/


















































































































































































































































































































































































































































































































































































Автор: Менгес Г. Микаэли В. Морен П.
Теги: строительные материалы лазеры переводная литература литье литьевые формы стальное литье
Год: 2007



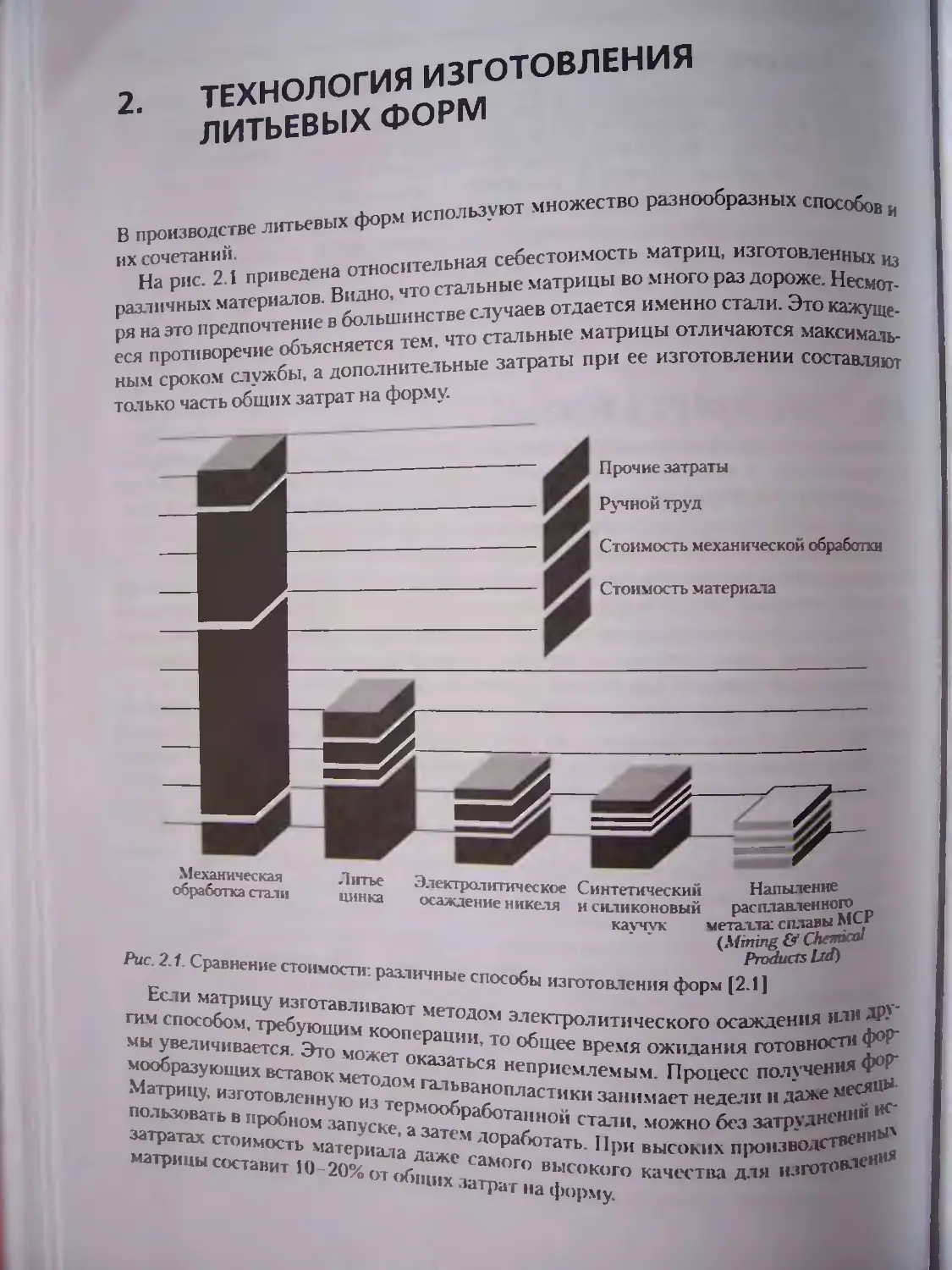
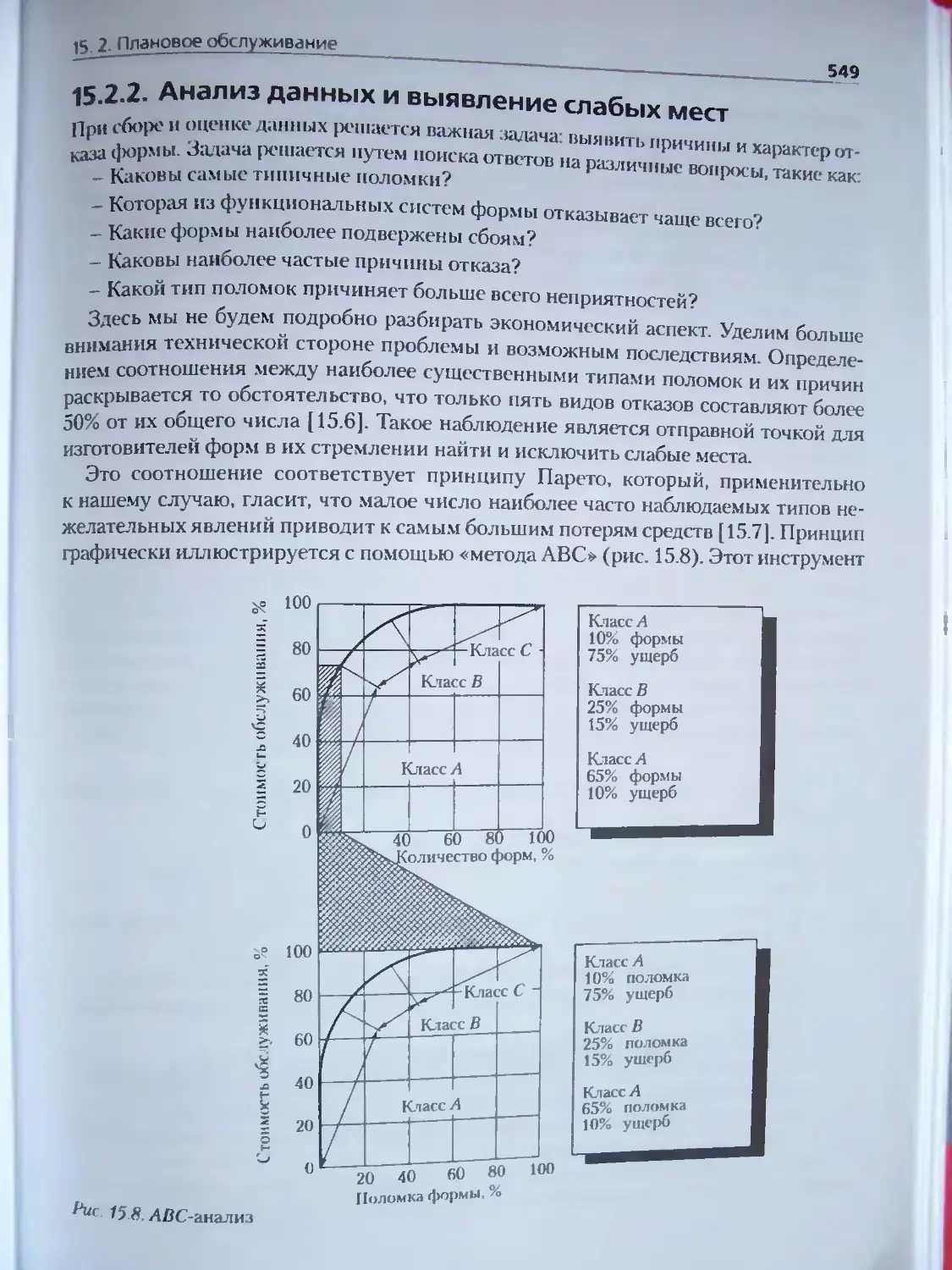
Текст
Георг Менгес
.Вальтер М икаэли
Пауль Морен
Как делать
литьевые формы
Перевод с английского 3-го издания
под редакцией В. Г. Дувидзона и Э. Л. Калинцева
Санкт-11етербу рг
2007
Содержание
Предисловие к третьему изданию...............................................
Материалы для деталей литьевых форм.................... j 7
Стали............................................................ jg
1.1,1 Общие сведения..........................
1.1.2. Цементуемые стали......................................... 22
1.1.3. Азотированные стали........................ 23
1.1.4. Стали сквозной закалки.................................... 26
1.1.5. Термообработанные стали в состоянии поставки............. .26
1.1.6. Мартенситные стали........................................ 27
1.1.7. Твердые сплавы для литьевых форм...........................27
1.1.8. Коррозионностойкие стали................................. .28
1.1.9. Рафинированные стали.......................................29
1.2. Стальное литье.................................................... . 30
1.3.
Цветные металлы.....................................................30
1.3.1. Медные сплавы........................................................30
1.3.1.1. Сплавы бериллий-медь........................................ 30
1.3.2. Цинк и его сплавы.................................................. 33
1.3.3. Сплавы алюминия........ ........ - .................-...............34
1.3.4. Сплавы висмут-олово.........................................37
1.4.
1.5.
Материалы для электролитического осаждения..............................37
Обработка поверхности сталей для литьевых форм..........................38
1.5.1. Общие сведения...................................................38
1.6.
17
18
1.5.2. Термообработка сталей................... ...................
1.5 3. Термохимические методы обработки.......................
1.5.З.1. Науглероживание...................................
1.5.3 2. Азотирование......................................
1.5.3.3. Борирование.......................................
1.5.4. Электрохимическая обработка...............................
1.5.4 1. Хромирование......................................
15.4 2. Никелирование.................... ........
1.5.4.3 Процесс NYE CARD (никель-фосфор-силикатные покрытия)
1 5.4.4. Твердосплавные покрытия.. • • ..........
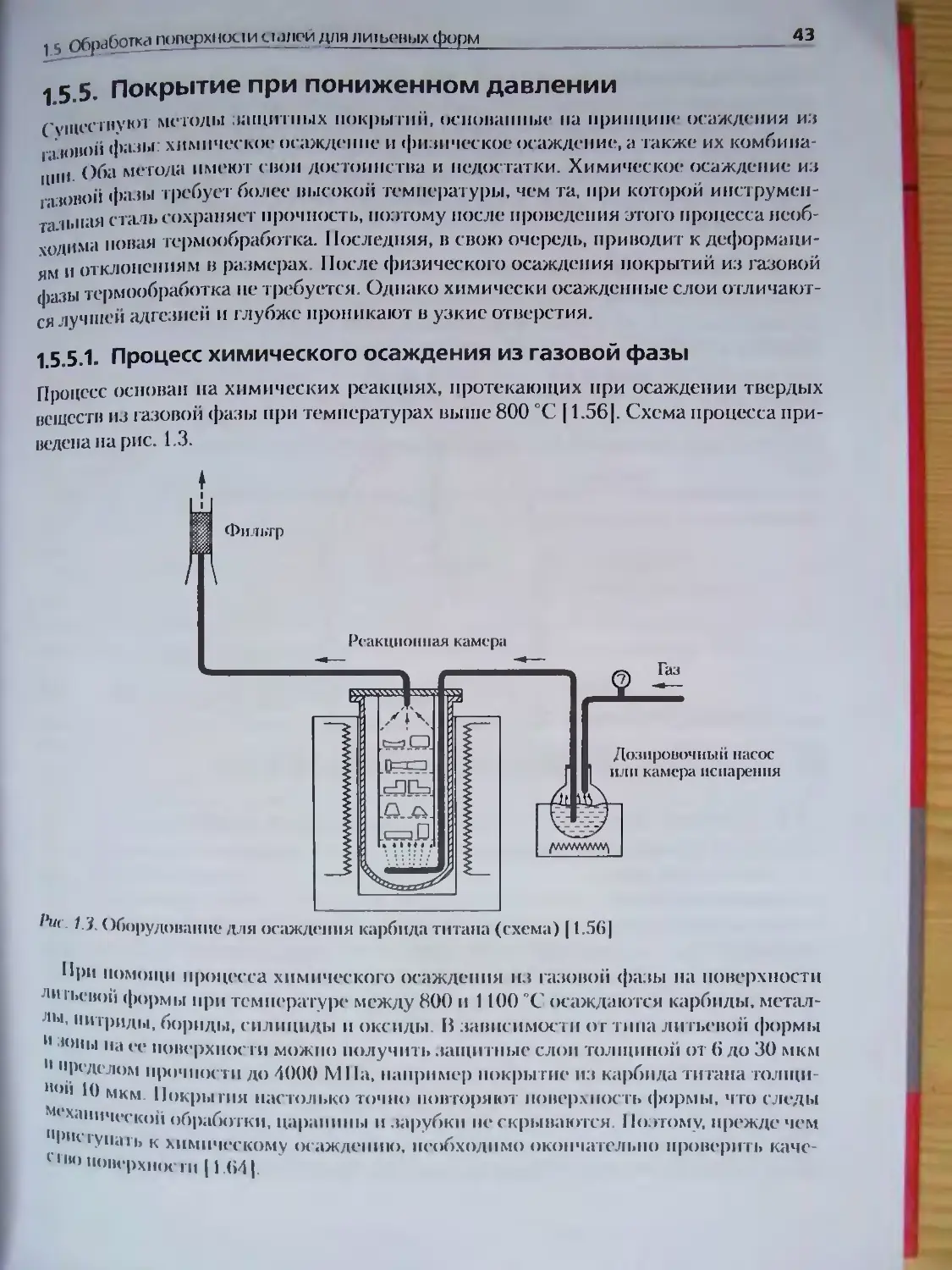
1 5.5. Покрытие при пониженном давлении..........
1 5.5.1. Процесс химического осаждения из газовой фазы
1 5 5.2 Процесс физического осаждения из газовой фазы
Лазерная обработка поверхности . - - • • ’ ‘'
1-6.1 Лазерное упрочнение и переплавка.... ....... •
1-6.2 Термохимические методы .... .............
Уп]ючнение электронным лучом..................... "
Зехноло! ия LaThCbat
.40
40
.40
.40
.41
.42
.42
.42
.42
.42
.43
.43
.44
.45
46
.46
.47
.47
Содержание
6
Технология изготовления
Изготовление форм и формообразующих
2.1.1. сплавы
2.1.2. Литье в
2.1.3._____'____
Технологии ускоренной.
2.2.1. Уровень развития
2.2.2.
2.
2.1
2.2.
2.3.
2.4.
2.5.
2.6.
2.7.
2.8.
2.9.
2.10.
2.2.3.
2.2.4.
2.4.2.1.
2.4.2.2.
2.4.2.3.
2.4.24.
2.4.2.5.
2.4.2.6.
литьевых форм...........................
---: вставок литьем...............
Методы литья и’ литейные сплавы ‘ ‘’ ’ ’ ’ ’' ‘ ’ ’ ’ ’ ’'
- - з песчаную форму......
Технология точного литья...................
Технолог. подгоТОВК)1 производства.....................
технологий.................................
“ *Z’n получения технологической оснастки...........
2 2 2МГ' Прямое получение металлической литьевой формы.....
Непрямые методы быстрого получения оснастки.........
ГГзТ^ёпГч^^испол^ованием позитивных моделей................
2 2 3.2. Цепочки с использованием негативных моделей.......
Перспективы......... .........................
Выдавливание..........................'..........
Механическая обработка и другие виды обработки с удалением материала
2.4.1. Методы механообработки....................................
2 4.2. Чистовая (окончательная) обработка поверхности............
Шлифование и полирование
(ручное или механизированное).......................
Вибрационное шлифование.............................
Пескоструйная обработка (шлифование)................
Внутренняя притирка.................................
Электрохимическое полирование.......................
Электроискровая полировка...........................
Методы электроискровой обработки.................................
2.5.1 Элекгроэрозионная обработка (ЭЭО)..........................
2.5.2. Электроискровое резание плавающим проволочным электродом...
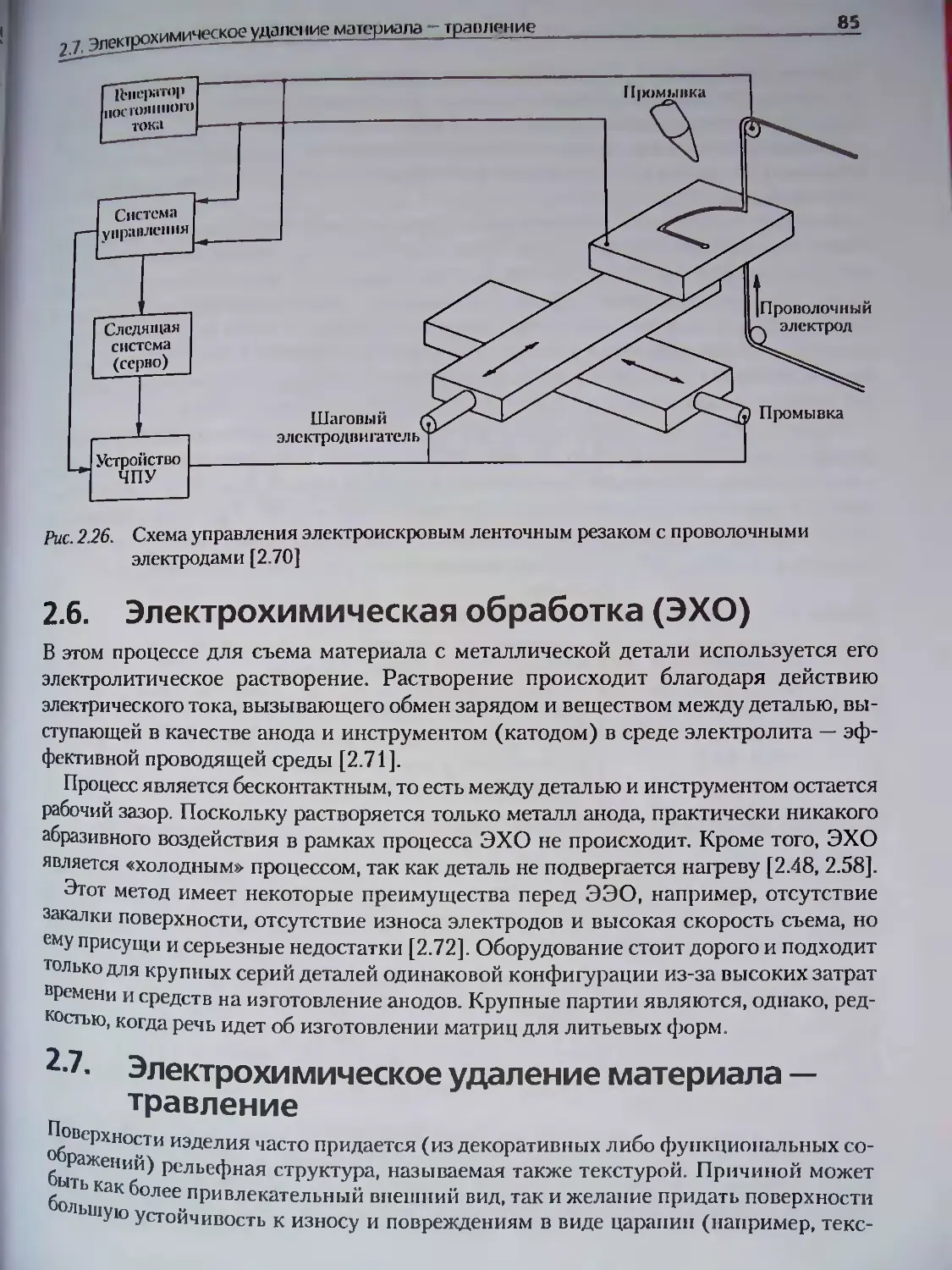
Электрохимическая обработка (ЭХО)................................
Электрохимическое удаление материала — травление.................
Состояние поверхности после электроэрозионного
или химического воздействий — внешний вид........................
Лазерное гравирование............................................
2.9.1. Быстрое прототипирование с помощью LASERCAV...............
Литье под давлением с выплавляемым пуансоном.....................
2.10.1. Литьевые формы для работы с выплавляемыми пуансонами....
2.10.1.1. Литниковая система и впуск......................
2.10.1.2. Термические аспекты конструирования формы.......
2 10.1.3, Сдвиг пуансона..................................
2.10.1.4. Вентилирование..................................
0 ^тьевые формы для изготовления выплавляемых пуансонов......
10.2.1. Материал для пуансона ..........................
э по з ^0,,стРУк'»'я литьевой формы.....'.................
1U.Z.J. Литниковая система..............................
2 10 2 5 1е,,ло,и’й режим в формах для литья пуансонов....
зилечение выплавляемых пуансонов из формы........
48
.49
49
50
.52
.54
.54
. 57
..57
.63
.63
.67
.70
.72
.74
.74
.75
.76
.77
.77
.77
.79
.79
.80
.80
.84
.85
.85
...88
...89
...90
...91
..94
...97
..98
..98
...99
100
. 101
101
103
. 103
104
1ЖЭМИС
7
з.
It
11
11
3.4.
35.
3.6.
3.7.
4.
41
4.2.
4.3.
4.4.
OnpeieteHwe стоимости изготовления литьевых форм..................105
Общая схема. ... . ............................... Ю5
Методика определения стоимости формы. ............................ 105
Группа затрат I: формообразующие детали.................. ц 1
3 31 Расчет трудоемкости изготовления формующей полости . 111
3 3.2 Расчет коэффициента времени механической обработки 111
3.13. Зависимость времени обработки от глубины формующей полости 112
3.3.4. Расход времени на обработку поверхности полости . ИЗ
3 35. Расчет времени для обработки линии разъема .................... ИЗ
3 3.6. Поправка на качество поверхности...............................ИЗ
3.3.7 Время механообработки для фиксации пуансонов..... .114
3.3 8. Поправка на допуски ..................................... . И4
3.3 9. Учет степени сложности и разнородности....................... 115
3.3 10 Поправка на количество формующих полостей . ......115
33.11. Расчет времени изготовления электродов
для электроэрозионной обработки..................................... 116
Группа затрат II: пакет плит ....................................... 116
Группа затрат III: основные узлы и детали........................... 116
3.5.1. Литниковая система......................................... 118
3.53. Система разводящих литниковых канатов......................... 119
3.5.3. Горячеканальные системы ..................................... 119
3.5.4. Система термсстатирования ....................................120
3 55 Система выталкивания .......................................... 120
Группа затрат IV: специальные узлы и детали......................... 120
Другие методы расчета затрат...... 122
3.7.1. Определение затрат по подобию................................ 122
372 Принцип иерархического поиска по подобию........................ 124
Литье под давлением........................................125
Последовательность технологических операций ........... ........
4 11 Литье под давлением термопластов...............................
4 1.2 Литье под давлением «сшитых» полимеров . .....................
4 1.2.1 Литье под давлением эластомеров .......................
4.1.2.2. Литье под давлением реактопластов.....................
Основные термины....................................................
Классификация литьевых форм
Функции литьевых форм
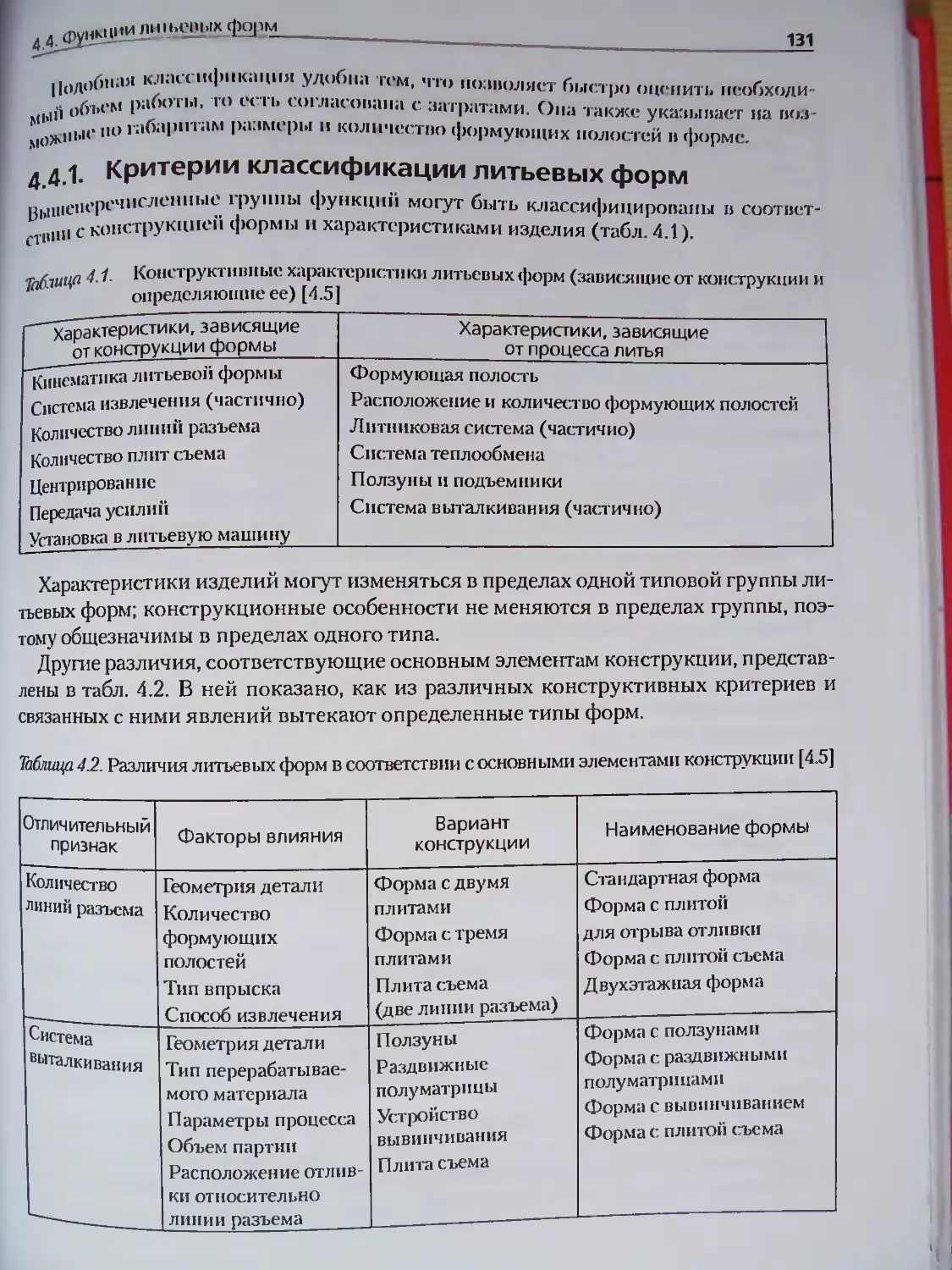
4 4 1. Критерии классификации литьевых форм
4 4 2 Основной порядок действий при конструировании формы
4 4 3. Определение размерю формы
4.4 3 1. Максимальное количество формующих полостей............
4 4.3.2 Усилие смыкания .. ........ .........................
4 4 3 3. Максимальная площадь смыкания
4 4 34. Необходимый ход открытия
125
127
127
128
128
129
129
129
131
133
133
137
141
142
142
8
4 4 4.
4.4.5.
45
5.
51
5.2.
5.3.
54
5.5.
5 6.
5.7.
5.8.
5.9.
к толшине стенки........
Отиошение^^-^ полостей..................
РаС:7 Т™^тм оХ'еления технически н экономически
4 4 ^ггимального^оличества формующих полостей ...
4 4 52
цение формуюших полостей . - -
4 5 1 Обшие требования
4.5 4. Количество линии разъема......
.........142
...... 144
.........148
...... 157
.........159
........ 159
..........160
..........160
.......... 161
Конструирование литниковых систем...........................
Описание литниковой системы.................................
Концепция и определения различных типов литниковых каналов
5.2.1. Стандартные литниковые системы.......................
5 2.2. Горячеканальные литниковые системы...................
5.2 3. Холодные каналы......................................
Требования, предъявляемые к литниковой системе..............
Классификация литниковых систем.............................
Центральный литник..........................................
Конструкция разводящих литниковых каналов...................
Конструкция впускных литниковых каналов.....................
5.7.1. Место впуска.........................................
Разводящие каналы и впускные литники для реактопластов......
5.8.1.
5.8.2.
5.8.3.
5.8.4.
Качественное (структура потока) и количественное моделирование процесса
заполнения формы. (Имитационные модели)................................
5.9.1.
5.9.2.
5.9.3.
Эластомеры...............................................
Реактопласты.............................................
Влияние расположения места впускапри переработке эластомеров.
Литниковые каналы для высоконаполненных материалов.......
Введение......................................................
Структура потока и ее значение...............................
Использование структуры потока для подготовки к моделированию
процесса заполнения..........................................
Теоретические основы метода структуры потока.................
Порядок построения диаграммы структуры потока................
5.9.5.1. 1л
59.5.2.
5.9.5.3.
5.9.5 4
5.9.5 5.
5.95.6.
59.5.7
Количественный анализ заполнения................
“ическое проектирование литниковых каналов
• 1 Реологические принципы [5 32]
5.9.4.
5.9.5.
5.9.6.
5.9.7
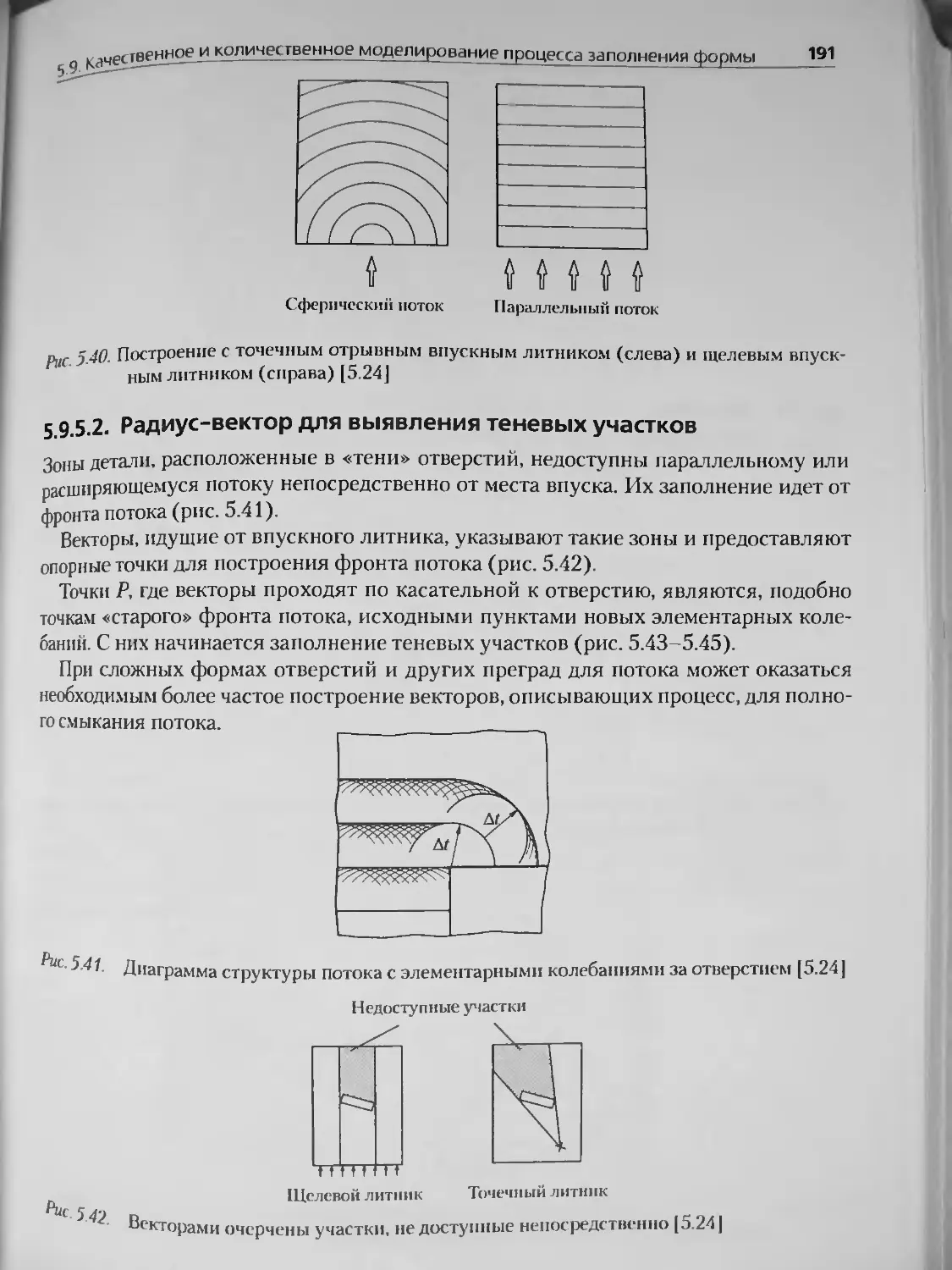
Изображение фронтов потока................
Радиус-вектор для выявления теневых участков
Области с разной толщиной.................
Структура потока на ребрах ...............
Струкгура потока изделий типа «коробка»...
Анализ критической области................
Заключение.
163
163
164
164
164
164
. 165
165
. 169
. 171
. 176
. 179
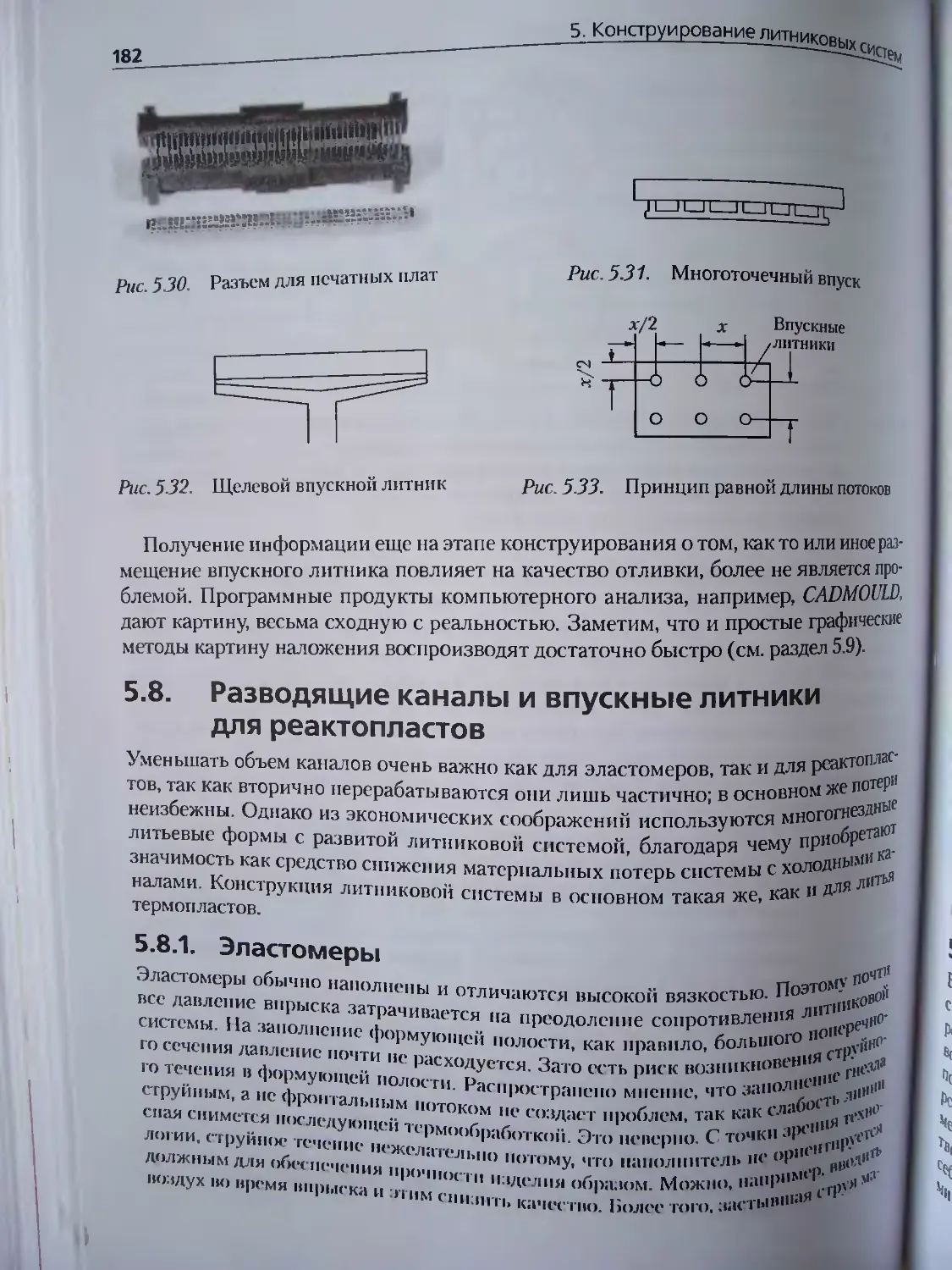
. 182
. 182
. 183
. 184
. 184
186
186
186
.. 187
189
190
190
191
. 193
. 197
. 198
199
2С0
200
. 201
. 201
5.9 7 2 Определение свойств испытывающего сдвиг вязкого потока
с помощью капиллярного вискозиметра .. 208
5.9 7 3. Вязкость при растяжении ............................. 210
5 9.7.4. Простые уравнения для расчета потерь давления
в литниковых каналах.............. 211
5 10 Особые явления, связанные с многоточечным впуском................ 214
5 11 Конструкция литниковых каналов для сшивающихся составов_ 215
5.111- Эластомеры................................................ 215
5.11 11- Расчет процесса заполнения........................ 215
5.11.1.2. Влияние параметров процесса на окна переработки......216
5.11.1.3. Примеры и критика модели окон переработки.......... 218
5.11- 2. Реактопласты...............................................220
5.11.2.1. Поведение расплава при литье реактопластов .............220
6. Конструирование впускных литниковых каналов..........................223
6.1 Центральный литник. .................................................223
62 Литник, подводимый к краю изделия, или веерный литник... ............224
6.3. Дисковый литник..................................................... 226
6.4. Кольцевой литник................................................... 227
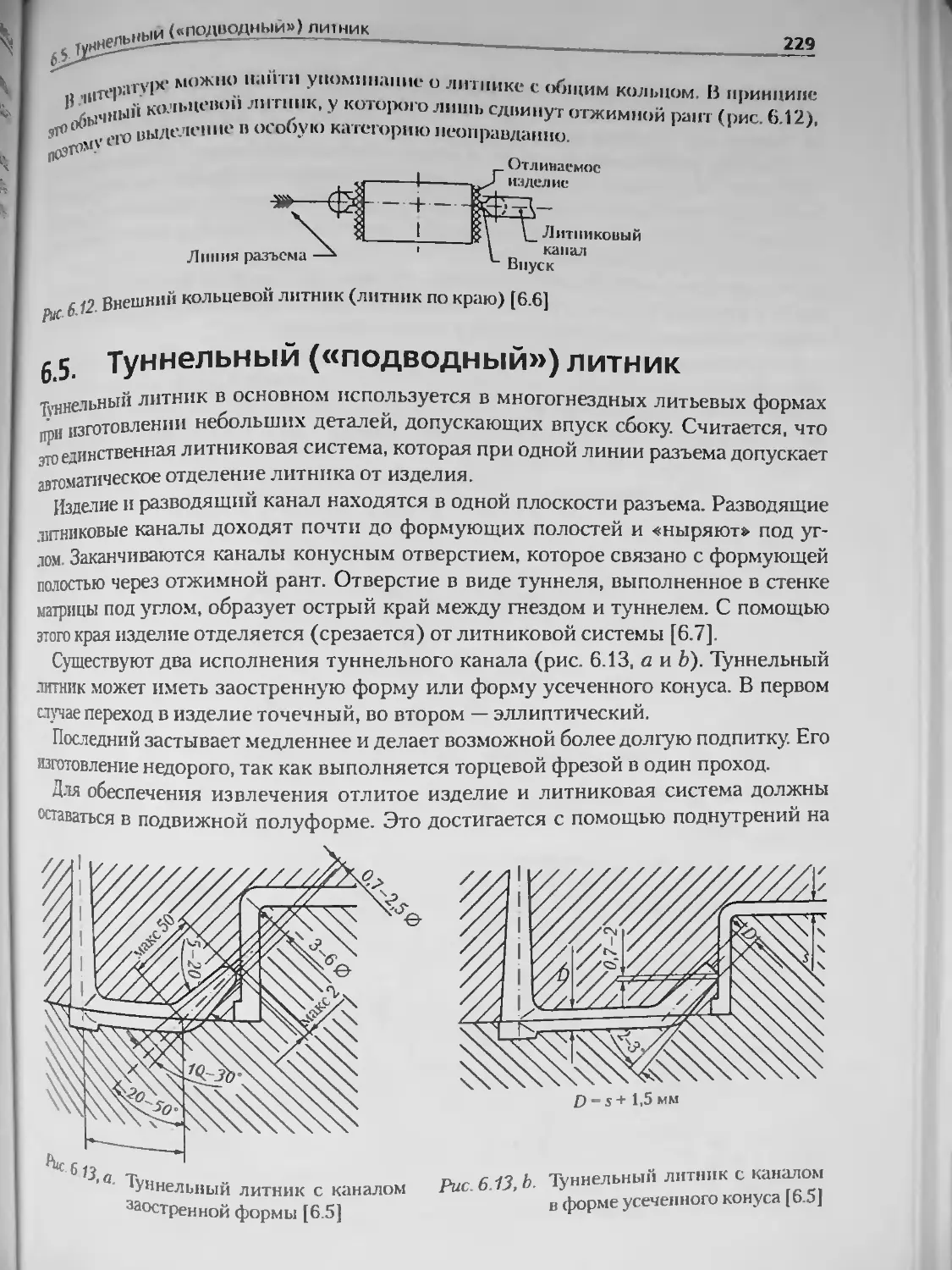
6.5. Туннельный («подводный») литник......................................229
6.6. Точечный отрывной литник в трехплитной литьевой форме................231
6.7 Обратный центральный литник с отрывным точечным впуском..............233
6.8. Безлитниковое литье..................................................235
6.9. Литьевые формы с изолированными каналами.............................236
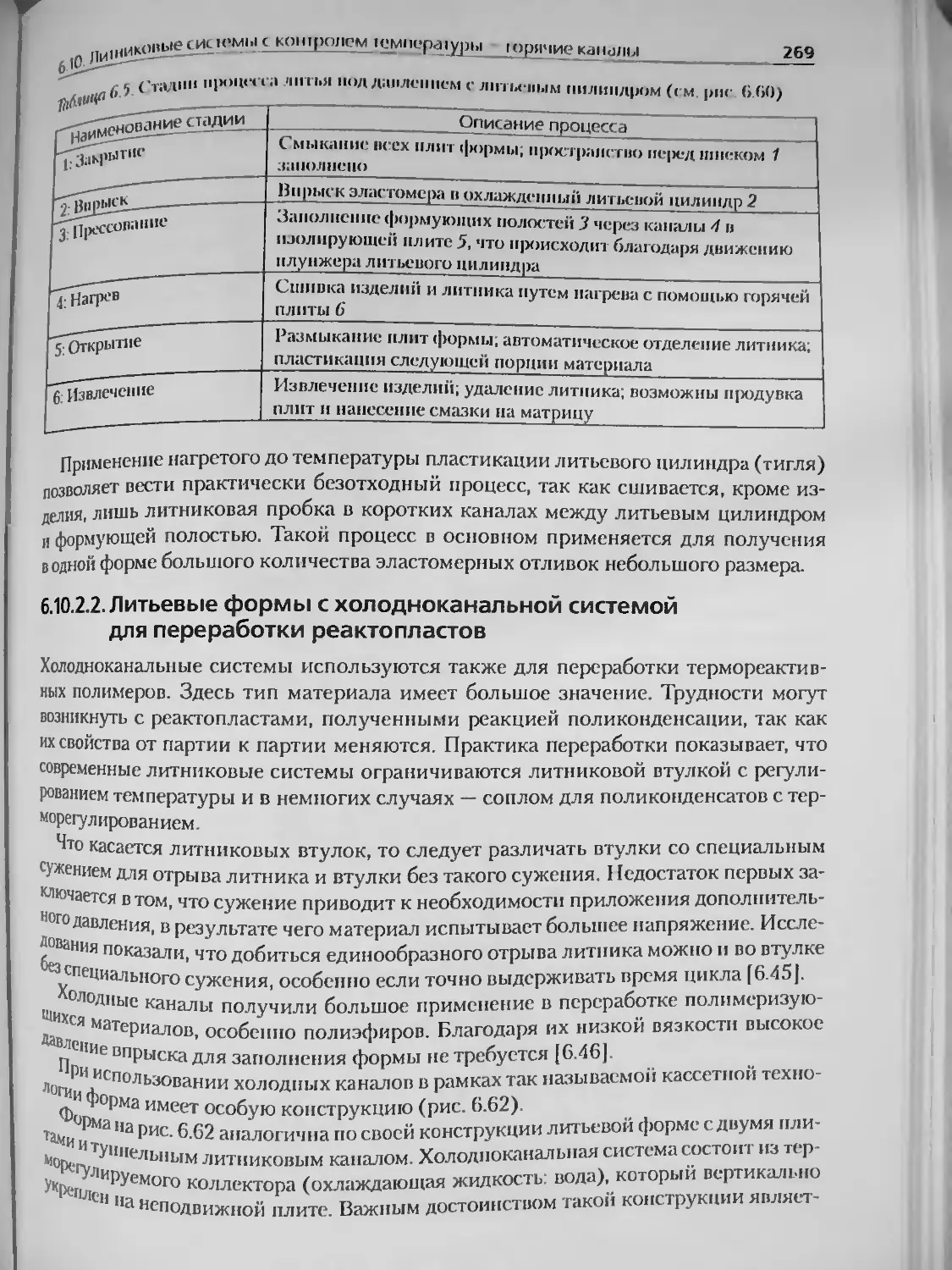
6.10. Литниковые системы с контролем температуры — горячие каналы . .. ...240
6.10.1. Горячеканальные системы......................................240
6.10.1 1. Достоинства и недостатки горячеканальных систем .... 241
6.10.1.2. Новые возможности и применение горячих каналов.......242
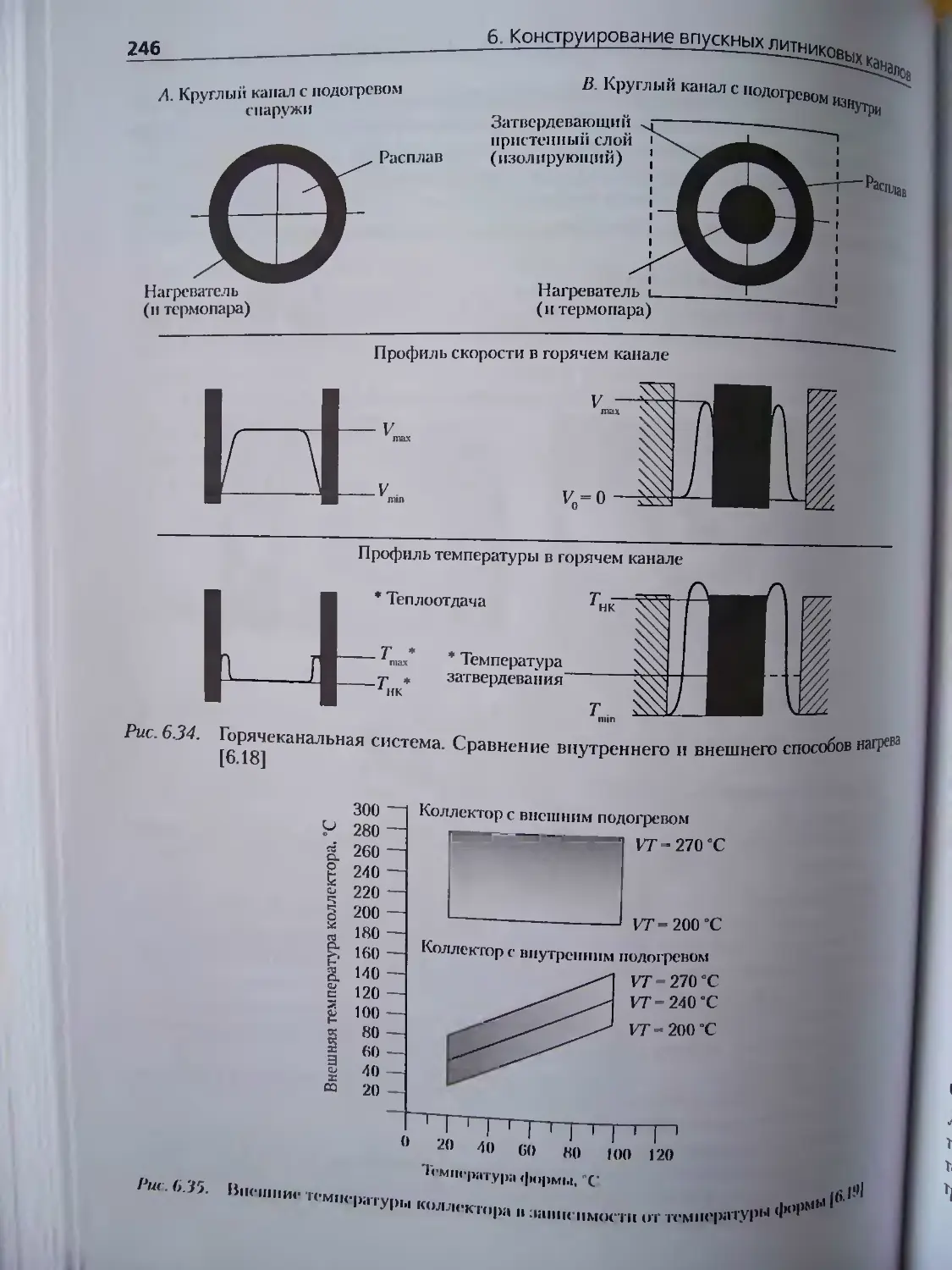
6.10.1.3. Конструкция горячеканальной системы, ее деталей и узлов.244
6.10.1.4. Сопла для горячеканальных форм.......................252
6.10.1.5. Данные, относящиеся к проектированию горячих коллекторов ... 256
6.10.1.6. Нагрев горячеканальных систем........................259
6.10.2 Холодноканальные литниковые системы...........................263
6.10.2.1 Системы холодных каналов для литья
под давлением эластомеров.................................. 263
6.10.2.2 Литьевые формы с холодноканальной системой
для переработки реактопластов..................................269
611. Специальные литьевые формы...........................................271
6111. Двухэтажные формы..............................................271
6 11.2. Литьевые формы для многокомпонентного литья .................274
6.11.2 1. Формы для комбинированного литья.....................274
6.11.2 2. Литьевые формы для сэндвич-литья.................... 278
6.11.2.3. Литьевые формы сдвоенного литья......................278
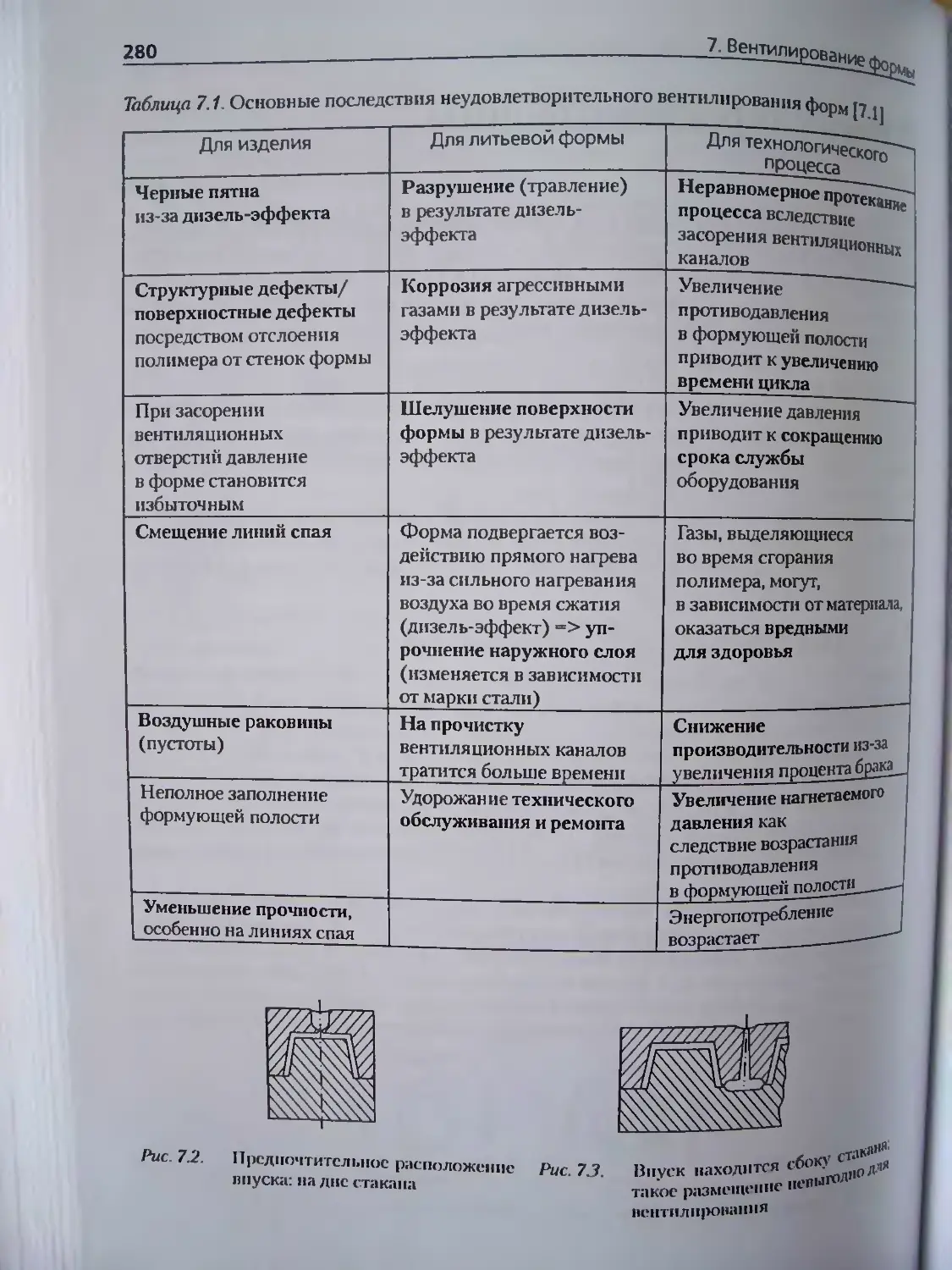
Вентилирование формы....................................................279
Пассивное вентилирование............................................279
Активное вентилирование.............................................285
73- Вентилирование литьевых форм с противодавлением газа................ 287
с^£Ё£жание
о
10
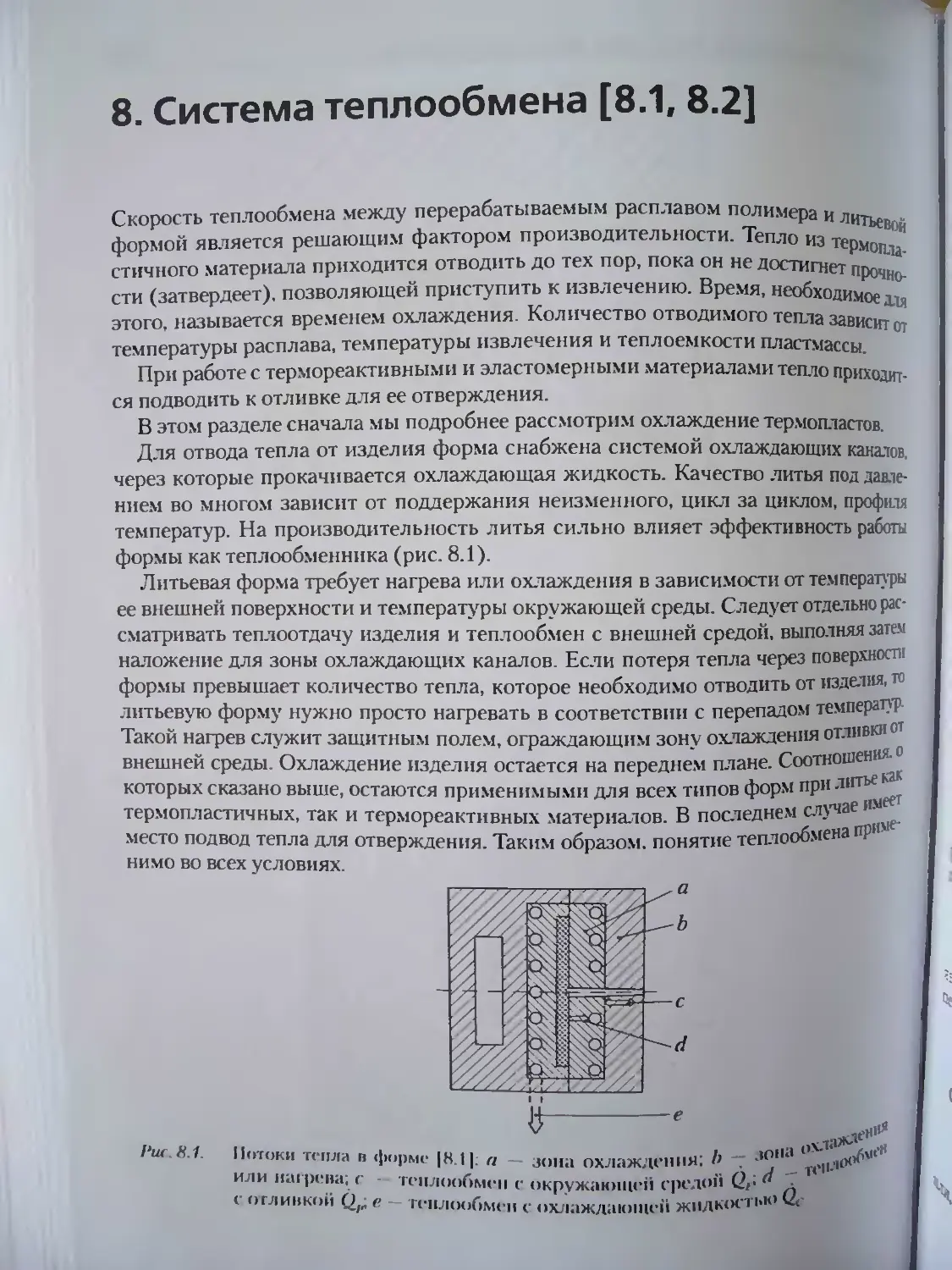
8. Система теплообмена
8.1
8.2.
