



















































































































































































































































































































































































































































































































































































































































































































Автор: Оссвальд Т.А. Тунг Л.-Ш. Грэманн П.Дж.
Теги: пластмассы полисинтетические пластмассы на основе целлюлозы, белков и других природных высокомолекулярных соединений, содержащих водород, углерод, кислород технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления высокомолекулярные соединения (полимеры) и пластмассы полимеры литье
ISBN: 5-93913-067-4
Год: 2006




HANSER
Т. Оссвальд, Л.-Ш. Тунг, П.Дж. Грэманн
ЛИТЬЕ
ПЛАСТМАСС
ПОД ДАВЛЕНИЕМ
материалы и технологии
узлы смыкания
литьевые формы
конструирование изделий
выявление и устранение дефектов
издательство — —
пр фессия Krauss Maffei
Injection Molding
Handbook
Edited by
Tim A. Osswald,
Lih-Sheng (Tom) Turng,
and
Paul J. Gramann
with contributions from
J. Beaumont, J. Bozzelli, N. Castano, B. Davis, M. De Greiff, R. Farrell,
P. Gramann, G. Holden, R. Lee, T. Osswald, C. Rauwendaal, A. Rios,
M. Sepe, T. Springett, L. Turng, R. Vadlamudi, J. Wickmann
HANSER
Hanser Publishers, Munich
Hanser Gardner Publications, Inc., Cincinnati
Литье пластмасс
под давлением
Редакторы'. Т. Оссвальд, Л.-Ш. Тунг, П. Дж. Грэманн
Авторы разделов'. Дж. Бемон, Дж. Боцелли, Н. Кастаньо, Б. Дэвис,
М. ДеГрейфф, Р. Фарелл, П. Дж. Грэманн, Дж. Холден,
Р. Ли., Т. Оссвальд, К. Раувендааль, А. Риос, М. Сепе,
Т. Спрингет, Л.-Ш. Тунг, Р. Вадламуди, Дж. Уикманн
Перевод с английского
под общ. ред. д-ра техн, наук, проф. Э. Л. Калинчева
Санкт-Петербург
2006
УДК 678.5:621.74.043=20
ББК 35.710Англ
072
072 Литье пластмасс под давлением/Т. А. Оссвальд, Л.-Ш. Тунг, П. Дж. Грэманн; под
ред. Э. Л. Калинчева — СПб.: Профессия, 2006. — 712 стр., ил.
ISBN 5-93913-067-4
ISBN 1-56990-318-2 (англ.)
В русском переводе второго издания руководства проанализированы основные ас-
пекты литья под давлением: технологический процесс и материалы, узлы пластикации,
смыкания и впрыска, конструкции литьевых форм. Рассмотрены вопросы конструиро-
вания изделий и методы оценки их стоимости, схемы контроля и управления техноло-
гическим процессом с подробным анализом проблем, возникающих при работе с мате-
риалами и оборудованием, предложены варианты их решения. Подробно описаны спе-
циальные технологии литья под давлением и компьютерный анализ.
Книга адресована инженерам, технологам, конструкторам и руководителям пред-
приятий, занимающихся литьем под давлением.
УДК 678.5:621.74.043=20
ББК 35.710Англ
All right reserved. Carl Hanser Verlag, Munich/FRG.
Authorized translation from the original English language edition published by
Carl Hanser Verlag, Muhich/FRG
Все права защищены.
Никакая часть данной книги нс может быть воспроизведена
в какой бы то ни было форме без письменного разрешения владельцев авторских нрав.
ISBN 5-93913-067-4
ISBN 1-56990-318-2 (англ.)
© Carl Hanser Verlag, Munich, 2002
© Никитина И., перевод, гл. 1-5, 2006
© Бондаренко Б., перевод, гл. 6. 6-13,2006
© Изд-во «Профессия», 2006
Содержание
1 Введение {ПДж. Грэманн, ТА. Оссвальд)......................................... 14
1.1 История появления и развития литья под давлением......................... 14
1.2 Литьевая машина с возвратно-поступательным движением шнека............... 23
1.2.1 Узел пластикации и впрыска......................................... 23
1.2.2 Узел смыкания...................................................... 24
1.2.3 Литьевая форма..................................................... 25
1.3 Технологический цикл литья под давлением................................. 28
1.4 Смежные технологии литья под давлением................................... 33
Литература................................................................ 33
2 Материалы, используемые в литье под давлением (7L4. Оссвальд)................. 34
2.1 Исторические сведения.................................................... 34
2.2 Макромолекулярная структура полимеров.................................... 39
2.3 Молекулярная масса....................................................... 43
2.4 Конформация и конфигурация молекул полимеров............................. 47
2.5 Термопластичные полимеры................................................. 48
2.5.1 Аморфные термопласты................................................ 50
2.5.2 Частично кристаллизующиеся термопласты............................. 51
2.5.3 Примеры распространенных термопластов.............................. 61
2.6 Термореактивные полимеры................................................. 64
2.6.1 Реакция отверждения................................................ 64
2.6.2 Примеры наиболее распространенных термореактивных полимеров...... 64
2.7 Сополимеры и смеси полимеров............................................. 66
2.8 Эластомеры............................................................... 68
2.9 Системы вулканизации с заданной частотой сетки........................... 70
2.10 Термоэластопласты........................................................ 71
2.10.1 Температуры переработки............................................ 71
2.10.2 Примеры распространенных термоэластопластов........................ 73
Литература................................................................ 80
3 Основы процесса переработки (ТА. Оссвальд).................................... 82
3.1 Характеристики процесса переработки...................................... 82
3.1.1 Температурные режимы............................................... 83
3.1.2 Давление на расплав при впрыске и выдержке под нагрузкой в форме .... 85
3.1.3 Сушка.............................................................. 85
3.1.4 Данные по переработке термоэластопластов........................... 89
3.1.5 Данные по переработке реактопластов................................ 93
3.1.6 Данные по переработке эластомеров.................................. 95
3.2 Реология расплавов полимеров............................................. 95
3.2.1 Поведение полимера при сдвиге...................................... 95
3.2.2 Упрощенные потоки, применяемые при анализе процессов литья
под давлением............................................................. 97
3.2.3 Оценка давления прй литье и величины усилия смыкания
(модель Стивенсона)............................................... 100
3.2.4 Неизотермические потоки в процессах переработки полимеров......... 106
3.2.5 Нормальные напряжения при сдвиговом течении....................... 106
3.2.6 Число Деборы...................................................... 108
3.2.7 Реология отверждающихся реактопластов............................. 109
3.2.8 Реология суспензий................................................ 110
3.2 Реометрия.................................................................. Ш
3.3.1 Прибор для измерения показателя текучести расплава................ 111
6
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
3.3.2 Капиллярный вискозиметр........................................... 111
3.4 Развитие анизотропии в процессе переработки............................. 114
3.4.1 Ориентация в полученном изделии................................... 114
3.4.2 Разрушение волокна................................................ 120
3.5 Процессы затвердевания и отверждения.................................... 122
3.5.1 Затвердевание термопластов........................................ 124
3.5.2 Отверждение реактопластов......................................... 133
3.5.3 Остаточные напряжения, усадка и коробление....................... 138
Литература.............................................................. 144
4 Пластикация (К. Раувендааль, П. Дж. Грэманн)................................ 146
4.1 Узел пластикации........................................................ 146
4.1.1 Плунжерный экструдер.............................................. 147
4.1.2 Шнек с возвратно-поступательным движением......................... 148
4.2 Функции узла пластикации................................................ 160
4.2.1 Перемещение твердого материала.................................... 160
4.2.2 Плавление или пластикация......................................... 165
4.2.3 Перемещение расплава.............................................. 172
4.2.4 Дегазация, или удаление летучих веществ........................... 178
4.2.5 Смешение.......................................................... 179
4.3 Заключение.............................................................. 196
Литература.............................................................. 196
5 Узел смыкания (Р. Фаррелл).................................................. 198
5.1 Усталость металла и ее значение при конструировании узла смыкания....... 198
5.1.1 Значение при конструировании...................................... 198
5.1.2 Краткие исторические сведения..................................... 199
5.1.3 Три фазы усталости металла........................................ 199
5.1.4 Определение расчетной величины усталостного напряжения металла .... 200
5.1.5 Определение коэффициента безотказности............................ 209
5.2 Функции узла смыкания................................................... 211
5.3 Три типа узлов смыкания................................................. 212
5.3.1 Гидравлический узел смыкания...................................... 212
5.3.2 Гидромеханический узел смыкания................................... 212
5.3.3 Механический узел смыкания........................................ 214
5.3.4 Виды рычажно-коленчатых систем.................................... 215
5.4 Основные элементы узла смыкания......................................... 216
5.4.1 Плиты............................................................. 216
5.4.2 Направляющие колонны и гайки...................................... 226
5.4.3 Оси и втулки коленчатых рычагов................................... 235
5.4.4 Втулки колонн..................................................... 238
5.4.5 Опоры скольжения плит............................................. 238
5.4.6 Регулировка хода смыкания......................................... 242
5.4.7 Системы выталкивания.............................................. 243
5.5 Детальное обсуждение конструкции направляющих колонн.................... 245
5.5.1 Почему этот элемент так важен..................................... 245
5.5.2 Распределение нагрузки в резьбе................................... 247
5.5.3 Изгибающие напряжения на резьбе................................... 249
5.5.4 Осевое напряжение на резьбе....................................... 250
5.5.5 Комбинированные напряжения........................................ 250
5.5.6 Дополнительные факторы............................................ 251
5.5.7 Пути улучшения конструкции........................................ 252
5.6 Жесткость узла смыкания................................................. 255
5.6.1 Как определить коэффициент жесткости узла смыкания................ 255
Содержание
7
5.6.2 Значение коэффициента жесткости узла смыкания......................... 256
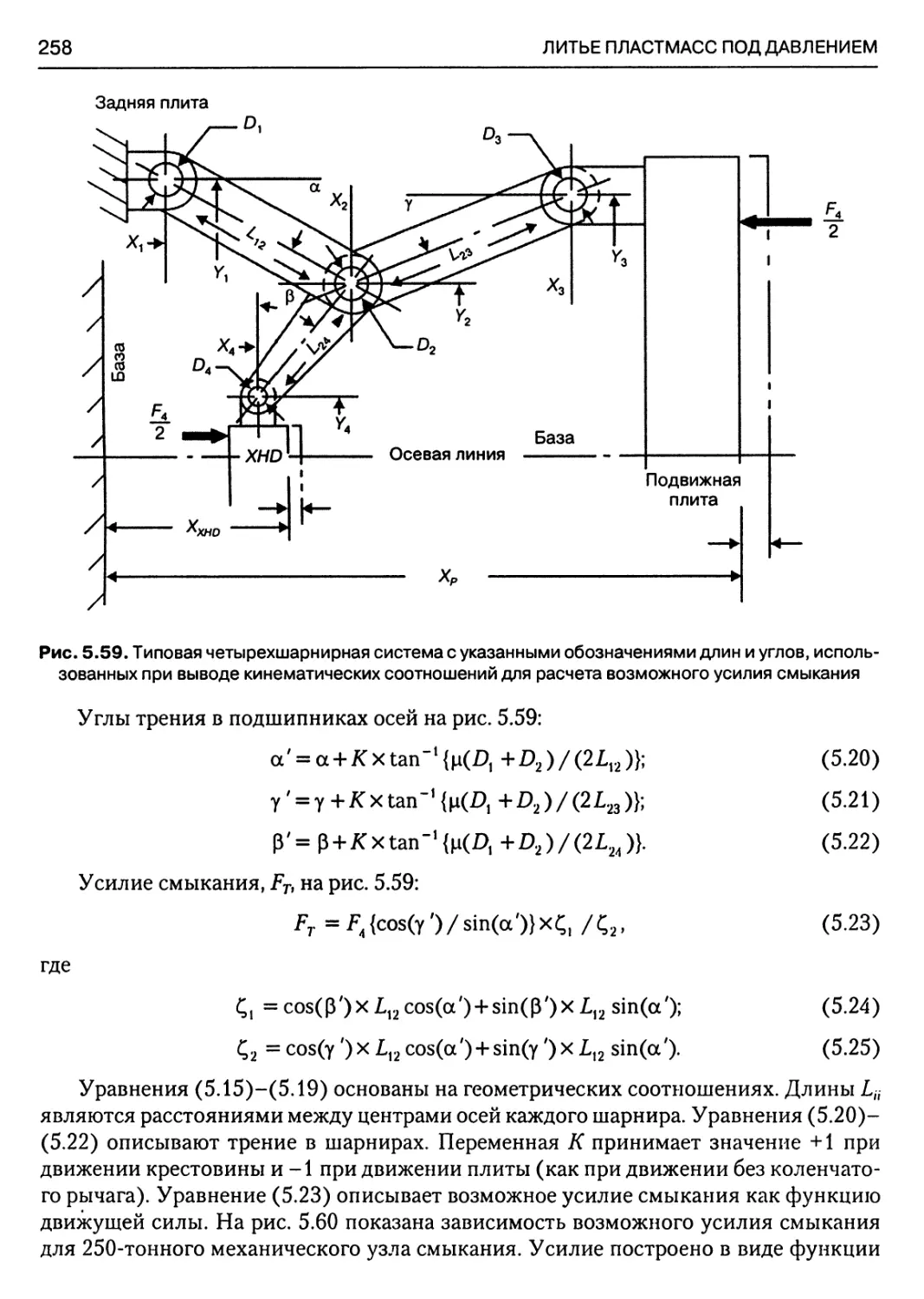
5.7 Математическая модель для механического узла смыкания....................... 257
5.8 Правило квадратного корня Фаррелла.......................................... 262
5.8.1 Соотношения, которые следуют из правила квадратного корня Фаррелла . . 262
5.8.2 Машина целиком может соответствовать правилу квадратного корня. 263
Литература.................................................................. 264
6 Подготовка сырья и дополнительное оборудование (Р. Ли)........................... 265
6.1 Сушка........................................................................ 265
6.2 Загрузка бункера............................................................ 268
6.3 Чистота помещений.................................................... 271
6.4 Дозирование и смешение...................................................... 272
6.5 Конвейерные системы......................................................... 275
6.6 Охлаждение и отвод тепла.................................................... 276
7 Специальные технологии литья под давлением (Л.-Ш. Тунг).......................... 279
7.1 Двухкомпонентное (сэндвич) литье под давлением............................... 282
7.1.1 Описание процесса..................................................... 282
7.1.2 Преимущества.......................................................... 286
7.1.3 Недостатки............................................................ 288
7.1.4 Материалы............................................................. 288
7.1.5 Типичные варианты применения.......................................... 290
7.2 Литье под давлением с использованием легкоплавких (извлекаемых, растворимых)
пуансонов................................................................... 290
7.2.1 Описание технологического процесса.................................... 291
7.2.2 Преимущества.......................................................... 292
7.2.3 Недостатки............................................................ 293
7.2.4 Материалы............................................................. 293
7.2.5 Типичные варианты применения.......................................... 294
7.3 Литье с газом............................................................... 294
7.3.1 Описание технологического процесса.................................... 295
7.3.2 Преимущества.......................................................... 298
7.3.3 Недостатки............................................................ 299
7.3.4 Материалы............................................................. 300
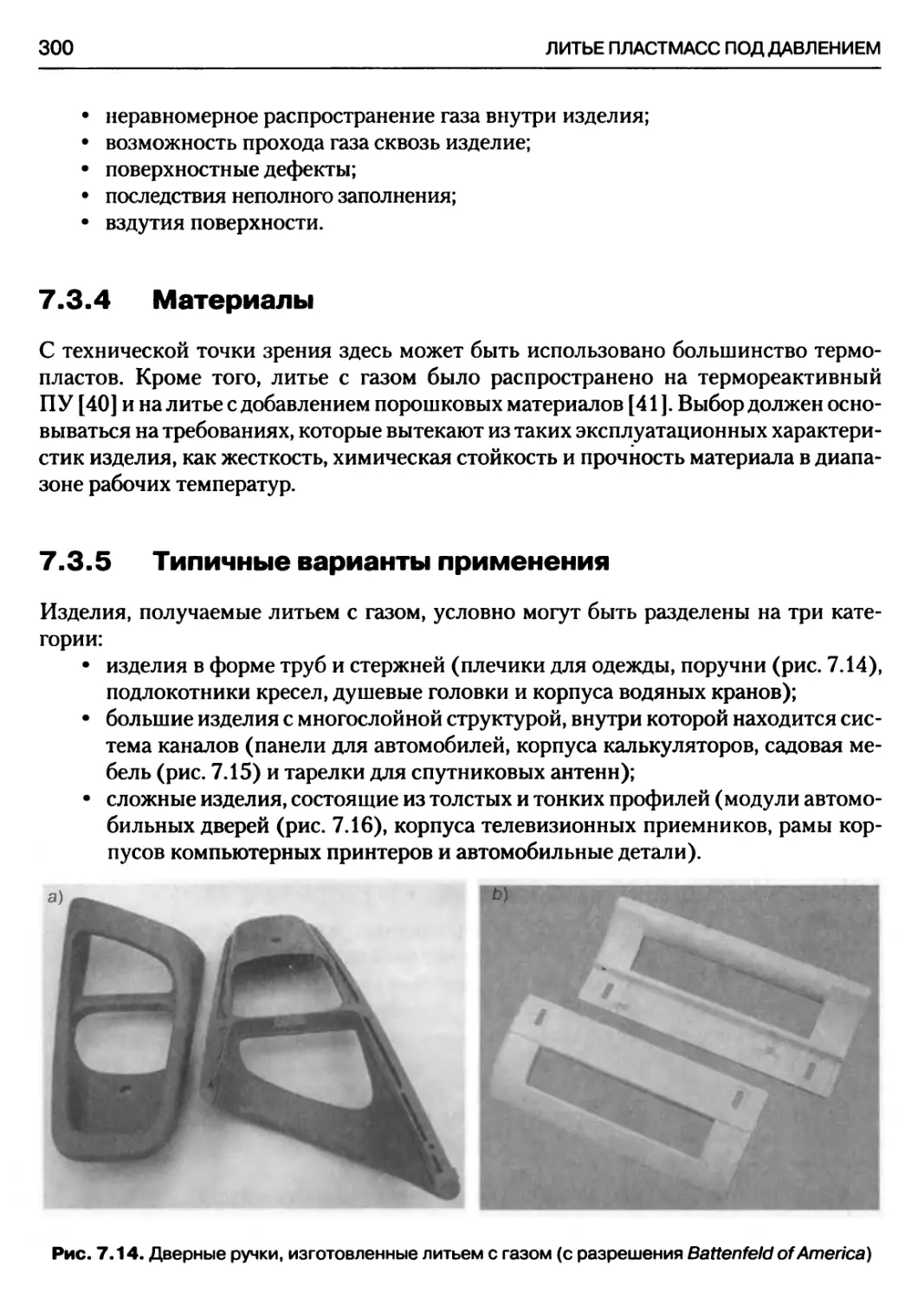
7.3.5 Типичные варианты применения.......................................... 300
7.4 Литьевое прессование (компрессионное формование)............................ 301
7.4.1 Описание технологического процесса.................................... 302
7.4.2 Преимущества.......................................................... 303
7.4.3 Недостатки............................................................ 304
7.4.4 Материалы............................................................. 304
7.4.5 Типичные варианты применения.......................................... 305
7.4.6 Компьютерный анализ литьевого прессования............................. 305
7.5 Литье с декорированием и ламинированием в форме (литье на подложку)......... 305
7.5.1 Описание технологического процесса.................................... 306
7.5.2 Преимущества.......................................................... 307
7.5.3 Недостатки............................................................ 308
7.5.4 Конструкция литьевой формы и особенности технологического процесса . . 309
7.5.5 Материалы............................................................. 310
7.5.6 Типичные варианты применения.......................................... 311
7.6 Литье под давлением со вставкой и на металлическое основание................ 313
7.6.1 Литье под давлением со вставкой....................................... 313
7.6.2 Литье на металлическое основание (Outsort Molding).................... 314
7.7 Микрослоистое литье под давлением........................................... 315
7.7.1 Описание технологического процесса.................................... 316
8
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
7.7.2 Преимущества..................................................... 316
7.7.3 Недостатки....................................................... 318
7.7.4 Материалы........................................................ 318
7.7.5 Типичные направления применения.................................. 318
7.8 Литье при низком давлении............................................... 319
7.8.1 Описание технологического процесса............................. 320
7.8.2 Преимущества................................................... 323
7.8.3 Недостатки..................................................... 324
7.8.4 Материалы...................................................... 324
7.8.5 Типичные варианты применения................................... 324
7.9 Микролитье.............................................................. 324
7.9.1 Описание технологического процесса............................... 326
7.9.2 Преимущества................................................... 328
7.9.3 Недостатки....................................................... 329
7.9.4 Материалы........................................................ 329
7.9.5 Типичные варианты применения..................................... 329
7.10 Литье по технологии Ми Cell............................................ 329
7.10.1 Описание технологического процесса............................... 330
7.10.2 Преимущества..................................................... 332
7.10.3 Недостатки....................................................... 333
7.10.4 Материалы........................................................ 333
7.10.5 Типичные варианты применения..................................... 334
7.11 Многокомпонентное литье................................................ 334
7.11.1 Описание технологического процесса............................... 334
7.11.2 Преимущества..................................................... 336
7.11.3 Недостатки....................................................... 337
7.11.4 Материалы........................................................ 337
7.11.5 Типичные варианты применения..................................... 337
7.12 Технология Live-Feed Injection Molding................................. 338
7.12.1 Описание технологического процесса............................... 338
7.12.2 Преимущества..................................................... 341
7.12.3 Недостатки....................................................... 342
7.12.4 Материалы........................................................ 342
7.12.5 Типичные направления применения.................................. 342
7.13 Технология Push-Pull Injection Molding................................. 343
7.13.1 Описание технологического процесса............................... 343
7.13.2 Преимущества и недостатки........................................ 344
7.13.3 Материалы........................................................ 345
7.13.4 Типичные варианты применения..................................... 345
7.14 Литье с добавлением неполимерных порошковых материалов................. 345
7.14.1 Описание процесса............................................... 346
7.14.2 Преимущества процесса............................................ 348
7.14.3 Недостатки процесса.............................................. 348
7.14.4 Типичные направления применения.................................. 349
7.15 Литье по технологии Reaction Injection Molding......................... 349
7.15.1 Описание процесса................................................ 350
7.15.2 Преимущества..................................................... 351
7.15.3 Недостатки....................................................... 351
7.15.4 Материалы........................................................ 352
7.15.5 Типичные варианты применения..................................... 352
7.16 Литьевое прессование смол и структурное реакционное литье.............. 352
7.16.1 Описание процесса................................................ 352
Содержание
9
7.16.2 Преимущества.................................................... 354
7.16.3 Недостатки...................................................... 354
7.16.4 Материалы....................................................... 354
7.16.5 Типичные варианты применения.................................... 355
7.17 Реоформование......................................................... 356
7.17.1 Описание процесса............................................... 356
7.17.2 Преимущества.................................................... 357
7.17.3 Недостатки...................................................... 358
7.18 Вспенивание термопластов при переработке литьем под давлением......... 358
7.18.1 Описание процесса............................................... 358
7.18.2 Преимущества.................................................... 361
7.18.3 Недостатки...................................................... 362
7.18.4 Материалы....................................................... 362
7.18.5 Типичные варианты применения.................................... 363
7.19 Литье тонкостенных изделий............................................ 363
7.19.1 Описание процесса............................................... 365
7.19.2 Преимущества.................................................... 366
7.19.3 Недостатки...................................................... 368
7.19.4 Материалы....................................................... 368
7.19.5 Типичные направления применения................................. 368
7.20 Вибрационное литье под давлением с газом.............................. 368
7.20.1 Описание процесса............................................... 369
7.21 Литье каучуков........................................................ 369
7.21.1 Процессы литья каучуков......................................... 369
Литература............................................................. 376
8 Конструкция формы (Дж. Бемон).............................................. 377
8.1 Сборка стандартной формы............................................... 378
8.2 Холодноканальные формы................................................. 380
8.2.1 Холодноканальная форма с двумя плитами........................... 380
8.2.2 Холодноканальная форма с тремя плитами.......................... 382
8.3 Горячеканальные формы.................................................. 385
8.3.1 Коллекторы и сопла с внешним нагревом........................... 387
8.3.2 Коллектор с внешним нагревом и соплами с внутренним нагревом... 387
8.3.3 Коллекторы и сопла с внутренним нагревом........................ 389
8.3.4 Изолированные коллекторы и сопла................................ 390
8.3.5 Конструкция смешанной ГКС....................................... 391
8.3.6 Центральные литники ГКС......................................... 392
8.3.7 Сопла ГКС....................................................... 392
8.3.8 Специальные вопросы при эксплуатации горячеканальных форм....... 395
8.3.9 Двухэтажные литьевые формы...................................... 399
8.4 Конструирование литниковых систем...................................... 400
8.4.1 Конструкция XКС................................................. 402
8.4.2 Уравновешивание каналов в геометрически сбалансированных литниковых
системах (холодно- и горячеканальных).................................. 403
8.4.3 Схемы негеометрически сбалансированных литниковых систем......... 411
8.5 Конструкция впускных литников.......................................... 413
8.5.1 Типы впускных литников........................................... 413
8.5.2 Расположение впускных литников................................... 421
8.6 Конструктивные решения литьевых форм, обеспечивающие длительный срок
службы................................................................. 423
8.6.1 Выбор материала формы............................................ 423
8.6.2 Усталость........................................................ 424
10
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
8.6.3 Деформация боковых стенок........................................... 425
8.6.4 Деформация пуансона................................................. 425
8.6.5 Деформация опорных плит............................................. 426
8.7 Охлаждение формы......................................................... 428
8.7.1 Практические соображения............................................ 429
8.7.2 Тепловое расширение................................................. 431
8.7.3 Сравнение параллельных и последовательных систем охлаждения..... 431
8.7.4 Перегородки и фонтанирующие трубки.................................. 433
8.8 Системы выталкивания..................................................... 434
8.8.1 Основные проблемы выталкивания...................................... 434
8.8.2 Детали системы выталкивания......................................... 438
8.8.3 Практические соображения............................................ 440
8.8.4 Конструкция систем выталкивания..................................... 441
8.9 Система вентилирования формы............................................. 445
Литература................................................................ 447
9 Конструирование изделий (Дж. Бемон)........................................... 448
9.1 Процесс конструирования.................................................. 448
9.2 Четыре основных элемента конструирования изделий из полимерных материалов 452
9.2.1 Материал............................................................ 453
9.2.2 Конструкция изделия................................................. 463
9.2.3 Проектирование литьевой формы и ее механическая обработка........... 465
9.2.4 Технологический процесс............................................. 467
9.3 Базовые принципы конструирования изделий................................. 479
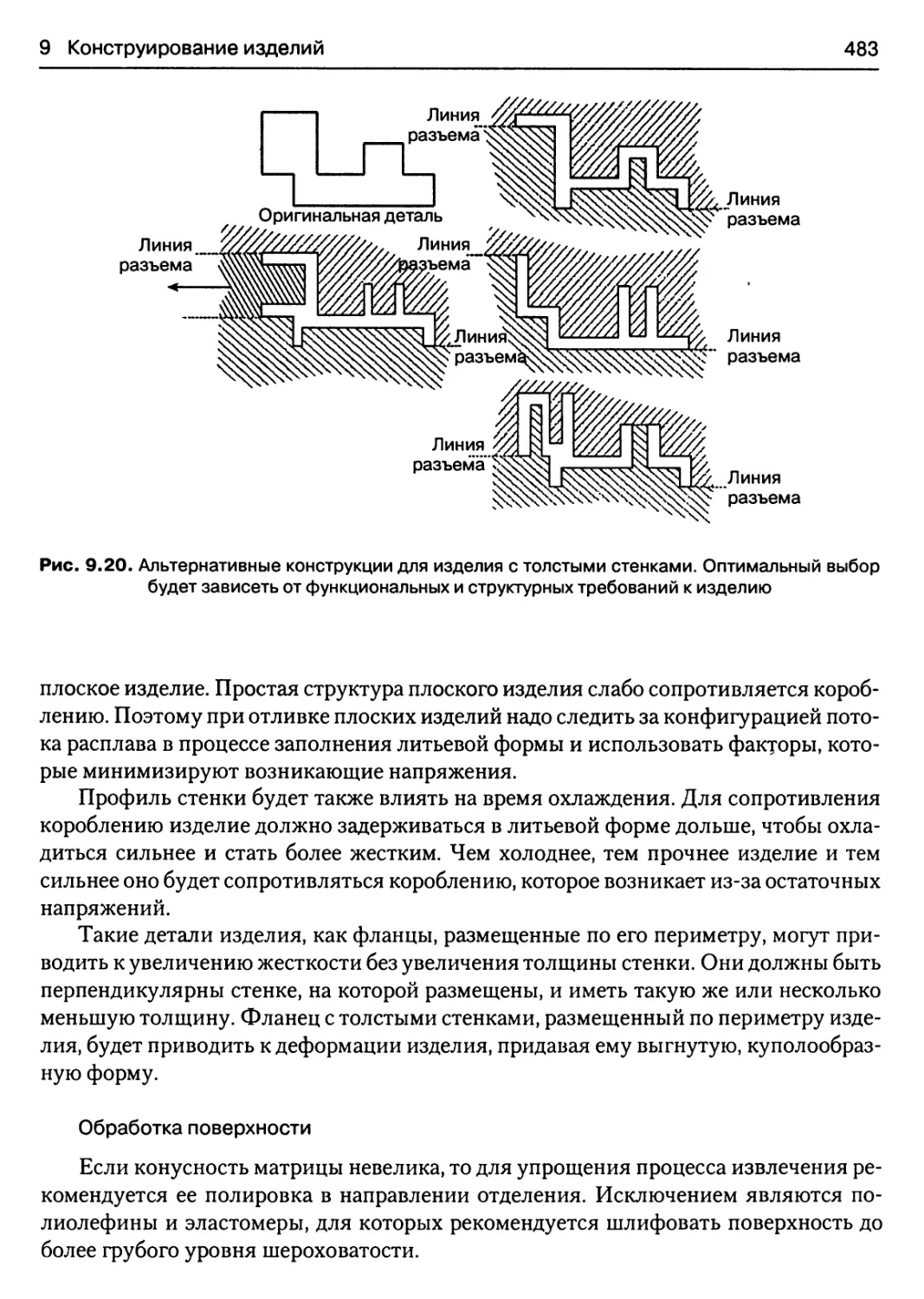
9.3.1 Проектирование стенки изделия....................................... 481
9.3.2 Элементы жесткости, ребра и бобышки................................. 484
9.3.3 Углы, закругления и радиусы......................................... 489
9.3.4 Конусность и углы сужения........................................... 489
9.3.5 Поднутрения и отверстия............................................. 490
9.3.6 Замечания о расположении мест впуска................................ 493
9.3.7 Пунсоны и знаки..................................................... 494
9.3.8 Как избежать проблем с «кадровой рамкой»............................ 494
9.4 Пример конструкции изделия............................................... 495
9.5 Оценка стоимости изделия................................................. 498
Литература................................................................ 502
10 Анализ литья под давлением (Б. Дэвис, А. Риос)............................... 503
10.1 История развития средств САЕ............................................. 504
10.2 Определяющие уравнения................................................... 507
10.2.1 Модели потоков..................................................... 508
10.2.2 Модели ориентации.................................................. 510
10.2.3 Модели переноса тепла.............................................. 512
10.2.4 Уравнения состояния................................................ 513
10.3 Численные методы......................................................... 516
10.3.1 Метод конечных разностей........................................... 516
10.3.2 Метод конечных элементов........................................... 517
10.3.3 Метод граничных элементов.......................................... 518
10.4 Упрощенный анализ........................................................ 519
10.4.1 Анализ на основе метода конечных разностей......................... 519
10.4.2 Анализ на основе твердотельной модели.............................. 520
10.4.3 Анализ на основе литьевой формы.................................... 523
10.5 Экспертный анализ........................................................ 524
10.5.1 Коммерческое программное обеспечение............................... 526
10.5.2 Специальные расчеты................................................ 528
Содержание
11
10.6 Технология полного трехмерного анализа литья под давлением............. 529
10.7 Заключение............................................................. 530
Литература............................................................... 530
11 Процесс выявления и устранения дефектов..................................... 532
11.1 Введение в методику выявления и устранения дефектов (Дж. Уикманн)....... 532
11.2 Руководство по выявлению и устранению дефектов......................... 538
11.2.1 Перечень дефектов и способы их устранения (Дж. Боцелли).......... 538
11.2.2 Методы выявления и устранения дефектов в процессах литья под давлением
каучуков (М. ДеГрейфф)................................................... 579
11.2.3 Важные аспекты выявления и устранения дефектов (Т. Оссвальд)..... 584
11.3 Процесс выявления и устранения дефектов (Дж. Вайдеманн)................ 585
11.3.1 Программное обеспечение........................................... 586
11.3.2 Датчики........................................................... 587
11.3.3 Датчики давления.................................................. 588
11.3.4 Температурные датчики............................................. 590
11.3.5 Мониторинг процесса............................................... 591
11.3.6 Автоматические методы выявления и устранения дефектов............. 592
11.3.7 Планирование экспериментов........................................ 592
11.3.8 Факторный план экспериментов...................................... 593
11.4 Заключение............................................................. 595
Литература............................................................... 595
12 Методы выявления и устранения проблем с материалами (М. Селе)............... 596
12.1 Проблемы, связанные с химическим составом............................... 597
12.1.1 Средства диагностики полимеров.................................... 598
12.1.2 Диагностические средства для наполнителей и армирующих добавок... 619
12.1.3 Средства диагностики добавок...................................... 626
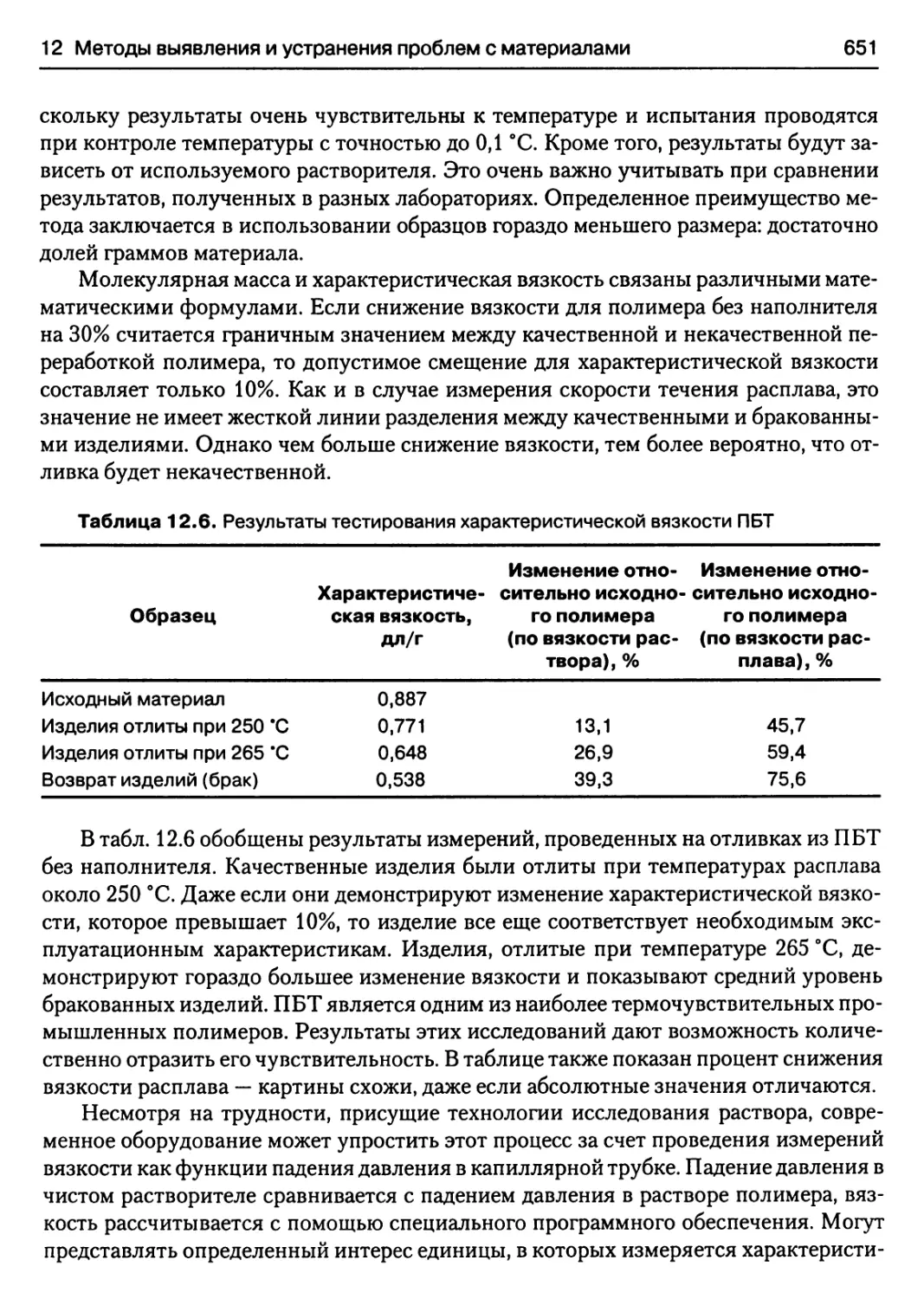
12.2 Проблемы молекулярной массы............................................. 633
12.3 Проблемы, связанные с эксплуатационными характеристиками................ 655
12.3.1 Процесс выбора материала.......................................... 656
12.3.2 Использование наполнителей........................................ 661
12.3.3 Температура отклонения под нагрузкой.............................. 664
12.4 Заключение.............................................................. 667
Литература............................................................... 667
13 Система статистического контроля производственных процессов
(К. Раувендааль)................................................................ 668
13.1 Система статистического контроля........................................ 669
13.1.1 Реализация системы статистического контроля....................... 669
13.1.2 Базовые статистические понятия.................................... 671
13.2 Контрольные карты....................................................... 678
13.2.1 Введение.......................................................... 678
13.2.2 Контрольные карты для переменных данных........................... 678
13.2.3 Контрольные карты для атрибутов................................... 685
13.3 Пригодность технологического процесса и специальные системы
статистического контроля для литья............................................ 687
13.3.1 Введение.......................................................... 687
13.3.2 Индексы (показатели) пригодности.................................. 688
13.3.3 Использование компьютеров......................................... 690
13.3.4 Специальные системы статистического контроля для литья............ 692
Литература............................................................... 697
Предметный указатель..................................................... 700
Предисловие к русскому изданию
Предлагаемая читателю книга «Литье пластмасс под давлением» написана большим
коллективом авторов — известных специалистов в области полимерных материалов,
технологии их переработки, литьевого оборудования, организации литьевых произ-
водств, проектирования полимерных деталей и литьевых форм, математических ме-
тодов моделирования процессов литья. В авторский коллектив привлечены специа-
листы по статистическим методам анализа, владеющие литьевой технологией, а так-
же по физико-химическим методам анализа полимерных материалов. Коллектив
авторов и научные редакторы книги Тим Оссвальд, Ли Тунг и Пол Грэманн сумели
создать серьезную монографию по переработке пластмасс литьем под давлением,
включив в ее содержание основные вопросы, которые в целом должны сформиро-
вать у читателя стройное понимание многофакторной и сложной технологии литья
под давлением.
Описываемый способ переработки активно развивается, однако современной
литературы недостаточно. Многие специалисты воспринимают литье с разных по-
зиций. Для одних преобладают механические процессы, для других главное место
занимает технология, для третьих наиболее важны перерабатываемые материалы и
их свойства и т.д. В книге делается четкий акцент на многообразии факторов процес-
са литья, которые взаимосвязано определяют качество продукции, производитель-
ность и эффективность производства в целом.
Достоинством книги является то, что в ней подытожены результаты большого
объема практических работ и научных исследований в области литьевой техноло-
гии. На основании этого авторы сформулировали основной круг вопросов о литье,
в которых должен разбираться современный специалист. При этом редакторам уда-
лось достигнуть соответствия между глубоким практическим подходом к содержа-
нию книги с корректным научным обоснованием основных технологических прин-
ципов литья.
В книге впервые систематизированы и описаны разработанные и применяемые в
настоящее время различные специальные технологии изготовления деталей. Этот
очень познавательный раздел призван расширить представления о литье под давле-
нием; он дает переработчикам конкретные практические сведения о современных
возможностях индустрии.
Стремление сделать книгу полезной для самого широкого круга специалистов в
области литья (технологов, наладчиков, конструкторов по оснастке) достигнуто
Предисловие к русскому изданию
13
введением большого раздела по обобщению влияния технологии, свойств материа-
лов, конструкции изделия, параметров оборудования на качество литьевых деталей.
В отдельной главе приведены основные виды брака и даются практические рекомен-
дации по их устранению.
В предлагаемом читателю издании впервые обобщены сведения по технологии
литья, конструкции оборудования, свойствам материалов, принципам конструиро-
вания оснастки и разработке литьевых изделий. Такой подход полезен и развивает у
конструкторов оснастки и технологов общие представления о конструировании
литьевых деталей, проектировании литьевых форм и разработке технологических
режимов литья.
В книге в доступной форме для специалистов по технологии литья и конструк-
торов излагаются основные принципы математического моделирования процессов
литья, даются краткие рекомендации по методам компьютерного анализа. Опираясь
на глубокие знания современных возможностей математического моделирования и
на профессиональный подход к реальным технологическим процессам литья, авто-
ры подчеркивают большое значение методов конечных разностей, перспективность
экспертного анализа, а также использования отдельных модулей программных про-
дуктов для моделирования различных стадий процесса литья.
Читателю предлагается большая и содержательная книга по литью под давлени-
ем. Однако она требует от читателя определенных усилий, чтобы понять и погру-
зиться в разноплановый мир технологии литья. Взамен она гарантирует приобрете-
ние более стройного и глубокого представления о многообразных факторах техно-
логии литья под давлением. Авторы не претендуют на обобщение мирового опыта в
области технологии литья, но их труд представляет уникальный пример коллектив-
ного взгляда на безбрежный объем знаний, который лежит в основе современной
технологии литья под давлением. Изложенная в книге информация о литье и мето-
дологический подход к анализу процессов литья соответствуют уровню требований,
которые сегодня предъявляют специалисту эффективные производства по перера-
ботке пластмасс.
Авторы книги написали эту монографию, чтобы передать свой опыт читателю.
Он может представлять интерес для широкой аудитории: научных работников и
преподавателей, специалистов различного звена, занятых непосредственно в произ-
водственных процессах, а также студентов, которые решили связать свою производ-
ственную судьбу с этой очень широкой и перспективной областью деятельности.
Научный редактор русского издания Калинчев Э. Л.,
Заслуженный деятель науки и техники РФ
доктор технических наук, профессор
1
ВВЕДЕНИЕ
П. Дж. Грэманн, Т. А. Оссвальд
Важнейшей технологией в производстве пластмассовых изделий является литье под
давлением. Таким способом в наши дни производится более трети от общего объема
штучных изделий из полимерных материалов. Больше половины номенклатуры
оборудования, применяемого в переработке полимеров, предназначено для литья
под давлением. Технология литья идеально соответствует массовому производству
изделий сложной формы, важным требованием к которым является точное соответ-
ствие размерам.
1.1 История появления и развития литья
под давлением
По общему мнению, разработка и усовершенствование оборудования для производ-
ства пластмассовых изделий имеет столь же важное значение, как и изобретение са-
мих полимеров. Большинство серьезных препятствий, с которыми за свою историю
сталкивалось промышленное производство пластмасс, удалось преодолеть с помо-
щью совершенствования именно способов переработки и создания новых разновид-
ностей оборудования. Изобретателями целлюлозных пластмасс, известных под та-
кими названиями, как целлулоид, паркезин, ксилонит или айворид, считаются трое:
профессор из Швейцарии Кристиан Шонбейн, английский изобретатель Александр
Паркс и американский предприниматель Джон Уэсли Хайат, организовавший пред-
приятие, в результате развития которого появилась новая отрасль промышленно-
сти — производство пластмасс.
Считается, что все началось в 1865 году, когда компания Phelan & Collendar, про-
изводившая биллиардные шары, объявила о вознаграждении в 10 000 долларов то-
му, кто найдет новый материал, способный заменить слоновую кость. Приз в десять
тысяч привлек внимание Хайата, и в 1869 году у него возникла идея использовать
нитроцеллюлозу, материал, над которым ранее работали Паркс и Шонбейн. Хайат,
тщательно перемешивая компоненты, ждал, когда разбавители полностью испарят-
ся из полученной массы, которую он использовал, не дав ей окончательно затвер-
деть; вскоре он начал производство биллиардных шаров высокого качества. Вместо
того чтобы получить обещанное вознаграждение в 10 000 долларов, Джон Хайат
вместе со своим братом Исайей основал компанию Albany Billiard Ball, ставшую кон-
курентом Phelan & Collendar, — этот момент можно считать началом промышленно-
го производства пластмасс.
Одной из первых задач, стоявшей перед братьями, было найти способ производ-
ства изделий из целлулоида в форме пластин и стержней. На основе патента на
1 Введение
15
метод изготовления под давлением металлических отливок, полученного в 1870 го-
ду Джоном Смитом и Джессом Локом, они разработали и в 1872 году запатентовали
первую машину для литья пластмассы под давлением [1]. Три таких машины не-
сколько десятилетий работали на одной из американских фабрик; выпускалась
только продукция достаточно простой формы [2]. Изобретенная братьями Хайат
уплотнительная машина (рис. 1.1) стала прототипом литьевой машины. Особого
Рис. 1.1. Чертеж уплотнительной машины, запатентованный братьями Хайат
16
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
внимания заслуживают два чертежа,
на которых можно предположить на-
личие внутреннего дорна со штифта-
ми. Задача этого элемента состояла в
увеличении площади соприкоснове-
ния нагревательных элементов и
литьевой массы, что позволило быст-
рее достигать температуры пластика-
ции. Это устройство, несомненно,
стало прототипом так называемой
торпеды в более поздних видах ма-
шин. Поскольку единственным мате-
риалом, используемым для литья под
Рис. 1.2. Рабочий узел литьевой машины Гейлорда давлением, был целлулоид, в течение
последующих 50 лет в данной отрасли
мало что изменилось. Однако в 1904 году англичанину Э. Л. Гейлорду удалось запа-
тентовать саму технологию литья под давлением. Рабочий узел разработанной им
машины показан на рис. 1.2. Он применял данную технологию для литья высокока-
чественных готовых изделий из янтаря, но из-за высокой стоимости материала, по
своим характеристикам напоминавшего полистирол, предприятию Гейлорда не уда-
лось добиться особых успехов.
Наконец в 1919 году немцу А. Эйхенгрюну удалось установить технологические
условия литья под давлением целлулоидных деталей сложной формы. Таким обра-
зом, процесс литья под давлением был уже в четвертый раз изобретен заново. Затем
Эйхенгрюн усовершенствовал технологию и используемое оборудование и в 1923 го-
ду подал заявку на получение патента [3] в Германии, Англии и Соединенных
Штатах. В США, где подобные машины с ручным управлением начал выпускать
X. Бухгольц, патент был выдан только через 8 лет. За это время Grotelite Company
приобрела патент Бухгольца, автоматизировала технологию и в 1933 году разрабо-
тала первую литьевую машину с гидравлическим приводом. Однако в 1934 году бы-
ли высказаны сомнения по поводу правомерности патента Бухгольца. В результате
началось повсеместное кустарное изготовление литьевых машин с ручным управле-
нием. В 1942 году патент, выданный Бухгольцу, был окончательно признан недейст-
вительным, так как он повторял патент Хайата, и основным прототипом был при-
знан патент семидесятилетней давности. Несмотря на все это, именно машина Эй-
хенгрюна-Бухгольца, представленная на рис. 1.3 [3], послужила прообразом для
большинства разработанных в дальнейшем литьевых машин.
В 1926 году Л. Э. Шоу изобрел технологию литьевого прессования, которая до
сих пор остается основным методом производства изделий из реактопластов [3]. По
этой технологии (рис. 1.4) материал поступает в загрузочную камеру, где и расплав-
ляется. Далее движением поршня в камере создается повышенное давление, в ре-
зультате чего расплавленный материал течет по центральному литниковому каналу,
затем по разводящим каналам (литникам) и, наконец, через впускные литники по-
1 Введение
17
Рис. 1.3. Литьевая машина Эйхенгрюна-Бухгольца в патенте 1931 г.
(на рисунке подписи изобретателя, свидетелей и адвоката)
ступает в формующие полости форм. После того как изобретение Шоу получило из-
вестность, многие машины компрессионного прессования были переоборудованы в
машины литьевого прессования. В 1940 году Шоу разработал машину струйного
формования для реактопластов (рис. 1.5, [3]). В этой машине имеется поршень, ко-
торый служит для впрыска термореактивного полимера в полость литьевой формы
через терморегулируемое сопло. Для быстрого нагрева сопла в момент впрыска по-
лимера применяется нагреватель. После впрыска сопло охлаждается водой, что по-
зволяет предотвратить затвердевание материала на его внутренней поверхности.
18
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
СС)
Рис. 1.4. Технология литьевого прессования, разработанная Шоу в 1926 году
(по материалам патентных документов):
1 — пресс-материал; 2 — пуансон; 3 — матрица; 4 — остаток пресс-материала; 5 — центральный литни-
ковый канал; 6 — впускной литник; 7 — разводящий литник; 8 — направление движения поршня; 9 — пли-
та пуансона; 10 — пуансон загрузочной камеры; 11 — центральный литниковый канал; 12 — загрузочная
камера; 13 — плавающая плита; 14 — литниковая втулка; 15 — впускной литник; 16 — формующая по-
лость; 17— контртолкатели; 18 — стопорной штифт центрального литника; 19— плита матрицы; 20 — от-
ливка; 21 — разводящий литник; 22 — пуансон; 23—остаток пресс-материала; 24 — приспособление для
захвата отходов; 25 — плита пуансона; 26 — накладная загрузочная камера (тигель)
Образование изделия происходит в результате процесса отверждения полимера в
форме.
В течение 1930-х и 1940-х годов литьевые машины производились несколькими
компаниями в США и в Европе. Одно из важных усовершенствований было сделано
в 1932 году, когда Г. Гастров впервые использовал торпеду в зоне плавления поршне-
вой машины (рис. 1.6). В некотором роде это устройство сходно с дорном в машине,
запатентованной Хайатом в 1872 году. С помощью торпеды, имевшей обтекаемую
форму, у литьевых машин значительно повышалась производительность пластика-
ции. Тем не менее процесс расплавления происходил недостаточно эффективно, не-
смотря на то что центральный пуансон увеличивал площадь поверхности и сдвиго-
вые деформации расплава. Так, например, чтобы увеличить производительность
1 Введение
19
Рис. 1.5. Литьевая машина, созданная Шоу в 1940 году (по материалам патентных документов)
выпускавшегося оборудования, компания Hydraulic Press Manufacturing Company
(HPM) увеличила объем впрыска одной из своих машин до 36 унций, применив че-
тыре пластикационных цилиндра объемом по 9 унций каждый (рис. 1.7). Достаточ-
но быстро стало понятно, что шнековый экструдер — очень эффективный узел пла-
стикации. В действительности использовать шнековые экструдеры в конструкции
Рис. 1.6. Литьевая машина торпедного типа, созданная Гастровым в 1932 году
(по материалам патентных документов)
20
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 1.7. Литьевая машина торпедного типа, рассчитанная на 36 унций и снабженная четырьмя
цилиндрами впрыска объемом по 9 унций
литьевых машин начали еще в 1930-е годы, когда такие компании, как Eckart &
Ziegler, Foster-Wucher и Paul Troester стали использовать их для перемещения рас-
плавленного полимера непосредственно в формующую полость литьевой формы.
Однако, за исключением тех случаев, когда применялись достаточно мощные шне-
ковые пластикаторы, большинство используемых систем создавало сравнительно
низкое давление на расплав при весьма небольшой скорости впрыска, в результате
чего оказывалось возможным изготовление лишь толстостенных деталей, причем
с использованием впускных литников большого диаметра [4]. Для увеличения ско-
рости и давления впрыска до уровня, позволяющего производить тонкостенные де-
тали, в 1948 году компанией Jackson and Church была создана шнековая литьевая ма-
шина с двухступенчатым силовым контуром [3,4]. Данная конструкция состояла из
шнекового пластикатора и поршневого узла впрыска. Первой продукцией компа-
нии были литьевые машины, рассчитанные на объем 48 и 64 унции. В 1943 году за-
явку на получение патента подал X. Бек, работавший на немецком предприятии
1 Введение
21
4?
г
Рис. 1.8. Литьевая машина с возвратно-поступательным ходом шнека, созданная Беком
в 1943 году (по материалам патентных документов)
1. G. Farbenindustrie, который в качестве впрыскивающего поршня использовал сам
пластицирующий шнек (рис. 1.8) [5]. Патент был выдан в 1952 году. В том же году
заявку на получение патента надостаточно похожую технологию подал американец
В. X. Уиллерт. Схематическое изображение машины Уиллерта показано на рис. 1.9.
В машинах как Бека, так и Уиллерта шнек, вращавшийся при пластикации полиме-
ра, отодвигался назад под давлением расплава, накапливавшегося в дозирующей зо-
не цилиндра. После образования требуемого количества расплава шнек прекращал
вращение и вновь продвигался вперед по оси, впрыскивая расплав в формующую
полость литьевой формы. Впрыск осуществлялся до тех пор, пока литниковые кана-
лы формы не перекрывались отвердевшим материалом. Уиллерт получил патент
в 1956 году. Таким образом, можно говорить о втором рождении литьевой машины
Рис. 1.9. Литьевая машина с возвратно-поступательным ходом шнека, созданная Уиллертом
в 1956 году (по материалам патентных документов)
22
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 1.10. Схематическое изображение литьевой машины:
1 — узел смыкания; 2—литьевая форма; 3 — узел пластикации; 4 — загрузочный бункер; 5 — гидравличе-
ская система; 6 — двигатель
с возвратно-поступательным ходом шнека. Первой машиной, в которой использова-
лись системы Бека и Уиллерта, была 600-тонная машина Reed Prentice, сконструиро-
ванная в 1953 году. Несмотря на то что в промышленности производства пластмасс,
весьма консервативной в то время отрасли, активно критиковали подобную конст-
рукцию, машины такого типа оказались эффективнее машин с торпедно-поршневой
системой, и именно эта технология стала наиболее распространенной в литье под
давлением изделий из пластмасс.
Современные литьевые машины являются прямыми потомками машин с воз-
вратно-поступательным движением шнека, созданных Беком и Уиллертом. Совре-
менная литьевая машина и ее наиболее важные части показаны на рис. 1.10.
В настоящее время литьевые машины классифицируются в соответствии со сле-
дующим международным соглашением*:
Компания-производитель Т/Р,
где Т- усилие смыкания в метрических тоннах, а Р определяется как
Р = VmaxPmax/1000, (1.1)
где Vmax — максимальная доза впрыска, см3; Ртах — максимальное давление впрыска,
бар. Усилие смыкания формы может составлять, например, одну метрическую тонну,
как это бывает на машинах малых размеров, но может доходить и до 11 000 тонн**.
* В соответствии с принятым в США соглашением литьевая машина характеризуется T-v-no-
казателем, где Т обозначает усилие смыкания, то есть силу запирания литьевой формы в британ-
ских тоннах, a v обозначает дозу впрыска в унциях полистирола.
**Краткий исторический очерк создания отечественных литьевых машин см. журнал «Пла-
стические массы» № 1 за 2005 г. — Примеч. науч. ред.
1 Введение
23
1.2 Литьевая машина с возвратно-
поступательным движением шнека
1.2.1 Узел пластикации и впрыска
Узел пластикации и впрыска показан на рис. 1.11. Основные задачи узла пластика-
ции заключаются в расплавлении полимера, сборе расплава в шнековой камере,
впрыске расплава в формующую полость литьевой формы и поддержании давления
выдержки в процессе охлаждения.
Основными элементами узла пластикации являются:
• бункер;
• шнек;
• кольцевые нагреватели;
• обратный клапан;
• сопло.
Бункер, кольцевые нагреватели и шнек имеют много общего с соответствующи-
ми деталями части одношнекового пластицирующего экструдера, за исключением
того, что шнек литьевой машины может совершать возвратно-поступательные дви-
жения, обеспечивая накопление расплава и его впрыскивание в форму. Именно от
этой характеристики происходит английское название шнека — reciprocating screw, —
то есть совершающий возвратно-поступательное движение. Максимальный осевой
ход шнека составляет величину, равную трем его диаметрам*.
Хотя наиболее распространенным типом шнека, используемого в литьевых ма-
шинах, является трехзонный шнек, осуществляющий пластикацию полимера, на
этапе, следующем за расплавлением материала, в целях удаления летучих продуктов
Рис. 1.11. Схематическое изображение узла пластикации:
1 — сопло; 2 — шнековая камера; 3 — обратный клапан; 4 — шнек; 5 — загрузочный бункер
* В некоторых современных литьевых машинах осевой ход шнека может превышать величи-
ну, равную трем его диаметрам.
24
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
и влаги нередко используются двухступенчатые шнеки со штуцером во второй зоне
материального цилиндра.
Клапан расположен на конце шнека и способствует его действию в качестве
поршня во время впрыска, не позволяя расплаву полимера перетекать обратно в ка-
нал шнека при его осевом движении. Обратный клапан изображен на рис. 1.11,
а принцип его действия описывается в следующем разделе. Если используется кла-
пан высокого качества, то в канал шнека при впрыске возвращается не более 5% рас-
плава.
Сопло расположено на конце узла пластикации и в момент впрыска плотно при-
жимается к литниковой втулке. Существуют сопла открытого и закрытого типов.
Наиболее простым является открытое сопло; при его использовании достаточно
обеспечить лишь минимальное давление впрыска.
1.2.2 Узел смыкания
Задача узла смыкания в литьевой машине состоит в том, чтобы открывать и закры-
вать форму, а также обеспечивать плотное запирание формы, что исключает вытека-
ние расплава при ее заполнении и в процессе формообразования. В современных
машинах чаще всего используются узлы смыкания одного из трех наиболее распро-
страненных типов: механический, гидравлический или комбинированный (соче-
тающий первые два способа).
На рис. 1.12 представлен рычажно-коленчатый механизм в положениях с откры-
той и закрытой литьевой формой. Хотя эта система, по сути, является механическим
устройством, она приводится в действие гидравлическим приводом. Преимущество
использования рычажно-коленчатого механизма состоит в том, что к моменту пол-
ного смыкания литьевой формы главные рычаги механизма располагаются по од-
ной, осевой, линии, и в этом положении создается максимальное расчетное усилие
смыкания.
з
2
7
Рис. 1.12. Узел смыкания с коленчато-рычажным механизмом:
1 — задняя плита; 2 — рычажно-коленчатая система; 3— подвижная плита; 4 — направляющая колонна;
5 — неподвижная плита; 6 — литьевая форма; 7 — гидравлический цилиндр
1 Введение
25
Рис. 1.13. Гидравлический узел смыкания:
1 — клапан предварительного наполнения; 2 — бак с рабочей жидкостью; 3 — главный цилиндр; 4 —
цилиндр возвратного хода; 5 — цилиндр ускоренного хода; 6 — направляющая колонна; 7 — подача рабо-
чей жидкости гидравлической системы
На рис. 1.13 представлено схематическое изображение гидравлического узла
смыкания в открытом и закрытом положениях. Преимущество гидравлической сис-
темы заключается в том, что в любом положении формы достигается максимальное
усилие смыкания, а также в том, что система может работать с литьевыми формами
разных размеров, не требуя сложной регулировки.
1.2.3 Литьевая форма
Центральным звеном литьевой машины является форма. В литьевой форме расплав
полимера распределяется по формующим полостям (гнездам), где изделию прида-
ется необходимая конфигурация, расплав охлаждается и затвердевает, после чего
происходит выталкивание готового изделия. Как показано на рис. 1.14, форма изго-
26
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
тавливается в соответствии со специальными требованиями и состоит из следую-
щих деталей*:
• центральный литниковый канал и система разводящих литниковых каналов
(литников);
• впускной литник;
• формующая полость;
• система охлаждения;
• выталкивающая система.
При заполнении литьевой формы расплав проходит через центральный литни-
ковый канал и распределяется в полости по системе разводящих литников, как пока-
зано на рис. 1.15.
Литниковая система, показанная на рис. 1.15, а, является симметричной, таким об-
разом все полости наполняются одновременно, и полимер поступает в них в одинако-
вом состоянии. Недостатком такой сбалансированной системы является то, что расплав
протекает по слишком длинному пути, что приводит к большим гидравлическим поте-
Рис. 1.14. Литьевая форма:
1 — толкатель; 2— направляющая колонка; 3— формующая полость/отливка; 4 — плита выталкивателя;
5 — литниковая втулка; 6 — сопло; 7 — каналы охлаждения; 8 — фланец
В отечественной литературе к этому перечню относят центрирующую систему.
1 Введение
27
Рис. 1.15. Схематическое изображение
различных типов расположения литнико-
вых каналов:
1 — разводящие литники; 2 — центральный
литник; 3 — формующие полости
рям и требует высокого давления. Но, с другой
стороны, при использовании асимметричной
системы литниковых каналов, показанной на
рис. 1.15, Ь, изготавливаемые изделия мотуг по-
лучаться неодинакового качества. Равномерное
заполнение формующих полостей может обес-
печиваться с помощью литников различного
диаметра. Применяются два типа систем лит-
никовых каналов — холодные и горячие. Хо-
лодные литники затвердевают и выталкивают-
ся вместе с изделием, а затем удаляются после
отделения отливки от литьевой формы. Пре-
имущество холодной литниковой системы со-
стоит в низкой стоимости используемой осна-
стки. Горячеканальная система поддерживает
температуру полимера на уровне температуры
плавления или выше ее. Расплав материала ос-
тается в системе литниковых каналов после вы-
талкивания изделия и впрыскивается в фор-
мующие полости литьевой формы в следую-
щем цикле. Существуют два типа горячих
каналов — с внутренним и с внешним обогре-
вом. При внешнем обогреве нагревающий эле-
мент окружает литник, при этом полимер в канале не изменяет своей температуры. При
внутреннем обогреве нагревающий элемент размещается в центре литникового канала.
В этом случае полимер, находящийся ближе к нагревателю, остается в расплавленном
состоянии, тогда как по краям литника он может даже затвердевать. Несмотря на значи-
тельное удорожание форм, использующих горячеканальные системы, в случае их ис-
пользования достигаются такие важные преимущества, как отсутствие заусенцев. Кро-
ме того, при использовании горячеканальных форм необходимое давление гораздо ни-
же, чем в случае холодноканальных.
При литье под давлением крупногабаритных изделий иногда используется цент-
ральный литниковый канал, совмещенный с впускным литником (рис. 1.16). Цент-
ральный литник затем необходимо обрезать, а поверхность изделия часто требует
дополнительной обработки. С другой стороны, применяются и точечные литники
(см. рис. 1.16) с сечением малого диаметра. Разводящие литники соединяют цент-
ральный литник с формующими полостями формы. Отлитое в такой форме изделие
легко отламывается от литников, при этом от литника остается только небольшой
след в виде заусенца, а поверхность детали, как правило, не требует дополнительной
обработки. Существует и иной тип впускных литников — пленочный литник, ис-
пользуемый для того, чтобы устранить ориентацию расплава, а также кольцевые
впускные литники, используемые для изготовления симметричных изделий, напри-
мер, компакт-дисков (см. рис. 1.16).
28
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 1.16. Схематическое изображение впускных литников различных типов:
1 — отливка; 2 — центральный литник; 3 — впускной литник; 4 — разводящий литник; 5 — дисковый впуск-
ной литник
1.3 Технологический цикл литья
под давлением
Последовательность операций при литье под давлением пластмассового изделия,
изображенная на рис. 1.17, называется технологическим циклом литья под давлением.
Цикл (Л) начинается со смыкания литьевой формы, после чего расплав полимера
впрыскивается в ее формующую полость. После заполнения формы (В) давление
продолжает поддерживаться в целях компенсации технологической усадки осты-
вающего материала.
На третьем этапе (С) шнек вращается, и следующая доза подготовленного
к впрыску расплава поступает в переднюю часть цилиндра. В результате накопления
расплава в передней части цилиндра шнек совершает возвратное движение и завер-
шает подготовку к впрыску новой дозы расплава. После необходимого охлаждения
формы и затвердевания изделия форма открывается, и изделие выталкивается (£>).
Последовательность операций (Л, В, С, D), выполняемых в течение цикла литья под
давлением, представлена на рис. 1.18. На диаграмме видно, что наиболее продолжи-
тельным этапом цикла является охлаждение изделия в полости литьевой формы.
Общее время одного цикла можно подсчитать следующим образом:
^цикла — ^смыкания ^охлаждения ^выталкивания» 0*2)
где продолжительность смыкания и выталкивания, £смыкания и выталкивания» может со-
ставлять от долей секунды до нескольких секунд, в зависимости от размера формы и
технических возможностей используемой машины.
1 Введение
29
12
Рис. 1.17. Последовательность операций в цикле литья под давлением:
1 — хвостовик; 2 — плита толкателей; 3 — подвижная плита; 4 — направляющая колонна; 5 — неподвиж-
ная плита; 6 — обратный клапан (закрыт); 7 — шнек; 8 — приводной цилиндр; 9 — толкатель; 10 — фор-
мующая полость/отливка; 11 — литьевая форма; 12— обратный клапан (открыт); 13 — толкатель; 14 —
сопло; 15 — узел впрыска (обратный ход)
30
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Начало цикла ’ Конец цикла
Рис. 1.18. Цикл литья под давлением
По усредненным данным о динамике изменения температуры изделия и дина-
мике изменения давления в полости литьевой формы можно наблюдать и оцени-
вать развитие процесса с помощью диаграммы «давление-объем-температура»
(PVT). Пример такой диаграммы представлен на рис. 1.19 [6,7]. Чтобы проследить
за процессом, изображенным на РVT-диаграмме, следует отложить на графике тем-
пературу и давление в соответствующие моменты времени. На диаграмме изобра-
жаются четыре основных процесса: изотермический впрыск (0-1), при котором
давление в форме поднимается до уровня давления формования изделия (1-2),
изобарическое (600 бар) охлаждение (200-170 °C) в течение цикла выдержки
(2-3), изохорическое (постоянный объем) охлаждение, которое происходит после
перекрывания отверстий литниковых каналов затвердевшей массой полимера, при
этом давление вследствие усадки полимера и последующего раскрытия формы
снижается до атмосферного (3-4), а затем изобарическое охлаждение до темпера-
туры окружающей среды (4-5).
1 Введение
31
1,00
0,95
0,90
1,05
Рис. 1.19. Диаграмма состояния полимера при Рис. 1.20. Сравнение двух различных циклов
начальном давлении в форме (600 бар) литья под давлением на PVT-диаграмме
Точка на PVT-диаграмме, где начинается окончательное изобарическое охлажде-
ние (4), определяет технологическую усадку изделия, А V. На положение этой точки
влияют два важнейших технологических условия — температура плавления, Тм, и
давление формования изделия, Рп (рис. 1.20). Процесс, изображенный на рис. 1.19,
сравнивается с процессом, происходящим при более высоком начальном давлении
выдержки в форме и изменившейся усадке изделия. Несомненно, существует беско-
нечное количество сочетаний технологических условий, находящихся в пределах ме-
жду минимальным и максимальным показателями температуры и давления, в кото-
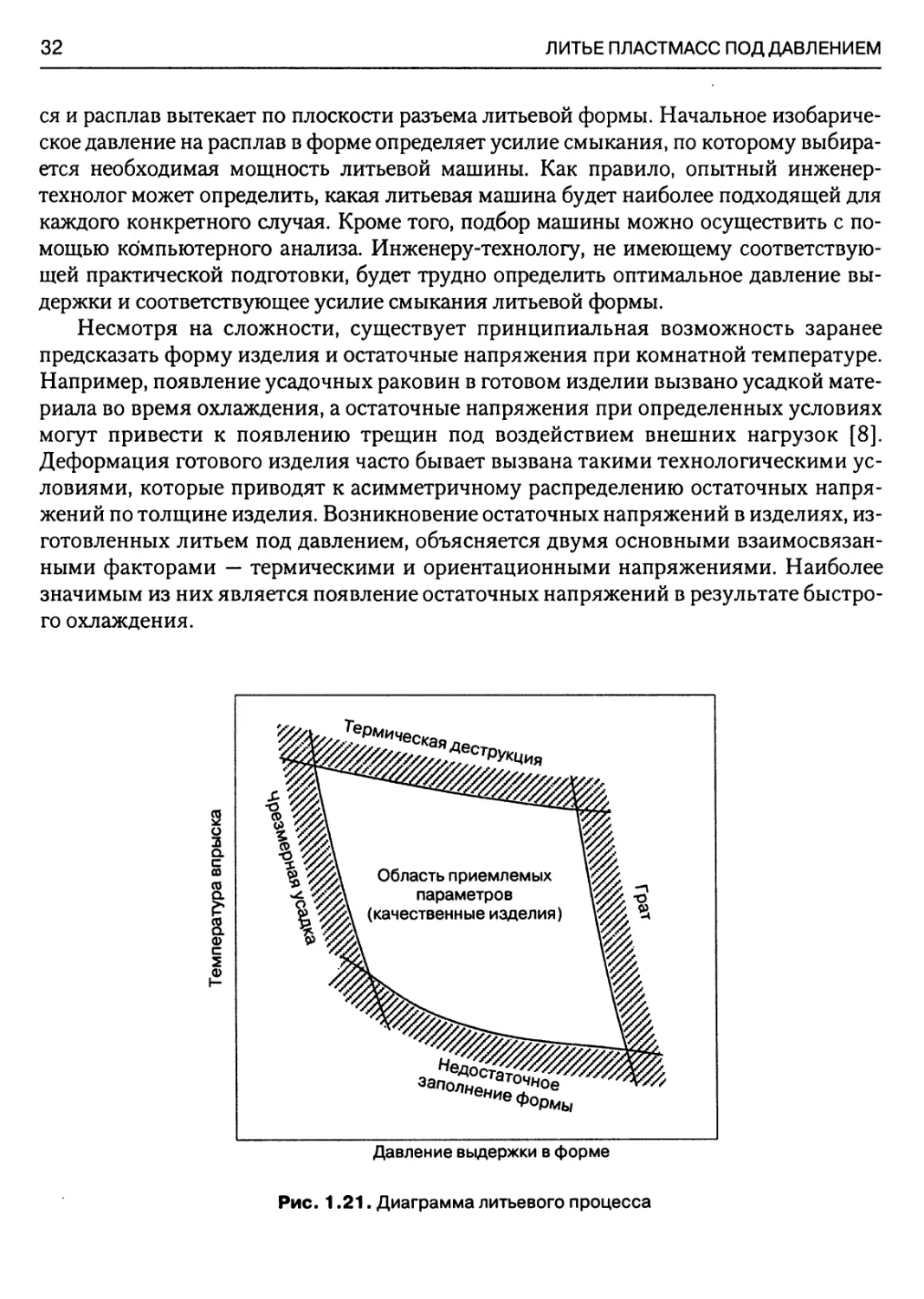
рых можно выпускать изделия приемлемого качества. На рис. 1.21 представлена диа-
грамма цикла литья со всеми ограничивающими условиями. Температура расплава не
должна опускаться ниже определенного уровня, так как при слишком низкой темпе-
ратуре происходит недостаточное заполнение формы расплавом либо формующая по-
лость просто остается незаполненной вследствие высокой вязкости полимера. В то же
время температура также не должна превышать определенного порога, так как слиш-
ком высокая температура приводит к деструкции полимерного материала. Давление
на расплав в форме должно находиться в интервале между низким, которое приводит
к чрезмерной усадке или недостаточной плотности изделий, и высоким, которое при-
водит к частичному раскрытию формы и появлению грата. Грат, заусенцы и приливы
образуются, если произведение давления в форме на площадь давления превосходит
усилие смыкания формы, обеспечиваемое машиной. В результате форма раскрывает-
32
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ся и расплав вытекает по плоскости разъема литьевой формы. Начальное изобариче-
ское давление на расплав в форме определяет усилие смыкания, по которому выбира-
ется необходимая мощность литьевой машины. Как правило, опытный инженер-
технолог может определить, какая литьевая машина будет наиболее подходящей для
каждого конкретного случая. Кроме того, подбор машины можно осуществить с по-
мощью компьютерного анализа. Инженеру-технологу, не имеющему соответствую-
щей практической подготовки, будет трудно определить оптимальное давление вы-
держки и соответствующее усилие смыкания литьевой формы.
Несмотря на сложности, существует принципиальная возможность заранее
предсказать форму изделия и остаточные напряжения при комнатной температуре.
Например, появление усадочных раковин в готовом изделии вызвано усадкой мате-
риала во время охлаждения, а остаточные напряжения при определенных условиях
могут привести к появлению трещин под воздействием внешних нагрузок [8].
Деформация готового изделия часто бывает вызвана такими технологическими ус-
ловиями, которые приводят к асимметричному распределению остаточных напря-
жений по толщине изделия. Возникновение остаточных напряжений в изделиях, из-
готовленных литьем под давлением, объясняется двумя основными взаимосвязан-
ными факторами — термическими и ориентационными напряжениями. Наиболее
значимым из них является появление остаточных напряжений в результате быстро-
го охлаждения.
о
3
со
я
Q.
а
О)
с
2
О)
Давление выдержки в форме
Рис. 1.21. Диаграмма литьевого процесса
1 Введение
33
1.4 Смежные технологии литья под давлением
Наиболее распространен технологический процесс литья под давлением, описан-
ный выше, хотя существует ряд других важных разновидностей литья, а именно:
• Двухкомпонентное (сэндвич) литье.
• Литье с использованием легкоплавких (извлекаемых, растворимых)
пуансонов.
• Литье с газом.
• Литье с декорированием и ламинированием в форме (литье на подложку).
• Литьевое прессование (компрессионное формование).
• Литье под давлением со вставкой и на металлическое основание.
• Микрослоистое литье под давлением.
• Литье под низким давлением.
• Микролитье.
• Ми-Cell процесс.
• Многокомпонентное литье.
• Литье с добавлением неполимерных порошковых материалов.
• Я/М-процесс.
• Реоформование.
• Тонкостенное литье.
Все эти и некоторые другие технологии будут подробно описаны в главе 7.
Литература*
1. Hyatt, I. S., Hyatt, J. W., Improvement in Processes and Apparatus for Manufacturing Py-
roxyline,U.S. Patent No 133,229, (1872).
2. Jacobi, H. R., Kunststoffe (1965), 55,173.
3. Buchholz, H., Process of Making Molded Articles, U.S. Patent No 1,810,126 (1931).
4. Dubois, J. H., Plastics History U.S.A. Chaners Books (1972), Boston.
5. Beck, H., Kuststoffe (1961), 51,62.
6. Sonntag, R., Kunststoffe (1985), 75, 5.
7. Greener, J., Polyra Eng. Sci. (1986), 26,886.
8. Michaeh, W., Lauterbach, M., Kunststoffe (1989), 79, 852.
9. Osswald, T. A., Menges, G., Materials Science of Polymers for Engineers, Hanser (1996),
Munich.
Здесь и далее список литературы приведен в соответствии с оригиналом.
2 МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ
В ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Т. А. Оссвальд*
Наиболее важную роль среди всех материалов, перерабатываемых литьем под дав-
лением, играют полимеры**. Полимеры — это соединения с высокой молекулярной
массой. Эти большие молекулы обычно называют макромолекулами. Уникальные
свойства полимеров и разнообразие способов их переработки объясняются особен-
ностями их молекулярной структуры. Простота переработки полимеров и пласт-
масс*** позволила этим материалам стать наиболее востребованными в самых раз-
личных сферах. Благодаря своей низкой плотности и пригодности для формования
и литья при относительно низких температурах (по сравнению с традиционными
материалами, например, металлами), пластмассы и полимеры стали наиболее пред-
почтительным материалом в тех случаях, когда речь идет об изделиях сложной гео-
метрической формы, объединяющих различные элементы. В настоящее время часто
заново разрабатываются конструкции деталей и узлов, традиционно изготовляв-
шихся из дерева, металла, керамики или стекла, при этом вместо этих материалов
используются пластмассы.
2.1 Исторические сведения
Природные полимерные материалы, такие как каучук, применяются уже тысячи лет.
Натуральный каучук {caoutchouc, «плачущее дерево») использовался еще индейцами
Южной Америки для изготовления водонепроницаемых емкостей, обуви и пр. [1].
Первые испанские исследователи-первопроходцы Гаити и Мексики сообщали о том,
что местные жители играли на земляных площадках, используя каучуковые мячи [2].
Каучуковое дерево впервые упоминается в книге De Orbe Novo («Декады Нового Све-
та»), опубликованной на латыни Пьетро (Педро) Мартиром д’Ангиера в 1516 году.
В 1740-х годах французский исследователь и математик Шарль Мари де ла Конда-
мин, направленный Французской Академией наук в Перу, привез каучук в Европу.
В своем отчете [2] он упоминает несколько изделий из каучука, изготавливаемых
индейцами Южной Америки, в том числе и беспоршневой насос, представлявший
собой резиновую грушу с отверстием в нижней части. Ученый отмечал, что наиболее
* Совместно с М. ДеГрейффом и Дж. Холденом.
** От греческих слов поли (много) и мерос (часть).
*** Термин plastic (пластмасса) обозначает композицию полимера с одной или большим чис-
лом добавок.
2 Материалы, используемые в литье под давлением
35
Рис. 2.1. Ежегодный объем производства пластмасс в мире с 1900 года
примечательным свойством натурального каучука является его особая эластич-
ность.
Первые химические исследования каучука (gummi elasticum) были выполнены
французским ученым Маке и опубликованы в 1761 году. Однако изучить молеку-
лярную структуру полимеров удалось только в двадцатом веке. Натуральному кау-
чуку нашлось много областей применения уже вскоре после его появления в Европе.
В 1768 году Госсар выпустил стеклянные трубки, обмотанные этим материалом.
Приблизительно в то же время небольшие кусочки каучука стали использовать для
стирания с бумаги записей, сделанных свинцовым карандашом. Именно с этим при-
менением каучука и связано английское слово rubber, образованное от глагола to rub
(тереть).
Благодаря стремительному расширению сфер применения и созданию различ-
ных видов оборудования для переработки, полимеры и пластмассы постепенно ста-
ли использовать не только для производства дешевых товаров широкого потребле-
ния. Хотя винтовой пресс, предшественник современных прессов для компрессион-
ного прессования, был запатентован в 1818 году Макферсоном Смитом [3], первым
документально зафиксированным устройством для переработки полимеров являет-
ся пластикатор, изобретенный в 1820 году Томасом Хэнкоком. Пластикатор (зубча-
тый ротор в цилиндре с внутренними выступами) [4] применялся для переработки
вторичного сырья — материала, остававшегося от ручного производства эластичной
тесьмы; возможно, это была первая попытка вторичной переработки. В 1833 году
Чарльз Гудьер разработал технологию вулканизации, существенно улучшающую
свойства каучука [5]. В 1836 году Эдвин М. Чаффи изобрел устройство, ставшее
прообразом каландра, — двухвалковую машину с паровым обогревом для непрерыв-
ного смешения каучука с добавками. Такая машина использовалась в производстве
36
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
прорезиненных тканей и кожи. Уже в 1845 году из шеллака и гуттаперчи на прессах
и штампах формовались пуговицы, ювелирные украшения, кости для игры в домино
и другие мелочи и безделушки. Гуттаперча (материал, сходный с каучуком и соби-
раемый с деревьев, напоминающих каучуковые) стала первым материалом, исполь-
зовавшимся для изоляции проводов, — в течение многих лет она использовалась для
изоляции трансокеанского кабеля.
В 1845 году Генри Бьюли и Ричард Бруман изобрели плунжерный экструдер.
Изобретателем винтового насоса принято считать Архимеда, и лишь в начале
1860-х годов американцем А. Дж. Девольфом был изобретен шнековый экструдер.
В 1879 году англичанин Мэтью Грей запатентовал первый шнековый экструдер,
предназначенный для переработки полимеров и ставший впоследствии важнейшим
видом оборудования в этой области промышленности. Экструдер использовался
для производства изоляции для проводов.
Нитроцеллюлоза, пластицированная камфорой, — возможно, первый термо-
пласт, — была запатентована братьями Хайат в 1870 году. Опираясь на уже сущест-
вовавшие технологии литья металлов под давлением, братья Хайат построили
и в 1872 году запатентовали первую литьевую машину, предназначенную для изго-
товления изделий из целлюлозы [6]. После 1870 года началось массовое производст-
во изделий из каучука, гуттаперчи, целлюлозы и шеллака, и предприятия охотно
пользовались этим изобретением, которое постепенно совершенствовалось. Таким
образом, появились машины смешения под давлением для ускоренной пластикации
сырья [7]. Одним из заслуживающих внимания изобретений был закрытый смеси-
тель (смеситель Бенбери), разработанный Фернли Бенбери в 1916 году. Такой сме-
ситель, в несколько измененном виде, до сих пор используется при получении рези-
новых смесей.
В 1907 году Лео Бакеланд получил бакелит — первый синтетический полимер.
Этот термореактивный материал был получен поликонденсацией фенола и фор-
мальдегида при смешении и нагревании.
В 1924 году Герман Штаудингер предложил модель, в которой полимеры описы-
вались как линейные молекулярные цепи. Когда эту модель признали другие ученые,
родилась идея синтезировать новые материалы. Ацетат целлюлозы и поливинилхло-
рид (ПВХ) [8] были получены в 1927 году. Благодаря более высокой износостойкости
ПВХ с начала 1930-х годов его стали применять для производства грампластинок
вместо ранее использовавшегося шеллака. Уоллас Карозерс синтезировал такие кон-
денсационные полимеры, как полиэфиры и полиамиды (ПА). Только тогда научное
сообщество наконец убедилось в ценности работы Штаудингера. Полиамиды, полу-
чившие вначале название «найлон», начали производиться в 1938 году. Поливинил-
ацетат, полиакрилаты, полистирол (ПС), полиуретан (ПУ) и меламин (формальде-
гидные олигомеры) также были получены в 1930-е годы [9].
Первый одношнековый экструдер, предназначенный для переработки термо-
пластичных полимеров, был выпущен около 1935 года на машиностроительном
предприятии Paul TroesterMaschinenfabrik [10]. Примерно в то же время Роберто Ко-
ломбо изобрел двухшнековый экструдер.
2 Материалы, используемые в литье под давлением
37
200"
300“
PET
HIPS HOPE
200“
100“
Phenolic UP
Epoxy
PTFE
POM
PA66
PMMA
H,PS ABS I
PVC
pp
HOPE
LDPE
SAN
10“
5“
POM PTFE
ABS
PP PET SAN
PVC pA66
PC PMMA PS
PI
150“
_ PET
100" Epoxy
" PI
0
5
10003
HOPE
PTFE
PP LDPE
1000-
100z
PVC
HIPS
POM
ABS
100 =
PI
Epoxy
Phenolic
UP
10000=
1000=
SAN PMMA
PC POM
SAN
PMMA PS
PET
PC PVC ABS
HIPS POM
PP
HDPE
PA66
PI
PMMA
SAN
PSEpoxy
UP
Epoxy
Phenolic
PAf>6
Epoxy
PC
PVC HDf
Phenolic
ABS
HIPS
PTFE
PET
PP
POM
PI
PMMA PS SAN
PS
PVC PA66
PP PTFE ABS
HIPS UP 100т
HDPE ~
Phenolic LDPE
2O’° “] PI
- PTFE
15,0-
10,0-
PTFE
LDPE
HDPE
. UP
UP
Phenolic
Epoxy
PET
PA66
PVC PI ROM - Epoxy
PC
PMMA
PA66 SAN
HIPS PS ABS
pHpDPE LDPE
PMMA
1,0 -
“ ABS SAN
Phenolic
PET
HIPS UP
°-5' £peh§pe
PVC
>henolic
0,5“*
Рис. 2.2. Средние характеристики наиболее распространенных полимеров:
1 — теплостойкость по Мартену, °C (ASTM* D 648); 2 — коэффициент теплового расширения, 105 м/м с
(ASTM D 696); 3 — предел прочности при растяжении, МПа при 23 °C (ASTM D 638); 4 — модуль упругости
при изгибе, МПа при 23 °C (ASTM D790); 5 — удлинение на разрыв, %, при 23 °C (ASTMD 638); 6 — ударная
прочность по Изоду, Дж/м, при 23 °C (ASTM D 256); 7 — плотность (ASTM D 792); 8 — рыночная стоимость
(долларов за фунт) на март 1995 г.
* ASTM, American Society for Testing and Materials — Американское общество по испытаниям и
материалам.
38
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
В годы Второй мировой войны, а также в послевоенные годы шла активная раз-
работка новых полимерных материалов. Полиэтилен (ПЭ), политетрафторэтилен
(тефлон, ПТФЭ), полиэпоксиды и акрилонитрилбутадиенстирол (АБС) были по-
лучены в 1940-е годы, а линейный ПЭ, полипропилен (ПП), полиацеталь, полиэти-
лентерефталат (ПЭТ), поликарбонат (ПК) и большое количество других материа-
лов — в 1950-е годы. В 1970-е годы появились новые полимеры, такие как полифени-
ленсульфид, в 1980-е годы синтезированы жидкокристаллические полимеры.
Разработка и синтез новых полимерных материалов становились все сложнее
и дороже. В настоящее время вполне допустимо получение новых конструкционных
материалов путем гомогенизации, или смешения двух или более различных по свой-
ствам полимеров, либо придания им требуемых характеристик путем модификации
существующих полимеров с помощью пластификаторов.
С момента появления синтетических материалов объем их ежегодного общеми-
рового производства постоянно растет, и его сокращение не прогнозируется. Еже-
годный рост производства полимеров в мире (млн т) представлен на рис. 2.1. В на-
стоящее время отмечается, что в развитых странах рост ежегодного производства
полимеров несколько снижается, тогда как в развивающихся странах Южной Аме-
рики и Азии в настоящее время наблюдается значительный его подъем [11]. Из бо-
лее чем 31 млн т полимеров, произведенных в США в 1993 году, 90% составили тер-
мопласты. Как уже говорилось ранее, у инженера-конструктора имеется возмож-
ность выбора из тысяч марок существующих полимеров. Свойства этих материалов
широко варьируются — они могут быть мягкими или твердыми, пластичными или
хрупкими, гибкими или жесткими (рис. 2.2). Аббревиатуры, использованные на
рис. 2.2, расшифрованы в табл. 2.1. Примеры различных полимерных материалов и
сферы их применения приводятся в табл. 2.2.
Таблица 2.1. Аббревиатуры для обозначения наиболее распространенных полимеров.
Полимер Отечественная аббревиатура Аббревиатура ASTM (D1600-93)
Сополимер акрилонитрила, бутадиена и стирола АБС ABS
Эпоксидная смола ЭС ЕР
Полиэтилен высокой плотности ПЭВП HDPE
Полиэтилен низкой плотности ПЭНП LDPE
Ударопрочный полистирол УПС HIPS
Фенопласт ФП PF
Полипропилен ПП РР
Политетрафторэтилен ПТФЭ PTFE
Полиацеталь (полиформальдегид) ПФА РОМ
2 Материалы, используемые в литье под давлением
39
Окончание табл. 2.1
Полимер - Аббревиатура Отечественная ASTM аббревиатура (D1600.93)
Полиамид 66 ПА 66 РА 66
Поликарбонат ПК PC
Полиэтилентерефталат ПЭТФ (ПЭТ) РЕТ
Полиимид ПИ PI
Полиметилметакрилат ПММА РММА
Полистирол ПС PS
Поливинилхлорид ПВХ PVC
Сополимер акрилонитрила и стирола САН SAH
Ненасыщенный полиэфир НПЭ UP
Относительно небольшая жесткость полимерных материалов объясняется осо-
бенностями их молекулярной структуры, которая не препятствует взаимному сме-
щению полимерных цепей под нагрузкой. При этом прочность и жесткость отдель-
ных полимерных цепей значительно выше, чем измеряемые свойства образца мате-
риала в целом. Например, для ПЭ теоретическое значение модуля упругости
составляет 300 000 МПа, в то время как экспериментально замеренное значение мо-
дуля упругости для образца из этого материала составляет всего лишь 1 000 МПа [ 12,
13]. Путем обеспечения высокой степени молекулярной ориентации можно значи-
тельно повысить жесткость и прочность полимера. Так, например, у одноосно ори-
ентированного сверхвысокомолекулярного полиэтилена высокой плотности
(СВМПЭ) модуль упругости волокон может превышать 200 000 МПа [13].
2.2 Макромолекулярная структура
полимеров
Полимеры — соединения с макромолекулярной структурой — могут быть искусст-
венно синтезированными или природного происхождения. Хлопок, шелк, натураль-
ный каучук, слоновая кость, янтарь, целлюлоза — органические природные соедине-
ния. К натуральным неорганическим полимерам относятся, например, кварц и стек-
ло. Другой класс органических материалов, обладающих макромолекулярной
структурой, составляют синтетические полимеры, получаемые реакцией полимери-
зации, или поликонденсации.
40
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Таблица 2.2. Наиболее распространенные полимеры и некоторые изготавливаемые
на их основе изделия
Полимер Некоторые сферы применения
Термопласты Аморфные ПС Прозрачные изделия массового производства, упаковка, изоляция (вспененный материал)
ПММА Электроарматура верхнего света, авиационные иллюми- наторы, линзы, сигнальное оборудование автомобилей
ПК Шлемы, защитные маски для хоккеистов, проблесковые маячки, прожекторы
Непластифицированный ПВХ Трубы, оконные блоки, наружная обшивка, бутылки, упа- ковка
Пластифицированный ПВХ Обувь, шланги, каландрованная пленка и каландрованные пластины, напольные покрытия и обивочный материал
Частично кристаллизующиеся ПЭВП Бутылки для молока и жидкого мыла, хозяйственные то- вары, изделия конструкционного назначения
ПЭНП ПП Хозяйственные товары массового производства, пакеты Корпуса электроприборов и автомобильных аккумулято- ров, тара для твердых, сыпучих и жидких продуктов
ПТФЭ Покрытие кухонной посуды, самосмазывающиеся под- шипники, циновки для летних трамплинов
ПА Детали машин (муфты, винты, гайки, ролики), трубы, тка- ни, тросы, волокно
Термоэластопласты Поливинилхолорид-бутадиен- нитрильный каучук Сополимеры ПА Мягкие покрытия изделий из ПВХ, САН, АБС Мягкая облицовка ручек, крышек или покрытия, наноси- мые на изделия из ПА и ПК
Реактопласты ЭС Меламиноформальдегидные смолы (МФС) Фенольные смолы Клеящие вещества, матрицы высокопрочных изделий из композитных материалов с армирующими волокнами Декоративные термостойкие покрытия для кухонного оборудования и мебели, тарелки Термостойкие ручки для кастрюль, утюгов и тостеров, штепсельные розетки
Ненасыщенный полиэфир (по- лималеинат) Раковины и ванны, кузовные детали автомобилей (со стекловолокном), стеклопластики строительного назна- чения
Эластомеры Полибутадиен Этилен-пропиленовый каучук Автопокрышки, наружное покрытие мячей для гольфа Шланги автомобильных радиаторов, уплотнитель для окон, кровельный материал
2 Материалы, используемые в литье под давлением
41
Окончание табл. 2.2
Полимер
Некоторые сферы применения
Натуральный каучук (полиизо- преновый каучук) ПУ Автопокрышки, подвеска двигателя Колеса для роликовых коньков, автомобильные сиденья (вспененный материал), подошвы для обуви (вспененный материал)
Силиконовый каучук Изоляция, набивки сальников, уплотняющие манжеты, гибкие шланги и капилляры медицинского назначения
Сополимер бутадиена и стирола Беговые дорожки протекторов на автопокрышках
При полимеризации мономеров происходит разрыв Л~ЛН
двойных связей между атомами углерода. В результате ( ) с С
мономерные звенья соединяются с соседними атомами уг-
лерода, образуя длинные макроцепи. Например, из моле-
кулы этилена, схематически представленной на рис. 2.3,
образуются молекулы ПЭ, показанные на рис. 2.4. Схема-
тическое изображение молекулы ПЭ может также быть н н
представлено в виде условной записи (рис. 2.5), где ниж- л л
J Рис. 2.3. Молекула этилена
нии индекс п соответствует числу повторяющихся звень- (мономер)
ев, которое определяет молекулярную массу полимера.
Число повторяющихся звеньев называют степенью поли-
меризации. С помощью реакции полиприсоединения производят и другие материа-
лы, например, ПП, ПВХ и ПС (рис. 2.6). Боковые звенья, например СН3 у ПП и С1 у
ПВХ, иногда называют Х-группами.
Рис. 2.4. Молекула ПЭ
42
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Н Н Н Н Н НН
С -- С - С - С - С - или-С - С
Н Н Н Н Н НН
Рис. 2.5. Условное изображение молекулы ПЭ
Н Н Н Н Н Н
I I I I I I
—с — с—с — с—с — с— пп
Н СН3 Н СН3 Н СНз
н н н н н н
I I I I I I
— с — с — с — с—с — с— ПВХ
I I I I I I
Н CI Н CI Н CI
н н н н н
ннн онннно
III I I I I I I
--С — С — С — N — С — С-С С-С-----С-N
НННН НННН Н
Н Н Н НН н
--с — О — С — О — С — О —С —С — О-С — Полиоксиметилен
Н Н Н НН Н
Рис. 2.6. Химическое строение некоторых термопластов
2 Материалы, используемые в литье под давлением
43
НН 0 0
II II II
пН —N—R—N—Н + л НО — С — R—С — ОН —>
Н НО О
Г1 I II 1Ь
НN — R — N — С—R' —CJ ОН + (2л-1)Н?0
Рис. 2.7. Условное изображение реакции поликонденсации
Другой метод получения полимеров — поликонденсация, при которой два ком-
понента, имеющие концевые группы, при смешении вступают в реакцию, в результа-
те чего образуются полимер и побочный продукт (например, вода). Одним из рас-
пространенных полимеров, производимых путем поликонденсации, является ПА
(рис. 2.7). ПА и вода образуются в результате реакции поликонденсации между диа-
мином и дикарбоновой кислотой.
На молекулярном уровне действуют несколько сил, которые поддерживают цело-
стность полимерного материала. Основной действующей силой являются ковалентные
связи, обеспечивающие образование молекулярной цепи, например, связь —С—С.
Энергия, удерживающая вместе два атома углерода, составляет около 350 кДж/моль.
Теоретическая прочность полимерного изделия, соответствующая этому показателю,
должна составлять от 1,4 • 104 до 1,9 • 104 МПа. Однако, как будет показано в главе 12, на
практике прочность изделий может составлять только до 100 МПа.
Поскольку прочность изделий из полимерных материалов сравнительно невы-
сока, можно сделать вывод, что силы, поддерживающие целостность полимерного
компонента, не определяются связями —С—С, а создаются межмолекулярными си-
лами, так называемыми силами Ван-дер-Ваальса. Следовательно, при нагревании
полимера расстояние между молекулами увеличивается с возрастанием амплитуды
колебания молекул, что позволяет им перемещаться более свободно. В результате
этого материал может течь.
Следует учитывать и другой важный момент: если между молекулами оказыва-
ется некое органическое вещество, межмолекулярное расстояние возрастает, что
приводит к снижению жесткости. Так, при введении в состав композиции пласти-
фикаторов температура стеклования опускается ниже уровня комнатной темпера-
туры, и материал приобретает каучукоподобную эластичность.
2.3 Молекулярная масса
Полимер состоит из макромолекулярных цепей разной длины с различным числом
повторяющихся звеньев. Поэтому молекулярную массу полимера оценивают ее
среднемассовым значением:
— W
М=_, (2.1)
где W —масса образца; ЛГ- количество молей, содержащихся в образце.
44
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Свойства полимера зависят
от его молекулярной массы
(рис. 2.8). Для ПС при степени
полимеризации п, равной 1000,
при комнатной температуре ха-
рактерны жесткость и хрупкость.
В то же время ПС, имеющий сте-
пень полимеризации 10, при
комнатной температуре будет
липким и мягким. На рис. 2.9 по-
казано отношение между моле-
кулярной массой, температурой
и свойствами типичного поли-
Молекулярная масса —► мерного материала. Механиче-
ские характеристики достигают
Рис. 2.8. Влияние молекулярной массы на механические асимптотического максимума,
свойства полимеров а температура текучести возрас-
тает с увеличением молекуляр-
ной массы. Напротив, температура термодеструкции с увеличением молекулярной мас-
сы монотонно убывает. Следовательно, необходимо найти такую молекулярную массу,
которая обеспечит готовому полимерному изделию идеальные свойства, но при этом
расплав должен сохранять текучесть, позволяющую легко придавать материалу нуж-
ную форму в ходе переработки. Важно отметить, что температурная шкала на рис. 2.9
соответствует определенной временнбй шкале — например, времени, необходимому
&
I
0)
с
2
0)
Молекулярная масса ---►
Рис. 2.9. Соотношение между молекулярной массой, температурой и физическими характери-
стиками типичного термопласта
2 Материалы, используемые в литье под давлением
45
Длина молекулярной цепи ---
Молекулярная масса
Рис. 2.10. Молекулярно-массовое распределение
типичного термопласта
для прохождения материалом
системы литниковых каналов
литьевой формы. Если сократить
шкалу времени (например, увели-
чив скорость впрыска), тогда мо-
лекулам будет труднее переме-
щаться по отношению друг к дру-
гу. В результате для обеспечения
текучести потребуются более вы-
сокие температуры.
При значительном сокраще-
нии шкалы времени и при опре-
деленной температуре расплав
полимера может вести себя по-
добно твердому веществу. Таким
образом, при новой шкале време-
ни кривые механических харак-
теристик, а также температуры
текучести будут сдвинуты выше
относительно температурной
шкалы. Ограничивающим фак-
тором является то, что кривая термодеструкции остается в фиксированном положе-
нии, что ограничивает технологические условия при достижении определенного по-
казателя на шкале времени. Такое отношение времени (или шкалы времени) и тем-
пературы часто называется принципом эквивалентности или суперпозиции «время-
температура»; этот вопрос подробно рассматривается в работе [14].
За редким исключением, молекулярно-массовое распределение для большинст-
ва полимеров соответствует представленному на рис. 2.10. Для такой функции моле-
кулярно-массового распределения можно определить среднечисленную, среднемас-
совую молекулярную массу, а также средневязкостное значение. Среднечисленная
молекулярная масса является первым, а среднемассовая молекулярная масса — вто-
рым полюсом функции распределения. С точки зрения механики первый и второй
полюса, соответственно, эквивалентны центру тяжести и радиусу инерции. Средне-
вязкостное значение обозначает молекулярную массу полимера, соответствующую
измеренной вязкости (рис. 2.11).
На рис. 2.11 вязкость различных полимеров представлена как функция молеку-
лярной массы [15]. Как видно из этой иллюстрации, при достижении некоторой
критической молекулярной массы у всех этих материалов линейная зависимость
вязкости (коэффициент угла наклона 1) превращается в степенную зависимость
(коэффициент угла наклона 3,4). Это соотношение называют иногда законом Штау-
дингера [16], действующего лишь для абсолютно монодисперсных полимеров* > у ко-
* Монодисперсный полимер состоит из компонентов с одинаковой молекулярной массой.
46
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 2.11. Вязкость при нулевом
сдвиге для различных полимеров,
представленная как функция средне-
весовой молекулярной массы
Рис. 2.12. Влияние молекулярной массы на соотноше-
ние прочности и показателя текучести расплава для трех
видов полистирола с разными индексами полидисперс-
ности
торых трение между молекулами возрастает пропорционально длине молекулы.
Увеличение коэффициента угла наклона до 3,4 объясняется переплетением молеку-
лярных цепей, сопровождающим их удлинение.
Показателем ширины молекулярно-массового распределения полимера являет-
ся коэффициент полидисперсности
Pl==f- (2.2)
Л/ п
На рис. 2.12 [17] представлен график зависимости прочности на изгиб от показа-
теля текучести расплава* для образцов из ПС с тремя разными коэффициентами по-
* Показатель текучести расплава соответствует массе вещества (г), проходящего через капил-
ляр в течение 10 мин при поддержании постоянных давления и температуры. Повышение показате-
ля текучести расплава свидетельствует о снижении молекулярной массы. Подробнее о показателе
текучести расплава см. главу 3.
2 Материалы, используемые в литье под давлением
47
лидисперсности. Из приведенной иллюстрации видно, что для материалов с низким
коэффициентом полидисперсности характерны высокая прочность и текучесть, то
есть они легче поддаются переработке, чем образцы с высоким коэффициентом по-
лидисперсности.
2.4 Конформация и конфигурация молекул
полимеров
Конформация и конфигурация молекул полимеров влияют на свойства полимер-
ных изделий.
Конформация — это пространственное расположение атомов в молекуле, харак-
теризуемое полярностью, гибкостью и регулярностью строения макромолекулы.
Атомы углерода четырехвалентны, то есть они окружены четырьмя замещающими
атомами, вместе с которыми образуют симметричный тетраэдр.
Например, молекула метана СН4 — это тетраэдр с углом связи 109,5° (рис. 2.13).
Такой угол сохраняется и между атомами углерода в основной цепи полимерной
молекулы (рис. 2.14). Каждая отдельная ось в основной цепи атомов углерода сво-
бодно вращается.
С учетом особенностей строения мономерного звена можно получить информа-
цию об организации пространственного строения макромолекулы. В процессе поли-
меризации боковые Х-группы углеродной цепи могут оказаться направленными в
разные стороны. Такая их организация называется атактичностью. Полимеры, у ко-
торых боковые группы расположены случайным образом, называются стереобеспо-
рядочными. Полимеры, у которых все боковые
называются изотактическими, или стереоре-
гулярными, а молекулы, у которых направле-
ние боковых групп регулярно чередуется, —
синдиотактическими. На рис. 2.15 приведены
три различных случая регулярности (симмет-
ричности) молекулярной структуры ПП. Регу-
лярность молекулярной структуры полимера
влияет на степень его кристалличности. Так,
ПП с высокой степенью изотактичности имеет
высокую степень кристалличности, в резуль-
тате чего этот материал достаточно жесткий,
прочный и негибкий.
У полимеров с двойной связью в основной
карбоцепи возникает другой тип геометриче-
ской организации. Двойные связи ограничи-
вают вращение атомов углерода по отноше-
нию к основной оси. Такие полимеры иногда
группы находятся на одной стороне,
Н
Рис. 2.13. Тетраэдр, образованный
молекулой метана (СН4)
48
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
называют геометрическими изомерами. Их Х-группы могут располагаться как с од-
ной и той же стороны (цис-), так и с противоположных сторон (транс-) цепи
(рис. 2.16). Благодаря своей структуре, цис-1,4-полибутадиен — очень эластичный,
каучукоподобный материал, тогда как транс- 1,4-полибутадиен — кожеподобный и
жесткий.
На структуру, кристалличность и характеристики полимерного материала так-
же оказывает влияние разветвление полимерной цепи. На рис. 2.17 показаны моле-
кулярные структуры ПЭВП, ПЭНП и ЛПЭНП. У ПЭВП имеется от 5 до 10 корот-
ких ответвлений на каждую 1000 атомов углерода.
У ПЭНП такое же число ответвлений, как и у ПЭВП, но они значительно длин-
нее и часто сами разветвляются. В ЛПЭНП на каждую 1000 атомов углерода при-
ходится от 10 до 35 коротких цепей. Полимеры, молекулы которых короче и имеют
меньше ответвлений, легче кристаллизуются, и, соответственно, их плотность
выше.
2.5 Термопластичные полимеры
Термопластичные полимеры — это полимеры, которые затвердевают при охлажде-
нии, то есть уменьшаются межмолекулярное взаимодействие и подвижность макро-
молекул. При нагревании таких материалов их текучесть восстанавливается, посколь-
ку возрастает межмолекулярная подвижность. Термопластичные полимеры подраз-
деляются на аморфные, частично кристаллизующиеся и термоэластопласты (ТЭП).
Последние, подобно эластомерам, достаточно мягки и эластичны, но при этом могут
плавиться и перерабатываться так же, как обычные термопластичные материалы
(подробнее о ТЭП см. ниже).
2 Материалы, используемые в литье под давлением
49
Рис. 2.15. ПП различной структуры
СН2 СН2
XCH = CHZ
цис-1,4-полибутадиен
- СН = СН - СН2
-• СН.
СН = СН
транс-1,4-полибутадиен
СН2--
-*п
Рис. 2.16. Символическое представление молекул цис-1,4- и транс-1,4-полибутадиена
50
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Линейная молекула, содержащая
от 4 до 10 коротких боковых цепей
на 10ОО атомов углерода основной карбоцепи
ПЭНП
боковой цепи (длинноцепная разветвленность)
ЛПЭНП ' l I1 '| I ' 1 I ' H'lT1 1-4-" ; ui rVr1-
Линейная молекула, содержащая
от 10 до 35 коротких боковых цепей
на 10ОО атомов углерода основной карбоцепи
Рис. 2.17. Схематическое изображение молекулярной структуры различных видов ПЭ
2.5.1 Аморфные термопласты
Случайно организованная молекулярная структура аморфных термопластов напоми-
нает блюдо спагетти. Поскольку их структура случайна, характерный размер наиболее
крупного упорядоченного участка примерно равен расстоянию между двумя связанны-
ми атомами углерода. Эта величина значительно меньше длины волны излучения в ви-
димой области спектра, поэтому аморфные термопласты чаще всего прозрачны.
На рис. 2.18 приведена зависимость динамического модуля сдвига, G’, и темпе-
ратуры для одного из наиболее распространенных аморфных термопластов —
ПС [18]. На рисунке четко видны два основных участка: на одном из них значение
модуля практически постоянно, а на другом — значительно снижается при повыше-
нии температуры. При снижении температуры материал переходит в стеклообраз-
ное состояние (при этом модуль изменяется незначительно). При высоких темпера-
турах модуль пренебрежимо мал и материал настолько мягок, что может течь. Хотя
между «твердым» и «жидким» состояниями нет явно выраженной границы, выделя-
ют температуру, разделяющую эти два состояния аморфного термопласта, которую
называют температурой стеклования Как видно из рис. 2.18, температура стекло-
вания ПС составляет приблизительно 110 °C. Данные, по которым построена кри-
вая, были получены при постоянной частоте нагружений. Если увеличить частоту
нагружений, то есть сократить длительность силового воздействия, оставив посто-
янным его значение, то кривая будет смещена вправо, поскольку для достижения
2 Материалы, используемые в литье под давлением
51
Рис. 2.18. Зависимость модуля сдвига ПС от
температуры
Рис. 2.19. Зависимость модуля упругости ПВХ
от температуры при различной частоте
нагружения
макромолекулами подвижности при новой, более высокой, частоте требуются соот-
ветственно и более высокие температуры.
На рис. 2.19 [ 19] это явление показано на примере ПВХ. Модуль упругости пред-
ставлен как функция температуры при различной периодичности нагружения. По-
хожий эффект наблюдается в случае увеличения молекулярной массы материала.
Более длинные молекулы с трудом перемещаются относительно друг друга, поэтому
для обеспечения текучести требуются более высокие температуры.
2.5.2 Частично кристаллизующиеся термопласты
Макромолекулы частично кристаллизующихся термопластичных полимеров рас-
положены более упорядоченно, чем у аморфных термопластов. Макромолекулы вы-
страиваются, составляя упорядоченную кристаллическую структуру, окруженную
аморфной фазой, как показано на примере ПЭ (рис. 2.20). Кристаллическая струк-
тура является частью слоистого кристалла, из которого образуются сферолиты. На
рис. 2.21 приведена структура частично кристаллизующихся материалов. Сферолит
представляет собой наиболее крупный участок размером от 50 до 500 мкм, обладаю-
щий специфической упорядоченностью. Размер сферолита значительно больше
длины волны излучения в видимой области спектра, поэтому частично кристалли-
зующиеся термопласты чаще всего светопроницаемы, но не прозрачны.
52
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 2.20. Кристаллическая структура ПЭ
Однако кристаллические участки крайне малы, и молекулярные цепи входят как
в кристаллические, так и в аморфные участки. Степень кристалличности для разных
сортов конкретного термопласта будет неодинакова. Например, степень кристаллич-
ности ПЭ зависит от разветвленности его молекул и от скорости охлаждения в форме.
ПЭНП, макромолекулы которого имеют длинные ответвления (см. рис. 2.17), кри-
сталлизуется только на 40-50%, тогда как степень кристалличности ПЭВП может со-
ставлять до 80%. При повышении степени кристалличности плотность и прочность
частично кристаллизующихся термопластов повышаются (табл. 2.4) [20].
Таблица 2.4. Влияние кристаллизации на характеристики ПЭ
Характеристика ПЭНП ПЭВП
Плотность, г/см3 0,91-0,925 0,941-0,965
% кристалличности 42-53 64-80
Температура плавления, ’С 110-120 130-136
Модуль упругости при растяжении, МПа 17-26 41-124
Предел прочности при растяжении, МПа 4,1-16 21-38
На рис. 2.22 представлены различные состояния ПЭНП и ПЭВП в зависимости
от молекулярной массы и степени кристалличности.
2 Материалы, используемые в литье под давлением
53
Рис. 2.21. Схематическое изображение общей молекулярной структуры и организации типичных
частично кристаллизующихся материалов
На рис. 2.23 [18] показана зависимость динамического модуля сдвига от темпе-
ратуры для ПЭВП, — наиболее распространенного, частично кристаллизующегося
термопласта. Эта кривая получена при одной низкой частоте нагружения. На ри-
сунке ясно различимы два перехода, один из которых происходит при температуре
около -110 °C (температура стеклования), а другой — около 140 °C (температу-
ра плавления). При температурах выше температуры плавления модуль сдвига пре-
небрежимо мал, и материал может течь. Образование кристаллической структуры
начинается тогда, когда температура опускается ниже температуры плавления. При
температурах в промежутке между температурой плавления и температурой стекло-
вания аморфная составляющая материала характеризуется вынужденной высокой
54
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 2.22. Влияние степени кристалличности и молекулярной массы на различные
характеристики ПЭ
Рис. 2.23. Зависимость модуля сдвига ПЭВП от температуры
2 Материалы, используемые в литье под давлением
55
Рис. 2.24. Схематическое изображение поведения некоторых характеристик полимеров как
функция температуры (на примере различных термопластов)
Таблица 2.5. Структурные повторяющиеся звенья некоторых полимеров
Структурное повторяющееся звено Полимер То,°с Тт, °C
— сн2—сн2— Линейный ПЭ -125 135
— СН2 — СН — 1 Изотактический ПП -20 170
1 сн3 — СН2— СН — 1 Изотактический полибут(ил)ен -25 135
1 С2Н5 — СН2—СН — Изотактический поли-З-метилбутен-1 50 310
сн — сн2 1 сн3 — сн2— сн — Изотактический поли-4-метилпентен-1 -39 240
сн2 1 сн — сн3 1 сн — сн2—сн — Изотактический ПС 100 240
свн5
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
сн3
— о — сн2—
— о — сн2— сн —
I
СН3
СН2С1
I
— о — сн2— с — сн2 —
I
СН2С1
сн3
I
— сн2— сн9—
I
СО2СН3
Cl F
— с — с —
F
F
Полифениленэфир -261
Полиацетальдегид -30 165
ПФ (полиацеталь, полиоксиметилен) -85 178,198
Изотактический полипропиленоксид -75 75
Поли-[2,2-бис (хлорметил)-триме- тиленоксид] 5 181
Изотактический ПММА 50 160
Полихлортрифторэтилен 45 220
2 Материалы, используемые в литье под давлением
Структурное повторяющееся звено
— cf2—cf2—
Cl
— сн2— с —
Cl
F
— сн2— с —
F
— сн2— сн —
CI
— сн2— сн —
F
СО2—(СО2—)?О —
— СО — (СН2 —)4СО — NH — (CH2)6NH —
— СО— (СН2—)8СО— NH— (СН2—)6NH —
— СО—(СН2—)5NH —
Продолжение табл. 2.5
Полимер Та,°C Тт,°с
ПТФЭ -113 330
+127
Поливинилиденхлорид -19 190
Поливинилиденфторид -45 171
ПВХ аморфный 80
частично кристаллизую- щийся 80 212
Поливинилфторид -20 200
ПЭТФ (линейный полиэфир) 69 245
ПА 66 57 265
ПА 610 50 228
Пол и капролактам ПА 6
75 233
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
35% 65%
|<--------- ------------>|<------ •
н
ПК 149 267
— Поли-(р-ксилилен) (Парилен R) — 400
->| ПЭТФ/ р-гидроксибензоат-сополимеры 75 280
(ПИ) До 400
Полиамид- имид(ПАИ) =260
Полиэфиримид (ПЭИ) рекомендуется: >300 <200
2 Материалы, используемые в литье под давлением
CD
Структурное повторяющееся звено
О)
о
Окончание табл. 2.5
Полимер Тд,°с Тт, °C
Полибисмалеимид (PBI) =260
Полиоксибензоат(РОВ) =290
Полиэфиркетон 143 335
Полифенилсульфид 85 280
Полиэфирсульфон -230
Полисульфон -180
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
2 Материалы, используемые в литье под давлением
61
эластичностью. При снижении температуры ниже температуры стеклования аморф-
ные участки в составе аморфно-кристаллической структуры затвердевают, образуя
стекловидный, жесткий, а иногда и ломкий полимер.
Структура некоторых аморфных и частично кристаллизующихся термопластов
представлена в табл. 2.5, где также указаны их температуры плавления и/или стек-
лования.
На рис. 2.24 [21] представлены характерные зависимости свойств аморфных,
кристаллических и частично кристаллизующихся материалов; для этого свойства
материалов нанесены на графике как функция температуры.
2.5.3 Примеры распространенных термопластов
Различные термопласты подробно рассматриваются в специальной литературе [18],
кроме того, они представлены и в базах данных промышленно выпускаемых мате-
риалов [22, 23]. В табл. 2.5 представлены химическая структура и температуры
(фазового) перехода для многих термопластов. В следующих нескольких разделах
приводятся примеры наиболее распространенных термопластов, сопровождаемые
краткой характеристикой. Кроме того, указаны диапазон типичных условий их пе-
реработки, а также изготовляемые из них изделия.
Полиацеталь (полиформальдегид)
Полиацеталь — частично кристаллизующийся полимер, характеризуемый высо-
кими значениями прочности, жесткости и твердости. Этот материал весьма востре-
бован благодаря низкой степени усадки и отличным электрическим свойствам. Он
устойчив к воздействию многих растворителей, а также в достаточной степени стоек
к появлению трещин под действием внешней нагрузки. Коэффициент трения у по-
лиацеталя низкий. В процессе литья под давлением полиацеталя температура рас-
плава должна составлять от 200 до 210 °C, а температура формы — выше 90 °C. Бла-
годаря своей гибкости и прочности полиацеталь может использоваться для произ-
водства спортивных товаров, игрушек и кнопок выключателей.
Полиамид 66 (ПА 66)
ПА 66 — частично кристаллизующийся полимер; он отличается твердостью, жест-
костью, устойчивостью к истиранию и повышенной теплостойкостью по Мартену. В
процессе литья под давлением температура расплава составляет 260-320 °C, а тем-
пература формы — от 80 до 90 °C. Перед литьем гранулы должны тщательно просу-
шиваться. Этот материал предпочтительнее других полиамидных полимеров для
литья изделий, которые будут находиться под действием механической и термиче-
ской нагрузки. ПА 66 идеально подходит для производства автомобильных деталей
и устройств, находящихся в контакте с химическими веществами. Прочностные
свойства ПА 66 значительно улучшаются при его армировании стекловолокном. Из
62
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
него изготавливают, например, детали различных передач, ступени эскалаторов,
корпуса различных устройств.
Полиамид 6 (ПА 6)
ПА 6 — частично кристаллизующийся полимер с несколько меньшими, чем у
ПА 66, твердостью и прочностью. В процессе литья под давлением температура рас-
плава должна составлять 230-280 °C, а температура формы — 80-90 °C или выше.
Перед литьем гранулы должны быть просушены. Сорта ПА 6, обладающие низкой
вязкостью, могут использоваться для литья под давлением разнообразных тонкостен-
ных деталей. Сорта с высокой вязкостью используются для литья под давлением раз-
личных технических устройств, например, деталей передач, подшипников, уплотне-
ний, элементов насосов, деталей фотоаппаратов, телефонов и т. п. Прочностные
свойства этого материала значительно улучшаются при его армировании стеклово-
локном.
Поликарбонат(ПК)
ПК — аморфный термопласт, и при температуре от -150 до 135 °C для него ха-
рактерны жесткость, прочность и твердость. Кроме того, материалу присущи отлич-
ные оптические свойства и блеск поверхности изделий. Гранулы ПК должны пред-
варительно просушиваться в течение 10 часов при температуре около 130 °C. Темпе-
ратура расплава должна составлять 280-320 °C, а температура формы — от 85 до
120 °C. Литьем под давлением из ПК чаще всего производятся такие изделия, как
корпуса для телефонов, чашки фильтров, линзы для очков и оптических приборов,
корпуса фотоаппаратов, колпаки маяков и прожекторов, защитные очки, хоккейные
маски и т. п. Литьевым прессованием производятся компакт-диски. Прочностные
свойства непрозрачного ПК значительно улучшаются при его армировании стекло-
волокном.
Полиэтилен (ПЭ)
Как уже отмечалось выше, основные характеристики ПЭ зависят от его молеку-
лярной структуры, например, от степени кристалличности, разветвленности, степе-
ни полимеризации и молекулярно-массового распределения. В зависимости от всех
вышеперечисленных показателей ПЭ является либо полиэтиленом низкой плотно-
сти (ПЭНП), либо линейным полиэтиленом низкой плотности (ЛПЭНП), либо по-
лиэтиленом высокой плотности (ПЭВП), либо сверхвысокомолекулярным поли-
этиленом высокой плотности (СВМПЭ). В процессе литья под давлением ПЭНП
температура расплава составляет 160-260 °C, а температура формы находится в пре-
делах от 30 до 70 °C в зависимости от типа ПЭ. Температура впрыска для ПЭВП со-
ставляет 200-300 °C, а температура формы находится в пределах от 10 до 90 °C.
Литьем под давлением из ПЭНП чаще всего производятся очень гибкие и прочные
изделия, такие как чашки, крышки, игрушки. Из ПЭВП литьем под давлением изго-
тавливаются контейнеры для пищевых продуктов, крышки, ведра и др.
2 Материалы, используемые в литье под давлением
63
Полиметилметакрилат (ПММА)
ПММА — аморфный полимер, известный своими высокими жесткостью, проч-
ностью и твердостью. ПММА хрупок, но при модификации каучуками его проч-
ность значительно повышается. Он устойчив к появлению царапин и может обла-
дать очень блестящей поверхностью. В процессе литья под давлением температура
расплава должна составлять 210-240 °C, а температура формы должна находиться
в пределах от 50 до 70 °C. Литьем под давлением из ПММА чаще всего производятся
такие детали, как фонари стоп-сигналов для автомобилей, чертежные инструменты,
стекла часов, линзы, украшения, трубопроводная арматура и т. п.
Полипропилен(ПП)
ПП относится к частично кристаллизующимся полимерам. По сравнению
с ПЭВП для него характерны низкая плотность и несколько большие жесткость
и прочность. Однако ударная прочность ПП ниже. Гомополимер ПП обладает высо-
кой температурой стеклования (-10 °C); при более низких температурах он стано-
вится хрупким. Однако при сополимеризации ПП с этиленом образуется прочный
материал (СЭП). Благодаря своей гибкости, а также пригодности для армирования
стекловолокном, ПП нередко заменяет конструкционные термопласты. В процессе
литья под давлением температура расплава должна составлять 250-270 °C, а темпе-
ратура формы — от 40 до 100 °C. Литьем под давлением из ПП чаще всего изготавли-
вают корпуса для хозяйственной техники, кухонную утварь, ящики и коробки с
цельнолитыми петлями, игрушки, одноразовые шприцы, контейнеры для пищевых
продуктов и т. п.
Полистирол (ПС)
ПС — аморфный полимер, характеризуемый высокими жесткостью и твердо-
стью. ПС хрупок, но его ударную вязкость можно значительно повысить путем сопо-
лимеризации с бутадиеном. Изделиям из ПС свойственны высокая стабильность
размеров и прозрачность, кроме того, он может обладать блестящей поверхностью.
В процессе литья под давлением температура расплава должна составлять 180—
280 °C, а температура формы — от 10 до 40 °C. Литьем под давлением из ПС изготав-
ливаются футляры для косметики и фармацевтической продукции, корпуса радио и
телевизоров, чертежные инструменты, вешалки для одежды, игрушки и т. п.
Поливинилхлорид (ПВХ)
ПВХ бывает как пластифицированный (ПВХ-п), так и непластифицированный
(ПВХ-нп). Для последнего характерны высокая прочность, жесткость и твердость,
но при этом ему свойственны также низкая ударная вязкость при невысоких темпе-
ратурах. ПВХ-п характеризуется эластичностью. При низких температурах его
прочность повышается. В процессе литья под давлением гранулированного ПВХ-нп
температура расплава должна составлять 180-210 °C, а температура формы — не ме-
нее 30 °C. При использовании порошкообразного ПВХ-нп температура впрыска
должна быть на 10 °C ниже, а температура формы — 50 °C. В процессе литья поддав-
64
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
лением гранул ПВХ-п температура расплава должна составлять от 170 до 200 °C,
а температура формы — как минимум 15 °C. При использовании порошкообразного
ПВХ-п температура впрыска должна быть на 5 °C ниже, а температура формы — как
минимум 50 °C. Литьем под давлением из ПВХ-п производят подошвы для обуви и
некоторые виды игрушек, а из ПВХ-н — фитинги для трубопроводов.
2.6 Термореактивные полимеры
Формование термореактивных полимеров происходит в результате отверждения,
в процессе которого макромолекулы олигомера «сшиваются», образуя поперечные
связи, что исключает межмолекулярную подвижность. Из-за наличия поперечных
связей материал при повторном нагревании уже не течет. Высокая плотность попе-
речных связей между молекулами придает реактопластам жесткость и хрупкость.
Кроме того, повышается термостойкость отвержденных материалов. Вместе с тем
у термореактивных полимеров также наблюдаются температуры стеклования, ино-
гда превышающие температуру термической деструкции. Более подробно о реакции
сшивания см. главу 3.
2.6.1 Реакция отверждения
Отверждение обычно является следствием наличия в молекулах олигомера двой-
ных связей, раскрытие которых может приводить к образованию химических связей
между молекулами. Наиболее известный термореактивный полимер — фенолформ-
альдегид. На рис. 2.25 соответствующая реакция представлена в виде химических
символов, а на рис. 2.26 — схематически. При реакции фенола с формальдегидом
возникающие поперечные связи образуют жесткую и прочную трехмерную сетку.
Побочным продуктом этой химической реакции является вода.
2.6.2 Примеры наиболее распространенных
термореактивных полимеров
Ниже рассмотрены примеры наиболее распространенных реактопластов с кратким
описанием их свойств и применения.
Фенолформальдегид (ФФА)
ФФА отличается высокими прочностью, жесткостью, твердостью, а также низ-
кой ползучестью. При дополнительном армировании увеличивается и его проч-
ность при низких температурах. ФФА характеризуется небольшим коэффициентом
теплового расширения. Этот материал можно обрабатывать прямым (компрессион-
ным) прессованием, литьевым прессованием и литьем под давлением. Из ФФА ча-
2 Материалы, используемые в литье под давлением
65
ОН ОН
Н Формальдегид Н
Рис. 2.25. Схематическое изображение конденса- Рис. 2.26. Схема конденсационной поли-
ционной полимеризации фенолоформальдегидных меризации фенолоформальдегидных поли-
полимеров меров
ще всего производят такие изделия, как корпуса электрооборудования, детали насо-
сов, шкивы, блоки, ручки для утюгов, чайников и т. п. Изделия из ФФ А не должны
непосредственно соприкасаться с пищевыми продуктами.
Ненасыщенные полиэфиры (НПЭ)
НПЭ (полималеинаты) обладают высокими прочностью, жесткостью, твердостью
и стабильностью размеров. Последнее качество делает этот материал идеальным для
производства деталей, расположенных под капотом автомобиля. Чаще всего НПЭ
армируется стекловолокном. Материал перерабатывают компрессионным прессо-
ванием, литьем под давлением и литьевым прессованием. Для прессования исполь-
зуют стеклонаполненную формовочную массу. Из армированного стекловолокном
композита чаще всего производят кузовные панели, крышки клапанного механизма
и масляные поддоны автомобилей, корпуса выключателей, детали электрооборудо-
вания, вентиляторы и т. п.
66
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Эпоксидные смолы (ЭС)
Для ЭС характерна большая адгезионная способность, высокая прочность,
а также отличные электрические и диэлектрические свойства. Кроме того, они обла-
дают низкой степенью усадки и высокой химической стойкостью, а также стойко-
стью к образованию трещин под действием внешних нагрузок. Термостойкость ЭС
сохраняется до достижения температуры стеклования (100-190 °C), при которой
наблюдается значительное снижение жесткости. К наиболее типичным изделиям из
ЭС относятся детали выключателей и рубильников, корпуса электрооборудования,
защитные оболочки для электрических кабелей и др.*
Сшитые полиуретаны (ПУ)
Сшитому ПУ присущи большая адгезионная способность, высокая ударная
прочность, быстрое отверждение, малая усадка и низкая стоимость. Существует
множество видов полиуретанов, применяемых в различных областях. ПУ использу-
ется в виде эластомеров, эластичных или жестких пенопластов, лаков, клеев и др.
К наиболее распространенным сферам применения ПУ относится производство
корпусов теле- и радиоприемников, копировальной техники и компьютеров, компо-
зитных деталей лыж и теннисных ракеток и т. п.
2.7 Сополимеры и смеси полимеров
Сополимерами называются полимерные материалы, у которых в макромолекулярной
цепи присутствуют два или несколько типов мономерных звеньев. Сополимер из мо-
номеров двух разных типов называется биполимером, а состоящий из трех различных
групп мономеров — терполимером. Выделяют различные виды сополимеров: стати-
стический (случайный), чередующийся, блоксополимер и привитой сополимер в за-
висимости от того, как различные мономерные звенья организованы в полимерной
цепи. Все четыре типа сополимеров схематически представлены на рис. 2.27.
Широко известным сополимером является сополимер этилена и пропилена.
Хотя каждый из этих мономеров при полимеризации образует частично кристал-
лизующийся полимер, у статистического сополимера с соотношением мономеров
от 35/65 до 65/35 температура плавления исчезает, и в результате образуется эла-
стомерный материал (рис. 2.28). Резины с добавлением насыщенных диенов бла-
годаря их устойчивости к воздействию атмосферных явлений находят все боль-
шее применение в промышленности. У блоксополимера этилена и пропилена
температура плавления сохраняется при любом соотношении этилена и пропиле-
на (рис. 2.29).
Другим повсеместно применяемым сополимером является ударопрочный поли-
стирол (У ПС), образуемый путем прививки ПС к полибутадиену. И в этом случае, если
* Наиболее широко ЭС используются в качестве клеев и связующих высокопрочных стекло-,
угле- и гибридных армированных материалов и изделий. — Примеч. науч. ред.
2 Материалы, используемые в литье под давлением
67
Статистический (случайный) сополимер
«жжжжжжжжжжжжжжжжжжжжжж
Чередующийся сополимер
Блоксополимер
Привитой сополимер
Рис. 2.27. Схематическое изображение различных сополимеров
Рис. 2.28. Температуры плавления и стек- ।--------,------,-------(-------1-------,
лования статистических этиленпропилено- ЧОО 80 60 40 20 0
вых сополимеров Пропилен, %мол.
68
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
100 80 60 40 ' 6
Пропилен, %мол.
Рис. 2.29. Температура плавления этиленпропиленовых блоксополимеров
стирол и бутадиен сополимеризуются случайным образом, в результате образуется эла-
стомер, так называемый бутадиен-стирольный каучук (БСК). Другим классическим
примером сополимеризации служит терполимер акрилонитрилбутадиенстирол (АБС).
Смеси полимеров образуют отдельную группу полимерных материалов. Они
производятся путем смешения или гомогенизации двух или более полимеров, что
позволяет улучшить физические свойства каждого отдельного компонента. В числе
наиболее распространенных смесей полимеров можно назвать ПП/ПК, ПВХ/АБС,
ПЭ/ПТФЭ и ПК/АБС.
2.8 Эластомеры*
Эластомеры определенного состава можно перерабатывать литьем под давлением
в тех случаях, когда нагреватели материального цилиндра литьевой машины вос-
производят условия прессования, являющегося традиционным методом переработ-
ки резиновых смесей (компаундов).
Материал предоставлен М. ДеГрейффом.
2 Материалы, используемые в литье под давлением
69
Ниже даны некоторые типичные эластомерные составы, удовлетворяющие раз-
личным условиям как переработки, так и отверждения. Основу этих композиций
составляют бензотиазола дисульфид, сульфенамиды или Сульфазан R, снижающие
сопротивление.
Состав 1
Натуральный каучук Шинный (покрышечный) регенерат 70 60 Стеариновая (октадекановая) кислота Твердый парафин 5 2
Технический углерод 75 Антиозонант 1
Оксид цинка 40
Отверждающие системы А В С D Е
Сера 2,5 2,5 2,5 — —
Дитиодиморфолин — — — 1,4 1,2
Сульфенамид 1,2 1,2 — 1,4 1,2
MOR — — 1,2 — —
Тиурам 0,3 — — 0,2 0.5
Системы А, В и С подходят для производства изделий с тонкими стенками; они
расположены в порядке возрастания времени вулканизации. Системы D и Е — это
композиции для ускоренной вулканизации. Они подходят для производства изде-
лий с большей толщиной стенок. Для них характерна значительная стойкость к ста-
рению.
Состав 2
Нитрил Технический углерод Диоктилфталат Оксид цинка Стеариновая (октадекановая) кислота 100 80 5 5 1
Отверждающие системы А В С D
Сера 1,5 1,5 0.5 —
Тетраэтилтиурама дисульфид 0,5 — 3,0 —
Бензотиазола дисульфид 1,0 1,5 — 3,0
А и В — обычные отверждающие композиции. Они применяются в тех случаях,
когда не требуется обеспечивать стойкости к старению. С — система с низким содер-
жанием серы, обеспечивающая значительно большее сопротивление старению, но
из-за времени подвулканизации чаще всего возможно только литье в машинах с
плунжерным впрыском. Системе D присуще как отличное сопротивление старению,
так и достаточно длительное время подвулканизации, позволяющее применять со-
став для самых различных видов переработки.
70
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
2.9 Системы вулканизации
с заданной частотой сетки
Системами эффективной вулканизации считаются те, в которых для обеспечения
сшивания добавлено большее количество серы. По сравнению с традиционными
композициями у таких систем имеются два основных преимущества — низкая пере-
вулканизация полученных вулканизатов и повышенная стойкость к старению. Кро-
ме того, системы эффективной вулканизации на основе дитиодиморфолина могут
быть весьма разнообразны, и можно выбрать состав с оптимальными продолжитель-
ностью вулканизации, временем отверждения и его режимом.
Предотвращение перевулканизации при литье под давлением толстостенных
изделий особенно важно, и решить эту проблему позволяют именно системы эффек-
тивной вулканизации. При использовании традиционного состава (сера/бензотиа-
зола дисульфид/дефинил гуанидин) перевулканизация начинается по достижении
оптимальных свойств материала, тогда как применение системы эффективной вул-
канизации (дитиодиморфолин/бензотиазола дисульфид/тетроэтилтиурама ди-
сульфид) обеспечивает полное отсутствие перевулканизации даже в случае трое-
кратного превышения оптимальной продолжительности процесса. Указанная сис-
тема позволяет даже без добавления антиоксидантов обеспечить высокую стойкость
к старению.
Ускорители вулканизации для литья под давлением следует выбирать так, что-
бы обеспечивались приемлемое время вулканизации, быстрое отвердевание без пе-
ревулканизации, а также необходимые характеристики готовой продукции.
При литье толстостенных изделий из рециркулируемых полимеров в целях пред-
отвращения перевулканизации следует применять системы эффективной вулкани-
зации. Рекомендуются композиции из сульфенамида, дитиодиморфолина и тетро-
этилтиурама дисульфида. Соотношение составляющих может варьироваться
в зависимости от конкретных требований к режиму работы оборудования и к гото-
вой продукции.
В тех случаях, когда перевулканизация не представляет проблемы, могут приме-
няться традиционные составы из серы и ускорителя. Оптимальную скорость отвер-
ждения для каждой продолжительности вулканизации можно обеспечить с помо-
щью следующих ускорителей:
MOR
Тетраэтил тиурама дисульфид
CBS / тетраэтилтиурама дисульфид
I Снижение
времени
вулканизации
Для улучшения характеристик готовой продукции количество добавляемого
ускорителя можно увеличить.
2 Материалы, используемые в литье под давлением
71
2.10 Термоэластопласты*
Термоэластопласты — это синтетические полимеры, которые при эксплуатации про-
являют свойства вулканизованной резины, а перерабатываются как термопласты.
Существует множество видов термоэластопластов, и в специализированной ли-
тературе можно найти обширные сведения об их составе, характеристиках и сферах
применения [22-29]. Среди термоэластопластов возможно выделить десять типов
промышленных материалов, используемых для литья под давлением (табл. 2.6).
Отметим некоторые особенности, присущие всем термоэластопластам. Боль-
шинство из перечисленных материалов (табл. 2.6) — это системы с разделенными
фазами (исключение — смеси сополимеров хлорированного олефина). В такой сис-
теме при комнатной температуре одна из фаз находится в твердом состоянии. Поли-
мер, из которого состоит твердая фаза, в таблице записан первым. Другая фаза состо-
ит из эластомера и обладает текучестью. Прочность термоэластопластам придает
твердая фаза, без которой фаза эластомера под нагрузкой начала бы свободно течь и
полимер был бы непригоден к использованию. При нагревании твердая фаза перехо-
дит в жидкое состояние. Материал становится текучим, и таким образом термоэла-
стопласт может формоваться. Следовательно, рабочая температура литья определя-
ется температурой перехода твердой фазы в жидкое состояние.
Таблица 2.6. Термоэластопласты, используемые для литья под давлением
Смеси ПС/(блоксополимер стирол-бутадиен-стирол + смазка)
Смеси ПП/(блоксополимер стирол-этиленбутадиен-стирол + смазка)
Смеси ПП/(этиленпропиленовый каучук + смазка)
Смеси ПП/(резина + масло)/Динамические вулканизаты
Блоксополимеры ПЭ/(Полиолефиновый каучук)
Смеси ПВХ/(НБК + пластификатор)
Смеси сополимеров хлорированного олефина
Блоксополимеры ПУ/эластомер
Блоксополимеры полиэфир/эластомер
Блоксополимеры ПА/эластомер
2.10.1 Температуры переработки
В композиционных системах с разделением фаз отдельные полимеры, составляю-
щие эти фазы, сохраняют многие свои характеристики. Например, у каждой фазы
* Материал предоставлен Г. Холденом.
72
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 2.30. Жесткость типичных термоэластопластов при различных температурах
имеется своя температура стеклования Tg или температура плавления Тт. При этих
температурах происходит изменение физических характеристик термоэластопла-
ста. Таким образом, при измерении характеристик (например, модуля упругости)
термоэластопласта при различных температурах выделяются три зоны (рис. 2.30).
При очень низких температурах обе фазы находятся в твердом состоянии, поэтому
материал будет хрупким и жестким. При несколько более высокой температуре фаза
эластомера размягчается, и в таком состоянии термоэластопласт напоминает тради-
ционный вулканизат. При дальнейшем повышении температуры модуль упругости
практически не изменяется (этот участок часто называют «плато резиноподобного
состояния»). Наконец, с дальнейшим ростом температуры размягчается и твердая
фаза с переходом термоэластопласта в полностью жидкое состояние. Таким обра-
зом, у термоэластопластов есть два показателя температуры обработки: нижняя
определяется Tg фазы эластомера, а верхняя - Tg или Тт твердой фазы. Разница меж-
ду верхней и нижней температурами переработки называется диапазоном темпера-
тур переработки. В специальной литературе приводятся Tg и Тт различных фаз тер-
моэластопластов [22-28]. Термоэластопласты, твердая фаза которых состоит из ПП
или ПЭ, при переработке обладают особенной устойчивостью, и их можно оставлять
2 Материалы, используемые в литье под давлением
73
Рис. 2.31. Структура блоксополимеров стирола
в материальном цилиндре литьевой машины в течение одного-двух часов, при этом
термодеструкции не происходит. Как правило, после окончания работы необходи-
мости в очистке оборудования не возникает. При использовании других типов тер-
моэластопластов нередко возникают трудности. Некоторые термоэластопласты
приходят в негодность, если оставить их горячими более чем на 30 минут, при этом
из строя выходит и материальный цилиндр пластикатора. Для избежания подобных
проблем рекомендуется чаще производить очистку оборудования.
2.10.2 Примеры распространенных
термоэластопластов
Свойства каждого отдельного типа рассматриваются в различных публикациях [9,
22,28], а также в каталогах, выпускаемых фирмами-производителями. Краткие све-
дения об их структуре, свойствах и условиях их формования приводятся далее, а
также в главе 3.
74
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Смеси полистирол/(стирол-бутадиен-стирол + смазка)
В блоксополимерах стирола и бутадиена образуется сеть межмолекулярных свя-
зей (рис. 2.31). При высоких температурах эта сеть утрачивает прочность, и блоксо-
полимер становится текучим; однако при комнатной температуре ему присуще соче-
тание прочности и эластичности, подобное свойствам высококачественных вулка-
низатов [30,31]. Блоксополимеры в виде чистого полимера трудно поддаются лйтью
под давлением, поэтому в этом случае их всегда смешивают с другими материалами.
Чаще всего к блоксополимерам стирола и бутадиена с чередованием блоков добав-
ляют ПС и минеральные масла (можно использовать и большое число других доба-
вок, но они не оказывают значительного влияния на физические свойства). Струк-
тура смесей состоит из твердой фазы (ПС) и эластомерной фазы (стирол-бутади-
ен-стирол + смазка) (рис. 2.32). При комнатной температуре обе фазы — прочные
материалы, поэтому их можно смешивать почти в любых пропорциях, что позволяет
выпускать изделия с разнообразными свойствами. В специальной литературе! при-
водятся некоторые общие составы [24]. |
Многие из таких компаундов предназначены для использования в обувной про-
мышленности (как правило, из них делается подошва). Поскольку обувь выпускает-
ся самых разнообразных видов и размеров, использование стальных литьевых форм
Рис. 2.32. Морфология смесей твердого полимера и эластомера
2 Материалы, используемые в литье под давлением
75
было бы неэкономично, и чаще всего вместо стальных используют алюминиевые.
Такие формы могут выдерживать только очень небольшое усилие смыкания, что,
в свою очередь, ограничивает давление впрыска. По этой причине расплавы соста-
вов, предназначенных для производства обуви, обладают относительно низкой вяз-
костью, а для их литья используются специальные машины с низким давлением
впрыска. Существует три типа машин: традиционные машины с возвратно-поступа-
тельным движением шнека, машины с неподвижным шнеком (по сути, это экструде-
ры периодического действия) и машины со шнековым предпластикатором, где рас-
плав поступает в накопитель, откуда вытесняется в форму под действием плунжера.
На таких машинах часто перерабатывают смеси компонентов, и окончательное сме-
шение производится в процессе литья. Полибутадиеновый сегмент в составе эласто-
мера является ненасыщенным (то есть содержит двойные связи). Если материал
чрезмерно нагревается, то эти связи раскрываются и начинают сшивать полимер.
Таким образом, повышение температуры расплава выше определенного значения
(около 225 °C) приводит к эффекту, противоположному желаемому.
Смеси Г1П/(стирол-этиленбутадиен-стирол + масло)
Структуры смесей ПП/(стирол-этиленбутадиен-стирол + смазка) и смесей
ПС/(стирол-бутадиен-стирол + смазка) сходны (они представляют собой поли-
дисперсную смесь из твердой прочной фазы, представленной ПП, и прочной, эла-
стичной фазы эластомера). В этом случае две фазы также могут смешиваться поч-
ти в любых пропорциях [24]. Однако имеются и некоторые отличия. ПП обладает
достаточно высокой температурой плавления, поэтому смесь должна перерабаты-
ваться при более высоких температурах. Сегмент поли(этилен-бутадиен) в составе
эластомера является полностью насыщенным (то есть не содержит двойных свя-
зей). Следовательно, материал более теплоустойчив (примерно на 75 °C) и может
выдержать повышение температуры переработки. Этот эластомер чрезвычайно хо-
рошо сочетается с парафиновыми минеральными маслами, поэтому можно произ-
водить очень мягкие компаунды (твердость по Шору менее 10). Наконец, надо от-
метить, что подобные компаунды обладают значительной неньютоновской вязко-
стью. Как правило, при литье такого материала впрыск осуществляется с большой
скоростью, а впускные литники имеют небольшое сечение. При высокой скорости
впрыска необходимо обеспечить хорошую вентиляцию формы (часто используют
вакуумирование), при этом особого внимания требует расположение вентиляци-
онных каналов.
Смеси Г1П/(этиленпропиленовый каучук + смазка)
Структура таких смесей также представляет собой полидисперсную систему —
в данном случае имеется твердая фаза, состоящая из ПП, и фаза эластомера из эти-
ленпропиленового каучука (в котором часто содержится смазка). Отличие этих сме-
сей состоит в том, что фаза эластомера обладает небольшой прочностью и может
течь при комнатной температуре. По этой причине количество включаемой в состав
фазы этиленпропиленового каучука, добавляемой к ПП, ограничено, а при превы-
76
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
1,0 мкм
Рис. 2.33. Структура динамических вулканизатов
шении допустимого уровня происходит значительная потеря прочности. Из-за этого
такие смеси достаточно жестки (твердость по Шору свыше 60). Подобные
компаунды могут производиться и с использованием вместо этиленпропиленового
каучука блоксополимеров ПЭ. Литье под давлением из рассматриваемой смеси осу-
ществляется с соблюдением практически таких же условий, что и при литье чистого
ПП, но с большим давлением впрыска.
Динамические вулканизаты ПП/(резина + смазка)
Структура динамических вулканизатов, например, ППДрезина + смазка), во
многом своеобразна. Важной особенностью является то, что хотя твердая фаза, со-
стоящая из ПП, непрерывна, фаза эластомера представляет собой тонкую диспер-
сию твердых частиц вулканизованной резины (рис. 2.33). По этой причине даже в
случае, когда в составе имеется большое количество эластомера, значительной поте-
ри прочности не происходит, а производимая продукция может быть очень мягкой,
например, иметь твердость по Шору 35. Чаще всего применяется такой эластомер,
2 Материалы, используемые в литье под давлением
77
Рис. 2.34. Морфологическая структура мультиблочных полимеров с твердыми кристаллическими
фрагментами
как каучук на основе сополимера этилена, пропилена и диенового мономера, но мо-
гут использоваться и динамические вулканизаты на основе нитрильного каучука
(обладающие повышенной маслостойкостью), бутилкаучука и натурального каучу-
ка. Все эти динамические вулканизаты могут отливаться послойно. Недавно были
разработаны сорта, пригодные для наплавления на изделия из более полярных
термопластов, таких как АБС, ПК, ПА и ПС [32]. Все эти материалы (особенно на
основе сополимера этилена, пропилена и диенового мономера и бутилкаучука)
теплостойки, и при соблюдении рекомендованных условий переработки проблема
термодеструкции возникать не будет (см. главу 5). Перед литьем из первичного по-
лимерного сырья его необходимо просушивать, тогда как вторичное сырье просуши-
вать необязательно, но только при условии, что оно используется сразу же после из-
мельчения.
Блоксополимеры ПЭ/(полиолефиновая резина)
Это вещество относится к мультиблочным сополимерам, в которых чередуются
твердые и мягкие сегменты, состоящие, соответственно, из полиэтилена и сополиме-
ра (полиолефина), образующих сетку из двух фаз (рис. 2.34), в некоторых отноше-
78
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ниях сходную с физической редкосетчатой структурой, которую образуют блоксо-
полимеры стирола и бутадиена (см. рис. 2.32). При высоких температурах сетка та-
ким же образом, как и у этих блоксополимеров, теряет прочность, и материал течет.
Одно из отличий состоит в том, что твердая фаза ПЭ кристаллична, а другое — у это-
го и других мультиблочных сополимеров каждая полимерная макромолекула может
входить в состав нескольких твердых и мягких фрагментов. Блоксополимеры
ПЭДполиолефиновая резина) прозрачны, обладают низкой плотностью и отличной
термостойкостью. Они обладают неньютоновской текучестью, и при их отливке
применяется большая скорость впрыска. У сегментов ПЭ низкая температура плав-
ления (от 50 до 100 °C) [33, 34]. Отлитые изделия перед выталкиванием из формы
должны охлаждаться до температуры значительно более низкой, чем температура
плавления, поэтому для литья таких полимеров требуется очень холодная форма
(рекомендуется температура 10 °C, для чего потребуется охлаждающий агент). Ре-
комендуется также использовать пневматическое извлечение. Блоксополимеры
ПЭ/(полиолефиновая резина) могут добавляться в ПП для повышения ударопроч-
ности. При добавлении достаточного их количества изделия становятся более проч-
ными, получаются термостойкие термоэластопласты, сходные с более твердыми
разновидностями смесей ПП/(этиленпропиленовый каучук + смазка).
Смеси ПВХ (бутадиен-нитрильный каучук + пластификатор)
Эти смеси определенным образом отличаются от описанных выше — они значи-
тельно более полярны и по этой причине обладают повышенной маслостойкостью и
стойкостью к действию разбавителей. Термическая стойкость ПВХ ограничена. При
разрушении этого материала образуется хлористый водород, ядовитый и приводящий
к коррозии. Таким образом, при литье под давлением таких материалов следует со-
блюдать те же меры предосторожности, что и при литье пластифицированного ПВХ.
Температуры расплава должны быть ниже 200 °C, желательно и ниже 190 °C. При
пластикации следует избегать высокого противодавления. Расплавленный материал
нельзя оставлять в нагретом материальном цилиндре литьевой машины; по оконча-
нии работы необходимо производить очистку оборудования. Кроме того, необходимо
использовать химически стойкие цилиндры и шнеки. Предприятия, использующие
такие материалы, могут либо покупать готовые компаунды, либо составлять их само-
стоятельно, в зависимости от потребностей. В случае ПВХ с добавкой пластификато-
ра (как правило, диоктифталат) вещества смешивают в барабанном или скоростном
смесителе до тех пор, пока пластификатор полностью не адсорбируется, после чего до-
бавляется порошкообразный каучук. Процесс смешения может завершаться уже в
литьевой машине. В продаже имеются специальные типы бутадиен-нитрильных кау-
чуков, свойства которых наиболее подходят для такого применения.
Поскольку используемые материалы полярны, эти смеси не могут отливаться на
неполярные твердые термопласты типа полипропилена, но могут использоваться
совместно с такими полярными термопластами, как ПВХ, САН, АБС и СМ А. Может
возникнуть такая проблема, как постепенная миграция пластификатора, и после не-
которого времени хранения изделия, выполненные наплавлением, необходимо про-
2 Материалы, используемые в литье под давлением
79
верить с этой точки зрения. Требуется исключить длительный контакт отлитых де-
талей с ПС или с другими материалами, на характеристики которых оказывает
нежелательное влияние диоктифталат.
Смеси сополимеров с хлорированным олефином
Точный состав таких материалов неизвестен. Считается, что это однофазные
системы, и этим они отличаются от других термопластичных эластомеров. Как и у
описанных выше смесей ПВХ/(бутадиен-нитрильный каучук + пластификатор), их
теплоустойчивость ограничена, и для избежания деструкции материала температу-
ра литья должна тщательно регулироваться. Кроме того, материал не должен дли-
тельно оставаться в горячей машине. При работе с этими материалами необходимо
использовать химически стойкие цилиндры и шнеки, а также избегать перегрева.
Температура расплава не должна превышать 190 °C. Температуры в пределах реко-
мендуемого диапазона не оказывают значительного влияния на текучесть, поэтому
повышение температуры чаще всего не облегчает процесс получения отливки. По-
добные составы обладают неныотоновскими характеристиками текучести, поэтому
их отливают при высокой скорости впрыска и через впускные литники небольшого
диаметра. Они могут отливаться слоями на такие термопласты, как ПВХ и смеси
ПК/АБС, а также на термоэластопласты на основе ПУ или сложных полиэфиров
(см. ниже). В настоящее время разрабатываются сорта, совместимые с другими твер-
дыми термопластами [35].
Блоксополимеры ПЭ/эластомер
Эти полимеры по структуре сходны с блоксополимерами ПЭДполиолефиновая
резина), описанными в разделе 2.3.5. Их морфология показана на рис. 2.34. В этом
случае кристаллические твердые фрагменты состоят из ПЭ, а мягкие чаще всего
представлены эластичными полиэфирами. Температура плавления ПЭ высокая
(как правило, выше 180 °C), поэтому температуры расплава для литья под давлением
должны быть еще выше. Как правило, температура, используемая при производстве
твердых изделий, немного выше. Эти полимеры весьма склонны к термодеструкции.
Начиная с температур выше 230 °C, в изделии могут образовываться пузырьки. Мате-
риал не следует оставлять в горячей литьевой машине; при завершении работы
машину необходимо очистить с помощью ПС или АБС. Блоксополимеры ПЭ/эла-
стомер легко поглощают воду, что приводит к серьезной порче расплавленной мас-
сы. Как первичное полимерное сырье в гранулах, так и перерабатываемое вторичное
сырье перед использованием следует тщательно просушивать (влажность не должна
превышать 0,1%). Скорость впрыска должна быть умеренной; рекомендуется ис-
пользовать впускные литники достаточно большого сечения со скругленными края-
ми. После завершения формования в материале происходит дальнейшая кристалли-
зация, поэтому характеристики продукции улучшаются со временем в течение при-
мерно 6 недель. Для ускорения процесса можно отжигать сырье в течение ночи
перед переработкой, при температуре около 115 °C.
80
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Блоксополимеры полиэфир/эластомер
В этих полимерах твердые кристаллические фрагменты состоят из сложных по-
лиэфиров, а мягкие — из простых полиэфиров. Эти материалы более теплоустойчи-
вы, чем описанные выше компаунды на основе ПЭ, поэтому они могут перераба-
тываться при несколько более высоких температурах, приблизительно до 260 °C.
В этом случае температура переработки также должна быть выше при производстве
более твердых изделий. С изменением температуры значительно меняется вязкость
расплава, поэтому для облегчения работы с материалом можно повысить температу-
ру расплава, хотя при этом увеличится и продолжительность производственного
цикла. Расплавленный полимер может оставаться в нагретой литьевой машине в те-
чение одного или двух часов. Как правило, до остановки работы очищать оборудова-
ние не требуется, но, если она проводится, предпочтительнее всего использовать та-
кие теплоустойчивые материалы, как ПЭ. Как и в случае с блоксополимерами
ПЭ/эластомер, и первичное полимерное сырье в гранулах, и перерабатываемое вто-
ричное сырье перед применением следует тщательно просушивать (влажность не
должна превышать 0,1%).
Блоксополимеры ПА/эластомер
В этих полимерах твердые кристаллические фрагменты из ПА, а мягкие, как пра-
вило, из простых полиэфиров. Температура переработки зависит от температуры
плавления ПА (это может быть, например, ПА 6.6 ПА 6, ПА 11), и она выше для бо-
лее твердых сортов. Остальные условия для переработки этих материалов, по суще-
ству, сходны с теми, что описывались выше для разновидностей составов на основе
полиэфиров (подробнее о технологии см. главу 3).
Литература
1. Stern, Н. I., Rubber: Natural and Synthetic, Maclaren and Sons LDT (1967), London.
2. de la Condamine, С. M., Relation Abregee D’un Voyage Fait Dans I’inteneur de FAmerique
Meridionals, Academic des Sciences (1745), Paris.
3. DuBois, I. H., Plastics History U. S. A., Cahners Publishing Co., Inc. (1972), Boston.
4. Tadmor, Z., Gogos, C. G., Principles of Polymer Processing, John Wiley & Sons (1979), New
York.
5. McPherson, A. T., Klemin, A., Engineering Uses of Rubber, Reinhold Publishing Corporation
(1956), New York.
6. Sonntag, R., Kunststoffe (1985), 75,4.
7. Herrmann, H., Kunststoffe (1985), 75,2.
8. Regnault, H. V. Liebigs Ann. (1835), 14,22.
9. Ulrich, H., Introduction to Industrial Polymers, 2nd ed., Hanser Publishers (1993), Munich.
10. Rauwendaal, C., Polymer Extrusion, 2nd ed., Hanser Publishers (1990), Munich.
11. Utracki, L. A., Polym. Eng. Sa. (1995), 35,1,2.
12. Termonia, Y., Smith, P., High Modulus Polymers, A. E. Zachariades, Porter, R. S., eds., Marcel
Dekker Inc. (1988), New York.
13. Ehrenstein, G. W., Faserverbundkunststoffe, Carl Hanser Verlag (1992), Munich.
2 Материалы, используемые в литье под давлением
81
14. Osswald, Т. A., Menges, G., Materials Science of Polymers for Engineers, Hanser Publishers
(1996), Munich.
15. Berry, G. C., Fox, T. G., Adv. Polymer Sci. (1968), 5,261.
16. Staudinger, H., Huer, W., Ber. der Deutsch. Chem Gesel. (1930), 63,222.
17. Crowder, M. L., Ogale, A. M., Moore, E. R., Dalke, B. D., Polym.Eng.Sci. (1994), 34,19,1497.
18. Domininghaus, H., Plastics for Engineers, Hanser Publishers (1993), Munich.
19. Aklonis, J. J. MacKnight, W. J., Introduction to Polymer Viscoelasticity, John Wiley & Sons
(1983),New York.
20. Rosen, S. L., Fundamental Principles of Polymeric Materials, John Wiley & Sons (1993),
New York.
21. van Krevelen, D. W., Hoftyzer, P. J., Properties of Polymers, 2nd. ed., Elsevier (1976), Amster-
dam.
22. Holden, G., Legge, N. R., Quirk, R. P., Schroeder, H. E., eds., Thermoplastic Elastomers, 2nd ed.,
Hanser Publishers (1996), Munich.
23. Walker, В. M., Rader, С. P., eds., Handbook of Thermoplastic Elastomers, 2nd ed. Van Nostrand
Remhold (1998), New York.
24. Holden, G., «Thermoplastic Elastomers», In Rubber Technology, 3rd ed., Morton, M., ed., Van
Nostrand Reinhold (1987), New York.
25. Holden, G., «Elastomers, Thermoplastic», In Kirk-Othmer Encyclopedia of Polymer Science
and Engineering, 2nd ed., Kroschwitz, J. I., ed., John Wiley & Sons (1986), New York.
26. Holden, G., «Elastomers, Thermoplastic», In Kirk-Othmer Encyclopedia of Chemical Techno-
logy, 4th ed., Kroschwitz, J. I., ed., John Wiley & Sons (1988), New York.
27. Holden, G., «Thermoplastic Elastomers (Overview)», In Polymeric Materials Encyclopedia,
Sala-mone, J. C, ed. CRC Press (1996), Boca Raton.
28. Holden, G., Understanding Thermoplastic Elastomers, Hanser Publishers (1999), Munich.
29. Holden, G., «Thermoplastic Elastomers and Their Applications» in Applied Polymer Sci-
ence—21st Century, Carraher, C., Graver, C. eds., American Chemical Society (In Press)
Washington.
30. Holden, G, in Chap. 3 of Ref. 24.
31. Chap. 3 of Ref. 24.
32. Tan, О. H. C., Mehta, S., paper presented at the 158th meeting of the A.C.S. Rubber Division
Cincinnati, OH October 17-19,2000. See Rubber Chem. Technol. 74, pl67.
33. Kresge, E. N., in Chap. 5 of Ref. 24.
34. Publication #H-69216, DuPont Elastomers L. L. C., Wilmington, DE 19809.
35. Personal Communication, Abel, W. R., Ill, Advanced Polymer Alloys, Wilmington, DE 19810.
3 ОСНОВЫ ПРОЦЕССА ПЕРЕРАБОТКИ
Т. А. Оссвальд*
Механические свойства и эксплуатационные характеристики готового изделия всегда
являются результатом ряда последовательных операций. Производство изделий из
пластмасс начинается с их конструирования, на ранней стадии которого производит-
ся выбор материала. Затем следует переработка, при которой достигаются и фиксиру-
ются свойства конечного изделия. При конструировании и производстве любых пласт-
массовых изделий следует всегда помнить, что материал, технологический процесс и
конструктивные особенности взаимосвязаны и не могут рассматриваться без учета
этой взаимосвязи. Такой подход зачастую называют правилом четырех «П»: Полимер,
Переработка, Продукт, Потребление. В данной главе рассматриваются основные
принципы переработки полимеров в литье под давлением. Для освещения различных
явлений, происходящих в процессе получения отливки, глава разделена на четыре
части: характеристики технологического процесса, реология, анизотропия и затверде-
вание. В главе описаны некоторые простые физические и физико-химические
экспресс-методы оценки различных свойств материала и параметров процесса, касаю-
щихся конструирования и производства изделия. Более подробные математические,
компьютерные расчеты и прогнозы будут приведены в главе 10, посвященной описа-
нию методов моделирования процессов литья под давлением.
3.1 Характеристики процесса переработки
Для ускорения перехода от наладки оборудования в режим установившегося произ-
водства необходимо изначально установить параметры технологического процесса
как можно ближе к оптимальным значениям. Хотя всегда можно найти обоснован-
ные рекомендации для каждого из выбранных видов материала, окончательные зна-
чения параметров переработки зависят от сорта конкретного полимера, технических
характеристик используемой литьевой машины, от степени износа шнека, конструк-
ции изделия и литьевой формы, а также от других независимых переменных. Каж-
дое из условий переработки непосредственно зависит от следующих параметров:
• свойства готового изделия;
• особенности литьевой машины;
• особенности литьевой формы;
• свойства материала;
• геометрия изделия.
С дополнениями М. ДеГрейффа и Дж. Холдена.
3 Основы процесса переработки
83
Например, большая длительность процесса пластикации может оказать губи-
тельное воздействие на нетермостабильный полимер. Повышение пластикационной
производительности предполагает повышенные скорости плавления, для чего ис-
пользуются мощные внешние нагреватели, возможности которых определяются
конструкцией литьевой машины.
Вместе с тем для большинства полимерных материалов исходные условия литья
хорошо известны, поскольку содержатся в таких базах данных, как, например,
CAMPUS [1].
3.1.1 Температурные режимы
Температура, при которой перерабатывается материал, является одним из основных
установочных параметров, необходимых для начала литья под давлением. В табл. 3.1
приведены усредненные температуры процесса переработки некоторых термопла-
стов по зонам нагрева узла пластикации литьевой машины, а также температуры
сопла и литьевой формы.
Как было упомянуто в главе 1, если установлена излишне высокая температура
переработки, возможно термическое разложение материала. С другой стороны, при
заниженной температуре расплава процесс может завершиться недостаточным по
объему впрыском. Поэтому температура переработки должна быть установлена дос-
таточно высокой для того, чтобы достичь полного расплавления материала, обеспе-
чить такие вязкость и гомогенность расплава, которые необходимы для заполнения
формы и получения высококачественного изделия. Следует отметить, что вязкость
аморфных термопластов более чувствительна к изменениям температуры по срав-
нению с частично кристаллизующимися полимерами.
При пластикации важную роль играет дисперсия значений вязкости. В данном
случае ключевой переменной является скорость шнека, которая может быть вычис-
лена по уравнению (3.1):
уШШЖ1=К1, (3.1)
где R — радиус, м; Q — частота вращения шнека, с"1.
Соотношение между скоростью и дисперсией вязкости описывается числом
Бринкмана и будет представлено ниже. В табл. 3.2 приведены диапазоны переработ-
ки различных термопластов при разных температурах нагревателей, допустимом
времени выдержки под нагрузкой и рекомендуемых окружных скоростях шне-
ка (м/с).
Таблица 3.1. Температурные параметры при литье под давлением термопластов [2,3]
Температура, °C
Полимер Сокр. диапазон зона питания зона 1 зона 2 зонаЗ сопло форма
Полиэтилен ПЭНП 160-270 20-30 140-300 200-350 220-350 220-350 20-70
лпэнп 160-200 20-60
ПЭВП 200-300 10-90
свмпэ 200-250 40-70
Полипропилен пп 200-300 20-30 150-210 210-250 240-290 240-300 20-100
Стирольные пластики ПС 170-280 20-30 150-180 180-230 210-280 220-280 10-60
ВС 190-280 35-45 30-80
САН 200-260
АБС 220-260
АСА
Поливинилхлорид ПВХ ж 170-210 30-40 135-160 165-180 180-205 180-210 20-60
ПВХп 160-190 125-150 150-175 160-200 150-200
Полихлортрифторэтилен ПХТФЭ 270-280 250-280 290-320 340-370 340-370 80-130
Полиметилметакрилат ПММА 190-290 50-60 135-180 185-225 200-250 200-250 40-80
Полиоксиметилен ПОМ 180-230 30-40 150-180 180-205 195-215 190-215 40-120
Поликарбонат ПК 270-380 70-90 235-270 285-310 305-350 310-350 80-120
Полиамид ПА 6 240-290 60-80 210 230 240 230 60-100
ПА 66 260-300 265 260 280 280 40-90
Полиуретан ПУ 1 90-220 175-200 180-210 205-240 205-240 40-80
Ацетобугират целлюлозы АБЦ 180-220 40 130-140 150-175 160-190 160-190 40-80
Ацетат целлюлозы АЦ 180-220 40 135-165 140-185 1 65-200 185-200 40-80
Пропионат целлюлозы пц 1 90-230 40 160-190 1 90-230 190-240 1 90-220 40-80
Полифениленоксид ПФО 230-300 40 260-280 300-310 320-340 320-340 80-105
Простой эфир полифенилена ПЭ ПФ
Полисульфон ПСуф 310-390 250-270 290-330 320-330 300-340 95-160
Иономеры (Surlyn) 290-330 90-170 130-215 140-215 140-220 10-30
Полиметилпентен ПМП 260-320 240-270 250-280 250-290 250-300 60
Поли-4-метил-пентен-1
Термопластичные сложные ПЭТФ
полиэфиры ПБТФ 260-280 60-80 240-250 245-255 250-260 250-260 90-140
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
3 Основы процесса переработки
85
Таблица 3.2. Диапазоны параметров переработки различных термопластов
Полимер Температура расплава, °C Время выдержки под нагрузкой, мин Окружная скорость шнека, м/с
АБС 220 4 0,8
220 10 0,3
260 4 0,3
ПС 280 4 0,8
280 10 0,3
320 4 0,3
ПА 6 260 4 0,8
260 10 0,3
280 4 0,3
ПА 66 270 4 0,8
270 10 0,3
300 4 0,3
3.1.2 Давление на расплав при впрыске и выдержке
под нагрузкой в форме
Скорость и давление впрыска, как и давление выдержки под нагрузкой, являются
очень важными контролируемыми установочными параметрами в литье под давле-
нием. Они зависят от вида перерабатываемого материала. В табл. 3.3 приведены не-
которые рекомендуемые значения данных параметров. Например, для различных
материалов требуются высокие давления и скорости литья. Высокие скорости необ-
ходимы в тех случаях, когда требуется обеспечить одновременность и равномер-
ность заполнения формующих полостей сложной конфигурации, а также для обес-
печения равномерной степени кристалличности изделия при литье частично кри-
сталлизующихся полимерных материалов. Низкие значения скорости и давления
впрыска зачастую предпочтительны для получения высококачественных поверхно-
стей, для исключения влияния вязкой диссипации и образования струйного течения
при заполнении формы.
3.1.3 Сушка
Весьма важным параметром процесса является содержание влаги в гигроскопичных
полимерах. Наличие остаточной влаги в материалах, которые не были правильно
высушены, может привести к образованию пузырей и облоя, дефектам поверхности
изделия. Содержание влаги в полимере может быть отчасти снижено непосредст-
венно в литьевой машине, узел пластикации которой имеет зону дегазации. Однако,
поскольку большинство процессов литья под давлением не требует такой операции,
Таблица 3.3. Параметры переработки различных термопластов [3,7,10]
00
СП
Полимер Сокр. Давление Объем впрыска, % Усадка, % Длина потока, мм* Буфер мм
впрыска, бар в форме, бар
Полиэтилен ПЭНП ПЭВП 400-800 600-1200 100-250 5-95 1,5-3 1,5-5 550-600 200-600 2-6
Полипропилен ПП 1200-1800 100-200 10-90 1,2-2,5 250-700 2-6
Полистирол и его сополимеры ПС БС САН АСА АБС 600-1800 1000-1500 100-200 100-250 (20-50) 5-95 10-90 (20-80) 0,45-0,6 0,4-0,7 200-500 320 2-6 2-6
Поливинилхлорид ПВХ ж ПВХм 800-1600 600-1000 Свыше 500 50-100 20-85 20-85 0,5-0,7 1-2 160-250 150-500 Под- держ. низк. Под- держ. низк.
Полиметилметакрилат ПММА 500-1200 100-400 (20-50) 20-75 0,4-0,8 200-500 2-6
Полиоксиметилен ПОМ 1200-1500 100-200 60-80 15-75 1,9-2,3 500 2-6
Поликарбонат ПК 1300-1800 50-150 (20-50) 40-60 15-85 (20-80) 0,7-0,8 150-220 2-6
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Продолжение табл. 3.3
Полимер Сокр. Давление Объем w Длина Усадка, Буфер, мм
впрыска, бар в форме, бар " впрыска, % % потока, мм*
Полиамид ПА 6 ПА 66 Не слишком высокое или длительное 50-150 (20-50) Не слишком высокое или длительное 15-80 (20-80) 0,8-2.5 400-600 810 2-6
Ацетобутират целлюлозы Ацетат целлюлозы Пропионат целлюлозы АБЦ АЦ СР 800-1200 50-100 40-70 15-85 0.4-0.7 500 350 500 3-8
Полифениленоксид ПФО 1000-1200 30-50 50-70 15-85 0,5-0.7 3-5
Термопластичные сложные полиэфиры ПЭТФ ПБТФ 1200-1500 30-50 50-70 15-85 1,3-1.5 200-500 250-600 3-5
* Длина потока для спиральной формы с глубиной канала 2 мм при средних условиях переработки.
88
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
эта возможность не всегда присутствует. В таких случаях необходимо сушить грану-
лы полимера перед их загрузкой в бункер литьевой машины. В табл. 3.4 приведены
рекомендуемые температуры и время сушки некоторых термопластов. Хотя эти зна-
чения и универсальны, в каждом отдельном случае лучше следовать рекомендациям
поставщика сырья.
Таблица 3.4. Рекомендуемые параметры сушки обычных термопластов [3]
Полимеры Сокр. Температура, *С Время, ч
Полистирол и его сополимеры ПС 60-80 1-3
САН 70-90 1-4
АБС 70-80 4
АСА 80-85 2-4
Полиметилметакрилат ПММА 70-100 8
Полиоксиметилен ПОМ 80-120 3-6
Поликарбонат ПК 100-120 8
Полиамид ПА 80-100 16
Этиленбутилакрилат ЭБА 70-80 3
Полиэфир простой - блокамид ПЭП-бА 70-80 2-4
Ацетобутират целлюлозы АБЦ 60-80 2-4
Ацетат целлюлозы АЦ
Пропионат целлюлозы пц
Полифениленоксид ПФО 100 2
Простой эфир полифенилена ПЭ ПФ
Полисульфон ПСуф 120-150 3-4
Термопластичные сложные полиэфиры ПЭТФ 120-140 2-12
ПБТФ
Сополимер этилена с винилацетатом СЭВА 70-80 3
Полиарилат ПАр 120-150 4-8
Полиарилсульфон ПАрСуф 135-180 3-6
Полиэфирсульфон ПЭфСуф
Полифениленсульфид ПФС 140-250 3-6
Простой полиэфир эфиркетона ППЭЭК 150 8
Термоэластопласты ТПЭ 120 3-4
Полиамидоимид ПАИ 150-180 8-16
Полиэтероимид ПЭИ 120-150 2-7
Жидкие кристаллические полимеры ЖКП 110-150 4-8
Термопластичные полиуретаны ТПУ 100-110 1-2
3 Основы процесса переработки
89
3.1.4 Данные по переработке термоэластопластов*
Все термоэластопласты, описанные в табл. 2.6 как «Смеси», могут поставляться в ви-
де предварительно смешанных продуктов (концентратов). Стандартные компаун-
ды, оптимизированные для конкретного использования, могут быть закуплены у по-
ставщиков в гранулированном (готовом к использованию) виде. В таких случаях пе-
реработчик не несет дополнительных затрат на осуществление подготовительных
операций. С другой стороны, если требуется получить нестандартную продукцию,
переработчик может выполнять операцию смешения и самостоятельно, например, с
помощью смесителя, установленного перед экструдером и гранулятором. Такая опе-
рация может быть осуществлена заранее, и полученное сырье может храниться для
последующей переработки. Второй способ — совместная сушка компонентов смеси
(концентратов с базовым материалом) с последующим смешением непосредственно
в материальном цилиндре литьевой машины. В этом случае возникает ряд новых
требований:
1. Модифицирующийся полимер или эластомер должны представлять собой
частицы малого размера, обычно менее 1 мм.
2. Смазка или пластификатор должны полностью поглощаться полимером до
его поступления в литьевую машину. Нагревание ускоряет процесс поглоще-
ния, который можно проводить в смесителе с высоким усилием сдвига.
3. Литьевая машина должна иметь шнек либо с достаточно высоким сжатием,
либо со специальной зоной смешения.
4. Длительность пластикации полимера должна быть увеличена. В машинах
с возвратно-поступательным движением шнека это осуществляется за счет
регулировки противопотока, который должен быть таким, чтобы шнек воз-
вращался в исходное положение только за одну-две секунды перед открыти-
ем формы.
Для всех подобных смесей особенно важно высококачественное диспергирова-
ние ингредиентов. Любой неоднородный материал приведет к появлению брака. Ка-
чество диспергирования можно контролировать компрессионным литьем тонких
пленок из данного материала с их последующей проверкой на равномерность рас-
пределения нерасплавленных участков.
Многие литьевые изделия окрашиваются. Для термоэластопластов окраска до-
стигается их смешением с гранулированым красителем (концентратом). Концен-
трат изготавливается на основе базового полимера, который должен быть пригоден
для смешения с термоэластопластом, в противном случае могут возникнуть пробле-
мы, связанные с разложением или расслоением расплава. Подробная информация о
базовых полимерах, пригодных для смешения с каждым из типом термоэластопла-
стов, приведена в табл. 2.2.
