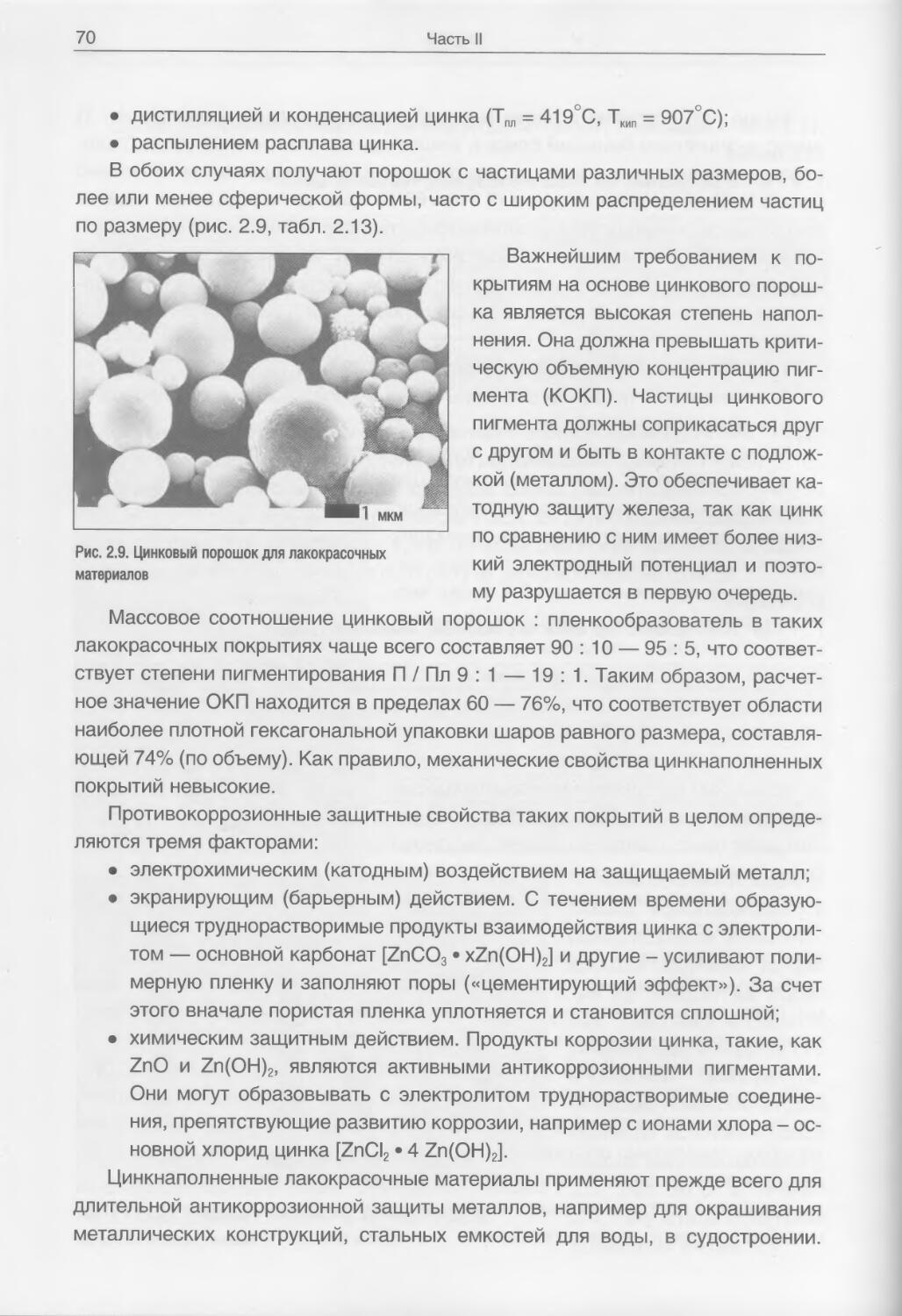
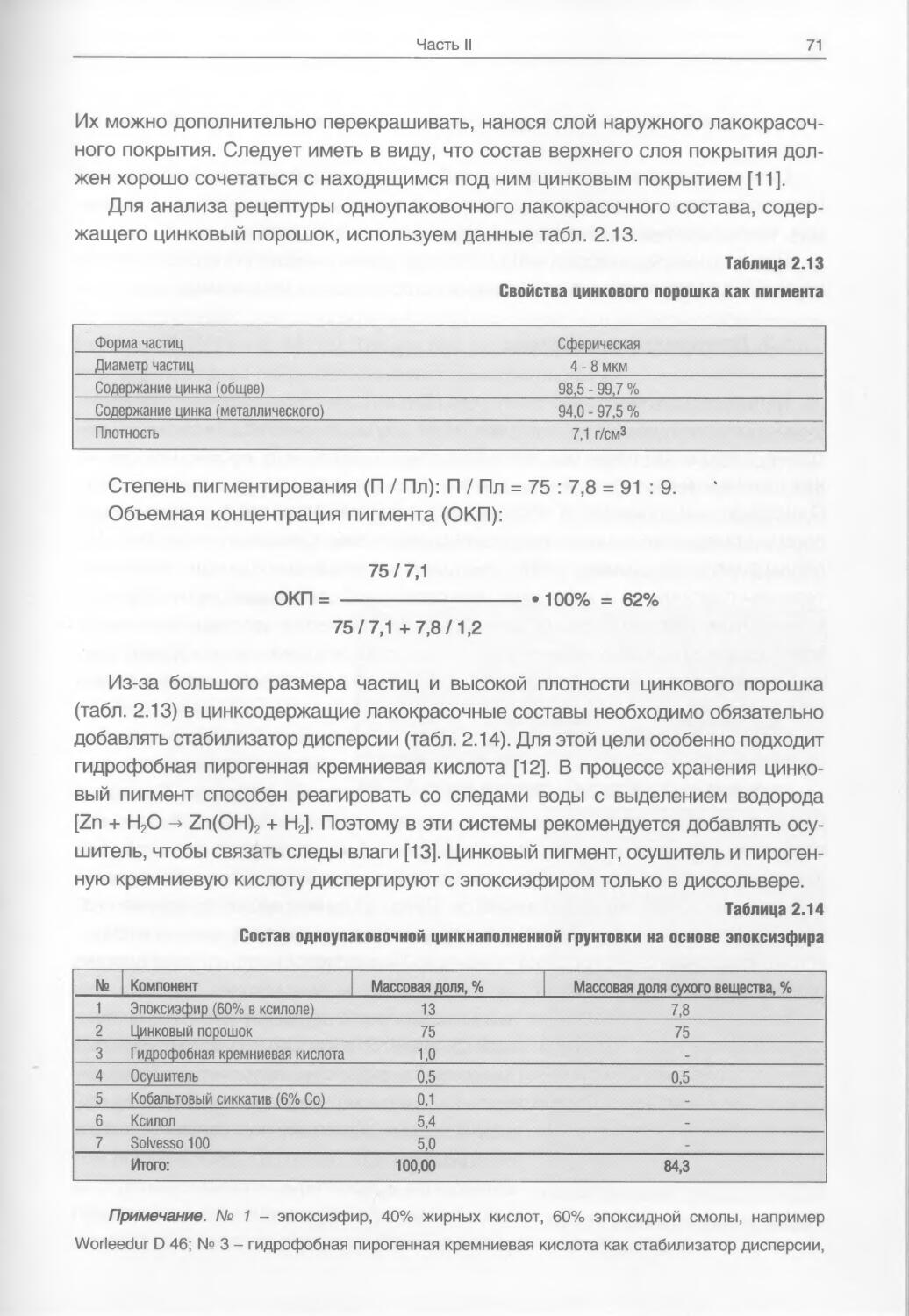
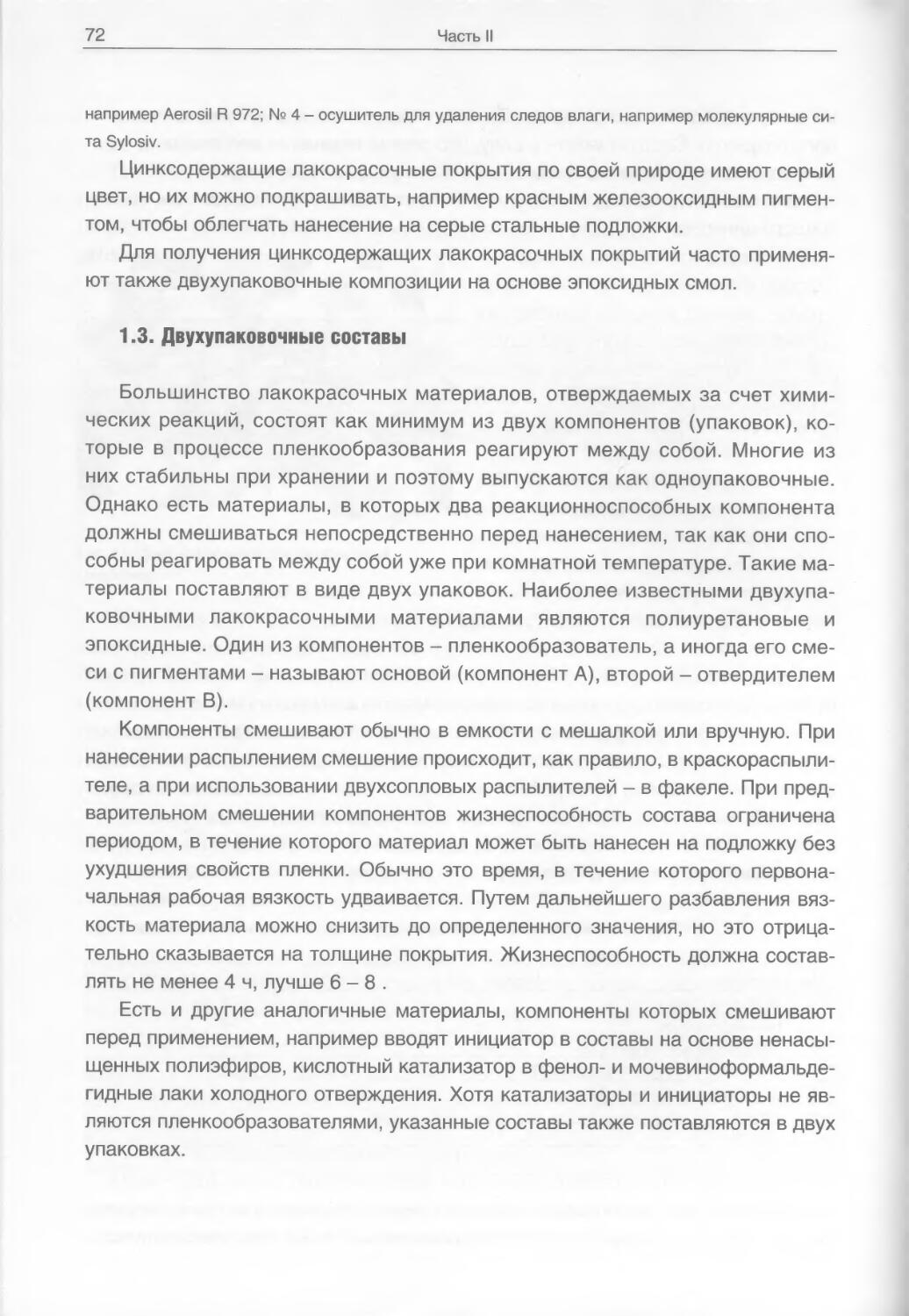
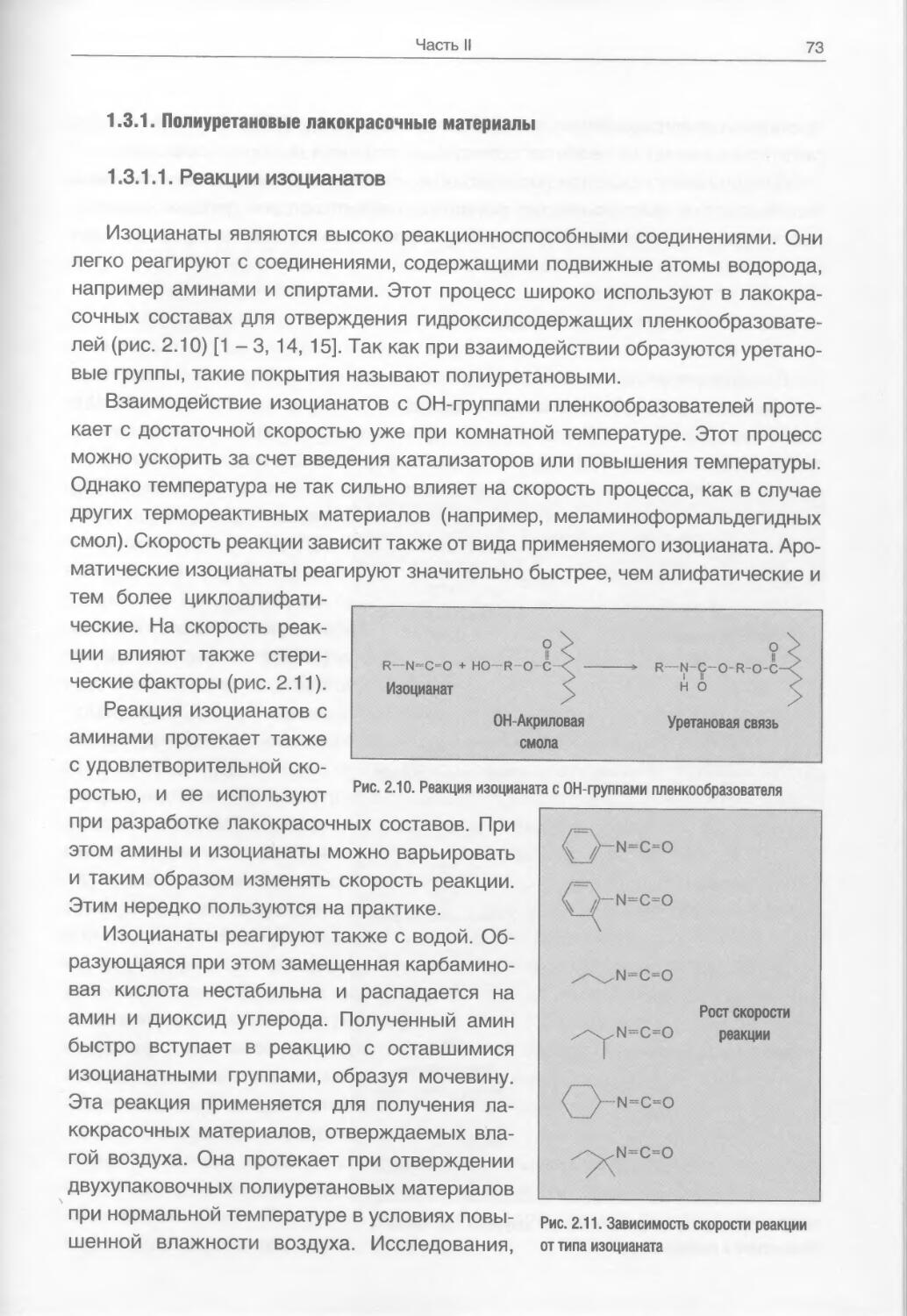
/






















Текст
Б. Мюллер, У. Пот
Лакокрасочные материалы
и покрытия.
Принципы составления
рецептур
Б. Мюллер, У. Пот
Лакокрасочные материалы
и покрытия.
Принципы составления рецептур
Москва
ООО «Пэйнт-Медиа»
2007
Бодо Мюллер, Ульрих Пот
Лакокрасочные материалы и покрытия. Принципы составления рецептур - M.: ООО «Пэйнт-
Медиа», 2007. - 237 с: 85 табл., 140 ил.
ISBN 5-902904-04-8 (978-5-902904-04-5)
В книге рассмотрены основные виды современных лакокрасочных материалов: органо-, водо-
разбавляемые, водно-дисперсионные, порошковые и другие холодного и горячего отверждения.
Приводятся типовые рецептуры материалов, примеры их составления и расчета.
Книга предназначена для специалистов, работающих в лакокрасочной и смежных отраслях
промышленности. Она полезна также студентам, обучающимся по специальности «Технология
лаков, красок и лакокрасочных порытий».
Перевод с немецкого CA. Яковлева
Под редакцией проф. А.Д. Яковлева
Редакторы: О.H. Скороходова, CH. Сомова
Компьютерная верстка: ООО «Пэйнт-Медиа», Москва
Ответственный за выпуск: О.M. Андруцкая
ISBN 5-902904-04-8 (978-5-902904-04-5) © Curt R. Vincentz Verlag, 2003
©ООО «Пэйнт-Медиа», 2007
Обращение к читателю
Уважаемый читатель!
Прошло то время, когда лакокрасочные материалы представляли собой жидкие, горючие и огнеопасные
составы, как правило, с характерным запахом, состоящие максимум из трех компонентов - пленкообразова-
теля, пигмента и растворителя.
На смену им пришли принципиально новые, более экологически чистые материалы - водные,
порошковые, безрастворите^льные и с низким содержанием растворителя. Увеличился выпуск лакокрасочных
материалов (мировой объем производства превысил 25 млн. т), значительно расширился ассортимент, улучшилось
качество, повысилась культура производства и применения. Все это - результат требований времени,
главные из которых - экология, экономика, высокое качество.
Современные лакокрасочные материалы - сложные многокомпонентные композиции, состоящие
нередко из 5 - 10 ингредиентов, каждый из которых выполняет определенные функции, а в совокупности они
обеспечивают необходимые свойства материала. Оптимальный подбор компонентов таких составов требует
высокой квалификации специалиста и зачастую занимает много времени.
Следует отметить специфику лакокрасочного производства: многообразие продукции, насчитывающей
тысячи наименований, и многочисленность сфер их применения, расширение которых приводит к увеличению
ассортимента. Поэтому все более актуальной становится необходимость разработки принципов составления
и расчета рецептур лакокрасочных материалов, соответствующих возрастающим требованиям заказчиков.
Рецептура - исходная ступень при организации производства любого лакокрасочного материала.
В условиях рыночной экономики она, как правило, представляет «ноу-хау». Бытует мнение: хорошая
рецептура имеет хорошую цену. Владение методами расчета рецептур крайне важно для любого специалиста,
связанного с их разработкой: как для исследователя, так и производственника.
Предлагаемая книга Бодо Мюллера и Ульриха Пота «Лакокрасочные материалы и покрытия. Принципы
составления рецептур» уникальна тем, что наряду с описанием многих перспективных материалов она содержит
типовые рецептуры и методы их расчета. Предпочтение отдано продукции промышленного применения,
наиболее сложной по составу, к которой предъявляются повышенные требования. Это прежде всего материалы на
основе водных растворов и дисперсий, безрастворительные, порошковые, составы фотохимического отверждения.
Последовательность изложения внутри каждого раздела, кроме первого, примерно одинакова: сначала
дана характеристика пленкообразователей и применяемого материала, затем описаны сопутствующие
компоненты (модификаторы, отвердители, ускорители и др.), далее следуют примеры рецептур, их расчет,
указание областей применения материалов.
Несколько необычным для подобной книги является принцип ее построения: в название глав положен не
химический подход (по пленкообразователю), а скорее потребительский: «органорастворимые», «водораз-
бавляемые», «порошковые» и т.д. Очевидно, авторы хотели заинтересовать книгой не только
производителей, но отчасти и потребителей лакокрасочной продукции. И это вполне оправдано.
Книга достаточно информативна в химическом отношении и поучительна. В ней содержится много
материала, отсутствующего в отечественных изданиях по данной специальности.
Советую специалистам - инженерам-технологам, связанным с производством и применением
лакокрасочных материалов, преподавателям, научным работникам, студентам вузов внимательно прочитать эту
книгу. Уверен, что вы найдете в ней много интересного и полезного.
Доктор технических наук,
профессор А.Д. Яковлев
4
Предисловие
Предисловие
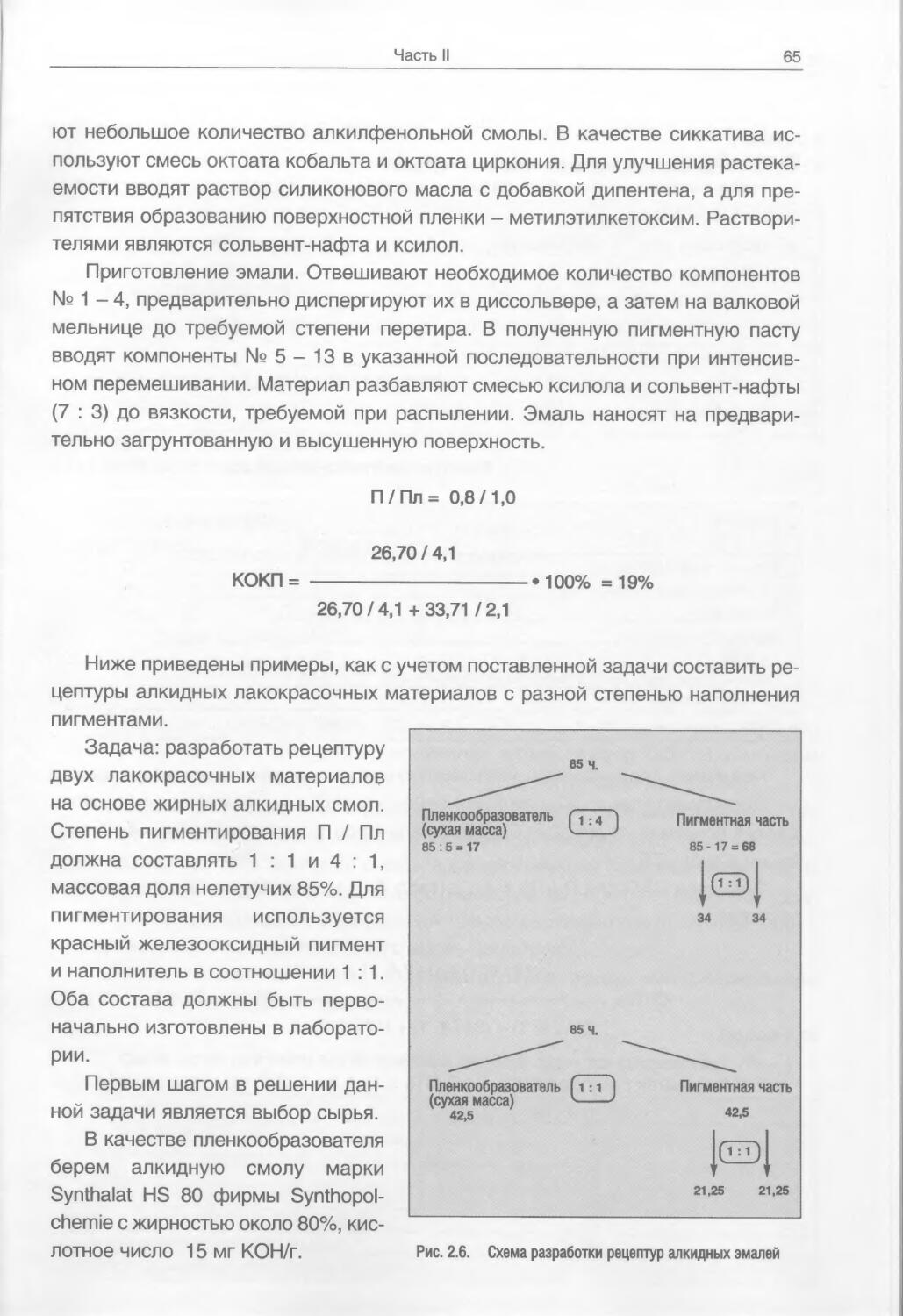
Разработка рецептур лакокрасочных материалов является важной составляющей технологии
окрашивания. К сожалению, публикаций по данному вопросу недостаточно, так как описание рецептур относится к
закрытой информации производителей лакокрасочных материалов. Более доступными являются данные
производителей сырья для лакокрасочной промышленности, однако они не могут быть перенесены в учебник без
тщательного отбора и дополнительной обработки.
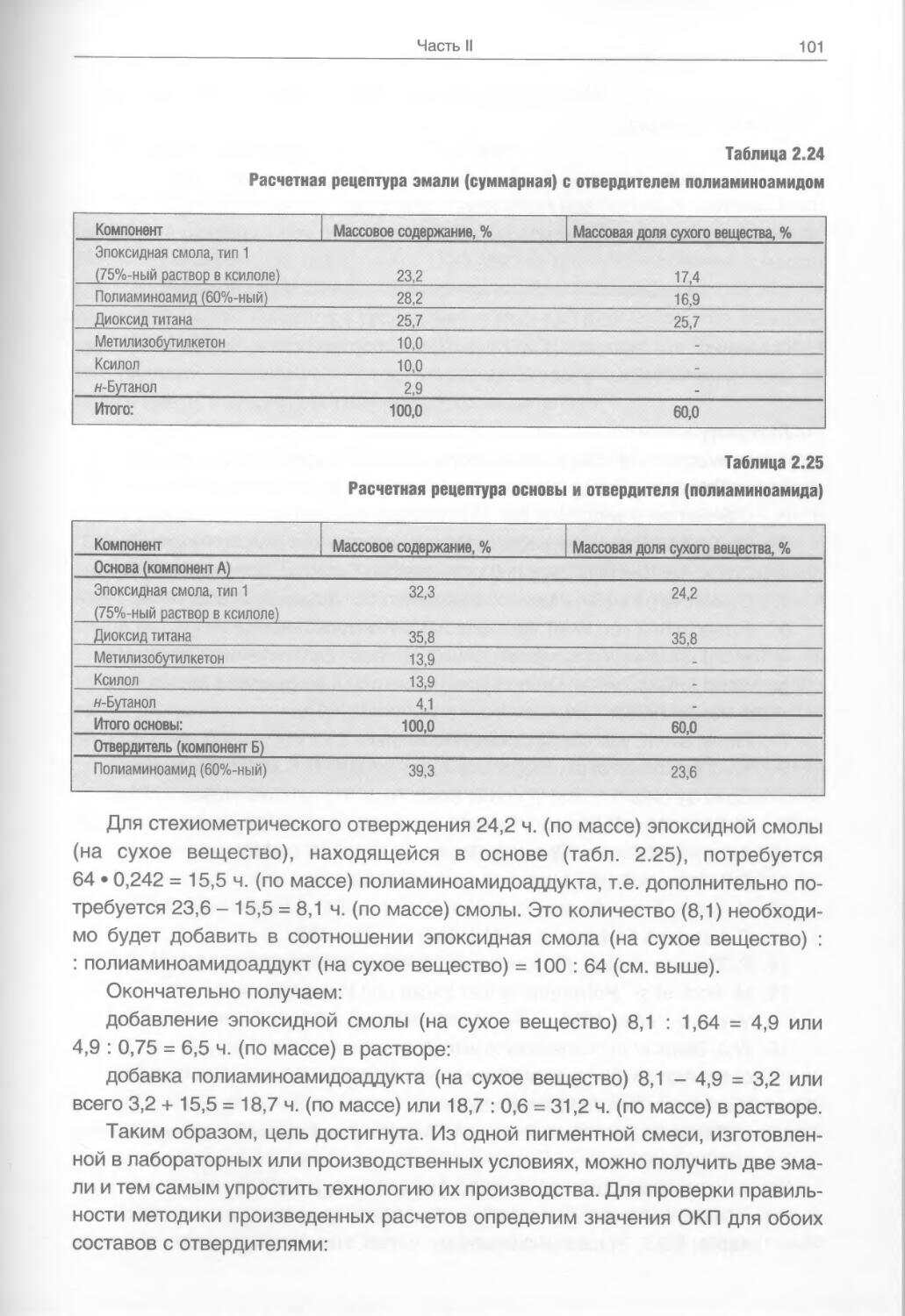
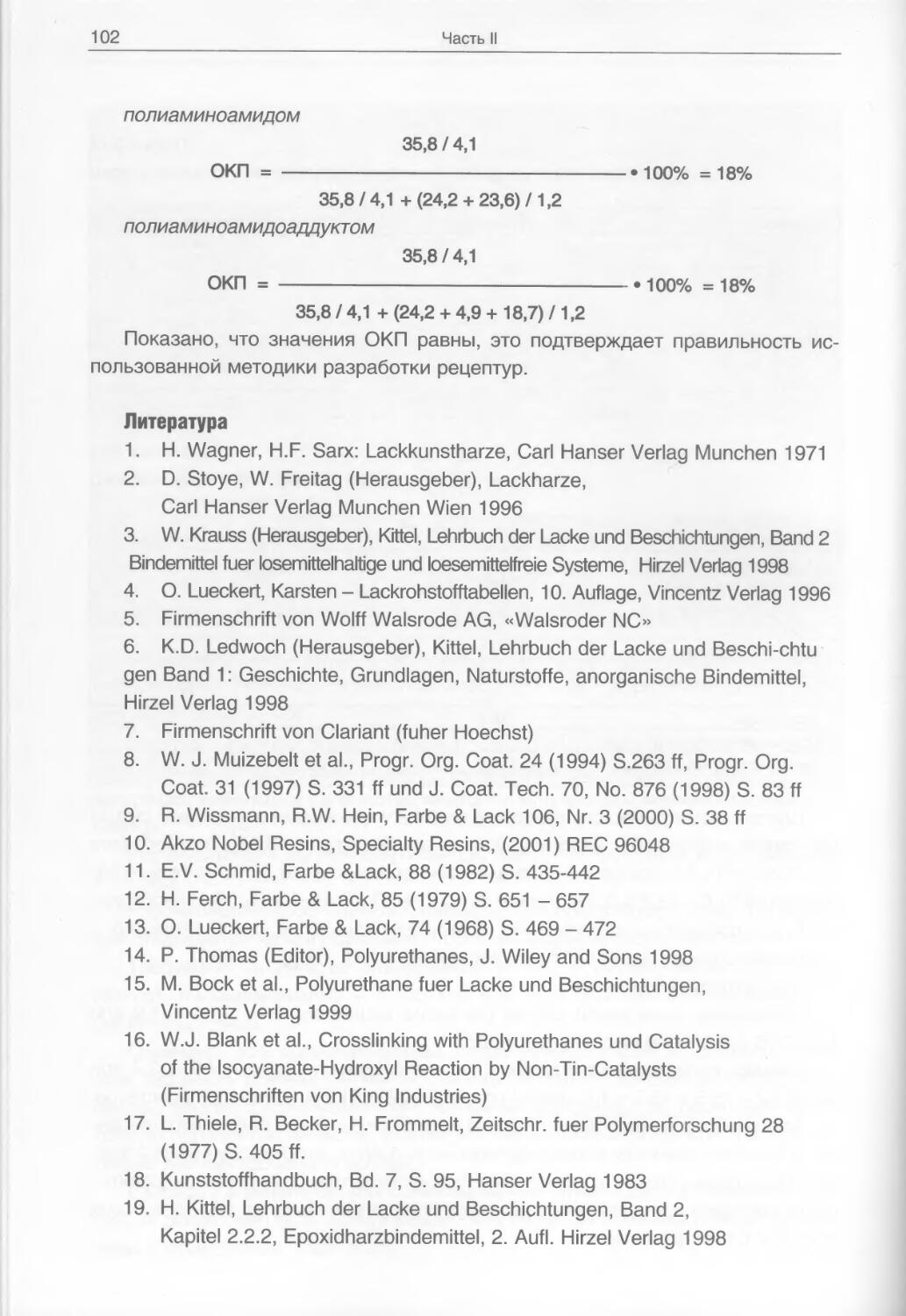
В данной книге приводятся принципы составления рецептур и проведен анализ существующих типовых
рецептур, включающий подробные расчеты важнейших параметров, применяемых в лакокрасочной
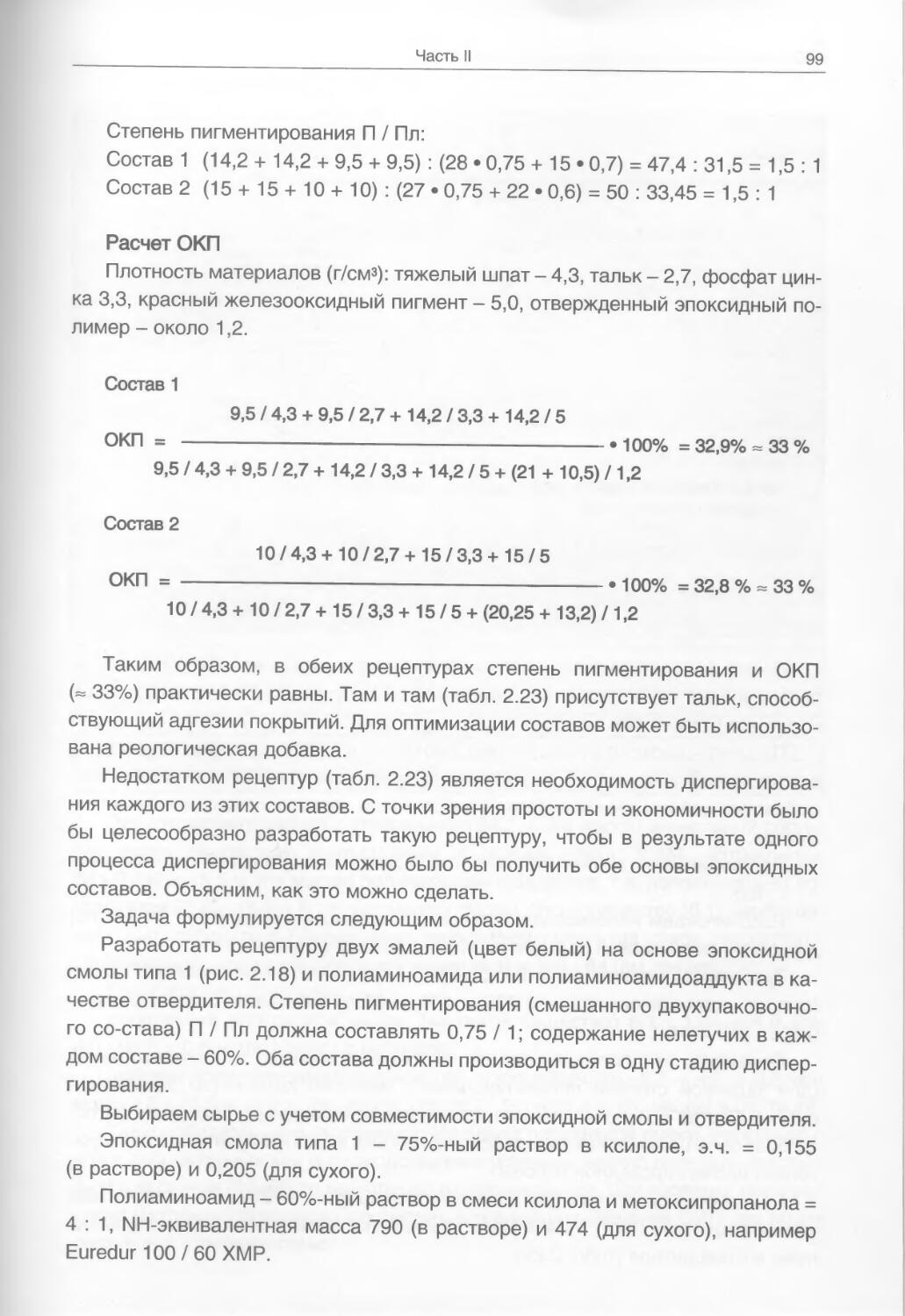
технологии, таких, как степень пигментирования, объемная концентрация пигментов, требуемое количество отверди-
телей. Для важнейших типов лакокрасочных композиций на конкретных примерах показаны принципы
построения рецептур в соответствии с исходными требованиями. Шаг за шагом описаны расчеты
соответствующих рецептур, которые может выполнить даже начинающий. Подобный принцип можно использовать также
для других материалов, например клеев и герметиков.
Из многообразия существующих лакокрасочных композиций выбраны важнейшие. Приведенные в
книге рецептуры являются типовыми или примерами из патентной литературы, но их не следует понимать как
промышленные. Здесь нет четко выраженных ограничений, связанных с патентной тайной или торговыми
марками (например, обозначенных как ™ или ®). Поэтому необходимо иметь в виду, что при промышленном
производстве материалов их состав и торговые марки должны быть откорректированы.
Авторы
Содержание 5
Содержание
Предисловие
Обращение к читателю
Часть I. Общие сведения о пигментированных лакокрасочных 13
материалах
1. Дисперсии пигментов 13
1.1. Характеристика дисперсных систем 13
1.2. Стабилизация дисперсий 16
1.2.1. Электростатическая стабилизация 17
1.2.2. Стерическая стабилизация 19
1.3. Смачивающие и диспергирующие агенты 20
1.3.1. Диспергирующие агенты 21
1.3.2. Агенты смачивания 24
1.4. Смачивание поверхности пигментов при диспергировании ... .28
2. Составление рецептур лакокрасочных материалов 31
2.1. Объемная концентрация пигментов 31
2.2. Влияние величины и формы частиц пигментов на свойства
лакокрасочных покрытий 35
2.3. Разработка рецептур 37
2.4. Системы лакокрасочных покрытий 39
Литература 41
Часть II. Органорастворимые лакокрасочные материалы 43
1. Лакокрасочные материалы естественной сушки 43
1.1. Материалы, формирующие покрытия за счет
физических процессов 43
1.1.1. Материалы на основе нитрата целлюлозы 44
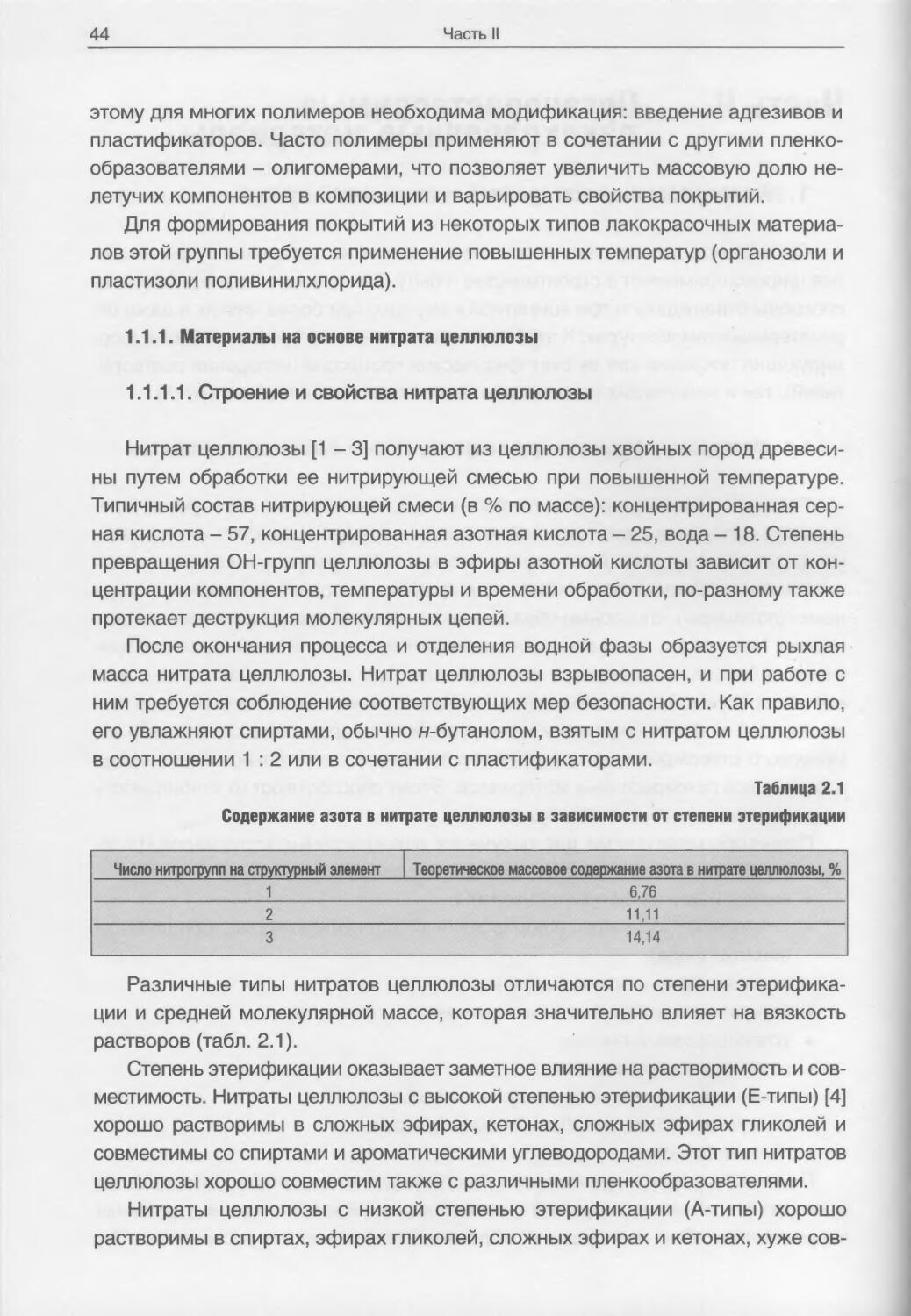
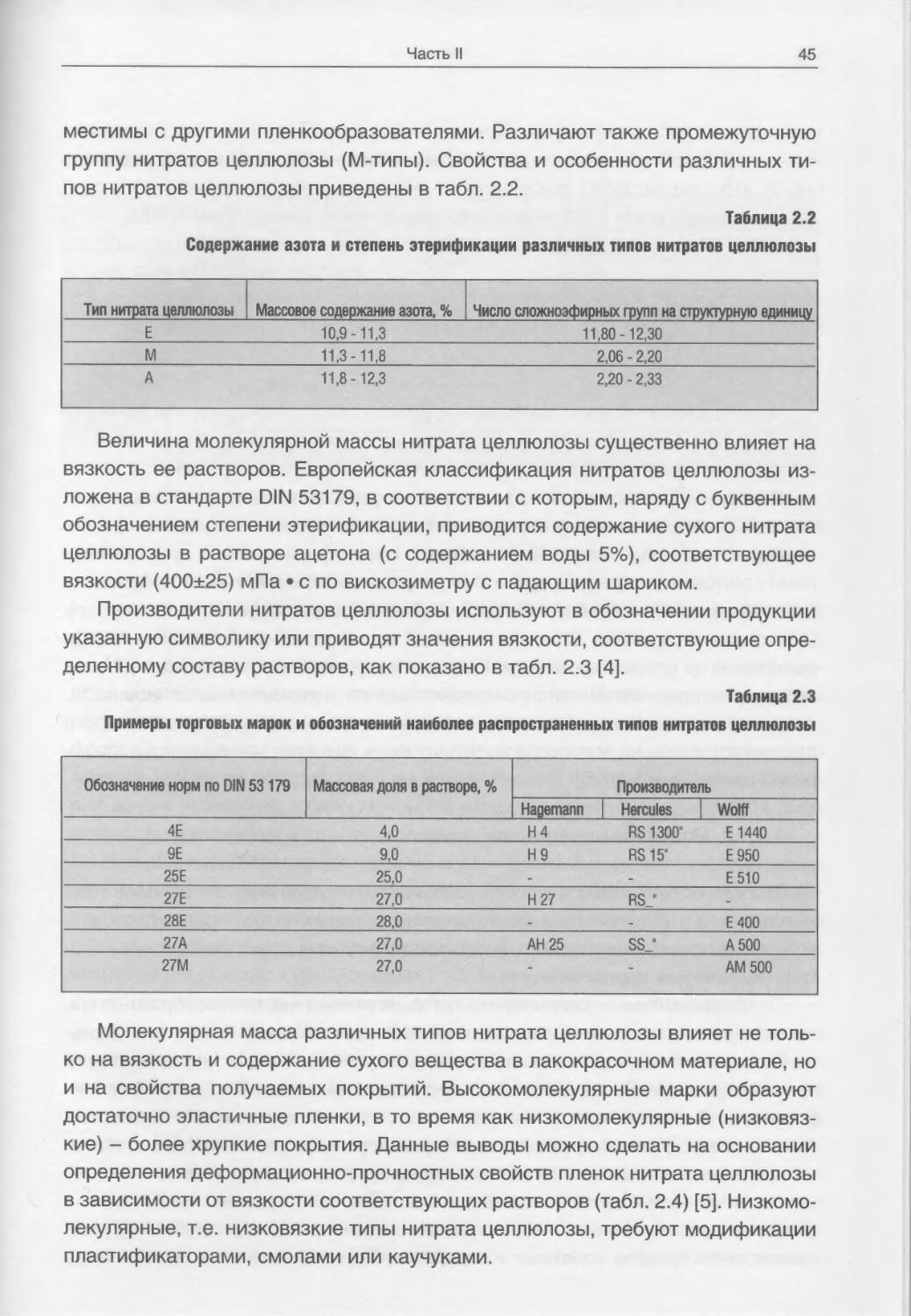
1.1.1.1. Строение и свойства нитрата целлюлозы 44
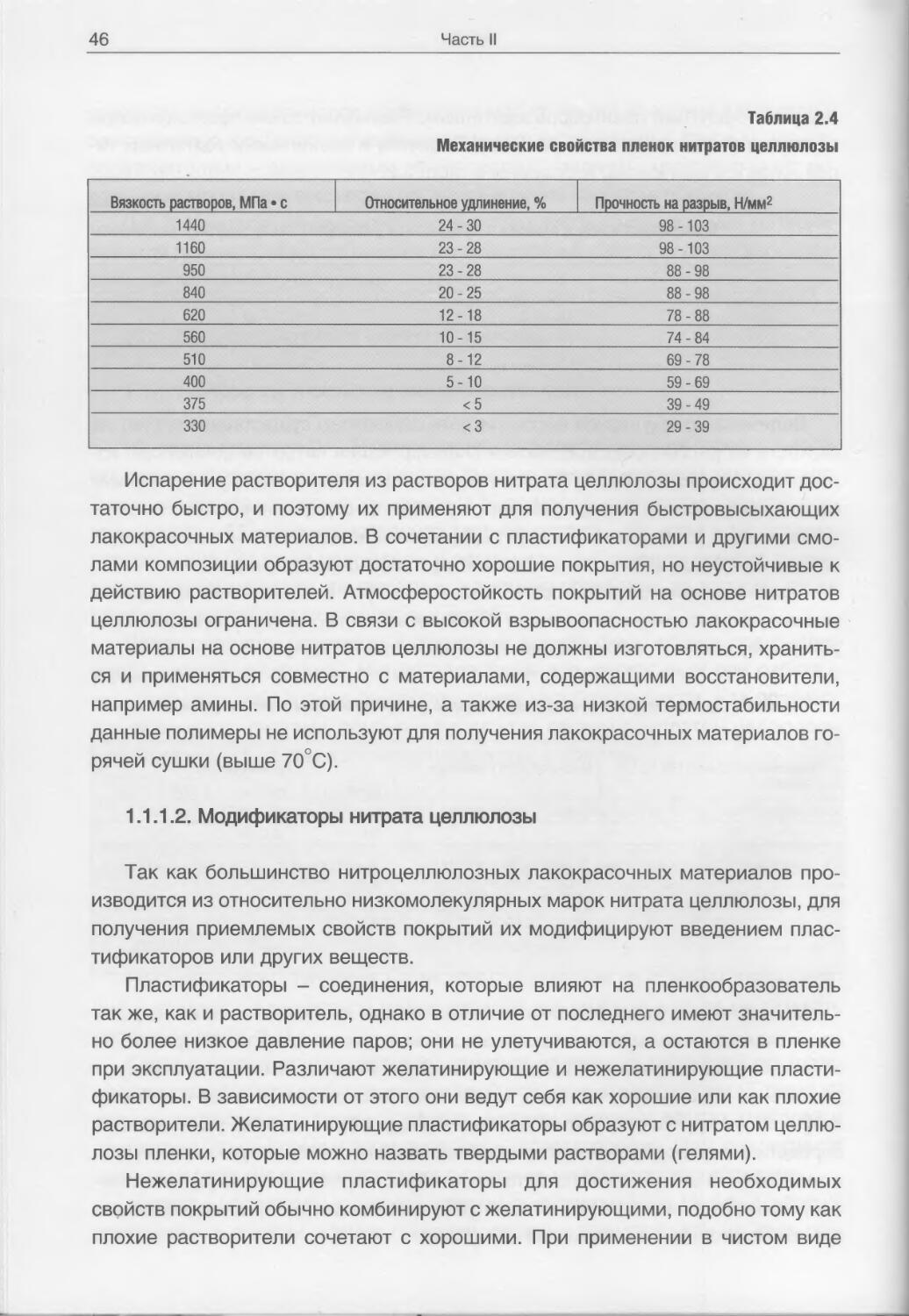
1.1.1.2. Модификаторы нитрата целлюлозы 46
1.1.1.3. Состав, получение и применение
нитроцеллюлозных материалов 48
1.1.2. Полиакриловые материалы 50
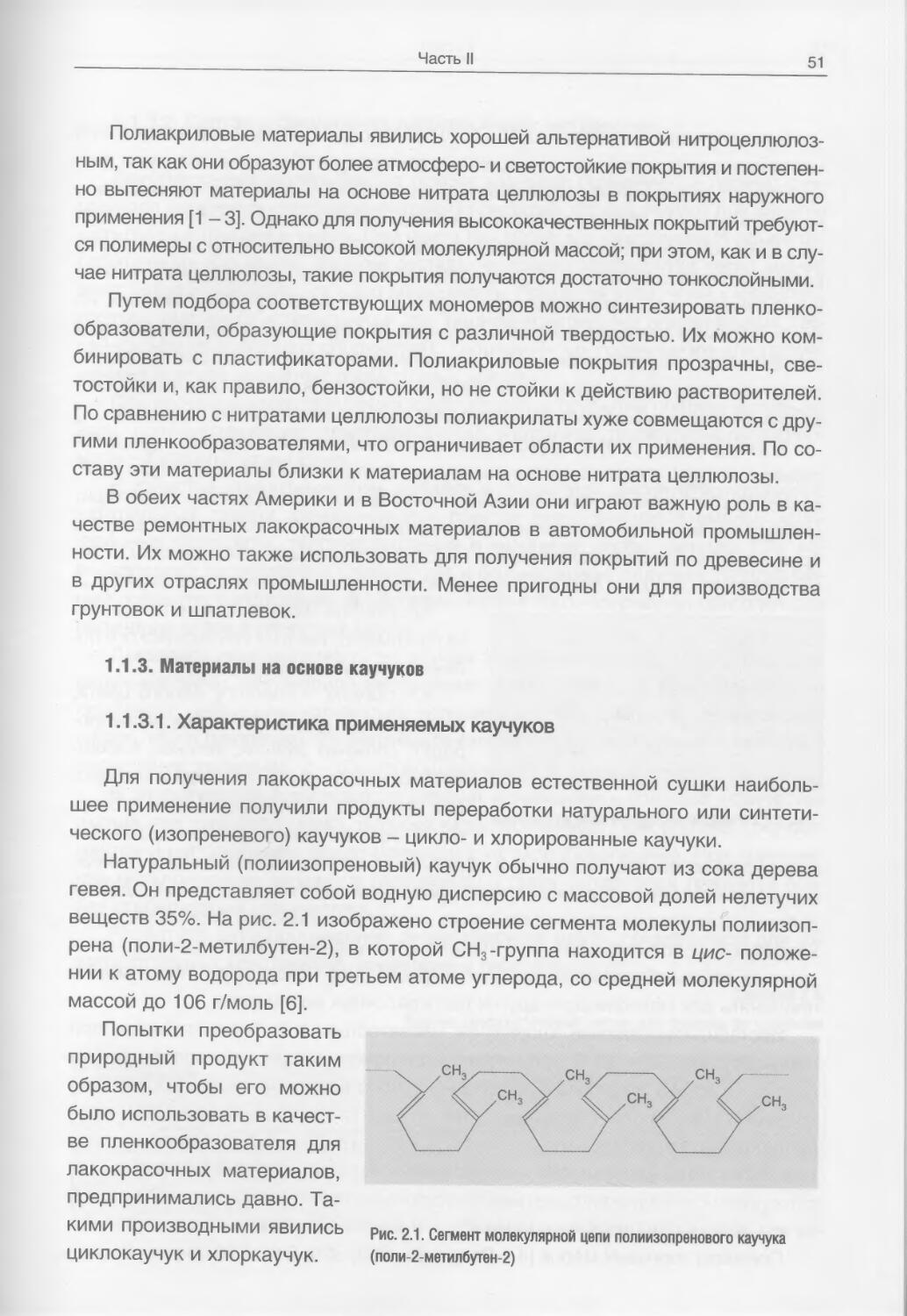
1.1.3. Материалы на основе каучуков 51
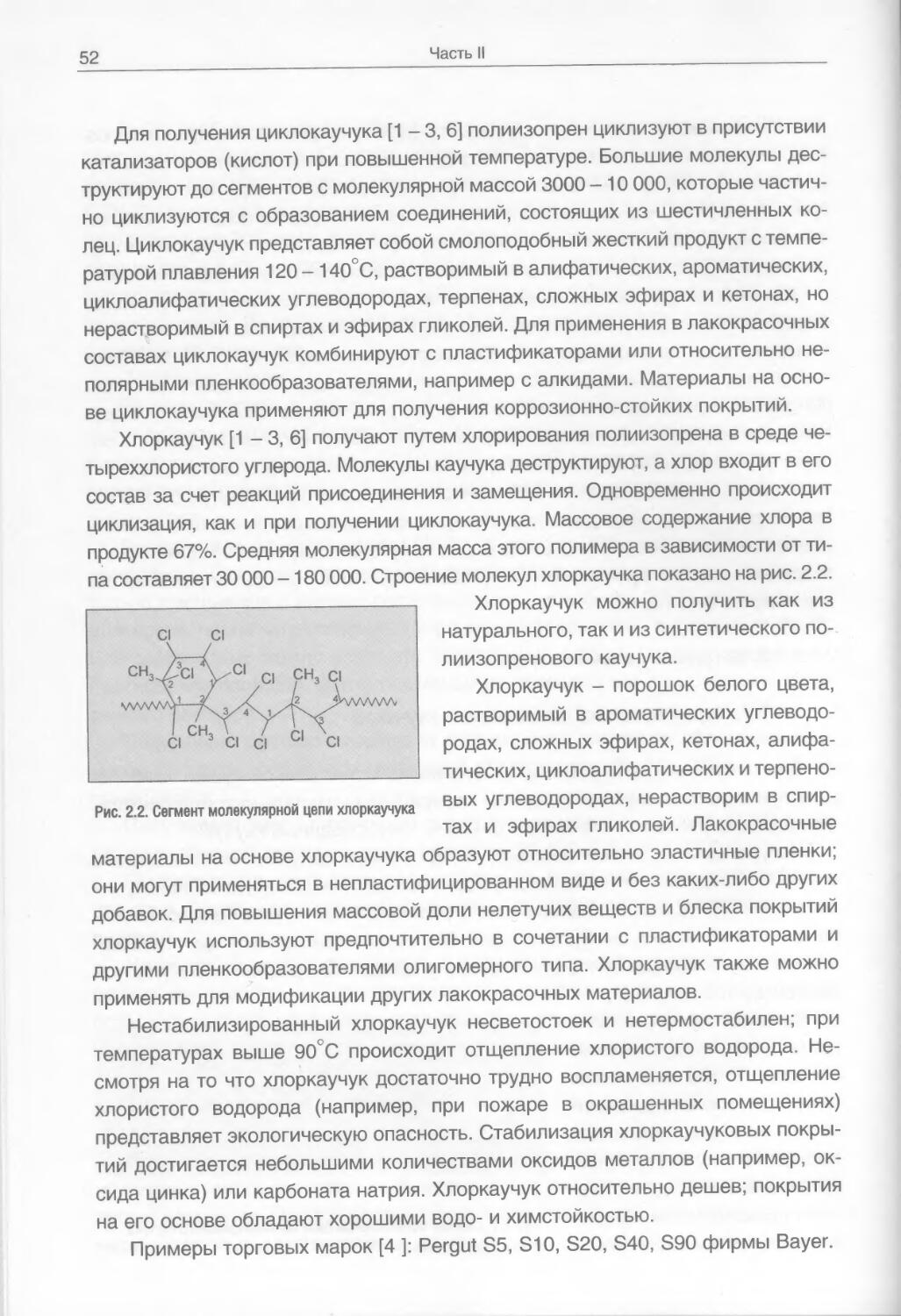
1.1.3.1. Характеристика применяемых каучуков 51
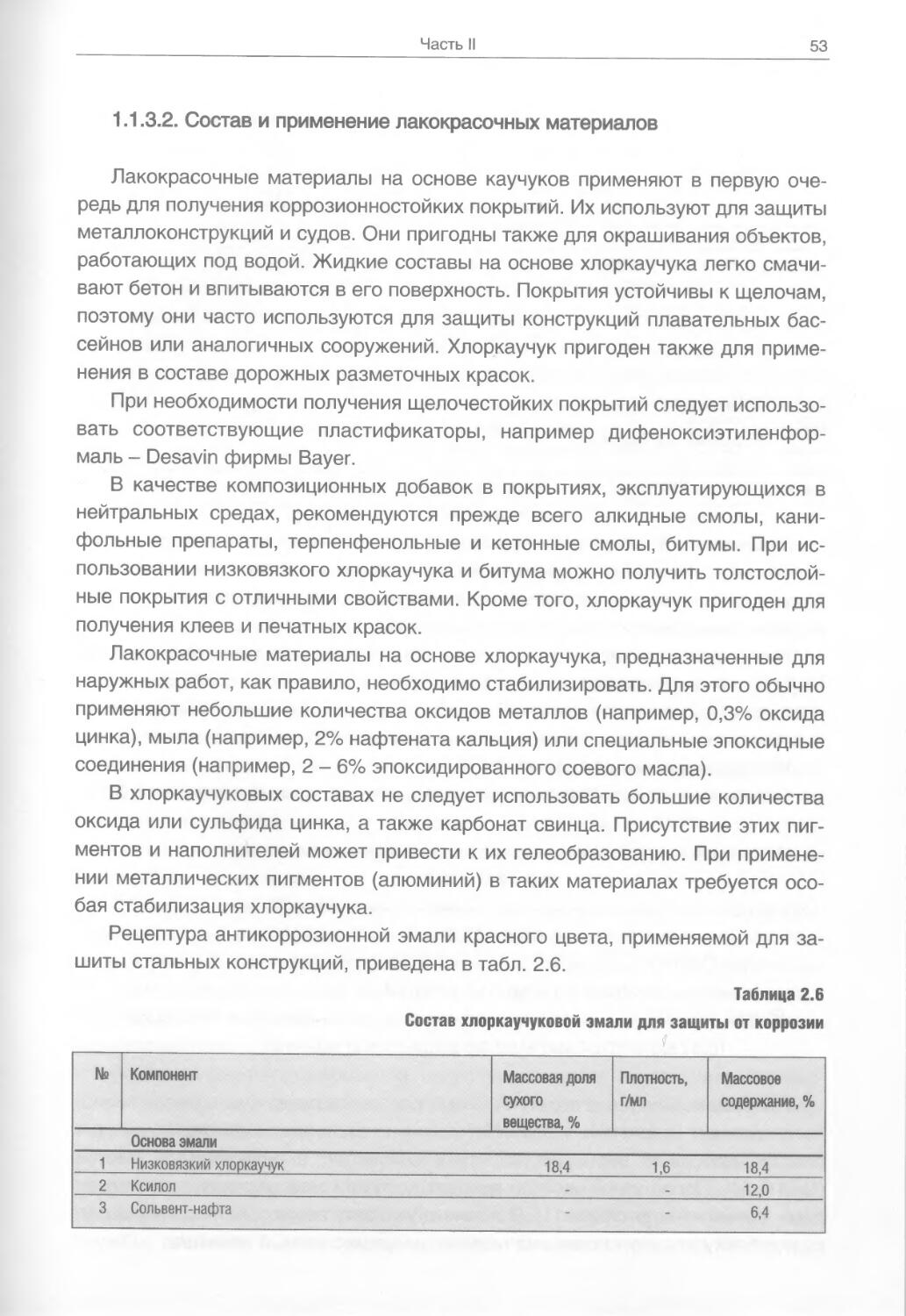
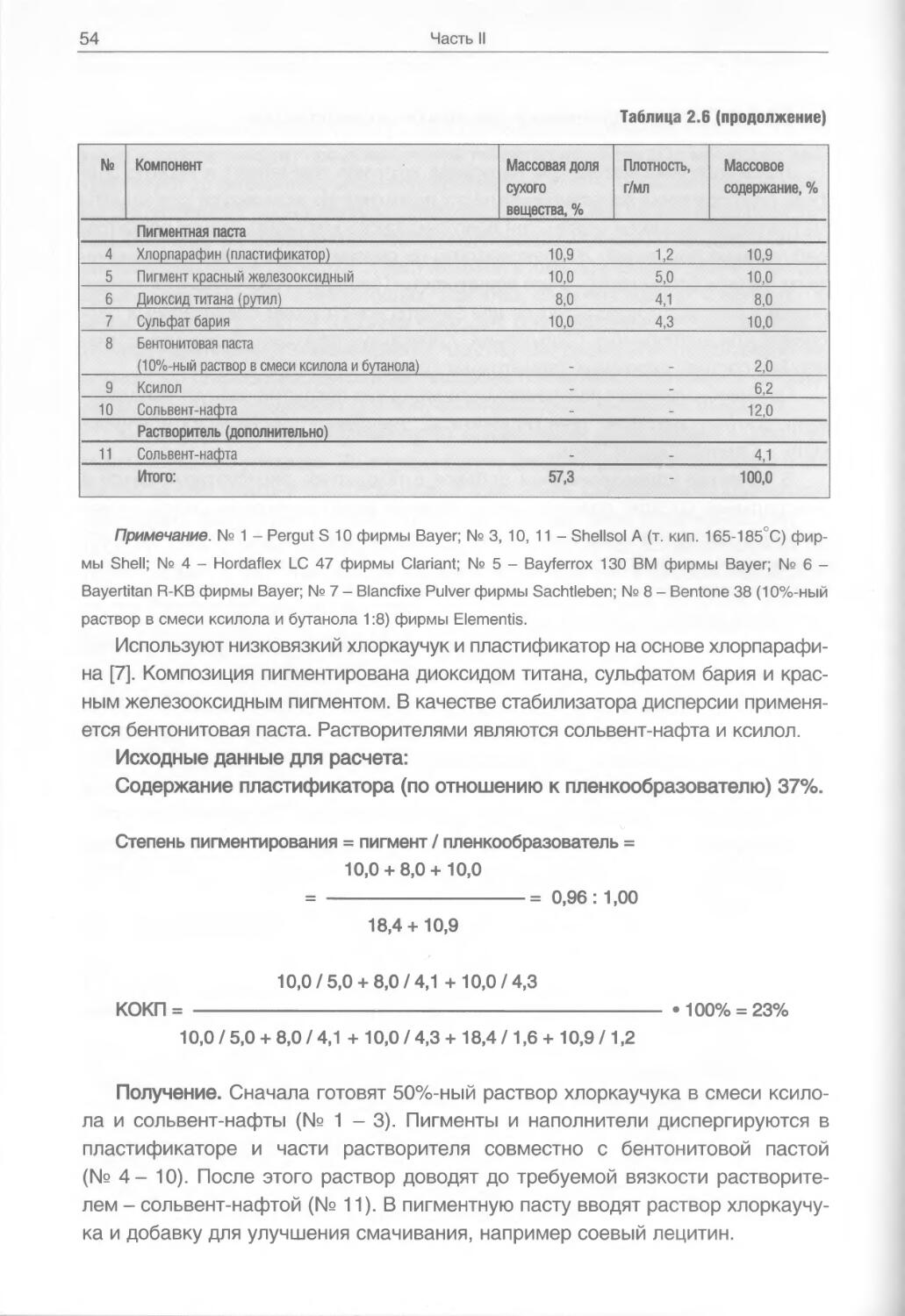
1.1.3.2. Состав и применение лакокрасочных
материалов 53
1.2. Материалы, формирующие покрытия путем
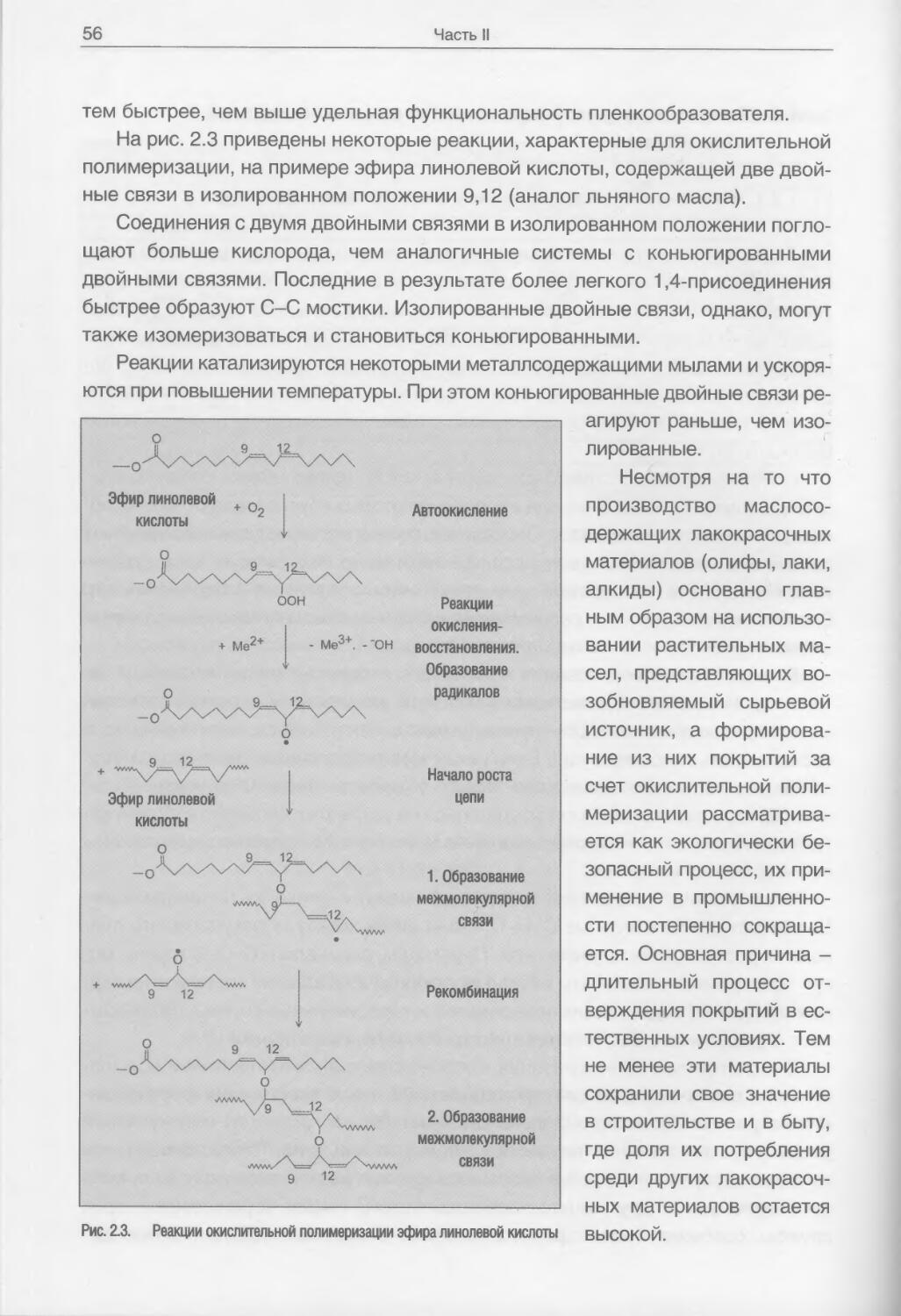
окислительной полимеризации 55
1.2.1. Особенности пленкообразования с участием
кислорода воздуха 55
Parmetol
®
S8M