8.3.
8.4.
8.5.
8.6.
8.7.
8.8.
8.9
Время охлаждения................
Температуропроводность некоторых полимеров.....................
8 2 1 Температуропроводность эластомеров.......................
8 2 2. Температуропроводность реактопластов....................
Расчет времени охлаждения для термопластов.....................
8.3.1 Приближенная оценка......................................
8 3 2 Определение времени охлаждения по номограммам............
8.3.3. Время охлаждения при несимметричной температуре стенок ..
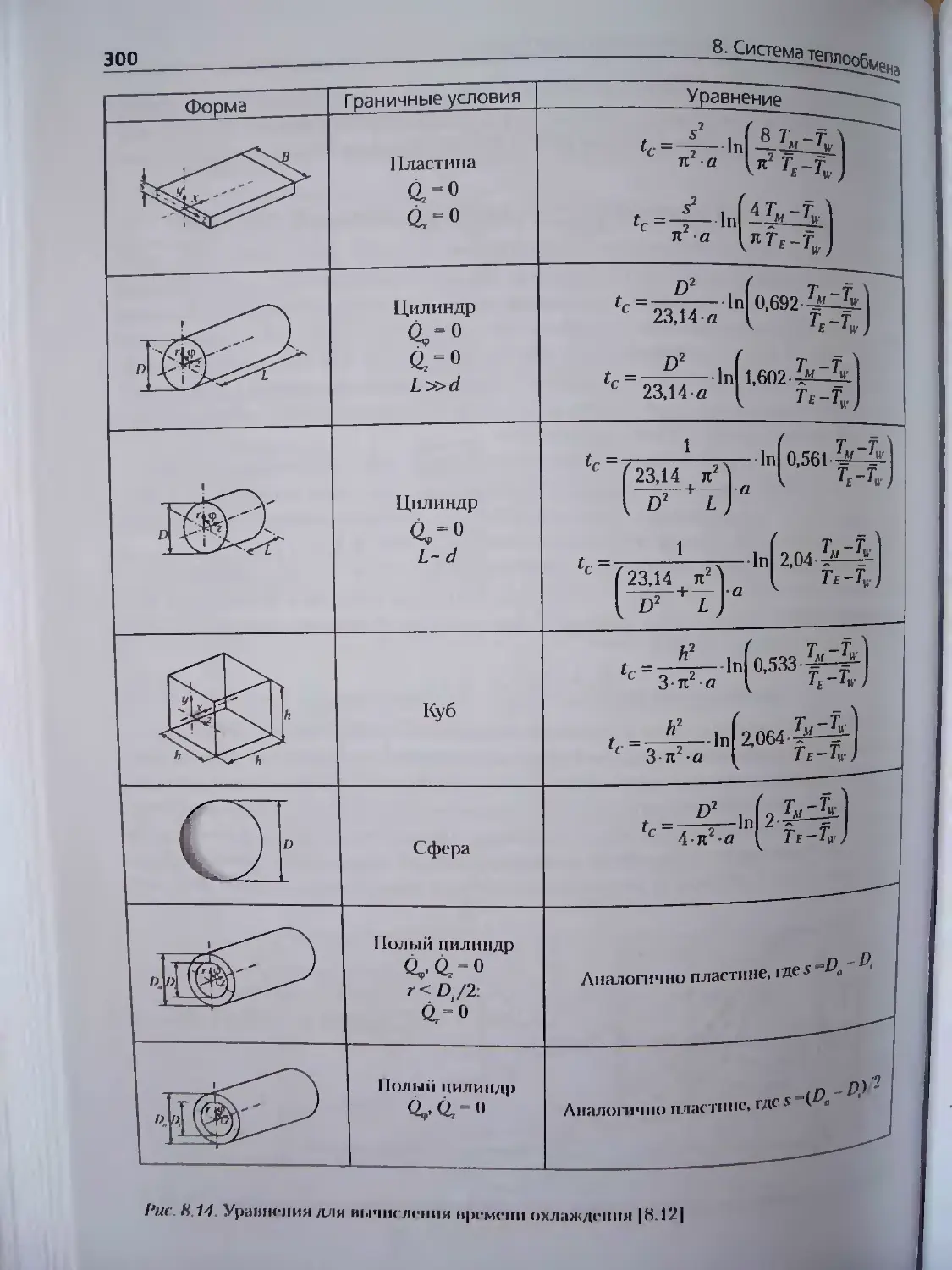
8.3.4. Время охлаждения деталей различной формы................
Тепловой поток и мощность теплообмена.............................
8.4.1. Тепловой поток..........................................
8.4.1.1. Термопласты.....................................
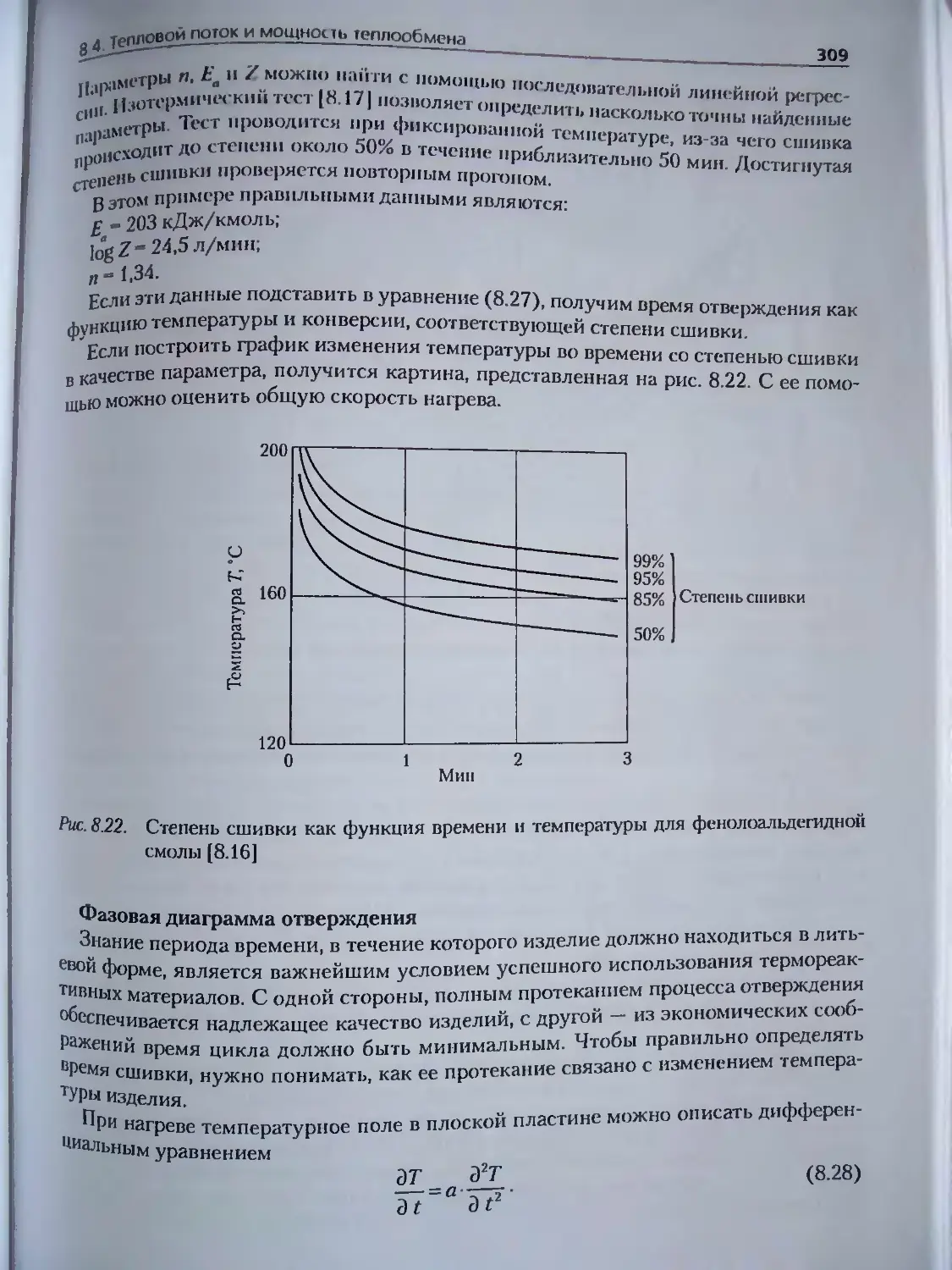
8.4.1.2. Термореактивные материалы [8.16]................
Аналитический расчет системы теплообмена на основе расхода тепла
(общая схема)..................................................
8.5.1. Аналитический тепловой расчет...........................
8.5.1.1. Расчет времени охлаждения..............
8.5.1.2.
8.5.1.3.
8.5.1.4.
8.5.1.5.
8.5 1.6.
9
9
S
Баланс тепловых потоков.........
Расход охлаждающей жидкости.....
Температура канала охлаждения...
Расположение каналов охлаждения..
Конструкция охлаждающего контура
Расчеты при термическом проектировании форм....
8.6.1.
8.6.2.
8.6.3.
8.6.4.
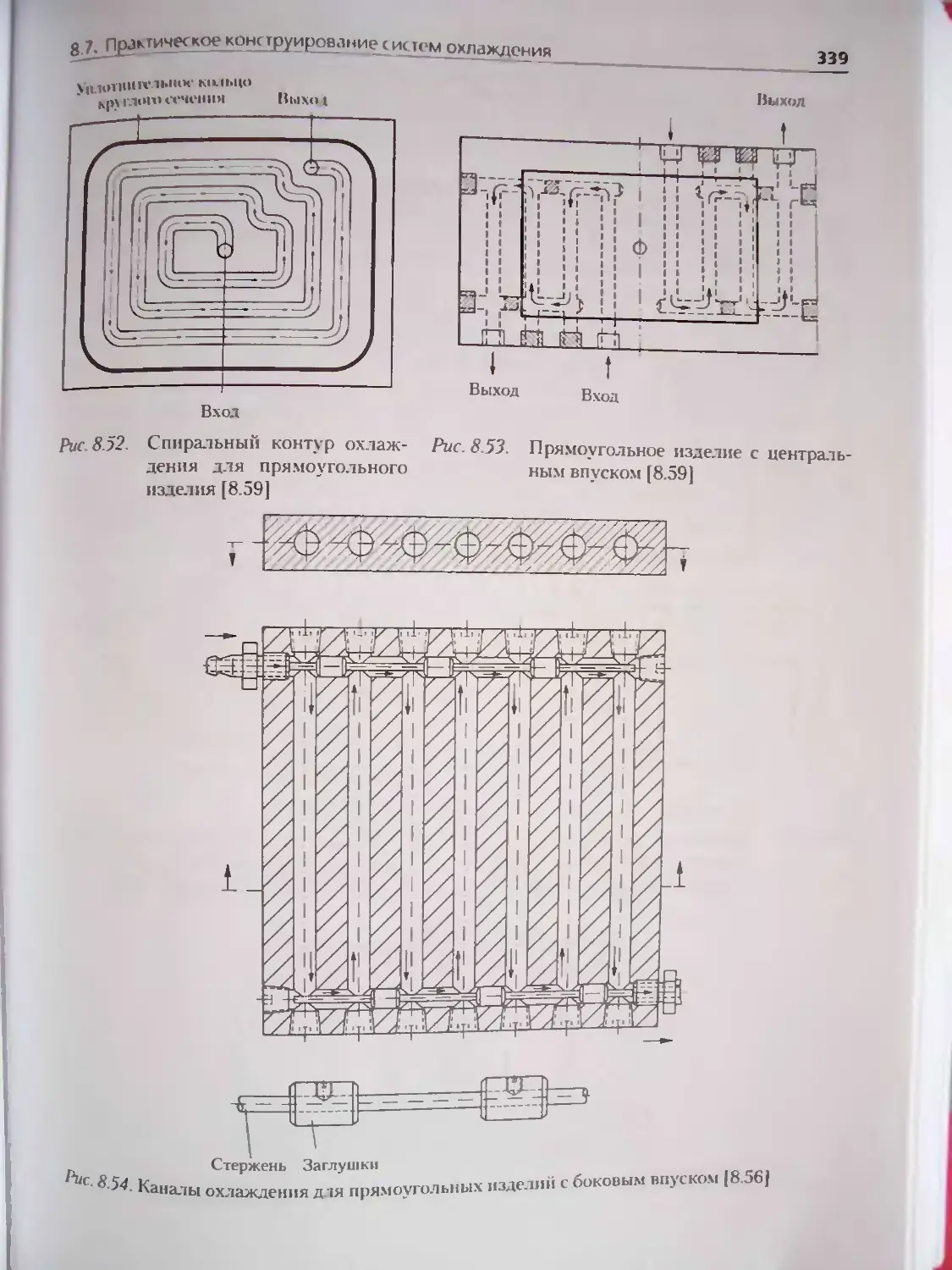
Практическое конструирование систем охлаждения
8.7.1.
8.7.2.
8.7.3.
8.7.4.
8.7.5.
Двухмерные расчеты ...........................................
Трехмерные методы ............................................
Упрощенная оценка теплового потока в критических точках изделия ..
Практическая коррекция охлаждения угловой зоны ...............
Системы теплообмена для пуансонов и цилиндрических изделий.
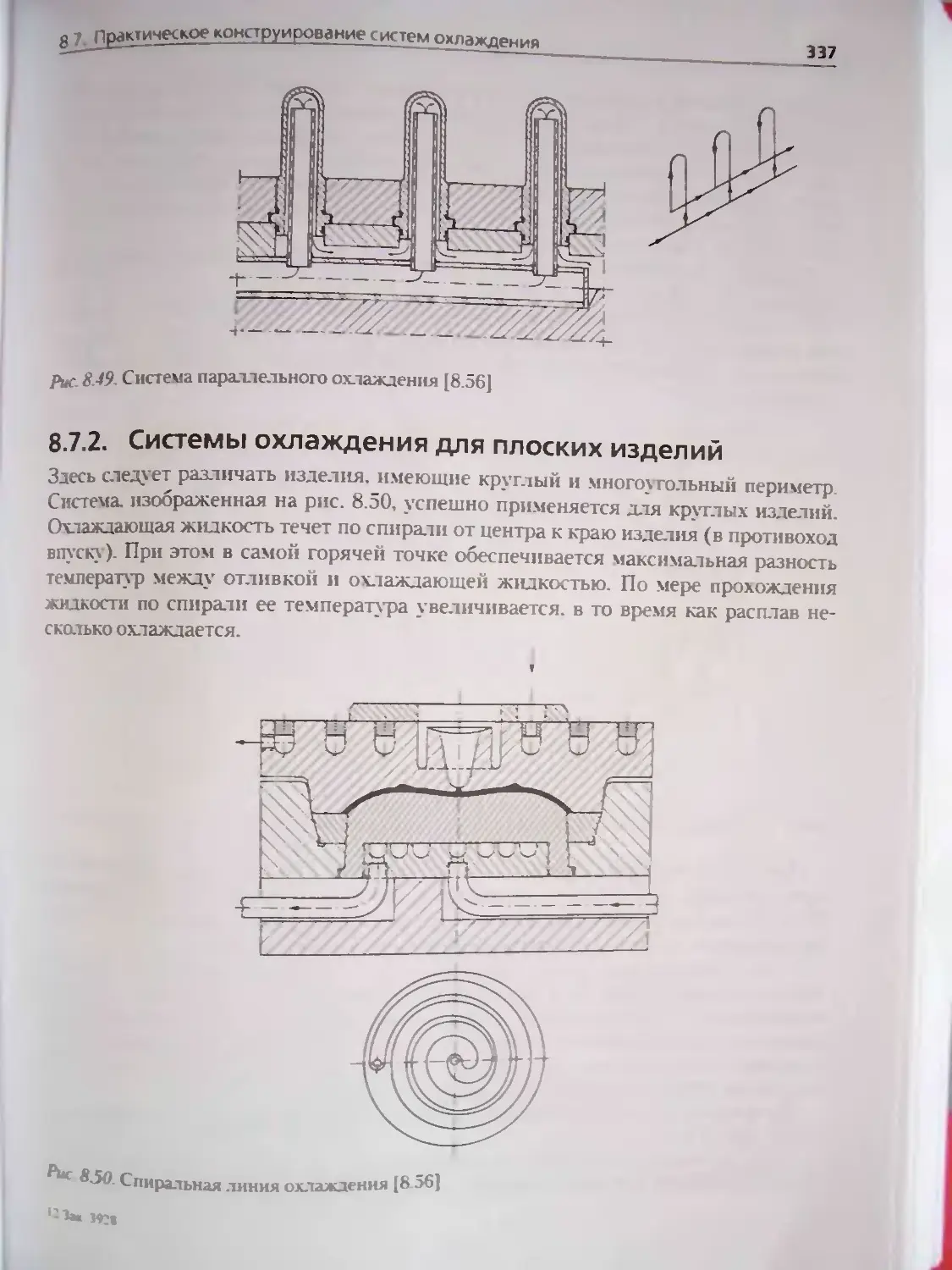
Системы охлаждения для плоских изделий...................
Герметизация системы охлаждения..........................
Динамическое охлаждение литьевой формы...................
Предупреждение деформации углов отливаемых изделий
вследствие неравномерности теплового потока..............
.7.5 1. Холодный пуансон и теплая матрица.............
® 5 2- Коррекция формы угловых секций..............
р 7 5 3' Локальное изменение потока тепла.....................
режима нагрева литьевых форм для термореактивных материалов
Теплообмен в формах для термореактивных
»Л. Тепловой баланс
8.10. н° 2 Рас,1рслслс'1НС температур’.^' ’ ‘.''"'
для реактопластов 11>УИ,И’,’‘",истс1’мо:’лсктР|'чсских нагревателей форм
290
291
293
294
294
. 296
296
. 296
. 298
. 299
. 302
. 302
. 302
. 306
.. 313
.. 313
.. 316
.. 316
.. 317
.. 319
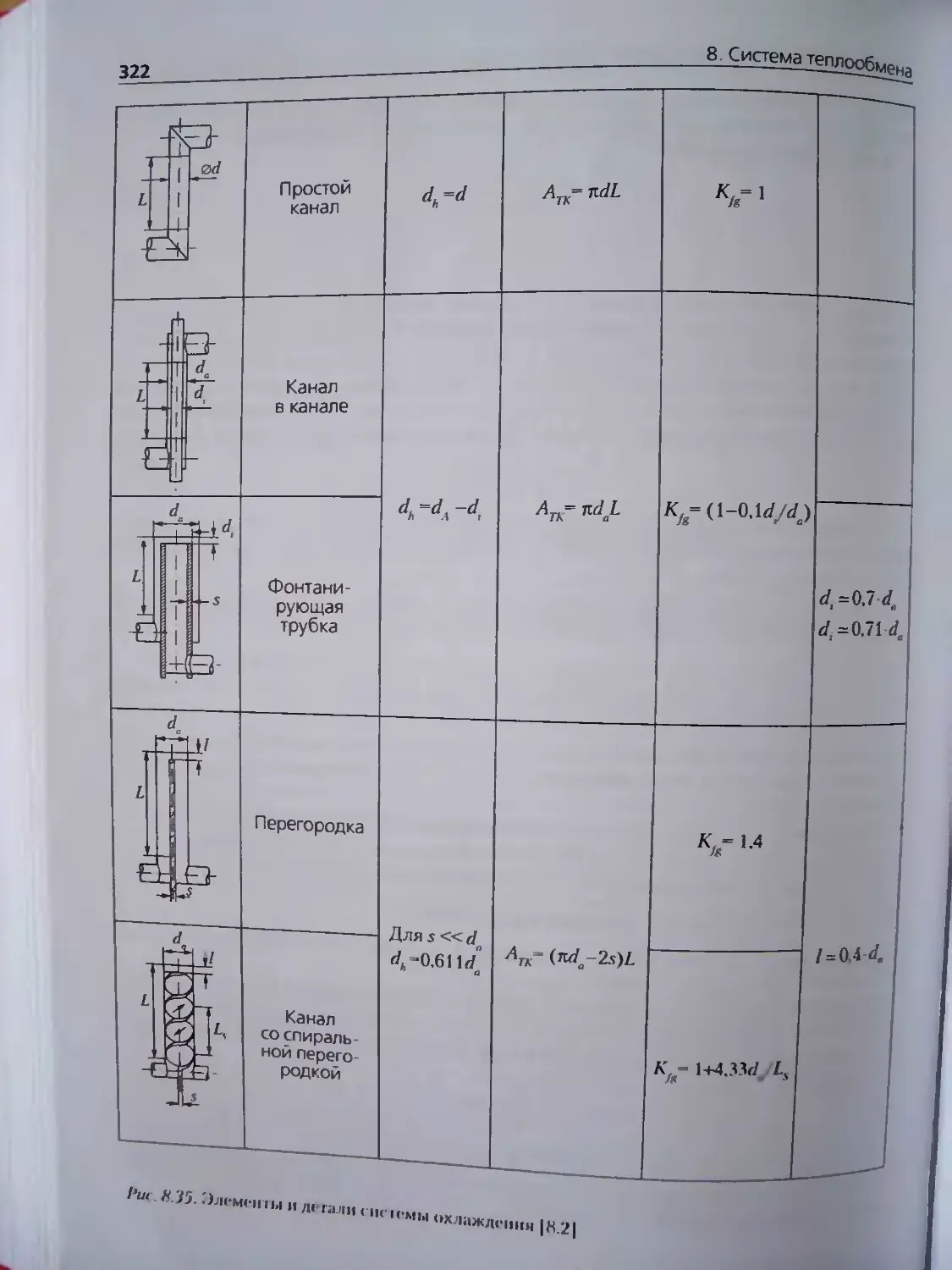
.. 321
.. 328
.. 329
.. 329
.. 330
.. 331
.. 332
.. 332
.. 332
.. 337
.. 341
.. 342
344
344
345
345
346
346
346
350
351
материалов
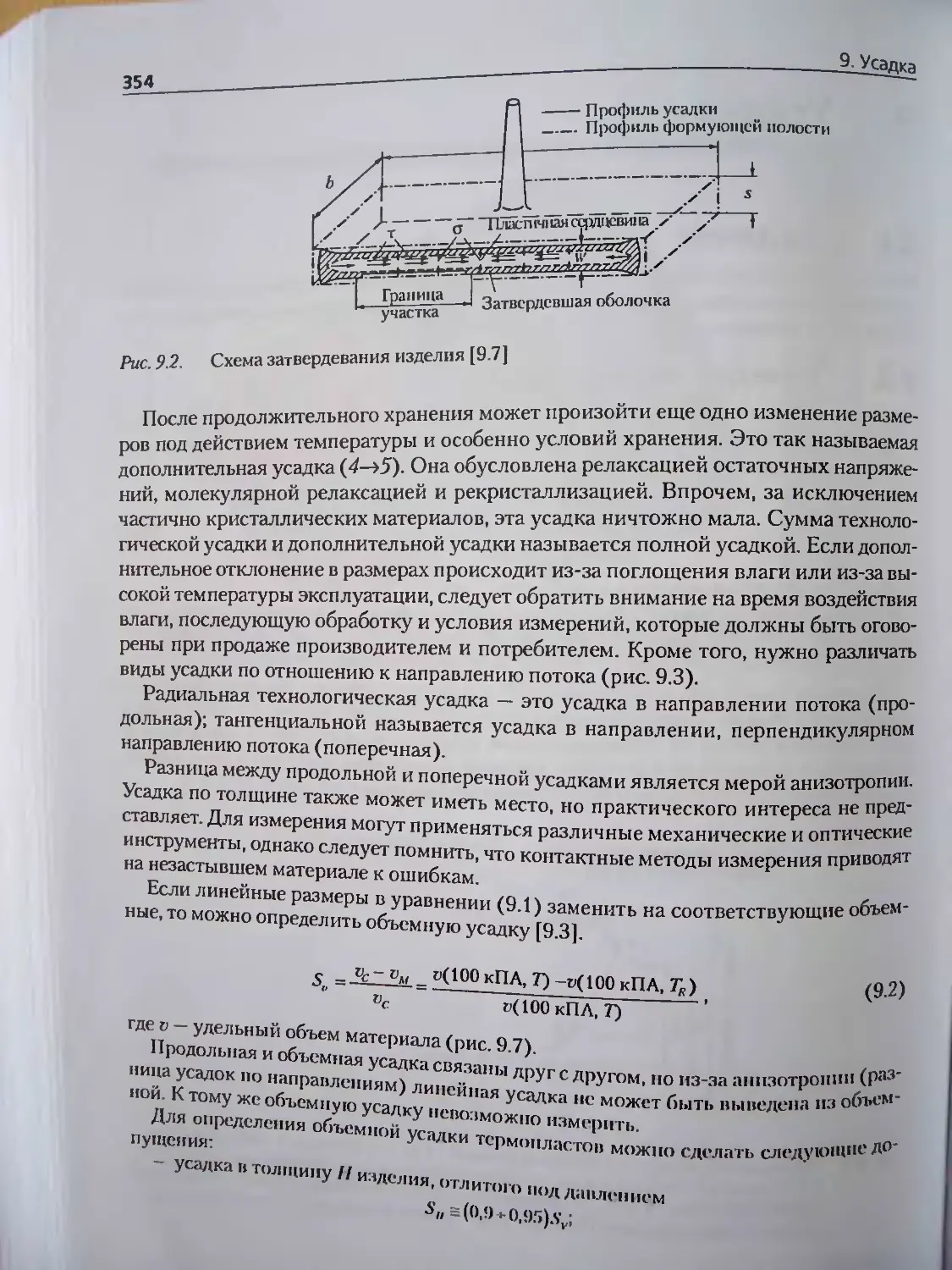
Усадка............................................................
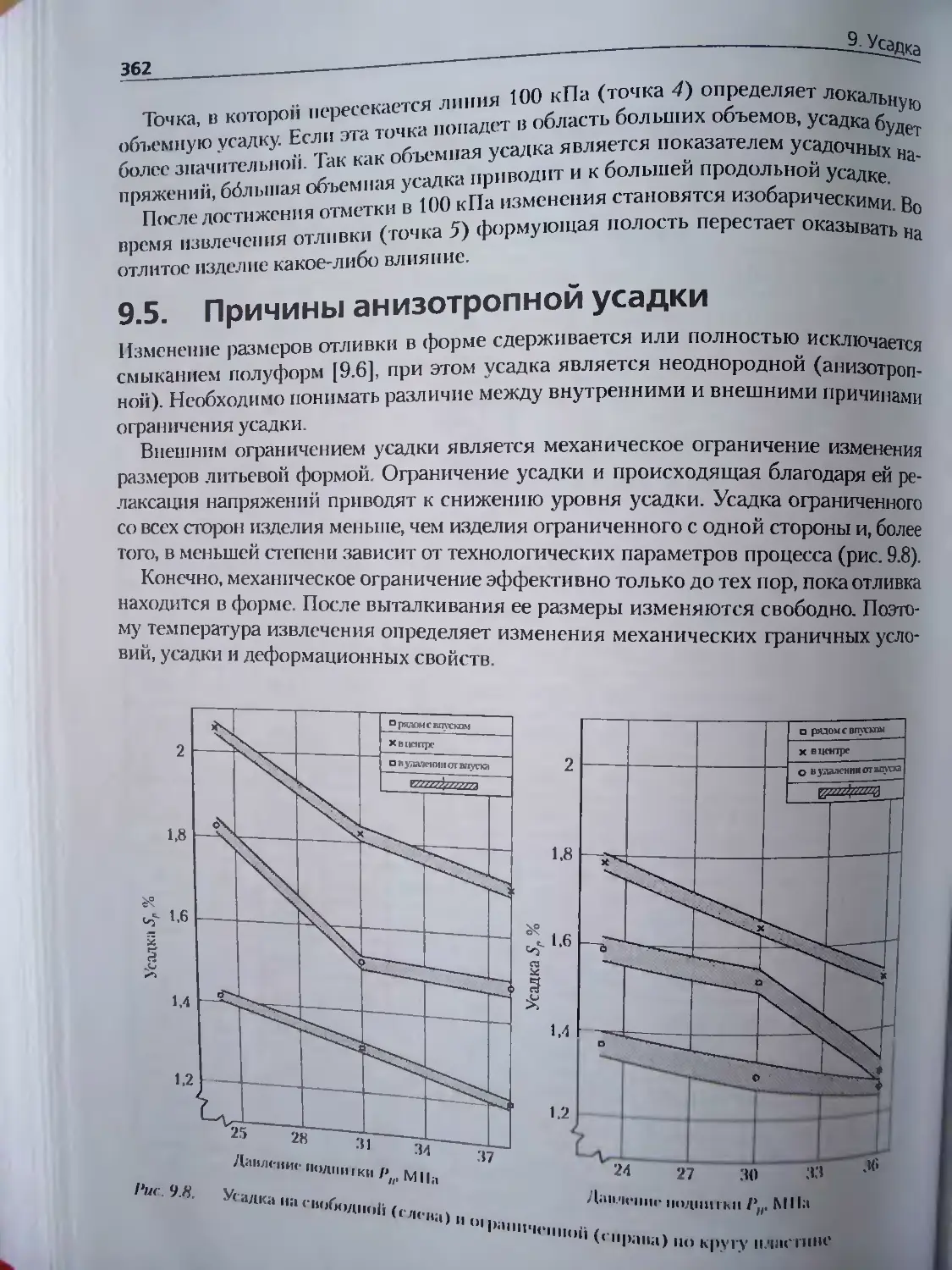
Л ( Введение...............................................................
9 2. Определение усадки................................................. 353
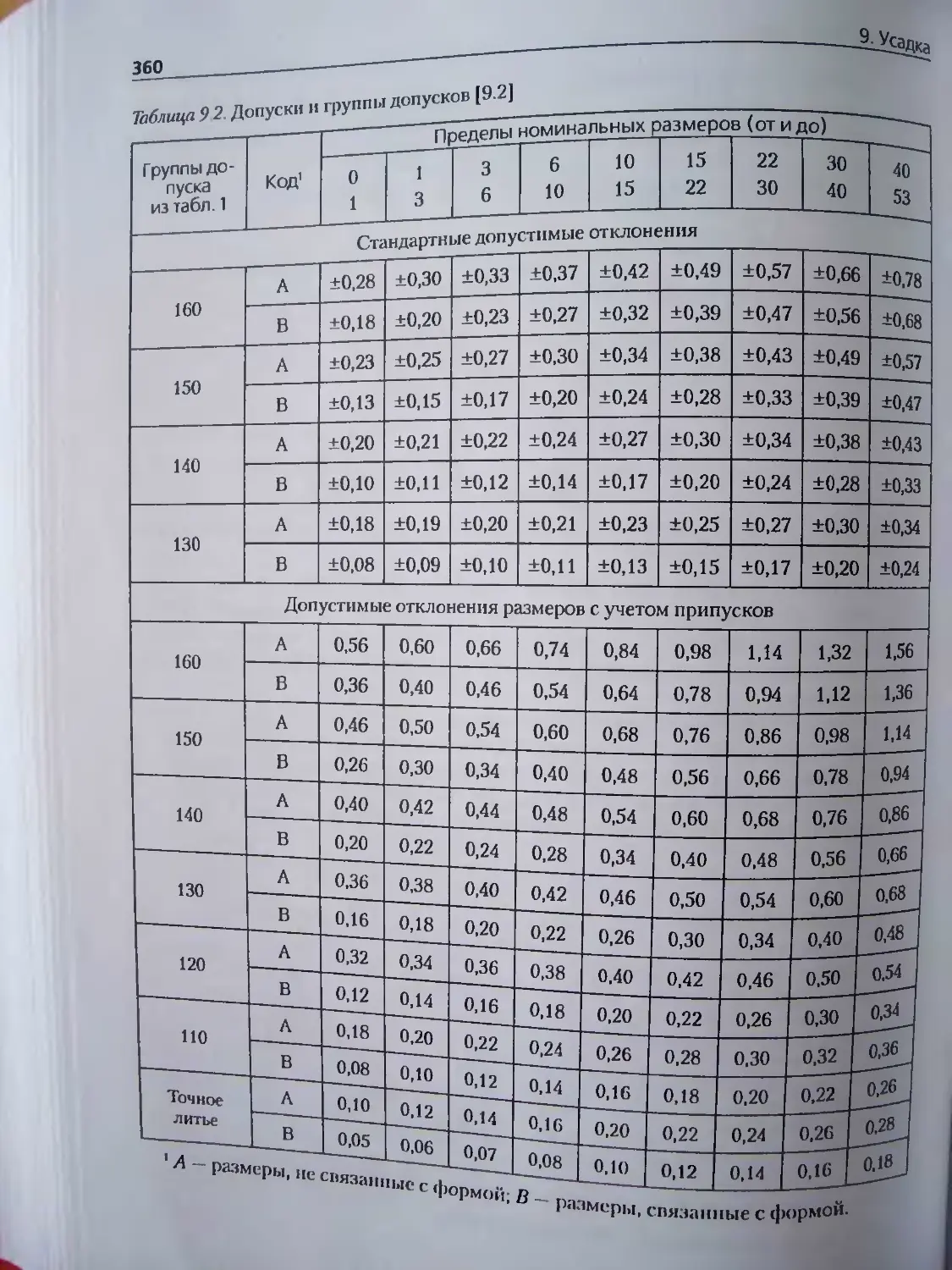
9 3 Допустимые отклонения.............................................. 335
9 4 Причины усадки .........................................................
95 Причины анизотропной усадки..............................................
д б. Причины деформации ....................................................
9 7. Технологический процесс и усадка....................................365
9 8. Вспомогательные средства определения величины усадки.................368
10. Проектирование конструкции литьевой формы..........................369
10 1 Деформация форм....................................................369
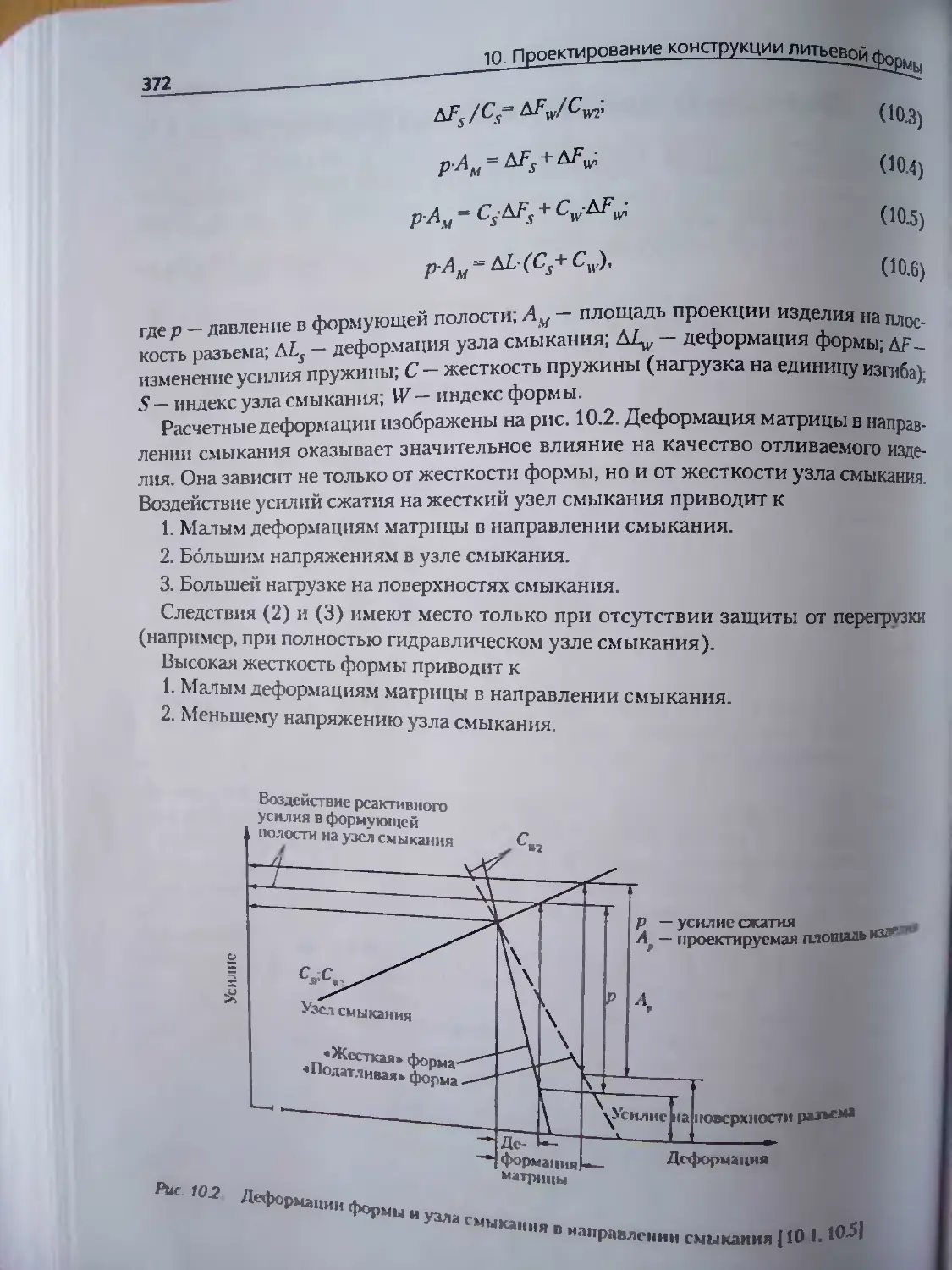
10 2. Анализ и оценка нагрузок и деформаций .............................369
10.2.1 . Определение действующих сил................................370
10.3 Основания для описания деформаций...................................371
10.3.1. Простые вычисления для оценки формирования зазора...........371
10.3.2. Оценка формирования зазора и предотвращение облоя...........373
10.4 . Наложение деформаций узлов и деталей формы.......................374
10.4.1. Соединенные пружины в качестве эквивалентных элементов......375
10.4.1 1. Параллельное соединение элементов...................376
10.4.1.2. Последовательное соединение элементов...............376
10 5 Расчет толщины стенок формующей полости и их деформации ............377
10.5.1. Варианты нагрузок и соответствующие деформации.............. 377
10 5.2. Вычисление размеров цилиндрической матрицы.................. 378
10.5.3. Расчет размеров матрицы некруглого сечения..................380
10 5.4. Расчет размеров плит формы..................................381
10.6. Методика расчета стенок матрицы с учетом внутреннего давления......382
10.7. Деформация полуматриц и ползунов под внутренним давлением..........383
10 7 1. Литьевые формы с раздвижными полуматрицами..................383
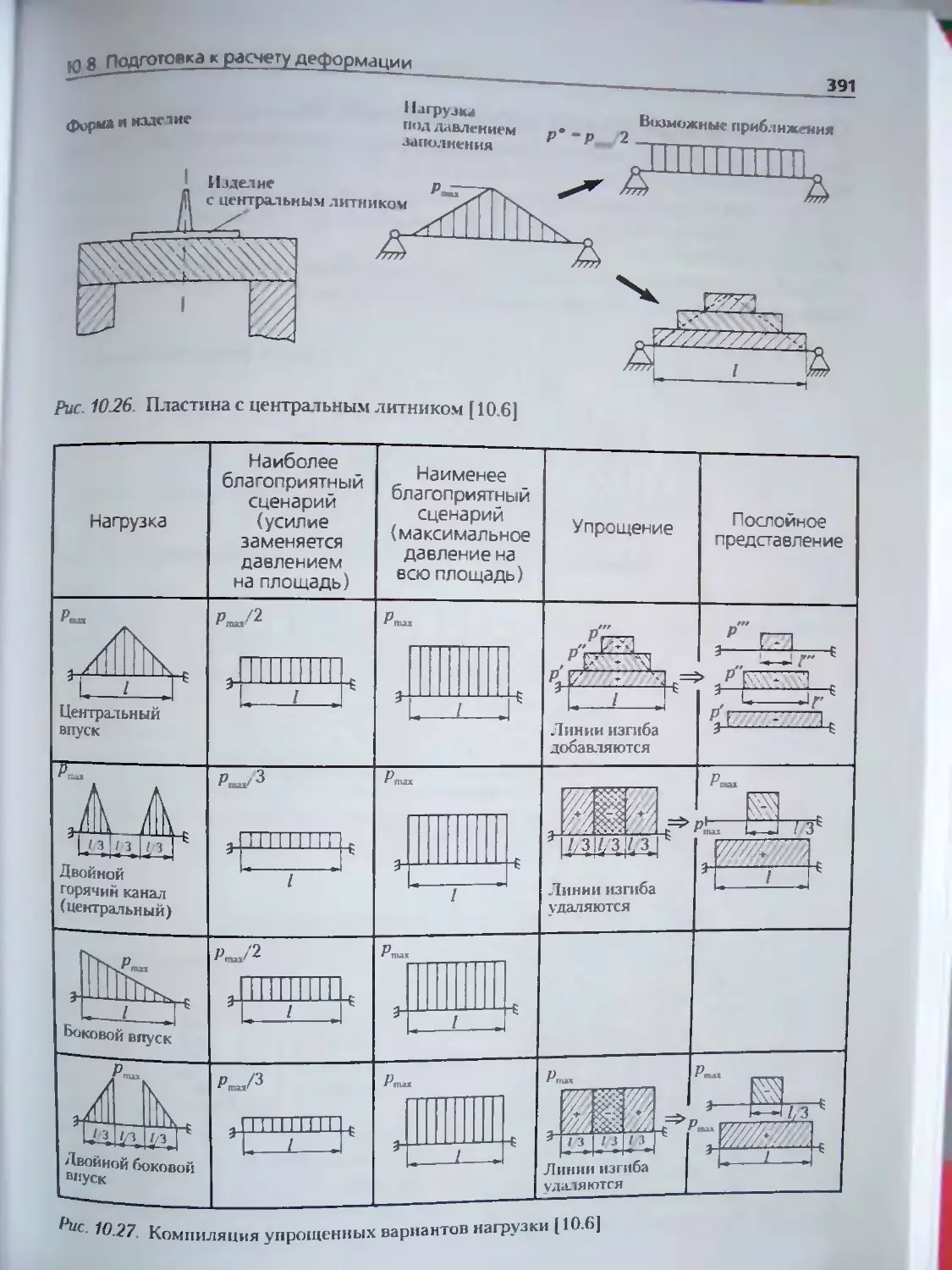
10 8. Подготовка к расчету' деформации...................................388
10.8.1. Геометрические упрощения [10 15]............................392
10.8.2 Примеры выбора граничных условий ............................393
Ю 9 Примеры расчетов ..................................................395
1010. Прочие нагрузки....................................................^02
10.10.1. Оценка добавочных нагрузок.................................^03
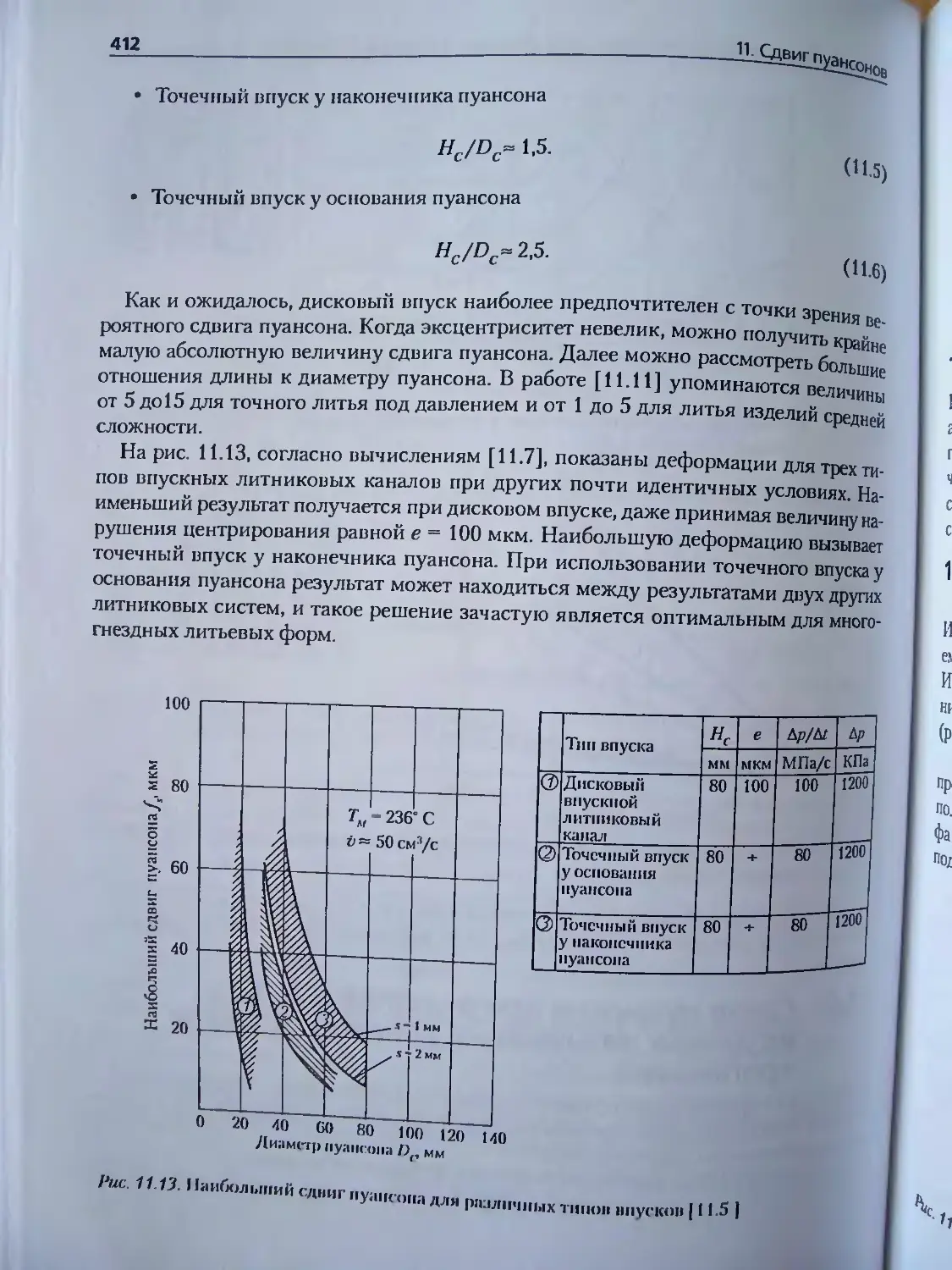
И. Сдвиг пуансонов....................................................
111- Оценка наибольшего сдвига пуансона 4®4
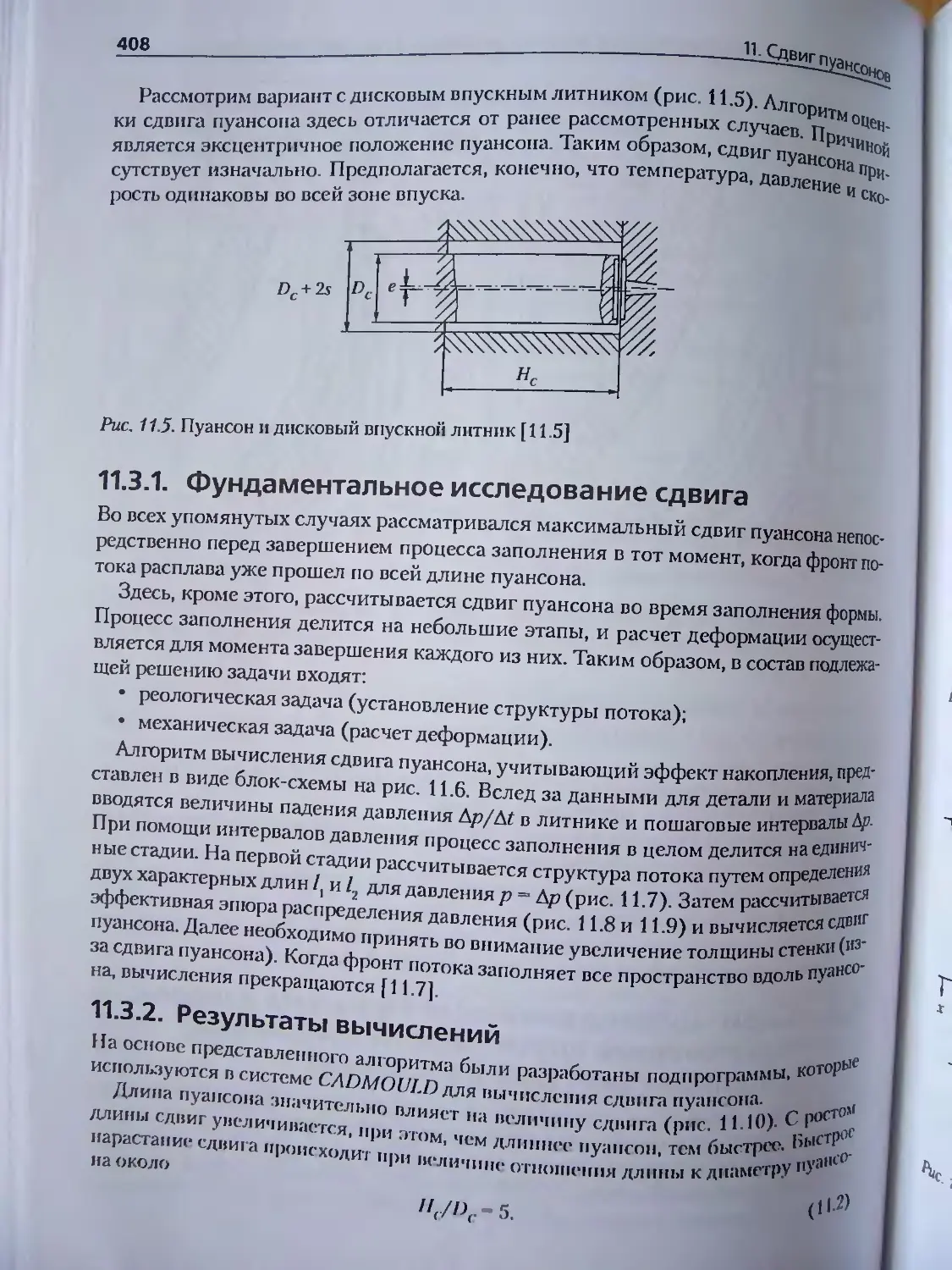
11-2 Сдвиг цилиндрического пуансона при боковом точечном впуске в основании
(жесткое крепление) .. . ............... .......................... 405
Ч 3 Сдвиг цилиндрического пуансона в форме с дисковыми впускными
литниковыми каналами (жесткое крепление) ........................
11 3.1. фундаментальное исследование сдвига. ......................^08
11 3.2 Результаты вычислений.......................................
с
12
411
413
1U
11.5
11.6.
12.
12.1
12.2.
12.3.
12.4.
12.5.
12.6
12.7.
413
------—------------------------—— ————————————-——
Сдвиг пуансона при различных типах впускных литниковых каналов
(жесткое крепление)----...................................
Сдвиг рабочих деталей формы...............................
115 1. Расчет деформации металлических вставок на примере
цилиндрического валка [ 11.3]..............................
115 1 1 Определение линии смещения для деталей
различной конфигурации.............................
Примеры конструкций крепления пуансона и регулирования глубины
формующей полости...................................
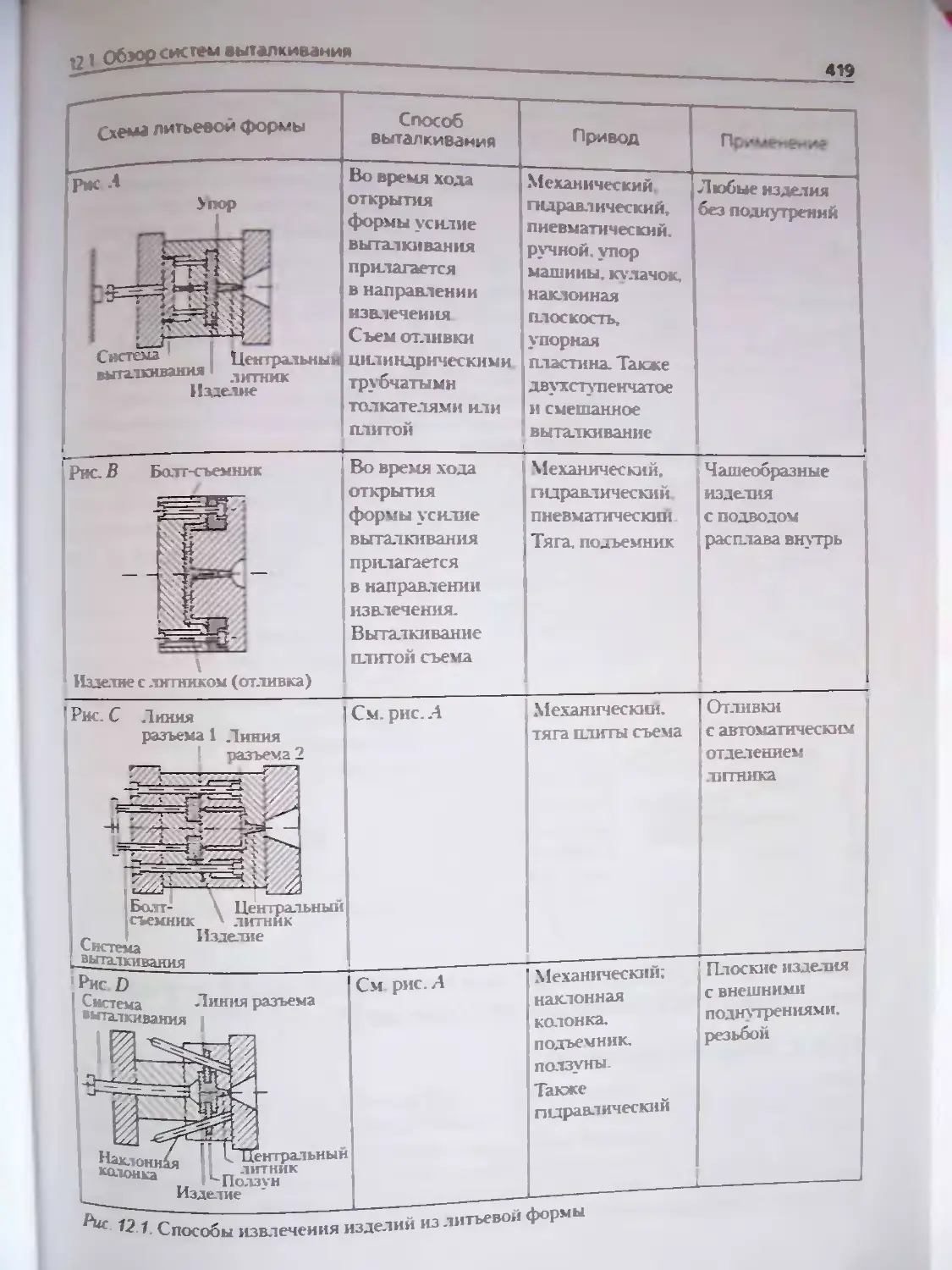
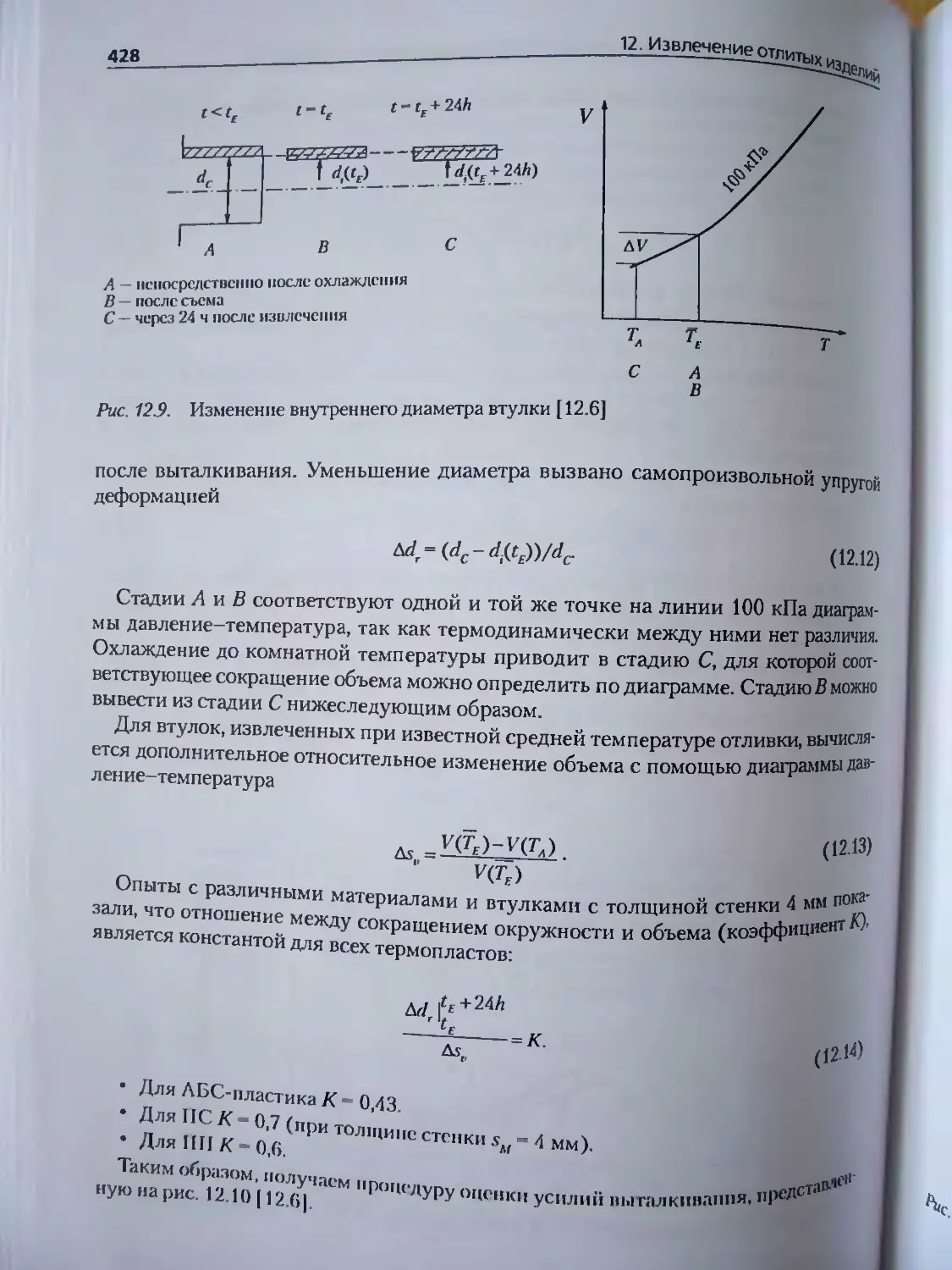
Извлечение отлитых изделий..........................