Все типы базовых термоэластопластов, приведенные в табл. 2.6, содержат марки,
специально предназначенные для литья под давлением. Переработка может осуще-
* Раздел написан при участии Дж. Холдена.
90
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ствляться на традиционных литьевых машинах с возвратно-поступательным движе-
нием шнека, с использованием стальных форм в условиях высокого или низкого
давления впрыска. Разумеется, оптимальные условия литья зависят от типа полиме-
ра. В общем случае условия литья термопластов, используемых в качестве вводимой
эластифицирующей фазы, являются хорошей отправной точкой для переработки
смесей. Более подробно исходные параметры переработки каждого типа полимеров
обобщены в табл. 2.2.
Термоэластопласты зачастую используются при литье армированных изде-
лий или для двухкомпонентного литья изделий с участками различной твердо-
сти/жесткости. Такая технология позволяет исключить последующую сборку с
использованием клея, зажимов или крепежа. Конечно, необходимо, чтобы термо-
эластопласт образовывал прочные химические связи в композиции с жестким по-
лимером. Хороший пример подобного изделия — кухонная лопатка. Часто она
имеет жесткую ручку, отлитую из ПП, и гибкую плоскость, отлитую из смеси
ПП//(стирол-этиленбутадиен-стирол + смазка). Этот пример иллюстрирует
общее правило — адгезия между двумя частями будет хорошей, если жесткий по-
лимер в композиции аналогичен твердой фазе термоэластопласта. Это особенно
справедливо для малополярных термоэластопластов. Полярные термопластич-
ные эластомеры могут зачастую соединяться с несколькими другими полярными
термопластами. Разрабатываются специальные марки эластомеров, пригодных
для двухкомпонентного литья с жесткими полимерами иного типа. Для получе-
ния актуальной информации потребителям следует консультироваться с произ-
водителями термоэластопластов. Часто адгезию можно улучшить введением в
термоэластопласт небольших количеств (порядка 5%) жесткого полимера при
условии их технической совместимости. Жесткие полимеры, пригодные для
двухкомпонентного литья с каждым типом термоэластопласта, перечислены в
табл. 3.5.
Термоэластопласты используются также при литье со вставкой из металлов, на-
пример, при производстве ножей и другой кухонной утвари. Адгезия к металлу за-
частую невелика, поэтому металлическая вставка обычно имеет рифление и перед
установкой в форме нагревается. Другой способ улучшения адгезии состоит в нане-
сении на металл покрытия из раствора связующего.
После завершения процесса литья отливка извлекается из формы. Операция
должна осуществляться без повреждения или деформации изделия, надежно и ста-
бильно, во избежание «заторов» и остановки производства. Поскольку термоэласто-
пласты — относительно мягкие материалы, они имеют достаточно высокое поверх-
ностное трение и нередко прилипают к поверхности формы. С повышением мягко-
сти изделий проблема усугубляется. Лучшие результаты, особенно для мягких
изделий, достигаются при использовании форм с большим углом уклона стенок и
каналов (не менее 3 град). Прилипания можно избежать, обработав поверхность
формы паром или с помощью специального антиадгезионного покрытия (например,
№ 2 5РГ). Другим способом является обработка поверхности формы постоянным ан-
тиадгезионным покрытием, например, дисульфидом вольфрама.
Таблица 3.5. Условия литья под давлением и свойства термоэластопластов
ПС/(С-Б-С + + смазка) ПП/(С-ЭБ-С + + смазка) ПП/(ЭП каучук + + смазка) ПП/(Каучук + + смазка) ПЭ/Полиоле- фин
Каучук Смеси Смеси Смеси Динамич. вулканиз. Блоксополимеры
Температура расплава, ‘С 190-210 210-250 250 190-230а 180-290
Температура формы, ’С 25 30 50 10-80ь 25-40
Скорость впрыска Средняя Высокая Высокая Высокая Высокая
Термическая стабильность Хорошая Отличная Отличная Хорошая — отличная0 Отличная
Сушка(| А А А D NN
Полимеры для двухкомпонентного литья ПС, УПС ПП ПП ПП ПЭ
Основа для окрашивающего концентрата ПС, УПС ПП ПП ПП ПЭ
Диапазон цене, цент/фунт 90-150 185-280 80-120 165-300 80-100
Диапазон твердости (по Шору, метод А или D) 40Д-45О 5Д-60О 60Д-65О 35Д-50О 65Д-85Д
ПВХ(БНК + + пластифи- катор) Сплавы хлорированных олефинов Полиуретан/ Сложный ПЭ/ блоксополимеры блоксополимеры эластомеров эластомеров Полиамид/блок- сополимеры эластомеров
Смеси
Температура расплава, ’С 140-200 170-190 180-230’ 195-250’ 180-290а
Температура формы, ’С 50 50 10-50’ 45 10
Скорость впрыска Средняя Высокая Низкая/средняя Высокая Высокая
Термическая стабильность Достаточная Достаточная Достаточная Хорошая Хорошая
3 Основы процесса переработки
CD
Ю
Окончание табл. 3.5
ПС/(С-Б-С + + смазка) ПП/(С-ЭБ-С + + смазка) ПП/(ЭП каучук + + смазка) ППДКаучук + + смазка) ПЭ/Полиоле- фин
Сушка6 А А V V V
Полимеры для дополнительного литья ПВХ, САН, АБС СМА ПК/АБС, ПВХ, сл. ПЭФ, ПУ-ТПЭласт АБС, ПС ПК/АБС ПВХ, сл.ПЭ Сл.ПЭ, ПК, АБС ПА, ПК
Основа для окрашивающего концентрата Пластиф. ПВХ Пластиф. ПВХ Мягкие ПУ/ТПЭ АБС Мягкие Сл. ПЭ/ТПЭ Мягкие ПА/ТПЭ
Диапазон цене, цент/фунт 130-150 225-275 225-375 275-375 450-550
Диапазон твердости 50А-90А 45А-80А 7QAf-75D 90A-80D 75A-70D
(по Шору, метод А или D)
а Зависит от твердости. Более жесткие марки требуют более высоких температур расплава.
6 Марки на основе БНК требуют повышенной температуры формы (60-100 *С).
с Зависит от типа каучука. На основе ЭПДК и БНК наиболее стабильны.
d А — может улучшать внешний вид, особенно в наполненных изделиях, D — желательно, NN — необязательно, V — жизненно
важно.
• Марки общего назначения.
‘До 60 ’С при наличии пластификатора.
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
3 Основы процесса переработки
93
При использовании системы выталкивания, применяемой для жестких термо-
пластов (например, выталкивателей небольшого диаметра), отливки из более мяг-
кого термоэластопласта могут деформироваться. Наилучшие результаты часто до-
стигаются с помощью плит съема. Если используются выталкиватели, они должны
быть как можно большего диаметра и должны располагаться напротив участка
с наибольшей толщиной стенки. Часто для выталкивания используется пневматиче-
ское устройство или воздушный клапан. Последний будет эффективен и с механиче-
ской системой выталкивания.
Сушка гранул термоэластопласта перед литьем полезна для некоторых из них и
абсолютно необходима для других. Часто она улучшает внешний вид изделий,
уменьшая количество поверхностных дефектов. Сушка рекомендуется для динами-
ческих вулканизатов и совершенно необходима для ПУ, сложных полиэфиров
и блоксополимеров П А/эластомер. Для данных материалов сочетание воды и нагре-
ва в материальном цилиндре литьевой машины может вызвать деструкцию полиме-
ра, образование пены и внезапные «выплески» расплава. Остальные типы смесей за-
частую не нуждаются в сушке, особенно если они загружаются в литьевую машину
непосредственно из герметично закрытых мешков. Сушка желательна для материа-
лов, содержащих большое количество наполнителя. В отдельных случаях достаточ-
но использовать в литьевой машине двухстадийный шнек с вентиляцией.
Производители термоэластопластов часто предоставляют весьма подробную
информацию с описанием соответствующих параметров литья. Именно этой инфор-
мацией и следует пользоваться. Обобщенный вариант таких данных представлен в
табл. 3.5.
3.1.5 Данные по переработке рёактопластов
Влияние температуры на процесс переработки реактопластов очень велико. Темпе-
ратуры перерабатываемого материала, материального цилиндра, сопла и формы
влияют на одновременно протекающие процессы заполнения формы и отвержде-
ния. Повышение температуры снижает вязкость, что улучшает перерабатываемость
материала, но в то же время будет ускорять реакцию отверждения, которая, в свою
очередь, приводит к повышению вязкости и возникновению сложностей при перера-
ботке. На рис. 3.1 показана кривая изменения вязкости эпоксидной смолы при нор-
мированном повышении температуры (40-180 °C) в течение определенного време-
ни. Как и ожидалось, вязкость с нагреванием снижается, но через некоторое время
начинает возрастать вследствие отверждения. Таким образом, существует опреде-
ленный температурно-временной интервал, обеспечивающий оптимальные условия
переработки. В табл. 3.6 приведены предполагаемые условия переработки некото-
рых реактопластов.
94
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 3.1. Изменение вязкости эпоксидной смолы в интервале времени t = 0-20 мин и при росте
температуры от 40 (t = 0) до 180 ’С (t = 20 мин)
Таблица 3.6. Условия переработки различных реактопластов [2,3]
Полимер Сокр. Температура, ’С Давление,бар (кгс/см2, 0,1 МПа) Время
мате- риала ци- линдра сопла формы впрыска в фор- ме и । верж- дения
Сложный поли- эфир наполненный Сл. ПЭФ Графит 70-110 70-110
Сложный поли- эфир ненаполненный Сл. ПЭФ 100-140 30-60 80-110 155-175 500-2500 10-100
Фенольный Фен 120-140 65-85 85-110 155-190 1000-2500 15-80
Мочевино-фор- м альдегидный МФ 70-90 90-115 130-160 1000-2000 До 150 15-80
Эпоксидный ЭС 50-60 70-100 180-190 800-1800 5-10 15-80
Меламино-форм- альдегидный МФС 120-140 65-85 80-110 155-190 1000-2500 15-80
3 Основы процесса переработки
95
3.1.6 Данные по переработке эластомеров
При литье смесей эластомеров ббльшая часть тепла, требуемого для повышения
температуры до температуры вулканизации, возникает за счет диссипации энергии
вязкого течения. При литье под давлением тонкостенных изделий легко достигается
время цикла порядка 1 мин и менее. В табл. 3.7 приведены рекомендуемые темпера-
туры переработки различных эластомеров.
Таблица 3.7. Режимы переработки различных эластомеров [3]
Полимер Сокр. Температура, ’С
материала цилиндра сопла формы
Синтетический каучук БК, БНК 70-110 70-110 170-200
Полибутадиеновый каучук ПБК 240-280 60-100 60-100 40-80
3.2 Реология расплавов полимеров
Реология - это наука о деформациях и текучести сплошных сред. Среди всех мате-
риалов, исследуемых в реологии, полимеры оказались наиболее интересными
и сложными. Расплавы полимеров являются вязкоэластичными, а свойства их пото-
ка зависят от температуры. В данном разделе обсуждаются явления, типичные для
расплавов полимеров, а также рассматриваются основные свойства, используемые
для описания поведения полимеров при течении во время литья под давлением.
Кроме того, приводится краткое описание реометрии. Для более полного ознакомле-
ния с реологией расплавов полимеров читателю следует обратиться к литературе,
указанной в конце главы [4-9].
3.2.1 Поведение полимера при сдвиге
Вязкость является важнейшим параметром материала, определяющим поведение
полимера в процессе переработки. Поскольку большинство процессов переработки
полимеров и расплава определяются скоростью сдвига, вязкость расплава обычно
измеряется с использованием приборов, основанных на измерении сдвиговой
деформации. Например, простой сдвиговый поток, образующийся в реометре [10]
(рис. 3.2), реализует сдвиговое напряжение, описываемое уравнением
^ = п(Т,у')уху) (3-2)
где т](Т, у') - вязкость, у — скорость сдвига, по толщине потока v/h.
96
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 3.2. Схема реометра
Для потока, показанного на рис. 3.2, абсолютная величина скорости тензора де-
формацииу равнау . Для полимеров существуют также процессы, в которых преоб-
ладают либо удлинение (свободное течение), либо сочетание сдвиговой и свободной
деформаций, например, при литье с раздувом, термоформовании, вытяжке волокна.
Кроме того, некоторые расплавы полимеров проявляют значительную эластичность
при деформации.
7
1 -1-1--1-1--1-1-1--
-4-3-2-101234
Приведенная скорость сдвига, log ату0, с’1
Рис. 3.3. Кривая приведенной вяз-
кости ПЭНП при температуре 150 ’С.
Значения вязкости, измеренные при
других температурах, смещаются по
горизонтали на величину фактора ат
при построении обобщающей кривой
3 Основы процесса переработки
97
Большинство расплавов полимеров являются жидкостями, уменьшающими вяз-
кость при повышении сдвиговых напряжений (тиксотропность). Тиксотропность
проявляется в снижении вязкости при высоких скоростях сдвига, как показано на
рис. 3.3 для ПЭНП. Это происходит потому, что молекулы полимера при низких
скоростях деформации «спутаны», а при высоких — растягиваются и разделяются.
Разделенные молекулы могут сравнительно легко скользить друг относительно дру-
га, что способствует снижению вязкости расплава.
Степенное уравнение течения, предложенное Оствальдом [ 11] и де Вейлем [12], яв-
ляется простейшим из уравнений, описывающих вязкое течение при сдвиге в зависимо-
сти от скорости нагружения. При невысоких скоростях сдвига это уравнение пригодно
для описания ньютоновского течения. Степенное уравнение течения выглядит как
(3.3)
где т — коэффициент вязкости; ц — показатель степенного уравнения.
Коэффициент вязкости включает в себя температурную зависимость вязкости и
может быть представлен как
т(Т)=тое"а(7’-Го). (3.4)
Постоянные степенного уравнения для обычных термопластов, используемые в
уравнениях (3.3) и (3.4), представлены в табл. 3.8.*
Таблица 3.8. Показатели степенного уравнения, т, коэффициент вязкости, л,
и постоянная, а, обычных термопластов
Полимер т, Па • с Л а, 1/*С То,'С
ПС 2,80 х 104 0,28 -0,025 170
ПЭВП 2,00 х 104 0,41 -0,002 180
ПЭНП 6,00 х 1 о3 0,39 -0,013 160
ПП 7,50 х 103 0,38 -0,004 200
ПВХ 1,70 х 104 0,26 -0,019 180
3.2.2 Упрощенные потоки, применяемые при анализе
процессов литья под давлением
Большинство стадий процесса переработки полимеров можно анализировать с ис-
пользованием упрощенных моделей. В данном разделе представлены несколько изо-
термических потоков простой геометрии, с использованием вязкости, описанной в
уравнении (3.3), а именно, ньютоновской и подчиняющейся степенному уравнению.
* На русском языке вопросы реологии полимеров рассмотрены в монографии: Виногра-
дов Г. В., Малкин А. Я. Реология полимеров. — М., Химия — 1971,438 с. — Примеч. науч.ред.
98
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Простое сдвиговое течение
h
.1.......................
v0 Простое сдвиговое течение (рис. 3.4) является
обычным при переработке полимеров, например,
при экструзии и в шнековых узлах пластикации
литьевых машин. Параметры простого сдвигового
Рис. 3.4. Схема простого течения одинаковы для всех жидкостей и описаны
сдвигового течения уравнениями (3.5) и (3.6)
(3.5)
(3.6)
Течение под давлением через щель
Течение под давлением через щель (рис. 3.5) обычно встречается в потоках при дви-
жении расплава через литниковые каналы некруглого сечения или внутри литьевой
формы. Параметры ньютоновского течения описываются уравнениями (3.7) и (3.8):
'АаДрТ руУ
k 8pL J \ h /
(3.7)
U 12ц£ ’
(3.8)
При использовании модели степенного уравнения параметры течения описыва-
ются как:
v (у)=шм_&п ЛУ) (2(s+l)A2mlJ [ \h) _ Wh2 (AApY 2(s+2)\2m£) ’ ; (3.9) (3.10)
Течение под давлением в трубке — Течение Хагена-Пуазейля
где $ " 1/и.
Течение под давлением в трубке (рис. 3.6) встречается в литниковой системе
литьевых форм, соплах некоторых конструкций и в капиллярных реометрах. Пара-
метры ньютоновского течения описываются уравнениями (3.11) и (3.12):
L
V А
у -г /> Др=р,-р2
zzzzzzzzzzzzzzzzzzzzz/zzzzzzzzzzzzzzzrzZ
Pi Рг
Рис. 3.6. Схема течения в трубке
Рис. 3.5. Схема течения через щель под давлением
3 Основы процесса переработки
99
Я2Др (
^г(г) = —у 1-
U 8ц£ '
(З.И)
(3.12)
При использовании жидкости, подчиняющейся степенному уравнению, поле те-
чения в трубке описывается как:
МНргдрУ
U ^s+3/\2mzJ
(3.13)
(3-14)
Данные уравнения можно использовать при балансировке литниковой системы
внутри многогнездной литьевой формы (рис. 3.7). Для получения изделий одинако-
вого качества время заполнения всех формующих полостей должно быть сбаланси-
ровано. Для рассматриваемого случая необходимо сбалансировать полости (гнезда),
решив уравнение для радиуса канала R2. Для сбалансированной литниковой систе-
мы скорости течения во все полости должны взаимно соответствовать. Для за-
данных производительности потока, Q, длины, Z, и радиуса, Rq можно решить урав-
нения для давления в местах соединения литниковой системы. Принимая, что поток
неньютоновского тиксотропного полимера с вязкостью т|, изотермичен, можно рас-
считать радиус R2 для изделия, отливаемого из ПС с коэффициентом вязкости
2,8 х 104 Па/с” и показателем степенного уравнения, и, равным 0,28.
Течение через каждый из участков литниковой системы описывается уравнени-
ем (3.14); их можно представить следующим образом:
Участок 1:
Участок 2:
Участок 3:
Участок 4:
( s+З Д 2mL Д
20 — р1^^) (р2Рз
s+З Д 2т(2Е) Д
р^у/?2(р2-о)Г
^s+зД 2m(2L) J ’
^уд^рз-о)?
У l^s+зД 2m(2L) J ’
Используя значения 1=10 см, R{ = 4 мм,
Q = 20 см3/с и данные уравнения, можно
рассчитать неизвестные параметры ph р2,
Рис. 3.7. Схема литниковой системы
100
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
и /?2- Приведенные уравнения носят нелинейный характер и могут быть решены
методом итерации. При выбранных значениях величин радиус Я2» равный 3,4 мм,
приведет к сбалансированной литниковой системе с давлениями, бар: pt=265,7,
р2 m 230,3 ир3 - 171,9. Для сравнения при использовании ньютоновской модели с тем
же коэффициентом вязкости и показателем степенного уравнения, равным 1,0, по-
лучится радиус R2 = 3,9 с гораздо более высокими давлениями, бар: рх=13,926,
р2 = 12,533 и р3 = 11,140. Различие объясняется воздействием уменьшения вязкости
за счет сдвига.
3.2.3 Оценка давления при литье и величины усилия
смыкания (модель Стивенсона)
Для облегчения поиска требуемых величин давления при литье и соответствующих
значений усилий смыкания формы Стивенсон [13] разработал ряд безразмерных
групп и соответствующих графических зависимостей для неизотермического запол-
нения формы неньютоновскими расплавами полимеров. Используя обозначения с
рис. 3.8 и вязкость, описываемую уравнением = т^е~а(Т~Тге^\у' | Стивенсон вывел
четыре безразмерных группы уравнений, которые можно использовать для прогно-
зирования давления и усилия смыкания:
• Приведенная температура, 0, определяет интенсивность взаимосвязи между
уравнением энергии и равновесием моментов:
0=a(rf-Tm),
(3.15)
где 7} и Тт — температуры впрыскиваемого материала и формы соответственно.
Отливка
1есто впуска
Проекция
Развернутая модель
Рис. 3.8. Плоскостная схема изделия, полученного литьем под давлением
3 Основы процесса переработки
101
• Приведенное время, т, представляет собой отношение времени заполнения,
tfiu, и времени установления термического равновесия в зависимости от теп-
лопроводности:
h2pCp'
(3.16)
• Число Бринкмана, Вг, представляет собой отношение энергии, выделяющей-
ся при вязкой диссипации и энергии, передаваемой за счет теплопроводности.
Для неизотермической неньютоновской модели оно равно
-aTi 1 2 / D \"+t
mQe ln \ R
к(Т{ ~~Tm) \
(3.17)
• Показатель степенного уравнения, n, по модели Оствальда и де Вейля отра-
жает тиксотропное поведение расплава полимера.
После того как рассчитаны безразмерные параметры, из рис. 3.9-3.12 легко оп-
ределить безразмерные величины давления при литье (Др / ) и усилия смыкания
(F/Fj). Изотермические давление и усилие рассчитываются с помощью следующих
уравнений:
тпе аТ‘
1—п
l+2n R ।
tfiU
(3.18)
И
Л =7tR2(^^VAA)-
\О П /
(3.19)
Поскольку площадь изделия зачастую превышает проектируемую, данные, при-
веденные на рис. 3.13, можно использовать для корректировки рассчитанного уси-
лия смыкания.
В качестве примера определим максимальное усилие смыкания и давление
впрыска, требуемые для литья кейса из АБС со временем заполнения tj = 2,5 с. Ис-
пользуются размеры, показанные на рис. 3.14, температуры впрыска 7} = 227 °C
(500 К) и формы Тт = 27 °C (300 К). Свойства, необходимые для расчетов, представ-
лены в следующей таблице:
Свойства АБС
п = 0,29
«»о = 29 х IV6 Па • сек"
я = 0,01369/К
р = 1020 кг/м3
Ср = 2343 Дж/кг/К
k - 0,184 Вт/м/К
102
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 3.9. Зависимость безразмерного усилия смыкания от величин безразмерного ряда
Рис. 3.10. Зависимость безразмерного усилия смыкания от величин безразмерного ряда
3 Основы процесса переработки
103
Рис. 3.11. Зависимость безразмерного давления при литье от величин безразмерного ряда
Рис. 3.12. Зависимость безразмерного давления при литье от величин безразмерного ряда
104
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 3.13. Корректировка усилия
смыкания для проектируемой пло-
щади
Решение задачи начинается с выполнения чер-
тежа кейса и определения требуемых геометриче-
ских факторов (рис. 3.15). Из его геометрии следует,
что самый длинный путь потока R от центрального
впуска составляет 0,6 м, а радиус проектируемой
площади Rp равен 0,32 м. Теперь можно рассчитать
безразмерные параметры согласно уравнениям
(3.15)—(3.17):
Р = 0,01369 (500 - 300) = 2,74;
т = [2,5(0,184)]/[(0,001 )2( 1020)(2343)] = 0,192;
Вг = [(29 х 106)е“°’01360<500)(0,001 )2]/[0,184(500 - 300)] х
х [(0,6/(2,5 х 0,001)]°29+1 = 0,987.
Давление впрыска и усилие смыкания для изо-
термических условий рассчитываются с помощью
равенств (3.18)—(3.20):
Др/ =
(29х10б)е-0 0,369<500) Г1+2(0,29) 0,6 Т'2’/' 0,6 1=171МП.
1—0,29 [ 2(0,29) 2,5(0,001)] Ц0,001)/ а’
F, = л (0,6)2
(17,1х107) = 50,7х106 Н.
Далее с помощью рис. 3.9-3.12 определяются Др/ ДР7 и F/Fr Поскольку между
и = 0,3 и и = 0,5 изменение невелико, выбирается п = 0,3. Однако для других значе-
ний п можно проводить экстраполяцию. Для Р = 2,74 проводится следующая интер-
поляция между 1 и 3:
Р = 1 -> Др/ Др7 = 1,36 и F/Fj = 1,65;
Р = 3 —> Др/bpj = 1,55 nF/Ft = 2,1.
Рис. 3.14. Геометрическая форма кейса
3 Основы процесса переработки
105
Р = 2,74 -> \р/ APl = 1,53 и F/F, = 2,04;
Др=(Др/Др/)Др/ = 262 МПа = 2620 бар;
F = (F/FI)FI = 10,3 х 107 У = 10 300 т.
Усилие смыкания может корректироваться для R = 0,32 м с помощью рис. 3.13 и
Rf> /R = 0,53:
Fprojected = (0,52)10,300 = 5356 т (метрических).
Для описываемого примера, когда общий объем составляет 1360 мл и общая пло-
щадь изделия 0,68 м2, полученные цифровые значения слишком велики. Полезным
практическим значением является максимум допустимого усилия смыкания в
2 т/дюйм2. В данном случае получена значительно большая величина. Для промыш-
ленных литьевых машин нормально допустимым значением является примерно
3000 т/м2. Например, типовая литьевая машина с объемом впрыска 2000 мл имеет
максимальное усилие смыкания 630 т при максимальном давлении впрыска
1400 бар. Для крупногабаритных изделий подходят машины с соответственно боль-
шими значениями усилия смыкания и давления впрыска. Например, машина с объе-
мом впрыска 19 000 мл развивает максимальное усилие смыкания 6000 т при макси-
мальном давлении впрыска 1700 бар. Для приведенного примера нужно снизить
требования к давлению и усилию смыкания. Этого можно добиться, увеличив тем-
пературы впрыска и формы или уменьшив время заполнения. Рекомендуемые тем-
пературы литья для АБС составляют 210-240 °C, а формы - от 40 до 90 °C. Как ви-
106
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
дим, существует возможность выбора условий переработки, при которой необходи-
мо повторить описанную выше методику с использованием новых параметров*.
3.2.4 Неизотермические потоки в процессах
переработки полимеров
Хотя анализ процессов переработки полимеров был упрощен допущением изотер-
мичности условий, большинство стадий переработки неизотермичны, поскольку
они включают в себя плавление и вязкую диссипацию. В этом случае температура
расплава может находиться в весьма широком диапазоне, причем ее значение будет
определяться не только внешними нагревателями, но и нагревом от сдвиговых де-
формаций раплава при тиксотропном течении, которое составляет:
nV2
лг-=^т- <3-20>
OR
Как уже ранее упоминалось, при значительной дисперсии вязкости для оценки
ее влияния используется число Бринкмана. Зачастую применяют упрощенную фор-
му уравнения (3.17)
Выбор разности температур, например (Th - Tg), зависит от типа анализируемой
задачи.
3.2.5 Нормальные напряжения при сдвиговом течении
Склонность растянутых в сдвиговых потоках молекул полимера к инверсионному
«скручиванию» приводит к появлению нормальных напряжений в движущейся
неньютоновской жидкости. Например, течение при сдвиге, представленное уравне-
нием (3.2), имеет измеряемые разности нормальных напряжений Nx и N2, соответст-
венно первая и вторая разность нормальных напряжений. Они зависят от вида мате-
риала и определяются как:
(3.22)
^2=тй,-га=-Т2(у1Т)у^. (3.23)
Функциональные переменные Ч^ и Ч^ называются коэффициентами первой
и второй разностей нормального напряжения и являются функциями абсолютной
* Приведенные расчеты носят иллюстративный характер; в практической работе их примене-
ние затруднительно. — Примеч. науч. ред.
3 Основы процесса переработки
107
величины тензора скорости деформации и температуры. Первая и вторая разности
нормального напряжения не изменяют свой знак при изменении направления ско-
рости нагрузки. Это отражено в уравнениях (3.22) и (3.23). На рис. 3.16 [14] показан
коэффициент первой разности нормальных напряжений для расплава ПЭНП, пред-
ставленного на рис. 3.2, при температуре 150 °C. Вторую разность нормальных на-
пряжений измерить трудно, и ее часто принимают приблизительно равной
Т2(у)«-0,1%(у). (3.24)
Разности нормальных напряжений играют важную роль в процессах переработ-
ки. Например, первая разность нормальных напряжений частично ответственна за
разбухание экструдата (рис. 3.17) на выходе из сопла. Вторая разность нормальных
напряжений позволяет свести к минимуму эксцентричность распределения напря-
жений по сечению круглого потока [15].
Приведенная скорость сдвига log ату0, с
Рис. 3.16. Приведенный коэффициент первой разности нормальных напряжений для расплава
ПЭНП при температуре 150 *С
Рис. 3.17. Схематический вид явления разбухания струи впрыскиваемого расплава
108
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
3.2.6 Число Деборы
Полезным параметром для оценки эластических эффектов при течении является
число Деборы
De = (3.25)
где X — время релаксации полимера; tp — характеристическая длительность процесса.
Для процесса, показанного на рис. 3.17, характеристическое время может быть опре-
делено по отношению характеристического размера отверстия и средней скорости
жидкости, проходящей через него. Число Деборы, равное нулю, представляет вязкую
жидкость, а равное <*>, — твердое эластичное вещество. При числе Деборы больше 1 поли-
мер не имеет достаточно времени для релаксации в процессе, что приводит к расширению
потока*, образованию морщин и даже нарушению непрерывности потока расплава.
Хотя на величину разбухания экструдата влияют многие факторы, «память»
жидкости и эффекты нормальных напряжений являются наиболее значимыми; од-
нако резкие изменения граничных условий, таких как точки отделения экструдата
от сопла, также играют роль при его разбухании или уменьшении поперечного раз-
мера. На практике доля памяти жидкости в эффекте разбухания может быть пони-
жена увеличением длины калибрующей зоны сопла (см. рис. 3.17). Длинная калиб-
рующая зона сопла позволяет полимеру «забыть» свои предыдущие «формы».
Волны на расплаве также могут появиться в результате высоких скоростей
впрыска, когда полимер не успевает отрелаксировать. Такое явление обычно назы-
вают образованием морщин. В случае течения расплава на неоправданно высоких
скоростях происходит прерывистое отделение потока от внутренних стенок кана-
лов. Такое явление называется обычно течением с отрывом, или прерывистым тече-
нием, и оно объясняется высокими напряжениями сдвига между полимером и стен-
кой формы. Критические напряжения сдвига имеют значение порядка 0,1 МПа
[15-17]. Если скорость увеличивать еще больше, характер течения становится хао-
тическим. Это хорошо известное явление вызывает разрушение однородности потока
расплава.
Как сообщалось в [17,18], критические напряжения сдвига не зависят от темпе-
ратуры расплава, но обратно пропорциональны среднемассовой молекулярной мас-
се; в то же время Виноградов [15] представил результаты, свидетельствующие, что
критические напряжения не зависят от молекулярной массы, за исключением ее
низких значений. Дили [ 17] и Денн [18] дают подробный обзор различных видов на-
рушения однородности течения расплава. Рекомендуется изучить обе работы.
* Ньютоновские жидкости, не испытывающие влияния эластических или нормальных напря-
жений, до некоторой степени демонстрируют явление разбухания или уменьшения размера сече-
ния потока. Ньютоновская жидкость, впрыскнутая при высоких скоростях сдвига, уменьшалась в
поперечном сечении до 87% диаметра отверстия сопла. Это является результатом инерционных эф-
фектов, вызванных перестроением от параболического распределения скорости внутри сопла к
плоскостному распределению в потоке.
3 Основы процесса переработки
109
3.2.7 Реология отверждающихся реактопластов
Отверждающиеся реактопласты имеют вязкость, зависящую от конверсии или сте-
пени отверждения, которая возрастает по мере увеличения молекулярной массы
вступающего в реакцию олигомера. Для сложных виниловых эфиров, чья кинетика
отверждения показана на рис. 3.18 [16], вязкость изменяется так, как показано на
рис. 3.19 [18]. Следовательно, полная модель вязкости полимера, участвующего в ре-
акции, должна содержать величины скорости напряжения,у, температуры, Г, и сте-
пени отверждения, с, как например:
П=л(У,ЛС). (3.26)
Рис. 3.18. Степень отверждения сложных виниловых эфиров в зависимости от времени
при различных постоянных температурах отверждения
Для реактопластов не существует обобщенных моделей, которые учитывают все
эти переменные, но были выполнены большие исследования по вязкости полиурета-
нов [19, 20], перерабатываемых литьем под давлением. Эмпирическое уравнение,
которое моделирует вязкость полимеров, активируемых смешением, в виде функ-
ции температуры и степени отверждения, выглядит как
110
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
/ \£t +^2С
П = По*
E/RT
(3.27)
где Е - энергия активации полимера; R - газовая постоянная; Т - температура; сА, -
предельная степень отверждения; с - текущая степень отверждения; С, и С2 - экспе-
риментальные постоянные.
3.2.8 Реология суспензий
Частицы, образующие суспензию в полимере, такие как в наполненных или упроч-
ненных полимерах, оказывают прямое влияние на свойства конечного изделия и на
вязкость в процессе переработки. Модель, наилучшим образом описывающая экспе-
риментальные данные, была предложена Гутом [21]:
— = 1+2,5ф+ 14,1ф2. (3.28)
По
На рис. 3.20 приведено сравнение экспериментальных результатов с уравнением
Гута. Эксперименты выполнялись для ПЭ и ПС, содержащих различное количество
Рис. 3.19. Зависимость вязкости от степени
отверждения сложных виниловых эфиров при
различных постоянных температурах отверж-
дения
Рис. 3.20. Увеличение вязкости в зависимости
от объемной доли наполнителя для ПС и ПЭНП
3 Основы процесса переработки
111
наполнителя в виде сферических частиц стекла размером от 35 до 99,8 мкм. Модель
согласуется с экспериментальными данными до степеней наполнения 30%.
3.3 Реометрия
В промышленности существуют различные способы качественной и количествен-
ной оценки свойств полимерного расплава. Методики оценки различаются от про-
стой проверки пригодности материала в конкретных условиях до более сложных
фундаментальных измерений вязкостей и разностей нормальных напряжений.
В данный раздел включены описания трех таких методов, чтобы дать читателю об-
щее представление.
3.3.1 Прибор для измерения показателя текучести
расплава
Прибор для измерения показателя текучести расплава часто используется в промыш-
ленности для характеристики расплава полимера и для простого и быстрого контроля
качества. В этом случае необходимо всего одно из-
мерение с использованием стандартных условий
испытания, установленных для каждого класса
полимеров, выполненное на плунжерном экстру-
дере, показанном на рис. 3.21. Стандартная мето-
дика определения скорости течения термопластов
с использованием экструзионного пластометра
описана в ASTMD1238 [22]. При испытании обра-
зец нагревается в материальном цилиндре и под
действием поршня, приводимого в движение гру-
зом, продавливается через короткий капилляр.
Масса полимера в граммах, выдавленная за 10 мин,
называется показателем текучести расплава (ПТР)
полимера.
3.3.2 Капиллярный
вискозиметр
Наиболее распространенным и простым прибо-
ром для измерения вязкости является капилляр-
ный вискозиметр. Его основным элементом яв-
ляется прямая трубка, или капилляр, и он был
Рис. 3.21. Схема экструзионного пла-
стометра, используемого для измере-
впервые использован для измерения вязкости
ния показателя текучести расплава
112
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 3.22. Схема капиллярного вискозиметра
воды Хагеном [23] и Пуазейлем [24].
В капиллярном вискозиметре под дей-
ствием давления создается поток, в ко-
тором максимальная скорость сдвига
возникает у стенки, а нулевая — в цент-
ре потока, что создает негомогенное те-
чение.
Поскольку в вискозиметрах с давле-
нием используются гетерогенные пото-
ки, они могут измерять только функции
постоянного сдвига, такие как вязкость,
т|(у). Они широко распространены, по-
скольку относительно дешевы и просты
в эксплуатации. Несмотря на свою про-
стоту, вискозиметры с длинным капил-
ляром дают наиболее точные данные по
вязкости. Другим значительным пре-
имуществом является то, что в капил-
лярном вискозиметре нет свободных
поверхностей в зоне измерения, что от-
личает его от других типов вискозимет-
ров, таких как конический реометр,
описанный ниже. При измерении вяз-
кости расплава полимера, зависящей от
скорости сдвига, капиллярные вискози-
метры позволяют получать данные при
скоростях сдвига больше чем 10 с"1. Это
важно для таких процессов, как смешение, экструзия и литье под давлением. По-
скольку его конструкция требует только создания давления на входе, капиллярный
вискозиметр легко подсоединяется к выходу шнекового или плунжерного экструде-
ра. Это делает капиллярный вискозиметр эффективным средством непрерывных
измерений в условиях промышленного производства. Основные элементы капил-
лярного вискозиметра показаны на рис. 3.22.
Значения вязкости, полученные на капиллярном вискозиметре
Капилляр с радиусом R и длиной L соединен с дном резервуара. Для определе-
ния вязкости используются падение давления и скорость течения по этому капилля-
ру. У стенки напряжение сдвига равно
(3.29)
Уравнение (3.29) требует, чтобы длина капилляра была достаточна для полного
развития потока, когда граничные эффекты незначительны. Однако из-за влияния
3 Основы процесса переработки
113
эффектов на входе фактический
вид графической зависимости из-
мерения давления по длине капил-
ляра представляет собой кривую
линию. Схематически это показано
на рис. 3.23 [25]; корректировка
была сделана Багли [26] введением
величины е:
_ 1 (Po~Pl)
” 2(L/R + e)
Корректирующий фактор е при
определенной скорости сдвига мо-
жет быть найден построением за-
висимости падения давления от
различных отношений L/D, как по-
казано на рис. 3.24 [25].
Тогда уравнение напряжения
Рис. 3.23. Эффекты на входе в обычном капиллярном
вискозиметре
сдвига выглядит как:
г
т
Я4’’
(3.31)
Для оценки скорости сдвига у стенки можно использовать уравнение Вейсен-
берга-Рабиновича [27]
(3.32)
где у w является кажущейся, или ньютоновской, скоростью сдвига у стенки и запи -
сывается как
Рис. 3.24. Зависимости Багли для двух
скоростей сдвига
V-.=-* (3.33)
ЯК
Скорость и напряжение сдвига у стенки те-
перь известны; поэтому, используя измерен-
ные значения производительности потока Q и
падения давления р0 - pL, рассчитывается вяз-
кость:
П = —
Y «•
(3.34)
114
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
3.4 Развитие анизотропии
в процессе переработки
Механическая прочность и размерная стабильность отливок сильно зависят от ани-
зотропии свойств в конечном изделии. Структура формованного изделия, в свою
очередь, зависит от конструкции формующей полости, вида и расположения впуск-
ного литника и от различных условий переработки, таких как скорость впрыска,
температура расплава или композиции, скорость охлаждения или нагрева формы
и других. Количество и вид наполнителя или армирующего компонента также ока-
зывают значительное влияние на качество конечного изделия.
В данном разделе описывается развитие анизотропии в процессе переработки
термопластов и реактопластов, дается основной анализ процесса, который может
быть использован для прогнозирования анизотропии в изделии.
3.4.1 Ориентация в полученном изделии
В процессе переработки макромолекулы полимера, частицы и волокна наполнителя
ориентируются в потоке и существенно влияют на свойства изделия. Поскольку
процессы переработки термопластов и реактопластов существенно различаются,
они будут рассматриваться отдельно.
Переработка термопластов
Производство изделий из термопластов сопровождается молекулярной ориен-
тацией, которая вызывается сдвиговыми деформациями расплава полимера в про-
цессе переработки. Гибкие макромолекулярные цепи растягиваются, но вследствие
межмолекулярных зацеплений они не успевают отрелаксировать до того, как рас-
плав охладится и затвердеет. При пониженных температурах переработки это явле-
ние усиливается, что приводит к более высоким степеням молекулярной ориента-
ции. Такая ориентация проявляется в жесткости и прочностных свойствах отливки.
Ориентация также вызывает появление двойного лучепреломления. Молекулярная
ориентация является причиной изменения оптических свойств с изменением в изде-
лии показателя преломления, п (х, у, z). Значение показателя преломления зависит
от относительной ориентации макромолекул или молекулярных осей по отноше-
нию к направлению луча света, проходящего через изделие.
При прохождении поляризованного света через изделие появляются или ста-
новятся видимыми ряд окрашенных линий, называемых изохромами (рис. 3.25)
[25]. Изохромы представляют собой линии, по которым молекулярная ориентация
равна; они нумеруются от нуля в области без ориентации с увеличением по мере рос-
та ее степени. Нулевая степень ориентации обычно находится в том месте изделия,
где формующая полость заполняется последней (ближе к наружным поверхностям
отливки); степень ориентации возрастает в сторону места впуска. На рис. 3.26 дано
3 Основы процесса переработки
115
Рис. 3.25. Изохромы
в образце ПК толщи-
ной 1,7 мм
Изохромы = Место впуска
= линии равной
молекулярной
ориентации
Рис. 3.26. Ориентационное двойное
лучепреломление в секторе диска
Двойное лучепреломление
------До релаксации
------После релаксацик
р Толщина стенки »
схематическое изображение связи молекулярной ориентации и двойного лучепре-
ломления.
Степень ориентации возрастает или уменьшается в зависимости от различных
условий технологического процесса и особенностей перерабатываемого материа-
ла. Например, на рис. 3.27 [28] показаны четвертинки дисков различной толщины,
полученные из четырех различных материалов: ПК, АЦ, ПС и ПММА. Видно, что
для всех материалов степень ориентации возрастает при уменьшении толщины.
Это объясняется увеличением градиента скорости сдвига с уменьшением толщины
стенки изделия. В последующих разделах данной главы будет обсужден эффект
прямой связи ориентации с градиента-
ми скоростей.
Ориентация также зависит от спо-
соба пластикации. Так, на рис. 3.28 [28]
показаны два изделия из ПК, получен-
ные литьем под давлением на машинах
плунжерного и шнекового типа. Оче-
видно, что оболочка, изготовленная на
литьевой машине плунжерного типа,
имеет гораздо более высокую степень
ориентации по сравнению со второй.
Испытания на прочность показали, что
при литье на плунжерной машине не-
возможно изготовить оболочку с доста-
точной стойкостью к растрескиванию.
'СОТ ?С!
Рис. 3.27. Изохромы в секторах дисков различ-
ной толщины из ПК, АЦ, ПС и ПММА
116
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 3.28. Изохромы в изделиях из поликарбоната, полученные литьем под давлением на плун-
жерной (слева) и шнековой (справа) литьевых машинах
Изделия на рис. 3.25,3.27 и 3.28 были получены литьем под давлением — тради-
ционным способом переработки термопластов. Уже первые исследования показали,
что существует распределение молекулярной ориентации по толщине в тонких из-
делиях. На рис. 3.29 [29] показано распределение усадки в продольном и попереч-
ном направлениях для двух разных пластин. Кривые показывают степень анизотро-
Поверхность Центр
Расстояние от поверхности, мм
Поверхность Центр
Расстояние от поверхности, мм
Рис. 3.29. Распределение усадки в пласти-
нах из полистирола, полученных литьем под
давлением
пии, которая развивается при литье под
давлением, и влияние на нее геометриче-
ской формы изделия.
Примером, когда характер двойного
лучепреломления в полимерном изделии
может быть использован для выявления и
устранения серьезных технологических
проблем, является производство компакт-
дисков из ПК [30, 31]. На рис. 3.30 показа-
но распределение двойного лучепреломле-
ния в rz-плоскости диска из ПК толщиной
1,2 мм. Из рисунка видно, что самое высо-
кое двойное лучепреломление наблюдает-
ся на поверхности диска, а самое низкое —
сразу под поверхностью. В глубь диска оно
снова возрастает, а затем падает где-то в об-
ласти центра диска. Аналогичное явление
наблюдается для отливок из армирован-
ных стекловолокном [32-34] и жидкокри-
сталлических полимеров [32], для которых
характерны значения колебаний в ориен-
тации армирующего волокна и молекуляр-
ной ориентации по толщине изделия.
Эти результаты подтверждают ранее
сделанные предположения о том, что ори-
ентация макромолекул полимера или на-
3 Основы процесса переработки
117
полнителя в изделиях, полученных литьем под
давлением, может быть разделена на семь слоев,
схематически показанных на рис. 3.31 [35]. Эти
слои могут быть описаны следующим образом:
• два тонких, наружных слоя двухосной ори-
ентации, статистической в плоскости диска;
• два толстых слоя с основной ориентацией
в направлении потока;
• два тонких статистически ориентирован-
ных переходных слоя;
• один толстый центральный слой с основной
ориентацией в радиальном направлении.
Можно предположить наличие трех меха-
низмов, приводящих к высоким степеням ориен-
тации в отливках: фонтанный эффект течения,
радиальное течение и течение, вызванное давле-
нием выдержки.
Фонтанный эффект течения [36] появляется
из-за отсутствия условий для скольжения по
стенке формы, что заставляет материал перете-
кать от центра отливки к поверхностям формы
(рис. 3.32) [37]. Как видно из рисунка, расплав,
затекающий в формующую полость, застывает
при контакте с холодными стенками формы.
Расплав, продолжающий поступать в полость,
Z, мм
Рис. 3.30. Распределение двойного
лучепреломления /z-плоскости на раз-
личных расстояниях по радиусу. Числа
обозначают радиальное положение
затекает между охлажденными слоями, застав-
ляя застывающий слой растягиваться спереди и скручиваться на холодной стенке,
где он постепенно затвердевает. Молекулы, свободно переместившиеся в переднюю
часть потока, ориентированы в направлении течения, укладываются на холодной
поверхности и еще имеют некоторую способность к релаксации по мере затвердева-
ния. Фонтанный эффект течения серьезно изучался в последние годы с помощью
компьютерного анализа процессов переработки [35]. На рис. 3.33, а [38] показаны
смоделированные постоянные векторы скорости и направлений потоков при изо-
Рис. 3.31. Ориентация наполнителя в семи слоях диска
118
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 3.32. Механизм течения и затвердевания расплава по толщине при литье под давлением
О 0,4 0,8 1,2 1,6 2,0 2,4 2,8 3,2
х-координата
О 0,4 0,8 1,2 1,6 2,0 2,4 2,8 3,2
х-координата
Рис. 3.33. Фонтанный эффект течения:
а) фактические векторы скорости и потоков; фонтанный эффект течения; Ь) векторы скорости и потоков
относительно движущегося фронта потока
термическом заполнении формы ньютоновской жидкостью*, а на рис. 3.33, b — век-
торы скорости относительно движущегося фронта потока. На рис. 3.34 [39] пред-
ставлены предсказанные форма и положение следа относительно фронта потока
* Изотермический и ньютоновский анализ должны служить только для объяснения механиз-
ма фонтанного эффекта течения. При ориентации в конечных изделиях неизотермическая природа
процессов литья под давлением играет важнейшую роль, и при анализе реальных процессов ею
нельзя пренебрегать.
3 Основы процесса переработки
119
Рис, 3.34. Механизм деформации жидкого элемента в потоке при формировании границ в движу-
щемся фронте потока
с направлениями потоков для неныотоновской неизотермической модели жидко-
сти. Прямоугольная метка следа вытягивается по мере движения в свободном пото-
ке и располагается вдоль стенки формы в обратном направлении с повторным отры-
вом края, образующим V-образную форму. Движение наружного слоя практически
прекращается при его охлаждении и застывании.
Радиальное течение является вторым механизмом, зачастую приводящим к ори-
ентационным эффектам в направлении, перпендикулярном течению центрального
слоя отливки (рис. 3.35). Предполагается, что расплав, поступающий через впуск-
ной литник, растягивается в поперечном направлении при радиальном растекании
от него. Этот вид течения хорошо представлен в современных системах компьютер-
ного анализа процессов литья под давлением.
Деформированная
частица полимера
Рис. 3.35. Деформация расплава полимера при литье под давлением
120
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Наконец течение, вызванное выдержкой под давлением, при охлаждении изде-
лия, приводит к дополнительной ориентации в конечном изделии. Этот вид течения
ответственен за появление пиков на кривых рис. 3.29 и 3.30.
Переработка реактопластов
При производстве изделий из реактопластов молекулярной ориентации не про-
исходит, так как идет поперечное сшивание при затвердевании или в ходе реакции
отверждения. Реактопласт затвердевает за счет экзотермической реакции и образует
жесткую сетку связанных между собой молекул.
Многие реактопласты упрочняются наполнителями, такими как стекловолокно
или древесная мука. Подобные композиты перерабатываются компрессионным формо-
ванием или литьевым прессованием. Свойства полученных изделий зависят и от ори-
ентации волокнистого наполнителя. Кроме того, на значения КТР и на усадку таких
пластмасс существенно влияет содержание наполнителя. Разные виды ориентации мо-
гут привести к изменяющимся полям напряжении, что, в свою очередь, может вызвать
коробление конечного изделия. Подробнее эта тема будет рассмотрена в главе 4.
Фронт потока
Рис. 3.36. Распределение скорости при ком-
прессионном литье со скольжением между мате-
риалом и поверхностью формы
При переработке наполненных реак-
топластов расплав деформируется не-
равномерно по толщине в результате его
скольжения по поверхности формы, что
схематически показано на рис. 3.36 [40].
Некоторые исследователи изучали раз-
витие ориентации волокон при компрес-
сионном формовании [41]. Обычно ис-
пользуются волокна длиной 10-25 мм,
а толщина отливки составляет 1-5 мм.
Поэтому ориентация волокон может быть
описана в виде функции распределения
плоскостной ориентации.
При определенных условиях ориентация наполнителя может приводить к обра-
зованию трещин (рис. 3.37) [42]. В данном случае изделие получают литьем с двумя
местами впуска, что приводит к появлению линии спая и ориентации наполнителя.
Линии спая являются областью возможного образования трещин, где очень мало
или вообще нет связывающих мостиков из волокна, что снижает поперечную проч-
ность до уровня ненаполненного связующего. Предпочтительнее было бы получать
изделия литьем (рис. 3.37) через кольцевой впускной литник, что привело бы в ос-
новном к периферическому распределению ориентации.
3.4.2 Разрушение волокна
Один из важных аспектов переработки армированных волокном полимеров — раз-
рушение волокна, или его измельчение. Это характерно для литья под давлением,
когда создаются высокие напряжения сдвига. При плавлении полимера и его про-
3 Основы процесса переработки
121
Рис. 3.37. Образование линий спая в наполненном волокном шкиве из реактопласта
талкивании по зонам шнека литьевой машины, а затем через впускной литник
ббльшая часть волокон укорачивается, что ухудшает некоторые свойства конечного
изделия (например, жесткость и прочность).
Рис. 3.38 помогает объяснить механизм, приводящий к разрушению волокон. На
рисунке показаны два волокна, вращающиеся в простом сдвиговом потоке: волокно а,
которое двигается из нулевого положения и испытывает сжатие, и волокно Ь, двигаю-
щееся в нулевое положение и испытывающее растяжение. Очевидно, что растягиваю-
щая нагрузка недостаточно велика, чтобы вызвать какое-либо разрушение волокна, но
нагрузка на сжатие потенциально достаточна для того, чтобы согнуть и сломать его.
Существует общее уравнение, которое связывает критическое напряжение сдвига,
Tt7lZ, с модулем упругости, £}, и соотношением длины к диаметру волокна L/D:
ln(2L/D)-l,75£
2(L/D)4 г
(3.35)
При напряжениях ббльших, чем Tt7lZ, соотношение L/D волокна уменьшается. На
рис. 3.39 показана безразмерная зависимость критического напряжения от соотноше-
Рис. 3.38. Волокно при сжатии и растяжении во время вращения в простом сдвиговом потоке
122
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 3.39. Зависимость xcnt от соотношения L/D
ния L/D волокна, рассчитанная с помощью уравнения (3.35). Следует отметить, что
хотя это уравнение и предсказывает величину L/D для определенного уровня напря-
жений, оно не учитывает неопределенность, которая приводит к распределению соот-
ношения L/D, что весьма обычно для систем, наполненных волокном.
На рис. 3.40 приведены результаты исследований [43], где показано, что при литье
под давлением ббльшая часть разрушений волокна происходит в зоне сжатия шнека.
Меньший эффект разрушения волокна отмечается в зонах дозирования и питания шне-
ка. Разрушения, отмечавшиеся в формующей полости, тяготеют к краям отливки. Од-
нако даже небольшое разрушение, образующееся в полости, имеет огромное значение,
поскольку волокна, принесенные потоком в полость, подверглись самым высоким на-
пряжениям, понизившим соотношение L/D. Бэйли и Крафт [44] также обнаружили,
что распределение волокон по длине в отливке неоднородно. Например, наружная об-
ласть содержит гораздо более короткие волокна, чем внутренняя.
Другой механизм, вызывающий разрушение волокон, показан на рис. 3.41 [45],
где волокна, выступающие из частично расплавившихся гранул, сгибаются, склады-
ваются и вырываются при пластикации.
3.5 Процессы затвердевания и отверждения
Затвердевание представляет собой процесс, при котором термопластичный материал
подвергается физическому изменению и становится твердым. Изменение фазового
состояния термопласта происходит в результате понижения температуры материала.
3 Основы процесса переработки
123
сжатия
9D
7D
Рис. 3.40. Разрушение волокна, измеренное в шнеке, сопле и формующей полости в ходе литья
пластины из ПП с содержанием волокна 40%масс.
Рис. 3.41. Механизм разрушения волокна на границе фаз твердого и расплавленного полимеров
124
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Как уже ранее обсуждалось, частично кристаллизующиеся термопласты становятся
твердыми при охлаждении ниже температуры плавления. Аморфные термопласты
твердеют при температуре ниже стеклования. Термопласты способны снова размяг-
чаться при повышении температуры выше температуры плавления. Отверждение ре-
актопластов происходит за счет химической реакции, сопровождающейся попереч-
ным сшиванием молекул олигомера. Эффект поперечной «сшивки» необратим и
приводит к образованию пространственной сетки, которая ограничивает свободное
движение полимерных цепей независимо от температуры полимерного материала.
3.5.1 Затвердевание термопластов
Термин затвердевание зачастую неверно используется для описания процесса, про-
исходящего при охлаждении аморфных полимеров. Затвердевание большинства
материалов происходит при определенной температуре, тогда как аморфные поли-
меры не имеют четкой границы перехода между жидким и твердым состоянием.
Аморфный термопласт переходит в стеклообразное состояние при температурах ни-
же температуры стеклования, Tg. Частично кристаллизующиеся полимеры имеют
четкую температуру перехода из расплава в твердое состояние, а именно температу-
ру плавления, Тт.
Термодинамика процесса охлаждения
При отводе тепла от расплава полимера молекулы теряют способность к сравни-
тельно свободному движению, что делает среду более вязкой. При охлаждении
аморфных полимеров расплав превращается в каучукообразное вещество. При темпе-
ратуре ниже температуры стеклования полимер становится жестким и даже хрупким.
При температуре стеклования кривые удельного объема и энтальпии существенно из-
меняют угол наклона. Это можно видеть на кривой зависимости энтальпия-темпера-
тура для ПС, приведенной на рис. 3.42. Для частично кристаллизующихся термопла-
стов при температуре кристаллизации, близкой к плавлению, макромолекулы начи-
нают самоорганизовываться в кристаллические и аморфные области, создавая
физическую структуру весьма сложной морфологии. При формировании кристал-
лической структуры высвобождается некоторое количество энергии, часто называе-
мой теплотой кристаллизации, или теплотой плавления, которую необходимо отво-
дить от материала для продолжения процесса охлаждения. Теплота плавления отра-J
жается на форме кривой энтальпия-температура, что показано для ПА 66, ПЭ и ПП
на рис. 3.42. При развитии кристаллической фазы материал из вязкотекучего стано-
вится каучкообразным, что определяется поведением аморфной фазы при Т> Тс.
Как было показано ранее, температура стеклования некоторых частично кристалли-
зующихся полимеров много ниже комнатной, что существенно влияет на интеграль-
ные свойства полимеров. Для обычных, частично кристаллизующихся полимеров
степень кристалличности может составлять от 30 до 70%. Это означает, что от 30 до
70% молекул образуют кристаллы, а остальные составляют аморфную фазу. Сте-
3 Основы процесса переработки
125
пень кристаллизации наиболее вы-
сока у полимеров с более корот-
кими молекулами, то есть с отно-
сительно меньшей молекулярной
массой.
На рис. 3.43 [46] показана зави-
симость объема полимера от темпе-
ратуры. В расплаве между макроце-
пями имеются «свободные прост-
ранства», которые молекулы могут
занять кинетически активными
сегментами. Точка на температур-
ной шкале, где такое движение мо-
Рис. 3.42. Энтальпия в зависимости от температуры
для различных термопластов
лекул или сегментов цепей прекра-
щается, называется температурой
стеклования. Как видно из рис. 3.43,
также замораживается и свободный объем. При кристаллизации, в идеальном слу-
чае, объем должен скачкообразно изменяться до меньшего значения удельного объ-
ема. Однако даже в этом случае сохраняются небольшие аморфные области, опреде-
ляющие возможность медленного течения или ползучести материала. Этот свобод-
ный объем уменьшается до ничтожного при температуре абсолютного нуля, когда
перенос тепла больше не может происходить.
Удельный объем полимера изменяется с изменением давления даже при темпе-
ратурах стеклования. Это показано для аморфных термопластов на рис. 3.44 и для
частично кристаллизующихся термопластов на рис. 3.45.
Следует отметить, что величина замороженного свободного объема зависит от
скорости, с которой материал охлаждается; высокие скорости охлаждения приводят
к большему свободному объему. Это очень важно для практики. При большом сво-
бодном объеме изделие становится менее хрупким. С другой стороны, высокие ско-
Рис. 3.43. Модель термического расширения термопластов
126
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Температура, Т
Рис. 3.44. PW-диаграмма для аморфных
термопластов
Температура, Т
Рис. 3.45. PW-диаграмма для частично
кристаллизующихся термопластов
роста охлаждения приводят к формованию изделий с высокой проницаемостью, что
может создать условия для диффузии газов или жидкостей через его стенки. Ско-
рость охлаждения также напрямую связана с размерной стабильностью конечного
изделия. Влияние высоких скоростей охлаждения зачастую может быть смягчено
нагревом изделия до температуры, при которой молекулы могут свободно переме-
щаться; это создает условия для дальнейшей кристаллизации за счет дополнитель-
ной укладки цепей. Такой процесс оказывает значительное влияние на структуру
и свойства кристаллической составляющей и приводит к более равновесному со-
стоянию и увеличению размеров кристаллической фазы. В общем случае это означа-
ет только улучшение качества изделий. Одновременно термообработка положи-
тельно влияет на усадку и коробление при эксплуатации полимерных изделий, осо-
бенно в условиях термических нагрузок.
Все эти аспекты имеют большое значение для различных процессов переработ-
ки. Например, при экструзии профильных изделий из аморфных термопластов ма-
териал можно соответствующим образом охладить в головке с тем, чтобы экструдат
был достаточно жестким для компенсации влияния собственного веса изделия при
выдавливании из нее. Температуры ниже температуры плавления, Tmf использовать
нельзя вследствие затвердевания расплава внутри головки. Аналогичные проблемы
встречаются в процессах термоформования, когда материал необходимо нагревать
до температуры, при которой он может принимать окончательную форму, но при
этом был бы способен выдерживать собственный вес.
3 Основы процесса переработки
127
Частично кристаллизующиеся полимеры имеют особенности и при литье под
давлением. Из-за тепловыделения при кристаллизации нужно отводить большее ко-
личество тепла для образования твердого изделия; поскольку значения естествен-
ной усадки больше, то требуется большее время выдержки и бблыпие давления. Это
предполагает более длительное время цикла литья и ббльшую усадку изделия. Вы-
сокие скорости охлаждения при литье под давлением частично кристаллизующихся
полимеров снижают степень кристалличности; но аморфное состояние молекул по-
лимера может приводить к некоторой кристаллизации по окончании процесса, что
вызовет дальнейшую усадку и коробление уже готового изделия. Обычной практи-
кой является прослеживание всего процесса литья под давлением по PVT-диа-
граммам, представленным на рис. 3.44 и 3.45 и позволяющим оценить поведение от-
ливки во времени.
Морфология надмолекулярной структуры
Морфология — это порядок или организация полимерной надмолекулярной
структуры. Возможный «порядок» между молекулами или их сегментами и сосед-
ними молекулами может изменяться от очень упорядоченной, высококристалличе-
ской полимерной структуры до аморфной (то есть структуры с наибольшей неупо-
рядоченностью). Вероятный диапазон упорядоченности и неупорядоченности ясно
виден в левой части рис. 3.46.
Изображение структуры, показанной в центральной части рис. 3.46, может быть
получено с помощью электронного микроскопа. Макроскопическая структура, по-
казанная справа, видна в оптический микроскоп. С помощью оптического микро-
скопа можно увидеть более крупные макроморфологические структуры, например,
сферолиты в частично кристаллизующихся полимерах.
Аморфные полимеры по определению имеют чисто статистическую структуру.
Не совсем ясно, существуют ли такие «чисто аморфные» полимеры. Исследования
с помощью электронного микроскопа показали, что аморфные полимеры состоят
из относительно жестких цепей с определенной степенью структурной упорядо-
Рис. 3.46. Схематическое изображение вероятной надмолекулярной структуры,
формирующейся в термопласте
128
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ченности. Тем не менее найдено, что такие типы аморфных полимеров оптически
изотропны. Даже полимеры с мягкими и гибкими макромолекулами, такие как по-
лиизопрен, которые в первую очередь считаются статистическими, иногда имеют
ленточные и глобулярные области. Такие ленточные структуры относительно
слабы и недолговечны при воздействии на материал нагрузок. Явление тиксо-
тропности полимеров иногда связывают с разрушением таких надмолекулярных
структур.
Кристаллизация
До того как существование макромолекул было признано, наличие высококри-
сталлических структур было лишь предположением. Подобные структуры были
обнаружены при переохлаждении или растягивании целлюлозы и натурального
каучука. Позднее было установлено, что кристаллический порядок существует так-
же в синтетических высокомолекулярных материалах, таких как ПА, ПЭ и даже
поливинилы. Из-за полидисперсности высокомолекулярных материалов нельзя до-
стичь 100%-ной степени кристалличности. Поэтому такие полимеры называют ча-
стично кристаллизующимися. Принято считать, что полукристаллические структу-
ры существуют небольшими областями, в которых кристаллиты соединяются меж-
ду собой статистическими или аморфными полимерными макромолекулами.
В настоящее время с помощью электронных или усовершенствованных оптиче-
ских микроскопов хорошо распознаются различные по морфологии кристалличе-
ские структуры. Они представляют собой:
• Единичные кристаллы. Такие кристаллы формируются из растворов и помо-
гают в теоретических исследованиях. В данном случае формируются кри-
сталлы в виде пластинок и иногда в виде «усов».
• Сферолиты. По мере затвердевания расплава полимера из нескольких сло-
женных цепей образуются фибриллярные сферолиты размером до 0,1 мм
в диаметре. Типичный пример сферолитной структуры показан на рис. 3.47
[47]. Рост сферолитов в расплаве ПП показан на рис. 3.48 [48].
• Деформированные кристаллы. Если частично кристаллизующийся полимер
подвергается деформации при кристаллизации, вместо сферолитов образу-
ются ориентированные ламели.
• «Шиш-кебаб» (дендритная структура). Это комплексные кристаллы, обра-
зуемые круглыми ламеллями, фибриллами и «усами». Подобные структуры
формируются, когда расплав подвергается деформации сдвига при затверде-
вании. Типичный пример такой структуры показан на рис. 3.49 [49].
Доля кристаллической фазы может быть описана уравнением Аврами [50]
x(0=l-e’Z£\ (3.36)
где/ - скорость кристаллизации, зависящая от молекулярной массы и температуры;
п - экспоненциальный показатель Аврами.
3 Основы процесса переработки
129
Рис. 3.48. Формирование сферолитной структуры в ПП. Фотографии сделаны с интервалом в 30 с
Рис. 3.47. Фотография сферолитной структуры в ПП, полученная через микроскоп в поляризо-
ванном свете
130
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 3.49. Модель морфологии типа
«шиш-кебаб»
Поскольку полимер не может достичь
100%-ной степени кристалличности, ука-
занное уравнение должно быть умножено
на величину максимально возможной сте-
пени кристалличности, хп:
х(Г) = х00(1-е^л). (3.37)
Экспоненциальный показатель Аврами,
и, изменяется в диапазоне от 1 до 4 в зависи-
мости от типа центра кристаллизации и его
роста. Например, для роста сферолита из от-
дельных ядер показатель Аврами составляет
порядка 4, для роста диска — 3, а стержня — 2.
Если рост активируется из мгновенно обра-
зующегося ядра, показатель снижается до 1
во всех случаях. Скорость роста кристалли-
тов для различных полимеров значительно
отличается. Это видно из табл. 3.9, в которой
показаны максимальные скорости роста для
различных термопластов. Массовая доля
кристаллической фазы может быть измерена экспериментально с помощью метода
дифференциальной сканирующей калориметрии (ДСК).
Таблица 3.9. Максимальная скорость роста кристаллитов и максимальная степень
кристалличности различных термопластов
Полимер Скорость роста, мкм/мин Максимальная степень кристалличности, %
ПЭ 1000 80
ПА 66 1000 70
ПА 6 200 35
Изотактический ПП 20 63
ПЭТФ 7 50
Изотактический ПС 0,30 32
ПК 0,01 25
Более глубоко вопросы кристаллизации и развития структуры в процессах пере-
работки рассмотрены в работе [51].
Теплоперенос при затвердевании
Поскольку обычно полимерные изделия, полученные литьем под давлением, от-
носятся к тонкостенным, то процесс их охлаждения можно рассматривать как одно-
мерную задачу (рис. 3.50). При охлаждении, когда температура материала опускает-
ся ниже температуры стеклования (или размягчения), его можно считать твердым.
3 Основы процесса переработки
131
Рис. 3.50. Схема поведения полимера внутри литьевой формы
Схематически это показано на рис. 3.51. Важную роль в этом случае играет местопо-
ложение фронта затвердевания, X(t). Как только фронт затвердевания становится
равным размеру пластины, L, процесс затвердевания завершен. Можно показать, что
скорость затвердевания снижается по мере удаления фронта от охлажденной по-
верхности. Для аморфных термопластов при оценке роста стеклообразного или за-
твердевшего слоя можно использовать хорошо известное уравнение Ньюмана
X(t) a VaF,
(3.38)
где a — температуропроводность полимера.
Следует отметить, что здесь скорость роста затвердевающего слоя становится
неопределенной при приближении значения времени к нулю.
132
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 3.51. Схема процесса охлаждения поли*
мерной пластины
Процесс затвердевания частично кри-
сталлизующихся полимеров несколько
более сложен за счет теплоты плавления
или теплоты кристаллизации, скорости
образования центров кристаллизации и
т. п. При измерении удельной теплоты
частично кристаллизующихся материа-
лов наблюдается пик, характеризующий
теплоту плавления.
Для частично кристаллизующихся по-
лимеров материал, имеющий температуру
ниже температуры плавления, считается
твердым. Экспериментально показано [52],
что скорость роста кристаллизованного
слоя в частично кристаллизующихся по-
лимерах конечна. Это связано в основном
с тем, что вначале с конечной скоростью
происходит образование центров кристал-
лизации. Таким образом, решение Ньюма-
на, представленное уравнением (3.38), так
же, как и широко используемое условие
Стефана [53], не подходят для частично
кристаллизующихся полимеров. Это ясно
видно из рис. 3.52 [53], на котором показа-
на измеренная толщина закристаллизо-
вавшихся слоев в зависимости от времени
для пластин из ПП, выдержанных при трех различных температурах. Более подробно
эта важная тема освещена в работах [54,55].
Для большинства изделий анализ может быть упрощен до задачи 1D, что делает
ее вполне простой для прогнозирования времени охлаждения. Время охлаждения
для изделия в виде пластины толщиной 2L может быть оценено с помощью:
4£2.
яа ln
а для цилиндрической геометрии можно использовать:
D2 , ( TM-TW
= ——In 0,692—------
c**”* 23,14а TD-TW
(3.39)
(3.40)
где D — диаметр цилиндрической полости; а — температуропроводность; Тм — тем-
пература расплава; Tw—температура формы; TD — средняя температура отливки при
выемке из формы.
3 Основы процесса переработки
133
Рис. 3.52. Безразмерная толщина закристаллизовавшихся слоев в зависимости от приведенного
времени для различных температур закаливаемой поверхности
3.5.2 Отверждение реактопластов
Отверждение реактопластов, таких как фенольные, ненасыщенные полиэфирные,
эпоксидные смолы и полиуретаны, определяется экзотермической химической ре-
акцией, называемой реакцией отверждения. Она является необратимым процессом,
который приводит к более или менее «сшитой» пространственной молекулярной
структуре. Некоторые реактопласты отверждаются под действием тепла, другие —
при комнатной температуре. Реактопластами, отверждаемыми при комнатной тем-
пературе, являются те, для которых реакция начинается сразу после смешения двух
компонентов, причем смешение обычно является частью процесса; но даже для та-
ких реактопластов он ускоряется теплотой, выделяемой при химической реакции,
то есть за счет экзотермии. Кроме того, возможна активация «сшивки» излучением,
таким как ультрафиолетовое, электронное или лазерное [56].
При переработке реактопласты часто подразделяются на три группы, а именно:
отверждаемые нагревом (фенольные полимеры), отверждаемые под действием ак-
тивированного смешения (эпоксидные смолы и полиуретаны) и отверждаемые из-
лучением. Повышение температуры процесса ускоряет реакции отверждения.
Реакция отверждения
В отвержденных реактопластах молекулы жесткие, состоящие из коротких
групп, соединенных статистически распределенными связями. Полностью прореа-
гировавший или отвержденный термореактивный полимер не изменяется под воз-
действием нагрева так, как это происходит с термопластичным полимером. Реакто-
134
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
пласт может несколько размягчаться при нагревании и разлагаться при высоких
температурах. Однако при Т < Тс он хрупок, причем деформации разрушения обыч-
но составляют 1-3%. Самым распространенным примером являются фенольные
смолы, одни из наиболее жестких реактопластов, состоящие из углеродных атомов,
соединенных с большими ароматическими кольцами, которые затрудняют молеку-
лярное движение, делая полимеры жесткими и хрупкими. Общий вид структуры по-
сле «сшивки» показан на рис. 2.25 и 2.26.
Реактопласты можно подразделить на две группы: отверждаемые за счет конден-
сационной полимеризации и за счет присоединительной полимеризации.
Конденсационная полимеризация определяется как процесс роста молекуляр-
ной массы, вызванный реакцией соединения двух или более мономеров с реакцион-
носпособными концевыми группами, которая приводит к образованию таких побоч-
ных продуктов, как спирт, вода или кислота. Обычным реактопластом, который по-
лимеризуется или отверждается за счет конденсационной полимеризации, является
фенолформальдегид (см. главу 2). Побочным продуктом реакции является вода.
Другим хорошо известным примером реактопластов, сшивающихся за счет конден-
сационной полимеризации, является сополимеризация ненасыщенного сложного
эфира с молекулами стирола, также называемая свободнорадикальной реакцией
(рис. 3.53). Молекулы содержат несколько углерод-углеродных двойных связей, ко-
торые действуют как места «сшивки» при отверждении. Пример сетки, получаю-
щейся после химической реакции, показан на рис. 3.54.
Присоединительная сополимеризация характеризуется тем, что молекулы со-
держат ненасыщенные двойные связи и взаимодействуют с образованием длинных
цепей или систем с поперечными «сшивками». Примером является присоедини-
тельная полимеризация полиуретанов и эпоксидных смол.
Кинетика отверждения
Не важно, к какой группе относится реактопласт (отверждаемый при нагреве
или при смешении), его отверждение может быть описано реакцией между двумя
химическими группами, обозначенными как А и В, которые связывают два сегмента
полимерной цепи. Реакцию можно проследить по концентрации непрореагировав-
ших групп А или В, Сл или Св. Если исходную концентрацию обозначить как Сло и
CBQ, то степень отверждения описывается как:
С* = Сло~Сл. (3.41)
С АО
Степень отверждения, или конверсия, С*, равна нулю при отсутствии реакции
и равна 1, когда все группы А вступили в реакцию и она завершена; однако в ходе ре-
акции отверждения реактопласта невозможно отследить прореагировавшие и не-
прореагировавшие группы Л и В. Но известно, что для текущего контроля конверсии
можно использовать теплоту экзотермической реакции, выделяемой при отвержде-
нии. Если поместить небольшие образцы непрореагировавшего реактопласта в при-
3 Основы процесса переработки
135
...ООС
I
СОО-СН2-СН2-ООС
сн = сн сн = сн сн = сн
I \ I
СОО - СН2 - СН2 - ООС соо...
Сложный полиэфир
Стирол
Рис. 3.53. Структурное и схематическое изображение неотвержденного ненасыщенного сложного
полиэфира
...СН—СН—СОО—СН2—СН2—ООС—СН—СН—СОО—СН2—СН2—ООС—СН—СН...
fU <Ун сн2
4=7 I 4=7 I /-> I
СН2 СН2
сн
СН fVcH
I 4=7 I
сн2
.. .СН—СН—СОО—СН2—СН2—ООС—сн—сн
Лнсн fVcH
\=/ I \=/ I
сн2 сн2
Рис. 3.54. Структурное и схематическое изображение отвержденного ненасыщенного сложного
полиэфира
136
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
бор ДСК (каждый при различной температуре), то каждый образец будет выделять
некоторое количество тепла, QT, Это происходит потому, что элементарный акт
«сшивки», происходящей при реакции, высвобождает небольшое количество энер-
гии в виде теплоты. Например, на рис. 3.55 [57] показана скорость выделения тепла
при изотермическом отверждении сложного винилового эфира при различных тем-
пературах.
Степень отверждения может быть обозначена следующим соотношением:
с* =77-. (3.42)
Ут
где Q — теплота, выделяемая за контрольное время и определяемая как
Q = fQdt-
(3.43)
О
Данные ДСК обычно используются в эмпирических моделях, которые точно
описывают реакцию отверждения. Таким образом, скорость отверждения может
Рис. 3.55. Кривые ДСК для реакции изотермического отверждения сложного винилового эфира
при различных температурах
3 Основы процесса переработки
137
быть описана экзотермой Q и общей теплотой QT, выделяемой при реакции отверж-
дения:
dC* Q
dt QT'
(3-44)
Используя уравнение (3.44), легко взять данные ДСК и найти модели, которые
описывают реакцию отверждения. Две модели включают отверждение ненасыщен-
ных сложных полиэфиров при нагреве и отверждение полиуретанов после смеше-
ния компонентов при комнатной температуре.
Из рис. 3.55 очевидно, что скорость реакции отверждения сначала невелика, за-
тем увеличивается и снова уменьшается к моменту окончания реакции. Также оче-
видно, что повышение температуры ускоряет реакцию. Следовательно, кинетика
отверждения для многих отверждаемых при нагреве материалов, таких как сложные
виниловые эфиры и ненасыщенные сложные полиэфиры, может быть достаточно
точно описана как:
—j—=koe~E/RTC*m(l-C*)a, (3.45)
at
где Е — энергия активации; R — газовая постоянная; kQ, т и п — постоянные, которые
можно определить по кривым данных ДСК.
С другой стороны, материалы, такие как полиуретаны, после активного смешения
компонентов состава выделяют экзотермическую теплоту. Предложенная модель от-
верждения Кастро-Макоско точно описывает такое поведение и записывается как [58]
//Г*
—^-= ^0е~£/яг(1-С*)2. (3.46)
dt
Хорошо известной проблемой для толстостенных изделий является то, что тер-
мический градиент и градиент отверждения становятся более сложными и трудны-
ми для анализа, поскольку поведение изделия при отверждении сильно зависит как
от температуры формы, так и от геометрии формующей полости [59, 60]. Большая
толщина стенок изделия вызовет повышение температуры и более сложное распре-
деление степени отверждения при переработке. Это явление становится основной
проблемой при производстве таких изделий, поскольку высокие температуры могут
привести к локальной термической деструкции. Относительно легко контролиру-
ются температуры литья и время отверждения или распрессовки. Например, одно-
мерная форма уравнения энергии, включающая экзотермическую энергию, выде-
ляемую при отверждении, может быть решена следующим образом:
<3-47>
Принимая, что материал заключен между двумя половинами формы при одина-
ковых температурах, правомерно использование симметричных граничных условий
для центральной части изделия:
138
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Расстояние от центра пластины, мм
Рис. 3.56. Температурный профиль при отвержде-
нии пластины толщиной 10 мм
— = 0 при 2 = 0 (3.48)
Т=Тт (3.49)
и
для стенок формы.
При использовании метода ко-
нечных разностей и модели с шестью
постоянными, которая представляет
dC*/dt, Барон и Коулк [61] решили
уравнения (3.47)-(3.49) для отвер-
ждения при литье листового изделия
из смеси олигомера ненасыщенного
сложного полиэфира с 40,7%масс.
карбоната кальция и 30%масс. стек-
ловолокна. На рис. 3.56 и 3.57 пока-
заны типовые расчетные кривые рас-
пределения температуры и степени
отверждения при отверждении изде-
лия толщиной 10 мм. На рис. 3.56
четко виден подъем температуры,
возникающий при экзотермической
реакции и усиливающийся в более толстых стенках изделия, в том числе и при уве-
личении температуры формы. На рис. 3.58 показаны зависимости времени достиже-
ния степени отверждения 80% от толщины стенки изделия при различных темпера-
турах формы. Выделенная площадь показывает условия, при которых внутренняя
температура изделия вследствие экзотермической реакции превышает 200 °C, что
может привести к разложению материала и высоким остаточным напряжениям.
Нарушение технологических условий может привести к неравномерному отвер-
ждению изделия, появлению пустот, трещин или образованию скрытых дефектов
внутри изделия. Очень важно обеспечить условия переработки, которые позволят
как избежать проблем перегрева, так и ускорить процесс производства.
3.5.3 Остаточные напряжения, усадка и коробление
Существенной проблемой литья полимерных изделий является контроль формы
изделия и прогнозирование ее эксплуатационных изменений. Например, появляю-
щиеся утяжины в отливке возникают из-за усадки материала при охлаждении или
отверждении. Обычная геометрическая форма образующихся дефектов — это реб-
ристость поверхности. Размер утяжин, которые зачастую являются только пробле-
мой внешнего вида, связан как с материалом и условиями переработки, так и с гео-
метрией самого изделия. Если ребро толще боковой стенки, то возможно появление
утяжин на плоской стороне изделия.
3 Основы процесса переработки
139
Рис. 3.57. Профиль степени отверждения по тол-
щине 10 мм пластины
Рис. 3.58. Зависимость времени отверж-
дения от толщины пластины при различных
температурах формы. Выделенная область
показывает условия, при которых может
происходить термическая деструкция
Условия переработки, вызывающие несимметричное распределение остаточных
напряжений по толщине изделия, зачастую приводят к его короблению. Наиболее
подвержены остаточным напряжениям изделия из термопластов. Их появление свя-
зывают с двумя основными взаимозависящими факторами: охлаждением и напря-
жениями при течении расплава. Первая и наиболее важная причина появления на-
пряжений заключается в излишне ускоренном охлаждении изделия в формующей
полости. Этот доминирующий фактор вызывает появление растягивающих напря-
жений в центре изделия и сжимающих напряжений на его поверхности. Типовые
кривые распределения остаточных напряжений в пластинах из ПММА и ПС показа-
ны на рис. 3.59 [62].
Остаточные напряжения в отливках формируются вследствие сдвиговых и нор-
мальных напряжений, возникающих в расплаве полимера по мере его движения в
литниковой системе и на стадии заполнения формы. Такие напряжения зачастую
очень малы по сравнению с напряжениями, возникающими при охлаждении. Одна-
ко при низких температурах литья они могут быть значительными, что, возможно,
140
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 3.59. Распределение остаточных напряжений в пластинах из ПММА толщиной 3 мм, охлажден-
ных от 170 и 130 до 0 *С, и в пластинах из ПС толщиной 2,6 мм, охлажденных от 150 и 130 до 23 *С
приведет к получению изделий с остаточными растягивающими напряжениями
в поверхностных слоях. На рис. 3.60 [60] показаны результаты такого подхода к
оценке пластин из ПС, полученных литьем под давлением при различных темпера-
турах. На рисунке показано распределение остаточных напряжений по толщине
пластины перпендикулярно и параллельно направлению потока. Исаев [62,63] так-
же показал, что напряжения при течении максимальны у места впуска. Образую-
щиеся в результате остаточные напряжения имеют особое значение, поскольку мо-
гут привести к растрескиванию полимерного изделия.
Разработка моделей и анализ процессов усадки и коробления при промышлен-
ном производстве изделий из пластмасс необходимы для понимания и прогнозиро-
вания сложного термомеханического поведения перерабатываемого материала.
Усадка и коробление изделий являются результатом негомогенности и анизотропии
расплава, вызванных ориентацией макромолекул вследствие сдвиговых деформа-
ций потока расплава, его поведением при отверждении или затвердевании, неопти-
мальной по теплорегулированию схемой формы и отклонениями в условиях перера-
ботки. Усадка и коробление напрямую связаны с остаточными напряжениями и, со-
ответственно, со скоростью охлаждения, или «сшивки», расплава полимера. Есть
надежда, что точное прогнозирование процесса литья и формирования остаточных
напряжений позволит конструировать лучшие формы, реализующие благоприят-
ные условия переработки.
3 Основы процесса переработки
141
Рис. 3.60. Распределение остаточных напряжений в направлении, параллельном и перпендику-
лярном к направлению течения для пластины из ПС толщиной 2,54 мм, охлажденной от 244 (7)
и 210 (2) до 60 *С
Оценка усадки изделия
Для иллюстрации усадки и динамики остаточных напряжений, возникающих
при литье под давлением, рассматривается плоская формующая полость (рис. 3.50).
В первом приближении можно допустить, что по мере быстрого охлаждения мате-
риала холодными поверхностями формы вокруг массы расплава образуется оболоч-
ка из твердого материала. Если пренебречь стадией подпитки в цикле литья под дав-
лением, то такое жесткое обрамление способствует усадке при затвердевании. Этот
процесс сопровождается незначительными сжимающими усилиями. Фактически
если исключить подпитку формы расплавом, то примерно 85-90% объемных изме-
нений полимера сопровождаются усадкой по толщине изделия [64].
Изменение толщины конечного изделия может быть оценено с использованием
РУТ-диаграммы (см. главу 1). В качестве примера рассматривается изделие из ПС
толщиной 1 мм. Расплав впрыскивается при 175 °C до максимального давления вы-
держки 600 бар, поддерживаемого до момента застывания впускного литника при
средней температуре изделия 125 °C. В этот момент давление снижается до 1 бар и
температура падает до 25 °C. Этот процесс можно проследить по РУТ-диаграмме
(рис. 3.61).
Из РУТ-диаграммы можно сделать заключение, что изделие будет иметь средний
удельный объем 0,956 см3/г при атмосферном давлении. Удельный объем изменяет-
ся до 0,005 см3/г, или 0,523% от указанной точки, до тех пор пока изделие не остынет
до комнатной температуры. Окончательная толщина изделия составит 0,995 мм.
Важно подчеркнуть, что скорость охлаждения, использованная для измерения
142
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 3.61. След заданного цикла литья под давлением на PVT-диаграмме для ПС
PVT-диаграммы, намного ниже, чем скорость охлаждения, применяемая при литье
под давлением. Это особенно важно для частично кристаллизующихся полимеров,
степень кристалличности которых, а следовательно, и усадка будут выше, чем полу-
ченные в условиях РКГ-измерений.
Оценка распределения внутренних напряжений
Затвердевание отливки начинается при заполнении формы и продолжается по-
сле ее заполнения, то есть на стадии подпитки. Это замораживает сдвиговые напря-
жения течения, имеющие тот же порядок, что и термические напряжения. В рабо-
те [65] рассчитаны остаточные внутренние напряжения в литьевых изделиях, вклю-
чая вязкоэластичное поведение полимера и оба отмеченных вида напряжений.
Автор [65] аналитически показал, что напряжения, вызванные течением, достаточно
значимы и в основном фиксируются в остывающем изделии. Это соответствует экс-
периментальным данным Исаева [62, 63] и Вимбергера-Фрейдла [66].
Для приблизительной оценки остаточных внутренних напряжений в отливке
можно использовать параболическое распределение температуры с начальной точ-
кой в момент его затвердевания. Это согласуется с характером послойного распре-
3 Основы процесса переработки
143
деления напряжений сжатия-растяжения. Допуская, что фазовые изменения не
влияют на внутренние напряжения, для аппроксимации их распределения можно
использовать простую функцию на основе параболического распределения темпе-
ратуры [66]:
2 г/т
о = -аЕ(7\ -Л)—7-- ,
3 4 5 f \4L2 2)
(3.50)
где Ts — температура затвердевания; 7}— конечная температура после охлаждения;
а — КТР; Е — модуль упругости.
Температура затвердевания представляет собой температуру стеклования для
аморфных полимеров или температуру кристаллизации для частично кристалли-
зующихся полимеров. Уравнение (3.50) выведено из предположения наличия ста-
тического равновесия (то есть интеграл напряжений по толщине должен быть равен
нулю). На рис. 3.62 [67] приведено сравнение сжимающих напряжений, измеренных
на поверхности образцов из ПММА, с результатами уравнения (3.50).
Рис. 3.62. Сравнение рассчитанных по уравнению (3.50) и измеренных сжимающих напряжений
на поверхности пластин, полученных из ПММА литьем под давлением
Рис. 3.63. Обозначения при расчете коробления изделия
144
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Оценка коробления за счет теплового дисбаланса формы
Тепловой дисбаланс формы является основной причиной коробления изделий.
Он сможет возникать в результате несовпадения изотерм охлаждения с геометрией
литьевой формы. Достаточно прост, но эффективен расчет коробления по разности
температур Т между двумя половинами формы. Используя обозначения, представ-
ленные на рис. 3.63, можно предсказать коробление изделия с помощью следующего
соотношения:
с а/2ДТ
6=^)Г-
<3.51)
Для иллюстрации действия уравнения авторы могут оценить прогиб линейки из
ПС длиной 30 см и толщиной 1 мм при тепловом дисбалансе формы 5 °C. Принимая
КТР ПС равным 7 х 10’5 мм/мм/°С по уравнению (3.51), получаем коробление ве-
личиной 15,7 мм.
Литература
1. www.campusplastics.com
2. Saechthng, Н., International Plastics Handbook, 3rd ed, Hanser Publishers, 1995, Munich.
3. Dommmghaus, H., Plastics for Engineers, Hanser Publishers, 1995, Munich.
4. Macosko, C.W., Rheology Principles, Measurements and Applications, VCH (1994), New York.
5. Dealy, J.M., Wissbrun, K.R., Melt Rheology and Its Role in Plastics Processing, Van Nostrand
(1990), New York.
6. Tanner, R.I., Engineering Rheology, Clarendon Press (1985), Oxford.
7. Bird, R.B., Armstrong, R.C., Hassager, O., Dynamics of Polymeric Liquids, 2nd Ed., Vol. 1 John
Wiley & Sons (1987), New York.
8. Gordon, G.V., Shaw, M.T., Computer Programs for Rheologists, Hanser Publishers (1994),
Munich.
9. Bird, R.B., Wiest, J.M., Annu. Rev Fluid Meeh (1995), 27,169.
10. Giacomm, A.I., Samurkas,T., Dealy, J.M., Polym. Eng. Sci (1989), 29,499.
11. Ostwald, W., Kolloid-Z (1925), 36,99.
12. de Waale, A., Oil and Color Chem AssocJournal (1923), 6,33.
13. Stevenson, J. F, Polym Eng. Sci. (1978), 18,577.
14. Tadmor, Z., Bird, R. B., Polym Eng. Sci (1974), 14,124.
15. Vinogradov, G. V., Malkin, A. Y., Yanovskii, Y. G., Borisenkova, E. K., Yarlykov, В. V.,
Berezhnaya, G. V.J. Polym. Sci. PartA-2 (1972), 10,1061.
16. Vlachopoulos, I., Alam, M., Polym. Eng. Sci. (1972), 12,184.
17. Hatzikiriakos, S. G., Dealy, J. M., ANTEC Tech. Papers (1991), 37,2311.
18. Denn, M. M., Annu. Rev. Fluid Meeh. (1990), 22,13.
19. Castro, J. M., Macosko, C. W., AlCheJ. (1982), 28,250.
20. Castro, J. M., Perry, S. I., Macosko, C. W., Polymer Comm. (1984), 25,82.
21. Guth, E., Simha, R., Kolloid-Zeitschrift (1936), 74,266.
22. ASTM, 8.01, Plastics (I), ASTM (1994), Philadelphia.
23. Hagen, G. H. L., Annalen derPhysik (1839), 46,423.
24. Poiseuille, L. J., Comptes Rendus (1840), 11,961.
25. Dealy, J. M., Rheometers for Molten Plastics, Van Nostrand Reinhold Company (1982), New York.
3 Основы процесса переработки
145
26. Bagley, Е. В. / Appl. Phys. (1957), 28,624.
27. Rabinowitsch, В., Z. Phys. Chem. (1929), 145.
28. Woebken, W., Kunststoffe (1961), 51,547.
29. Menges, G., Wiibken, W., SPE, 31stANTEC, (1973).
30. Wimberger-Friedl, R., Polym. Eng. Sci. (1990), 30, 813.
31. Wimberger-Friedl, R., Ph.D. Thesis, Eindhoven University ofTechnology, The Netherlands (1991).
32. Menges, G., Geisbiisch, P., Colloid & Polymer Science (1982), 260,73.
33. Bay, R. S., Tucker, C. L., Ill, Polym. Comp. (1992a), 13,317.
34. Bay, R. S., Tucker, C. L., Ill, Polym. Comp. (1992b), 13,322.
35. Menges, G., Schacht, T, Becker, H., Ott, S., Intern. Polymer Processing (1987), 2,77.
36. Leibfried, D., Ph.D. Thesis, IKV, RWTH-Aachen, Germany (1970).
37. Wiibken, G., Ph. D. Thesis, IKV, RWTH-Aachen (1974).
38. Mavrides, H., Hrymak, A. N., Vlachopoulos, l.J.Polym. Eng. Sci. (1986), 26,449.
39. Mavrides, H., Hrymak, A. N., Vlachopoulos, I., /. Rheol. (1988), 32, 639.
40. Barone, M. R., Caulk, D. A. J. Appl. Meeh. (1986), 361.
41. Lee, C.-С., Folgar, R., Tucker, C. L., Ill,J. Eng. Ind. (1984), 186.
42. Advani, S. G., Ph.D. Thesis, University of Illinois at Urbana-Champaign (1987).
43. Thieltges, H.-Р., Ph.D. Thesis, RWTH-Aachen, Germany (1992).
44. Bailey, R., Kraft, H., Intern. Polym. Proc. (1987), 2,94.
45. Mittal, R. K., Gupta, V. B., Sharma, P. K., Composites Sciences and Tech. (1988), 31, 295.
46. van Krevelen, D. W, Hoftyzer, P. J., Properties of Polymers, Elsevier Scientific Publishing
Company, (1976), Amsterdam.
47. Wagner, H., Internal report, AEG (1974), Kassel, Germany.
48. Menges, G., Winkel, E., Kunststoffe (1982), 72,2, 91.
49. Tadmor, Z., Gogos, C. G., Principles of Polymer Processing, John Wiley & Sons (1979), New
York.
50. Avrami, M.,J. Chem. Phys. (1939), 7,1103.
51. Eder, G., Janeschitz-Kriegl, H., Material Science and Technology, Vol. 18., Ed. H. E. H. Meijer,
Verlag Chemie (1995), Weinheim.
52. Krobath, G., Liedauer, S., Janeschitz-Kriegl, H., Polymer Bulletin (1985), 14,1.
53. Stefan, J., Ann. Phys, and Chem., N. F. (1891), 42, 269.
54. Eder, G., Janeschitz-Kriegl, H., Polymer Bulletin (1984), 11,93.
55. Janeschitz-Kriegl, H., Krobath, G., Intern. Polym. Process. (1988), 3,175.
56. Randell, D. R., Radiation Curing Polymers, Burlington House (1987), London.
57. Palmese, G. R., Andersen, O., Karbhari, V. M., Advanced Composites X: Proceedings of the 10th
AnnualASM/ESD Advance Composites Conference, Dearborn, MI (1994), ASM International,
Material Park.
58. Macosko, C. W., RIM Fundamentals of Reaction Injection Molding, Hanser Publishers (1989),
Munich.
59. Bogetti,T. A., Gillespie, J. W, 45th SPI Conf. Proc., (1990).
60. Bogetti, T. A., Gillespie, J. W., 21st Int. SAMPE Tech. Conf., (1989).
61. Barone, M. R., Caulk, D. A., Int. J. Heat Mass Transfer (1979), 22,1021.
62. Isayev, A. I., Crouthamel, D. L., Polym. Plast. Technol. (1984), 22,177.
63. Isayev, A. L, Polym. Eng. Sci. (1983), 23,271.
64. Wiibken, G., Ph.D. Thesis, IKV, RWTH-Aachen, Germany (1974).
65. Baaijens, F. P. T., Rheol. Acta (1991), 30,284.
66. Wimberger-Friedl, R., Polym. Eng. Sci. (1990), 30,813.
67. Ehrenstein, G. W., Polymeric Materials, Hanser Publishers (2000), Munich.
4 ПЛАСТИКАЦИЯ
К. Раувендааль, П. Дж. Грэманн
При возникновении проблем в ходе литья под давлением на работу узла пластика-
ции часто не обращают достаточного внимания, однако качество отливки сильно за-
висит от процессов, происходящих в этой части машины. Функционально узел пла-
стикации аналогичен одношнековому экструдеру, за исключением того, что шнек
движется вдоль оси в материальном цилиндре, проталкивая расплав полимера в
литьевую форму. Его основными задачами являются прием и перемещение твердых
гранул и добавок, их плавление, перемещение расплава, смешение массы, возможно,
дегазация расплава и, наконец, создание давления.
Важное отличие от экструзии заключается в том, что процесс литья под давлени-
ем циклический, в то время как процесс экструзии непрерывен. Для обеспечения со-
ответствия между циклами стадии перемещения, нагрева и смешения в пластикато-
ре литьевой машины должны быть воспроизводимы и хорошо изучены. Цель данной
главы состоит в том, чтобы дать читателю точное представление о работе узла пла-
стикации.
Мы сфокусируемся на описании процессов, протекающих в узле пластикации,
его составных частях, и принципах их действия, существующих конструкциях шне-
ка. Кроме того, рассмотрим проблемы, которые могут возникнуть в ходе работы,
а также возможные пути их решения. Наконец, в главе представлены сведения о про-
гнозировании процессов перемещения твердых полимерных материалов, плавления
и течения расплава. Поскольку одновременное смешение становится все более рас-
пространенным, в главе кратко представлена теория этого процесса; описаны не-
сколько популярных способов смешения с использованием новых смесителей, ус-
пешно применяемых в литье под давлением.
4.1 Узел пластикации
Наибольшее распространение на литьевых машинах получил узел пластикации, по
принципу действия сходный с одношнековым экструдером. Его отличие от типового
экструдера, в котором шнек вращается непрерывно и не изменяет своего осевого по-
ложения, заключается в том, что шнек литьевой машины вращается периодически
и может совершать возвратно-поступательные движения вдоль оси материального
цилиндра.
Другим типом пластикатора является рам-, или плунжерный, экструдер — са-
мое первое устройство для литья под давлением. Преимущество плунжерного экс-
трудера состоит в простоте конструкции, а также в возможности создания высоко-
го давления и обеспечении высокой скорости впрыска расплава. Основными не-
4 Пластикация
147
достатками таких пластикаторов являются чрезвычайно медленное плавление
полимерного материала и низкое качество гомогенизации расплава. При значи-
тельном повышении требований к качеству отливаемых изделий и росте их габари-
тов плунжерные экструдеры утратили свою популярность и были вытеснены пла-
стикаторами шнекового типа. В некоторых способах пластикации, например
2-ступенчатой, используется сочетание обоих типов; такие узлы носят название
шнек-плунжерных пластикаторов.
4.1.1 Плунжерный экструдер
В узле пластикации происходят захват твердых гранул на входе, нагревание мате-
риала и доставка расплава под высоким давлением в форму на выходе. Для этого
существует несколько возможностей. Одной из первых конструкций был односту-
пенчатый плунжерный экструдер, который в настоящее время используется редко.
В этом устройстве твердые гранулы поступают в обогреваемую камеру, где полимер
и расплавляется.
Двухступенчатый плунжерный экструдер
Ограниченность возможностей одноступенчатого плунжерного экструдера при-
вела к созданию двухступенчатого устройства. В таком узле пластикации использу-
ются два плунжерных экструдера. Первый — для плавления полимера и подачи его
во второй экструдер, из которого расплав подается в литьевую форму под высоким
давлением.
Шнековый экструдер с плунжерным насосом
В узле данного типа традиционный шнековый экструдер используется для плав-
ления и смешения материала. Затем расплав пе-
ремещается в плунжерный экструдер, который
предназначен для проталкивания расплава в
литьевую форму (рис. 4.1).
В пластикаторах такого типа облегчается пе-
реработка наполненных вязких полимерных ма-
териалов. Например, их обычно используют при
переработке так называемой объемной формо-
вочной смеси — композиции из термореактивно-
го сложного полиэфира и стекловолокнистых
наполнителей. В данном случае вязкая смесь
расплавляется и гомогенизируется в экструдере,
Рис. 4.1. Шнековый экструдер с плун-
жерным насосом
а затем подается в камеру плунжерного экстру-
дера.
148
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
4.1.2 Шнек с возвратно-поступательным движением
Шнек с возвратно-поступательным движением (ВП-шнек) наиболее часто исполь-
зуется в узлах пластикации современных литьевых машин. Поскольку такой тип уз-
ла очень важен, он будет описан более подробно. Важнейшими его элементами явля-
ются шнек, обратный клапан, материальный цилиндр, сопло и привод шнека.
Шнек для пластикации
На рис. 4.2 представлена схема узла пластикации. Важнейшей его частью явля-
ется шнек [ 1 ]. Он представляет собой длинный цилиндр с одной или более винтовы-
ми нарезками и возвратным клапаном на конце (рис. 4.3). Такое устройство часто на-
зывают винтом Архимеда (именно он изобрел принцип винтового конвейера более
трех тысяч лет назад). При вращении шнека материал перемещается, нагревается и
смешивается, а в некоторых случаях происходит и дегазация расплава полимера. Де-
газация, или удаление летучих, происходит в агрегатах с вентиляционным устройст-
вом в материальном цилиндре, что требует специальной геометрии шнека — так на-
зываемого двухзонного шнека.
Основным требованием к ВП-шнеку является доставка гомогенного высокока-
чественного расплава к концу шнека в течение цикла и от цикла к циклу. Понятие
«гомогенный» относится как к однородности температуры, так и к консистенции.
Шнековая
Загрузочный
Гидравлический
Сопло Наконечник Нагреватели Привод
шнека
вращения шнека
Рис. 4.2. Узел пластикации литьевой машины с возвратно-поступательным движением шнека
Рис. 4.3. Типовой шнек пластикатора для литья под давлением
4 Пластикация
149
Хорошая гомогенность расплава лучше всего достигается при использовании рас-
пределяющей зоны смешения на конце шнека [2]. Смешение мы рассмотрим более
подробно в последующих разделах.
Конструкция шнека для литья под давлением
Общепризнано, что в традиционной экструзии без возвратно-поступательного
движения шнека правильный выбор его конструкции имеет принципиальное значе-
ние для производства листов, пленок, труб и других профилей. Однако при литье
под давлением, когда узел пластикации обычно представляет собой экструдер с воз-
вратно-поступательным движением, часто предполагается, что конструкция шнека
имеет меньшее значение. Это допущение неверно. Технология конструирования
шнеков для экструдеров без возвратно-поступательного движения за много лет сво-
его существования получила существенное развитие. Об этом свидетельствуют по-
стоянное повышение производительности процесса и повышение качества изделий,
а также значительное число публикаций по этой тематике. С другой стороны, конст-
руированию шнеков для пластикаторов с возвратно-поступательным движением
внимания уделялось явно недостаточно, несмотря на то что литьевые машины ста-
новились все более сложными с точки зрения контроля и управления производст-
вом, конструкции литьевых форм и т. п.
Основными функциями, выполняемыми экструдером со шнеком без возврат-
но-поступательного движения, являются перемещение твердых веществ, плавление,
перемещение расплава, смешение и иногда удаление летучих. Аналогичные функ-
ции выполняются и в системе с возвратно-поступательным движением шнека, при-
чем единственное отличие в том, что при этом шнек двигается вперед-назад и про-
цесс является циклическим, а не непрерывным. Если требуется постоянство свойств
расплава от цикла к циклу, процессы перемещения материала, нагрева и смешения
должны воспроизводиться с высокой точностью. Таким образом, усовершенствова-
ния конструкции шнеков обычных экструдеров вполне применимы и для пластика-
торов с возвратно-поступательным движением шнека, но требуют дополнительной
модификации.
Стандартный шнек для литья под давлением. Шнеки для литья под давлением
обычно имеют те же характеристики, что и для экструдеров. Типовой шнек показан
на рис. 4.3. Шнек имеет одну винтовую нарезку с шагом, равным его диаметру и по-
стоянным по всей длине шнека. Это так называемая геометрия квадратного шага,
которая часто используется и в шнеках традиционных экструдеров. Степень сжа-
тия обычно колеблется от 2 :1 для небольших машин до 2,5 :1 для больших агрега-
тов. Длина зоны питания составляет около 50% от общей длины шнека, тогда как
длины зон сжатия и дозирования обычно составляют по 25%. Это отличается от
традиционных шнеков для экструзии, у которых зона питания короче, а зоны сжа-
тия и дозирования длиннее. Типовой шнек традиционного экструдера показан на
рис. 4.4.
Ширина гребня составляет около 10% диаметра шнека. Глубина канала Я в зоне
питания больше, чем в зоне дозирования; соотношение глубин в зонах питания и до-
150
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 4.4. Типовой шнек традиционного экструдера
зирования называется степенью сжатия. Ее значение обычно колеблется от 2,5 до
3,0. В современных шнековых экструдерах в большинстве случаев используются
специальные зоны смешения, так как способность к смешению у традиционных
шнеков крайне ограничена.
На рис. 4.5 приведены некоторые типовые значения глубины каналов в зоне до-
зирования для ВП-шнеков [3]. При диаметрах от 30 до 120 мм глубина каналов уве-
личивается примерно линейно в зависимости от диаметра. Значения степени сжа-
тия показаны на рис. 4.6 [3].
Для большинства термопластов степень сжатия увеличивается от 2 :1 при ма-
лых диаметрах шнека до 2,5 :1 для больших диаметров (100 мм). Для склонного
к термодеструкции жесткого ПВХ, однако, используются значительно более низ-
кие значения степени сжатия. Радиальный зазор над гребнем для шнеков с
возвратно-поступательным движением [3] значительно больше, чем для обычных
шнеков [4], и, как видно на рис. 4.7, отличие может быть в 2-3 раза. Это объясняет-
ся в основном тем, что ВП-шнек совершает не только угловое движение, но и вдоль
оси. Такое движение при неправильной конструкции гребня будет вызывать его
быстрый износ.
Рис. 4.5. Значения глубины
канала в зоне дозирования при
различных диаметрах шнека
Рис. 4.6. Значения степени
сжатия при различных
диаметрах шнека
4 Пластикация
151
Относительно длинная зона питания объясняется
главным образом возвратно-поступательным движени-
ем шнека. Максимальный ход шнека обычно составля-
ет 3-4 диаметра. При обратном движении шнека эф-
фективная длина зоны питания, как и общая длина,
снижается на величину хода. Короткая зона дозирова-
ния используется для того, чтобы шнек не создавал
слишком большого давления, как при обычной непре-
рывной экструзии. Давление, которое должен созда-
вать шнек, должно быть достаточным только для оттал-
кивания шнека назад при его вращении. Давление
обычно составляет около 6 бар; но может быть специ-
ально увеличено за счет регулировки сопротивления
обратному движению. Обычно для этого служит обрат-
ный клапан, устанавливаемый между цилиндром и ем-
костью с маслом, или вспомогательный вытяжной кла-
пан контроля давления в этой линии.
Рис. 4.7. Значения зазора над
гребнем для шнеков с возврат-
но-поступательным движени-
ем (7) и без возвратно-посту-
пательного движения (2)
Требования к ВП-шнекам. Основное требование к ВП-шнекам — это подача го-
могенного высококачественного расплава к концу шнека. К сожалению, шнеки без
зоны смешения имеют плохую перемешивающую способность. Хорошая гомоген-
ность расплава достигается только с помощью распределяющей зоны смешения на
конце шнека [2]. При непрерывной экструзии было убедительно доказано, что хоро-
шее распределение в зоне смешения на конце шнека может повысить качество экс-
трудата и стабильность процесса. Это справедливо и в литье под давлением, несмот-
ря на то что существует очень мало публикаций, посвященных этому аспекту техно-
логии [5,6].
Требуемые характеристики зоны смешения заключаются в следующем [1, 7]:
• равномерность потока расплава;
• минимальный перепад давления;
• полная очистка цилиндра;
• легкость управления;
• простота переработки.
В зоне смешения происходят постоянное разделение и переориентация пото-
ков расплава, и он подвергается воздействию значительных сдвиговых напряже-
ний. Различные конструкции зон смешения и распределения, применяемые для
экструзии и литья под давлением, обсуждаются в работе [2]. Для получения хоро-
шего качества смешения весь материал должен быть подвергнут высоким и равно-
мерным сдвиговым напряжениям. Обычно это достигается прохождением мате-
риала через небольшой зазор. Различные типы смесительных устройств будут опи-
саны ниже.
Перемещение твердого (нерасплавленного) материала. Для того чтобы обес-
печить высокую воспроизводимость процесса от цикла к циклу, стадии перемеще-
152
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ния и нагрева должны быть постоянными. Процесс перемещения происходит за счет
сил трения и вязкости на поверхности материального цилиндра. К сожалению,
в процессах экструзии силы трения могут существенно изменяться, что может при-
водить к дестабилизации процесса перемещения твердого вещества и колебаниям
подачи. Существует несколько способов усовершенствования процесса перемещения.
Наиболее эффективным является создание канавок на внутренней поверхности ци-
линдра в зоне питания. Обычно это увеличивает производительность и стабильность
процесса. Иногда на поверхность шнека наносят покрытия для снижения коэффици-
ента трения, улучшая таким образом процесс перемещения твердого сырья.
Для равномерного перемещения твердый материал должен двигаться единым по-
током (иначе говоря, все частицы должны передвигаться с одинаковой скоростью).
Налипание твердых частиц на поверхность шнека снижает скорость движения и ста-
бильность потока. Склонность к налипанию можно снизить, изменяя форму гребня.
При этом прямоугольный гребень с небольшим радиусом заменяется гребнем с плав-
но закругляющимся торцом [8], что обеспечивает плавное перемещение с вершины
гребня на шнек. Двухгребневая геометрия в зоне питания увеличивает площадь по-
верхности шнека и снижает объем канала, а оба эти фактора приводят к снижению
скорости перемещения твердых материалов по этой зоне. Таким образом, двухгребне-
вая геометрия не рекомендуется в зоне питания, за исключением тех случаев, когда на
поверхности материального цилиндра возможна высокая сила трения.
Длина зоны питания в традиционном шнеке составляет обычно 5 диаметров. Та-
кая длина обычно обеспечивает достаточно стабильное перемещение твердых ве-
ществ. Длина зоны питания для ВП-шнеков должна быть больше, поскольку осевое
движение шнека снижает ее эффективную длину. Мы отмечали, что у стандартных
ВП-шнеков длина зоны питания составляет 50% общей длины шнека, то есть 10 диа-
метров. Если считать, что максимальный ход обычно составляет 3-4 диаметра, то
оказывается, что нет необходимости делать зону питания длиннее, чем 7-8 диамет-
ров. Уменьшенная длина зоны питания важна для ВП-шнеков из-за ограничений по
общей длине. Другими словами, более короткая зона питания позволяет сделать бо-
лее длинной зону сжатия.
Улучшить перемещение твердого вещества позволяют следующие конструкци-
онные особенности шнека:
• угол винтовой нарезки порядка 20 градусов;
• увеличение радиуса закругления гребня до значения его высоты;
• одногребневая геометрия;
• нанесение на поверхность шнека покрытия с низким коэффициентом трения.
Пластикация. Кроме перемещения твердого материала для получения высоко-
качественных и воспроизводимых изделий очень важную роль играет процесс пла-
стикации. Из-за относительно небольшой длины большинства пластикаторов в про-
цессе литья под давлением вероятно неравномерное или недостаточное плавление.
Кроме того, осевое движение шнека снижает эффективность плавления в литьевых
машинах по сравнению с обычными экструдерами [9]. К счастью, нарушения при
плавлении не оказывают непосредственного влияния на качество изделий. На прак-
4 Пластикация
153
тике перед выдавливанием расплава в литьевую форму существует очень краткий
период времени, в течение которого расплав может достичь равномерной температу-
ры, а значит, учитывая низкую теплопроводность пластмасс, достигаемое выравни-
вание температуры расплава будет незначительным.
Предпочтительная длина зоны сжатия составляет 7 диаметров или более. Корот-
кая зона сжатия, часто применяемая на практике, приводит к нежелательным эф-
фектам смещения шнека и повышает вероятность его забивания. Забивание проис-
ходит в тех случаях, когда скорость плавления в зоне сжатия меньше скорости
уменьшения площади поперечного сечения пропускающего канала. В результате ка-
нал шнека закупоривается твердой «пробкой», что, в свою очередь, приводит к силь-
ной нестабильности процесса. Кроме того, быстрое уменьшение глубины канала
также увеличивает боковые силы, действующие на шнек вследствие деформации
пробки. Возникающие отклонения шнека могут вызвать быстрый износ как шнека,
так и материального цилиндра. К сожалению, такая проблема возникает как при экс-
трузии, так и при литье под давлением.
Установлено, что пластикаторы с быстроходными шнеками подвержены быст-
рому и сильному износу. Иногда шнек и цилиндр могут быть разрушены за несколь-
ко часов. Применение поверхностного упрочнения малоэффективно в этой ситуа-
ции; оно может замедлить скорость износа шнека, но ускорится износ цилиндра.
Считается, что при использовании шнеков с барьерной нарезкой в зоне сжатия
процесс плавления улучшается по сравнению со шнеками без барьера. Однако это
утверждение все еще оспаривается [10], поскольку убедительных доказательств до
сих пор не представлено. Инженерный анализ [11] не дает точного ответа, улучшает
ли шнек с барьерной нарезкой качество плавления. Такие шнеки могут дать некото-
рые преимущества, но следует помнить и об их недостатках.
Преимущества:
• за барьер не проникают частицы твердого материала;
• как правило, пластикация протекает более эффективно;
• при прохождении над гребнем барьера расплав полимера подвергается дис-
пергирующему смешению.
Недостатки:
• процесс не более эффективен, чем при использовании стандартного шнека
с эффективной зоной смешения;
• более высокая стоимость по сравнению со стандартным шнеком с эффектив-
ной зоной смешения;
• более высокая чувствительность к забиванию материалом.
Действие шнека с барьерной нарезкой основано на отделении расплава, причем
расплав, отделяющий непроплавленные участки пробки от поверхностей трения
(цилиндр и шнек), удаляется в барьерный канал. При этом возрастает сила трения
пробки и усиливается тепловыделение. Это означает, что твердая пробка заключена
в канале твердого вещества, который является только частью общего канала. По-ви-
димому, поэтому закупоривание чаще происходит в шнеке с барьером, чем без него,
однако это утверждение требует более детального подтверждения. Одно из преиму-
154
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ществ шнека с барьером заключается в том, что он препятствует проникновению
нерасплавленных частиц за барьер. В результате вероятность попадания твердых
частиц в конечную зону невелика. Однако такого же эффекта можно достичь и с по-
мощью рифленой зоны смешения, которая к тому же не накладывает пространствен-
ных ограничений на твердую пробку.
Барьерная конструкция может быть полезна для шнеков большого диаметра
с высоким гребнем, используемых в переработке высоковязких пластмасс. Для та-
ких шнеков более высока вероятность неэффективного плавления из-за большой
толщины твердой пробки, которая требует большего времени плавления. В данном
случае преимущество шнека с барьерной нарезкой заключается в том, что глубина
канала твердого вещества может быть уменьшена почти до нуля, тогда как глубину
канала расплава можно поддерживать на значительном уровне. Это особенно важно
для пластикаторов большого диаметра (D > 100 мм), так как в случае увеличения
диаметра шнека теплоперенос начинает оказывать более существенное влияние.
Причина заключается в том, что при масштабировании экструдера площадь тепло-
переноса увеличивается пропорционально квадрату его диаметра, тогда как объем,
заключенный на определенной длине, возрастает пропорционально диаметру в кубе.
Высокой эффективности плавления способствуют следующие конструкцион-
ные особенности шнека:
• множественные гребни в зоне плавления;
• небольшой зазор между гребнем и стенками материального цилиндра;
• большая зона сжатия (не менее 5 диаметров);
• увеличение угла винтовой нарезки.
Перемещение расплава. Требования к перемещению расплава для ВП-шнеков
менее жесткие, чем для традиционных, а давление в расплаве достаточно мало. Как
результат дозирующая зона обычно является достаточно короткой (около 5 диамет-
ров). В действительности, представляется рациональным выбирать даже более ко-
роткие дозирующие зоны (2 диаметра) и зоны смешения (2 или 3 диаметра). В неко-
торых случаях конструкторы шнеков впадают в крайности, используя дозирующую
зону нулевой длины [12]. Однако это может привести к сужению диапазона рабочих
режимов шнека из-за недостаточного давления.
Конструктивные особенности шнека, необходимые для обеспечения эффектив-
ного перемещения расплава, перечислены ниже:
• значительная глубина канала;
• угол винтовой нарезки, оптимальный для перерабатываемого полимерного
материала;
• небольшой зазор между стенками цилиндра и гребнем;
• большой радиус скругления торца.
Обратный клапан
В литьевой машине шнек при вращении нагнетает массу расплава полимерного
материала в переднюю часть материального цилиндра, что при увеличении объема
этой массы вызывает отход шнека назад. Когда камера заполняется до определенно-
4 Пластикация
155
го объема, шнек начинает двигаться вперед, к форме, проталкивая в нее расплав. По-
скольку каналы и полости, составляющие литниковую систему и форму, достаточно
малы, для заполнения формы расплаву требуется преодолеть значительное сопро-
тивление. В результате расплав вместо заполнения формы может потечь назад в пла-
стикатор. Для исключения этого нежелательного эффекта применяются различные
запирающие системы. Обычно считается, что обратно в канал шнека вытекает менее
5% расплава.
В литьевых машинах используются различные типы запирающих систем, извест-
ные как обратные клапаны. Наиболее широкое распространение получили шарико-
вые и кольцевые клапаны. Каждый из них обладает своими преимуществами и недос-
татками и, как правило, используется для работы с конкретным типом материала.
Шариковый клапан. Шариковый клапан работает так же, как клапан, обычно ис-
пользуемый в гидравлических системах (рис. 4.8,4.9). Когда шнек движется назад,
шарик находится в крайнем переднем положении и расплав может протекать к кон-
цу шнека. Когда шнек перемещается вперед, шарик смещается в крайнее заднее по-
ложение, прижимаясь к седлу и образуя герметичный затвор (рис. 4.9). В таком по-
ложении клапан закрыт. Шарик перемещается за счет разности давлений на диамет-
рально противоположных сторонах его поверхности. При вращении и продольном
движении шнека назад давление за шариком выше и он выталкивается вперед. Когда
шнек перемещается вперед, давление перед шариком становится выше, и он протал-
кивается назад.
Шариковый клапан обычно менее подвержен износу, чем кольцевой. Но шарик
свободно вращается, и расплав материала может просачиваться через изношенные
участки в герметичную часть. Более того, такое устройство должно подтекать, так
как, для того чтобы шарик мог плотно установиться при впрыске, материал должен
протечь мимо шарика для его плотного прижимания к седлу. Обратные клапаны
этого типа обычно применяются при переработке материалов, характеризующихся
низкой вязкостью, менее чувствительных к сдвигу.
Кольцевой клапан. Принцип работы кольцевого клапана показан на рис. 4.10.
Как и в предыдущем случае, при вращении шнека образуется расплав полимера,
который собирается перед ним в дозирующей зоне материального цилиндра. При
обратном движении шнека, создающем пространство для расплава, запирающее
кольцо находится в переднем положении по отношению к концу шнека, упираясь в
стопор (рис. 4.10, а). Стопор обычно представляет собой звездообразный уступ с че-
Место впуска Корпус Шарик Ограничитель
Рис. 4.8. Шариковый клапан в открытом
положении
Рис. 4.9. Шариковый клапан
в закрытом положении
156
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 4.10. Кольцевой клапан в открытом (а) и закрытом (Ь) положении
тырьмя или шестью отверстиями. Когда запирающее кольцо упирается в стопор,
расплав полимера может протекать через эти отверстия.
При движении шнека вперед для выдавливания расплава в форму запирающее
кольцо перемещается в крайнее заднее положение и упирается в седло, герметично
запирая клапан (рис. 4.10, Ь). В закрытом положении клапана просачивание распла-
ва обратно в канал шнека исключается.
Скользящий кольцевой клапан, в принципе, обеспечивает меньшее просачивание
расплава полимера, чем шариковый, за счет большой площади седла, которая умень-
шает вариации площади контакта. Но из-за движения кольца по стопору последний со
временем изнашивается и требует периодической замены. Такие клапаны использу-
ются в основном для высоковязких, чувствительных к сдвигу материалов.
Конструкционные и эксплуатационные критерии для обоих типов клапанов сле-
дующие: клапан должен быстро устанавливаться, не подтекать, а также обеспечи-
вать эффективную герметизацию. Клапан не должен вызывать ухудшения свойств
полимерного материала, которое может быть вызвано высокими сдвиговыми на-
грузками или длительным временем пребывания из-за неравномерного пути потока.
Более того, следует учитывать стоимость изготовления клапана. Клапанам обоих
типов присуща потеря давления вследствие обтекания потоком некоторых ограни-
чителей, составляющих герметизирующую часть. При обтекании шарика или коль-
ца материалом он может подвергаться воздействию высоких сдвиговых напряжений
за счет высокой скорости течения и небольших зазоров. Это, естественно, выражает-
ся в дополнительном нагреве расплава за счет выделяющейся теплоты внутреннего
трения.
Как уже упоминалось, распространенным методом снижения затрат является
применение непрерывного смешения. Одним из примеров этого является окраши-
вание (например, смешение природной смолы с окрашивающим концентратом)
в литьевой машине, как правило, при использовании зон смешения шнека для обес-
печения распределения и диспергирования. Это может быть затруднительно, так
как большинство узлов пластикации относительно коротки, с типовым соотношени-
ем длины к диаметру 20:1, что оставляет мало места для введения зоны смешения.
Правильно сконструированный кольцевой клапан может совмещать функции кла-
пана и смесителя, что не влияет на способность узла пластикации к плавлению и пе-
ремещению материала. По сравнению со стандартным клапан с функциями смесите-
ля может значительно снизить неравномерность температуры расплава. Другим
преимуществом такого клапана является то, что смешение может быть обеспечено
4 Пластикация
157
простым изменением геометрии шнека. Примером такого устройства является
CRD-клапан (дисперсионный клапан Криса Раувендааля, рис. 4.11) [13]. Важным
преимуществом осуществления смешения в обратном клапане является то, что сме-
шение происходит на последней стадии пластикации, непосредственно перед посту-
плением расплава полимерного материала в форму. Эффективный смешивающий
шнек может дать хорошее смешение на конце шнека, но если смешение происходит
после выхода материала со шнека, то качество смешения может оказаться все же не-
достаточным.
В некоторых случаях применяются наконечники шнека фактически без клапана.
Наиболее часто такие шнеки используются для высоковязких, термически нестойких
материалов, таких как жесткий ПВХ. На рис. 4.12 показан наконечник шнека, кото-
рый имеет небольшой зазор между концом шнека и материальным цилиндром. Зазор
должен быть достаточно мал, чтобы при движении шнека вперед только очень неболь-
шое количество расплава полимера могло просачиваться в обратном направлении.
Преимуществами использования наконечника шнека являются отсутствие возмуще-
ний потока, налипания материала и необходимости в регулярном обслуживании.
Материальный цилиндр узла пластикации
Материальный цилиндр узла пластикации представляет собой прямой цилиндр,
который достаточно плотно охватывает шнек. Радиальный зазор между шнеком и ци-
линдром обычно составляет 0,20 мм; пластикаторы диаметром 40 мм и менее имеют
зазор порядка 0,15 мм [3]. Материальный цилиндр часто изготавливается центробеж-
ным литьем из двух металлов. В случае узла пластикации с вентиляцией цилиндр
имеет вентиляционное отверстие. В зоне питания в цилиндре механическим способом
Уплотнительное
Рис. 4.11. CRD-клапан
158
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 4.12. Шнек с простым наконеч-
ником, используемый для переработ-
ки жесткого ПВХ
проделывается загрузочное отверстие, соединяе-
мое с загрузочным бункером, из которого твердые
частицы полимера попадают в узел пластикации.
Сопло узла пластикации
Сопло узла пластикации доходит до втулки
центрального литника. Радиус наконечника сопла
несколько меньше соответствующего радиуса втул-
ки, что обеспечивает хорошую герметичность; но в
то же время радиус должен быть достаточно боль-
шим, чтобы уменьшить износ. В США стандартные
диаметры сопла составляют 0,5 и 0,7 дюйма*; в Европе — 10,15,20 и 30 мм. Сопла могут
быть как открытыми, так и с запорными устройствами. Открытые сопла рекомендуют-
ся для переработки нетермостойких и высоковязких полимеров, таких как жесткий
ПВХ, реактопласты и эластомеры. Пример открытого сопла приведен на рис. 4.12.
Запирающиеся сопла можно использовать для предотвращения подтекания рас-
плавленного полимера или образования нитей, кроме того, они позволяют работать
с отодвигающимся узлом впрыска. Некоторые сопла приводятся в действие во вре-
мя цикла, другие — управляются отдельно. Пример сопла со скользящим болтом
в открытом и закрытом положениях показан на рис. 4.13 и 4.14 соответственно.
Обычно в конструкциях сопла применяют игольчатые клапаны (рис. 4.15). Кла-
пан открыт при отодвинутой игле (рис. 4.15) и закрыт, когда игла продвинута в со-
пло (рис. 4.16).
Загрузочный бункер и отверстие питателя
Бункер следует конструировать таким образом, чтобы обеспечивать постоянную
подачу полимера и предпочтительно делать его круглым для снижения вероятности
Скользящий болт
Открытое положение
Рис.4.13. Сопло, закрываемое сколь-
зящим болтом в открытом положении
Закрытое положение
Рис. 4.14. Сопло, закрываемое сколь-
зящим болтом в закрытом положении
1 дюйм — 25,4 мм.
4 Пластикация
159
Рис. 4.15. Игольчатый клапан в открытом положении
застревания материала. Зона перемещения должна
иметь равномерное сужение, что снижает вероят-
ность образования пробки. На рис. 4.17, а показана
неудачная конструкция бункера, а на рис. 4.17, b —
правильная.
Конструкция бункера исключительно важна
при работе с трудносыпучими материалами. Про-
блемные материалы характеризуются большим
разбросом размеров частиц и/или частицами раз-
ной формы. Сильно сжимаемые насыпные мате-
Рис. 4.16. Игольчатый клапан
в закрытом положении
риалы также могут создавать определенные про-
блемы. Для таких материалов можно использовать специальные устройства, обеспе-
чивающие стабильный поток, например, вибрирующие прокладки, покрытия с
низким трением, внутренние конусы, вращающиеся скребки в бункере и т. д.
Важно, чтобы зона питания узла пластикации работала при достаточно низкой
температуре. Это позволяет исключить налипание пластмассы на металлические
стенки. При налипании частиц полимера на стенки бункера поперечное сечение
канала уменьшается, что, соответственно, снижает расход, и в наихудшем случае
подача материала может полностью прекратиться. Обычно для предотвращения
прилипания частиц пластмассы обеспечивается возможность охлаждения зоны
питания.
а)
Рис. 4.17. Конструкции бункеров: а — неправильная конструкция; b — правильная конструкция
160
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Привод узла пластикации
Привод узла пластикации обеспечивает вращение шнека и его движение вперед
при впрыске расплава. Раньше в литьевых машинах в основном использовались гид-
равлические приводы. Гидравлическую систему можно использовать для вращения
шнека, перемещения шнека вперед, открытия и закрытия формы. В последнее время
получили распространение литьевые машины с электроприводом.
Такие полностью электрифицированные литьевые машины ранее были только
мало- или среднетоннажными; но начиная с 2000 г. появились машины мощностью*
до 1100 т, и планируется выпуск до 2500 т. Существует также ряд литьевых машин,
в которых применяется комбинация электрического и гидравлического приводов.
В гидравлических литьевых машинах привод состоит из электродвигателя
и гидравлического насоса. Гидравлический насос преобразует электроэнергию в
гидравлическое давление. Используются насосы как с постоянным, так и с перемен-
ным давлением. Коэффициент полезного действия насоса должен составлять поряд-
ка 90% от максимального рабочего давления; КПД гидравлической системы в целом
будет ниже, чем КПД насоса.
Гидравлические насосы устанавливаются ниже уровня масла (на фундаменте
масляного резервуара или ниже его). Узел привода должен быть расположен так,
чтобы сделать распространение шума минимальным; это достигается с помощью ре-
зиновых прокладок на опорах и шланговых соединений всех трубопроводов.
4.2 Функции узла пластикации
Для получения высококачественных изделий необходимо поддерживать согласо-
ванность всех операций процесса литья под давлением — смешение, нагрев и сдвиго-
вые деформации, испытываемые материалом. Циклический процесс литья под дав-
лением должен быть максимально воспроизводимым.
Основными функциями узла пластикации являются перемещение твердых ве-
ществ, плавление или пластикация, перемещение расплава, дегазация и смешение.
4.2.1 Перемещение твердого материала
Твердыми частицами материала обычно являются гранулы, но также могут быть
таблетки, дробленка, порошки или их смеси. Перемещение твердых веществ проис-
ходит как в загрузочном бункере, так и в самом узле пластикации. Перемещение в
бункере происходит за счет сил гравитации. Гранулы пластмассы двигаются по бун-
керу питателя вниз и в канал шнека.
Имеется в виду усилие смыкания формы в тоннах.
4 Пластикация
161
Ограниченное питание
Большинство литьевых машин имеют сво-
бодное питание. При этом шнек захватывает
столько материала, сколько поступает, и он
практически полностью заполнен. Произво-
дительность определяется частотой вращения
шнека. Однако питание можно ограничить.
При ограниченном питании подаваемый
материал отмеряется в горловину бункера с
меньшей скоростью (рис. 4.18). В этом случае
производительность шнека определяется не
только частотой его вращения, но и произво-
дительностью питателя. В результате исклю-
чаются проблемы неравномерности переме-
щения материала в бункере. Более того, при
использовании вентилируемого материаль-
Рис. 4.18. Отмеривание материала в бун-
кере для создания системы ограниченной
подачи
ного цилиндра ограниченное питание не допускает затекания материала в вентиля-
ционное отверстие.
Изменяя скорость подачи или частоту вращения шнека, можно влиять на пара-
метры узла пластикации. Увеличение частоты вращения шнека снижает степень за-
полнения, тогда как увеличение скорости подачи материала приводит к росту степе-
ни заполнения. При ограниченном питании может быть получен ряд преимуществ:
• снижение нагрузки на двигатель и уменьшение частоты вращения шнека;
• можно варьировать удельное потребление энергии (УПЭ);
• исключение проблемы просачивания расплава в вентиляционное отверстие;
• можно исключить нестабильность подачи, то есть разрывы в сплошном слое
твердого материала;
• снижение агломерации подаваемых компонентов.
От УПЭ зависит количество тепла, образующегося при смешении и нагревании
пластмассы. Поэтому ограниченное питание дает дополнительную степень управле-
ния процессом. Это может быть очень полезно в тех случаях, когда происходит пере-
грузка двигателя и/или перегрев расплава.
Принудительное перемещение твердых полимерных материалов
После попадания частиц полимерного материала в канал шнека механизм пе-
ремещения материала становится принудительным. Сила тяжести все еще может
играть незначительную роль, но в этой зоне машины силы проталкивания обычно
преобладают над гравитационными. Существуют две конкурирующие силы, дейст-
вующие на материал. Одна — сила трения между полимером и материальным ци-
линдром. Вторая — сила трения между материалом и шнеком. Важно понять, какая
из этих сил является движущей при перемещении, а какая движение тормозит.
Движущей силой является сила трения между полимером и материальным ци-
линдром. Сила трения между материалом и шнеком фактически действует против
162
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
перемещения. При отсутствии трения о материальный цилиндр происходит только
вращение материала в шнеке без его перемещения. Следовательно, для хорошего,
стабильного перемещения важно иметь большую силу трения на материальном ци-
линдре и низкое значение силы трения на шнеке.
Впервые полный анализ перемещения твердых веществ в традиционном одно-
шнековом экструдере был выполнен в работе [14]. Анализ, представленный здесь,
является его расширенной версией с учетом осевого движения шнека [15]. Были сде-
ланы следующие допущения:
1. Твердые частицы ведут себя как непрерывный поток.
2. Сплошной слой твердого вещества (твердая пробка) контактирует со всей
поверхностью канала.
3. Глубина канала шнека постоянна.
4. Зазором над гребнем можно пренебречь.
5. Твердый материал движется в виде пробкообразного (сплошного) потока со
структурным ядром (так называемый поршневой режим).
6. Давление является функцией только длины канала.
7. Коэффициент трения не зависит от давления.
8. Гравитационными силами можно пренебречь.
9. Изменения плотности твердого материала пренебрежимо малы.
10. Кривизной канала можно пренебречь.
На рис. 4.19 показаны различные силы, действующие на элемент твердой массы,
а также диаграмма скорости. Для упрощения анализа было сделано обычное допу-
щение, в соответствии с которым считается, что шнек неподвижен, а материальный
цилиндр вращается и движется вдоль оси. Частота вращения материального ци-
линдра, vb, является суммой тангенциальной, v^, и аксиальной скоростей, vte. Угол
а между vb и определяется из уравнения:
tana = —. (4.1)
Рис. 4.19. Силы и скорости при перемещении твердого материала
Скорости
4 Пластикация
163
Скорость твердой пробки ус вниз по каналу определяется по углу наклона вин-
товой линии гребня ф. Относительная скорость между твердой пробкой и матери-
альным цилиндром, Av, определяется по разности векторов частоты вращения мате-
риального цилиндра, vh, и скорости v^. Угол перемещения твердого материала 0
представляет собой угол между Av и vh.
На основании уравнений баланса сил в продольном и поперечном направлениях
канала получаем следующее выражение для профиля давления вдоль канала шнека:
P(z) = Роехр
(б+ф - сх) -
Ар-зтф+ф-а)-^--
17 W
(4-2)
где Я — глубина канала; W — ширина канала; Ро — давление при z = 0; fh — коэффи-
циент трения на материальном цилиндре; fs — коэффициент трения на шнеке.
Уравнение (4.2) показывает, что давление увеличивается экспоненциально по
длине канала шнека z. В результате при определенных обстоятельствах можно эф-
фективно добиться высоких давлений. После преобразования уравнения (4.2) мож-
но получить следующее выражение для угла перемещения твердого материала:
A=arrQin ------------- —Ж М гП
где
(4.3а)
Массовый расход твердого материала при перемещении относительно шнека
выражается как:
- P.HpU'v. = р.НрИЧ з|п(е7ф\а). (4.4)
где р5 — плотность твердой пробки, ар — количество параллельных гребней шнека.
Массовый расход твердого материала при перемещении относительно матери-
ального цилиндра описывается выражением
Ms = psHpWvb
sin0 sina
sin (9+Ф -a) зтф
(4.5)
Из уравнения (4.5) очевидно, что массовый расход при перемещении твердого
материала относительно материального цилиндра уменьшается за счет присутствия
осевой составляющей скорости ve. Зависимость расхода твердого материала от
угла а показана на рис. 4.20.
164
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
’ Рис. 4.20. Зависимость относительного расхода от угла
Максимальная осевая скорость материального цилиндра представляет собой ве-
личину, при которой скорость движения твердого материала становится равной ну-
лю. Это происходит, когда осевая составляющая скорости сплошного слоя становит-
ся равной осевой скорости материального цилиндра. Таким образом, максимальная
осевая скорость материального цилиндра определяется следующим образом:
v. sin0sin<J>
v.-„=v.Sin*=sin(e+4i_a).vlsi„0. (4.6)
Соответствующий максимальный угол равен углу переноса твердого материала.
Совершенствование перемещения твердого материала
На практике скорость перемещения твердого материала может быть повышена
следующим образом:
• снижением трения на поверхности шнека;
• увеличением трения на поверхности материального цилиндра;
• увеличением насыпной плотности подаваемого материала.
Уменьшение трения на поверхности шнека может быть достигнуто:
• применением антифрикционного покрытия шнека;
• использованием специальной обработки поверхности нарезки, например, ка-
талитической конверсии поверхности (J-Tex или Dyna-blue);
• исключением многогребневой геометрии в зоне питания;
• использованием гребней с большим радиусом торца по всему шнеку;
• исключением направляющего короткого гребня в зоне питания.
Увеличение трения на поверхности материального цилиндра обеспечивается:
• регулировкой температуры материального цилиндра;
• увеличением шероховатости внутренней поверхности цилиндра;
• нарезкой канавок на внутренней поверхности цилиндра.
4 Пластикация
165
4.2.2 Плавление или пластикация
Существует два источника нагрева при пластикации. Первый — нагрев от электро-
нагревателей, расположенных вдоль материального цилиндра; второй — за счет об-
разования тепла при трении и вязком течении полимерного материала. Нагрев за
счет трения происходит при скольжении частиц пластмассы по металлической по-
верхности или друг по другу. Нагрев за счет вязкого течения возникает в основном
в расплаве полимера при сдвиговых нагрузках из-за вращения шнека. Скорость
сдвига является мерой сдвигового воздействия на расплав. В узле пластикации при-
мерная скорость сдвига в канале шнека равна отношению тангенциальной скорости
вращения шнека к глубине канала (у
h
Для примера авторы рассматривают шнек диаметром 150 мм, вращающийся
с частотой 90 об/мин, с глубиной канала 7 мм.
Окружность шнека равна 3,14 х 150 = 471,24 мм.
Скорость на окружности составляет 471,24 х 1,5 об/с = 706,86 мм/с.
Примерная скорость сдвига равна 706,86/7 = 100,98 с"1.
Обычные скорости сдвига в канале шнека находятся в диапазоне от 50 до 100 с"1.
Скорость сдвига в узле пластикации возрастает при увеличении частоты враще-
ния шнека.
В результате высокой вязкости расплава в полимерном материале зачастую об-
разуется значительное количество тепла. Фактически во многих узлах пластикации
наибольший вклад в теплообразование вносят силы трения и вязкости. Это особен-
но справедливо при высокой частоте вращения шнека. По мере увеличения частоты
вращения шнека вклад нагрева за счет вязкости растет, а вклад нагревателей матери-
ального цилиндра снижается (рис. 4.21). Теплообразование за счет сдвига и вязко-
сти является фактически преобразованием механической энергии привода шнека
в тепловую, что приводит к росту температуры полимерного материала.
Процесс плавления материала начинается с достижения полимером температуры
плавления. Плавление обычно начинается
на поверхности материального цилиндра на
расстоянии примерно 5 диаметров от отвер-
стия питателя. Сначала на поверхности ци-
линдра образуется пленка расплава. По мере
роста толщины пленки расплав собирается
на ведущем торце гребня, проталкивая твер-
дую пробку на тыльный торец гребня. Такая
модель впервые была описана Маддоком в
работе [16] (рис. 4.22).
Мы уже отмечали, что основными источ-
Образование тепла
за счет вязкого течения
Охлаждение
Нагрев
\ Требуемое удельно?
\ потребление энергии
Точка автотермической
экструзии
Предпочтительный
рабочий диапазон
Частота вращения
шнека
никами тепла для плавления являются нагре-
ватели материального цилиндра и теплообра-
зование в вязком течении пленки расплава
Рис. 4.21. Удельное потребление энергии
в зависимости от частоты вращения шнека
166
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 4.22. Модель плавления Маддока
Рис. 4.23. Дисперсная модель плавления
между сплошным потоком и поверхностью материального цилиндра. Для эффективно-
го плавления необходимо поддерживать толщину пленки расплава минимальной. Тол-
щина пленки расплава сильно зависит от величины зазора над гребнем шнека. Поэтому
его следует сохранять минимально возможным. С увеличением зазора (например, в ре-
зультате износа шнека) скорость плавления может существенно снизиться.
Модель плавления, показанная на рис. 4.22, также называют моделью совмещен-
ного плавления твердых веществ (СПТВ). Такое плавление наблюдалось во многих
экспериментальных исследованиях в одношнековых экструдерах. Но в некоторых
случаях наблюдался другой вид плавления, при котором твердые частицы материа-
ла разделены и плавают в матрице расплава. Такой тип плавления называют дис-
персным плавлением твердых веществ (ДПТВ) [17] или рассеянным смешением
расплава [18] (рис. 4.23). ДПТВ наблюдалось в двухшнековых экструдерах и однош-
нековых смесителях с ВП-шнеком. При ДПТВ плавление происходит более эффек-
тивно, чем при СПТВ.
При повышении температуры материального цилиндра количество теплоты,
передаваемое от него потоку, возрастает. В то же время теплообразование за счет
сил вязкого трения в тонкой пленке расплава снижается, так как повышение тем-
пературы материального цилиндра снижает
вязкость расплава в пленке. При низкой часто-
те вращения шнека, когда нагреватели цилинд-
ра являются основным источником теплоты,
более высокие температуры цилиндра повы-
шают скорость плавления (рис. 4.24). Однако
при высокой частоте вращения шнека основ-
ная доля теплоты, идущей на плавление, при-
ходится на долю теплоты, генерирующейся за
счет сил вязкой диссипации. Поэтому в дан-
ном случае повышение температуры матери-
ального цилиндра может фактически умень-
шить долю теплоты, идущей на разогрев мате-
риала (рис. 4.24).
ЮОг
® 50
Высокая частота
вращения шнека
ф
Низкая частота
вращения шнека
чх о
О --------------------------------
150 200 250 300
Температура материального-----►
цилиндра
Рис. 4.24. Влияние температуры мате-
риального цилиндра на эффективность
4 Пластикация
167
Процесс плавления в ВП-шнеках можно проанализировать, расширив теорети-
ческую модель, разработанную Тадмором [19] для традиционных экструдеров. Ис-
пользуемая при анализе модель показана на рис. 4.25.
Твердая пробка находится у заднего торца гребня, расплав собирается у ведуще-
го торца, а пленка расплава находится между цилиндром и твердой пробкой. Толщи-
на пленки расплава возрастает от заднего торца гребня к ведущему торцу. Предпола-
гается, что плавление происходит в основном на поверхности раздела пленки рас-
плава и твердой пробки.
Модель строится на основе следующих допущений:
1. Плотность и теплопроводность расплава постоянны.
2. Конвекционным теплопереносом можно пренебречь.
3. Теплопередача происходит только в радиальном направлении.
4. Течение расплава ламинарно.
5. Силами инерции и массовыми силами можно пренебречь.
6. Проскальзывание на стенках отсутствует.
7. Градиент давления в пленке расплава отсутствует.
8. Зависимостью вязкости от температуры можно пренебречь.
Рис. 4.25. Модель плавления в пластикаторе с ВП-шнеком
168
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Профиль температуры расплава считается полностью сформированным (иначе
говоря, не меняется вниз по течению в продольном направлении канала). Для нью-
тоновской жидкости в главном потоке такая зависимость температуры описывается
как квадратичная функция радиального расстояния у:
Т(у) - 2*. АГ, + иду» 'I
{2knH2nr V 2knHm ) mP
(4.7)
Из зависимости температурного профиля в пленке расплава можно определить
тепловой поток от пленки расплава к поверхности твердой пробки. Он выражается
как
Ят 2Н
(4-8)
Первое слагаемое в выражении числителя представляет собой величину кондук-
тивного нагрева. Теплопроводность обозначается как km, а ДТ6 представляет собой
разность температур материального цилиндра и поверхности полимера. Для частич-
но кристаллизующихся полимеров последняя обычно принимается равной темпера-
туре плавления кристаллической фазы Т^.
Второе слагаемое в выражении числителя представляет собой теплоту, выделив-
шуюся за счет сил вязкого трения, где ц — вязкость, a Av — относительная скорость
твердой пробки по отношению к материальному цилиндру.
Если температура массы твердого материала принимается зависящей только от
радиального расстояния, то ее можно описать как
Т(у) - ДТГ ехр
У**
(4-9)
где Тг — опорная температура; — нормальная скорость плавления; а 5 — термиче-
ская диффузия; &D = Ттр — Тг.
На основе температурного профиля в сплошном слое можно определить тепло-
вой поток от его поверхности к центру:
-Чои, = PsCsv^Tr,
где Cs - удельная теплоемкость твердого материала.
(4.Ю)
Скорость плавления можно определить на основе уравнения теплового баланса
на границе раздела между твердой пробкой и пленкой расплава. Количество тепло-
ты, идущее на плавление твердой пробки, представляет собой разность между тепло-
вым потоком от границы раздела к ее центру и тепловым потоком, исходящим от по-
верхности раздела к стенкам материального цилиндра:
уу 2&_ДТ,+цДу2
v4,P,^/ =-----—---------p,C,v^Tr.
(4.И)
4 Пластикация
169
Из этого выражения можно определить скорость плавления:
2kmA.Tb + цДу2
* 2р ,Нт\Н '
(4.12)
где ЛЯ представляет собой сумму скрытой теплоты плавления ЬН f и энергии, кото-
рую необходимо сообщить материалу для повышения его температуры от Тг до Ттр.
Толщина пленки расплава изменяется в зависимости от ширины твердой проб-
ки. Профиль толщины можно определить на основе уравнения баланса массы для
элемента твердой пробки. Таким образом, толщину пленки расплава можно запи-
сать как
Нт(х') =
4бтДГ4+2цДу2^, [g2
р AvAH
• ш
1/2
(4.13)
где 8 - радиальный зазор над гребнем.
Координаты х7 иг' определяются направлением вектора Av, который представля-
ет собой разность скоростей твердой пробки и материального цилиндра (рис. 4.25).
Эта относительная скорость равна
_ vb 5т(ф-а)
sin (0+ф -а)
(4-14)
Эффективность расплавления можно определить интегрированием скорости
плавления по ширине твердой пробки. Полагая, что величиной зазора над гребнем
можно пренебречь, эффективность расплавления описывается уравнением
dMp
(2km^Tb +цДу2)риу4 зт(ф-а)Т/2
2ДЯ
(4.15а)
Эффективность расплавления, выраженная в величинах тангенциальной и осе-
вой составляющих скорости материального цилиндра, может быть записана как
dMp
dz
2&Н
(4.156)
Из уравнений (4.15а) и (4.156) очевидно, что эффективность расплавления сни-
жается за счет действия осевой составляющей. Графически это показано на рис. 4.25.
Изменение ширины твердой пробки по длине канала может быть определено на
основании уравнения баланса масс вдоль канала:
dMp=-Psvsd(HsWs).
(4-16)
7^7 =п^.
170
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
17 dH
Если предположить, что величина -у равна сужению канала шнека, Av то ши-
az
рина твердой пробки потока при tя 0 становится равной
M'W-W
X. ' 2Н f
Z0Ai ^0^2
\1/2 "I2
/
(4.17)
где
_2рЛвН/Л/^
2°“ Q
(4.17а)
В данном уравнении — ширина твердой пробки при z - 0, Hj — глубина канала
при z - 0, a Zo — общая длина зоны плавления, необходимая для полного плавления
при постоянной глубине шнека. Уравнение (4.17) можно использовать только до тех
пор, пока плавление происходит в зоне сжатия шнека. Общая длина, необходимая
для полного плавления, может быть определена из уравнения (4.17) при IV, равной
нулю. Это приводит к следующему выражению для винтовой длины плавления:
2, = z011-
20Лг'
4HJ
(4.18)
Из уравнения (4.18) очевидно, что длина зоны плавления может быть значитель-
но уменьшена за счет положительного сужения канала в зоне плавления. Макси-
мальное сужение, которое можно использовать без закупоривания, составляет
2Hf/zQ. При этом значении zt - z0, а ширина твердой пробки становится не зависимой
от длины канала z. Очевидно, что на практике этого невозможно достичь, если толь-
ко нет другого канала, в который может перетекать расплав.
Винтовая длина zt будет увеличиваться при росте осевой скорости. На рис. 4.26
показано увеличение длины зоны плавления с ростом осевой скорости для нулевого
сужения шнека (постоянная глубина).
Из этого рисунка видно, что плавление сильно зависит от осевой составляющей
скорости. При обычном винтовом угле 17,67 град максимально возможная осевая
скорость составляет примерно 32% от тангенциальной. На практике, однако, такое
значение не достигается, поскольку длина зоны плавления становится слишком
большой. Также из рисунка очевидно, что поведение при плавлении можно улуч-
шить, используя больший винтовой угол.
Для ВП-шнека точка, в которой Ws - IV, будет смещаться вниз шнека из-за осе-
вого движения между шнеком и материальным цилиндром. Если предположить, что
плавление начинается на определенном расстоянии от отверстия питателя, располо-
жение места начала плавления будет смещаться по шнеку со скоростью v^. Это озна-
чает, что ширина сплошного слоя является функцией как длины канала, так и време-
4 Пластикация
171
Рис. 4.26. Зависимость относительной степени плавления от соотношения осевой и тангенциаль-
ной скоростей
ни. В виде функции длины канала ширину твердого ядра потока можно записать
следующим образом:
1У1(г,() = ^(г-Л'4вс8сф(г = 0). (4.19)
Уравнение (4.19) было получено с учетом целого ряда упрощающих допущений.
Одно из них заключается в том, что смещение точки начала плавления не влияет на
ширину твердой пробки. Это предположение вполне разумно до тех пор, пока плав-
ление начинается в зоне сжатия шнека. Однако, если плавление происходит как в зо-
не питания, так и в зоне сжатия, такое допущение становится некорректным. В дан-
ном случае плавление в зоне питания следует рассматривать отдельно, и в этом слу-
чае простые окончательные выражения получить гораздо труднее.
Второе допущение заключается в том, что профиль твердой пробки в момент на-
чала обратного хода шнека определяется уравнением (4.17). Это предположение
справедливо при условии, чтоvbt »vba,n возврат шнека представляет собой основ-
ную часть общего цикла литья. В противном случае следует анализировать плавле-
ние в цикле раздельно: при движении вперед, когдаvbt =Qnvba <0, и при стационар-
ном плавлении, когда vbt = = 0.
Способы повышения эффективности плавления
• Предварительный нагрев полимерного материала перед его входом в узел
пластикации.
• Повышение температуры материального цилиндра при работе на низких час-
тотах вращения шнека.
172
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
• Снижение температуры материального цилиндра при работе на высоких час-
тотах вращения шнека.
• Обеспечение малого зазора над гребнем шнека.
4.2.3 Перемещение расплава
Перемещение расплава полимерного материала в экструдере с ВП-шнеком можно
анализировать с помощью стандартной плоской аппроксимации [4]. При таком под-
ходе стационарный канал шнека представляется в виде плоской развертки, а матери-
альный цилиндр представляется в виде плоскости, в обращенном движении переме-
щающейся относительно неподвижного шнека (рис. 4.27).
Скорость материального цилиндра имеет составляющие как в тангенциальном
(ybt), так и в осевом направлениях (vte ). Аксиальная скорость материального цилин-
дра равна обратной скорости возврата шнека. Скорость материального цилиндра оп-
ределяется сложением векторов тангенциальной и осевой составляющих:
v4=(4+vL)1/2- (420)
Скорость материального цилиндра можно записать в следующем виде:
vb =vfc(l+tan2a)'/2. (4.21)
Составляющая скорости материального цилиндра в направлении канала шнека
описывается как
(4.22)
vte =v4cos(<|>-a).
Рис?4.27. Анализ перемещения расплава с помощью модели плоской аппроксимации
4 Пластикация
173
Если предположить, что расплав полимерного материала является ньютонов-
ской изотермической жидкостью, то скорость вдоль канала записывается в виде
функции нормального расстояния [4]:
<4 23)
где ц — вязкость расплава; gz — градиент давления в направлении вдоль оси канала;
Н — глубина канала.
Скорость растекания расплава через канал шнека получается интегрированием
продольной скорости по площади поперечного сечения канала шнека:
vs = fpWv, (y)dy = (tipWHvbz - (4.24)
о
где р — количество гребней; W — ширина канала.
В уравнении (4.24) предполагается, что влиянием торцов гребня можно пренеб-
речь. Другими словами, считается, что скорость вдоль канала зависит только от нор-
мального расстояния у и не зависит от поперечного расстояния х. Также предполага-
ется, что можно пренебречь утечкой через зазор гребня. Первая величина в правой
части уравнения (4.24) является скоростью главного потока, а вторая — скоростью
противопотока.
Следует понимать, что скорость в данном уравнении представляет собой ско-
рость в направлении канала шнека (то есть относительно поверхности шнека). Од-
нако более интересно определить скорость потока относительно поверхности мате-
риального цилиндра, поскольку именно он определяет количество вытекающего из
системы материала. Такая скорость растекания расплава может быть записана как:
(4.25)
12ц БШф
Если главный поток определить как возникаемый в результате движения шнека
относительно цилиндра, то его скорость выражается как:
Vd =0^рУУНуб2созф[1-1-1апф 1апа(1-2с8с2ф)]. (4.26)
Выражение перед квадратными скобками представляет собой скорость главного
потока в шнеке без возвратно-поступательного движения. Выражение в скобках от-
ражает влияние аксиального перемещения шнека на скорость главного потока. При
осевой составляющей скорости, равной нулю (tana = 0), выражение в скобках равно
единице. При осевой составляющей скорости больше нулевой скорость главного по-
тока уменьшается с ростом осевой скорости.
При некотором значении осевой скорости скорость главного потока становится
равной нулю. При возврате шнека, когда он и вращается и движется назад, вытека-
174
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ния расплава из узла пластикации обычно не происходит. Если предположить, что
для данного момента времени можно пренебречь противопотоком, то осевую ско-
рость шнека, при которой чистый расход становится нулевым, можно определить из
уравнения (4.26). Такая максимальная осевая скорость может быть выражена как:
sind) cosd)
~ V - —
ba-max v bt о „• 2i
2—sm ф
(4-27)
Таким образом, максимальная осевая скорость как часть тангенциальной скорости
является функцией только винтового угла ф (рис. 4.28).
При обычно используемом винтовом угле ф= 17,67 град максимальная осевая
скорость достаточно мала и составляет порядка 15% от тангенциальной скорости.
Она увеличивается с ростом винтового угла вплоть до 55 град, при котором наблю-
дается самое высокое значение. Самое высокое значение максимальной осевой ско-
рости может быть получено при 35%-ной величине тангенциальной скорости.
Из уравнения (4.27) можно определить минимальное время возврата, которое
представляет собой величину хода Ls, деленную на осевую скорость (скорость воз-
врата). Минимальное время возврата можно записать как
15(2-зт2ф)
L‘^ = (4-28)
vbt БтфСОБф
Если величина хода дана в процентах от максимального (Ls = sLmax/100), то ми-
нимальное время возврата становится равным
sLroax(2-sin2|)
t =----------------(4.29)
rra,n 100DWsin<|>cos<|> v ’
Рис. 4.28. Максимальная осевая скорость в зависимости от винтового угла гребня
4 Пластикация
175
Используя типовые значения Lmax - 3,5 D и стандартный винтовой угол гребня,
можно получить следующее выражение для минимального времени возврата:
trrai„ =0,07349-^.
(4.30)
Таким образом, минимальное время возврата в первую очередь определяется
долей максимального хода и частотой вращения шнека (рис. 4.29).
Минимальное время возврата прямо пропорционально ходу и обратно пропор-
ционально частоте вращения шнека. В уравнениях (4.27)-(4.30) предполагается,
что противопотоком можно пренебречь. Такое предположение допустимо до тех
пор, пока сопротивление потока при возвратном ходе невелико. Обычно типовые
давления при возвратном ходе шнека составляют порядка 10-20 бар, поэтому выше-
упомянутое допущение вполне разумно. Однако, если противопоток играет значи-
тельную роль, выражения для максимальной осевой скорости и минимального вре-
мени возврата становятся более сложными. Максимальную осевую скорость можно
записать как
V ba max
ЗШфСОБф |
-----о— 1 “ т---tan ф
2-зш2ф^ 6pv^
(4.31)
Таким образом, при положительном градиенте осевого давления, ga > 0, макси-
мальная осевая скорость будет снижаться. Такой эффект более выражен при боль-
ших значениях глубины канала и винтового угла и для полимеров с низкой вязко-
стью расплава. Положительный градиент давления в зоне перемещения расплава
шнека показывает, что здесь должно развиваться давление, приводящее к снижению
Рис. 4.29. Зависимость минимального времени возврата от частоты вращения шнека
176
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
пропускной способности. С помощью уравнения (4.31) минимальное время возвра-
та можно выразить как
0,12s£max(2—зш2ф)
rmin зт2ф (6v^ — 1апфЯ2£о / ц) ?
Влияние градиента давления на минимальное время возврата показано на
рис. 4.30.
Пример, показанный на рис. 4.30, дан для шнека с диаметром 63,5 мм, частотой
вращения вращения 60 об/мин, глубиной канала 4,6 мм, винтовым углом 17,67 град
при вязкости расплава 1000 Па-с и максимальном ходе 222 мм. Из него очевидно, что
влияние давления потока минимально при градиенте осевого давления ниже
20 МПа/м. При более высоких значениях градиента давления минимальное время
возврата быстро возрастает.
Фактическая скорость в осевом направлении (скорость возврата) прямо связана
со скоростью потока через канал шнека, так как она равна произведению осевой ско-
рости на площадь поперечного сечения шнека (лЕ)2^). Из этого соотношения можно
вывести осевую скорость:
_ созф - pWH3ga миф /(Зц)
Vba itD2—2pWHsinfy ( '
Уравнение (4.33) четко показывает основные факторы, определяющие скорость
возврата: число гребней р, ширину канала W, глубину канала Я, диаметр шнека Р,
частоту вращения шнека v^, винтовой угол гребня ф, вязкость расплава ц и осевой
градиент давления &. На рис. 4.31 показана взаимосвязь осевой скорости и осевого
Рис. 4.30. Зависимость минимального времени возврата от градиента давления
4 Пластикация
177
градиента давления, определенная по уравнению (4.33) с использованием данных из
приведенного выше примера для шнека диаметром 63,5 мм с частотой вращения
60 об/мин.
Наблюдается линейное уменьшение осевой скорости от осевого градиента дав-
ления. Фактические значения осевой скорости составляют только небольшую долю
(2-5%) тангенциальной скорости материального цилиндра.
Выражение можно упростить, если принять ширину канала равной W = тс/zDsinф
и пренебречь второй величиной в делителе. Таким образом:
v. = Н|Мзтфсо8ф--^-П — |, (4.34)
Зл£>ц )
где ЛГ— угловая скорость вращения шнека; & — градиент давления в осевом направ-
лении.
Наибольшая осевая скорость, очевидно, приведет к наименьшему времени воз-
врата. Если противопоток мал по сравнению с главным потоком, время возврата
можно наиболее эффективно уменьшить следующим образом:
• увеличив глубину канала в зоне дозирования;
• увеличив частоту вращения шнека;
• увеличив винтовой угол гребня (вплоть до 50 град).
Существуют очевидные пределы увеличения глубины канала. Если она слиш-
ком велика, способность к плавлению в узле пластикации станет недостаточной для
работы на больших скоростях перемещения в шнеке. Подобная проблема может
быть решена увеличением длины узла пластикации.
Рис. 4.31. Зависимость осевой скорости от осевого градиента давления (давление пластикации
для шнека диаметром 63,5 мм)
178
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
На перемещение расплава сильно влияет конструкция шнека. Оптимальная гео-
метрия зоны перемещения расплава шнека зависит от вязкости расплава полимера
и условий переработки. Подробно оптимизация конструкции шнека описана в рабо-
те [4]. Существует несколько практических способов, которые могут улучшить пере-
мещение расплава, а именно:
• понижение температуры материального цилиндра;
• повышение температуры шнека;
• уменьшение зазора над гребнем;
• снижение сопротивления потока;
• увеличение частоты вращения шнека.
4.2.4 Дегазация, или удаление летучих веществ
В некоторых случаях при литье под давлением используется вентиляционное отвер-
стие (клапан) для удаления летучих веществ из пластмассы. Вентиляция требует
специальной конструкции шнека, позволяющей создавать область нулевого давле-
ния под вентиляционным отверстием. Это условие называется условием вентиля-
ционного потока, и его соблюдение необходимо для предотвращения вытекания рас-
плава полимера через вентиляционное отверстие. Используемый в вентилируемом
экструдере шнек называется двухстадийным (рис. 4.32).
Системы вентиляции часто используются для гигроскопичных полимеров в
целях снижения в них уровня влажности. Также можно удалять и другие летучие ве-
щества, например, мономеры, растворители и воздух. Во многих случаях удаление
летучих с помощью вентилирования экономически выгоднее, чем предварительная
сушка сырья.
Эффективного удаления летучих веществ можно добиться выполнением сле-
дующих условий:
• Полимерный материал должен быть полностью расплавлен к тому моменту,
когда он достигает зоны под вентиляционным отверстием (клапаном). По
этой причине вентиляционное отверстие не должно располагаться слишком
близко к отверстию питателя.
^Загрузочный
Летучие вентиляционное отверстие
вещества /
питателя
Двухстадийный шнек
Полимер
Рис. 4.32. Двухстадийный экструдер
4 Пластикация
179
• Давление под вентиляционным отверстием должно быть нулевым; следова-
тельно, зона улавливания и отвода летучих примесей должна иметь большую
пропускную способность и быть заполненной лишь частично.
• Зона шнека непосредственно перед зоной улавливания и отвода летучих
должна быть полностью заполнена расплавом полимера. Это достигается вве-
дением зоны шнека с низкой пропускной способностью.
• Зона шнека, расположенная за зоной улавливания и отвода летучих (вторая
стадия), должна иметь большую пропускную способность по сравнению с зо-
ной шнека, предшествующей зоне улавливания и отвода. Этого можно до-
биться увеличением глубины канала и/или шага винтового гребня на второй
стадии по сравнению с первой.
4.2.5 Смешение
Требования к узлам пластикации литьевых машин со временем постоянно повыша-
ются. Это в первую очередь относится к трем факторам: качеству производимых де-
талей, экономичности производства и мобильности процесса — все они тесно связа-
ны друг с другом. При исследовании ВП-шнеков и их влияния на указанные факто-
ры выявляется основная проблема: отсутствие эффективного смешения в ВП-шнеке
зачастую ограничивает качество литьевых изделий.
Трехзонные шнеки стали де-факто стандартом универсального шнека общего
назначения благодаря гибкости в работе. Однако пределы возможностей этой конст-
рукции шнеков были быстро исчерпаны, когда появилась необходимость оператив-
ного смешения в процессе литья. Целью практически любого производителя являет-
ся переработка различных материалов без замены шнека. Для обеспечения такой
возможности шнек должен отвечать следующим требованиям:
• тонкое измельчение вторичных компонентов;
• гомогенное смешение первичных и вторичных компонентов;
• термическая гомогенность расплава;
• высокая скорость потока;
• минимизация сдвиговых напряжений;
• возможность самоочистки;
• минимальный износ.
Виды течения
Для разработки оптимальной конструкции шнека необходимо понимать прин-
ципы смешения и определить виды течений, формируемых шнеком. Течения, возни-
кающие при переработке пластмасс, подразделяются на ротационное (вискозимет-
рическое), сдвиговое и растяжения. Как видно из названия, ротационный поток соз-
дает среду, которая вращает элементы жидкости. Поскольку такие течения не дают
заметного смешения, их следует избегать. Сдвиговое течение, показанное на рис. 4.33,
является наиболее распространенным в процессах переработки пластмасс. Данное
180
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
изображение является упрощенной моделью течения в канале шнека, при котором
верхняя скользящая стенка представляет собой материальный цилиндр, а стацио-
нарная стенка — шнек. Течения с растяжением, иногда называемые безвихревыми,
создают такую среду, при которой элементы расплава растягиваются или разрыва-
ются, как показано на рис. 4.34.
Смешение с распределением
При смешении полимеров и/или добавок, входящих в состав композиции, необ-
ходимо добиваться гомогенности смеси. Однако компоненты могут иметь очень раз-
личающиеся свойства (например, вязкость), что может вызвать значительные пробле-
мы при смешении. При этом требования к системе смешения возрастают. В перера-
ботке полимеров происходящее смешение может быть разделено на две основные
категории: распределительное и диспергирующее. Распределительное смешение
включает в себя увеличение пространственного расстояния между твердыми агломе-
ратами или каплями без уменьшения их размера. Такое распределение достигается
приложением высоких нагрузок к системе таким образом, чтобы площадь поверхно-
сти раздела двух или более фаз увеличивалась, а размеры частиц вторичных фаз
уменьшались. На рис. 4.35 показана упрощенная схема распределительного смеше-
ния. В данном случае группа не связанных когезионно частиц располагается вместе
в нижнем левом углу. Поток первичной фазы перемещает частицы по всей области.
Поскольку между частицами нет когезионных связей, они свободно перемещаются
независимо друг от друга. В конечном состоянии наблюдается статистическое распре-
деление частиц по всему объему. Разделение частиц является другим возможным ви-
дом распределительного смешения. В этом случае частицы с различными характери-
стиками будут предпочтительно перемещаться в определенные области [20].
Приложение больших нагрузок к смеси не всегда гарантирует ее гомогенность.
Это особенно справедливо, когда обычно происходит смешение жидкостей с вязко-
стями, отличающимися в пределах от 100 до 100 000 Па-с. Для таких жидкостей чис-
ло Рейнольдса (отношение сил инерции к силам вязкости) обычно ниже 1,0, что
является признаком ламинарного течения. При таком виде течения истинного диф-
фузионного смешения не наблюдается, и степень смешения не растет экспоненци-
ально, как при турбулентном течении. Это означает, что в переработке полимеров
для достижения надлежащего смешения следует прилагать более существенные
Скорость сдвига (у) = v/H
Рис. 4.33. Сдвиговое течение
Рис. 4.34. Течение с растяжением
4 Пластикация
181
Исходная масса
После распределительного смешения
Рис. 4.35. Схема распределительного смешения
усилия. Кроме того, исходная ориентация вторичной фазы относительно направле-
ния течения вносит важный вклад в общее напряженное состояние потока. На
рис. 4.36 показан простой пример смешения жидких элементов в ламинарном сдви-
говом течении. Элемент, показанный на рис. 4.36, а, расположен вдоль направления
течения между двумя слоями, прилегающими друг к другу, что вызывает небольшие
деформации. С другой стороны, на рис. 4.36, b жидкий элемент находится поперек
направления течения и пересекает несколько слоев, что приводит к образованию бо-
лее сильно деформированного жидкого элемента.
Деформацию, происходящую в данном случае, можно проанализировать с помо-
щью уравнений, предложенных Эрвином [21]. Для количественной оценки имеющего-
ся смешения можно вычислить площадь границы раздела фаз вторичного жидкого эле-
мента и первичного компонента. Выражение, которое связывает рост площади границы
раздела, представляет собой:
А
— = у cos а,
Л
(4.35)
где Aq — исходная площадь раздела фаз; А — текущая площадь раздела фаз; у — об-
щее напряжение; а — угол, определяющий ориентацию поверхности (плоскости)
диспергируемой частицы относительно плоскости перпендикулярной направлению
потока, то есть на рис. 4.36, а угол равен 90 град, а на рис. 4.36, b — нулю.
Чем сильнее увеличивается площадь раздела фаз, тем выше эффективность сме-
шения. Другим подходом к оценке эффективности смешения является контроль за
изменением толщины слоев [21]. В этом случае меньшая величина толщины слоя
Рис. 4.36. Изменение толщины слоев S за счет сдвига:
а — горизонтально ориентированная вторичная фаза; b — вертикально ориентированная вторичная фаза
182
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
указывает на более высокую степень смешения. При этом толщина слоев обратно
пропорциональна увеличению площади раздела фаз, описанному выше. Для просто-
го сдвигового течения выражение для толщины слоев выглядит следующим обра-
зом:
5 = 1
*5*0 д/1+Y2
(4.36)
На рис. 4.37 показан график зависимости толщины слоев от сдвига. Здесь видно,
что толщина быстро снижается на ранних стадиях деформации, что показывает эф-
фективность происходящего смешения. Однако уже при незначительном повыше-
нии напряжения сдвига падение толщины слоев существенно замедляется. В дан-
ном примере на начальной стадии деформации при повышении нагрузки на пять
единиц снижение оказывается более существенным, чем при последующем увеличе-
нии нагрузки на 1000 единиц. Такое снижение эффективности происходит по мере
отклонения ориентации жидкого элемента от оптимальной для эффективного уве-
личения площади. В результате сдвиговые нагрузки перестают обеспечивать эффек-
тивность смешения. Таким образом, для создания эффективной среды для смеше-
ния необходимо поддерживать оптимальную ориентацию элементов вторичной фа-
зы. Этого можно добиться за счет использования специальных зон смешения.
В таких устройствах жидкий элемент периодически переориентируется таким обра-
зом, чтобы обеспечить оптимальное смешение за счет сдвиговых деформаций. В ра-
ботах [21, 22] описан метод увеличения площади поверхности раздела фаз при ис-
пользовании п-1 смесительных устройств:
Л/ \п
А \п
(4.37)
В этом случае предполагается, что в зоне смешения создается статистически
ориентированный жидкий элемент (вторичный компонент), а напряжение сдвига,
создаваемое зоной смешения, пренебрежимо мало. На рис. 4.38 представлены
Рис. 4.37. Зависимость толщины слоев от напряжения сдвига
4 Пластикация
183
Число зон смешения, п
Рис. 4.38. Увеличение площади поверхности вторичной фазы при увеличении числа зон смешения
результаты на основе указанного выражения. При увеличении количества зон сме-
шения происходит существенное повышение эффективности смешения, что хорошо
демонстрирует важность их использования в процессах переработки полимеров.
Максимальная способность к смешению может быть достигнута в случае, если
оптимальная ориентация элементов вторичной фазы поддерживается постоянно.
Максимально возможное увеличение площади раздела фаз, обычно называемое иде-
альным смешением Эрвина, описывается следующим уравнением:
у] • (4.38)
До сих пор мы рассматривали только сдвиговые течения. Следует, однако, учесть,
что если удается создать течение с растяжением, то идеальное смешение Эрвина до-
стигается автоматически. В этом случае площадь поверхности раздела фаз возрастает
экспоненциально. На рис. 4.39 показано увеличение площади поверхности для сдви-
гового течения и течения с растяжением в зависимости от нагрузки. Из рисунка вид-
но, что течение с растяжением обеспечивает более эффективное смешение, чем сдви-
говое. Однако мы уже отмечали, что создать течение растяжения довольно трудно,
особенно на длительное время.
Расслаивание. Само по себе движение жидкости или твердого вещества еще не
гарантирует распределительного смешения. В действительности в ходе этого про-
цесса могут происходить и различные нарушения, например, расслаивание. Такое
явление может наблюдаться в канале шнека. На рис. 4.40 показан элемент жидкости,
деформированный сдвигом за счет поперечного течения в канале. Если проследить
за этим жидким элементом от крайнего левого положения в шнеке, то видно, что он
деформирован положительным сдвигом. По мере движения элемента по каналу он
подвергается воздействию отрицательного сдвига, что приводит к деформации в об-
ратном направлении. Следует отметить, что такое нарушение смешения проявляется
184
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 4.39. Увеличение площади поверхности вторичной фазы при сдвиговом течении и течении
с растяжением
Рис. 4.40. Сдвиговая деформация в поперечном сечении канала для различных областей канала
шнека
только во внешних областях канала. Сдвиговая деформация внутри канала сохраня-
ется, обеспечивая непрерывные условия смешения.
Другое нарушение смешения называется сегрегацией. В случае твердых частиц
она может происходить в том случае, если частицы с различными характеристиками
перемещаются преимущественно в определенные области смеси. Обычно это на-
блюдается в загрузочном бункере. В данном случае по мере размещения гранул по-
лимера, добавок и наполнителей различного размера в бункере вибрации и движе-
ние материала вызывают более быстрое перемещение вниз мелких частиц между
крупными. Такой механизм носит название перколяции и известен во многих отрас-
лях [1]. Особенно часто это наблюдается при переработке высоконаполненного
ПВХ. В данном случае за счет сегрегации в емкости количество наполнителя может
отличаться на несколько процентов. Обычно для снижения сегрегации используют
смачивающие агенты (например, воду), которые создают когезионные связи между
частицами, тем самым снижая способность к движению.
Следовательно, для обеспечения быстрого и эффективного распределительного
смешения необходимо соблюдать следующие условия:
4 Пластикация
185
Исходная смесь
Смесь после разрушения агломерата
Рис. 4.41. Схематический вид диспергирующего смешения
• обеспечивать переориентацию поля потока;
• по возможности организовывать течение с растяжением, а не сдвиговое;
• исключать условия, при которых может возникнуть сегрегация.
Наиболее важным условием эффективного смешения является частая переори-
ентация. Включение зоны смешения, которая может переориентировать вторичный
компонент много раз, существенно увеличит способность системы к смешению. Оп-
тимальным вариантом является создание
такого режима, при котором многократно
создаются свободные течения. Такой тип те-
чения предпочтителен также и для диспер-
гирующего смешения, которое мы рассмот-
рим ниже.
Диспергирующее смешение
Диспергирующее смешение заключает-
ся в разрушении жидких или твердых агло-
мератов с образованием более тонкой дис-
персии. На рис. 4.41 показано разрушение
агломерата твердых частиц, связанных коге-
зионными силами. Следует отметить, что
при этом имеет место и небольшое распреде-
лительное смешение, что видно из незначи-
тельного увеличения расстояния между час-
тицами. Для создания гомогенной смеси по-
сле первичного разрушения агломератов,
очевидно, требуется дополнительное рас-
пределительное смешение. Разрушение вто-
ричной жидкости (ПС) в непрерывной фазе
(ПЭ) показано на рис. 4.42 [23]. В данном
случае нити ПС разрушаются до капель по-
сле того, как нагрузка достигнет порогового
значения, позволяющего преодолеть дейст-
вие межфазных сил. Затем следует провести
Рис. 4.42. Разрушение нитей ПС в матрице
из ПЭ
186
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
дополнительное распределительное смешение, что позволит добиться случайного
распределения этих капель.
Уменьшение размера вторичной фазы будет снижать колебания в смеси и веро-
ятность сегрегации. При диспергирующем смешении на агломерат или каплю дейст-
вуют гидродинамические силы течения материала. Аналогично распределительно-
му смешению, тип создаваемого течения является основным фактором, определяю-
щим эффективность устройства, разрушающего вторичный компонент. Здесь
течение с растяжением также предпочтительнее сдвигового.
Разрушение агломератов твердых частиц включает в себя преодоление сил коге-
зии, удерживающих вместе отдельные частицы. Наиболее распространенным при-
мером является диспергирование технического углерода в резиновой смеси. Вели-
чина силы, которую можно приложить за счет сдвига для разделения двух частиц,
описывается как [24]
(4.39)
где т|5 — сдвиговая вязкость основной жидкости; у — величина тензора скорости де-
формации; г — радиус частиц.
При создании идеального течения с растяжением величина силы, действующей
между двумя частицами, описывается как
(4-40)
что в два раза больше максимальной силы, создаваемой сдвигом. Кроме того, вяз-
кость при течении с растяжением, по меньшей мере в три раза больше, чем вяз-
кость при сдвиге, а во многих случаях это превышение даже более существенно. Это
означает, что силы, действующие при течении с растяжением, по меньшей мере в
шесть раз больше, чем при сдвиге. Следует также отметить, что агломераты при
таком течении всегда ориентированы в направлении формирования максимальной
силы, тогда как при простом сдвиговом течении агломерат быстро проскакивает че-
рез максимальное положение силы.