КОНСЕРВАНТЫ ДЛЯ ПОКРЫТИЙ И ЛКМ В ТАРЕ Schulke&Mayr GmbH
D-22840Norderstedt
TeI. +49 40 521 00-0
Fax +49 40 521 00-244
www.schuelke-mayr.com
sai@schuelke-mayr.com
НАШ БОЛЕЕ ЧЕМ ВЕКОВОЙ
ОПЫТ В ОБЛАСТИ ГИГИЕНЫ
И ХРАНЕНИЯ ЛКМ ПОМОЖЕТ
ПОДДЕРЖАТЬ ВАШ ПРЕСТИЖ
НАШИ АГЕНТЫ Банги Бонсомер—Беларусь Банги Бонсомер — Москва БангиБонсомер—Санкт-Петербург Банги Бонсомер — Украина
ПО ПРОДАЖЕ: Тел.:+375 17 237 93 58 Тел.:+7 495 258 40 40 Тел.:+7 812 320 20 00 Тел.: + 380 44 461 92 64
Факс: +375 17 237 93 51 Факс: +7 495 258 40 39 Факс: +7 812 320 20 20 Факс: +380 44 492 79 90
Содержание 7
1.2.2. Пленкообразователи, отверждаемые путем
окислительной полимеризации 57
1.2.3. Сиккативы и средства, предотвращающие
образование поверхностной пленки 60
1.2.4. Разновидности, состав и применение масляных
и алкидных материалов 62
1.2.5. Материалы на основе эпоксиэфиров 69
1.3. Двухупаковочные составы 72
1.3.1. Полиуретановые лакокрасочные материалы 73
1.3.1.1. Реакции изоцианатов 73
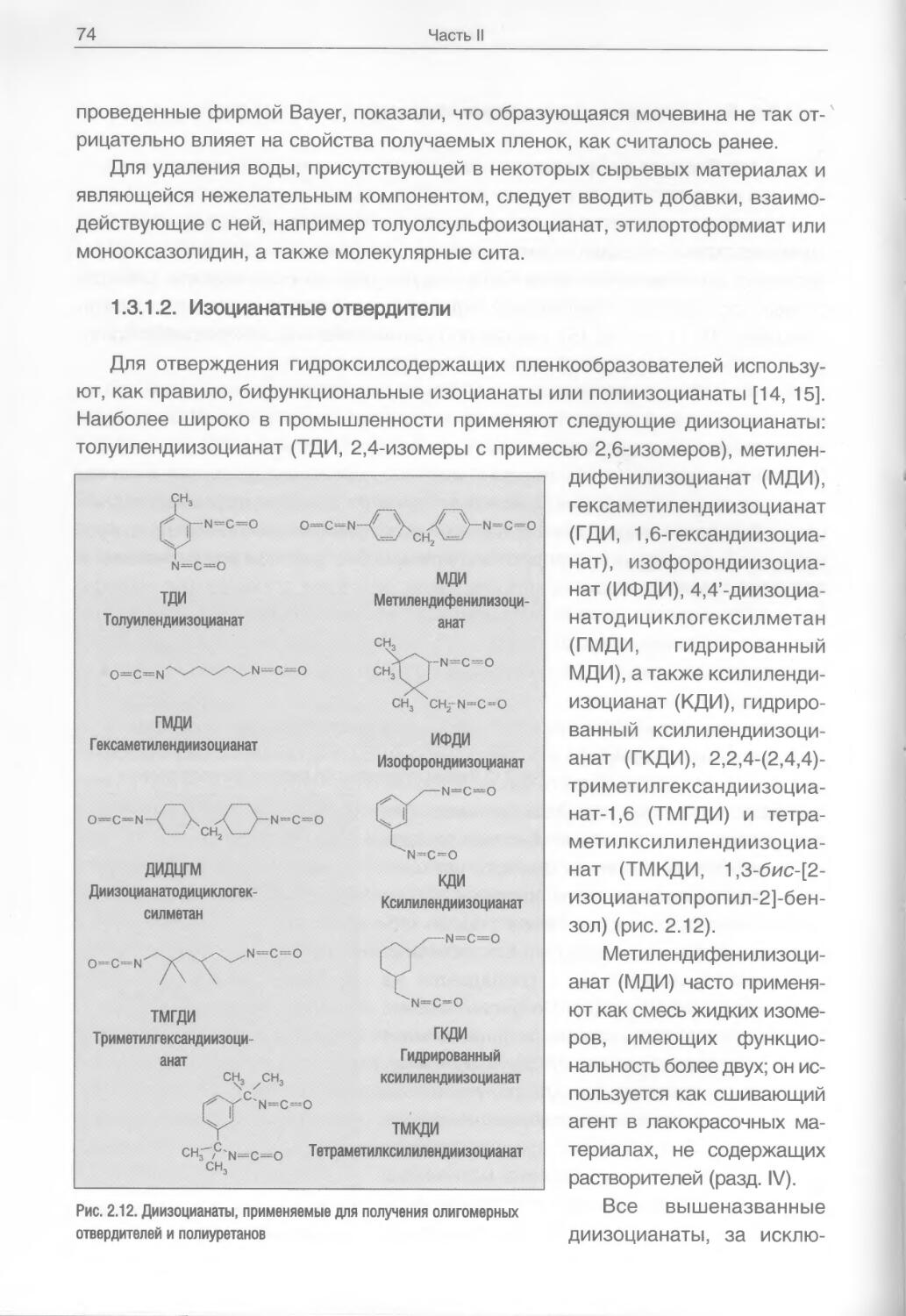
1.3.1.2. Изоцианатные отвердители 74
1.3.1.3. Гидроксилсодержащие пленкообразователи .. .78
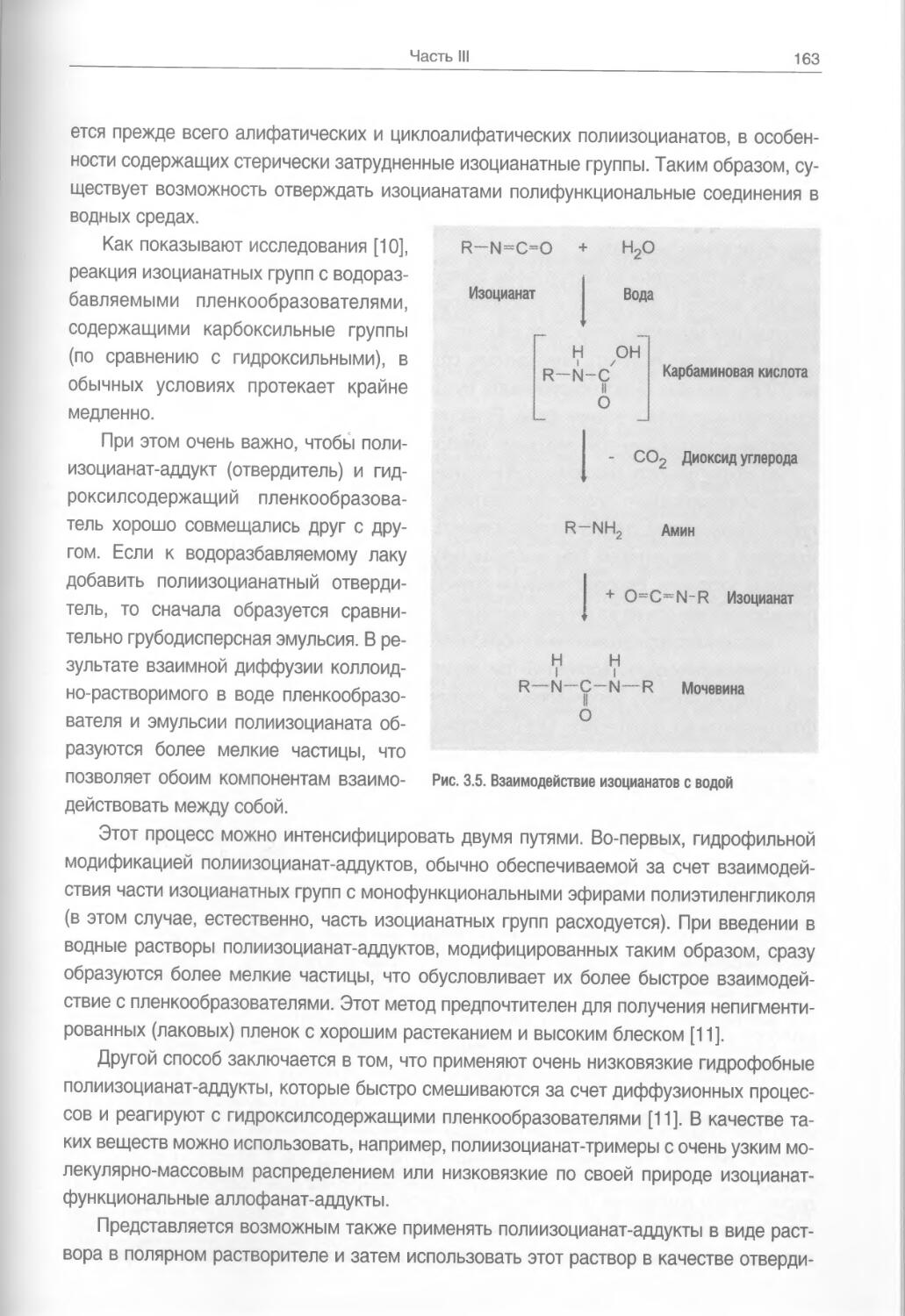
1.3.1.4. Катализаторы и ускорители отверждения 81
1.3.1.5. Составление рецептур 82
1.3.2. Двухупаковочные эпоксидные
лакокрасочные материалы 88
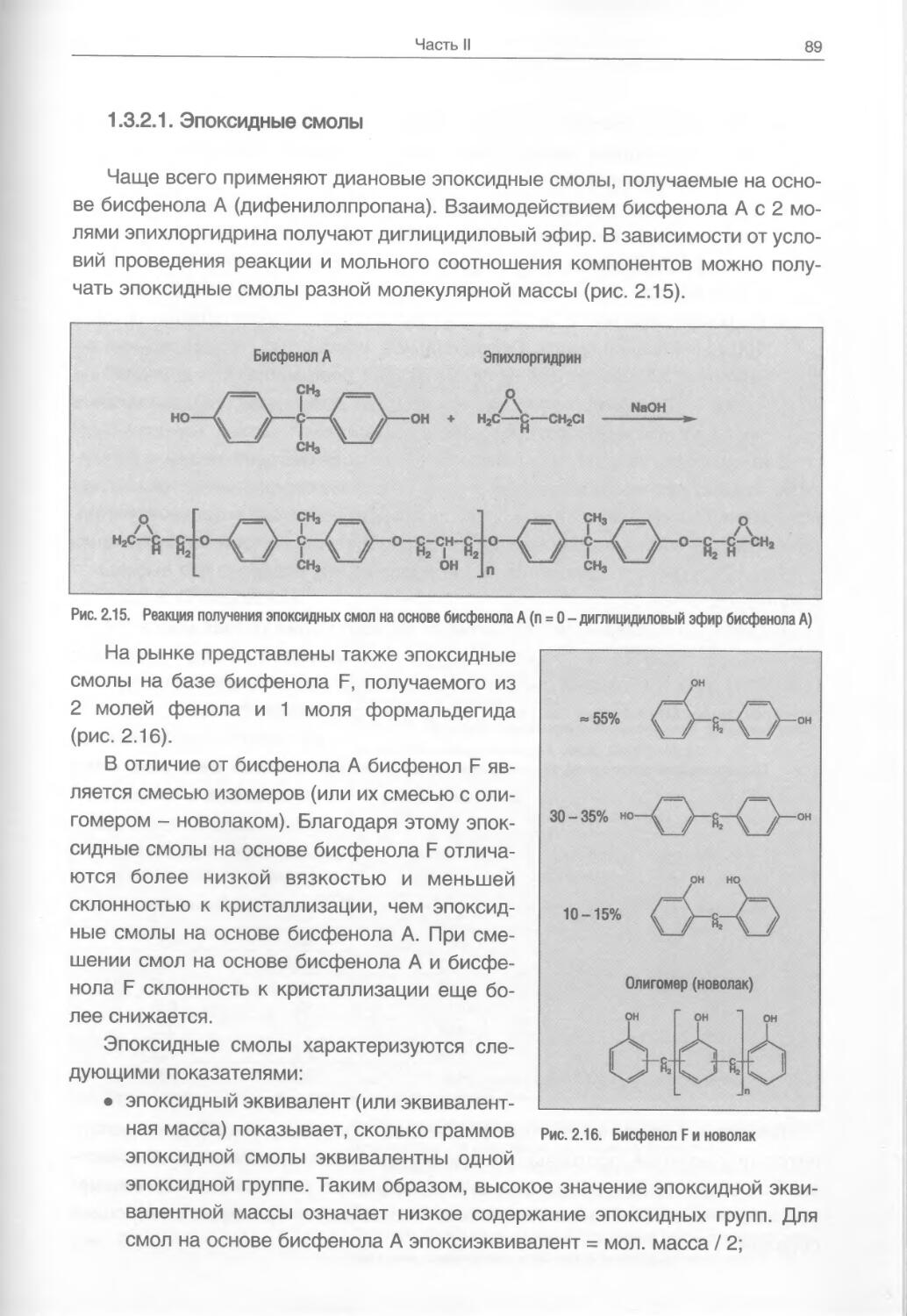
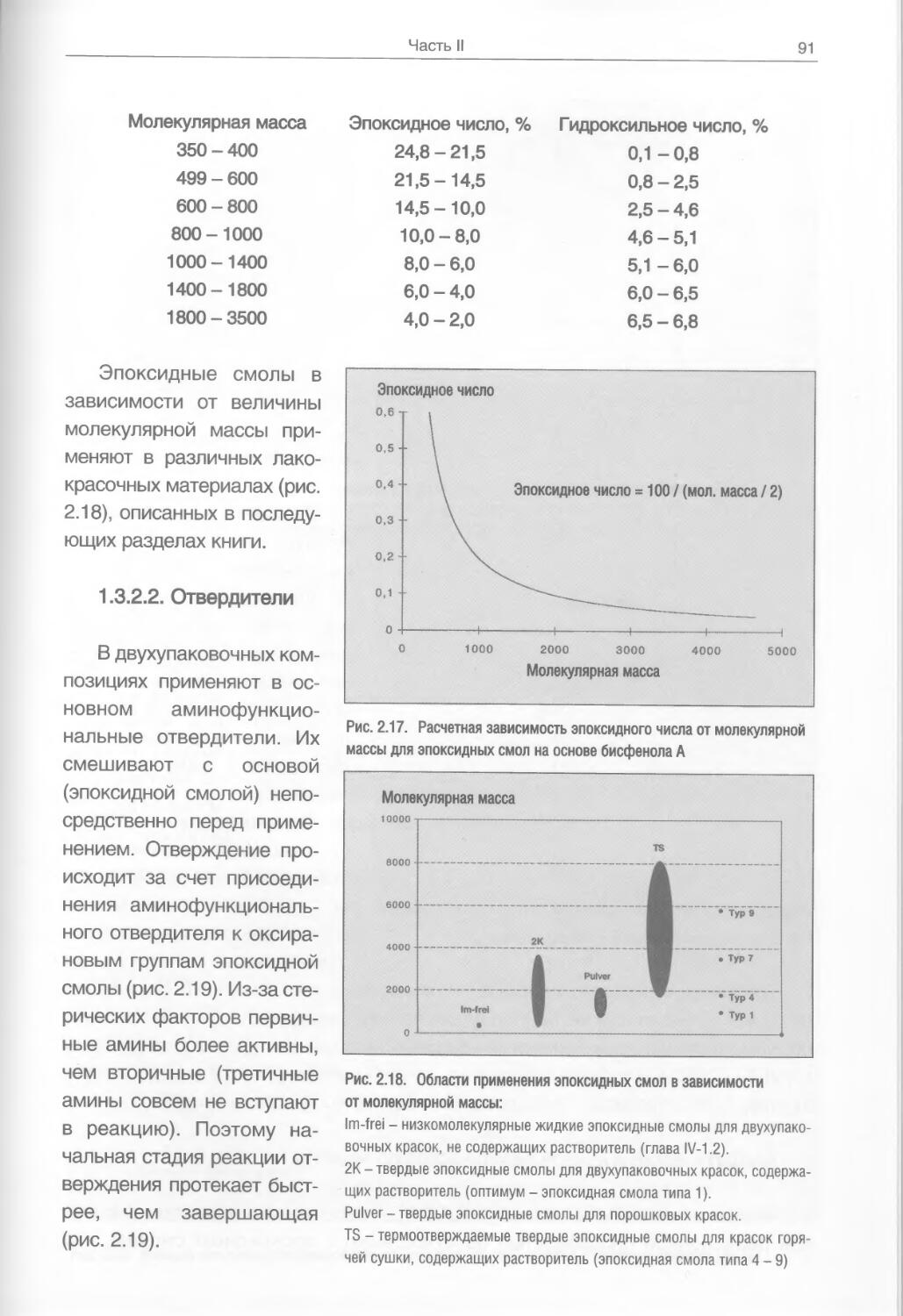
1.3.2.1. Эпоксидные смолы 89
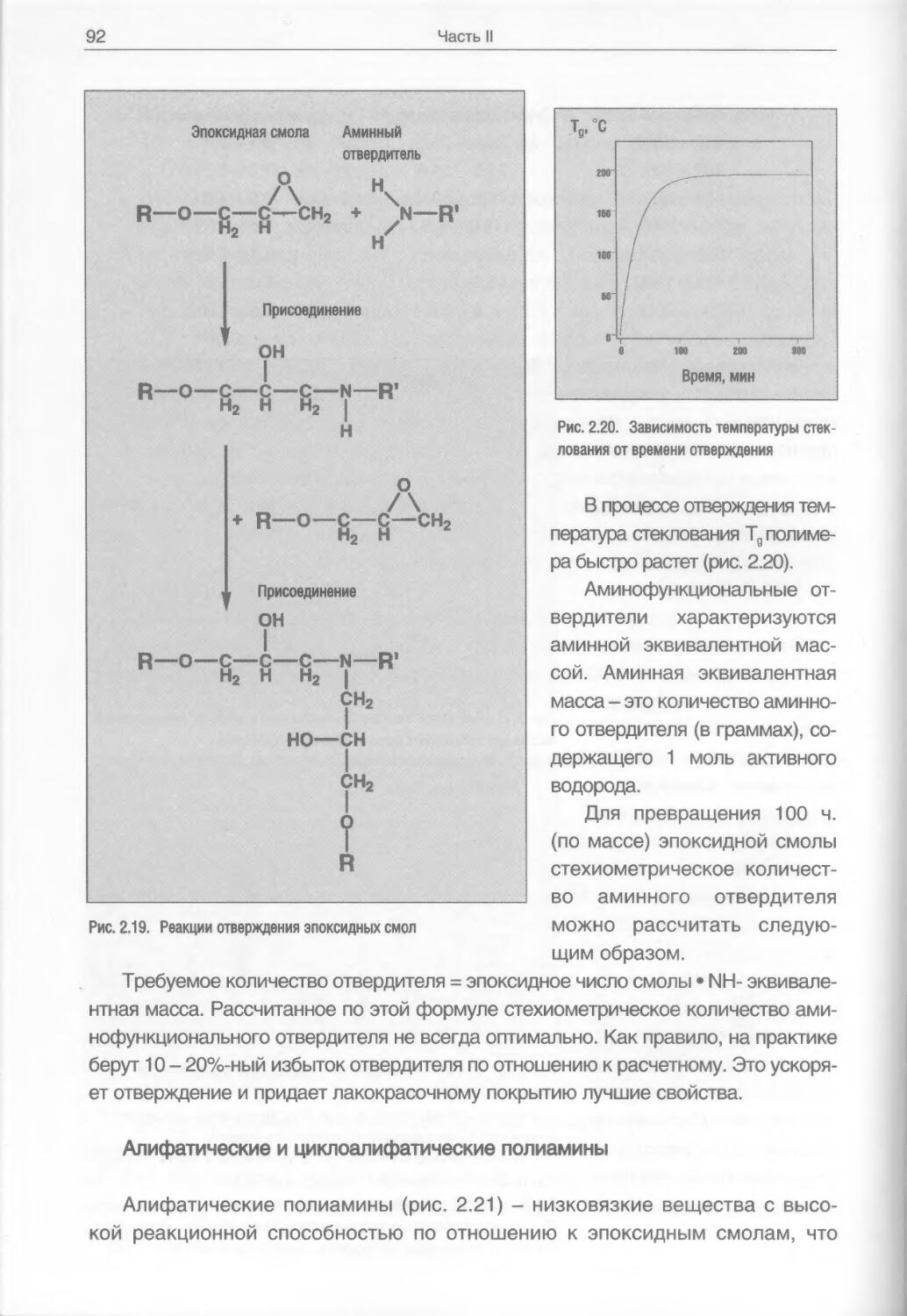
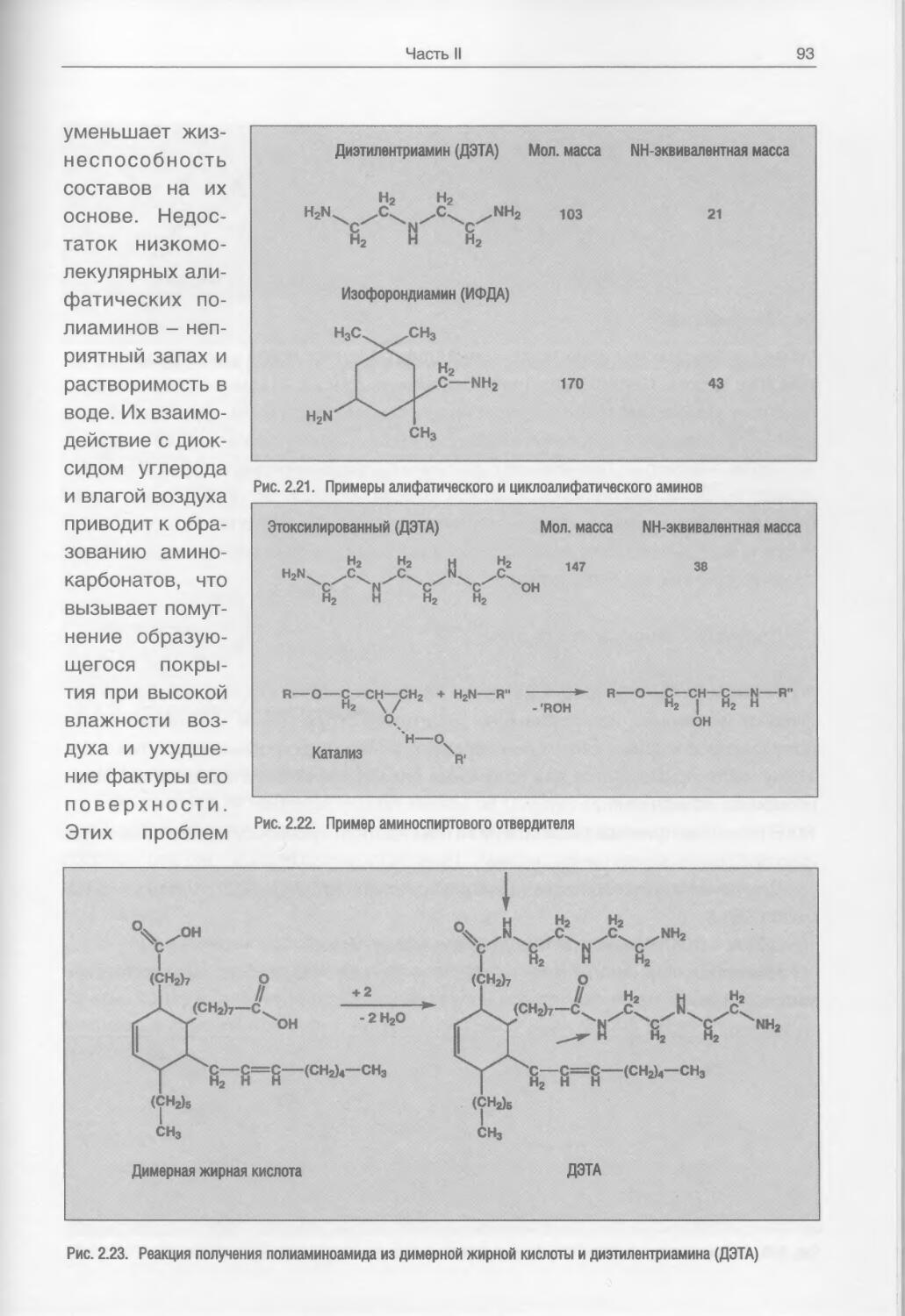
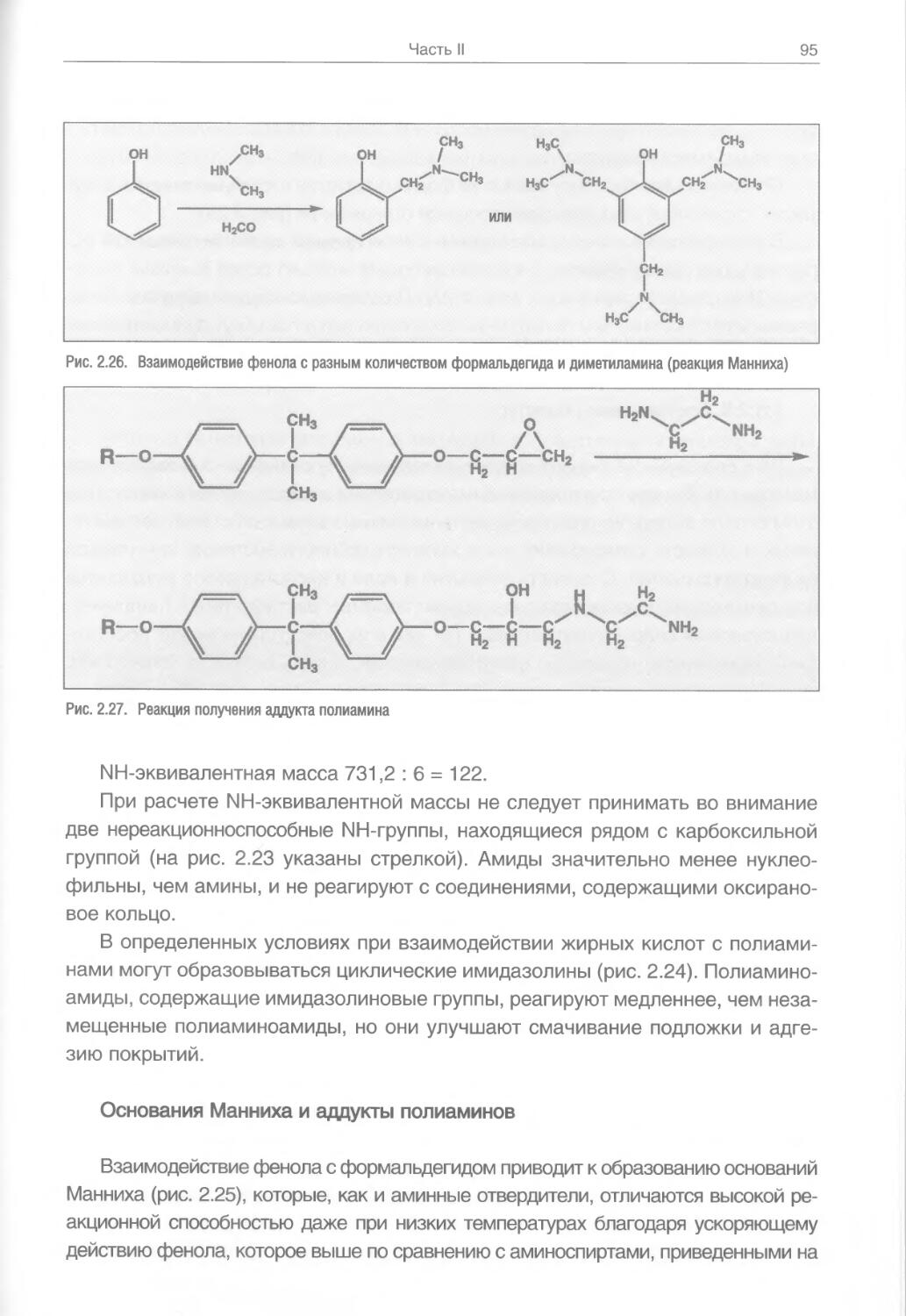
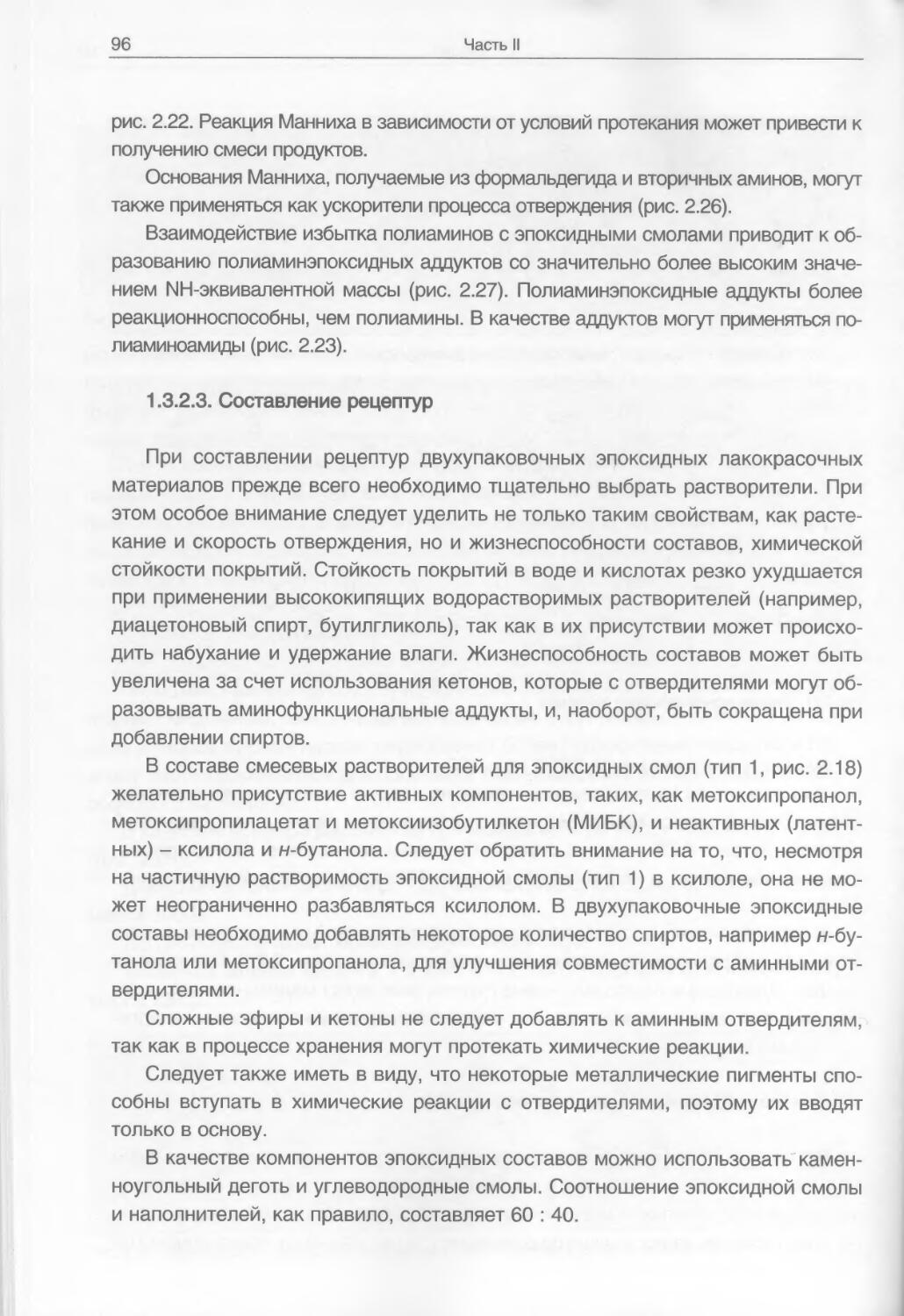
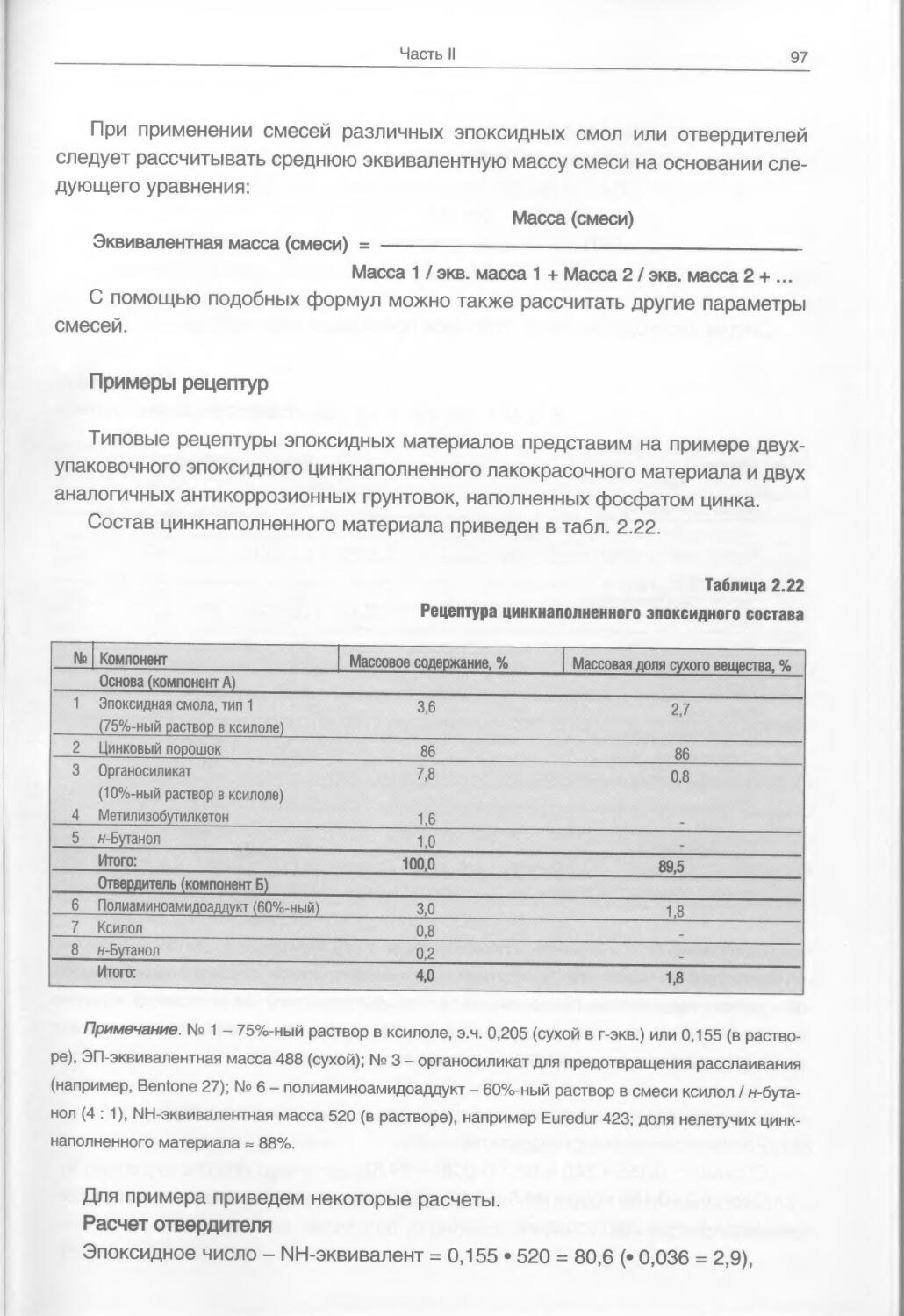
1.3.2.2. Отвердители 91
1.3.2.3. Составление рецептур 96
Литература 102
2. Лакокрасочные материалы горячей сушки 103
2.1. Общие сведения 103
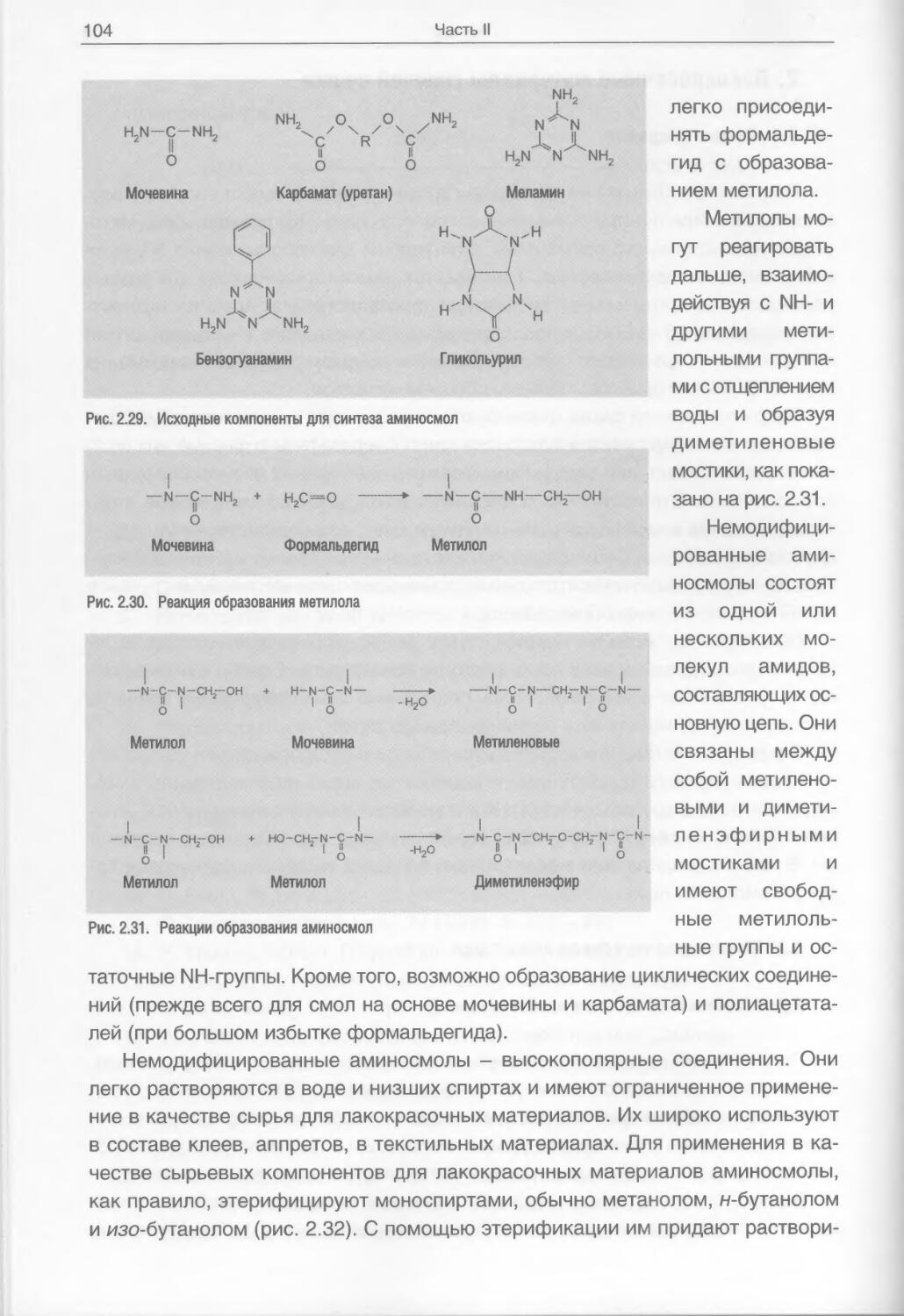
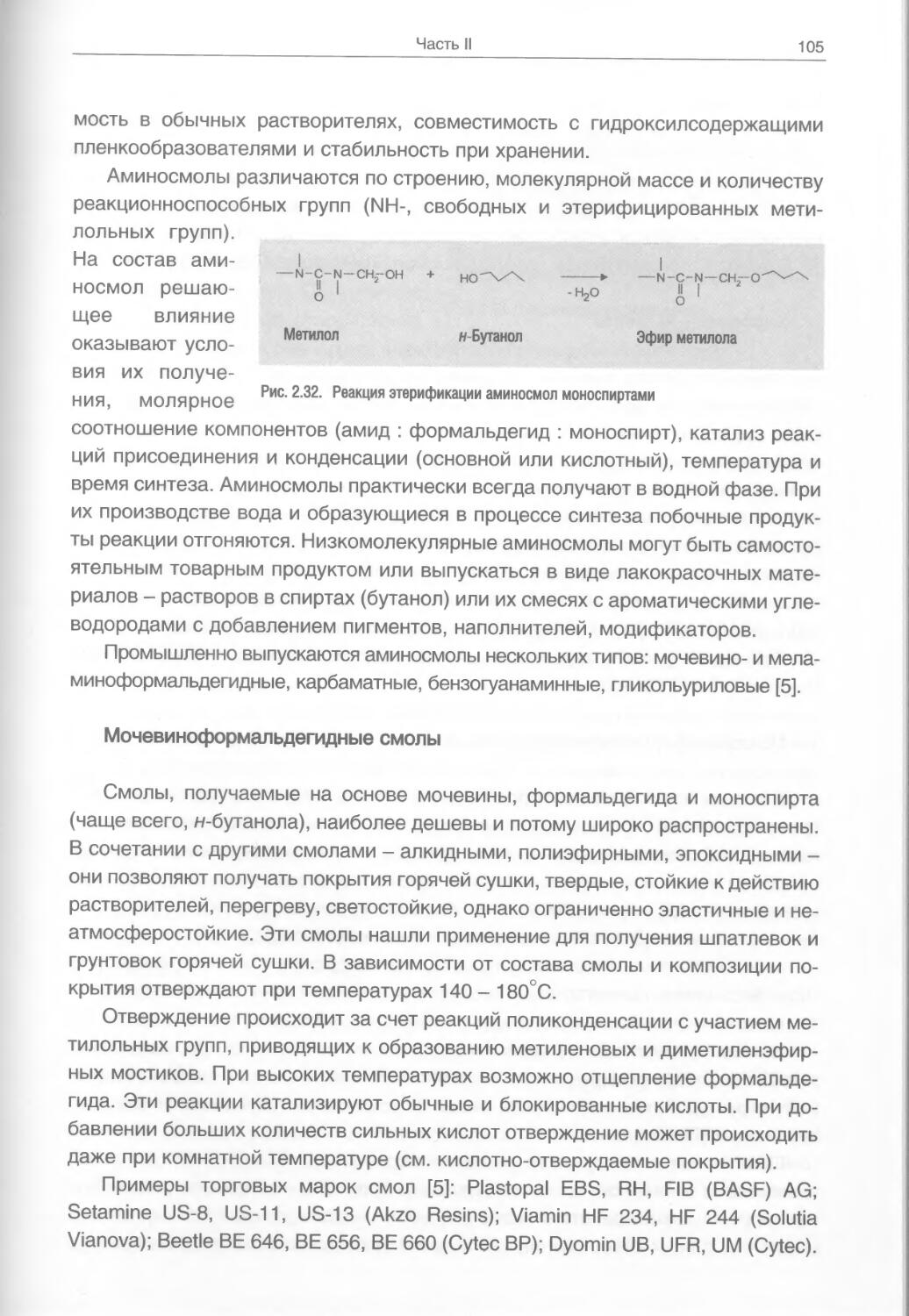
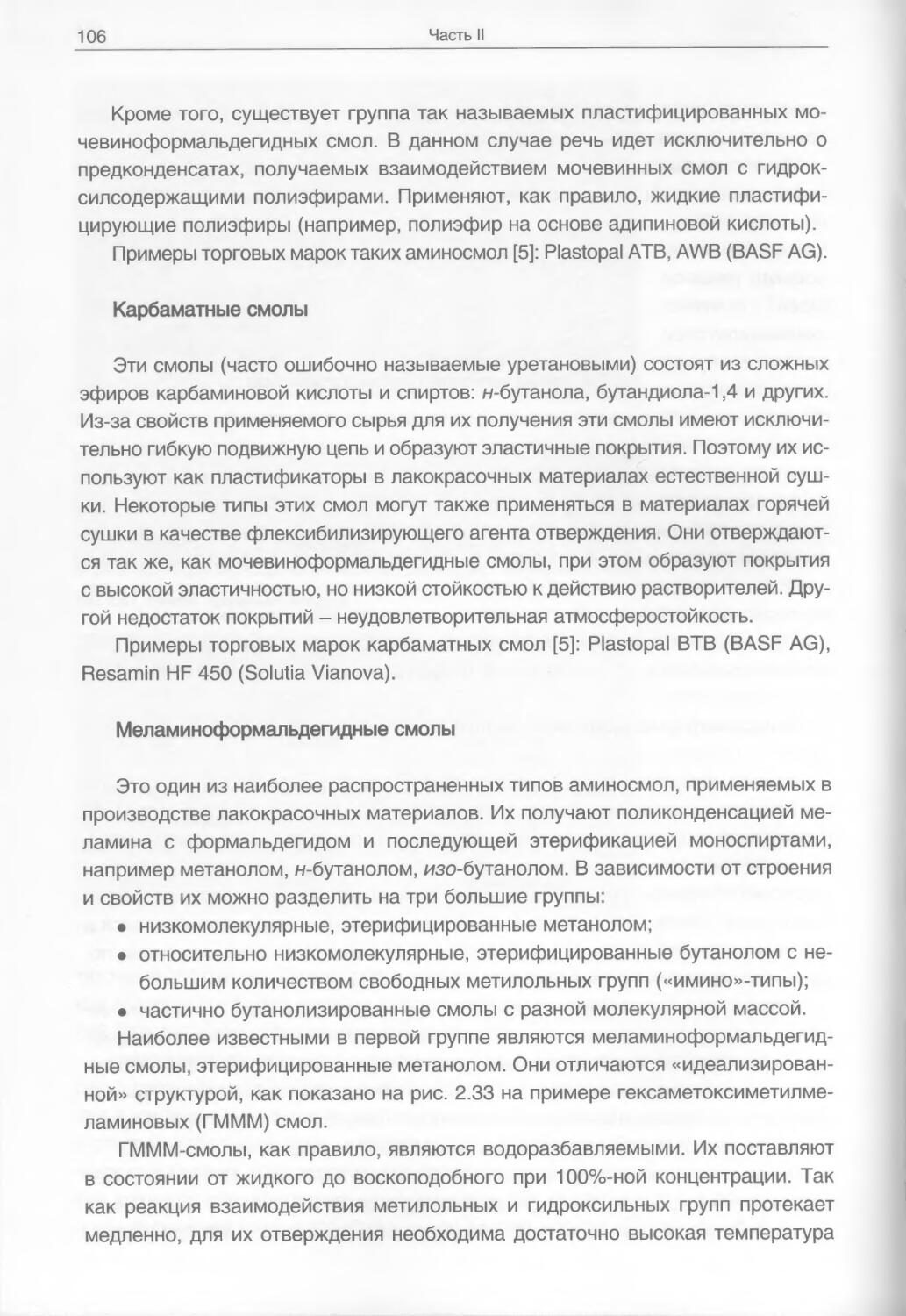
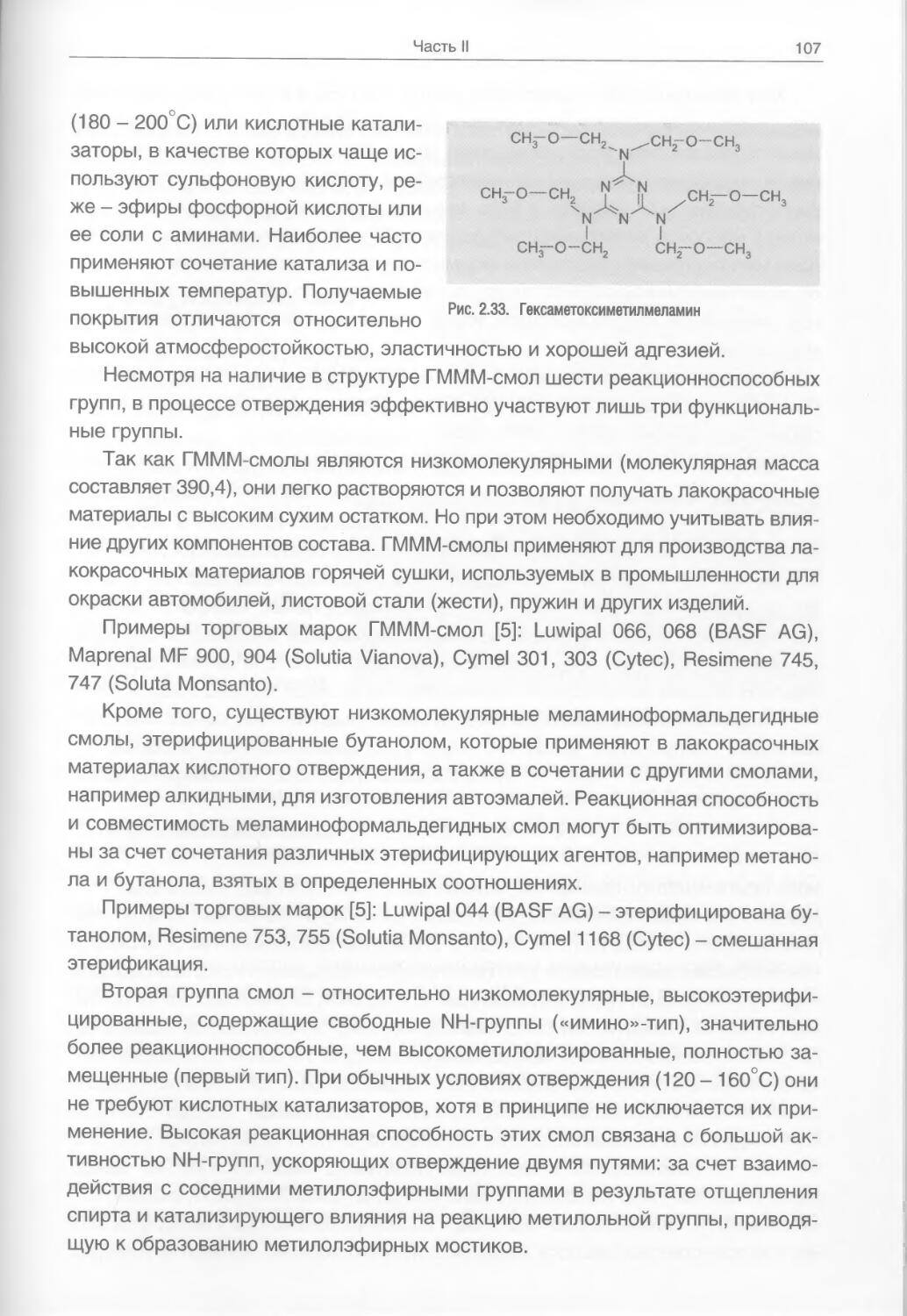
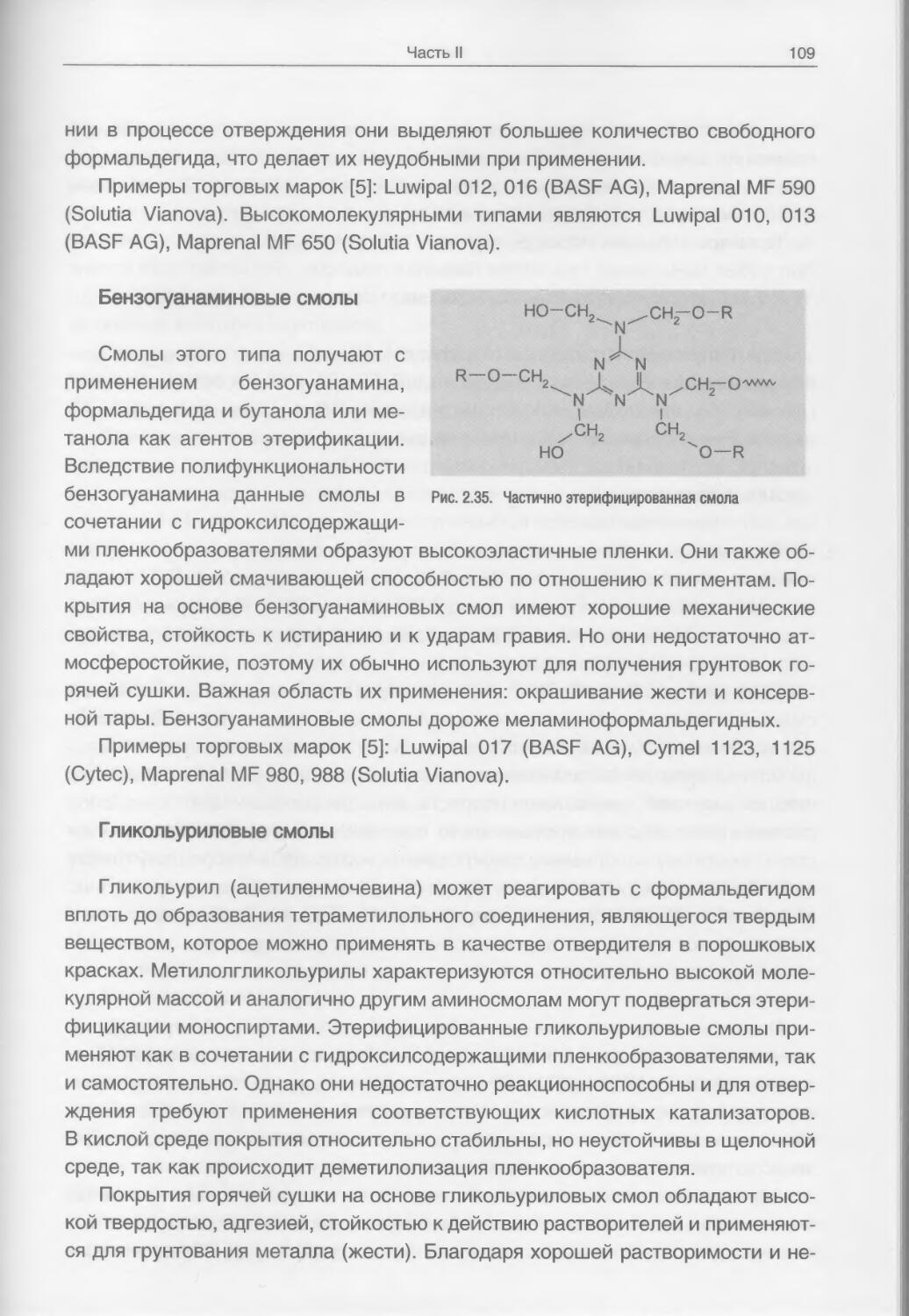
2.2. Материалы на основе аминосмол 103
2.2.1. Химический состав и свойства смол 103
2.2.2. Сопутствующие компоненты аминосмол 110
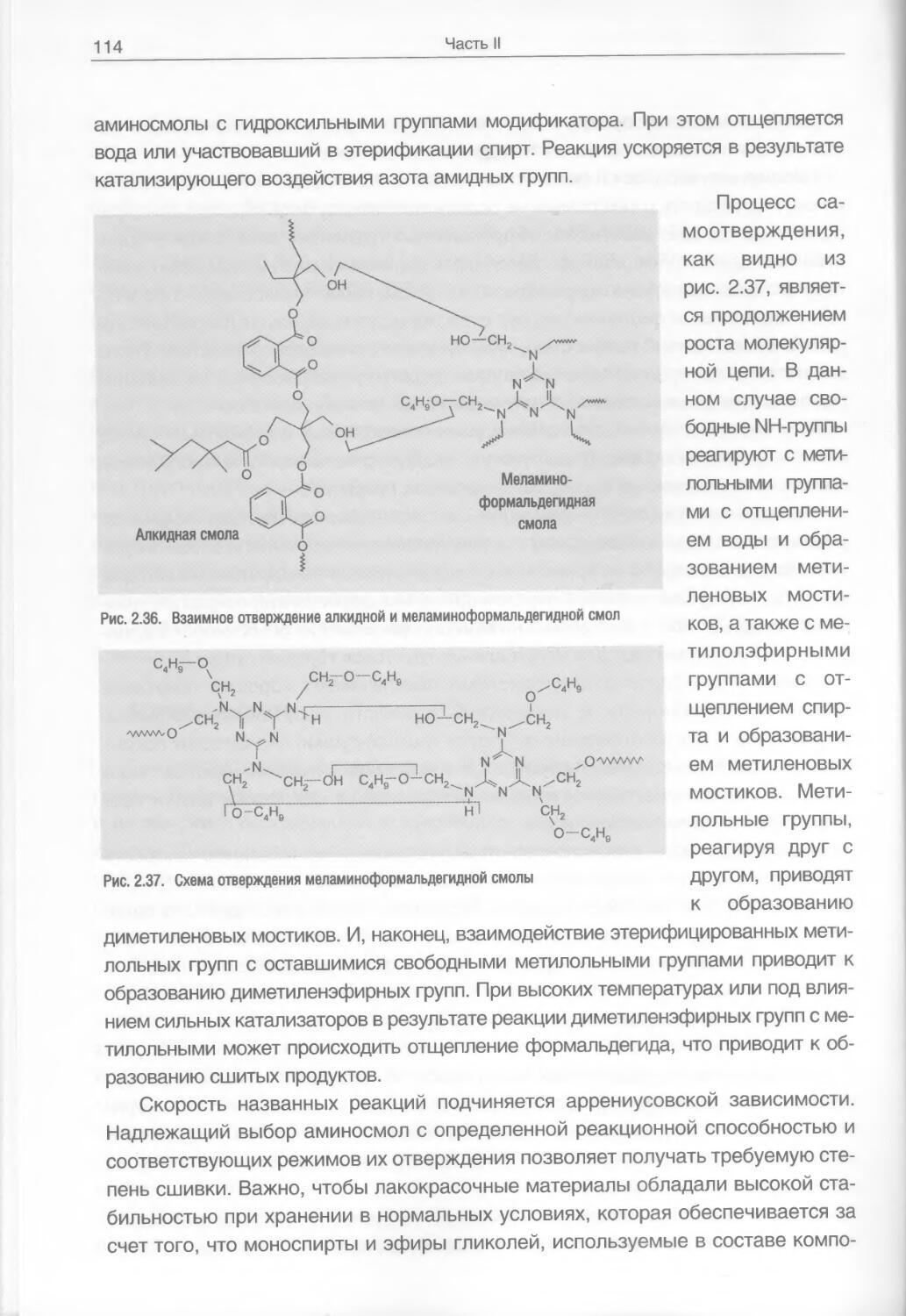
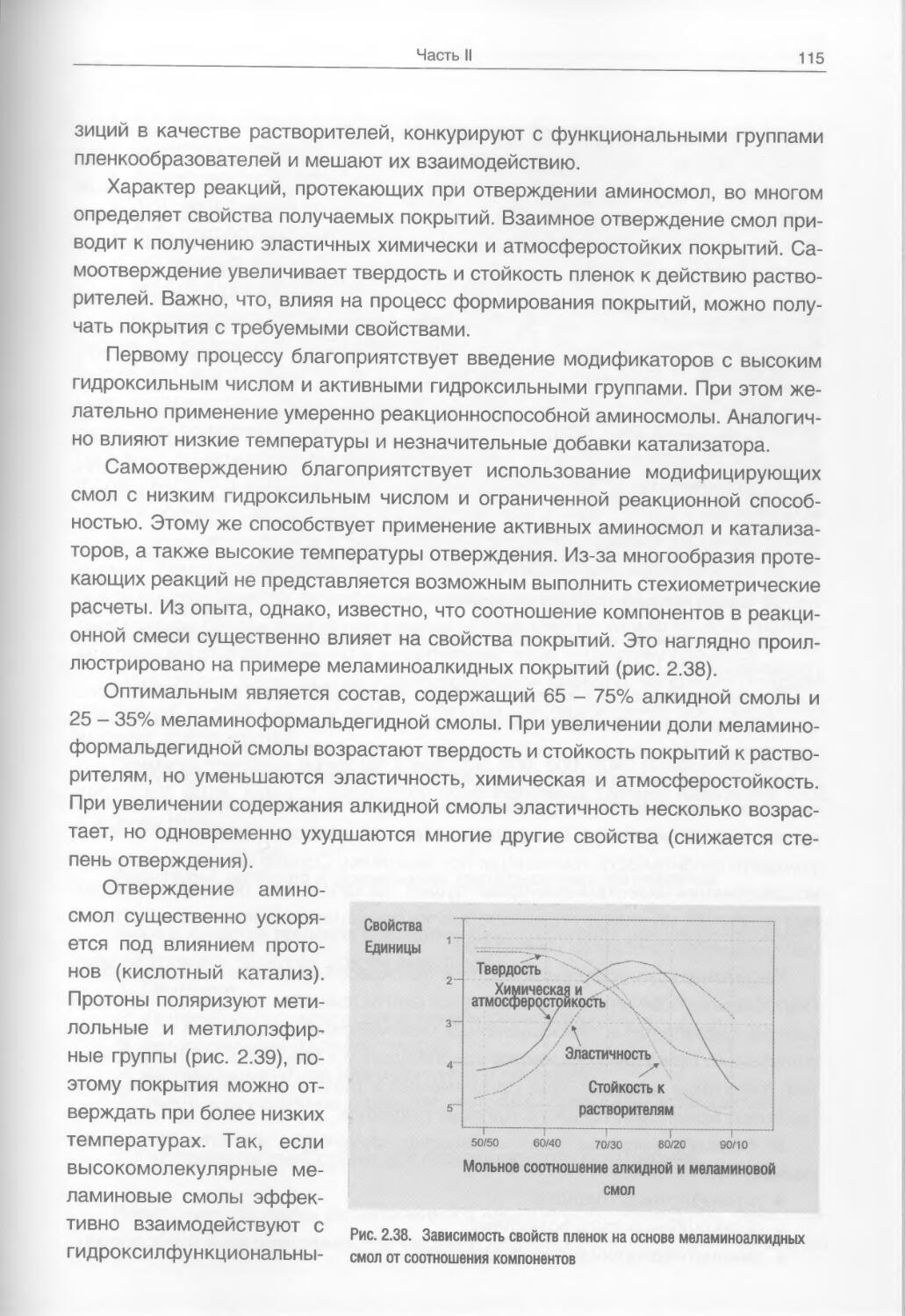
2.2.3. Реакции отверждения, их катализ 113
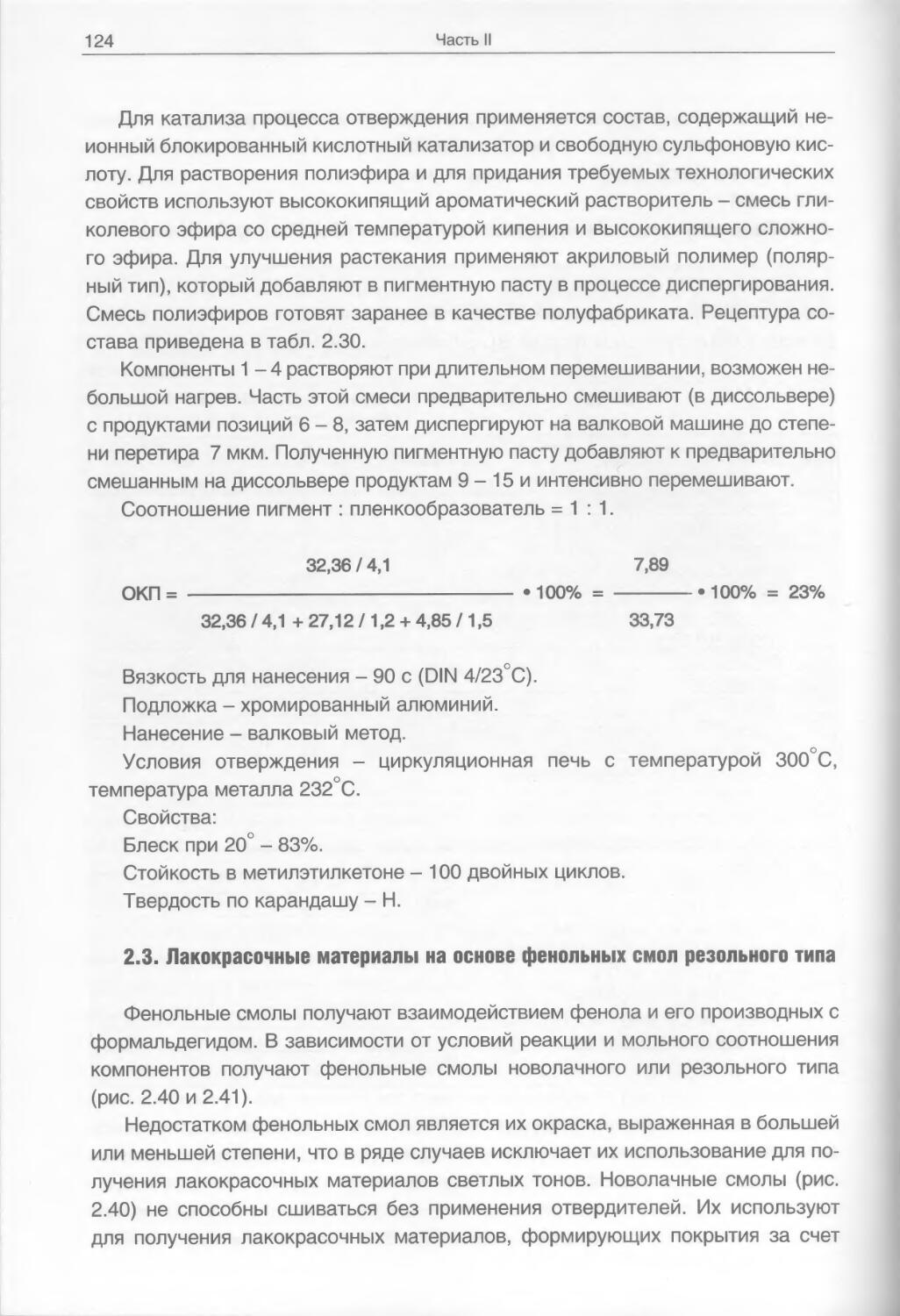
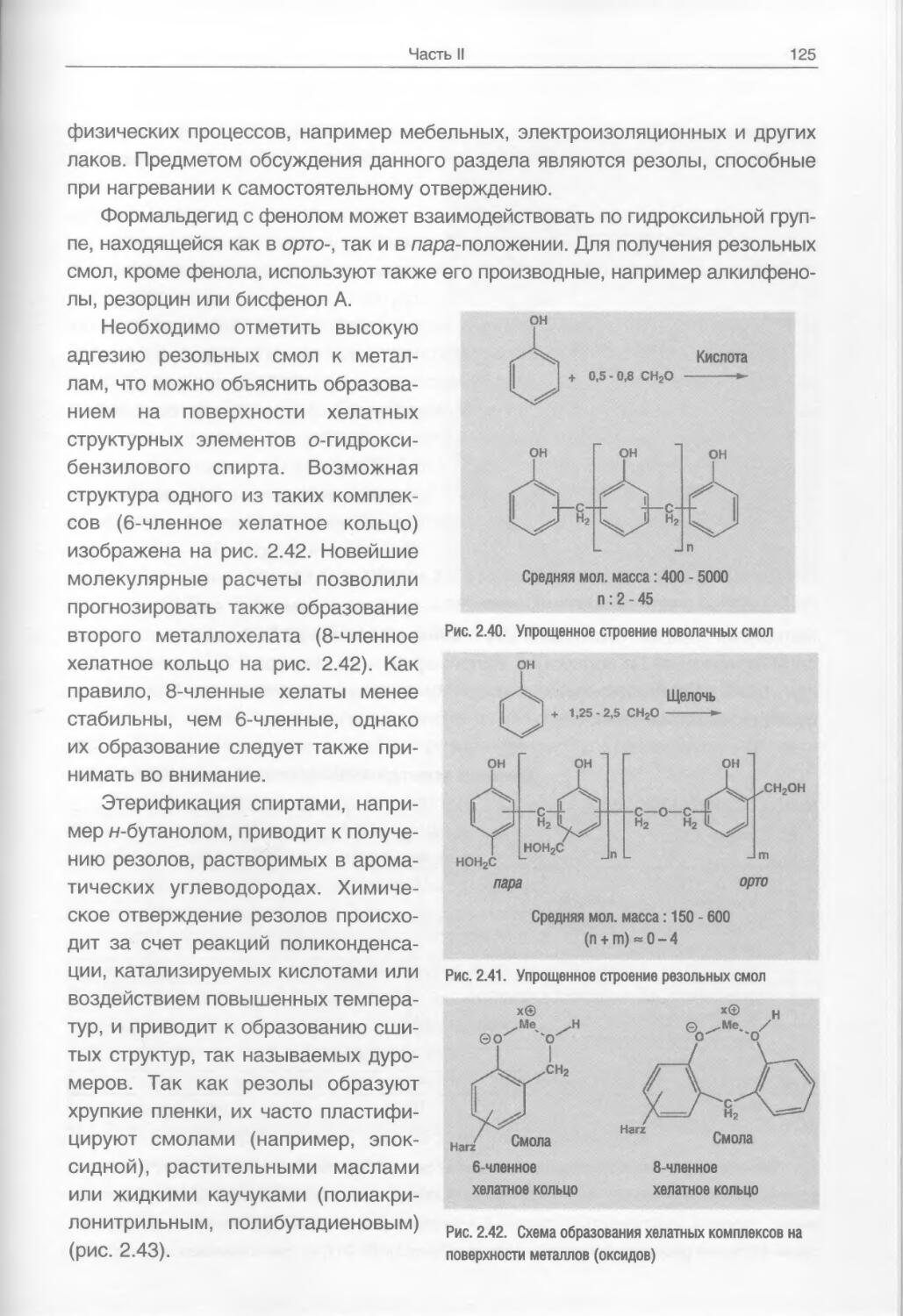
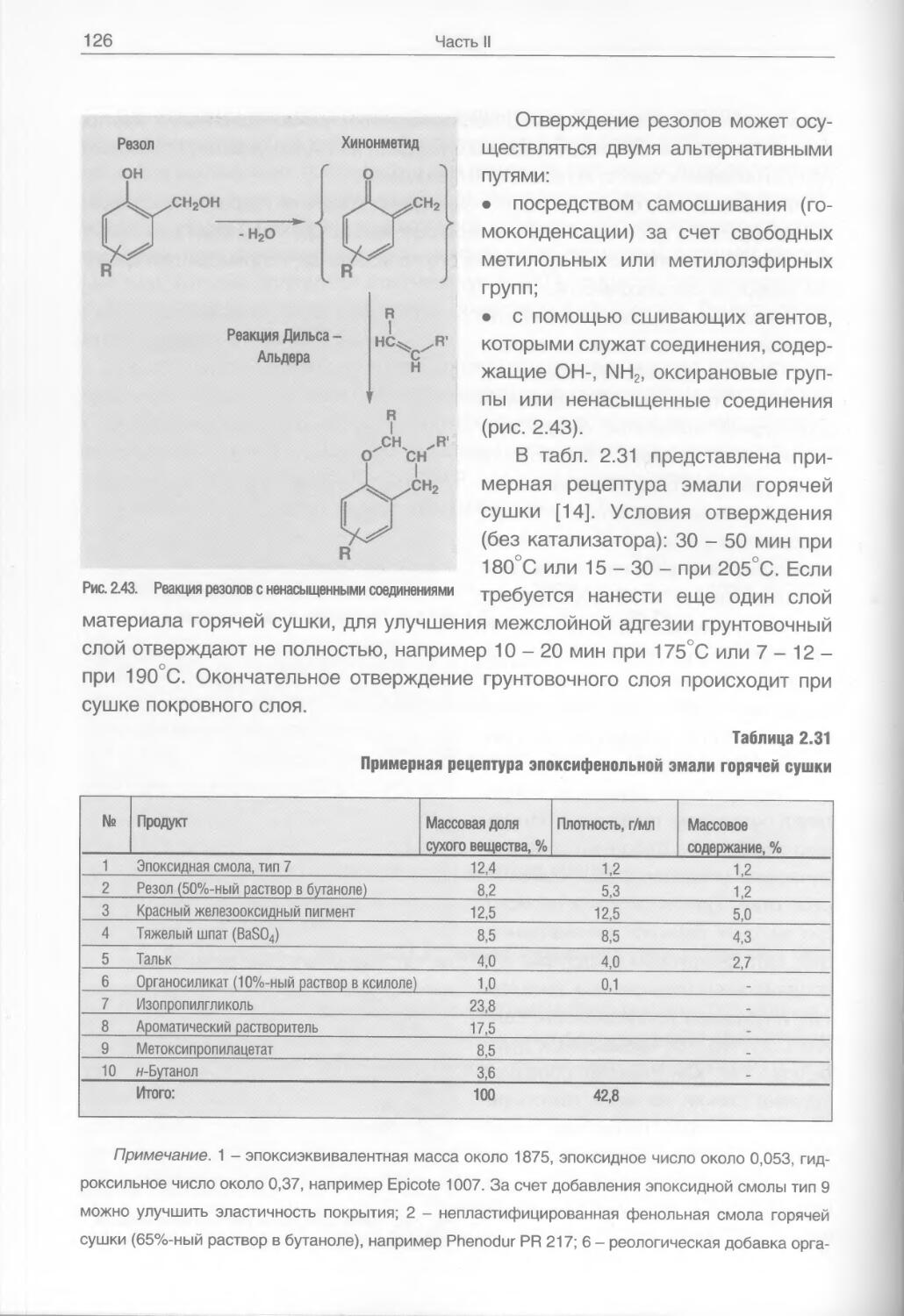
2.3. Лакокрасочные материалы на основе фенольных смол
резольного типа 124
2.4. Лакокрасочные материалы, отверждаемые
блокированными полиизоцианатами 128
2.4.1. Строение и свойства блокированных полиизоцианатов .128
2.4.2. Другие компоненты полиуретановых составов 131
2.4.3. Рецептуры полиуретановых материалов,
отверждаемых блокированными полиизоцианатами . .133
2.5. Другие виды органорастворимых материалов горячей сушки .136
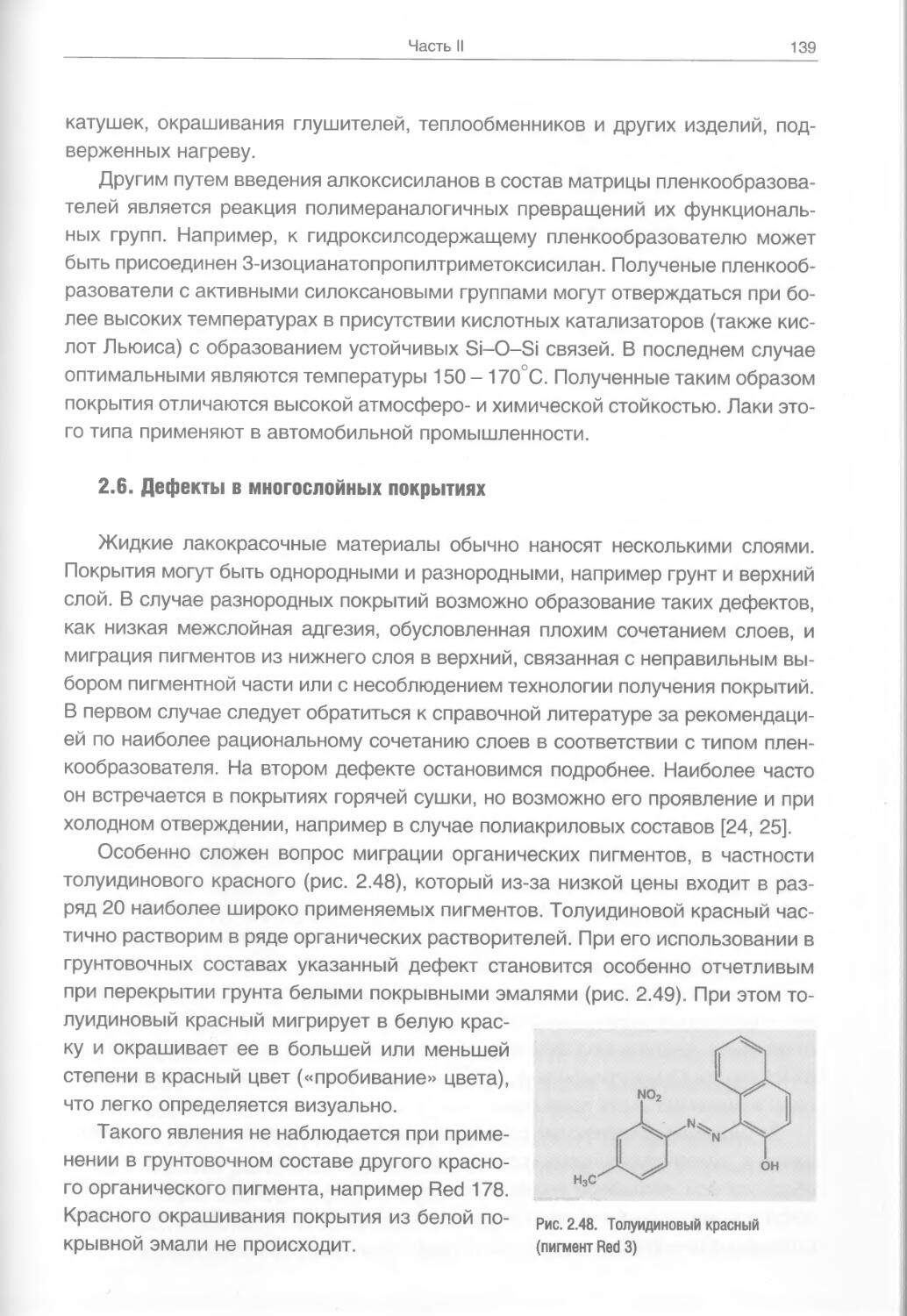
2.6. Дефекты в многослойных покрытиях 139
Литература 141
Часть III. Водоразбавляемые лакокрасочные материалы 143
1. Общие сведения 143
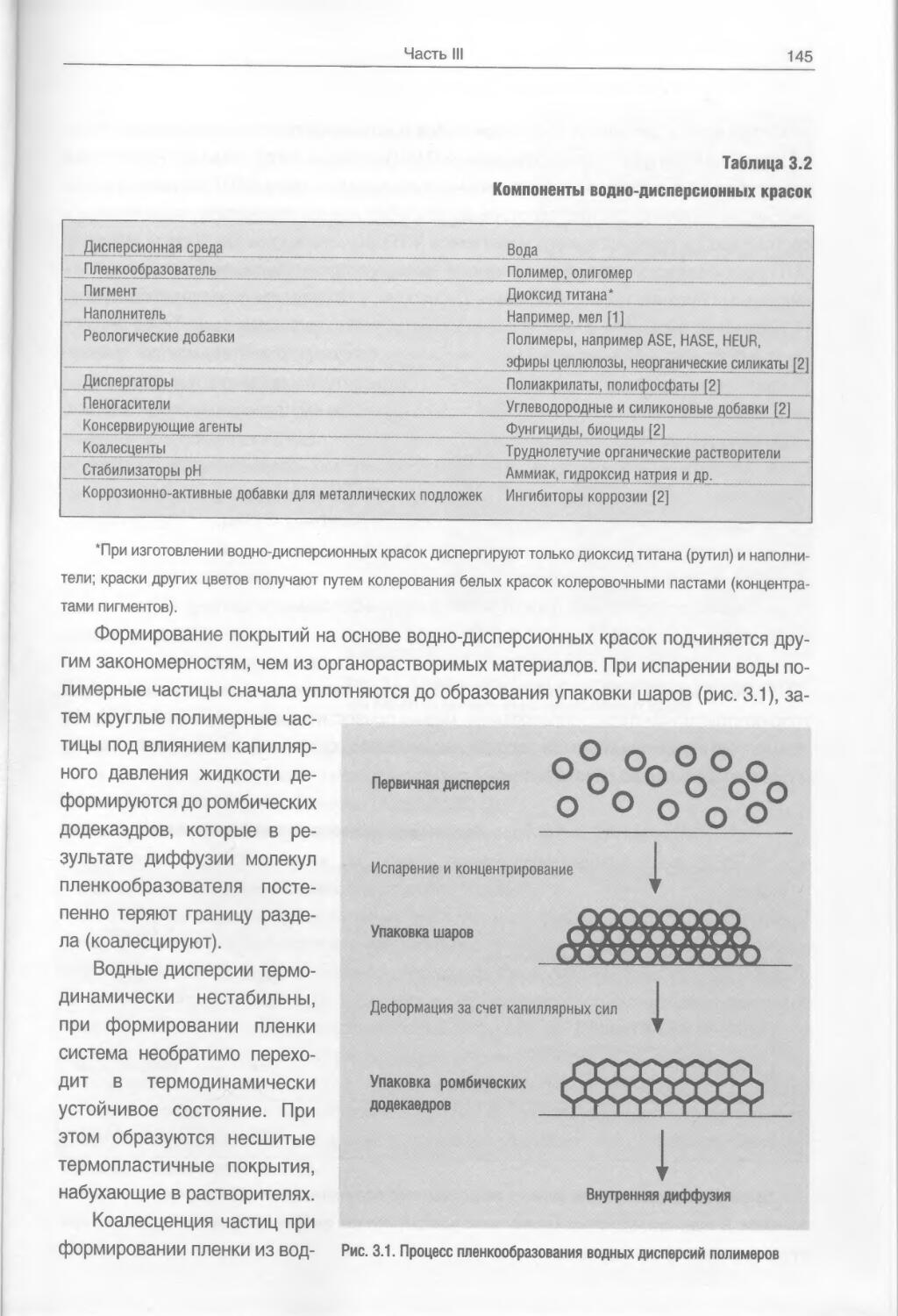
2. Материалы, формирующие покрытия за счет физических процессов .144
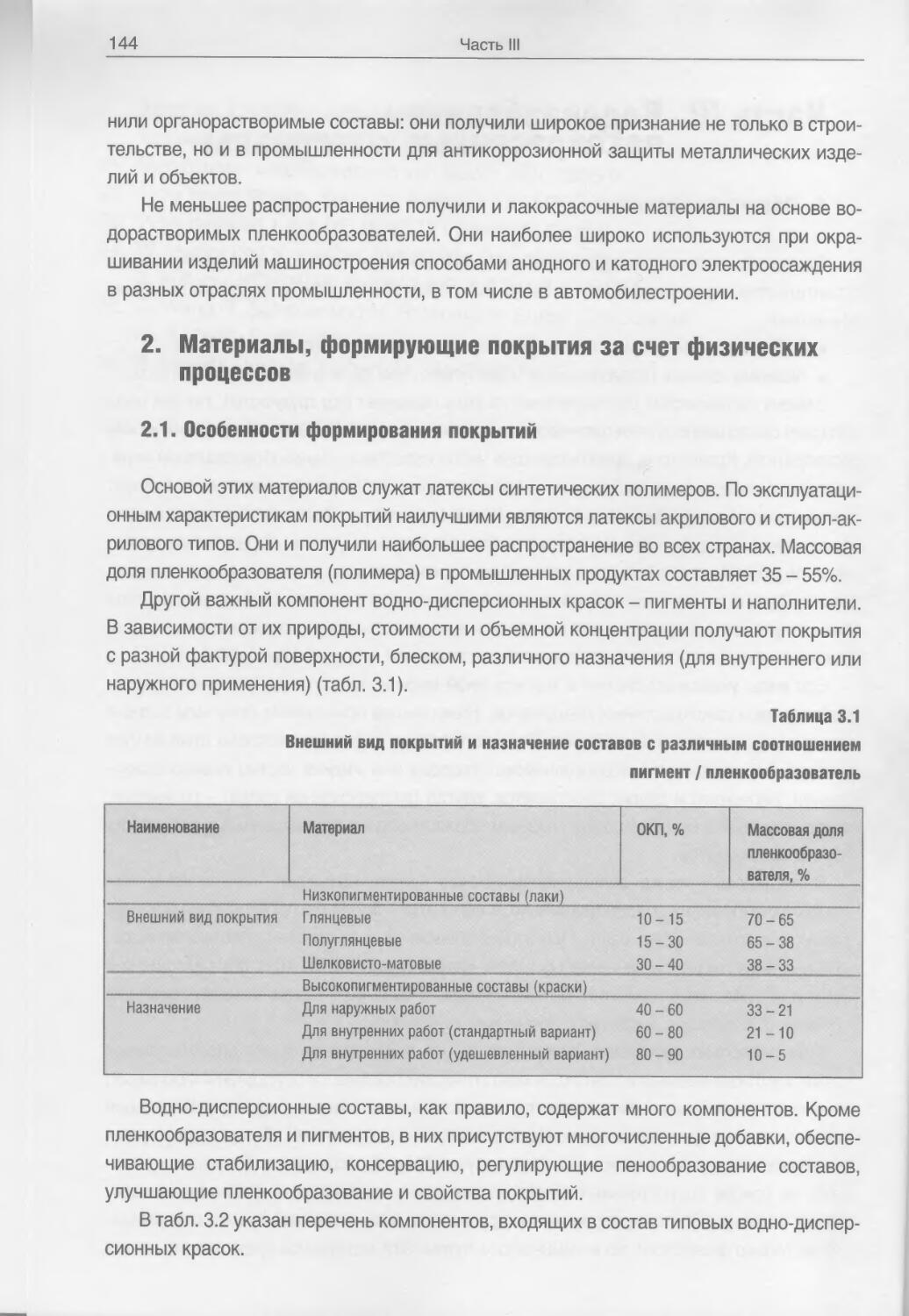
2.1. Особенности формирования покрытий 144
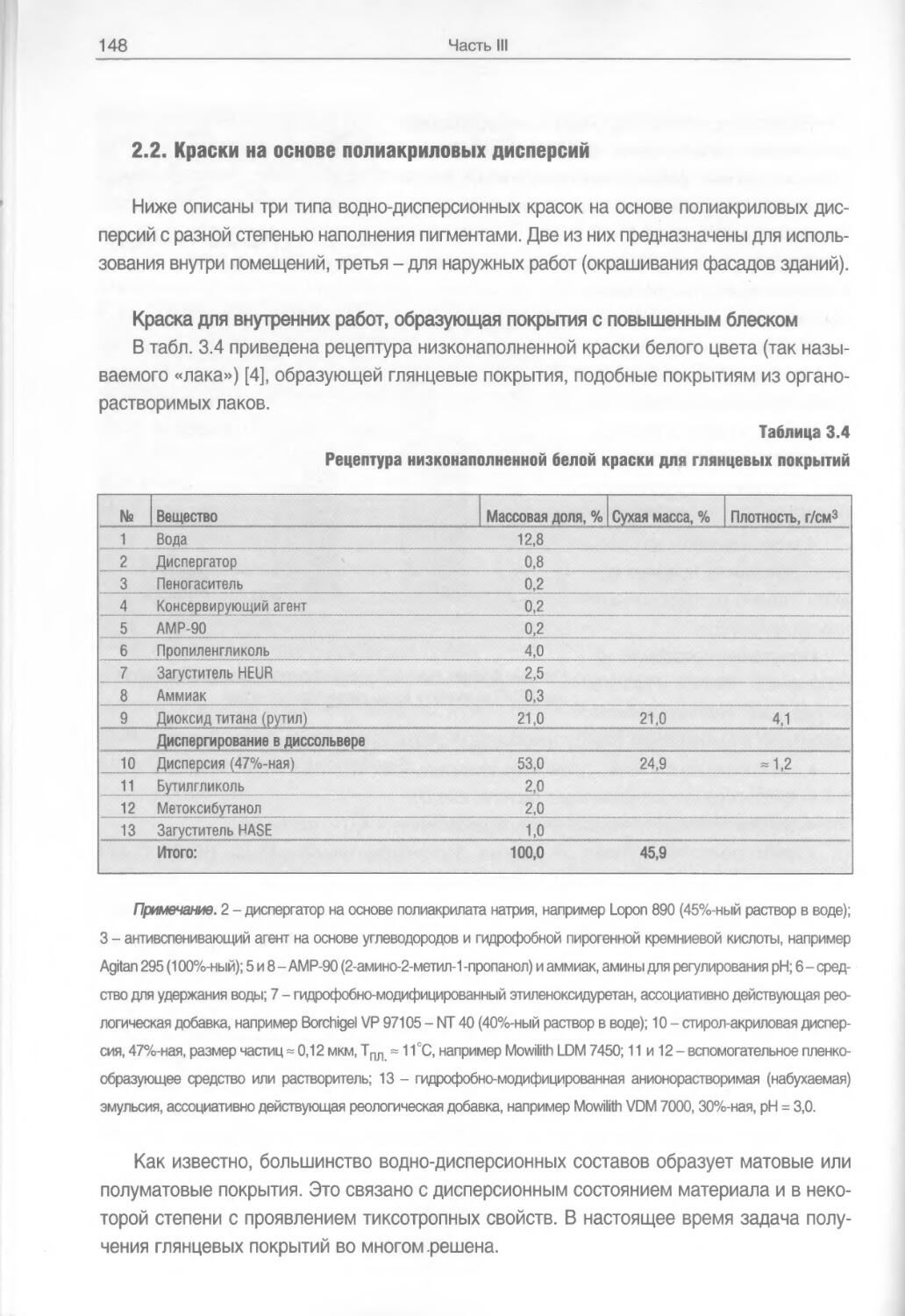
2.2. Краски на основе полиакриловых дисперсий 148
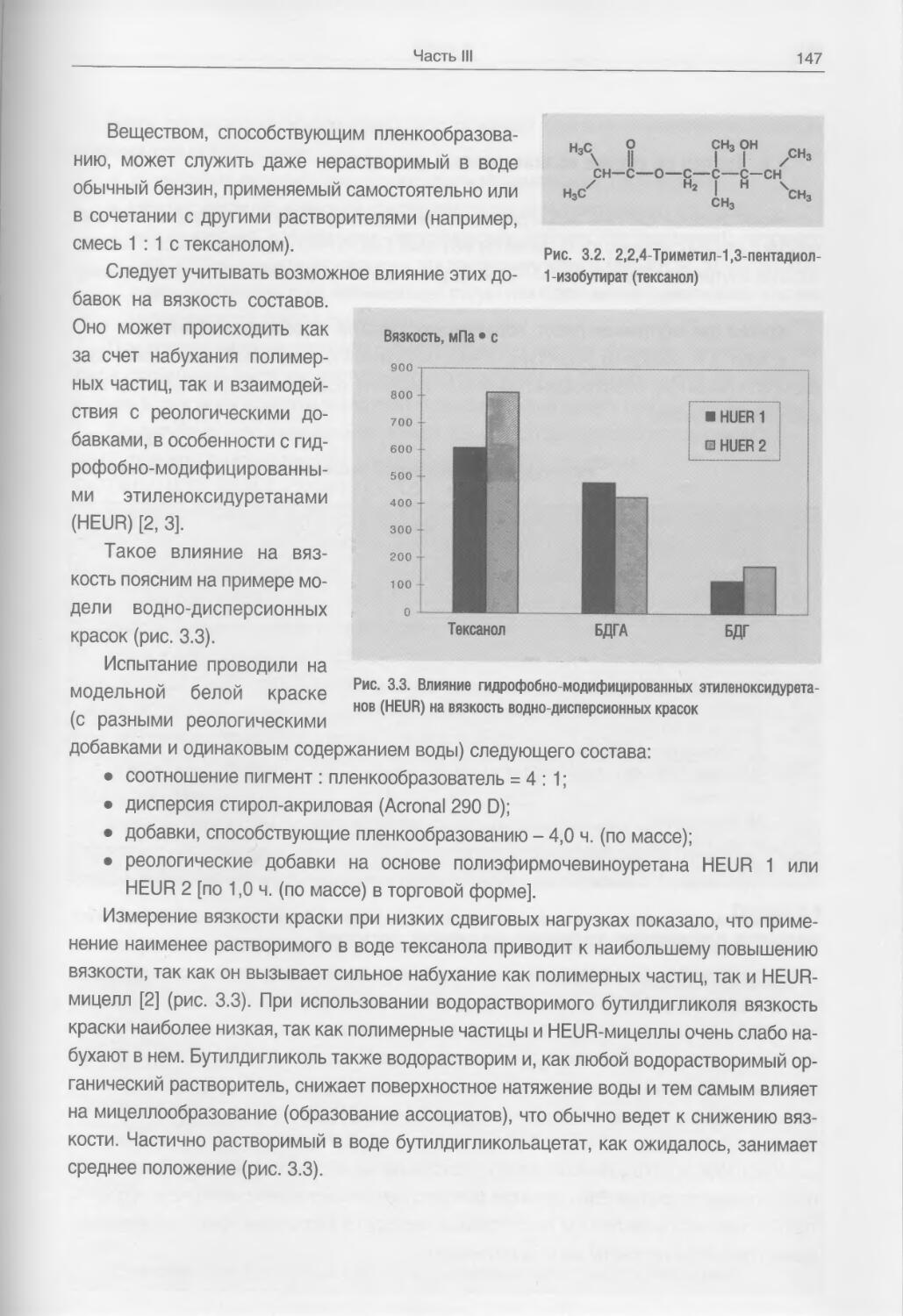
2.3. Краски на основе силиконовых смол 152
B BANG & BONSOMER
Компания «BANG & BONSOMER» является лидером в поставках сырья
для водно-дисперсионных и органоразбавляемых ЛКМ
Мы предлагаем компоненты от ведущих мировых производителей:
DSM Resins, Elementis Specialties, Eastman, CPS Color,
Schulke & Mayr, Eliokem, Microfill, EOC, Tronox, Cardolite
В нашем ассортименте:
• реологические присадки
• пигменты и наполнители
• диоксид титана
• пленкообразователи: смолы, дисперсии
•коалесцент
• биоциды
• функциональные добавки
•колоранты,
колеровочные системы «под ключ»
Техническая поддержка
Поставки со складов в Москве, С- Петербурге, Екатеринбурге, Новосибирске.
Региональные представительства в Нижнем Новгороде, Ростове-на-Дону, Самаре, Владивостоке.
Поста с. Петербург
Тел.+ 7 495 258 40 40 Тел. + 7 812 320 20 00
>акс: +7 495 258 40 39 Факс:+7812 3202020
Новосибирск
Ten :+7 38321127 11
Факс:+7 383 349 56 24
ІІІІІІІМІІІЦІ nil III IIIIIIIIIIIIIIIIIIIIIIIIIIHiHIIHIill hi
Екатеринбург Минск Киев
Тел.:+7 343 378 7073 Тел.:+375172379358 Тел.:+38044
Факс:+7 343 379 54 94 Факс:+37517 237 93 51 Факс:+380 44 492 79 90
lakikraski.info
ПЭИНТ
IMEDMA
Ваш ГИД В МИРЄ красок!
Топ /Лиг- 1ЛаЯ\ Qfi7..1R.I
Публикует:
Основная тематика журнала:
технологии получения ЛКМ; оборудование
для производства; сырье и полупродукты.
Индекс: на год — 20071, на полугодие —70481
(выпускается с 196Or., ежемесячно)
Тел./факс: (405) 967-38-81,
259-88-35, 259-84-88
Организует:
* тематические семинары
* научно-практические конференции
* курсы повышения квалификации
* отраслевые выставки
- ..:■> Ч «Yt *
Paint new» Nl 9/200Є
* Журнал «Промышленная окраска»
Основная тематика журнала:
жидкие порошковые ЛКМ; технологии нанесения;
подготовка поверхности; методы и приборы для
испытания покрытий.
Индекс: на год - 20072, на полугодие - 81893
(выпускается с 2003 г., 6 номеров в год)
Более подробная информация — на нашем сайте www.lakikraski.info
Содержание 9
2.4. Силикатные двухупаковочные краски 154
Литература .. .156
3. Материалы, химически отверждаемые в естественных условиях ... .157
3.1. Материалы, формирующие покрытия с участием
кислорода воздуха 157
3.1.1. Водоразбавляемые составы на основе
алкидных смол 157
3.1.2. «Гибридные» системы 160
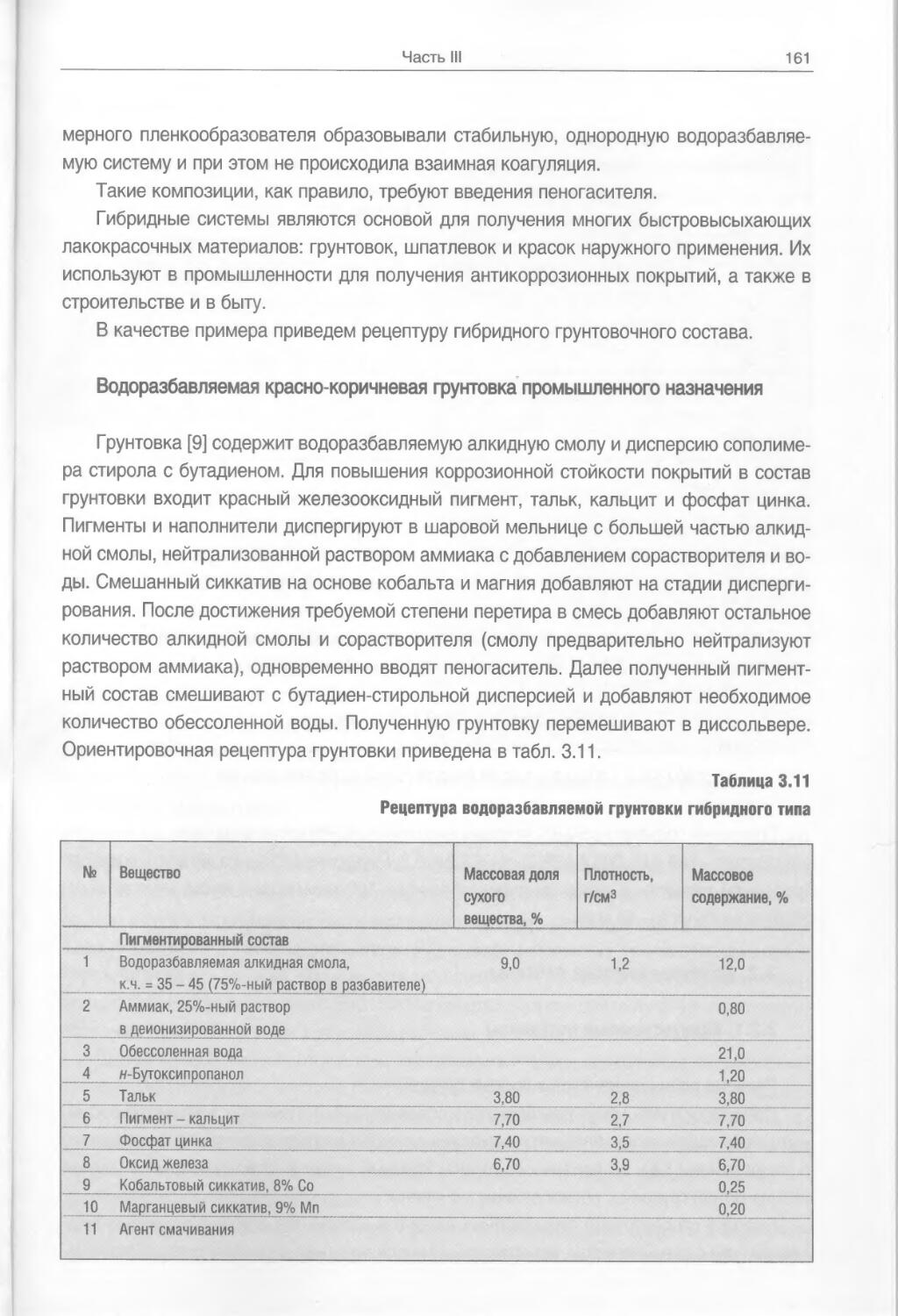
3.2. Двухупаковочные составы 162
3.2.1. Полиуретановые материалы 162
3.2.2. Эпоксидные материалы 167
Литература 174
4. Водорастворимые лакокрасочные материалы горячей сушки 175
4.1. Общие сведения 175
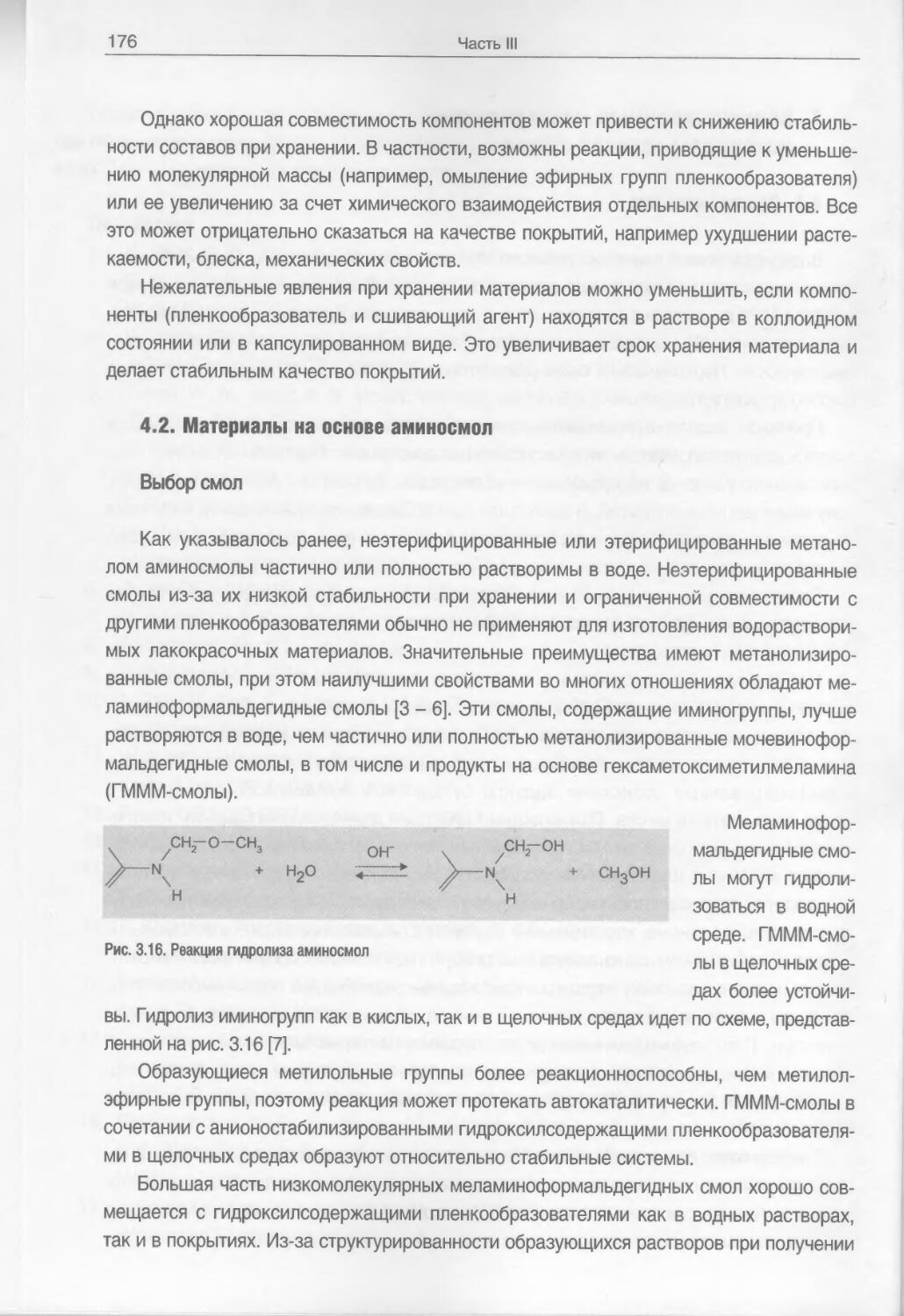
4.2. Материалы на основе аминосмол 176
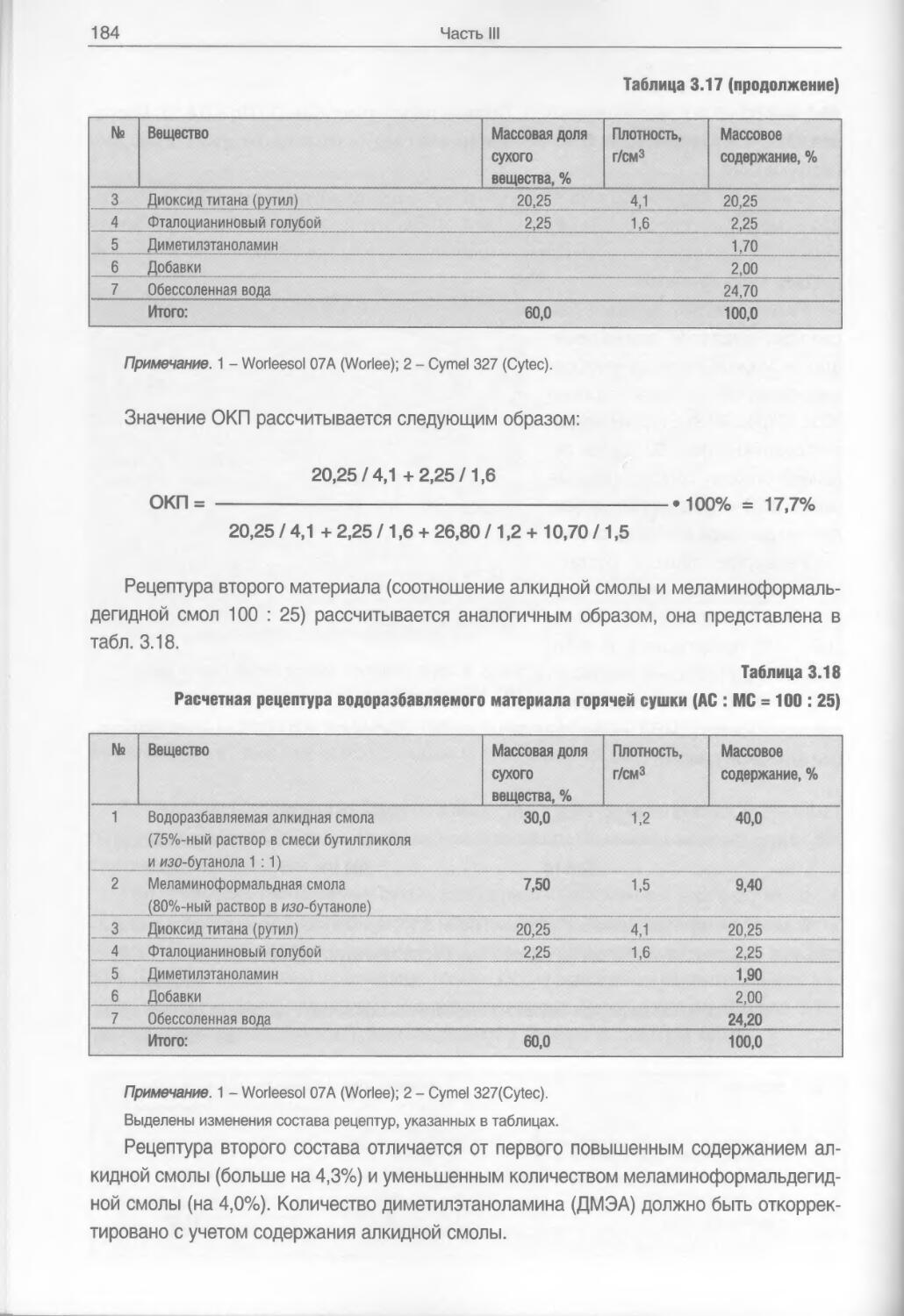
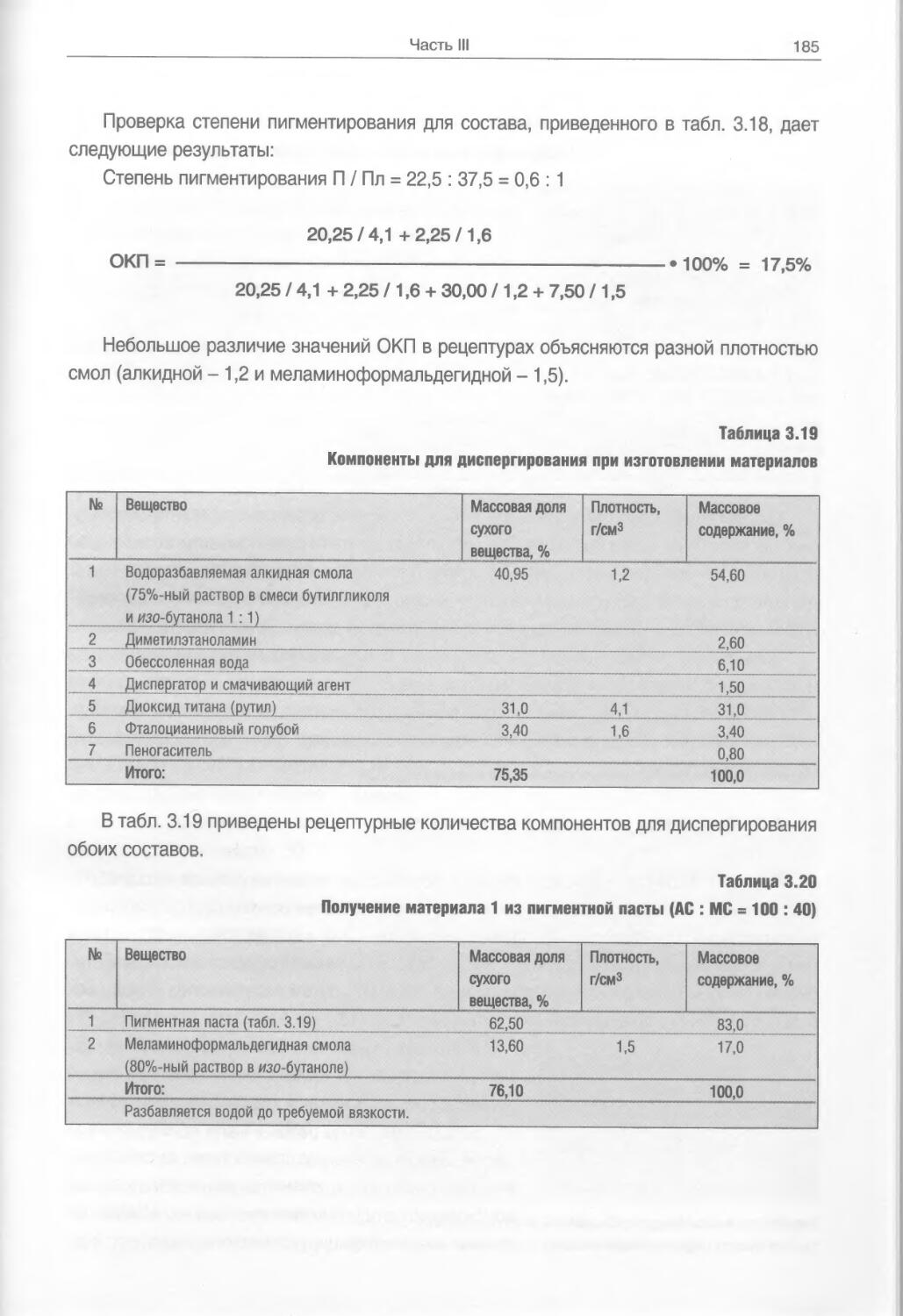
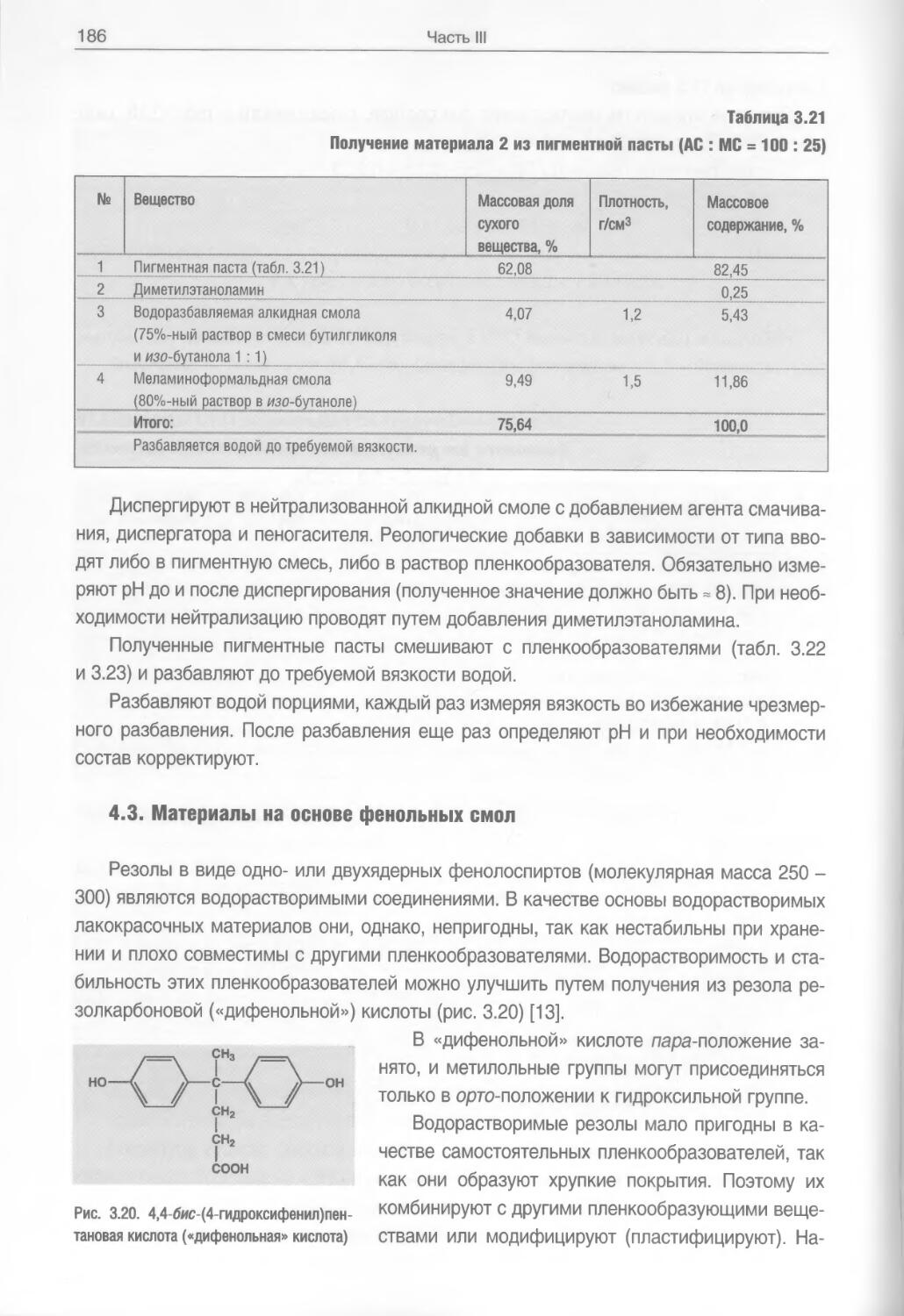
4.3. Материалы на основе фенольных смол 186
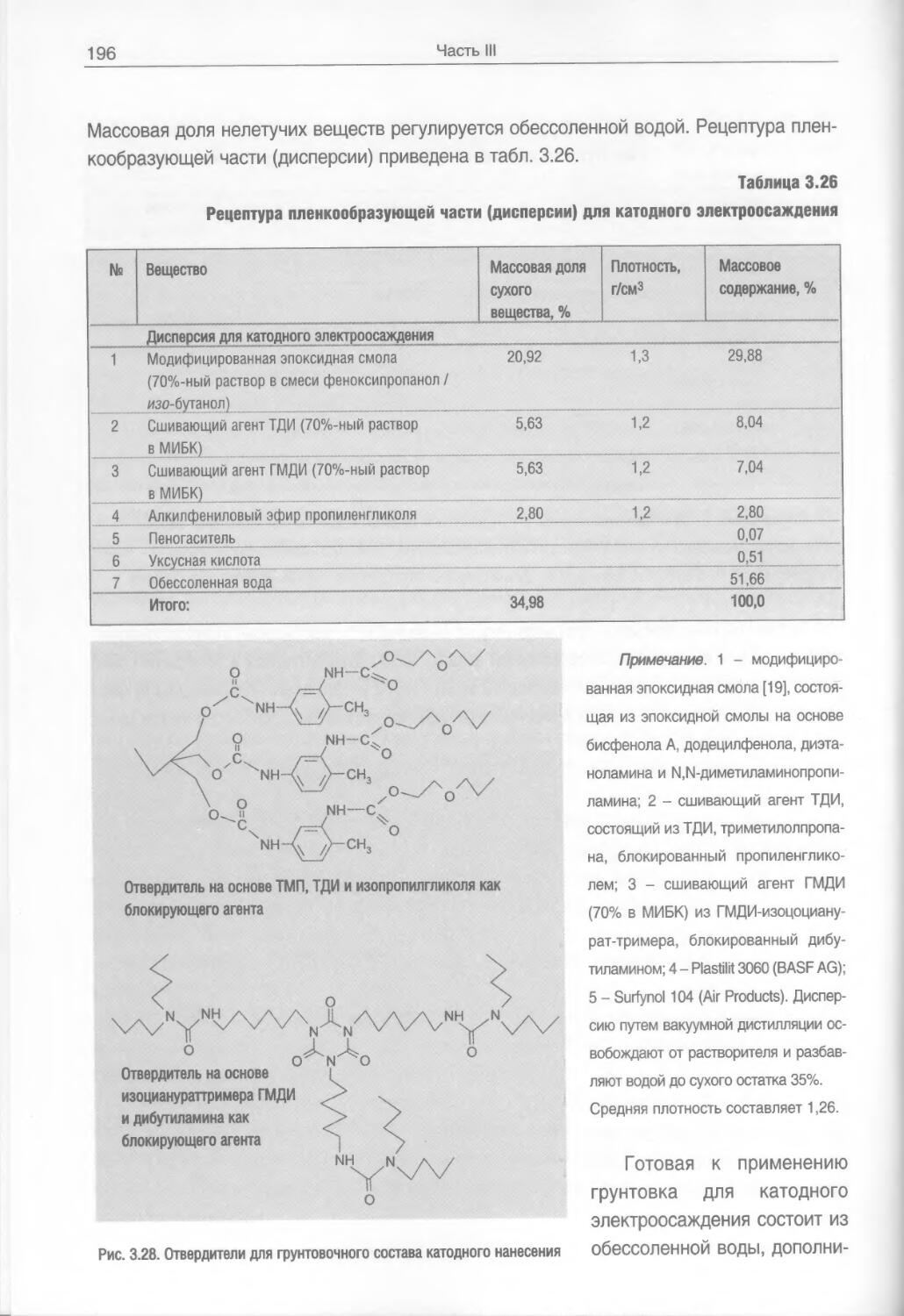
4.4. Материалы, наносимые способом электроосаждения 189
4.4.1. Анодное электроосаждение 189
4.4.2. Катодное электроосаждение 192
Литература 197
Часть IV. Безрастворительные лакокрасочные материалы 199
1. Двухупаковочные составы 199
1.1. Полиуретановые материалы 199
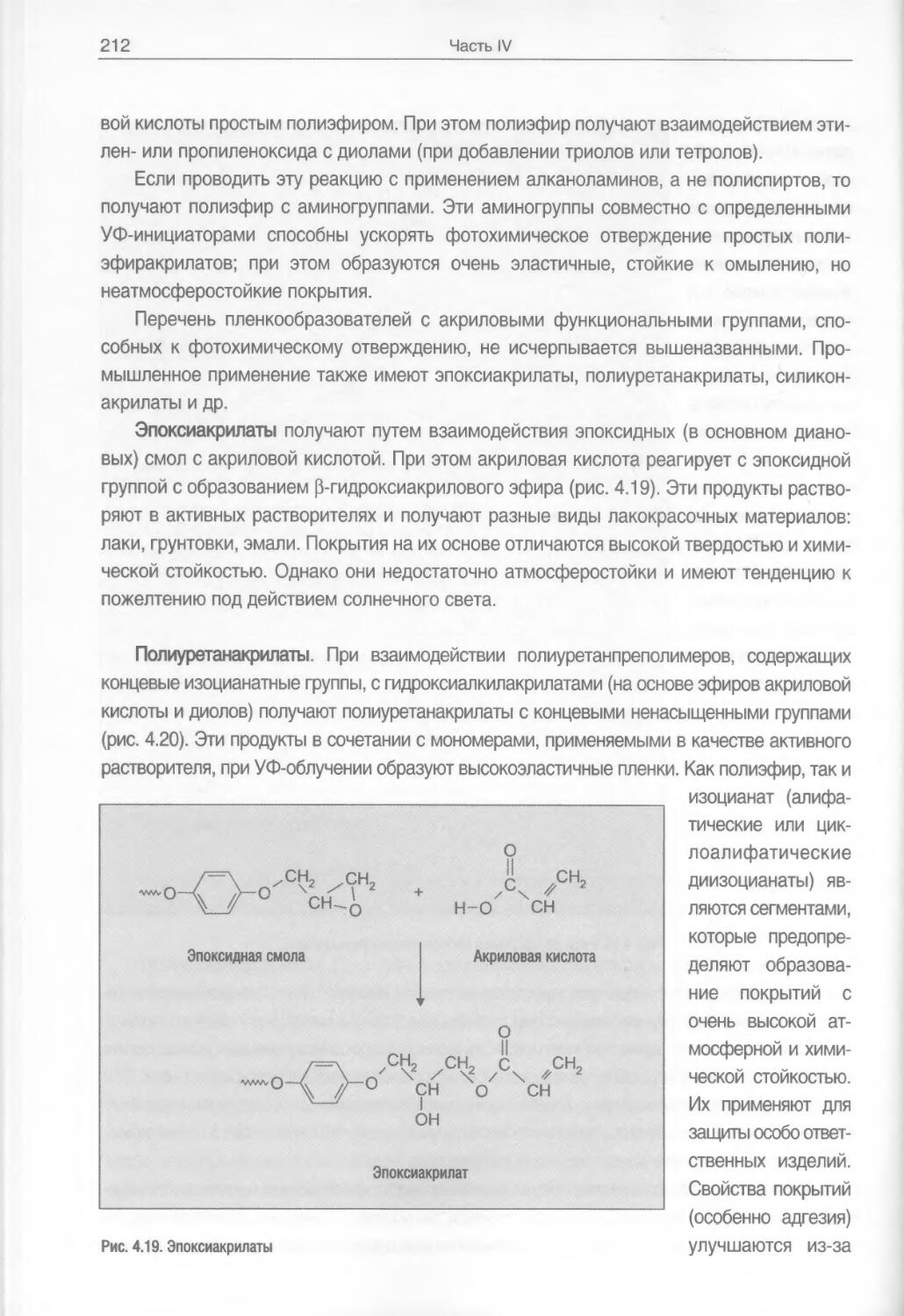
1.2. Эпоксидные материалы 201
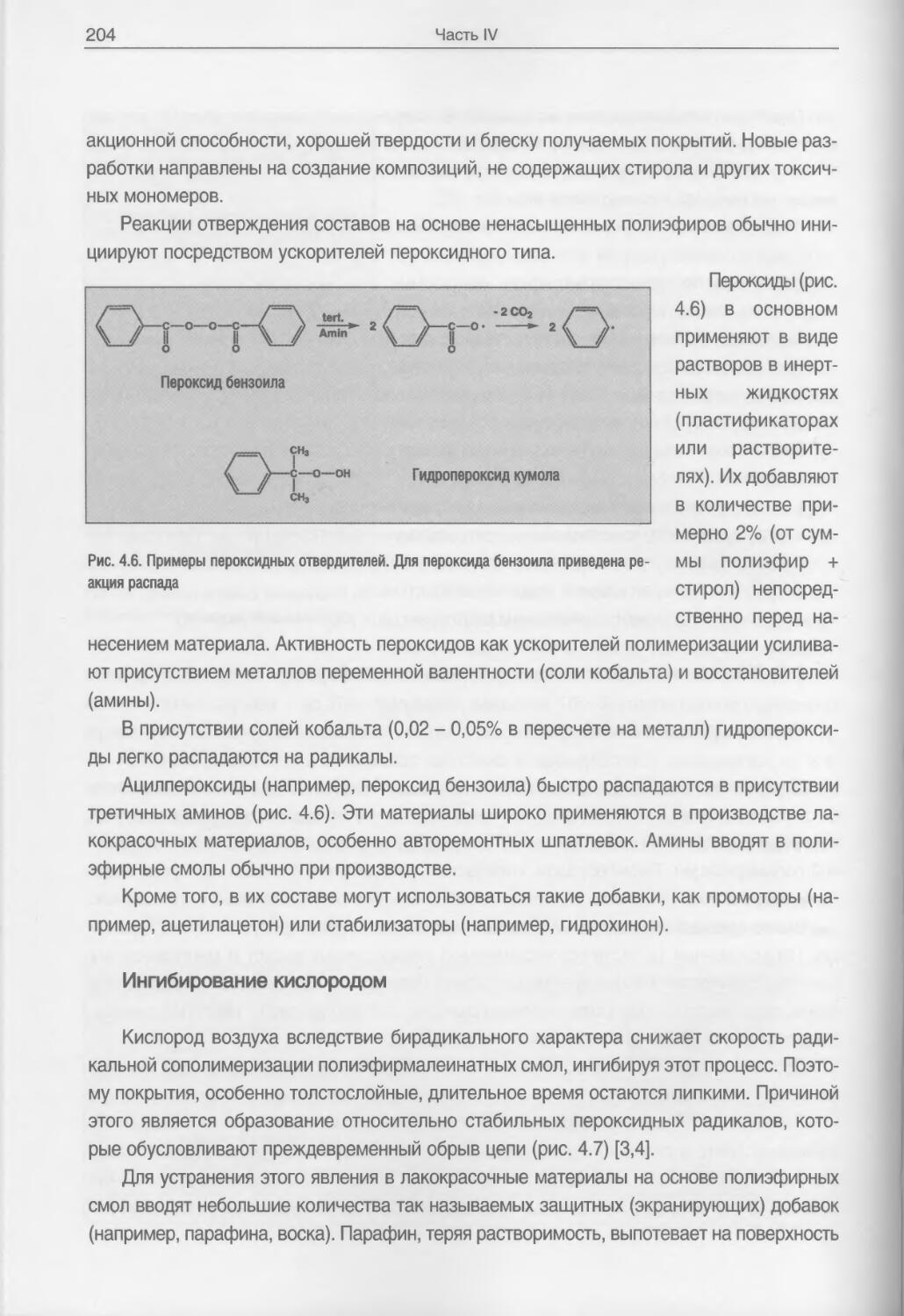
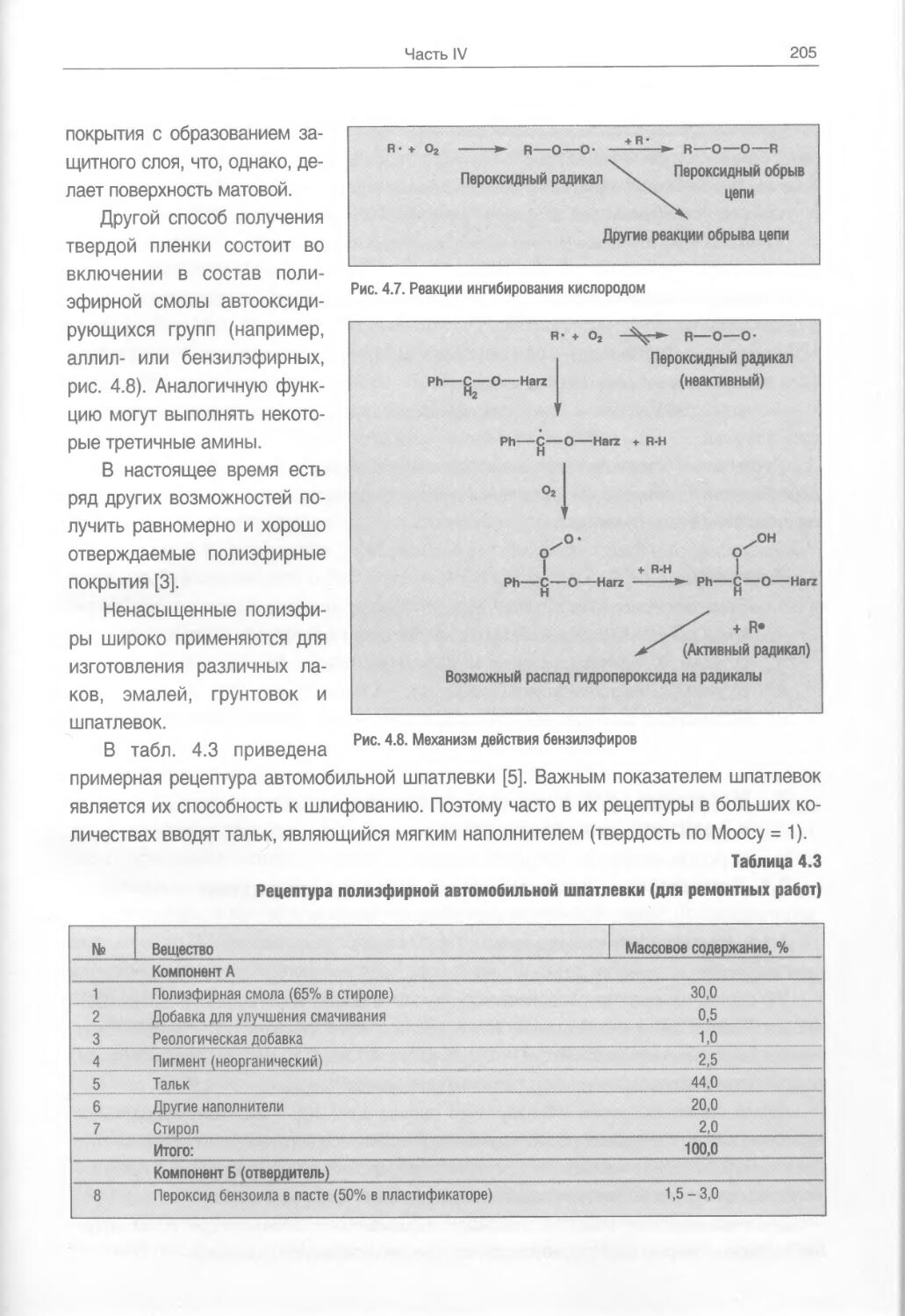
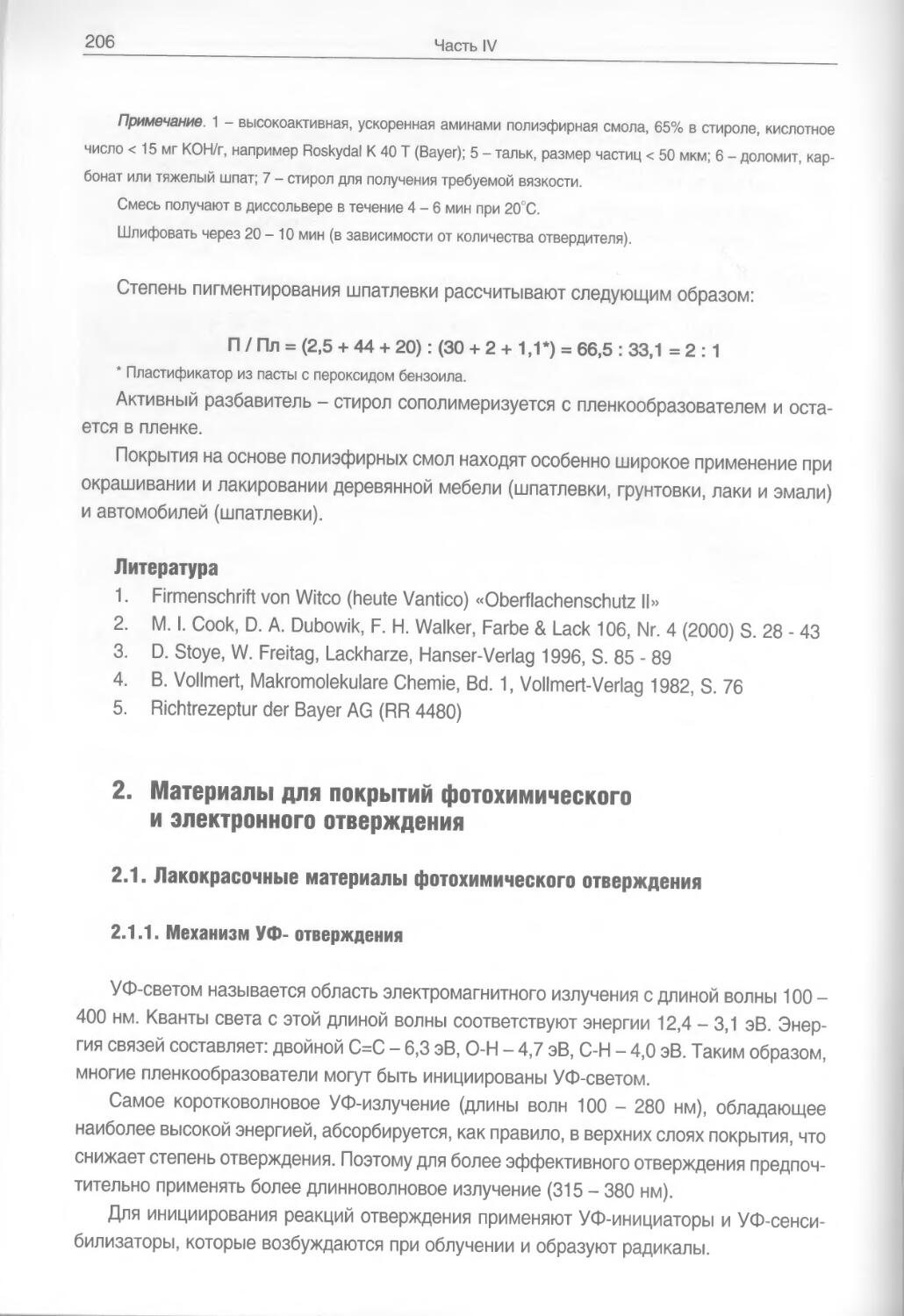
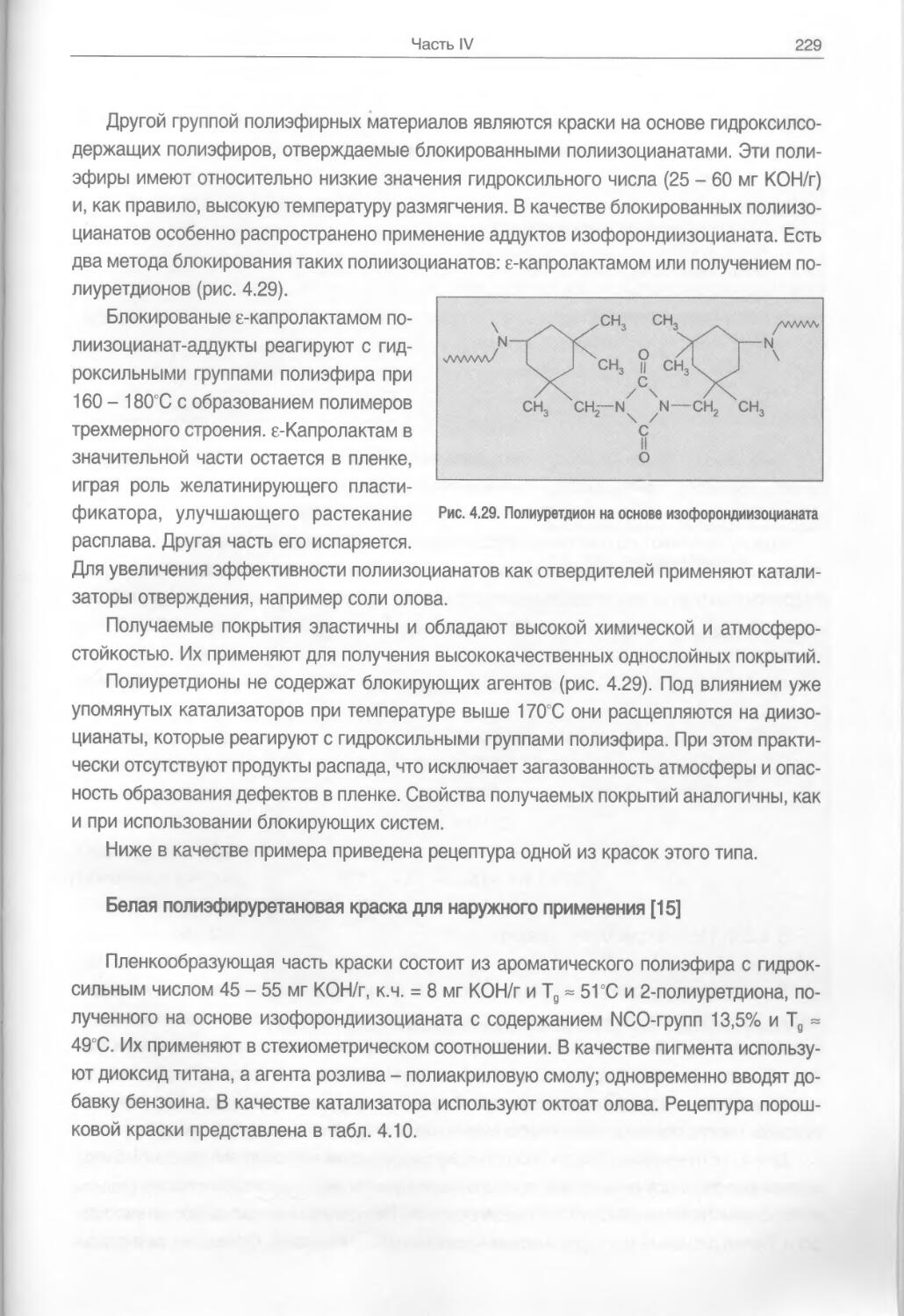
1.3. Материалы на основе ненасыщенных полиэфиров 203
Литература 206
2. Материалы для покрытий фотохимического и
электронного отверждения 206
2.1. Лакокрасочные материалы фотохимического отверждения . .206
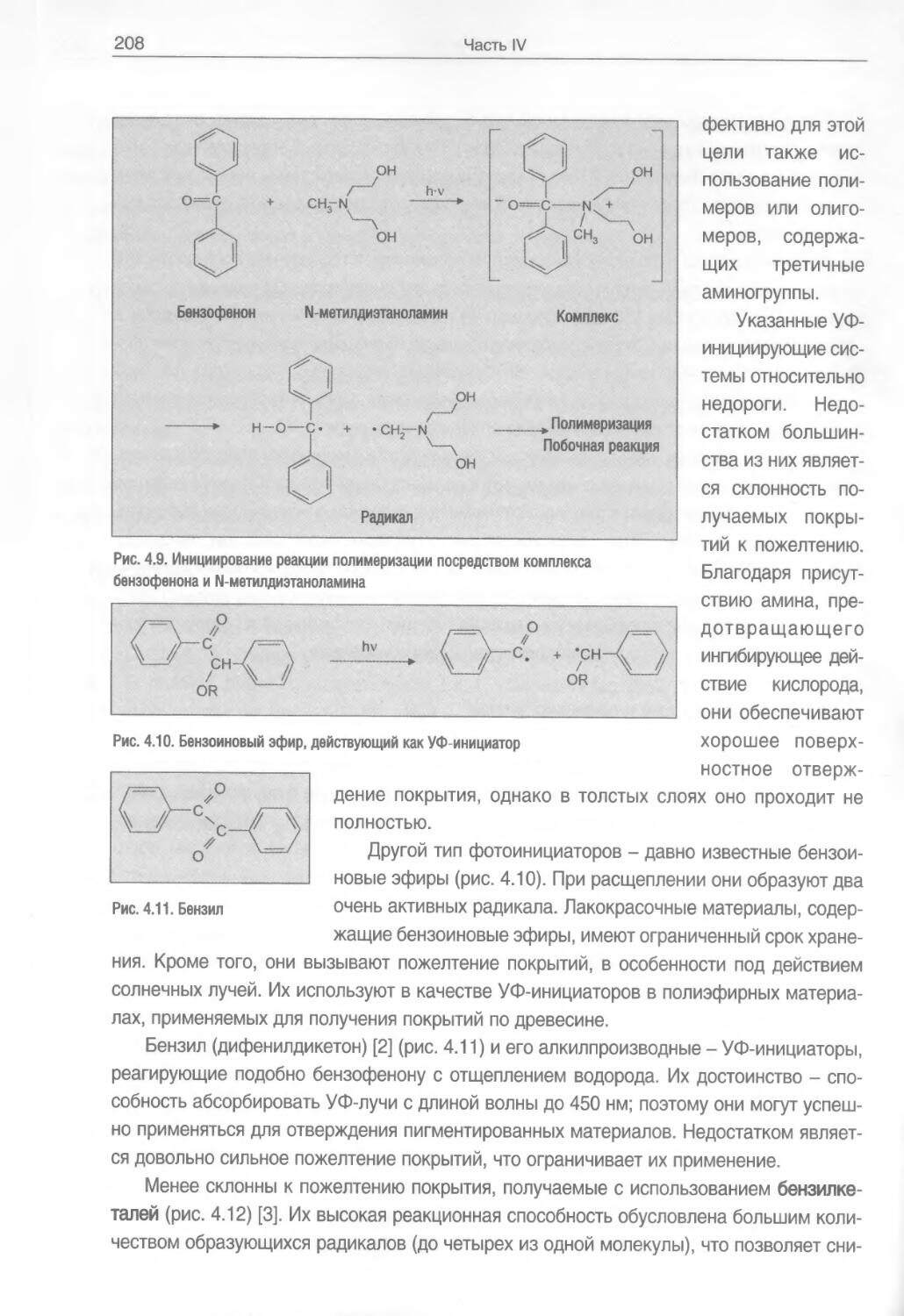
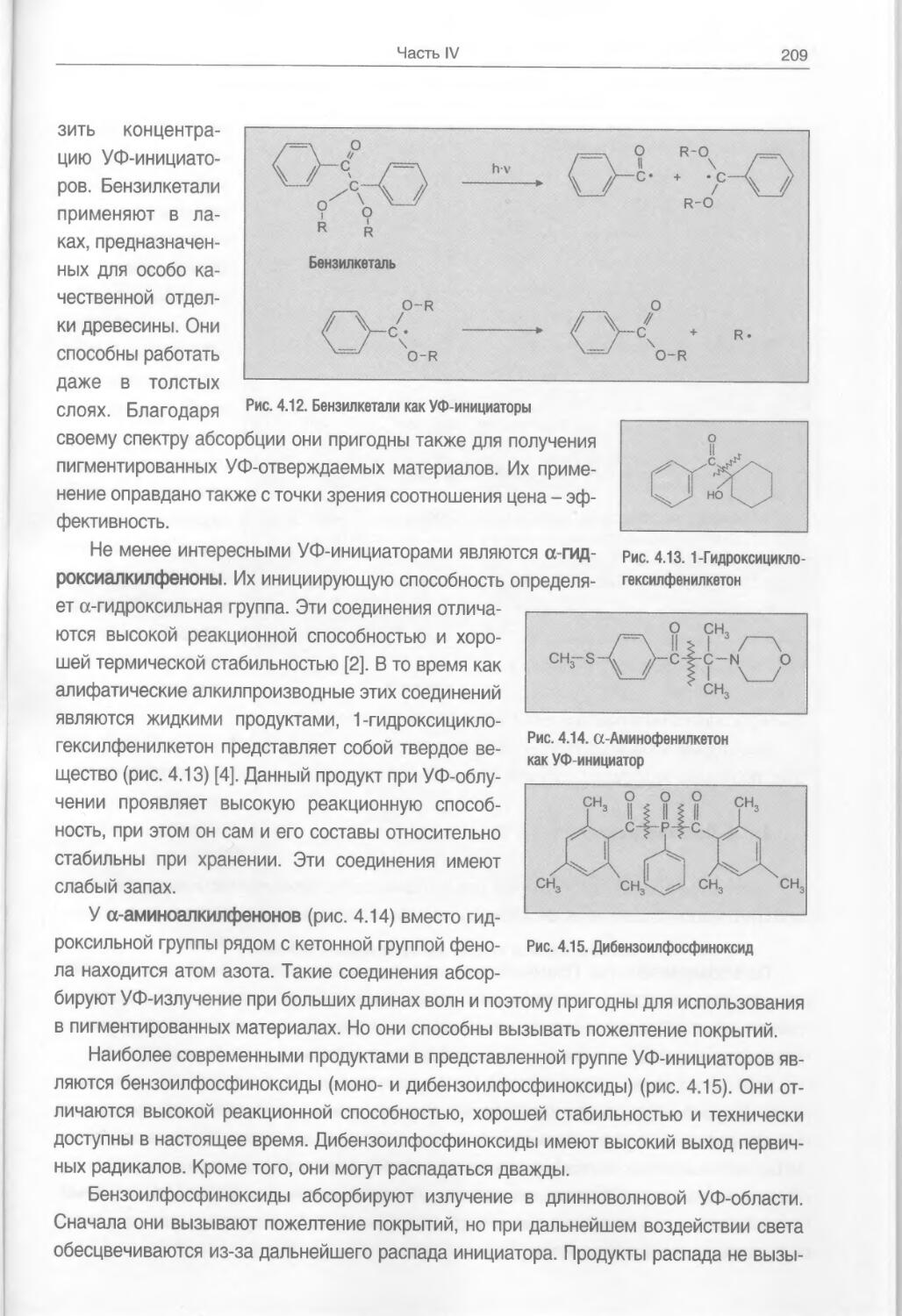
2.1.1. Механизм УФ- отверждения 206
2.1.2. УФ-инициаторы и сенсибилизаторы 207
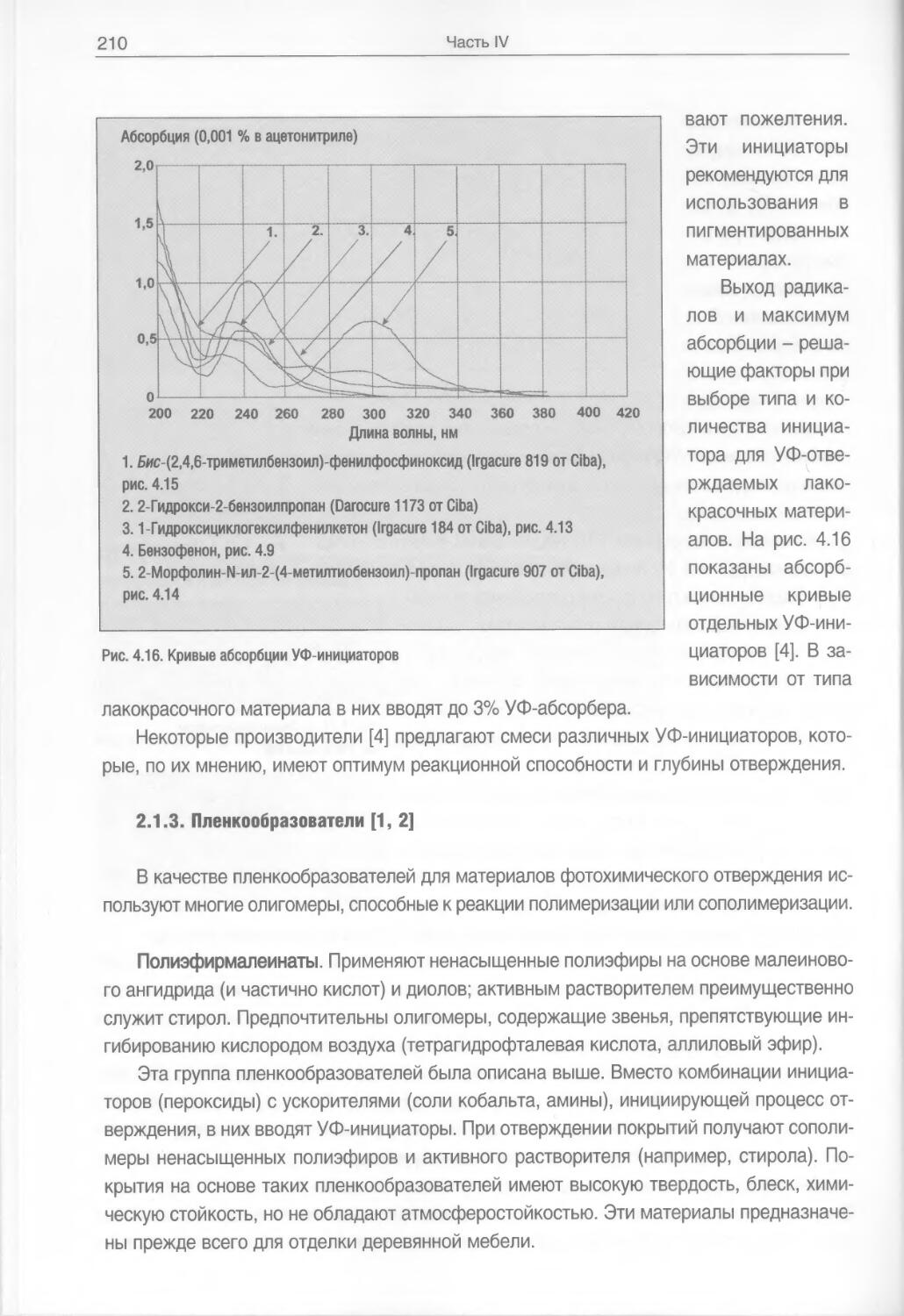
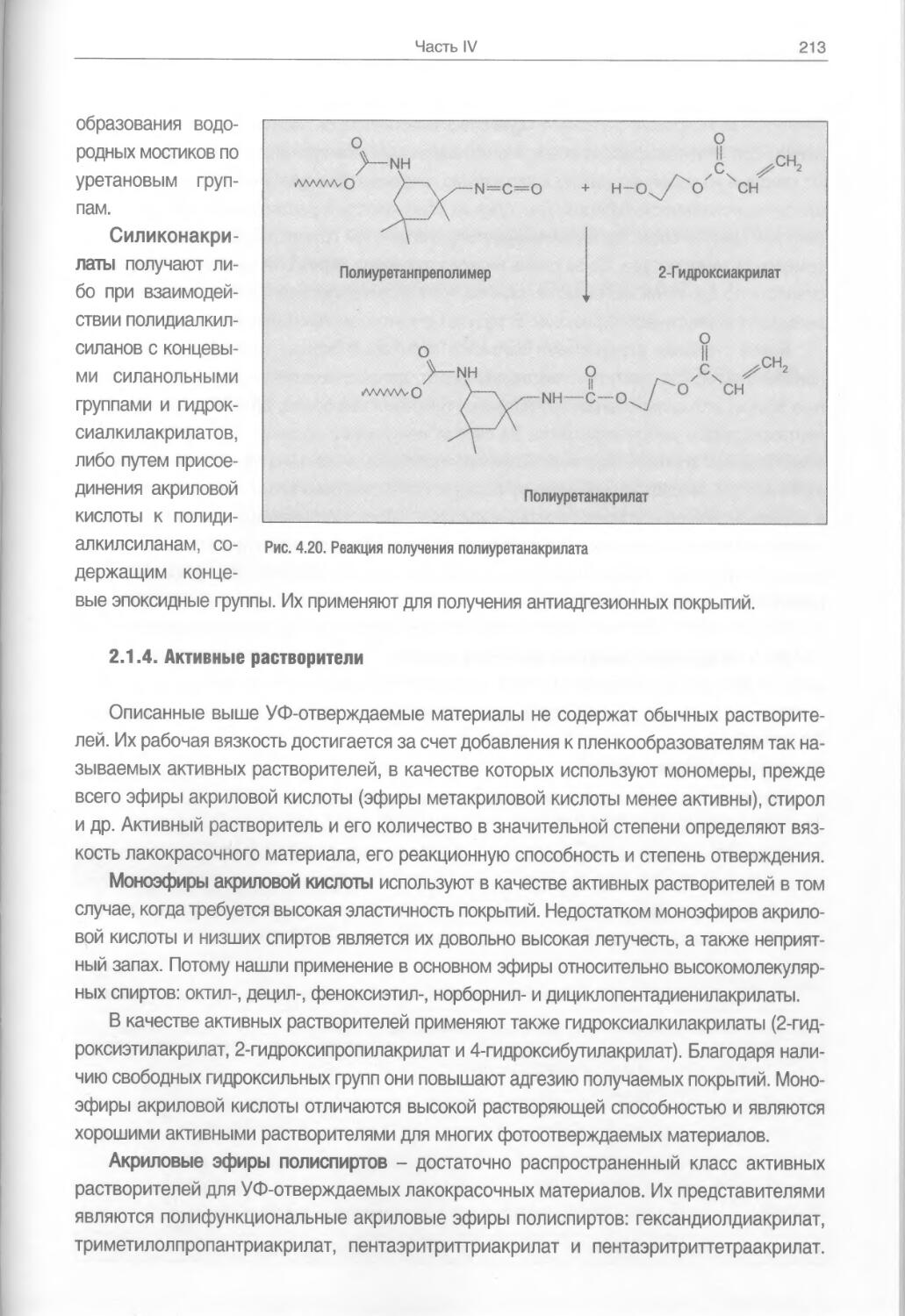
2.1.3. Пленкообразователи 210
2.1.4. Активные растворители 213
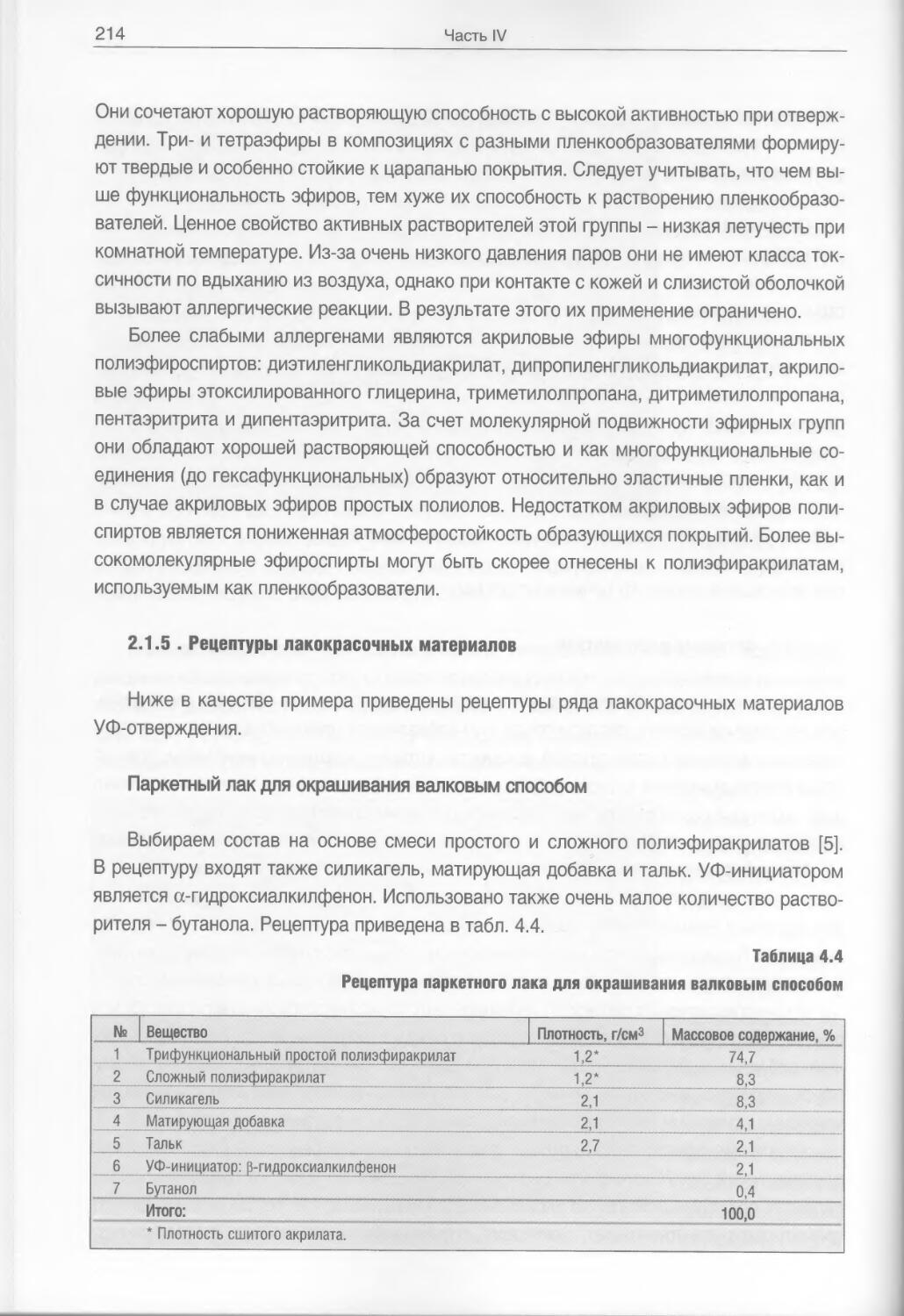
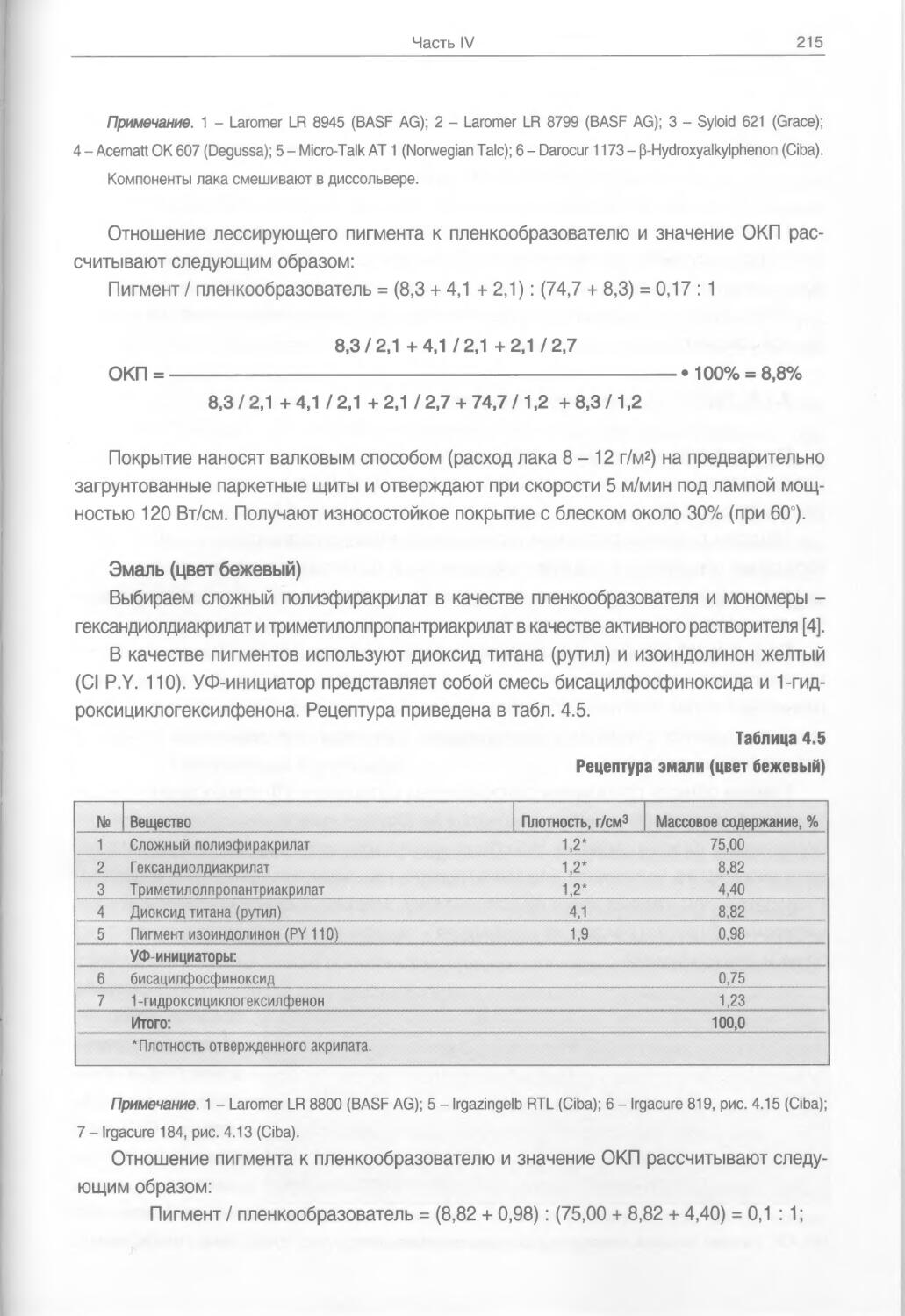
2.1.5. Рецептуры лакокрасочных материалов 214
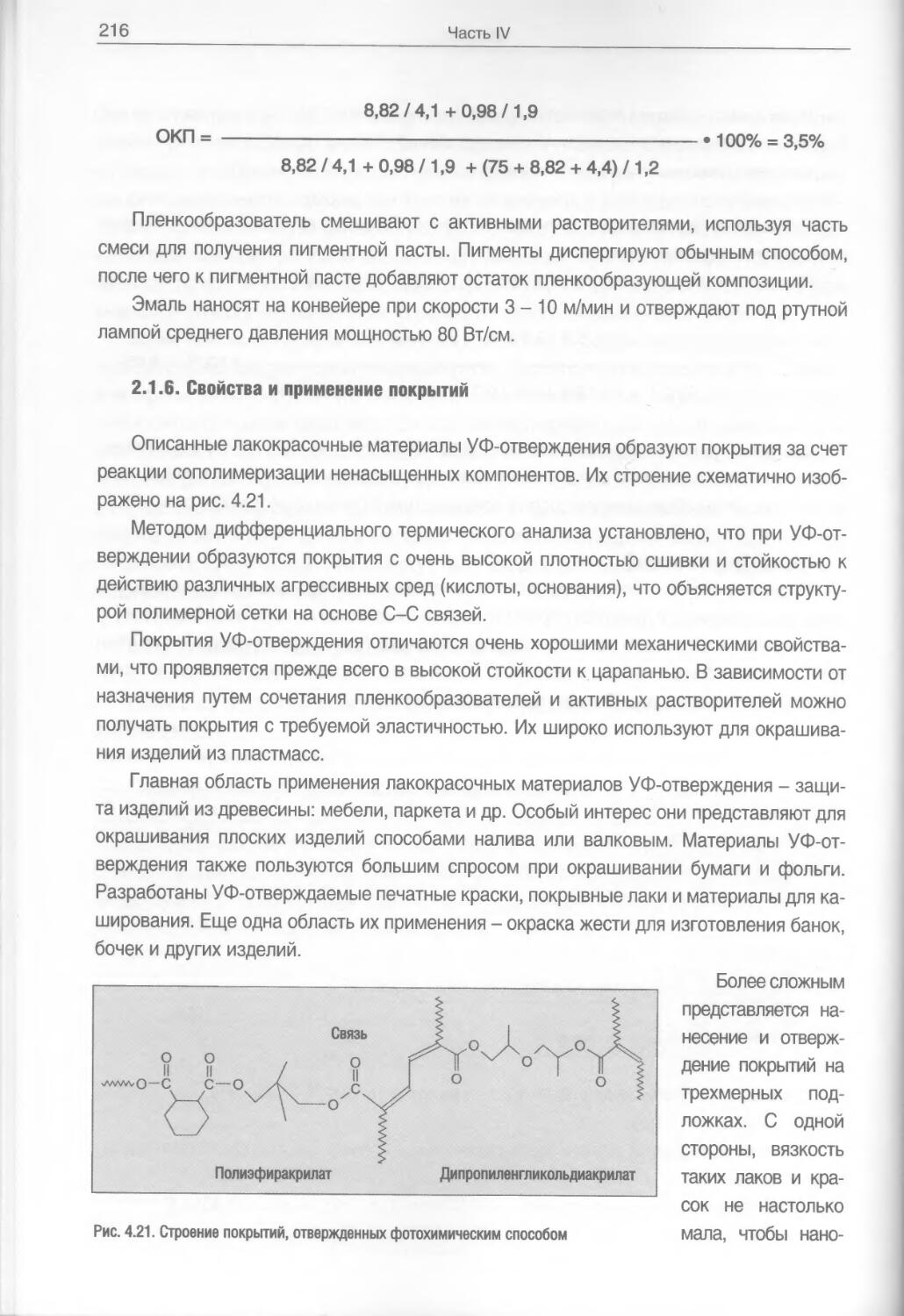
2.1.6. Свойства и применение покрытий 216
2.2. Материалы для покрытий, отверждаемых
электронным излучением 217
Литература 218
3. Порошковые краски 219
3.1. Состав и свойства красок 219
S ЕвроХим-І
BYK
BYK
ChemJe
Cera
ДЛЯ ПРОИЗВОДСТВА
• Интерьерных и фасадных красок
• Мебельных лаков и покрытий по дереву
• Автоэмалей и авторемонтных красок
• Пигментных паст и базовых красок
• Типографских и флексо-красок
• Промышленных и порошковых покрытий
• Шпатлёвок, грунтовок и пропиток
ОТ ВЕДУЩИХ МИРОВЫХ ПРОИЗВОДИ
ЭДИТЕЛЕЙ W
тел. (495) 975-75-74
e-maihlkm@eurohim.ru, www.chem.eurohim.ru
Содержание 11
3.1.1. Термопластичные краски 219
3.1.2. Термореактивные краски .220
3.1.2.1. Эпоксидные краски 220
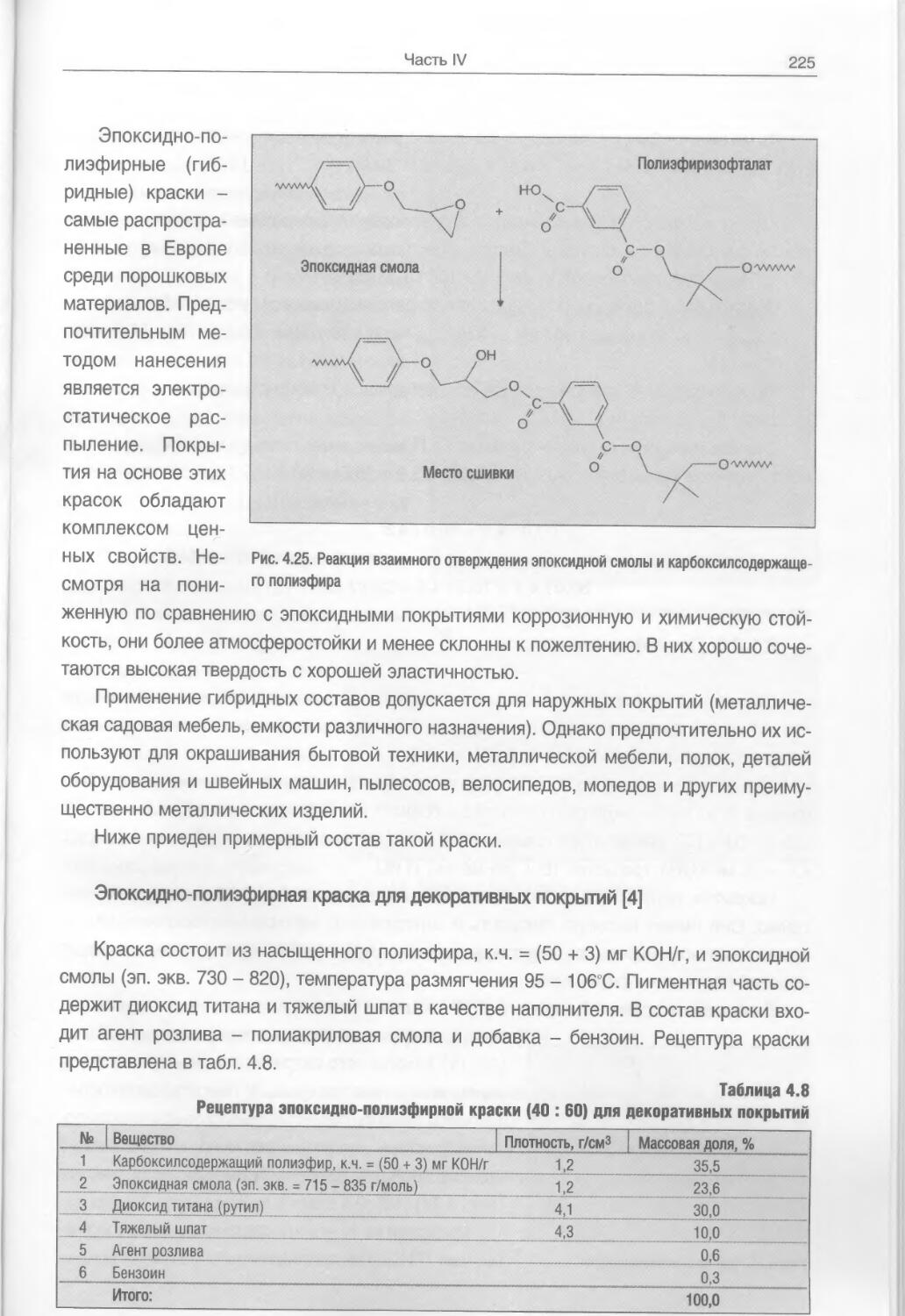
3.1.2.2. Эпоксидно-полиэфирные (гибридные) краски . .224
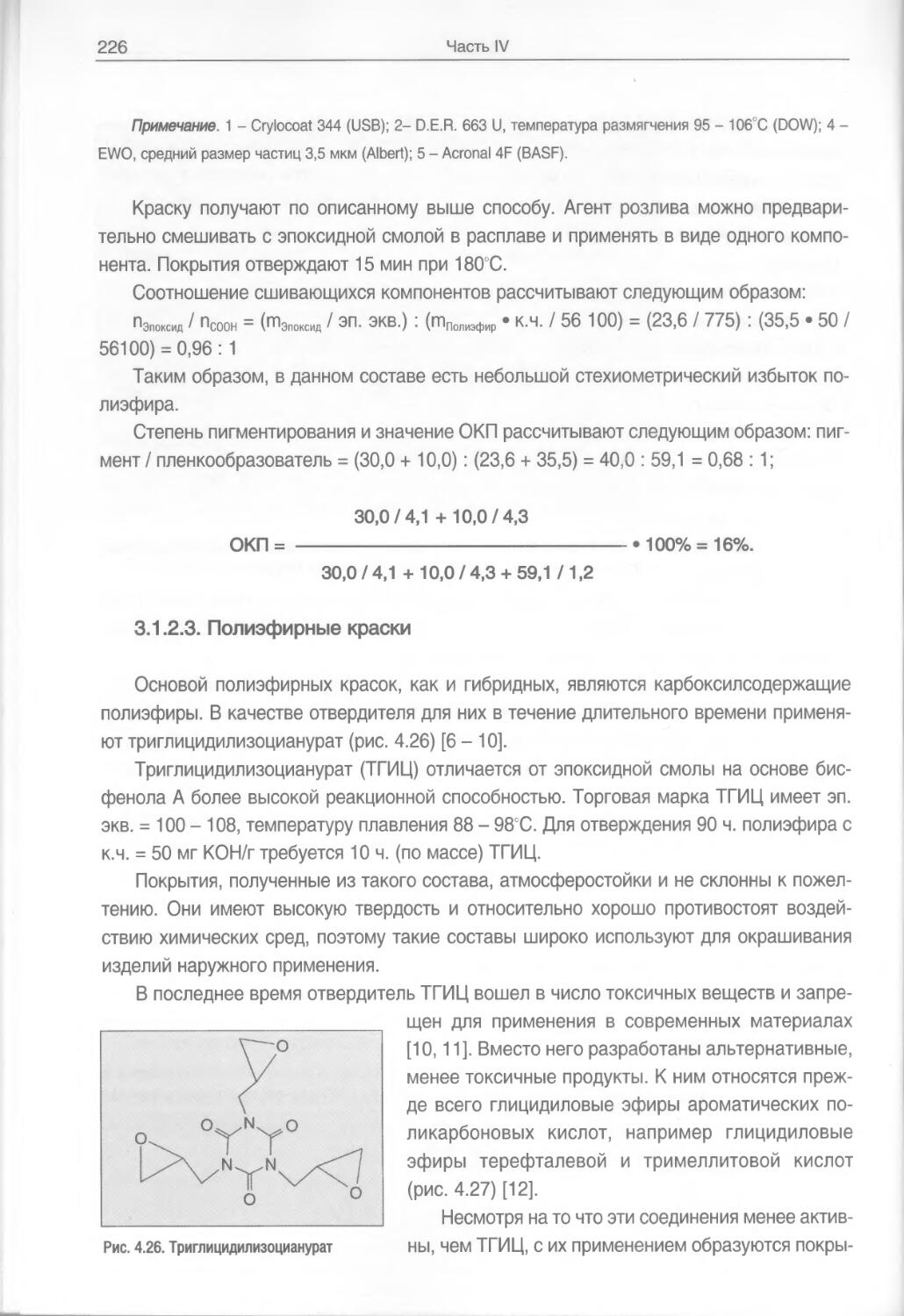
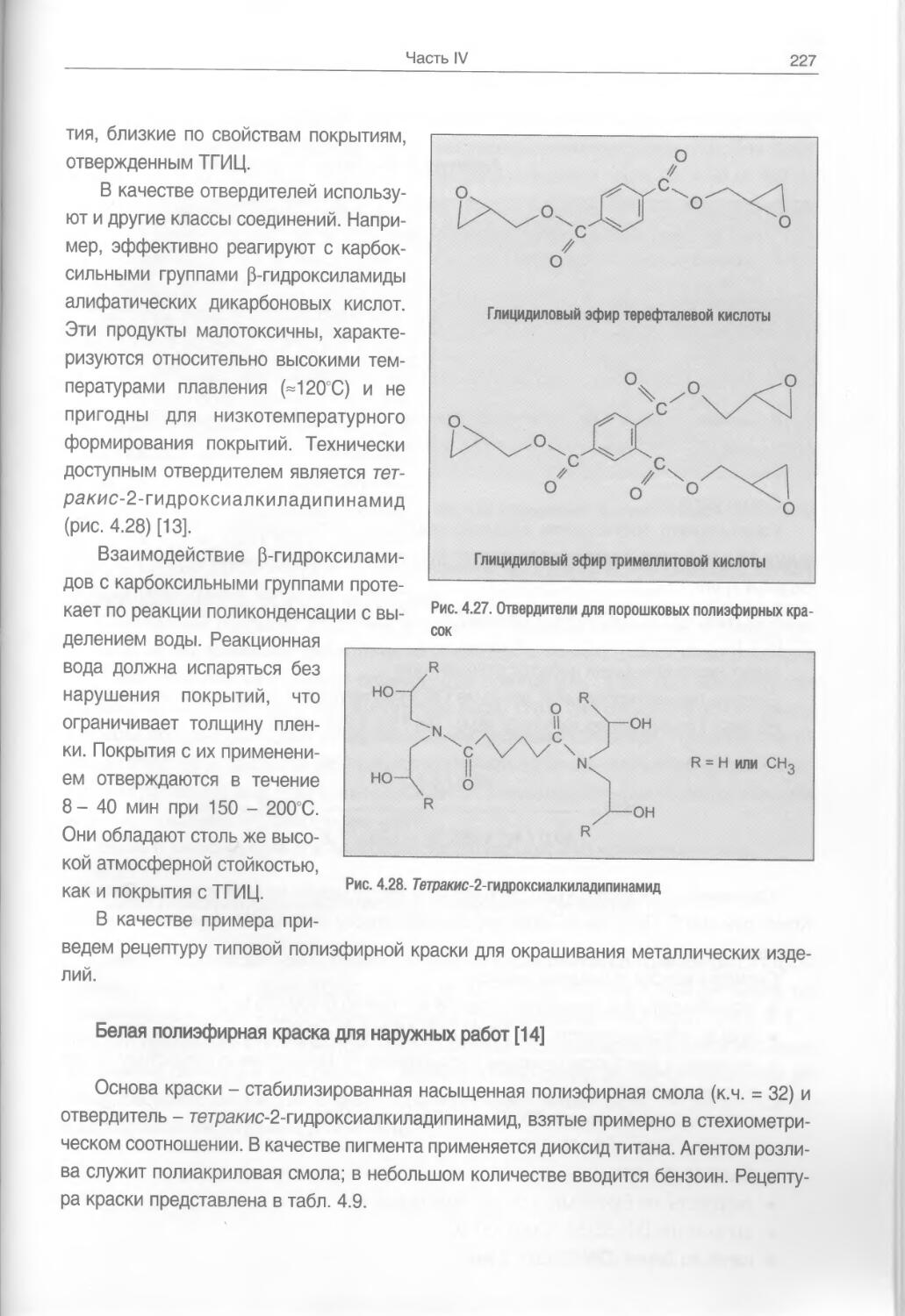
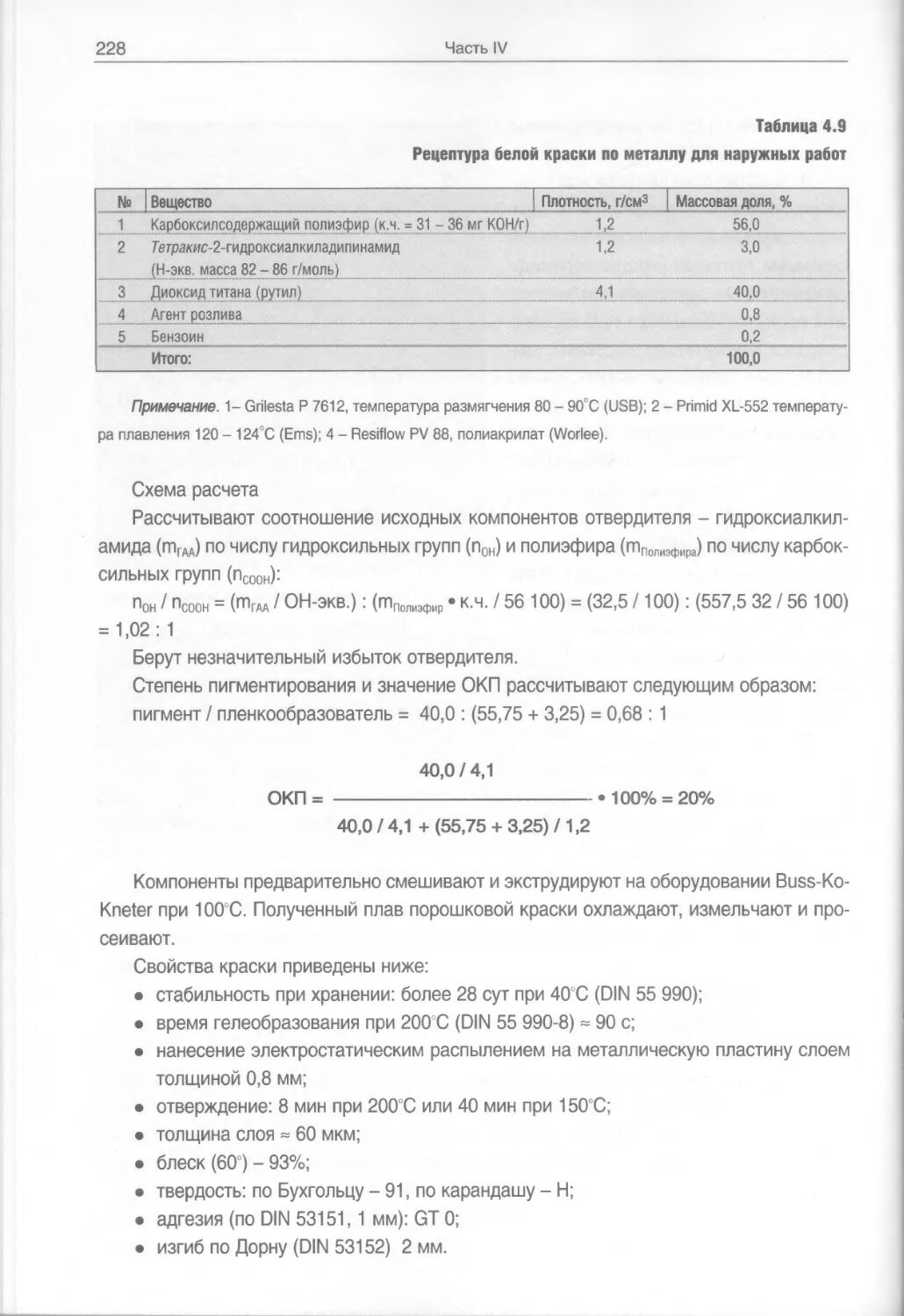
3.1.2.3. Полиэфирные краски 226
3.1.2.4. Полиакриловые краски 230
Литература 234
Биоциды
Тарные консерванты
ACTICIDE® MBS
Универсальный консервант. Стабилен при рН до 10 и при высоких температурах. Очень эффективен
против псевдомонад. Не содержит формальдегида, галогенов и тяжелых металлов.