Обзор систем выталкивания.......................
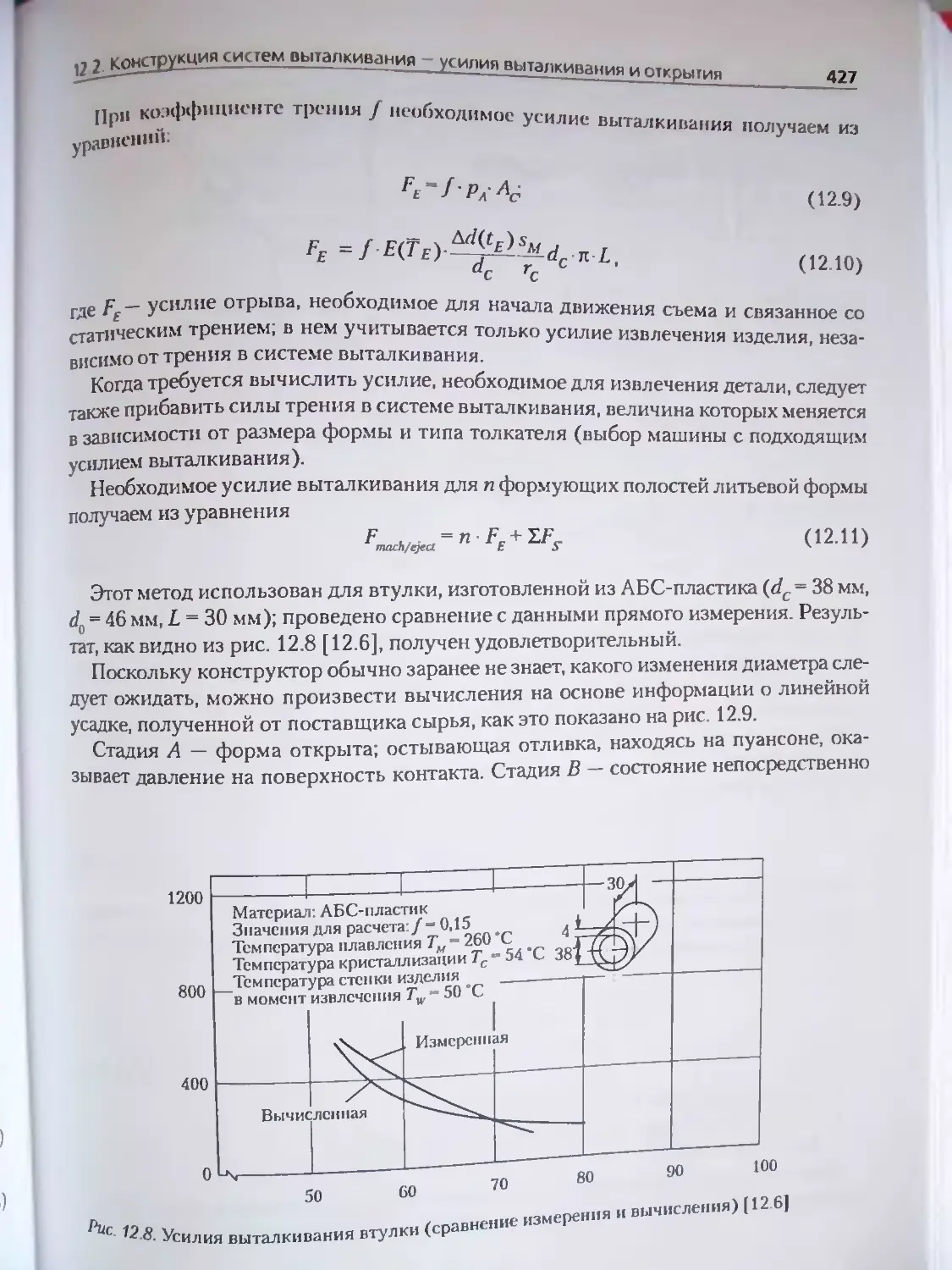
Конструкция систем выталкивания - усилия выталкивания и открытия [12 4] 420
420
424
414
416
418
418
12.2.1. Обшне сведения.................................
12 2 2 Методы расчета усилий выталкивания..............................
12.2.2.1. Статические коэффициенты трения для определения усилии
выталкивания и открытия..........................................
12.2.2.2. Метод оценки усилий для извлечения (съема)
цилиндрических втулок............................................
12.2.2.3. Прямоугольные втулки....................................
12.2.2 4. Конические втулки......................................
12.2.2.5. Обобщение ряда основных случаев.........................
12 2.3. Усилия выталкивания для сложных изделий на примере крыльчатки..
12.2.4. Количественный расчет процесса выталкивания изделий
(для эластомеров).................................................
12 2 5 Определение усилий открытия.....................................
12.2 5.1. Изменения состояния на PVT-диаграмме для литьевых форм
различной жесткости..............................................
12.2.5.2. Косвенные усилия открытия...............................
12 2.5.3. Полное усилие открытия..................................
Типы толкателей........................................................
12 3 1 Конструкция и размеры цилиндрических толкателей.................
12 3.2. Точки контакта толкателей и других элементов системы выталкивания .
12.3.3. Системы выталкивания...........................................
Приведение системы выталкивания в движение.............................
12.4.1 Способы приведения в движение и выбор мест контакта.............
12.4.2 Способы приведения в движение...................................
Специальные системы выталкивания.......................................
12 5 1 Механизм двойного выталкивания..................................
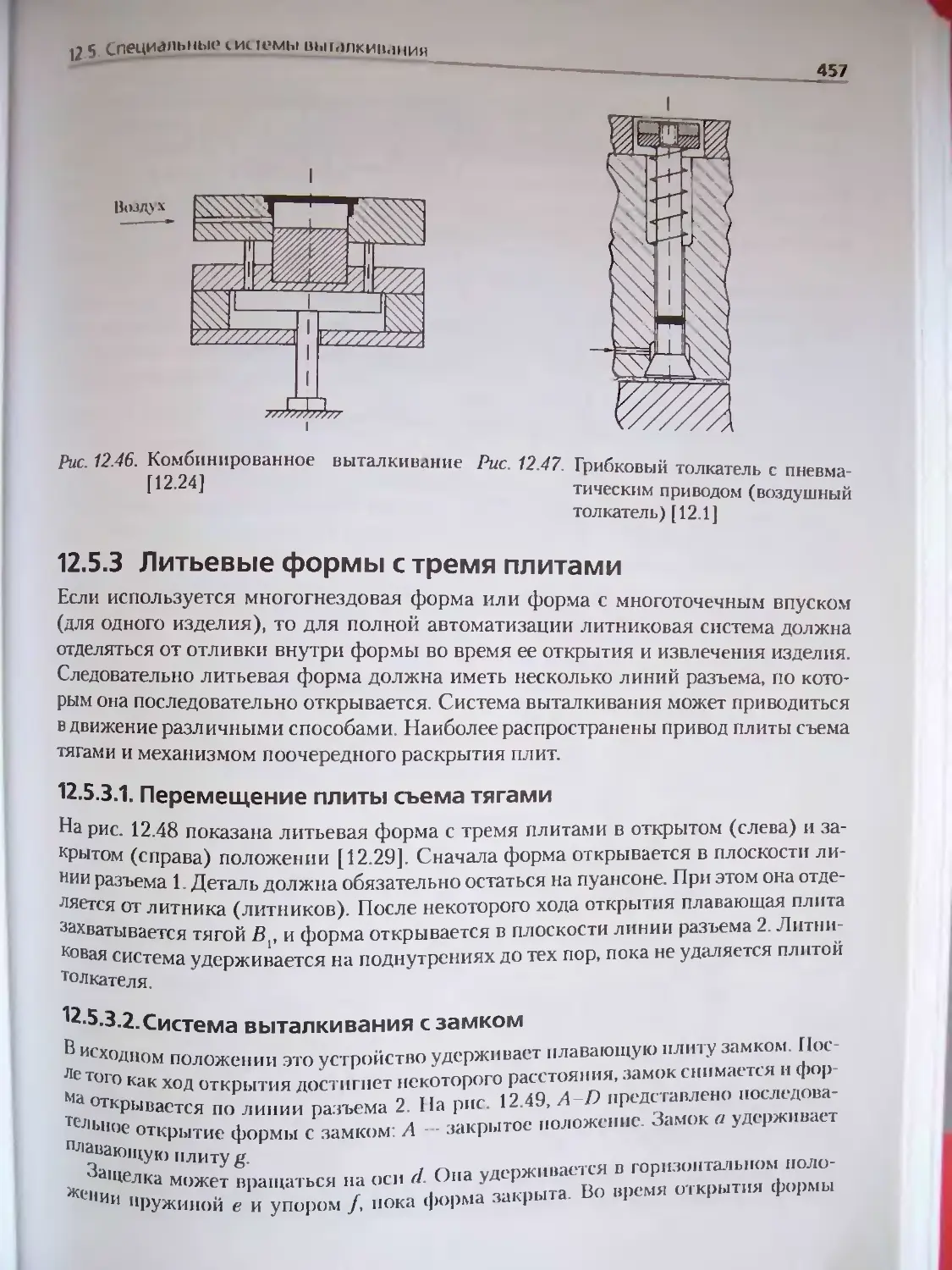
12.5.2 Комбинированное выталкивание....................................
2 5.3 Литьевые формы с тремя плитами...................................
19 г , 1 Перемещение плиты съема тягами ..........................
12 5 3 3 с г”™3 ПЫТалки"п,,ия е замком............................
Возврат толк >*>аТ1ЮС ”|,1талкивание со стороны неподвижной полуформы
Извлечение изделий с подну грениями . ' .... ‘'
424
425
430
430
431
431
436
440
441
442
442
442
442
445
449
451
451
452
454
454
456
457
457
457
459
459
464
удержание.
13
128.
12 7.1- Извлечение изделия с поднутрениями с помощью выталкивания ....
12.7.2. Допустимая глубина поднутрений для защелок....................
Извлечение резьбовых изделий..........................................
12.8.1. Извлечение изделий с внутренней резьбой.......................
12.8.1.1. Съем резьбовых изделий................................
12.8 1 2. Складывающиеся пуансоны.............................
12.8.1.3. Литьевые формы со сменными пуансонами.................
464
465
467
467
467
467
468
12.8.2. Литьевая форма с механизмом для вывинчивания.................469
1282.1. Полуавтоматическая литьевая форма......................470
12.8.22 . Полностью автоматическая литьевая форма..............470
12.8.3. Извлечение изделий с внешней резьбой.........................478
129 Поднутрения в нецилиндрических изделиях...............................479
12.9.1 . Внутренние поднутрения......................................479
12.9.2 . Внешние поднутрения.........................................479
12.9.2.1 . Литьевая форма с ползунами..........................481
12922. Литьевая форма с раздвижными полуматрицами..............487
12.9.3 . Литьевые формы с механизмом отвода пуансонов................491
13. Центрирование и смена литьевых форм................................493
131 Задачи центрирования...............................................493
13.2. Регулировка осей узла пластикации..................................493
13.3. Внутренняя центровка элементов.....................................494
13.4. Центрирование больших литьевых форм................................498
13.5. Смена литьевых форм................................................501
13.5.1 Системы ускоренной смены форм при переработке термопластов....501
13.5.2. Смена форм для переработки эластомеров......................508
14. Конструирование литьевых форм с помощью компьютера
и использование CAD-систем..........................................510
14 1. Введение...........................................................510
14.1.1. Метод структуры потока......................................510
14.1.2 Разработка конфигурации......................................511
14.1.3. Освоение сложных алгоритмов.................................512
14 1.4 Моделирование используется недостаточно..................... 512
14.1.5 Проще и с меньшими затратами ................................512
14.1.6. Перспективы . . ......................................513
^4.2 Применение CAD систем в конструировании литьевых форм...............513
14.2.1 Введение.....................................................513
14.2.2. Принципы CAD................................................514
14.2.2.1. Двух- и трехмерные модели...........................514
14.2 2.2 Повышение производительности CADc помощью
ассоциативности, параметрических моделей, геометрических
и функциональных характеристик.............................. 517
14 2 2 3 Интерфейсы и интегрированные системы CAD ....... 519
14.2.2.4 Организация прохождения данных и ноток информации .. 523
14
_________________________________________________^2ае£*ание
автоматизированного проектирования в изготовлении форм. 524
524
529
533
14 2 3. Применение ........................
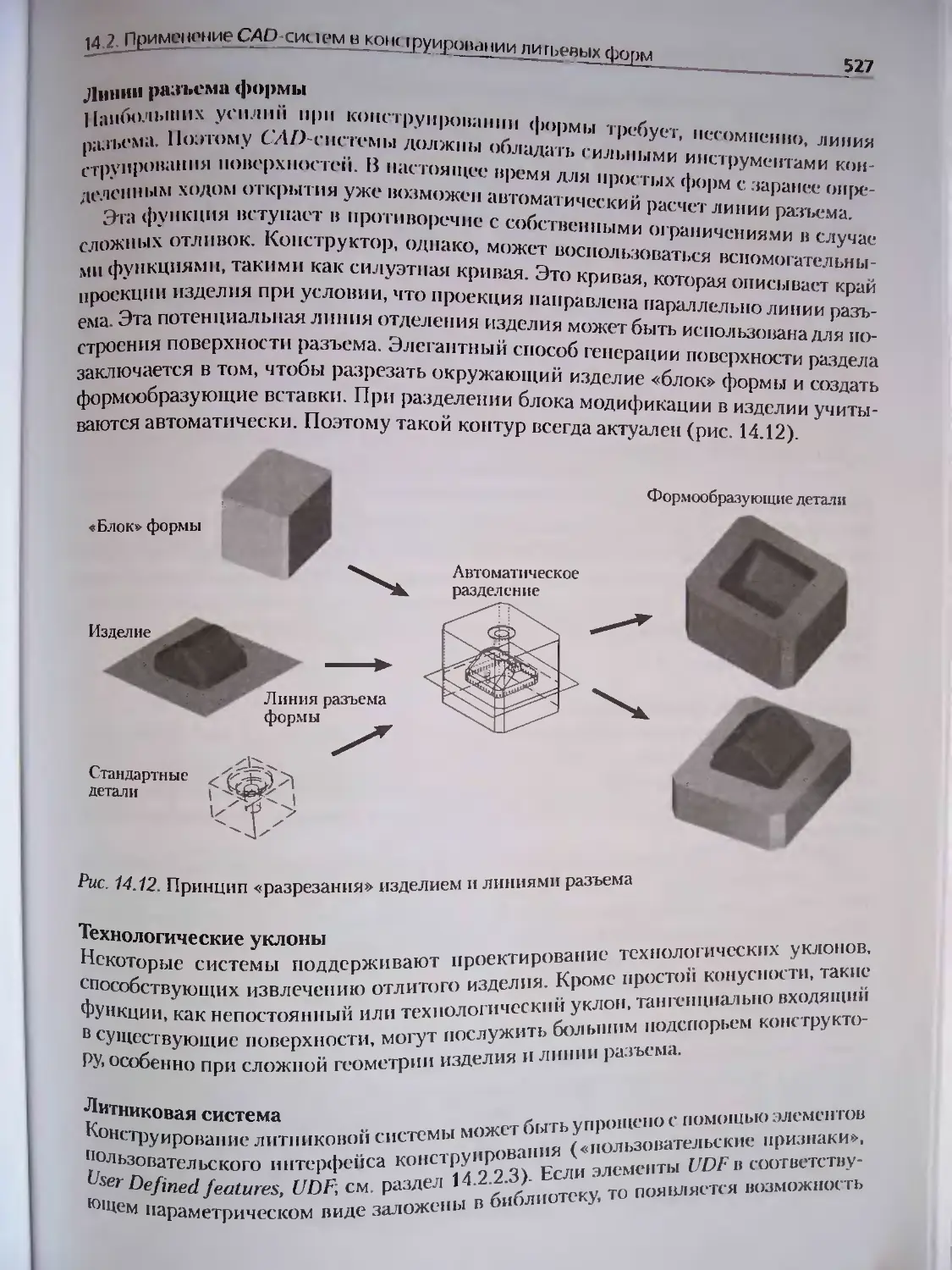
*°PM.................
f * , , р„е„« фуккшопммос™ в спешили!» приложениях ....
U 2 3 A Йэможносгь комплексного .п.женер.юго подхода
к проектированию с применением СЛО...........................
14 2 4 Выбор и внедрение СЛО-систем...............................
14 2 4 1. Этапы выбора системы...............................
4 2 4 2 Определение общего замысла применения CAD...........
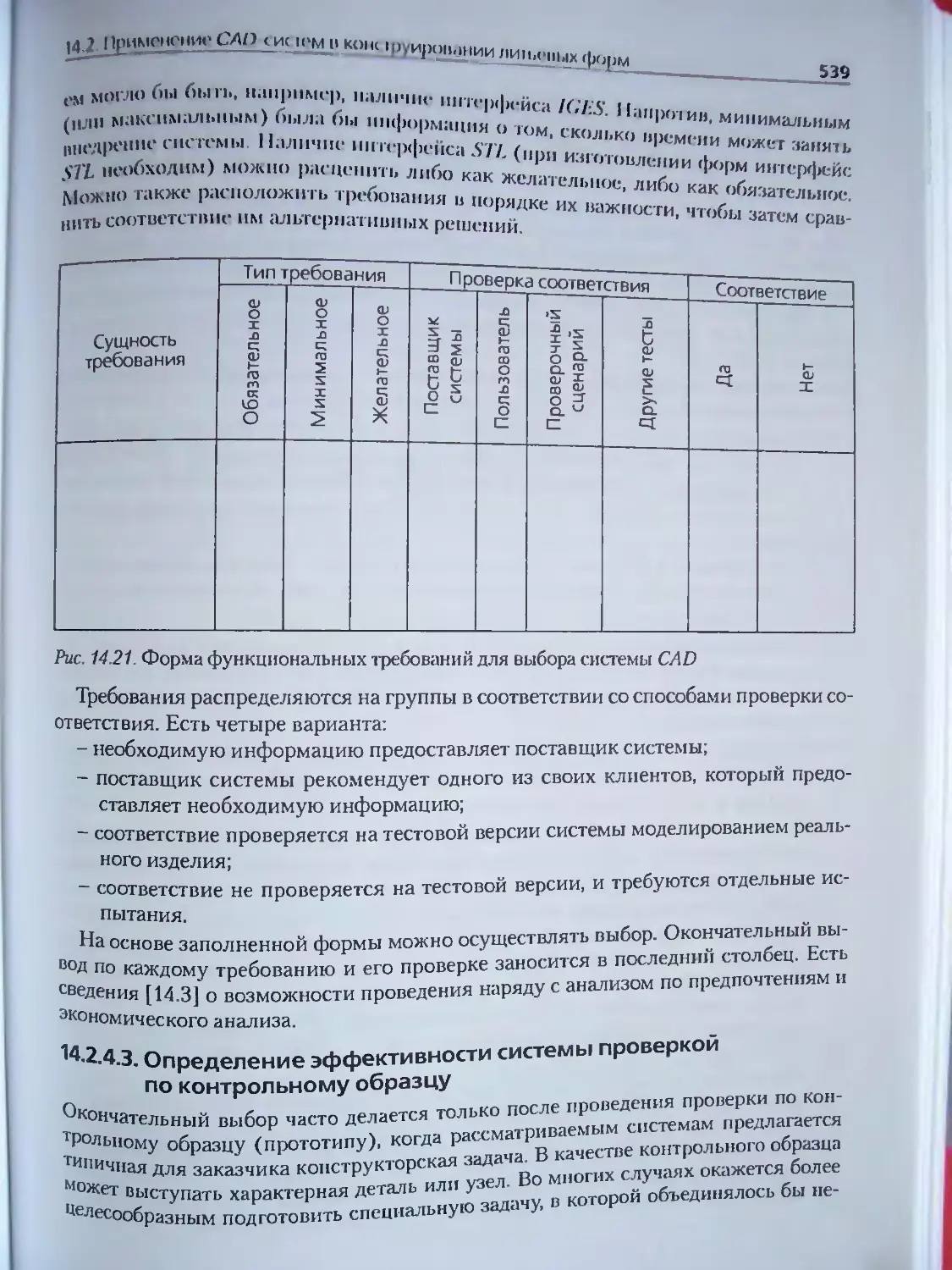
14.2.4.3 Определение эффективности системы проверкой
по контрольному образцу......................................
14.2.4.4. Внедрение CAD......................................
533
535
536
538
539
541
If
К
If
И
1
2
15. Обслуживание литьевых форм...........................................543
15 1 Преимущества графиков обслуживания...................................545
15.2. Плановое обслуживание................................................546
15.2.1. Сбор данных..................................................546
15.2.2. Анализ данных и выявление слабых мест........................549
15.2.3. Компьютерная поддержка...................................... 550
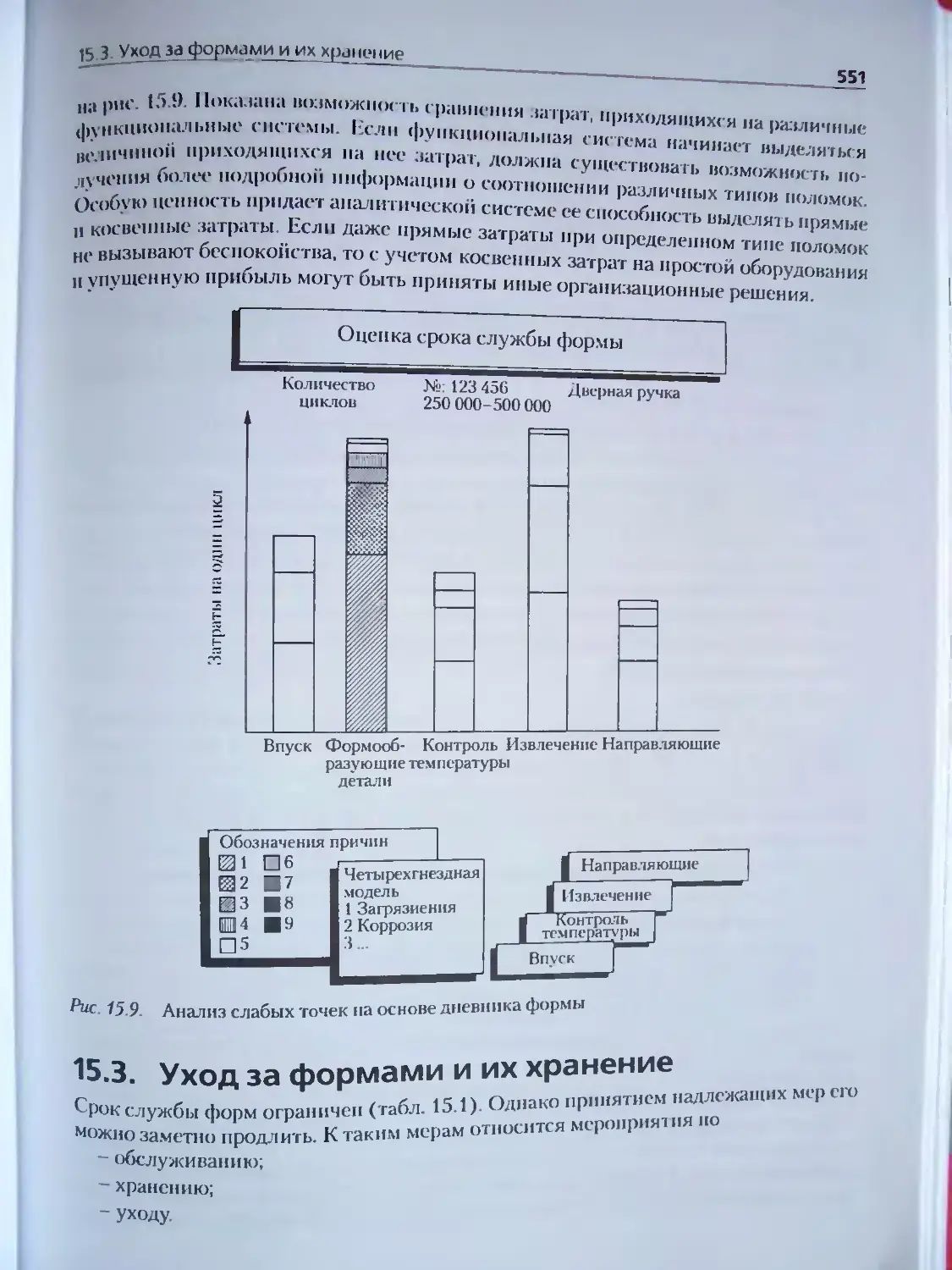
15.3. Уход за формами и их хранение........................................551
15.4. Ремонт и реконструкция форм..........................................554
16. Измерения в литьевых формах..........................................559
16.1. Датчики..............................................................559
16.2. Измерение температуры................................................559
16.2.1 Измерение температуры расплава с использованием инфракрасных
датчиков........................................................559
16.3. Измерение давления...................................................560
16.3.1. Цель измерения давления......................................560
16.3.2. Датчики для измерения давления расплава......................560
16.3.2.1. Прямое измерение давления.............................561
16322. Косвенные методы измерения давления......................562
16.4. Использование датчиков............................................. 563
16.5. Оптимизация технологического процесса................................563
16.6. Контроль качества....... 565
17. Стандартные детали и узлы литьевых форм...............................568
Регуляторы температуры (термостаты) в литьевых формах................^76
18.1. Функции, методы, классификация 576
10.2. Регулирование.. 577
182 1 Методы регулирования........ 577
18<:^Х?ДтМЬ1е УСЛОШ,Я качестве,,,,°го регулирования................-I?
10.2.2.1. Термостаты............................................ 581
18 7 о э 1?агРсватсль,,ая, охлаждающая и перекачивающая способность. • 58
18 2 22 ТСМПСРа^РЫ..................... ............................g
становка датчиков температуры в форме.....................
СддСЕ*^--------------------------------------------------------------------—
1 8.2.25 Система теплообмена в форме .................... 583
18 2 2 .6. Возможности поддержания стабильной температуры.. . 584
1ЯЗ выбор оборудования------------ . . . ..................... 584
|й 4 Соединительные элементы формы и оборудования — меры безопасности . .. 585
jgj; Теплоноситель............................................. , 586
Техническое обслуживание и чистка..... ., ............ .587
19 Способы устранения дефе ктов, возникающих в процессе литья
под давлением............................................................589
20 Специа-п»ные технологии литья под давлением
и специальные литьевые формы........................................593
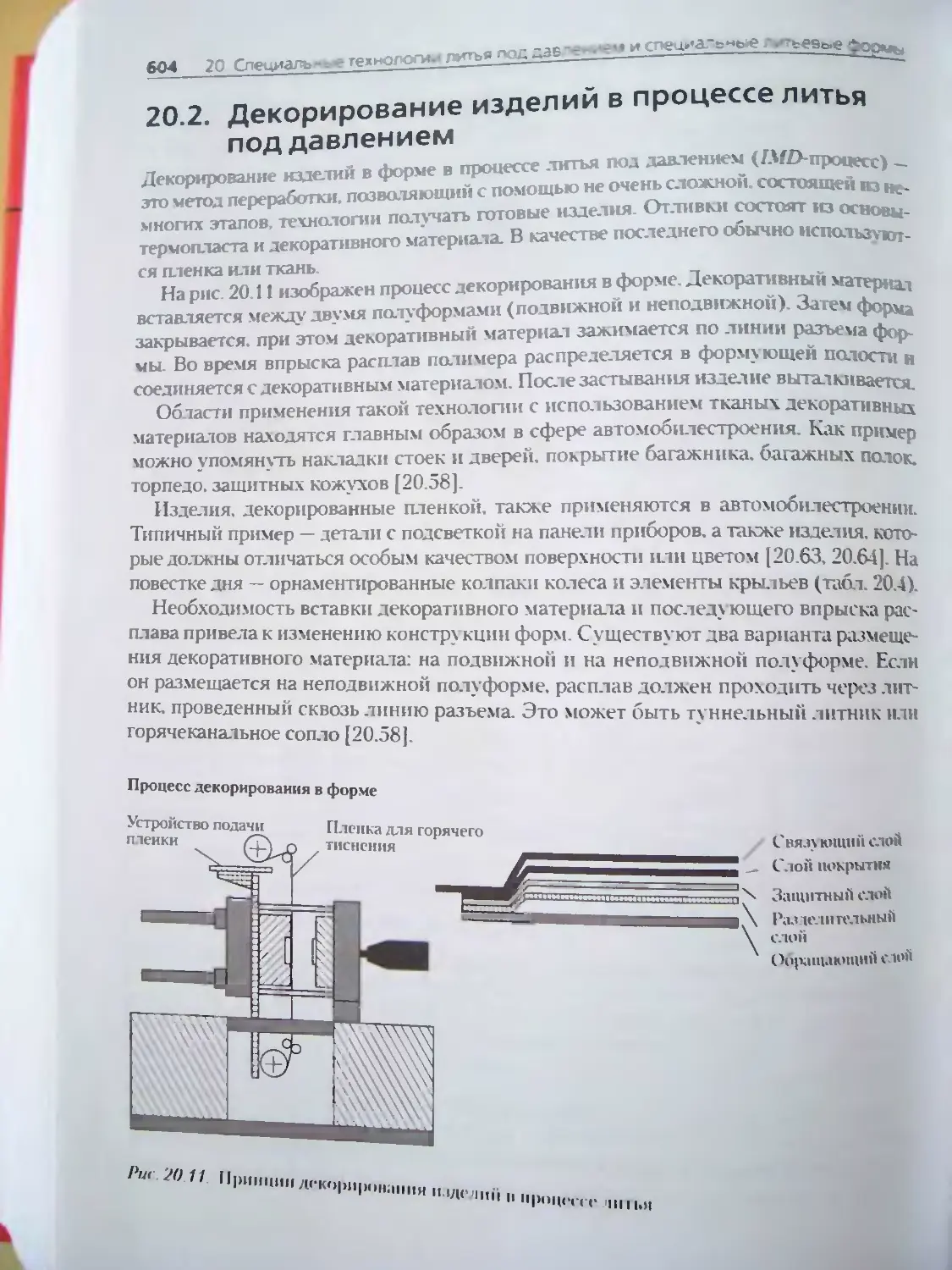
20.1. Ммфслнтье 593
20.1.1. Технология литья и управление процессом..... ... 593
27.1.2. Изготовление микроматриц................................. 597
20 1 2 1. Кремневая технология................................598
20.1.2 2. Технология LiGA.....................................599
20.1 23. Технология LiGA с использованием лазера..............600
20.1 2.4. Лазерное резание............................ 600
20 1 23. Электроискровая обработка ............602
20.1.2.6 Микромеханическая обработка . 602
202 Декорирование изделии в процессе литья под давлением ......... ... . 604
2 J3 Переработка жидкого силиконового каучука............................607
203 1 Вакуумирование................................................608
203 2 Впуск...................................................... 609
2032 Зытатживание. . ....................................... . 609
2034. Контроль температуры..........................................609
2033. Холоди канальная литниковая система..................... ...610
2*4. Компрессионное “ессование ......................................... 611
Литература ..............................................................614
Предисловие к третьему изданию
_ высокоточный инструмент, постоянная к надежная рабо-
Литъевые формы - это вы экономического успеха многих комна-
та которого имеет решающ-
пластмасс. Поэтому ошибки в проектировании н
»"«• занимающихся^^й очень тяжелые последств.щ.
конструкции форм влеку, _ помочь избежать подобных ошибок. Основываясь
Цель появления этой нвлеКает внимание как итог огромной исследова-
„а прелылуш’’„ Институте переработки пласта,асе Аахенского Тех-
г“ь“°''Р“Хета с финансовой помощью общественных и частных фонд»
ническогоуниверсшетй поиннмал участие в написании этой книги и
Мы особенно Э™ К Ба“^
™пТ т аостоо У хХ НоХштайн, доктор О. Кречмар. доктор М. Лаар.
доктор Г. Петч' доктор Т. У. Шмидт, доктор X. Шнайдер, профессор Е. Шюрмая „
м“ь да"у™Хпшкое и студентов Института, которые способствовали ус-
пеху этой книга своей работой и личным окладом. Нашу благодарность в „х адрес
пусть примут мисс Г. Нелиссен, мисс И. Цекорн и мистер У. Окон; всех просто не-
возможно перечислить. И наконец, мы выражаем признательность издательскому
дому Carl Hanser и в особенности доктору У. Гленцу и мистеру О. Иммелю за пре-
вращение рукописи в столь замечательную книгу.
Г. Менгес
В. Микаэли
П. Морен
Материалы для деталей
литьевых форм
j.-xho"*” 11,1 4,11 |,я ‘м,,( H,,A давлением должна соответствовать постоянно рас
гущему спрея 'У ,,а нсдорсиие н высококачественные изделия. Решить такую задачу
ирон (водитель способен только при условии тща тельного конт роля техиоло! иче-
ci.oro процесса, соответствии геомс грин изделия особенностям полимерного ма-
териала и способа сто переработки, а также точного вос произведения разме ров и
качества поверхности. Литьевые формы должны надежно и стабильно работать, вы-
держивая в процессе эксплуатации предельные* нагрузки, обеспечивая окупаемость
инпсстиций длительным сроком службы Надежность и долговечность литьевой
формы зависят нс* только от конструкции и режима обе луживания, но в первую оче-
редь от материалов, из которых она изготовлена, их те рмической и механической
обработки [ I I, 1.21
В то время как плиты литьецрй формы чаще всего стальные*, формообразующие
детали часто бывают выполнены hi других высококачественных металлических и
нсмсгалличеч ких материалов Летали формы, и сготовленные не* не стали, исполь-
зуют для получения сформующих полостей (гнезд) сложной формы. Их часто по-
лучают методом электролитического осаждения. В последнее время роль неметал-
личсе ких материалов в изготовлении литьевых с|>орм во (росла Произошло это,
с одной стороны, благодаря нс пользованию новых технологии, а с другой за счет
увеличения практики выпуска пробных серии па прототипах с|)орм, когда заказчики
хотят получить первые промышленные пар.пи деталей максимально быстро и де-
шево, а затем, по ре тулыагам нс пытании, внести коррективы и < делать доработки.
И вотовлепие таких прототипов и литьевых форм, ис пользуемых для выпуска не
больших партий, обсуждается ниже
Литьевая «форма, как правило, состоит из набора отдельных элсмсчиов (см. рис
'* 3) ( пецифика работы каждою из них требуетсоотвстс твуюшето выбора материи
ла Формообразующие элемен гы (мат рица и пуансон) отвечают ia правильную кон
фигурацию изделия и текст уру поверхнос гц. Яс но, что выбор матсриача и методов
«тообработки для и потопления «формообразующих деталей требуетособого внима
•ия и определенною оньиа
Выбор м,пс риала для матрицы и пуансона определяется несколькими фактора
Мн В них учитываются жономичее кис показатели, внешний вид н размер изделия
и ( ••’Аиальные с войс i на перс рабат ывасмого материала (армированный пли бе i па
1 '’лпеиия, те рмоус гойчиво' и, и т д ) Окюда определяю.* я такие* пар im« ipi.i, как
Минимальные размеры матрицы, допус чимый и шос* лны.епой формы в условиях
1|1и,и"‘одеан.,, качсс ню отливаемою изделия в завис имости от изменений риме
l’011 и Ши шнс-ю вида К ikohomii'icckhm показателям от носятся необходимый объем
'Роизнод. гва и, с чедов.п ел кно, с цок с лужбы (формы, а такжф допус ihmi.ic >.ир .гы
' ” HoioiuiciiHc Из них пар смс-троп, в с вою очередь, складып.1Ю1с ч iребопания
1. Материалы для деталей литьевых
>м
18 ----------
птопого изготовлена литьевая форма, к его термическим, механи-
к материалу, из которого производителю приходится искать компро-
1.1. Стали
111 Общие сведения
, является единственным материалом, который гарантирует надеж-
„да формы в длительного срока службы. Марка стали должна быть
Хмькс^подобрана из ассортимента, предлагаемого производителями, а ее обра-
Еой должна обеспечиваться структура, необходимая для получения желаемого
лнешнего вша отливаемого изделия. Здесь на первый план выходит химический
состав стали Как правило, в сплаве содержится несколько взаимодействующих
между собой компонентов (табл. 1.1). Окончательный выбор состава зависит от
требований, выдвигаемых изготовителями литьевой формы. От стали ожидают сле-
дующие свойства:
• допустимость применения экономичных способов металлообработки (механо-
обработка, электроэрозионная обработка, полирование, шлифование, травле-
ние, выдавливание);
• отсутствие проблем при термообработке;
• достаточные прочность и жесткость;
• термо- и износостойкость;
• коррозионная устойчивость.
Желаемый профиль поверхности достигается в основном механообработкой,
что требует времени и дорогостоящего оборудования, но в большинстве случаев
не обеспечивает такое качество поверхности, которое позволило бы обойтись без
дополнительной ручной доводки. Применение механообработки ограничено меха-
ническими свойствами материала [1.9]. Обработка сталей с пределом прочности от
600 до 800 МПа достаточно экономична [1.2]; вообще же обработке поддаются ста-
ли с пределом прочности до 1500 МПа. Поскольку прочность ниже 1200 МПа обыч-
но недостаточна, после механической обработки сталь подвергают дополнительной
ооработке, чаще всего термической. Это может, например, быть закалка и отпуск.
Определенная термообработка придает стали необходимые свойства, в особенно
ти твердость поверхности и достаточную прочность сердцевины. Заметим, однако,
к, ^ая термообработка несет в себе определенный риск (деформация, образование
трещин). Чтобы в результате термообработки форма не оказалась выведена из строя,
ОКон отельной стадией механической обработки металл рекомендуется под
°ГЖИГу аля снятия внутренних напряжений. Придерживаться такой последе
повышаСТИ,'°ПеРаПИ^ ОСО^С,И1° важно, когда геометрия элементов формы отличается
ЧтпГп 10И * ложност,>,° и объем механической обработки достаточно велик.
иреллагйют°.МО П> .11Р0И’Н’0ЛИТСЛ10 '1К>РМ избежать подобных проблем, металлурги
1400 МПа 1р, два,>игсль"° закаленные стали с пределом прочности между И
(отООбдоО ЛО||уск;,,°т механическую обработку благодаря содержаниюыР ’
Л ° ,’10/о) При ™’м »’Н‘иь важна равномерность концентрации серы в стали-
19
£1<тали___-------------------------------------------------------------------
jjtgjiun<i 1 1 Влияние легирующих элементов на свойства стали [1.3—1 8]
Легирующий --^^элемент f Свойство С Si S р Сг Ni Мп Со Мо V W Со Ti
Прочность Т Т — т Т т Т Т т ? Т т
Жесткость X 1 г г г г
Ударная прочность г
(образец с надрезом) Удлинение 1 г г г г г —
Износостойкость т — — — ? — т — т т т — т
Прокалнваемость т — — т т т — т — — — —
Твердость т т — — т т — т т т т — —
Обрабатываемость т г г г — — г г — —
Свариваемость 4- 1 г г г г — — —
Пластичность г т г — — г — —
Ковкость г 1 — — — — — г — г — —
Теплостойкость/твердость т т — т т — — т т т т — —
при красном калении Чувствительность г г — — т т т т г т — т
к перегреву Сохранение твердости т т — — т т т т — —
Коррозионная стойкость — т 1 т ? т т т т т т т __
Более высокое содержание серы хотя и облегчает механическую обработку, создает
другие проблемы, подчас более сложные. Например, стали с высоким содержанием
серы не столь хорошо полируются, как стали без серы, а при их антикоррозионном
хромировании и никелировании часто не удается избежать брака. При необходимо-
сти восстановления изношенных элементов формы сварка сталей с высоким содер-
жанием серы не дает удовлетворительного результата. Фотохимическое травление
Для получения текстурного рисунка на поверхности детали из стали с высоким со-
держанием серы также не используется.
В последние годы при обработке сталей, не содержащих серу, большое значение
приобрел метод электроэрозионной обработки. Когда требуется получить ряд не-
больших матриц (например, для изготовления клавиш компьютерной клавиатуры),
экономически эффективно использовать холодное выдавливание. Стали, подхо
Аящие для такой обработки, должны иметь хорошую пластичность после отпуска.
Рименяются, например, мягкие стали с содержанием углерода менее 0,2%.
После формования им придают необходимую поверхностную прочность путем
'‘мообработки Такое повышение прочности становится возможным благодаря
науглероживанию (цементации). Стали с упрочненной поверхностью составляют
ВаЖную группу материалов для изготовления матриц литьевых форм.
• реформация и изменение размеров детали часто оказываются побочными эффек
“Ми термообработки. Изменение размеров происходит по причине термических
эпряжений и изменений объема ввиду фазовых переходов в стали. 1акие измене-
1 Материалы для деталей литьевых фОп
20________________________
о 1 то,.мн наоборот, вызваны либо неправильной термообва
,,',я 2Х „кж формования. либо нетехнологичиой копструкщ^
боткои ДО В течение„ углы, большие перепады сечении и т. д.)_ Откло-
матрины/пуансона < I в _моД{у,н термообработке являются результатом
нения от точных р Р ' я размерОв. Практически невозможно однозначно
как деформации. приведена классификация факторов, приводящих к от-
"иямот формы и размеров. Влияние этих факторов сводится к минимуму при
использовании специальных марок и сплавов стали [1.11, . 2].
Глелует обратить внимание на стали предварительного, мартенситного и сквоз-
ного упрочнения. Предварительно закаленные стали не требуют сколь-нибудь су-
щественной термообработки после формования. Требуемая износостойкость таких
сталей достигается за счет химических (хромирование) или диффузионных процес-
сов (азотирование при температуре от 450 до 600 С).
Для мартенситных сталей, подвергающихся термообработке при относительно
низкой температуре, обычные риски, связанные с термическими напряжениями и
фазовыми переходами, невелики [1.13]. Термообработка сталей сквозного упрочне-
ния такова, что их структура во всем объеме одинакова и заметных напряжений не
наблюдается.
Область применения сталей сквозного упрочнения ограничена из-за опасности
растрескивания под высокими изгибающими нагрузками, особенно для крупнога-
баритных литьевых форм. Наилучшим образом сочетают прочность сердцевины и
износостойкость поверхности стали с поверхностным упрочнением. Например, это
очень важно для длинных пуансонов и т. п.
Эксплуатационному износу наиболее эффективно противостоит высокая твер-
дость поверхности. Наилучшие результаты по упрочнению и равномерное качество
поверхности достигаются у сталей, которые не имеют поверхностных изъянов, от-
личаются высокой чистотой и однородностью структуры. Высокая степень чистоты
стали является условием безупречной полируемости поверхности матрицы для тех
форм, в которых отливаются изделия оптического назначения. Такая чистота при-
суща только тем сталям, которые подвергаются переплавке (рафинированию) один
или несколько раз. Переплавка улучшает и механические свойства. Такие стали
приме няют при изготовлении высококачественных формообразующих деталей.
Максимальной устойчивостью к истиранию отличаются стали, полученные мето-
дом порошковой металлургии (твердый сплав).
емпература литьевой формы (обычно ниже 120 °C) и теплообмен в ней опреде-
пабпт^ своиствами перерабатываемой пластмассы и технологией литья. При пере
неокааы °ЛЬ1иииства термопластичных материалов тепловые потоки практически
нако сейчя,01 "Икакого веяния на выбор материала для изготовления формы. Од
ния до 400 «2!а РЬ1нке все ШИРС представлены термопласты с температурой плавле
ПриKrarZ‘'P“TVPa Ф°РММ лри их "^Работке выше 200 ‘С.
Дится „ пределах от 150 до 25(ГС°'|1"’‘ Ма1Ср’,оло" тсм "Ч»П'Р« Ф"Р“Ы "“"до-
ческие свойства s J 15 этих пределах оказываются затронуты мех
формации иозпаст-пот'1 1а’ И * КОТ<]Р°ГО изготовлена <|юрма. Износ и склонность к Д
Все это следует помни' ** "1'1'1ОГТОЙКО(:ТЬ" усталостная прочность уменьшается [ 1-
гь, выбирая для литьевой! формы наиболее подходящий мат
Изменения конфигурации
М
Рис 1.1. Факторы влияния на размерную точность деталей при термообработке [112]
1 Материалы для деталей литьевые
22----------------------------------------- ~-------------------
пи-ui графики термообработки (твердость-температура) показывают, что допусти-
маТрХая температура находится на 30 или 50 С ниже температуры отпуска.
вГжным фактором, влияющим на себестоимость литья детали, является эффект
„ость теплообмена между застывающей отливкой и формой. В свою очередь, натеп.
лообмен влияет теплопроводность материала литьевом формы, зависящая отфИЗи.
ко-химпческих свойств сплава, определяемых его составом. В определенной степени
с концентрацией напряжений можно бороться с помощью упрочнения поверхности
(цементации или азотирования), так как эти методы приводят к созданию напряже-
ний в поверхностном слое [1-15]. Тем не менее на этапах конструирования и изго-
товления формы следует в любом случае уделить внимание проблеме концентрации
напряжений.
Некоторые полимерные материалы во время их переработки выделяют хими-
чески агрессивные вещества, например соляную кислоту, уксусную кислоту или
формальдегид. Такие вещества разрушают поверхность формообразующих деталей
формы, если она не защищена покрытием из твердого хрома или никеля.
Но эти покрытия могут отслаиваться на острых углах или при неправильной
эксплуатации формы. Если о риске коррозии известно заранее, для изготовления
формы рекомендуется использовать коррозионностойкие стали. В таком случае не
потребуется принятия особых мер против коррозионного воздействия со стороны
охлаждающей жидкости или влаги окружающей среды.
Перечисленные выше требования частично противоречат друг другу. Поэтому
конструкторы и изготовители форм выбирают марки сталей, наилучшим образом
подходящие в каждом конкретном случае.
Для изготовления формообразующих деталей в настоящее время предлагаются
следующие марки сталей (см. табл. 1.2):
• цементуемые;
• азотированные;
• сквозного упрочнения;
отпущенные, не предназначенные к закалке;
• мартенситного упрочнения;
• твердые сплавы;
коррозионностойкие;
• Рафинированные (электрошлаковый переплав).
11-2. Цементуемые стали
недорог? ине п'|1Гч,Л,ИТЬСВиХ Ф°рм лУчше всего подходят цементуемые стали. Они
изготовления Фопм уливле,,ия тот Факт, что в общем потреблении сталей для
то«Х?и “ ИХ ЛОЛЯ С(,ста” ™оло 80% 11 16]. (В ЭТО ЧИСЛО ВХОДИТ ИЗГО-
нелегироваиных и ниПЛС,,ИЯ) 1 1аиболее эффективно упрочнение поверхности
приемов n;XZZZ'^^
поста, формы и вто же время?* .1КМе,пгщ,,и "°‘воляет получить твердую поверх
талям высокую износостойкое“’|>дце"""у- т»ердая поверхность придает де-
УДарлой и переменной натру „соф "V?”' Cc|wi‘‘,"1"a обеспечивает прочность пр
11. ----------—------------------------
' некоторьп- другнг крытыми также указывают на IIIJ(>HMV ~
м ,1о..<-рхи<и ь- ..ад »ь.с.,.«)у. л. |МЩ1.(.Т1>.М11 И'существо сталей с уироч-
К()й. (П-обеппо селус. у..< мяцуть иростоту мехаысХ ™ аа*
Ь 'мость. Целкнтацня дает возможность локального v... Г ” ОТЛИЧ"У'О "оли-
Р;,' гках поверхности. Однако при цементации ироисхолмТ"^' "а ^Деленных
УА..ка. »Р" К‘»™рой •*-* исключаются фазовые переходи «ч И,ПС,,СИ,Ф термооб-
Г;ч1.ость форм*- Это может привести к дополнительным затратам Т РаЗМСр,,Ую
сИ« <М»'а бУдет гот0“а к работс И 18]. Другим преимущзд^Г™"™-
.нем поверхности является низкий по сравнение < , м сталей с упроч-
прочности после низкотемпературного отжига. Поэтому их'удаетТя обоаб
выдавливанием (см. раздел 2.3), причем особенно успешно в случае н1о«
размерял, формующих полостей или многогнездных литьевых форм. ШИХ П°
1.1.3. Азотированные стали
Практически все стали, которые содержат нитридообразующие добавки, можно
азотировать. Такими легирующими добавками являются хром, молибден, канадий
и алюминий. Алюминий, особенно легко образующий нитриды, в данном случае
наиболее предпочтителен как добавка. Стали, легированные такими элементами,
поглощают азот из окружающей среды благодаря его диффузии в поверхностный
слой. Такой процесс может проходить в солевой ванне, в среде газа, порошка или в
плазме сильного коронного разряда (азотирование в тлеющем разряде) при темпе-
ратуре от 350 до 580 °C. Температура и время процесса определяются конкретной
средой. Вышеназванные легирующие элементы образуют в этих условиях нитриды,
что придает стали необычайно высокую твердость и износостойкость поверхности.
В зависимости от марки стали и параметров процесса азотирования твердость по Бри-
неллю достигает величины от 600 до 800. Слой максимальной твердости находится не
на самой поверхности, а в нескольких сотых миллиметра глубже. Поэтому форма до
азотирования должна иметь чуть больший размер, который корректируется при по-
следующей доводке [1.19]. Такая механическая коррекция истребуется при азотиро-
вании в тлеющем разряде, что выгодно отличает этот метод среди прочих.
Азотирование имеет следующие преимущества:
После проведения азотирования отсутствует необходимость в закалке или от
Жиге, так как прочность обеспечивается самим азотированием.
Азотирование не приводит к деформации, так как происходит при температур
около 550 °C.
Твердость азотированного слоя не меняется при нагревании до 50 ( Р
° Детали формы после азотирования применимы^ ™Р^Ряа^р7^сХихРтем-
тивных материалов и тех термопластов, которь
. "еРаТУРах форм. высокой твердостью,
Внешний слой азотированной стали отлича Р поверхности,
износостойкостью и пониженным коэффициентом азотировайного слоя
Достатком метода является низкая степень связы папЛении на поверхность
^«"•иым материалом, а результате чего пр., пмскоком давлении
^Дый слой отслаивается [1.20].
Таблица 7-2
Тип стали AISI № Химический состав, % Коэффициент тепло- проводности, Вт/(м-К) Коэффициент теп- лового расширения, ю-бк-’
Углеродистая сталь 1020 1030 1040 1095 0,18-0,23 С 0,30-0,60 Мп 0,28-0,34 С 0,60-0,90 Мп 0.37-0,44 С 0,60-0,90 Мп 0,90-1,03 С 0,30-0,50 Мп 0,04 Р 0,05 S 0,04 Р 0,05 S 0,04 Р 0,05 S 0,04 Р 0,05 S 46,7 46,7 46,7 43,3 11-15 14,9 11-14
Легированная сталь 4130 4140 6150 8620 0,18-0,23 С 0,30-0,60 Мп 0,80-1,10 Ст 0,15-0,25 Мо 0,38-0,43 С 0,75-1,00 Мп 0,80-1,00 Сг 0,15-0,25 Мо 0,48-0,53 С 0,70-0,90 Мп 0,80-1,10 Сг 0,15 V 0,18-0,23 С 0,70-0,90 Мп 0,40-0,60 Сг 0,15-0,25 Мо 0,20-0,35 Si 0,035 Р 0,20-0,35 Si 0,035 Р 0,20-0,35 Si 0,035 Р 0,20-0,35 Si 0,035 Р 0,04 S 0,04 S 0,04 S 0,40-0,70 Ni 0,04 S 46,7 60,6 46,7 10-12
Инапрументальная сталь-. ударопрочные стали сталь для холодной обработки: - закатка в масле - среднелегиро- ванные -закалка на воздухе ' 1- с высоким \ содержанием \ углерода 51 57 Q1 А2 А4 А6 3,50 С 0,75 Si 1,25 Сг 3,50 С 0,70 Мп 0,25 Si 0,90 С 1,20 Мп 0,50 Сг 1,00 С 1,00 Мо 5,00 Сг 0,95 С 2,00 Мп 0,35 Si 0,70 С 2,00 Мп 1,00 Сг 2,50 W 3,25 Сг 0,50 W 0,20 V 2,20 G 1,15 Мо 1,00 Мо 0,20 V 1,40 Мо 62,3 11-13 14,9
1. Материалы для деталей литьерьпн^^
- с высоким содержанием хрома D2 1,50 С 1,00 Мо 12,00 С г 1,00 V
Стали для горячей обработки: - на основе хрома - на основе вольфрама Стали специального назначения: - низколегированные Сталь для пресс-форм. - низкоуглеродистые - среднелегированные Нержавеющие стали (мартенситные) Я13 Я23 £6 Р2 Р20 420 0,35 С 0,40 Мп 1,00 Si 1,40 Мо 5,00 Сг 1,00 V 0,30 С 12,00 Сг 12,00 W 0 75 С 0,75 Мп 0,90 Сг 1,75 Ni 0,35 Мо 0,07 С 0,20 Мо 2,00 Сг 0,35 С 0,80 Мп 0,50 Si 0,45 Мо 1,70 Сг 0,15 С (min) 1,00 Мп 1,00 Si 12,00-14,00 Сг 24,6 29,0 23,0 12-13 12,7 11-12
Примечание
В таблицу время от времени вносятся изменения. Добавляются новые стали, некоторые марки удаляются, иногда меняется состав добавок. Если
необходима свежая информация, нужно следить за текущими публикациями (American Iron and Steel Institute/Society ofAutomotive Engineers).
1.1. Стали
1 Материалы для деталей литьевых фпп,,
26
114 Стали сквозной закалки
~ закалки объясняется образованием мартенситной стрУк.
Твердость сталей сквоз! Механические свойства этих сталей зависят
туры благодаря резкому о охлаждения В качестве закалочной среды ис-
отзак-оч- ’/РХ ^ воздух. Вода охлаждает быстрее и оказывает наиболее
сильное воздействие. Масло и воздух работают мягче. Среди прочих факторов, оп-
«ощих скорость охлаждения, выделяется теплопроводность.
ОнаТвисит от соотношения поверхность-объем и легирующих добавок. Ни-
кель, марганец, хром, кремний и другие элементы снижают критическую скорость
охлаждения и поэтому облегчают закалку в больших сечениях [1.17].
Процесс упрочнения состоит из стадии предварительно! о нагрева, нагрева до тре-
буемой температуры, закалки с формированием твердой мартенситной структуры и
затем нормализации для улучшения ударной вязкости. Ударная вязкость сталей со
сквозной закалкой невелика, поэтому формы с глубокими формующими полостями
имеют высокий риск растрескивания.
В отличие от отпуска, при нормализации твердость снижается незначительно.
Нормализация проводится при температуре между 160 и 250 °C. При этом не толь-
ко повышается ударная вязкость, но и снимаются внутренние напряжения. (Иногда
такую обработку называют снятием напряжений, но ее не следует путать с отжигом,
при котором также снимаются напряжения.)
Стали сквозной закалки отличаются стабильностью размеров при термообра-
ботке. Благодаря своей естественной закаливаемости они отличаются высокой
прочностью на сжатие и рекомендуются для изготовления литьевых форм с неглу-
бокими формующими полостями, в которых возможны резкие перепады давления,
а также для литья со сборкой изделия в форме. Хорошая износостойкость и высокая
температура нормализационного отжига позволяют перерабатывать термореактив-
ные композиции [1.20,1.21].
Что касается механических свойств, то стали со сквозной закалкой имеют гомо-
генную структуру. В отличие от сталей с упрочнением поверхности, верхний слой
не удаляется при последующей механической обработке. При развитии методов
электроэрозионнои обработки стали со сквозной закалкой продолжают стабильно
занимать важное место.
•г.
Л”'
(a»'11
суШел
еъ^
В*
Так»1’
глубс
меха'
П[
поР!
ПОЛИ
1.1.5. Термообработанные стали в состоянии поставки
стали термообрабатываются поставщиком и поэтому могут быть использованы
непосредственно, без дальнейшей термообработки.
выше г^^!?1ЛКИ ТеРМоо^Ра^ота|,чь|е стали подвергаются отпуску. При температуре
жению твеплгМД-РТСНСИТ Разлагается па карбид и альфа-железо. Это приводит к спи*
вязкости Плагти.И Нрелела пРочиости стали и в то же время к увеличению ударно*1
пуска- твсолосп ,ИОСТЬ И УдаР|,ая вязкость растут с увеличением температуры от
пуска, твердость и предел прочности снижаются.