Твердые частицы не являются единственным ингредиентом, требующим дис-
пергирования; жидкие вторичные компоненты также необходимо разрушать. Капли
жидкого вторичного компонента склонны оставаться сферическими за счет сил по-
верхностного натяжения, которые стремятся поддерживать минимально возможное
соотношение площади поверхности и объема. При движении капель по смесителю
к ним прикладываются силы, вызывающие их деформацию Если сила достаточно
велика и действует достаточно долго, капля превращается в нить. Диаметр нити бу-
дет уменьшаться до тех пор, пока не станет нестабильным (возмущения Релея [25])
и произойдет разрушение на мелкие капли. Такое разрушение зависит от соотноше-
ния вязкости капли и непрерывной фазы поверхностного натяжения, размера ка-
пель, а также типа и силы течения [25]. Хорошо известно [26], что, если отношение
вязкостей становится больше 4,0, сдвиговое течение не может разрушить вторичный
жидкий компонент. Это, естественно, является важным фактором при смешении по-
4 Пластикация
187
лимеров с различающими вязкостями. К счастью, течения с растяжением не имеют
такого ограничения и способны создавать диспергирующее смешение как при высо-
ких, так и при низких вязкостях. Более того, течение с растяжением позволяет раз-
рушить капли до меньшего размера, чем сдвиговое.
Некоторые предпочтительные характеристики диспергирующего смесителя
приведены ниже:
• создание высоких напряжений;
• течение с растяжением предпочтительнее, чем сдвиговое;
• многочисленные прохождения через зону высоких напряжений;
• одинаковое смешение всех жидких элементов — однородное смешение.
Экономические аспекты смешения
При анализе смешения очень важно учитывать экономические аспекты. Напри-
мер, замена имеющегося шнека на новый, обеспечивающий высокоэффективное
смешение, более выгодна, нежели постоянная закупка предварительно смешанного
полимера. При компаундировании по месту легче обеспечить контроль за качеством
материала и ходом процесса. Кроме того, это существенно упрощает организацию
контроля качества изделий и проведение статистического анализа процесса.
Другим экономическим аспектом смешения является потребление энергии. Вы-
сокое потребление энергии повышает цену производимой смеси или компаунда. Бо-
лее того, эта энергия обычно рассеивается в системе в виде тепла, которое может
привести к разложению полимера и более длительному циклу охлаждения. Здесь,
как и ранее, легко заметить разницу при использовании сдвигового течения и тече-
ния с растяжением. Мощность, требуемая для сдвигового течения и течения с
растяжением, может быть описана как [25]:
Power . = —; (4.41)
Ч) \Л0 /
т. 12П
Power , „ =---
««« t
(4.42)
где r|s — вязкость при сдвиге; — вязкость при растяжении; А — существующая в
данный момент времени площадь раздела фаз; Ло ~ исходная площадь раздела фаз;
tQ — время смешения.
На рис. 4.43 показано соотношение потребляемых мощностей при сдвиговом и
свободном течении. Из рисунка видно, что мощность, требуемая для сдвига, всегда
больше. В случае, если площадь поверхности раздела фаз больше 1,0, мощность, тре-
буемая для сдвига, становится существенно больше. Это напрямую связано с увели-
чением расходов на производство изделий из-за больших затрат на энергию, боль-
ших потерь за счет разложения полимера и удлинения времени цикла в результате
повышения температур.
188
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 4.43. Соотношение энергий при сдвиге и течении с растяжением в зависимости от увеличе-
ния площади вторичной фазы
Коалесценция
Конечная морфология после смешения является результатом конкурирующих
процессов разрушения и увеличения диспергируемых частиц и капель. Аналогично
ситуации, наблюдаемой при распределительном смешении, возможно нарушение
смешения, при котором твердые частицы соединяются в большие агломераты, а жидкие
капли сливаются с образованием большой капли. Явление объединения частиц носит
название флокуляции, а объединение капель в большую — коалесценции.
Коалесценция происходит практически при любом смешении, даже если имеет-
ся небольшой процент диспергируемой фазы. Процесс коалесценции включает сле-
дующие стадии:
1. Приближение двух или более капель друг к другу.
2. Возникновение тонкой пленки жидкости, разделяющей их.
♦ /Sv'- /- д 'XV Дренаж t \ Рис. 4.44. Схема коалесценции двух капель [26] 3. Разрыв пленки между каплями. 4. Объединение двух капель в одну большего размера. Процесс коалесценции показан на рис. 4.44 [27]. Для обеспечения процесса необходимо, чтобы в пото- ке имелось несколько важных усло- вий: • высокая вероятность встречи двух и более капель; • силы, достаточные, чтобы про- рвать пленку между каплями; • время, достаточное для прохож- дения процесса коалесценции.
4 Пластикация
189
Указанным условиям в системе могут удовлетворять зоны застоя. По определе-
нию, они представляют собой медленно движущийся поток, который обеспечивает
относительно длительный период времени взаимодействия. Простой пример зоны
застоя показан на рис. 4.45, а. Зоны застоя возникают в системах или смесителях не-
удачной конструкции. Даже при хорошем смешении коалесценция может свести на
нет полученную степень смешения и привести к получению изделий неприемлемого
качества.
Возможны два прямых метода снижения коалесценции. Первый заключается
в разработке сбалансированной системы, через которую протекает поток. Сбаланси-
рованность должна быть обеспечена во всех компонентах системы, включая шнек,
зоны смешения, запирающие клапаны, сопла и литниковую систему (рис. 4.45, Ь),
Второй метод заключается в использовании добавки, повышающей совместимость
материалов в композиции (компабилизатора) для обеспечения конечной морфоло-
гии смеси за счет контроля размеров доменов многофазной смеси. Существуют два
способа установления такого контроля: снижение поверхностного натяжения меж-
Рис. 4.45. а — несбалансированная система с зонами застоя; b — сбалансированная система
Рис. 4.46. Увеличение размера частиц диспергированной фазы при увеличении ее доли
190
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
а) Ь)
Рис. 4.47. Электронные микрофотографии разрушения поверхности:
а — 80% ПУ, 20% ПЭ с разрушением по поверхности ПЭ; b — 80% ПУ, 20% ПЭ—привитой—МА
(компабилизатор) с разрушением по массе ПЭ [28]
ду фазами и уменьшение агломерации доменов [28]. На рис. 4.46 показано, как ис-
пользование компабилизатора может изменить размер доменов в смеси. Кривые по-
казывают размер доменов смеси ПУ/ПЭ (ПЭ является диспергируемой фазой) с до-
бавкой и без нее при увеличении содержания диспергированной фазы. Видны два
интересных явления. Первое заключается в том, что размер домена ПЭ возрастает
при увеличении его содержания — большая вероятность столкновения. Второе —
размер домена значительно снижается при использовании компабилизатора. Дру-
гим важным достоинством подобных добавок является увеличение межфазной адге-
зии и, следовательно, увеличение прочности смеси [28]. На рис. 4.47, а, b показано
разрушение поверхности двух образцов смеси ПУ/ПЭ, полученных в присутствии и
без добавки. Разрушение поверхности немодифицированной смеси происходит на
поверхности раздела фаз ПЭ и ПУ, что говорит о плохой адгезии между ними. Раз-
рушение поверхности в смеси ПУ/ПЭ после модификации происходит не на по-
верхности ПЭ, а в его массе, что говорит о хорошей адгезии между ПУ и ПЭ.
Зоны смешения
Течение в шнеке литьевой машины создает некоторое смешение за счет компонен-
тов поперечного потока. Наилучшим методом оптимизации смешения является вве-
дение в шнек зоны смешения. Такие зоны полезны как для уменьшения размеров до-
менов вторичной (диспергированной) фазы и статистического их распределения, так
и для уменьшения колебаний температуры расплава перед впрыском полимерного
материала в форму. Для успешной реализации зон смешения на стадии пластикации
в процессе литья под давлением они должны иметь следующие характеристики:
• минимальная потеря напора; предпочтительнее способность к созданию дав-
ления при движении вперед;
• ламинарное течение;
• поверхность материального цилиндра должна очищаться смесителем для по-
лучения эффекта самоочистки;
4 Пластикация
191
• легкость сборки, установки, управления, очистки и разборки;
• легкость производства и приемлемая стоимость.
Как говорилось ранее, главными для распределительного смешения являются
переориентация элементов расплава и значительные нагрузки. Некоторые из обыч-
ных распределительных зон смешения представляют собой ромбовидные, гребне-
щелевые, с переменной глубиной и с кольцом Твенте.
Существует много вариантов ромбовидных зон смешения, наиболее распростра-
ненной из них является зона в форме ананаса (рис. 4.48). Углы двух винтовых зубьев
одинаковы, но противоположны по направлению, что дает симметричную алмазную
форму. Зубья ромбовидной зоны смешения создают расщепление и переориента-
цию, а в результате — отличное распределительное смешение. Такие устройства
имеют эффект самоочищения, при котором материальный цилиндр очищается зубь-
ями зоны смешения. Один из недостатков подобных конструкций — потеря давле-
ния, хотя и существует некоторая возможность снижения таких потерь за счет изме-
нения угла винтовой нарезки. Другой недостаток заключается в возможности появ-
ления зоны застоя на задней стороне и в корневой части ромбовидных зубьев [30].
Как и подразумевает название, гребнещелевая зона смешения имеет открытые
щели в гребне шнека. Наиболее простым методом создания зоны такого типа явля-
ется простая механическая нарезка щелей в гребнях стандартного шнека. Обычно
используемый тип зоны смешения (смеситель Сакстона) [31] показан на рис. 4.49.
Такой смеситель обеспечивает периодическое расщепление и переориентацию, что
приводит к эффективному распределительному смешению при одновременной са-
моочистке. Также он имеет преимущество в создании дополнительного давления за
счет ориентации гребней.
Зона смешения с переменной глубиной канала обычно многосекционная, при
этом глубина канала периодически изменяется относительно друг друга (рис. 4.50).
Это заставляет материал перемещаться из одного канала в другой. В такой зоне ме-
ханизмы расщепления и переориентации не сильно выражены, что делает способ-
ность к распределительному смешению такого устройства умеренной.
Рис. 4.48. Зона смешения в форме ананаса
Рис. 4.49. Смеситель Сакстона
192
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 4.50. Каналы шнека с зоной смешения
волнового типа
Смесительное кольцо Твенте оказа-
лось отличным средством распределитель-
ного смешения при экструзии и в настоя-
щее время успешно применяется в литье
под давлением, особенно при проведении
одновременного компаундирования. Это
устройство состоит из зоны с полусфери-
ческими полостями и свободно плаваю-
щим кольцом с отверстиями (рис. 4.51). По
мере движения расплава полимерного
материала по зоне смешения он должен не-
прерывно перемещаться из кольца в по-
лость и обратно. Такое действие обеспечи-
вает отличное расщепление и переориен-
тацию. Недостатком такого устройства является то, что оно не может создавать
давления, то есть является понижающим давление. Также оно имеет невысокую орга-
низацию потоков, что может привести к трудностям при смене типа изделия и при ра-
боте с термочувствительными материалами.
Диспергирующее смешение до определенной степени может быть получено в
распределительном смесителе, и наоборот. Однако, когда размельчение является не-
Путь полимерного
материала
Стационарный
материальный цилиндр
Рукав с отверстиями,
вращающийся в направлении №2
Смешивающий элемент,
вращающийся в направлении №1
Рис. 4.51. Зона смешения Твенте
4 Пластикация
193
Рис. 4.52. Объемное кольцо
обходимым для используемой смеси, следует использовать специально сконструи-
рованный диспергирующий смеситель.
Наиболее простым диспергирующим смесителем является объемное кольцо, по-
казанное на рис. 4.52. Такое устройство имеет дополнительное плечо на шнеке, кото-
рое подвергает материал высокому сдвиговому напряжению. Достоинства данного
устройства заключаются в том, что оно достаточно легко монтируется, количество
воздействий высоких нагрузок легко прогнозируется по числу использованных ко-
лец и время их воздействия на полимерный материал контролируется длиной сме-
сителя. Такое устройство сильно снижает давление, поэтому следует принимать ме-
ры для предотвращения разложения полимера.
Вероятно, самым распространенным диспергирующим смесителем является
плавающая зона смешения. Это устройство имеет впускающие и выводящие кана-
лы, которые соединены небольшой площадкой, обычно называемой барьерным
гребнем. При протекании материала из впускающего канала в выводящий через
барьерный гребень расплав подвергается воздействию высокой сдвиговой нагрузки.
Именно в этом месте происходит диспергирующее смешение. Кроме того, при про-
хождении полимера по каналам происходит пересечение потоков, обеспечивающее
некоторое распределительное смешение. Одним из достоинств такого смесителя яв-
ляется то, что частицам большого размера трудно пройти через смеситель из-за ма-
лого зазора между барьерным гребнем и материальным цилиндром. Кроме того, вся
масса материала подвергается воздействию сильного диспергирующего смешения.
Наиболее распространенный вид такого устройства — зона смешения Ле Роя или
Маддока [32] (рис. 4.53). Поскольку в конструкции Ле Роя гребни или стенки кана-
лов, как и барьерный гребень, параллельны оси шнека, винтовой угол составляет
90 град, устройство является сильно понижающим давление. Такое понижение дав-
ления может увеличить температуру расплава и время пребывания материала в рас-
Рис. 4.53. Зона смешения Маддока/Ле Роя
194
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 4.54. Z-образный плавающий смеситель (Зорро-смеситель)
Рис. 4.55. Зона смешения с удлиняющими шпильками
Рис. 4.56. CRD-смеситель
плавленном состоянии, что способствует разложению полимера. Винтовой угол
можно изменить так, чтобы получить нейтральное или создающее давление устрой-
ство, показанное на рис. 4.54. Для большинства полимеров оптимальный винтовой
угол составляет порядка 45 град [29]. Недостатки большинства таких устройств:
только один акт диспергирующего смешения и вероятность существования зон за-
стоя.
Из рассмотренного материала видно, что оптимальное смесительное устройст-
во — это то, которое создает условия для распределительного смешения с многочис-
ленными расщеплениями и переориентацией одновременно с многочисленными
актами диспергирующего смешения, предпочтительно на основе течения с растяже-
нием. Устройство также должно быть самоочищающимся, легко вводимым в суще-
ствующую систему и экономичным в изготовлении. Двумя устройствами, в которых
сделана попытка соединить все эти черты, являются смеситель с удлиняющими
шпильками (СУШ) и зона смешения Раувендааля (СЛР-смеситель) ([33, 34],
рис. 4.55 и 4.56).
Интересным свойством таких смесителей является то, что они конструируются
с использованием численных методов. В данном случае метод граничных элемен-
тов [35] необходим для оптимизации формы и конфигурации краев и щелей, что
4 Пластикация
195
обеспечивает отличное диспергирующее и распределительное смешение. Эти уст-
ройства имеют такую геометрию краев, которая дает течение с растяжением. В СУШ
это обеспечивается размещением шпилек с алмазной формой по окружности шнека,
что гарантирует акт диспергирующего смешения для всей массы материала. Подоб-
ное устройство достаточно просто для монтажа одновременно с несколькими коль-
цами в ряд для увеличения числа актов диспергирующего воздействия. Также такое
устройство — хороший распределяющий смеситель, который действует аналогично
смесителю с перекрестной нарезкой (при обеспечении обратного смешения) [36].
Устройство СУШ является понижающим давление, но граненые шпильки можно
расположить на шнеке по винтовой окружности, что позволит получить шнек с
меньшим понижением давления.
Зона смешения Раувендааля [37] выглядит как шнек с несколькими гребнями,
но имеет несколько четких характеристик, которые делают ее эффективной при дис-
пергирующем и распределительном смешении. Гребни смешения в CRD-смесителе
сделаны таким образом, чтобы иметь большой зазор, который позволяет полимеру
перетекать через них обратно. Это увеличивает распределительное смешение за счет
обратного смешения [36]. Кроме того, толкающий торец гребня скошен или изогнут
таким образом, чтобы получить сильное течение с растяжением при перетекании
полимера через гребень, что видно на рис. 4.57. Для обеспечения самоочистки не-
сколько гребней с небольшим зазором расположены вдоль смесителя. Для большего
увеличения диспергирующей и распределительной способности CRD-смесителя в
гребнях механически прорезаются ленточные щели. Это обеспечивает лучшее рас-
пределение при увеличении эффекта диспергирования за счет краевых граней ще-
лей, которые создают течение с растяжением. Поскольку такая система представля-
ет в своей основе многогребневый шнек с некоторыми специальными дополнитель-
ными характеристиками, то она способна создавать давление при движении вперед,
легко встраивается в существующую систему и относительно дешева. Если требует-
ся дополнительное обратное смешение [36], винтовые гребни можно развернуть и
добавить удлиняющие шпильки (рис. 4.58).
Другим доступным способом смешения при литье является включение в систе-
му статического смесителя между узлом пластикации и литьевой формой. Это по-
зволяет обеспечить смешение практически на последней стадии процесса. Как вид-
торец гребня щель в гребне
Рис. 4.57. Создание течения с растяжением в зоне смешения Раувендааля:
а — течение через модифицированный гребень; b — течение через ленточную щель
196
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 4.58. Комбинация зон смешения Раувендааля с удлиняющими шпильками
но из названия, статический смеситель не перемещается; смешение происходит по
мере движения полимера по устройству. Статические смесители имеют преимуще-
ства в том, что легко встраиваются в существующую схему, относительно дешевы и
их модели позволяют гибко регулировать необходимое смешение. Поскольку такие
устройства не динамические, они понижают давление и следует избегать образова-
ния зон застоя. Статические смесители различной формы выпускаются целым ря-
дом производителей [4].
4.3 Заключение
Качество отливки сильно зависит от процессов, происходящих в узле пластикации
литьевой машины. Основными функциями узла пластикации являются прием и пе-
ремещение твердых гранул материала и добавок, осуществление плавления, переме-
щение расплава, удаление летучих, обеспечение необходимого уровня смешения и
создание давления. Важнейшее значение имеет поддержание каждой из этих функ-
ций на постоянном уровне от цикла к циклу.
Авторы надеются, что с помощью информации, представленной в этой главе, чи-
татель сможет глубже понять процессы, происходящие в узле пластикации, возмож-
ные проблемы и способы их решения и то, как исключить их возникновение в даль-
нейшем.
Литература
1. Rauwendaal, С., Ed., Mixing in Polymer Processing, Marcel Dekker (1991), New York.
2. Rauwendaal, C., Plastics World, (1990) November, 45-49.
3. Schwittay, D., Spritzgieflschnecken fur die Thermoplastverarbeitung, Company Literature
Bayer A.G. (1978).
4. Rauwendaal, C., Polvmer Extrusion, 4th ed. Hanser Publishers (2001). Munich.
5. Peischl, G. C., Bruker, I., Polym. Eng. Sci. (1989), 29,202.
6. Fraser, K., Coyle, D. J., Bruker, I. «Evaluation of an Injection Molding Mixing Screw,» SPE
ANTEC (1989), Dallas, TX, 214-219.
7. Rauwendaal, C., Plastics World (1991), 43-47.
8. Spalding, M., Dooley, J., Hyun, K. S., «The Effect of Flight Radii Size on the Performance of
Single Screw Extruders,» SPE-ANTEC (1999).
9. Rauwendaal, C., International Polymer Processing VII (1992), 1,26-31.
4 Пластикация
197
10. Leonard, L., Plastics Machinery and Equipment (1990), October, 43-44.
11. Rauwendaal, C., Polvm. Eng. Sci. (1986), 6,1245.
12. Miller, B., Plastics World (1982), March, 34-38.
13. Rauwendaal, C., Gramann, P. J., «Non-Return Valve with Distributive and Dispersive Mixing
Capability,» SPE-ANTEC, Orlando, FL. (2000).
14. Darnell, Mol, SPEJ. (1956), 12,20.
15. Rauwendaal, C., Intern. Polym. Processing,V\\ (1992), 1,26.
16. Maddock, В. H., SPEJ. (1967), July, 23-29.
17. Rauwendaal, C., Adv. Polym. Tech. (1996), 15, (2), 135.
18. Tadmor, Z., Cogos, C., Principles of Polvmer Processing, John Wiley & Sons (1979), New York,
p. 279.
19. Tadmor, Z., Polym. Eng. Sci. (1966), 6,185.
20. Mohr, W. D., Saxton, R. L., Jepson, С., С. H., Ind. Eng. Chem (1957), 49,1855.
21. Erwin, L., Polym. Eng. & Sci. (1978), 18,572.
22. Erwin, L., In: Mixing in Pohmer Processing. Rauwendaal, C. (Ed.) Marcel Dekker (1991), New
York.
23. Meijer, H. E., Janssen, J. M. H., «Mixing of Immiscible Liquids,» In: Mixing and Compounding
of Polymers Manas-Zloczower, I., Tadmor, Z. (Eds.) Hanser (1994), Munich, p. 136.
24. Tadmor, Z., Klein, L., Engineering Principles of Plasticating Extrusion, Van Nostrand Reinhold
Company (1970), New York.
25. Osswald, T. A., Menges, G., Materials Science of Polymers for Engineers, Hanser (1995), New
York.
26. Grace, H. P., Chem. Eng. Comnntn. (1982), 14,225.
27. Jenssen, J. M. H., Ph. D. Thesis, Eindhoven University of Technology, (1993). The Nether-
lands.
28. Datta, S., Lohse, D. J., Polymeric Compatibilizers, Hanser (1996), Munich.
29. Rauwendaal, C., Understanding Extrusion, Hanser (1998), Munich.
30. Gramann, P. J., Ph. D. Thesis, University of Wisconsin-Madison,(1995), Madison, WI.
31. Saxton, R. L., U.S. Patent 3,006,029.
32. LeRoy, G., U.S. Patent 3,486,192.
33. Rauwendaal, C. J., Gramann, P. J., Davis, B. A., Osswald, T. A., U.S. Patent 6,136,246.
34. Rauwendaal, C. J., U.S. Patent 5,932,159.
35. BEMflow, Fluid Dynamics Simulation Program, The Madison Group: Polymer Processing
Research Corporation.
36. Rauwendaal, C., Gramann, P. J., Backmixing in Screw Extruders, SPE ANTEC, Orlando, FL
(2000).
37. Rauwendaal, C. J., Osswald, T. A., Gramann, P. J., Davis, B. A., «New Dispersive Mixers for
Single Screw Extruders,» SPE ANTEC, 277-283 (1998).
5
УЗЕЛ СМЫКАНИЯ
Р. Фаррелл
Процесс смыкания литьевой формы обычно происходит в две стадии. Первая ста-
дия — перемещение, при которой форма открывается или закрывается. Она обычно
протекает с относительно высокой скоростью, но при небольшом усилии. Вторая
стадия — выдержка; здесь практически нет движения, но обычно требуются значи-
тельные усилия. На этой стадии расплав полимерного материала впрыскивается
в закрытую форму под значительным давлением. После охлаждения изделия
(отверждения) снова наступает стадия перемещения, форма открывается и изделие
извлекается.
Поскольку различные элементы узла смыкания испытывают высокие цикличе-
ские нагрузки, одной из основных причин его отказа является усталость металла. По
этой причине в следующем разделе приведен обзор основных аспектов, связанных
с этой проблемой.
5.1 Усталость металла и ее значение
при конструировании узла смыкания
5.1.1 Значение при конструировании
Почему специалист по переработке пластмасс должен знать об усталости металла?
Ответ заключается в том, что оснастка и механизмы, используемые при переработке
пластмасс, подвергаются циклически повторяющимся нагрузкам. В литье под дав-
лением в производственных условиях формы и механизмы могут выполнять мил-
лионы циклов. Усталость металла как раз и возникает вследствие цикличности на-
грузок.
Именно поэтому специалисты по металлам должны принимать участие в конст-
руировании литьевых машин. Если машина имеет неудачную конструкцию, ее отказ
неминуем. Коварство усталости металла состоит в том, что долгое время отказов мо-
жет и не происходить, следовательно, конструктивный недостаток так и останется
невыявленным. За это время будут произведены и проданы сотни и даже тысячи
конструктивно непроработанных машин, и исправление конструктивных недорабо-
ток станет весьма дорогостоящим.
Специалисту важно знать, что усталостный отказ может вызвать и эксплуатация
оборудования при нагрузках, превышающих допустимые значения. Если технолог
неквалифицированно модифицирует оборудование, возможно появление концен-
тратора напряжений, что опять же приведет к усталостному отказу.
5 Узел смыкания
199
5.1.2 Краткие исторические сведения
Усталость металлов изучается уже более 150 лет [1]. Первыми объектами для при-
стального изучения стали артиллерийские пушки, которые неожиданно взрывались
после сотни успешных выстрелов. Фрагменты разрушившихся пушек имели призна-
ки «кристаллизации», что и позволило первым исследователям считать разрушение
следствием того, что структура металла со временем изменялась. Наиболее интенсив-
ные и значительные исследования усталости металла проводились специалистами
железнодорожной промышленности. В середине XIX века, когда железнодорожный
транспорт быстро развивался и железные дороги интенсивно строились по всему ми-
ру, большинство катастроф было следствием разрушения осей колесных пар — также
следствие этого явления. Август Вохлер, главный инженер по локомотивостроению
Императорской Нижне-Силезской железной дороги в Германии, стал одним из наи-
более известных исследователей своего времени, и его работы привели к созданию
концепции предела выносливости конструкций. В 1903 г. была опубликована класси-
ческая статья Эвинга и Хамфри «Разрушение металлов под действием повторяющей-
ся переменной нагрузки». В 1923 г. Дженкинс установил зависимость между воздей-
ствием циклических деформаций и механическим разрушением механизмов, а его
ученик, Гриффит написал работу по механике разрушения. В 1927 г. Мур и Коммерс
опубликовали книгу «Усталость металлов». Вскоре после этого, был организован ко-
митет ASTM по исследованиям усталости. В этот же период времени сформировался и
комитет SAE* по оценке усталости и конструированию с ее учетом. В 1930-1940 гг.
большая часть исследований была сконцентрирована на влиянии различных факто-
ров, определяющих предел выносливости. В 1950-х гг. Коффин и Мансон изучали эф-
фекты накопленных повреждений при варьировании амплитуды нагрузок от цикла
к циклу. В 1960-х гг. Ирвин, Парис и др. разработали теорию механизма разрушения
как средства для решения практических задач, и эти две области исследований стали
объединяться. В 1970 гг. оба метода сформировались в полноценные инженерные дис-
циплины. Начиная с этого времени предпринимаются постоянные попытки передать
знание от специалистов-теоретиков конструкторам и инженерам.
5.1.3 Три фазы усталости металла
При приложении к изделию статического нагружения возможность его разрушения
определяется пределом текучести (прочности на разрыв). Если изделие подвергает-
ся повторяющимся нагрузкам, то напряжение, при котором оно разрушается, оказы-
вается гораздо ниже — в данном случае оно составляет примерно четверть напряже-
ния статического разрыва. Чтобы выяснить, почему разрушающее напряжение при
циклическом нагружении существенно ниже, следует понять механику разрушения.
Небольшой дефект превратится в трещину, которая начнет расти, если интенсив-
* Society of American Engineers — Общество американских инженеров.
200
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ность нагружения на ее границе достигнет критического уровня. Дефекты могут
быть результатом включений, пустот или нарушений кристаллической решетки ме-
талла. Как только в поле критических нагрузок возникает дефект критического раз-
мера, он начинает расти и передавать энергию каждый раз при воздействии нагруз-
ки. Скорость роста трещины зависит от величины нагружения и усталостных
свойств материала. С каждым новым циклом нагружения (по мере роста трещины)
площадь ее приложения уменьшается. Следовательно, интенсивность нагружения
растет и, соответственно, увеличивается скорость роста трещины. Наконец, когда
интенсивность нагружения превышает критическое значение, рост трещины стано-
вится неуправляемым, что приводит к стремительному и полному разрушению. Ис-
следование образцов деталей, разрушенных вследствие усталости, показало, что на
поверхности, по которой произошло окончательное разрушение, появляются кри-
сталлические структуры. В то же время площадь, по которой происходил разрыв во
время постепенного роста трещины, оказывается более гладкой. Довольно часто
можно четко видеть своего рода «засечки», которые отмечают каждый цикл роста
трещины и распространяются радиально от начальной точки ее появления. Таким
образом, усталостное разрушение происходит в три стадии: возникновение трещи-
ны, ее рост и, наконец, полное разрушение.
5.1.4 Определение расчетной величины
усталостного напряжения металла
Основные определения
Прежде чем приступать к дальнейшему анализу, необходимо дать некоторые
определения. Все напряжения вычисляются как отношения приложенного на-
гружения к исходной площади поперечного сечения нагруженного объекта. Приня-
то считать, что растягивающие напряжения положительны, а сжимающие — отрица-
тельны. Среднее напряжение, 5Ш, равно половине суммы максимального и мини-
мального значений. Переменное напряжение, 5Й, равно половине разности между
максимальным и минимальным значениями напряжения. Диапазон напряжения, Sn
представляет собой абсолютное значение разности между максимальным и мини-
мальным напряжениями. Предел прочности при растяжении, Su, равен отношению
максимального значения нагружения, выдерживаемой образцом, к исходной площа-
ди поперечного сечения. Разрушающее напряжение, 5/п равно отношению макси-
мальной нагрузки к фактической площади поперечного сечения образца в момент
разрушения. Для расчета разрушающего напряжения можно использовать относи-
тельное уменьшение площади поперечного сечения под воздействием нагружения
(Reduction in Area, RA). Усталостная прочность, 5е, представляет собой максималь-
ное переменное напряжение, которое материал способен выдержать без разруше-
ния. Кривые S-N представляют собой зависимости усталостной прочности от лога-
рифма числа циклов, N, (рис. 5.1). Для черных металлов кривая 5-Мобычно прекра-
щает падение и выходит на постоянный уровень в пределах от 2 до 10 млн циклов.
5 Узел смыкания
201
Кривая S-N для стали при знакопеременном изгибе
1
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
О
1.0Е+03 1.0Е+04 1,0Е+05 1.0Е+06 1.0Е+07
О
о > z-чГ) П
° *0 Q ОрЯ . q °
Число циклов до разрушения
Рис. 5.1. Кривая S-Л/для стали (обратите внимание на разброс данных)
Разрушения образца при этом не происходит. Принято считать, что если образец
способен выдержать 10 млн циклов при заданном уровне напряжения, то при этом
напряжении разрушения не произойдет никогда. Для цветных металлов, например
алюминия, кривая 5-Уне выравнивается при 10 млн циклов, а продолжает падение.
Поэтому, если количество циклов превышает это значение, необходимо знать как
значение усталостной прочности, так и количество циклов до разрушения.
Рамки обсуждения
Круг обсуждаемых вопросов будет ограничен рассмотрением усталостных
свойств стали в диапазоне значений предела прочности при растяжении от 60 000 до
180 000psi*, поскольку большинство деталей машин выполнено из сталей, имеющих
прочностные характеристики в указанном диапазоне. Кроме того, не будет обсуж-
даться усталость при малых циклах (менее 100 000). В библиографии, приведенной
в конце данной главы, перечислены источники, в которых можно найти подробную
информацию об усталости при малых количествах циклов, а также данные об уста-
лостных свойствах цветных металлов. Хотя шнеки и материальные цилиндры лить-
евых машин обычно эксплуатируют при температурах от 175 до 340 °C, большинст-
во деталей узла смыкания работает практически при комнатных температурах. Сле-
дует лишь отметить, что под действием высоких температур (порядка 250 °C)
максимальная прочность при растяжении стали обычно примерно на 10% ниже, чем
при комнатной температуре.
* Pounds per square inch — футов на квадратный дюйм (1 psi« 6894,757 Па или 0,07 кг/см2).
202
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Методы определения усталостных характеристик
Усталостные характеристики многих металлов приведены в справочной литера-
туре. При конструировании деталей литьевых машин эта информация должна ис-
пользоваться всегда. Однако опубликованные данные могут быть получены различ-
ными способами и при конструировании важно знать, какой именно метод при-
менялся в каждом конкретном случае. Наиболее часто используется прибор с
вращающейся балкой, показанный на рис. 5.2. К контрольному образцу в виде вра-
щающейся балки прикладывается изгибающая нагрузка, причем используются че-
тыре точки нагружения. Таким образом, достигается постоянное напряжение изги-
ба. Образец обычно вращается со скоростью 1700 об/мин. При вращении образца ка-
ждая точка его поверхности испытывает равные знакопеременные растягивающие и
сжимающие нагрузки (рис. 5.3). Напряжение на поверхности рассчитывается с по-
мощью уравнения
S = Mc/I, (5.1)
где S — напряжение растяжения, psi; М — изгибающий момент, фунт, дюйм; с — рас-
стояние от нейтральной оси до крайнего волокна, дюйм; I — момент инерции, дюйм4.
Из-за очень малого гистерезиса в стали влияние скорости вращения незначи-
тельно, поскольку даже при скоростях порядка 10 000 об/мин образуется очень не-
Рис. 5.2. Прибор для измерения усталостной прочности методом вращающейся балки
5 Узел смыкания
203
Рис. 5.3. Диаграмма напряжений точки на поперечном сечении изогнутой вращающейся балки
в зависимости от углового положения (нижнее положение — растяжение, верхнее положение —
сжатие)
большое количество тепла [2]. Это не относится к более пластичным материалам, та-
ким как полимеры. Эти материалы следует исследовать при значительно более низ-
ких скоростях вращения, чтобы минимизировать теплообразование.
Для сталей, обладающих пределом прочности на разрыв от 60 000 до 180 000 psi,
наблюдается хорошая корреляция между пределом прочности при растяжении и
усталостной прочностью. В соответствии с опубликованными данными усталостная
прочность при изгибе составляет 40-60% от прочности при растяжении. Если опуб-
ликованных данных нет, то в приближенных расчетах часто используется значение
50%. Такая же корреляция существует между твердостью по Бринеллю, Нв, и уста-
лостной прочностью, причем последняя в 250 раз больше Нв. Это эмпирическое пра-
вило весьма полезно, так как определение твердости изделия по Бринеллю является
неразрушающим методом.
Второй метод исследования усталости показан на рис. 5.4. Подвижная плита
с грузом циклически нагружает образец в одноосном направлении растяжением
и/или сжатием. В этом методе величины растяжения и сжатия не обязательно долж-
ны быть равны (рис. 5.5).
Важно знать, что в критической точке диаметр образца обычно составляет от
0,25 до 0,30 дюйма и что образцы имеют конусность с малым углом на отрезках от
диаметра захвата к диаметру в точке измерения. Это позволяет избежать появле-
ния концентратора напряжений. Поверхность образца тщательно выровнена и от-
полирована до зеркального блеска. Кроме того, предпринимаются меры для сни-
жения теплообразования на поверхности, поскольку оно изменяет поверхностные
свойства.
204
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 5.4. Прибор для измерения усталостных характеристик при циклическом изменении и нагру-
жения по типу растяжение-растяжение, растяжение-сжатие, сжатие-сжатие, что позволяет ис-
следовать влияние средних напряжений
Необходимость корректировки справочных данных по усталости
При пользовании справочными данными об усталостных характеристиках необ-
ходимо учесть пять корректировочных факторов. Это позволит точнее определить
значения напряжений, которые должны использоваться при расчете конструкции.
Важно отметить, что эти факторы применимы только для усталостных характери-
5 Узел смыкания
205
Рис. 5.5. Изменение напряжения в точке, полученное на приборе для одноосного испытания на
усталость с нагружением по типу растяжение-растяжение
стик, полученных методом вращающейся балки, который является наиболее рас-
пространенным. Информацию по данным, полученным другими методами, можно
найти в работах [1—5].
Тип нагрузки. Поправочный коэффициент {Loading Factor, LF) используется
для уточнения типа нагрузки, которую будет испытывать деталь при эксплуата-
ции [2]. При использовании метода вращающейся балки поверхность образца в лю-
бой точке критического сечения подвергается равным переменным растягивающим
и сжимающим напряжениям. Максимальное напряжение (приводящее к разруше-
нию) происходит в малом объеме материала на поверхности. При изгибе напряже-
ние изменяется в диапазоне от максимального значения (на поверхности) до нуле-
вого (в центре балки). Для того чтобы стержень разрушился при заданном значении
напряжения, в опасном сечении уже должна существовать «микротрещина», достиг-
шая критического размера. Чем больший объем материала подвергнут заданному
напряжению, тем больше вероятность существования такого дефекта. При испыта-
нии 0,3-дюймового образца на усталостное разрушение методом вращающейся бал-
ки существует такой объем, при котором вероятность обнаружения трещины прак-
тически равна 1,0. Если при эксплуатации изделие испытывает напряжение при из-
гибе и при этом объем материала на критическом участке аналогичен объему
у поверхности, то корректировки данных не требуется и LF= 1,0. Когда изделие ра-
ботает на растяжение или сжатие, то все поперечное сечение на критическом участке
испытывает одинаковые нагрузки, и если только поперечное сечение не является
очень малым (то есть, 0,25 дюйма), то вероятность обнаружения критического де-
фекта приближается к единице, &LF= 0,85. Поскольку критический дефект гаранти-
рованно имеется, дальнейших корректировок делать не требуется. Количество кри-
тических дефектов не имеет значения, поскольку наличие хотя бы одного уже доста-
точно, чтобы инициировать развитие трещины.
206
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Если изделие работает на кручение, то LF - 0,577. Максимальное напряжение
сдвига, существующее в образце, испытываемом на сопротивление усталостному
разрушению по методу вращающейся балки, составляет 0,577 от главного напряже-
ния [6]. При этом следует отметить, что элементы агрегата, подвергающиеся цикли-
ческой нагрузке на сжатие (прямое или при изгибе), могут разрушиться от устало-
сти, если переменное сдвиговое напряжение в критической точке превышает предел
выносливости при сдвиге. Одним из примеров могут служить звенья коленчатого
рычага в механической системе смыкания. Автор наблюдал трещины под углом
45 град в разрушившихся звеньях колена.
Влияние размеров образца. Следующая необходимая корректировка состоит
в учете вероятности появления трещины в изделии. Появление трещины вызвано
несовпадением размеров и конфигурации изделия с геометрическими характери-
стиками образца. Этот поправочный коэффициент (Size Effect Factor, SEF) позволя-
ет учесть вероятность присутствия критического дефекта на опасном участке изде-
лия. Как было установлено ранее, если вероятность обнаружения дефекта равна 1,0,
дальнейшей корректировки не требуется. Таким образом, для одноосно нагружен-
ных деталей с размером более 0,3 дюйма требуется только корректировка по
LF= 0,85, a SEFможно считать равным 1,0. Для деталей с изгибающей нагрузкой кор-
ректировка потребуется. При увеличении размера свыше 0,3 дюйма вероятность об-
наружения дефекта приближается к 1,0 и SEF асимптотически приближается к зна-
чению 0,85. В литературе имеется много эмпирических уравнений для корректиров-
ки данных по размеру. В работе [1] приведено уравнение (5.2) для диапазона
диаметров от 0,3 до 10,0 дюймов. Для диаметров менее 0,3 дюйма рекомендуется счи-
тать SEFpaBHWM 1,0. Автор получил хорошие результаты с помощью уравнения (5.3)
для диаметров от 0,25 до 12,0 дюймов. Основанием для данного уравнения служит
то, что при 0,25 дюйма SEF должен равняться единице, а при больших диаметрах
должен приближаться к 0,85. При больших диаметрах уравнение (5.2) может быть
более консервативным и включать другие факторы, например, худшие механиче-
ские свойства:
5ЕЕ = 0,869б/(’0 097), (5.2)
где d — диаметр зоны изгиба, дюйм;
SEF = 0,85+0,0375/б/. (5.3)
Прочность металла на растяжение на критическом участке изделия не всегда
равна номинальной прочности изделия. В общем случае нельзя получить однород-
ной микроструктуры по всему большому объему закаленных деталей. Для поковок
меньшего размера (по сравнению с исходной заготовкой) механические свойства
становятся лучше за счет улучшения структуры зерна. В больших поковках матери-
ал у поверхности может иметь более высокие механические свойства из-за лучшей
структуры зерен у поверхности. Для больших отливок механические свойства у по-
верхности могут быть выше из-за ускоренного охлаждения поверхности при отлив-
ке. Если изделие используется непосредственно после литья, это качество может
5 Узел смыкания
207
быть частично утеряно из-за плохого состояния поверхности. Таким образом, при
проведении анализа важно использовать величину предела прочности при растяже-
нии материала в критической точке. К счастью, критическая точка у большинства
изделий находится рядом с поверхностью. Результаты вычислений по уравне-
нию (5.3) находятся в хорошем соответствии с экспериментальными данными.
Качество обработки поверхности. Еще один поправочный коэффициент
{Surface Finish Factor, SFF) для характеристик усталостной прочности, полученных
методом вращающейся балки, связан с состоянием поверхности. Он учитывает каче-
ство обработки поверхности изделия, которая не обязательно должна быть так же
идеально отполирована, как поверхность используемых при испытании образцов.
Величина уменьшения является функцией как шероховатости, так и предела проч-
ности стали [1-3]. Для механически обработанных или обточенных поверхностей
автор выяснил, что уравнение (5.4) дает реальные результаты для сталей с пределом
прочности при растяжении от 60 000 до 180 000 psi:
SEF=1,0-5„/(5u+5)5x1067(T77)) (5.4)
где Su — предел прочности при растяжении, psi; f — rms* точность машинной обра-
ботки в интервале от 4 до 500.
Поверхностная обработка. Поверхностную обработку не следует путать с от-
делкой поверхности. Коэффициент поверхностной обработки {Surface Treatment
Factor, STF) учитывает результаты таких воздействий, как науглероживание, обезуг-
лероживание, плакирование и азотирование. В работах [1-5] приведены корректи-
ровки, которые следует выполнить для таких видов поверхностной обработки. В об-
щем случае виды обработки, при которых поверхность на критическом участке сжи-
мается, оказывает благотворное влияние. Такие процессы, как холодная ковка или
диффузионная обработка (азотирование или науглероживание), оказывают поло-
жительное влияние, а связанные с обезуглероживанием или вызывающие коррозию
являются вредными. Поверхностная обработка может иметь большое влияние на
усталостную прочность, и ею не следует пренебрегать.
Параметр частоты разрушений {Failure Rate Factor, FRF). При проведении
испытаний на усталостную прочность при каждом нагружении проводятся испы-
тания для множества образцов, и количество циклов до разрушения образца при
каждом нагружении тщательно регистрируется. Как правило, разброс данных дос-
таточно велик; но кривые S-Nлучше всего проводить по осредненным значениям.
Практика показала, что в любом случае 50% образцов разрушаются при напряже-
ниях выше среднего, а 50% — ниже среднего. При нормальном (Гауссовом) распре-
делении 68,5% разрушений лежат в пределах одного среднеквадратичного
* RMS, Root Mean Square — среднеквадратичное. Это один из стандартных методов оценки ше-
роховатости поверхностей. RMS измеряется в микродюймах или микронах. Низкий показатель
RMS говорит о том, что поверхность гладкая и хорошо обработанная.
208
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
отклонения {Standard Deviation, SD), 95% — в пределах 1,96, у 99,7% — 50=3,0 и
99,77% — SD = 3,72. На практике при конструировании изделий обычно использу-
ется значение SD для 99,7%.
Для большинства ковких сталей SD для усталостной прочности находится в об-
ласти 1—3%, причем 2% является нормой. RA для большинства сталей находится
в пределах 45-65% со средним значением 55%. Как правило, при увеличении проч-
ности при растяжении RA уменьшается, так что более низкие значения RA соответ-
ствуют высокопрочным сталям, а более высокие — низкопрочным. При RA = 55%
средняя усталостная прочность примерно в 2,22 раза выше предела прочности при
растяжении. Таким образом, каждое SD равно примерно 4,44% предела прочности.
Если конструктор использует SD = 3,72, то существует 99,97%-ная вероятность не-
разрушения при использовании величины 3,72 х 4,44%, или на 16,5% ниже, чем
опубликованные средние значения усталостной прочности. Для сталей с низкой
прочностью, у которых RA - 65%, порядок уменьшения будет 3,72 х 5,71%, или
21,2%. Для высокопрочных сталей снижение на 13,5% может быть приемлемым. Ав-
тор получил хорошие результаты по уравнению
FRF = 1,0 - 0,02 х SD х (1,0 /1,0 - RA /100). (5.5)
Откорректированная усталостная прочность (5е). Откорректированная уста-
лостная прочность равна опубликованной, Se, полученной на основе метода вращаю-
щейся балки, умноженной на поправочные коэффициенты:
S'e = Se x{LF)x(SEF)x{SFF)x(STF)x(FRF). (5.6)
Если информация по Se недоступна, то можно использовать половинное значе-
ние предела прочности при растяжении. Это значение дает достаточно хорошее при-
ближение для сталей, у которых предел прочности при растяжении лежит в диапазо-
не от 60 000 до 180 000 psi.
ПРИМЕР 1
Определить откорректированную усталостную прочность, необходимую для обеспе-
чения 99,7%-ной вероятности безотказной работы (3,0 SD) лля направляющих колонн
диаметром 5,5 дюйма, используемых в 500-тонных литьевых машинах. Колонны выпол-
нены из стали AISI Cl 1L37 с пределом прочности при растяжении Su - 96 000 psi и RA 48%.
На концах каждой колонны нарезается резьба с шагом 8 дюймов (используется твердо-
сплавная пластина с диаметром наконечника 0,018 дюйма и отделкой поверхности 32 rms).
Минимальный диаметр резьбы 5,365 дюйма. Поверхностная обработка не применяется.
Поскольку табличные данные при расчете не используются, допускаем Se -
- Su/2 - 48 000 psi.
LF- 1,0 — поскольку первичное напряжение представляет собой изгиб у корня ка-
ждого витка нарезки.
5EF- 0,85 + 0,0375/5,365 - 0,857.
5FF- 1,0 - 96 000/(96 000 + 5 500 000 х (1/32) » 0,910.
STFa 1,0, поскольку поверхностная обработка не проводилась.
FRF- 1,0 - 0,02 х 3,0(1,0/(1,0 - 48/100) » 0,885.
Se - 48 000 х 1,0 х 0,857 х 0,910 х 1,0 х 0,885 » 33 129 psi.
5 Узел смыкания
209
5^1.5 Определение коэффициента безотказности
Анализ конструкции выполняется в три этапа: на первом определяется расчетное
напряжение в соответствии с ранее приведенным алгоритмом; на втором — рассчи-
тываются теоретические напряжения в критической точке с учетом фактора геомет-
рической концентрации напряжений; на третьем — определяется надежность дан-
ной конструкции путем сравнения обеих рассчитанных величин с использованием
со этветствующего уравнения.
Уже на ранних этапах исследования усталости металлов было установлено, что
среднее статистическое напряжение может влиять на надежность изделия. Установ-
лено [1-5], что при увеличении среднего статистического напряжения при растяже-
нии следует снижать величину переменного напряжения. В то же время, при возрас-
тании среднего напряжения сжатия, допустимое переменное напряжение можно
увеличивать. Этим объясняется положительное влияние поверхностной обработки,
повышающей остаточные напряжения сжатия. На рис. 5.6 показано примерное соот-
ношение переменных и средних напряжений для ковких сталей. Поскольку кривая
иккеет вид параболы, в 1894 г. немецкий исследователь В. Гербер [6] предложил ис-
пользовать параболическое уравнение (5.7). В Соединенных Штатах чаще исполь-
зуются более консервативные уравнения Гудмана или Содерберга. В уравне-
нии (5.7) К; является коэффициентом концентрации усталостных напряжений, ко-
торый равен коэффициенту геометрической концентрации напряжений Kt (не
зависимому от материала), откорректированному с учетом чувствительности мате-
риала к надрезу. Вопрос определения чувствительности к надрезу активно обсужда-
ется в литературе [1—5, 7]. Автор является сторонником метода Хейвуда [4]
(уравнение 5.8). В более ранней работе [5] Хейвуд также предположил, что значение
Влияние среднего напряжения на усталостную прочность
Среднее напряжение/напряжение при растяжении
РЙс. 5.6. Зависимость усталостной прочности стали от знакопеременного и среднего напряжения.
При отрицательном среднем напряжении (сжатие) допустимое знакопеременное напряжение
является наивысшим
210
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Ку в уравнении (5.8) соответствует неопределенно долгому жизненному циклу, а для
конечного жизненного цикла изделия Kf приближается к единице по мере прибли-
жения числа циклов к пределу усталости. Уравнение (5.9) отражает этот эффект.
l/5F = (5w/5J2+X/x5fl/5;, (5.7)
где SF— коэффициент безотказности, который должен быть больше 1,0 при количе-
стве циклов свыше 2 млн;
$т “ (^max +^inin ) / ^
5fl=(5max+5min)/2; (5.8)
Кs = KJ(1+2а(К. -1)/(К, xsjV7)).
где г — радиус закругления, дюйм; а — коэффициент, который может принимать сле-
дующие значения:
а - 5000 для сквозного отверстия;
а = 4000 для выступа;
а = 3000 для проточки.
KfN = l+(tfz-l)/(0,915+200/п4), (5.9)
где Kf N — коэффициент усталостной надежности при N циклов нагружения; п =
= log10(N).
ПРИМЕР 2
Предположим, что коэффициент безотказности для направляющей колонны из
примера 1 составляет 99,7%. Анализ распределения напряжения на резьбе и напряже-
ния по виткам является сложным и будет обсуждаться позднее. Однако он приводит к
номинальному комбинированному напряжению 28 700psi и Kt, равному 2,03 на наибо-
лее нагруженном выступе резьбы, ближайшем к поверхности давления гайки направ-
ляющей колонны. С помощью уравнений (5.8) при г = 0,018 и а = 3000 получаем рас-
четное значение Ку - 1,642. Из уравнения (5.7) получаем 1/5F- 0,734. Таким образом,
коэффициент безотказности равен 1,363. Это значение может показаться высоким, од-
нако следует учитывать, что обычно сбалансированность нагружения в колоннах со-
ставляет не более 5% и к их концам прикладывается изгибающий момент (порядка
20%), в результате чего коэффициент безотказности снижается до 1,08. Это существен-
но снижает значения допуска на ошибку при расчете напряжения, учете перегрузок от
вибрации, влияния некачественной отделки поверхности (следы инструмента) в вит-
ках резьбы. Именно поэтому резьбовые направляющие колонны имеют свойство ло-
маться.
ПРИМЕРЗ
Рассмотрим неподвижную плиту крепления литьевой машины толщиной 8 дюй-
мов, изготовленную из низкоуглеродистой горячекатаной стали с Su = 55 000 psi uRA =
= 50%. Участок сферической поверхности, контактирующий с узлом впрыска литьевой
5 Узел смыкания
211
машины, с чистотой обработки 250 rms. На плите имеются отверстия для монтажа на-
правляющих колонн. Определить коэффициент безотказности при SD - 3,0.
Пусть Sc - 55000/2 - 27 000 psi.
LF- 1,0 (поскольку плита изгибается относительно закрепленной на ней формы).
SEF- 0,85 + 0,0375/8 - 0,855.
SFF- 1,0 - 55 000/(55 000+5,5 х 106(1/250)) » 0,86.
STF- 1,0 (поскольку дополнительная обработка поверхности отсутствует).
FRF- 1,0 - 0,02 х 3,0 х (1,0 - 50/100)) » 0,88.
Таким образом,
St - 27000 х 1,0 х 0,855 х 0,86 х 1,0 х 0,88 - 17 794 psi.
Из работы [7] Kt для отверстия равно 2,90, тогда:
Kf- 2,90/(1,0+2 х 5000(2,90 - 1)/(2,90 х 55 000 х (0,1875))) » 2,274;
1/5F- (6,250/55 000)2 + 2,274 х 6,260/17794 - 0,812.
Таким образом, коэффициент безотказности составляет 1,23, что объясняет, поче-
му плиты практически не имеют отказов по усталости.
Выводы
Автор надеется, что приведенный обзор позволил читателю получить представ-
ление об усталости металлов. Машины для литья под давлением являются высоко-
производительным оборудованием, испытывающим нагружения, повторяющиеся
миллионы раз, и для которого усталость металлов является основной причиной от-
казов. Для технолога приведенная информация может быть полезна для понимания
последствий, к которым приводят злоупотребления перегрузками оборудования.
Данный обзор может служить только введением в конструирование машин. Изуче-
ние литературы, приведенной в конце главы, обеспечит читателю получение полно-
го представления об анализе усталостных разрушений.
5.2 Функции узла смыкания
Система смыкания литьевой машины выполняет три основных функции:
• Перемещение формы в закрытое и открытое положения. При этом обеспечи-
ваются установка формы и ее движение. Перемещение формы требует уси-
лия, расходуемого на ускорение движущейся массы, а также преодоление сил
трения. Точность в движении полуформ предотвращает износ ее направляю-
щих колонок.
• Удержание формы в закрытом положении при формовании изделия. Эта
функция обеспечивает нераскрытие формы при впрыске расплава в формую-
щую полость. Поскольку давление расплава внутри формы обычно достаточ-
но высоко, выполнение функции требует значительного усилия смыкания.
• После затвердевания изделий и раскрытия формы необходимо осуществить
извлечение. Требуемое при этом усилие незначительно по сравнению с уси-
лием смыкания.
212
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
5.3 Три типа узлов смыкания
Системы смыкания литьевых машин делятся на три типа: гидравлические (или
пневматические), гидромеханические и механические.
5.3.1 Гидравлический узел смыкания
Пример гидравлического узла смыкания показан на рис. 5.8. Такие узлы смыкания
зачастую предпочтительны благодаря своей простоте и легкости установки.
Гидравлические системы отличаются от других следующим:
• Нагрузка воспринимается и передается гидравлической жидкостью (масло
или воздух), используемой для создания давления в цилиндре(ах) (рис. 5.7).
• Длина столба гидравлической жидкости, подаваемой под давлением, равна
величине хода узла смыкания или превышает ее; эта черта отличает данный
тип от гидромеханических систем.
• Усилие смыкания прямо пропорционально давлению, развиваемому в ци-
линдре.
• Ход узла смыкания есть функция от высоты формы в закрытом состоянии
и просвета между плитами, когда форма открыта.
5.3.2 Гидромеханический узел смыкания
Отличительные черты гидромеханических узлов смыкания:
Рис. 5.7. Силовая схема нагружения гидравлического узла смыкания (обратить внимание на обо-
значение растягивающих и сжимающих напряжений — встречные стрелки обозначают сжатие,
а противоположно направленные стрелки обозначают растяжение)
5 Узел смыкания
213
Клапан
предварительного
наполнения
Цилиндр выталкивателя цИЛиндр перемещения
плиты (двойного действия)
Рис. 5.8. Типовой гидравлический узел смыкания (с разрешения Van Dorn)
• Нагрузка создается гидравлической жидкостью (масло или воздух) через
давление в цилиндре(ах) (рис. 5.9).
• Длина столба сжимаемой жидкости не зависит от величины хода смыкания
и существенно меньше его. Обычно длина столба масла составляет менее 2 см.
• Усилие смыкания прямо пропорционально давлению, прилагаемому к ци-
линдру.
• Допустимый ход узла смыкания является функцией хода привода. Предо-
ставляется возможность регулировки хода в зависимости от высоты формы
в закрытом состоянии. Обычно регулировка осуществляется настройкой ре-
гулировочных гаек колонн, расположенных на задней плите.
Пример гидромеханического узла смыкания показан на рис. 5.10. При конструи-
ровании данного типа узлов смыкания используются различные подходы.
Рис. 5.9. Путь нагружения в гидромеханическом узле смыкания
214
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 5.10. Типовой гидромеханический узел смыкания
5.3.3 Механический узел смыкания
Механические узлы смыкания обычно называются рычажно-коленчатыми и обла-
дают следующими отличительными чертами:
• Путь нагружения не проходит через гидравлический/пневматический ци-
линдрит) или двигатель(и) с электроприводом (рис. 5.11).
• Усилие смыкания не находится в прямой пропорциональной зависимости от
усилия привода. Напротив, существует сложная зависимость между допусти-
мым усилием привода и жесткостью рычажной системы. Этот вопрос будет
рассмотрен ниже.
5 Узел смыкания
215
—— Сжатие
Рис. 5.11. Путь нагружения в механическом (шарнирном) узле смыкания
• Возможный ход узла смыкания является функцией кинематики рычагов
и шарниров. Регулировка осуществляется с помощью гаек колонн, располо-
женных на задней плите.
Пример механического узла смыкания показан на рис. 5.12.
5.3.4 Виды рычажно-коленчатых систем
Существует множество различных конструкций рычажно-коленчатых узлов смы-
кания. Большинство из них имеют гидравлический привод, однако современная
Рис. 5.12. Типовой механический (рычажно-коленчатый) узел смыкания (с разрешения Engel)
216
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
тенденция заключается в использовании электрического привода, что позволяет ис-
ключить проблемы утечек масла и обеспечить более высокую эффективность рабо-
ты. Рычажные системы обычно располагаются симметрично относительно геомет-
рической оси узла смыкания. При этом вектор усилия направлен или сверху вниз,
или спереди назад. Механизм может быть четырех- или пятишарнирным (рис. 5.13).
Различие между двумя подходами заключается в траектории движения и функции
усилия. Одноприводная схема используется лишь немногими производителями.
При этом привод может быть расположен как сверху, так и снизу от центральной оси
узла смыкания (рис. 5.14).
5.4 Основные элементы узла смыкания
5.4.1 Плиты
Узлы смыкания горизонтальных литьевых машин обычно имеют три плиты: непод-
вижную, подвижную и заднюю (рис. 5.15). Как правило, они изготавливаются из ма-
лоуглеродистой стали (толстолистовой прокат или отливка) или отливок из ковкого
чугуна. Плиты конструируются с расчетом на максимальное напряжение до
12 ООО psi. Это позволяет предотвратить усталостное разрушение малоуглеродистой
стали даже в случае присутствия в критической точке концентратора напряжения
в виде небольшого отверстия.
Неподвижная плита
Неподвижная (передняя) плита — ближайшая к узлу впрыска. В ней имеется от-
верстие, позволяющее соплу узла впрыска проходить внутри нее вдоль центральной
оси машины. Толщина неподвижных плит у разных производителей отличается, но
обычно она составляет порядка 25% от ширины или высоты плиты. Ее монтажная
Рис. 5.13. Сравнительная схема пяти- и четырехшарнирных механизмов (обратите внимание на
то, что фактическое количество шарниров в узле смыкания должно быть удвоено по сравнению
с приведенным на схеме, поскольку обозначения приведены только для половины узла)
5 Узел смыкания
217
Рис. 5.14. Моноприводной узел смыкания в открытом положении (а, с) и в закрытом положении (Ь)
(а, b — с разрешения Arburg\ с — Milacron}
218
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 5.15. Типовое расположение плит в рычажном узле смыкания (с разрешения Engel)
плоскость со стороны формы должна иметь либо Т-образные пазы, либо резьбовые
отверстия, расположенные в порядке, утвержденном одним из действующих госу-
дарственных стандартов*. В зависимости от размеров литьевых форм неподвижная
плита машины рассчитывается и изготавливается либо по условию прочности, либо
по деформации изгиба. Для форм больших размеров обычно используется ограни-
чение по изгибу, а для небольших форм — по напряжению. Это означает, что толщи-
на плиты рассчитывается таким образом, чтобы ограничить максимальное относи-
тельное отклонение между центральной осью машины и углом самой большой из
форм, которые можно установить. По мере роста усилия смыкания неподвижная
плита начинает изгибаться, стремясь охватить форму, образуя вогнутую сферически
искривленную поверхность (рис. 5.16). Самым точным методом расчета величины
прогиба является метод конечных элементов. Однако на практике хорошая аппрок-
симация достигается и с помощью уравнений расчета прогиба балки с поправками
на плоскую деформацию. Уравнения для такой балки следует составлять для двух
направлений с наложением (суперпозицией) полученных результатов (рис. 5.17).
Таким образом, общий изгиб по центральной оси плиты относительно углов
формы будет представлять собой сумму деформаций Д, и Д2. Нормирование такого
изгиба осуществляется путем деления предельного изгиба по центральной оси на
длину диагонали монтажной поверхности формы. В США нет официально опубли-
кованного допустимого значения для этой безразмерной величины, однако, по всей
видимости, хороший результат достигается при значениях от 0,0001 до 0,0002 от
диагонали формы. Таким образом, при установке формы с размером 24 дюйма по
диагонали изгиб плиты по центру формы относительно ее углов составит порядка
0,003 дюйма. Большинство форм достаточно податливо, чтобы адаптироваться
к такому изгибу плиты. На практике их устойчивость зависит от того, как усилие
* В США порядок, размеры и расположение монтажных элементов регламентируются стан-
дартом SPI«Recommended Guidelines for Interchangeable Mold Dimensions*.
5 Узел смыкания
219
Рис. 5.17. Суперпозиция результатов решения
уравнения прогиба простой балки дает прибли-
Рис. 5.16. Схема изгиба неподвижной пли- зительное значение прогиба плиты за счет сло-
ты. Показаны максимальные контактные на- жения А, и А 2. Предполагается, что распределен-
пряжения, возникающие в углах контура ная по плите нагрузка максимальна по краям
литьевой формы и равна нулю в центре
смыкания передается через подвижную плиту. Поскольку плита склонна образовы-
вать искривленную поверхность при приложении усилия смыкания, то многие про-
изводители оборудования придают ее лицевой поверхности, предназначенной для
установки формы, слегка выпуклую форму, что обеспечивает лучшие условия кон-
такта с центральной частью формы. Выпуклость обычно невелика и имеет порядок
всего несколько тысячных долей дюйма. Для противодействия изгибу плиты ис-
пользовались также и другие приемы (рис. 5.18-5.20). При таком подходе лицевая
поверхность для установки формы остается плоской за счет изгиба других участков
плиты.
Поскольку было установлено, что толщина плиты зависит от ограничений по из-
гибу, следующим этапом является определение минимальных размеров формы, ко-
торую можно установить без превышения ограничений по усталостным напряжени-
ям. Критической точкой обычно является область кольцевых напряжений вокруг
отверстия для сопла узла впрыска (рис. 5.21). Некоторые производители конструи-
руют плиту так, чтобы при максимальном усилии смыкания напряжение растяже-
ния в плите было ниже, чем 12 000 psi для формы с длиной и шириной, равными по-
ловине расстояния между колоннами. Данное кольцевое напряжение проявляется
на стороне, ближайшей к узлу впрыска. Поскольку эта часть плиты является обла-
стью с наибольшим напряжением, перед тем как сверлить на этой поверхности ка-
кие-либо отверстия следует проконсультироваться с производителем. Также разум-
но проконсультироваться для определения минимальной величины формы, кото-
рую можно использовать при обозначенном усилии смыкания. При использовании
форм недопустимо малого размера существует риск как усталостного разрушения
220
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 5.18. Параболическая плита, которая обеспечивает сохранение плоской лицевой поверхно-
сти формы при изгибе плиты под нагрузкой (с разрешения Husky)
Рис. 5.19. Отражающая плита, которая обеспечивает сохранение плоской лицевой поверхности
формы при изгибе плиты под нагрузкой (с разрешения НРМ)
плиты, так и риск впечатывания формы в плиту. Даже при использовании формы
допустимых размеров при ее удалении после длительного использования на пли-
те(ах) в местах контакта с углами формы часто можно видеть следы локальных смя-
тий. Они возникают в результате фреттинг-коррозии, вызванной незначительными
сдвиговыми деформациями, которые возникают, когда при приложении усилия
смыкания плита начинает деформироваться, «охватывая» форму. Поэтому перед
установкой новой формы следует очистить от продуктов коррозии как монтажную
поверхность плиты, так и монтажную поверхность формы.
5 Узел смыкания
221
Рис. 5.20. Контроль изгиба стационарной плиты, измеряющий величину усилия смыкания, прило-
женного по центру лицевой поверхности формы (с разрешения Milacron)
плита
Рис. 5.21. Критическая точка на неподвижной плите вблизи отверстия для сопла
Подвижная плита
На подвижной плите устанавливается подвижная часть литьевой формы. Обыч-
но ее толщина меньше, чем у неподвижной плиты. Это связано с тем, что вектор уси-
лия смыкания располагается ближе к центральной оси машины, а не по углам, где
расположены направляющие колонны. Под действием изгибающего усилия под-
вижная плита может становиться выпуклой или вогнутой, в зависимости от того,
как близко к ее центру приложено усилие смыкания (рис. 5.22). Например, если уси-
лие смыкания приложено по центру, деформация будет «выпуклой». Это способст-
вует лучшему согласованию контура формы с контуром изгиба неподвижной плиты
и будет способствовать уменьшению вероятности пульсации формы по центру. Если
же усилие смыкания приложено по краям (у колонн), линия изгиба будет вогнутой.
Это может увеличить вероятность пульсации формы по центру. Лицевая сторона
подвижной плиты, предназначенная для установки формы, предусматривает такие
же средства монтажа формы, как и неподвижная плита. При этом в подвижной
плите имеется допольнительный ряд отверстий для пропускания через плиту тол-
222
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 5.22. Изгиб подвижной плиты в зависимости от характера приложения нагрузки:
а — нагрузка приложена по краям подвижной плиты; b — нагрузка приложена по центру
кателей. Размеры и расположение указанных отверстий также должны регламен-
тироваться соответствующим стандартом. Соблюдение стандарта обеспечит воз-
можность перестановки форм с одной машины на другую с гарантией, что отвер-
стия для крепления формы и толкателей будут расположены на необходимом
расстоянии.
Параллельность плоскостей подвижной и неподвижной плит очень важна для
снижения износа направляющих колонок формы и для обеспечения равномерной
нагрузки колонн узла смыкания. Параллельность обычно измеряют при двух раз-
личных условиях. Первое измерение выполняется в закрытом положении, но без
плотного соприкосновения полуформ (нулевое усилие смыкания). Второе измере-
ние — в закрытом положении при приложенном усилии смыкания. Для машин ма-
лой и средней мощности отклонение плит от параллельности не должно превы-
шать 0,25 мм/м на диагонали формы при нулевом усилии смыкания и половины
этого значения — при полном усилии смыкания. Для машины мощностью свыше
500 т допуск отклонения параллельности должен составлять только две трети от
этих значений.
Задняя плита
Не все горизонтальные литьевые машины имеют третью (заднюю) плиту. В пер-
вую очередь она предназначена для поддержки силовых приводов. Задние плиты
обычно конструируются на основе ограничений по напряжениям. Для гидравличе-
5 Узел смыкания
223
ских приводов существуют по меньшей мере две критических зоны с высоким уров-
нем механических напряжений (рис. 5.23). При наличии конструкторских ошибок
или ненадлежащем контроле качества отливок может наступить усталостное разру-
шение, особенно если цилиндр и плита представляют собой крупные отливки из
ковкого чугуна. Автор наблюдал отказы в тех случаях, когда несоблюдение техноло-
гии при изготовлении отливки приводило к образованию дефектов, при которых
свойства чугуна оказывались близкими к серому, а не к ковкому чугуну. Причем
проявлялись эти дефекты после пятилетней эксплуатации машины. Усталостное
разрушение происходило в критической точке СР2 (рис. 5.23) после приблизительно
1 млн циклов. Некоторые производители машин наблюдали усталостное разруше-
ние в критической точке СРР Ряду производителей оборудования удалось исклю-
чить данную проблему, изготавливая заднюю плиту в виде сборной конструкции
(рис. 5.24).
Машины с двумя плитами
В настоящее время существует тенденция к исключению третьей (задней) пли-
ты из конструкции при сохранении только двух. Помимо того что такая конструк-
ция более компактна, ее преимуществами являются меньшая стоимость и большая
жесткость узла смыкания. Компания Improved Machinery производит 1200-тонные
Рис. 5.23. Две критические точки (CP0 и (СР2) на цилиндре узла смыкания, выполненном из цель-
ной отливки с задней плитой. Примечание: размер и обработка каждого из радиусов важны для
продления срока службы оборудования
224
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 5.24. Устранение критических точек с помощью сборной конструкции цилиндра узла
смыкания
машины с двумя плитами начиная с 1968 г., а с 1971 г. — и 2500-тонные (рис. 5.25).
Подвижная плита 2500-тонной машины устанавливается на подвесные рельсы. В со-
четании с возможностью частичного втягивания направляющих колонн в подвиж-
ную плиту это существенно упростило замену очень больших форм. Такие литьевые
формы зачастую весят более 40 т, и 2-плитная конструкция позволила разместить в
технологической зоне специальную тележку для них. За счет этого форма может
свободно перемещаться по всей площади установки, обеспечивая простоту опера-
ции снятия/установки формы. На рис. 5.26 показана 1200-тонная машина (вид сза-
ди). На этой иллюстрации хорошо видно, как для облегчения замены формы втяги-
ваются внутрь подвижной плиты направляющие колонны. Машины с двумя плита-
ми обычно имеют приспособления для отсоединения гаек направляющих колонн,
что обеспечивает широкое раскрытие узла смыкания. В настоящее время существу-
ет два различных конструкторских подхода. Первый заключается в использовании
разрезных гаек, которые либо поворачиваются, создавая открытое или закрытое по-
ложение, как показано на двух верхних фотографиях (рис. 5.27, а, 6), либо действуют
по типу грейферов, как видно из фото внизу (рис. 5.27, с). Второй подход (рис. 5.28),
заключается в использовании разрезных гаек с поворотным механизмом. Таким об-
разом, после закрытия узла смыкания и вхождения направляющей колонны в гайку
она может повернуться на 45 градусов и войти в резьбу. На рис. 5.29-5.32 показано
несколько современных узлов смыкания с двумя плитами.
5 Узел смыкания
225
Ь)
Рис. 5.25. а — 2500-тонная машина с двумя плитами производства IMPCO 1973 г. (автомашина
показана для иллюстрации масштабов установки); b — 1200-тонная машина с двумя плитами про-
изводства IMPCO 1968 г. (с разрешения Van Dorn)
226
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 5.26.1200-тонная машина производства IMPCO со стороны задней плиты
(с разрешения Van Dorn}
5.4.2 Направляющие колонны и гайки
Направляющие колонны являются основным силовым контуром для создания уси-
лия смыкания формы. Вторая функция, иногда выполняемая ими, состоит в обеспече-
нии движения и удержания подвижной плиты. Последнее справедливо для неболь-
ших литьевых машин. В США колонны обычно имеют по концам унифицированную
(Unified), трапецеидальную общего назначения (Acme) или упорную (Buttress) резьбу.
Такие резьбы имеют гребни с углом профиля 30,14,5 или 7 град соответственно. Уни-
фицированные резьбы являются самыми распространенными, но в тех случаях, когда
длина закрытия изменяется регулирующими гайками, иногда используются трапе-
цеидальные резьбы. Нижний угол гребня такой резьбы снижает общее контактное на-
пряжение, действующее на профиль резьбы, и таким образом уменьшает вероятность
износа. Упорные резьбы идеальны для использования в узлах смыкания с разрезными
гайками, используемыми в машинах с двумя плитами. Поскольку упорные резьбы
имеют очень небольшой угол профиля, радиальная составляющая нагрузки стяги-
вающего стержня значительно ниже и усилие, требуемое для удержания половинок
гайки вместе, невелико. Унифицированные резьбы наиболее часто используются для
узлов смыкания с традиционными гайками.
5 Узел смыкания
227
Рис. 5.27. Конструкции разрезных гаек, используемых в двухплитных узлах смыкания:
а — перемещающаяся разрезная гайка, используемая на 1200-тонных машинах фирмы IMPCO; b — пере-
мещающаяся разрезная гайка, используемая на машинах Milacron’s MAXIMA', с — показан общий вид кон-
струкции разрезной гайки фирмы Engel, используемой на их крупнотоннажных машинах (см. рис. 5.29)
228
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Ь) Стадии сраба-
тывания за-
твора узла
смыкания
Поворотный
А — четыре на-
правляющих ко-
лонны входят в
поворотный ме-
ханизм непод-
вижной плиты
В — поворотный ме-
ханизм поворачи-
вается на 45*, фик-
сируя колонны и
блокируя их в
этом положении
С — цилиндры
зажима подают
усилие
блокировки
D — при прекращении дей-
ствия блокирующего усилия
поворотный механизм пово-
рачивается назад на 45* и
разблокировывает направляю-
щие колонны
Рис. 5.28. а — вид конструкции поворотных гаек Husky, используемых на машинах серии Ес двумя
плитами (см. рис. 5.30); Ь— вид поворотного механизма НРМ, используемого на машине с двумя
плитами (см. рис. 5.31)
5 Узел смыкания
229
Рис. 5.29. Крупнотоннажные двухплитные литьевые машины фирмы Engel
(с разрешения Engel}
Рис. 5.30. Машины серии Ес двумя плитами (с разрешения Husky}
230
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Гидромеханический узел смыкания машины с двумя плитами
Компактный гидроцилиндр
на каждой направляющей
колонне создает усилие
захвата. Концы направляющих
колонн входят в зацепление
с зажимами до того, как
будет приложено усилие.
Эта конструкция обеспечивает
максимальную прочность
и жесткость
Зажим
Неподвижная плита
Поворотный механизм
Поршень
Направляющая
колонна
1. Два диагонально
расположенных
гидроцилиндра
обеспечивают
быстрое параллельное
движение плиты
2. Расположение
монтажных
отверстий для
установки формы
в соответствии
со стандартом SPI
3. Высота формы
настраивается
цепным приводом
Рис. 5.31. Машины фирмы НРМ (с разрешения НРМ)
5 Узел смыкания
231
Цилиндр
Рис. 5.32. Серия машин CALIBER фирмы Van Dorn
Гайки направляющих колонн изготавливаются в зависимости от назначения из ста-
ли, специальных сортов железа и чугуна или бронзы. Наиболее распространенным ма-
териалом является сталь. Бронзовые или чугунные гайки используются постольку, по-
скольку они по сравнению со сталью имеют лучшие показатели по износостойкости.
Методы фиксации гаек направляющих колонн
Предварительная затяжка гаек колонн требуется для сохранения плотности
резьбового соединения гайка-колонна при открытии формы. Когда форма закрыта
и сжата узлом смыкания, колонны находятся в состоянии растяжения и гайка при-
жимается к плите. Когда форма открывается, то действующее в этот момент усилие
сжимает колонны и отталкивает поверхность гайки от плиты. Величина развиваемо-
го усилия зависит от плотности контакта сопряженных деталей колонн и от мощно-
сти узла смыкания. Обычные гидравлические и гидромеханические узлы смыкания
могут при размыкании развивать усилия, составляющие от 5 до 10% их номинально-
го усилия смыкания. Обычные рычажно-гидравлические узлы смыкания могут раз-
вивать открывающие усилия, составляющие до 25% их номинального усилия смы-
кания. Таким образом, может потребоваться значительное предварительное нагру-
жение для предохранения соединения колонна-плита от разъединения.
Для фиксации гайки при циклической работе литьевой машины следует исполь-
зовать специальные приемы. Чаще других используются три. Первый заключается в
использовании резьбы с меньшими диаметром и шагом (рис. 5.33), второй — в исполь-
зовании разъемного кольца, обеспечивающего плечо для натяга при предварительной
затяжке (рис. 5.34), третий метод показан на рис. 5.35. При этом используются упор,
232
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 5.33. Система фиксации колонны. Создается момент, с помощью которого гайка может быть
предварительно нагружена для сопротивления усилию открытия узла смыкания. Гайка должна
быть тщательно затянута с тем, чтобы предотвратить развинчивание при циклической работе узла
смыкания
расположенный на конце колонны и три или более небольших винта для предотвра-
щения отвинчивания гайки. Преимущество последнего способа — обеспечение более
точной предварительной затяжки с меньшим значением момента вращения.
Например, рассмотрим момент вращения, требуемый для предварительной
затяжки гайки 200-тонного рычажно-гидравлического узла смыкания, развивающе-
го усилие открытия в 50 т. Предварительное нагружение должно быть не менее
25 000 фунтов на каждую направляющую колонну. Рассмотрим сначала методы, по-
казанные на рис. 5.33 и 5.34. Требуемый момент вращения Т может быть примерно
определен по уравнению
T-KxDxF/12, (5.10)
где F = 25 000 фунтов (минимум); D — номинальный диаметр резьбы (3,5 дюйма,
диаметр колонны); К - 0,15 4- 0,20 в зависимости от наличия смазки.
Тогда Т= 25 000 х 3,5 х 0,2/12 в 1458 фут. фунт.
Весьма значительный момент вращения, который может быть трудноосущест-
вим в реальных условиях. Теперь рассмотрим способ, показанный на рис. 5.35, где
четыре винта 5/8 с заглубленными головками могут быть использованы для закреп-
ления каждой гайки. Тогда: Г - (25 000/4) х (5/8) х 0,2/12 = 65 фут. фунт. Понятно,
что на практике это осуществить гораздо легче.
Машины без направляющих колонн
Обсуждение конструкции узлов смыкания было бы неполным без рассказа о бес-
колонных конструкциях (рис. 5.36 и 5.37). У литьевых машин с таким узлом смыка-
ния отсутствуют помехи для операций установки/снятия формы. Усилие смыкания
5 Узел смыкания
233
Рис. 5.34. Система фиксации колонны, в которой для обеспечения положительного затяга ис-
пользуется разъемное кольцо, которое противодействует усилию раскрытия узла смыкания. Гайку
следует тщательно затянуть для предотвращения ослабления усилия сборки
Рис. 5.35. Система фиксации колонны с упором с винтами, которая фиксирует гайку на конце ко-
лонны. Примечательно, что требуется значительно меньший момент вращения для правильного
предварительного нагружения
осуществляется с помощью С-образной рамы, которая обычно является составной ча-
стью узла смыкания. Изгиб, испытываемый С-рамой под действием нагрузки, может
быть проанализирован с помощью метода конечных элементов (рис. 5.38). Элемент
С-рамы, поддерживающий неподвижную плиту, может испытывать изгибающую де-
формацию малой кривизны. Это приводит к смещению плиты в сторону узла впры-
ска. При отсутствии компенсации такого перемещения происходит рассогласование
сопряжения полуформ. На рис. 5.39 показан вариант использования в качестве ком-
пенсирующих элементов шарнирного соединения (а) и гибкого элемента (Ь).
234
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 5.36. Узел смыкания без колонн, обеспечивающий легкую замену литьевых форм
(с разрешения Engel)
Ь)
Рис. 5.37. а — вид узла смыкания без ко-
лонн PROWELER фирмы Milacron; b — вид
аналогичного узла ACCESS фирмы НРМ
5 Узел смыкания
235
Рис. 5.38. Анализ С-рамы методом конечных элементов, показывающий области изгиба
(с разрешения Milacron)
5.4.3 Оси и втулки коленчатых рычагов
Оси и втулки рычажно-коленчатых узлов смыкания должны конструироваться
с расчетом на минимальность износа при высоких значениях действующих напря-
жений. Обычное номинальное контактное напряжение в контакте ось-втулка со-
ставляет от 10 000 до 12 000 psi. С учетом зазора в этом сопряжении реальное кон-
тактное напряжение во много раз больше номинального (рис. 5.40). По этой причине
оси и вкладыши втулок обычно изготавливают из науглероженных или азотирован-
ных сталей и смазывают либо смазками для экстремальных давлений, либо тяжелы-
ми маслами. В некоторых литьевых машинах применяются втулки, требующие
236
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Полностью механическое соединение
Запатентованная Engel
компенсационная связь
без колонн сохраняет
параллельным положение
• обеих полуформ. Кроме
того, подвижная плита
под нагрузкой пошагово
поднимается, сохраняя
точность направления
Рис. 5.39. Два метода, используемых для закрепления плит при изгибе рамы:
а — шарнирное соединение за подвижной плитой, позволяющее ей сохранять параллельность непод-
вижной плиты при изгибе С-рамы; b — использование гибкого элемента для сохранения параллельности
(с разрешения Engel)
5 Узел смыкания
237
Рис. 5.40. Сочетание коленчатой связывающей шпильки и втулки, показывающее контактное
напряжение по сравнению со средним напряжением сжатия
периодической смазки примерно один раз на несколько сот тысяч циклов. Несмотря
на то что это может быть не самая лучшая конструкция, она экономит затраты, свя-
занные с использованием автоматической системы смазки, и исключает проблему
сбора отработанной смазки или масла. Это весьма существенно при литье особо чис-
тых изделий медицинского назначения.
Ось всегда устанавливается во втулке с посадочным зазором методом горячей
посадки. В результате диаметральный зазор между осью и подшипником обычно со-
ставляет от 0,001 до 0,002 диаметра оси. Для осей и втулок со смазкой по поверхно-
сти вкладыша предусматриваются специальные канавки.
Наиболее безопасные конструкции допускают свободное вращение соедини-
тельных осей независимо от самих рычагов. Свободные повороты осей обеспечива-
ют равномерный износ поверхности скольжения оси и сохранение ею круговой фор-
5 Узел смыкания
239
Подвижная плита
Рис. 5.41. Втулки колонн, установленные в плите. Следует отметить относительно большой зазор
\ и использование очистителя
регулируемые опоры со сменными антиизносными прокладками. Необходимость
регулировки таких прокладок проявляется, когда подвижная плита начинает «ез-
дить» по направляющим колоннам. Следует соблюдать рекомендации производите-
ля по их периодическим осмотру и регулировке. Чем больше размер опоры по на-
правляющей, тем лучше она противостоит действию момента силы, действующей по
оси литьевой машины и стремящейся перекосить плиту относительно монтажной
238
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
мы сечения. Это существенно увеличивает срок службы сопряжения. В случае, когда
ось не может вращаться, при поворотах рычагов на 5-10 градусов изнашивается од-
на и та же незначительная поверхность, и сечение оси приобретает форму яйца.
Сильный износ осей и втулок приводит к нарушению кинематики рычажно-колен-
чатого механизма и нарушениям параллельности плоскостей смыкания. Это, в свою
очередь, может вызвать износ направляющих колонок формы и, возможно, дефор-
мирование колонн узла смыкания вследствие их несбалансированного нагружения.
5.4.4 Втулки колонн
Для плит, перемещающихся по колоннам, обычно используются подшипники
скольжения в виде втулок, вставленных в подвижную плиту (рис. 5.41). Они позво-
ляют плавно смещать плиту при операциях открытия и смыкания формы. Зазор ме-
жду колонной и втулкой обычно составляет от 0,002 до 0,003 диаметра колонны. На-
правляющие колонки в литьевой форме обеспечивают окончательное (и более точ-
ное) совмещение смыкаемых полуформ, после их перемещения вместе с плитой по
колоннам. При изготовлении втулок используется свободная ходовая посадка с тем,
чтобы компенсировать наложение допусков. При конструировании необходимо
учитывать позиционный допуск на расположение отверстий для направляющих ко-
лонн, допуск на отклонение от прямолинейности для колонн, а также прогиб колон-
ны под действием собственного веса. Последнее часто игнорируется, хотя прогиб ко-
лонны в центре пролета для 750-тонной машины может превышать 0,005 дюйма.
Наиболее распространенными являются бронзовые втулки с масляной или пас-
тообразной смазкой. На некоторых машинах устанавливаются втулки из пластмас-
сы, дерева или композиционных материалов, которые требуют меньшей смазки или
работают без нее. Это обеспечивает большую чистоту в зоне формы, что может иметь
огромное значение для литья медицинских и особо чистых изделий. Если колонны
узла смыкания изготовлены без хромированного покрытия (которое редко приме-
няется), производитель может рекомендовать периодическое нанесение на них тон-
кого слоя антикоррозионной смазки.
На подвижной плите часто устанавливаются специальные очистители (рис. 5.42).
Они исключают попадание каких-либо посторонних веществ, которые могут скап-
ливаться на колонне при работе. Обычно предусматриваются способы их замены по
мере износа.
5.4.5 Опоры скольжения плит
Втулки колонн обычно не используются для поддержания веса плиты и формы, за
исключением некоторых небольших машин. Для этой цели используются специаль-
ные опоры (рис. 5.42). Такие опоры обычно перемещаются по гладкой смазанной
направляющей, изготовленной из высокоуглеродистой рессорной стали, закреп-
ленной на станине литьевой машины. Большинство производителей используют
240
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 5.42. Опоры подвижной плиты со средствами регулирования для компенсации износа
(с разрешения: а — Milacron; b —Sandretto)
поверхности. Кроме того, по мере того как подвижная плита приближается к поло-
жению закрывания, она имеет тенденцию наклоняться вперед. Некоторые разработ-
чики литьевых машин предлагают другие конструкторские решения, позволяющие
противостоять опрокидывающему моменту. К ним относятся гидравлические и гид-
ромеханические зажимы, фиксирующие направляющие колонны, выступающие из
задней поверхности подвижной плиты и входящие во втулки на задней плите. Зна-
чительный момент инерции колонн и жесткое соединение с задней поверхностью
подвижной плиты имеют важное значение для сопротивления опрокидыванию.
Случается, что не всегда изделия легко извлекаются из формы после ее раскры-
тия. Если при следующем цикле форма будет смыкаться с большим усилием, может
произойти ее поломка. Для обеспечения максимальной защиты формы важно сни-
зить тянущее усилие на конечном этапе смыкания полуформ. С этой целью некото-
рые производители используют для плит опоры с роликовыми или шариковыми
подшипниками (рис. 5.43), перекатывающимися по упрочненным направляющим
(путям). Это очень эффективно, однако из-за высоких контактных напряжений ме-
жду роликом и направляющей поверхностью при неправильной конструкции узла
на ней могут образоваваться выбоины. Кроме того, определенные проблемы могут
возникать от капель и потеков полимерного материала, которые могут оказаться на
рабочей поверхности. Другим способом снижения трения на поверхности направ-
ляющей является подача сжатого воздуха в опоры скольжения плиты так, чтобы они
работали как воздушные подшипники. Это существенно снижает напряжения на по-
верхности, но может вызвать попадание масляной пыли в форму.
5 Узел смыкания
241
Подвижная плита
Неподвижная плита
Основание
* Измеряемые *
। положения ।
Направляющая
колонна
Направляющая /
Роликовая
Рис. 5.43. Опоры скольжения подвижной плиты с роликами (с разрешения Engel)
242
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
5.4.6 Регулировка хода смыкания
1Чу
Во многих гидравлических узлах смыкания для регулировки значительных измере-
ний хода смыкания используются пространственные блоки (рис. 5.44). В механиче-
ских и некоторых гидромеханических узлах смыкания для регулировки хода смы ка-
ния используются гайки на резьбовых кодах направляющих колонн. Вращение гаек
заставляет смещаться вперед или назад заднюю плиту. Для одновременного врат пе-
ния таких гаек используют либо центральную кольцевую зубчатую передг’
(рис. 5.45), либо цепи со зведочками у каждой гайки (колонны) (рис. 5.46). Для си-
стем с цепным приводом угол охвата звездочки цепью должет быть не менее 90°, что
предотвращает соскакивание цепи с зубьев под нагрузкой. В любом случае при про-
ведении регулировки важно нанести «временные отметки» на заднюю плиту и гай ]
с тем, чтобы в случае демонтажа гаек по любой причине можно было восстановить
соответствующее положение зубьев звездочки. Это обеспечит одновременное по
тырем колоннам движение подвижной плиты и сбалансированность нагрузки
элементы узла смыкания. Такие «временные отметки» обычно наносятся произво-
дителем оборудования после завершения регулировки и балансировки узла смыка-
ния. Для вращения гаек обычно используются либо электрические, либо гидравли-
ческие приводы.
ки
че-
на
Расположение основного корпуса
Втулка цилиндра
Основной цилиндр
запирания
Клапан
предварител ьного
заполнения 41
Втулка Неподвижная плита
Подвижная плита
Плита Направляющая
колонна
Цилиндр перемещения
плиты (двойного действия)
Цилиндр
выталкивателя
Место расположения
блока пространственной
регулировки
Рис. 5.44. Гидравлический узел смыкания с возможностью установки блока пространственней
регулировки положения формы с небольшим ходом закрытия. Для больших форм блок снимается
(с разрешения Van Dorn)
5 Узел смыкания
243
Рис. 5.45. Применение кольцевой зубчатой передачи, приводимой в движение гидромотором для
управления регулирующими гайками (тыльными) синхронно с регулировкой хода смыкания формы
(с разрешения Sumitomo (a); Husky (Ь); Van Dorn (с))
5.4.7 Системы выталкивания
Как уже упоминалось, одной из функций узла смыкания является извлечение изде-
лий после раскрытия формы. На машинах, используемых в США (особенно средних
и больших), в конструкцию машины включена плита толкателей, прикрепляемая
обычно к задней плоскости подвижной плиты (рис. 5.47). На этой плите установле-
но несколько толкателей, которые проходят через отверстия в плите в заднюю часть
формы и приводят в действие механизм извлечения непосредственно самой формы.
Плита толкателей обычно приводится в движение автономным гидравлическим ци-
линдромами) или электрическим двигателем. Требуемое усилие выталкивания
обычно невелико (несколько кН) по сравнению с усилием смыкания. Важно, чтобы
плита толкателей двигалась четко по заданной траектории, а толкатели перемеща-
лись на необходимое расстояние без износа направляющих это движение втулок.
Существуют стандарты на размеры и расположение отверстий толкателей в соответ-
ствии с размерами машины, позволяющие специалистам переставлять формы с од-
ной литьевой машины на другую (рис. 5.48).
244
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 5.46. Цепной привод со звездочками: а — система с гидравлическим приводом; b — вид руч-
ного привода (с разрешения Milacron (a); Engel (Ь))
5 Узел смыкания
245
Рис. 5.47. а — типовая схема системы выталкивания; b — система выталкивания механического
узла смыкания, в котором подвижная плита отлита специально с местами для установки гидравли-
ческих цилиндров толкателей; с — система выталкивания для рычажно-механического узла смы-
кания, в котором плита для установки гидравлических цилиндров размещена на задней стороне
подвижной плиты (с разрешения b) Sandretto', с) Van Dorn)
5.5 Детальное обсуждение конструкции
направляющих колонн
5.5.1 Почему этот элемент так важен
В механических и гидромеханических узлах смыкания колонны оказывают сущест-
венное влияние на жесткость узла. Кроме того, даже при номинальном напряжении
растяжения, составляющем для колонн всего от 10 000 до 13 000 psi, в них имеются
участки или области, где фактические напряжения достигают 60 000 psi. Цля колонн
могут использоваться среднеуглеродистые стали типа AISI 1045 или сплавы типа
246 ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 5.48. Два метода установки системы выталкивания на больших машинах с двумя плитами:
а — машины фирмы Krauss Matter, b — машины фирмы Van Dorn
5 Узел смыкания
247
AISI4150 или даже AISI4350. Из всех элементов узла смыкания именно направляю-
щие колонны являются наиболее вероятными объектами усталостного разрушения.
5.5.2 Распределение нагрузки в резьбе
Усталостное разрушение обычно происходит на первых витках резьбы, в паре колон-
на-гайка со стороны неподвижной плиты (рис. 5.49). Причиной этого является неод-
нородность распределения нагружения по резьбе. Другими словами, не все витки
резьбы несут одинаковую долю общей нагрузки. Когда нарезаются резьбы в гайке и на
колонне, вид резьбы идентичен для обеих так, что между ними формируется равно-
мерный контакт. При приложении нагружения к колонне она вытягивается под дей-
ствием растягивающей нагрузки, а гайка под действием этой же силы сжимается
(рис. 5.50). Таким образом, первый виток резьбы, ближайший к нагруженной поверх-
ности гайки, может испытывать нагрузку в два или три раза больше средней. Если, на-
пример, нагрузка на колонну составляет 100 фунтов и участвует 10 витков резьбы в
гайке, то каждый виток должен нести 10 фунтов нагрузки при равномерном ее распре-
делении; однако, поскольку первый виток может нести в два или три раза большую на-
грузку, она составит 20-30 фунтов. На рис. 5.51 показано распределение нагрузки по
резьбе для колонны диаметром 5,0 дюймов, используемой в 400-тонной машине. По-
лучающееся распределение нагрузки по резьбе приводит к тому, что первый работаю-
щий виток резьбы несет почти в 2,5 раза большую нагрузку, чем средняя. Оставшиеся
витки могут тогда нести меньшую долю общей нагрузки. Высота обычных гаек стяги-
вающих стержней составляет 0,75-1,0 номинального диаметра резьбы. Увеличение
размеров гайки не решает проблемы распределения нагрузки.
Рис. 5.49. Расположение критической точки на резьбовой части колонны
248
ЛИТЬЕ ПЛАСТМАСС ПОДДАВЛЕННОМ
Рис. 5.50. Неравномерное распределение нагрузки по резьбе между резьбовой частью колонны
и гайкой, возникающее при удлинении колонны и сжатии гайки
Наружный диаметр гайки обычно в 1,5 раза больше номинального диаметра кр-
лонны. Его увеличение также дает лишь незначительный эффект в улучшении рас-
пределения нагрузки.
Расстояние до нагружаемой стороны гайки, %
Рис. 5.51. Распределение нагрузки подлине резьбовой части как соотношение средней нагрузки
направляющей колонны 400-тонной литьевой машины
5 Узел смыкания
249
5.5.3 Изгибающие напряжения на резьбе
Нагрузка на каждый виток резьбы прилагается по ее среднему диаметру, максимальное
напряжение изгиба образуется в основании резьбы. Для прогнозирования этих напря-
жений были предложены различные эмпирические выражения. Роарк предлагает урав-
нение по Хейвуду, модифицированное Келли и Педерсеном [10]. На рис. 5.52 показано
типовое распределение по резьбе, обозначенное в соответствии с уравнением:
Sb = Kt^(IV/0[(l,5a/e2)+cos(p)/2e+O(45/7(M]1 (5.11)
где Sb — номинальное напряжение изгиба в основании резьбы; t — толщина резьбы;
а — нормальное расстояние до линии нагрузки; е — нормальное расстояние до оси
резьбы; показано на рис. 5.52; b — расстояние между критической точкой и точкой на-
грузки; — геометрический коэффициент напряжения, равный [1+0,26(е/г)°7].
Хотя такое распределение фактически не используется, оно приведено как при-
мер определения факторов, используемых в уравнении (5.11). Для унифицирован-
Рис. 5.52. Типовой профиль резьбы, показывающий величины, используемые для расчета макси-
мального напряжения изгиба в основании профиля резьбы. Отметим, что максимальное напряже-
ние является сочетанием (не алгебраическим) максимального напряжения изгиба с максималь-
ным осевым напряжением в основании резьбы
250
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ной резьбы, например, значения а и у равны 30 и 60 градусам соответственно. Линии
Л и В образуются при пересечении оси балки с линией, соединяющей точку макси-
мального растягивающего напряжения изгиба с соответствующей точкой на стороне
сжатия профиля резьбы. Для симметричных профилей резьбы, таких как трапецеи-
дальная и унифицированная, Ап В равны, а у разделяется биссектрисой. Хейвуд ре-
комендует принимать 0 равным 30 градусов и по мере роста отношение b к е fanes
чем в 3 раза уменьшать 0 до 12 градусов для очень длинных балок. Величина W/t
представляет собой нагрузку на дюйм толщины резьбы
W=HxF/(N, xcos(a —Ф)), (5.12)
где W — нагрузка, действующая на гребень резьбы; Н — фактор нагрузки резьбы; F —
общая нагрузка на стягивающий стержень; Nt — число витков резьбы, несущих общую
нагрузку; а — угол гребня; Ф — угол трения, равен arctan (коэффициента трения).
Уравнение (5.12) используется для определения W как функции общей нагруз-
ки F, которую несут Nt витков резьбы с фактором распределения нагрузки Я и углом
трения. Обычно значения коэффициента трения находятся в пределах 0,15-0,2
(причем Ф = 8,5 н- 11,5 град) в зависимости от наличия смазки. Из уравнения (5.11)
видно, что при уменьшении трения р приближается к 90 град, а а уменьшается. И то
и другое снижает напряжение изгиба. При увеличении радиуса заполнения геомет-
рический коэффицент концентрации напряжения также уменьшается.
5.5.4 Осевое напряжение на резьбе
Осевое напряжение представляет собой локальную нагрузку на виток плюс нагрузку
от «восходящих» витков, проходящую под витком, деленную на площадь основания.
Для этой величины следует применять коэффициент концентрации напряжения [6,7,8].
Для профиля резьбы оптимальной конструкции, имеющей умеренный радиус закруг-
ления в основании, обычным значением Kt.axil является величина в пределах 2,5-3,5.
Для улучшения усталостной прочности важно, чтобы радиус закругления в основа-
нии профиля был как можно больше, а поверхность галтели была гладкой.
5.5.5 Комбинированные напряжения
Комбинированные напряжения являются результатом одновременного действия
напряжения изгиба (включая и осевого напряжения (включая Kt.axii) в сече-
нии единичного витка. Эти два напряжения возникают в несколько отличающихся
по расположению точках (см. рис. 5.52), и их нельзя сложить просто алгебраически.
В ходе исследования методом фотоупругости Хейвуд [5] разработал эмпирическое
соотношение для сочетания указанных напряжений, описываемое уравнением
(5-13)
5 Узел смыкания
251
где Sa = Kt.fjxi/ раз, причем номинальное осевое напряжение в основном диаметре равно
с=[(60-а)44]2. (5.14)
Первый виток резьбы, захватываемый гайкой, нагружен наибольшим комбини-
рованным напряжением, состоящим из наибольшего собственного нагружения
плюс осевое напряжение от общей нагрузки на колонну. Именно поэтому обычно
здесь и происходит усталостное разрушение. На рис. 5.53 показана зависимость ком-
бинированного напряжения от расстояния до опорной поверхности гайки. Тонкая
линия, обозначенная «усталость», представляет собой функцию комбинированного
напряжения после регулировки по чувствительности металла направляющей ко-
лонны к зарубкам.
5.5.6 Дополнительные факторы
Комбинированное напряжение на первом витке обычно увеличивается в реальных
условиях за счет нескольких дополнительных факторов. Одним из них является из-
гиб неподвижной плиты «вокруг» формы, в результате которого несущая поверх-
ность плиты под гайками приобретает наклон. В результате может наблюдаться уве-
личение результирующего напряжения на 10-20% по сравнению с напряжением,
вызываемым только осевой нагрузкой. Эта величина может быть даже больше, если
неподвижная плита изготовлена слишком тонкой. Автор наблюдал случаи, когда
разрушение направляющих колонн происходило, если литьевая машина конструи-
Рис. 5.53. Графическое изображение максимального напряжения изгиба на витке резьбы, осево-
го напряжения и комбинированного напряжения в направляющей колонне. Отметим, что все они
учитывают факторы наличия концентраторов напряжений
252
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ровались без увеличения толщины неподвижной плиты. Увеличение наклона плиты
по местам соединения с колоннами приводит к их усталостному разрушению.
Другим фактором является несбалансированность нагрузки по четырем направ-
ляющим колоннам. По разным причинам балансировка нагружения колонн весьма
затруднительна. Таким образом, 5%-ный дисбаланс (что является вполне обычным)
сопровождается увеличением пиковых напряжений. Очевидно, что сочетание
20%-ного изгиба и 5%-ного дисбаланса может практически исчерпать коэффициент
запаса прочности 1,3, который обычен для большинства машин.
5.5.7 Пути улучшения конструкции
Существует несколько путей улучшения конструкции направляющих колонн. Весь-
ма эффективна корректировка распределения нагрузки по виткам резьбы с тем,
чтобы разгрузить первый виток. Для этого используются два метода: применение
натяжных гаек и гаек с конической резьбой. Натяжные гайки применяются чаще.
Особенность конструкции состоит в том, что наиболее нагруженная часть гайки ис-
пытывает не сжатие, а растяжение (рис. 5.54). Это способствует равномерности рас-
пределения нагрузки в основании первого витка.
Рис. 5.54. Натяжная гайка, позволяющая первому витку резьбы с колонной удлиняться, снижая
таким образом нагрузку, сжимающую первый виток
5 Узел смыкания
253
Второй метод оптимизации распределения нагрузки заключается в использова-
нии гаек с такой нарезкой, при которой первые витки гайки углублены в резьбу колон-
ны не полностью, в связи с чем значительная часть общей нагрузки передается по вит-
кам «вглубь». Используя оптимизированную нарезку, можно реализовать такое рас-
пределение нагрузки, при котором витки, ближайшие к концу резьбы колонны, будут
иметь наибольшее нагружение (рис. 5.55). Так как осевая нагрузка на конце резьбы са-
мая низкая, комбинированное осевое и изгибающее напряжения можно сделать близ-
кими по значению (рис. 5.56). При сравнении рис. 5.56 с рис. 5.53 видно преимущество
использования оптимально нарезанной гайки. Следует внимательно следить за тем,
чтобы при применении гаек с конической резьбой они не были смонтированы наобо-
рот. Это обязательно приведет к преждевременному усталостному разрушению.
На машинах с разъемными хомутами диаметр колонны постепенно сужается до
внутреннего диаметра резьбы (рис. 5.57). Это, с одной стороны, выравнивает рост
напряжения, вызванный резьбовой канавкой, а с другой, — делает колонну несколь-
ко более гибкой по отношению к неподвижной плите, испытывающей изгиб вокруг
формы.
Большинство усталостных разрушений происходит не на концах колонн, а на
участках их присоединения к неподвижной плите. Одно из теоретических объясне-
ний этого следующее: усталостные трещины, в принципе, могут образоваться на обо-
их концах колонны, однако при установке новой формы регулировочная гайка на
колонне со стороны задней плиты перемещается в новое положение, и образующие-
ся трещины перестают расти. Гайка на конце колонны на неподвижной плите не пе-
ремещается никогда и никуда, поэтому трещина, которая там может возникнуть, бу-
Расстояние до нагружаемой стороны гайки, %
Рис. 5.55. Распределение нагрузки на резьбу для гайки с конической резьбой со стороны давя-
щей поверхности
254
ЛИТЬЕ ПЛАСТМАСС ПО^ДАВЛЕНИЕМ
...Осевое
---Изгиб
—Комбинированное
---Усталостное
Рис. 5.56. Графическое изображение максимального напряжения изгиба на резьбе, осевого напря-
жения и комбинированного напряжения для гайки с конической резьбой. Отмечается резкое умень-
шение комбинированного напряжения по сравнению с рис. 5.53. Кривая усталостного напряжения
показывает смещение вниз за счет «чувствительности к концентраторам напряжений»
Рис. 5.57. Кольцевое утончение колонны для некоторого увеличения ее гибкости и снижения пре-
вышения напряжений изгиба, вызванных изгибом плиты. Для колонн, при креплении которых
используются разъемные хомуты, этот радиус также снижает напряжение в канавке, удерживаю-
щей кольцо
5 Узел смыкания
255
5.6 Жесткость узла смыкания
Каждый элемент системы узла смыкания, участвующий в передаче нагрузки, дефор-
мируется (изгибается) при ее увеличении. Поскольку элементы машины обычно
конструируются так, чтобы их напряженное состояние находилось в диапазоне
упругого деформирования, изгиб каждого элемента пропорционален приложенной
нагрузке. Энергия, накопленная в каждом из элементов при его изгибе, является
просто произведением силы, времени и деформации. Количество накопленной энер-
гии одинаково и при сжатии, и при растяжении под нагрузкой. Таким образом, при
развитии в литьевой машине усилия смыкания общая энергия, накопленная в узле
смыкания, является суммой энергий, аккумулированных каждым из его изгибаю-
щихся или сжимающихся элементов, в том числе и формы. Поскольку общая накоп-
ленная энергия представляет собой простую сумму энергий всех элементов, логично
будет представить узел смыкания в виде эквивалентной пружины, которая имеет
степень сжатия, равную общей нагрузке, деленной на сумму абсолютных значений
всех отклонений элементов системы в ряду под нагрузкой.
5.6.1 Как определить коэффициент жесткости
узла смыкания
Константа пружины любого узла смыкания может быть рассчитана одним и тем же
способом. Для начала необходимо проследить путь нагрузки по системе звеньев уз-
ла смыкания (на рис. 5.11 показано, как можно проанализировать путь нагрузки
в рычажно-коленчатой машине). Затем могут быть вычислены нагрузка и отклоне-
ние каждого элемента на данном пути. Основное уравнение для большинства расче-
тов требуемых деформаций представляет собой:
Деформация = Напряжение (5) х Исходный размер (£)/модуль Юнга (Е).
Большинство элементов машины изготовлено из стали (£= 29,5 млн psi) и скон-
струировано под напряжения от 10 000 до 12 000 psi. Деформация формы может
быть оценена исходя из среднего напряжения 5000 psi. Исходная длина будет разной
для каждого элемента. Изгиб плиты может быть оценен исходя из отклонения
0,0001-0,0002 мм/мм по диагонали между центральными осями направляющих ко-
лонн. В любом случае отклонения плит обычно малы по сравнению с деформацией
колонн и кинематических связей. Деформация резьбы внутри гаек может быть оце-
нена с помощью аналогичного метода, но с введением в расчет исходной длины, рав-
ной 25-50% диаметра резьбы. Это отклонение также мало по сравнению с деформа-
цией колонны. После того как рассчитаны все деформации, они суммируются для
получения величины общей деформации, эквивалентное значение которой будет
испытывать модельная пружина, нагруженная таким же усилием. И наконец, коэф-
фициент жесткости может быть вычислен делением значения усилия смыкания на
общую деформацию, рассчитанную ранее. На рис. 5.7 показано, как можно проана-
256
ЛИТЬЕ ПЛАСТМАСС ПОД Д АВЛЕНИЕМ
лизировать путь нагрузки гидравлического узла смыкания. У него деформации
колонны и плиты толкателей заменяются на деформации связей в механическом уз-
ле смыкания. К общей величине деформирования может прибавляться изменение
размеров «столба» масла в главном гидроцилиндре, тем более, что при 2000 psi масло
сжимается примерно на 1%. Например, если столб масла имеет длину 50 дюймов, эк-
вивалентная деформация колонны составит 0,50 дюйма. Жесткость гидравлическо-
го узла смыкания, такого как показан на рис. 5.8, обычно составляет только одну пя-
тую от механического или гидромеханического узлов смыкания эквивалентного
размера.
Поскольку форма располагается по вектору нагрузки, ее деформацию следует
учитывать при расчете константы пружины. Если между формой и выбранным раз-
мером узла смыкания, перемещающего форму, выбрано правильное соответствие, то
ее вклад в общую деформацию обычно составит всего несколько процентов. Если же
установленная форма была предназначена для меньшей машины, сжатие формы мо-
жет оказать существенное влияние на общую жесткость. Например, если форму, ис-
пользуемую обычно на 100-тонной машине, установить на 300-тонную, ее отклоне-
ние может значительно снизить жесткость системы. В результате жесткость может
быть снижена настолько, что 300-тонная машина будет способна развивать всего
200 т или менее.
5.6.2 Значение коэффициента жесткости
узла смыкания
Жесткий узел смыкания имеет ряд практических преимуществ.
• Жесткий механизм лучше противостоит «всплескам».
«Всплески» вызваны давлением внутри формы и могут приводить к ее раскры-
тию. В таком случае необходимо увеличение усилия смыкания.
• Можно использовать меньшее начальное усилие смыкания.
Поскольку узел смыкания с более высокой жесткостью имеет большую удержи-
вающую способность, исходное усилие смыкания можно снизить. Это обеспечивает
меньший износ и разрушение узла смыкания и формы.
• Жесткий механизм требует меньшей кинетической энергии.
Узел смыкания с высокой жесткостью потребляет меньше энергии, чем узел
с меньшей жесткостью, работающий с тем же усилием смыкания. Энергия, необхо-
димая для развития усилия смыкания, показана на рис. 5.58 в виде площади под кри-
выми. Видно, что площадь под кривой для механического узла смыкания намного
меньше (обычно всего одна пятая), чем площадь для гидравлического узла при оди-
наковом усилии смыкания.
После охлаждения изделия и снятия усилия смыкания накопленная в системе
энергия должна быть рассеяна. Обычно эта энергия аккумулируется в масле гидро-
приводов.
5 Узел смыкания
257
- • Механический
— Г идравлический
Рис. 5.58. Энергия, необходимая для деформации узла смыкания
5.7 Математическая модель для
механического узла смыкания
Можно вывести математические выражения, описывающие кинематические соот-
ношения между положением коленчатых рычагов и возможным усилием смыкания.
Оно является функцией расстояния между центрами осей каждой кинематической
пары, диаметра каждой оси, коэффициента трения осей, сопротивления трению ме-
жду подвижной плитой и основными поверхностями ее скольжения, а также зависит
от движущей силы привода. На рис. 5.59 показаны симметричная рычажная 4-шар-
нирная система и определяющая ее геометрия.
а и у как функции р на рис. 5.59 равны
У( = r4 +I24 cos(p)+ Z12 sin(a). (5.15)
Таким образом,
a=sin-'{(rt-r4-i24)/i12}; (5.16)
Отсюда Y3 = + Lu cos(P)+Lu sin(y). (5-17)
у = sin-’{(y3-r4-£24)/£24}; (5.18)
X3 = X, 4- L12 cos(a) + Z24 cos(y ). (5.19)
258
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Задняя плита
Рис. 5.59. Типовая четырехшарнирная система с указанными обозначениями длин и углов, исполь-
зованных при выводе кинематических соотношений для расчета возможного усилия смыкания
5.
2
Углы трения в подшипниках осей на рис. 5.59:
a/ = a + K’xtan"l{p(D1 + D2) / (2L12)}; (5.20)
Y' = Y + К x tan’1 +D2)/ (2L23)}; (5.21)
p' = p + Кxtan"1 + D2)/(2L2a )}. (5.22)
Усилие смыкания, FTt на рис. 5.59:
Fr = F4{cos(y')/sin(a')}x£, /^, (5.23)
где
=cos(P')xL12cos(a') + sin(p')xZ,12 sin(a'); (5.24)
£2 = cos(y')xL12cos(a') + sin(y')xi12 sin(a'). (5.25)
Уравнения (5.15)-(5.19) основаны на геометрических соотношениях. Длины Ьи
являются расстояниями между центрами осей каждого шарнира. Уравнения (5.20)-
(5.22) описывают трение в шарнирах. Переменная К принимает значение +1 при
движении крестовины и -1 при движении плиты (как при движении без коленчато-
го рычага). Уравнение (5.23) описывает возможное усилие смыкания как функцию
движущей силы. На рис. 5.60 показана зависимость возможного усилия смыкания
для 250-тонного механического узла смыкания. Усилие построено в виде функции
5 Узел смыкания
259
Рис. 5.60. Возможное усилие смыкания для 250-тонного узла смыкания при коэффициенте тре-
ния, равном 0,08 (сплошная линия) и 0,12 (прерывистая линия)
изменения положения подвижной плиты относительно неподвижной. Следует от-
метить, что, когда подвижная плита находится вблизи неподвижной, теоретически
возможное усилие может существенно превышать 250 т. Также отмечается влияние,
которое коэффициент трения в шарнирах оказывает на возможное усилие во всех
положениях. При более высоком коэффициенте трения кривая находится ниже.
Знание возможного усилия смыкания дает лишь половину ответа при определе-
нии фактического усилия смыкания, которое развивает узел данной конструкции.
Другая половина заключается в соотношении жесткости системы узел смыка-
ния/форма. Она может быть рассчитана с использованием методов, описанных
в разделе 5.6.1. На рис. 5.61 коэффициент жесткости узла смыкания приведен в гра-
фической зависимости от возможного усилия смыкания. Для того чтобы попасть на
кривую коэффициента жесткости (в данном случае 3800 т/дюйм), надо выбрать со-
ответствующую точку на горизонтальной оси (в данном случае 0,1 дюйма) и соеди-
нить линией с усилием смыкания, развиваемым, когда эквивалентная жесткость из-
меняется на данную величину. В данном примере 380 т развиваются при отклонении
0,1 дюйма. Максимальное усилие конкретного узла смыкания определяется по тан-
генсу угла наклона кривой коэффициента жесткости к кривой возможного усилия
смыкания. Точка, где линия тангенса пересекается с вертикальной осью, дает макси-
мальное усилие смыкания. Точка пересечения с горизонтальной осью показывает,
260
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
---высокие тонны
...жесткость
---нормированные
тонны
Рис. 5.61. Возможное усилие смыкания для 250-тонного узла смыкания с жесткостью 3800 т на
дюйм и коэффициентом трения, равным 0,08 (сплошная линия) и 0,12 (прерывистая линия)
где полуформы вступают в начальный контакт при работе на максимальном усилии
смыкания. Эту точку часто называют «точкой касания», поскольку именно в ней по-
луформы фактически соприкасаются при закрытии узла смыкания. Расстояние от
точки касания до вертикальной оси является областью колебаний и представляет
собой общую величину отклонений всех элементов на пути нагрузки.
До тех пор пока кривая возможного усилия находится выше или справа от линии
коэффициента жесткости (касательной), узел смыкания работает. Если коэффици-
ент трения в шарнирах и втулках возрастает, кривая возможного усилия смещается
влево и вниз. В этом случае кривая пересечется с линией коэффициента жесткости.
Именно в точке их пересечения узел смыкания остановится и процесс механическо-
го смыкания не произойдет. Поскольку кривая возможного усилия смыкания имеет
меньший наклон при возрастании трения, лучше не работать на таком уровне, так
как по мере увеличения числа циклов смазка постепенно мигрирует из соединений
и трение возрастает.
Вопрос смазывания требует отдельного рассмотрения. Систему смазки лучше
программировать таким образом, чтобы чаще вносить небольшое количество смаз-
ки, чем редко, но большие количества. Ход узла смыкания, используемый при
литье, также может влиять на требуемую частоту смазки. Это объясняется динами-
кой смазывания. При вращении элементов соединения с ббльшим углом (бблыпий
ход) при движении оси шарнира относительно втулки образуется более толстый
слой смазки. Таким образом, для короткого хода узла смыкания требуется более
частая смазка.
Следует отметить, что если узел смыкания долгое время находится в левосто-
роннем положении коленчатого рычага, то смазка может быть выдавлена из соеди-
5 Узел смыкания
261
нений осей и втулок шарниров и трение станет настолько высоким, что узел не смо-
жет двигаться. Поэтому очень важно не закрывать механический узел смыкания
надолго. Миграцию смазки в соединениях опосредованно можно фиксировать по
застреванию подвижной плиты на колоннах и постепенному снижению величины
усилия смыкания. В зависимости от зазора между осью шарниров и втулкой вы-
давливание смазки может привести к более чем 1% падению усилия смыкания в
первые секунды начала механического закрытия. Обычно это не создает проблем
при литье. Фактически большинство специалистов даже не осознают, что происхо-
дит такая потеря.
При раскрытии узла смыкания накопленная в деформированных элементах
энергия будет высвобождаться. Очень важно, чтобы привод, будь это гидравличе-
ский цилиндр, ходовой винт с электроприводом или зубчатая пара, воспринимал
высвобождаемую энергию, предотвращая «скачкообразное» раскрытие узла смыка-
ния. Следует весьма серьезно относиться к эффекту «скачкообразного» открытия,
который может привести к травматизму.
При конструировании механической рычажной системы существует несколько
правил и ограничений. Из уравнений (5.20)-(5.22) можно видеть, что для сохране-
ния малого угла трения желательно проектировать диаметры осей шарниров мини-
мально возможными. Ограничивающим фактором в данном случае является допус-
тимое напряжение среза оси. Для упрочненных стальных осей величина 12 000 psi
при двойном сдвиге вполне достаточна. Ширина втулки определяется по допусти-
мому среднему контактному напряжению. Для упрочненных стальных шпилек и
втулок с хорошей смазкой достаточно величины 12 000 psi.
Наибольшее влияние на максимальный ход узла смыкания оказывает длина
заднего рычага механизма Z12. Ограничением в данном случае служит то, что такие
рычаги обычно имеют размах возвратного поворота более 90 градусов и не должны
сталкиваться с симметричным рычагом даже при самом близком подходе к цен-
тральной оси машины (а = 90 град). Расстояние У3 (см. рис. 5.59) обычно ограничи-
вается вертикальным размером плиты, в связи с чем для обеспечения соответст-
вующего хода величина чаще всего больше, чем У3. По мере распределения рыча-
гов на колонну начинает действовать усилие движения подвижной плиты, а затем
и сила смыкания. Ограничением являются напряжения на задней плите. Посколь-
ку больше У3, имеется определенный дисбаланс нагружения рычагов в закрытом
положении. Лучше всего конструировать рычаги таким образом, чтобы задние и
передние рычаги не составляли прямую линию; иначе могут быть затруднения при
открывании узла смыкания. С другой стороны, если рычаги слишком сильно не
совпадают, узел не будет «самозапирающимся», а деформационные скачки при от-
крывании будут происходить сразу же при снятии усилия. В этом плане достаточ-
но углового несовпадения, равного примерно 1 град. Кроме того, по этой же причи-
не положение рычага L2A в закрытом положении не должно быть полностью верти-
кальным. Хорошим минимальным значением для р является величина в 0,5 град.
Легко заметить, что конструирование рычажной системы является итерационным
процессом.
262
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
5.8 Правило квадратного корня Фаррелла
Положив в основу коэффицент масштабирования, автор сконструировал базовую се-
рию машин для литья под давлением. Подобный подход основан на том факте, что су-
ществуют определенные ограничения в конструкции машины, которые действуют по-
стоянно. Например, давление расплава, стремящегося открыть узел смыкания, обычно
составляет порядка 2 т/дюйм2 проектируемой поверхности. Каждый соответствующий
элемент в каждой литьевой машине изготавливается из одного и того же или подобного
материала. Малоуглеродистые стали обычно используются для изготовления плит, а
среднеуглеродистые стали — для колонн, материальных цилиндров и шнеков. Каждый
из этих материалов характеризуется допустимыми напряжениями, которые использу-
ются практически всеми конструкторами. Таким образом, например, колонны практи-
чески любых производителей сконструированы на номинальное напряжение порядка
11 000 psi. Если необходимо спроектировать систему узла смыкания для ряда машин
различных размеров, то поперечное сечение колонн должно быть пропорционально
усилию смыкания. Таким образом, диаметр стержней должен соответствовать квадрат-
ному корню усилия смыкания. Автор назвал это соотношение правилом квадратного
корня Фаррелла:
(5-26)
где — любой из рассматриваемых размеров машины; £0 — соответствующий раз-
мер в модели машины; Fx — усилие смыкания; Fo — усилие смыкания в модели.
Несмотря на то что это правило очень условно, оно весьма эффективно в том
случае, когда все спецификации машины выполнены в соответствии с ним. Поэтому
конструктор может создать полную линию машин, рассчитанных на основе
размеров одного прототипа. Например, если прототипом послужила 250-тонная ма-
шина, то 1000-тонная машина должна быть в два раза больше во всех направлениях.
Общая схема и все деталировки составляющих частей 250-тонной машины могут
быть использованы для 1000-тонной машины при простом умножении всех разме-
ров на два. Это помогает инженеру оценить размеры и вес еще не существующих
машин.
5.8.1 Соотношения, которые следуют из правила
квадратного корня Фаррелла
• Размеры соответствующих элементов отвечают правилу квадратного корня.
Между двумя любыми машинами соотношение размеров соответствующих
элементов находится в пропорциональной зависимости от квадратного корня
отношения усилий смыкания.
• Соответствующие углы равны. Углы элементов машины, таких как рычаж-
ные связи, всегда одинаковы для одинаковых задач в рабочем цикле.
5 Узел смыкания
263
• Напряжения на соответствующих элементах идентичны. Как оказывается,
напряжение в критической точке для каждого соответствующего элемента
идентично любому соответствующему моменту времени рабочего цикла. Та-
ким образом, если основная машина (прототип) прошла усталостные испыта-
ния, машины других размеров не требуют такой проверки.
• Для получения равных скоростей соответствующих элементов на соответст-
вующих стадиях цикла смыкания требуются скорости течения масла, пропор-
циональные отношению усилий смыкания.
• Объемы и вес соответствуют отношению усилия смыкания в степени 1,5. По-
скольку для соответствующих элементов литьевых машин используются ана-
логичные материалы, то их плотности близки. Поскольку вес соответствую-
щих элементов пропорционален их объему, а их размеры отвечают правилу
квадратного корня, то соотношение весов соответствующих элементов равно
отношению усилий смыкания в степени 1,5.
• Время собственно цикла узла смыкания пропорционально квадратному кор-
ню отношения усилий смыкания. Поскольку скорости смыкания и открыва-
ния узла смыкания практически одинаковы для всего ряда машин, чистое
время цикла соответствует отношению величин хода узла смыкания, которое
равно квадратному корню отношения усилий смыкания.
5.8.2 Машина целиком может соответствовать правилу
квадратного корня
Узел впрыска литьевой машины также может отвечать этому правилу. По нему ве-
личина впрыска (объем) соответствует отношению усилий смыкания в степени 1,5.
Оринтировочная проверка опубликованных машинных спецификаций [12] ряда
производителей показывает, что существует достаточная корреляция между сред-
ней величиной впрыска для узлов смыкания различных размеров и объемом впры-
ска, предсказанным по правилу квадратного корня. Например, литьевая машина
с механическим узлом смыкания имеет среднюю величину впрыска 12,7 унции* для
170-тонной машины, среднюю величину впрыска 26,8 унции для 300-тонной маши-
ны. Правило квадратного корня прогнозирует впрыск в 29,8 унции. Среднее значе-
ние для их 500-тонной машины составляет 64,95 унции (прогнозируется 64 унции),
а для 730-тонной машины — 112,9 унции (прогнозируется 113 унций).
Если правило квадратного корня соблюдается для всей машины, то схема
250-тонной машины, например, требует только увеличения в два раза размеров
в чертежах, чтобы получить схему 1000-тонной машины**.
* 1 унция = 28,32 г.
** На русском языке данная очень интересная и перспективная проблема рассматривалась в сле-
дующих публикациях: Калинчев Э.Л., Калинчева Е.И., Соковцева М.Б. Оборудование для литья пласт-
масс под давлением. — М.: Машиностроение, 1985; Калинчев Э.Л., Кричевер И.С., Ильяшенко Г.А.
Анализ основных параметров, определяющих конструкцию литьевой машины // Вестник техниче-
ской и экополитической информации. — 1962. — № 6,48. НИИТЭХим Минхимпрома.
264
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Литература
1. Bannantine, J. A., Comer, J. J., Handrock, J. L., Fundamentals of Metal Fatigue Analysis,
Prentice: Hall, (1990), Englewood Cliffs, NJ.
2. Juvinall, R. C., Engineering Considerations of Stress, Strain and Strength, McGraw-Hill, Inc.
(1967), New York.
3. Osgood, С. C., Fatigue Design, Wiley-Interscience, (1970), New York.
4. Heywood, R. B., Designing Against Fatigue of Metals, Jarrold & Sons Ltd. (1962), Norwich,
Great Britain; Barnes & Noble, New York, United States.
5. Heywood, R. B., Designing by Photoelasticity, Chapman & Hall Ltd. (1951), London.
6. Timoshenko, S., Strength of Materials, Third ed., Van Nostrand Reinhold Company (1958),
New York, pages 454-175.
7. Peterson, R. E., Stress Concentration Factors, John Wiley & Sons, Inc. (1974), New York.
8. Roark, R. I., Formulas For Stress And Strain, fifth ed. McGraw-Hill Book Company, (1975),
New York.
9. Sopwith, D. G., Proc. Inst. Meek Eng. (1949), 160,124.
10. Heywood, R. B., «Tensile Fillet Stresses In Threaded Projections», Proc. Inst. Meeh. Eng.
(1948), 159.
11. Stoeckly, E. E., Macke, H. J., «Effect of Taper on Screw-Thread Load Distribution», ASME
(1951), paper No. 51-S45.
12. Plastics Technology Processing Handbook & Buyer's Guide 2000/2001, Gardner Publications
Inc. (2000), Cincinnati.
6
ПОДГОТОВКА СЫРЬЯ
И ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
Р. Ли
6.1 Сушка
Большинство полимеров способно абсорбировать влагу, а это уменьшает их про-
зрачность и увеличивает пористость поверхности отливки, что, в свою очередь,
может негативно повлиять на их физические свойства, например, на ударную проч-
ность. Влага может аккумулироваться на поверхности гранул в процессе конденса-
ции воды, которая попала в мешки при запаивании, из-за неравномерного охлажде-
ния после смешения или из-за хранения вне помещения навалом или в условиях по-
вышенной влажности. Некоторые промышленные полимерные материалы, которые
обладают свойством абсорбировать и удерживать влагу, называют гигроскопичными
полимерами. Чтобы избежать гидролиза на стадии расплава этих материалов, надо
проводить сушку до процесса их переработки.
Часто наблюдается диссипация поверхностной влаги из-за повышения теплопе-
реноса от цилиндра литьевой машины, когда сырье находится в бункере, или через
вентилируемые цилиндры. При работе с полиолефинами или ПВХ такая проблема
обычно не возникает. Удаление влаги может быть легко достигнуто путем предвари-
тельного нагрева гранул горячим воздухом в печи в съемных поддонах. В случае
применения более высокоавтоматизированных методов используется бункер-осу-
шитель, который может быть мобильным, установленным отдельно или непосредст-
венно на входе в литьевую машину. Емкость этого предварительного бункера опре-
деляется необходимым временем сушки при температуре, рекомендованной произ-
водителем данного полимера. Например, если литьевая машина перерабатывает
50 кг сырья в час, а время сушки для такого количества материала составляет 2 ч, то
потребуется предварительный бункер емкостью не менее 100 кг.
Как правило, для сушки используется воздух, нагретый и осушенный различны-
ми методами. Простейшим методом является использование осушительных штуце-
ров или зондов. Осушительные штуцеры удобно фиксируются в бункере машины,
и поэтому их легко перемещать с машины на машину. Зонд для сушки состоит из
стальной трубы, в которую монтируются нагреватель, термопара и датчик защиты от
перегрева. Через трубу в основание заполненного бункера нагнетается атмосферный
воздух, который рассеивается в сырьевом материале через диффузионную головку
(рис. 6.1).
При использовании другого распространенного способа сушки осушитель мон-
тируется на входе в литьевую машину. При этом вместо бункера литьевой машины
используется изолированная сушильная камера с фланцевым креплением. Сушка
на входе в литьевую машину устраняет возможность загрязнения или повторной
266
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Управление
подачей воздуха
и температурой
Г оловка диффузора
с 4 магнитными
ребрами
Рис. 6.1. Штуцер осушителя в бункере
Рис. 6.2. Система сушки осушенным воздухом:
1 — холодильник на выходе для высокотемпературных сушильных машин; 2 — вентилятор; 3 — адсор-
бер; 4 — нагреватель; 5 — измеритель точки росы (росомер, устанавливается по заказу); 6 — бункер для
сушки; 7 — термометр; 8 — фильтр; 9 — поток холодного воздуха; 10 — поток горячего воздуха
6 Подготовка сырья и дополнительное оборудование
267
абсорбции влаги при транспортировке гранул
из общего сушильного автомата. Сушка горя-
чим воздухом обычно уменьшает содержание
влаги до 0,2% или до более низких значений.
Удаление поглощенной влаги, в отличие от
обсуждавшейся до сих пор поверхностной вла-
ги, сконденсированной на поверхности гранул,
требует более сложного оборудования для по-
лучения сверхосушенного воздуха. При этом
воздух нагнетается в основание цилиндриче-
ского изолированного контейнера через пере-
вернутый конус диффузора, поддерживающего
гранулы. Получение воздуха сверхвысокой
осушки достигается продувкой сжатого возду-
ха через молекулярное сито с адсорбентом, в ка-
честве которого используется кристалличе-
ский алюмосиликат, находящийся в герметизи-
рованном опрессованном цилиндре.
Как известно, сжатый воздух отдает влагу
гораздо быстрее, чем воздух при атмосферном
Рис. 6.3. Передвижная сушилка для
удаления влаги (с разрешения
Colormax-AK-Tron Company)
давлении, поэтому повышение давления возду-
ха перед его пропусканием через адсорбент эф-
фективнее снижает его относительную влаж-
ность и точку росы. За счет этого может быть
достигнута степень осушки воздуха, подавае-
мого в сушильную камеру, составляющая одну часть на миллион (1 ppm). Затем осу-
шенный воздух подается в сушильную камеру, где и происходит эффективное уда-
ление влаги из материала. Два или больше цилиндров с адсорбентом попеременно
наполняются сжатым воздухом по мере того, как каждый из них насыщается влагой
из воздуха. Длительное обдувание таким осушенным воздухом, смешанным с возду-
хом, нагретым до 165 °C, приводит к удалению влаги из гранул (рис. 6.2 и 6.3).
Подогрев воздуха снижает его относительную влажность. Температура, при кото-
рой происходит конденсация, называется точкой росы. Содержание влаги при темпе-
ратуре 0 °C составляет обычно порядка 6000 ppm, но ее можно уменьшить до величи-
ны 39,4 ppm, при этом точка росы понижается до -50 °C. Наиболее часто используе-
мые адсорберы — это цеолит или силакагель, из которых последний обладает большей
способностью поглощать влагу при низких значениях относительной влажности.
Типичные гигроскопичные полимеры и температуры их сушки приведены
в табл. 6.1.
Времена сушки варьируются в пределах от 2 до 4 ч в соответствии с указаниями
изготовителя материала и в зависимости от условий хранения. Сырье, которое хра-
нится в течение долгого периода в негерметичных мешках, может потребовать боль-
шего времени сушки.
268
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Таблица 6.1. Типичные гигроскопичные полимеры
Аббревиатура Полимер Температура сушки, °C
АБС ABS Сополимер акрилонитрила, бутадиена и стирола 80
ПММА РММА Полиметилметакрилат акриловый («Daikon», «Perspex») 80-100
ПА РА Полиамиды (найлоны) Марки 6, 6.6, 6.10,11 и 12 70-80
ПИ PI Полиимид 120-140
ПЭТФ РЕТ Полиэтилентерефталат, полибутилентерефталат 110-140
(ПБТФ)
ПСульф PSU Полисульфон 120
ПК PC Поликарбонат («Makrolon», «Lexan») 120
ПОМ РОМ Полиацеталь («Delrin», «Hostatorm») 95-110
ПФО РРО Полифениленоксид («Noryl») 110-125
ПФС PPS Полифениленсульфид 140-150
ПЭЭК РЕЕК Полиэтилэфиркетон 150
АЦ СА Ацетат целлюлозы - производные целлюлозы, АБЦ, ПЦ 75
ПУ PUR Полиуретан 90
Сушка в микроволновых печах чрезвычайно дорога и поэтому невыгодна с ком-
мерческой точки зрения. Однако она используется в лабораторных условиях для из-
мерения содержания влаги.
Другим методом является вакуумная сушка, предложенная фирмой Maguire Inc.
В этой системе низкого давления для сушки полимеров используется комбинирован-
ное воздействие вакуума и нагрева. Обработка полимеров производится одновремен-
но в трех отдельных камерах, расположенных по принципу карусели. Таким образом
периодический процесс переработки трансформируется в непрерывный, зависящий
от потребности в сырье, что в результате приводит к уменьшению времени сушки.
6.2 Загрузка бункера
Поскольку загрузочные бункеры литьевых машин обычно устанавливаются на
2-3 м выше уровня пола, загрузка и добавление сырья становятся неудобными. Од-
нако эта задача легко решается с помощью простых загрузочных устройств. Ручная
загрузка требует наличия дополнительных платформ для доступа. Кроме того, воз-
никает целый ряд проблем, связанных с техникой безопасности и охраной труда (на-
пример, ручная переноска 25-килограммовых мешков с полимером и их подъем вы-
ше уровня пояса). Кроме того, если не вести постоянного наблюдения за уровнем ма-
териала в бункере, то легко можно пропустить момент, когда его количество
становится недостаточным.
6 Подготовка сырья и дополнительное оборудование
269
Рис. 6.4. Типовой вакуумный загрузчик:
1 — фильтр; 2 — пульт управления; 3 — кла-
панный затвор с заслонкой; 4 — сброс
сырьевого материала; 5 — вакуум-мотор
с решеткой для охлаждения; 6 — поступле-
ние продукта; 7 — фланец для установки
бункера; 8 — датчик
В 1964 г. фирма Conair представила устрой-
ство вакуумной загрузки, использующее про-
стой клапанный затвор конической формы на
выходе резервуара. Клапанный затвор остается
закрытым до тех пор, пока лопастный электро-
вакуумный мотор создает вакуум. Свободно па-
дающие гранулы всасываются через переход-
ник, к которому подсоединена гибкая подающая
труба, вставленная в мешки или емкости, в бун-
кер предварительной загрузки. Всасывание про-
исходит до тех пор, пока управляющий таймер
не остановит электродвигатель вакуум-мотора.
Как только давление начинает повышаться, за-
слонка клапанного затвора открывается, и со-
держимое из резервуара начинает высыпаться в
технологический бункер, расположенный ниже
(рис. 6.4).
Во время или после завершения сброса за-
слонка полностью открывается. Однако, когда
сырье полностью высыпается, она возвращается
в исходное положение. Как только происходит
возвращение к исходному углу, замыкается
микро- или язычковый переключатель, что по-
дает сигнал вакуум-мотору инициировать следующий цикл. Матерчатый фильтр или
фильтр со сменным фильтрующим элементом защищают двигатель от пыли. После-
дующие усовершенствования циклического вакуумного загрузчика включают в себя
улучшенный сенсорный контроль, сигнализацию о нехватке материала, а также мо-
дернизированную систему фильтрации с автоматической очисткой фильтра. Однако
в целом конструктивные элементы не претерпели принципиальных изменений.
Основной проблемой вакуумных загрузчиков является отделение продукта от
воздуха, которым он подается. Хотя были разработаны фильтры с покрытием, пре-
пятствующим налипанию, а также фильтры из металлизированного пластика, они
постоянно засоряются до такой степени, что их извлечение для очистки или замены
становится неизбежным. В результате загрязнения фильтра производительность ва-
куум-мотора падает. В связи с необходимостью компенсировать такое падение про-
изводительности возрастает энергопотребление, и, кроме того, возможны утечки
пыли. В настоящее время существуют вакуумные конвейеры без фильтров с исполь-
зованием технологии двойных циклонов. В подобных загрузчиках взвешенная пыль
удаляется в две стадии. Эта техника была применена для подачи порошков по замк-
нутому трубопроводу, что позволило устранить выброс пыли (рис. 6.5).
Еще один давно разработанный метод подачи материала — пневматические устрой-
ства Вентури. В этих устройствах сжатый воздух проходит через редукционную насад-
ку и направляется в трубопровод, создавая там отрицательный перепад давления,
270
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 6.5. Двухциклонные вакуумные
загрузчики (с разрешения
Colormax-AK-Tron Company)
Рис. 6.6. Бункерный загрузчик с выбором
соотношения компонентов смеси (с разре-
шения Colormax-AK-Tron Company)
которым материал увлекается в трубу. Контроль процесса осуществляется с по-
мощью датчика, расположенного в приемном бункере, или через стеклянную труб-
ку, установленную на выходе. Перемещаемый материал затем отделяется от воздуха
в циклоне с фильтром. Преимуществами этого метода являются его простота, ком-
пактность исполнения и гибкость в использовании, что делает его идеальным для
оборудования производительностью меньше 50 кг/ч. Для высокопроизводительно-
го оборудования контроль содержания пыли становится более трудной задачей, и,
кроме того, существенно возрастает энергопотребление.
Популярной схемой применения вакуумного загрузчика является использова-
ние переключающих клапанов для подбора нужного соотношения сырьевых мате-
риалов. Эти клапаны могут быть установлены на входе в бункер загрузчика, чтобы
осуществить попеременную подачу сырья из двух источников для смешения их во
время разгрузки. Наиболее часто используется система, при которой измельченное
вторичное сырье (материал отходов литниковой системы) подается напрямую из
гранулятора, являющегося частью замкнутого цикла переработки отходов. Однако
из-за вариаций объема невозможно гарантировать точность при смешении двух ма-
териалов в широком диапазоне соотношений.
Попеременная загрузка материалов приводит к образованию слоев разнородных
материалов в бункере литьевой машины. Один из вариантов решения этой пробле-
мы, а также проблемы заедания клапана — его замена двумя связанными загрузчика-
ми, каждый из которых имеет свой двигатель.
6 Подготовка сырья и дополнительное оборудование
271
Управление осуществляется изменением времени рабочего хода одного мотора,
которое составляет определенный процент от времени рабочего хода второго. После
этого обе дозы сырья выгружаются под наклоном, что приводит к получению повто-
ряющихся партий разного сырья в полусмешанном состоянии. Бесклапанное регу-
лирование соотношения компонентов может достигаться и в пневматических пита-
телях. Для этой цели каждый воздушный контур снабжается индивидуальным регу-
лятором давления (рис. 6.6).
Механические средства наполнения бункеров включают в себя гибкие и жесткие
шнековые конвейеры для прямой подачи сырья в бункер литьевой машины из емко-
стей, установленных на полу. Обычно этот процесс регулируется с помощью датчи-
ков, которые установлены под емкостями с сырьем, или установкой реле давления.
Жесткие шнековые конвейеры дают хороший коэффициент полезного действия, но
они работают эффективно только при относительно малых углах наклона. Кроме то-
го, они склонны к заторам и являются очень шумными, если используются совмест-
но с мощными двигателями привода, которые монтируются на выходе. С другой сто-
роны, гибкие шнековые дозаторы, которые вращаются в полиамидных трубах, могут
работать под любым углом и потому более универсальны в использовании. Основ-
ным преимуществом данных конвейеров является возможность их применения для
перемещения на короткие расстояния партий больших объемов, а также порошко-
вых материалов (поскольку нет необходимости в использовании фильтров). Однако
в литье под давлением они используются редко.
6.3 Чистота помещений
Чистота помещений имеет первостепенное значение, когда литые детали использу-
ются в медицине или пищевом производстве. Для достижения наивысших стандар-
тов чистоты необходимо следить за состоянием воздуха и поддерживать внутри по-
мещения повышенное давление (чтобы избежать попадания туда загрязнений внеш-
него происхождения). Кроме того, в производственных помещениях необходимо
обеспечить влажность воздуха на уровне 37% и температуру 24 °C.
Поверхности пола и стен должны быть антистатическими, гладкими, без неров-
ностей, чтобы их было легко очищать. В помещениях необходимо поддерживать ре-
жим стерильности для исключения бактериального загрязнения. Этого можно до-
биться также продувкой рабочего помещения галоном или другим инертным газом.
Стандарт American FDA* (действующая версия 209£), требованиям которого
должна соответствовать чистота помещений, определяет допустимые уровни коли-
чества взвешенных частиц в воздухе размером более 0,5 мк на кубический ярд**.
Большинство полимерных материалов для стерильного применения требуют соот-
* Food and Drug Administration — Управление по санитарному надзору за качеством пищевых
продуктов, медикаментов и косметических средств США.
** 1 ярд3 = 0,764 м3.
272
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ветствия классу 100000 (100 000 частиц размером более 0,5 мк в одном кубическом
ярде*) или 10000, но окружающая среда класса 10000 может быть повышена до клас-
са 100 при использовании высокоэффективных сухих воздушных фильтров. Классы
10 или 1 часто необходимы в производстве микроэлектроники.
Персонал должен носить стерильную спецодежду, головные уборы, маски для
лица и бахилы. При контакте с перерабатываемым продуктом следует использовать
латексные хирургические перчатки. Поскольку гидравлические механизмы, ис-
пользующиеся в литьевых машинах, являются потенциальным источником загряз-
нения вследствие утечек, эту часть литьевой машины, как правило, изолируют от уз-
ла формования изделий. Этого можно добиться установкой экрана из ПВХ или за-
щитного кожуха. Предпочтительным вариантом является использование машин
с полностью электрическим приводом.
Вход в чистое помещение, как правило, осуществляется по электронным пропус-
кам, кроме этого, персонал перед входом должен принять душ. Для покрытия пола
при входе в помещение выбирается материал, обладающий адгезионными свойства-
ми, чтобы аккумулировать частицы пыли; этот пол регулярно промывается специ-
альной жидкостью. Дополнительное оборудование должно быть изготовлено из не-
ржавеющей стали с полированным поверхностным покрытием 3 мк.
6.4 Дозирование и смешение
Добавки, или смеси, часто необходимы, чтобы изменить или улучшить свойства ис-
ходного полимера. Они могут быть внесены в процессе предварительного смешения
перед подачей сырья в литьевую машину, а также могут смешиваться в самой
машине или добавляться точными дозами в отверстие питателя. Процесс смешения
может быть как простым, так и весьма сложным.
Один из них — грубое смешение в барабанном смесителе. Этот метод применяет-
ся для объемов от 50 до 1000 кг гранулированного сырья, которое помещается в сме-
сительный контейнер, или барабан, который затем вращается в вертикальной плос-
кости с частотой от 20 до 45 об/мин в течение 20 мин. Подобная технология требует
значительных трудозатрат, однако она удобна при работе с небольшим количеством
сырья. Кроме того, она может применяться в качестве резервного метода, а также в
случаях, когда необходимо изготовить небольшую порцию продукта конкретного
типа в условиях производства, рассчитанного на массовый выпуск продукции дру-
гого типа. Одним из применений является сухое окрашивание, при котором исполь-
зуются сухие краски (пигменты с добавками). Для того чтобы избежать сложной за-
дачи очистки тары после каждой полученной партии, могут использоваться однора-
зовые полиэтиленовые барабаны.
Крупные партии сырья смешиваются в больших емкостях, которые могут вме-
стить до 20 т сырья. Оборудование может представлять собой гибкие шнеки с гори-
* 130 000 частиц в 1 м3.
6 Подготовка сырья и дополнительное оборудование
273
зонтальными лопастями, которые вращаются в
U-образной кювете. Кроме того, применяются
мешалки баллонного типа с частично закрытым
вертикальным винтом. Такие мешалки могут
быть использованы как для порошков, так и для
гранул и частично пригодны для гомогенизации
больших количеств вторичного сырья, представ-
ляющего собой смесь веществ различной насып-
ной плотности (рис. 6.7).
Объемные смесители имеют различные ме-
ханизмы объемного регулирования, позволяю-
щие одновременно осуществлять точное дозиро-
вание двух и более типов гранул, которые затем
проходят через камеру смешения или через ста-
тический смеситель. Кроме того, потоки могут
свободно смешиваться, проходя через шнековый
конвейер. Смесительные устройства этого типа
могут устанавливаться на стойку на полу, а так-
же на бункер или заменять существующие бун-
керы литьевой машины. Нужно отметить, что
для каждой новой смеси необходимо выполнять
калибровку по весу, поскольку измерение про-
изводится по объему.
Рис. 6.7. Фонтанный смеситель (с раз-
решения Colormax-AK-Tron Company)
Гравиметрические смесители имеют различные устройства для одновременного
смешения до 8 свободно засыпаемых материалов; при этом достигается автоматическая
точность, а коррекции объемной плотности каждого компонента по весу не требуется.
Существует два метода гравиметрического контроля:
• «по потере веса», когда весовой расход каждого материала за данный период
вычисляется и сравнивается с заданным значением;
• «по прибавке веса», когда сырье взвешивается последовательно и добавляет-
ся к общей порции перед смешением и подачей.
Смесители, работающие по принципу «по прибавке веса», имеют преимущество по
стоимости и простоте исполнения. Они используют всего один или два весовых тензо-
датчика, устанавливаемых на лотках взвешивания, в которые добавляются ингредиен-
ты. Основным их недостатком является необходимость смешивать партии взвешенного
сырья в камере смешения, кроме того, увеличивается потребление энергии.
Смесители, действующие по принципу «по потере веса», имеют преимущество
одновременного контроля каждого ингредиента, что, в свою очередь, приводит к оп-
тимальной точности и устранению необходимости последующего смешения, по-
скольку ингредиенты могут дозироваться одновременно и непрерывно. Недостатка-
ми этого метода является дополнительная стоимость тензодатчиков, которые долж-
ны устанавливаться на бункер каждого материала, а также необходимость контроля
за дозирующими клапанами с тем, чтобы исключить весовые флуктуации во время
сброса в бункера мешалки (рис. 6.8).
274
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 6.8. Гравиметрический смеситель, рабо-
тающий по принципу контроля потери веса
(с разрешения К-Тгоп)
Рис. 6.9. Конусный питатель с автоза-
грузчиком (с разрешения К-Тгоп)
Отдельные добавки, такие как цветные красители и концентраты, а также моди-
фикаторы, к которым можно отнести ультрафиолетовые стабилизаторы, антистатики
или антиоксиданты, могут быть добавлены на входе в литьевую машину, а их дозиро-
вание может быть осуществлено во время обратного хода шнека литьевой машины по-
сле выдавливания и может быть синхронизировано с частотой вращения шнека.
С мешалками применяются различные механизмы дозирования, но большинст-
во из них не нуждается в камере для смешения. Ниже приведено описание четырех
наиболее распространенных типов дозаторов:
1. Шнековые питатели с переменной скоростью подачи являются традицион-
ными, но к их недостаткам относится необходимость наличия питателей
различного диаметра, чтобы дозировать в большом диапазоне весов. Для
предотвращения обратной подачи материала во время остановки многие
шнековые питатели наклонены вниз.
2. Дисковые питатели вращаются горизонтально или вертикально ниже нако-
пительного бункера с запрограммированной последовательностью сброса
небольших порций гранул из каждого пакета. Минимальная величина дозы
ограничивается размерами пакетов, но иногда случается застревание продук-
та из-за несовершенства гранул.
3. Конусные питатели дозируют гранулы или порошки в свободном потоке под
действием сил тяжести и не имеют внутренних движущихся частей, которые
вызывают застревание продукта. На точность может влиять вибрация или
статическое электричество (рис. 6.9).
6 Подготовка сырья и дополнительное оборудование
275
4. Окрашивание жидким пигментом является методом, в котором дозирован-
ная порция пигмента предварительно растворяется в инертном веществе
с использованием перистальтического насоса, а затем поступает прямо в по-
даваемый шнеком материал. Такой метод дает хорошее смешение, но может
служить причиной неблагоприятных механических эффектов и влиять на
физические свойства компонентов.
6.5 Конвейерные системы
При определении обоснованности инвестиций в систему централизованной вакуум-
ной загрузки (в ходе замены отдельных загрузчиков или при установке нового обо-
рудования) следует учитывать различные факторы:
1. Возврат инвестиций за счет экономии трудовых затрат и необходимость ис-
пользования дополнительных площадей.
2. Возврат инвестиций за счет уменьшения потерь сырья на 2%.
3. Число используемых полимеров и возможность их подачи навалом.
4. Изменяемое расстояние от места расположения внешнего хранилища до обо-
рудования.
5. Расположение оборудования вблизи стены, где удобно закрепить систему
трубопроводов.
6. Возможное разложение продукта.
Центральная система состоит из некоторого количества емкостей для хране-
ния больших объемов, которые аналогичны силосным башням, или баков для за-
грузки, вакуумного насоса, конвейеров, вакуумных и пневматических трубопрово-
дов, клапанов очистки линий, загрузчиков с вакуумными клапанами, центральным
фильтром (если не используется бесфильтровая технология), фильтра безопасно-
сти и пульта управления. Дополнительными устройствами могут быть сушилки
общего назначения, дозаторы, установленные прямо на литьевой машине, или ме-
шалки. К сведениям, которые определяют пригодность оборудования, относятся
суммарное производство полимерной продукции в час и максимальное расстояние
подачи сырьевого материала. Если в линию включены более 10 машин или маши-
ны не сгруппированы удобным образом, то надо проектировать несколько систем
(рис. 6.10).
Данная технология управления имеет двухпроводной интерфейс привод-дат-
чик (ИПД) или другой способ управления на базе «шины» — это позволяет упро-
стить установку и расширение системы с помощью цветного сенсорного дисплея
с человеко-машинным интерфейсом (ЧМИ). Двухжильные кабели системы ИПД
дают возможность подключаться к бункерам загрузчиков в любой точке по длине
кабеля за счет маленьких самопроникающих штырей. Подобная технология устра-
няет необходимость прокладки многожильных кабелей и установки электрических
щитков.
276
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 6.10. Типовая центральная система вакуумного транспортирования:
1 — вакуумный трубопровод; 2— центральный пульт управления и вакуумный насос; 3-— загрузчик навес-
ки материала для измельчения; 4 — трубопроводы подачи сырьевого материала; 5 — емкости источника
сырья
Если в последующем требуется отключить контакты от шины, то для восстанов-
ления изоляции используется специальный компаунд.
Центральные пульты управления с цветным графическим и сенсорными дис-
плеями дают возможность операторам изменять параметры загрузки для каждого
отдельного загрузчика, что позволяет делать изменения в порядке загрузки. Такое
управление включает в себя периодическое сканирование отдельных загрузчиков с
приоритетным вмешательством путем открывания соответствующего вакуумного
клапана каждого загрузчика, когда возникает необходимость в добавлении материа-
ла. В систему также входят общая схема диагностики неисправностей и надежная
система их предупреждения.
Такая система управления может быть подключена к общей системе управления
производством.
6.6 Охлаждение и отвод тепла
Тепло, которое необходимо для расплавления и гомогенизации полимерных материа-
лов, обычно не увеличивает их температуру более 220 °C при впрыске в литьевую
форму, откуда тепло отводится для отверждения отливки. Если этот процесс будет
протекать естественным образом при температуре окружающего воздуха, то охлажде-
ние займет большое количество времени, поэтому обычно используется дополнитель-
ное охлаждение. Требования для охлаждения каждого полимера выражаются в
ккал/кг/ч и находятся в пределах от 70 до 200.
С конструктивной точки зрения оснастка имеет каналы для охлаждения водой
или маслом, которые расположены вокруг формы. Если вода в водопроводе нахо-
6 Подготовка сырья и дополнительное оборудование
277
дится при температуре от 10 до 15 °C, то многие компании устанавливают внешние
градирни для повторного использования подогретой воды, поскольку она подогре-
вается после охлаждения формы до 30 °C.
Для ускорения процесса охлажденная вода должна подаваться из мобильных
охладителей, которые расположены возле литьевой машины или в центре помеще-
ния при использовании ее для нескольких единиц оборудования. Производитель-
ность воздушного охладителя воды (градирни) зависит от температуры окружаю-
щего воздуха, но он должен быть в состоянии охлаждать воду до 15 °C.
Вода охлаждается до более низкой температуры за счет использования хладаген-
тов, не принадлежащих группе фреонов {CFC-free). Поток регулируется таким обра-
зом, чтобы управлять температурой критических элементов устройства. Некоторые
охладители могут охлаждать воду до -20 °C с помощью гликолевого антифриза
(рис. 6.11).
На некоторых приемных патрубках для подачи охлажденной воды в каналы
системы охлаждения формы установлены крепления шлангов, позволяющие их быст-
ро снимать. Для предотвращения утечки воду чаще подают при обычном давлении, не
используя насосов для нагнетания. Литьевая форма, однако, может охладиться слиш-
ком сильно; это может привести к тому, что расплав замерзнет до того, как полностью
будет заполнена формующая полость. В этих случаях используются регуляторы по-
тока. Регуляторы потока обычно устанавливаются на машину и состоят из набора
прозрачных вертикальных труб с пузырьками, что дает возможность осуществлять
визуальный контроль за потоком воды в каждом охлаждающем канале.
Если отливка извлекается из формы до завершения охлаждения, то она может
деформироваться и в ней могут образоваться утяжины.
Рис. 6.11. Типовая схема узла охлаждения:
1 — дополнительный холодильник (поставляется по заказу); 2 — холодильник; 3 — регулирующий вен-
тиль; 4 — проточный теплообменник; 5 — насос для подачи холодной воды; 6 — регулятор температуры;
7 — компрессор; 8 — вход циркулирующей рабочей среды; 9 — выход циркулирующей рабочей среды
278
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Деформация может также носить более обширный характер из-за наличия опре-
деленных неорганических пигментов в полимере, таких как фталоцианиновые кра-
сители. Иногда эту проблему позволяет решить фиксация детали после литья.
Пузырьки в изделиях или пустоты на их поверхности обычно случаются из-за не-
равномерного охлаждения, поскольку центральная часть детали остается в полурас-
плавленном состоянии даже тогда, когда поверхность уже охлаждена. Этот эффект
можно устранить, добавляя агент, который при температуре плавления химически
разлагается и генерирует мельчайшие пузырьки азота, а те способствуют полному за-
полнению формующей полости. Такая технология была развита до появления литья
с газом.
Еще одним методом охлаждения является помещение готовой детали в воду или
размещение ее на конвейере, который находится под водой.
В заключение отметим, что охлаждение, каким бы способом оно ни достигалось,
является существенным элементом технологического процесса, который обеспечи-
вает прочность детали и сокращает время цикла, что напрямую влияет на рентабель-
ность переработки.
7 СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЬЯ
ПОД ДАВЛЕНИЕМ
Л.-Ш. Тунг*
Среди всех способов переработки пластмасс доля литья под давлением составляет
32% по весу от суммарного производства полимерной продукции [1]. Тем не менее
в традиционную технологию литья под давлением постоянно вносят усовершенст-
вования, а также создают ее разнообразные вариации. Эти нововведения расширяют
область применения, возможности, универсальность и производительность литья
под давлением и снижают производственные затраты. Точнее говоря, эти специали-
зированные и революционные технологии литья под давлением предоставляют до-
полнительную свободу при конструировании, расширяют диапазон применения,
позволяют выпускать изделия с уникальной геометрической формой и добиваться
их беспрецедентной прочности. При этом достигаются высокая экономическая эф-
фективность, улучшение свойств материала и качества изделий, а также другие пре-
имущества, которые не могут быть получены при использовании традиционных тех-
нологий.
Данная глава дает общее введение в специализированные технологические про-
цессы литья под давлением с упором на описание технологий, их преимуществ и не-
достатков. Кроме того, приводятся информация о сырье и сведения о существующих
и/или возможных областях применения данных технологий. Список литературы
в конце главы содержит ссылки на публикации, предоставляющие подробные сведе-
ния и исследования в данной области. Обладая предоставленной информацией, чи-
татели смогут самостоятельно оценить техническую сложность и возможность при-
менения рассматриваемых процессов, чтобы определить наиболее эффективный
способ производства. Мы также надеемся, что совместное описание разнообразных
специальных технологий литья придаст импульс появлению новых идей. Вполне
возможно, новые идеи, в свою очередь, приведут к дальнейшим усовершенствовани-
ям или даже к новым изобретениям.
Довольно сложно охватить все технологии литья под давлением, не говоря уже о
новых, находящихся в стадии разработки или проходящих производственные испы-
тания. Более того, вследствие многообразия специальных технологий литья под дав-
лением разработка универсального метода их классификации не представляется воз-
можной. Информация, представленная в табл. 7.1, представляет собой одну из первых
попыток создания классификации различных технологий литья по их характеристи-
кам. На рис. 7.1 продемонстрирован ряд характеристик технологических процессов спе-
циального литья термопластов под давлением. Следует отметить, что для некоторых
Раздел, посвященный литью под давлением каучуков, написан М. ДеГрейффом и Н. Кастаньо.
оо
Литье со вставкой и литье
на металлическое основание
Литье со вспениванием
Микрослоистое литье
Литье с использованием
легкоплавкого пуансона
Реоформование
Push-Pull Injection Molding
Live-Feed Injection Molding
Литье с газом
Литье с водой
Литье с жидким газом
Рис. 7.1. Специальные технологии литья под давлением
7 Специальные технологии литья под давлением
281
Таблица 7.1. Классификация специальных технологий литья под давлением
1. Введение дополнительного материала(ов) или компонента(ов) в литое изделие
а. Добавление или впрыск другого полимерного материала
♦ Двухкомпонентное (сэндвич) литье
♦ Многокомпонентное литье
♦ Микрослоистое литье под давлением
Ь. Заливка металлических вставок или наполнение их расплавом
♦ Литье под давлением со вставкой и на металлическое основание
♦ Литье с использованием легкоплавкого пуансона
с. Впрыск газа в расплав полимера
♦ Литье с газом
d. Впрыск жидкости или воды в расплав полимера
♦ Литье с жидким газом
♦ Литье с водой
е. Впрыск газа в смесь полимера с порошковым металлом (или керамикой)
♦ Литье с газом и добавлением порошковых неполимерных материалов
f. Армирование в форме
♦ Литье реактопластов
♦ Структурированное реоформование
д. Вставка пленки, фольги, ткани или текстолита для декорирования внешней поверхности
отливки
♦ Литье с декорированием в форме
♦ Литье при низком давлении
2. Изменение состава компонентов расплава
а. Смешение полимера с жидкостями в сверхкритическом состоянии
♦ Литье по технологии MuCell
b. Смешение расплава полимера с химическими или физическими пенообразующими агентами
♦ Литье со вспениванием
с. Смешение расплава полимера с металлическими или керамическими порошковыми ма-
териалами
♦ Литье под давлением с добавлением металлических/керамических порошковых ма-
териалов
d. Смешение форполимеров (мономеров или реагентов) перед впрыском
♦ Литье по технологии RIM
♦ Структурированное реоформование
♦ Литье реактопластов
3. Воздействие на расплав
а. Приложение вибрационных усилий к расплаву в процессе переработки
♦ Литье по технологии LFIM
♦ Литье по технологии Push-Pull Injection Molding
♦ Реоформование
b. Использование изменения скорости вращения шнека и противодавления для управле-
ния температурой расплава
♦ Литье при низком давлении
4. Перемещение расплава
а. Приложение сжатия при закрытии литьевой формы
♦ Литьевое прессование
5. Специальные изделия или геометрические особенности
а. Производство изделий миниатюрных размеров или с относительно тонкими стенками
♦ Микролитье
♦ Литье тонкостенных изделий
282
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
специфических целей или областей применения новые или известные специальные
технологии, перечисленные в табл. 7.1, могут быть использованы совместно.
Кроме того, благодаря хорошо спланированным исследовательским усилиям
многих научно-исследовательских учреждений и академических институтов (см.,
например, работы [2-20]) были заложены научные основы литья под давлением и
относящихся к нему специальных технологий, обсуждаемых в данной главе. На ос-
нове полученных данных и с учетом теоретических основ разработано программное
обеспечение для анализа процесса и автоматизированного конструирования (Com-
puter Aided Engineering, САЕ), которое в настоящее время широко применяют в про-
мышленности. В результате производство изделий литьем под давлением преврати-
лись в высокоразвитую технологию. Средства программного обеспечения САЕ помо-
гают улучшить качество процесса, выделить недостаточно изученные вопросы,
выявить проблемы, которые обычно упускаются из виду, а также внести свой вклад в
развитие и применение многих специальных технологий литья под давлением.
7.1 Двухкомпонентное (сэндвич) литье
под давлением
Двухкомпонентное литье (Coinjection (Sandwich) Molding) заключается в последова-
тельном и/или одновременном впрыске двух различных, но совместимых материа-
лов — поверхностного и базового — в одну формующую полость литьевой формы.
В результате получаются слоистые изделия, имеющие структуру типа «сэндвич»,
где базовый материал находится между слоями поверхностного. Технология обеспе-
чивает универсальность за счет оптимального использования свойств каждого из
материалов. Это позволяет снизить стоимость сырья, давление впрыска, усилие
смыкания литьевой формы, а также остаточные напряжения в готовом изделии.
Кроме того, она позволяет достигнуть желаемого изменения свойств отливки и/или
нужных технических эффектов.
7.1.1 Описание процесса
Двухкомпонентное литье является одной из самых доступных на сегодняшний день спе-
циальных технологий литья под давлением (табл. 7.2). В отличие от других процессов
многокомпонентного литья, сэндвич-литье позволяет получать изделия, в которых базо-
вый материал полностью покрыт поверхностным. Механика процесса основывается на
последовательном и/или одновременном впрыске двух различных материалов через
один и тот же впускной литник. На рис. 7.2 приведены типичные варианты двухкомпо-
нентного литья с использованием «одноканального» метода и конечное распределение
поверхностного и базовых материалов внутри формы. Это достигается за счет использо-
вания литьевой машины с двумя отдельно управляемыми узлами впрыска и одним об-
щим блоком управления соплом. Принцип этого технологического процесса относитель-
Таблица 7.2. Различные многокомпонентные процессы литья под давлением [29]
Краткое описание Требования к машине/литьевой форме Требования к сырьевому материалу Типичные варианты применения
Двухкомпонентное литье Два расплава впрыскиваются последе- Машина для двухкомпонентного литья Не очень высокие требования для со- Отражатели для фар (базовый матери-
вательно или одновременно в форму и со специальным соплом, обеспечи- вместимости материалов и различий в ал, армированный волокнами, поверх-
независимо формируют поверхность вающим раздельную подачу материа- вязкости (поверхностный материал ностный материал не армируется для
(материал А) и внутренний объем (ма- лов; альтернативное решение: с трех- должен иметь меньшую вязкость, чем получения хорошего качества поверх-
териал В) слоистой структуры изделия позиционным клапаном, когда матери- базовый) ности)
Двухцветное литье Предварительно расплавленный ком- ал В проникает внутрь материала А С отдельно отлитыми вставками: стан- ПЭТ, ПА (с армированием или без ар- мирования), АБС (вспененный или твердый) Низкие требования к совместимости Садовая мебель, фурнитура (базовый пенистый материал, поверхностный твердый для получения хорошего каче- ства поверхности) Оправа для очков (базовый материал, армированный углеродным волокном, для получения высокой прочности на растяжение, поверхностный материал прозрачный для получения хорошего качества поверхности) Клавиши клавиатуры для компьютеров
понент находится во второй большей дартные литьевые формы и машины полости, а затем наполняется анало- Более эффективная установка: литье с гичным материалом, но другого цвета поворотной формой и машины с двумя отдельными узлами впрыска Многокомпонентное литье под давлением Предварительно расплавленный ком- Так же АБС, ПК, ПА 12, ПА смеси Максимальные требования к совмес- и кнопки для телефонов и игрушек Устройства для захвата тяжелых изде-
понент находится во второй большей полости, а затем заливается другим Удобно использовать литьевые формы тимости Материалы: часто используются сопо- лий, демпфирующие элементы для внешних поверхностей лыжных боти-
совместимым термопластом для литья со вставкой. Это позволяет лимеры ПА 12, а также пары ПА/ПУ нок, эластичные вставки для защитных
Литье с двойным впрыском Два различных термопласта подаются наплавлять полимер на горячую встав- ку, используя ту же самую литьевую форму и литьевую машину с двумя раздельными узлами впрыска Машины с двумя отдельно управляемы- Максимальные требования к совмес- и спортивных очков, смотровые стекла в техническом оборудовании Гибкие функциональные элементы в
раздельно (две литниковые системы, ми узлами впрыска, перемещение тимости; возможно использование жестких изделиях
по крайней мере, два впускных литни- ка) в формующую полость фронта расплава определяет располо- жение линии спая, требуется высокий уровень управления процессом большего количества пар материалов, чем при заливке
Специальные технологии литья под давлением 283
284
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
но прост*. Два различных расплава полимерного материала, каждый из своего узла
впрыска, подаются в литьевую форму один за другим. В частности, на стадии а
(рис. 7.2) осуществляется впрыск небольшой дозы поверхностного материала (выделен
черным цветом). Он затвердевает на холодных поверхностях формующей полости. По-
лимер, который находится в центре, остается расплавленным. Пока поверхностный мате-
риал продолжает поступать, он распределяется внутри, между застывшими поверхност-
ными слоями, заполняя удаленные участки полости (рис. 7.2, Ь) благодаря фонтанному
эффекту набегающего фронта потока (частицы расплава перемещаются по расходящим-
ся траекториям из центральной зоны по поверхности стенок). Этот процесс продолжает-
ся до тех пор, пока полость почти полностью не будет заполнена поверхностным материа-
лом, который будет находиться на поверхности и в удаленных зонах изделия (рис. 7.2, с).
На заключительной стадии небольшое количество поверхностного материала
впрыскивается снова для удаления из впускного литника базового материала, чтобы
он не попал на поверхность при следующем впрыске (рис. 7.2, d).
В тех случаях, когда было подано недостаточное количество поверхностного ма-
териала перед впрыскиванием базового, в процессе заполнения базовый материал
может местами появиться на поверхности изделия, а также в тех частях изделия, ко-
торые заполняются в последнюю очередь. Такие проявления базового материала на
поверхности обычно нежелательны, хотя это может зависеть от требований к конст-
рукции изделия и его назначению.
Существуют и другие варианты последовательного двухкомпонентного литья
(а именно, поверхностный-базовый-поверхностный, или А-В-А). В частности,
можно начать впрыск базового материала в ходе впрыска поверхностного (А-АВ-
В-А). Таким образом, в большинстве случаев сначала в формующую полость впры-
скивается поверхностный материал, а затем в ту же форму поступает смесь поверх-
ностного и базового материалов, после чего добавляется недостающее количество
базового. Затем следует добавить небольшое количество поверхностного материала,
завершив тем самым весь процесс. Кроме одноканального метода разработаны тех-
нологии с двумя и тремя каналами (рис. 7.3), в которых используются сопла с кон-
центрическими кольцевыми каналами, позволяющие осуществлять одновременный
впрыск поверхностного и базового материалов [22]. В последнее время используют
новый способ двухкомпонентного литья с ГКС с многоточечным впуском. Такая
система подает совместно поверхностный и базовый материалы в литьевую форму
(рис. 7.4). При этом для каждого из них имеются отдельные каналы. Оба потока пе-
ремешиваются в сопле ГКС. В дополнение к преимуществам, предоставляемым по-
следовательным литьем через горячие каналы, такая система дает оптимальное со-
отношение поверхностного и базового материалов при литье в многогнездные фор-
мы [23].
* В отечественной промышленности данный способ был разработан и внедрен в 1965 г. Он
опубликован в книге: В. К. Завгородний, Э. Л. Калинчев, Е. И. Марам. Литьевые машины для тер-
мопластов и реактопластов. — М.: Машиностроение, 1968. — Примеч. науч. ред.
7 Специальные технологии литья под давлением
285
Рис. 7.3. Двухканальная (а) и трехканальная
(Ь)технологии[22]
Рис. 7.2. Процесс последовательного двухкомпонентного литья [18]
(с разрешения ASME International)
Рис. 7.4. Многоканальная ГКС для двухкомпонентного литья с раздельными каналами для подачи
поверхностного и базового материалов [23]
286
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
7.1.2 Преимущества
Двухкомпонентное литье предоставляет ряд преимуществ по экономичности и ка-
честву продукции, обеспечивает гибкость при конструировании, а также экологиче-
ские преимущества.
Снижение затрат на сырье и использование вторичного сырья
Высококачественные материалы могут быть весьма дорогими, но в ряде случаев
они незаменимы. Двухкомпонентное литье дает возможность снизить стоимость
продукции за счет использования более дешевых материалов везде, где нет необхо-
димости в исключительном использовании высококачественного, например, в каче-
стве объемного наполнителя. Таким образом, в качестве базового материала можно
использовать дешевые материалы или даже вторичное полимерное сырье — в изде-
лии, изготовленном сэндвич-литьем, этот материал не будет виден, — а дорогие ма-
териалы используются только для создания тонкого декоративного поверхностного
слоя. В качестве примера можно привести шестерню (рис. 7.5), где в качестве базово-
го материала используется черный ПА 66, армированный стекловолокном, а в каче-
стве поверхностного покрытия — белый ПА 66 с наполнителем из ПТФЭ. Посколь-
ку переработка пластикового вторсырья в некоторых странах является законода-
тельным требованием, двухкомпонентное литье предоставляет экономичную
технологию, позволяющую добиться 100%-ной утилизации.
Качество поверхности при использовании вспененных базовых материалов
При изготовлении толстостенных изделий двухкомпонентное литье более пред-
почтительно, чем использование традиционного конструкционного пенопласта, по-
скольку при этом удается получить поверхность высокого качества. Изделия из пе-
нопласта часто необходимо шлифовать, покрывать грунтовой краской или тексту-
Рис. 7.5. Шестерня (диаметр 101,66 мм),
изготовленная методом двухкомпонентного литья [21]
7 Специальные технологии литья под давлением
287
рировать, что приводит к повышению их стоимости. Твердая поверхность в
комбинации с пенистым наполнителем сочетает преимущества конструкционных
пенопластов, к которым относятся уменьшенный вес изделия, низкое давление при
литье, отсутствие усадочных раковин, с гибкостью при конструировании и отсутст-
вием поверхностных дефектов. Двухкомпонентное литье со вспененным материа-
лом также обеспечивает отличное соотношение веса изделия к выдерживаемым на-
грузкам и лучшие эксплуатационные качества, чем литье с газом для хрупких поли-
мерных материалов. При изготовлении тонкостенных изделий, предназначенных,
например, для упаковки продуктов или бутылок, двухкомпонентное литье также да-
ет дополнительные преимущества с точки зрения физико-механических свойств и
удешевления стоимости.
Изменение свойств и качественных характеристик изделий
Благодаря использованию различных материалов в одном изделии сэндвич-
литье позволяет получать такие свойства конечного продукта, которые не могут
быть достигнуты при использовании каждого из материалов в отдельности. Напри-
мер, нанесение эластичного покрытия на твердую основу позволяет получить проч-
ное изделие с мягкой на ощупь поверхностью. Другим примером может служить
комбинация хрупкого материала с материалом, имеющим высокие прочностные
ударные характеристики. В тех случаях, когда требуется применение армированных
компонентов, двухкомпонентное литье предлагает решение, которое сочетает в себе
эстетичные, привлекательные неармированные поверхностные материалы и арми-
рованные базовые материалы. Дополнительных функциональных качеств и сниже-
ния стоимости можно добиться за счет двухкомпонентного литья проводящих поли-
мерных материалов с ударопрочными или дешевыми категориями пластмасс. В та-
ком случае изделие состоит из поверхностного или базового полимера с добавками
проводящего материала (например, алюминиевая пудра, технический углерод или
покрытые никелем графитовые волокна), что позволяет обеспечить изделию (на-
пример, корпусу компьютера) защиту от электромагнитных помех и возможность
заземления (рис. 7.6) [24].
Рис. 7.6. Вид разреза литого
корпуса с внешней поверхно-
стью из АБС и наполнителя из
того же пластика с добавлени-
ем 35%-ного технического
углерода в качестве проводя-
щего материала [24]
288
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
7.1.3 Недостатки
Несмотря на все потенциальные преимущества описываемой технологии, по ряду
причин она не получила широкого признания. Прежде всего, стоимость машины для
двухкомпонентного литья на 50-100% выше стоимости стандартного оборудова-
ния [25]. Высокие начальные капиталовложения частично снижают такие преиму-
щества данной технологии, как возможности разработки уникальных технологиче-
ских процессов, повышение качества изделий и использование вторичного сырья.
Кроме того, разработка технологического процесса, установка и настройка оборудо-
вания требуют больше времени, чем традиционное литье под давлением.
7.1.4 Материалы
Двухкомпонентное литье позволяет использовать широкий спектр полимерных
материалов. Хотя большинство из них являются термопластами, существуют не-
которые многообещающие усовершенствования, благодаря которым термореак-
тивные материалы используются совместно с термопластичными. Поскольку
здесь используются два материала, важное значение имеют свойства расплавов
(см. рис. 7.2) и их совместимость. В процессе выбора материала наиболее важны-
ми критериями являются разность в вязкости и адгезия между поверхностным и
базовым материалами. Поскольку базовый материал должен проникать внутрь
поверхностного, то желательно, чтобы вязкость поверхностного материала была
ниже чем у базового. Использование материала с низкой вязкостью в качестве ба-
зового приводит к тому, что фронт потока расплава этого материала перемещает-
ся слишком быстро относительно поверхностного, что в результате плохо отра-
жается на качестве поверхности изделия. Экспериментальные исследования
двухкомпонентного литья были связаны с проверкой воздействия соотношения
вязкостей поверхностного и базового материалов на их пространственное рас-
пределение внутри изделия [26].
Поскольку в готовом изделии оба материала располагаются слоями, для до-
стижения оптимальных характеристик отливки необходимо их надежное сцепле-
ние. В табл. 7.3 приведена базовая информация для большого количества сочета-
ний различных материалов [27]. Следует отметить, что она может быть использо-
вана только для ознакомления. Реальные функциональные характеристики
должны определяться сферой применения готового изделия, поскольку конеч-
ный результат зависит от параметров процесса литья. Еще одним свойством ма-
териала, которое следует учесть, является усадка. Существует эмпирическое пра-
вило, которое требует, чтобы используемые совместно материалы имели одина-
ковую усадку при литье. Это позволит снизить напряжения в соприкасающихся
слоях.
Таблица 7.3. Адгезионные свойства материалов [25]
: АБС.__________
Сополимер акрила
Ацетат целлюлозы
Эти ле н ви н ила це тат
ПА б
• ПА£6__________
Гпк_____________
ПЭВП ___________
!ПЭНП
ПММА____________
Полис кси м етил ей
. ПП_______
но и иха ж и ок о и оо ц
— хорошая адгезия:
Полифенилен эфир
модифицированный
ПС общего назначения
ПС высокопрочный
Пол ибут илеите рефт ал ат
ПУ_____________________
I ПВХгишСТифицированный
Стиролах рилом и т ри я
, Терм оэлаето пласт
Гпз.1__________________
Поливиниловый спирт
Полифе1ниленсульфид_
Сополимер ПК/ПБТ
Сополимер ПК/АБС
I — плохая адгезия;
Символы обозначают:
X В— нет адгезии
Специальные технологии литья под давлением 289
290
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
7.1.5 Типичные варианты применения
Совместное литье предлагает технически и экономически обоснованные решения
для широкого диапазона коммерческих задач на существующем рынке в таких от-
раслях промышленности, как автомобилестроение, компьютерное оборудование,
упаковка, электроника, товары для досуга, сельское хозяйство, а также для изготов-
ления изделий с поверхностью, мягкой на ощупь.