ACTICIDE® MV
Консервант для полимерных эмульсий и чувствительных продуктов на водной основе. Наилучшая
совместимость в системах благодаря моновалентной стабилизации активных веществ. Не содержит
растворителей и формальдегида.
ACTICIDE® Fl (N), ACTICIDE® FS (N)
Очень широкий спектр действия благодаря комбинации трех активных веществ. Содержит в том
числе высокоэффективный донор формальдегида нового поколения с минимальным запахом.
Доля свободного формальдегида не превышает 1 %. Не содержит бивалентных солей металлов,
что обеспечивает в чувствительных системах оптимальную совместимость.
Пленочные биоциды без карбендазима, созданные с применением
технологии «protected actives»
ACTICIDE® MKE
Благодаря синергетической комбинации трех фунгицидов этот консервант имеет широкий спектр
действия уже при низких рабочих концентрациях. Несмотря на некоторый альгицидный эффект,
рекомендуется прежде всего для интерьерных материалов.
ACTICIDE® MKB, ACTICIDE® MKB 3, ACTICIDE® MKA
Специально разработанные комбинации фунгицидов и альгицидов для применения в фасадных
красках, штукатурках и других технических продуктах. Наряду с хорошей устойчивостью к воздействию
УФ-излучения и вымыванию обладают высокой стабильностью в щелочных средах.
Биоциды для деревозащитных составов
ACTICIDE® IPS ЗО
Фунгицид широкого спектра действия. Оптимален для защиты от синевы.
ACTICIDE® PRO 50
Фунгицид широкого спектра действия для применения в фунтовках, лаках и лазурях. Известен прежде
всего как биоцид, эффективный против дереворазрушающих грибов.
ACTICIDE® ВАС 50
Применяется в составах для временной защиты древесины от синевы и плесени, в том числе в
комбинации с другими фунгицидами.
THOR GmbH
Landwehrstr. 1, Speyer, Germany 67346
Тел.: +49221468 0732
+49160 969 06 432 (моб.)
Факс:+49221 282 8408
e-mail: dr.svetlana.kindermann@thor.com
Полихимкомплект- M
Москва 119021
Зубовский бульвар 27, стр. 7
Тел.: 495 246 1384/1364/5380
Факс: 495 246 1100
Тел.: 921 932 6738
e-mail: anna@phkomp-m.ru
Торговый дом «Фэмили»
Республика Беларусь, Минск
Тел.:+375172116199 /7613
e-mail: family.manager@tut.by
Холдинг центр 7
Украина, Днепропетровск
Тел.:+38056371 7928
e-mail: hellekl@mail.ru
Часть I
13
Часть I. Общие сведения о
пигментированных лакокрасочных
материалах
1. Дисперсии пигментов
Пигментированные лакокрасочные материалы представляют собой дисперсии
пигментов и наполнителей в пленкообразователях с очень большой внутренней
поверхностью раздела фаз, поэтому они называются системами с «перегруженной
поверхностью». Одна из фаз (жидкая) состоит из органического растворителя, воды или
раствора пленкообразователя, другая (твердая) - из диспергированного в них пигмента
(наполнителя) или полимера.
1.1. Характеристика дисперсных систем
Дисперсные системы крайне разнообразны. Их можно классифицировать как по
дисперсной фазе, так и дисперсионной среде. Известны дисперсии твердого вещества в
твердом (например, порошковые краски), твердого в жидком (большинство жидких
лакокрасочных материалов), жидкого в жидком (разнообразные эмульсии, например
эмульсии жидкой эпоксидной смолы в воде), твердого и жидкого в газах (аэрозоли, дымы,
туман).
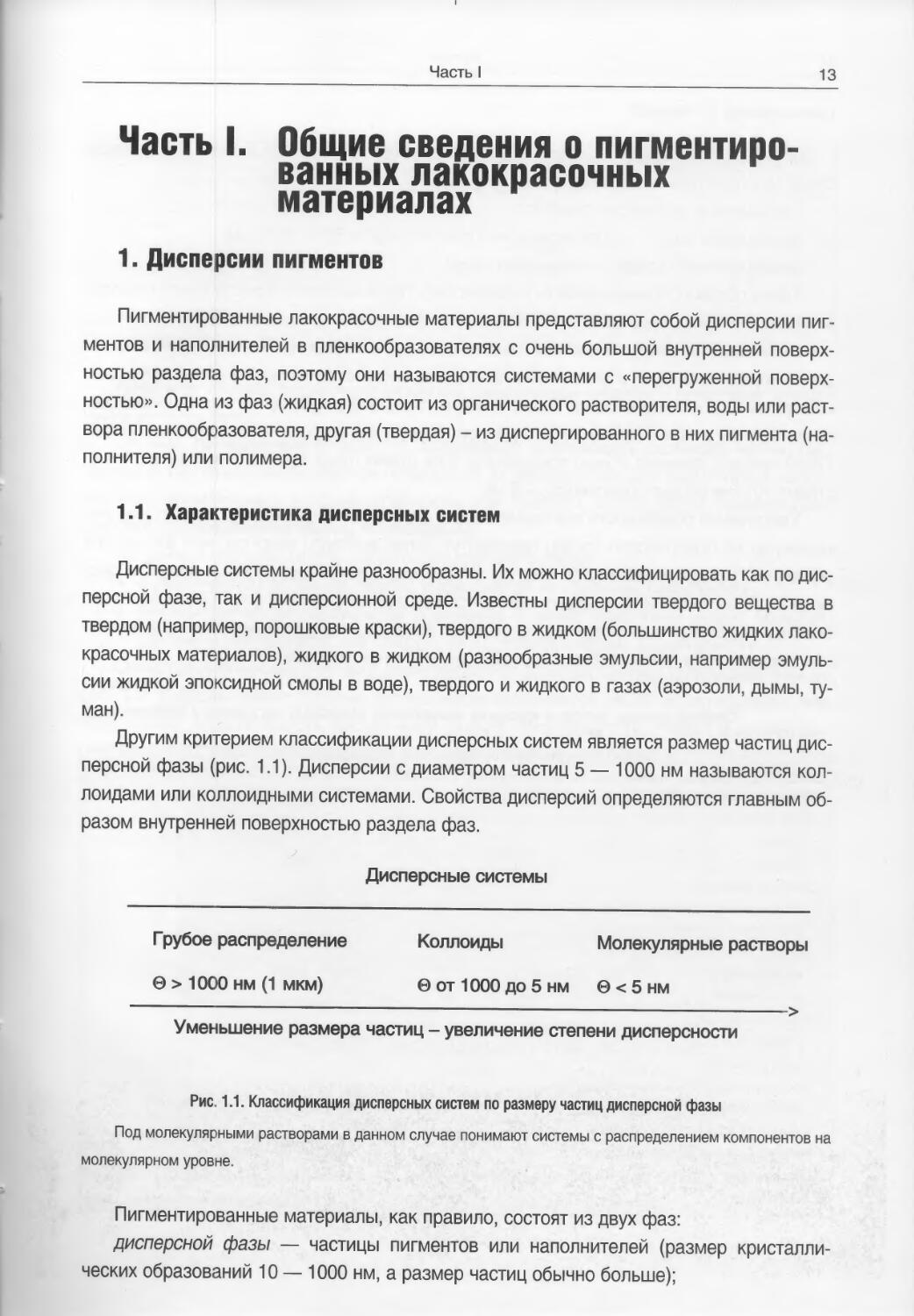
Другим критерием классификации дисперсных систем является размер частиц
дисперсной фазы (рис. 1.1). Дисперсии с диаметром частиц 5 — 1000 нм называются
коллоидами или коллоидными системами. Свойства дисперсий определяются главным
образом внутренней поверхностью раздела фаз.
Дисперсные системы
Грубое распределение Коллоиды Молекулярные растворы
0 > 1000 нм (1 мкм) 0 от 1000 до 5 нм 0 < 5 нм
>
Уменьшение размера частиц - увеличение степени дисперсности
Рис. 1.1. Классификация дисперсных систем по размеру частиц дисперсной фазы
Под молекулярными растворами в данном случае понимают системы с распределением компонентов на
молекулярном уровне.
Пигментированные материалы, как правило, состоят из двух фаз:
дисперсной фазы — частицы пигментов или наполнителей (размер
кристаллических образований 10 — 1000 нм, а размер частиц обычно больше);
14
Часть I
дисперсионной среды — пленкообразователь, его раствор или дисперсия в жидкой
среде (дополнительная граница раздела фаз).
Полимерные дисперсии содержат:
дисперсную фазу — полимерные частицы размером 50 — 5000 нм;
дисперсионную среду — чаще всего воду.
Таким образом, применяемые в лакокрасочной промышленности дисперсии пигментов,
полимеров и олигомеров представляют собой грубые или тонкие коллоидные системы.
Зависимость между величиной поверхности и размером частиц дисперсной фазы
давно определена [1, 2] и рассчитана на модели, в качестве которой выбран куб с
длиной грани 1 см и поверхностью 6 см2. Каждую грань этого куба делят на 10 частей,
получая 10x10x10 = 1000 кубиков с длиной грани 1 мм и общей поверхностью 60 см2.
Такой процесс деления можно продолжать. При длине грани кубика 1 мкм их число
составит 1012, а общая поверхность - 6 м2.
Увеличение поверхности при измельчении частиц важно до тех пор, пока атомы или
молекулы на поверхности частиц приобретут более высокую энергию, чем атомы или
молекулы, находящиеся внутри частиц. В частицах низкомолекулярных веществ
диаметром 10 нм около 25% молекул находится на границе раздела фаз. Таким образом,
понятие «коллоид» характеризует состояние веществ, определяемое большой
удельной поверхностью и высокой величиной поверхностной энергии.
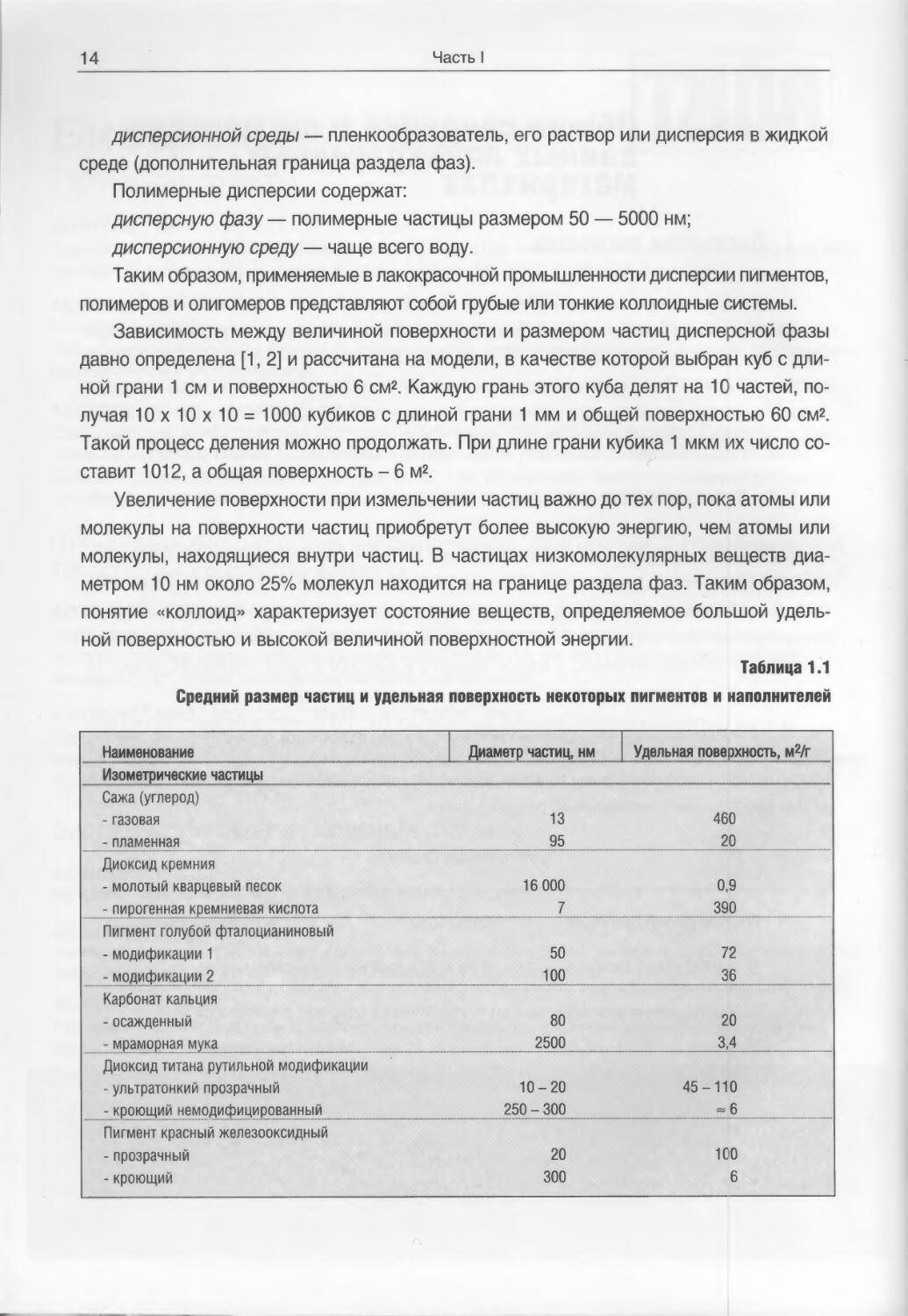
Таблица 1.1
Средний размер частиц и удельная поверхность некоторых пигментов и наполнителей
Наименование
Изометрические частицы
Сажа (углерод)
- газовая
- пламенная
Диоксид кремния
- молотый кварцевый песок
- пирогенная кремниевая кислота
Пигмент голубой фталоцианиновый
- модификации 1
- модификации 2
Карбонат кальция
- осажденный
- мраморная мука
Диоксид титана рутильной модификации
- ультратонкий прозрачный
- кроющий немодифицированный
Пигмент красный железооксидный
- прозрачный
- кроющий
Диаметр частиц, нм
13
95
16 000
7
50
100
80
2500
10-20
250 - 300
20
300
Удельная поверхность, м2/г
460
20
0,9
390
72
36
20
3,4
45-110
-6
100
6
Часть I 15
Таблица 1.1 (продолжение)
Наименование
Jj^i^IEJSEM4JM^ I Удельная поверхность, м2/г
Анизометрические частицы
^еі^йчатьіе пигменты (1 мкм = 1000 нм)
Алюминий
- тонкодисперсный
- грубодисперсный _______
Слюда
- тонкодисперсная
- грубодисперсная
16x0,3
49x0,3
16x0,8
11
5
1,6
20 х 0,8
10
Примечание. Примеры соответствуют конкретным промышленным продуктам с максимально тонким и
грубым размером частиц.
Данные, приведенные в табл. 1.1, показывают зависимость размеров частиц
пигментов и наполнителей различной природы от их поверхности. Для пигментов и
наполнителей, применяемых в промышленности, как правило, наблюдается сравнительно
широкое распределение частиц по размерам.
Из данных таблицы можно сделать следующие выводы:
• с увеличением размеров частиц уменьшается их удельная поверхность;
• анизометрические частицы по сравнению с изометрическими имеют большую
удельную поверхность, что следует из их геометрических характеристик.
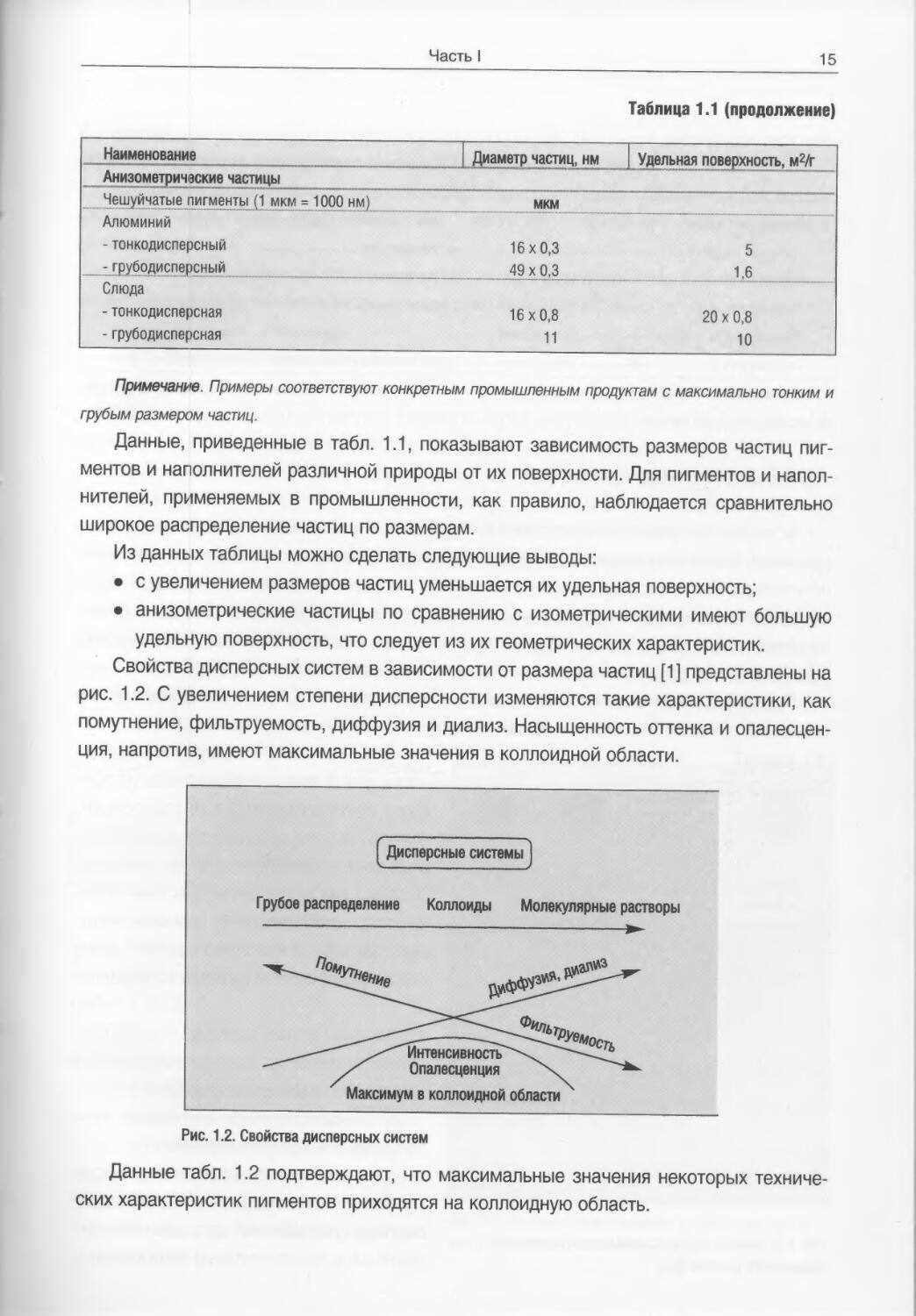
Свойства дисперсных систем в зависимости от размера частиц [1] представлены на
рис. 1.2. С увеличением степени дисперсности изменяются такие характеристики, как
помутнение, фильтруемость, диффузия и диализ. Насыщенность оттенка и опалесцен-
ция, напротив, имеют максимальные значения в коллоидной области.
Г Дисперсные системы J
Грубое распределение Коллоиды Молекулярные растворы
р^_.
Интенсивность"
Опалесценция
Максимум в коллоидной области
Рис. 1.2. Свойства дисперсных систем
Данные табл. 1.2 подтверждают, что максимальные значения некоторых
технических характеристик пигментов приходятся на коллоидную область.
16
Часть I
Таблица 1.2
Свойства железооксидных пигментов в зависимости от размера частиц [1]
Размер частиц, нм 100
Удельная поверхность -
Маслоемкость
Оттенок
150
170 250
300 350
Уменьшение -
Уменьшение -
■ Становится голубым -
450
800 900
1000
->
->
->
Насыщенность оттенка <-
Укрывистость <-
■ Уменьшение-
■ Уменьшение-
• Уменьшение -
- Уменьшение-
->
->
Примечание. Насыщенность оттенка и укрывистость имеют максимальные значения при среднем
размере частиц около 300 нм (рис. 1.2).
1.2. Стабилизация дисперсий
Большинство дисперсных систем термодинамически нестабильно и склонно к
разрушению. Различают два вида устойчивости неоднородных систем: агрегативную и
кинетическую. Потеря агрегативной устойчивости связана со слипанием частиц
дисперсной фазы и осаждением образующихся агрегатов. Этот процесс называют флокуляци-
ей. Флокуляция уменьшает поверхность раздела фаз пигмент - среда. Кинетическая
устойчивость обусловлена тепловым (броуновским) движением частиц.
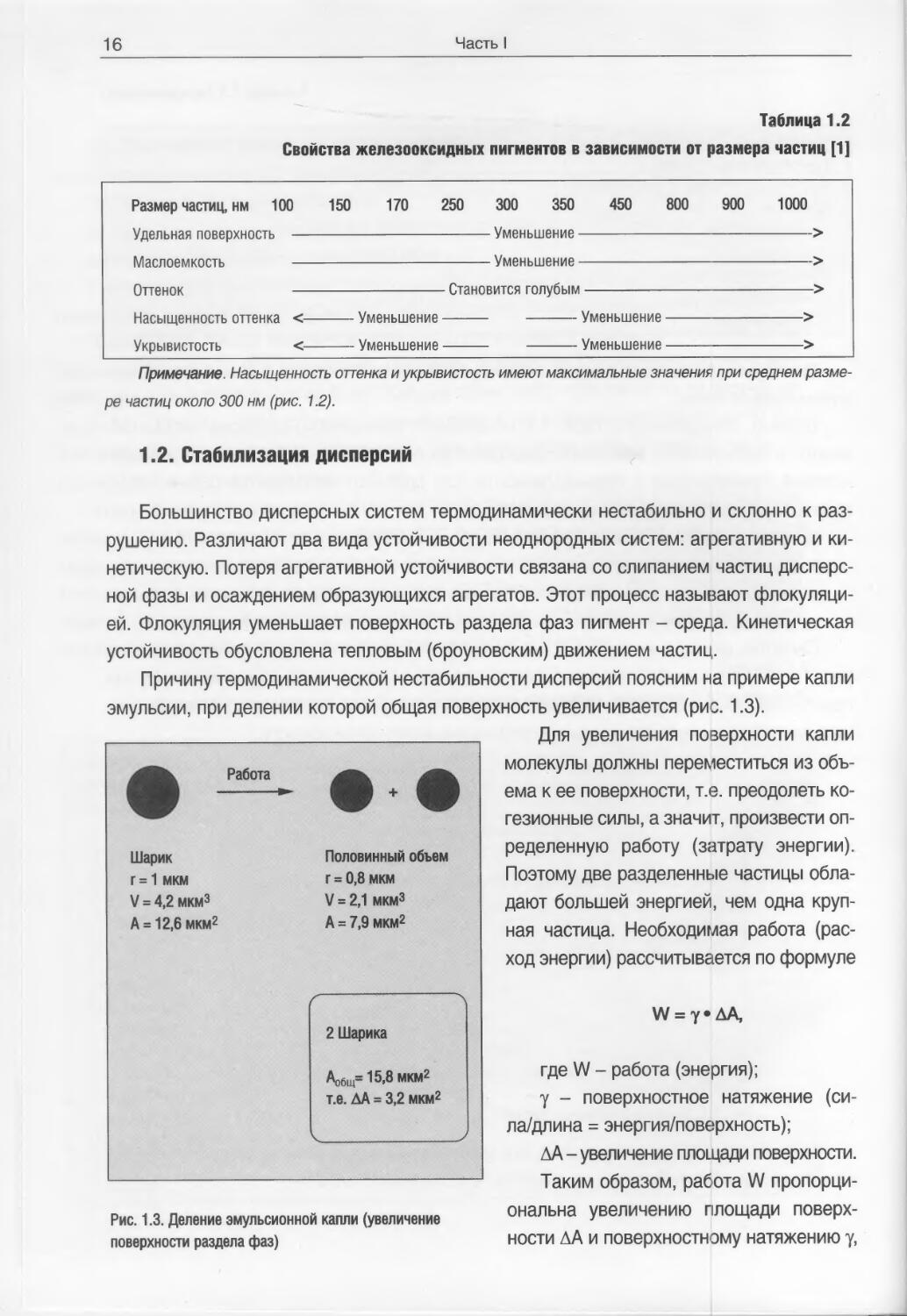
Причину термодинамической нестабильности дисперсий поясним на примере капли
эмульсии, при делении которой общая поверхность увеличивается (рис. 1.3).
Для увеличения поверхности капли
молекулы должны переместиться из
объема к ее поверхности, т.е. преодолеть ко-
гезионные силы, а значит, произвести
определенную работу (затрату энергии).
Поэтому две разделенные частицы
обладают большей энергией, чем одна
крупная частица. Необходимая работа
(расход энергии) рассчитывается по формуле
W = у AA,
где W - работа (энергия);
у - поверхностное натяжение
(сила/длина = энергия/поверхность);
AA - увеличение площади поверхности.
Таким образом, работа W
пропорциональна увеличению площади
поверхности AA и поверхностному натяжению у,
• -
Шарик
г = 1 мкм
V = 4,2mkm3
А = 12,6 мкм2
Работа
• •
Половинный объем
г = 0,8 мкм
V = 2,1mkm3
А = 7,9 мкм2
2 Шарика
A0^= 15,8 мкм2
т.е. AA = 3,2 мкм2
V J
Рис. 1.3. Деление эмульсионной капли (увеличение
поверхности раздела фаз)
Часть I
17
т.е. чем больше поверхность и поверхностное натяжение, тем выше энергия дисперсной
системы и меньше термодинамическая стабильность.
Дисперсии пигментов и полимеров могут быть достаточно стабильными и
сохраняться в течение нескольких месяцев или лет. Их принято считать метастабильными
системами.
Устойчивость дисперсий обеспечивается за счет электростатической или стериче-
ской стабилизации, при этом флокуляция может быть значительно затруднена.
1.2.1. Электростатическая стабилизация
В водных дисперсиях пигментов основной заряд несут неорганические пигменты и
наполнители из-за высокого значения диэлектрической постоянной.
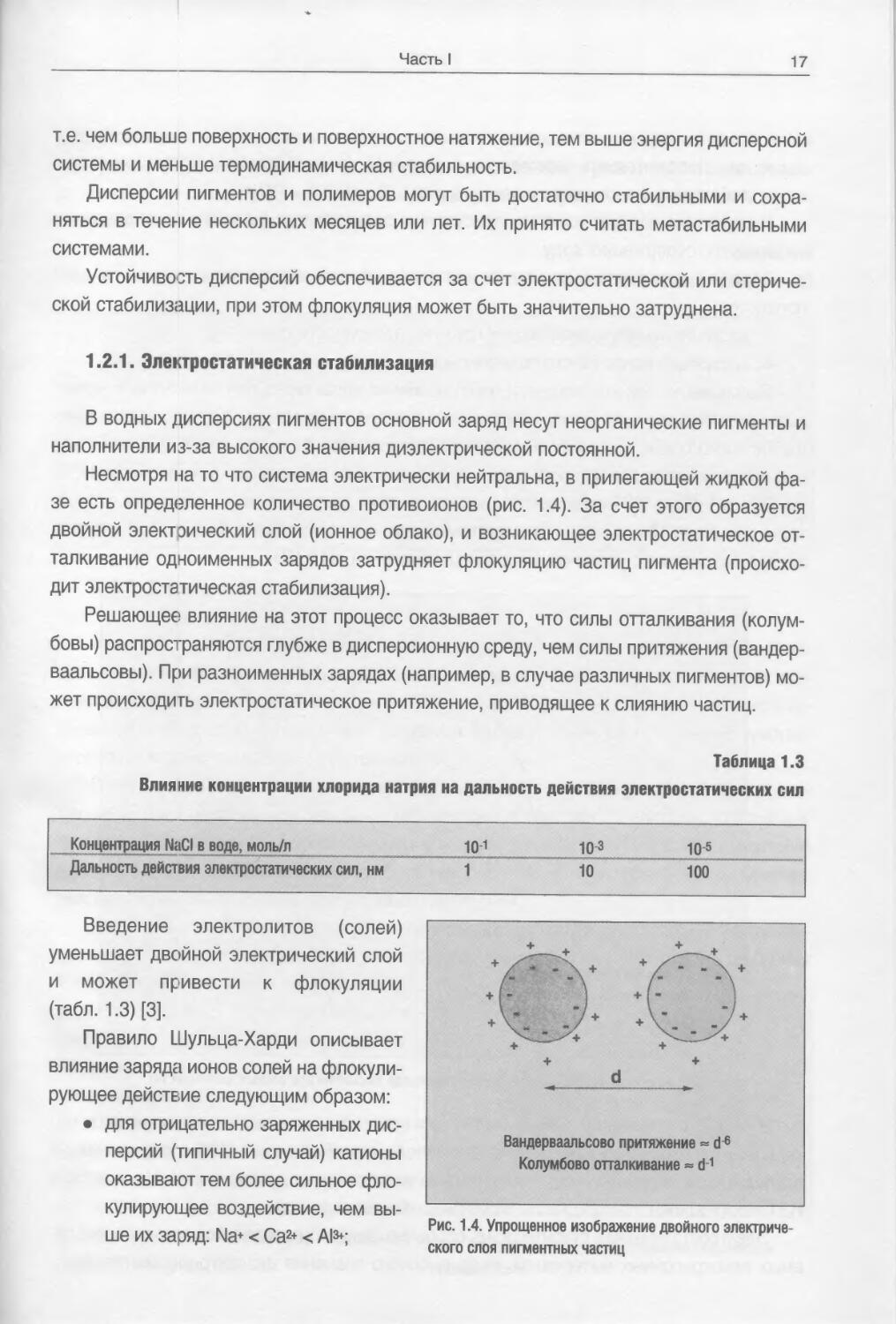
Несмотря на то что система электрически нейтральна, в прилегающей жидкой
фазе есть определенное количество противоионов (рис. 1.4). За счет этого образуется
двойной электрический слой (ионное облако), и возникающее электростатическое
отталкивание одноименных зарядов затрудняет флокуляцию частиц пигмента
(происходит электростатическая стабилизация).
Решающее влияние на этот процесс оказывает то, что силы отталкивания
(колумбовы) распространяются глубже в дисперсионную среду, чем силы притяжения (вандер-
ваальсовы). При разноименных зарядах (например, в случае различных пигментов)
может происходить электростатическое притяжение, приводящее к слиянию частиц.
Таблица 1.3
Влияние концентрации хлорида натрия на дальность действия электростатических сил
^Концекграция №іСІ^водоимрль/л_ м 10^1
Дальность действия электростатических сил, нм 1
JJtL
10 5
100
Введение электролитов (солей)
уменьшает двойной электрический слой
и может привести к флокуляции
(табл. 1.3) [3].
Правило Шульца-Харди описывает
влияние заряда ионов солей на флокули-
рующее действие следующим образом:
• для отрицательно заряженных
дисперсий (типичный случай) катионы
оказывают тем более сильное фло-
кулирующее воздействие, чем
выше их заряд: Na+ < Ca2+ < Al3+;
Вандерваальсово притяжение * d6
Колумбово отталкивание « d1
Рис. 1.4. Упрощенное изображение двойного
электрического слоя пигментных частиц
18
Часть I
• для положительно заряженных дисперсий (редкий случай) флокулирующее
действие анионов увеличивается в ряду: Cl- < SO42- < PO43-.
На практике следует избегать присутствия электролитов (солей) в лакокрасочных
материалах, содержащих воду.
Заряд на поверхности пигментов или наполнителей образуется в результате двух
процессов:
• диссоциации функциональных групп на поверхности пигмента;
• адсорбции ионов (часто полианионов).
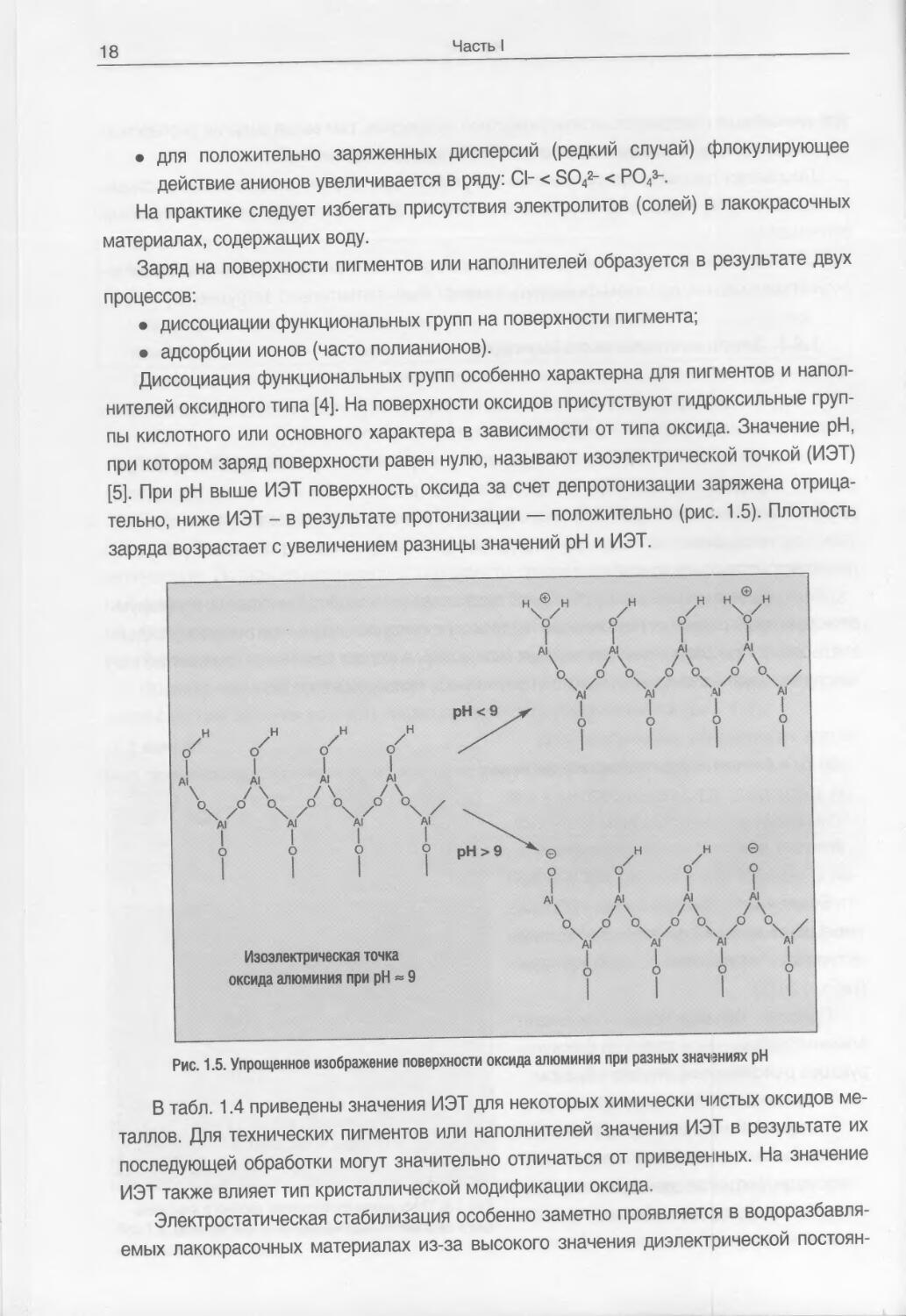
Диссоциация функциональных групп особенно характерна для пигментов и
наполнителей оксидного типа [4]. На поверхности оксидов присутствуют гидроксильные
группы кислотного или основного характера в зависимости от типа оксида. Значение рН,
при котором заряд поверхности равен нулю, называют изоэлектрической точкой (ИЭТ)
[5]. При рН выше ИЭТ поверхность оксида за счет депротонизации заряжена
отрицательно, ниже ИЭТ - в результате протонизации — положительно (рис. 1.5). Плотность
заряда возрастает с увеличением разницы значений рН и ИЭТ.
рН<9
H HHH ^"
о' о' с/ </ /^
\ \ \ I
Al At Al Al
\ / \ /\ /\
О OO OO 00/
Al Al A! Al \
I I I I ^
о о о о рН>9
Изоэлектрическая точка
оксида алюминия при рН « 9
H ® H H H H ® H
V с/ с/ V
ill)
IiIl
Al Al Al Al
\ /\ /\ У V
\/° \/° \/° \/
At Al Al Al
Jf \ \ \ \
о о о о
^0 H H 0
о о о о
і І І і
і і і і
Al A! Al Al
\ /\ /\ /\
оч/O Ox/0 ох/0 Ox/
A! Ai Al Al
III!
0 0 0 0
І І І І
Рис. 1.5. Упрощенное изображение поверхности оксида алюминия при разных значениях рН
В табл. 1.4 приведены значения ИЭТ для некоторых химически чистых оксидов
металлов. Для технических пигментов или наполнителей значения ИЭТ в результате их
последующей обработки могут значительно отличаться от приведенных. На значение
ИЭТ также влияет тип кристаллической модификации оксида.
Электростатическая стабилизация особенно заметно проявляется в водоразбавля-
емых лакокрасочных материалах из-за высокого значения диэлектрической постоян-
Часть I
19
ной. Последние исследования показали, что она наблюдается и в органорастворимых
материалах [6]. Таким образом, пигмент, диспергированный в различных пленкообразо-
вателях, может иметь разный по величине заряд, а дисперсия - разную степень
стабилизации.
Таблица 1.4
Значения ИЭТ для оксидов металлов [5]
Оксид
MgO
AI2O3
ZnO
Cr2O3
Fe3O4
Fe2O3
TiO2
SiO2
1.2.2. Стеричвская стабилизация
Известно, что водные дисперсии (коллоиды) можно стабилизировать (снизить фло-
куляцию) при добавлении водорастворимых полимеров, так называемых защитных
коллоидов, например желатина, казеина, поливинилового спирта. В отличие от
электростатической стабилизация полимерами оказалась более удобной из-за меньшей
чувствительности к добавкам солей (электролитов).
В органорастЕюримых композициях введение соответствующих полимеров
зачастую является единственным методом стабилизации дисперсий. При этом используемые
полимеры (высокомолекулярные диспергирующие добавки или пленкообразователи)
должны адсорбироваться на поверхности твердых частиц и вытеснять
адсорбированные молекулы растворителя или агентов смачивания.
Если такие частицы пигментов приближаются друг к другу, то подвижность
сегментов полимера ограничивается, что приводит к уменьшению свободы их движения
и тем самым к снижению энтропии.
Возникают обратные силы отталкивания
(рис. 1.6), поэтому стерическую
стабилизацию называют энтропийным
отталкиванием или дефлокуляцией.
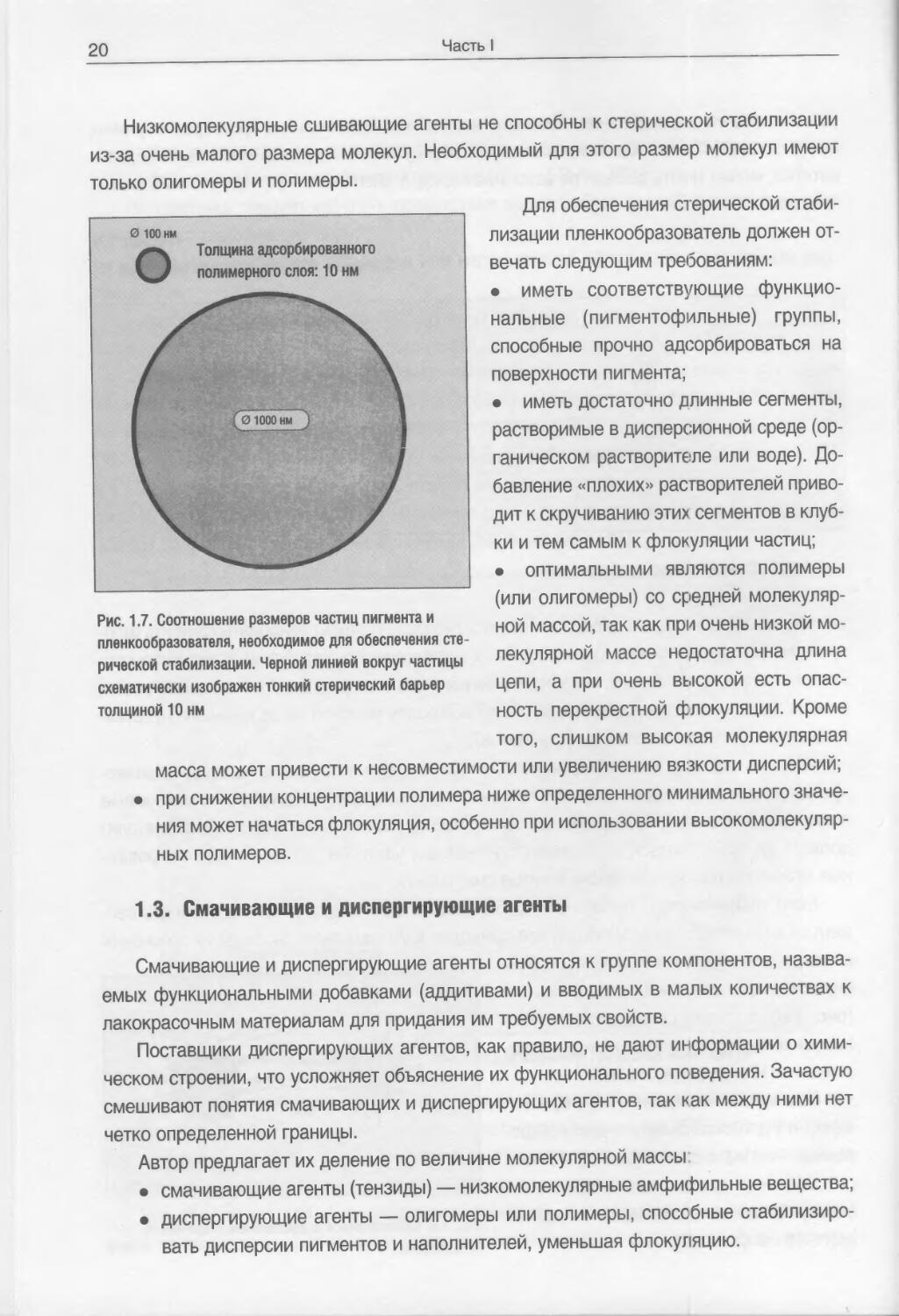
Последние исследования [7, 8]
показали, что для стабилизации
диспергированных частиц с диаметром до 10 мкм
(10 000 нм) достаточен стерический
барьер (слой из полимера) толщиной Рис16 Схематическое представление стерической
всего 10 нм (рис. 1.7). стабилизации
20
Часть I
0 100
Толщина адсорбированного
полимерного слоя: 10 нм
Низкомолекулярные сшивающие агенты не способны к стерической стабилизации
из-за очень малого размера молекул. Необходимый для этого размер молекул имеют
только олигомеры и полимеры.
Для обеспечения стерической
стабилизации пленкообразователь должен
отвечать следующим требованиям:
• иметь соответствующие
функциональные (пигментофильные) группы,
способные прочно адсорбироваться на
поверхности пигмента;
• иметь достаточно длинные сегменты,
растворимые в дисперсионной среде
(органическом растворителе или воде).
Добавление «плохих» растворителей
приводит к скручиванию этих сегментов в
клубки и тем самым к флокуляции частиц;
• оптимальными являются полимеры
(или олигомеры) со средней
молекулярной массой, так как при очень низкой
молекулярной массе недостаточна длина
цепи, а при очень высокой есть
опасность перекрестной флокуляции. Кроме
того, слишком высокая молекулярная
масса может привести к несовместимости или увеличению вязкости дисперсий;
при снижении концентрации полимера ниже определенного минимального
значения может начаться флокуляция, особенно при использовании
высокомолекулярных полимеров.
Рис. 1.7. Соотношение размеров частиц пигмента и
пленкообразователя, необходимое для обеспечения
стерической стабилизации. Черной линией вокруг частицы
схематически изображен тонкий стерический барьер
толщиной 10 нм
1.3. Смачивающие и диспергирующие агенты
Смачивающие и диспергирующие агенты относятся к группе компонентов,
называемых функциональными добавками (аддитивами) и вводимых в малых количествах к
лакокрасочным материалам для придания им требуемых свойств.
Поставщики диспергирующих агентов, как правило, не дают информации о
химическом строении, что усложняет объяснение их функционального псведения. Зачастую
смешивают понятия смачивающих и диспергирующих агентов, так как между ними нет
четко определенной границы.
Автор предлагает их деление по величине молекулярной массы;
• смачивающие агенты (тензиды) — низкомолекулярные амфифильные вещества;
• диспергирующие агенты — олигомеры или полимеры, споссбные
стабилизировать дисперсии пигментов и наполнителей, уменьшая флокуляцию.
Часть I
21
1.3.1. Диспергирующие агенты
В зависимости от механизма стабилизации дисперсий различают две группы
диспергирующих агентов:
• полианионные, применяемые для электростатической стабилизации;
• полимерные (на основе блок- и привитых сополимеров).
Полианионные диспергирующие агенты
Полианионы, являясь диспергирующими агентами, могут адсорбироваться на
поверхности неорганических пигментов и наполнителей и передавать ей собственный
заряд. Такие полианионные диспергаторы повышают потенциал отталкивания, чем
улучшают электростатическую стабильность дисперсий за счет нескольких факторов:
• усиления одноименного заряда;
• изменения заряда противоположно заряженных частиц пигментов;
• образования комплексов с многовалентными катионами (например, Ca2+), что
увеличивает радиус действия электростатических сил.
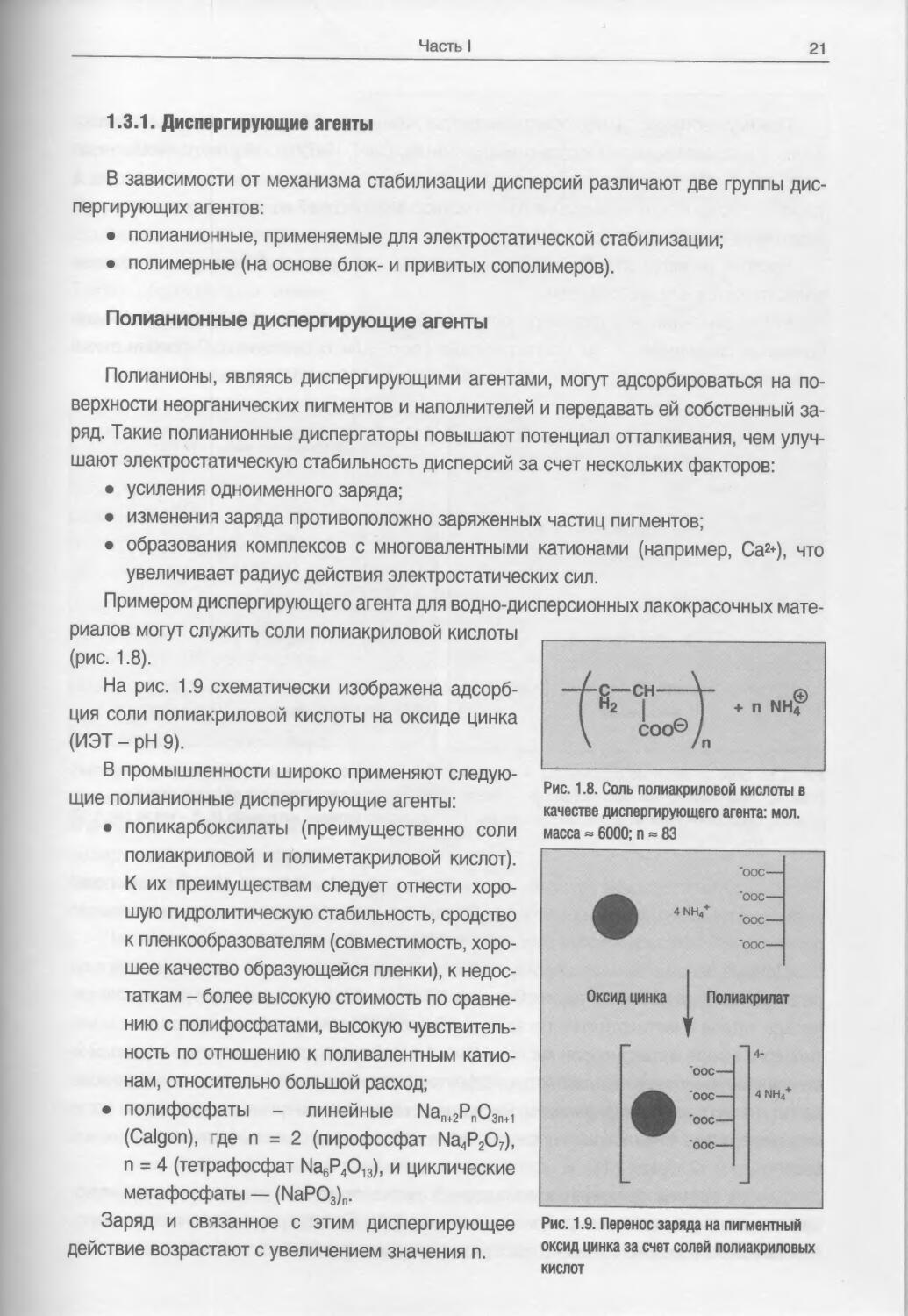
Примером диспергирующего агента для водно-дисперсионных лакокрасочных
материалов могут служить соли полиакриловой кислоты
(рис. 1.8).
На рис. 1.9 схематически изображена
адсорбция соли полиакриловой кислоты на оксиде цинка
(ИЭТ - рН 9).
В промышленности широко применяют
следующие полианионные диспергирующие агенты:
• поликарбоксилаты (преимущественно соли
полиакриловой и полиметакриловой кислот).
К их преимуществам следует отнести
хорошую гидролитическую стабильность, сродство
к пленкообразователям (совместимость,
хорошее качество образующейся пленки), к
недостаткам - более высокую стоимость по
сравнению с полифосфатами, высокую
чувствительность по отношению к поливалентным
катионам, относительно большой расход;
• полифосфаты - линейные Nan+2PnO3n+1
(Calgon), -де n = 2 (пирофосфат Na4P2O7),
n = 4 (тетрафосфат Na6P4O13), и циклические
метафосфаты — (NaPO3Jn.
Заряд и связанное с этим диспергирующее Рис. 1.9. Перенос заряда на пигментный
действие возрастают с увеличением значения п. оксид цинка за счет солей Полиа|Филовых
кислот
Рис. 1.8. Соль полиакриловой кислоты в
качестве диспергирующего агента: мол.
масса « 6000; п « 83
"оос—
jg^^ *ООС
WR WR оос—
"оос—
Оксид цинка
1
Полиакрилат
f
"ООС—
^^ *оос—
|Р -оос-
"оос—
4-
4NH4+
22
Часть I
Преимуществами полифосфатов являются низкая цена, хорошее комплексообразо-
вание с многовалентными катионами (например, Ca2+), небольшой расход
(концентрация 0,2 — 0,5%). К их недостаткам относятся медленный гидролиз до монофосфатов, а
также возможность их вымывания из-за растворимости солей полифосфатов и
кристаллизация на поверхности покрытий.
Часто в водно-дисперсионных лакокрасочных материалах используют сочетание
полиакрилатов и полифосфатов.
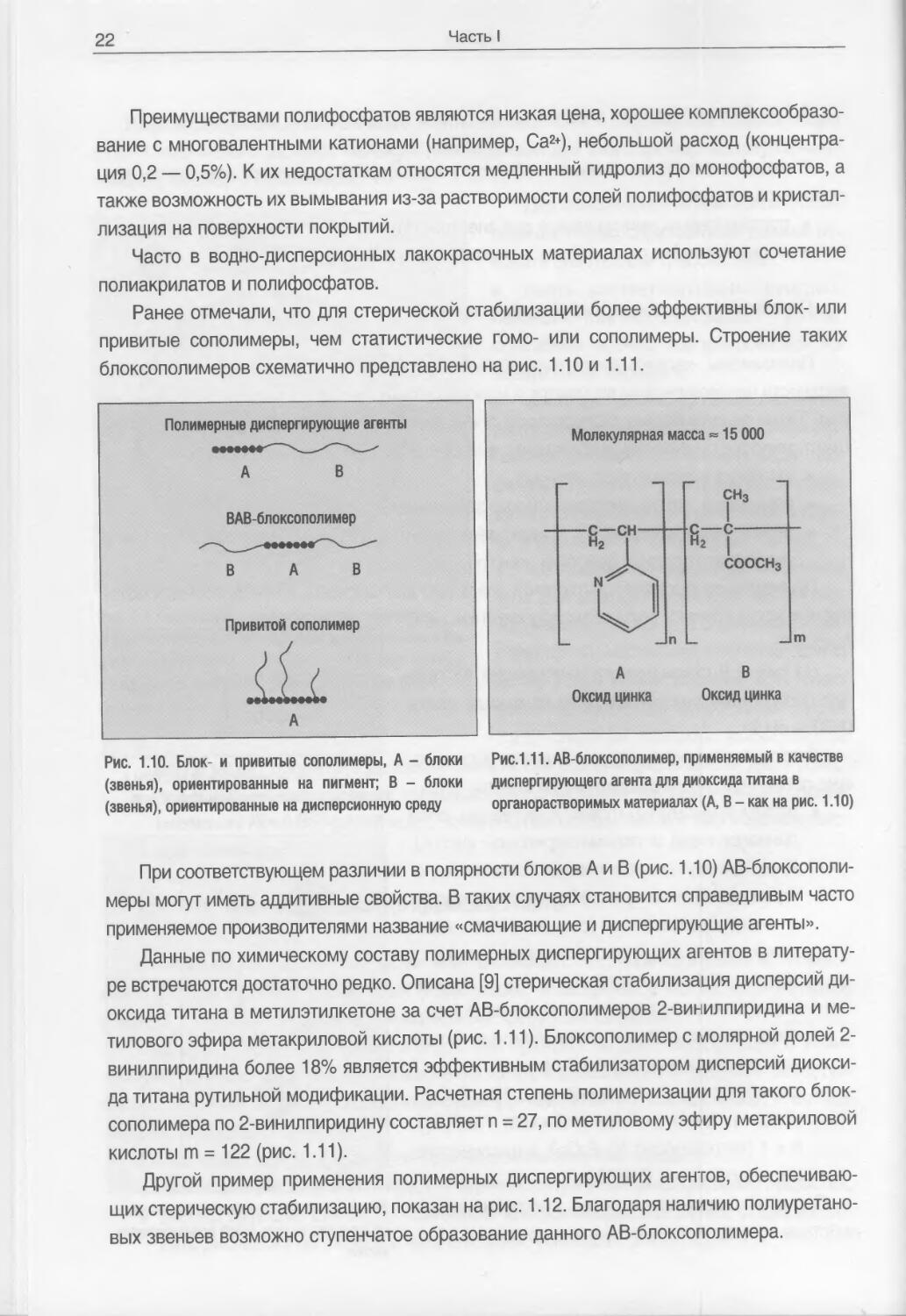
Ранее отмечали, что для стерической стабилизации более эффективны блок- или
привитые сополимеры, чем статистические гомо- или сополимеры. Строение таких
блоксополимеров схематично представлено на рис. 1.10 и 1.11.
Полимерные диспергирующие агенты
А В
ВАВ-блоксополимер
BAB
Привитой сополимер
Молекулярная масса «15 000
CH3
Ї—с-
COOCH3
В
Оксид цинка
Оксид цинка
Рис. 1.10. Блок- и привитые сополимеры, А - блоки
(звенья), ориентированные на пигмент; В - блоки
(звенья), ориентированные на дисперсионную среду
Рис.1.11. АВ-блоксополимер, применяемый в качестве
диспергирующего агента для диоксида титана в
органорастворимых материалах (А, В - как на рис. 1.10)
При соответствующем различии в полярности блоков А и В (рис. 1.10) АВ-блоксополи-
меры могут иметь аддитивные свойства. В таких случаях становится справедливым часто
применяемое производителями название «смачивающие и диспергирующие агенты».
Данные по химическому составу полимерных диспергирующих агентов в
литературе встречаются достаточно редко. Описана [9] стерическая стабилизация дисперсий
диоксида титана в метилэтилкетоне за счет АВ-блоксополимеров 2-винилпиридина и
метилового эфира метакриловои кислоты (рис. 1.11). Блоксополимер с молярной долей 2-
винилпиридина более 18% является эффективным стабилизатором дисперсий
диоксида титана рутильной модификации. Расчетная степень полимеризации для такого блок-
сополимера по 2-винилпиридину составляет n = 27, по метиловому эфиру метакриловои
кислоты m = 122 (рис. 1.11).
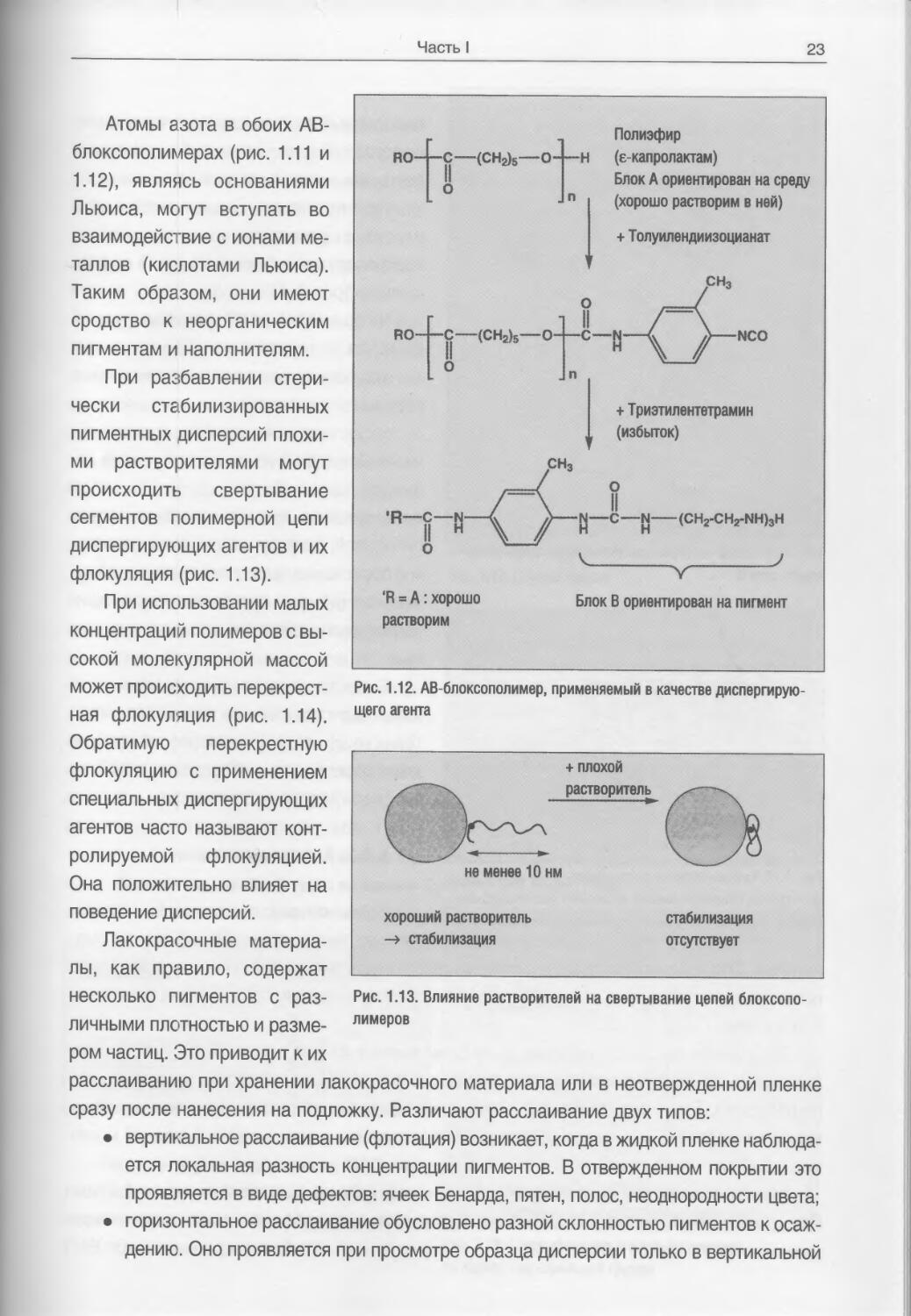
Другой пример применения полимерных диспергирующих агентов,
обеспечивающих стерическую стабилизацию, показан на рис. 1.12. Благодаря наличию полиуретано-
вых звеньев возможно ступенчатое образование данного АВ-блоксополимера.
Часть I
23
RG-
~(СН2)5—0-
RO-
-(CHs)5-
O
Ii
-C-
Полиэфир
(є-капролактам)
Блок А ориентирован на среду
(хорошо растворим в ней)
+ Толуилендиизоцианат
PH3
+ Триэтилентетрамин
(избыток)
-с-
II
о
'R = A: хорошо
растворим
-С—N (CH2-CH2-NH)3H
H
Блок В ориентирован на пигмент
Атомы азота в обоих AB-
блоксополимерах (рис. 1.11 и
1.12), являясь основаниями
Льюиса, могут вступать во
взаимодействие с ионами
металлов (кислотами Льюиса).
Таким образом, они имеют
сродство к неорганическим
пигментам и наполнителям.
При разбавлении стери-
чески стабилизированных
пигментных дисперсий
плохими растворителями могут
происходить свертывание
сегментов полимерной цепи
диспергирующих агентов и их
флокуляция (рис. 1.13).
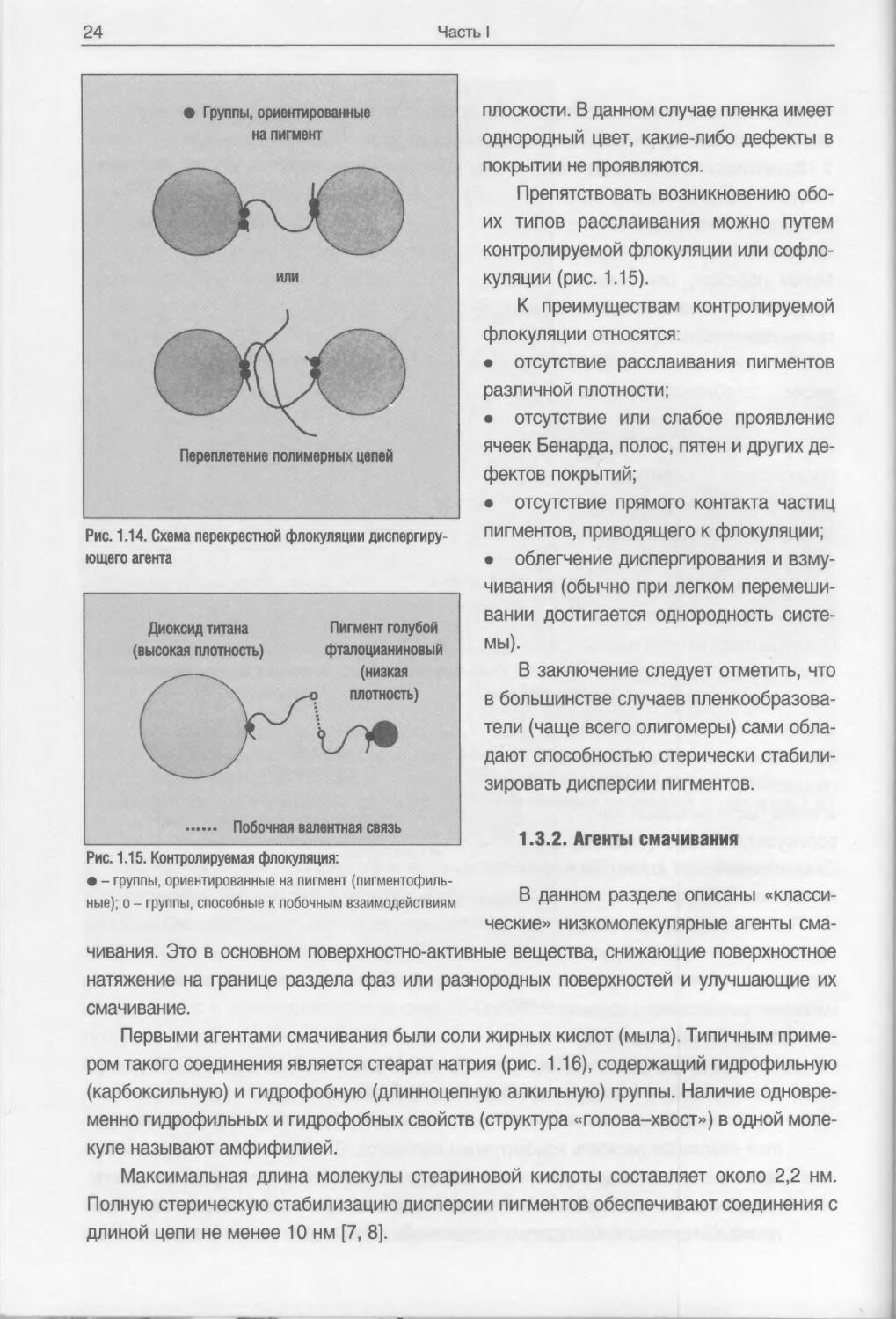
При использовании малых
концентраций полимеров с
высокой молекулярной массой
может происходить
перекрестная флокуляция (рис. 1.14).
Обратимую перекрестную
флокуляцию с применением
специальных диспергирующих
агентов часто называют
контролируемой флокуляцией.
Она положительно влияет на
поведение дисперсий.
Лакокрасочные
материалы, как правило, содержат
несколько пигментов с
различными плотностью и
размером частиц. Это приводит к их
расслаиванию при хранении лакокрасочного материала или в неотвержденнои пленке
сразу после нанесения на подложку. Различают расслаивание двух типов:
• вертикальное расслаивание (флотация) возникает, когда в жидкой пленке
наблюдается локальная разность концентрации пигментов. В отвержденном покрытии это
проявляется в виде дефектов: ячеек Бенарда, пятен, полос, неоднородности цвета;
• горизонтальное расслаивание обусловлено разной склонностью пигментов к
осаждению. Оно проявляется при просмотре образца дисперсии только в вертикальной
Рис. 1.12. АВ-блоксополимер, применяемый в качестве
диспергирующего агента
ґ~л
( If^v^
v_y—-—-
НЄ Менее 10 HN
хороший растворитель
-> стабилизация
+ плохой
растворитель
і
/-~л
( л
V^y0
стабилизация
отсутствует
Рис. 1.13. Влияние растворителей на свертывание цепей блоксопо-
лимеров
24
Часть I
# Группы, ориентированные
на пигмент
OO
или
Q(O
Переплетение полимерных цепей
Рис. 1.14. Схема перекрестной флокуляции
диспергирующего агента
Диоксид титана
(высокая плотность)
Пигмент голубой
фталоцианиновый
(низкая
^o плотность)
Ъо#
валентная связь
плоскости. В данном случае пленка имеет
однородный цвет, какие-либо дефекты в
покрытии не проявляются.
Препятствовать возникновению
обоих типов расслаивания можно путем
контролируемой флокуляции или софло-
куляции (рис. 1.15).
К преимуществам контролируемой
флокуляции относятся
• отсутствие расслаивания пигментов
различной плотности;
• отсутствие или слабое проявление
ячеек Бенарда, полос, пятен и других
дефектов покрытий;
• отсутствие прямого контакта частиц
пигментов, приводящего к флокуляции;
• облегчение диспергирования и
взмучивания (обычно при легком
перемешивании достигается однородность
системы).
В заключение следует отметить, что
в большинстве случаев пленкообразова-
тели (чаще всего олигомеры) сами
обладают способностью стерически
стабилизировать дисперсии пигментов.
Побочная валентная связь
1.3.2. Агенты смачивания
Рис. 1.15. Контролируемая флокуляция:
• - группы, ориентированные на пигмент (пигментофиль-
ные); о - группы, способные к побочным взаимодействиям
В данном разделе описаны
«классические» низкомолекулярные агенты
смачивания. Это в основном поверхностно-активные вещества, снижающие поверхностное
натяжение на границе раздела фаз или разнородных поверхностей и улучшающие их
смачивание.
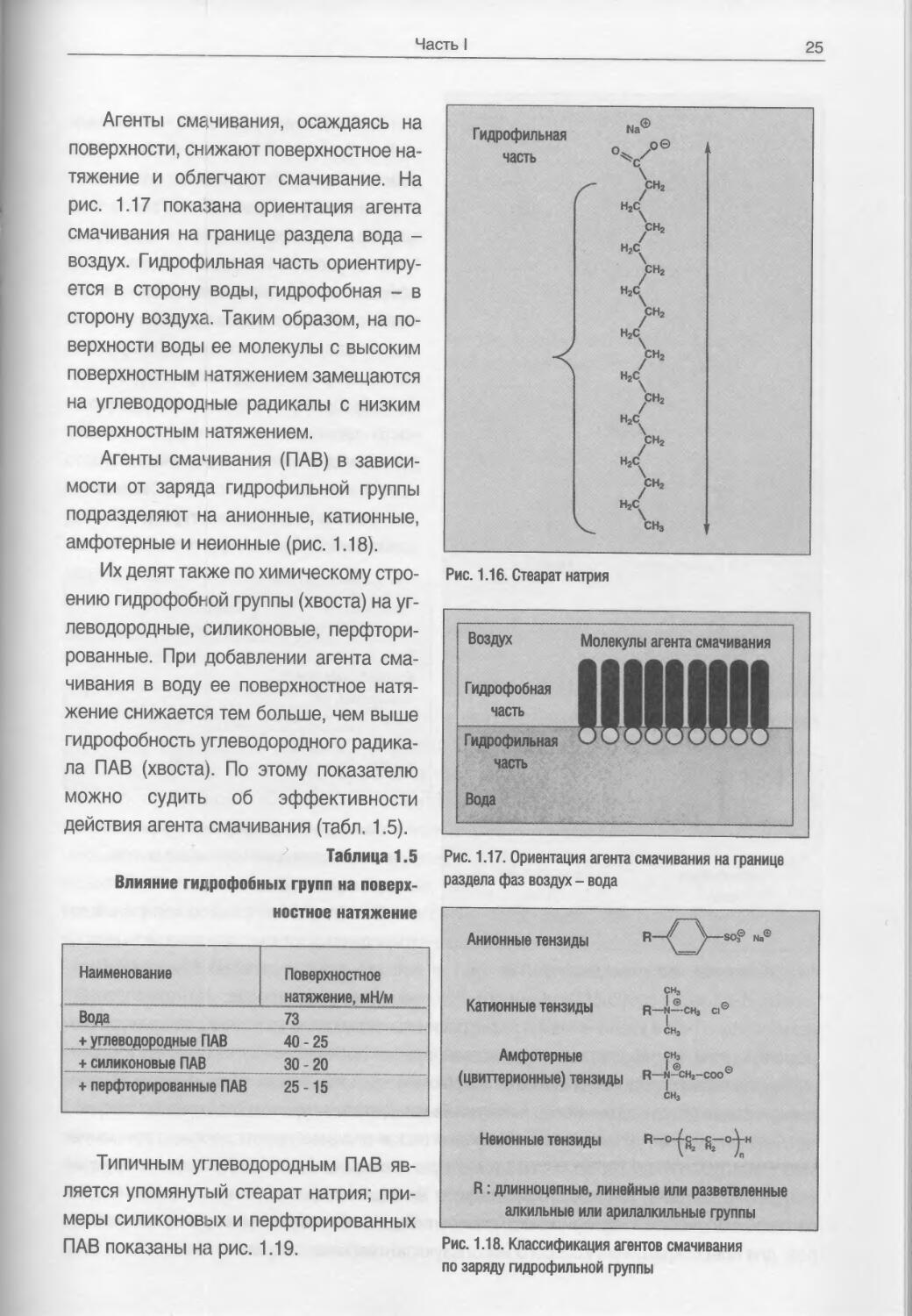
Первыми агентами смачивания были соли жирных кислот (мыла)» Типичным
примером такого соединения является стеарат натрия (рис. 1.16), содержащий гидрофильную
(карбоксильную) и гидрофобную (длинноцепную алкильную) группы. Наличие
одновременно гидрофильных и гидрофобных свойств (структура «голова-хвост») в одной
молекуле называют амфифилией.
Максимальная длина молекулы стеариновой кислоты составляет около 2,2 нм.
Полную стерическую стабилизацию дисперсии пигментов обеспечивают соединения с
длиной цепи не менее 10 нм [7, 8].
Часть I
25
Агенты смачивания, осаждаясь на
поверхности, снижают поверхностное
натяжение и облегчают смачивание. На
рис. 1.17 показана ориентация агента
смачивания на границе раздела вода -
воздух. Гидрофильная часть
ориентируется в сторону воды, гидрофобная - в
сторону воздуха. Таким образом, на
поверхности воды ее молекулы с высоким
поверхностным натяжением замещаются
на углеводородные радикалы с низким
поверхностным натяжением.
Агенты смачивания (ПАВ) в
зависимости от заряда гидрофильной группы
подразделяют на анионные, катионные,
амфотерные и неионные (рис. 1.18).
Их делят также по химическому
строению гидрофобной группы (хвоста) на
углеводородные, силиконовые,
перфорированные. При добавлении агента
смачивания в воду ее поверхностное
натяжение снижается тем больше, чем выше
гидрофобность углеводородного
радикала ПАВ (хвоста). По этому показателю
можно судить об эффективности
действия агента смачивания (табл. 1.5).
Таблица 1.5
Влияние гидрофобных групп на
поверхностное натяжение
Типичным углеводородным ПАВ
является упомянутый стеарат натрия;
примеры силиконовых и перфторированных
ПАВ показаны на рис. 1.19.
Гидрофильная
часть
г
<
V
Na®
voe '
CH2
H2C
CH2
/
H2C
CH2
H2C
CH2
H2C
CH2
H2C
CH2
H2C
CH2
H2C
CH2
H2C
CH3
I
f
Рис. 1.16. Стеарат натрия
Воздух
Гидрофобная
часть
Гидрофильная
часть
Вода
Молекулы агента смачивания
Рис. 1.17. Ориентация агента смачивания на границе
раздела фаз воздух - вода
Наименование
Вода
^^углеводородные ПАВ
+ силиконовые ПАВ
+ перфорированные ПАВ
Поверхностное
натяжение, мН/м
73
40-25
30-20
25-15
Анионные тензиды
CH3
КаТИОННЫе ТеНЗИДЫ R-N-CH8 сі®
CH3
Амфотерные 9*3
(ЦВИТТерИОННЫе) ТеНЗИДЫ R-N-CH2-COO
CH3
НеИОННЫе ТвНЗИДЫ R-O-A ^-g-~ оА-н
R: длинноцепные, линейные или разветвленные
алкильные или арилалкильные группы
Рис. 1.18. Классификация агентов смачивания
по заряду гидрофильной группы
26
Часть I
Неионное силиконовое ПАВ
H3C -CH3
/ч
H3C On ^,CH3
Sl
H3C 4O
H3C-Si-
/
/к
H3C О CH3
H3C CH3
(СН2)„ ПоЛИЭфир
V
Гидрофобная
Гидрофильная
Анионионное фторсодержащее ПАВ
F3C
.А.
А
с2
в
.SO3
F* F2 F2 F2
H2N(C2H4OH)2
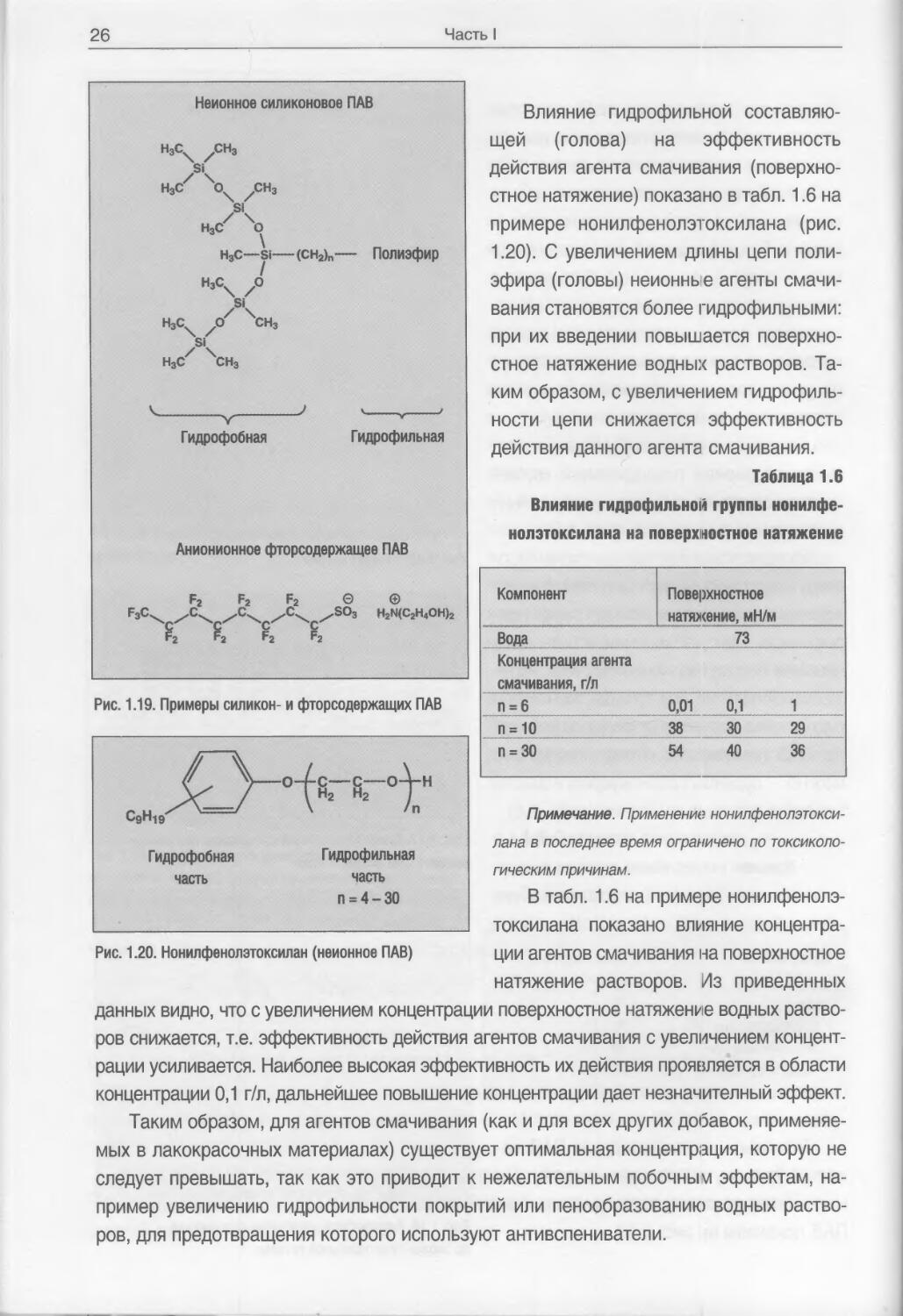
Влияние гидрофильной
составляющей (голова) на эффективность
действия агента смачивания
(поверхностное натяжение) показано в табл. 1.6 на
примере нонилфенолэтоксилана (рис.
1.20). С увеличением длины цепи
полиэфира (головы) неионные агенты
смачивания становятся более гидрофильными:
при их введении повышается
поверхностное натяжение водных растворов.
Таким образом, с увеличением гидрофиль-
ности цепи снижается эффективность
действия данного агента смачивания.
Таблица 1.6
Влияние гидрофильной группы
нонилфенолэтоксилана на поверхностное натяжение
Рис. 1.19. Примеры силикон- и фторсодержащих ПАВ
/~\
С9Н1 э
°-(к
-5-°t"
Гидрофобная
часть
Гидрофильная
часть
п = 4-30
Компонент
Вода
Концентрация агента
смачивания, г/л
п = 6
n = 10
п = 30
Поверхностное
натяжение, мН/м
0,01
38
54
73
0,1
30
40
1
29
36
Рис. 1.20. Нонилфенолэтоксилан (неионное ПАВ)
Примечание. Применение
нонилфенолэтоксилана в последнее время ограничено по
токсикологическим причинам.
В табл. 1.6 на примере
нонилфенолэтоксилана показано влияние
концентрации агентов смачивания на поверхностное
натяжение растворов. Из приведенных
данных видно, что с увеличением концентрации поверхностное натяжение водных
растворов снижается, т.е. эффективность действия агентов смачивания с увеличением
концентрации усиливается. Наиболее высокая эффективность их действия прояЕшяется в области
концентрации 0,1 г/л, дальнейшее повышение концентрации дает незначителный эффект.
Таким образом, для агентов смачивания (как и для всех других добавок,
применяемых в лакокрасочных материалах) существует оптимальная концентрация, которую не
следует превышать, так как это приводит к нежелательным побочным эффектам,
например увеличению гидрофильности покрытий или пенообразованию водных
растворов, для предотвращения которого используют антивспениватели.
Часть I
27
Считают, что агенты смачивания тем
эффективнее, чем более гидрофобен
«хвост» и менее гидрофильна «голова»
молекулы ПАВ. Однако могут возникнуть
ограничения по растворимости агента
смачивания в воде, если «голова»
окажется недостаточно гидрофильной.
Например, нонилфенолэтоксилан с n = 4 не
растворяется полностью в воде.
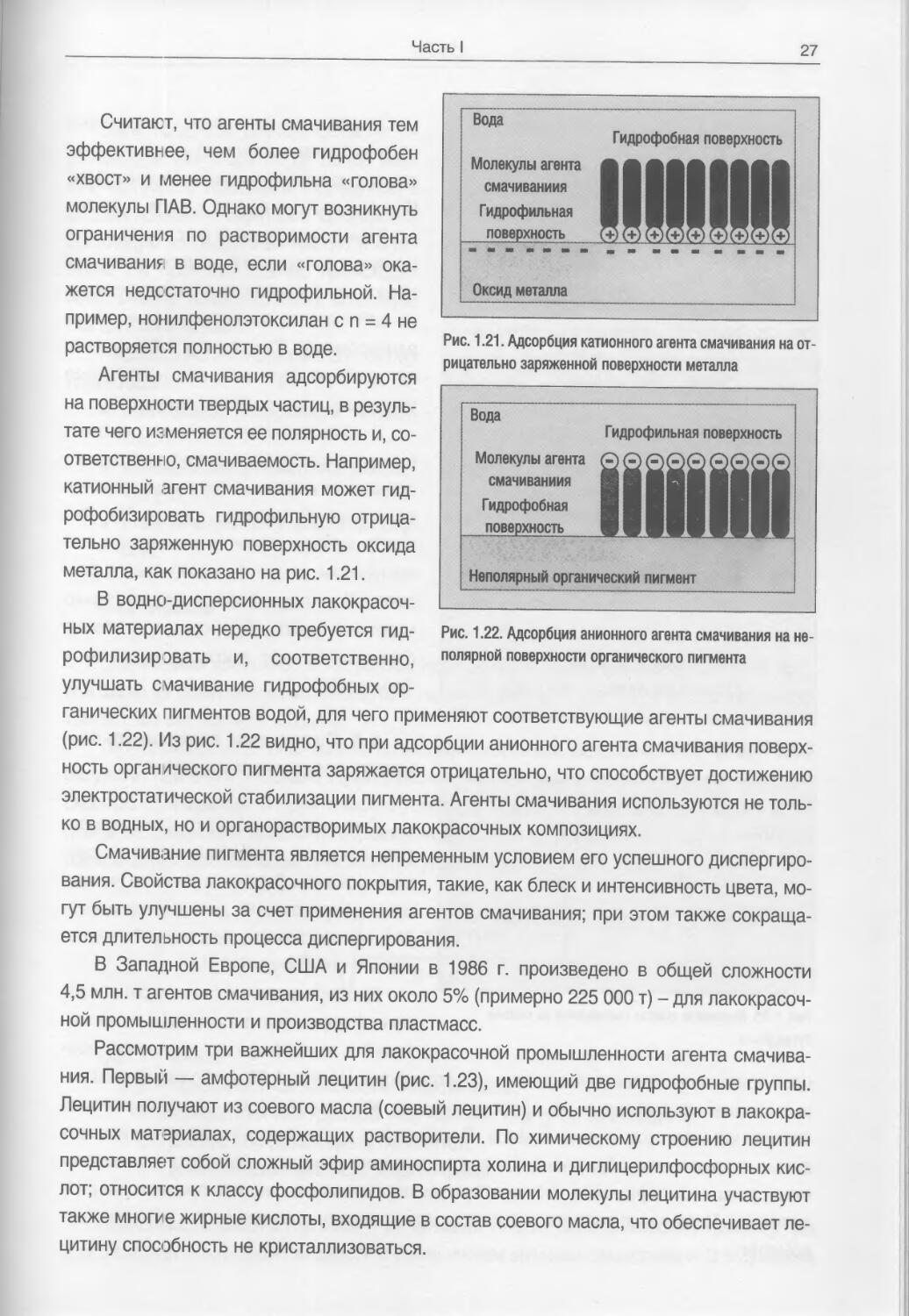
Агенты смачивания адсорбируются
на поверхности твердых частиц, в
результате чего изменяется ее полярность и,
соответственно, смачиваемость. Например,
катионный агент смачивания может гид-
рофобизировать гидрофильную
отрицательно заряженную поверхность оксида
металла, как показано на рис. 1.21.
В водно-дисперсионных
лакокрасочных материалах нередко требуется гид-
рофилизирэвать и, соответственно,
улучшать смачивание гидрофобных
органических пигментов водой, для чего применяют соответствующие агенты смачивания
(рис. 1.22). Из рис. 1.22 видно, что при адсорбции анионного агента смачивания
поверхность орган/іческого пигмента заряжается отрицательно, что способствует достижению
электростатической стабилизации пигмента. Агенты смачивания используются не
только в водных, но и органорастворимых лакокрасочных композициях.
Смачивание пигмента является непременным условием его успешного
диспергирования. Свойства лакокрасочного покрытия, такие, как блеск и интенсивность цвета,
могут быть улучшены за счет применения агентов смачивания; при этом также
сокращается длительность процесса диспергирования.