пуска 2 ч) можщП,е|)а1У1)И0М |>СЖИМе (обычно постоянном) и длительности от
зависит от ппелел 'К>ЛУ”ИТ" <Я,'>елсл""'У«> УДаР**У*о вязкость, величина которой
от предела прочности. Прочность от 1200 до 1400 МПа следует считать
Вмг
про<
Их<
от 1
cpai
НИЯ
11
500
ход
Но
Д1Г]
ПО1
311(
дат
пр<
но
Вт
се<
Др
Ун
ц
1;
Ть
СН
Ч
27
It Стапи—__-----------------------------------
таК «’Р»6"’»' сталей с волов высоким „ро-
»Ргномически невыгодна 11.22]. 1 1
"С обучения обработки резанием в термообработанных сталях присутствует
_ (0,06%). Однако этим сокращаются возможности защиты поверхности мето-
Т1МП гальваностегии, например твердым хромированием. Аналогичным образом
существенно сокращаются и возможности подвергать поверхность травлению при
«делении на ней сульфида марганца.
В некоторых случаях эти недостатки нивелируют обработкой стали кальцием
Таким способом содержание серы снижается (<0,005%; такие стали называются
глубоко обессеренными), соответственно увеличиваются возможности травления и
механической обработки [1.18, 1.23].
Применение термообработанных сталей предпочтительно в средних и больших
по размерам формах. Их дополнительным преимуществом является простота вы-
полнения доводки, если она необходима после пробного запуска [1.2, 1.25].
1.1.6. Мартенситные стали
В мартенситных сталях удачно сочетаются высокие предел прочности и твердость с
простотой термообработки. Поставляются мартенситные стали в отожженном виде.
Их структура построена из прочного никелевого мартенсита с пределом прочности
от 1000 до 1150 МПа. В пределах, зависящих от прочности, их обрабатываемость
сравнима с отпущенными сталями. По сравнению с мягкими сталями время меха-
нической обработки выше на 10-20%.
После механической обработки форма подвергается простому нагреву до 480 или
500 "С, который не заключает в себе никаких рисков. При этой температуре проис-
ходит выдержка в течение 3-5 ч, и затем медленное охлаждение в среде воздуха.
Нормализационный отжиг не требуется.
Деформаций благодаря низкой температуре процесса быть не должно. Происхо-
дит лишь незначительная изотропная усадка порядка 0,05-0,1%. Износостойкость
поверхности формы можно дополнительно улучшить за счет проведения диффу-
зионного процесса, например азотирования. Однако при этом приходится соблю-
дать осторожность, чтобы не превысить температурного предела 480-500 С. Если
проводится диффузионная обработка, то предшествующий этап упрочненшя мож-
Но пропустить. Отмечаются [1.2, 1.13, 1.20, 1.25] необычайно высокие прочность и
твердость мартенситной стали (от 530 до 600 по Бринеллю).
Применять мартенситную сталь рекомендуется для формообразующих вставок
в небольшие матрицы со сложным контуром, большими перепадами поперечном)
^ения и отдельными тонкими выступами. Использование для таких форм сталей
марок наверняка приведет к деформации ее деталей Следует заметить, что
аХЧ,,еННую мартенситную сталь можно сваривать при помощи подобных матери-
• не прибегая к предварительному нагреву.
Твердые сплавы для литьевых форм
получаемые а процессах порошковой металлур, и... < одержат отпо-
большую долю карбидов, которые равномерно распределены в кристами-
Решетке cnvieiT раз^чноп, химическое» состава, прежде всего в хром-мо-
28
1. Материалы для деталей нитьевых^^
пешегке с включениями кобальта и никеля [1.18. 1.26-1.281
либден-углероднои решетк получают с помощью диффузионного проЦес '
Эти практически «««jpo „ тсМПературе из гомогенных сплавляемых пОрощков
при оп^д^"Нь7/ХИсимости от марки и поставщика в стали может содержат^
высокой чистоты, в за высокое содержание карбида придает стали высо-
ДО 50%об МОЖНО применять при переработке ко»”,
куюизносостоик . износ (реактопласты и наполненные термопласты)
Г™ляиз“тощ>ения различных элементов форм, подвергающихся повышен:
ному износу, например, сопел и литниковых каналов.
Тпёрдае сплавы для форм поставляются а мягком отпущенном соетоянпи. „ и<
можно обрабатывать резанием. После термообработки (выдержка 6-8 ч при 480 ’С)
твердость возрастает до величины 60-62 по Роквеллу (шкала С). Для дальнейшего
увеличения твердости выдержка сопровождается азотированием. Твердость поверх-
ности повышается до 72-74 по Роквеллу (шкала С) [1.27].
Учитывая изотропное строение и низкий коэффициент теплового расширения,
твердые сплавы для форм во время термообработки подвергаются чрезвычайно
низкой деформации.
1.1.8. Коррозионностойкие стали
Некоторые полимерные материалы в процессе переработки разлагаются с выде-
лением агрессивных мономеров, которые химически воздействуют на сталь и по-
вреждают поверхность формы, вызывая, например, коррозию. Один из способов ан-
тикоррозионной защиты деталей форм заключается в нанесении гальванического
покрытия (никелирование и хромирование). При сложном профиле поверхности
нанести равномерное по толщине покрытие не удается, особенно по краям и в углах,
и это может повлиять на размеры отливки. К тому же защитные гальванические
покрытия легко отслаиваются. Если предполагается работа формы в условиях кор-
розионного воздействия, рекомендуется применять коррозионностойкие стали.
Коррозионная стойкость стали достигается включением хрома в состав сплава.
Если содержание хрома достигает 12%, то поверхность, контактирующая с атмос-
ферным или выделяющимся при реакции кислородом, будет покрыта очень плот-
ной, невидимой пленкой окиси хрома, прочно прилегающей к поверхности, кото-
рая защищает сталь от коррозии. При этом образуется кристаллическая структура
твердого раствора железа и хрома. Добавка в сталь других легирующих элементов,
осо енно углерода, может частично понизить коррозионную стойкость. Углерод
клонен к взаимодс йствию с хромом и образованию бесполезного карбида хрома,
олько при закаленном состоянии сплава углерод остается связанным с атомами
заши^июл0073^01 ° Т°еГ>дом PaCTIJopc, позволяя хрому в полной мере играть его
склон< к об РИ *ерм“обработке выше 400 °C углерод выделяется из раствора и
хХа ХшятаЗОВа,'ИЮ КЭР ’Да Хр°Ма- В послел,1ем случае углерод связывает часть
<Хи XXL НЫ,.,ОЛПС,И,Ю сго «щитной функции Однако в нержавеющей
без уХда иХС,,НОИ ЛЛЯ Изг“товле""я литьевых форм, невозможно обойтись
[1 28[ Коппочион 1,аЛИ <“я Tf“‘6°Baiiiin к специальным механическим свойства»
4ЮРМЫ SoX СТОИ,<ОС Т” :,а,,,,С,,Т ТаКЖС ОГ поверхности лнтьево»
рмы. Грубо обработанная иоперхиос i гь предоставляет бблыную площадь для коР’
29
1.1 0^*1
VMt<o,,I,olx' 1 ним, мем 1ЛПДКЛЯ, хорошо отполированная Производители и
। imh дЗД*л,ы прнт.п.иь,H<’ У* няня для защиты своих форм, тщательно очищая их
‘^постановкой на хранение
П (,'тали с мартенситной структурой и 17% хрома отличаются более высокой кор-
хх<цонной стойкостью, по склонны к образованию шероховатой, грубозернистой
п\ктуры иа поверхности и мягких ферритных зон в своей кристаллической струк-
п’рё 1'йЛЬ*'4' в т,’ердых сплавах (инструментальных сталях, получаемых методами
пппошковоЙ металлургии с высоким содержанием карбидов) этого не происходит
[см также раздел 1 1.71
11.9. Рафинированные стали
Внешний вид изделий из пластмассы во многом зависит от качества поверхности
формообразующих деталей. Особое внимание этому факту следует уделить при
выборе стали для элементов форм, в которых отливаются прозрачные детали,
например линзы и т. п. Чем лучше полируется сталь, тем выше качество рабо-
чей поверхности формообразующих деталей. То, насколько хорошо сталь по-
лируется, определяется степенью ее чистоты Эта степень зависит от коли-
чества неметаллических включений, таких как оксиды, сульфиды и силикаты
19]. Включения, неизбежные при получении стали в открытом горне, мож-
но удалить переплавкой. В современной практике применяются три метода
с переплавом плавящихся электродов: электро дуговая вакуумная печь, электронно-
лучевая печь и электрошлаковая очистка.
При очистке в электродуговон вакуумной печи стальной пруток, полученный
обычным методом, переплавляется в качестве электрода в охлаждаемой медной из-
ложнице под высоким вакуумом (10 ‘-103 Па).
Ватектроннолучевой печи пруток переплавляется в изложнице электронным лучом.
Электрошлаковая очистка приобрела в последнее время важное значение В этом
процессе электрод в форме сплошного блока погружается в электропроводящий
жидкий шлак в водоохлаждаемой изложнице и плавится в ней [1 29]
Расплав, стекая с электрода, проходит через жидкий шлак и очищается благода-
ря активному протеканию обменных процессов между металлом и синтетическим
Ираком [1.30,1.31]. В первую очередь протекают процессы удаления серы. Концен-
трация серы может быть снижена до 0.001%. Также происходит значительное уда-
ление оксидных неметаллических включений из стали благодаря поглощению этих
включений синтетическим шлаком и перераспределению кислорода между метал-
лом и шлаком
Рафинированные стали имеют следующие преимущества:
более гомогенная первичная структура, отсутствие ликвации и внутренних де-
фектов при затвердевании,
меньшая ликвация кристаллов и благодаря этому более гомогенная мнкро-
структура;
Уменьшенные количество и размер, а также более благоприятное рас положение
^металлических включений, таких как окислы. сульфиды и силикаты [ 1 321
-"Среплавленные и рафинированные стали являются наиболее чистыми из тех,
Рме выпускаются промышленностью. Поэтому они очень хорошо полируются.
1. Материалы для деталей литьевых
зс
1.2. Стальное катанной стали относительно дорого из-за
Производство форм из кова,,,,°" й обработке и расходов, связанных с обору,
высоких трудозатрат при механи' го при механообработке потери материа-
дованисм, часто н^,даР?*““о „£и производстве крупногабаритных форм (1Д9].
ла доходят до 30-50%, особенiho Р изделия с таким качеством и струк-
С другой стороны, потреоител получИть в формах, изготовленных механо-
турой поверхности,j<otoРоются с помощью физико-химических процессов или
точного литья. марки стального литья и технология процесса
Наиболее распространенные j Обзор литейных сплавов приведен
подробно описаны в разделах 2.1.1-2.1.3. ио р
в табл. 1.3.
1.3. Цветные металлы
Самые распространенные металлы, применяемые в производстве литьевых форм:
• сплавы меди;
• сплавы цинка;
• сплавы алюминия;
• сплавы висмут-олово.
1.3.1. Медные сплавы
Важность медных сплавов Как материалов для изготовления литьевых форм за-
пипи™ ° ИХ высок°й теплопроводности и пластичности, которыми быстро и без
жений мХяЮТСЯ последствия неравномерного нагрева в виде внутренних напря-
тоебованиях?1кИЧеСКИе хаРактеРистики мели невысоки. В основном они не отвечают
С ПОМОШЫО ппп^аТеРИЭЛУ ДЛЯ изготовления литьевых форм, но их можно улучшить
с помощью прокатки и штамповки. '
важную роль при «зготовл^иформооб^Х^
13.1.1. Сплавы бериллий-медь
Химический состав этого сплава „„„„а
термические свойства С vnonu Д 6,10 ДРУГИМ> определяет его механические и
улучшаются, по термические ,1еНИеМ с°лержания бериллия механические свойства
чаще всего используются спля^аг,ОВЯТСЯ-ХуЖе’ ^ля изготовления литьевых форм
Их предел прочности „а гостах,~мть' “Держащие более 1,7% берилл™-
"ОПОСТ,™ тасрдоста .X '»» МПа, а при упрочнении возмож-
ной является твердость от 330 ло ЗГп'п ^ЛЯ °^Ы,11П,1Х практических целей достаточ-
становится со временем хрупким >ТИХ п^сдслах материал весьма пластичен, не
однородную твердость можно '° К,МЯМ ИЛ(’ГКО полируется. Отпуск, придающий
Сплавы с содержанием 6eoJ.,.u„”O/U1T,,.“J>6,,,,"K>ii 1М()Ь
используются лишь для некото ниже 1,7%, учн пиная пониженную прочность,
"«-которых функциональных элементов, например провод*
, 3. цветное литье
TafaWfl 1J Литейные стали для изготовления форм; состав-обработка-свойства (1 38)
углеродистые стали AISI1020 AISI1040 0.18 0,23% С 0,30-0,60% Мп 0,04% Р 0,05% S Отжиг: ВН 122, нормализация ВН 134 Сварка: большинство дуговых и газовых процессов, без затруднений Предварительный нагрев не требуется, за исключением очень массивных деталей. 0,37-0,44% С 0,60-0,90% Мп 0,04% Р 0,05% S Нормализация и отжиг: ВН 175 Нормализация и закалка в масле: ВН 225
Легированные стали AISI 1330 AISI4130 0,28-0,33% С 1,60-1,90% Мп 0,20-0,35% Si 0,035% Р 0,04% S Нормализация: ВН 187; нормализация и отпуск: ВН 160 Относительно легко сваривается мягким сварочным металлом 0,28-0,33% С 0,40-0,60% Мп 0,20-0,35% Si 0,80-1,10% Сг0,15-0,25% Мо0,035% Р 0,04% S Отжиг ВН 175 Сварка аналогично AISI 1330
AISI4340 0,38-0,43% С 0,60-0,80% Мп 0,20-0,35% Si 1,65-2,00% Ni 0,70-0,90% Ст 0,20-0,30% Мо 0,035% Р 0,04% S Нормализация и отжиг ВН 200; закалка и отпуск ВН 300 Для сварки 1 ребуется предварительный и дополнительный нагрев; сварочный металл с теми же механическими свойст- вами, что и металл основы. Желательно снятие напряжений, особенно при ремонте
AISI8630 0,28-0,30% С 0,70-0,90% Мп 0,20-0,35% Si 0,40-0,70% Ni 0,40-0,60% Cr 0,15-0,25% Мо Нормализация ВН 240, отжиг ВН 175 Сварка предпочтительно со сварочным металлом того же хими- ческого состава. Предварительный нагрев в зонах до 0,5 дюйма не требуется, нужно снимать напряжения после сварки
Жаропрочная сталь AISI 501 0,10% С 1,00% Мп 1,00% Si 4,00% Ст 0,40-0,65% Мо Сварка подобно AISI 8630
. в табл. 1 -4 приведены данные по
ников тепла в теплопроводной вставке в пуат KODDo-
некоторым сплавам бериллий-медь. сплава отличаются достаточно' „
Литьевые формы из бериллиево-медно ю хрОмировать или нИК^ gQM из
знойной стойкостью; при необходимости и отСЯ гальваническим с
В настоящее время защитные покрытия выполняк„ при надлежащей те^
Никеля. Такие покрытия наиболее равно дОСТИ 780 по Бринелл! . дого
м°обработке около 400 °C могут достига киваниЮ, чем покрытия 1 и не_
Никелевые покрытия менее склонны к ра вЫ бериллий-медь пр
хРома[1.40). В отличие от стального литья,
Чувствительны к тепловым ударам.
1 Материалы для деталей литьев!
32
Таблица 1.4 С17 200 C17 300 - C17 000 Г C17 510 Ie0 20 0 60% Г ~”ci7 500~l
Маркировка Хнмиченскии состав Зе 1,80- 2,00% Zo/Ni ),20% min Zo/Ni/Fe ),6% max Zu остальное Be 1,80-2,00% I Co/Ni ( 0,20% min i Co/Ni/Fe < 0,6% max C Pb 0,20-0,6% ( Гн остальное _ 1,1л)“ *•» J'° L Zo/Ni 0.20% Г nin Zo/Ni/Fe ),6% max Zu остальное 4i 1,40-2,20% C Zu остальное 2 ( Zo 2,40- ,70% 3u остальное 1
Плотность, кг/м' Коэффициент теплопровод- ности, Вт/(мК) Коэффициент теплового расширения 10 «К 1 Удельная теплоемкость, Дж/(кгК) Электрическое удельное сопро- тивление, 10 8 Ом Модуль упругости, ГПа 8250 130 1.75 420 7,7 131 8415 130 1,75 420 7,7 128 8610 260 17,6 420 3,8 138 8775 260 18 420 3,8 138
Предел прочности при растяжении, МПа I 415-585 II 620-895 III 1140-1310 IV 1275-1480 I 415-585 II 620-895 III 1135-1310 IV 1275-1450 I 240-380 II 450-550 III 690-830 IV 760-900
Предел текучести, МПа I 140-415 Il 515-725 III 1000-1200 IV 1140-1380 I 140-205 II 515-725 III 860-1070 IV 930-1140 I 149-310 II 340-515 III 550-690 IV 690-830
Относительное удлинение, % I 35-60 11 10-20 III 3-10 IV 2-5 I 35-60 11 10-20 III 4-10 IV 2-5 I 20-35 11 10-15 III 10-25 IV 10-20
Твердость по Роквеллу (Rockwell) 1 B45-80 li B88 103 III C36 41 IV C39- 44 I B45-85 II B91-103 III C32-39 IV C35-41 I B25-50 П B60-70 III В92-Ю0 IV В95-Ю2
-------------------------------- III т(Т
Обозначении: I — тс-рмообрабоганный раствор (упрочнение старепнем). II — холодно•’||,Ут^|’ П11й дне
необработанный (упрочнение старением) дисперсно упрочненный растпор; IV — холодно
персно-упрочненный растпор.
33
1 3. Цветное литье
Механические повреждения исправляются пайкой или сваркой. Бериллиево-мед-
ные прутки с содержанием бериллия около 2% используются для сварки при силе
тока 250 А [1.39, 1.40). Литьевая форма предварительно нагревается до 300 °C [1.40].
Литьевые формы изготавливаются из бериллиево-медного сплава механообра-
боткой или лит ьем Холодное прессование иногда допустимо в случае неглубоких
формующих полостей. Сплав лучше формуется горячим прессованием при темпе-
ратуре от 600 до 800 °C с последующим отжигом на твердый раствор.
Сплавы бериллий-медь используются для литьевых форм или их элементов
в тех случаях, когда теплопроводность формы или какой-либо зоны имеет важное
значение. Снижается разность температур между стенкой формующей полости и
каналом охлаждения. Это приводит к повышению производительности при том же,
а иногда и лучшем, качестве отлитых деталей. Преимущество бериллиево-медных
сплавов проявляется также в тех случаях, когда нужно добиться точного воспроиз-
ведения поверхности на изделиях (текстуры дерева, кожи или ткани).
1.3.2. Цинк и его сплавы
Литейные сплавы цинка даже высших сортов отличаются низкими механическими
характеристиками. Поэтому они используются только для изготовления прототи-
пов либо форм, рассчитанных на выпуск небольших партий деталей Эти сплавы
чаще применяются для формования выдувного или под вакуумом, когда нет высо-
ких механических нагрузок. Сплавы цинка, подобно сплавам меди, имеют высокую
теплопроводность около 100 Вт/(м-К).
Литьевые формы из сплавов цинка в основном отливаются Особым преимуще-
ством является низкая температура литья (температура плавления около 390 °C,
литья — от 410 до 450 °C). Это позволяет использоват ь не только стальные формы,
но и деревянные, гипсовые и даже формы из материалов на полимерной основе. Ли-
тейные формы из гипса или пластмассы готовятся очень легко и быстро. Высоко-
качественные цинковые сплавы можно отливать также в песчаных и керамических
формах. Литье цинковых сплавов под давлением, хотя и возможно, применяется
крайне редко.
Благодаря замечательным литейным качествам цинка даже самые сложнострук-
турированные поверхности получаются отчетливо и лишены пор [1.39]. Формы,
особенно гипсовые, следует перед использованием тщательно высушивать и про-
каливать (для гипса несколько дней при 220 °C), иначе выделение водяного пара
приведет к появлению пор на поверхности [ 1.21 ]
Формы можно изготавливать из цинковых сплавов высоких сортов холод-
ным прессованием. Перед прессованием болванка подогревается до 200 250 °C.
Даже глубокие формующие полости выдавливаются за один ход пресса, без про-
межуточного отжига. Используют плунжеры пресса твердостью 430 по Бринеллю.
Вертикальное движение иногда совмещается с вращательным. С помощью таких
плунжеров можно получать формообразующие вставки матриц для косозубых ци-
линдрических колес [1.21 ].
Еще один процесс с использованием цинковых сплавов высоких сортов — метал-
лизация напылением (раздел 2.2)
2 Зак 3928
1 Материаль деталей литьевых
34
ВяЦу низкой механической прочности из «к. цинка получают TObR0
“^□Zv^e^aKH устаяав.тивак’тся и стальной обойме которая
. ^2Хения смыкания п .ириска .о нремя литья под давлением. X,-
Х^и саГых распространенных сплавов цинка, известных под тортаы>1>
Марками гатЛ в Ki^u. приведены в табл. 1.5.
, , Высокопртпые винко.ыесп.за,ы для литьевых пресс-форм |1-12.U3|
Наименование Zamak KirksJte А Каует — Каует 2,
Плотность, кг м3 6700 67С0 6700 6600
Температура плавления, *С 380 380 380 358
Усадка, % 1.1 0,7-0,12 1.1 1.1
Коэффициент теплового расширения. 10 'К 1 27 27 28 —
Поедет прочности при растяжении, МПа 220-240 226 236 149
Относительное удлинение. % на 50 мм 1-2 3 1,25 Крайне малое
Твердость по Бринеллю, ВН 1000 1000 1090 1450-1500
Предел прочности при сжатии. МПа 600-700 420-572 793 6«5
Предел прочности при сдвиге, МПа 300 246 — —
1.3.3. Сплавы алюминия
В течение долгого времени алюминий почти не применялся для изготовления лить-
евых форм. Однако постоянные улучшения свойств алюминиевых сплавов, в пер-
вую очередь механических, привели к тому, что теперь такие материалы исполь-
зуются все чаще и чаще. Алюминий как материал для изготовления форм имеет
следующие преимущества:
• низкий удельный вес;
• хорошая обрабатываемость;
• высокая теплопроводность;
• коррозионная стойкость.
Производят алюминиевые сплавы для литья и штамповки. Литейные сплавы
большого значения не имеют, так как литье алюминия связано с трудностями- Иде-
ьная литьевая форма является продуктом правильного выбора сплава, надлежа
£,Ж™°° пламс,“|я “ л"™. » также коиструиропапия с учетом оеобспн«тп1
Xv ,?”ТСХ'"’Л0""'- Г'”Т°Ыу 1»«™т.„уе„„ и» этапе конструирования пазуч.п.-
консультации у производителя.
алюминия ^>Л, ,,1ее ’11а ,е,1ИС для Л|,тьевых форм имеют штамповочные силаны
mn “хд ’ ”"ЛС аим" ........... »«« мел,, лоюшли
выносливость » самолетостроении. Так,,,. „„„ „„пускают™ „ромытлеппо » mu»
, 3 HneiiKWOMibe
обработанных заготовок для форм ц отдельных плит, а также и виде болванок 11 441
Химический сис гав и физические свойства типичных для форм алюминиевых сила
„он приведены в табл. 1 6.
IhfaiW //> Химический счи тан и физические свойства алюмиви.пых сплавов
Алюминиевый сплав № Химический состав, %масс.
Си Cs 1-е Mg Мп Si Ti Zn Другие
3,4365 1,2-2,0 0,18-0,28 0,5 2,1-2,9 0,3 0,4 0,2 5,1-6,1 Ti + Zr - 0,25
Физические свойства
Алюминиевый сплав № Плотность Предел текучести Предел прочности при растяжении Модуль Коэффициент теплового расширения Коэффициент теплопро- водности
кг/дм:* И/мм2 11/мм2 МПа Вт/(м*С) Вт/(мК)
3,4365 2,8 410-530 480 -610 72000 23,7 153(0-100 °C)
Алюминиевые формы весят меньше стальных благодаря низкому удельному весу
(от 2,7 до 2,85 г/см2 в зависимости от добавок). К сожалению, это «положительное
качество» не проявляется в полной мере в отдельных плитах формы. Модуль уп-
ругости алюминия составляет лишь 30% от этого показателя для стали (табл. 1.6),
поэтому алюминиевые плиты для обеспечения механической прочности примерно
на 40% толще стальных. И все же алюминиевые формы легче стальных на 50%. Это
преимущество заметно проявляется как во время изготовления и сборки форм, так
11 позднее, во время цеховой пусконаладки. 1(оявлястся возможность отказат ься при
монтаже и обслуживании небольших форм от подъемных машин и механизмов.
Дополнительным преимуществом является хорошая обрабатываемость, которая
обеспечивает большую скорость механообработки 11.44] Такой результат успешно
Достигается в тех случаях, когда учитываются рекомендации производителя сплава
11 выбирается наиболее подходящий для механообработки алюминия инструмент.
^^Хапическая обработка не приводит к деформации, так как остаточные напряжс
«алюминии невелики благодаря специальной термообработке во время произ
"одет на сплава (обработанный давлением продукт подвергается горячен прокатке,
:Ш1«м термообработке и растяжению на снятие напряжений). С плав хорошо подпер
1<н 1си К!,к механической обработке, так и обработке па эле мроэрозионном станке.
1. Материалы для деталей питьевых
36
™?°°° Д выше, чем дчя стали). Поверх.,
юниоГ. обработки полируют обычными полировочными кругам„ а
ZSZr «" Долговечно
«шевьш форм достигает 200 тыс. циклов- на одну форму и зависит от к<№
ретного применения [1.48, 1.49]
Об обработке поверхности речь пойдет ниже.
Прилитье под давлением очень важна теплопроводность материалов, из которых
изготовлена форма. Применением алюминиевых сплавов обеспечивается быстрое и
равномерное распределение теплового потока, а затем и теплоотдача. Этим сокра.
щается время цикла и улучшается качество отливок.
В присутствии атмосферного кислорода на поверхности алюминия образуется
прочно связанный с ней плотный слой окиси толщиной около 0,001 мкм [ 1.44,1.46].
Этим слоем металл, лежащий под ним, защищается от атмосферного воздействия,
особенно в отсутствие влаги. Если окисный слой нарушается или удаляется при
механической обработке, он сразу же самопроизвольно восстанавливается. Соли и
газы в контакте с влагой (водяной конденсат) могут образовывать кислоты, разру-
шающие окисную пленку. В тех случаях, когда подобные явления нельзя исклю-
чить, рекомендуется проводить дополнительную обработку поверхности.
Хорошие результаты достигаются такими методами, как
• хромирование;
• никелирование;
• анодирование;
• осаждением паров.
Обработка поверхности повышает не только коррозионную стойкость, но и со-
противление износу и истиранию, а иногда облегчает выталкивание отлитой дета-
ли. Данные по толщине слоев и прочности вышеназванных защитных покрытии
сведены в табл. 1.7 Благодаря всем перечисленным достоинствам алюминиевых
сплавов выпускаются плиты для форм, которые уже фрезерованы и шлифованы до
окончательных размеров; в них также сделана расточка под соединения и подклю-
чения при монтаже колонки, втулки и винтов.
Конструкции, в которых сочетаются алюминий и сталь, часто оказываются удач-
ными. В них более прочная сталь используется в тех зонах, где износ и истирание
максимальны. Таким способом сочетаются лучшие качества обоих материалов.
Таблица 1 7 Методы обработки поверхности
Метод Толщина слоя, мкм Прочность, HV
Хромирование Никелирование Анодирование Осаждение паров 20-200 15-20 30-60 5-10 900-1Ю0 500-600 350-450
• До 1 мл и — Примем. нацч ред.
37
1 для электролитического осаждения
Срок службы алюминиевых форм зависит от перерабатываемого материала
яличие пли отсутствие наполнителя), параметров процесса (давление впрыска,
емпература)- формы и размеров отливки. В литературе есть сведения о формах, на
вторых получено от 15 до 200 тыс. отливок. Алюминий мало применим при пере-
мотке термореактивных материалов, так как при высоких температурах развива-
емся термические напряжения [1 45, 1.49].
13.4. Сплавы висмут-олово
Сг тавы висмут-олово предлагаются к продаже под торговой маркой Gerro. Это от-
носительно мягкие, тяжелые металлы, хрупкие при ударе, но при постоянной на-
грузке отличающиеся упругостью. Предел прочности этих сплавов растет по мере
дисперсионного твердения [1.51].
Сплавы висмут-олово имеют низкую температуру плавления (от 40 до 170 °C
в зависимости от состава). Они годятся для обычного литья, а также для литья под
давлением и вакуумом. Их можно наносить с помощью металлизанионного писто-
лета Сплавы висмут-олово не изменяют объема при затвердевании, что особенно
ценно при изготовлении форм.
Не отличаясь высокими механическими свойствами, сплавы висмут-олово ис-
пользуются в литьевом формовании в основном для прототипов. Чаще они приме-
няются в формах для раздува для горячей штамповки и в высокоточных матрицах
для электролитического осаждения. Кроме того, они используются как материал для
плавких сердечников, о которых будет подробно рассказано в разделе 2.10. В табл. 1.8
приведены данные о физических и химических свойствах сплавов Gerro.
Таб.хиир. 1.8 Физические и химические свойства сплавов Gerro
Наименование (зарегистрированный товарный знак) Gerrotri Gerrocast
Плотность, кг/дм3 8,64 8,16
Температура плавления порядка, "С 138 139-170
Удельная теплоемкость, кДж/кг 1,88 1,97
Коэффициент теплового расширения, 10 е 15 15
Коэффициент теплопроводности, Вт/(К-м) 21 38
Твердость по Бринеллю BHN 22 22
Предел прочности при растяжении, МПа 56 56
Относительное удлинение (медленная нагрузка), % 200 200
Максимальная постоянная нагрузка МПа Химический состав- 3,5 3,5
%Bi 58 40
Sn 42 60
1-4. Материалы для электролитического
осаждения
Р** изготовлении форм электролитическое осаждение металла может находить
применение Следует различать «декоративное» покрытие подложки (галь-
38
1 Материалы для деталей литьевьп^-^
ч политическое формование на подложке (гальванопластику)
ваностегию) и электР™" преследуемые цели и получаемые результаты разл^’
Технологии очень похожи, 1 „ слоя обычно не превышает 25 мкм Покп
пы при нанесении -^-’^Хе^рму) от коррозии, облегчить извлек
„,е „мест целью „ложения на ее стенках.
^Гд^Х^ихриультатое адгезия нокрытиякпоАЛОжкедолжщбить^.
С° При электролитическом формовании на подложке, имеющей профиль и разме-
ры соответствующие будущей вставке в матрицу, наращивается существенно бо-
лее’ толстый слой металла. Толщина слоя произвольная, она ограничивается лишь
временем. После того как достигнута желаемая толщина и наращивание закончено,
полученная структура должна легко отделяться от шаблона.
Существует ряд материалов, которые осаждаются электролитическим способом.
Наиболее важные из них - никель и его сплавы с кобальтом. Никель наиболее час-
то применяется в гальванопластике ввиду его прочности, ударной вязкости и корро-
зионной стойкости. К тому же процесс нанесения прост и легко управляем.
Твердость, предел прочности, пластичность и остаточные напряжения регулируют-
ся в широком диапазоне путем подбора электролита и параметров процесса [1.53,1.54].
Даже самые твердые виды электролитически осажденных меди и железа слишком
мягки для стенок матрицы. Медь, как правило, используется в качестве основы для
никелевой оболочки. Решающим фактором здесь является скорость ее осаждения.
Электролитически осажденный хром, напротив, настолько тверд, что делает не-
выгодными последующие механические операции, например, изготовление отвер-
стий под толкатели. Хром также содержит большие остаточные напряжения, кото-
рые приводят к растрескиванию. Поэтому хром в области изготовления литьевых
форм применяется только для создания защитных покрытий.
Таблица 1.9. Свойства электролитически осажденного никеля
1>
ci,J
я*’
к*
об
Твердость
Предел прочности при растяжении
Типичный предел прочности для форм
Предел текучести
Типичный предел текучести для форм
Относительное удлинение
Типичное относительное удлинение для
Термостойкость
Коррозионно- и износостойкость
Мелкое пластичное зерно
4500-5400 МПа
360-1510 МПа
1400 МПа
230-640 МПа
460 МПа
2-37%
форм 10%
Максимум 300 °C
1.5. Обработка поверхности сталей
для литьевых форм
1.5.1. Общие сведения
Как уже говорилось в разделе 1 1, материалы, применяемые для изготовления Л*
евых форм, должны обладать особыми свойствами. Часто приходится иска •
I ь oop.itmixa iiniicpxnoi imc i.uieii дин пищевых дюрм
39
Промте', учитывая взаимное влияние компонентов i плава, гак как < вой< ina стали
сильно записи i от ее химически!о < остана.
Попятно, что металлурги вместе < переработчиками плас гма< < находятся и по< к>
янном поиске новых технологических процессов, которые позволили бы повысить
качество и особенно срок службы форм, Эго достигается различными способами
обработки поверхности Це лью является улучшить
• качество поверхности,
• усталостную прочность и износостойкость;
• коррозионную устойчивость;
• скольжение.
Кроме того, с помощью обработки поверхнос ти можно борол ься с тенденцией об
ратования твердых отложений в каналах сис темы охлаждения
Свойства поверхностей элементов формы можно существенно улучшить ира
аильным выбором вида механической обработки, управляемой термообработкой,
изменением состава компонентов на поверхности либо диффузней, либо нанесено
см покрытий Таким путем удовлетворяются различные специальные т рсбовпния.
I |рсждс чем иерей i’ll к описанию отдельных техноло! ни, следует замш и ть, что их
внедрение требует специальных знаний и во многих случаях значительных тсхнн
четких ресурсов Такая работа выполняется только специа листами.
Самые распространенные способы обработки и подготовки поверхности сталей
для изготовления форм показаны на рис 1.2. Некоторые из них подробно обеужда
ю ге я ниже.
I I руЛнил нодп>нки
Пропитки
I bia.iMciiiioe
напыление
/leioHiiiiHoiiiioc
мокры।не
Хнмичп
ткое
о( дждение
Физическое
(>< дждение
ь ХНШ11ИН11 <к>рабо|Ю111<>||. |>М1О< in 11 .(>, 1 5/|
Тепловая
Мсхпничст кам
Техноло!ни
обработки
noiicpxiKX III
Гнердое
хромиропанне
11нкглиро|шииг
Немец гл пня
А ютиронаппе
11луглерожипани<
Ьориропание
( ул1.(1н|Д11ро|шнне
I )ксидпро1ыппе
Индукционное упрочнение
11лллмснпог упрочнение
Упрочнение
:>л<*к! ройным лучом
Импульсное
упрочнение
('парка
1‘и<
1 Материалы для деталей литьрй11х
40
1.5.2. Термообработка сталей
пмообпаботке изменения в кристаллической струКТуре
При традиционной тер ^Р „ охлажде11ия. Тем самым стали придаются <?'
исходят за счет прост Р предоставляют специальную информации °'
и достижимости показат*110 °7
«Престые. способы обработки при жся^
коупнпх размерах не требуют большого количества ресурсов. Предполагается ЛИШь
теоретическое понимание процессов, происходящих в стали во время термОобра.
боткш простыми считаются методы отжига, закалки и отпуска.
1.5.3. Термохимические методы обработки
В отличие от сугубо термических, термохимические методы предполагают участие
в процессе химических элементов, которые за счет диффузии проникают в поверх-
ностный слой стали и делают его твердым и износостойким [1.56]. Среди термохи-
мических методов различают:
• науглероживание;
• азотирование;
• борирование.
1.5.3.1. Науглероживание
Обычная сталь перед науглероживанием содержит в приповерхностном слое не бо-
лее 0,25% углерода. При этой концентрации углерод не находится в растворенной
форме. В процессе науглероживания, при температурах между 850 и 980 °C, содер-
жание углерода повышается до 0,9%. Если закаливающее охлаждение производит-
ся непосредственно от температуры науглероживания, такой процесс называется
прямой закалкой [1.58]. Науглероживание дает твердую поверхность, под которой
находится мягкая, ударновязкая сердцевина [1.58].
После упрочнения сталь подвергается отпуску. Температура отпуска определяет-
ся последующим применением, то есть температурой, при которой будет работать
1зависит тпеРДость поверхности. Отпуск при температурах между
100 и 300 С приводит к твердости по Бринеллю от 600 до 700.
1.5.3.2. Азотирование
РТЛ 1 13) в солевой папке, в газовой ф.«
жительиость 'Ия'ш-сга иУ,,.,,’’:'ОГИр''"’"К<1 среты зависят температура и проа®
внешнего слоя деталей Р°Цесса в любом из вариантов является насЫШ
стали, и се стойкость к износу' ЛИФФУЗИОН11ЫМ азотом, увеличивающим твердой
до 400 ’С. Само азотир^в-н,'^’11 сталь||У«о деталь предварительно «агРс®“^
желаемой глубины азотипоп-, РО1,"°ЛИТ "Р» 580 “С. Время процесса завис»»
видом азотирования в ванне яв/шХ >Ь1'1110 6|,,паст достаточно двух часов. гВ
мой соляной ванне спсниал! пой СЯ Н |||"1,еР процесс», который ведутва-’l г ..
формы, достигается при темпе! К°,И *Рук,,ии- Твердость, необходимая для Д‘
р гсмпсра,у*м ^?о ”с в течение 2 ч [ 1.591.
1 Материалы для деталей лит^^.
42
’ s 4Электрохимическая обработка
1.5.^. переработки выделяют химически агпегг..
Полимерные материалы во> р^ №дород „ уксусная кислота. В подобных слуТ?
соединения, такие какхл.р гальванИческого нанесения хрома или ни^Х
форму приходится защ ш коррозионная стойкость, но и антифрИкци^
При этом Улучшатся « „ ИЗНОСОСТой1^Нные
СХ?е покрытия ..еизменно эффективны в тех случаях, когда толщИНа п
птпнпмеона а пресс-форма не имеет острых углов. На острых углах и при Суще.
ственных перепадах толщины в гальванических покрытиях возникают внутри
напряжения которые приводят к отслаиванию от подложки под рабочей нагрузи
Риск неравномерности особенно велик для матриц сложного профиля с поднутре.
ниями. Покрытия на тонких выступах, подвергающихся изгибу, весьма подвержен
растреск! I ванию.
Поверхности перед нанесением гальванического покрытия должны быть тща-
тельно подготовлены. Правильное формирование и качество защитного покрытия
зависит от качества поверхности материала основы. Шлифование, а тем более поли-
рование поверхности дают наилучшие результаты.
1.5.4.1. Хромирование
Толщина электролитически осажденных слоев хрома зависит от текущей плотности
и температуры электролита. Их твердость зависит от температуры последующей
термообработки. Обычная толщина слоя составляет от 5 до 200 мкм, в специальных
случаях достигая величины 0,5 и даже 1 мм [1.56]. Твердость достигает величины
900 HV 0,2. При электролитическом нанесении хром иногда ложится на подложку
неравномерно, вызывая необходимость в шлифовке под требуемые размеры.
1.5.4.2. Никелирование
Различается электролитическое и химическое никелирование. Свойства покрытия
также зависят от параметров процесса. Никелевые покрытия относительно мягки и
поэтому нестойки при истирании.
1.5.4.3. Процесс NYE-CARD (никель-фосфор-силикатные покрытия)
™н^п°7'ННЯ ЭТОГО Недостатка разработан метод внедрения от 20 до 70 объемны'
нм h™7JT 1ЫХ ЧаС^Ц размером от 25 до 75 мкм в слой, состоящий из coea»;
Покрываемый00^017™' Содержание Фосфора в таком слое колеблется от 7 до
меренХ" шит^ТеРИаЛ В ПР°ЦС>Сса ^ревается менее чек. до 100 X. При ’
можно —о 315 ’С. Помимо •
териал основы, заран'ее подго^'7™ ЦСЛеСООбра31,° использовать упРоЧненНЫЙ **
. ‘Вл,,пая и обрабатывая его поверхность.
Пок ыт1ТВеРДОСПЛаВНЫе П°КРЬ'ТИЯ
(Hardalloy TD) иаХяк'я эч’'’ 'ЮЛ,,<|'рам~хРом (Jlardalloy IV) и ваши.»” к‘^а
женную и упрочненную ^К1рол,”и’,ескпм способом па цредварнтельн
’л<к.ро.П1ымлучом11П1и.1)Х|,()СТ1>|162|
м,р,;поткс1 поперхноаи сыпей для нишевых форм 43
<15 5. Покрытие при пониженном давлении
Существую! м<,тоды защитных покрытий, основанные на принципе осаждения из
Юной фазы химическое ш аждеппе и (физическое осаждение, а также их комбика
1(„i Оба метода имеют свои достоинства и недостатки. Химическое осаждение из
i Oii ф;1 |Ы требует более высокой температуры, чем та, при которой инструмеи-
raiiaian сталь сохраняет прочность, поэтому после проведения этого процесс а необ-
нма новая термообработка. Последняя, в свою очередь, приводит к деформаци-
ям н отклонениям в размерах. После (физического осаждения покрытии и j газовой
фазы термообработка не требуется Однако химически осажденные слои отличают-
ся лучшей адгезией и глубже проникают в узкие отверстия.
15.5.1. Процесс химического осаждения из газовой фазы
Процесс основан на химических реакциях, протекающих при осаждении твердых
веществ из газовой фазы при температурах выше 800 °C [ 1.561. Схема процесса при-
ведена на рис. I 3.
/ hi ! 3 (оборудование для осаждения карбида титана (схем;!) [ 1.561
1ри помощи процесса химического осаждения из газовой (фазы па поверхности
bi и.евой (формы при температуре между 800 и 1100 ”С осаждаются карбиды, метал-
*ы. нитриды, бориды, силициды и оксиды. В завп( имости от типа литьевой формы
11 юны на ее поверхности можно получить защитные слои толщиной от 6 до 30 мкм
’ НР‘ делом прочное। II до 4000 М11а, например покрытие из карбида гитана толщи
11011 Ю мкм. Покрытия настолько точно повторяют поверх носи, (формы, что следы
1 х,,,,1’Ческ(>п обработки, царапины и зарубки не скрываются 11о.»тому, щм»жде чем
'Ч’ш iyn.,11, к химическому (каждению. необходимо окончательно проверить качс-
Cl l“’iionepxiKH ти |i 641
I Материалы для деталей литьевых
44
>М
мых для проведения процесса, основной
мнеоатураХ’ компенсируется повторной терМооб.
'"'СХ П|“""«ть ЭТО™Хмагерк»ла. Подбираются соотаттеуЮ1ЦИ(.
материал тер |роЧцсния осн
работкой в полях у i рисК деформации, предприниМа.
о6суждаются 11651 'ге""ер,пур“
ются попытки снизить теМ1 с
700 °C и ниже.
осаждения из газовой фазы
Этот термин является общим названием для целого ряда методов, позволя
осаждать металлы, их сплавы и соединения, такие как оксиды, бориды и к б^ИХ
Общим для них является то, что осаждение происходит в вакууме ппи ₽ Иды
„ i * и одновремри
ном воздействии нагрева и кинетическом энергии частиц, бомбардируют
хность [ 1.56]. Схема процесса изображена на рис. 1.4. п°вер-
Среди методов физического осаждения из газовой фазы различают
• осаждение в высоком вакууме;
• ионное осаждение;
• напыление [1.56]. метоД^1”
В отличие от химического осаждения, покрытие форм физиче оГцх сЛ)'ча51Х
происходит при температурах от 500 до 550 °C. Эта температура во мн TepMJo6p3'
ниже температуры отпуска основного металла, поэтому в ДаЛЬГэти методы ПОД-
ботке (и связанном с ней риском деформации) нет необходимости. J
ходят для всех инструментальных сталей [ 1.64]. а (оТСУ1’
При физическом осаждении качество поверхности формы и еС ЧПСГ^еция
ствие на ней ржавчины и загрязнений) чрезвычайно важны для достИ ^^#3'
буемого качества осажденного покрытия и его надежного сцепления с ос
териалом. ,уМнО-Д>”
Вариант физического осаждения из газовой фазы, известное как ваК> У
говое осаждение, позволяет наносит!, практически любой защитный матч
я obpaboiKa поверхности
45
1 ь.
шослоях, гак 11 11 многослойных системах. Покрытия формируются путем кон
". шип па плазменных потоков, генерируемых катодными пятнами пакуумио ду-
'nn ix разрядов, в условиях бомбардировки ионами осаждаемого материала. I JanycK
чбочую камеру реакционной) газа при низком давлении позволяет синтезироват ь
покрытия на основе соединений металл газ. Среди материалов, образующих при
осуждении защитные слои или их системы, известны TiN, TiC, TiCN, TiAlN, CrN и
Cr \IN [ 1.66, 1.671. Тончайшие твердые слои получаются при бомбардировке ионами
азота п углерода [1.681.
физически осаждаемые покрытия имеют то преимущество, что они при любом
практическом назначении не зависят от профиля поверхности. Они не влияют на
точность размеров и формы, даже мелких элементов.
Размеры меняются па величину менее 5 мкм, при этом шероховатость может не
превышать 0,5 мкм [1.37].
До сих пор часто применяются слои нитрида тигана (TiN). Титан, испаряющий-
ся в вакууме при температуре 550 °C, совместно с присутствующим в газовой фазе
азотом образует на поверхности металла золотистые износостойкие слои толщиной
до 5 мкм [1.36].
Применение физически осажденных покрытий подавляет образование отложе-
ний и загрязнений и позволяет проводить очистку поверхностей с меньшим ри-
ском.
Также применение физически осажденных покрытий позволяет в некоторых
случаях заметно увеличить срок службы формы (иногда в 20 раз). Существенное
увеличение срока службы отмечено в формах, подвергающихся коррозионному воз-
действию, например при переработке полиамидов или полиацеталей [1.57].
1.6. Лазерная обработка поверхности
Лазерная обработка поверхности играет ведущую роль среди методов окончатель-
ной чистовой обработки. Кроме широкого применения в сварке и резании, лазер-
ная обработка поверхности все чаще внедряется в других областях индустриальной
практики. Методы лазерной обработки поверхности можно разделить на термичес-
кие и термохимические. Лазерная обработка является альтернативой обычным ме-
тодам упрочнения, основная цель которых — увеличение срока службы дорогостоя-
щих форм и их элементов.
К термическим методам относятся лазерное упрочнение и лазерная переплавка,
а к термохимическим — лазерное легирование поверхности, лазерное micnepi ирова-
ние и нанесение покрытий с помощью лазера. Термохимические методы заключают -
1 я не только в структурных изменениях материала при его тепловой обработке, но и
во введении в систему новых компонентов. Благодаря этому повышается стойкость
поверхностного слоя к механическому, фрикционному, химическому и термохими
четкому воздействиям 11.35]
В настоящее время в промышленности применяются лазерные источники па дву-
3*k1}H УГЛС1)ола мощностью от 1 до 25 кВт и Nd'.YAG лазеры мощностью от 0,5 до
_ 1 71 уч фокусируется па поверхности детали, которая нагревается за счет погло
ни ИЯ И,СВГИИ излучения. Соотношение поглощения и отражения зависит от дли
воины, свойств материала и структуры поверхности. Также поглощение oiicpi ни
1 Материалы для деталей литьевых
46
„ „--мем» w воздействия. Время воздействия
за1,„е»г or i.nrenc 'ости »УХХемотсния душ по поверхности детали. „
с,„гмвастся, истод» "= ,«юм. которые ие обязательно перекрыва»,
тиеобыяпо .ист но смежив™ «“ производить полное или зональное пок„и.
другу». При зп™ имеется воз
тис поверхности 11 «I „„пппйвкЛ
, г 1 Пачесное упрочнение и переплавка
1.6.1. J 1ЭЗер J >м срода более 3% можно упрочнить лучом Лазе.
Все стали и чугуны с сод дит на мартенсит. При воздействии лазерного луЧа
Ра’”\вг^Хя ДО температуры аустенитизации, причем на поверхности нагрев
ЛпХ" сч^ поглощения энергии лазерного луча, а в глубине - за счет тепло-
провоХи Весь процесс происходит настолько быстро, что охлаждение проис-
ходив немедленно вслед за возникновением резкого градиента температуры между
поверхностью детали и ее основной массой. При перемещении лазерного луча по-
глощенная энергия рассеивается внутри детали настолько быстро, что критическая
скорость охлаждения для мартенсита оказывается превышенной (происходит само-
закалка) [1.34].
Лазерное упрочнение является методом локального воздействия, при котором
сфокусированный луч совершает возвратно-поступательное движение по поверх-
ности детали Преимущество метода в том, что он позволяет выполнять упрочнение
селективно, т е. только в тех зонах, где ожидается повышенный износ. Деформации
при этом минимальны, зоны упрочнения воспроизводимы и термическая нагрузка
на деталь сводится к минимуму. Недостатком является необходимость упрочнения
больших площадей в несколько этапов.
Лазерная переплавка обычно применяется для литых материалов. При нагреве
и последующей самозакалке возникают пересыщенные растворы, метастабильные
фазы и аморфные структуры. При переплавке в поверхностном слое получается го-
могенная, фезвычайно тонкозернистая структура. Такая структура отличается вы-
окои прочностью и одновременно высокой упругостью [1.35]
1.6.2. Термохимические методы
ется в основном металле Кон ВДрХНОСТИ легиРУЮщая добавка полностью растворя-
зоне приводят к образовани ''' ' Г В11ыс„и лиФФузиопные процессы в плавящейс
тов. Добавки остаются расти О/'"°1)ОЛ11ОЙ см«си основных и добавочных компонен-
скорости, повышая стой кошрС“1,ыми и после охлаждения благодаря его высокой
"РИ «эер.™ дис~ ‘В"°СУ "
ются В пей В виде мельчайших ч,-<Л "С paci «°ряются в основе, а распредели
нерастворимых добавок испол. °?’ЫЧ’,° в качестве таких высокоплавкнх »
„ И наконец, цСЛью 11р(),ХТ? Т1С- VC » WC.
11овепхИЖС,,Ие како,'о'Либо смс1пи1иС1111Я IIOKpi,rr,l|i с помощью лазера не являет
чокри,п>СТИ 'К>лложки обра:)уСТСя m”” Ос,,о,,,Ю|° " добавочного материалов. На
3““‘ИИМ^ с •’’‘-кой адгезией Сверх
такие ПОКП1 |'г ’ юне, o6p llv<, "<,JIII‘,CTb|o. а основная структура плави- ”
’ г»я Формиру1()|( „ 1н ' 1одобие свар1|(„ (> соединения. Чате •’‘сГ°
’•шкпх ( плавов никеля и кобальта.
I g технол°|'ия Lamcoat
47
<1 7 упрочнение электронным лучом
инициально электронный луч может быть использован вместо луча лазера, так
1К воздействие его основано на том же подходе, что и лазерное упрочнение. Элек-
к‘ иная бомбардировка приводит к быстрому нагреву и последующей самозакалке
внешнего слоя детали. Поскольку в обычных условиях электронный луч подвер-
гается сильному рассеиванию и необходимая интенсивность не достигается, дан-
ный процесс проводится только в вакуумных камерах. Такое условие увеличивает
время цикла, так как вакуумную камеру приходится откачивать после помещения
в нее детали. Кроме того, возможности самого оборудования, производящего пучок
электронов, невелики, чем ограничиваются размеры обрабатываемых деталей. По-
этому упрочнение электронным лучом не нашло широкого применения в промыш-
ленности.
1.8. Технология Lamcoat
Технология Lamcoat была разработана в США для поверхностей скольжения.
В соответствии с этим методом на поверхность формообразующих деталей при
комнатной температуре наносится композиция на основе бисульфида вольфрама.
Предварительно поверхность обезжиривается в спиртовой ультразвуковой ванне в
помощью микрофорсунок высокого давления (разрушение металла не происходит).
Затем вручную в распылительной камере наносится бисульфид вольфрама; исполь-
зуется очищенный сжатый воздух под высоким давлением. Распыляемый материал
не остается полностью на поверхности металла, но проникает также вглубь, образуя
молекулярные связи с основным металлом. В результате образуется очень тонкий
слой, имеющий толщину 0,5-1,5 мкм. Этот слой нарастить невозможно.
Исследования, проведенные в США, показали, что покрытия Lamcoat снижают
трение на 70%. Это дает возможность снизить давление впрыска и увеличить путь
потока на величину до 10%. Кроме того, сокращается время цикла, а срок службы
литьевой формы продлевается на 30-70% [1.33].
, ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
2‘ ЛИТЬЕВЫХ ФОРМ
_ых ^рм используют множество разнообразных способов и
В производстве литьевы фор-
их сочетаний. носительная себестоимость матриц, изготовленных из
На рис. 2.1 приведена отн матрИцы во много раз дороже. Несмот-
различных маХение в большинстве случаев отдается именно стали. Это кажуЩе.
ря на это предпочтени ст^1ьные матрицы отличаются максималь-
XZ'o” а дополнительные затраты при ее изготовлении состав.™
только часть общих затрат на форму.
Стоимость материала
Прочие затраты
Ручной труд
Стоимость механической обработки
Механическая
обработка стали
циню Э-^ктролитическое Синтетический
осаждение никеля и силиконовый
кау'чмс
Напыление
расплавленного
металла: сплавы
(Mining & Cfienuau
Рис. 2.1. Сравнение стоимости < Products Ltd)
р Ыс спос°бы изготовления форм (2.1 ]
матрицу изготав in
гим способом, требующим г °Ч°М ЭлектР°литического осаждения ИДИ
мы увеличивается. Это может v аЦИИ' то °бщее время ожидания готовности
мообразующих вставок метолом а3аться непРиемлемым, Процесс получения Ф°£"
атрицу, изготовленную из тепмопГ^г°пластики занимает недели и даже месяп
™^“ОВать 8 ’’Р^ном запуске, a 3^?afeTa},HOii стал“- можно без затруднении •*'
маттишы стоимость материала даже * '}°ра6отать- При высоких производствени
матрицы составит 1() 20% от общ ’°Г° ВЬ1С<”«>го качества для изготовлен»*
х 3атРат на форМу.
। [Л у отопление форм и формообразующих всыпок лисьем
49
| ]есМ<>тря па постоянное совершенствование методов планирования, конструиро-
П1ИЯ и управления производством, изготовление форм остается уделом опытных
° 1)ысокок1ыли(|»инированных специалистов, которых в паше время относительно
сМ11ого. Очевидно также, что для изготовления форм требуется самое современное
„Орудование, например, станки или электроэрозионные машины с программным
правлением, что позволяет снижать вероятность брака и автоматизировать про
цесс.
2.1.
Изготовление форм и формообразующих
вставок литьем
В ряде областей применения предпочтение при изготовлении вставок или даже
иолу(|)орм отдается литью. Причины заключаются в том, что почти для любого
применения формы можно подобрать подходящий литейный сплав, а форма и раз-
меры практически неограниченны. Когда форма требует значительной механичес-
кой обработки, альтернативой является экономически более выгодный литейный
метод.
Другой сферой применения литья является простое и экономичное изготовле-
ние форм (в основном из цветных металлов) для выпуска пробных и малых партий
Ниже дастся лишь краткое перечисление литейных методов получения вставок для
форм. Читатель, которому нужна более подробная информация, может обратиться
к списку литературных источников к данной главе.
2.1.1. Методы литья и литейные сплавы
Из множества известных методов литья (2.2, 2.3] для получения вставок и матриц
используются точное литье и литье в песчаные формы. Выбор конкретного метода
занисиз от размеров литьевой формы, допусков на размеры и желаемого качества
поверхности.
Отлитая форма уже имеет контур, необходимый для получения детали. При из-
готовлении крупногабаритных форм, отливаемых в виде монолита, можно в рамках
литейной технологии отлить систему каналов для охлаждающей жидкости.
Обычно внутренние контуры формы отливаются с припуском и требуют не-
большой механической доработки, Другим определяющим фактором являются
требования к качеству поверхности готового изделия Вся последующая обработка
яоверхшкли (например, полирование) выполняется так же, как и при обычном пз-
тоювлении форм, ио зернистые и с.трукт уриров.шные поверхности, специально по
•асмые методом точного литья, не требуют последующей обработки Отверстия
"°л толкатели, втулки лит ников и вставки, пазы для направляющих, износостой-
ки( покрытия и другие элементы формы выполняются на отлитой заготовке также
обычными с пособами.
^•чаллы, применимые для и сготовлс. пия форм, делятся па две группы
'"рпые ме таллы (ли сенные с тали и с плавы на их ос попе, литейные чугуны);
НШ'сиые металлы (алюминий, медь, цинк и сплавы олово висмут).
ли речь идея ссс- только об эксперимеи с альпых или мелких парт пях деталей, то
1|и,,,|"»с1ным тре бованиям, предъявляемым к вставкам и матрицам, удовлетворяют
50
2 Технология изготовления литьевых фоп
го только сталь обладает достаточной полируеМо.
ЛИШЬ литейные стали. Более. того литье имеет грубую структуру, Не
стью. следует, однако^ помнить ч,т „ катаных сталеи. С МакроскОДи
сравнимую с полиморфной сфУ^УР ца п размере зерен между краевыми и
ческой точки зрения у литья заь „ адЫХ фаз, кристаллизующихся из распла-
срединными зонами. Для удал бработКи существует немного возможно^
ва на поверхности зерен, путем и лнтЬЯ реКОмендуется использовать те
Поэтому для изготовления I * о6разопаиию грубых кристаллов и возникно-
марки сталей, которые не с (2 4] данные о наиболее распространенных
лнквацишнюй „еодпороддаи I"I Д
марках литейных сталеи припер лит1.см, не только приводит к положительным
Термообработка. ЛУ сказано выше, но и улучшает механические
- “ — -₽»
XX и* поверхности. Связанная с содержанием углерода прочность лтеип»
сталей “также пластичность и ударная вязкость ниже, чем у штампованных и ката-
них сталей [2 5], однако они удовлетворяют большинству предъявляемых требова-
ний Срок службы форм из литейных сталей зависит от износостойкости, а в случае
термической нагрузки - от стойкости к тепловому удару. Если рассматривать стали
сравнимых марок, то у литейной стали стойкость к тепловому удару ниже, чем у
стали, подвергнутой механической обработке.
