.
г. 50-38150 iпакт о ,
<2сасо3 = —10009 — 19057,8 ккал/т руды.
4. Расход тепла на нагрев и испарение влаги из руды:
Qh2o = Gh2oCh2o (И — t.2) + Gh2o-539 =
= 50-1 (100 — 20) + 50-539 = 30 950 ккал'т руды,
где 539 — теплота парообразования воды, ккал!кг.
5. Расход тепла с технологическими газами, ккал!т руды:
Qr = VrCrtT,
Qco2 = (1,582* + 11,2) 0,4649-440 = 323,6х + 2291,0,
Qsoz = (0,0035* + 2,8) 0,4902 440 = 0,755* + 603,9,
Qh2o = (1,31* + 62,2) 0,3764-440 = 216,96* + 10300,9,
Qn, = (10,928* + 21,2) 0,3173-440 = 1525,66* + 2959,7,
Qo2 = (0,67* + 1,14) 0,331-440 = 97,58* + 166,0.
Итого: 2164,545* + 16321,5 ккал/т руды.
6. Расход тепла с твердыми продуктами обжига (огарками),
ккал!т руды:
Qo = G0C0+,
Qsio2 = 640-0,2437-600 = 93580,8,
Qcaco3 = 200-0,2518-600 = 30216,0,
Qcao = 28-0,2201-600 = 3698,8,
<2ai,o, = 49-0,2554-600 = 7508,7,
QFeo = 6,43-0,146-600 = 563,2.
Итого: 135567,5 ккал/т руды.
7. Расход тепла в окружающую среду
Qo.c = SQ = 0,136 SQ = 0,136(108,6 + 2224,7 +
+ 19057,8 + 30 950 + 2164,545* + 16321,5 + 135567,5) =
= 0,136(2164,545*+ 204230,1) = 294,37* 4- 27775,3 ккал!т руды.
8. Сумма расходных статей теплового баланса
Qpacx = 2164,545* + 204230,1 + 294,37* +
+ 27775,3 = 2458,915* + 232005,4 ккал!tn руды.
Уравнение теплового баланса и опре-
деление удельного расхода мазута:
10083,24* + 20007,86 = 2458,915* + 232005,4,
7624,325* = 211997,54,
* = 27,805 кг.
447
Материальный баланс обжига 1 т руды
Исходные мате- риалы Статьи прихода Продукты обжига Статьи расхода
кг/т (и. у.) кг/т мг/т (н. у.)
Мазут 27,8 Огарки 923,43
Руда 1000,0 В том числе:
В том числе: SiO2 640.0 —.
Hg .... 2 — СаСО3 • - 200,0 —
SiO2 640 — СаО ... 28,0 —
СаСО3 . . . 250 — А12О3 . . 49,0 —.
AlfcOg .... 49 — FeO . . . 6,43 —-
Fe 5 — Газы, .... 632,98 491,413
S 4 — В том числе:
H2O .... 50 —- Hg ... 2 —
Воздух 528,67 410,6 СО2 ... 108,74 45,1
В том числе: so2 . . 8,28 2,897
о2 122,14 85,55 Н2О . . . 79,2 98,65
N, 406,53 325,05 N2 . . . . 406,53 325,0
О2 . . . . 28,23 19,766
Итого. . 1556,47 Итого. . 1556,41
Тепловой баланс обжига 1 т руды
Статьи прихода Ккал/т % Статьи расхода Ккал/т %
Тепло сжигания На ' раз ложе-
мазута Физическое теп- лосодержание ма- зута Тепло, вводимое рудой Теплосодержа- ние первичного воздуха Теплосодержа- ние вторичного воздуха Тепло, образую- щееся от окисле- ния железа . . . Тепло, образую- щееся от окисле- ния серы .... 270 514,8 1 251,2 3 320 3 843,92 5 338,75 5 729,6 10 374,0 90,06 0,41 1.1 1,28 1,8 1,9 3,45 ние HgS .... На разложе- ние FeS2 .... На разложе- ние СаСО3 . На нагрев и испарение влаги руды С технологи- ческими газами С огарками В окружаю- щую среду . . . 108,6 2 224,7 19 057,8 30 950 76 506,5 135 567,5 35 960,25 0,03 0,75 6,45 10,35 25,42 45,0 12,0
Итого. . . 300 372,27 100 Итого ... 300 375,35 100
448
ПРИЛОЖЕНИЕ XIV
ПРИМЕРНЫЙ РАСЧЕТ КОНДЕНСАТОРА
ДЛЯ ТЕХНОЛОГИЧЕСКИХ ГАЗОВ РТУТНОГО ПРОИЗВОДСТВА
В дополнение к материалам, приведенным в тексте, в этом рас-
чете используются вспомогательные номограммы, позволяющие
более точно определять значения коэффициента теплопередачи \
Коэффициент теплопередачи от движущихся газов к стенке
трубы может быть определен по формуле
ах = Eika,
где ctj — коэффициент теплопередачи от газов к стенке трубы;
ez — коэффициент, учитывающий влияние длины трубы
(стояка) конденсатора;
k — коэффициент, учитывающий влияние диаметра трубы и
скорости газов;
а — коэффициент, учитывающий теплофизические свойства
газа.
Значения ez приводятся ниже, согласно отношению длины
трубы (стояка) к ее диаметру d:
Jj- .... 10 20 30 40 50
а
e.i......... 1,05—1,23 1,03—1,13 1,02—1,07 1,01—1,07 1
Значения k определяем по графику (рис. 147), где приведены
значения скорости газов от 1 до 15 м!сек и диаметры труб до 0,4 м.
Рис. 147. Зависимость значения k от диаме-
тра трубы d и скорости газов w (k =
Рис. 148. Зависимость коэф-
фициента теплопередачи а2 от
стенки вертикальной трубы
(d = 0,4 м) к воздуху при
tB = 20° С
На рис. 148 приведены значения коэффициента теплопере-
дачи а2 от стенки к охлаждающему агенту в зависимости от ско-
1 Графики к расчету и порядок расчета конденсатора предложены инж.
И. В. Царевым.
29 С. М- Мельников 449
рости наружного воздуха применительно к трусам диаметром
0,4 м при температуре воздуха в пределах 203 С.
3--------------------------——
2 - " -
/I-------1----------1--------
о 100 гоо 30Q
Температура. "с
Рис. 150. Зависимость коэффициента
теплопередачи а2 от стенки верти-
кальной трубы к пленке стекающей
воды в зависимости от плотности
орошения (принято: диаметр трубы
0,4 м; температура воды 15° С):
1 — длина стояка 5 л; 2 — длина стояка
10 .и
Рис. 149. Зависимость значения а
от средней температуры газов при
нормальном давлении
Значения а определяем по
графику, приведенному на
рис. 149 в зависимости от сред-
ней температуры газов на рассчитываемом участке.
На рис. 150 приведена зависимость значения а2 при охлажде-
нии труб конденсатора водой от плотности орошения.
Помимо графика, приведена вспомогательная таблица (см. при-
ложение X) для трех различных по составу технологических газов,
а также дымового газа, которая позволяет более быстро получить
приближенные значения плотности газа (у), теплоемкости (Ср)
и коэффициента теплопередачи (/г-102).
Исходные данные
1. В зависимости от местных условий (вида топлива) задаемся
составом технологических газов, % (объемн.):
N« 68,5
Сб2 9,0
SO2 1,5
О2 6,0
Н2О 15,0
У,.......100,0
2. Объем газов на входе в конденсатор = 6000 м3'ч (н. у.).
3. Температура газов на входе в конденсатор — 400 С.
4. Температура газов на выходе из воздухоохлаждаемой части
конденсатора t2 = 150: С.
5. Температура газа на выходе из конденсатора (после водо-
охлаждаемой части) t3 = 30 С.
6. Температура окру жающего воздуха tB = 20° С.
7. Скорость наружного воздуха VB = 8 м'сек.
8. Исходная температура охлаждающей воды 4Н о = 15’С.
9. Конечная температура охлаждающей воды /2н о = 25" С.
10. Парциальное давление водяных паров на выходе из кон-
денсатора х = 0,04 атм.
11. Толщина стенки трубы (чугун) бм = 12 мм.
450
12. Толщина загрязняющих отложений на стенках труб бо =
= 5 лии.
13. Теплопроводность стенки трубы Хч = 35 ккал {м-ч-град).
14. Теплопроводность осадка Хо = 0,7 ккал/(м-ч-град).
Ход расчета
1. Определяем объем водяных паров на выходе из конденсатора:
V-2H!o = г = 6000.0,85 = 213 м^ч (н. у.),
где Vc. г — объем сухих газов на входе в конденсатор.
2. Определяем количество воды, выделившейся в конденсаторе:
0н2о = р (^1н2О ^2н2о) =
= 0,804(6000-0,15) — 213 = 552 ка/Ч,
где ViHiO, V-2H,,O — объемы водяных паров на входе и выходе
из конденсатора;
0,804 — плотность водяных паров, кг'м3 (н. у ).
3. Объем газов на выходе из конденсатора составит
V, = Ус.г4-V2Hj0 = (6000-0,85)+ 213 = 5313 ж3ч (н. у.).