В Западной Европе, США и Японии в 1986 г. произведено в общей сложности
4,5 млн. т агентов смачивания, из них около 5% (примерно 225 000 т) - для
лакокрасочной промышленности и производства пластмасс.
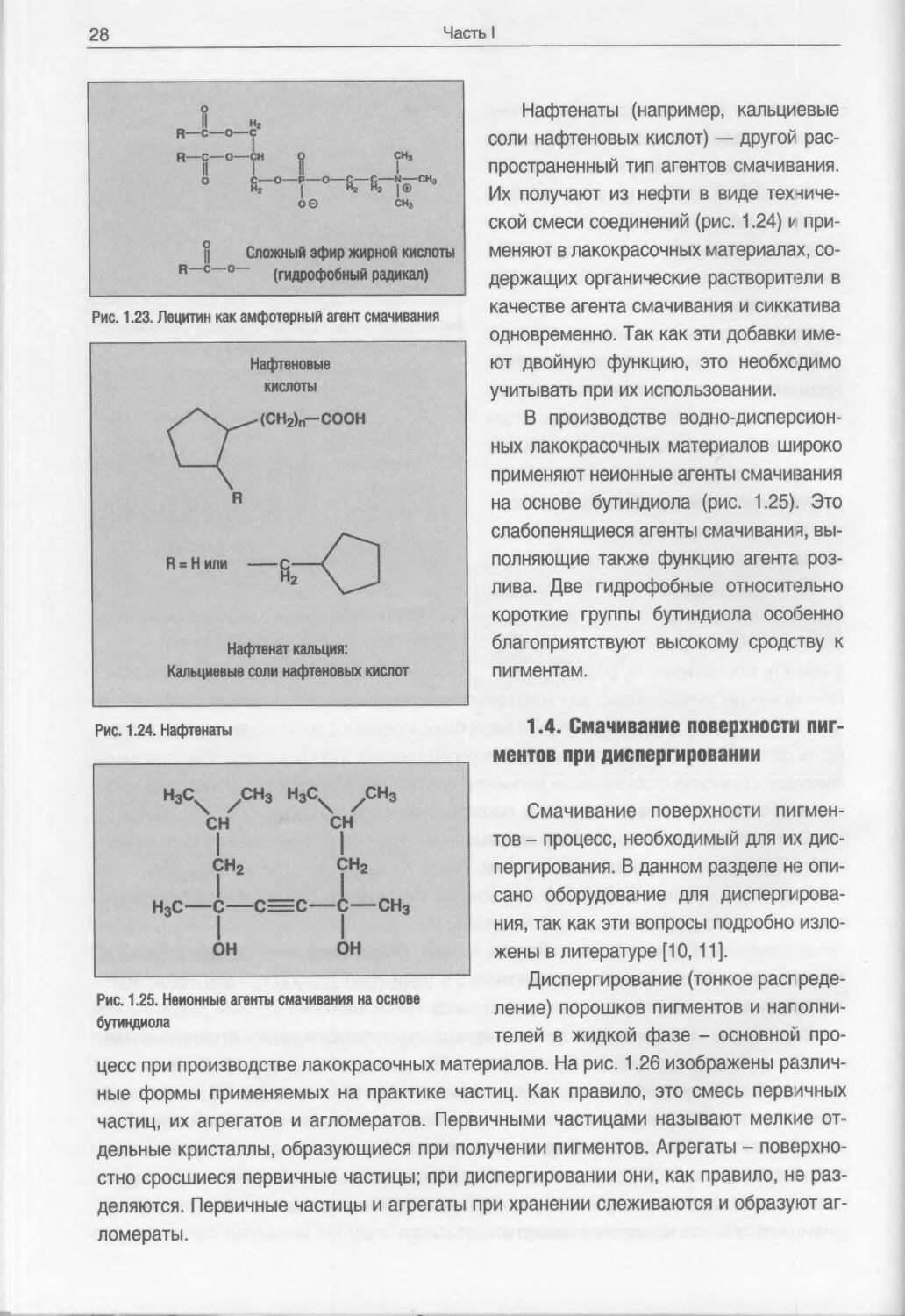
Рассмотрим три важнейших для лакокрасочной промышленности агента
смачивания. Первый — амфотерный лецитин (рис. 1.23), имеющий две гидрофобные группы.
Лецитин получают из соевого масла (соевый лецитин) и обычно используют в
лакокрасочных материалах, содержащих растворители. По химическому строению лецитин
представляет собой сложный эфир аминоспирта холина и диглицерилфосфорных
кислот; относится к классу фосфолипидов. В образовании молекулы лецитина участвуют
также многие жирные кислоты, входящие в состав соевого масла, что обеспечивает
лецитину способность не кристаллизоваться.
Вода
Молекулы агента
смачиваниия
Гидрофильная
поверхность
Оксид металла
Гидрофобная поверхность і
Рис. 1.21. Адсорбция катионного агента смачивания на
отрицательно заряженной поверхности металла
Вода
Гидрофильная поверхность
Молекулы агента
смачиваниия
Гидрофобная
поверхность
MIi
Неполярный органический пигмент
Рис. 1.22. Адсорбция анионного агента смачивания на
неполярной поверхности органического пигмента
28
Часть I
J-
о
о
R-L
H2
-о—с
-О—CH О CH3
I Il I
С-о-Р-О-^-^-Н-СНз
ое сн3
Сложный эфир жирной кислоты
(гидрофобный радикал)
Рис. 1.23. Лецитин как амфотерный агент смачивания
Нафтеновые
кислоты
(СН2)п— COOH
Нафтенаты (например, кальциевые
соли нафтеновых кислот) — другой
распространенный тип агентов смачивания.
Их получают из нефти в виде
технической смеси соединений (рис. 1.24) v
применяют в лакокрасочных материалах,
содержащих органические растворители в
качестве агента смачивания и сиккатива
одновременно. Так как эти добавки
имеют двойную функцию, это необходимо
учитывать при их использовании.
В производстве
водно-дисперсионных лакокрасочных материалов широко
применяют неионные агенты смачивания
на основе бутиндиола (рис. 1.25). Это
слабопенящиеся агенты смачивания,
выполняющие также функцию агенте,
розлива. Две гидрофобные относительно
короткие группы бутиндиола особенно
благоприятствуют высокому сродству к
пигментам.
1.4. Смачивание поверхности
пигментов при диспергировании
Смачивание поверхности
пигментов - процесс, необходимый для их
диспергирования. В данном разделе не
описано оборудование для
диспергирования, так как эти вопросы подробно
изложены в литературе [10,11].
Диспергирование (тонкое
распределение) порошков пигментов и
наполнителей в жидкой фазе - основной
процесс при производстве лакокрасочных материалов. На рис. 1.26 изображены
различные формы применяемых на практике частиц. Как правило, это смесь первичных
частиц, их агрегатов и агломератов. Первичными частицами называют мелкие
отдельные кристаллы, образующиеся при получении пигментов. Агрегаты -
поверхностно сросшиеся первичные частицы; при диспергировании они, как правило, нэ
разделяются. Первичные частицы и агрегаты при хранении слеживаются и образуют
агломераты.
R = H или
Нафтенат кальция:
Кальциевые соли нафтеновых кислот
Рис. 1.24. Нафтенаты
H3C
H3C-
N /СНз
CH
I
CH2
I
-С—C=
I
он
H3C
=с-
ч /СНз
CH
I
CH2
I
-с—
I
он
CH3
Рис. 1.25. Неионные агенты смачивания на основе
бутиндиола
Часть I
29
Цель процесса диспергирования —
разделение агломератов на более
мелкие частицы. В идеальном случае после
диспергирования получают дисперсию,
состоящую из первичных частиц и
агрегатов. На практике обычно происходит
измельчение только крупных
агломератов до более мелких.
Процесс диспергирования состоит из
трех стадий:
• смачивание поверхности
пигментов;
• измельчение агломератов
пигментов [10, 11];
• стабилизация полученной
дисперсии.
Первичные частицы
Агрегаты
Агломераты
Рис. 1.26. Схематичное изображение первичных частиц,
агрегатов и агломератов
Смачивание
Смачивание поверхности пигментов происходит в два этапа: распределение
жидкой фазы на поверхности агломератов и проникновение ее в поры и пустоты
агломератов за счет вытеснения воздуха.
Термодинамически смачивание происходит, когда краевой угол 0 < 90° (наилучший
результат при 0 ■•= 0°). Однако термодинамика не дает зависимостей, характеризующих
скорость смачивания. В практических условиях большое значение имеет время этого
процесса. Зависимость высоты подъема жидкостей в капиллярах от времени с
определенной долей приближения описывается уравнением Вашбурна [12]:
h =
t • Гр • YL • COS0
(1.1)
2 • Т|
где t-время;
yL - поверхностное натяжение жидкой фазы;
0 - контактный или краевой угол наклона пор (угол смачивания);
гр - ради/с пор (агломерата пигмента);
г| - динамическая вязкость жидкой фазы.
Зависимость высоты подъема h от времени t носит параболический характер. Из
этого следует, чтэ подъем жидкости с увеличением времени замедляется. В [13] можно
зо
Часть I
найти уравнение Вашбурна в виде зависимости объема от времени, которая имеет тот
же характер.
Из уравнения Вашбурна можно сделать следующие выводы:
• скорость смачивания возрастает с увеличением радиуса капиллярных пор, т.е.
пигменты с крупными частицами смачиваются быстрее, чем с мелкими;
• чем ниже вязкость жидкой фазы (пленкообразователя), тем больше скорость
смачивания;
• чем длиннее поры, т.е. чем крупнее агломераты, тем меньше скорость смачивания;
• чем больше поверхностное натяжение жидкой фазы и чем меньше краевой угол,
тем глубже проникает смачивающий агент в поры агломерата, смачивая частицы.
Это подтверждается также эмпирически правилом Даниэля: «растирать пигмент
следует в плохом растворителе, наносить - в хорошем». Молекулы
пленкообразователя в плохом растворителе сильно скручиваются, за счет чего вязкость раствора
снижается, что ускоряет смачивание.
Радиус гр и длина пор I определяются типом пигмента. Вязкость жидкой фазы ц
может быть снижена лишь естественным путем до той степени, до которой позволяет
работа конкретного вида диспергирующего оборудования [10, 11]. Таким образом,
изменяемыми параметрами в процессе смачивания пигментов главным образом остаются
поверхностное натяжение жидкой фазы yL и краевой угол 0. Оба фактора зависят от
типа агента смачивания.
Агенты смачивания, а также некоторые дисперсионные среды позволяют снизить
поверхностное натяжение жидкой фазы, однако этот эффект перекрывается
уменьшением краевого угла, так как его значение в уравнении 1.1 представлено как cos 0. Это
означает, что при 0 > 90 возникла бы отрицательная скорость смачивания.
Следует привести также уравнение 1.2 для максимальной высоты подъема hmax
жидкостей в цилиндрических капиллярах, чтобы приблизительно охарактеризовать процесс
смачивания агломератов пигментов и наполнителей [14]. При достижении hmax
капиллярные силы и сила тяжести будут находиться в равновесии:
2 • yL • COS0
hmax= - (1-2)
pTP*g
где р - плотность жидкой фазы;
g - ускорение силы тяжести.
Зависимость максимальной высоты подъема hmax от краевого угла 0 и
поверхностного натяжения жидкой фазы yL (с учетом влияния агента смачивания) аналогична
приведенной в уравнении Вашбурна (1.1). Однако зависимость максимальной высоты
подъема hmax от радиуса гр противоположна приведенной в уравнении Вашбурна: чем
меньше радиус капилляров, тем больше высота подъема, т.е. способность жидкой фа-
Часть I
31
зы проникать внутрь агломератов пигментов. Таким образом, в тонкодисперсных
пигментах (гр малый) жидкая фаза должна проникать глубже, чем в грубодисперсных (гр
большой) (1.2).
Однако в уравнении 1.2 не учитывается зависимость hmax от времени, за которое
протекает процесс; временная зависимость описана только в уравнении Вашбурна (1.1).
Из приведенных выше уравнений можно сделать вывод, что в случае
мелкодисперсного пигмента жидкая фаза проникает не так глубоко, но процесс протекает быстрее.
Смачивающие агенты благодаря уменьшению краевого угла 0 положительно влияют на
проникновение жидкой фазы.
На практике максимального проникновения раствора пленкообразователя в поры
агломератов пигментов достигают за счет предварительной выдержки пигментной
смеси в течение нескольких часов, например ночи.
2. Составление рецептур лакокрасочных материалов
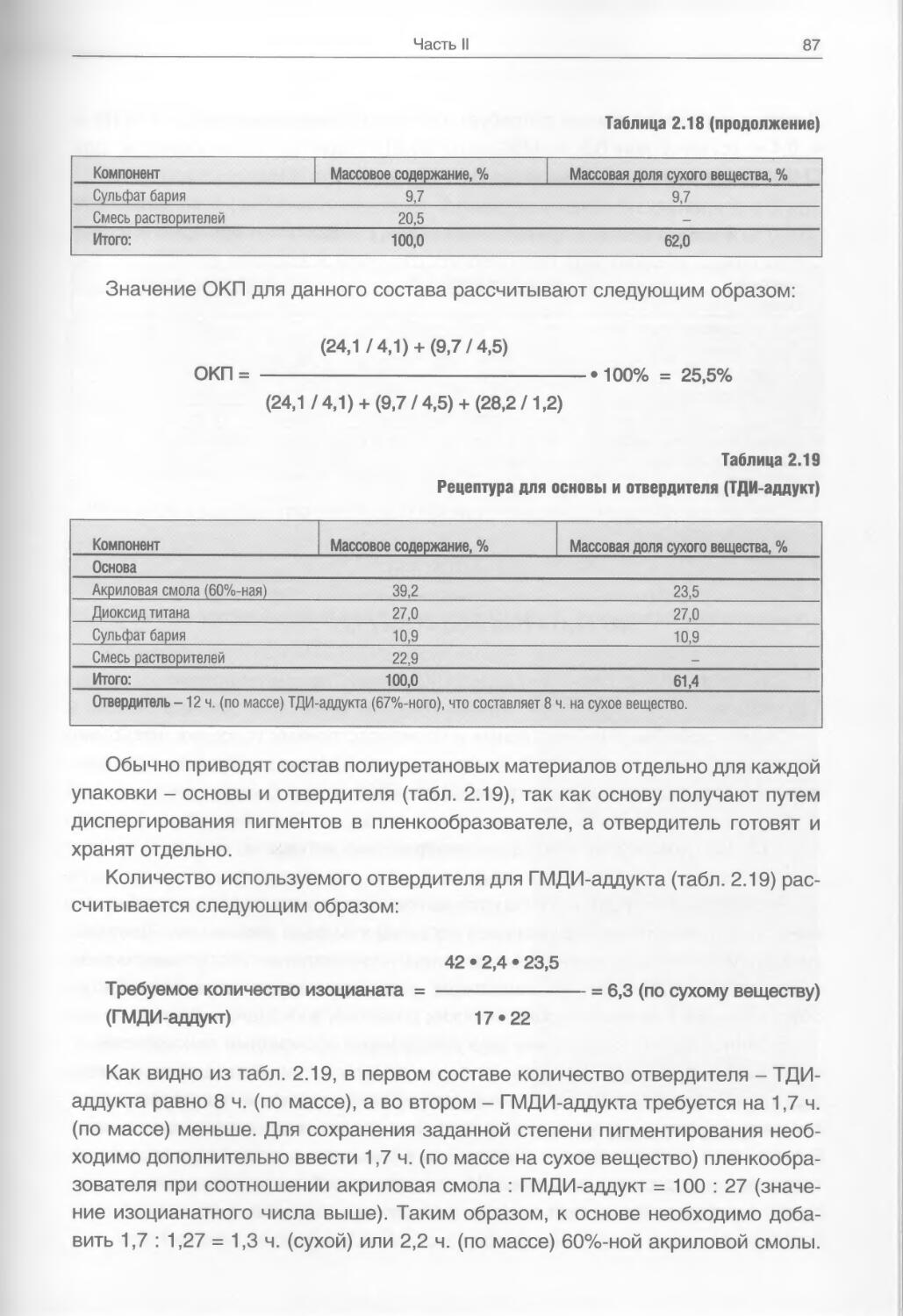
2.1. Объемная концентрация пигментов
После образования пленки в покрытии остается только нелетучая часть
лакокрасочного материала (массовая доля нелетучего вещества). Важнейшие параметры
рецептур, такие, как степень наполнения, объемная концентрация пигментов (ОКП) и
массовое соотношение пленкообразователя и пигментов, всегда соотносятся с
содержанием нелетучего вещества.
Под степенью пигментирования понимают отношение суммарного массового
количества пигментов и наполнителей к содержанию пленкообразователя.
Термин ОКП определяется как отношение объема пигментов к общему объему от-
вержденной пленки, выраженное в %. Под объемом пигментов следует понимать
суммарный объем пигментов и наполнителей.
Vn+ VH
ОКП= • 100%,
Vn + VH + Vf1n
где Vn - объем пигментов;
VH - объем наполнителя;
Vnjl -- суммарный объем пленкообразователя и других компонентов (отверди-
телей, пластификаторов, модификаторов).
Объем каждого компонента (V) рассчитывают как частное от деления массы (т) на
плотность (р):
т
V =
P
Плотность пигментов и наполнителей, как правило, приводится в соответствующих
справочниках и сертификатах на материалы. Усредненные значения плотности отверж-
32
Часть I
денных пленок пленкообразователей можно найти в справочной литературе [15]. Для
наиболее распространенных пленкообразователей они приведены в табл. 1.7.
Таблица 1.7
Средняя плотность некоторых отвержденных пленкообразователей
Пленкообразователь __
Стирол-акриловый
Полистирольный
Полиакрилатный
Эпоксидный
Фенолформальдегидный
Полиуретановый
Поливинилацетатный
Мочевино- и меламиноформальдегидные
J Плотность пленки, г/см3 ____
-1.1 „_______
«1,2
-1,5
Следует иметь в виду, что для пленкообразователей, поставляемых в виде
растворов, обычно дается информация о плотности раствора, а не сухой пленки.
Степень наполнения различных лакокрасочных материалов сильно различается.
Например, эмали для глянцевых покрытий имеют ОКП 10 — 20%, водно-дисперсионные
краски для матовых покрытий - от 40 до 85%, лессирующие краски — менее 10%.
Важным критерием возможности наполнения лакокрасочных материалов является
значение критической объемной концентрации пигмента (КОКП). КОКП — это такая
объемная доля (в %) пигмента или наполнителя в лакокрасочном составе, которая
полностью смачивается пленкообразователем и заполняет пустоты между частицами. При
этом пигменты и наполнители располагаются плотно друг к другу. При превышении
КОКП пористость лакокрасочной пленки стремительно растет. Величина КОКП в
значительной степени зависит от формы частиц применяемых пигментов и наполнителей, а
также от их распределения. Для водно-дисперсионных красок значение КОКП
составляет около 60%.
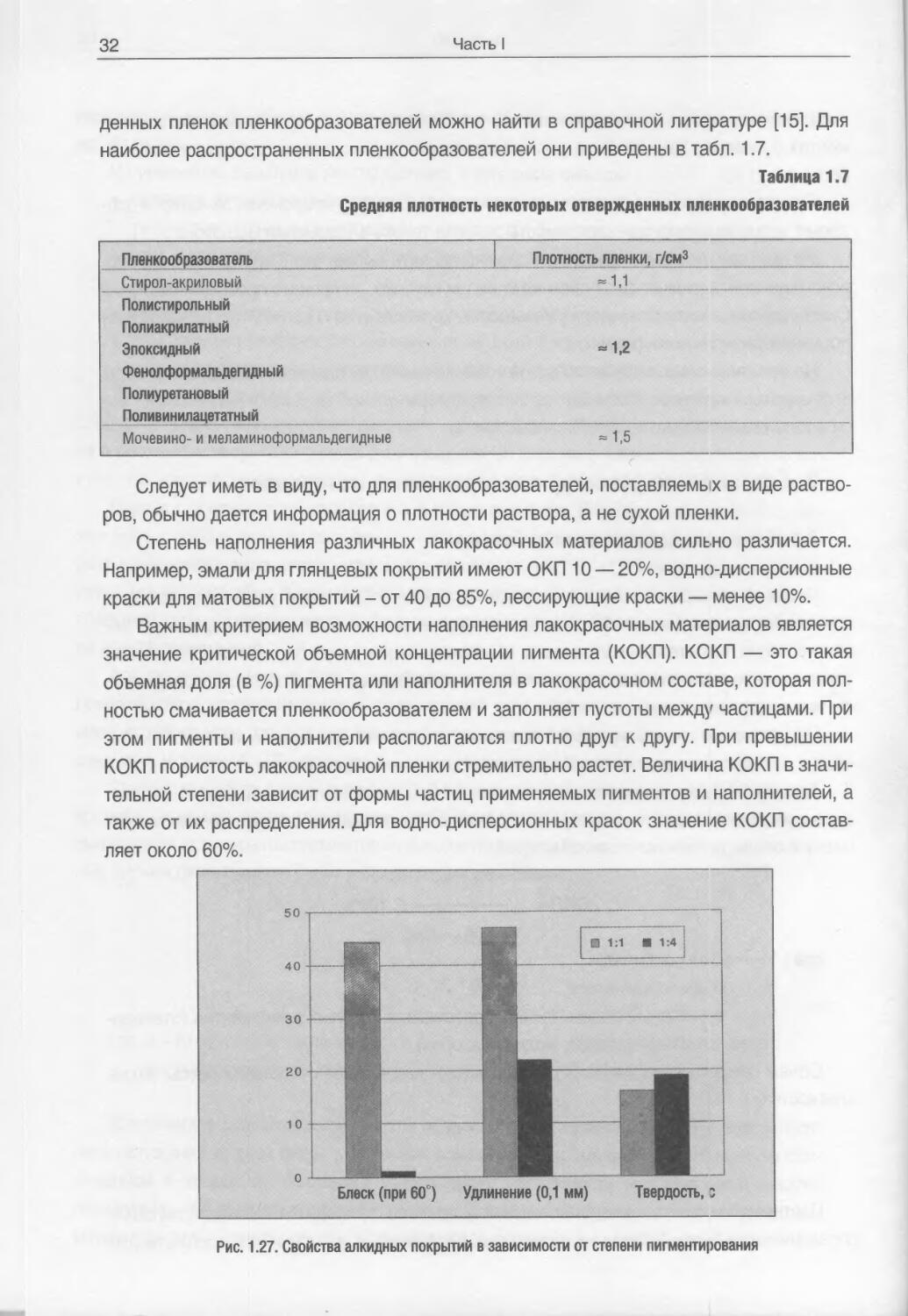
Блеск (при 60°) Удлинение (0,1 мм) Твердость, z
Рис. 1.27. Свойства алкидных покрытий в зависимости от степени пигментирования
Часть I
33
Влияние концентрации пигмента или степени пигментирования на свойства
покрытий можно показать на примере алкидной эмали, содержащей красный железооксид-
ный пигмент и сульфат бария в качестве наполнителя в соотношении 1:1. Степень
пигментирования эмали составляет 1 : 1 и 4 : 1 (по массе), что соответствует расчетному
значению ОКП 21 и 51% соответственно. Свойства полученных покрытий приведены на
рис. 1.27. С увеличением степени пигментирования покрытие становится более
жестким и значительно менее эластичным, блеск стремительно уменьшается.
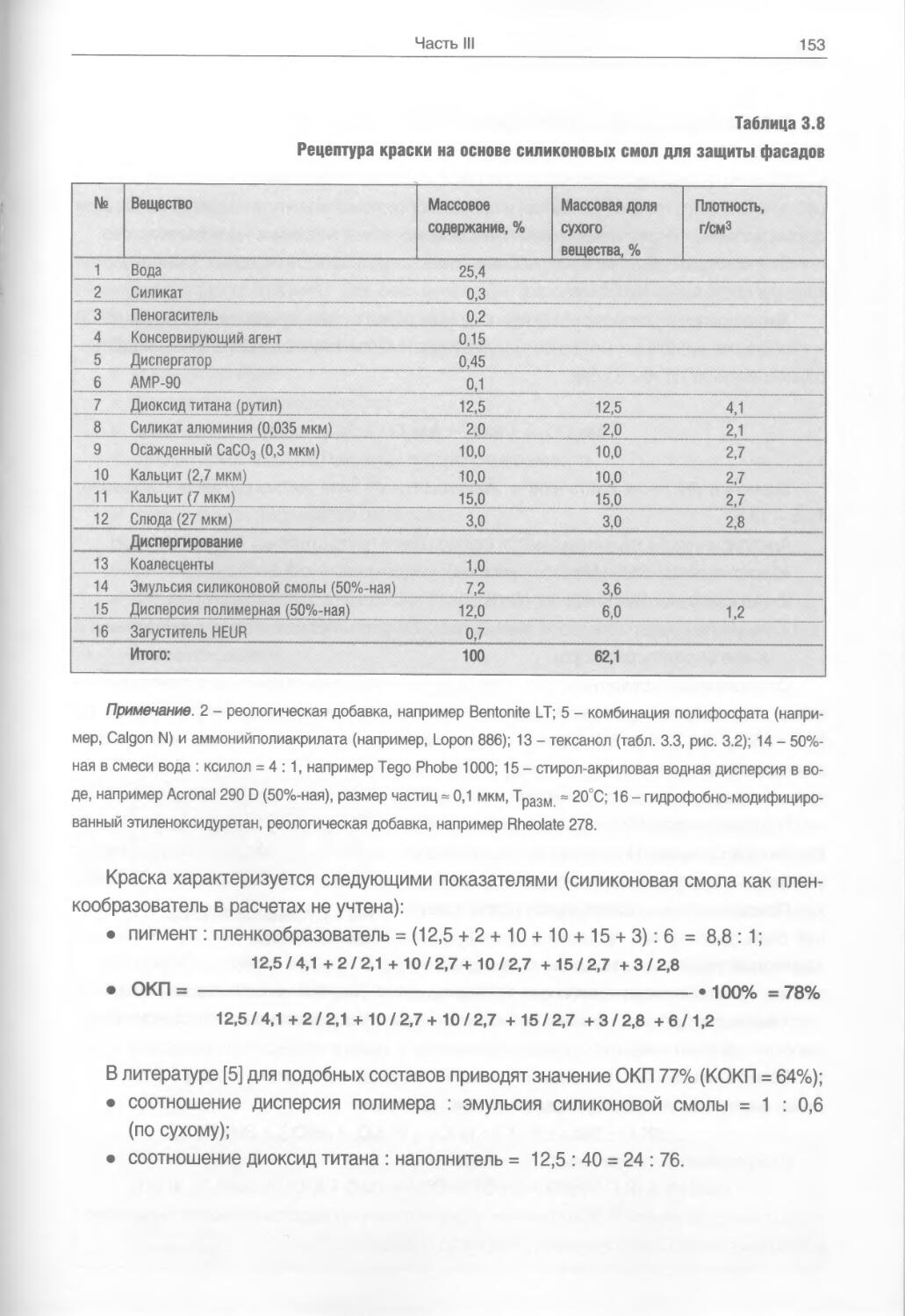
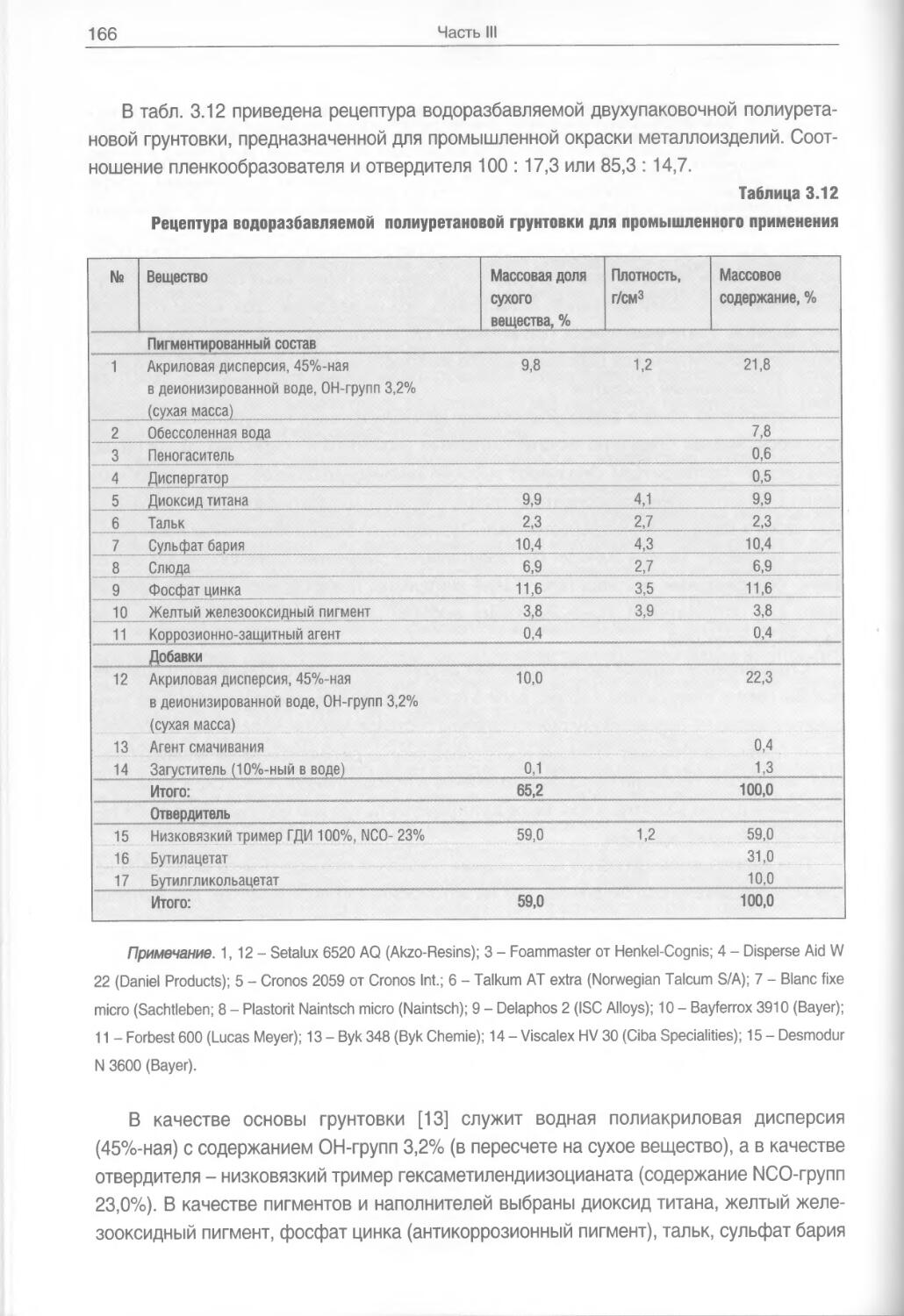
В табл. 1.8 приведены рецептура лакокрасочного материала и состав
лакокрасочного покрытия горячей сушки. На практике все расчетные значения рецептур даются с
точностью до одного знака после запятой. Массовые доли сухого остатка, как правило,
в рецептурах не приводятся, их получают расчетным путем.
Таблица 1.8
Упрощенная рецептура лакокрасочного материала горячего отверждения
Массовая доля, %
Компонент
11 эмали в покрытии
Меламиноалкидная смола (Vialkyd AN 950), 51,0 30,6
60%-ный раствор в ;меси Solvesso 150 с бутилгликолем
Гексаметоксиметилмеламин 100%-ный ___ __ 5,0 ___ 5,0
Диоксид титана (рутил) 35*(3 35,3
Растворитель и добс вки * __™™_™__™_____________. 8,4 -
Итого: 100,0 70,9
* Для простоты расчета приведено суммарное значение, так как это не влияет на конечный результат.
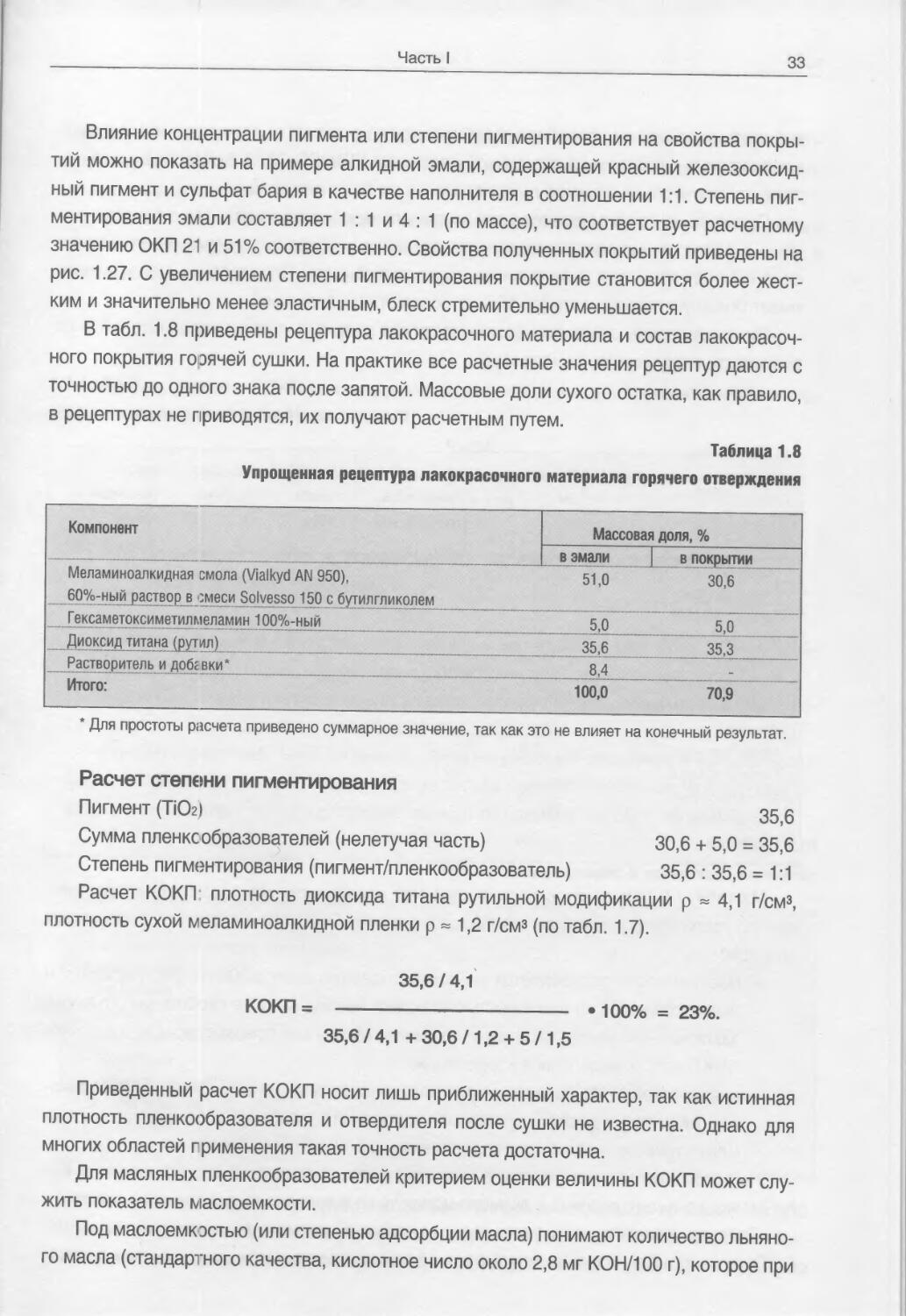
Расчет степени пигментирования
Пигмент (ТЮг) 35,6
Сумма пленксобразователей (нелетучая часть) 30,6 + 5,0 = 35,6
Степень пигментирования (пигмент/пленкообразователь) 35,6 : 35,6 = 1:1
Расчет КОКП: плотность диоксида титана рутильной модификации р ^ 4,1 г/см3,
плотность сухой меламиноалкидной пленки р « 1,2 г/смз (по табл. 1.7).
35,6/4,1
КОКП= -1000/0 = 23%.
35,6/4,1 +30,6/1,2 + 5/1,5
Приведенный расчет КОКП носит лишь приближенный характер, так как истинная
плотность пленкообразователя и отвердителя после сушки не известна. Однако для
многих областей применения такая точность расчета достаточна.
Для масляных пленкообразователей критерием оценки величины КОКП может
служить показатель маслоемкости.
Под маслоемкостью (или степенью адсорбции масла) понимают количество
льняного масла (стандартного качества, кислотное число около 2,8 мг КОН/100 г), которое при
34
Часть I
добавлении по каплям способно адсорбироваться на пигменте или наполнителе при
перемешивании шпателем на стеклянной пластинке (DIN ISO 787 Т.5). Маслоемкость
выражают количеством граммов льняного масла на 100 г пигмента.
Применение этого показателя для других пленкообразователей, даже с учетом
разницы в плотности, недопустимо, так как при этом необходимо учитывать
специфическую природу жидкости и ее смачивающую способность. Определение маслоемкости
имеет большую погрешность (до 50% от абсолютного значения).
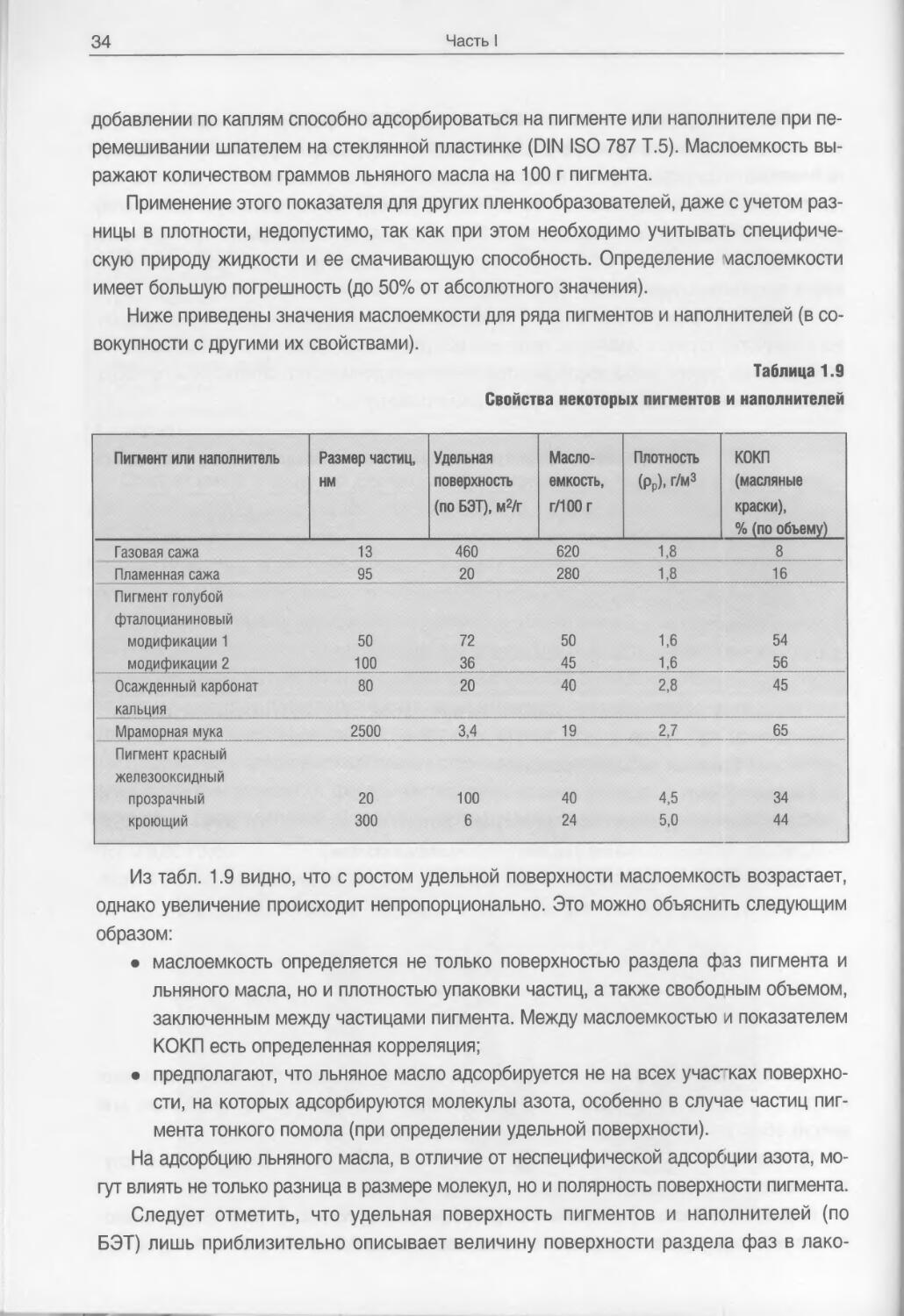
Ниже приведены значения маслоемкости для ряда пигментов и наполнителей (в
совокупности с другими их свойствами).
Таблица 1.9
Свойства некоторых пигментов и наполнителей
Пигмент или наполнитель
Газовая сажа
Пламенная сажа
Пигмент голубой
фталоцианиновый
модификации 1
модификации 2
Осажденный карбонат
кальция
Мраморная мука
Пигмент красный
железооксидный
прозрачный
кроющий
Размер частиц,
HM
13
95
50
100
80
2500
20
300
Удельная
поверхность
(по БЭТ), м2/г
460
20
72
36
20
3,4
100
6
Масло-
емкость,
г/100 г
620
280
50
45
40
19
40
24
Плотность
(Pp), Г/МЗ
1,8
1,8
1,6
1,6
2,8
2 7
4,5
5,0
кокп
(масляные
краски),
% (по объему)
8
16
54
56
45
65
34
44
Из табл. 1.9 видно, что с ростом удельной поверхности маслоемкость возрастает,
однако увеличение происходит непропорционально. Это можно объяснить следующим
образом:
• маслоемкость определяется не только поверхностью раздела фаз пигмента и
льняного масла, но и плотностью упаковки частиц, а также свободным объемом,
заключенным между частицами пигмента. Между маслоемкостью и показателем
КОКП есть определенная корреляция;
• предполагают, что льняное масло адсорбируется не на всех учас"ках
поверхности, на которых адсорбируются молекулы азота, особенно в случае частиц
пигмента тонкого помола (при определении удельной поверхности).
На адсорбцию льняного масла, в отличие от неспецифической адсорбции азота,
могут влиять не только разница в размере молекул, но и полярность поверхности пигмента.
Следует отметить, что удельная поверхность пигментов и наполнителей (по
БЭТ) лишь приблизительно описывает величину поверхности раздела фаз в лако-
Часть I
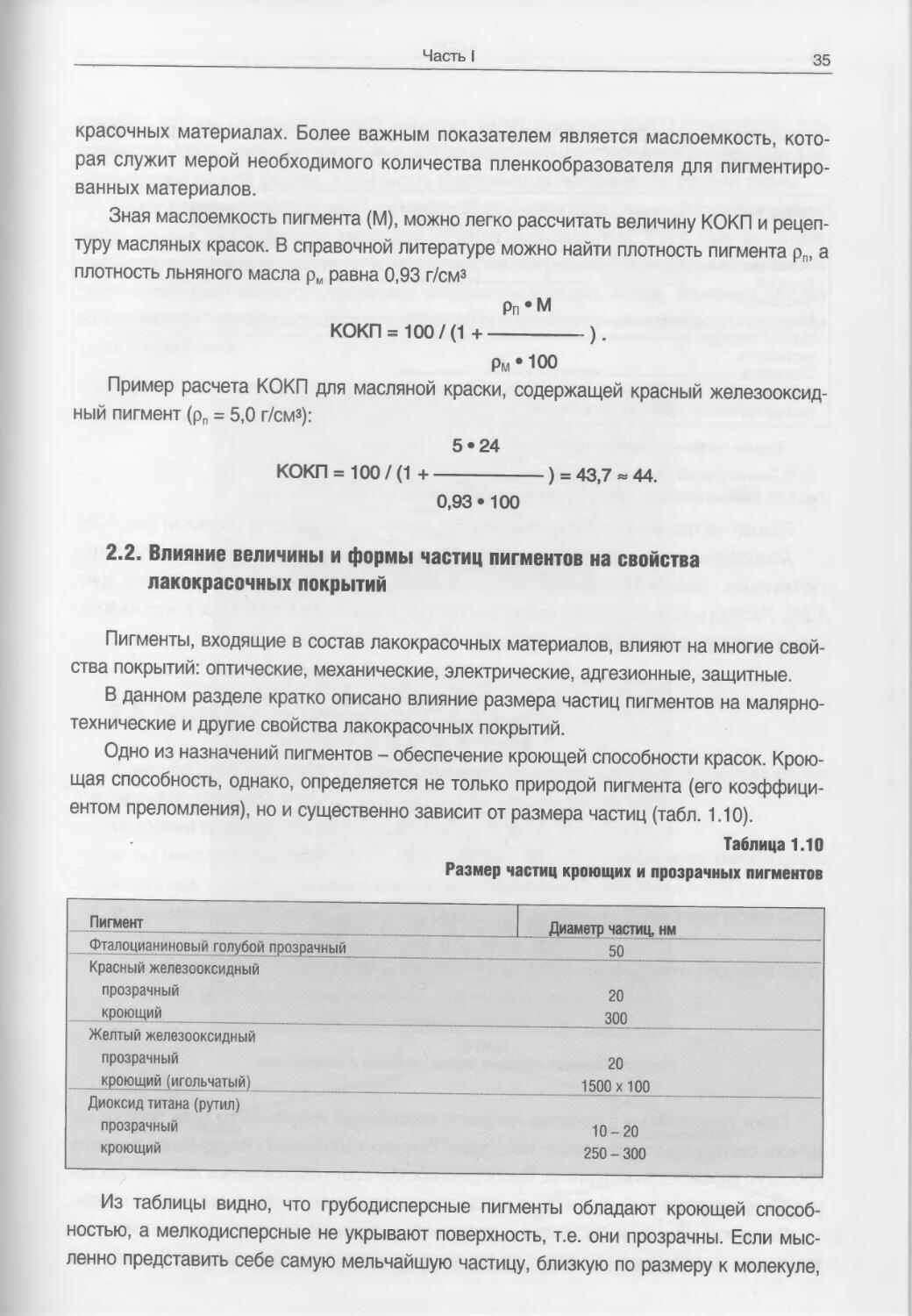
35
красочных материалах. Более важным показателем является маслоемкость,
которая служит мерой необходимого количества пленкообразователя для
пигментированных материалов.
Зная маслоемкость пигмента (M), можно легко рассчитать величину КОКП и
рецептуру масляных красок. В справочной литературе можно найти плотность пигмента рп, а
плотность льняного масла рм равна 0,93 г/смз
Pn • M
КОКП = 100/(1 + ).
Рм* 100
Пример расчета КОКП для масляной краски, содержащей красный железооксид-
ный пигмент (рп = 5,0 г/см3):
5*24
КОКП = 100 / (1 + ) = 43,7 « 44.
0,93 • 100
2.2. Влияние величины и формы частиц пигментов на свойства
лакокрасочных покрытий
Пигменты, входящие в состав лакокрасочных материалов, влияют на многие
свойства покрытий: оптические, механические, электрические, адгезионные, защитные.
В данном разделе кратко описано влияние размера частиц пигментов на малярно-
технические и другие свойства лакокрасочных покрытий.
Одно из назначений пигментов - обеспечение кроющей способности красок.
Кроющая способность, однако, определяется не только природой пигмента (его
коэффициентом преломления), но и существенно зависит от размера частиц (табл. 1.10).
Таблица 1.10
Размер частиц кроющих и прозрачных пигментов
Пигмент
Фталоцианиновый голубой прозрачный
Красный железооксидный
прозрачный
кроющий „__
Желтый железооксидный
прозрачный
кроющий (игольчатый)
Диоксид титана (рутил)
прозрачный
кроющий
Из таблицы видно, что грубодисперсные пигменты обладают кроющей
способностью, а мелкодисперсные не укрывают поверхность, т.е. они прозрачны. Если
мысленно представить себе самую мельчайшую частицу, близкую по размеру к молекуле,
Диаметр частиц, нм
50
20
300
20
1500x100
10-20
250 - 300
36
Часть I
то полученный лакокрасочный материал можно будет представить в виде раствора, а
не дисперсии.
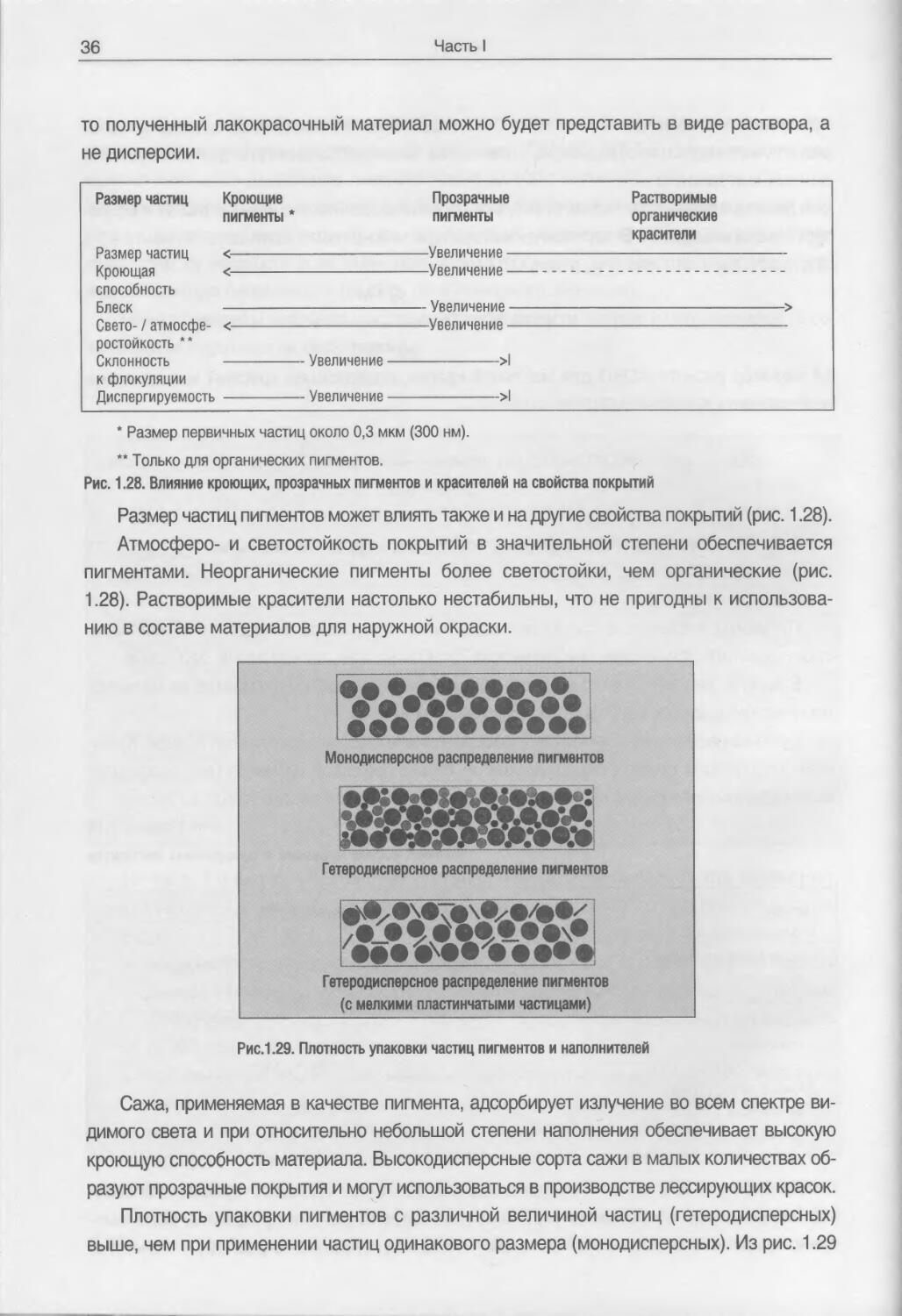
Размер частиц
Кроющие
пигменты *
Размер частиц
Кроющая
способность
Блеск
Свето- / атмосфе-
ростойкость **
Склонность
к флокуляции
Диспергируемость
Прозрачные
пигменты
-Увеличение -
-Увеличение -
Растворимые
органические
красители
- Увеличение -
-Увеличение -
■ Увеличение -
- Увеличение -
* Размер первичных частиц около 0,3 мкм (300 нм).
** Только для органических пигментов.
Рис. 1.28. Влияние кроющих, прозрачных пигментов и красителей на свойства покрытий
Размер частиц пигментов может влиять также и на другие свойства покрытий (рис. 1.28).
Атмосферо- и светостойкость покрытий в значительной степени обеспечивается
пигментами. Неорганические пигменты более светостойки, чем органические (рис.
1.28). Растворимые красители настолько нестабильны, что не пригодны к
использованию в составе материалов для наружной окраски.
VA&VAV.
Монодисперсное распределение пигментов
»д%:
'т^шйшш
Гетеродисперсное распределение пигментов
Гетеродисперсное распределение пигментов
(с мелкими пластинчатыми частицами)
Рис.1.29. Плотность упаковки частиц пигментов и наполнителей
Сажа, применяемая в качестве пигмента, адсорбирует излучение во всем спектре
видимого света и при относительно небольшой степени наполнения обеспечивает высокую
кроющую способность материала. Высокодисперсные сорта сажи в малых количествах
образуют прозрачные покрытия и могут использоваться в производстве лессирующих красок.
Плотность упаковки пигментов с различной величиной частиц (гетеродисперсных)
выше, чем при применении частиц одинакового размера (монодисперсных). Из рис. 1.29
Часть I
37
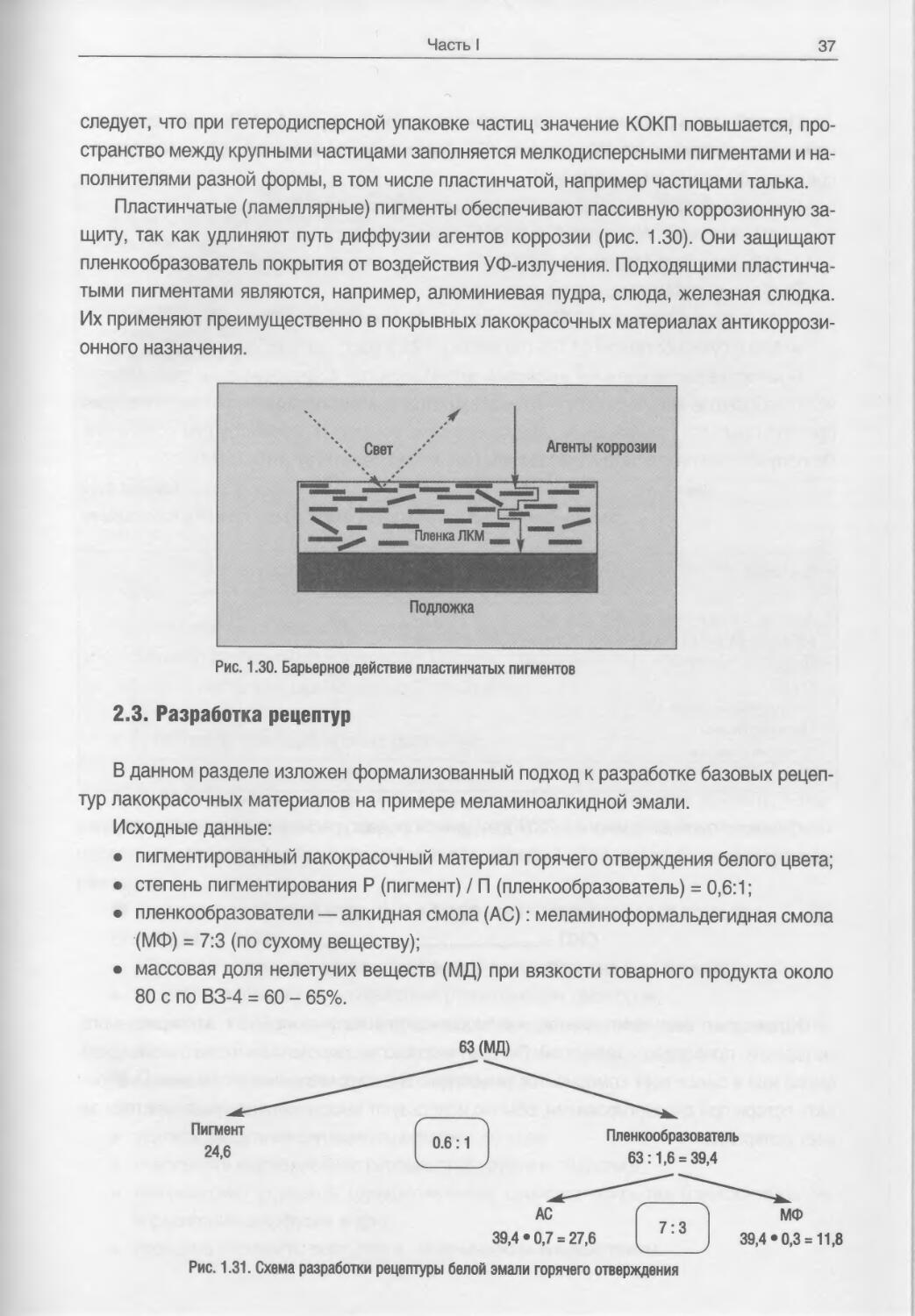
следует, что при гетеродисперсной упаковке частиц значение КОКП повышается,
пространство между крупными частицами заполняется мелкодисперсными пигментами и
наполнителями разной формы, в том числе пластинчатой, например частицами талька.
Пластинчатые (ламеллярные) пигменты обеспечивают пассивную коррозионную
защиту, так как удлиняют путь диффузии агентов коррозии (рис. 1.30). Они защищают
пленкообразователь покрытия от воздействия УФ-излучения. Подходящими
пластинчатыми пигментами являются, например, алюминиевая пудра, слюда, железная слюдка.
Их применяют преимущественно в покрывных лакокрасочных материалах
антикоррозионного назначения.
Агенты коррозии
Подложка
Рис. 1.30. Барьерное действие пластинчатых пигментов
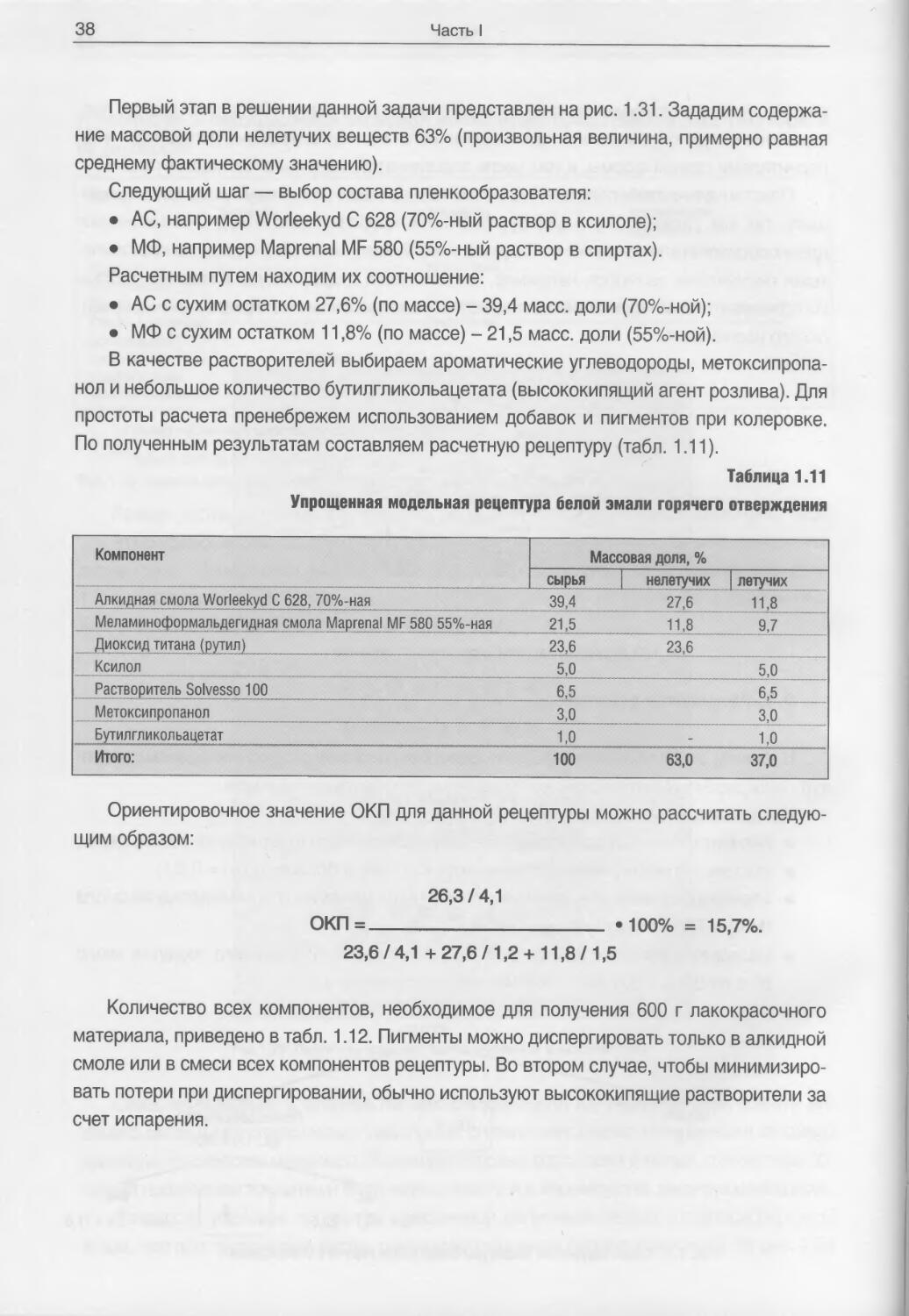
2.3. Разработка рецептур
В данном разделе изложен формализованный подход к разработке базовых
рецептур лакокрасочных материалов на примере меламиноалкидной эмали.
Исходные данные:
• пигментированный лакокрасочный материал горячего отверждения белого цвета;
• степень пигментирования P (пигмент) / П (пленкообразователь) = 0,6:1;
• пленкообразователи — алкидная смола (AC): меламиноформальдегидная смола
(МФ) = 7:3 (по сухому веществу);
• массовая доля нелетучих веществ (МД) при вязкости товарного продукта около
80 с по ВЗ-4 = 60 - 65%.
63 (МД)
Пигмент
24,6
Пленкообразователь
63:1,6 = 39,4
AC
39,4 • 0,7 = 27,6
7:3
МФ
39,4^0,3 = 11,8
Рис. 1.31. Схема разработки рецептуры белой эмали горячего отверждения
38
Часть I
Первый этап в решении данной задачи представлен на рис. 1.31. Зададим
содержание массовой доли нелетучих веществ 63% (произвольная величина, примерно равная
среднему фактическому значению).
Следующий шаг — выбор состава пленкообразователя:
• AC, например Worleekyd C 628 (70%-ный раствор в ксилоле);
• МФ, например Maprenal MF 580 (55%-ный раствор в спиртах).
Расчетным путем находим их соотношение:
• AC с сухим остатком 27,6% (по массе) - 39,4 масс, доли (70%-ной);
• МФ с сухим остатком 11,8% (по массе) - 21,5 масс, доли (55%-ной).
В качестве растворителей выбираем ароматические углеводороды, метоксипропа-
нол и небольшое количество бутилгликольацетата (высококипящий агент розлива). Для
простоты расчета пренебрежем использованием добавок и пигментов при колеровке.
По полученным результатам составляем расчетную рецептуру (табл. 1.11).
Таблица 1.11
Упрощенная модельная рецептура белой эмали горячего отверждения
Компонент
Алкидная смола Worleekyd C 628, 70%-ная
Меламиноформальдегидная смола Maprenal MF 580 55%-ная
Диоксид титана (рутил)
Ксилол
Растворитель Solvesso 100
Метоксипропанол
Бутилгликольацетат
Итого:
сырья
39,4
21,5
23,6
5,0
6,5
3,0
1,0
100
Массовая доля, %
нелетучих
27,6
11,8
23,6
-
63,0
| летучих
11,8
9,7
5,0
6,5
3,0
1,0
37,0
Ориентировочное значение ОКП для данной рецептуры можно рассчитать
следующим образом:
26,3/4,1
ОКП= • 100% = 15,7%.
23,6/4,1 +27,6/1,2 + 11,8/1,5
Количество всех компонентов, необходимое для получения 600 г лакокрасочного
материала, приведено в табл. 1.12. Пигменты можно диспергировать только в алкиднои
смоле или в смеси всех компонентов рецептуры. Во втором случае, чтобы
минимизировать потери при диспергировании, обычно используют высококипящие растворители за
счет испарения.
Часть I
39
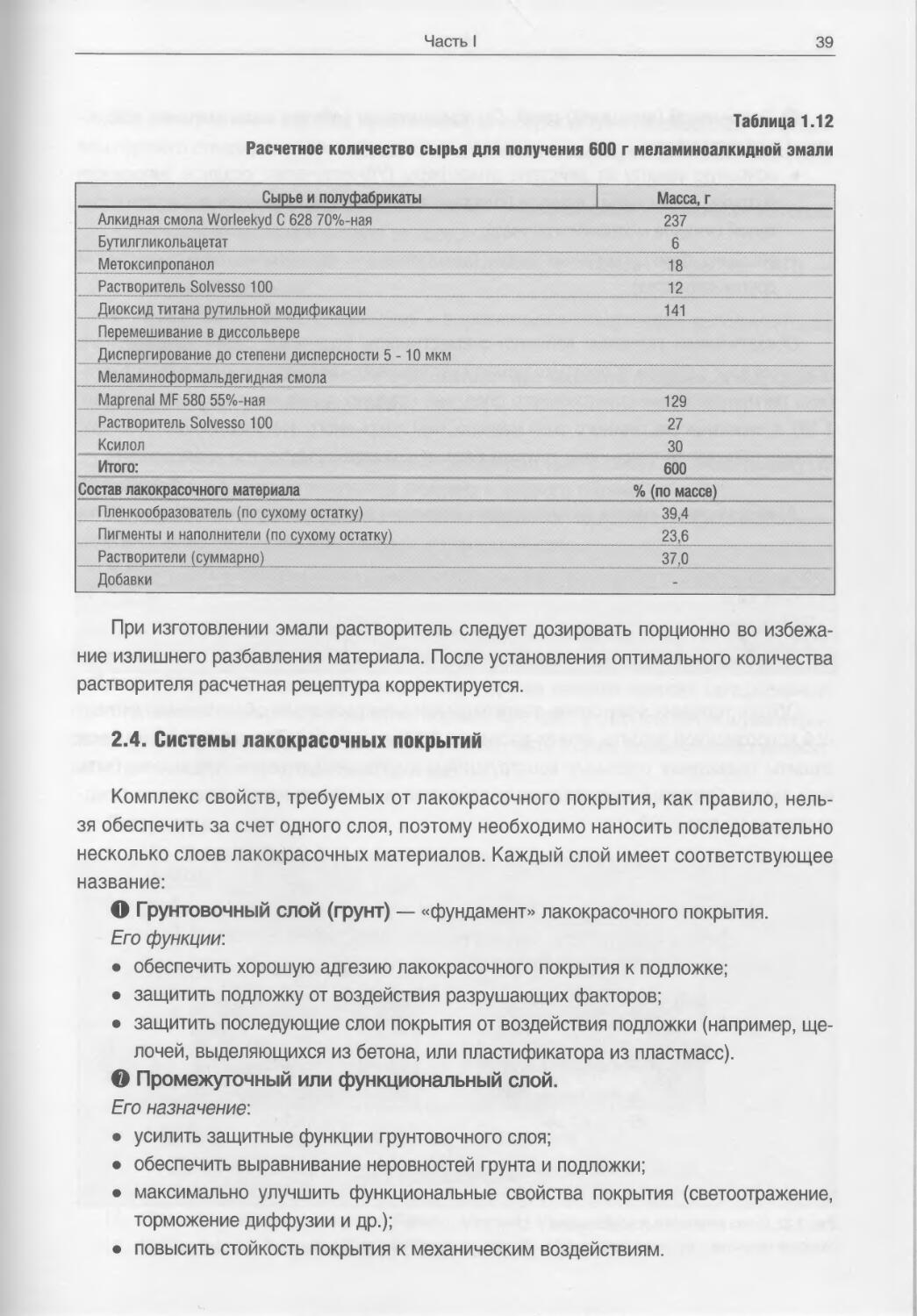
Таблица 1.12
Расчетное количество сырья для получения 600 г меламиноалкидной эмали
Сырье и полуфабрикаты
Алкидная смола Worleekyd С 628 70%-ная
Бутилгликольацетат
Метоксипропанол _____
Растворитель Solvesso 100
Диоксид титана рутильной модификации ____________ _
Перемешивание в диссольвере
Диспергирование до степени дисперсности 5 -10 мкм
Меламиноформальдегидная смола
Маргепа! MF 580 55%-ная _________
Растворитель Solvesso 100
»»J$£_!_L_L_»«_^
Итогов
Состав лакокрасочного материала
Пленкообразователь (по сухому остатку)
Пигменты и наполнители (по сухому остатку)
^Р11РРШ_еМ1сУммаРН0)- __________ ______
Добавки
Масса, г
237
6
18
12
141
129
27
30
600
% (по массе)
39,4
23,6
37,0
-
При изготовлении эмали растворитель следует дозировать порционно во
избежание излишнего разбавления материала. После установления оптимального количества
растворителя расчетная рецептура корректируется.
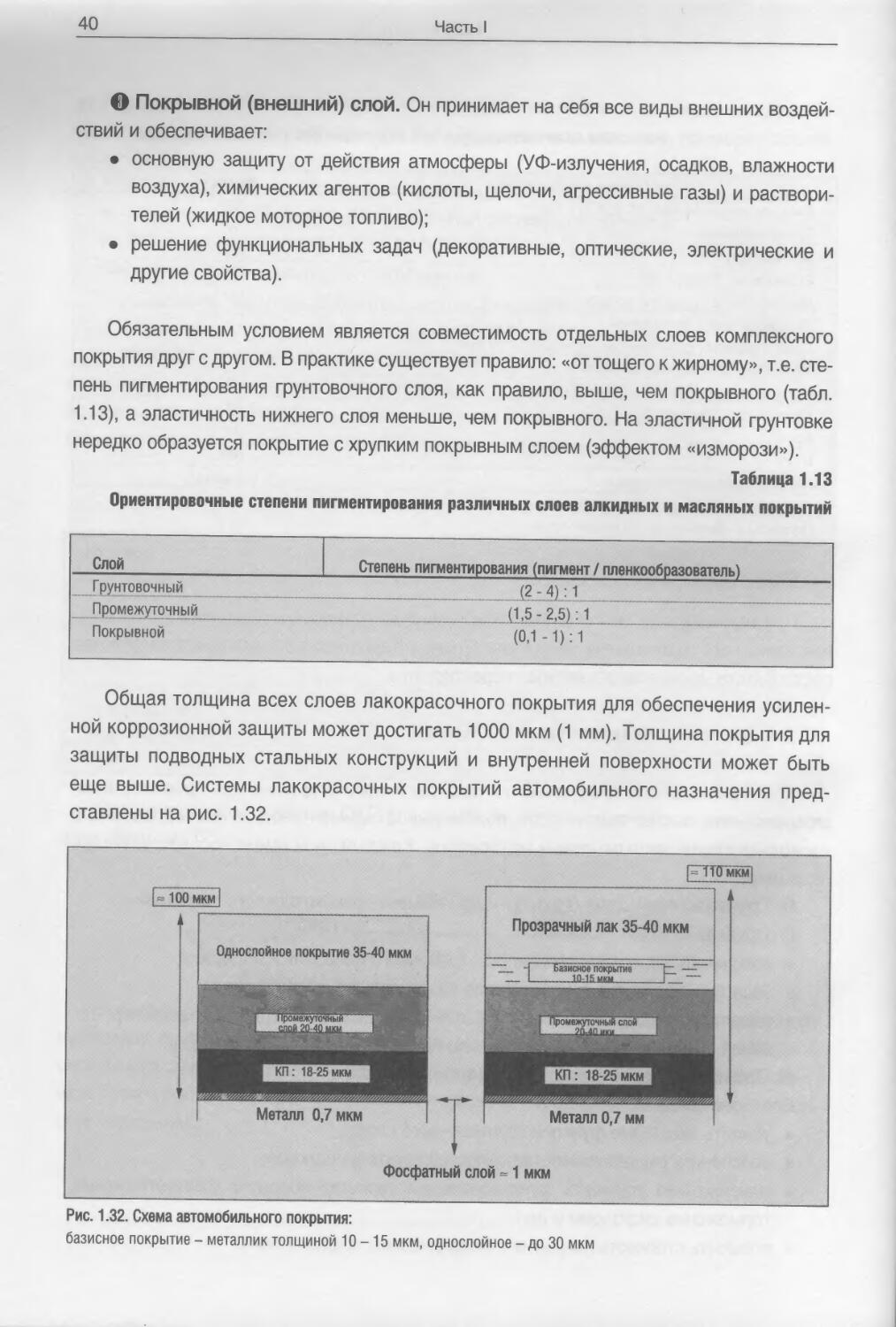
2.4. Системы лакокрасочных покрытий
Комплекс свойств, требуемых от лакокрасочного покрытия, как правило,
нельзя обеспечить за счет одного слоя, поэтому необходимо наносить последовательно
несколько слоев лакокрасочных материалов. Каждый слой имеет соответствующее
название:
О Грунтовочный слой (грунт) — «фундамент» лакокрасочного покрытия.
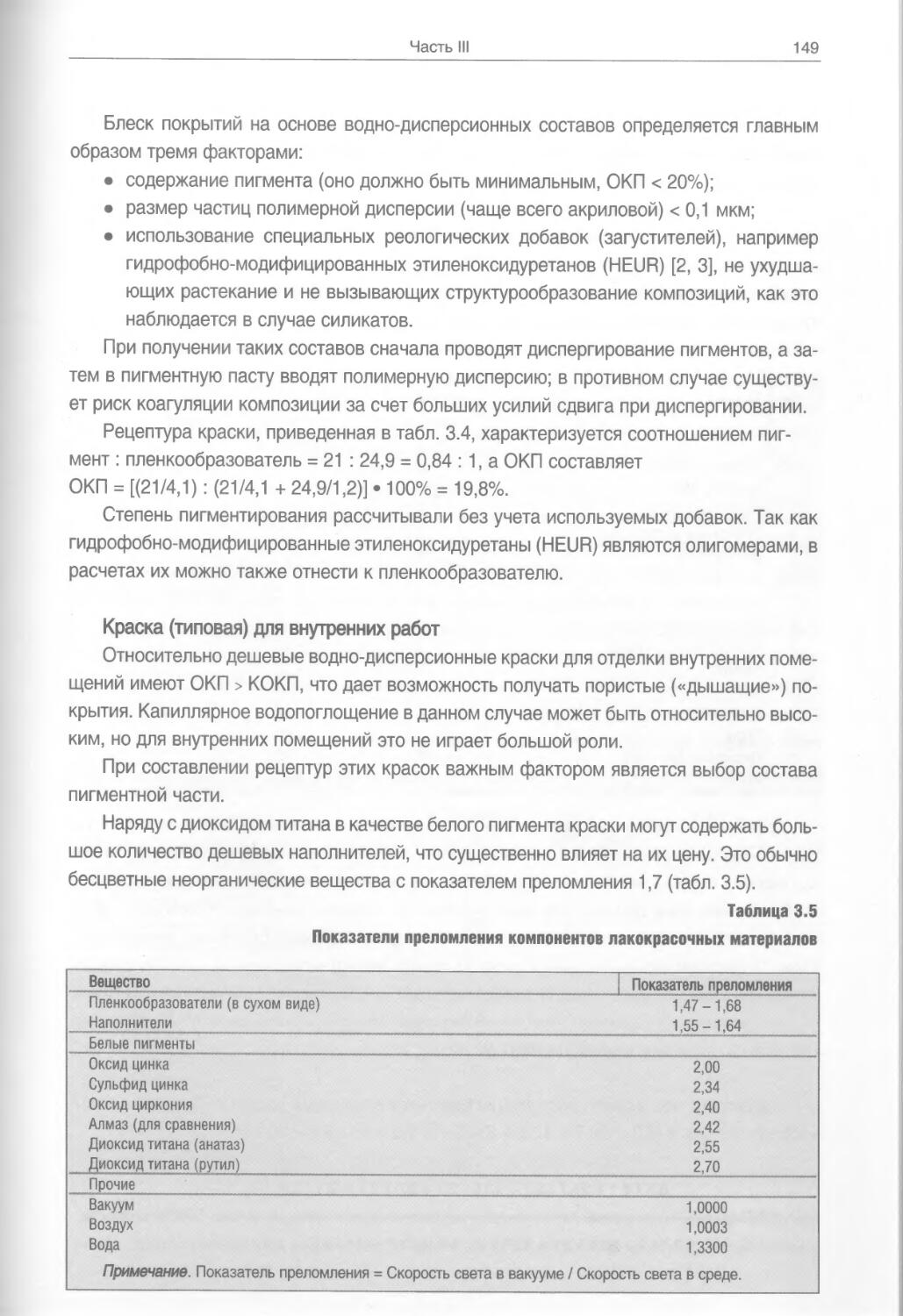
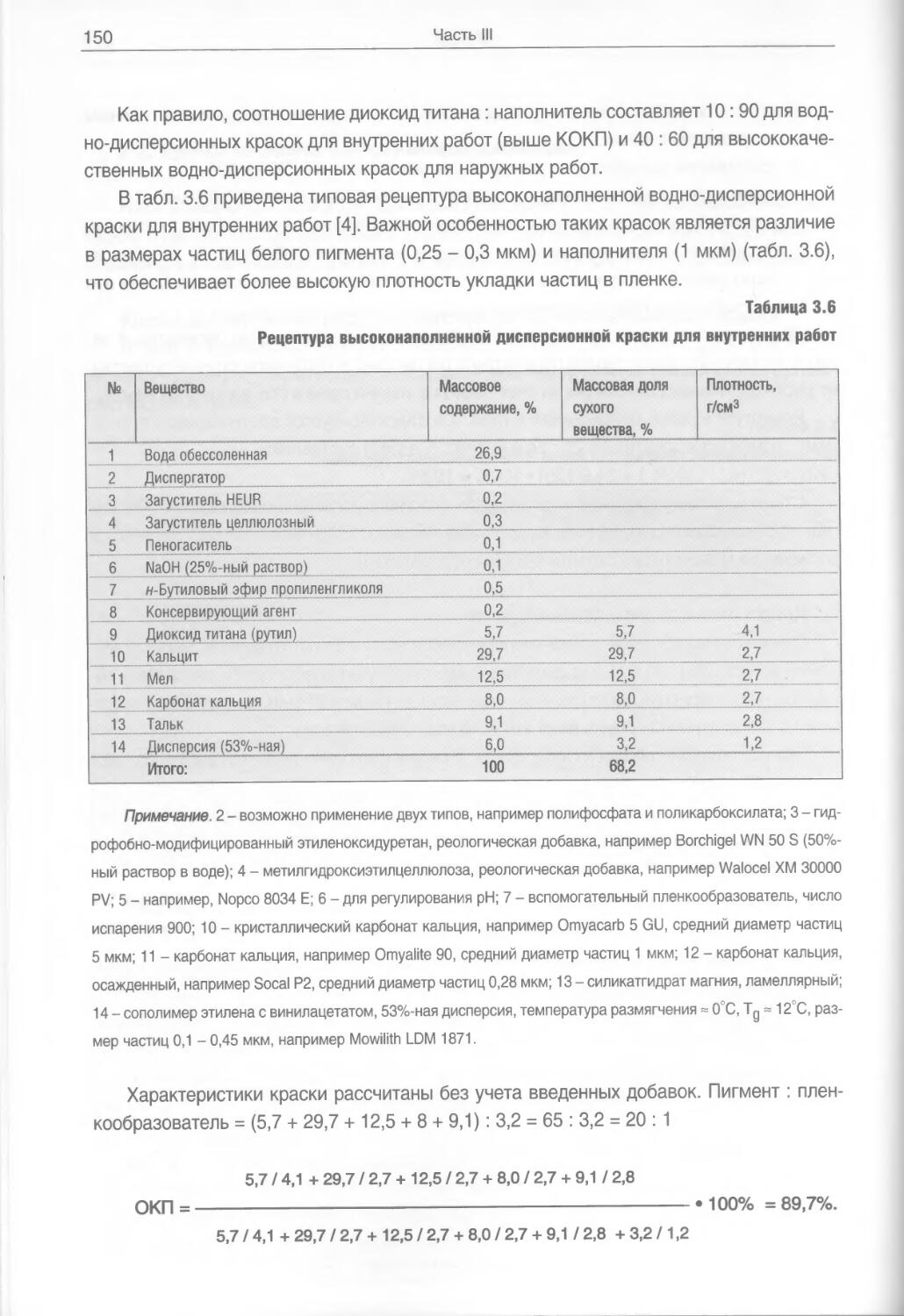
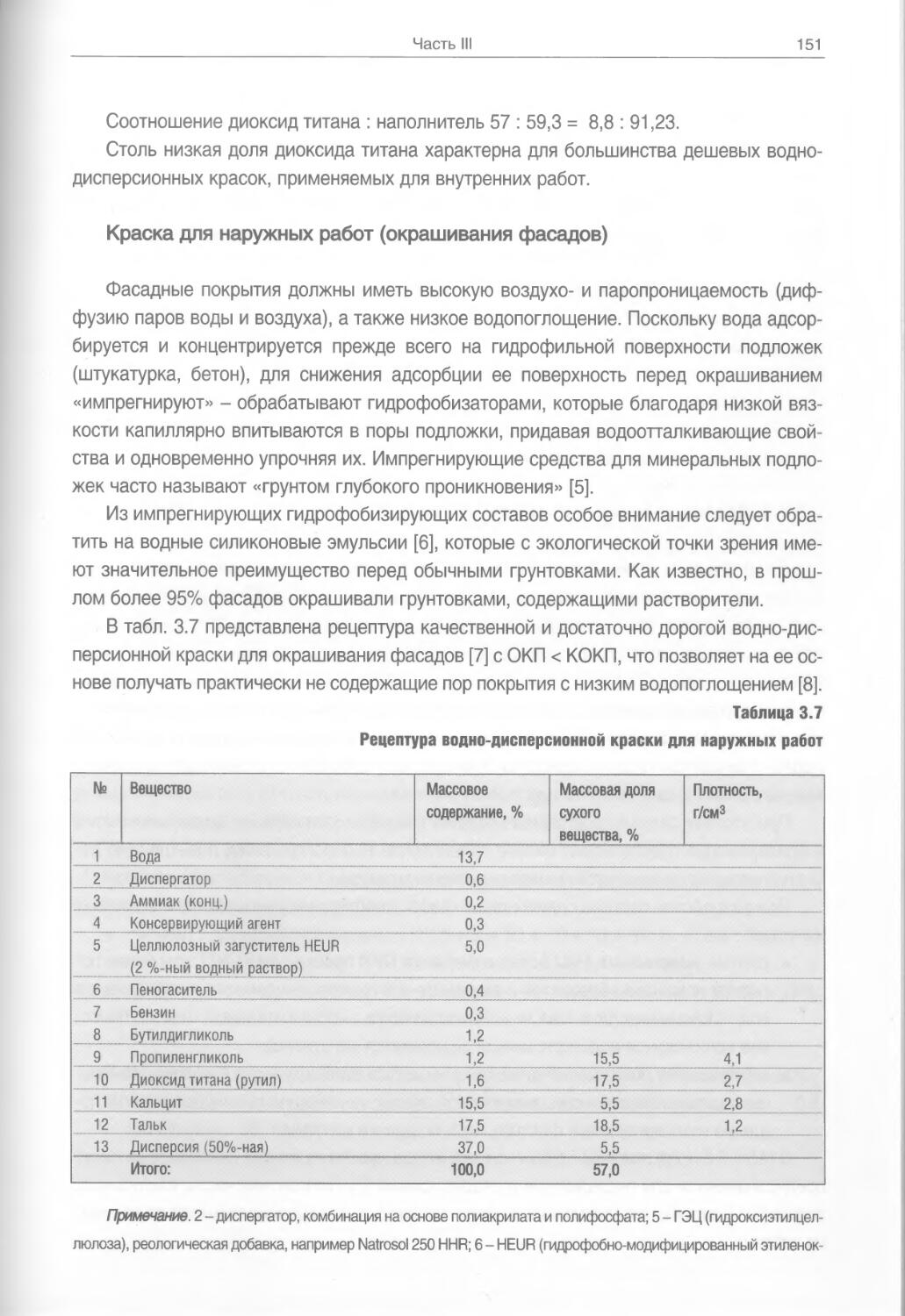
Его функции:
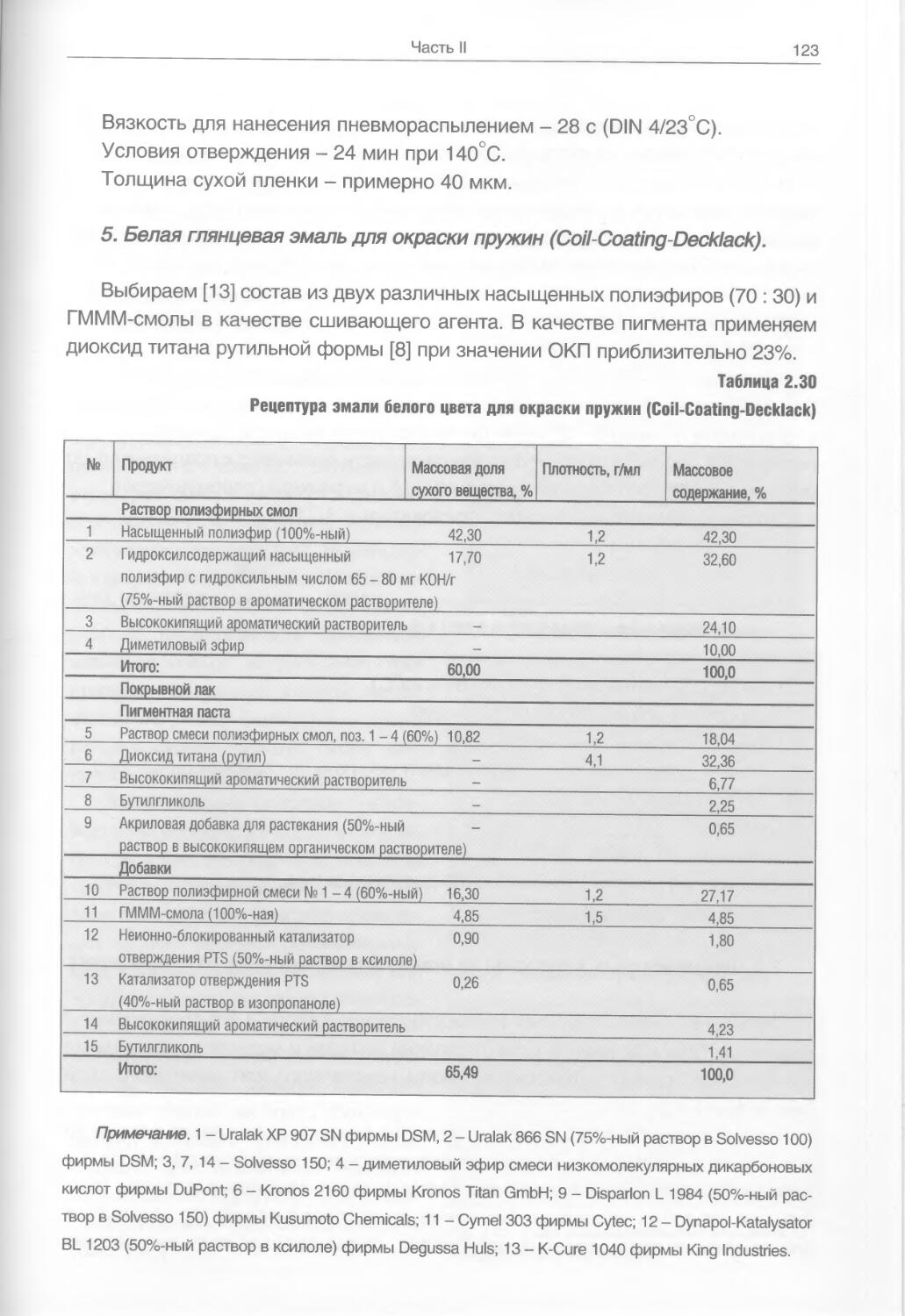
• обеспечить хорошую адгезию лакокрасочного покрытия к подложке;
• защитить подложку от воздействия разрушающих факторов;
• защитить последующие слои покрытия от воздействия подложки (например,
щелочей, выделяющихся из бетона, или пластификатора из пластмасс).
О Промежуточный или функциональный слой.
Его назначение:
• усилить защитные функции грунтовочного слоя;
• обеспечить выравнивание неровностей грунта и подложки;
• максимально улучшить функциональные свойства покрытия (светоотражение,
торможение диффузии и др.);
• повысить стойкость покрытия к механическим воздействиям.
40
Часть I
О Покрывной (внешний) слой. Он принимает на себя все виды внешних
воздействий и обеспечивает:
• основную защиту от действия атмосферы (УФ-излучения, осадков, влажности
воздуха), химических агентов (кислоты, щелочи, агрессивные газы) и
растворителей (жидкое моторное топливо);
• решение функциональных задач (декоративные, оптические, электрические и
другие свойства).
Обязательным условием является совместимость отдельных слоев комплексного
покрытия друг с другом. В практике существует правило: «от тощего к жирному», т.е.
степень пигментирования грунтовочного слоя, как правило, выше, чем покрывного (табл.
1.13), а эластичность нижнего слоя меньше, чем покрывного. На эластичной грунтовке
нередко образуется покрытие с хрупким покрывным слоем (эффектом «изморози»).
Таблица 1.13
Ориентировочные степени пигментирования различных слоев алкидных и масляных покрытий
Слой
Степень пигментирования (пигмент / пленкообразователь)
Грунтовочный (2 - 4): 1
Промежуточный (1,5 - 2,¾: 1
Покрывной (0,1 -1): 1
Общая толщина всех слоев лакокрасочного покрытия для обеспечения
усиленной коррозионной защиты может достигать 1000 мкм (1 мм). Толщина покрытия для
защиты подводных стальных конструкций и внутренней поверхности может быть
еще выше. Системы лакокрасочных покрытий автомобильного назначения
представлены на рис. 1.32.
= 100 мкм
Однослойное покрытие 35-40 мкм
^П0мкм|
к
Прозрачный лак 35-40 мкм
Ч Базисное покрытие t -
. і ишлкм ПН-
Фосфатный СЛОЙ - 1 MKM
Рис. 1.32. Схема автомобильного покрытия:
базисное покрытие - металлик толщиной 10-15 мкм, однослойное - до 30 мкм
Часть I 41
Все лакокрасочные составы, применяемые для окрашивания автомобилей, -
материалы горячего отверждения. Они образуют трехмерные покрытия, каждый слой имеет свое
назначение:
• фосфатирование (конверсионный слой) — модификация поверхности металла,
улучшение адгезии и защита от коррозии;
• грунтование способом электроосаждения (катодное покрытие, КП) -
защита от коррозии;
• нанесение промежуточного слоя - выравнивание поверхности, дополнительная
защита;
• нанесение верхнего покрытия. Существует два варианта покрывных покрытий -
одно- и двухслойное (рис. 1.32).
Однослойное покрытие обеспечивает требуемый цвет и блеск, а также защиту от
воздействия атмосферы и химикатов (бензина и жидкого топлива).
Двухслойные покрытия применяют, если требуются хорошие декоративные
свойства, например металлический эффект или высокий блеск.
В этом случае для получения наружного покрытия служат металлизированные
эмали и лаки.
Пример окрашивания автомобилей показывает, насколько сложной может быть
система покрытия. В последнее время разработана новая система окрашивания
автомобилей «Smart». При окраске лицевой части кузова сначала наносят катафорезный
грунт толщиной примерно 20 мкм, затем порошковую краску. Для снижения шума и
придания устойчивости к ударам гравия на нижнюю часть кузова дополнительно наносят
слой противошумного порошкового состава.
Литература
1. Wo. Ostwald, Die Welt der vernachlassigten Dimensionen, 12.
Aufl.f Verlag Th. Steinkopff, 1944
2. Broschuere «Kolloide» (Topics in Chemistry), BASF AG, 1995
3. D. H. Everett, Basic Principles of Colloid Science, RSC Paperbacks 1988
4. Datenblatter der Bayer AG ueber Eisenoxidrotpigmente
5. K. Kohler, C. W. Schlaepfer, Chemie in unserer Zeit, 27,1993,
Nr. 5, S. 248-255
6. M. Knospe, W. Scholz, Farbe & Lack 96 (1990) S. 120 ff
7. R Jerome, Farbe & Lack 98 (1992) S. 325-329
8. A. Bouvy, Europ. Coat. Journ. 11/1996, S. 822-826
9. J. M. Reck, L. Dulog, Farbe & Lack 99 (1993) S. 95 ff
10. Th. Brock, M. Groteklaes, P. Mischke, Lehrbuch der Lacktechnologie,
Vincentz Verlag 1998
11. Glasurit-Handbuch, Lacke und Farben, Vincentz Verlag 1984
12. U. Demlehner, Farbe & Lack 95 (1989) Nr. 10, S. 708-714
42
Часть I
13. J.M. Oyarzun, Handbuch der Pigmentverarbeitung - Physikalisch-chemische
Grundlagen, Vincentz Verlag, 1998
14. B. Miiller, Farbe & Lack 105 (1999) Nr. 1, S. 102-107
15. H. Saechtling, Kunststofftaschenbuch, 23. Ausg., S. 527, Hanser Verlag, 1986
Часть II
43
Часть II. Органорастворимые
лакокрасочные материалы
1. Лакокрасочные материалы естественной сушки
Органорастворимые лакокрасочные материалы естественной сушки
наиболее широко применяют в строительстве и быту. Как правило, такие материалы
способны отверждаться при комнатной и нередко при более низких и даже
отрицательных температурах. К этой группе материалов относятся составы,
формирующие покрытия как за счет физических процессов (испарения
растворителей), так и химических (взаимодействия реакционноспособных групп).
1.1. Материалы, формирующие покрытия за счет физических процессов
Лакокрасочные материалы, покрытия на основе которых образуются в
результате испарения растворителей или воды, нередко называют
«материалами физической сушки». Для получения покрытий с требуемыми
физико-механическими свойствами используют, как правило, высокомолекулярные
соединения (полимеры), способные образовывать в жидкой среде растворы или
дисперсии. Недостаток таких пленкообразователей состоит в необходимости
применения большого количества растворителей для получения составов с
вязкостью, требуемой для их нанесения. Но несмотря на это обстоятельство, а
также нередко на более низкие показатели свойств по сравнению с составами
химического отверждения, они до сих пор занимают значительное место среди
других видов лакокрасочных материалов. Этому способствуют их стабильность
при хранении и удобство использования.
Пленкообразователями для получения лакокрасочных материалов
физической сушки являются [1 - 3] следующие соединения:
• нитрат и другие эфиры целлюлозы;
• виниловые полимеры (хлорированный поливинилхлорид, сополимеры
винилхлорида);
• полиакрилаты и полиметакрилаты;
• поливинилацетат и ацетали поливинилового спирта;
• углеводородные смолы;
• каучуки и их производные;
• высокомолекулярные эпоксидные смолы;
• полиамиды (главным образом сополимеры);
• поликарбонаты.
Пленкообразование, связанное с быстрым удалением растворителя, часто
приводит к получению покрытий с низкой адгезией и высокими внутренними
напряжениями. Они, как правило, обратимы, термоплавки и растворимы. По-
44
Часть II
этому для многих полимеров необходима модификация: введение адгезивов и
пластификаторов. Часто полимеры применяют в сочетании с другими пленко-
образователями - олигомерами, что позволяет увеличить массовую долю
нелетучих компонентов в композиции и варьировать свойства покрытий.
Для формирования покрытий из некоторых типов лакокрасочных
материалов этой группы требуется применение повышенных температур (органозоли и
пластизоли поливинилхлорида).
1.1.1. Материалы на основе нитрата целлюлозы
1.1.1.1. Строение и свойства нитрата целлюлозы
Нитрат целлюлозы [1 - 3] получают из целлюлозы хвойных пород
древесины путем обработки ее нитрирующей смесью при повышенной температуре.
Типичный состав нитрирующей смеси (в % по массе): концентрированная
серная кислота - 57, концентрированная азотная кислота - 25, вода - 18. Степень
превращения ОН-групп целлюлозы в эфиры азотной кислоты зависит от
концентрации компонентов, температуры и времени обработки, по-разному также
протекает деструкция молекулярных цепей.
После окончания процесса и отделения водной фазы образуется рыхлая
масса нитрата целлюлозы. Нитрат целлюлозы взрывоопасен, и при работе с
ним требуется соблюдение соответствующих мер безопасности. Как правило,
его увлажняют спиртами, обычно н-бутанолом, взятым с нитратом целлюлозы
в соотношении 1 : 2 или в сочетании с пластификаторами.
Таблица 2.1
Содержание азота в нитрате целлюлозы в зависимости от степени этерификации
Число нитрогрупп на структурный элемент
1
2
3
Теоретическое массовое содержание азота в нитрате целлюлозы, %
6,76
11,11
14,14
Различные типы нитратов целлюлозы отличаются по степени
этерификации и средней молекулярной массе, которая значительно влияет на вязкость
растворов (табл. 2.1).
Степень этерификации оказывает заметное влияние на растворимость и
совместимость. Нитраты целлюлозы с высокой степенью этерификации (Е-типы) [4]
хорошо растворимы в сложных эфирах, кетонах, сложных эфирах гликолей и
совместимы со спиртами и ароматическими углеводородами. Этот тип нитратов
целлюлозы хорошо совместим также с различными пленкообразователями.
Нитраты целлюлозы с низкой степенью этерификации (А-типы) хорошо
растворимы в спиртах, эфирах гликолей, сложных эфирах и кетонах, хуже сов-
Часть II
45
местимы с другими пленкообразователями. Различают также промежуточную
группу нитратов целлюлозы (М-типы). Свойства и особенности различных
типов нитратов целлюлозы приведены в табл. 2.2.
Таблица 2.2
Содержание азота и степень этерификации различных типов нитратов целлюлозы
Тип нитрата целлюлозы
E
M
А
Массовое содержание азота, %
10,9-11,3
11,3-11,8
11,8-12,3
Число сложноэфирных групп на структурную единицу
11,80-12,30
2,06 - 2,20
2,20 - 2,33
Величина молекулярной массы нитрата целлюлозы существенно влияет на
вязкость ее растворов. Европейская классификация нитратов целлюлозы
изложена в стандарте DIN 53179, в соответствии с которым, наряду с буквенным
обозначением степени этерификации, приводится содержание сухого нитрата
целлюлозы в растворе ацетона (с содержанием воды 5%), соответствующее
вязкости (400±25) мПа • с по вискозиметру с падающим шариком.
Производители нитратов целлюлозы используют в обозначении продукции
указанную символику или приводят значения вязкости, соответствующие
определенному составу растворов, как показано в табл. 2.3 [4].
Таблица 2.3
Примеры торговых марок и обозначений наиболее распространенных типов нитратов целлюлозы
Обозначение норм по DIN 53179
4Е
9Е
25Е
27Е
28Е
27А
27М
Массовая доля в растворе, %
4,0
9,0
25,0
27,0
28,0
27,0
27,0
Hagemann
Н4
Н9
-
H 27
-
АН 25
-
Производитель
Hercules
RS 1300"
RS 15"
-
RS u
-
SS_"
-
Wolff
E 1440
E 950
E 510
-
E 400
A 500
AM 500
Молекулярная масса различных типов нитрата целлюлозы влияет не
только на вязкость и содержание сухого вещества в лакокрасочном материале, но
и на свойства получаемых покрытий. Высокомолекулярные марки образуют
достаточно эластичные пленки, в то время как низкомолекулярные
(низковязкие) - более хрупкие покрытия. Данные выводы можно сделать на основании
определения деформационно-прочностных свойств пленок нитрата целлюлозы
в зависимости от вязкости соответствующих растворов (табл. 2.4) [5].
Низкомолекулярные, т.е. низковязкие типы нитрата целлюлозы, требуют модификации
пластификаторами, смолами или каучуками.
46
Часть II
Таблица 2.4
Механические свойства пленок нитратов целлюлозы
Вязкость растворов, МПа • с
1440
1160
950
840
620
560
510
400
375
330
Относительное удлинение, %
24-30
23-28
23-28
20-25
12-18
10-15
8-12
5-Ю
<5
<3
Прочность на разрыв, Н/мм2
98-103
98-103
88-98
88-98
78-88
74-84
69-78
59-69
39-49
29-39
Испарение растворителя из растворов нитрата целлюлозы происходит
достаточно быстро, и поэтому их применяют для получения быстровысыхающих
лакокрасочных материалов. В сочетании с пластификаторами и другими
смолами композиции образуют достаточно хорошие покрытия, но неустойчивые к
действию растворителей. Атмосферостойкость покрытий на основе нитратов
целлюлозы ограничена. В связи с высокой взрывоопасностью лакокрасочные
материалы на основе нитратов целлюлозы не должны изготовляться,
храниться и применяться совместно с материалами, содержащими восстановители,
например амины. По этой причине, а также из-за низкой термостабильности
данные полимеры не используют для получения лакокрасочных материалов
горячей сушки (выше 70°С).
1.1.1.2. Модификаторы нитрата целлюлозы
Так как большинство нитроцеллюлозных лакокрасочных материалов
производится из относительно низкомолекулярных марок нитрата целлюлозы, для
получения приемлемых свойств покрытий их модифицируют введением
пластификаторов или других веществ.
Пластификаторы - соединения, которые влияют на пленкообразователь
так же, как и растворитель, однако в отличие от последнего имеют
значительно более низкое давление паров; они не улетучиваются, а остаются в пленке
при эксплуатации. Различают желатинирующие и нежелатинирующие
пластификаторы. В зависимости от этого они ведут себя как хорошие или как плохие
растворители. Желатинирующие пластификаторы образуют с нитратом
целлюлозы пленки, которые можно назвать твердыми растворами (гелями).
Нежелатинирующие пластификаторы для достижения необходимых
свойств покрытий обычно комбинируют с желатинирующими, подобно тому как
плохие растворители сочетают с хорошими. При применении в чистом виде
Часть II
47
они легко выпотевают. При выборе пластификаторов используют следующие
критерии: хорошая совместимость, слабое окрашивание, светостойкость,
стойкость к миграции, а также санитарно-гигиенические свойства веществ; кроме
того, учитывают бензостойкость и стойкость к действию мыл.
Различают следующие группы пластификаторов [4]:
на основе сложных эфиров
• диэфиры фталевой, адипиновой, себациновой кислот и длинноцепных
моноспиртов (2-этилгексанол, изопропанол, дециловый, бензиловый
спирты, гликоли);
• триэфиры лимонной кислоты;
• эфиры фосфорной кислоты и длинноцепных алифатических спиртов;
• диэфиры бензойной кислоты и алифатических диолов;
• эфиры жирных, а также смоляных кислот и алифатических спиртов;
• диэфиры полиэтиленгликоля;
на основе эпоксидированных эфиров жирных кислот и эпоксидированных
масел;
хлорированные парафины;
прочие пластификаторы [например, Desavin - ди-(феноксиэтил)-формаль
фирмы «Байер»].
Многие ранее применявшиеся пластификаторы - диэфиры фталевой
кислоты и низкомолекулярных алифатических спиртов (например, дибутилфта-
лат), триалкилфениловые эфиры фосфорной кислоты (например, трикрезил-
фосфат); галогенсодержащие ароматические углеводороды сейчас уже
практически вышли из употребления по экологическим причинам. Однако
некоторые из них (например, эфиры лимонной кислоты) имеют сертификат FDA
(возможность применения в контакте с пищевыми продуктами).
Большинство пластификаторов на основе сложных эфиров способно
вызывать желатинизацию нитрата целлюлозы, что приводит к повышению бензо-
стойкости покрытий. Неполярные пластификаторы углеводородного типа не
приводят к желатинизации. Желатинирующие пластификаторы комбинируют с
нитратом целлюлозы в соотношении 1 : 2. Такие композиции нитрата
целлюлозы и пластификаторов используют для получения наружных покрытий.
Другими модификаторами, обладающими пластифицирующим эффектом
по отношению к нитрату целлюлозы, являются полиэфиры на основе
адипиновой и себациновой кислот, а также некоторые алкидные смолы, изготовленные
с применением синтетических жирных кислот кокосового масла и рицинолевой
кислоты [4]. Кроме того, для этой цели можно использовать карбамидные
смолы, например продукт конденсации бутилкарбамата и формальдегида [4].
Алкидные смолы [1 - 3] комбинируют с нитратом целлюлозы в соотношении
2:1. Они улучшают блеск и наполняемость покрытий и являются основой
пигментных паст для лакокрасочных материалов на основе нитрата целлюлозы.
48
Часть II
Для повышения блеска покрытий и сухого остатка лакокрасочных
материалов могут использоваться различные твердые смолы, например кетонные, ал-
кидные и фенолформальдегидные, модифицированные касторовым маслом,
канифолью иди^ее эфирами [1].
1.1.1.3. Состав, получение и применение нитроцеллюлозных материалов [6]
На основе нитрата целлюлозы изготавливают многие лаки, краски, эмали,
грунтовки и шпатлевки. Одним из известных и хорошо зарекомендовавших
себя лаков, не содержащих пластификатора, для тонкослойного окрашивания
металлов является цапонлак. Все еще значительным спросом из-за высокой
скорости сушки пользуются лаки, грунтовки и покрывные эмали для окраски
древесины, специальные эмали для декоративных покрытий («молотковые»,
«трескающиеся»), печатные краски, материалы для окраски кожи и тканей.
Нитрат целлюлозы используют также как компонент клеевых составов.
Нитроцеллюлозные материалы сыграли большую роль в автомобильной
промышленности. С начала организации производства автомобилей в течение
многих десятилетий их окрашивали в основном этими материалами.
Применяли не только эмали для наружных покрытий различных цветов, но и
шпатлевки, и частично грунтовки. До настоящего времени нитроцеллюлозные эмали
используют в некотором количестве при промышленной, особенно ремонтной,
окраске автомобилей и других металлоизделий (станки, бытовая техника).
Основным недостатком наружных покрытий на основе нитрата целлюлозы
является пониженная атмосферостойкость, которая проявляется в
матировании и мелений пленки. Этот недостаток частично исправляют путем
комбинации нитрата целлюлозы с другими пленкообразователями, улучшающими
атмосферостойкость. Однако эти материалы не могут конкурировать с
современными лакокрасочными композициями, например полиакриловыми и даже ме-
ламиноалкидными.
Нитрат целлюлозы за счет хорошей совместимости можно вводить в состав
других лакокрасочных материалов, например алкидных, карбамидных, для
ускорения их высыхания.
В табл. 2.5 приведен состав красной покрывной эмали (для наружных
глянцевых покрытий) на основе нитрата целлюлозы как пример «классической»
рецептуры нитроцеллюлозного материала.
Таблица 2.5
Состав покрывной эмали красного цвета на основе нитрата целлюлозы
№
1
Компонент
Пигментная паста
Невысыхающая алкидная смола на основе арахисового
масла (70%-ный раствор в ксилоле)
Массовая доля
сухого
вещества, %
18,0
Плотность,
г/мл
1,2
Массовое
содержание, %
25,7
Часть II
49
Таблица 2.5 (продолжение)
№
2
3
4
5
6
7
8
9
10
11
12
Компонент
Ди-2-этилгексилфталат
Пигмент хинакродиновый красный
Октоат кальция (5% кальция)
Бутилацетат
Ксилол
Основа эмали
Средневязкий эфирорастворимый нитрат целлюлозы
(66%-ное увлажнение в бутаноле)
Ксилол
Бутилацетат
Растворитель (дополнительно)
Бутилацетат
Бутанол
Бутилгликольацетат
Итого:
Массовая доля
сухого
вещества, %
2,4
7,6
-
_
_
12,0
-
-
_
-
-
40,0
Плотность,
г/мл
1,2
1,6
-
_
-
1,2
-
-
-
-
-
-
Массовое
содержание, %
2,4
7,6
0,4
6,0
4,3
18,2
8,0
13,8
5,2
3,8
4,6
100,0
Пленкообразователь состоит из средневязкого растворимого в сложных
эфирах нитрата целлюлозы, алкидной смолы на основе арахисового масла и
небольшого количества пластификаторов фталатного типа (массовое
соотношение по сухому веществу 1,0 : 1,5 : 0,2). В качестве пигмента использован
хинакродиновый красный при объемной концентрации 15%. В пигментный состав
следует ввести 0,4% (в пересчете на конечный продукт) октоата кальция как
агента смачивания. Массовая доля нелетучих веществ в конечном продукте
должна составлять 40%. Растворитель состоит из смеси бутилацетата, бутано-
ла и ксилола в соотношении 5 : 4 : 2. На заключительной стадии изготовления
в краску вводят 4,6% (в расчете на конечный продукт) бутилгликольацетата в
качестве добавки для улучшения растекания.
Пример расчета
Исходные данные: 15 ч. (по объему) пигмента (ОКП) хинакродиновый
красный с плотностью 1,6 соответствуют 24 ч. (по массе), 85 ч. (по объему) пленкооб-
разователя и пластификатора с плотностью 1,2 соответствуют 102 ч. (по массе).
Общее содержание компонентов составляет, таким образом, 126 ч. (по массе).
При заданной массовой доле нелетучих веществ в конечном продукте 40%
доля пигмента составит 6,7%, а пленкообразователя - 32,4%. Таким образом,
отношение пигмента к пленкообразователю равно 0,28 : 1,00. Исходя из этого,
получаем состав пленкообразующей основы: 12,0% нитрата целлюлозы,
18,0% алкидной смолы, 2,4% пластификатора.
Так как нитрат целлюлозы увлажнен бутанолом в соотношении 2:1,
получаем 18,2% увлажненной массы.
Алкидная смола представляет собой 70%-ный раствор в ксилоле, получаем
25,7% в товарной форме.
50
Часть II
55,0% свободного растворителя состоит из 25,0% бутилацетата, 20,0%
ксилола и 10,0% бутанола. Следует учесть, что 7,7% ксилола уже содержится в
растворе алкидной смолы; таким образом, остается 12,3%. Аналогично
6,2% бутанола уже содержится в нитрате целлюлозы, т.е. остается 3,8%. Для
приготовления 30%-ного раствора нитрата целлюлозы потребуется 13,8%
бутилацетата и 8,0% ксилола. Таким образом, в качестве свободного
растворителя остается 11,2% бутилацетата, 3,8% бутанола, 4,3% ксилола и 4,6% бутил-
гликольацетата. Из этого количества 6,0% бутилацетата и 4,3% ксилола вводят
в дисперсию пигментов.
Получение эмали
Раствор алкидной смолы, пластификатор, пигмент, агент смачивания,
часть бутилацетата и ксилола (табл. 2.5) предварительно смешивают, а затем
диспергируют на краскотерочной машине до требуемого размера частиц.
Дисперсия пигментов содержит 16,4% пигмента и 44% пленкообразователя и
пластификатора.
Параллельно из компонентов № 7 - 9 готовят 30%-ный раствор нитрата
целлюлозы. Для этого увлажненный бутанолом нитрат целлюлозы
предварительно смешивают с плохим растворителем - ксилолом (№ 8) до получения
дисперсии, после чего добавляют хороший растворитель - бутилацетат (№ 9).