Вставки из сплавов меди и алюминия получают как литьем, так и механической
обработкой. Очищенные литейные сплавы цинка используются в литьевом формо-
вании только для вставок в случаях экспериментального либо раздувного формова-
ния и мелких партий изделий. Подобно сплавам меди, очищенные литейные сплавы
цинка отличаются превосходной теплопроводностью порядка 100 Вт/(м-К). Цин-
ковые сплавы позволяют добиться отличной заполняемости, и даже в матрицах со
сложным и протяженным профилем получаются отливки с гладкой поверхностью,
им< спи й пор [2 6] В табл. 1.5 приведены показатели наиболее известных торго-
вых марок очищенных цинковых сплавов: Zamak, Kirksite и Каует.
плавы олово ВИСМУТ — это относительно мягкие, тяжелые и низкоплавкие ме-
(2 71 Спляп плавле,,ия в зависимости от состава меняется от 47 до 170 С1
хороши для и “ ВИСМут' ВЬП1ускаемые под торговой маркой Gerro, особенно
объеме,однаковвиОдуневЯг^ОРМ’ КЭК ПрИ затвеРДевании не дают изменения ।
для литья под давлением'пмби Меха,1ИЧеских характеристик используются только
они применяются как матеп ЫХ ПаР1 ИЙ ли^° Для раздувного формования. Так
ческие и механические свойста ИЗГОТОВЛения выплавляемых пуансонов. Ф»311'
свойства некоторых сплавов Gerro приведены в табл. 1-8-
Этот2,3 ПеСЧаНУЮ Форму
IV, нескольких топи. Иро,,(™ 1^У',С||ия средне- п крупногабаритных форм сссоМ
• е чом,,,,,,.,,,Лм, X” . '^стмас,,.,);
........... «...«й пХ о"’'""'
,( м охлажденной отливки
м
. • ihiDH'i'iieqiK' форм и_формсюбр.||ующих iu i.ibok иии.ем
Мотели и HVian.’iimaioTC»! либо iie.ianiu имо, либо пи основе орш ииила или мае
мотсчи В зависимо» i n от метода питья в песчаную форму, размер»» детали и
питейного сплава делаются большие ппи меньшие допуски на м< ханиче
к> обработку и технологические уклоны стенок формообразующих деталей or I
то1»* Ври изготовлении модели приходится делать также,допуск на усадку. Следует
ящять в«> внимание как изменение размеров металлической отливки при загвер
,ранни и охлаждении, так и усадку пластмассы, которая будет перерабатываться
рюрме v-ho не касается деревянных моделей) [2.8]. Примерные допуски для не-
которых литейных металлов при литье в песчаную форму приведены на рис 2.2.
Точность размеров зависит в каждом случае от метода литья, формы и размеров от-
нижи. Все лто уточняется на стадии проектирования после консультаций со спепи
инетами литейного производства. Форму изготавливают из формовочной смеси,
уплотняемой на модели и отверждаемо! либо прессованием (физически), либо с
помощью отвердителей (химически).
| Усадка при затвердевании. %
Материал__________
Литейный чугун:
1 |,лает11нчатым графитом
1 ,11-Цххн>р.|.н1ым графитом
Ковкнн литейный чугун
'«тейная сталь
?'1,111 ,,л основе алюминия
-'liLL1-1 ‘Ч ч<им меди
2 2 у..
• ‘ адка при загнерденанип и данные но \ч адке для различных силанов
Усадка.
1 4
1-6
5,5- 6
0,9 1.1
0.8 0.9
0.5 1.9
1,5 2,8
0,9 1.4
0,8 2,4
5 6
4 8
2 Технология изготовления литьевых
52
, п синтетических материалов различного состава
Существует большой выбор. с.^ огнеупорную основу композИЦий
литейных форм (2 2]. „я11НЫй кварцевый песок. Для специальных целей, На
ставляет промытый и просея йствия с композицией литейного матер11ала
пример, для предотвращения <^е сплавы), можно использовать циркониевые и
(легированные стальные л формопоЧного песка могут быть органические
оливиновые пески Креп крспптел11 делятся „а натуральные и еинтети-
и неорганические. И сор м креПителям относятся глины, такие как
чевиноформальдегидные, фурановые и эпоксидные синтетические смолы. В прак-
тике большинство литейных форм составлены из просеянного кварцевого песка
с бентонитным (натуральным неорганическим) крепителем; такие формы требуют
тщательного уплотнения во избежание прогиба.
После того как форма изготовлена, модель удаляют. В зависимости от использу-
емого литейного сплава и требований к качеству поверхности поверхность формы
либо сглаживают с помощью облицовочной формовочной смеси, либо обходятся
без облицовки. После литья форма находится в определенной степени готовности;
при ее удалении песчаная форма разрушается.
Существует также технология литья с расходуемой моделью. Модель изготавли-
вают из полистирола и закладывают в песчаную форму. При заливке расплавлен-
ного металла расходуемая модель испаряется. Модели из вспененного материала
получают из полистирола, вырезая их из болванки (разовые отливки), или выдувая
отливки в форме (массовое производство). При изготовлении вставок модель обыч-
но бывает нужна несколько раз; использование программ автоматизированного про-
ектирования позволяет повторно фрезеровать расходуемые модели из полистирола
оыстро и с низкими затратами.
то чтоонипп 1 еимУществом литейной технологии изготовления форм является
ограничена особен?^” *Р*' П0СЛе ОТЛ,,ВК11 готовы к работе. Доводка после литья
закладывается в л11тейнуюХформ^Х’ СИСТеМа охлаждающих каналов заранее
2-1.3. Технология точного литья
Когда необходимо удовлетвопит. г.
изведения, для получения встт ' МЬ,С Пысок"с требования по точности воспр
печивает точное воспроизволгт °К 11спользУс'тся точное литье. Эта технология обес
кактекстурадерева, кожи,TKainn™"^1^ Деталс" 11 структур на поверхности,так»'
пости осущеетвХ^ литья 12.9], различающихся в последователь-
используемых крепителях. Всттвки^ Pll<UIax лля чаготовлення литейной фор»11*1 *
nvcKMy И *'паГ)и;,и,ов (рис 2 'П н° 11ОЛУчают ио методу Шоу (Sha«’)""
< я понтог 1, 0 ,хол,1мости замены со<> "'и'лн Допускают вторичное испол1-11’
”"аЯ (>‘ ливка Такая модел, ’ т”У«’'Н»чо элемента формы произвол"
“ ЯПЛяе,"я основой для создания керамич^’"
। и„ отселение фО£)м и формообразующих всыпок лип.ем
53
Литье
Этапы процесса Шоу
54
2 Технология изготовления литьевых fjy-^
йолее этапов, в зависимости от метода). Жида,=
личной формы <“ о"1"' Д"а Хологоте циркониевого песка. смешаи„ого с
L.WO— состо-т из говко РИМ Пр„дап я, необходимую конфигуран™
КИМ крепителем. С,.ФУ» !,ри повышенных температурах. Пееде
запекают в течение • форма разбивается.
она готова к литыо. После J „ форМ1>1 необходима лишь на поверхностях
Последующая обработкад сочЛСнения, а также в зонах, относящихся к ли’
предназначенных для их кр
ниям разъема. ~
2.2. Технологии ускоренной подготовки
производства
В разработке новых видов продукции все большее значение приобретают время я
™ость В литье пластмасс под давлением чрезвычайно важно быстрое получе-
ние прототипов (прототипирование) для проведения предварительных, оценочных
и д) уг их видов испытаний параллельно процессу подготовки массового производ-
ства и основной инструментальной оснастки. Часто прототипы не полностью соот-
ветствуют предъявляемым требованиям, однако их используют для маркетинговых
исследований, оценки эстетических качеств и производительности.
Реально осязаемую модель будущего изделия легче проектировать и представ-
лять заказчикам, легче корректировать, так как при графическом представлении из-
делия возможны ошибки.
Для изготовления прототипов используют те же самые технологические процес-
сы, что и в основном производстве. Технологии Rapid Tooling (ускоренное получение
оснастки, далее RT) и Rapid Prototyping (быстрое прототипирование, далее RP) поз-
воляют получить ясное представление о таких свойствах, как ориентация, деформа-
ция, предел прочности и долговечность на ранних стадиях разработки нового изде-
лия акое лизкое подобие серийному производству также требует споеделенных
ческой nrwJ1 матерпальных затрат, поэтому к ускоренному получению технолопь
обоснованныГтру1 МаЛЫХ паРтп“ продукции прибегают только в случае наличия
обоснованных технических и экономических требований.
“иL. 2^ пХ«аРДЗВИТИЯ ТеХНОЛОГИЙ
тва. Методы с Добавлением^™1™3111^ методов Ускоренной подготовки произвол» -
опережающие партии товапно1"П°НеНТ°В позволяют максимально быстро получать
Они также являются развитием11ГР0ДУКЦИИ' ПОЭТОМУ они наиболее перспективны,
акие методы — лазерное спсканмР°Д°ЛЖеНИеМ идеи быстрого прототипирования-
Рулить к прототипированию непп " СТереолнтогРафия - дают возможность пе-
моделеи. "НЮ непосредственно от компьютерных математичек
к КТ также можно отнести m
резаниТр lOlT“С,и,ем ^Дьван^сских'по6 МеТ0ДЫ’ связанные с удалением '
эрозионную обп Г°Грамм,|ым управлени Крыт”"1 п тг>м числе высокоскороет
ды- в течение десятая У С ‘.'Ра<|),,то“Ь1Ми элсктп” С/1П’МОД*ЛИ- ускоренную элеьТ
Десятилетий применяемы. ? P°'la‘Mn " •«’•н.ыение металла -
bh ЛЛЯ "•«отовлеиия форм.
, , ихнологии ускоренной под| отопки производс та
55
Грхт1П111очные методы удаления
материала it нанесения покрытий
Методы наращивания материала
и локальных фазовых изменений
Обточка Резание, фрезерование,
элск'Г|я>зрозпон|1ая
обработка
I кжрытия 11апыленпе металла,
гальванопластика
Процессы с использованием
мастер-модели
Ускоренная
подготовка
производства
Металлы Лазерное спекание,
3D-печать
11еметаллы Инициированная
лазерным излучением
полимеризация,
с гереолитография, ЗО-иечать
Смешанные методы
Гравитационное Точное литье, литье
читье в песчаные формы.
литье в металлические
формы, литье
в эластичные формы,
вакуумное литье,
центробежное литье,
вертикальное
и горизонтальное
ротационное литье
Управляемое наращивание металла
11аплавленне формы
Рис. 2.4. Методы ускоренной подготовки производства
Процессы с использованием мастер-модели также становятся частью технологии
RT, когда для получения самой модели применяется технология быстрого прототи-
пирования.
В рамках уже описанных методов прототип формы получают с помощью непо-
средственного или послойного наращивания материала. Гибридные методы отлича-
ются тем, что все технологические этапы объединяются в одной установке, причем
каждый из них может относиться к любой из трех других групп процессов (тра-
диционные технологии, методы с использованием мастер-модели и методы нара-
щивания материала). Поскольку гибридные процессы включают в себя последова-
тельные технологические операции, выполняемые на одной установке, скорость их
может быть не меньшей, чем скорость процессов наращивания.
Данная глава посвящена обсуждению разных методов и их возможных комбина-
ций в целях лучшего раскрытия идеи RT.
На рис. 2.5 показана последовательность RT в общем виде. Все методы предпо-
лагают наличие трехмерной компьютерной модели, которую можно разбить на за-
мкнутые объемные элементы. Трехмерные данные обрабатываются с разбиением на
слои и с помощью компьютера получают образ сомкнутых горизонтальных двух-
МсРных слоев.
Этот образ успешно превращается в реальную оснастку, например, методом ла-
зерного спекания, в течение нескольких часов без участия режущих или литейных
машИц (211] Более того, обычно не требуется и контроль со стороны персонала.
зависимости от принципиальной основы избранного метода RT получают
м°Дель либо позитивную (модель будущих серийных отливок), либо негативную
(повторяющую конфигурацию будущей литьевой формы). Получив позитивную
модель, обычно ее сразу используют как мастер-модель (в сочетании с нанесением
покрытий) для получения определенного количества отливок. В итоге за один или
несколько этапов получают прототип формы. Примером такого процесса RTявля-
ются литье в эластичные формы и напыление металла.
формообоаэ7ю11шеХМеРНО“0 автоматического проектирования упрощает создание
из двух возх[ожностеТНПепваяЬЮТ€Р'1аЯ модель* возникает принципиальный выбор
модели в виде полуформ и за В03М0Жность заключается в получении физической
металла создают формы; втопагГ- Сер"П отлив°к. в результате чего путем отливки
реолнтографии) и затем в их ппк-п * Получе,,И1’ негативов (например, методом сте-
чете короче, чем первый цпечппп ЫТИИ электростатическим методом. Второй про-
Описанные выше возможщостм Ц“'’ Сер”Ю Отл"во’<-
^ьными процессами, поэтому о.ш"',аЧе СВяза"ы с различными последова-
cpej .ствен°И Метол ОС|,ован на получений™ К “епрямым методам. В отличие от
и созыв и Н<> И-' К0М|1ЬютеРных матемэп 'Ф°рмо()бразуЮ1цих частей оснастки непо-
ставляется г1ПаСМЫХ ‘‘"^«ентов вто’Х М°ЛеЛе" без промежуточных стад!"'
кой механичен • )ыстРЫм- иногда иолу. Р<" ° ,1оРядка- Хотя прямой метод прсд'
Ф°РМа -требовать трудоем
Дм ЯГ. является выГИИР’ИМ’ *'ем Уелонное " * К°‘<)рую “кажутся неоправданным"
«ыбор матер,,;1ла;,) Разделение „а прямые и непрямыемеп>’
' ,Mt"”'“TCM ,UIK металлы, гак и заменяю.^'1*
, , ГехцоПОГИИ ускоренной ПОД1 О1ОВКИ производс тве) 57
неметаллические материалы. Среди последних наиболее распространены наполнен-
„^.нюксидные смолы, двухкомпонентпые полиуретановые системы, силиконовые
каучук" [2.12| и керамика.
Наиболее интересные и перспективные методы RTобсуждаются ниже.
2 2.2. Прямой метод получения технологической
оснастки
Целью всех разработок в сфере Л'/’является непосредственное (из компьютерной
трехмерной модели) автоматизированное получение прототипа формы, свойства
которого приближаются к свойствам промышленных образцов. Компьютерная мо-
дель должна описывать все технические параметры литьевых форм, в том числе
литьевые уклоны, припуски па усадку самой формы и отливок.
Ниже представлены процессы прямого получения металлических и неметалли-
ческих форм с непосредственным использованием компьютерных моделей в обоих
случаях.
2.2.2.1. Прямое получение металлической литьевой формы
При прямом получении прототипов не исключается использование традиционных
методов в том случае, если они обеспечивают ускоренную обработку (резание) ме-
талла, например алюминия.
2.2.2.1.1. Методы получения оснастки без удаления материала
Общей особенностью этих методов получения форм является то, что оснастка фор-
мируется путем наращивания материала либо путем перехода материала из жид-
кого и топкодисперсного состояний в твердую фазу, причем удаления материала,
характерного для традиционных методов производства, не происходит.
Все применяемые процессы (селективное лазерное спекание, 3£)-печать, ламини-
рование топких слоев, наплавление модели и многофазное струйное отверждение)
разработаны па основе идеи RP. Их можно дополнять традиционными методами
лазерного структурирования (лазерная сварка порошка, управляемое наращивание
металла).
В процессе селективного лазерного спекания (57.5) лазер используется как источ-
ник тепла для сплавления специального порошкового материала, из которого слой за
слоем (формируется форма создаваемого объекта (литьевой (формы). Толщина слоя
Меняется в зависимости от дисперсности металлического порошка от 0,1 до 0,4 мм
1213,2 141
Сиекание можно проводин, прямым пли поэтапным (непрямым) способом В ком
Пччнпи DTM разработан поэтапный метод (DTM процесс), который основан на спека-
1,1111 покрытого специальным полимером металлического порошка в камере с иперт-
11011 атмосферой (продувка азотом). Порошок, нагретый до температуры чуть ниже
п<мпературы плавления полимера, наносится тонкими слоями с помощью снеки
njll>iioro аппликатора (валика) и плавится в определенных местах. Таким образом,
11еобход11Мые (форма и размеры будущей литьевой (формы создаются за счет плав
"""я полимерного покрытия Полученная на этой стадии механически непрочная
заготовка подвергается затем обжигу.
2 Трумплогия изготовления литьевых
58
ных температурах выгорает. Лишенная По.
,ясплам'нной медью- "рилма -
„осле выгорания ^вя полимером Ь называемый EOS-процесс, раз^
ХмХ или медь) спекав.
При прям EOSINTMetaii) ; , ацией медью или бронзой. Отказ
f”cTX“«™«JV,o,,Kr°C "“Ж'Тея «Ч что отпадает необходимость в удали,™
Xвмевевв» связующего »“™“„ч1.сы,х сбоев. Без инфильтрации, однако, „е
номера » е«и«™ металлического порошка достигается пока лишь
обойтись, так как пр» % от теоретической плотности металла |2.16|
плотность, составляюшая около ая механическая обработка, которая
После »»ф»лвп»и»" ° Р
обычно сводится к полирова» и порошков, обработанных полимерным свя-
Кроме порошков)Т" компонентные металлические порошки* Они состоят
зуюшим, используются ЛН щей как МНННМум два металла, оба из которых
из тонкодисперснои с. , Рпекания Относительно низкоплавкий компонент
Z-ия заготовки (5ВД. а —иге высокой
Z,ep™pon пламени» пр» обжиге в печи придает литьевой форме максималь-
УНаилучшим выбором при использовании методов прямого и поэтапного опека-
ния, согласно [2 17], являются порошки таких металлов, как: алюминий, алюминие-
вая бронза, медь, никель, сталь, никелевая бронза. В настоящее время лазерное спе-
кание позволяет получать детали размером не более 250 х 250 х 150 мм.
связующего
До спекания
полимерной
связки в аппарате
Спекание
связующего
Спекание
полимерной
связки в аппарате
Пнфкльтра»"”
в печи
Выжигание
полимера и печи
^26Не11рЯм(к.С11ека1(исс1|< 1
лУ">'нн, ин(|>|1лмр;Щ11(>Г1
Спекание изделия
в печи
2 2 технологии ускоренной пощ оювки производства
59
Другой способ 11<1|><11111111<|Н1П| металла — лазерная сварка порошка. Порошок по-
стоянно подаеия в зону плавления из сварочной головки |2.18| и вступает в кон-
такте расплавленным меыллом предыдущего слоя. Толщина слоев егх'тавляет от
(1,5 до 3 мм Порошок клавшей сфокусированным лазерным лучом. Сварочная го-
ловка своим перемещением описывает поверхность наплавляемого изделия, остав-
ляя за собой гонкие слои металла. Из металлов применяются хромистые и никеле-
вые сплавы, медь и с галь. Лазерная сварка порошка уступает в точности лазерному
спеканию, поэтому она используется для получения менее сложных форм.
Лазерная сварка порошка получила свое дальнейшее развитие в методе управля-
емого наращивания металла [2.19]. Последний представляет собой сочетание лазер-
ной сварки и высокоскоростного фрезерования (рис. 2.7). Каждый слой толщиной
0,1-0,15 мм фрезеруется сразу же после своего формирования. Точность обработки
поверхности при этом существенно повышается по сравнению с лазерной сваркой.
Максимальный размер изделия при средней сложности - около 200 мм3. Поднутре-
ния получать не удается.
Другие постоянно развивающиеся методы — это выплавление модели и много-
фазное струйное отверждение [2.20]. Оба процесса сходны с FDM-процессом (Fused
Deposition Modeling), разработанным фирмой Stratasys. При выплавлении формы
металлический катод прямого накала плавится в дуге, а расплав наращивается на
подложке, в то время как при многофазном струйном отверждении из специального
сопла экструдируется расплав, который слой за слоем создает прототип желаемого
изделия. Применяются низкоплавкие сплавы и полимерные связующие, наполнен-
ные порошком нержавеющей стали, титана или керамики. Как и при селективном
лазерном спекании, связующее выжигается, а изделие подвергается инфильтрации
и полированию. Однако оба процесса все же не столь точны как SLS.
с 7 Управляемое наращивание металла [2 191
60
2 технология изготовления литьевых
п..х Форм используется также ЗО-печать. ,Ю()
>1111Я прототипов -'»’тьСВ^'й оСцОне информации нет. На рис. 2.8
Л1Я "°Л^ "установок на «<оММСР^| На равномерно нанесенный слой nopoilI
s: -«sx.............................“»'й ™ «* «•»«
го струйного принте ра *
2н только полимер. локалы.ый нагрев может привести к возникни-
4 При прямом лазерном г нсканш „роисхОлИТ. Как только пропечатыва-
„сшюдеформапии При ' с V „ На поверхность наносится новая порЦИя
ется один слой, платформа опу толШИ„ой 0,1 мм. Если для 3D-печати использу-
порошка: формируется новь и ц ции применяется бронза. Величина усад-
ется стальной порошок, то Д- ия не превышают ± 0.2%. Размер формируемых
ки достаточно стабильна, от И(Х^МИ оборудования и пока не превышает
изделий жестко ограничивается возмо
150 мм в длину 12.211- получения металлических литьевых форм -
Следует упомянуть еще п отип'нзделия получается путем склеивания
ламинирование ™нки* С о слосв рулонного материала, вырезаемых с по-
—° в
сообщается о соединении слоев с помощью болтов.
Изготовленные таким способом формы применяются только при формовании
металла или получении восковых моделей для точного литья. Скрепленные бол-
тами формы имеют определенное преимущество — конфигурацию изделия можно
скорректировать простым сдвигом отдельных листов.
Вариант процесса, разработанный авторами [2.23], является комбинацией лазер-
ного резания и диффузионной сварки. В отличие от ламинирования тонких слоев и
&
р31
не*
0,1
ни
вс
№
0П1
ЯС1
те
Чй
par
ва!
ют
ПО;
2.2.
Ст(
фи
тер
CJKJ
зав<
СЯС
она
Г.
ДЯЦ
Ворс
тонн
Нанесение
стоя порошка
Переход
к формированию
следующего слоя
Нанесение
полимерного
связующего
и
Скор
•Чт
*1яг
°6ь|Ч
чв
‘‘Ьо,
61
п технологии ускоренной подююпки производства
onllIIiiincTBa других методов /?'/' в которых слои имеют постоянную толщину; в :ном
. щанте допускается любая толщина. Благодаря этому простые элементы формы
можно вставлять в виде цельных блоков, а технолотии RT применять там, где они
1к4/)ходпмь1 н выгодны. Точность соблюдения заданных размеров составляет около
О Го Допуски при лазерном резании находятся в пределах от 0,001 до 0,1 мм; такова
до абсолютная точность соблюдения размеров в направлении наращивания. Процесс
отличается от всех описанных выше методов тем, что не накладывает практически
никаких ограничений на размер изделия [2.24].
Прямые методы ускоренного получения технологической оснастки находятся
в стадии первоначальных исследований. Все методы, рассмотренные в данном раз-
деле, кроме селективного лазерного спекания и ЗО-печати, изучаются на уровне
опытных установок, которые не выпускаются на коммерческой основе. Этим объ-
ясняется тот факт, что практически единственным широко применяемым для ре-
шения подобных задач методом является стереолитография — метод прямого полу-
чения неметаллических изделий. Стереолитографическое оборудование благодаря
развитию метода за последнее десятилетие продвигается на рынок многими про-
вайдерами, а потому легко доступно. Более того, многие компании уже располага-
ют стереолитографическим оборудованием и не склонны к изменению технологии
получения прототипов форм.
2.2.2.1.2. Прямое изготовление неметаллических форм
Стереолитография (SLA) как метод заключается в обработке отверждаемого ультра-
фиолетовым излучением полимера с помощью лазера, которым управляет компью-
тер. Луч лазера описывает заранее рассчитанные контуры на поверхности ванны
с жидким полимером и обрабатывает поверхность, отверждая ее точка за точкой. По
завершении прорисовки каждого слоя платформа с ванной опускается, и начинает-
ся обработка нового слоя. Когда заканчивается лазерное отверждение всей детали,
она помещается для дополнительной обработки в ультрафиолетовую печь [2.24].
Главным достоинством SLA является точность, до сих пор непревзойденная. Вый-
дя на рынок в конце 1980-х гг., SLA опередил другие технологии. Последующие усо-
вершенствования как полимеров, так и самой технологии привели к такому уровню
точности, когда отклонения не превышают 0,04 мм по оси х и 0,05 мм по оси у.
Изначально эта технология разрабатывалась для быстрого прототипирования, но
скоро ее стали применять для ускоренного получения технологической оснастки,
Учитывая достигаемый уровень точности размеров и качества поверхности. Если
Для получения матрицы применяется SLA, то полуформы можно изготовить путем
>чного резания. Однако чаще применяется технология оболочечных элементов.
заключается в том, что основа матрицы создается с помощью SLA, а затем она
заливается с нерабочей стороны эпоксидной смолой [2.25]. Схематически такой
Роцесс изготовления формы в рамках RT показан на рис. 2.9.
Делия, полученные стереолитографией, отличаются высокой точностью и
не Ра5“ым качеством поверхности. В отличие от всех других прямых методов,
Ст ре Уе,ся никакой последующей обработки, кроме сглаживания ступенчатой
Пр УРЬ1> характерной для всех процессов послойного наращивания RP и RT. Это
Дит к существенной экономии времени, особенно когда поверхность формы
2 Тс2рлпогу|я изготовления литьевых
62
матрипы
Объемная
компьютерная
модель
Стереолитографический
процесс наращивания
Разделял е
наслои
Дополнительная
обработка
Уф-излучение
Создание оболочки
Встяк-
Рис. 2Э. Оболочечный процесс в рамках стереолитографии
мич^к-iipTL ПЛОСКОЙ н г«витои. К недостаткам SLA можно отнести слабые тер-
эпоксидных смпт?ЧеСКИС своиства полимеров (акрилатов, виниловых сополимере
нХш,,Хч. т!,ЦУ Чег° СРОК С1ужбы Ф°Р'*не очень велик.
ста получены с эпокс^ымТ^1ГГеЛЬНО Р^'^Р110” точности и качества поверхно-
воляет веста обработку полимера"°С°б° мощных лазеР°в 1,03
мании [2.26]. ' W острее и интенсивнее, тем самым снижая дефор
Хотя изначально SLA разраба
ее стали применять в рамках т1?^1аСЬ Х1Я °ЫСТР°ГО пР°тотипирован11Я. но скоро
тивают восковые модели, а такж?Н°ЛОГИИ ^СХ’Я полУчения форм. в которых от-
Формах отливаются питгг^'Я переРаботки термопластичных композит^
BaxH-v,° информацию*^ Серии изделий, благодаря чему произвол*
Е ДСТВеННЫе проблемы на самой Заполняемости матрицы и выявляет др\тж
еще одним классом мат₽п« ^Нке‘’ стадии
" "“;кн ускоренного но.-..™»"» ю
и^та. описа^38^ением сообщает БеттГ^ "спо-1ьзованни керамических Ф'Р'
ТИЧ (капли распдаЛеПРеДЫДущем Разлете 2 1 Их полУчают по технологии 3
струйного сопла) п ННОГО материала нам, 1ак*е методом баллистических чХ
чается в высоком п Реичущество керамич ° Я1ХЯ С помо,11ь'° пьезоэлектрически ^
мерных композиции?Дд Де лР°чности. Это<о^*?'Х Ф°рм мал металлическими зак
а Разивными наполци^еННО важ,,° ,,РН переработке па-
•> 2 Техно*1011/11/1 ускоренной по/у отопки производства
63
2 2 3. Непрямые методы быстрого получения оснастки
' (технологические цепочки)
Под цепочкой R'l будем понимать последовательность отдельных стадий получе-
ния формы. Следование по такой цепочке ведет от мастер-модели к матрице. В этой
цепи, согласно такому определению, не считаются звеньями такие промежуточные
стадии, как механическая обработка или сборка готовых элементов. Оптимальная
цепочка отличается тем, что содержит минимальное количество этапов-переде-
лов (звеньев). Чем меньше этапов в технологическом процессе, тем точнее изделие
повторяет мастер-модель и тем быстрее происходит изготовление формы. Каждый
промежуточный образ по точности в лучшем случае нс уступает предыдущему. Сле-
довательно, допуски от звена к звену становятся, как правило, больше, а качество
поверхности снижается. С другой стороны, каждая цепочка RT должна заканчи-
ваться получением матрицы, которая выдерживает высокие механические и терми-
ческие нагрузки в ходе литья под давлением. Итак, главной целью при построении
всех цепочек RT является получение при минимальном количестве звеньев такой
формы, прочность и качество которой в некоторой степени превосходят исходные
требования.
Непрямые методы ускоренного получения технологической оснастки предпо-
лагают использование как позитивных, так и негативных моделей. Поскольку эти
модели являются главными, использование компьютерных негативных моделей в
современных цепочках RT позволяет физически обойтись без мастер-модели изде-
лия, и получать матрицу непосредственно литьем металла в песчаную форму или
шликерным литьем.
2.2.3.1. Цепочки с использованием позитивных моделей
Ускоренное получение прототипов форм часто бывает основано на позитивной мо-
дели, позволяющей прийти к цели кратчайшим путем. Позитивные модели могут
быть изготовлены любыми способами, в том числе и традиционными.
Для получения прототипов часто применяется литье, что влечет за собой необхо-
димость соблюдения основных правил, касающихся конструирования изделий для
литья под давлением. Согласно этим правилам необходимо:
* избегать поднутрений;
избегать резких перепадов в поперечных сечениях, топких выступов и кромок
(1,5 мм минимум) и острых углов (минимальный радиус 0,5 мм);
избегать вертикальных поверхностей (конусность минимум 1%) [2.28].
Простейшим и в то же время самым распространенным процессом является изго-
товление форм из силиконового каучука, исходя из модели RP. Модель снабжается
и твиком. По готовности поверхности разъема модельная форма заполняется жид-
Ким силиконом в вакуумной камере. Такие формы невозможно использовать для
г ‘ливки позитивной модели из того же материала, что и при планируемом серин-
"ом производстве. Эластичные силиконовые формы наилучшим образом подходят
47151получения 20-50 отливок. Они наиболее часто используются для копирования
полиуретановых деталей и восковых заготовок. На основе двухкомпонентных ноли-
УРетановых композиций удается получать прототипы с определенной термической
64
трунология изготовления литьевых ...,.,,
.0 941 Твердость по Шору (шкала А) достигает диапа
,» прочностью f2-241- ,ВС|Г 140 °C и предел прочности на рас1я
И МеХ1а7И90Стаюке достижимы те"Л‘*™ поЛЬЗовании которого можно пренебрег
зона 47 • • ст№),ный метод, при сиЛИКоновый каучук обладает вы-
—нет необходимости (воспроизвел,
СОКОЙ упругостью. д
ние 1:1) , мп На рис 2 10 Модель вдавливается в подушку дод.
Литье полимера изображено Р <На ее повсрхНость обычно наносится слой
стижения линии разъема и закреся охлаждающий змеевик. Как заполнитель
тиксотропного полимера, зат ^пОЛНеИНая алюминиевым порошком. При кон-
нспользуется эпоксидная смо , _ тольКО допуск на свойства соответству-
«ру,,,— форм- <» пределах °'5^’5%>-
юшей пластмассы, но и у перерабатываемого материала и от параметров
Срок службы формы зависит h i
Па«можно применение металлических вставок и направляющих (рис. 2.11).
пХняемые методы нанесения покрытий известны по традиционным техноло-
гиям изготовления форм. Среди них - плазменное напыление, дуговое напыление,
лазерные методы нанесения, газовая металлизация и газоплазменное напыление.
Позитивная модель должна быть жаропрочной, так как пламенное и газоплазмен-
ное напыление требуют температур выше 3000 °C. Учитывая это, мы рассмотрим
только напыление металла металлизационным «пистолетом». Для нанесения тако-
го покрытия два электрода, образуя электрическую Дугу, плавятся и разбиваются на
мельчайшие частицы сжатым воздухом (рис. 2.12).
Мастер-молель
Создание формы
Окантовка
и нанесение
тиксотропного слоя
Заливка первой
полуформы
Вставки
’'«рваягюлу^р^
Pui. У К) -I -
' 1,1 1ехнолО1
ия ц:п
"ТО,,Л,-''”яформ
Удаление подушки
Окантовка
и нанесение
таксотропного слоя
Первая полуформ»
ЛИТЫМ»^'Ме,)„(1ЙКоМ11о;11111и1|
Технологииус кореннойлод|огоики цроитпод! тиа
65
Мастер-модель
Вставки
Рис. 2.11. Форма с ползунами, отлитая из полиуретановой композиции
Металлическая
форма
^2.12. Принципт
>1 напыления металла
1 Ьь
2 Тсунллогия изготовления литьевых
„----—------- "--tyAf
------------------------' „тиггивной КР-модели образуется
стии с <и’»еРХ"0СТ‘ет образуя слой толщиной 1,5-5 мм. Ег
ПР» ^а,,И” ^Хзеино застыва^о°т сРо11Ла до модели. Поскольку частицы £
„ленка, которая «расстоянием о температуры от приблизитеЛЬн
ионность застывают И наряду с высокотехнологичными Мате.
ll<,,,epX"S’ возможно необходимо укрепить, например, эпокси.^
2(И)0 до 60 С П(),1ученную матриц.
риалами z I яВпяется традиционная гальванопласти-
СМОЛ°“' ...толом нанесения покрыт! • ЙЗГОТОвления высококачественных
всего
l2;3'1;,, „четкую ванну PR"™™ ' «рйр® «
Перёд номешсциемвга-тьван! электрОпроводности 12.32]. Состав ванны
графитом для обеспечения надл он послеДовательно меняется номере
может содержать несколько мет достаточиой толщины. В итоге получа-
нанессния слоя соответствуй ‘ щая и3 метаЛлического сплава или нескольких
ется Форма ТОЛШИНОН „«,'елевые форМЫ, полученные методом гальванопласти-
слоев металлов и сплавов„п д высокому пределу прочности, упругости
ки, дают наилучшие резх ль твердость 50 по шкале Роквелла С), а также
„ (например, «я коррозио„„ой стойкости.
“ мХ-молеяь « «жрипе
Важно пХ «ГО. получить термостойкую форму по этой модели, так как тер-
4
Электропроводящее
покрытие поверхности Линия разъема
ВсейеП°
<’й
1
ЭкоН°!
фиггья-
^повы
применен
Сушест
средствен
дай час
идаипр
лмы Qui
1111 из эд
зоватьвю
ВДслняет
-“зподоб)
Ш20со
костные х
’-Wenii
^аЫ.Ч11ц
Чстняз
•т,гХ
67
п , ТЕХНОЛОГИИ ускоренной ПОДГОТОВКИ 1Г’ОИЗВОДиВ£
mi -III I н>ен ПС смолы, которая используете я в стереолитографии, может вы-
м 11’101 КОС |лч г
-ш-пт. обширную деформацию.
N1 -годом гальванопластики воспроизводятся тончайшие детали, но процесс па-
1 анпя слоя в гальванической ванне занимает иногда несколько дней. Слой по-
учается гораздо более однородным, чем при ручном напылении металла. Макси-
мальный размер изделия ограничивается размером ванны.
2 2 3.2. Цепочки с использованием негативных моделей
Все цепочки, которые будут рассмотрены ниже, начинаются с создания ЛР-модели
Лормы, то есть негативной модели. Для того чтобы получить исключительно метал-
лический прототип, в процесс RTвключают различные методы.
Далее мы покажем, что таким путем можно существенно сократить цепочку.
Экономически наиболее выгодной и потому самой распространенной технологи-
ей литья является литье по расходуемым моделям, в котором обычно используется
выплавляемый воск [2.33]. С появлением методов быстрого получения оснастки ли-
тье по выплавляемым (выжигаемым) моделям заметно расширило диапазон своего
применения.
Существует возможность изготавливать выплавляемые восковые модели непо-
средственно с помощью селективного лазерного спекания или синтеза баллистиче-
скими частицами [2.12]. Метод стереолитографии позволяет получать пустотелые
модели при наличии соответствующего программного обеспечения, а именно 3£)-си-
стемы Quick-Cast [2.34]. В сочетании со специальной программой отверждения де-
тали из эпоксидной смолы, полученные методом стереолитографии, можно исполь-
зовать в качестве выплавляемых моделей. С этой целью только оболочка изделия
выполняется из смолы монолитной; внутренняя часть состоит из большого числа
сотоподобных ячеек, соединенных между собой. Масса такого изделия составляет
лишь 20% от массы сплошного материала, однако изделие имеет прекрасные про-
чностные характеристики и очень хорошее качество поверхности [2.35]. Внутренние
напряжения столь малы, что размеры литьевой формы оказываются чрезвычайно
точными и стабильными. При литье по расходуемым моделям их вентиляционные
отверстия запечатываются выплавляемым воском. Выжигание модели происходит
практически полностью (золы не более 2 мг/г). Еще одна возможность получения
выплавляемых моделей — их спекание из вспененного ПС. Такие модели прочнее
восковых и отличаются большей теплостойкостью.
На все полученные подобным образом модели наращивается слой керамики До-
стигается это погружением модели в керамический шликер с последующим нанесе-
нием на шликер песка. Операции повторяются до тех пор, пока не будет достигнута
ходимая толщина огнеупорной керамической формы. Форма высушивается и
жигается в атмосфере избытка кислорода при температуре 1100 °C.
ма Х°Де °^Жига Расх°луемая модель выжигается, и полученная керамическая фор-
Фов 0ЖСТ f'bITb использована для отливки. Для извлечения изделия керамическая
Ния раз6ивается. Качество изделия зависит от полноты и однородности смачииа-
ПоскКОВ°^ МОДели в ванне с керамическим шликером.
модель °ЛЬКу отливка дает усадку при остывании в керамической форме, мастер-
Должна быть па соответствующую величину больше оригинала. Кроме того,
^j-ехнопдгия изготовления литьевых^
68 -----' ор.цслочки, В том числе и усадку кераМи
TI vcaAKV на “сеХ ^ пует предвидеть и своевременно приниМать
нужно учитывать.у„ ма.Грии сжДУ „о раСХодуемым моделям, cnocof).
ческой Ф<’1’мь1 ^отнпы. получаем '' „отся высокой точностью воспроизвел
меры WK'1'* 6(,,.1Ы1)це нагрузки. отл> И|ЫМ недостатком метода яВЛЯегся
"“"'''"Хера.............................. '|>ОР”Ы' .........МТМЩ“
ZnX -*•"> поверхности. № данным ,«ТО„„КО!
|*2 36|, находится в пределахо’ ^°р^ме11Яется для получения металлических про-
‘ литье по расходуемым моде;" > цов. Метод особенно хорош для поЛу.
тотнпов форм, матриц и кон i рол . 2д4 показан образец формы со сложной
чения нилиндрцческпх пуа"с< вь1Плавляемой модели.
геометрией, полученной с помо * ^деЛИ можно существенно сократить, применяя
Цепочку литья по выплавля фИЗИЧеСКая, а компьютерная негативная мо-
ЗП-иечать. В этом случае тре уст приводитсразу к получению керамической
дель. Описанный выше пронесс Сайчем из Массачусетского технологического
формы. Он был предложен ‘ ‘ как непосредственное создание литьевой фор-
1 пт "С кнаряемоп моделью, подобно литью с выплавляемой моделью, пред-
розмснюню В форме соответственной модели. При заливке в форму рас-
.........О металла такая модель полностью испаряется [2.38|. Метод позволяет
достигать высокой точности.
Позитивная мастер-модель, изготовленная из вспененного полистирола, разме-
щается в песке. Модель цельная, то есть состоит из одной детали. После уплотнения
П‘
П‘
Нс
Ц1<
ДО
ро
аз
Ю1
фс
Та
ке|
Вс
сти
Ли
ся
в га
Л
явл
мод
род
Зап
вып
'•loiiainieM выплавляемой модели
2 2 технО£1огиИ У‘к0Ренн0—
подготовки при изводствд
69
песка непосредственно и форму заливается расплавленный металл с высокой тем-
пературой плавления.
Газ. образующийся при термическом разложении модели, лег ко удаляется через
поры песчаной формы. Для ускоренного получения оснастки часто применяется
Zatnak - силан цинка, алюминия и меди, который легко обрабатывается 12.28 J
Среди технологий литья с выплавляемой моделью известен метод с расширяю-
щейся моделью. Для получения желаемого элемента при помощи одной из техно-
логий быстрого прототипирования создастся вспомогательная форма. Полисти-
рольные гранулы подвергаются предварительному медленному нагреву до ПО °C,
азатем вспениваются в форме. При этом гранулы окончательно и прочно сварива-
ются между собой. Вспененная деталь покрывается керамической оболочкой. В эту
форму заливается расплавленный металл, полистирол одновременно испаряется
Такой метод отличается стабильностью воспроизведения размеров, а также тем, что
керамический песок можно вторично использовать.
Еще более простым и быстрым методом является технология компании Sparx.
В специальной плоттерной машине происходит раскрой вспененной пленки из поли-
стирола. Слои накладываются один поверх другого в запрограммированном порядке.
Литье с такой моделью является вариантом описанного выше литья с расширяющей-
ся моделью благодаря тому, что полистирол при температуре литья превращается
в газ [2.25].
В отличие от описанных выше технологий, целью процесса 3D Keltool (рис. 2.15)
является получение копий с высокой прочностью, то есть переход от низкопрочных
моделей к металлическим изделиям. Силиконовая форма заполняется смесью по-
рошков инструментальной стали и карбида вольфрама с полимерным связующим.
Заготовка формы подвергается спеканию в специальной печи. Полимерная связка
выгорает (рис. 2.16), и порошки спекаются. На заключительной стадии технологи-
Модель
Изготовление
силиконовой
формы
Заполнение смесью
металлического порошка
с полимером
Металлическая
матрица
Инфильтрация
2 D. 11рипципиальная схема процесса 3D Kaltool
Выжигание связующего
и спекание
2 Технология изготовления
70
„ норы, оставшиеся после выгорания свяЗКи
.июни» ./.разом полимерным связующий к»,,,,,:
ческою ли„юй мелью. |ак",0% „стоит из инструментальнойста.,,,
SSSSU»,|а ми» 1ЪТО"“поныюают эффектин».ость системы «лахщед,
“даизмелп Мелине«« ...,ж„„„„днертатьмеханическойобр,^
,|«>рмиориэкснлутпни.в< I
После заполнения
формы
Выжигание
связующего в печи
Спекание детали
в печи
материал
Инфильтрация
в печи
Рис 2.16. Некоторые стадии Процесса 3D Keltool
2.2.4. Перспективы
подвержены разного рода ограничения^Т°Д°В пах°Дятся в стадии разработки и
нычш УСЛуГИ по УскоРенной подготовке В Частности- по размерам деталей. Тем не
можнХХатТдГ'0"’ В основ»ом Д<ХупныДн7Ва’ СООТВетствУ,ощие иРиведеН’
г Основной НеЛЬГПадХНИЯ ^ипов форм К°ММерЧеской “ и к ним
n7e™ScHTr^B4eCKnX пР^сссоВМ^мДОВ бЫЛ° сравнение <рнс 217)* П°
иопластика По ЛЬКОСелективное лазепи > МСрчсскис предложения отсутствуют,
американском пыГ** ^eltQ°l предлагает Спекан,,е’ напыление металла и гальва-
достижимы такие'?^ Кр°ме вос,1Роизволи1СЯ.Д°ГТаТ<)4"0 В1иР°ко. но пока лишь на
и разумная стоимост " п 'К обсс,|еченцс кччо С1 **ДаЖс от,,осителыю сложных форм
изделия. ь ОСЛсД"яя, вцроче СТВа ,И)ВеРхчости. простоты внеЛРеН,|Я
в заключение необх М C"J"’110 завиеит от формы п размер0”
..—».»..„„.ют,,
“ «*ЮМ <„Х о -.К.,,,,»,,,!,,., к,,,.,резу.»™»
....... X”™;-'-- «Г •w-ж- 1ю«(,м,.„лутася ззлзпе.
ме1()л11, Д<>1 ни ......... „ ,и. лучше
I Метод Металлы Неметаллы Наличие предложения В разработке Сложность изделий Прочность \ изделий 1
Селективное лазерное спекание • • Высокая Высокая ।
Управляемое наращивание металла Низкая Высокая
Многофазное струйное отверждение • • Средняя Высокая
ЗО-печать • Высокая Высокая
Послойное формирование объемных моделей из листового материала • • Средняя Высокая
Лазерная нарезка/диффузная сварка • • Низкая Высокая
Прямое стереолитографирование • • Низкая Низкая
Литье с силиконовым каучуком • • Средняя Средняя
Напыление металла • • Средняя Средняя
Гальванопластика • • Средняя Высокая
Литье с расходуемой моделью • • Высокая Высокая
3D-Keltooi • • Высокая Высокая
Рис. 2.17. Обзор методов ускоренного получения технологической оснастки и прототипирования
т^гохнология изготовления литьевых^^
72
7ч выдавливание ИЯ точных вогнутых форм. Существуй
2‘.пользуется для получиi днаЯ> более распространенная.
Выдавливание ис штамповка и матриц 6ез удаления мат(;ри
двеееразновид цка _ мстод получ имеюЩИЙ внешний профиль, соот^.
ХоЛОЛТниый и отполированный шт , скоростью от ОД до 10 мм/мин)
аЛа‘ ^ проектируемой детали, ме^ и3 мЯГКОй отожженной стали. Штамп
СТ“УЮ,Хт( Я при помощи пресса в заг~ У 2 18 прОцесс изображен схема-
идавли Готовке негативный отп тСЯ макСимальным допустимым дав-
^а)^‘"РслеЛ0М ТеКУЧеС™ отожжени™3аго™и'
Рис. 2.18. Схема процесса штамповки [2.43]
Предел текучести послеЯ СТЗЛИ’ отожжеииые до предела прочности 600 МПа.
компонентов, растворенных?^™ 3а“ИСИт в осн°вном от содержания легирующих
бидов [2.42, 2.43]. В соответст Э Также от КОЛичества и распределения кар-
ческим составом материалы хТ** ° Твердостью по Бринеллю после отжига и хими-
(раздел 1.1.2). На рис. 2.19 пока'°ДН°И Шта‘МПОпки подразделяются на три категории
от усилия выдавливания и твепдХ 1 1 ИЖИмая глубина штамповки в зависимости
ки t/J является отношением глгбм!*1 ВОСЛе отжига. Безразмерная глубина штампов-
штамп имеет другое поперечное сеч. * ДиаметРУ Нили ндрического штампа. Если
“ )сзра3!черная глубина определяет. ”e’ ИапримеР квадратное или прямоугольное,
“a Sw ™ Л - ~
глубины, Ханическое упрочнены Увеличить сверх пределов, показании
гнут предел лав °DKy Мо«но продол» У* рен,1ым отжигом (рекристаллизаций
и6 “ ТСХ ПО₽’ "°™ « 6^т а"»аЛ0СТ“'
п»»ки можвд1^” "ри '|1тампопкет”л”™ияокал,1,1ы.ТаК как оптимальные pew*'
• если загото 3 *НСТЬ1Х поверхностях. Глубину iuTn‘_
Ме того, канавки МоДп*' И ^^"сратуп. ?К>. ПрсдпаРительпо нагревать. БлУ^’1
ML'M Удлинить глубину0, ЛСг’'Ить "ластич,/ "1 * "а’ У“еЛ||чинается на 20-50%-
1,тампоцки [2 43j кую лс<|>ормацию материала и тем •
Рис. 2 19. Усилие ныданлпианпя обычных пне гру ментальных сталей: штамп цилиндрический
(</- 30 мм), заготовка цилиндрическая (О - G7 мм, h 60 мм), скорость выдавлива-
ния v - 0,03 мм/с, штамп покрыт медью, смазка гидравлическим маслом: а) сталь,
от300 до 400 В11; /») сталь, от 500 до 600 В11 с) сталь, от 600 до 700 Bl I [2.43]
При штамповке край заготовки перемещается вовнутрь с образованием углуб-
ления. Деформированный край впоследствии приходится стачивать, а углубление
учитывать при определении глубины штамповки п хода штампа, как это показа-
но на рис. 2.20. Отштампованная вставка (перед обтачиванием края) показана на
рис. 2.21.
Для штамповки особенно важное значение имеет качество поверхностен штам-
па и заготовки. Только безупречно отполированные поверхности не препятствуют
течению металла, предотвращают залипание и приваривание. По той же причине
важно уделять внимание смазке. Бисульфид молибдена в качестве смазки доста-
точно эффективен, в то время как смазочные масла под давлением нестойки Часто,
чтобы снизить трение, штамп покрывают медью, погружая его после полирования
в раствор медного купороса [2.42-2.44].
Помимо качества поверхности штампа и заготовки, для обеспечения безупреч-
ного течения при штамповке важно правильно подобрать размеры заготовки. При
холодной штамповке исходная высота должна быть как минимум в 1,5 2,5 раза
о°лыне ее диаметра [2.42, 2.44]. Диаметр заготовки, который соответствует размеру
отверстич в подвижной обойме, должен быть вдвое больше диаметра штампа.
Холодная штамповка обычно применяется для полуиония матриц небольшой вы-
<О1Ы Оно обладает рядом преимуществ перед другими способами. Штамп, повто-
10П1ий форму конечного изделия (позитив), как правило, дешевле в изготовлении,
,см 11сгативпая форма. С помощью штампа можно в течение короткого промежутка
пи получить несколько одинаковых вставок Поскольку, в отличие от резания,
^РУктурц материала нс нарушается, штампованная матрица отличается лучшим ка-
сс1вом поверхности и долговечностью.
Шт '1Имик‘,,ие холодной штамповки ограничивается механическими свойствами
*>М|1а и заготовки и, в конечном (чете, размерами матрицы.
2 Технология изготовлениЯ-Литьр^,, х
Зависимость между ходом штампа, по- Рис. 2.21. Вставка, полученная штампов-
лезной глубиной и просадкой материа- кой (слева), и соответствую-
ла (2 42] щий ШТамп (справа) [2.41]
2’4’ 0б1ХИткеи сая °6ра6отка И другие виды
2.4.1. Методы механооболК ИвМ МатеРиала
Механическую обработку МОж ₽ °ТКИ
тени^'МеНТа опреДеленной геометшше ЛИТ“Ьука Методы с применением режущего
” Методь. С пр!,м нТ” Ф°РМЫ (ре3ан"е- фрезерование, свер-
детиенетпсб Хонннгование, потироваш ”Нстр''мента неопределенной формы
Хр^пТИ1”HeTpSCXfinPHTHpKa)- П-ле механообработкииз-
СовременныеХки(гПРИТ,'РКа’ ПраВ"Л°’ ВЫП0ЛН,ПЪ
системой упоавт₽ У Д'1я ”згот°в.тенпя л ₽’ ЧИСтовая доводка).
му Достигается выел” АСи латч”ками ToJ” Ь<?ВЫХ Ф°Рм снабжены универсально»
следование (2.451 пок^ ТоЧность обработки™ ПОЗИцион"Рования. Благодаря это-
всех систем ЧПУ и 'а’10, Что Станки с сиг г " с”НЖается процент брака. Хотя »'1'
чехах и особенно в про1к2КС>Ордннатных станки ” А Г вставляют лишь 25% сре I'1
овременноеобопутп °Лствс -читьевых rhn В'”° в совРеменных механически
»ия ДО 2000 М11ГГКтВа,,ИС "03в<> -яет жФ РМ ""*"»«* выглядит иначе.
^нонном станке, no.i^C °ПсРаЧИи. 1и1тГР?ВДТЬ ”злс’’"я даже после упрочнс"
вс.1е1с^ОЧКаСОКра,1,ается К ' ЗЯМ‘ ,,ЯК1тся (Ьис*\Р ,^авнР°ВКа матрицы назлек'П*’
вне термического °Му *с в ,,Овспхнг рпва,|ие.м, при этом технолоП»4^
"«.«Ik т„,,я. кХ’7т'“’« «»«•.... »!»>.«хо.т „.«*»»«
'» ».|буж,[ы „р(1 ;M(.I^Tp,opOЗII*’,,,*,, |
> 4 Механическая обрабогка и другие виды обработки с удалением маге£ нала 75
( пбогкс При (фрезеровании закаленных деталей используются как обычный рс-
\ iliiii инструмент из твердых сплавов, так и инструмент, изготовленный из куби-
^еского нитрида бора. 11рп изготовлении литьевых форм для переработки пластмасс
riii'iy'HHHM образом проявляют себя режущие инструменты из твердых сплавов со
специальным покрытием.
Дефекты поверхности формообразующих деталей воспроизводятся в разной сте-
.1 1 в зависимости от перерабатываемого материала и параметров процесса. От-
клонения от идеального профиля матрицы, такие как неровности и шероховатость,
Ухудшают внешний вид изделия и часто приводят к возникновению «поднутрений»,
чем увеличивается необходимое усилие выталкивания.
Существуют три варианта фрезерования:
• трехосное фрезерование;
• фрезерование с координатами «три-плюс-два»;
• пятиосное (одновременное) фрезерование.
В настоящее время высокоскоростное резание (HSM) и одновременное пятиосное
фрезерование конкурируют между собой. Для HSM характерны высокая скорость
резания и высокое число оборотов шпинделя. Стали с твердостью по Роквеллу до
62 (шкала С) также можно обрабатывать на современных серийных высокоскорост-
ных фрезерных станках [2.46]. Высокоскоростное резание может быть оформлено
как законченный процесс, тем самым полностью исключая электроэрозионную об-
работку и другие варианты применения электрического разряда для обработки по-
верхности. При этом часто достигается лучшее качество поверхности, что позволяет
существенно снизить объем операций ручной доводки [2.47].
При производстве форм для литьевого прессования и формования возможно со-
четание фрезерования и элекроэрозионной обработки. Следует стремиться к уве-
личению объема фрезеровки, так как при этом скорость удаления материала выше,
и операционный период сокращается. Однако сложные профили, тонкие детали
поверхности и глубокие выемки можно получить только последующей электроэро-
зионной обработкой. Часто применяются конденсаторные электроды [2.58]. В свою
очередь электрод может быть изготовлен из графита или меди с помощью HSM (бо-
лее подробно о микроформах см. разделы 20.1.2-20.1.2.6).
2.4.2. Чистовая (окончательная) обработка поверхности
Во многих случаях, и особенно при производстве оптических изделий, состояние
поверхности формообразующих изделий (наличие пор, неровностей и шерохова-
тости) непосредственно и решающим образом сказывается на качестве конечных
изделий. Необходимость доработки поверхности влияет на продолжительность тех-
нологического цикла и, следовательно, на стоимость изделия. От качества поверх-
ности зависит извлечение изделия, вероятность образования нагара и отложений
ПРИ переработке каучуков.
Требования к качеству отлитых изделий становятся (фактором, определяющим
Работку поверхности формообразующих деталей. Для получения зеркальной по-
Верхности требуется длительное полирование, однако такие поверхности облегчают
извлечение изделия. То же справедливо и в отношении поверхностей, воспроизво-
_____________________________________ изготовления литьевыхд^
7®_______— и текстура образует поднутрения наподо-
текстуру Одна«<о есл звлечспия, то, по сравнению с по-
“«“"XLриг способы полпропапия.
будут рассмотрены ование (ручное или механизированное)
2 4.2.1. Шлифование и полир резанием, фрезерованием, электро-
„«ж тога как закопчена “^“„„ерхпость. как правило, требует сглаживай,
™ж. » ЛРУ““ ло тех пор, пока не будет достигнуто желаем* «.
путем ,1ипк|х>»а.п<я п поли|»ми < изш(.че1„,с отлитого изделия. Даже сегода,
честно поверхности и обеспечен UDV4Hyio, с применением электрического или
Хворал......ыпол,.як>«я ХХ^вукопых'устройсти [2.49-2.51].
пневматического инструмента, 7 г и тонкого шлифования и полирования
Последовательность операции груоого
подробно показана па Рис-2;^ металлнческую поверхность правильной геоне-
шлифовке либо сразу полировать 12.52].
фрезерование
Резание
Элекгрозрозиопная
обработка
I Грубое шлифование
’ Грубое I Размер зерна
46
\ I 8»
\ I120
''£180 „
Тонкое|22^^
Тонкая шлифовка
[Размер зерна
Полирование алмазной пастой
Грубое|Размер зерна, мкм
Рис 2J2
□таны механической обработки
поверхности 12.52]
4 MeXc>H^<<?CK—” °вРаЬо,*а и другие виды обработки с удалением материала 77
Пцательшх: полирование при соблюден ни нескольких <н полных правил приво-
дят к получению поверхности с шероховатостью от 0,001 до 0,01 мкм (табл. 2.1) 11е-
^ходимым условием достижения такого результата является, конечно, исиользо-
тпе сталей, не содержащих включении и имеющих однородную тонкозернистую
руктуру. например, рафинированные стали (раздел 1.19).
Недостатком ручной чистовой обработки является ее трудоемкость, а также
-to что она не гарантирует воспроизводимости. Механизированный съем с при-
менением инструмента неопределенной формы (шлифование, хонингование, при-
тирка) также не является оптимальным решением. В случае обработки сложных
трехмерных профилей применение механических методов технологически огра-
ничено.
Некоторые полностью автоматизированные процессы полирования, рассмотрен-
ные в этой главе, имеют собственные недостатки.
По этой причине они применяются почти исключительно в сочетании с ручным
механизированным полированием.
2.4.2.Z. Вибрационное шлифование
Вибрационное, или продольное, шлифование является альтернативой обычному
методу с вращающимся барабаном. Детали помещаются в контейнер, наполненный
смесью гранулированного цинка, воды, глинозема (шлифующий материал) и анти-
коррозионного смачивателя. Детали должны быть покрыты смесью полностью. При
вибрации смесь прижимается к стенкам деталей, сглаживая их за счет трения. Яв-
ный недостаток метода — выраженный износ выступающих углов. Их приходится
защищать специальными покрытиями [2.53]. Ограничения метода связаны с раз-
мером и весом деталей.