4. Физические объемы газов по конденсационной системе
равны:
а) на входе в конденсатор при 400° С:
у = = 14 800 л/3,ч;
1 Р/ 0,531 '
б) на выходе из воздухоохлаждаемой части конденсатора
при 150° С:
у PiPo 6000-1,31 ________qicp. м3!и-
V'= - - 0,859 - 9150 М /Ч'
в) на выходе из конденсатора при 30' С:
V = У-Л = 531.3'!’3- = 6000 м31ч.
Pt, 1.16
5. Ориентировочно определяем общую площадь сечения кон-
денсатора, исходя из скорости газов на выходе U” = 3,5 м/сек:
f ____ ^з _ 6000 _ Q дуг- 2
/общ — 36OO.u7 3600-3,5 м
6. Определяем число параллельных ниток конденсатора (//)
при диаметре труб 400 леи (dBH = 0,376 мм) и соответственно
fnH = 0,111 лг:
/общ 0,476 л о
n=iT = tnr=4’3 шт-;
принимаем 5 ниток, тогда /общ = 5-0,111 = 0,555 ,и2.
29* 451
7. Истинная скорость по конденсационной системе составит:
а) на входе в конденсатор при 400° С
W1 /общ-3600 0,555-3600 ~ 7,4 м/сек>
б) на выходе из воздухоохлаждаемой части конденсатора
при 150° С
ivz 9150 Л г-с ,
/общ-3600 — 0,555-3600 — 4,58 м/сек'-
В) на выходе из конденсатора при 30° С
ivz vt, 6000 о по
/общ-3600 0,555-3600 ~ 3,02 м1сек‘
8. Количество тепла, отводимое от воздухоохлаждаемой части
конденсатора:
Qi = VipCp (G — /2) = 6000-1,31 -0,268 (400—150) =
= 5,266-105 ккал!ч.
9. Количество тепла, отводимое от водоохлаждаемой части
конденсатора:
Q2 = VsPCp (/2 — /3) + СнгОг = 5313-1,06-0,263 (150— 30) +
+ 552-540 = 4,75-105 ккал!ч.
10. Определяем теплообменную поверхность воздухоохлаждае-
мой части конденсатора, м2;
р ____ Qi
где — общий коэффициент теплопередачи, ккал/(м2-ч-град)-,
Л/1 — среднелогарифмический температурный напор, °C;
а) общий коэффициент теплопередачи определяем по урав-
нению
-ту- = -^- + -^-+т2- + ф1- (м2-ч-град)/ккал-,
Л1 СС1 а2 ЛО ЛМ
1) С4 определяем по формуле
«1 = £tka ккал/(м2-ч-град),
Где k — находим по графику (рис. 147) равным 5,7, исходя из
средней скорости газов в воздухоохлаждаемой части кон-
денсатора:
1Г7 ^1+^2 7,4 + 4,58 с ,
и+р = ——— =----------у-2— 6 м/сек-,
452
a — находим по графику (рис. 148) равным 2,1, исходя из
средней температуры воздухоохлаждаемой части конден-
сатора:
__ ti 4- ^2 _ 400 4-150 _275 =С
Е; — находим равным 1,0625, исходя из соотношения длины
стояка, который принимаем равным 10 м, к диаметру
стояка 0,4 м; тогда соотношение -^- = 25.
Итак, = 1,0625 >5,7-2,1 = 12,7 ккал!(м2 • ч - град)-,
2) а2 определяем по графику (рис. 149) равным
19 ккал! (м2-ч-град), исходя из скорости воздуха, принятой
8,0 м!сек\
3) термические сопротивления стенки стояка и осадка опре-
деляем по отношениям
= 0,007,
Ло U,/
6^ = JW = 0 00034
Лм 35
Тогда
= + -!®r + 0-()07 + 0-00034 =
= 0,0788 + 0,0526 + 0,007 + 0,00034 =
= 0,1384 м2-ч-град1ккал\
Ki = 7,25 ккал!(м2-ч-град)-,
б) среднелогарифмический температурный напор определяем
по уравнению
= — -----,— град,
Ыб
2’3,g^r
где
\tf, = ^ — 1ъ = 400 — 20 = 380° С,
= t.2 — tB = 150 — 20 = 130° С,
л/ _ 380— 130 250 ооиог
~ 380 - 2Д^465 -
2,3"130
Площадь воздухоохлаждаемой части конденсатора равна:
р 5,266-10° о । q 2
~ 7,25-234 — 31U М •
453
При dBK = 0,374 м общая длина воздухоохлаждаемых труб будет
равна
, F1 310 осо
L = - 7 = О .И П?7Г = 262 М-
3,14-0,374
При пяти нитках, длине стояка 10 м с учетом 1,5 м на повороты
число воздухоохлаждаемых стояков в нитке будет
262 л
п = = 4,55 шт.
о -11 ,Ь
Принимаем пять стояков.
II. Определяем теплообменную часть во/д^оохлаждаемой
части конденсатора, ж2:
F —
2 К2 Д<2 ’
где ^4 2— общий коэффициент теплопередачи, ккал\м2~ч-град);
At2 — среднелогарифмический температурный напор, °C;
а) коэффициент теплопередачи К2 определяем по аналогии
с вышеприведенным расчетом:
1) С4 = Eika ккал/(м2-ч-град),
где k — находим по графику (рис. 147) равным 4,2, исходя из
средней скорости газов в водоохлаждаемой части конденсатора:
^Ср = 4 = -4’58 + 3’02- = 3,8 м/сек,
а — находим по графику (рис. 149) равным 2,6, исходя из средней
температуры водоохлаждаемой части конденсатора:
~Ь ____ 150 -|- 30 _QQO q
для Et — имеем то же значение 1,0625.
Итак С4 = 1,0625-4,2-2,6 = 11,6 ккал/(м2 -ч-град);
2) а2 — коэффициент теплопередачи от стенки к воде находим
по графику (рис. 150) равным 425 кка. (м2-ч-град), исходя из
плотности орошения, подсчитанной следующим образом:
Q2 = ИнюСр (/2НгО — Z1H2O) ккал ч,
1/«-° = МГ.„.о-4н.о) = ' X" .з> = 47500 = 47’5
Ориентировочно принимаем F2 = 1100 — 1200 м2, тогда плот-
ность орошения будет равна ^40 л/(м2ч);
3) термические сопротивления осадка и стенки труб прини-
маем те же, что в п. 10.
Тогда
4 = 4г + i 4 0,007 + 0,00034 = 0,0863 +
*\2 1 1 it) 4^0
454
+ 0,00235 + 0,007 + 0,00034 = 0,096,
К 2 = 10,41 ккал/(м2 ч град)-,
б) среднелогарифмический температурный напор определяем
по уравнению
АЛ — А Л
АЛ, *= —----С,
д/б
2,31g-4-
д/м
Д/б = А2—/1НгО= 150— 15 = 135= С,
АЛ, = t3 — /,н „ = 30 — 25 = 5= С,
“ П 2 о ’
AJ 1^® 5 130 9Q
= ТТГП35- = 2ЛЛ432 = 39’6 С-
Площадь водоохлаждаемой части конденсатора равна:
4,75-105
Общая длина водоохлаждаемых труб равна
1 - -- 1150 __ O7Q ,,
L ndBH 3,14-0,376 У/б м‘
Число водоохлаждаемых стояков в нитке составит
п — с , = 16,9 шт.
о-11,э
Принимаем 17 стояков.
Всего стояков в нитке конденсатора
5 + 17 = 22 шт.
Общая площадь конденсатора равна:
1) воздухоохлаждаемая часть
5-5-11,5-3,14-0,376 = 340 м2-,
2) водоохлаждаемая часть
5-17-11,5-3,14-0,376 = 1150 м2
2 = 1490 мг ’
Удельная площадь конденсатора составит
"6000^4~ = 0,0103 м2/м2 (н. у ) газа в сутки.
Расход воды на орошение составит при плотности орошения
0,04 Л13/(лгч)
1150 м2 -0,04 = 46 м3/ч.
ЛИТЕРАТУРА*
Материа лы общего характера, экономика, геология
1. Бабкин П. В. Минералогия ртутного оруднения северо-востока
СССР. Материалы по геологии и полезным ископаемым северо-востока СССР.
Изд-во «Наука», 1966, № 18.
2. Васильев В. И. ДАН СССР, 1966, т. 168, № 1, с. 182.
3. Геология и минеральные ресурсы Японии. ИЛ, 1961, с. 177.
4. Джонсон А. С., Хансон Ф. Д. Добыча и переработка руды
и стоимость работ на руднике Эббот. Департамент внутренних дел США, 1962
(перевод Средазнипроцвет.чста).
5. К о с о в Б. М. Сырьевая база цветной металлургии. Основы метал-
лургии, т. 1, ч. 1. Металлургиздат, 1961, с. 175.
6. К о ч е р г и н а Д. Г. Ртутная промышленность капиталистических
стран. ЦИИН ЦМ, 1964.