Благодаря этому можно избежать образования комков нитрата целлюлозы.
Растворение проводят при интенсивном перемешивании до получения
прозрачного раствора.
Полученный раствор смешивают с пигментной пастой до образования
гомогенной массы, добавляют свободный растворитель (№ 10 - 12) и снова
перемешивают.
Полученную эмаль с помощью смеси бутилацетата и ксилола (2:1)
доводят до требуемой для распыления вязкости (20 с по ВЗ-4 при 23°С).
Готовую эмаль наносят на предварительно загрунтованную поверхность в
два слоя. После непродолжительной сушки покрытие можно шлифовать и
полировать.
Несмотря на многие положительные качества нитроцеллюлозных
лакокрасочных материалов, их производство сокращается главным образом из-за
большого расхода относительно дорогих растворителей, низкого содержания
нелетучих компонентов, повышенной пожаро- и взрывоопасное™.
1.1.2. Полиакриловые материалы
Полиакриловые лакокрасочные материалы появились на рынке
значительно позднее нитроцеллюлозных. В настоящее время они широко применяются в
промышленности. Пленкообразователями для них служат полимеры и
сополимеры акриловых и метакриловых эфиров.
Часть II
51
Полиакриловые материалы явились хорошей альтернативой нитроцеллюлоз-
ным, так как они образуют более атмосферо- и светостойкие покрытия и
постепенно вытесняют материалы на основе нитрата целлюлозы в покрытиях наружного
применения [1 - 3]. Однако для получения высококачественных покрытий
требуются полимеры с относительно высокой молекулярной массой; при этом, как и в
случае нитрата целлюлозы, такие покрытия получаются достаточно тонкослойными.
Путем подбора соответствующих мономеров можно синтезировать пленко-
образователи, образующие покрытия с различной твердостью. Их можно
комбинировать с пластификаторами. Полиакриловые покрытия прозрачны,
светостойки и, как правило, бензостойки, но не стойки к действию растворителей.
По сравнению с нитратами целлюлозы полиакрилаты хуже совмещаются с
другими пленкообразователями, что ограничивает области их применения. По
составу эти материалы близки к материалам на основе нитрата целлюлозы.
В обеих частях Америки и в Восточной Азии они играют важную роль в
качестве ремонтных лакокрасочных материалов в автомобильной
промышленности. Их можно также использовать для получения покрытий по древесине и
в других отраслях промышленности. Менее пригодны они для производства
грунтовок и шпатлевок.
1.1.3. Материалы на основе каучуков
1.1.3.1. Характеристика применяемых каучуков
Для получения лакокрасочных материалов естественной сушки
наибольшее применение получили продукты переработки натурального или
синтетического (изопреневого) каучуков - цикло- и хлорированные каучуки.
Натуральный (полиизопреновый) каучук обычно получают из сока дерева
гевея. Он представляет собой водную дисперсию с массовой долей нелетучих
веществ 35%. На рис. 2.1 изображено строение сегмента молекулы
полиизопрена (поли-2-метилбутен-2), в которой CH3-группа находится в цис-
положении к атому водорода при третьем атоме углерода, со средней молекулярной
массой до 106 г/моль [6].
Попытки преобразовать
природный продукт таким
образом, чтобы его можно
было использовать в
качестве пленкообразователя для
лакокрасочных материалов,
предпринимались давно.
Такими производными явились рис 2.1. Сегмент молекулярной цепи полиизопренового каучука
циклокаучук и хлоркаучук. (поли-2-метилбутен-2)
52
Часть II
Для получения циклокаучука [1 - 3, 6] полиизопрен циклизуют в присутствии
катализаторов (кислот) при повышенной температуре. Большие молекулы
деструктируют до сегментов с молекулярной массой 3000 - 10 000, которые
частично циклизуются с образованием соединений, состоящих из шестичленных
колец. Циклокаучук представляет собой смолоподобный жесткий продукт с
температурой плавления 120 - 140°С, растворимый в алифатических, ароматических,
циклоалифатических углеводородах, терпенах, сложных эфирах и кетонах, но
нерастворимый в спиртах и эфирах гликолей. Для применения в лакокрасочных
составах циклокаучук комбинируют с пластификаторами или относительно
неполярными пленкообразователями, например с алкидами. Материалы на
основе циклокаучука применяют для получения коррозионно-стойких покрытий.
Хлоркаучук [1 - 3, 6] получают путем хлорирования полиизопрена в среде че-
тыреххлористого углерода. Молекулы каучука деструктируют, а хлор входит в его
состав за счет реакций присоединения и замещения. Одновременно происходит
циклизация, как и при получении циклокаучука. Массовое содержание хлора в
продукте 67%. Средняя молекулярная масса этого полимера в зависимости от
типа составляет 30 000 -180 000. Строение молекул хлоркаучка показано на рис. 2.2.
Хлоркаучук можно получить как из
натурального, так и из синтетического по-
лиизопренового каучука.
Хлоркаучук - порошок белого цвета,
растворимый в ароматических
углеводородах, сложных эфирах, кетонах,
алифатических, циклоалифатических и терпено-
Рис. 2.2. Сегмент молекулярной цепи хлоркаучука вых Углеводородах, нерастворим в
спиртах и эфирах гликолей. Лакокрасочные
материалы на основе хлоркаучука образуют относительно эластичные пленки;
они могут применяться в непластифицированном виде и без каких-либо других
добавок. Для повышения массовой доли нелетучих веществ и блеска покрытий
хлоркаучук используют предпочтительно в сочетании с пластификаторами и
другими пленкообразователями олигомерного типа. Хлоркаучук также можно
применять для модификации других лакокрасочных материалов.
Нестабилизированный хлоркаучук несветостоек и нетермостабилен; при
температурах выше 90°С происходит отщепление хлористого водорода.
Несмотря на то что хлоркаучук достаточно трудно воспламеняется, отщепление
хлористого водорода (например, при пожаре в окрашенных помещениях)
представляет экологическую опасность. Стабилизация хлоркаучуковых
покрытий достигается небольшими количествами оксидов металлов (например,
оксида цинка) или карбоната натрия. Хлоркаучук относительно дешев; покрытия
на его основе обладают хорошими водо- и химстойкостью.
Примеры торговых марок [4 ]: Pergut S5, S10, S20, S40, S90 фирмы Bayer.
Cl Cl
Cl 3 Cl Cl ы Cl
Часть II
53
1.1.3.2. Состав и применение лакокрасочных материалов
Лакокрасочные материалы на основе каучуков применяют в первую
очередь для получения коррозионностойких покрытий. Их используют для защиты
металлоконструкций и судов. Они пригодны также для окрашивания объектов,
работающих под водой. Жидкие составы на основе хлоркаучука легко
смачивают бетон и впитываются в его поверхность. Покрытия устойчивы к щелочам,
поэтому они часто используются для защиты конструкций плавательных
бассейнов или аналогичных сооружений. Хлоркаучук пригоден также для
применения в составе дорожных разметочных красок.
При необходимости получения щелочестойких покрытий следует
использовать соответствующие пластификаторы, например дифеноксиэтиленфор-
маль - Desavin фирмы Bayer.
В качестве композиционных добавок в покрытиях, эксплуатирующихся в
нейтральных средах, рекомендуются прежде всего алкидные смолы,
канифольные препараты, терпенфенольные и кетонные смолы, битумы. При
использовании низковязкого хлоркаучука и битума можно получить
толстослойные покрытия с отличными свойствами. Кроме того, хлоркаучук пригоден для
получения клеев и печатных красок.
Лакокрасочные материалы на основе хлоркаучука, предназначенные для
наружных работ, как правило, необходимо стабилизировать. Для этого обычно
применяют небольшие количества оксидов металлов (например, 0,3% оксида
цинка), мыла (например, 2% нафтената кальция) или специальные эпоксидные
соединения (например, 2 - 6% эпоксидированного соевого масла).
В хлоркаучуковых составах не следует использовать большие количества
оксида или сульфида цинка, а также карбонат свинца. Присутствие этих
пигментов и наполнителей может привести к их гелеобразованию. При
применении металлических пигментов (алюминий) в таких материалах требуется
особая стабилизация хлоркаучука.
Рецептура антикоррозионной эмали красного цвета, применяемой для
зашиты стальных конструкций, приведена в табл. 2.6.
Таблица 2.6
Состав хлоркаучуковой эмали для защиты от коррозии
№
1
2
3
Компонент
Основа эмали
Низковязкий хлоркаучук
Ксилол
Сольвент-нафта
Массовая доля
сухого
вещества, %
18,4
-
-
Плотность,
г/мл
1,6
-
-
Массовое
содержание, %
18,4
12,0
6,4
54
Часть II
Таблица 2.6 (продолжение)
№
4
5
6
7
8
9
10
11
Компонент
Пигментная паста
Хлорпарафин (пластификатор)
Пигмент красный железооксидный
Диоксид титана (рутил)
Сульфат бария
Бентонитовая паста
(10%-ный раствор в смеси ксилола и бутанола)
Ксилол
Сольвент-нафта
Растворитель (дополнительно)
Сольвент-нафта
Итого:
Массовая доля
сухого
вещества, %
10,9
10,0
8,0
10,0
-
-
-
57,3
Плотность,
г/мл
1,2
5,0
4,1
4,3
-
-
-
Массовое
содержание, %
10,9
10,0
8,0
10,0
2,0
6,2
12,0
4,1
100,0
Примечание. № 1 - Pergut S 10 фирмы Bayer; № 3, 10, 11 - Shellsol A (т. кип. 165-185°С)
фирмы Shell; № 4 - Hordaflex LC 47 фирмы Clariant; № 5 - Bayferrox 130 BM фирмы Bayer; № 6 -
Bayertitan R-KB фирмы Bayer; № 7 - Blancfixe Pulver фирмы Sachtleben; № 8 - Bentone 38 (10%-ный
раствор в смеси ксилола и бутанола 1:8) фирмы Elementis.
Используют низковязкий хлоркаучук и пластификатор на основе хлорпарафи-
на [7]. Композиция пигментирована диоксидом титана, сульфатом бария и
красным железооксидным пигментом. В качестве стабилизатора дисперсии
применяется бентонитовая паста. Растворителями являются сольвент-нафта и ксилол.
Исходные данные для расчета:
Содержание пластификатора (по отношению к пленкообразователю) 37%.
Степень пигментирования = пигмент / пленкообразователь =
10,0 + 8,0 + 10,0
= = 0,96 : 1,00
18,4 + 10,9
10,0/5,0 + 8,0/4,1 +10,0/4,3
КОКП = • 100% = 23%
10,0 / 5,0 + 8,0 / 4,1 + 10,0 / 4,3 + 18,4 / 1,6 + 10,9 /1,2
Получение. Сначала готовят 50%-ный раствор хлоркаучука в смеси
ксилола и сольвент-нафты (№ 1 - 3). Пигменты и наполнители диспергируются в
пластификаторе и части растворителя совместно с бентонитовой пастой
(№ 4- 10). После этого раствор доводят до требуемой вязкости
растворителем - сольвент-нафтой (№ 11). В пигментную пасту вводят раствор
хлоркаучука и добавку для улучшения смачивания, например соевый лецитин.
Часть II
55
1.2. Материалы, формирующие покрытия путем окислительной
полимеризации
1.2.1. Особенности пленкообразования с участием кислорода воздуха
Термин «окислительная полимеризация» появился, когда было
установлено, что растительные масла при нанесении тонким слоем на поверхность в
естественных условиях самопроизвольно переходят из жидкого состояния в
твердое. В данном случае речь идет о химическом взаимодействии масляных
пленкообразователеи с кислородом воздуха, что приводит в конечном счете к
образованию трехмерной пленки. Такой процесс особенно четко прослеживается
у так называемых «высыхающих масел», имеющих высокую степень
ненасыщенности [8].
По химическому составу растительные масла представляют собой тригли-
цериды жирных кислот, природа и строение которых обуславливают их
способность к пленкообразованию. Определяющим является содержание двойных
связей и их положение в цепи: двойные связи могут находиться в цис- и
трансположении, быть изолированными или коньюгированными (сопряженными).
Степень ненасыщенности разных масел различна, следовательно, не
одинакова их способность к пленкообразованию.
Реакция пленкообразования начинается с присоединения кислорода по
месту двойной связи. При наличии в молекуле изолированных связей кислород
может присоединяться к СН2-группе, находящейся рядом с двойной связью, и
образовывать гидропероксид. Если связи коньюгированные, происходит
образование циклических пероксидов через 1,4-присоединение. Образованные
таким образом пероксиды могут распадаться на радикалы, особенно в случае
катализа окислительно-восстановительными системами, содержащими катионы
поливалентных металлов.
Образующиеся радикалы инициируют цепную реакцию полимеризации.
Возникают дополнительные C-O-C и C-C связи между молекулами, что
приводит к росту и разветвлению цепи. Пероксиды, радикалы и C-O-C группы
могут одновременно вызывать распад молекул и образование
низкомолекулярных продуктов, содержащих альдегидные и карбоксильные группы, что
оказывает определенное влияние на свойства образующейся пленки.
Окислительная полимеризация, сопровождающаяся протеканием
большого числа различных реакций, продолжается и после завершения
формирования покрытия. Происходит дальнейшее увеличение плотности молекулярной
сетки и, соответственно, твердости и жесткости покрытий. Таким образом, все
покрытия, формирующиеся в результате окислительной полимеризации мас-
лосодержащих и других пленкообразователеи, имеют ограниченный срок
службы, особенно в атмосферных условиях. Старение покрытия происходит
56
Часть II
Эфир линолевой
кислоты
+ O9
Me^
- Me3+, -'ОН
тем быстрее, чем выше удельная функциональность пленкообразователя.
На рис. 2.3 приведены некоторые реакции, характерные для окислительной
полимеризации, на примере эфира линолевой кислоты, содержащей две
двойные связи в изолированном положении 9,12 (аналог льняного масла).
Соединения с двумя двойными связями в изолированном положении
поглощают больше кислорода, чем аналогичные системы с коньюгированными
двойными связями. Последние в результате более легкого 1,4-присоединения
быстрее образуют C-C мостики. Изолированные двойные связи, однако, могут
также изомеризоваться и становиться коньюгированными.
Реакции катализируются некоторыми металлсодержащими мылами и
ускоряются при повышении температуры. При этом коньюгированные двойные связи
реагируют раньше, чем
изолированные.
Несмотря на то что
производство маслосо-
держащих лакокрасочных
материалов (олифы, лаки,
алкиды) основано
главным образом на
использовании растительных
масел, представляющих
возобновляемый сырьевой
источник, а
формирование из них покрытий за
счет окислительной
полимеризации
рассматривается как экологически
безопасный процесс, их
применение в
промышленности постепенно
сокращается. Основная причина -
длительный процесс
отверждения покрытий в
естественных условиях. Тем
не менее эти материалы
сохранили свое значение
в строительстве и в быту,
где доля их потребления
среди других
лакокрасочных материалов остается
Рис. 2.3. Реакции окислительной полимеризации эфира линолевой кислоты ВЫСОКОЙ.
Автоокисление
Реакции
окисления-
восстановления.
Образование
радикалов
Начало роста
цепи
1. Образование
межмолекулярной
связи
Рекомбинация
2. Образование
межмолекулярной
связи
Часть II
57
1.2.2. Пленкообразователи, отверждаемые путем окислительной
полимеризации
Растительные масла
В производстве лакокрасочных материалов применяют многие виды
растительных масел. В зависимости от степени ненасыщенности их разделяют на
три группы: высыхающие, полувысыхающие и невысыхающие.
Высыхающие масла содержат ненасыщенные жирные кислоты с двумя и
более двойными связями. К ним относятся тунговое, льняное, конопляное, пе-
рилловое, ойтисиковое, а также рыбьи жиры [6]. Эти масла самостоятельно,
без модификации могут использоваться как пленкообразующие вещества.
Полувысыхающие масла содержат меньшее количество ненасыщенных
жирных кислот. Их йодное число составляет 130 - 150 по сравнению с
высыхающими маслами, имеющими систему изолированных двойных связей, у
которых оно равно 160 - 180. К числу таких масел относят подсолнечное, соевое,
кукурузное, маковое, сафроловое. При получении лакокрасочных материалов их
обычно комбинируют с высыхающими маслами или подвергают термической
обработке - полимеризации или оксидированию. При этом пленкообразующая
способность масел возрастает в результате изомеризации - перехода двойных
связей из изолированного положения в коньюгированное и последующей
полимеризации и циклизации. Наряду с указанными маслами источниками жирных
кислот такого типа могут служить талловые масла, являющиеся побочным
продуктом при получении целлюлозы из древесины сульфатным способом.
Масла, содержащие жирные кислоты, в основном с одной двойной связью
(оливковое, хлопковое, рапсовое, арахисовое), так же как и масла, в состав
которых входят преимущественно насыщенные жирные кислоты (кокосовое,
пальмовое), относят к невысыхающим или крайне медленно высыхающим
маслам. Они не могут присоединять достаточное количество кислорода и резко
замедляют высыхание других масел при смешении с ними. Невысыхающие
масла применяют как пластифицирующие добавки в лакокрасочных составах
естественной или горячей сушки, а также в кислотно-отверждаемых материалах.
Среди невысыхающих масел особое место занимает касторовое,
содержащее до 80 - 85% рицинолевой оксикислоты, которая имеет одну двойную
связь. При нагревании выше 200°С в присутствии катализаторов возможна
дегидратация касторового масла. Рицинолевая кислота переходит в октадекади-
еновую, имеющую две сопряженные двойные связи в положении 9-11, что
делает масло способным к высыханию.
В лакокрасочной промышленности используется группа пленкообразовате-
лей, изготавливаемых с применением ненасыщенных жирных кислот или
непосредственно растительных масел: алкидные смолы, модифицированные
маслами фенолформальдегидные смолы, эпоксиэфиры, специальные полиуретаны.
58 Часть II
Алкидные смолы
Алкидные смолы [1 - 3] благодаря разнообразию составляют самую
большую группу пленкообразователей, применяемых для изготовления
лакокрасочных материалов. Исходными компонентами для их получения являются фтале-
вый ангидрид, трех- или четырехатомные спирты (пентаэритрит, глицерин, три-
метилолпропан) и вышеназванные жирные кислоты. Нередко при синтезе
используют и другие ингредиенты (изофталевую и бензойную кислоты, канифоль,
ее эфиры). Для лакокрасочных систем, содержащих растворитель, выбирают
типы смол, имеющих высокую молекулярную массу, низкое гидроксильное
число (чаще всего ниже 50 мг КОН/г) и кислотное число 3 — 20 мг КОН/г.
Алкидные смолы классифицируют по содержанию масла (DIN 55945) на
жирные (содержание масел более 60%), средние (содержание масел 40 - 60%)
и тощие (содержание масел менее 40%). Отверждению с участием кислорода
воздуха наиболее подвержены средние и жирные типы смол.
Жирные алкидные смолы, как правило, получают с применением
пентаэритрита. Их называют пентафталевыми. Структурный элемент такой смолы
состоит из фталевои кислоты, пентаэритрита и линолевой кислоты (мольные
соотношения 1 : 1 : 1,8) и содержит (% по массе) 64,0 жирных кислот, 17,2
пентаэритрита и 18,8 ангидрида фталевои кислоты (рис. 2.4).
Алкидные смолы этого типа, несмотря на достаточно высокую
молекулярную массу, являются вязкотекучими жидкостями. Они хорошо смачивают
поверхность в тонких слоях на воздухе и легко
отверждаются с образованием твердой пленки.
Если требуется быстрое высыхание,
следует применять алкидные смолы средней
жирности (рис. 2.5). При их синтезе для снижения
содержания жирных кислот в молекуле алкид-
ной смолы рекомендуется часть ОН-групп
замещать на бензойную кислоту. Структурный
элемент, содержащий фталевую кислоту,
пентаэритрит, жирную и бензойную кислоты
(молярное соотношение 1 : 1,2 : 1,2 : 0,6
соответственно), содержит (% по массе) 48,8 жирной
кислоты, 21,4 фталевого ангидрида, 19,6
пентаэритрита и 10,6 бензойной кислоты. Такая
алкидная смола быстро формирует твердую
пленку за счет испарения растворителя, но
химически отверждается медленнее, чем жирная
алкидная смола.
Рис. 2.4. Структурный элемент жирной Кислоты льняного масла в связи с большим
алкидной смолы содержанием в них ненасыщенных линолевой
Часть II
59
Я '
O=J4
_ M
0,6
M0,
wvw/ V°^^V^/0,WvW
О О
І9
S 12
L> -
1,2
Рис. 2.5. Структурный элемент алкидной
смолы средней жирности,
модифицированной бензойной кислотой
и линоленовой кислот (до 75%) обеспечивают
получение алкидных смол с хорошей
смачивающей способностью и относительно быстрым
отверждением на воздухе. Покрытия на основе
таких смол, особенно при наружном
применении, склонны к пожелтению и достаточно
быстрому старению.
Улучшения этих свойств, а также
твердости покрытий можно достичь использованием
при синтезе алкидов сочетания льняного
масла с тунговым. Для получения составов с
ускоренным высыханием льняное масло в
алкидных смолах комбинируют со смоляными
кислотами, например канифолью или ее аддуктами
с малеиновым ангидридом и др.
Разнообразие алкидных смол достигается
не только количеством и типом применяемого
масла, жирных кислот и их заменителей, но и
посредством химической модификации различными мономерами и олигоме-
рами. Ниже приведены примеры наиболее распространенных
модифицированных алкидных смол.
Алкидно-стирольные смолы - продукты сополимеризации алкидных смол
со стиролом. Отличительной особенностью таких материалов является их
быстрое высыхание. В зависимости от содержания стирола в сополимере
время отверждения составов в естественных условиях колеблется от 4 до 12 ч.
Аналогичные свойства имеют сополимеры алкидных смол с винилтолуолом и
эфирами метакриловой кислоты.
Модификацией алкидных смол полиамидами (продукты взаимодействия
полимерных жирных кислот с полиаминами) получены так называемые «тиксотроп-
ные» алкидные смолы. Эмали и лаки на их основе можно наносить более
толстыми слоями, так как они практически не стекают с вертикальных поверхностей.
Весьма популярны на рынке уралкидные лакокрасочные материалы,
изготавливаемые на основе уретаналкидов и уретановых масел. Уралкиды
получают при синтезе алкидных смол путем замены части фталевого ангидрида на то-
луилендиизоцианат. Полная замена фталевого ангидрида приводит к
образованию так называемых уретановых масел. Уретановые масла и уралкиды
отличаются от обычных алкидных смол более высокой скоростью отверждения.
Покрытия на их основе имеют более высокую механическую прочность и
стойкость к истиранию и износу.
Кроме вышеупомянутых материалов, к модифицированным алкидным
смолам относятся силиконалкидные, алкидные смолы, модифицированные эпок-
сидами; смолы, модифицированные алкоголятами алюминия [1 - 3].
60
Часть II
Из диановых эпоксидных смол и ненасыщенных жирных кислот с
несколькими двойными связями можно получить эпоксиэфиры, отличающиеся
высокой адгезией и химической стойкостью.
1.2.3. Сиккативы и средства, предотвращающие образование
поверхностной пленки
Сиккативы
Ранее отмечалось, что процесс химического отверждения маслосодержа-
щих пленкообразователей можно ускорить введением соответствующих
катализаторов. Наиболее широко для этой цели применяют металлические мыла -
соли поливалентных металлов и одноосновных карбоновых кислот,
называемых сиккативами [9].
Первоначально было установлено, что наиболее эффективными сиккати-
вирующими металлами являются кобальт, марганец и свинец. В дальнейшем
широкое применение получили соли циркония и других металлов, а
использование солей свинца резко ограничилось из-за их токсичности.
По механизму действия сиккативы подразделяют на две группы:
первичные (истинные) и вторичные, вспомогательные (промоторы). К первой
группе относят соли металлов переменной валентности - Со, Mn, Pb, Fe и V, у
которых состояние высшей валентности менее устойчиво, чем низшей.
Действие этих металлов заключается в следующем. Сначала они
восстанавливаются, взаимодействуя с ос-метиленовыми группами жирнокислотно-
го остатка масла, образуя при этом радикалы, затем окисляются за счет
взаимодействия с гидропероксидами, переходя в высшую валентность, и
снова образуют радикалы. В этих процессах металлы действуют
по-разному: соли кобальта скорее способствуют образованию пероксидов, а соли
марганца - их распаду. Наилучший эффект обеспечивает их комплексное
применение.
Вспомогательные сиккативы - соли металлов постоянной валентности: Ca,
Ba, Mg, Sr, Zn, Li. Самостоятельно они не проявляют каталитического действия,
однако повышают эффективность сиккативов первой группы. Обладая
основными свойствами, соли металлов этого ряда могут реагировать с
карбоксильными группами масляного пленкообразователя и, таким образом, облегчать
процесс их химического отверждения. Некоторые соли (например, кальция)
одновременно благоприятствуют смачиванию пигментов.
После того как был установлен синергетический эффект при сочетании
различных металлов, стали использовать комбинированные (двух- и
многометальные) сиккативы. Так, известна комбинация солей кобальта и свинца,
обеспечивающая ускоренное отверждение за счет баланса поверхностного воздей-
Часть II
61
ствия (Со) и отверждения в массе (Pb). В настоящее время она в значительной
степени вытеснена комбинацией солей кобальта и циркония.
Кислоты для получения солей металлов выбирают таким образом, чтобы
обеспечить хорошую совместимость и растворимость. Ранее использовали в
основном жирные кислоты растительных масел (олеаты, линолеаты) и кислоты
канифоли (резинаты). Позднее большое значение приобрели соли нафтеновых
кислот, получаемые главным образом из кавказской нефти, - нафтенаты.
В настоящее время большинство сиккативов является солями 2-этилгексано-
вой кислоты (этилгексаноаты или октоаты) — продуктами оксосинтеза.
При применении сиккативов большое значение имеет их дозировка.
Необходимо вводить минимальное количество сиккатива, чтобы достичь
максимальной скорости высыхания. Слишком большое количество сиккатива (пере-
сиккативация) ухудшает свойства пленки.
Рекомендуются следующие количества сиккативов (% в пересчете на
металл) по отношению к пленкообразователю:
• кобальт 0,03-0,05;
• марганец 0,02 - 0,04;
• кальций 0,05-2,00;
• цирконий 0,08-0,15.
Ограничивать количество используемых сиккативов, прежде всего солей
марганца, необходимо также и потому, что они могут придавать материалам
белого цвета нежелательное окрашивание.
Данные о содержании металлов в сиккативах обычно содержатся в
сопроводительных документах производителя.
На скорость отверждения алкидных и масляных материалов положительно
влияют и некоторые пигменты: оксиды железа (прежде всего прозрачные,
имеющие высокую удельную поверхность), цинковая пыль, оксид цинка, карбонат
кальция, свинцовые пигменты (хотя их уже практически не применяют по
экологическим соображениям). Однако есть пигменты, которые способны
адсорбировать сиккативы на своей поверхности и снижать эффективность их
действия. К ним относятся, например, сажа, ультрамарин и фталоцианиновые
пигменты. В этом случае дозировку сиккатива следует увеличить или через
определенное время вводить дополнительное его количество.
Средства, препятствующие образованию поверхностной пленки
При контакте с воздухом маслосодержащие лакокрасочные материалы,
находящиеся в открытых емкостях, подвергаются химическому отверждению с
образованием поверхностной нерастворимой пленки. Этот процесс
усиливается в результате того, что сиккативы, являясь солями карбоновых кислот,
обладают поверхностно-активными свойствами и могут всплывать на поверхность.
62
Часть II
Для устранения этого явления в лакокрасочный материал вводят специальные
добавки, препятствующие образованию поверхностной пленки.
К таким добавкам относятся восстановители, поглощающие кислород или
уменьшающие его диффузию и таким образом препятствующие процессу
окислительной полимеризации. Некоторые такие вещества способны
образовывать комплексы с сиккативами, замедляющие их
окислительно-восстановительное действие. Среди указанных добавок можно назвать замещенные
фенолы (например, ди-грет-бутил-п-крезол) и кетоксимы (например, метилэтил-
кетоксим). Фенолы — нелетучие соединения, и поэтому в начальной стадии
после нанесения лакокрасочного материала могут замедлять окислительную
полимеризацию, способствуя его растеканию и повышению блеска покрытий.
Кетоксимы, как правило, жидкие и относительно летучие вещества. Они
образуют нестабильные комплексы с сиккативами (солями металлов), которые
разрушаются в начальной стадии полимеризации и не влияют на процесс их
отверждения. В соответствии с результатами последних исследований метил-
этилкетоксим оказался вредным для здоровья продуктом, поэтому его
применение ограничено.
1.2.4. Разновидности, состав и применение масляных и алкидных материалов
Масляные краски - типичный пример лакокрасочных материалов,
отверждаемых посредством окислительной полимеризации [6]. Масла еще в
античный период применяли в качестве материалов для окрашивания. С
давних времен пытались ускорить их сушку. Сначала обнаружили ускоряющее
действие оксида свинца, который использовали в качестве пигмента. Было
установлено, что масла олигомеризуются на свету и лучше высыхают. Позже
масла начали комбинировать с природными смолами, чтобы ускорить их
высыхание. Для этого применяли композиции с канифолью, янтарем, а позднее
с копалами. Так как потребность в быстровысыхающих материалах росла,
были разработаны искусственные смолы, которые стали использовать в
сочетании с маслами.
Особое значение приобрели маслорастворимые фенолформальдегидные
смолы, которые при нагревании с маслом, имеющим систему сопряженных
двойных связей (например, тунговым), позволяют получать лакокрасочные
составы и покрытия с высокой атмосферостойкостью, предназначенные для
окраски лодок, скамеек и др. Они сохранили свое значение и по настоящее
время. Комбинации масел с эфирами канифоли, плавленым янтарем, фенол- и ке-
тонформальдегидными смолами, битумами все еще применяются в
производстве бытовых, строительных и печатных красок. Высыхающие термообработан-
ные масла, продукты их полимеризации и оксидации (штандоли) нередко
комбинируют с алкидными смолами преимущественно для получения красок с по-
Часть II
63
вышенным сухим остатком строительного назначения. Высыхающие и
полувысыхающие масла широко используют в производстве художественных красок.
Лакокрасочные материалы на основе алкидных смол разнообразны по
составу и имеют широкую область применения. Приведем некоторые примеры.
Жирные алкидные смолы, модифицированные кислотами с высоким
содержанием 9,12-линолевой кислоты из соевого, подсолнечного, сафролового
масла или кислот таллового масла, используют в производстве лакокрасочных
материалов для наружного применения, преимущественно строительного и
антикоррозионного назначения. Они образуют достаточно атмосферостойкие
покрытия, мало изменяющие цвет в процессе эксплуатации. На основе жирных
алкидных смол представляется возможным получать лакокрасочные
материалы с высоким сухим остатком.
Смолы средней жирности на основе кислот того же типа,
модифицированные производными бензойной кислоты, служат для изготовления нежелтею-
щих и относительно быстросохнущих лакокрасочных материалов. Их
применяют для наружных работ, например для окраски вагонов, сельскохозяйственных
машин и других транспортных средств, а также ремонта автомобилей.
Жирные алкидные смолы на основе льняного масла используют в
основном для получения лакокрасочных материалов строительного назначения,
красок по древесине и печатных красок. Недостаток образуемых из них
покрытий - низкая стойкость к пожелтению.
Смолы средней жирности, полученные на льняном масле, применяют
прежде всего для производства лакокрасочных материалов
антикоррозионного назначения.
Средние и тощие алкидные смолы, модифицированные смоляными
кислотами, предназначены для производства шпатлевок и грунтовок.
На основе алкидных смол, модифицированных стиролом, винилтолуолом и
метакриловыми эфирами и содержащих жирные кислоты льняного масла или
9,12-линолевую кислоту, производят, в частности, быстросохнущие краски для
защиты металла, например сельскохозяйственной техники.
Тиксотропные алкидные смолы применяют главным образом для
производства строительных красок.
Уретаналкиды и уретановые масла составляют основную базу для
производства быстросохнущих лакокрасочных материалов по древесине, в том
числе для окраски паркета, а также печатных красок.
Алкидные смолы, модифицированные эпоксидными смолами, применяют
преимущественно для получения грунтовок по металлу и другим материалам
(древесина, штукатурка).
Алкидные смолы, модифицированные алкоголятами металлов, используют
для получения специальных быстросохнущих грунтовок и эмалей
промышленного назначения.
64
Часть II
Примерами торговых марок жирных алкидных смол являются [4] Setal 270
(фирма Akzo Resins), Uralac AD 45 (DSM), Vialkyd 673 (Soluta Vianova), Synthalat
HS (Synthopol), Worleekyd B 865 (Worlee).
К торговым маркам смол средней жирности можно отнести [4] Alkydal F 48
(Bayer), Setal 198 (Akzo Resins), Synthalat SR 46 (Synthopol), Vialkyd AF 474
(Soluta Vianova).
Апкидами на основе кислот льняного масла являются [4] Setal 234 (Akzo Resins),
Uralac AD 142 (DSM), Synthalat L 555 (Synthopol), Vialkyd AL 544 (Soluta Vianova).
Примерная рецептура белой алкидной эмали для получения глянцевого
автомобильного покрытия (ремонтный вариант) приведена в табл. 2.7.
Таблица 2.7
Состав алкидной эмали белого цвета для ремонтной окраски автомобилей
№
1
2
3
4
5
6
7
8
9
10
11
12
13
Компонент
Массовая доля
сухого
вещества, %
Пигментная паста
Алкидная смола с содержанием жирных кислот 50%
(55%-ный раствор в смеси бензин / ксилол / бутанол: 89/9/2 13,34
Диоксид титана (рутил) 26,70
Агент смачивания (5% Ca)
Ксилол
Пленкообразующая система
Алкидная смола с содержанием жирных кислот 50%
(55%-ный раствор в смеси
бензин / ксилол / бутанол: 89/9/2 20,02
Алкилфенольная смола (50%-ный раствор в ксилоле) 0,35
Кобальтовый сиккатив (6% Со)
Циркониевый сиккатив (12% Zr)
Силиконовое масло (1%-ный раствор в ксилоле)
Метилэтилкетоксим
Дипентен
Сольвент-нафта
Ксилол
Итого: 60,41
Плотность,
г/мл
1,2
4,1
-
-
1,2
1,2
-
-
-
-
-
-
-
-
Массовое
содержание, %
24,25
26,70
0,65
2,40
36,40
0,70
0,25
0,70
1,00
0,30
0,70
0,95
5,00
100,0
Примечание. №1,5- Setal 199 фирмы Akzo Resins; № 2 - Kronos 2190 фирмы Cronos; № 3, 7,
8 - фирмы Elementis Specialities; № 6 - Tungophen В фирмы Bayer; № 9 - Baysiion Lackadditiv MA
фирмы Borchers GmbH; № 10 - Exskin 2 фирмы Condea Servo; № 12 - Solvesso 100 фирмы Exxon.
Пленкообразователь — алкидная смола средней жирности, изготовленная
на смеси растительных масел с высоким содержанием линолевои кислоты
(массовая доля нелетучих веществ 50%) [10]. Пигментом является диоксид
титана. Диспергирование проводят на алкидной смоле в присутствии агента
смачивания, содержащего соединениие кальция. Для повышения блеска добавля-
Часть II
65
ют небольшое количество алкилфенольной смолы. В качестве сиккатива
используют смесь октоата кобальта и октоата циркония. Для улучшения растека-
емости вводят раствор силиконового масла с добавкой дипентена, а для
препятствия образованию поверхностной пленки - метилэтилкетоксим.
Растворителями являются сольвент-нафта и ксилол.
Приготовление эмали. Отвешивают необходимое количество компонентов
№ 1 - 4, предварительно диспергируют их в диссольвере, а затем на валковой
мельнице до требуемой степени перетира. В полученную пигментную пасту
вводят компоненты № 5 - 13 в указанной последовательности при
интенсивном перемешивании. Материал разбавляют смесью ксилола и сольвент-нафты
(7 : 3) до вязкости, требуемой при распылении. Эмаль наносят на
предварительно загрунтованную и высушенную поверхность.
П/Пл= 0,8/1,0
26,70/4,1
КОКП= • 100% =19%
26,70/4,1 +33,71/2,1
Ниже приведены примеры, как с учетом поставленной задачи составить
рецептуры алкидных лакокрасочных материалов с разной степенью наполнения
пигментами.
Задача: разработать рецептуру
двух лакокрасочных материалов
на основе жирных алкидных смол.
Степень пигментирования П / Пл
должна составлять 1 : 1 и 4 : 1,
массовая доля нелетучих 85%. Для
пигментирования используется
красный железооксидный пигмент
и наполнитель в соотношении 1:1.
Оба состава должны быть
первоначально изготовлены в
лаборатории.
Первым шагом в решении
данной задачи является выбор сырья.
В качестве пленкообразователя
берем алкидную смолу марки
Synthalat HS 80 фирмы Synthopol-
chemie с жирностью около 80%,
кислотное число 15 мг КОН/г. Рис. 2.6. Схема разработки рецептур алкидных эмалей
85 4.
Пленкообразователь (T-T"!
(сухая масса) v J
Пигментная часть
85-17 = 68
т
85 4.
Пленкообразователь [л :1 I
(с\/хая масса} ^ '
(сухая масса)
42,5
Пигментная часть
42,5
QH)
21,25 21,25
66
Часть II
Пигмент — красный оксид железа, плотность 5,1 г/см3, марка Bayferrox 180
фирмы Bayer.
Наполнитель — сульфат бария, плотность 4,1 г/см3, марка Blanc fixe N
фирмы Sachtleben.
Растворители — уайт-спирит, ксилол, бутанол, метоксипропилацетат.
Добавки:
• сиккатив на основе Со / Ba / Zr марок Trockner 173 фирмы Borchers;
• средство, препятствующее образованию поверхностной пленки, марка
Oxim, Ascinin R55 фирмы Borchers;
• диспергирующая добавка — Disperbyk 180 фирмы Вук, представляющая
собой соль кислого сополимера.
Таблица 2.8
Рецептура алкидной эмали при соотношении П / Пл = 4 :1
Компонент
Алкидная смола (100%-ная)
Пигмент красный железооксидный
Наполнитель
Диспергирующая добавка
Сиккатив
Средство, препятствующее образованию
Смесь растворителей
Итого:
поверхностной пленки
по сырью
17,0
34,0
34,0
3,3
0,6
0,4
10,7
100,0
Массовая доля, %
нелетучих веществ
17,0
34,0
34,0
-
-
-
85,0
Примечание. Для упрощения расчетов добавки не включены в состав нелетучей части.
Последовательность разработки рецептур заданных лакокрасочных
материалов показана на рис. 2.6. Состав эмали с соотношением П / Пл = 4 : 1
приведен в табл. 2.8.
Значение ОКП для П / Пл = 4 : 1 (табл. 2.8) можно рассчитать следующим
образом:
(34/5; 1) +(34/4; 1)
ОКП = • 100% = 20,9%.
(34/5; 1) + (34/4; 1) + (17/1; 2)
Состав эмали при соотношении П / Пл = 1 : 1 (рис. 2.6) приведен в табл. 2.9.
Часть II
67
Таблица 2.9
Рецептура алкидной эмали при соотношении П / Пл = 1 :1
Компонент
Алкидная смола (100%-ная)
Пигмент красный железооксидный
Наполнитель
Диспергирующая добавка
Сиккатив
Средство, препятствующее образованию
Смесь растворителей
Итого:
поверхностной пленки
*В пересчете на другое количество пигмента.
**В пересчете на другое количество пленкообразователя.
по сырью
42,50
21,25
21,25
2,10*
1,50**
1,00**
10,40
100,00
Массовая доля, %
нелетучих веществ
42,50
21,25
21,25
-
-
-
-
85,0
Значение объемной концентрации пигмента (ОКП) для П / Пл = 1 : 1
(табл. 2.9) можно рассчитать следующим образом:
(21; 25/5; 1)+ (21; 25/4; 1)
ОКП= • 100% = 20,9%
(21; 25 / 5; 1) + (21; 25 / 4; 1) + (42; 5 / 1; 2)
Получение: лакокрасочный состав с П / Пл = 1 : 1, содержащий алкидную
смолу, можно изготовить диспергированием в одну стадию. Состав, в котором
алкидной смолы меньше, чем при П / Пл = 4 : 1, получают в две стадии.
Сначала приготавливают промежуточный продукт - пигментную пасту,
используя при этом до 70% алкидной смолы, затем в полученную пасту
добавляют оставшиеся 30% алкидной смолы и диспергируют в бисерной мельнице. В
готовую эмаль вводят необходимые по рецептуре ингредиенты: сиккатив,
средство для предотвращения образования пленки, растворители (в соответствии с
полученной вязкостью), после чего эмаль фильтруют.
Состав пигментной пасты для изготовления эмали при соотношении
П / Пл = 4 : 1 приведен в табл. 2.10.
Таблица 2.10
Состав пигментной пасты для изготовления алкидной эмали при соотношении П / Пл = 4 :1
Компонент
Алкидная смола (100%-ная)
Пигмент красный железооксидный
Наполнитель
Диспергатор
Смесь растворителей (частичное количество)
Итого в диссольвер (шаровую мельницу):
Массовая доля, %
170
340
340
33
66
949
Потери при диспергировании в расчетах не учтены.
68
Часть II
Состав пигментной дисперсии для эмали при П / Пл = 4:1 приведен в табл. 2.11.
Таблица 2.11
Состав пигментной дисперсии для эмали при соотношении П / Пл = 4 :1
Компонент
Пигментная дисперсия (70%)
Сиккатив
Средство подавления поверхностной пленки
Смесь растворителей (частичное количество)*
Итого:
* Зависит от требуемой вязкости.
Массовая доля, %
664,3
4,2
2,8
28,7
700,0
Оставшиеся 30% лакокрасочного состава с соотношением П / Пл = 4 : 1
производят таким образом, чтобы степень пигментирования была 1 : 1 (табл. 2.12).
Требуемые для этого количества алкидной смолы рассчитывают следующим
образом: в состав пигментной дисперсии (табл. 2.12) необходимо ввести 680 г
алкидной смолы при П / Пл = 1 : 1, т.е. в состав дисперсии требуется добавить
510 г алкидной смолы. Берем 30% (153 г) от этого количества (510 г).
Таблица 2.12
Состав пигментной дисперсии для эмали при соотношении П / Пл = 1 : 1
Компонент
Пигментная дисперсия (30%)
Алкидная смола
Сиккатив
Средство подавления поверхностной пленки
Смесь растворителей (частичное количество)*
Итого:
* Зависит от требуемой вязкости.
Массовая доля, %
284,7
153,0
4,5
3,0
11,4
456,6
Оба состава
предварительно изготавливают в
лаборатории и
испытывают. Для получения
покрытий их наносят на
стальные пластинки и сушат в
течение одной недели при
комнатной температуре.
Образцы покрытий второй
серии по истечении одной
недели дополнительно
сушат при 80°С в течение
Рис. 2.7. Блеск, удлинение и твердость (по маятнику) покрытий 2 ч. Результаты испытаний
на основе алкидных эмалей (П / Пл = 1:1 и 4:1) приведены на рис. 2 7
LLJLlL
JLLAiI.
Ш1 1 неделя сушка і
естественная \ЬЦ 1
Q2 2 ч, сушка . „ J% I
горячая 8O0C (1:1) j
И1 1 неделя сушка I
естественная (1:4) —
„„!горячаяJIlXt41J
~rrr~~тгт
ЕЕИ
Блеск 60
Удлинение (0,1 мм) Твердость
Часть II
69
Видно, что покрытия с более высокой степенью пигментирования (4:1)
имеют значительно меньший блеск и эластичность, чем с низкой (1:1)
Существенного влияния степени пигментирования на твердость не отмечено
(рис. 2.7). Дополнительная сушка (2 ч при 80°С) приводит к ухудшению свойств
покрытий: снижению блеска, эластичности и твердости. Можно считать, что
отверждение покрытий при комнатной температуре в течение недели полностью
не завершается. Твердость недостаточно высока, поэтому возможна
корректировка рецептуры за счет добавления сиккатива.
1.2.5. Материалы на основе эпоксиэфиров
Эпоксиэфиры - продукты взаимодействия эпоксидных смол с
ненасыщенными жирными кислотами (рис. 2.8).
Наиболее часто эпоксиэфиры получают
на основе диановых эпоксидных смол. Для
этерификации используют преимущественно
кислоты высыхающих и полувысыхающих
растительных масел (льняного, соевого,
дегидратированного касторового), а также
кислоты таллового масла и канифоли. В
зависимости от степени этерификации
(соответственно от содержания жирных кислот) они
могут быть жирными, средними и тощими.
Отверждение жирных и средних эпокси-
полиэфиров, как и алкидных смол, протекает
по механизму окислительной полимеризации
с участием кислорода воздуха. При этом
необходимо иметь в виду, что в качестве
сиккативов для эпоксиэфиров используют
исключительно кобальтовые мыла. Благодаря
высокой стойкости к гидролизу эпоксиэфиры
образуют покрытия с лучшей влаго- и хим-
стойкостью по сравнению с алкидными
смолами. Покрытия имеют отличную адгезию к ме- Рис. 2.8. Реакция синтеза эфиров эпоксид-
таллам и хорошо защищают их от коррозии. ныхсмол
На основе эпоксиэфиров изготавливают одноупаковочные лаки, эмали и
грунтовки по металлу и древесине. В последнее время широко применяют грунтовки,
содержащие в качестве пигмента порошок цинка (zinc rich primers). Этот тип
материалов значительно отличается от других противокоррозионных составов
степенью пигментирования, поэтому на его описании остановимся подробнее.
Цинковый порошок является активным в коррозионном отношении
пигментом. Его получают двумя способами:
Эпоксидная смола
о о
/\ « /\
H2C- С—C—0—R—О—g—g—CH2
rt ГІ2 П2 П
он
Присоединение
+ 2Й'-С00Н/Д
ОН f ОН
H^-S-Sr°~r°~s~s~f
О ОН О
=С C=O
R*
-XH2O
конденсация
R'
+ xR'-COOH/A
г
R'
I
C=O
ОН
о
I
H2
? ? ?
O=C C=O C=O
І і І
R' R' R'
70
Часть II
Рис. 2.9. Цинковый порошок для лакокрасочных
материалов
• дистилляцией и конденсацией цинка (Тпл = 419 С, Ткип = 907 С);
• распылением расплава цинка.
В обоих случаях получают порошок с частицами различных размеров,
более или менее сферической формы, часто с широким распределением частиц
по размеру (рис. 2.9, табл. 2.13).
тп Важнейшим требованием к
покрытиям на основе цинкового
порошка является высокая степень
наполнения. Она должна превышать
критическую объемную концентрацию
пигмента (КОКП). Частицы цинкового
пигмента должны соприкасаться друг
с другом и быть в контакте с
подложкой (металлом). Это обеспечивает
катодную защиту железа, так как цинк
по сравнению с ним имеет более
низкий электродный потенциал и
поэтому разрушается в первую очередь.
Массовое соотношение цинковый порошок : пленкообразователь в таких
лакокрасочных покрытиях чаще всего составляет 90 : 10 — 95 : 5, что
соответствует степени пигментирования П/Пл9:1 — 19:1. Таким образом,
расчетное значение ОКП находится в пределах 60 — 76%, что соответствует области
наиболее плотной гексагональной упаковки шаров равного размера,
составляющей 74% (по объему). Как правило, механические свойства цинкнаполненных
покрытий невысокие.
Противокоррозионные защитные свойства таких покрытий в целом
определяются тремя факторами:
• электрохимическим (катодным) воздействием на защищаемый металл;
• экранирующим (барьерным) действием. С течением времени
образующиеся труднорастворимые продукты взаимодействия цинка с
электролитом — основной карбонат [ZnCO3 • XZn(OH)2] и другие - усиливают
полимерную пленку и заполняют поры («цементирующий эффект»). За счет
этого вначале пористая пленка уплотняется и становится сплошной;
• химическим защитным действием. Продукты коррозии цинка, такие, как
ZnO и Zn(OH)2, являются активными антикоррозионными пигментами.
Они могут образовывать с электролитом труднорастворимые
соединения, препятствующие развитию коррозии, например с ионами хлора -
основной хлорид цинка [ZnCI2 • 4 Zn(OH)2].
Цинкнаполненные лакокрасочные материалы применяют прежде всего для
длительной антикоррозионной защиты металлов, например для окрашивания
металлических конструкций, стальных емкостей для воды, в судостроении.
Часть II
71
Их можно дополнительно перекрашивать, нанося слой наружного
лакокрасочного покрытия. Следует иметь в виду, что состав верхнего слоя покрытия
должен хорошо сочетаться с находящимся под ним цинковым покрытием [11].
Для анализа рецептуры одноупаковочного лакокрасочного состава,
содержащего цинковый порошок, используем данные табл. 2.13.
Таблица 2.13
Свойства цинкового порошка как пигмента
Форма частиц
Диаметр частиц
Содержание цинка (общее)
Содержание цинка (металлического)
Плотность
Сферическая
4 - 8 мкм
98,5 - 99,7 %
94,0 - 97,5 %
7,1 г/смЗ
Степень пигментирования (П / Пл): П / Пл = 75 : 7,8 = 91 : 9.
Объемная концентрация пигмента (ОКП):
75/7,1
ОКП = • 100% = 62%
75/7,1 +7,8/1,2
Из-за большого размера частиц и высокой плотности цинкового порошка
(табл. 2.13) в цинксодержащие лакокрасочные составы необходимо обязательно
добавлять стабилизатор дисперсии (табл. 2.14). Для этой цели особенно подходит
гидрофобная пирогенная кремниевая кислота [12]. В процессе хранения
цинковый пигмент способен реагировать со следами воды с выделением водорода
[Zn + H2O -> Zn(OH)2 + H2]. Поэтому в эти системы рекомендуется добавлять
осушитель, чтобы связать следы влаги [13]. Цинковый пигмент, осушитель и пироген-
ную кремниевую кислоту диспергируют с эпоксиэфиром только в диссольвере.
Таблица 2.14
Состав одноупаковочной цинкнаполненной грунтовки на основе эпоксиэфира
№
1
2
3
4
5
6
7
Компонент
Эпоксиэфир (60% в ксилоле)
Цинковый порошок
Гидрофобная кремниевая кислота
Осушитель
Кобальтовый сиккатив (6% Со)
Ксилол
SolvessolOO
Итого:
Массовая доля, %
13
75
1,0
0,5
0,1
5,4
5,0
100,00
Массовая доля сухого вещества, %
7,8
75
-
0,5
-
-
-
84,3
Примечание. № 1 - эпоксиэфир, 40% жирных кислот, 60% эпоксидной смолы, например
Worleedur D 46; № 3 - гидрофобная пирогенная кремниевая кислота как стабилизатор дисперсии,
72
Часть II
например Aerosil R 972; № 4 - осушитель для удаления следов влаги, например молекулярные
сита Sylosiv.
Цинксодержащие лакокрасочные покрытия по своей природе имеют серый
цвет, но их можно подкрашивать, например красным железооксидным
пигментом, чтобы облегчать нанесение на серые стальные подложки.
Для получения цинксодержащих лакокрасочных покрытий часто
применяют также двухупаковочные композиции на основе эпоксидных смол.
1.3. Двухупаковочные составы
Большинство лакокрасочных материалов, отверждаемых за счет
химических реакций, состоят как минимум из двух компонентов (упаковок),
которые в процессе пленкообразования реагируют между собой. Многие из
них стабильны при хранении и поэтому выпускаются как одноупаковочные.
Однако есть материалы, в которых два реакционноспособных компонента
должны смешиваться непосредственно перед нанесением, так как они
способны реагировать между собой уже при комнатной температуре. Такие
материалы поставляют в виде двух упаковок. Наиболее известными двухупа-
ковочными лакокрасочными материалами являются полиуретановые и
эпоксидные. Один из компонентов - пленкообразователь, а иногда его
смеси с пигментами - называют основой (компонент А), второй - отвердителем
(компонент В).
Компоненты смешивают обычно в емкости с мешалкой или вручную. При
нанесении распылением смешение происходит, как правило, в
краскораспылителе, а при использовании двухсопловых распылителей - в факеле. При
предварительном смешении компонентов жизнеспособность состава ограничена
периодом, в течение которого материал может быть нанесен на подложку без
ухудшения свойств пленки. Обычно это время, в течение которого
первоначальная рабочая вязкость удваивается. Путем дальнейшего разбавления
вязкость материала можно снизить до определенного значения, но это
отрицательно сказывается на толщине покрытия. Жизнеспособность должна
составлять не менее 4 ч, лучше 6 - 8 .
Есть и другие аналогичные материалы, компоненты которых смешивают
перед применением, например вводят инициатор в составы на основе
ненасыщенных полиэфиров, кислотный катализатор в фенол- и мочевиноформальде-
гидные лаки холодного отверждения. Хотя катализаторы и инициаторы не
являются пленкообразователями, указанные составы также поставляются в двух
упаковках.
Часть II
73
1.3.1. Полиуретановые лакокрасочные материалы
1.3.1.1. Реакции изоцианатов
0 <>
-N-C-O + HO-R-O-C-<
Изоцианат
ОН-Акриловая
смола
>—N-C-O-R-O-C-
H О
Уретановая связь
Изоцианаты являются высоко реакционноспособными соединениями. Они
легко реагируют с соединениями, содержащими подвижные атомы водорода,
например аминами и спиртами. Этот процесс широко используют в
лакокрасочных составах для отверждения гидроксилсодержащих пленкообразовате-
лей (рис. 2.10) [1 - 3, 14, 15]. Так как при взаимодействии образуются уретано-
вые группы, такие покрытия называют полиуретановыми.
Взаимодействие изоцианатов с ОН-группами пленкообразователей
протекает с достаточной скоростью уже при комнатной температуре. Этот процесс
можно ускорить за счет введения катализаторов или повышения температуры.
Однако температура не так сильно влияет на скорость процесса, как в случае
других термореактивных материалов (например, меламиноформальдегидных
смол). Скорость реакции зависит также от вида применяемого изоцианата.
Ароматические изоцианаты реагируют значительно быстрее, чем алифатические и
тем более циклоалифати-
ческие. На скорость
реакции влияют также стери-
ческие факторы (рис. 2.11).
Реакция изоцианатов с
аминами протекает также
с удовлетворительной
скоростью и ее используют рис-2.10. Реакция изоцианата с ОН-группами пленкообразователя
при разработке лакокрасочных составов. При
этом амины и изоцианаты можно варьировать
и таким образом изменять скорость реакции.
Этим нередко пользуются на практике.
Изоцианаты реагируют также с водой.
Образующаяся при этом замещенная карбамино-
вая кислота нестабильна и распадается на
амин и диоксид углерода. Полученный амин
быстро вступает в реакцию с оставшимися
изоцианатными группами, образуя мочевину.
Эта реакция применяется для получения
лакокрасочных материалов, отверждаемых
влагой воздуха. Она протекает при отверждении
двухупаковочных полиуретановых материалов
при нормальной температуре в условиях повы- Рис< 2.ц. Зависимость скорости реакции
шенной влажности воздуха. Исследования, от типа изоцианата
Q-N=C=O
^x^N-C-0
/-yN=C=0
(У~ы^о
/^N-OO
Рост скорости
реакции
74
Часть II
проведенные фирмой Bayer, показали, что образующаяся мочевина не так
отрицательно влияет на свойства получаемых пленок, как считалось ранее.
Для удаления воды, присутствующей в некоторых сырьевых материалах и
являющейся нежелательным компонентом, следует вводить добавки,
взаимодействующие с ней, например толуолсульфоизоцианат, этилортоформиат или
монооксазолидин, а также молекулярные сита.
1.3.1.2. Изоцианатные отвердители
CH,
N-C-O
N=C=O
тди
Толуилендиизоцианат
O=C=N
гмди
Гексаметилендиизоцианат
МДИ
Метилендифенилизоци-
анат
CH,
ch.^n=c=0
Для отверждения гидроксилсодержащих пленкообразователей
используют, как правило, бифункциональные изоцианаты или полиизоцианаты [14, 15].
Наиболее широко в промышленности применяют следующие диизоцианаты:
толуилендиизоцианат (ТДИ, 2,4-изомеры с примесью 2,6-изомеров), метилен-
дифенилизоцианат (МДИ),
гексаметилендиизоцианат
(ГДИ, 1,6-гександиизоциа-
нат), изофорондиизоциа-
нат (ИФДИ), 4,4'-диизоциа-
натодициклогексилметан
(ГМДИ, гидрированный
МДИ), а также ксилиленди-
изоцианат (КДИ),
гидрированный ксилилендиизоци-
анат (ГКДИ), 2,2,4-(2,4,4)-
триметилгександиизоциа-
нат-1,6 (ТМГДИ) и тетра-
метилксилилендиизоциа-
нат (ТМКДИ, 1,3-бис-[2-
изоцианатопропил-2]-бен-
зол) (рис. 2.12).
Метилендифенилизоци-
анат (МДИ) часто
применяют как смесь жидких
изомеров, имеющих
функциональность более двух; он
используется как сшивающий
агент в лакокрасочных
материалах, не содержащих
растворителей (разд. IV).
Рис. 2.12. Диизоцианаты, применяемые для получения олигомерных Все вышеназванные
отвердителей и полиуретанов диизоцианаты, за исклю-
CH3 CH2-N-C=O
ИФДИ
Изофорондиизоцианат
O=C=N
снэ V-/
ДИДЦГМ
Диизоцианатодициклогек-
силметан
"N=C=O
КДИ
Ксилилендиизоцианат
O=C=N
N=C=O
ТМГДИ
Триметилгександиизоци-
анат
CH3 CH4
0^N-C=О
N=C^O
ГКДИ
Гидрированный
ксилилендиизоцианат
CH3-^N=
CH,
с—о
ТМКДИ
Тетраметилксилилендиизоцианат
Часть II
75
чением твердого МДИ, являются высокотоксичными веществами, особенно
токсичны ароматические изоцианаты. Перечисленные диизоцианаты при
комнатной температуре имеют относительно высокое давление паров, и при
работе с ними необходимо использовать средства защиты органов дыхания. В
соответствии с этим данные вещества ограниченно используются в составе
лакокрасочных материалов.
Наибольшее применение получили олигомерные полиизоцианаты - диме-
ры, тримеры, аддукты со спиртами, полиизоцианатбиуреты и другие, имеющие
значительно более низкое давление паров и, соответственно, менее
токсичные. Олигомеризация имеет еще одно техническое преимущество: в
большинстве случаев функциональность изоцианатов увеличивается, что способствует
их более высокой эффективности.
Олигомеризацию можно осуществлять разными способами: посредством
образования биуретов (например, взаимодействием 3 молей диизоцианата и
1 моля воды) или уретанов (взаимодействие избытка диизоцианата с триолом),
каталитической тримеризацией в изоцианурат, каталитической димеризацией
в биурет путем образования аллофаната из двух диизоцианатов и спирта
(рис. 2.13). Все указанные олигомерные аддукты изоцианатов могут
применяться в качестве отвердителей. Они менее токсичны, чем исходные
мономерные диизоцианаты, однако при работе с ними необходимо избегать контакта с
кожным покровом и слизистой оболочкой.
Свойства полиуретановых покрытий зависят от равномерности и плотности
мостиковых связей, определяющих их химстойкость, твердость и
механическую прочность, а также от числа образованных уретановыми группами
водородных мостиков, которые придают покрытию эластичность. В качестве
отвердителей чаще всего используют аддукты толуилендиизоцианата (ТДИ), гекса-
метилендиизоцианата (ГДИ) и изофорондиизоцианата (ИФДИ) [14, 15].
Ароматические полиизоцианат-аддукты (олигомеры
толуилендиизоцианата) очень реакционноспособны и образуют твердые, стойкие к действию
растворителей и химикатов покрытия. Эти продукты сравнительно дешевы.
Однако полученные с их применением полиуретаны неатмосферостойки. Под
воздействием климатических факторов происходит пожелтение, матирование
пленки и относительно быстрое ее разрушение. Поэтому ароматические
полиизоцианат-аддукты рекомендуются в качестве отвердителей для грунтовок и
шпатлевок, предназначенных для получения антикоррозионных покрытий, а
также стойких к истиранию покрытий по древесине.
Для оптимизации свойств покрытий нередко применяют изоцианурат-оли-
гомеры на основе смеси толуилендиизоцианата и гексаметилендиизоцианата.
С увеличением доли гексаметилендиизоцианата улучшаются эластичность и
атмосферостоикость покрытий при условии применения соответствующего
гидроксилсодержащего пленкообразователя.
76
Часть II
CH,
N=C=O
O=C=N
NH-C-O^A^O-C-NH
!
C-O
NH
N=C=O
CH,
CH,
Олигомерный уретан из ТДИ (3) и TMP
N=C = O
(СН2)6
O=C=N-(CH2)^ Y ^(сн2)6~
N=C=O
Изоцианурат-тример из ГДИ
O=C=N
Полиуретаны,
полученные с применением гекса-
метилендиизоцианата,
образуют эластичные
химически и атмосферостойкие
покрытия. Их применяют
для наружного
окрашивания промышленных
изделий и конструкций,
например большегрузного
транспорта, при ремонте
автомобилей и др. Сочетание
низкой температуры
стеклования с наличием в цепях
водородных связей позволяет
этим полимерам
образовывать эластичные пленки,
которые после
механического воздействия и
повреждения проявляют эффект
самозалечивания (Reflow).
Покрытия, полученные
с применением изофорон-
диизоцианата, из-за
высокой температуры
стеклования обладают
совершенно иными свойствами, чем
покрытия, отвержденные
гексаметилендиизоциана-
том. Они обладают
отличной твердостью,
химической стойкостью, прочностью и атмосферостойкостью, однако меньшей
эластичностью. Изофорондиизоцианат в качестве отвердителя предпочтительно
применяют для изготовления полиуретановых порошковых красок.
Из-за проявления противоположных свойств гексаметилендиизоцианат и
изофорондиизоцианат часто используют в сочетании, что позволяет получать
покрытия с оптимальными свойствами. Следует отметить, что алифатические и
ароматические изоцианат-аддукты являются сравнительно дорогими материалами.
В последнее время в качестве отвердителей для двухупаковочных
полиуретановых лакокрасочных материалов нашли применение особо низковязкие
изоцианат-аддукты, которые позволяют получать материалы с высоким сухим
Биурет из ГДИ (3)
O=C=
-C-N-
11 I
O C=O
=с=о
N=C=O
-N=C=O
Аллофанат из ГДИ (2) и этилгексанола
Рис. 2.13. Олигомерные полиизоцианаты - отвердители
полиуретановых лакокрасочных материалов
Часть II
77
остатком. В данном случае речь идет об олигомерах, отличающихся очень
узким молекулярно-массовым распределением (для изоциануратов), или о
низковязких сокомпонентах (например, аллофанатах с длинноцепными
моноспиртами), обладающих относительно низкой функциональностью.
Принципиально при использовании изоцианат-аддуктов в качестве отвер-
дителей можно получать лакокрасочные материалы с очень высоким
содержанием гель-фракции. Глубокое протекание реакций гарантирует эффективную
сшивку, даже если исходными продуктами являются относительно
низкомолекулярные компоненты.
Для полиизоцианат-аддуктов, используемых при получении полиуретано-
вых лакокрасочных материалов, наряду с химическим составом должно быть
указано содержание свободных изоцианатных групп, их концентрация в
торговой форме и вязкость. Содержание свободных изоцианатных NCO-групп
приводится в процентах, что соответствует массовой доле NCO-групп
(молекулярная масса 42) в 100 г изоцианат-аддукта или в его торговой форме и
рассчитывается по следующему уравнению:
nNco#MNCO»100
NCO, % =
mNC0
где nNC0 — число NCO-групп, моль;
Ммсо — молекулярная масса NCO-группы, г/моль (42 г/моль);
mNC0 — количество изоцианата, г.
В табл. 2.15 приведено содержание NCO-групп и температуры стеклования
для некоторых изоцианат-аддуктов.
Таблица 2.15
Содержание NCO-групп и температура стеклования изоцианат-аддуктов
Полиизоцианат
Толуилендиизоцианат-изоцианурат
Толуилендиизоцианат-триметилолпропан-аддукт
Толуилендиизоцианат-гексаметилендиизоцианат-изоцианурат
Гексаметилендиизоцианат-биурет
Гексаметилендиизоцианат-изоцианурат
Изофоророндиизоцианат-изоцианурат
* Значения различны для продуктов разных фирм.
Содержание NCO-групп
в твердой смоле, % *
16
18
17
22
22
17
Температура
стеклования,0C
-
-
-59
-64
+61
В качестве растворителей для изоцианат-аддуктов можно использовать
сложные эфиры уксусной кислоты (бутилацетат, метоксипропилацетат), кето-
ны и ароматические углеводороды (ксилол, сольвент-нафта). Спирты и
простые эфиры гликолей применять нельзя, так как они могут вступать в реакцию
с изоцианатными группами. Необходимо также контролировать содержание
78
Часть II
воды в растворителях (кетоны и сложные эфиры гликолей) и по возможности
ее удалять.
Примеры торговых марок продукции:
• Толуилендиизоцианат-триметилолпропан-аддукт: Desmodur L
фирмы Bayer;
• Толуилендиизоцианат-изоцианурат-аддукт: Desmodur IL фирмы Bayer;
• Толуилендиизоцианат/гексаметилендиизоцианат-изоцианурат-аддукт:
Desmodur HL фирмы Bayer;
• Гексаметилендиизоцианат-биурет-аддукт: Desmodur N фирмы Bayer,
Tolonate HDB фирмы Rhodia, Basonat HB фирмы BASF, Luxate HDB
фирмы Lyondell;
• Гексаметилендиизоцианат-изоцианурат-аддукты: Desmodur N 33 фирмы
Bayer, Tolonate HDT фирмы Rhodia, Basonat Hl фирмы BASF, Luxate HT
фирмы Lyondell;
• Гексаметилендиизоцианат-аллофанат-аддукты: Desmodur N 34 фирмы
Bayer, Luxate HD фирмы Lyondell;
• Изофорондиизоцианат-изоцианурат-аддукты: Desmodur Z 44 фирмы
Bayer, Vestanat T 1890 фирмы Degussa-Hulls, Luxate HT фирмы Lyondell.
1.3.1.3. Гидроксилсодержащие пленкообразователи
Изоцианат-аддукты можно комбинировать со многими типами гидроксилсо-
держащих пленкообразователей [1 - 3, 14, 15]:
• насыщенными полиэфирами;
• алкидными смолами;
• полиакрилатами;
• эпоксидными смолами и эпоксиэфирами;
• сополимерами винилхлорида;
• поливинилацетатом.
Насыщенные полиэфиры для двухупаковочных полиуретановых
лакокрасочных материалов получают в основном из двухосновных кислот (изофтале-
вой, фталевой, тетрагидрофталевой, гексагидрофталевой), диолов и триолов
(триметилолпропан и др.). Эластичные полиэфиры содержат также адипино-
вую кислоту или другие длинноцепные поликарбоновые кислоты. Полиэфиры,
как правило, имеют относительно высокое гидроксильное число, низкое
кислотное число и низкую среднюю молекулярную массу (800 - 3000). Их
применяют в виде растворов в ароматических углеводородах, сложных эфирах или
других растворителях, не содержащих гидроксильных групп.
Вследствие высокой реакционной способности гидроксильных групп
полиэфиров и разнообразия их строения (жесткие и эластичные звенья, различные
молекулярная масса, гидроксильное число и степень разветвления) при соче-
Часть II
79
тании с полиизоцианат-аддуктами можно получать покрытия, отвечающие
широкому диапазону требований. Прежде всего удается достичь оптимального
сочетания твердости и эластичности. При использовании алифатических и цик-
лоалифатических полиизоцианат-аддуктов в пигментированных составах
получают покрытия с хорошей атмосферостойкостью. Для непигментированных
покрытий этого можно достичь, применяя полиэфиры с небольшим
содержанием ароматических звеньев.
Материалы, содержащие насыщенные полиэфиры, наиболее
предпочтительны для окрашивания и лакирования древесины, пластмасс, получения
авторемонтных покрытий (грунтовок и шпатлевок) и покрытий по металлу для
наружных работ. Из специальных полиэфиров для получения двухупаковочных
полиуретановых материалов с высоким сухим остатком можно назвать аддук-
ты из полиолов и є-капролактама.
Другая разновидность полиэфиров - смолы, получаемые путем
присоединения этилен- и/или пропиленоксида к полиолам. Они дешевы и разнообразны,
различаются по молекулярной массе и степени разветвления; при
взаимодействии с полиизоцианат-аддуктами образуют крайне эластичные пленки.
Имеется возможность получать системы с высоким сухим остатком. Однако
покрытия на основе этих композиций неатмосферостоики. Материалы этого типа
применяют прежде всего для окрашивания пластмасс.
Алкидные смолы. В качестве гидроксилсодержащих компонентов
используют смолы, получаемые в основном из фталевой кислоты, триолов, тетролов,
синтетических насыщенных жирных кислот, а также кислот растительных
масел (линолевая, рицинолевая и др.). Лучшие результаты можно достичь при
применении смол низкой и средней жирности с относительно высоким гидрок-
сильным и низким кислотным числом. По сравнению с насыщенными
полиэфирами алкидные смолы сшиваются полиизоцианатами не так эффективно,
однако они более пигментоемки, лучше смачивают подложку и образуют
покрытия с более высоким блеском. Их используют для получения
высококачественных пигментированных антикоррозионных покрытий, эксплуатируемых в
атмосферных условиях (транспорт, другие промышленные изделия и объекты,
ремонтное окрашивание).
Полиакрилаты как основа полиуретановых лакокрасочных материалов
представляют собой олигоэфиры акриловой и метакриловой кислот или их
сополимеры с другими мономерами. При наличии в их составе значительного
количества звеньев гидроксиалкил(мет)акрилатов они имеют сравнительно
высокое гидроксильное число (120 - 140), а при малом количестве звеньев
(мет)акриловой кислоты - относительно низкое кислотное число.
Предпочтительно применяют олигоакрилаты с молекулярной массой 2000 - 4000, что
обеспечивает получение материалов с максимально высоким сухим остатком.
Полиакрилаты сшиваются полиизоцианат-аддуктами не так эффективно, как
80
Часть II
полиэфиры, однако при соответствующем составе можно получить материалы
с высокой скоростью отверждения. Они образуют покрытия, стойкие к
растворителям и химикатам.
При введении в цепь полиакрилатов небольшого количества
ароматических звеньев можно получать полиуретановые покрытия с высокой атмосфе-
ростойкостью. Слабой стороной полиакрилатов является плохое смачивание
поверхности. Этот недостаток частично можно компенсировать, особенно при
применении полиизоцианат-аддуктов, за счет использования акрилатов,
модифицированных глицидиловым эфиром версатиковой кислоты (Cardura E
фирмы Shell-Resolution). За счет такой модификации продукты по смачивающей
способности приобретают сходный с алкидами характер.
Благодаря широкому спектру положительных свойств полиакрилаты
предпочтительно применять при изготовлении полиуретановых материалов (лаков и
эмалей) для наружных работ, а также для окрашивания пластмасс, авторемонта и
получения защитных прозрачных покрытий в автомобильной промышленности. При
окрашивании автомобилей в промышленных условиях двухупаковочный
материал наносят электростатическим распылением в автоматическом режиме и от-
верждают для ускорения процесса при нагревании (20 - 30 мин при 130 - 140°С).
Ассортимент двухупаковочных полиуретановых материалов не
исчерпывается перечисленными пленкообразователями. Возможны комбинации
полиизоцианат-аддуктов с эпоксидными смолами, эпоксиэфирами, сополимерами
винилхлорида, поливинилацетатом.
Гидроксилсодержащие пленкообразователи, предназначенные для
отверждения полиизоцианатами, наряду с другими параметрами
характеризуются гидроксильным числом и содержанием ОН-групп в %.
Гидроксильное число (г.ч.) показывает, сколько мг KOH эквивалентно
ОН-группам, содержащимся в 1 г пленкообразователя. Содержание ОН-групп,
выраженное в процентах, характеризует массу ОН-групп в 100 г пленкообразователя.
Для их расчетов служат следующие уравнения:
пон-Мкон* 1000
Г.ч. =
тон
пон ^M0H • 100
ОН- % =
где пон - число ОН-групп, моль;
Мон - молекулярная масса ОН-группы, г/моль (17,0);
Мкон - молекулярная масса KOH, г/моль (56,1);
тон - масса ОН- пленкообразователя, г.
Часть II
81
Если оба уравнения разделить на число ОН-групп, а затем на соотношение
г.ч. к процентному содержанию ОН-групп (OH-, %), то получим:
тон • ОН- % тон • г.ч. 56 10O
МКОн#100 Мкон#1000 170
Таким образом, г.ч. = ОН- % • 33,0.
1.3.1.4. Катализаторы и ускорители отверждения
Как упоминалось, скорость реакции уретанообразования при применении
алифатических и циклоалифатических полиизоцианатов при комнатной
температуре относительно мала. Для ускорения взаимодействия применяют
катализаторы. Ими служат электрофильные (льюисовские кислоты) и нуклеофильные
(льюисовские основания) соединения. В качестве льюисовских кислот
применяют соли металлов (олова, цинка, циркония, висмута) и длинноцепных
органических кислот (этилгексановой, лауриновой). Наиболее известным
катализатором этого типа является дилаурат дибутилолова (ДЛДБО). Льюисовские
кислоты усиливают электрофильность изоцианатных групп [16].
Последние исследования (W.BIank и др., King-Industries) показали, что соли
металлов могут вступать во взаимодействие с ОН-группами пленкообразова-
телей, вызывая их активацию [16]. Льюисовские основания увеличивают нукле-
офильность гидроксильных групп. В качестве таких катализаторов, как
правило, применяют третичные амины, особенно эффективным является триэтилен-
диамин (или диазобициклооктан).
Оба типа катализаторов можно комбинировать, что приводит к синергети-
ческому эффекту [17]. Данные по эффективности катализаторов приведены в
табл. 2.16.
Таблица 2.16
Относительная активность катализаторов отверждения полиуретановых покрытий [18]
Катализатор
Без катализатора (стандарт)
Диазобисциклооктан
Диазобисциклооктан
Диазобисциклооктан
ДЛДБО
ДЛДБО
ДЛДБО + диазобисциклооктан
Массовая доля, %
-
0,1
0,2
0,3
0,1
0,5
0,1 + 0,2
Относительная активность
1
130
260
330
210
670
1000
Примечание. Сумма активностей 0,1% ДЛДБО олова + 0,2% диазобисциклооктан = 470;
измеренная активность = 1000, т.е. наблюдается эффект синергизма.
82
Часть II
Введение катализаторов сокращает время гелеобразования готовых к
нанесению (смешанных) полиуретановых материалов. Катализаторы следует дозировать
очень точно, так как увеличение их количества ухудшает атмосферостойкость и
термостабильность покрытий. Рекомендуется [4] добавлять 0,02 - 1,0% солей
металлов и 0,01 - 0,05% аминов от массы исходного лака или эмали.
1.3.1.5. Составление рецептур
Так как отверждение всех гидроксилсодержащих пленкообразователей с
полиизоцианат-аддуктами протекает почти всегда по одному механизму,
можно рассчитать требуемое соотношение компонентов в полиуретановой
композиции. Практика показывает, что наиболее целесообразно использовать для
этого стехиометрический эквивалент, т.е. nNC0 = пон.
Из приведенной формулы с учетом содержания NCO-групп и т.ч., значение
которого обычно указывает фирма-производитель, получаем следующие
зависимости:
тон • г.ч. mNC0 • NCO- %
Мкон»1000 MNC0»100
тон NCO- % • Мкон • 1000 NCO- %
= = »13,36
mNC0 r.4.*MNC0*100 г.ч.
Отсюда следует, например, что для смеси акриловой смолы (г.ч. = 140) с
тримером гексаметилендиизоцианата (процентное содержание NCO-групп =
= 22) требуемое соотношение составит 2,1 : 1,0.
Если принять массу гидроксилсодержащего олигомера равной 100, то
количество полиизоцианат-аддукта, необходимое для его стехиометрического
взаимодействия с гидроксилсодержащим пленкообразователем, так
называемое изоцианатное число (и.ч.), может составлять:
г.ч. •Mncq • 10 г.ч.
и.ч. = = «7,49
NCO- % • Мкон NCO- %
Изоцианатное число можно также рассчитать, исходя из процентного
содержания ОН-групп:
Часть II
83
ОН- % ^MnC0 • 100 ОН-%
и.ч. = = »247,1
NCO- % • Мон NCO- %
В данном примере из обоих уравнений получают значение изоцианатного
числа, равное 47,6 г, т.е. для стехиометрического отверждения 100 г акриловой
смолы потребуется 47,6 г полиизоцианат-аддукта.
Можно определять также соотношение компонентов в смеси, используя
значение эквивалентных масс (EW). Эквивалентная масса - количество гид-
роксилсодержащего пленкообразователя или полиизоцианат-аддукта,
выраженное в граммах и отнесенное к 1 молю функциональной группы. Зная г.ч. и
содержание NCO-групп, %, вычисляют значение EW:
MNC0»100
EWNC0 =
NCO-%
Мкон*1000
г.ч.
Для данных примеров получаем значения EW, соответственно, 190,9 и 400, 7 г.
Соотношения, полученные разными путями, приводят к одинаковым
результатам:
тон 2,1 100 400,7
mNC0 1,0 47,6 190,9
Допускается небольшое отклонение от стехиометрического соотношения
функциональных групп. Экпериментально установлено, что изменение
соотношения полиизоцианат-аддукта и гидросилсодержащего пленкообразователя в
интервале 0,9 - 1,15 : 1,00 (нормально стехиометрическое) не приводит к
значительному изменению свойств покрытия. Если используют меньшее
количество полиизоцианат-аддукта (неполное сшивание), то получают более
эластичную адгезионно прочную, но менее химически стойкую пленку. При введении
избыточного количества полиизоцианата получают более твердые стойкие к
действию растворителей покрытия. Следует также иметь в виду, что
избыточные NCO-группы вступят в реакцию с влагой воздуха.
Такая реакция, как правило, наблюдается при любом соотношении
компонентов, если пленкообразование происходит при высокой влажности воздуха.
84
Часть II
В данном случае ОН-группы, не вступившие в реакцию, остаются свободными.
Это может привести лишь к незначительному ухудшению свойств покрытий.
При высокой влажности воздуха целесообразно использовать избыточное
количество изоцианат-аддукта по отношению к расчетному.
При постановке задачи можно смоделировать решение и разработку
рецептуры любого полиуретанового материала.
Приведем примеры расчета.
а) Рецептура двухупаковочного авторемонтного лака.
Лак должен иметь массовую долю нелетучих веществ 50% и стехиометри-
ческое соотношение реагирующих компонентов. В качестве отвердителя
предлагается использовать сочетание гесаметилендиизоцианатизоцианураттриме-
ра (ГМДИ) и изофорондиизоцианатизоцианураттримера (ИФДИ) в массовом
соотношении 2:1. Основа лака и отвердитель должны смешиваться в
соотношении 2:1. Основой является акриловая смола с массовой долей ОН-групп
4,2%. В качестве агента розлива используют 2%-ный раствор CAB
(низкомолекулярный тип), бутилгликольацетат (3,0%) и 1%-ный раствор силикона
(силиконовое масло) в бутилацетате. Основа лака содержит УФ-адсорбер (0,8% гид-
роксифенилбензтриазола) и уловитель радикалов (0,6% производного N-ме-
тилтетраметилпиперидина, фирма HALS). B качестве катализатора применяют
дилаурат дибутилолова (1,0% в виде 1,0%-ного раствора). В качестве
растворителя используют смесь бутилацетата и ксилола в соотношении 2:1.
Требуется получить 150 г лака, состоящего из основы и отвердителя
2:1 (100 : 50) с массовой долей нелетучих веществ 75 г (50%). На 100 г
акриловой смолы, исходя из содержания в ней ОН-групп, требуется 50,54 г
ГМДИ-тримера и 65,40 г ИФДИ-тримера. Так как ИФДИ-тримера следует
брать в 2 раза меньше (по массе), чем ГМДИ-тримера, получаем
50,54 : 2 = 25,27 г. Это количество ИФДИ-тримера эквивалентно 38,64 г
акриловой смолы. В данном случае смесь будет состоять из 100,0 + 38,64 г
акриловой смолы, 50,54 г ГМДИ-тримера и 25,27 г ИФДИ-тримера. Общая
масса составит 214,45 г.
После пересчета данного количества на заданные 75,0 ч. (по массе)
получаем: 48,60 г акриловой смолы (81,0 г в виде 60%-ной торговой формы),
17,60 г ГМДИ-тримера (19,6 г в виде 90%-ной торговой формы) и 8,80 г ИФДИ-
тримера (12,6 г в виде 70%-ной торговой формы). Общая сумма, как и
требовалось, составляет 75,0 г. Данный состав приведен в табл. 2.17.
Компоненты основы лака и отвердителя вводят в последовательности,
указанной в таблице, и после каждой порции смесь интенсивно перемешивают.
Приготовленный таким образом лак готов к применению. Его наносят
поверх отвержденного сухого лакокрасочного покрытия, толщина пленки
составляет 40 - 45 мкм. Жизнеспособность материала после смешения
компонентов- 4 ч. Лак образует ровное глянцевое атмосферостойкое покрытие, кото-
Часть II
85
рое через 8 ч после нанесения можно полировать. Сушку покрытия можно
ускорить нагреванием (при 60°С время сокращается до 45 мин).
Таблица 2.17
Состав двухупаковочного лака для ремонтной окраски автомобилей
№
Компонент
Массовая доля
сухого вещества, %
Основа лака
1 Акриловый лак, ОН- % = 4,5 48,60
(60%-ный в смеси растворителей)
2 CAB - 20%-ный раствор в бутилацетате 0,40
3 УФ-адсорбер - гидроксифенилбензтриазол
4 Производное N-алкилтетраметилпиперидина
5 Силиконовое масло (1%-ный раствор в ксилоле)
6 Бутилацетат
7 Бутилгликольацетат
8 ДЛДБО
(1%-ный раствор в бутилацетате)
9 Ксилол
Итого в основе лака: 49,00
Отвердитель
10 ГМДИ-изоцианурат (90%-ный раствор в смеси 17,60
сольвент-нафты с бутилацетатом)
11 ИФДИ-изоцианурат (70%-ный раствор в бутилацетате) 8,80
12 Бутилацетат
13 Ксилол
Итого в отвердителе: 26,40
Всего: 75,40
Плотность,г/мл
1,2
1,2
-
-
-
-
-
-
-
-
1,2
1,2
-
-
-
-
Рецептура,
% (по массе)
81,00
2,00
0,80
0,60
1,00
6,50
4,00
1,00
3,10
100,00
19,60
12,60
12,00
5,80
50,00
150,00
Примечание. № 1 - Macrylnal SM 510 60LG фирмы Solutia-Vianova; № 2 - ЕАВ-551-0,5 фирмы
Eastman-Kodak; № 3 -Tinuvin 1130 фирмы Ciba; № 4 - Tinuvin 292 фирмы Ciba; № 5 - Baysilon OL 44
(1%-ный раствор в ксилоле) фирмы Borchers; № 10 - Basonat Hl 190 B/S фирмы BASF; № 11 - Desmodur
Z 4470 BA фирмы Bayer.
б) Рецептуры двух пигментированных лакокрасочных составов с
различными отвердителями: алифатическим ГМДИ-аддуктом и ароматическим ТДИ-ад-
дуктом. Соотношение NCO/OH = 1:1, степень пигментирования П : Пл =
1,2 : 1. Массовая доля нелетучих веществ - 62%. Пигментная часть состоит из
диоксида титана и наполнителя в соотношении 2,5 : 1.
Первым шагом при решении данной задачи является выбор пленкообразо-
вателя с учетом совместимости сопутствующих компонентов. Выбираем гид-
роксилсодержащую акриловую смолу.
Акриловая смола - 60%-ный раствор в ксилоле, г.ч. = 80, что соответствует
содержанию ОН-групп 2,4%, например марка Macrynal SM 500 фирмы Solutia
Vianova.
ГМДИ-аддукт - 75%-ный раствор в смеси 1-метоксипропилацетата и
ксилола (1 : 2), 22% NCO, например Desmodur N 75 фирмы Bayer.
86
Часть II
ТДИ-аддукт: 67%-ный раствор в смеси 1-метоксипропилацетата и ксилола
(1 : 2), 17,3% NCO, например Desmodur L 67 фирмы Bayer.
Пигмент - диоксид титана (рутил), плотность 4,1 г/смз, например Kronos
2160 фирмы Kronos.
Наполнитель - сульфат бария, плотность 4,5 г/см3, например EWO-Pulver
фирмы Alberti.
Смесь растворителей - ксилол, бутилацетат, метоксипропилацетат.
При изготовлении лабораторного образца не рекомендуется вводить
добавки, так как они катализируют реакции алифатических полиизоцианатов.
Первоначально рассчитываем изоцианатное число обоих отвердителей для
выбранной акриловой смолы:
42 »2,4 »100
Изоцианатное число (ТДИ) = = 34,4
17» 17,3
42 ^2,4* 100
Изоцианатное число (ГМДИ) = = 27
17 »22
Далее проведем расчет
рецептуры первой
композиции с отвердителем аддук-
том по схеме, указанной на
рис. 2.14. В этой
композиции доля отвердителя
больше, чем во второй, т.е. при
одинаковой степени
пигментирования в ней
содержится меньше акрилового
пленкообразователя.
Второй состав с
использованием ГМДИ-аддукта можно
рассчитать аналогично.
Рецептура лакокрасоч-
62 ч.
Пленкообразователь
(сухая масса)
62 : 2,2 = 28,2
1(100:34,3)1
Акриловая смола ТДИ-аддукт
(сухая масса) (сухая масса)
28.2 .1 343 28,2 - 21
= 21 =7,2
Пигментная часть
62 - 28,2 = 33,8
24,1
TfO2
9,7
Наполнитель
і і
Акриловая смола
(60%-ная)
21 :0,6 = 35
ТДИ-аддукт
(ет%5ый)
7,2 :0,67 = 10,7
Рис. 2.14. Схема разработки рецептуры полиакрилового состава
с отвердителем ТДИ-аддуктом
ного материала приведена в табл. 2.18.
Таблица 2.18
Расчетная рецептура полиуретанового состава с отвердителем ТДИ-аддуктом (состав 1)
Компонент
Акриловая смола (60%-ная)
ТДИ-аддукт (67%-ный)
Диоксид титана
Массовое содержание, %
35,0
10,7
24,1
Массовая доля сухого вещества, %
21,0
7,2
24,1
Часть II
87
Таблица 2.18 (продолжение)
Компонент
Сульфат бария
Смесь растворителей
Итого:
Массовое содержание, %
9,7
20,5
100,0
Массовая доля сухого вещества, %
9,7
-
62,0
Значение ОКП для данного состава рассчитывают следующим образом:
(24,1/4,1) + (9,7/4,5)
ОКП= «100% = 25,5%
(24,1 / 4,1) + (9,7 / 4,5) + (28,2 / 1,2)
Таблица 2.19
Рецептура для основы и отвердителя (ТДИ-аддукт)
Компонент
Основа
Акриловая смола (60%-
Диоксид титана
Сульфат бария
Смесь растворителей
Итого:
Отвердитель-12 ч. (по
ная)
массе) ТДИ-
Массовое содержание,
39,2
27,0
10,9
22,9
100,0
аддукта (67%-ного),
%
что составляет 8
Массовая доля сухого вещества, %
23,5
27,0
10,9
61,4
ч. на сухое вещество.
Обычно приводят состав полиуретановых материалов отдельно для каждой
упаковки - основы и отвердителя (табл. 2.19), так как основу получают путем
диспергирования пигментов в пленкообразователе, а отвердитель готовят и
хранят отдельно.
Количество используемого отвердителя для ГМДИ-аддукта (табл. 2.19)
рассчитывается следующим образом:
42 • 2,4 • 23,5
Требуемое количество изоцианата = = 6,3 (по сухому веществу)
(ГМДИ-аддукг) 17*22
Как видно из табл. 2.19, в первом составе количество отвердителя - ТДИ-
аддукта равно 8 ч. (по массе), а во втором - ГМДИ-аддукта требуется на 1,7 ч.
(по массе) меньше. Для сохранения заданной степени пигментирования
необходимо дополнительно ввести 1,7 ч. (по массе на сухое вещество) пленкообра-
зователя при соотношении акриловая смола : ГМДИ-аддукт = 100 : 27
(значение изоцианатного числа выше). Таким образом, к основе необходимо
добавить 1,7 : 1,27 = 1,3 ч. (сухой) или 2,2 ч. (по массе) 60%-ной акриловой смолы.
88
Часть II
Добавка акриловой смолы потребует дополнительного введения 1,7 - 1,3 =
= 0,4 ч. (сухого) или 0,5 ч. (75%-ного) ГМДИ-аддукта. Таким образом, для
ГМДИ-аддукта получаем следующую рецептуру (табл. 2.20).
Таблица 2.20
Расчетная рецептура полиуретанового состава с отвердителем ГМДИ-аддукт (состав 2)
Компонент
Основа
Акрилатная смола (60%-ная)
Диоксид титана
Сульфат бария
Смесь растворителей
Итого:
Массовое содержание,(
Дополнительно: акриловая смола - 2,2 ч
8,4 + 0,5 = 8,9 ч. (по массе) 75%-ного (6,"
39,2
27,0
10,9
22,9
100,0
(по массе) 60%-ной
7 ч. сухого).
/о
(8 ч
Массовая доля сухого вещества, %
23,5
27,0
10,9
-
61,4
сухой); отвердитель ГМДИ-аддукт -
Для проверки рассчитаем значение ОКП для данного состава (табл. 2.20):
(27/4,1) + (10,9/4,5)
ОКП= • 100% = 25,5%
(27 / 4,1) + (10,9 / 4,5) + (31,5 / 1,2)
Данная величина равна значению ОКП, ранее рассчитанной для
ТДИ-аддукта.
Таким способом в лабораторных и производственных условиях можно
получить двухупаковочные полиуретановые лакокрасочные материалы с
различными отвердителями при равных значениях ОКП.
1.3.2. Двухупаковочные эпоксидные лакокрасочные материалы
Эпоксидные покрытия отличаются высокой твердостью, абразивной и
химической стойкостью и превосходной адгезией к разным подложкам.
Предпочтительной областью применения этих покрытий является антикоррозионная
защита металлов. Главный их недостаток - пониженная атмосферостойкость,
обусловленная строением ароматических диановых эпоксидных смол.
В данной главе рассмотрены двухупаковочные эпоксидные лакокрасочные
материалы, состоящие из основы (эпоксидная смола, пигменты, добавки,
растворитель) и отвердителя (полиамины или их производные и при
необходимости растворитель), которые смешивают непосредственно перед нанесением.
В отличие от полиуретановых материалов в эпоксидных составах отвердитель
также может содержать пигменты. Обычно двухупаковочные эпоксидные
материалы отверждаются за счет реакции полиприсоединения при комнатной
температуре.
Часть II
89
1.3.2.1. Эпоксидные смолы
Чаще всего применяют диановые эпоксидные смолы, получаемые на
основе бисфенола А (дифенилолпропана). Взаимодействием бисфенола А с 2
молями эпихлоргидрина получают диглицидиловый эфир. В зависимости от
условий проведения реакции и мольного соотношения компонентов можно
получать эпоксидные смолы разной молекулярной массы (рис. 2.15).
Бисфенол А
CH3
но
\ /
CH3
\/
он
Эпихлоргидрин
о
H2C—С—CH2CI
NaOH
А
^-8-8,T-A /
CH3
C-
CH3
он
*55%
30-35% но
10-15%
V /*"\_/
W^W
Рис. 2.15. Реакция получения эпоксидных смол на основе бисфенола А (п = 0 - диглицидиловый эфир бисфенола А)
На рынке представлены также эпоксидные
смолы на базе бисфенола F, получаемого из
2 молей фенола и 1 моля формальдегида
(рис. 2.16).
В отличие от бисфенола А бисфенол F
является смесью изомеров (или их смесью с оли-
гомером - новолаком). Благодаря этому
эпоксидные смолы на основе бисфенола F
отличаются более низкой вязкостью и меньшей
склонностью к кристаллизации, чем
эпоксидные смолы на основе бисфенола А. При
смешении смол на основе бисфенола А и
бисфенола F склонность к кристаллизации еще
более снижается.
Эпоксидные смолы характеризуются
следующими показателями:
• эпоксидный эквивалент (или
эквивалентная масса) показывает, сколько граммов
эпоксидной смолы эквивалентны одной
эпоксидной группе. Таким образом, высокое значение эпоксидной
эквивалентной массы означает низкое содержание эпоксидных групп. Для
смол на основе бисфенола А эпоксиэквивалент = мол. масса / 2;
он
VjH
/
Олигомер (новолак)
Рис. 2.16. Бисфенол F и новолак
90
Часть II
• эпоксидное число (э.ч.) характеризует число г-экв. эпоксидных групп в
100 г эпоксидной смолы. Для смол на основе бисфенола А э.ч. =
= 100 / (мол. масса 12).
• гидроксильная эквивалентная масса показывает, сколько граммов
эпоксидной смолы эквавалентны одной гидроксильной группе. Для смол на
основе бисфенола А гидроксильная эквивалентная масса =
= мол. масса / n (п - число чередующихся звеньев цепи, рис. 2.15);
• гидроксильное число характеризует число г-экв. гидроксильных групп в
100 г эпоксидной смолы. Гидроксильное число = 100 / гидроксильная
эквивалентная масса. Для смол на основе бисфенола А гидроксильное
число = 100 / (мол. масса / п). Чаще всего эпоксидное и гидроксильное
числа эпоксидных смол выражают в процентах.
Зависимости приведенных показателей от молекулярной массы
справедливы только для низкомолекулярных смол на основе бисфенола А, так как при
получении высокомолекулярных смол происходят побочные реакции,
приводящие к расходованию эпоксидных групп [19]. Расчетные значения, приведенные
в табл. 2.21 и рис. 2.17, являются ориентировочными, особенно для
высокомолекулярных типов смол.
В табл. 2.21 показано, что с ростом значения п молекулярная масса
увеличивается, а содержание эпоксидных групп (эпоксидное число) снижается
(рис. 2.17). Для эпоксидных смол (тип 1), наиболее часто применяемых для
получения двухупаковочных составов, значение п составляет 2 - 2,5.
Таблица 2.21
Теоретические (расчетные) значения показателей эпоксидных смол на основе бисфенола А
(значение п - по рис. 2.15)
п
0
1
1,5
2
5
10
12
15
Молекулярная
масса
340
624
766
908
1760
3180
3748
4600
Эпоксидная
эквивалентная
масса
170
312
383
454
880
1590
1874
2300
Эпоксидное
число, г-экв.
0,59
0,32
0,26
0,22
0,11
0,06
0,05
0,04
Гидроксильная
эквивалентная
масса
OO
624
511
454
352
318
312
307
Гидроксильное
число, г-экв.
0
0,16
0,20
0,22
0,28
0,31
0,32
0,33
Практические значения этих показателей в результате комплекса
дополнительных реакций, протекающих при синтезе смол, существенно
отличаются. Так, эпоксидное и гидроксильное числа (в %) с увеличением
молекулярной массы смол на основе бисфенола А изменяются примерно следующим
образом:
Часть II
91
Молекулярная масса
350 - 400
499 - 600
600 - 800
800-1000
1000-1400
1400-1800
1800-3500
Эпоксидное число, %
24,8-21,5
21,5-14,5
14,5-10,0
10,0-8,0
8,0 - 6,0
6,0 - 4,0
4,0-2,0
Гидроксильное число, %
0,1-0,8
0,8 - 2,5
2,5 - 4,6
4,6-5,1
5,1 - 6,0
6,0 - 6,5
6,5 - 6,8
Эпоксидные смолы в
зависимости от величины
молекулярной массы
применяют в различных
лакокрасочных материалах (рис.
2.18), описанных в
последующих разделах книги.
1.3.2.2. Отвердители
В двухупаковочных
композициях применяют в
основном аминофункцио-
нальные отвердители. Их
смешивают с основой
(эпоксидной смолой)
непосредственно перед
применением. Отверждение
происходит за счет
присоединения аминофункциональ-
ного отвердителя к оксира-
новым группам эпоксидной
смолы (рис. 2.19). Из-за сте-
рических факторов
первичные амины более активны,
чем вторичные (третичные
амины совсем не вступают
в реакцию). Поэтому
начальная стадия реакции
отверждения протекает
быстрее, чем завершающая
(рис. 2.19).
Эпоксидное число
0,6 -
0,5 -
0,4 -
0,3
0,2 -
0,t -
0 -
I
■ \
\ Эпоксидное число = 100 / (мол. масса / 2)
- \
\.
. ~ -н 1 1 і 1
1000 2000 3000
Молекулярная масса
Рис. 2.17. Расчетная зависимость эпоксидного числа от молекулярной
массы для эпоксидных смол на основе бисфенола А
Молекулярная масса
10000 -і
Рис. 2.18. Области применения эпоксидных смол в зависимости
от молекулярной массы:
lm-frei - низкомолекулярные жидкие эпоксидные смолы для
двухупаковочных красок, не содержащих растворитель (глава IV-1.2).
2К - твердые эпоксидные смолы для двухупаковочных красок,
содержащих растворитель (оптимум - эпоксидная смола типа 1).
Pulver-твердые эпоксидные смолы для порошковых красок.
TS - термоотверждаемые твердые эпоксидные смолы для красок
горячей сушки, содержащих растворитель (эпоксидная смола типа 4-9)
92
Часть II
Эпоксидная смола
R-O-
-Sr
о
/\
-g—CH2
Аминный
отвердитель
H.
)
N-R'
+ R-O-
X
О
/\
-jj—сн2
Присоединение
он
R—О—С—С—С—N-R1
ИІ2 H НІ2 |
Рис. 2.20. Зависимость температуры
стеклования от времени отверждения
В процессе отверждения
температура стеклования T9
полимера быстро растет (рис. 2.20).
Аминофункциональные от-
вердители характеризуются
аминной эквивалентной
массой. Аминная эквивалентная
масса - это количество аминно-
го отвердителя (в граммах),
содержащего 1 моль активного
водорода.
Для превращения 100 ч.
(по массе) эпоксидной смолы
стехиометрическое
количество аминного отвердителя
можно рассчитать
следующим образом.
Требуемое количество отвердителя = эпоксидное число смолы • NH-
эквивалентная масса. Рассчитанное по этой формуле стехиометрическое количество ами-
нофункционального отвердителя не всегда оптимально. Как правило, на практике
берут 10 - 20%-ный избыток отвердителя по отношению к расчетному. Это
ускоряет отверждение и придает лакокрасочному покрытию лучшие свойства.
Присоединение
ОН
I
R—О—С—С—С—N-R1
H2 H H2
CH2
і
НО—CH
I
CH2
I
P
T
R
Рис. 2.19. Реакции отверждения эпоксидных смол
Алифатические и циклоалифатические полиамины
Алифатические полиамины (рис. 2.21) - низковязкие вещества с
высокой реакционной способностью по отношению к эпоксидным смолам, что
Часть II
93
уменьшает
жизнеспособность
составов на их
основе.
Недостаток
низкомолекулярных
алифатических
полиаминов -
неприятный запах и
растворимость в
воде. Их
взаимодействие с
диоксидом углерода
и влагой воздуха
приводит к
образованию амино-
карбонатов, что
вызывает
помутнение
образующегося
покрытия при высокой
влажности
воздуха и
ухудшение фактуры его
поверхности.
Этих проблем
Диэтилентриамин (ДЭТА)
H2 H2
H2N>^ ^*СЧ^ ^CV^ ^"NH2
С N С
H2 ** **2
Изофорондиамин (ИФДА)
С—NH2
H2N ^^^^\
CH3
Мол
. масса
103
170
NH-эквивалентная масса
21
43
Рис. 2.21. Примеры алифатического и циклоалифатического аминов
Этоксилированный (ДЭТА)
H2 H2 H H2
r*2 H П2 Г«2
Мол. масса NH-эквивалентная масса
147 38
R—О—C-CH-CH2 + H2N—R"
н* \/
оч
чн—оч
Катализ ND.
► R—О—С—CH-C—N—R"
'ROH Н2 | Н2 Н
он
Рис. 2.22. Пример аминоспиртового отвердителя
о
//
(CH2J7-Cn.
+ 2
ОН "2 Н2°
g—^=C-(CHa)4-CH3
Димерная жирная кислота
X
(CH2b
Jt
X
о
II
(CHa)7-C
H2
^С^ NH2
S2
с2 H с2
й V Y ^NH2
H2
H2
g~g==g—(CHa)4-CH3
ДЭТА
Рис. 2.23. Реакция получения полиаминоамида из димерной жирной кислоты и диэтилентриамина (ДЭТА)
94
Часть II
H2N.
с2
H2 H
H2 H
Н2 Il
H2O
H2N.
+ H2O
тґ4
Полиаминоамид
К
H2C N
Y
Имидазолин
Рис. 2.24. Имидазолин
можно избежать при использовании аддуктов полиаминов с эпоксидной
смолой (см. ниже). Циклоалифатические амины (рис. 2.21) из-за стерического
фактора менее реакционноспособны, чем алифатические. Ароматические
амины применяют в исключительных случаях, так как они канцерогенны.
Путем взаимодействия аминов с этилен- или пропиленоксидом можно получать
аминоспиртовые отвердители с высокой реакционной способностью, которые
эффективно катализируют реакции отверждения (рис. 2.22). Аналогичным образом
реакции отверждения способны катализировать такие соединения, как вода,
салициловая и молочная кислоты, фенол.
Полиаминоамиды и имидазолы
Полиамино-амиды (рис. 2.23) из-за более высокой молекулярной массы
реагируют медленнее, чем полиамины. Благодаря структурным элементам на
основе димеров жирных кислот они образуют более гидрофобные покрытия и
поэтому часто применяются для получения лако-красочных материалов антикор-
розионнго назначения.
В качестве примера рассчитаем NH-эквивалентную массу полиаминоамида
(рис. 2.23).
Димерная жирная кислота (2 - С18-жирная кислота): C36H64O4, молекулярная
масса 560,9.
ДЭТА - C4H13N3 имеет молекулярную массу 103,2.
Димерная жирная кислота + 2 ДЭТА (- 2 H2O) - C44H86O2N6, молекулярная
масса 731,2.
"
он
6
+ H2CO
+ ЭДА
R
ОН
6
H2 H2
' и Y
4-H2O
Рис. 2.25. Взаимодействие фенола с формальдегидом и этилендиамином (ЭДА) (реакция Манниха)
Часть II
95
ОН
л
и
.CH3
<
CH3
H2CO
т
он
л
и
?"• ">\ он ?"•
JMf ""СНз H3C^ ^"a^^As*^ ^CH3
CH2
I1
H3C CH3
Рис. 2.26. Взаимодействие фенола с разным количеством формальдегида и диметиламина (реакция Манниха)
R-O-
R-O-
<.
/=
-С
>
=\
>
к>
CH3 /==\
~rv_/-
CH3
о
-о—с,—g—CH2
|нсд
Rg H rig
H2
H2N^ ^-С.^
Nf ^NH2
2 *
с2
H2
Рис. 2.27. Реакция получения аддукта полиамина
NH-эквивалентная масса 731,2 : 6 = 122.
При расчете NH-эквивалентной массы не следует принимать во внимание
две нереакционноспособные NH-группы, находящиеся рядом с карбоксильной
группой (на рис. 2.23 указаны стрелкой). Амиды значительно менее нуклео-
фильны, чем амины, и не реагируют с соединениями, содержащими оксирано-
вое кольцо.
В определенных условиях при взаимодействии жирных кислот с
полиаминами могут образовываться циклические имидазолины (рис. 2.24). Полиамино-
амиды, содержащие имидазолиновые группы, реагируют медленнее, чем
незамещенные полиаминоамиды, но они улучшают смачивание подложки и
адгезию покрытий.
Основания Манниха и аддукты полиаминов
Взаимодействие фенола с формальдегидом приводит к образованию оснований
Манниха (рис. 2.25), которые, как и аминные отвердители, отличаются высокой
реакционной способностью даже при низких температурах благодаря ускоряющему
действию фенола, которое выше по сравнению с аминоспиртами, приведенными на
96
Часть II
рис. 2.22. Реакция Манниха в зависимости от условий протекания может привести к
получению смеси продуктов.
Основания Манниха, получаемые из формальдегида и вторичных аминов, могут
также применяться как ускорители процесса отверждения (рис. 2.26).
Взаимодействие избытка полиаминов с эпоксидными смолами приводит к
образованию полиаминэпоксидных аддуктов со значительно более высоким
значением NH-эквивалентной массы (рис. 2.27). Полиаминэпоксидные аддукты более
реакционноспособны, чем полиамины. В качестве аддуктов могут применяться по-
лиаминоамиды (рис. 2.23).
1.3.2.3. Составление рецептур
При составлении рецептур двухупаковочных эпоксидных лакокрасочных
материалов прежде всего необходимо тщательно выбрать растворители. При
этом особое внимание следует уделить не только таким свойствам, как
растекание и скорость отверждения, но и жизнеспособности составов, химической
стойкости покрытий. Стойкость покрытий в воде и кислотах резко ухудшается
при применении высококипящих водорастворимых растворителей (например,
диацетоновый спирт, бутил гликоль), так как в их присутствии может
происходить набухание и удержание влаги. Жизнеспособность составов может быть
увеличена за счет использования кетонов, которые с отвердителями могут
образовывать аминофункциональные аддукты, и, наоборот, быть сокращена при
добавлении спиртов.
В составе смесевых растворителей для эпоксидных смол (тип 1, рис. 2.18)
желательно присутствие активных компонентов, таких, как метоксипропанол,
метоксипропилацетат и метоксиизобутилкетон (МИБК), и неактивных
(латентных) - ксилола и н-бутанола. Следует обратить внимание на то, что, несмотря
на частичную растворимость эпоксидной смолы (тип 1) в ксилоле, она не
может неограниченно разбавляться ксилолом. В двухупаковочные эпоксидные
составы необходимо добавлять некоторое количество спиртов, например
н-бутанола или метоксипропанола, для улучшения совместимости с аминными
отвердителями.
Сложные эфиры и кетоны не следует добавлять к аминным отвердителям,
так как в процессе хранения могут протекать химические реакции.
Следует также иметь в виду, что некоторые металлические пигменты
способны вступать в химические реакции с отвердителями, поэтому их вводят
только в основу.
В качестве компонентов эпоксидных составов можно использовать
каменноугольный деготь и углеводородные смолы. Соотношение эпоксидной смолы
и наполнителей, как правило, составляет 60 : 40.
Часть II
97
При применении смесей различных эпоксидных смол или отвердителей
следует рассчитывать среднюю эквивалентную массу смеси на основании
следующего уравнения:
Масса (смеси)
Эквивалентная масса (смеси) =
Масса 1 /экв. масса 1 + Масса 2 /экв. масса 2 + ...
С помощью подобных формул можно также рассчитать другие параметры
смесей.
Примеры рецептур
Типовые рецептуры эпоксидных материалов представим на примере двух-
упаковочного эпоксидного цинкнаполненного лакокрасочного материала и двух
аналогичных антикоррозионных грунтовок, наполненных фосфатом цинка.
Состав цинкнаполненного материала приведен в табл. 2.22.
Таблица 2.22
Рецептура цинкнаполненного эпоксидного состава
№
Компонент
Основа (компонент А)
1 Эпоксидная смола, тип 1
(75%-ный раствор в ксилоле)
2 Цинковый порошок
3 Органосиликат
(10%-ный раствор в ксилоле)
4 Метилизобутилкетон
5 w-Бутанол
Итого:
Отвердитель (компонент Б)
6 Полиаминоамидоаддукт (60%-ный)
7 Ксилол
8 w-Бутанол
Итого:
Массовое содержание, %
3,6
86
7,8
1,6
1,0
100,0
3,0
0,8
0,2
4,0
Массовая доля сухого вещества, %
2,7
86
0,8
-
89,5
1,8
-
1,8
Примечание. № 1 - 75%-ный раствор в ксилоле, э.ч. 0,205 (сухой в г-экв.) или 0,155 (в
растворе), ЭП-эквивалентная масса 488 (сухой); № 3 - органосиликат для предотвращения расслаивания
(например, Bentone 27); № 6 - полиаминоамидоаддукт - 60%-ный раствор в смеси ксилол / н-бута-
нол (4 : 1), NH-эквивалентная масса 520 (в растворе), например Euredur 423; доля нелетучих
цинкнаполненного материала » 88%.
Для примера приведем некоторые расчеты.
Расчет отвердителя
Эпоксидное число - NH-эквивалент = 0,155 • 520 = 80,6 (• 0,036 = 2,9),
98
Часть II
т.е. избыток отвердителя составляет около 3%.
Степень пигментирования П / Пл = 86 : (2,6 + 1,8) = 95 : 5
86/7,1
ОКП= • 100% = 76%
86/7,1 +4,5/1,2
Состав антикоррозионных грунтовок приведен в табл. 2.23.
Таблица 2.23
Рецепты эпоксидных грунтовок
№
Компонент
Основа (компонент А)
1 Эпоксидная смола, тип 1 (75%-ный раствор в ксилоле)
2 Красный железооксидный пигмент
3 Фосфат цинка
4 Черный шпат (наполнитель)
5 Тальк
6 Метилизобутилкетон
7 Ксилол
8 я-Бутанол
Итого основы:
Отвердитель (компонент Б)
9 Полиаминоамид (70%-ный)
10 Полиаминоамидоаддукт (60%-ный)
11 Ксилол
12 АУ-Бутанол
Итого отвердителя:
Всего:
Массовая доля нелетучих веществ, %
Массовое содержание, %
состав 1
28,0
14,2
14,2
9,5
9,5
8,0
13,0
3,6
100,0
15,0
-
-
-
15,0
115,0
69,0
состав 2
27,0
15,0
15,0
10,0
10,0
8,0
12,0
3,0
100,0
-
22,0
2,4
0,6
25,0
125,0
67,0
Примечание. № 1 - 75%-ный раствор в ксилоле, э.ч. 0,205 (сухой) или 0,155 (в растворе),
ЭП-эквивалентная масса 488 (сухой); № 9 - полиамид на основе димерных жирных кислот,
70%-ный раствор в ксилоле, NH-эквивалентная масса 240 (сухой) или 340 (в растворе), например
Euredur 115/70Х; № 10 - полиаминоамидоаддукт, 60%-ный раствор в смеси ксилол : н-бутанол
(4 : 1), NH-эквивалентная масса 520 (в растворе), например Euredur 423.
Ниже приведены некоторые расчеты для составления рецептур.
Расчет количества отвердителя
Состав 1: 0,155 • 340 = 52,7 (• 0,28 = 14,8);
Состав 2: 0,155*520 = 80,6 (*0,27 = 21,8), т.е. имеет место практически сте-
хиометрическое соотношение.
Часть II
99
Степень пигментирования П / Пл:
Состав 1 (14,2 + 14,2 + 9,5 + 9,5) : (28 • 0,75 + 15 • 0,7) = 47,4 :31,5 = 1,5:1
Состав 2 (15 + 15 + 10 + 10) : (27 • 0,75 + 22 • 0,6) = 50 : 33,45 = 1,5: 1
Расчет ОКП
Плотность материалов (г/см3): тяжелый шпат - 4,3, тальк - 2,7, фосфат
цинка 3,3, красный железооксидный пигмент - 5,0, отвержденный эпоксидный
полимер - около 1,2.