К примерам изделий можно отнести весла для каноэ, сиденья и бачки для туале-
тов, корпуса компьютеров, крышки для кассовых аппаратов, корпуса для аудио- и
видеоаппаратуры, кожухи для электронных и электрических схем, садовые стулья,
коробки и контейнеры, обувь и подошвы для нее, ручки для малярных кистей, тон-
костенные контейнеры и бутылки для напитков, автомобильные аксессуары (корпу-
са для наружных зеркал, ручки и кнопки внутри салона), отдельные элементы мик-
роволновых печей и многое другое.
Возможность получения недорогих изделий и желание, а также законодатель-
ные требования, утилизации отходов будут и дальше способствовать распростра-
нению сэндвич-литья. Полезные сведения для конструкторов по двухкомпонент-
ному и другим многокомпонентным технологиям литья под давлением можно най-
ти в [28].
7.2 Литье под давлением с использованием
легкоплавких (извлекаемых, растворимых)
пуансонов
Технология литья с использованием легкоплавких (извлекаемых, растворимых)
пуансонов {Fusible {Lost, Soluble) Core Injection Molding) разработана для производст-
ва сложных изделий, имеющих полости с гладкими поверхностями и сложной гео-
метрической формой. При этом изделие производится за один рабочий цикл литье-
вой машины. Этот технологический процесс является одной из разновидностей ли-
тья со вставкой, при котором используются легкоплавкие материалы, например,
сплав висмут-олово, воск или термопластичный полимер. После завершения про-
цесса формования пуансон расплавляется (или удаляется химическим растворите-
лем), форма внутренних полостей отливки соответствует геометрии пуансона. Та-
кой технологический процесс уменьшает число компонентов, необходимых для
сборки изделия. Кроме того, он позволяет заменить пластмассой металлические де-
тали, что улучшает эксплуатационные характеристики (например, коррозионную
стойкость), снижает вес и стоимость, а также исключает необходимость механиче-
ской обработки изделия.
7 Специальные технологии литья под давлением
291
7.2.1 Описание технологического процесса
Существует несколько вариантов технологии, позволяющих получать монолитные
отливки с гладкими внутренними поверхностями сложной конфигурации и высо-
кой стабильностью размеров, которые не могут быть получены при использовании
обычного литья [1,30, 31]:
• с легкоплавким пуансоном;
• с растворимым пуансоном;
• с пуансоном из соли.
Все варианты используют одинаковый принцип: из отливки удаляется пуансон,
создающий форму внутренних полостей изделия. Среди всех способов удаления пу-
ансона использование легкоплавкого материала представляет собой наиболее за-
тратный метод с точки зрения энергопотребления. Однако этот недостаток компен-
сируется такими преимуществами, как снижение потерь материала пуансона, полу-
чение более гладкой внутренней поверхности (что исключает затраты на
дополнительную обработку), и ускоренный теплоотвод за счет использования более
прочного металлического пуансона с высокой теплопроводностью.
Процесс литья с использованием легкоплавкого пуансона включает в себя сле-
дующие шаги:
1. Один или несколько пуансонов предварительно изготавливаются на отдель-
ной литьевой машине (рис. 7.7).
2. Если требуется более чем один пуансон, то их необходимо соединить в
обойму.
3. Затем пуансон предварительно нагревают, добиваясь равномерной темпера-
туры по всему объему (рис. 7.8).
4. Полимер впрыскивается в литьевую форму вокруг пуансона, равномерно
распределяясь по его поверхности, не застывая, но и не вызывая его расплав-
ления.
5. После завершения процесса литья изделие переносится на «плавильное»
устройство, где пуансон расплавляется (или растворяется) и удаляется из
полого пластмассового изделия (рис. 7.9).
6. Затем изделие промывается в воде и/или моющем растворе и поступает на
следующий этап обработки после литья, а материал пуансона утилизируется
и используется повторно (рециклируется).
7. Дополнительными операциями могут быть сверление или обработка поверх-
ности. В результате получается цельное полое изделие.
Чтобы уменьшить потери материала пуансона из-за окисления и снизить энерге-
тические затраты, можно выбрать нужный сплав из серии эвтектических сплавов,
наиболее подходящий для литья под давлением.
Такие эвтектические сплавы демонстрируют высокую стабильность размеров
(с низкими коэффициентами расширения или усадки), имеют острый пик темпера-
туры плавления и короткое время фазового перехода.
292
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 7.7. Пуансон из эвтектического сплава
висмут-олово (BiSn 138) для впускного кол-
лектора [30] (с разрешения BASF)
Рис. 7.8. Пуансон из эвтектического сплава
висмут-олово (BiSn 138) во впускном коллек-
торе, находящемся в литьевой форме [30]
(с разрешения BASF)
Рис. 7.9. Впускной коллектор, из-
готовленный литьем с использова-
нием легкоплавкого пуансона
(слева)', пуансон с отлитым изде-
лием (в центре)', легкоплавкий пу-
ансон из сплава висмут-олово
(справа) (с разрешения BASF)
Очевидно, что температура плавления легкоплавкого сплава должна быть ниже,
чем температура плавления окружающего его полимерного материала, чтобы не рас-
плавить все изделие в ванне для плавления.
7.2.2 Преимущества
Основным преимуществом использования легкоплавкого пуансона является воз-
можность производить цельные изделия из полимерных материалов с очень сложны-
ми, гладкими внутренними поверхностями, исключив большое количество вспомога-
тельных операций. Если сравнить стоимость изделия, выплавленного из алюминия и
обработанного на станке, с изделием, полученным по рассматриваемой технологии, то
последняя будет дешевле на 45% и легче на 75% [25]. Более того, изделия, отлитые из
пластмассы, имеют более продолжительный срок службы из-за стойкости к химиче-
ской коррозии и меньшего веса. К дополнительным преимуществам относятся:
7 Специальные технологии литья под давлением
293
• больше возможностей при конструировании;
• высокое качество поверхностей; отсутствие зон, ослабленных сваркой или на-
личием соединений;
• точные размеры внутренних и внешних поверхностей и высокая структурная
целостность;
• отсутствие интенсивной обработки — необходимы только вторичные операции
среднего уровня сложности (зачистка, сверление, чистовая отделка и т. п.);
• более простая конструкция литьевой формы;
• небольшое количество отходов сырья от всего технологического процесса;
• возможность использования комбинированных вставок.
7.2.3 Недостатки
Основным недостатком является стоимость оборудования. Прежде всего, необходи-
мы значительные капитальные вложения — от 6 до 8 миллионов долларов [25]*. Тех-
нологическая линия такого рода требует наличия очень большой машины для литья
под давлением, обычной литьевой машины, устройства для плавления и периферий-
ного оборудования для переноски тяжелых пластиковых изделий с пуансонами из
легкоплавкого материала. Кроме того, неизбежны значительные технологические
расходы, которые связаны с отливкой пуансонов и большим потреблением электро-
энергии, что объясняется наличием большего количества оборудования. Другим не-
достатком является подготовка литьевых машин — она занимает значительное коли-
чество времени из-за сложности конструкции и необходимости изготовления прото-
типов изделия. Из-за этого стоимостного фактора изготовление впускных
коллекторов из ПА по данной технологии было заменено на менее дорогую традици-
онную технологию литья под давлением, при которой отливаются отдельно две части
изделия, которые затем свариваются или соединяются механически [32].
7.2.4 Материалы
Литье с использованием легкоплавкого пуансона обычно используется для техниче-
ских термопластов — ПА 6 и ПА 66, армированных стекловолокном. Другие мате-
риалы: армированные стекловолокном полифенсульфид и полиарил-эфир-кетон,
армированный стеклом ПП и армированный полиоксиэтилен [25].
По имеющимся данным, в литье с использованием легкоплавкого пуансона мо-
гут быть использованы реактопласты, что требует материала с более высокой темпе-
ратурой плавления [30]. При выборе пластмассы следует учесть значительное коли-
чество факторов. Например, полимерный материал должен быть совместим со спла-
вом, из которого отлит пуансон, и должен выдерживать температуру его плавления
Объем капиталовложений зависит от размера деталей. — Примеч. науч. ред.
294
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
(от 100 до 180 °C). К этому следует добавить обычные факторы, возникающие из-за
условий окружающей среды, эксплуатации изделий и требований к их механиче-
ским свойствам.
7.2.5 Типичные варианты применения
Литье с использованием легкоплавкого пуансона до настоящего времени использу-
ется в основном для изготовления воздухозаборных коллекторов автомобилей (см.
рис. 7.9). Дальнейшее развитие технологии и большие возможности конструирова-
ния открывают новые интересные перспективы (табл. 7.4).
Таблица 7.4. Применение изделий, полученных литьем с использованием
легкоплавких пуансонов [25]
В автомобилестроительной промышленности В других отраслях промышленности
Впускные коллекторы Корпуса подшипников
Фланцы впускных коллекторов Клапаны термостата
Топливопроводы Водяные краны
Адаптеры входного трубопровода гидроусилителя руля Корпус турбокомпрессора Крыльчатки и корпуса водяных насосов Трубопроводы для кофеварок и душевых насадок
Корпуса термостатов Водопроводная арматура Теннисные ракетки
Весла для каноэ Колеса для велосипедов Колеса для инвалидных колясок Детали для вертолетов
7.3 Литье с газом
Процесс литья под давлением с газом (Gas-Assisted Injection Molding) состоит из
этапа частичного или почти полного впрыска расплава полимерного материала в
форму, а затем подачи под давлением газа (обычно азота) в центр расплава через
сопло ГКС, центральный литник, подводящие литники или напрямую в формую-
щую полость. Сжатый газ встречает на пути меньшее сопротивление, следуя за пе-
редним фронтом расплава, где давление минимально. В результате газ проникает в
расплав и формирует пустоты и каналы большого сечения внутри конструкции, за-
ставляя расплав полимера заполнять и уплотнять весь объем формующей полости.
Поскольку у газа отсутствует вязкость, он эффективно распределяет свое давление
и проникает в самые удаленные части отливки, поэтому требуется относительно
7 Специальные технологии литья под давлением
295
небольшое его давление, чтобы получить достаточное и равномерное давление газа
по всей формующей полости. Этот технологический процесс дает возможность
производить легкие по весу, но прочные изделия, без утяжин и менее подвержен-
ные деформации.
7.3.1 Описание технологического процесса
Литье под давлением с газом начинается с частичного или почти полного впрыска
расплава полимера в форму, как и при обычном литье под давлением, после чего осу-
ществляется подача сжатого газа. В основном для этой цели используется сжатый
азот (в силу его доступности, низкой стоимости и инертности по отношению к рас-
плаву полимера). Во время подачи газ попадает в среднюю часть полости, где поли-
мер еще находится в расплавленном состоянии, вытесняя его в удаленные места с
одновременным уплотнением.
В зависимости от типа используемого оборудования процесс литья с газом мо-
жет проводиться в двух вариантах — с управлением давлением газа и с управлением
объемом подаваемого газа. В первом варианте давление газа изменяется по опреде-
ленному закону (постоянное, изменяющееся линейно или импульсами). Во втором
случае газ сначала подается при заданном давлении в поршневой дозирующий ком-
прессор, откуда подается в форму. Традиционная литьевая машина может быть пе-
реоборудована для литья с газом за счет добавления источника подачи газа и устрой-
ства управления (рис. 7.10). Однако литье с газом требует особого подхода к обору-
дованию и технологическому процессу из-за необходимости управления подачей
газа под давлением, а также размещением и выбором размеров каналов подачи газа,
чтобы добиться желаемого характера его распределения. В качестве иллюстрации на
рис. 7.11 приведена схема подачи газа через сопло ГКС и его распределения в форме
через систему газовых каналов большого сечения.
Рис. 7.10. Схема традиционной
литьевой машины, адаптированной
для литья с газом. Добавлены ци-
линдр для сжатия газа и вспомога-
тельное оборудование:
а—электрооборудование; b — гидрав-
лическая система; с — пульт управле-
ния; d— газовый цилиндр [34]
296
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 7.11. Схема подачи газа через сопло ГКС и его Рис. 7.12. Технологический цикл литья с
распределения через сеть газовых каналов большого газом. Следует заметить, что в течение
сечения [34] периода времени между точками 1 и 2
осуществляется впрыск полимера, а за-
тем после точки 3 — начинается подача
газа; общий период заполнения формы,
между точками 1 и 4, а период подачи га-
за — между точками 3 и 5 [34]
Технологический цикл
Литье с газом начинается со стадии подачи полимерного материала (между точ-
ками 1 и 2), что аналогично процессу обычного литья под давлением (рис. 7.12).
После включения подачи газа в точке 3 делается определенная задержка, во время
которой тонкий слой полимерного материала охлаждается, чтобы газ распределялся в
рассчитанные места большого сечения формы, которые служат каналами для его по-
дачи. Иногда подача газа прекращается до окончания впрыска расплава полимера,
чтобы избежать утяжин, возникающих на поверхности расплава во время подачи газа.
Однако это может быть сделано, только когда точка подачи газа в форму сдвинута от-
носительно точки поступления полимера, в противном случае одновременный
впрыск полимера и газа через один впускной литник будет приводить к волнам на по-
верхности изделия. Временем подачи газа считается время, в течение которого газ под
давлением подается через впускные литники (от точки 3 до точки 5). Поскольку газ
подается для улучшения заполнения формы и уплотнения расплава, то стадия подачи
газа состоит из фазы подачи-заполнения газа и фазы после завершения заполнения.
Время начала и длительность подачи газа являются двумя важнейшими параметрами
процесса, которые влияют на распределение газа в форме. Как и в традиционном про-
цессе литья под давлением, изделию надо дать достаточно времени, чтобы охладиться
внутри формы после отключения давления газа в точке 5. Толщина поверхностного
слоя полимера (которая также называется остаточной толщиной стенок), покрываю-
щего объемную часть, пронизанную газовыми каналами, идеально способствует сни-
жению времени охлаждения. После этого литьевая форма открывается в точке 6 и из-
делие можно извлечь.
Хотя общее время подачи газа занимает значительную часть всей операции, ре-
ально оставшееся время после начала поступления газа до момента полного запол-
нения объема формы очень мало (см. рис. 7.12). Тем не менее относительно неболь-
7 Специальные технологии литья под давлением
297
шое время подачи газа отвечает за успех получения отливки, поскольку различные
проблемы в процессе литья, такие, как воздушная пробка или газовый пузырь из-за
короткого времени подачи, распределение газа в тонком слое из-за неравномерной
подачи и аналогичные им, обычно возникают именно на этой стадии. Проникнове-
ние газа с вытеснением расплава полимера в процессе подачи часто называют пер-
вичным проникновением газа. Обычно это стадия, на которой распределяется ос-
новная часть газа (предполагается, что при этом впрыскивается небольшое количе-
ство материала) и которая влияет на качество конечного продукта. После
заполнения объема формы поддерживается определенный уровень давления газа,
чтобы произвести уплотнение отливки. После окончания подачи полимера (на ста-
дии выдержки) происходит так называемое вторичное проникновение газа для ком-
пенсации усадки материала, которая в основном происходит вдоль каналов распре-
деления газа или в местах наибольшего сечения изделия. После охлаждения литого
изделия и перед его извлечением давление газа отключается. Отсутствие вязкости у
газа идеально способствует распределению давления и эффективному проникнове-
нию расплава в крайние зоны изделия, что в результате создает равномерное распре-
деление давления во всем объеме формы. Литье с газом позволяет получать легкие
по весу, прочные изделия, без утяжин и коробления. Эта технология открывает но-
вые возможности в области конструирования изделий из пластмасс. Полный обзор
литья с газом можно найти в работах [14, 33].
Разновидности литья с газом
В настоящее время производители оборудования предлагают несколько вариан-
тов технологии литья с газом.
Например, вместо использования сжатого азота разработан процесс литья с
жидкостью, в котором осуществляется подача жидкости в расплав полимера. Эта
жидкость в сжатом состоянии превращается в газ в результате нагрева ее расплавом
полимерного материала [35]. После заполнения формы полимером и подпитки газ
абсорбируется в процессе охлаждения отливки, что устраняет необходимость его от-
вода. Когда используется вода, которая не испаряется в результате нагрева распла-
вом полимера, то она подается после впрыска материала. Если сравнить этот про-
цесс с литьем с газом, то вода способствует эффекту суперохлаждения. Это сокраща-
ет время охлаждения, а также снижает остаточные напряжения в тонкостенных
изделиях и изделиях большого диаметра [36]. Другие разновидности технологии ос-
нованы на особенностях технологического процесса: литье с неполным впрыском
полимера, литье с локальной подачей газа, литье со смещением оформляющих
знаков [37]. Наконец, существует технология литья с внешним давлением газа
{External Gas Molding). Здесь газ подается между обратной стороной изделия и стен-
кой литьевой формы [38, 39]. Процесс получает высокое качество лицевой поверх-
ности изделия, при этом обратная поверхность, на которую действует давление газа,
оказывается неровной. Этот вариант технологии используется для получения отли-
вок, к качеству поверхности которых предъявляются высокие требования, а обыч-
ное использование газовых каналов недопустимо.
298
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
7.3.2 П реимущества
Особенности литья с газом приводят как к различным преимуществам, так и к не-
устранимым трудностям, которые возникают при конструировании оснастки и в
процессе производства изделий. Напомним, что газ распространяется по пути наи-
меньшего сопротивления, когда он перемещается за фронтом расплава полимера,
формируя пустоты в наибольших по толщине зонах изделия. Чтобы способствовать
проникновению газа в желаемых направлениях, обычно отливка имеет систему
встроенных каналов распространения газа, сечение которых больше, чем толщина
стенок основного сечения. На рис. 7.13 схематически приведен механизм взаимо-
действия полимерного материала и газа внутри изделия. Хорошо известно, что в
традиционном литье под давлением давление полимера возрастает по мере увеличе-
ния его поступления (или пути проникновения потока). На рис. 7.13, а отражено по-
вышение давления при проникновении полимера без подачи давления газа. Следует
заметить, что отклонения от средней скорости распространения расплава пропор-
циональны амплитуде градиента давления и текучести расплава. По мере увеличе-
ния длины пути течения полимера возрастает входное давление, чтобы поддержи-
вать определенный градиент давления и сохранить постоянной скорость распро-
странения потока.
С другой стороны, во время впрыска расплава требования к давлению при литье
с газом аналогичны требованиям к давлению при традиционном литье. При поступ-
лении газа в формующую полость он начинает распространяться внутри вязкого
расплава полимера, заставляя его заполнять удаленные зоны полости. Газ инертен,
а) Традиционный процесс литья под давлением
Рис. 7.13. а — Изменение распределения давления в традиционном литье под давлением;
b — Изменение распределения давления в литье с газом [34]
7 Специальные технологии литья под давлением
299
эффективно передает давление, без значительных перепадов, на поверхность рас-
плава, проникающего внутрь формы (рис. 7.13).
Поскольку газ перемещается вслед за передним фронтом расплава, то давление,
которое поддерживает расплав перед газом, уменьшается, так как уменьшается дли-
на течения между фронтом потока и газом. Давление газа, необходимое для заполне-
ния всего объема литьевой формы, оказывается меньше, чем давление расплава на
входе, которое используется в традиционном литье под давлением. Конечное рас-
пределение давления более равномерно в той части изделия, в которую подается газ.
Это приводит к снижению остаточных напряжений во время охлаждения полимер-
ного материала.
Изделие, отлитое с газом, может быть изготовлено с меньшими требованиями к
величине давления газа (что обычно ведет к уменьшению усилия смыкания), и к то-
му же будет снижена тенденция к деформации. Поскольку изделие находится под
действием давления газа изнутри, в процессе уплотнения полимера, усадка будет
происходить при внутреннем давлении, которое исключает появление утяжин на
внешней поверхности изделия. К другим преимуществам литья с газом относятся:
• повышенная жесткость изделия из-за увеличения сечения, связанного с на-
личием полых каналов для распространения газа, особенно для изделий с
большой, сложной структурой (они также называются изделиями с открыты-
ми каналами);
• экономия сырья; более всего это относится к изделиям, имеющим форму
стержней (они также называются изделиями с каналом для потока газа);
• сокращение времени охлаждения благодаря тому, что материал в зонах с
большим сечением насыщен отверстиями;
• появление у конструкторов возможностей для создания более универсаль-
ных изделий из-за того, что толстая и тонкая части изделия являются единым
целым.
7.3.3 Недостатки
Поскольку литье с газом включает в себя динамическое взаимодействие между дву-
мя разными средами, находящимися внутри сложной формы, то изделие, оборудо-
вание и разработка технологии процесса довольно сложны. Предыдущий опыт рабо-
ты с традиционной технологией литья под давлением не может считаться достаточ-
ным, особенно что касается подачи газа и регулировки его поступления в расплав
полимера. Поэтому работник должен посвятить некоторое время обучению и освое-
нию процесса, чтобы полностью реализовать все его преимущества. Кроме того, на-
чальные инвестиции в литье с газом включают в себя как затраты на узел впрыска га-
за, так и на стоимость лицензии, если предполагается использовать запатентован-
ную технологию.
К типичным проблемам литья под давлением с газом относятся:
• захват воздуха;
• проникновение газа в тонкие части изделия;
300
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
• неравномерное распространение газа внутри изделия;
• возможность прохода газа сквозь изделие;
• поверхностные дефекты;
• последствия неполного заполнения;
• вздутия поверхности.
7.3.4 Материалы
С технической точки зрения здесь может быть использовано большинство термо-
пластов. Кроме того, литье с газом было распространено на термореактивный
ПУ [40] и на литье с добавлением порошковых материалов [41]. Выбор должен осно-
вываться на требованиях, которые вытекают из таких эксплуатационных характери-
стик изделия, как жесткость, химическая стойкость и прочность материала в диапа-
зоне рабочих температур.
7.3.5 Типичные варианты применения
Изделия, получаемые литьем с газом, условно могут быть разделены на три кате-
гории:
• изделия в форме труб и стержней (плечики для одежды, поручни (рис. 7.14),
подлокотники кресел, душевые головки и корпуса водяных кранов);
• большие изделия с многослойной структурой, внутри которой находится сис-
тема каналов (панели для автомобилей, корпуса калькуляторов, садовая ме-
бель (рис. 7.15) и тарелки для спутниковых антенн);
• сложные изделия, состоящие из толстых и тонких профилей (модули автомо-
бильных дверей (рис. 7.16), корпуса телевизионных приемников, рамы кор-
пусов компьютерных принтеров и автомобильные детали).
Рис. 7.14. Дверные ручки, изготовленные литьем с газом (с разрешения Bettenfeld of America)
7 Специальные технологии литья под давлением
301
Рис. 7.15. Разрез столешницы
садового стола
(с разрешения Steiner Сотрагу)
Рис. 7.16. Модули автомобильных дверей (с разрешения Delphi Interior & Lighting Systems)
За общей информацией по базовым принципам конструирования (ноу-хау) и
изготовлению изделий по технологии литья с газом можно обратиться к литерату-
ре [34].
7.4 Литьевое прессование
(компрессионное формование)
Литьевое прессование {Injection-Compression Molding) представляет собой дальнейшее
развитие технологии литья по давлением за счет добавления усилия прессования ме-
ханизма смыкания. Это позволяет обеспечить стабилизацию размеров изделия и по-
лучение поверхности, точно соответствующей технологическим требованиям. В этой
технологии формующая полость изначально имеет большее сечение, что позволяет
расплаву полимерного материала свободно заполнить все удаленные участки при от-
носительно низком давлении. В некоторый момент в ходе или после завершения
впрыска материала толщина формы уменьшается за счет ее дополнительного механи-
ческого сжатия, что заставляет расплав заполнить всю форму с большим уплотнени-
302
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ем. Воздействие усилия прессования на форму приводит к одинаковому распределе-
нию давления в полости, позволяет добиться более равномерного распределения фи-
зических свойств и уменьшить усадку, деформацию и внутренние напряжения в
отливке по сравнению с традиционным литьем под давлением.
7.4.1 Описание технологического процесса
После поступления заданного количества полимерного материала в приоткрытую
литьевую форму к ней прикладывается усилие прессования и продолжается до кон-
ца формования изделия. На рис. 7.17 показаны обе стадии: начального впрыска и по-
следующая стадия прессования. Закрытие формы также может происходить и в про-
цессе впрыска полимера. Различные варианты технологии, основанные на особен-
ностях процесса, можно разделить на три категории [25]:
• двухстадийное последовательное литьевое прессование;
• одновременное литьевое прессование;
• избирательное литьевое прессование.
Простейшим вариантом технологии является двухстадийный процесс литье-
вого прессования, состоящий из стадии впрыска и стадии прессования. В ходе
впрыска полимер поступает под давлением в полость, глубина которой на 0,5-
10 мм больше толщины изделия. После окончания впрыска начинается стадия
прессования, в течение которого глубина полости уменьшается до заданного зна-
чения. Усилие прессования, приложенное к литьевой форме, заставляет расплав
заполнить оставшиеся незаполненными зоны, а затем происходит его уплотне-
Рис. 7.17. Типичная последовательность тех-
нологических операций процесса литьевого
прессования
ние, компенсирующее усадку в процес-
се охлаждения. К потенциальным не-
достаткам процесса литьевого прессо-
вания с двумя стадиями относятся мет-
ки «остановки», или «памяти», на от-
ливке, вызванные временной останов-
кой потока при переходе от впрыска к
прессованию.
Процесс одновременного впрыска и
прессования используется, чтобы избе-
жать поверхностных дефектов и обеспе-
чить непрерывность потока расплава по-
лимера. При этом прессование начина-
ется до завершения впрыска. В третьем
варианте технологии (избирательное
литьевое прессование) сжатие начина-
ется, когда толщина отливки достигает
номинального значения. Во время впры-
ска давление расплава перемещает фор-
7 Специальные технологии литья под давлением
303
му по направлению к цилиндру, который закреплен на пуансоне. В зависимости от
давления в формующей полости или от времени стадия прессования начинается
включением цилиндра, который для сжатия расплава прикладывает усилие к пу-
ансону [25].
Для литьевого прессования может быть адаптирована традиционная литьевая
машина с точным управлением объемом впрыска, однако необходим дополнитель-
ный модуль для управления стадией прессования. Кроме того, существуют некото-
рые дополнительные требования и предварительные условия как для технологиче-
ского процесса, так и для литьевых форм [43]:
• конструкция с вертикальным расположением плоскостей предназначена для
того, чтобы избежать неконтролируемых утечек расплава через них;
• необходимы игольчатые клапаны, позволяющие сохранять герметичность
формующей полости и сохраняющие время задержки (время после оконча-
ния впрыска и начала прессования) настолько низким, насколько это воз-
можно, чтобы избежать поверхностных дефектов;
• необходимо точное механическое устройство завершения впрыска в ГКС,
чтобы гарантировать подачу точного количества расплава в форму.
7.4.2 Преимущества
Главным преимуществом литьевого прессования является способность произво-
дить изделие со стабильными размерами и относительным отсутствием остаточ-
ных напряжений при низком давлении впрыска, а также возможность добиться
снижения усилия смыкания формы (обычно на 20-50%) и сокращения времени
цикла. Напомним, что в традиционной литьевой машине создаются значительное
давление впрыска и уплотнение расплава в сопле машины, чтобы его было доста-
точно для достижения потоком расплава всех удаленных зон полости и уплотне-
ния. Для изготовления тонкостенных изделий, таких, как компакт-диски, обычно
очень важную роль играет изменение давления вдоль плоскости изделия из-за вы-
сокого сопротивления потоку. Это приводит к неравномерному уплотнению и объ-
емной усадке внутри изделия, что, в свою очередь, ведет к остаточным напряжени-
ям и ухудшению его износостойкости. В описываемой технологии усилие прессо-
вания приложено перпендикулярно толщине изделия (в отличие от давления,
параллельного наибольшему размеру изделия) для большинства (но не для всех)
изделий. В результате данная технология обеспечивает более равномерное распре-
деление давления уплотнения/выдержки расплава, а величина давления при этом
существенно меньше. Это обстоятельство позволяет добиться хорошего уплотне-
ния в форме, а также минимизировать остаточные напряжения внутри отливки и
ее деформацию.
В табл. 7.5 приведено сравнение литьевого прессования с двумя другими техно-
логиями, чаще всего используемыми для получения тонкостенных изделий.
304
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Таблица 7.5. Сравнение различных технологий для получения тонкостенных изделий
Технология Преимущества Недостатки
Формование вытяжкой и ва- Простые литьевые формы Отходы из-за обрезки краев
куумное термоформование Небольшие инвестиции Толщина стенок определяет- ся технологическим процес- сом
Окунание формы Простые литьевые формы Небольшие инвестиции Применима для небольшого количества пластических ма- териалов Толщина стенок определяет- ся технологическим процес- сом
Литьевое прессование Возможна любая толщина стенок Возможность использования для большого количества пластических материалов Короткое время цикла Хорошие возможности для автоматизации Высокая стоимость машин и литьевых форм Экономия при изготовлении изделий большого объема
7.4.3 Недостатки
Недостатки литьевого прессования можно свести к следующим пунктам:
• литьевые формы для этого технологического процесса относительно дороги и
изнашиваются в процессе прессования;
• необходимы дополнительные затраты на модернизацию литьевой машины,
а именно, модуль управления стадией прессования;
• экономически технология оправдана только в рамках крупносерийного про-
изводства (например, компакт-дисков) или при получении изделий, в кото-
рых необходимы минимальные внутренние остаточные напряжения (напри-
мер, оптических линз).
7.4.4 Материалы
При изготовлении тонкостенных изделий материалы с низкой текучестью расплава,
такие, как ПК и полиэфиримид, можно использовать для получения изделий толщи-
ной до 0,5 мм [25]. С другой стороны, ПК с высоким показателем текучести более
подходит для изготовления компакт-дисков. Кроме того, из-за отличных оптиче-
ских свойств ПК большинство линз производится именно из этого материала. К дру-
гим материалам, которые используются в технологии литьевого прессования, отно-
сятся акрил, ПЭ, ПА и ПП, а также термопластичный каучук и термореактивные ма-
териалы [25].
7 Специальные технологии литья под давлением
305
7.4.5 Типичные варианты
применения
Технология литьевого прессования лучше всего
подходит для производства высококачествен-
ных и недорогих компакт-дисков и различных
оптических линз. На рис. 7.18 приведены неко-
торые виды изделий, полученных по этой техно-
логии [44]. В настоящее время заметен интерес
к производству литьевым прессованием тонко-
стенных изделий.
7.4.6 Компьютерный анализ
Рис. 7.18. Изделия, полученные литье-
вым прессованием [44]
литьевого прессования
Для компьютерного анализа данного технологи-
ческого процесса разработано несколько про-
граммных продуктов [45-47]. В анализе исполь-
зуется модель течения Хеле-Шоу для предсказа-
ния продвижения фронта расплава и динами-
ческого распределения давления, температуры и скорости потока во время стадий
впрыска расплава и прессования. Результаты показали, что технология литьевого
прессования одновременно значительно снижает эффект остаточной усадки изделия
и обеспечивает гораздо более равномерную усадку внутри изделия. Кроме того, при
возрастании температуры расплава и снижении скорости смыкания литьевой формы
уменьшается двойное лучепреломление. Скорость потока и температура литьевой
формы не оказывают значительного влияния на коэффициент двойного лучепрелом-
ления. Если учитывать распределение плотности, то температура стенок литьевой
формы оказывает влияние на этот параметр, особенно в областях, прилегающих к
стенкам. Скорость потока, температура расплава и скорость смыкания литьевой фор-
мы не оказывают значительного влияния на распределение плотности [46].
7.5 Литье с декорированием и ламинированием
в форме (литье на подложку)
Технология литья с декорированием в литьевой форме (In-MoldDecoration) включа-
ет в себя установку в форму фрагмента пленки или фольги с последующим впры-
ском расплава полимерного материала с внутренней стороны фрагмента, что приво-
дит к получению изделий с поверхностью, формируемой пленкой/фольгой. Техно-
логический процесс с ламинированием в форме (In-Mold Lamination) отличается от
306
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
описанного выше тем, что используется фрагмент многослойного текстолита. Эти
две технологии представляют собой экономичный способ улучшения и/или моди-
фикации внешнего вида готового изделия (нанесения меток, маркировки, отличи-
тельных признаков и изменения модели) без дорогостоящей обработки на станках.
Слоистый компонент должен обладать свойствами, которые требуются от готового
изделия (например, мягкая на ощупь поверхность или защита от электромагнитных
помех).
7.5.1 Описание технологического процесса
Литье с декорированием в форме
Рулон отформованной пленки с нанесенным типографским или иным способом
декоративным изображением устанавливается на машину. Конец рулона протягива-
ется через литьевую форму и фиксируется точно между ее половинами [48]. В про-
цессе литья расплав полимера контактирует с пленкой и сплавляется с ней таким об-
разом, чтобы после удаления подложки декорированный слой остался на поверхно-
сти изделия. Литьевая машина с дополнительным оборудованием для литья с
декорированием в форме показана на рис. 7.19.
К вариантам литья с декорированием относится технология литья с пленкой
Paintless Film Molding компании BASF. При этом трехслойная пленка, полученная ме-
тодом соэкструзии и у которой пигмент находится между прозрачными поверхност-
ными слоями, сначала за счет термического воздействия получает форму наружной
поверхности изделия, а затем вставляется в фор-
Рис. 7.19. Дополнительное оборудо-
вание для литья с декорированием
формы с устройством для подачи
фольги, встроенным в машину для
литья под давлением [49]
мующую полость и заливается расплавом поли-
мерного материала [50].
По данной технологии можно получать изде-
лия из термопластов с высококачественной, очень
гладкой окрашенной поверхностью и детали, при-
годные для сборки без дополнительного их окра-
шивания или обработки. Несмотря на то что изго-
товление покрытия и нанесение нового цвета осу-
ществляются в литьевой форме, этот способ дает
возможность придавать поверхности металлизи-
рованный или неметаллизированный глянец.
Вместе с этим можно наносить уникальные ри-
сунки и рельеф, которые нельзя достигнуть тра-
диционным окрашиванием.
Наряду с литьем под давлением, декорирова-
ние в литьевой форме используется и в других
технологических процессах, в том числе в литье
со вспениванием, раздувном формовании, литье
реактопластов и ротационном формовании [25].
7 Специальные технологии литья под давлением
307
Литье с ламинированием в форме
Вместо тонкого слоя пленки/фольги в данной технологии используется текстолит,
который для покрытия расплавом полимера с внутренней стороны устанавливается на
плоскость разъема. В литьевой форме текстолит устанавливается либо как фрагмент
листа, размотанного с рулона, либо с использованием рамы с зажимами. Когда есть не-
обходимость в термоформовании текстолита, то метод рамы с зажимами дает возмож-
ность добиться его предварительной деформации во время операции смыкания формы.
Эта технология известна так же, как литье на тканевую подложку [ 51,52 ] и использует-
ся для изготовления приборных щитков и панелей салона автомобиля.
Для ламинирования в литьевой форме внешний видимый слой слоистого пла-
стика может быть изготовлен из пленок сложного полиэфира, ПА, ПП, ПВХ или
АБС, хлопковой ткани (плетеной, вязаной, ворсистой или полученной переплетени-
ем с неразрезанным ворсом) или из кожи. Внешний слой обычно получается с набо-
ром свойств, которые и создают внешний вид изделия или его структуру. Предпо-
чтительнее низкопрофильная текстура, поскольку эффект разглаживания убирает
выпуклые места и петли на ткани. Чтобы сделать изделие мягким на ощупь, обычно
между тканью и базовым материалом изделия добавляют промежуточный вспенен-
ный слой ПУ, ПП, ПВХ или полиэфирсульфона. Под пенопластом находится слой
подкладки, которая используется для защиты наружного слоя от сдвига и смещения,
предотвращения проникновения расплава в промежуточный слой и обеспечения его
термической изоляции от расплава. Слой подкладки может быть из плетеной, вяза-
ной или неворсистой ткани. Типичные структуры поверхностей, полученных лить-
ем с ламинированием в форме, приведены в табл. 7.6.
Чтобы избежать повреждения или нежелательных изгибов слоистого пластика
во время литья, предпочтительнее использовать низкое давление впрыска и низкую
температуру расплава. Это обстоятельство при литье с ламинированием дает воз-
можность использовать следующие технологии: литье при низком давлении (см.
раздел 7.8) и литьевое прессование (см. раздел 7.4).
7.5.2 Преимущества
При сравнении обычных методов декорирования поверхности, к которым относятся
окрашивание, нанесение металлизированного слоя, горячая штамповка, и других
различных способов окраски, декорирование и ламинирование в форме и литье на
пленку дают широкий диапазон преимуществ [55]:
• экономичность — потенциальная экономия может составить от 15 до 25%;
• технологический процесс не оказывает воздействия на окружающую среду,
так как отсутствуют пары растворителей, выделяющиеся во время адгезии
слоев; конечное изделие не требует дополнительной обработки;
• декорированный слой демонстрирует прочное сцепление с литой частью из-
делия вместе с высокой механической износостойкостью и хорошей химиче-
ской стойкостью;
308
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Таблица 7.6. Типичные структуры изделий, полученных литьем с ламинированием
в форме [53, 54]
Структура Типичный размер Материалы Функции
Материал для (внеш- него) покрытия Фольга: от 0,25 до 1 мм Текстиль: от 0,25 до 4 мм Фольга: ПВХ, АБС Текстиль: ПЭТ, ПА, ПП Декоративная Тактильные свойства
Вспененный слой Фольга: от 1 до 3 мм ПУ, ПВХ, ПП Мягкость на ощупь, термоизоляция
Подложка Фольга: от 0,5 до 1 мм ПЭТ, ПП Термоизоляция, ста- билизация поверхно- стного материала, повышенное сопро- тивление разрыву, улучшенная адгезия
Базовый материал От 2 до 3 мм ПП, АБС, сополимер АБС/ПК Определяет форму, придает жесткость изделию
• допускается использование шлифовки изделия, если это необходимо для со-
ответствия эксплуатационным и техническим требованиям;
• возможно трехмерное декорирование изделия, которое ограничивается до-
пусками на деформацию пленки/фольги и слоистого пластика.
7.5.3 Недостатки
К недостаткам литья с декорированием и ламинированием внутри литьевой формы
следует отнести затраты на вспомогательное оборудование, а также дополнительные
этапы по подаче, отрезанию, подготовке и установке в литьевую форму декоратив-
ных элементов из пленки/фольги и слоистого пластика. Хотя, если применяются де-
коративные материалы, нечувствительные к внешнему воздействию, могут быть ис-
пользованы и обычные литьевые машины, но экономически более выгодно исполь-
зовать специальное оборудование.
К другим недостаткам относятся увеличение продолжительности цикла литья
(увеличение теплоизоляции, связанного наличием декоративного слоя), деформа-
ция изделия из-за неравномерного охлаждения, брак из-за механических поврежде-
ний, коробление, изгиб, изменение оттенков, чрезмерное натяжение и проявление
линий спая на декоративном слое.
7 Специальные технологии литья под давлением
309
7.5.4 Конструкция литьевой формы
и особенности технологического процесса
Чтобы гарантировать качество изделий, изготовленных литьем с декорированием в
форме, следует учитывать специальные условия при конструировании как самого изде-
лия, так и литьевой формы, выборе поверхностного и базового материалов (подложки).
Конструкция литьевой формы
Часто для литья с декорированием в форме может быть адаптирована стандарт-
ная оснастка, однако всегда рекомендуется конструировать ее специально. Кроме
традиционных правил конструирования следует принять во внимание следующие
особенности:
• Для процесса декорирования пленка/фольга должна быть заведена в литье-
вую форму между направляющими колонками и должна перемещаться вбли-
зи (но не задевать) поверхности литьевой формы.
• Конструкция литьевой формы и способ фиксации декоративного слоистого
пластика должны гарантировать, что материал не будет растянут в процессе
смыкания формы.
• Сложные поверхности могут привести к вовлечению воздуха или растягива-
нию пленки или слоистого пластика.
• Линии спая и утяжины, которые возникают из-за ребер, становятся более за-
метными, особенно для тонких пленок и тканых материалов, вследствие на-
копления в них декорирующего материала.
• Впрыск расплава полимера следует проводить таким образом, чтобы он не
приводил к неправильному смещению или деформированию декоративного
слоистого пластика, что приводит к короблению декоративного слоя или по-
вреждению структуры поверхности пленки/фольги или трехмерной структу-
ры тканого материала.
• Поскольку декоративный слоистый пластик обычно установлен на подвиж-
ной плите, изделие должно извлекаться из противоположной полуформы.
Это поможет избежать следов от толкателей на декоративной стороне изде-
лия, лицевая часть которой прилегает к подвижной части литьевой формы.
• При декорировании пленкой/фольгой в многогнездных литьевых формах
материал должен быть достаточно широким, чтобы покрывать все полости.
• Следует обеспечить отвод летучих веществ между пленкой/фольгой и по-
движной полуформой, чтобы предотвратить вовлечение воздуха и, как след-
ствие, подгорания во время впрыска расплава.
• Необходимо выполнять меры предосторожности, чтобы гарантировать непо-
падание расплава на внешнюю сторону декоративного слоистого пластика
как через него, так через его края.
• Конструкция формы должна иметь возможность автоматической установки
декоративного слоистого пластика.
310
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Особенности технологического процесса
Рассматриваемые технологии мало отличаются друг от друга. Например, чтобы
избежать нежелательного смещения декоративного слоистого пластика, особен-
но при первом контакте расплава с ним, необходимо снизить скорость начального
впрыска. Кроме того, скорость впрыска регулируется таким образом, чтобы необ-
ходимое давление впрыска было минимальным. Следует заметить, что для литья
под давлением, если нарисовать зависимость давления впрыска, необходимого
для заполнения формующей полости, от времени, мы получим кривую в форме
латинской буквы U, то есть минимум необходимого давления впрыска приходит-
ся на середину цикла. Такая форма кривой связана с коротким временем началь-
ного впрыска, при котором скорость расплава высока, поэтому, чтобы заполнить
формующую полость и избежать охлаждения полимера, возрастающего с увели-
чением времени впрыска, прилагается высокое давление. Все это приводит к по-
вышению вязкости расплава, что, в свою очередь, требует повышения давления
при заполнении формы. Кривая зависимости давления впрыска от времени силь-
но зависит от используемых материалов, а также от геометрической формы по-
лости и конструкции литьевой формы. Если необходимое давление превышает
значение, которое допустимо из-за наличия декорирующего элемента и из-за со-
отношения длина потока/толщина стенок, то нам надо рассмотреть другие техно-
логии литья, которые допускают литье при низком давлении, как это было описа-
но выше [56].
Очень важную роль в процессе играет контроль температуры стенок литьевой
формы, поскольку декорирующий слой очень чувствителен к данному параметру.
Обычно температура расплава превышает максимальную температуру, которая
допустима для декоративного слоистого пластика. Это является одной из причин
добавления подложки, поскольку она, с одной стороны, изолирует расплав, а с дру-
гой — уменьшает вероятность его прорыва через декорирующий слой или через
края этого слоя. В то же время из-за изолирующего эффекта декоративного слои-
стого пластика температуру той части литьевой формы, к которой он прилегает,
следует установить меньше, чтобы сбалансировать охлаждение и избежать дефор-
мации изделия.
7.5.5 Материалы
Если рассматривать пластмассы, используемые в качестве базового материала, то в
этой технологии можно использовать практически все термопласты [57]. Макси-
мальный объем выпускаемой продукции по данной технологии приходится на ПП
(в основном для применения в автомобилестроительной промышленности).
Слоистый пластик должен иметь хорошие термическую стабильность и эла-
стичность, поскольку он подвергается воздействию высокой температуры и давле-
нию впрыскиваемого расплава. Изменение цвета внешней поверхности обычно яв-
ляется результатом термодеструкции. Кроме того, эластичность слоистого пласти-
7 Специальные технологии литья под давлением
311
ка ограничивает его применение. Плохая способность к расширению приводит к
разрыву, а повышенная — к избыточному растяжению материала, что, в свою оче-
редь, сказывается на яркости поверхности, или появлению прозрачных мест, через
которые виден базовый материал. Одним из важных условий, которое следует учи-
тывать, является окончательная совместимость и адгезия декоративного слоисто-
го пластика к базовому полимеру. Склеивание декоративного слоистого пластика
и базового материала может быть осуществлено добавлением слоя реактопласта
или за счет проникновения расплава внутрь слоя на задней поверхности слоистого
пластика.
Поскольку вторичная переработка (рециклинг) слоистого пластика играет все
бблыпую роль, то использование в этом качестве композиций на базе полиолефи-
нов является экономически обоснованным решением [58]. Более того, из-за специ-
альных характеристик процесса допустимо использование в качестве базового ма-
териала вторичного сырья. Например, рециклированный ПП наиболее популярен
при изготовлении изделий автомобильной промышленности. Следует отметить,
что присутствие металлизированной пленки в слоистом пластике делает рецик-
линг более трудной задачей.
7.5.6 Типичные варианты применения
Рассматриваемые в данном разделе технологии могут использоваться для получе-
ния разнообразных изделий с декоративной поверхностью. Например, декорирова-
ние в форме было использовано в автомобилестроении для изготовления плоских
крыш, бамперов и корпусов наружных зеркал, а также колпаков фар (рис. 7.20- 7.22)
и боковых окрашенных молдингов [35]. В табл. 7.7 приведены некоторые примеры
из различных отраслей индустрии, в производстве которых используются описы-
ваемые технологии.
Рис. 7.20. Колпаки для автомобильных
фар с прозрачной пленкой, изготовленные
литьем с декорирования в форме под низ-
ким давлением (с разрешения Hettinga
Technologies Inc.)
312
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 7.21. Панели интерьера автомобильного салона
с поверхностью из текстолита. Получены литьем с ла-
минированием при низком давлении (с разрешения
Hettinga Technologies Inc.)
Рис. 7.22. Каркас стула, декорирован-
ного тканью с рисунком и вставками был
получен литьем с ламинированием при
низком давлении [35] (с разрешения
Hettinga Technologies Inc.)
Таблица 7.7. Примеры изделий, полученных декорированием и ламинированием
в литьевой форме [25, 55]
Область применения Литые изделия
Автомобилестроительная промышленность Панели автомобильного интерьера, элементы управ- ления кондиционером, стойки, колпаки для колес, шкала тахометра, фирменные знаки
Бытовая техника Панели управления устройств (например, панели сти- ральной машины, передняя панель микроволновой печи, корпус тостера и т. д.)
Устройства средств связи Клавиатуры и мембранные переключатели для сото- вых телефонов
Радиопромышленность Блоки для упаковки кассет, крышки кассетных пле- еров, передние панели видеомагнитофонов
Спортивные принадлежности Косметическая промышленность Хоккейные клюшки, лыжные палки Пудреницы
7 Специальные технологии литья под давлением
313
7.6 Литье под давлением со вставкой
и на металлическое основание
Литьем со вставкой {Insert Molding) называется процесс, в котором вставки из
металла или других материалов предварительно устанавливаются в формующую
полость литьевой формы, а после выполнения цикла литья под давлением становят-
ся частью изделия. С другой стороны, литье многофункциональной конструкции на
шасси представляет собой наплавление полимера на перфорированную металличе-
скую основу (обычно лист металла), в результате чего образуются функциональные
элементы из пластика, которые прочно связаны с основой или закреплены на ней.
Использование этих технологий при средних или массовых уровнях производства
приводит к значительной экономии за счет того, что процессы сборки и окончатель-
ной обработки изделий осуществляются в ходе выполнения одного цикла. Значи-
тельно усиливает экономический эффект этой технологии использование роботизи-
рованных комплексов или автоматов для установки и извлечения вставок.
7.6.1 Литье под давлением со вставкой
В некоторых отраслях, например, в автомобилестроительной, электронной, воло-
конной оптике и медицине, возникает необходимость соединения пластмассовых и
металлических деталей. Литье со вставкой практически аналогично многокомпо-
нентному литью (см. раздел 7.11) и литью с декорированием в форме (см. раз-
дел 7.5), поскольку здесь вставка также предварительно устанавливается в формую-
щую долость, куда затем будет подан расплав полимера. Следует заметить, что в
процессе многокомпонентного литья со вставкой в форму устанавливается предва-
рительно отлитый пластиковый компонент, а в процессе декорирования в форму ус-
танавливаются пленка, фольга или ткань с нужным рисунком или цветом. В этом
разделе основной упор сделан на вставках, которые не отлиты из пластика и не явля-
ются фрагментами пленки, фольги или ткани.
В процессе литья со вставкой расплав полимера впрыскивается в литьевую фор-
му, где предварительно установлена вставка. Такими компонентами, вплавленными
затем в полимер, могут быть крепежные изделия, шпильки, кольца, стойки, клеммы,
вставки с резьбой и металлические проводящие полоски. На рис. 7.23 представлены
два изделия, полученные по рассматриваемой технологии. Вставки необходимо ус-
тановить в литьевую форму вручную (с помощью робота) до впрыска полимера в по-
лость. Их фиксируют в литьевой форме в специальном углублении или с помощью
магнита [49]. Наиболее часто в таких процессах используются вертикальные литье-
вые машины с литьевыми формами, установленными на вращающемся столе, и со
специальными автоматическими системами, которые облегчают установку и пози-
ционирование вставок. Кроме того, в таких системах есть возможность увеличить
производительность за счет одновременной установки вставки в одну форму и осу-
ществления впрыска в другую. Автоматизация установки вставок приводит к сокра-
314
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 7.23. Металлический стержень с резьбой, на кото-
рый наплавлена пластиковая головка, что улучшает за-
хват, и блок электрического соленоида со вставленными
металлическими штырьками (с разрешения Engineering
Industries Inc.)
щению длительности цикла. За
счет точной установки повыша-
ются качество изделий и эффек-
тивность производства.
Одним из перспективных на-
правлений литья со вставкой яв-
ляется заливка пластиком элек-
тронных чипов. Разрабатывают
новые эпоксидные компаунды
для литья, которые допускают
большее время пребывания рас-
плава в цилиндре литьевой ма-
шины. Статью о направлениях
развития машин для литья со
вставкой и о новой технологии
изготовления электронных чи-
пов можно найти в [59].
7.6.2 Литье на металлическое основание
(Outsort Molding)
Наиболее часто такая технология применяется для наплавления полимера опреде-
ленной формы на основание из металла (например, лист металла), которое устанав-
ливается и фиксируется в формующей полости. Металлические основания имеют
отверстия, в которые попадает полимер, создавая фиксаторы для наплавленных
многофункциональных элементов. Такими элементами могут быть полуоси, под-
шипники, втулки, направляющие, штырьки, дистанционные втулки, валы, разъемы
с фиксаторами, спиральные и пластинчатые пружины, нажимные кнопки, подвиж-
ные элементы, способные вращаться и перемещаться в продольном направлении.
Металлическое
основание
Рис. 7.24. Изделия, полученные литьем на металлическое основание
7 Специальные технологии литья под давлением
315
Рис. 7.25. Отдельные компоненты тестера, полученные литьем на металлическое основание [60]
Возможность иметь подвижные компоненты на металлическом листе (например,
упругие пружины, скользящие элементы, перемещающиеся вдоль поверхности)
значительно снижает стоимость конструкции. Такой комбинированный метод изго-
товления сочетает в себе устойчивость к силовым нагрузкам металлического осно-
вания с большими возможностями конструирования и преимуществами технологии
изготовления, присущими термопластам. В настоящее время экономический эф-
фект может достигать до 40% по сравнению с обычными способами производства,
при использовании которых необходимы предварительное изготовление и сборка
отдельных элементов [60].
На рис. 7.24 и 7.25 показаны различные изделия и компоненты для сборки тесте-
ра, изготовленные по технологии литья на металлическое основание.
Металлическое основание должно быть толщиной от 1 до 2 мм, с отклонениями
по толщине не более 0,1 мм. Задиры на краях перфорированных отверстий должны
быть удалены. Перед выполнением литья металлический лист следует обезжирить и
выровнять. В основании должны быть просверлены два отверстия на расстоянии
друг от друга большем, чем половина ширины, чтобы можно было точно позициони-
ровать заготовку внутри формующей полости. Следует принимать во внимание то,
что металл будет расширяться при касании разогретой литьевой формы. Поэтому
рекомендуется, чтобы одно из отверстий имело овальную форму.
7.7 Микрослоистое литье под давлением
В технологии микрослоистого литья под давлением {Microlayer {Lamellar) Injection
Molding) используются питательный модуль и мультипликаторы слоев, которые
смешивают потоки расплава от двух узлов впрыска, чтобы создавать дозы неболь-
316
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
шого объема с четко выраженной морфологией слоистой структуры с последующим
прямым впрыском в форму. В результате получают изделия, структура которых со-
стоит из слоев различных полимеров, что значительно улучшает такие свойства, как
барьерные, стабильность размеров, термоустойчивость и оптическая прозрачность,
сравнимая с изделиями, изготовленными из одного полимера или обычных поли-
мерных смесей.
7.7.1 Описание технологического процесса
Технология микрослоистого литья под давлением была разработана в начале 1990-х гг.
[61]. Создание микрослоев происходит путем одновременного впрыска двух компо-
нентов с заранее определенной скоростью в питательный модуль для создания пред-
варительной слоистой структуры. В результате получается поток, который прохо-
дит через серию мультипликаторов, где снова разделяются и смешиваются слои
в целях увеличения их количества и уменьшения толщины каждого их них
(рис. 7.26-7.28). После впрыска в литьевую форму слоистая структура механически
удерживается и затвердевает в виде изделия (рис. 7.29) [62].
7.7.2 Преимущества
Микрослоистое литье под давлением сочетает в себе преимущества соэкструзии
и литья под давлением за счет одновременного впрыска двух компонентов и уве-
Рис. 7.26. Схема процесса микрослоистого литья:
1 — многослойный поток расплава; 2 — новая структура потока; 3 — смешение слоев и уменьшение
толщины; 4 — разделение потоков; 5 — поток с предварительной структурой; 6 — узел впрыска «В»;
7 — узел впрыска «А»; 8 — мультипликатор
7 Специальные технологии литья под давлением
317
Рис. 7.27. Блок мультипликатора с трехкратным разделением слоев:
а — разделение слоев и изменение их ориентации; b — расширение отдельных слоев для восстановления
их исходной толщины; с — восстановление отдельных потоков в зоне сжатия, что приводит к восстановле-
нию исходного сечения
Мультипликаторы
Узел питания —►
Рис. 7.28. Узел трехслойной подачи и увеличения слоев
Рис. 7.29. Микрофотографии поперечных срезов изделий, полученных микрослоистым литьем
318
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
личения количества слоев, получения потока расплава с тонкой, хорошо разли-
чимой структурой микрослоев при отсутствии круговой симметрии изделий или
наличия формующих полостей с известным объемом в отдельных литьевых
формах.
На основе непрерывного производства слоистой структуры создана отличная
альтернатива получению полимерного расплава путем смешения, в результате кото-
рой получается структура, сильно зависящая от свойств компонентов и параметров
процесса. Существуют данные, что проницаемость кислорода по амплитуде улучша-
ется на один или два порядка по сравнению материалами из однослойного ПЭТ или
обычных смесей [62]. Более того, с помощью этой технологии получаются материа-
лы со значительно более высокими термо- и химической стойкостью, стабильно-
стью размеров и оптической прозрачностью.
7.7.3 Недостатки
К недостаткам данной технологии следует отнести высокую стоимость оборудова-
ния и необходимость его длительной настройки, что является типичным при вне-
дрении новой технологии. К основным трудностям также относятся создание и
управление слоистой структурой для выполнения технологических требований
к готовому изделию, фонтанный эффект переднего фронта расплава, высокая ско-
рость сдвига в процессе впрыска, разрывы и слияния слоистой структуры, плохая
адгезия с несовместимыми полимерами, а также невозможность повторной перера-
ботки отходов и бывших в употреблении изделий.
7.7.4 Материалы
В микрослоистом литье под давлением могут быть использованы разнообразные
композиции полимеров, особенно многофазные системы, которые используют ком-
бинации пластмасс для бытового и технического назначения с небольшим количест-
вом (от 2 до 20%) полимеров с хорошими барьерными свойствами. Оптимизация
свойств композиции также может быть достигнута за счет правильного выбора мате-
риалов и структуры. Список материалов, которые потенциально могут быть исполь-
зованы в данной технологии, приведен в табл. 7.8.
7.7.5 Типичные направления применения
Микрослоистое литье под давлением считается более предпочтительным способом
переработки во многих областях применения:
• строительные изделия, для которых требуются высокая химическая и терми-
ческая стойкость и/или стабильность размеров;
7 Специальные технологии литья под давлением
319
• бытовые изделия или товары, для которых требуются продолжительное со-
хранение оптической прозрачности и/или термостойкость и устойчивость по
отношению к растворителям;
• медицинские устройства и изделия;
• упаковочные товары для продуктов и химических товаров, для которых тре-
буются высокие барьерные свойства;
• автомобильные детали для таких систем, как топливная и гидравличе-
ская [62].
Таблица 7.8. Список материалов, которые могут быть использованы
для получения изделий по технологии микрослоистого литья под давлением [62]
Комбинации материалов Полезные свойства
пк/пэт ПК/ПБТ Полиолефин/адгезив/ этиленвиниловый спирт Полиолефин/адгезив/ПА ПС/ПА АБС/термопластичный ПУ ПК/термопластичный ПУ Комбинации полимеров с добавлением и без добавления наполнителей (например, ПП с наполнителем и ПП, ПК с наполнителем и ПК, ПК с наполнителем и АБС, АБС с Заполните- лем и ПК) Комбинации хрупких и вязких полимеров Комбинации технических термопластов с термопластичными жидкокристаллическими полимерами Бромированные сополимеры ПК с АБС Комбинации исходных и утилизированных, бывших в употреблении полимеров Прозрачность, барьерные свойства и хими- ческая стойкость Термостойкость и стойкость к действию рас- творителей Газонепроницаемость и стойкость по отно- шению к растворителям Газонепроницаемость и стойкость по отно- шению к растворителям Газонепроницаемость и прозрачность Стойкость по отношению к растворителям Стойкость по отношению к растворителям, термостойкость и оптическая прозрачность Желаемый баланс свойств, КЛТР, прочность и термостойкость Взаимное улучшение механических свойств Усиление термопластичными жидкокристал- лическими полимерами Огнестойкость Изменение свойств материала и экономия средств
7.8 Литье при низком давлении
Литье при низком давлении (Low-Pressure Injection Molding} — это один из вариан-
тов оптимизации традиционной технологии литья под давлением. Она включает
в себя целую серию усовершенствований, которые позволяют поддерживать дав-
320
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ление впрыска (а следовательно, усилие смыкания формы) на предельно низких
значениях. К основным преимуществам литья низкого давления следует отнести
снижение требований к величине усилия смыкания формы, более дешевые литье-
вые формы и снижение усилия при литьевом прессовании. Оно также способству-
ет уменьшению себестоимости изделий, если используется литье с декорировани-
ем в форме.
7.8.1 Описание технологического процесса
Положительный результат в процессе литья при низком давлении достигается за
счет правильного управления частотой вращения шнека и противодавлением пла-
стикации для управления температурным профилем расплава в дозе впрыска, а так-
же за счет точной регулировки скорости впрыска и давления. Это позволяет поддер-
живать их надостаточно низком уровне и управлять скоростью перемещения фрон-
та расплава при заполнении. При этом используются впускные литники обычного
размера, а также пленочные литники и/или запирающиеся сопла ГКС, которые от-
крываются последовательно, в зависимости от объема дозы впрыска, за счет этого
уменьшается длина пути течения расплава, а это, в свою очередь, устраняет опас-
ность возникновения линий спая. Стадия подпитки становится ненужной при усло-
вии впрыска точно рассчитанной дозы расплава без вытекания. Наиболее известны-
ми вариантами литья при низком давлении являются литье на подложку, Inverted
Force Molding и Thermoplastic Solid Molding™ [35].
С помощью современной электроники и гидравлики, которыми управляет ком-
пьютер, технологический процесс может поддерживать плотный постоянный фронт
расплава при небольшом давлении.
Управление температурным профилем дозы впрыска
Почти все тепло, необходимое для заполнения формы, поступает от пластика-
ции, что является следствием небольшой скорости впрыска и нормального размера
впускного литника [63]. Это отличается от обычного литья под давлением, в кото-
ром существенная доля тепловой энергии генерируется за счет сил вязкого трения.
Управление температурным профилем дозы впрыска осуществляется за счет изме-
нения частоты вращения шнека и противодавления на конце шнека во время стадии
пластикации. Следует заметить, что эффективное соотношение длина/диаметр
(L/D) шнека уменьшается (при длине хода от 1 до 5 диаметров), когда шнек отходит
назад для подготовки дозы впрыска. Для того чтобы скомпенсировать изменяющую-
ся длину пластикации шнека, улучшить смешение и увеличить сдвиговые напряже-
ния, используется электрогидравлическое устройство увеличения противодавления
на конце шнека. Частота вращения шнека также имеет временной профиль
(рис. 7.30).
7 Специальные технологии литья под давлением
321
Рис. 7.30. Типичные кривые изменения для частоты
вращения шнека (об/мин), обратного давления, ско-
рости впрыска и давления впрыска в процессе литья
при низком давлении
Управление давлением
и скоростью впрыска
Профиль изменения давления
впрыска устанавливается таким обра-
зом, чтобы управлять впрыском в про-
цессе заполнения формы. Как показа-
но на рис. 7.30, начальная скорость
впрыска невелика, чтобы гарантиро-
вать равномерную скорость течения в
литьевой форме. После поступления
расплава в формующую полость ско-
рость устанавливается таким образом,
чтобы фронт расплава перемещался с
одинаковой скоростью во время всей
стадии впрыска. Профиль изменения
давления в общем случае выглядит в
виде перевернутой буквы U (рис. 7.30). Это понижает быстрый рост давления, кото-
рый обычно наблюдается в традиционном литье под давлением [64].
Материал затвердевает практически мгновенно, как только соприкасается с хо-
лодной стенкой литьевой формы. Скорость фронта расплава определяет усилие, ко-
торое создается потоком, а также степень ориентации молекул и волокон в зонах
вблизи поверхности изделия. Изменение ориентации внутри изделия из-за измене-
ния скорости фронта расплава в процессе заполнения формы приводит к различной
усадке и деформации изделия. Поэтому желательно поддерживать скорость переме-
щения фронта расплава постоянной, чтобы создавать одинаковую ориентацию мо-
лекул и волокон во всем изделии.
Точное управление дозой впрыска без стадии уплотнения
Литье при низком давлении не создает высокого давления на стадиях уплотне-
ния и выдержки, как это происходит в традиционном литье под давлением. Поэтому
установка точного объема дозы впрыска очень важна. Так как впускной литник не
застывает после полного завершения процесса заполнения формующей полости, то
возможна некоторая компенсация термической усадки и нет необходимости для уп-
лотнения и выдержки под высоким давлением. Очевидно, что раковины и утяжины
будут возникать в зонах наибольшей толщины изделия, на выступах и в других по-
добных местах, пока не завершена компенсация объемной усадки полимера. Есть
данные, что литье при низком давлении в общем случае позволяет использовать рас-
плавленный материал при более низкой температуре. Это обещает относительно
одинаковые времена цикла, даже если заполнение полости происходит медленнее.
Многопозиционная литьевая машина
Требования к технологическому процессу литья при низком давлении позволя-
ют использовать менее дорогое оборудование с меньшим усилием смыкания. По-
322
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
скольку величина усилия смыкания здесь для литья большинства изделий в
3-4 раза меньше, чем в традиционной технологии, то вместо стальных форм можно
использовать алюминиевые. Кроме того, устройства и программные средства управ-
ления дают возможность с помощью одного узла впрыска обслуживать несколько
позиций с литьевыми формами, которые предназначаются для выпуска разных по
размеру, форме, весу и конфигурации изделий. На рис. 7.31 приведен пример маши-
ны для литья при низком давлении с шестью позициями, которая позволяет после-
довательно производить различные изделия.
Управление многоточечным объемным впрыском
Управление многоточечным объемным впрыском (Multi-Point Volumetric
Injection Control™) оптимизирует заполнение литьевых форм в выбранных критиче-
ских точках для литья крупногабаритных изделий и при использовании материалов
с высокой вязкостью за счет последовательного открывания и закрывания запираю-
щихся сопел ГКС. Время открывания и закрывания определяется по измерению
объема впрыска вместо стандартной схемы переключения по времени в других кас-
кадных впрысках (или последовательному управлению соплами ГКС). Преимуще-
ством определения времени переключения по объему впрыска заключается в том,
что процесс переключения горячих каналов всегда связан с текущей стадией запол-
нения вне зависимости от изменений скорости, необходимой для данного техноло-
гического процесса. В качестве примера на рис. 7.32 показано заполнение литьевой
формы при изготовлении передней части бампера.
Сначала полимер впрыскивается через центральный впускной литник (коллек-
тор ГКС). После того как поток полимера доходит до двух следующих впускных
литников (сопел), происходит их открывание, центральный впускной литник на ко-
роткое время закрывается. Этот процесс продолжается до тех пор, пока формующая
полость не будет заполнена полностью. Очевидно, что использование многовпуско-
вой литниковой системы будет уменьшать длину пути течения расплава, таким об-
разом снижая требования к давлению впрыска [65]. Кроме того, последовательное
открывание и закрывание впускных литников устраняет опасность возникновения
Рис. 7.31. Многопозиционная литьевая машина (с разрешения Hettinga Technologies Inc.)
7 Специальные технологии литья под давлением
323
линий спая. Если необходимо, то ско-
рость впрыска расплава может быть от-
регулирована последовательно для каж-
дого из мест впуска. В тех случаях, когда
необходимо давление уплотнения, все
впускные литники могут быть открыты
вновь в конце стадии впрыска.
Литье на подложку
Рис. 7.32. Передняя часть бампера, изготов-
ленная методом управления многоточечным
объемным впрыском
<Этот процесс включает в себя пред-
варительную установку слоев ткани,
пленки или других материалов внутрь
формы перед литьем для формирования
слоистой структуры (подробнее см. раз-
дел 7.5). Включение ткани или пленки создает дополнительный изолирующий слой;
это вынуждает впрыскивать расплав при меньшей скорости, чтобы избежать повре-
ждения или смещения подложки.
Литье на подложку считается одним из наиболее удачных вариантов литья при
низком давлении, поскольку оно исключает необходимость использования много-
слойных тканей и специального клея. Исследование показало, что процесс литья на
подложку, который состоит из одного цикла, приводит к уменьшению веса изделия
(до 12%) и к экономии по себестоимости (64%) по сравнению с обычным методом
приклеивания ткани [63].
7.8.2 Преимущества
Технология литья при низком давлении имеет следующие преимущества:
• снижение требований к усилию смыкания литьевой формы, что позволяет ис-
пользовать более дешевые формы;
• достижение меньших внутренних напряжений в готовом изделии и улучшение
его потребительских свойств;
• возможность совмещения с другими литьевыми технологиями (например,
с литьем на подложку);
• возможность производства изделий большого размера при экономии сырья от
5 до 8%;
• возможность снижения температуры расплава и сокращения общего времени
цикла;
• возможность уменьшения давления во впускных литниках и формующей по-
лости формы;
• возможность сокращения затрат на дополнительную обработку изделий и на
весь процесс производства.
324
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
7.8.3 Недостатки
Поскольку применение литья при низком давлении в различных технологиях при-
водит к снижению давления впрыска, то этот процесс не предвещает неблагоприят-
ных эффектов.
7.8.4 Материалы
Для литья при низком давлении успешно используется большая гамма материалов,
а именно: термопластичные и термореактивные материалы, сополимеры и смеси ма-
териалов с наполнителем, вторичное сырье и даже каучуки. На практике чаще всего
используется ПП из-за его низкой стоимости и хороших физических и механиче-
ских характеристик. Существует большое количество тканей и пленок, которые мо-
гут быть использованы в литье с наслоением. Для материалов с волоконными напол-
нителями обычный размер впускного литника снижает вероятность повреждения
волокон.
7.8.5 Типичные варианты применения
Кроме уже упомянутых изделий (см. рис. 7.21, 7.22) технология литья при низком
давлении используется для изготовления разнообразных автомобильных компо-
нентов — от приборных досок, консолей, панелей интерьера (рис. 7.33), накладок
порогов дверей и козырьков до колпаков фар (см. рис. 7.20), обшивки потолка са-
лона, бамперов и драпировки. К другим областям применения относятся контейне-
ры для перевозки строительных материалов (рис. 7.34), грузовые поддоны, корпу-
са бытовой техники (рис. 7.35), оборудование для ванных комнат (рис. 7.36) и
строительные панели. К крупным изделиям относятся кабины грузовых автомоби-
лей и корпуса лодок.
7.9 Микролитье
Микролитье (литье под давлением микроизделий, Micro-Injection molding) дает воз-
можность изготавливать изделия, чьи эксплуатационные размеры, функциональ-
ные особенности и требования связаны с размерами порядка нескольких миллимет-
ров или даже микронов. Из-за миниатюрных параметров отливок требуется исполь-
зование специальных литьевых машин и дополнительного оборудования, чтобы
выполнять такие задачи, как регулирование объема дозы, вакуумирование формую-
щей полости, впрыск, извлечение, проверка, разделение, перемещение, ориентация
и упаковка готовых изделий. Необходимо применять специальную технологию при
работе с оформляющими деталями литьевой формы.
7 Специальные технологии литья под давлением
325
Рис. 7.33. Панели интерьера салона авто-
мобиля, которые устраняют необходи-
мость использования дорогой плотной
ткани с прочной подложкой (с разреше-
ния Hettinga Technologies Inc.)
Рис. 7.34. Набор тонкостенных кухонных принад-
лежностей, которые были изготовлены из линейного
ПЭВП (с разрешения Hettinga Technologies Inc.)
Рис. 7.35. Корпуса офисной оргтехники
(с разрешения Hettinga Technologies Inc.)
Рис. 7.36. Раковина, изготовленная по техно-
логии литья при низком давлении (с разреше-
ния Hettinga Technologies Inc.)
326
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
7.9.1 Описание технологического процесса
Необходимость производства изделий миниатюрных размеров и выпуска оборудо-
вания, которое было бы в состоянии производить их с нужной точностью, возникла в
середине 1980-х гг., и с тех пор спрос на такие изделия постоянно растет [66].
Среди множества способов получения микроизделий [67, 68] процессы литья
под давлением имеют преимущества из-за уже большой практики их применения,
а также высокого уровня автоматизации и короткого времени цикла [69].
Классификация процессов микролитья
Поскольку нет ясности, каким образом дать определение микролитью, предпри-
мем попытку классификации на основе изделий, получаемых по этой технологии [70]:
• миниатюрные отливки, которые весят несколько миллиграммов и могут
иметь размеры в несколько микронов (например, микрошестерни, микро-
кнопки — рис. 7.37);
• изделия обычного размера, но имеющие микроструктурные участки или
функциональные особенности (например, компакт-диски, оптические линзы
с микроструктурой на поверхности и матрицы для изготовления миниатюр-
ных шестеренок для точной механики) [72] (рис. 7.38);
• прецизионные микроизделия, которые могут иметь любые размеры, но до-
пустимые отклонения для них составляют микроны (например, разъемы для
оптоволоконной технологии).
Рис. 7.37. Управляющий штырь,
полученный микролитьем
Требования к оборудованию
Рассматриваемая технология литья тре-
бует особого отношения к оборудованию,
технологическому процессу, изготовлению
литьевых форм и т. д.
Рис. 7.38. Миниатюрные шестерни,
изготовленные микролитьем
7 Специальные технологии литья под давлением
327
С помощью современных литьевых машин можно добиваться впечатляющих ре-
зультатов, но здесь они должны быть адаптированы под соответствие специальным
требованиям при литье миниатюрных деталей [69]:
• небольшие узлы пластикации, шнеки диаметром от 12 до 18 мм и укорочен-
ной длины с соотношением L/D около 15, чтобы избежать деструкции из-за
продолжительного времени задержки;
• прецизионное управление объемом дозы впрыска и желаемой скоростью
впрыска;
• многократный контроль процесса, например, переключения от стадии запол-
нения к стадии уплотнения по положению шнека или давлению в полости
(второе предпочтительнее);
• возможность повышения температуры стенок литьевой формы до такого
уровня (иногда температура должна быть несколько выше температуры рас-
плава полимера), чтобы избежать преждевременного затвердевания расплава
в сверхтонких местах изделия;
• вакуумирование литьевой формы, если толщина стенок изделия становит-
ся меньше 5 мкм (порядок сечения вентиляционного канала);
• использование последовательных запирающихся сопел ГКС, чтобы избежать
просачивания материала через сопло из-за высокой температуры расплава;
• точное совмещение деталей формы и плавные скорости смыкания и размыка-
ния литьевой формы, чтобы избежать деформации тонких мест изделий;
• применение специальной технологии извлечения литых изделий для провер-
ки и упаковки;
• установка кожухов или размещение оборудования в боксах с обдувом лами-
нарным воздушным потоком, чтобы избежать загрязнения миниатюрных ли-
тых деталей («чистая комната»).
Очевидно, что уменьшение размеров изделия и дозы впрыска делает использо-
вание обычных литьевых машин экономически неоправданным для технологии
микролитья. В результате было разработано много специализированных машин
[66]. Кроме различных особенностей, которые были описаны выше, эти машины
иногда комплектуются отдельным поршневым дозирующим компрессором для
впрыска и имеют шнек специальной конструкции. Все это дополнительное обору-
дование предназначено для точного измерения объема дозы и устранения проблем,
связанных с деструкцией материала, являющейся следствием наличия зон застоя в
шнеках обычной конструкции. Поскольку размер и вес миниатюрных литых дета-
лей сильно отличаются от таких же характеристик обычных деталей, то следует
выполнить несколько определенных операций, чтобы гарантировать правильное
извлечение изделия. Например, на литьевую машину может быть установлена сис-
тема видеонаблюдения, чтобы регистрировать ход процесса. Наряду с этим извле-
чение изделий может осуществляться с помощью вакуумных присосок, которые
позволяют разделять изделия и ориентировать их в пространстве для контроля ка-
чества и упаковки. Есть также устройства, использующие электростатический
принцип или продувку формы. Для миниатюрных деталей нельзя применять тра-
328
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
диционные методы контроля, например, измерение веса (здесь также используется
видеосистема). Поскольку миниатюрные изделия очень часто используются в
каких-либо блоках, их специально ориентируют таким образом, чтобы они были
готовы для сборки.
Изготовление литьевых форм
В изготовлении литьевых форм для миниатюрных отливок могут быть исполь-
зованы различные технологии, такие, как механическая обработка или обработка
коронным разрядом. Однако размеры очень быстро выходят за пределы ограниче-
ний из-за износа поверхностей оформляющих деталей и формующих полостей. Для
изготовления знаков и полостей для микролитья используют технологии из области
микроэлектроники (например, LIGA — это аббревиатура немецкого названия техно-
логии, которая включает в себя литографию, гальванопластику и дублирование ме-
тодом литья под давлением [73, 74]).
Для этих целей применяются также ультрапрецизионная механическая обра-
ботка, лазерная резка и обработка коронным разрядом [69].
Процесс литья
Для литьевой формы необходима специальная система нагрева и охлаждения.
Было разработано несколько систем, обеспечивающих желаемое динамическое
управление температурой в литьевой форме. Например, система «вариотерм»
(vario therm) имеет два масляных контура, масло в которых находится при разных
температурах, чтобы обеспечить подогрев и охлаждение литьевой формы на стади-
ях заполнения и охлаждения, соответственно. [75]. С другой стороны, система ин-
дукционного подогрева создает максимум подогрева литьевой формы перед впры-
ском [76]. Кроме этого, сообщается об успешном использовании патронных нагре-
вателей для управления температурой литьевой формы [77]. Следует также
отметить использование термодатчиков в литьевой форме, высокоточных направ-
ляющих, систем вакуумирования формы, встроенных систем подрезания литни-
ков, роботизированных систем извлечения изделия и систем очистки литьевых
форм, которые срабатывают после каждого цикла. Все эти факторы играют важную
роль в управлении процессами производства, эффективным перемещением и упа-
ковкой изделий.
Для того чтобы гарантировать правильное заполнение формующей полости, вы-
сокие скорости впрыска и высокое давление, максимально допустимые температу-
ры плавления, необходимо управление температурой стенок литьевой формы. Лит-
никовая система большого диаметра используется, чтобы создать достаточно боль-
шую дозу впрыска, надежное переключение и избежать деструкции материала.
7.9.2 Преимущества
Технология микролитья предназначена для производства миниатюрных деталей.
Она не составляет конкуренции другим технологиям литья под давлением.
7 Специальные технологии литья под давлением
329
7.9.3 Недостатки
Поскольку миниатюрные детали не имеют достаточного веса, чтобы система управ-
ления машиной была в состоянии его регистрировать, некоторые машины имеют
литники повышенного размера для того, чтобы машина могла точно выдерживать
параметры и осуществлять мониторинг производства изделий. При этих условиях в
литниках может находиться до 90% общего веса дозы впрыска. Это приводит к суще-
ственному росту отходов, поскольку материал, оставшийся в литниках, не может
быть утилизирован в большинстве применений. Наконец, из-за обычно высокого со-
отношения поверхности к объему в изделиях литьевая форма в процессе впрыска
должна быть нагрета до температуры, которая выше точки плавления материала,
чтобы предотвратить преждевременное затвердевание, а такой подогрев приводит к
увеличению времени цикла.
7.9.4 Материалы
Почти все материалы, пригодные для литья изделий обычного размера, также могут
быть использованы в микролитье. Сообщалось об использовании следующих мате-
риалов: ПК, ПММА, ПА, полиэфиримид и силиконовый каучук. Можно также при-
менять технологию реакционного литья под давлением, используя материалы на ба-
зе акрилатов, амидов и силиконов [67].
7.9.5 Типичные варианты применения
На рынке наблюдается быстрый рост потребления изделий, полученных микро-
литьем, особенно это заметно в таких секторах, как оптические телекоммуникации,
хранение компьютерных данных, медицинские и биотехнологии, а также в изготов-
лении оборудования и машиностроении. К изделиям, полученным микролитьем, от-
носятся детали часов и видеокамер, автомобильные датчики, головки для чте-
ния/записи жестких дисков и приводов компакт-дисков, медицинские датчики,
микронасосы, прецизионные шестерни, шкивы и шнеки, оптоволоконные переклю-
чатели, микромоторы, хирургические инструменты, а также компоненты телеком-
муникационного оборудования [66, 78].
7.10 Литье по технологии MuCell
Литье по технологии MuCell (коммерческое название этой технологии Microcellular
Injection Molding) — это смешение «сверхкритического газа» (обычно используется
азот или углекислый газ) с расплавом полимера в материальном цилиндре машины
для создания однофазного раствора. В процессе литья газ формирует равномерно
330
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
распределенные поры (пузырьки) малого размера — диаметром от 0,1 до 10 мкм.
Внутреннее давление возрастает из-за того, что образуется пенистая структура,
которая устраняет необходимость прикладывать давление уплотнения, что улучша-
ет стабильность размеров изделия. Этот процесс используется для экономии поли-
мерного материала без ухудшения механических свойств изделия. Поскольку моле-
кулы газа заполняют свободные вакансии между молекулами полимера, это эффек-
тивно уменьшает вязкость и температуру стеклования полимера, что позволяет
получать литые изделия при более низких температурах и давлениях.
7.10.1 Описание технологического процесса
Микропористыми пластмассами называются однофазные растворы полимера и газа
за счет растворения или насыщения полимера сверхкритической жидкостью (СО2
или N2), процесс образования центров кристаллизации регулируется за счет измене-
ния давления и температуры.
В результате этого процесса образуется пористый материал с диаметром пор от
0,1 до 10 мкм (рис. 7.39) и плотностью пор от 109 до 1015 на один кубический санти-
метр. Л/иСе//-процесс был предложен Сахом и сотрудниками как средство экономии
сырья при производстве массивных полимерных изделий [79]. Основной задачей
является сохранение механических свойств. Даже при уменьшении веса изделия на
5-95% за счет замены полимера газом значительно увеличивается прочность изде-
лия (поры также служат барьерами на пути трещин, «затупляя» их концы) [79].
Микропористый ПС имеет в пять раз большую ударную прочность, чем ПС, перера-
ботанный без насыщения газом [80, 81]. Усталостная долговечность ПК с относи-
тельной плотностью пор 0,97 в четыре раза больше, чем у аналога из ненасыщенного
газом материала [82]. Более того, поскольку газ заполняет все незаполненные моле-
кулярные вакансии между молекулами полимера, он значительно уменьшает вяз-
кость [83, 84] и температуру стеклования расплава [79, 85-87]. Поэтому материал
можно обрабатывать при значительно более низких давлениях и температурах.
Рис. 7.39. Микрофотография микропористого ПС (с разрешения Institute of Chemistry,
The Chinese Academy of Science)
7 Специальные технологии литья под давлением
331
В табл. 7.9 приведено сравнение некоторых свойств микропористых материалов с их
ненасыщенными газом аналогами.
Наряду с операциями, которые присущи обычному литью под давлением, техно-
логия MuCell включает в себя четыре других:
• Атмосферный газ (N2 и СО2) впрыскивается в материальный цилиндр маши-
ны для формирования раствора полимер-газ.
• Большое число центров кристаллизации (упорядочивание по величине вы-
ше, чем при обычных процессах вспенивания) происходит за счет быстрого и
значительного падения давления.
• Рост пор контролируется такими параметрами процесса, как давление и тем-
пература в расплаве.
• Формование изделия происходит внутри литьевой формы.
Несмотря на то что в полимере может быть растворено значительное число
жидкостей (или газов), многие из них либо корродирующие, либо более дорогие или
представляют опасность для здоровья людей.
К наиболее часто используемым газам в процессе MuCell относятся N2 и СО2.
Растворимость углекислого газа выше, чем растворимость азота, однако азот имеет
тенденцию к образованию более мелких пор и дает лучшее качество поверхности из-
делия. Чтобы увеличить скорость диффузии азота и углекислого газа в полимере,
используется механическое смешение и создание сдвиговых напряжений между га-
зом и полимером, что также увеличивает поверхность контакта газа с полимером и
уменьшает размеры несмешанных областей. Кроме того, растворимость газа улуч-
шается за счет его перевода в «сверхкритическое» состояние. В этом состоянии газ
ведет себя как жидкость (сверхкритическая жидкость), поэтому его количество
можно точно измерить перед вводом в расплав полимера, но при этом он сохраняет
высокую скорость диффузии, что обусловливает его равномерное распределение и
растворение в расплаве. Поступление сверхкритического газа в расплав полимера
обеспечивается за счет использования отдельной системы, в которой установлен на-
сос для сжижения газа. Поступление газа в узел впрыска измеряется электромагнит-
ным дозирующим клапаном, который управляется микроконтроллером машины.
Для создания раствора газ-полимер используется шнек специальной конструкции.
Его можно использовать как для описываемой технологии, так и в традиционном
литье.
Растворимость газа возрастает с повышением давления и уменьшением темпера-
туры. Перед впрыском давление расплава поддерживается на необходимом уровне с
высоким противодавлением шнека, чтобы сохранять газ растворенным в полимере.
Кроме того, процесс требует определенной скорости впрыска, чтобы удерживать газ в
растворенном состоянии до начала образования микропористой структуры в литье-
вой форме [88]. Уплотнение нежелательно, поскольку оно задерживает образование
пор растворенным газом. Более того, внутреннее давление растущих пор заменяет
давление выдержки.
Во время впрыска образование пор зависит от условий процесса, к которым от-
носятся давление и температура расплава. Размер пор в общем случае обратно про-
332
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
порционален их плотности и определяется термодинамикой кристаллизации и рос-
та пор, а также количеством газа, растворенного в полимере.
Таблица 7.9. Сравнение свойств микропористых и сплошных полимерных материалов
Свойства Сплошные (ненасыщенные газом) Микропористые
Соотношение плотностей (р/рСПлошная) 1,0 0,05-0,95
100,0 35(ПС)1
Температура стеклования (Тд) *С 145,0 65 (ПК/СО2) 2
90,7 50,8 (ПММА/СО2)3
Соотношение вязкостей (п/Лсплошная) 1,0 -0,20 4 -0.01-0.0015
Соотношение прочностей на растяжение (Т/Т) 1,0 -1,7 (ПЭВП/ПП/СО2)2
Соотношение удлинений при пиковых нагруз- ках (Ц/Цсплошная) 1,0 -1,1 (ПЭВП/ПП/СО2)6
Соотношение коэффициентов ударной проч- ности (111сплошная) 1,0 -5,0 7
Соотношение усталостной долговечности (^/^сплошная) 1,0 -4,0 (ПК/СО2) 8
Примечания:1 ПС с 10% СО2 [85]. 2 СО2 /ПК при 9 МПа [86]. 3 СО2 /ПММА при 15,2 МПа [87].
4 ПС с 4% СО2 [84].5 При соответствующих условиях [81 ].6 [80].7 [80,81 ].8 При удельной плотности
0,97 [82].
В принципе, чем больше количество газа, растворенного в полимере, тем больше
плотность пор и тем меньше их размер. Обычно диаметры пор лежат в области от 0,1
до 10 мкм (по сравнению с 250 мкм или более при получении конструкционного пе-
нопласта). Размеры пор настолько малы, что их невозможно разглядеть невоору-
женным глазом, поэтому такие отливки могут походить на изделия из сплошного по-
лимерного материала с приемлемым внешним видом. Основными отличиями между
изделиями, изготовленными по технологии микропористого литья, и изделиями,
изготовленными по обычной технологии, являются способ формирования структу-
ры, размеры и распределение пор, ограничения на толщину и физические свойства, а
также внешний вид изделий.
7.10.2 Преимущества
Утверждается, что технологический процесс MuCell, кроме экономии сырьевого ма-
териала, имеет следующие преимущества [89]:
• контролируемое уменьшение веса до 95% в зависимости от используемого
материала;
7 Специальные технологии литья под давлением
333
• использование сверхкритических жидкостей в качестве порообразующих ве-
ществ уменьшает вязкость расплава, что, в свою очередь, обусловливает су-
щественное снижение температуры процесса (вплоть до 78 °C), гидравличе-
ского давления впрыска на 30-50% и усилия смыкания на 30%;
• уменьшение вязкости расплава и усилия смыкания позволяет увеличить чис-
ло гнезд или отливать изделия больших размеров без повышения усилия
смыкания;
• сокращение времени цикла из-за снижения температуры расплава (за счет
снижения температуры стеклования), улучшенного заполнения литьевой
формы (за счет меньшей вязкости), эндотермической реакции при образова-
нии центров кристаллизации и росте пор, что ускоряет охлаждение, восста-
новления нормальной температуры стеклования материала и быстрой нитри-
фикации после диффузии газа из микропористого материала, сокращение
или вообще устранение стадии выдержки;
• отсутствие утяжин, деформации и внутренних напряжений;
• возможность выпуска изделий толщиной до 0,5 мкм.
Наряду с этим можно использовать литьевые машины, предназначенные для ли-
тья по технологии MuCell как по прямому назначению, так и для традиционного ли-
тья. Mzz Се//-процесс не требует использования дополнительных пенообразующих
реагентов, физических пенообразующих реагентов на основе гидрокарбонатов, хи-
мически активных компонентов или реагентов, способствующих образованию цен-
тров кристаллизации.
7.10.3 Недостатки
Несмотря на такое развитие и новые приложения, основные требования при исполь-
зовании литья по технологии MuCell заключаются в организации непрерывного из-
готовления изделий со скоростью, приемлемой для массового производства, а также
в управлении термодинамическим состоянием (за счет изменения температуры и
давления), чтобы создать маленькие и равномерно распределенные поры во всем
объеме изделия. Кроме этого, организация технологического процесса требует
затрат на модернизацию оборудования (около 10-15% от стоимости машины) и на
приобретение лицензий. Из-за наличия пор могут возникать ограничения на приме-
нение технологии, например, когда требуются прозрачные изделия. Наконец, изде-
лия, полученные по технологии MuCell, нуждаются в стабилизации давления газа
внутри пор; при этом происходит удаление газа из изделия за счет диффузии до вы-
равнивания внутреннего давления с атмосферным.
7.10.4 Материалы
В настоящее время по данной технологии могут перерабатываться такие материалы
с наполнителями и без них, как ПА, ПК, ПП, ПС, ПЭ, ПК/АБС, высокотемператур-
334
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ные сульфоны, полиэфиримиды, а также ПБТ, полиэфиркетоны и термопластичные
эластомеры.
7.10.5 Типичные варианты применения
Литые изделия, изготовленные по технологии микропористого литья, могут приме-
няться при строительстве жилых и промышленных зданий, при изготовлении
спортинвентаря, в автомобилестроительной, электрической, электронной, химиче-
ской и биохимической промышленности [79]. Микропористое литье может приме-
няться вместе с технологией литья на подложку благодаря низким давлению и тем-
пературе, что дает возможность исключить возможность повреждения расплавом
пленки или ткани. В качестве примеров специального применения можно привести
блоки плавких предохранителей, ручки медицинских приборов, уплотнительные
прокладки для воздухозаборных коллекторов автомобилей.
7.11 Многокомпонентное литье
Многокомпонентное литье {Multicomponent Injection Molding) является универсаль-
ной технологией литья под давлением, популярность которой все время растет. Она
обеспечивает большие возможности при конструировании и экономичном изготов-
лении многоцветных или многофункциональных устройств. После разработки тех-
нологии использования многогнездных литьевых форм и стратегии короткого
впрыска расплава этот технологический процесс состоит из заливки полимером
другого полимерного материала в виде литой пластиковой вставки, чтобы совмес-
тить в одном изделии свойства разных материалов.
При этом уменьшается или вообще исчезает необходимость сборки, склеивания
или сварки. Чтобы совместить все процессы в одну операцию, следует использовать
предлагаемое на рынке специальное оборудование — модули для многоточечного
впрыска, вращающийся стол с литьевыми формами и/или подвижную основу.
7.11.1 Описание технологического процесса
Технология отличается от двухкомпонентного сэндвич-литья (см. раздел 7.1), кото-
рое также служит для соединения различных материалов в одном литом изделии.
В процессе многокомпонентного литья под давлением происходит впрыск расплава
разных полимеров на разных стадиях процесса с использованием различных мат-
риц, пуансонов или формующих полостей различной геометрической формы. Фак-
тически сначала отливается пластмассовая вставка, которая затем перемещается в
другую формующую полость, в которой ее заливают другим полимером. Форма вто-
рой полости определяется формами вставки и конечного изделия. Соединение двух
7 Специальные технологии литья под давлением
335
различных материалов может быть осуществлено за счет механического сцепления,
термического или химического сваривания [90].
Многокомпонентное литье под давлением несколько десятков лет назад было
известно как многоцветное литье и использовалось в производстве клавиш для пи-
шущих машинок в целях прочного нанесения на них цифровых и буквенных симво-
лов. С тех пор эта технология постоянно развивалась. Решение о выборе нужного
варианта технологии зависит от необходимых объемов производства, требований к
качеству, а также возможностей и желаний производителей. Например, без допол-
нительных инвестиций для производства многокомпонентных отливок можно ис-
пользовать две разные литьевые формы и традиционные литьевые машины. В этом
случае сначала отливается вставка, которая затем устанавливается во вторую литье-
вую форму, где заливается вторым полимером. Однако к недостатку данной техно-
логии относится включение дополнительных операций по перемещению и установ-
ке вставки во вторую литьевую форму. Тем не менее операции по установке и извле-
чению вставки, а также литьевое оборудование могут быть оптимизированы за счет
использования управляемых роботизированных или автоматизированных ком-
плексов.
Другим часто используемым вариантом многокомпонетного литья является вра-
щение литьевой формы и использование специальных узлов впрыска (рис. 7.40) [90].
После того как вставка отлита, гидравлический или электрический сервопривод пово-
рачивает матрицу и изделие на 180 градусов (или на 120 градусов для изделия из трех
материалов) для нового впрыска. Это наиболее быстрый и наиболее часто используе-
мый способ, потому что две или три детали могут быть изготовлены в течение одного
цикла. Инженерные коммуникации (охлаждающая вода, сжатый воздух или специ-
альная система охлаждения) подключаются к вращающейся полуформе через цен-
тральный блок. Устройство для вращения может быть встроено либо в литьевую фор-
му, либо в плиту литьевой машины.
Если есть набор деталей, которые
требуют перемещения поворотом,
то экономически более выгодно
иметь устройство вращения, встро-
енное в литьевую машину (то есть
заплатить за эту возможность один
раз), чем каждый раз покупать раз-
ные формы с устройствами враще-
ния на каждой.
Другой вариант многокомпо-
нентного литья включает автома-
тическое расширение формующей
полости за счет подвижных пуан-
сонов, когда вставка находится в рис> 7.40. Вращающаяся форма, которая использует-
литьевой форме (рис. 7.41). Если ся для производства изделий по технологии многоком-
быть более точным, то пуансон понентного впрыска в автоматическом режиме
336
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 7.41. Многокомпонентное литье под давлением с использованием подвижных пуансонов
смещается (отходит) во время затвердевания вставки, чтобы создать свободное про-
странство для впрыска другого материала в ту же формующую полость.
7.11.2 Преимущества
Рис. 7.42. Ударопрочный корпус мобильного телефона
мягкий на ощупь, изготовленный из термопластичного
эластомера, наплавленного на вставку из АБС, и про-
зрачные кнопки, изготовленные из АБС черного цвета,
соединенного с прозрачным акрилом (с разрешения
Youmura Company Ltd}
Многокомпонентное литье предлагает новые возможности, которые позволяют
комбинировать несколько термопластов внутри литьевой формы, что приводит к
устранению необходимости по-
следующей сборки изделия и
снижению общих затрат на про-
изводство. Этот технологиче-
ский процесс представляет собой
новую степень свободы в про-
мышленном дизайне и улучшает
внешний вид и качество изделия,
снижает его себестоимость и рас-
ширяет функциональные воз-
можности (рис. 7.42).
Более того, возможность из-
готовления многокомпонентных
изделий на одной машине устра-
няет необходимость перемеще-
ния деталей при выполнении
разных технологических про-
цессов, а это приводит к эконо-
мии на перемещении, устране-
нию потерь во время сборки и
экономии производственных
площадей [25].
7 Специальные технологии литья под давлением
337
7.11.3 Недостатки
К недостаткам процесса следует отнести необходимость дополнительных вложе-
ний для использования более сложных литьевых форм и узлов впрыска, а также
необходимость приобретения специальной системы управления. Однако следует
заметить, что стоимость оборудования для многокомпонентного литья снижается
в результате того, что производители машин делают литьевые машины модульны-
ми [91].
7.11.4 Материалы
Для технологии многокомпонентного литья выбор материалов играет решающую
роль. Необходимо провести тщательный анализ для определения их совместимости,
химической устойчивости и износоустойчивости, а также возможности эксплуата-
ции в условиях окружающей среды и соответствия другим специальным требовани-
ям. Различные комбинации материалов приводят к широкому диапазону прочности
сцепления базового материала с наплавленным на него другим полимером.
Можно добиваться сцепления от нулевого уровня до прочности химической свя-
зи, когда материалы взаимодействуют на молекулярном уровне и создают сверх-
прочное сцепление, которое характеризуется продолжительным сроком службы в
условиях агрессивной химической или окружающей среды. Поскольку многоком-
понентное литье включает в себя сцепление различных материалов в одном ком-
плексном изделии, то прочность сцепления материалов играет важную роль. К фак-
торам, которые влияют на прочность сцепления, относятся совместимость, темпера-
тура технологического процесса, площадь контактных поверхностей, текстура,
последовательность выполнения впрысков и конструкция деталей при их механиче-
ском сцеплении [25]. Одним из наиболее распространенных приложений этой тех-
нологии является заливка гибким термопластичным эластомером твердой основы
для создания изделий, обладающих повышенной прочностью и являющихся мягки-
ми на ощупь. В табл. 7.3 приведена базовая информация для большого количества
сочетаний различных полимерных материалов; однако настоятельно рекомендуется
проконсультироваться с поставщиком сырья для подтверждения правильности вы-
бора материалов и их совместимости.
7.11.5 Типичные варианты применения
По технологии многокомпонентного литья можно производить изделия сложной
формы с широким диапазоном применения — от электрических и потребительских
товаров до различных специальных отраслей промышленности.
338
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 7.43. Примеры изделий, из-
готовленных по технологии много-
компонентного литья (с разреше-
ния Appliance Manufactured Maga-
zine)
Таблица 7.10. Типичные применения изделий,
полученных многокомпонентным литьем [25]
Автомобилестроительная промышленность 1 Остальные отрасли
Корпус замка Вентиляционная решетка Разъемы для подушек безопасности Уплотнения дверей Заслонка воздуховода (без адгезии) Многоцветные рассеивате- ли задних стоп-сигнальных огней Зубные щетки Ручки для инструментов Игрушки Кнопки различных уст- ройств Петли (без адгезии) Корпуса электробритв Корпуса пультов дистанци- онного управления для те- левизоров \ \
На рис. 7.43 представлены изделия, полученные
многокомпонентным литьем.
7.12 Tехнология Live-Feed Injection Molding
Технология Live-Feed Injection Molding (LFIM) основана на том, что к поверхности
твердеющего расплава прикладываются макроскопические сдвиговые усилия для ре-
гулирования процесса затвердевания в целях улучшения микроструктуры изделия.
Переменное по времени усилие, прикладываемое через несколько каналов поступле-
ния полимера, создается парой поршней, которые перемещаются в каналах специаль-
ной головки между материальным цилиндром машины и литьевой формой. Вибрация
расплава поддерживает материал во впускных литниках в расплавленном состоянии,
в то время как в форме в процессе затвердевания образуются слои из молекул и воло-
кон, ориентированных в разных направлениях. Этот процесс дает возможность полу-
чать изделия без пустот, трещин, утяжин или линий спая. Вместе с тем процесс позво-
ляет осуществить заданную ориентацию волокон в армированных изделиях, что силь-
но увеличивает их прочность по сравнению с традиционной технологией литья под
давлением. Другое название технологии — литье под давлением с управлением ориен-
тацией за счет сдвига {Shear Controlled Orientation Injection Molding, SCORIM) [92].
7.12.1 Описание технологического процесса
Данный технологический процесс требует специальной технологической головки,
которая устанавливается на выходе цилиндра, и переходных колец. Головка имеет
гидравлические цилиндры двухстороннего действия — по разные стороны с каждой
стороны от канала подачи основного потока (рис. 7.44). Головка дает возможность
Гидравлические цилиндры и
поршни двухстороннего действия
Рис. 7.44. Технология LFIM обеспечивает три различных режима давления, которые позволяют динамически перемещать и уплотнять
расплав полимера внутри литьевой формы
Фаза 1 (начало стадии выдержки): Поршни совершают движение в прямом и обратном направлениях один или более раз за время уплотнения
расплава шнеком (сохранение давления выдержки)
Фаза 2 (выдержка): Поршни совершают движение в прямом и обратном направлениях вместе один или более раз в процессе приложения уси-
лия сжатие/создание разрежения, когда полимер находится в расплавленном сосотоянии.
Фаза 3 (завершение фазы выдержки): Поршни находятся в крайнем нижнем положении для сохранения сжатия, пока происходит отверждение.
Начинается пластикация следующей дозы
Специальные технологии литья под давлением 339
340
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
каждому потоку расплава заполнить свою загрузочную камеру, которая соединена с
соплом машины и с литниковой системой. В каждой камере есть независимая регу-
лировка поршня, которая может установить переменное давление в своей части по-
тока.
Поршни имеют программируемый привод, что дает возможность динамически
воздействовать на расплавленный материал в литьевой форме. На одну головку мо-
жет быть установлено до четырех поршней. Чтобы установить данную головку на су-
ществующие литьевые машины, необходимо, чтобы между цилиндром машины и
литьевой формой было расстояние не меньше 35 см. Кроме этого нужна гидравличе-
ская система для привода поршней.
В процессе литья литьевая форма сначала заполняется расплавом, как и в традици-
онном процессе литья под давлением. Чтобы быть точным, расплав полимера впрыски-
вается из цилиндра в форму через один или оба поршневых канала (рис. 7.44). В исход-
ном положении поршни отведены назад. Как только расплав начинает охлаждаться,
поршни начинают двигаться вперед и назад в соответствии с запрограммированной по-
следовательностью. Сначала движение поршней создает вибрацию давления расплава
(если установлены два поршня, то они перемещаются в противофазе), что приводит к
перемещению и сдвиговым деформациям расплава внутри полости и во впускных лит-
никах. Затем поршни начинают вибрировать, синхронно создавая сжатие и разряжение
на поверхности расплава. В результате новый материал попадает в расплав, что приво-
дит к компенсации усадки и заполняет пустоты. На последней стадии оба поршня ока-
зывают одинаковое постоянное давление (см. рис. 7.44).
Рис. 7.45. Технологический процесс LFIM
позволяет осуществлять ориентацию арми-
рованных волокон в отливке. Данная микро-
фотография показывает поперечно-ориен-
тированные слеи-илринудительную ориен-
тацию волокон из-за изменения потока
полимера (с разрешения Cinpress Ltd)
Запрограммированная последователь-
ность работы силового привода делает рас-
плав в полости «живым», что приводит к уст-
ранению или минимизации физических де-
фектов в изделии и изменению морфологии
взаимодействия молекул и армирующих во-
локон в желаемом направлении. Приводятся
данные, что такой процесс приводит к эффек-
тивному уплотнению и улучшению физиче-
ских и эксплуатационных характеристик от-
ливки [92, 93]. Например, волокна могут
быть уложены по окружности, если изделие
является кольцом, что значительно улучшает
его прочность. Желаемое направление ориен-
тации волокон выбирают во время конструи-
рования изделия, а на следующем этапе под-
бирается литьевая форма. Микрофотография
образца, представленная на рис. 7.45, иллюст-
рирует образование слоев, ориентированных
в направлении поперечного сдвига, и повы-
шенную ориентацию волокон вследствие из-
7 Специальные технологии литья под давлением
341
менения направления потока полимера. На рис. 7.46 приведены микрофотографии
поверхности хрупкого разрушения по линии спая для образцов, полученных тради-
ционным методом и по технологии SCORIM, соответственно.
Дальнейшее совершенствование технологии LFIM привело к появлению маши-
ны с двумя узлами впрыска и двумя парами поршней для создания сжатия-расши-
рения в форме. За счет настройки последовательности включения парных поршней
можно добиться формирования многослойной структуры [94]. Более того, рассмат-
риваемая технология может быть применена совместно с литьем по технологии
Bright Surface Molding (BSM) для удаления линий спая с поверхностей литых поли-
пропиленовых изделий, пигментированных алюминием (с высоким коэффициен-
том отражения) [95].
7.12.2 Преимущества
Технология LFIM представляет собой запрограммированную последовательность
перемещения расплава для создания равномерного распределения полимера и/или
желаемой ориентации армирующих волокон внутри литьевой формы (см. рис. 7.45 и
7.46). Основными преимуществами данного процесса являются более высокая ста-
бильность размеров, жесткость и ударная вязкость для устранения таких дефектов,
как пустоты, трещины, утяжины и линии спая. К другим преимуществам относятся
дополнительная универсальность конструкции для изделий с тонкими стенками,
тонкие ребра жесткости и основа, более точное соответствие допускам, а также ис-
пользование относительно дешевых материалов. В качестве примера в табл. 7.11
приведено сравнение изделий, полученных традиционным литьем под давлением, и
изделий, изготовленных по технологии LFIM.
Рис. 7.46. Поверхность хрупкого разрушения по линии спая для образца, полученного по тради-
ционной технологии (а), и образца, полученного по технологии SCORIM (Ь). Следует обратить вни-
мание на изменение ориентации волокон в точке формирования линии спая (с разрешения
Cinpress Ltd}
342
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Таблица 7.11. Сравнение механических свойств изделий, полученных традиционным
литьем под давлением и с использованием технологии LFIM [93]
Традиционное литье под давлением Литье по технологии LFIM
Материал Масса, % НА* Модуль упруго- сти при дефор- мации 1 % Прочность при растяжении, МПа Деформация при разруше- нии, % Модуль упруго- сти при дефор- мации 1 % Прочность при растяжении, МПа Деформация при разруше- нии, %
ПЭ высокой молеку- лярной массы 0 1,20 ± ±0,08 25,0 ±0,5 13,0 ± 0,2 4,54 ± ±0,61 83,6 ±5,5 20,8 ±4,2
ПЭ высокой молеку- лярной массы +НА 50/30 4,03 ± ±0,12 39,2 ±0,7 5,9 ±0,4 7,45 ± ±0,21 73,5 ±4,1 18,7 ± 3,1
Сополимер этилен- и винилацетата 0 1,81 ± ±0,16 35,6 ±3,2 5,3 ±0,5 2,97 ± ±0,23 41,8 ±0,8 7,1 ±2,0
Сополимер этилен- и винилацетата +НА 50/30 5,24 ± ±0,34 35,7 ±5,6 1,8 ±0,3 7,09 ± ±0,21 42,8 ±3,1 0,5 ±0,1
* НА (гидроксилапатит) — процент для достижения максимальной деформации при исполь-
зовании традиционного литья под давлением и технологии MLFIM соответственно.
7.12.3 Недостатки
Как и у некоторых других специальных технологий литья под давлением, недостат-
ками рассматриваемого процесса являются использование дополнительных уст-
ройств и оборудования и необходимость управлять параметрами процесса для при-
ложения вибрации к расплаву.
7.12.4 Материалы
В данной технологии могут применяться различные неармированные и армирован-
ные термопласты, термореактивные материалы и жидкокристаллические полимеры,
включая полиолефины, сложные полиэфиры, полиэфирсульфон и полифенилоксид.
7.12.5 Типичные направления применения
Данная трсйология применяется при изготовлении таких ортопедических уст-
ройств, как медицинские имплантанты для протезирования [93].
7 Специальные технологии литья под давлением
343
7.13 Технология Push-Pull Injection Molding
Технология Push-Pull Injection Molding (PPIM) представляет собой способ приложе-
ния вибрационных усилий к расплаву полимера для создания эффекта ориентации в
расплавах, содержащих волокна, или в расплавах кристаллизующихся полимеров.
В этом процессе расплав подается из двух узлов впрыска, расположенных напротив
друг друга, при этом создается возвратно-поступательное движение расплава в про-
цессе впрыска и затвердевания. В результате этого процесса молекулы и волокна
ориентируются в продольном направлении. Это также минимизирует образование
линий спая, предотвращает возникновение пустот, трещин и микропористой струк-
туры в изделиях большого размера.
7.13.1 Описание технологического процесса
Процесс PPIM аналогичен описанному выше (см. раздел 7.12). Он был представлен
компанией Klockner Ferromatik Desma на выставке К 89 [96]. Как показано на рис. 7.47,
для реализации этой технологии в систему добавляют второй узел впрыска, а литьевая
форма имеет два места впуска [90]. Основной узел впрыска подает расплав в полость че-
рез один из впускных литников. Происходит заполнение формующей полости таким
образом, что избыточный расплав попадет во второй узел впрыска, в котором шнек ото-
двинут на 10-15 мм, чтобы освободить пространство для расплава [97]. Затем процесс
происходит в обратном направлении, то есть расплав под действием второго узла впры-
ска подается обратно в формующую полость, после чего цикл повторяется.
При перемещении расплава в прямом и обратном направлениях в литьевой фор-
ме возникает ориентация молекул, которая непрерывно создается и последователь-
но фиксируется по мере затвердевания расплава от внешних слоев по направлению
к разогретому расплаву в центре. Поддерживая расплав полимера в состоянии по-
стоянного перемещения, удается создать в отливке ориентированную структуру по
всему объему. Если литьевая форма имеет сложную геометрию и потоку расплава
приходится обтекать препятствия, то перемещение расплава создает лучшее смеше-
ние в зонах «завихрения» перед ними.
Рис. 7.47. Технология литья под давлением с прямым и обратным перемещением расплава:
1 — основной узел впрыска; 2 и 3 — центральные литниковые каналы; 4 — дополнительный узел впрыска;
5 — литьевая форма
344
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Стандартное число циклов возвратно-поступательного перемещения расплава
равно 10. Частота вращения шнеков обоих узлов может варьироваться для генера-
ции различных давлений внутри формующей полости. Очевидно, что цикл впрыска
в данном процессе имеет ббльшую длительность, чем цикл при использовании тра-
диционной технологии. Однако поскольку постепенное затвердевания расплава
происходит в процессе движения, то суммарное время на заполнение и уплотнение
приблизительно равно длительности этих двух стадий.
Модификация ранее упомянутой системы путем добавления двух дополнитель-
ных узлов впрыска и четырех впускных литников была разработана для получения
изделий с изотропными свойствами. Процесс изменения направления давления в
расплаве происходит в двух взаимно перпендикулярных направлениях за счет попе-
ременного открывания противоположных впускных литников. Другие варианты
данной технологии включают в себя стадию дегазации, изменение длительности
циклов и последовательности открывания впускных литников для компенсации
градиентов охлаждения, а также использование азота для отливки полых изделий
(аналогично литью с газом) [96,98]. В качестве примера на рис. 7.48 и 7.49 приведен
элемент стабилизатора автомобиля, изготовленный по технологии, использующей
одновременно и PPIM, и литье с газом. До впрыска газа было совершено шесть цик-
лов возвратно-поступательного движения.
7.13.2 Преимущества и недостатки
Недостатки и преимущества технологии PPIM идентичны тем, которые описаны для
технологии LFIM (см. раздел. 7.12).
Рис. 7.48. Автомобильный стабилизатор, из-
готовленный по смешанной технологии PPIM и
литья с газом. Используемый материал арома-
тический ПА с 50%-ным содержанием наполни-
теля (короткие стекловолокна) (с разрешения
Structoform GmbH)
Рис. 7.49. Элемент стабилизатора автомоби-
ля, изготовленный по смешанной технологии
PPIM и литья с газом. Используемый материал
ароматический ПА с 50%-ным содержанием
наполнителя (короткие стекловолокна) (с раз-
решения Structoform GmbH)
7 Специальные технологии литья под давлением
345
7.13.3 Материалы
Для данной технологии хорошо подходят
ПА, армированные стекловолокном. В ре-
зультате получаются изделия с большей
на 30% жесткостью в продольном направ-
лении.
Кроме того, технология PPIM может
использоваться для литья частично кри-
сталлизующихся полимеров и этих же по-
лимеров, армированных стекловолокна-
ми [98]. Повышенная степень ориентиро-
вания частично кристаллизующихся поли-
меров приводит к дополнительному увели-
чению прочности при растяжении на 150%
и ударной вязкости на 250%, согласно дан-
ным, опубликованным производителем
материала [25]. В других применениях уда-
ется устранить анизотропию механических
свойств жидкокристаллических полиме-
ров, делая их ортотропными [99].
Рис. 7.50. Рама иллюминатора, изготовлен-
ная из жидкокристаллического полимера по
технологии PPIM (с разрешения Kld'kner
Ferromatik)
7.13.4 Типичные варианты применения
Возможно применение данной технологии для изготовления деталей автомобилей,
а также компонентов для аэрокосмической и электронной промышленности. На
рис. 7.50 в качестве примера приведена рама иллюминатора, изготовленная из жид-
кокристаллического полимера по технологии PPIM. Кроме того, технология PPIM
имеет определенный потенциал для литья под давлением с добавлением порошко-
вых материалов из металла или керамики (см. раздел 7.14).
7.14 Литье с добавлением неполимерных
порошковых материалов
Литье под давлением с добавлением порошковых неполимерных материалов {Pow-
der Injection Molding) позволяет получать изделия, сочетающие в себе универсаль-
ность формы (за счет использования литья под давлением) с прочностью металла и
керамики. Это быстро развивающаяся область изготовления изделий из металла и
керамики, используемая в тех случаях, когда требуется производить изделия боль-
ших размеров, с высокими эксплуатационными характеристиками, меньшей стои-
мости и сложной формы. В этих процессах специально подобранная смесь из порош-
346
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
кового металла или керамики с полимером в качестве связующего впрыскивается в
литьевую форму, где происходит формование нужного изделия — полуфабриката,
или так называемого «зеленого продукта» (green part). Этот процесс по своей сути
похож на традиционное литье под давлением. После завершения отливки полимер-
ное связующее удаляется, и получается «коричневое изделие» (brown part), которое
подвергается спеканию для формирования связей между частицами порошка с
прочностью, характерной для металлических материалов. В результате получается
готовый продукт с необходимыми механическими и физическими свойствами.
7.14.1 Описание процесса
Литье под давлением с добавлением порошков из металла и керамики предназначе-
но для изготовления металлических и керамических изделий сложной формы, кото-
рые раньше можно было изготовить только путем дорогостоящей механической об-
работки или собрать из отдельных деталей [100-104]. На рис. 7.51 показаны основ-
ные этапы рассматриваемой технологии: смешение для приготовления исходного
сырья, расплавление, удаление связующего полимера, спекание. Последние два эта-
па могут быть объединены в одну операцию термической обработки.
Литье под
давлением
«Зеленое «Коричневое Готовые
изделие» изделие» изделия
Рис. 7.51. Основные этапы процесса литья под давле-
нием с добавлением порошковых неполимерных мате-
риалов
Смешение для получения
исходного сырья (компаунда)
Исходным сырьем является
смесь порошка неполимерного ма-
териала и связующего компонента,
который поставляется в виде табле-
ток или гранул. Получение исход-
ного сырья заключается в смешении
просеянного керамического сырья
или порошковых металлических
сплавов и полимерного связующего
таким образом, чтобы получить со-
став, пригодный для плавления. По-
рошки обычно представляют собой
малые частицы с размерами в диа-
пазоне от 0,1 до 20 мкм почти сфери-
ческой формы, что позволяет обес-
печить необходимое уплотнение.
В принципе, с использованием это-
го метода можно перерабатывать
любой металл, который можно по-
лучить в форме порошка. Одним из
7 Специальные технологии литья под давлением
347
исключений является алюминий, поскольку на поверхности частиц алюминиевого по-
рошка образуется слой оксида алюминия, что не дает возможности произвести спека-
ние. Обычно используются порошки из нержавеющей стали, инструментальной стали,
железа, силикатов, циркония и нитрида кремния. В качестве связующего чаще всего ис-
пользуют такие термопласты, как ПЭ, но также могут быть использованы ацетилцел-
люлоза, фенилсилоксановая смола и др. Связующее обычно состоит из двух или трех
компонентов: термопластов и смазок, модификаторов вязкости, а также добавок для
смачивания и последующего удаления связующего.
Типичный компаунд на 60% (по объему) состоит из порошков и на 40% из свя-
зующего. Для смешения при повышенной температуре (от 100 до 200 °C) обычно ис-
пользуются двухшнековые экструдеры. На выходе из экструдера смесь перемалыва-
ется в таблетки и гранулы, которые затем используются в процессе литья под давле-
нием. Существуют пять факторов, которые определяют состояние компаунда:
характеристика порошков, компоненты связующего, соотношение порошок/свя-
зующее, способ смешения и способ получения гранул.
Литье
Оборудование для рассматриваемой технологии аналогично тому, которое ис-
пользуется в традиционном литье, за исключением того, что отливка получается боль-
ших размеров, что компенсирует усадку при спекании. В течение стадии плавления
гранулы сырья нагреваются до температуры от 150 до 200 °C, и расплав впрыскивает-
ся в форму под давлением от 35 до 140 МПа в течение 30-60 с (зависит от размеров из-
делия и фракционного состава сырья) [101]. Литьевая форма также может быть горя-
чей для управления вязкостью смеси или находиться при комнатной температуре для
обеспечения охлаждения. В конце цикла отливка (так называемое «зеленое изделие»)
имеет прочную «карандашную структуру» и готова для автоматического выброса из
литьевой формы с помощью толкателей. Следует заметить, что в зависимости от ис-
пользуемого связующего отливка может быть очень хрупкой; поэтому дорогие изде-
лия желательно удалять из формы с помощью специальной системы извлечения.
Удаление связующего
Основной целью данного этапа является удаление связующего за короткое вре-
мя и с минимальным воздействием на форму изделия. Удаление обычно осуществ-
ляется одним из трех способов:
• термическим;
• с помощью каталитических агентов;
• экстрагирования в растворе [100].
Процесс удаления связующего, при котором надо удалить от 3 до 98% связующе-
го материала, может занять довольно продолжительное время. Обычно это длится
несколько часов и даже дней в зависимости от толщины изделия и величины зерна
порошка. После удаления связующего получается так называемое «коричневое из-
делие».
348
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Спекание (уплотнение)
Спекание — последний этап данного технологического процесса — это термиче-
ская обработка, которая проводится в целях связывания частиц в монолитную мас-
су. Печи, используемые на этом этапе, позволяют осуществлять спекание в контро-
лируемой атмосфере (керамика) или в вакууме (металл) при температурах, близких
к температуре плавления материала. Для многих металлов достаточно провести спе-
кание в простой атмосфере водорода. Для высокоуглеродистых сталей атмосфера
должна содержать соответствующие соединения углерода.
Во время спекания поры внутри расплавленного изделия удаляются, что приво-
дит к значительной усадке (обычно от 10 до 20%). Тем не менее готовое изделие до-
стигает плотности около 97% от плотности аналогичного изделия, полученного дру-
гим способом, и по своим механическим свойствам мало отличается от него.
7.14.2 Преимущества процесса
Преимущества технологии можно сформулировать следующим образом:
• снижение стоимости производства на 20-40% по сравнению с традиционны-
ми способами обработки металлов и керамики [101];
• готовые изделия требуют минимальной механической обработки или не тре-
буют ее совсем;
• возможность производства изделий сложной геометрической формы;
• высокая производительность, характерная для литья под давлением, и воз-
можность автоматизации производства;
• изделия обладают механическими свойствами, которые близки к свойствам
металлических отливок.
7.14.3 Недостатки процесса
К основным недостаткам можно отнести:
• ограничения на размер изделий и их толщину;
• необходимость управления объемной усадкой и равнотолщинностыо изде-
лия.
Хотя нет технических ограничений на максимальные габаритные размеры изде-
лия, но они возникают сточки зрения рентабельности процесса. Во-первых, с увели-
чением размера изделия пропорционально возрастают затраты на сырье, стоимость
которого довольно высока. Во-вторых, чем толще изделие, тем больше времени не-
обходимо для удаления связующего, а значит, и возрастает стоимость всего процес-
са. В настоящее время ограничение по толщине составляет 30 мм.
«Зеленое изделие» содержит значительное количество связующего (до 50%),
что приводит к существенной усадке во время спекания. Отсюда вытекает основное
требование к процессу спекания — он должен проходить так, чтобы процесс усадки
7 Специальные технологии литья под давлением
349
был контролируемым. Изменения в толщине стенок будут приводить к различной
усадке во время спекания, что делает затруднительным контроль размеров изделия.
Кроме того, равнотолщинность стенок является критическим параметром, управле-
ние которым позволяет избежать деформации, внутренних напряжений, раковин,
трещин и утяжин.
7.14.4 Типичные направления применения
Литье с добавлением неполимерных порошковых материалов можно применять для
изготовления компонентов в различных областях промышленности: автомобиле-
строительной, электронной, медицинской, военной, аэрокосмической и при произ-
водстве компьютерной периферии. В автомобилестроительной промышленности к
таким изделиям относятся: турбокомпрессор, тормоза, компоненты системы зажи-
гания и датчики кислорода (рис. 7.52).
7.15 Литье по технологии
Reaction Injection Molding
Основное отличие литья под давлением по технологии Reaction Injection Molding
(RIM) заключается в использовании вместо полимерного гранулята реакционной
Рис. 7.52. Набор изделий, полученных литьем с добавлением порошковых
неполимерных материалов [104]
350
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
смеси, полученной после смешения в заданном соотношении нескольких жидких
низкомолекулярных компонентов. Внутри литьевой формы происходит химиче-
ская реакция взаимодействия между компонентами, в результате которой получает-
ся твердое изделие. Это высокопроизводительный способ получения полимерной
продукции, отличающийся короткой длительностью цикла, низкими давлением
впрыска и усилием смыкания формы в сочетании с повышенной прочностью, хими-
ческой стойкостью и термостойкостью отливки.
7.15.1 Описание процесса
Данная технология является процессом, который позволяет производить изделия
прямо из мономеров или олигомеров. В отличие от литья под давлением термопла-
стов, формование здесь происходит в результате полимеризации («сшивание» поли-
мерных цепочек, или разделение фаз) в литьевой форме, а не за счет затвердевания
расплава полимера. В литье по технологии RIM два жидких реагента (например, вы-
сокомолекулярный спирт и изоцианат, которые являются основой для получения
ПУ) смешиваются в нужной пропорции в смесительной камере, где потоки сталки-
ваются с большой скоростью и начинают «сшиваться» до впрыска в литьевую форму
(рис. 7.53). Из-за низкой вязкости реагентов давление впрыска обычно невелико да-
же при большой скорости впрыска. Поскольку скорость реакции значительна, то из-
делие может быть отлито меньше чем за одну минуту. В табл. 7.12 приведено краткое
сравнение Я/М-процесса и литья под дав-
Управление
Высокое соотношением
Реагент А
Реагент В
Рис. 7.53. Схематическое изображение ма-
шины для реакционного литья
лением термопластов.
Существуют несколько разновидно-
стей технологии RIM. Например, литье
под давлением с армированием {Reinforced
Reaction Injection Molding, RRIM). Здесь на-
полнитель (чаще всего короткие стеклово-
локна) используется для повышения жест-
кости, стабильности размеров и снижения
стоимости изделия. К другому варианту
технологии относится технология струк-
турного реакционного литья {Structural
Reaction Injection Molding, SRIM), в которой
изделия получают за счет насыщения мат-
рицы из армирующего стекловолокна
(препрега), предварительно установлен-
ной в форме, отверждающейся смолой.
Следующий вариант, литьевое прессова-
ние смол {Resin Transfer Molding, RTM),
очень похож на технологию SRIM, по-
скольку здесь также используется матрица
из армирующего волокна, однако смолы,
7 Специальные технологии литья под давлением
351
которые здесь используются, подобраны таким образом, что реакция происходит мед-
леннее, поэтому ее ускоряют за счет повышения температуры литьевой формы, как в
случае литья под давлением реактопластов.
Таблица 7.12. Сравнение технологий RIM и литья под давлением термопластов [25]
Параметры Литье по технологии RIM Литье под давлением термопластов
Температура переработки материала, *С 40-60 150-370
Вязкость материала, Па-с 0,1-1,0 102-105 I
Давление впрыска, бар 100-200 800-1000
Требования к усилию смыкания, т 45 1800-2700
7.15.2 Преимущества
Преимуществами технологии RIMявляются низкие давление, температура и усилие
смыкания формы, что делает эту технологию пригодной для производства больших
изделий со сложной геометрической формой с использованием относительно деше-
вой оснастки.
Изделия, изготовленные по технологии RIM, обладают лучшими механическими
свойствами и большей термостойкостью из-за «сшивания» полимерных молекул.
7.15.3 Недостатки
Конструкция литьевой формы и технологической линии RIM, как правило, значи-
тельно сложнее из-за химической реакции, которая происходит во время процесса.
Например, медленное заполнение может вызвать преждевременное гелеобразова-
ние материала, что приводит к сокращению длительности впрыска, в то время как
быстрое заполнение формы может привести к турбулентному «закипанию», что соз-
дает пористость внутри изделия. Неправильное управление температурой стенок
литьевой формы и/или неравномерная толщина изделия может привести либо к
возникновению проблем формования или подвулканизации материалов. Кроме то-
го, низкая вязкость материала приводит к образованию потеков и, следовательно,
необходимости обрезать кромки изделия. Другим недостатком технологии является
то, что реакция с изоцианатами требует специальных мер предосторожности, по-
скольку этот материал очень опасен для здоровья. Наконец, как у многих других тер-
мореактивных материалов, рециклинг изделий, полученных по технологии RIM, до-
вольно затруднителен.
352
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
7.15.4 Материалы
95% материалов, используемых в этой технологии, — ПУ и ПА.
7.15.5 Типичные варианты применения
Из-за низкой вязкости жидких реагентов RIM обычно используется для производст-
ва крупногабаритных изделий сложной формы, особенно в автомобилестроитель-
ной промышленности, — деталей внутренней отделки салона, бамперов, молдингов,
дверных панелей, крыльев, подлокотников для кресел, рулевых колес и уплотнений.
В других отраслях эта технология используется для изготовления широкого диапа-
зона изделий — от мебели, корпусов медицинского и промышленного назначения,
изделий для сельскохозяйственной и строительной отраслей промышленности до
элементов радиоэлектронных устройств и оборудования бытового назначения.
7.16 Литьевое прессование смол и структурное
реакционное литье
Литьевое прессование смол (Resin Transfer Molding, RTM) и технология SRIM — это
две технологии литья жидкой реакционной смеси (LCM), которые успешно исполь-
зуются для производства средне- и крупногабаритных изделий, а также деталей не-
большого веса и с высокими эксплуатационными характеристиками. В этих процес-
сах препрег предварительно устанавливается в закрытую литьевую форму для про-
питки низковязкими жидкими смолами. Реагенты либо впрыскиваются, либо
закачиваются в литьевую форму под давлением. Технологии различаются:
• используемыми реагентами;
• оборудованием для смешения и впрыска;
• требованиями к литьевой форме;
• длительностью цикла;
• объемом наполнителя и производительностью.
7.16.1 Описание процесса
В общем случае технологические процессы начинаются с подготовки препрега и его
установки в закрытую литьевую форму, после предварительного смешения осуще-
ствляется впрыск (подача) под давлением реагентов (рис. 7.54) и насыщения пре-
прега отверждающейся смолой. Затем отвердевшее готовое изделие извлекается из
литьевой формы.
В обоих технологиях используется широкий набор армирующих веществ: тка-
ные и нетканые волокна, штампованные матрицы из длинных упорядоченных воло-
7 Специальные технологии литья под давлением
353
Рис. 7.54. Схемы RTM и SRIM процессов [105]
кон, матрицы с произвольным распределением длинных и коротких волокон, двух-
и трехмерные плетеные изделия, гибридные препреги, изготовленные из слоев, раз-
личающихся по своей структуре, и др.
Выбор конструкции препрега зависит от необходимых эксплуатационных
свойств, условий переработки и стоимости изделия.
Основным отличием RTM-литъя от 5/?/Л/-технологии является механизм акти-
вации смол [106]. Это приводит к различию по таким параметрам, как время запол-
нения и продолжительность цикла, способ смешения и впрыска, фракционный со-
став и армирующая конструкция, требования к литьевой форме и производитель-
ность. Если быть более точным, то химические системы, которые используются в
описываемых технологиях литья, могут быть грубо разделены на два типа: с терми-
ческой активацией и активацией смешением. Смолы, используемые в RTM-литъе,
относятся к категории термоактивируемых, а в 51?/Л/-технологии, — к активируе-
мым смешением.
Заметной реакции между термоактивируемыми смолами при температуре их
хранения нет. Ее ускорение начинается при повышении температуры стенок литье-
вой формы. Время заполнения литьевой формы в /?ТА/-технологии может достигать
15 мин, а время цикла — нескольких часов, в зависимости от смолы и назначения го-
тового изделия. Замедление заполнения формы и скорости реакции могут быть свя-
заны с необходимостью заполнения большей по объему формы и использованием
препрега сложной формы. Кроме того, низковязкие смолы и замедленные скорости
впрыска не требуют высокого давления и большого усилия смыкания литьевой фор-
мы. В результате /?ТА/-технология дает возможность использовать «мягкую» осна-
стку.
В SRIM-технологии химическая реакция активируется за счет принудительного
смешения двух высокоактивных химических компонентов в смесительной головке
под высоким давлением. Смола начинает отвердевать по мере насыщения препрега и
формирования матрицы из композиционного материала. Из-за быстрой скорости ре-
акции и быстрого повышения вязкости препрег должен быть заполнен в течение не-
скольких секунд, а время всего цикла составляет не более 1 мин. Объемное содержа-
ние и структура армирующего вещества должны быть тщательно подобраны, чтобы
облегчить быстрое и полное заполнение литьевой формы до начала гелеобразования.
354
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
7.16.2 Преимущества
Обработка препрегов в автоклаве традиционно была основной технологией произ-
водства легких композитных деталей в аэрокосмической промышленности. Этот
процесс, однако, очень дорогой, требует больших затрат и ручного труда. Традици-
онные же технологии литья могут использовать только литьевые формы малого объ-
ема с армированием короткими волокнами. Поэтому литьевое прессование смол и
структурное реакционное литье — это перспективная альтернатива производства
деталей в специальных отраслях промышленности.
Вместе с этим к другим преимуществам RTM и SRIM относится возможность
использования технологии литья при низком давлении. Хотя давление впрыска
меняется в зависимости от проницаемости препрега, геометрии изделия и скоро-
сти впрыска, типичное давление впрыска составляет от 70 до 140 кПа для малых
скоростей впрыска и небольшой объемной доле армирующего наполнителя (от 10
до 20%). При большой скорости впрыска и высоком содержании армирующего на-
полнителя (от 30 до 50%) давления впрыска лежат в диапазоне от 700 до 1400 кПа
[105]. Кроме того, в технологиях RTM и SRIM используются закрытые литьевые
формы, которые уменьшают или вообще не допускают опасных испарений. К дру-
гим преимуществам относятся высокая точность воспроизводимости толщины
изделий, а также минимальная дополнительная обработка (обрезание неровных
краев).
7.16.3 Недостатки
Технологии RTM и SRIM больше подходят для изготовления изделий сложной
геометрии с большими габаритными размерами, у которых небольшое число слож-
ных деталей поверхности. Такие сложные элементы, как канавки, пазы или шлицы,
а также ребра или бобышки нелегко выплавить из-за трудностей, связанных с подго-
товкой препрегов и установкой их в литьевые формы [105]. Вместе с этим очень
сложно без специальных мер обеспечить высокое качество поверхности при исполь-
зовании стандартных марок смол и изделий с армированной структурой.
7.16.4 Материалы
За исключением нескольких марок смол, в технологии RTM в основном предпочте-
ние отдается сложным полиэфирам из-за их невысокой стоимости. С другой сторо-
ны, к обычным смолам, которые используются в технологи SRIM, можно добавить
уретан, акриламат и дициклопентадиен. Кроме того, это эпоксидные, виниловые
эфиры, гибрид акриловой кислоты/сложного полиэфира и виниловые эфиры ме-
тилметакрилата.
7 Специальные технологии литья под давлением
355
7.16.5 Типичные варианты применения
В основном технологии RTM и SRIM применяются для изготовления деталей в авто-
мобилестроительной промышленности (панели открытых решеток, кожухи, насти-
лы для пола, дверей и структурных поперечных балок), спортивного инвентаря,
а также для компонентов, используемых в судостроении, медицине, строительстве и
химической промышленности. В табл. 7.13 и 7.14 перечислены примеры изделий,
полученных по данным технологиям [25].
Таблица 7.13. Примеры изделий, полученных по технологии RTM [25]
Автомобилестроительная промышленность Другие отрасли
Двери Панели Двери Корпуса кассовых аппаратов
Панели крыши Спойлеры Кабины грузовых автомобилей Ветровые щитки Аэрокосмическая промышленность Лопасти авиационных двигателей Панели интерьеров самолетов Основания крыльев самолетов Спортивный инвентарь Рамы велосипедов Рули велосипедов Корпуса лодок Химические насосы Крышки электрических устройств Ящики для инструментов Кожухи спасательных шлюпок Крышки люков Люки на кораблях Медицинское оборудование Сантехническая арматура Панели вагонов поездов Сиденья вагонов поездов Кровельная черепица Кухонные мойки
Таблица 7.14. Примеры изделий, полученных по технологии SRIM [25]
Автомобилестроительная промышленность Другие отрасли
Балки бамперов Панели дверей Приборные щитки Складные крыши Противошумный экран Детали зеркал заднего обзора Крышки для запасного колеса Панели для рассеивания тепла в копирах Детали офисных стульев Диски спутниковых антенн
356
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
7.17 Реоформование
Реоформование (реологическое литье, Rheomolding) представляет собой техноло-
гию вибрационного воздействия на расплав (обычно низкие частоты), чтобы умень-
шить вязкость в процессе заполнения формующей полости. Кроме того, это помога-
ет видоизменить ориентацию молекул, чтобы улучшить механические свойства, же-
сткость, прочность и прозрачность отливок без использования технологических
добавок, например, добавок для разжижения и кристаллизации*.
7.17.1 Описание процесса
Для колебания потока или вибрации расплава в целях изменения механических,
реологических и/или оптических свойств отливки используют различные спосо-
бы [107]. Например, вибрацией расплава с применением механических или ультра-
звуковых вибрационных устройств можно добиться его гомогенизации, что увели-
чит плотность выплавляемого материала. Кроме того, вибрация снижает вязкость
расплава и изменяет кинетику релаксации, таким образом оказывая влияние на
диффузию и процессы, зависящие от скорости, например, образование центров кри-
сталлизации, рост кристаллов, смешение и ориентацию молекул. Более того, вибра-
ция может генерировать тепло за счет внутреннего трения, что приводит к расплав-
лению линий спая, уменьшению поверхностных напряжений и коэффициента тре-
ния на поверхности изделия, к возникновению ориентации молекул, вызывающей
двойное лучепреломление. Наконец, вибрация позволяет добиться повышения про-
изводительности процесса. Принципы вибрации расплава на практике используют-
ся и в других технологиях процессах литья под давлением (см. разделы 9.12, 9.13 и
9.20), экструзии и термоформовании.
Главный принцип реоформования основан на том, что реология расплава являет-
ся функцией частоты и амплитуды вибрации с учетом температуры и давления [108,
109]. Этот эффект более известен как «тиксотропность» полимерных расплавов. Ус-
тановлено, что низкочастотные колебания малой амплитуды в процессе обычного ох-
лаждения воздействуют на пластмассы так же, как ускоренное охлаждение [108]. Та-
ким образом, можно управлять скоростью охлаждения материала**, чтобы изменять
ориентацию (в случае аморфных полимеров) или морфологию (в случае кристалли-
зующихся), что приводит к улучшению свойств конечного продукта.
* Некоторые процессы литья металлов в металлургии также называют реологическим литьем,
что означает специальный процесс переработки полужидких сплавов при загрузке материала. По-
лужидкие сплавы получают за счет механического перемешивания твердеющего жидкого металла
или вибрационного воздействия на него.
** Управление скоростью охлаждения физическими деформационными воздействиями требу-
ет более обстоятельного объяснения и не может упоминаться как очевидное явление, ощущаемое
на бытовом уровне. — Примеч. науч. ред.
7 Специальные технологии литья под давлением
357
Рис. 7.55. Дополнительный исполнительный механизм, установленный между узлом впрыска и
литьевой формой, который прикладывает вибрационные усилия к расплаву [107] (с разрешения
SPE)
Реоформование осуществляется за счет возвратно-поступательного воздействия
одного или более поршней с аккумуляторами расплава. Вибрационные приспособле-
ния могут быть установлены на различных участках машины и формы. Как показано
на рис. 7.55, дополнительный исполнительный механизм, осуществляющий вибра-
цию расплава, установлен между материальным цилиндром литьевой машины и
литьевой формой. При такой конфигурации пластикация расплава и вибрация при
впрыске осуществляются раздельно. В другой конструкции литьевая форма модифи-
цирована, чтобы прилагать вибрационные усилия в те места, где это необходимо, то
есть на предполагаемых линиях спая или в других критических зонах (рис. 7.56). Для
изменения реологических свойств,
ориентации молекул и кинетики кри-
сталлизации полимерных расплавов
в процессах реоформования происхо-
дят колебания как гидростатического
давления, так и сдвигового усилия.
Частота, амплитуда и сдвиг фаз коле-
баний меняются в зависимости от ис-
пользуемого материала.
7.17.2 Преимущества
Рис. 7.56. Литьевая форма с набором из двух порш-
ней, которые прикладывают вибрационные усилия к
расплаву во время заполнения и уплотнения литье-
вой формы [107] (с разрешения SPE)
Как и в других технологиях, исполь-
зующих колебания потока расплава,
реоформование дает возможность
изменить реологию расплава и ори-
358
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ентацию молекул полимера в ходе переработки, таким образом влияя на конечные
механические (прочность при растяжении, модуль упругости и сопротивление удар-
ным нагрузкам) и оптические (прозрачность) свойства отливок. Поэтому могут
быть изготовлены изделия с тонкими стенками или можно использовать более де-
шевый материал.
Другими преимуществами процесса являются снижение напряжения на линиях
спая, уменьшение внутренних напряжений и деформации изделия. Появляется воз-
можность управления кинетикой кристаллизации, а следовательно, достигаются
лучшее качество поверхности и меньший коэффициент трения расплава о поверхно-
сти стенок литьевой формы.
7.17.3 Недостатки
Аналогично многим другим революционным технологиям, чтобы полностью реали-
зовать те преимущества, которые были описаны выше, необходимо овладеть всеми
тонкостями процесса. Кроме того, дополнительная стоимость вспомогательного
оборудования и оплата лицензий увеличивают затраты. Более того, требуется боль-
ше времени для конструирования и установки системы вибрации и для достижения
оптимальных параметров процесса. Следует также добавить, что температура рас-
плава ограничивает использование технологии, поскольку горячий материал имеет
тенденцию к релаксации и потере упорядоченного расположения молекул.
7.18 Вспенивание термопластов
при переработке литьем под давлением
В результате применения технологии литья со вспениванием {Structural Foam
Molding) получают изделия, имеющие так называемую интегральную структуру:
плотную оболочку и вспененную сердцевину (рис. 7.57). Этот процесс дает возмож-
ность получать крупногабаритные изделия без утяжин и деформаций, с высокой
размерной точностью и относительно малым весом. Изделия с пенистой внутренней
структурой изготовлены с помощью физических (например, азота) или химических
порообразователей.
7.18.1 Описание процесса
Существуют несколько вариантов данного технологического процесса, но чаще все-
го используют вспенивание с литьем при низком давлении (рис. 7.58). Вспенивание
полимерного материала осуществляется за счет газа (обычно это азот), растворенно-
го в расплаве перед впрыском или генерируемого химическим порообразователем,
7 Специальные технологии литья под давлением
359
Полимер
Рис. 7.57. Поперечное сечение типичного изделия, изготовленного вспениванием при перера-
ботке литья под давлением
Полимер
Смыкание литьевой формы
Атмосферное давление
порообразователь
От 1/4
до 1/2 т.
Проекция
поверхности
Впрыскивается фиксированный
объем расплава.
находящегося перед шнеком
Полимер
+
порообразователь
Формующая полость
заполнена на 80-90%.
К расплаву не приложено
гидравлическое давление
Начало заполнения
формующей полости
порообразователь
Полимер
+
порообразователь
Формующая полость
заполнена на 100%.
Низкое давление
Нагревание/
смешение
ШШШЩ
Шнек или плунжер вблизи сопла.
К расплаву не приложено
гидравлическое давление
От 1/4
до 1/2 т.
Проекция
поверхности
Нагревание/
смешение
7 2 727 2 777777)
Шнек или плунжер вблизи сопла.
К расплаву не приложено
гидравлическое давление
От 1/4
до 1/2 т.
Проекция
поверхности
Рис. 7.58. Технологический процесс литья со вспениванием
360
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
который находится в смеси с совместимым носителем, добавляемым в гранулы по-
лимера.
Движение расплава в процессе вспенивания происходит из-за внутреннего дав-
ления газа (от 21 до 34 бар), которого достаточно для заполнения отдаленных участ-
ков формующей полости. Заметим, что для этого необходимо приложить давление,
которое составляет лишь 10% от величины давления, необходимого для заполнения
литьевой формы в традиционном литье под давлением. Кроме того, литье со вспени-
ванием приводит к снижению веса изделия и устраняет обычную усадку, которая на-
блюдается при охлаждении у изделий с толстыми стенками. Пенистая структура
создает эффект изоляции, за счет чего охлаждение изделия происходит с меньшей
скоростью. Из-за низкого давления впрыска и низкой скорости охлаждения (кото-
рая не мешает релаксации материала) получаются изделия с очень низкими внут-
ренними остаточными напряжениями.
Для того чтобы добавить азот в расплав полимера и удерживать смесь поли-
мер-азот под давлением до тех пор, пока она не будет подана в форму, необходимо
специальное оборудование (газожидкостные аккумуляторы). После поступления
материала в формующую полость внешнее давление на расплав прекращается, про-
исходит релаксация материала и газ начинает выделяться из расплава, выдавливая
материал, который заполняет всю литьевую форму. С другой стороны, химические
реагенты генерируют газ (азот, водород или углекислый газ) за счет термического
распада или химической реакции в расплаве. Выбор порообразователя зависит от
используемого полимерного материала, экономических соображений, отсутствия
сложностей при добавлении, безопасности, структуры пор, природы и количества
генерируемого газа, а также от типа реакции, которая будет происходить, — экзотер-
мическая (выделение тепла) или эндотермическая (поглощение тепла). Если поро-
образователь является экзотермическим веществом, то его использование приводит
к повышению температуры и давления внутри литьевой формы. Эндотермический
порообразователь ускоряет охлаждение пористой структуры и уменьшает внутрен-
нее давление газа, что позволяет извлечь изделие раньше. После вспенивания газ
внутри изделия должен быть удален, чтобы снять внутреннее давление [110].
Для производства изделий с гладкой поверхностью без пор, а также более равно-
мерного распределения пор в объеме изделия была разработана методика, исполь-
зующая противодавление газа. В этом процессе в форму подается сжатый инертный
газ, который повышает давление на величину от 14 до 34 бар в процессе заполнения
ее расплавом. Давление в литьевой форме должно быть достаточно большим, чтобы
предотвратить вспенивание. Для поддержания уровня давления в литьевой форме
устанавливаются уплотнительные кольца. Может также понадобиться уплотнение
толкателей, втулки центрального литника и других подвижных направляющих.
Также являются важным точное управление весом дозы и временем снятия проти-
водавления. После впрыска газ удаляется и давление в литьевой форме падает, что
дает возможность полимеру вспениться. Из-за противодавления длина пути тече-
ния материала будет уменьшена на 10-20%, а плотность будет меньше на 8-10% по
сравнению с 10-15% при литье при низком давлении [25].
7 Специальные технологии литья под давлением
361
Таблица 7.15. Параметры конструкции изделия, влияющие на выбор технологии литья
Параметр изделия Традиционное литье под давлением Литье со вспениванием
Толщина стенок Толщина ребер Особенности поверх- ности Наличие зон с толсты- ми стенками Максимум 5 мм Отсутствие резких изменений в толщине 2/3 от толщины стенок Гладкая или зависимая от типа литьевой формы Следует избегать из-за возникновения утяжин Возможно до 20 мм (оптимальное значение от 4 до 8 мм) Допустимы резкие изменения толщины Любая толщина Неравномерная и структуриро- ванная Возможно, но необходимо боль- • шое время охлаждения для пре- дотвращения «остаточного вспе- нивания» (разбухания изделия в зонах с толстыми стенками из-за расширения материала после из- влечения изделия)
Как и в традиционной технологии, эксплуатационные характеристики изделия
сильно зависят от материала, параметров процесса переработки, формы изделия и
конструкции формы. Размеры и распределение пор также зависят от материала и па-
раметров технологического процесса. Они оказывают непосредственное влияние на
физические свойства изделия. Распределение давления и температуры воздействует
на изменение размера пор — ячейки большого размера концентрируются в центре из-
делия и в зонах, удаленных от места впуска, размер пор постепенно уменьшается по
мере приближения к сплошной поверхности изделия. Кроме того, было обнаружено,
что шероховатость поверхности постепенно возрастает в направлении перемещения
потока от холодноканального центрального литника к удаленным зонам изделия.
К параметрам, которые повышают гладкость поверхности, относятся более высокая
температура расплава и литьевой формы, больший вес дозы при коротком впрыске,
более высокая скорость впрыска и уменьшение концентрации порообразователя.
Из-за такой особенности литья под давлением со вспениванием, как увеличение
объема, основные его принципы отличаются от традиционных (табл. 7.15) [112].
7.18.2 Преимущества
Технология литья со вспениванием была разработана в начале 1960-х гг. [110].
К преимуществам можно отнести:
• изготовление крупногабаритных изделий сложной геометрической формы с
более низким усилием смыкания формы (примерно на порядок меньше);
• получение изделий с низкими остаточными напряжениями, что приводит к
большей стабильности размеров;
• даже несмотря на увеличение толщины стенок, что повышает жесткость и
способность выдерживать нагрузки, снижение веса составляет от 10 до 15%.
362
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
7.18.3 Недостатки
Основным недостатком литья под давлением со вспениванием является возникно-
вение вихревой структуры поверхности изделия. Такой эффект возникает, когда газ,
который генерируется порообразователем, проходит через поверхность расплава и
скапливается между внутренней поверхностью формы и полимером. Для улучше-
ния внешнего вида поверхности и ее качества приходится выполнять дополнитель-
ную обработку, что приводит к существенному повышению стоимости изделия. От-
метим: использование литья с противодавлением газа позволяет получать изделия с
высоким качеством поверхности [110].
Из-за уменьшения теплопроводности, связанного с наличием пористой структу-
ры, время охлаждения таких изделий больше, чем изделий из сплошного материала.
Если изделие было извлечено из литьевой формы преждевременно, то внутреннее
давление газа будет приводить к образованию пузырьков на поверхности, особенно
на участках с толстыми стенками.
Выбор порообразователя должен гарантировать, что позднее не произойдет раз-
ложения материала за счет образования побочных продуктов в процессе распада
реагента. Наконец, из-за характеристик пористой структуры механические свойства
изделий могут быть существенно ниже, даже несмотря на большую прочность на
единицу веса.
7.18.4 Материалы
В табл. 7.16 приведен перечень различных материалов, используемых в технологии
литья под давлением со вспениванием. Среди них преобладают ПЭВП и ПЭНП бла-
годаря своей низкой стоимости, отсутствию сложностей при переработке, химиче-
ской стойкости и высокой ударной вязкости при низких температурах. ПП тоже от-
носится к привлекательным материалам из-за наличия повышенной жесткости и
химической стойкости, а его смеси с армирующим наполнителем обладают повы-
шенной термостойкостью. ПС с высокой ударной вязкостью и модифицированный
полифенилен, модифицированный полифениленоксид и ПК используются в произ-
водстве изделий, от которых требуют высоких эксплуатационных характеристик.
Таблица 7.16. Материалы, используемые в литье под давлением со впениванием [25]
АБС ПК
ПА66 ПП
Полиэфир ПС
ПЭНП и ПЭВП ПС ударопрочный
Модифицированный полифенилен ПБТ
Модифицированный полифениленоксид ПУ
7 Специальные технологии литья под давлением
363
7.18.5 Типичные варианты применения
Поскольку технология литья со вспениванием дает возможность производить круп-
ногабаритные изделия сложной формы и обладающие такими свойствами, как жест-
кость, стабильность размеров и способность выдерживать большие нагрузки, то ей
находят применение в производстве устройств для перемещения грузов, офисном
оборудовании, деталей автомобилей и медицинском анализирующем оборудова-
нии. На рис. 7.59-7.63 приведены примеры изделий, полученных по данной техно-
логии [И4].
7.19 Литье тонкостенных изделий
Тонкостенное литье под давлением (Thin-Wall Injection Molding) характеризуется
высокой скоростью впрыска и высоким давлением. Ее используют в получении из-
делий с номинальной толщиной менее 1,2 мм или изделий, у которых отношение
толщины стенок к длине составляет от 100: 1 до 150:1 или более. Данные ограниче-
ния на толщину стенок и экстремальные условия переработки сужают рамки пара-
метров технологического процесса. Тем не менее концепция тонкостенного литья
получила большие распространение и популярность, из-за снижения толщины сте-
нок, которое приводит к уменьшению веса, экономии сырья и значительному сокра-
щению времени охлаждения в таких областях применения, как корпуса компьютер-
ных мониторов, приборные и другие панели автомобилей, телекоммуникации, кар-
манные компьютеры и ноутбуки, мобильные телефоны (рис. 7.64). Эти портативные
Рис. 7.59. Поддоны стандартного раз-
мера из ПЭВП, рассчитанные на статиче-
скую нагрузку 13 600 кг, с возможностью
захвата с четырех сторон, и двухсторон-
ние поддоны для подъема лебедками
(с разрешения SPI)
Рис. 7.60. Основная рама газового хроматографа из
ПЭВП, которая служит опорой для трансформатора
весом 18 кг и выдерживает температуру до 71 "С
(с разрешения SPI)
364
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 7.61. Культиватор из ПК
со стекловолоконным напол-
нителем, который является
опорой для мотора и зубчатой
передачи, и обеспечивает хи-
мическую стойкость по отно-
шению к садовым пестицидам
(с разрешения SPI)
Рис. 7.62. Мебель для офиса и дома из же-
сткого ПУ (с разрешения SPI)
Рис. 7.63. Щит телекоммуникационного уст-
ройства из ПК
Рис. 7.64. Пластиковый корпус и другие компоненты мобильных телефонов (с разрешения
Flambeau Micro и Yomura Company Ltd.)
7 Специальные технологии литья под давлением
365
устройства требуют пластмассовых корпусов, которые должны быть как можно бо-
лее легкими и тонкими (менее 1,2 мм), а также обеспечивать ту же самую прочность,
что и обычные изделия. Другим революционным приложением для тонкостенного
литья является производство изделий с микроструктурой поверхности для меди-
цинской, оптической и электронной промышленности.
7.19.1 Описание процесса
Термин «тонкостенное литье» не совсем отражает суть процесса. Обычные пласт-
массовые изделия имеют толщину от 2 до 4 мм. Тонкостенной конструкция считает-
ся, если толщина стенок составляет менее 1,2 мм. Другое определение тонкостенно-
го литья основано на соотношении длины течения полимера к толщине стенок изде-
лия. Типичные соотношения для тонкостенных отливок лежат в диапазоне от 100 :1
до 150:1 или более. Вне зависимости от определений тонкостенные изделия полу-
чаются при более ограниченном распространении потока по сравнению с традици-
онными отливками (рис. 7.65, а). В результате они быстро затвердевают в процессе
литья. Чтобы преодолеть эти трудности, изготовители полимерных изделий часто
пытаются повысить температуру расплава на 38-65 °C выше рекомендуемого диапа-
зона [115]. Другим методом преодоления преждевременного затвердевания являет-
ся впрыскивание материала со скоростью на порядок больше, чем в традиционной
технологии (от 500 до 1400 мм/с). Для достижения большой скорости впрыска и
нужного уплотнения требуется очень высокое давление впрыска (от 2400 до
3000 бар).
Данные ограничения на толщину и экстремальные условия переработки сужают
область варьирования параметров процесса (рис. 7.65, Ь). Применение холоднока-
нальной литниковой системы при тонкостенном литье неэффективно из-за большо-
го времени охлаждения литников и значительных потерь давления расплава в лит-
никовой системе. По этой причине для литья тонкостенных изделий используют
горячеканальные литниковые системы, или, реже, — для термически стабильных
_ Термическая
f Термическая деструкция
деструкция
ф
лить
давл
ием
Тонкос-
а) Традиционное литье
под давлением
Расплав полимера—►
Тонкостенное литье
под давлением
2
s
Традиционно
литье под
авлением
Неполный \s
впрыск
оо
Давление
Рис. 7.65. а) сечение потоков и Ь) области варьирования параметров процессов в традиционном
' литье под давлением и тонкостенном литье
366
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
материалов — системы с незастывающими литниками, которые имеют меньшую
стоимость, но при этом и менее надежны в работе.
Время заполнения литьевой формы при тонкостенном литье составляет от 0,1 до
0,5 с (в традиционном литье около 2 с). В табл. 7.17 сравниваются некоторые пара-
метры тонкостенного литься с литьем под дав . нием [117].
Поскольку в тонкостенном литье требуется меньший объем впрыска, то машины
с цилиндром стандартного размера будут иметь слишком большую емкость. Это
приводит к тому, что возникает необходимость изготовления специальных цилинд-
ров, позволяющих избежать повышенного времени пребывания расплава в цилинд-
ре и избыточных температур расплава, а следовательно, термической деструкции.
Из-за высоких скорости расплава и скорости сдвига в тонкостенном литье ориента-
ция молекул происходит легче. Чтобы свести к минимуму анизотропную усадку в
тонкостенных изделиях, очень важно осуществлять уплотнение изделия в нужный
момент, когда внутренний объем изделия находится в расплавленном состоянии.
Впускные литники большого сечения (по сравнению с толщиной стенок изделия)
необходимы, чтобы обеспечить достаточный поток материала во время уплотнения.
Кроме того, места впуска должны быть расположены таким образом, чтобы поток
направлялся от участков большей толщины к участкам меньшей толщины.
В тонкостенном литье крайне важна конструкция системы выталкивания.
Во-первых, тонкостенные изделия более подвержены остаточной деформации во
время извлечения. Во-вторых, чтобы увеличить жесткость изделий, в их конструк-
ции предусматривают упрочняющие ребра, которые требуют большего усилия вы-
талкивания и усложненной конструкции системы выталкивания. В-третьих, изде-
лие имеет тенденцию прилипать к стенкам литьевой формы из-за высокой скорости
впрыска и высокого давления уплотнения. Наконец, если не продумана конструк-
ция толкателей, изделия могут деформироваться или даже ломаться в процессе из-
влечения.
Тонкостенные изделия для устройств электронной или телекоммуникационных
отраслей промышленности должны иметь одновременно привлекательный внеш-
ний вид (плавные линии, нестандартный дизайн) и жесткость. Стратегии получения
противоударных корпусов включают в себя использование неармированных пласт-
массовых корпусов, которые будут демпфировать нагрузку, армированных термо-
пластов, передающих воздействие другим частям изделия, или использование тех-
нологии двухкомпонентного литья для того, чтобы нанести защитный слой термо-
пластичного эластомера (см. рис. 7.64).
7.19.2 Преимущества
Тонкостенное литье позволяет снижать вес изделия, экономить материал и сущест-
венно сокращать время охлаждения отливки. В частности, в процессах традицион-
ного литья под давлением время цикла обычно составляют от 30 до 60 с, а в тонко-
стенном литье оно сокращается до 6-20 с. Это приводит к значительному снижению
производственных затрат.
Таблица 7.17. Сравнение тонкостенного литья с традиционным литьем под давлением [117]
Ключевой фактор Обычные отливки Тонкостенные отливки
Толщина стенок 2,0-3,0 мм 1,0-2,0 мм < 1,2 мм
Обработка на станках Стандартная Высококачественная Специализированная высококачест- венная
Давление 620-970 бар 1100-1380 бар 1380-2410 бар
Гидравлическая система Стандартная Стандартная Аккумуляторы на устройствах впрыска и смыкания, сервоклапан
Система управления Стандартная Замкнутый контур, управление с помо- щью компьютера — скорость впрыска, выдержка под давлением, скорость снятия давления, частота вращения шнека, противодавление, все темпера- туры Компьютер управляет со следующим разрешением: скорость — 1 мм/с; давление — 1 бар; положение — 0,1 мм; время — 0,01 с; частота вращения — 1 об/мин; усилие смыкания — 0,1 т; температура — 1 ’С
Конструкция Компрессионное соотноше- Компрессионное соотношение: от Компрессионное соотношение: от
шнека ние: от 2,0 :1 до 2,5 : 1, L/D: от 20 : 1 до 24 :1, глубина нарезки 5/10/5; азотирование не пред- полагается 2,0 : 1 до 2,5 : 1, L/D: от 20 : 1 до 24 : 1, глубина нарезки 5/10/5; азоти- рование обычно не используется 2,0 : 1 до 2,5 : 1, L/D: от 20 :1 до 24 : 1, глубина нарезки 5/10/5; азоти- рование обычно не используется
Время >2 с 1-2с 0,1-1 с
заполнения
Длительность 40-60 с 20-40 с 6-20 с
цикла
Сушка Точка росы от -29 до -40 ‘С; подбор бункеров сушки для нужной производительности Точка росы от -29 до -40 ’С; подбор бункеров сушки для нужной произво- дительности Точка росы от -29 до -40 ‘С; подбор бункеров сушки для нужной произво- дительности
Оборудование Стандартное Улучшенная вентиляция, более тяже- лая конструкция, больше толкателей, лучше полировка Интенсивная вентиляция, очень мощ- ные литьевые формы, фиксаторы в литьевой форме, точная подготовка по- верхности, специальная система из- влечения изделий, стоимость литьевой формы на 30-40% выше стандартной
Специальные технологии литья под давлением 367
368
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
7.19.3 Недостатки
Тонкостенное литье — более сложный процесс с технической точки зрения, чем тра-
диционное литье под давлением, из-за трудностей в распространении потока, избы-
точных требований к параметрам процесса переработки. Оно также требует прочно-
го, дорогого оборудования и, возможно, модифицированных или специальных ма-
шин для литья, обеспечивающих высокую скорость и высокое давление впрыска.
Наконец, высокий уровень скорости сдвига, который является следствием высокой
скорости впрыска, вызывает деструкцию расплава, индуцированную сдвиговыми
напряжениями, что наблюдалось по уменьшению напряжения разрушения при про-
ведении испытаний на разрыв [118].
7.19.4 Материалы
Для тонкостенного литья может применяться большинство термопластичных мате-
риалов, однако наиболее часто применяются ПК, АБС, смеси ПК/АБС и ПА 6. Воз-
можно, это связано с тем, что при уменьшении толщины стенок возникает необходи-
мость в материалах с лучшими физическими характеристиками, чтобы добиваться
определенной прочности изделий.
7.19.5 Типичные направления применения
Тонкостенное литье наиболее популярно в отраслях производства портативных те-
лекоммуникационных устройств и компьютерного оборудования. Причем изделия
должны иметь настолько тонкие стенки, насколько это возможно, чтобы сохранить
механическую прочность, как у изделий, отлитых по стандартной технологии. К ти-
пичным изделиям, полученным тонкостенным литьем, относятся: мобильные теле-
фоны, пейджеры, корпуса ноутбуков, передние панели автомобильных аудиоколо-
нок, микрозажимы для хирургии, электронные разъемы, а также оптические носите-
ли информации.
7.20 Вибрационное литье
под давлением с газом
Вибрационное литье под давлением с газом ( Vibration Gas Injection Molding) —техно-
логия, в которой используется сжатый газ, чтобы управлять расплавом полимера
в процессе переработки для изменения поведения потока и улучшения механиче-
ских и оптических свойств отливок.
7 Специальные технологии литья под давлением
369
7.20.1 Описание процесса
Вибрационное литье под давлением с газом — это одна из самых современных техно-
логий литья [119, 120], использующая вибрационное воздействие на расплав поли-
мера (см. также разделы 7.12,7.13 и 7.17). Здесь в качестве средства для приложения
управляемой вибрации от генерирующих устройств к расплаву полимера использу-
ется сжатый газ (обычно азот).
Вибрация газом может осуществляться на различных стадиях процесса и в раз-
ных местах, а диапазон частот составляет от инфразвуковых (от 1 до 3 Гц) до ультра-
звуковых (от 15 000 до 20 000 Гц). В то время как высокочастотные колебания рас-
плавляют линии спая, ускоряют релаксацию напряжений внутри отливки и изменя-
ют скорость кристаллизации, низкочастотные колебания помогают изменить
ориентацию молекул в требуемом направлении. Кроме того, в случае резонанса (со-
стояние, при котором вся система вибрирует на частоте собственных колебаний)
происходят выделение энергии и изменение физических свойств готового изделия.
Одной из уникальных возможностей вибрационного литья под давлением с газом
является комбинирование колебаний разных частоты и амплитуды, что дает воз-
можность использовать их разное воздействие на расплав полимера.
Сжатый газ может подаваться напрямую в форму с обратной стороны формую-
щей полости, а также через сопло машины, литники или через камеры определенной
формы в нужные места литьевой формы. Вибрация передается газу от различных
преобразователей: пневматических, электрических или механических. Дополни-
тельное оборудование, необходимое для создания вибрации в газе, включает в себя
устройство смешения газа, устройства сжатия/впрыска газа и компьютерную систе-
му управления для осуществления мониторинга и сохранения условий резонанса.
К уникальным преимуществам данной технологии следует отнести возмож-
ность изменить морфологию материала, что приводит к изменению таких механиче-
ских свойств, как предел прочности на разрыв, модуль упругости и устойчивость к
динамическим нагрузкам. Например, есть сведения об ускорении процесса кристал-
лизации ПП на 25%, приводящем к повышению устойчивости к динамическим на-
грузкам при низких температуре и прозрачности [119]. Детальное описание преиму-
ществ и недостатков процесса можно найти в указанных разделах, посвященных
другим технологиям вибрационного воздействия на расплав.
7.21 Литье каучуков
7.21.1 Процессы литья каучуков
Компрессионное литье
В процессе компрессионного литья некоторый объем предварительно формо-
ванного материала находится в формующей полости и подвергается прессованию за
счет смыкания литьевой формы. После завершения необходимого цикла отвержде-
370
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
4
ния гидравлический прижим отводится и
изделие извлекается из литьевой формы
(рис. 7.66). Компрессионное литье осуществ-
ляется гидравлическим прессом, который
действует через плунжер.
Поскольку формующая полость открыта,
когда в нее подается доза для прессования, то
компрессионное литье обычно характеризу-
ется минимальным соблюдением допусков.
На стадии подготовки препрега нужно сле-
дить за тем, чтобы изменение его веса было
минимальным. Кроме того, размещение рас-
плава и вентиляции должно производиться с
большей точностью. Вместе с формой препре-
га необходимо аккуратно выбирать скорость
пресса и цикл подпрессовки. Подпрессовка —
это небольшое по времени уменьшение давле-
ния после начала процесса смыкания для
компенсации отдачи литьевой формы.
10
Рис. 7.66. Схема компрессионного литья
каучуков:
1 — формующая полость; 2 — верхняя плита;
3 — направляющая колонка; 4 — отжимной
край; 5 — втулка; 6 — препрег; 7 — нижняя
плита; 8 — формующая полость; 9 — канавка;
10 — компрессионная литьевая форма
Поскольку в компрессионном литье очевидно наличие маленьких сдвиговых де-
формаций, то необходимая температура достигается только за счет контакта мате-
риала с литьевой формой. Предварительный нагрев каучука иногда используется
для ускорения процесса отверждения. Требования к размерам изделия в большом
числе случаев определяют, можно ли использовать данную технологию.
Литьевое прессование
Литьевое прессование является
прецизионной технологией литья. Как
показано на рис. 7.67, предварительно
подготовленная доза течет из загру-
зочной камеры в формующие полости,
расположенные ниже, через централь-
ные литниковые каналы. Плунжер и
камера могут быть частью литьевой
формы или частью пресса. Весь про-
цесс литьевого прессования заканчи-
вается при смыкании литьевой формы,
поэтому требуется очень небольшая
дополнительная обработка. Более то-
Рис. 7.67. Схема литьевого прессования каучуков
го, при этом достигается более высокая точность. Однако литьевое прессование
представляет собой процесс с небольшими сдвиговыми деформациями и неболь-
шим самоподогревом компаунда. В результате время отверждения не намного коро-
че, чем при компрессионном литье.
7 Специальные технологии литья под давлением
371
Литье под давлением
Литье под давлением является универсальным высокоточным процессом. Себе-
стоимость изделия очень часто бывает минимальной, хотя стоимость литьевой ма-
шины и литьевых форм — наиболее высоки. При литье под давлением литьевая фор-
ма закрыта, а доза подается с большими сдвиговыми скоростями из материального
цилиндра машины (рис. 7.68). Наличие больших сдвиговых скоростей несет в себе
ряд преимуществ. Во-первых, каучук в момент поступления в полость находится
при повышенной температуре, что приводит к более коротким временам отвержде-
ния. Это особенно выгодно использовать при производстве изделий с толстыми
стенками. Во-вторых, вязкость каучукового компаунда понижается, делая поток бо-
лее термопластичным.
Литьевая форма
Литьевая форма
Рис. 7.68. Схема литья под давлением каучуков
372
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Литьевые машины могут быть вертикальными или горизонтальными. Также мо-
гут использоваться плунжер или шнек для пластикации и подачи незатвердевшего
расплава в форму. ВП-шнек лучше пластицирует компаунд и лучше поддерживает
его в нагретом состоянии. Плунжер может подавать дозы большого объема, обычно
за счет равномерности пластикации и подогрева. Существует также оборудование с
совместным использованием шнека и плунжера. В этих случаях шнек используется
только для пластикации, а плунжер — для впрыска.
На приведенных выше рисунках доза неотвердевшего каучука подается через со-
пло во втулку центрального литника. Каучук проходит через литниковую систему и
попадает в формующие полости. Очень важно, чтобы поток дозы и временное рас-
пределение в ней тепла были как можно более равномерными. Поэтому использует-
ся симметричная, или «сбалансированная», литниковая система.
Серьезным недостатком литья под давлением каучуков называют большое коли-
чество отходов материала, который остается в литниковой системе. Чтобы этого из-
бежать, была спроектирована система холодных каналов. С другой стороны, литье
под давлением имеет много преимуществ, однако оснастка для этой технологии наи-
более дорога.
О системах вулканизации в процессе литья см. раздел 2.8.
Литература
1. Rosato, D. V., Rosato, D. V., Injection Molding Handbook: The Complete Molding Operation
Technology, Performance, Economics, Second Ed. (1995), Chapman and Hall, New York.
2. Wang, К. K., et al., Computer-Aided Injection Molding Systems, Progress Reports Nos. 1-21
(1975-2000) Cornell Injection Molding Program (CIMP). Cornell University, Ithaca, New
York.
3. Kamal, M. R., Kenig, S., Polym. Eng. Sci. (1972) 12, 294,302.
4. Berger, J. L., Gogos, C. G. Polym. Eng. Sci. (1973) 13,102.
5. Tadmor, Z.,J. Applied Polym. Sci. (1974) 18,1752.
6. Hieber, C. A., Shen, S. E.,J. Non-Newtonian Fluid Mechanics (1980) 7,1.
7. Wang, V. W., Hieber, C. A., Wang, K. K. J. Polym. Eng. (1986) 7(1), 21.
8. Isayev, A. I. (Ed.), Injection and Compression Molding Fundamentals (1987), Marcel Dekker,
New York.
9. Coyle, D. I., Blake, I. W., Macosko, C. W. AICHEJournal (V№T) 33 (7). 1168.
10. Manzione, L. T. (Ed.), Applications of Computer Aided Engineering in Injection Molding (1987)
Hanser, Munich.
11. Lee, L. I., Wu, С. H., Chiu, H.T., Nakamura, S., International Polymer Processing (199S), 13(4),
389.
12. Tucker, C. L., Fundamentals of Computer Modeling for Polymer Processing (1989) Hanser,
Munich.
13. Advani, S. G. and Beckermann, C. (Ed.). Heat and Mass Transfer in Solidification Processing
(1991) HTD. Vol. 175/MD-Vol. 25, ASME, New York.
14. Castro, I., Conover, S., Wilkes, C., Han, K., Chiu, H. T., Lee, L. I. Polymer Composites (1997)
18(5). 585.
7 Специальные технологии литья под давлением
373
15. Wang, Н. Р., Turns, L. S., Marchal, J. М. (Eds.). САЕ and Intelligent Processing of Polymeric
Materials (1997). MD. Vol. 79. ASME, New York.
16. Turng, L. S., Wang, H. P., Ramani, K., Benard, A. (Eds.). CAE and Related Innovations for
Polymer Processing (2000). MD. Vol. 90. ASME. New York.
17. Wang, J. T. In CAE and Related Innovations for Polymer Processing, Turng, L. S., Wang, H. P.,
Ramani, K. and Benard, A. (Eds.). (2000). ASME, New York. pp. 257-271.
18. Turng, L. S., Wang, V. W., Wang, K. KJ. Eng. Mat. Technol. (1993) 115.48.
19. Turng, L. S., Adv. Polymer Technol. (1995) 14 (1). 1.
20. Chen, S. C., Chen, Y. C., Cheng, N. T., Huang, M. S. J. Reinforced Plastics and Composites
(1999). 18(8). 724.
21. Escales, E. German Plastics (1970) 60.16-19. Translated from Kunststoffe (1970) 60.847.
22. Eckardt, H. Davies. S. Plastics and Rubber International (1979) 4(2). 72.
23. Kirkland, C. Injection Molding Magazine (May 1996). 85.
24. Eckardt, H. German Plastics (1985) 75 (3). 10-15. Translated from Kunststoffe (1985) 75 (3).
145.
25. Avery, J. A. Injection Molding Alternatives — A Guide for Designers and Product Engineers
(1998). Hanser, Munich.
26. Young, S. S., White, J. L., Clark, E. S., Oyanagi. Y. Polym. Eng. Sci. (1980) 20 (12), 798.
27. Avery, J. A. In Innovation in Polvmer Processing — Molding, Stevenson. J. F. (Ed.) (1996),
Hanser, Munich, 331-365.
28. Eckardt, H. Paper presented at the Fourteenth Annual Structural Foam Conference and Parts
Competition. Boston. MA. April (1986).
29. Hagen, R. German Plastics (1989) 79 (1). 27-30. Translated from Kunststoffe (1989) 79 (1),
72.
30. Hauck, C., Schneiders, A. In Innovation in Polymer Processing — Molding, Stevenson, J. F.
(Ed.) (1996). Hanser, Munich, 151-191.
31. Schmachtenberg, E., Polifke, M. Kunststoffe Plast Europe (1996) 86 (3), 16. Translated from
Kunststoffe (1996) 86 (3). 322.
32. Gabriele, M. C. Mod. Plast. (April 1999). 70.
33. Eckardt, H. In Innovation in Polvmer Processing — Molding. Stevenson, J. F. (Ed.) (1996)
Hanser, Munich, 1.
34. Turng, L. S. In Innovation in Polvmer Processing — Molding. Stevenson, J. E. (Ed.) (1996)
Hanser, Munich, 43.
35. Hettinga, S. Product Brochure. Hettinga Technologies. Inc. Des Moines. I A. Web site address:
http://H-n -w.hettingatechnology.com/
36. Michaeli, W., Brunswick, A., Kujat, C. Kunststoffe Plast Europe. (2000) 90 (8). 25. Translated
from Kunststoffe (2000) 90 (8). 67.
37. Moore, S. Mod. Plast. January (1993) 26.
38. Pearson, T. Product Brochure. Gas Injection Limited. Cheshire. U. K.
39. Moore, S. Mod. Plast. November (1999) 28.
40. Kleba, L., Haberstroh, E. SPE ANTEC Tech. Papers (2000). 559.
41. Hopmann, C., Michaeli, W. SPE ANTEC Tech. Papers (1999). 417.
42. Potente, H., Hansen, M., Int. Polym. Processing (1993). 8 (4). 345.
43. Dubois, J. H., Fribble, W. L., Plastics Mold Engineering Handbook (1987) Van Nostrand
Reinhold Company, New York.
44. Biirkle, E., Wohlrab, W. Kunststoffe (1999) 89 (9). 64.
45. Wang, J. T. In CAE and Intelligent Processing of Polvmeric Materials. Wang. H. P. et al. (Eds.)
(1997). ASME, New York. P. 83-96.
374 ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
46. Kim, I. Н., Park, S. J., Chung, S. Т., Kwon, Т. Н. Polym. Eng. Sci. (1999). 39 (10). 1930.1943.
47. Chen, S. C., Chen, Y. C., Peng, H. SJ. of Applied Polym. Sci. (2000). 75 (13). 1640.
48. Engineering Design Database Design Guide (1991) GE Plastics. Pittsfield, MA, USA.
49. Potsch, G., Michaeli, W. Injection Molding — An Introduction. (1995) Hanser, Munich.
50. Gabnele, M. C. Mod. Plast. April (1999). 76. 70.
51. Grande, J. A. Mod. Plast. September (1998) 75. 35.
52. Snyder, M. R., Mod. Plast. October (1999) 76. 54.
53. Jaeger, A., Fischbach, G. Kunststoffe German Plastics (1991) 81 (10), 21. Translated from
Kunststoffe (1991) 81 (10). 869.
54. Biirkle, E., Rehm, G., Eyerer, P. Kunststoffe Plast Europe March (1996) 86,7. Translated f rom
Kunststoffe (1996) 86 (3). 298.
55. Bocklein, M., Eckardt, H. Kunststoffe German Plastics (1986) 76 (11). 17. Translated from
Kunststoffe (1986) 76 (11). 1028.