2.4.2.3. Пескоструйная обработка (шлифование)
Пескоструйная обработка — наиболее известный и повсеместно применяемый ме-
тод. В процессах производства литьевых форм он модифицирован таким образом,
что вместо песка используются мелкие стеклянные шарики, а в качестве их носите-
ля — смесь воды и воздуха. Поверхности форм обрабатываются такой смесью под
давлением от 500 до 1000 кПа.
Таким способом сглаживаются неровности типа канавок и бороздок. Качество
поверхности, которое достигается с помощью струйной обработки, не сравнимо с
качеством поверхностей после механической шлифовки. Шероховатость имеет ве-
личину 5 мкм [2.53]. Метод имеет смысл применять только для обработки плоских
формообразующих деталей. К недостаткам метода относится то, что съем материала
Не Docпроизводится на последующих деталях, и стабильность соблюдения размеров
невысока.
2-4.2.4. Внутренняя притирка
Этот процесс является разновидностью пескоструйной обработки и известен под
именем «экструзионного хонингования». Как видно из названия, он приобрел осо-
°езначение при изготовлении экструзионных насадок, где приходится полировать
отверстия самого разнообразного профиля и весьма малого сечения.
Таблица2.1 Последовательность операций шлифования и полирования [3 52]
Тонкое шлифование
I Размер зерна № 200~600
> - Следует использовать только
I, чистый, не забитый инструмент
- Охлаждение должно быть
достаточным, чтобы смыть крошку
и исключить нагрев поверхности
I - Размер зерна определяется
параметрами предыдущего грубого
шлифования и планируемой
полировки
, Грубое шлифование
Размер зерна № 180______
Г - Шлифование не должно приводить
к выделению такого количества тепла,
I при котором оказались бы затронуты
структура и твердость материала.
Поэтому важен правильный выбор
шлифовального круга и охлаждения
- Следует использовать только
свежие, незабитые шлифовальные
круги и бруски
- Деталь следует каждый раз очищать I - При переходе к более тонкому
' от шлифовальной пасты, прежде чем
переходить к шлифованию с другой,
более тонкой пастой
- При ручном шлифовании важно
постоянно менять направление
во избежание появления неровностей
и царапин
- При смене пасты следует менять
направление на угол 30-45°,
добиваясь того, чтобы следы
предыдущего направления были
полностью удалены. Так повторяется
при каждой смене зерна
— После того как следы удалены,
операция продолжается в течение
такого же промежутка времени,
зля уверенности в том, что слой,
испытавший холодную деформацию
удален полностью '
______________________________________________-
Чистовая обработка
________Алмазная мука или паста, 0,1 мкм______
При ручной обработке закрепленной детали
- Деталь тщательно очищается Полировальным
наконечником нужной твердости наносится капля
полировальной пасты размером с булавочную I
головку и растирается возвратно-поступательными I
движениями до тех пор, пока не начнется I
гравирование. Тогда добавляется разбавитель, и
полирование продолжается до тех пор, пока следы, I
оставшиеся от предыдущей операции, нс исчезнут I I
полностью I I
- После тщательной очистки детали и рук 1 1
переходят либо к более топкой пасте с тем же I
инструментом, либо к более мягкому инструменту I
с той же пастой, изменяя направление на 30-45". 1
Таким способом легко распознается завершение
каждого этапа
зерну деталь и руки нужно
тщательно мыть и чистить, чтобы
не занести в более тонкую насту
грубые частицы
- Чем тоньше шлифовка, там
тщательнее должна быть очистка
после предыдущего этапа.
- При ручном шлифовании
давление должно распределяться
равномерно. Царапины и слои
холодной деформации полностью
удаляются до перехода к более
тонкой пасте
- Широкие плоские поверхности
не следует обрабатывать
шлифовальной бумагой. При
I использовании шлифовальных
(камней риск образования волнистой
^поверхности снижается
- Указанная последовательность действий
продолжается до достижения желаемого результата
При ручной обработке вращающейся детали
- При обработке внутренних поверхностей скорость
понижается с увеличением размеров отверстия
- Для удаления крошек из отверстия
полировальный наконечник перемещается
возвратно-поступательно. Существуют
специальные насадки для полирования отверстий
Для полирования внешних поверхностей I
цилиндрических деталей используются I
специальные круги /
2 Технология изготовления литьевн
1 мкм
от 0,1 до 1 мкм
Н - от 0,1 до 0,01 мкм
О
л-у д7 f* ев о,
2-»
Механическая обработка и другие виды обработки с удалением материала
79
Б зависимости от размеров отверстия применяются пастообразные полировоч-
ные составы различной вязкости, содержащие карбид кремния, карбид бора или
«матный порошок различного фракционного состава. При возвратно-лостула-
пьиом перемещении состава через отверстие очень быстро достигается средняя
- жоватость /?, “ 0.05 мкм [2.54-2.56]. Процесс автоматический и требует лишь
небольшой настройки.
- 4 2.5 Электрохимическое полирование
При электрохимическом полировании (электрополированни) с детали удаляются
верхние слон материала [2.57]. Процесс основан иа анодной обработке металла и
поэтому квалифицируется как «холодный*. Это значит, что деталь не испытывает
термических нагрузок (см. раздел 2.6). Контакт обрабатываемой детали с каким-
чибо инструментом или средством исключается, следовательно, механические на-
грузки также отсутствуют. Абразивный износ практически невозможен по той же
причине [2.58].
Выравнивание поверхности .материала происходит за счет удаления с нее матери-
ал! С помощью электрополирования достигаются высокая точность литья и соблю-
дение размеров, а также благоприятные свойства поверхности. К достоинствам ме-
гсда также относится воспроизводимость съема материала, позволяющая достигать
высокой степени автоматизации процесса [2.58].
При электрополированни вскрываются такие характерные для стали дефекты,
как включения и поры. Материал, подлежащий обработке, должен отличаться вы-
сокой чистотой. Многие стали, особенно обычные углеродистые, не дают хороших
результатов при электрополированни.
2.4.2.б. Электроискровая полировка
Электроискровая полировка не является принципиально новым или независимым
процессом. Это лишь продолжение электроискровой обработки (раздел 2.5.1). ко-
торая следует непосредственно за тонкой эрозионной обработкой Электроэрознон-
ная обработка и электрополировка выполняются на одном и том же оборудовании;
разница заключается только в настройках. В определенной степени, зависящей от
требуемой чистоты обработки, электроискровой полировкой можно заменить дли-
тельные и затратные ручные операции.
Энергия электрического разряда при электроискровой обработке очень невелика,
так как ток разряда ниже, чем при тонкой электроискровой обработке. Вследствие
этого процесс относится к числу длительных. Электроискровая полировка основана
113 нринцнпе удаления материала за счет его нагрева, поэтому' структура материала
в зонах полировки нарушается. Эти зоны можно ограничивать, но полностью ис-
очить нарушение структуры не удается.
После электроискровой полировки поверхность детали оказывается покрыта
сомкнутыми и наложенными друг на друга кратерами, похожими на те, которые ос-
1а^цся после электроэрозионной обработки.
Режиме полировки кратеры получаются неглубокими, круглыми и примерно
одинакового размера. Шероховатость поверхности формообразующих деталей, по-
Дированных таким способом, находится в пределах от 0.1 то 0.3 мкм. при диаметре
2 Технология изготовления литьевых
80
пялка Ю мкм. Такие показатели соответствуют тонкой шЛи.
искровых кратеров по'’ЯДК^лОплетпоряют техническим требованиям, предъяВДя
фовке и во многих случаях уд Благодаря электроискровой полировке уДасТся
емым при изготовлении ср Р- особеННО при обработке сложных профилей [257
избежать ручного полиР°па ' ( и размеров норма времени - от 15 до 30 мин/см’ '
2.60]. В зависимостиотФР^ машИнах возможно провести полную об-
Следовательно, на э н бого и тонкого шлифования, получистовой об-
работку Ф°РМЬ* С D“" за од?н заход. Однако для этого метода доступная об-
работки и тонкой д Кроме того, электроискровая полировка - очень
обработке тиков, что „а поверю,.^
тХ обХельио остаются поврежденные зоны. Электроискровая полировка „м.
“"ет их уменьшить, но полностью их удалить не удается никогда.
2.5. Методы электроискровой обработки
В наше время трудно представить изготовление литьевых форм без электроэрозион-
ного оборудования. С его помощью можно на одном технологическом этапе получить
сложные выемки, минимальные внутренние радиусы и глубокие пазы на отожженной,
отпущенной и закаленной стали практически без деформации [2.58, 2.61]. Процесс
является бесконтактным, то есть всегда существует зазор между инструментом и де-
талью. Удаление материала происходит за счет его нагрева электрическим разрядом,
проходящим между инструментом и деталью, которые выступают в качестве электро-
дов [2.58]. (О методе получения микроотверстий см. разделы 20.1.2-20.1.2.6.)
2.5.1. Электроэрозионная обработка (ЭЭО)
Электроэрозионная обработка является методом воспроизведения заданного конту-
ра. использующим удаляющее материал действие коротких последовательных элек
трических разрядов в диэлектрической среде. В качестве стандартных диэлектриков
пэстпм'ЯК)Т< И ГЛ< В< ,ДОРОДЫ'хотя можно использовать и водные среды, содержащие
Форм’ юп1имечпРГаНИЧСС,<Ие соединения- Электрод-инструмент чаще всего является
дится к детали [2^8? ** °₽ЫЙ ДЛЯ пОспРоизаеденпя заданного профиля подво
электроданагрспаютсялоИМ "мпульсом небольшие частицы материалов деталь 1
» Лей «Ж*™ «»“» пли испарения И выбрасывают
раметров процесса1^и^адМ^мТа"ИЧеСК,,МИ Силами‘ РазУмнь,М,ВЫS
с электрода, и тем самым материала с детали во много раз больш ..
износ, то есть отношение количадттааеТСЯ ЭКО,,ОМ1,Ч,,ОСТЬ процесса.
ву материала, удаляемого с пот материала, удаляемого с электрода, к к<^‘ ,
На обоих электродах образую М°ЖИ° СВеСТИ к УРОВ,’Ю 1,,,же °'1% [2’48’ orU'
Разряда В этом за'ключеваХ^ КраТСРы- P-мер которых связан с эне£*
в°веРхности. Множество разпялцЦа МСЖду гРубой обработкой и выравнпв*
поапУУРУ' о,,рслслсмную iiienoX(„hlX кРатсР(,п придает поверхности характ Р я.т
инакаСП11ЫХ СПСДОП ^’Работки Ч Л™0™ " осо6У,° матовость при отсутсП’
и »акандива1отся „ Ко„тсй К”’ <П„1Ы отходоп „3 11скрового з ; „
Р ,1ром'-'"'<аоф()рмляется как операция, прн^11
81
h перемечи'нню biwoii царыапг ж । ко реализуется, пси кильку персм< щаегся, при-
110д|П,М‘‘ясь ,,а "‘'большую высоту, только электрод-пи* (румент вместе с полым
рукавом. Таким перемещением вы пинается изменение диэлектрической иронинас
v [Н тн зазора. Следует замети ть, что такой вариант по-настоящему хорош лишь для
плоских формообразующих детален Для сложных контуров приходится сочетать
промывку под давлением или всасыванием, которая возможна как со стороны ин-
струмента, так и со стороны детали |2.58|.
Поляризация детали и инструмента зависит от материалов, из которых они из-
готовлены, и подбирается так, чтобы больший объем материала удалялся с детали
[2.62]. Принципиальная схема электрозрозионного процесса приведена на рис. 2.23.
При обычной вертикальной ЭЭО профиль, получаемый на детали, предопределен
формой и размерами электрода. Получение поднутрений невозможно. Разработка
планетарных электроэрозионных устройств существенно расширила возможности
метода. Такие устройства предполагают относительное перемещение детали и элек-
трода-инструмента при сочетании вертикального, эксцентрического и орбитального
движения [2.63]. Планетарный метод ЭЭО известен так же, как трехмерный или
объемный [2.64]: его схема приведена на рис. 2.24.
Технологические достоинства планетарной ЭЭО приведены на рис. 2.25. Она поз-
воляет получить в матрице поднутрения [2.63,2.64]. Еще одно гораздо более важное
преимущество заключается в том, что одним небольшим электродом можно обрабо-
тать всю матрицу.
Деталь
Среда:
Диэлектрическая
жидкость(углеводород)
Деталь:
Обработка:
грубая
чистовая
Повторяет форму
электрода ввиду износа
Медь Графит
<20%
<5%
<5%
< 10%
Рабочее напряжение: от 40 до 200 В
Напряжение
при отсутствии нагрузки: от 60 до 300 В
Максимальная плотность тока: от 5 до 10 А/см2
Частота разрядов: от 0,2 до 500 кГц
Ширина зазора:
Скорость съема материала:
Удельная скорое гь съема:
0,005- 0.5 мм
< 2 мм/мин
-8 мм3/А-мин
^ 2.23. Принципиальная схема ЭЭО [2.62, 2.63]
1 W28
2. Технология изготовления литьевыхд,прм
82
Основные составляющие движения
V — вертикальное
£ — эксцентрическое
О— орбитальное
Нл^^на^ектроэрозионная обработка
Эксцентрическое Направление управляемого Вручную 1 В зависимости от движения по оси Z L Автоматически
По оси Z По оси Z; по другим осям в зависимости от Z По оси Z; по другим осям независимо от Z
движения _ Скорость Постоянно коррек- тируется В зависимости от параметров процесса В зависимости от параметров процесса
Комбинации составляющих /?/ R/ Я] в
Рис. 2.24. Основные составляющие движения при планетарной ЭЭО [2.63]
риала при условии, что он ^°ЖН° нзготовнть из любого электропроводящего мате-
случаев такие материалы ИЧаетСя хоР°шей теплопроводностью. В большинстве
сберегает электрод-инструмент ВЫСОкую температуру плавления, что
для обработки стали применяютсаП°ВЬППеННОГО нзноса [2.66]. В настоящее время
твердых сплавов — мелно вппы электроды из меди и графита, для обработки
Э.пектролы HsraraCeZ *^,ОВЬ,е =®ктроды.
шлифования; процесс изготовлен МО1ЦЬЮ Резания, выравнивания поверхности и
сти и материала. Высокоскоростное Зависит от Формы, размеров, требуемой точно-
° ра ютки меди и графита Резание часто оказывается целесообразным Д-ТЯ
Ввиду высоких требований к
ЭЭО°обС;ОРОНЫ- ” вследствие износГчТ Повсрх,1ост” формообразующих деталей
сколькпРабОТКИ Стенок матрицы особ КТродов ~ с другой, для грубой И ГОНКОЙ
до 1 мкмРГ11ЫХЭЛеКТродов МикроэпоННО Т всртикадьиой ЭЭО, используют не-
Изготовп°НЬШе’С 1"ероховатостьк) обеспсчивает точность воспроизведения
изготовленная но такой т °’ МКМ
иа'фХе^О11пиЛ,ИрОВа,,ИЯ 12-б71°Однако пТЬС?<аЯ Ф°РМа обычно требует лишь оЫ*'
лежит гравиронк^ " И,<)ЛСТпс в,,,сококаче(" "*кОторых случаях этого нелостап’4"
Ври искровой* 'ро^ ТСксту1’У- *11К ”,,Ых Деталей или когда матрица ш>1
олно|,|Х МенноЯKT,|H3<’Pl’TyPa ,шХа'"ХТ,О‘"с";,6еж"“ изменяется »'•’ *' н*'
Разложении, у'ле^, <Vt,,r * "Давлению поверхности
Л ‘“Держащихся в диэлектрик'
, 5 Методы электроиыуювои р_6р.1С)О1ки
83
Рис. 2.25. Технологические преимущества планетарной ЭЭО [2.65]
жидкости, на составляющие элементы. Выделяющийся углерод проникает в сталь
и участвует в создании слоев высокой прочности, образуя карбиды. Толщина уп-
рочненных слоев зависит от энергии разряда [2.61]. Кроме того, в зоне расплава от-
мечается концентрация материала электрода [2.63]. Между упрочненным внешним
слоем и основной структурой находится переходный слой [2.66]. Следствием та
ких изменений в структуре являются высокие остаточные напряжения растяжения
[2.68] во внешних слоях, которые могут привести к растрескиванию и иногда вы-
зывают необходимость в дополнительной обработке, например фотохимическом
травлении.
Несмотря на это, электроэрозионная обработка в настоящее время прочно заняла
место среди методов изготовления форм. В некоторых случаях без ЭЭО невозмож-
1,0 получить необходимую литьевую форму. Ее решающими преимуществами яв-
ляются независимость от твердости обрабатываемого материала и пригодность для
получения профилей любой сложности и с любым количеством мелких деталей.
Электроэрозионные машины работают автоматически, очень точно и надежно и
1,1 требуют постоянного надзора. Современные машины оснащены блоками ЧПУ
2_ Технология изготовления литьерн?
84
-гполя И пультом дистанционного управления В ДИа
с платой четырехосевого контр б^ее полной авТоматизации процесса. Мащ *
логовом режиме. Иногда. W ической замены электрода-инструМеНта *
оснащаются устройствам а ° изовать кассетную подачу деталей таким об
тали. Существует возможДИЭлектрической жидкости в нескольких пло
с^тяхЧТПу?кТобрПаботка происходят без надзора оператора сразу на нескольких
2 5Т Электроискровое резание плавающим
проволочным электродом
Этот метод является весьма экономичным решением для получения в формообра-
зующих деталях сквозных отверстий произвольной формы Стенки отверстия могут
иметь наклон относительно поверхности плиты. Благодаря очевидной эффективно-
сти процесса, его все чаще применяют для расточки формообразующих полостей
непосредственно в плите формы.
Электроискровое резание основано на том же принципе термической эрозии, что
и ЭЭО (раздет 2.5.1). Металл удаляется с помощью электрического разряда, без
контакта или механического взаимодействия между деталью и проволочным элек-
тродом [2.69]. Электрод, управляемый числовой программой, продвигается сквозь
металл наподобие ленточной или ножовочной пилы. В качестве диэлектрической
жидкости применяется деионизированная вода, которая подается в зону резания и
отводится через коаксиальные сопла. В отдельном аппарате вода очищается и реге-
нерируется. Современное оборудование снабжено пятиосевым CNC-управлением и
высокоточной системой позиционирования [2.48].
Деионизированная вода имеет ряд преимуществ перед углеводородами. Она
обеспечивает более широкий зазор для разряда, что благотворно сказывается как на
промывке, так и на процессе в целом; отходов при этом меньше, твердые продукты
разложения отсутствуют, дуга, которая неизбежно разрушила бы проволочный элек
' Н- пиг ? Vr £ ТСЯ К тому же снижается риск выброса вредных веществ.
На рис. 2.26 приведена схема процесса
с выГоЗеТа7об60Г?Тпе СПравляется “ сложными отверстиями и профилями
да и определяется отдельно “РИНа рез! зависит от диаметра проволочного элект^
зуется проволока диамЛЬН° ДЛЯ каждой кон,<ретной задачи. Наиболее часто испол'
компенсируется подачейТкатушки lb"3 f2'69] РаГХ°Д прОВОЛОКИ
порваться из-за износа и натяжении г Недостаточ«ой подаче проволока М
стоянном уменьшении диаметп-, Олее того’ резание не будет точным пр
Максимальная скорость nr-,-. проволоч,1ог° электрода. в.
ляез примерно 350 мм’/мин С nn*1 ДОстигаемая на современных машинах, сост
основной рез и несколько посл<-пи°1ЦЬ10 ТаК называсмой многорезной техноЛ
ватеитыо Rn - 0,15 мкм [2 481 ,О1,Шх) можно получить поверхность с ыеР
Как и при обычной ЭЭО
« "РУ«гур.пХ’“^''ОЛ'и'ргасгся "|>».™скоП пагру»
...............................
1 I опанные поверхности механи кт
Рис. 2.26. Схема управления электроискровым ленточным резаком с проволочными
электродами [2.70]
2.6. Электрохимическая обработка (ЭХО)
В этом процессе для съема материала с металлической детали используется его
электролитическое растворение. Растворение происходит благодаря действию
электрического тока, вызывающего обмен зарядом и веществом между деталью, вы-
ступающей в качестве анода и инструментом (катодом) в среде электролита — эф-
фективной проводящей среды [2.71].
Процесс является бесконтактным, то есть между деталью и инструментом остается
рабочий зазор. Поскольку растворяется только металл анода, практически никакого
абразивного воздействия в рамках процесса ЭХО не происходит. Кроме того, ЭХО
является «холодным» процессом, так как деталь не подвергается нагреву [2.48, 2.58].
Этот метод имеет некоторые преимущества перед ЭЭО, например, отсутствие
закалки поверхности, отсутствие износа электродов и высокая скорость съема, но
ему присущи и серьезные недостатки [2.72]. Оборудование стоит дорого и подходит
только для крупных серий деталей одинаковой конфигурации из-за высоких затрат
времени и средств на изготовление анодов. Крупные партии являются, однако, ред-
костью, когда речь идет об изготовлении матриц для литьевых форм.
^7. Электрохимическое удаление материала —
травление
ерхности изделия часто придается (из декоративных либо функциональных со-
быт еНии' Рельефная структура, называемая также текстурой. Причиной может
бол*"КаК б°лее привлекательный вневший вид, так и желание придать поверхности
ьшую устойчивость к износу и повреждениям в виде царапин (например, текс-
2, Технология изготовления литьрД|,|Х
86____________________-
. а иногда и придать поверхности шероховатость ддя
тура кожи или дерева), а ино д м удается СКрыть штрихи, полосы исО
проекальзнишш- Эт"“ » [2 274J. «Чр
структуры потока пластм. и ручные методы не способствуют хУД0Жр
Рассмотренные выше меха процесс открывает новые возможной
ственному творчеству.
для дизайнера. растворимость металлов в растворах кислот, щелочей и
солВей°СрчсВтворение металлов происходит вследствие наличия разности ЭдектроХи.
«и —.алопмежлу микрочастицами материала или между материи,
«ZX трааленм (рис. 2.27). Атомы металлов отдают электроны и в ВИЖ.ИМ|М
выталкиваются из кристаллической решетки. Свободные ионы вступают во взаи-
модействие с находящимися в травильном растворе катионами и анионами. С анио-
нами ионы металла образуют нерастворимые соли, которые удаляются из раствора
как осадок с помощью фильтрования или центрифугирования [2.62].
Точный состав травильного раствора обычно является промышленной тайной
разработчика. Почти все стали, включая нержавеющие, без ограничений, связанных
с содержанием легирующих компонентов, таких как никель и хром, можно обраба-
тывать и текстурировать химическим методом. Химической обработке поддаются,
кроме стальных, и формы, изготовленные из цветных металлов [2.75]. Особо реко-
мендуется обрабатывать инструментальные стали, перечисленные в табл. 2.2.
Таблица 2.2. Стали для химического травления [2.74,2.75]
Марка стали согласно AISI-SAE Характеристика
AISIS7 Ударопрочная инструментальная сталь
AISI А2 Среднелегированная инструментальная сталь
AISI Н13 Горячекатаная инструментальная сталь
AISI Р20 Среднелегированная сталь для форм
AISI 420 Нержавеющая сталь ,
ла или травлением достигаемое химическим удалением матер1
конечно, от реактива тт™1 В °Сн°вном от материала и свойств его поверхност
такого материала, котовый РавпомеРНое удаление происходит с поверх^
структуры, тем более гладкойТк°аДНОРОД"Ь1е С°СТаВ И СТРУКТУРУ’ ЧеМ''’^^по-
верхность. По ЭТОЙ причине rhr, чественн°й будет выглядеть протравлен ,
работке Глубина термообработкой' Часто пеРед травлением подвергают тер^^
термообработанный слой плат. долж,,а быть больше глубины травления-
номерному травлению Удовлот "ВаСТСЯ ““озь, что приводит к очень и11
Упрочнением [2.74,2.75]’. °ВлетвоРителы1ое качество достигается поверх'^™
Как уже говорило™ не лпП
чистовой отделке после травленш*"7°ХОВатость фОрмы „грает важную Р^ .
X, ГТ",С "С СКР” механические
с размером зерна 240 ЛОц« -' 11ц:,Тел|,|,о выровнять 1или<|х»вальв |f
.11имая глубина травления зависит от i
87
) 7 Электрохимическое удаление материала - травление
~ - — ' , ,
троп процесса ли i ья иод давлением. Скорость удаления ма териала определяется ре-
активом травления, юмнера! урон и типом материала. Как правило, она находится
в пределах от 0,01 до 0,08 мм/мин, возрастая с увеличением температуры [2.62].
Существуют два варианта технологического оформления процесса травления,
которые называются погружным и струйным травлением (рис. 2.27). Оба варианта
имеют свои достоинства и недостатки. Погружное т равление обеспечивает обработ-
ку деталей почти любого размера на простом недорогом оборудовании. Трудность
заключается в удалении продуктов реакции и постоянном обновлении травильного
раствора вблизи поверхности детали. При струйном травлении гораздо легче обес-
печить как удаление продуктов травления, так и подачу свежего реактива.
Металл
Схема
травления
Травильный
раствор
Взаимодействие
с катионами
и анионами
травильного
Среда:
Скорость удаления материала:
Качество поверхности:
Придание формы:
Водные растворы HCI, HNOy HZSO4, NaOH
От 0,01 до 0,08 мм/мин
-1-15
Применение масок, управление временем погружения,
изъятие элементов из раствора
Рис. 2.27. Удаление материала химическим растворением [2.62]
Сам процесс, однако, требует существенно бблыпих затрат и доро! остоящсго обо
рудования. Травильный раствор разбрызгивается через сопла под давлением, омы-
вая подлежащую травлению поверхность. Следует уделить внимание тому, что ы
маски, применяемые для защиты не подлежащих травлению зон, не были с мыты,
сдвинуты или приподня ты под ударом струи, и чтобы травильный раствор никоим
образом не просочился под маску.
Для защиты тех зон, которые нс должны подвергаться травлению, разра ютано
несколько способов Они зависят от той текстуры, которую требуется получи! ь,
и включают в себя, среди прочих, ручное нанесение маскирующего покрьиия, при-
менение шелковых трафаретов и фотохимических средств. Последний из названных
методов позволяет достичь высокой точности воспроизведения | > 741. На поверх-
ность металла наносится светочувствительное покрытие, на которое накладывается
копия трафаретной пленки. Процесс схематически изображен на рис. 2.28. 1аким
Методом текстура многократно и точно воспроизводится вплоть до мелких деталей.
Метод представляет особый интерес при изготовлении много! нездных форм. В на-
сг<)ящее время имеется широкий выбор разнообразных моделей.
Рис. 2.28. Фотохимическое травление (схема) [2.74]
2.8. Состояние поверхности после
электооэрозионного или химического
воздействий — внешний вид
ского (травление^МеННЫХ Методов обработки — электроэрозионного или Химиче
} ' М0ЖН0 ПОЛУЧИТЬ поверхность почти с любым профилем и вве-
сти, подвергнутыеТрозии ВлтХНОСТИ ДСтали характерный внешний вид. П°веР*”°
краем искрового кратера Пп ЛИЧаются плоской микроструктурой со скруглен
структуры глубжеиХее RT0"" П°СЛе ТРавде""я выглядят иначе. Де^
зить к ожиданиям потребит^ Л '0ИХ случаях структуру можно изменить и ПРШ' «
роль песка играют твердые бктпГ.РИ 11ОМО1ЦИ пескоструйной обработки, в коТ(^а.
стицы. При обработке твердыми Крсм,,,,я) или мягкие (стеклянный бве6!’
Ka-XS’,; Сглажи‘«Х ,аст,,11™1‘ поверхность огрубляется, при обр>т
.............................................
6е;' скру1Ле||11я • ‘ >'<> расплава воепр<>11з"‘’Л>‘ )|(||А
• В результате получаются У11
>МЫ-
89
•жденню •' царапинам, глубоко матовые поверхности. Материалы с высокой
К1И тыо расплава образуют более скругленные поверхности с высоким глянцем,
вЯ‘ - ко повреждаемые. Болес высокие значения технологических параметров, та-
Н0 к 1К температура формы, скорость впрыска и давление в матрице, способствуют
т*1Х с точному выявлению тонких деталей структуры поверхности, придавая ей ма-
овость Это также означает, что сложные детали с большой и развитой поверхно-
стью либо с большими перепадами в толщине стенок будут иметь однообразную
Bceii площади поверхность только в том случае, когда расплав находится при од-
них и тех же условиях во всех зонах матрицы.
С учетом этого размеры и расположение впусков и литниковых каналов приоб-
ретают особое значение. При неудачном расположении впуска наблюдаются некаче-
ственное воспроизведение и повышенный блеск в удаленных от впуска зонах. При-
чиной этого является то, что по мере удаления от впуска температура и давление
снижаются до тех пределов, когда репродукция тонкой структуры невозможна.
Поверхности с текстурой во время извлечения изделия из литьевой формы рабо-
тают аналогично поднутрениям: они препятствуют извлечению. Следовательно, при
травлении или ЭЭО нужно проявить внимание к тому, чтобы не превысить опре-
деленную критическую глубину структуры, зависящую от конусности стенки. Это
важно вне зависимости от того, направлены текстурные линии перпендикулярно
направлению извлечения, параллельно или случайным образом. Согласно простому
эмпирическому правилу, как максимум допустима глубина травления 0,02 мм на Г
уклона [2.74, 2.75].
Для форм, обработанных на электроэрозионной машине, по табл. 2.3 можно по-
добрать конусность х° в зависимости от материала и шероховатости его поверхности.
Эти величины применимы только для матриц, но не для пуансонов, так как изделие
при остывании дает на пуансоне усадку. Если все же необходимо подвергать пуансон
травлению, то глубину травления следует уменьшить либо увеличить конусность
пуансона. Если рекомендуемые величины неприемлемы, можно попытаться изме-
нить температуру стенки таким образом, чтобы изделие дополнительно сжалось по
направлению из поднутрений к центру матрицы. Этого можно добиться также, если
извлечение начать с удаления пуансона (например, корпус шариковой ручки). Такой
технологический прием обеспечивается большим конусом поверхности пуансона по
сравнению с конусностью внешней поверхности изделия [2.76, 2.77].
2-9. Лазерное гравирование
Коммерческий вариант метода лазерного гравирования получил торговую марку
KCAV [2.78]. Лазерный луч точно фокусируется на обрабатываемом объекте
200()МО1ЦЬЮ специальнь1Х линз. В фокусе достигается плотность мощности свыше
2500 ^Т'^ММ ’ благодаря этому сталь разогревается до пиковых температур около
С. В свою очередь, текущий фокус окружен газовой атмосферой со столь вы-
содержанием кислорода, что сталь в этой точке загорается Если сфокусиро-
кп И таким °бразом лазерный луч перемещать по поверхности стали, то образу-
т частицы оксида железа, которые отрываются от поверхности стали благодаря
ическому напряжению. Повышая мощность лазерного луча, можно добиться
1. Технология изготовления литьрв, .у
90
Таблица 23
R, мкм
0,56
0.80
1.12
1,60
2,24
3,15
4.50
6.30
9,00
12,50
18.00
конусность. X
поликарбонат(ПК) АБС-пласти*
полиамид (ПА) 1.0 ~05 "
0.5 1.0 0,5
0.5 1.0 0,5
0.5 1,0 0,5
0.5
1,5 1.0
0,5
2,0 1,5
1.0
1,5 2,0 2,0
2.0 3,0 2.5
2,5 4,0 3,0
3.0 5,0 4.0
4,0 6,0 5.0
5.0 7,0 6,0
того, чтобы поверхность стали, находящаяся ниже, тоже плавилась. Расплав сдува-
ется газовой струей в виде раскаленных капелек.
со^аТтш^пТ13 В п°ЧКе ФокУса и- соответственно, ширина получаемой канавки
^^Х^нымап7ЯНИе МСЖДУ Т-ВКаМИ В ПреДеЛаХ ОТ °’05 до °’2 га'
ности 1 5 мкм 9тп п РИ расстоянин 0-05 мм получается шероховатость поверх-
получается пои электаИ°ЛИЗН™ЬН0 соответствУет качеству поверхности, которое
слоем, толщина слоя обычЗИ°НН°М полиР°вании- Матрица обрабатывается слой за
контрольное устройство обеспети^^п ПРВДеЛаХ °Т °’05 До °’2 мм’ СпеаиалШ*
числовой программой) rnvfi ает постояннУ1о заранее заданную (например
0,025 мм. Особым преимуществ Проникания лазерного луча. Допуски составляют
ма, управляющая лазером С03В°М ЭТ0Г0 метода является то, что числовая прогря.”-
матрицы, получаемого в систем^!™’ ИСХОдя из виртуального образа изделия пх
екюго через интерфейс, подобнк1йВТ°МаТИЗНрованного проектирования и передава
ИИ Прн полУчении микроотвепстТ°Х,У’ КОтоРый используется для стереолитогр’
2.9.1. Быстрое и,,’см-Разделы 20.1.2-20.1.2.6).
Такой метод прямого пе^хо?аТИПИРОВаНИе С ПОМОЩЬЮ LASEP^A^
«’става и₽л^й тРЫВаеТ ®ОЗМОж»оХ0рабо "° Ф°РМЬ1 прямо от компьютерной^
Ф°рму сразу сРлости, с други»,., ' 6 ты непосредственно со сталью
материалы и мод™"^®06 пр°межуточн<^ЗЛЛаМИ “ керамнкой- получая .
мые быстрые из мет В Перспективе метгЛ Г?”®1 И Не ИСПОЛЬЗУЯ вспомогать
н°сти и ДостижймырД°В' Разра6°танных ? LASERcav должен превзойти да*_,
чтобы соответство,, размеры матриц / Последн’«е годы. Хотя качество по 1
четании этого процес®Л1обымтре6ова|1Ия?аНСО,,Ов еще ,,е вышли натотуР*’
ые пели будут дос™ ДРУП,М,1- '«апримеп СЛедует ожидать, что при м
ДОСТИп’^ь. Преиму^*? Шл"Ф°ванием. ЭЭО и фрезер^
ущестпа. заложенные здесь, обвшак*6*
21 о Литье под давлением с выплавляемым пуансоном
91
простое ускорение производственного процесса, так как впервые появляется
41 шиитчьно новая возможность использования в рамках ускоренного метода
ПрПНИНН! < - "
1 мг,. гтмого материала, который затем будет задействован в массовом производ-
того же
Бопее того, продукт применения ускоренного метода может заработать прямо
^’пипном производстве в том случае, когда изменения пробной формы не потре-
буются Ближайшее будущее покажет, насколько окупятся относительно объемные
инвестиции и насколько конкурентоспособной окажется такая технология.
2.10. Литье под давлением с выплавляемым
пуансоном
При литье под давлением пластмассовых изделии технического назначения конс-
труктор постоянно сталкивается с проблемой поднутрений, которые препятствуют
правильному извлечению детали из литьевой формы. Растущие технические и эсте-
тические требования заставляют уделять вопросу извлечения все больше внимания
на стадии конструирования. И часто дизайнерские идеи уступают дорогу пробле-
мам, связанным с извлечением изделия.
Отливки, содержащие сложные поднутрения, или трехмерные пустотелые изде-
лия можно получить двумя различными способами: «скорлупы» и «выплавляемо-
го пуансона». При использовании метода ^скорлупы» изделие собирается из двух
или нескольких элементов, называемых скорлупами. Такие детали изготавливают
в одной и той же или в двух разных формах, с применением традиционных техноло-
гий и оборудования. Затем все детали собираются и скрепляются винтами, хомута-
ми, пайкой или сваркой в готовое изделие. Возможно также сплавление материала
по кромкам.
На рис. 2.29 изображен корпус водяного насоса. Видно, что он спроектирован как
цельная деталь, а его внутренний профиль имеет характерную неизвлекаемую кон-
фигурацию. Внутренняя поверхность изделия неотделима от его внешней поверх-
ности.
Производство таких изделий требует особого способа извлечения, который поз-
волял бы извлекать из формы отливки, обычными способами не извлекаемые. Та-
ким решением является выплавляемый пуансон (рис. 2.30).
Металлический пуансон, изготовленный из легкоплавкого сплава, вставляется
в форму, и осуществляется впрыск полимерного материала. Поверхностью пуансона
формуется внутренняя поверхность изделия. Отливаемая деталь извлекается вместе
с пуансоном и переносится в нагретую зону, где пуансон полностью расплавляется
11 вытекает из изделия, не вызывая образования дефектов. После этого материал, из
которого был отлит пуансон, может быть вторично использован для изготовления
новой формообразующей детали. Для этого используется литьевая машина, выпол-
няющая литье пуансонов под низким давлением.
и 1оскольку производственный процесс состоит из нескольких этапов, пластмасса
материал для пуансона должны удовлетворять ряду требований. Кроме сопротив-
ния высокому давлению во время впрыска полимерного материала, пуансон дол-
ей выдерЖнвать термическую нагрузку, когда отливка отверждается вокруг него.
Реждевременное плавление пуансона во время литья изделия приведег к дефек-
лие
Рис. 2.29. Цельный корпус водяного насоса, изготовленный литьем под давлением с вы- I лиц
плавляемым пуансоном [2.79] I но,
93
10 П^гьеп°ддав,|ением с оыплаиляемым пуансоном ____ ____
ного изделия- Если материал пуансона окажется слишком мягким, пуансон
Т,М 'ч сдвину гься, и стенки изделия будут иметь разную толщину. Если материал
M<WK|eoiia СЛ1,,|,КОМ хрупкий, то существует вероятность его разрушения либо в Mo-
vin'закрытия формы, либо во время впрыска.
^Необходимость плавления пуансона порождает дополнительные требования,
первых материал пуансона не должен разлагаться при плавлении, чтобы было
ПСЖИО его вторичное использование. Во-вторых, ни литьевая форма, ни поли-
° цып материал не должны пострадать при плавлении пуансона.
В течение технологического цикла различные материалы, полимеры, материал
уансона, материал формы и среда, в которой происходит плавление, находятся в
постоянном взаимодействии. На это взаимодействие влияют такие факторы, как
температура, давление и скорость. Следует принимать во внимание и такой фак-
тор как конфигурация изделия и пуансона. Очевидно, что литье с выплавляемым
пуансоном представляет собой сложную технологию, требующую тщательной про-
работки и определенного опыта.
Значительным преимуществом рассматриваемой технологии по сравнению с ме-
тодом «скорлуп» является то, что изделие отливается целиком. В результате изде-
лие обладает более высокой однородностью, имеет более аккуратные очертания и
лишено слабых зон, возникающих обычно в зонах механических соединений. Мож-
но отметить также следующие достоинства:
• конструктору предоставляются более широкие возможности;
• сложная геометрия изделия может быть реализована в цельной отливке;
• внешние и внутренние очертания стабильны в размерах, поверхность чисто об-
работана;
• упрощается конструирование литьевой формы,
• достигается повышенная функциональность изделий благодаря возможности
вставки деталей («деталь-в-детали»).
Такие методы производства особенно востребованы в тех случаях, когда имеют-
ся высокие требования к прочности, герметичности и размерной точности изделий.
Недостаток метода заключается в необходимости постоянной отливки пуансона,
что приводит к большим производственным затратам.
Однако именно то, что пуансон остается в изделии во время извлечения, предо-
ставляет конструктору максимум свободы при проектировании изделий. Кроме того,
выплавляемый пуансон дает возможность упростить конструкцию литьевой формы,
особенно при сложной геометрии изделия, в то время как извлечение таких изделий
пРи традиционном литье под давлением требует тщательно рассчитанного размеще-
олыпого количества пуансонов и толкателей, подчас пересекающихся.
ста^етод выплавляемого пуансона разработан в начале 1960-х гг. В 1980-х гг. он
широко применяться в производстве систем впуска двигателей внутреннего
^орания (рис. 2.31) [2.81-2.84] С начала 1980-х гг. по настоящее время разработа-
лия?аЗЛИЧНЬ1е ваРианты данной технологии, позволяющие получать сложные изде-
вап ГЛадкими внутренними формами, соблюдая высокую точность размеров. Все
nva 'основаны На одной и той же идее — литье под давлением с выплавляемым
оном подобно литью металлов в песчаные формы:
94
2 Технология изготовления
—--------------------------22°gBbix
• плавкий пуансон;
• растворимый пуансон;
• сотяной пуансон.
Сегодня можно констатировать, что метод выплавляемого пуансона зан
ное место в промышленном производстве. "Роч-
Рис.
пуансонаеми°РМЬ1 Аля Раб°ты с выплавляемыми
За исключением вопроса оазм
под да1ченПЛаВЛАеМ0Г0 пуансона (или nva НС°На’ техн°логический цикл с использо-
ПоХернХ П°СЛе ВСта'-и пуан<"наУлиСОНОВ) ИДеНТИЧен традиционному литью
После отвержчраТеРИал впРь‘скивается в /Ьевая Ф°Рма закрывается п смыкается
вы« никл НачиНа"Дя°^Нвка с пуансоном внутри нХ*0 П°Д°СТЬ’ °КРУЖЙЯ "^Но"
В чикле литка С° вставки нового У РИ Нее выталкивается из формы- Но
поскольку имеНноПв°эДавЛением критической* В °ТКрь,тую литьевую форму,
термическую, так им Т Момент пуаисон стадией является впрыск расплава,
тельно холодным ПуЯ<ГаНИЧескую- Горячий СПь1ТЬ1вает максимальную нагрузку. к»
На пРоцесс окруЖР,1Г "Ном и НеМедленно РЭСплав полимера встречается с относи
7" три усло^'^^внсоиа "а П>анице раздела фаз-
емом. форма Д ВЬ,Плавляемою) ri ’ П°ЛИМер,,ого материала наклаД
те же мХ ЭЛСМе,,Тов- нто 17?ОЛЬзук,т такой и'ЛяетСя особым технологическим
алов и ип^^11'1 и Те же < ’<)рм,>* Лля обычно,' "С°"' " " отавливаегся из тех *c<’T‘
разом (])(РИ, М°В or,(cи<•чиц•^.,C<,r>’,l Нх обрабо,. ° л,1ТЬя "од давлением. Примсня10
'Рма ддя ра(- ст ”<ономп П" Применение стандартных м;,тС/).
Н,Лавлп«*мь Л; •‘ФФ’-'анвиск.-.ь „роцта.
,Мнуап«>ном имеет |.р1111ц1(.1иал1.н<>ту*
) Лить£Н'У1 давлением с выплавляемым пуансоном
95
• Сопряженная система
пуансона и давления
заполнения матрицы
• Сопряженная система
пуансона и давления
заполнения матрицы
и?ратура контакта ниже
юратуры плавления
сплава, пз которого
товлен пуансон
• Зона прогрева
• Температура, при которой
работает пуансон
• Температура переработки
пластмассы
Расположение литников
Вязкость полимерного
расплава
Высокий модуль упругости
материала пуансона
—
Температура, при которой
работает пуансон
Температура переработки
пластмассы
Требования
Физический
смысл
Возможности
коррекции
Рис. 2.32. Условия литья с выплавляемым пуансоном
конструкцию, что и обычная. Для иллюстрации воспользуемся корпусом насоса (см.
рис. 2.29). Литьевая форма для изготовления этого корпуса изображена на рис. 2.33.
Она состоит из плит смыкания, горячеканальной системы, двух полуформ с формо-
образующими вставками, систем охлаждения и выталкивания.
Центрирование плит относительно друг друга обеспечивается за счет соответс-
твующих направляющих элементов.
Три пуансона, необходимые для отливки данного изделия, устанавливаются в этом
примере в открытую литьевую форму со стороны толкателя. Пуансон фиксируется
коническим стержнем. Надежная фиксация пуансона является одной из важных
условий работоспособности формы.
Ход смыкания формы не должен приводить к смещению или выпадению пуан-
сона.
Чрезвычайно важно, чтобы при конструировании пуансона были предусмотрены
такие зоны, которые не заполняются пластмассой, так как именно в этих зонах про
исходит его крепление. С практической точки зрения «плавающий пуансон» невоз-
можен. Наиболее благоприятной является конструкция, содержащая кони некую
°»ору, так как она одновременно обеспечивает центровку (рис. 2.34, слева). Уместно
предусмотреть в этом случае наличие конической опоры и с противоположной сто-
роны пуансона, чтобы обеспечить его надежное замыкание в форме.
Зажимной болт сбоку препятствует случайному выпадению пуансона. В нем нет
Не°бходцмости, если система смыкания литьевой машины расположена вертикаль-
97
0 ритье под язвлением с выплавляемым пуансоном_____________________
Koi111че< кос крепление IЦилиндрическое кр< лленис с низом
Линия разъема
опорной втулки
Рис 234. Варианты крепления пуансонов
но так как в этом случае пуансон удерживается в опоре силой гравитации. Практи-
ка показывает, что для пуансонов небольших размеров, даже размещенных со сто-
роны плиты смыкания, такие меры являются излишними. При этом предполагается
плавный ход закрытия формы.
Другой вариант крепления показан на рис. 2.34, справа. Здесь крепление пуан-
сона образовано цилиндром с периферической канавкой, в которую задвигаются
ползуны разъемной опорной втулки. Преимуществом этого варианта является на-
дежность крепления, исключающая выпадение пуансона после замыкания опоры.
Такой способ рекомендуется, когда невозможно предусмотреть дополнительные
крепления и фиксаторы. Также существует много других надежных вариантов кре-
пления пуансона в форме.
Когда важное значение имеет толщина стенки, целесообразно спроектировать
крепление пуансона достаточно массивным и объемным, чтобы обеспечить доста-
точную поверхность теплоотдачи. При этом появляется возможность подвести в
зону крепления интенсивное охлаждение, например в виде кольцевого канала во-
круг крепления.
2.10.1.1. Литниковая система и впуск
Выбор литниковой системы и размещение впуска для каждого изделия определя-
ются таким же образом, что и при традиционных технологиях литья под давлением.
При выборе расположения литниковых каналов следует помнить, что весь тепло-
вой поток попадает в форму через этот канал. Следовательно, толщина застывшей
стенки в этой зоне невелика, из-за чего возникает высокий градиент температуры,
ели впускной канал расположен так, что расплав попадает прямо на пуансон, то
возникает риск плавления пуансона в этой зоне. Для этого есть две причины.
1ервая заключается в том, что температура расплава на впуске не просто равна
температуре переработки материала, но фактически превышает ее ввиду локально-
На^а30ГРева’вызванного усилием сдвига. Вторая связана с тем, что литниковый ка-
является зоной, где давление впрыска максимально. Одновременное действие
ТакЛения и температуры может привести к тому, что пуансон начнет «размываться».
Из/едеФекты впоследствии проявятся на изделии как отпечатки. Поэтому следует
Га1Ь впуска в направлении пуансона.
2. Технология изготовления
~ ' 2^^к^струирования формы
2.10.1.2. Термическ акта между расплавом полимера и пуа
Вскоре после в03»,,кн°ве" ,мая температура контакта, которая должна быть ни^
устанавливается так называ пуансона. Температура контакта связанас J?
те11све^стваЫмиЛоб'ьс*с>'св^акРтеплопроводность и температура пластмассы и
сона непосредственно пе^Д конокружен полимерным материалом.Теп.
Н„:Хкк" ”Х№М. распределяется о форме и пуансоне. Однако^
X ™из“""ггмаесь, к пуансону и на пластмассы к форме не одинаковы. щ
Хо в пуансоне задерживается. Вследствие этого температура пуансона растет«
™^КО в течение периода подпитки, но и во время охлаждения. Ни в коем случае
нельзя допустить, чтобы температура пуансона превысила температуру плавления
материала, из которого он изготовлен.
При росте температуры выплавляемого пуансона, температурный градиент на поверх-
ности контакта не столь велик, как со стороны формы. Сравнивая с обычной литьевой
формой, можно сделать вывод, что в форме с выплавляемым пуансоном относительно
большая доля тепловой энергии должна рассеиваться через поверхность формы. По
этой причине система контроля температуры и охлаждения в форме, работающей
с выплавляемым пуансоном, должна быть более совершенной, чем в обычной.
2.101.3. Сдвиг пуансона
Вопрос сдвига пуансона весьма важен в рассматриваемой технологии. В результате
особенностей процесса заполнения формы, несимметричного впрыска или эксцен-
тричного расположения пуансона при заполнении формы неизбежно возникает за-
метная боковая нагрузка на пуансон. Она, в свою очередь, вызывает сдвиг пуансо-
отклс>ш>н яксиР°ванной позиции в форме. Небольшой сдвиг скажется в некоторое
косновеишс™лщины стенок изделия, а более серьезный может привести ксопри-
сдвига изогнутых ^ансо°ноГНК°Й МаТрИЦЫ‘ Еще более сложной является проблема
мого пуансона мягче^^^'''^ матеРиалов в обычных формах, материал выплавляв
основное качество оппеп^7"" упругости в раз меньше, чем у стали. Жесткость
клея единственным^7 СДЕИГ’ ' С™а
важную роль. Общих правил не ^aKTOpoM’ так как форма и размеры также «ГР
свойства расплава и их влиянирСУЩеСТВуеТ’ Ракже следует учитывать реологич
Бангерт [2.85] предложил амеханикУ сдвига.
Э™ Схеме- стадия заполнения п«5УЮ СХСМу' приведенную на рис. 2.35. С°г“\ .
ансо’АЛЯ котоРЫх Рассчитываете Нвается ,1а мелкие дискретные промежутка
н Давления Рассчитывается иг Р°СТ даВления- Профиль действующего Н -
хаРактеРпстпческчх путей
дляследуюн. УЧСТом его изгиба. Зат™ уа,1С0,,а и корректируется форм* 1|Я
не окажется пол Г'Р°МеЖутка вРсмсци J Пр°грамма переходит к расчету Д»
Длинами потока'/ОСТ/’Ю окРужс" расплав^ "Р°ЛОЛЖ:,ется до тсх пор’ П°Ка. Зк'1'"1
ТОКа и /2 является макс ‘ ‘ М‘ Раз,,,,’«‘ М™ЛУ характеристик „
макс”мальным расстоянием между преД^У1"’
99
Рис 2.35. Схема вычислении при расчете сдвига пуансона (с учетом х|и|>екта накопления) [2.85|
последующим фронтом расплава при асимметричном потоке вокруг пуане она. Кна-
Уп [2.86] применил данную схему для расчета влияния расположения литника на
сдвиг пуансона в форме для системы впуска двигателя внутреннего сгорания. Ре-
зультаты расчетов приводя и я в работе (2.86) Показано, что изменением располо-
Жс,,Ия литникового канала можно почти исключить сдвиг пуане она.
2-10.1.4. Вентилирование
ироегых литьевых формах воздух, вытесняемый поступающим рае плавом, имеет
толк-10'1110 возмож,,о<’те” Для выхода из матрицы, например, че-рез отверстия для
К ,1ГсЛ‘’И, линию раЛъема формы и пи ч«‘рез стыки и сочленения элементов матрицы.
'’Р'И’ило, никаких специальных мер для ответа воздуха из матрицы не тре'буе гея
Или 'г ,1<Ул:,,,||°и конструкции, пез.щш имо от того, используется выплавляемый
имеет>Ь1111Ь1^ пУа,|СП|1> могут возникать воздушные ловушки, в которых воздух не
иыхода и препятствует заполпечппо (|м)рмукяцгй полое тп. Кроме те>го, воздух
2. Технология изготовления литьрщ |1;
100
₽пяется что может привести к подгоранию полимерного Ма7
пол давлением разог рева ’ я «эффектом дизеля».
риала. Такое явление на. е вызывает ряд нежелательных последу.
«Эффект дизеля» в Ф' Р заниматься тщательной очисткой форМь* ''
— С ^=^до необратимого разрушения формы
подгоревших отлс ися при термическом разложении полимера пп
XZXX" пуансона „оспедстния могут усу1у6иться £«£
=Ты разложения полимера окисляют или разлагают материал пуансона, д^
его непригодным для повторного использования.
Воздушных ловушек следует избегать в любых формах, в том числе и при ис-
пользовании выплавляемого пуансона, путем оптимального размещения литнико-
вых каналов и грамотного конструирования формы в целом. Некоторые примеры
приведены в литературе [2.87, 2.88] (см. также главу 7).
2.10.2. Литьевые формы для изготовления выплавляемых
пуансонов
Технология литья с выплавляемым пуансоном является методом производства,
в котором пуансон разрушается. Поэтому первое, о чем следует позаботиться, - это
изготовление пуансона. На рис. 2.36 показан технологический цикл литья пуансо-
нов. В целом он похож на технологический цикл переработки пластмасс литьем под
давлением. Однако вследствие разницы в материалах некоторые стадии процесса
различаются.
тья ГопаГлл НаЧЭЛа цикла форма закрыта и замкнута. Затем начинается процесс ли-
не требует высп^ШаЯ’ П° срввне11,1Ю с полимерными расплавами, вязкость металла
I } высоких давлении при заполнении (< 1 МПа) и, соответственно, больших
Удаление
Начало Закрытие формы
Выталкивание
Литье
Завершение
—2хлажлсния
11ач;|Лоух'|а*Л1
Заполнение дотирующего насоса /
Риг. 2.36. Тсхноло! ический цикл и:ц-отопления пынлаилясмых пyiШtч’,,<”,
11<>ддерж»нис двнж,I|U
Литы3 под давлением с выплавляемым пуансоном 101
.. сМ|,1кання. Расплав подается в форму поршневым насосом. Когда литьевая
Ус” I по объему заполнена, давление можно сбросить при условии, что использу-
Ф°1п1^пЛ0 с запорной пголой. Никакого давления подпитки, подобного тому, что
сТ^мСияется в случае литья пластмасс, не требуется, так как объем металлического
’Ч” Ш1 не изменяется при остывании. Если же используется открытое сопло, то
^вленпе следует поддерживать до тех пор, пока расплав в зоне впуска не остынет.
Если давление сбросить слишком рано, незастывший материал вытечет обратно
дозирующую систему, а пуансон получится частично пустотелым. Так или иначе,
после закрытия или застывания литника давление с литьевой системы снимается,
цилиндр дозатора вновь заполняется расплавом. После окончательного застыва-
ния литьевая форма открывается, пуансон выталкивается и удаляется манипулято-
ром ИЛИ вручную.
2.10.2.1. Материал для пуансона
В настоящее время материалом для изготовления выплавляемых пуансонов служит
пгтектический сплав олова и висмута. Отличительной чертой этого сплава являет-
ся то, что переход в твердое состояние происходит практически без усадки. Чистое
олово при застывании дает усадку, а висмут, наоборот, увеличивается в объеме на
3,3% [2.89]. Внутренние размеры литьевой формы идентичны наружным размерам
отливки после ее извлечения. В табл. 2.4 приводятся избранные свойства эвтекти-
ческого сплава олова и висмута.
Таблица 2.4. Свойства сплава олова и висмута
Свойства Размерность Величина
Плотность при 20 °C г/см' 8,58
Удельная теплоемкость твердый жидкий кДж/(кг-К) 0,167 0,201
Энтальпия расплава кДж/кг 44,8
Теплопроводность при 20 °C Вт/(м-К) 18,5
Вязкость м Па с 2,1
2-10.2.2. Конструкция литьевой формы
Конструкция литьевой формы для выплавляемых пуансонов по сути не отличается
от форм литья под давлением. В качестве примера на рис. 2.37 показана литьевая
форма, используемая для получения пуансонов, использующихся при изготовле-
нии корпуса водяного насоса. В состав формы также входят плиты смыкания, две
плиты с формообразующими вставками, каналы охлаждения и обойма толкателей,
пановка и центровка плит осуществляются при помощи специальных направля-
ющих элементов, которые в данном сечении не изображены.
° технологии выплавляемых пуансонов предъявляются высокие требования
,Л меру зазора на линии разъема матрицы. Причиной этого является низкая
вязкость расплава металла, сравнимая с вязкостью воды. Проводя аналогию чуть
ьше, можно сказать, что при заполнении литьевой формы водой нужно добиться
Того ЧтпЛ,,
ни ’ иоы пода ,1е протекала пи через линию разъема, ни через стыки на вставках,
сквозь отверстия для толкателей.
10 Литье под давлением с выплавляемым пуансоном
103
2 Ю 2 3. Литниковая система
-копьку температура литьевой формы поддерживается в пределах от 30 до 80 “С,
-мпература "еР1,о1Ч) контакта между горячим расплавом металла и холодной стенкой
Г мы всегда будет ниже, чем температура плавления материала пуансона. Первое
Т-човпе, относящееся к стадии заполнения литьевой формы, вытекает из низкой тем-
riTvpbi контакта и необходимости учитывать действие сил гравитации и инерции.
Литниковые каналы должны быть расположены в самой низкой точке матрицы.
Более того, очень важно расположить их так, чтобы литье всегда происходило про-
бив силы тяжести. Расплав, «падающий» на поверхность, немедленно застывает и
оставляет свой след в виде нежелательного отпечатка на поверхности пуансона.
Чтобы получить качественную поверхность, литье нужно вести медленно и посте-
пенно.
Так же, как и в литье под давлением полимерных материалов, при литье пуан-
сонов возможно использование горячеканальных систем. Различие заключается
в применении открытых сопел и сопел с запорной иглой. Литьевая форма, изобра-
женная на рис. 2.37, имеет открытый горячий канал и коллектор в виде холоднока-
нальной системы. Недостаток такой конструкции заключается в том, что выплавля-
емый пуансон после извлечения потребует механической обработки в зоне впуска.
В современных производственных формах в качестве впуска используют сопла с
запорной иглой. В таком случае не требуется механическая обработка, что сущест-
венно облегчает автоматизацию производства.
2.10.2.4. Тепловой режим в формах для литья пуансонов
Цикл в формах для литья пуансонов гораздо продолжительнее аналогичного цикла
в формах для литья под давлением, в особенности в случае столь объемных выплав-
ляемых пуансонов, которые применяются для литья систем впуска. В последнем
случае на одну машину литья под давлением пластмасс работают две машины, на
которых отливаются пуансоны. Причинами долгого периода охлаждения являются
термическое устройство форм для литья пуансонов и используемые материалы.
Эти формы обычно делаются из стали. Используются, как правило, инструмен-
тальные стали, имеющие теплопроводность в пределах от 20 до 30 Вт/(м-К). По-
верхностно-упрочненные и некоторые отожженные стали отличаются еще более
высокой теплопроводностью — от 40 до 46 Вт/(мК). Но даже у таких сталей тем-
пературопроводность находится приблизительно на уровне сплава олово-висмут.