Состав 1
9,5 / 4,3 + 9,5 / 2,7 + 14,2 / 3,3 + 14,2 / 5
ОКП = »100% =32,9%-33%
9,5 / 4,3 + 9,5 / 2,7 + 14,2 / 3,3 + 14,2 /5 + (21 + 10,5) / 1,2
Состав 2
10/4,3 + 10/2,7+15/3,3+15/5
ОКП = • 100% = 32,8 % - 33 %
10/4,3+10/2,7+15/3,3+15/5 + (20,25+13,2)/1,2
Таким образом, в обеих рецептурах степень пигментирования и ОКП
(^ 33%) практически равны. Там и там (табл. 2.23) присутствует тальк,
способствующий адгезии покрытий. Для оптимизации составов может быть
использована реологическая добавка.
Недостатком рецептур (табл. 2.23) является необходимость
диспергирования каждого из этих составов. С точки зрения простоты и экономичности было
бы целесообразно разработать такую рецептуру, чтобы в результате одного
процесса диспергирования можно было бы получить обе основы эпоксидных
составов. Объясним, как это можно сделать.
Задача формулируется следующим образом.
Разработать рецептуру двух эмалей (цвет белый) на основе эпоксидной
смолы типа 1 (рис. 2.18) и полиаминоамида или полиаминоамидоаддукта в
качестве отвердителя. Степень пигментирования (смешанного двухупаковочно-
го со-става) П / Пл должна составлять 0,75 / 1; содержание нелетучих в
каждом составе - 60%. Оба состава должны производиться в одну стадию
диспергирования.
Выбираем сырье с учетом совместимости эпоксидной смолы и отвердителя.
Эпоксидная смола типа 1 - 75%-ный раствор в ксилоле, э.ч. = 0,155
(в растворе) и 0,205 (для сухого).
Полиаминоамид - 60%-ный раствор в смеси ксилола и метоксипропанола =
4:1, NH-эквивалентная масса 790 (в растворе) и 474 (для сухого), например
Euredur 100/60 XMP.
100
Часть II
60 ч.
0,75 :1
Пигментная часть
(сухая масса)
25,7
Пленкообразователь
(сухая масса)
60:1,75 = 34,3
/{Л ; 09972 j\
Эпоксидная смола
(сухая масса)
34 3:1,972 = 17,4
Отвердитель
(сухая масса)
34,3:17,4 = 16,9
Рис. 2.28. Разработка рецептуры эмали с
отвердителем полиаминоамидом
Эпоксидная смола
(в растворе)
17 4:0,75 = 23,2
Отвердитель
(в растворе)
16,9:0,6 = 28,2
Полиаминоамидоаддукт - 60%-ный раствор в смеси ксилола и метокси-
пропанола = 4:1, NH-эквивалентная масса 520 (в растворе) и 312 (для сухого),
например Euredur 423.
Пигмент - диоксид титана (рутил), плотность 4,1 г/см3. Для простоты расчет
осуществляется на чистый пигмент, на практике для придания оттенка в него
добавляют небольшое количество желтого и/или черного железооксидных
пигментов.
Растворитель - метилизобутилкетон, ксилол и н-бутанол в соотношении
1:1: 0,3.
Рассчитываем необходимое количество аминного отвердителя (по массе)
для стехиометрической реакции со 100 ч. эпоксидной смолы типа 1.
Требуемое количество отвердителя = э.ч. - NH-эквивалентную массу
(сухую): полиаминоамида - 0,205 • 474 = 97,2; полиаминоамидоаддукта -
0,205*312 = 64,0.
Очевидно, что полиаминоамида потребуется больше и, соответственно
(для заданной степени пигментирования), меньшее количество эпоксидной
смолы. Состав с использованием полиаминоамидоаддукта, поскольку он
потребует большего количества эпоксидной смолы, можно получить из
предварительно диспергированной основы.
Разработка рецептуры для полиаминоамида (рис. 2.28) соответствует
расчетной рецептуре (табл. 2.24) и может быть легко пересчитана в рецептуры
основы и отвердителя (табл. 2.25).
Часть II
101
Таблица 2.24
Расчетная рецептура эмали (суммарная) с отвердителем полиаминоамидом
Компонент
Эпоксидная смола, тип 1
(75%-ный раствор в ксилоле)
Полиаминоамид (60%-ный)
Диоксид титана
Метилизобутилкетон
Ксилол
н-Бутанол
Итого:
Массовое содержание, %
23,2
28,2
25,7
10,0
10,0
2,9
100,0
Массовая доля сухого вещества, %
17,4
16,9
25,7
-
-
-
60,0
Таблица 2.25
Расчетная рецептура основы и отвердителя (полиаминоамида)
Компонент
Основа (компонент А)
Эпоксидная смола, тип 1
(75%-ный раствор в ксилоле)
Диоксид титана
Метилизобутилкетон
Ксилол
/у-Бутанол
Итого основы:
Отвердитель (компонент Б)
Полиаминоамид (60%-ный)
Массовое
содержание, %
32,3
35,8
13,9
13,9
4,1
100,0
39,3
Массовая доля сухого вещества, %
24,2
35,8
-
_
-
60,0
23,6
Для стехиометрического отверждения 24,2 ч. (по массе) эпоксидной смолы
(на сухое вещество), находящейся в основе (табл. 2.25), потребуется
64 • 0,242 = 15,5 ч. (по массе) полиаминоамидоаддукта, т.е. дополнительно
потребуется 23,6 - 15,5 = 8,1 ч. (по массе) смолы. Это количество (8,1)
необходимо будет добавить в соотношении эпоксидная смола (на сухое вещество) :
: полиаминоамидоаддукт (на сухое вещество) = 100 : 64 (см. выше).
Окончательно получаем:
добавление эпоксидной смолы (на сухое вещество) 8,1 : 1,64 = 4,9 или
4,9 : 0,75 = 6,5 ч. (по массе) в растворе:
добавка полиаминоамидоаддукта (на сухое вещество) 8,1 - 4,9 = 3,2 или
всего 3,2 + 15,5 = 18,7 ч. (по массе) или 18,7 : 0,6 = 31,2 ч. (по массе) в растворе.
Таким образом, цель достигнута. Из одной пигментной смеси,
изготовленной в лабораторных или производственных условиях, можно получить две
эмали и тем самым упростить технологию их производства. Для проверки
правильности методики произведенных расчетов определим значения ОКП для обоих
составов с отвердителями:
102
Часть II
полиаминоамидом
35,8/4,1
ОКП = • 100% = 18%
35,8/4,1 +(24,2 + 23,6)/1,2
полиаминоамидоаддуктом
35,8/4,1
ОКП = • 100% = 18%
35,8 / 4,1 + (24,2 + 4,9 + 18,7) /1,2
Показано, что значения ОКП равны, это подтверждает правильность
использованной методики разработки рецептур.
Литература
1. H. Wagner, H.F. Sarx: Lackkunstharze, Carl Hanser Verlag Munchen 1971
2. D. Stoye, W. Freitag (Herausgeber), Lackharze,
Carl Hanser Verlag Munchen Wien 1996
3. W. Krauss (Herausgeber), Kittel, Lehrbuch der Lacke und Beschichtungen, Band 2
Bindemittel fuer losemittelhaltige und loesemittelfreie Systeme, Hirzel Verlag 1998
4. O. Lueckert, Karsten - Lackrohstofftabellen, 10. Auflage, Vincentz Verlag 1996
5. Firmenschrift von Wolff Walsrode AG, «Walsroder NC»
6. K.D. Ledwoch (Herausgeber), Kittel, Lehrbuch der Lacke und Beschi-chtu
gen Band 1: Geschichte, Grundlagen, Naturstoffe, anorganische Bindemittel,
Hirzel Verlag 1998
7. Firmenschrift von Clariant (fuher Hoechst)
8. W. J. Muizebelt et al., Progr. Org. Coat. 24 (1994) S.263 ff, Progr. Org.
Coat. 31 (1997) S. 331 ff und J. Coat. Tech. 70, No. 876 (1998) S. 83 ff
9. R. Wissmann, R.W. Hein, Farbe & Lack 106, Nr. 3 (2000) S. 38 ff
10. Akzo Nobel Resins, Specialty Resins, (2001) REC 96048
11. E.V. Schmid, Farbe &Lack, 88 (1982) S. 435-442
12. H. Ferch, Farbe & Lack, 85 (1979) S. 651 - 657
13. O. Lueckert, Farbe & Lack, 74 (1968) S. 469 - 472
14. P. Thomas (Editor), Polyurethanes, J. Wiley and Sons 1998
15. M. Bock et al., Polyurethane fuer Lacke und Beschichtungen,
Vincentz Verlag 1999
16. W.J. Blank et al., Crosslinking with Polyurethanes und Catalysis
of the Isocyanate-Hydroxyl Reaction by Non-Tin-Catalysts
(Firmenschriften von King Industries)
17. L. Thiele, R. Becker, H. Frommelt, Zeitschr. fuer Polymerforschung 28
(1977) S. 405 ff.
18. Kunststoffhandbuch, Bd. 7, S. 95, Hanser Verlag 1983
19. H. Kittel, Lehrbuch der Lacke und Beschichtungen, Band 2,
Kapitel 2.2.2, Epoxidharzbindemittel, 2. Aufl. Hirzel Verlag 1998
Часть II 103
2. Лакокрасочные материалы горячей сушки
2.1. Общие сведения
Под лакокрасочными материалами горячей сушки понимают составы,
формирующие покрытия при повышенных температурах. Это прежде всего
материалы промышленного применения. Они удобны для использования в
массовом и серийном производствах. Температура сушки (отверждения) для разных
лакокрасочных материалов и требований производства, как правило,
находится в интервале 80 - 250°С, а продолжительность составляет 1 - 45 мин. Этими
материалами окрашивают преимущественно изделия, изготавливаемые из
термостойких материалов, главным образом металлов.
Покрытия горячей сушки формируются в результате химических
превращений отдельных компонентов материала или последовательно физических
(удаление растворителя или воды) и химических (отверждение пленкообразовате-
ля) процессов. Отличительная особенность лакокрасочных материалов этого
типа - наличие в них нескольких (минимум двух) взаимодействующих друг с
другом компонентов. Существуют, однако, и однокомпонентные, так
называемые самоотверждаемые составы, содержащие реакционноспособные группы в
одной молекуле пленкообразователя.
Некоторые материалы горячей сушки могут формировать покрытия не
только при нагревании, но и при комнатной температуре. Однако слишком
малая скорость химических реакций при пониженных температурах, как правило,
не позволяет применять их в серийном производстве.
Следует отметить, что горячая сушка не только способствует ускорению
процесса получения покрытий, но и заметно улучшает их качество (адгезию,
водостойкость и другие свойства). К материалам горячего отверждения
относятся многие жидкие и практически все порошковые лакокрасочные
материалы. В данном разделе речь пойдет только о жидких составах, порошковые
будут рассмотрены ниже.
2.2. Материалы на основе аминосмол
2.2.1. Химический состав и свойства смол [1 - 4]
Применяемый в литературе термин «аминосмолы» нельзя назвать удачным,
так как исходными компонентами для их получения (рис. 2.29) являются в
основном амиды: мочевина (диамид угольной кислоты), карбамат (эфир карбаминовой
кислоты), меламин (триамид циануровой кислоты, 2,4,6-триаминотриазин), бензо-
гуанамин (2-фенил-4,6-диаминотриазин) и гликольурил (ацетилендимочевина).
Водород у атомов азота, связанных с атомами углерода с двойной связью,
является очень подвижным и может, как показано на рис. 2.30, сравнительно
104
Часть II
H9N-C-
2 Ii
О
Мочевина
NH0
NH0
O O NH2
SC R С
О О
Карбамат (уретан)
NH2
N^N
Л X
H2N N NH2
Меламин
О
чА*ГН
H2N N NH2
Бензогуанамин
.N
N.
О
Гликольурил
Рис. 2.29. Исходные компоненты для синтеза аминосмол
— N—C-NH,
Il 2
О
Мочевина
HX=O
Формальдегид
—N-
-NH-CH0-OH
Метилол
Рис. 2.30. Реакция образования метилола
легко
присоединять
формальдегид с
образованием метилола.
Метилолы
могут реагировать
дальше,
взаимодействуя с NH- и
другими мети-
лольными
группами с отщеплением
воды и образуя
диметиленовые
мостики, как
показано на рис. 2.31.
Немодифици-
рованные
аминосмолы состоят
из одной или
нескольких
молекул амидов,
составляющих
основную цепь. Они
связаны между
собой метилено-
выми и димети-
ленэфирными
мостиками и
имеют
свободные метилоль-
ные группы и
остаточные NH-группы. Кроме того, возможно образование циклических
соединений (прежде всего для смол на основе мочевины и карбамата) и полиацетата-
лей (при большом избытке формальдегида).
Немодифицированные аминосмолы - высокополярные соединения. Они
легко растворяются в воде и низших спиртах и имеют ограниченное
применение в качестве сырья для лакокрасочных материалов. Их широко используют
в составе клеев, аппретов, в текстильных материалах. Для применения в
качестве сырьевых компонентов для лакокрасочных материалов аминосмолы,
как правило, этерифицируют моноспиртами, обычно метанолом, н-бутанолом
и изо-бутанолом (рис. 2.32). С помощью этерификации им придают раствори-
-N-C-N-CHL-
It I 2
О '
Метилол
-N-C-N-CHL-OH
Il |
О '
H-N-C-N-
! О
Мочевина
HO-CHr-N-C-N-
1 h
-н,о
Метилол
Метилол
-N-C-N-CH7-N-C-N-
il I 2 I и
о ' 'о
Метиленовые
І і
-N-C-N-CH5-O-CH5-N-C-N-
Диметиленэфир
Рис. 2.31. Реакции образования аминосмол
Часть II
105
мость в обычных растворителях, совместимость с гидроксилсодержащими
пленкообразователями и стабильность при хранении.
Аминосмолы различаются по строению, молекулярной массе и количеству
реакционноспособных групп (NH-, свободных и этерифицированных мети-
лольных групп).
На состав ами- I I ^ ^
— N-C-N-CH2-OH + НО""4^^ ► —N-C-N-CH2--О "^"^
носмол решаю- £ I -н2о ^i
Метилол н Бутанол Эфир метилола
Рис. 2.32. Реакция этерификации аминосмол моноспиртами
щее влияние
оказывают
условия их
получения, молярное
соотношение компонентов (амид : формальдегид : моноспирт), катализ
реакций присоединения и конденсации (основной или кислотный), температура и
время синтеза. Аминосмолы практически всегда получают в водной фазе. При
их производстве вода и образующиеся в процессе синтеза побочные
продукты реакции отгоняются. Низкомолекулярные аминосмолы могут быть
самостоятельным товарным продуктом или выпускаться в виде лакокрасочных
материалов - растворов в спиртах (бутанол) или их смесях с ароматическими
углеводородами с добавлением пигментов, наполнителей, модификаторов.
Промышленно выпускаются аминосмолы нескольких типов: мочевино- и мела-
миноформальдегидные, карбаматные, бензогуанаминные, гликольуриловые [5].
Мочевиноформальдегидные смолы
Смолы, получаемые на основе мочевины, формальдегида и моноспирта
(чаще всего, н-бутанола), наиболее дешевы и потому широко распространены.
В сочетании с другими смолами - алкидными, полиэфирными, эпоксидными -
они позволяют получать покрытия горячей сушки, твердые, стойкие к действию
растворителей, перегреву, светостойкие, однако ограниченно эластичные и не-
атмосферостойкие. Эти смолы нашли применение для получения шпатлевок и
грунтовок горячей сушки. В зависимости от состава смолы и композиции
покрытия отверждают при температурах 140 - 180°С.
Отверждение происходит за счет реакций поликонденсации с участием ме-
тилольных групп, приводящих к образованию метиленовых и диметиленэфир-
ных мостиков. При высоких температурах возможно отщепление
формальдегида. Эти реакции катализируют обычные и блокированные кислоты. При
добавлении больших количеств сильных кислот отверждение может происходить
даже при комнатной температуре (см. кислотно-отверждаемые покрытия).
Примеры торговых марок смол [5]: Plastopal EBS, RH, FIB (BASF) AG;
Setamine US-8, US-11, US-13 (Akzo Resins); Viamin HF 234, HF 244 (Solutia
Vianova); Beetle BE 646, BE 656, BE 660 (Cytec BP); Dyomin UB, UFR, UM (Cytec).
106
Часть II
Кроме того, существует группа так называемых пластифицированных мо-
чевиноформальдегидных смол. В данном случае речь идет исключительно о
предконденсатах, получаемых взаимодействием мочевинных смол с гидрок-
силсодержащими полиэфирами. Применяют, как правило, жидкие
пластифицирующие полиэфиры (например, полиэфир на основе адипиновой кислоты).
Примеры торговых марок таких аминосмол [5]: Plastopal ATB, AWB (BASF AG).
Карбаматные смолы
Эти смолы (часто ошибочно называемые уретановыми) состоят из сложных
эфиров карбаминовой кислоты и спиртов: н-бутанола, бутандиола-1,4 и других.
Из-за свойств применяемого сырья для их получения эти смолы имеют
исключительно гибкую подвижную цепь и образуют эластичные покрытия. Поэтому их
используют как пластификаторы в лакокрасочных материалах естественной
сушки. Некоторые типы этих смол могут также применяться в материалах горячей
сушки в качестве флексибилизирующего агента отверждения. Они отверждают-
ся так же, как мочевиноформальдегидные смолы, при этом образуют покрытия
с высокой эластичностью, но низкой стойкостью к действию растворителей.
Другой недостаток покрытий - неудовлетворительная атмосферостойкость.
Примеры торговых марок карбаматных смол [5]: Plastopal BTB (BASF AG),
Resamin HF 450 (Solutia Vianova).
Меламиноформальдегидные смолы
Это один из наиболее распространенных типов аминосмол, применяемых в
производстве лакокрасочных материалов. Их получают поликонденсацией ме-
ламина с формальдегидом и последующей этерификацией моноспиртами,
например метанолом, н-бутанолом, изо-бутанолом. В зависимости от строения
и свойств их можно разделить на три большие группы:
• низкомолекулярные, этерифицированные метанолом;
• относительно низкомолекулярные, этерифицированные бутанолом с
небольшим количеством свободных метилольных групп («имино»-типы);
• частично бутанолизированные смолы с разной молекулярной массой.
Наиболее известными в первой группе являются
меламиноформальдегидные смолы, этерифицированные метанолом. Они отличаются
«идеализированной» структурой, как показано на рис. 2.33 на примере гексаметоксиметилме-
ламиновых (ГМММ) смол.
ГМММ-смолы, как правило, являются водоразбавляемыми. Их поставляют
в состоянии от жидкого до воскоподобного при 100%-ной концентрации. Так
как реакция взаимодействия метилольных и гидроксильных групп протекает
медленно, для их отверждения необходима достаточно высокая температура
Часть II
107
(180 - 200 С) или кислотные катали-
v 7 CH^-O-CH2
заторы, в качестве которых чаще ис- "N""
пользуют сульфоновую кислоту, ре- сн_0_СНг N^n сн
ЖЄ - ЭфирЫ фОСфорНОЙ КИСЛОТЫ ИЛИ XN N N^
ее соли с аминами. Наиболее часто ch™0„qH qH_0_ch
применяют сочетание катализа и
повышенных температур. Получаемые
Рис. 2.33. Гексаметоксиметилмеламин
покрытия отличаются относительно
высокой атмосферостойкостью, эластичностью и хорошей адгезией.
Несмотря на наличие в структуре ГМММ-смол шести реакционноспособных
групп, в процессе отверждения эффективно участвуют лишь три
функциональные группы.
Так как ГМММ-смолы являются низкомолекулярными (молекулярная масса
составляет 390,4), они легко растворяются и позволяют получать лакокрасочные
материалы с высоким сухим остатком. Но при этом необходимо учитывать
влияние других компонентов состава. ГМММ-смолы применяют для производства
лакокрасочных материалов горячей сушки, используемых в промышленности для
окраски автомобилей, листовой стали (жести), пружин и других изделий.
Примеры торговых марок ГМММ-смол [5]: Luwipal 066, 068 (BASF AG),
Maprenal MF 900, 904 (Solutia Vianova), Cymel 301, 303 (Cytec), Resimene 745,
747 (Soluta Monsanto).
Кроме того, существуют низкомолекулярные меламиноформальдегидные
смолы, этерифицированные бутанолом, которые применяют в лакокрасочных
материалах кислотного отверждения, а также в сочетании с другими смолами,
например алкидными, для изготовления автоэмалей. Реакционная способность
и совместимость меламиноформальдегидных смол могут быть
оптимизированы за счет сочетания различных этерифицирующих агентов, например
метанола и бутанола, взятых в определенных соотношениях.
Примеры торговых марок [5]: Luwipal 044 (BASF AG) - этерифицирована
бутанолом, Resimene 753, 755 (Solutia Monsanto), Cymel 1168 (Cytec) - смешанная
этерификация.
Вторая группа смол - относительно низкомолекулярные, высокоэтерифи-
цированные, содержащие свободные NH-группы («имино»-тип), значительно
более реакционноспособные, чем высокометилолизированные, полностью
замещенные (первый тип). При обычных условиях отверждения (120 - 160°С) они
не требуют кислотных катализаторов, хотя в принципе не исключается их
применение. Высокая реакционная способность этих смол связана с большой
активностью NH-групп, ускоряющих отверждение двумя путями: за счет
взаимодействия с соседними метилолэфирными группами в результате отщепления
спирта и катализирующего влияния на реакцию метилольной группы,
приводящую к образованию метилолэфирных мостиков.
108
Часть II
Хотя меламиноформальдегидные смолы этого типа имеют несколько
меньшую молекулярную массу, чем смолы предыдущей группы, их сочетания с гид-
роксилсодержащими модификаторами при заданной рабочей вязкости
материала имеют несколько меньшее содержание нелетучих веществ. Эти
продукты поставляют, как правило, в виде спиртовых растворов (чаще всего в бута-
ноле) с массовой долей нелетучих веществ 70 - 90%. Вследствие низкой
степени метилирования содержание формальдегида в торговой форме этих смол
обычно незначительное; в процессе горячей сушки отщепляется также
меньшее количество формальдегида, чем в случае других типов меламинофор-
мальдегидных смол.
Примеры торговых марок [5]: Luwipal 072 (BASF AG), Maprenal MF 927
(Solutia Vianova), Cymel 323, 325, 327 (Cytec), Setamine MS 152 (AKZO Resins) -
смолы, этерифицированные метанолом.
Luwipal 018 (BASF AG), Maprenal MF 3611, 3615 (Solutia Vianova), Cymel 1158
(Cytec), Setamine US 138 и
US 146 (Akzo Resins)-
смолы,
этерифицированные бутанолом.
Высокомолекулярными
типами этих смол
являются Luwipal 014 (BASF AG) и
Maprenal MF 580 (Solutia
Рис. 2.34. «Имино»-меламиноформальдегидная смола Vianova).
Частично
этерифицированные меламиноформальдегидные смолы со свободными метилольными
группами (рис. 2.35) в зависимости от соотношения формальдегида и мелами-
на, а также степени этерификации имеют различную молекулярную массу, но
обычно более высокую, чем у меламиноформальдегидных смол других типов.
Они также отличаются от последних вязкостью и реакционной способностью.
Смолы этого типа отверждаются в результате взаимодействия метилольных и
гидроксильных групп с образованием пространственных структур. Эти группы
способны также реагировать с этерифицированными метилольными группами.
При температуре отверждения 120 - 160°С применения кислотных
катализаторов не требуется. Их можно использовать в составах, предназначенных для
получения покрытий при температурах до 100°С, но активизация процесса
отверждения достигается обычно введением кислотных катализаторов.
Можно получать также высокомолекулярные аминные смолы,
формирующие покрытия за счет физических процессов испарения растворителей.
Смолы с высоким содержанием свободных метилольных групп, формирующие
покрытия путем образования диметиленэфирных мостиков (самоотверждающие-
ся), образуют покрытия с низкой кислотостойкостью; кроме того, при нагрева-
R-
R-O-
-0-CH2^
~СН2 ^CH9-
-о-
H
H CH2-O-
-R
R
или -
-^
/
-N
Часть II
109
ний в процессе отверждения они выделяют большее количество свободного
формальдегида, что делает их неудобными при применении.
Примеры торговых марок [5]: Luwipal 012, 016 (BASF AG), Maprenal MF 590
(Solutla Vianova). Высокомолекулярными типами являются Luwipal 010, 013
(BASF AG), Maprenal MF 650 (Solutia Vianova).
Бензогуанаминовые смолы un-nu ^ ^ D
HU UH2 -СНг~"0 R
*-N-~"»
Смолы этого типа получают с NN
применением бензогуанамина, R-O-CH2^ J^ J^ ^сн„0лу
формальдегида и бутанола или ме- \ \
танола как агентов этерификации. / 2 ' 2^n-R
Вследствие полифункциональности
бензогуанамина данные СМОЛЫ в Рис. 2.35. Частично этерифицированная смола
сочетании с
гидроксилсодержащими пленкообразователями образуют высокоэластичные пленки. Они также
обладают хорошей смачивающей способностью по отношению к пигментам.
Покрытия на основе бензогуанаминовых смол имеют хорошие механические
свойства, стойкость к истиранию и к ударам гравия. Но они недостаточно ат-
мосферостойкие, поэтому их обычно используют для получения грунтовок
горячей сушки. Важная область их применения: окрашивание жести и
консервной тары. Бензогуанаминовые смолы дороже меламиноформальдегидных.
Примеры торговых марок [5]: Luwipal 017 (BASF AG), Cymel 1123, 1125
(Cytec), Maprenal MF 980, 988 (Solutia Vianova).
Гликольуриловые смолы
Гликольурил (ацетиленмочевина) может реагировать с формальдегидом
вплоть до образования тетраметилольного соединения, являющегося твердым
веществом, которое можно применять в качестве отвердителя в порошковых
красках. Метилолгликольурилы характеризуются относительно высокой
молекулярной массой и аналогично другим аминосмолам могут подвергаться этери-
фицикации моноспиртами. Этерифицированные гликольуриловые смолы
применяют как в сочетании с гидроксилсодержащими пленкообразователями, так
и самостоятельно. Однако они недостаточно реакционноспособны и для
отверждения требуют применения соответствующих кислотных катализаторов.
В кислой среде покрытия относительно стабильны, но неустойчивы в щелочной
среде, так как происходит деметилолизация пленкообразователя.
Покрытия горячей сушки на основе гликольуриловых смол обладают
высокой твердостью, адгезией, стойкостью к действию растворителей и
применяются для грунтования металла (жести). Благодаря хорошей растворимости и не-
110
Часть II
высокой вязкости растворов гликольуриловые смолы можно использовать для
получения лакокрасочных материалов с высоким сухим остатком.
Гликольуриловые смолы, этерифицированные метанолом, растворимы в воде и пригодны
для получения водных составов горячей сушки.
Примеры торговых марок [5]: Cymel 1170, 1171 (Cytec).
2.2.2. Сопутствующие компоненты аминосмол
Для получения лакокрасочных материалов аминосмолы используют
преимущественно в сочетании с гидроксилсодержащими пленкообразователями,
главным образом алкидными смолами, насыщенными полиэфирами, полиакри-
латами. Реже применяют эпоксидные смолы и некоторые виниловые полимеры.
Алкидные смолы
В сочетании с аминосмолами используют относительно
низкомолекулярные типы алкидов с жирностью 25 - 50% (по массе), гидроксильным числом
50-150 мг КОН/г и кислотным числом 10 - 20 мг КОН/г. При горячей сушке
гидроксильные группы алкидной смолы взаимодействуют с метилольными или
метилолэфирными группами аминной.
Для этих целей применяют главным образом невысыхающие алкидные
смолы на основе ненасыщенных жирных кислот (в основном синтетических
жирных кислот). Именно они обеспечивают получение алкидов, не
изменяющих цвет покрытий. Модификация аминосмол алкидами удобна по ряду
причин: их взаимной совместимости, растворимости в общих для обеих смол
растворителях, хорошему смачиванию подложки и пигментов. Она
способствует высокому наполнению лакокрасочных материалов и хорошему блеску
получаемых покрытий. Алкидные смолы этого типа растворимы в
ароматических углеводородах и сложных эфирах, совместимы со спиртами, чаще всего
их поставляют в виде растворов в ароматических углеводородах, но они
могут также содержать небольшие количества спиртов, сложных эфиров или
эфиров гликолей.
Покрытия, полученные из смесей алкидной и аминосмол, обладают
достаточно высокой твердостью и эластичностью. Они устойчивы к действию
растворителей, а при использовании меламиноформальдегидной смолы
проявляют высокую атмосферостойкость. Из материалов горячей сушки по
показателям химической стойкости и атмосферостойкости с ними могут конкурировать
лишь полиуретановые материалы.
Алкидные смолы на основе кислот касторового и соевого масел в
сочетании с мочевиноформальдегидыми и бензогуанаминовыми смолами часто
используют для получения грунтовок и шпатлевок горячей сушки. Такие матери-
Часть II
111
алы обладают рядом ценных эксплуатационных свойств: высокой стойкостью к
действию растворителей, твердостью и абразивостойкостью, а также в
зависимости от выбранной жирной кислоты - хорошей смачиваемостью подложки и,
наконец, удовлетворительной, а в случае комбинации с бензогуанаминовыми
смолами - хорошей эластичностью. Для получения высоконаполненных абра-
зивостойких покрытий с хорошей адгезией необходим правильный выбор
пигмента. Грунтовки часто содержат цветные пигменты, при этом нередко
удается достичь высокого наполнения.
Примеры торговых марок [S]: Alkydal F 26 (Bayer AG), Vialkyd AC 274 (Solutia
Vianova), Vialkyd AR 280, AR 427, Setal 118, 123, 126 (Akzo Resins), Jagalyd FS
30, FS 301 (Cray Valley Jager), Worleekyd SM 400 (Worlee).
Сочетание алкидных смол, модифицированных насыщенными жирными
кислотами, с меламиноформальдегидными смолами составляет основу
автомобильных материалов для получения классических глянцевых покрытий
горячей сушки в Европе и России. Эмали отличаются хорошей растекаемостью,
высокой наполняемостью пигментами, стабильностью цвета и высоким блеском
покрытий. Для достижения таких свойств выбирают алкидные смолы,
содержащие длинноцепные жирные кислоты. Однако в данном случае возможно
снижение стойкости покрытий к пожелтению, особенно при перегреве.
Примеры торговых марок алкидных смол с насыщенными жирными
кислотами [5]: Setal 84 (Akzo Resins), Alkydal F 251, F 300 (Bayer AG); Vialkyd AC 451
(Solutia Vianova).
Для материалов горячей сушки на основе алкидных и меламиноформаль-
дегидных смол, отверждающихся при невысоких температурах (до 80°С),
оправдано применение алкидных смол, модифицированных жирными
кислотами касторового масла. Это позволяет получить покрытия с хорошей
химической стойкостью даже при низких температурах сушки.
Примеры торговых марок [5]: Setal 123 (Akzo Resins), Jagalyd R 40 (Gray
Valley Jager), Synthalat SFR 341 (Synthopolchemie), Vialkyd AR 280 (Solutia
Vianova).
Насыщенные полиэфиры
В большинстве случаев применяют полиэфиры с относительно низкой
молекулярной массой, гидроксильным числом 80-150 мг КОН/г, кислотным
числом 5 - 25 мг КОН/г. Их комбинации с аминосмолами обеспечивают при
горячей сушке получение покрытий с высокой твердостью и эластичностью. Такие
смеси используют при получении шпатлевок, лаков для защиты жестяной
тары, а также для окрашивания пластмасс. Сочетания насыщенных полиэфиров
и меламиноформальдегидных смол также широко применяют для получения
эмалей горячей сушки. Покрытия на их основе обладают достаточно высокой
112
Часть II
атмосферостойкостью, что, однако, зависит от строения полиэфира.
Присутствие ароматических звеньев, например изофталевой кислоты, снижает ат-
мосферостойкость покрытий, а алифатические и циклоалифатические звенья,
напротив, способствуют ее увеличению.
Примеры торговых марок [5]: Setal 173, 183, 186, 1600, 1703 (Akzo Resins);
Alkynol 1665 (Bayer AG), Dynapol LH 820, LH 812, LH 828, LH 700 (Degussa HuIs);
Uralac SN 820, SN 822, SN 830 (DSM); K-Flex 188 (King Industries), Vialkyd AN 950
(Solutia Vianova).
Особый класс насыщенных полиэфиров - высокомолекулярные линейные
полиэфиры на основе ароматических поликарбоновых кислот и относительно
короткоцепных диолов. По своей структуре они похожи на полиэфиры для
производства пластмасс и стеклопластиков, однако имеют более высокую
среднюю молекулярную массу. Несмотря на низкое содержание реакционноспособ-
ных групп (гидроксильное число - примерно 5 мг КОН/г), в комбинации с мела-
миноформальдегидными смолами они образуют отвержденные покрытия с
очень высокой твердостью и химстойкостью, прежде всего к действию
растворителей. Кроме того, благодаря хорошей эластичности они успешно
применяются при окрашивании жести в производстве металлических банок.
Примеры торговых марок [5]: Dynapol L 205, L 206, L 411 (Degussa HuIs
Creanova).
Акриловые смолы
Применяют смолы, содержащие как гидроксильные, так и карбоксильные
группы, получаемые путем взаимодействия акриловой и метакриловой кислот
и их эфиров и последующей этерификации моноспиртами или моноэфирами
диолов. Смолы могут также содержать другие мономеры, легко вступающие в
реакции сополимеризации, например стирол. Этот мономер способствует
повышению твердости и блеска покрытий, однако снижает атмоферостойкость
покрытий горячей сушки.
Акриловые смолы различаются по молекулярной массе и молекулярно-
массовому распределению, гидроксильному числу, типу гидроксильных групп,
кислотному числу и мономерному составу. Последний играет наиболее важную
роль, так как определяет растворимость смолы, ее реакционную способность
и, соответственно, твердость, эластичность и эксплуатационные свойства
покрытий. Акриловые смолы, содержащие мономеры с короткими сложноэфир-
ными цепями (высокая температура стеклования, T9), образуют пленки с
высокой твердостью, но имеют худшую растворимость и совместимость с аминос-
молами. Смолы с длинными боковыми цепями (низкая температура
стеклования) обладают хорошей растворимостью и совместимостью: они образуют
пленки с высокой эластичностью. Смолы с высоким содержанием эфиров ме-
Часть II
113
такриловой кислоты образуют более вязкие растворы, а получаемые на их
основе покрытия имеют большую твердость и жесткость.
Молекулярная масса и молекулярно-массовое распределение существенно
влияют на вязкость и тем самым на содержание нелетучих веществ в
лакокрасочном материале. Количество гидроксильных групп (первичных или
вторичных) определяет реакционную способность акриловых смол и оказывает
каталитическое воздействие на реакцию с аминосмолами. Аминосмолы в
сочетании с акриловыми смолами быстрее отверждаются и образуют покрытия с
хорошей механической прочностью, химической и атмосферостойкостью. Такие
сочетания смол предпочтительны в производстве лакокрасочных материалов
горячей сушки, применяемых в автомобильной промышленности.
Все вышеописанные смолы: алкидные, полиэфирные и акриловые - из-за
наличия реакционноспособных групп в разных сочетаниях с аминосмолами
позволяют существенно варьировать свойства покрытий.
Алкидные смолы обеспечивают лучшее смачивание пигментов и подложки,
улучшают растекание, повышают степень наполнения составов и блеск
покрытий. Предпочтительное их применение - получение пигментированных
материалов горячей сушки, главным образом для атмосферостойких покрытий.
Комбинации аминосмол с алкидами с низким содержанием жирных кислот с
длинными цепями применяют для изготовления грунтовок горячей сушки.
Смеси полиэфиров с аминосмолами обеспечивают хорошее сочетание
твердости, эластичности и химической стойкости получаемых покрытий.
Их применяют для изготовления грунтовок горячей сушки, образующих
покрытия с высокой механической стойкостью (например, антигравийные), а также
лаков по жести и эмалей для окраски металлических емкостей и других
промышленных изделий и объектов.
Акриловые смолы обеспечивают аминосмолам повышенную скорость
отверждения, а также получение покрытий с высокой адгезией, хорошей
атмосферо- и химической стойкостью. В Европе их используют для
изготовления широкого ассортимента лакокрасочных материалов горячей сушки
промышленного назначения, прежде всего эмалей для окраски автомобилей.
2.2.3. Реакции отверждения, их катализ [3, 6]
Отверждение лакокрасочных материалов, содержащих комбинации гид-
роксилсодержащих модификаторов (алкидных смол, насыщенных
полиэфиров, акриловых смол) с аминосмолами, происходит в основном за счет реакций
имеющихся в них функциональных групп. Наряду с этим возможно также
самоотверждение этих компонентов.
Реакции взаимного отверждения (рис. 2.36) являются результатом
взаимодействия свободных метилольных групп и этерифицированных метилольных групп
114
Часть II
Алкидная смола
Меламино-
формальдегидная
смола
Рис. 2.36. Взаимное отверждение алкидной и меламиноформальдегидной смол
аминосмолы с гидроксильными группами модификатора. При этом отщепляется
вода или участвовавший в этерификации спирт. Реакция ускоряется в результате
катализирующего воздействия азота амидных групп.
Процесс
самоотверждения,
как видно из
рис. 2.37,
является продолжением
роста
молекулярной цепи. В
данном случае
свободные NH-группы
реагируют с меп/ь
лольными
группами с
отщеплением воды и
образованием мети-
леновых
мостиков, а также с ме-
тилолэфирными
группами с
отщеплением
спирта и
образованием метиленовых
мостиков. Мети-
лольные группы,
реагируя друг с
другом, приводят
к образованию
диметиленовых мостиков. И, наконец, взаимодействие этерифицированных мети-
лольных групп с оставшимися свободными метилольными группами приводит к
образованию диметиленэфирных групп. При высоких температурах или под
влиянием сильных катализаторов в результате реакции диметиленэфирных групп с
метилольными может происходить отщепление формальдегида, что приводит к
образованию сшитых продуктов.
Скорость названных реакций подчиняется аррениусовской зависимости.
Надлежащий выбор аминосмол с определенной реакционной способностью и
соответствующих режимов их отверждения позволяет получать требуемую
степень сшивки. Важно, чтобы лакокрасочные материалы обладали высокой
стабильностью при хранении в нормальных условиях, которая обеспечивается за
счет того, что моноспирты и эфиры гликолей, используемые в составе компо-
CH.
м
^N,
лдлллЛ/О
/
NyN
CH9 ^CH;
CH0-O-
но—сн,
о
I
-CH,
M
OH C4H9-O-CH2
'0"C4H9
^N
"ні
N"
N^IM
'NN
^Оллллллл
.CH,
CH,
о-
-с„нй
Рис. 2.37. Схема отверждения меламиноформальдегидной смолы
Часть II
115
зиций в качестве растворителей, конкурируют с функциональными группами
пленкообразователей и мешают их взаимодействию.
Характер реакций, протекающих при отверждении аминосмол, во многом
определяет свойства получаемых покрытий. Взаимное отверждение смол
приводит к получению эластичных химически и атмосферостойких покрытий.
Самоотверждение увеличивает твердость и стойкость пленок к действию
растворителей. Важно, что, влияя на процесс формирования покрытий, можно
получать покрытия с требуемыми свойствами.
Первому процессу благоприятствует введение модификаторов с высоким
гидроксильным числом и активными гидроксильными группами. При этом
желательно применение умеренно реакционноспособной аминосмолы.
Аналогично влияют низкие температуры и незначительные добавки катализатора.
Самоотверждению благоприятствует использование модифицирующих
смол с низким гидроксильным числом и ограниченной реакционной
способностью. Этому же способствует применение активных аминосмол и
катализаторов, а также высокие температуры отверждения. Из-за многообразия
протекающих реакций не представляется возможным выполнить стехиометрические
расчеты. Из опыта, однако, известно, что соотношение компонентов в
реакционной смеси существенно влияет на свойства покрытий. Это наглядно
проиллюстрировано на примере меламиноалкидных покрытий (рис. 2.38).
Оптимальным является состав, содержащий 65 - 75% алкидной смолы и
25 - 35% меламиноформальдегидной смолы. При увеличении доли меламино-
формальдегидной смолы возрастают твердость и стойкость покрытий к
растворителям, но уменьшаются эластичность, химическая и атмосферостоикость.
При увеличении содержания алкидной смолы эластичность несколько
возрастает, но одновременно ухудшаются многие другие свойства (снижается
степень отверждения).
Отверждение
аминосмол существенно
ускоряется под влиянием
протонов (кислотный катализ).
Протоны поляризуют мети-
лольные и метилолэфир-
ные группы (рис. 2.39),
поэтому покрытия можно OT-
верждать при более низких
температурах. Так, если
высокомолекулярные ме-
ламиновые смолы
эффективно взаимодействуют с Рис 238 зависимость свойств пленок на основе меламиноалкидных
гидроксилфункциональны- смол от соотношения компонентов
Свойства
Единицы
1~
3~
4~
5
Твердость ""'"•уг^'.-~~^\
Химическая и \
атмосферостоикость \
JX --. \
У / Эластичность \
-^/ У V
Стойкость к
растворителям
" I ' ■ ' I ! Г" !
50/50 60/40 70/30 80/20 90/10
Мольное соотношение алкидной и меламиновой
смол
116 Часть II
ми пленкообразо-
вателями при
температурах выше
180°С, то
применение кислотных
катализаторов
позволяет снизить
температуру
отверждения до 120-
140°С.
Катализирующий эффект, как
правило,
приписывают
карбоксильным
группам
модифицирующих смол.
Нередко их
присутствия в системах вполне достаточно для осуществления отверждения без
применения катализаторов.
При необходимости в качестве катализатора применяют различные
кислоты, растворимые в органических растворителях и совместимые с пленкообра-
зователями. Образование протонов в органических растворах происходит
подобно диссоциации солей в водных растворах. В зависимости от требуемых
параметров отверждения и применяемой системы выбирают тип и количество
кислотного катализатора. Сильные кислоты при высоких концентрациях могут
ухудшить стабильность композиции при хранении. Однако при необходимости
использования низкотемпературной сушки, например для получения
ремонтных покрытий, не следует пренебрегать их применением, несмотря на
ограниченную жизнеспособность композиций.
Кислотные катализаторы остаются в лакокрасочном покрытии и, как любые
гидрофильные соединения, снижают их влагостойкость, причем это влияние
больше проявляется в самосшиваемых меламиновых смолах, чем во взаимно
сшиваемых. При этом ухудшаются эластичность и атмосферостойкость
покрытий. Кислотные катализаторы, применяемые в ремонтных лакокрасочных
материалах, могут также снижать адгезию покрытий.
В качестве катализаторов используют следующие кислоты (в порядке
уменьшения их силы):
• л-толуолсульфокислота;
• додецилбензолсульфокислота;
• динонилнафталиндисульфокислота;
CHr-O-CH2 XH9-O-CH,
2^n/ 2 3
і н
CH3-O-CH2 7 J? CH2-O-CH
CH3-O-CH2 CH2-O-CH3
Гексаметокси-
метилмеламин
H-O-CH3
. -Л.
(ГМММ) н'
6+5- <С
5 + Н—0—R—<,
>
С
Гидроксилсодержащий
пленкообразователь
CHr-O-CH- .CH2-O-CH3 <*
N
CH3-O-CH Г I CH2-
NNN
CH3-O-CH2 CH2-O-
-0—R—С
CH3 >
Рис. 2.39. Влияние кислотного катализа на реакции метилолэфиров
Часть II
117
• динонилнафталинсульфокислота;
• фосфорная кислота;
• фенилфосфорная кислота;
• бутилфосфорная кислота;
• дибутилфосфорная кислота;
• малеиновая кислота;
• монобутиловый эфир малеиновой кислоты.
Для улучшения стабильности при хранении органо- и водоразбавляемых
составов, содержащих достаточно сильные кислотные катализаторы (сульфо-
новые или фосфорные кислоты), применяют так называемые
«блокированные» катализаторы. «Блокирование» основано на нейтрализации кислот
аминами, т.е. применении образующихся солей аминов. В качестве аминов
используют диметилэтаноламин, триэтиламин, диизопропиламин, N-алкилмор-
фолин, АМП (2-амино-2-метилпропанол), диметил-АМП и оксазолидин.
При нормальной температуре в нейтрализованных кислотах содержится
мало протонов, поэтому отсутствует каталитическое воздействие на реакции ами-
носмол. При нагревании соли аминов разлагаются, амин испаряется, а
высвобождающаяся кислота начинает оказывать каталитическое действие. Время и
температура разложения солей аминов определяют не только начало
протекания реакций отверждения, но в значительной мере и кинетику процесса.
Существуют также другие «блокированные» кислоты, например (З-гидрок-
сиэфир на основе кислоты и моноэпоксида, распадающийся при достаточно
высоких температурах.
Примеры торговых марок [5]: Cycat 296, 500, 600, 4040 (Cytec); Nacure 155,
1051,4054, 5076, Х49-110, 5225, 2500 (King Industries); Dynapol Katalysator 1203
(Degussa HuIs).
Рецептуры, свойства и применение лакокрасочных материалов
Ниже в качестве примера приведены рецептуры ряда лакокрасочных
материалов горячей сушки на основе аминосмол:
1. Грунтовка;
2. Автомобильная эмаль для верхнего слоя покрытия;
3. Автомобильная базисная эмаль;
4. Автомобильный лак для отделочного покрытия;
5. Эмаль для наружных покрытий, наносимых способом койл-коутинга.
1. Грунтовка горячей сушки для промышленного применения
Используют [7] смесь разветвленного насыщенного полиэфира, реакцион-
носпособной иминомеламиновой смолы и небольшого количества эпоксидной
118
Часть II
смолы для улучшения адгезии и коррозионной стойкости покрытия.
Композицию пигментируют диоксидом титана, желтым железооксидным пигментом и
сульфатом бария (наполнитель) [8]. В качестве смачивающего агента
применяют органическую соль кальция [4], а агента растекания - очень малое
количество модифицированного силиконового масла. Для достижения хороших
технологических свойств используют смесь относительно высококипящих
неполярных и полярных растворителей.
Состав композиции приведен в табл. 2.26. Смесь компонентов 1 - 8
диспергируют в ротационной мельнице. Компоненты 9-14 смешивают отдельно и
вводят в состав непосредственно перед нанесением методом распыления.
Соотношение используемых пленкообразователей: насыщенный
полиэфир : меламиновая смола : эпоксидная смола = 65 : 25 : 10, соотношение
пигмент : пленкообразователь = 1:1
12,90 / 4,1 + 0,20 / 4,0 + 19,40 / 4,2
ОКП= • 100% = 23%
12,90 / 4,1 + 0,20 /4,0 + 19,40 / 4,2 + 20,94 / 1,2 + 8,05 / 1,5 + 3,25 / 1,2
Разбавитель - сольвент-нафта : метоксипропанол = 75 : 25.
Вязкость для нанесения пневмораспылением: 30 с (DIN 4/23°С).
Условия отверждения - 20 мин при 170°С.
Толщина сухой пленки - 35 мкм.
Таблица 2.26
Рецептура грунтовки горячей сушки для получения покрытий промышленного применения
№
1
2
3
4
5
6
7
8
9
10
Продукт
Пигментная паста
Насыщенный разветвленный полиэфир
(60%-ный раствор в ксилоле)
Диоксид титана
Желтый железооксидный пигмент
Сульфат бария
Агент смачивания на основе соли кальция (5
Бутиловый спирт
Ксилол
Метилпропилацетат
Насыщенный разветвленный полиэфир
(60%-ный раствор в ксилоле)
Иминомеламиновая смола
(70%-ный раствор в бутаноле)
Массовая доля
сухого вещества, %
8,04
12,90
0,20
19,40
Vo Ca)
-
-
-
12,90
8,05
Плотность, г/мл
1,2
4,1
4,0
4,2
-
-
-
-
1,2
1,5
Массовое
содержание, %
13,40
12,90
0,20
19,40
0,40
0,70
6,70
1,70
21,50
11,50
Часть II
119
№
11
12
13
14
Продукт
Массовая доля
сухого вещества, %
Добавки
Эпоксидная смола 3,25
(50%-ный раствор в смеси метоксипропанол /
метилизобутилкетон)
Бутилди гликоль
Терпеновый углеводород: Depanol J
Модифицированное силиконовое масло
(1%-ный раствор в ксилоле)
Итого: 64,74
Таблица 2.26 (продолжение)
Плотность, г/мл
1,2
-
-
Массовое
содержание, %
6,50
1,60
2,50
0,01
100,0
Примечание. 1,9- Setal 183 фирмы Akzo Resins; 2 - Titan dioxide 11 P фирмы Titafrance; 3 -
Bayferrox 316 фирмы Bayer AG; 4 - Blancfixe F фирмы Sachtleben; 10 - Setamine US 138 фирмы Akzo
Resins; 11 - Epikote 1001 фирмы Shell; 14- Baysilon Lackadditive OL-31 фирмы Borchers GmbH.
2. Автомобильная эмаль белого цвета горячей сушки для получения
глянцевых покрытий
Применяется [9] сочетание тощей гидроксилсодержащей алкидной смолы,
модифицированной насыщенными жирными кислотами, с бутанолизированной
меламиноформальдегидной смолой, содержащей реакционноспособные мети-
лольные группы. Диспергирование диоксида титана облегчается введением
небольшого количества диспергирующей добавки [8]. Для регулирования
растекания применяют модифицированное силиконовое масло. В качестве
растворителей используют комбинацию полярных и неполярных растворителей
средней молекулярной массы.
Рецептура эмали приведена в табл. 2.27. Компоненты 1 - 3 диспергируют в
ротационной мельнице. Компоненты 4-8 смешивают отдельно, после чего
вводят в состав смеси.
Соотношение пленкообразователей: алкидная смола : меламиновая
смола = 75 : 25, пигмент : пленкообразователь = 0,8 : 1.
32,40/4,1 7,90
ОКП = • 100% = • 100% = 20%
32,40/4,1 +30,38/1,2 + 10,15/1,5 39,99
Разбавитель - сольвент-нафта : ксилол : бутанол = 75 : 20 : 5.
Вязкость для нанесения пневмораспылением - 20 с (DIN 4/23°С).
Условия отверждения - 30 мин при 135°С.
Толщина сухой пленки - 45 мкм.
120
Часть II
Таблица 2.27
Рецептура серийной автомобильной эмали белого цвета для глянцевых покрытий
№
1
2
3
4
5
6
7
8
Продукт
Пигментная паста
Массовая доля
сухого вещества, %
Тощая алкидная смола, молифицированная 11,34
насыщенными жирными кислотами (70%-ный
раствор в смеси сольвент-нафта / ксилол)
Диоксид титана (рутил)
Диспергирующая добавка
Добавки
Тощая алкидная смола (70%-ный раствор
в смеси сольвент-нафта / ксилол)
Частично этерифицированная меламиновая
смола (70%-ный раствор в бутаноле)
Бутилгликоль
Терпеновый углеводород: Depanol J
Модифицированное силиконовое масло
(1%-ный раствор в ксилоле)
Итого:
32,40
19,04
10,15
72,90
Плотность, г/мл
1,2
4,1
1,2
1,5
-
Массовое
содержание, %
16,20
32,40
0,40
27,20
14,50
4,10
4,00
1,20
100,0
Примечание. 1,4- Setal 84, 70%-ный раствор в сольвент-нафте фирмы Akzo Resins; 2 - Kronos
2310 фирмы Kronos Int. Inc.; 3 - SER-AD FA 196 фирмы Condea Servo; 5 - Setamine US 132 фирмы
Akzo Resins; 8 - Baysilon Lackadditive OL-17 фирмы Borchers GmbH.
3. Серийная автомобильная эмаль серебристого цвета горячей сушки
Выбираем [10] состав из ацетобутирата целлюлозы, модифицированного
насыщенного полиэфира и активной иминомеламиновой смолы. Ацетобутират
целлюлозы является компонентом базисного лака для поверхностного
нанесения «мокрый по мокрому». Он отличается от других пленкообразователей
высокой свето- и атмосферостойкостью. Степень этерификации и молекулярную
массу ацетобутирата целлюлозы выбираем с учетом его совместимости с другими
пленкообразователями, а также влияния на содержание сухого остатка в эмали.
Ацетобутират целлюлозы пластифицирует покрытия, улучшает их
механические свойства и атмосферостойкость.
Декоративный металлический эффект покрытия достигается за счет
введения в эмаль алюминиевой пудры и усиливается при использовании в качестве
реологической добавки дисперсии восков на основе сополимеров этилена или
мочевины. Состав композиции приведен в табл. 2.28.
Компоненты 1 - 4 интенсивно перемешивают при высокой сдвиговой
нагрузке, компоненты 5-7 гомогенизируют отдельно, затем добавляют к смеси
продуктов 1 - 4. В полученную композицию вводят раствор ацетобутирата
целлюлозы и растворители до требуемой вязкости.
Часть II
121
Соотношение пленкообразователей: ацетобутират целлюлозы : полиэфир :
: меламиновая смола = 14 : 62 : 24, пигмент : пленкообразователь = 0,15 : 1.
Разбавитель - бутилацетат.
Вязкость для нанесения пневмораспылением: 15 с (DIN 4/23°С).
Массовая доля нелетучих веществ - 23 - 25%.
Толщина сухой пленки - примерно 12 мкм.
Таблица 2.28
Рецептура серебристой базисной эмали с металлическим эффектом для серийной окраски
автомобилей
№
1
2
3
4
5
6
7
8
Продукт
Массовая доля
сухого вещества, %
Насыщенный полиэфир (70%-ный раствор 19,65
в смеси сольвент-нафта / ксилол /
метоксипропанол)
Дисперсия воска на основе сополимеров 0,74
этилена (4,7%-ный раствор в смеси ксилол /
бутилацетат / бутанол)
Иминомеламиновая смола
(70%-ный раствор в бутаноле)
Бутилацетат 7,63
Алюминиевая пудра (65%-ный раствор) 4,81
Бутилацетат
Ксилол
Ацетобутират целлюлозы 4,45
(25%-ный раствор в бутилацетате)
Итого: 37,28
Плотность, г/мл
1,2
1,0
1,5
1,2
-
Массовое
содержание, %
39,30
15,70
10,90
1,50
7,40
5,90
1,50
17,80
100,0
Примечание. 1 - Setal 90173, 50%-ный раствор в смеси сольвент-нафта: ксилол:
метоксипропанол фирмы Akzo Resins, 2 - Ceratix 8461 фирмы Byk Cera BV, 3 - Setamine US 138, 70%-ный
раствор в бутаноле фирмы Akzo Resins; 5 - Stapa Metallux R 9755 фирмы Eckart Werke GmbH, 8 - CAB
381-05, 25%-ный раствор в бутилацетате фирмы Eastman Chemicals.
Базисную эмаль с металлическим эффектом и последующий слой лака
наносят «мокрый по мокрому». После выдержки в течение 5 мин при 80°С эмаль
перекрывают слоем серийного прозрачного автомобильного лака. Затем оба
слоя после кратковременной сушки отверждают 20 мин при 140°С.
4. Прозрачный автомобильный лак для глянцевых атмосферостойких
покрытий
Выбираем [11] композицию, состоящую из гидроксилсодержащей
акриловой смолы и реакционноспособной иминомеламиновой смолы. Атмосферо-
стойкость покрытий обеспечивается за счет применения УФ-абсорбера (заме-
122
Часть II
щенный гидроксифенилбензотриазол) и стерически затрудненного амина
(производное Ы-метил-2,2,6,6-тетраметилпиперидина) в качестве уловителя
радикалов [12].
Таблица 2.29
Рецептура лака для автомобильных покрытий
№
1
2
3
4
5
6
7
8
9
Продукт
Гидроксилсодержащая акриловая смола
(65%-ный раствор в смеси сольвент-нафта /
бутанол - 97:3)
Гидроксилсодержащая акриловая смола
(60%-ный раствор в смеси сольвент-нафта /
бутанол)
Иминомеламиновая смола
(70%-ный раствор в бутаноле)
Силиконовое масло, модифицированное
полиэфиром (2%-ный раствор в ксилоле)
Производное І\І-метил-2,2,6,6-тетраметил-
пиперидина (уловитель радикалов)
Замещенный гидроксифенилбензотриазол,
70%-ный раствор (УФ-абсорбер)
Бутилдигликоль
Ароматический растворитель
(Ткип. = 180-21O0C)
Ксилол
Итого:
Массовая доля
сухого вещества, %
27,87
8,73
0,62
15,61
0,05
0,52
0,49
0,49
53,89
Плотность, г/мл
1,2
1,2
1,5
Массовое
содержание, %
42,88
15,59
22,30
2,60
0,52
0,52
0,52
0,52
9,36
5,71
100,0
Примечание. 1 - Setal 1761 (65%-ный раствор в Solvesso 100 / бутанол, 97/3) фирмы Akzo
Resins; 2 - Setal 711761 (60%-ный в Solvesso 100 / бутанол, 97/3) фирмы Akzo Resins; 3 - Setamine
US 138 (70%-ный раствор в бутаноле) фирмы Akzo Resin; 4 - Baysilon OL-17 (2%-ный раствор в
ксилоле) фирмы Bayer AG; 5 - Tinuvin 292 фирмы Ciba Spezialchimikalien; 6 - Tinuvin 384 фирмы Ciba
Spezialchimikalien; 8 - Solvesso 150 фирмы Exxon.
Часть акриловой смолы модифицирована низкомолекулярной смолой на
основе мочевины и бензиламина, которая позволяет избежать потеков при нанесении
толстых слоев и является так называемым SCA (sag control agent). Данный
модификатор поставляется в виде раствора концентрации 1,15% (по массе). В
качестве агента растекания применяется силиконовое масло, модифицированное
полиэфиром. Растворители подбирают с учетом возможности нанесения слоев
«мокрый по мокрому». Как правило, это смесь низкополярного растворителя и летучих
ароматических растворителей. Рецептура приведена в табл. 2.29. Компоненты
смешивают в указанной последовательности при интенсивном перемешивании.
Соотношение пленкообразователей: акриловая смола : меламиновая
смола = 70 : 30.
Разбавитель - сольвент-нафта (Solvesso 100 фирмы Exxon).
Часть II
123
Вязкость для нанесения пневмораспылением - 28 с (DIN 4/23 С).
Условия отверждения - 24 мин при 140°С.
Толщина сухой пленки - примерно 40 мкм.
5. Белая глянцевая эмаль для окраски пружин (Coil-Coating-Decklack).
Выбираем [13] состав из двух различных насыщенных полиэфиров (70 : 30) и
ГМММ-смолы в качестве сшивающего агента. В качестве пигмента применяем
диоксид титана рутильной формы [8] при значении ОКП приблизительно 23%.
Таблица 2.30
Рецептура эмали белого цвета для окраски пружин (Coil-Coating-Decklack)
№
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Продукт
Массовая доля
сухого вещества, %
Раствор полиэфирных смол
Насыщенный полиэфир (100%-ный)
42,30
Гидроксилсодержащий насыщенный 17,70
полиэфир с гидроксильным числом 65 - 80 мг КОН/г
(75%-ный раствор в ароматическом растворителе)
Высококипящий ароматический растворитель
Диметиловый эфир
Итого:
Покрывной лак
Пигментная паста
Раствор смеси полиэфирных смол, поз. 1 - 4 (60%)
Диоксид титана (рутил)
Высококипящий ароматический растворитель
Бутилгликоль
-
-
60,00
10,82
_
-
_
Акриловая добавка для растекания (50%-ный
раствор в высококипящем органическом растворителе)
Добавки
Раствор полиэфирной смеси № 1 - 4 (60%-ный)
ГМММ-смола (100%-ная)
Неионно-блокированный катализатор
отверждения PTS (50%-ный раствор в ксилоле)
Катализатор отверждения PTS
(40%-ный раствор в изопропаноле)
Высококипящий ароматический растворитель
Бутилгликоль
Итого:
16,30
4,85
0,90
0,26
65,49
Плотность, г/мл
1,2
1,2
1,2
4,1
1,2
1,5
Массовое
содержание, %
42,30
32,60
24,10
10,00
100,0
18,04
32,36
6,77
2,25
0,65
27,17
4,85
1,80
0,65
4,23
1,41
100,0
Примечание. 1 - Uralak XP 907 SN фирмы DSM, 2 - Uralak 866 SN (75%-ный раствор в Solvesso 100)
фирмы DSM; 3, 7, 14 - Solvesso 150; 4 - диметиловый эфир смеси низкомолекулярных дикарбоновых
кислот фирмы DuPont; 6 - Kronos 2160 фирмы Kronos Titan GmbH; 9 - Disparlon L 1984 (50%-ный
раствор в Solvesso 150) фирмы Kusumoto Chemicals; 11 - Cymel 303 фирмы Cytec; 12 - Dynapol-Katalysator
BL 1203 (50%-ный раствор в ксилоле) фирмы Degussa HuIs; 13 - K-Cure 1040 фирмы King Industries.
124
Часть II
Для катализа процесса отверждения применяется состав, содержащий
неионный блокированный кислотный катализатор и свободную сульфоновую
кислоту. Для растворения полиэфира и для придания требуемых технологических
свойств используют высококипящий ароматический растворитель - смесь гли-
колевого эфира со средней температурой кипения и высококипящего
сложного эфира. Для улучшения растекания применяют акриловый полимер
(полярный тип), который добавляют в пигментную пасту в процессе диспергирования.
Смесь полиэфиров готовят заранее в качестве полуфабриката. Рецептура
состава приведена в табл. 2.30.
Компоненты 1 -4 растворяют при длительном перемешивании, возможен
небольшой нагрев. Часть этой смеси предварительно смешивают (в диссольвере)
с продуктами позиций 6-8, затем диспергируют на валковой машине до
степени перетира 7 мкм. Полученную пигментную пасту добавляют к предварительно
смешанным на диссольвере продуктам 9 - 15 и интенсивно перемешивают.
Соотношение пигмент : пленкообразователь = 1:1.
32,36/4,1 7,89
ОКП = • 100% = • 100% = 23%
32,36 / 4,1 + 27,12 / 1,2 + 4,85 / 1,5 33,73
Вязкость для нанесения - 90 с (DIN 4/23°С).
Подложка - хромированный алюминий.
Нанесение - валковый метод.
Условия отверждения - циркуляционная печь с температурой 300°С,
температура металла 232°С.
Свойства:
Блеск при 20° - 83%.
Стойкость в метилэтилкетоне - 100 двойных циклов.
Твердость по карандашу - H.
2.3. Лакокрасочные материалы на основе фенольных смол резольного типа
Фенольные смолы получают взаимодействием фенола и его производных с
формальдегидом. В зависимости от условий реакции и мольного соотношения
компонентов получают фенольные смолы новолачного или резольного типа
(рис. 2.40 и 2.41).
Недостатком фенольных смол является их окраска, выраженная в большей
или меньшей степени, что в ряде случаев исключает их использование для
получения лакокрасочных материалов светлых тонов. Новолачные смолы (рис.
2.40) не способны сшиваться без применения отвердителей. Их используют
для получения лакокрасочных материалов, формирующих покрытия за счет
Часть II
125
Кислота
+ 0,5 - 0,8 CH2O
Средняя мол. масса: 400 - 5000
n: 2 - 45
Рис. 2.40. Упрощенное строение новолачных смол
физических процессов, например мебельных, электроизоляционных и других
лаков. Предметом обсуждения данного раздела являются резолы, способные
при нагревании к самостоятельному отверждению.
Формальдегид с фенолом может взаимодействовать по гидроксильной
группе, находящейся как в орто-, так и в пара-положении. Для получения резольных
смол, кроме фенола, используют также его производные, например алкилфено-
лы, резорцин или бисфенол А.
Необходимо отметить высокую
адгезию резольных смол к
металлам, что можно объяснить
образованием на поверхности хелатных
структурных элементов о-гидрокси-
бензилового спирта. Возможная
структура одного из таких
комплексов (6-членное хелатное кольцо)
изображена на рис. 2.42. Новейшие
молекулярные расчеты позволили
прогнозировать также образование
второго металлохелата (8-членное
хелатное кольцо на рис. 2.42). Как
правило, 8-членные хелаты менее
стабильны, чем 6-членные, однако
их образование следует также
принимать во внимание.
Этерификация спиртами,
например н-бутанолом, приводит к
получению резолов, растворимых в
ароматических углеводородах.
Химическое отверждение резолов
происходит за счет реакций
поликонденсации, катализируемых кислотами или
воздействием повышенных
температур, и приводит к образованию
сшитых структур, так называемых дуро-
меров. Так как резолы образуют
хрупкие пленки, их часто
пластифицируют смолами (например,
эпоксидной), растительными маслами
или жидкими каучуками (полиакри-
лонитрильным, полибутадиеновым) рис 2 42 Схема о6разования хелатных комплексов на
(рис. 2.43). поверхности металлов (оксидов)
HOH2C
+ 1,25-2,5 CH2O
Щелочь
XH2OH
пара
орто
Средняя мол. масса: 150 - 600
(n + m)«0-4
Рис. 2.41. Упрощенное строение резольных смол
X©
Me M
ВО ^O
Д/'
W
наг/ Смола
6-членное
хелатное кольцо
х© н
о о
/ \
СУЛ)
Harz л
Смола
8-членное
хелатное кольцо
126
Часть II
Резол
он
&
CH2OH
-H2O
Хинонметид
Реакция Дильса -
Альдера
R
I
HC
H
O^ CH
&
Рис. 2.43. Реакция резолов с ненасыщенными соединениями
Отверждение резолов может
осуществляться двумя альтернативными
путями:
• посредством самосшивания (го-
моконденсации) за счет свободных
метилольных или метилолэфирных
групп;
• с помощью сшивающих агентов,
которыми служат соединения,
содержащие OH-, NH2, оксирановые
группы или ненасыщенные соединения
(рис. 2.43).
В табл. 2.31 представлена
примерная рецептура эмали горячей
сушки [14]. Условия отверждения
(без катализатора): 30 - 50 мин при
180°С или 15 - 30 - при 205°С. Если
требуется нанести еще один слой
материала горячей сушки, для улучшения межслойной адгезии грунтовочный
слой отверждают не полностью, например 10-20 мин при 175°С или 7 - 12 -
при 190°С. Окончательное отверждение грунтовочного слоя происходит при
сушке покровного слоя.
Таблица 2.31
Примерная рецептура эпоксифенольной эмали горячей сушки
№
1
2
3
4
5
6
7
8
9
10
Продукт
Эпоксидная смола, тип 7
Резол (50%-ный раствор в бутаноле)
Красный железооксидный пигмент
Тяжелый шпат (BaSO4)
Тальк
Органосиликат (10%-ный раствор в ксилоле)
Изопропилгликоль
Ароматический растворитель
Метоксипропилацетат
w-Бутанол
Итого:
Массовая доля
сухого вещества, %
12,4
8,2
12,5
8,5
4,0
1,0
23,8
17,5
8,5
3,6
100
Плотность, г/мл
1,2
5,3
12,5
8,5
4,0
0,1
42,8
Массовое
содержание, %
1,2
1,2
5,0
4,3
2,7
-
-
-
-
Примечание. 1 - эпоксиэквивалентная масса около 1875, эпоксидное число около 0,053, гид-
роксильное число около 0,37, например Epicote 1007. За счет добавления эпоксидной смолы тип 9
можно улучшить эластичность покрытия; 2 - непластифицированная фенольная смола горячей
сушки (65%-ный раствор в бутаноле), например Phenodur PR 217; 6 - реологическая добавка орга-
Часть II
127
носиликата, например Bentone 34; 8 - область температур кипения 165 - 185°С, число испарения
46, например Shellsol A; 7 - температура кипения 143°С, число испарения 65 (может применяться
также бутил гликоль).
Дополнительно используют в качестве катализатора морфолиновую соль
п-толуолсульфоновой кислоты в количестве 0,5 - 2% (по массе) на сухой плен-
кообразователь.
Для катализированных составов температура сушки на 10 - 20°С ниже.
Следует иметь в виду, что неполное отверждение приводит к образованию
хрупкого покрытия с недостаточной химической стойкостью, в частности к действию
растворителей. Эпоксидно-фенолформальдегидные материалы горячей сушки
мало чувствительны к перегреву за исключением пожелтения покрытий.
Для анализа рецептуры (табл. 2.31) укажем основные параметры эмали:
соотношение пленкообразователей эпоксид : фенолформальдегид = 70 : 30
(по сухому), пигмент : пленкообразователь = (12,5 + 8,5 + 4): (12,4 + 5,3) = 1,4 : 1.
12,5/5 + 8,5/4,3 + 4/2,7
ОКП = • 100% = 29%
12,5 / 5 + 8,5 / 4,3 + 4 / 2,7 + 17,7 / 1,2
Для получения эмали сначала растворяют твердую эпоксидную смолу,
затем в этом растворе диспергируют пигмент, наполнители и органосиликатную
пасту. Перед нанесением добавляют резольную смолу и растворитель (в
некоторых случаях еще и катализатор).
Покрытия горячей сушки на основе эпоксидно-фенолформальдегидных
смол имеют следующие характеристики:
• высокую стойкость к химикатам и растворителям;
• высокие твердость и абразивную стойкость;
• хорошие эластичность и адгезию;
• высокую прочность при ударе;
• стойкость к перепаду температур и к стерилизации.
Лаки и грунтовки горячей сушки на основе
эпоксидно-фенолформальдегидных смол применяют для различных целей:
• защиты жести для консервной тары;
• защиты внутренней поверхности емкостей для транспортировки
жидкостей;
• защиты оборудования в химической промышленности;
• электроизоляции проводов;
• грунтования металлов при окрашивании бытовой техники и приборов.
128
Часть II
2.4. Лакокрасочные материалы, отверждаемые блокированными
полиизоцианатами
2.4.1. Строение и свойства блокированных полиизоцианатов
Реакции полиизоцианатов [4, 15, 16] с реакционноспособными веществами
(спирты, фенолы и др.) приводят к образованию соединений, которые при
повышенных температурах могут снова распадаться. Это явилось основой для
получения так называемых блокированных или капсулированных
полиизоцианатов. Кумулированные двойные связи изоцианатной группы при повышенных
температурах теряют стабильность, и продукты реакции распадаются на
исходные соединения.
Если блокированные полиизоцианаты комбинировать с пленкообразовате-
лями, содержащими гидроксильные или аминогруппы, то при повышенных
температурах происходит взаимодействие с изоцианатом, образующимся при
отщеплении капсулирующего агента. В результате происходит «сшивание» плен-
кообразователя, подобно тому как при его реакции со свободными изоцианата-
ми в двухупаковочных системах. Составы на основе блокированных
полиизоцианатов достаточно стабильны, поэтому их можно выпускать в одной упаковке.
С помощью различных методов анализа было найдено, что блокированные
изоцианаты взаимодействуют с пленкообразователями, содержащими ОН- и NH-
группы, чаще всего за счет реакций обмена аналогично реакциям переэтерифи-
штттжФтттшчтт кации [17-19] (рис. 2.44).
Блокированный _ , .
Блокирующий полиизоцианат Эффективность действия
Полиизоцианат агвнт н блокированных полиизоциа-
-WVWR-N-C=O + и—я- *=± —*^N^c^R натов определяется кинети-
°_j кой реакции. При этом
значительную роль играют тип
и реакционная способность
ОН-полиэфир пленкообразователя
(количество и характер
функциональных групп), а также
температура. Однако
решающую роль играет тип
I блокирующего агента.
R Наиболее распростра-
L
"V-
Сшивка
N-H
/
=сч Пленка
ненными блокирующими
агентами являются
фенолы, є-капролактам, 1,2,4-
триазол, кетоксимы (мети-
Рис. 2.44. Принцип действия блокированных полиизоцианатов ленкетоксим), 3,5-диме-
Часть II
129
Фенол
JDr°H
18O0C
1700C
f>°
WS
є-Капролактам
Метилкетоксим 3,5-Диметил-1,2-пиразол
160Х
CH3
XH2
Xv /OH
CH3 4N
15OX
N-N
I \
N
H
1,2,4-Триазол
CH3
\ Лсн,
N
H
14O0C
CH3 O
і 3 Il
CH2-O-Cx
сн?
/ 2
CHr-C
3 H
O
Диметилмалонат
ЯНз O
CHr-O-C
CH2
CHrO-C
/2 Jj
снз O
130Х
Этилацетоацетат
Рис. 2.45. Эффективные температуры отверждения гидроксилсодержащих полиэфиров полиизоцианатами с
разными блокирующими агентами
тилпиразол, ацетоацетаты (этилацетоацетат или этиловый эфир ацетоуксус-
ной кислоты), малонаты (диэтилмалонат). В этом ряду их реакционная
способность растет. Если алифатическими полиизоцианатами, блокированными
вышеназванными агентами, отверждать гидроксилсодержащий полиэфир, то в
зависимости от температуры отверждения (120 - 180°С) в течение 20 - 30 мин
агенты деблокирования можно поставить в ряд, представленный на рис. 2.45.
Фенолы по своей природе склонны к блокированию ароматических поли-
изоцианатов. Благодаря способности менять цвет покрытий их используют
преимущественно для изготовления электроизоляционных лакокрасочных
материалов, где изменение цвета не имеет значения. 1,2,4-тиазол образует ад-
дукты с высокой T9 и относительно плохой растворимостью, поэтому он, как
правило, применяется в порошковых красках. Блокирование метилэтилкеток-
симом алифатических и циклоалифатических полиизоцианатов позволяет
получать высококачественные грунтовки для наружных покрытий.
3,5-диметилпиразол по сравнению с кетоксимами имеет лучшую
реакционную способность и стойкость к пожелтению, поэтому он представляет интерес
для получения атмосферостойких наружных пигментированных и непигменти-
рованных покрытий. Этилацетоацетат и диэтилмалонат вступают в реакции
при особенно низких температурах, причем реакция с гидроксильными
группами протекает не за счет разложения блокированных групп изоцианатов, а
благодаря влиянию (3-дикетонных групп, предпочтительно посредством переэтери-
фикации сложноэфирных групп; в результате реакции образуется этанол [20].
Покрытия склонны к пожелтению.
При использовании диэтилмалоната эта реакция протекает с более высокой
степенью конверсии, чем в случае этилацетоацетата. При повышенных темпе-
130
Часть II
N-C-
I і!
H О
Il /СНз
C-O-CH2
-CH +
с-о-сн,
о хск
Полиизоцианат, блокированный
диэтиловым эфиром малоновой
кислоты
О CH
Il /снз
уС-о-сн2
N—C-CH
і В \ и
H О C-O-R-O-C-
O
О
HO-R-O-C-
ОН-содержащая
полиакриловая
смола
HO-
Место сшивки
Этанол
Рис. 2.46. Реакции отверждения гидроксилсодержащей полиакриловой смолы
полиизоцианатом, блокированным диэтиловым эфиром малоновой кислоты
ратурах
отверждение
происходит
одновременно с
отщеплением некоторого
количества
блокирующего
агента. Данные
реакции
представлены на рис. 2.46.
Алифатические и циклоали-
фатические
полиизоцианаты,
блокированные
органическими
кислотами,
эффективно отверждают покрытия в условиях, обычно применяемых при окраске
автомобилей (20 - 30 мин при 130 - 140°С), обеспечивающих образование ат-
мосферостойких покрытий с высокой адгезией.
При температурах отверждения выше 200°С в качестве блокирующих
агентов также используют третичные и вторичные спирты и моноэфиры
1,2-гликолей.
Аминосодержащие пленкообразователи реагируют с блокированными по-
лиизоцианатами значительно быстрее, чем гироксилсодержащие. Существуют
специальные низковязкие составы, отверждающиеся при комнатной
температуре под влиянием определенных энергетических воздействий.
Ароматические блокированные полиизоцианаты реагируют быстрее, чем
алифатические и циклоалифатические. В качестве отверждающего агента
материалов, наносимых катодным электроосаждением, применяют
ароматические полиизоцианаты, блокированные вторичными спиртами (например,
2-этилгексанолом) или моноэфирами 1,2-диолов (например, пропилгликолем).
При деблокировании эти полиизоцианаты реагируют с гидроксильными
группами, а более активно - с аминогруппами модифицированной эпоксидной
смолы, являющейся основным пленкообразователем в материалах,
предназначенных для нанесения методом электроосаждения. Отверждение протекает при
температурах 160 - 180°С в присутствии катализатора.
Блокируют в основном олигомерные изоцианаты: продукт взаимодействия
триметилолпропана с тремя молекулами толуилендиизоцианата (ТДИ), триме-
ры изоцианурата, гексаметилендиизоцианат (ГМДИ), изофорондиизоцианат
(ИФДИ), биурет ГМДИ.
Часть II
131
Особую группу представляют уретдионы, не содержащие или
содержащие лишь небольшое количество блокирующих агентов. Уретдионы
распадаются при более высоких температурах, образуя соединения со свободными
изоцианатными группами, которые участвуют в реакциях отверждения. Так
как полимерные уретдионы являются относительно высокоплавкими
веществами, они используются прежде всего в производстве полиуретановых
порошковых красок.
Реакции большинства блокированных полиизоцианатов могут ускорять те
же катализаторы, которые применяют в двухупаковочных полиуретановых
системах. Предпочтительными являются соединения дибутилолова. Отметим, что
реакции полиизоцианатов, блокированных кислотными органическими
агентами, не катализируются.
2.4.2. Другие компоненты полиуретановых составов
В сочетании с блокированными полиизоцианатами в составах горячей
сушки применяют в основном те же пленкообразователи, что и в композициях с
аминосмолами. Предпочтительными являются гидроксилсодержащие алкид-
ные смолы, насыщенные полиэфиры и полиакрилаты [1, 2, 4, 15, 16]. Для
особых областей применения можно использовать эпоксидные смолы, эпоксиэфи-
ры и виниловые полимеры.
При отверждении этих пленкообразователей реакции между
разблокированными полиизоцианатами и гидроксильными группами протекают
относительно просто и однозначно: происходит их взаимное отверждение. Это
особенно характерно при расчетном стехиометрическом соотношении гироксиль-
ного числа пленкообразователя и потенциального изоцианатного числа
блокированного полиизоцианата. Чаще всего при расчете состава исходят из
среднего стехиометрического соотношения (nNC0 = n0H). Для обеспечения хорошего
качества покрытий (высокой степени сшивки, химической и атмосферостой-
кости, эластичности) из вышеназванных классов пленкообразователей
следует отдать предпочтение соединениям с большим гидроксильным числом.
Карбоксильные группы, содержащиеся в этих пленкообразователях, проявляют
индифферентность, как правило, не оказывают каталитического действия и
могут образовывать амиды со свободными полиизоцианатами лишь при
высоких температурах. В связи с этим для описанных составов обычно выбирают
пленкообразователи с низким кислотным числом.
Насыщенные полиэфиры, благодаря наличию доступных гидроксильных
групп, имеют оптимальные показатели химической стойкости и эластичности.
Алкидные смолы, модифицированные жирными кислотами, благоприятны с
точки зрения смачивания, растекания и блеска покрытий. Для акриловых
смол, имеющих клубкообразную структуру молекул, характерны быстрое вы-
132
Часть II
сыхание, высокая химическая стойкость и хорошая стабильность цвета
покрытий, особенно при правильном выборе блокированного полиизоцианата.
Эпоксидные смолы, их эфиры и сополимеры винилхлорида в сочетании с
блокированными полиизоцианатами обладают хорошей адгезией и образуют
химстойкие покрытия.
При отверждении гидроксилсодержащих пленкообразователей
блокированными полиизоцианатами образуются полиуретановые покрытия с сетчатой
структурой [15]. Присутствие уретановых групп придает покрытиям
устойчивость к действию кислотных агентов, повышенные адгезию и стойкость к
механическим воздействиям (гравийная стойкость). Отмечается их высокая ат-
мосферостойкость.
Покрытия изоцианатного отверждения по ряду показателей, однако,
уступают аналогичным покрытиям, отвержденным, например, аминосмолами. Они
менее стойки к действию растворителей, возможно их набухание. В
зависимости от типа полиизоцианата и блокирующего агента не исключается
изменение цвета покрытий, прежде всего при перегреве в процессе отверждения.
Иногда покрытия имеют пониженную межслойную адгезию, что может
сдерживать их использование при ремонтном окрашивании.
Блокированные полиизоцианаты находят применение прежде всего при
получении эластичных и химически стойких промышленных покрытий горячей
сушки, в том числе для защиты внутренней поверхности металлической тары -
банок, бочек и др.
Сочетания насыщенных полиэфиров и блокированного фенолом
ароматического полиизоцианата применяют при получении электроизоляционных
лаков, предназначенных для защиты проводов, допускающих прямую пайку.
Для обеспечения более широкого комплекса свойств покрытий
блокированные полиизоцианаты часто комбинируют с аминосмолами. В зависимости
от соотношения блокированного полиизоцианата и аминосмолы достигают
баланса свойств: с одной стороны, твердости, стойкости к действию
растворителей, адгезии последующих слоев, стойкости к пожелтению, с другой -
химической стойкости, эластичности, атмосферостойкости. Возможные различия в
скорости отверждения составов разными сшивающими агентами существенно
не влияют на технологию получения из них покрытий [16].
Сочетания сшивающих агентов на основе блокированных полиизоцианатов
и аминосмол успешно применяют для получения эластичных грунтовок горячей
сушки, а также лаков для окрашивания автомобилей.
Примеры торговых марок [5]: Desmodur BL 1265, BL 3165, BL 3175, BL 4265,
VP-LS 2252, VP-LS 2253 (Bayer); Vestanat В 1370, 1358 (Degussa HuIs Creanova);
Tolonate D2 (Rhodia).
Часть II
133
2.4.3. Рецептуры полиуретановых материалов, отверждаемых блокированными по-
лиизоцианатами
В качестве примера приведем состав трех лакокрасочных материалов
горячей сушки, отверждаемых блокированными полиизоцианами:
1. Эмаль промышленного назначения;
2. Автомобильная грунтовка;
3. Электроизоляционный лак.
1. Эмаль промышленного назначения для получения химстойких глянцевых
покрытий белого цвета
Выбираем [21] состав из насыщенного полиэфира и блокированного ме-
тилэтилкетоксимом ГМДИ-изоцианурат-тримера. Соотношение
функциональных групп NCO-: ОН- = 0,7 : 1. Для катализа реакции применяют раствор дила-
урата дибутилолова (ДЛДБО). В качестве агента растекания используют
раствор силиконового масла, модифицированного полиэфиром. Свободный
растворитель состоит из смеси гликольэфирацетата и ароматического
растворителя. Соотношение пигмент : пленкообразователь = 0,8 : 1.
28,84/4,1 7,03
ОКП = • 100% = • 100% = 19%
28,84 /4,1+ 24,66 / 1,2 + 11,39 / 1,2 37,07
Разбавитель - смесь ксилол : бутилацетат = 8:2.
Вязкость для нанесения - 30 с (DIN 4/23°С).
Условия отверждения - 20 мин при 150°С.
Толщина слоя - 35 мкм.
Таблица 2.32
Рецептура полиуретановой эмали белого цвета горячей сушки
№
1
2
3
4
Продукт
Пигментная паста
Насыщенный полиэфир, ОН-число 132 мг
КОН/г (65%-ный раствор в смеси сольвент-
нафта : изобутанол = 31,5:3,5)
Ксилол
Диоксид титана (рутил)
Добавки
Насыщенный полиэфир, ОН-число 132 мг
КОН/г (65%-ный раствор в смеси сольвент-
нафта : изобутанол = 31,5: 3,5)
Массовая доля
сухого вещества, %
7,90
-
28,84
16,76
Плотность, г/мл
1,2
7,93
4,1
1,2
Массовое
содержание, %
12,15
28,84
25,79
134 Часть II
Таблица 2.32 (продолжение)
№
5
6
7
8
9
Продукт
ГМДИ-изоцианурат-тример, блокированный
метилэтилкетоксимом (75%-ный раствор в
сольвент-нафте), NCO- = 14,8 %
Силиконовое масло, модифицированное
полиэфиром (10%-ный раствор в ксилоле)
ДЛДБО (50%-ный раствор в ароматическом
растворителе, Ткип = 180 - 2100C)
Бутилгликольацетат
Ксилол
Итого:
Массовая доля
сухого вещества, %
Плотность, г/мл
11,39 1,2
0,02
0,36
65,27
Массовое
содержание, %
15,18
0,20
0,72
1,93
7,26
100,0
Примечание. 1,4- Alkynol 1665 фирмы Bayer AG, 3 - Bayertitan R-KB-4 фирмы Bayer AG,
5 - Desmodur BL 3175 фирмы Bayer AG, 6 - Baysilon-Lackadditiv OL 17 фирмы Bayer AG.
2. Грунтовка горячей сушки серого цвета для серийного
окрашивания автомобилей
Выбираем [22] состав из насыщенного гидроксилсодержащего полиэфира,
меламиновой смолы, содержащей иминогруппы, и ГМДИ-изоцианурат-триме-
ра, блокированного метилэтилкетоксимом. Состав пигментирован диоксидом
титана, сульфатом бария и сажей. Для повышения стабильности материала
при хранении применяют пирогенную кремниевую кислоту [8]. Агентом
растекания служит нефункциональный полиакрилат. Смесь растворителей состоит
из бутанола, гликольэфирацетата, терпеновых углеводородов и ксилола.
Рецептура приведена в табл. 2.33.
Компоненты 1 - 7 взвешивают, предварительно диспергируют в диссольве-
ре, окончательно - на валковой мельнице до степени перетира 10 мкм, после
чего совмещают с компонентами 8 - 15 в указанной последовательности и
тщательно перемешивают. Для доведения до рабочей вязкости используют
растворитель - сольвент-нафту. Соотношение пигмент : пленкообразователь = 1:1.
21,86 / 4,4 + 14,56 / 4,1 + 0,07 / 1,6 + 0,22 / 2,1 7,03
ОКП = • 100% = • 100% = 19%
21,86/4,4 + 14,56/4,1 + 0,07/1,6 + 0,22/2,1 + 21,17/1,2 + 4,65/1,5 + 4,26/1,2 37,07
Разбавитель - сольвент-нафта.
Вязкость для нанесения пневмораспылением - 23 с (DIN 4/23°С).
Условия отверждения - 20 мин при 160°С.
Толщина сухой пленки - 35 мкм.
Часть II
135
Таблица 2.33
Рецептура грунтовки горячей сушки для серийного окрашивания автомобилей
№
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Продукт
Пигментная паста
Насыщенный гидроксифункциональный
полиэфир, (62%-ный раствор в смеси
ксилол : бутанол = 85 :15)
Сульфат бария
Диоксид титана
Сажа
Пирогенная кремниевая кислота
Метоксипропилацетат
Бутанол
Добавки
Насыщенный гидроксифункциональный
полиэфир (62%-ный раствор в смеси
ксилол : бутанол = 85 :15)
Массовая доля
сухого вещества, %
10,03
21,86
14,56
0,07
0,22
-
-
11,14
Меламиновая смола, содержащая иминогруппы 4,56
(70 %-ный раствор в бутаноле)
Полиизоцианат, блокированный
метилэтилкетоксимом (70%-ный раствор
в сольвент-нафте)
Акриловый агент растекания
(25%-ный раствор в ксилоле)
Бутилгликольацетат
Терпеновый углеводород - пихтовое масло
^-Бутанол
Ксилол
Итого:
4,26
0,06
-
-
-
-
66,76
Плотность, г/мл
1,2
4,4
4,1
1,0
2,1
1,2
1,5
1.2
1,2
Массовое
содержание, %
16,17
21,86
14,56
0,07
0,22
1,75
5,68
17,97
6,52
6,08
0,24
2,80
0,88
3,00
2,20
100,0
Примечание. 1,8- Setal 1600 фирмы Akzo Resins, 2 - Blancfix micro фирмы Sachtleben,
З - Kronos 2059 фирмы Kronos lnt, 4 - Printex 200 фирмы Degussa, 5 - Aerosil 200 фирмы Degussa,
9 - Setamine US 138 фирмы Akzo Resins, 10 - Desmodur BL 3175 фирмы Bayer AG.
3. Электроизоляционный лак для окрашивания катушек, допускающий пайку
Выбираем [23] композицию, состоящую из насыщенного гидроксифункцио-
нального полиэфира, модифицированного диимидокарбоновой кислотой, и ад-
дукта толуилендиизоцианата с триметилолпропаном (ТМП), блокированного
фенолом.
136
Часть II
Таблица 2.34
Рецептура электроизоляционного лака
№
1
2
3
4
5
6
Продукт
Насыщенный разветвленный полиэфир
(ОН-эквивалент = 289; 50%-ный раствор
в крезоле)
Аддукт ТДИ с ТМП, блокированный фенолом
(NCO-эквивалент = 350; 50%-ный раствор
в смеси крезол : сольвент-нафта = 1:1)
ДЛДБО (10%-ный раствор в сольвент-нафте)
Крезол
Силиконовое масло, модифицированное
полиэфиром (10%-ный раствор в сольвент-н
Сольвент-нафта
Итого:
Массовая доля
сухого вещества, %
афте)
15,83
19,17
-
-
-
-
35,00
Плотность, г/мл
1,2
1,2
Массовое
содержание, %
31,66
38,34
0,20
14,60
0,20
15,00
100,0
Примечание. 1 - полиэфир из 1 моля диимиддикарбоновой кислоты (из 4,4?-диаминодифе-
нилметана и тримеллитового ангидрида), 2 молей диметилтерефталата, 2 молей этиленгликоля,
1,9 моля глицерина; 2 - Desmodur AP-Stabil фирмы Bayer AG; 5 - Baysilon OL 14 фирмы Bayer AG;
6 - Solvesso 100 фирмы Exxon.
Катализатором отверждения является ДЛДБО, агент растекания - Baysilon
OL 14. В качестве растворителя применяют типичную для
электроизоляционных лаков смесь крезола и ароматического растворителя. Массовая доля
нелетучих веществ наносимого состава - 35%. Рецептура приведена в табл. 2.34.
Растворы продуктов 1 и 2 интенсивно перемешивают с помощью мешалки в
течение длительного времени, компоненты 3 - 6 по отдельности добавляют в
указанном порядке и хорошо перемешивают.
Лак наносят на проволоку диаметром 0,15 мм при скорости намотки
60 м/мин в 6 окунаний, излишки лака снимают войлоком. Отверждение
проводят в конвективной печи с температурой 330 - 480°С. Общая толщина
покрытия 25 - 35 мкм.
Защищенный лаком провод в течение 0,4 с покрывают оловом (лужение);
покрытие выдерживает тепловой удар при 180°С.
2.5. Другие виды органорастворимых материалов горячей сушки
Самоотверждающиеся акриловые смолы
При проведении реакции полимераналогичного превращения акриловых
или метакриловых эфиров и акрил- или метакриламида с формальдегидом и
моноспиртами или получении таких сополимеров за счет введения этерифици-
рованного метилолакриламида образуются акриловые смолы, обладающие,
Часть II
137
+ нх о
,N-C-
RO-CH,
Акриловая смола
Рис. 2.47. Реакции самоотверждающихся акриловых смол
как и аминосмолы, способностью к самоотверждению при повышенных
температурах [1, 2, 4]. Отверждение протекает за счет взаимодействия NH-групп ме-
тилолированного акриламида с метилольной группой алкилэфира, как
изображено на рис. 2.47.
Данные плен-
кообразователи
можно
использовать в составах
горячей сушки,
которые
аналогичны
материалам на основе
гидроксилсодержащих акриловых и аминосмол. Разница состоит в том, что са-
моотверждающаяся акриловая смола представляет собой один пленкообразо-
ватель и не требует дополнительных сшивающих агентов. Для обеспечения
высокой адгезии и хорошей коррозионной защиты в композиции желательно
вводить некоторое количество диановой эпоксидной смолы в качестве адгезива.
Смолы отверждают при температурах 160 - 180°С, для ускорения реакции
используют кислотные катализаторы. Покрытия на основе
самоотверждающихся акриловых смол имеют значительно лучшую химическую стойкость, чем
комплексные покрытия на основе гидроксилсодержащих акриловых и
аминосмол. Главная область применения этого класса пленкообразователей -
окраска бытовой техники (холодильники, стиральные машины и другие, так
называемые «белые товары»). Особенно успешным оказалось их использование для
изготовления порошковых красок.
Самоотверждающиеся полиэфиры
Полиэфиры этого типа в настоящее время наиболее широко применяют в
составах электроизоляционного назначения для защиты проводов. В связи с
необходимостью использования кратковременного высокотемпературного
отверждения (350 - 420°С) и нанесения большого числа тонких слоев материала (менее
10 мкм) разработаны специальные типы полиэфиров, отвечающих этим
требованиям. Их получают этерификацией многоосновных кислот диолами. Покрытия
имеют сетчатую структуру. Они должны быть достаточно термостойкими.
Простые типы таких полиэфиров состоят из терефталевой кислоты, трис-
гидроксиэтилизоцианурата в качестве триола и этиленгликоля - диола. Из-за
избыточного содержания спирта они имеют относительно низкую
молекулярную массу. При нагревании в результате отщепления этиленгликоля
образуются высокоэластичные покрытия трехмерного строения. Процесс отверждения
катализируют предпочтительно алкил- и арилтитанатами.
138
Часть II
Для повышения термостойкости терефталевую кислоту можно частично
заменить кислотами гетероциклического строения, например диимидкарбоновой
(на основе ароматических диаминов), гидантоиндикарбоновой, или тримелли-
товым ангидридом. Получаемые полиэфиры относительно трудно растворимы,
их растворяют в крезолах, ксилоле или N-метилпирролидоне.
Комбинированные пленкообразователи на основе эпоксидных смол
Реакции алифатических или циклоалифатических эпоксидных олигомеров
с карбоновыми кислотами требуют повышенных температур. Неслучайно такие
композиции нашли применение прежде всего в производстве порошковых
красок [4]. Однако разработаны и применяются жидкие органорастворимые
лакокрасочные материалы, не требующие отвердителей для получения покрытий.
К ним относятся смеси эпоксиакриловой смолы с различными олигомерными
пленкообразователями, содержащими карбоксильные группы, например с
низкомолекулярными карбоксилсодержащими полиэфирами на основе
циклоалифатических карбоновых кислот. Эти комбинированные пленкообразователи
используют для получения прозрачных лаков, применяемых при окраске
автомобилей. Они отверждаются при технологических режимах, обычно принятых
в автостроении. Так как стабильность лаков при хранении ограничена, их
применяют в виде двухупаковочных композиций.
Модифицированные полиорганосилоксаны
Полиорганосилоксаны образуются из би- и трифункциональных алкоксиал-
кил(арил)силанов в результате частичного гидролиза. Это сравнительно
низкомолекулярные продукты, содержащие функциональные алкокси-
(преимущественно метокси-) группы [1, 2, 4]. В результате дальнейшего гидролиза и
поликонденсации они могут образовывать более высокомолекулярные соединения -
олигомеры и полимеры как линейной, так и сетчатой структуры. Для
оптимизации свойств полиорганосилоксаны часто комбинируют с другими
пленкообразователями: полиэфирами, полиакрилатами, эпоксидными смолами. Так как
совместимость разных классов соединений бывает ограничена, сначала при
180°С получают предконденсаты из олигоэфирсилоксана и модификатора.
Таким образом получают, например, полиэфирсилоксановые пленкообразователи.
Эти смолы отверждаются прежде всего за счет реакции гидроксильных
групп полиэфира с метоксигруппами полиорганосилана с отщеплением
метанола. Взаимодействие протекает при температуре 180 - 200°С, в качестве
катализаторов применяют кислоты Льюиса, например бутилтитанат. Получаемые
таким образом покрытия атмосферо- и термостойки. Лакокрасочные
материалы этого типа нашли применение для электроизоляции двигателей, проводов,
Часть II
139
катушек, окрашивания глушителей, теплообменников и других изделий,
подверженных нагреву.
Другим путем введения алкоксисиланов в состав матрицы пленкообразова-
телей является реакция полимераналогичных превращений их
функциональных групп. Например, к гидроксилсодержащему пленкообразователю может
быть присоединен 3-изоцианатопропилтриметоксисилан. Полученые пленкооб-
разователи с активными силоксановыми группами могут отверждаться при
более высоких температурах в присутствии кислотных катализаторов (также
кислот Льюиса) с образованием устойчивых Si-O-Si связей. В последнем случае
оптимальными являются температуры 150 - 170°С. Полученные таким образом
покрытия отличаются высокой атмосферо- и химической стойкостью. Лаки
этого типа применяют в автомобильной промышленности.
2.6. Дефекты в многослойных покрытиях
Жидкие лакокрасочные материалы обычно наносят несколькими слоями.
Покрытия могут быть однородными и разнородными, например грунт и верхний
слой. В случае разнородных покрытий возможно образование таких дефектов,
как низкая межслойная адгезия, обусловленная плохим сочетанием слоев, и
миграция пигментов из нижнего слоя в верхний, связанная с неправильным
выбором пигментной части или с несоблюдением технологии получения покрытий.
В первом случае следует обратиться к справочной литературе за
рекомендацией по наиболее рациональному сочетанию слоев в соответствии с типом плен-
кообразователя. На втором дефекте остановимся подробнее. Наиболее часто
он встречается в покрытиях горячей сушки, но возможно его проявление и при
холодном отверждении, например в случае полиакриловых составов [24, 25].
Особенно сложен вопрос миграции органических пигментов, в частности
толуидинового красного (рис. 2.48), который из-за низкой цены входит в
разряд 20 наиболее широко применяемых пигментов. Толуидиновой красный
частично растворим в ряде органических растворителей. При его использовании в
грунтовочных составах указанный дефект становится особенно отчетливым
при перекрытии грунта белыми покрывными эмалями (рис. 2.49). При этом то-
луидиновый красный мигрирует в белую
краску и окрашивает ее в большей или меньшей
степени в красный цвет («пробивание» цвета),
что легко определяется визуально.
Такого явления не наблюдается при
применении в грунтовочном составе другого
красного органического пигмента, например Red 178.
Красного окрашивания покрытия из белой по- РиС- 2.48. Толуидиновый красный
крывной эмали не происходит. (пигмент Red 3)
140
Часть II
Красная
грунтовка
Двойной слой
белой краски
Белая
краска 1
Рис. 2.49. Схема дефектного покрытия
Белая
краска 2
Для выявления причины миграции
пигмента толуидинового красного
была проведена серия опытов, при
которых в рецептуре грунтовочного
состава меняли:
• тип растворителя (органические
и вода);
• тип пленкообразователя -
акриловые, полиуретановые,
эпоксидные, акрило-меламиноформальдегид-
ные и алкидно-меламиноформальде-
гидные;
• способ отверждения -
физическое и химическое при комнатной температуре и нагревании при разных
температурах.
Проводили также эксперименты по применению в составе грунтовки смеси
органического красного пигмента с диоксидом титана в соотношении
1 : (12 - 15). Меняли также соотношение пигмента и пленкообразователя,
степень пигментирования грунтовки 0,7 - 1; в белой краске пигментом служил
лишь диоксид титана с массовой долей 50%.
В результате эксперимента было установлено, что растворитель
незначительно влияет на миграцию пигмента: органорастворимые и водные составы
ведут себя одинаково. Влияние различных типов пленкообразователей в
основном было также незначительным. Решающим фактором оказалась
температура отверждения белой покрывной эмали.
Так, если полностью отвержденное покрытие на основе красной двухупако-
вочной полиуретановои грунтовки перекрыть слоем белой эмали на основе
этого же пленкообразователя, то после отверждения верхнего слоя при
комнатной температуре миграция толуидинового красного пигмента не
проявляется или проявляется в очень малой степени. Если отвержденное покрытие из
белой эмали в последующем нагреть или провести его термическое
отверждение, то оно окрасится в красный цвет. С увеличением температуры
отверждения «пробивание» толуидинового красного в слое белой эмали становится все
отчетливее. Аналогичное явление наблюдается также в других материалах
горячей сушки. При нагревании до 160°С и выше это может привести даже к
полному изменению цвета покрытия.
Возможным объяснением описанного эффекта является то, что при
повышенных температурах пигмент толуидиновый красный растворяется в пленко-
образователе покрывной эмали и при охлаждении выкристаллизовывается в
ней. Поэтому данный пигмент рекомендовано применять лишь в составах
естественной сушки [26].
Часть II
141
Отметим, что существуют и другие органические пигменты, склонные к
миграции, например пигмент Yellow 1. Указанные выше рекомендации
распространяются и на него.
Литература
1. H. Wagner, H.F. Sarx: Lackkunstharze, Carl Hanser Verlag Munchen 1971
2. D. Stoye, W. Freitag (Herausgeber): Lackharze,
Carl Hanser Verlag Muenchen Wien 1996
3. H. van Dijk: The Chemistry and Application of Amino Crosslinking Agents
or Aminoplasts, J. Wiley and Sons, London etc. 1998
4. W. Krauss (Herausgeber): Kittel, Lehrbuch der Lacke und Beschichtungen
Band 2: Bindemittel fuer loesemittelhaltige und loesemittelfreie Systeme,
S. Hirzel Verlag Stuttgart • Leipzig 1998
5. O. Lueckert: Karsten - Lackrohstofftabellen, 10. Auflage,
Curt R. Vincentz Verlag, Hannover, 1996 Verlag Stuttgart • Leipzig 1998
6. W. J. Blank et al (King Industries): Catalysis of Blocked lsocyanates
with Non-Tin Catalysts
7. Akzo Nobel Resins, Specialty Resins, (2001) REC96049
8. O. Lueckert (auch Herausgeber): Lueckert - Pigment und Foellstoff
Tabellen, 5. Auflage (1994)
9. Akzo Nobel Resins, Specialty Resins, (2001) REC 96062
10. Akzo Nobel Resins, Specialty Resins, (2001) REC 98072
11. Akzo Nobel Resins, Specialty Resins, (2001) REC 97049
12. A. Valet (Herausgeber U. Zorll): Lichtschutzmittel fuer Lacke,
Curt R. Vincentz Verlag, Hannover, 1996
13. Merkblaetter und Rezepturen von DSM: 011262/2
14. Broschuere «Epikote» von Shell
15. P. Thomas (Editor): Polyurethanes, J. Wiley and Sons, London etc. 1998
16. M. Bock (Herausgeber U. Zorll): Polyurethane fuer Lacke und
Beschichtungen, Curt R. Vincentz Verlag, Hannover, 1999
17. V. Mirgel, K. Nachtkamp (Bayer): Chemische Aspekte vernetzender
Einbrennurethanharze, Farbe + Lack 89, 12 (1983) S 928-934
18. S.P. Pappas, E.H. Urruti (North Dakota State Univ.) Kinetics of oxime
blocked aromatic and aliphatic isocyanates with amines and alcohols,
13th. Intern. Conference of Waterborne and Higher Solids Coatings
Science and Technology. A.V. Patsis, Athen, 1986
19. C. Kuo, T. Provder (Glidden Co.) Development of FTIR methodology for
envolved gas analysis: Crosslinking of MEK-oxime blocked polyisocyanates
Polym. Mat. Sci. Eng., 59 (1988), 474 - 479.
20. U. Roeckrath, K. Brockkoetter, Th. Frey, U. Poth, G. Wigger (BASF L&F):
Investigations of Crosslinking Mechanism of Etch Resistant Clearcoats,
142
Часть II
22nd. Int. Conference of Waterbome, High-Solids and Powder Coatings
Science and Technology. A.V. Patsis, Athen, 1996
21. Merkblaetter und Rezepturen von Bayer: NOE 5505/0
22. Akzo Nobel Resins, Specialty Resins, (2001) REC 99032
23. Patentbeispiel 1 aus DE 19 67 171 (Herberts GmbH)
24. W. Herbst und K. Hunger, lndustrielle Organische Pigmente,
2. Auflage, VCH 1995; Kapitel 1.6.2, 1.6.3, 1.7.7 und 2.5
25. D. Wang, T. Schauer und M. Entenmann, Europ. Coat. Journ.
Nr. 5 (2000) S. 52 - 58
26. B. Mueller, Welt der Farben, Nr. 10 (2000) S. 12 - 13
Часть III
143
Часть III. Водоразбавляемые
лакокрасочные материалы
1. Общие сведения
Водоразбавляемые лакокрасочные материалы находят все большее применение в
строительстве, промышленности и быту. Это обусловлено прежде всего следующими
причинами:
• экологическими (снижение эмиссии органических растворителей);
• экономическими (вода дешевле и доступнее, чем органические растворители).
Замена органических растворителей на воду вызывает ряд трудностей, так как вода
обладает совершенно иными физическими и химическими свойствами, чем органические
растворители. Кроме того, преобладающее число известных пленкообразователей
нерастворимо в воде, и лишь небольшое число растворимых пленкообразователей образует
в воде прозрачные (истинные, или молекулярные) растворы. Большинство водных
растворов пленкообразователей являются в различной степени мутными. В результате
проявления гидрофобных свойств при растворении образуются ассоциаты или вторичные
дисперсии. Один и тот же пленкообразователь в зависимости от химической структуры, типа
заместителя или рН среды может находиться в виде молекулярного раствора, в
ассоциированном виде, в состоянии коллоидного раствора или вторичной дисперсии.
Все виды указанных систем в той или иной мере используют для получения водо-
разбавляемых лакокрасочных материалов. Наибольшее применение получили водные
дисперсии полимеров и олигомеров. Это многофазные системы, в которых одна из фаз
(дисперсная) состоит из макроскопических твердых или жидких частиц
пленкообразователей, пигментов и других компонентов, другая (дисперсионная среда) - из жидких,
не совместимых с ними веществ, главным образом воды и растворенных в ней других
летучих компонентов.
В английском языке водно-дисперсионные краски называют «эмульсионными»
(emulsion paint), что не совсем правильно, в немецком - более распространено название
«латексные краски» (latex paint). При этом в зависимости от степени наполнения
выделяют два вида пигментированных составов: краски (paint) с ОКП 40%, образующие
матовые и полуматовые покрытия, и лаки (lacquer) с ОКП 40% (низкопигментированные
составы), образующие покрытия с повышенным блеском.
Еще несколько десятилетий назад на рынке были только водно-дисперсионные
краски, изготавливаемые из латексов синтетических полимеров (бутадиен-стирольный,
полимеры и сополимеры винилацетата, акриловые сополимеры и др.), формирующие
покрытия за счет физических процессов в естественных условиях. В настоящее время
ассортимент водно-дисперсионных красок существенно расширился. Появились
материалы на основе искусственных латексов: алкидные, карбамидо- и фенолформальде-
гидные, эпоксидные, полиуретановые и другие холодной и горячей сушки, отверждае-
мые не только физически, но и химическим путем. Эти материалы существенно потес-
144
Часть III
нили органорастворимые составы: они получили широкое признание не только в
строительстве, но и в промышленности для антикоррозионной защиты металлических
изделий и объектов.
Не меньшее распространение получили и лакокрасочные материалы на основе
водорастворимых пленкообразователей. Они наиболее широко используются при
окрашивании изделий машиностроения способами анодного и катодного электроосаждения
в разных отраслях промышленности, в том числе в автомобилестроении.
2. Материалы, формирующие покрытия за счет физических
процессов
2.1. Особенности формирования покрытий
Основой этих материалов служат латексы синтетических полимеров. По
эксплуатационным характеристикам покрытий наилучшими являются латексы акрилового и
стирол-акрилового типов. Они и получили наибольшее распространение во всех странах. Массовая
доля пленкообразователя (полимера) в промышленных продуктах составляет 35 - 55%.
Другой важный компонент водно-дисперсионных красок - пигменты и наполнители.
В зависимости от их природы, стоимости и объемной концентрации получают покрытия
с разной фактурой поверхности, блеском, различного назначения (для внутреннего или
наружного применения) (табл. 3.1).
Таблица 3.1
Внешний вид покрытий и назначение составов с различным соотношением
пигмент / пленкообразователь
Наименование
Внешний вид покрытия
Материал ОКП, %
Назначение
JlH1ISEyXH6^IMH8анные составы^лаки^
Глянцевые 10-15
Полуглянцевые 15-30
Шелковисто-матовые .JElliJL
J^E£°^£EMJ^^
Для наружных работ 40 - 60
Для внутренних работ (стандартный вариант) 60 - 80
Для внутренних работ (удешевленный вариант) 80 - 90
Массовая доля
пленкообразователя, %
70-65
65-38
33-21
21-10
10-5
Водно-дисперсионные составы, как правило, содержат много компонентов. Кроме
пленкообразователя и пигментов, в них присутствуют многочисленные добавки,
обеспечивающие стабилизацию, консервацию, регулирующие пенообразование составов,
улучшающие пленкообразование и свойства покрытий.
В табл. 3.2 указан перечень компонентов, входящих в состав типовых
водно-дисперсионных красок.
Часть III
145
Таблица 3.2
Компоненты водно-дисперсионных красок
Дисперсионная среда
Пленкообразователь
Пигмент
Наполнитель
Реологические добавки
Диспергаторы
Пеногасители
Консервирующие агенты
Коалесценты
Стабилизаторы рН
Коррозионно-активные добавки для металлических подложек
Вода
Полимер, олигомер
Диоксид титана*
Например, мел [1]
Полимеры, например ASE, HASE, HEUR,
эфиры целлюлозы, неорганические силикаты [2]
Полиакрилаты, полифосфаты [2]
Углеводородные и силиконовые добавки [2]
Фунгициды, биоциды [2]
Труднолетучие органические растворители
Аммиак, гидроксид натрия и др.
Ингибиторы коррозии [2]
*При изготовлении водно-дисперсионных красок диспергируют только диоксид титана (рутил) и
наполнители; краски других цветов получают путем колерования белых красок колеровочными пастами
(концентратами пигментов).
Формирование покрытий на основе водно-дисперсионных красок подчиняется
другим закономерностям, чем из органорастворимых материалов. При испарении воды
полимерные частицы сначала уплотняются до образования упаковки шаров (рис. 3.1),
затем круглые полимерные
частицы под влиянием
капиллярного давления жидкости
деформируются до ромбических
додекаэдров, которые в
результате диффузии молекул
пленкообразователя
постепенно теряют границу
раздела (коалесцируют).
Водные дисперсии
термодинамически нестабильны,
при формировании пленки
система необратимо
переходит в термодинамически
устойчивое состояние. При
этом образуются несшитые
термопластичные покрытия,
набухающие в растворителях.
Коалесценция частиц при
формировании пленки из вод-
Первичная дисперсия
о
о
OO
О (ГО
0O0O
0O%
Испарение и концентрирование
1
Упаковка шаров
/YYYVYYY^
juuupl;
Деформация за счет капиллярных сил
Упаковка ромбических
додекаедров
1
I
Внутренняя диффузия
Рис. 3.1. Процесс пленкообразования водных дисперсий полимеров
146
Часть III
ных полимерных дисперсий происходит лишь при температурах, превышающих
минимальную температуру пленкообразования (МТП), ниже которой полимер находится в
стеклообразном состоянии и не способен образовывать пленку. МТП полимерных
дисперсий, как правило, составляет от - 5 до 250C. Для водных дисперсий, применяемых в
составе красок промышленного назначения, МТП значительно выше. Низкое значение
МТП указывает на эластичность полимера; такие дисперсии формируют покрытия с
пониженными прочностными свойствами. Дисперсии, у которых температура стеклования
(T9) полимера выше комнатной, условно называют некоалесцирующими. Такие
дисперсии требуют внешней пластификации (например, введения фталатов) или добавления
вспомогательных веществ - коалесцентов (труднолетучих органических
растворителей). В присутствии пластификаторов процесс образования пленки нередко может
проходить без добавления коалесцентов.