7. Кочергина Д. Г. Цветная металлургия капиталистических стран
в 1958—1965 гг. Цветметинформация, 1966, с. 237—247, 389—393.
8. Л и н н Р. К., Дитрик У. Ф. Добыча и обжиг ртутной руды на
руднике Нью-Идрия. Горное бюро США, инф. цирк. № 8033, 1961 (перевод № 334).
Изд. ОБТИ Гипроникеля, 1965.
9. К v з н е ц о в В. А. Вопросы металлогении ртути. Изд-во «Наука»,
1968.
10. Мельников С. М., Беленький М. Л. Ртуть и ее соединения.
БСЭ, т. 37, III изд., 1955, с. 271—273.
11. Мельников С. М. Ртуть. Металлургиздат, 1951.
12. М е л ь н и к о в С. М., Микулен ко А. С. Цветные металлы,
1967, № 11, с. 39—43.
13. Минералы. Справочник под ред. Чухрова Ф. В., т. I. Изд-во АН СССР
1960; т. II, вып. 1. Изд-во АН СССР, 1963; т. II, вып. II. Изд-во «Наука»,
1965; т. II, вып. И. Изд-во «Наука», 1967.
14. Новикова Т. И. Минералогия и некоторые вопросы генезиса
ртутно-сурьмяного месторождения Джижикрут. Труды Института геологии
АН Тадж. ССР, вып. 3, 1959.
15. Пашков В. Д. Сталь, 1954, № 11, с. 1038.
16. П е н и н г т о н Д. У. Ртуть (из серии «Обзор по металлам»). Инфор-
мационный циркуляр государственной конторы по печати США, Вашингтон,
1959, с. 28—74 (перевод № 4948, 1962). Изд. ОБТИ Гипроникеля.
17. П о я р к о в В. Э. Оценка месторождений при поисках и разведке,
вып. 15. Cj рьма и ртуть. Госгеолиздат, 1955.
18. П о я р к о в В. Э. О поисках, разведке и оценке ртутных месторожде-
ний. Изд. Казахского ин-та минерального сырья, Алма-Ата, 1967.
19. Р о з о в Б. С. Разведка и охрана недр, 1959, № 6, с. 61.
20. Р о з о в Б. С. Требования промышленности к качеству минерального
сырья, вып. 34 «Ртуть». Госгеолиздат, 1962.
21. Ртутная промышленность Италии. Обзор № 5. Изд. ОНТИ ВИЭМС.
Москва, 1967.
22. С а з ы к и н Н. С. Материалы по экономике минерального сырья,
вып. 1. Изд ВИМС, 1959, с. 107—130.
23. С а у к о в А. А. Геохимия рт>ти. Изд. АН СССР, 1946.
.24 . С а у к о в А. А. Труды Ин-та геологии рудных месторождений, вып. 46,
1960, с. 77.
25. С а у к о в А. А., Озерова Н. А. Металлы в осадочных породах.
Изд-во «Наука», 1965, с. 208—231.,
26. Ф е д о р ч у к В. П. Методика поисков и разведки скрытого ртутно-
сурьмяного оруднения. Изд-во «Недра», 1964.
* Основные библиографические данные до 1949 г. см. [11].
4&6
27. Ф е д о р ч у к В. П. Околорудные изменения ртутно-сурьмяных место-
рождений. Изд-во «Недра», 1964
28. Mining Magaz., Febr. 1968, v. 118, № 2, p. 80—91.
29. A r g a 1 1 G. O. Mining World, 1955, XII, v. 17, As 13, p. 56—60.
30. Duse hak L. H. and Schuette C. N. The metallurgy of guicksil-
ver. Wash. 1925.
31. H u 111 J. B. Eng. Mining J. Oct. 1954, v. 155, № 10, p. 86—89.
32. Kozel j A. Rudnik zivega srebra Idrija in njegovi probremi. Rudar-
sko-metallurski zbornik, 1958, St. 1, p. 1—25.
33. Lyman R. T. Mining Engn., 1961, v. 13, № 12, p. 1337—39.
34. M a 1 о n e K- Mercury occurences of Alasca. Inf. Circ. 8131 Bureau of
Mines, 1962.
35. M о h о r i c J. Rudnik zivega srebra v Idriji. Idrija, 1960.
36. Shelton I. E. Mercury. U. S. Bur. of Mmes. Bull., 1965, Ab 630.
37. Schuette C. N. Quicksilver. U. S. Bur. of Mines. Wash. 1931. Bull 335.
38. M. S u 1 i n M. Rudarsko-metalurski zbornik. Lubliana, 1961, № 1, S. 45—56.
39. Statistishe Lusammenstellungen uber Al, Pb, Cu, In, Sn, Cd, Mg, Ni,
Hg and Ag. Frankfurt am Mam Jargang, 1947—1956 (1957), 1954—1963 (1964).
40. Z u с c h e 11 i S. Metallurgia Ital. Die. 1966, p. 529—537.
К главе II
41. Гавзе M. Н., Гудцов Н. Т. Взаимодействие ртути как тепло-
носителя на сталь в энергетических установках. Изд. АН СССР, 1963.
42. Единицы измерения и обозначения физико-технических величин. Изд-во
«Недра», 1966. _
43. 3 д а н о в с к и й А. Б. и др. Справочник экспериментальных данных
по растворимости солевых систем, т. IV. Химиздат, 1963, с. 2811—2853.
44. И с а к о в а Р. А. Давление пара сульфидов цветных металлов. Изд.
АН КазССР, Алма-Ата, 1963. _
45. И с а к о в а Р. А., Нестеров В. Н. Давление пара cj льфидов
мышьяка и таллия. Труды ИМиО АН КазССР, т. V. Алма-Ата, 1962.
46. И с а к о в а Р" А. и др. Скорость испарения сульфидов свинца и цинка
в вакууме. Труды ИМиО АН КазССР, т. XI. Алма-Ата, 1964.
47. Кап Ф. Физика и техника ядерных реакторов. ИЛ, 1960.
48. К а п ц о в Н. А. Электрические явления в газах и вакууме. Гостех-
теориздат, 1950.
49. К р е с т о в н и к о в А. Н. и др. Справочник по расчетам равновесий
металлургических реакций. Металлургиздат, 1963.
50. " Мельников С. М. Ртуть и ее соединения. Краткая химическая
энциклопедия, т. 4, 1965, с. 699—712.
51. Никольский Н. А. Теплофизические свойства некоторых метал-
лов и сплавов в расплавленном состоянии. Вопросы теплообмена. Изд-во АН СССР,
1959, с. 11—45.
52. Реми Г. Kvpc неорганической химии, т. И. Изд-во «Мир», 1966, с 487—
510.
53. С а г у в а р а С. и др. Уравнение состояния ртутных паров (перев.
с японск.). Бюллетень Средазнипроцветмета. Ташкент, 1968.
54. Сперанская Е. Ф., Козловский М. П. ЖАХ, 1960, т, 15,
№ 5, с. 534—40.
55. Справочник химика, т. I—III. Госхимиздат, 1962, 1963 и 1965.
56. Справочник теплофизических величин. Госэнергоиздат, 1956.
57. Ш а х о в Г. А., Слободской Я- Я- Цветные металлы, 1932,
№ 1, с. 23—28.
58. Ю щ е н к о А. И., Цейдлер А. А. Изучение давления насыщен-
ного пара и степени диссоциации киновари. Уч. записки ЦНИИолово. Новоси-
бирск, 1964, № 2.
59. А 1 1 е n Е. Т., Grenshow J. L. Am. Jour. Sci., v. XXXIV,
Oct. 1912, p. 341—396.
457
60. H s i г о С. М., S с h 1 е h t е n A. W. J. of metalls, 1952, v. 4, „Ns 1,
p. 65.
61. Gmelins Handbuch der anorganischen Chemie Quecksilber. Ideforund I,
Weinhem, Verlag Chemie, 1960.
62. Jelinek K-, Zakowski J. Z. anorg. allg. chemie, 1925, B-142,
1—53.
63. Rare metals handbook, London, 1961.
64. R inze J. Reguel des travaus chemques, 1928, v. 47, p. 28—32.
65. R i n z e J. The vapor pressure and dissociation of mercury iodide. Univ,
of Amsterdam, 1927.
66. Rossini. Selected values of chemical thermodinamic properties. Nat.
Bur. Stand., 1952.
67. Schuette C. N. Thesis for B. S. degree. College of Mining Univer-
sity of California. May, 1917.
68. Ulimans Encyklopadie der technischen Chemie. Bd 14, Quecksilber,
1963.
К главе IV
69. А н д p e e в П. И. и др. Сб. Вопросы минералогии, геохимии и техно-
логии минерального сырья. Изд. ФАН. Ташкент, 1966, с. 164—172.
70. А н т и п к о В. Я- Сб. «Элементы теории и техники автоматического
управления». Фрунзе. Изд. ИЛИМ, 1966, с. 74—81.
71. Б а р б и н М. Б., Каковский И. А. Изв. вузов, Горный журнал,
1959, № 4, с. 130—137.