Температуропроводность является мерой того, как быстро изменение температуры
передается в глубину материала. Температуропроводность ряда материалов показа-
на на рис. 2.38.
Для подавления диффузии, а с ней, соответственно, и скорости коррозии, можно
использовать некоторые методы нанесения защитных покрытий, например нике-
лирование и хромирование. Тонкая и плотная окисная пленка, присутствующая на
поверхности этих металлов, далеко сдвигает электронный потенциал в положитель-
ном направлении Такое свойство, которое позволяет обеспечить так называемое
Химическое пассивирование, присуще большинству переходных металлов. 11х глав-
ой отличительной чертой является наличие в электронной структуре вакантных
Температуропроводность, мм2/с -----»
Рис. 2.38 Температуропроводность различных материалов
d-орбиталей. К переходным металлам относятся элементы групп железа и платины,
хром, молибден, вольфрам, титан и цирконий. Некоторые другие металлы, напри-
мер алюминий, также проявляют химическую пассивность [2.91]. Благодаря этому
свойству и одновременно высокой теплопроводности алюминий нужно признать
перспективным материалом для изготовления пресс-форм. К сожалению, пока от-
сутствует достаточная информация о совместимости переходных металлов в раз-
личных комбинациях.
Как только пХоныИост лЛЯеМЫХ ПуаНСОНОВ из формы
вь™’ МОЖно Уступать к извлеи^™^^1^111 извлечения и открывается сама
дают УсаВа,,ИЯ В ОтлИчие от полимеп””*0 отлитого пуансона с помощью системы
"м'«ерных материя,,о,, вь,„лМляемЫе пуансоны к
извлечению способе™^
•меньшая со стороны толкателя°НУСНОСТЬ °кодо 2~? со стороны сопла и несколько
Определение стоимости
изготовления литьевых форм
j I Общая схема
формы для литья под давлением требуют высокой точности в изготовлении, и, яв-
1яясь мелкосерийными, а подчас уникальными изделиями, должны удовлетворять
множеству условий.
Их изготовление связано с большими затратами времени и средств на ряд опе-
раций, чего нельзя не учитывать при расчете стоимости. Стоимость формы являет-
ся решающим фактором успеха при запуске новых видов продукции, если речь идет
о выпуске небольших партий изделий [3.1].
Несмотря на это, на многих предприятиях определению стоимости литьевых
форм не уделяется должного внимания. Затраты на изготовление форм либо не рас-
считываются вовсе, либо оцениваются приблизительно на основе опыта и сравне-
ния с ранее изготовленными формами. Отчасти это объясняется тем, что количе-
ство заказов на формы составляет лишь 5% от количества запросов. Неизбежная
неопределенность, возникающая в этой ситуации, компенсируется завышенным
ценообразованием [3.2]. Потребитель, получая из разных источников разную ин-
формацию, пребывает в неопределенности.
Таким образом, наличие методики расчета стоимости литьевой формы позволяет:
• повысить точность и достоверность расчета;
• уменьшить затраты времени на выполнение расчета;
• рассчитывать стоимость форм в тех случаях, когда сведения об аналогах от-
сутствуют;
• проводить достоверные расчеты, не дожидаясь накопления многолетнего опыта.
Особую осторожность следует проявлять в тех случаях, когда стоимость формы
заявляется существенно меньшей, чем следует из расчета. Не исключено, что при ее
изготовлении не выполнялись некоторые технологические операции, что впослед-
ствии может привести к непоправимым потерям.
3-2. Методика определения стоимости формы
гоимость литьевой формы может быть рассчитана двумя способами: либо на осно-
Баиии производственного плана, либо на прогнозе.
В соответствии с первым способом необходимо определить стоимость каждой
’Иерации и каждого из используемых материалов. Несмотря на точность, такой
п°Дход сложен и неудобен. Он требует больших затрат времени и пооперационно-
нормирования времени и материалов. Кроме того, к расчету можно приступать
Двко после того, как завершится стадия конструирования.
свовы метода расчета стоимости литьевых форм разработаны в Союзе про-
сителей техники для переработки пластмасс CKV {Fachverband Technische Teile
106
3 определение стоимости изготовления литьрвму
ь z/ Kunststoffverarbeitende Industrie) [3.4]. Эта разработка облеп^
форм. В «=* "Р71)ЧСС“" °""' “а"РИМеР
кХюгогоалеи.и литниковых каналов (рис. J.l>.
tttt
Сечение В
++Н
++++
ж+
HIHIIII
++++
5
X
X
р
600-------
500-J-----
400-
300-
200-
150-
100-
75-
50-
0-
0
Сечение Л
гтЖ+
10 20 30 40 50 60 70 80 90 100 110 120 130 140
Мин -----
Рис. 3.1. Время механообработки литниковых каналов [3.4]. Показано время фрезерования
канала только в одной плите (сечение В), без учета наладки. Наладка занимает
мин для плиты до 100 мм по диагонали или диаметру, 35 мин для плит разме-
ром до 2э0 мм и 40 мин - до 500 мм
производи-^ей" СУММИРУЯ Расчетные данные с данными, взятыми из каталогов
бот а также стоимогт^Р™1^ деталей литьевых форм, и стоимостью сторонних ра-
в инструментальном поог УДОбнЫИ ^ланк- предложенный GVK (рис 3.2).
мощью процедур прогнозипованмТы6 ценообРазование происходит обычно с по-
зирования (рис. 3.3) [3.51- фх-н И3 литеРатУРы известны два способа прогно
Первый метод исходит из ппм1ИИ Издержек и определение издержек по подобию
стоимостью формы и ее хаоак-грПСЛ°ЖеННЯ ° сУ1цествовании зависимостей межаУ
тическими функциями. ХапактА1^СТИКаМИ’ ^ти зависимости описываются матега-
таующие факторы, определяют сто СТИКИ' Как независимые переменные или дсйс
Второй метод осно^^™МОСТь Формы. ₽
~ И et “Р^Ристик, подбш^Р37 НЭ Ф°рмы- Исходя из необходимой
зеваться ™г-*Мктерисгика.ми, затраты н^6™ Др^гая- Уже существующая форма с п
Оба мет ИН0Й систем°й классиа>К0Т°РУЮ гавестны- При этом приходится п°*
точные резулкт.^свои Х2*** Одна из них описана в работе [3 6J-
CTWKU"“ “ к формам, которые^.
одныс показатели экономичен*0
3 2 Методика определения стоимости формы
107
г.„)НМ1.стьвз^говлепияформы
П^лие.для производства
JJ^port) изготавливается форма
Покупатель
Покупатель
№_________
Чертеж №
Комментарии _
^^риалпластмассовои детали Запрос № Предложение №
"^ипформы полуавтоматическая□ автоматическая□ Гнсздиость Форма № | |
Заказ №
Дата Имя
Лф*С П.ф.**О Л. п.”’ □ 1 ни литьевой машины Срок поставки. педель меся ieu
Впуск: горячий канал □ центральный □ точечный □ туннельный □ веерный □ другие
Пакет плит $
Материал а кг каждый $
Ь кг каждый $
с_______________________________________________кг кажды й $
Узлы и детали формы а Ь С $ $ $
d $
с $
Аутсорсинг (закалка, гальваника, покрытие поверхности) а Ь С $ $ $
Изготовление формы часов каждый $
Машинная группа 1 итого_____часов каждый_______$__________________________________
Машинная группа 2 итого_____часов каждый_______2__________________________________
Машинная группа 3 итого_____часов каждый_______$__________________________________
Машинная группа 4 итого_____часов каждый_______$__________________________________
Машинная группа 5 итого часов каждый $ _________
Дополнительное время наладки часов каждый $ _
Всего часов
Сумма
Дополнительные затраты: накладные расходы % возвраты % всего %
~---------------------------плата за риски________%________________________________________
-~£ать| па изготовление прототипов_________________________________________________________
стоимость_____________
Ручная цена_______________________________________________________________________
• • Фопк? ЛЛЯ литья иод давлением.
* ** Фоп/аЛЛЯ KOMI,Pcccnoniioro прессования.
I >а для литьевого прессования.
Расчет стоимости литьевой формы, разработанный Институтом переработки
пластмасс (JKV, Institute for Plastic Processing) [3.4]
стоимости изготовления
Точение» копиро- вание» гравиро- вание Шлифо- вание ээо Ш
1UO - фрезеро- вание
Спижив^^^^Хгонка. \ "^вХ^ботка ^\Же тестирование Сверление
4 2 2 3 4 5 2 3 4 5 2 3 4 5 _3
Группа маши» 1 2 3
Модель — Шаблон Вспомогательное оборудование Штамп — — — — —- — —
Электроды Вставки, неподвижная — —
Форма вставки а
Ь
С
Матрица
Вставки, подвижная полуформа а
Ь
С
Формующая полость
Ползуны Ьлокировка 1олкатели — — — — . —
Замки ^232!2£^гидравлйю7~ Ста"ДаРтиаялй^7272~ -— — — — — — — —
система г,,иковая Сборка ~~~’ — — — —
' *окончанце) *
И
33
109
ипшости. Попыткой пинольлопать лучшие стороны обоих методов является их
^мбинапия ' 3Л) Д‘И’1 игается она группировкой сходных форм или их »ле-
"ептов в определением функции затрат внутри каждой группы [3.5].
Рис. 3.3. Метод прогнозирования затрат [3.3]
110
3 Определение стоимости изготовленипл^^^
Предлагается [3.7] проводить вычисления в четырех различных rnv
относящихся к соответствующим функциям (рис. 3.5). п,,ах затрат
Затраты по каждой из групп рассчитываются отдельно и затем
Систематическая проработка по каждой отдельной группе и суммио С^ММиРУютс,
татов в целом снижает риск такой ошибки, которая могла бы оказа ЭНИе РезУпь
ной|3.7| ться ^ест]^'
В
д
Затраты группы II
Основное
конструирование
Форма с раздвижными
полуматрицами
Затраты группы III
н
в;
с
Ниже подробно обсуждается оценка затрат в каждой группе отдельно
Затраты группы I
Формообразующие детали
Вр
СЧ{
ГД
Kt
НС
И"
Чь
Чы
3 5 ГРУппы затпа
•^"РИ расчете ст,
^Г)ИА(ост». ,|
Формы [3.;
Основные
Функциональные
элементы
£^ьные
Литниковые каналы
Система охлаждения
Система выталкивания
Затраты группы IV
Форма с тремя плитами
Форма с ползунами
Форма с механизмом
автоматического
вывинчивания
где
«ук
Раб<
л«н.
Л«Ч(
од (
3-3„
111
3 [^yniiJjaipai I. формообразующие детали______________
3 Группа затрат I: формообразующие детали
.-. •Пуппе относятся затраты на изготовление комплекта «формообразующих
церчо*1 1
в ,,еРнУ,° очсРсдь зависят от профиля отливаемого изделия, требуемой точ-
и желаемого способа чистовой обработки. Затраты определяются на основе
'"'•мсни, необходимого для изготовления формообразующих деталей, и соответ-
Xvionuix ставок почасовой оплаты.
С Как правило, это имеет вид
м-
(3.1)
е С. ($) ~ затраты на формообразующие детали; Гс(ч) — время механообработ-
ки формообразующих детален; tE (ч) — время ЭЭО; 5ми($/ч) — средняя стоимость
нормо-часа; См ($) — стоимость вспомогательных материалов (вставки, электроды
ит п )часто пренебрежимо мала в сравнении с общими затратами.
3.3.1. Расчет трудоемкости изготовления формующей
полости
Время, необходимое для механической обработки формующей полости, можно рас-
считать на основе статистических или аналитических данных [3.8]:
+ QK G + Сс}-сг ст сп (ч).
(3.2)
где См — механическая обработка (коэффициент); CD — время изготовления фор-
мующей полости (пуансон+матрица) в зависимости от ее глубины; Сл — время об-
работки в зависимости от площади проекции на плоскость разъема; Ср — геометрия
линии разъема (коэффициент); Cs — качество поверхности (коэффициент); Сс— ко-
личество пуансонов (знаков); Сг— допуски (коэффициент); CnD— степень сложно-
сти (коэффициент); (^—количество формующих полостей (гнезд).
3-3.2. Расчет коэффициента времени механической
обработки
^^ад отдельных видов механической обработки в изготовление пуансона и мат-
рицы определяется в процентах для каждого из них с умножением на соответс-
твующий коэффициент процесса fM (табл. 3.1). Коэффициент механической об-
в отки См определяется эмпирически для учета разницы между процессами
скорости обработки проф!тля гнезда:
Здесь
(3-3)
(3.4)
112
3 Определение стоимости изготовлен^ц^^
где О' — доля соответствующего типа механообработки от всего процесс о
личество переходов механообработки. /о;
ТЛиш, 31 Коэффициент гача механообработки
Фрезерование Электроэрозионная обработка Повторное фрезерование Токарная обработка Шлифование
[ 0.85 1,35 от 1,0 до 1,35 0,4 от 0,8 до 1,2
3 3 3. Зависимость времени обработки от глубины
формующей полости
Если рассмотреть формующую полость под отливку сверху и снизу относительнс
линии разъема, можно выделить выступы Е и углубления D.
Время, затрачиваемое на получение полости, определяется величиной удаляе-
мого материала с помощью выступов и углублений над линией разъема 1 и под ней
2. При этом удобно определять выступы по их проекции на плоскость через линию
разъема. Если пуансон не изготавливается из монолита, а выполняется в виде отде-
льной вставки, то для одной половины формующей полости:
Выступы и углубления;
монолитный пуансон
mK-2nD Углубление)
Выступы и углубление;
пуансон вставкой
(35)
% - глубина углубланш мм&0ДНУ МатрицУ/пУанс°н. ч; т£- высота
лений; тк-средний съем ма ’ ”Е количество выступов; nD - количество
площади проекции отливки; / 1 VM4': Ае ~ отношение плошади вы
екции отливки. ’'пя отн°шение площади углубления к плот
СИ2) вычисляется аналогично:
ГдеСо-расход време й Сп<”+С/Х2>-
ИИ“Гл^.,У11Олост1лч
(3.6)
113
! ₽vnna злрат [: формообразующие детали_
3 4. Расход времени на обрабогку поверхности полости
t>Pxl,0< 1Ь Ф°1)МУ|О,11е“ полоЧ| н является вторым по значимости, после глубины,
^^иуюшпм фактором, прямо влияющим на трудоемкость. Рассчитывается трудо-
2"о‘-ТЬ сЖЛУ,о,ц1,м обРазом:
(3-7)
f - коэффициент, учитывающий долю токарной обработки,
THeJS
4= (1-0,5^)0,79,
С — расход времени на поверхность полости, ч;
ливки. мм’Ю'2; «ф— доля токарной обработки.
(3-8)
Ам — площадь поверхности от-
3.3.5. Расчет времени для обработки линии разъема
Трудоемкость обработки линии разъема учитывается с помощью коэффициента Ср,
соответствующего количеству технологических стадий.
Таблица 3.2. Коэффициенты Ср, учитывающие трудоемкость обработки линии разъема
Количество переходов Ср для плоских поверхностей С для изогнутых поверхностей
0 1,00 1,10
1 1,05 1,15
2 1,10 1,20
3 1,15 1,25
3.3.6. Поправка на качество поверхности
Качество поверхности формообразующих элементов одинаково важно как с точки
зрения внешнего вида изделия, так и для надежности его извлечения. Коэффициент
качества поверхности Cs зависит от величины шероховатости, получаемой в резуль-
тате тех или иных операций обработки. Величину коэффициента качества поверх-
нос™ можно увидеть в табл. 3.3.
абпица 33 Коэффициент качества поверхности Cs
Качество .^поверхности Шероховатость, мкм Коэффициент качества Cs Примечания
Необработанная R 100 а 0,8-1,0 Поверхности, расположенные поперек направления извлечения
^Дартнад у "——- 10 < R < 100 ft 1,0-1,2 Шероховатость как после ЭЭО
1 £R <10 1.2-1,4 Технически гладкая
<^!^1епе"и R < 1 1.4-1,6 Зеркальная
53* Й28
^^рпеление стоимости изготовления литьевыу^
кэнообработки для фиксации пуансонов
3.3.7. Время ме * плеНия пуансонов в обеих полуформах
Трудоемкость механообраоо увеличивается с ростом отклонения п
вается коэффициентом С, £ Коэффициент, учитывающий это отклон^
Щ^бГзЛ4)Н'^нТожает^я на количество пуансонов, имеющих соответствуй
площадь крепления. у
= fcr”, M-
(3.9)
г . - масштаб времени - 1 ч; и - количество пуансонов, имеющих соответствуй
где масш к- количество различных креплении.
щую площадь крепления, j количссш н
Таблица 3.4 Коэффициент формы крепления пуансона /CF
Коэффициент формы fCF Площадь крепления
1 Крут О
2 Многоугольник □
4 Большой круг О
8 Большой многоугольник с
10 Криволинейный контур
3.3.8. Поправка на допуски
ДОПУСКИ веЛ11Чивают стоимость изготовления формообразующих дета-
жесткие чрх? ЧТ Ы °тливкн были экономичны, не следует задавать допуски болк
Принятый^ ппл ХОДИМО с точки зрения технических требований к ним.
допуски не должны поены™6 <а°.РМ ДЛЯ точного литья стандарт предполагает, что
но для пластмассовой детоГ В На 10% Те’ котоРые задаются оконча^.
ся ожидаемый расход впр« коэффициенте размерных допусков Сгучиты»
(рис. 3.6). ’ ‘ ени пРн желаемых точности и последующей обраб'чь
3 6 Оценка
116
^OnggAgneHHeerov^H изготовления литьевых^
,3,. Растет времени^изготовл^н*4^электродов
для электро И попсрхноетн электрода-инструмента ИигИ:
Благодаря тому К“Ф"2мя можно вычислить способом, аналогичным том,
стоуст профилю отливки. °1*мда,веской обработки полости (уравнение (М)5
который применяется в слу
t(. - {(Q(Cd + CA at)} Cs + Cc}-CT CDD CN [ч], (3.10)
где » - доля ЭЭО в изготовлении формообразующих деталей; С, - 1.3.
3 4 Группа затрат II: пакет плит
В пакет плит устанавливаются матрицы и пуансоны, основные функциональные
летали и узлы (литниковые системы, системы выталкивания и охлаждения). Пос-
кольку предполагается использование пакета плит собственного изготовления,
целесообразно выделить различные классы качества.
Пакет плит класса I служит для выпуска небольших серий отливок невысокой
точности, пробных партий и т. п. В этом случае плиты не закаливают.
Пакет плит класса II отличается упрочнением плит, дополнительным их цен-
трированием, теплоизоляцией неподвижной полуформы. Если плиты круглые, то
форма имеет всего три направляющие колонки. Такой пакет плит служит для вы-
пуска изделий технического назначения и для среднесерийного объема.
Пакет плит класса III отличается высокой твердостью и рассчитан на большие
объемы производства, высокую точность и надежность [3.7].
В большинстве случаев литьевые формы состоят из стандартных узлов и дета-
лей. Поэтому, как правило, за полную стоимость пакета плит корректно принять
стоимость доступных стандартных элементов, не включая в расчет затраты на спе
циальную обработку (рис. 3.8). Предполагается, однако, что постоянно изучаются
Ложен,1я поставшиков и ведется мониторинг цен на различные комплектую
честву и различают^™ ^Ормы СООТ11етствуют самым высоким требованиям по ка
ется на сроке их служ6°ЛЬК° маркои стали> из которой изготовлены, что сказы»
денные на рис 3 9 относ' ПОлируемости и коррозионной стойкости. Цены, ПР||В
преДваРительно у;";;Х?2^Х(о?РКе Л/5/4130' Плиты В состоянии пос^'*
nRS) и отшлифованы по всем граням.
Литникова^ютема,11,1 °СНОВНЫе уЗЛЫ И ДвТЭЛИ
иымифуцкцИоцальнымиэ ' ^с'Р^остатирования и выталкивания являются ос”
формы. Затраты на все детали от МИ ” °^язательно входят в состав любой л,гг ч3я
^ол,,итель„ыерасХодГо^,ОСЯ,ЦИеся * ^им основным элементам, в^
™™ °™“"™ ««Ж?"» ““«".„„м способом. Дда расчет» гю*
рГз'.Г ” "«Ла »«П»~ботгьпгой роли- П1*<»
ьрипслепм факторы ruin,,,,™," ИС1,,,лы,о»аннс стандартных эяснен
Рис
117
r.^na затрат III основные узлы и детали
З."* гг*~
Pia.J 8. Полная стоимткть пакета плит литьевой формы [3.3]
з 0iipryg2gH”e стоимости изготовления ЛИТЬРРи|^^
Система литниковых каналов
Холодиоканальная
Тин впускного канала?
Количество впусков?
Расположение литниковой системы?
Горячсканальная
Горячеканальный коллектор?
Количество зон регулирования?
Расположение зон регулирования?
Сопла с запорной иглой?
_ Тип каналов
Каналы охлаждения Спиральная Цилиндрическая
Тин? Количество? Площадь поверхности? Охлаждаемая площадь? Диаметр вставки? Высота вставки?
Система выталкивания
Одностадийная
Двухступенчатая
Толкатели цилиндрические
Толкатели трубчатые
Толкатели плоские
Плиты съема
Количество?
Геометрия?
Механизм двойного
выталкивания:
• с коптртолкатслем?
• диаметр толкателя?
Стоимость основных функциональных элементов
Рис. 3.10. Факторы, влияющие на величину затрат группы III: основные узлы
3.5.1. Литниковая система мИч-
Тип литниковой системы определяется в соответствии с требованиями
ности, качества и с учетом формы и размеров отливки. „ и веернь111
Затраты на центральный литниковый канал, дисковый, туннельный
литники можно рассчитать по формуле
(3.1
= tG $MW [$]• сТ0Ц-
где tc — машинное время изготовления литникового канала (таол. /
мостьнормо-часана изготовление и зарплату, $/ч. „ f ,/)ОтК” аС-
Предполагается, что все одинаковые операции механической о е< пр” Р‘
няются без переналадки. О времени наладки оборудования сказано в
смотрении затрат группы II.
119
3.UP.H III ос ионные узлы и дошли
?5‘ (pv _ —1— — ’
j а. Рабочее время для изготовления литниковых каналов [3.4, 3.9|
^Тайникового канала Время
Расположен в плите
центральный и я точечные |Ш1ые литннкн п 1 2 3
t, мин 35 50 65
ЧнгКОВЫЙ 30 мин
Туннельный __ 15 мин
Веерный t - (0,5 b + 50) i b — сечение капала, мм
t, млн
1
70
1
1
п
i
3
1,8
5
2,5
п — количество впускных литниковых каналов
3.5.2. Система разводящих литниковых каналов
Стоимость изготовления разводящих литниковых каналов определяется через тре-
буемую длину [3.4]
С к Sr^r^mw l$L
(3-12)
где5М№,— стоимость нормо-часа, $/час; 1К — длина канала, мм; gK — поправочный
коэффициент на диаметр канала (0,14 мин/мм для dR - 5 мм, 0,16 мин/мм для dR = 8 мм,
0,18 мин/мм для dR -= 12 мм; dR — диаметр канала, мм).
Когда каналы изготавливаются в обеих плитах, величина затрат удваивается.
Временем переустановки плит можно пренебречь (раздел 3.5.1).
3.5.3. Горячеканальные системы
Полная стоимость горячеканальной системы определяется по уравнению
CHR - {(Сл.„к + g/Л) + nN {CN + 225$ + CNS)}gc [$], (3,13)
гле ~ сумма затрат на горячеканальную систему, включая сборку, $, СШ1К стой
мость коллектора, $;g - коэффициент площади, 8 1 (Р $/мм’; Л - площадь смыка-
ния; пк- количество сопел; CN - стоимость одного сопла, $; Сю~ стоимость сопла
с запорной иглой, $; g(. - от 1,1 до 1,2 - при переработке наполненных пластмасс,
1.0 Для ненанолне иных. „„„
Горячеканальные системы в основном собирают из стандартных элсмен
этому стоимость деталей горячих каналов и сопел можно узнать из каталогов про-
изводителей. К этим затратам прибавляются затраты на вспомогательные материа-
ЛЫ ДЛЯ сборки и герметизации, а также на сборку и дополнительную обработку.
Ввиду большого разнообразия систем и предъявляемых к ним тр< вании нет
п<)зможности легального описания всех возможных вариаиюв
120
3 Определение стоимости изготовления литьегц^.
3j
------------- • коНТУровТер>.остатирования затраты на систему ох**.
"°
ISb <3 К)
юности учитывающий размер формы и расположи
где kD - K^’llHeifTK(^X[W охлаждающих контуров (без соединений)
канала (табл. 3 7), п к
-д «ГОГГТТОВЛСН11Я кянэлов охлаждения
То^З 7. Коэффиинентс-южноств изготовлен
3?
r гс—адь смь кания Д
Коэффициент kD 4.00 625 9.00 1225 1600
Прямой канал 0.41 0.45 050 0.56 060
Наклонный канал 0.68 0.75 0.83 0.93 100
Вставка спирального знака ilth тестовой ~убкп 0,81 0,90 0,99 1.11 1.2?
3.5.5. Система выталкивания
Получать информацию о стоимости стандартных элементов (цилиндричесгаг
плоские и трубчатые толкатели, контртслкатели и т. д.) удобнее всего из ката,
поставщиков.
Затраты на отверстия под установку элементов системы выталкивания в плите
толкате.. зависят от геометрии изделия и определяют с помощью уравнения:
-----*0.8чп-г. [S1.
= 1850^
(3.15)
Пе d -^«метр толкателя; I _
~ количество толкателе*»'.;
для кок'т^^)1Г1еСК1И TCL1KaTl-'I<-‘H r = о _ р^\(Часгично согласуется с [3.11]): б ~
контРтаткателей. ’ " 2 Х1я трубчатых и плоских толкателе* г,= -
З б- Группа затрат IV
и Детали
ЛятствУют извлечение ^',П7,1пс°вымц кат»
КОНстРУировании ^Т° ВЫзывает аламн или отливаемой деталью.
Доп°лнительны₽ х°димость принятия особых ме/
отрывная плита л^И?ап‘- с*язанн.т₽
^^л<ы ВЫвинчиваи|« И с тремя<п^аКИМИ СПецнальными элементами,
рис 3Н1Ь|Мг?аТратам Фак^ОбХОД"М0 “Ыявит'Г3*”' раздвижные полуматрипЫ
Р*0 3 И Поскольку у^°₽ы- зияющие нТ " п₽«6авить к ранее опре.
Узлы> в“пол11Я1о^^ /траты группы IV. предстэ
Ые Функции, также можно
з
121
rnVI1na затрат IV: специальные узлы и детали
3-Ь- ' Г v
lU стандартных элемептоп, возможно опрел,.,,,.,,.
добных тех.. которые приведены npiI рас^оХ ии^Г' ' "°М°"1"Ю ^ат рамм, n0.
пичеекш:операции и сборки. Такой подход ,и- ',,Гр;п П>У»иы И, с учс^ом М(!£
затраты в заниеимости от площади смыкания ‘ °ЛЯеТ Уста'“”ипъ доиолиительпые
Р1
11. Факторы, влияющие на затраты группы IV: специальные узлы и детали
з Ппсрлеление стоимости изготовления литьаш^
122
з 7 Другие методы расчета затрат
мости изготовления литьевыхф^Р ^Ива-
ют спрособы, основанные на подоош j
3.7.1. Определение затрат по подобию
Определение затрат по подобию основано на том основании, что при получении по-
лХх форм . полебрнх 3!,",эт"' та“' 6лнзКИ-Такои "оях™ преврихлс
Х“ нуюпрактику. Он требует наличия информационных систем (баз да„„ых) ,
которых содержатся данные по ранее изготовленным формам, затраты на которые
известны. Система должна поддерживать расчеты затрат на проектируемые фор-
МЫ Следует иметь в виду, что формы сходной конструкции не обязательно исполь-
зуются для выпуска одинаковых изделий. Также возможно, что такие изделия из-
готавливаются с помощью различных форм, не похожих одна на другую, каковы
могут быть формы при изменениях в расположении линии разъема. Существуют
следующие возможности:
• поиск форм с подобной конструкцией;
• поиск форм с подобными формообразующими деталями;
• поиск форм с подобной конструкцией и подобными формообразующими де-
талями;
• поиск определенной формы.
Удобные алгоритмы поиска позволяют пользователям системы находить в базе
данных сведения о формах, конструкция и/или формообразующие детали которых
соответствуют решаемой задаче. Выполненные ранее расчеты адаптируются к но-
вым условиям [3.12].
I Тип литьевой формы
- стандартная форма, с раздвижными полуматрицами ...
Тип впуска
- горячие каналы, холодные каналы...
- количество впускных литников, литниковых систем
- тип литника (точечный отрывной, туннельный...)
Тип контроля температуры
- охлаждающая жидкость
- охлаждение пуансона, матрицы, поверхности
I Тип системы выталкивания
| - тип извлечения (кулачки, ползуны...)
I - привод(например,пневматический)
| - количество линий разъема
I Размер формы
I - количество формующих полостей
1 - длина, ширина, высота
I Прочие параметры
I - центрирование
I - датчик»3 К о,,|1слслс1,,1Ой литьевой машине
I ~ система впрыска
Рис. 3.12. Поиск
..Крмь
123
( , ^гирмртоды расчета затрат
П щек подобных конструкции можно проводить па основе критериев, приведен-
ие рис. 3.12,,,а Ра ,,1Ь,Х уровнях детализации, в соответствии с задачей. Для но-
lllJX необязательно использовать все параметры.
"^(чя определения подобия формообразующих деталей прибегают к безразмер-
'чогарифмическим критериям Пацыны (Га су па), названным по имени их разра-
А^чпка, который изначально применил их для классификации отливок. Критерии
-жат для описания детали на основе ее геометрии. При этом «в качестве опорного
ела используется куб того же материального объема, что и классифицируемое из-
елие» [3.13]. Критерии Пацыны показаны на рис. 3.13.
Относительная толщина стенки
IV
dc/d, - 10"'
Протяженность
5
</<с “ 10*
Компактность
V
(a-b-c)/V = 10v'
Рис. 3.13. Критерии Пацыны
Протяженность 5
Определяется как отношение максимального линейного размера детали к макси-
мальному линейному размеру опорного куба. За максимальный линейный размер
детали принимается пространственная диагональ прямоугольного параллелепи-
педа, ребра которого совпадают с измерениями детали по длине, ширине и высоте,
кии, другими словами, пространственная диагональ ds минимально возможной пря-
моугольной упаковки детали.
Относительная толщина стенки W
Этот параметр получается путем деления длины ребра dc опорного куба на среднюю
толщину стенки детали dm.
Компактность V
Отношение объема минимальной упаковки Vp к объему детали Vg, который, по опре-
делению, является и объемом куба.
в Скольку критерии Пацыны безразмерны, для описания абсолютных размеров
качестве дополнительного критерия включается объем отливки.
пределение затрат по подобию требует обширной базы данных, в которой, пре-
z- Чем станет возможным определение затрат, приходится копить данные о по-
тем <ъ'Х Ф°рмах- Более того, необходимо избирательно пересчитывать затраты по
оппФ°РМаМ’ КотоРые были ранее изготовлены. Для того чтобы иметь возможность
мах Делягь Затраты только из подобия, пользуясь информацией о подобных фор-
• нужно иметь однородный ряд продукции. Если форма выделяется из этого
124
з Определение стоимости изготовлрнип Пь,
——-~--.ЬевЬ1х (
ряда размером или конструкцией, то невозможно определить величину чй
ее изготовление, исходя из одного лишь подобия. Поэтому рекомендует^₽ЙТ «а
метод подобия с другими методами.
3.7.2. Принцип иерархического поиска по подобию
Для применения принципа подобия к поиску не только форм, но и разд
кциональных элементов можно воспользоваться иерархическим поиск НЫХ
бию Брункхорста [3.14]. Впервые такой поиск был использован ддя П° Под°-
формы. После того как находится наиболее похожая форма, поис^^^ ЦеЛоя
в целях подбора различных функциональных групп. Такой подход п П°Вт°РЯеТся
бинировать элементы различных форм, причем с желаемой степень °ЗВ°ЛЯет К°М-
На рис. 3.14 показано как структурируется форма для иепапхичог^ Детализации.
подобию. t Koro поиска Ло
Этот поиск по подобию требует наличия обширной базы aanm.rv
стороны сопла
Направляющие
Пакет плит
j Электрод
Толкатель
Толкатель
Стороны
толкателя
Цилиндрический I
толкатель
Крепление
Крепление
"о,,ска „о
,,оД0б|||О Л„, г
(по 1>рункхорсту)
Подача
матеРИала
•''Итьсвая форма
Поднутрения
Толкатель
Плоский
толкатель
Обойма
толкателей
Л
В'
н
н
в.
П!
ги
(те
ет
По;
ся 1
Ко/,
Тод
Лец
Дей<
Че
бУд(
сдк
Tajfj.
S
%
*4
X
. '"И
чэ/*
Ч
Z
4. Литье под давлением
Л|1Т1,е под давлением один из важнейших способов переработки пластмасс Он поз-
воляет воспроизводить средние и крупные партии деталей практически любой слож-
ности. Ограничения связаны с толщиной стенки отливаемой детали, которая обычно
не должна превышать нескольких миллиметров, и ее геометрией - она должна из-
влекаться из литьевой формы. Эта тема будет обсуждаться в следующих разделах.
Преимуществами литья под давлением являются:
• непосредственное получение готовой детали из сырья;
. минимальный объем дополнительной обработки отливаемых деталей или ее
отсутствие;
• возможность полной автоматизации;
• высокая производительность;
• низкая себестоимость при больших объемах выпуска.
4.1 Последовательность технологических
операций
Процесс литья под давлением является дискретным. Порядок выполнения техноло-
гических операций схематически показан на рис. 4.1.
Сырье, обычно в виде гранул, подается в узел пластикации литьевой машины
(термопластавтомата), где подвергается плавлению. Узел пластикации представля-
ет собой одношнековый экструдер, шнек которого под действием гидравлического
поршня совершает возвратно-поступательные движения. Непрерывно вращающий-
ся шнек расплавляет гранулы и продвигает расплав к соплу литьевой машины. Пос-
кольку сопло литьевой машины во время пластикации закрыто, расплав доходит
только до торца шнека. В результате шнек отходит назад, преодолевая сопротив-
ление потока (обратное давление). В начале цикла литья форма закрывается под
действием пресса, который на литьевой машине называется узлом смыкания. Пре-
жде чем расплав, полученный в узле пластикации (в точно отмеренном количестве),
будет впрыснут в закрытую литьевую форму, узел пластикации с расплавом подает-
ся к форме, упираясь в литниковую втулку. Усилие, прижимающее сопло литьевой
машины к литниковой втулке, подбирается таким образом, чтобы при впрыске кон-
такт был плотным. В это время сопло литьевой машины открывается, и расплав сво-
бодно проходит из передней части материального цилиндра в формующую полость.
По мере заполнения формы давление внутри нее нарастает. Ему противодействует
Давление на форму узла смыкания; усилие смыкания препятствует проникновению
Расплава в зазоры по линии разъема формы. Как правило, заполнение формы не
означает окончания процесса, так как объем расплава изменяется в процессе затвор
Девания (охлаждения).
Для того чтобы обеспечить подпитку расплавом и этим компенсировать ею объ-
емную усадку в формующей полости, а также чтобы предотвратить отток расплава
из литьевой формы через литник, контакт сопла литьевой машины с литниковой
Стадия 1 Впрыск
Загрузочный бункер
L_ Коленно-рычажный механизм
Контакте
формой
Бандажный
нагреват >
Гайки
направляющих
колонн
Поршень
-I--- гндропилиндра
механизма смыкания
Форма заполняется
Стадия 3 Извлечение
Ф >рма открыта
Рис 4 1. Цикл зятья под давлением (4 1-43]
втулкой формы поддерживается до тех пор, пока расплав в Л1 * ^^рап!*1*** «
При отводе узла пластикации и закрытии сопла машины контакт рс Отэо>
Поскольку процесс пластикации требует определенного времс г»*м
закрытии сопла в узле пластикации сразу же начинается вращение й пр1'
мается следующая - отмеренная - порция материала, который плав
гается в сторону сопла. voaH*1*
Когда отливка (деталь) затвердевает до такой степени, что мо*ет фоР*'
геоке I рню без внешней поддержки узел смыкания раскрывает л>
отливка извлекается из формующей полости толкателями.
4 । последопателыюсть^схно^^
127
Затем никл повторяется. I la рис. 4.1 „ока:1;1н 11ОрЯдок этих технологических опе-
раций- Для Разных полимерных материалов и способов их переработки описанный
1ДСС1, основной может варьироваться.
4.1.1- Литье под давлением термопластов
Когда термопласт нагревают, его агрегатное состояние изменяется; он становится
мягким и, расплавляясь, приобретает текучесть. Охлаждаясь, расплав снова затвер-
девает. Ввиду этого при работе с термопластами узел пластикации подогревается,
а литьевая форма охлаждается. Обычно разница в температуре составляет более
100 °C. Из разработанных для литья под давлением термопластов получают, как
правило, расплавы с относительно низкой вязкостью, благодаря чему время впрыс-
ка невелико, и не требуется больших усилий смыкания.
Литьевая форма должна отводить тепло от расплава материала быстро и равно-
мерно. Поэтому требуется тщательно разрабатывать систему охлаждения формы.
Охлаждающая жидкость — обычно вода (при условии что температура формы не
превышает 100 °C) — подается по каналам охлаждения. Из экономических сооб-
ражений, таких как качество отлитых деталей, сильно зависящее от однородности
теплового потока в форме, контур охлаждения тщательно контролируются. Для
обеспечения постоянства температуры охлаждающей жидкости используются тер-
мостаты и охладители. Детали, не требующие дополнительной механической обра-
ботки, можно получить только при том условии, что все соединения и линии разъ-
ема формы очень хорошо подогнаны, и расплав не в состоянии проникнуть в зазоры.
В противном случае образуется облой, и механическая обработка отливки будет не-
избежна По этой причине все зазоры должны оставаться менее 0,03 мм (даже под
давлением впрыска) до тех пор, пока расплав не затвердеет. Эти требования особен-
но строги при литье крупных деталей на мощных литьевых машинах, так как фор-
мы должны быть очень жесткими, а узлы смыкания должны работать очень точно;
особенно важна жесткость плит смыкания.
4.1.2. Литье под давлением «сшитых» полимеров
Такие полимеры окончательно выстраивают свою макромолекулярную структуру
путем образования поперечных связей при нагреве. По этой причине они должны
находиться в узле пластикации с минимальным подогревом, то есть их вязкость
Должна быть едва лишь достаточной для заполнения формующей полости. Так пре-
дотвращается преждевременная «сшивка» полимера и ее отрицательное влияние на
формование детали. Поэтому обычно температуру узла пластикации поддерживают
ниже 100 °C, а выделение тепла за счет трения снижают, используя бескомпресси-
онные шнеки.
С Другой стороны, литьевая форма находится при столь высокой температуре,
Чт° реакция образования поперечных связей происходит быстро. Существует верх-
Дий предел температуры, так как нельзя допустить термического разложения поли-
На рис. 4.2 показано изменение вязкости таких полимерных материалов во время
цикла литья.
Рис. 4.2. Изменение вязкости сшивающихся композиций - пределы технологического
процесса
4.1.2. 1. Литье под давлением эластомеров
кулярнуюРструкпту как н'ТЭКИе КаК резина- имеют практически одинаковую моле-
том их нагревания являетсТсТзданиГпГс СЬфЬЯ’ переработки’ЭффеК’
ми, в которой соседние мак™. пространственной сетки с крупными ячейка-
сопровождающее «сипи макромолекулы химически связаны между собой- Позгаму
Чтобы не лопуст™ Х?‘Ч“еН"е °6beMB «в“ико.
пература узла пластикации пол? эласт°мера до заполнения литьевой формы, тем-
тетических эластомеров являетс?РЖНВаеТСЯ ниже ^0 °C. (И все же ряд новых син-
ел «ДК Как в Ф°РмУЮщей полости ИСКЛ10чением> например олигомерные каучуки.)
:“"е.Р^раэ—«ора повышается более чем на
вячгй^ТаТе 2Оздается высокое лавпТ₽Я наОдновРеменно протекающую «сшивку»,
избежание^1 Д° образования noneneJ?^ ПосколькУ материал, соприкасаясь с го-
лоя зазоры по линии пят НЫХ СВЯЗе^' испытывает падение вязкости.80
4.12.2. Литье пол ъема формы не должны превышать 0,02 м*1
™ХМеНИ'М ^"ластов
иым порошков *аони в свосм болыл |,н/)°Л давлеН11ем В низкомолекулярном
которые Допустимы ВОЛОКнами и имеют В*" Наполнены минеральным илиД?С.г)
Здесьта^^В^пяаст„Хи ППРИ ИИЗК"Х температурах (< 120 О-
"Римерно на & Дитьевой <Ьоп1"?С?_ТеЛЬНО высокую вязкость.
Дит к быстрому затвег ^(’РазованиеРМЫ прсвы,иает температуру узла 1171 що-
У затвердева.1Ии, в лотиой сетки поперечных связей пр J
РО'<ессе выделяется тепло, которое пр*
129
. Л функции литьевых форм
4,*t[3* <?-- -*—~~
|ГИ от1К»Д"ть Исак гоплас i ы в кои такте с горячими стенками становия я частично
Г1чо,|||М11, ,,<кш,му "'"‘окание облоя зазоры полициям разъема формы иедолж-
^/„р-вышап. 0.15 мм.
4 2. Основные термины
{срмн11ОЛО1Т1Я, которую пт пользуют авторы в данной книге, соответствует приве-
денной на Р,к‘- ^-3. Большинство из терминов прижились в практике. Кроме того,
сущес1 гвует справочник Международной ассоциации специального инструмента
(ISTA). в котором содержится основная терминология, относящаяся к элементам
литьевых форм.
Пружина сжатия
Хвостовик
Подвижная плита крепления
Плита толкателей и плита хвостовика
Цилиндрический толкатель
Толкатель центрального литника
Опорная плита
Промежуточная ртулка
Обойма пуансонов (подвижная обойма)
Направляющая колонка
Направляющая втулка с буртиком
Линия разъема формы —
Обойма матриц (неподвижная обойма)
Неподвижная плита крепления —
Ниппель системы охлаждения —~^->г
Фланец центрирующий
_Брус
опорный
Пуансон
Канал
охлаждения
—\Вставка
матрицы
lassssssssi
Литниковая втулка
Рис. 43. Основные элементы литьевой формы (типовая конструкция) [4.4]
4.3. Классификация литьевых форм
Обычно, в зависимости от подлежащего переработке материала, рассматриваются.
• формы для литья под давлением термопластов;
• формы для литья реактопластов;
* формы для литья эластомеров (для вулканизации каучуков);
заливочные формы для вспененных полимерных материалов.
Поскольку в основном эти литьевые формы схожи, предложим критерии их клас-
сификацци.
4.4. функции литьевых форм
Г,РИ производстве сложных деталей (изделий) применяются формы с нескольки-
Ми Формующими полостями (гнездами). Литьевую форму для конкретной детали
наготавливают отдельно. Основными функциями формы являются помещение и
Рнспределение расплава, его формование и охлаждение (или подвод дополни iель-
4. Литье поддавпрц.
130
„ого тепла при переработке реактопластов и эластомеров), застывание расг,^в
извлечение детали. Решение этих задач обеспечивают следующие системы: 3 н
• литниковая система;
• система формообразующих деталей/вен гилирования,
• система тсрмостатирования;
• система выталкивания;
• система центрирования и направления;
• система установки формы в литьевой матине;
• распределение усилий;
• передача движения.
Данные функции представлены
форме.
4 4 применительно к простой литьевой
ИЗ • »
Литниковая
система
Направление в
центрирование
Система передачи
движения и
I извлечения
деталей
Система
теплообмена
Формующая
полость
Крепление
формы
и передача
усилий
4 А"“" Ф,11ВД1йформы И 5|
Кроме формования детали v „
должен б*^ (,13ВЛечеиие). С экономичсг'* ?°рм есть еще °Дна важная задача: еевы-
бенно слож|Ь КЯК Можн,° более короткие/0*1 ТОЧКИ 3Рения цикл литья под давлением
ющим ни детЫХ Леталей) процесс извлеч /° ”реме,1и’ а с точки зрения качества (ое°‘
Конструкция а,с^О1;М(ЮбразУю«»« элемсн^" б*”ТЬ НаДеЖИЫМ " Не н0”^3'
РЫе бывают: СМЬ1 ПЬ1талкиванИя зап.,
* без поднутрений- СИТ °Т геометР”и отливки [4.7]. ко
:-:^:г^-иямИ;
Из этих различий X''‘VTPe'1,1HMH
^’Р^ХТЛт/'м У ^^^и"ГРУК ПН‘,,ЫХ вариантов, так и воз^
^Мам“ь.^^в^^ноед<?лап>^ У Мож- вытолкнуть, снять, вы».-^
«ялегалей. Ы,«’ДнеобходимоеГ11 классификации
.Л 1пунм1НИД""’21!11|ХФа,1
131
|1олоб1(;1я классификация удобна тем, что позволяет 6 О|((.иить 1и;о6ходи.
M1„ii объем работы, то есть согласована с затратами. Она также указывает на воз-
М0ЖНьа‘11О,а6,,р,",,М 1’ь‘ " количество формующих волостей в форме.
д 4.1. Критерии классификации литьевых форм
Вьпиеоерсчисленные группы функций могут быть классифицированы в соответ
СТИВИ с конструкцией формы п характеристиками изделия (табл. 4.1).
Таблица 4.1. Конструктивные характеристики литьевых форм (зависящие от конструкции и
определяющие ее) [4.5]
'—характеристики, зависящие от конструкции формы Характеристики, зависящие от процесса литья
"Кинематика литьевой формы Система извлечения (частично) Количество линий разъема Количество плит съема Центрирование Передача усилий Установка в литьевую машину Формующая полость Расположение и количество формующих полостей Литниковая система (частично) Система теплообмена Ползуны и подъемники Система выталкивания (частично)
Характеристики изделий могут изменяться в пределах одной типовой группы ли-
тьевых форм; конструкционные особенности не меняются в пределах группы, поэ-
тому общезначимы в пределах одного типа.
Другое различия, соответствующие основным элементам конструкции, представ-
лены в табл. 4.2. В ней показано, как из различных конструктивных критериев и
связанных с ними явлений вытекают определенные типы форм.
Таблица 42. Различия литьевых форм в соответствии с основными элементами конструкции [4.5]
Отличительный признак Факторы влияния Вариант конструкции Наименование формы
Количество линий разъема Геометрия детали Количество формующих полостей Тип впрыска Способ извлечения Форма с двумя плитами Форма с тремя плитами Плита съема (две линии разъема) Стандартная форма Форма с плитой для отрыва отливки Форма с плитой съема Двухэтажная форма
Система выталкивания Геометрия детали Тип перерабатывае- мого материала Параметры процесса Объем партии Расположение отлив ки относительно линии разъема Ползуны Раздвижные полуматрицы Устройство вывинчивания Плита съема Форма с ползунами Форма с раздвижными полуматрицами Форма с вывинчиванием Форма с плитой съема
132
Окончание табл. 42 Вариант конструкции Наименование форМЬ|
Отличительный признак факторы влияния
Система термоста- тирования Литьевая машина Время цикла Тип перерабатывае- мого материала Себестоимость _ Горячеканальная система Изолирующий литник Горячеканальнаяфор^"' Форма с изолируЮЩим литником
Передача усилия Жесткость формы Геометрия детали Давление впрыска (важно) Тип перерабатывае- мого материала Раздвижные полуматрицы Замок вынимается из твердой отливки Направляющие колонки Форма с раздвижны^ полуматрицами Стандартная форма
Названия литьевых форм в литературе и на производственном сленге не всегда
совпадают. Они по большей части основаны на специфических элементах форм или
способе выталкивания детали, либо указывают на возможность какого-либо опреде-
ленного применения. В табл. 4.3 перечислены критерии, определяющие наименова-
ния литьевых форм.
Классификация литьевых форм по признаку системы выталкивания дает в ре-
зультате основные типы, показанные на рис. 4.5 и 4.6. В эту систему можно вклю-
чить и формы относительно сложной конструкции, такие как литьевая форма
с отрывным литником, двухэтажная форма, форма с изолированным литником, го-
рячеканальная форма и др.
Основные категории представлены по следующей схеме:
.эскиз,
• основные элементы;
характеристики;
• отливки;
и
• ход открытия;
• пример.
Схе\
ло^группы. ие позволяет проиллюстрировать правило для к
^°РМ“ Примеры конструк1^йЬп11СКОТ°РОе "РВДставление о возможностях каЖв
Цифры в строке «шип™ Ы из литературы [4 9 4 101
На"РОсновной хоЖеНИЙ “ обе°"нача1ог°ТКРЫТИЯ* относятся к последовательно-
3. Движс-Г*: Движение.
4 Движсч"101И,Лзу,,а во время И31? " "ол‘,у|1ом: относительное движение.
Л ИЖе,,ИС “'-ви...аийя^" .?е,И',,Ия абсолютное движение-
>11‘1 ог,10с,|телыюе вращение.
133
. ДИКЦИИ ЦИ1ЫЧ1ЫХ форм
4 fl - _ * -
MP -t r K1,,,T*W" IIPHCHCCIUIM иаимеиоиапия лшиш, форме
г- Именование Критерии
^Стандартная форма 1 фостешиая «стандартная» конструкция: одна линия разъема, открытие вдоль одной оси; выталкивание отлитой детали ци- линдрическими или трубчатыми толкателями; падение под действием силы тяжести
Т"форма с ползунами Одна линия разъема; раскрытие формы вдоль одной оси; привод ползунов наклонными колонками
7"фоома с плитой съема 1'о же, что для 1, но извлечение детали с помощью плиты съема
4 форма с отделением летали от литника Го же, что для 1, но разделение детали и литника с помощью дополнительной плиты (подобно 3)
5 форма с раздвижными полуматрицами Одна линия разъема; движение открытия в основном направлении и перпендикулярно; полуматрицы скользят по наклонным плоскостям и выдерживают боковые усилия
6. Форма с вывинчиванием Вращательное движение с механическим приводом для автома- тического извлечения отлитой детали
7. форма с отрывными литниками Две линии разъема для раздельного извлечения из формы лит- ника и отлитой детали после того, как они отделены друг от друга; открытие формы в две стадии
8. Двухэтажная форма Матрица складывается из нескольких плит с несколькими линиями разъема; формующие полости расположены в разных плоскостях разъема
9. Форма с изолированным литником Две линии разъема; вместо обычной литниковой системы — каналы с увеличенным поперечным сечением, в которых горячее ядро «изолировано» застывающей коркой
10. Горячеканальная форма Роль разводящего литникового канала исполняет коллектор ГКС
И. Специальные формы Различные сочетания форм от 2-й до 10-й при наличии особых требований к процессу, которым не удовлетворяют простые решения
4.4.2. Основной порядок действий при конструировании
формы
К конструированию литьевой формы желательно подходить системно, так как фор-
ма и ее эксплуатация должны удовлетворять множеству условии (рис. 4.7). После-
довательность решений, принимаемых конструктором, приведена на блок-схеме,
описывающей процесс конструирования стандартной многогнезднои формы на
«крышку» (рис. 4.8, a-h). Советуем пройти эту последовательность шаг за шагом.
Чтобы понять логику процедуры.
4-4.3. Определение размера формы
Размер литьевой формы обычно зависит от размеров литьевой машины. Часто име-
йся в распоряжении машина или один из ее параметров накладывают важные
ограничения, которые конструктор обязан учесть.
4 Литье
подда(
Форма с ползунами
MV PL SS
® ®©@®
о) Плита крепления
подвижная
Ь) Система выталкивания
с) Формующая полость
d) Центральный литник
е) Плита крепления
неподвижная____________
Наиболее простая
конструкция
Две полуформы
Одна линия разъема
Открытие в одном
направлении
Выталкивание под
действием силы тяжести,
цилиндрическими или
трубчатыми толкателями
Д тя всех видов деталей
без поднутрений
а) Плита крепления
подвижная
Ь) Плита съема
с) Формующая полость
d) Центральный литник
е) Плита крепления
неподвижная________
Конструкция, подобная
стандартной форме,
но с плитой съема
для извлечения
а) Система
выталкивания
Ь) Наклонная колонка
с) Матрица
сГ) Ползун
е) Центральный литник
Конструкция,подобная
стандартной форме,
но с ползунами и
наклонными колонками
для их привода
Для чашеобразных
деталей без поднутрений
Для деталей
с поднутрениями
или внешней резьбой
Пример \ ' Ьицулплсчин»
,нкции лшьевых форм
р[" 4.6
Основные категории литьевых форм [4.5 J
4 Литье под
ЛЯ»»
срок поставки
«Я--"’
тёхничсские’характериЛ.ки литьевой
машины
Количество
формующих полостей
Система охлаждения
--- Система выталкивания
Привод
Точные размеры
Центральный литник и
разводящие каналы
Количество линий
разъема
Впускные литниковые
каналы
Размеры формующей
полости(грубо)
Размещение
формующих полостей
Вентилирование формы
Система Центрирования
и направления
I
Выбор вариантов
ыонтажа
• объем ВПрыскСа""ЯМи являются:
, |«яска. количество
»аем^Г1’ пластика|1ии: к<>ли.?рЛ njBd' КОТОРОС полается а формула цикл.
ма„ш„„й „ ед„ ..... материала.
137
функции литьевых форм
д 4 j—
. vcii ’iiie смыкания, которое должно уравновесит, .
шее при максимальном давлении inivinu а., норное усилие, возникаю-
. „Юя пл.,.падь „.„„ш крслХш Z ““Х:Г";
правляющими колоннами машины (рис 4 18) . ,,<UI 1)ассто«"ием между на-
. максимальное давление впрыска.
4 4 31- Максимальное количество формующих полостей
\1аксималь,,ое количество формующих полостей рассчитывается по формуле [4.4]
Максимальный объем впрыска 5, см3
Nf Объем детали с литником Л/ , см3 (4-1)
Этот расчет предполагает полное использование максимального объема „поиска
Однако расчет на максимально возможное количество нельзя признать праХ“ ь~
„о причинам, связанным с качеством расплава (однородность и достаточнее™
для поддержания давления). чныиооъем
138
Рис 4.8,
и отрывным впускным литником
Выбор литниковой
системы
а с.
Поперечное сечение разводящих литниковых
каналов
4
8
,нкЦии литьевых форм
139
„меры неподвижной
влиты крепления.
расположение
отверстии иод стяжные
пинты
Сборка полуформы со
вставками матрицы и
пуансона__________
---------1_________
Направляющие
колонки: тип,
положение,^ количество
[Направляющие втулки
Размеры обоймы
______пуансон а
5
4.8. d f
140
Рис.
д
Дел1
/J"‘ 'l.Я, f--%
функииилить.’вых^орм
141
Цо.шра! системы
пмгалкинания и
исходи1’1, положение:
щи. размещение
Цементы приводи
ГОЛКПТСЛЯ
Вентилирование
формы
. -у
Рис. 4.8, g
Далее, количество формующих полостей для тонкостенных деталей можно опре-
делить по скорости пластикации
Пластикационпая производительность R, см*/мин (4.1а)
М'г Число циклов //мин-(объем детали + литник, см')
Современные литьевые машины с возвратно-поступательным движением шне-
ка обеспечивают такую высокую скорость пластикации, что проверять допустимое
количество формующих полостей N.2 следует только для тонкостенных деталей при
большом объеме впрыска. Существует эмпирическое правило
0.4N, <N2<O,8N,. <4,2)
•4.3.2. Усилие смыкания
Минимальное усилие смыкания выводится из распорною усилия в формующей но-
^ГИ, которое является произведением площади проекции всех формующих полос -
'и И литников и максимального давления в полости.
F-Ap. <4,3>
‘51 Расвор1((,с усилие; А площадь проекции всех формующих полостей и лит-
ИК,’"“й «истомы; р - максимальное давление в формующей полости.
4 Литье
142
, твление в формующей полости составляет от 20
При правильной работе л 6атыпаемого материала и детали. НепраВи*°
100 МПа. в зависимости от i чснИ1О ЭТОго давления до полного даплР^
функционирование привод мс„дуется брать максимально возможное да7
Ze ХрыскХ^книю всей той площади, которая может быть покрыта распла.
вом.
Лпах ~ < с1,тР
(4.4)
4.4.3.3. Максимальная площадь смыкания
Этт площадь определяется расстояниями между направляющими колоннами лить-
евой машины (рис. 4.18). Обычно стараются избежать дополнительных трудностей,
связанных с протаскиванием литьевой формы через направляющие колонны, поэ-
тому максимальный размер формы должен быть примерно на 10 мм меньше рассто-
яния между ними. Узлы смыкания должны выдерживать максимальное ожидаемое
давление в формующей полости. Машины для литья под низким давлением для
переработки вспенивающихся полимерных материалов могут иметь узлы смыка-
ния с небольшим усилием либо большие плиты крепления и ббльшее расстояние
между направляющими колоннами. Следует принимать меры к тому, чтобы плиты
не прогибались под нагрузкой более чем на несколько микрон. Иначе не удается
поддерживать зазор линии разъема в допустимых пределах, даже когда сами формы
имеют достаточную жесткость.
4.4.3.4. Необходимый ход открытия
Ход открытия должен быть достаточно велик, чтобы без проблем обеспечить извле-
тение отлитого изделия из формы с очень длинными пуансонами (например, форма
на ведро). Минимальным требованием является ход, более чем в два раза превыша-
ющий вылет пуансона.