К веществам, способствующим пленкообразованию, предъявляются следующие
требования:
• обеспечивать растворение или набухание полимерных частиц;
• не влиять на стабильность полимерной дисперсии;
• иметь низкую растворимость в воде;
• быстро испаряться из пленки после ее формирования;
• отсутствие запаха;
• безопасность для окружающей среды.
Границу между веществами, способствующими растворению, и веществами,
благоприятствующими пленкообразованию, можно провести лишь условно (табл. 3.3).
Например, бутилгликоль может вести себя как вещество, способствующее и растворению,
и пленкообразованию одновременно.
Таблица 3.3
Соединения, способствующие формированию покрытий
Вещество
Вещества, способствующие пленкообразованию:
2,2,4-Триметил-1,3-пентадиол-1-изобутират (тексанол, рис. 3.2)
- бутилгликольацетат
- бутилдигликольацетат(БДГА)
Вещества, способствующие растворению:
- бутилгликоль
- бутилдигликоль (БДГ)
Прочие
1,2-пропиленгликоль**
Скорость испарения*
5000
137
> 3000
119
1200
1000
Растворимость
в воде,
% (по массе)^
0,05
1,5
6,5
Неограниченная
Тоже
Неограниченная
*Диэтиловый эфир = 1; ** - не является веществом, способствующим пленкообразованию и растворению
полимера. В водно-дисперсионных красках часто используется как средство для удержания воды, его
присутствие удлиняет время формирования покрытия.
Часть III
147
H3Cx I OH3OH /СНз
CH-c-0-g-C-C-CH
H3C ^3 CH3
Рис. 3.2. 2,2,4-Триметил-1,3-пентадиол-
1-изобутират (тексанол)
Вязкость, мПа • с
Веществом, способствующим пленкообразова-
нию, может служить даже нерастворимый в воде
обычный бензин, применяемый самостоятельно или
в сочетании с другими растворителями (например,
смесь 1:1с тексанолом).
Следует учитывать возможное влияние этих
добавок на вязкость составов.
Оно может происходить как
за счет набухания
полимерных частиц, так и
взаимодействия с реологическими
добавками, в особенности с гид-
рофобно-модифицированны-
ми этиленоксидуретанами
(HEUR) [2, 3].
Такое влияние на
вязкость поясним на примере
модели водно-дисперсионных
красок (рис. 3.3).
Испытание проводили на
модельной белой краске
(с разными реологическими
добавками и одинаковым содержанием воды) следующего состава:
• соотношение пигмент : пленкообразователь = 4:1;
• дисперсия стирол-акриловая (Acronal 290 D);
• добавки, способствующие пленкообразованию - 4,0 ч. (по массе);
• реологические добавки на основе полиэфирмочевиноуретана HEUR 1 или
HEUR 2 [по 1,0 ч. (по массе) в торговой форме].
Измерение вязкости краски при низких сдвиговых нагрузках показало, что
применение наименее растворимого в воде тексанола приводит к наибольшему повышению
вязкости, так как он вызывает сильное набухание как полимерных частиц, так и HEUR-
мицелл [2] (рис. 3.3). При использовании водорастворимого бутилдигликоля вязкость
краски наиболее низкая, так как полимерные частицы и HEUR-мицеллы очень слабо
набухают в нем. Бутилдигликоль также водорастворим и, как любой водорастворимый
органический растворитель, снижает поверхностное натяжение воды и тем самым влияет
на мицеллообразование (образование ассоциатов), что обычно ведет к снижению
вязкости. Частично растворимый в воде бутилдигликольацетат, как ожидалось, занимает
среднее положение (рис. 3.3).
Тексанол
Рис. 3.3. Влияние гидрофобно-модифицированных этиленоксидурета-
нов (HEUR) на вязкость водно-дисперсионных красок
148
Часть III
2.2. Краски на основе полиакриловых дисперсий
Ниже описаны три типа водно-дисперсионных красок на основе полиакриловых
дисперсий с разной степенью наполнения пигментами. Две из них предназначены для
использования внутри помещений, третья -для наружных работ (окрашивания фасадов зданий).
Краска для внутренних работ, образующая покрытия с повышенным блеском
В табл. 3.4 приведена рецептура низконаполненной краски белого цвета (так
называемого «лака») [4], образующей глянцевые покрытия, подобные покрытиям из органо-
растворимых лаков.
Таблица 3.4
Рецептура низконаполненной белой краски для глянцевых покрытий
№
1
2
3
4
5
6
7
8
9
10
11
12
13
Вещество
Вода _______ ____________
Диспергатор
Пеногаситель
Консервирующий агент
АМР-90
Пропиленгликоль
Загуститель HEUR ___________
Аммиак
j0^£!^O£Ei§ (рутил)
Диспергирование в ДИС(^ьве^____
Дисперсия (47%-ная)
Бути л гл и кол ь
Метоксибутанол
Загуститель HASE
Итого:
___ІМаМ?МіШ!&
12,8
0,8
0,2
__ 0,2
0,2
_!,Э
0,3 ___
21,0
ІуГ^
2,0
__ 2,0
1.0
100,0
% I Сухая масса, %
21,0
24,9
4S1O
I Плотность, г/см3Ч
4.1
»1,2
Примечание. 2 - диспергатор на основе полиакрилата натрия, например Lopon 890 (45%-ный раствор в воде);
3 - антивспенивающии агент на основе углеводородов и гидрофобной пирогеннои кремниевой кислоты, например
Agitan 295 (100%-ный); 5 и 8-АМР-90 (2-амино-2-метил-1-пропанол) и аммиак, амины для регулирования рН;
6-средство для удержания воды; 7 - гидрофобно-модифицированный этиленоксидуретан, ассоциативно действующая
реологическая добавка, например Borchigel VP 97105 - NT 40 (40%-ный раствор в воде); 10 - стирол-акриловая
дисперсия, 47%-ная, размер частиц * 0,12 мкм, Тпл = 110C, например Mowilith LDM 7450; 11 и 12 - вспомогательное
пленкообразующее средство или растворитель; 13 - гидроо>обно-модифицированная анионорастворимая (набухаемая)
эмульсия, ассоциативно действующая реологическая добавка, например Mowilith VDM 7000, 30%-ная, рН = 3,0.
Как известно, большинство водно-дисперсионных составов образует матовые или
полуматовые покрытия. Это связано с дисперсионным состоянием материала и в
некоторой степени с проявлением тиксотропных свойств. В настоящее время задача
получения глянцевых покрытий во многом .решена.
Часть III
149
Блеск покрытий на основе водно-дисперсионных составов определяется главным
образом тремя факторами:
• содержание пигмента (оно должно быть минимальным, ОКП < 20%);
• размер частиц полимерной дисперсии (чаще всего акриловой) < 0,1 мкм;
• использование специальных реологических добавок (загустителей), например
гидрофобно-модифицированных этиленоксидуретанов (HEUR) [2, 3], не
ухудшающих растекание и не вызывающих структурообразование композиций, как это
наблюдается в случае силикатов.
При получении таких составов сначала проводят диспергирование пигментов, а
затем в пигментную пасту вводят полимерную дисперсию; в противном случае
существует риск коагуляции композиции за счет больших усилий сдвига при диспергировании.
Рецептура краски, приведенная в табл. 3.4, характеризуется соотношением
пигмент : пленкообразователь = 21 : 24,9 = 0,84 : 1, а ОКП составляет
ОКП = [(21/4,1) : (21/4,1 + 24,9/1,2)] • 100% = 19,8%.
Степень пигментирования рассчитывали без учета используемых добавок. Так как
гидрофобно-модифицированные этиленоксидуретаны (HEUR) являются олигомерами, в
расчетах их можно также отнести к пленкообразователю.
Краска (типовая) для внутренних работ
Относительно дешевые водно-дисперсионные краски для отделки внутренних
помещений имеют ОКП > КОКП, что дает возможность получать пористые («дышащие»)
покрытия. Капиллярное водопоглощение в данном случае может быть относительно
высоким, но для внутренних помещений это не играет большой роли.
При составлении рецептур этих красок важным фактором является выбор состава
пигментной части.
Наряду с диоксидом титана в качестве белого пигмента краски могут содержать
большое количество дешевых наполнителей, что существенно влияет на их цену. Это обычно
бесцветные неорганические вещества с показателем преломления 1,7 (табл. 3.5).
Таблица 3.5
Показатели преломления компонентов лакокрасочных материалов
Вещество
Пленкообразователи (в сухом виде)
Наполнители
Белые пигменты
Оксид цинка
Сульфид цинка
Оксид циркония
Алмаз (для сравнения)
Диоксид титана (анатаз)
_JjHjDKj^HjnMJ[^^
Прочие
Вакуум
Воздух
Вода
Примечание. Показатель преломления =
= Скорость света в
| Показатель преломления
1,47-1,68
1,55-1,64
2,00
2,34
2,40
2,42
2,55
2,70
1,0000
1,0003
1,3300
вакууме / Скорость света в среде.
150
Часть III
Как правило, соотношение диоксид титана: наполнитель составляет 10: 90 для
водно-дисперсионных красок для внутренних работ (выше КОКП) и 40 : 60 для
высококачественных водно-дисперсионных красок для наружных работ.
В табл. 3.6 приведена типовая рецептура высоконаполненной водно-дисперсионной
краски для внутренних работ [4]. Важной особенностью таких красок является различие
в размерах частиц белого пигмента (0,25 - 0,3 мкм) и наполнителя (1 мкм) (табл. 3.6),
что обеспечивает более высокую плотность укладки частиц в пленке.
Таблица 3.6
Рецептура высоконаполненной дисперсионной краски для внутренних работ
№
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Вещество
Вода обессоленная
Диспергатор
Загуститель HEUR
Загуститель целлюлозный
Пеногаситель __
NaOH (25%-ный раствор)
н-Бутиловый эфир пропиленгликоля
Консервирующий агент
Диоксид титана (рутил) __________
Кальцит
Мел _____
Карбонат кальция
Тальк
Дисперсия (53%-ная)
Итого:
Массовое
содержание, %
26,9
0,7
0,2
0,3 _____
0,1
0,1
0,5
0,2
5,7
29,7
12,5
8,0
9,1
6,0
100
Массовая доля
сухого
вещества, %
5,7
29,7
12,5
8,0
9,1
3,2
68,2
Плотность,
г/см3
■. ,,,
4.1
2,7
2,7
2,7
2,8
1 ,C.
Примечание. 2 - возможно применение двух типов, например полифосфата и поликарбоксилата; 3 - гид-
рофобно-модифицированный этиленоксидуретан, реологическая добавка, например Borchigel WN 50 S (50%-
ный раствор в воде); 4 - метилгидроксиэтилцеллюлоза, реологическая добавка, например Walocel XM 30000
PV; 5 - например, Nopco 8034 E; 6 - для регулирования рН; 7 - вспомогательный пленкообразователь, число
испарения 900; 10 - кристаллический карбонат кальция, например Omyacarb 5 GU, средний диаметр частиц
5 мкм; 11 - карбонат кальция, например Omyalite 90, средний диаметр частиц 1 мкм; 12 - карбонат кальция,
осажденный, например Socal P2, средний диаметр частиц 0,28 мкм; 13 - силикатгидрат магния, ламеллярный;
14 - сополимер этилена с винилацетатом, 53%-ная дисперсия, температура размягчения * O0C, Tg * 120C,
размер частиц 0,1 - 0,45 мкм, например Mowilith LDM 1871.
Характеристики краски рассчитаны без учета введенных добавок. Пигмент :
пленкообразователь = (5,7 + 29,7 + 12,5 + 8 + 9,1) : 3,2 = 65 : 3,2 = 20 : 1
5,7 / 4,1 + 29,7 / 2,7 + 12,5 / 2,7 + 8,0 / 2,7 + 9,1 / 2,8
ОКП = • 100% = 89,7%.
5,7 / 4,1 + 29,7 / 2,7 + 12,5 / 2,7 + 8,0 / 2,7 + 9,1 / 2,8 +3,2/1,2
Часть III
151
Соотношение диоксид титана : наполнитель 57 : 59,3 = 8,8 : 91,23.
Столь низкая доля диоксида титана характерна для большинства дешевых водно-
дисперсионных красок, применяемых для внутренних работ.
Краска для наружных работ (окрашивания фасадов)
Фасадные покрытия должны иметь высокую воздухо- и паропроницаемость
(диффузию паров воды и воздуха), а также низкое водопоглощение. Поскольку вода
адсорбируется и концентрируется прежде всего на гидрофильной поверхности подложек
(штукатурка, бетон), для снижения адсорбции ее поверхность перед окрашиванием
«импрегнируют» - обрабатывают гидрофобизаторами, которые благодаря низкой
вязкости капиллярно впитываются в поры подложки, придавая водоотталкивающие
свойства и одновременно упрочняя их. Импрегнирующие средства для минеральных
подложек часто называют «грунтом глубокого проникновения» [5].
Из импрегнирующих гидрофобизирующих составов особое внимание следует
обратить на водные силиконовые эмульсии [6], которые с экологической точки зрения
имеют значительное преимущество перед обычными грунтовками. Как известно, в
прошлом более 95% фасадов окрашивали грунтовками, содержащими растворители.
В табл. 3.7 представлена рецептура качественной и достаточно дорогой
водно-дисперсионной краски для окрашивания фасадов [7] с ОКП < КОКП, что позволяет на ее
основе получать практически не содержащие пор покрытия с низким водопоглощением [8].
Таблица 3.7
Рецептура водно-дисперсионной краски для наружных работ
№
1
2
3
4
5
6
7
8
9 ^
10
11
12
13
Вещество
Вода ___________
Диспергатор
Аммиак (конц.)
Консервирующий агент
Целлюлозный загуститель HEUR
(2 %-ный водный раствор) ________
Пеногаситель
Бензин _ _______
Бутилдигликоль
Пропиленгликоль ___ ____
Диоксид титана (рутил)
Кальцит
Тальк
.JJjEOeE^ __^_»_„
Итого:
Массовое
содержание, %
13,7
0,6
0,2
0.3
5,0
0,4
0,3
1,2 __
1,2
1,6
15,5
17,5
37.0
100,0 ~~
Массовая доля
сухого
JHHJJgCTBO^ „_
15,5
17,5
5,5
18.5
5,5
57,0
Плотность,
г/см3
4,1
2,7
2,8
1,2
Примечание. 2 -диспергатор, комбинация на основе полиакрилата и полифосфата; 5 - ГЭЦ (гидроксиэтилцел-
люлоза), реологическая добавка, например Natrosol 250 HHR; 6 - HEUR (гидрофобно-модифицированный этиленок-
152
Часть III
сидуретан), реологическая добавка, например Collacral PU 85 (24 - 28%-ный раствор в смеси вода : бутилгликоль =
4 : 1); 7 - пеногаситель на основе углеводорода и гидрофобной пирогенной кремниевой кислоты, например Agitan
280 (100%-ный); 12 - кальцит (кристаллический карбонат кальция), например Omyacarb 5 BG (средний диаметр
частиц 5 мкм); 13 - тальк (ламеллярный силикатгидрат магния), средний диаметр частиц 5 мкм; 14 - чисто акриловая
дисперсия, 50%-ная, например Acronal 18 D, размер частиц около 0,1 мкм, температура размягчения 130C.
Краска имеет следующие характеристики:
• соотношение пигмент : пленкообразователь = (15,5 + 17,5 + 5,5): 18,5 =
= 38,5: 18,5 = 2,1 : 1;
15,5/4,1 +17,5/2,7 + 5,5/2,8
ОКП = • 100%= 44%;
15,5/4,1 +17,5/2,7 + 5,5/2,8 +18,5/1,2
• соотношение диоксид титана : наполнитель = 15,5 : 23 = 40 : 60.
2.3. Краски на основе силиконовых смол
Для получения силиконовых красок в качестве основы берут обычную полимерную
дисперсию, к ней добавляют эмульсию силиконовой смолы в качестве
дополнительного пленкообразователя и гидрофобизирующего агента одновременно. Состав смеси
может быть различным. К сожалению, на рынке имеются лакокрасочные материалы с
низким содержанием достаточно дорогой силиконовой смолы. Более правильным
названием этой группы материалов было бы «полимерсиликоновые» или
«водно-дисперсионные краски, модифицированные силиконами». Каждый из компонентов этих составов
имеет свои достоинства и недостатки. Полимерные дисперсии превосходят
силиконовые эмульсии лучшей наполняемостью пигментами.
Присутствие силиконовой смолы сохраняет воздухо-, паропроницаемость покрытий
и одновременно обеспечивает низкое капиллярное водопоглощение, повышенную
водостойкость, в том числе устойчивость к косым дождям.
При разработке состава силиконовых красок необходимо учитывать два основных
фактора:
• степень наполнения. Чем больше значение ОКП превышает КОКП, тем более
пористое покрытие образуется и тем выше его паропроницаемость и капиллярное
водопоглощение (большая паропроницаемость - положительный фактор,
высокое капиллярное водопоглощение оценивается негативно);
• соотношение полимерной дисперсии и силиконовой эмульсии в краске. Чем
выше содержание эмульсии силиконовой смолы, тем ниже капиллярное
водопоглощение (положительный фактор), но тем дороже материал [8].
В табл. 3.8 представлена примерная рецептура краски на основе силиконовых смол,
предназначенной для окрашивания фасадов зданий [7]. Пигментная часть, как обычно,
состоит из компонентов (пигментов и наполнителей), сильно различающихся по
величине частиц.
Часть III
153
Таблица 3.8
Рецептура краски на основе силиконовых смол для защиты фасадов
№
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Вещество
Вода
Силикат
Пенс-гаситель
Консервщющий агент
Диспергатор
АМР-90
Диоксид титана (рутил)
Силикат алюминия (0,035 мкм)
Осажденный CaCO3 (0,3 мкм)
Кальцит (2,7 мкм|_
Кальцит (7 мкм]
Спюр^^мкм)
Диспергирование
Коалесценты
Эмульсия силиконовой смолы (50%-ная)
Дисперсия полимерная (50%-ная)
Загуститель HEUR
Итого:
Массовое
содержание, %
Массовая доля
сухого
вещества, %
25,4
0,3
0,2
0,15
0,45
0,1
12,5 12,5
2,0 2,0
10,0 10,0
10,0 10,0
15,0 15,0
3,0 3,0
1,0
7,2 3,6
12,0 6,0
0,7
100 62,1
Плотность,
г/см3
4,1
2,1
2,7
2,7
2,7
2,8
1,2
Примечание. 2 - реологическая добавка, например Bentonite LT; 5 - комбинация полифосфата
(например, Calgon N) и аммонийполиакрилата (например, Lopon 886); 13 - тексанол (табл. 3.3, рис. 3.2); 14 - 50%-
ная в смеси вода : ксилол = 4:1, например Tego Phobe 1000; 15 - стирол-акриловая водная дисперсия в
воде, например Acronal 290 D (50%-ная), размер частиц ~ 0,1 мкм, Тразм « 2O0C; 16 - гидрофобно-модифициро-
ванный этиленоксидуретан, реологическая добавка, например Rheolate 278.
Краска характеризуется следующими показателями (силиконовая смола как плен-
кообразователь в расчетах не учтена):
• пигмент : пленкообразователь = (12,5 + 2 + 10 + 10 + 15 + 3): 6 = 8,8 : 1;
12,5/4,1 +2/2,1 +10/2,7 + 10/2,7 +15/2,7 +3/2,8
• ОКП= »100% =78%
12,5/4,1 +2/2,1 +10/2,7 + 10/2,7 +15/2,7 +3/2,8 +6/1,2
В литературе [5] для подобных составов приводят значение ОКП 77% (КОКП = 64%);
• соотношение дисперсия полимера : эмульсия силиконовой смолы = 1 : 0,6
(по сухому);
• соотношение диоксид титана : наполнитель = 12,5:40 = 24:76.
154
Часть III
2.4. Силикатные двухупаковочные краски
Силикатные краски, как правило, готовят на месте применения смешением водного
раствора жидкого стекла (фиксатив) и порошкообразных пигментов и наполнителей (или
других добавок). Перед нанесением смесь выдерживают в течение нескольких часов.
Эти лакокрасочные материалы были впервые разработаны в конце Х1Х века и
сохранили свое значение до сих пор.
Жидкое стекло (алкалисиликаты) получают обжигом смеси кварцевого песка (SiO2)
и карбонатов щелочных металлов (Me2CO3) при 1400 - 15000C с последующим
растворением силикат-глыбы в воде:
Me2CO3 + х SiO2 -> [Me2O • х SiO2] + CO2
Значение рН таких растворов в зависимости от типа жидкого стекла составляет
10,5-13,5.
Алкалисиликаты характеризуются следующими показателями:
• соотношение SiO2: Me2O (силикатный модуль) обычно 2,0 - 3,5;
• тип щелочного металла (Li, Na, К);
• вязкость водного раствора (чем больше SiO2, тем больше молекулярная масса и
выше вязкость раствора).
Для получения силикатных красок чаще всего используют водные растворы силиката
калия, в которых трисиликат калия упрощенно можно представить формулой
[K2O • 3SiO2* 3H2O] (рис. 3.4). Однако следует иметь в виду, что в водных растворах
возникает динамическое равновесие между ионами
силикатов и коллоидальной кремниевой кислотой [8].
Готовые (жидкие) силикатные краски
нестабильны при хранении. Поэтому их выпускают в двух
упаковках или в сухом виде (в форме порошка).
Покрытия отверждаются в результате испаре- Рис ЗА Упрощенная структура
ния воды (физический процесс) и последующего трисиликата калия
взаимодействия силиката калия с оксидами
металлов - компонентами красок или с содержащей их подложкой (химический процесс).
Химическая реакция с минеральными подложками (силиконизация) обеспечивает
высокую адгезию покрытий.
Возможен комплекс нескольких реакций отверждения жидкого стекла:
а) с углекислым газом (воздух) - поликонденсация
п[К20 • 3SiO2* 3H2O] + пС02 -> [K2CO3 • 3Si02]n + 3nH20;
б) со свежим бетоном (силиконизация)
Ca(OH)2 + [K2O • 3SiO2 • 3H2O] + CO2 -> [CaO + K2CO3 • 3SiO2] + 4H2O;
в) с минеральными строительными материалами или неорганическими пигментами
и наполнителями (силиконизация), например с кварцем
он
он
Г
'О—Sl- О—Sl- О—Sl
он
он
он
2КЧ
Часть III
155
SiO2 + [K2O • 3SiO2 • 3H2O] + CO2 -> [K2CO3 • 4SiO2] + 3H2O.
Реакции поликонденсации жидкого стекла ускоряются под влиянием кислот
(например, фосфорной).
Жидкое стекло - неорганическое связующее и не является в полной мере пленкооб-
разователем. Покрытия, полученные на его основе, достаточно пористые и склонны к
капиллярному водопоглощению. Для снижения водопоглощения часто проводят гидрофо-
бизацию силикатных покрытий, обрабатывая их гидрофобизирующими средствами.
Достоинства силикатных красок и покрытий:
• высокая адгезия;
• атмосферо- и светостойкость;
• химическая стойкость;
• относительно высокая воздухо- и паропроницаемость;
• негорючесть;
• отсутствие растворителей в составах.
Недостатки:
• сложность равномерного нанесения (возможно образование полос и пятен);
• для двухупаковочных композиций необходимо учитывать их жизнеспособность;
• высокое водопоглощение покрытий (требуется дополнительная операция по гид-
ророфобизации);
• низкая эластичность.
Двухупаковочные силикатные краски нашли применение при окрашивании
фасадов зданий и защите памятников архитектуры.
Обеспечение стабильности красок на основе силикатов возможно путем введения в
них полимерной дисперсии (например, стирол-акриловой) в сочетании с соединениями
четвертичного аммония. Такие водно-дисперсионные краски принято называть поли-
мерсиликатными. Они представляют собой одноупаковочные составы и формируют
покрытия по смешанному механизму водно-дисперсионных и растворных силикатных
красок. Не исключается и протекание химических реакций отверждения, характерных
для силикатов, но с меньшей скоростью.
Для гидрофобизации покрытий в состав полимерсиликатных красок нередко вводят гид-
рофобизирующие агенты, например эмульсии силиконовых смол или парафиновые воски.
В табл. 3.9 представлена рецептура водно-дисперсионной полимерсиликатной
краски [3]. Сырьевые компоненты вводят в указанном порядке.
Таблица 3.9
Примерная рецептура полимерсиликатной краски
№
1
2
Вещество
Вода
Диспергатор
Массовое
содержание, %
15,8
0,2
Массовая доля
сухого
вещества, %
Плотность,
г/см3
156
Часть III
№
Вещество
Массовое
содержание, %
3 Загуститель силикатного типа 0,15
4 Ксантан 0,15
5 Силикат калия (29%-ный раствор) 0,5
6 Диоксид титана {рутил) 10,0
7 Кальцит (0,7 мкм)** 7,5
8 Доломит (5 мкм)** 22,5
9 Пеногаситель 0,4
10 Бензин 1,5
11 Дисперсия (50%-ная) 6,5
12 Стабилизатор 0,5
13 Силикат кали^]29%:ный раствор) 27,5
14 Вода 6,8
Итого: 100,0
Ориентировочные значения плотности сухой пленки.
Средние размеры частиц наполнителей (кальцит, доломит) указаны в (
Компоненты добавляют в указанной последовательности.
Таблица 3.9 (продолжение)
Массовая доля
сухого
вещества, %
Плотность,
г/смз
0,15
0,15
0,15 -2*
10,0 4.1
7,5 2,7
22,5 2,7
3,25 1,2*
8.0 -2*
51,7
жобках.
Примечание. 2 - сочетание тетракалийдифосфата (например, Calgon TK) и аммонийполиакрилата
(например, Lopon 886); 3 - реологическая добавка, например Bentone LT; 4 - полисахарид, полимерная
реологическая добавка, например Rhodopol 50 MD; 5 и 13 - стабилизированный 29%-ный водный раствор силиката
калия, например Betolin P 35; 11 - например Acronal 290 D, Mowilith DM 765 или Acronal DS 6105;
13 - 17,5%-ный водный раствор, например Betolin Quart 15.
Расчет степени пигментирования и ОКП приведен ниже. Пленкообразователь
состоит из неорганического силиката и органической стирол-акриловой дисперсии.
Степень пигментирования = (10 + 7,5 + 22,5): (0,15 + 3,25 + 8) = 40 : 11,4 = 3,5 : 1;
Соотношение диоксид титана : наполнитель = 10 : 30 = 25 : 754
10/4,1 +7,5/2,7 + 22,5/2,7
ОКП =
10/4,1 +7,5/2,7 + 22,5/2,7 +8,15/2 + 3,25/1,2
•100% = 67%
Полимерсиликатные краски применяют для наружных работ, главным образом для
окрашивания фасадов зданий. Более подробная информация об этих и других
фасадных красках приведена в [8].
Литература
1. H. Kittel (Hrsg.) Lehrbuch der Lacke und Beschichtungen, Band 2,
Pigmente Fuellstoffe, Farbstoffe, Verlag W. A. Colomb, 1974
2. J. Bieleman (Hrsg.), Lackadditive, Wiley-VCH 1998
Часть III
157
3. H. Doerr, F. Holzinger, Kronos Titandioxid in Dispersionsfarben, 1989
4. Richtrezept der Borchers GmbH.
5. DIN-Term, Beschichtungsstoffe, Vincentz Verlag, Hannover, 1. Aufl., 2001
6. H. Mayer, Neue Silicone fuer loesemittelfreie Siliconharzfarbe und -grundierung,
Farbe&Lack, 97 (1991) S. 867 ff
7. R. Baumstark, M. Schwartz, Dispersionen fuer Bautenfarben -
Acrylatsysteme in Theorie und Praxis, Vincentz Verlag, 2001
8. P. Grochal, Eigenschaften und Mikrostruktur von Fassadenbeschichtungen,
Farbe & Lack 97 (1991) S. 670 - 675
3. Материалы, химически отверждаемые в естественных условиях
3.1. Материалы, формирующие покрытия с участием кислорода воздуха
3.1.1 . Водоразбавляемые составы на основе алкидных смол
Как отмечалось выше, отверждение с участием кислорода воздуха свойственно в
основном масляным пленкообразователям, содержащим значительное количество
звеньев ненасыщенных жирных кислот. Важным классом пленкообразователей этого
типа являются алкидные смолы. Поэтому неслучайно издавна актуален вопрос о
замене органических растворителей в их составе на воду, т.е. разработка материалов водо-
разбавляемого типа.
При решении этой задачи возникает ряд проблем. Одна из них касается гидролиза
пленкообразователей [1].
Водоразбавляемые алкидные смолы - анионостабилизированные пленкообразова-
тели. В большинстве случаев они содержат большое количество карбоксильных групп,
нейтрализованных аминами или аммиаком. Так как соединения, содержащие
карбоксильные группы, являются слабыми кислотами, значения рН их водных растворов
обычно составляет 7,5 - 8,2. Вследствие этого сложноэфирные группы алкидных смол
способны легко гидролизоваться, и, таким образом, водные растворы
пленкообразователей и лакокрасочные составы на их основе имеют ограниченный срок хранения.
Алкидные материалы, содержащие растворители, обычно получают на основе
фталевого ангидрида. Однако, как показывает практика, именно эфиры о-фталевой
кислоты особенно чувствительны к гидролизу из-за катализирующего влияния соседних
карбоксильных групп. Это проявляется в наибольшей степени, если кислотные группы
являются концевыми в молекуле алкидной смолы.
Наиболее простым химическим методом устранения или значительного снижения
данного эффекта является введение в цепь алкида звеньев, устойчивых к гидролизу.
Если, например, в качестве поликарбоновой кислоты вместо фталевого ангидрида при-
158
Часть III
менять изофталевую кислоту, то можно получить алкидные смолы, значительно более
стабильные в водных растворах [1]. Еще более стабильные при хранении продукты
образуются при использовании тримеллитового ангидрида и этерификации двух его
карбоксильных групп в процессе синтеза [2].
Хорошие результаты по стабилизации алкидных смол дает применение при их
синтезе сульфоизофталевой кислоты и ее солей. При этом для обеспечения их
растворимости в воде путем нейтрализации требуется меньшее количество сульфогрупп, чем
карбоксильных [3].
Гидролитическая устойчивость маслосодержащих пленкообразователей улучшается
при частичной или полной замене фталевого ангидрида на малеиновый, особенно если
при их получении используется не реакция поликонденсации, а диеновый синтез [4].
Легче решается проблема стабильности водоразбавляемых пленкообразователей,
формирующих покрытия с участием кислорода воздуха, если вместо алкидов
применяют, например, карбоксилсодержащие полиуретаны или эпоксиэфиры [5 - 7].
Определяющее влияние при этом оказывает тип жирной кислоты-модификатора.
Стабильность водных растворов можно улучшить за счет применения некоторых со-
растворителей, например бутилгликоля. Его влияние объясняют тем, что благодаря
своему строению он сильнее, чем вода, склонен сольватировать пленкообразователь.
Образующиеся при этом коллоидальные частицы содержат меньше воды, и реакция
омыления протекает менее активно.
Другой проблемой при использовании водоразбавляемых материалов химического
отверждения является низкая скорость их отверждения. Для ускорения отверждения
маслосодержащих пленкообразователей, как правило, применяют сиккативы. Но они
хорошо растворяются в органических растворителях и не растворяются в воде.
Предлагают различные пути решения этой задачи:
• введение сиккативирующих металлов в молекулы пленкообразователя;
• введение сиккативов в пигментную часть материалов перед диспергированием.
При диспергировании они диффундируют в частицы пленкообразователя и
действуют таким же образом, как и в органорастворимых составах;
• использование сиккативирующих солей, способных к пленкообразованию. При
этом чаще всего речь идет о комбинациях металлов (Co-Zn-Ba; Co-Zr-Ca),
оптимизированных для водоразбавляемых композиций [7].
Средства, предотвращающие образование поверхностной пленки при хранении
материала в водоразбавляемых окислительных системах, как правило, не используют, так
как при применении кетоксимов может происходить их гидролитическое расщепление
на кетон и гидроксиламин.
Для водоразбавляемых лакокрасочных систем, отверждаемых с участием
кислорода воздуха, в качестве сорастворителей обычно используют бутилгликоль, метоксипро-
панол, этоксипропанол, бутоксипропанол и изобутанол. Для нейтрализации применяют
25%-ный водный раствор аммиака, диметилэтаноламин (ДМЭА), триэтиламин (ТЭА) и
диметиламинометилпропанол (ДМАМП). Агентами розлива чаще всего служат специ-
Часть III
159
альные простые полиэфиры, модифицированные силиконами, или карбоксилсодержа-
щие акриловые олигомеры. При изготовлении таких материалов необходимо
использовать дистиллированную или обессоленную путем ионного обмена воду.
Водоразбавляемые алкидные смолы, как правило, позволяют получать стабильные
дисперсии пигментов. Так как водные композиции склонны к структурообразованию,
требуется регулировать их вязкость. Пигменты, проявляющие основные свойства, могут
вступать в реакцию с карбоксильными группами пленкообразователя, что может
привести к гелеобразованию. К пигментам, проявляющим кислотные свойства,
необходимо добавлять нейтрализирующие агенты.
На основе водоразбавляемых алкидных смол изготавливают различные
лакокрасочные материалы, в первую очередь грунтовки, шпатлевки и эмали для наружных
покрытий. Их применяют для защиты металлоконструкций в промышленности и
строительстве. Эмиссия растворителей при их использовании по сравнению с составами,
содержащими растворители, значительно ниже. Это также подтверждает рецептура,
приведенная в табл. 3.10.
Водоразбавляемая белая эмаль для наружных покрытий
В качестве пленкообразователя в эмали используют тощую алкидную смолу с
содержанием специальных жирных кислот 37% (кислотное число 35 - 45) [8]. Подготовленная
для диспергирования пигментная часть состоит из диоксида титана и предварительно
нейтрализованной триэтиламином алкидной смолы, растворенной в обессоленной воде
с добавлением бутилгликоля и этоксипропанола. В пигментную часть также вводят
сиккатив. Смесь диспергируют в шаровой мельнице в течение 20 мин, после чего в нее
вводят в качестве добавок ту же алкидную смолу, нейтрализованную аммиаком и
разбавленную обессоленной водой, и агент розлива. Рецептура приведена в табл. 3.10.
Таблица 3.10
Рецептура водоразбавляемой белой эмали для наружных покрытий
№
1
2
3
4
5
6
7
8
Вещество
Пигментированный состав
Водоразбавляемая алкидная смола,
к.ч. = 35-45 (75%-ный раствор
в разбавителе)
Триэтиламин
Бутилгликоль
Этоксипропанол
Обессоленная вода
Диоксид титана (рутил)
Кобальтовый сиккатив
для водных систем, 8% Со
Циркониевый сиккатив
для водных систем, 10% Zr
Массовое
содержание, %
9,0
26,0
Массовая доля
сухого
вещества, %
1,20
4,10
Плотность,
г/см3
12,0
0,70
1.10
1,30
10,60
26,0
0,10
0,20
160
Часть III
Таблица 3.10 (продолжение)
№
9
10
11
12
Вещество
Добавки
Водоразбавляемая алкидная смола,
к.ч. = 35-45 (75% -ный раствор
в разбавителе]
Аммиак (25%-ный водный раствор)
Обессоленная вода
j^IitlLE£2£E5L-»«
Итого:
Массовое
содержание, %
12,90
47,90
Массовая доля
сухого
вещества, %
Плотность,
г/см3
17,20
0,50
30,10
0,20
100,0
Примечание. 1,9- Worleesol 07 А, 75%-ный раствор в бутилгликоле, грег-бутанол (Worlee); 4 - Ektasolve
EP (Eastman); 6 - TR 92 (Tioxide); 7 - Servosyn WEB Co 8% (Servo); 8 - Servosyn WEB Zr 10% (Servo);
12-Worlee Add 327 (Worlee).
Полученная эмаль с массовой долей нелетучих компонентов 47,9% содержит 9,7%
сорастворителей, 0,8% амина, 0,5% различных добавок и 41,1% обессоленной воды.
Степень пигментирования = 26,0 : 21,9 = 1,2 : 1,0.
26,0/4,1
ОКП = • 100% = 26%
26,0/4,1 +21,9/1,2
Вязкость эмали составляет 80 - 90 с (ВЗ-4, 230C), значение рН 8,2 - 8,5.
В естественных условиях эмаль высыхает до степени 1 в течение 45 мин, до
степени 3 - 4 ч и через 16 ч отверждается полностью.
3.1.2. «Гибридные» системы
Под водными «гибридными» системами понимают пигментированные
лакокрасочные материалы, изготавливаемые на основе смесей водных полимерных дисперсий и
водоразбавляемых алкидных пленкообразователей. Такое сочетание позволяет
достичь оптимальных свойств материала, сохранив быстрое высыхание, присущее
полимерным дисперсиям, и хорошее качество алкидных покрытий. Как правило, при этом не
требуется введения в композицию сорастворителя.
Введение полимерной дисперии (латекса) в водоразбавляемую алкидную смолу не
препятствует отверждению композиции за счет полимеризации. Пленкообразование
при этом можно рассматривать как совокупный бинарный процесс физического и
химического отверждения двух разнородных пленкообразователей. Пигменты благодаря
хорошему смачиванию водоразбавляемым пленкообразователем эффективно
встраиваются в состав матричной пленки. Важно, чтобы дисперсия полимера и раствор олиго-
Часть III
161
мерного пленкообразователя образовывали стабильную, однородную водоразбавляе-
мую систему и при этом не происходила взаимная коагуляция.
Такие композиции, как правило, требуют введения пеногасителя.
Гибридные системы являются основой для получения многих быстровысыхающих
лакокрасочных материалов: грунтовок, шпатлевок и красок наружного применения. Их
используют в промышленности для получения антикоррозионных покрытий, а также в
строительстве и в быту.
В качестве примера приведем рецептуру гибридного грунтовочного состава.
Водоразбавляемая красно-коричневая грунтовка промышленного назначения
Грунтовка [9] содержит водоразбавляемую алкидную смолу и дисперсию
сополимера стирола с бутадиеном. Для повышения коррозионной стойкости покрытий в состав
грунтовки входит красный железооксидный пигмент, тальк, кальцит и фосфат цинка.
Пигменты и наполнители диспергируют в шаровой мельнице с большей частью
алкиднои смолы, нейтрализованной раствором аммиака с добавлением сорастворителя и
воды. Смешанный сиккатив на основе кобальта и магния добавляют на стадии
диспергирования. После достижения требуемой степени перетира в смесь добавляют остальное
количество алкиднои смолы и сорастворителя (смолу предварительно нейтрализуют
раствором аммиака), одновременно вводят пеногаситель. Далее полученный
пигментный состав смешивают с бутадиен-стирольной дисперсией и добавляют необходимое
количество обессоленной воды. Полученную грунтовку перемешивают в диссольвере.
Ориентировочная рецептура грунтовки приведена в табл. 3.11.
Таблица 3.11
Рецептура водоразбавляемой грунтовки гибридного типа
№
1
2
3
4
5
6
7
8
9
10
11
Вещество
Пигментированный состав
Водоразбавляемая алкидная смола,
к.ч. = 35-45 (75%-ный раствор в разбавителе)
Аммиак, 25%-ный раствор
в деионизированной воде
Обессоленная вода
w-Бутоксипропанол
Тальк
Пигмент- кальцит
Фосфат цинка
Оксид железа
Кобальтовый сиккатив, 8% Со
Марганцевый сиккатив, 9% Mn
Агент смачивания
Массовая доля
сухого
вещества, %
9,0
3.80
7,70
7,40
6,70
Плотность,
г/см3
1,2
2,8
2,7
3,5
3,9
Массовое
содержание, %
12,0
0,80
21,0
1,20
3,80
7,70
7,40
6,70
0,25
0,20
162
Часть III
Таблица 3.11 (продолжение)
№
12
13
14
15
16
17
Вещество
Добавки
Бутилгликоль
Водоразбавляемая алкидная смола,
к.ч. = 35 — 45 (75% р-р в разбавителе)
Аммиак (25% водный р-р)
Пеногаситель
Бутадиен-стирольная дисперсия
(50%-ная в деионизированной воде)
Обессоленная вода
Итого:
Массовая доля
сухого
вещества, %
3,53
12,70
50,83
Плотность,
г/см3
1,2
1,2
Массовое
содержание, %
1,70
4,70
0,20
0,25
25,40
6,20
100,0
Примечание. 1, 13 - Worleesol 61 А, 75%-ный раствор в смеси бутилгликоль / трет-бутанол (Worlee);
4 - Dowanol PnB (Dow); 5 - Тальк ST micro (Naintsch); 6 - Millicarb (Omya); 7 - фосфат цинка PZ 20 (SNCZ);
8 - красный железооксидный пигмент 3297 (BASF); 9 -Servosyn WEB Со 8% (Servo); 10 - Servosyn WEB Mn 10%
(Servo); 11 - Hydropalat 535 (Henkel-Cognis); 15 - Surfynol 104E (Air Products); 16 - Lipatol SB 5521 (Polymer Latex, HuIs).
Соотношение водоразбавляемой алкидной смолы и полимерной дисперсии
составляет ориентировочно 1:1. Степень пигментирования композиции = 1:1.
3,80 / 2,8 + 7,70 / 2,7 + 7,40 / 3,5 + 6,70 / 3,9
ОКП = • 100% = 28%
3,80 / 2,8 + 7,70 / 2,7 + 7,40 / 3,5 + 6,70 /3,9 + 12,53 / 1,2 + 12,70 / 1,2
Грунтовка содержит - 50,8% твердых веществ и - 5,9% сорастворителя. Ее вязкость
составляет - 140 с по DIN 4 / 230C; рН = 7,2 - 8,0. Грунтовку можно разбавлять водой до
требуемой вязкости и наносить слоем толщиной 100 мкм, время высыхания от пыли
20 мин, до отлипа - 45 мин.
3.2. Двухупаковочные составы
3.2.1. Полиуретановые материалы
Реакции полиизоцианатов в водных средах
Полиизоцианаты могут реагировать с водой (рис. 3.5). При этом в качестве
промежуточного соединения образуется замещенная карбаминовая кислота, разлагающаяся
с отщеплением CO2 до первичного амина, который затем быстро реагирует с другой
изоцианатной группой с образованием мочевины.
Реакция относительно гидрофобных аддуктов изоцианата с водой протекает
медленнее, чем с соединениями, содержащими гидроксильные или аминогруппы. Это каса-
Часть III
163
ется прежде всего алифатических и циклоалифатических полиизоцианатов, в
особенности содержащих стерически затрудненные изоцианатные группы. Таким образом,
существует возможность отверждать изоцианатами полифункциональные соединения в
водных средах.
Как показывают исследования [10],
реакция изоцианатных групп с водораз-
бавляемыми пленкообразователями,
содержащими карбоксильные группы
(по сравнению с гидроксильными), в
обычных условиях протекает крайне
медленно.
При этом очень важно, чтобы поли-
изоцианат-аддукт (отвердитель) и гид-
роксилсодержащий пленкообразова-
тель хорошо совмещались друг с
другом. Если к водоразбавляемому лаку
добавить полиизоцианатный
отвердитель, то сначала образуется
сравнительно грубодисперсная эмульсия. В
результате взаимной диффузии
коллоидно-растворимого в воде пленкообразо-
вателя и эмульсии полиизоцианата
образуются более мелкие частицы, что
позволяет обоим компонентам
взаимодействовать между собой.
Этот процесс можно интенсифицировать двумя путями. Во-первых, гидрофильной
модификацией полиизоцианат-аддуктов, обычно обеспечиваемой за счет
взаимодействия части изоцианатных групп с монофункциональными эфирами полиэтиленгликоля
(в этом случае, естественно, часть изоцианатных групп расходуется). При введении в
водные растворы полиизоцианат-аддуктов, модифицированных таким образом, сразу
образуются более мелкие частицы, что обусловливает их более быстрое
взаимодействие с пленкообразователями. Этот метод предпочтителен для получения непигменти-
рованных (лаковых) пленок с хорошим растеканием и высоким блеском [11].
Другой способ заключается в том, что применяют очень низковязкие гидрофобные
полиизоцианат-аддукты, которые быстро смешиваются за счет диффузионных
процессов и реагируют с гидроксилсодержащими пленкообразователями [11]. В качестве
таких веществ можно использовать, например, полиизоцианат-тримеры с очень узким мо-
лекулярно-массовым распределением или низковязкие по своей природе изоцианат-
функциональные аллофанат-аддукты.
Представляется возможным также применять полиизоцианат-аддукты в виде
раствора в полярном растворителе и затем использовать этот раствор в качестве отверди-
R-N-C=
-О *
Изоцианат
H2O
Вода
H ОН
R-N-C7
It
О
Карбаминовая кислота
- CO2 Диоксид углерода
R-NH2 Амин
+ O=C=N-R Изоцианат
H H
R-N-C-N-R Мочевина
О
Рис. 3.5. Взаимодействие изоцианатов с водой
164
Часть III
теля для водоразбавляемых лаков. Естественно, полярные растворители не должны
содержать свободных ОН-групп. В качестве таких растворителей рекомендуются сложные
эфиры (например, бутилацетат), простые диэфиры и эфирацетаты пропиленгликоля
(например, метоксипропилацетат), а также высшие эфирацетаты этиленгликоля
(например, бутилгликольацетат).
Эти растворители зачастую лишь ограниченно смешиваются с водой. Их задача -
снизить вязкость растворов и способствовать диффузии отвердителя в коллоидные
частицы или мицеллы пленкообразователя.
Можно также получить отвердители, содержащие поверхностно-активные
вещества (ПАВ), которые будут обеспечивать лучшее и более быстрое распределение
полиизоцианат-аддуктов в водной фазе. Естественно, ПАВ не должны препятствовать
диффузионным процессам при смешении компонентов.
На эффективность смешения полиизоцианат-аддуктов в водной фазе влияет также тип
гидроксилсодержащего пленкообразователя. Низкомолекулярные гидроксилсодержащие
пленкообразователи, способные образовывать водные коллоидные растворы, быстрее
смешиваются с отвердителем, чем высокомолекулярные, находящиеся в воде скорее в
дисперсном состоянии. Водорастворимые полиэфиры смешиваются быстрее, чем акрилаты,
пленкообразователи из вторичных дисперсий - быстрее, чем из первичных дисперсий.
Гидроксилсодержащие пленкообразователи в товарном виде не должны содержать
протолитических сорастворителей (см. выше). В качестве нейтрализующих агентов для
них предпочтительно использование третичных аминов (по возможности без других
функциональных групп - NH-, OH-), например триэтиламина.
Следует отметить, что в зависимости от характера реакционной среды не
исключается взаимодействие мобильной фазы с водой. Чем меньше полярность, ниже вязкость
и реакционная способность полиизоцианата, тем слабее его взаимодействие с водой.
Гидрофильные изоцианаты лучше распределяются в водной среде, однако
одновременно возрастает их реакционная способность по отношению к воде.
Степень взаимодействия полиизоцианат-аддуктов с водой значительно меньше,
чем с пленкообразователями и влагой воздуха [9]. Продукты реакции с водой не столь
негативно влияют на свойства покрытий, как это считалось ранее. При использовании
гидрофилированных полиизоцианатов или их смесей в составе композиции, однако,
следует предусматривать соответствующий избыток полиизоцианата на случай
возможного взаимодействия с водой. Расчетное соотношение изоцианатных и ОН-групп
может составлять 1,2 - 1,5.
Применение водных двухупаковочных полиуретановых материалов
Как и органорастворимые, готовые водоразбавлямые двухупаковочные полиурета-
новые составы имеют ограниченную жизнеспособность. Однако это время нельзя
определить путем измерения вязкости, как это делается для органорастворимых
материалов. Для многих водоразбавляемых полиуретановых составов после смешения с
отвердителем на начальной стадии может наблюдаться даже снижение вязкости. При этом
Часть III
165
ограничение жизнеспособности системы можно заметить лишь тогда, когда
наблюдается значительное ухудшение растекания нанесенного материала. Производители таких
двухупаковочных полиуретановых составов должны знать жизнеспособность
материалов после смешения, информировать об этом потребителей, а также учитывать, что
температура хранения играет решающую роль.
Для водоразбавляемых двухупаковочных полиуретановых композиций также
можно использовать катализаторы отверждения, например специальные трудно гидролизу-
емые комплексы солей металлов. Естественно, при их введении срок жизни составов
сокращается. Третичные амины, применяемые как агенты нейтрализации, могут также
оказывать каталитическое действие, однако необходимо, чтобы они испарялись в
процессе формирования покрытий.
Покрытия на основе водоразбавляемых двухупаковочных полиуретановых лаков,
грунтовок, эмалей близки по эксплуатационным свойствам к покрытиям из составов,
содержащих растворители. Они имеют высокую химическую стойкость, а при
использовании в качестве пленкообразователя алифатических и циклоалифатических
полиэфиров также и хорошую атмосферостойкость. Достоинство водоразбавляемых
полиуретановых составов - низкая эмиссия растворителей по сравнению с аналогичными
составами, содержащими растворитель. Такие материалы представляют интерес прежде
всего для потребителей, предъявляющих высокие требования к эксплуатационным
свойствам покрытий.
Определенное неудобство представляет двухупаковочность составов, состоящих из
основы лака и отвердителя. Однако если в производственном процессе можно
организовать участок по порционному приготовлению составов механизированным способом,
то эта проблема отпадает. Поэтому водоразбавляемые двухупаковочные полиуретано-
вые лаки нашли особенно широкое применение в промышленности при окраске
металлических и других изделий, в том числе автотранспорта, где они используются уже в
течение длительного времени.
При непрерывном процессе окрашивания с подачей лакокрасочного материала из
краскозаготовительного отделения, как на автомобильном производстве, для выпуска
готовых полиуретановых составов необходимо применять эффективное смесительное
оборудование [12]. При окрашивании полиуретановыми материалами автомобилей,
естественно, применяется горячая сушка. При отверждении водоразбавляемых составов
нагреванием могут возникнуть дефекты на покрытиях, связанные с особенностями
физического поведения воды: образование пузырей и нарушение сплошности пленки. Для
недопущения подобных дефектов необходимо применять увеличенное количество со-
растворителей и целевых добавок.
Более сложным является применение водоразбавляемых двухупаковочных
полиуретановых материалов для ремонтного окрашивания автомобилей. Поэтому
водоразбавляемые лакокрасочные материалы пока ограниченно используют на предприятиях
ремонтного окрашивания автомобилей в Европе. Для этой цели рекомедуют органора-
створимые полиуретановые составы.
166
Часть III
В табл. 3.12 приведена рецептура водоразбавляемой двухупаковочной полиурета-
новой грунтовки, предназначенной для промышленной окраски металлоизделий.
Соотношение пленкообразователя и отвердителя 100 : 17,3 или 85,3 : 14,7.
Таблица 3.12
Рецептура водоразбавляемой полиуретановой грунтовки для промышленного применения
№
~1
2
3
4
5
6
7
8
9
10
11
13
14
15
16
17
Вещество
Пигментированный состав _______
Акриловая дисперсия, 45%-ная
в деионизированной воде, ОН-групп 3,2%
(сухая масса) _____
Обессоленная вода
Пеногаситель
Диспергатор
Диоксид титана
Тальк
Сульфат бария ___„ ______
Слюда
Фосфат цинка
Желтый железооксидный пигмент
Коррозионно-защитный агент
Добавки ..._______^^
Акриловая дисперсия, 45%-ная
в деионизированной воде, ОН-групп 3,2%
(сухая масса)
Агент смачивания
Итого:
Отвердитель
Низковязкий тример ГДИ 100%, NCO- 23%
Бутилацетат
Бутилгликольацетат
Итого:
Массовая доля
сухого
вещества, %
9,8
Z 9,9
2.3
10.4
6,9
11,6
3,8
0,4
0,1
65,2
__
59,0
Плотность,
г/см3
™_
4,1
2,7
4,3
2,7
3,5 _____
3,9
1,2
Массовое
содержание, %
21,8
7,8
0,6
0,5
9,9
2,3
10,4
6,9
11,6
3,8
0,4
22,3
0,4
1,3
100,0
« __
31,0
10,0
~ 100,0 ^
Примечание. 1,12- Setalux 6520 AQ (Akzo-Resins); 3 - Foammaster от Henkel-Cognis; 4 - Disperse Aid W
22 (Daniel Products); 5 - Cronos 2059 от Cronos Int.; 6 - Talkum AT extra (Norwegian Talcum S/A); 7 - Blanc fixe
micro (Sachtleben; 8 - Plastorit Naintsch micro (Naintsch); 9 - Delaphos 2 (ISC Alloys); 10 - Bayferrox 3910 (Bayer);
11 - Forbest 600 (Lucas Meyer); 13 - Byk 348 (Byk Chemie); 14 - Viscalex HV 30 (Ciba Specialities); 15 - Desmodur
N 3600 (Bayer).
В качестве основы грунтовки [13] служит водная полиакриловая дисперсия
(45%-ная) с содержанием ОН-групп 3,2% (в пересчете на сухое вещество), а в качестве
отвердителя - низковязкий тример гексаметилендиизоцианата (содержание NCO-rpynn
23,0%). В качестве пигментов и наполнителей выбраны диоксид титана, желтый
железооксидный пигмент, фосфат цинка (антикоррозионный пигмент), тальк, сульфат бария
Часть III
167
и слюда. Кроме того, в дисперсионной среде присутствуют пеногаситель, диспергатор и
водорастворимый ингибитор коррозии. В полиакриловую дисперсию предварительно
вводят также смачивающий агент и загуститель. Соотношение NCO : ОН должно
составлять 1,5:1.
При отверждении полиакриловой смолы с содержанием ОН-групп 3,2% полиизоци-
анатом (NCO- = 23,0%) можно рассчитать NCO-коэффициент:
ОН % • MNC0 • 10O 3,2 • 42 • 10O
NCO- коэффициент = = = 34 г /100 г
NCO %• Мон 23*17
NCO- коэффициент • Макрилата • соотношение отвердителя
^отвердителя = = 1/,O
масса отвердителя (на сухое вещество)
Содержание сухого вещества в грунтовке первоначально составляет 64%. После
разбавления обессоленной водой до рабочей вязкости 50 с (воронка ВЗ-4 / 230C)
массовая доля нелетучих веществ составит 56%. Степень пигментирования грунтовки = 1,6:1.
9,9/ 4,1 + 2,3/ 2,7 + 10,4/ 4,3 + 6,9/ 2,7 + 11,6/ 3,5 + 3,8/ 3,9
ОКП = • 100% = 33%
9,9/ 4,1 +2,3/2,7+10,4/4,3+6,9/2,7+11,6/3,5+3,8/3,9+19,8/1,2+10,2/1,2
Грунтовка отверждается при комнатной температуре.
3.2.2. Эпоксидные материалы
В водоразбавляемых двухупаковочных эпоксидных материалах разбавляться водой
могут как основа (эпоксидная смола), так и отвердитель (полиамин или его
производные). Любая из упаковок также может содержать пигмент. При использовании
пигментов или наполнителей, особенно в материалах, содержащих воду, необходимо
обращать внимание на наличие в них водорастворимых солей, которые должны быть в
минимальном количестве.
В составе водоразбавляемых материалов используют чаще всего жидкие
эпоксидные смолы, способные эмульгироваться в воде, однако возможно применение и
твердых смол. Способность эпоксидной смолы эмульгироваться во многом зависит
от ее вязкости. Высоковязкие смолы труднее подвергаются эмульгированию, чем
низковязкие [14]. Стабильность эмульсий также в значительной степени зависит от
вязкости смолы. Наибольшей стабильностью обладают эмульсии средневязких
смол. Получаемые эмульсии различаются по размеру частиц, что обусловливает
свойства и качество покрытий. При эмульгировании эпоксидных смол значительную
168
Часть III
роль играют тип и количество эмульгатора. Применение больших количеств
гидрофильных эмульгаторов приводит к образованию эмульсий с малым размером
частиц. Такие эмульсии образуют лучшие по свойствам покрытия, чем грубодисперс-
ные [14] (рис. 3.6).
(< 2 мкм) мелкие
Выше
Выше
Полное, гомогенное
Выше
Выше
Выше
-^
^
^
*^
J^
^i
Размен частий
Вязкость
Физическая стаоильность ~
Отверждение
двухупаковочных
эпоксидных материалов
Ьлеск
Твердость пленки
Химическая стойкость
^
^
J^-
^
^
(>3 мкм) крупные
Ниже
Ниже
Неполное,
гетерогенное
Ниже
Ниже
Ниже
Рис. 3.6. Влияние размера частиц на свойства эмульсий и покрытий на основе эпоксидных смол
о
/\
R- о—с—с—сн
SrS"
он
I Г
-о—с—с—с
Эмульсии эпоксидных смол имеют ограниченный срок хранения, так как в них
может протекать, хотя и медленно, гидролиз с образованием гликолей [15] (рис. 3.7).
Эмульгирование эпоксидных смол
происходит по так называемому
инверсионному методу (рис. 3.8), при котором
сначала получают эмульсию воды в
эпоксидной смоле. При дальнейшем
добавлении воды происходит фазовая
инверсия и образуется эмульсия
эпоксидной смолы в воде.
В точке фазовой инверсии
наблюдается максимальная вязкость (рис. 3.9).
В этом состоянии системы, изменяя
величину и продолжительность воздействия
сдвиговых усилий, можно влиять на
размер частиц эмульсии смолы в воде.
Рассмотрим пример технологии
эмульгирования жидких эпоксидных
смол [16]. Выбираем устойчивую к
Рис. 3.8. Схема эмульгирования жидких эпоксидных смол Действию эмульгаторов и стойкую к
в воде (инверсионный метод) кристаллизации эпоксидную смолу с
Рис. 3.7.
Гидролиз эпоксидных смол
покс.смола
+ Эмульсия воды в смоле
+ Вода ^ I
(Энергия)
гльсия смолы
вводе
• # © •
• • •
У +Вода
г (Энергия)
Фазовая
инверсия
Часть III
169
Вязкость
і
Фазовая инверсия
Эмульсия масло/вода
Эмульсия
вода/масло
Добавление воды
Вязкость жидкой
эпоксидной смолы
Рис. 3.9. Изменение вязкости системы эпоксидная смола -
вода при эмульгировании (инверсионный метод)
эпоксидным числом 0,53 токв и
средней эпоксиэквивалентной массой 189
(например, Eurepox 756). Смолу
смешивают с водой (соотношение 6 : 1) в дис-
сольвере в течение 10-15 мин
(окружная скорость примерно 6 м/с) до
получения пастообразной массы.
Полученная эмульсия воды в эпоксидной смоле
при перемешивании путем порционного
добавления воды разбавляется до
жидкого состояния. Получают стабильную
эмульсию смолы в воде со средним
размером частиц около 1,2 мкм.
Если в эту эмульсию добавить
отвердитель, то средний размер частиц
еще несколько уменьшится (например,
до 0,7 мкм, рис. 3.10, кр. 1).
В данном эксперименте применяли
отвердитель аминного типа (50%-ный
раствор в воде) с NH-эквивалентной
массой 335 (ТВ 03058 H) [16]. Через 6 ч
в результате гелеобразования средний
размер частиц увеличивается
примерно до 5 мкм (рис. 3.10, кр. 2), при этом
вязкость системы изменяется
незначительно.
В двухупаковочных эпоксидных
материалах, содержащих растворитель,
после добавления амина вязкость
постоянно растет вплоть до полной жела-
тинизации, что позволяет легко
определить время жизнеспособности системы.
В результате реакции отверждения
смолы внутри эмульсионной капли ее температура стеклования T9 растет и эмульсия
превращается в дисперсию. Если T9 смолы в частицах превысит комнатную
температуру, то это затруднит коалесценцию частиц и приведет к неудовлетворительному
пленкообразованию. В этом случае образуются покрытия с пониженным блеском
(рис. 3.11). По блеску покрытия косвенно можно определить время жизнеспособности
системы. Если реакция отверждения прошла слишком глубоко, блеск значительно
ухудшится [15]. Снижение блеска на 10% соответствует пределу жизнеспособности
системы (рис. 3.11).
0,1
1,0
Размер частиц, мкм
Рис. 3.10. Распределение по размерам частиц эмульсии
эпоксидных смол:
О - исходная эмульсия; 1 - эмульсия сразу после
добавления отвердителя; 2 - эмульсия эпоксидной смолы с отвер-
дителем через 6 ч
170
Часть III
260
Время после смешения, мин
420
Рис. 3.11. Примерная зависимость Tg и блеска покрытий от времени контакта
эмульсии эпоксидной смолы и отвердителя
Отвердитель
о
Рис. 3.12. Схема проникновения отвердителя в
эмульсионную каплю эпоксидной смолы
Отверждение
эпоксидной смолы в водной
эмульсии аминными отвердите-
лями протекает
неравномерно. После смешения
обоих компонентов
отвердитель диффундирует в
капельки смолы и
начинается процесс
взаимодействия на поверхности
капли (рис. 3.12). Чем
сильнее смачивается
поверхность капли водой, тем
медленнее внутрь ее
диффундирует отвердитель.
В результате в реакцию вступают не все
реакционноспособные группы [17]. Так
как не вступившие в реакцию
аминогруппы (в противоположность
эпоксидным) гидрофильны, они могут ухудшать
водостойкость покрытий. Поэтому в во-
доразбавляемые эпоксидные составы
вводят несколько меньшее количество аминного отвердителя, чем стехиометрическое
(табл. 3.13).
Вода, являясь очень полярным протоносодержащим растворителем, ускоряет
взаимодействие эпоксидной смолы с аминами, что сокращает жизнеспособность водораз-
бавляемых композиций по сравнению с органорастворимыми [15]. Другим следствием
этого является более медленная скорость реакции отверждения в сухой пленке, чем в
водной среде [17].
Jeffamine®
М-1000
М-2070
п
3
10
m
19
32
Мол. масса
1000
2000
Рис. 3.13. Полиоксиалкиленмоноамины
Эпоксисодержащие агенты смачивания
Мелкие эмульсионные частицы
эпоксидной смолы в связи с большой
площадью контакта с водой требуют
большого количества эмульгатора. Для того
чтобы не ухудшать влагостойкость
получаемых покрытий, можно использовать так
называемые эпоксисодержащие агенты
смачивания. В ходе отверждения они
реагируют с аминным отвердителем и
встраиваются в трехмерную структуру по-
Часть III
171
Рис. 3.14. Диглицидиловый эфир
бисфенола А
лимера, при этом исчезают нежелательные свойства
эмульгатора. Для получения таких эпоксисодержа-
щих агентов смачивания можно использовать поли-
оксиалкиленмоноамины (Jeffamine®) (рис. 3.13) [18].
Полиоксиалкиленмоноамины реагируют с
жидкой эпоксидной смолой на основе бисфенола А
(эквивалентная масса 188, э.ч. 0,53 г«экв) [18],
состоящей в основном из диглицидилового эфира
бисфенола А (рис. 3.14).
Упрощенно реакцию
можно представить как
взаимодействие 2 молей
диглицидилового эфира бисфенола А с 1
молем (моно)аминофункциональ-
ного полиэфира. При этом
получается амфифильная
молекула эпоксисодержащего
агента смачивания (рис. 3.15),
который проявляет свойства
неионного эмульгатора,
способного взаимодействовать с
аминными отвердителями за
счет обеих эпоксидных групп.
Практически эпоксисо-
держащий агент смачивания производят in situ в большом избытке эпоксидной смолы.
Реакция 100 ч. (по массе) жидкой эпоксидной смолы (эквивалентная масса 188) с 10 ч.
(по массе) Jeffamin М-1000 или М-2070 (рис. 3.15) при 1250C (в атмосфере азота) через
1 ч приводит к превращению 95% первичного амина в третичный (рис. 3.15). Таким
образом, получают самоэмульгирующуюся в воде эпоксидную смолу с хорошей
пленкообразующей способностью [18].
Вместо низкомолекулярного эмульгатора для эмульгирования жидких эпоксидных
смол можно применять также высокомолекулярные защитные коллоиды (табл. 3.13) [16].
Рис. 3.15. Структура эпоксисодержащего агента смачивания
Примеры рецептур
В табл. 3.13 и 3.14 приведены рецептуры двух типов водоразбавляемых эпоксидных
лакокрасочных материалов антикоррозионного назначения.
Параметры рецептуры рассчитываются следующим образом.
Степень пигментирования = (20 + 13 + 20 + 13): (36 + 24,8) = 1,1 : 1
20/3 + 13/2,7 + 20/5 + 13/4,3
ОКП = • 100% = 26,7%
20 / 3 + 13 / 2,7 + 20 / 5 + 13 / 4,3 + 36 / 1,2 + 24,8 /1,2
172
Часть III
Количество отвердителя (в растворе) / 100 г эпосидной смолы (твердой) =
NH-экв. масса • ЭП-число = 165 • 0,525 = 86,6
Количество отвердителя (в растворе) / 36 г эпоксидной смолы (твердой) =
86,6 • 0,36 = 31,2; таким образом, количество отвердителя примерно соответствует сте-
хиометрическому значению.
Таблица 3.13
Рецептура водоразбавляемой двухупаковочной эпоксидной эмали антикоррозионного
назначения на основе жидкой смолы
№
1
2
3
4
5
6
7
8
9
10
Вещество
Основа эмали (компонент А)
Жидкая эпоксидная смола
Фосфат цинка
Тальк
Гидроксиэтилцеллюлоза
Пеногаситель
Вода
Итого для основы:
Отвердитель (компонент В)
Полиамин-аддукт
Красный железооксидный пигмент
Тяжелый шпат
Вода
Итого для отвердителя:
Массовое
содержание, %
36
20
13
0,3
0,4
30,3
100
31
20
13
11
75
Массовая доля
сухого
вещества, %
36
20
13
69
24,8
20
13
57,8
Плотность,
г/смз
1,2
3
2,7
1,2
5
4,3
Примечание. 1- активный разбавитель, не содержащий эмульгатора, содержание эпоксидной смолы
100%, э.ч. 0,525 г-экв, средняя эквивалентная масса 190, например Eurepox 776; 2 - активный
антикоррозионный пигмент; 3 и 9 - наполнители; 4 - гидроксиэтилцеллюлоза, защитный коллоид и реологическая добавка,
например Natrosol 250 HR; 7 - модифицированный полиамид-аддукт, 80% -ный водный раствор, NH-эквива-
лентная масса около 165 (на раствор), например Euredur 36.
Основа эмали и отвердитель окрашены по-разному (табл. 3.13), что облегчает
визуальный контроль качества смешивания компонентов. Можно пигментировать только
отвердитель, так как смачивание пигментов раствором отвердителя происходит лучше,
чем эмульсией эпоксидной смолы.
Для получения составов применяют не только эмульсии, но и дисперсии твердых
эпоксидных смол [19].
Часть III
173
Таблица 3.14
Рецептура водно-дисперсионной двухупаковочной эпоксидной грунтовки на основе твердой смолы
№
1
2
3
4
5
6
7
8
9
Вещество
Основа (компонент А)
Дисперсия эпоксидной смолы
Красный железооксидный пигмент
Тальк
Тяжелый шпат
Фосфат цинка
Коррозионно-защитная добавка
Пеногаситель
Вода
Итого:
Отвердитель (компонент BJ^
Аддукт амина (60%-ный)
Массовое
содержание, %
50,0
5,8
5,0
8,5
9,2
0,9
0,6
20,0
100
9,5
Массовая доля
сухого
вещества, %
28,0
5,8
5,0
8,5
9,2
56,5
5,7
Плотность,
г/см3
1,2
5,0
2,7
4,3
3,0
1,2
Примечание. 1: - 56%-ная дисперсия в воде + 7% этоксипропанол, эквивалентная масса 560 - 560 (по
сухому), среднее эпоксидное число 0,18 гокв (по сухому), например Waterpoxy 1455; 3 и 4 - наполнители;
5 - активный антикоррозионный пигмент; 6 - соль цинка органического азотсодержащего соединения,
содержание активного вещества 46 - 48%, например Alcophor 827 или Foamaster TCX; 9 - 60%-ный раствор в воде,
NH-эквивалентная масса 225 (в растворе), например Waterpoxy 751.
Параметры рецептуры рассчитываются следующим образом.
Степень пигментирования = (5 + 5,8 + 8,5 + 9,2): (28 + 5,7) = 28,5 : 33,7 = 0,85 : 1.
5 / 2,7 + 5,8 / 5 + 8,5 / 4,3 + 9,2/3
ОКП =
5 / 2,7 + 5,8 / 5 + 8,5 / 4,3 + 9,2 / 3 + 33,7 /1,2
•100% = 21,5%
Количество отвердителя (в растворе) / 100 г эпоксидной смолы (твердой) =
225^0,18 = 40,5.
Количество отвердителя (в растворе) / 28 г эпоксидной смолы (твердой) =
40,5*0,28 = 11,3, т.е. на 19% меньше стехиометрического значения.
Как видно из таблиц 3.13 и 3.14, для получения первого состава (эмали) была
использована эмульсия жидкой эпоксидной смолы, а второго (грунтовки) - дисперсия
твердой. Эпоксидная эквивалентная масса твердой смолы почти в 3 раза больше, чем
жидкой; соответственно, первая имеет примерно в 3 раза меньше эпоксидных групп,
чем вторая, что сказывается на формировании покрытий. Эпоксидные дисперсии
быстрее формируют пленки до отлипа за счет физического высыхания, но медленнее за
счет протекания химического процесса, и образуют покрытия с меньшей плотностью
сшивки, чем эпоксидные эмульсии [19].
174
Часть III
Водоразбавляемые двухупаковочные эпоксидные материалы широко применяют
при окрашивании минеральных подложек (бетон, камень), а также для получения
антикоррозионных покрытий на изделиях из стали и других металлов.
Литература
1. H. Kittel, К. D. Ledwoch (Herausgeber), Lehrbuch der Lacke und Beschichtungen,
Band 3, Bindemittel fuer wasserverdunnbare Systeme, Kapitel 3.1.3.1.1; S. Hirzel
Veriag Stuttgart - Leipzig 2001
2. R. Wayne: Studies on the Esterfication of Trimellithic Anhydride,
J. Coat. Techn. 55 Nr. 702, 57 (1983).
3. T. Kou, W. W. Blount, K. M. Moody: Waterdispersible Polyester Resins for Surface
Coatings, Polym. Sc. and Eng, Bd 66, Proceedings 1992, S. 168
4. H. Kittel, K. D. Ledwoch (Herausgeber), Lehrbuch der Lacke und Beschichtungen,
Band 3, Bindemittel fuer wasserverdunnbare Systeme, Kapitel 3.1.3.1.2;
S. Hirzel Veriag Stuttgart • Leipzig 2001
5. Int. Min. & Chem. Corp. (Firmenschrift): A Complete Guide to DMPA Brand
of Dimethylolpropionic Acid (1986)
6. Patent DE 3 219 413 der Vianova Kunstharze AG
7. H. Wagner, H. F. Sarx: Lackkunstharze, S. 193; Carl Hanser Veriag, Muenchen, 1971
8. Richtrezeptur Nr. 177/1 von Worlee
9. Richtrezeptur Nr. 468/1 von Worlee
10. L. Kahl, M. Bock, E. Jurgens, H. J. Laas: Waessrige 2K-PUR-Klariacke fuer
die Automobilerstlackierung, Farbe & Lack 102, 3 (1996), S. 88
11. W. Kubitza: Wassrige Zweikomponenten-Polyurethan-Reaktivsysteme,
Farbe & Lack, 97,4(1991), S. 201
12. Patent DE 3 829 5897 der Bayer AG (1990)
13. AKZO-Nobel-Resins: Specialty Resins, REC 99020
14. A. Wegmann, Phanomen Farbe, Nr. 11 (1996), S. 22 - 25 «Struktur/
Eigenschaftsbeziehungen in wasser-basierenden Epoxidharz-Emulsionen»
15. A. Wegmann, Phanomen Farbe, Nr. 5 (1998), S. 34 - 40
«Wasserbasierte2K-Epoxidharz/Amin-Beschichtungssysteme».
16. Firmenschrift der Fa. Witco Wasser - die alternative Losung», 1996
(neuer Firmenname: Vantico)
17. C. Godau, «Wasserverdunnbare Epoxidharze und Spezialharter fuer den
Korrosionsschutz» in «Korrosions-schutz mit waessrigen Lacksystemen»
(Hrsg. J.-P. Schik, expert-Veriag, Renningen-Malmsheim 1997)
18. Firmenschriften der Fa. Huntsman «The Jeffamine® Polyoxyalkyleneamines»
und «Water-Reducible Epoxy Coatings via Epoxy Resin Modification with Jeffamine®
MATP's - In situ Epoxy Reactive Surfactant»
19. V. Foglianisietal., Welt der Farben, Nr. 11 (1999), S. 10-13.
«Waessrige Epoxidharzsysteme»
Часть III
175
4. Водорастворимые лакокрасочные
материалы горячей сушки
4.1. Общие сведения
Водорастворимые лакокрасочные материалы горячей сушки для промышленного
применения появились на рынке в начале 1950-х гг. [1]. Особый интерес они приобрели
в 1960 - 1970 гг. в связи с разработкой метода электроосаждения - сначала анодного,
потом катодного [2]. Наибольшее признание этот метод получил в автомобильной
промышленности. Первоначально были разработаны грунтовки, в настоящее время также
широко производятся эмали.
Причиной задержки промышленного применения водорастворимых материалов
явилась достаточно длительная сушка получаемых покрытий. Быстрый нагрев без
предварительного удаления воды приводит к образованию дефектов - кратеров и пузырей,
получению матовых покрытий. В настоящее время предложены разные пути получения
качественных покрытий, например использование органических сорастворителей и
других добавок, применение ступенчатого режима отверждения.
Водорастворимые лакокрасочные материалы уже серьезно конкурируют с такими
материалами, как составы с высоким сухим остатком, содержащими лишь
ограниченное количество растворителей.
При выборе пленкообразователей стараются использовать те из них, которые
особенно хорошо зарекомендовали себя в органорастворимых составах. Из
водорастворимых гидроксилсодержащих пленкообразователей следует назвать алкид-
ные и акриловые смолы, насыщенные полиэфиры, полиуретаны, эпоксиэфиры,
модифицированные полиолами аддукты бутадиена и малеинового ангидрида, а
также малиенатные масла. Сшивающими агентами для них служат фенол- и мела-
миноформальдегидные смолы, блокированные полиизоцианаты. В основном
применяют анионные или неионные водорастворимые пленкообразователи. Катион-
ных водорастворимых пленкообразователей меньше; из них в основном
используют модифицированные эпоксидные и частично специальные акриловые смолы. В
качестве нейтрализующего агента они требуют применения органических кислот.
Для их полного удаления из пленки необходимы значительно более высокие
температуры сушки, чем для для удаления аминов из анионных водорастворимых
материалов. Поэтому катионные водорастворимые материалы используются лишь
там, где можно применять сравнительно высокие температуры сушки (например,
на установках электрофорезного нанесения при серийном окрашивании кузовов
автомобилей).
Так как почти все водорастворимые лакокрасочные материалы горячей сушки
состоят как минимум из двух взаимодействующих между собой компонентов, важно,
чтобы при смешении они хорошо совмещались между собой. Только в этом случае можно
ожидать хороших свойств отвержденных покрытий.
176
Часть III
Однако хорошая совместимость компонентов может привести к снижению
стабильности составов при хранении. В частности, возможны реакции, приводящие к
уменьшению молекулярной массы (например, омыление эфирных групп пленкообразователя)
или ее увеличению за счет химического взаимодействия отдельных компонентов. Все
это может отрицательно сказаться на качестве покрытий, например ухудшении расте-
каемости, блеска, механических свойств.
Нежелательные явления при хранении материалов можно уменьшить, если
компоненты (пленкообразователь и сшивающий агент) находятся в растворе в коллоидном
состоянии или в капсулированном виде. Это увеличивает срок хранения материала и
делает стабильным качество покрытий.
4.2. Материалы на основе аминосмол
Выбор смол
Как указывалось ранее, неэтерифицированные или этерифицированные
метанолом аминосмолы частично или полностью растворимы в воде. Неэтерифицированные
смолы из-за их низкой стабильности при хранении и ограниченной совместимости с
другими пленкообразователями обычно не применяют для изготовления
водорастворимых лакокрасочных материалов. Значительные преимущества имеют метанолизиро-
ванные смолы, при этом наилучшими свойствами во многих отношениях обладают ме-
ламиноформальдегидные смолы [3 - 6]. Эти смолы, содержащие иминогруппы, лучше
растворяются в воде, чем частично или полностью метанолизированные мочевинофор-
мальдегидные смолы, в том числе и продукты на основе гексаметоксиметилмеламина
(ГМММ-смолы).
Меламинофор-
^CH2-O-CH3 он~ ^CH2-OH мальдегидные смо-
f \ + Н2° « / \ + CH3OH ЛЬ| могут ГИдр0ли.
н зоваться в водной
среде.
ГМММ-смолы в щелочных
средах более
устойчивы. Гидролиз иминогрупп как в кислых, так и в щелочных средах идет по схеме,
представленной нарис. 3.16 [7].
Образующиеся метилольные группы более реакционноспособны, чем метилол-
эфирные группы, поэтому реакция может протекать автокаталитически. ГМММ-смолы в
сочетании с анионостабилизированными гидроксилсодержащими
пленкообразователями в щелочных средах образуют относительно стабильные системы.
Большая часть низкомолекулярных меламиноформальдегидных смол хорошо
совмещается с гидроксилсодержащими пленкообразователями как в водных растворах,
так и в покрытиях. Из-за структурированности образующихся растворов при получении
Рис. 3.16. Реакция гидролиза аминосмол
Часть III
177
водных лакокрасочных материалов (повышенная вязкость) необходимо применять
большие сдвиговые усилия (особенно при диспергировании), чем для аналогичных
систем, содержащих растворитель.
Примеры торговых марок ГМММ-смол: Luwipal 066 (BASF AG), Cymel 303 (Cytec),
Maprenal MF 900 (Soluta-Vianova).
Примеры торговых марок переэтерифированных метанолом иминосмол: Luwipal
072 (BASF AG), Cymel 327 (Cytec), Maprenal VMF 3615 (Soluta-Vianova).
Сокомпоненты аминосмол
Вторым пленкообразующим компонентом водорастворимых материалов на основе
аминосмол могут быть гидроксилсодержащие алкидные смолы, насыщенные
полиэфиры или полиакрилаты, которые наряду с ОН-группами содержат карбоксильные группы.
После нейтрализации аминами они становятся водорастворимыми или по крайней
мере образуют коллоидные растворы. Предпочтительны относительно
низкомолекулярные типы смол, которые даже в состоянии коллоидного раствора хорошо совмещаются
с меламиноформальдегидными смолами. Это предопределяет возможность их
эффективного взаимодействия при пленкообразовании.
Сочетание алкидных и меламиноформальдегидных смол в водных материалах, как
правило, обеспечивает хорошее смачивание пигментов и подложки. Покрытия на их
основе имеют хороший блеск и адгезию. Они широко применяются для наружных работ;
разработаны эмали и грунтовки этого типа, отверждаемые при нагревании.
Оптимальное сочетание твердости и эластичности покрытий можно достичь при
использовании в водных составах горячей сушки насыщенных полиэфиров. Такие
составы рекомендуются прежде всего для получения шпатлевок и эмалей.
Акриловые смолы в качестве пленкообразующего сокомпонента в
водорастворимых композициях по сравнению с двумя другими вышеназванными типами пленкообра-
зователей обладают более высокой стойкостью к омылению. В связи с линейным
строением молекул и их склонностью к образованию клубков в водных средах содержащие
их составы напоминают больше дисперсию, чем раствор, в особенности, если
применяют смолы с высокой молекулярной массой. Это затрудняет их смешение с отвердите-
лем (аминными смолами) и снижает эффективность сшивки. Водоразбавляемые
акриловые смолы используют при производстве эмалей и лаков для получения покрытий
горячей сушки.
Средства нейтрализации
Для нейтрализации карбоксильных групп в водорастворимых пленкообразователях
рекомендуется прежде всего ^Ы-диметилэтаноламин (ДМЭА) и 2-амино-2-метилпропа-
нол (АМП) [7]. Триэтиламин (ТЭА) не находит должного применения в указанных
составах из-за своей летучести. Аминоспирты имеют преимущество перед аминами в том,
178
Часть III
что они являются не только средствами нейтрализации, но и играют роль сорастворите-
лей. Устанавливаемые значения рН обычно составляют 7,5 - 8,5, а степень
нейтрализации - 0,75 - 1,0 моль амина на 1 моль кислотных групп. При столь низких
концентрациях ионов водорода в определенной степени могут протекать реакции гидролиза.
Взаимодействие аминосмол с гидроксилсодержащими пленкообразователями и между
собой в растворе протекают относительно медленно. В процессе горячей сушки
нейтрализующие агенты испаряются. Температура и время испарения зависят не только от
давления паров применяемого амина, но также от его основности и степени ионизации.
Малолетучие амины иногда более предпочтительны, чем более летучие.
Сорастворители
В качестве сорастворителей, как правило, используют спирты, простые и сложные
эфиры гликолей, а также N-винилпирролидон. Считают, однако, что сложные эфиры при
вышеуказаных значениях рН могут омыляться. В то время как метиловый и этиловый
эфиры этиленгликоля, а также их ацетаты из-за высокой токсичности практически не
применяются, бутилгликоль (бутиловый эфир этиленгликоля) является важнейшим со-
растворителем в рецептурах всех водных лакокрасочных материалов горячей сушки. С
одной стороны, бутилгликоль стабилизирует коллоидные растворы, с другой - улучшает
растекание составов и блеск образующихся покрытий. Причина этого заключается в его
амфифильной молекулярной структуре: наличии полярной эфирно-спиртовой группы и
неполярной бутильной группы. В водных составах бутилгликоль, концентрируясь в
основном в частицах пленкообразователя, вытесняет воду и тем самым замедляет его
гидролиз. При отверждении покрытий он способствует пленкообразованию, образуя
органический раствор, почти не содержащий воды, что практически исключает появление
пузырей от испаряющейся воды, способствует хорошему растеканию материала и
высокому блеску получаемых покрытий. Эфиры пропиленгликоля по своему действию стоят
сразу за бутилгликолем, но являются токсичными продуктами для человека.
В составах горячей сушки можно применять также более высококипящие
сорастворители, например диэтиленгликоль и N-винилпирролидон. Они распределяются лучше
в водной фазе, чем бутилгликоль. Не смешиваемые с водой растворители (высшие
спирты, сложные эфиры, ароматические углеводороды) можно добавлять в водные
составы лишь в небольшом количестве. Они быстрее диффундируют в коллоидные
частицы пленкообразователей, при нанесении материала уменьшают пенообразование и
улучшают растекание.
На рис. 3.17 схематично представлено распределение различных сорастворителей
между пленкообразователем и водной фазой.
При выборе соотношения гидроксил- и карбоксилсодержащих пленкообразователей
с меламиноформальдегидными смолами в водорастворимых составах справедливо то же
правило, что и для составов, содержащих растворители: предпочтительны пределы
соотношений 65 : 35 и 85 :15. Если применяют ГМММ-смолы, то следует использовать сшива-
Часть III 179
ющие агенты с низкой
молекулярной массой и выбирать
соотношения ОН- / COOH- групп
пленкообразователей к
аминогруппам от 75 : 25 до 85 :15.
При температурах ниже 16O0C
отверждение идет в основном
за счет ОН-групп.
Карбоксильные группы при этом лишь
катализируют реакцию амино-
смол. Это действие
проявляется сильнее, чем для составов,
содержащих растворители,
так как ионизация карбоксил-
содержащих
пленкообразователей в водных растворах
значительно больше, чем в
растворах, содержащих
органические растворители. Поэтому
отверждение аминных смол в
первом случае происходит при
более низких температурах,
чем во втором.
Кислотные катализаторы
Вода
Пленко-
образователь
Вода
Биполярный апротонный
сорастворитель (например,
N-метилпирролидон)
Протонный сорастворитель
Неполярный сорастворитель
Средний размер частиц Длина
Рис. 3.17. Распределение различных сорастворителей в водном
растворе пленкообразователя
N+R3H
N+R3H АМИНОСОЛЬ N+R3H
Аминосоль /7-динонилнафталинди-
л-додецилбензолсульфокислоты сульфокислоты
В водорастворимых СО- Рис. 3.18. Аминосоли, применяемые в качестве кислотных катализаторов
ставах также возможно
применение кислотных катализаторов для ускорения сушки или снижения ее температуры.
Для этой цели применяют растворимые в воде соли аминов органических и
неорганических кислот: сульфоновой, фосфорной, карбоновых [8]. Наиболее подходят кислоты,
содержащие гидрофобные кислотные остатки, которые хорошо совместимы с
гидрофобными звеньями пленкообразователя. Наряду с п-толуолсульфоновой кислотой
этому требованию удовлетворяют додецилсульфоновая, нафталинсульфоновая и нафта-
линдисульфоновая кислоты [9]. Средствами нейтрализации являются М,1М-диметилэта-
ноламин (ДМЭА), триэтиламин (ТЭА), 2-амино-2-метилпропанол (АМП), морфолин и
замещенные оксазолидины. В водорастворимых композициях можно использовать также
растворы свободных кислот (без нейтрализации). Однако при этом в состав материалов
необходимо добавлять большее количество агентов нейтрализации (рис. 3.18).
Следует отметить, что стабильность лакокрасочных материалов при хранении в результате
применения нейтрализованных кислотных катализаторов не улучшается.
180
Часть III
Наряду с катализаторами в водорастворимых составах горячей сушки применяют и
другие добавки: пеногасители, ингибиторы коррозии, агенты смачивания [10].
Последние требуются не всегда, поскольку анионостабилизированные пленкообразователи из-
за их амфифильной структуры нередко являются хорошими агентами смачивания
пигментов и подложек.
Примеры рецептур
Водная грунтовка горячей сушки для промышленного применения
Пленкообразователем грунтовки служит смесь водоразбавляемой тощей алкидной
смолы (жирность 29%) и меламиноформальдегидной смолы, частично этерифициро-
ванной метанолом [11]. Пигментная часть содержит диоксид титана, желтый и черный
железооксидные пигменты, трифосфат алюминия (антикоррозионный пигмент) и два
типа талька с разным размером частиц в качестве наполнителя. Для нейтрализации
используют М,1\1-диметилэтаноламин (ДМЭА), сорастворителем является бутилгликоль.
Грунтовка содержит также пеногаситель и средство, предотвращающее образование
поверхностной пленки. Состав грунтовки приведен в табл. 3.15.
Раствор алкидной смолы, агент нейтрализации, пигменты, наполнители, добавки и
сорастворитель смешивают с частью обессоленной воды. Полученную смесь
диспергируют в диссольвере до степени перетира 15 мкм (по Хегману). После этого добавляют
меламиновую смолу и остальное количество воды.
Массовая доля нелетучих веществ при исходной вязкости продукта 140 с (воронка
ВЗ-4,230C) составляет 48,8%. Величину рН, равную 8,5, устанавливают с помощью N,N-
диметилэтаноламина (ДМЭА).
Степень пигментирования П / Пл = 0,88 : 1.
4,8/ 4,1 + 6,5/ 2,6 + 6,5/ 2,7 + 3,1/ 3,5 + 1,5/ 4,7 + 0,2/ 4,7
ОКП = »100% = 26%
4,8/ 4,1+6,5/2,6+6,5/2,7+3,1/3,5+1,5/4,7+0,2/4,7+20,9/1,2+5,3/1,5
Таблица 3.15
Рецептура водной грунтовки горячей сушки серого цвета для промышленного применения
'
№
1
2
3
4
5
Вещество
Пигментированный состав
Тощая алкидная смола
(70%-ный раствор в метоксипропаноле)
Диметилэтаноламин
Диоксид титана
Тальк I (6,7 мкм)
Тальк Il (0,85 мкм)
Массовая доля
сухого
вещества, %
20,86
4,80
6,50
6,50
Плотность,
г/см3
1,2
4,1
2,7
2,7
Массовое
содержание, %
29,80
1,80
4,80
6,50
6,50
Часть III
181
Таблица 3.15 (продолжение)
№
6
7
8
9
10
11
12
13
14
Вещество
Трифосфат алюминия
Желтый железооксидный пигмент
Черный железооксидный пигмент
Пеногаситель
Средство, препятствующее
образованию поверхностной пленки
Бутилгликоль
Обессоленная вода
Добавки
Меламиновая смола
(70%-ный раствор в изобутаноле]
Обессоленная вода
Итого:
Массовая доля
сухого
вещества, %
3,10
1,50
0,20
5,25
Плотность,
г/см3
3;5
4,0
4 7
1.5
Массовое
содержание, %
3,10
1,50
0,20
0,05
0,05
2,60
6,50
7,50
29,10
100,0
Примечаниие. 1 - Setal 146 SS-70 (Akzo-Resins); 3 - TiPure 900 (DuPont); 4 - Microfill НСЗ (IMI); 5 - Micro-
Talk AT extra (Norwegian Talk); 6 - K White 84 (Bromhead & Denison); 7 - Eisenoxidgelb 930 (Bayer);
8 - Eisenoxidschwarz 318 M (Bayer); 9 - Agitan 218 (Munzig Chemie); 10 - Exskin 2 (Condea Servo BV);
13 - Setamin MS-152 IB-70 (Akzo-Resins).
Грунтовку разбавляют обессоленной водой до вязкости 30 с (воронка ВЗ-4, 230C) и
наносят распылением на цинкфосфатированную поверхность металла, сушат на
воздухе и отверждают в печи в течение 30 мин при 13O0C.
Эмаль с металлическим эффектом для окрашивания автомобилей
Для получения эмали в качестве пленкообразователя применяют два насыщенных
полиэфира (один специально для смачивания алюминиевой пудры) - меламинофор-
мальдегидную смолу и акриловую дисперсию (для придания структурной вязкости) [12].
Алюминиевую пудру для применения в водных системах предварительно пассивируют.
В качестве агента нейтрализации применяют Ы^-диметилэтаноламин (ДМЭА). Co-
растворителем является бутилгликоль. Рецептура эмали приведена в табл. 3.16.
Для получения основы эмали акриловую дисперсию постепенно при перемешивании
вводят в раствор, состоящий из меламиновой смолы, бутилгликоля, обессоленной воды и
диметилэтаноламина. При этом частицы акриловой дисперсии набухают, вязкость повышается.
Пигментную часть, состоящую из алюминиевой пасты, бутилгликоля, полиэфира и
диметилэтаноламина, готовят отдельно и затем постепенно при перемешивании
добавляют в основу эмали.
После этого в композицию вводят оставшуюся часть раствора полиэфира.
Значение рН = 7,8 устанавливают добавлением диметилэтаноламина, контролируют через
16 ч и при необходимости корректируют.
182
Часть III
Таблица 3.16
Рецептура эмали для окрашивания автомобилей
№
1
2
3
4
5
6
7
8
9
10
Вещество
Часть AJocHOjaj^
Акриловая дисперсия
(24%-ная в обессоленной воде)
Меламиновая смола
(80%-ная в обессоленной воде)
Бутилгликоль
Обессоленная вода
Диметилэтаноламин
_(20%-ный в обессоленной воде)^
Часть Б (пигментная паста)
Алюминиевая пудра (65%-ная, пассивированная)
Бутилгликоль
Насыщенный полиэфир
(60%-ный в бутилгликоле)
Диметилэтаноламин (100%)
Добавки
Насыщенный полиэфир
(26%-ный в смеси обессоленной воды
и бутилгликоля)
Итого:
Массовая доля
сухого
вещества, %
11,52
3,76
2,44
1,89
1,66
21,27
Плотность,
г/см3
1,2
1,5
2,7
1,2
1,2
Массовое
содержание, %
48,00
4,70
4,10
25,50
1,00
3,75
3,30
3,15
0,10
6,40
100,0
Примечание. 1 - Setalux 6802 AQ-24 (AKZO-Resins); 2 - Setamin MS-155 AQ-80 (Akzo-Resins); 6 - Hydrolac
WHH 8154(Eckart); 8 - Setal 6306 SS-60 (Akzo-Resins); 10 - Setal 6407 SS-26 (Akzo-Resins).
Готовая эмаль содержит 21,3% сухого вещества, 10,5% сорастворителя, 0,2% диме-
тилэтаноламина и 68,0% воды. Соотношение полиэфир : меламиновая смола = 48 : 52;
степень пигментирования = 0,13 : 1.
При нанесении распылением эмаль разбавляют обессоленной водой до вязкости
28 с (воронка ВЗ-4, 230C) и окрашивают предварительно зашпатлеванную поверхность
металла. Сушка на воздухе в течение 2 мин, затем дополнительно в течение 8 мин при
8O0C. Толщина сухой пленки составляет 14 мкм. После охлаждения покрытия на него
наносят слой двухупаковочного органорастворимого лака. После сушки на воздухе в
течение 3 мин комплексное покрытие отверждают в течение 20 мин при 14O0C.
Методика расчета рецептур
Требуется разработать два лакокрасочных материала горячей сушки на основе во-
доразбавляемой алкидной смолы и термореактивной меламиноформальдегидной
смолы. Соотношение смол должно составлять для первого состава 100 : 25 и 100 : 40 - для
второго. В качестве пигментов рекомендовано применять диоксид титана и фталоциа-
Часть III
183
Пленкообразователь
60:1,6 = 37,5
|(100:40.)1
QToJJ
ниновый голубой в соотношении 9:1. Степень пигментирования П / Пл = 0,6 :1.
Массовая доля нелетучих веществ 60%. Оба материала следует получать за одну стадию
диспергирования.
В качестве пленкообразователей выбираем тощую алкидную смолу (75%-ный
раствор в смеси бутилгликоля с изо-бутанолом 1 :1) с кислотным числом 40 мг КОН/г и
частично этерифицированную метанолом меламиноформальдегидную смолу (80%-ный
раствор в изо-бутаноле).
Расчет следует начать с ре- _60%(СО^
цептуры, в которой соотношение
алкидной смолы к меламинофор-
мальдегидной смоле равно
100:40 (рис. 3.19). Второй
материал с соотношением 100:25 при
заданной степени пигментирования
можно получить из первого
добавлением раствора алкидной смолы.
Рецептура первого состава
(соотношение алкидной и мела-
миноформальдегидной смол
100 : 40) представлена в табл.
3.17. Ниже приведено
необходимое расчетное количество диме-
Пигмент
60 - 37,5 = 22,5
JGH)J
AC
MC
20,25
«белый»
2,25
«синий»
37,5:1,4 37,5-26,8
J I
AC (75 %)
26,8:0,75
MC (80%)
10,7:0,8
Рис. 3.19. Расчет рецептуры водного состава горячей сушки
(AC: MC = 100: 40)
тилэтаноламина (ДМЭА, молекулярная масса 89), требуемое для 100%-ной
нейтрализации алкидной смолы.
MflM3A#SZAC •ГПдс
m
'ДМЭА
56110
89 • 40 • 26,8
= 1,7 ч. (по массе)
56110
В качестве функциональных добавок (табл. 3.17) применяют диспергатор, пеногаси-
тель и, в зависимости от способа нанесения, реологическую добавку.
Таблица 3.17
Расчетная рецептура водоразбавляемого лакокрасочного материала горячей сушки
(AC: MC = 100: 40)
№
1
2
Вещество
Водоразбавляемая алкидная смола
(75%-ный раствор в смеси бутилгликоля
и йзо-бутанола 1:1)
Меламиовая смола
(80%-ный раствор в юо-бутаноле)
Массовая доля
сухого
вещества, %
26,80
10,70
Плотность,
г/см3
1,2
1,5
Массовое
содержание, %
35,70
13,40
184
Часть III
№
3
4
5
6
7
Вещество
Диоксид титана (рутил}
Фталоцианиновый голубой
Диметилэтаноламин
Добавки
Обессоленная вода
Итого:
Массовая доля
сухого
вещества, %
20,25
2,25
60,0
Таблица 3.17 (продолжение)
Плотность,
г/смз
Массовое
содержание, %
4,1 20,25
1,6 2,25
1,70
2,00
24,70
100,0
Примечание. 1 - Worleesol 07А (Worlee); 2 - Cymel 327 (Cytec).
Значение ОКП рассчитывается следующим образом:
20,25/4,1 +2,25/1,6
ОКП =
20,25 / 4,1 + 2,25 / 1,6 + 26,80 / 1,2 + 10,70 /1,5
•100% = 17,7%
Рецептура второго материала (соотношение алкидной смолы и меламиноформаль-
дегидной смол 100 : 25) рассчитывается аналогичным образом, она представлена в
табл. 3.18.
Таблица 3.18
Расчетная рецептура водоразбавляемого материала горячей сушки (AC : MC = 100 : 25)
№
1
2
3
4
5
6
7
Вещество
Водоразбавляемая алкидная смола
(75%-ный раствор в смеси бутилгликоля
и изо-бутанола 1 :1)
Меламиноформальдная смола
(80%-ный раствор в изо-бутаноле)
Диоксид титана (рутил)
Фталоцианиновый голубой
Диметилэтаноламин
Добавки
Обессоленная вода
Итого:
Массовая доля
сухого
вещества, %
Плотность,
г/см3
30,0 1,2
7,50 1,5
20,25 4,1
2,25 1,6
60,0
Массовое
содержание, %
40,0
9,40
20,25
2,25
1,90
2,00
24,20
100,0
Примечание. 1 - Worleesol 07A (Worlee); 2 - Cymel 327(Cytec).
Выделены изменения состава рецептур, указанных в таблицах.
Рецептура второго состава отличается от первого повышенным содержанием
алкидной смолы (больше на 4,3%) и уменьшенным количеством меламиноформальдегид-
ной смолы (на 4,0%). Количество диметилэтаноламина (ДМЭА) должно быть
откорректировано с учетом содержания алкидной смолы.
Часть III
185
Проверка степени пигментирования для состава, приведенного в табл. 3.18, дает
следующие результаты:
Степень пигментирования П / Пл = 22,5 : 37,5 = 0,6 : 1
20,25/4,1 +2,25/1,6
ОКП= -100% = 17,5%
20,25 / 4,1 + 2,25 / 1,6 + 30,00 / 1,2 + 7,50 / 1,5
Небольшое различие значений ОКП в рецептурах объясняются разной плотностью
смол (алкидной - 1,2 и меламиноформальдегидной - 1,5).
Таблица 3.19
Компоненты для диспергирования при изготовлении материалов
№
Вещество
1 Водоразбавляемая алкидная смола
(75%-ный раствор в смеси бутилгликоля
и ^5^Жнола 1 Lll__
2 Диметилэтаноламин
3 Обессоленная вода
4 Диспер/атор и смачивающий агент
5 Диоксид THTaHaJpj™j_
6 Фталоцианиновый голубой
7 Пеногаситель
Итого:
Массовая доля
сухого
вещества, %
40,95
31,0
3,40
75,35
Плотность,
г/см3
1,2
4,1
1,6
Массовое
содержание, %
54,60
2,60
6,10
1,50
31,0
3,40
0,80
100,0
В табл. 3.19 приведены рецептурные количества компонентов для диспергирования
обоих составов.
Таблица 3.20
Получение материала 1 из пигментной пасты (AC : MC = 100 : 40)
№
Вещество
1 Пигментная nacj^j[Tj^3JI9)_
2 Меламиноформальдегидная смола
Итого:
Массовая доля
сухого
вещества, %
62,50
13,60
76,10
Плотность,
г/смз
1,5
Массовое
содержание, %
83,0
17,0
100,0
Разбавляется водой до требуемой вязкости.
186
Часть III
Таблица 3.21
Получение материала 2 из пигментной пасты (AC : MC = 100 : 25)
№
1
2
3
4
і
Вещество
Пигментная паста (табл. 3.21)
Диметилэтаноламин
Водоразбавляемая алкидная смола
(75%-ный раствор в смеси бутилгликоля
и дао-бутанола 1:1)
Меламиноформальдная смола
(80%-ный раствор в изо-бутаноле^
Итого:
Разбавляется водой до требуемой вязкости.
Массовая доля
сухого
вещества, %
62,08
4,07
9,49
75,64
Плотность,
г/см3
1,2
1,5
Массовое
содержание, %
82,45
0,25
5,43
11,86
100,0
Диспергируют в нейтрализованной алкидной смоле с добавлением агента
смачивания, диспергатора и пеногасителя. Реологические добавки в зависимости от типа
вводят либо в пигментную смесь, либо в раствор пленкообразователя. Обязательно
измеряют рН до и после диспергирования (полученное значение должно быть * 8). При
необходимости нейтрализацию проводят путем добавления диметилэтаноламина.
Полученные пигментные пасты смешивают с пленкообразователями (табл. 3.22
и 3.23) и разбавляют до требуемой вязкости водой.
Разбавляют водой порциями, каждый раз измеряя вязкость во избежание
чрезмерного разбавления. После разбавления еще раз определяют рН и при необходимости
состав корректируют.
4.3. Материалы на основе фенольных смол
Резолы в виде одно- или двухядерных фенолоспиртов (молекулярная масса 250 -
300) являются водорастворимыми соединениями. В качестве основы водорастворимых
лакокрасочных материалов они, однако, непригодны, так как нестабильны при
хранении и плохо совместимы с другими пленкообразователями. Водорастворимость и
стабильность этих пленкообразователей можно улучшить путем получения из резола ре-
золкарбоновой («дифенольной») кислоты (рис. 3.20) [13].
В «дифенольной» кислоте пара-положение
занято, и метилольные группы могут присоединяться
только в орто-положении к гидроксильной группе.
Водорастворимые резолы мало пригодны в
качестве самостоятельных пленкообразователей, так
как они образуют хрупкие покрытия. Поэтому их
комбинируют с другими пленкообразующими
веществами или модифицируют (пластифицируют). Ha-
HO
CH3
с
VVHTYV
он
CH
CH2
COOH
Рис. 3.20. 4,4-&к?-(4-гидроксифенил)пен
тановая кислота («дифенольная» кислота)
Часть III
187
но
On>
H2C
но
,гл
J »ГЛ/
он
он
Рис. 3.21. Идеализированная структура поли
алкилиденфенола (молекулярная масса 412)
пример, из полиалкилиденфенолов с молекулярной массой 300 - 600 получают водо
разбавляемый эпоксифенольный преконденсат [14] (рис. 3.21).
Полиалкилиденфенол при температуре -13O0C в
расплаве может вступать в реакцию с эпоксидными
смолами на основе бисфенола А (рис. 3.22).
Полученный расплав олигомера (аддукта ПФ-
ЭП) растворяют в подходящем растворителе
(например, смеси ацетона или н-бутанола с водой),
после чего по реакции, представленной на рис. 3.23,
получают смолу, содержащую метилольные и
карбоксильные группы.
После этого удаляют
побочные продукты реакции
(например, галогеноводород),
смесь нейтрализуют
соответствующим амином и отгоняют
органический растворитель.
Таким образом получают само-
отверждающуюся ПФ-ЭП
композицию горячей сушки,
содержащую метилол-, гидрокси-,
карбокси- и оксирановые
группы. Молекулярная масса
аддукта около 10 000 [14].
Система представляет собой скорее
вторичную дисперсию, чем
раствор (размер частиц 60 -
100 нм), однако после сушки
она образует твердую
глянцевую бездефектную пленку.
Так как температура
стеклования T9 неотвержденного
ПФ-ЭП аддукта несколько
выше комнатной, при разработке
рецептуры краски необходимо
использовать коалесцент
(например, гексил- или бутилгли-
коль). Кроме того, иногда
добавляют небольшое
количество ГМММ-смолы,
улучшающей розлив и смачивание.
Эпоксидная смола
О О
H2C- g—g~0—R—0—g—C1- CH2
он
д
HO^Q.
H2C
н°ч~у
HO^Qk
H2C
о °н \—v
нА-8г°-Г°-Г8-СН2-0-( У
OH Х
-г
-г
—с—
H2
-Rr
\J~
\J~
\_/
XJ
-он
-он
—он
—он
Рис. 3.22. Реакция взаимодействия эпоксидной смолы с полиалкилиден-
фенолом
HO-H^
H2C
о он Y-
НгА^нго-Г0~*8Гн-сн^0"л
он N-
но
/-гна|
2 CH2O
HOH2C
H2C
о он \_
^-н-нГ0-?-0-",-»-0"2-0^
он ^-
У
У
У
У
-г
Sr
"Г
Sr
-£Ут
О-0"
CH2OH
^СУ°н
Рис. 3.23. Реакция получения ПФ-ЭП-смол, содержащих метилольные и
карбоксильные группы (HaI - галоген, например хлор)
188
Часть III
Из-за наличия окраски фенольные смолы используют чаще всего для получения
покрытий функционального назначения. Они отличаются хорошей адгезией к
металлическим подложкам и высокой химической стойкостью.
Примеры рецептур
Ниже приведена рецептура [15] эпоксидно-фенольной эмали, предназначенной для
получения водо- и химстойких покрытий (табл. 3.22).
Таблица 3.22
Рецептура эпоксидно-фенольной эмали для получения химстойких покрытий
№
1
2
3
4
5
6
Вещество
Эпоксифенольная смола
_Бутилгликоль
Красный железооксидный пигмент
Обессоленная вода
Диспергирование
Эпоксифенольная смола
ГМММ-смола
Итого:
Массовое
содержание, %
50,0
10,0
9,85
10,0
18,15
2,0
100,0
Плотность,
г/см3
1,2
5,0
1,2
1,5
Массовая доля
сухого
вещества, %
27,5
9,85
10,0
2,0
-49
Примечание. 1 и 5 - раствор 55% в воде (2% н-бутанол), например Phenodur VPW 1942 (рис. 3.24);
3 - синтетический красный железооксидный пигмент, например Bayferrox 130 M; 6 - =100%-ный, например
Maprenal MF 904.
Регулирование рН —с помощью ДМЭА. Условия отверждения: 15 мин при 23O0C.
Характеристики рецептуры рассчитываются следующим образом:
Степень пигментирования П / Пл = 9,85 : (27,5 + 10 + 2) = 9,85 : 39,5 = 0,25 : 1;
9,85 / 5
ОКП= • 100% = 5,7%
9,85/5 + 37,5/1,2 + 2/1,5
Степень пигментирования и значение ОКП сравнительно низки, а содержание
органического сорастворителя относительно высокое (-11%).
Другой пример - рецептура так называемого «золотого лака», представляющего
собой прозрачный лак для внутреннего покрытия жестяных банок (табл. 3.23).
Золотистый цвет материала получается за счет сочетания металлического цвета подложки и
собственного цвета пленкообразователя.
Таблица 3.23
Рецептура лака для защиты внутренней поверхности жестяных банок
№
1
2
3
Вещество
Эпоксифенольная смола^55%)
Гексилгликоль
Обессоленная вода
Итого:
Массовая доля сухого вещества, %
80,0
5,0
15,0
100,0
Часть III
189
Примечание. 1 - раствор 55% в воде (2% н-бутанол), например Phenodur VPW 1942.
Свойства эпоксифенольной смолы приведены в табл. 3.22. Требуемое значение рН * 7. Условия
отверждения: 12 мин при 2000C.
Содержание органического сорастворителя -5,5% - ниже, чем для рецептуры,
приведенной в табл. 3.22.
Особенностью водорастворимых лакокрасочных материалов на основе резолов
являются относительно высокие температуры отверждения покрытий (200 - 23O0C).
4.4. Материалы, наносимые способом электроосаждения
Способ нанесения водораствормых лакокрасочных материалов электроосаждением,
появившийся в 1960-х гг., в настоящее время приобрел доминирующее значение в
автомобильной промышленности и ряде других отраслей. Окрашивание этим способом
обеспечивает экологическую безопасность и экономическую эффективность процесса, особенно при
больших объемах окрасочных работ. Способ электроосаждения высоко-производителен,
позволяет окрашивать изделия сложной конфигурации, получать покрытия равномерной
толщины с хорошими антикоррозионными свойствами. Для этого, однако, требуются
соответствующие водорастворимые лакокрасочные материалы, содержащие пленкообразова-
тели, способные диссоциировать на ионы и обеспечивать высокую электропроводность.
Есть две разновидности способа электроосаждения - анодное и катодное. В
зависимости от применяемого метода окраски используют составы на основе разных плен-
кообразователей - полииономеров. Одни из них при диссоциации образуют
полианионы, вторые - поликатионы. Те и другие под действием постоянного электрического
тока переносятся на изделие, которое в первом случае является анодом, во втором -
катодом. Покрытия получают при нагревании в результате химического отверждения
пленкообразователей.
4.4.1. Анодное электроосаждение
При анодном электроосаждении применяют анионостабилизированные
пленкообразующие композиции. Агентами их нейтрализации служат амины. Коллоидно-распределенные
компоненты лакокрасочного материала под действием электрического поля движутся к
аноду. На аноде за счет электролиза воды образуются протоны и молекулярный кислород,
выделяющийся из ванны. Протоны взаимодействуют с анионами пленкообразователя, образуя
кислотные группы. Пленкообразователи, содержащие кислотные группы, становятся
недостаточно гидрофильными и коагулируют, образуя пленку на аноде. Окрашиваемый металл,
например железо, может окисляться с образованием двухвалентных ионов, которые также
вызывают коагуляцию анионов пленкообразователя и осаждаются на изделии в солевой форме.
На катоде за счет электрохимического восстановления воды образуются
молекулярный водород и гидроксил-ионы. Гидроксил-ионы взаимодействуют также с ионами
190
Часть III
Fe
4H+
Fe2+
R-C
^
02t + 4 0
+ 20
,О
R-C
^
\
ОН
Реакции на катоде
4 H2O + 4 0
2 H2f + 4 ОН~
аммония - агента нейтрализации, направляющимися к катоду. Для регулирования рН
ванны проводят подкисление или циркуляцию раствора через ионообменные смолы
(реакции на электродах представлены на рис. 3.24).
Принципиально для способа анодного электроосаждения можно применять любые
анионостабилизированные пленкообразователи, но одно условие ограничивает их
выбор. Поскольку окрашивание в ваннах связано с постоянным добавлением
лакокрасочного материала и определенная его часть длительное время находится в ванне, можно
использовать только электролитически устойчивые пленкообразователи.
Наибольшее применение получили
Реакции на аноде следующие из них:
• малеинизированные масла
(например, льняное масло);
• малеинизированные полибутадиены;
• малеинизированные эпоксиэфиры;
• акриловые смолы с карбоксильными
группами.
Малеиновые аддукты - стойкие к
омылению пленкообразователи. Для
повышения функциональности их
обрабатывают полиолами. Благодаря этому
пленкообразователь дополнительно к
кислотным группам содержит гидрок-
сильные. Кислотные группы для
приобретения растворимости в воде нейтрализуются аминами.
Сложноэфирные группы, присутствующие в малеинизированных маслах и эпокси-
эфирах, способны омыляться, что является их недостатком.
Сшивающие агенты для этих материалов - фенольные и аминосмолы (меламино-
формальдегидные и бензогуанаминовые).
В качестве фенольных смол для получения стабильных составов применяют
резолы, нерастворимые в воде. Их предварительно смешивают или конденсируют с гидрок-
силсодержащими пленкообразователями.
Для материалов, наносимых методом анодного электроосаждения, рекомендуют
применять аминосмолы, модифицированные гидроксикарбоновыми кислотами,
которые являются анионоводорастворимыми. Однако чаще всего используют смолы на
основе гексаметоксиметилмеламина (ГМММ-смолы), которые, как известно,
гидролитически устойчивы в щелочных средах.