72. Б е р г е р Г. С. и др. Сб. «Добыча и обогащение руд цветных метал-
лов», Ns 2 (25), 1963, Алма-Ата, с. 42—44.
73. Бердичевский Б. И., Айзенберг Г. Е. Изв. вузов. Цвет-
ная металлургия, 1965, вып. 5, с. 29—32.
74. Багдасаров А. А. и др. Бюллетень Цветметинформации, Ns 2
(319), 1967, с. 24.
75. Г л е м б о ц к и й В. А. и др. Изв. отд. геол., хим. и техн, наук АН
ТаджССР, Ns 1 (19). Душанбе, 1966, с. 58.
76. Глембоцкий В. А. и др. «Современное состояние и задачи селек-
тивной флотации руд». Изд-во «Наука», 1967, с. 180.
77. Д е р я г и н Б. В., Ш у к а к и д з е Н. Д. ДАН СССР, т. 134, 1960.
78. Д у х а н и н В. И., Штерн М. Д. Добыча и обогащение руд цвет-
ных металлов, 1964, Ns 3, с. 34.
79. Зубков А. А., Степанов Б. А. Сб. «Опыт исследования руд
и продуктов цветной металлургии на обогатимость». Цветметинформация, 1967.
80. Зубков А. А., Степанов Б. А. Цветная металлургия, 1967,
Ns 21, с. 22—23.
81. Кузовлев А. К. и др. Сб. «Физико-химические основы комплексной
переработки руд Средней Азии». Душанбе. Изд. ДОНИШ, 1968.
82. Л а п т е в С. Ф. Цветные металлы, 1958, № 10, с. 56—61.
83. Мелик-Степанов Ю. Г. и др. Труды Якутско-Сибирского
отд. АН СССР, серия техническая, вып. 1. Якутское книжное изд-во, с. 39—44.
84. Митрофанов С. И. Техника обогащения руд. Основы металлур-
гии, т. 1, ч. 1. Металлургиздат, 1961, с. 367.
85. О г н е в а Л. Л. и др. Изв. отд. физ.-тех. и хим. наук АН ТаджССР,
№ 2 (60), 1966, с. 90—95.
86. Орел М. А., Розенфельд С. Ш. Сб. «Комплексная переработка
полиметаллического сырья» (ВНИИЦветмет). Изд-во «Металлургия», 1965,
с. 72—84.
87. Орел М. А., Ш у б е р Я- С. Ученые записки САИГИМСа, № 3,
Ташкент, 1965, с. 165—170.
88. Плаксин И. Н., Щукакидзе Н. Д. Изв. вузов. Цветная
металлургия, 1960, № 6.
458
89. Соложенкин П. М. Обогащение сурьмяных и ртутных руд. Цвет-
метинформация, 1968.
90. С о л о ж е н к и н П. М. Цветная металлургия. Цветметинформация,
№ 11 (304), 1966, с. 20.
91. С о л о ж е н к и н П. М. и др. Цветная металлургия. Цветметинфор-
мация, 1962, № 16, с. 17.
92. С о л о ж е н к и н П. М. и др. Цветная металлургия. Цветметинфор-
мация, 1966, № 13, с. 26.
93. Тырышкин И. В. и др. Цветная металлургия. Цветметинформания,
1964, № 14, с. 12—14.
94. Хухунайшвили И. А. Цветные металлы, 1958, № 5.
95. Ш у м и л о в с к и й Н. П. и др. Сб. «Автоматизация процессов про-
изводства цветных металлов». Фрунзе. Изд. ИЛИМ 1964.
96. В г u е n F. В., S u d d 1 е J. D. Trend. Eng. Univ. Wash., 1961, v. 12,
№ 1, p. 16.
97. E r s p a m e r E. C. and Wells R. R. Selective extraction of mer-
cury and antimony from cinnabar-stibnite ore. U. S. Bur of Mines, Rep. Inv., 1956.
№ 5243.
98. Kunze K. Mining World, Sep. 1957, v. 19, № 10.
99. M a г и s i e R. Technik der Erzbaifbereitung in Jogoslawien. Bergbau-
technik, 1957, Bd 7, № 10, S. 521—530.
100. Pomianovski A., L i s z k a R. Roczniki Chemii, 1960, t. 34,
№ 2, c. 713—716.
101. Rey M., Brevers H. Differential flotation an arsenical-quicksil-
ver ore. Am. In Min. Met. Ing. Tech, pul., 1264, 1941.
102. Town J. W., W c - С 1 a i n P. S., Stickney W. A. Flotation
of low-grade mercury ores. Inv. U. S. Bur. Mines, rep. № 1129, 1959.
К главам V—IX и XIII—XV
103. Абрамова Е. К- и др. Бюллетень Цветметинформации, 1966,
№9.
104. Авдеева А. В. Газовая сера. Госхимиздат, 1950.
105. Бабина И. В. Сб. «Материалы межотраслевого совещания рацио-
нализаторов Средней Азии» (Гинцветмет), 1955.
106. b а гдаса ро в А. А., Фоминых Б. А. Распределение редких
элементов по продуктам ртутного производства. Сб. инф. мат. Средазнипроцвет-
мета № 2, Ташкент. УзИНИТИ, 1967.
107. Баранаев М. К. ЖФХ, 1946, т. 20, вып. 6, с. 399.
108. Бесков С. Д. Технико-химические расчеты. Изд. «Высшая школа»,
1962.
109. Богданов В. А. и др. Ученые записки ЦНИИОлово, № 2, Ново-
сибирск, 1964, с. 19—24.
110. Вдовиченко И. С. и др. Сб. научных трудов ВНИИМТ. Сверд-
ловск. Свердловское книжное изд-во, 1965, с. 300—311.
111. Баратов Э. И. и др. Совершенствование процесса переработки
ртутных руд. Горная теплотехника. Киев. Изд-во «Наукова думка», 1968.
112. Герасимов Я- И. и др. Химическая термодинамика в цветной
металлургии, вып. III. Металлургиздат, т. IV, 1966.
113. Гордон Г. М., Пейсахов И. Л. Пылеулавливание и очистка
газов. Изд-во «Металлургия», 1968.
114. Гордон Г. М., Пейсахов И. Л. Контроль пылеулавливаю-
щих установок. Металлургиздат, 1961.
115. Дио мидовский Д. А. Металлургические печи цветной метал-
лургии. Металлургиздат, 1961, 1970.
116. Д и о м и д о в с к и й Д. А. Основы теории металлургических печей.
Основы металлургии, т. I, ч. II. Металлургиздат, 1961.
117. Инструкция по эксплуатации и контролю газоочистных сооружений
ртутных заводов. Изв. Средазнипроцветмета, 1968.
459
118. Исакова Р. А Давление пара и диссоциация сульфидов металлов.
Алма-Ата. Изд-во «Наука», 1968.
119. Исакова Р. А., Мельников С. М. и др. Цветные металлы,
1968, № 7, с. 28—32.
120. Исакова Р. А. и др. Труды ИМиО АН КазССР, т. II. Алма-Ата.
Изд-во «Наука», 1964.
121. Исакова Р А. Труды ИМиО АН КазССР, т. XIII. Алма-Ата,
Изд-во «Наука», 1965.
122. Клеандров Т. Н. Материалы совещания. Изд. И-та научно-технич.
информации АН КиргССР. Фрунзе, 1963.
123. Комлев Г. А., Клеандров Т. Н. и др. Изв. АН УзССР,
серия технич. наук, 1964, № 4, с. 64—69.
124. Колодочкин В. В. Сб. инф. мат. Средазнипроцветмета, № 4
(с. 85—93), № 5 (с. 52—62). Ташкент, 1968.
125. Кравченко В. А. и др. Газовая промышленность, 1969, № 2,
с. 26—28.
126. Кроль Л. Я-, Селянинова И. Ф. Сб. научных трудов Гиред-
мета, т. 1. Металлургиздат, 1959, с. 789—798.
127 Лахтин Г. А. и др. Цветные металлы, 1962, № 9, с. 44—49.
128. Леве Е. Н. Цветные металлы, 1956, № 12, с. 53—55.
129. Лейзерович Г. Я- Обжиг в кипящем слое. Металлургиздат, 1955.
130. Лейзерович Г. Я- Обжиг в кипящем слое. Основы металлургии,
т. 1, ч. II, Металлургиздат, 1961, с. 32—77.
131. Львов и др. Сборник трудов ВНИИМТ, № 9. Свердловск, 1963.
с. 5—14.
132. Лысенко В. 3. и др. Сб. К° 5, Цветметинформация, 1966, с. 24—28.
133. Лысенко В. 3., Шашурин Ю. С. Цветные металлы, 1963,
№ 1, с. 36—39.
134. Меерович Ш. С., Новоповловский В. С. Графитовая
теплообменная аппаратура. Ростов, 1965.
135. Мельников С. М. Сб. Вакуумные процессы в цветной металлур-
гии, Изд-во «Наука», Алма-Ата, 1971, с. 5.
136. Мельников С. М. Ртуть. Основы металлургии, т. V, гл. XII.
Изд-во «Металлургия», 1968.