56. Steinbichler, G. Kunststoffe Plast Europe March (1995) 85, 18. Translated from Kunststoffe
(1995)85 (3), 337.
57. Anders, S., Littek, W., Schneider, W. Kunststoffe German Plastics (1990) 80(9). 20.
Translated from Kunststoffe (1990) 80 (9). 997.
58. Shah, S., Kakarala, N. Plastics Engineering September (2000) 56. 51.
59. Snyder, M. R. Mod. Plast. November (1998) 75 (11), 71.
60. Anonymous. Kunststoffe German Plastics (1978) 68(11). 4. Translated from Kunststoffe
(1978) 68 (7). 394.
61. Schrenk, W. J. U. S. Patent 5 202 074 (1993).
62. Barger, M. A., Schrenk, W. J. In Innovation in Polymer Processing — Molding. Stevenson, J. F.
(Ed.) (1996) Hanser, Munich, P. 293-330.
63. Hettinga, S. In Innovation in Polymer Processing — Molding. Stevenson, J. F. (Ed.) (1Q96)
Hanser, Munich, 193.
64. Turng, L. S., Chiang, H. H., Stevenson, J. E. Plastics Engineering October (1995) 33.
65. Turng, L. S., Chiang, H. H., Stevenson. J. F. SPE ANTEC Tech. Papers (1995) 668.
66. Snyder, M. R. Mod. Plast. January (1999) 76 (1), 85.
67. Ruprecht, R., Bacher, W., Hausselt, J. H., Plotter, V. Proc. SPIE Symp. Micromachining and
Micro fabrication Process Technology (1995) 2639.146.
68. Weber, L. et al. Proc. SPIE Symp. Micromachining and Microfabrication Process Technology II
(1996) 2879,156.
69. Weber, L., Ehrfeld, W. Kunststoffe Plast Europe (1998). 88(10), 60-63. Translated f*om
Kunststoffe (1998) 88 (10). 1791.
70. Kukla, C., Loibl, H., Better, H., Hannenheim, W. Kunststoffe Plast Europe (1998) 88 (9). 6-7.
Translated from Kunststoffe (1998) 88 (9). 1331.
71. Seidler, D., Zelenka, R. Kunststoffe Plast Europe (1998), 88 (9), 7. Translated from Kunststoffe
88,1338.
72. Weber, L., Ehrfeld, W. Kunststoffe Plast Europe (1999) 89 (10). 64. Translated fom
KunsZsto//e89(10). 192.
73. Becker, E. W. et al. Microelectron. Eng. (1986) 4. 35.
74. Ehrfeld, W. et al. J. Vac. Sci. Technol. В (1988) 6,178.
75. Michaeli, W., Rogalla, A. Kunststoffe fur die Mikrosystemtechnik (1997) 6. 50.
76. Schinkothe, W., Walther, T. Kunststoffe Plast Europe (2000) 90 (5). 17-19. Translated f om
Kunststoffe (2000) 90 (5). 62.
77. Holzhauer, M., Zippmann, V. Kunststoffe Plast Europe (2000) 90 (9). 18. Translated f om
Kunststoffe (2000) 90(9). 64.
7 Специальные технологии литья под давлением
375
78. Mapleston, Р. Mod. Plast., July (1997) 74.41.
79. Suh, N. P. «Microcellular Plastics,» In Innovation in Polvmer Processing — Molding, Stevenson,
J. F. (Ed.) (1996) Hanser Publishers. Munich. 93-149.
80. Park, С. B., Doroudiani, S., Kortschot, M. T. Polvmer Engineering and Science (1998) 38 (7), 1205.
81. Shimbo, M., Baldwin, D. F., Suh, N.P. Polymer Engineering and Science (1995) 35 (17). 1387.
82. Seeler, K. A., Kumar, V Journal of Reinforced Plastics and Composites (1993) 12, 359.
83. Gulari, E., Manke, C. W. Paper presented at the 219th ACS National Meeting, I&EC—IW, San
Francisco. CA. March 26-30 (2000).
84. Rover, J. R., Gay, Y. J., Desimone, J. M., Khan, S. ^.Journal of Polymer Science, PartB: Polymer
Physics (2000) 38. 3168.
85. К wag, C., Manke, C. W., Gulari, E. Journal of Polymer Science, Pan B: Pohmer Physics {1999)
37, 2771.
86. Zhang, Z., Handa, Y. P.,J. Polvm. Sci. Part B: Polvm. Phys. (1998) 36. 977.
87. Handa, Y. P., Kruus, P., O’Neill, M.J. Polym. Sci., Pan B: Polvm. Phys. (1996) 34. 2635.
88. Knights, M. Plast Tech. (Sept. 2000) 46.40.
89. Trexel. Inc. Web site, http://www.trexel.com/
90. Malloy, R. A. Plastic Part Design for Injection Molding —An Introduction (1994). Hanser
Publishers, Munich.
91. Mapleston, P. Mod. Plast. April (2000). 46-51.
92. Product brochure. The SCORIM Process. SCORTEC. Inc. Gulph Mills, PA.
93. Reis, R. L., Cunha, A. M., Bevis, M. I. Mod. Plast. May (1999) 76 (5). 73.
94. Hills, K. Paper presented at Molding’95. March (1995). New Orleans, LA.
95. Rawson, K. W., Allan, P. S., Bevis, M. I. Polym. Eng. Sci. (1999) 39 (1). 177.
96. Becker, H., Malterdingen, G. E., Muller, U. Kimststoffe German Plast (1993) 83(3). 3.
Translated from Kimststoffe (1993) 83 (3). 165.
97. Theberge, I. Plast. Eng. February (1991) 47.27.
98. Becker, H., Ekenhorst, D., Fischer, N. Paper presented at the Int. Svmp. on Advanced Materials
for Lightweight Structures. March (1994), ESTEC, Noordwijk.
99. Harada, X. Kogyo Zairvo {Engineering Materials) (1991). 39 (15). 65 (in Japanese).
100. German, R. M., Bose, A. Injection Molding of Metals and Ceramics (1997). Metal Powder
Industries Federation, Princeton, NJ.
101. Ballard, C., Zedalis, M. SPE ANTEC Tech. Papers (1998). 358.
102. Bayer, M. Kunststoffe Plast Europe (2000). 90 (7). 17. Translated from Kimststoffe (2000)
90 (7). 46.
103. Schumacher, C. Kunststoffe Plast Europe (1999). 89(9). 23. Translated from Kunststoffe
(1999) 89 (9). 70-72.
104. Petzoldt, F. Kunststoffe Plast Europe (2000). 90(7), 14-16. Translated from Kunststoffe
(2000) 90 (7). 40-43.
105. Johnson, С. E., Engineering Plastics, Vol. 2. Engineered Materials Handbook, ASM Inter-
national (1988) 344.
106. Gonzdlez-Romero, V. M., Macosko, C. W. Polym. Eng. Sci. (1990) 30 (3). 142.
107. Ibar, I. P. Plast. Eng. Sci. (1998) 38 (1). 1-20.
108. Ibar, J. P. Mod. Plast. January (1995) 72 (1).
109. Ibar, J. P. U.S. Patent 5,605,707 (1995).
110. Brewer, G. W. In Engineered Materials Handbook (1998). Vol. 2. ASM International. 508.
111. Wu, J. S., Lee, M. J. Plastics, Rubber and Composites Processing and Applications {1994) 21 (3), 163.
112. Tewald, A. Kunststoffe Plast Europe. July (1998) 88(7). 13. Translated from Kunststoffe
(1998) 88 (7). 970.
376
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
-------------------------1-
113. Macosko, С. W. RIM Fundamentals of Reaction Injection Molding — Introduction (19Й8),
Hanser, Munich.
114. Farrah, M., Hanson, D., Wendle, B. (Eds.). Structural Foam (1984). Structural Foam Division.
Society of Plastics Industry. Washington. DC. USA.
115. Fassett, X. Plastics Engineering. December (1995) 35-37.
116. Stevenson, J. F., Dubin, A. J. Injection Molding Technology. December (1999) 3 (4). 181.
117. GE Plastics. Thin-wall Technology Guide (1998).
118. Wang, H. P., Ramaswamy, S., Dris, I., Perry, E. M., Gao, D. In CAE and Related Innovation^ for
Polymer Processing. Turng, L. S., Wang, H. P., Ramani, K., Benard, A. (Eds.) (2000). MD. ^ol.
79. AMSE. New York. 193.
119. Ibar, J. P. SPE ANTEC Tech. Papers (1999). 552.
120. Ibar, J. P. U. S. Patent 5,705,201 (1998).
8
КОНСТРУКЦИЯ ФОРМЫ
Дж. Бемон
Для каждого нового изделия, которое планируется отлить, необходимо иметь литье-
вую форму, сконструированную и изготовленную на заказ. Форма в сборе состоит
из основы, матрицы, системы доставки расплава полимерного материала в фор-
мующую полость, системы охлаждения расплава, поступившего в полость, а также
устройств извлечения отливки. Время, протекающее с момента начала подачи рас-
плава в форму до извлечения готового изделия, называется циклом литья. В целях
повышения производительности литьевая форма может быть оснащена нескольки-
ми формующими полостями (гнездами), что позволит производить несколько изде-
лий за один цикл. Распространены литьевые формы, имеющие 1, 2, 4, 8, 16, 32, 64 и
128 полостей. Несмотря на то что для производства каждого нового изделия требу-
ется индивидуальный набор пуансонов, формующих полостей, оформляющих вкла-
дышей (знаков), существуют и «модульные» формы. Модульные формы обеспечи-
вают возможность замены пуансонов, формующих полостей и рабочих деталей, что
дает возможность получать различные отливки, используя одну и ту же основу. Кро-
ме того, существуют и многогнездные литьевые формы, которые имеют формующие
полости различной конфигурации, что позволяет производить разные изделия за
один цикл литья. Литьевые формы обычно выполняются с допуском до ±0,005 мм
(0,0002 дюйма) и должны быть достаточно долговечными, чтобы выдерживать тыся-
чи и даже миллионы циклов литья.
Литьевые формы должны отвечать следующим требованиям:
• иметь набор пуансонов, матриц и знаков, определяющих конфигурацию от-
ливки;
• обеспечивать доставку расплава из материального цилиндра литьевой маши-
ны в формующие полости;
• действовать как теплообменники, обеспечивающие быстрое и равномерное
охлаждение изделия;
• обеспечивать извлечение готового изделия из формы;
• обладать прочностными характеристиками, позволяющими выдерживать как
внутреннее давление расплава, потенциально способное превышать 2000 бар,
так и сжимающее усилие узла смыкания, которое обычно может достигать не-
скольких тысяч тонн; кроме того, нагрузки, испытываемые литьевой формой,
являются циклическими, что существенно сокращает срок службы каждого
из ее элементов;
• для многогнездных форм необходимо обеспечить однотипность всех полос-
тей по размерам и свойствам металла, а также обеспечить равномерное поступ-
ление расплава и равномерное охлаждение.
Хотя практически все формы конструируются и производятся на заказ, сущест-
вуют некоторые стандартизованные компоненты и основы форм. Как правило, они
378
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 8.1. Стандартизованная основа формы.
Производитель добавляет компоненты фор-
мы, задающие конфигурацию конкретной от-
ливки
могут быть закуплены по каталогу фир-
мы-производителя, а затем доработаны
индивидуально. На рис. 8.1 представлена
стандартизованная основа формы. Для нее
можно индивидуально сконструировать
пуансоны, выталкиватели, литниковую
систему и каналы для охлаждающей жид-
кости.
Существует множество типов литье-
вых форм и способов их идентификации.
Обычно они идентифицируются по описа-
нию (спецификации), которое может
включать число формующих полостей,
системы доставки расплава и выталкива-
ния. По мере того как форма становится
специализированной, спецификация ста-
новится все более развернутой. Данная
глава содержит описания некоторых наи-
более распространенных типов форм. Также будут рассмотрены их основные досто-
инства и недостатки, особенно касающиеся систем доставки расплава. Авторы сна-
чала дают обзор конструкций традиционных холодноканальных форм из двух плит,
а затем представляют другие типы литьевых форм и их некоторые отличительные
характеристики.
8.1 Сборка стандартной формы
Хотя единой стандартной сборной формы не существует, рис. 8.2 дает представле-
ние о чаще всего встречающихся конструкциях. Данный схематичный чертеж пред-
ставляет собой разрез, захватывающий наиболее важные детали сборной формы.
Показана одна и та же форма в закрытом состоянии и в открытом с выдвинутым уз-
лом выталкивания. На рис. 8.2, b показаны две полуформы в открытом положении в
момент извлечения отливки. Верхняя полуформа обычно называется «верхняя по-
луформа», «А-полуформа», «полуформа матриц», «неподвижная полуформа».
Нижняя часть обычно называется «нижней полуформой», «В-полуформой», «полу-
формой пуансонов», «подвижной полуформой» или «выталкивающей полуфор-
мой». Верхняя полу форма присоединена к неподвижной плите литьевой машины,
а нижняя полуформа — к подвижной плите. Термином «полуформа пуансонов»
обычно обозначается полуформа, имеющая выступающие участки, на которых фор-
мирующееся пластмассовое изделие будет усаживаться и к которой готовое изделие
«прилипнет» к моменту открытия формы. Затем изделие сталкивается с полуформы с
помощью какого-либо механического устройства. В некоторых случаях дополнитель-
но используется продувка воздухом между поверхностью полуформы и отливкой.
8 Конструкция формы
379
Как правило, Л-полуформа состоит из подвижной плиты крепления и плиты
матриц (обоймы матриц) (рис. 8.2). Матрица обычно устанавливается с обратной
стороны плиты матриц и крепится болтами к обоим плитам вместе. Для высокопро-
изводительных форм настоятельно рекомендуется размещать систему охлаждения
непосредственно в оформляющих знаках. Если этого не сделать, то теплоотвод от
полимера должен будет осуществляться через поверхность границы между знаком и
плитой, что может значительно ограничивать теплоперенос и привести к неравно-
мерному охлаждению формующих полостей и отливок.
Литниковая втулка обеспечивает перемещение расплава от узла впрыска к ли-
нии контакта матрицы и пуансона (линии разъема формы), откуда он направляется
либо прямо в полость (в одногнездных формах), либо в литниковую систему много-
гнездной формы. Литниковая втулка обычно закалена и имеет полированный сужи-
вающийся конический канал. Из-за высокой стоимости изготовления этой детали ее
Форма закрыта
Матрица
Плита крепления подвижная
Плита матриц (обойма матриц)
Пуансон
Отливка
Контртолкатель
Направляющая колонка
Канал охлаждения
Направляющая втулка
Выталкиватель
центрального литника
Плита пуансонов
(обойма пуансонов)
Уплотнение
Опорная плита
Перегородка
Толкатель
Заглушка
Брус опорный---
Плита крепления неподвижная—'
Плита хвостовика —
Колонка опорная
Плита толкателей
Форма открыта
Литниковая втулка
Фланец
Центральный литниковый канал
Направляющая втулка
— Направляющая колонка
Рис. 8.2. Вид в разрезе традиционной литьевой формы
380
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
обычно закупают у поставщиков стандартных компонентов форм. При конструиро-
вании формы конструктор должен указать размер центрального литникового кана-
ла (центрального литника), по которому втулку можно выбрать по каталогу постав-
щика. При открытии формы пластмассовый центральный литник извлекается из
центральной втулки или обрезается.
В-полуформа обычно содержит пуансон и систему выталкивания. Как правило,
создается зазор, необходимый для обеспечения движения плиты хвостовика с присо-
единенными к ней толкателями. Плита хвостовика соединена с гидравлическим ци-
линдром. Для обеспечения гарантированного возврата плиты хвостовика при закры-
тии формы используются контртолкатели. В случае, если система извлечения не вер-
нулась в исходное положение при закрытии формы, контртолкатели столкнутся с
некритичными участками плиты матриц другой полуформы и сдвинут плиту и толка-
тели на место. Без контртолкателей форма могла бы закрыться с толкателями в вы-
двинутом положении — так можно повредить рабочие детали.
При заполнении формы давление в формующей полости может легко достигать
700 бар, а потенциально может подниматься и выше 1380 бар. Такие давления будут за-
ставлять пуансон и знаки двигаться назад. Для ограничения изгиба опорная плита
должна быть достаточно толстой и по возможности больше опираться на опорные ко-
лонки. Они представляют собой стальные колонки, расположенные между плитой креп-
ления и опорной плитой и проходящие через отверстия в плите хвостовика.
В описание литьевой формы обычно включают комбинацию систем доставки
расплава и выталкивания. Однако мы сфокусируемся на классификации форм с
точки зрения систем доставки расплава, поскольку именно они являются основны-
ми для отливки полимерного изделия.
В самом широком смысле формы можно разделить на «холодноканальные»
и «горячеканальные». Холодноканальные формы, в свою очередь, делятся на формы
с двумя или тремя плитами. Классификация горячеканальных форм более сложная.
Обычно в описание включают два основных элемента горячеканальной литниковой
системы (ГКС) — коллекторы и сопла. Эти элементы могут быть нагреваемыми, теп-
лопроводящими или изолированными.
8.2 Холодноканальные формы
Для термопластов термин «холодноканальная форма» относится к литьевым фор-
мам, в которых литниковый разводящий канал (литник) охлаждается, затвердевает
и выталкивается вместе с отливками в каждом литьевом цикле.
8.2.1 Холодноканальная форма с двумя плитами
Холодноканальная форма с двумя плитами является базовым и самым распростра-
ненным типом формы. Она наиболее проста и дешева в изготовлении. По сравнению
8 Конструкция формы
381
с горячеканальной она удобнее в эксплуатации и проще в обслуживании. Она легко
приспосабливается к изменениям в окраске материала, поскольку литниковая сис-
тема и изделие охлаждаются и извлекаются в каждом цикле и при этом в форме не
остается материала.
Литьевая форма, представленная на рис. 8.2, имеет одну линию разъема — плос-
кость, которая открывается во время каждого цикла литья для удаления как цен-
трального литника, так и изделия. Линия разъема находится между полуформами
матрицы и пуансона. На рисунке показан центральный литниковый канал, который
обеспечивает прохождение расплава от узла впрыска до линии разъема. Здесь он со-
единяется с основным разводящим литником, который либо подает расплав прямо
в формующую полость, либо разделяет его по другим разводящим и подводящим
литникам, подающим расплав в несколько полостей.
В случае одногнездной формы матрица обычно расположена по центральной
оси формы, и расплав доставляется прямо в центр формующей полости. Это харак-
терно при производстве таких изделий, как, например, ведра, но, в принципе, цен-
тральный литниковый канал и формующая полость могут иметь любое взаимное
расположение.
В случае многогнездной формы центральный литник доставляет расплав в лит-
никовую систему для дальнейшего распределения по формующим полостям. По-
скольку формующие полости и литниковая система находятся на одной линии разъ-
ема, места впуска ограничены периметром полости. Некоторую гибкость при разме-
щении мест впуска обеспечивают специальные впускные литники.
Холодноканальные литниковые системы (ХКС) имеют несколько преимуществ
перед горячеканальными. Вследствие их простоты они более дешевы в изготовле-
нии. Кроме того, стоимость обслуживания ХКС ниже, так как в них нет нагревате-
лей, терморегуляторов или термопар. Работа с ними также намного проще, посколь-
ку нет необходимости обслуживать различные терморегуляторы или сталкиваться
с многочисленными потенциальными проблемами, такими как «разбрызгивание»
в месте впуска, застывание или засорение, подтекание, ухудшение свойств материа-
ла или образование пробок в коллекторе литниковой системы.
Основной недостаток ХКС — необходимость иметь дело с застывшим разводя-
щим литником. Он должен быть отделен от изделия для переработки или повторно-
го использования. Однако при дроблении материал может загрязниться посторон-
ними примесями, и, кроме того, здесь потребуются специальные грануляторы, а сле-
довательно, дополнительное обслуживание. Более того, вторичное сырье зачастую
можно повторно использовать лишь в определенном соотношении с первичным
сырьем. Если же требования к литому изделию не позволяют использовать вторич-
ный материал, литники продают или выбрасывают*.
Поскольку вновь переработанный вторичный материал будет несколько отли-
чаться от исходного, можно ожидать изменения процесса литья, свойств расплава
* В настоящее время технологии литья позволяют использовать отходы (вторичное сырье)
в полном объеме. — Примеч. науч. ред.
382
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
и отливки. В зависимости от термостабильности полимера, требований к готовому
изделию и организации производства использование вторичного сырья может быть
как приемлемо, так и неприемлемо. Повторное использование дробленки из литни-
ков обычно не допускается при литье высокоточных изделий, а также изделий меди-
цинского и оптического назначения.
Использование ГКС позволяет избежать подобных проблем. Кроме того, учиты-
вая, что время охлаждения центрального литникового канала влияет на время цик-
ла, использование горячеканальных форм позволяет его сократить. Например, по-
скольку центральный литник или литниковая система, заполняющие формующую
полость при формовании тонкостенного изделия, должны иметь большой диаметр,
перед выталкиванием требуется их охлаждение. Оно может быть продолжительнее,
чем охлаждение отливки. Горячеканальная система исключает необходимость такой
задержки, что снижает общее время цикла.
Другим важным ограничением для холодноканальной формы с двумя плитами
является то, что она предоставляет меньшую гибкость при выборе расположения
мест впуска. В такой форме места впуска должны находиться на краю или по пери-
метру отливаемого изделия. Такое ограничение иногда может привести к изгибу
знака, захвату газа или нежелательным линиям спая.
8.2.2 Холодноканальная форма с тремя плитами
Главное преимущество холодноканальной формы с тремя плитами (рис. 8.3) перед
описанной выше состоит в том, что места впуска здесь не ограничиваются перимет-
ром полости изделия. По сравнению с ГКС формы стремя плитами дешевле, относи-
тельно легки в работе, требуют менее высокой квалификации рабочих и обеспечива-
ют легкую смену цвета изделий.
Формы с тремя плитами имеют вторую плоскость разъема, расположенную за
плитой матриц. Вторая плоскость разъема между плитой матриц и неподвижной
плитой крепления обеспечивает прохождение разводящего литника в этой плоско-
сти формы в любом положении относительно изделия. После этого подводящий
литник перемещает расплав из разводящего литника в требуемое место. Подводя-
щий литник присоединяется к изделию с помощью точечного литника.
На рис. 8.4 показана трехплитная холодноканальная форма, где выталкивание
изделия и разводящего литника начинается с первоначального открытия формы по
первичной линии разъема между плитами пуансонов и матриц (рис. 8.4, этап 2).
В положении, когда изделие полностью извлечено, тяга (Л) начнет толкать плаваю-
щую плиту для открытия формы по второй линии разъема (рис. 8.4, этап 3). После
открытия формы по второй линии разъема неподвижная центральная втулка с под-
резающим устройством захватывает основание подводящего литника таким обра-
зом, что точечный литник отрывается от изделия. Как только форма достаточно от-
крыта для полного освобождения подводящего литника, плита съема сдвигается
вперед для его отрыва от центральной втулки (рис. 8.4, этап 4). В конструкции, пока-
занной на рис. 8.4, с помощью плиты съема извлекаются и отливка, и литники.
8 Конструкция формы
383
Центральный литник
Плита крепления
ft 2------
Выталкиватель
центрального литника
ПОДВОДЯЩИЙ ЛИТНИК-"
t 1 —
Отливка-^^
Плавающая плита
Плита съема
Плита пуансона
Направляющая колонка
плиты съема
Плита крепления
подвижная
Тяга
Хвостовик
Направляющая колонка
Форма закрыта
—Пружина
Плита матриц
(обойма матриц)
Рис. 8.3. Типовая холодноканальная форма с тремя плитами
Недостатком таких форм по сравнению с формами с двумя плитами является
большая сложность формы, которая создает проблемы при техническом обслужива-
нии и в эксплуатации. Формы должны обеспечивать правильное открытие и его по-
следовательность по первой и второй линиям разъема, включая выталкивание литни-
ков и отливки. Матрица должна быть способна к перемещению на направляющих ко-
лонках при открытии и закрытии формы. Такое число движущихся частей формы
увеличивает проблемы, связанные с износом. Кроме того, из-за появления второй ли-
нии разъема возникает необходимость большего открытия формы, что увеличивает
384
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Этап 1 — форма закрыта
Этап 2 — открывается основная линия разъема
Этап 3 — открывается вторая линия разъема
Этап 4 — отливка и литник выталкиваются отдельно
Рис. 8.4. Открытие формы с тремя плитами и извлечение отливки
8 Конструкция формы
385
время цикла и требования к открытию формы (к ходу плиты машины). Поскольку
расстояние для открытия по второй линии разъема ограничено, литник может за-
стрять между полуформами при извлечении.
Другой недостаток: формы с тремя плитами обычно создают больший перепад
давления при заполнении формы, чем любые другие, особенно горячеканальные.
Наконец, конструкция впускных литников в форме с тремя плитами ограничена не-
большими точечными литниками.
8.3 Горячеканальные формы
Горячеканальной формой (рис. 8.5) называется форма, в которой разводящий лит-
ник остается расплавленным и не извлекается во время цикла литья. Наиболее цен-
ным достоинством ГКС по сравнению с ХКС является отсутствие разводящих лит-
ников, требующих соответствующего обслуживания, хранения или последующей
утилизации. Отсутствие подобных литников позволяет сократить время пластика-
ции (время, требуемое для создания следующего объема для впрыска), кроме того,
уменьшаются время охлаждения литниковой системы и требуемое усилие открытия
формы.
Конструкция ГКС аналогична ХКС формы с тремя плитами: центральный лит-
никовый канал также проходит за плитой матриц, обеспечивая гибкость при выборе
расположения места впуска. Однако это возможно без больших потерь давления, на-
блюдаемых в ХКС. Подобное преимущество достигается за счет использования
больших каналов течения, чем обычно используемые в трехплитных холоднока-
нальных формах. Горячие разводящие литники хорошо сочетаются также с двух-
этажными литьевыми формами, которые позволяют удваивать количество отливок
без увеличения усилия смыкания.
Рис. 8.5. Коллектор и сопло с внешним нагревом
386
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Описание и конструкции горячеканальных форм очень сложны. ГКС состоит
из двух основных частей: коллектора и системы сопел. Коллектор ГКС, находя-
щийся внутри Л-полуформы, доставляет расплав из сопла литьевой машины в из-
бранные места за плитой матриц. Затем сопла ГКС обеспечивают прохождение
расплава из коллектора прямо в формующую полость или через холодный разво-
дящий литник, который может питать многогнездную форму (непрямая подача).
Сопло ГКС обычно располагается под углом 90 град к коллектору ГКС и проходит
за плитой матриц.
Коллектор ГКС может быть либо нагреваемым, либо изолированным. Сопла
ГКС бывают нагреваемыми, теплопроводящими или изолированными. Нагревае-
мый коллектор и каждое сопло имеют собственные нагреватель и регулятор темпе-
ратуры. Теплопроводящие сопла выполняются из материалов с высокой тепло-
проводностью, например, из бериллиевой меди, и проводят тепло от коллектора.
Изолированная ГКС не имеет другого прямого источника тепла, кроме расплава по-
лимерного материала, протекающего через нее. Каждую из указанных систем мы
опишем более подробно.
В табл. 8.1 приведены примеры наиболее распространенных сочетаний коллек-
торов и сопел ГКС.
Из-за сложности ГКС большинство из них производится специализированными
компаниями. Поэтому производители горячеканальных литьевых форм обычно за-
купают стандартные комплектующие или целиком системы. Это сильно конкурент-
ный рынок и между предлагаемыми на нем системами имеются серьезные различия.
При обсуждении недостатков каждого типа ГКС следует понимать, что чаще всего
компании, конструирующие их, также понимают эти проблемы и прилагают макси-
мум усилий для их устранения.
Таблица 8.1. Сочетания коллекторов и сопел ГКС
Коллектор
Сопло
Внешний нагрев
Внутренний нагрев
Внешний нагрев
Внутренний нагрев
Изолированные
Изолированные
8 Конструкция формы
387
8.3.1 Коллекторы и сопла с внешним нагревом
Системы с внешним нагревом (см. рис. 8.5) способны обеспечивать наименьшую по-
терю давления в форме. Каналы течения цилиндрические в сечении и обычно имеют
больший диаметр, чем в холодноканальных формах. Цилиндрическая форма канала
является наиболее эффективной формой для течения расплава, а поскольку охлаж-
дение разводящего литника и его дробление здесь не нужны, то допускается боль-
ший диаметр литников. Как больший диаметр, так и отсутствие растущего засты-
вающего слоя в литниковой системе способствуют относительно малому падению
давления в таком типе форм*.
Среди различных горячеканальных форм для термочувствительных и высоко-
вязких полимерных материалов рекомендуются формы с внешним нагревом кол-
лектора и сопла (также известного как горячее сопло), поскольку они обеспечивают
свободное течение в открытом канале. Кроме того, благодаря внешнему нагреву кол-
лектора и сопла вдоль внешнего канала не образуется застывший слой полимерного
материала, как при внутреннем нагреве или в изолированной системе, а следова-
тельно, будет доступен больший размер поперечного сечения канала.
К недостаткам ГКС с внешним нагревом можно отнести возможность утечки
расплава, а также более жесткие требования к количеству, расположению и мощно-
сти нагревателей.'Утечка полимера происходит между соплом и коллектором. Про-
текший материал может забить коллектор и повредить нагреватели, провода и тер-
мопары. Кроме того, источник внешнего тепла находится в прямом конфликте с сис-
темой охлаждения формы. Следовательно, сопла ГКС должны быть окружены
воздушным пространством, которое помогло бы изолировать их от матрицы. Такой
воздушный зазор требует увеличения объема формы, а близость сопла к формую-
щей полости создает локальные горячие точки и ограничивает расположение линий
охлаждения. Также сопла с внешним нагревом имеют более ограниченный контроль
за температурой сменного наконечника. Часто используются теплопроводящие на-
конечники, которые при правильной конструкции могут минимизировать указан-
ные проблемы. Наконечник проводит тепло от нагретого корпуса сопла. Но следует
понимать, что температуру сменного наконечника контролируют те же нагреватели,
что и у сопла. Это ограничивает возможности регулирования и может потребовать
согласования температур для каждого из этих двух участков.
8.3.2 Коллектор с внешним нагревом
и соплами с внутренним нагревом
Сопло с внутренним нагревом потенциально может обеспечить лучшее управление
сменным наконечником (меньшее застывание и т. п.), поскольку тепло можно под-
водить целенаправленно к наконечнику. Кроме того, поскольку нагревательный
* Присутствуют большие входовые потери во впусках. — Примеч. науч. ред.
388
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
элемент окружен полимерным материалом, тепло от него более естественным путем
изолируется от формующей полости, в которой застывает изделие. Некоторые кон-
струкции предусматривают прохождение нагревательного элемента из коллектора
через сопло. Застывший слой возникает по периметру канала течения. Он способст-
вует герметизации канала и снижает возможные утечки в месте стыка коллектора и
сопла (рис. 8.6).
Потенциальные проблемы при работе с таким соплом заключаются в том, что,
поскольку нагревательный элемент расположен в центре канала течения, он вызы-
вает ограничения в потоке расплава. Такое расположение может привести к зонам
застоя, которые зависят от размещения нагревателя относительно потока. Сочета-
ние этих факторов может вызвать разложение материала, проблемы при смене цве-
та, повышение давления при заполнении формы и нежелательные колебания темпе-
ратуры расплава (возникающие между нагревательным элементом и холодной стен-
кой формы).
Из-за условий, создаваемых в канале течения сопла с внутренним нагревом, та-
кую систему в общем случае нельзя использовать для термочувствительных мате-
риалов. Также их следует с осторожностью применять при литье чистых и светло-
окрашенных материалов. При существовании зон застоя в этих областях многие ма-
териалы с течением времени будут разлагаться и приводить к образованию
нежелательных полосок или черных подгаров в светлоокрашенных изделиях.
Внутренний нагревательный элемент создает неэффективный угловой канал те-
чения. В результате падение давления в сопле может быть значительно выше. Это не
имеет особого значения, если давление для заполнения формующих полостей доста-
точно. Хотя в целях снижения давления при заполнении диаметры каналов течения
Рис. 8.6. Система с коллектором с внешним нагревом и с соплом с внутренним нагревом
8 Конструкция формы
389
можно увеличить, следует учитывать связанный с этим рост времени пребывания
материала в расплаве.
8.3.3 Коллекторы и сопла с внутренним нагревом
Такое сочетание исключает большинство проблем подтекания, естественным обра-
зом обеспечивает хорошую изоляцию нагревателя от окружающей его формы и дает
возможность регулирования наконечника с помощью нагревательного элемента.
Поскольку используются внутренние нагреватели, нет необходимости в отдельном
блоке коллектора, который нужно нагревать и изолировать от окружающей его фор-
мы воздушным зазором (рис. 8.7). Полимер по периметру канала течения остывает
от более холодной формы, затвердевает и обеспечивает термически изолирующий
граничный слой полимера. Это решает проблему ГКС с внешним нагревом, связан-
ную с изоляцией теплоты от формующей полости, в которой происходит застывание
изделия.
Многие аспекты, касающиеся коллекторов и сопел с внутренним нагревом, ана-
логичны тем, что обсуждались выше. Некоторые проблемы еще более осложняются
из-за большего числа внутренних нагревателей и необходимости перекрестного их
размещения (рис. 8.7). Такое размещение внутренних нагревателей значительно
увеличивает опасность появления зон застоя, в которых материал задерживается и
разлагается. Поэтому подобные системы не рекомендуются для использования при
работе с термочувствительными полимерами. Кроме того, давление, требуемое для
заполнения формы, будет самым высоким среди всех горячеканальных форм. Для
снижения давления площадь поперечного сечения потока может быть увеличена,
однако это приведет к возрастанию времени пребывания материала в расплаве. Фор-
мирование застывшего слоя по периметру канала течения будет создавать сложно-
сти при смене цвета.
центрального
литника
Рис. 8.7. Коллектор и сопло с внутренним нагревом
390
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
8.3.4 Изолированные коллекторы и сопла (рис. 8.8)
Такой тип ГКС не имеет других источников тепла, кроме самого расплава полиме-
ра, протекающего по нему. Поэтому изолированная система должна работать быст-
ро и с регулярными циклами для исключения затвердевания расплава в коллекто-
ре и соплах. Обычно используется очень большой диаметр канала течения
(>30 мм). Первая доза полимерного материала заполняет литниковую систему.
Материал застывает по периметру более холодного канала течения, действуя как
термоизоляционный слой. По мере продолжения цикла литья новые порции мате-
риала проходят через эти застывшие изолирующие слои. Поддержание данного ка-
нала течения открытым зависит от достаточно быстрого движения материала че-
рез него таким образом, чтобы расплав в центре непрерывно перемещался и не мог
полностью застыть.
Основными преимуществами изолированной системы перед системами с нагре-
вом являются низкая стоимость, способность к полному изменению цвета, малая по-
теря давления за счет большого диаметра разводящих литников и то, что она переда-
ет меньше тепла в формующие полости.
И все-таки такой тип ГКС используется довольно редко из-за многочисленных
недостатков, связанных с невозможностью регулирования температуры. Любое на-
рушение или колебание цикла может вызвать значительные изменения в течении и
состоянии расплава, а также полное застывание литников. Кроме того, такой систе-
ме свойственно колебание в температуре расплава в поперечном сечении канала те-
чения. Все это приводит к тому, что ее использование обычно ограничивается изго-
товлением низкоточных изделий из таких полимеров, как ПЭ, ПП, ПС. Температуру
сменных наконечников можно регулировать с помощью сопел с внутренним нагре-
вом в сочетании с изолированным коллектором (рис. 8.9). Изолированные системы
не продаются ведущими компаниями, специализирующимися на конструировании
и производстве ГКС. Конструкции и эксплуатация таких систем являются само-
стоятельными разработками переработчиков.
Рис. 8.8. Изолированные коллектор и сопло ГКС
8 Конструкция формы
391
Рис. 8.9. Изолированный коллектор ГКС с соплом с внутренним нагревом
8.3.5 Конструкция смешанной ГКС
Существует несколько специализированных систем, которые полностью отличают-
ся от большинства обычных конструкций, описанных ранее. Одна из представляю-
щих интерес ГКС разработана компанией Gunther (рис. 8.10). Канал течения пред-
ставляет собой нагретую трубу, помещенную в специальный канал в форме. Матери-
ал, впрыскиваемый в систему, сначала заполняет канал течения и зазор между
нагретой трубой и стенками формы. Материал в зазоре остается постоянно, дейст-
вуя как изолятор, в то время как материал впрыскивается через трубу. Такая конст-
рукция позволяет преодолеть некоторые проблемы, связанные с утечками и термо-
регулированием в обычных системах с внешним нагревом. Внешний полимерный
изолятор противостоит утечке материала и потере тепла, обеспечивая в то же время
круглый канал течения.
Рис. 8.10. ГКС компании Gunther
392
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
8.3.6 Центральные литники ГКС
В некоторых случаях коллектор исключается из ГКС и используется только сопло,
которое называют центральным литником ГКС. Он направляет расплав из сопла
литьевой машины прямо в формующую полость (рис. 8.11), в разводящий канал
(рис. 8.12) или в несколько впускных литников. В одногнездной форме с помощью
центрального литника ГКС можно избежать необходимости вручную отрезать стан-
дартный холодный центральный литник. В тонкостенных изделиях весьма вероятно,
что холодный центральный литник большого диаметра увеличивает время охлаж-
дения отливки. Для облегчения выталкивания он должен быть коническим, поэтому
место пересечения центрального литника с разводящими может быть достаточно
толстым. При входном диаметре 3,175 мм центрального литника длиной 76,2 мм его
диаметр в месте пересечения с разводящим литником увеличится примерно до
9,525 мм. Если эта достаточно толстая область к моменту открытия формы застыла
недостаточно, при извлечении она может расколоться и литник останется застряв-
шим в литниковой втулке. В этом случае следует увеличить цикл охлаждения, одна-
ко это дополнительное время может значительно превышать время охлаждения са-
мого изделия. При использовании центрального литника ГКС подобной проблемы
можно избежать.
8.3.7 Сопла ГКС
Сопла являются частью ГКС, которая доставляет расплав из коллектора в формую-
щую полость. Существует несколько основных требований к горячим соплам:
• проводить тепло к впускному литнику (предотвращать застывание в месте
впуска);
• обеспечивать термическое разделение между соплом ГКС и холодной фор-
мующей полостью;
Рис. 8.11. Горячий центральный литник
с внутренним нагревом
Рис. 8.12. Горячий центральный литник
с внешним нагревом
8 Конструкция формы
393
• обеспечивать чистое разделение расплава и затвердевшего изделия (удовле-
творять требованиям по следам от впускных литников);
• минимизировать ограничения потока;
• обеспечивать хорошее регулирование температуры расплава.
Кроме удовлетворения указанных требований существует ряд общих проблем,
связанных с нагреваемыми и теплопроводящими соплами:
• тепловое расширение коллектора ГКС, вызывающее смещение и/или разру-
шение сопла и сменного наконечника;
• преждевременный запуск ГКС, до того как тепловое расширение создало дос-
таточную герметизацию между коллектором и соплом, является обычной
причиной утечки и приводит к разрушению систем с внешним нагревом;
• длина теплопроводящего сопла ограничена.
Сопла с внешним нагревом со сменными наконечниками
Сменный наконечник обеспечивает возможность изменять форму впускного от-
верстия. Большинство производителей ГКС предлагают стандартизованные смен-
ные наконечники, смена которых производится простым навинчиванием. Сменные
наконечники должны обеспечивать легкость течения и регулирование температуры
(рис. 8.13 и 8.14).
Запирающиеся сопла
Существует два основных вида запирающихся сопел: механические и тепловые.
Первые могут быть пружинными (или торсионными), гидравлическими или пнев-
матическими (рис. 8.15). Главная причина, по которой используются механические
запирающиеся сопла, — желание обеспечить безупречный впуск, без разбрызгива-
ния и образования тяжей. Чаще всего это необходимое условие при отливке изделий
медицинского назначения. Другим преимуществом этих сопел является возмож-
ность использования больших впускных литников. Это существенно упрощает про-
цесс переработки чувствительных к сдвигу и армированных волокном материалов
Ленточный или спиральный нагреватель
Рис, 8.13. Сопло с внешним нагревом со
сменным иглообразным наконечником
Рис. 8.14. Сопло с внешним нагревом со
сменным прямоточным наконечником
394
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
СПО-
[Зде-
Он
на высоких скоростях. Кроме того, запирающиеся сопла можно использовать! для
предотвращения обратного потока из формующей полости в литники при снятии
давления после заполнения. Такое обратное течение может привести к нежелатель-
ным высоким усадкам в области места впуска на изделии.
Механические запирающиеся сопла очень дороги в обслуживании и усложняют
установку и эксплуатацию формы (больше параметров контроля). Такие системы
также склонны к утечкам и браку из-за взаимодействия движущихся частей.
Механические запирающиеся сопла нашли широкое применение за счет их
собности к открытию и закрытию нескольких точек впуска в определенной законо-
мерной последовательности. При изготовлении крупных или тонкостенных ь
лий, когда для заполнения формообразующей полости требуется несколько лест
впуска, за счет использования таких сопел можно практически полностью исклю-
чить появление линий спая. Это достигается путем подбора последовательности от-
крытия и закрытия клапанов.
Тепловые запирающиеся сопла обладают многими из преимуществ механиче-
ских, но при этом свободны от проблем, присущих механическим. Такие сопла
оборудованы небольшим отдельным нагревателем сменного наконечника,
управляется таймером, задающим время его включения, что позволяет осущест вить
заполнение формы и выдержку под давлением, и время его выключения, достаточ-
ное для застывания впускного литника перед выталкиванием изделия. При исп
зовании тепловых запирающихся сопел необходимо обеспечить эффективное о
ждение литника, чтобы гарантировать застывание расплава.
Тепловые запирающиеся сопла обеспечивают более точное управление темпера-
турой сменного наконечника. За счет этого охлаждающие каналы могут быть ра
ложены очень близко к месту впуска без риска преждевременного застывания.
ника. Нагреватель наконечника также позволяет использовать очень неболь
впускные литники, которые иначе могли бы застыть. Хотя такие сопла улучшаю'' ре-
гулирование температуры в месте впуска, нельзя ожидать, что они полностью
ключат следы от впускных литников большого диаметра, в отличие от механических
запирающихся сопел.
юль-
Фсла-
зпо-
лит-
»шие
ис-
Рис. 8.15. Запирающееся сопло в открытом и закрытом положении
8 Конструкция формы
395
Сопла ГКС с несколькими точками впуска
Сменные наконечники могут быть выполнены для питания нескольких фор-
мующих полостей или впускных литников из одного сопла ГКС. Такой подход по-
зволяет, при желании, конструировать их для подвода к краю отливки.
Теплопроводящие сопла
Теплопроводящие сопла не нагреваются собственными нагревателями, а вос-
принимают тепло от коллектора ГКС. Обычно для этого используются втулки, вы-
полненные из материала с высокой теплопроводностью, обычно бериллиевой меди
(ВеСи). Втулка конструируется таким образом, чтобы полимер заполнял и окружал
сопло при первых впрысках. Окружающий материал остается в качестве изолирую-
щего слоя, обеспечивая малую потерю тепла в форму. Такая конструкция обеспечи-
вает круглый канал течения с нагревом от втулки. Преимуществами использования
сопел такого типа являются их относительная дешевизна (не требуются нагреватели
и регуляторы) и небольшой размер. Главное ограничение — невозможность регули-
ровать температуру при передачи тепла от коллектора ГКС. Кроме того, длина сопел
ограничена, поскольку тепло должно передаваться вдоль всей их длины до места
впуска. Дополнительным недостатком является возможное разложение полимерно-
го материала, окружающего втулку. Более того, втулка из бериллиевой меди, кото-
рая обычно используется для передачи тепла, не должна контактировать с ПП или
ПА, поскольку может произойти химическая реакция. Для защиты втулки можно
использовать никелевое покрытие, хотя оно склонно к износу. И наконец, частицы,
появляющиеся при машинной обработке бериллиевой меди, создают угрозу здоро-
вью обслуживающего персонала.
В другом типе теплопроводящих сопел используются проводящие элементы,
размещенные в центре потока расплава. Такой метод обеспечивает лучший кон-
троль над сменным наконечником. Такие теплопроводящие сопла (нагревающие
расплав изнутри) можно использовать в сочетании с втулкой или без нее. Без втулки
такое сопло очень компактно. Однако предполагается, что для высоких скоростей
течения армированных пластмасс следует использовать сопла с внешним нагревом
без ограничения течения.
8.3.8 Специальные вопросы при эксплуатации
горячеканальных форм
Наряду с преимуществами использования ГКС, следует принимать во внимание
и ряд потенциальных проблем. Как можно было бы ожидать, существуют различия
в рабочих характеристиках холодно- и горячеканальных литьевых форм.
Отрицательные стороны горячеканальных форм включают высокую стоимость
их конструирования, изготовления и обслуживания. Высокая стоимость зачастую
может быть легко оправдана в высокопроизводительных формах, но может быть
серьезным недостатком при более низкой производительности. Эксплуатационные
396
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
проблемы могут включать в себя неисправные нагреватели или регуляторы, слож-
ности корректировки несбалансированности заполнения, а также подтекание кол-
лекторов ГКС. Для работы с возросшим числом параметров процесса, таких как кон-
троль температуры и балансы, процедура запуска, отказ нагревателей, образование
тяжей на сменном наконечнике, застывание или забивание, требуются опытные тех-
нологи и операторы литьевых машин.
Тепловая нагрузка и ее распределение
При конструировании литьевой формы необходимо учитывать эффект от до-
полнительной тепловой нагрузки, создаваемой в форме нагретой системой. Особое
внимание следует уделить тому факту, что сопло ГКС ведет напрямую к издели ю,
которое требует охлаждения. Это может как повысить тепловую нагрузку в форме,
так и ограничить размещение каналов охлаждения в области сопла. В результате
возможно неоднородное охлаждение отдельных частей отливки и/или по разном
сторонам формующей полости в месте расположения сопла ГКС. Все это может По-
влиять на время цикла и увеличить вероятность остаточных напряжений и коробле-
ния отливок.
Процедура запуска
Процедура запуска большинства горячеканальных форм должна строго соблю-
даться — это поможет избежать большинства проблем, ведущих к существенным за-
тратам. Поскольку для герметизации каналов охлаждения используются резиновые
прокладки, воду следует включать до включения ГКС, в противном случае проклад-
ки могут перегреться, а соединения потерять герметичность. Для большинства сис-
тем с внешним нагревом ГКС должна быть нагрета и затем выдержана определенное
время для того, чтобы все элементы полностью прогрелись. Тепловая выдержка
очень важна, поскольку герметизация между коллектором и соплами ГКС зачастую
зависит от их теплового расширения. Некорректная процедура запуска или от^аз
нагревателя могут привести к разгерметизации.
Параметры фазы подпитки
Поскольку разводящие и впускной литники не застывают во время цикла лит^я,
давление подпитки может быть выше и будет более постоянным, чем для ХКС.
В ХКС застывающие литники будут со временем увеличивать потерю давления по
мере подачи материала в формующую полость на стадии подпитки. Это будет созда-
вать падающий профиль давления, пока впускной литник не застынет. Иногда па-
дающее давление может быть полезным, поскольку оно действует естественным об-
разом и снижает избыток полимера у мест впуска. Для понимания преимуществ про-
филированной подпитки необходимо в первую очередь понять, что происходит на
этой стадии. I
При подпитке участок места впуска застывает в последнюю очередь. Это проис-
ходит потому, что при подпитке материал течет от места впуска, дополняя ула-
живающийся по изделию полимер. Такой процесс называется компенсационным
8 Конструкция формы
397
течением и считается фазой подпитки в стадии впрыска литьевого цикла. Наиболь-
ший объем потока находится, таким образом, около места впуска и падает практиче-
ски до нуля в отдаленных участках. Большой поток у впускного литника приводит к
большему количеству расплава, подаваемого через него, и большему нагреву за счет
трения, происходящему в данной области. Такое сочетание факторов будет делать
участок впуска более горячим дольше, чем удаленные участки отливки.
При подпитке течение материала будет приводить к падению давления в фор-
мующей полости между местом пуска и удаленными участками отливки. Например,
если давление в непосредственной близости к месту впуска составляет 600 бар, то
давление в удаленных от него областях может быть всего 400 бар. Это приводит к ко-
лебаниям усадки и остаточным напряжениям в отливке, что является основной при-
чиной коробления. Поэтому может быть желательным изменение давления подпит-
ки таким образом, чтобы все участки изделия застывали при давлении, приближен-
ном к 400 бар. Если начальное давление у места впуска составляет 600 бар и падает
по изделию до 400 бар, желательно было бы постепенно его снижать по мере затвер-
девания изделия. В случае правильного учета времени затвердевания давление у ме-
ста впуска должно составить 400 бар.
Для ХКС снижение давления подпитки будет происходить естественным обра-
зом по мере застывания разводящего и впускного литников; поэтому сам собой воз-
никает нисходящий профиль давления. Хотя ГКС не дает такого естественного про-
филя, она обеспечивает, при желании, лучшую возможность управления профилем
подпитки. В случае ГКС управление профилем давления следует осуществлять
с учетом естественного падения давления, имеющегося в системе, а также падения
давления в литьевой машине*.
Диаметр разводящих литников ГКС
Разводящий литник ГКС может иметь больший диаметр канала течения, чем в
системах с холодными каналами. Больший диаметр будет снижать давление, требуе-
мое для заполнения формы. При этом существует ряд соображений, которые огра-
ничивают диаметр каналов. Увеличение диаметра разводящих литников будет уве-
личивать время нахождения расплава в коллекторе ГКС и снижать скорость течения
в нем. Возросшее время выдержки в коллекторе может быть опасным для некоторых
материалов. Более медленная скорость течения может затруднить протекание мате-
риала из любой области с малым течением и усложнить смену цвета.
Кроме того, так как расплав способен сжиматься при высоких давлениях, ис-
пользуемых при литье под давлением, увеличенный объем литников будет дейст-
* Профиль давления по длине формы зависит от технологических параметров литья и конст-
рукции формы (температура материала, формы, скорость впрыска, толщина отливки и ее габари-
ты), а также от свойств полимера. Конструкция впускного литника оказывает меньшее влияние.
Выравнивание давлений в форме на современных машинах достигается сбросом давления после
впуска, а также программированием изменения величины давления в течение стадии подпитки
(данная возможность обеспечивается на современных литьевых машинах программным управле-
нием). — Примеч. науч. ред.
398
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
вовать как пружина. По мере заполнения формы расплавом под высоким давлени-
ем он сжимается, причем наибольшее сжатие происходит в узле впрыска и цен-
тральном литнике, где давление самое высокое. Поскольку шнек движется вперед с
постоянной скоростью, расплав в коллекторе ГКС сжимается и начинает посту-
пать в формующую полость. Так как давление устанавливается быстро, расплав-
ленный материал в коллекторе будет действовать более жестко по мере продолже-
ния движения его вперед. Если шнек перестанет двигаться до полного заполнения
формующей полости, фронт расплава будет продолжать движение на некоторое
расстояние, так как материал теряет сжатие и расширяется. Чем больше объем Ма-
териала в материальном цилиндре и центральном литнике, тем дальше материал
может продвинуться сам при таком расширении и тем более поведение расплава
напоминает пружину*.
Следующий пример дает сравнение характеристик поведения ГКС с диаметрам
16 мм и 22 мм:
^^4
лг
(8.0
Если предположить, что объемный расход впрыска, Q, вязкость р и длина пото-
ка, I, одинаковы при обоих диаметрах, то давление оказывается функцией радикса
литника в четвертой степени:
л
(М)
Поэтому
К
АР = -
Г
(8.?)
В данном примере 40%-ное увеличение диаметра литника снижает давление п|эи
заполнении только на 26% от исходного. В действительности влияние не настолько
сильное, как влияние скорости сдвига на вязкость. Больший диаметр литника дол-
жен снижать скорость сдвига, что будет увеличивать вязкость.
Сжатие расплава
40%-ное увеличение диаметра литника приводит практически к двойному уве-
личению объема материала в коллекторе ГКС (100%-ное увеличение). Рассматри-
ваемый коллектор ГКС длиной 254 мм и диаметром 22,225 мм односекционный и do-
держит 98,5 см3 расплавленного полимерного материала. При работе с ПП (мар|ка
PRO-FAX 6231 фирмы Montell), согласно данным PVT-диаграммы (рис. 8.16), пере-
рабатываемый расплавленный материал при давлении 1200 бар будет сжиматься бо-
лее чем на 10%. Поэтому при снятии давления 6,6 см3 материала сможет двигаться
в полость, в отличие от 3,3 см3 при меньшем диаметре литника (потеря давления рт
* При этом на отливке будут видны негативные следы течения. — Примеч. науч. ред.
8 Конструкция формы
399
расширения и застывания материала продвигающегося расплава будет несколько
снижать эту величину). В изделии с толщиной стенки 1,5 мм это составит часть изде-
лия объемом 21,6 см3. Для шнека диаметром 3,175 см это эквивалентно его ходу
0,41 см. При наличии в коллекторе ГКС той же литниковой системы второй секции,
заполняющей вторую формующую полость, дополнительное сжатие приведет к хо-
ду шнека в 0,82 см.
Поведение расплава при течении напоминает пружину, в которой первый ко-
нец соединен с движущей силой, а второй — с подвижным объектом. Когда движу-
щая сила быстро прикладывается к первому концу, пружина будет сжиматься до
начала движения объекта. По мере сжатия пружины в ней накапливается энергия,
достаточная для перемещения объекта (переднего фронта) вперед. При снятии
движущей силы первый конец пружины остановится, а второй будет продолжать
двигать объект вперед, поскольку она (пружина) распрямляется. Следует отме-
тить, что второй конец может полностью не распрямиться, поскольку объект все
еще оказывает сопротивление.
Рис. 8.16. PVT-диаграммадля ПП (PRO-FAX 6231)
8.3.9 Двухэтажные литьевые формы
Двухэтажные формы представляют собой специальные конструкции, которые по-
зволяют удваивать число формующих полостей при незначительном увеличении
требуемого усилия смыкания. Оно достигается с помощью введения второй линии
разъема, по которой формующие полости располагаются задней стороной встык
с задней стороной формующих полостей, расположенных по первой линии разъема.
Линии разъема обозначены на рис. 8.17 как Л и В. Данный способ позволяет второй
группе формующих полостей не увеличивать проектную площадь, на которую воз-
действует давление расплава при открытии узла смыкания формы. Кроме того, при
400
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 8.17. Двухэтажная горячеканальная литьевая форма:
1,2,3 — места установки плит; 4а, 5а — обоймы матриц; 6, 7— обоймы пуансонов; 9,10 — плиты, несуЬцие
вкладыши; 11 — направляющие колонки; 12 — направляющие втулки; 16 — коллектор ГКС; 17 — сопла
ГКС; 18 — центральный литник; 19 — запирающееся сопло; 20 — пружина сжатия; 21 — литниковая втул-
ка; 22 — разделитель; 23 — соединитель; 24 — защитный кожух; 25 — плита крепления; 27 — плита съема;
28 —толкатели; 29,39 — плита толкателей; 32 — плита хвостовика; 34,35 — плиты хвостовика; 42 — рит-
никовая втулка; 45 — фланец; 46 — штифт
увеличении количества формующих полостей можно использовать гораздо мень-
шую основу формы, но в этом случае зачастую требуются специальные конструкции
литьевых машин с удлиненным узлом смыкания.
Большинство двухэтажных литьевых форм заполняется с помощью ГКС. Рас-
плав подается из сопла литьевой машины через центральный литник в коллектор
ГКС, распложенный между двумя линиями разъема. Коллектор распределяет рас-
плав по формующим полостям вдоль обеих линий разъема. При открытии формы
центральный литник отделяется от сопла литьевой машины, поскольку он остаемся
соединенным с коллектором ГКС.
8.4 Конструирование литниковых систем
Литниковая система является, вероятно, одной из наиболее важных составляющих
успешного литья под давлением. Это особенно справедливо для много гнездных
форм, где желательно, чтобы в каждую формующую полость поступал одинакогый
расплав. Существенный процент брака в новых литьевых формах является резуль-
татом неправильной конструкции литниковой системы.
8 Конструкция формы
401
Следует учитывать, что полимерный материал, прежде чем заполнить формую-
щую полость, должен пройти через литниковую систему. Ее конструкция будет вли-
ять на размер, форму и механические свойства отливки. Влияние литниковой систе-
мы может даже распространяться далее и определять требуемые характеристики ма-
териала, включая молекулярную массу, проводимость, цвет и текучесть. Несмотря
на свою значимость, литниковая система зачастую рассматривается просто как «сис-
тема, доставляющая расплав из литьевой машины в форму». Для холодноканальной
формы стоимостью до $100 000 многие производители форм предоставляют изго-
товление литниковой системы ученикам, а не опытным мастерам. Величина попе-
речного сечения часто основывается на стандартных размерах режущего инструмен-
та, а не на оценке требований к течению. Кроме того, допуски редко определяются
размером литников.
Приведенные ниже данные подчеркивают потенциальное влияние небольших
изменений диаметра литников, обычно встречающихся из-за отсутствия допусков
при их изготовлении:
1. Задан диаметр литникового канала 3,175 мм. Каким будет влияние измене-
ния в диаметре на 0,0254 мм?
• Заданное падение давления по длине литникового канала составляет
ДР =--— (уравнение 8.2);
лг
• при условии, что рассматривается только влияние изменения радиуса, a Q
К
и L считаются постоянными, ДР = —.
г4
Изменение всего на 0,0254 мм приведет к более чем 3%-ному изменению давле-
ния потока. Для литника, требующего для заполнения давления в 34,5 МПа, это со-
ставит колебание в потере давления порядка 1 МПа.
2. Нередко можно наблюдать несовпадение двух половин круглого литникового
канала на 0,254 мм с каждой стороны. В данном примере это снизит эффектив-
ный диаметр литника почти на 0,508 мм. Используя указанный упрощенный
подход, можно определить, что падение давления практически удвоится.
Свидетельством отсутствия понимания значения литниковых систем является
тот факт, что долгое время не было описаний или четких объяснений неравномерно-
сти течения в литниковой системе [1]. Только в 1997 г. впервые было описано, что
промышленные стандартные, «естественно сбалансированные» литниковые систе-
мы создают значительные неравномерности. Установлено, что в стандартной гео-
метрически сбалансированной литниковой системе (Н-образная), используемой
в четырехгнездной литьевой форме, соотношения дисбаланса составляют от 65 : 35
до 95:5. Это явление не рассматривалось практически всеми производителями
форм ни для холодноканальных, ни для горячеканальных форм. Дисбаланс литни-
ковой системы, вызванный сдвигом, будет описан в разделе 8.4.2.
И ХКС, и ГКС необходимо конструировать, но горячеканальные чаще всего вы-
полняются из стандартных комплектующих. Все элементы ГКС можно ввести в соб-
ственную конструкцию или заключить контракт с фирмой-производителем на кон-
402
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
струирование и монтаж целой литниковой системы. В некоторых случаях можно за-
казать у поставщика ГКС и саму форму. Из-за сложности ГКС большинство
производителей форм для сведения к минимуму собственных проблем при ее запус-
ке и обслуживании закупают стандартные комплектующие.
8.4.1 Конструкция ХКС
В отличие от большинства ГКС, которые разрабатываются компаниями с инженера-
ми, специализирующимися в их конструировании, при конструировании ХКС ин-
жиниринг применяется редко. Чаще они просто укладываются в некой геометриче-
ски сбалансированной последовательности, а диаметр определяется стандартным
радиусом режущего инструмента. Для небольшого числа форм могут быть проведе-
ны анализ заполнения формы и оптимизация диаметра каналов.
Разводящие литники используются для доставки расплава из сопла литьевой
машины в формующие полости. К системе литниковых каналов предъявляются сле-
дующие требования:
• Поперечное сечение литников должно быть достаточно большим, чтобы дав-
ление при заполнении канала не было избыточным. Если поперечное сечение
спроектировано слишком маленьким, это может привести к неполному за-
полнению формующей полости или преждевременному затвердеванию мате-
риала на стадии уплотнения.
• В то же время для снижения потерь, минимизации отходов и отклонений в хо-
де процесса, а также для недопущения увеличения времени охлаждения лит-
ника поперечное сечение должно быть как можно меньше.
• Должна обеспечивать заполнение всех формующих полостей формы.
• Максимально увеличивать эффективность канала течения за счет минимиза-
ции соотношения площади поверхности к площади поперечного сечения
(достигается с помощью круглых литниковых каналов).
Поперечное сечение литников может быть различным (рис. 8.18). Идеальный
литник будет иметь полностью круглое сечение. Это даст наименьшее отношение
площади поверхности к поперечному сечению. Недостатком такой геометрической
формы является то, что в обеих половинах формы должны прорезаться половины
круглых каналов, которые, в свою очередь, должны совпадать при закрытии формы
с образованием полностью круглого канала. Совпадение двух частей должно обеспе-
чиваться с точностью до 0,05 мм. Зачастую для форм стоимостью до $100 000 разме-
ры полости указывают с точностью до 0,005 мм, однако не указывают допуски на со-
единение каналов. Отрицательным влиянием плохого совмещения частей каналов
часто пренебрегают, но оно может быть значительным.
Трапецеидальное сечение литника является наиболее частой альтернативой
круглого сечения. Основное преимущество — канал прорезается только в одной по-
ловине формы. Это снижает затраты при производстве и исключает проблемы, свя-
занные с плохим совмещением. Параболическое сечение, представляющее собой ва-
риант более распространенного трапецеидального, является наилучшей заменой
8 Конструкция формы
403
Круглый Параболический Трапецеидальный Полукруглый Прямоугольный
(модифицированный
трапецеидальный)
D — максимальная толщина стенки детали +1,5 мм
Рис. 8.18. Виды поперечных сечений литниковых каналов
круглого сечения. Оно обеспечивает те же преимущества, что и трапецеидальная
форма при меньших потерях материала. Единственный недостаток — режущий ин-
струмент требуемого радиуса нестандартен и изготавливается под заказ, но допол-
нительные затраты обычно составляют незначительную сумму.
Прямоугольную и полукруглую формы, показанные на рис. 8.18, ни в коем слу-
чае нельзя использовать в формах для литья термопластов. Они являются крайне
неэффективными для течения в канале, приводящими к наибольшему падению дав-
ления. Однако прямоугольная форма может иметь преимущества при литье некото-
рых реактопластов, особенно для толстостенных изделий. Для реактопластов жела-
тельно нагревать материал как можно быстрее. Высокое давление, необходимое для
проталкивания реактопласта в канале такой формы, приводит к передаче энергии на
материал в виде тепла. Кроме того, прямоугольная форма увеличивает площадь по-
верхности литникового канала, что подвергает большее количество расплава нагре-
ву от горячей формы. Сочетание этих двух факторов увеличивает температуру реак-
топласта при его прохождении через литники. Более горячий материал, поступаю-
щий в формующую полость, будет иметь лучшее растекание в ней и одновременно
снижать время отверждения. Каналы прямоугольной формы следует использовать с
осторожностью, поскольку они могут увеличивать разрушение длинных армирую-
щих стекловолокон и значительно увеличивать давление, требуемое для заполнения
формы, но в некоторых случаях это приемлемая «плата».
8.4.2 Уравновешивание каналов в геометрически
сбалансированных литниковых системах
(холодно- и горячеканальных)
Одной из основных целей системы литниковых каналов в много гнездной форме явля-
ется доставка расплава в каждую формующую полость формы в одинаковом состоя-
нии. Геометрически уравновешенная литниковая система (в которой все ответвления
имеют одну длину с симметричной формой поперечного сечения) всегда считалась
404
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
лучшей для обеспечения оптимального «естественного баланса», который требуется
для постоянства условий в формующих полостях при литье (рис. 8.19, a-d). Подоб-
ный подход часто применяется для увеличения числа ответвлений, однако практиче-
ски всегда существуют некоторые отличия между формующими полостями, располо-
женными ближе к центру формы (заштрихованные полости/области на рисунке),
и расположенными в удалении от него. В большинстве случаев эти отличия не прояв-
ляются до тех пор, пока формующих полостей в форме не станет более четырех. Одна-
ко дисбаланс фактически зависит от числа ответвлений в литниковой системе и мо-
жет наблюдаться даже в формах с одной формующей полостью.
В наиболее распространенном Н-образном расположении литников, которое
встречается в восьмигнездных формах (рис. 8.19, а), изделия, отливаемые во внут-
ренних формующих полостях (ближе к центральному литнику), обычно больше
и тяжелее. Также можно ожидать, что будут отклонения и в механических свойствах
отливок. Это особенно наглядно подтверждается для материалов, армированных во-
локном, для которых установлено, что колебания длины волокна 2 : 1 и значитель-
ные колебания в ударной вязкости являются прямым следствием изменений сдви-
говых усилий в литниках. Кроме того, очень часто происходит вытекание расплава
из внутренней формующей полости. Многие годы причиной такого дисбаланса не-
верно считались колебания температуры и размеров формующей полости, впуск-
ных и разводящих литников и/или изгиб плит формы.
Дисбаланс, наблюдаемый в традиционных геометрически сбалансированных
литниковых системах, стал более очевидным, когда возросли требования к точности
изделий из пластмасс и больше внимания стало уделяться их качеству.
Течение полимеров по литниковой системе и развитие асимметричных
условий в расплаве
Течение полимера в литниковой системе представляет собой достаточно слож-
ное явление, так как скорость сдвига и температура, а следовательно, вязкость изме-
Ь)
Рис. 8.19. Примеры схем литниковых систем, показывающие области материала с высоким сдви-
гом (заштрихованные участки)
8 Конструкция формы
405
няются как в продольном, так и в поперечном на-
правлених литникового канала. Самая высокая
скорость сдвига наблюдается внутри внешних об-
ластей потока и равна нулю в центре (рис. 8.20).
Также можно ожидать, что скорость сдвига будет
наибольшей в разводящем и впускных литниках.
Влияние высокой скорости сдвига у внешней
стенки на вязкость носит сложный характер.
Вязкость здесь снижается, во-первых, из-за нень-
ютоновского характера течения расплава, а во-
вторых, в результате нагрева от трения. Фрикци-
онный нагрев будет вызывать существенное по-
////////////7_
-----------?
Максимальная скорость сдвига
Рис. 8.20. Характер распределения
скорости сдвига в поперечном сече-
нии литникового канала — от центра
к внешней стенке
вышение температуры расплава в указанных наружных слоях по сравнению с темпе-
ратурой в центральной части канала. Такая повышенная температура в наружных
слоях будет наблюдаться практически всегда, несмотря на некоторую потерю тепла
за счет передачи его в холодную стенку формы. В ГКС, и особенно, при литье реакто-
пластов фрикционный нагрев в наружных слоях совмещается с теплотой, поступаю-
щей от нагретой стенки формы.
Дисбаланс потока и материала, появляющийся в результате несимметричного
распределения сдвига в поперечном сечении литникового канала
Дисбаланс потока между полостями наиболее часто проявляется в том случае,
когда в литниковой системе имеется более двух ответвлений. По мере течения рас-
плава вдоль разводящего литника по его внешнему периметру развивается область с
большей скоростью сдвига (сечение С-С на рис. 8.21; для упрощения застывший
Расплав, характеризующийся низкой
скоростью сдвига, низкой температурой
и высокой вязкостью
Расплав, характеризующийся
высокой скоростью сдвига,
более высокой температурой
и низкой вязкостью 1
2-
С
Сечение С-С
Течение с низкой
скоростью сдвига
Профиль скоростей
сдвига от стенки к стенке
после ответвления литника
Течение с высокой
скоростью сдвига А
Сечение D-D
С
Профиль скоростей сдвига от центра
к периметру в разводящем литнике
Рис. 8.21. Поперечный разрез областей с высокой и низкой скоростями сдвига, показывающий
вид распределения потоков (1) по сечению D-D и (2) от центра к наружной стенке (сечение С-С)
в системе разводящих литников
406
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
слой, образующийся на стенке канала, не
показан, на рисунке показаны характе-
ристики только текущего материала).
При разделении потока расплава по под-
водящим литникам внешние слои со сто-
роны разводящего литника, характери-
зующиеся более высокой скоростью
сдвига и более высокой температурой
(рис. 8.21, область А) или будут течь
вдоль левой стенки левого подводящего
литника и вдоль правой стенки правого
подводящего литника. Центральные
слои из потока, текущего по центрально-
Рис. 8.22. Типичная «естественно сбалансиро- му литнику, характеризуются более низ-
ванная» литниковая система со значительным кими скоростями сдвига и более низкой
дисбалансом, вызванным разницей в скорости .. z о х ~
сдвига температурой (рис. 8.21, область В). Эти
слои потекут вдоль противоположной,
правой, стенки левого подводящего литника и вдоль левой стенки правого подводя-
щего литника. В результате свойства материала, заполняющего подводящие литни-
ки, будут изменяться от стенки к стенке (рис. 8.21, сечение D-D). Если расплав под-
вергается еще одному ответвлению потока, возникнет дисбаланс между полостями,
заполняемыми из этих литников. В результате расплав, перемещающийся по каждо-
му из литников, будет иметь разные вязкость, температуру и скорость течения.
Указанный дисбаланс можно наблюдать, выполнив серию неполных впрысков.
На рис. 8.22 показано образование двух различных потоков в традиционной геомет-
рически сбалансированной восьмигнездной литьевой форме. Формующие полости
с потоком № 1 (четыре внутренних) будут заполняться первыми, и изделия в них бу-
дут больше и тяжелее, чем изделия, формируемые из потока № 2 (четыре наружных
формующих полости). При наличии дополнительных ответвлений в литниковой
системе отличия в расплаве будут распространяться и на них. Иногда дисбаланс мо-
жет быть обратим за счет остановки расплава в потоке № 1 при его соприкосновении
с сужающимся впускным литником, формующей полостью или особым устройст-
вом внутри нее [1].
Также можно ожидать, что область высокой скорости сдвига по периметру кана-
ла течения будет существенно влиять на свойства материала. Влияние высокой ско-
рости сдвига можно визуально проследить при литье образцов из гибких виниловых
полимеров. Эффект высокой скорости сдвига по периметру разводящего литника
аккумулируется вплоть до точки, где материал может начать разделяться в потоке
№ 1 ответвлений литниковой системы.
Хотя дисбаланс чаще всего наблюдается в формах с двумя и более ответвления-
ми, колебания могут происходить и по сторонам формующей полости в одногнезд-
ной форме с одним ответвлением или без них. В форме с одним подводящим лит-
ником распределение скорости движения расплава в литниковой системе, скоро-
8 Конструкция формы
407
Рис. 8.23. Расположение материала с высокой скоростью сдвига в геометрически сбалансиро-
ванной литниковой системе
сти сдвига, температуры и вязкости в поперечном сечении подводящего литника
станут несимметричными относительно сторон разводящего литника (рис. 8.23).
В начальной точке разводящего литника подводящие литники могут быть сбалан-
сированы относительно друг друга, поэтому скорость потока будет одинакова, но
различия по сторонам в канале будут проявляться в отливке. Это может привести к
отличиям в размерах двух изделий. Так обычно происходит в стандартной четы-
рехгнездной форме, где одинаковыми будут каждое второе изделие (две группы из-
делий).
На дисбаланс, возникающий в литниковой системе, влияют ее геометрическая
форма, материал и технологический процесс. В общем случае больший диаметр ка-
нала уменьшает колебания в скорости сдвига, развивающейся в системе, однако это
создает проблему в формах как с холодной, так и с горячей литниковыми системами.
В форме с ХКС из-за большего диаметра возрастает количество литниковых отхо-
дов (скрапа), и может увеличиться требуемое время охлаждения (проблемы, с этим
связанные, мы рассмотрели выше).
Горячеканальные формы обычно имеют литниковые каналы большего диамет-
ра, поскольку лишены указанных проблем. Несмотря на большее поперечное се-
чение литников, в таких системах все же регулярно возникает вызванный сдвигом
дисбаланс. В отличие от ХКС, в ней нет холодного канала, который мог бы помочь
снизить фрикционный нагрев, развивающийся по периметру расплава; скорее, на-
против, горячий канал создает условия для более длительного сохранения образую-
щегося тепла в канале. Кроме того, существует допустимый предел увеличения диа-
408
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
метра, поскольку он увеличивает время нахождения полимерного материала при
повышенной температуре, снижает способность к заполнению и реакцию гелеобра-
зования в литниковом канале (эти проблемы также обсуждались выше). Несмотря
на возможность снижения дисбаланса с помощью увеличения диаметра канала, сле-
дует понимать, что это не позволяет полностью решить проблему.
Исследования различных материалов показали, что чем больше вязкость мате-
риала зависит от температуры, тем сильнее он реагирует на дисбаланс [2].
Скорость заполнения является наиболее важным технологическим параметром,
влияющим на дисбаланс. Наиболее сильно он проявляется при низких скоростях
впрыска, что противоречит предполагаемому поведению. При низких скоростях за-
полнения разница в скорости сдвига сокращается, но на заполнение влияют другие
факторы, такие как термические колебания и упругие, свойства материала, которые
возрастают при дисбалансе. Высокие скорости заполнения обычно сначала снижают
дисбаланс, и он снова повышается при дальнейшем увеличении скорости. Несмотря
на такую чувствительность к скорости заполнения, скоростей, при которых достига-
ется равновесие, не существует.
Некоторые вопросы дисбаланса литниковых систем
Конструкция литниковой системы должна быть сбалансирована таким образом,
чтобы обеспечить заполнение каждой формующей полости расплавом однородно
и одновременно. Традиционно считалось, что геометрически или искусственно сба-
лансированные конструкции литниковых систем соответствуют этому требованию.
Искусственное балансирование применялось и для негеометрически сбалансирован-
ных, и для геометрически сбалансированных литниковых систем. В данном методе
для балансировки колебаний при заполнении формы изменяются диаметры разводя-
щих или впускных литников; используются рассекатели. Такие меры могут способст-
вовать решению некоторых проблем, но метод очень чувствителен к колебаниям мате-
риала и технологического процесса. Кроме того, даже если при заполнении достигает-
ся баланс, различия в отливках сохраняются из-за остающихся отличий в температуре
расплава и сдвиговой истории материала. Искусственная балансировка негеометри-
чески сбалансированных литниковых каналов описана в разделе 8.4.3.
Предпочтительнее геометрически сбалансированные литниковые системы. Они
обеспечивают лучшую однородность заполнения формующих полостей, которая бу-
дет увеличивать рабочий диапазон технологического процесса. Радиальное распо-
ложение каналов обеспечивает близкую к идеальной сбалансированность потока, но
предъявляет повышенные требования к размещению в форме и объему каналов.
Сбалансированная Н-образная литниковая система обеспечивает более компактное
размещение в форме и меньший объем литниковых каналов, но следует помнить, что
здесь возникает дисбаланс, вызванный сдвигом. На устранение такого дисбаланса
направлена технология литья с «поворотом» расплава вокруг оси потока или как
альтернатива искусственная балансировка. Однако недостатки искусственной ба-
лансировки мы уже отмечали. Основная их причина заключается в попытках изме-
8 Конструкция формы
409
нения дисбаланса течения, сдвига и температуры, проявляющегося в разводящем
литнике ранее.
Более поздней разработкой, связанной с дисбалансом литниковых систем, явля-
ется система балансировки с «поворотом» расплава (MeltFlipper), появившаяся
в 1997 г. [3]. MeltFlipper, располагающаяся на пересечении разводящего и подводя-
щего литников в стандартной Н-схеме, поворачивает расплав в подводящем литни-
ке примерно на 90 град, за счет чего полностью меняются колебания, вызванные
сдвигом в поперечном сечении расплава. Более горячие слои с пониженной вязко-
стью за счет высокой скорости сдвига из разводящего литника, которые обычно
переносятся на внутренние поверхности (рис. 8.24, а, сечение В-В ) подводящего
литника, перемещаются таким образом, что они заканчиваются внизу (или вверху
относительно «левой» или «правой» сторон канала; рис. 8.24, Ь, сечение В-В). Отно-
сительно более холодная, не подвергнутая сдвигу часть из ядра потока расплава, ко-
торая обычно переносится к внешним поверхностям (рис. 8.24, а, сечение В-В) под-
водящего литника, перемещается так, что поступает в противоположном направле-
нии подводящего литника вверх (или вниз относительно левой или правой стороны
канала). Даже несмотря на то что сохраняется несимметричное распределение рас-
плава в подводящем литнике, асимметрия наблюдается сверху вниз, а не слева
направо; поэтому при расщеплении расплава влево и вправо в литниковом канале
А-А
---► Наружный
Рис. 8.24. Влияние системы MeltFlipper на распределение температуры в поперечном сечении
канала течения
410
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 8.25. Влияние технологии литья с поворо-
том расплава вокруг оси потока видно при срав-
нении отливок, полученных без вращения рас-
плава (слева) и с поворотом расплава (справа).
Литье в обоих случаях происходило в одинако-
вых условиях
состояние расплава, поступающего в ка-
ждое из этих ответвлений, будет теперь
одинаковым. Таким образом, потоки во
все формующие полости будут сбалан-
сированы. Когда в форме имеется более
трех ответвлений, как может быть в слу-
чае стандартных 16- или 32-гнездных
форм, необходимо сначала повернуть
расплав примерно на 90 град на пересе-
чении разводящего и подводящего лит-
ников. Затем его необходимо снова по-
вернуть в последующих частях литни-
ковой системы на угол, меньший чем
90 град. Данный метод обеспечивает
истинную сбалансированность при за-
полнении и в свойствах материала. Ве-
личина угла вращения наиболее часто
достигается за счет контролируемого из-
менения подъема на пересечении ответв-
лений разводящего литника. Этот простой метод пригоден для использования как в
холодноканальных, так и в горячеканальных литниковых системах, и не требует
установки рассекателей.
На рис. 8.25 показан эффект использования технологии литья с поворотом рас-
плава вокруг оси потока в восьмигнездной форме.
Дисбаланс в ГКС, вызванный сдвигом
Конструкция ГКС несколько более гибка, чем холодноканальных. Если не учи-
тываются изменение цвета, разложение материала и точность впрыска, то можно ис-
пользовать относительно большой диаметр литникового канала. Больший диаметр
снижает необходимое давление и дисбаланс, вызванный сдвигом. Если требуется
малый диаметр или длинный канал, проблемы, связанные со сдвиговым дисбалан-
сом, возрастают. Для улучшения сбалансированности в ГКС также существуют раз-
личные методы поворота расплава. Такие устройства предпочтительнее устанавли-
вать в коллекторе ГКС. Они не добавляют каких-либо ограничений по потоку и не
требуют вмешательства оператора.
Дисбаланс, вызванный сдвигом, в двухэтажных литьевых формах
Двухэтажные формы еще более усложняют возможность сбалансированного за-
полнения формующих полостей. В дополнение к возможному дисбалансу, создавае-
мому между формующими полостями вдоль одной линии разъема, в большинстве
подобных форм будет существовать сдвиговый дисбаланс между формующими по-
лостями на каждой из линий разъема. Скорость сдвига развивается по мере течения
расплава по удлиненному центральному литнику, используемому в двухэтажных
8 Конструкция формы
411
формах. При расщеплении потока расплава в коллекторе ГКС слои с высокой скоро-
стью сдвига завершают заполнение формующих полостей, ближайших к узлу впры-
ска (первая плоскость разъема), тогда как материал с низкой скоростью сдвига за-
полняет полости, расположенные по следующей линии разъема (вторая плоскость
разъема). В результате в двух плоскостях может создаваться сдвиговая асимметрия
расплава. Ранее описанные методы поворота расплава для решения проблем сдвиго-
вого дисбаланса помогают только вдоль одной плоскости. Для исключения дисба-
ланса был разработан новый метод поворота расплава, где несимметричные потоки
расплава перемещаются таким образом, чтобы они повернулись в порядке, восста-
навливающем полную симметричность расплава [4].
8.4.3 Схемы негеометрически сбалансированных
литниковых систем
Негеометрически сбалансированные литниковые системы для большинства приме-
нений не рекомендуются. Такие системы имеют схему в виде дерева или скелета
рыбы (рис. 8.26). Они наиболее чувствительны к колебаниям технологического про-
цесса и обычно приводят к наибольшим отклонениям в заполнении и состоянии рас-
плава в формующих полостях, однако до сих пор используются, особенно для круп-
ногабаритных низкоточных изделий. На рис. 8.27 и 8.28 показаны геометрически и
негеометрически сбалансированные схемы литниковых систем, используемые в
64-гнездной форме. Геометрически сбалансированная схема потребовала бы шесть
последовательных ответвлений. Оптимальная схема в виде скелета рыбы снизила
бы количество материала, требуемого для литника, и, возможно, снизит требуемое
давление при заполнении. Более того, во многом за счет ее вклада будет уменьшать-
ся сдвиговый дисбаланс в геометрически сбалансированной литниковой системе без
применения метода поворота расплава.
Одним из стратегических решений при конструировании литниковой систе-
мы по схеме «скелет рыбы» является использование максимально большого диа-
метра разводящего литника. Это заставляет литник работать как коллектор, бы-
стро заполняться и минимизировать колебания падения давления между фор-
мующими полостями. Сложность заключается в том, что расплав, достигающий
первые впускные литники и формующие полости, будет задерживаться. Если за-
держка будет слишком длительной, расплав может застыть. Кроме того, это мо-
жет привести к избыточно большому разводящему литнику и сократить время
цикла. Разводящий литник меньшего диаметра будет способствовать большему
сопротивлению и выдавливать расплав в формующие полости, ближайшие к цен-
тральному литнику. Между тем, по мере заполнения каждой формующей полос-
ти, скорость течения в сохраняющемся фронте потока будет возрастать, увеличи-
вая таким образом давление заполнения. Это будет создавать повышенное давле-
ние в формующих полостях, заполняемых первыми. В обоих случаях размеры
412
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 8.26. Негеометрически сбаланси-
рованная схема литниковой системы
Рис. 8.27. Несбалансированная 64-гнездная
форма
Рис. 8.28. Сбалансированная 64-гнездная
форма
Рис. 8.29. Искусственно сбалансированная
литниковая система
формующей полости и впускного лит-
ника будут влиять на ход заполнения
указанных литниковых каналов.
Как и в случае геометрически сбалан-
сированной схемы, такие литниковые
системы могут быть иногда искусственно
сбалансированы (рис. 8.29). Следова-
тельно, диаметры литников, питающих
разные формующие полости, будут раз-
личаться. Диаметры подводящих литни-
ков, питающих формующие полости,
ближайшие к центральному литнику, бу-
дут ограничены, и становятся больше по
мере движения материала по разводяще-
му литнику. Суммарный баланс будет
особенно чувствителен к параметрам тех-
нологического процесса и материала,
оставляя очень небольшой диапазон для
изменения параметров процесса. Если
требуется искусственная балансировка,
предлагается сохранять соотношение са-
мого короткого и самого длинного подво-
дящих литников минимальным. В неко-
торых случаях требуется, чтобы более ко-
роткие подводящие литники, ближайшие
к центральному, были специально удли-
нены. В промышленных условиях искус-
ственная балансировка обычно осущест-
вляется изменением диаметра впускных
литников, поскольку их можно проще
8 Конструкция формы
413
модифицировать с помощью небольшой ручной шлифовки прямо в литьевой маши-
не. Однако такой подход не приветствуется. Балансировка за счет корректировки
относительно короткого впускного литника еще более чувствительна к колебаниям
в процессе и материале, чем более длинные подводящие литники. Кроме того, даже
если достигается равновесное заполнение в месте впуска, можно ожидать, что отли-
чающиеся размеры впускных литников будут вызывать различия в подпитке мате-
риала в отливках, поскольку условия застывания здесь будут различаться. Впуск-
ные литники следует оставлять неизменными.
8.5 Конструкция впускных литников
Впускной литник связывает формующую полость с системой разводящих или под-
водящих литников. Размер, форма и место расположения впускного литника могут
значительно повлиять на успех литья под давлением. Ключевым свойством впуск-
ного литника является способность к легкому или автоматическому отделению
отливки от литниковой системы при одновременной легкости заполнения формую-
щей полости.
Простота отделения впускного литника от отливки подразумевает, что попереч-
ное сечение литника должно быть относительно небольшим. Но слишком малое се-
чение может ограничить заполнение формующей полости, что, в свою очередь, вызо-
вет избыточные сдвиговые нагрузки и дефекты, связанные с впускным литником.
Обычно рекомендуется, чтобы диаметр впускного литника составлял от 30 до
70% толщины стенки изделия, с которой он соприкасается. Меньшее поперечное се-
чение позволяет легче удалять литник, но увеличивает вероятность упомянутых ра-
нее проблем при литье.
8.5.1 Типы впускных литников
Центральный литник (рис. 8.30)
Центральный литник {sprue gate) отличается практически от любого другого ти-
па впускных литников и используется в тех случаях, когда нет традиционной литни-
ковой системы или обычного впускного литника. Отливка напрямую связана с цен-
тральным литником. Такой способ используется в одногнездных литьевых формах и
обеспечивает поступление расплава прямо в центр формующей полости. Это иде-
ально подходит для большинства цилиндрических или симметричных изделий типа
ведер, коробок, чашек и дисков. Центральный литник ХКС расширяется в сторону
отливки для усиления впрыска и напрямую присоединяется к ней в ее самой широ-
кой части. Центральный литник отделяется от изделия вручную. В ГКС централь-
ный литник может быть небольшого диаметра или с клапаном, что позволит автома-
тически отделять литник от отливки.
414
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Боковой литник (рис. 8.31)
Боковой впускной литник (tab gate) является одним из основных. Они обычно
имеют прямоугольное поперечное сечение и соединены с отливкой по ее периметру
на линии разъема формы. Используются в том случае, когда автоматическое отделе-
ние впускных литников нецелесообразно или нежелательно. Однако необходимость
ручного отделения является и главным недостатком литников такого типа.
Различные виды боковых впускных литников включают накладные и с поднут-
рением (рис. 8.32). Накладной впускной литник снижает вероятность струйного
течения. Движение расплава через впускной литник будет направлено прямо на
противоположную от места впуска стенку. Столкновение со стенкой будет созда-
вать сопротивление потока, которое предотвратит образование струйного течения.
Основным недостатком является то, что накладной впускной литник нельзя легко
(чисто) срезать за одну операцию, а следовательно, может потребоваться после-
дующая механическая обработка. Для того чтобы избежать проблем при отделении
впускного литника, он должен располагаться там, где область накладки нет необ-
ходимости удалять. Кроме того, всегда следует учитывать течение потока расплава
в форме, формирующееся в результате такого размещения.
Впускной литник с поднутрением очень похож на стандартный боковой впуск-
ной литник, но может упростить последующее отделение или даже обеспечить авто-
матическое отделение при литье хрупких материалов. Надрез создает сконцентри-
рованную область хрупкого разрушения, которая будет разламываться при изгибе,
если отливается хрупкий материал. Такой изгиб можно осуществить после извлече-
ния из формы или прямо в форме с помощью механизма двухстадийного (двойного)
выталкивания. В последнем случае толкатели сначала воздействуют на разводящий
и впускной литники, приподнимая их по отношению к неподвижной отливке под уг-
Рис. 8.30. Центральный литник
Рис. 8.31. Прямоугольный впускной литник
8 Конструкция формы
415
Сечение А-А
VZZZZZZZZZZZZZF&r-ft.
Сечение В-В
Впускной литник
с поднутрением
Накладной впускной
литник
Рис. 8.32. Виды прямоугольных впускных
литников
лом, достаточным для излома. На сле-
дующей стадии отливка будет вытолк-
нута из формы. Если двойное выталки-
вание не используется, поднутрение мо-
жет способствовать последующему от-
делению, поскольку литник в этом месте
легко ломается, а не срезается. Отметим,
что это требует хрупкого материала.
Веерный литник (рис. 8.33)
Веерные впускные литники (fan
gate) аналогичны вышеописанным в
том, что место впуска обычно располо-
жено по линии разъема и они требуют
ручного отделения. Веерная часть литника может быть относительно толстой и пи-
тать тонкое место впуска. Такая конструкция распределяет и замедляет расплав при
входе в формующую полость. Достоинствами более медленного течения и широкого
однородного потока расплава являются улучшенная ориентация расплава, сниже-
ние возможности образования струйного течения, пониженные напряжения на от-
ливке в области впуска и уменьшенные скорости сдвига при проходе через впускной
литник. Кроме того, веерный впускной литник может заменить несколько впускных
литников, решая таким образом проблему линии спая, образующейся между ними.
Основным недостатком веерного впускного литника является то, что его ширина
вызывает сложности при отделении. Ручное отделение может потребовать фиксато-
ров, устройств для отрыва или механической обработки. Конструкция веерного впуск-
ного литника показана на рис. 8.34 и 8.35. Подобные конструкции помогают улуч-
шить распределение расплава по тонкой плоскости впускного литника перед его по-
ступлением в формующую полость.
Пленочные, кольцевые и дисковые впускные литники обеспечивают такие же
преимущества, что и веерные, а именно, замедление течения и равномерность фрон-
та потока расплава. Большинство из них также имеет несколько специализирован-
ных видов.
Пленочный (щелевой) литник (рис. 8.36)
В конструкции пленочных впускных литников (film or flash gate) предпринята по-
пытка сохранить преимущества веерных с использованием меньшего объема материа-
ла. В данном случае разводящий литник присоединяется к коллектору ГКС, который
распределяет расплав по широкой тонкой плоскости, соединенной напрямую с отлив-
кой. Недостатком по сравнению с веерным впускным литником является то, что поток
расплава через него менее предсказуем. Расплав, поступающий в коллектор из разводя-
щего литника, может колебаться в плоскости места впуска. Исправить данный недоста-
ток можно увеличением скорости впрыска. В результате заполнение из такого типа впу-
скного литника может быть чувствительным к колебаниям технологического процесса.
416
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Сечение А-А
Рис. 8.33. Веерный впускной литник
Рис. 8.34. Веерный впускной литник
Пленочные впускные литники обычно лучше
всего действуют при высоких скоростях запол-
нения, когда колебания расплава минимальны.
Кольцевой литник (рис. 8.37)
Кольцевые впускные литники {ring gate)
представляют собой те же пленочные, только
согнутые вокруг формующей полости. Они ис-
пользуются в ХКС при формовании цилинд-
рических отливок, которые открыты с концов
(трубы). Основная цель их использования —
устранение линий спая, обеспечение равномерного потока и сопротивление дефор-
мации. Недостатком таких впускных литников является трудность их отделения и
способность вызывать такое же непредсказуемое и несбалансированное течение, как
в пленочных впускных литниках.
Два типа кольцевых впускных литников показаны на рис. 8.38. Вторая конструк-
ция на рисунке обеспечивает улучшенную сбалансированность потока, что позволя-
ет свести к минимуму возможные деформации и обеспечить хорошую концентрич-
ность изделия. Главным недостатком приведенных конструкций является появле-
ние на отливке линий спая.
Дисковый литник (рис. 8.39)
Дисковые впускные литники {diaphragm gate) применяются при изготовлении
изделий цилиндрической формы, которые обычно открыты с конца. Они использу-
ются в холодноканальных литьевых формах с тремя плитами, горячеканальных
литьевых формах и одногнездных формах с центральным литником. Преимущества
такого типа литников заключаются в отсутствии линий спая, минимально возмож-
ной деформации и развитии идеального характера течения с предсказуемой усадкой
и минимальным короблением. С точки зрения течения такой впускной литник идеа-
лен для большинства цилиндрических изделий. Главным недостатком является
трудность отделения.
8 Конструкция формы
417
Рис. 8.36. Пленочный
(щелевой) впускной литник
Рис. 8.38. Типы кольцевых
впускных литников
Рис. 8.37. Кольцевой
впускной литник
Схема литниковой системы, показанная на рис. 8.40, дает представление об одном
из типов дисковых впускных литников. Такая конструкция обеспечивает сбалансиро-
ванное заполнение цилиндрических изделий при упрощенном отделении. Рекомен-
дуется использовать три или четыре равномерно-пространственно расположенных
впускных литника для сведения к минимуму возможной деформации и улучшения
концентричности отливки*.
Туннельный литник (рис. 8.41)
Туннельные впускные литники {tunnelgate) обычно имеют коническую форму,
причем тонкий конец присоединен к отливке. Туннель вырезается в форме таким
образом, чтобы он проходил под линией разъема формы. При выталкивании впуск-
ной литник сдвигается или отрывается от отливки при его извлечении из туннеля.
Наиболее часто такой тип литников используется для обеспечения автоматического
отделения в стандартных формах с ХКС; но туннельные впускные литники можно
использовать и в сочетании с различными формами, литниковыми системами и схе-
мами, обеспечивающими автоматическое отделение. Главным достоинством являет-
ся автоматическое отделение.
Конструкция туннельного впускного литника более важна, чем в большинстве
других типов впускных литников. Если диаметр литника слишком мал, происходит
избыточный сдвиг материала и преждевременное его застывание, что препятствует
правильной подпитке в формующей полости. Если же отверстие слишком большое,
то оно может вырвать часть стенки отливки при выталкивании. Каналы вырезаны
таким образом, чтобы впускные литники можно было вытолкнуть из формы. Обыч-
но диаметр впускного литника в месте впуска составляет от 30 до 70% толщины
стенки изделия, но он зависит от материала и самой отливки. Предпочтительнее ис-
* На отливке образуются видимые линии спая. — Примеч. науч. ред.
418
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 8.39. Дисковый
впускной литник
Сечение А-А
Рис. 8.40. Один из типов
дискового впускного литника
пользовать не хрупкий материал, поскольку впускной и разводящие литники долж-
ны достаточно изгибаться, чтобы их можно было вытянуть из туннеля. Угол, под ко-
торым впускной литник соединен с изделием, и его коническое сужение влияют на
величину повреждения при выталкивании. Увеличение толщины основной части
впускного литника будет делать материал в месте впуска более теплым и гибким
в момент извлечения.
Различия в форме впускного литника могут влиять на образование следов,
сдвиг, подпитку и падение давления, которым подвергается расплав. Конструкция Л
(рис. 8.41) является наиболее часто используемой; конструкция В (рис. 8.42) приме-
няется реже и имеет D-образное место впуска, что помогает улучшить подпитку
материала при литье кристаллизующихся материалов, имеющих узкий диапазон
температур фазового перехода. При прохождении расплава через впускной литник
материал задерживается в основании, отделяя поток от холодной стали в месте впус-
ка. Такой впускной литник также может уменьшить образование следов. Основной
недостаток подобной конструкции — довольно сложно обеспечить их постоянные
размер и форму.
Впускной литник типа «кешью» или «банан» (изогнутый) (рис. 8.43)
Изогнутые впускные литники (cashew or banana gate) являются разновидностью
туннельных и могут обеспечивать впуск в недоступных для стандартных литников
местах. Главным ограничением является то, что изогнутая форма литника создает
8 Конструкция формы
419
Пример 2 Пример 1
Рис. 8.41. Туннельный впускной литник
значительные помехи при прохождении материала. В общем случае это требует ис-
пользования низкомодульных материалов, которые могут выдерживать значитель-
ные напряжения без разрушения.
Впускной литник с подводом к внутренней полости отливки (рис. 8.44)
Впускные литники с подводом к внутренней полости отливки (jump gate) могут
использоваться, когда необходимо исключить следы от литника на внешней стороне
отливки. Они являются одной из разновидностей туннельных впускных литников,
но в данном случае место впуска перемещается на какую-либо внутреннюю полость
несущей части изделия. Кроме того, они используются, когда в холодноканальной
форме с двумя плитами требуется автоматическое отделение изделия, но имеются
определенные требования к их внешнему виду. Часто элемент конструкции, где осу-
ществляется впуск, добавляется только в целях соединения отливки и впускного
литника и проектируется таким образом, чтобы не мешать нормальной эксплуата-
ции или сборке детали. Иногда эта часть отливки отделяется вручную.
Рис. 8.43. Входное отверстие типа
«кешью» или «банан»
Рис. 8.42. Конструкция тун-
нельного впускного литника
420
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 8.44. Туннельный впускной литник
с подводом к внутренней полости отливки
Рис. 8.45. Точечный впускной литник
Точечный литник (рис. 8.45)
Чаще всего точечный впускной литник (pin point gate) используется в холодно-
канальных формах с тремя плитами. Такой литник должен быть достаточно мал,
чтобы быть оторванным от стенки отливки без ее разрушения. Обычно диаметр лит-
ника составляет менее 50% толщины стенки отливки. Термин «точечный впускной
литник» можно также применять для сменных наконечников сопел ГКС.
Точечный (отрывной) литник (рис. 8.46)
Отрывной литник (chisel gate) представляет собой сочетание конструкций тун-
нельного и веерного литников. Как и туннельный впускной литник, он отделяется от-
рывом или сдвигом при выталкивании, однако вместо круглого сечения имеет пло-
ский профиль. Во избежание подрезки такой впу-
скной литник имеет наибольшую ширину в месте
соединения с разводящим литником. Затем он су-
жается по мере приближения к стенке формующей
полости.
Горячеканапьная литниковая система
Все впускные литники (наконечники) ГКС
имеют малый диаметр, обычно менее 2 мм.
Больший диаметр будет увеличивать вероятность
следов на отливки и может потребовать механиче-
ского запирания. Конструкционные решения за-
висят от типа материала и характера образующих-
ся следов. На рис. 8.47 показаны несколько вари-
Рис. 8.46. Отрывной впускной литник
антов конструкции наконечников.
8 Конструкция формы
421
Небольшой выступ
Рис. 8.47. Конструкции наконечников ГКС
V-образный
Наконечник не выступает
8.5.2 Расположение впускных литников
Определяя место впуска в формующую полость, конструкцию и количество впуск-
ных литников, необходимо руководствоваться следующими положениями:
• Соответствие определенной литниковой системе, типу формы и материала.
При стандартной ХКС формы с двумя плитами впускной литник располага-
ется по периметру формующей полости. Расположение впускного литника на
внутренней поверхности влечет за собой большое количество ограничений и
потребует литьевой формы с тремя плитами или ГКС.
• Учет толщины стенок детали. При отливке изделия со стенками переменной
толщины впускной литник рекомендуется располагать со стороны утолщен-
ной части, так как эти места подвержены большей усадке.
• Влияние расположения впускных литников на появление линий спая. Имеет
большое значение для внешнего вида отливки и ее конструкции.
• Влияние расположения впускного литника на внешний вид и конструкцию от-
ливки. Впускные литники могут оставлять следы, а участок отливки в месте
впуска иметь высокие остаточные напряжения. Проблемы могут возникнуть
и при изменении цвета.
• Характер течения расплава и его влияние на усадку. Неравномерная усадка будет
создавать возможность возникновения коробления и остаточных напряжений.
• Длина потока расплава. Длина потока будет влиять на давление, необходимое
для заполнения формы, и, возможно, на диаметр литников и толщину изделия.
422
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 8.48. Струйное течение (неполный впрыск)
• Влияние на мощность узла смыкания. Расположение впускного литника мо-
жет повлиять на мощность узла смыкания из-за изменения длины потока рас-
плава и возникновения несбалансированного заполнения полости.
• Деформация пуансона. Несбалансированное заполнение вокруг пуансона мо-
жет вызвать его деформацию.
• Влияние на вентиляцию формы. Будет ли характер течения обеспечивать вен-
тиляцию по линии разъема или потребуется специальное удаление газов?
Также следует учитывать возможность газовых ловушек.
• Образование струйного течения. Струйное течение является обычной про-
блемой, вызываемой неправильным расположением впускных литников и
ошибками в их конструкции. Проблема возникает из-за инерционных эффек-
тов в расплаве, поступающем в формующую полость с большой скоростью.
Если расплав ни обо что не ударяется при входе в формующую полость, он те-
чет струей через нее (рис. 8.48). При развитии нормального фронта потока та-
кая струя материала будет ударяться о противоположную стенку формующей
полости и вызывать как дефекты во внешнем виде отливки, так и механиче-
ские трещины на ней. На рис. 8.49 показаны варианты размещения впускных
литников и их связь с образованием струйного течения.
Высокая вероятность образования
струйного течения
Щелевой литник исключает
образование струйного течения
Исключение струйного течения
за счет вставки в передней
части впускного литника
Лучший способ для исключения
струйного течения за счет
правильного расположения
впускного литника
Рис. 8.49. Конструкции впускных литников, предотвращающие образование струйного течения
8 Конструкция формы
423
8.6 Конструктивные решения литьевых форм,
обеспечивающие длительный срок службы
8.6.1 Выбор материала формы
Материалы, используемые для изготовления литьевых форм, должны отвечать мно-
гочисленным требованиям: выдерживать значительные усилия и давления, разви-
вающиеся в процессе литья, обладать хорошей износостойкостью, обеспечивать хо-
рошую теплопередачу и легко обрабатываться. Обычно разные части одной формы
изготавливаются из различных сталей. Оформляющие вкладыши и знаки должны
изготавливаться из высококачественной стали, способной к упрочнению, для проти-
востояния абразивному износу от потока полимерного материала в течение миллио-
нов циклов. К стали, из которой изготавливается рама формы, предъявляется мень-
ше требований — она должна иметь только хорошую прочность и способность к ме-
ханической обработке. Если в форме есть части, скользящие друг по другу, их
материал должен различаться по типу и твердости, чтобы противостоять образова-
нию царапин. Недорогие подвижные части изготавливаются из более мягких сталей;
поэтому дорогие детали будут меньше изнашиваться и реже требовать замены. Ино-
гда желательно использовать сталь с высокой теплопроводностью, которая может
способствовать уменьшению времени цикла и обеспечивать более равномерное
охлаждение отливки. Более мягкие стали могут снизить время изготовления и стои-
мость литьевой формы, но менее износостойки и плохо полируются.
В табл. 8.2 приведены стали, наиболее часто используемые при изготовлении
форм.
При эксплуатации форм желательно, чтобы материал формы обладал следую-
щими свойствами:
• износостойкостью к абразивным материалам;
• ударной прочностью (вязкостью) небольших знаков;
• прочностью под воздействием усилий смыкания формы;
• твердостью при повышенной температуре;
• коррозионной стойкостью при переработке материалов, вызывающих корро-
зию или высокую влажность;
• высокой теплопроводностью.
При изготовлении форм желательно, чтобы материал обладал следующими ха-
рактеристиками:
• обрабатываемостью;
• способностью к полировке;
• размерной стабильностью при нагреве;
• свариваемостью;
• способностью к азотированию.
424
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Таблица 8.2. Некоторые марки сталей, применяемые при изготовлении форм
Тип стали AISI обозна- чение Твердость, С Теплопро- Деталь формы
(по Рок- веллу) водность, Вт/м -С
Предварительно закаленная Р-20 30-36 29 Плиты
4130/ 4140 30-36 46,7 Плиты
Предварительно закаленная нержавеющая 420 SS 30-36 Плиты
Нержавеющая 420 SS 50-52 23 Матрицы и пуансоны
Нормализованная Н-13 50-52 24,6 Матрицы, пуансоны, знаки Фланец Фланец, ползуны
S7 54-56
А2 52-58
Мартенситная (закалка с отпуском) 350 52-54 Знаки
Медно-бериллиевая ВеСи 28-32 130 Знаки, элементы ГКС
Алюминий 220 Прототипы и низкопро- изводительная оснастка
Медь 385 Прототипы и низкопро- изводительная оснастка
8.6.2 Усталость
Отказ в работе формы чаще всего является результатом усталости металла. При кон-
струировании литьевых форм очень важно знать, что такое усталость и как она мо-
жет повлиять на срок службы формы. Усталость является результатом циклических
или повторяющихся нагрузок и приводит к разрушению стали при нагрузках, значи-
тельно более низких, чем ее обычный предел текучести. Одну из самых сильных на-
грузок литьевые формы испытывают, когда цикл состоит из полного нагружения
стали при смыкании и впрыске с последующим полным снятием нагрузки при рас-
крытии формы и выталкивании изделия. Усталостного разрушения можно избе-
жать, конструируя формы в пределах усталостных нагрузок стали и с минимумом
концентраторов напряжений. Коррозия и коррозионное истирание значительно
снижают предел усталостной прочности стали. Дополнительная отделка (например,
полировка), изменяющая поверхность формы, увеличивает срок службы до устало-
стного отказа. Форма отливки также может внести значительный вклад в срок служ-
бы формы (см. главу 5).
8 Конструкция формы
425
8.6.3 Деформация боковых стенок
Боковые стенки должны выдерживать избыточный изгиб, который вызван давлени-
ем расплава, развивающийся при заполнении формы. Избыточный изгиб может
привести к пружинному эффекту стальных стенок формы с захватом отливки таким
образом, что форму нельзя будет открыть. Для того чтобы снизить возможность та-
кого эффекта, применяются либо утолщенные стенки формующей полости, либо
плотная посадка знака в плиту матриц.
8.6.4 Деформация пуансона
Деформация пуансона обычно вызвана несбалансированными давлениями, разви-
вающимися под воздействием расплава. Следовательно, на деформацию существен-
но влияет расположение впускных литников. Два впускных литника, показанные на
рис. 8.50, а, приведут к появлению высокого давления на пуансон, что вызовет его от-
клонение от места впуска. Пуансоны, имеющие длину более 2,5 диаметра, особенно
чувствительны к таким перекосам. Всегда предпочтительнее расположение впуск-
ного литника, показанное на рис. 8.50, Ь. Это сводит к минимуму возможность появ-
ления деформации и помогает избежать таких дефектов отливок, как газовые ло-
вушки, линии спая и отсутствие концентричности.
Даже при идеальном расположении впускного литника сохраняется возмож-
ность деформации удлиненного пуансона. В свою очередь, это может привести к вы-
званным сдвигом колебаниям расплава из разводящего литника, неравномерной
температуре расплава, колебаниям размеров формующей полости, недостаточному
охлаждению и т. д. В главе 9 описаны два типа конструкций отливок, которые могут
способствовать уменьшению деформации основы (см. рис. 9.36).
Деформация пуансона возникает как из-за сдвига, так и из-за перекоса. На пере-
кос может влиять способ фиксации пуансона в обойме пуансонов и его взаимодейст-
вие с матрицей. Существуют следующие способы снижения вероятности перекоса:
• увеличение длины и диаметра части пу-
ансона, размещенной в обойме пуансо-
нов (рис. 8.51);
• использование запорных устройств
(«замков»): замки могут быть постоян-
ными (рис. 8.52) или съемными. Съем-
ные замки механически отделяются по-
сле оформления расплава вокруг пуан-
сона. После отвода пуансона расплав
продолжает течь и заполняет область,
ранее занятую замком.
Для сведения к минимуму деформации
пуансона и других проблем, связанных с за-
полнением, обычно используются кольцевые
и дисковые впускные литники.
Впускной литник 2 Впускной литник 3
Впускной литник 1
а) Ь)
Рис. 8.50. Неправильное расположение
впускного литника, приводящее к дефор-
мации пуансона (а); рекомендуемое рас-
положение впускного литника, сводящее
к минимуму возможную деформацию пу-
ансона (Ь)
426
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 8.51. Увеличение
диаметра пуансона для
придания жесткости
Рис. 8.52. Использование
замков для сопротивления
деформации
8.6.5 Деформация опорных плит
Опорные плиты должны выдерживать большие усилия, возникающие при смыка-
нии и в процессе впрыска. Деформация (изгиб) плиты будет приводить к всплескам
(в результате мгновенного испарения газа) и неровностям в отливке. Важно, что для
сопротивления изгибу плита должна быть достаточно толстой и жестко закреплен-
ной на опорных колонках.
На практике принято конструировать формы, используя избыточную толщину
плиты и прочность колонок. Это приемлемо, поскольку стоимость более толстых
плит, опорных колонок и их механической обработки сравнительно невелика. Кро-
ме того, можно использовать упрощенный метод, помогающий определить требуе-
мую толщину опорной плиты. В нем используются стандартные уравнения, но пред-
варительно необходимо решить, как рассматривать концы опорной плиты: закреп-
ленными или свободно опертыми. В примере рассматривается закрепленная плита.
ПРИМЕР 1
Целью расчета является определение толщины опорной плиты, которая гаранти-
рует, что ее прогиб не превысит 0,005 мм. Предполагается, что нет опорных колонок,
две стороны плиты полностью закреплены и что распределенная нагрузка составляет
200 т (формующие полости равномерно распределены по плите, рис. 8.53). Для изгиба
опорной плиты узел смыкания должен действовать с максимальной нагрузкой. Мо-
дуль стали поддерживающей плиты составляет 206 897 МПа (2 109 770 кг/см2).
В приведенном случае изгиб плиты, у, может быть определен следующим образом:
FZ3
У~38ш'’ (8'4)
8 Конструкция формы
427
F/312
V'384£(M3)’
где d — толщина плиты; b — ширина плиты; Z —длина плиты (рис. 8.54).
Изменяя уравнение 8.6, можно найти требуемую толщину плиты d:
, Я312
d = 3-----
\384Eby’
(8.6)
(8.7)
(200000 кг)(36см)3(12)
d=3.
V (384)(2109 770 кг /см2 )(60 см)(5,0 10м см)
В нашем примере требуемая толщина плиты для поддержания изгиба до
0,005 мм будет равна 16,54 см.
• Для снижения толщины плиты по ее центральной оси можно разместить
опорные колонки. Это больше чем наполовину снижает свободную длину
плиты. При равномерном размещении, через 5,0 см, колонок толщиной 3,8 мм
свободная длина опорной плиты уменьшается примерно до 16,1 см. Решение
уравнения дает толщину в 5,91 см.
• На требуемую толщину плиты также может повлиять модуль упругости
опорных плит.
Кроме того, необходимо проверить, чтобы в конструкции не превышались на-
грузки для стали. В приведенном примере напряжения, развивающиеся в плитах
при нагружении, находятся следующим образом. Расчет также основан на простых
уравнениях с использованием указанных допущений:
FI _______1__М2
a”12Z’ Z~d/2~ 6 ;
(60см)(5,91см)2 3
Z=---------------=349,Зсм;
(8.8)
6
(100,00 кг)(16Д см)
°" 12(3493 см)3 ’
о=384,1 кг/см2 =37,7МПа.
Рис. 8.54. Изгиб плиты
L
Рис. 8.53. Распределенная нагрузка
(закрепленные концы плиты)
428
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Изгибающее напряжение в 37,7 МПа приемлемо, поскольку оно ниже предела ус-
талостной прочности материала, составляющего 69 МПа (с учетом запаса прочности).
8.7 Охлаждение формы
В дополнение ко всем другим функциям литьевая форма действует как теплообмен-
ник. При конструировании системы охлаждения формы необходимо учитывать сле-
дующие соображения:
1. Эффективность охлаждающей жидкости (воды). На эффективность охлаж-
дающей жидкости существенно влияет скорость ее потока в каналах системы
охлаждения. Скорость течения должна быть достаточной для создания хоро-
шей турбулентности потока. Турбулентное течение гораздо более эффективно
с точки зрения приема тепла по сравнению с ламинарным (безвихревым). При
ламинарном течении теплота должна быть сначала отведена с границы канала
охлаждения через охлаждающую жидкость. Поскольку вода является доста-
точно хорошим изолятором, это приводит к тому, что внешний ламинарный
слой в канале гораздо теплее по сравнению с ядром потока. В каналах охлажде-
ния с сечением круглой формы турбулентность возникает при числе Рей-
нольдса, примерно равном 2300. По мере увеличения турбулентности улучша-
ется эффективность охлаждающей жидкости. Для обеспечения эффективного
охлаждения предпочтительнее иметь число Рейнольдса свыше 10 000.
2. Температура охлаждающей жидкости. Температура охлаждающей жидко-
сти для конкретных отливок и материалов должна быть сбалансирована с
учетом времени охлаждения и качества изделия. Эти два фактора обычно
прямо противоположны. Более теплая форма обычно приводит к получению
отливки с меньшими остаточными напряжениями и лучшим качеством по-
верхности; но с экономической точки зрения предпочтительнее более низкие
температуры для сокращения времени цикла.
3. Падение давления. Слишком длинные или малые в поперечном сечении уча-
стки в системе охлаждения приведут к повышенным давлениям. При избы-
точном давлении они вызовут снижение скорости течения. Дополнительны-
ми факторами, увеличивающими падение давления, являются изгибы кана-
лов под острым углом и фитинги, используемые для их соединения.
4. Материал формы. Теплопроводность различных материалов формы может
существенно различаться (см. табл. 8.2).
5. Расположение каналов охлаждения. Расположение системы охлаждения
должно обеспечивать равномерное охлаждение всех частей отливки.
6. Конфигурация системы охлаждения. Конфигурация каналов охлаждения за-
висит от расположения формующих полостей и наличия свободного места
для их прохождения. Кроме того, важно решить, какую схему следует ис-
пользовать: последовательную или параллельную. Такое решение может по-
8 Конструкция формы
429
влиять на сбалансированность потока внутри системы, колебания темпера-
туры охлаждающей жидкости и обслуживание системы охлаждения.
7. Охлаждающая жидкость. Охлаждающими жидкостями могут быть вода,
водные растворы гликолей различной концентрации и масло. Вода является
лучшей средой для отвода тепла, но ее применение ограничено температура-
ми замерзания и кипения. По соображениям техники безопасности вода
обычно не используется при температурах ниже 5 °C (используются раство-
ры гликолей) и выше 90 °C (используется масло).
8.7.1 Практические соображения
Производительность насоса
Насосы должны обеспечивать соответствующие данной форме скорость потока
и давление. С другой стороны, чаще должны использоваться насосы, имеющиеся
в наличии на производстве. Поэтому система охлаждения формы должна соответст-
вовать производительности таких насосов.
Регулятор потока
Для каждой литьевой машины следует использовать регуляторы потока. Это
обеспечит индивидуальный контроль скорости потока в каждом из контуров систе-
мы охлаждения.
Температура на входе
Охлаждение формы зачастую ограничивается уже существующими на предпри-
ятии системами охлаждения. В большинстве случаев это — централизованная за-
крытая система рециркуляции и охлаждения воды с отдельными терморегулятора-
ми для каждой литьевой машины. Главным недостатком подобной системы являет-
ся то, что температура воды зависит от температуры воздуха и будет изменяться изо
дня в день и по временам года, так как в охлаждении воды используется наружный
воздух. Чем холоднее погода, тем холоднее вода. Можно ожидать, что в течение года
температура воды будет колебаться от 15 до 30 °C.
На литьевых машинах устанавливаются терморегуляторы трех основных типов.
Традиционным является терморегулятор формы, который может только нагревать
воду. Он постоянно пропускает воду из централизованной системы через форму.
Проблемы возникают, если форма должна работать в диапазоне колебаний темпера-
тур в централизованной системе. Рассмотрим форму, установленную для работы
с температурой охлаждающей жидкости зимой 20 °C и системой центрального водо-
снабжения, обеспечивающей температуру 15 °C. Терморегулятор может легко по-
догреть воду на необходимые 5 °C в отдельной форме. Но в летние месяцы темпера-
тура воды из центральной системы может повыситься до 30 °C. Рассматриваемый
тип терморегулятора не в состоянии понизить температуру, поэтому охлаждение
выйдет из-под контроля, изменяя цикл и качество отливок.
430
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Второй тип терморегуляторов — охлаждающие, которые охлаждают только во-
ду. В таких устройствах происходит охлаждение воды с использованием либо систе-
мы централизованного водоснабжения, либо запаса воздуха в качестве теплообмен-
ной среды. Такие терморегуляторы также непрерывно перемещают охлаждающую
жидкость (обычно водный раствор гликоля) сквозь форму. В охлаждающей системе
используется хладагент, который может обеспечивать температуру охлаждающей
жидкости ниже температуры замерзания.
При третьем методе вода не циркулирует непрерывно через форму и ее темпера-
тура не регулируется. Вода периодически подается или впрыскивается в систему
охлаждения в соответствии с сигналом термопар, установленных на важнейших уча-
стках формы, и с регулируемой оператором температурой формы. Данный метод по-
зволяет расплаву полимерного материала выделять требуемое количество тепла.
Когда термопары сигнализируют о необходимости применения охлаждающей
жидкости, регулятор включает поток воды через форму. Если тепла от расплава не-
достаточно, в форму можно встроить дополнительные электронагреватели. Хотя та-
кая система менее распространена, было документально подтверждено, что в неко-
торых случаях ее применения время цикла, энергопотребление, напряжения и ко-
робление отливок сокращались. Стандартные программы анализа охлаждения
обычно основаны на допущении, что вода постоянно циркулирует в форме. Это ог-
раничивает их применение при анализе последнего метода регулирования темпера-
туры. Однако они могут предоставить полезную информацию относительно баланса
течения в системе охлаждения, потерь давления и равномерности охлаждения.
Загрязнение каналов системы охлаждения
Загрязнение каналов системы охлаждения может происходить либо из-за оса-
ждения минеральных солей на внутренних стенках каналов, либо из-за коррозии.
Такой осадок ограничивает течение воды и действует в качестве изолятора. Вели-
чина загрязнения в один миллиметр эквивалентна тепловому сопротивлению
50 мм стали. Следовательно, существует опасность возникновения высоких коле-
баний процесса литья, о чем многие изготовители форм не задумываются. Процесс
может быть устойчивым при начальном использовании формы, но со временем по-
явление осадка непременно повлияет на охлаждение и связанное с ним формова-
ние изделий. Регулярная промывка каналов охлаждения раствором соляной ки-
слоты способствует исключению минерального осадка. Также для снижения про-
блем загрязнения каналов в формах используются нержавеющие стали. Несмотря
на то что нержавеющая сталь имеет более низкую теплопроводность, чем многие
другие стали, она может обеспечить лучшее и более постоянное охлаждение в тече-
ние длительного срока службы оснастки. Иногда для сведения к минимуму корро-
зии каналы охлаждения покрывают слоем специального вещества.
Расположение каналов охлаждения
Схема расположения каналов охлаждения зачастую ограничена геометрией из-
делия и требованиями к его извлечению. Конструктор должен быть осторожен, что-
8 Конструкция формы
431
бы не переохладить одну сторону стенки фор-
мующий полости, если на другой охлаждение
невозможно. Потенциально дисбаланс может
вызвать коробление изделия.
Подвод воды
Для подвода воды предпочтительна ниж-
няя или боковая часть формы. При наличии
подтеканий в местах соединений вода не просо-
чится в полость и не сможет вызвать образова-
ния ржавчины на оформляющих вставках и по-
верхности формующей полости.
Рис. 8.55. Вид заглубленных соедине-
ний системы охлаждения
Заглубление всех соединений (рис. 8.55)
Такая мера исключит вероятность повреждения фитингов системы охлаждения
при снятии формы с литьевой машины.
8.7.2 Тепловое расширение
По мере изменения температуры формы сталь расширяется и сжимается. Обычно
это не создает проблем до тех пор, пока вся форма находится примерно при одной
температуре; однако бывают случаи, когда для решения определенных проблем при
литье, например в ходе извлечения, оператор может регулировать температуру толь-
ко половины формы. Это может создать сложности за счет несоответствия темпера-
тур, которые могут повлиять на размеры отливки и вызвать деформацию соприка-
сающихся частей формы, таких как направляющие колонки и замки. Коллектор
ГКС также может создать похожие колебания, если дисбаланс температур непра-
вильно компенсируется охлаждающей системой.
8.7.3 Сравнение параллельных и последовательных
систем охлаждения
Внутри формы система охлаждения может быть либо последовательной, либо па-
раллельной (рис. 8.56). Каждая из них имеет свои достоинства и недостатки, хотя за-
частую их понимают и используют неверно.
Параллельная система
В параллельной системе охлаждения вода подается в несколько параллельных
ответвлений из одного источника или коллектора. Такой коллектор может быть
установлен снаружи или встроен в форму. В идеальном случае вода равномерно рас-
пределяется по всем ответвлениям при одинаковых температурах и скоростях тече-
432
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 8.56. Последовательная и параллельная Рис. 8.57. Параллельная система
системы охлаждения с различиями в фонтанирующих
трубках, вызывающих дисбаланс
в распределении воды
ния. Главное преимущество параллельной системы в том, что благодаря такому рас-
положению, которое обеспечивает меньшую длину потока, отсутствует .вероятность
превышения пределов давления насоса. Также считается, что температура воды бу-
дет более равномерной, чем в последовательной системе, но это не всегда так. Пред-
полагается, что вода будет заполнять основной канал и растекаться по вторичным
каналам при одинаковой температуре и с одной скоростью, однако и с этим может
возникнуть несколько проблем.
Во-первых, чтобы обеспечить эффективное охлаждение, основной канал дол-
жен быть достаточно большим, чтобы создавать очень малую потерю давления по
его длине. Во-вторых, если имеются какие-либо колебания в сопротивлении тече-
нию во вторичных каналах, скорость потока будет изменяться и необходимая рав-
номерность охлаждения будет потеряна. Такие колебания могут быть результатом
характера конструкции параллельной системы, колебаний в установленных режи-
мах на форме, или проявляться при старении. В некоторых формах каналы охлаж-
дения в каждом параллельном ответвлении могут иметь разные длину, изгибы,
диаметры, содержать перегородки или фонтанирующие трубки (рис. 8.57). Для
внешних коллекторов можно было бы создать различные варианты систем, ис-
пользуя водяные шланги разных длины, диаметров или соединений, питающих ка-
ждое ответвление. Систему можно было бы изменять при каждой установке фор-
мы. Со временем могут возникнуть колебания в диаметрах, и, следовательно, со-
противление течению.
Наконец, при распределении воды по параллельным каналам объем потока че-
рез каждый из них будет составлять только часть целого. Потенциально это может
понизить эффективность охлаждения за счет снижения уровня турбулентности. Ес-
ли число Рейнольдса, равное 10 000, не может быть получено в каждом канале, кон-
структор должен предусмотреть изменение конструкции системы.
8 Конструкция формы
433
Программы моделирования и анализа системы охлаждения формы дают лучшие
возможности для конструирования параллельных систем, помогая обеспечить оди-
наковую скорость течения и турбулентность по всем каналам.
Последовательная система
В последовательных системах охлаждения имеются один вход и один выход
охлаждающей жидкости без ответвлений. Это приводит к относительно более длин-
ному пути потока воды. Преимущества последовательной системы заключаются
в следующем:
1. Скорость течения воды через форму будет выше, чем в параллельной систе-
ме, если не превышен предел давления насоса. Увеличенная турбулентность
приведет к более эффективному охлаждению.
2. В отличие от параллельных систем с внешней установкой коллектора, мень-
шее число входов и выходов в последовательной системе упрощает установ-
ку формы.
3. Существует большая вероятность постоянства скорости потока по всей дли-
не системы, поскольку он не разделен на ответвления, где может создаваться
дисбаланс течения.
4. В случае образования пробки в системе ее наличие будет очевидно, так как
вода не будет протекать. Забитое ответвление в параллельной системе обна-
ружить непросто, поскольку трудно определить влияние пробки на поток на
входе и выходе из формы.
Двумя важнейшими моментами для последовательных систем являются слиш-
ком большое падение давления по длине системы и избыточное повышение темпе-
ратуры воды в длинной системе. Если давление превышает предел давления водяно-
го насоса, скорость течения понижается, что отрицательно сказывается на эффек-
тивности охлаждения. Избыточная температура воды приведет к колебаниям в
охлаждении. Колебания в охлаждении формующей полости будут вносить свой
вклад в остаточные напряжения и коробление отливки. Различия в охлаждении
формующих полостей многогнездной формы приведут к отличиям в отливках од-
ной партии. Однако, если давление не превышено, высокая скорость течения в фор-
ме сводит к минимуму вероятность возникновения избыточной температуры по
длине системы. Преимущества последовательной системы делают ее достойной
внимания.
8.7.4 Перегородки и фонтанирующие трубки
Перегородки (рис. 8.58) и фонтанирующие трубки (рис. 8.59) обычно используются
для охлаждения знаков.
Перегородка состоит из отверстия, просверленного поперек канала охлаждения.
Тонкая металлическая пластинка помещается в отверстие таким образом, чтобы
434
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 8.58. Конструкция перегородки Рис. 8.59. Конструкция фонтанирующей
трубки
прерывать поток воды. Пластинка поворачивает всю воду в верхнюю часть перего-
родки и возвращает на противоположную сторону, в тот же самый канал. В одном ка-
нале может быть много перегородок. Это особенно важно для последовательных
систем охлаждения.
Фонтанирующая трубка требует потока для питания и отдельного обратного по-
тока. В данном случае отверстие просверливается и в питающем, и в обратном кана-
лах. Нижний питающий канал подает воду по трубке в верхнюю часть отверстия
фонтанирующей трубки. Вода выходит из трубки и возвращается вниз по наружной
трубке в обратный канал. Такая конструкция характерна для параллельной систе-
мы, которая имеет раздельные каналы подачи и отвода воды.
8.8 Системы выталкивания
8.8.1 Основные проблемы выталкивания
Извлечение отливки из формы может представлять значительную сложность. При
проектировании изделия, изготавливаемого литьем под давлением, необходимо что-
бы в его конструкции учитывался способ извлечения из формы. Другими словами,
на конструкцию изделия это требование оказывает значительное влияние. Основ-
ные требования к конструкции включают в себя место расположения линии разъема
формы, конусность вертикальных поверхностей, которые должны сниматься с пуан-
сона или извлекаться из формующей полости, и поднутрения, которые будут ме-
шать выталкиванию изделия.
Рассмотрим простой пятисторонний квадратный короб (рис. 8.60, а). Располо-
жение линии разъема вдоль свободной боковой поверхности кажется очевидным.
8 Конструкция формы
435
Такое расположение позволяет форме свободно открывать-
ся, а отливке сниматься с пуансона. Однако прямые стенки
изделия создают проблемы. После впрыска расплава поли-
мера в формующую полость он начинает остывать и усажи-
ваться. Усадка создает значительное давление на пуансон.
Изделие необходимо каким-то способом снять. Если давле-
ние избыточно, усилие, требуемое для извлечения изделия,
может привести к его деформации. Поэтому необходимо
свести к минимуму влияние давления, создаваемого поли-
мером при усадке. Это достигается конусностью внутрен-
них стенок изделия. Чем больше угол конусности отливки,
тем легче выталкивание и меньше вероятность деформации
изделия.
Кроме давления, создаваемого на боковых стенках пуан-
сона, выталкивание такого изделия может привести к образо-
ванию вакуума в растущем свободном пространстве между
основанием короба и рабочей частью пуансона (рис. 8.60, Ь).
Когда отливка находится на пуансоне, между ними нет воз-
духа, но по мере сталкивания образуется свободное про-
странство, и в него не может попасть воздух. Чем больше из-
делие сталкивается с пуансона, тем больше вакуум и тем
большее усилие требуется для полного извлечения изделия.
Конусность боковых стенок отливки практически сразу
разрешает указанную проблему, свободно пропуская воздух
(рис. 8.60, с).
Для сведения к минимуму проблем, которые влечет за
собой разнотолщинность стенок изделия, лицевые поверх-
ности также должны обладать конусностью.
Существует много способов приложения усилия вытал-
кивания, требуемого для снятия отливки с пуансона. Самым
Рис. 8.60. Пятисторон-
ний короб:
а — квадратная форма; b —
выталкивание затруднено
из-за образования вакуу-
ма; с —• облегчение вытал-
кивания благодаря конус-
ности внутренних и наруж-
ных стенок
простым, недорогим и легким представляется использование толкателей. Две вероят-
ных области их размещения находятся либо на пуансоне (знаках) для сталкивания от-
ливки изнутри, либо вдоль свободных краев. Как видно из рис. 8.61, размещение тол-
кателей на рабочих деталях приводит к вытягиванию боковых стенок и деформации
изделия по основанию. Рекомендуется размещение толкателей по краям изделия.
Данные края более жесткие и способны выдерживать усилие выталкивания. Сохране-
ние формы отливки также обеспечивают ребра, предусмотренные конструкцией. Ос-
тающиеся от толкателей отпечатки не должны портить внешний вид изделия.
Полировка пуансона в направлении извлечения может снизить требуемое для
съема усилие. Полировка в противоположном направлении вызывает обратный эф-
фект. При этом мелкие канавки, образующиеся при полировке, фактически создают
поднутрения, которые удерживают отливку на пуансоне. Обычно ожидается, что бо-
лее тонкая полировка снижает усилие выталкивания, однако это зависит от мате-
436
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Неправильное
расположение
толкателей
Правильное
расположение
толкателей
Рис. 8.61. Расположение толкателей
риала. Отливки из некоторых материалов, такие как ПЭ и ПП, легче выталкивать
при более грубой отделке поверхности. В табл. 8.3 показано влияние отделки по-
верхности на процесс выталкивания изделий.
Для таких изделий, как рассматриваемый нами короб, проблемы выталкивания
могут быть разрешены достаточно безболезненно, но не все конструкции так просты.
Рассмотрим конструкцию похожего короба, но с дополнительным фланцем и удли-
ненной поверхностью (рис. 8.62). Положение линии разъема представляет собой
первую трудность. Если ее разместить на свободном крае короба, то фланец создаст
препятствие, которое задержит изделие в формующей полости при раскрытии фор-
мы (рис. 8.62, а). Если линию разъема разместить по свободному верхнему краю
фланца, то задерживать изделие на пуансоне будет внешняя конусность удлиненной
поверхности (рис. 8.62, Ь). Для обеспечения выталкивания необходимо изменить
конструкцию изделия. Удлиненная поверхность должна быть спроектирована та-
ким образом, чтобы конусность была с каждой стороны отливки (рис. 8.63). Такая
конструкция позволит разместить линию разъема по верхнему свободному краю
фланца, а удлиненная поверхность будет выталкиваться в направлении извлечения
при открытии. В данном случае отливку можно извлекать с использованием плоско-
го толкателя или механизма двойного выталкивания.
Рис. 8.62. Зависимость конструкции изделия
от выталкивания
7 г
Конусность по обеим сторонам
ft
Рис. 8.63. Изменение конструкции из-
делия для обеспечения выталкивания
Таблица 8.3. Влияние отделки поверхности на выталкивание*
Рейтинг Качество полировки поверхности
1 — хорошее 2 — удовл. 3 — не реко- мендуется (может быть приемлемой) Полимер АБС Ацетали Акриловые ПА ПК Сложный по- лиэфир ПЭ ПС Кристалличе- ский ПС ПП ПУ ПВХ А-1 к со I со со S со с О1 < Z 3 3 1 3 3 3 N 3 2 N N N А-2 Оч со I со со с; OI < Z 3 3 1 3 2* 3 3 3 1 3 N N А-3 к со I со со ю 5 -- с °' < Z 2 2 1 2 1* 2 3 2 1* 3 N N 8-1 о о со со 1_ со >» ш 2 1 2 2 2 1 2 1 2 2 N N В-2 о о со 1_ со 2 ш 2 1 2 1 2 2 2 1 2 2 3 3 8-3 о см со со со 2 ш 1 1 2 1 3 2 1 1 3 1 3 3 С-1 о о со л X ф 2 со 1 1 2 1 3 1 1 1 3 1 2 2 С-2 о о X ф 2 со 1 1 2 1 N 2 1 1 N 1 2 2 С-3 о см со л X ф 2 со 1 1 2 1 N N 1 1 N 1 2 2 D-1 к со X X oi £ § £ Осо 1 1 3 1 1* 1 1 1 1* 1 1 1 D-2 СК Q СО X см X oi 5 g Н § £ Осо 1 1 3 1 N 1 1 1 N 1 1 1 D-3 к . со х см X oi £ z 5 j S ф с; х ь з £ Осо 2 N 3 2 N N 1 2 N 1 2 2
‘Алмазный и стеклянный абразивы CRYSTAL MARK (разработка Tech Mold).
N — неприемлемо.
8 Конструкция формы
go
438
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
8.8.2 Детали системы выталкивания
Цилиндрические толкатели
Извлечение с помощью цилиндрических толкателей является наиболее распро-
страненным и недорогим способом выталкивания (см. рис. 8.2). Цилиндрические
толкатели приводятся в движение плитой толкателей. Контртолкатели предусмот-
рены для обратного движения плиты толкателей к плите матриц при закрытии фор-
мы. Контртолкатели могут быть либо основным средством возвращения толкателей,
либо вспомогательным, если гидравлическая система не может до конца вернуть
плиту в нужное положение. Использование цилиндрических толкателей иногда
приводит к избыточным напряжениям из-за небольшой площади контакта с издели-
ем. Одним из способов увеличения площади контакта является использование тол-
кателей большего размера (рис. 8.64).
Трубчатые толкатели
Применение большинства обычных трубчатых толкателей ограничено извлече-
нием тонкостенных отливок со сквозными отверстиями диаметром менее 50 мм
(рис. 8.65). Хотя такая система выталкивания более дорогая, она обеспечивает более
точное усилие на изделии. Знак, формующий в изделии отверстие, крепится в не-
подвижной плите. В процессе выталкивания трубчатый толкатель, установленный
на держателе, поднимаясь вверх, одновременно снимает изделие со знака и выталки-
вает его из матрицы. Скольжение трубчатого толкателя по знаку при выталкивании
приводит к износу.
Рис. 8.64. Увеличение площади контакта за
счет использования толкателя большего
Плита знака
Плита пуансона
размера
Плита хвостовика
Плита толкателей
Держатель |||||| ——— WWI
знака
Подвижная
плита крепления Толкатель
в выдвинутом
положении
Рис. 8.65. Оформляющий знак с трубчатым
толкателем
8 Конструкция формы
439
Плита съема
Плита съема обладает достоинствами трубчатых толкателей и при этом может
легко использоваться для изделий большого размера. На рис. 8.3 показана система
выталкивания с плитой съема в холодноканальной форме с тремя плитами. В отли-
чие от трубчатого толкателя, применение плиты съема не ограничивается отливка-
ми цилиндрической формы. Обычно плита съема включает в себя детали, которые
контактируют с пуансоном и отливкой. Такие детали изготавливаются из стали, ме-
нее подверженной износу. При выталкивании плита съема двигается вперед с помо-
щью хвостовика, связанного либо с плитой толкателей, либо напрямую с гидравли-
ческой системой выталкивания. При рассмотрении возможности использования
плиты съема следует также учитывать ее охлаждение для исключения колебаний в
тепловом расширении.
Кольцо съема
Процесс выталкивания кольцом съема аналогичен выталкиванию плитой съема,
за исключением формы толкателя (рис. 8.66). Вместо массивной плиты использует-
ся кольцо, захватывающее только края изделия. Такой способ обычно используется
для больших цилиндрических изделий в одногнездной форме.
Плоский толкатель
Плоские толкатели применяются для выталкивая отливок с прямыми краями,
когда необходимо увеличение площади контакта, невозможное при применении ци-
линдрических толкателей (рис. 8.67). Плоский толкатель может представлять собой
механически обрезанный цилиндрический толкатель.
Рис. 8.66. Выталкивание кольцом съема
Рис. 8.67. Плоский толкатель
440
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Воздушный толкатель
Воздушный толкатель может применяться только в сочетании с другими видами
толкателей. В данном случае поток воздуха вдувается между пуансоном и отлитым
изделием.
8.8.3 Практические соображения
Система выталкивания обычно размещается в подвижной части формы. Соответст-
венно требуется, чтобы отливки имели плотный контакт с подвижной частью фор-
мы. Это достигается несколькими способами:
• усадкой на пуансоне;
• использованием поднутрений;
• температурой;
• вакуумом, возникающим между изделием и пуансоном.
Типичные проблемы возникают при выталкивании тонкостенных изделий из хруп-
ких или высокоэластичных материалов. Отливки из хрупких материалов более подвер-
жены деформации под воздействием усилия выталкивания, из эластичных — также
склонны к деформации, а высокий коэффициент трения удерживает их на пуансоне.
Кроме того, при литье тонкостенного изделия пружинящее усилие изогнутой формую-
щей полости может фактически запереть отливку и помешать открытию формы. По-
следнее особенно характерно для изделий с небольшой конусностью или без нее.
При выталкивании необходимо преодолевать три силы, возникающие из-за:
1) усадки полимера на пуансоне; 2) расширения или пружинящего усилия пуансона
и формующей полости из-за давления впрыска; 3) вакуума, образующегося между
отливкой и пуансоном. Существует несколько путей решения этих проблем:
• использование смазок (силикон, ПТФЭ и др.);
• полировка в направлении выталкивания;
• конусность стенок отливки;
• сокращение времени охлаждения;
• допустимое снижение скорости впрыска;
• снижение усилия смыкания;
• сокращение времени выдержки под давлением;
• снижение скорости выталкивания;
• использование воздушных клапанов.
Смазки следует использовать весьма осторожно. Они откладываются на поверхно-
сти отливки и мешают последующим операциям, включающим окраску, печать и нане-
сение клеев для сборки. Необходимо иметь определенное усилие выталкивания для са-
мых глубоких частей отливки, таких как бобышки и ребра. Для бобышек выталкивание
легко осуществляется с помощью трубчатых толкателей. Для ребер, однако, трудно
найти достаточную площадь поверхности для приложения соответствующего усилия.
На рис. 8.68 показана конструкция ребер, обеспечивающая большую площадь, однако
такая модификация всегда должна согласовываться с конструктором изделия.
8 Конструкция формы
441
Опоры (приливы)
под плоские
толкатели
Опоры (приливы)
под цилиндрические
толкатели
Рис. 8.68. Увеличенная площадь поверхности для улучшения выталкивания с использованием опор
(приливов)
8.8.4 Конструкция систем выталкивания
При конструировании держателя или плиты толкателей необходимо учитывать сле-
дующее: размещение опорных колонок для обеспечения сопротивления изгибу плит
на подвижной части формы, направляющих колонок и втулок для обеспечения точ-
ности соединений и контртолкателей для защиты формующей полости от деформа-
ции. Плита толкателей может приводиться в действие тремя способами:
• хвостовиком — перемещение плит относительно неподвижного хвостовика;
• тягой — выталкивание за счет неподвижной половины формы (рис. 8.69);
• гидравлическим/пневматическим устройством — возможно точное по време-
ни и многостадийное выталкивание.
Последний метод в настоящее время является наиболее распространенным.
Отвод плиты толкателей также может быть обеспечен гидравлическими цилин-
драми или пружинами. В трехплитных формах обычно используется принцип вы-
талкивания неподвижной частью формы. Литниковая система и подводящие литни-
ки удерживаются на неподвижной части формы с помощью литниковых втулок, в то
время как и первая и вторая линии разъема раскрываются. При полном раскрытии
формы отливки выталкиваются по первой линии разъема, а литники — по второй.
Выталкивание литников осуществляется плитой съема, которая соединена с под-
вижными плитами (см. рис. 8.3).
Некоторые специальные системы выталкивания включают в себя механизм
двойного выталкивания, в котором сочетаются цилиндрические толкатели, пли-
ты съема и сочетание гидравлических/механических способов выталкивания. На
рис. 8.70 показан простой пример, когда для обеспечения попадания воздуха в
пространство, образующееся при снятии изделия с пуансона плитой съема, ис-
пользуется воздушный клапан. Без воздушного клапана выталкивание будет за-
труднено.
442
ЛИТЬЕ ПЛАСТМАСС ПОДДАВЛЕНА ЕМ
Форма в закрытом положении
Форма в открытом положении
Рис. 8.69. Выталкивание с неподвиж-
ного пуансона
Рис. 8.70. Воздушный (грибковый) кла-
пан, используемый для облегчения вытал-
кивания
Системы выталкивания нельзя конструировать без первоначального учета под-
нутрений в конструкции изделия. По поводу поднутрений конструктор всегда дфл-
жен ответить на ряд вопросов:
1. Можно ли исключить поднутрение?
2. Можно ли извлечь изделие с поднутрением без деформации:
• проблемы могут возникнуть из-за температуры изделия в процессе вытал-
кивания;
• максимальное поднутрение может быть рассчитано из допустимых значе-
ний напряжений, если они известны.
3. Можно ли для высвобождения поднутрения применить последовательное
выталкивание?
4. Будет ли поднутрение требовать бокового движения формы:
• использование раздвижных полуматриц;
• использование форм с ползунами.
5. Будет ли изделие требовать вывинчивания из формы?
Внутренние поднутрения. Внутренние поднутрения в отливке обычно требуют
одного из четырех способов извлечения из формы. Выбор зависит от конструкции
изделия. Варианты могут быть следующими:
1. Съем. Обычно применяется для цилиндрических изделий. Поднутрение
следует конструировать с закругленной поверхностью, чтобы оно не дефор-
мировалось при выталкивании (рис. 8.71). Материал отливки должен
иметь хорошую эластичность, чтобы ее можно было изгибать при выталки-
вании.
8 Конструкция формы
443
2. Складывающиеся пуансоны. Обеспечивают отливку поднутрений без скругле-
ний и обычно используются для цилиндрических изделий относительно не-
большого диаметра. Действие складывающегося пуансона показано на рис. 8.72.
• Этап 1. Пружинящее действие секторов складывающегося пуансона удер-
живает его открытым в процессе литья.
• Этап 2. Плита толкателей передвигается вперед, сдвигая сектора склады-
вающегося пуансона. Сектора сжимаются внутри изделия и высвобожда-
ют поднутрение.
• Этап 3. Плита съема или другие детали системы выталкивания снимают
изделие со складывающегося пуансона.
3. Наклонный толкатель (рис. 8.73). Обычно используется для изделий боль-
шего размера с локализованными поднутрениями. Плита толкателей при
движении вперед перемещает вперед пуансон или его часть.
4. Механизм вывинчивания. Формы с механизмом вывинчивания используются
для отливок как с внутренней, так и наружной резьбой. Механизм вывинчи-
вания может приводиться в движение электрической или гидравлической
системой. Такие формы обычно очень сложны и требуют большого опыта и
внимания при конструировании, изготовлении и сборке.
Поднутрения на внешней поверхности отливки. Такие поднутрения обычно
высвобождаются с использованием ползунов, раздвижных полуматриц или подъем-
ников. Приведение в действие ползунов и раздвижных полуматриц может осущест-
Рис. 8.72. Складывающийся пуансон
Рис. 8.71. Конструкция
поднутрения
444
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
вляться несколькими способами, включая механические, гидравлические и пневма-
тические. Выбор наиболее приемлемого способа выталкивания требует тщательной
оценки следующих систем:
1.
Формы с ползунами или раздвижными полуматрицами. На рис. 8.74 показано
движение пуансона, приводимого в движение наклонными головками во гре-
мя открытия обычной формы. Гидравлические или пневматические цилинд-
ры дают преимущество, если требуется длинный ход или желательно фикси-
ровать время движения пуансона независимо от открытия формы.
2. Наклонные толкатели. Как и в случае внутренних поднутрений, здесь |ис-
пользуется движение плиты толкателей для перемещения части полости род
углом от поднутрения.
3. Механизм вывинчивания. Формы с механизмом вывинчивания иногда [ис-
пользуются и для отливок с наружной резьбой, но только когда деталь требу-
ет высочайшей точности.
Рис. 8.73. Наклонный толкатель
Рис. 8.74. Выталкивание с использованием
наклонной колонки и углового блока
8 Конструкция формы
445
8.9 Система вентилирования формы
Перед впрыском расплава формующая полость заполнена воздухом, захваченным
при смыкании формы. По мере заполнения полости расплавом должна быть преду-
смотрена возможность отвода воздуха. Если ему некуда уходить, он будет сжимать-
ся текущим расплавом. Такое сжатие захваченного воздуха приведет к ряду негатив-
ных последствий. При высоких давлениях впрыска воздух будет нагреваться
(дизель-эффект), а полимерный материал подгорать. Кроме того, при сжатии воздух
создает противодавление заполнению формующей полости, что повлияет на харак-
тер заполнения, и в некоторых случаях препятствовать ему.
Для исключения подобных проблем в определенных участках формы размеща-
ются вентиляционные каналы, которые позволяют воздуху выходить из нее. Пред-
почтительным местом расположения вентиляционных каналов является линия
разъема формы. Такой канал легко изготовить, а в случае забивания легко прочис-
тить. Кроме того, вентиляционные каналы следует размещать там, где заполнение
ожидается в последнюю очередь. Для максимального увеличения возможности от-
вода воздуха рекомендуется размещать дополнительные вентиляционные каналы
по периметру изделия на линии разъема формы.
Вентиляционные каналы на линии разъема обычно состоят из двух частей
(рис. 8.75). Начальный участок вентиляционного канала на периметре формующей
полости должен быть очень тонким, чтобы воздух мог выходить, а расплав полиме-
ра — нет. Глубина зависит от материала, но обычно составляет только около 0,03 мм
для высоковязких аморфных материалов и 0,015 мм для низковязких кристалли-
зующихся полимеров. К сведению, для минимума сопротивления выходящему воз-
духу длина этого участка вентиляционного канала делается относительно неболь-
шой (примерно 2 мм). Далее канал расширяется. Глубина и длина этого участка не
столь важны, но обычно глубина составляет порядка 0,4 мм. Длина должна быть дос-
таточной для того, чтобы выпустить воздух в атмосферу.
Высокие скорости впрыска, применяемые для тонкостенных изделий, требуют
обильного вентилирования, а именно:
• непрерывного вентилирования по периметру;
• усиленного вентилирования для снижения давления воздуха не только в об-
ластях заполнения;
• вентилирования литниковой системы;
• вакуумирования формующей полости.
2 мм
Расширение канала
Вентиляционная щель
Вентиляционный кан
__0,03 мм для аморфных материалов
0,015 мм для кристаллизующихся материалов
Рис. 8.75. Конструкция системы вентиляции
446
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
>СЯ,
Вакуумирование можно использовать в тех случаях, когда воздух нельзя уда-
лить традиционными способами. Оно может потребоваться в случаях высокоскоро-
стного литья или когда воздух будет задерживаться в таких участках формующей
полости, откуда его нельзя удалить другим способом. Если используется вакууми-
рование, формующая полость должна быть герметизирована. Вентиляционные ка-
налы выводятся в какое-то общее место, куда может быть подсоединен вакуумн яй
насос. Однако процесс может быть затруднен поступлением воздуха через толкате-
ли или другие рабочие детали.
Расположение системы вентилирования по линии разъема не всегда доступно.
Зачастую изделия имеют ребра или другие части, которые невозможно провентили-
ровать при таком размещении. Если какой-то участок формующей полости невоз-
можно провентилировать с линии разъема формы, то другими предпочтительными
местами расположения являются дополнительные линии разъема или швы в форме.
Важно, чтобы каналы были доступны для чистки. Если к ним трудно подобрать
следует попытаться обеспечить вентилирование через какую-либо подвижную
часть внутри формы. Такая подвижность обеспечивает возможность очистки венти-
ляционной системы от любых остаточных загрязнений при перемещении подвг ж-
ных частей формы. Распространенным случаем является использование толкателя.
Как и в случае вентиляционного канала по линии разъема, здесь следует предусмот-
реть отвод воздуха, но не расплава полимера (см. рис. 8.76). В случае необходимости
использования постоянного вентиляционного канала, который трудно очищать,
форму можно сконструировать таким образом, чтобы продувать каналы воздухом
при открытии формы.
Альтернативный метод — использование неподвижного вентиляционного кана-
ла большего размера. В случае свободностоящего ребра, требующего вентиляц ли,
можно использовать раздвижные матрицы (рис. 8.77). Большие площади вентили-
рования можно создавать с использованием слоистых структур (рис. 8.78). При этом
следует отдавать себе отчет, что все подобные неподвижные вентиляционные кара-
отвод (плоские отвод (концентрическое
участки) отверстие)
Рис. 8.76. Конструкция системы вентиля-
ции в толкателях
Рис. 8.77. Использование раздвижных мат-
риц для вентиляции свободностоящего ребра
8 Конструкция формы
447
Вентиляционные Вентиляционные
Сечение А-А
Рис. 8.78. Слоистые цилиндры, используемые для вентилирования
лы могут создавать проблемы и со временем будут забиваться грязью. Скорость за-
сорения канала зависит от таких факторов, как характеристики материала, темпера-
тура расплава и формы, место расположения и т. д. Зачастую такие средства венти-
лирования могут отрицательно влиять на охлаждение, поскольку они ограничивают
теплоперенос в месте своего расположения.
Литература
1. Beaumont, J., Ralston, J., Shuttlcworth, J., Carnovale, M.. Journal of Injection Molding
Technology (1999) 3(2): 1-11.
2. Beaumont, I. P. and Young, J. ^.Journal of Injection Molding Technology (1997) 1(3) 1-11.
3. U.S. Patent 6 077 470, «Method and Apparatus for balancing Injection Molds», June 20,2000.
4. Provisional Patent, «Runnel Balancer for Hot Runner Stack Molds», June 2000.
9
КОНСТРУИРОВАНИЕ ИЗДЕЛИИ
Дж. Бемон
9.1 Процесс конструирования
Успешное конструирование изделий из пластмасс является одной из главных задцч,
стоящих перед инженерами и технологами предприятий по переработке полимеЬ-
ных материалов, так как это связано с большим финансовым риском. До того как из-
делие будет проверено в реальных условиях, необходимо сконструировать и изгото-
вить литьевую форму стоимостью от десятков до сотен тысяч долларов. Сам процесс
конструирования, изготовления литьевой формы и отливки первого изделия может
занять до 20 недель. Наконец, после отливки в новой литьевой форме необходимо
проверить ее размеры, форму и механические свойства. При этом прототипы крайне
редко полностью соответствуют требуемым техническим характеристикам; получ
ние таких изделий — долгий и дорогостоящий процесс. Обычно следующая стад!
производства включает в себя внесение изменений в конструкцию и/или выбор п
лимерного материала, и, следовательно, требует модификации литьевой формы
ie-
ия
ю-
и
технологического процесса.
Проблемы успешного производства изделий заключаются в сложной природе
полимерных материалов как таковых, а также во влиянии их характеристик на кон-
струкцию и способ переработки. Однако они усугубляются тем фактом, что часто из-
делия сконструированы с минимальным учетом требований технологического про-
цесса. В результате бытует мнение, что для получения требуемого изделия литьевая
форма изготавливается и модифицируется огромное число раз.
Часто компании пренебрежительно относятся к процессу конструирования из-
делия даже после многочисленных неудач. Как правило, они поспешно конструиру-
ют и изготавливают литьевую форму только для того, чтобы получить прототип, об-
наружить в нем недостатки и взяться за их исправление. Несмотря на доступность
новых технологий, связанных с системами автоматизированного проектирования
(САЕ), позволяющими минимизировать большинство рисков, такой метод преобла-
дает и сегодня. На первый взгляд, кажется, что интуитивно изготовленная литьевая
форма — это шаг вперед, а предварительное конструирование только увеличивает
время до запуска изделия в производство. При этом дополнительное время, потра-
ченное на изменение конструкции литьевой формы, в сочетании с нереализованны-
ми возможностями оптимизации изделия считаются неизбежным «злом». Одной из
причин такого ограниченного восприятия современных методов конструирования
является то, что они менее понятны и более абстрактны. Трудно определить, что сле-
дует делать, насколько это необходимо, какое оборудование требуется, насколько
хорошим оно является, эффективно ли используется и как измерить его реальный
вклад в получение конечного продукта.
9 Конструирование изделий
449
Изготовление каждого изделия связано с необходимостью решать совокупность
задач различной степени сложности. Должна быть осуществлена и оценка уровня
современных технологий конструирования. Чем больше времени затрачено на кон-
струирование, тем ниже риски; однако такие временные затраты, в свою очередь,
снижают степень доходности проекта.
Успешное конструирование пластмассовых изделий требует значительных уси-
лий. Часть из них является общими, характерными для любого нового изделия или
конструкции. Концепция изделия всегда разрабатывается с намерением получить
прибыль. Переход от фазы формулирования концепции к получению прибыли по-
требует решения многих задач и привлечения большого числа специалистов. Неко-
торые из них решаются последовательно, в то время как другие лучше выполнять од-
новременно. Порядок выполнения последовательных задач не всегда будет одним и
тем же. Например, часто требования к изделиям определяют их конструкцию, в то
время как некоторые конструкции определяют выбор материала. Поэтому процесс
выбора материала может происходить до, после или одновременно с конструирова-
нием изделия. Иногда часть задач требует большего внимания по сравнению с дру-
гими. В любом случае необходимо начать с определения первоочередных факторов,
от которых зависит успех проекта. Так, необходимо четко сформулировать его цель,
составить план, а затем довести до всех участников требования и поставить перед
ними задачи.
Процесс конструирования, кратко описанный ниже, представляет собой список
задач в порядке очередности их выполнения. Последовательность может меняться
от проекта к проекту. После сбора данных и разработки плана многие этапы лучше
выполнять одновременно, что позволит минимизировать проблемы, связанные с
эксплуатационными параметрами изделия и его производством.
1. Сбор данных и разработка технических характеристик изделия.
• Маркетинговые исследования.
• Разработка технических характеристик изделия на основе собранных дан-
ных.
• Определение дат начала и окончания проекта.
• Согласование с заказчиком, подписание контракта.
2. Составление плана.
• Составление плана должно быть осуществлено на самых ранних стадиях
проекта. Предварительный план можно составить до сбора данных и затем
изменять и дорабатывать его на основе вновь поступающей информации.
Вполне вероятно, что в ходе работы над проектом план будет модифици-
рован. Несмотря на это, даже предварительный план обозначит базовые
принципы вашего конструирования и временные затраты.
• План может носить очень общий характер или быть достаточно сложным в
зависимости от самого проекта. Минимально план должен содержать:
а) график выполнения проектных задач;
б) распределение ресурсов (персонал, оборудование, технологические ре-
сурсы, денежные средства и т. п.);
450
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
• Ответственным моментом является соответствие выполнения задач кон-
струирования в заданные сроки:
а) установить дату завершения проекта;
б) определить ресурсы;
в) поставить задачи;
г) сопоставить ресурсы с задачами;
д) разработать график для ресурсов и задач (необходимо избегать их на-
ложения друг на друга);
е) определить критический путь;
ж) в первую очередь заказать детали, поставка которых требует большего
времени.
3. Предварительное конструирование.
• Разработка эскизов различных вариантов конструкции.
• При выполнении эскизного проекта необходим творческий подход — [по-
старайтесь абстрагироваться от существующих аналогичных конструк-
ций, чтобы они не влияли на оригинальность нового проекта. Если сущест-
вует команда конструкторов, то желательно, чтобы каждый из них разра-
ботал концепцию индивидуально.
• После формулирования начальных концептуальных конструкций провес-
ти их анализ и сопоставление с существующими изделиями. Необходимо
последовательно комбинировать все идеи до тех пор, пока не будет найде-
на оптимальная конструкция.
• Подвергнуть критике свою конструкцию и конструкции членов команды.
Не следует слишком концентрироваться на конкретной конструкции, по-
скольку это может помешать выработке новых более удачных идей.
• Рассмотреть ценность различных вариантов с точки зрения возможности
их производства, стоимости и рисков.
• Решить вопрос о том, возможно ли объединение компонентов конструк-
ции, можно ли повысить их ценность за счет свойств материала или п ро-
цесса литья под давлением («Метод разработки максимально экономич-
ных изделий»). Подумайте об альтернативных подходах к конструкции.
• Выделить потенциальные слабости конструкции и выработать пути их
минимизации.
• Заранее составить список требований к изделию (структурные, экологи-
ческие, декоративные и т. д.).
• Обновить эскизы и изготовить прототип. Для этой цели можно использо-
вать картон, пеноматериалы, стереолитографию, программное обеспече-
ние CAD и т. д.
• Не концентрируйтесь в безуспешных попытках найти решения в тех об-
ластях, где вам не хватает знаний. Гораздо более грамотный подход — До-
пытаться найти консультанта.
9 Конструирование изделий
451
• Никогда не следует выполнять слишком много конструкторской работы
за один подход. Следует разбить ее на отдельные этапы. Это позволит из-
бежать усталости, но сохранить непрерывность работы.
• Провести предварительный анализ там, где это уместно. Это должно упро-
стить работу, которая состоит из выполнения вычислений вручную и ана-
лиза заполнения литьевой формы.
4. Выбор марки материала.
• Выбор типа исходного материала должен быть осуществлен до разработки
рабочего проекта. В некоторых случаях дальнейшее конструирование из-
делия может потребовать перехода на другой материал.
• Выбор материала более детально будет рассмотрен ниже.
5. Разработать подробный рабочий проект.
• Функциональный. Создать из конструкторской команды и представителей
заинтересованных сторон небольшие рабочие группы и сосредоточить их
на концепции, адресных функциях монолитной конструкции. Принять
критические решения.
• Использовать базовые принципы проектирования, выделив из них специ-
фичные для подобранного типа полимера и технологических процессов.
• Структурный. Провести соответствующий структурный анализ, выпол-
нив расчеты или используя программное обеспечение. Учесть соответст-
вующие факторы, влияющие на технику безопасности.
• Технологический. Рассмотреть параметры, влияющие на характер процес-
са, и вытекающие из них особенности конструкции. Это может иметь отно-
шение к толщине стенок, требованиям к оборудованию и т. д.
• Разработать рабочие чертежи, пригодные для производства изделия или
прототипирования.
• Простые решения всегда предпочтительнее.
6. Тестирование/Прототипирование.
• Перед запуском изделия в производство желательно изготовить и протес-
тировать прототип конструкции или ее компонентов. Прототипы могут
выполнять различные функции, включая оценку факторов, связанных с
усадкой, формой, функцией и структурой. Для оценки структуры и усадки
часто требуется, чтобы прототип был изготовлен из материала и способом,
которые будут использоваться в серийном производстве изделия. Оценки,
относящиеся к другим факторам, отличным от структурных и усадочных,
могут касаться и альтернативных типов материалов. Такие исследования
допускается проводить с помощью средств, отличных от используемых
при производстве изделий. К технологиям, которые применяются наибо-
лее часто, относятся:
а) механическая обработка (дерево, пластмассы);
б) стереолитография или другие способы быстрого прототипирования;
в) отливка изделий из ПУ в силиконовые литьевые формы, изготовлен-
ные по мастер-модели;
г) использование CAD и САЕ.
452
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
• При получении изделий из пластмасс особый интерес представляют их
окончательный размер, форма и механические свойства в зависимости от
параметров литья. Это обычно относится к производству изделий, для раз-
работки которых используется прототипирование. Следует быть осторож-
ными, поскольку различия между оборудованием для прототипирования
и литья приводят к несовпадениям прототипа и изделия. Необходимо чет-
ко представлять себе цели, для которых нужен прототип, и добиваться
именно такого совершенствования конструкции формы и изделия, кото-
рое позволит их достичь. Изменение марки стали литьевой формы, режи-
ма охлаждения, расположения литниковых каналов, количества формую-
щих полостей и другие факторы будут определять различия между прото-
типом и изделием.
Современные достижения, связанные с использованием программных продук-
тов САЕ, дают возможность оценить изделие без прототипирования.
7. Необходимо провести анализ конструкции и снова повторить пункты с 4 по 6.
• Следует проверить все предположения.
• Провести тщательный анализ и критически оценить прототипы или ре-
зультаты моделирования.
• Постарайтесь рассмотреть конструкцию свежим критическим взглядом.
• Следует избегать инерции в принятии конструкторских решений — не
останавливайтесь на конструкции, если есть подозрение, что она де-
фектна.
8. Завершить процесс конструирования и составить план запуска изделия в
производство.
• Необходимо избегать перерасхода ресурсов.
• Следует избегать чрезмерных усилий и принимать на себя обязательства,
превышающие ваши реальные возможности.
• Установите критический путь, показатели завершенности и цели как ко-
нечные, так и промежуточные.
9.2 Четыре основных элемента
конструирования изделий
из полимерных материалов
Успешная разработка изделий из пластмасс, перерабатываемых литьем под давле-
нием, в значительной степени зависит от комплексного взаимодействия между ма-
териалом, конструкцией изделия, конструкцией литьевой формы и параметрами
технологического процесса. Каждый из этих четырех элементов влияет на конструк-
цию изделия и на ее поведение после изготовления. Кроме того, каждый из них по
отдельности представляет собой важную и сложную проблему. Рассмотрение взаи-
мосвязи факторов в процессе разработки изделий из полимерных материалов ка-
жется неразрешимой задачей.
9 Конструирование изделий
453
Из-за сложности разработки отливок лучше всего, когда этот процесс осуществ-
ляется совместно с экспертами в каждой из четырех областей. Привлечение к рабо-
там инженера-производственника и конструктора литьевых форм на ранних стади-
ях конструирования изделия может помочь избежать многих производственных
проблем. Применение структурного анализа или компьютерных программ модели-
рования процесса также может оказать существенную помощь. С помощью модели-
рования литья под давлением квалифицированный аналитик может оценить многие
аспекты производства. Однако без хорошего понимания процесса конструктор мо-
жет прийти к ложной уверенности в успехе проектирования. Следует признать, что
подобные программы обеспечивают информацией, которая требует квалифициро-
ванной интерпретации.
9.2.1 Материал
В производстве изделий можно использовать огромное количество марок полимер-
ных материалов. Это создает значительные трудности для конструктора, задача ко-
торого заключается в том, чтобы классифицировать материалы и определить их
комбинацию, сочетающую в себе оптимальные эксплуатационные характеристики и
технологичность при минимальной стоимости. Кроме рассмотрения требований к
материалу на основе его будущего применения следует продумать, позволяет ли гео-
метрия изделия осуществить из него отливку. Реальная конструкция должна удов-
летворять требованиям к его механическим свойствам. Помимо этого, необходимо
обеспечить возможность извлечения из литьевой формы.
Среда, в которой будет эксплуатироваться изделие, также налагает специфиче-
ские требования к выбору типа и марки материала для конкретного приложения. Та-
кие требования часто относятся к факторам, на которые не оказывает влияние ре-
альная конструкция изделия. К свойствам материала, которые практически не могут
повлиять на конструкцию, относятся химическая стойкость, устойчивость к ультра-
фиолетовому излучению, окрашиваемость, прозрачность, теплостойкость и малая
усадка. В определенных случаях эти факторы характеризуют требования к материа-
лу и имеют самый высокий приоритет в процессе его выбора. Такие свойства мате-
риала, как модуль упругости, устойчивость к динамическим нагрузкам и прочность
на растяжение, относятся к механическим свойствам и при выборе имеют более низ-
кий приоритет. На механические свойства изделия оказывают влияние как конст-
рукция, так и марка материала; поэтому выбор конкретного материала на основе его
механических свойств может ограничивать возможности конструирования.
Кроме того, технические характеристики полимерных материалов гораздо слож-
нее, чем у большинства других. Лишь немногие из этих свойств являются постоян-
ными, и часто о них имеется только ограниченная информация. К непостоянным
свойствам относятся, например, такие фундаментальные характеристики, как мо-
дуль упругости, предел текучести и вязкость. Они могут влиять на скорость дефор-
мации, температуру, влажность, а также на сам процесс. На рис. 9.1 показано влия-
ние температуры и скорости деформации на зависимость напряжения от деформа-
454
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ции. Если конструктору требуется знать модуль упругости материала, из которого
он собирается изготавливать изделие, то следует учитывать условия, при которых
были получены данные, а также будущие условия эксплуатации. Опубликованный
эталонный модуль упругости этого материала по ASTM ограничивает практическое
использование при комнатной температуре и относительной влажности 50%.
На рис. 9.2 приведены зависимости напряжения от деформации у полимерного
материала и металла. Следует отметить не слишком большую зону линейной зави-
симости для полимера, в которой можно вычислить постоянный модуль упругости.
При проектировании металлических изделий относительно легко получить модуль
упругости, поскольку у него довольно большая зона линейной зависимости напря-
жения от деформации. Кроме того, металл обычно используется в приложениях с
малыми деформациями, то есть там, где модуль упругости является величиной по-
стоянной. Для пластмасс модуль упругости не является постоянной величиной, за
исключением очень малой области при низких нагрузках. Это создает проблемы, по-
скольку полимеры, наоборот, обычно используются в приложениях при относитель-
но больших нагрузках. В результате модуль упругости изменяет свою величину по
мере деформации изделия. На рис. 9.3 приведены шесть различных значений моду-
ля упругости, полученных для данной марки материала в зависимости от величины
деформации. Это показывает, что при увеличении изгиба образца его модуль посто-
янно меняется по мере возрастания величины упругой деформации (рис. 9.4).
Свойства полимерных материалов также изменяются со временем. Изделие под
нагрузкой изначально может деформироваться очень незначительно. Со временем
при такой же нагрузке деформация будет продолжаться. Обычно такой эффект на-
зывается «ползучестью».
Свойства изделий из полимерных материалов также существенно зависят от
способа их получения. Такие факторы, как скорость охлаждения и направление по-
тока расплава могут менять ориентацию молекул полимера и любых добавок или ар-
мирующих наполнителей. Ориентация создает анизотропные свойства в отливке.
Рис. 9.1. Воздействие температу-
ры и скорости деформации на зави-
симость напряжения от деформа-
ции у полимерных материалов
Рис. 9.2. Сравнение типичных зави-
симостей напряжения от деформа-
ции у металлов и пластмасс
9 Конструирование изделий
455
Зависимость модуля упругости
Рис. 9.3. Шесть различных значений Рис. 9.4 Постоянное изменение модуля
модуля, полученных для одной марки упругости по мере увеличения упругой де-
полимерного материала формации
В тестах ASTM не указывается, каким образом был изготовлен образец. В результате
большинство образцов для тестирования отливается при идеальных условиях,
с наиболее предпочтительной ориентацией*. Конструктор должен быть весьма осто-
рожен при использовании этих данных и проверять зависимости при конструирова-
нии изделия.
Выбор материала
При существующем широком выборе полимерных материалов очень важно вы-
работать некоторую методику выбора оптимального.
1. Разработать перечни технических характеристик материалов. Первый
перечень должен содержать технические требования к материалу, которые должны
включать свойства, не зависящие от конструкции изделия:
• стойкость к химическому воздействию;
• окрашиваемость;
• прозрачность;
• термостойкость.
Второй перечень должен содержать предпочтительные свойства материала.
Предпочтительные свойства материала — это свойства, которые удовлетворяют тре-
бованиям практического применения, но могут зависеть и от конструкции изделия.
Как правило, это механические свойства:
• ударная прочность;
• предел прочности на разрыв;
• модуль упругости.
2. При выборе материала следует учитывать:
• механические свойства;
• возможность сохранять эксплутационные характеристики в условиях окру-
жающей среды;
* Существует стандарт ASTM по литью стандартных образцов для испытаний, специально рег-
ламентирующий условия получения образцов с одинаковой степенью ориентации. Этим достига-
ется сопоставимость паспортных характеристик материалов. — Примеч. науч. ред.
456
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
• износ;
• способ получения изделия;
• специальные свойства/требования (оптические, смазывающая способность
и т. п.);
• стоимость.
В применениях, где требуется сложная геометрия изделия, стоимость отливки
должна зависеть от жесткости и прочности материала в большей степени, чем от
стоимости единицы объема материала.
3. Составить перечень материалов, которые удовлетворяют вашим требова-
ниям и имеют некоторые предпочтения. Затем расположить материалы с учетом их
стоимости и доступности. Наконец, расположить их в соответствии с перерабаты-
ваемостью.
4. Если для вас выбор материала все еще неясен, то возьмите один из тех, с
которыми уже приходилось работать.
Стоимость материала
После выбора нескольких материалов, которые удовлетворяют основным требо-
ваниям, очень важно учесть их стоимость по отношению к эксплуатационным харак-
теристикам. Показателем стоимости материала является стоимость единицы веса
(например, $/фунт), однако это не всегда является хорошим индикатором, посколь-
ку реальная стоимость материала определяется из требований практического при-
менения изделия. Должно быть оценено влияние плотности, прочности и жесткости
материала на его стоимость. От изделия может потребоваться значительная проч-
ность, а это означает, что вам необходим высокопрочный материал; но прочность из-
делия часто зависит от конструкции. Устанавливая ограничение по модулю упруго-
сти на первых этапах отбора, вы можете излишне сузить рамки окончательного вы-
бора и подвергнуть риску весь проект.
Рассмотрим изделие со сложной геометрией, для изготовления которого могут
быть применены удовлетворяющие требованиям ПЭВП и армированный стеклово-
локном ПА. Стоимость ПЭВП существенно ниже стоимости ПА, но поскольку
последний имеет намного больший модуль упругости, то изделие может быть скон-
струировано с гораздо более тонкими стенками, чем при использовании ПЭВП.
Уменьшение толщины стенок приводит к снижению количества используемого ма-
териала и сокращению необходимого времени охлаждения. Оба этих фактора сни-
жают себестоимость отливки. Поэтому неясно, какой из этих двух материалов вы-
годнее использовать в производстве и, таким образом, оценить его.
Как минимум стоимость материала должна сравниваться по объему, а не по весу.
В изделиях со сложной геометрией сравнение может быть проведено на основе тре-
бований к относительной толщине стенок. Если принимается во внимание проч-
ность изделия, то надо понимать, что изделие из ПА могло бы иметь тоньше стенки,
чем его аналог, изготовленный из ПЭВП. Это будет приводить к уменьшению коли-
9 Конструирование изделий
457
чества необходимого материала и сокращению продолжительности цикла, таким об-
разом возможно общее снижение стоимости изделия, несмотря на более высокую
стоимость одного килограмма ПА.
Хотя сравнение формы двух изделий, сделанных из разных материалов, лучше
всего производить с использованием программы расчета конструкции, приведен-
ный ниже упрощенный способ также дает возможность определения эквивалентной
стоимости полимерного материала. Оценку проводят на основе относительной
прочности материала, которую часто выражают с помощью предела текучести или
его жесткости (по модулю упругости).
Сравнение стоимости полимерных материалов на основе прочности
Алгоритм представляет собой методику сравнения стоимости материалов на ос-
нове их способности выдерживать нагрузку.
1. Определить основной тип нагрузки на изделие, которая будет к нему прило-
жена (растяжение, сжатие, изгиб, сдвиг, кручение).
2. Найти соответствующие значения предела текучести подходящих материа-
лов.
3. Определить отношение пределов текучести материалов, ст*, один из которых
используется в качестве эталонного. Рассмотрим в этом примере два мате-
риала: А и В.
Предел текучести материала А = 10 000 фунтов/дюйм2 (эталонный материал),
предел текучести материала В = 7000 фунтов/дюйм2
(Соотношение пределов текучести В относительно А ст* = 0,7.)
4. Получив данные, что материал В имеет только 70% прочности материала А,
можно рассмотреть изделия эквивалентной геометрической формы, выпол-
ненные из обоих материалов. Для этого необходимо получить соотношение
из формулы прочности для конкретного случая нагружения, которое будет
приложено к изделию в ходе эксплуатации. Кроме того, конструктор должен
решить, какой размер изделия будет считаться переменным. Например,
в балке, которая испытывает нагрузку на изгиб, будет переменной величиной
ее толщина (толщина стенки) или высота.
В случае нагрузки на изгиб может быть применена следующая стандартная фор-
мула для прочности:
Мс
ст" I •
При растяжении или сжатии может быть использовано следующее простое соот-
ношение:
F
а~А'
458
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ПРИМЕР 9.1
Найти эквивалентную геометрию для нагрузки на изгиб в том случае, когда высота
изделия, Л, является переменной, то есть требуется определить, какая высота должна
быть у изделия, выполненного из материала В, чтобы оно имело ту же прочность, что и
изделие из материала А.
Если мы хотим сделать только сравнение, то нам не надо знать реальных условий,
при которых прикладывается нагрузка, а также точных размеров изделий. Вне зависи-
мости от реальных размеров изделия материалы сравниваются с предположением, что
из них изготовлена обычная балка высотой h и толщиной w:
Me 6М
°- I " w^2 ’
где М — изгибающий момент; с — расстояние от нейтральной линии (при изгибе) до
внешней поверхности; I — момент инерции.
Поскольку мы хотим сравнить два материала при одинаковых структурных на-
грузках и с предположением, что толщина изделия не является переменной величи-
ной, то:
6М
w ’
Полученная величина является одинаковой для каждого из материалов, поэтому
может быть исключена из уравнения; отсюда мы получаем приведенную высоту:
Находим отношение приведенной высоты материала В к приведенной высоте ма-
териала Л:
Л*=^ = ^ = 1Д95А: hA=^hA.
5. Это означает, что изделие, изготовленное из материала с пределом текучести
7000 фунтов/дюйм2, должно быть в 1,195 раза выше, чем изделие, выполнен-
ное из эталонного материала, у которого предел текучести составляет 10 000
фунтов/дюйм2.
6. Далее следует выяснить у поставщика стоимость единицы объема материала.
7. Найти эквивалент соотношения стоимость/объем для всех материалов, из
которых предстоит сделать выбор, на основе их приведенных высот и их при-
веденных стоимостей единиц объема:
Эквивалентная стоимость/объем = ($/дюйм3)(/г*):
где h* измеряется в дюймах.