Классические материалы анодного электроосаждения, применяемые, в частности,
для грунтования кузовов автомобилей, содержат в качестве пленкообразователя мале-
инизированное льняное масло или обработанные диолами малеинизированные
полибутадиены, как правило, в сочетании с фенольными смолами в качестве сшивающих
агентов. Они отличаются высокой стабильностью, хорошо смачивают пигменты и подложку
Рис. 3.24. Реакции на электродах при анодном электро
осаждении
Часть III
191
и образуют эластичные химически и коррозионно-стойкие покрытия. Температура их
отверждения 160 - 18O0C. Покрытия неатмосферостойки и желтеют при эксплуатации.
Этот недостаток связан с тем, что они содержат соли железа.
Пленкообразователь осаждается не только в кислой форме, но и в солевой.
Поэтому в автомобильной промышленности, начиная с 1970-х гг., постепенно стали
применять вместо анодного электроосаждения катодное, которое обеспечивает получение
покрытий с более высокой свето- и коррозионной стойкостью. В других отраслях
промышленности анодное электроосаждение продолжает широко применяться.
На основе смесей малеинизированных эпоксиэфирных и
меламиноформальдегидных смол разработаны грунтовки для анодного электроосаждения, образующие
покрытия более высокого качества, отличающиеся хорошей адгезией, коррозионной
стойкостью, а также высокой твердостью, блеском и химической стойкостью. Однако и они
недостаточно усточивы к пожелтению.
Для получения стойких к пожелтению покрытий анодного электроосаждения,
обладающих одновременно комплексом других ценных свойств, применяют смеси
полиакриловых дисперсий и меламиноформальдегидных смол. Они оказались особенно пригодны
для получения однослойных покрытий на промышленных изделиях общего назначения.
В качестве примера приведем рецептуру эмали белого цвета для окрашивания
изделий общего назначения (табл. 3.24).
Пленкообразователем в эмали служит [16] полиакриловая смола, содержащая
карбоксильные и гидроксильные группы (раствор в органическом растворителе) и ГМММ-
смола. На основе раствора этого пленкообразователя (с добавлением сорастворителя)
и диоксида титана получают пигментную пасту, предварительно нейтрализуемую диме-
тилэтаноламином (ДМЭА). Она является основой компенсационного материала ванны.
Перед подачей в ванну его разбавляют обессоленной водой до массовой доли
нелетучих веществ 12%.
Таблица 3.24
Эмаль анодного электроосаждения белая для промышленного окрашивания
№
1
2
3
4
5
6
Вещество
Пигментная паста
Акриловая смола (70%-ный раствор
в смеси бутилгликоля и бутанола 1:1)
ГМММ-смола
Тексанол
Диоксид титана
Пигментная паста (масса сухих веществ 79%)
Пигментная паста (компенсационный материал)
Диметилэтаноламин
Пигментная паста (масса сухих веществ 77%)
Ванна электроосаждения
Обессоленная вода
Итого:
Массовая доля
сухого
вещества, %
60,0
20,0
40,0
120,0
120,0
Плотность,
г/см3
1,2
1.5
4,1
Массовое
содержание, %
85,7
22,2
4,0
40,0
151,9
4,0
155,9
844,1
1000,0
192
Часть III
Примечание. 1 - Viacryl Sc 323w, к.ч. 70 - 85 мг КОН/г (Solutia Vianova); 2 - Viacryl MF 910, 90%-ный
раствор в бутилгликоле (Solutia Vianova); 3 - Esteralkohol (Eastman Kodak); 4 - Titandioxid 2059 (Kronos Titan).
Пигменты диспергируют в органорастворимой среде в присутствии сорастворителя
в диссольвере или шаровой мельнице в течение 30 мин. Полученную пасту до
поступления в ванну электроосаждения нейтрализуют диметилэтаноламином в диссольвере
до степени нейтрализации -60%. Эмаль разбавляют обессоленной водой (содержание
пигментной пасты в эмали 16%), перемешивая в диссольвере в течение 30 мин.
Сотношение акриловой и меламиновой смол 75 : 25;
Степень пигментирования П / Пл = 0,5 : 1;
40,0/4,1
ОКП = • 100% = 13%
40,0 / 4,1 + 60,0 / 1,2 + 20,0 / 1,5
Лакокрасочный материал для анодного электроосаждения должен иметь рН
(8,3 ± 0,3). Температура ванны 20 - 3O0C, удельная электропроводность (900 ± 100)
мкСм/см. Продолжительность осаждения 60 - 120 с при напряжении 100 - 200 В. Затем
следуют промывка осадка и отверждение покрытия в течение 30 мин при 16O0C.
4.4.2. Катодное электроосаждение
Катодное электроосаждение применяют прежде всего при окрашивании
автомобилей, однако этот метод можно использовать для отделки любых металлических
изделий. Покрытия катодного электроосаждения несколько дороже, чем анодного, но
превосходят их по коррозионно-защитным свойствам.
Состав грунтовок катодного электроосаждения
Лакокрасочные материалы катодного электроосаждения по своей природе
существенно отличаются от материалов анодного осаждения. Для их получения в основном
применяют эпоксидные смолы, хорошо зарекомендовавшие себя в покрытиях антикоррозионного
назначения. Для придания эластичности смолы модифицируют, вводя в них полиэфирные,
алкилфенольные и другие группы. Функциональность смол также повышают за счет
введения ОН- и NH-групп, для чего эпоксидные смолы обрабатывают аминоалканолами (N-мети-
лэтаноламин, диэтаноламин) и полиаминами (дипропилентриамин), первичные
аминогруппы которых блокированы кетонами (кетиминами), поэтому присоединяться к ним могут
только вторичные аминогруппы. Полученный таким образом аддукт представляет собой
амин, который можно нейтрализовать органическими кислотами. В результате этих
процессов получают водорастворимый пленкообразователь. Агентами нейтрализации обычно
служат уксусная, молочная или муравьиная кислоты. Структура молекулы нейтрализованного
эпоксидного пленкообразователя пред-ставлена на рис. 3.25.
Часть III
193
Наличие ОН- и NH-групп в пленкообразователе обуславливает его химическое
превращение в трехмерное состояние, протекающее при нагревании. Но оптимальный
вариант их отверждения - применение в качестве отвердителей блокированных изоци-
анатов. Этот способ получил наибольшее промышленное применение. Реакция
отверждения изоцианатами, как известно, катализируются щелочами. Поэтому
модифицированные эпоксидные смолы, обладающие основными свойствами, активно
взаимодействуют с блокированными изоцианатами в момент их деблокирования. Блокированные
изоцианаты не растворяются в воде. Однако они хорошо совмещаются с
модифицированными эпоксидными смолами и при возникновении свободных изоцианатных групп
быстро отверждают их.
Из полиизоцианатов чаще всего применяют ТДИ-, МДИ-аддукты и МДИ-гомологи.
Блокирующими агентами для них служат высшие спирты (предпочтительно 2-этилгек-
санол) и моноэфиры этиленгликоля. В рецептуры составов, как правило, вводят
катализаторы отверждения, обычно дибутилоксид олова, реже - органические соли висмута.
Материал, полученный на основе нейтрализованной модифицированной
эпоксидной смолы, пригоден для электроосаждения (это составная часть ванн), но его нельзя
использовать для диспергирования пигментов. Для этого получают другой пленкообра-
зователь, состоящий из более низкомолекулярной эпоксидной смолы и четвертичного
аммониевого основания. Пигментная паста, содержащая этот аддукт, пигменты (диок-
Рис. 3.25. Строение эпоксидного пленкообразователя, применяемого в материалах катодного электроосаждения
сид титана, сажа), наполнители (каолин) и функциональные добавки, представляет
собой второй состав, который в смеси с первым (водной дисперсией нейтрализованной
эпоксидной смолы) загружают в ванну катодного электроосаждения.
Модифицированные эпоксидные смолы - основной, но не единственный вид плен-
кообразователей для лакокрасочных материалов катодного электроосаждения.
Заслуживают внимания также катодно-стабилизированные пленкообразователи, получаемые
по реакции фенолов (в том числе бисфенола А) с формальдегидом и вторичными
аминами или аминоспиртами. Эти продукты могут отверждаться как с помощью фенольных
смол, так и с использованием блокированных полиизоцианатов.
Другие подобные пленкообразователи получают на основе акриловых смол,
содержащих третичные аминогруппы (например, диметиламиноэтилметакрилата).
Пленкообразователи акрилового типа также получают по полимераналогичным реакциям. При
этом используют эпоксиакриловые смолы и к ним присоединяют третичные или
вторичные полиамины, после чего проводят нейтрализацию кислотами (рис. 3.26).
194
Часть III
Применяют так-
0 же катодно-актив-
C^/ч у\ /R4 /R1 ные пленкообразо-
і ватели на основе
ОН R3 R2
сополимеров ма-
леинового ангид-
Рис. 3.26. Реакция получения катионных водоразбавляемых пленкообразователей из РиДа» которые, как
эпоксиакриловых смол известно, могут
вступать в
реакцию с третичными и вторичными диаминами с образованием имидов, становящихся
после нейтрализации водорастворимыми.
Пленкообразователи на основе акриловых смол, как правило, комбинируют с ами-
носмолами. На их основе получают однослойные покрытия, используемые в качестве
грунта под покрытия из других материалов, например эпоксидных.
Несмотря на принципиальные различия применяемых материалов в процессах
катодного и анодного электроосаждения имеется много общего.
Катионоактивные пленкообразователи, так же как и анионоактивные, в водных
растворах диссоциируют на ионы. Но при нанесении материала методом катодного
электроосаждения их направление в электрополе иное: поликатионы движутся к
отрицательно заряженному изделию - катоду. На катоде в результате электрохимических
реакций восстановления воды образуются молекулярный водород, который
улетучивается из ванны, и гидроксил-ионы, взаимодействующие с катионами
пленкообразователя и преобразующие его в амин. Аминогруппы делают пленкообразователь
недостаточно гидрофильным, что вызывает его коагуляцию и приводит к образованию пленки на
катоде (изделии).
На аноде вода за счет электрохимического окисления образует молекулярный
кислород, который выделяется из ванны, и протоны, взаимодействующие с агентами
нейтрализации с образованием кислотных ионов, движущихся к аноду. Кроме того, на
аноде металлы могут окисляться, переходить в ионы и снова восстанавливаться на катоде
(реакции на электродах приведены на рис. 3.27).
Ниже приведены примеры лакокрасочных составов, применяемых для катодного
нанесения.
Грунтовка для окрашивания автомобилей [17 - 23] состоит из нейтрализованной водной
дисперсии пленкообразователя и обводненной пигментной пасты, которые в определенном
соотношении дозируют в ванну электроосаждения.
Пигментная паста [17, 18] представляет собой дисперсию пигментов и наполнителя
в растворе пленкообразователя, нейтрализованного уксусной кислотой. В качестве
пигментов применяют диоксид титана, сажу, каолин и основной карбонат свинца. В пасту
добавляют дибутилоксид олова в качестве катализатора отверждения. Рецептура
приведена в табл. 3.25.
R R
ч / \ / 1
N N
Часть III
195
Таблица 3.25
Рецептура пигментной пасты для грунтовки катодного электроосаждения
№
1
2
3
4
5
6
7
8
Вещество
Пигментная паста
Дисперсионная смесь (70%-ная в бутилгликоле)
Обессоленная вода
Уксусная кислота (90%-ная в воде)
Сажа
Основной силикат свинца
Каолин
Диоксид титана
Дио^тилоксид олова
Итого:
Массовая доля
сухого
вещества, %
12,95
0,50
4,80
6,75
32,48
57,48
Плотность,
г/см3
1,3
2,1
6,4
2.6
4,1
Массовое
содержание, %
18,50
34,27
0,45
0,50
4,80
6,75
32,48
2,25
100,0
Примечание. 1 - дисперсионная смесь [17], состоящая из эпоксидной смолы на основе бисфенола А,
диглицидилового эфира пропиленгликоля, N-метилэтаноламина, N.N-диметиламинопропиламина; 4 - Raven
410 (Columbian); 5 - BSWL 202 (Chemag); 6 - China Clay ASP 200 (Langer); 7 - Titandioxid R 900 (DuPont).
2H2O
Fe
Реакции на аноде
* 4 H
+ 02t + 4 Є
Fe2+
20
Пигменты и катализатор предварительно смешивают с раствором пленкообразова-
теля, уксусной кислотой и обессоленной водой, затем диспергируют в аппарате с
мешалкой до требуемого размера частиц (12 мкм). После установления необходимой
массовой доли нелетучих веществ и значения рН данная пигментная паста считается
готовой для использования. ^^^^^^^^^^
Пленкообразователь
грунтовочного состава [21]
содержит модифицированную
эпоксидную смолу [18], отверди-
тель [19], алкилфениловый
эфир полипропиленгликоля и
пеногаситель [20]. Отвердите-
лем служит смесь ТДИ и
ГМДИ в виде 70%-ного
раствора в метилизобутилкетоне
(МИБК) (рис. 3.28).
В качестве средства
нейтрализации состав содержит
уксусную кислоту. После
перемешивания растворитель
(МИБК, изо-бутанол) по
возможности полностью
удаляется вакуумной дистилляцией.
Реакции на катоде
4H2O
Fe2+
40
2H2f
+ 4 ОН"
Fe
R'
I +
VWVW PJ-- ЭД —
I
R"
он"
~> 4/VVVWf^-
R'
R"
H2O
Рис. 3.27. Реакции на электродах при катодном электроосаждении
196
Часть III
Массовая доля нелетучих веществ регулируется обессоленной водой. Рецептура
пленкообразующей части (дисперсии) приведена в табл. 3.26.
Таблица 3.26
Рецептура пленкообразующей части (дисперсии) для катодного электроосаждения
№
1
2
3
4
5
6
7
Вещество
Дисперсия для катодного электроосаждения
Модифицированная эпоксидная смола
(70%-ный раствор в смеси феноксипропанол /
изо-бутанол)
Сшивающий агент ТДИ (70%-ный раствор
в МИБК)
Сшивающий агент ГМДИ (70%-ный раствор
в МИБК)
Алкилфениловый эфир пропиленгликоля
Пеногаситель
Уксусная кислота
Обессоленная вода
Итого:
Массовая доля
сухого
вещества, %
20,92
5,63
5,63
2,80
34,98
Плотность,
г/см3
1,0
1,2
1,2
1,2
Массовое
содержание, %
29,88
8,04
7,04
2,80
0,07
0,51
51,66
100,0
о
о/С^
J °
/°-У
NH-C^
'-O-^ <L
NH-C^
Vo К _/Ч_ ^0
\ N— О-w
oj?
NH-C.
NH~\_y снз
Отвердитель на основе
блокирующего агента
^0^У
VV
/-0АУ
ТМП, ТДИ и изопропилгликоля как
W»Y nwv\nan/vw NvNvv
Отвердитель на основе
изоцианураттримера ГМДИ ^> х
и дибутиламина как
блокирующего агента
> <>
5 S
Н\Ы^У\
о
Рис. 3.28. Отвердители для грунтовочного состава катодного нанесения
Примечание. 1 -
модифицированная эпоксидная смола [19],
состоящая из эпоксидной смолы на основе
бисфенола А, додецилфенола, диэта-
ноламина и М.Ы-диметиламинопропи-
ламина; 2 - сшивающий агент ТДИ,
состоящий из ТДИ, триметилолпропа-
на, блокированный пропиленглико-
лем; 3 - сшивающий агент ГМДИ
(70% в МИБК) из ГМДИ-изоцоциану-
рат-тримера, блокированный дибу-
тиламином; 4 - Plastilit 3060 (BASF AG);
5 - Surfynol 104 (Air Products).
Дисперсию путем вакуумной дистилляции
освобождают от растворителя и
разбавляют водой до сухого остатка 35%.
Средняя плотность составляет 1,26.
Готовая к применению
грунтовка для катодного
электроосаждения состоит из
обессоленной воды, дополни-
Часть III
197
тельного количества уксусной кислоты, пленкообразующей дисперсии и пигментной
пасты. Ее рецептура приведена в табл. 3.27.
Таблица 3.27
Полная рецептура грунтовочного состава ванны для катодного электроосаждения
№
1
2
3
Вещество
Ванна для катодного электроосаждения
Обессоленная вода
Уксусная кислота (10%-ная в воде)
Дисперсия катодного электроосаждения
(35%-ная в воде)
Пигментная паста
Пленкообразователь
Пигменты
Итого:
Массовая доля
сухого
вещества, %
15,05
(6,60)
1,43
5,17
21,65
Плотность,
г/см3
1,26
1,30
Массовое
содержание, %
45.90
0,10
43,0
11,0
100,0
Примечание. 3 - дисперсия для катодного электроосаждения (35%-ная в обессоленной воде) [22], табл.
3.26; 4 - пигментная паста [18], табл. 3.25.
Значение рН необходимо поддерживать равным (6,0 + 0,3), регулируя его
разбавленной уксусной кислотой; массовая доля нелетучих веществ (-20%) регулируется
добавлением обессоленной воды. При испытании грунтовку наносят на цинк-фосфатиро-
ванную поверхность стали. Осаждение проводят в течение 2 мин при напряжении
300 В, после чего изделия хорошо промывают под струей воды. Покрытие отверждают
в течение 20 мин при 16O0C. Толщина сухой пленки -25 мкм. Растекание составляет
1 - 5, вытяжка по Эриксену > 7,0 мм, адгезия методом решетчатых надрезов - 0.
Степень пигментирования П / Пл = 5,17 : (15,05 + 1,43) = 0,31 :1; массовое
содержание пигмента в пигментной пасте - 44,53%, в готовой к применению грунтовке - 5,17%.
0,058 / 2,1 + 0,557 / 6,4 + 0,748 / 2,6 + 3,37 / 4,1
ОКП = • 100% = 9%
0,058/2,1+0,557/6,4+0,748/2,6+3,771/4,1+15,05/1,26+1,43/1,3
Литература
1. Hoenel: Neue Wege in der Anstrichtechnik, Farbe + Lack 59,174 (1953).
Curt Vincenlz Verlag (Hannover).
2. Zusammcnarbeit der Pirmen Glidden (Cleveland, Ohio, USA) mit Ford Molor Corp.
(Detroit, Michigan, USA) A. Gilchrist: Electrodeposition, Metal Prod. Magazine 1964
(February).
3. H. Wagner, H. F. Sarx: Lackkunstharze, Kapitel 11-3.1, Carl Hanser Verlag
Muenchen 1971.
198
Часть III
4. H. van Dijk: The Chemistry and Application of Amino Crosslinking Agents or
Aminoplasts, J. Wiley and Sons, London etc. 1998.
5. D. Stoye, W. Freitag (Herausgeber): Lackharze, Kapitel 6.2.3, Carl Hanser Verlag,
Munchen Wien 1996.
6. H. van Dijk: The Chemistry and Application of Amino Crosslinking Agents or
Aminoplasts, Kapitel II-7, J. Wiley and Sons, London etc. 1998.
7. H. Kittel, Lehrbuch der Lacke und Beschichtungen, Band 2, Kapitel 3.1.2.3,
Neutralisationsmittel, 2. Aufl. Hirzel Verlag 1998.
8. O. Lueckert: Karsten - Lackrohstofftabellen, Kapitel 38.16, Katalysatoren, 10.
Auflage, Curt R. Vincentz Verlag, Hannover, 1996.
9. Firmenschriften von King Industries.
10. O. Lueckert: Karsten - Lackrohstofftabellen, Kapitel 38.5 Entschaumer und Entluefter
O. Auflage, Curt R. Vincentz Verlag, Hannover, 1996.
11. Akzo Nobel Resins, Specialty Resins, (2001), REC 97014.
12. Akzo Nobel Resins, Specialty Resins, (2001), REC 99004.
13. H. Kittel (Herausgeber K.-D. Ledwoch): Lehrbuch der Lacke und Beschichtungen,
Band 3, Bindemittel fuer wasserverdunnbare Systeme Band 2, 2. Aufl.,
Hirzel Verlag (2001) S. 49-51.
14. P. Oberessel, T. Burkhardt: On a New Class of Waterborne Reactive Phenolic Resin
for Can Coating. 7th Asia-Pacific Conference, Kuala Lumpur (1997).
15. Richtrezepturen von Solutia Vianova.
16. Anodischer Elektrotauchlack, weiss, fuer die allgemeine lndustrielackierung,
Angaben der Firma Solutia Vianova Resins.
17. Beispiel 1.4 des Patents EP 0505455 (27.06.1991) der BASF Coatings AG.
18. Beispiel 2.4 des Patents EP 0505455 (27.06.1991) der BASF Coatings AG.
19. Beispiel 3.2 des Patents EP 0505455 (27.06.1991) der BASF Coatings AG.
20. Beispiel 4.1 des Patents EP 0505455 (27.06.1991) der BASF Coatings AG.
21. Beispiel 4.2 des Patents EP 0505455 (27.06.1991) der BASF Coatings AG.
22. Beispiel 5.2 des Patents EP 0505455 (27.06.1991) der BASF Coatings AG.
23. Beispiel 6.2 des Patents EP 0505455 (27.06.1991) der BASF Coatings AG.
Часть IV
199
Часть IV. Безрастворительные
лакокрасочные материалы
1. Двухупаковочные составы
1.1. Полиуретановые материалы
Безрастворительные двухупаковочные полиуретановые лакокрасочные материалы,
отверждаемые при комнатной температуре, могут быть получены несколькими способами:
• реакцией жидкого полиола (компонент А) с жидким, как правило ароматическим,
полиизоцианатом (компонент Б, отвердитель);
• реакцией жидкого преполимера,
содержащего блокированные изо-
цианатные группы (компонент А),
с жидким полиамином (компонент
Б, отвердитель).
В первом случае в качестве полио-
лов чаще всего применяют жидкие оли-
гомеры: простые и сложные полиэфиры
или их смеси, а также касторовое масло.
В качестве полиизоцианата, как
правило, используют олигомерный дифенил-
метан-4,4'-диизоцианат, МДИ (рис. 4.1).
В табл. 4.1 в качестве примера
приведена общая рецептура безрастворитель-
ного двухупаковочного полиуретанового
состава на основе касторового масла.
OCN-
мди
OCN 4 ^- С—4 Л NCO
\ / н* \ //
Жидкий олигомер МДИ
■О-8»-
О-**0
к
г\
VJ
п
п до 6: смесь гомологов
Рис. 4.1. Мономер и олигомер дифенилметан-4,4'-диизо-
цианата (МДИ)
Таблица 4.1
Рецептура состава для окрашивания бетонных полов (для внутренних работ) [1]
№ Вещество
Компонент А
1 Полиол
2 Осушитель
3 Тяжелый шпат (наполнитель)
4 Пигментная смесь
Компонент Б (отвердитель]^
5 Ароматический полиизоцианат
Итого:
Массовое содержание, %
37,3
7,4
32,4
4,9
18,0
100,0
Примечание. 1 - смесь разветвленных сложных/простых полиэфиров, 5% ОН, ОН-эквивалентная масса
340, например Desmophen 1150. Низкая ОН-эквивалентная масса (высокое содержание ОН-групп)
обеспечивает высокие плотность сшивки и твердость покрытий; 2 - молекулярные сита (размер пор 2 - 3 А), 50%-ный рас-
200
Часть IV
твор в касторовом масле, например паста Baylith L; 5 - ароматический полиизоцианат (олигомерный МДИ),
31,5% NCO, например Desmodur VL (для мономерного МДИ расчетное содержание NCO составляет 33,6%).
Степень пигментирования П / Пл = (32,4 + 4,9): (37,3 + 3,7 + 18) = 0,6 : 1
42*100*%ОН
Изоцианатное число =
17-0ZoNCO
42 • 37,3 • 5
Количество отвердителя (относительно Desmophen 1150) = = 14,9
17*31
При расчете характеристик рецептуры касторовое масло, содержащееся в пасте-
осушителе (3,7 ч. по массе), учтено в массе пленкообразователя. Среднее ОН-число
рицинового масла 162 мг КОН/г.
%0Н = ОН-число • 0,0303 = 162 • 0,0303 = 4,9
42 • 3,7 • 4,9
Количество отвердителя (относительно касторового масла) = = 1,4
17*31
Общее количество отвердителя 14,9 + 1,4 = 16,3
Таким образом, в табл. 4.1 указано на 10% больше полиизоцианата, чем требуется
в соответствии со стехиометрическими расчетами. Это связано с возможностью
протекания реакций изоцианатных групп с влагой воздуха.
Другим способом соотношение NCO/OH для данной рецептуры можно рассчитать
следующим образом:
Массдоля полиизоцианата »17« %NCO
Соотношение NCO/OH = =
Массдоля полиола • 42 • %0Н
18* 17*31
= =1,1
(37,3 • 42 • 5) + (3,7 • 42 • 4,9)
Второй способ получения полиуретановых составов основан на использовании
блокированных полиизоцианатов с полиаминами.
Блокированные полиизоцианаты способны при комнатной температуре
реагировать с полиаминами с образованием мочевинных мостиков (рис. 4.2). Точный механизм
взаимодействия пока не установлен.
Часть IV
201
Безрастворительные
двухупаковочные полиуретановые составы нашли
применение в следующих областях:
• в строительстве для окрашивания
полов и крыш (толщина покрытий
до 2 мм), укрепления бетонных
поверхностей (например, фундамен-
R-N—С + H2N—R" -
Bl
.Bl-H
R-N-C4
NH-R'
Рис. 4.2. Реакция блокированных полиизоцианатов
с полиаминами (Bl - блокирующий агент)
тов), в качестве органического связующего при изготовлении строительных
материалов;
• при изготовлении толстослойных покрытий для защиты от коррозии
металлоконструкций.
1.2. Эпоксидные материалы
о
/\
H2C-C-
-й;
-о-
л.
J
CH3 _
CH3 ^-
J-
-O-
•
-C-CH-C-
H2 J H2
он
п
/=
\
=\
J-
CH3 ^
CH3 ^-
=\
>
-O-
O
"Гй СНг
Рис. 4.3. Эпоксидная смола на основе бисфенола А
Вязкость
Безрастворительные двухупаковочные эпоксидные материалы, отверждаемые при
комнатной температуре, формируют покрытия так же, как и жидкие составы,
содержащие растворитель.
Различают два вида составов:
• на основе жидких низкомолекулярных эпоксидных смол;
• на основе твердых смол, ожижаемых за счет применения активных разбавителей.
Для
получения безраствори-
тельных
эпоксидных составов
чаще применяют
жидкие
эпоксидные смолы (рис. 4.3) сп = 0,15
(молекулярная масса * 280,
ЭП-эквивалент «190). Основу
таких смол составляет дигли-
цидиловый эфир бисфенола
А (ЭП-эквивалент = 170). Для
сравнения отметим, что
твердые эпоксидные смолы для
органорастворимых лаков
имеют n = 2 - 2,5.
Лаки на основе жидких
низкомолекулярных смол
характеризуется более
длительным временем отверждения
Сушка от пыли
-•»-- Обычн.
—*— Безр-ля
(рис. 4.4), чем на основе твер-
Рис. 4.4. Схематичное изображение зависимости вязкости от времени
при отверждении различных двухупаковочных эпоксидных составов [2]:
обычн. - лак на основе твердой смолы; без р-ля - лак на основе жидкой
смолы
202
Часть IV
дых [2]. Последние быстрее высыхают от пыли, так
как наблюдается также их физическое высыхание
за счет испарения растворителя (рис. 4.4).
Для снижения вязкости эпоксидных
композиций применяют активные разбавители. В отличие
от растворителей они не улетучиваются при
формировании покрытия и входят в образующуюся
трехмерную структуру за счет химического
взаимодействия с эпоксидной смолой. Активные
разбавители отличаются от пластификаторов, которые
остаются в пленке лишь вследствие их низкой
летучести и, как правило, не участвуют в химических
реакциях.
В качестве активных разбавителей наиболее
часто применяют низковязкие глицидиловые эфи-
ры короткоцепных алифатических спиртов или ал-
килфенолов (рис. 4.5).
Рис. 4.5. Примеры активных разбавителей для Добавление в жидкие эпоксидные смолы ак-
безрастворительных эпоксидных составов тивных разбавителей (особенно
монофункциональных) следует ограничивать, так как они снижают
степень отверждения покрытий. Как правило, их добавляют в количестве 10 -15%, в
исключительных случаях - до 20%. Например, введение 10% 2-этилгексилглицидилового
эфира снижает вязкость эпоксидной смолы (эпоксиэквивалент 187) примерно в 6 раз [1].
Активные разбавители применяют не только в лакокрасочных материалах, но и в
эпоксидных клеях, составах для ламинирования, литьевого формования и получения
армированных пластиков.
В табл. 4.2 приведена примерная рецептура пигментированного лакокрасочного
материала [1].
Таблица 4.2
Рецептура безрастворительного двухупаковочного эпоксидного состава
№
1
2
3
4
5
6
[^Вещество
Компонент А
Эпоксидная смола
Пигмент
Тяжелый шпат (наполнитель)^
Гидрофобная nnporeHHaflj<rjeMHHeBafl кислота
Итого:
Компонент Б (отвердитель)^
Полиамин обычный
Полиамин активный
Итого:
Массовая доля,%
50,9
15,0
34,0
1,0
100,0
15,0
15,0
30,0
CH3 /акал О
CH3 Ч Г
н-грег-бутилфенилглицидиловыйэфир
(ароматический, монофункциональный)
ЭП-число ~ 0,45
о
H3C (CH2)S- CH-g-~0—g—g—CH2
C2H6
2-этилгексилглицидиловый эфир
(алифатический, монофункциональный)
ЭП-число ~ 0,51
и
8"~8Г0— (СНг)в—°~~ 8rS~~ 0^
1,6-гександиолдиглицидиловый эфир
(алифатический, бифункциональный)
ЭП-число ~ 0,65
Часть IV
203
Примечание. 1 - немодифицированная средневязкая эпоксидная смола, эпоксидное число 0,54,
эпоксидная эквивалентная масса 185, например Eurepox 730; 5 - модифицированный ароматический полиамин,
NH-эквивалентная масса 185, например Euredur 81; 6 - модифицированный ароматический полиамин, NH-эк-
вивалентная масса 185, например Euredur 81 S.
Следует обратить внимание на токсичность ароматических аминов (5 и 6).
Характеристики рецептуры:
Степень пигментирования П / Пл = (15 + 34 + 1): (50 + 30) = 0,63 : 1
Составы, не содержащие растворителя, имеют невысокую степень наполнения.
Требуемое количество отвердителя /100 г эпоксидной смолы = ЭП-число • NH-эк-
вивалентную массу = 0,5 • 115 = 62,1, или на 50 г эпоксидной смолы 31 г отвердителя,
что соответствует стехиометрическому соотношению указанной в таблице рецептуры.
Безрастворительные двухупаковочные эпоксидные составы применяют в
различных отраслях:
• в строительстве для окрашивания минеральных подложек;
• для получения толстослойных антикоррозионных покрытий металлоизделий
(например, внутренней поверхности емкостей);
• при изготовлении клеев и изделий из пластмасс;
• в качестве добавки к цементным растворам (для упрочнения цемента).
1.3. Материалы на основе ненасыщенных полиэфиров
Ненасыщенные полиэфиры
Двухупаковочные материалы на основе ненасыщенных полиэфирных смол
отличаются от полиуретановых и эпоксидных материалов тем, что отвердитель в них не является
активным компонентом пленкообразователя, а представляет собой инициатор
радикальной полимеризации. Таким образом, количество отвердителя в составах на основе
ненасыщенных полиэфирных смол значительно меньше, чем в полиуретановых и эпоксидных.
Ненасыщенные полиэфирные смолы представляют собой продукты
поликонденсации ненасыщенных (и частично насыщенных) дикарбоновых кислот и многоосновных
спиртов. В качестве кислот преимущественно используют малеиновыи ангидрид или
фумаровую кислоту, спиртов - этиленгликоль, 1,3-пропандиол, диэтиленгликоль,
2,2-диметил-1,3-пропандиол (неопентилгликоль) и др.
Другие компоненты составов - активные разбавители и отвердители (или
инициаторы полимеризации).
Активный разбавитель представляет собой реакционноспособный мономер,
способный вступать в реакцию сополимеризации с ненасыщенными полиэфирами, чаще
всего им служит стирол. Несмотря на токсичность, стирол по масштабам применения
превосходит многие другие активные разбавители благодаря низкой цене, высокой ре-
204
Часть IV
>то~°тО & • Os- —«О-
о — *—' о
Пероксид бензоила
"—f снэ
CH3
о—он Гидропероксид кумола
акционной способности, хорошей твердости и блеску получаемых покрытий. Новые
разработки направлены на создание композиций, не содержащих стирола и других
токсичных мономеров.
Реакции отверждения составов на основе ненасыщенных полиэфиров обычно
инициируют посредством ускорителей пероксидного типа.
Пероксиды (рис.
4.6) в основном
применяют в виде
растворов в
инертных жидкостях
(пластификаторах
или
растворителях). Их добавляют
в количестве
примерно 2% (от сум-
Рис. 4.6. Примеры пероксидных отвердителей. Для пероксида бензоила приведена ре- мы полиэфир +
акция распада стирол)
непосредственно перед
нанесением материала. Активность пероксидов как ускорителей полимеризации
усиливают присутствием металлов переменной валентности (соли кобальта) и восстановителей
(амины).
В присутствии солей кобальта (0,02 - 0,05% в пересчете на металл) гидроперокси-
ды легко распадаются на радикалы.
Ацилпероксиды (например, пероксид бензоила) быстро распадаются в присутствии
третичных аминов (рис. 4.6). Эти материалы широко применяются в производстве
лакокрасочных материалов, особенно авторемонтных шпатлевок. Амины вводят в
полиэфирные смолы обычно при производстве.
Кроме того, в их составе могут использоваться такие добавки, как промоторы
(например, ацетилацетон) или стабилизаторы (например, гидрохинон).
Ингибирование кислородом
Кислород воздуха вследствие бирадикального характера снижает скорость
радикальной сополимеризации полиэфирмалеинатных смол, ингибируя этот процесс.
Поэтому покрытия, особенно толстослойные, длительное время остаются липкими. Причиной
этого является образование относительно стабильных пероксидных радикалов,
которые обусловливают преждевременный обрыв цепи (рис. 4.7) [3,4].
Для устранения этого явления в лакокрасочные материалы на основе полиэфирных
смол вводят небольшие количества так называемых защитных (экранирующих) добавок
(например, парафина, воска). Парафин, теряя растворимость, выпотевает на поверхность
Часть IV
205
покрытия с образованием
защитного слоя, что, однако,
делает поверхность матовой.
Другой способ получения
твердой пленки состоит во
включении в состав
полиэфирной смолы автооксиди-
рующихся групп (например,
аллил- или бензилэфирных,
рис. 4.8). Аналогичную
функцию могут выполнять
некоторые третичные амины.
В настоящее время есть
ряд других возможностей
получить равномерно и хорошо
отверждаемые полиэфирные
покрытия [3].
Ненасыщенные
полиэфиры широко применяются для
изготовления различных
лаков, эмалей, грунтовок и
шпатлевок.
В табл. 4.3 приведена
R* + O2
R—О—-О-
Пероксидный радикал
R—О— О—R
Пероксидный обрыв
цепи
Другие реакции обрыва цепи
Рис. 4.7. Реакции ингибирования кислородом
Ph—С—О—Harz
\» R—О—О-
Пероксидный радикал
(неактивный)
Ph-
-C—О—Harz + R-H
H
он
Ph—
й-
-О—Harz
+ R-H
^/
Ph—С—О—Harz
(Активный радикал)
Возможный распад гидропероксида на радикалы
Рис. 4.8. Механизм действия бензилэфиров
примерная рецептура автомобильной шпатлевки [5]. Важным показателем шпатлевок
является их способность к шлифованию. Поэтому часто в их рецептуры в больших
количествах вводят тальк, являющийся мягким наполнителем (твердость по Моосу = 1).
Таблица 4.3
Рецептура полиэфирной автомобильной шпатлевки (для ремонтных работ)
№
1
2
3
4
5
6
7
8
Вещество
Компонент А
Полиэфирная CMonaJ65% в стироле)
Добавка для улучшения смачивания
Реологическая добавка
Пигмент(неорганический)
Тальк
Другие наполнители
_CjJj£0£_
Итого:
Компонент Б (отвердитель)
Пероксид бензоила в пасте (50% в пластификаторе)
Массовое содержание, %
30,0
0,5
1,0
2,5
44,0
20,0
2,0
100,0
1,5-3,0
206
Часть IV
Примечание. 1 - высокоактивная, ускоренная аминами полиэфирная смола, 65% в стироле, кислотное
число < 15 мг КОН/г, например Roskydal K 40 T (Bayer); 5 - тальк, размер частиц < 50 мкм; 6 - доломит,
карбонат или тяжелый шпат; 7 - стирол для получения требуемой вязкости.
Смесь получают в диссольвере в течение 4-6 мин при 2O0C.
Шлифовать через 20-10 мин (в зависимости от количества отвердителя).
Степень пигментирования шпатлевки рассчитывают следующим образом:
П / Пл = (2,5 + 44 + 20): (30 + 2 + 1,1*) = 66,5 : 33,1 =2:1
* Пластификатор из пасты с пероксидом бензоила.
Активный разбавитель - стирол сополимеризуется с пленкообразователем и
остается в пленке.
Покрытия на основе полиэфирных смол находят особенно широкое применение при
окрашивании и лакировании деревянной мебели (шпатлевки, грунтовки, лаки и эмали)
и автомобилей (шпатлевки).
Литература
1. Firmenschrift von Witco (heute Vantico) «Oberflachenschutz II»
2. M. I. Cook, D. A. Dubowik, F. H. Walker, Farbe & Lack 106, Nr. 4 (2000) S. 28 - 43
3. D. Stoye, W. Freitag, Lackharze, Hanser-Verlag 1996, S. 85 - 89
4. B. Vollmert, Makromolekulare Chemie, Bd. 1, Vollmert-Verlag 1982, S. 76
5. Richtrezeptur der Bayer AG (RR 4480)
2. Материалы для покрытий фотохимического
и электронного отверждения
2.1. Лакокрасочные материалы фотохимического отверждения
2.1.1. Механизм УФ- отверждения
УФ-светом называется область электромагнитного излучения с длиной волны 100 -
400 нм. Кванты света с этой длиной волны соответствуют энергии 12,4 - 3,1 эВ.
Энергия связей составляет: двойной C=C - 6,3 эВ, О-Н - 4,7 эВ, C-H - 4,0 эВ. Таким образом,
многие пленкообразователи могут быть инициированы УФ-светом.
Самое коротковолновое УФ-излучение (длины волн 100 - 280 нм), обладающее
наиболее высокой энергией, абсорбируется, как правило, в верхних слоях покрытия, что
снижает степень отверждения. Поэтому для более эффективного отверждения
предпочтительно применять более длинноволновое излучение (315 - 380 нм).
Для инициирования реакций отверждения применяют УФ-инициаторы и УФ-сенси-
билизаторы, которые возбуждаются при облучении и образуют радикалы.
Часть IV
207
Как во всех реакциях радикальной полимеризации, кислород воздуха оказывает
ингибирующее действие на этот процесс. Если УФ-свет содержит определенную долю
коротковолнового излучения (315 нм), которое ускоряет отверждение
преимущественно на поверхности, то ингибирующее действие кислорода воздуха может оказаться
менее значительным.
Фотоинициаторы и фотосенсибилизаторы применяют в том случае, если плотность
энергии имеющегося УФ-излучения недостаточна для инициирования реакции
полимеризации. При абсорбции УФ-свет приводит активные группы УФ-сенсибилизаторов в
возбужденное состояние. Фотосенсибилизаторы в свою очередь передают энергию
возбужденного состояния инициаторам. Возбужденные молекулы инициатора за счет
фрагментации образуют радикалы или доноры водорода в результате присоединения
атомов водорода. Этот процесс подробно описан в литературе [1, 2].
Образующиеся радикалы вызывают радикальную полимеризацию пленкообразова-
теля, имеющего ненасыщенные связи, которая аналогична реакции полимеризации,
инициируемой пероксидами и редокс-системами при отверждении ненасыщенных
полиэфирных смол. В этом случае также имеют место типовые стадии реакции:
инициирования, роста и обрыва цепи путем рекомбинации или диспропорционирования.
Возможны побочные реакции, такие, как дезактивация возбужденных молекул инициатора с
выделением света (флуоресценция и фосфоресценция), рекомбинация радикалов или
описанная ранее реакция с кислородом воздуха (ингибирование).
2.1.2. УФ-инициаторы и сенсибилизаторы
УФ-инициаторы, как уже упоминалось, представляют собой соединения, которые за
счет поглощения УФ-света переходят в возбужденное состояние с последующим
внутримолекулярным распадом, приводящим к образованию радикалов. УФ-сенсибилиза-
торы - соединения, которые, поглощая энергию, передают ее другим молекулам,
образующим радикалы.
Для разных областей применения разработаны различные классы УФ-инициаторов.
Большинство УФ-инициаторов содержат группу бензоила, разные заместители которой
определяют положение максимальной абсорбции УФ-света, активность, выход
радикалов и, соответственно, оптимальную область применения.
Решающим при выборе УФ-инициаторов является их реакционная способность,
стабильность при хранении (в темноте), растворимость и совместимость с другими
компонентами, токсичность (включая отсутствие запаха), устойчивость к изменению цвета и,
наконец, стоимость [2].
Простейшим инициатором является бензофенон. Бензофенон и его алкилпроизвод-
ные (рис. 4.9) при взаимодействии с соединениями - донорами водорода образуют
радикалы, инициирующие реакцию полимеризации. Они способны также димеризоваться
с образованием бензпинакола. В качестве веществ - передатчиков водорода
предпочтительно применение третичных аминов (N-метилдиэтаноламин, триэтаноламин). Эф-
208
Часть IV
CHrN
он
он
hv
Бензофенон
N-метилдиэтаноламин
н-о—с
► CH5-N
Радикал
он
он
Комплекс
р Полимеризация
Побочная реакция
Рис. 4.9. Инициирование реакции полимеризации посредством комплекса
бензофенона и N-метилдиэтаноламина
фективно для этой
цели также
использование
полимеров или олиго-
меров,
содержащих третичные
аминогруппы.
Указанные УФ-
инициирующие
системы относительно
недороги.
Недостатком
большинства из них
является склонность
получаемых
покрытий к пожелтению.
Благодаря
присутствию амина,
предотвращающего
ингибирующее
действие кислорода,
они обеспечивают
хорошее
поверхностное
отверждение покрытия, однако в толстых слоях оно проходит не
полностью.
Другой тип фотоинициаторов - давно известные
бензоиновые эфиры (рис. 4.10). При расщеплении они образуют два
очень активных радикала. Лакокрасочные материалы,
содержащие бензоиновые эфиры, имеют ограниченный срок
хранения. Кроме того, они вызывают пожелтение покрытий, в особенности под действием
солнечных лучей. Их используют в качестве УФ-инициаторов в полиэфирных
материалах, применяемых для получения покрытий по древесине.
Бензил (дифенилдикетон) [2] (рис. 4.11) и его алкилпроизводные - УФ-инициаторы,
реагирующие подобно бензофенону с отщеплением водорода. Их достоинство -
способность абсорбировать УФ-лучи с длиной волны до 450 нм; поэтому они могут
успешно применяться для отверждения пигментированных материалов. Недостатком
является довольно сильное пожелтение покрытий, что ограничивает их применение.
Менее склонны к пожелтению покрытия, получаемые с использованием бензилке-
талей (рис. 4.12) [3]. Их высокая реакционная способность обусловлена большим
количеством образующихся радикалов (до четырех из одной молекулы), что позволяет сни-
о
о
/сн"С
OR
1
hv
. С
>
О
//
+ *сн-
OR
<
">
Рис. 4.10. Бензоиновый эфир, действующий как УФ-инициатор
Рис. 4.11. Бензил
Часть IV
209
С
hv
О
t
R
R^O
R-O
О
Бензилкеталь
О-'
0-R
0-R
О
0~R
Рис. 4.13.1-Гидроксицикло-
гексилфенилкетон
зить
концентрацию УФ-инициато-
ров. Бензилкетали
применяют в
лаках,
предназначенных для особо
качественной
отделки древесины. Они
способны работать
даже в толстых
слоях Благодаря Рис-4-12- Бензилкетали как УФ-инициаторы
своему спектру абсорбции они пригодны также для получения
пигментированных УФ-отверждаемых материалов. Их
применение оправдано также с точки зрения соотношения цена -
эффективность.
Не менее интересными УФ-инициаторами являются а-гид-
роксиалкилфеноны. Их инициирующую способность
определяет а-гидроксильная группа. Эти соединения
отличаются высокой реакционной способностью и
хорошей термической стабильностью [2]. В то время как
алифатические алкилпроизводные этих соединений
являются жидкими продуктами, 1-гидроксицикло-
гексилфенилкетон представляет собой твердое
вещество (рис. 4.13) [4]. Данный продукт при УФ-облу-
чении проявляет высокую реакционную
способность, при этом он сам и его составы относительно
стабильны при хранении. Эти соединения имеют
слабый запах.
У а-аминоалкилфенонов (рис. 4.14) вместо гид-
роксильной группы рядом с кетонной группой
фенола находится атом азота. Такие соединения
абсорбируют УФ-излучение при больших длинах волн и поэтому пригодны для использования
в пигментированных материалах. Но они способны вызывать пожелтение покрытий.
Наиболее современными продуктами в представленной группе УФ-инициаторов
являются бензоилфосфиноксиды (моно- и дибензоилфосфиноксиды) (рис. 4.15). Они
отличаются высокой реакционной способностью, хорошей стабильностью и технически
доступны в настоящее время. Дибензоилфосфиноксиды имеют высокий выход
первичных радикалов. Кроме того, они могут распадаться дважды.
Бензоилфосфиноксиды абсорбируют излучение в длинноволновой УФ-области.
Сначала они вызывают пожелтение покрытий, но при дальнейшем воздействии света
обесцвечиваются из-за дальнейшего распада инициатора. Продукты распада не вызы-
сн3-
-S-
F=.
1
=\
}
О
It *
-С-І
CH3
ГС-N О
і і V__y
CH3
Рис. 4.14. ос-Аминофенилкетон
как УФ-инициатор
Рис. 4.15. Дибензоилфосфиноксид
210
Часть IV
Абсорбция (0,001 % в ацетонитриле)
1,5
1,0
0,9
1.
/
jJ^yL.
1
/
/
| }
H
~4
g
/I/
/
200 220 240 260 280 300 320 340 360 380 400 420
Длина волны, нм
1. Бис-(2,4,6-триметилбензоил)-фенилфосфиноксид (lrgacure 819 от Ciba),
рис. 4.15
2.2-Гидрокси-2-бензоилпропан (Darocure 1173 от Ciba)
3.1-Гидроксициклогексилфенилкетон (lrgacure 184 от Ciba), рис. 4.13
4. Бензофенон, рис. 4.9
5. 2-Морфолин-І\І-ил-2-(4-метилтиобензоил)-пропан (lrgacure 907 от Ciba),
рис. 4.14
Рис. 4.16. Кривые абсорбции УФ-инициаторов
лакокрасочного материала в них вводят до 3% УФ-абсорбера.
Некоторые производители [4] предлагают смеси различных
рые, по их мнению, имеют оптимум реакционной способности и
вают пожелтения.
Эти инициаторы
рекомендуются для
использования в
пигментированных
материалах.
Выход
радикалов и максимум
абсорбции -
решающие факторы при
выборе типа и
количества
инициатора для УФ-отве-
рждаемых
лакокрасочных
материалов. На рис. 4.16
показаны
абсорбционные кривые
отдельных
УФ-инициаторов [4]. В
зависимости от типа
УФ-инициаторов, кото-
глубины отверждения.
2.1.3. Пленкообразователи [1, 2]
В качестве пленкообразователей для материалов фотохимического отверждения
используют многие олигомеры, способные к реакции полимеризации или сополимеризации.
Полиэфирмалеинаты. Применяют ненасыщенные полиэфиры на основе малеиново-
го ангидрида (и частично кислот) и диолов; активным растворителем преимущественно
служит стирол. Предпочтительны олигомеры, содержащие звенья, препятствующие ин-
гибированию кислородом воздуха (тетрагидрофталевая кислота, аллиловый эфир).
Эта группа пленкообразователей была описана выше. Вместо комбинации
инициаторов (пероксиды) с ускорителями (соли кобальта, амины), инициирующей процесс
отверждения, в них вводят УФ-инициаторы. При отверждении покрытий получают
сополимеры ненасыщенных полиэфиров и активного растворителя (например, стирола).
Покрытия на основе таких пленкообразователей имеют высокую твердость, блеск,
химическую стойкость, но не обладают атмосферостойкостью. Эти материалы
предназначены прежде всего для отделки деревянной мебели.
Часть IV
211
лллл-Q-
О
Il
-с
о
I!
с-
-O
CH4
CH2 \ CH2-OH
CH,
н-о
CH0
ч / 2
CH
Полиэфир
H2O
Акриловая кислота
Сложный полиэфиракрилат
Рис. 4.17. Реакция получения сложного полиэфиракрилата
Полиэфиракри-
латы. Другой
большой группой плен-
кообразователей
УФ-отверждения
являются олиго-
эфиры акриловой и
метакриловой
кислот. Акрилаты
(акриловая кислота и
ее эфиры) более
активны, чем ме-
такрилаты.
Разработано несколько
способов
получения акриловых оли-
гомеров с разными
функциональными
группами.
Различают сложные и
простые полиэфиракри-
латы.
Сложные поли-
эфиракрилаты
продукты
взаимодействия сложных
линейных
полиэфиров, имеющих
концевые гидроксиль-
ные группы, с
акриловой кислотой
(рис. 4.17). Реакцию проводят при относительно низких температурах с применением
катализаторов и ингибиторов полимеризации для защиты двойной связи акриловой кислоты.
В зависимости от применяемого полиэфира можно получать твердые или
эластичные покрытия, которые, как правило, устойчивы к пожелтению и атмосферостойки. Эти
продукты рекомендуются для получения как непигментированных, так и
пигментированных покрытий. Химстойкость получаемых покрытий выше, чем на основе полиэфирма-
леинатов, но ниже, чем на основе эпоксиакрилатов.
Простые полиэфиракрилаты получают, как правило, из линейных простых
полиэфиров с концевыми гидроксильными группами путем их этерификации акриловой
кислотой (рис. 4.18). Другим методом получения является переэтерификация эфира акрило-
CH3
n/CH ^O ^CH2-O-
•"""-0 CH2 CH
CH3
Полиэфир
CH3
„/СИ /О
О
л CH0
-H + /Сч / 2
+ H-O CH
- H2O Акриловая кислота
О
YH о сн
CH3
Простой полиэфиракрилат
Рис. 4.18. Реакция получения простого полиэфиракрилата
212
Часть IV
вой кислоты простым полиэфиром. При этом полиэфир получают взаимодействием
этилен- или пропиленоксида с диолами (при добавлении триолов или тетролов).
Если проводить эту реакцию с применением алканоламинов, а не полиспиртов, то
получают полиэфир с аминогруппами. Эти аминогруппы совместно с определенными
УФ-инициаторами способны ускорять фотохимическое отверждение простых поли-
эфиракрилатов; при этом образуются очень эластичные, стойкие к омылению, но
неатмосферостойкие покрытия.
Перечень пленкообразователей с акриловыми функциональными группами,
способных к фотохимическому отверждению, не исчерпывается вышеназванными.
Промышленное применение также имеют эпоксиакрилаты, полиуретанакрилаты, силикон-
акрилаты и др.
Эпоксиакрилаты получают путем взаимодействия эпоксидных (в основном диано-
вых) смол с акриловой кислотой. При этом акриловая кислота реагирует с эпоксидной
группой с образованием р-гидроксиакрилового эфира (рис. 4.19). Эти продукты
растворяют в активных растворителях и получают разные виды лакокрасочных материалов:
лаки, грунтовки, эмали. Покрытия на их основе отличаются высокой твердостью и
химической стойкостью. Однако они недостаточно атмосферостойки и имеют тенденцию к
пожелтению под действием солнечного света.
Полиуретанакрилаты. При взаимодействии полиуретанпреполимеров, содержащих
концевые изоцианатные группы, с гидроксиалкилакрилатами (на основе эфиров акриловой
кислоты и диолов) получают полиуретанакрилаты с концевыми ненасыщенными группами
(рис. 4.20). Эти продукты в сочетании с мономерами, применяемыми в качестве активного
растворителя, при УФ-облучении образуют высокоэластичные пленки. Как полиэфир, так и
изоцианат
(алифатические или цик-
лоалифатические
диизоцианаты)
являются сегментами,
которые
предопределяют
образование покрытий с
очень высокой
атмосферной и
химической стойкостью.
Их применяют для
защиты особо
ответственных изделий.
Свойства покрытий
(особенно адгезия)
Рис. 4.19. Эпоксиакрилаты улучшаются из-за
/=4 /CH2 /CH2
Эпоксидная смола
г
rr=zr\ CH2
^°~\J~-o/ Чсн
он
О
H-O CH
Акриловая кислота
О
Il
CH2 С CH,
О CH
Эпоксиакрилат
Часть IV
213
образования
водородных мостиков по
уретановым
группам.
Силиконакри-
латы получают
либо при
взаимодействии полидиалкил-
силанов с
концевыми силанольными
группами и гидрок-
сиалкилакрилатов,
либо путем
присоединения акриловой
кислоты к полиди-
алкилсиланам, СО- Рис. 4.20. Реакция получения полиуретанакрилата
держащим
концевые эпоксидные группы. Их применяют для получения антиадгезионных покрытий.
2.1.4. Активные растворители
Описанные выше УФ-отверждаемые материалы не содержат обычных
растворителей. Их рабочая вязкость достигается за счет добавления к пленкообразователям так
называемых активных растворителей, в качестве которых используют мономеры, прежде
всего эфиры акриловой кислоты (эфиры метакриловой кислоты менее активны), стирол
и др. Активный растворитель и его количество в значительной степени определяют
вязкость лакокрасочного материала, его реакционную способность и степень отверждения.
Моноэфиры акриловой кислоты используют в качестве активных растворителей в том
случае, когда требуется высокая эластичность покрытий. Недостатком моноэфиров
акриловой кислоты и низших спиртов является их довольно высокая летучесть, а также
неприятный запах. Потому нашли применение в основном эфиры относительно
высокомолекулярных спиртов: октил-, децил-, феноксиэтил-, норборнил- и дициклопентадиенилакрилаты.
В качестве активных растворителей применяют также гидроксиалкилакрилаты (2-гид-
роксиэтилакрилат, 2-гидроксипропилакрилат и 4-гидроксибутилакрилат). Благодаря
наличию свободных гидроксильных групп они повышают адгезию получаемых покрытий.
Моноэфиры акриловой кислоты отличаются высокой растворяющей способностью и являются
хорошими активными растворителями для многих фотоотверждаемых материалов.
Акриловые эфиры полиспиртов - достаточно распространенный класс активных
растворителей для УФ-отверждаемых лакокрасочных материалов. Их представителями
являются полифункциональные акриловые эфиры полиспиртов: гександиолдиакрилат,
триметилолпропантриакрилат, пентаэритриттриакрилат и пентаэритриттетраакрилат.
о
AWWVO ) \ JSj =
Полиуретанпреполимер
О
У~-ын
AVVVWO ) *
-C=
O
=0 + H-Ox/ О CH
2-Гидроксиакрилат
О
О /C4 ^СН2
_NH^0^To сн
Полиуретанакрилат
214
Часть IV
Они сочетают хорошую растворяющую способность с высокой активностью при
отверждении. Три- и тетраэфиры в композициях с разными пленкообразователями
формируют твердые и особенно стойкие к царапанью покрытия. Следует учитывать, что чем
выше функциональность эфиров, тем хуже их способность к растворению пленкообразо-
вателей. Ценное свойство активных растворителей этой группы - низкая летучесть при
комнатной температуре. Из-за очень низкого давления паров они не имеют класса
токсичности по вдыханию из воздуха, однако при контакте с кожей и слизистой оболочкой
вызывают аллергические реакции. В результате этого их применение ограничено.
Более слабыми аллергенами являются акриловые эфиры многофункциональных
полиэфироспиртов: диэтиленгликольдиакрилат, дипропиленгликольдиакрилат,
акриловые эфиры этоксилированного глицерина, триметилолпропана, дитриметилолпропана,
пентаэритрита и дипентаэритрита. За счет молекулярной подвижности эфирных групп
они обладают хорошей растворяющей способностью и как многофункциональные
соединения (до гексафункциональных) образуют относительно эластичные пленки, как и
в случае акриловых эфиров простых полиолов. Недостатком акриловых эфиров
полиспиртов является пониженная атмосферостойкость образующихся покрытий. Более
высокомолекулярные эфироспирты могут быть скорее отнесены к полиэфиракрилатам,
используемым как пленкообразователи.
2.1.5 . Рецептуры лакокрасочных материалов
Ниже в качестве примера приведены рецептуры ряда лакокрасочных материалов
УФ-отверждения.
Паркетный лак для окрашивания валковым способом
Выбираем состав на основе смеси простого и сложного полиэфиракрилатов [5].
В рецептуру входят также силикагель, матирующая добавка и тальк. УФ-инициатором
является ос-гидроксиалкилфенон. Использовано также очень малое количество
растворителя - бутанола. Рецептура приведена в табл. 4.4.
Таблица 4.4
Рецептура паркетного лака для окрашивания валковым способом
№
1
2
3
4
5
6
7
I Вещество
Трифункциональный простой полиэфиракрилат
Сложный полиэфиракрилат
Силикагель
Матирующая добавка
Тальк
УФ-инициатор: (3-гидроксиалкилфенон
Бутанол
Итого:
* Плотность сшитого акрилата.
JjtooTHOCTb, г/см3
1.2*
1,2*
2,1
2,1
2,7
I Массовое содержание, %
74,7
8,3
8,3
4,1
2,1
2,1
0,4
100,0
Часть IV
215
Примечание. 1 - Laromer LR 8945 (BASF AG); 2 - Laromer LR 8799 (BASF AG); 3 - Syloid 621 (Grace);
4 - Acematt OK 607 (Degussa); 5 - Micro-Talk AT 1 (Norwegian Talc); 6 - Darocur 1173 - p-Hydroxyalkylphenon (Ciba).
Компоненты лака смешивают в диссольвере.
Отношение лессирующего пигмента к пленкообразователю и значение ОКП
рассчитывают следующим образом:
Пигмент / пленкообразователь = (8,3 + 4,1 + 2,1): (74,7 + 8,3) = 0,17 : 1
8,3/2,1 +4,1 /2,1 +2,1/2,7
ОКП = • 100% = 8,8%
8,3/2,1 +4,1/2,1 +2,1 /2,7 + 74,7/1,2 +8,3/1,2
Покрытие наносят валковым способом (расход лака 8-12 г/м2) на предварительно
загрунтованные паркетные щиты и отверждают при скорости 5 м/мин под лампой
мощностью 120 Вт/см. Получают износостойкое покрытие с блеском около 30% (при 60°).
Эмаль (цвет бежевый)
Выбираем сложный полиэфиракрилат в качестве пленкообразователя и мономеры -
гександиолдиакрилат и триметилолпропантриакрилат в качестве активного растворителя [4].
В качестве пигментов используют диоксид титана (рутил) и изоиндолинон желтый
(Cl P.Y. 110). УФ-инициатор представляет собой смесь бисацилфосфиноксида и 1-гид-
роксициклогексилфенона. Рецептура приведена в табл. 4.5.
Таблица 4.5
Рецептура эмали (цвет бежевый)
№
1
2
3
4
5
6
7
I Вещество
Сложный полиэфиракрилат
Гександиолдиакрилат
Триметилолпропантриакрилат
Диоксид титана (рутил)
Пигмент изоиндолинон (PY 110)
УФ-инициаторы:
бисацилфосфиноксид
1 -гидроксициклогексилфенон
Итого:
* Плотность отвержденного акрилата.
I Плотность, г/см3
1,2*
CNJ
4,1
1,9
I Массовое содержание, %
75,00
8,82
4,40
8,82
0,98
0,75
1,23
100,0
Примечание. 1 - Laromer LR 8800 (BASF AG); 5 - Irgazingelb RTL (Ciba); 6 - lrgacure 819, рис. 4.15 (Ciba);
7 - lrgacure 184, рис. 4.13 (Ciba).
Отношение пигмента к пленкообразователю и значение ОКП рассчитывают
следующим образом:
Пигмент / пленкообразователь = (8,82 + 0,98): (75,00 + 8,82 + 4,40) = 0,1 : 1;
216
Часть IV
8,82/4,1 +0,98/1,9
ОКП = • 100% = 3,5%
8,82 / 4,1 + 0,98 / 1,9 + (75 + 8,82 + 4,4) / 1,2
Пленкообразователь смешивают с активными растворителями, используя часть
смеси для получения пигментной пасты. Пигменты диспергируют обычным способом,
после чего к пигментной пасте добавляют остаток пленкообразующей композиции.
Эмаль наносят на конвейере при скорости 3 - 10 м/мин и отверждают под ртутной
лампой среднего давления мощностью 80 Вт/см.
2.1.6. Свойства и применение покрытий
Описанные лакокрасочные материалы УФ-отверждения образуют покрытия за счет
реакции сополимеризации ненасыщенных компонентов. Их строение схематично
изображено на рис. 4.21.
Методом дифференциального термического анализа установлено, что при УФ-от-
верждении образуются покрытия с очень высокой плотностью сшивки и стойкостью к
действию различных агрессивных сред (кислоты, основания), что объясняется
структурой полимерной сетки на основе C-C связей.
Покрытия УФ-отверждения отличаются очень хорошими механическими
свойствами, что проявляется прежде всего в высокой стойкости к царапанью. В зависимости от
назначения путем сочетания пленкообразователей и активных растворителей можно
получать покрытия с требуемой эластичностью. Их широко используют для
окрашивания изделий из пластмасс.
Главная область применения лакокрасочных материалов УФ-отверждения -
защита изделий из древесины: мебели, паркета и др. Особый интерес они представляют для
окрашивания плоских изделий способами налива или валковым. Материалы
УФ-отверждения также пользуются большим спросом при окрашивании бумаги и фольги.
Разработаны УФ-отверждаемые печатные краски, покрывные лаки и материалы для
кэширования. Еще одна область их применения - окраска жести для изготовления банок,
бочек и других изделий.
Более сложным
представляется
нанесение и
отверждение покрытий на
трехмерных
подложках. С одной
стороны, вязкость
таких лаков и
красок не настолько
Рис. 4.21. Строение покрытий, отвержденных фотохимическим способом мала, чтобы нано-
Полиэфиракрилат
Дипропиленгликольдиакрилат
Часть IV
217
сить их обычным методом, например распылением, с другой - сложно получить покрытия
равномерной толщины, что из-за особенностей УФ-отверждения влияет на их качество.
Несмотря на многие достоинства лакокрасочных материалов УФ-отверждения, они
пока не нашли применения для окрашивания кузовов автомобилей. Однако эти
материалы успешно используются для окрашивания дисков колес.
Получение тонких прозрачных лаковых покрытий с помощью композиций
УФ-отверждения не представляет больших сложностей. Получение более толстых покрытий
также возможно, но для этого необходимо выбирать УФ-инициирующие системы,
которые позволяют отверждать покрытия не только с поверхности, но и в более глубоких
слоях.
Для получения атмосферостойких покрытий из прозрачных лаков применяют
комбинации УФ-инициаторов с соответствующими светостабилизаторами (например, гид-
роксифенилтриазином) и с уловителями радикалов, не влияющими существенно на
процесс отверждения покрытий [6].
Определенную проблему представляет УФ-отверждение пигментированных
покрытий [7, 8]. Для этой цели выбирают УФ-инициаторы, позволяющие УФ-излучению
глубоко проникать внутрь пленки. Область абсорбции пленкообразователей должна
перекрывать область ремиссии пигментов. Необходимо также для разных пигментов
подбирать соответствующие комбинации и количество инициаторов.
Отметим, что кроме жидких составов разработаны порошковые краски, способные
отверждаться под действием УФ-излучения [9].
2.2. Материалы для покрытий, отверждаемых
электронным излучением
Электроны с высокой энергией при воздействии на органические пленкообразова-
тели способны вызывать образование радикалов, что обуславливает их отверждение
[1, 2]. Особенно активно они влияют на двойные связи, при этом, как и в случае водей-
ствия УФ-излучения, происходит инициирование процесса и образование радикалов.
Глубина проникновения электронов в слой лакокрасочного материала и скорость
отверждения покрытий зависят от многих факторов, при этом первостепенное значение имеют
тип и мощность генератора электронов и величина ускоряющего напряжения (150 - 450 кВ).
Для отверждения электронным излучением можно применять те же виды
пленкообразователей, что и для отверждения УФ-излучением. Предпочтительны материалы, способные в
наибольшей степени подавлять эффект ингибирования кислородом воздуха. Электронное
излучение также может ионизировать насыщенные органические соединения, образуя
радикалы. Поэтому для отверждения электронным излучением не требуются инициаторы.
С помощью электронного излучения (в отличие от УФ-излучения) можно
эффективно отверждать более толстые слои как непигментированных, так и пигментированных
покрытий. Скорости конвейера при этом могут быть значительно выше, так как время
отверждения исчисляется секундами или десятками секунд.
218
Часть IV
Лакокрасочные покрытия, отвержденные электронным излучением на
пластмассовых деталях, как правило, обладают лучшей адгезией, чем покрытия фотохимического
отверждения. Это объясняется тем, что излучение, достигая поверхности подложки,
вызывает в ней образование радикалов, благодаря которым происходит прививка
материала покрытия. При превышении дозы облучения, однако, может происходить
деструкция как пленкообразователя, так и подложки (например, растрескивание
пластмассовых деталей и др.).
Недостатком отверждения электронным излучением по сравнению с УФ-излучени-
ем является необходимость проведения процесса в атмосфере инертного газа (азот),
т.е. в отсутствие кислорода воздуха, так как только в этих условиях можно получить
качественные покрытия. Кроме того, на установках электронного излучения сложнее, чем
при УФ-отверждении, получать покрытия на изделиях сложной формы. В дополнение
следует отметить, что стоимость установок электронного излучения и их монтаж
требуют значительно больших затрат, чем установок фотохимического отверждения.
Отверждение электронным излучением нашло применение прежде всего в
мебельном производстве (например, при окраске дверей), а также при окрашивании
пластмасс. Однако доля отверждения электронным излучением в общем объеме
отверждения излучением не превышает 1% [2].
Литература
1. St. Davidson: Exploring the Science, Technology and Applications of U.V.
and E.B. Curing, Sita Technology Ltd., London, 1999.
2. P. G. Garatt: Strahlenhaertung, Reihe Technologie des Beschichtens,
Curt R. Vincentz Verlag, Hannover, 1996.
3. Qecksilberdampfhochdruckstrahler von 1ST, Тур CK fur bis zu 120 W/cm.
4. Merkblaetter der Ciba-Spezialchemikalien: lrgacure und Darocure.
5. Merkblaetter der BASF AG: Laromere.
6. A. Valet: Outdoor applications of L)V curable clearcoats - a real alternative to ther
mally cured clearcoats, Progress in Organic Coatings, 35, (1999) 223-233, Elsevier.
7. A. Valet, T. Jung, M. Koehler: UV-Haertung buntpigmentierter Lacke, 63.
API-Tagung in Bonn, Oktober 1997.
8. T. Jung: Eisenoxidpigmente und Pigmentrusse, eine Herausforderung fuer die
UV-Hartung. Farbe & Lack 104, 12 (1998) S. 81.
9. L. Misev, 0. Schmid (Ciba Spec. Chem.) S. Udding-Louwrier, E. S. de Jong,
R. Bayards (DSM-Resins): Weather Stabilization and Pigmentation of
UV-Curable Powder Coatings, Journ. Coat. Technol. Vol 71 (891), S. 37-44, 1999.
Часть IV
219
3. Порошковые краски
3.1. Состав и свойства красок
3.1.1. Термопластичные краски
Пленкообразователями для термопластичных порошковых красок в основном [1]
являются следующие полимеры:
• полиэтилен;
• поливинилхлорид;
• полиамиды;
• сополимеры этилена с винилацетатом;
• насыщенные полиэфиры.
Термопластичные порошковые краски применяют для получения покрытий, к
декоративным свойствам которых не предъявляются высокие требования. Они
преимущественно рекомендуются как материалы функционального назначения для получения
химстойких, антифрикционных и других покрытий.
Порошковые краски на основе полиэтилена дешевы, их наносят чаще всего на
установках кипящего слоя, покрытия формируют при температурах 240 - 25O0C. Для
некоторых подлложек необходимо грунтование поверхности. Нестабилизированные
покрытия неатмосферостойки, склонны к старению и растрескиванию.
Порошковые краски на основе полиамидов (чаще всего используют полиамид-12 -
продукт полимеризации лауринлактама) наносят в кипящем слое. Для их пленкообразо-
вания требуются температуры 250 - 27O0C. Получаемые покрытия твердые, абразиво-
стойкие, с более высокой атмосферостоикостью, чем полиэтиленовые, однако они
склонны к пожелтению и могут адсорбировать воду. Из термопластичных порошковых
красок их применяют чаще всего.
Порошковые краски на основе поливинилхлорида содержат пластификатор, за счет
чего образуют эластичные покрытия, также склонные к пожелтению. ПВХ-краски
дешевы, их наносят чаще всего способом электростатического распыления, покрытия
формируют при 250 - 26O0C. Для многих подложек необходимо применение грунтовок.
Порошковые краски на основе сополимера этилена с винилацетатом, как и
полиэтиленовые, наносят в кипящем слое, температура формирования покрытий
составляет 200 - 26O0C. Покрытия отличаются хорошей адгезией, эластичностью, коррозионной
стойкостью и высокой атмосферостоикостью.
Порошковые краски на основе полиэфиров (линейные сложные ароматические
полиэфиры) чаще всего наносят электростатическим распылением; при 240 - 300°С они
образуют покрытия, обладающие хорошей адгезией, эластичностью, водо- и атмосферостойкие.
220
Часть IV
3.1.2. Термореактивные краски
3.1.2.1. Эпоксидные краски
Это первый тип порошковых термореактивных красок, появившийся на рынке в
середине XX в. Основным сырьем для их получения служат ароматические (диановые)
смолы с молекулярной массой 1500 - 3000, температурой стеклования 50 - 650C и
температурой размягчения (по методу Меттлера) 80 - 1000C [2, 3]. Реже применяют смолы
на основе бисфенола F и новолаков [4].
Традиционные эпоксидные смолы способны отверждаться различными отвердите-
лями за счет реакции полиприсоединения, при этом не образуются какие-либо
побочные продукты реакции. Благодаря этому даже в толстых слоях покрытия однородные.
В качестве отвердителей находят применение следующие соединения:
• дициандиамид (также его замещенные и производные);
• полифенолы;
• ангидриды кислот.
Дициандиамид (рис. 4.22) представляет собой кристаллическое вещество (Тпл =
209 - 2120C, NH-эквивалентная масса 21 г/моль), которое из-за плохой растворимости в
эпоксидных смолах вводят в состав порошковых красок в виде очень мелкого порошка. В
отличие от аминов, используемых в жидких лакокрасочных материалах, дициандиамид
менее реакционноспособен, поэтому требует применения катализаторов. Часто вместо него
используют
замещенные ди-циандиамиды
(арилбисгуаниды),
так как они более
активны. Если
дициандиамид отвер-
ждает в течение 15
- 30 мин при 185-
22O0C, то его
замещенные продукты - в
течение 10-15 мин
при 150-18O0C. NHx-
группы дицианди-
амида или его
производных
взаимодействуют с оксирано-
вым кольцом
эпоксидного по реакции
Рис. 4.22. Реакции взаимодействия эпоксидной смолы с дициандиамидом и толуил- полиприсоединения,
бисгуанидом
ч /
Эпоксидная смола
X1
"Ч,
NH2
*-С^
Дициандиамид
ч /
NH
Il
NH
Il
H5N
/ Ч
ЛЛЛЛА\\ //—"®
он
^
Толуилбисгуанид
Место сшивки
Часть IV 221
Дициандиамид имеет до
пяти подвижных атомов
водорода, однако его эффективная
реакционная способность
невысока. Возможно, что
дициандиамид каталитически
действует на
самоотверждение эпоксидных смол, при этом
образующиеся ОН-группы
цепи реагируют с концевыми
эпоксидными группами.
Поэтому необязательно иметь стехи-
ометрическое количество ди-
циандиамида, чтобы
обеспечить отверждение эпоксидной
смолы. Например, для
отверждения относительно
низкомолекулярной твердой ЭПОКСИД- Рис. 4.23. Реакция отверждения эпоксидных смол фенольными новолач-
ной смолы требуется 3 - 5% ными смолами
(по массе) дициандиамида.
Фенольные отвердители. Ими могут быть как фенолы, например бисфенол А, так и
их аддукты с эпоксидными смолами. Реакционноспособными группами в этих
соединениях могут быть как метилольные (резольные смолы), так и фенольные гидроксилы (но-
волачные смолы). Активность резольных смол выше, чем новолачных.
Так как фенольные ОН-группы не очень активны, для отверждения необходимы
высокие температуры или применение катализаторов. Эффективными катализаторами
являются замещенные имидазолы (например, 2-метилимидазол) [5]. Торговые марки
фенольных отвердителей часто имеют в своем составе такие катализаторы.
Катализированные системы отверждаются в течение 10-20 мин при 130 - 16O0C.
Катализатор ускоряет также самоотверждение эпоксидных смол. Поэтому
катализированные фенольные отвердители применяют в количествах, меньших, чем стехио-
метрическое. Механизм отверждения схематично представлен на рис. 4.23.
Ангидридные отвердители сначала реагируют с гидроксильными группами
эпоксидных смол с образованием сложноэфирных мостиков или свободных карбоксильных групп.
Последние могут реагировать с эпоксидными группами с получением р-гидроксиэфи-
ров, образуя пространственную структуру. Реакция схематично представлена на рис. 4.24.
Наиболее распространенным ангидридным отвердителем является пиромеллито-
вый ангидрид, его часто комбинируют с тримеллитовым ангидридом. Кроме того, в
качестве отвердителей применяют аддукты тримеллитового ангидрида. Для ускорения
реакции используют амины и амидины (например, 2-фенилимидазолин) [5]. При этом
количество применяемого ангидрида меньше стехиометрически рассчитанного.
-о
Фенольная смола новолачного типа
¥ он он 9Н
Эпоксидная смола
CH-
CH4
CH.
CH4 CH3
^4 Jb-'
-о о
CH9 CH0
Место сшивки
CH, CH,
CH,
222
Часть IV
vvwvwo
ОН
О
Ii
Il
О
о
Ii
с—он
с—о
X
Эпоксидная
о смола
Пиромеллитовый
ангидрид или
полуэфир
VWVWVO
Оллмлл
/ \
/ ^
Рис. 4.24. Реакция отверждения эпоксидных смол ангидридами
можно наносить и на установках в кипящем слое.
Примерный состав красок приведен ниже.
Покрытия из эпоксидных
порошковых красок,
содержащих указанные отверди-
тели, обладают высокой
адгезией к металлам и
хорошими защитными свойствами.
Они сочетают высокую
твердость с достаточной
эластичностью, химически стойки,
однако склонны к
пожелтению, а под воздействием
атмосферы теряют блеск и
«мелят». Эти покрытия
применяют в основном для
эксплуатации внутри
помещений, в частности для
окрашивания изделий
машиностроения, металлической
мебели, домашней техники,
емкостей, труб, а также для
электроизоляции. Краски в
основном наносят
распылением в электрополе, однако их
Белая краска для окрашивания бытовой техники и металлической мебели [3]
Краска содержит эпоксидную смолу с эпоксиэквивалентом (эп. экв.) 715 - 835,
производное дициандиамида, а также смесь (мастербатч) из названной эпоксидной смолы
и полиакрилового агента розлива. Пигментная часть состоит из диоксида титана и
наполнителей. Рецептура краски представлена в табл. 4.6.
Таблица 4.6
Рецептура порошковой эпоксидной краски
№
1
2
3
4
5
6
I Вещество
Эпоксидная смола на основе бисфенола А,
эп. экв. = 715-835 г/моль
Отвердитель - производное дициандиамида,
N.H-экв. = 38 г/моль
Агент розлива, полиакриловая смола в эпоксидной
смоле, эп. экв. = 740 - 870 г/моль
Диоксид титана (рутил)
Тяжелый шпат
Карбонат кальция (природный)
Итого:
I Плотность, г/см3
1,2
1,2
1,2
4,1
4,3
2,7
J Массовая доля, %
55,7
2,8
2,9
24,4
12,7
1,5
100,0
Часть IV 223
Примечание. 1 - Araldit GT 7004 от Ciba, температура плавления 65 - 750C; 2 - Araldit HT 2844 (Ciba),
температура плавления 139 - 1430C; 3 - Araldit GT 2874 (Ciba), Мастербатч из Araldit GT 7004 (90%) и полибутил-
акрилата.
Краску наносят способом электростатического распыления на фосфатированную
поверхность. Получают покрытия толщиной 80-100 мкм. Режим отверждения: 8 мин
при 18O0C. Покрытие имеет эластичность по Эриксену 9,8 мм.
Отношение эпоксидной смолы (M9n) к отвердителю (M0Tb) составляет:
M9n / M0JB = (55,7 + 2,6) : 2,8 = 58,3 : 2,8 = 95,4% : 4,6%.
Соотношение пигмент / пленкообразователь = (24,4 + 12,7 + 1,5): (55,7 + 2,9 + 2,8)
= 38,6:61,4 = 0,6:1.
24,4/4,1 +12,7/4,3 + 1,5/2,7
ОКП = • 100% = 16%.
24,4/4,1 +12,7/4,3 + 1,5/2,7 + 61,1 /1,2
Порошковая краска для покрытий функционального назначения [4]
Краска содержит эпоксидную смолу, модифицированную фенольной новолачной
смолой, с эпоксидным числом 2,6, эп. экв.= 500 - 560 и температурой размягчения
89 - 970C. Отвердителем является аддукт бисфенол А - диглицилиловый эфир с
избытком бисфенола А. Н-эквивалент отвердителя = 240 - 270, температура размягчения
76 - 840C. Отвердитель содержит ускоритель и 2% полиакриловой смолы в качестве
агента розлива. Пигментная часть состоит из красного железооксидного пигмента и
сульфата бария как наполнителя. Использована добавка гидрофобизированной пирогенной
кремниевой кислоты в качестве загустителя. Рецептура краски представлена в табл. 4.7.
Таблица 4.7
Рецептура эпоксидной краски функционального назначения
№
1
2
3
4
5
I Вещество
Зпоксиноволачная смола, эп.экв. = 500 - 560 г/моль
Фенольный отвердитель на основе эпоксидной смолы
и полифенола, Н-экв. = 240 - 270 г/моль,
катализированная, с агентом розлива
Красный железооксидный пигмент
Тяжелый шпат
Гидрофобизированная пирогенная кремниевая кислота
Итого:
Плотность, г/см3
1,2
1,2
5,1
4,3
2,0
I Массовая доля, %
46,0
24,0
12,0
15,0
3,0
100,0
Примечание. 1 - D.E.R. 642, температура размягчения 89 - 970C (DOW); 2 - XZ 86798.02, температура
размягчения 76 - 840C, содержит катализатор и 2% полиакриловой смолы в качестве агента розлива (DOW);
3 - Bayferrox 180 M (Bayer); 4 - EWO, средний размер частиц 3,5 мкм (Alberti), 3 - Aerosil R 972 (Degussa).
224
Часть IV
Порошковую краску наносят в электростатическом поле на металлические изделия,
покрытия отверждают при 2350C (температура на изделии) в течение 1 мин. Полученное
покрытие характеризуется высокой химической и коррозионной стойкостью.
Мольное соотношение фенольной (пФенол) и эпоксидной смол (п9поксид) в смеси
рассчитывают из рецептуры (плфенол и тЭпоксид) и средних значений эквивалентной массы
фенола (отв-экв.) и эпоксида (эп. экв):
Пфенол / Пзпоксид = (пЛфЄнол I отв-экв.) : тЭп0КСИД / эп. экв. = (24 / 255) : (46 / 530) = 1,1:1,
т.е. присутствует небольшой избыток фенольного отвердителя.
Степень пигментирования составляет: пигмент / пленкообразователь = (12,0 + 15,0
+ 3,0) : (46,0 + 24,0) = 30,0 : 70,0 = 0,43 : 1.
Расчет ОКП:
12,5/5,1 +15,0/4,3 + 3,0/2,0
ОКП = • 100% = 11%
12,5 / 5,1 + 15,0 / 4,3 + 3,0 / 2,0 + 70,0 / 1,2
3.1.2.2. Эпоксидно-полиэфирные (гибридные) краски
Состав пленкообразователя
Эпоксидно-полиэфирные краски представляют собой смесь эпоксидной и
полиэфирной смол. Последняя содержит свободные карбоксильные группы. Обе смолы
должны иметь температуру стеклования не ниже 5O0C, поэтому полиэфир является
продуктом взаимодействия ароматических карбоновых кислот и относительно короткоцеп-
ных полиспиртов.
Реакция отверждения представлена на рис. 4.25.
Соотношение полиэфира и эпоксидной смолы в смеси составляет 70 : 30 - 50 : 50.
Стехиометрическое соотношение эпоксида (Шзпоксид) и полиэфира (плПолиэфир)
рассчитывается по функциональным группам, исходя из кислотного числа полиэфира (к.ч.) и
эпоксиэквивалента эпоксида (эп. экв):
тЭпоксид ' тПолиэфир = (К.Ч. • ЭП. ЭКВ) \ 56 100.
Так как кислотные группы полиэфира реагируют не только с эпоксидными
группами с образованием р-гидроксиэфиров, но и катализируют самоотверждение
эпоксидной смолы, используют небольшой избыток эпоксидной смолы. Реакция карбоксильных
и эпоксидных групп катализируется фосфинами, солями фосфония, третичными
аминами, а также органическими солями металлов, которые традиционно применяют в
реакциях этерификации и переэтерификации. Температура отверждения в зависимости от
катализатора составляет 140 - 2000C.
Часть IV
225
Эпоксидно-полиэфирные
(гибридные) краски -
самые
распространенные в Европе
среди порошковых
материалов.
Предпочтительным
методом нанесения
является
электростатическое
распыление.
Покрытия на основе этих
красок обладают
комплексом
ценных СВОЙСТВ. Не- Рис. 4.25. Реакция взаимного отверждения эпоксидной смолы и карбоксил содержаще-
смотря на пони- го полиэфира
женную по сравнению с эпоксидными покрытиями коррозионную и химическую
стойкость, они более атмосферостойки и менее склонны к пожелтению. В них хорошо
сочетаются высокая твердость с хорошей эластичностью.
Применение гибридных составов допускается для наружных покрытий
(металлическая садовая мебель, емкости различного назначения). Однако предпочтительно их
используют для окрашивания бытовой техники, металлической мебели, полок, деталей
оборудования и швейных машин, пылесосов, велосипедов, мопедов и других
преимущественно металлических изделий.
Ниже приеден примерный состав такой краски.
Эпоксидно-полиэфирная краска для декоративных покрытий [4]
Краска состоит из насыщенного полиэфира, к.ч. = (50 + 3) мг КОН/г, и эпоксидной
смолы (эп. экв. 730 - 820), температура размягчения 95 - 1060C. Пигментная часть
содержит диоксид титана и тяжелый шпат в качестве наполнителя. В состав краски
входит агент розлива - полиакриловая смола и добавка - бензоин. Рецептура краски
представлена в табл. 4.8.
Таблица 4.8
Рецептура эпоксидно-полиэфирной краски (40 : 60) для декоративных покрытий
№
1
2
3
4
5
6
Вещество I Плотность, г/см3
Карбоксилсодержащий полиэфир, к.ч. = (50 + Q мг КОН/г 1,2
Эпоксидная смола (эп. экв. = 715 - 835 г/моль) 1,2
Диоксид титана (рутил) 4,1
Тяжелый шпат 4,3
Агент розлива
Бензоин
Итого:
Массовая доля, %
35,5
23,6
30,0
10,0
0,6
0,3
100,0
Полиэфиризофталат
S-/ \ -р
но.
\ //
Эпоксидная смола
с—о
—Cwww
ОН
\ /
s^\ //
с—о
Место сшивки
Q-VWW/
226
Часть IV
Примечание. 1 - Crylocoat 344 (USB); 2- D.E.R. 663 U, температура размягчения 95 - 1060C (DOW); 4 -
EWO, средний размер частиц 3,5 мкм (Albert); 5 - Acronal 4F (BASF).
Краску получают по описанному выше способу. Агент розлива можно
предварительно смешивать с эпоксидной смолой в расплаве и применять в виде одного
компонента. Покрытия отверждают 15 мин при 18O0C.
Соотношение сшивающихся компонентов рассчитывают следующим образом:
Пэпоксид / ПСоон = (ПЛэпоксид 1 ЭП" ЭКВ') : Полиэфир * К.Ч. / 56 100) = (23,6 / 775) \ (35,5 • 50 /
56100) = 0,96:1
Таким образом, в данном составе есть небольшой стехиометрический избыток
полиэфира.
Степень пигментирования и значение ОКП рассчитывают следующим образом:
пигмент / пленкообразователь = (30,0 + 10,0): (23,6 + 35,5) = 40,0 : 59,1 = 0,68 : 1;
30,0/4,1 +10,0/4,3
ОКП = • 100% = 16%.
30,0/4,1 +10,0/4,3 + 59,1/1,2
3.1.2.3. Полиэфирные краски
Основой полиэфирных красок, как и гибридных, являются карбоксилсодержащие
полиэфиры. В качестве отвердителя для них в течение длительного времени
применяют триглицидилизоцианурат (рис. 4.26) [6 - 10].
Триглицидилизоцианурат (ТГИЦ) отличается от эпоксидной смолы на основе бис-
фенола А более высокой реакционной способностью. Торговая марка ТГИЦ имеет эп.
экв. = 100-108, температуру плавления 88 - 980C. Для отверждения 90 ч. полиэфира с
к.ч. = 50 мг КОН/г требуется 10 ч. (по массе) ТГИЦ.
Покрытия, полученные из такого состава, атмосферостойки и не склонны к
пожелтению. Они имеют высокую твердость и относительно хорошо противостоят
воздействию химических сред, поэтому такие составы широко используют для окрашивания
изделий наружного применения.
В последнее время отвердитель ТГИЦ вошел в число токсичных веществ и
запрещен для применения в современных материалах
[10,11]. Вместо него разработаны альтернативные,
менее токсичные продукты. К ним относятся
прежде всего глицидиловые эфиры ароматических по-
ликарбоновых кислот, например глицидиловые
эфиры терефталевой и тримеллитовой кислот
(рис. 4.27) [12].
Несмотря на то что эти соединения менее актив-
Рис. 4.26. Триглицидилизоцианурат ны, чем ТГИЦ, с их применением образуются покры-
Часть IV
227
О
О
(X
XX
//
о
Глицидиловый эфир терефталевой кислоты
О
О
v
о'Ч
о
тия, близкие по свойствам покрытиям,
отвержденным ТГИЦ.
В качестве отвердителей
используют и другие классы соединений.
Например, эффективно реагируют с
карбоксильными группами р-гидроксиламиды
алифатических дикарбоновых кислот.
Эти продукты малотоксичны,
характеризуются относительно высокими
температурами плавления (И2O0C) и не
пригодны для низкотемпературного
формирования покрытий. Технически
доступным отвердителем является тет-
ра/шс-2-гидроксиал кил ади пинам ид
(рис. 4.28) [13].
Взаимодействие р-гидроксилами-
дов с карбоксильными группами
протекает по реакции поликонденсации с
выделением воды. Реакционная
вода должна испаряться без
нарушения покрытий, что
ограничивает толщину
пленки. Покрытия с их
применением отверждаются в течение
8-40 мин при 150 - 2000C.
Они обладают столь же
высокой атмосферной стойкостью,
как и покрытия с ТГИЦ.
В качестве примера
приведем рецептуру типовой полиэфирной краски для окрашивания металлических
изделий.
Глицидиловый эфир тримеллитовой кислоты
Рис. 4.27. Отвердители для порошковых полиэфирных
красок
\—ОН
он
R = H или CH3
Рис. 4.28. 7егра/д/с-2-гидроксиалкиладипинамид
Белая полиэфирная краска для наружных работ [14]
Основа краски - стабилизированная насыщенная полиэфирная смола (к.ч. = 32) и
отвердитель - гегракис-2-гидроксиалкиладипинамид, взятые примерно в стехиометри-
ческом соотношении. В качестве пигмента применяется диоксид титана. Агентом
розлива служит полиакриловая смола; в небольшом количестве вводится бензоин.
Рецептура краски представлена в табл. 4.9.
228
Часть IV
Таблица 4.9
Рецептура белой краски по металлу для наружных работ
№
1
2
3
4
5
JjeujecTBo_
Карбоксилсодержащий полиэфир (к.ч. =
7е7раш;-2-гидроксиалкиладипинамид
(Н-экв. масса 82 - 86 г/моль)
Диоксид титана (рутил)
Агент розлива
Бензоин
Итого:
= 31-
-36
I
мг КОН/г)
Плотность, г/см3
1,2
1,2
4,1
JjyiaccoBafl доля, %
56,0
3,0
40,0
0,8
0,2
100,0
Примечание. 1- Grilesta P 7612, температура размягчения 80 - 9O0C (USB); 2 - Primid XL-552
температура плавления 120 - 1240C (Ems); 4 - Resiflow PV 88, полиакрилат (Worlee).
Схема расчета
Рассчитывают соотношение исходных компонентов отвердителя - гидроксиалкил-
амида (тГАА) по числу гидроксильных групп (пон) и полиэфира (тП0лиэфира) по числу
карбоксильных групп (псоон):
Пон / Псоон = (тГАА / ОН-экв.): (тПолиэфир • к.ч. / 56 100) = (32,5 /100): (557,5 32 / 56 100)
= 1,02:1
Берут незначительный избыток отвердителя.
Степень пигментирования и значение ОКП рассчитывают следующим образом:
пигмент / пленкообразователь = 40,0 : (55,75 + 3,25) = 0,68 : 1
40,0/4,1
ОКП = • 100% = 20%
40,0/4,1 +(55,75 + 3,25)/1,2
Компоненты предварительно смешивают и экструдируют на оборудовании Buss-Ko-
Kneter при 100°С. Полученный плав порошковой краски охлаждают, измельчают и
просеивают.
Свойства краски приведены ниже:
• стабильность при хранении: более 28 сут при 4O0C (DIN 55 990);
• время гелеобразования при 200°С (DIN 55 990-8) « 90 с;
• нанесение электростатическим распылением на металлическую пластину слоем
толщиной 0,8 мм;
• отверждение: 8 мин при 200°С или 40 мин при 15O0C;
• толщина слоя « 60 мкм;
• блеск (60°) - 93%;
• твердость: по Бухгольцу - 91, по карандашу - H;
• адгезия (по DIN 53151, 1 мм): GT 0;
• изгиб по Дорну (DIN 53152) 2 мм.
Часть IV
229
Другой группой полиэфирных материалов являются краски на основе гидроксилсо-
держащих полиэфиров, отверждаемые блокированными полиизоцианатами. Эти
полиэфиры имеют относительно низкие значения гидроксильного числа (25 - 60 мг КОН/г)
и, как правило, высокую температуру размягчения. В качестве блокированных полиизо-
цианатов особенно распространено применение аддуктов изофорондиизоцианата. Есть
два метода блокирования таких полиизоцианатов: е-капролактамом или получением по-
лиуретдионов (рис. 4.29).
Блокированые є-капролактамом по-
лиизоцианат-аддукты реагируют с гид-
роксильными группами полиэфира при
160 - 18O0C с образованием полимеров
трехмерного строения. є-Капролактам в
значительной части остается в пленке,
играя роль желатинирующего
пластификатора, улучшающего растекание Рис. 4.29. Полиуретдион на основе изофорондиизоцианата
расплава. Другая часть его испаряется.
Для увеличения эффективности полиизоцианатов как отвердителей применяют
катализаторы отверждения, например соли олова.
Получаемые покрытия эластичны и обладают высокой химической и атмосферо-
стойкостью. Их применяют для получения высококачественных однослойных покрытий.
Полиуретдионы не содержат блокирующих агентов (рис. 4.29). Под влиянием уже
упомянутых катализаторов при температуре выше 17O0C они расщепляются на диизо-
цианаты, которые реагируют с гидроксильными группами полиэфира. При этом
практически отсутствуют продукты распада, что исключает загазованность атмосферы и
опасность образования дефектов в пленке. Свойства получаемых покрытий аналогичны, как
и при использовании блокирующих систем.
Ниже в качестве примера приведена рецептура одной из красок этого типа.
Белая полиэфируретановая краска для наружного применения [15]
Пленкообразующая часть краски состоит из ароматического полиэфира с гидрок-
сильным числом 45 - 55 мг КОН/г, к.ч. = 8 мг КОН/г и T9 « 5ГС и 2-полиуретдиона,
полученного на основе изофорондиизоцианата с содержанием NCO-rpynn 13,5% и T9 «
490C. Их применяют в стехиометрическом соотношении. В качестве пигмента
используют диоксид титана, а агента розлива - полиакриловую смолу; одновременно вводят
добавку бензоина. В качестве катализатора используют октоат олова. Рецептура
порошковой краски представлена в табл. 4.10.
N /^
н\
чЛЛЛЛАд/ I
CH3
/CH3 CH3
Yx л
J CH3 ? CH3I
CHr-N N—CH2
2 \ / 2
С
Il
о
/VWWV
V-N
Ч
CH3
230
Часть IV
Таблица 4.10
Рецептура белой полиуретановой краски для наружного применения
Примечание. 1 - Alftalat AN 739, Tg = 510C (Solutia-Vianova); 2 - Crelan VP-LS 2147 Тд = 490C (Bayer); 3 -
Modaflow Powder III (Solutia-Monsanto); 4 - Desmorapid SO (Bayer).
Краску получают по описанной выше технологии. Ее наносят на поверхность
общепринятым для термореактивных красок способом. Соотношение изоцианатных (nNC0) и
гидроксильных (пон) групп рассчитывают с учетом количества уретдиона (mNC0) и
полиэфира (тПолиЭфИра), а также потенциального содержания в уретдионе групп NCO- (%) , в
полиэфире - гидроксильных (г.ч.):
nNco / Пон = Kc0 • NCO-% • 56100): (тПолиэфир • г.ч. • 4200) = (13,4 • 13,5 • 5600): (48,6
•50*4200) = 1 : 1.
Степень пигментирования и значение ОКП рассчитывают следующим образом:
пигмент / пленкообразователь = 35,0 : (48,6 + 13,4) = 0,56 : 1
35,0/4,1
ОКП = • 100% = 14%.
35,0/4,1 +(48,6 + 13,4)/1,2
3.1.2.4. Полиакриловые краски
Полиакриловые краски получают на основе полимеров и сополимеров алкилакри-
латов. Для обеспечения необходимой температуры стеклования сокомпонентами в
сополимерах могут быть акрилаты, метакрилаты (например, метилметакрилат) или
стирол. Смолы должны содержать различные функциональные группы, позволяющие
отверждать их с образованием покрытий. Порошковые краски производят на основе
акриловых смол с эпоксидными, карбоксильными и гидроксильными группами.
Для их получения используют акриловые смолы с относительно небольшой
молекулярной массой, получаемые, как правило, полимеризацией в растворе с последующим
испарением (вакуумной отгонкой) растворителя. Поэтому такие смолы достаточно
дороги. Более дешевый метод их синтеза - полимеризация в массе. Однако из-за ряда по-
Часть IV
231
CH,
I 3
CK Il
2 о
.0 /CH^
CH2
/О
хсн2
Рис. 4.30. Глицидилметакрилат
бочных реакций при синтезе и не совсем подходящего молекулярно-массового
распределения акриловые смолы требуемого качества получить не удалось.
Полиакриловые порошковые краски по области применения конкурируют с
полиэфирными. Так как они более дороги, их выпускают в меньших количествах и
используют в тех случаях, когда от покрытий требуется особенно хороший внешний вид и
высокая атмосферо- и химическая стойкость.
Более других распространены полиакриловые краски на основе
эпоксидно-акриловых смол (или глицидилсодержащих полиакрилатов), представляющих собой
сополимеры с мономерами, содержащими эпоксидные группы. Практически во всех случаях при
сополимеризации в качестве сомономера используется глицидилметакрилат (рис. 4.30).
Эпоксидно-акриловые смолы получают сополи-
меризацией в растворе. После вакуумной
дистилляции (отгонки растворителя) твердую смолу
измельчают. Для изготовления порошковой краски
полученный порошок смешивают с отвердителем,
пигментами и необходимыми добавками, смесь экстру-
дируют, измельчают и просеивают.
Отвердителя-
ми для эпоксиак-
рилатов являются
высшие поликар-
боновые кислоты
(например, доде-
кандикарбоновая
кислота, азелаино-
вая кислота) и
ангидриды поликар-
боновых кислот.
При получении
покрытий
ангидриды сначала
взаимодействуют с
гидроксильными
группами;
образующиеся при этом
карбоксильные группы реагируют с эпоксидными группами. При этом в смоле
образуются р-гидроксиэфиры, способные в свою очередь снова взаимодействовать с
ангидридами. Реакция отверждения схематично представлена на рис. 4.31.
Возможно отверждение не только по эпоксидным группам, но и за счет гидроксиль-
ных групп, образующихся при присоединении карбоновой кислоты к
эпоксидно-акриловой смоле (например, блокированными полиизоцианатами).
I
СИ
CH3-C-
vv°yY
о \
CS-*
\=/
СНз
WV
О
^O
о
"XH3
Эпоксидноакриловая
смола
j
/ он
/ V
' О
N^CH3
+
1
0™
о
H0-cvVWVV0H
Il
о
Додекандикарбоновая
кислота
о
Ij
-VVVVVv л
о
> Место сшивки
Рис. 4.31. Реакция отверждения эпоксидно-акриловых смол поликарбоновыми
кислотами
232
Часть IV
Описанные реакции отверждения покрытий протекают при температурах 140 - 16O0C.
Это позволяет применять данные порошковые материалы для серийного окрашивания
автомобилей с сохранением принятого по технологии режима отверждения покрытий.
Покрытия на основе эпоксидно-акриловых смол и таких отвердителей, как
алифатические и ароматические поликарбоновые кислоты и их производные, отличаются
хорошей атмосферной и химической стойкостью, высокой твердостью и блеском,
устойчивостью к пожелтению. Их предпочтительно применяют для получения атмосферо-
стойких непигментированных (лаковых) и пигментированных покрытий для серийного
окрашивания автомобилей и других видов транспорта.
В качестве примера приведена рецептура одного их таких порошковых материалов.
Эпоксидно-акриловый лак для окрашивания автомобилей [16]
Лак содержит эпоксидно-акриловую смолу (эп. экв. = 660), полиангидрид додецил-
дикарбоновой кислоты (карбоксиэквивалент = 106) и триметилолпропан в качестве со-
реагента (эквивалентная масса 44,7). В качестве добавки используют бензоин,
средство для удаления воздуха, светостабилизатор - смесь гидроксифенилбензотриазола и
стерически затрудненного пиперидина.
Компоненты предварительно измельчают, смешивают и экструдируют в Ko-Kneter
(экструдер, например, фирмы Buss) при скорости 60 об/мин и температуре 90 - 11O0C.
Экструдат охлаждают и измельчают в мельнице (Prall-Muhle) до порошка со средним
размером частиц 30 - 40 мкм, после чего просеивают.
Полученный таким образом порошковый лак применяют для окрашивания кузовов
автомобилей в качестве верхнего слоя. Лак наносят с помощью электростатического
распыления на предварительно высушенное в течение 10 мин при 8O0C базовое
покрытие, затем отверждают 20 мин при 16O0C. Толщина слоя лака составляет 50 - 60 мкм.
Прозрачное покрытие имеет хороший внешний вид, высокий блеск, хорошую адгезию с
нижележащим слоем покрытия и стойкость к действию бензина. Рецептура
порошкового лака представлена в табл. 4.11 (пример 3 из патента DE 42 27 580).
Таблица 4.11
Рецептура порошкового лака для окрашивания автомобилей
№
1
2
3
4
5
6
7
Вещество
Эпоксиак£иловая смола (эп. экв.= 660 г/моль)
Полиангидрид додецилдикарбоновой кислоты,
СООН-экв. масса 106 г/моль
Триметилолпропан
Бензоин
Деаэратор
Гидроксибензотриазол
_Ст^£ически затрудненный пиперидин
Итого:
I Плотность, г/см3
1,2
1,2
Массовая доля, %
73,3
20,3
1,6
0,4
0,4
2,4
1.6
100,0
Часть IV
233
Примечание. 1 - компонент А, пример 1 из патента DE 42 27 580, продукт на основе метилметакрилата,
глицидилметакрилата, стирола и н-бутилакрилата; 2 - компонент Б, продукт в соответствии с примером 2
патента DE 42 27 580; 5 - Perenol F 40 (Henkel Cognis); 6 - Tinuvin 900 (Ciba); 7 - Tinuvin 144 (Ciba).
Отверждение покрытия происходит за счет присоединения ангидрида к гидроксиль-
ным группам триметилолпропана и к образующимся гидроксильным группам
эпоксидно-акриловой смолы, а также реакции присоединения кислотных групп, полученных из
полиангидрида, к эпоксидным группам смолы.
1,6 ч. (по массе) триметилолпропана (ОН-экв. = 44,7) и 73,3 ч. (по массе) эпоксиак-
риловой смолы (эп. экв. = 660, ОН-экв. в 660) образуют в общей сложности 0,258 экв.
ОН-групп, включая потенциальные 0,192 экв. на основе 20,3 ч.(по массе)
полиангидрида додецилдикарбоновой кислоты (СООН-экв. = 106). Таким образом, отношение
эпоксидной смолы к отвердителю (по реакции) составляет 0,74 : 1.
Полиакриловые порошковые краски можно получать не только на основе
эпоксидно-акриловых смол, но и на других полиакриловых пленкообразователях с разными
функциональными группами. Определенный интерес представляют карбоксил- и гид-
роксилсодержащие полиакрилаты.
Акриловые смолы, содержащие карбоксильные группы, получают полимеризацией
в массе. Они имеют относительно высокую молекулярную массу, кислотное число 50 -
80 мг КОН/г и температуру размягчения 100 - 13O0C.
Отвердителями для них, как и для карбоксилсодержащих полиэфиров, служат три-
глицидилизоцианурат, глицидиловые эфиры поликарбоновых кислот, гидроксиалкил-
амиды, эпоксидные смолы [17]. При отверждении этих пленкообразователей эфирами
поликарбоновых кислот или гидроксиалкиламидами образуются свето- и атмосферо-
стойкие покрытия.
Акриловые смолы, содержащие карбоксильные группы, хорошо зарекомендовали
себя в красках по металлу для наружного применения. Температуры их отверждения
выше, чем эпоксидно-акриловых порошковых красок, и составляют 170 - 2000C.
Другими пленкообразователями для порошковых красок являются полиакрилаты,
содержащие гидроксильные группы. Для их отверждения, как и для ОН-полиэфиров,
пригодны блокированные полиизоцианаты (тримеры изофорондиизоцианата,
блокированные е-капролактамом) или полиуретдионы. Порошковые краски на их основе
образуют покрытия, которые по атмосферостойкости значительно превосходят аналогичные
полиэфирные покрытия. Главный недостаток этих красок - высокая стоимость.
Несмотря на значительный прогресс в развитии химии и технологии порошковых
красок, особенно в последнюю четверть XX в., все еще остается немало проблем как в
отношении разработки новых более качественных материалов, так и
совершенствования технологии получения покрытий. В перспективе предполагается разработка красок
для покрытий со специальными свойствами, особенно материалов для наружного
окрашивания автомобилей, которые не уступали бы по декоративным и эксплуатационным
свойствам покрытиям на основеиз жидких органорастворимых красок. В настоящее
234
Часть IV
время успешно проводятся разработки автомобильных порошковых красок и покрытий,
обеспечивающих получение специальных эффектов.
Важной задачей является улучшение растекания расплавов в тонких слоях. Ее
решение заключается не только в оптимизации состава красок, но и в разработке
технологии получения тонкодисперсных порошков, одновременно сыпучих и способных к
псевдоожижению.
Решаются вопросы применения порошковых красок для нанесения на другие
подложки, а именно, древесину и пластмассы. Для этого необходимо снизить температуру
отверждения. Для этих целей разработаны порошковые краски УФ- и
высокоскоростного теплового отверждения. Все еще остается проблема получения тонкослойных (20 -
30 мкм) и толстослойных (до 500 мкм) покрытий при одноразовом нанесении и другие.
Литература
1. D. Stoye: Paints, Coatings and Solvents, Кар.: 3.4; 7.2.3, VCH
Verlagsgesellschaft, Weinheim, 1993
2. Merkblaetter der Shell-Resolution
3. Merkblaetter der Ciba
4. Merkblaetter der Dow
5. Merkblaetter der DEGUSSA-Huels
6. M. Budnowski: Herstellung und Eigenschaften der diastomeren
Triglycidylisocyanurate, Angew. Chemie 80 (1968)
7. H. Kittel, Lehrbuch der Lacke und Beschichtungen, Band 2, Кар. 2.2.2.3.5,
S. Hirzel Verlag, 1998
8. D. Stoye, Paints, Coatings and Solvents, Кар. 3.4; VCH, Weinheim, 1993
9. D. Stoye, W. Freitag: Lackharze - Chemie, Eigenschaften und Anwendung,
Кар. 7.2.6, Carl Hanser Verlag, 1996
10. Merkblatt und Sicherheitsdatenblatt zu Araldit PT 810 von Ciba
11. Th. Brock: Farbe & Lack, 106 (2000), Nr. 2, S. 38-45
12. Merkblatt und Sicherheitsdatenblatt zu Araldit PT 910 von Ciba
13. Primid XL-552 und Primid QM-1260 der Ems Chemie
14. Merkblatt der Ems Chemie zu Primid QM-1260
15. Merkblatt der Bayer AG zu Crelan VP-LS 2147
16. Beispiel aus dem Patent DE 42 27 580 der BASF Coatings AG, 1992
17. D. K. Moran, J. M. I. Verlaak (S. C. Johnson Polymer):
Acid-Functional Acrylic Resins in Acrylic Hybrid Powder Coatings,
Modern Paint and Coatings, June 1993
Перечень продуктов
Пленкообразователи
• Акриловые смолы
Специальные акриловые смолы
DEGALAN® для производства широкого
спектра органорастворимых
индустриальных и строительных ЛКМ
ООО «Дегусса Химия», 109028 РФ,
Москва, Земляной Вал, 50 а/8, стр.2
тел.: +7 495 721 28 62
факс: +7 495 721 28 52
alexander.shishkin @ degussa.com
• Аминосмолы
• Поливиниловые смолы
Тел.:(495)231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/resin
Тел.:(495)231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/resin
• Полиизоцианаты
ІветТел.: (495) 231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/resin
• Силиконовые связующие
Tego® Phobe
тел.: (495) 721 2862 (доб. 564),
факс: (495) 721 2852
Бензогуанаминовые смолы
ЬйааІТел.: (495) 231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/resin
Сополимеры винилхлорида
■ава^Тел.: (495) 231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/resin
• Дисперсии
ЗАО «Евро Колор»
Стирол-акриловые латексы
Argon (Турция)
Тел.: (812) 335-51-56, факс: 335-51-57
Тел.: (495) 166-42-41, факс: 166-69-44
www.eurocolour.ru
• УФ-отверждаемые смолы
ИетТел.: (495) 231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/resin
Тел.:(495)231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/resin
Пигменты
• Желтые пигменты органические
/и Цветные и декоративные
пигменты, добавки и
красители «TER HELL&Co», «BASF»,
«Eurocolori S.r.l.», «Schlenk»
«Radiant Color N.V.»
Головной офис, склад:
Санкт-Петербург
Тел./факс: +7 (812) 322-66-81
Филиал-склад:
Москва
Тел.:+7 (495) 189-29-64
Тел./факс:+7 (495) 180-01-06
(ДОб.121)
www3faya.ru
www.afayaspb.ru
• Диоксид титана
ЗАО «Евро Колор»
Диоксид титана KRONOS (Германия)
Тел.: (812) 335-51-56, факс: 335-51-57
Тел.: (495) 166-42-41, факс: 166-69-44
www.eurocolour.ru
TiTANDlGXID
TRONOX Pigments Services GmbH
Rheinuferstrafie 7 • 47829 Krefetd • Germany
TeI.: +49 2151-88 83 28 • Fax, +49 2151-88 59 12
E-mail: tssl.europe@tronox.com
www.tronox.com
• Желтые пигменты неорганические
І«айіТел.: (495) 231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/pigment
Тел.:(495)231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/pigment
• Желтые пигменты гибридные
«вйЯтел.: (495) 231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/pigment
Зеленые пигменты органические
кйаеттел.: (495) 231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/pigment
• Колеровочные пасты
Тел.:(495)231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/pigment
• Красные и оранжевые пигменты
органические
ЬйМЯТел.: (495) 231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/pigment
Красные и оранжевые пигменты
гибридные
Тел.:(495)231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/pigment
• Синие пигменты органические
• Воски
Тел.:(495)231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/pigment
• Эффектные пигменты
ЬЙййЯтел.: (495) 231-72-13
e-mail:irina.schweikowskaja@basf.com
www.basf.com/pigment
ЗАО «Евро Колор»
Металлические пигменты
Benda Lutz (Австрия)
Тел.: (812) 335-51-56, факс: 335-51-57
Тел.: (495) 166-42-41, факс: 166-69-44
www.eurocolour.ru
Наполнители
• Силикатные наполнители
Группа «Байкальские минералы»
Микротальк с высокой белизной
Онотского стеатитового
месторождения
115114 Москва, Павелецкая наб., д. 4
Тел.:(499)235-23-35.235-71-26,
235-09-61; www.baikalminerals.nj
Добавки
ЗАО «Евро Колор»
Добавки для водных JlKM
Munzing Chemie (Германия)
Тел.: (812) 335-51-56, факс: 335-51-57
Тел.: (495) 166-42-41, факс: 166-69-44
www.eurocolour.ru
Тел.:(495)231-71-47
e-mail:marija.tolstaja@basf.com
www.basf.com/detergents-1bmiulators
Диспергирующие добавки
Тел.:(495)231-71-47
e-mail:marija.tolstaja@basf.com
www.basf.com/detergents-formulatDrs
• Дисперсии восков
«Тел.: (495) 231-71-47
e-mail:marija.tolstaja@basf.com
www.basf.com/detergents-forniulators
• Пеногасители/антивспениватели
Tego® Foamex и Airex
Тел.: (495) 721 2862 (доб. 564),
Факс: (495) 721 2852
• Смачивающие и диспергирующие
добавки
Tego® Wet и Dispers
Тел.: (495) 721 2862 (доб. 564),
Факс: (495) 721 2852
• Средства, улучшающие розлив
Tego® Flow, Glide
Тел.: (495) 721 2862 (доб. 564),
Факс: (495) 721 2852
ДЛЯ ЗАМЕТОК
Печать офсетная, бумага офсетная № 1, 70x100/16,
Тираж 1000 экз. Заказ № 2834
Отпечатано в ОАО «Калужская типография стандартов»
Издательство 000 «Пэйнт-Медиа»
выпускает научно-техническую литературу по лакокрасочной тематике
отечественных и зарубежных авторов.
Периодические издания:
Журналы
«Лакокрасочные материалы и их применение»
индекс 70481
«Промышленная окраска»
индекс 81893
Организует научно-технические конференции, тематические семинары,
курсы повышения квалификации
e-mail: journal©lakikraski.info
www.lakikraski.info
пэинт
Im edma