137. Мельников С. М., Исакова Р. А. Цветные металлы, 1967,
№ 9, с. 61—64.
138. Микулинский А. С. Вакуумные электрические печи для полу-
чения щелочных и щелочноземельных металлов. Госэнергоиздат, 1962.
139. Микулинский А. С. Труды Ин-та металлургии УФАН, вып. II.
Свердловск, 1966, с. 176.
140. Михайлов В. К. Бюллетень ЦИИНЦВЕТМЕТ, № 4 (153), 1960.
141. Михайлов В. К., Кочегарова М. М. Исследование меха-
низма конденсации ртути из технологических газов ртутного производства.
Сб. научных трудов Гинцветмета, № 26. Изд-во «Металлургия», 1967.
142. Михеев М. А. Основы теплопередачи. Госэнергоиздат, 1956.
143. Нисидэ Киёси. Рационализация процесса получения ртути
(пер. с японск.). Бюлл. Средазнипроцветмета, 1969.
144. Новые ртутные заводы за рубежом. Сб. материалов технич. инфор-
мации № 5. Изд. ОБТИ Гипроникеля, 1956.
145. Охота Д. П. Основы металлургии, т. V. Изд-во «Металлургия»,
1968, с. 520—537.
146. Павлов К- Ф. и др. Примеры и задачи по курсу процессов и аппа-
ратов химической технологии. Госхимиздат, 1961.
147. Пазухин В. А., Фишер А. Я- Вакуум в металлургии. Метал-
лургиздат, 1956.
148. Р а м м В. М. Теплообменные аппараты. Госхимиздат, 1948.
149. Резников А. А. и др. Сб. «Извлечение и рафинирование цвет-
ных металлов в вакууме». Алма-Ата. Изд-во «Наука», 1968, с. 23—30.
460
150. Розанов Н. Н. Труды Гиредмета, т. 1, 1959, с. 779—788.
151. Роз л о век ий А. А. Уч. записки ЦНИИолово, 1964, Ns 2,
с. 25—32.
152. Розловский А. А. и др. Цветные металлы, 1963, № 12, с. 34—37.
153. Романтеев Ю. П. и др. Сборник статей аспирантов и соискателей
Казахского Политехнического ин-та. Алма-Ата, 1964.
154. С е м и л е т 3. В. Оросительные теплообменники химических произ-
водств. Госхимиздат, 1961.
155. Скабичевский В. Г., Лысенко В. 3. Опыт эксплуатации
электрофильтра ОГ-3-8 в системе пылеулавливания по обжигу ртутных руд
в кипящем слое. Сб. № 5, Цветметинформация, 1966, с. 3—8.
156. Смирнов М. П. Основы металлургии, т. 1, ч. II. Металлургиздат,
1962.
157. Теребенин А. Н. и др. Сб. «Металлургическая переработка сурь-
мяного и ртутного сырья». Цветметинформация, 1967, с. 59—63.
158. Т и л ь г а В. А. Возгоночный обжиг в печах кипящего слоя ртутно-
сурьмяных руд. Бюлл. ЦНИИолово, 1961, № 2.
159. Т и л ь г а В. А. Сб. «Металлургическая переработка сурьмяного
и ртутного сырья». Цветметинформация, 1967, с. 3—16.
160. Топчаев В. П., Дулаев К. В. Цветные металлы, 1968, № 6,
с. 45—49.
161. У о д з у м и Р., М и я н о М. Журнал горного и металлургического
ин-та Японии (японск.), 1968, № 963, с. 902—904.
162. Уодзуми Р., Окамото X. Журнал горного и металлургиче-
ского ин-та Японии (японск.), 1968, № 963, с. 899—902.
163. Ханатока С. Журнал горного и металлургического ин-та Японии
(японск.), 1968, № 963, с. 894—899.
164. Хевичерст К. Р. Извлечение ртути из бедных руд (пер. с англ.).
Бюл.. Средазнипроцветмета, 1966.
165. Хирс Д., Паунд Г. Испарение и конденсация. Изд-во «Метал-
лургия», 1966.
166. Ш а ф р а н Л. Е. и др. Сб. «Пылеулавливание в цветной металлур-
гии», ЦИИНцветмет, 1967, с. 54—63.
167. Шейнин А. Б., Сверчкова Л. И. Сб. «Вопросы радиоэлек-
троники», Изд. Госкомитета Сов. Мин. СССР по электротехнике, серия 1, вып. 8,
Москва, 1962.
168. Школьникова Р. И., Макарьев В. П. Труды Гипрони-
келя, вып. 30. Ленинград, 1966, с. 60—71.
169. Школьникова Р. И., Макарьев В. П. Методы отбора проб
и их фазовый анализ при контроле процесса конденсации ртутного пара. Труды
Гипроникеля, вып. 30. Ленинград, 1966, с. 57—59.
170. Эмилеус X. Д. Сб. «Фтор и его соединения», т. 1, ИЛ, 1953.
171. Н ankns Т. J., Kalils G. М. The Mines Magaz., aug. 1967, v. 57,
№ 8, p. 21—23.
172. Fernandez-Tallante M. A. O. Rev. metallurgia, 1969, v. 5,
№ 4, p. 435—441.
173. Kroll W. Canadian Metals and Metallurg. Ind., 1945, v. 8, № 7,
p. 26—30.
174. Medved N. Nova proizvonda, letnik XIX, Ns 5, Ljubljana, 1968,
S. 164—167.
175. Pavlin F., Medved N. Toplotna bilanca pridobivanja zivega
srebra v rotaeijski peci. Rudarsko-metalurski zbornik, 1966, № 2, c. 197.
К главе X
176. Байбородов П. П. и др. Цветная металлургия. Цветметинфор-
мация, 1967, № 12, с. 31—34.
177. Ежков А. Б., Байбородов П. П. Сб. Средазнипроцветмета.
Ташкент, 1968, № 4, с. 72—71.
461
178 Е ж к о в А. Б., Б айбородо в П П. Сб. Средазнипроцвешета.
Ташкент, 1968, № 4, с. 78—85.
179. Плаксин И. Н., Ф и ш к о в а Ц. Э. Гидрометаллургия ртутных
руд и концентратов. Цветметиздат, 1932.
180. Плетнев С. А., Сосунов С. П. Цветные металлы, 1933, № 8—9,
с. 79—85.
181. П о л ы в я н н ы й И. Р., С ы с о е в Л. Н. Труды ИМиО АН КазССР,
т. 21. Алма-Ата. Изд-во «Наука», 1967, с. 56—59.
182. Таун Д. У., Стикни У. А. Обогащение и металлургическая
обработка сложных ртутных продуктов (пер. с англ.) Цветметинформация, 1967.
183. Тверцин В. С. Теория и практика электроосаждения сурьмы
при переработке сульфидных руд. Уч. записки Глазовского пед. ин-та, вып. V.
Ижевск, 1960.
184. Тлеукулов О. М., Степанов Б. А. Цветные металлы, 1964,
№ 1, с. 76.
185. Тлеукулов О. М. и др. Цветные металлы, 1964, № 8, с. 21.
186. Becker G. F. Geology of the quicksilver deposits of the Pacific Slope.
U. S. Geol. Ser. Mon. XIII, 1888, p. 419—437.
187. Bradley W. W. Cal. St. Min. Bur. Bull., 1918, № 78.
188. Chcristy S. B. Am. Journ. Sci, 3-rd Ser, 1879, № 17, p. 453—463.
189. Donovan W. New Zel. Jor. Sci. and Tech., 1921, v. 4, p. 129—134.
190. Knox I. Lschr. Elektroch. u angew. phys. Chem., 1906, Bd 12, № 28,
p. 477—481.
191. Oberbilling E. and oth. Mining World., 1958, v. 20, № 2,
p. 53—56.
192. Socolescu G. Metallurgia, Bucuresti, 1953, v. VI, № 6, p. 4—7.
193. Stickney W. A., Town J. W. Caustic sulfide treatment of mer-
cury sulfides. Trans. Met. Soc. of AIME, v. 224, 1962.
194. Town J. W. Precipitation and electrodeposition of mercury in caustic
solutions, U. S. Bur. of Min. Rep. inv. 5960, 1962.
К главе XII
195. Алексеевский E. В. ЖОХ, 1933, т. Ill, вып. 3, с. 360—366.
196. Алексеевский Е. В. Активная двуокись марганца. Л. ОНТИ,
1937.
197. Богданов В. А. и др. Сб. «Металлургическая переработка сурьмя-
ного и ртутного сырья». Цветметинформация, 1967.
198. Г и н о д м а н Г. М. Сб. «Очистка промышленных выбросов в атмо-
сферу», вып. 1. Медгиз, 1953, с. 109—132.
199. Гинодман Г. М. Цветные металлы, 1958, № 12, с. 31—37.
200. Грищенко Р. Г., Богданов В. А., Клеандров Т. Н.
Сб. научных трудов Киргизского медицинского института, 1967, т. 45.
201. Михайлов Ф. К- и др. Химическая промышленность, 1964, № 8,
с. 28—31.
202. Петрачков Ф. А. и др. Химическая промышленность, 1964, № 4.