Сравнение полимерных материалов на основе жесткости
Приведенный ниже метод дает возможность сравнивать стоимость материалов
на основе их способности выдерживать деформацию на изгиб.
9 Конструирование изделий
459
ПРИМЕР 9.2
1. Определить основной тип нагрузки на изделие, которая будет к нему приложена в ус-
ловиях эксплуатации (растяжение, сжатие, изгиб, сдвиг, кручение).
2. Найти соответствующее значение модуля упругости для подходящих материалов.
3. Определить отношение модулей материалов, £*, один из которых используется в ка-
честве эталонного. В этом примере два подходящих материала: А и В.
Модуль упругости материала А = 350 000 фунтов/дюйм2 (эталонный материал).
Модуль упругости материала В = 210 000 фунтов/дюйм2.
{Соотношение модулей упругости материалов Е* =210 000/350 000 = 0,592.)
4. Получив, что материал В имеет жесткость, составляющую 59,2% жесткости материа-
ла А, можно выбрать эквивалентную геометрическую форму, которая будет иметь
одинаковую прочность при изготовлении из обоих материалов. Для этого следует по-
лучить требуемое соотношение из формулы деформации при изгибе для конкретного
случая нагрузки, которая будет приложена к изделию в ходе эксплуатации. Снова
конструктор должен решить, какой из геометрических размеров изделия считать пе-
ременной величиной (высоту или толщину).
В случае нагрузки на изгиб любое стандартное уравнение для балки может быть
сведено к
= 1 = 1
У El (wh3}
I 12 J
Определим приведенную высоту, Л*, изделия, изготовленного из материала В, ко-
торая будет иметь ту же жесткость, что и изделие, изготовленное из материала Л. Так
как величины у и w могут быть исключены из уравнения, получим:
5. Найдем соотношение стоимость/объем ($/дюйм3).
6. Вычислим соотношение эквивалентная стоимость/объем на основе эксплуатацион-
ных характеристик:
Эквивалентная стоимость/объем = ($/дюйм3)(Л*).
ПРИМЕРЫ ЗАДАЧ
Были отобраны три материала, удовлетворяющих требованиям к изделию, кото-
рое будет сконструировано. Материалы имеют свойства, приведенные ниже. В ходе
эксплуатации изделие будет работать на изгиб.
.. Стоимость, Материал $/фунт Модуль изгиба, Предел тек^ести Плотность> . J . ^2 на изгиб, , з фунтов/дюйм фунтов/дюйм^ г/см
А 0,60 В 0,52 С 0,75 200 000 8000 1,25 105 000 7500 1,05 260 000 10 000 0,98
460
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Данные расчеты приведены для балки прямоугольного сечения, испытывающей
нагрузку на изгиб:
FLc FL3 wh3
а~ I ’ У~ЗЕГ I '
Задача 9.1
Необходимо выбрать материал для изделия, которое в процессе эксплуатации
будет работать при нагрузке на изгиб. Высота изделия является переменной величи-
ной. Определить, какие из материалов наиболее экономичны по цене с точки зрения
жесткости.
1. Определить стоимость единицы объема материала, $/дюйм3.
2. Определить соотношение модулей трех материалов (использовать матери-
ал А в качестве эталонного).
3. Вывести формулу для эквивалентной геометрической формы.
4. Найти эквивалентный параметр формы (высоту).
5. Найти эквивалентную стоимость.
Ответы к задаче 9.1
1. А = $0,0271; В = $0,0197; С =$0,0266.
2. А = 1; В = 0,525; С= 1,3.
3.
4. А = 1; В = 1,2396; С =0,9163.
5. А = 0,0271; В = 0,0244; С =0,0243.
В этой задаче материал С, у которого стоимость единицы веса самая высокая, явля-
ется наиболее дешевым при использовании его в производстве конкретного изделия.
Задача 9.2
Определить, какой из предыдущих материалов является наиболее дешевым с
точки зрения прочности.
1. Определить соотношение пределов текучести трех материалов (использо-
вать материал А в качестве эталонного).
2. Вывести формулу для эквивалентной геометрической формы.
3. Найти эквивалентный геометрический параметр формы (высоту).
4. Найти эквивалентную стоимость.
Ответы к задаче 9.2
1. А -1; В = 0,9375; С =1,25.
2- '-l/J
3. А = 1; В = 1,0328; С =0,8944.
4. А = 0,0271; В = 0,0204; С =0,0237.
9 Конструирование изделий
461
В этом случае материал В является наиболее дешевым для данного изделия и
стоимость единицы веса также самая низкая. Однако его преимущество по сравне-
нию с материалом С сократилось.
Задача 9.3
Вывести формулу для эквивалентной геометрической формы, если первичная
нагрузка является нагрузкой на изгиб, а высота вашего изделия — величина посто-
янная (поэтому может изменяться только ширина).
Ответ к задаче 93
Образец из задачи 9.1 (решение для жесткости): w* = —.
В
Образец из задачи 9.2 (решение для прочности): = —.
Задача 9.4
Вывести формулу для эквивалентной геометрической формы, если первичная
нагрузка в приложении является сжатием и вас интересует прочность изделия.
Ответ к задаче 9.4
Влияние длительности цикла литья на выбор материала
Чтобы уточнить влияние стоимости материала изделия, следует изучить влия-
ние толщины стенок на длительность цикла. Время цикла складывается из времени
заполнения и уплотнения формы, а также времени, когда она находится в открытом
состоянии (время извлечения). При отливке тонкостенного изделия время цикла
обычно сокращается.
Рассмотрим конструкцию полки. Прочность полки должна быть усилена, преж-
де всего, за счет набора параллельных ребер, идущих вдоль нее. Высота ребер фикси-
рованна и составляет 1,5 дюйма. Ширина ребра, w, считается единственной перемен-
ной величиной. Подобраны два материала, которые удовлетворяют требованиям и
будут анализироваться для возможности использования в данном приложении —
ПЭВП и ПА. Стоимость ПА более чем в три раза превышает стоимость ПЭВП при
сравнении стоимости за единицу веса (соответственно, $1,50/фунт и $0,43/фунт).
Если вы рассмотрите относительные модули упругости материалов, то эквивалент-
ная ширина ребер, изготовленных из ПА, составит только 31% от ширины ребер, из-
готовленных из ПЭВП. Если учитывать разницу в плотности, то эквивалентная
стоимость ПА теперь будет только в 1,28 раза больше, чем стоимость ПЭВП. Даже
теперь, когда ПА остается болеедорогим материалом, чем ПЭВП, разность в стоимо-
сти существенно меньше, чем изначальное соотношение, равное 3,49.
Для полной оценки надо учесть, какое влияние на стоимость оказывает себе-
стоимость производства. Расчет конструкции показывает, что при использовании
ПЭВП толщина ребра должна быть 0,2 дюйма. Поскольку для получения эквива-
462
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
лентной жесткости изделие из ПА будет составлять только 31% от этой толщины,
или 0,062 дюйма. Время охлаждения для изделия из ПЭВП толщиной 0,2 дюйма бу-
дет составлять приблизительно 26 секунд, а у ПА менее 3. Время заполнения, уплот-
нения, охлаждения и открытого состояния литьевой формы оценивается как 50 се-
кунд для ПЭВП и 13 секунд для ПА. При использовании литьевой формы с одной
формующей полостью и стоимости изготовления $50/ч, зарплате одного рабочего
$10/ч и потерях 5% стоимость производства для изделия из ПЭВП получается $0,88
за одну единицу, а для ПА эта величина составит $0,23. Таким образом, стоимость
производства изделия из ПЭВП почти в четыре раза больше.
Относительное время охлаждения литых изделий зависит от природы материа-
ла и толщины стенок и может быть аппроксимировано с помощью приведенных ни-
же уравнений. Время охлаждения, t, рассчитывается на основе толщины стенки, /г,
коэффициента температуропроводности, а, температуры плавления, Тт, температу-
ры стенок формы, Tw, и температуры извлечения изделия, Те. Для круглых сечений
из сплошного материала, как в бобышках и литниках, используется радиус R.
Существуют две формулы для расчета времени охлаждения: для пластины и для
образца круглого сечения. Первая вычисляет время, tc, за которое зона осевой линии
изделия достигнет температуры извлечения. Вторая вычисляет время, ta, за которое
средняя температура по всему сечению изделия достигнет температуры извлечения.
Пластина
. h2 1
tc =---7ln
ait
A?1, >
где Те — желаемое значение для температуры на осевой линии изделия при извле-
чении.
-h2 inf8 т
ал2
где Те — желаемое значение для среднеобъемной температуры изделия при извле-
чении.
Цилиндр
р2 (т _т
tc =0,173— In 1,6023
a L \Те-Тк)
где Те — желаемое значение для температуры на осевой линии изделия при извлечении.
р2 Г (Т -Т
t =0,173— In 1,6916
а [ \Те-Т„
где Те—желаемое значение для среднеобъемной температуры изделия при извлечении.
9 Конструирование изделий
463
Точно предсказать реальное время охлаждения для отливки почти невозможно.
Оно лишь частично зависит от времени, за которое материал достигает нужной тем-
пературы. Равномерность охлаждения, конфигурация потока расплава в изделии,
а также марка материала будут влиять на усадку и развитие остаточных напряже-
ний, которые будут стремиться его деформировать. Время охлаждения зависит от
перечисленных факторов и поэтому является параметром процесса, который трудно
определить до получения изделия. Кроме того, значительное влияние может оказы-
вать форма изделия. Пластина имеет менее сложную для противодействия остаточ-
ным напряжениям конструкцию, поэтому она должна дольше задерживаться в лить-
евой форме, чем изделие в форме цилиндра. Чем больше время охлаждения, тем
сильнее будет снижаться температура стенок изделия и будут возрастать их жест-
кость в момент извлечения, а также время, при котором литьевая форма будут рабо-
тать как фиксатор, помогающий контролировать конечные размеры изделия и его
форму. Поскольку в приведенных выше расчетах времени охлаждения эти факторы
не учитывались, то при оценке времени цикла результаты расчетов следует исполь-
зовать осторожно.
9.2.2 Конструкция изделия
Конструктор должен так спроектировать изделие, чтобы оно удовлетворяло функ-
циональным, структурным, эстетическим, стоимостным и технологическим требо-
ваниям. Эти параметры часто противоречат друг
другу, следовательно необходимо провести анализ,
чтобы их сбалансировать. В качестве примера мож-
но привести ребро, которое нужно добавить, чтобы
получить требуемые структуру и стабильность,
а также уменьшить коробление. Однако это ребро
может стать причиной утяжины на внешней поверх-
ности изделия вследствие высокой локализации
внутренних напряжений, которые возникают на пе-
ресечении ребра с основной стенкой. Широко рас-
пространенные нормативы рекомендуют делать
ребро тоньше основной стенки, чтобы уменьшить
объем материала, который служит причиной лока-
лизации напряжений (рис. 9.5, а).
Однако это тонкое ребро теперь представляет
собой узкий канал, который может привести к про-
блемам на стадии заполнения литьевой формы. По-
этому высота ребра должна быть ограничена, что, в
свою очередь, требует использования нескольких
невысоких тонких ребер вместо одного. Вне зависи-
мости от подходов тонкие ребра будут иметь усадку,
отличную от усадки основной толстой стенки. По-
Рис. 9.5. а — тонкое ребро для
снижения локальных усадочных
напряжений; b — коробление, вы-
званное разностью усадочных на-
пряжений в тонкой и толстой зонах
изделия
464
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
добная разница в усадке будет приводить к остаточным напряжениям, которые,
в свою очередь, будут приводить к короблению изделия (рис. 9.5, Ь).
Одним из важных преимуществ изделий из пластмасс является то, что изделие
может быть отлито в форме в готовом виде, тогда как для получения такого же изде-
лия из другого материала часто требуется дополнительная обработка или сборка.
Перед конструктором стоит сложная задача — обеспечить соответствие готового из-
делия многочисленным требованиям, причем таким образом, чтобы не слишком ус-
ложнить требования к оборудованию.
Хорошим примером здесь может служить бачок радиатора. Он имеет мощный
фланец, толщина которого больше, чем толщина основной стенки. Такой фланец не-
обходим для крепления и герметизации соединения бачка и радиатора. Кроме того,
в состав изделия входят набор шланговых штуцеров для охлаждения, а также масса
различных кронштейнов крепления, приспособлений и множество прочих деталей.
Такие конструкции довольно распространены; однако их природа представляет зна-
чительные трудности для проектировщика литьевой формы и литейщика. Несмотря
на многолетний опыт изготовления подобных изделий, специалисты все еще выну-
ждены проходить через череду многочисленных модификаций для каждого нового
бачка, чтобы свести их коробление до приемлемого уровня. Усовершенствования
конструкций изделия и литьевой формы, которые снижают проблемы литья, часто
могут быть отклонены, поскольку приводят к отходу от проверенных способов.
Краткосрочная стоимость (затраты, которые быстро окупаются), время и риски раз-
работки новых подходов часто отвлекают от потенциальных долгосрочных преиму-
ществ, которые дают новые подходы.
Фланцы большого размера (рис. 9.6), типичные для подобных изделий, созда-
ют много проблем, связанных с параметрами процесса литья и деформациями.
Кроме того, они ставят новые задачи перед современными компьютерными про-
граммами моделирования литья под давлением. Представление изделия в виде
Рис. 9.6. Поперечное сечение общего
соединения фланца и основной стенки,
которое ответственно за коробление и
тонкой пористой структуры, которое использу-
ется в данных программах, недостаточно хоро-
шо отображает влияние низкого отношения
ширины к толщине фланца. Несмотря на это,
такие программы регулярно используются для
конструирования новых литьевых форм, хотя и
не дают возможности безоглядно использовать
результаты моделирования и требуют квали-
фицированного анализа.
При проектировании изделий, предназна-
ченных для применения в сфере строительства,
конструктор должен использовать стандартные
формулы для расчета прогибов и напряжений.
При расчете более сложных конструкций необ-
ходимо пользоваться методом конечных эле-
ментов.
качество литья
9 Конструирование изделий
465
Однако оба этих метода достаточно сложны из-за комплексных характеристик
полимеров. Даже если программа моделирования задач строительной механики об-
ладает достаточным уровнем для того, чтобы решать нелинейные проблемы, малове-
роятно, что в вашем распоряжении окажутся все необходимые данные анализируе-
мого материала. Кроме того, существует уникальное требование для конструкторов
изделий из пластмасс — это необходимость учета механических свойств материала
совместно с характеристиками его расплава. Характеристики расплава материала
будут влиять на технологичность изделия. Здесь снова возникает та же ситуация —
свойства материала в процессе заполнения литьевой формы получить очень трудно
и недешево. Вязкость и модуль упругости нелинейны и постоянно меняются в про-
цессе заполнения литьевой формы. Канал продвижения потока постоянно изменя-
ется, поскольку происходит затвердевание материала при контакте с относительно
холодными стенками канала, приводящее к уменьшению диаметра последнего.
Всегда перед запуском изделия в производство желательно изготовить его про-
тотип. Но для изделия, изготавливаемого литьем под давлением, это непростая про-
цедура. Поскольку прототип обычно изготовлен на станке или с помощью каких-
либо других способов, то он дает весьма ограниченный объем информации. Он не
будет отражать реальные механические свойства или сложность изготовления, об-
ладая только размерами и формой отливки. Он не дает возможности предсказать
проблемы, возникающие на стадии заполнения литьевой формы, которые следует
ожидать в процессе литья под давлением.
Возможно, следует изготовить прототип и литьевой формы. И здесь следует от-
метить, что он также даст ограниченную информацию. Характеристики процесса
литья и изделий из полимерных материалов зависят от отличий, которые возникают
при использовании литьевых форм, изготовленных из альтернативных материалов
и имеющих различные литники, режимы охлаждения и параметры.
9.2.3 Проектирование литьевой формы
и ее механическая обработка
Литьевые формы для производства полимерных изделий должны быть спроектиро-
ваны и изготовлены в соответствии со специальными требованиями. Конструкция
форм требует привлечения высококвалифицированного станочника, способного ис-
пользовать большой диапазон прецизионного оборудования. Литьевая форма долж-
на повторять геометрию изготавливаемого изделия и соответствовать требованиям,
предъявляемым к его поверхности. Одной из основных трудностей при проектиро-
вании является конструкция литьевой формы, которая должна гарантировать сво-
бодное извлечение изделия и сохранение всех особенностей полости, в которой оно
было формовано.
Опыт показывает, что 70% изделий нельзя извлечь из литьевой формы, как пер-
воначально ожидалось. Извлечение изделия может потребовать обработки линий
разъема литьевой формы, и множества других элементов, для чего необходимы дос-
таточно сложные машины.
466
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Однако трудности конструирования литьевой формы не заканчиваются на про-
блемах извлечения изделия. Элементы литьевой формы должны быть технологич-
ны, размеры формующей полости должны быть выполнены с учетом усадки мате-
риала, литьевая форма должна обеспечивать адекватное и равномерное охлаждение,
вентиляцию, поверхность изделия должна быть изготовлена с точностью от десятых
до тысячных долей дюйма, включая сложные выступы; литьевая форма также долж-
на способствовать распространению расплава, автоматическому отделению лит-
ников и изделия. Кроме этого, литьевая форма должна быть установлена прочно,
как составная часть остального оборудования, чтобы выдерживать миллионы цик-
лов внутренних нагрузок при впрыске расплава под давлением, достигающем
30 000 фунтов/дюйм2 (2000 кг/см2), и усилие смыкания литьевой формы, которое
может достигать 7000 т.
Формальный расчет конструкции при проектировании литьевой формы ис-
пользуется редко; гораздо чаще конструктор опирается на свои квалификацию,
опыт и интуицию. Заполнение формующей полости менее предсказуемо, а ее влия-
ние на изделие носит абстрактный характер. Это снова приводит к использованию
консервативных подходов в проектировании системы подачи расплава и размеще-
нию впускных литников. Как следствие используются литники большего сечения,
а расположение мест впуска неоптимально. Консервативный подход в отношении
заполнения литьевой формы часто противоречит требованиям производительности
и качества изделий.
Конструкция литьевой формы, которая приведена на рис. 9.7, используется для
изготовления крышек, которые имеют как наружную, так и внутреннюю резьбу.
Из-за такого расположения резьбы в литьевой форме предусмотрен внутренний ме-
Рис. 9.7. Литьевая форма с внутренним механизмом вывинчивания и механизмом смещения зна-
ков используется для изготовления крышек как с наружной, так и с внутренней резьбой
9 Конструирование изделий
467
ханизм вывинчивания, механизмы смещения знаков и съема изделия. В этом случае
простое на вид изделие весом 10 г требует литьевой формы весом приблизительно
300 кг. Несмотря на впечатляющий вид этой конструкции и замечательное инженер-
ное исполнение, ее производительность ограничивается изготовлением только двух
изделий за один цикл; при этом происходят образование линий спая и захват воз-
душных пузырьков, что требует вентиляции и проведения регулярного техническо-
го обслуживания.
9.2.4 Технологический процесс
После выбора материала, завершения конструирования изделия и изготовления
литьевой формы может быть предпринята попытка получения изделия. В этот мо-
мент можно определить, как отливка будет выглядеть, ее эксплуатационные харак-
теристики и как ее производить с минимальной себестоимостью. Часто это бывает
началом повторяющегося цикла, который может включать изменение марки мате-
риала перед повторной попыткой отлить изделие, соответствующее ожиданиям.
Размер, форма и механические свойства .изделия, изготовленного литьем под
давлением, в значительной степени зависят от технологического процесса литья.
Сложный процесс усадки полимерных материалов, возможно, является наиболее
важной проблемой, определяющей успешное конструирование и производство из-
делий. В ходе литья под давлением объем материала может изменяться до 35%, пока
расплав охлаждается и затвердевает. Если при решении проблем конструирования и
литья не был в достаточной мере учтен фактор усадки, то поток расплава в литьевой
форме будет создавать молекулярную ориентацию, которая, в свою очередь, будет
приводить к анизотропии усадки. Направление и величина усадки у разных изделий
существенно отличаются, различны они и в разных участках одного изделия.
Направление и величина результирующих усадок влияют на конечный размер, фор-
му и механические свойства изделия. Таким образом, чтобы минимизировать отри-
цательные эффекты, для разработки оптимальной конструкции изделий и стратегии
литья очень важно понять процесс усадки.
Мы уже отмечали, что термопласты состоят из длинных цепей органических мо-
лекул, которые составлены из многочисленных повторяющихся блоков на базе угле-
рода (мономеров). Атомы внутри цепочек связаны между собой относительно проч-
ными ковалентными связями. Отдельные цепочки полимеров связываются относи-
тельно слабыми электростатическими силами. Слабые ньютоновские силы
(вторичные связи) по величине намного меньше, чем прочные химические (первич-
ные) связи, которые удерживают атомы внутри полимерной цепочки.
В процессе литья под давлением масса полимерного материала разогревается до
температуры плавления. В этой жидкой фазе материал может перемещаться, и его
можно направлять под давлением в холодную литьевую форму, где он приобретет
конфигурацию формующей полости. Затем после охлаждения материал извлекает-
ся из литьевой формы.
468
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Усадка термопластов может быть классифицирована на две большие группы —
объемная и линейная. В объемной усадке могут быть выделены усадка при охлажде-
нии, которая присуща всем полимерным материалам, и усадка кристаллизации, ко-
торая происходит в частично кристаллизующихся полимерах. При отсутствии воз-
действия внешних сил усадка будет носить анизотропный характер. Линейная усад-
ка возникает из-за приложения сдвиговых и внешних сил, действующих на
полимерный материал в процессе заполнения литьевой формы и уплотнения. Такие
силы создают ориентацию как в полимере, так и в наполнителях. Подобная ориента-
ция может быть различной по направлению и величине и может оказывать прямое
воздействие на усадку полимерного материала.
Объемная усадка
Усадка при охлаждении — распространенное и понятное явление, которое про-
исходит с большинством известных материалов. За несколькими исключениями —
материал будет расширяться при нагревании и сжиматься при охлаждении.
При относительно низких уровнях нагревания пластмассы внешняя энергия ус-
коряет движение молекул и ослабляет связи как между атомами, так и между моле-
кулами. В результате наблюдается возрастание удельного объема полимерной мас-
сы, поскольку расстояние между атомами и молекулами увеличивается. Величина
расширения будет пропорциональна количеству тепла, переданного телу. Посколь-
ку вторичные связи слабее, то проникновение тепла будет приводить к более замет-
ным эффектам в них. В процессе последующего охлаждения, если не приложены
внешние силы, это будет приводить к равномерной изотропной усадке.
При продолжении нагревания вторичные связи будут продолжать ослабевать до
тех пор, пока цепочки полимерных молекул не станут относительно свободными и
полимер не приобретет отчетливые свойства жидкости. Используя PVT-диаграмму,
можно оценить зависимость между давлением, удельным объемом и температурой.
На рис. 9.8 приведена PVT-диаграмма для аморфного полимера. Из нее следует, что
усадка материала при давлении, равном 0 МПа, составляет более 10% по мере его
охлаждения от 250 °C до комнатной температуры. Точка перегиба кривой показыва-
ет температуру стеклования данного материала.
Поскольку существует достаточное количество свободного пространства, воз-
никающего при нагревании полимера, то приложенное давление будет приводить к
усадке материала. Эффект от этой усадки при различных температурах может быть
также определен путем рассмотрения диаграммы на рис. 9.8. При температуре тех-
нологического процесса 250 °C можно наблюдать, что материал будет сжиматься от
удельного объема, приблизительно равного 1,06 см3/г при атмосферном давлении,
до значения 0,915 см3/г при давлении 160 МПа. Такое давление лежит в диапазоне
потенциально возможных значений, которое может быть приложено к расплаву при
выполнении цикла литья под давлением в традиционной литьевой машине. В дан-
ном случае комбинация усадки при охлаждении и приложенного давления приво-
дит к потенциальному изменению объема в процессе литья на 14%.
9 Конструирование изделий
469
Изготовитель: Dow Chemicals USA.
Температура, ’С
Рис. 9.8. PVT-диаграмма для анизотропного материала
Объемная усадка частично кристаллизующихся полимеров
Упорядоченные полимеры, такие, как ПЭВП, могут формировать кристаллы, в
которых полимерные цепочки сворачиваются, что в результате приводит к плотно
упакованным параллельным цепочкам. Этот эффект можно наблюдать на рис. 9.9,
где приведена PVT-диаграмма для частично кристаллизующегося полимера. При
повышенных температурах там, где полимерный материал находится в расплавлен-
ном состоянии, его структура является аморфной. По мере охлаждения материала
изначально будет происходить постепенное линейное уменьшение удельного объе-
ма. При температуре кристаллизации происходит резкое уменьшение удельного
объема, поскольку полимер трансформируется из аморфного состояния в твердую
полукристаллическую структуру.
Как только материал перешел в твердое состояние, уменьшение его удельного
объема от температуры снова становится постепенным и линейным. В этом случае
объемные изменения почти в два раза больше, чем у аморфного материала при таких
же условиях.
Формирование кристаллической структуры требует, чтобы молекулы произво-
дили упорядочивание сами из хаотичного состояния, которое наблюдается, когда
полимер находится в расплавленном состоянии. Поскольку физическая структура
молекул требует свободы движения в тот момент, когда происходит формирование
кристаллов, то скорость, с которой материал охлаждается, будет влиять как быстро
эта структура возникнет (то есть какой процент полимера станет кристаллическим
по сравнению с аморфной частью). Это также может влиять на размеры образую-
щихся кристаллов. Поскольку кристаллическая структура плотнее аморфных зон,
то можно ожидать, что скорость охлаждения будет влиять на то, как быстро поли-
470
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Производитель: Montel.
Торговая марка: PRO-FAX 6231
Рис. 9.9. PVT-диаграмма для частично кристаллизующегося материала
мерный материал будет сжиматься. Поэтому, в отличие от аморфных материалов,
плотность частично кристаллизующихся полимеров будет зависеть от скорости
охлаждения. На рис. 9.10 приведены кривые зависимости скорости охлаждения и
усадки частично кристаллизующегося материала при атмосферном давлении. Раз-
ница в удельном объеме при комнатной температуре будет следствием изменения
скорости охлаждения расплавленного, частично кристаллизующегося полимера.
Также следует заметить резкое изменение, которое наблюдается в удельном объеме
Температура ---►
Рис. 9.10. Зависимость соотношения
скорости охлаждения и усадки частич-
но кристаллизующегося материала
при атмосферном давлении
между температурой плавления и комнатной
температурой. Это область, в которой кристаллы
полимера формируются в процессе охлаждения
(диссоциация во время нагревания).
Линейная /Направленная усадка
В процессе литья под давлением полимерный
материал подвергается воздействию термиче-
ской энергии и пластицируется в материальном
цилиндре машины. Затем вязкотекучий пластик
под высоким давлением направляется в холод-
ную формующую полость. В результате течения
образуется поле сдвиговых напряжений, дейст-
вующее на полимерную массу; молекулы приоб-
9 Конструирование изделий
471
ретают ориентацию в направлении наибольшей деформации. Степень ориентации
является функцией приложенных сдвиговых напряжений, которые обычно состав-
ляют более 100 000 Па. Эта ориентация, или упорядочивание молекул, переводит
полимер в относительно высокое энергетическое состояние, что фактически умень-
шает его энтропию. Со временем расплавленная масса будет терять ориентацию
молекул, и возвращаться в разупорядоченное состояние. Восстанавливающая сила
может быть описана как энтропия эластичности. Поскольку доминирующая ори-
ентация обычно происходит в направлении движения потока, то это возвращение в
разупорядоченное состояние, или эластичное восстановление, будет эффективно
уменьшать длину в направлении изначально приложенного напряжения (иначе го-
воря, увеличивать продольную усадку по сравнению с поперечной).
С точки зрения снижения себестоимости продукции литьевую форму поддер-
живают в относительно холодном состоянии, чтобы сократить время формования
изделия. Это приводит к тому, что удаленные слои фронта ламинарного потока за-
стывают почти мгновенно, как только вступают в соприкосновение с холодной стен-
кой формующей полости. Затвердевание происходит за такое короткое время, что
быстрое уменьшение свободного объема ограничивает ожидаемые эффекты энтро-
пийной эластичности. Немедленно под этим «замерзшим» слоем материал стано-
вится изолированным от стенок формы и поэтому охлаждается медленнее. Это дает
время на восстановление, что эффективно приводит к ожидаемым линейным, или
направленным, усадкам, которые создаются потоком. Такие колебания в линейных
усадках продолжаются по всему поперечному сечению любой рассматриваемой об-
ласти или элемента изделия, устанавливаются на стадиях заполнения, уплотнения и
сжатия цикла литья. Поскольку слои с разной усадкой имеют механические связи,
то между ними развиваются напряжения.
Из рассмотренного выше становится очевидным, что при наличии несвязанных
соприкасающихся слоев внутри любого попе-
речного сечения литого изделия материал будет
иметь различную усадку внутри каждого слоя.
Ориентация в самых ближних внешних слоях
будет выше из-за того, что там будет больше ве-
личина поля сдвига. На рис. 9.11 приведены ре-
зультаты анализа потока при наличии информа-
ции о распределении сдвиговых скоростей в по-
перечном сечении потока во время заполнения
формы. Эти внешние слои также будут засты-
вать первыми и поэтому фиксировать ориента-
цию молекул.
Во время заполнения литьевой формы поле
сдвига будет перемещаться дальше по направле-
нию к центру в то время, как внешние слои бу-
дут быстро застывать, фиксируя высокую сте-
пень ориентации. Однако, несмотря наувеличе-
Рис. 9.11. Распределение скорости
сдвига вдоль поперечного сечения рас-
плава во время заполнения литьевой
472
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ние поля сдвига вблизи центра, скорость охлаждения там намного меньше, что
позволяет материалу релаксировать (терять ориентацию молекул). В результате
этого конечная усадка устанавливается путем подведения баланса между механиче-
скими напряжениями в каждом слое и временем охлаждения.
Подобные различия в деформациях также приводят к возникновению напряже-
ния между слоями. Были проведены исследования, которые показали распределе-
ние деформации в поперечном сечении пластмассовых изделий [1]. Они оценивали
напряжения, изучая двойное лучепреломление образца вдоль поперечного сечения.
Результаты показали, что к внешним слоям приложено напряжение сжатия, а к цен-
тральным слоям — напряжение растяжения.
Это приводит к конфликту напряжений между этими двумя областями.
Линейные усадки, возникающие за счет движения потока, носят сложный харак-
тер при изменении направления потока и его скорости, что часто наблюдается по
всему поперечному сечению во время стадий заполнения и выдержки.
На рис. 9.12 приведен анализ заполнения формирующей полости при отливке
простого изделия, когда расплав подается в центр большой цилиндрической зоны.
Такая геометрия используется для того, чтобы описать сложные условия течения
потока, которые могут возникать даже в этой простой форме, а также то, как это
влияет на усадку. Все эти линии называются изохронами и представляют собой пе-
ремещение фронта расплава через равные промежутки времени. Малые расстояния
между линиями показывают медленное движение; большие расстояния указывают
на большую скорость перемещения расплава. Изделие заполняется через один впу-
скной литник при постоянной скорости впрыска. По мере поступления расплава
скорость переднего фронта падает, поскольку поток распространяется в радиальном
направлении (радиальная конфигурация) из-за увеличения объема изделия. После
достижения краев большой цилиндрической части изделия поток становится огра-
ниченным, когда он начинает заполнять дополнительную полость с правой стороны
изделия. В этот момент весь поток, который поступает в литьевую форму, изменяет
свое направление, чтобы заполнить последний участок. Это приводит к резкому по-
вышению скорости перемещения фронта потока в дополнительной полости. Возрас-
тание скорости между впускным литником и дополнительной полостью приводит к
росту сдвигового напряжения в данной зоне. Высокое сдвиговое напряжение выде-
лено на рис. 9.13 светлыми тонами. Кроме внезапного повышения скорости это при-
водит к скачку давления. На рис. 9.14 приведен результирующий скачок давления,
которое в этом случае почти в 3 раза превышает давление заполнения формующей
полости за последние 15% общего времени заполнения. Вместе с изменением скоро-
стей и напряжений происходит результирующее возрастание степени ориентации
молекул, которое имеет место при перемещении потока от впускного литника до до-
полнительной полости. Это, в свою очередь, будет приводить к изменению амплиту-
ды направленной усадки во всем изделии. Поэтому мы получаем колебания не толь-
ко в направлении усадки, но и в ее величине.
Усадка, которая описана выше, является сложным процессом, даже если она вы-
звана изменениями в направлении движения потока, происходящими под затвер-
9 Конструирование изделий
473
в 16,299
24,667
33,035
41,403
49,770
58,138
66,506
74,874
83,242
91,610
Z 99,978
108,346
" 116,714
Рис. 9.12. Заполнение формующей полос- Рис. 9.13. Распределение сдвиговых напряжений в
ти. Каждая линия представляет собой пере- изделии в результате изменения скорости продви-
мещение фронта расплава через равные жения фронта расплава
промежутки времени
девшим слоем, после завершения стадии заполнения. На рис. 9.15 приведена схема,
которая показывает направление распространения потока расплава в момент запол-
нения.
Это направление потока под слоем затвердевшего полимера, который был сфор-
мирован во время заполнения литьевой формы на первом этапе. При сравнении кар-
тинки, которая получается в результате исходного заполнения на рис. 9.12, можно
определить, где направление движения потока и результирующая ориентация моле-
кул будут различными для внешних и внутренних слоев литого изделия. Ориента-
ция молекул для внешних слоев будет задаваться в основном конфигурацией исход-
ление потока под слоем затвердевшего
Рис. 9.14. Давление заполнения полости в момент воз- полимерного материала, который был
растания скорости перемещения фронта расплава воз- сформирован на этапе заполнения круг-
растает практически в 3 раза лой части детали
474
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ного потока в то время, как ориентация внутренних слоев будет определяться в ос-
новном условиями распространения потока под слоем отвердевшего материала. Те-
перь можно видеть, что в некоторых зонах изделия направление потока остается по-
стоянным в ходе всей стадии заполнения, а в других зонах оно существенно меняет-
ся под затвердевшим слоем. Поэтому можно ожидать, что не только линейная усадка
изменяется на 360 градусов глобально по всему объему этого изделия, но внутри лю-
бого заданного поперечного сечения направления усадки и амплитуды будут отли-
чаться.
Усадка материалов с волоконистым наполнителем
Включение волокон (обычно это графитовые или стеклянные волокна) может
существенно повлиять на линейную усадку полимера в процессе литья под давлени-
ем. Асимметричная структура волокон ограничивает усадку полимерной матрицы в
направлении ориентации волокон. Поэтому если волокна становятся продольно
ориентированными, то величина усадки материала в этом направлении будет огра-
ничена. В результате максимальная усадка будет иметь место в поперечном направ-
лении, при этом она будет больше, чем продольная усадка. В тех случаях, когда сте-
пень ориентации волокон велика, разница в усадке в продольном и поперечном на-
правлениях будет ярко выражена.
На рис. 9.16 приведены результаты исследования анизотропии усадки, которая
возникает в отливках из ПБТ, содержащего 30% стекловолокна [2]. В трех изделиях
с разной геометрической формой из-за изменений в характере течения происходит
различная усадка. Первая геометрия представляет почти идеальный линейный по-
ток. Размеры контрольного образца: 50 мм ширина, 200 мм длина и 2 мм толщина.
Продольная Поперечная
Рис. 9.16. Результаты исследования анизотропии усадки для изделия из ПБТ, содержащего 30%
стекловолокна
9 Конструирование изделий
475
Впрыск производился с одной стороны через специально сконструированный щеле-
вой литник таким образом, чтобы поток был линейным вдоль всего изделия. При
этих условиях результирующее поле сдвиговых напряжений будет действовать на
стекловолокна как на цепочки полимеров и ориентировать их по длине образца.
Следует заметить, что среднее значение продольной усадки составляет 0,18%, в то
время как поперечная усадка составляет 1,7%. Это соотношение больше, чем 9:1
(поперечная/продольная).
Ориентация стеклянных волокон может сильно зависеть не только от направле-
ния распространения потока, но также от того, какие эффекты в потоке являются до-
минирующими — сдвиговые или пространственные. В приведенном выше случае
поток внутри полости носит исключительно сдвиговый характер. В сущности, удли-
нение в потоке отсутствует. Это сильно отличается от ситуации при отливке диска
через центральный литник. Здесь расплав попадет в центр и начинает распростра-
няться в стороны, заполняя формующую полость. Когда расплав распространяется
по плоскости, он перемещается не только в радиальном направлении в сторону от
впускного литника, но также имеет составляющую в поперечном направлении. Это
состояние аналогично поведению поверхности расширяющегося шара, когда она
растягивается в направлении, перпендикулярном его расширению. Этот поток будет
действовать на стеклянные волокна и вызывать ориентацию в поперечном направ-
лении.
Ориентация стекловолокна будет зависеть от того, какая из сил доминирует при
воздействии на каждое отдельно взятое волокно — сдвиговая или поперечная. Во
внешних слоях, прилегающих к стенкам полости, следует ожидать, что сдвиговые
усилия будут носить доминирующий характер. В центре по всему сечению канала
потока поле сдвиговых напряжений будет отсутствовать. В результате силы растя-
жения расширяющегося фронта потока будут ориентировать волокна поперек пото-
ка. Переход к доминирующему направлению будет происходить в зависимости от
условий процесса и положения внутри литьевой формы. В исследовании [2] ради-
альные воздействия потока на усадку изучались в половине диска радиусом
101,6 мм. Аналогичный материал ПБТ, содержащий 30% стекловолокна, подавался
в литьевую форму с той же самой толщиной, что и в случае с предыдущим образцом.
Данные для усадки, вызванной радиальным потоком, были представлены на
рис. 9.16. Установлено, что среднее значение усадки вдоль потока составило 0,33%,
а среднее значение поперек — 0,36%.
В этом случае соотношение поперечной и продольной составляющих составляет
только 1,09:1.
Наконец, результаты усадки в продольном и поперечном направлениях, полу-
ченные в работе [2], отличаются от данных по этому же материалу, которые пред-
ставлены изготовителем. Изготовитель проводил измерения усадки вдоль и поперек
потока, используя стандартный тест с образцом в виде диска диаметром 102 мм. Об-
разец заполнялся сбоку через щелевой впускной литник.
Как только поток попадал в формующую полость, он сначала распространялся в
радиальном направлении от впускного литника (рис. 9.17). Этот начальный про-
476
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Место
впуска
Рис. 9.17. Модель заполнения образца,
имеющего диаметр 102 мм (расчет по про-
грамме Moldflow)
дольный поток создавал ориентацию
стеклянных волокон в поперечном на-
правлении в середине полости. По мере
продвижения фронта потока его направ-
ление становилось линейным в оставшей-
ся части изделия. Однако при отсутствии
смещения за счет сдвиговой силы в сере-
дине потока ориентация в поперечном на-
правлении поддерживалась в процессе за-
полнения оставшейся части полости. Это
приводит к сложным изменениям ориен-
тации не только в рассматриваемом попе-
речном сечении изделия, но и по всему из-
делию. В результате оказывается, что
стандартная методика тестирования приводит к данным, показывающим, что соот-
ношение в усадке составляет меньше чем 1:1.4. Это противоречит данным, получен-
ным в работе [2], где сравниваются только продольный и поперечный потоки.
Определение размеров формующей полости
Как было отмечено выше, усадка полимерного материала будет сильно зависеть
от амплитуды и направления распространения потока в отливке. Поэтому определе-
ние размеров формующей полости может быть крайне сложным процессом. В ре-
зультате очень часто случается, что полость приходится модифицировать бесчис-
ленное количество раз, чтобы добиться размеров изделия в соответствии с техниче-
скими условиями. Это исключительно затратная по времени и дорогая задача.
Размеры большинства формующих полостей основаны на данных, собранных с
помощью стандартных методов тестирования, таких, как ASTM D955. Эти данные
следует использовать осторожно, поскольку в них никогда не указываются геомет-
рия и способ получения отливки. Зачастую для материала может быть указана толь-
ко одна величина усадки. Это значение часто используется без указания длины тече-
ния расплава или особенностей процесса.
Правильно выбранные размеры формующей полости — это общая проблема спе-
циалистов, занимающихся литьем под давлением. Предпринимаются попытки ана-
лиза усадки с помощью программного обеспечения, однако большинство изготови-
телей оснасток обнаружили, что очень трудно определить стоимость таких работ.
К дополнительным проблемам относятся ограниченная возможность получения ха-
рактеристик усадки материала, время, необходимое для проведения моделирования
и потенциальная возможность допустить при этом ошибку.
Наиболее популярным способом выбора размеров формующих полостей в наше
время остается использование вычислений вручную на базе опубликованных дан-
ных по усадке, предоставляемых поставщиком сырья. Приведенное ниже уравнение
используется для вычисления необходимых размеров формующей полости на осно-
ве констант усадки материала:
9 Конструирование изделий
477
L =^~
м 1-а/
где LM — длина формующей полости; LP — конечная длина отливки; aL — коэффици-
ент усадки для данного материала.
Пример задачи
Отливка должна быть длиной 610 мм. Коэффициент усадки для данного мате-
риала составляет 0,021 мм/мм. Вычисляем требуемые размеры полости литьевой
формы:
Коэффициенты усадки для некоторых наиболее часто используемых полимеров
приведены в табл. 9.1. Следует понимать, что эти значения могут меняться в зависи-
мости от особенностей технологического процесса, геометрии изделия, марки мате-
риала и поставщика сырья.
Таблица 9.1. Эталонные значения коэффициента усадки
Наименование материала Коэффициент усадки, мм/мм Наименование материала Коэффициент усадки, мм/мм
АБС 0,004-0,006 Полиалломер 0,001-0,002
АБС армированный 0,001-0,003 ПЭ тип I 0,030
Сплав АБС/ПВХ 0,004-0,006 ПЭ тип II 0,030
Ацеталь 0,020 ПЭ тип III 0,015-0,040
Акрил 0,002-0,006 ПЭ тип IV 0,015-0,040
Модифицированный акрил 0,002-0,006 ПЭ тип IV армированный 0,003-0,005
АЦ 0,005-0,008 Сополимер СЭВ 0,010
Бутират АЦ 0,003-0,006 Полифенилена сульфид 0,001-0,004
ПА 6 0,010-0,015 ПП 0,010-0,020
ПА 66 0,015-0,020 ПП армированный 0,003-0,005
ПА армированный 0,002-0,005 Сополимеры ПП 0,010-0,020
Смола на основе оксида фенилена 0,005-0,007 ПС общего назначения 0,004-0,006
ПК 0,005-0,007 ПС ударопрочный 0,004-0,006
ПК армированный 0,003-0,005 Сополимеры САН 0,003-0,007
Эфир полиарила 0,003-0,007 Сополимер САН армиро- 0,001-0,003
ПБТ 0,004-0,008 ванный \
Армированные полиэфиры 0,0025-0,0045 Полисульфон 0,007
Сульфон полиэфира 0,0015-0,003 Армированный полисуль- 0,001-0,003
фон
ПВХ жесткие 0,004-0,006
478
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Коробление отливок
Коробление — это изменение формы и размеров отливки под влиянием напря-
жений, возникающих при охлаждении.
Возможность изделия из пластмассы сопротивляться остаточным напряжениям
зависит от жесткости материалов в момент извлечения и жесткости формы изделия.
Если изделие извлекается из литьевой формы, когда его температура достаточно вы-
сока, то модуль упругости материала будет меньше и поэтому оно будет более под-
вержено деформации. Увеличение времени выдержки изделия в литьевой форме бу-
дет приводить к понижению температуры отливки и увеличивать модуль упругости
материала. Геометрия отливки также может оказывать существенное влияние на
возможность коробления изделия. Плоское изделие имеет простую структуру и в
значительно большей степени может быть подвержено короблению, чем, например,
такое изделие, как чашка, которая имеет пространственную структуру. Иногда к
плоскому изделию добавляют ребра, что приводит к увеличению сопротивления ко-
роблению. Однако ребра сами по себе могут создавать колебания в усадке и приво-
дить к противоположному эффекту коробления.
Литьевая форма и технологические параметры литья могут влиять на коробле-
ние, вызванное колебанием усадки:
• Направление и величина ориентации влияют следующим образом:
— конфигурация заполнения задает направление ориентации молекул в на-
ружных слоях отливки;
— поток подпитки влияет на направление ориентации в средней части отливки;
— большие сдвиговые напряжения приводят к высокой степени ориентации;
области высоких сдвиговых напряжений обычно находятся вблизи мест
впуска и в удаленных областях, где расплав может ускоряться при проник-
новении в ограниченные зоны.
• Однородность охлаждения. Колебания в охлаждении могут происходить на
разных сторонах или в разных областях пластикового изделия. Колебания на
разных сторонах изделия будут создавать условия для его изгиба — изделие
будет выгибаться по направлению к горячей стороне. Колебания в охлажде-
нии разных областей изделия могут создавать нестабильное состояние про-
дольного изгиба.
• Колебания давления поперек отливки. Давление максимально вблизи места
впуска. Рассмотрим изделие с постоянной толщиной стенок; следует ожи-
дать, что объемная усадка вблизи места впуска будет меньше, чем в удален-
ных областях. В случае изготовления изделия в форме диска с помощью
впрыска через центральный литник наблюдаемое коробление будет приво-
дить к образованию «чашки».
Остаточные напряжения в полимерных изделиях
Колебания в усадке приводят к возникновению остаточных напряжений. Если
величина напряжения превысит жесткость изделия, то будет происходить короб-
ление. Однако вне зависимости от того, будет или не будет наблюдаться коробле-
9 Конструирование изделий
479
ние, напряжения все равно будут присутствовать в изделии. Со временем эти на-
пряжения могут приводить к преждевременному разрушению изделия под воздей-
ствием различных факторов. Остаточные напряжения, которые возникли из-за
колебаний в коэффициенте усадки, могут суммироваться с напряжениями, кото-
рые возникают под воздействием внешней нагрузки. Кроме того, такие факторы
окружающей среды, как воздействие химических веществ или температуры, могут
усиливать действие остаточных напряжений, вызывая преждевременное разруше-
ние изделия.
Опыт показывает, что остаточные напряжения в ряде случаев играют и положи-
тельную роль. Если остаточные напряжения совпадают по направлению с внешней
нагрузкой, их величина должна быть вычтена из величины допустимого напряже-
ния. Если же остаточные напряжения направлены против направления внешней на-
грузки, то величина допустимых напряжений не изменяется и при снятии остаточ-
ных напряжений надежность конструкции будет повышаться.
Механические свойства
Механические свойства отливки могут зависеть как от потока, создающего ори-
ентацию молекул, так и наличия линий спая, которые возникают при контакте
фронтов двух потоков расплава. Ориентация создает анизотропию механических
свойств. При наличии нагрузок на изгиб изделие будет прочнее в направлении, пер-
пендикулярном ориентации молекул. При наличии нагрузок на растяжение изделие
будет прочнее в направлении, параллельном ориентации молекул. Поскольку ори-
ентация молекул приводит к анизотропии усадки, эти изменения механических
свойств наиболее сильны в материалах, армированных волокнами.
При возникновении линии спая будет наблюдаться ослабление степени ориен-
тации молекул на этом участке, что в общем случае будет приводить к ослаблению
механической прочности вдоль этой линии. В области линий спая, которые возника-
ют при встречном сплавлении двух потоков, прочность будет меньше, чем у линий
спая, которые возникают при соединении потоков расплавов под углом. Материал,
усиленный волокнами, будет иметь значительное ослабление в области линий спая.
Чем выше процент содержания волокон, тем выше процент потери прочности.
9.3 Базовые принципы конструирования
изделий
Принципы конструирования изделий из пластмасс развивались многие годы и были
сфокусированы на моментах, относящихся к технологическим процессам производ-
ства. К ним относятся: рассмотрение усадки материала, извлечения изделий, охлаж-
дения и заполнения литьевой формы; однако можно обнаружить, что многие из
сформулированных принципов противоречат друг другу. Решение одной проблемы
может привести к появление новой, иногда более сложной задачи. Поэтому очень
480
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
важно понять логику появления базового принципа и потенциальные последствия
его реализации. Тогда конструктор может принимать осознанные решения, касаю-
щиеся конструкции, и предвидеть последствия своих решений.
Наиболее сложным фактором, относящимся к успешной разработке новых изде-
лий, возможно, является расчет усадок и коробления, которые возникнут в изделии
после отливки. Базовые принципы, направленные на то, чтобы учесть эти факторы,
накладывают слишком жесткие ограничения. Материалы с большой усадкой и ар-
мированные волокнами потенциально будут иметь больше проблем, связанных с
усадкой, чем материалы с низкой усадкой и неармированные волокнами. Материал с
большим коэффициентом усадки имеет более высокий потенциал изменения этого
коэффициента, чем материал с низким коэффициентом усадки. Неармированные,
или однородные аморфные, материалы имеют относительно малые коэффициенты
усадки, причем большинство из них имеет коэффициент усадки менее чем
0,010 мм/мм. Однородные, частично кристаллизующиеся материалы обычно имеют
высокие значения коэффициента усадки — в пределах от 0,010 мм/мм до 0,050 мм/мм
и более. Напомним, что коэффициент усадки будет изменяться от материала к мате-
риалу в зависимости от конструкции изделия и параметров технологического про-
цесса.
Одной из основных задач конструктора изделий из пластмассы является необ-
ходимость достижения равномерной толщины стенок в изделии. Равнотолщин-
ность будет минимизировать проблемы литья под давлением, особенно те, которые
связаны с усадкой.
Суть большинства базовых принципов заключается в описании того, как соеди-
нить различные детали в одно изделие. К этому относится добавление таких элемен-
тов, как ребра, бобышки и отверстия. Добавление ребер, когда их толщина больше
толщины основной стенки (классический случай), является особенно интересной
задачей, поскольку такие ребра нарушают одну из основных заповедей — поддержи-
вать толщину стенок одинаковой.
Перед тем как ввести в конструкцию изделия любую деталь или изменить ее тол-
щину, конструктор должен задать себе следующие вопросы:
1. Зачем необходима деталь, ведущая к изменению толщины стенки изде-
лия?
2. Существует ли какой-либо другой подход, который позволит избежать раз-
нотолщинности?
3. В чем заключаются потенциальные проблемы с внесением данного измене-
ния и что может быть сделано, чтобы их устранить?
После ответа на эти вопросы конструктор должен оценить преимущества или
необходимые действия по изменению толщины стенки по отношению к потенциаль-
ным проблемам, которые могут возникнуть. Целью данной главы является помощь
конструктору для выполнения этих оценок. Однако следует понимать, что не суще-
ствует твердых правил конструирования полимерных изделий. Предполагается, что
приведенные ниже базовые принципы помогут минимизировать проблемы, но их
всегда надо оценивать индивидуально в каждом конкретном случае.
9 Конструирование изделий
481
9.3.1 Проектирование стенки изделия
В общем случае конструирование изделий для литья под давлением начинается с от-
носительно тонких стенок. Если не предполагается производить изделие из пласт-
массы с пористой структурой или литьем с газом, то обычно толщина стенок должна
составлять менее 5 мм. При определении толщины стенки следует учесть структур-
ные, функциональные и эстетические факторы, к ней относящиеся, а также их влия-
ние на легкость изготовления. К последнему относится учет необходимого давления
для заполнения формующей полости, время охлаждения и влияние на возможность
извлечения изделия из литьевой формы.
Сохранение равнотолщинности стенки
Поддержание равнотолщинности стенки должно быть основной целью конст-
руктора изделия. В тех зонах, где изделие будет иметь разную толщину, будет на-
блюдаться анизотропия усадки. Колебания в усадке будут усложнять достижение
нужных размеров отливки и приводят к короблению. Изменение толщины стенок
будут также влиять на стадии заполнения и уплотнения литьевой формы или на
продолжительность цикла литья. В результате может получиться нерегулярная,
труднопредсказуемая конфигурация заполнения, что вызовет проблемы с вентиля-
цией, появления в изделии пузырей и видимых линий спая. Кроме того, заполнение
зон с толстыми стенками через зоны с относительно тонкими стенками будет приво-
дить к утяжинам и пустотам в толстых стенках. Элементы с тонкими стенками на
участках с толстыми стенками (например, ребра) могут приводить к эффектам виб-
рации расплава во время заполнения литьевой формы, что, в свою очередь, может
привести к недоливу.
Если разнотолщинности избежать нельзя, то надо пытаться сделать эти измене-
ния минимальными, а переход плавным (рис. 9.18).
Минимизация толщины стенок
Литье изделия с тонкими стенками — более экономичное производство за счет ис-
пользования меньшего количества сырья и сокращения длительности цикла. Стои-
мость материала и затрат, связанных со временем охлаждения, часто дает более 70%
вклада в стоимость изделия. На рис. 9.19 можно видеть, что время охлаждения возрас-
тает экспоненциально с увеличением толщины стенок. Удвоение толщины стенок для
изделия из АБС с 1,0 до 2,0 мм будет приводить к увеличению времени охлаждения
приблизительно в 2,6 раза. Удвоение толщины стенок — с 2,0 до 4,0 мм — будет приво-
дить к увеличению времени охлаждения приблизительно в 3,8 раза.
Толщина стенок изделия в общем случае определяется величиной и типом при-
лагаемой нагрузки, которую изделие должно выдерживать в условиях эксплуата-
ции. К другим факторам, которые также зависят от назначения изделия, относятся
электрическая, звуковая и термическая изоляция, а также способность сдерживать
проникновение газа. Вне зависимости от конкретных требований целью конструк-
тора должна быть минимизация толщины стенок при удовлетворении функцио-
482
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 9.18 Старайтесь добиться
плавного изменения насколько это
возможно (или устранить разнотол-
щинность, если возможно) при со-
единении участок с толстыми и тон-
кими стенками
Рис. 9.19. Экспоненциальное воз-
растание времени охлаждения от-
носительно толщины стенки для
трех полимерных материалов
нальных требований к изделию. Конструктор должен учитывать соотношение меж-
ду толщиной стенок и давлением, которое необходимо для отливки изделия с такой
толщиной. Уменьшение толщины стенок будет приводить к экспоненциальному
увеличению давления заполнения (в некоторых случаях в 3 раза).
В тех приложениях, где полимерные детали заменяют металлические, обычно
бывает так, что изделие из пластмассы делают полым. Изделия из металла часто де-
лают крупногабаритными и сплошными, поскольку их изготовление предполагает
механическую обработку. Это затратный процесс, в котором избыточное количество
стали, которое надо удалить, будет приводить к возрастанию времени механической
обработки и относительной стоимости изделия. Чем больше стали надо удалить, тем
дороже стоимость изделия. При изготовлении изделий из пластмассы этот процесс
носит позитивный характер — чем меньше израсходовано материала, тем меньше
стоимость изделия.
На рис. 9.20 приведены альтернативные конструкции для изделия, которое мог-
ло быть изготовлено из стали механической обработкой. Три конструкции с попе-
речными сечениями, которые приведены справа, могут быть легко изготовлены
литьем под давлением из полимерного материала. Кроме того, показано, как форми-
руется полость между двумя полуформами, которые можно открывать вертикально.
Следует учесть, каким образом процесс извлечения изделия будет влиять на конст-
рукцию. Альтернативная конструкция внизу слева могла бы быть также легко про-
изведена, но она потребует литьевой формы со смещением знака. Без смещения зна-
ка отливку будет не извлечь из литьевой формы.
Профиль стенки
Профиль стенки может влиять на прочность изделия и потенциальную возмож-
ность коробления. Выпуклый профиль имеет более стабильную структуру, чем
9 Конструирование изделий
483
Рис. 9.20. Альтернативные конструкции для изделия с толстыми стенками. Оптимальный выбор
будет зависеть от функциональных и структурных требований к изделию
плоское изделие. Простая структура плоского изделия слабо сопротивляется короб-
лению. Поэтому при отливке плоских изделий надо следить за конфигурацией пото-
ка расплава в процессе заполнения литьевой формы и использовать факторы, кото-
рые минимизируют возникающие напряжения.
Профиль стенки будет также влиять на время охлаждения. Для сопротивления
короблению изделие должно задерживаться в литьевой форме дольше, чтобы охла-
диться сильнее и стать более жестким. Чем холоднее, тем прочнее изделие и тем
сильнее оно будет сопротивляться короблению, которое возникает из-за остаточных
напряжений.
Такие детали изделия, как фланцы, размещенные по его периметру, могут при-
водить к увеличению жесткости без увеличения толщины стенки. Они должны быть
перпендикулярны стенке, на которой размещены, и иметь такую же или несколько
меньшую толщину. Фланец с толстыми стенками, размещенный по периметру изде-
лия, будет приводить к деформации изделия, придавая ему выгнутую, куполообраз-
ную форму.
Обработка поверхности
Если конусность матрицы невелика, то для упрощения процесса извлечения ре-
комендуется ее полировка в направлении отделения. Исключением являются по-
лиолефины и эластомеры, для которых рекомендуется шлифовать поверхность до
более грубого уровня шероховатости.
484
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
9.3.2 Элементы жесткости, ребра и бобышки
Для улучшения механических характеристик изделия в конструкцию могут добав-
ляться элементы жесткости. При этом основная цель конструктора должна заклю-
чаться в сохранении технологичности изделия. Кроме того, необходимо учитывать
удобство извлечения изделия, влияние элементов жесткости на заполнение литье-
вой формы и подпитку.
Ребра
Ребра в основном используются для увеличения жесткости самого изделия или
какой-либо его зоны. Самый простой способ достигнуть необходимой жесткости из-
делия — увеличить толщину стенки, однако такое решение таит в себе большое ко-
личество потенциальных проблем. Добавление ребер обеспечивает увеличение же-
сткости с сохранением оптимальной толщины стенок.
С точки зрения технологичности ребра должны быть как можно короче и долж-
ны легко отделяться от литьевой формы (то есть иметь конусность) (рис. 9.21). Не-
сколько коротких ребер предпочтительнее, чем одно высокое ребро.
В месте пересечения ребра со стенкой возникает увеличенный объем (область А
на рис. 9.21). Эта область обычно заполняется расплавом, который перемещается по
более тонкой стенке (область В на рис. 9.21). Во время компенсации усадки или
уплотнения материала тонкая стенка будет затвердевать в первую очередь, таким
образом блокируя попадание компенсирующего потока в область А, которая про-
должает усаживаться. Это будет приводить к образованию утяжин и/или пустот при
формировании пересечения. Кроме того, толстые стенки в зоне могут действовать
как нежелательные направляющие потока. Чтобы устранить эти проблемы, обычно
ребра делают более тонкими чем основная стенка.
На рис. 9.22 приведены рекомендуемые конструкции ребер. Толщина ребра
должна быть от 50 до 75% толщины стенки, в зависимости от усадочных характе-
ристик материала. В общем случае рекомендуется, чтобы толщина ребер составляла
50% от толщины стенок для материалов с большим коэффициентом усадки и 75%
Рис. 9.21. Уклон профиля сече-
ния ребра приводит к возникно-
вению большого объема мате-
риала в зоне А относительно при-
мыкающей основной стенки В
для материалов с низким коэффициентом усадки.
Не существует жесткого правила, которое будет
справедливо во всех случаях.
Основание ребра должно иметь закругление. Ра-
диус закругления должен составлять 0,25 от толщи-
ны стенки, но не меньше 0,25 мм. Высота ребра долж-
на быть не более в 2,5-5 раз больше толщины стенки.
Углы профиля ребра должны быть от 0,5 градуса до
максимального значения 2 градуса, но наиболее часто
используются значения от 0,5 до 1 градуса. Более вы-
соких значений толщины и радиуса следует избегать,
поскольку это может привести к утяжинам (или пус-
тотам) и увеличению времени цикла.
9 Конструирование изделий
485
На рис. 9.23 показаны проблемы, которые возникают в результате неправильных
комбинаций угла уклона, высоты и толщины основания ребра. Тонкая кромка ребра
может привести как к проблемам конструкции, так и к проблемам заполнения литье-
вой формы. На рис. 9.24 приведено распределение напряжений в ребре под воздейст-
вием изгибающей нагрузки. Видно, что максимальное напряжение возникает на
верхнем, или свободном, крае ребра. Поскольку эта область находится под воздейст-
вием максимальных напряжений из-за воздействия нагрузок, то очень важно сле-
дить за тем, чтобы не сделать его слишком тонким.
Пример конструирования:
Ребро должно быть на стенке толщиной 2,5 мм, отлитой из материала с высокой
степенью усадки. Ребро должно иметь следующие размеры:
толщина основания — 1,25 мм;
высота (макс.) — 6,25 мм;
радиус основания — 0,625 мм;
уклон — 0,5°/на одну сторону.
Эти результаты приведены для верхнего, свободного края ребра толщиной
1,141 мм.
Косынки
Косынками называют тонкие детали, похожие на ребра, которые обычно исполь-
зуются для усиления локальной детали в изделии. Такими деталями могут быть боко-
вая стенка, бобышки или некоторые другие выступающие части. Косынки обычно
имеют треугольный профиль и могут быть сконструированы с использованием тех же
самых базовых указаний для выбора толщин и радиусов, как и ребра. Кроме этого, они
должно быть не более чем в 4 раза по высоте больше толщины стенок, а их толщина не
должна быть более чем в 2 раза больше толщины стенок. Снова возникают проблемы
извлечения изделия и заполнения литьевой формы. Стандартные базовые принципы
для косынок приведены на рис. 9.25. Здесь приведены две косынки, усиливающие бо-
бышку, которая стыкуется с основной стенкой с помощью одного ребра.
Рис. 9.22. Базовые принципы конструирования ребра с учетом толщины стенки изделия
486
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 9.23. Чрезмерный уклон ребра будет ограничивать его
высоту и приводить к слишком тонким, хрупким краям
Приложенное усилие
Рис. 9.24. Иллюстрация распреде-
ления напряжений в ребре под воз-
действием нагрузки изгиба
Потенциальные проблемы
Основная часть приведенных выше базовых принципов конструирования для ре-
бер и косынок предназначена для обеспечения необходимых изменений в толщине
стенок, которые часто приводят к короблению изделий. В частности, ребра позволяют
увеличить длину или ширину изделия.
Конструктор должен учитывать требования конкретного приложения и косме-
тические требования, предъявляемые к изделию. Если косметические требования не
являются главными, то уменьшение толщины ребра становится менее важным. В ре-
зультате утяжина из-за толстого ребра, в сущности, не будет иметь негативных по-
следствий для структуры. Это выглядит довольно правдоподобно при сравнении на-
пряжений, которые могут развиться между основной стенкой и тонким ребром.
Можно допускать образование пустот во многих изделиях на пересечениях ребра с
основной стенкой. При приложении изгибных нагрузок максимальные усилия бу-
дут приложены к концу ребра. Следующей областью высоких нагрузок будет по-
верхность основной стенки напротив ребра. Наиболее вероятно, что разрушение из-
делия произойдет на кончике ребра, а не в месте образования утяжины, расположен-
ной в зоне с относительно малыми напряжениями.
Далее рассмотрим жесткость материала. Утяжина формируется, когда отвердев-
ший материал на поверхности изделия будет втягиваться внутрь из-за наличия
усадки в материале, который находится под ним. Материал с низким модулем
упругости будет легко втягиваться внутрь материалом, в котором происходит усад-
9 Конструирование изделий
487
ка. Материал с высоким модулем при
охлаждении и наличии внешнего за-
твердевшего слоя будет сопротивлять-
ся втягиванию. В результате материа-
лы с высоким модулем упругости будут
с большей вероятностью образовывать
пустоты и заметность утяжины будет
сведена к минимуму. Базовые принци-
пы конструирования высоты ребер и
косынок каждый раз опровергаются ус-
пешно отлитыми изделиями. Однако
конструктор должен быть осведомлен
о потенциальных проблемах, которые
создаются в случае отклонения от базо-
вых принципов, и должен быть гото-
Рис. 9.25 Стандартные базовые указания
для конструирования косынок
вым реагировать на них.
Бобышки
Бобышками обычно называют сплошные или полые цилиндрические детали
проектируемого изделия, которые соединяются с основной стенкой. Они могут быть
использованы для сборки с помощью самонарезающихся винтов, штифтов, запрес-
сованных пробок, направляющих колонок и других аналогичных деталей. Бобышки
часто усиливаются ребрами или косынками. Бобышки могут быть неприсоединен-
ными или крепиться к боковым стенкам с помощью ребер. Бобышка может не быть
прикрепленной прямо к боковой стенке (рис. 9.26), поскольку пересечение со стен-
кой будет приводить к образованию зоны большей толщины, что может стать причи-
ной образования утяжин или пустот.
Полая бобышка может привести к образованию линий спая на внешней, лицевой
поверхности изделия, поскольку материал будет обтекать знак, формирующий ци-
линдрическую полость в центре бобышки. Кроме того, линия спая обычно формиру-
ется как шов встык и обычно подвержена структурному разрушению, если кольцевые
напряжения развиваются при установке в бобышку винта или шпильки в процессе
сборки. Бобышка может быть размещена вблизи стенки и прикреплена к ней с помо-
щью ребра, которое обеспечивает, с одной стороны, жесткость, а с другой — вентиля-
цию (воздух может проходить от бобышки вдоль ребра к боковой стороне стенки).
Стандартная рекомендуемая конструкция бобышки показана на рис. 9.27. Внут-
ренний диаметр бобышки обычно определяется функциональными требованиями,
которые к ней предъявляются. При использовании самонарезающихся винтов внут-
ренний диаметр обычно равен среднему диаметру винта. Внешний диаметр прибли-
зительно в 2,5 раза больше внутреннего диаметра.
Существует компромисс между необходимой прочностью и минимизацией тол-
щины бобышки. Если бобышка слишком толстая, то в ней будут при отливке возни-
кать пустоты. Если вкручивать самонарезающийся винт, то он может попасть в пус-
488
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Не рекомендуется
Рис. 9.26. Сравнение конструкции бо-
бышки, прикрепленной напрямую к бо-
ковой стенке изделия (не рекоменду-
ется), и более предпочтительной кон-
струкцим, в которой бобышка смещена
относительно стенок
Рис. 9.27. Стандартная рекомендуемая конструкция
бобышки. Хотя уменьшение поперечного сечения внут-
ренней полости составляет всего полградуса, предпо-
лагается, что это будет способствовать извлечению из-
делия из литьевой формы, нулевой градус выбирается
при наличии особых функциональных требований
тоту и таким образом уменьшить прочность на разрыв. Наружные диаметры могут
варьироваться в зависимости от конструктивных особенностей винта и полимерно-
го материала. В материалах со средней величиной модуля упругости или ниже могут
использоваться самонарезающиеся винты. Существует набор специально сконст-
руированных винтов, которые будут уменьшать кольцевые напряжения на бобыш-
ку. Материалы с высоким модулем требуют специальных винтов, поскольку напря-
жение, формируемое винтом, может стать причиной растрескивания бобышки. Су-
ществует значительное число компаний, которые специализируются на конструи-
ровании винтов для пластмасс. Каждая конструкция разрабатывается для материа-
ла с определенным модулем упругости и каждая из компаний имеет свои рекоменда-
ции по изготовлению внутренних и наружных диаметров бобышки. Одними из та-
ких специализированных винтов являются винты под торговой маркой Trilobe® ком-
пании Continental Screw Company и торговой маркой Hi-Lo от Elco® Industries.
Высота бобышки должна быть не более чем в 2,5 раза больше внутреннего диа-
метра. Это необходимо, чтобы свести к минимуму потенциальные отклонения знака,
формирующего внутреннюю полость бобышки, а также решить проблемы заполне-
ния, уплотнения и извлечения. Поверхность пересечения бобышки с основной стен-
кой должна иметь радиус закругления минимум 0,25 мм. Пересечение внутренней
поверхности бобышки и основания должно иметь радиус, который составляет 10%
от толщины основной стенки. Толщина стенки внутреннего основания бобышки
должна составлять 75% от толщины основной стенки. На внутреннем диаметре
9 Конструирование изделий
489
в верхней части бобышки фаска под углом 45 градусов должна быть предусмотрена.
Сужение поперечного сечения наружных стенок бобышки должно составлять мини-
мум 0,5 градуса. Уменьшение внутреннего диаметра бобышки также желательно, но
его не делают, поскольку это может нарушить прочность сборки при использовании
винта или шпильки. В результате возникает необходимость использования
специальной втулки, чтобы гарантировать извлечение бобышки из литьевой формы.
Следует ожидать, что относительно большие поперечные сечения в зоне пересе-
чения бобышки и основной стенки будут, как правило, приводить к возникновению
утяжин или изменению блеска поверхности в месте установки бобышки. Можно ис-
пользовать альтернативную конструкцию для уменьшения объема материала в мес-
те соединения бобышки с основной стенкой (рис. 9.28). Эта конструкция уменьшит
потенциальную вероятность возникновения утяжин или пустот, но потребует до-
полнительных знаков.
9.3.3 Углы, закругления и радиусы
Следует избегать наличия в изделии острых углов, поскольку большинство пласт-
масс чувствительно к порезам. Это особенно важно для внутренних углов, посколь-
ку под нагрузкой они «работают» как концентраторы напряжений. Концентрация
напряжения будет возрастать при увеличении соотношения между величиной ра-
диуса углового закругления и толщиной стенки. Более предпочтительно минималь-
ное соотношение радиуса к толщине (Л/Т), которое составляет 0,5. Чем меньше ра-
диус, тем более хрупким будет изделие при возникновении нагрузки. Чтобы добить-
ся этого, противоположная сторона стенки должна быть закруглена.
На рис. 9.29 показана правильная конструкция углов в изделии из пластмассы.
Эта конструкция обеспечивает постоянную толщину стенок вблизи угла. Внутрен-
ний радиус должен быть минимум 0,5 (50%) толщины основной стенки. Наружный
радиус должен быть равен внутреннему радиусу плюс толщина стенки. Это гаранти-
рует, что толщина стенок будет постоянной вблизи угла. (Замечание: чем больше
внутренний радиус, тем лучше.)
Например: данное изделие имеет угол с основной стенкой толщиной 2,0 мм. Ми-
нимальный внутренний радиус угла должен составлять 1,0 мм, а внешний радиус уг-
ла должен быть 3,0 мм.
В некоторых случаях на изделии оставляют острые углы для улучшения его эс-
тетического вида или для того, чтобы оно соответствовало требованиям литьевой
машины. Необходимо следить за тем, чтобы к этим областям не прикладывалось
больших нагрузок и в них не возникало больших напряжений.
9.3.4 Конусность и углы сужения
Уклоны (сужение профиля сечения), или конусность, являются углами, которые до-
бавляют к вертикальным стенкам литого изделия, чтобы упростить процесс его из-
490
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
0,75 W Деталь А
Рис. 9.28. Альтернативная
конструкция бобышки, по-
зволяющая уменьшить объ-
ем используемого материа-
ла в месте пересечения бо-
бышки и основной стенки
Плохая конструкция
Высокое Большой объем
напряжение
Хорошая конструкция
Внутренний радиус + толщина стенки
Рис. 9.29. Правильная конструкция углов
в изделии из пластмассы
влечения из формы. Эти углы обычно лежат в диапазоне от 0,125 градуса до несколь-
ких градусов, в зависимости от материала. Уклоны на внутренней и наружной
поверхностях боковых стенок должны быть одинаковыми и параллельными. Чем
больше уклон, тем меньше потенциальных проблем при извлечении изделия
(рис. 9.30).
9.3.5 Поднутрения и отверстия
Поднутрения могут существенно увеличить трудности, возникающие при извлече-
нии изделия. Примером поднутрения с включением отверстия в боковую стенку из-
делия является внутреннее опорное кольцо, которое часто используется для крышек
контейнеров, а также при изготовлении внутренних и наружных резьб. Это требует
наличия специальных возможностей у литьевых форм, таких, как складывающиеся
пуансоны, раздвижные полуматрицы и специальные плиты съема. Это увеличивает
начальную стоимость литьевой формы, объем операций технического обслужива-
ния и время цикла литья. Если возможно, следует избегать отверстий или
поднутрений, которые формируют особые требования к литьевых формам. Если от-
верстие расположено в стенке, которая составляет прямой угол с направлением дви-
жения подвижной полуформы (пуансона) литьевой машины, то можно использо-
вать обычный знак, который нужен для формирования центрального отверстия в бо-
бышке и может быть легко извлечен в процессе нормального открывания литьевой
формы; однако если отверстие сделано в боковой стенке изделия, которая не перпен-
дикулярна направлению движения подвижной полуформы литьевой машины, то
извлечение потребует использования специальных средств.
9 Конструирование изделий
491
Рис. 9.30. Уклоны профи-
ля сечения на внутренней
и наружной поверхностях
должны быть одинако-
выми и параллельными
Рис. 9.31. Ступенчатая линия разъема мо-
жет иногда быть использована для создания
отверстий в боковой стенке изделия. Это
поможет устранить необходимость исполь-
зования смещения в сторону
Некоторые отверстия на боковых стенках могут быть сконструированы таким
образом, что не потребуется смещения в сторону. Для этой цели может быть исполь-
зована ступенчатая линия разъема литьевой формы (рис. 9.31).
Минимальный угол отсечки 5° позволяет гарантировать приложение усилия
смыкания литьевой формы к поверхностям соприкосновения полуформ, что пре-
дотвращает образование подгаров и гарантирует, что обе полуформы не будут цара-
пать друг друга в процессе замыкания и размыкания.
Эта технология упрощает процесс извлечения, устраняя необходимость приме-
нения специальных средств.
Другой пример использования ступенчатой линии разъема литьевой формы для
создания поднутрений и отверстий в изделии приведен на рис. 9.32. Вентиляционные
поднутрения на верхней части изделия сконструированы так, чтобы обеспечить про-
хождение потока воздуха и предотвращение попадания различных предметов внутрь
изделия через них. Гребенчатая геометрическая структура литьевой формы, которая
создает такие поднутрения, приведена на рис. 9.33.
Отверстия должны обеспечивать пространство для минимизации проблем из-
влечения и возникновения зон с уменьшенной прочностью в местах образования
линий спая. Если прочность линии спая является самым важным моментом, то от-
верстия могут быть намечены в процессе литья, а затем просверлены в ходе дополни-
тельной обработки.
492
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 9.32. Вентиляционные проемы (поднутрения и Рис. 9.33. Деталь А и ступенчатая линия
отверстия), создаваемые за счет использования сту- разъема, которая создает вентиляцион-
пенчатых линий разъема литьевой формы ные проемы, показанные на рис. 9.32
Если отверстия должны быть получены в процессе литья и будут подвергаться
нагрузке, то внешний периметр отверстия должен находиться на расстоянии мини-
мум 1-го диаметра от наружного края боковой стенки (рис. 9.34, а).
Для отверстий, наличие которых не диктуется структурными требованиями, не-
обходимо, чтобы пространство между ними было не меньше удвоенной толщины
стенки изделия (рис. 9.34,6).
Некоторые поднутрения, как, например, в разрезном кольце на большинстве
крышек пластиковых бутылок, не могут быть отделены от знака, который их форми-
рует. При проектировании таких разрезных колец конструктор должен учитывать
прилегающую стенку и свойства материала. Разрезное кольцо должно быть сконст-
руировано таким образом, чтобы изделие могло быть снято или сдвинуто со знака,
который формирует его без повреждения самого разрезного кольца или всего изде-
лия. Это требует, чтобы разрезное кольцо было сконструировано с уменьшенным
направляющим углом. Предпочтительнее использовать угол в 45 градусов
С - А е = Стенка С-2Е
D=2A
D = 2E
Изделие с жесткой Изделие без структурных
структурой
требований
Рис. 9.34. а) Базовые принципы размещения отверстий в изделии с жесткой структурой. Ь) Базо-
вые принципы размещения отверстий в изделии без структурных требований
9 Конструирование изделий
493
(рис. 9.35). Кроме того, боковая стенка должна быть в состоя-
нии отклоняться во время извлечения кольца. Это требует
учета глубины поднутрения, диаметра знака и предельных
значений деформации и напряжения материала. Поскольку
свойства материала при относительно высоких температу-
рах, когда изделие должно быть извлечено из литьевой фор-
мы, как правило, неизвестны, то конструирование поднутре-
ния максимальной величины, при котором изделие могло
быть извлечено, часто базируется на основе предела динами-
ческой деформации, который получен при комнатной темпе-
ратуре.
Это консервативный конструкторский подход, посколь-
ку пределы деформации для большинства пластических ма-
териалов намного больше при температурах извлечения.
Предел динамической деформации материала — наиболее
информативный параметр его характеристики при быстрых
деформациях, которые наблюдаются при посадке кольца.
Рис. 9.35. Чтобы облег-
чить отделение изделия
от литьевой формы, ре-
комендуется направ-
ляющий угол в 45*
Например:
Определить максимальную высоту опорного кольца, которое может быть ис-
пользовано на изделии, которое имеет внутренний диаметр 70 мм. Динамическая де-
формация материала составляет 3%.
Дг
е=—; Дг=е г;
г
Дг=0,03 35 мм = 1,05 мм,
где г — внутренний радиус; Д г — максимально допустимое изменение радиуса (это
будет величина максимально допустимых поднутрений); 8 — предел динамической
деформации материала.
Следует ожидать, что для отделения изделия понадобится специальная плита
съема.
Приведенная выше информация представляет собой упрощенный подход к кон-
струированию поднутрений. Для проверки конструкции часто требуется изготовле-
ние прототипа.
9.3.6. Замечания о расположении мест впуска
В литье под давлением необходимо внимательно следить за распространением рас-
плава вокруг отверстия в процессе заполнения формующей полости. Если в изделии
предусмотрено отверстие, линии спая неизбежны (исключение — расположение
кольцевого впускного литника прямо над отверстием). Линия спая будет снижать
прочность изделия, кроме того, ее появление нежелательно, когда к внешнему виду
494
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
изделия предъявляются жесткие требования. Каким бы образом изделие с поднут-
рением ни извлекалось из литьевой формы, следует убедиться, что линии спая не бу-
дут пересекать поднутрения. Большое усилие, которое прилагается в процессе из-
влечения, может вызвать повреждение изделия. Для минимизации подобной опас-
ности используются специальные системы выталкивания.
Под действием высокого давления расплава в процессе заполнения и уплотне-
ния формующей полости может произойти смещение или повреждение оформляю-
щих элементов. Поэтому при выборе мест впуска следует учитывать все приложен-
ные силы, и по возможности располагать впускные литники на некотором расстоя-
нии от них.
9.3.7 Пуансоны и знаки
Пуансоны и знаки, оформляющие поднутрения и отверстия, являются источником раз-
нообразных проблем. Например, смещение знака под действием высокого давления
Рис. 9.36. Два варианта самоцентрирующихся
вставок
расплава может вызвать изменение
толщины стенки или ожидаемой
схемы заполнения формующей по-
лости. Для избежания подобных
проблем максимальная длина знака
должна составлять не более 2,5 его
диаметра.
Смещение знака также может
быть вызвано изменениями в со-
стоянии расплава (сдвиговые и
температурные эффекты), кото-
рые возникают из-за неравномер-
ного охлаждения или дисбаланса
давления на разных сторонах зна-
ка. Все зависимости от того, с чем связаны изменения, последствия и поведение рас-
плава может быть рассчитано с помощью современных программных продуктов для
анализа литья под давлением.
Было предпринято несколько попыток разработать конструкцию, исключаю-
щую смещение положения знака или пуансона. На рис. 9.36, а приведен пример кон-
струкции, которая обеспечивает эффект «самоцентрирования». На рис. 9.36, b при-
ведена вторая конструкция, в которой основание отливки, имеющей форму крышки,
толще по сравнению с толщиной боковых стенок.
9.3.8 Как избежать проблем с «кадровой рамкой»
Конструкция, когда толщина стенок по периметру изделия толще, чем внутри него,
называется «кадровой рамкой» (рис. 9.37). Производитель такого изделия может
столкнуться с большим количеством проблем:
9 Конструирование изделий
495
• Расположение впускных литников по
периметру с толстыми стенками будет
приводить к эффекту образования «поя-
ска», поскольку расплав переходит от
быстрой скорости перемещения в мес-
тах с толстыми стенками к медленной в
центральной области с тонкими стенка-
ми в процессе заполнения литьевой
формы. Это может привести к вовлече-
нию воздуха или видимым линиям спая
в зонах с тонкими стенками.
• Расположение впускного литника в цен-
тральной зоне будет приводить к обра-
зованию пустот и утяжин по периметру.
• При любом расположении впускных
литников зона периметра с толстыми
стенками будет более подвержена усад-
ке, чем центральная зона, где существует
опасность коробления.
Рис. 9.37. Конструкция типа «кадровая
рамка». Этот тип конструкции может
привести к многочисленным проблемам,
связанным с заполнением литьевых
форм и короблением изделия
9.4 Пример конструкции изделия
Возьмем простой коллектор, который должен быть изготовлен из стали (рис. 9.38).
Его функциональными элементами являются центральное отверстие, которое служит
каналом для подачи воздуха при низком давлении, и четыре угловые отверстия, пред-
назначенные для фиксирующих болтов. Единственное структурное требование за-
Рис. 9.38. Коллектор из стальной пластины
ключается в том, чтобы изделие выдерживало
сжимающую нагрузку 70 фунтов, приложен-
ную к каждому из четырех болтов. Если изде-
лие изготовлено из стали, внешние поверхно-
сти будут получены механической обработкой
из сплошной стальной плиты (рисунок свер-
ху), кроме этого, в ней надо просверлить 5 от-
верстий (рисунок внизу). Механическая обра-
ботка стали относится к технологическим про-
цессам, которые приводят к потере исходного
материала там, где желательно минимизиро-
вать количество отходов. Удаление ненужного
материала в отверстиях будет увеличивать
стоимость механической обработки изделия.
Этот дополнительный этап следует проводить
только тогда, когда есть какие-либо другие тре-
бования, включая снижение веса.
496
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
При проектировании конструкции такой же детали из пластмассы конструктор
должен сосредоточиться на функциональных элементах изделия, к которым отно-
сятся пять отверстий, а также на том, чтобы они были получены в результате процес-
са, который бы экономил исходный материал. На стадии проектирования конструк-
тор должен учитывать функциональные требования, не упуская из виду минимиза-
цию толщины стенок.
Во-первых, пять отверстий можно изготовить индивидуально как тонкостенные
изделия, которые в таком варианте будут иметь форму труб (рис. 9.39,9.40). В этом
случае к центральному отверстию нет структурного требования и его можно оста-
вить относительно тонким. Оставшиеся четыре крепежных отверстия должны вы-
держивать сжимающую силу, F, величиной 70 фунтов на каждое отверстие. На осно-
ве данного внутреннего диаметра, ID, 0,25 дюйма может быть вычислен наружный
диаметр. С учетом коэффициента запаса прочности 4:1 каждая бобышка должна
выдерживать сжимающую силу 280 фунтов. Если полимерный материал, который
будет использован, имеет предел текучести при сжатии а, 10 000 фунтов/дюйм2, то
минимальный внешний диаметр, OD, будет определяться по уравнениям:
F
° А'
F
° (О£>)2_(ID)2 ’
4 4
OD
л F (ПУ?
с 4
OD = 0,313 дюйма.
Рис. 9.40. Проектирование функцио-
нальных элементов из пластмассы
Рис. 9.39. Функциональные элементы кол-
лектора, который показан на рис. 9.38
9 Конструирование изделий
497
Минимальная требуемая толщина стенки бобышки составит 0,032 дюйма.
Если четыре крепежных отверстия или бобышки используются для фиксации
центрального воздушного канала, то они должны быть соединены между собой. На
рис. 9.41 показан один из возможных подходов к осуществлению этого соединения.
Здесь тонкие стенки соединяют каждую из бобышек с центральным воздушным ка-
налом. На этой стадии все функциональные элементы должны быть соединены в од-
но монолитное изделие. Если требуется большая жесткость, то к стенкам должны
быть добавлены ребра или косынки. Элементы жесткости необходимо расположить
по обе стороны стенок, чтобы сохранить симметрию и минимизировать опасность
деформации (рис. 9.42).
Далее следует вычислить толщину стенок. Поскольку единственным структур-
ным требованием, которое уже определено, является толщина стенок бобышки
(0,032 дюйма), то другие стенки должны иметь такую же или меньшую толщину. Од-
нако толщина в 0,032 дюйма достаточно мала, поэтому может потребоваться компью-
терный анализ процесса литья. Если в результате будет установлено, что при такой
толщине стенок может быть осуществлено заполнение литьевой формы (и это не про-
тиворечит принципам расположения литниковой системы), то толщина стенок от-
дельных частей, включая толщины стенок воздушного канала, соединительных сте-
нок и ребер, которые усиливают жесткость конструкции, может быть оставлена рав-
ной вычисленной толщине стенок бобышки. Потенциально опасными местами для
появления утяжин или пустот являются пересечения любых плоскостей. Единствен-
ным фактором, который следует учитывать, является структурный, поскольку эстети-
ческие требования к изделию не предъявляются. Чтобы минимизировать риск, четы-
ре впускных литника должны быть расположены на внутренней стороне воздушного
канала, напротив расположения крепежных стенок бобышек. Они подадут поток рас-
плава напрямую в относительно толстые места пересечения стенок, которые будут
Рис. 9.41. Соединение функциональ-
ных элементов коллектора в изделие
Рис. 9.42. Добавление ребер для увеличения
жесткости и облегчения процесса извлечения
498
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 9.43. Изменения в конструкции кол-
лектора, которые могут быть использованы
для извлечения отливки
служить направляющими потока. В результа-
те на стадии уплотнения расплав может не-
прерывно подаваться в эти области для ком-
пенсации усадки материала.
К стенкам добавляются закругления ра-
диусом величиной 25% от толщины стенок,
чтобы уменьшить напряжение в местах пере-
сечения. Они будут увеличивать расход ис-
ходного сырья, и возникнет риск образования
пустот, но при этом минимизируется динами-
ческая нагрузка, появляющаяся из-за распо-
ложения впускного литника, и улучшается
уплотнение расплава во всех областях соеди-
нения крепежных стенок.
Дайте возможность сконструировать это
изделие пяти конструкторам, и вы получите
пять разных конструкций. Кто-то из них будет сосредоточен на облегчении извлече-
ния отливки (рис. 9.43), кто-то — на минимизации остаточных напряжений и опти-
мизации движения расплава.
9.5 Оценка стоимости изделия
Из-за высокой стоимости литьевых форм стоимость изделий, получаемых литьем
под давлением, в значительной степени зависит от объема производства. Очень ред-
ко может быть обосновано изготовление литьевой формы, если ожидается, что объ-
ем производства будет менее 10 000 изделий в год. Для производства изделий в
меньших количествах следует использовать такие способы перереботки, как ваку-
умное формование, штамповка или механическая обработка.
Стоимость изделия складывается из прямых расходов, стоимости упаковки, до-
ставки и косвенных расходов. К прямым относятся расходы, непосредственно свя-
занные с производством продукции (стоимость материалов, зарплата рабочих и
т. д). К косвенным относятся затраты, которые необходимы для нормального функ-
ционирования бизнеса, но напрямую не связаны с процессом производства (расхо-
ды на администрацию, арендную плату и т. д.).
Прямые расходы можно вычислить следующим образом:
1. Определить объем производства изделий и стоимость исходного сырья на
единицу изделия.
2. Расходы на зарплату рабочим определяются из количества изделий, которое
будет производиться в час, и числа рабочих. Если производство полностью
автоматизировано, то фонд заработной платы расходуется на оплату персо-
нала, ответственного за упаковку готовой продукции, загрузку сырья и т. п.
9 Конструирование изделий
499
3. Определить затраты на оснастку и оборудование. Они в значительной степе-
ни зависят от объема производства. Кроме того, этот параметр существенно
зависит от рисков и бизнес-стратегии компании.
Рассмотрим пример, когда изделие требует изготовления литьевой формы стои-
мостью $200 000. Предполагаемый годовой выпуск продукции в течение 5 лет —
100 000 изделий (общее количество изделий 500 000). Стоимость литьевой формы
полностью окупается за некоторый период времени, который зависит от бизнес-
стратегии компании.
Компания может выбрать распределение стоимости литьевой формы на 5 лет и
выпуск 500 000 изделий. Добавка к стоимости изделия будет составлять приблизи-
тельно $0,4/изделие ($200 000/500 000 изделий). Однако если оплата стоимости
литьевой формы займет 5 лет, то необходимо взять долгосрочный кредит на
$200 000. При этом появляются издержки на оплату процентов за него. Даже если
компания приобретет литьевую форму за наличные, то эти деньги будут потеряны
для нее, поскольку их можно было бы инвестировать и получить прибыль. В любом
случае стоимость этих денег должна быть выделена. Поэтому получается, что стои-
мость литьевой формы должна быть несколько больше, чем $0,4/изделие. Точная
цифра будет приведена ниже.
При любом приобретении, которое будет оплачиваться в течение длительного
времени, преимущество заключается в том, что будут минимизированы краткосроч-
ные расходы. Это означает, что стоимость изделия также будет минимизирована.
Проблема распределения стоимости на продолжительный период времени заключа-
ется в том, что возрастает риск для производителя. Риск заключается в том, что мо-
жет наступить момент, когда изделие не будет продаваться и его производство при-
дется свернуть, например, всего лишь через год. В результате производитель сможет
вернуть всего лишь $40 000 из $200 000, потраченных на приобретение литьевой
формы. Следовательно, потери будут составлять $160 000.
Альтернативой может стать попытка вернуть стоимость литьевой формы за
один год. В этом случае стоимость каждого изделия в течение первого года выпуска
должна быть повышена на $2,00. Недостатком этого решения является то, что
стоимость вашего изделия будет больше, чем у того, кто решил, что полная аморти-
зация литьевой формы произойдет в течение 5 лет; однако существует и ряд пре-
имуществ:
1. Если вам удастся продавать изделия в течение года дороже на $2,00, то литье-
вая форма за это время окупится. В течение следующих 4 лет производства
вы можете либо оставить цены на том же уровне и получить высокую при-
быль или снизить их, вытесняя конкурентов с рынка.
2. Если выпуск продукции придется свернуть после первого года производства,
вам удастся избежать убытков.
3. Поскольку вам понадобился всего лишь один год, чтобы оплатить литьевую
форму, то стоимость денег (издержек на выплату кредита) будет существен-
но ниже.
500
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
При определении стоимости изделия косвенные затраты обычно определяются
как почасовые, которые рассчитываются на основе первичной стоимости оснастки.
В случае литья под давлением часовая стоимость выделяется для каждой литьевой
машины в соответствии с ее стоимостью. Она обычно зависит от габаритных разме-
ров (номинального веса) литьевой машины. Эти стоимости будут существенно от-
личаться у разных компаний и даже для разных заводов. Пример стоимости для раз-
личных литьевых машин приведен ниже:
100т = $30/ч;
200т = $34/ч;
300т = $38/ч.
Далее приведен пример расчета стоимости изделия. В примере не учитывается
стоимость упаковки и доставки.
Количество полостей 16
Стоимость производства 50 $/ч
Прямые затраты на заработную плату 8 $/ч
Выпуск продукции за год 5 000 000 изделий/год
Количество лет полной амортизации оборудования 3
Длительность цикла литья 16с
Количество платежей в течение времени,
когда литьевая форма будет полностью
амортизирована 36
Стоимость литьевой формы $ 100 000
Стоимость сырья 2,0 $/фунт
Число платежей в течение года за литьевую форму 12
Вес изделия Юг
Степень загруженности производства 95%
Стоимость материала, необходимого для получения одного изделия. В данном
случае приведена стоимость материала в долларах на фунт ($/фунт), а вес одного
изделия приведен в граммах, поэтому надо конвертировать вес из граммов в фунты,
чтобы определить стоимость материала в расчете на одно изделие:
Стоимость материала я Вес изделия * Стоимость материала,
в расчете на одно изделие 454
Стоимость материала в расчете на одно изделие = 0,0441 $.
Стоимость производства изделия: сначала надо определить количество изделий,
производимых за один час:
v v 3600 v
Количество изделии в час я---------х Количество гнезд.
Цикл литья
Количество изделий в час = 3600.
9 Конструирование изделий
501
Во-вторых, надо определить стоимость производства одного изделия:
Стоимость _ Стоимость производства + Прямые затраты на заработную плату
производства ~ 3600
ОДНОГО изделия ТТикп питья Х Количество гнезд
Стоимость производства одного изделия = 0,0161.
Стоимость литья одного изделия. Во-первых, надо определить общую стоимость
литьевой формы (стоимость литьевой формы + издержки на погашение кредита):
Общая стоимость = Стоимость литьевой формы х Общее число платежей:
_____Процентная ставка х G+ _________IРОЦСНТ! 1ая ставка общее число платежей
Число платежей в течение года I Число платежей в течение года ]
Г _______Процентная ставка
I Число платежей в течение года
Общее число платежей
-1
Общая стоимость =$116 162.
Во-вторых, надо определить затраты на приобретение литьевой формы в расчете
на одно изделие (общая стоимость литьевой формы, деленная на общее число выпу-
щенных изделий за те годы, в течение которых стоимость литьевой формы будет воз-
вращена):
Стоимость оборудования =-----------------Общая стюимостъ-----------------
в расчете на одно изделие Годовое производство х Число лет,
в течение которых стоимость формы будет
возвращена
Общая стоимость оборудования в расчете на одно изделие = 0,0077.
Общая стоимость = (Стоимость материала + Стоимость производства +
+ Стоимость литья) х Годовой выпуск.
Общая стоимость одного изделия = (Стоимость материала для одного изделия+
+ Стоимость производства в расчете на одно изделие +
+ Стоимость оборудования в расчете на одно изделие) х Годовой выпуск.
Общая стоимость одного изделия = $0,0645.
В приведенном примере сделана поправка на то, что количество бракованных
изделий будет составлять 5%. В других случаях может быть учтен различный про-
цент брака в стоимости материала, стоимости производства и материала.
502
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Литература
1. Wagner, А. Н., Yu, J. S. and Kalyon, D. M. Orientation and Residual Stress Distribution in
Injection Molded Engineering Plastics. Proceedings of the Society of Plastics Engineering
47th Annual Technical Conference. — SPE. Brookfield Center. CT. 1988. P. 303-307.
2. Jaros, B. G., Shrinkage of Glass-Filled Parts as Developed by Radial Flow. Proceedings of the
Society of Plastics Engineering 5th Annual Technical Conference. — SPE. Brookfield Center.
CT, 1991. P. 2646-2648.
10
АНАЛИЗ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Б. Дэвис, А. Риос
В настоящее время почти каждый, кто интересуется литьем под давлением, либо
читал о замечательных возможностях компьютерного анализа литья, либо уже ис-
пользует этот подход при совершенствовании конструкции изделий. Общепринято
считать, что при разработке новых конструкций перед изготовлением опытной осна-
стки необходимо получить численную модель конструкции и оптимизировать ее с
помощью компьютерных систем. Кроме экономии времени и снижения финансовых
затрат, которые обычно требуются на изготовление серии прототипов, компьютер-
ный анализ значительно повлиял на сам способ конструирования новых изделий.
Конструкторы и инженеры-технологи эффективно используют возможности совре-
менного программного обеспечения для сокращения сроков конструирования изде-
лий и устранения потенциальных проблем производства, которые приводят к ухуд-
шению качества продукции и снижению рентабельности.
Компьютерный анализ предоставляет значительные преимущества, позволяя
конструкторам и инженерам виртуально исследовать любые возможности литья, из-
бегая таким образом расходов на материалы и механическую обработку. Возмож-
ность «производить отбор» новых конструкций или их концепций на компьютере
дает возможность инженеру выявить и устранить проблемы еще до начала произ-
водства. Кроме того, инженер может быстро и легко определить, каким образом из-
менение отдельных параметров литья будет влиять на качество готовых изделий и
производительность. Автоматизированное конструирование {Computer Aided
Engineering, САЕ) значительно расширяет возможности конструктора по изучению
влияния различных вариантов расположения мест впуска, разнообразных конст-
рукций литников, геометрических особенностей изделий, различных условий литья
и дальнейшей обработки на возможность изготовления данного изделия литьем под
давлением и качество конечного изделия. Более того, в отличие от традиционного
метода проб и ошибок, при котором изготовление прототипов, их испытания и по-
следующие модификации требовали от одной до нескольких недель, использование
средств САЕ позволяет разрабатывать требуемые конструкции в течение несколь-
ких дней или даже часов.
Использование САЕ в литье под давлением, однако, не является панацеей от всех
проблем. Существует ряд ограничений на то, как и когда следует использовать про-
граммные продукты для анализа процессов литья под давлением. Как и любой дру-
гой вид компьютерного анализа, программы СА£базируются на определенных пред-
положениях и упрощениях. Некоторые из них дают возможность программе прово-
дить сложный анализ в течение разумного периода времени, в то время как другие
обобщают поведение материала, что дает возможность использовать численные ме-
тоды для решения систем сложных уравнений поля. Другие допущения связаны не с
трудностями в создании подходящего численного алгоритма, а с проблемой прове-
504
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
дения экспериментов, необходимых для определения характеристик материала или
их влияния на процесс его переработки. К сожалению, большинство пользователей
не имеют полного представления о последствиях таких предположений и упроще-
ний, а также, что более важно, их влияния на корректность полученного решения.
При использовании мощного современного программного обеспечения САЕ для
описания процессов литья под давлением очень легко увлечься результатами, кото-
рые будут создавать благоприятную картину, но при этом будет потеряна связь с той
ситуацией, которая складывается в реальном процессе литья под давлением.
При использовании средств САЕ для анализа литья под давлением необходимо
знать реальные процессы литья, а также учитывать предположения и упрощения,
которые были введены в программу. При оценке влияния сделанных предположе-
ний на решения и их интерпретацию знание реального процесса играет решающую
роль, а знание основ теории численных методов, используемых в компьютерной
программе, придаст пользователю большую уверенность при работе с программным
обеспечением.
Современный рынок диктует производителям литых изделий необходимость
использования современного программного обеспечения: переход к САЕ позволяет
сократить время цикла внедрения изделия, повысить качество, снизить затраты и
сократить срок выполнения заказа. Однако, чтобы гарантировать правильное при-
менение средств САЕ, необходимо четкое понимание их теории и области присущих
им ограничений. Данная глава представляет собой краткое введение в область
средств САЕ, предназначенных для анализа процессов литья под давлением. Парал-
лельно будет описана история развития средств СД£для литья под давлением, а так-
же изложены теоретические основы и предположения, необходимые для создания
модели. Кроме того, будет приведен краткий обзор существующих численных мето-
дов, что позволит читателю оценить возможности и точность каждого из них. В за-
ключение мы приведем несколько практических примеров и проведем разбор кон-
кретных ситуаций для различных технологических процессов литья под давлением.
10.1 История развития средств САЕ
В настоящее время компьютерный анализ процессов литья под давлением широко
распространен, хотя еще сравнительно недавно это было скорее исключением, чем
правилом. Первые «модели» для литья под давлением основывались на так называе-
мых плоских приближениях. Эти методы требовали, чтобы геометрия детали была
упрощена таким образом, чтобы течение материала могло быть описано нескольки-
ми одномерными потоками. Такой тип анализа давал возможность рассчитать про-
фили скоростей и температур по поперечному сечению потока расплава, а также
предсказать недоливы и градиенты давления. Использование подобных методов, од-
нако, требует существенного упрощения геометрии реального изделия. Кроме того,
пользователь должен обладать достаточным опытом, который позволил бы ему кор-
ректно и правильно выполнить упрощение. И хотя первые методы не требовали про-
10 Анализ литья под давлением
505
ведения сложных расчетов, они не получили широкого распространения отчасти
из-за трудностей, возникающих при определении эквивалентной плоской модели.
К истокам появления современных программных продуктов анализа процессов
литья под давлением следует отнести раннюю работу Вонга и Хайбера, выполнен-
ную в Корнуэльском университете [1]. За ней последовало огромное количество ис-
следований и разработок в середине 1970-х гг., направленных на понимание слож-
ных явлений, которые происходят в процессе литья под давлением термопластич-
ных материалов. В частности, хорошим примером организации сотрудничества
ученых, инженеров и чиновников для решения актуальных производственных задач
может служить программа исследования литья под давлением Корнуэльского уни-
верситета {Cornell Injection Molding Program, CIMP). CIMP была принята в 1974 г. для
развития фундаментальных теоретических основ, чтобы проектирование литых из-
делий и технологического процесса литья под давлением базировалось на строгих
научных законах в большей степени, чем на экспериментальном опыте.
Хотя исследовательская работа в рамках CIMP послужила основой современных
программ моделирования, корни численных методов лежат в ранней работе Хайбера
и Шена [2]. Заметным прорывом в этой работе было применение метода конечных
элементов к стадии заполнения литьевой формы. Хотя в настоящее время этот метод
не имеет практического значения, он проложил дорогу для коммерческого про-
граммного обеспечения. Большое количество исследователей внесли свой вклад в
эту науку путем разработки новых моделей и методов расчетов заполнения литье-
вых форм и выдержки под давлением, ориентации молекул, остаточных напряже-
ний, усадки и коробления. Научная работа в рамках CIMP привела к подключению к
процессу развития технологии САЕ значительного количества исследовательских
институтов по всему миру.
Основной трудностью, связанной с анализом литья под давлением, является пе-
ремещение свободной поверхности, ассоциированной с фронтом распространения
расплава. По мере своего перемещения материал постоянно меняет форму и дефор-
мируется внутри формующей полости, вследствие чего после каждого временного
шага возникает необходимость переопределения геометрии элемента рабочей сре-
ды. Переопределение сетки конечных элементов, или конечных разностей, было од-
ним из самых больших препятствий для создания реального метода компьютерного
анализа.
Вонг, Хайбер и Вонг [3] реализовали процедуру динамического редактирования
сетки (динамический редактор сетки) и ввели ее в процесс анализа литья под давле-
нием. После тщательного выбора временного шага и перемещения фронтов потока
пользователь должен заполнить пробел между старым и обновленным фронтами
расплава новыми конечными элементами. Эта процедура требует активного участия
пользователя. Кроме того, при ее применении размер сетки зависит от выбранного
временного шага.
Альтернативная технология была предложена Ли, Фольгаром и Такером [4].
Здесь для представления начальной загрузки литьевой формы в литьевом прессова-
нии используется сетка конечных элементов. На каждом временном шаге перемеще-
506
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ние фронтов потока материала моделируется с помощью той же самой сетки, кото-
рая рассчитывается по специальному методу конечных элементов. Эта процедура
аналогична процессу рисования исходной сетки на листе резины, а затем растягива-
ния его таким образом, чтобы он соответствовал фронту расплава по истечении каж-
дого временного шага. Хотя этот метод и представлял собой оптимизацию техники
динамического редактирования исходной сетки, он также не был лишен недостат-
ков. Так, возникают проблемы при расчете процессов с многократной загрузкой, при
наличии оформляющих вставок в литьевой форме или в тех случаях, когда геомет-
рия препрега сильно отличается от геометрии готового изделия.
Тадмор, Бройер и Гутфингер [5, 6] использовали метод пространственного рас-
пределения конечных элементов (метод сеток) для решения задач двухмерного по-
тока в геометрически сложных конфигурациях. С использованием модели Хеле-
Шоу [7] для анализа потока их метод стал применим для потоков расплава в литье
под давлением. Метод сеток эффективен при расчете как ньютоновских, так и нень-
ютоновских рабочих жидкостей. В этом методе используется сетка ячеек Эйлера,
покрывающая полость, которую заполняет поток. Для каждой ячейки устанавлива-
ется коэффициент, который зависит от степени заполнения ячейки и может иметь
значения от 0 (для пустой ячейки) до 1 (для полностью заполненной ячейки). Для
каждой ячейки составляются локальные балансы масс, а поток рассчитывается пу-
тем решения системы алгебраических уравнений. Хотя этот метод хорошо подходит
для решения многих задач, он требует использования сетки с очень мелкими ячейка-
ми, особенно если геометрия изделия такова, что в ней присутствуют криволиней-
ные поверхности.
Вонг и др. [8], а также Освальд [9] модифицировали метод сеток, сделав его бо-
лее подходящим для неньютоновского неизотермического потока внутри тонких
трехмерных полостей, с использованием метода конечных элементов. Алгоритм, ко-
торый носит название метод контрольного объема, требует, чтобы трехмерная по-
верхность формующей полости была разделена на конечные элементы плоской обо-
лочки. Ячейки, или контрольные объемные элементы, создаются путем соединения
центра тяжести элемента с серединами его сторон. После добавления уравнения ба-
ланса масс для каждой ячейки результирующие уравнения будут идентичны тем, ко-
торые возникают при использовании метода Галеркина для конечных элементов.
Это делает возможным использование техники сборки стандартного метода конеч-
ных элементов для построения системы линейных алгебраических уравнений.
На этой стадии исследований было проведено достаточно большое количество
экспериментов, что позволило создать надежные программные продукты для анализа
литья под давлением. Коммерчески доступное программное обеспечение для такого
анализа появилось на рынке в середине 1970-х гг. Эти программы осуществляли ком-
пьютерное моделирование процессов литья под давлением с использованием прибли-
жения плоских потоков в режиме разделения времени. До середины 1980-х годов на
рынке не было коммерческих средств анализа на основе метода конечных элементов.
К концу 1980-х гг. сразу несколько компаний, включая Moldflow, C-MOLD и Simeon,
предложили такие СА£-системы. Коммерческие программные продукты, предложен-
10 Анализ литья под давлением
507
ные этими компаниями, сначала представляли собой крайне неудобные интерпрета-
торы, работающие с командной строкой. Однако в процессе эволюции они постепенно
преобразовались в полнофункциональные программы с графическими пользователь-
скими интерфейсами, привычными для современных пользователей. Кроме коммер-
чески доступных пакетов существует целый ряд исследовательских компьютерных
программ, разработанных университетами и независимыми компаниями. Многие из
них до сих пор используются ведущими компаниями, занимающимися переработкой
полимеров, но являются программами с закрытым кодом.
Доступность коммерческого программного обеспечения не остановила исследо-
ваний и разработок в области литья под давлением. Наоборот, фундаментальные ис-
следования, необходимые для дальнейшего развития новых технологий литья под
давлением, стимулировались успехами в области продаж CAE-систем. Появились
новые модели и методики расчетов течения и застывания материала, последующей
усадки, коробления и остаточных напряжений в изделиях. Все программы были рас-
ширены и адаптированы для расчета процессов в таких технологиях литья, как
литье с газом, литьевое прессование, а также двухкомпонентное (сэндвич) литье.
Поскольку производители в области переработки пластмасс заинтересованы в сни-
жении стоимости, повышении качества и улучшении эксплуатационных характери-
стик литых изделий, а также в уменьшении времени реагирования на коммерческие
предложения, то это гарантирует появление новых достижений в сфере САЕ. При
этом следует ожидать как новых исследований и разработок, так и появления новых
коммерческих программных продуктов.
10.2 Определяющие уравнения
Для того чтобы иметь возможность предсказывать поведение и анализировать
сложные потоки полимерных расплавов, которые возникают в процессе литья под
давлением, необходимо прежде всего иметь базовые представления о математиче-
ском аппарате, позволяющем описывать поток. Вне зависимости от сложности по-
тока его поведение должно подчиняться определенным физическим законам. Эти
законы могут быть выражены в математической форме как законы сохранения
массы, импульса и энергии (уравнения (10.1)-(10.3)). Кроме этих трех определяю-
щих уравнений, в математическую модель могут быть добавлены одно или не-
сколько уравнений состояния, которые описывают свойства материалов, обсуж-
давшиеся в главе 3.
Поскольку эти уравнения могут комбинироваться (например, зависимость вяз-
кости от температуры и скорости сдвига), то и их решения становятся более сложны-
ми. Целью разработчика модели является формулирование физической сути про-
блемы и решение математических уравнений в целях предсказания поведения пото-
ка. Несмотря на то что для некоторых простых случаев уравнения состояния могут
быть решены аналитически, анализ более сложных двух- или трехмерных потоков
требует использования численных методов:
508
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
1/^=0; (10.1)
(10.2)
pCv(Ti>t -Т[Р,т ]fUiti +T,t//>y +5, (10.3)
где U — скорость; р — плотность; о — полное напряжение; g — ускорение свободного
падения; Cv — удельная теплоемкость при постоянном объеме; Т — температура; т —
тензор напряжений; S — скорость тепловыделения.
Хотя некоторые специфические детали, необходимые для численного решения
данных уравнений, и выходят за пределы обзора данной главы, необходимо хотя вы
вкратце рассмотреть базовые модели, используемые для анализа литья под давлени-
ем. Это позволит добиться понимания пользователем предположений и ограниче-
ний, которые применяются в данных методах.
10.2.1 Модели потоков
В общем случае большинство программных продуктов для анализа литья под давле-
нием основано на методе конечных элементов/контрольного объема. Хотя концеп-
ция использования метода конечных элементов и не является новой сама по себе, ее
приложение к тонкостенным структурам в литье под давлением требует некоторой
дополнительной информации.
Как и большинство современных компьютерных алгоритмов, базовой теорией
потока в процессе литья под давлением является работа столетней давности по
классической математике. Эта теория была опубликована в 1889 г. военно-мор-
ским инженером Генри С. Хеле-Шоу. Несмотря на то что эта работа была выполне-
на за десятки лет до возникновения литья под давлением, в ней содержатся все
предпосылки, необходимые для анализа потока с использованием метода конеч-
ных элементов.
По существу, модель Хеле-Шоу может быть применена для обобщенных нью-
тоновских жидкостей, которые характеризуются уменьшением вязкости при сдви-
ге и зависят от температуры. Как показано на рис. 10.1, принцип потока Хеле-Шоу
основан на предположении наличия тонкой полости. В данном случае предполага-
ется, что толщина щели намного меньше, чем ее длина вдоль направления распро-
странения потока. Кроме того, предполагается, что расплав является несжимаемой
ньютоновской жидкостью, а инерцией и скольжением на стенках можно пренеб-
речь. Помимо этого, выполняются законы сохранения массы и импульса по толщи-
не потока. Эти предположения позволяют заменить определяющее уравнение по-
тока уравнением Лапласа (10.4), где Р — давление, х и у — плоские координаты,
a S — теплопроводность. Более того, проводимость потока может быть выражена с
помощью уравнения (10.5). Здесь вязкость т] зависит как от плоских координат хи
у, так и от пространственной координаты z, перпендикулярной плоскости потока.
10 Анализ литья под давлением
509
Предположения:
— - тонкая полость (b < L);
— несжимаемая жидкость;
— уравнение состояния обобщенной ньютоновской жидкости;
— инерция и сила тяжести пренебрежимо малы;
— отсутствие скольжения на стенках
Рис. 10.1. Обобщенная геометрия потока Хеле-Шоу, соответствующие допущения, и типичный
профиль распределения скоростей по поперечному сечению
Как показано в уравнении (10.5), вязкость может также зависеть от скорости де-
формации у и температуры.
дхJ ду\ ду ,
ь
S(x,y)=j
о
(Ю.4)
(10.5)
(г')2
П(?-Г,г')
Все современные программы анализа процесса заполнения литьевой формы ос-
нованы на данной обобщенной методике. Хотя модель Хеле-Шоу во многом и спра-
ведлива для условий, существующих при литье под давлением, она все же имеет и
определенные ограничения, которые следует учитывать. Модель Хеле-Шоу спра-
ведлива только на участках, удаленных от места впуска и активного фронта потока.
Что касается участков, находящихся в непосредственной близости от этих областей,
то здесь поток описывается так же, как в задаче анализа пограничного слоя, причем
пограничный слой приблизительно равен толщине щели.
В области фронта потока поле потока носит значительно более сложный харак-
тер из-за наличия фонтанного эффекта. Здесь распространение фронта потока,
учитывая отсутствие скольжения на стенках, будет приводить к нарушению тео-
рии Хеле-Шоу. В данном случае профиль скоростей потока по поперечному сече-
нию перестает быть параболическим, и частицы потока начинают отклоняться от
его центра в направлении стенок (рис. 10.2). Следует заметить, что вблизи фронта
510
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 10.2. Фонтанный эффект, возникающий в процессе литья под давлением
потока профиль скоростей по-прежнему удовлетворяет граничному условию ну-
левого проскальзывания на поверхности формующей полости. Однако, поскольку
фронт потока перемещается, для частиц потока, находящихся вблизи поверхности
формующей полости, возникает противоречие, приводящее к появлению ненуле-
вой составляющей потока поперек щели и ведущее к возникновению фонтанного
эффекта. Как показано на рисунке, расплав, распространяющийся в формующей
полости, начинает затвердевать при контакте с ее холодными стенками. Следую-
щие порции расплава, которые поступают в полость, перемещаются между застыв-
шим слоем, что растягивает фронт потока, вызывая его «накатывание» на холод-
ные стенки литьевой формы.
Кроме того, модель Хеле-Шоу не работает при анализе потока в процессе изго-
товления толстостенных изделий. Хотя по своей природе большинство отливок яв-
ляются тонкостенными, существует несколько изделий, стенки которых на некото-
рых участках могут быть относительно толстыми. Поскольку одним из основных
предположений, на которых базируется теория Хеле-Шоу, является малая толщина
щели, то при возрастании соотношения толщины с длиной (b/L) возрастает и ошиб-
ка. Анализ порядка величин показывает, что ошибка при продольных и сдвиговых
нагрузках имеет порядок 9 (b/L). Поэтому при увеличении толщины стенок изде-
лия модель Хеле-Шоу начинает отклоняться от реального поведения потока, наблю-
дающегося в процессе заполнения формующей полости. Еще один источник ошибок
модели Хеле-Шоу заключается в проявлении невязкой природы потока на поверх-
ностях формующей полости и оформляющих деталей. В результате она не учитыва-
ет дополнительное гидравлическое сопротивление потоку, натекающему на знаки
или стенку формующей полости. Поэтому при расчете параметров потока вблизи
знаков или стенок формующей полости возникает ошибка порядка 3 (b/L).
10.2.2 Модели ориентации
В процессе литья под давлением молекулы, наполнители, а также волокна ориентиру-
ются вдоль направления распространения потока (в продольном направлении) и ока-
зывают серьезное влияние на свойства готового изделия. В процессе литья термопла-
стичных материалов сложные эффекты в потоке будут создавать изменения в ориен-
тации по всему объему изделия. Изменения возникают одновременно как по длине
изделия, где ориентация будет меняться от точки к точке, так и по его толщине.
10 Анализ литья под давлением
511
Молекулы полимера сами по себе в отливке находятся в растянутом состоянии,
поскольку внутримолекулярное удлинение не может релаксировать до своей нор-
мальной величины за время застывания изделия. Ориентация молекул в полимере
очень важна для многих механических свойств отливки, но обсуждение этого вопро-
са выходит за рамки данной главы.
Очень важное исследование было выполнено Фольгаром и Такером в работах
[10,11], где они смоделировали движение одного волокна в концентрированной сус-
пензии. Их подход основан на модели Джефри, в которую добавляется взаимодейст-
вие между волокнами. Фольгар и Такер получили следующее определяющее урав-
нение для волокон, ориентированных в плоских потоках:
k -Cxi Э\|/ . . dv . 2 dv 2x^r • A xdvy
Ф =--1---——COS фзш ф——-Sin ф—^ + COS Ф------ + 81ПфсО8ф-(10.6)
\|/ Эф дх ду ду ду
В общем случае физическая модель, изначально полученная Фольгаром и Таке-
ром, относится к функции распределения ориентации для поля волокон в зависи-
мости от величины скорости деформации у, производных скорости vx и vy и угла ф
ориентации волокна относительно потока. В модель также входит коэффициент
взаимодействия между волокнами Сь который изменяется от 0 (для волокон, не
взаимодействующих с другими) до 1 (для плотной пробки из близкорасположенных
волокон). Было показано, что модель ориентации волокон работает как для термо-
пластичных, так и для термореактивных материалов.
Адвани и Такер [12-14] разработали более эффективный метод представления
ориентации волокон через тензор ориентации. Эта техника значительно сократила
объем расчетов по сравнению с решением этой же задачи с использованием метода
Фольгара-Такера. Вместо представления ориентации волокна с использованием
одного угла ф Адвани и Такер предложили использовать компоненты единичного
вектора вдоль оси волокна и различные тензоры второго порядка. Это компактное
обозначение полностью описывает состояние ориентации в любой точке про-
странства. Оно может быть записано следующим образом:
Здесь 8~ означает единичный тензор, где со;> и уг>. являются тензорами завихренности
и скорости деформации соответственно. Тензорная форма определяющего уравне-
ния также содержит величину скорости деформации у, коэффициент взаимодейст-
вия С7, и коэффициент а, который равен 3 для пространственной ориентации и 2 —
для двухмерной ориентации. В этом уравнении также используется тензор четвер-
того порядка — aijkl. Чтобы получить решение уравнения (10.7), этот тензор должен
быть аппроксимирован с помощью соответствующей модели смыкания [14-16].
Для получения ориентации волокон в процессе анализа заполнения формующей по-
лости решение уравнения (10.7) может осуществляться с использованием традици-
онного метода конечных элементов/контрольных объемов.
512
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
10.2.3 Модели переноса тепла
Литье под давлением по своей природе является полностью неизотермическим про-
цессом. Это означает, что температура распределена неравномерно и сильно зависит
от времени, а также от параметров процесса на каждой стадии литья под давлением.
В течение всего цикла, начиная с расплавления материала до впрыска и окончатель-
ного охлаждения изделия, действуют сложные механизмы теплообмена. В общем
случае механизмами переноса энергии являются проводимость, конвекция и дисси-
пация в процессе литья под давлением.
Большинство программных продуктов для анализа литья под давлением осно-
вывается на предположении, что температура при впрыске распределена равномер-
но и является постоянной. Очевидно, что в реальных условиях это не так, поскольку
флуктуации температуры могут наблюдаться как в продольном, так и в поперечном
направлении. Предположение о равномерном распределении температуры впрыска
не является следствием ограниченных возможностей компьютерного анализа. Ско-
рее, это допущение было введено из-за реальных трудностей измерения температу-
ры впрыскиваемой дозы материала.
Для решения задачи переноса тепла в процессе литья под давлением необходимо
определяющее уравнение. Из уравнения сохранения энергии (10.3) следует, что
энергия и тепло, передаваемые полимеру, должны уравновешиваться теплом, кото-
рое отдает и поглощает отливка. Это классическое уравнение описывает баланс теп-
лопередачи в процессах проводимости, конвекции и диссипации с теплоаккумули-
рующей способностью самого полимерного материала.
Поскольку материал впрыскивается через впускной литник, то высокие внут-
ренние сдвиговые напряжения служат причиной разогрева полимера. Это выделе-
ние тепла обычно называют вязкостной диссипацией. Сдвиговая деформация поли-
мера может привести к значительному повышению температуры расплава. К сча-
стью, современные методы анализа позволяют учесть этот эффект.
Дополнительная теплопередача происходит в потоке полимера и в виде конвек-
ции. При перемещении расплава в процессе заполнения формующей полости проис-
ходит перенос энергии вдоль направления распространения потока — таким обра-
зом происходит конвективный теплообмен.
Еще один режим передачи тепловой энергии в процессе литья под давлением —
передача энергии за счет теплопроводности. Хотя теплопередача идет во всех направ-
лениях, тонкие стенки отливок приводят к тому, что проводимость по толщине доми-
нирует. Поэтому программы анализа учитывают только проводимость поперек тон-
кой щели. Это упрощение вполне оправдано, когда рассматриваются полимеры с низ-
кой теплопроводностью. Поскольку стенки холодной литьевой формы имеют
существенно более низкую температуру, чем горячий поток расплава, то большая
часть тепла передается литьевой форме, а не в направлении распространения потока.
Еще один эффект наблюдается в процессе литья частично кристаллизующихся
полимеров. Он заключается в том, что часть тепловой энергии расходуется на кри-
сталлизацию или на расплавление кристаллов. В процессе формирования кристал-
10 Анализ литья под давлением
513
лической структуры некоторое ко-
личество тепловой энергии должно
быть отведено от материала прежде,
чем процесс охлаждения сможет про-
должаться. Расплавление кристал-
лов имеет форму зависимости, анало-
гичную кривой зависимости энталь-
пии от температуры, которая получе-
на при проведении стандартного тес-
та дифференциальной сканирующей
калориметрии (рис. 10.3).
Сейчас существуют хорошо за-
рекомендовавшие себя модели и
численные методы учета теплоты
кристаллизации/плавления при ли-
тье изделий из частично кристалли-
зующихся полимеров.
Рис. 10.3. Кривая зависимости удельной энтальпии
от температуры для ПБТ
10.2.4 Уравнения состояния
Решение определяющего уравнения для литья под давлением требует несколько до-
полнительных формул. Выше (см. главу 3) уже упоминалось, что уравнение состоя-
ния является одним из тех, которые описывают поведение материала как функцию
параметров технологического процесса и условий его протекания. Примером урав-
нения состояния может служить модель, используемая для вязкости.
Зависимости вязкости от скорости сдвига и температуры хорошо изучены для
полимерных материалов. Однако модель вязкости Кросса-Вильямса-Лэндла-
Ферри является более предпочтительной при использовании численных методов.
Эта модель описывается уравнением
П(Г у. р} =
(10.8)
где выражение для нулевой сдвиговой вязкости получено на основе функциональ-
ной формулы Вильямса-Лэндла-Ферри и приведено в уравнениях:
По (Т,р)=Дехр
Л,(Г-Т*)
А2+(Т-Т*)
(10.9)
T* = D2+D3p,
А2 =А2 + D3p.
(10.10)
(10.11)
514
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Как и уравнение Карро-Вильямса-Лэндла-Ферри (см. главу 3), эта модель
эффективно описывает области ньютоновского плато низких значений скорости
сдвига, а также область уменьшения вязкости. Сдвиг Вильямса-Лэндла-Ферри
для модели Кросса также позволяет получить точную зависимость вязкости от
температуры.
Для описания изменения объема и усадки в процессе литья под давлением необ-
ходима модель состояния, а именно, РVT-диаграмма для полимера. Удельный объем
полимера зависит от температуры, а также от давления в расплаве материала.
PVT-диаграмма наиболее часто используется для иллюстрации этой зависимости.
Поскольку в процессе литья давление и температура изменяются в ходе всего цикла,
то необходима точная модель, предсказывающая их поведение. Эти эксперимен-
тально полученные данные используются для информации о сжимаемости и объем-
ном расширении полимерных материалов. Если данные получены в равновесном со-
стоянии, то они описывают фундаментальные термодинамические свойства мате-
риала. Эти данные отображают процессы перехода материала из одного фазового
состояния в другое.
PVT-диаграмма для аморфных термопластов при атмосферном давлении может
быть обобщена. Перегиб кривой (рис. 10.4) соответствует температуре стеклования,
которая является функцией давления. Наклоны температурной кривой Ь2т и обо-
значают коэффициенты термического объемного расширения жидкой и твердой фаз
соответственно. С другой стороны, PVT-диаграмма для частично кристаллизующих-
ся полимеров при атмосферном давлении показывает резкий переход при темпера-
туре кристаллизации (рис. 10.5).
В большинстве коммерческих программных продуктов для анализа литья под
давлением используется модифицированное уравнение Тейта [17] для эмпириче-
Рис. 10.5. PVT-диаграмма для частично кри-
сталлизующегося полимера
Рис. 10.4. PVT-диаграмма аморфного
полимера
10 Анализ литья под давлением
515
ского согласования свойств. Ниже приведены уравнение Тейта и соотношения для
его 13 констант с разделением на две области:
V(T,p)=V0(T) 1-Clnfl+— I B(T)J + V,(T,p). (10.12)
Здесь для Т > Tt (р) следует использовать:
V о ~b\m +b2mT; (10.13)
В(Т) > = Ь3техр(-ЬАтТ)-, (10.14)
Vt(T,P>=0. (10.15)
Для Т <Tt (р)следует использовать:
Vo=bis + b2j; (10.16)
B(T)=b3s+b2sT; (10.17)
Vl(J,p)=b1ex.p(b3T-b9p). (10.18)
Здесь значение С = 0,0894 является универсальной постоянной, а приведенные ни-
же соотношения полностью описывают реакцию полимера:
Г=Т-й5;
(10.19)
rt(p) = 65+V (10.20)
Температура играет очень важную роль как для вязкости, так и для усадки. Бо-
лее того, при расчете температур термические свойства материала зависят от теку-
щего значения температуры. Такие свойства, как теплопроводность и удельная теп-
лоемкость, изменяются не только при переходах полимера в другое фазовое состоя-
ние, но и с изменением температуры в пределах всего диапазона температур
процесса. При прохождении температуры стеклования в процессе охлаждения рас-
плава полимера его теплопроводность и удельная теплоемкость изменятся скачко-
образно.
Аналогично, для частично кристаллизующихся материалов прежде, чем начнет-
ся процесс отверждения расплава, от него необходимо отвести количество тепловой
энергии, равное скрытой теплоте фазового перехода. Для того чтобы учесть эти
свойства полимеров в численных моделях, соответствующие данные могут быть
включены в модель в табличной форме или же рассчитываться с помощью относи-
тельно простых моделей состояния материала. Следует заметить, что PVT-диаграм-
ма для полимеров, особенно для частично кристаллизующихся, существенно зави-
сит от скорости охлаждения. Медленная скорость охлаждения, что типично для
условий получения PVT-диаграммы, будет приводить к высокой степени кристалли-
зации и большему уменьшению удельного объема, чем при быстром охлаждении, ко-
торое типично для процессов литья под давлением.
516
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
10.3 Численные методы
Существует три основных класса численных методов, которые обычно используют-
ся для расчета параметров потока: метод конечных разностей, метод конечных эле-
ментов и метод граничных элементов. Любой из этих методов имеет свои преимуще-
ства и недостатки, поэтому каждый из них используется для определенного типа за-
дач. Хотя в задачи данной главы не входит детальное описание различий между
численными методами, на их общем описании мы должны остановиться.
10.3.1 Метод конечных разностей
Метод конечных разностей играл решающую роль в начале 1930-х гг., когда впервые
начал применяться для расчетов. Это простейший для понимания и практического
применения метод. На рис. 10.6, а приведена сетка, которая должна быть создана для
представления геометрии двухмерного домена. После создания сетки определяю-
щие дифференциальные уравнения следует переписать в дискретной форме и при-
менить их к каждому узлу. В результате получится система алгебраических уравне-
ний, которые могут быть решены с помощью стандартного метода Гаусса или друго-
го более сложного численного алгоритма. В силу своей простоты этот метод может
быть применен для широкого круга задач.
Поскольку в данном методе построение определяющих уравнений производит-
ся в самом начале анализа, то с его помощью легко и удобно решать нелинейные за-
дачи, а также задачи, объединяющие поток с теплопередачей. Метод конечных раз-
ностей относительно легко программируется, и полученные на его основе програм-
мы компьютерного анализа характеризуются высокой скоростью счета. Хотя метод
конечных разностей прост в реализации, это преимущество имеет и оборотную сто-
рону в виде определенных недостатков. Во-первых, необходимо иметь в виду, что
метод конечных разностей наилучшим образом подходит для решения задач, свя-
занных с расчетом изделий, имеющих простую геометрию. Несмотря на принципи-
альную возможность анализа отливок с более сложной геометрией за счет использо-
а) Ь)
Рис. 10.6. Образование двухмерной расчетной ячейки для: а) метода конечных разностей; Ь) ме-
тода конечных элементов; с) метода граничных элементов
10 Анализ литья под давлением
517
вания специальных дифференциальных операторов или преобразования координат,
другие методы, которые обсуждаются в данной главе ниже, при решении таких задач
часто оказываются более эффективными. Далее, поскольку построение определяю-
щих уравнений осуществляется в начале анализа, погрешность этого метода выше,
чем во всех других. Таким образом, при решении нелинейных задач с помощью мето-
да конечных разностей могут возникнуть проблемы со сходимостью.
В литье под давлением метод конечных разностей не очень хорошо подходит
для анализа потока. Однако он хорошо подходит для анализа теплопереноса по по-
перечному сечению тонкостенных литых изделий. Кроме того, метод конечных
разностей используется для выполнения простых расчетов, при необходимости
оценить возможность использования литья под давлением для получения конк-
ретного изделия.
10.3.2 Метод конечных элементов
В отличие от метода конечных разностей, метод конечных элементов представляет
собой относительно новый алгоритм для решения задач переработки полимеров. Он
появился в 1960-х гг. и сразу же стал основным методом, применяемым для расчета
потоков в коммерческом программном обеспечении. Как и метод конечных разно-
стей, метод конечных элементов требует, чтобы все изделие было разбито на узлы и
элементы (дискретизировано). Сетка, которая приведена на рис. 10.6, Ь, представля-
ет собой образование, необходимое при проведении анализа методом конечных эле-
ментов простой двухмерной модели.
Хотя для получения результирующей системы уравнений можно использовать
несколько различных методов, как правило, предпочтение отдается методу Галерки-
на с использованием метода взвешенных невязок. После создания сетки определяю-
щие дифференциальные уравнения выражаются в интегральной форме, а затем, пу-
тем их численного интегрирования, получается результирующая система алгебраи-
ческих уравнений. По своей природе метод конечных элементов в состоянии
Рис. 10.7. Изображение средней линии трехмерного ребра
518
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
моделировать изделия с гораздо более сложной геометрией, чем метод конечных
разностей. Он также может обеспечить весьма точные решения для таких перемен-
ных расплава, как скорость потока или давление, для широкого диапазона задач,
включая нелинейные потоки. Однако, как и метод конечных разностей, метод конеч-
ных элементов содержит определенное количество внутренних ошибок.
Тем не менее метод конечных элементов хорошо подходит для решения задач
литья под давлением. Он может использоваться для расчета по средней линии, кото-
рая является геометрическим местом срединных точек для всех поверхностей, как
показано на рис. 10.7. Та же самая сетка конечных элементов используется для рас-
чета перемещения фронта расплава в процессе заполнения формующей полости
(применяется метод контрольных объемов), а также для анализа стадий выдержки
под давлением, охлаждения, а также прогнозирования коробления отливки.
10.3.3 Метод граничных элементов
В отличие от методов конечных разностей и конечных элементов, метод граничных
элементов требует разбить на элементы только геометрическую границу. Как пока-
зано на рис. 10.6, с, двухмерная геометрия требует только разбиения кривой, огибаю-
щей границы изделия. Метод граничных элементов получил распространение одно-
временно с методом конечных элементов, однако поскольку в нем используются от-
носительно более сложные математические расчеты, то он получил широкое
признание не так быстро. Метод граничных элементов использует другую форму оп-
ределяющих уравнений, которые могут быть выражены в форме интегралов по до-
мену.
Эти интегралы затем преобразуются по методу Грина-Гаусса до тех пор, пока
они не превратятся в обычные граничные интегралы. После этого интегралы чис-
ленно преобразуются в систему алгебраических уравнений. До момента преобразо-
вания интегралов никаких аппроксимаций определяющих уравнений не произво-
дится. Поэтому, в отличие от первых двух методов, метод граничных элементов мо-
жет внести ошибку в результат только в процессе численных преобразований.
Другое преимущество заключается в том, что он обеспечивает безупречную точ-
ность расчета производных высокого порядка.
Однако метод граничных элементов не очень хорошо подходит для анализа по-
тока. Поскольку большинство отливок являются тонкостенными, то уменьшение
размерности, которое достигается за счет использования метода граничных элемен-
тов, реально усложняет решение по сравнению с решением, которое можно получить
при использовании метода конечных элементов. Кроме того, необходимость реше-
ния нелинейных уравнений высокого порядка, а также учета теплопередачи при пе-
ремещении потока делает метод граничных элементов не совсем очевидным выбо-
ром. Тем не менее он успешно используется в расчете температуры литьевой формы
и при определении оптимального распределения температуры в ней при проектиро-
вании новой конфигурации системы охлаждения.
10 Анализ литья под давлением
519
10.4 Упрощенный анализ
Упрощенный анализ разработан таким образом, чтобы минимизировать участие
пользователя в подготовительных процедурах. При этом он дает полезную инфор-
мацию на ранних стадиях конструирования изделий. Такие расчеты обычно произ-
водятся при существенных упрощениях геометрии изделия и/или поведения мате-
риала. Однако современные технологии позволяют проводить анализ по упрощен-
ной схеме с большим приближением к реалистичной геометрии. Проведение такого
анализа позволяет выявить основные тенденции и предсказать потенциальные про-
блемы уже на ранней стадии конструирования, когда окончательная геометрия из-
делия еще неизвестна.
10.4.1 Анализ на основе метода конечных разностей
Существует большое число расчетов на основе метода конечных разностей, которые
можно применять для моделирования литых изделий. Некоторые из ранних мето-
дов расчетов на основе метода сеток были опубликованы Тадмором и другими в ра-
боте [5]. Данный метод предоставляет средства моделирования, в которых заполне-
ние литьевой формы со значительно более сложной геометрией может быть решено
с помощью анализа плоского потока. За счет упрощения геометрии изделия слож-
ной конфигурации можно получить необходимые сведения о процессе литья. Одна-
ко одним из камней преткновения данного метода является сложность подбора под-
ходящей упрощенной геометрии.
Другие методы основываются на существенном упрощении геометрии потока,
вплоть до одномерной, но при этом производится учет поведения всего материала в
процессе заполнения. Одним из специальных подходов, описанным Бухманном в
Рис. 10.8. Зависимость длины потока от давления с учетом сопротивления во впускном литнике
для ПС в литьевой форме со спиральным каналом при постоянном расходе Q = 3,68 см3/с
520
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 10.9. Зависимость длины потока от давления с учетом сопротивления во впускном литнике
для ПС в литьевой форме со спиральным каналом при постоянном расходе Q = 7,4 см3/с
работе [18], был упрощенный анализ потока в литьевых формах со спиральным ка-
налом. Он включает в себя расчет одномерной модели методом конечных разностей.
Анализ осуществляется с допущением неизотермического неньютоновского харак-
тера потока полимера с присутствием конвекции, диссипации и отверждения. Ре-
зультаты этого анализа показывают неплохую точность при сравнении с экспери-
ментальными значениями для длины потока (рис. 10.8 и 10.9). Однако основной це-
лью данного метода моделирования является возможность быстрого сравнения
различных материалов и расширение диапазона их применения.
10.4.2 Анализ на основе твердотельной модели
Значительным шагом вперед по сравнению с упрощенным анализом с использова-
нием метода конечных разностей стало появление методов анализа на основе твер-
дотельной (монолитной) модели. Этот относительно новый подход запатентован
[19]. Он позволяет непосредственно связать анализ с конструкторскими задачами.
Здесь используется специальная техника проведения анализа литья под давлением
на монолитной модели вместо представления геометрии изделия в виде средней ли-
нии. Таким образом, процесс конструирования изделия совмещается с анализом ли-
тья под давлением, что позволяет получить более эффективный расчетный продукт.
Твердотельное моделирование лежит в основе нескольких технологий быстрого
прототипирования (например, стереолитографии {Stereo Lithography Apparatus®)).
Процесс начинается с изготовления компьютерного оригинал-макета изделия с по-
мощью средств CAD. Далее трехмерная модель разбивается на поперечные сечения
(слои) толщиной 0,013-0,51 мм. Построение сечений детали с помощью специаль-
ного оборудования (лазер, оптическая система, жидкий полимер) протекает слой за
слоем снизу вверх, до тех пор пока не будет получен физический прототип.
10 Анализ литья под давлением
521
Большинство СДО-систем с возможностями твердотельного моделирования
экспортирует файлы в формате STL. Они описывают геометрию модели и состоят из
совокупности треугольных «граней», представляющих собой элементы поверхно-
сти. Однако, в отличие от правильной сетки конечных элементов, сетки стереолито-
графии часто состоят из неправильных треугольников с большим отношением сто-
рон. Хотя эти искажения не имеют серьезных последствий для оборудования сте-
реолитографии, они могут стать источником серьезных проблем для большинства
численных методов, используемых для анализа литья под давлением. По этой при-
чине при проведении расчетов в коммерческих программных продуктах на основе
твердотельного моделирования обычно используют алгоритмы оптимизации сетки,
чтобы уменьшить соотношение сторон в треугольных гранях.
Окончательный вариант расчетов на основе твердотельного моделирования для
описания потока в процессе заполнения формующей полости использует модель
Хеле-Шоу. Как и в других современных методах, здесь используется метод конеч-
ных элементов/контрольных объемов. Но вместо анализа по средней линии расчеты
на основе твердотельной модели учитывают геометрию всех поверхностей. На осно-
ве сетки из файла стереолитографии этот метод реализует систему парных и син-
хронных уравнений для противостоящих геометрических поверхностей. Наиболее
простым видом такой технологии может быть визуализация результата при рас-
смотрении процесса литья простой плоской пластины. Трехмерное представление
пластины будет иметь как верхнюю, так и нижнюю поверхности. Метод стереолито-
графии, генерирующий монолитные модели, «стремится» составить пары из эле-
ментов, которые находятся на верхней и на нижней поверхностях. На рис. 10.10 при-
веден двухмерный слой изделия типичной геометрии с ребром жесткости, рассчи-
танной на основе монолитной модели. При тщательном анализе нормалей
элементов и прилегающих к друг другу элементов можно добиться синхронизации
между верхней и нижней поверхностями каждого геометрического элемента.
Эти синхронизированные пары затем дополняются граничными условиями и
уравнениями перемещения фронтов потоков. Как показано на рис. 10.10, составля-
ют пары на плоских участках. Однако при рассмотрении скруглений, утолщений
или других более сложных элементов синхронизация становится невозможной. По-
этому при расчетах на основе твердотельной модели для таких элементов, не имею-
щих четко определенной синхронизированной пары, используется ряд допущений.
В этих случаях за толщину элемента часто принимается среднее значение прилегаю-
щих элементов. Например, синхронизация пар узлов Л-а и В-b в плоской части из-
делия достаточно очевидна. Однако при рассмотрении таких узлов, как, например,
узел G, не имеющих четко определенной синхронизированной пары, за толщину
принимается среднее значение толщин прилегающих узлов.
В результате каждому элементу структуры присваивается конкретное значение
толщины и синхронизированные пары используются для анализа литья под давле-
нием. Конкретное значение толщины соответствует полной толщине щели между
поверхностями. Таким образом, объем элементов сетки примерно равен удвоенному
объему реальной геометрической формы. Поэтому расход при впрыске, используе-
522
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
мый в процессе анализа, приблизительно в 2 раза превышает расход для реальной
геометрии. Парные узлы используются для синхронизации значений давления и по-
ложения фронта потока. При проведении стандартного анализа впускной литник
располагается на одной из поверхностей геометрической модели. Если узел, в кото-
ром расположен впускной литник, принадлежит одной из синхронизированных пар,
то в другой узел пары помещается дополнительный впускной литник. Далее при
анализе используется модель Хеле-Шоу.
Результаты анализа на основе твердотельного моделирования могут включать
объективные параметры — давление впрыска, время заполнения формующей полос-
ти, расположение линий спая, а также значения температур. Кроме того, могут учи-
тываться и такие субъективные факторы, как степень заполнения формующей по-
лости, параметры выдержки под давлением, воздушные пузыри и воздушные ло-
вушки, скорость охлаждения, а также качество поверхности готового изделия. Все
эти величины получают в ходе расчетов. Дополнительной особенностью подобного
анализа является возможность выработки рекомендаций по оптимальному располо-
жению мест впуска. Новейшие достижения [20] заключаются в том, что численный
анализ на основе твердотельных моделей был дополнен анализом коробления.
На рис. 10.11 приведены результаты эксперимента по анализу заполнения фор-
мующей полости, проведенного с помощью программного обеспечения CAD. Прове-
дено сравнение полного заполнения литьевой формы с двумя недоливами. На ри-
сунке сверху вниз показаны: геометрия изделия с расположением впускного литни-
ка в центральной части изделия (показан стрелкой) и результаты заполнения
литьевой формы с недоливом. Сравнение показывает отличное согласование между
результатами, полученными путем численного моделирования, и результатами, по-
лученными в ходе реального эксперимента.
По сравнению с более совершенными современными методами, численные ме-
тоды на основе монолитных моделей вносят ряд упрощений. Это сделано в целях
ускорения процесса расчета, однако при этом снижается точность. Основным пре-
имуществом расчетов на основе твердотельного моделирования является тесная ин-
теграция, достигаемая между моделированием с помощью CAD-систем и собственно
10 Анализ литья под давлением
523
Рис. 10.11. Оценка результатов моделирования (с разрешения Moldflow Corporation)
технологическим процессом. Таким образом, уже на стадии конструирования инже-
неры и конструкторы получают ценную информацию о том, как геометрические осо-
бенности изделия будут влиять на процесс изготовления реального изделия.
10.4.3 Анализ на основе литьевой формы
Анализ на основе литьевой формы дополняет стандартный анализ по твердотельной
модели за счет включения в расчеты таких особенностей литьевой формы, как кон-
струкция литниковых каналов и впускных литников. Целью анализа на основе лить-
евой формы являются разработка и оптимизация ее конструкции на ранних стадиях
конструирования изделия. Быстрая оценка влияния впускных, разводящих и цен-
трального литников и геометрии формующей полости позволяет разработчику
524
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
а) Ь)
Рис. 10.12. Балансировка литников при изготовлении палитры для набора красок: а) до баланси-
ровки; Ь) после балансировки (с разрешения Moldflow Corporation)
литьевой формы избежать потенциальных проблем. Эффекты системы распределе-
ния давления в одной полости или в многогнездных литьевых формах, а также в на-
борах литьевых форм могут быть оценены очень быстро, что позволит определить их
влияние на усилие смыкания, объем дозы впрыска, а также длительность цикла. Бы-
стрый анализ полимерных потоков через систему распределения, состоящую из лит-
никовых каналов, центральных и впускных литников, дает возможность создания
сбалансированной литниковой системы, а также оценить влияние различных конст-
рукций впускных литников на отливку. Кроме того, данный алгоритм предусматри-
вает возможность оценки затрат, а также процент отходов.
Пример, иллюстрирующий эти возможности, приведен на рис. 10.12, где показа-
но воздействие балансировки литьевой формы для изготовления палитры из дет-
ского набора красок. За счет балансировки было достигнуто равномерное заполне-
ние четырех полостей. Программное обеспечение САЕ автоматически и одновремен-
но производит балансировку потока и минимизацию общего объема литниковой
системы в целях уменьшения отходов.
10.5 Экспертный анализ
Экспертным анализом называются такие расчеты, в которых используется метод ко-
нечных элементов и требуется значительно большее участие пользователя. Они
применяются для анализа поведения сложных композиций материала. Экспертный
анализ дает более высокую степень соответствия и способен учитывать большее ко-
личество параметров, связанных с поведением материала и условиями переработки.
Если анализ на основе твердотельных моделей позволяет выявить тенденции и по-
10 Анализ литья под давлением
525
могает конструкторам лучше понять технологический процесс, то экспертный ана-
лиз используют для получения более достоверной информации о литье под давле-
нием. Хотя детальное исследование [21] численных методов, используемых для про-
ведения экспертного анализа, и выходит за рамки данной главы, мы приведем
необходимый минимум информации о ключевых концепциях.
Экспертный анализ по средней линии требует существенного участия пользова-
теля. При этом пользователь должен уметь оптимальным образом выбрать положе-
ние средней линии для изделия сложной геометрии. Экспертный расчет основан на
комбинированном использовании методов конечных элементов и контрольных объ-
емов для анализа впрыска. Этот метод обычно использует модель Хеле-Шоу для
неньютоновских неизотермических жидкостей для решения определяющих уравне-
ний потока.
Большинство программ экспертного анализа использует метод конечных разно-
стей для расчета температурного профиля по толщине элементов и получения ре-
зультатов расчета температуры слоев.
Принципиальное преимущество экспертного анализа связано с возможностью
получения точных и максимально достоверных решений для впрыска, выдержки
под давлением, температуры, ориентации, остаточных напряжений, усадки и короб-
ления. Функциональные возможности и численные методы, реализованные в про-
граммных продуктах экспертного анализа, имеют строгое научное обоснование. Они
применимы для случаев тонкостенных трехмерных конструкций при использова-
нии как горячеканальных, так и холодноканальных литниковых систем. Кроме того,
они в состоянии анализировать свойства умеренно сжимаемых материалов при рас-
чете модели Хеле-Шоу, а также могут применяться в ситуациях, когда температура
полуформ различна. Многие потенциальные дефекты конечного изделия, включая
линии спая, захват воздуха и недоливы, могут быть выявлены еще до изготовления
оснастки. К дополнительным преимуществам экспертного анализа относится воз-
можность определения оптимального расположения мест впуска, системы распро-
странения потока, толщины изделий и условий технологического процесса.
Дополнительное преимущество экспертного анализа заключается в том, что в
него включен анализ стадии после заполнения литьевой формы — выдержки под
давлением, в течение которой поддерживается давление, достаточно высокое для то-
го, чтобы устранить объемную усадку полимера. Экспертный анализ учитывает
влияние этой фазы цикла литья под давлением, вводя поправку по усадке, рассчи-
танной на основе данных PVT-диаграммы. Кроме того, сложное распределение тем-
ператур по всей геометрии отливки вносит свой вклад в неравномерную усадку и ко-
робление изделия. Экспертный анализ позволяет учесть и этот фактор.
Основные задачи стадии охлаждения в литье под давлением заключаются в по-
нижении среднемассовой температуры полимера и обеспечении его затвердевания
до размыкания формы. Однако, чтобы проанализировать этот процесс, необходимо
учитывать не только параметры одной формующей полости. Чтобы адекватно пред-
сказать температурные вариации по всему изделию, следует учесть охлаждение
литьевой формы с помощью численных методов. Хотя и можно предположить, что
526
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
температура литьевой формы остается постоянной в процессе охлаждения, но это
предположение не соответствует реальности. Экспертный анализ учитывает распо-
ложение и размер каналов охлаждения внутри литьевой формы для определения их
воздействия на охлаждение изделия. Современные программные продукты могут
рассчитать охлаждение литьевой формы, используя комбинацию методов гранич-
ных и конечных элементов. Эти результаты могут быть использованы для предска-
зания усадки и коробления отливки.
В целом экспертный анализ используется для получения достоверной деталь-
ной информации о литье под давлением. С помощью точных моделей и численных
методов можно полностью рассчитать заполнение формующей полости, а также
предсказать расположение линий спая, утяжин, воздушных ловушек, эффекты рас-
слоения, ориентацию волокон, температуры в различных точках, усадку, коробле-
ние, время циклов, охлаждения и остаточные напряжения в конечном изделии.
10.5.1 Коммерческое программное обеспечение
Коммерческие программные продукты для анализа литья под давлением чаще всего
состоят из набора модулей, которые могут быть использованы для анализа каждой
стадии процесса литья, включая впрыск, выдержку под давлением, охлаждение и ко-
робление.
По существу, любая из программ анализа использует один и тот же численный
метод, однако каждая из них имеет небольшие отличия от других аналогичных про-
дуктов, относящиеся к способу, с помощью которого учитываются свойства мате-
риала. Значительно улучшенные по сравнению с первыми программными продукта-
ми САЕ, эти программы имеют полнофункциональный графический интерфейс
и предоставляют значительное количество функций для анализа результатов.
Заполнение литьевой формы
При анализе литья под давлением заполнение литьевой формы рассчитывается
в первую очередь. В процессе заполнения векторы скорости, давление и температура
рассчитываются в зависимости от времени, и при этом формируется основа для ана-
лиза следующей стадии. Заполнение литьевой формы используется для предсказа-
ния времени цикла, обеспечения полного заполнения формующей полости и пред-
сказания линий спая и воздушных ловушек.
Линии спая / Захват газа
Анализ заполнения формующей полости может быть использован для предска-
зания формирования таких дефектов, как видимые линии спая и воздушные пузыри
и ловушки. Эти дефекты могут привести к образованию слабых мест в отливке и
плохому качеству поверхности. Видимая линия спая образуется при встрече двух
различных фронтов потока. Захват газа происходит, когда два потока встречаются
вокруг незаполненной области отливки.
10 Анализ литья под давлением
527
Рис. 10.13. Анализ заполнения литьевой формы коробки электрического выключателя (с разре-
шения Square D Corporation)
На рис. 10.13 приведен результат анализа заполнения литьевой формы коробки
электрического выключателя: показано формирование линий спая с одновремен-
ным захватом газа. Линия спая на рис. 10.13 выделена окружностью — она находится
там, где встречаются друг с другом два фронта потока. Кроме того, здесь имеется воз-
душная ловушка, которая заметна по незаполненному пятну внутри окружности.
В ходе анализа было выбрано оптимальное расположение мест впуска и вентиляци-
онных каналов, что позволило избежать подобных дефектов.
Ориентация
Ориентация молекул, волокон и наполнителей приводит к неоднородности
свойств материала по всему объему отливки. Предсказание ориентации очень важно
для понимания и прогнозирования механических свойств изделия и его реакции на
конкретные виды нагрузки.
На рис. 10.14 приведен образец ориентации волокон в ребре отливки [22]. На
рис. 10.14, а — экспериментальные результаты, полученные с помощью анализатора
изображения. Результат компьютерного анализа (рис. 10.14, Ь) показывает рассчи-
танную ориентацию волокон, где каждый вектор соответствует направлению ориен-
тации, а его длина показывает ее амплитуду.
Температуры
Распределение температуры на поверхности отливки также может быть рассчи-
тано с помощью программного обеспечения САЕ. Температурные неоднородности
могут привести к короблению изделия. Расположение системы охлаждения литье-
528
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 10.14. Ориентация волокон в ребре отливки: а — экспериментальный анализ; b — компью-
терный анализ[22]
вой формы в значительной степени влияет на распределение температуры на
оформляющей поверхности.
Программные продукты САЕ успешно используются для оптимизации располо-
жения системы охлаждения, что позволяет добиться равномерного распределения
температуры в литьевой форме и, следовательно, минимизации коробления отливки.
Усадка и коробление
Усадка и коробление отливок являются следствием распределения ориентации
молекул и температуры. После расчета ориентации и температуры экспертный ана-
лиз способен спрогнозировать усадку и коробление конечного изделия. Программ-
ные продукты САЕ могут успешно использоваться для предотвращения значитель-
ной деформации и снижения числа бракованных изделий.
10.5.2 Специальные расчеты
Кроме традиционного литья под давлением термопластичных материалов сущест-
вует ряд специализированных технологий, которые также могут быть проанализи-
рованы с помощью усовершенствованных программных продуктов. Мы остановим-
ся только на двух из них, чтобы показать преимущества компьютерного анализа. Как
технология двухкомпонентного (сэндвич) литья, так и литье под давлением с газом
используют два различных материала с разными свойствами. В случае сэндвич
литья второй материал обычно является полимером другой марки. В литье под дав-
лением с газом — это газ, который используется для снижения веса отливки и рабо-
чих давлений.
10 Анализ литья под давлением
529
Литье под давлением с газом
Литье под давлением с газом начинается с частичного или почти полного впры-
ска расплава полимера в литьевую форму, как и при обычном литье под давлением,
после чего осуществляется подача сжатого газа. В основном для этой цели использу-
ется сжатый азот. Во время подачи газ попадает в среднюю часть формующей полос-
ти, где полимер еще находится в расплавленном состоянии, вытесняя его в удален-
ные места с одновременным уплотнением (подробнее см. раздел 7.3).
Литье с газом — более сложный процесс, поскольку требует выбора места впры-
ска газа, определения размера каналов подвода газа и их расположения, а также вре-
мени впрыска газа и давления, под которым происходит впрыск. Если эти парамет-
ры выбраны неправильно, то это приведет к разнотолщинности стенок отливки и
возникновению поверхностных дефектов.
Применение программных продуктов САЕ весьма актуально для реализации
всех преимуществ процесса литья под давлением с газом, позволяет оптимизировать
расположение точек впрыска газа и схему каналов распространения газа, а следова-
тельно, обеспечить правильное заполнение литьевой формы и требуемую толщину
стенок. Программные продукты дают пользователю возможность протестировать
сценарии с различными размерами каналов и впускными литниками для впрыска,
временем впрыска и значениями давления газа. Без этого процесс оптимизации про-
водился бы эмпирически, методом проб и ошибок.
Двухкомпонентное (сэндвич) литье
Анализ двухкомпонентного (сэнвич) литья (подробнее о технологии см. раз-
дел 7.1) определяет пространственное распределение поверхностного и базового ма-
териалов в формующей полости в процессе заполнения. Этот анализ может учесть
разницу в свойствах материалов и рабочие температуры поверхностного и базового
полимеров так же, как и массовые, тепловые, а также механические взаимодействия
между ними. Результаты анализа помогут конструкторам и инженерам спрогнози-
ровать эксплуатационные характеристики изделия, найти пути улучшения конст-
рукции литьевой формы и способы оптимизации управления процессом. В частно-
сти, анализ является эффективным инструментом для определения наилучшей
комбинации поверхностного и базового полимеров, а также точного времени пере-
ключения на выдержку.
10.6 Технология полного трехмерного анализа
литья под давлением
К последним достижениям в области анализа отливок относится технология трех-
мерных численных методов. Хотя экспертный анализ по средней линии позволяет
в большинстве случаев получать точные результаты, существует целый класс задач,
для которых возможности таких программных продуктов недостаточны. При изуче-
530
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
нии толстостенных изделий использование метода Хеле-Шоу для анализа впрыска
по средней линии не дает нужного результата. В этих случаях обосновано использо-
вание полного трехмерного анализа, моделирующего трехмерное течение расплава
на сетке объемных элементов. В отличие от метода Хеле-Шоу, где вводятся опреде-
ленные упрощения, модели полного трехмерного потока напрямую рассчитывают
поле скоростей внутри полости. Этот способ позволяет рассмотреть фонтанный эф-
фект потока [26-29].
Полный трехмерный анализ литья под давлением способен осуществить моде-
лирование случаев неньютоновских неизометрических потоков расплавов полимер-
ных материалов. Кроме того, к более сложным вариантам относится анализ с учетом
инерционных сил, поверхностного натяжения и вязкоэластичного поведения рас-
плава, а также такого сложного поведения, как струйное течение.
Полный трехмерный анализ рекомендуется в первую очередь для тонкостенных
изделий.
10.7 Заключение
Большинство средств и технологий САЕ, которые были описаны выше, осуществля-
ет анализ и конструирование литых изделий. Но для инженера-конструктора глав-
ной проблемой остается поиск оптимальных технологических параметров литья.
Задача оптимизации осложняется необходимостью учета марки материала, ограни-
чений на параметры процесса и требований по выбору оборудования (оснастки).
Автоматизированное проектирование литья под давлением развивалось после-
довательно, начиная с примитивных исходных программ. То, что раньше было «чер-
ной магией», при конструировании литьевых форм и разработке технологических
процессов получило твердую опору на достижения фундаментальной науки. Непре-
рывные совершенствования и новые достижения в области программного и аппа-
ратного обеспечения сделали средства САЕ доступным инструментом для производ-
ства любых размеров и основным фактором в достижении рентабельности.
Литература
1. Wang, К. К., Hieber, С. A., Proc, of the Int. Conf, on Prod. Eng., Tokyo. Feb (1976).
2. Hieber, C. A., Shen, S. F.,J. Non-Newtonian Fluid Mechanics (1980) 7,1.
3. Wang, V. W., Hieber, C. A. Wang. К. K., ANTEC (1985), 826.
4. Lee, С. C., Folgar, F., Tucker, C. L., Ill, J. Eng. Ind. (1984) 106, 114.
5. Tadmor, Z., Broyer, E., Gutfinger, C., Polym. Eng. Sci. (1974) 14, 660.
6. Broyer, E., Gutfinger, C., Tadmor, Z., Trans. Soc. Rheol. (1975) 9,423.
7. Hele-Shaw, H. S., Proceed. Royal Inst. (1899) 16,49.
8. Wang, V. W., Hieber, C. A., Wang К. K., Applications of Computer Aided Engineering in
Injection Molding, Manzione, L. T. (Ed.) (1987) Hanser, Munich.
9. Osswald, T. A., Ph. D. Thesis, Dept, of Meeh. Eng., University of Illinois (1987).
10 Анализ литья под давлением
531
10. Folgar, F. Р., Ph. D. Thesis, University of Illinois at Urbana-Champaign (1983).
11. Folgar, F. P., Tucker, C. L., Ill,J. Reinf. Plast. Comp. (1984) 3,98.
12. Jackson, W. C., Advani, S. G., Tucker, C. L., Ill,J. Comp. Mat. (1986) 20, 539.
13. Advani, S. G., Ph. D. Thesis, University of Illinois at Urbana-Champaign (1987).
14. Advani, S. G., Tucker, C. L., III. Polym. Comp (1990) 11,164.
15. Verleye, V., Dupret, F., Proc. ASME WAM, New Orleans (1993).
16. Cintra, J. S., Tucker, C. L., Ill J. Rheol. (1995). Vol. 39, Issue 6, pp. 1095-1122.
17. Tait, P. G., Physics and Chemistry, Vol. 2. Part IV (1889).
18. Buchmann, M., M. S. Thesis, University of Wisconsin-Madison (1993).
19. Yu, H. G., Thomas, R., U. S. Patent 6096088 (2000).
20. Fan, Z., et al., ANTEC (1999).
21. Kennedy, P., Flow Analysis of Injection Molds (1995) Hanser, Munich.
22. Ver Weyst, В. E., Tucker, C. L., Ill, Foss, P. H., O’Gara, J. E., Int. Polvm. Process. (1999) 14 (4),
409.
23. Ver Weyst, В. E., Tucker, C. L., Ill, Foss,. P. H., Int. Polvm. Process. (1997) 12 (3), 238.
24. Christensen, S. K., et al. ANTEC (1997) 782.
25. Cadpress, The Madison Group (1996), Madison, W. I.
26. НёН, J.-F., et al., Polvm. Eng. Sci. (1998) 38, 223.
27. Talwar, K., et al., ANTEC, (1998).
28. Han, R., Gupta, M., ANTEC, (1999).
29. Capellmann, R., Haberstroh, E., ANTEC (1999).
30. Ye, H., Wang, K.K., ANTEC (1999).
31. Pantelelis, N. G., Kanarachos, A. E., Procos, M. M., ANTEC (1999).
32. Speight, R. G., Thomas, A. R., ANTEC (2000), 3853.
11 ПРОЦЕСС ВЫЯВЛЕНИЯ И УСТРАНЕНИЯ
ДЕФЕКТОВ
Выявление и устранение дефектов всегда было процессом реагирования на техноло-
гические условия, при которых один или несколько параметров процесса станови-
лись неудовлетворительными. Возникающие проблемы необходимо устранять.
К сожалению, в процессе устранения проблем часто приходится сталкиваться с тем,
что принятые меры носят временный характер. Очень часто брак снова возникает
через несколько часов, в течение следующей смены, или же через несколько дней
или недель. Во многих случаях стандартные методики устранения дефектов работа-
ют достаточно хорошо; однако в области литья под давлением, где технологические
процессы, изделия, материалы и стандарты постоянно меняются, необходимы новые
подходы к выявлению и устранению дефектов, которые требуют повышения управ-
ляемости процессом и качества изделий.
В данной главе представлены методы выявления и устранения дефектов, начи-
ная с традиционного способа поиска причин возникновения проблемы и до передо-
вых методик, которые включают в себя мониторинг технологического процесса,
сбор данных, планирование экспериментов и статистическое управление процессом.
Статистическое управление процессом подробнее рассматривается в главе 13.
11.1 Введение в методику
выявления и устранения дефектов
Дж. Уикманн*
Традиционные методы выявления и устранения дефектов требуют, чтобы сразу же
после разработки технологического процесса литья под давлением, но до начала
производства готовых изделий была составлена и заполнена технологическая кар-
та. Этот документ формируется на основе информации, собранной методом проб и
ошибок, и содержит данные о выборочной проверке изделий. В этом случае целью
является определение критических условий, которые влияют на характеристики
изделий и составление руководящих указаний для операторов литьевых машин.
Указания по методам выявления и устранения дефектов должны содержать ин-
формацию о том, какие параметры следует изменять для устранения конкретных
проблем, таких, как коробление изделий, размерный брак, подгар и др. Приведен-
ный ниже список из 8 позиций перечисляет действия, которые необходимо выпол-
При участии Т. Спрингет и Р. Вадламуди.
11 Процесс выявления и устранения дефектов
533
нить на начальных стадиях запуска любого технологического процесса литья под
давлением:
• проверить настройку литьевой машины и литьевой формы в соответствии с
технологической картой;
• проверить оборудование для сушки сырья;
• проверить уровень загрузки, если это возможно;
• проверить амортизирующую «подушку»;
• проверить температуру литьевой формы;
• проверить температуру расплава;
• проверить время впрыска;
• проверить последовательность операций цикла литья.
Индустрия пластмасс существенно изменилась за очень короткий промежуток вре-
мени. Изменилось многое: материалы, машины, датчики, процедуры сбора и анализа
данных, конструкции изделий, методы анализа брака, добавки для полимеров, длитель-
ности циклов литья и пр. Требования автомобилестроительной и медицинской про-
мышленности и высококонкурентный мировой рынок повлияли на многое как в техно-
логии литья под давлением, так и в методах выявления и устранения дефектов. Основ-
ная цель этих изменений — повышение эффективности и внедрение методик активного
контроля как на ближайшую перспективу, так и в долгосрочных проектах.
Ранее литейщику предлагали машину или литьевую форму и говорили, что надо
произвести определенное количество изделий. В дальнейшем исправное функцио-
нирование системы целиком находилось в зоне его ответственности. Создание ус-
пешного производства качественных изделий зависит от посредников — поставщи-
ков материалов, изготовителей литьевых форм, операторов литьевых машин, под-
собных рабочих, ответственных за загрузку материалов, конструкторов и других
работников. Каждый из них имеет собственную концепцию того, как лучше произ-
водить изделия и определенные планы развития своего бизнеса, и делает то, что
представляется ему наиболее целесообразным. В конечном итоге литейшик предла-
гает свое решение, но оно не всегда оптимально. После этого у литейщика остается
единственная обязанность — иногда выполнять традиционную процедуру выявле-
ния и поиска дефекта после факта ее обнаружения. Кроме того, требуется отладить
систему и выпустить столько качественных изделий, сколько возможно, а затем по-
стараться справиться с появлением брака. Во многих случаях неисправность возни-
кает случайно по вине кого-то из участников процесса, который может и не подозре-
вать о последствиях своих решений.
Дополнительные проблемы возникают и оттого, что литейщик занимается не
только проблемами литья и транспортировки изделий. Необходимо следить за упа-
ковкой, сборкой, окраской и большим количеством других операций, которые вы-
полняются после литья. Многие литейщики работают на малых и средних предпри-
ятиях и не имеют доступа к дорогим ресурсам, помогающим решить подобные про-
блемы.
В настоящее время уровень и степень сложности отливок существенно измени-
лись. Покупатели нуждаются в изделиях, которые имеют тонкие стенки, повышен-
534
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ную стойкость к химическому воздействию, улучшенные механические, физические
и электрические свойства. Использование литья под давлением позволяет произво-
дить очень сложные изделия с использованием современных высоких технологий.
Чтобы оставаться конкурентоспособным, необходимо следить за качеством отли-
вок, процессом литья под давлением и за свойствами материалов — все это наиболее
существенные факторы комплексной интегрированной системы.
Сбор и анализ данных (оценки качества, проектирование экспериментов, ста-
тистика и т. п.) перешли из области университетских задач к абсолютно критич-
ным факторам рентабельного процесса производства в условиях конкурентного
рынка.
В ходе подготовки эталонного тестирования необходимо ответить на следующие
вопросы:
• Что было основной проблемой за последний квартал?
• Каковы ключевые особенности конструкции, технические характеристики
материала и требования к конечному изделию?
• Проблемные параметры в настоящий момент?
В современных условиях непрерывный процесс улучшений стал частью еже-
дневной работы.
Возможность количественно оценивать источники изменения является естест-
венным результатом процесса эталонного тестирования. При рассмотрении кон-
кретного распределения можно выявить случайные и неслучайные источники изме-
нений. Если предполагается, что начальный разброс данных лежит в пределах ±3ст,
то начинается логическое исследование всех основных причин погрешностей в це-
лях максимального их снижения. При использовании критерия ба реально дости-
жимая цель — добиться показателя от трех до четырех дефектов на миллион деталей.
Технология достижения этого критерия, известная как система «Шесть Сигм», по-
зволяет повысить эффективность работы предприятия и добиться повышения кон-
курентоспособности продукции.
Новые материалы, конструкции изделия, шнека и обратного клапана, техноло-
гия сушки, конструкция литьевой формы, контроллеры температуры литьевой фор-
мы, системы извлечения деталей, расположение системы охлаждения, системы ме-
ханической обработки, быстрое прототипирование, тестирование (проверка меха-
нических, физических, электрических и химических свойств) и вспомогательное
оборудование, технология применения датчиков, программные продукты для ана-
лиза литья и разработка изделия — все это объекты постоянного совершенствова-
ния. Стоимость доступных технологий в настоящее время определяется высокими
требованиями к функциональным качествам товаров широкого потребления, кото-
рые возникли из необходимости поддержания их конкурентоспособности, не говоря
уже о качестве.
Методы выявления и устранения дефектов в будущем потребуют наличия на
предприятии высококвалифицированных специалистов, умеющих работать со
сложной базой данных. Такая база данных может быть включена в программное
обеспечение.
11 Процесс выявления и устранения дефектов
535
В настоящее время на рынке предлагаются, по крайней мере, 33 000 марки поли-
мерных материалов, и ежегодно разрабатываются около 1500 новых. Рост количества
марок делает возможным использование неограниченного диапазона похожих по-
лимеров. Продолжают разрабатываться новые технологии литья. Некоторые из но-
вых технологических процессов напрямую конкурируют с традиционным литьем
под давлением — выпускаются изделия, находящиеся в одной и той же рыночной
нише.
Все эти факторы заставляют вносить непрерывные изменения в методы выявле-
ния и устранения дефектов. В результате они также должны развиваться, совершен-
ствоваться и охватывать процесс литья под давлением целиком. Эти подходы долж-
ны выглядеть как система, рассматривающая все аспекты, включая конструкцию из-
делия, выбор марки материала, конструкцию литьевой формы, технологический
процесс, автоматизацию. Интегрированный подход должен применяться повсемест-
но. Чтобы малодоходное производство стало успешным, методы выявления и устра-
нения дефектов должны быть более надежными, точными, выверенными, а их при-
менение — регулярным.
Литейщик постоянно сталкивается с производством новых изделий, новыми
комбинациями материалов и новыми технологиями переработки, которые могут
быть внедрены только в сложных и интегрированных системах производства. Суще-
ствует несколько важных шагов, которые требуется предпринять для достижения
прорыва во внедрении требований системы «Шести сигм» в технологической ли-
нии, подразделении или компании. К ним относятся: определение, измерение, ана-
лиз, улучшение, управление, стандартизация и интеграция. Все они в обязательном
порядке должны быть пройдены. Относительные достижения или улучшения будут
более серьезными при старте с уровня За, чем с уровня 5ст.
Если в настоящее время вы производите изделия на уровне приблизительно рав-
ном За, то следует ожидать, что на миллион изделий у вас будет порядка 66 810 де-
фектов. Тестировался ли ваш процесс выявления и устранения дефектов; знаете ли
вы, какому уровню соответствует ваше производство? При уровне бег вы получаете
вероятность получения качественного изделия 99,99966%, то есть 3-4 случая брака
на один миллион изделий. Традиционные методы выявления и устранения дефек-
тов не позволяют этого добиться. Когда последний раз вы осуществляли
gap-анализ?*
В табл. 11.1 представлены позиции, которые необходимо рассмотреть для вне-
дрения системы в вашей компании [1]. Существует 25 позиций, приведенных в ле-
вом столбце таблицы. Каждая из этих позиций тесно связана с методами выявления
и устранения дефектов. Человеческий фактор и методы выявления и устранения де-
фектов в данной системе являются доминирующими.
* Анализ разрыва при прогнозировании. В данном случае набор мероприятий, направленных
на то, чтобы выявить возможности компании, которые могут стать для нее конкурентными преиму-
ществами.
536
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Таблица 11.1. Параметры внедрения методики «Шесть Сигм»
Предмет обсуждения Классический подход Система «Шесть Сигм»
Аналитическая перспектива Оценка главной задачи Изменчивость
Менеджмент Время и стоимость Качество и время
Технологичность Метод проб и ошибок Надежная схема
Поиск переменных процесса Рассмотрение одного факто- Проектирование экспери-
ра за один раз ментов
Регулировка процесса Точная настройка Статистическое управление процессом
Проблемы Устранение Предотвращение
Решение проблем На основе экспертизы На основе системного подхо- да
Анализ Опыт Оценка данных
Фокусирование Продукт Процесс
Поведение Реагирующее Упреждающее
Поставщики Стоимость Относительная пригодность
Поиск причин На основе опыта На основе статистики
Наблюдение Краткосрочное Долгосрочное
Осуществление решения Интуиция Вероятность
Подход Анализ симптомов Анализ проблем
Конструирование Эксплуатационные характе- ристики Производительность
Цель Компания Покупатель
Организация Властные полномочия Обучение
Техническая подготовка Непозволительная роскошь Необходимость
Цепь команд Иерархия Усиление команды специали- стов
Распоряжения Интуиция Аттестация и измерения
Постановка цели Реалистичное восприятие Стремиться к достижению результата
Люди Стоимость Текущий капитал
Управление Централизация Локализация
Улучшение Автоматизация Оптимизация
Новые подходы к производству полимерных изделий включают в себя эталон-
ное тестирование. Это мощное средство помогает предприятиям сравнивать свои
технологические процессы с процессами, которые используют их конкуренты. Од-
нако такая процедура не должна проводиться разово. Если тестирование не привело
к совершенствованию процесса, значит, вы напрасно потратили время, деньги и уси-
лия. Качественное проведение эталонного тестирования дает возможность компа-
нии оценить эффективность производства в каждом подразделении, на едином про-
изводственном пространстве, с использованием стандартных показателей и рабочих
характеристик, а затем можно провести сравнение рабочих характеристик отдель-
11 Процесс выявления и устранения дефектов
537
ных подразделений компании и рабочих характеристик других компаний, которые
считаются лучшими в своей области.
ASQ* [2] определила восемь ключевых факторов, которые, вероятно, в ближай-
шем будущем окажут наибольшее воздействие на сферу услуг и отрасли производст-
ва товаров народного потребления. К ним относятся:
• Партнерство. Продукция и услуги высокого качества должны распростра-
няться через сеть партнеров в любой форме, включая организацию форм
партнерства с конкурентами. Через какое-то время это приведет к большей
кооперации и эффективности внутри бизнеса.
• Системы обучения. Образовательные системы, предназначенные для улуч-
шения передачи знаний и навыков, будут помогать отдельным работникам и
целым организациям успешнее конкурировать.
• Умение адаптироваться и скорость изменения. Умение адаптироваться и гиб-
кость фирмы будут играть существенную роль в умении конкурировать и ид-
ти в ногу с возрастающей скоростью изменений.
• Устойчивость к воздействию окружающей среды. Устойчивость к воздейст-
вию окружающей среды и ответственность необходимы для предотвращения
коллапса глобальной экосистемы.
• Глобализация. Глобализация будет продолжать формировать экономику и со-
циальную среду.
• Повышенное внимание уровню знаний. Знания станут ключевым фактором в
конкуренции и создании благосостояния.
• Выполнение требований заказчиков и дифференцированный подход. Выполне-
ние требований заказчика (большие партии одного товара) и дифференциро-
ванный подход (качество опыта) будут определяющим фактором при получе-
нии продуктов и услуг экстра-класса.
• Изменение демографии. Демографические изменения (возраст и этнический
состав) будут продолжать изменять социальные ценности.
Эти восемь ключевых факторов применимы к литью пластмасс под давлением,
как и к любой другой отрасли экономики. Насколько хорошо ваша компания выжи-
вает и внедряет методику выявления и устранения дефекта — в будущем всего лишь
функция того, как вы интерпретируете и внедряете некоторые из приведенных выше
ключевых факторов. Те ключевые факторы, которые относятся к людям, процессам
и культуре, становятся критическими для эффективных методов выявления и
устранения дефектов.
Следующее поколение методов выявления и устранения дефектов в литье под
давлением потребует хорошей подготовки специалистов и инженеров. Они будут
использовать наиболее сложные современные датчики, системы баз данных и маши-
ны для литья под давлением. В некоторых специальных приложениях и конструк-
циях должны использоваться надежные и современные концепции и подбираться
недорогие надежные компоненты, узлы или сборочные единицы с использованием
специально подобранных материалов.
American Society for Quatity — Американская ассоциация по качеству.
538
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
11.2 Руководство по выявлению и устранению
дефектов
Правильное управление процессами является критической составляющей произ-
водства изделий с жесткими допусками и соответствующих многочисленным стан-
дартам качества. Тенденции в управлении процессами будут обсуждены более
детально в разделе 11.3. Здесь мы рассмотрим методы выявления и устранения де-
фектов, выявленных при контроле скорости на первой стадии, то есть на стадии за-
полнения литьевой формы. Управление скоростью означает, что допустимый пре-
дел гидравлического давления, или давления полимера, на первой стадии выше, чем
гидравлическое давление, или давление материала, на второй стадии. Режимы регу-
лирования времени и давления на стадии переключения неприемлемы. В данном
разделе первой стадией называется заполнение литьевой формы на 99% по объему.
В конце этой стадии еще нет полного уплотнения и может появиться недолив или
возникнуть утяжины. Заполнение оставшейся части литьевой формы не требует
большого давления, и фронт потока расплава может продолжать оставаться види-
мым (сформированным), если пресс остановлен в конце первой стадии. Если на пер-
вой стадии вы одновременно производите впрыск и выдержку под давлением, то вы
не должны использовать методы по выявлению и устранению дефектов, которые
приведены в данном разделе.
11.2.1 Перечень дефектов и способы их устранения
Дж. Боцелли
В данном разделе представлен перечень дефектов и способы их устранения в литье
под давлением. В таблицах представлены как возможные причины перечисленных
дефектов, так и возможные меры по их устранению.
• Воздушные ловушки. См. Газовые пузырьки.
• Черные пятна (точки) на изделии. Углеродные или иные загрязнения, кото-
рые ухудшают внешний вид изделия и его эксплуатационные характеристи-
ки. Они могут быть любых формы и размера — от больших включений до мел-
ких частиц. Могут возникать из-за ухудшения качества полимера или его за-
грязнения. См. также Цветное смешение.
Возможные причины Возможные меры по устранению
Неудачная конструкция шнека или сопла Очистить материальный цилиндр. Проверить, не накопилась ли сажа (углеродные включения) перед витками шнека в зоне дозирования и сжатия. Большинство шнеков общего назначения имеет проблемы, связанные с «мертвым» пространством перед витками (застойные зо- ны). Не рекомендуется производить литье линз из ПК, акрила, акрило-
11 Процесс выявления и устранения дефектов
539
Возможные причины Возможные меры по устранению
Избыточная длина сопла Неисправная или неудач- но сконструированная ГКС Высокая температура расплава; участки пере- грева на шнеке или ци- линдре Загрязнение в исходном полимере Загрязнение рециклиро- ванного или измельчен- ного полимера Чрезмерно высокие тем- пературы или продолже- ние пребывания полиме- ра в расплавленном со- стоянии нитрил стирола с использованием шнека общего назначения. Устано- вить шнек нужной конструкции без мертвых зон и с равномерным рас- пределением расплава. Проверить обратный клапан, вход и наконеч- ник сопла. См. Конструкция шнека Убедиться, что длина сопла максимально мала, и использовать про- порционально-интегрально-дифференциальное регулирование темпе- ратуры Проверить отсутствие обрыва в измерительной цепи термопары или ее градуировку. Исправить поврежденную термопару. Изменить конст- рукцию горячего канала. Проверить мощность и расположение нагре- вателей Проверить температуру расплава с помощью высокотемпературного или инфракрасного датчика. Лишь немногие инфракрасные датчики работают правильно. Регулировать температуру только в случае необ- ходимости. Проверить шнек и цилиндр на отсутствие участков пере- грева. Есть ли зоны, в которых температура превышает заданную? Ес- ли это так, то уменьшить температуру этой зоны или области, которая находится перед ней. Снизить противодавление и частоту вращения шнека Визуально проверить исходный полимер на белом поддоне. Необходи- мо равномерно распределить 1,5 кг полимера на поверхность 1500 см2 и проверить при соответствующем освещении. Если присутствуют черные включения, то необходимо выяснить, где они находятся, — на поверхности или внутри гранул. Об этом следует сообщить поставщи- ку сырья Проверить конструкцию шнека, дробилку для сырья и порядок пере- мещения материала. Отбраковать или перепродать материал Использовать 25-65% емкости материального цилиндра. Уменьшение до величины менее 25% приводит к длительному времени пребывания полимера в расплавленном состоянии и может привести к деструкции добавок. Перейти на цилиндр меньшего объема, если это возможно. Проверить исправность ленточного нагревателя, сопло должно иметь пропорционально-интегрально-дифференциальное регулирование, проверить шнек на наличие элементов с высокой смешивающей спо- собностью. См. Ремонт/Извлечение
Специальное замечание. Очень редко случается так, что очистка смеси решает
проблему черных пятен. Если причина заключается в конструкции шнека (а это 80%
случаев), то лучше извлечь шнек и очистить его. Шнеки должны иметь полирован-
ную поверхность высокого качества.
Вентиляция материального цилиндра. В материальных цилиндрах часто бывает
так, что вентиляционные отверстия имеют плохую конструкцию — у них есть мерт-
вая зона. Как правило, очистить эту зону нелегко, поскольку доступ к ней затруднен.
Однако сделать это совершенно необходимо.
540
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
• Черные полосы. См. также Черные пятна и Цветное смешение.
Рис. 11.1. Черные пятна (слева) и черные полосы (справа) [10]
Возможные причины
Возможные меры по устранению
Острый угол или край Отполировать впускной литник, закруглить острые углы, изменить
впускного литника тип впускного литника или увеличить его диаметр
Проблемы в ГКС Проверить, правильно ли происходит управление температурой. Убе-
диться, нет ли перегоревших нагревательных элементов, обрывов в из-
мерительных цепях термопар. Проверить глубину установки термопа-
ры относительно поверхности впускного литника с учетом влияния
термического расширения. Проверить отсутствие мертвой зоны
Плохая регулировка тем- Проверить температуру сопла. Температура сопла заведомо плохо ре-
пературы сопла гулируется. Место расположения термопары должно находиться на
расстоянии 1/3 длины сопла от его наконечника, если длина сопла
больше 75 мм. Если длина сопла 75 мм или короче, то лучше, чтобы тер-
мопара была встроена в него: шестигранное отверстие на корпусе со-
пла. У сопла с длинным корпусом термопара должна быть установлена
под ленточным нагревателем. Сопло должно иметь пропорционально-
интегрально-дифференциальное регулирование. Использование тер-
мопары, которая показывает процентное соотношение или дифферен-
циальные значения, недопустимо. Не следует крепить термопару с по-
мощью винтов держателя ленточного нагревателя. Очистить сопло
Острый угол наконечника Проверить весь путь потока материала, уделяя внимание наличию за-
шнека или неисправность усениц, острых краев, канавок и других дефектов подобного рода в лю-
обратного клапана бом из компонентов узла пластикации
Загрязнения Проверить наличие посторонних веществ в материале
• Пузыри на поверхности изделия. См. также Расслоение. Тонкие прослойки
на поверхности, которые наполняются воздухом.
Возможные причины
Возможные меры по устранению
Газ перемещается по по- Убедиться в отсутствии влаги, захвата воздуха, избыточного количест-
верхности расплава на ва летучих примесей, а также проверить наличие избыточной деком-
стадиях заполнения или прессии
уплотнения
11 Процесс выявления и устранения дефектов
541
Возможные причины Возможные меры по устранению
Захват воздуха из-за не- равномерного вентилиро- вания формы Захват воздуха из-за про- филя потока Проверить систему вентилирования литьевой формы: количество и глубину вентиляционных каналов, сравнить с рекомендациями произ- водителей. Очистить вентиляционные каналы Сделать серию недоливов, варьируя их объем от 10 до 95% объема изде- лия. Заметить путь потока для каждого обратного потока или захвачен- ного воздуха в тупиковых ребрах. Струя также захватывает воздух за счет подсоса. Изменение давления на первой стадии не может испра- вить недолив
Захват воздуха из-за из- быточного усилия смыка- ния Захват воздуха из-за уве- личенной декомпрессии Уменьшить усилие смыкания литьевой формы, особенно для малень- ких литевых форм: литьевая форма должна иметь размер до 70% рас- стояния между направляющими колоннами Уменьшить декомпрессию, особенно в случае ГКС. Обратить особое внимание на необходимость поддерживать правильное функциониро- вание обратного клапана шнека
Захват воздуха из-за низ- кого соотношения (L/D) шнека Деструкция полимера или добавок Поднять обратное давление до 70 кг/см2 при давлении расплава 100 кг/см2. Особенно типично для шнеков общего назначения с соот- ношением длина/диаметр (L/D) 18:1 или меньше Проверить, чтобы температура расплава находилась в заданных преде- лах, которые рекомендованы производителем полимера. Уменьшить время пребывания в материальном цилиндре за счет сокращения цик- ла. Сократить цикл охлаждения. Попробовать использовать только чистый материал или новую партию
• Мутность. Этот дефект может появляться, если твердый порошок, воск или
жидкость собираются на поверхности изделия. Добавка, мигрирующая к поверх-
ности, сразу или через какой-то промежуток времени обычно также вызывает
подобный дефект. Он трудно устраняется изменением параметров переработки,
обычно требует других добавок или изменения рецептуры смеси. См. также Из-
готовление литьевых форм, Образование вуали и Обработка поверхности.
Возможные причины Возможные меры по устранению
Добавка, мигрирующая к Попробовать использовать другую партию или другую марку материа-
поверхности изделия ла. Проверить влияние уменьшения скорости впрыска. Проверить раз- личные добавки или изменить рецептуру смеси
Неравномерная вентиля- Очистить вентиляционные каналы. Добавить новые вентиляционные
ция каналы
Белый порошок на по- верхности изделия или литьевой формы (при пе- реработке ПФ) Просушить полиформальдегид перед переработкой
Температура расплава Попробовать увеличить или уменьшить температуру расплава (обыч-
либо слишком высокая, либо слишком низкая но эта процедура малоэффективна)
542
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
• Образование вуали. Мутные пятна на поверхности часто наблюдаются в ви-
де колец или полуокружностей возле места впуска; часто это происходит при
переработке модифицированных полимеров (например, АБС). Это одна из
многих трудноразрешимых косметических проблем. Она заключается в раз-
личной морфологии модифицирующей добавки, увеличивающей ударную
прочность. Подобный дефект возникает при изменении скорости сдвига при
перемещении фронта расплава во время течения. См. также Мутность, Обра-
ботка поверхности и Глянец.
Возможные причины Возможные меры по устранению
Неправильное управле- ние температурой сопла Использовать пропорционально-интегрально-дифференциальное ре- гулирование температуры сопла и его наконечника. Уменьшить длину сопла. См. Черные пятна. Проверить правильность расположения тер- мопары. Попытаться увеличить или уменьшить температуру сопла
Острые углы на местах впуска Скруглить углы, чтобы обеспечить минимальный радиус для уменьше- ния скорости сдвига на острых углах
Неправильный тип впу- скного литника Изменить тип впускного литника для уменьшения скорости сдвига или сделать углы менее острыми
Неправильное располо- жение мест впуска Изменить расположение впускного литника
Размер впуска Уменьшить прижимную поверхность сопла. Это увеличит площадь впуска и увеличит время до перемерзания впусного литника
Высокая скорость впрыска Изменить скорость впрыска. Может понадобиться изменить профиль впрыска, использовав не более двух-трех скоростей. Вначале медлен- ное заполнение по мере продвижения расплава через впускной литник, а затем увеличение скорости. Если возможно, то использовать одну медленную скорость при повторении на других машинах
Температура расплава либо слишком высокая, либо слишком низкая Установить температуру, равную среднему значению допустимого диапазона температур, указанного производителем полимера, затем попытаться повысить и понизить ее на 12 °C
Температура литьевой формы либо слишком вы- сокая, либо слишком низ- кая Попытаться выполнить литье, установив сначала нижний, а затем верхний уровень диапазона температур для литьевой формы, указан- ного производителем полимера
Захват воздуха Если вуаль находится вблизи зоны недолива, проверить вентилирова- ние литьевой формы. Следует откачать воздух из литьевой формы во время ее заполнения
Мутность в очень малой зоне Проверить, не слишком ли велика скорость выталкивателя, исключить залипание изделия или возникновение зон перегрева на поверхности литьевой формы. См. также Залипание
• Хрупкость. Если изделие легко раскалывается сразу после извлечения или
после охлаждения, это может быть следствием переуплотнения, недоуплот-
11 Процесс выявления и устранения дефектов
543
нения, результатом деструкции на молекулярном уровне или следствием за-
грязнения.
Место
впуска
Возможные причины Возможные меры по устранению
Сначала определить, все ли изделие становится хрупким или только отдельная его часть. Если хрупкая область локализована, то это может быть следствием переуплотнения. Если же хрупким становится все из- делие, необходимо проверять его на наличие деструкции на молеку- лярном уровне. Это достигается проверкой скорости сдвигового пото- ка расплава материала до литья и после него. Если изделие становится хрупким при низкой температуре, то проверить точку температуры стеклования, чтобы убедиться в правильном выборе марки материала
Переуплотнение или не- доуплотнение вблизи места впуска Если хрупкость наблюдается вблизи места впуска, проверить уплотне- ние впускного литника*. Проверить, изменилась ли хрупкость с уплот- нением впускного литника и без него. Работа без уплотнения дает воз- можность расплаву свободно выливаться и стать причиной недоуплот- нения или избыточных остаточных растягивающих напряжений. Работа с уплотнением может приводить к переуплотнению впускного литника и к хрупкости из-за слишком плотной укладки молекулярных цепочек. В этом случае у них не хватает пространства для сближения по мере охлаждения, что приводит к остаточным напряжениям сжатия
Молекулярная деструк- ция Проверить, не подвержен ли полимер гидролизу. Это происходит, ко- гда небольшое количество воды попадает в полимер в материальном цилиндре машины. Вода может работать как ножницы, разрезая длин- ные цепочки полимеров на короткие фрагменты. Это приводит к пони- женной вязкости расплава. Поэтому следует проверять уровень влаж- ности. Проверять давление расплава при переходе от первой ко второй стадии
Молекулярная деструк- ция Проверить температуру расплава с помощью высокотемпературного или инфракрасного датчика. Регулировать температуру только в слу- чае необходимости. Проверить нагревание материального цилиндра и циклы работы. Проверить состояние шнека и материального цилинд- ра. Проверить отсутствие трещин, сколов или заедание обратного кла-
* Чтобы определить уплотнение впускного литника, надо начинать эксперимент с очень дол-
гого времени заполнения и выдержки или такого времени второй стадии, чтобы его хватило для
полного перемерзания места впуска. Затем продолжить литье, оставляя постоянным время цикла,
но уменьшая время уплотнения и выдержки или второй стадии на 1 или 2 секунды, после чего доба-
вить такое же время к времени застывания. Но время переключения с уплотнения и выдержки на
цикл затвердевания должно оставаться постоянным. Время уплотнения впускного литника соот-
ветствует времени уплотнения и выдержки, когда вес изделия начинает снижаться.
544
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Возможные причины Возможные меры по устранению
пана. Проверить время нахождения расплава в материальном цилинд- ре. Добавить некоторое количество цветных гранул в пустое питающее отверстие, а затем зафиксировать, через какое количество впрысков появятся цветные изделия. Умножить число впрысков на время одного цикла для уточнения времени нахождения расплава в материальном цилиндре. Следует также отметить, в каком виде появится окраска на изделии — в виде полос или изделие будет окрашено равномерно. По- лосы возникают из-за мертвых зон в материальном цилиндре. См. Не- удачная конструкция шнека
Слишком много рецикли- рованного материала пло- хого качества или присут- ствуют загрязнения Проверить количество и качество вторичного материала. Проверить на наличие загрязнений. Прогнать 100%-ный чистый полимер и прове- рить его свойства
Слишком велики оста- точная ориентация или напряжение Проверить расположение впускных литников и наличие эффектов ори- ентации. Проверить конструкцию изделия на наличие острых углов, со- ответствие номинальному значению стенок и их равнотолщинность
• Газовые пузырьки. Пузырьки возникают из-за захвата газа или возникнове-
ния внутренних усадочных полостей. Прежде всего, необходимо определить
природу пузырьков. Тест: на только что отлитом изделии равномерно и мед-
ленно нагреть область, в которой обнаружен пузырек. Лучше всего использо-
ловушки
Рис. 11.3. Места появления воздушных ловушек, полученные в ходе компьютерного анализа
перемещения фронта расплава [10]
11 Процесс выявления и устранения дефектов
545
вать пистолет, подающий горячий воздух, небольшую горелку или обычную
горелку, если вы уверены в своих действиях. Когда материал размягчится, пу-
зырек либо расширится, либо сожмется. Если он расширяется, значит, он за-
полнен газом; если же пузырек сжимется, это означает, что внутри него был
вакуум.
Возможные причины Возможные меры по устранению
Захваченный газ Провести серию неполных впрысков (недоливов) в литьевую форму, ис- пользуя малые дозы впрыска или различное перемещение шнека, чтобы делать 10,20,40,60,70,80,95% от полного объема отливки. Проверить, не происходит ли перемещение потока полимера вокруг себя. Если эффект завихрения присутствует, то обычно это результат струйного течения. Проверить, заполняются ли ребра полностью. Это испытание нельзя про- вести корректно, если вы уменьшаете давление или скорость на первой стадии. Цель заключается в том, чтобы найти, откуда поступает газ, и уст- ранить этот источник. Правильно проветривайте оснастку или исполь- зуйте пористую сталь, чтобы устранить захват газа. Проверить присутст- вие влаги, поскольку пар является газом. Изменить расположение места впуска. Откачать воздух из формующей полости во время ее заполнения
Внутренние усадочные полости Сделать стенку детали в области, где возникает дефект, тоньше, добав- ляя тонкие стальные пластины к пуансону. Выбрать место впуска так, чтобы заполнение шло от толстых стенок к тонким. Обычно полости возникают в относительно толстостенных областях изделия во время охлаждения. Вам может понадобиться больше полимера для добавле- ния в формующую полость. Этого можно добиться следующими мето- дами: 1) смягчением неравномерности подачи — следует убедиться, что шнек не работает на самом низком уровне; 2) повышением давления на второй стадии; 3) большей длительностью второй стадии; 4) очень медленной скоростью заполнения; 5) использованием противодавления; 6) увеличением времени уплотнения, чтобы получить более полное уплотнение во время второй стадии; 7) увеличением диаметра впускного литника. Также следует существенно увеличить температуру литьевой формы и/или ускорить извлечение изделий. Это даст возможность внешним стенкам детали сильнее сжаться при охлаждении. Снизить температу- ру расплава
• Подгорание изделия. Участки, покрытые черной угольной сажей или белым
осадком, а также блестящие области на изделии. Подгары являются результа-
том возникновения «эффекта дизеля» (воспламенение смазки и полимера при
быстром сжатии расплава в литьевой форме в момент впрыска). Это может
привести к обугливанию и точечной коррозии на поверхности отливки. При
обнаружении «эффекта дизеля» нельзя продолжать процесс литья до тех пор,
546
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
пока не будут предприняты меры по устранению дефекта, поскольку оборудо-
вание может получить серьезные повреждения. См. также Черные полосы.
Рис. 11.4. Подгары [10]
Возможные причины Возможные меры по устранению
Захват воздуха или выде- ление летучих веществ Проверить наличие правильной вентиляции в этой области. Если про- блем с вентиляцией нет, то отполировать участок подгорания раство- рителем гидрокарбоната. Блестящие места на изделиях иногда явля- ются признаками захваченного газа
Несбалансированная сис- тема вентиляции, засоре- ние вентиляционных ка- налов, вентиляционные каналы недостаточного диаметра Проблему вентиляции следует решать радикально, а не ограничивать- ся полумерами. Для вентиляции закрытых карманов могут быть ис- пользованы пористая сталь и выталкиватели. Обычные рекомендации при возникновении подобных дефектов — снизить скорость впрыска — неприемлемы, поскольку приведут к увеличению времени цикла, что существенно снизит рентабельность производства
Знаки не вентилируются Применять вентилируемые знаки, поскольку воздух, захваченный по- током материала, будет распространяться вдоль них
Избыточное количество летучих примесей Снизить температуру расплава, если это допускается поставщиком по- лимера. Также следует попытаться сменить марку полимера с меньшей концентрацией добавок
Избыточная декомпрес- сия Уменьшить величину декомпрессии. Декомпрессия приводит к попаданию воздуха в сопло, когда давление контакта снято. Поскольку давление контакта приложено к соплу до впрыска, то воздух, захваченный соплом, выталкивается в централь- ный литник, в разводящий литник и далее, что может стать причиной подгаров. Это особенно опасно при использовании ГКС
• Подгорание у места впуска. См. Подгорание изделия; Черные полосы.
• Матовая поверхность в прозрачных изделиях.
Возможные причины Возможные меры по устранению
Избыточное количество добавок или наличие не- совместимых добавок Загрязнение Взять другую партию сырья. Поменять поставщика сырьевого мате- риала Тщательно очистить материальный цилиндр и шнек. Разобрать блок шнека, материального цилиндра и обратного клапана. Если есть следы сажи на витках шнека (см. Неудачная конструкция шнека), проверить материал на наличие загрязнений
11 Процесс выявления и устранения дефектов
547
Возможные причины Возможные меры по устранению
Неравномерный расплав Проверить качество расплава, добавив небольшое количество цветных гранул из совместимого полимера. Если на месте впуска будут видны полоски, а не равномерно окрашенный материал, то шнек не обеспечи- вает равномерное смешение или равномерную подачу расплава
Неправильная темпера- тура литьевой формы Влага в полимере Увеличить температуру литьевой формы. Понизить температуру лить- евой формы для ПЭТ Проверить содержание влаги, работу осушителя, время пребывания расплава в цилиндре, точку росы и т. д.
Изношенная или непра- вильная текстура литье- вой формы или ее поверх- ности Волосяные трещины Проверить поверхность литьевой формы на наличие включений, уда- лить их. Проверить полировку Проверить наличие напряжений на участке помутнения. Проверить наличие контакта изделия с агрессивными химическими веществами, такими, как растворители или аэрозоли для литьевой формы, которые могут разрушать полимерный материал
• Цветное смешение. Цветные полосы, эффект «мрамора», черные полосы и
нерасплавленные твердые включения — все это попадает в данную категорию
дефектов. Основной причиной почти в каждом случае является неудачная
конструкция шнека или, менее часто, износ шнека и/или материального ци-
линдра. Целью является распределить смесь цветного концентрата (главная
порция) или жидкого цветного реагента равномерно в базовом полимере. Не
следует добиваться дисперсионной смеси с помощью шнеков для впрыска
(см. главу 4). Не рекомендуется использовать порошковые красители. Они
дешевле, но приводят к образованию мелкой пыли, которая опасна для здоро-
вья операторов, оборудования и чистоты помещений.
Возможные причины Возможные меры по устранению
Неправильное противо- давление Увеличить противодавление до 70-100 кг/см2. Проверить качество от- ливки после 3-4 впрысков. Максимальное противодавление при проб- ных испытаниях — 350 кг/см2. Будьте внимательны при использова- нии высокого противодавления, некоторое полимеры склонны к дест- рукции, например, ацеталь или ПВХ. Обратное противодавление не может быть использовано при наличии материальных цилиндров с воздухоотводами из-за возможности просачивания через них расплава полимера. Вы нечасто будете сталкиваться с проблемой равномерного распределения цвета или равномерного смешения расплава при ис- пользовании вентилируемых материальных цилиндров и шнеков
Температура расплава Убедиться, что температура расплава находится в соответствии с реко- мендациями поставщика. Проверить температуру расплава с помощью высокотемпературного или инфракрасного датчика. Отрегулировать в случае необходимости
548
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Возможные причины Возможные меры по устранению
Носитель цветного кон- центрата несовместим с базовым полимером Проверить химический состав цветного концентрата, при необходимо- сти связавшись с поставщиком. Он должен принадлежать к тому же классу полимеров — только должна быть более высокая текучесть рас- плава. Универсального носителя окрашивающего компонента не суще- ствует
Неправильное соотноше- ние окрашивающего ком- понента и базового поли- мера Взвесить несколько килограммов смеси, чтобы проверить правильное соотношение окрашивающего компонента и базового полимера. Слишком низкая или слишком высокая концентрация красителя мо- жет привести к проблемам. Не следует использовать большее количе- ство, чем то, которое рекомендуется, так как это приводит к убыткам и часто к ухудшению качества изделий
Однородность расплава Если возможно, запустить машину с полимером без добавок и доба- вить несколько гранул цветной добавки в питающее отверстие маши- ны. Дождаться, когда в изделиях появится цвет. Если окраска появля- ется в виде полосок, то расплав неоднороден — цвет должен проявлять- ся в виде слабой равномерной окраски (тени). Если у вас возникли проблемы с однородностью расплава, установите другой шнек; см. Кон- струкция шнека. Изношенные материальные цилиндры и шнеки обес- печивают лучшую смесь, поскольку происходит обратное движение потока через витки шнека
Низкое соотношение L/D шнека Попробовать повысить противодавление шнека, как было указано вы- ше. Это может помочь с наибольшей вероятностью, но не уменьшит проблем смешения. Проверить соотношение длины шнека к диаметру L/D, и если оно меньше, чем 18:1, то не следует пытаться получать од- нородные смеси. Лучше перейти к использованию предварительно ок- рашенных полимеров или установить новый шнек для получения од- нородного расплава. Возможным решением является замена сущест- вующего сопла узла впрыска на сопло с элементом для смешения в виде обратной спирали. При наличии сопел для смешения следует опа- саться высокого противодавления, а также некоторых трудностей при очистке. Шнеки с зоной смешений в форме ананаса использовать не ре- комендуется
Высокая частота враще- ния шнека Снизить на 2-3 с время охлаждения или смыкания литьевой формы, чтобы дать возможность шнеку сделать обратное движение. Неболь- шая частота вращения шнека обеспечивает лучшее смешение
Конструкция шнека Провести тестирование однородности расплава. Настоятельно реко- мендуется использование специальных шнеков для получения одно- родного расплава. Они имеют зону смешения вблизи или внутри дози- рующей зоны, а также имеют увеличенные радиусы задней поверхно- сти витков. Минимальное рекомендуемое соотношение L/D в нормальных условиях литья составляет 20 :1
11 Процесс выявления и устранения дефектов
549
• Изменение цвета, полосы по объему.
Возможные причины Возможные меры по устранению
Слишком высокая темпе- ратура расплава Убедиться, что температура расплава находится в пределах, соответст- вующих рекомендациям поставщика (проверить с помощью темпера- турного или соответствующего инфракрасного датчика). В случае не- обходимости отрегулировать
Краситель термически нестабилен Запустить литьевую машину с красителем и базовым полимером при минимально допустимой температуре, которая рекомендована постав- щиком полимера. Повторить процедуру с красителем при максималь- ной температуре, рекомендованной поставщиком полимера. Осмот- реть полученные изделия в освещенной кювете. Если нет освещенной кюветы, осмотреть идентичные изделия под одним и тем же углом в ус- ловиях флуоресцентного освещения, после этого при солнечном свете, а затем при освещении лампой накаливания. Если краситель термиче- ски стабилен, то изделия будут выглядеть одинаково
Некачественный краси- тель Проведите проверку красителя. При необходимости свяжитесь с по- ставщиком
Долгое время пребыва- ния в материальном ци- линдре Используйте емкость материального цилиндра на 25-65%. Сократите время цикла, чтобы снизить время пребывания в цилиндре
Изменение цвета полиме- ра без примесей или его нестабильность Проверить цвет у разных партий сырьевого материала: он должен быть одинаковым. Является ли цвет полимера термически стабильным?
Различный блеск изде- лий При сборке две совмещенные поверхности часто выглядят по-разному окрашенными из-за различного блеска. Проверить блеск каждого изде- лия
Отделка поверхности литьевой формы Проверить идентичность всей поверхности формующей полости. Рас- смотреть ее под разными углами. При сборке две совмещенные поверх- ности часто выглядят по-разному окрашенными, поскольку при сборке их можно рассматривать только под разными углами. Разобрать изде- лие и посмотреть на его компоненты под одинаковым углом
Непостоянное соотноше- ние красителя и базового полимера Взвесить несколько килограммов смеси, чтобы проверить правильное соотношение красителя и базового полимера, и проверить качество ок- раски. Если окраска соответствует цвету образца, изменить калибровку подающего устройства и убедиться, что подающий шнек вращается только во время проворачивания шнека в материальном цилиндре. Шнеки подающих устройств могут вращаться несинхронно с вращени- ем шнека машины; это случается, когда оператор неправильно отрегули- ровал скорость подачи
Процент вторичного сы- рья непостоянный или он не окрашен Изготовить образцы только из чистого исходного полимера, чтобы проверить качество окрашивания. Проверить уровень и качество вто- ричного сырья
550
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
• Изгиб или смещение знаков. Пуансон или рабочие детали (вкладыши, зна-
ки) смещаются благодаря неравномерному давлению, оказываемому на пуан-
сон на стадии уплотнения.
Возможные причины Возможные меры по устранению
Неравномерное давление на пуансон или знаки во время первой стадии Снизить давление на второй стадии до минимума и добиться 99%-ного заполнения формы. Если это значение превышает 70 кг/см2, то продол- жительность второй стадии должна быть сведена к нулю. Давление на первой стадии снижать не следует. На первой стадии необходим кон- троль скорости. Осмотрите деталь на предмет признаков изгиба знака. Если он изогнут, попробуйте поэкспериментировать с изменением скоростей заполнения. Если при 99%-ном заполнении изгиба не будет, значит, он происходит на второй стадии. Вопреки распространенному мнению, изгиб происходит в основном во время уплотнения и выдерж- ки. Проконсультируйтесь с поставщиком оборудования
Неравномерное давление на пуансон или на знак во время второй стадии или при уплотнении, выдерж- ке под давлением и охла- ждении Проанализировать гидравлическое уплотнение впуска. Исследовать детали на предмет изгиба знака при наличии и в отсутствии уплотне- ния. Задать длительность второй стадии на основании наилучших ре- зультатов, полученных при анализе уплотнения. Затем определить оп- тимальное давление для второй стадии, выполнив 5 впрысков при ми- нимальном давлении впрыска на второй стадии (70 кг/см2). Повторить эксперимент, пошагово повышая давление до максимально возможно- го. Проанализировать результаты и выбрать такое давление, при кото- ром изгиб будет минимальным
Изгиб знака или смещение пуансона из-за расцен- тровки литьевой формы Проверить наличие правильного совмещения литьевой формы при смы- кании. Воск или шпаклевка помогут определить качество совмещения. Проверить совпадение коэффициента термического расширения
• Растрескивание. Сначала определить, локализованы ли трещины в одном
месте или наблюдаются по всему изделию. См. также Хрупкость и Залипание.
Возможные причины
Возможные меры по устранению
Если дефект наблюдается по всему изделию
Молекулярная деструк- ция Проверить текучесть расплава по стандарту ASTM 1260 для изделия и полимера, проверить наличие загрязнения, попробовать другую пар- тию сырья. Проверить уровень и качество размола
Неправильная марка по- лимера Неправильная марка или неправильный объем кра- сителя Проверить марку и тип полимера Проверить соотношение красителя и базового полимера, а также тип носителя окрашивающего компонента
Если дефект локализован
Растворитель, поверх- Проверить форму и этап транспортировки изделий на возможное за-
ностно-активное вещест- грязнение масляными компонентами, аэрозолем для литьевой формы,
во или воздействие хими- мылом, очистителями и т. п. Если источник загрязнения обнаружен, то
чески активных веществ устранить его
11 Процесс выявления и устранения дефектов
551
Возможные причины Возможные меры по устранению
Загрязнение Проверить цвет и наличие посторонних включений в области дефекта. Проверить сырье на наличие микропримесей
Воздействие излучения Проверить стабильность цвета при облучении ультрафиолетом, сол- нечным светом или гамма-излучением
• Тонкие волосяные трещины.
Возможные причины Возможные меры по устранению
Растворитель, поверхно- стно-активное вещество или воздействие химиче- ски активным веществом Воздействие излучения Проверить форму, этап транспортировки изделий или сборку на воз- можное загрязнение масляными компонентами, растворителем, аэро- золем для литьевой формы, мылом, очистителями и т. п. Если источ- ник загрязнения обнаружен, то устранить его Проверить стабильность цвета при облучении ультрафиолетом, сол- нечным светом или гамма-излучением
Коробление изделия во время извлечения Определить расположение волосяных трещин, если дефект находится вблизи выталкивателя, то изделие может «залипать* в литьевой фор- ме. См. также Залипание
• Большая длительность цикла.
Возможные причины Возможные меры по устранению
Избыточная толщина стенки или разнотолщин- ность Использовать минимально возможную толщину стенки и выдержать ее равнотолщинность в соответствии с руководящими указаниями по конструированию изделия. Максимально возможное изменение для аморфных полимеров составляет от 20 до 25%; для частично кристал- лизующихся полимеров от 10 до 15%. Бблыпая толщина не означает бблыпую прочность для изделий из полимерных материалов. Мень- шая толщина с ребрами прочности обладает лучшими эксплуатацион- ными характеристиками, экономит материал и время цикла. Доведите информацию об этих принципах до вашего конструктора и клиентов
Медленное заполнение литьевой формы Увеличить скорость впрыска. Следует убедиться, что на первой стадии контролируется скорость заполнения полости до 95-99% объема по- лости
Неправильное охлажде- ние Замерить температуру выхода в каждом канале водяного охлаждения, максимально допустимая разность составляет 2 °C. Следует убедиться, что поток воды носит турбулентный характер. Число Рейнольдса >5000
Медленное перемещение Оптимизировать работу робота или заменить его
робота
Перемещение литьевой формы очень медленное Оптимизировать скорость открывания литьевой формы и расстояние. Оптимизировать скорость смыкания литьевой формы и ее защиту
552
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Возможные причины Возможные меры по устранению
Слишкой большой ход толкателей Оптимизировать скорость выталкивания. Следует иметь в виду, что скорость выталкивания не должна быть слишком высокой, поскольку это может привести к появлению следов от толкателей. Не следует пы- таться решить проблему за счет дополнительных циклов работы вы- талкивателя
Большое время отхода шнека Установить для температуры в задней зоне самое низкое значение из рекомендованных производителем. Обратить внимание на время об- ратного хода. Повысить температуру в задней зоне на 7 °C и замерить время обратного хода. Повторить процедуру до достижения макси- мальной температуры, рекомендуемой производителем полимера. На- нести данные на график и выбрать оптимальную температуру с мини- мальным временем восстановления. В этом тесте следует поддержи- вать постоянными противодавление и скорость вращения шнека
Недостаточно места для толкателя Добавить количество толкателей или увелить их диаметр. Увеличен- ная рабочая поверхность толкателя даст возможность раньше извле- кать изделие
Слишком большая дли- тельность второй стадии Провести эксперимент по проверке уплотнения впускного литника для оптимизации времени второй стадии
• Темные струи. См. Черные полосы, Цветное смешение и Черные пятна.
• Деформированные, или вытянутые, изделия. См. Залипание и Коробление.
• Деструкция. См. Черные пятна.
• Расслоение. Этот дефект может наблюдаться на поверхности или, когда от-
ливка ломается, можно наблюдать слоистость структуры разлома. См. также
Пузыри на поверхности изделия.
Место х—Рис. 11.5. Расслоение будет приводить к от-
впуска // делению верхнего слоя от поверхности отлив-
/ // ки[10]
Возможные причины Возможные меры по устранению
Загрязнение Высокая степень ориен- тации молекул на поверх- ности Участок перегрева в лить- евой форме Использовать только чистый материал, проверить исходный полимер, попробовать другую партию сырья. Изменить поставщика полимера. Проверить совместимость цвета красителя на совместимость с базо- вым полимером. Запустить цикл литья без красителя Попробовать использовать горячую литьевую форму, уменьшить ско- рость впрыска, увеличить время заполнения. Проверить расположение места впуска Проверить каналы охлаждения, чтобы температура в них не отлича- лась больше чем на 2 °C, а число Рейнольдса было больше 5000. Попро- бовать уменьшить температуру литьевой формы, замедлить скорость впрыска
11 Процесс выявления и устранения дефектов
553
• Размерный брак. Если изготовлена новая литьевая форма, то следует прове-
рить, чтобы размеры стальной заготовки были правильными. Добиться ста-
бильности процесса и центрировать стальную форму, а также установить
параметры процесса так, чтобы получать изделия с характеристиками, соот-
ветствующими средним значениям заданных технических характеристик.
Изменение размеров изделия может быть вызвано одной из приведенных ни-
же причин или их комбинацией: градиент давления в форме, неправильное
измерение параметров, поступление разного количества материала в форму,
изменение степени кристаллизации, скорости охлаждения, степени ориента-
ции молекул полимера и/или ориентации наполнителя.
Рис. 11.6. Размерный брак [10]
Возможные причины
Изделие слишком мало
Первая стадия неста-
бильна
Изменение градиента
давления
Возможные меры по устранению
Установить давление на второй стадии минимальным. Если мини-
мальное давление расплава выше 70 кг/м2, то необходимо установить
время второй стадии 0 секунд. Не следует уменьшать давление первой
стадии; чтобы проводить этот тест, вы должны управлять скоростью в
течение первой стадии. Установить заполнение литьевой формы на
99% и сделать 20 впрысков. Совпадают ли размеры всех отливок? Если
нет, то следует зафиксировать обратный клапан. Если согласуются, пе-
рейти к следующей возможной причине
Провести эксперимент, чтобы проверить уплотнение впускного лит-
ника*. Это займет от 10 до 20 минут. Запуск производства без уплотне-
ния впускного литника дает возможность материалу выливаться из
впускного литника, и все изделия будут иметь меньшие размеры. Осу-
ществить пуск машины с установленным уплотнением впускного лит-
ника.
Очень важно знать, что вы установили правильное значение длительно-
сти второй стадии. Это время не должно меняться от запуска к запуску.
Большая длительность второй стадии будет приводить к уплотнению
большинства полимеров в изделии и удерживать их в форме. Таким об-
разом, должны получаться изделия большего размера. Будьте внима-
тельны, чтобы не создать в форме избыточное давление. Также следует
проверить вязкость полимера и процент влаги, которая в нем содер-
жится, если он является гигроскопичным
* Имеется в виду определение рационального времени выдержки под давлением. — Примеч.
науч. ред.
554
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Возможные причины
Возможные меры по устранению
Слишком низкое давле-
ние на второй стадии
Неправильное функцио-
нирование клапана или
износ шнека и материаль-
ного цилиндра. Поступ-
ление разного количества
материала в форму
Степень кристаллизации
Слишком большая усадка
после литья
Низкая температура рас-
плава
Впускной литник слиш-
ком мал, уплотнение че-
рез впускной литник про-
исходит слишком быстро
Неправильные измере-
ния
Увеличить величину давления на второй стадии. Если будет возникать
облой, то продолжать производство не следует. Убедитесь, что пере-
ключение машины с первой стадии на вторую будет происходить за
время, меньшее чем 0,1 с
Проверить функционирование обратного клапана, проверить стабиль-
ность его уплотнения. Попробуйте усилить декомпрессию, что помо-
жет отрегулировать уплотнение клапана. Если обратный клапан подте-
кает, замените его. Если с клапаном все в порядке, проверьте стабиль-
ность размеров материального цилиндра на протяжении всего хода.
Материальный цилиндр нуждается в ремонте, если зазор между стен-
кой и гребнем шнека превышает 0,75 мм. Проверьте повторяемость
давления второй стадии в машине, оно должно быть меньше на
±0,3-0,7 кг/см2
Если полимер кристаллизующийся, то необходимо проверить ско-
рость охлаждения, проведя измерения температуры литьевой формы.
Более горячая литьевая форма дает возможность увеличить время ох-
лаждения полимера и добиться более высокой степени кристаллиза-
ции, которая приведет к большей величине усадки и меньшим разме-
рам изделия. Охлаждение должно быть постоянным от цикла к циклу,
а также в ходе всего процесса производства. Проверить краситель на
возможность изменения в рецептуре: цвет будет воздействовать на
кристаллизуемость изделия, а следовательно, и на его размеры. Попро-
бовать полимер с добавкой для образования центров кристаллизации
Не рекомендуется, но более длительное время охлаждения будет приво-
дить к стабильности размеров изделия. Фактически это причина для то-
го, чтобы использовать форму для фиксации размеров изделия, однако
это не является экономичным решением. Не рекомендуется, но можно
попытаться охладить изделие в воде после извлечения. Быстрое охлаж-
дение будет в некоторой степени предотвращать усадку при литье
Увеличить температуру расплава. Это приведет к уменьшению плот-
ности расплава и меньшей усадке
Используйте впускной литник большего размера. Следует провести
правильную разработку теста перед доработкой оснастки.
Добавление такого наполнителя, как стекловолокно, может также при-
вести к уменьшению усадки. После этого следует подготовить новый тест
Проверить идентичность кондиционирования изделий перед проведе-
нием измерений. Необходимо проверить, чтобы изделия были охлаж-
дены одинаково за тот же период времени после литья. Проверить ка-
либровку измерительного устройства
Изделие слишком велико
Изменение градиента
давления
Провести эксперимент для проверки уплотнения через впускной лит-
ник. Очень важно знать, что вы установили правильное значение дли-
тельности второй стадии. Это время не должно изменяться от запуска к
запуску. Осуществить пуск машины с установленным уплотнением
впускного литника, настройка на более продолжительное время вто-
11 Процесс выявления и устранения дефектов
555
Возможные причины Возможные меры по устранению
рой стадии даст возможность загружать весь материал в форму и де- лать процесс более надежным. Следует попытаться уменьшить время второй стадии, чтобы дать возможность впускному литнику открыть- ся. Также следует проверить вязкость полимера и процент влаги, кото- рая в нем содержится, если он является гигроскопичным
Слишком большое давле- ние на второй стадии Степень кристаллизации Уменьшить давление на второй стадии Если полимер кристаллизующийся, то необходимо проверить ско- рость охлаждения, проведя измерения температуры литьевой формы. Более холодная литьевая форма будет препятствовать образованию кристаллов, что приведет к увеличению размеров изделия. Охлажде- ние должно быть постоянным от цикла к циклу, а также в ходе всего процесса производства. Проверить краситель на возможность измене- ния в рецептуре: цвет будет воздействовать на кристаллизацию, а сле- довательно, и на размеры изделия. Если возможно, следует попытаться отказаться от добавки, способствующей росту центров кристаллиза- ции в изделиях малого размера
Недостаточная усадка по- сле литья Уменьшить время охлаждения, чтобы извлечь изделие более горячим, и дать ему подвергнуться большей усадке после литья
Неправильные измере- ния Проверить идентичность кондиционирования изделий перед проведе- нием измерений. Необходимо проверить, чтобы изделия были охлаж- дены одинаково за тот же период времени после литья. Проверить ка- либровку измерительного устройства
• Обесцвечивание. См. Цветное смешение и Черные пятна.
• Следы толкателей. К этим дефектам относятся пятна на поверхности или де-
формация изделий. См. Залипание.
Возможные причины Возможные меры по устранению
Залипание изделия Скорость выталкивания очень велика Недостаточно рабочей площади толкателя Перекос плиты толкателей Разная длина толкателей Проверить залипание в форме, особенно при анализе уплотнения впу- скного литника, а также охлаждение и температуру литьевой формы Уменьшить скорость выталкивания изделия Добавить толкатели или использовать толкатели большего диаметра Проверить длину толкателей — они должны быть одинаковыми по длине Проверить длину толкателей
• Облой. При отделении первой стадии (стадия заполнения) от второй (стадия
уплотнения и выдержки под давлением) очень важно, чтобы на первой стадии
наполнение составило от 95 до 99%. Методы выявления и устранения дефектов
требуют, чтобы первая стадия заканчивалась до заполнения полости.
556
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 11.7. Облой [10]
Возможные причины Возможные меры по устранению
Линия разъема не совпа- дает или уменьшена из-за повреждения литьевой формы Установить давление расплава на второй стадии минимальным. Если минимальное давление выше 70 кг/м2, то следует установить время второй стадии 0 с. При проведении теста не следует уменьшать давле- ние первой стадии. Если изделие короткое, то необходимо проверить изделие на наличие облоя. Если облой присутствует, то сначала очи- стить поверхности литьевой формы и тщательно проверить отсутствие материала на поверхности или внутри полости, которое может мешать правильному смыканию по линии разъема. Сделать еще один впрыск при аналогичных условиях. Если облой присутствует, то линия разъе- ма не совпадает или повреждена оснастка, которую необходимо отре- монтировать; взять красящий карандаш и окрасить в синий цвет одну поверхность линии разъема, когда оснастка находится в прессе. Соеди- нить полуформы и отметить места, помеченные синим цветом. Можно также использовать щуп для проверки зазоров. В случае необходимо- сти повторить. Если изделие тонкостенное и облой присутствует при недоливах, то рассмотреть следующие возможные причины
Слишком много материа- ла подано в форму во вре- мя первой стадии Установить давление на второй стадии минимальным. При проведе- нии теста не следует уменьшать давление первой стадии. Если фор- мующая полость переполнена, следует изменить положение регулято- ра или уменьшить объем впрыска, а также проверить отклик машины на переключение с первой стадии на вторую. Если наблюдается резкий скачок давления в ходе переключения, то машина нуждается в ремонте. Переключение должно происходить без скачка или падения гидравли- ческого давления
Усилие смыкания очень низкое: давление в полос- ти и литниковых каналах превышает усилие смы- кания Если облой наблюдается во время второй стадии, то уменьшить давле- ние на этой стадии. Проверить настройку машины, отрегулировать, ес- ли это необходимо. Проверить натяжение каждой направляющей ко- лонны. Проверить параллельность плит. Попробовать приложить к форме большее усилие смыкания
Слишком большое уси- лие смыкания Если облой концентрируется в центре оснастки, следует снизить уси- лие смыкания. Маленькие литьевые формы в больших плитах могут стать причиной деформации плит. Литьевая форма должна иметь раз- мер до 70% расстояния между направляющими колоннами
Слишком высокая темпе- ратура расплава Измерить температуру расплава с помощью температурного или ин- фракрасного датчика. Если она не находится в пределах, которые ука- заны производителем полимера, то ее необходимо отрегулировать (снизить). Уменьшить время пребывания расплава в цилиндре, если возможна деструкция материала. Проверить вязкость расплава до и
11 Процесс выявления и устранения дефектов
557
Возможные причины Возможные меры по устранению
после процесса литья, эта информация поможет определить, произош- ло ли изменение молекулярной массы. Изменение вязкости на 30% до- пустимо для полимеров без наполнителей; на 40% — недопустимо. Для полимеров с наполнителем это значение может быть выше
Слишком низкая вяз- кость Если полимер гигроскопичен, следует проверить содержание влаги. Проверить марку материала. Необходимо попробовать другую партию сырья. Проверить наличие деструкции, как указано выше. В качестве последней возможности можно попробовать понизить скорость впры- ска, которая приводит к увеличению вязкости, но это не рекомендуется делать
Литьевая форма непра- вильно установлена Втулка центрального лит- ника слишком длинная Проверить число, расположение и длину опорных колонок в литьевой форме Для изделий без литниковой системы проверить длину втулки цент- рального литника
• Следы течения. См. Видимые линии спая.
• Матовые, или мутные, пятна на впуске. См. Мутность.
Возможные причины Возможные меры по устранению
Конструкция впускного литника Скруглить любые острые углы на впускном литнике. Изменить тип впускного литника
Расположение места впуска Изменить расположение места впуска
Угол выхода расплава из впускного литника Изменить угол, под которым материал попадает в формующую по- лость
Скорость впрыска слиш- ком велика Снизить скорость впрыска
Неправильная темпера- тура литьевой формы Отрегулировать температуру литьевой формы
Неправильная темпера- тура расплава Проверить, правильны ли размеры сопла и управление температурой. Сопло и наконечник сопла должны быть максимально короткими. Управление температурой должно быть пропорционально-интеграль- но-дифференциальным
• Блеск. Слишком большой или низкий уровень блеска некоторых поверхно-
стей изделия. Блеском называется отражение света поверхностью. Он обычно
измеряется с помощью блескомера Гарднера. См. Мутность.
Возможные причины Возможные меры по устранению
Обработка поверхности литьевой формы Очистить и проверить поверхность при хорошем уровне освещения. Убедитесь, что качество поверхностей удовлетворительное и что они очищены от всякого «нароста». См. Осадок или нагар в литьевой форме
558
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Возможные причины Возможные меры по устранению
Неправильная темпера- тура литьевой формы Повысить температуры литьевой формы, чтобы увеличить блеск, или понизить ее для обратного эффекта
Давление в формующей полости Проверить давление на второй стадии. Повышенное давление на вто- рой стадии будет приводить к увеличению блеска. Пониженное давле- ние на второй стадии будет приводить к его снижению
Скорость впрыска Увеличить скорость впрыска для повышения блеска, уменьшить ско- рость впрыска для обратного эффекта
Тип полимера Некоторые полимеры (например, АБС) производятся специально для получения изделий с высоким или низким блеском. Для высокого бле- ска вам понадобится материал эмульсионного типа; для низкого блеска нужен полимер блочного типа
Вентиляция Если присутствует изменение в блеске, небольшое по величине площа- ди, необходимо проверить систему вентиляции
• Подтекание расплава на горячем кончике сопла.
Возможные причины Возможные меры по устранению
Остаточное давление рас- плава Использовать шнек для декомпрессии и сброса давления: будьте вни- мательны, чтобы не допустить попадания воздуха в сопло
Летучие примеси Проверить наличие деструкции полимера или избыточное время нахож- дения в материальном цилиндре. Влажность, низкомолекулярные до- бавки или деструкция полимера могут приводить к появлению газа при нагревании в материальном цилиндре или в коллекторе ГКС. Это образование газа может обеспечить достаточное давление для выдав- ливания полимера через кончик сопла. Воздушная ловушка в коллек- торе ГКС или литниковой системе будет делать то же самое. Проверить содержание влаги в полимере
Плохая конструкция го- рячего кончика или гео- метрии Проверить конструкцию кончика или зазор с поверхностью впускного литника. Проверить расположение термопары и распределение энер- гии в нагревателе. Изменить, если оно неправильное
Плохое управление тем- пературой горячего кон- чика, а также плохое управление высокой тем- пературой Проверить расположение термопары в горячем кончике. Если конст- рукция неудачная, изменить ее
11 Процесс выявления и устранения дефектов
559
• Струйное течение. Этот эффект проявляется в виде нитевидных дефектов на
поверхности изделия.
Струйное течение Нормальное заполнение
Рис. 11.8. Эффект струйного течения
Возможные причины Возможные меры по устранению
Расположение места впуска Удлинить разводящий литник перед местом впуска. Это даст возмож- ность небольшому количеству расплава проникнуть во впускной лит- ник, обеспечивая нормальный фронт потока, который поступает в по- лость
Тип впускного литника Скруглить любые острые углы впускного литника. Изменить тип впу- скного литника. Удлинить разводящий литник перед местом впуска
Отсутствие формирова- ния фронта Высокая скорость охлаж- дения Располагать впуск напротив стенки, от которой может отражаться по- ток расплава Замедлить скорость впрыска. Это наиболее дорогой путь из-за возрас- тания времени цикла. Кроме того, часто страдает и общее качество из- делия
• Осадок, или нагар, в литьевой форме. Осадок в литьевой форме может быть
твердым (темного или белого цвета), жидким или воскоподобным и отклады-
ваться в самой форме или на изделии. Причиной его появления обычно явля-
ются добавки в полимере. Возьмите палочку с хлопковой головкой и соберите
эти отложения настолько, насколько это возможно, чтобы послать пробы в
лабораторию для анализа. См. Обработка поверхности.
Возможные причины
Комплекс добавок: стаби-
лизаторы, краситель(и),
антиоксиданты, антиста-
тики и антипирены
Добавки температурной
стабильности
Возможные меры по устранению
Запустить цикл литья с полимером без красителя. Попробовать дру-
гую марку с более низким содержанием добавок, или партию сырья от
другого поставщика
Уменьшить температуру расплава до минимального значения в допус-
тимом диапазоне, указанном поставщиком полимера. Уменьшить вре-
мя пребывания в материальном цилиндре за счет уменьшения времени
цикла или за счет использования цилиндра меньшего объема. Объем
дозы должен составлять 25-65% емкости материального цилиндра
560
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Возможные причины Возможные меры по устранению
Неравномерная вентиля- ция Проверить систему вентиляции. Если необходимо, то увеличить число каналов или отремонтировать. Откачать воздух из литьевой формы во время ее заполнения
Влажность Проверить уровень влажности в полимере. При работе в среде с высо- кой влажностью попробовать запустить процесс с продувкой осушен- ным воздухом поверхности литьевой формы
Температура литьевой формы Загрязнение Очистка литьевой формы через продолжительные периоды времени Слишком высокая скорость впрыска Несовместимость стали литьевой формы и поли- мера Белый порошок на по- верхности изделия или литьевой формы Проверить температуру стали литьевой формы в области осадка. Уст- ранить неисправность в системе охлаждения Проверить на наличие загрязнений Периодически очищать литьевые формы Уменьшить скорость впрыска Некоторые металлы и полимеры являются несовместимыми, напри- мер, некоторые антипрены и ПВХ могут образовывать кислотные па- ры, которые будут вызывать коррозию мягкой стали Антипрен иногда является причиной помутнения. Если изделие из по- лиформальдегида, следует попытаться осушить полимер перед перера- боткой
• Недолив. См. Неполные впрыски.
• Обратный клапан. Механическое устройство, которое действует аналогично
клапану в двигателе автомобиля. При закрывании он становится поршнем,
который проталкивает материал вперед через сопло. В нем часто наблюдают-
ся протечки. Это имеет важное значение, поскольку клапан обеспечивает по-
стоянство «подушки».
Возможные причины Возможные меры по устранению
Эксплуатационные испы- тания Установить предел давления первой стадии равным нормальному дав- лению заполнения и выдержки второй стадии для данной литьевой формы. Отвести шнек назад на 90% полного впрыска и повторить впрыск в течение 10 с, при этом материал предыдущего цикла должен оставаться в форме и литниковой системе. Следить за тем, чтобы шнек не проскользнул вперед. Повторить цикл при 50%-ном объеме дозы впрыска, а затем добавлять по 10%. Любое смещение шнека вперед яв- ляется индикатором того, что цилиндр или обратный клапан имеют из- нос. Замена или ремонт: проверить как материальный цилиндр, так и кла- пан. Не существует технологии ремонта, позволяющей восстанавли- вать сломанный или изношенный клапан
11 Процесс выявления и устранения дефектов
561
• «Замерзание» сопла.
Возможные причины Возможные меры по устранению
Кончик сопла слишком холодный Использовать отвод сопла от центрального литника, если это возмож- но (втулка центрального литника является теплоотводом для кончика сопла). Изолировать кончик от втулки центрального литника с помо- щью высокотемпературной изоляции
Плохая регулировка тем- пературы сопла Использовать пропорционально-интегрально-дифференциальное ре- гулирование температурой. Убедитесь, что термопара находится на расстоянии 1/3 длины сопла от его кончика, если длина сопла больше 75 мм. Если длина сопла 75 мм или короче, то лучше, чтобы термопара была вставлена в шестигранное отверстие на корпусе сопла. У сопла с длинным корпусом термопара должна быть установлена под ленточ- ным нацэевателем. Не следует крепить термопару с помощью винтов держателя ленточного нагревателя
• Подтекание сопла. См. Подтекание расплава на горячем кончике сопла.
• Запах. Любой запах или аромат нежелателен. Запах отходящих газов поли-
мерного материала может свидетельствовать о потенциально опасных для
здоровья парах. Обратитесь за помощью, найдите источник, проведите про-
ветривание или устраните причину. См. Черные пятна.
Возможные причины Возможные меры по устранению
Деструкция полимера При перегреве или больших сдвиговых напряжениях некоторые поли- меры подвержены деструкции, что приводит к выделению кислотных газов. Обычно это происходит с ПВХ, полиформальдегидом и с некото- рыми другими полимерами. Правильная настройка технологического процесса не должна приводить к появлению этих запахов. Если запах обнаружен, то сначала проверить отсутствие перегрева, наличие высо- кого противодавления, износа шнека или зазубрин на нем или износ ма- териального цилиндра
Загрязнение Проверить наличие постороннего полимера в базовом материале. За- грязнения могут сами быть источником выделения запахов или вызы- вать деструкцию полимера. Проверить рециклированный полимерный материал. Попробовать полимер без примесей. Удалить краситель
• Апельсиновая корка. Нарушения внешнего вида поверхности, иногда в виде
концентрических линий, которые называют «грампластинка». См. Обработ-
ка поверхности.
Возможные причины Возможные меры по устранению
Осадок или нагар в лить- евой форме Проверить образование нароста или отложения на поверхности внут- ри формующей полости. Если существуют отложения в форме. См. На- рост в форме
562
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Возможные причины Возможные меры по устранению
Обработка поверхности литьевой формы Медленное заполнение литьевой формы Проверить поверхность полости — качество полировки или обработки, а также является ли она чистой. Проведите ремонт и чистку Увеличить скорость впрыска, это приведет к уменьшению вязкости по- лимера и даст возможность передать большее давление в полость, если переключение от первой ко второй стадии меньше 0,1 с. Следует убе- диться, что управление скоростью не ограничено в зависимости от дав- ления
Низкое давление в по- лости Увеличить давление на второй стадии. Увеличить время длительности второй стадии и, если возможно, уменьшить на то же время стадию ох- лаждения или смыкания литьевой формы, чтобы сохранить время цик- ла постоянным
Температура литьевой формы Температура расплава Увеличить температуру литьевой формы. Уменьшить температуру литьевой формы Проверить температуру расплава, отрегулировать в соответствии с ру- ководящими указаниями, если температура выходит за указанные пре- делы. Следует попробовать поработать с минимальной и максималь- ной температурами, которые указаны поставщиком сырьевого мате- риала
Неравномерное заполне- ние одногнездной формы Несбалансированное за- полнение многогнездных форм Сбалансировать путь потока, если возможно. Увеличить скорость впрыска Изменить сечение литниковых каналов, чтобы сбалансировать заполне- ние. Не следует регулировать размер впускного литника, поскольку это приведет к изменению размеров изделий, веса и т. д.
• Появление розового цвета на изделии. Это случается относительно редко и
проявляется в процессе хранения изделия. Причиной обычно бывает реакция
окиси углерода с полимерным материалом.
Возможные причины Возможные меры по устранению
Окись углерода Извлечь изделия, уложить их на открытую поверхность и проверить исчезновение неокрашенных мест. Солнечный свет может привести к ускорению этого процесса. Если пропадание цвета возникает снова, то удалить компоненты, которые приводят к образованию газа, и т. д. Улучшить вентиляцию в помещении. Следует использовать в этой зо- не погрузчики, работающие на аккумуляторах
• Точечная коррозия.
Возможные причины Возможные меры по устранению
«Эффект дизеля» захва- ченных газов См. Подгорание у места впуска. Прекратить процесс литья, поскольку это может привести к дальнейшим повреждениям
11 Процесс выявления и устранения дефектов
563
Возможные причины Возможные меры по устранению
Коррозия или химиче- ское воздействие полиме- ра или добавок на сталь Проверить совместимость полимера со сталью, из которой изготовлена литьевая форма. Если возможно возникновение кислотных испарений, то может потребоваться более химически устойчивая поверхность для литьевой формы. Следует выбрать другую сталь или покрытие поверх- ности литьевой формы
Абразивный износ, эрозия Изменить расположение места впуска, сделать покрытие поверхности полости из устойчивого к износу материала. Восстановить оснастку с использованием соответствующей закаленной стали
• Плохое цветное смешение. См. Цветное смешение.
• Неравномерный фронт потока. Фронт потока должен быть непрерывным и
двигаться из впускного литника в виде полукруга.
Возможные причины Возможные меры по устранению
Неравномерная толщина стенок Попробовать более высокие скорости впрыска, но маловероятно, что это приведет к решению проблемы, поскольку противоречит законам физики. Закруглить края или сделать постепенным переход между зо- нами изделия различной толщины
Расположение мест впуска Впускные литники разместить на участках толстых стенок отливки и установить направляющие потока в тонкие области, чтобы обеспе- чить равномерное заполнение
Горячая поверхность или разрез в литьевой форме Выдержать период до тех пор, пока распределение температуры в фор- ме не станет равномерным. Сделать и сохранить первый впрыск объе- мом 99% изделия. Если путь потока отличается от последних впры- сков, то это происходит из-за влияния температуры стальной оснастки и процесса охлаждения. Проверить отсутствие мест перегрева в форме. Добиться равномерного охлаждения
• «Грампластинка», рельефная поверхность. Эти дефекты проявляются в ви-
де концентрических канавок или линий, которые возникают по краям пере-
мещающегося потока. Фронт потока начинает вибрировать с нарастанием
давления, после чего происходит перемещение на короткое расстояние и сно-
ва появляется вибрация. Это почти всегда результат недостаточного давле-
ния на фронте потока или замедления скорости впрыска.
Впускной
литник
Рис. 11.9. Рельефная поверхность [10]
564
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Возможные причины Возможные меры по устранению
Ограниченное давление на первой стадии или не- достаточное управление скоростью Неправильное место подачи Проверьте, чтобы давление при перемещении было на 14-28 кг/см2 меньше, чем предельное значение для первой стадии. Для электротех- нических деталей следует использовать давление от 140 до 280 кг/см2. Убедиться, что при этом создается достаточная разность давлений, Ар Установить давление второй стадии до 70 кг/см2 или, если машина не позволяет сделать этого, установить давление на второй стадии нуле- вым. Изделие должно быть заполнено до 95-99%. Если это тонкостен- ное изделие, то оно должно быть заполнено с небольшим недостатком материала вблизи места впуска. Изменить расположение впускного литника, чтобы обеспечить нужное заполнение объема
Слишком низкая темпе- ратура расплава Проверить температуру расплава с помощью высокотемпературного или соответствующего инфракрасного датчика. Убедиться, что темпе- ратура расплава находится в соответствии с рекомендациями постав- щика
Плохой отклик переклю- чения с первой стадии на вторую Записать гидравлическое давление при переключении. Поднять давле- ние при подаче расплава, затем быстро перейти к давлению второй ста- дии. Если гидравлическое давление падает намного меньше установки давления второй стадии, то фронт потока может начать вибрировать, создавая высокую вязкость. Отремонтировать машину или клапан
Низкая скорость уплот- нения или недостаточ- ный ход поршня Низкая температура литьевой формы Увеличить скорость уплотнения или ход поршня, необходимый для второй стадии Увеличить температуру литьевой формы на 5 °C. Сократить время цикла
• Неудачная конструкция шнека.
Возможные причины Возможные меры по устранению
Шнеки общего назначе- ния Заменить шнеками, которые обеспечивают однородность и равномер- ность расплава. Минимальное соотношение L/D должно быть 20:1. Это проблема организации производства: большинство (99%) шнеков общего назначения не обеспечивает однородный расплав полимера, поступающего из сопла
Металлы для изготовле- ния шнека и материаль- ного цилиндра Рекомендуются биметаллические или упрочненные цилиндры и шне- ки из мягкой стали, такой, как нержавеющая. Для переработки чистых полимеров необходимо использовать химически стойкие материалы. Шнек должен быть отполирован с острыми краями витков и с наплав- лением металла на задних поверхностях витков или иметь больший ра- диус, чтобы предотвратить появление «мертвых зон» и накопления са- жи. Модификатор, создающий барьерные свойства полимера, должен свободно проходить зону подачи шнека в дозирующую его часть
Барьерные витки В общем случае эти витки не рекомендуется использовать, за исключе- нием неполных впрысков в конце зоны перемещения или в начале до- зирующей части шнека
11 Процесс выявления и устранения дефектов
565
Возможные причины Возможные меры по устранению
Вентилируемые цилиндры Вентилируемые цилиндры обеспечивают отличную равномерность расплава и позволяют перерабатывать полимеры, которые склонны к гидролизу, более равномерно; к сожалению, его конструкция является плохой. Двухстадийный шнек должен быть сконструирован с непре- рывным перемещением через зону декомпрессии. Первая стадия долж- на быть ограничена таким образом, чтобы из-за нее не происходило превышение давления на второй стадии. Вентилируемые цилиндры необходимо использовать при нулевом противодавлении, чтобы пре- дотвращать выход расплава через воздухоотводы. При этом возникают проблемы продувания и времени пребывания расплава в цилиндре
• Замедленный отход шнека, проскальзывание шнека или отсутствие подачи
материала. Дозирующая зона шнека продавливает расплав вперед, который,
в свою очередь, оказывает противодавление на шнек.
Возможные причины Возможные меры по устранению
Температура питающего отверстия Для большинства полимеров температуру питающего отверстия под- держивать в пределах около 45 °C. Для высококачественных техниче- ских полимеров может оказаться необходимым поднять температуру выше. Не следует использовать питающее отверстие при температурах около -5 °C. Отверстие должно иметь пропорционально-интегрально- дифференциальное регулирование температуры
Проблемы с подачей материала Проверить размер гранул и их поток из бункера и питающего отвер- стия. Убедиться, что перемещение материала под действием силы тя- жести происходит нормально после загрузки полимера в бункер. Ваку- умная загрузка может приводить к прерыванию нормального поступ- ления материала под действием силы тяжести
Витки, покрытые тол- стым налетом сажи, или заблокированные Износ шнека и/или мате- риального цилиндра Проверить состояние винтовых поверхностей Изношенные шнеки и материальные цилиндры будут обеспечивать лучшее смешение, но при этом будут наблюдаться низкие скорости по- дачи материала, поскольку полимер будет перемещаться назад через кромки шнека
Влажность Проверить содержание влаги в полимере. Проверить отсутствие тре- щин в питающем канале, утечек воды
Размер гранул Гранулы полимера должны быть одинаковыми по величине и форме. Большое распределение гранул по весу, наличие мелких примесей и маленьких гранул вместе с большими включениями размола вторич- ного материала будут приводить к проблемам подачи материала. Это относится к пластикам в форме больших и малых гранул
Высокое противодавле- ние Попытаться уменьшить противодавление; должно быть от 70 до 100 кг/см2
566
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Возможные причины Возможные меры по устранению
Высокая частота вращения шнека Уменьшить частоту вращения шнека, поскольку равномерность рас- плава и смешение достигаются при низкой частоте вращения шнека. Однако не следует удлинять время цикла
Неправильная установка температуры материаль- ного цилиндра Установить температуру передней части цилиндра и центральных зон равной температуре середины диапазона, который рекомендует постав- щик полимерного материала. Установить температуру задней зоны рав- ной минимальному значению температурного диапазона. Установить об- ратное противодавление 70 кг/см2. Среднее время установления стабиль- ного режима — 10 циклов. Повторять цикл с температурой задней зоны (у бункера), увеличенной на 5 °C до тех пор, пока не будет достигнуто максимальное значение температурного диапазона. Выберите оптималь- ную температуру с минимальным временем установления стабильного режима
Плохая конструкция шнека См. Неудачная конструкция шнека и Цветное смешение
• Недоливы, или неполные впрыски. Отливка имеет меньшие размеры или не-
которые части изделия, например ребра, полностью не заполненные материа-
лом.
Возможные причины Возможные меры по устранению
Последовательные (согласованные) неполные впрыски
Неправильный объем дозы впрыска Установить давление второй стадии 70 кг/м2давления пластика или, если машина это позволяет, установить давление на второй стадии ну- левым. Изделие должно быть заполнено до 95-99%. Если это не тонко- стенное изделие, то оно должно быть заполнено с небольшим недостат- ком материала вблизи впускного литника. Изменить расположение впускного литника, чтобы обеспечить нужное заполнение объема. Не следует при проведении этого теста использовать давление, равное предельному давлению на первой стадии, или на первой стадии цели- ком заполнять полость
Ограниченное давление на первой стадии или не- достаточное управление скоростью Скорость впрыска Обратный клапан или материальный цилиндр изношены или неисправ- ны Проверьте, чтобы давление при впрыске было на 14-28 кг/см2 меньше, чем предельное значение для первой стадии. Для электротехнических деталей следует использовать давление от 1400 до 280 кг/см2. Убедить- ся, что при этом создается достаточная разность давлений, Ар Увеличить скорость впрыска, чтобы уменьшить вязкость Проверить функционирование обратного клапана и материального ци- линдра. Если обратный клапан в порядке, необходимо проверить от- сутствие овальности материального цилиндра. Отремонтировать или заменить, если это необходимо
Большое падение давления Провести анализ недолива для выявления потерь давления. Записать давление при подаче, сделав впрыски: 1) 99% полного объема изделия; 2) заполнение центрального литника, разводящего литника и впускно- го литника; 3) заполнение только центрального литника и разводящего
11 Процесс выявления и устранения дефектов
567
Возможные причины Возможные меры по устранению
литника, а затем 4) продуйте через сопло воздух. Использовать отно- шение интенсификации и вычислить падение давления: 1) в сопле, до- пустимый диапазон давлений от 14 до 280 кг/см2; 2) в центральном литнике и разводящем литнике, допустимый диапазон давлений от 280 до 350 кг/см2; 3) во впускном литнике, допустимый диапазон давлений от 280 до 350 кг/см2; 4) в изделии, допустимый диапазон давлений от 14 до 2800 кг/см2. Определить, в каком месте наблюдается максимальное падение давления, и исправить этот узел. Это поможет определить, есть ли закупоривание и в каком месте оно происходит
Захват газа или воздуха Последовательно проведите недоливы в форму, используя малые дозы впрыска или перемещение шнека, чтобы делать 10, 20, 40, 60, 70, 80, 95% от полного объема изделия. Следить, не происходит ли перемеще- ние потока полимера вокруг себя (обычно это включает струйное тече- ние). Следует запомнить, заполняются ли ребра до полного заверше- ния заполнения. Это испытание нельзя провести корректно, если вы уменьшаете давление или скорость на первой стадии. Вы должны управлять скоростью в течение первой стадии. Цель заключается в том, чтобы найти, откуда поступает газ, и устранить этот источник. Форму необходимо правильно проветривать или использовать пористую сталь, чтобы устранить захват газа. Струйное течение может стать при- чиной захвата газа или воздуха. Проверить отсутствие влаги, посколь- ку пар является газом. Изменить расположение места впуска. Откачать воздух из литьевой формы во время ее заполнения
Недостаточное давление на второй стадии Убедиться, что на первой стадии произошло правильное формирова- ние объема дозы. Если все в порядке, проверить давление на второй стадии
Отсутствие «подушки» Убедиться, что объем «подушки» дает возможность произвести уплот- нение или поддерживать нужное давление второй стадии
Температура расплава Убедитесь, что значение температуры расплава находится в соответст- вии с рекомендациями поставщика
Температура литьевой формы Попробовать увеличить температуру литьевой формы и/или умень- шить время цикла
Вязкость полимера Заменить полимер, выбрав марку с более высокой текучестью распла- ва. Будьте внимательны, поскольку его свойства могут ухудшаться из-за более низкого молекулярного веса. Изделия должны быть полно- стью проверены на наличие нужных эксплуатационных характеристик в условиях применения, для которого они предназначены
Большая длина потока Добавить места впуска или направляющие потока. Возможная мера: увеличить номинальную толщину стенок
Стенки с маленькой тол- щиной Добавить направляющие потока, если это возможно. Увеличить номи- нальную толщину стенок, если все другие средства оказались неудач- ными. Более толстые стенки будут приводить к уменьшению падения давления
568
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Возможные причины Возможные меры по устранению
Периодические недоливы Обратный клапан или ма- териальный цилиндр из- ношены или неисправны Проверить функционирование обратного клапана и материального ци- линдра. Если обратный клапан в порядке, то необходимо проверить ис- правность материального цилиндра и его овальность. Отремонтиро- вать или заменить, если это необходимо
«Подушки» не хватает для стадии выдержки Исследовать воспроизводимость объема «подушки»: если изменение составляет более 5 мм, проверить обратный клапан. Попытаться увели- чить время декомпрессии, чтобы помочь сделать настройку клапана. Будьте внимательны, чтобы не допустить попадания воздуха в сопло
Загрязненный материал Проверить впускные литники и изделие на наличие постороннего по- лимера. Проверить качество вторичного материала
Температура расплава Убедитесь, что значение температуры расплава находится в соответст- вии с рекомендациями поставщика
Температура литьевой формы Попробовать увеличить температуру литьевой формы и/или умень- шить время цикла
Непроплав Проверить наличие нерасплавленных гранул в расплаве, цветные по- лоски, см. Неудачная конструкция шнека и Цветное смешение. Обеспе- чить подачу во впускной литник однородного расплава
«Холодная капля» Проверить сопло на наличие образования «холодной капли». См. Под- текание сопла
Недостаточное давление на второй стадии Поднять давление на второй стадии
Захваченный газ См. выше. См. Газовые пузырьки
• Усадка. Это одна из самых больших проблем, с которыми сталкиваются при
переработке полимеров. Метод тестирования ASTM 995 никогда не следует
использовать для определения усадки изделий, извлеченных из литьевой
формы, его задачей является сравнение разных полимеров по принципу «от
партии к партии». Кроме того, толщина образца для тестирования всего
3,17 мм. Усадка зависит от номинальной толщины стенок, скорости охлажде-
ния, возникновения центров кристаллизации в частично кристаллизующих-
ся полимерах и градиентов давления в полости. См. Недолив и Облой.
Возможные причины
Возможные меры по устранению
Слишком большая усадка
Недостаточное количест- Убедитесь, что позиция сброса давления от периода заполнения к ле-
во материала риоду подпитки обеспечивает формирование правильного объема пла-
стика на первой стадии. Проведите анализ уплотнения впускного лит-
ника. Увеличить длительность второй стадии, чтобы добиться запол-
нения. Увеличить давление на второй стадии. Проверить, получается
ли адекватная «подушка»
11 Процесс выявления и устранения дефектов
569
Возможные причины Возможные меры по устранению
Степень кристаллизации Если полимер частично кристаллизующийся, снизить температуру литьевой формы, чтобы увеличить скорость охлаждения. Это умень- шит степень кристаллизации и уменьшит усадку. Попробовать поли- мер с центрами кристаллизации. Проверить коробление изделия после литья через несколько недель. Провести цикл термического тестирова- ния отливок, чтобы определить количество внутренних напряжений и коробления. Проверить, все свойства изделия
Низкое давление на второй стадии. См. Недолив Проверить давление на второй стадии См. Недостаточно материала
Слишком малая усадка Слишком много материала Убедитесь, что позиция сброса давления обеспечивает формирование правильного объема материала на первой стадии. Провести анализ уп- лотнения впускного литника. Необходимо увеличить длительность второй стадии, чтобы добиться заполнения. Увеличить давление на второй стадии. Проверить наличие адекватной «подушки»
Степень кристаллизации Если полимер частично кристаллизующийся, увеличить температуру литьевой формы, чтобы уменьшить скорость охлаждения и увеличить степень кристаллизации. Это приведет к уменьшению размеров изде- лия. Проверить все свойства отливки
Высокое давление на вто- рой стадии Уменьшить давление на второй стадии. Уменьшить время второй ста- дии, чтобы дать возможность впускному литнику открыться. См. Облой
• Серебристые линии. См. Перекос впускного литника.
• Утяжины. Этот дефект является следствием снижения натяжения поверхно-
сти изделия, при этом поверхность детали не является отражением поверхно-
сти литьевой формы. Утяжины и пустоты являются признаками внутренних
напряжений. См. Газовые пузырьки.
Плохая / конструкция / Утяжины / Пустоты / // L. / // или / , // Улучшенная конструкция
Рис. 11.10. Утяжины и пустоты возникают из-за усадки материала без достаточной компенсации [10]
570
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 11.11. Утяжины могут маскироваться конструкцией, ребрами, волнистой структурой [10]
Возможные причины
Возможные меры по устранению
Недостаточное количест-
во материала
Охлаждение после
литья
Толстые номинальные
стенки
Вам может понадобиться больше полимера для добавления в полость:
1) адекватная «подушка» — следует убедиться, что нет накопления ма-
териала за клапаном; 2) повышенные давления второй стадии; 3) боль-
шая длительность второй стадии; 4) очень медленные скорости запол-
нения; 5) использовать противодавление; 6) впускной литник должен
позволять длительное время уплотнения, чтобы получить более пол-
ное уплотнение во время второй стадии; 7) увеличить сечение литни-
ковых каналов. Существенно снизить температуру литьевой формы,
чтобы «заморозить» внешнюю поверхность отливки, что может приво-
дить к внутренним пустотам. Снизить температуру расплава. Сделать
тонкой стенку изделия в этой области, добавляя стальные пластины.
Изменить расположение места впуска так, чтобы заполнение шло от
толстых стенок к тонким
Толстые участки могут приводить к повторному расплавлению внеш-
них поверхностей после извлечения из формы, что дает возможность
им сжиматься. Можно попытаться сделать охлаждение в воде или меж-
ду листами алюминия, а не воздухом
Провести литье со вставкой, чтобы уменьшить номинальную толщину
стенок. Большая толщина не означает большую прочность для изделий
из полимерных материалов. Если нужно добиться увеличения прочно-
сти, толстые стенки конструкции можно заменить стенками с ребрами.
Это даст возможность сэкономить сырье и сократит время цикла
• Перекос впускного литника и серебристые линии. Это поверхностные де-
фекты изделия. Растяжение обычно вызывается попаданием газа, чаще всего
это вода (пар), но может быть также следствием нерасплавленных загрязне-
ний при использовании литьевой формы с тремя плитами, «холодных ка-
пель», избыточного количества летучих добавок и/или декомпрессии. Пом-
ните'. если полимер подвержен гидролизу (реагирует с водой), то это приво-
Место
впуска
Рис. 11.12. Серебристые линии [10]
11 Процесс выявления и устранения дефектов
571
дит к снижению молекулярной массы в некоторых полимерах, например,
в ПК, ПА или сложных полиэфирах.
Возможные причины Возможные меры по устранению
Влага внутри полимер- ных гранул Проверить содержимое влаги с помощью специального метода опреде- ления влаги (не следует проверять наличие потери веса). Проверить сушилку
Сушилка работает непра- вильно Проверить, правильно ли установлена температура сушки. Перед нача- лом сушки извлечь снизу от 10 до 20 кг материала в «мертвой зоне» ко- нуса бункера и выложить его сверху. Проверить перемещение потока в питающем отверстии: бункер должен делать сброс в соответствии с массовым расходом. Это может быть достигнуто за счет изменения уг- ла конуса в нижней части бункера, который составляет 60 град. Прове- рить температуру поступающего воздуха и температуру воздуха на вы- ходе из бункера. Она должна отличаться от температуры поступающе- го воздуха на 10-20 °C. Проверить, чтобы мелкие фракции не закупорили фильтры. Проверить нормальное функционирование ре- генерирующих нагревателей. Проверить температуру воздуха, кото- рый поступает в адсорберы. Она должна быть ниже 65 °C. Проверить точку росы воздуха до и после десиканта, если это возможно. Точка ро- сы должна быть меньше после прохода через десиканты в диапазоне от -14 до -22 °C
Конденсация влажности на таблетках Если полимер попал в помещение после хранения в холодных клима- тических условиях, то может произойти конденсация, которая выгля- дит как конденсация воды на стекле. Хотя полимер не гигроскопичен, он должен быть «осушенным». Для конденсированной влаги осушение при температуре 65 °C может длиться от 1 до 2 ч
Содержание влаги при слишком высокой влаж- ности окружающего воз- духа В цехах, где нет кондиционера, в дни повышенной влажности (в летнее время) бывают времена, когда негигроскопичные полимеры набирают влажность или воздух вокруг них содержит такое количество влаги, что необходимо сушить сырье
Влага в питающем отвер- стии Проверить температуру питающего отверстия цилиндра на наличие в нем трещин. Запустить подачу сырья из питающего отверстия при тем- пературе от 40 до 55 °C, температуру поддерживать с помощью про- порционально-интегрально-дифференциального регулирования
Влага из литьевой формы Проверить литьевую форму, особенно центральные части, на наличие конденсата. Существенно увеличить температуру литьевой формы, ес- ли есть следы конденсации. Проверить отсутствие утечек воды из фи- тингов, которые подключены к форме и из трещин, а также утечек из литьевой формы. Устранить все утечки
Плохая регулировка тем- пературы сопла Температура сопла заведомо плохо регулируется. Расположение тер- мопары должно находиться на расстоянии 1/3 длины сопла от его кон- чика, если длина сопла больше 75 мм. Если длина сопла 75 мм или ко- роче, то лучше, чтобы термопара была вставлена в шестигранное отвер- стие на корпусе сопла. У сопла с длинным корпусом термопара должна быть установлена под ленточным нагревателем сквозь бабочкообраз-
572
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Возможные причины Возможные меры по устранению
ную термопару. Сопло должно иметь пропорционально-интегрально- дифференциальное регулирование. Не следует крепить термопару с помощью винтов держателя ленточно- го нагревателя
Захват воздуха потоком расплава, или в результа- те декомпрессии Проверить соотношение L/D шнека: если оно меньше, чем 18 :1, то ве- лика вероятность, что он неисправен. Увеличить противодавление, уменьшить частоту вращения шнека и увеличить время охлаждения. Увеличить температуру задней зоны цилиндра. Если никакая из предложенных мер не принесла успеха, следует зака- зать новый шнек. См. Неудачная конструкция шнека. Если у вас есть декомпрессия, уменьшить или отключить ее, особенно в случаях с ГКС. Слишком большая декомпрессия приводит к всасыванию возду- ха в сопло, который захватывается потоком расплава, находящимся под давлением перед впрыском
Сколы или чешуйки в форме с тремя плитами Открыть форму и аккуратно проверить материал на наличие сколов, чешуек или частиц. Это может привести к остановке фронта потока и стать причиной появления следов на поверхности отливки
Загрязнение, или «холод- ные капли» Твердые частицы любого типа могут приводить к остановке фронта по- тока и стать причиной появления следов на поверхности изделия. Про- верить сырье на наличие загрязнений или примесей. Проверить со- стояние шнека
Нерасплавленные грану- лы и гели Нерасплавленные частицы могут появляться из-за плохой конструк- ции шнека или маленького соотношения L/D. Появление нерасплав- ленных частиц можно ожидать при использовании шнеков общего на- значения. Гели должны иметь высокую молекулярную массу или со- стоять из сшитых полимерных молекул, которые не расплавляются. Гели используются редко, и ситуация с ними может быть исправлена путем получения от поставщика другой партии или марки полимера
Летучие примеси, кото- рые могут приводить к де- градации полимера или добавок Сравнить значения установленной температуры с реальной темпера- турой расплава, измеренной с помощью температурного датчика. Из-за высокой скорости сдвига, наличия места перегрева в цилиндре, добав- ления антипиренов, разложившегося вторичного сырья и аналогичных им вещей может происходить образование газов, которые будут имити- ровать поведение влаги и приводить к серебристости
• Залипание центрального литника.
Возможные причины Возможные меры по устранению
Радиус кончика сопла не совпадает с втулкой цен- трального литника Слишком большое отвер- стие кончика сопла Проверить, совпадает ли радиус сопла с втулкой центрального литни- ка, вставив кусок картона и приложив контактное усилие сопла. Про- верить четкость отпечатка кончика сопла на картоне: если есть любые трещины, надрезы или несовпадения, то заменить кончик Проверить отверстие центрального литника и отверстие кончика со- пла. Отверстие кончика должно иметь диаметр меньше по крайней ме- ре на 0,75 мм
11 Процесс выявления и устранения дефектов
573
Возможные причины Возможные меры по устранению
Царапины или непра- вильная полировка цен- трального литника Полировка поверхности центрального литника должна соответство- вать классу #2. Лучше использовать хонингование паром для мягкого контактного материала. Круговое полирование приводит к образова- нию микронадрезов, которые заполняются полимером и приводят к «засорению» центрального литника. Проверить наличие царапин и ка- навок, которые формируют подрезы; даже если эти подрезы невелики, они приведут к «засорению» центрального литника
Проблемы толкателя цен- трального литника Достаточно ли велик толкатель центрального литника и правильная ли у него конструкция? Добавить подрезы, установить Z-образный толка- тель, или больший по величине обратный конус
Центральный литник слишком мягкий, неот- вердевший Если центральный литник остается в мягком состоянии при открытой форме, уменьшить размер центрального литника или охладить его втулку. Попробовать уменьшить сопло, а затем температуру расплава. В качестве последнего средства можно увеличить время охлаждения
Неправильная конус- ность центрального лит- ника Переуплотнение цен- трального литника Проверить конусность, она должна составлять 13 мм на 305 мм. Увели- чить конусность Провести изучение уплотнения впускного литника. Если возможно, то за счет сокращения времени второй стадии добавить время на охлажде- ние в форме
• Залипание в литьевой форме.
Возможные причины Возможные меры по устранению
Осадок, или нагар, в лить- евой форме Проверить образование нароста, или отложения, на поверхности фор- мующей полости. Если в форме есть отложения, то см. Осадок или нагар
Обработка поверхности литьевой формы Медленное заполнение литьевой формы Проверить поверхность полости (качество полировки или обработки), а также ее чистоту Увеличить скорость впрыска. Это приведет к уменьшению вязкости полимера и даст возможность передать большее давление в полость, ес- ли переключение от первой ко второй стадии меньше 0,1 с. Следует убедиться, что управление скоростью не ограничено
Низкое давление в полости Увеличить давление на второй стадии. Увеличить время второй стадии и, если возможно, на то же время уменьшить время охлаждения или время пребывания литьевой формы в закрытом состоянии, чтобы со- хранить время цикла неизменным
Температура литьевой формы Температура расплава Увеличить температуру литьевой формы. Уменьшить температуру литьевой формы Проверить температуру расплава, отрегулировать в соответствии с ру- ководящими указаниями, если температура выходит за указанные пре- делы. Попробовать поработать с минимальной и максимальной темпе- ратурами, которые указаны в руководящих указаниях
574
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Возможные причины Возможные меры по устранению
Неравномерное заполне- ние одно- или многогнезд- ной литьевой формы Сбалансировать путь потока с помощью направляющих потока, если возможно. Увеличить скорость впрыска
Несбалансированное за- полнение многогнездных форм Белый порошок на по- верхности изделий из по- лиформальдегида Оптимизировать сечение литниковых каналов, чтобы сбалансировать наполнение. Не регулировать впуск, поскольку это приведет к измене- нию размеров изделий, веса и т. д. Если наблюдаются следы формальдегида на форме или появление пят- на на поверхности изделия, очистить полиформальдегид перед перера- боткой
Неправильная полировка литьевой формы или под- резы могут вызвать при- липание изделия к непод- вижной полуформе В ручном режиме медленно открыть форму и заметить, будут ли на- блюдаться какие-либо звуки или перекос изделия. Перед извлечением проверить отливку на наличие деформации. Если изделие деформиро- вано перед выталкиванием, то оно будет прилипать к неподвижной по- луформе и деформироваться при открывании литьевой формы. Отпо- лировать поверхность или удалить подрезы, если они присутствуют в тех местах, в которых наблюдается прилипание изделия. Многие поли- меры, создающие мягкие на ощупь поверхности, требуют хонингова- ние паром поверхности, чтобы улучшить извлечение изделия. Высокая степень полировки требует наличия вакуума
Неправильная полировка литьевой формы или на- личие подрезов может вызвать прилипание из- делия к подвижной полу- форме Медленно вытолкнуть изделие и заметить, не залипает ли какая-либо часть изделия, а также, нет ли его перекоса на этой стадии. Отполиро- вать поверхность или удалить подрезы, если они присутствуют. Мно- гие полимеры, создающие мягкие на ощупь поверхности, требуют хо- нингование паром поверхности, чтобы улучшить извлечение изделия
Неправильная длитель- ность второй стадии или неправильное время за- крывания впускного лит- ника Выполнить анализ уплотнения впускного литника. (Определить, из- менилась ли ситуация при использовании уплотнения впускного лит- ника и без него)
Переуплотнение, недос- таточная усадка Уменьшить время уплотнения и выдержки или давления на второй стадии. Сделать несколько изделий с коротким временем уплотнения и выдержки, чтобы добиться открывания впуска. Увеличить длитель- ность охлаждения, уменьшив время второй стадии; для этого можно уменьшить время отверждения или время нахождения литьевой фор- мы в закрытом состоянии, чтобы сохранить неизменным время всего цикла. Также следует попытаться увеличить время цикла
Недостаточное уплотне- ние, приводящее к избы- точной усадке Если уменьшение давления уплотнения и выдержки ухудшает ситуа- цию, то причина может заключаться в том, что происходит усадка изде- лия на деталях литьевой формы, или знаках. Увеличьте давление уп- лотнения и выдержки, увеличьте время длительности второй стадии за счет уменьшения времени охлаждения на то же количество секунд, чтобы сохранить время цикла неизменным, а также попробуйте более короткое время цикла
11 Процесс выявления и устранения дефектов
575
Возможные причины Возможные меры по устранению
Высокая степень вакуум- ной полировки может стать причиной возник- новения вакуума в про- цессе литья, который бу- дет удерживать изделие на стальной поверхности формы Обеспечить удаление вакуума перед открыванием литьевой формы или извлечением изделия
Чрезмерная скорость извлечения изделия Уменьшить скорость выталкивания изделия
Перемещение изделий или извлечение их с по- мощью робота Проверить конец руки робота и перемещение изделия рукой робота
Загрязнение Проверить вторичное сырье на наличие загрязнений
Появление наслоений на поверхности литьевой формы Проверить поверхность литьевой формы на наличие отложений и, ес- ли они есть, очистить ее соответствующим образом
Неправильная чистовая обработка литьевой фор- мы Высокая степень полировки может стать причиной возникновения ва- куума в процессе литья, который будет удерживать изделие. Изменить полировку или текстуру
Волосяные трещины Проверить наличие напряжений в этой области. Например, зона бело- го цвета от напряжения появляется вблизи толкателя или в том месте, где изделие прилипает. Есть ли какой-либо контакт с агрессивными химическими веществами, такими, как растворители или аэрозоли для чистки литьевой формы, которые могут разрушать полимерный мате- риал?
Температура литьевой формы либо слишком высокая, либо слишком низкая Увеличить или уменьшить температуру литьевой формы на значи- тельную величину, но так, чтобы не повредить ее. Проверить расход во- ды в системе охлаждения. Турбулентного потока можно добиться, если число Рейнольдса будет не меньше 5000. Убедитесь, что разность тем- пературы воды в магистралях составляет менее 2 °C
Перекос выталкивателя Проверить длину толкателей, они должны отличаться друг от друга не более чем на 0,075 мм
Отклонение литьевой формы Измерить обе части литьевой формы. Записать отклонение литьевой формы, уделяя внимание местам, которые находятся напротив друг друга
Неправильное количест- во добавки, обеспечиваю- щей отделение изделия от литьевой формы Увеличить количество добавки для облегчения отделения изделия от литьевой формы. Попробовать партию сырья от другого поставщика. Чтобы решить проблему, следует избегать использования аэрозолей для форм. Эти аэрозоли можно использовать только при запуске тех- нологической линии
576
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
• Образование штрихов. См. Черные пятна и Цветное смешение.
• Обработка поверхности. См. Апельсиновая корка, Матовые, или мутные,
пятна на впуске, Блеск.
• Непроплав. См. Неудачная конструкция шнека и Цветное смешение.
• Закупоривание вентиляционных каналов. См. Нарост в литьевой форме.
• Пустоты. Здесь вы должны быть абсолютно уверенными, что это пустота, а не
пузырек, наполненный газом. Вы не можете определить это визуально — не-
обходимо провести тестирование. Испытание описано в разделе Газовые пу-
зырьки. См. также Газовые пузырьки и Утяжины.
• Коробление — искажение размеров изделия. Одна из самых сложных про-
блем, которые необходимо решать в процессе производства, часто вызвана
плохой конструкцией изделия или разнотолщинностью его стенок, особенно
в частично кристаллизующихся полимерах. Коробление является результа-
том остаточного сжатия, растяжения, ориентации и/или напряжений. Слож-
ность заключается в определении, какое из напряжений играет решающую
роль. После начала процесса производства всегда следует проводить изуче-
ние термического цикла, чтобы увидеть, обладает ли стабильностью получен-
ное изделие. Испытание заключается в том, чтобы медленно нагревать изде-
лие до максимально допустимой температуры, при которой оно будет исполь-
зоваться в течение длительного времени, затем медленно охлаждать его до
минимально допустимой температуры, при которой оно будет эксплуатиро-
ваться, обычно нижнее допустимое значение находится в пределах от -14 до
-22 °C. Повторите этот цикл необходимое количество раз, определяемое кон-
кретным применением изделия.
Возможные причины Возможные меры по устранению
Коробление аморфных полимеров, полимеры с низкой усадкой
Ориентация молекул Если в изделии есть только равномерные стенки номинальной толщины и нет выступов, то наиболее вероятно, что коробление вызвано ориента- цией молекул. Попробовать разные скорости впрыска, от быстрых до медленных. Повышение температуры литьевой формы также может по- мочь. Если толщина стенок неравномерна, то необходимо привлечь кон- структора или клиента и объяснить им важность равнотолщинности
Изменения давления или градиентов давления Изучить уплотнение впускного литника. Если есть разница в степени коробления между отливками, изготов- ленными с уплотнением или без уплотнения, то ее следует записать. В случае коробления с уплотнением впускного литника попытаться уменьшить давление на второй стадии. Если уменьшенное давление на второй стадии не обеспечивает хорошее уплотнение изделия, провести анализ специальными средствами, чтобы найти время и давление на второй стадии, которое обеспечивает наилучшую работу с неуплотнен- ным впускным литником Работа с неуплотненным впускным литником дает возможность неко- торым материалам создавать обратные потоки в полости, чтобы обес- печить меньший градиент давления между удаленными участками из
11 Процесс выявления и устранения дефектов
577
Возможные причины Возможные меры по устранению
делия и местами впуска. В данном случае может помочь изменение рас- положения места впуска
Неравномерное охлажде- ние/неравномерная усадка Это явление может происходить как из-за неравномерного охлаждения отдельных участков литьевой формы, так и из-за разнотолщинности от- ливки. Для выявления причины дать форме достаточное количество времени, чтобы температура в ней выровнялась, обычно это занимает от 20 до 30 мин. Проверьте систему охлаждения и скорость потока жидко- сти (она должна быть достаточной, чтобы создавалась турбулентность). Число Рейнольдса должно быть больше 5000. После начала испытаний следует сохранить первое изделие. Сравнить первую отливку с изделия- ми, которые будут получены через 30 мин, после того как температура в форме стала равномерной. Если коробление стало меньше, то дефект связан с плохим охлаждением литьевой формы. Оптимизировать охла- ждение литьевой формы за счет добавления новых каналов, увеличения скорости потока воды или заменой материала формы на металл с более высокой термической проводимостью. Пуансоны особенно нуждаются в оптимальном охлаждении, и часто требуется, чтобы они были изготов- лены из стали с более высоким коэффициентом теплопроводности. Если ничего не помогло, то попытайтесь увеличить длительность цик- ла. Фактически это приводит к тому, чтобы использовать форму для фиксации размеров изделия
Неравномерная толщина стенок Чем толще стенки, тем дольше время охлаждения и тем больше усадка. Сделать конусным место сопряжения. Применение разной температу- ры для полуформ в процессе изготовления может помочь; однако необ- ходимо быть осторожным, чтобы не повредить форму. Как указано вы- ше, правильным решением будет равномерная толщина стенок
Коробление частично кристаллизующихся полимеров, полимеры с большой усадкой
Ориентация молекул Изменения давления или градиентов давления Неравномерное охлажде- ние/неравномерная усад- ка См. Коробление аморфных полимеров См. Коробление аморфных полимеров См. Коробление аморфных полимеров. Дополнительно попытаться ис- пользовать полимер с наполнителем или центрами кристаллизации, если это возможно. Если есть разность усадки вдоль и поперек потока, то существует возможность использования двух наполнителей для компенсации этих различий
Неравномерная толщина стенок См. Коробление аморфных полимеров
Кристаллизуемость Если все указанные выше меры оказались неэффективными, попы- таться (при условии, что литьевая форма не будет повреждена) ис- пользовать аморфный полимер такой, как ПС общего назначения, уда- ропрочный ПС, АБС или смесь ПК/АБС. Если изделия из аморфного полимера не подвержены усадке, то вы доказали, что изменение разме- ров связано с температурой, скоростью охлаждения и кристаллизаци- ей. Попытаться использовать этот же частично кристаллизующийся полимер с анизотропным наполнителем
578
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
• Видимые линии спая. Этот эффект редко возникает вследствие охлаждения
фронтов потока. Распространение полимерного потока сопровождается фон-
танным эффектом, который осуществляет изменение фронта потока на каж-
дом миллиметре его пути. Причины:
• молекулярные цепочки, которые пересекают границы;
• воздух, захватываемый фронтом потока вследствие своей формы;
• сдвиговая миграция по фронту легких и летучих примесей (добавок) в по-
лимере.
См. Следы течения.
Рис. 11.13. Линии спая и стыка [ 10]
////////////////////////////////////
ххххххххххххххххххххХххххххххххххххх
Материал, армированный волокнами,
сближение фронтов расплава
Линия спая
Z/ZZZZZZZZZZZZZZZ/ У/////////////////.
Поверхностный
слой
Центральный
слой
“ “Поверхностный
-L СЛОЙ
Образование линии спая в материале,
армированном волокнами
Рис. 11.14. Распределение волокон параллельно линии спая приводит к ослаблению связей
11 Процесс выявления и устранения дефектов
579
Возможные причины Возможные меры по устранению
Отсутствие переплетения полимерных цепочек Увеличить скорость впрыска. Увеличить температуру литьевой фор- мы. Заменить полимер, выбрав марку полимера с более высокой теку- честью расплава, проверить свойства и эксплуатационные характери- стики полимера. Улучшить вентилирование. Обеспечить соответствие канала потока и линии спая, чтобы усилить вентиляцию и обеспечить некоторое движение в области линии спая. Это поможет установить некоторое переплетение цепочек. Запустить цикл литья без наполни- теля. Изменить расположение мест впуска, таким образом изменить положение линии спая, чтобы они находились в области с меньшими напряжениями. Если используется многоточечный впрыск, то попы- таться блокировать некоторые впускные литники (предварительно со- гласовать)
Захваченный воздух Улучшить вентиляцию, использовать пористую сталь. Обеспечить ка- нал для потока, чтобы улучшить вентиляцию. Использовать вентили- руемые знаки. Добавить направляющие потока, чтобы сделать поток прямым
Низкое давление вдоль линии спая Увеличить давление на второй стадии. Увеличить скорость впрыска. В качестве последней меры увеличить температуру расплава
11.2.2 Методы выявления и устранения дефектов
в процессах литья под давлением каучуков
М. ДеГрейфф
Коробление
Коробление, возникающее при извлечении изделия из литьевой формы, в основ-
ном происходит из-за подвулканизации, или комбинации температурных и времен-
ных эффектов:
• высокая температура впрыска (слишком высокие температура материально-
го цилиндра, частота вращения шнека, противодавление, давление впрыска,
слишком маленькое сечение литниковых каналов или впускных литников);
• высокая температура литьевой формы;
• большая длительность впрыска (слишком низкое давление впрыска или
сопла, литниковые каналы или впускные литники слишком маленького сече-
ния);
• смесь подвержена подвулканизации;
• вязкость смеси слишком высока.
Первое, что следует предпринять, — это проверить значения температуры, дав-
ления, времени впрыска, вязкость смеси и время вулканизации. В случае необходи-
мости — отрегулировать. Если коробление отливок продолжается, снизить темпера-
туру литьевой формы на 5-10 °C.
580
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Если необходимо, также снизить температуру материального цилиндра на
5-10 °C. Уменьшить время впрыска, используя максимальное давление впрыска, и,
если это не привело к устранению дефекта, попытаться увеличить сечение сопла.
Для того чтобы обеспечить заполнение литьевой формы без подвулканизации,
увеличение скорости впрыска, оптимизировать пластикацию и сократить время
цикла, следует предпринимать долгосрочные меры.
В качестве последнего средства можно увеличить сечение впускных литников и
литников, но этот шаг будет носить необратимый характер.
Расслоение («Луковая шелуха», «Апельсиновая корка»)
Может оказаться, что отливка будет выглядеть составленной из отдельных сло-
ев. Этот дефект бывает вызван тем, что каучук начинает вулканизовываться в про-
цессе заполнения литьевой формы. Материал, который контактирует со стенками
литьевой формы, неподвижен и вулканизуется, в то время как остальная часть кау-
чука проталкивается через центр формы, заполняя удаленные зоны формующей по-
лости. Расслоение в основном проявляется в литьевых формах, предназначенных
для изготовления длинных и тонких изделий, которые заполняются тонким слоем
потока.
Причиной расслоения может стать один из факторов, описанных для коробле-
ния, но чаще всего оно связано с характером течения в формующей полости.
Для устранения подобного дефекта, необходимо полностью заполнить литьевую
форму до начала вулканизации.
Самым простым способом может быть использование максимального давления
впрыска, обеспечивающее быстрое заполнение литьевой формы, а затем температу-
ра может быть понижена, чтобы уменьшить скорость вулканизации.
Долгосрочным решением проблемы будет применение смеси, которая обеспечи-
вает быстрое и безопасное заполнение литьевой формы, желательно при высокой
температуре впрыска.
Если эти меры не возымели действия, то, чтобы обеспечить быстрое заполнение
литьевой формы, сечения сопла, литниковых каналов и впускных литников могут
быть увеличены.
Подвулканизация в материальном цилиндре
Подвулканизация в материальном цилиндре в настоящее время не является
серьезной проблемой — почти все современные машины имеют встроенную функ-
цию переработки вулканизованного каучука в крошку и удаления ее через сопло.
Этот дефект возникает из-за:
• неправильного управления рабочей средой внутри цилиндра, что приводит к
ее сильному разогреву, высокой частоте вращения шнека;
• слишком высокого противодавления, склонности смеси к подвулканизации;
• слишком длительного времени вулканизации.
Дефект может быть обнаружен на ранних стадиях впрыска при температурах,
которые выше нормальной, — увеличивается работа шнека и плунжера, когда каучук
11 Процесс выявления и устранения дефектов
581
только начинает вулканизовываться. Это связано с наличием плато на кривой Муни
прежде чем будет достигнута температура, при которой каучук подвулканизовыва-
ется. Выявление дефекта происходит немедленно, если в машине в цепи питания
привода шнека последовательно подключен амперметр.
Если дефект не выявлен на ранней стадии, то небольшие фрагменты вулканизо-
ванного каучука могут появиться в отливке. На поздних стадиях литья подвулкани-
зация определяется по «стонам» мотора шнека или по медленному, неуправляемо-
му, шумному впрыску материала.
Возможные меры по устранению дефекта заключаются в уменьшении темпера-
туры цилиндра на 5-10 °C и использовании шнека для очистки материального ци-
линдра от частично вулканизованного каучука. Температуру можно повышать по-
степенно, начиная со значения, которое примерно на 3 °C меньше температуры, при
которой происходит подвулканизация, за счет небольшого понижения скорости
шнека и уменьшения противодавления. Ограничение подачи материала в шнек мо-
жет привести к избыточной частоте вращения шнека или слишком длинному перио-
ду его вращения, которые могут стать причиной подвулканизации в материальном
цилиндре.
Длительные циклы вулканизации
Данный дефект является в какой-то степени обратным короблению. Причиной
может служить один или комбинация приведенных ниже факторов:
• слишком низкая температура впрыска (слишком низкие температура матери-
ального цилиндра, частота вращения шнека, противодавление, давление
впрыска, слишком большое сечение сопла, литниковых каналов или впуск-
ных литников);
• температура литьевой формы слишком низкая;
• смесь с высоким сопротивлением вулканизации.
Первое, что необходимо сделать, — это проверить значения температуры, давле-
ния, время впрыска, вязкость и подвулканизацию.
Постепенно увеличивать температуру материального цилиндра, чтобы найти
максимально безопасную температуру работы материального цилиндра. Увеличить
скорость вращения шнека, противодавление и давление впрыска, а также умень-
шить диаметр сопла. Процедурой задержки вращения шнека следует управлять та-
ким образом, чтобы разогретый каучук в передней части плунжера не охлаждался до
момента впрыска.
Увеличить температуру литьевой формы. Это необходимо выполнить как мож-
но раньше, но также следует попытаться использовать более мощный армирующий
наполнитель, что будет увеличивать вязкость и даст возможность шнеку и плунжеру
совершить большую работу и произвести больше теплоты. Использование более
мощного армирующего наполнителя может помочь, если возможна более высокая
частота вращения шнека и есть возможность увеличить давление. Следует быть ос-
торожным, чтобы сохранить твердость изделия в пределах технических характери-
стик.
582
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Пористость
Этот дефект наблюдается в виде появления равномерно распределенных пу-
зырьков и обычно является признаком недостаточной вулканизации. Небольшое
количество воды будет приводить к образованию пара и «продувке» мягкой, невул-
канизованной части литого изделия при извлечении из литьевой формы. Пористо-
сти обычно можно избежать за счет увеличения времени вулканизации, а также за
счет осторожного увеличения температуры впрыска и температуры литьевой фор-
мы. Две последних меры позволят сохранить производительность линии.
Помочь предотвратить развитие пор, а также образование шероховатости на по-
верхности изделий может увеличение времени действия давления впрыска или дав-
ления выдержки.
Кроме того, следует проверить наличие испарений технических масел. Следует
избегать использования летучих веществ, если это возможно.
Вздутия
Вздутия поверхности обычно получаются не в виде пузырьков, а удлиненными
или плоскими. Это происходит из-за захвата воздуха во время переработки мате-
риала в смесителе Бэнбери или на стадии пребывания в материальном цилиндре в
процессе самого впрыска под давлением. Визуальная проверка сырья в процессе
литья под давлением должна указать, где происходит захват воздуха — до попада-
ния сырья в литьевую машину или внутри нее. Захват воздуха может осуществ-
ляться шнеком. Воздух также может быть захвачен каучуком во время заполнения
литьевой формы.
Меры по устранению дефекта заключаются в поддерживании регулярной пода-
чи сырья в питающее отверстие машины, уменьшении частоты вращения шнека
и/или увеличении противодавления. Уменьшение давления впрыска даст воз-
можность отвести воздух, а следовательно, предотвратить захват воздуха в литьевой
форме.
Кроме того, для предотвращения дефекта можно использовать специальные
компаунды для повышения вязкости. Для предотвращения захвата воздуха в про-
цессе литья под давлением в конструкции литьевой формы предусмотрено исполь-
зование вакуума.
Воздушные ловушки на поверхности
Воздух может быть захвачен каучуком в момент попадания в формующую по-
лость. Захват воздуха почти всегда наблюдается в одних и тех же местах от партии к
партии — в удаленных участках формующей полости или в углах — там, где встреча-
ются два или три потока каучука.
Краткосрочные меры по устранению дефекта заключаются в уменьшении давле-
ния впрыска или снижении скорости движения плунжера без уменьшения давления
впрыска. При этом воздух получает возможность выйти наружу с той же скоростью,
с какой каучук заполняет форму.
11 Процесс выявления и устранения дефектов
583
Долгосрочные методы устранения дефекта заключаются в оптимизации венти-
ляции литьевой формы. Вентиляционные каналы располагают в местах захвата воз-
духа и сделаны таким образом, чтобы не стать причиной возникновения облоя. Ва-
куумный насос используется в исключительных случаях.
Конструкция литьевой формы задает путь, по которому происходит ее заполне-
ние таким образом, чтобы не было помех, препятствующих выталкиванию воздуха.
Следует также избегать острых углов в литниках, мертвых зон как в полости, так и в
канавке для вытекания избытка материала.
Иногда используют компаунды, которые повышают вязкость.
Шероховатость
Деформация или коробление вблизи мест впуска могут быть вызваны термиче-
ским расширением каучука в момент вулканизации. Этот эффект может усиливать-
ся при продолжительном сохранении давления впрыска и/или давления выдержки.
Кроме того, он может возникать при высоких температурах литьевой формы.
Меры по устранению дефекта заключаются в уменьшении времени действия
давления выдержки. Снижение температуры литьевой формы или увеличение тем-
пературы впрыска будут помогать ослаблению эффекта за счет уменьшения разно-
сти температур между каучуком и формой, таким образом снижая термическое рас-
ширение.
Смесь, стойкая к вулканизации, будет расширяться до тех пор, пока вулканиза-
ция не приведет к усадке материала.
Перевулканизация
Первой мерой по устранению перевулканизации будет понижение температуры
литьевой формы, и, если это возможно, увеличение температуры впрыска, чтобы со-
хранить ту же производительность.
К долгосрочным методам устранения дефекта относится тщательная проверка
системы вулканизации. Может помочь увеличение уровня добавки, ускоряющей
вулканизацию. При одновременном уменьшении объема добавок, формирующих
структуру отливки, это может стать хорошим решением проблемы. Но следует про-
верять смесь реометром, чтобы быть уверенным в сшивании полимерных молекул
на том же или более высоком уровне.
Окисление
Захват воздуха часто приводит к очень серьезному локальному окислению и
залипанию изделия вблизи этих мест. Иногда это выглядит как перевулканиза-
ция.
Устранение подобого эффекта заключается в использовании такой конструк-
ции литьевой формы, которая устраняет возможность захвата воздуха. Хороший
антиоксидант на основе дисульфида тиурама помогает свести этот эффект до ми-
нимума.
584
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
11.2.3 Важные аспекты выявления и устранения дефектов
Т. Оссвальд
Понимание характера течения потока полимера в процессе заполнения литьевой
формы является критическим при разработке первой стадии процесса. Когда необ-
ходимо применять методы выявления и устранения дефектов при впрыске под дав-
лением, то очень важно понимать, что полимерные расплавы являются сдвиговыми
потоками с уменьшающейся вязкостью (см. главу 3). Главным фактором поддержа-
ния стабильности процесса является достижение постоянной скорости потока в
формующей полости. Цель стабильного процесса — заполнение всех полостей в од-
но и то же время и последовательная повторяемость от впрыска к впрыску. Чтобы
добиться попадания во все формующие полости однородного потока, под одним и
тем же давлением, литниковая система должна быть сбалансированной. Скорость
плунжера или время заполнения должны поддерживаться постоянными от цикла к
циклу. Поскольку многие машины не имеют возможности записи скорости плунже-
ра, в качестве контрольного параметра может быть использовано время заполнения.
Большинство гидравлических машин имеют один и тот же тип клапана для
управления потоком масла в приводе гидравлического плунжера. Данный клапан
может быть ручным, сервоклапаном, пропорциональным и т. д. Они могут регулиро-
ваться вручную или электрически. Перепад давления Др должен быть установлен
так, чтобы эти клапаны функционировали правильно. Давление на первой стадии
должно быть установлено выше максимального давления, необходимого для запол-
нения полости литьевой формы на 99%. Если давление первой стадии со стороны на-
соса гидравлической системы близко к давлению со стороны плунжера, то скорость
впрыска будет уменьшаться. Это необратимо приведет к недоливу из-за эффекта
умножения, который характерен для поведения при пониженной скорости сдвига.
При установке Др необходимо быть осторожным. Чтобы добиться постоянной
скорости впрыска, Др должно быть достаточно большим. При этом мы также долж-
ны защищать систему от нежелательных воздействий, таких как загрязнение или по-
падание нерасплавленных частиц, которые могут блокировать одну или несколько
полостей в многогнездных формах. Здесь есть опасность возникновения ситуации,
при которой может произойти повреждение всей оснастки. Для предотвращения
проблем такого рода плунжер должен замедлять свое движение на последней стадии
заполнения литьевой формы. Однако хорошая литьевая форма должна выдержи-
вать избыточное давление определенной величины. Превышение давления в фор-
мующей полости может произойти из-за большого количества причин; вопрос за-
ключается в том, как велико оно может быть, чтобы сохранить управление скоро-
стью заполнения без риска повреждения литьевой формы во время ее срока службы.
Существуют методы определения минимального значения Др, но их применение
нельзя назвать распространенным. Одним из способов является повышение гидрав-
лического давления на первой стадии во время недолива до тех пор, пока время
11 Процесс выявления и устранения дефектов
585
заполнения перестанет уменьшаться. После этого очень легко определить, какой пе-
репад давления Др необходим, чтобы заполнить формующую полость на 99%.
Др — это разность между необходимым давлением гидравлического плунжера и
установочным давлением первой стадии. Значение Др должно быть положитель-
ным. Пределом установочного значения давления первой стадии будет давление
разгрузки. Следующим шагом является проведение испытания партии полимера с
наибольшей вязкостью, полученной от поставщика полимерного сырья.
Очень важно указать, что, когда мы говорим об установке давления первой ста-
дии, мы обсуждаем реальные давления расплава полимера, а не гидравлические дав-
ления. Также важно заметить, что эти методы и стратегия выявления и устранения
дефектов предполагают, что литьевые машины находятся в нормальном рабочем со-
стоянии. Неисправности машины должны быть устранены до продолжения процес-
са выявления и устранения дефектов.
11.3 Процесс выявления и устранения дефектов
Дж. Вайдеманн
Инновации в разработке изделий и новых материалов, быстрое продвижение това-
ров на рынки и высокоавтоматизированные процессы производства позволяют
литью под давлением оставаться экономически эффективной технологией. Каждый
элемент технологического процесса непрерывно выдвигает задачи поддержания
стабильности и возможности изменения конструкции изделий. В этом разделе наше
внимание сфокусировано на инновациях в индустрии литья под давлением и на их
влиянии на методы выявления и устранения дефектов.
Решения проблем часто называют методами выявления и устранения дефектов.
Альберт Эйнштейн как-то сказал, что если проблему сформулировать, значит, напо-
ловину решить ее. Понимание проблемы не является простой задачей, особенно ко-
гда она относится к современным высокоточным процессам литья под давлением,
поскольку при этом надо учитывать очень много переменных параметров. Методы
выявления и устранения дефектов превращаются в методы проб и ошибок, когда че-
ловек, занимающийся исправлением, не знает точно, какая из переменных влияет на
качество изделия и в какой степени. Такой подход дорог и неэффективен.
Поскольку как процесс, так и изделия становятся все более сложными, методы
выявления и устранения дефектов должны базироваться на строгом научном подхо-
де. Специалист должен понимать разницу между свойствами материалов, парамет-
рами машины, производительностью процесса и характеристиками изделий. Ис-
пользовать методы выявления и устранения дефектов становится легче, если ведут-
ся контрольные измерения и исполнитель в состоянии принимать решение на
основе имеющихся данных о входных и выходных параметрах процесса.
586
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Процесс выявления и устранения дефектов эффективен тогда, когда он осущест-
вляется коллективно.
Коллектив для внедрения метода выявления и устранения дефектов должен со-
стоять из представителей, которые отвечают за следующие функции предприятия:
1. Маркетинг.
2. Конструирование изделий.
3. Проектные разработки.
4. Конструирование и изготовление литьевых форм.
5. Разработка технологического процесса.
6. Инженерная подготовка производства.
7. Техника обеспечения качества.
8. Менеджмент.
9. Служба работы с потребителями.
11.3.1 Программное обеспечение
Технологические преимущества литья под давлением сделали возможным примене-
ние различного программного обеспечения: для конструирования, анализа, исполь-
зования метода конечных элементов и статистических методов.
Программые продукты САЕ помогают конструкторам добиваться оптимальных
конструкций изделий, предназначенных для изготовления литьем под давлением
(см. главу 10). Они доступны вместе с программами, которые помогают предсказы-
вать поведение расплава в форме. Все это помогает определять области, которым
следует уделить особое внимание. К ним могут относиться изменение толщины сте-
нок, распределение давления в полости и образование линий спая. После выявления
проблемных областей инженер-конструктор может сделать изменения в геометрии
изделия, чтобы оптимизировать характер течения. Кроме того, современные техно-
логии позволяют изготовить значительное количество прототипов прежде, чем при-
ступать к серийному производству.
Доступные программные продукты можно использовать как средство оценки
изделия и конструкции литьевой формы до начала производства. Проверка рацио-
нальности изделия и конструкции литьевой формы включает в себя размеры и рас-
положение литниковой системы, позволяющей добиться равномерного давления
расплава в полости.
К числу важных проблем также относятся оптимальная конструкция и располо-
жение системы охлаждения литьевой формы. Если оценка эффективности охлажде-
ния и анализ не были сделаны предварительно, то значительно большие время и
усилия будут потрачены на выявление и устранение дефектов.
Ключевым фактором для создания эффективной системы выявления и устране-
ния дефектов на месте являются доведение полной информации и обучение персо-
нала.
11 Процесс выявления и устранения дефектов
587
11.3.2 Датчики
К четырем критическим параметрам процесса литья под давлением относятся вре-
мя, температура, давление и скорость впрыска. Они взаимосвязаны друг с другом.
Выявления и устранения дефектов становятся более легкой задачей, если есть пони-
мание зависимости качества изделия от параметров процесса. Это может быть сде-
лано при изучении каждой из стадий процесса с использованием датчиков и меха-
низмов статистической обработки данных. Статистическая обработка данных вклю-
чает в себя планирование эксперимента {DOE), дисперсионный анализ {ANOVA),
карты контроля качества и анализ технических возможностей. Некоторые из этих
аспектов обсуждены в главе 13.
Первым шагом для достижения управления процессом является эксплуатация
современной литьевой машины, которая имеет функцию мониторинга параметров
процесса. Статистика может помочь оценить состояние процесса и реагировать на
его изменения соответствующим образом.
Очень важно, чтобы человек, занимающийся выявлением и исправлением де-
фектов, понимал, как переменные процесса будут влиять на качество изделий и на
функциональные, размерные и эстетические требования к ним.
Благодаря более глубокому пониманию процессов литья под давлением было
установлено, что давление в формующей полости является одним из самых важных
параметров. Профиль давления в полости считается величиной, формирующей ка-
чество отливки. Типичный профиль давления в полости приведен на рис. 11.15. Мо-
ниторинг параметров машины может осуществляться как с помощью регистрации
пиковых значений напряжения в полости, так и с использованием интегрального
давления в полости [3].
Любые изменения темпе-
ратуры в литьевой форме, дав-
ления выдержки, времени вы-
держки и скорости впрыска
будут влиять на давление в
формующей полости. В случае
изготовления тонкостенных
изделий пиковое давление в
полости становится критиче-
ской переменой в то время, как
при изготовлении толстостен-
ных изделий критической пе-
Рис. 11.15. Типичный профиль давления в полости: 1 — на-
чало впрыска: 1-2 — впрыск расплава в полость; 2 — рас-
плав достигает датчика; 2-3 — заполнение полости; 3 —
объемное заполнение; 3-5 — сжатие расплава; 4 — макси-
мальное давление в полости; 5 — точка закрывания впускно-
го литника; 6 — атмосферное давление = начало усадки
(с разрешения Kistler Instruments Corporation)
ременой становится инте-
гральное давление.
Флуктуации давления в
литьевой форме будут приво-
дить к изменению интеграль-
ного давления в ней. Темпера-
588
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
тура в форме меняется таким образом, чтобы дать возможность давлению в формую-
щей полости достигнуть атмосферного давления, при котором начинается процесс
усадки изделия.
Профиль давления в полости различается для каждой комбинации литьевой
формы и химического состава материала. Аморфные материалы имеют широкий
диапазон температур расплава в то время, как частично кристаллизующиеся поли-
меры имеют четкую точку максимума температуры плавления материала. На
рис. 11.16 приведены типичные профили давления в формующей полости для
аморфных и частично кристаллизующихся полимеров.
Рис. 11.16. Типичные профили давления в полости для аморфных и частично кристаллизующихся
полимеров (с разрешения Kistler Instrument Corporation)
11.3.3 Датчики давления
В литье под давлением используются контактные датчики давления. Когда нет мес-
та для установки контактных датчиков давления, используют датчики, устанавли-
ваемые перед выталкивателем. На рис. 11.17 и 11.18 приведены схемы установки
обоих типов. Датчики, расположенные в литьевой форме, будут давать более полез-
ную информацию, чем датчики, расположенные на гидравлическом цилиндре ма-
шины. Падение давления в узле впрыска, сопле, центральном литнике, разводящих
и впускных литниках дают более полезную информацию о давлении в формующей
полости.
Установка и расположение датчиков давлением имеют решающее значение.
Установка может быть осуществлена вблизи места впуска или в удаленной части
формующей полости. Датчик вблизи места впуска даст больше информации о харак-
тере течения материала внутри формующей полости, чем датчик в удаленной ее час-
ти. Другим важным моментом является расположение датчика давления внутри
толстостенной области. Преимущество заключает в том, что это последнее место, в
котором будет происходить затвердевание полимера. Хотя управление процессом
может быть достигнуто за счет использования датчика вблизи места впуска, датчики
11 Процесс выявления и устранения дефектов
589
Рис. 11.17. Контактный датчик давления формы
(с разрешения Kistler Instruments Corporation)
Рис. 11.18. Датчик давления, установленный перед выталкивателем
(с разрешения Kistler Instruments Corporation)
590
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 11.19. Кварцевый датчик давления для фор-
мующей полости (с разрешения Kistler Instruments
Corporation)
в удаленных участках полости мо-
гут быть использованы для контро-
ля качества изделий. Сортировка
качественных и бракованных изде-
лий может быть осуществлена за
счет подключения системы монито-
ринга давления в полости к направ-
ляк^щему лотку или роботу. Датчи-
ки давления, которые используются
в литье под давлением, бывают тен-
зометрическими, пьезоэлектриче-
скими и ультразвуковыми. Тензо-
метрические датчики являются
электромеханическими преобразо-
вателями, преобразующими вели-
чину приложенного усилия в напря-
жение электрического тока.
Изменение в напряжении на выходе датчика может быть преобразовано в циф-
ровой сигнал, который используется в системах сбора данных.
Пьезоэлектрические датчики состоят из кварца (кристалл двуокиси кремния),
который вырабатывает электрический заряд, пропорциональный приложенному
усилию [4]. Этот заряд может быть преобразован в напряжение с помощью усилите-
ля тока. После этого сигнал напряжения может быть преобразован в цифровой. На
рис. 11.19 приведены кварцевые датчики давления в полости. Два предыдущих типа
датчика являются датчиками контактного типа, ультразвуковые датчики являются
бесконтактными и имеют быстрые времена отклика. Они могут устанавливаться на
внешней поверхности литьевой формы [5].
Пьезоэлектрические и тензометрические датчики широко используются в литье
под давлением. Каждый пьезоэлектрический датчик стоит около $1000. Размеры
датчиков могут достигать порядка 1 мм. Установка датчиков давления будет легче,
если их использование предусмотрено в конструкции литьевой формы. В зависимо-
сти от числа формующих полостей и необходимой степени контроля процесса число
датчиков может меняться.
11.3.4 Температурные датчики
Температура также является важным параметром процесса литья под давлением.
Исследования показывают, что температура расплава может оказывать сильное
влияние на качество продукции. Стандартной технологией определения температу-
ры расплава, которая применяется в литье под давлением, является использование
температурных датчиков. Их использование предполагает прерывание цикла литья
и полностью зависит от технологии и опыта оператора. Измерение температуры рас-
плава с помощью температурного датчика предполагает впрыск расплава, смещение
11 Процесс выявления и устранения дефектов
591
сопла назад и вставку датчика прямо в распав. Задача измерения температуры рас-
плава усложняется, когда используются машины, отливающие изделия небольших
размеров.
Мониторинг и измерение температуры расплава могут осуществляться за счет
использования встроенных термопар. Наилучшим местом расположения термопар
для проведения измерений и мониторинга процесса является их установка на торце-
вую крышку материального цилиндра литьевой машины [6]. Температура расплава
может также измеряться с помощью методов инфракрасной пирометрии. Инфра-
красный датчик может быть использован для определения гомогенности расплава
[7]. Инфракрасные пирометры имеют гораздо более быстрый отклик, чем обычные
термопары. Время отклика инфракрасного датчика в 1000 раз меньше скорости от-
клика у термопар и может достигать порядка миллисекунд.
11.3.5 Мониторинг процесса*
Системы мониторинга процесса могут служить важным средством в процессе
выявления и устранения дефектов, поскольку сбор и обработка данных осуществля-
ются в режиме реального времени. Система мониторинга процесса обеспечивает не-
прерывную обратную связь, предоставляя информацию для техников и операторов
о текущем состоянии процесса. Эти системы собирают сигналы от машины, датчи-
ков давления и температуры, а также отображают их на дисплее в графическом виде.
К другим преимуществам системы мониторинга процесса относятся встроенные
средства статической обработки данных. Они имеют возможность вести монито-
ринг до 60 параметров процесса.
Системы мониторинга дают возможность сбора данных и представления их в
графическом виде в формате, определенном пользователем. Сбор данных и монито-
ринг процесса дают преимущества только тогда, когда процедуры включены в план
* В отечественной литературе также уделяется большое внимание этой важной проблеме.
С самых первых этапов работы по разработке в нашей промышленности технологии литья под дав-
лением и литьевого оборудования начались исследования процессов, протекающих в форме. Дав-
ление как в узлах машины, так и в литьевой форме явилось наиболее информативным параметром
(Химическое машиностроение. - № 2,8. - 1960; Химическое машиностроение. — № 2, 8. — 1963;
Пластические массы. — № 3,57. — 1962). Исследование процессов литья, как справедливо указыва-
ет автор, выдвигает задачу мониторинга процесса в целом. Так развивалась и отечественная про-
мышленность. Уже первые работы по исследованию процессов литья в 1960-е гг. создали предпо-
сылки для мониторинга и управления процессами литья (Литьевые машины для термопластов и
реактопластов. — М.: Машиностроение, 1968). Работы по разработке систем управления литьевы-
ми машинами проводились на всех этапах создания отечественного литьевого оборудования (Тех-
нологические основы автоматического управления литьевыми процессами при переработке пласт-
масс. — НИИТЭХим, 1973). В настоящее время в связи с оснащением литьевого оборудования пер-
сональными компьютерами мониторинг практически каждого цикла становится достижимой
процедурой (Полимерные материалы. - № 2 (69), 3 (70). — 2005). — Примеч. науч. ред.
592
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
действий реагирования на обнаружения неблагоприятных тенденций и на их ис-
правление.
Существует значительное количество систем мониторинга для применения в
промышленности литья под давлением.
11.3.6 Автоматические методы выявления
и устранения дефектов
Традиционные технологии литья под давлением предусматривают объемное за-
полнение полости и переключение от давления впрыска к давлению выдержки.
Момент переключения определяется по времени, гидравлическому давлению, по-
ложению шнека или давлению в полости. Переключение осуществляется в фикси-
рованной точке. Недостатком такого способа переключения является необходи-
мость корректировки момента или положения переключения, если происходят из-
менения в процессе. Корректировки могут потребоваться при переходе от одной
партии сырья к другой, изменении давления впрыска, температуры или комбина-
ции приведенных выше факторов. Любые перемены такого рода будут приводить к
изменению вязкости материала, что, в свою очередь, будет приводить к различным
профилям распределения давления в полости формы и различным характеристи-
кам изделий.
Компания Kistler Instruments Corporation разработала систему управления каче-
ством (Automatic Quality Control System, AQCS Type 5881 А), которая может регистри-
ровать изменения в кривой давления в полости формы в процессе объемного запол-
нения формующей полости сразу перед сжатием расплава.
11.3.7 Планирование экспериментов
Планирование экспериментов (DOE) является очень мощным и важным средством
для улучшения характеристик технологического производства. Это очень важно
при разработке новых технологических процессов. Целью DOE является разработка
процесса, который был бы минимально зависим от внешних условий и изменений
материала, а также определение параметров процесса.
Согласно Монтгомери [9], существует несколько различных эксперименталь-
ных стратегий DOE. Прежде всего, это подход «первого предположения», который
осуществляет опытный персонал, имеющий хорошие технические знания в данной
области. Этот подход может приводить к приемлемым результатам, но велика веро-
ятность, что они не будут оптимальными. Второй экспериментальной стратегией
является подход «по одному параметру за раз». Этот подход включает изучение воз-
действия одного фактора во всем диапазоне, его изменения в процессе, когда осталь-
ные факторы остаются неизменными. Этот подход требует очень больших времен-
ных затрат и не дает какой-либо информации о взаимодействии факторов. Наилуч-
11 Процесс выявления и устранения дефектов
593
шим подходом является многофакторный эксперимент. В этом подходе факторы
изменяются совместно. Факторные эксперименты дают возможность эксперимен-
татору оценить воздействия одних факторов на различные уровни других. Этот под-
ход также дает информацию о взаимодействии различных технологических пара-
метров.
Планирование экспериментов литья под давлением является важным шагом для
работы по методике «Шесть Сигм», FDA. Аттестация технологического процесса по
данной методике является обязательной при запуске производства изделий для ме-
дицинской промышленности.
Очень важным элементом планирования экспериментов являются независимые
переменные (факторы) и зависимые переменные (функции). В процессах литья под
давлением независимыми переменными могут быть время, температура и давление.
К зависимым переменным могут быть отнесены те переменные, которые были вы-
браны потребителем.
11.3.8 Факторный план экспериментов
Число экспериментов в факторном плане составляет 2”, где п — число учтенных фак-
торов. Поскольку в литье под давлением существует много переменных, то очень
важно отсеять несущественные факторы, чтобы уменьшить число факторов и число
циклов экспериментов. Например, 2 в шестой степени потребует 64 эксперимен-
тальных цикла. Учет несущественных факторов делает DOE длительным, дорогим и
трудозатратным процессом, который потенциально может и не приводить к получе-
нию важной информации.
Стандартной практикой в промышленности является учет таких параметров ма-
шины, как температура материального цилиндра, время охлаждения, гидравличе-
ское давление и температура воды в качестве критических факторов. Эти парамет-
ры, каждый в своей степени, влияют на качество изделий и их характеристики. При
наличии датчиков давления и температуры серийного производства разумно изме-
рять давление в полости, температуру расплава и температуру стальной части литье-
вой формы. Планирование экспериментов будет более значимым, если температура
расплава и литьевой формы, а также давление в полости будут считаться начальны-
ми значениями. Точки установки частоты вращения шнека, противодавления, тем-
пературы материального цилиндра, температуры воды считаются базовыми (вто-
ричная важность), которые влияют на ранее упомянутые параметры состояния по-
лимера. Программное обеспечение DOE, которое в настоящее время применяется в
промышленности, дает возможность пользователю определить основные факторы
качества изделия и его характеристики, а также взаимодействие между факторами.
Также доступны программные продукты, специально разработанные для литья под
давлением.
Перед планированием эксперимента очень важно предварительно посоветовать-
ся с опытными специалистами.
594
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Таблица 11.2. Рабочий журнал планирования экспериментов
(с разрешения Phillips Plastics Corporation)
Факторы:
Наименование Единицы Тип Максимум Минимум
Зависимости:
Наименование Единицы Тип измерений Максимум Минимум
Комментарии:
Таблица 11.3. Таблица планирования экпериментов
(с разрешения Phillips Plastics Corporation)
№ п/п Фактор 1 Фактор 2 Фактор 3 Зависи- мость Зависи- мость Зависи- мость Зависи- мость
1 2 3 4
1 Низкий Низкий Низкий
2 Низкий Низкий Высокий
3 Низкий Высокий Низкий
4 Низкий Высокий Высокий
5 Высокий Низкий Низкий
6 Высокий Низкий Высокий
7 Высокий Высокий Низкий
Высокий и низкий — являются уровнями факторов, определяемыми планированием экспе-
риментов.
Зависимости 1,2, 3,4,... могут быть характеристиками изделия.
11 Процесс выявления и устранения дефектов
595
Следует быть готовым к проведению повторного планирования экспериментов
за счет добавления новых факторов и зависимостей, если выбранные не дают
какого-либо значимого эффекта.
Необходимо при планировании эксперимента проделать предварительную ра-
боту. Важную роль для повышения эффективности DOE играет информация от про-
изводителей материала и об аналогичных изделиях, которые были отлиты ранее.
Стандартный рабочий журнал и таблица DOE приведены в табл. 11.2 и 11.3.
11.4 Заключение
Процесс литья под давлением современных прецизионных изделий стал очень
сложной технологией. Тенденции здесь очевидны, а глобальная конкуренция будет
двигать индустрию вперед. Национальные и рыночные требования будут расти и
дальше. Проблема стандартизации становится общепринятой. Количество дефект-
ных изделий на миллион будет определяться более точно и снижаться, а введение
методики «Шести сигм» и определение стоимости качества становятся общим ме-
стом. Люди со знаниями и практическими навыками должны рассматриваться как
актив предприятия. Разработка и проведение эксперимента становится общеприня-
той и повседневной практикой. Технические характеристики материалов станут оп-
ределенными, а диапазон изменения многих свойств будет сокращен. Ключевые ха-
рактеристики процесса будут идентифицированы, определены количественно,
управляемы, и число их будет сокращено.
Литература
1. Harry, М., Schroeder, R., Six Sigma (2000), Doubleday Press, New York.
2. ASQNet/Foresight 2020, http://www. asqnet. org/member/fiitures/key-forces. shtml.
3. Manzione, L. T., Applications of Computer Aided Engineering in Injection Molding (1987),
Hanser Publishers, Munich.
4. Bichler, M., Schwaig, Germany Selecting and Evaluating Process Parameters for Quality Assur-
ance. Plast Europe (1994).
5. Wen, S.-S. L., Jen, C.-К., Nguyen, К. T., Derdouri, A., Simard, Y., Recent Advances in Ultrasonic
Monitoring of the Injection Molding Process, (1999), Industrial Materials Institute, National
Research Council Canada, Quebec.
6. Anonymous, When it comes to injection, molding can learn a lot from extrusion Injection
Molding Magazine (1999), February.
7. Reddy, V. N., Schott, N. R., In-Situ Real Time Monitoring of The Transient Melt Tempera-
tures In The Nozzle During Injection Molding Via IR Pyrometry, ANTEC’95.
8. Anonymous, Learning lessons from IR temperature measurement, European Plastics News
(1995), March.
9. Montgomery, D. C., Design And Analysis of Experiments (1997), John Wiley & Sons. New
York.
10. Moldflow Corp. (www. plasticszone. com)
12
МЕТОДЫ ВЫЯВЛЕНИЯ И УСТРАНЕНИЯ
ПРОБЛЕМ С МАТЕРИАЛАМИ
М. Сепе
Удачное изделие из пластмассы представляет собой комбинацию хорошей конст-
рукции, хорошо сконструированной и изготовленной литьевой формы для произ-
водства этого изделия, правильно выбранной технологии переработки и материала.
Эти четыре аспекта взаимосвязаны; поэтому любое обсуждение материала должно
осуществляться с учетом остальных трех. Рассматривая проблемы изделия, которые
могут быть связаны с выбором материала, мы должны сфокусироваться на некото-
рых характеристиках, которые зависят исключительно от них.
К первой из них следует отнести химический состав. Чтобы получить изделия с
заданными свойствами, его следует изготовить из определенного материала. Несмот-
ря на тот факт, что мы должны рассматривать в качестве сырья полимеры (АБС, ПП,
ПК и т. д.), в реальности мы имеем дело со смесью (компаундом), а не с чистыми поли-
мерами. Любой промышленный сырьевой материал для литья представляет собой
композицию полимера, добавок и во многих случаях наполнителей или других моди-
фикаторов свойств. Все описанные выше компоненты необходимо добавлять в пра-
вильной пропорции и оставаться незагрязненным до начала процесса формования.
Вторая проблема, которой следует уделить внимание, является деструкция ма-
териала. Эта проблема в основном связана с полимером. Полимеры являются уни-
кальными материалами, свойства которых связаны с наличием разветвленных цепо-
чек молекул большого размера. Литье под давлением представляет собой жесткую
переработку этой молекулярной структуры, и существует вероятность, что размер
цепочки будет сильно изменен (в некоторых полимерах этот процесс происходит
интенсивнее, чем в других). Изменения обычно происходят в форме уменьшения
среднего размера молекул, что, в свою очередь, приводит к уменьшению молекуляр-
ной массы полимера. Для успешного изготовления изделия в ходе процесса молеку-
лярная масса сырьевого материала должна сохраняться. Кроме того, технологиче-
ский процесс также должен предотвращать избыточные потери стабилизаторов, ко-
торые добавляются в полимер для защиты от неблагоприятного протекания таких
химических реакций, как, например, окисление.
Наконец, выбранный материал должен соответствовать изделию. Успешный
выбор материала начинается с точной оценки условий использования изделия на
ранних стадиях его разработки. Очевидно, что выбор материала основывается на
строгой научной основе крайне редко. В результате множество неприятностей, кото-
рые возникают при разрушения изделий, — это следствие неудачного выбора мате-
риала при разработке изделия.
В этой главе будут рассмотрены процессы и средства, которые используются для
диагностики и подтверждения природы разрушений, связанных с используемыми
12 Методы выявления и устранения проблем с материалами
597
материалами. В современных условиях поставщики сырья теряют свою традицион-
ную роль аналитических советников для переработчиков, поэтому регулярный ана-
лиз всех типов проблем самими производителями становится необходимым факто-
ром для выживания в конкурентной борьбе. В то же время это реальный мир, поэто-
му необходимо концентрироваться на практичности и рентабельности. Всегда
существует несколько подходов при решении проблем, к которым относятся и про-
блемы, связанные с материалами. За ответом часто приходится возвращаться к трем
оставшимся факторам, которые были упомянуты выше. В этой главе мы постараем-
ся познакомить читателя с самыми важными средствами анализа материалов, и од-
новременно коснемся некоторых сложных технологий, которые иногда требуются
для получения окончательного решения проблемы.
12.1 Проблемы, связанные с химическим
составом
Проблемы, которые возникают из-за химического состава материала, можно разде-
лить на две большие категории:
• К первой из них относятся небольшие изменения в используемой компози-
ции, которые приводят к изменению свойств конечного продукта, заказанно-
го покупателем. Гомополимер ПЭ может быть заменен сополимером в прило-
жениях, когда важную роль играет устойчивость материала к холодным тем-
пературам. Если содержание армирующего стекловолокна будет меньше, чем
указано в технических характеристиках, — это может стать причиной недос-
таточной жесткости и прочности. В приложениях, которые требуют исполь-
зования материала со специальной устойчивостью к окислению (чтобы вы-
держивать воздействие агрессивной среды), может быть произведена замена
на материал, содержащий набор стабилизаторов общего назначения.
• Второй проблемой, связанной с химическим составом, является загрязнение.
В некоторых случаях, даже при использовании правильно подобранного ма-
териал а,но содержащего посторонние примеси, могут быть получены непред-
сказуемые результаты.
Загрязнение, как правило, гораздо легче выявляется в процессе производства.
Наличие посторонних примесей может потребовать изменения процесса переработ-
ки при сильно отличающихся температурах по сравнению с необходимыми для ис-
ходного полимера, что приводит как к необъяснимому возрастанию вязкости (на-
пример, добавление ПК к ПС) или к быстрому ухудшению свойств (например, аце-
тал, смешанный с ПА 6.6). Могут также возникать проблемы с внешним видом
изделия, которые проявляются в изменении глянца или цвета. Поскольку всего
лишь несколько полимеров имеют естественную совместимость, то присутствие
примеси легко определить по наличию расслоения. Это поведение может быть осо-
бенно заметным в областях больших напряжений на пути перемещения потока, на-
пример, вблизи мест впуска или на линиях спая. Такие типы проблем обычно выяв-
598
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ляются на ранних стадиях, поскольку они нарушают процесс производства, но их
причина не всегда легко идентифицируется. Более важной проблемой становится
обнаружение источника загрязнения, что не всегда легко сделать. Учитывая рост
переработки вторичного сырья, загрязнение может проникать в продукт различны-
ми путями. Как мы увидим, это в основном аналитическая задача и она не занимает
много времени.
Трудности, которые возникают из-за замены одной смеси на другую, гораздо
сложнее идентифицировать до тех пор, пока изделие не будет использовано по на-
значению. Иногда эта проблема остается невыявленной до тех пор, пока служба за-
казчика не проверит, например, стойкость изделия к химическим реагентам. По этой
причине идентификация данного типа проблем обходится гораздо дороже, чем вход-
ной контроль поступающего сырья; однако средства выявления проблем по своей
сути оказываются одинаковыми в ситуациях обоего типа. Остановимся на первой
проблеме, которая связана с неправильным составом полимерного материала, а за-
тем перейдем к вопросам, относящимся к наполнителям и армированию, и рассмот-
рим некоторые трудности, связанные с добавками.
12.1.1 Средства диагностики полимеров
В настоящее время на производстве в основном используются три аналитических
средства для идентификации полимеров или нахождения их в смеси в основном ис-
пользуются три аналитических средства. Результаты их измерений часто перекры-
ваются и дают дополняющую друг друга информацию. Первый из них и, возможно,
наиболее часто используемый — инфракрасная спектроскопия (ИК). ИК-спект-
роскопия — уникальное средство анализа полимерных материалов, поскольку поли-
меры являются органическими соединениями. Химические связи, которые присут-
ствуют в органических соединениях, поглощают энергию в инфракрасном диапазо-
не, что можно считать очень хорошими «отпечатками пальцев» структуры. 30 лет
назад анализ результатов измерений ИК-спектра зависел от опыта исследователя,
сегодня компьютер позволяет получать доступ к обширным библиотекам и катало-
гам известных материалов, что позволяет быстро сравнивать и определять совпа-
дающие линии.
При использовании аналитической техники очень важно знать ее ограничения.
Использование вспомогательных компьютерных средств часто поощряет бездум-
ную веру в полученный результат.
Отличить материалы можно только тогда, когда техника в состоянии опреде-
лить разницу между ними. На рис. 12.1 показано сравнение ИК-спектров ПС общего
назначения и ударопрочного ПС. Пики поглощения слева направо на спектре пока-
зывают, что материалы по структуре очень близки друг к другу. Это связано с тем,
что оба материала ПС и бутадиеновый каучук, который используется в качестве уда-
ропрочного модификатора, являются углеводородными материалами, в которых
есть аналогичные химические связи; однако бутадиеновый каучук имеет сильные
линии поглощения, которых нет у ПС. Они наблюдаются в зоне с волновым числом
12 Методы выявления и устранения проблем с материалами
599
965 см’1 и являются «подписью», по которой исследователь или компьютер могут
различить эти два материала. Если аккуратно изготовить образцы, то по относитель-
ной интенсивности поглощения в этих пиках можно оценить разницу в содержании
бутадиена в каждой полимерной смеси.
На рис. 12.2 приведен ИК-спектр АБС. Этот спектр очень похож на спектры двух
материалов, которые приведены на рис. 12.1. Такой результат можно ожидать, по-
скольку АБС, как ПС, содержит бутадиеновый каучук. Однако АБС также содержит
акрилонитрил, который повышает термостойкость и химическую стойкость материа-
ла, а также расширяет диапазон его применения по сравнению с ударопрочным ПС.
Акрилонитрил содержит многие из химических связей, которые можно найти в
стироле и бутадиене, но также он содержит уникальную связь, известную в химии
как нитрильная группа. У этой группы есть очень сильная полоса поглощения в об-
ласти 2237 см’1. Поскольку это поглощение является уникальным для каждого из
трех компонентов, то можно провести сравнительный анализ интенсивности этого
поглощения, чтобы сделать количественные предположения о содержании этой
фракции в материале. Акрилонитрил, бутадиен и стирол могут быть смешаны в раз-
личных пропорциях для получения материалов с широким диапазоном свойств.
ИК-спектроскопия является наилучшим средством для проверки этих различий по
ключевым пикам, которые приведены на рис. 12.2.
Интенсивность поглощения, на которую мы указывали, зависит от нескольких
факторов. Некоторые из них относятся к внутренним свойствам химических связей.
Другие связи имеют относительно слабые линии инфракрасного поглощения.
Третья группа факторов связана с подготовкой образцов — толщина образца влияет
на интенсивность поглощения в области пиков поглощения — чем толще образец,
Ударопрочный ПС
0,15
Бутадиеновый каучук
965 см’’
4000 3000 2000 1500 1000 800 600
Волновое число, см’’
Рис. 12.1. Сравнение ударопрочного ПС и ПС общего назначения с помощью ИК-спектров
600
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
0,1 -
0,09-
4000 3000 2000 1500 1000 800 600
Волновое число, см"1
Рис. 12.2. ИК-спектр АБС, демонстрирующий ключевые пики, которые определяют наличие каж-
дого мономера
тем сильнее будет пик поглощения. Целью метода является измерение коэффициен-
та. Двумя наиболее используемыми методами исследования образцов являются из-
мерение пропускания и поглощения. В случае пропускания интенсивность пика
представляет собой соотношение между интенсивностью луча, прошедшего через
исследуемый образец, и интенсивностью луча, прошедшего через эталонный обра-
зец. При исследовании поглощения сравнивается логарифм этого соотношения.
Однако любые числовые оценки (интерпретации) таких спектров, как на
рис. 12.2, должны применяться с осторожностью. Абсолютно естественно использо-
вать изменение соотношений высот пиков в качестве подтверждения изменения ко-
личества фракции в смеси. Но когда исследователь начинает использовать высоту
пика для вычисления абсолютного процентного соотношения акрилонитрила, бута-
диена и стирола, то он расширяет возможности метода за пределы зоны его обосно-
ванного применения. Только использование нескольких известных стандартов мо-
жет дать возможность получить абсолютное процентное соотношение, но область
применения таких стандартов очень ограничена. В любом аналитическом методе
следует опасаться избыточной (необоснованной) интерпретации.
Поскольку ИК-спектроскопия «просматривает» базовые химические связи, ко-
торые удерживают молекулы вместе, то полезно использовать методики для опреде-
ления их разницы с точки зрения химии. Однако существует разница в материалах,
которая не изменяет их химию, но сильно влияет на эксплуатационные характери-
стики. На рис. 12.3 приведены инфракрасные спектры сравнения гомополимера и
сополимера полиформальдегида. Тщательная проверка этих двух спектров показы-
вает отсутствие какой-либо разницы между ними, поскольку виды химических свя-
12 Методы выявления и устранения проблем с материалами
601
Сополимер полиформальдегида
о
5 0,4
о
с 0,2
Гомополимер полиформальдегида
лС
ф *
* 0,8
I 0,6
§ 0,4
с 0,2
4000 3000 2000 1500 1000 800 600
Волновое число, см-1
Рис. 12.3. Сравнение сополимера и гомополимера полиформальдегида методом инфракрасной
спектроскопии
зей в обоих соединениях аналогичны, но эксплуатационные характеристики мате-
риалов существенно отличаются из-за структурных различий.
Гомополимер имеет высокую степень структурной регулярности, которая дает
возможность повысить степень кристаллизации. Если говорить коротко, то отличия
заключаются в более высоких прочности и жесткости, а также в увеличенной термо-
стойкости. Все эти отличия могут быть подтверждены путем исследования свойств
образца из каждой группы материалов. Если оба типа полиформальдегида имеют
одинаковую прочность и ослабленную химическую стойкость, то ингредиенты, ис-
пользуемые для производства сополимера, дают несколько более высокую степень
долгосрочной стабильности. Поэтому если изделие надо подвергать воздействию
повышенных температур на воздухе или в воде, то предпочтительнее использовать
сополимер.
Кроме того, умеренно кислые и нормальные среды, которые будут разрушать го-
мополимер, будут меньше воздействовать на сополимер.
ИК-спектр на рис. 12.3 был частью эксперимента для определения качества из-
делий для применения в пищевой промышленности (лопасти смесителя для боль-
ших партий соусов). Хорошие изделия выдерживали температуру и кислую среду
соуса, а плохие сильно разрушались. Сравнение ИК-спектров показало, что мате-
риалы идентичны, хотя обозначения на кривой показывают, что один из них являет-
ся гомополимером, а второй — сополимером на момент проведения тестирования.
Эта информация была неизвестна и получена только после применения другого ме-
тода исследования.
Он как дифференциальная сканирующая калориметрия (ДСК). ДСК фиксиру-
ет тепловой поток, поглощаемый или выделяемый образцом при изменении темпе-
ратуры. Все материалы имеют характеристику, которая известна как теплоемкость.
В ходе эксперимента осуществляется измерение количества энергии, необходимого
для увеличения температуры образца на определенное количество градусов. По-
602
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
скольку общее потребление энергии зависит от массы материала и изменения темпе-
ратуры, то удобно привести это свойство к единице массы и единице температуры.
Нормализация дает возможность измерять удельную теплоемкость. Удельной теп-
лоемкостью называют количество энергии, необходимое для увеличения температу-
ры на 1 °C образца весом 1 г. Данное свойство играет очень важную роль в индустрии
переработки пластмасс, поскольку используется в качестве входного параметра в
программах анализа при расчете заполнения и охлаждения литьевой формы. Это
также важно для тех, кто регулирует процесс, поскольку дает возможность опреде-
лить работу, которую должны совершить вместе нагреватели и шнек, чтобы добить-
ся гомогенного расплава. Для повышения температуры материала надо передать ему
определенную энергию. Метод ДСК дает ее количественную оценку.
Температуры точек фазового перехода, как, например, точка плавления, дают
другое средство решения задачи идентификации материала. Разрушение кристал-
лической структуры материала требует дополнительной входной энергии, что при-
водит к отклонению от базовой линии, которая описывает удельную теплоемкость.
На рис. 12.4 приведены типичные результаты ДСК при расплавлении для час-
тично кристаллизирующегося полимера, в данном случае ПП. Когда начинается
расплавление кристаллов, требуется передача большей энергии для того, чтобы со-
хранить неизменной скорость роста температуры. Рост температуры продолжится
после того, как большинство кристаллов в образце будет расплавлен.
Рис. 12.4. Сканирование методом ДСК гомополимера ПП
12 Методы выявления и устранения проблем с материалами
603
Затем кривая возвращается к базовой линии, и нагревание расплавленного по-
лимера продолжается. Большой объем информации дает кривая перехода из твердо-
го состояния в жидкое. Конечные точки кривой определяют начало и окончание рас-
правления кристаллов. Значение температуры в точке минимума обычно считается
температурой плавления, хотя очевидно, что процесс плавления происходит в до-
статочно широком диапазоне температур. Кроме того, площадь под кривой в облас-
ти плавления показывает относительную концентрацию кристаллов в полимере.
Это дает очень важную косвенную информацию о структуре полимера. Мы мо-
жем классифицировать полимеры по многим признакам, но одним из самых важных
признаков является ответ на вопрос, в состоянии ли материал образовывать кри-
сталлы при охлаждении его расплава. Материалы, которые при охлаждении не обра-
зовывают кристаллы, называются аморфными, а те, которые образуют, называются
кристаллизующимися или иногда частично кристаллизующимися. Приведенный в
качестве примера ПП на рис. 12.4 является частично кристаллизующимся полиме-
ром — при изучении кривой плавления мы наблюдаем эффект, который свидетель-
ствует о присутствии кристаллов. Если тот же самый тест провести с ПК или с АБС,
то мы не будем наблюдать такого эффекта, поскольку здесь не происходит расплав-
ления структуры в обычном смысле; однако, когда материал в состоянии формиро-
вать кристаллы в процессе охлаждения, это не означает, что он похож на лед, в кото-
ром каждая молекула воды занимает свою позицию в матрице кристалла при замер-
зании. Сложная форма и большой размер молекул полимера приводят к тому, что
процесс кристаллизации полимера остается незавершенным. Некоторые области
полимера образуют кристаллы, в то время как другие остаются аморфными. Отно-
шение объема кристаллизованных областей к объему аморфных является очень
важной характеристикой, определяющей конечные свойства литого изделия. Поэто-
му мы ссылаемся на степень кристаллизации чаще, чем используем абсолютные тер-
мины, называя материал кристаллической или аморфной структурой. Площадь под
кривой в процессе расплавления зависит от степени кристаллизации, а абсолютное
значение этой области известно как скрытая теплота плавления.
Как это относится к проблеме качества лопастей в смесителе для соуса? Напом-
ним, что регулярность структуры гомополимера была выше, чем сополимера, и что
одно из следствий этой разницы заключается в большей стойкости гомополимера
к кратковременным термическим нагрузкам. И эта высокая стойкость связана с бо-
лее высокой температурой плавления гомополимера. На рис. 12.5 приведено сравне-
ние кривых ДСК для хороших и плохих изделий для данного применения. Хотя ин-
фракрасный спектр не показывает разницы между материалами, кривые ДСК име-
ют четкий сдвиг точки плавления на 10 °C, а также количественную разницу в
скрытой теплоте плавления. Поскольку гомополимер имеет более высокую степень
кристаллизации из-за наличия более регулярной структуры, то для его расплавле-
ния требуется большее количество тепловой энергии. Сополимер полиформальде-
гида может использоваться для изделий, работающих при высоких температурах и в
кислой среде данного приложения, а гомополимер для этих целей использовать
нельзя.
604
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 12.5. Сравнение методом ДСК сополимера и гомополимера полиформальдегида
Таким образом, даже то, что кажется небольшой заменой в материале, в реально-
сти приводит к успеху или неудаче. Другие отличия в материалах, которые лучше
идентифицируются методом ДСК, чем ИК-спектроскопией, также включают в себя
изменения в структуре полимеров, одинаковыми с химической точки зрения. В ка-
честве примера можно привести полиэтилены различной плотности, у которых
скрытая теплота плавления и температура плавления возрастают с увеличением
плотности, а инфракрасные спектры остаются неизменными. Различия в марках ПА
легче определяются методом ДСК, чем ИК-спектроскопией, как и в сложных поли-
эфирах ПБС и ПЭТ. В тех случаях, когда температура плавления не является отли-
чительным признаком, эту задачу выполняет скрытая теплота плавления. Напри-
мер, сополимер полиформальдегида имеет точку плавления в диапазоне температур
от 165 до 168 °C, в то время как некоторые гомополимеры ПП имеют температуру
плавления в диапазоне от 164 до 170 °C. Это делает неоднозначным определение со-
става по одной температуре плавления. Однако скрытая теплота плавления у сопо-
лимера полиформальдегида существенно выше (рис. 12.6). Благодаря высокой сте-
пени кристаллизации теплота плавления ПП достигает максимального значения в
диапазоне от 115 до 120 Дж/г, а в данном случае она составляет только 80 Дж/г.
Типичные значения для сополимера полиформальдегида составляют от 140 до
150 Дж/г.
Исследование охлаждения материала методом ДСК дает возможность полу-
чить другие характеристики, которые также могут служить отличительным при-
знаком.
12 Методы выявления и устранения проблем с материалами
605
Температура, *С
Рис. 12.6. Сравнение методом ДСК ПП и полиформальдегида в процессе первого нагревания
Устройство, которое используется для получения результатов данного теста, ис-
пользует правило знаков таким образом, что смещение вниз от базовой линии явля-
ется эндотермическим, а смещение вверх от базовой линии называется экзотермиче-
ским.
Плавление является эндотермическим процессом; рекристаллизация материала
из расплава является процессом экзотермическим. Количество энергии, которое
освобождается в процессе рекристаллизации, может быть близким значению энер-
гии, которое необходимо для расплавления кристалла; однако температура рекри-
сталлизации также может служить дополнительным отличительным признаком. На
рис. 12.7 сравниваются процессы рекристаллизации сополимера полиформальдеги-
да и ПП. Данный ПП имеет пик рекристаллизации при температуре 110 °C, а обзор
свойств различных марок ПП показывает, что эта температура может быть в преде-
лах от 105 до 130 °C, в зависимости от марки материала и наличия в нем различных
пигментов, инициаторов образования центров кристаллизации и наполнителей. Со-
полимер полиформальдегида, однако, обычно рекристаллизуется при более высо-
кой температуре — около 142 °C. Этой разницы достаточно, чтобы отличить ПП от
сополимера полиформальдегида.
Другим примером аналогичных точек плавления может служить сравнение
ПА 6 со сложным полиэфиром ПБТ. Оба этих материала имеют точки плавления
606
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 12.7. Сравнение методом ДСК ПП и сополимера ацетала в процессе охлаждения
в диапазоне температур от 222 до 225 °C в зависимости от марки материала. Кроме
того, эти полимеры имеют одинаковую степень кристаллизации, поэтому сравнение
по скрытой теплоте плавления, которое помогает отличить ПП от полиформальде-
гида, в данном случае не работает. На рис. 12.8 приведено сравнение ПБТ без напол-
нителя и ПА 6. Хотя температура рекристаллизации сложного полиэфира ПБТ
обычно на 10-15 °C выше, чем у ПА 6, различные добавки могут привести к смеще-
нию этой точки таким образом, что определение по этому признаку становится со-
мнительным.
В этом случае логично использовать ИК-спектроскопию, чтобы выполнить та-
кое сравнение; однако термический анализ дает другой метод, который также позво-
ляет выделить разницу в полимерной структуре.
Термогравиметрический анализ
Этот метод известен как термогравиметрический анализ (ТГА), основанный на
том факте, что все органические материалы будут разлагаться при нагревании до
достаточно высокой температуры.
Метод ТГА дает возможность получить кривую зависимости потери массы от
времени при постоянной температуре. Он используется для оценки сравнительной
термостойкости, а также для наблюдения различных реакций, которые могут про-
исходить при повышенных температурах, и определения количественного содер-
12 Методы выявления и устранения проблем с материалами
607
Рис. 12.8. Сравнение методом ДСК полиэфира ПБТ и ПА 6 в процессе первого нагревания
жания неорганических компонентов (например, стекловолокон) в органическом
материале.
Кроме того, существует малоизвестная возможность определить типы структу-
ры основных цепочек полимерных структур, если выполнять этот тест специальным
образом.
Большинство исследователей предпочитают выполнять анализ ТГА в одной и
той же газовой среде, обычно в среде азота или воздуха. Хотя этот метод может обес-
печить получение отличительного признака материала («отпечатки пальцев»), он
игнорирует очень важные структурные свойства. Когда материал разлагается в
инертной атмосфере (например, в атмосфере азота), то этот процесс называется пи-
ролизом и при этом может формироваться карбонизированный (коксовый) остаток,
который является частью органической структуры, но сохраняет стабильность при
повышенных температурах.
Количество карбонизированного остатка зависит от химической структуры по-
лимерных молекул. Главной причиной его образования обычно бывают полимерные
цепочки, которые называются ароматическими кольцами. В органической химии
ароматическое кольцо относится к структурам специального типа, состоящим из
шести атомов углерода, расположенных в вершинах правильного шестиугольника.
Простейшей молекулой, которая содержит это кольцо, является молекула бензола,
где все компоненты, которые присоединены к центральным атомам, являются ато-
608
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
мами водорода (рис. 12.9). Когда такое кольцо присутствует в структуре основной
цепи полимера, то это будет придавать ей жесткость, что, в свою очередь, будет уве-
личивать общую жесткость материала, модуль упругости и термостойкость. Также
это приводит к уменьшению степени кристалличности, что мы обсудим ниже.
Чем больше ароматических колец присутствует в цепи полимера, тем больше
карбонизированных структур будет образовываться в ходе пиролиза. Лучшим спо-
собом измерить их количество является подача кислорода или воздуха в образец в
процессе ТГА. Это приведет к возникновению реакции с образованием двуокиси уг-
лерода, а также к потере веса. На рис. 12.10 приведена структура повторяющихся
элементов у ПА 6 и сложного полиэфира ПБТ. Следует помнить, что ПА не имеет
ароматических колец, а ПБТ имеет. Из вышесказанного следует, что ПБТ в ходе пи-
ролиза должен образовывать больше карбонизированного остатка, чем ПА. Анализ
кривых ТГА этих двух материалов на рис. 12.11 показывает, что это правильное
предположение. У ПА только 1,7% образца превращается в карбонизированные
структуры, а в ПБТ — 1^1%. Эти данные можно использовать как характерные при-
знаки при необходимости отличить ПА 6 от ПБТ.
Отсюда также видно, что поскольку полимер ПБТ менее термостоек, чем ПА 6,
то он распадается при более низких температурах. Это другой возможный метод для
определения, был ли неизвестный материал с такой точкой плавления изготовлен из
ПА 6 или из сложного полиэфира ПБТ.
Результаты тестирования методом ДСК
Основная цель данного обсуждения — необходимость подчеркнуть важность ис-
пользования метода, который дает возможность выделить различия между материа-
лами. На рис. 12.12 приведены результаты тестирования методом ДСК полимеров
АБС, ударопрочного ПС, а также ПС общего назначения. Поскольку все эти мате-
риалы аморфные, то единственным фазовым переходом, который мы можем наблю-
дать, является точка стеклования. Это происходит в очень узкой области температур
— от 100 до 110 °C. Без предварительного знания фракционного состава каждого ма-
териала очень трудно достаточно определенно сказать, что он собой представляет;
однако мы уже видели, что ИК-спектроскопия довольно полезна при определении
разницы между тремя компонентами.
Н
Рис. 12.9. Химическая структура
бензольного кольца
Н О
- [N - С - (СН2)5] -
О
-[О-(СН2)4-О-С-©-С]-
Рис. 12.10. Повторяющиеся
химические элементы в поли-
эфире ПБТ и ПА 6
12 Методы выявления и устранения проблем с материалами
609
100
80
св
1 60
40
20
О 200 400 600 800
Температура, ‘С
Тепловой поток, Вт/г
Рис. 12.12. Результаты тестирования методом ДСК температуры стеклования у АБС, ударопроч-
ного ПС и ПС общего назначения
610
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Определение состава полимерной композиции — задача, которая должна ре-
шаться с использованием оптимального аналитического метода. На рис. 12.13 при-
ведены кривые метода ДСК для двух полифениленсульфидов, в один из которых до-
бавлен ПТФЭ, а другой армирован стекловолокном. Стекловолокно не дает какого-
либо заметного вклада в кривую сканирования ДСК, поскольку оно не имеет точек
фазового перехода в интересующем нас диапазоне температур.
Полифениленсульфид и ПТФЭ являются частично кристаллизующимися по-
лимерами и поэтому имеют точки плавления. Точка плавления полифениленсуль-
фида находится в области около 280 °C, а ПТФЭ имеет четкую точку плавления при
327 °C. Этот материал используется для литья изделий, у которых есть рабочие по-
верхности подшипников, а ПТФЭ добавляется для снижения коэффициента трения
и повышения сопротивления износу. Можно видеть без всяких численных оценок,
что хорошее изделие имеет более ярко выраженную область поглощения тепла, свя-
занную с присутствием ПТФЭ. Наличие этой области показывает, что фракцион-
ный состав материала изменился. Если в задачу исследователя входит только опре-
деление наличия ПТФЭ, то ИК-спектроскопия будет хорошим методом для выпол-
нения такой оценки. Однако полуколичественный анализ в данном случае будет
затруднителен.
На рис. 12.14 приведены для сравнения кривые этих же материалов в процессе
охлаждения из расплава. При сравнении относительной интенсивности двух пиков
Рис. 12.13. Сравнение методом ДСК (при охлаждении) шестеренок, изготовленных из полифе-
нилсульфина с ПТФЭ-наполнителем
12 Методы выявления и устранения проблем с материалами
611
Температура, ’С
Рис. 12.14. Сравнение методом ДСК (при охлаждении) шестеренок, отлитых из полифенилсуль-
фида с ПТФЭ-наполнителем. Более высокая интенсивность пика ПТФЭ означает большее содер-
жание наполнителя в изделии
видно, что фаза охлаждения, или вторая фаза, более надежна для определения, чем
начальное нагревание, поскольку при сканировании первого нагревания сказывает-
ся термическая память процесса литья. Это может влиять на внутреннюю структуру
материала. После расплавления материала при проведении метода ДСК память о его
переработке будет стерта, и мы можем увидеть материал в присущем ему состоянии.
Отличия в относительной концентрации между полифениленсульфидом и
ПТФЭ в двух образцах легче обнаружить в процессе охлаждения. Мы можем проин-
тегрировать эти кривые, чтобы численно подтвердить соотношение, которое замет-
но визуально. Здесь может появиться желание приписать абсолютные значения
концентрации этим двум компонентам на основе величины переходов (то есть инте-
грал в области перехода). Это небезопасно по двум причинам. Во-первых, поскольку
материал армирован стекловолокном, мы должны рассмотреть влияние стеклово-
локна на свойства материала, чтобы быть уверенными, что некоторые изменения в
поведении материала не вызваны изменением концентрации стекловолокна. Также
очень важно заметить, что у нас нет уверенности, что чистый полифениленсульфид
и чистый ПТФЭ будут демонстрировать такие же характеристики при нагревании.
Фактически очень велика вероятность, что эти свойства отличаются. Если бы у нас
была возможность исследовать образцы исходных полимеров полифениленсуль-
612
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
фида и ПТФЭ, то мы могли использовать количество тепла, поглощаемое при ре-
кристаллизации этих материалов, в качестве количественной характеристики. Од-
нако очень редко удается добиться ситуации, когда есть образцы желаемой чистоты
и есть уверенность, что материал в них того же типа, что и материал в смеси. Безопас-
нее указать относительные концентрации и оставить абсолютные оценки поставщи-
ку материалов.
Но если необходимо провести количественный анализ, то решение может пре-
доставить ТГА, хотя оно и не является прямым измерением. Поскольку в методе
ТГА измеряется температура термического распада, разделение смеси зависит от
возможности получить отличия между материалами в соответствии с путем их рас-
пада. На рис. 12.15, а-с показано применение этот принципа для смесей полиакри-
лата и ПК. При повторной переработке очень важно следить за тем, чтобы эти два
материала не перемешивались, особенно если есть необходимость получить про-
зрачный, повторно переработанный продукт. Если эти материалы смешиваются, то
необходимо провести простой тест для определения состава смеси. На рис. 12.15, а
приведены результаты ТГА для чистого полиакрилата. Следует помнить, что диапа-
зон температур для распада полимера относительно низкий и что материал не обра-
зует карбонизированных структур. На этом графике мы также можем видеть ско-
рость потери массы при распаде, который подтверждает процесс деструкции. На
рис. 12.15, b приведены такие же результаты для чистого ПК. Здесь мы можем ви-
деть, что распад полимера происходит в значительно более высоком температурном
диапазоне; ПК не начинает распадаться до того момента, пока не будет достигнута
конечная точка распада полиакрилата. Это обеспечивает, по крайней мере, потенци-
ально, полное разделение двух компонентов в смеси.
Следует помнить, что ПК производит не многим более 25% карбонизированного
остатка, что обычно для ^модифицированных поликарбонатов. На рис. 12.15, с при-
веден результат исследования методом ТГА для смеси полиакрилата и ПК в соотно-
шении 60/40. Следует помнить, что разделение двух полимеров достаточно эффек-
тивно. Полиакрилат почти полностью разлагается перед тем, как начинается распад
ПК. Даже тогда, когда значения, на первый взгляд, кажутся неудовлетворительны-
ми, если мы добавим карбонизированный остаток в массовые потери ПК, то обнару-
жим, что получили очень близкие к указанным значения в композиции загрязнен-
ной «смеси».
Может возникнуть впечатление, что качественное разделение данного типа ве-
ществ всегда возможно при использовании ТГА. К сожалению, не все так просто.
Большинство полимеров имеет точки деструкции, которые разнесены на такое же
расстояние. В других материалах они перекрываются, что является скорее прави-
лом, чем исключением. Для нашей практической задачи оба полимера — полифени-
ленсульфид и ПТФЭ — стабильны, что нехарактерно, поэтому они разлагаются по
отдельности. Однако есть надежда, что этот метод применим и здесь, поскольку про-
исходит образование карбонизированных структур. Полифениленсульфид содер-
жит ароматические звенья, причем только 50% композиции теряется при исследова-
нии разложения чистого полифениленсульфида в среде азота.
12 Методы выявления и устранения проблем с материалами
613
Температура, ’С
Рис. 12.15. а — результаты ТГА для чистого полиакрилата, приведенные без пиков сопутствую-
щих продуктов, возникающих в результате пиролиза; b — результаты ТГА для чистого ПК, показы-
вающие образование значительного карбонизированного остатка в результате пиролиза
614
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
с)
Рис. 12.15, с. Результат исследования методом ТГА для смеси полиакрилата и ПК в соотношении
60/40, демонстрирующий полное разделение этих двух полимеров
Другие 50% остаются в пробе до тех пор, пока не подается воздух, после чего кар-
бонизированный остаток удаляется в процессе окисления. С другой стороны,
ПТФЭ не содержит ароматических звеньев, и в процессе его разложения карбонизи-
рованные структуры не выделяются. Кроме того, ТГА дает нам количественную
оценку другого основного компонента — стекловолокна. С помощью несложных ма-
тематических расчетов и знания разложения чистых компонентов можно количест-
венно определить наличие полифениленсульфида и ПТФЭ. Это отличный пример
применения всех трех основных методов, но степень, в которой они могут решать
проблему, сильно отличается. На рис. 12.16 и 12.17 приведены результаты тестиро-
вания методом ТГА материала для шестеренок.
Содержание карбонизированных структур
Измерение потери массы показало, что содержание стекловолокна в хорошем
образце составляет 32,25%, следовательно, доля полимера в нем составила 67,75%.
Доля карбонизированных структур составила 27,12% от смеси. Следует помнить,
что чистый полифениленсульфид имеет одинаковые потери в азоте и в воздухе при
разложении. Таким образом, получается: содержание карбонизированного остатка
27,12% показывает, что общее содержание полифениленсульфида составляет
54,24%. Поскольку общее количество полимера в образце составляет 67,75%, то
можно вычислить количество ПТФЭ, оно составит 13,51 %.
12 Методы выявления и устранения проблем с материалами
615
100
80
£
8
О
2 60
40
20
0 200 400 600 800 1000
Температура, ’С
Рис. 12.16. Исследование методом ТГА литой шестеренки хорошего качества из полифенилсуль-
фида с ПТФЭ-наполнителем
J______।____I____1______I . .1_____I_____।----1-----1-----1—
0 200 400 600 800 1000
Температура, *С
Рис. 12.17. Сканирование методом ТГА плохой шестеренки, отлитой из полифенилсульфида
с ПТФЭ-наполнителем
616
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Содержание ПТФЭ, которое указано производителем, составляет 13%. В об-
разце из последнего изделия, в котором были обнаружены следы износа, содержа-
ние стекловолокна составило 33,77%, а оставшееся количество полимера — 66,23%.
Сюда же входит карбонизированный остаток, которой составляет 30,41%. Следо-
вательно, содержание полифениленсульфида составляет 60,82%. Доля ПТФЭ со-
ставляет 5,41%. Вероятно, маленькие изменения в кривой ТГА включают в себя
уменьшение содержание ПТФЭ больше, чем наполовину от ожидаемого значения.
В двух других проблемных изделиях также было обнаружено содержание ПТФЭ
от 5 до 5,3%.
Другие случаи менее сложные. Еще одним полимером, добавление ПТФЭ в ко-
торый повышает его износоустойчивость, является полиформальдегид. Обосно-
ванно ожидается, что можно проверить наличие ПТФЭ в полиформальдегиде с по-
мощью того же метода ДСК, который использовался для изделия из полифенилен-
сульфида. Но здесь есть сложности. Полиформальдегиды относятся к наиболее
термоустойчивым материалам. Все, кто работает с этим полимером, знают про
свойство, а также то, что, как только его перегреть, он быстро превратится в фор-
мальдегид. Даже при аккуратном нагревании образца в установке для проведения
ДСК при отсутствии сдвиговых напряжений и свободном обдувании потоками
азота гомополимер полиформальдегида начнет распадаться при температурах око-
ло 275 °C. Сополимер полиформальдегида начинает распадаться около 290 °C. По-
скольку распад проходит с образованием газа, то реакция является эндотермиче-
ской и интенсивной.
Эти обстоятельства не дают возможности применить данный метод. Однако
сильная разница в термостойкости, которая не дает возможности успешно использо-
вать метод ДСК, делает метод ТГА сверхэффективным. Маловероятно, что произво-
дителям известен полимер, который выделяется раньше, чем полиформальдегид, и
распадается при температуре выше, чем ПТФЭ. Это делает возможным количест-
венное разделение простых композиций, как можно видеть на рис. 12.18. Данный
тест часто проводится для подтверждения, что немодифицированный полифор-
мальдегид не заменен в большей степени, чем нужно, более дорогим материалом с
ПТФЭ-наполнителем. Следует также заметить, что при этом не образуется карбо-
низирванный остаток, который надо учитывать при проведении расчета. Большин-
ство этих материалов не являются ароматическими; поэтому они полностью распа-
даются при соответствующих температурах и можно напрямую производить расчет
концентрации.
Последний пример применения данных методов диагностики указывает на не-
которые тонкие проблемы, связанные с расчетами. Одним из широко используемых
полимеров является термопласт на основе сополимеров этилена и винилацетата.
Основой этой композиции обычно является типичный ПЭНП. Чистый ПЭНП име-
ет достаточно высокую степень кристаллизации и точку плавления в области 110 °C.