203. Пьянков В. А. Общая химия, 1936, т. VI, № 10, с. 1528—1535.
204. Пьянков В. А. Прикладная химия, 1938, т. XI, № 6, с. 931—940.
205. Пьянков В. А., Лоевский М. Л. ЖПХ, 1940, т. XIII, № 11,
с. 1559—64.
206. Розловский А. А. и др. Цветные металлы, 1964, № 3. с. 41—47.
207. Тесаку Я-, Хисотака С. Журнал горнодобывающей и метал-
лургической промышленности Японии, 1961, т. II, т. 77, вып. 872 (перевод
с японск.). Бюллетень Гиредмета, № 52/140, 1962.
К главам XVI и XVII
208. Александров Б.Н. и др. ЖЭТФ, 1967, т. 53, вып. 1 (7), с. 79—87.
209. Виткун Р. А., Полуэктов Н. С. Ученые записки ЦНИИ-
олово, 1963, № 1, с. 63—65.
462
210. Гордон Г. М., П е й с а х о в И. Л. Контроль пылеулавливающих
установок. Металлургиздат, 1961.
211. Д е л я к о в а Е. В. и др. Методы определения вредных веществ в воз-
духе, Медгиз, 1960, с. 21—31.
212. Житкова А. С. и др. Заводская лаборатория, 1952, т. XVIII,
№ 11, с. 1328—1330.
213. 3 е л ю к о в а Ю. В. и др. Журнал прикладной спектроскопии, 1964,
т. I, вып. IV.
214. Игошин А. М., Богусевич Л. Н. Разведка и охрана недр,
1968, № 9, с. 55—57.
215. Ипатов В. А., Пахомов Л. П. Приборы и техника экспери-
мента, 1958, № 2, с. 91—94.
216. Исаев Д. В. Сб. «Автоматические газоанализаторы» (ЦИИНЭлек-
тропром), 1961, с. 280—286.
217. Кузнецов Ю. Н., Чабовский Л. П. Ученые записки
ЦНИИолово, 1964, с. 75—81.
218. К и п а р и с о в а Л. С. Бюлл. научно-технич. информации. ЦНИИолово,
1962, № 2, с. 51—53.
219. Козловский М. Т. Ртуть и амальгамы в электрохимических
методах анализа. Изд. АН КазССР, 1956.
220. Кузнецов Р. А. Активационный анализ. Атомиздат, 1967.
221. Ляликов Ю. С. Заводская лаборатория, 1950, Ке 4.
222. Методы химического анализа минерального сырья (полиография постоян-
ного тока), вып. 10, Изд-во «Недра», 1966.
223. Печников Е. К., Денисов Ю. Я- Сб. «Автоматические газо-
анализаторы» (ЦИИНЭлектропром), 1964, с. 261—271.
224. Плаксин И. И. и др. Заводская лаборатория, 1964, т. XXX, № 7,
с. 824.
225. Полежаев Н. Г. Гигиена труда и техника безопасности, 1936.
№ 6, с. 86—87.
226. Полуэктов Н. С. и др. Аналитическая химия, 1964, т. XIX, вып.
8.
227. Попов М. А. и др. Бюлл. научно-технической информации ЦНИИ-
олово, 1962, ,Ks 3, с. 68—70.
228. Пороженко Б. А. Справочник по цветным и редким металлам
и их соединениям, применяемым в лабораторной технике. Госхимиздат, 1962.
229. Разумов В. А., Айдаров Г. К- Гигиена и санитария, 1965,
№ 7, с. 70—71.
230. Сочеванов В. Г., Волкова Г. А. Сб. «Методы химического
анализа минерального сырья». Госгеолиздат, 1959, с. 60—65.
231. Степанов И. И. и др. Разведка и охрана недр, 1965, № 12, с. 18—22.
232. Указания по защите строительных конструкций от воздействия ртути,
химически агрессивных сред и электрических токов повышенного напряжения.
ЦНИЛхимстрой. М., 1967.
233. Финкельштейн Д. Н., Петропавлоская И. Б. Завод-
ская лаборатория, 1954, № 2, с. 155—56.
234. Шиллинг М. Л. Заводская лаборатория, 1958, № 4, с. 68.
235. Щербов Д. П., Коновалова К. М. Заводская лаборатория,
1957, № 6, с. 663—65.
236. Яворовская С. Ф. Гигиена и санитария, 1953, № 4, с. 49—50.
К главе XVIII
237. Абрамова Ж- И., Гадаскина И. Д. Руководство по гигиене
труда, 1963, т. 2, с. 281—284.
238. А ш б е л ь С. И. Унитиол в профилактике и лечении профессиональных
отравлений ртутью и ее органическими соединениями. Тезисы докладов кон-
ференции «Тиоловые соединения в медицине». Киев, 1957, с. 5—6.
463
239. Белоножко Г. А. Фармакология и токсикология, 1958, № 3,
с. 69—73.
240. Вредные вещества в промышленности. М. 1965.
241. Г и мо деев М. М. Гигиена и санитария, 1959, № 3, с, 73.
242. Дрожен н иков В. А. Гигиена и санитария, 1966, № 10, с. 51—55.
243. Инструкция по санитарному содержанию помещений и оборудования
производственных предприятий, № 658—66 от 31 декабря 1966 г. Изд. Минздрава
СССР, 1967.
244. Лазарев Н. В. Вредные вещества в промышленности. Изд во «Ме-
дицина», 1963, т. II, с. 373—400.
245. Лейтес Р. Г., Лабок С. К. Санитарное просвещение среди
работающих с металлической ртутью. Медгиз, 1960.
246. М а ц а к В. Г., П л а х к и н А. С. Гигиена труда при работе с ме-
таллической ртутью. Медгиз, 1951.
247. Петрова Н. И., Шлейхер Н. Б. Гигиена и санитария, 1965,
№ 8, с. 81—83.
248. Петрова Н. И. Сб. «Гигиена труда». Изд-во «Здоровье», Киев,
1964.
249. Петрова Н. И. Сб. «Материалы к VII съезду гигиенистов УССР».
Киев, 1964, с. 103—107.
250. Приложения к санитарным правилам по устройству и содержанию
подстанций с ртутными выпрямителями. Изд. Минздрава СССР, 1960.
251. Профессиональные болезни. Сб. под ред. Летавета. Изд-во «Медицина»,
1964, с. 128—139.
252. Пугачевич П. П. Техника работы со ртутью в лабораторных
условиях. Изд-во «Медицина», Москва, 1961.
253. Пьянков В. А. Новости медицины, 1952, № 26, с. 68—72.
254. Трахтенберг И. М. Гигиена и санитария, 1962, № 9, с. 17—25.
255. Трахтенберг И. М., К о’р ш у н М. Н. Инструктивно-методи-
ческие указания по профилактике интоксикации парами ртути. Киев, 1966.
256. Яворовская С. Ф. Новости медицины, 1962, № 26, с. 72—79.
257. Яворовская С. Ф. Меры профилактики при работе со ртутью.
Изд-во «Медицина», 1967.
258. Яковенко М. В. Охрана здоровья работающих со ртутью. Медгиз,
1956.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Аббадия Сан-Сальвадоре, предприятие
16, 102
Адсорберы для очистки газов 296
Азотнокислые соединения ртути 43
Айдахо—Альмаден, предприятие 16, 17
Активная поверхность при обжиге
123, 133
Активированный уголь 294, 312
Алжир, производство 12
Аллопаладий Спенсера, минерал 51
Алюминий для цементации ртути 265,
266
Альмаден, предприятие 15, 46, 50,
102, 141, 415
Амальгамация 22, 27
Амальгамы 27, 51
Аммиалит, минерал 53
Анализ продуктов, методы 375
----атомно-абсорбционной фотоме-
трии 391
----гамма-абсорбционный 388
----, ГОСТ 380
---- колориметрический 383
----Полежаева 395
Анализ продуктов полярографический
384
---- примесей в ртути 400
----радиоактивационный 378
----Саукова и Айдинян 381
----фазовый для газов 399
----Эшка—Файнберга 380
Аркверит, минерал 51
Арсенопирит, упругость диссоциации
94
— выщелачивание 264
Аурипигмент, выщелачивание 264
Аэрозоль ртути 181
Б
Багнора, предприятие 16
Баланс материальный обжига 442, 448
— тепловой 129, 449
Баллоны ртутные 347, 350
Барценит, минерал 53
Бромиды ртути 41
Бункера рудные 329
В
Валентность ртути 24
Вакуумный процесс извлечения ртути
275
Вакуумная печь Хазанова 291
Ваньшань, предприятие 46
Вентиляторы высокого давления, ха-
рактеристика 338, 339
30 с. М. Мельников
Вентиляция санитарная 408
Вентури труба для конденсации 185
Влажность руды, влияние на техно-
логию 60, 97
Вода, участие в реакциях при обжиге
85, 282, 285
Воды сточные, очистка 312
----, состав, ПДК вредных веществ
313
Водяное орошение конденсаторов 204,
208
Возгонка сульфида ртути 74, 77
— сульфидов в условиях вакуума 281
Воздух для горения топлива, подо-
грев 127
Вторичная ртуть 20
Вязкость ртути 26
Выделение ртути из растворов 263
Выщелачивание ртути 259
Г
Галогениды ртути 38
Газы выбросные, потери ртути (см.