Винилацетат добавляют в целях уменьшения степени кристаллизации материала,
что происходит за счет разбивания регулярной структуры, присущей ПЭ. Чем боль-
ше добавляется винилацетата, тем мягче и пластичнее становится материал. При
12 Методы выявления и устранения проблем с материалами
617
Рис. 12.18. Кривые сканирования методом ТГА полиформальдегида с ПТФЭ-наполнителем,
показывающие разделение двух полимеров
этом также увеличивается его прозрачность. ДСК является полезным методом для
наблюдения воздействия винилацетата на кристаллизуемость, поскольку точка
плавления и тепло для расплавления кристаллов возрастают с увеличением его со-
держания.
Существует несколько способов производства мягкого, прозрачного материала
на основе полиолефинов. Во-первых, существует несколько других модификаторов,
которые приводят к такому же изменению свойств, например, сополимер акриловой
кислоты и этилена и сополимер метакриловой кислоты и этилена.
Во-вторых, благодаря технологии металлоценовых катализаторов сейчас можно
добиться тех же самых свойств, вообще не прибегая к помощи модификаторов.
В настоящее время задача начальной идентификации природы модификации
решается с помощью ИК-спекгроскопии. Разные модификаторы будут приводить к
получению различных спектров, а металлоцен будет иметь спектр, аналогичный
спектру полиэтиленов, являясь, по сути, отрицательным вкладом в смесь.
Мы уже упоминали, что поведение расплава материала зависит от содержания
винилацетата. При повышении уровня содержания винилацетата точка плавления
начинает уменьшаться, а сама температурная зона плавления расширяется и распа-
дается на два раздельных, но перекрывающихся процесса. На рис. 12.19 приведено
618
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 12.19. Сравнение методом ДСК для чистого ПЭНП и двух аналогов, содержащих различное
количество винилацетата
сравнение метода ДСК для чистого ПЭНП и двух сополимеров, содержащих раз-
личное количество винилацетата.
Очень заманчиво использовать одну из этих двух эндотерм как средство для рас-
чета содержания винилацетата, как это мы делали для смеси полифениленсуль-
фид/ПТФЭ. Но винилацетат является сополимером и представляет собой непро-
стую физическую смесь.
Это очень важное отличие. В смеси компоненты сохраняют свои свойства, могут
быть выделены по этим свойствам, на их основе может быть проведен анализ. Одна-
ко сополимер является новым материалом с другими свойствами, которые не обяза-
тельно являются простой суммой свойств исходных ингредиентов.
Сополимер этилена и винилацетата
В случае сополимера винилацетата мы можем определить разность в термиче-
ской стабильности между винилацетатом и ПЭ. На рис. 12.20 приведены результаты
измерений ТГА для сополимера этилена и винилацетата. Начальная потеря массы
связана с распадом винилацетата. Если материал нагревается достаточно медленно,
то может быть достигнуто полное разделение между винилацетатом и ПЭ. Сущест-
вует сильное искушение связать потерю массы с содержанием винилацетата. Если
винилацетат разлагается один, то это будет правильным, и зависимость будет пря-
мой, но все не так просто. Когда распадется винилацетат, то образуется уксусная ки-
слота. Она представляет собой летучее соединение, которое покидает систему. Соот-
ношение числа молекул уксусной кислоты к числу молекул винилацетата будет 1:1.
Однако молекулярная масса винилацетата составляет 86 г/моль, а молекулярная
12 Методы выявления и устранения проблем с материалами
619
Рис. 12.20. Сканирование методом ТГА сополимера этилена и винилацетата
масса уксусной кислоты — только 60 г/моль. Поэтому реальные потери массы ви-
нилацетата составляют 60/86 (или 70%) от массы винилацетата.
Чтобы получить правильное значение массы фракции винилацетата, мы долж-
ны умножить величину потерянной массы на 1,43.
12.1.2 Диагностические средства для наполнителей
и армирующих добавок
Большинство наполнителей и армирующих добавок, используемых в полимер-
ных композициях, являются частично или полностью неорганическими. Конечно,
здесь не обходится без исключений. Мы уже обсуждали использование ПТФЭ в ка-
честве добавки, которая снижает коэффициент трения. Кроме того, для изменения
свойств полимерных материалов активно используется углерод в различных фор-
мах, включая проводящие порошки, технический углерод, графит и волокна. Хотя
углерод является органическим компонентом, у него нет точки плавления или
ИК-спектра, поэтому его нельзя обнаружить по крайней мере двумя из трех основ-
ных аналитических методов.
Самой популярной армирующей добавкой является стекловолокно. К наиболее
часто используемым наполнителям относятся тальк, мел (карбонат кальция), слю-
620
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
да, силикат кальция и каолин. За исключением мела, все эти наполнители являются
неорганическими веществами. Основной задачей при анализе смесей является опре-
деление содержания наполнителя. Большинство компаундов, выпускаемых про-
мышленностью, содержит один тип наполнителя или армирующей добавки. Поэто-
му определение количества этой добавки является достаточным. В большинстве
случаев это нетрудно сделать, используя один из тестов на определение зольности,
что осуществляется при полном распаде полимера, когда остается только один на-
полнитель. Большинство полимеров при подогреве на воздухе полностью распада-
ется при температурах меньше 600 °C, и карбонизированный остаток также вскоре
распадается. Неорганические системы могут выдерживать значительные темпера-
туры, поэтому в большинстве случаев нагревание производится до температуры от
850 до 900 °C, что приводит к успешному удалению полимера и остатка в виде напол-
нителя. Традиционно для подогрева образцов весом 2-3 г и изделий используются
высокотемпературные печи, а измерение производится путем взвешивания образца
до и после подогрева.
Анализ содержания наполнителя
Однако более предпочтительным является использование ТГА. Хотя оборудо-
вание для проведения анализа ТГА предназначено для изучения малых количеств
вещества, оно дает возможность представить картину всего процесса распада. Мы
уже видели, что это может быть ключевым фактором при определении области при-
менения полимерной композиции, а также может предотвратить ошибки, которые
могут быть сделаны в области наполнителей. В простейшем случае получение содер-
жания наполнителя включает в себя распад полимера до получения постоянной мас-
сы. На рис. 12.21 приведены результаты тестирования ПА, армированного стеклово-
локном (содержание 33%). Результаты теста напрямую показывают содержание на-
полнителя. Потеря небольшого количества массы образца (обычно это менее 3%)
в виде влаги и летучих примесей происходит на ранних стадиях теста. Полимер рас-
падается в достаточно узком диапазоне температур. Если тест проводится в воздуш-
ной атмосфере, то на этой стадии распад полимера будет полным.
В инертной атмосфере (например, азота) от полимера будет оставаться карбони-
зированный остаток, который исчезнет при добавлении воздуха. В нашем случае он
представляет только 2% материала и может быть заметен как малая потеря массы
при температурах более чем 600 °C. После этой точки никаких существенных эф-
фектов не наблюдается. Оставшийся материал представляет собой неорганическую
составляющую образца, в данном случае это будет стекловолокно. Тест подтвержда-
ет, что содержимое наполнителя находится в пределах ожидаемого диапазона. Ис-
следование остатка физическими методами будет давать оценку содержания стекло-
волокна, хотя она, как правило, несколько занижена.
Объемная доля волокон и их состояние являются критическими для эксплуата-
ционных характеристик компаунда. Обзор диаграмм свойств для данного семейства
материалов показывает, что прочность и модуль упругости существенно возрастают
при увеличении объемной доли стекловолокна в смеси. На рис. 12.22 приведена
12 Методы выявления и устранения проблем с материалами
621
20 -----1------1 . 1 . ...1_____। ,, 1_____I 1______________
0 200 400 600 800 1000
Температура, С’
Рис. 12.21. Результаты сканирования ТГА для ПА 6.6, армированного стекловолокном
оценка методом ТГА материалов хорошего и плохого изделий, а также сырья — по-
лиэфиримида, армированного стекловолокном. Сырье и качественное изделие со-
держат примерно по 30% волокна, это количество было внесено в материал постав-
щиком после анализа чертежа изделия, которое предполагалось из него изготовить.
В плохом изделии, которое демонстрирует неравномерную жесткость, метод ТГА
дает 20% содержания стекловолокна.
Смешанные системы наполнителей, в качестве которых берут стекловолокно и
минеральные вещества, часто используются для снижения стоимости изделия и ре-
шения проблем, связанных с ориентацией волокон. Однако большинство минераль-
ных наполнителей имеет недостаточно высокое соотношение длина/диаметр, что
делает стекловолокно таким распространенным. При этом постоянно присутствует
компромисс между необходимостью снизить себестоимость изделия за счет мине-
рального наполнителя и сохранить его эксплуатационные характеристики. Поэтому
использование смеси стекловолокна и минерального наполнителя играет очень важ-
ное значение, так как позволяет удовлетворить эти противоречивые требования.
В данном случае простое значение процентного содержания наполнителя является
для оценки недостаточным. На рис. 12.23 в качестве сравнения приведены кривые
ТГА для двух изделий, изготовленных из ПА 6, состоящего на 15% из минерального
наполнителя и на 25% из стекловолокна. Одно из таких изделий было изготовлено
правильно в то время, как другое является браком из-за недостаточной прочности и
низкого модуля упругости. При этом кривые ТГА не показывают, что общее содер-
622
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 12.22. Сканирование методом ТГА полиэфиримида, показывающее различные уровни арми-
рования стекловолокном
жание наполнителя в образцах слишком отличается друг от друга, а исследования
карбонизированного остатка показывают, что в качественном изделии волокон поч-
ти в два раза больше. После этого содержание 25 :15 в рецептуре было изменено на
обратное в пользу минерального наполнителя.
Рентгеновская спектроскопия
Подобные проблемы нельзя решать с помощью визуальной оценки. Очень по-
лезными способами для определения содержания неорганических и частично орга-
нических примесей являются разновидности рентгеновской спектроскопии: энерго-
дисперсионный анализ и рентгеновская флуоресценция. Преимущество второго за-
ключается в том, что он является частью сканирующего электронного микроскопа.
С помощью этого метода могут быть получены изображения с большой глубиной
разрешения. Используя эту технологию, можно определить элементы в тех случаях,
когда ИК-спектрометрия дает неубедительные результаты.
Тальк и мел (карбонат кальция)
Некоторые наполнители являются частично органическими и поэтому при фор-
мировании нового продукта будут частично распадаться. Это является одним из тех
случаев, когда ТГА более предпочтителен, чем тестирование с помощью высокотем-
пературной печи. Двумя наиболее часто используемыми наполнителями, например,
для ПП, являются тальк и мел. Тальк представляет собой силикат и не демонстриру-
12 Методы выявления и устранения проблем с материалами
623
Температура, ‘С
Рис. 12.23. Сравнение методом ТГА двух смесей ПА, армированных стекловолокном и минераль-
ным наполнителем
ет снижение массы в обычном диапазоне температур при определении содержания
наполнителя. Из названия видно, что мел является карбонатом. Хотя кремний и ки-
слород остаются связанными между собой в диапазоне температур от 850 до 900 °C,
связь углерода и кислорода не имеет такой прочности. В результате мел будет распа-
даться примерно при температуре около 740 °C на оксид кальция, который останет-
ся в осадке, и углекислый газ, который даст вклад в массовые потери. На рис. 12.24
приведено сравнение ПП с 20%-ным содержанием талька и с 20%-ным содержанием
карбоната кальция. Хотя оба этих образца имеют одинаковую стоимость и внешний
вид, тальк будет придавать больше жесткости, а мел будет придавать большую удар-
ную прочность. В табл. 12.1 приведено сравнение свойств материалов с двумя разны-
ми наполнителями.
Таблица 12.1. Сравнение свойств ПП с различными наполнителями талька и мела
Свойства Тальк 20% Мел 20%
Прочность при растяжении, МПа 33,8 27,6
Относительное удлинение при разрыве, % 35,0 80,0
Прочность на изгиб (деформация 5%), Дж/м 44,8 (6500) 33,1 (4800)
Модуль упругости, МПа 2690 1790
Ударная прочность по Изоду образцов с надрезом, Дж/м2 26 40
624
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 12.24. ТГА ПП с 20%-ным содержанием талька и с 20%-ным содержанием мела
Поэтому при исследовании композиции неизвестного материала определение ти-
па наполнителя не является тривиальной задачей. На первый взгляд, материалы с
тальком и карбонатом кальция в качестве наполнителя отличаются, но классический
тест, проведенный с использованием высокотемпературной печи, покажет, что в од-
ном материале содержится 20%, а в другом содержание наполнителя будет составлять
только 12%. Поскольку материал с содержанием наполнителя 12% фактически более
гибкий, то недостаток прочности и жесткости в материале с мелом в качестве напол-
нителя будет приводить к мысли, что наполнителя в нем недостаточное количество.
Испытание в печи не даст возможности определить то обстоятельство, что изме-
нение в массе чуть больше 9% происходит после полного распада ПП и фактически
является частью другой реакции. Результаты ТГА хорошо отражают подобную си-
туацию. Оксид кальция составляет 56% карбоната кальция, а на углекислоту прихо-
дятся оставшиеся 44%. Если мы проведем точное исследование остатка, то получим
результат 12,18% и потерю массы на последней стадии 9,36%. При этом общая поте-
ря массы будет составлять 21,54%. Эти результаты дадут нам соотношение полимера
и наполнителя 56,5 и 43,5%, что хорошо согласуется с теорией.
На рис. 12.25 приведены кривые, полученные ТГА для ПП с наполнителем в ви-
де карбоната кальция, с добавлением кривой скорости потери массы (производной).
График производной часто используется в методе ТГА, поскольку он помогает точно
выделить изменения скорости потери массы образца. В этом случае подчеркнуто
особое поведение при распаде карбоната кальция. Большинство кривых скоростей
12 Методы выявления и устранения проблем с материалами
625
Рис. 12.25. Кривая ТГА ПП с 20%-ным содержанием мела с добавлением кривой скорости потери
массы
распада имеет симметричную колоколообразную форму, но распад карбоната каль-
ция имеет асимметричную характеристику — начало распада происходит медленно,
а завершение — быстрее. Это позволяет легче отличать одну реакцию распада от дру-
гой в данном температурном диапазоне.
При наличии некоторых предварительных знаний о смеси можно использовать
метод ТГА для проверки образцов определенного типа. На рис. 12.26 приведены
кривые ТГА для образца на основе ПЭ, содержащего технический углерод. Предва-
рительно известно, что материал содержит 40% наполнителя. Если заранее неиз-
вестно, что за тип полимера исследуется, то невозможно будет сказать определенно,
что общая потеря массы выше температуры 600 °C происходила за счет распада тех-
нического углерода; она может частично происходить из окисления карбонизиро-
ванного остатка, который образовался в результате пиролиза полимера. Но посколь-
ку мы знаем, что основу смеси составляет ПЭ, то можно утверждать, что в сгорание
углерода он вклада не дает, а общая потеря массы происходит за счет выгорания тех-
нического углерода. Такого же типа определения могут быть очень полезными при
рассмотрении некоторых термореактивных компаундов, где технический углерод
используется в качестве основного наполнителя [1].
Наконец, часть новых наполнителей имеет металлическую природу. Бронзовый
порошок добавляется в некоторые марки ПТФЭ для повышения износоустойчиво-
626
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 12.26. Кривые ТГА, показывающие определение содержания технического углерода в ПЭВП
сти, а волокна из нержавеющей стали в настоящее время используются при созда-
нии смесей с улучшенной проводимостью. Хотя металлы будут выглядеть как дру-
гие наполнители при проведении исследований в инертной атмосфере, затем они на-
чинают увеличивать массу за счет образования окислов при нагревании на воздухе.
На рис. 12.27 приведены кривые ТГА неизвестного материала, который при исследо-
вании методом ДСК показал, что его основой является ПТФЭ, но он имеет очень вы-
сокий удельный вес и уникальный цвет. Потеря массы образца составляет до 60% по
сравнению с начальным, а затем начинает быстро возрастать при поступлении воз-
духа. Это поведение типично для полимеров с металлическими наполнителями или
для тех полимеров, которые загрязнены металлическими примесями. Если обнару-
жен такой эффект, то реальное содержание металла может быть определено иссле-
дованием остатка с помощью энергодисперсионного анализа.
12.1.3 Средства диагностики добавок
Добавки представляют очень малую, но важную часть композиции. Даже такие наи-
более термостойкие полимеры, как ПЭ, невозможно перерабатывать литьем под дав-
лением или экструзией без целого класса стабилизаторов для предотвращения окис-
ления полимеров.
12 Методы выявления и устранения проблем с материалами
627
Температура, 'С
Рис. 12.27. Кривая ТГА ПТФЭ с металлическим наполнителем 40%
Другие добавки делают материалы более гибкими, предотвращают рост бакте-
рий, защищают от распада под действием ультрафиолетовых лучей, а также от на-
копления статического электричества. Определение содержания добавок может
быть сложной задачей, поскольку они обычно присутствуют в количествах, которые
меньше пределов регистрации для большинства обычных аналитических методов,
например, для ИК-спектроскопии. Чтобы определить наличие добавок и измерить
их долю в материале, часто требуется извлечь их из полимерной матрицы, а затем
определить их точную структуру.
Большинство добавок являются относительно летучими веществами по сравне-
нию с полимером, из которого состоит матрица. Пластификаторы, возможно, явля-
ются наиболее простым типом доба-
вок для определения, поскольку они
используются в относительно высо-
ких концентрациях и обеспечивают
повышенную гибкость изделия.
Пластификаторы, которые добавля-
ются в ПВХ, принадлежат к семейст-
ву компаундов, известному как фта-
латы. На рис. 12.28 приведена хими-
ческая структура одного из наиболее Рис-12.28. Химическая структура ди-изонилфталата
628
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
известных компонентов ди-изононилфталата (DINP). Эти добавки редко выявляют-
ся с помощью ИК-спектроскопии. Они обладают бблыпим коэффициентом погло-
щения, чем полимеры ПВХ, которые реально доминируют в ИК-спектре. На
рис. 12.29 приведен спектр для пластифицированного ПВХ (пластиката), в котором
большинство зон с сильным поглощением принадлежит пластификатору. Чтобы оп-
ределить количество пластификатора, необходимо провести экстракцию из раство-
ра или выделить материалы с относительно низкой молекулярной массой и малой
точкой кипения пластификатора.
Применение ТГА в вакууме является эффективным способом выявления пла-
стификаторов и определения их количества. Метод эффективен при относительно
низкой температуре, предотвращающей деструкцию полимера, но достаточно высо-
кой, чтобы дать возможность пластификатору испариться. Использование вакуума
понижает эффективную точку испарения добавки и увеличивает температурный
диапазон для проведения этого эксперимента. На рис. 12.30 представлены кривые
ТГА, проведенного для выявления содержания пластификатора в пластикате. При
температуре 190 °C в условиях вакуума ПВХ не будет распадаться, а пластификатор
может быть удален за несколького часов. Когда масса остатка становится постоян-
ной, то выделение завершено и остаток может быть разложен с использованием
стандартного метода нагревания. Полученная величина 46,08% хорошо согласуется
с величиной, указанной производителем для пластификатора (46%).
Некоторые добавки, например, антистатики, разработаны таким образом, чтобы
они мигрировали к поверхности полимера. Уровень содержания таких добавок в ко-
Рис. 12.29. ИК-спектр поглощения пластиката
12 Методы выявления и устранения проблем с материалами
629
Рис. 12.30. Потери массы пластификатора в пластикате, полученные с помощью ТГА в вакууме
нечном счете может быть очень низким, но тот факт, что они концентрируются на
поверхности, часто позволяет их легко обнаружить такими методами, как ИК-спект-
роскопия. Добавки могут быть обнаружены, если процент их содержания на поверх-
ности приближается к 0,5% и они находятся в таких материалах, у которых в
ИК-спектре очень мало линий поглощения, например, ПЭ или ПП. На рис. 12.31
приведен результат такого анализа для медицинского изделия из ПП, где присутст-
вие антистатика является необходимым для того, чтобы это изделие было полно-
стью смачиваемым в такой полярной жидкости, как вода. Эти добавки имеют силь-
ные зоны поглощения в той части ИК-спектра, где у полимеров нет никакого погло-
щения. Однако, чтобы выявить специфическую добавку и определить ее количество,
может потребоваться либо газовая хроматография, либо высоэффективная жидко-
стная хроматография (ВЭЖХ) с последующим исследованием таким методом, как
масс-спектрометрия.
Экстракция
Для проведения экстракции необходимо обладать некоторыми знаниями в об-
ласти химии полимеров и добавок. Целью экстракции является селективное рас-
творение полимера или добавки таким образом, чтобы один материал мог быть вы-
делен с помощью фильтрования, а другой при этом остался в твердом состоянии.
После проведения этой процедуры добавку можно исследовать ИК-спектроско-
630
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 12.31. ИК-спектр поглощения ПП, показывающий присутствие добавок
пией. Как только определен тип, к которому принадлежит добавка, ее можно иссле-
довать с помощью метода газовой хроматографии, в которой материалы разделя-
ются по их точкам кипения. Различные фракции могут быть исследованы с помо-
щью масс-спектрометра, который дает возможность измерить молекулярную
массу компонентов.
Комбинация методов позволяет успешно решить проблему идентификации.
Кроме того, существуют прекрасные технологии, применяемые в научных исследо-
ваниях, которые являются очень сложными и требуют достаточно больших времен-
ных затрат, а их стоимость составляет тысячи долларов в зависимости от сложности
пакета добавок. Их практическая ценность может быть ограничена, но можно изме-
рить практическое влияние добавки за счет проведения испытаний, которые дают
возможность определить эксплуатационные характеристики компонента. Этот под-
ход полезен для антиоксидантов, хотя механизмы различных антиоксидантов могут
меняться, что зависит от их химического состава, который обеспечивает защиту по-
лимера от окисления. Окисление быстро приводит к разрушению полимера на моле-
кулярном уровне и ухудшению его свойств.
Окисление может быть выявлено методом ДСК с использованием экзотермиче-
ского процесса, в изотермических условиях с помощью определения времени окис-
лительной индукции, а также в условиях динамического нагрева при определенной
температуре. На рис. 12.32 приведены результаты тестирования методом ДСК мате-
риала из ПП, который становится хрупким после стерилизации, проведенной с ис-
пользованием гамма-излучения. Этот тест является ускоренным и не предназначен
12 Методы выявления и устранения проблем с материалами
631
Рис. 12.32. Определение времени окислительной индукции ПП с плохим стабилизатором перед и
после стерилизации с помощью облучения
для определения реального срока службы изделия; он должен дать сравнительные
характеристики материалов.
Динамический нагрев
На рис. 12.33, af b показан метод анализа в условиях динамического нагрева. В э-
том случае скорость разложения материала не достигла заметной величины, чтобы
ее можно было измерить при постоянной температуре.
Ниже пороговой температуры материал будет сопротивляться окислению в те-
чение увеличенного периода времени, а затем постепенно разлагаться, и это нельзя
зарегистрировать методом ДСК. Как только температура становится выше порого-
вой, деструкция происходит так быстро, что не может быть зафиксирована. Но при
нагревании с постоянной скоростью может быть установлена начальная температу-
ра окисления. В этом случае смесь будет разлагаться в процессе переработки. Про-
верка методом ДСК немодифицированных материалов покажет почему. На
рис. 12.33, а приведены точки плавления материала при 163 °C с последующей почти
мгновенной экзотермой, связанной с деструкцией в результате окисления. Не суще-
ствует температурного диапазона, в котором материал может быть расплавлен без
быстрого распада. Пользователь должен добавлять в материал определенное коли-
чество антиоксиданта в различные образцы, а затем оценить относительную ста-
632
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Ь)
-0,1
-0,2
-0,3
-0,4
-0,5
-0,6
0 50
100 150 200 250 300
Температура’ С
Рис. 12.33. а — результаты сканирования методом ДСК, показывающие процессы расплавления
и окисления в эластомере на основе ПА; b—сканирование методом ДСК эластомера на основе ПА,
показывающего улучшенную стойкость к окислению как функции содержания стабилизатора
12 Методы выявления и устранения проблем с материалами
633
бильность смеси, используя метод ДСК. На рис. 12.33, b показано поведение мате-
риалов с разным химическим составом. При повышении процентного содержания
антиоксиданта диапазон температур между точками плавления и окисления возрас-
тает до достижения управляемого диапазона. Хотя извлечь, определить и измерить
содержание антиоксиданта можно после его добавления, гораздо проще и с практи-
ческой точки зрения более полезно использовать оценку изменений при введении
разного количества антиоксиданта за счет окислительной индукции.
Простота должна достигаться не за счет ухудшения точности. Эйнштейн как-то
сказал, что вещи должны быть максимально простыми, но не упрощенными. Знание
пределов применения простых методов и понимание того, что делать дальше, когда
эти пределы достигнуты, является критическим фактором в процессе выявления и
устранения проблем. В настоящее время этот принцип лучше всего иллюстрируется
задачей измерения молекулярной массы.
12.2 Проблемы молекулярной массы
Большинство проблем, связанных с полимерами, возникает как следствие их низкой
молекулярной массы. Более 80 лет назад Герман Штаудингер предположил, что
уникальные свойства, обнаруженные у полимеров, связаны с большой молекуляр-
ной массой молекул, из которых они состоят. В настоящее время это положение счи-
тается фундаментальным, а в свое время при появлении вызывало насмешки. В на-
чале 1860-х гг. Томас Грэхем предположил, что полимеры являются совершенно
другим состоянием материала с уникальным типом химических связей, откуда и вы-
текают их необычные свойства. Работа Грэхема привела к открытию диализа, что оп-
ределило его место в истории, однако его объяснение поведения полимеров было не-
правильным — прав был Штаудингер.
К сожалению, некоторые люди придерживались неправильного мнения. Наибо-
лее известным из них, возможно, был Валлас Каротерс, исследователь фирмы
Du Pont, изобретатель сложного полиэфира и ПА. Каротерс использовал принцип
высокой молекулярной массы в качестве руководства в своих исследовательских
усилиях. Восемьдесят лет спустя, несмотря на подтверждение важности этого свой-
ства, мы все еще продолжаем каждый день сталкиваться с продукцией, которая изго-
товлена из материала с молекулярной массой ниже предела безопасности. Процесс,
при котором полимерная цепочка нужного размера превращается в цепочку с недос-
таточной молекулярной массой, называется процессом деструкции.
Не все свойства изменяются постепенно, со снижением молекулярной массы.
Если мы хотим устранить ненужное свойство полимера за счет молекулярной мас-
сы, то надо знать, что снижение не происходит последовательно. На практике такие
свойства, как прочность при растяжении или модуль упругости, почти не чувствуют
изменения молекулярной массы. Наиболее чувствительным индикатором измене-
ний в молекулярной массе является пластичность материала. Чаще всего она изме-
ряется с помощью стандартных испытаний на прочность при ударе. Подобные тесты
634
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
не всегда выявляют истинную важность соотношения между ударной прочностью и
молекулярной массой до тех пор, пока это не будет видно при изменении другой пе-
ременной, например, температуры. На рис. 12.34 приведены кривые результатов ис-
пытания по Изоду образцов с надрезом, которые были проведены на пяти различ-
ных марках ПК, отличающихся молекулярной массой. Ударная прочность приведе-
на в зависимости от температуры. При комнатной температуре различия в ударной
прочности между марками с минимальной и максимальной массой не слишком ве-
лики. Более того, если мы посмотрим на низкотемпературную часть графика, то мо-
жем увидеть, что отличия между марками даже меньше.
Ситуация становится более интересной, если провести сравнение значений
при комнатной температуре и экстремальных значений при низких температурах.
Все пять материалов при определенной температуре демонстрируют гораздо более
неожиданные изменения ударной прочности. Это явление называют температурой
хрупкости, то есть перехода из пластического состояния в хрупкое. Она играет
очень важную роль, хотя и является редко обсуждаемым параметром поведения
полимера. Материал с максимальной молекулярной массой в группе становится
хрупким при температуре на 45 °F (25 °C) ниже, чем материал с низкой молекуляр-
ной массой.
-60 -40 -20 0 20 40 60 80 100
Температура, Т
Рис. 12.34. Результаты испытания по Изоду образцов с надрезом для различных ПК, показываю-
щие эффект воздействия молекулярной массы на температуру перехода из пластического состоя-
ния в хрупкое
12 Методы выявления и устранения проблем с материалами
635
Представление данных в таблице иногда может помочь понять значение молеку-
лярной массы: в табл. 12.2 представлены зависимости ударной прочности, получен-
ные с помощью испытания по Изоду образцов с надрезом, от молекулярной массы
для трех различных ПК, прозрачных и непрозрачных. Различия снова малы для про-
зрачных материалов, но марка с минимальной молекулярной массой демонстрирует
неожиданный скачок у непрозрачного образца. Диапазон значений ударной прочно-
сти в этом материале изменится от высокого значения — 12 футо-фунт/дюйм*, кото-
рые соответствуют пластическому состоянию, до низкого — 2 футо-фунт/дюйм, при
котором материал становится хрупким. Такой широкий диапазон связан с тем, что в
материал добавлены разные пигменты. Материалы с высокой молекулярной массой
не меняют свои свойства таким образом.
Таблица 12.2. Эффект воздействия окраски на ударную прочность для ПК
Показатель текучести рас- плава, г/Юмин Испытание по Изоду .. .. J Испытание по Изоду непигментированных ~ J г ~ непрозрачных образцов и прозрачных образцов и J с надрезом, . Г . L . Г . - футо-фунт/дюйм футо-фунт/дюйм 7
10,5 17,5 25,0 15,0 15,0 13,0 13,0 12,0 2-12
Некоторые материалы имеют хрупкую исходную структуру. Например, сополи-
мер полиформальдегида будет давать усредненные результаты, которые никогда не
достигнут значения 2 футо-фунта/дюйм. В подобных случаях могут быть более по-
лезными альтернативные методы испытаний. В табл. 12.3 мы можем видеть, что ис-
пытание по Изоду лучше проводить на образцах без надреза, что дает более широкое
распределение значений. Другой показатель — относительное удлинение при разры-
ве — получают при проведении теста на растяжение (табл. 12.3). Здесь проводится
измерение расстояния, на которое произойдет удлинение образца, перед его оконча-
тельным разрывом. Образец с максимальной молекулярной массой показывает наи-
большее значение. Даже если мы обсуждаем важность молекулярной массы, то не
ссылаемся напрямую на молекулярную массу как на свойство. Вместо этого мы опи-
раемся на показатель текучести расплава.
Существуют четыре основных методики, которые дают возможность «рассмот-
реть» молекулярную массу полимерного материала. Две из них исследуют материал
в расплаве, а две другие называют методами исследования раствора, поскольку про-
изводятся измерения раствора полимера. Все четыре метода связаны с измерением
вязкости, определяющейся как сопротивление потоку. Существует фундаменталь-
1 футо-фунт/дюйм = 5,44 кгс-см/см.
636
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Таблица 12.3. Зависимость ударной прочности сополимера полиформальдегида
от молекулярной массы
Показатель текуче- сти расплава, г/Юмин Испытание по Изоду образцов с надрезом, футо-фунт/дюйм Испытание по Изоду образцов без надреза, футо-фунт/дюйм Относительное удлинение при разрыве, %
2,5 1.5 25 75
9,0 1,3 20 60
27,0 1,0 17 40
ное соотношение между вязкостью и молекулярной массой. Точное математическое
соотношение изменяется в зависимости от метода измерения, но существует корре-
ляция между вязкостью и молекулярной массой, степень которой возрастает при
увеличении последней.
По сравнению с экструзией и литьем с раздувом литье под давлением — это до-
статочно жесткий процесс переработки полимеров. Поскольку изделия становятся бо-
лее сложными, а снижение стоимости их производства становится все более важным ас-
Рис. 12.35. Общий вид прибора для из-
мерения показателя текучести расплава
пектом, то требования к распространению пото-
ка становятся более жесткими. Литейщики
часто стараются выполнять эти требования пу-
тем поиска материалов с пониженной вязко-
стью. Вязкость материала часто описывается
показателем текучести расплава (ПТР).
Для того чтобы понять, когда подобные из-
мерения полезны, а когда нет, необходимо углуб-
лять свои знания о технологическом процессе.
На рис. 12.35 приведен прибор для измерения
показателя текучести расплава. Он состоит из
вертикального цилиндра с небольшой головкой
диаметром 9,55 мм. Заряд материала помещают
в цилиндр и предварительно нагревают в тече-
ние нескольких минут. Поршень устанавливают
на верхнюю поверхность расплавленного поли-
мера, и его вес продавливает полимер через го-
ловку на сборную плиту. Период времени испы-
таний изменяется от 5 с до 4 мин в зависимости
от вязкости материала. Количество полимера,
собранного после заданного периода испытаний,
взвешивают и пересчитывают в количество
граммов, которое могло быть выдавлено через 10
мин. Показатель текучести расплава выражают в
граммах на эталонное время.
12 Методы выявления и устранения проблем с материалами
637
Высокие значения ПТР ассоциируются с материалами, поток которых распро-
страняется более легко, то есть имеющими меньшую вязкость. Любой, кто порабо-
тал какое-то время оператором, чувствует это интуитивно. Легче заполнить полость
литьевой формы материалом, которой имеет ПТР 15 г/10 мин, чем материалом со
скоростью потока расплава 5 г/10 мин. Обратной стороной использования материа-
ла с высокой скоростью потока является то, что молекулярная масса материала с
ПТР 15 г/10 мин меньше, а поэтому качество изделия из него будет ниже. Таким об-
разом, существует постоянный баланс между степенью сложности переработки и
эксплуатационными характеристиками литого изделия.
К сожалению, использование высокомолекулярных материалов не гарантирует по-
лучения изделия с ожидаемыми свойствами. Вибрации, которые возникают в процессе
литья под давлением, снижают среднее значение молекулярной массы. Первичными
факторами, которые этому способствуют, являются температура, время выдержки и
сдвиговые напряжения. Кроме того, некоторые материалы чувствительны к воздейст-
вию влаги при повышенных температурах. Многие материалы являются гигроскопич-
ными; они будут адсорбировать небольшие порции влаги из окружающей атмосферы и
должны быть осушены перед переработкой. Сохранение избыточного количества влаги
после сушки может привести к дефектам внешнего вида изделия, но такие полимеры,
как сложные полиэфиры, ПК, ПУ и ПА, будут вступать в реакцию с избыточным содер-
жанием воды (гидролиз). Этот процесс включает в себя разрушение химических связей
внутри полимерных цепочек, что приводит к их укорачиванию и снижению молекуляр-
ной массы. Сохранение молекулярной массы полимера играет главную роль в процессе
и, возможно, является гораздо более важным требованием для литья под давлением,
чем для любого другого способа переработки полимеров.
Поскольку сохранение молекулярной массы играет такую важную роль, то необ-
ходимо иметь возможность проведения тестов, которые бы определяли наличие та-
кой проблемы в ходе переработки полимера. Не всегда можно надеяться на визуаль-
ное определение, является материал разложившимся или нет. Наиболее простым и
экономичным методом оценки эффектов переработки полимеров является измере-
ние скорости течения расплава. Переработчики полимеров рассматривают этот па-
раметр как инструмент определения качества процесса в течение многих лет.
Для иллюстрации необходимо рассмотреть изменение вязкости полимера. Вяз-
кость зависит от двух ключевых параметров процесса переработки — температуры
расплава и скорости сдвига. Скорость сдвига является функцией скорости течения
расплава (переработчики задают скорость впрыска) и длины пути расплава (перера-
ботчики задают размеры сопел, втулки центрального литника, литниковых каналов,
впускных литников и толщины стенок). Размеры оснастки фиксированы до тех пор,
пока не производится модификация литьевой формы, но скорость впрыска является
переменным параметром процесса, который обеспечивает средства изменения вяз-
кости материала.
Жидкости с низкой молекулярной массой (например, вода) обладают постоян-
ной вязкостью вне зависимости от скорости течения. Отсутствие зависимости вяз-
кости от скорости характерно для так называемых ньютоновских жидкостей.
638
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Многие, кто изучал литье методом проб и ошибок, твердо уверены, что чем выше
скорость потока расплава для данного материала, тем легче проходит стадия запол-
нения формы или тем дальше проникает расплав до того, как фронт расплава начнет
затвердевать. Хотя это справедливо с технической точки зрения, но величины ПТР
предполагают значительно ббльшую разницу при переработке, чем это наблюдается
в реальном эксперименте. Например, если у нас есть два материала с ПТР 4 и
22 г/10 мин, то можно предположить, что поток материала со скоростью 22 г/10 мин
будет проникать на расстояние в пять раз большее или потребуется усилие, состав-
ляющее 1/5 от усилия, необходимого для расплава со скоростью потока 4 г/10 мин.
На практике разница в рассмотренных выше величинах меньше. Причина плохой
корреляции видна на кривых на рис. 12.36. Она показывает отношение вязкости к
скорости сдвига для двух ПП при постоянной температуре 227 °C. Вязкость измеря-
ется в паскалях в секунду (Па-с) или Пуазах. Скорость сдвига приведена в необыч-
ных единицах, которые называются обратными секундами. Если мы проверим урав-
нения для расчетов значений скорости сдвига, которые будут сделаны ниже, то эти
единицы будут более обоснованными.
Графики получены с использованием капиллярного вискозиметра.
Анализ результатов
Во-первых, рассмотрим область кривой с низкой скоростью сдвига. По обеим
осям значения приведены в логарифмическом масштабе. Это дает возможность рас-
смотреть большие изменения величин, но дает искаженное изображение реально
Рис. 12.36. Сравнение зависимостей вязкости от скорости сдвига для двух ПП с ПТР 22 г/10 мин и
4 г/10 мин
12 Методы выявления и устранения проблем с материалами
639
происходящего процесса. Заметим, что при очень низких скоростях сдвига — около
1 с"1 — вязкость ПП с ПТР 4 г/10 мин равна 3460 Па-с, а для расплава с ПТР —
22 г/10 мин имеет вязкость 1085 Па-с. Но это не равно соотношению 5,5 :1, которое
мы могли бы ожидать. По мере увеличения скорости сдвига за счет перемещения ма-
териала с более высокой скоростью или при «проталкивании» расплава через сопла
меньшего сечения, вязкость обоих материалов будет кардинально уменьшаться. Бо-
лее важно, что вязкости материалов начинают стремиться к одному значению. К то-
му времени, когда мы достигаем скорости сдвига 10 000 с"1, вязкость материала
4 г/10 мин составит только18 Па-с, а вязкость материала 22 г/10 мин — 13 Па-с. Мы
видим, что разность в 70% на одном конце кривой уменьшается до значения 28% на
другом ее конце.
Как все это должно влиять на измерение скорости течения расплава? Во время
первой стадии впрыска скорости сдвига порядка 10 000 с-1 и более являются обыч-
ными. Однако измерение скорости расплава для этих двух материалов показывает
изменения в области от 5 до 50 с-1. Надо помнить, что тестирование происходит при
постоянном усилии. В результате скорость сдвига, или скорость течения материала,
имеет неуправляемое значение на выходе. По определению расплава ПП с ПТР
22 г/10 мин перемещаются быстрее, чем с ПТР 4 г/10 мин в условиях данного теста.
Это означает, что скорость сдвига, которая используется в испытании для материала
с ПТР 4 г/10 мин, меньше, чем для первого полимера, в пять с половиной раз.
Скорости сдвига
Мы не сравниваем два материала с одной и той же скоростью сдвига и поэтому не
преувеличиваем значение разницы в вязкости по двум измерениям. Во-первых, мы
измеряем вязкость в области скоростей сдвига, которые имеют малое сходство с ре-
альными условиями переработки материала. Во-вторых, мы используем высокие
скорости сдвига для материалов с низким значением вязкости. Скорости сдвига, ко-
торые получаются в результате каждого испытания, могут быть вычислены с помо-
щью упрощенного уравнения, которое связывает явным образом скорость сдвига со
скоростью течения в круглом поперечном сечении:
5 = 4Q/hA (12.1)
Округляем до ближайшего целого числа скорость сдвига в процессе испытания
материала с ПТР 4 г/10 мин и получаем 8 с-1, в то время как скорость сдвига для ма-
териала ср скоростью течения 22 г/10 мин имеет значение 44 с-1. Если мы посмотрим
назначение вязкости материала со скоростью течения 4 г/10 мин при скорости сдви-
га 8 с-1, то получим, что значение должно быть 1850 Па-с. Теперь рассмотрим кри-
вую для материала с ПТР 22 г/10 мин в той же точке 8 с-1. Затем переместимся к точ-
ке с той же ординатой, которая находится приблизительно в середине между значе-
ниями 40 и 50 с"1, и найдем вязкость в этой области (340 Па-с). Вычислим
соотношение между 1850 и 340 и получим значение 5,44 : 1, что хорошо согласуется с
ранее полученным соотношением на основе измерения скорости течения расплава.
640
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Итак, наш пример показывает, что измерение скорости течения расплава разли-
чается для материалов с различной молекулярной массой. Область с низкими значе-
ниями скорости сдвига кривой на рис. 12.36 находится там, где различия в молеку-
лярной массе наиболее очевидны. Полезно проверить консистенцию поступающего
материала, а также исключительно важно получить информацию о влиянии перера-
ботки на его молекулярную массу.
Для того чтобы использовать прибор измерения скорости течения расплава, не-
обходимо сформулировать указания по интерпретации полученных данных для ре-
ального процесса. Ключевым моментом здесь является относительное изменение
скорости течения расплава при использовании гранулированного сырья. Хотя суще-
ствуют некоторые расхождения в точных значениях, большое количество экспери-
ментальных данных свидетельствует, что если скорость течения расплава в процессе
литья материалов без наполнителей возрастает более чем на 40% по сравнению с пе-
реработкой гранул, то следует тщательно проанализировать технологический про-
цесс. Конструкция изделия определяет границы возможностей материала. Некото-
рые производители тонкостенных изделий рассматривают увеличение скорости те-
чения меньше чем на 20% в качестве границы, разделяющей качественные и
бракованные изделия. Другие защищают точку зрения, в которой изменение на ве-
личину от 30 до 35% считается приемлемым. Исследования показывают, что в зави-
симости от марки полимера хорошо контролируемый процесс ограничивает увели-
чение скорости течения расплава на величину от 5 до 15%. При этом не следует счи-
тать, что значения 20, 30 или 40% представляют собой пороговые значения, ниже
которых все значения будут демонстрировать ожидаемые функциональные свойст-
ва, а выше которых все изделия будут бракованными. Однако существует заметное
возрастание количества брака при повышении данных значений, поскольку они об-
ратно пропорциональны молекулярной массе полимера.
Для того чтобы сделать правильную оценку, очень важно исследовать исходный
материал и отливки, которые изготовлены из одной партии сырья. Существуют две
причины, по которым это следует делать. Во-первых, если изделия имеют неприем-
лемо высокие скорости течения расплава, то очень важно убедиться, что техниче-
ские характеристики сырья в норме. Даже если измерения показывают, что измене-
ние скорости течения находится в допустимых пределах, материал может изменять-
ся достаточно сильно, что будет влиять на качество отливок. Например, было
установлено, что деталь из ПК, которая сломалась во время сборки, имела ПТР
22 г/10 мин. В технических характеристиках для полимера было указано значение
14-18 г/10 мин. Оценка целостности процесса во многом зависит от скорости тече-
ния расплава партии материала, используемуго для изготовления деталей. Если но-
минальное значение было бы 16 г/10 мин, то увеличение скорости составило бы
6 г/10 мин, то есть 37,5%, что означает величину, близкую к предельно допустимому
значению.
Если у материала было значение, равное нижней границе (14), то изменение со-
ставило бы 57%, то есть следует считать, что параметры процесса переработки не яв-
ляются нормальными для получения качественной отливки. Если же значение рав-
12 Методы выявления и устранения проблем с материалами
641
но верхнему пределу, то изменение составило бы всего лишь 22%,^и, следовательно,
можно считать процесс переработки хорошо контролируемым. В нашем случае уста-
новлено, что реальное значение исходного материала было 17,5 г/10 мин и измене-
ние составило 26%, что считается приемлемым. При появлении брака в такой ситуа-
ции следует немедленно инициировать повторную оценку технических характери-
стик полимера или изменить конструкцию детали.
При постоянном требовании повысить производительность и изготавливать бо-
лее прочные изделия возрастает вероятность того, что все чаще брак будет связан с
молекулярной массой. Приведем наглядный пример — изделие, отлитое из полиме-
ра высокой плотности. Изначально для данного приложения использовали матери-
ал с ПТР 25 г/10 мин, который был переработан в литьевой форме с 16 гнездами.
При использовании новой литьевой формы, с 32 гнездами, значительно увеличилась
длина потока расплава за счет появления удаленных полостей, и расплав с ПТР
25 г/10 мин стал непригоден. Был выбран новый материал со скоростью течения
расплава 40 г/10 мин, который устранил возникшую проблему. Однако через 6 меся-
цев бракованные детали стали возвращать производителю. Измерение скорости те-
чения расплава показало, что она составляет 44 г/10 мин, то есть возрастание на 10%
выше номинального значения материала и на 22% по сравнению с минимально до-
пустимым значением для этого же материала. Следовательно, проблема не связана с
параметрами переработки — это проблема технических характеристик полимера, ко-
торая возникает все чаще, поскольку производители сырья снижают молекулярную
массу, чтобы добиться нормальных условий заполнения литьевых форм при изго-
товлении тонкостенных изделий, использующихся на быстрорастущих рынках
электронной и медицинской отраслей промышленности.
Проблемы технологического процесса могут быть легко выявлены в ходе изме-
рения изменения средней молекулярной массы при проведении следующего теста.
На рис. 12.37 показано возрастание скорости течения расплава для изделия меди-
цинского назначения, изготовленного из ПП с ПТР 4 г/10 мин, при двух различных
температурах плавления. Этот материал был намеренно повторно переработан при
ухудшенных параметрах процесса несколько раз, чтобы добиться кумулятивного
эффекта использования вторичного сырья для проверки возможности экономии
средств. Температуры расплава были 205 и 250 °C. Даже несмотря на то что ПП счи-
тается материалом с хорошей термостойкостью, результаты исследования были по-
разительными. Их итоги сведены в табл. 12.4, где в процентах показано возрастание
скорости течения расплава при использовании исходного материала в качестве эта-
лонного для проведения расчетов. Значения в табл. 12.4 представляют собой накоп-
ленный эффект скорости течения расплава. Они показывают, что изменения в моле-
кулярной массе после одного процесса литья при температуре 250 °C приводят к
большему снижению молекулярной массы, чем снижение, которое наблюдается по-
сле пяти циклов переработки при 205 °C. Визуальная оценка и проверка с помощью
физических методов изделия показывают начало хрупкого поведения материала и
пожелтение полимера при повторном размоле материала, переработанного при бо-
лее высокой температуре.
642
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 12.37. Изменение ПТР при повторной переработке ПП при двух различных температурах
расплава
Таблица 12.4. Влияние температуры расплава на скорость течения расплава ПП
Используемый материал Изменение ПТР при 205 °C, % Изменение ПТР при 250 °C, %
Исходный материал 5,3 34,4
Первый размол 8,8 69,1
Второй размол 13,3 135,4
Третий размол 16,8 170,9
Четвертый размол 21,6 255,8
Пятый размол 25,4 329,9
Тот же самый эффект будет наблюдаться, если материал, склонный к гидролизу,
перерабатывать в условиях повышенной влажности. ПК относится к материалам,
которые часто используются в медицинской индустрии благодаря его прозрачности,
прочности, ударной вязкости и способности быть устойчивым к некоторым спосо-
бам стерилизации, но среда, в которой он часто применяется, может приводить к об-
разованию трещин под напряжением. Сопротивление образованию трещин сущест-
венно зависит от молекулярной массы. Больше всего подвержены растрескиванию
изделия, отлитые из материалов с ПТР 25 г/10 мин. Сообщения о трещинах стиму-
лируют попытки повторить брак в лабораторных условиях за счет использования
химических реагентов, о которых известно, что они присутствуют в окружающей
среде, в которой применяют изделие. Возвращенные бракованные изделия имели
12 Методы выявления и устранения проблем с материалами
643
заметные дефекты, и было установлено, что ПТР у них составляет 50,6 г/10 мин, что
соответствует увеличению более чем на 100%. Изделия, проверенные в лаборатории,
имели ПТР 30,5 г/10 мин, или изменение на 22%. В данном случае тестирование в
лабораторных условиях не привело к получению дефектов, характерных для усло-
вий эксплуатации. Просмотр журналов производителя показал наличие проблем с
сушкой, которые совпадают по времени, когда был произведен брак, хотя визуально
на изделиях не было заметно признаков воздействия избыточной влажности.
Пластикация не является единственной стадией в процессе переработки, при ко-
торой может произойти снижение молекулярной массы.
Некоторые материалы чувствительны к продолжительному процессу сушки при
повышенных температурах. Большинство известных примеров такого эффекта свя-
зано с переработкой материалов семейства полиамидов. ПА будет распадаться в ус-
ловиях избыточной влаги и должен быть подвергнут сушке, когда содержание влаги
в нем превышает 0,2% по весу, чтобы избежать возникновения процесса гидролиза,
который характерен для ПК и сложного полиэфира ПЭТ. Однако амидные связи
также подвержены окислению, когда материал подвергается воздействию повышен-
ных температур в воздушной атмосфере. Большинство поставщиков ПА предпола-
гают температуру сушки около 80 °C или ниже, если материал был оставлен в су-
шилке на продолжительный период времени. Поскольку ПА, который накапливает
влагу, с трудом поддается регулярной сушке, то существует искушение повысить
температуру сушки, чтобы ускорить процесс.
Когда ПА подвергается сушке при повышенной температуре, возникает тенден-
ция получения изделий, которые со временем становятся хрупкими. Это часто свя-
зано с избыточным осушением, то есть удалением избыточного количества влаги из
материала. Также это может быть связано с тем, что изделия не были приведены в со-
стояние равновесия с влагой, которая содержится в атмосфере. Но обзор дефектов,
которые возникают в процессе реальной эксплуатации, часто показывает, что хруп-
кие продукты содержат от 1,5 до 2% влаги по весу. Исследователи установили, что
простое восстановление влажности исходного материала до более высокого уровня
перед литьем под давлением не устраняет повреждения, которое вызвано жестким
процессом сушки [2].
На рис. 12.38 приведена оценка скорости течения расплава ПА 6, который был
подвергнут сушке при температурах 80 и 120 °C. Материал, высушенный при 80 °C,
сохраняет ПТР и обеспечивает производство качественного продукта. Материал,
который осушен при повышенной температуре, показывает немедленную и устой-
чивую тенденцию роста ПТР, которая наблюдается у материала уже в осушителе.
В течение 4 дней скорость возрастала до величины более 40% у материала, который
не подвергался пластикации.
На рис. 12.39 для сравнения приведены ИК-спектры материалов, которые были
осушены до необходимого состояния при повышенных температурах. Материал, ко-
торый был осушен при повышенной температуре, имеет дополнительную полосу по-
глощения с максимумом 1740 см"1, подтверждающую, что в материале произошла
реакция окисления до процесса литья.
644
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 12.38. Влияние времени и температуры сушки на ПТР ПА 6
ф ’
5 0,20
ф 0,15
Е 0,10
о 0,05
ф
ф 0,4
о
Е 0,2
о
с:
4000 3000 2000 1500 1000 800 000
Волновое число, см
Рис. 12.39. Влияние температуры сушки на структуру ПА 6
Не все материалы снижают свою молекулярную массу в процессе деструкции.
Существует несколько случаев деградации, которые сопровождаются повышением
вязкости, приводящей к уменьшению ПТР. Это обычно вызвано возникновением
поперечных межмолекулярных связей («сшивкой») или наличием другого ингреди-
ента в смеси. Поперечные связи обычно приводят к охрупчиванию матрицы, но
механизм этого процесса отличен от обсужденного выше. Полимеры на основе суль-
фона являются типичным примером таких материалов. Определенные марки ударо-
прочных модификаторов с ненасыщенными связями, такие, как этилен-про-
пиленовый каучук с диеновым сомономером и бутадиеновый каучук, также могут
12 Методы выявления и устранения проблем с материалами
645
создавать поперечные связи и увеличивать вязкость. Включение наполнителя, уве-
личивающего образование поперечных связей, во вторично переработанный мате-
риал, чтобы компенсировать эффекты деструкции во время повторной переработки,
приводит к возрастанию вязкости, которое может приобрести неконтролируемый
характер.
Измерение скорости течения расплава может использоваться как быстрый ме-
тод определения термостойкости смеси в расплаве. Подобный тест был разработан
производителями термочувствительных материалов, чтобы выявлять неправиль-
ную стабилизацию при образовании поперечных связей.
Тест состоит из проведения стандартного измерения скорости течения расплава
после нормального времени подогрева от 5 до 6 мин, а затем повторения измерения с
использованием более продолжительного времени подогрева для моделирования
воздействия повышенного времени выдержки в литьевой машине. Подобное моде-
лирование условий литья не является безупречным, поскольку измерение скорости
течения расплава не учитывает какого-либо сдвига, возникающего из-за вращения
шнека, а также высокой скорости впрыска. Моделирование «работает» при стан-
дартных температурах измерения ПТР, которые существенно меньше, чем в реаль-
ных условиях переработки. Потенциальные проблемы при переработке могут быть
выявлены в специальных испытаниях.
Такой же тест может быть использован для выявления продуктов, которые име-
ют ограниченную термостойкость и могут разлагаться в нормальных условиях пере-
работки. В табл. 12.5 представлены результаты исследования ПК с добавлением раз-
личных красителей. В этом случае литейщик имел трудности при выдерживании
очень жестких допусков при допустимом возрастании скорости течения расплава.
Конечный пользователь пытался задавать параметры процесса, чтобы максималь-
ное возрастание скорости не превышало 20%. Непигментированные и черные изде-
лия были отлиты успешно, а слегка окрашенные изделия демонстрировали необыч-
но высокий уровень деструкции ПК со стандартной термостойкостью. Когда раз-
личные изменения в процессе не привели к желаемому результату, было проведено
испытание стабильности расплава с добавлением 5 различных пигментов и предва-
рительным подогревом в течение 5 и 20 мин. Результаты показывают, что отливки с
двумя из трех лессирующих пигментов действительно менее стабильны, чем изде-
лия непигментированные или с черным пигментом.
Таблица 12.5. Влияние пигментов на термостойкость ПК
Цвет ПТР (5 мин), г/10 мин ПТР (20 мин), г/10 мин Изменение, %
Непигментированный 11,71 11,95 2,0
Черный 12,37 13,86 12,0
Зеленый 9,83 11,21 14,0
Синий 11,11 14,22 28,0
Красный 10,18 13,15 29,2
646
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
В этом случае температуры расплава и уровни скоростей сдвига оказывают
слишком жесткое воздействие на изделия с синим и красным красителями. Измене-
ния сечения литниковых каналов снижают скорость сдвига и дают возможность ис-
пользовать более низкие температуры расплава. Выбор машины, которая может соз-
давать более высокое давление, также дает возможность снизить температуру рас-
плава и изготовить качественный продукт, несмотря на недостатки химического
состава материала.
Наше обсуждение проблем, связанных с молекулярной массой, было сосредото-
чено на ненаполненных материалах. Описанная методика может быть применена и к
армированным материалам, но при этом легче сформулировать указания для оценки
после деструкции, поскольку размеры волокон армирующего компонента и частиц
наполнителя могут быть снижены в процессе литья.
Эти добавки вносят свой вклад в снижение вязкости материала, которое случа-
ется, когда полимерные цепочки укорачиваются. В результате изменения в скорости
течения расплава становятся зависимыми как от количества наполнителя, так и от
его типа. Волокна подвергаются наиболее сильному уменьшению в размерах, по-
скольку геометрически они длинные и тонкие и очень легко ломаются. Кроме того,
волокна могут иметь длину, которая приближается к диаметру сопла в приборе из-
мерения скорости течения расплава. При низких скоростях сдвига, которые исполь-
зуются при измерении скорости течения расплава, степень ориентации не играет
большой роли, поэтому волокна не располагаются так, как они это делают в процессе
литья под давлением.
Некоторые волокна могут вытягиваться в продольном направлении, остальные
ориентируются в произвольном, включая поперечное. Это может приводить к суще-
ственному возрастанию вязкости материала, особенно когда измерения производят-
ся при низких скоростях сдвига. После переработки стеклянные волокна уменьша-
ются в длине в среднем на величину от 35 до 50%. Это оказывает сильное воздейст-
вие на снижение вязкости. В результате может происходить возрастание ПТР на
75-100% в материалах, содержащих от 10 до 15% стекловолокна. Материал с содер-
жанием стекловолокна от 30 до 40% может демонстрировать возрастание ПТР до
300% и при этом будет иметь необходимую целостность. Но это делает определение
скорости достаточно приблизительным, и появляется необходимость проводить ре-
альные физические исследования, чтобы связать изменения вязкости с эксплуата-
ционными характеристиками материала.
Одним из способов исключения этой неопределенности и исследования материа-
ла в расплавленном состоянии является использование капиллярного вискозиметра.
Это устройство обычно используется для получения зависимости между вязкостью и
скоростью сдвига, которая необходима для получения исходных данных для анализа
потока. Тесты изучения деструкции по своей сущности изучают ту же самую реакцию
материала, которая выявляется в процессе тестирования скорости потока расплава, но
поскольку используются более высокие скорости сдвига, то степень различия между
хорошими и плохими изделиями меньше. Кроме того, скорость сдвига, которая ис-
пользуется для оценки, будет влиять на степень уменьшения измеряемой вязкости.
12 Методы выявления и устранения проблем с материалами
647
Чтобы понять этот механизм, надо вернуться назад, к зависимости вязкости от
скорости сдвига для двух марок ПП с ПТР 4 и 22 г/10 мин (см. рис. 12.36). Для на-
глядности можно считать, что материал с ПТР 22 г/10 мин может считаться мате-
риалом с ПТР 4 г/10 мин после распада. Хотя изменение скорости течения расплава
будет слишком большим для материала без наполнителя, для материала с высоким
содержанием наполнителя такое значение не является неестественным. Как было
упомянуто ранее, относительная разница между материалами зависит от скорости
сдвига. При промежуточном значении скорости сдвига разница между двумя мате-
риалами будет находиться где-то между двумя максимумами. Оценка, произведен-
ная при вязкости 400 с"1, будет приводить к результату, который неприменим к на-
бору данных, полученных при вязкости 1000 с"1.
Другим важным моментом является изменение единиц, которые используются
при проведении испытания. ПТР выражается в г/10 мин; считается, что чем выше
это значение, тем в большей степени произошел распад материала. Кроме того, по-
скольку для вычисления изменения скорости течения расплава берется меньшее
значение, то могут быть изменения более чем 100%. Вискозиметр измеряет вязкость
напрямую. Вязкость расплава снижается при увеличении скорости течения распла-
ва. В этом случае значение скорости сравнивается с большей величиной, поэтому это
изменение выражается как уменьшение значения. В результате повышение скоро-
сти потока на 50% расплава и уменьшение вязкости на 50% в количественном отно-
шении неэквивалентны.
По этой причине правила оценки качественной и бракованной отливки должны
измениться, даже если они выполняются при низкой скорости сдвига — около 50 с’1.
Количество доступных эмпирических данных, которые можно получить этим мето-
дом, не так велико, как при измерении ПТР. Кроме того, для правильной интерпре-
тации данных, полученных с помощью вискозиметра, необходима соответствующая
квалификация. Тем не менее более высокое и более управляемое значение скорости
сдвига, которое используется при измерениях, дает возможность получать результа-
ты для материалов с наполнителями с хорошей воспроизводимостью.
Применение такой методики для фиксации деструкции было эффективно ис-
пользовано при изучении влияния избыточной влажности в процессе переработки
сложных полиэфиров ПБТ и ПЭТ [3]. С помощью вискозиметра исследованы марки
ПБТ и ПЭТ с 30%-ным содержанием стекловолокон и влажностью в диапазоне от
50 ррш (0,005%) до 2000 ррш (0,2%) и различные физические свойства отливок из
них, а также вязкость расплава при одной скорости сдвига — 400 с-1.
На рис. 12.40 приведена зависимость между вязкостью отливки, изготовленной
из ПЭТ с 30%-ным содержанием стекловолокна. Тест показал снижение вязкости;
оценка, основанная на этом испытании, может быть применена в качестве эталонной
для вычисления деструкции при сдвиговых напряжениях.
На рис. 12.41 приведена кривая испытания по Изоду образцов без надреза из ма-
териалов с различным содержанием влаги и показывающих уменьшение этого пара-
метра, что отражает снижение вязкости расплава. На рис. 12.42 приведена кривая
прочности на разрыв как функция содержания влаги.
648
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 12.40. Влияние содержания влаги в сырье на вязкость расплава ПЭТ с 30% стекловолокна
Рис. 12.41. Влияние содержания влаги в таблетках на результаты испытания ударной прочности
по Изоду образцов с надрезом в образцах из двух марок ПЭТ с 30% стекловолокна
12 Методы выявления и устранения проблем с материалами
649
Рис. 12.42. Влияние содержания влаги на результаты испытания прочности на разрыв образцов
из двух марок ПЭТ с 30% стекловолокна
Хотя предел прочности на разрыв изменяется меньше, чем ударная прочность,
отрицательный результат использования влажных сырьевых материалов очевиден.
Основным моментом этого исследования является обнаружение, что снижение
влажности до уровней ниже рекомендуемого максимального значения 200 ррш
(0,02%) дает заметное улучшение физических свойств. Но при этом надо учитывать
негативное воздействие избыточного осушения.
Капиллярный вискозиметр может быть эффективно использован для повторе-
ния теста на стабильность расплава, рассмотренного выше. На рис. 12.43 приведены
результаты изучения стабильности расплава, проведенного для различных марок
ПБТ. Он показывает разницу результатов использования различных процедур суш-
ки и эффект продолжительного воздействия температур процесса переработки как
функцию времени при постоянной скорости сдвига 400 с"1. Отметим несколько ин-
тересных свойств. Материал марки Celanex 2001 демонстрирует очень маленькое из-
менение вязкости во времени, которое свидетельствует о его хорошей термостойко-
сти. Другой полимер показывает несколько меньшую стабильность. Третий матери-
ал демонстрирует плохую стабильность, но более важно, что в нем наблюдается
эффект сшивания полимерных связей. Материал теряет вязкость, но вязкость систе-
мы начинает быстро возрастать по мере укорачивания полимерных цепочек, которое
начинается при контакте мест разрыва, появившихся в результате начала процесса
деструкции. Это исследование демонстрирует эффективность использования вис-
козиметра.
650
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
20 000
п
&
с.юооо
я
g 9000
| 8000
| 7000
2 6000
СО
к
00
5000
4000
Источник: Ticona
Сшивка
при окислении
♦ Celanex 2001, сушка в течение 6 ч
при 60 *С
—О— Celanex 2001, сушка в течение 4 ч
при 107 *С
♦ Материал А, сушка в течение 6 ч
при 60 *С
-----Материал А, сушка в течение 4 ч
при 107 ’С
В Материал В, сушка в течение 6 ч
при 60 ‘С
—о— Материал В, сушка в течение 4 ч
______при 107 *С___________________
| Скорость сдвига - 400 с'1
3000
О 10 20 30 40 50 60
Время выдержки, мин
Рис. 12.43. Результаты испытания термостойкости ПБТ с помощью вискозиметра
Измерение вязкости растворов полимера
Измерение вязкости растворов полимера чаще всего используется для устране-
ния влияния наполнителя, так как здесь происходит растворение полимера. Напол-
нитель является твердым остатком, что дает возможность удалить его из системы до
проведения измерения вязкости. Вязкость раствора затем сравнивается с вязкостью
растворителя, которая считается относительной вязкостью. Чаще всего такое иссле-
дование является сравнением времени прохождения через вискозиметр, фиксиро-
ванных объемов чистого растворителя и раствора полимера в этом растворителе.
Измерение зависит от концентрации полимера в растворе. Путем серии вычислений
эта относительная вязкость преобразовывается в величину, известную как характе-
ристическая вязкость. Эта величина не зависит от концентрации и поэтому более
полезна, но, чтобы добиться такого результата, необходимо сделать несколько изме-
рений при различных концентрациях полимера.
С практической точки зрения оборудование, которое используется при этом ме-
тоде, гораздо более дорогое и сложное и включает в себя использование агрессивых
и опасных растворителей. Необходима высокая квалификация исследователя, по-
12 Методы выявления и устранения проблем с материалами
651
скольку результаты очень чувствительны к температуре и испытания проводятся
при контроле температуры с точностью до 0,1 °C. Кроме того, результаты будут за-
висеть от используемого растворителя. Это очень важно учитывать при сравнении
результатов, полученных в разных лабораториях. Определенное преимущество ме-
тода заключается в использовании образцов гораздо меньшего размера: достаточно
долей граммов материала.
Молекулярная масса и характеристическая вязкость связаны различными мате-
матическими формулами. Если снижение вязкости для полимера без наполнителя
на 30% считается граничным значением между качественной и некачественной пе-
реработкой полимера, то допустимое смещение для характеристической вязкости
составляет только 10%. Как и в случае измерения скорости течения расплава, это
значение не имеет жесткой линии разделения между качественными и бракованны-
ми изделиями. Однако чем больше снижение вязкости, тем более вероятно, что от-
ливка будет некачественной.
Таблица 12.6. Результаты тестирования характеристической вязкости ПБТ
Образец Характеристиче- ская вязкость, дл/г Изменение отно- сительно исходно- го полимера (по вязкости рас- твора), % Изменение отно- сительно исходно- го полимера (по вязкости рас- плава), %
Исходный материал 0,887
Изделия отлиты при 250 ’С 0,771 13,1 45,7
Изделия отлиты при 265 *С 0,648 26,9 59,4
Возврат изделий (брак) 0,538 39,3 75,6
В табл. 12.6 обобщены результаты измерений, проведенных на отливках из ПБТ
без наполнителя. Качественные изделия были отлиты при температурах расплава
около 250 °C. Даже если они демонстрируют изменение характеристической вязко-
сти, которое превышает 10%, то изделие все еще соответствует необходимым экс-
плуатационным характеристикам. Изделия, отлитые при температуре 265 °C, де-
монстрируют гораздо большее изменение вязкости и показывают средний уровень
бракованных изделий. ПБТ является одним из наиболее термочувствительных про-
мышленных полимеров. Результаты этих исследований дают возможность количе-
ственно отразить его чувствительность. В таблице также показан процент снижения
вязкости расплава — картины схожи, даже если абсолютные значения отличаются.
Несмотря на трудности, присущие технологии исследования раствора, совре-
менное оборудование может упростить этот процесс за счет проведения измерений
вязкости как функции падения давления в капиллярной трубке. Падение давления в
чистом растворителе сравнивается с падением давления в растворе полимера, вяз-
кость рассчитывается с помощью специального программного обеспечения. Могут
представлять определенный интерес единицы, в которых измеряется характеристи-
652
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ческая вязкость. Если вязкость расплава измеряется в Пуазах или Па-с, которая на-
прямую выражает сопротивление расплава системы, то характеристическая вяз-
кость выражается в децилитрах на грамм (дл/г), которая вовсе не является единицей
измерения вязкости. Вместо этого измеряется удельный объем или тот объем, кото-
рый занимает данное количество материала. На самом деле происходит измерение
размеров молекул: чем они больше, тем большее пространство они занимают. При
этом делается предположение, что размер молекул связан с молекулярной массой.
«Золотым стандартом» измерения молекулярной массы, как известно, является
гельпроникающая хроматография (ГПХ). Испытания с помощью ГПХ начинаются
с получения такого же раствора полимера, который используется для измерения ха-
рактеристической вязкости и по своей сути является измерением среднестатистиче-
ского влияния всех полимерных цепочек на свойства образца. Если все эти цепочки
были одинакового размера, то этим измерением можно было бы и ограничиться. Од-
нако одним из наиболее выдающихся следствий синтеза полимеров является то, что
никогда не получаются молекулы одинакового размера. Вместо этого наблюдается
широкий разброс размеров. В то время, как характеристическая вязкость дает сред-
нее значение, ГПХ имеет возможность представить гистограмму перед получением
среднего значения.
На рис. 12.44 приведена схема ГПХ. Раствор полимера впрыскивается в колонку с
плотным материалом, который в состоянии абсорбировать полимер на своей поверхно-
сти. Скорость, с которой полимерные цепочки проходят колонку, зависит от их молеку-
лярной массы. Цепочки максимальной длины имеют минимальное сходство с материа-
лом колонки и поэтому проходят ее за короткое время, которое называют временем
элюирования. Цепочки меньшего размера задерживаются на больший период времени.
Поток растворителя
Максимальный j । ..> Минимальный
Молекулярная масса
Рис. 12.44. Схематическое изображение принципа работы гельпроникающего хроматографа
12 Методы выявления и устранения проблем с материалами
653
Относительное
количество
Рис. 12.45. Результат идеального испытания методом гельпроникающей хроматографии
Поэтому устройство разделяет материал по молекулярной массе как функцию времени.
На рис. 12.45 приведена кривая идеального результата для такого теста. Молекулы
большого размера проходят колонку первыми, за ними следуют цепочки короткого раз-
мера (олигомеры). Далее следуют добавки и остаточные мономеры. Чтобы идентифи-
цировать и численно определить набор добавок, последняя фаза может быть разделена
с помощью ВЭЖХ или газовой хроматографии-массовой спектрометрии.
Размер молекул
Вернемся к основному результату. Как и при измерении характеристической
вязкости, здесь производится измерение размера молекул. Однако за счет использо-
вания соответствующих математических выражений по этим исходным данным
можно рассчитать молекулярную массу. Метод ГПХ является единственной техно-
логией, которая дает возможность определить абсолютную молекулярную массу и
получить полную картину распределения всех составляющих. Хотя форма кривой
играет важную роль целиком, существуют ключевые значения, которые характери-
зуют каждую кривую и помогают оценить все распределение.
Первым из них является среднечисленная молекулярная масса, Мп — наиболее
часто используемый параметр. Если производитель сообщает, что один из его мате-
риалов имеет массу 23 500 и при этом не делает никаких дополнительных поясне-
ний, то это почти всегда означает, что он указывает величину среднечисленной мо-
лекулярной массы.
Математически среднечисленная молекулярная масса определяется:
N
'ЯШ
Mn=^~N-------, (12.2)
/=1
где TV, — число молекул с молекулярной массой Мг Если кривая распределения имеет
правильную симметричную форму, то среднее значение будет совпадать с максиму-
654
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
мом этой кривой, поскольку он представляет простое среднее — сумму всех молеку-
лярных масс, деленных на общее число молекул.
Средневесовая молекулярная масса, Mw является средневзвешенным значением.
Оно заменяет значение Л/, в числителе предыдущего уравнения, а Л/,2 заменяется на
Mi в знаменателе. Это эффект акцентирования вклада фракции более длинных моле-
кул в распределении. Если все молекулы в данном образце одинаковы, как в класси-
ческом низкомолекулярном соединении, то Mw была бы равна Мп, а мы бы считали
эту систему монодисперсной. Большинство промышленных материалов являются
полидисперсными. Поэтому Mw будет всегда больше, чем Мп, а соотношение М„/Мп
называют коэффициентом полидисперсности. Это относительная мера ширины рас-
пределения: чем больше коэффициент, тем шире распределение. Такая характери-
стика материала носит название молекулярно-массовое распределение.
Хотя это может выглядеть достаточно спорно, существует значительное количе-
ство причин, по которым этим характеристикам полимеров следует уделять доста-
точное внимание. Хотя молекулы большинства полимеров находятся в центральной
части кривой распределения, молекулы, которые находятся за пределами максиму-
ма этой кривой, оказывают значительное воздействие на определенные свойства ма-
териала. Низкомолекулярная составляющая значительно улучшает текучесть рас-
плава полимера, поскольку цепочки маленькой длины выполняют роль пластифи-
катора для высокомолекулярной фракции. На другом конце распределения
расположена фракция с большой молекулярной массой, которая вносит вклад в ме-
ханические свойства материала. Кроме того, эти большие цепочки очень важны, по-
скольку снижают проникающую способность материала. Если производитель вы-
брал ПЭ для изготовления канистры для бензина и нуждается в том, чтобы снизить
проницаемость паров через ее стенку, то фракция молекул большого размера будет
играть важную роль, обеспечивая нужные технические характеристики, и потребу-
ется большая полидисперсность материала.
Третья величина, которая известна как Mv подчеркивает роль высокомолеку-
лярной фракции. Ее значение вычисляется с помощью того же уравнения, которое
было приведено выше: при вычислении необходимо в числителе ЛД заменить на М,3,
а в знаменателе остается значение Л/Д В тех случаях, когда кривая молекулярно-
массового распределения не имеет симметричную форму, Мп не будет совпадать с
максимумом кривой. В таких случаях точка максимума становится четвертым пара-
метром и обозначается как Мр. Разность междуМпнМр показывает степень симмет-
ричности кривой распределения.
Сложность и цена
Технология измерения вязкости раствора полимера является сложной и доро-
гой. Во-первых, полимер надо растворить. Некоторые из растворителей очень агрес-
сивны и представляют опасность для пользователя в случае неправильного хране-
ния. Кроме того, некоторые полимеры, например ПЭ, не растворяются при комнат-
ной температуре, поэтому его надо растворять с использованием специальной
12 Методы выявления и устранения проблем с материалами
655
системы нагревания. Это увеличивает стоимость и сложность экспериментальной
установки. Кроме того, вычисление значений молекулярной массы требует исполь-
зования набора калиброванных стандартных образцов, которые обычно использу-
ются со специфическими растворителями. Поскольку взаимодействие в системе по-
лимер-раствор будет влиять на время, которое требуется, чтобы раствор проходил
через колонку, то обычны ошибки, связанные с неправильным учетом фактора взаи-
модействия в растворе. Кроме того, в большинстве производственных операций ме-
тод ГПХ не подходит для решения практических проблем.
В табл. 12.7 приведены результаты оценок некоторых полиэтиленовых материа-
лов, полученные с помощью измерения скорости течения расплава и методом ГПХ.
Эта методика была разработана компанией Dow Chemical, когда стало ясно, что новые
полиэтиленовые материалы, полученные с помощью металлоценовых или однофрак-
ционных катализаторов, имеют свойства, отличные от традиционных материалов.
Таблица 12.7. Характеристики молекулярной массы и вязкости для ПЭВП
Свойства Мате- риал А Мате- риал В Мате- риал С Мате- риал D Мате- риал Е
ПТР, г/10 мин 6,2 3,3 2,0 5,8 6,8
Соотношение скоростей 15,4 24,0 24,0 15,5 24,8
течения расплава
Мп 32 100 23 680 28 960 34440 18 800
м„ 79 890 86 320 103 190 71 680 69 600
Mz 358 040 255 460 293 530 124 670 204 700
Mz/Mw 2,49 3,65 3,56 2,08 3,70
Mz/Mw 4,48 2,96 2,84 1,74 2,94
Первые пользователи новых материалов быстро заметили, что ПТР плохо опи-
сывает характер течения расплава материалов в процессе реального производства.
Материалы на основе металлоценов с ПТР 6 г/10 мин были более трудны для пере-
работки, чем традиционные материалы, которые имеют тот же показатель. Для по-
лучения аналогичных результатов необходимо прилагать большие давления и/или
использовать более высокие температуры.
12.3 Проблемы, связанные с эксплуатационными
характеристиками
В начале данной главы мы перечислили четыре фактора, которые обеспечивают ус-
пешное литье изделий: конструкция изделия, конструкция и изготовление литьевой
формы, переработка и выбор материала. Если изделие не проявляет ожидаемых
свойств в условиях применения, то негласное правило гласит, что причиной являют-
656
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ся один или несколько этих факторов. Проблема обычно является комплексной, од-
нако те, что связаны с выбором материалов, возможно, являются наиболее трудны-
ми для диагностики. В этом разделе мы рассмотрим некоторые наиболее общие
ошибки, которые делают при выборе правильного материала, и дадим небольшой
обзор некоторых системных шагов, которые могут быть использованы для их пред-
отвращения.
12.3.1 Процесс выбора материала
Процесс выбора хорошего материала начинается с детального рассмотрения условий
применения изделий из него. Иногда это гораздо труднее, чем можно себя предста-
вить, поскольку необходимость изучения среды использования изделия часто выгля-
дит как ненужная и дорогая операция. Хорошим примером такой среды является про-
странство под капотом автомобиля. Изделия из пластмасс постепенно вытесняют ме-
таллические детали в моторном отсеке, но до недавнего времени было почти
невозможно провести точные измерения температуры в различных его частях.
Возможно, наилучшим подходом к выявлению проблем при выборе материала
является выделение областей наиболее частых неудач. Интенсивное исследование
было проведено в RAPRA* (описано более 5000 случаев брака в условиях эксплуата-
ции на протяжении 25 лет). Они обнаружили, что почти в трети случаев неисправно-
сти были вызваны растрескиванием под воздействием окружающей среды, а 20%
связаны с усталостными трещинами [4]. Кроме того, исследование показало, что
данные проблемы следовали после разделения кристаллической и аморфной фаз
материалов. Оценка причин растрескивания под воздействием окружающей среды
выявила, что большинство из них связано с такими аморфными полимерами, как
АБС, ПК, ПС и полисульфон. Получить надежные данные по усталости очень труд-
но, так как испытание материалов редко проводится при сравнимых условиях. Од-
нако можно сказать, что общая картина такова: частично кристаллизующиеся мате-
риалы в общем случае имеют тенденцию достигать ограниченного значения напря-
жения, что не зависит от числа циклов перегрузки, которые проводятся для оценки
усталости материала. Наоборот, аморфные материалы подвергаются медленному,
но монотонному снижению пределов допустимых напряжений, как функции от чис-
ла проведенных циклов. На рис. 12.46 показано поведение марок ПБТ и ПК. Даже
если ПК имеет лучшие эксплуатационные характеристики при относительно малом
количестве циклов, расширенные испытания показали, что частично кристаллизую-
щийся ПБТ в конечном счете «догонит» ПК.
Усталостные характеристки аморфных материалов обычно гораздо хуже, чем
показывают стандартные тесты, поскольку частота проведения испытаний относи-
тельно высока и это может быть результатом неконтролируемого повышения темпе-
* Rubber and Plastics Research Association — Исследовательская ассоциация резиновой и пласт-
массовой промышленности.
12 Методы выявления и устранения проблем с материалами
657
Количество циклов
Рис. 12.46. Результаты испытания на усталость образцов из ПБТ и ПК на частоте 30 Гц
ратуры в образцах. Дальнейшие исследования, проведенные RAPRA в этой области,
были сосредоточены на изучении усталости при небольшом количестве циклов, что
часто лучше моделирует механические напряжения в реальных условиях окружаю-
щей среды. На рис. 12.47 приведены результаты испытания на усталость образцов из
ПК при частоте 0,5 Гц.
Форма кривой отношения сигнал-шум, отображающей зависимость амплитуды
напряжения от числа циклов, существенно отличается от классического поведения
экспоненциального разрушения, которое считается типичным для пластмасс. Мате-
риал вместо этого демонстрирует устойчивость к напряжению при малом
количестве циклов, которое приближается к его пределу прочности на разрыв.
В этой области характер разрушения образцов является пластическим. Однако в не-
которой области быстрые переходы материалов от пластического характера разру-
шения к хрупкому и допустимые уровни напряжения уменьшаются приблизитель-
но на 80%. Это связано с переходом из пластического состояния в хрупкое. Точное
положение перехода может зависеть от конструкции изделия, вторичных факторов,
таких, как температура и воздействие химических веществ, а также молекулярной
массы материала.
Невысокая стойкость аморфных материалов к растрескиванию под воздействи-
ем окружающей среды и усталостные характеристики не влияют на объем их ис-
пользования в промышленности. Часто им отдают предпочтение из-за их высокой
пластичности и/или прозрачности. Однако при проектировании изделия, выборе
658
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 12.47. Усталостная характеристка ПК (испытание на частоте 0,5 Гц)
материала и способа переработки необходимо сосредоточиться на минимизации ве-
роятности разрушения. Как было указано ранее, большая молекулярная масса мате-
риала будет увеличивать естественный срок службы изделия. Добавление таких ар-
мирующих элементов, как стекловолокно, также может снизить чувствительность
материала к воздействию усталостных напряжений и окружающей среды.
Использование частично кристаллизующихся материалов будет повышать экс-
плуатационные качества изделия в приложениях, в которых усталостные напряже-
ния и воздействие окружающей среды являются существенными факторами. Но эти
материалы в большей степени склонны к возникновению усадочных напряжений.
Кроме того, частично кристаллизующиеся материалы в большей степени склонны к
изменению размеров при колебаниях параметров технологического процесса. Если
рассматриваемые материалы имеют армирующие добавки, то будут заметны изме-
нения в тенденции к короблению и другие признаки анизотропной усадки. Посколь-
ку естественные скорости усадки у аморфных полимеров низки, то ориентирован-
ные волокна в изделии незначительно влияют на скорость усадки. Однако во всех
частично кристаллизующихся материалах без наполнителей, таких, как ПА, где ес-
тественная усадка может составлять 2%, присутствие ориентированных волокон мо-
жет существенно снизить усадку в изделии в продольном направлении, а в попереч-
ном направлении эффект будет минимальным. Эта разница в усадке создает напря-
жения в отливке, которые могут привести к короблению и деформации. Некоторые
12 Методы выявления и устранения проблем с материалами
659
проблемы, связанные с особенностями конструкции изделия, могут быть сглажены
за счет использования аморфных материалов, так как их свойства анизотропны, и
будут причиной серьезных трудностей при работе с частично кристаллизующимися
материалами, где неожиданные изменения в толщине стенки детали вызывают су-
щественные изменения в усадке материала.
В тех случаях, когда выбор материала осуществляется после изготовления лить-
евой формы, часто возникает необходимость поменять материал, чтобы уменьшить
усадку и избежать модификации оснастки. Классическим примером является пере-
ход от ударопрочного ПС к ПП. В течение многих лет в основе такого перехода ле-
жала доступность, а также стоимость и эксплуатационные характеристики материа-
ла. С точки зрения эксплуатационных характеристик частично кристаллизующийся
ПП имеет намного лучшую химическую стойкость, чем ПС. Это преимущество так-
же распространяется на стойкость к усталостным напряжениям и растрескиванию
под воздействием окружающей среды. Но уровень усадки для ударопрочного ПС со-
ставляет от 0,5 до 0,6%, а ПП в любом случае имеет усадку от 1 до 2,5% в зависимости
от конструкции изделия, а также от особенностей химического состава материала.
Кроме того, модуль упругости ПП стремится к снижению, особенно для тех марок, у
которых ударная прочность будет приближаться к ударной прочности модифициро-
ванного ПС. Снижение модуля упругости ведет к тому, что напряжения в изделии
станут причиной существенного коробления.
Для большинства геометрических форм изделий переход от ПС к ПП неизбежно
приведет к тому, что будет возникать коробление в тех областях, где полистироль-
ные поверхности были плоскими. Самый простой способ ограничить усадку ПП —
это добавить наполнитель. Тальк и мел здесь более предпочтительны, чем стеклово-
локно. Если есть проблема прочности в области линии спая, то лучше использовать
мел, а не тальк, поскольку форма частиц карбоната кальция влияет на эти участки
в минимальной степени. Однако для того чтобы уменьшить усадку ПП до значения,
которое сравнимо с ПС, необходимо увеличивать концентрацию наполнителя до
40%, что, в свою очередь, приведет к изменению целого набора ключевых свойств,
включая жесткость и ударную прочность. Также это увеличит вес изделия. Кроме
того, добавление большого количества непрозрачного белого наполнителя может
создать трудности совместимости с цветом старого материала, следовательно, для
сохранения эстетических качеств изделия может оказаться необходимым изменение
типа пигмента или его количества. Все это вызовет существенные задержки начала
производства, в любом случае потребует изменения дорогой оснастки и приведет
к затяжным, неразрешимым конфликтам между различными требованиями. Пони-
мание природы частично кристаллизующегося и аморфного материалов, а также
всех факторов процесса переработки и эксплуатационных характеристик становит-
ся критическим для процесса выбора материала.
На следующем этапе выбора материала основная задача — избежать использова-
ния данных кратковременных измерений свойств материалов для оценки долго-
срочных механических эксплуатационных характеристик. В отличие от металлов,
пластмассы бывают подвержены воздействию целого набора факторов окружающей
660
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
среды, и часть проблем возникает именно из-за ограниченности информации о дол-
госрочных характеристиках. Более 95% всей доступной информации поступает в ви-
де таблиц, посвященных нескольким ключевым термическим и механическим свой-
ствам, которые описывают поведение материалов в лабораторных условиях при
комнатной температуре.
Температура и время неблагоприятно влияют на все, что связано с характери-
стиками полимеров. Кроме того, воздействие температуры и времени довольно
трудно предсказать, поскольку изменение многих свойств в ответ на такое воздейст-
вие не является линейным. На рис. 12.48 приведен график зависимости модуля
упругости от температуры для двух термопластов без наполнителя — ПК и ПА 6. За-
висимость была получена с помощью технологии, известной как динамический ме-
ханический анализ (ДМА). При комнатной температуре оба материала проявляют
достаточную жесткость и прочность (ПА 6 —прочность на разрыв 80 МПа, модуль
упругости 2,83 ГПа; ПК — прочность на разрыв 62 МПа, модуль упругости 2,35 ГПа).
Хотя ДМА не может выявить прочностные свойства, он обеспечивает непрерывное
измерение модуля упругости как функции температуры. Эффекты воздействия по-
вышения температуры на эти материалы явно отличаются и зависят от их структу-
ры. ПК является аморфным материалом. Его модуль упругости сохраняет относи-
тельно постоянное значение в зависимости от температуры, постепенно уменьшаясь
по мере повышения температуры от 25 до 130 °C. В этой точке модуль упругости на-
Рис. 12.48. Результаты динамического механического анализа, показывающие эффект воздей-
ствия температуры на модуль упругости ПА 6 и ПК без наполнителей
12 Методы выявления и устранения проблем с материалами
661
чинает уменьшаться с большей скоростью, а в области 150 °C он становится по вели-
чине на два порядка меньше. Это сильное изменение связано с температурой стекло-
вания ПК и представляет собой начало движения больших сегментов опорных по-
лимерных цепочек. Поскольку ПК является аморфным полимером, это приводит
к переходу от жесткого и твердого состояния к очень мягкому и пластическому. Как
несущий элемент, так и любое другое изделие из ПК теряет свои эксплутационные
характеристики, как только температура достигнет 140 °C в течение какого-то вре-
мени.
Воздействие температуры на ПА 6 существенно отличается. ПА 6 является
частично кристаллизующимся материалом со структурой, которая состоит из кри-
сталлических областей, окруженных аморфными. Соответственно ПА имеют две
температуры перехода — стеклования для аморфной структуры и плавления для
кристаллической. В общем случае температура плавления для частично кристалли-
зующегося полимера будет в пределах от 150 до 175 °C, что выше температуры стек-
лования. Температура плавления для ПА 6 находится в области от 220 до 225 °C,
а температура стеклования 65 °C. Как только ПА 6 начинают нагревать при проведе-
нии ДМ А, его модуль упругости начинает уменьшаться почти мгновенно. В диапазо-
не температур от 50 до 100 °C модуль упругости уменьшается приблизительно на
20% по сравнению со значением при комнатной температуре. Этот количественный
эффект релаксации аморфных областей оказывает воздействие на объемные свойст-
ва ПА. Кристаллические области поддерживают значение модуля упругости на
уменьшенном, но постоянном уровне до того момента, когда температура не станет
близкой к температуре плавления, где он вновь падает.
Совершенно очевидно, что модуль упругости полимеров не является постоян-
ной величиной, которая может быть задана без указания температуры. Также оче-
видно, что изменения модуля не являются линейными при изменении температуры,
а степень изменения связана с точками перехода и очень сильно зависит от структу-
ры полимера. На рис. 12.49 приведена зависимость модуля упругости от температу-
ры для нескольких аморфных полимеров. Частично кристаллизующиеся полимеры
также показаны в диапазоне температур от точки стеклования до точки плавления.
Для материалов без наполнителя многие из этих полимеров имеют свойства, близ-
кие к свойствам при комнатной температуре, но показывают большой диапазон тем-
ператур перехода. Степень уменьшения модуля связана с температурой стеклова-
ния и напрямую отображает степень кристаллизуемое™ той части матрицы полиме-
ра, которая перешла в кристаллическое состояние. Однако обычно для частично
кристаллизующихся полимеров без наполнителя уменьшение модуля упругости со-
ставляет от 70 до 80% при переходе через точку стеклования.
12.3.2 Использование наполнителей
Поскольку частично кристаллизующиеся материалы не всегда полностью размягча-
ются при температурах выше точки стеклования, можно ожидать, что они могут
функционировать в области температур между точкой стеклования и точкой плав-
662
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 12.49. Результаты динамического механического анализа четырех аморфных полимеров без
наполнителя
ления. Однако во многих приложениях падение модуля на величину от 70 до 80% по
сравнению со значением при комнатной температуре недопустимо. По этой причине
обычно стараются найти наполнители и армирующие добавки, улучшающие свойст-
ва этих материалов. Если мы проверим таблицу свойств для различных марок арми-
рованных материалов (таких, как ПА 6, который мы рассматриваем), то обнаружим,
что прочность и модуль упругости возрастают с увеличением объема наполнителя.
В табл. 12.8 приведены обобщенные сведения для ПА 6 без наполнителя и четырех
аналогов с различным содержанием наполнителя и армирующих добавок, а на
рис. 12.50 показано влияние различных армирующих добавок и уровней их содержа-
ния на модуль упругости материала в зависимости от температуры. В табл. 12.9
обобщены некоторые ключевые параметры этих кривых.
Следует помнить, что температура стеклования очень слабо зависит от присут-
ствия наполнителя. Однако воздействие температуры стеклования на модуль упру-
гости армированного материала существенно отличается. Модуль упругости неар-
мированного материала уменьшается на величину до 80% после перехода точки
стеклования, а даже небольшая добавка армирующего вещества снижает эту величи-
ну до 56%. Такое снижение можно уменьшить до предельного значения 49% при по-
вышении уровня армирования стекловолокнами. Это демонстрирует разницу меж-
ду добавлением армирующих добавок и наполнителя. Полимерная система, состоя-
щая на 40% из стекловолокна и минерального наполнителя, содержит 15% волокна и
25% минерала. По весу этот материал содержит почти столько же наполнителя,
12 Методы выявления и устранения проблем с материалами
663
Таблица 12.8. Влияние на свойства ПА 6 типа наполнителя и уровня его содержания
X о 5 6 • £ 5
а м С X Z § S Ф С? Ф S - £ а Е >* (Q гзгъ
Материал о * h Z Ф S ф s С Е 5 г Н
1 р я z r « 2 а Р со о
£38 О > а f ? со о а со tf о Ю Ф
Е аг 2 О > z о а
Без наполнителя 79 70 2,829 48
14% стекловолокна 124 3,5 5,520 59
33% стекловолокна 200 3,0 9,384 117
44% стекловолокна 228 2,0 11,868 133
40% стекловолока/мине- рального наполнителя 138 4,0 7,659 48
Температура, ’С
Рис. 12.50. Результаты динамического механического анализа, показывающие влияние типа
наполнителя и уровня его содержания на модуль упругости ПА 6 при различных температурах
(испытание по ISO 75)
664
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
сколько его есть в системе с 44%-ным содержанием стекловолокна; однако модуль
упругости композиции с 40%-ным содержанием наполнителя при комнатной темпе-
ратуре даже не достигает уровня, характерного для системы с 33%-ным содержанием
стекловолокна. Возможно, более важно, что смесь стекловолокна и минерального
наполнителя показывает уменьшение модуля на 58% при переходе через точку стек-
лования, что является максимальным значением для любого материала с наполни-
телем.
Смесь с минералом более практична, чем добавление только волокна, поскольку по-
следнее не вносит пропорционального вклада в улучшение всех свойств полимерной
матрицы. Наконец, таблица и график показывают, что наполнители и армирующие до-
бавки оказывают большее воздействие на улучшение свойств материала при темпера-
турах выше температуры стеклования, чем ниже ее. При комнатной температуре, для
которой известны стандартные свойства материала, добавление 14% стекловолокна
увеличивает модуль на 59%. Однако выше температуры стеклования модуль увеличи-
вается на 250%. При содержании волокна 44% модуль упругости при комнатной темпе-
ратуре увеличивается в 3,6 раза, но измерения показали, что выше температуры стекло-
вания улучшение отсутствует. Многие решения о выборе материала, к сожалению, про-
изводятся без детальной информации об эксплуатационных характеристиках.
Таблица 12.9. Обобщенные данные зависимости ПА 6 от температуры
Материал Температура стеклования, С 6 , £ a® 5 > ф £ 5, s F 5 1 « о S Ф га С L. к S X га га Q 6 • £ t S Ф а « 5 Е > « 3 л 3 а 3 5 и « га С L. к X X га га Q § а. я а 11 Ф I {*) 5 е о 2 5 в й S g t «
S о с с; So® с; W 4V Н О I
Без наполнителя 65 2,81 0,56 65
14% стекловолокна 69 4,46 1,96 200
33% стекловолокна 70 7,87 3,99 210
44% стекловолокна 71 10,04 5,13 210
40% стекловолокна/ минерального напол- нителя 69 6,44 2,69 206
12.3.3 Температура отклонения под нагрузкой
Дополнительный параметр, приведенный в табл. 12.9, называется температурой от-
клонения под нагрузкой. Чаще всего этот параметр представляет собой только по-
пытку рассмотрения поведения материала при повышенных температурах. При рас-
смотрении метода получения этих значений очень важно измерение температуры,
при которой определенное напряжение производит определенную деформацию.
Поскольку модулем упругости называется отношение напряжения, деленного на де-
12 Методы выявления и устранения проблем с материалами
665
формацию, то температура отклонения — это температура, при которой материал
достигает определенного значения модуля. Методы испытаний по ASTM и ISO для
определения этого параметра имеют разные величины фиксированных напряже-
ний: соответственно, 1,82 МПа и 455 кПа. Кроме того, метод ISO использует третье
значение для напряжения 8,00 МПа. Такемори [5] показал, что модуль упругости,
связанный с уровнем напряжения 1,82 МПа, составляет 800 МПа, а модуль упруго-
сти при напряжении 455 кПА составляет 200 МПа. Используя этот метод расчета,
можно показать, что новое значение по версии ISO при значении напряжения
8,00 МПа дает модуль упругости 3520 МПа. Поскольку очень редко материалы без
наполнителя имеют модуль упругости выше 3520 МПа при комнатной температуре,
очевидно, что этот последний уровень напряжения введен для измерения модуля у
материалов с наполнителями или армирующими добавками.
Эти значения, полученные при более жестких условиях, приведены на рис. 12.51.
Кривые повторяют рис. 12.50, но на нем добавлены горизонтальные линии, соответ-
ствующие трем значениям модуля упругости, которые приведены выше. Если мы
вернемся к табл. 12.9, то заметим, что если в ПА 6 добавлен наполнитель, то почти не
существует разницы между значениями температуры отклонения под нагрузкой, не-
смотря на то что кривые демонстрируют очевидную разницу в температурных свой-
ствах. Причина — также на графике: модуль упругости величиной 800 МПа, кото-
Рис. 12.51. Кривые с рис. 12.52 с добавлением линий трех значений нагрузки, приложенных по-
стоянно при одновременном изменении температуры (испытание по ISO 75)
666
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
рый требуется для определения значения температуры отклонения под нагрузкой,
легко достигается для всех марок ПА 6 с приемлемым уровнем наполнителя. Линия
этого значения модуля упругости не пересекается до тех пор, пока материал не будет
расплавлен. Однако при высоких уровнях напряжения значение температуры от-
клонения изменяется.
Хотя эти попытки сделать результаты кратковременных измерений более соот-
ветствующими потребностям производителей достойны похвалы, они не могут за-
менить графические данные, которые ясно иллюстрируют важные аспекты поведе-
ния полимера. Температурная зависимость является одной из самых важных, разум-
но предположить, что эти изменения температуры также влияют на прочность
материала. На рис. 12.52 приведены кривые зависимости напряжения от деформа-
ции для ПП, на 15% армированного стекловолокном при температурах 22,43 и 55 °C.
Хотя эти данные получены при небольших изменениях температуры, но для ПП они
приводят к значительным изменениям. В табл. 12.10 собраны ключевые значения
механических свойств при каждой температуре.
Результаты показывают, что рост температуры существенно уменьшает проч-
ность и жесткость материала. Кроме того, возрастание удлинения при разрыве пока-
зывает, что материал становится более пластичным. Хотя таблица и представляет
собой удобный способ обобщения данных, реальную ценность представляют кривые
сами по себе. Поскольку ДМА дает зависимость модуля упругости от температуры,
Рис. 12.52. Кривые зависимости напряжения от деформации для ПП, на 15% армированного
стекловолокном при комнатной температуре
12 Методы выявления и устранения проблем с материалами
667
Таблица 12.10. Обобщенные данные механических свойств для ПП,
армированного стекловолокном
Температура, •c Прочность Модульупругости Относительное "₽И ра°™ЖвНИИ’ при растяжении, ГПА Удлинение МПа г ’ при разрыве, %
22 43 55 55,43 4,07 3,86 42,09 3,12 4,98 36,66 2,61 5,82
кривые зависимости напряжения от деформации представляют собой полный диа-
пазон точек, помогающих оценить поведение материала в различных условиях при-
менения.
12.4 Заключение
Свойства материала играют важную роль в эксплуатационных характеристиках от-
ливки. Они определяются химическим составом, вниманием к деталям технологи-
ческого процесса, конструкции изделия и литьевой формы, а также условиями экс-
плуатации готового изделия. Многие проблемы снижения качества полимерных из-
делий связаны с фундаментальными свойствами композиции, молекулярной
массой материала и его структурой. Это, в свою очередь, определяет уникальное по-
ведение полимеров, которое связано с таким свойством, как вязкоупругость. В этой
главе мы попытались обсудить основные аспекты подобных проблем в контексте
проведения их правильной диагностики. Лучшее понимание свойств материала и
основ технологического процесса в момент выбора материала снижает необходи-
мость анализа разрушений в ходе эксплуатации изделия.
Литература
1. Sircar, А. К., «Analysis of Elastomer Vulcanizate Composition by TG-DTG-Techniques»,
American Chemical Society, Toronto, Ontario, Canada, May 21-24,1991.
2. Sepe, Michael, SPE Antec, Vol. 46, page 3198-3204, May 2000.
3. Nangrani, K. J., Wenger, R. M., Nell, P., SPE Antec, Vol. 32, page. 79-83, May, 1986.
4. Wright, D., Unpublished Presentation on Knowledge Based Systems for Material Selection
Givenat. SPE Antec, May, 1995.
5. Takemori, M., SPE Antec, Vol. 24, page 216, May 1978.
13 СИСТЕМА СТАТИСТИЧЕСКОГО КОНТРОЛЯ
ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
К. Раувендааль
Упрощенно говоря, система статистического контроля производственных процес-
сов {Statistical Process Control, SPC) — это применение статистических методов для
осуществления мониторинга, анализа и управления технологическим процессом,
а также для управления изменениями. SPC может быть использована для анализа
литья под давлением, экструзии, раздувного формования и т. д. Статистика имеет
дело со сбором, упорядочиванием, анализом и интерпретацией числовых данных.
Целями SPC являются улучшение качества продукции и предоставление сведе-
ний о гарантии ее качества. Качество определяется тем, насколько определенный на-
бор характеристик конечного продукта (например, внешний диаметр трубы) отли-
чается от заданного значения. Чем ближе характеристики продукта к заданным, тем
выше его качество.
Следует понимать, что SPC не может решить все проблемы качества и производ-
ства продукции. Она не является панацеей: не улучшит плохой дизайн изделия или
плохую подготовку персонала. Более того, он не исправит недостатки процесса про-
изводства и не снизит износ машин и инструмента. Однако он может помочь вы-
явить все эти типы проблем и определить необходимые методы их решения.
Одним из наиболее важных инструментов SPC является контрольная карта.
Наиболее часто используемая контрольная карта показывает среднее значение вы-
борки измерений и изменение диапазона измерений во времени. Пример контроль-
ной карты показан на рис. 13.1. Среднее значение выборки измерений часто называ-
ют «среднее» и обозначают символом х. Размахом допуска называют разность меж-
ду максимальным и минимальным измерениями в выборке (количество измерений
в которой ограничено), он обозначается символом R. Карта, которая приведена на
х и R контрольная карта
Рис. 13.1. Пример контрольной карты Шухарта
13 Система статистического контроля производственных процессов
669
рисунке, называется х- и Я-картой, или контрольной картой Шухарта. Контрольные
карты могут быть использованы в контроле за процессами для идентификации про-
блем и выявления тенденций, которые могут привести к проблемам. Более детально
контрольные карты будут рассмотрены ниже.
13.1 Система статистического контроля
13.1.1 Реализация системы статистического контроля
Одним из ключевых аспектов реализации SPC является подготовка персонала на
всех уровнях производства: рабочие, мастера и менеджеры. SPC дает рабочим сред-
ство для отслеживания результатов своих усилий и сделанных улучшений в процес-
се производства, что, кроме выявления проблем с качеством продукции, приносит
им определенное удовлетворение.
Менеджерам знание SPC необходимо для правильного интерпретирования ин-
формации по мониторингу их бизнеса. Дополнительным преимуществом является
то, что статистические данные могут представлять ценность как средства изучения
рынка, дают возможность менеджерам получить доказательства качества их продук-
ции. Как было показано ранее, многие компании требуют доказательств качества
продукции от своих поставщиков на каждой стадии производства — от сырья и полу-
фабрикатов до конечных изделий. Правильно сформированная программа SPC пре-
доставляет необходимые доказательства.
Процесс реализации SPC требует, чтобы были предприняты несколько шагов.
Первым шагом на пути внедрения должно быть создание атмосферы, которая
стимулирует выявление проблем и поощряет их решение. Очень часто этот шаг явля-
ется наиболее трудным, так как SPC требует точной идентификации проблемы. Затем
следует признание и понимание проблемы теми людьми, от которых зависит ее реше-
ние. Создание атмосферы, которая способствует решению проблемы, требует обуче-
ния в соответствующем ключе способных к выполнению такой работы мастеров и ме-
неджеров. Эти вещи абсолютно необходимы для эффективной реализации SPC. Пер-
сонал должен поощряться за вскрытие проблем и за определение их сущности, при
этом следует подчеркивать, что они выявляют реальные проблемы, а не создают их.
Вторым шагом реализации SPC является процесс изучения самой основы систе-
мы и углубленное изучение технологического процесса. Для успешного внедрения
данного метода необходимо свободно владеть концепциями SPC. Подготовка
специалистов должна осуществляться на всех уровнях, однако она должна сочетать-
ся с изучением самого технологического процесса. Очень трудно применять SPC в
литье под давлением, если нет хорошего понимания самого технологического про-
цесса.
Третьим шагом является определение ключевых проблем и параметров. Могут
быть использованы различные методы для выявления и присвоения приоритетов
проблемам, которые связаны с реализацией SPC, включая мозговые штурмы, состав-
670
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ление диаграмм причинно-следственных связей, диаграмм Парето, гистограмм и
корреляционных диаграмм.
Эти методы будут обсуждены детально в следующих разделах. Очень важно це-
ленаправленно концентрировать усилия по реализации SPC на наиболее важных
проблемах, где улучшение качества и производительности может быть осуществле-
но и оценено.
К четвертому шагу относятся усилия по установлению способности системы из-
мерений оценить уровень изменений, которые происходят в процессе производства.
При любых измерениях присутствует ошибка. Очень важно быть уверенными, что
ошибка в измерениях относительно мала по сравнению с изменениями, которые мы
пытаемся измерить.
Пятым шагом реализации SPCявляется установление контроля над всеми суще-
ствующими аспектами процесса. Эти аспекты обычно могут быть сгруппированы по
следующим основным категориям:
• Люди (персонал).
• Оборудование.
• Материалы.
• Технология.
• Измерения.
• Окружающая среда.
Шестой шаг — это выявление устойчивости к изменениям технологического
процесса. Как только технологический процесс становится управляемым с помо-
щью статистики, следует определить, удовлетворяют ли технические характеристи-
ки отдельного продукта заданным требованиям. Требования к продукту часто изло-
жены как пределы возможностей данной технологии или как технические условия
на изделие.
В качестве примера можно привести литую крышку с номинальной толщиной
0,020 дюйма с допустимым максимальным значением 0,021 дюйма (верхняя граница
поля допуска), а нижним - 0,019 дюйма (нижняя граница поля допуска). Очень час-
то в качестве аббревиатуры технических характеристик (условий) используются со-
кращения ТХ (ТУ).
Если реальная изменчивость параметров конечного изделия меньше, чем вели-
Рис.13.2. Пример процесса, удовлетворяющего
техническим условиям
чина, указанная в ТХ, то считается, что
технология дает возможность выпус-
кать продукцию, соответствующую
техническим условиям (рис. 13.2).
Если изменчивость параметров из-
делия больше, чем указанная в ТУ, то
считается, что процесс не соответству-
ет требованиям (рис. 13.3). В этом слу-
чае будут получены изделия, не соот-
ветствующие требуемому качеству, что
приводит к необходимости их передел-
ки или отбраковки.
13 Система статистического контроля производственных процессов
671
Если результаты технологи-
ческого процесса не удовлетворя-
ют ТУ, то необходимо выполнить
некоторые корректирующие дей-
ствия.
К седьмому шагу относится
реализация плана улучшения
процесса. Желательно провести
такую коррекцию процесса, кото-
рая улучшит технологию в целом.
Это обычно связано с изменением
Рис. 13.3. Пример процесса, не удовлетворяющего тех-
ническим условиям
одного из условий, влияющих на
процесс. К объектам этих воздей-
ствий относятся аспекты, обсуж-
давшиеся ранее: люди (персонал),
оборудование, технология, мате-
риалы, измерения и окружающая
среда (рис. 13.4).
После проведенных измене-
ний мы возвращаемся к третьему
шагу и повторяем всю процедуру
до тех пор, пока технологический рис. 13.4. Основные условия, влияющие на технологи-
процесс не становится удовлетво- ческий процесс
рительным. Другими словами,
следует добиться того, чтобы изделие постоянно соответствовало техническим ус-
ловиям. Затем необходимо проверить, соответствуют ли все важные параметры из-
делия техническим характеристикам (например, размеры, цвет, обработка поверх-
ности и т. д.). Если требования по одному из параметров неудовлетворительны, то
тогда мы должны перейти к следующему шагу.
Восьмой шаг предназначен для определения следующей важной проблемы, ко-
торую надо решать таким же образом. Затем следует вернуться к шагу 2 и повторять
весь цикл до тех пор, пока все технические характеристики продукции не будут
в пределах нормы.
13.1.2 Базовые статистические понятия
Причины изменчивости
Все технологические процессы подвержены изменчивости. В работе [1] разли-
чаются две основных группы причин изменчивости процессов — общие (случай-
ные) и определенные (неслучайные). К общим относятся причины, которые явля-
ются присущими данному процессу или естественным образом вытекают из его
природы.
672
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Примерами общих причин в литье под давлением могут служить температура
окружающей среды, относительная влажность, настройка устройств и температура
материального цилиндра. Определенные причины относятся к источникам, которые
не являются присущими данному процессу, но имеют известное происхождение. Их
иногда называют спорадическими, хаотическими причинами или причинами неес-
тественного происхождения. Примерами определенных причин в литье под давле-
нием могут служить, например, неожиданный износ шнека и цилиндра или загряз-
нение сырья примесями.
Воздействие причин общего характера обычно невелико. Нельзя выделить, ка-
кая из них оказывает главное воздействие на общее изменение. Влияние общих при-
чин на все параметры одинаково. Они являются стабильными, и их воздействие на
результат технологического процесса предсказуемо.
Воздействие неслучайной причины может быть существенным. Очень часто ос-
новная часть изменения параметра может быть вызвана вкладом одной определен-
ной причины. Как правило, их воздействие не бывает стабильным, а эффект от воз-
действия может быть непредсказуемым.
Если в процессе присутствуют только общие причины изменений, то форма рас-
пределения параметров будет стабильной во времени и предсказуемой. Если есть
определенные причины, то результаты процесса не могут быть стабильными и пред-
сказуемыми. Для уменьшения изменения параметров процесса мы обычно сначала
фокусируемся на тех изменениях, которые связаны с определенными причинами.
Неслучайные причины часто оказывают сильное воздействие на общую изменчи-
вость и обычно легче устраняются.
Основные термины статистики
Когда мы собираем данные о процессе, то должны проводить выборку из этого
процесса. Выборка является набором нескольких отдельных образцов или измере-
ний, отобранным для анализа. Выборка обычно разделяется на более мелкие под-
группы. Если подгруппы подобраны таким образом, чтобы были небольшие измене-
ния внутри группы (например, детали, которые последовательно выпускает литье-
вая машина под давлением), то они считаются рациональными. Подгруппы обычно
содержат от 5 до 10 образцов или измерений.
Подгруппы, естественно, являются частью общего числа произведенного коли-
чества деталей. Все выпущенные детали составляют некую популяцию или множе-
ство. Мы попытаемся определить изменения во множестве, анализируя изменения
данных в подгруппах.
Среднее арифметическое, медиана и мода
В большинстве технологических процессов мы пытаемся производить детали с
определенными размерами. Эти размеры называются номинальными. Из-за наличия
естественных изменений в технологических процессах получаемые детали не могут
точно соответствовать номинальным размерам. Некоторые детали будут больше, не-
которые — меньше. Есть надежда, что большинство этих размеров будет близка к но-
13 Система статистического контроля производственных процессов
673
минальным значениям. Эта тенденция группироваться вокруг определенного раз-
мера называется центральной тенденцией распределения. Наиболее общей мерой
центральной тенденции является среднее арифметическое значение. Оно определя-
ется как сумма значений наблюдений, деленных на их количество и обычно пред-
ставляется символом х.
Если мы провели п наблюдений значений х{, х2,..., хп, то среднее арифметиче-
ское значение вычисляется по следующей формуле:
_ = X, +х2 +Х?+...+Хя
п
Например, мы произвели конкретные измерения толщины отлитых крышек и
получили результаты:
х. = 0,0203; х. в 0,0208; хо - 0,0197; хЛ - 0,0198 и х = 0,0199 дюйма.
12 3 4 5
Для этих результатов средним значением будет
_ 0,0203+0,0208+0,0197+0,0198+0,0199 ЛЛПП4Л „
х =--------------------------------= 0,02010 дюйма.
и
Величину х часто называют первым моментом распределения, он аналогичен
центру тяжести распределения. Другим параметром, характеризующим тенденцию
изменения данных, является медиана. Это значение, которое находится в центре из-
мерений, рассортированных по величине. Обычно она обозначается величиной X
(х с тильдой), иногда как Mi. Для четного числа данных это среднее между двумя со-
седними значениями в центре. Если мы распределим измерения в предыдущем при-
мере в порядке возрастания их величины, то мы получим:
0,0197
0,0198
0,0199 <- медиана
0,0203
0,0208
В этом примере медиана составляет 0,199 дюйма.
Третьим параметром, характеризующим общую тенденцию совокупности дан-
ных, является мода. Это наиболее часто встречающееся значение в выборке данных.
Оно может обозначаться символом х (хс крышкой).
Размах допуска, вариация и стандартное отклонение
Среднее арифметическое, медиана и мода являются параметрами, которые ха-
рактеризуют всю совокупность данных. Кроме параметров, которые характеризуют
всю совокупность данных, необходимо получить заключение об их распределении.
Распределение еще называют словом дисперсия. Наиболее часто используемыми
величинами, которые характеризуют распределение, или дисперсию, являются раз-
мах допуска, вариация и среднеквадратичное отклонение.
674
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Символом R обозначается размах допуска, который является разностью между
максимальным и минимальным значениями:
R = x — х.. (13.2)
max min 4 '
Вариацией называют среднее арифметическое от суммы квадратов разностей
значений и среднеарифметического значения. Это вариант среднего арифметиче-
ского, которое отражает расстояние отдельного измерения от среднего значения. Ва-
риация обозначается символом v и определяется по формуле:
v _ <xl - *)2 + (х2 - х)2 +... + (х„ - х)2 ,
п — \ ’ \ • /
где п означает количество измерений.
Вариацию еще также называют вторым моментом распределения. Она аналогич-
на моменту инерции распределения. Мы можем рассчитать вариацию в приведен-
ном выше примере, если для удобства выписать полученные значения целыми чис-
лами:
х. = 203; = 208; х, = 197; х. = 198 и х = 199.
В этом случае среднее арифметическое значение будет равно х = 201.
Теперь вариация становится равной
v = (203 - 201)2 + (208 - 201)2 + (197 - 201)2 + (198 - 201)2 + (199 - 201)2 = 2() 5
Среднеквадратичное отклонение — это корень квадратный из вариации.
Среднеквадратичное отклонение обозначается символом $ и вычисляется по
следующей формуле:
l(xt -х)2 +(х2 -х)2 +(х3 -х)2+...+(хп -х)2
s = J. (13.4)
V и-1
Конечно, мы можем записать более короткое выражение:
s = yR. (13.5)
Таким образом, в данном примере среднеквадратичное отклонение будет
5 = л/205 = 4,53.
Другим параметром измерения дисперсии, который используется в некоторых
случаях, является коэффициент вариации, или CV. Коэффициент вариации являет-
ся среднеквадратичным отклонением, деленным на среднее значение:
CV=sx.
(13.6)
13 Система статистического контроля производственных процессов
675
Коэффициент вариации часто используется при анализе смешения. Обратная
величина CV является соотношением сигнал-шум, которое используется в методе
Тагути.
Вариация и среднеквадратичное отклонение до настоящего времени использу-
ются для анализа распределения данных в выборке. Когда мы хотим судить о вариа-
ции и среднеквадратичном отклонении всего множества, то производим замену
среднего значения всего множества на среднее значение в выборке, которое обозна-
чается х. Среднее значение всего множества наиболее часто обозначается буквой ц.
Среднеквадратичное отклонение всего множества наиболее часто обозначается бук-
вой с, а среднеквадратичное отклонение в выборке обозначается символом 5.
Если количество значений всего множества поддается обработке, например 80
или 125, то можно определить среднее значение и среднеквадратичное отклонение.
Когда же величина множества слишком велика, например 450 000, то на практике не
представляется возможным определение среднего значения и среднеквадратичного
отклонения всего множества.
В этом случае среднее значение всего множества часто аппроксимируется с по-
мощью средних значений нескольких подгрупп.
Вариация имеет свойство аддитивности. Это означает, что суммарная вариация
равна сумме вариаций различных частей множества. Среднеквадратичное отклоне-
ние не имеет свойств аддитивности. Анализируя вариации различных факторов,
можно определить, какие из этих факторов вносят наибольший вклад в суммарный
вклад вариации. Эта методика известна как дисперсионный анализ (Analysis of
Variance, ANOVA). Это очень важное средство при использовании статистического
анализа.
Характеристики частотного распределения
Для описания распределений используются следующие величины: модальность,
изменчивость, коэффициент асимметрии и коэффициент эксцесса. Некоторые рас-
пределения имеют более одной точки максимума. О них говорят, что это мультимо-
дальные распределения. Распределения, которые имеют один максимум, называют-
ся унимодальными. На рис. 13.5 показано унимодальное распределение в левой час-
ти рисунка и бимодальное — в правой.
Если одно из распределений является узким, другое широким, а масштаб по оси
абсцисс у них один и тот же, то первое имеет меньший разброс, чем второе (рис. 13.6).
Третьей характеристикой является симметрия распределения; оно может быть
симметричным или однобоким. Если распределение является однобоким, то про не-
го говорят, что оно асимметричное. На рис. 13.7 приведено распределение с положи-
тельным наклоном влево и отрицательным наклоном вправо.
Симметричное распределение не имеет наклона. Четвертая характеристика рас-
пределения описывает концентрацию данных относительно центра и вдоль «хво-
стов» распределения.
Эта характеристика называется эксцессом распределения. Если распределение
имеет относительно высокую концентрацию данных в центре и малую на «хвостах»,
676
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Унимодальное
распределение
Рис. 13.5. Унимодальное
и бимодальное распределения
Бимодальное
распределение
Маленький
разброс
значений
Большой разброс значений
Рис. 13.6. Узкое и широкое
распределение
но при этом ширина его невелика, то про него говорят, что оно имеет большой экс-
цесс. Если оно имеет относительно плоский вид в центре и «толстые хвосты», то оно
имеет маленький эксцесс (рис. 13.8).
Различные виды распределений
Распределение данных может приобретать самый различный вид. Наиболее
важные из них:
1. Биноминальное распределение.
2. Логарифмическое нормальное распределение.
3. Нормальное распределение.
Биноминальное распределение используется в тех случаях, когда результат про-
верки имеет один из двух возможных вариантов — неприемлемый или хороший. Па-
раметр изделия, который может быть описан как хороший или неприемлемый, назы-
вается атрибутом. Это отличается от понятия переменной, которая может характе-
ризовать продукт множеством возможных значений. Атрибуты и переменные будут
рассмотрены ниже. Биноминальное распределение полезно в системах статистиче-
ского контроля, когда мы имеем дело с атрибутами продукта. Если мы имеем дело с
большими выборками, обычно 50 или более значений, то биноминальное распреде-
ление очень точно аппроксимируется нормальным распределением. Это справедли-
во в том случае, когда маловероятно, что из двух возможных значений атрибута одно
из них наблюдается четыре или пять раз в каждой выборке.
Логарифмическое нормальное распределение является специальным распреде-
лением, в котором данные логарифмируются. Мы говорим о логарифмическом нор-
мальном распределении, когда распределение обычных значений является нормаль-
ным. Логарифмическое нормальное распределение часто используется для анализа
Положительный
наклон
Отрицательный
наклон
Нормальный эксцесс
Большой эксцесс
Рис. 13.7. Иллюстрация положительного и Рис. 13.8. Иллюстрация большого и нормального
отрицательного наклона эксцесса
13 Система статистического контроля производственных процессов
677
Рис. 13.9. Нормальное, или Гауссово, распределение
распределения размеров отливок в твердом состоянии, поскольку они мало отлича-
ются друг от друга.
Нормальное распределение является наиболее важным в SPC. Его еще называют
Гауссовым распределением. Кривая этого распределения имеет форму колокола
(рис. 13.9).
Оно имеет следующие характеристики:
• Симметрично относительно среднего значения, поэтому значения среднего
арифметического, медианы и моды совпадают.
• Кривая распространяется по обе стороны от максимума, стремясь к бесконеч-
ности.
• 68,25% всех измерений находятся в диапазоне между ц+1о и ц-1о (см.
рис. 13.9).
• 94,46% все измерений находятся между ц+2о и ц-2о.
• 99,73% всех измерений находятся в диапазоне между ц+Зо и ц - Зо.
Центральная предельная теорема
При использовании нормального распределения, чтобы определить, как много из-
мерений можно ожидать в определенном интервале, мы должны быть уверены, что
распределение является нормальным. Центральная предельная теорема, которая бы-
ла доказана Шухартом [ 1 ], является очень важной в этом отношении. Она утверждает,
что средние значения выборок будут подчиняться нормальному распределению до
тех пор, пока на процесс воздействуют причины общего характера. Это справедливо,
даже если отдельные измерения не подчиняются нормальному распределению.
Среднеквадратичные отклонения подгрупп с- будут меньше, чем среднеквадра-
тичное отклонение отдельных измерений сх (рис. 13.10). Два среднеквадратичных от-
клонения связаны следующим соотношением:
су-= сух / Vrc. (13.7)
где п является количеством данных в подгруппе.
678
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 13.10. Сравнение распределения средних зна-
чений с распределением индивидуальных измерений
Отображение средних значений
на контрольных картах является
важным элементом методики. Цент-
ральная предельная теорема — прин-
цип, на основе которого составляет-
ся большинство контрольных карт.
13.2 Контрольные карты
13.2.1 Введение
Как упоминалось выше, контрольные карты являются одним из основных инстру-
ментов статистического контроля производственных процессов. Изменения в про-
цессе могут случаться в результате общих или определенных причин. Изменения
вследствие общих причин присущи любому процессу, который стабилен во време-
ни. К воздействию определенных причин можно отнести важные и неисправимые
изменения в технологическом процессе. В большинстве случаев уменьшение изме-
нений путем устранения неслучайных причин более обоснованно, чем устранение
общих причин. Контрольные карты являются наилучшим средством для обнаруже-
ния и устранения изменений, которые вызваны определенными причинами.
Контрольные карты показывают, как процесс развивается во времени, и дают
возможность выявить изменчивость, вызванную общими причинами. Тремя наибо-
лее важными свойствами контрольных карт являются:
• способность выявлять определенные причины;
• определение мер, которые действительно уменьшат отклонения от нормы;
• возможность использования для определения соответствия продукции тех-
ническим условиям.
13.2.2 Контрольные карты для переменных данных
Контрольные карты могут быть использованы как для переменных данных, так и
для атрибутов. Контрольные карты для переменных величин более чувствительны к
изменениям, которые происходят в измеряемых параметрах, поэтому лучше исполь-
зовать их для управления процессом.
• х & Rm — карты индивидуальных значений, х, и скользящего размаха, Rm, ис-
пользуются, когда управление процессом базируется на отдельных измерени-
ях. Применяются в тех случаях, когда каждое измерение стоит значительных
13 Система статистического контроля производственных процессов
679
средств. Карта скользящего размаха часто используется совместно с картой
изменения среднего значения.
• х & R — карта среднего арифметического значения х, и допуска, 7?, является
наиболее распространенной контрольной картой. Ниже она будет рассмотре-
на более подробно.
• X&R — карта медианы, £, и допуска, R, аналогична вышеописанной. Медиана
является средним значением, вокруг которого группируются данные по вели-
чине. Карта медианы иногда используется сама по себе, без карты допуска.
• £ & х — карта медианы, X, и индивидуальных значений, х, является специаль-
ной картой, используемой для технологических процессов, при которых об-
рабатываются группы деталей. Это особенно полезно для литья под давлени-
ем в многогнездных формах, поскольку дает возможность разделить общие и
частные факторы.
• х & $ — карта среднего арифметического значения, х, и сигмы, $, более точно
отображает изменчивость технологического процесса, чем карты x&R, осо-
бенно для подгрупп больших размеров. Среднеквадратичное отклонение, $,
более сложно вычислить, чем значение размаха допуска, R, однако это пре-
имущество теряется, если есть возможность использовать компьютер.
• CuSum — карта накопленных сумм показывает накопленные суммы значений
х минус номинальное значение. Эти карты наиболее чувствительны к устой-
чивому сдвигу реального значения от номинального.
X- и Я-карты
Так какх- и Л-карты наиболее часто используются в 5РС, мы рассмотрим их бо-
лее подробно. Методы применения и анализа других карт аналогичны контрольным
картам х и R.
Создание карт х и R требует выполнения нескольких шагов. Действия выполня-
ются последовательно:
Шаг 1. Выберите размер подгруппы и время отбора образцов для проверки. Наи-
более популярным размером подгруппы является п = 5, где п является числом изме-
рений в подгруппе.
Шаг 2. Запишите предварительные данные на контрольную карту. Данные в ка-
ждой подгруппе будут сгруппированы в колонки. Если число подгрупп составляет k,
то тогда общее количество измерений равно произведению п на k. Правильное ис-
пользование метода требует наличия по крайней мере 25 подгрупп (k > 25).
Шаг 3. Вычислите сумму Sx, среднее значение, х, и размах допуска, 7?, для каж-
дой подгруппы, используя следующие выражения:
£х,. = х, +х2 +х3+...+х„; (13.8)
/=1
х=^ху/и; (13.9)
680
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
= Xmax ” Xmin » (13.10)
fan
где 2х/ является упрощенным обозначением которое в свою очередь означа-
/«1
ет сумму значений от хх до хн.
Шаг 4. Вычислите положение центральной линии для х- и 7?-карты:
-=(R,+R,+R,+...+Rt1
К
где R - средняя величина размаха; х — среднее для всех выборок или «главное
среднее*.
Шаг 5. Вычислите предельно-допустимые значения для х- и /?-карты.
Сначала необходимо вычислить верхнюю границу поля допуска для х-карты по
формуле
ВГД-=х+Л2Т?. (13.13)
Нижней границей поля допуска для х-карты является
НГД-=*+Л2Я. (13.14)
Верхней границей поля допуска для 1?-карты является
ВГД- = Р47?. (13.15)
Нижней границей поля допуска для 7?-карты является
НГД-=£>3Я. (13.16)
Константы Л2> d2> и ^4 можно взять из табл. 13.1. Эти коэффициенты зависят
только от количества значений в подгруппе. Коэффициент D равен 0 для п от 2 до 6;
это означает, что минимальное значение нижней границы поля допуска для контроль-
ной карты допуска составляет 0 для п от 0 до 6. Кроме этого, центральная линия конт-
рольной карты допуска не будет проходить по центру между границами поля допуска
для подгрупп с п меньше 7. Для подгрупп размером 7 и более значение коэффициента
D не является нулевым, таким образом, нижнее граничное значение не равно 0 и цен-
тральная линия будет находиться между двумя граничными значениями.
Шаг 6. Нанесите средние значения и допуски выборок. Следуйте приведенным
ниже указаниям: • _
• Главное среднее значение, х, должно быть возле центрального значения
х-карты.
• Верхняя граница поля допуска для х-карты должна быть удалена на 2/3 сред-
него значения х в сторону верхней части шкалы.
13 Система статистического контроля производственных процессов
681
Таблица 13.1. Коэффициенты для определения полей допуска
Число единиц в подгруппе Коэффициент Л2 Константа d2 Коэффициент О3 Коэффициент D4
2 1,880 1,128 0 3,267
3 1,023 1,693 0 2,574
4 0,729 2,059 0 2,282
5 0,577 2,326 0 2,114
6 0,483 2,534 0 2,004
7 0,419 2,704 0,076 1,924
8 0.373 2,847 0,136 1,864
9 0,337 2,970 0,184 1,816
10 0,308 3,078 0,223 1,111
11 0,285 3,173 0,256 1,744
12 0,266 3,258 0,283 1,717
13 0,249 3,336 0,307 1,693
14 0,235 3,407 0,328 1,672
15 0,223 3,472 0,347 1,653
16 0,212 3,532 0,363 1,637
17 0,203 3,588 0,378 1,622
18 0,194 3,640 0,391 1,608
19 0,187 3,689 0,403 1,597
20 0,180 3,735 0,415 1,585
• Верхняя и нижняя границы поля допуска должны быть на одинаковом рас-
стоянии от х.
• Шкала для 7?-карты должна быть сдвинута на значение от 0 до 4/3 значения
верхней границы.
• Точки нужно наносить крупно.
• Соедините эти точки для большей наглядности.
Шаг 7. Нарисуйте центральные линии и границы полей допуска на картах. Цент-
ральные линии должны быть нанесены сплошной линий, а границы полей допуска —
пунктирной. На линиях должны быть указаны их числовые значения.
Данные могут быть сведены в таблицу или график на обычной бумаге или можно
использовать готовые бланки для упрощения организации контроля данных. Грани-
цы полей допуска для х-карты (±A2R) составляют пределы ±3пх, где ох — средне-
квадратичное отклонение для средних значений. Поскольку у нас есть соотношение
между а- и ох (среднеквадратичное отклонение отдельных данных), можно выра-
зить ох как функцию Л2 и Я. Это соотношение выглядит следующим образом:
(13. 17)
3
682
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Другим выражением, которым часто пользуются, является
R
(13.18)
(значения d2 приведены в табл. 13.1).
Из уравнений (13.10) и (13.11) становится ясным, что d2 = 3/ А24п. Таким об-
разом, если d2 неизвестно, то оно может быть легко вычислено из А2 и п-
Примером данных, сведенных в таблицу, является толщина литых панелей
(табл. 13.2) в миллиметрах, умноженных на 100.
В первых пяти строках приведены данные подгрупп. Шестая строка показывает
средние значения каждой подгруппы, нижняя строка показывает размах допуска
для каждой подгруппы. Эта информация может быть использована для создания
контрольной х- и Я-карты.
Таблица 13.2. Сведенные в таблицу данные толщин панелей
Под- группа 1 Под- группа 2 Под- группа 3 Под- группа 4 Под- группа 5 Подгруп- па 6 Под- группа 7 Под- группа 8
х=138 150 164 132 119 144 144 140
х2=146 158 140 125 147 149 163 135
х3=161 138 126 147 153 157 154 150
х4=168 173 142 148 142 136 165 145
х5=146 135 145 176 156 152 135 128
х=151,8 150,8 143,4 145,6 143,4 147,6 152,2 139,6
Я = 30 38 38 51 37 21 30 22
Для данного примера:
146,8;
R » 33,375;
ВГД (х)= 166,06;
НГД (х)= 127,54;
ВГД (Я) » 70,55;
и НГД (Я) = 0.
Карты х и R приведены на рис. 13.11. Теперь мы знаем, как надо создавать х- и
Я-карты; следующим важным шагом является анализ и интерпретация данных этих
карт.
13 Система статистического контроля производственных процессов
683
Окно анализа пригодности процесса для толщины п = 2
Анализ с представлением данных в 6 окнах
ф
ф
Z
5
Q.
О
ф
т
(С
Z
со
Г истограмма пригодности
ВГД= 166,1
Я =146,8
НГД= 127,5
110 150 190
ы дкР^Я/Н?рмального распРвДеления
Я = 33,38
НГД = 0,000 I
110 150 190
Диаграмма пригодности
Размах допуска
1-----------!----г
1----!------!
Технические условия
Рис. 13.11. Пример х- и Я-карты
Интерпретация х- и Н-карт
У стабильного технологического процесса есть три основных характеристики:
• большинство точек расположено возле центральной линии;
• некоторые точки находятся вблизи граничных значений;
• нет точек за пределами граничных значений.
Характеристиками нестабильного процесса, который вызван возникновением
определенной причины, являются:
• Внезапные разрывы в изменении данных — одна или более точек находятся за
пределами границ поля допуска (рис. 13.12).
• Тенденция — шесть последовательных возрастаний или убываний значений
данных (рис. 13.13).
Рис. 13.13. Пример тенденции
Рис. 13.12. Пример разрыва в изменении данных
684
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 13.16. Примеры правил зон: четыре из пяти точек за пределами 1 о, две из трех — за преде-
лами 2а (справа)
• Цикл — повторяющиеся пики (рис. 13.14).
• Серия — семь или более точек в строке находятся выше или ниже централь-
ной линии (рис. 13.15).
• Правила зоны:
• две или три точки подряд отклоняются от среднего значения больше, чем
на 2 величины среднеквадратичного отклонения (см. рис. 13.16, справа);
• четыре или пять точек подряд отклоняются от среднего больше, чем на 1 ве-
личину среднеквадратичного отклонения (рис. 13.16, слева).
• Сдвиг по уровню — внезапное изменение центральной тенденции размеще-
ния данных (рис. 13.17).
• Стратификация данных — пятнадцать или более точек расположены очень
близко к центральной линии (рис. 13.18).
• Кластеры — группировка точек в одной из областей карты (рис. 13.19).
• Смешанное воздействие — определяется по отсутствию точек вблизи цент-
ральной линии (рис. 13.20).
Чтобы выявить неслучайную причину, лучше всего сначала рассмотреть 1?-кар-
ту. Они более чувствительны к изменениям в равномерности и целостности данных.
Любые изменения в процессе будут приводить к смещению значений R вверх.
13 Система статистического контроля производственных процессов
685
ВГД
Стратификация
НГД
Рис. 13.18. Пример стратификации
Рис. 13.19. Пример кластеров Рис. 13.20. Пример смешанного воздействия
Так как 7?-карты более чувствительны к изменениям, то эффект улучшения тех-
нологического процесса будет заметен по этим картам раньше, х-карты надо анали-
зировать после того, как данные на 7?-карте станут стабильными, х-карта может вво-
дить в заблуждение, если Л-карта нестабильна. Когда обе х- и 7?-карты становятся
стабильными, то говорят, что технологический процесс становится управляемым.
SPC дает нам различные средства для определения изменений, вызванных неслу-
чайными причинами, однако тот факт, что изменения, которые являются следствиями
общих причин, хотя и являются присущими технологическому процессу, не означает,
что они не могут быть уменьшены или устранены. К сожалению, SPC не может помочь
нам в этом случае. Чтобы понять изменения, которые вызваны общими причинами, мы
должны понять технологический процесс и использовать другие методы статистики,
такие как планирование эксперимента (DOE). При правильном понимании технологи-
ческих процессов и использовании DOE воздействие как причин общего характера, так
и определенных может быть проанализировано и сведено к минимуму.
13.2.3 Контрольные карты для атрибутов
Атрибуты — это данные по распределению несоответствий в единице продукта (чис-
ло дефектов на одну деталь) или число единиц продукции, которые не соответству-
ют техническим условиям (дефектные детали). Для атрибутов часто используют
следующие определения:
686
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Несоответствие (дефект)
Любой аспект или неисправность, которые приводят к тому, что изделие (едини-
ца продукции или продукция) не соответствует заданным критериям:
с — число случаев несоответствия в выборке;
и - с/п — число случаев несоответствия на единицу продукции;
п — число единиц продукции в выборке.
Изделие, не удовлетворяющее техническим условиям (брак)
Изделие, которое не соответствует техническим условиям для измеряемых па-
раметров или содержит одно или более несоответствий (дефектов):
пр — количество брака в выборке, состоящей из п частей;
р = пр/п — пропорция брака в выборке.
Существует четыре типа контрольных карт для атрибутов. Контрольные кар-
ты для подсчета изделий, не удовлетворяющих техническим условиям, называ-
ются р-картами и пр-картами. Для р-карты объем выборки может меняться, для
пр-карт он остается постоянным. Контрольные карты для подсчета количества
отдельных несоответствий или дефектов в одном изделии называются с-картами
и «-картами. Для «-карт объем выборки меняется, для с-карт остается постоян-
ным (табл. 13.3).
Следует указать, что вычисление За предельно допустимых значений для атри-
бутов отличается от вычислений для переменных. Для переменных они базируются
на нормальном (Гауссовом) распределении. р-Карты и пр-карты основаны на бино-
минальном распределении.
Таблица 13.3. Контрольные карты для атрибутов
Объем выборки или подгруппы Что подсчитывается Тип контрольной карты
Переменный (>50) Брак р-карта
Постоянный (>50) Брак лр-карта
Постоянный Количество дефектов на изделии с-карта
Переменный Количество дефектов на изделии «-карта
с-Карты и «-карты основаны на распределении Пуассона. Более подробную ин-
формацию о контрольных картах для атрибутов можно найти в работах [1, 5].
13 Система статистического контроля производственных процессов
687
13.3 Пригодность технологического процесса
и специальные системы статистического
контроля для литья
13.3.1 Введение
Пригодность технологического процесса — это мера, показывающая, насколько при-
меним данный процесс к изготовлению деталей, удовлетворяющих техническим ус-
ловиям. На рис. 13.21 приведен технологический процесс, в котором распределение
данных его результатов уже, чем размах допуска или разброс, который допустим со-
гласно ТУ.
Другими словами, все параметры изделий, которые производятся в ходе данного
технологического процесса, находятся между верхней и нижней границами поля до-
пуска.
Перед определением пригодности технологического процесса сначала надо убе-
диться, что он управляем. Это осуществляется достоверным выявлением того, что
определенные причины не могут воздействовать на результат технологического
процесса. Таким образом, если на процесс воздействуют неслучайные причины, они
должны быть устранены изначально. При выяснении возможностей процесса нам
надо определить распределение индивидуальных данных результатов процесса, х, а
не средних значений, х.
Поэтому мы не можем просто использовать граничные значения из х-карт, пото-
му что граничные значения описывают распределение 6о значений х. Как обсужда-
лось ранее, среднеквадратичное отклонение отдельных данных, 6о, связано со стан-
дартным среднеквадратичным отклонением средних значений ох соотношением
сгх=су-л/я, (13.19)
где п — число данных, по которым вычислен х (объем подгруппы).
Рис. 13.21. Иллюстрация пригодно-
сти технологического процесса
Рис. 13.22. Распределение средних значений и от-
дельных данных
688
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Распределение отдельных данных всегда больше распределения средних дан-
ных (рис. 13.22). Пригодность технологического процесса можно определить как со-
ответствие результатов процесса ТУ. Изучение пригодности технологического про-
цесса может быть полезно в следующих случаях:
• при оценке вновь приобретенного оборудования;
• при выборе оборудования для производства отдельных деталей;
• при формулировании технических условий;
• при оценке стоимости контрактов.
Этапы, которые необходимо включить в оценку пригодности процесса:
1. Сбор данных о процессе и проверка пригодности системы измерений.
2. Нанесение данных на контрольные карты.
3. Определение предельно допустимых значений.
4. Проверка управляемости технологического процесса.
5. Определение пригодности технологического процесса.
6. Если технологический процесс непригоден, оптимизируйте его и вернитесь к
п. 1.
Перед выявлением пригодности технологического процесса следует убедиться,
что процесс управляем и что в результате процесса получаются изделия, параметры
которых имеют нормальное распределение. Следует указать, что процесс может
быть управляем, но при этом данные изделия не будут подчиняться нормальному
распределению. Это случается, когда технологический процесс по своей сущности
отличается от нормального. Некоторые измерения всегда приводят к получению
данных, распределение которых отличается от нормального. Примерами могут слу-
жить закругленность, плоскопараллельность и другие параметры; эти измерения
имеют естественное ограничение, равное 0. Оно же является для них наилучшим
значением; значения меньше нулевого недопустимы. Стандартные индексы пригод-
ности в данном случае недействительны.
13.3.2 Индексы (показатели) пригодности
Наиболее часто используемыми показателями пригодности (другое название — ин-
дексы воспроизводимости качества) являются потенциальная пригодность, СР, и по-
казатель пригодности, СРК. Потенциальная пригодность процесса является соотно-
шением между размахом допуска к шестикратному среднеквадратичному отклоне-
нию отдельных данных, :
С = Рю"ах Д°ПуСКа (13.20)
' бСТх
Размахом допуска называется разность между значениями верхней (ВГД) и ниж-
ней (НГД) границ поля допуска. То есть среднеквадратичное отклонение отдельных
данных, <зх, часто определяется из границ допуска в х- и /?-контрольных картах; сюда
относится деление среднего допуска на константу d2. В некоторых случаях опреде-
13 Система статистического контроля производственных процессов
689
ляется из среднеквадратичного отклонения выборок, когда мы используем х-
и $-карту. Когда ох определяется из среднеквадратичного отклонения выборок, то от-
ношение размаха допуска к 6ох называют показателем качества, или Рр.
К сожалению, существует некоторое несоответствие в названиях показателей
пригодности технологического процесса. Поэтому всегда следует проверять, что
означает данный индекс пригодности.
В нормальном распределении 99,73% данных будут попадать в диапазон 6о. Та-
ким образом, когда СР=1,0, можно ожидать, что 99,73% всех изделий будут лежать
внутри размаха допуска (при предположении, что данные группируются симмет-
рично вокруг заданного значения). Чем больше значение СР, тем больше изделий бу-
дут попадать в диапазон, заданный техническими условиями. Например, когда СР =
= 1,33, то следует ожидать, что 99,994% всех изделий будут удовлетворять заданным
допускам. Другими словами только 6 из 100 000 изделий не будут удовлетворять за-
данным допускам. Когда СР = 1,0, мы должны ожидать 270 бракованных изделий из
100 000. Получается, что такое небольшое изменение в значении Србудет приводить
к значительному увеличению количества бракованных изделий.
СР является всего лишь мерой распределения данных технологического процес-
са. При этом не имеет значения, группируются ли данные вокруг заданного значе-
ния. Если данные не группируются вокруг него, то использование СР может привес-
ти к ложной достоверности. В этом случае более полезно СРК, так как этот показатель
отражает одновременно распределение данных и принимает во внимание, группиру-
ются ли они относительно заданного значения.
СРК рассчитывается по формулам:
, вгд-сд
₽к Зох ’
, сд-нгд
РК Зох •
(13.21, а)
(13.21, Ь)
За СРК принимается наименьшее из двух значений. Если среднее значение больше,
чем заданное значение, то наименьшее значение СРЛ-будет давать уравнение (13.21, а).
Если среднее значение меньше, чем заданное значение, то наименьшее СРК будет да-
вать уравнение (13.21, Ь). Значение СРКиз уравнения (13.21, а) иногда считается стар-
шим показателем пригодности, СРи, напротив, значение, полученное из уравнения
(13.21, Ь) считается младшим показателем пригодности, CPL. Если кривая распределе-
ния данных симметрична относительно заданного значения, то СР= СРК. Если данные
несимметричны относительно заданного значения, то значения этих показателей бу-
дут отличаться, однако СРК всегда будет меньше, чем СР, На рис. 13.23 приведены при-
меры значений СР и СРК для четырех различных видов распределений.
Многие компании требуют от своих поставщиков, чтобы СРК находилось в преде-
лах от 1,33 до 2,0. Если СРК равно 1,33, то это означает, что 6 или меньшее число изде-
лий из 100 000 могут иметь параметры, не соответствующие ТУ. Если СРК равно 2,0,
2 или менее изделий из миллиона могут иметь параметры не соответствующие ТУ.
Если СРК равно 2,0 — число бракованных изделий практически равно нулю.
690
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Рис. 13.23. Значения Ср и для различного типа
распределений
Иногда используется другой по-
казатель пригодности — отношение
пригодности, CR. Показатель CR яв-
ляется величиной обратной, СР:
Cr = Размах допуска’ (13’22)
Чем меньше значение CR, тем
лучше. Показатель СР используется
более часто, чем показатель CR, по-
скольку его легче сравнить с показа-
телем СРК. Иногда используются оба
значения СРК, полученные из урав-
нений (13.21). Наибольшее из этих
двух значений иногда называют по-
казателем Zmax/3. Наименьшее —
^min/3-
Быстрое определение пригодности процесса
методом предварительного контроля
Очевидно, что определение пригодности технологического процесса с использо-
ванием методов SPC является затратной по времени задачей. В методе предвари-
тельного контроля SPC пригодность процесса определяется простым последова-
тельным исследованием пяти изделий, полученных в результате процесса. Допуск
делится на зоны: центральную, которая называется зеленой (она равна половине
размаха допуска), и зоны между зеленой зоной и пределами технических условий,
которые называются желтыми. Области, которые находятся за пределами техниче-
ских условий, называются красными зонами (рис. 13.24).
Если пять последовательно полученных изделий попадают в зеленую зону, то
технологический процесс признается пригодным. Можно показать, что показатель
пригодности составляет по крайней мере 1,33. В обычном методе SPC необходимо
исследовать по крайней мере 50 изделий для того, чтобы можно было определить
пригодность технологического процесса.
13.3.3 Использование компьютеров
Одним из наиболее удобных способов внедрения SPC является использование пер-
сональных компьютеров. В свободной продаже есть большое количество програм-
мных продуктов, которые позволяют осуществлять SPC легче и быстрее. Пример
быстрого получения фундаментальной информации по SPC приведен на рис. 13.25.
13
Система статистического контроля производственных процессов
691
Рис. 13.24. Три зоны предварительного контроля
Окно анализа пригодности процесса для толщины л = 2
Анализ с представлением данных в 6 окнах
ф
ф
Z
5
НГД =127,5
Я = 33,38
ВГД =166,1
Я =146,8
Г истограмма пригодности
1и
ТТо 150 190
Кривая нормального распределения
Последние 20 подгрупп
180-1--------------------------
160-
140-
НГД = 0,000 I
110 150 190
Диаграмма пригодности
Размах допуска
о
Технические условия
1 2 3 4 5 6 7 8
Номер подгруппы
Рис
13.25. Окно с шестью картинками анализа пригодности процесса, полученное на персональ-
ном компьютере с помощью программы Minitab
692
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Анализ пригодности процесса
Анализ пригодности данных по толщине
Толщина л = 2
Рис. 13.26. Информация по пригодности технологического процесса на основе анализа толщины
изделий
На дисплее отображено шесть видов информации: х- и Я-карты, реальные дан-
ные о последних 20 подгруппах, гистограмма пригодности, кривая нормального рас-
пределения и график пригодности, показывающий, насколько хорошо результаты
процесса соответствуют допускам.
После ввода данных в формате электронной таблицы получение графиков, пока-
занных на рис. 13.25, занимает всего несколько секунд. Более детально информация
об анализе пригодности приведена на рис. 13.26.
На рис. 13.26 приведены значения CPt Сри, СРК, ВГД, НГД, k, п, среднее, среднее +
За, среднее — За и т. д. Рис. 13.26 также получен с помощью программы Minitab —
коммерческого продукта компании Minitab Inc.
При определении пригодности технологического процесса, когда данные не под-
чиняются нормальному распределению, рекомендуется использовать пакеты про-
граммного обеспечения для SPC с учетом отсутствия нормального распределения
данных.
На практике это наиболее целесообразный и точный метод обработки данных,
которые не подчиняются нормальному распределению.
13.3.4 Специальные системы
статистического контроля для литья
Так как литье под давлением привносит несколько специфических проблем в реали-
зацию SPC, то были разработаны методы специально для этого технологического
процесса.
Групповой технологический процесс
Групповые технологические процессы состоят из ряда статистически не зависи-
мых процессов, на которые могут воздействовать несколько факторов общего харак-
13 Система статистического контроля производственных процессов
693
теЬа; эти технологические процессы называют также «многопоточными». Примером
группового технологического процесса может служить литье под давлением в мно-
гогнездные формы. Наполнение и охлаждение одного из гнезд могут определяться
факторами, которые не оказывают влияния на другие гнезда. Если оператор отбира-
ет 5 образцов из 32 гнездной формы, то вероятность того, что деталь из определенно-
го тезда не будет включена в выборку, составляет 83,3%. Если образцы отбираются
каадый час, то производство может продолжаться всю смену или даже сутки, но при
этом может оказаться, что из одного гнезда в выборку не попадет ни одного образца.
Таким образом, изделия, не соответствующие техническим условиям, могут пропус-
ка! ься в течение существенного периода времени.
Если бракованная формующая полость (гнездо), производящая такие изделия,
приводит к выходу процесса за пределы зоны управления, то в этом случае обычно
стараются изменять факторы, которые влияют сразу на все гнезда. Такие факторы
называются «глобальными». Если следующая деталь из этой полости не попадает в
выборку для проверки, то создается впечатление, что были внесены правильные из-
менения в технологический процесс. В реальности получилось, что оператор сделал
ошибочные изменения в технологическом процессе, который был статистически
управляем.
Контрольные карты медианы/индивидуальных измерений
Одно из решений этой проблемы представлено Грантом и Левенвортсом [2].
Он|и предложили комбинировать результаты карт медианы с картами индивидуаль-
ных значений. Последняя показывает изменения отдельных измерений, а первая от-
еле живает изменения глобального характера. Одним из преимуществ карты медиа-
ны является то, что она не требует от оператора проводить промежуточные вычисле-
ний.
В карте медианы каждая выборка или наблюдение состоит из единицы, которая
принадлежит семейству значений. Помните, что медианой называется точка, кото-
рая делит набор значений отдельных измерений пополам. Частота отбора образцов
зависит от технологического процесса, вообще говоря, отбор образцов должен про-
изводиться достаточно часто. Если сделать заключение о процессе, что он стабилен,
то можно уменьшить частоту отбора образцов. Определение средней медианы ана-
логично процессу получения «главного» среднего в х-карте
__ хх +х2+х3+...+**
х~ k ’
где| k — число подгрупп.
Верхняя граница поля допуска определяется выражением
ВГД = х+Л2Т?.
(13.23)
(13.24)
Нижняя граница
НГД=Я-Л2Я.
(13.25)
694
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Коэффициент А2 приведен в табл. 13.4. Следует иметь в виду, что значение А2 от-
личается от значения А2 для х-карты и Л-карты, которые были обсуждены ранее.
Границы полей допуска для индивидуальных измерений, х, (предельные значения
для величины х) определяются из выражения:
ВГД = 1+ £2Я. (13.26)
Нижнее предельное значение определяется из выражения
НГД»1-£2Л. (13.27)
Коэффициент Е2 приведен в табл. 13.4.
Таблица 13.4. Коэффициенты для карт медианы (А/) и индивидуальных значений (Е^)
л Д2 ₽2
3 1,187 1,772
4 0,796 1,457
5 0,691 1,290
6 0,548 1,184
7 0,508 1,109
8 0,433 1,054
9 0,412 1,010
10 0,362 0,975
Карта медианы/индивидуальных измерений показывает отдельные значения
точками, а медиану как среднюю линию (рис. 13.27). Измерения для одного образца
показаны вдоль вертикальной линии; на этом рисунке измерения показаны зна-
ком (+).
Карты индивидуальных/средних измерений (М/Г) для групповых процессов
легко использовать и интерпретировать. Анализ становится более эффективным,
так как изменения из-за глобальных или локальных причин могут быть разделены.
Общую изменчивость результатов процесса можно уменьшить за счет центрирова-
ния значений отдельных измерений.
Если медиана находится между граничными значениями, а одно или более инди-
видуальных измерений превышает эти границы, то проблема связана именно с кон-
кретным изделием. Пример такой ситуации показан на рис. 13.28.
В этом случае глобальные факторы не следует изменять, потому что причины
возникновения проблемы носят локальный характер. Примером локальных факто-
ров могут служить температура на отдельном участке формы, сечение разводящего
или впускного литника и т. д.
Если медиана превышает предельно допустимые значения, то следует ожидать,
что на процесс оказывают воздействие глобальные факторы. Пример медианы, кото-
рая выходит за пределы управления, приведен на рис. 13.29.
13 Система статистического контроля производственных процессов
695
Номер выборки ----------►
Рис! 13.28. Пример карты медианы и х-карты, когда индивидуальные измерения находятся за
' пределами поля допуска
Ван дер Веен и Холст [3] описывают использование техники карт медианы и инди-
видуальных измерений для литья корпуса распылителя с использованием 8-гнездной
литьевой формы. Карта медианы указывает на глобальные изменения в технологиче-
ском процессе. Эти изменения относятся к изменению цвета изделия. Карта индивиду-
альных измерений показывает, что гнездо № 6 дает результат, который заметно меньше
результатов по сравнению с другими гнездами. Было обнаружено, что температура ох-
лаждающей воды для гнезда № 6 существенно меньше, что приводит к более быстрому
охлаждению и менее эффективному уплотнению расплава. Эта проблема может быть
устранена за счет регулировки потока воды. Подобная техника создания карт использу-
ется в некоторых программных продуктах, реализующих SPC. Использование компью-
696
ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Номер выборки ------------►
Рис. 13.29. Пример карты медианы и карты индивидуальных измерений, когда медиана выходит
за пределы поля допуска
тера для выпуска контрольных карт предпочтительнее, чем использование этой техни-
ки вручную. Кардинально ускоряется скорость обработки данных с одновременным со-
кращением ошибок, связанных с человеческим фактором, что дает возможность
персоналу работать с большей производительностью.
Составление групповых карт
Проблема общепринятого контроля с помощью карт многопоточных (группо-
вых) процессов были обсуждена Бажаром и Скогом в работе [4].
Один из методов контроля технологического процесса многопоточного литья
под давлением заключается в использовании х- и Яти-карт (индивидуальных изме-
рений и скользящего размаха допуска) для каждого отдельного потока. Данный ме-
тод рекомендуется для случаев, когда показатель СРК для всех гнезд равен или боль-
нгдх
Карта скользящего размаха допуска
Рис. 13.30. Пример групповой карты
ше 3. Когда СРК < 3, то рекомен-
дуется использовать х- и /?-кар-
ты. Этот подход довольно сло-
жен и требует больших затрат
времени.
Альтернативным и более вы-
годным подходом является ис-
пользование групповой конт-
рольной карты. В этой карте
максимальное и минимальное
значения нанесены на х-каруу,
а максимальный скользящий
размах допуска — на 1?-карту
(рис. 13.30).
13 Система статистического контроля производственных процессов 697
Процесс хорошо работает до тех пор, пока максимальное значение х меньше
верхней границы поля допуска, а минимальное значение х находится выше нижней
границы поля допуска. Карта скользящего размаха показывает максимальное значе-
ние допуска любого из потоков относительно их собственного предыдущего значе-
ния, что делает этот инструмент чувствительным к любым изменениям в потоке вне
зависимости от постоянных изменений между потоками. Групповая карта наиболее
удобна для осуществления повседневного мониторинга, однако отчет в виде табли-
цы может быть полезен для выявления потоков, которые согласованно друг с другом
имеют низкие и высокие значения. Например, из табличного отчета станет очевид-
ным, что 3 потока согласованно имеют высокий уровень. Если мы используем карту
медианы и индивидуальных измерений, то мы можем найти отдельные точки, соот-
ветствующие номеру гнезда. В этом случае из карты немедленно станет очевидным,
какой из потоков становится последовательно низким или высоким. Сопоставление
экстремально низких или высоких значенийхс номером гнезда формы будет осуще-
ствляться также в групповой карте. Данный метод более предпочтителен, так как
легце выявлять проблемы, изучая карту, чем исследуя табличные данные.
Литература
1. Shewhart, W. Economic Control of Quality of Product (1931). Van Nostrand Reinhofd New
York.
2. Grant, H. I., Leavenworth, R. S. Statistical Process Control, 5th ed. (190) McGraw Hill, New
York.
3. Van der Veen, J., Holst, P. Median/lndividual Measurements Control Charting and Analysis
for Family Processes (1993), Northwest Analytical Inc.
4. Bajaria, H., Skog, F. Quality (1994), December.
5. Rauwendaal, C. J. Statistical Process Control in Injection Molding and Extrusion (2000)
Hanser, Munich.
Сведения об авторах
Джон Бемон, Plastics Engineering Technology, Репп State Erie, Erie, PA 16563, USA
Джон Боцелли, Injection Molding Solutions, Midland, MI 48640, USA
Нельсон Кастаньо, IPIPC, Medellin, Colombia
Брюс Дэвис, The Madison Group: PPRC, Madison, WI53719
Маурицио ДеГрейфф, IPIPC, Medellin, Colombia
Роберт Фарелл, Plastics Engineering Technology, Penn State Erie, Erie, PA 16563, USA
Пол Дж. Грэманн, The Madison Group: PPRC, Madison, WI 53719, USA
Джеф Холден, Holden Polymer Consulting, Inc., Prescott, AZ 86301, USA
Роджер Ли, Colormax, A K-Tron Company, Telford, UK
Тим А. Оссвальд, Department of Mechanical Engineering, Polymer Engineering Center,
Madison, WI 53706, USA
Крис Раувендааль, 12693 Roble Veneno Lane, Los Altos Hills, CA 94022, USA
Антуан Риос, The Madison Group: PPRC, Madison, WI 53719, USA
Майкл Cene, Dickten & Masch Mfg. Co., Nashotah, WI 53058, USA
Ли-Шень Тунг, Department of Mechanical Engineering, Polymer Engineering Center,
Madison, WI 53706, USA
Треаса Спрингет, Technical Center, Phillips Plastics Corporation, Prescott, WI54021, USA
Рагу Вадламуди, Technical Center, Phillips Plastics Corporation, Prescott, WI54021, USA
Джерри Уикманн, Technical Center, Phillips Plastics Corporation, Prescott, WI 54021,
USA
Используемые аббревиатуры полимерных материалов
АЕ с Сополимер акрилонитрила, бутадиена и стирола
Л1 [ЭНП Линейный полиэтилен низкой плотности
HI [Э Ненасыщенный полиэфир
Ш Полиамид (найлон)
ПЕ ТФ (ПБТ) Полибутилентерефталат
ПЕ X Поливинилхлорид
ПЕ Полиимид
ПЕ > Поликарбонат
ПК ША Полиметилметакрилат
ПЕ Полипропилен
П( Полистирол
ш ФЕ Политетрафторэтилен (тефлон)
ПЬ г Полиуретан
ПС )А Полиацеталь (полиформальдегид)
Пс Полиэтилен
Пс ВП Полиэтилен высокой плотности
ns нп Полиэтилен низкой плотности
ns ТФ (ПЭТ) Полиэтилентерефталат
СА н Сополимер акрилонитрила и стирола
УГ с Ударопрочный полистирол
Ф< >А Фенолформальдегид
Ф1 I Фенопласт
эс Эпоксидная смола
Предметный указатель
CAD 520,521
САЕ 279,448,452, 503-507
Coinjection (Sandwich) Molding 282
Cornell Injection Molding Program 505
External Gas Molding 297
Fusible (Lost, Soluble) Core Molding 290
Gas-Assisted Injection Molding 294
Injection-Compression Molding 301
In-Mold Decoration 305
In-Mold Lamination 305
Insert Molding 313
Inverted Force Molding 320
LIGA 328
Live-Feed Injection Molding 338
Low-Pressure Injection Molding 319
Microcellular Injection Molding
(MuCell) 329-334
Micro-Injection Molding 324
Microlayer (Lamellar) Injection 315
Multicomponent Injection Molding 334
Multi-Point Volumetric Injection Cont-
rol 322
Outsert Molding 314
Paintless Film Molding 306
Powder Injection Molding 345
Push-Pull Injection Molding 343-345
РУТ-диаграмма 30, 31,468, 514
Reaction Injection Molding 349
Reomolding 356
Resin Transfer Molding 352
Shear Controlled Orientation Injection
Molding 338-342
STL-файл 521
Structural Foam Molding 358
Thermoplastic Solid Molding 320
Thin- Wall Injection Molding 363
Vario term 328
Vibration Gas Injection Molding 368
Х-группы 41
A
АБС-пластик 333,362, 368, 599, 600
Адвани и Такера модель 511
Адгезия 289
Аккумулятор газожидкостный 360
Анализ
динамический механический 660
дисперсионный 675
на основе литьевой формы 523, 524
на основе твердотельной моде-
ли 520-523
термогравиметрический 606, 620
трехмерный 530
экспертный 524-526
упрощенный 519
Анизотропия 114
Антистатик 628
Апельсиновая корка 562, 580
Атактичность 47
Атрибут 685
Б
Блеск 557
Бобышки 487-489
Брак 686
размерный 553-555
Брикмана число 101
Бункер загрузочный 158,159, 268
щметный указатель
701
В
Ви
Вп
Вай-дер-Ваальса силы 43
Вариация 674
Be лсенберга-Рабиновича уравне-
ние ИЗ
Велтиляция материального цилинд-
ра 539
Велтури устройство пневматиче-
ское 269
Вздутие 582
скозиметр 650
капиллярный 111
ускной литник 493,494
боковой 414
зеерный415
дисковый 416
изогнутый 418
кольцевой 416
лерекос впускного литника
570-572
нленочный 415
: подводом к внутренней полости
отливки 419
почечный 382,420
туннельный 417
центральный 413
целевой 415,422
Вс цененный полимерный материал
>86
Всленивание 358
оричное сырье 286
Вт
Втулка
литниковая 379
направляющей колонны 238
Вуаль 542
Вулканизация 580, 581
Вь борка 672
Вы держка род давлением 198
Вь талкивание
, хвухстадийное 441
многостадийное 441
Вязкость 95,112,636,650
характеристическая 650
Г
Гайка 226, 253, 255
поворотная 228
разрезная 226, 227
Головка смесительная 350-352
Гомополимер 601
Градирня 277
Грампластинка 563
Граница поля допуска
верхняя 670, 688
нижняя 670, 688
Гута модель 110
д
Давление впрыска 85,100-105, 321,
363
Датчики 587
давления 587-590
температурные 590, 591
Деборы число 108
Дегазация 178
Деструкция 552, 596, 628
Дефект 686
Деформация сдвига 96,183
Джефри модель 511
Дисперсия 674
Добавка 626
армирующая 619, 658
Дозирование 272, 274
Ж
Жесткость узла смыкания 255
3
Загрузчик
бункерный 270
вакуумный 270
Загрязнение 597
Залипание 573-575
Запах 561
Затвердевание 122
702 ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Знак оформляющий 379,490,494
изгиб и смещение знаков 550
Зона
дозирования шнека 150
питания шнека 150
сжатия шнека 150
Зона смешения 190-196
в форме ананаса 191
Ле Роя и Маддока 193
плавающая 193
с удлиняющими шпильками 196
Твенте 192
Зонд 265
И
Изменчивость 675
Индекс пригодности 688
Интенсивность поглощения 599
Испытания по Изоду 634
К
Калориметрия дифференциальная
сканирующая 601,608
Камера сушильная 265
Канал вентиляционный 445-447
закупоривание 576
Канал
газовый 295
системы охлаждения 431
Карбонат кальция 619
Карта контрольная 668,678
групповая 696
для атрибутов 685
индивидуальных значений 678,693
медианы и допуска 679,693
накопленных сумм 679
среднего арифметического значе-
ния и допуска 669,679
среднего арифметического значе-
ния и сигмы 679
Шухарта 669
Кастро-Макоско модель 137
Каучук бутадиеновый 598
Качество обработки поверхности 207
Клапан обратный 154-157,560
CRD 157
кольцевой 155
шариковый 155
Коалесценция 188,189
Коллектор ГКС 380
изолированный 390
с внешним нагревом 387
с внутренним нагревом 387-389
Колонна направляющая 226,231,232,
245,247, 252
Кольцо ароматическое 607
Кольцо съема 439
Контртолкатель 380
Конусность 489,490
Конфигурация макромолекул 47
Конформация макромолекул 47
Коробление 139,144,478,528,576,
577,579
Коррозия точечная 562,563
Косынка 485
Коэффициент
ассиметрии 675
безотказности 209
вариации 675
Коэффициент
жесткости узка смыкания 255, 256
полидисперсности 46, 654
эксцесса 675
вариации 675
Кристаллизация 128-130
Кросса-Вильямса-Лэндла-Ферри
модель 513
Л
Ламель 53
Лапласа уравнение 508
Линии серебристые 569
Линия
разъема формы 379,381,383,445,446
спая 526,578,579
1редметный указатель
703
Литниковая система 400,403-413
горячеканальная 387-399
горячеканальная смешанная 391
холодноканальная 381-383,402
Литье
вибрационное с газом 368, 369
двухкомпонентное (сэн-
двич) 282-290, 529
каучуков 369
микрослоистое 315-319
многокомпонентное 334-338
на металлическое основание 314
на подложку 305,320,323
при низком давлении 319-324
с декорированием в форме 305, 306
с добавлением неполимерных по-
рошковых материалов 345-349
с использованием легкоплавких пу-
ансонов 290
с ламинированием в форме 305, 307
со вспениванием 358-363
со вставкой 313
структурное реакционное 352
тонкостенных изделий 363-368
Литье каучуков
компрессионное 369,370
литьевое прессование 370-372
под давлением 371
Литье с газом 294-300, 529
с внешним давлением газа 297
с локальной подачей газа 297
Литьевая машина 15-22, 263
без направляющих колонн 232-234
многопозиционная 321
с двумя плитами 22’3-225, 229
горячеканальная 380,385, 395
двухэтажная 399,499
холодноканальная 380
холодноканальная с двумя плита-
ми 380-382
холодноканальная с тремя плита-
ми 382
Литьевая форма 25, 309, 328, 377,
465-467
Литьевое прессование 301-305
смол 352
Ловушки воздушные 538, 582
М
Маддока модель плавления 166
Масса молекулярная 43-46,633
средневесовая 654
среднечисленная 45,653
Матовость 526,557
Матрица 378,383
Медиана 673
Мел 619, 622
Метод
«Шесть сигм» 535, 593
граничных элементов 516
конечных разностей 516, 520
конечных элементов 517
контрольного объема 506
сеток 506
Тагути 675
устранения и выявления дефек-
тов 533, 534
Механизм
вывинчивания 443,444
двухстадийного выталкивания 441
Микролитье 324-329
Мода 673
Модальность 675
Модель переноса тепла 512
Модуль упругости 454
Морфология 127
Мультипликатор слоев 315
Мутность 541
Н
Нагар 559
Нагрев динамический 631
Наконечник ГКС 421
Наполнитель 474, 619, 620, 661
704 ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Направляющая колонка 383
Напряжение
изгибающее 249
осевое 250
разрушающее 200
растягивающее 200
сдвига 95,472,473
сжимающее 200
Недолив 560,566-568
Ненасыщенный полиэфир 65
Неполный впрыск 566-568
Непроплав 576
О
Обесцвечивание 555
Облой 555-557
Обойма матриц 379
Окисление 583, 630
Опора скольжения плит 238, 240, 241
Ориентация 114-117, 340, 474,475,
478, 527
Осадок 559
Основа формы 378
Остаток карбонизированный 607,614
Остаточные напряжения 139,142,478,
479
Отверждение 133-138
Отклонение среднеквадратичное 674
Охлаждение 276,426,470
П
Перевулканизация 583
Перегородка 433,434
Перемещение расплава 172
Перколяция 184
Пиролиз 607
Плавление 605
дисперсное твердых веществ 166
совмещенное твердых веществ 166
Планирование экспериментов 592
Пластикация 152,165
Пластификатор 628
Пластичность 633
Плита
задняя 222
крепления 379
матриц 379, 385
неподвижная узла смыкания 216-
221
опорная 380, 426
подвижная узла смыкания 221, 222
съема 382,439
толкателей 243
хвостовика 380
Поверхностная обработка 207
Подвулканизация 580
Подгорание 545,546
у места впуска 546
Подгруппа 672
Поднутрение 442,443, 490-493
Подтекание расплава 558
Показатель текучести расплава 47,
111,636
Ползучесть 454
Полиамид 61, 62, 293,329, 333,345,
352, 608
Поливинилхлорид 63, 307, 628
Полидисперсность 654
Поликарбонат 62, 304, 329, 333, 362,
368,612
Поликонденсация 43
Полимер 33-36
Полимеризация 41
Полиметиметакрилат 63, 329
Полипропилен 63, 304,307, 311,324,
333,362, 369,602-606
Полистирол 63,333,362,598, 599
Полиуретан 66, 300, 307,352
Полиформальдегид 61, 604
Полиэтилен 62, 304, 333,362
Полосы черные 540
Полуматрица раздвижная 444
Полуформа
верхняя 378
неподвижная 378,490
Предметный указатель
705
П
П
П
п|олуформа
нижняя 378
подвижная 378
Пористость 582
[орообразователь 359-361
[оток тепловой 601
[равило четырех «П» 82
П редел
прочности при растяжении 200
текучести 199
ПЬивод узла пластикации 160
Пригодность технологического про-
цесса 687
ПЬиливы 441
Причина
изменчивости общая 671
изменчивости определенная 671
Программное обеспечение коммерче-
ское 526, 586
Прототипирование 451
Прочность
на разрыв 199
ударная 634,635
усталостная 200, 2-3
Пуансон 290, 291, 294,378, 380,425,
435,490,494
складывающийся 443
Пузыри 540
газовые 544, 545
Пустоты 576
Пятна черные 538
Р
Разводящий литник 380, 397
Размах допуска 674, 688
Рамка кадровая 494
Распределение
биноминальное 676
логарифмическое нормальное 676
молекулярно-массовое 45,654
нормальное 676
унимодельное 675
частотное 675
бимодальное 675
Расслаивание 183, 552, 580
Растрескивание 550
Ребро 484,485
Редактор сетки динамический 505
Рейнольдса число 180
Рекристаллизация 605
Реология 95,109,110
Реометр 96
Реометрия 111
Реоформование 356
Рычажно-коленчатая система 215,
216, 235, 237
С
Сетка конечных элементов 505
Сечение литниковых каналов
круглое 402
полукруглое 403
прямоугольное 403
трапецеидальное 402
Сжатие расплава 398
Синдиотактичность 47
Система
вентилирования формы 445-447
вулканизации 70
выталкивания 243-245,380,434-444
конвеерная 275
охлаждения формы 428-434
статистического контроля произ-
водственных процессов 668
Скорость
впрыска 85, 321,363
сдвига 639
течения расплава 557, 635
толкателей 555
Смеситель
CRD 194
барабанный 272
гравиметрический 273, 274
Зорро 196
объемный 273
Сакстона 191
фонтанный 273
706 ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
Смесь
полимеров 66
реакционная 352
Смешение 179-190,272,346
диспергирующее 185
с распределением 180,181
цветное 547-549,563
Сопло ГКС 380,392
запирающееся 393,394
изолированное 390
с внешним нагревом 387,388,393
с внутренним нагревом 389
теплопроводящее 395
Сопло узла пластикации 158, 538
«замерзание» 561
подтекание 561
Сополимер этилена и винилацета-
та 618
Сополимер 66-68,601
Спекание 348
Спектроскопия
инфракрасная 598-601
рентгеновская 622
Среднее 668
арифметическое 672
Степень
кристаллизации 606
полимеризации 41
Степень сжатия 150
Стереолитография 520
Стивенсона модель 100
Струя темная 552
Сушилка 267
Сушка 85,265
в микроволновых печах 268
вакуумная 268
осушенным воздухом 265-267
Сферолит 51,128
Сшивание 644
Т
Тадмора модель 167
Тальк 619,622
Твердость по Бринеллю 203
Тейта уравнение 515
Температура
отклонения под нагрузкой 664
переработки 71-73,83,84
плавления 53
стеклования 50,53
Тенденция распределения централь-
ная 673
Теорема центральная предельная 677
Теплоемкость 601
Теплоперенос 130
Термопластичный полимер 48-50,
61-64,114-119,124,288,293,300,
304,403,468
аморфный 50,126,127,603,658
частично кристаллизующийся 51,
127,132,345,469,603,658
Термореактивный полимер 64-66,93,
94,109,120,133-138, 288,293,300,
304
Термоэластопласты 71,73-80,89-93
Течение
под давлением через щель 98
простое сдвиговое 98,106
растяжения 180
ротационное 179
сдвиговое 179,180,183
струйное 422
Хагена-Пу азей ля 98
Тиксотропность 97
Тип нагрузки 205
Толкатель 380,436
воздушный 440
наклонный 443,444
плоский 439
трубчатый 438
цилиндрический 438
Толщина стенки 481-483
Точка росы 267
Транспортирование вакуумное 276
Трещины волосяные 551
Трубка фонтанирующая 433,434
Тяга 441
Предметный указатель
707
У
Углерод технический 625
Удлинение относительное при разры-
ве 635
Узел
впрыска 315,343
пластикации 23,146,148,160
Узел смыкания 24,198, 211, 212, 242
гидравлический 212
гидромеханический 212, 213,230
механический 214, 215, 257
Уклон 485,486,489,490
Управление многоточечным объем-
ным впрыском 322
Уравнения состояния 513-516
Усадка 139,141,468-477, 528, 568,
569
линейная 470-474
Усилие
выталкивания 243
смыкания 100-105,257-261,303
Усталость металла 198-200, 424
Устройство запорное 425
Утяжины 569,570
Ф
Фаррела правило квадратного кор-
ня 262
Фенолформальдегид 64
Фольгара и Такера модель 511
Формующая полость 378,476,477
X
Хвостовик 441
Хейвуда метод 209
Хеле-Шоу модель 508-510,521
Ход смыкания 242
Хроматография
высокоэффективная жидкост-
ная 629
газовая 630
гельпроникающая 652
Хрупкость 542, 543
ц
Целлулоид 16
Центральный литниковый канал 380,
385
ГКС 392
залипание 572, 573
Цикл технологический 28-30
Цилиндр материальный 157
ч
Частота разрушений 207
Чистота помещений 271, 272,327
Ш
Шероховатость 583
Шнек 564-566
с возвратно-поступательным дви-
жением 148-154
Штрихи 576
Штуцер осушительный 265
э
Экстракция 629
Экструдер 36
двухстадийный 178
двухшнековый 36
плунжерный двухступенчатый 147
плунжерный 147
шнековый с плунжерным насо-
сом 147
Эксцесс распределения 676
Эластомер 68, 69,95
Эпоксидная смола 66
Эффект течения фонтанный 117-119,
283,510
ЛИТЬЕ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ТА. Оссвальд, Л.-Ш. Тунг, П.Дж. Грэманн (ред.)
Перевод с англ. И. Никитиной, Б. Бондаренко
под редакцией Э. Л. Калинчева
Ответственный редактор А.Н. Аввакумов
Редакторы Ярцева Э.Э., Кокорева О.И.
Обработка иллюстраций Н.В. Красноперов, А.В. Андриенко
Верстка ИЛ. Актановой
Дизайн обложки Р.В. Бабкиной
Корректоры ОД. Камнева, Н.Б. Старостина
Издательство «Профессия»
Санкт-Петербург, 191002, а/я 600
Тел./факс: (812) 251-46-76,740-12-60. URL: www.professija.ru
e-mail: bookpost@professija.ru
Лицензия № ИД 00469 от 25.11.1999 г.
Подписано в печать 10.11.05. Формат 70 х100’/|6. Печ. л. 44,5.