Потери)
----, состав 292
— технологические, состав 177
---- , пробоотбор 372, 399
Гвадалкацарит, минерал 51
Гермес, предприятие 264
Гидрометаллургия ртути 257
Гипс, поведение при обжиге 93
Гопкалит 294
ГОСТ на ртуть, состав 376
Гортрам, предприятие 247
Гравитационные способы обогащения
61
Грануляция ступпы 234
Графит для теплообменников 185
Гремучая ртуть 45
Гуитцуко, предприятие 17, 66, 247,
250
Гулгардит, минерал 53
Д
Давление пара сульфида ртути 73
Дель-Сиеле, предприятие 16, 140
Демеркуризация помещений 409
Длина трубчатых печей 106, 136
Дозаторы для ртути 348
Доломит, поведение при обжиге 90
Дробление руд 54
— избирательное 55
Ж
Жаданова П. С. уплотнения для труб-
чатой печи 117
Железо, для цементации ртути 270
465
3
Закись ртути 32
Запасы ртути геологические 46, 47
И
Идрия, предприятие 46, 106, 138, 411
Известняк, поведение при обжиге 87,
90
Изотопы ртути 24
Ирландия, производство 247
Испания, производство (см. также
Альмаден) 7, 13
Испарение в вакууме 276
История развития металлургии ртути 7
Италия, производство (см. также Монте
Амиата) 13, 16
Итомука, предприятие 18, 143, 192,
424
Й
Йодиды ртути 41
К
Калгурдит, минерал 53
Каломель 38, 52
Кальцит, поведение при обжиге 90
Камеры пылевые 104, 113, 117, 421
Канада, производство (см. также Пинчи
Лейк) 12
Киноварь, выщелачивание 259
— , минерал 51
— , поведение при обжиге 73, 77, 81,
85, 281
— , получение 36
— , флотация 63
Кислородные соединения ртути 31
Клейнит, минерал 52
Кловердейл, предприятие 56
Коагуляция ртути при конденсации
186
Кокцинит, минерал 52
Колмана, вакуумная печь 291
Колорадоит, минерал 51
Колумбия, производство ртути 14
Комплексные руды, переработка 246,
261
Конденсаторы 191
— , материал для изготовления 193
— , расчет 199, 449
— , режим работы 204
Конденсация 177
— дробная 289
— , извлечение 180
— , расход воды на орошение 201
— , температура начала 179
— форсированная 181, 184
Консбергит, минерал 51
Контейнеры для сырья 330
466
Контроль производства 364
Кордеро, предприятие 142
Котел ртутный 23
Краски ртутные, «необрастающие» 22
Л
Ла-Пена, предприятие 15
Левенсона ЛБ формула производи-
тельности трубчатой печи 130
Лербахит, минерал 53
Ливингстонит, минерал 52
М
Магнолит, минерал 52
Магнезит, поведение при обжиге 90
Марганца двуокись для улавливания
Hg 294
Мексика, производство 13, 17, 56
Месторождения ртутные, классифи-
кация 50
Метациннабарит, минерал 51
Минералы ртути 50
Мозезит, минерал 52
Монте-Амиата, предприятие 16, 46,
54, 99, НО, 193, 335
Монтроидит, минерал 52
Мумон Кимеро, предприятие 15
Мышьяк в рудах 71
— , выщелачивание 264
— , поведение при обжиге 93
— трехокись, давление пара 95
Н
Насосы для ртути 341
----ступпы 344
Насыщенный пар, содержание ртути
180
Никитовское предприятие 10, 407
Нитрат ртути 43
Нью-Альмаден, предприятие 102
Нью-Идрия, предприятие 16, 46, НО,
127, 193, 419
О
Обогащение ртутных руд 59
Обжиг жидкой ступпы 239, 243
Огарки, режим выдержки 129
— , потери ртути 354
— , транспорт 331
Окисление киновари 81
Окись ртути 31
— — , растворимость 31, 430
Онофрит, минерал 51
Опалит, предприятие НО
Опробование огарков 368
Опробование руды 365
Отбивка ртути из ступпы 212
— — , безызвестковая схема 239
---- , гидрометаллургическая схема
227
----, грануляционная схема 234
----, схема Ред Девил 233
----ручным способом 217
----, флотационная схема 229
Отбивочная установка Гегеле Г. О.
223
— машина Есипчука Н. П. 221
Отопление печей 124, 139, 141, 147,
150, 152, 154, 156
Очистка газов санитарная 292
— сточных вод 312
Охрана труда 405
П
Пар водяной, давление 432
— ртутный, давление 26
----, насыщенный 426, 427
-------, плотность 429
---- как теплоноситель 23
Пар ртутный, термодинамические свой-
ства 428
----, удельный объем 428
Пар сульфида ртути, давление 34
Перу, производство 14, 18
Печи вакуумные 291
— для обжига руд, история 102
-------в кипящем слое 143
-------многоподовые 140
-------муфельные 152
-------ретортные Есипчука Н. П. 150
----------стационарные 249
------- трубчатые 103
Пинчи-Лейк, предприятие 12, 57, 60,
142
Пиролюзит для улавливания Hg 295
Питатели для руды 118
------- вибрационные 122
-------Есипчука Н. П. 121
-------инерционные 118
------- тарельчатые 120
Плавиковый шпат, поведение при об-
жиге 92
Пленки поверхностные на ртути 33,
190, 316
Пневмодозатор В. П. Чепиженко и
Л. И. Бушева 346
Полевые шпаты, поведение при обжиге
91
Пористость руды 81
Поверхностное натяжение ртути 26
Потарит, минерал 51
Потенциал электродный ртути 29
Потери ртути 352
----с газами 356
----неучитываемые 362
----с огарками 354
----. с пылями 359
30*
---со сточными водами 360
Потребление ртути, структура 20
Предельно допустимые концентрации
(ПДК) в воде 313
---------в воздухе 293
Применение ртути 20, 317
Примеси в ртути 318
Производство ртути мировое (оценка)
13
Производительность многоподовых пе-
чей 141
— трубчатых печей 130
Пробоотборники 367, 369, 371
Прямоточный режим обжига 139
Пылевые камеры (см. Камера)
Пылеулавливание, расчет аппаратуры
436
Пыль в рудах 100, 160
Р
Работы Агриколы 9
— Алексеевского Е. П. 294
— Альвареца В. Р. 73
— Аллена Е. Т. 74
— Александрова Б. Н. 378
— Ардашева Н. И. 258
— Байбородова П. П. 264, 271
— Баранаева М. К. 280
— Барбина М. А 61
— Барышникова А. Ф. 260
— Баутона К. М. 81, 82
— Беккера Д. Ф. 258
— Богданова В. А. 251
— Гавзе М. Н. 27
— Гинодмана Г. М. 294, 295, 303
— Глембоцкого В. А. 67
— Годизова 3. М. 117, 127
— Гольберта К. А. 85, 282
— Гордона Г. М. 161, 186, 436
— Горюшиной В. Г. 377
— Григорьева Ю. А. 350
— Денисова В. Ф. 169
— Диомидовского Д. А. 130
— Доронкиной Т. Г. 213
— Еллинека К. 74, 77
— Ежкова А. Б. 264, 271
— Иванова Н. Ф. 227
— Исаковой Р. А. 76, 77, 82, 86, 281,
288
— Кабанова О. К. 61
— Клеандрова Т. Н. 169, 240, 251
— Клопатовского И. С. 235
— Колодочкина В. В. 80, 87
— Крайнего К. 334
— Кроля Л. Я. 213, 227, 258
— Кузнецова А. В. 46
— Кузовлева А. К. 71
— Купера Ю. А. 243
— Кюнца К. 65
467
— Лаптева С. Ф. 380
— Лахтина Г. А. 298
— Левиной С. Д. 75, 77, 85
— Лоевского М. Л. 294, 298
— Лысенко В. 3. 259, 235, 375, 431
— Макарьева В. П. 186
— Малышевой И. Г. 388
— Медведя Н. 90
— Медведева С. А. 341
— Мееровича Ш. С. 185
— Менарди X. В. 250
— Михайлова В. К. 77, 78, 82, 88,
144, 186
— Мишина Ю. В. 251
— Мишнева И. Ф. 67
— Нагния В. А. 235
— Никифорова Н. Д. 235
— Николаиди К. Г. 213
— Обербилинга И. 263, 264, 272
— Олещенко А. И. 388
— Орла М. А. 65, 69
— Пазухи на В. А. 279
— Панченко Т. А. 314
— Пашкова В. Д. 23
— Петровского А. Я. 258, 264
— Плаксина И. Н. 258, 262, 265, 388
— Плетенева С. А, 258, 272
— Плотникова Н. И. 314
— Полукеевой Г. В. 388
— Полывянного И. Р. 267
— Пояркова В. Э. 46, 49, 61
— Птицина С. В. 325
— Пьянкова В. А. 294, 298
— Рамона А. В, 73
— Реутского В. 334
— Рея и Бреверса 72
— Ринзе И. 73
— Розанова Н. Н. 322, 326
— Розловского А. А. 256, 294, 298
— Рукавишникова Б. С. 247
— Рюшенко М. Н. 350
— Рыкова Г. В. 227
— Савранского А. Г. 13
— Сажина Н, П. 247, 258
— Саукова А. А. 23, 260
— Селяниновой И. Ф. 213, 227
— Скабичевского В. Г, 334
— Слободского Я. Я. 78, 248
— Смирнова М. П. 283, 285
— Соложенкина П. М. 64, 67
— Сосунова С. П. 272
— Степанова Б. А. 79, 267
— Старчика Л. П. 388
— Стикни У. А. 264, 267, 268
— Сутормина Ю. В. 322
— Сысоева Л. Н. 267
— Тауна Д. У. 66, 263, 273
— Тильги В. А. 251, 294, 298
— Тимошенко Я. В. 213
468
— Тлеукулова О. М. 267
— Устинова В. К. 222
— Филатова Д. В. 235
— Фишера А. В. 279
— Фишковой Н. Э. 258, 262
— Цаковского И. 74, 77
— Царева И. В. 449
— Цейдлера А. А. 75, 285
— Цыгалова В. Н. 251
— Челохсаева Л. С. 76
— Чернихова Ю. А. 377
— Шамрая Л. П. 334
— Шахова Г. А. 78, 82, 248
— Шашурина С. Л. 235
— Шашурина Ю. С. 350
— Шебзухова Д. А. 169
— Шишкина 3. О. 291
— Школьниковой Р. И. 186
— Шуетта К. Н. 74
— Ющенко А. И. 75, 85, 144, 285
— Яворовской С. Ф. 410
Растворимость ртути 30, 430
Рафинирование ртути 315
---от примесей металлов 319
— анодным методом 323
— • высокотемпературным перегревом
325
— дистилляцией 319
— озонированием 326
— окислением 320
Рафинирование ртути ректификацией
322, 326
--- электролизом 323
Реальгар, поведение при выщелачива-
нии 264
Ред Девил, предприятие 100, 233
Рид, предприятие 96, 139
Роданиды ртути 44
Розлив ртути 347
Руды ртутные, классификация 49
Рюседен, предприятие 18, 172
С
Самородная ртуть 51, 61, 63, 424
Санитарная защитная зона 409
— очистка газов 292
-------, кислотно-содовый способ 307
-------, пиролюзитный способ 295
-------хлорным способом 302
-------хлорно-известковым спосо-
бом 298
Сауковит, минерал 50, 51
Свядоща Ю. Н., ЦРС аппарат 219
Сера, поведение при обжиге 96
Сернистый газ, влияние на процесс 96
Сизма, предприятие 20
Сильверквик, месторождение 60
Скиповой транспорт огарков 332
Скорость возгонки сульфида ртути
(см. Сульфид ртути)
— вращения трубчатых печей 107, 130
— газов в трубчатых печах 135
— обжига различных руд 87
— движения руды в трубчатой печи 130
Скруббер механический 184, 299
— ударного действия 211
Сопротивление газоходной системы 236,
435
Сортировка руд 58
Стирка спецодежды 410
Сточные воды, анализ, методы 394
----, состав 313
----, способы очистки 312
Ступпа, обработка барботажем 215
— , плотность 190
— , переработка 212
— , скорость отстоя 212
— , состав 189
Сулема (см. галоидные соединения) 131
Сулливана, формула производитель-
ности трубчатой печи 37
Сульфаты ртути 82
----, образование при обжиге 37, 431
----, растворимость 34, 75, 76
Сульфид ртути, давление пара 181
----, образование при конденсации 81
----, окисление 34, 431
---, растворимость 33
----, свойства 77
----, скорость возгонки 36
----, способы получения 96, 139, 335
Сульфур-Бенк, предприятие 93
Сурьма в рудах 267
— для цементации ртути 93, 248, 281
— , поведение при обжиге 261
при выщелачивании 85, 282
Сурьмы трехокись, участие в про-
цессе восстановления ртути 255, 261
Сурьмы трехокись, поведение при вы-
щелачивании 54, 99
Сушка руд 12, 13, 16
США, производство ртути 21
— , потребление ртути
Т
Температ) ра конденсации, определе-
ние 178
Температурные зоны в трубчатой печи
125
Тепловой баланс трубчатой печи (см.
Баланс)
Тепловой режим трубчатой печи 124
Теплоемкость газов 432
Теплоемкость ртути 23, 25, 430
Теплоемкость рудных компонентов 433
Теплопроводность рудообразующих по-
Теплофизические свойства газов 433,
434
Терриконы, складирова..ие огарков 332
Терлингуаит, минерал 52
Тимманит, минерал 51
Топливо, подготовка 126
Транспорт газов 335
— огарков 331
— руды 328
— ртути 341
— ступпы 344
Тунис, производство 14, 19
Турция, производство 14, 20
У
Углерод сажистый 126, 189
Упаковка ртути 347
Уплотнения трубчатых печей 111
------- Годизова 117
-------Жаданова 113, 117
-------Чепиженко 113
Ф
Физические свойства ртути 24
Филиппины, производство 14, 19
Фильтрация ртути 318
Фильтрация ступпы 235, 241
Флотация киновари 63, 424
Флотация комптексных руд 66
Флотация пылей ртутных заводов 380
Флотация ртути 61, 424
Флюорит, поведение при обжиге (см.
Плавиковый шпат)
ФРГ, производство 14, 20
Фториды ртути 38
Футеровка печей 107, 140, 147, 152
X
Хлор для очистки газов 294, 302
Хлориды ртути 38, 39
Хлорная известь для очистки газов
298
Хроматография 275
Хуанкавелика, предприятие 18, 46
ц
Цементация ртути 265
----алюминием 266
----железом 270
---- сурьмой 267
Центрифугирование ступпы 219
Цены на ртуть 7, 24
Цианиды ртути 44, 45
Циклоны батарейные 162
— групповые 164
— НИИОГАЗа 162
— , футеровка 165
469
ч
Чили, производство ртути 14, 18
Чермака конденсаторы 191
Ш
Шибер Григорьева 196
Шватцит, минерал 52
Шуеттит, минерал 52
Э
Эглестонит, минерал 52
Эксгаустеры, расположение в схеме
158, 206
Экстракция ртути 275
Электрофильтры 166
Электропроводность ртути 26
Эль-Сегундо, предприятие 139, 250
Ю
Югославия (см, Идрия)
Я
Ямато, предприятие 18
Япония, производство 13, 18
—, структура потребления ртути 22
Читайте,
выписывайте
ежемесячный научно-технический
и производственный журнал
„ЦВЕТНЫЕ МЕТАЛЛЫ"
Журнал освещает вопросы теории и практики обогащения
руд и песков, производства и обработки цветных, редких, легких
и драгоценных металлов.
Печатает материалы о новых технологических схемах и про-
цессах с компексной механизацией и автоматизацией.
Публикует статьи по экономике обогащения, производства
и обработки, об использовании основных фондов, о совершен-
ствовании структуры управления производством, о передовом
опыте, внедренных рационализаторских предложениях и изобре-
тениях и др.
Информирует читателя о деятельности межзаводских школ
и научно-технического общества цветной металлургии, о сове-
щаниях и конференциях , о новостях зарубежной техники и тех-
нологии, о вышедших и готовящихся к изданию книгах по цвет-
ной металлургии и смежным отраслям.
Организует дискуссии по наиболее важным и интересным
проблемам в цветной металлургии.
Только получая и внимательно читая журнал «Цветные ме-
таллы» можно иметь полное представление о состоянии и пер-
спективах развития цветной металлургии у нас и за рубежом.
Инженерно-технические и научные работники, мастера и
высококвалифицированные рабочие, учащиеся вузов и технику-
мов — каждый найдет в журнале полезные для своей практи-
ческой и научной деятельности материалы.
В розничную продажу журнал не поступает.
Подписаться на него можно с любого очередного месяца.
Цена годового комплекта 7 р. 20 к.
Подписка на 3 мес. — 1 р. 80 к.
Автор МЕЛЬНИКОВ Серафим Михайлович
МЕТАЛЛУРГИЯ
РТУТИ
Редактор издательства Л. М. Элькинд
Технический редактор В. В. Михайлова
Переплет художника В. 3. Казакевича
Сдано в производство 2311 1971 г.
Подписано в печать 12 VIII 1971 г.
Бумага типографская № 2, 60х901/1в-
14,75 бум. л. 29,5 печ. л.
Уч.-изд. л. 30,14
Заказ 1028 Изд. № 5212
Т-13837. Тираж 1600 экз. Цена 1 р. 28 к.
Издательство «^Металлургия»
Москва, Г-34, 2-й Обыденский пер., 14
Ленинградская типография № 6
Главполиграфпрома Комитета по печати
при Совете Министров СССР
Ленинград, С-144, ул. Моисеенко, 10
МЕШРШ ИЯ