HH«cZtZZc;“^
велики. Отсюда возникло° настраивать>1,0 затраты на изначально завышенный ход
С помощью ДоХХ^ьТХХ"14121 ИаКЛОНЯТЬ Ф°РМУ ВО ПРеМЯ ГсРХ
. У р 1СТВ и после этого выталкивать деталь (рис-
Еще одним кри ~ АЛИНЫ потока к толщине стенки
длины потока расплава и топп^НМСЯ К литьеп°й машине, является соотноШеВ'
гена-Пуазейля, соотношение ме^' СТепки детали. В соответствии с законом'
ны < тенки отливки //определяете ДЛИИ0Й п°тока расплава и квадратом то
итьевои машины и вязкости пасп’ ДаВлением впрыска, зависящим оттипораЗ'
,4о^^
рус 4.9- Устройство для наклона формы во время извлечения детали [4.12]
максимальную длину потока расплава в формующей полости и приведенную (мини-
мальную) толщину стенки детали. Соотношение длины потока и толщины стенки,
выведенное из закона Хагена-Пуазейля, согласовано с принципом подобия:
W = Ap/(32(p-v-n„v/), (4.5)
где L - длина потока; Н = 2 WT/( W + Г) — гидравлический радиус канала потока
с шириной W и толщиной Т; <р =1,5 для ширины, намного превышающей толщи-
ну (так бывает почти всегда); V — скорость фронта потока (качественно предпоч-
тительная величина: около 30 см/с); Др — максимальное давление впрыска (для
обычных литьевых машин около 120 МПа).
Для приближенных расчетов эффективная вязкость составляет:
для аморфных полимерных материалов Г]„ = 07 250 до 270 Па с (максималь-
ная ошибка ± 10%, при температуре расплава ТМ = ТЕ (температура стеклования)
+ 150 °C);
для частично кристаллических материалов x\nrff ~ 170 Па-с (максимальная ошиб-
ка ± 5%, при температуре плавления ТМ = ТЕ (температура стеклования) + от 250
До 375'С).
Тогда для стандартных литьевых форм и литьевых машин (давление впрыска
ПО МПа) можно оценить длину потока:
для ам)рфНЬ1Х материалов
L - 106 Я7( 12-260) = 325-Я [см]; (4.6)
Ня частично кристаллических материалов
Е~ 10"-Я/(12-170) = 500-Я [см]. (4.7)
Если материал наполнен коротким стекловолокном или порошком па 30% обь-
«“«но применить снижающий коэффициент 2, то есть уменьшить длину ното-
М,,а«оловину.
Рис. 4.10.
л.
Зависимость между толщиной стенки и длиной потока для ряда марок полиме-
тилметакрилата (ПММА) [4.14] Полимеры соответствуют DIN 7745. Предста
лены две марки: стандартная (6, 7 и 8) и серия Е с более высокой молекулярной
массой
4.4.5.
Первым шагом в конструировании формы является
мующих полостей (гнезд). Принимаются во внимание
Расчет количества формующих полостей
имеющегося 1Нп. определение количества фор
номические Л е°ð обоРУДования TDe6v₽x КаК технические (в виде
невых решений We Сроков поставки)’Ко„’ Л0Г° Качества и стоимости),такиэко-
^РяДкадействий^б^Г блок'с«Ма (рис"Лп °блеГЧення таких многоуров-
Так как себесто . 4 16 ’ 'р • 11), на которой приведен пример
° ее
иасается констрУНпоп1Начинать еШе на сталт^^’^ оптимального решения расче
на несколько извести,.,”ИЯ л,,тьевь1х фопм п' к°нстРУирования, в особенностиэЮ
имостного анализа Втж Прость1х операций Гл ^л^СОобразно разбить всю пропеДУР
РИСГ4 12 показанапр^Л’ ^ном С’"оценить их с помошью^
себес^,МИР°Вание ВСех инКа ПОДЛе>кащих Расг ”сточ,1ик информации о затрата* г
п^1ОИМОсть «та. ^ДИВПдУальнь;Х3РаСпСМ°тРению затрат к ценовым грУ""»*
П°^пь на рис и (Рис. <12). т * атрат „ли фупп 3Р трат дает в резул^
‘ 3' 4 ,8~4.21 ] ”1ШН "зменеиия ЭТ11Х затрат схеМатиче«
|
<>
145
^уНКЦИИтЦЬСВЫХ^юрм
Д X
Вход
11орядок расчета
©@® @ @©0®
,11 Алгоритм нахождения оптимального количества формующих полостей (4.16]
(объяснение терминологии — в тексте)
,'1” j.>28
146 _— ---------- — "
Статьи затрат —
Группа затрат Износ и амортизация Проценты по кредиту Эксплуатационные расходы Здание Оплата труда Энергоносители Охлаждающая вода
Капитальные затраты
Затраты на деталь Полимерный материал Доработка
Затраты на литьевую форму Материал формы Изготовление Конструирование Кооперация и аутсорсинг
Косвенные затраты на форму Наладка Пусконаладка Техническое обслуживание
Накладные расходы В производстве пластмассовых деталей При изготовлении формы При конструировании По полимерному материалу Административные
татей затрат оптимальное количество формующих полостей [4.16]
Поскольку заранее неизвестно
тей, типа формы и литьевой маши сочетание количества формующих полос
раметры приходится изменять в нНЫ Д'СТ минимальнУю себестоимость, данные па-
начала нужно ограничить коли екОторых пределах, которые следует установить,
алгоритма на рис. 4.11). Если нет формующих полостей (первые пять шагов
< роке отгрузки (шаг 3), ограничение^0^341™ ° тРеб°ваниях к качеству (шаг 2) или
10 ^ “ ( рие X Т"° СЛМать ™ге 1 с помощью разуй»"
изгИо„Г№Г Меньши» количестпа а“”им' ,т° график начинается не ниже » -
отчислений Ф°рмы приведут к высокПРЗКТИЧеСКИ невыг°Дны, так как затраты на
стать убыточ^аСТУТ С уменьшением объ ™ амортизаЦионным отчислениям. Данные
В cZb^X с по - 3аКЭЗа И ИЗГОТОВЛеНИе ИЗДеЛИЯ М°*еТ
™ °™.ад““°""л”“°б»™ХХКй614 201 экономичным P'“'""rf
приходится соглашат?°М ПЬ'держивается сшГ ЛИТЬевая Ф°РМа о одной фоРмуК,^0
Личии ресурсос 3„п >СЯ' Пом'1я одостиж Р к поставки. С таким правилом обы
явл«ется полимер,,3 йИМ°СТь ^У^аем^т™ .Т'Шего ка'*ества и практическом^
-слипотрег)ус ^атсРиаддля перегиб Р‘^>,,Ка тсм ВЫ||1С- чем более ело*11
использовать п/ ЛО,,ол»итсл1рс™тки.
' р^оже11ис От H.G] .^рМ;1'П.я, то в дальнейшем имеет смы^
НДставлено на рис. 4.15 и обсуждается и*1
литьевых форм
147
8
8
3
g
О
а
Себестоимость
Экономически выгодный диапазон
Затраты на <|юрму
Накладные расходы при изготовлении <]юрмы
Конструирование
Накладные расходы при конструировании
Затраты на обслуживание и оплату труда
Административные расходы
Накладные расходы в производстве
Материал
Накладные расходы по материальному снабжению
Количество формующих полостей
------Накладные расходы
------Прямые затраты
Рис. 4.13. Затраты, зависящие от количества формующих полостей [4.16]
Связь между количеством формующих полостей и программой выпуска пласт-
массовых деталей [4.20]
К01ЩС1Н1ИЯ литьевой формы
и предварительный выбор
машины
4 -Питьеподдавлен^
Этап t
Диапазон возможного
колнчсстна формующих
полостей (из общих
соображений)
Этап 2
Этап 3
Диапазон возможного
количества формующих
полостей (для выбранных
формы и лптьсиой машины)
Затраты по детали
=/(М, W.n)
бариты формы
Этап 4
Этап 5
Окончательная модель
Этап 6
Рис. 4.15.
Алгоритм определения оптимального количества формующих полостей (в сочета-
нии форма/литьевая машина) — в сокращении [4.6]
4.4.5.1.
^тимальногпе1^еЛеНИЯ технически и экономически
оличества формующих полостей
Если
и с экономической точек зпен° Ф°РмУЮ1Цих полостей определено и с технической
сочетание формы и литьевой мт ТЭКИМ °^Разом находится и наиболее подходящее
рактеристик машины и фопм. сШИНЫ’ Только принятие в расчет технических ха-
возможным реалистичное опгюп' С°°ТВетст13У,ои1их проектируемой детали, делает
Расчет начинается со сбопч лг^ЛСНИе КОличества формующих полостей [4.16]
тна^деталей литьем под давлением>ВНЬ1Х Дан,,ых> относящихся к проекту произволе
форма и размеры детали- ' ** Ч11сло которых в первую очередь входят:
’ полимерный материал- ’
спрос на деталь;
объем партии-
• колич^и, п^МОст,,Ых Расч^тоапЛкаКИм^ЗГ°ТОп,1тел’’ литьевой формы дол*'"’’
* тип лит> - I Л п' ' ’"имум Следующими данными.
е“°и форМ11| UZ;
149
форм
. габариты формы;
колнчество w и тип М литьевых машин;
. стоимость формы,
. стоимость детали 5 (п, W, т, М).
Перечисленные параметры могут быть установлены только в совокупности, пото-
чу что они влияют друг на друга. Существует, например, связь между количеством
формующих полостей п и характеристиками (количеством т и типом Af) литьевых
машин- Эта зависимость является результатом сопоставления объема партии и сро-
ка выполнения заказа, с одной стороны, с технологическими параметрами процесса
(скорость пластикации, объем впрыска и пр.) и характеристиками литьевой маши-
ны -с другой-
Тип литьевой формы зависит не только от типа литниковой системы, но и от коли-
чества формующих полостей, например, в случае перехода от одногнездной формы
к двухгнездной. Габариты формы зависят от количества формующих полостей, кине-
матики работы самой формы и типа литьевой машины. И наоборот, может оказаться,
что кинематика работы формы зависит от ее основных размеров, когда, например,
большие боковые усилия открытия приводят к таким размерам направляющих коло-
нок для ползунов, которые не могут быть обеспечены. Тогда будет разумнее исполь-
зовать форму с раздвижными полуматрицами.
От остальных расчетных параметров стоимость формы и себестоимость деталей
также зависят прямо или косвенно.
Чтобы найти наиболее подходящее количество формующих полостей (и сочета-
ние форма/литьевая машина), не прилагая лишних усилий, предложен следующий
порядок действий: на рис. 4.15 приведена сокращенная версия блок-схемы алгорит-
ма, по которому можно определить технически и экономически наилучшее сочета-
ние формы и литьевой машины для определенной детали. На этапе 1 рассматрива-
ют деталь и все возможные для ее изготовления типы литьевых форм, и выполняют
предварительный выбор литьевой машины, то есть отбирают несколько машин.
Затем, на этапе 2, задаются пределы количества формующих полостей на основе
критериев, зависящих в первую очередь от проектируемой детали. После этого, на
этапе 3, диапазон, в котором находится число гнезд, продолжает сужаться благодаря
привлечению важных технических критериев. На этапе 4, после расчета габаритов
формы, можно рассчитать и прямые затраты на деталь. При этом подбирается ко-
личество формующих полостей к конкретным литьевой машине и форме, а затем и
машина с формой взаимно подгоняются. Таким образом, на этапе 5 получают сто-
имостную матрицу для детали. Она наверняка наглядно содержит экономически
(хотя не всегда технически) лучшее сочетание литьевой машины, типа формы и ко-
личества формующих полостей.
а рис. 4.16 приведена более подробная, пошаговая, блок-схема. На шаге 1 оп-
Ле.тяются все возможные расчетные режимы формы в соответствии с анализом
еталн (разделы с 4.4.1 по 4.4.3). Наиболее важными моментами здесь являются со-
1Ие литниковой системы, а также способ извлечения детали. 11а этом шаге алго-
главная цель — перечисление всех возможных вариантов конструкции фор-
150
-4-^^°аД^лением
Шаг 1
Шаг 2
ШагЗ
Рис. 4.16. Алгоритм определения оптимального колпчестна формующих полостей (сочета-
ние форма/литьевая машина) (4.6] (окончание на следующей странице)
4 4 функииилитьевь1хфп|>м
151
@ | Литьевая машина А/ |
© | Параметр формы Т
Шаг 4
Следующая
машина М
Следующий
параметр
формы Т
Изменение п
в диапазоне - стадия 3
Следующее
число п
п = п + &п
1абариты формы'
Да
Нет
Нет
Да
| Часовые затраты на оборудование]
Тпрактически
реально?
орма
сочетается
с машиной?
Следующий
параметр
формы Т
, 4 ~ ~
@ | Затраты, зависящие от детали |
® |Затраты на форму|
® | Косвснньюзатраты на форму |
Накладные расходы
@ | Стоимость детали °/(М, Г, и) |
Литьевая машина М Параметр формы Количество полостей п Стоимость детали S(M. Т, п)
М, Г, «1 5(1,1,1)
«2 5(1,1,2)
”з 5(1,1,3)
L «I 5(1,2,1)
П2 .. 5(1,2, 2)
«3 5(1,2,3)
м2 А 5(2,1.1)
П2 5(2, 1, 2)
— пз 5(2,1, 3)
^^6 (окончание)
_
ми В качестве одного из npnnunnon здесь следует принять ограничение кол„ЧИт
мы. В ка iecru ' конструкционным причинам.
^Х^^^»"<^^тю,™^и^сяталь,!отем"-'*
ол,п и "которых впоследствии обязательно будет задействована для литья
Сежение всего спектра оборудования до нескольких машин производится во иеве
плп на основании опыта. Это существенно сокращает усилия, прилагаемые на след,.
Ю1ЦИХ этанах к нахождению наилучшего сочетания литьевой машины и формы.
На шаге 3 из опыта работы с подобными деталями подбираются разумные вари-
анты количества формующих полостей.
Чтобы увеличить значимость действий, целесообразно выполнить анализ зави-
симости количества формующих полостей от объема партии для определенных се-
рий деталей, разделенных на группы по близости размеров к проектируемой детали.
Все данные можно поместить на график и, следовательно, выразить математически.
Располагая такими данными, оценивать количество формующих полостей удобно.
На шаге 4 количество полостей рассматривается с позиций качества изделий.
Нужно признать, что при более чем одной формующей полости практически не-
возможно провести процесс литья так, чтобы одновременно все отливки получились
идеальными. Так, раскрывается связь между требуемым качеством отливки и мак-
симально возможным количеством полостей. Даже при больших объемах выпуска
решение будет скорее принято в пользу меньшего количества формующих полостей
ради обеспечения высокого качества. В работе [4.22] предложена классификация по
качеству (соблюдение формы и размеров) на четыре группы. В дополнение к этому
следует провести разделение деталей по сериям. Сформулировать, как это принято,
количественную зависимость уровня качества от числа полостей вряд ли возможно.
Такие зависимости, однако, можно легко найти на действующем производстве, из-
меряя вес и размеры получаемых отливок.
Вслед за определением количества формующих полостей по соображениям каче-
ства деталей, на шаге 5 определяется количество полостей необходимое для выпол-
нения заказа в срок. Полное время работы с заказом состоит из
~^Da + ^ММ + (4.8)
где - время на конструирование литьевой формы; гдш - время на изготовление
литьевой формы; tM — время изготовления деталей.
Время на конструирование формы считается независящим от количества фор-
мующих полостей, тогда как время изготовления формы tMM медленно возрастает
с увеличением количества формующих полостей [4.22]. Его можно приближенно
описать следующим уравнением:
(4.9)
где tei — время, необходимое для изготовления одногнездиой литьевой формы;
п — количество гнезд (степень 0,7 получена эмпирически).
Исходя из времени Гм изготовления деталей (в рабочих часах), минимальное ко-
личество формующих полостей, необходимое для выполнения заказа в срок, можно
рассчитать с помощью уравнения
153
. <1>УНМЧ'И I'MIMI1!!!1? Ф°РМ _
4
"/>"<,<я^//)Ам. (4 10)
е д', — коэфф1111111'11 *’> учитывающий брак; — время цикла; L — объем партии.
'^Кроме полученного числа формующих полостей, существует их оптимальное ко-
.|11честпо, связанное со временем п для которого вводится минимальное время
jr0 время зависит вместе с £д/м(н) и <л,(н) от количества формующих полостей,
приравнивая к нулю первую производную функции tlr- f(n), получаем количество
простей, оптимальное с точки зрения времени:
(Кк^)/0.7А.- (4.11)
Первый рабочий диапазон ожидаемых величин для количества формующих по-
лостей можно получить на шаге 6, используя пр, пц, nD и и Нижний предел зада-
ется величиной nD, верхний — Величины прн п/орг дают дополнительную инфор-
мацию, не обязывающую к каким-либо действиям.
На этапе 3, а именно на шагах алгоритма 7 и 8, принимают к рассмотрению первую
литьевую машину из предварительного списка машин (см. шаг 2) и первый из воз-
можных типов формы. На шаге 9 определяются размещение формующих полостей
и их количество исходя из технических (место на плитах) соображений. В принципе
допустимо только симметричное размещение, иначе усилия в форме и на направля-
ющих колоннах литьевой машины будут распределены неравномерно. На рис. 4.17
приведены схемы размещения формующих полостей в два ряда и по окружности.
В работах [4.16 и 4.23] о размещении формующих полостей говорится более под-
робно. Наиболее важными для размещения критериями являются достаточная жест-
кость между полостями и наличие места для системы термостатирования. Доступная
площадь смыкания с размерами IV, и Wh определяется расстоянием между направля-
ющими колоннами литьевой машины. Вариант, когда одна направляющая колонна
делается съемной, следует использовать только в крайних случаях (рис. 4.18)
Размещение гнезд в плоскости разъема количественно связано с их числом nti = nQ.
На рис. 4.19 показана операция нахождения nfl путем наложения схемы размещения
на плиту формы с учетом габаритов отливаемой детали.
Если для н_-й формующей полости места достаточно, то па = п^, в противном слу-
чае количество гнезд уменьшается на единицу и снова рассматривается их размеще-
ние. Искомое количество найдено, если для всех гнезд как раз достаточно места.
На шаге 10 определяется количество гнезд исходя из имеющегося в распоря-
жении давления впрыска. Ранее установленное количество гнезд nf1 проверяется на
Р( дмет того, что — па, то есть что максимального давления впрыска машины
Достаточно для заполнения всех формующих полостей. Если это не так, па умень-
шается, чтобы соответствовать данному условию.
Дин из возможных способов — установить падение давления в формующей по-
г" и в Центральном литнике и результат вычесть из максимального давления
прыска литьевой машины. Остаток давления приходится на сопло машины и раз-
л ^Шие литники; он позволяет вычислить максимальную длину £тлх разводящих
твиков, которые можно расположить в плоскости линии разъема (рис. 4.20),
Фоме такой наглядной проверки, существует принципиально иная возможность
Ределения необходимого давления с помощью специальных программ [4.22, 4.24]
154---------------------------------------------------------
Количество полостей Размещение рядами Размещение по оГГГ "г
1 ©
2 О—О
3 —
4 гн
5 —
6 ш
7 — —
— 1 — —
а)
Ь)
Рис. 4.17. Размещение формующих полостей при одной линии разъема [4.18]
Рис. 4.18.
направляющими коло|1нчми,!'зС1СЛ*0 <1,оРмУюН1их полостей — Расстоя,"'^ю»111
ми колоннами; />) одну н..... |41Ь1: ") форма расположена между напра т1,
У нз направляющих колош, приходится временно с«>
155
Функции питьевых форм
4.4 X ——
Размещение формующих полостей Учет разме ров детали Наложение на площадь крепления Размещение формующих полостей Учет разме ров детали Наложение максимальной длины потока расплава
Вход я-» ® Вход: Размеры детали ЕР Вход: I Lioiiuuib крепления Г ер ; 1 1 Вход: п - 1 ® Вход: Размеры детали ЕР Вход: Максимальная /VI ина игл ока расплава Г ' у 1 иц* 1 1 i_. _ J
Вход л-2 0*0 FZHZP । FZHZP [ । । Вход п-2 0-0 ЧХР •1
Вход л-3 г 1 1 „С/ 1 1 FZFv 1 । 1 I Вход п - 3 ' 'Ь । 1
Вход л= 4 и т. д. — — Вход л = 4 ит. д. — —
Рис. 4.19. Технически допустимое коли-
чество полостей (площадь кре-
пления формы на машине) [4.6,
4.16]
Рис. 4.20. Технически допустимое количе-
ство формующих полостей (рео-
логия) [4.6,4.16]
На шаге 11 происходит определение количества гнезд ni3 +• иг6 по техническим
параметрам.
ид определяется по усилию замыкания; определяется по минимальному о ъ
ему впрыска; nt. определяется по максимальному объему впрыска, пл определяется
по пластикационпой производительности.
Величины и/3, и „ и пл определяются подобно п12, всегда начиная с наибольшей,
а количество полостей напротив, постепенно увеличивается, начиная с nD (ujar ),
пока расчетный объем впрыска не превысит минимальный.
На шагах 12 и 13 проверяют, достижимы ли количества формующих полостей,
находящиеся в установленных пределах, с использованием литьевой формы того
типа, который выбран на шаге 8. На основании полного прохождения шагов с по
13- на этапах 14 и 15 устанавливают такие пределы для количества полостей, кото-
рые, с одной стороны, обеспечивают качество и своевременное выполнение заказа, а
с Другой — технически допустимы для выбранной литьевой машины с вы трапной
Формой W. Теперь, возвращаясь к шагу 4, получаем поле деятельности для нроведе-
“ия экономических расчетов, т. е. определяем стоимость изготовления детали, измс-
"ня количество формующих полостей во все еще допустимых пределах.
Для данной литьевой машины М и данного типа формы IVопределяются основ-
"ые габариты формы на этапах 16 и 17, до проведения расчета экономических пока-
4 Литье под давлр^
156
г nveT понимать, что в алгоритме заложено не толЬко
ы“ пюыетркческп’ да""“„Хмются для количества формующих пмктей
На шаге 19 габариты Ф°Р“И °” Д проверить вариант на осуществи^
„ а как только они окрик» ы. У д(,,,,,,,!Й? _ обеспечивает ли ситю
"и»»' ер получаются ли нужно i
вьггалкивания достаточное У^лие?)ветствует ли форма литьевой машине. Сначала
Затем на шаге 21 проверяют инами ХОда открытия и выталкивания, за-
сопоставляются ВЬ1С°^’^Херистиками машины.
тем - габариты плит с характерстоиМОСТНЫХ расчетов, на которой основаны
Ш РИ2С24по27П-траты на содержание оборудования включают.
^.^амортизационные отчисления;
• проценты за кредит,
• эксплуатационные расходы,
• арендные платежи;
• стоимость энергоносителей,
• стоимость охлаждающей воды;
• почасовую ставку оплаты труда. u ПОводку (шаг 23).
К самой детали относятся затраты на полимерный материал и д У__
Литьевая машина 1 Тип формы Количество формующих полостей Время работы литьевой машины — м т п TR S —
иоъе М odKdod Почасовые затраты по эксплуатации 1 Затраты на материал и доводку 1 Стоимость формы 1 Косвенные затраты на форму 1 Накладные расходы см« СТ Сп
1 Производственная себестоимость детали 1 С(М,Т,п)=-(См„Т, - + С, + CT+C0)/S
Рис. 4.21. Расчет производственной себестоимости детали (4.6] jg)
При заданном типе (шаг 17) и известных основных размерах 25,4.26} 1
траты на нее можно оценивать с помощью различных методик (4- •
гласно (4.16], в стоимость формы входит:
• стоимость конструирования;
• стоимость материала;
• стоимост ь изготовления;
• оплата услуг стороннего производителя.
4 4 д>умгиии литьевых форм_______________________________________157
К косвенным затратам на форму относятся:
. затраты на пусковые испытания;
, стоимость наладки;
эксплуатационные расходы.
Затраты, о которых шла речь до сих пор, определяются непосредственно.
Пропорционально выделяя общие накладные расходы, получим накладные рас-
ходы, связанные с данным заказом.
Затем, как показано на рис. 4.21, на шаге 27 рассчитывается производственная
себестоимость детали.
Можно применять другие системы расчета; каждая компания принимает реше-
ние, исходя из собственных реалий и интересов.
После того как завершены все вычисления на этапе 4 (варианты п), переходят на
той же литьевой .машине к другому типу формы. Для других машин вычисления
проЕодятся аналогично, начиная с этапа 2.
Стоимость отлитых деталей во всех вариантах представлена на шаге 27 как окон-
чательный результат. Наиболее экономичное количество формующих полостей, то
есть сочетание литьевая машина-форма-количество формующих полостей с мини-
мальной себестоимостью детали, находится среди этих данных.
Работать со столь обширными данными и выполнять множество отдельных вы-
числений удобнее всего с помощью компьютера.
4.4.5.2. Затраты на испытания, наладку и эксплуатацию
Пусковые испытания представляют собой первый запуск литьевой формы после за-
вершения изготовления. Очевидно, что продолжительность испытаний в большой
степени зависит от правильности конструкции и точности изготовления формы.
Также в немалой степени на продолжительное гь влияет предыдущий опыт. Если в
форм/ нсебходи 4о внести изменения и требуется изменить впускной литниковый
канач теплообмен и ш толкатели, то следующее пусковое испытание затянется.
Еще сложнее ситуация, когда из-за неверного представления об усадке требуется
ая матрица. В таком случае понадобится не один контрольный пуск. Поэтому
информацию на рис. 4.22 следует рассматривать как оптимальные данные. Опыт-
F - ' "'Нструктор в несколько раз по сравнению с рис. 4.22 увеличит свои ожидания
ОГНо<-ительно продолжительности пусковых испытаний Для больших и сложных
литьевых форм оно часто может составить несколько недель.
гтановлено, однако, что можно существенно сократить время ожидания того
-wejTa когда форма будет готова к работе если при ее конструировании исполь-
вались программные продукты компьютерного анализа (например, CADMOULD
т противоположность испытаниям время наладки .можно оценить гораздо более
- _’’ Хугя и здесь наблюдаются большие отклонения в зависимости от того, как
. / \ ‘' ”1 организована и проводится. В ди<сертации [4 30] изучены процедуры на-
Гази*1 И ' ^л'1г*и вывод о том, что наб подается, в зависимости or организации работы,
Ица в 400% на сравнимом оборудовании и подобных формах.
158
±ЛиТЬеп0Дп,Пп
Усилие смыкания, kN
Рис. 4.22. Продолжительность испытаний [4.29]
На современных полностью автоматизированных производствах, например, ком-
пании Netstal, замена литьевой формы и полимерного материала выполняется мак-
симум за 30 мин [4.31].
Широко предлагаемые в настоящее время системы быстрого крепления также
позволяют сократить периоды наладки. Особое преимущество применения такого
что 6ппгпНИЯ ДЛЯ ЛИТЬеВЫХ форм сРеднего и большого размера заключается в том,
нулю R гп^РЯ предваРительномУ нагреву формы, время наладки приближается к
несчастных случаев.,0И НаЛаДКИ ФормУ предварительно не нагревают во избежание
мо*но°обратться^к рис°4 23>3ТатраСПЛУаТаЦИ°ННЫе расходы. В качестве справЮ<
тапию можно определить с помощХ^ХХТ^
Затраты на наладку
3аТРаТЫ "а "““У ™™сляются соглас|1о [4 ,Jf ,
Дс ~ ирсмя наладки ч- С - - , rtW
п ~ количество наладчиков-Т °имость машинного времени (без оплаты к.
могательного персонала- С ' УУ 1асо|,;,я ставка наладчика; т — количеств
рость пластикации; р ’ асо,,:,я ставка вспомогательного персонала; Я <
............
1Ь1 вон машине
(4.12)
159
. |> | (МС1Ц(“НИ(’<рорМуЮ1ЦИХ ПОЛОГ 1РИ
4V' -
Рис. 4.23. I(орматив эксплуатационных расходов [4.33]
Затраты на пусковые испытания
Cs “ tp<CMN +С„) + V + VK\pM 'V, (4.13)
где — время испытания, ч; CMN — стоимость машинного времени (без оплаты
труда); Сц — часовая ставка оплаты труда при проведении испытаний; с — эффек-
тивность использования времени; <|(/(/ — время цикла, с; Vp — объем отливки, дм ,
- объем литниковых каналов, дм1; рм — плотность полимерного материала,
кг/дм1; /V — цена материала, $/кг.
Эксплуатационные расходы
С -TiC (4-14)
''МТ '
глкИ~ эксплуатационный норматив; Cw — стоимость литьевой формы.
4*5. Размещение формующих полостей
4-5-1. Общие требования
^осле того как уста11()ил(.но количество формующих полос/сй, их нужно рдлмес
ги*ь вформе наиболее просто.
' (овремепных машинах для литья под давлением цилиндр эко руде ра рас пола
,ается Обычно на центральной оси неподвижной плиты. Гем самым определяется
|,,л'ькснис центрального литника. I иезда должны размешаться относительно цент-
литника таким образом, чтобы удовлетворять следующим условиям:
160
4
_4. Литье под павп.
. „се гнезда должны быть заполнены одновременно расплавом одинаково^
. Z^OKa №лжиа бытЬ немлика' ,ТОб“ СКС™ 0ТХОДЫ (™ТНТО“> к мщ„.
муму расстояние между формующими полостями должно быть достаточно
велико чтобы оставалось пространство для каналов охлаждения и толкатели
а оставшаяся площадь выдерживала усилия при впрыске;
• результирующая всех распорных усилий должна приходиться на центр ТЯЖе.
сти плиты.
nt
4.5.2. Возможные решения
На рис. 4.19 и 4.24 приведены основные варианты размещения формующих полос-
тей в литьевой форме.
Размещение пс окружности Достоинства: равная длина потока ко всем полостям, простота извлечения деталей, особенно требующих вывинчивания Недостатки: возможность размещения ограниченного количества полостей
Размещение рт О—। О— О— О— щами —О —О —О —О Достоинства: больше пространства для полостей, чем при размещении по окружности Недостатки: неравная длина потока к отдельным полостям, однородное заполнение возможно только при корректировке диаметров каналов (с исполь- зованием САД-систем)
Симметричное размещение Достоинства: равная длина потока ко всем полостям без корректировки литников Недостатки: большой объем литников (много отходов), быстрое остывание расплава. Меры: ГКС или изолированные литники^—_
Рис. 4.24. Варианты размещения формующих полостей [4 18]
Рис
С
Р»«о
4.S
ч
впрыскаСИе СИЛ В литьевой форме во время
евая форма и узел смь1капияН.ТРИЧН° П° ОТИОШС11И'о к центральному литникуг
С одной из сторон вы|,уЖЛе„..,аГРУЖа,0ТСЯ ,,сРап"омерно. Литьевая фор»‘а 1||И
разъема формы и обрыв иапт ° РагкРь,ться- При этом появится облой п0 нОм
конструирования литьевых <11»пЛЯ,°ии,Х колопн машины. Поэтому первым* «
распорных усилий (давление ЯВЛяется требование, чтобы резупьтирУ1011 * f1nii
действовали в центре I [а 1)Ис л or'1 Ка^ 11 Рсзультнрующая всех bliiiipaionU1*-,TfMH
литниковых каналов. ° "оказаны эксцентричная и цв1ТрШП>||аЯ
ч
S
J'T
$
ч
Pjjmpi пение формующих полос гей
161
ё (±) (t) (+)
Рис 4.25. Центральное и эксцентричное расположение литниковой системы
у сложных конструкциях литьевых форм приходится определять положение
’нтра тяжести, соответственно устанавливая размещение формующих полостей:
. = Над)
Yai '
(4.15)
где я,
— площадь проекция отдельного элемента.
Рис. 4.26. Определение центра тяжести [4.35]
С другой стороны, удачная конструкция формы также может привести к прило-
жению запирающих усилий именно в центре (рис. 4.27 и 4.28) [4.7, 4.35]. Асиммет-
рию в приложенном усилии смыкания снимает компенсационный штифт.
4-5.4. Количество линий разъема
Во время открытия литьевой формы отлитая деталь и литник в плоскости линии
Разъема готовы к извлечению. После их сталкивания форма готова к следующему
Циклу.
азъсма. Деталь и литник извле-
Стандартная ли тьевая форма имеет одну лип ojl детали автоматически, как
каются вместе. Если литник нужно отделять тьепыМц формами и формами
это часто случается при работе с мноютнсзд ’ ‘ ли1|телЫ1ая линия разъема (фор
с многоточечным впуском, то либо создается 1ая литниковая система, с
мае тремя плитами), либо используется горя i' выс каналы, а для реактоплас
ключением являются туннельные впускные . а холодными. Также несколько
тов литниковые каналы должны быть не п>р 1Х формах.
линий разъема имеют “^^.^Хт^ии классификации литьевых форм)
Ем. примеры в разделе 4.4.1 (Критеj
Рис. 4.27. Балансировка усилий
посредством плавающей
плиты (форма с тремя
плитами) (4.35]
4 Литье
Рис. 4.28. Балансировка с помощью компенсацион-
ного штифта [4.35]
Конструкционные решения
Одна линия разъема:
стандартная форма,
форма с ползунами,
форма с раздвижными полуматрицами,
форма с механизмом вывинчивания,
горячеканальная форма.
Несколько линий разъема:
форма стремя плитами,
двухэтажная форма,
форма с изолированным литниковым каналом.
Элементы, влияющие на количество линий разъема:
форма и размеры детали;
количество гнезд и;
система впрыска и литниковых каналов;
система выталкивания детали.
Конструирование литниковых
систем
с 1 Описание литниковой системы
тнпковая система принимает подаваемый из материального цилиндра литьевой
шшны расплав полимерного материала и направляет его в формующую полость
'итьевой формы. Конфигурация литниковой системы, ее размеры и тип соединения
Лотливаемой деталью влияют на процесс заполнения литьевой формы и, следова-
тельно, в большой степени на качество отливки. Конструкция литниковой системы,
которая обеспечивает хорошие экономические показатели (быстрое затвердевание
и короткий цикл), не всегда обеспечивают соответствие требованиям к качеству,
особенно для деталей технического назначения.
Литниковая система обычно состоит из нескольких конструктивных элементов.
На рис. 5.1 показана литниковая система многогнездных форм, в состав которой
входят:
• центральный литник;
• разводящие каналы (литники);
Рис. 5.1. Литниковая система [5.1]
Литниковая втулка принимает расплав из сопла узла впрыска литьевой машины.
Одногнездные литьевые формы часто имеют только центральный литник (см. раз-
дел 6.1). В многогнездных формах расплав поступает из литниковой втулки в раз-
водящие литниковые каналы. Последние связаны с формующими полостями через
впускные литники.
Впускной литниковый канал является зоной с узким поперечным сечением, в ко-
ТоР°й поток сужается. Этим преследуются четыре цели:
легко и чисто отделить деталь от застывшей литниковой системы;
задержать застывший наружный слой полимерного материала, который обра-
зуется на холодных стенках канала (во избежание появления дефектов на по-
верхности отливки);
подогреть расплав перед впуском в формующую полость за счет усилия сдвига;
благодаря тому что поперечное сечение отверстия впускного литника легко из-
Менить, литниковая система может быть настроена таким образом, чтобы рас-
Плав поступал во все полости одновременно и в одном и том же состоянии, то
Ссть пРовести балансировку.
164
5 Конструирование литникПв,
5.2. Типы литниковых каналов
В зависимости от способа регулировки температуры литниковые каналы могу^
разделяться на:
• стандартные литниковые системы,
• горячеканальные литниковые системы (I КС);
• холодноканальные литниковые системы.
5.2.1. Стандартные литниковые системы
Стандартные каналы изготавливаются непосредственно в формообразующих пли-
тах литьевой формы, образующих главную линию разъема. Их температурой явля-
ется температура формы. Расплав, остающийся в канале, застывает, и его приходит-
ся извлекать из формы вместе с отлитой деталью после каждого цикла литья. Если
в случае с термопластами застывший материал можно повторно гранулировать и сно-
ва пускать в переработку, то реактопласты такой возможности, как правило, не дают,
пути использования застывшего в литниковых каналах материала весьма ограничены.
5.2.2. Горячеканальные литниковые системы
Горячие каналы можно представить как блок удлиненных сопел. Тепловые барьеры
отделяют его от холодной литьевой формы В состав блока входят литниковая втул-
ка, коллектор с разводящими каналами и сопла, выполняющие функции впускных
литников. Температура блока находится в области плавления термопластов. Горя-
чие каналы дают следующие преимущества:
• потери расплава отсутствуют, отсюда меньшие энергетические и операцион-
ные затраты;
• облегчается полная автоматизация процесса;
повышается качество, так как расположение места впуска расплава в форм}10
щую полость оптимизируется.
Недостатки:
• повышение стоимости литьевой формы;
риск остановок машины из-за термической деструкции материала с низк
термостойкостью;
р ческая изоляция коллектора горячих каналов затруднительна.
5.2.3. Холодные каналы
ГКС в ж™ых формах для термопла^
"”"Г” ЛЛЯ „ каучуков Но. а отл.„а
««холиться »лИа.Газопевд"20-СР"ЙЛ,С ‘'‘° 2>,° XMtOT""C
в канале прежлепп™,. и ° ( ’ ,ТО^Ь1 материал не отверждался («‘ |ЧцЫ>
« »е. ™ и «ля термом»'1'
•==Х==.....................................——
пв||А'
165
лассификацИП литиковыхсиоем
5 4.—_—-~-3
мИ-'нчпчнс TCMiiep.ilурные различия приводят к значительной разнице и вяз-
кости; практически невозможно обеспечить впуск расплава «в одном и том же
состоят*11 во все формующие полости одновременно».
Дня удовлетворения этого условия созданы специальные марки каучуков и элас-
мСров; для получения отливок из реактопластов холодноканальная система прак-
тически не применяется.
5 3. Требования, предъявляемые к литниковой
системе
КонфчГУРация литниковой системы определяется множеством факторов, которые
в основном зависят от формы и размеров отливки и свойств используемого поли-
мерного материала (рис. 5.2). Требования, связанные с качеством и себестоимостью
продукции, перечислены на рис. 5.3.
Факторы, определяющие конструкцию литников
I ________ ___________ I
Деталь Материал
Форма и размеры Объем Толщина стенок Требования к качеству по точности размеров по оптическим свойствам по механическим свойствам Вязкость Структура (аморфный, частично кристаллизующийся) Наполнители Время отверждения Диапазон размягчения Температура размягчения Термостойкость Усадка
Литьевая машина
Тип смыкания
Давление впрыска
Скорость впрыска
Литьевая форма
Автоматическое извлечение детали
Ручное извлечение детали
Температура литниковой системы
Классификация литниковых систем
he 5.2. Факторы, определяющие конструкцию литниковой системы [5.2]
5*4. Классификация литниковых систем
Инженер-конструктор располагает достаточно большим количеством вариантов
звлечения застывших литников, чтобы обеспечить оптимальные качество и себес-
°Имосгь детали, а именно:
остающиеся в контакте с деталью литники, которые отделяют позже;
автоматически отделяемые литники, которые извлекаются отдельно от детали,
литники, которые автоматически отделяются от детали при извлечении отлив-
ки, но остаются в литьевой форме.
Рец ^°Ме того, существует несколько особых типов, которые будут также рассмот-
cchq зтой главе. Чтобы иметь исходную систематизацию, па рис. 5.4 приведены
°вные типы литников, а па рис. 5.5 даны их отличительные черты.
166 5 Конструированиелитниковыу
функции и требования
1. Заполнение формующей полости с минимумом линий спая 6. Минимальная технически допустимая протяженность для сокращения потерь дав температуры и материала ННя
2. Как можно мсныпее гидравлическое сопротивление 7. Поперечное сечение достаточно вещщ^^-- время охлаждения литника было равно (или больше) времени отверждения детали. Толы Г " в этом случае подпитка будет эффективна
3. Минимальный вклад в вес отливки 8. Литниковая система не должна или почти не должна влиять на время цикла
4. Простота извлечения из литьевой формы 9 Расположение впускного литника на самой толстой части детали
5. Отсутствие влияния на внешний вид изделия 10. Размещение или конструкция впускного литны не допускающая струйного течения расплава
Рис. 5.3. Функции литниковой системы и предъявляемые к ней требования [5.2]
Впускные литниковые каналы
1 1. Центральный литник 2. Щелевой 3. Дисковый 4. Кольцевой
2 5. Туннельный 6 Точечный с плитой отрыва
3 7. Точечный с подпружиненным соплом 8. Безлитниковый впуск 9. Литник двухэтажных литьевых форм 10. Изолированный п.гкс
Рис. 5.4. Впускные литниковые каналы
Тип литника
Центральный
литник
Описание
Линия разъема
Центральный
литник
Отливка
'"‘,и'*|5.2
’ Применение-, для чувствительны'
к температуре и высоковязь
материалов, детали
высококачественные
и с тяжелыми частями
Достоинства', высокое ка
литья, точные размеры
Недостатки мехашгк <
удаление литника: оста*
I видимый след -----——
167
Классификация литниковых систем
5 л ___ ______________
—тип литника Опигани,
Централ ып литник^ У Отливка । / Линия разъема 'ЦТ4! / Применение: для изделий с боль- шой пл(ит«хтыо — пластины, полос i.i
1 / Впуск Разводящий литии капал г '"Т! I 1 1 Достоинства: нет линий спая, высокое качество литья, точные размеры Недостатки: механическое удаление литника
Дисковый 11ТН11 к Ц< ли Линия разъема IT Отливка —-В 1 игральный гпик Впускной литник Применение: для деталей, имеющих ось симметрии; пуансон только с одной стороны Достоинства: нет линий спая, нет потери давления Недостатки: механическое удаление литника
Кольцевой литник Центральны! ЛИТНИК») $ = Линия' : разъема I “П 1 ; 1 ‘ г азводяшии канал — - ГВпУС|(н°й 1 fc литник | Ь ^^Отливка Ж 4^ Применение: детали типа втулки, пуансон с двух сторон Достоинства: одинаковая толщина стенки вдоль окружности Недостатки: небольшая линия спая, механическое удаление литника
Туннельный литник „ Центральный Линия ЛИТНИК \ А разъема X —JiL /УтппгЛ Туннельный ' литник Отливка Применение: особенно для не- больших деталей в многогнездных литьевых фор- мах и для эластичных материалов Достоинства: автоматическое удаление литника Недостатки: большие потери давления
Точечный литник Разводящий капа. Линия разъема 2^4 п ^Центральный । литник Применение: для многогнездного литья с центральным впуском
Линия кг разъема 1 й Zj 1 —1 Л Отливка 1 1 Достоинства: автоматическое удаления литника Недостатки много отходов, вы- сокая стоимость литьевой формы
‘вечный литник (отрывной Тральный лИТЦцк) Центральный литник Линия разъема || Впускной литник Отливка 1 Применение: для изделий с авто- матическим удалением литника Достоинства: отсутстнi ie механической доработки Недостатки: система предпочти- тельна для термически стабиль- ных материалов (ПЭ, ПС); для других не рекомендуется
168
5 Конструирование литникпр, .
—SiJSeM
Бес кавальный
впуск
(удлиненное
обогреваемое
сопло литьевой
машины)
Сопло литьевой машины
Применение: для тон^^
деталей и короткого цикла
Достоинства: нет потерь
материала на литниковую
систему
Недостатки: остается след
от сопла на отливке
Литниковая
система
двухэтажных
литьевых форм
Изолированный
литник
Горячекаиальнаи
литниковая
система
Система
Система
литниковых
Линия разъема I каналов
Ливия разъема II Отливки
Применение. плоские и легкие
изделия в многогнездных
литьевых формах
Достоинства: лучшее
использование скорости
пластикации литьевой машины
Недостатки: много отходов из-за
развитой литниковой системы,
высокая стоимость формы
Примечание: в последнее время
чаще используется с горячим
коллектором — отходов меньше,
но литьевая форма дороже______
Применение: для материалов
с широкими пределами
размягчения и плавления,
для короткого цикла
Достоинства: автоматическое
отделение литника, потери
материала только после останова
Недостатки: при перерыве
в работе — опасность попадания
холодного материала в гнезда,
необходимо извлечь застывши*1
литник
l‘u' г}.'> (окончание)
Применение: для высококаче
ственных изделий техиичсск0
назначения, независим
от времени цикла
Достоинства: а1’томат,|Ч1Ч^|>
отделение литника, нет пот*
в литниковой системе
Недостатки: высокая сто*1
литьевой формы, осо^е*11*1’ ,[| |1()ft>
из за коптрольно-нэмеР "
<>боруд<>пап 11я________-—'
169
ИЛЬНЫЙ ЛИ1НИК
-------
5 5 Центральный литник
pltiiпан попадает в литьевую форму через центральный литник, расположенный
'niTiinK01’011 втулке. Заодно с соплом узла впрыска литьевой машины, нерскры-
"иеыим материальный цилиндр, литниковая втулка литьевой формы должна ис-
"^ючпть вытекание расплава в месте их контакта, которое испытывает большие ме-
^'ипческпе нагрузки и вследствие этого подвергается износу. Поэтому литниковая
втулка должна быть заменяемой. При использовании ГКС поверхность контакта
иногда бывает плоской (рис. 5.6), обычно же литниковая втулка соответствует изоб-
аженпю на рис. 5.7 и должна обладать следующими свойствами:
• износостойкостью- поэтому изготавливается из закаленной стали,
, сопротивлением усталости при изгибе: поэтому фланец прочный, но неболь-
шой и имеет галтель, обычно R 3 мм;
• поскольку на отливке всегда остается след от центрального литника, диаметр
последнего должен быть минимальным;
• для идеального уплотнения отверстия сопла и втулки должны быть тщательно
подогнаны. Диаметр отверстия сопла dN должен быть приблизительно на 0,5-1
Рис. 5.6. Плоская зона контакта меж- Рис. 5.7. Выпукло-вогнутая зона контакта между
ду соплом литьевой машины соплом литьевой машины и литниковой
и литниковой втулкой втулкой [5.3]
Радиус сферической выемки в литникой втулке (RS), в которую входит наконеч-
ник сопла литьевой машины, должен быть на 1 мм больше радиуса этого наконеч-
ника RN [5.7] (рИС 5.7) Что касается размеров центрального литника (рис. 5.9), то
выполнение следующих правил обеспечит высокое качество и надежность процесса
литья:
Диаметр в основании отверстия должен быть примерно на 1 мм больше, чем
Диаметр впуска или диаметр канала. (Этим обеспечивается, что отверстие за-
стывает в последнюю очередь, оставаясь открытым для подпитки.)
Отверстие конусное (>Г и < 4°) и совершенно гладкое, без поднутрений и ца-
рапин по окружности, чтобы литник извлекался легко при открытии формы.
По этой же причине оно не должно иметь дефектов на своей верхней оконеч-
. н°сти (рис. 5 8)
Нижний край отверстия следует закруглить, чтобы предотвратит ь вытягива-
пристенного слоя материала в виде струи, видимой впоследствии на по-
верхности отливки.
170
Правильная
форма
5. Конструирование литников^^
Поднутрение приводит
к облою, затрудняющему
извлечение застывшего
литника
Рис 5 8 Правильная и неправильная формы поверхностей контакта сопла литьевой маши
ны и литниковой втулки
Если эти требования удовлетворяются, застывший центральный литник одно-
гнездной литьевой формы извлекается из отверстия сопла и остается вместе с от-
ливкой в той полуформе, где находится система выталкивания литьевой формы.
В многогнездных литьевых формах, где центральный литник служит только для
передачи материала в разводящие каналы, требуется специальное устройство для
его извлечения. Например, толкатель устанавливается напротив литника, а его про
филированный рабочий конец действует как поднутрение, захватывая застывши
литник (рис. 5.10). Во время извлечения литник просто выпадает из поднутреН1^
Такая конструкция имеет преимущество в том, что создает поднутрение и для
жания отливки в нужной полуформе.
171
nwMl'tH P*' водчщих лшникопых K.iii.uioij
5 g. KO"i '[J — * -----------
Puc 5.10. (окончание)
Другой, менее распространенный вариант удаления литника из втулки показан
нарис. 5.11. Литниковая втулка подпружинена. После впрыска расплава и оконча-
ния стадии выдержки под давлением, сопло отведено от литниковой втулки, пружи-
на отталкивает втулку и освобождает литник.
1 5.//. Подпружиненная литниковая втулка |5.7|. С |ева: большая пружина оолыпое
усилие; справа: небольшая пружина небольшое усилие, поэтому несколько пру-
жин расположены вокруг втулки
Конструкция разводящих литниковых каналов
^’••алы соединяют цеп тральный литник с формующей полостью через внуекные
Чо 111,1каналы и распределяют' расплав материала таким образом, чюбы вес
р.>С1И *а||(и|чигь одновременно и под одинаковым давлением
сб(<1С11Лав •’ступает в разводните литниковые* каналы холодной лш ьевой формы
п ’льпюй скоростью. с иетема теплообмена быстро отнимай* г тепло у находящегося
1 Исг™<)Ч11ом слое маюриала, который образует пленку. 1Случается теплой юли-
172
5. Конструирование литникп^^
рующпп слой для расплава, текущего в центре канала. Формируется горячу
впжное ядро потока, через которое полимерный материал попадает в форму*
полость. Ядро следует поддерживать в горячем состоянии до тех пор. покаод”
полностью не затвердеет; давление подпитки должно максимально компенсировал,
сокращение объема при отверждении.
Оптимальная конфигурация канала определяется с одной стороны этим со
обряжением, а с другой - стремлением снизить потери давления и сберечь мате-
риал. Размеры канала, очевидно, зависят от максимальной толщины детали и от
типа полимерного материала. Чем толще стенки детали, тем больше должно быть
поперечное сечение канала. Как правило, поперечное сечение канала должно быть
на 1 мм больше толщины стенок изделия. Большое поперечное сечение ускоряет
процесс заполнения литьевой формы, так как в нем гидравлическое сопротивле-
ние меньше, чем в тонком канале той же длины. Поэтому конструирование каналов
в соответствии с законами гидравлики приносит очевидный положительный эффект.
В разделе 5.9.7 мы рассмотрим оптимизацию и балансировку литниковой системы
с помощью компьютера.
Факторы, влияющие на конструкцию каналов, схематически изображены на
рис. 5.12. О назначениях канала и вытекающих из этого требованиях можно узнать
из рис. 5.13. Рисунок 5.14 представляет наиболее распространенные поперечные
сечения и оценку их эксплуатационных качеств.
Рис. 5 12. Факторы, влияющие на форму и размеры разводящих литниковых каналов (5
q » . ---------ч ______
давлХ'^мТтемпера^роГ1' ° П°Л°СТЬ ''Сре3 ВСе ВПуСК" одиовРеменно’с
пути ^°И^еспРепятствсино Донести расплав до формующей полости по кратчайше -
_путн и с минимальными потерями тепла и давления ---
одинаковы»"
3 hh“Z^^
формующей полости "Vipe;ni04T,’TejI1>HO с точки зрения оптимального зап0Л“
м,жСТ ,"ТС
Отио|"сиис поверхности к объему
чески возможiю
----- тсХ Н ।"
должно быть настолько мало, насколько это
Рис. 5 .13 Функции каналов J5.2I
с|£ПкЦМЯ Разводящих литнИКОРЫХ каналов
173
Поперечные сечения каналов
IV- 1,25 D
Р-5^+1,5 ММ___________
Трапециевидное поперечное сечение
LWCJ
IV- 1,25 D
Достоинства-, минимальная поверхность
по отношению к поперечному сечению; медленное
остывание, малые потери при теплообмене и трении,
эффективная подпитка благодаря сохранению
горячего ядра
Недостатки-, изготавливать канал в двух полуформах
сложно и дорого
Достоинства: хорошее приближение к круглому
поперечному сечению при том, что изготавливается
проще — только в одной полуформе (как правило,
подвижной, принимая во внимание извлечение)
Недостатки: потери тепла и отходы больше,
чем при круглом сечении
Альтернатива параболическому
Недостатки: потери тепла и отходы больше,
чем при параболическом
Неблагоприятные поперечные сечения: таких следует
избегать
5.14. Поперечные сечения разводящих каналов [5.2,5.10-5 12]
На рис. 5.15 приведены номограммы для определения диаметра разводящих к
налов для ряда материалов с градацией по весу или объему отливки.
Данные являются эмпирическими, а диаметр литниковых каналов <
Делять как функцию их длины при допустимом падении давления не олее ‘
Шероховатость поверхности литникового канала зависит от перерабатываемого
полимерного материала. Обычно считается правильным не полировать ПО^РХ’'0^
Канала, чтобы затвердевающая пленка лучше прилипала к стенке и не ели
КоУносилась потоком Однако для некоторых полимеров каналы приход!
Р^ть И даже хромировать, чтобы избежать дефектов отлитого изделия (ПВХ К
ПОлиацеталь) Важнейшее требование об одновременном заполнении формующей
расплавом одннаКОРвого качества легко выполняется когда путь^потоков
ается идентичным. К сожалению, как показано на рис. >„ )TOMV
лишь в определенной степени и ценой введения других ограничении. Поэтому
“букировка литниковой системы путем коррекции по-
чных сечений разводящих и впускных литниковых каналов.
Рис. 5.15. Номограмма для нахождения поперечных сечении разводящих
литниковых *зН
лов (5.13]
График 1 - ПС, ЛБС-пластик, СЛН. ацстобутирата целлюлозы.
График 2 — для ПЭ, ПП, ПК, ПОМ, полиацсталсй. _ пльного .'Н1Т,1,,Ь‘'
Обозначения: 5 — толщина стенки детали, мм, D диаметр н окончании iiciiipaJ’ Ж11Тсль.
G вес детали, г, L — длина капала к одному гнезду, мм; Ье — корректирующий
Порядок определения диаметра (график 3):
1 Определить С и 5.
2. Взять D для сххггпетсгнующего материала с графика.
3. Оп|и-делить I.
Ь Взять Лгс графика 3.
5. Скор|и кти|и>нать диаметр ли гника I) - D 1.г
литниковых каналов
175
раэм до окр eiueitne ужткхпн Достоинства: равная длина потока ко всем формующим полостям, простота извлечения деталей, особенно требующих вывинчивания Недостатки: возможность размещения ограниченного количества формующих полостей
'"’разм* рш >щение laMH Достоинства: больше пространс- тва для формующих полостей, чем при размещении по окружности Недостатки: неравная длина потока к отдельным формующим полостям;однородное заполнение возможно только при корректировке диаметров каналов (с использованием результатов расчета в MOLDFLOW, CADMOULD и т. п.)
Симмс разме гричное щеиие Достоинства: равная длина потока ко всем формующим полостям без корректировки впускных литниковых каналов Недостатки: большой объем литников (много отходов), быстрое остывание расплава. Меры: ГКС или изолированные литники
Рис. 5.16. Варианты размещения формующих полостей: сравнение [5,2]
Количество формующих полостей Размещение рядами Размещение по окружности
1 О
2 О—О
3 —
4 0^-0
5 —
6 ш
2 — —
с-5.17. Размещение формующих полостей с одной
линией разъема
Рис. 5.18. Центральное (внизу) и
эксцентричное (вверху)
расположение впускных
литниковых каналов
176
5. Конструирование литникой^^^
5.7. Конструкция впускных литниковых каналов
Впускной литниковый канал соединяет формующую полость с разводящим
никовым каналом. Обычно это самое тонкое место в системе. Размер и поло"
определяют с учетом разнообразных требований (рис. 5.19):
• впускной литниковый канал должен быть достаточно мал, чтобы матер
счет сдвига нагревался, но не подвергался деструкции;
• впускной литник должен легко извлекаться,
• впускной литник должен допускать автоматическое отделение литниковой си
стемы отлетали без образования поверхностных дефектов.
Возможны различные конфигурации впускных литниковых каналов. Различают
впускные литники точечные и щелевые. Особый случаи - центральный литник -
достаточно подробно описан в разделе 6.1.
При всех типах впускных литниковых каналов, кроме центрального литника
впуск всегда является самым узким местом системы.
Протекая по таким узким каналам, как разводящие и впускные, материал ис-
пытывает существенное гидравлическое сопротивление. Часть давления впрыска
Факторы, влияющие на впускные литниковые каналы
Отливаемая деталь
Геометрия
Толщина стенки
Направление механической нагрузки
Требуемое качество поверхности
Длина потока / толщина стенки “ e./S^o
Перерабатываемые материалы
Вязкость Т|
Температура Тм
Свойства течения расплава
Наполнители
Усадка
Общие
Коробление
Динин спая
Легкость выталкивания
Отделение литников
Цена
вых Ka'iia/ioii'js 21 Гсм 'н" М,ч™шоложе''''е. <|юрму и размеры Л
11 <СМ 4 К) „6 отношении толщ а стенки к ИЛ'"
иных литниковых каналов 177
..миц;ч',ся- 11 семнера! ура расплава заметно повышается. Этот эффект оказывает
uic.'ib'ioc воздействие, так как:
" \) |К1СП.тав, попадающий в формующую полость, становится более текучим и луч-
ше заполняет их;
2) впускной литниковый канал дольше остается открытым для подпитки благо-
’ (Зря нагреву окружающего отверстие металла.
Оптимальный размер впускною литникового капала, пе приводящий к таким
Н1СНПЯМ. как термическая деструкция полимера и излишнее падение давления,
Яриходится определять путем вычислений либо при испытаниях литьевой формы.
Очновременно выполняется балансировка каналов.
На практике это делается следующим образом (и делать именно так необходи-
мо даже если конструкция предварительно рассчитана): специалист, проводящий
испытания литьевой формы, механически корректирует впускные каналы таким
образом, чтобы каждая формующая полость заполнялась расплавом однородно и
одновременно. Это легко определяется сериями неполных впрысков (недоливов)
(рпс.5.20 и 5.21). Такой порядок действий возможен благодаря тому, что изначально
впускные литниковые каналы делаются гораздо меньшими, чем необходимо. Затем,
по результатам испытаний, их расширяют до тех пор, пока все формующие полости
не станут заполняться однородно.
На рис. 5.22 показаны рекомендуемые варианты формы впускных литниковых
каналов и их размещения на изделии. Впускной литник может иметь круглое, по-
лукруглое и прямоугольное сечение. Наиболее благоприятным из сечений является
прямоугольное. Легче всего отделяется от изделия полукруглый.
Лучше всего соединять впускной литниковый канал с разводящим каналом так,
как это показано на рис. 5.22 (сверху). Само по себе это еще не гарантирует наилуч-
ших характеристик потока в полости при его заполнении. При работе с некоторыми
материалами в формующую полость может попасть застывшая пленка (холодный
поверхностный слой); она может вызвать появление пятен на поверхности детали
(рис. 5.23). Также материал не должен входить в формующую полость струей, он
Рис. 5.21. Заполнение формы с несбалан-
сированной литниковой систе-
мой [5.6]
20. Неправильное заполнение фор-
мующих полостей в форме с не-
сбалансированной литниковой
системой [5.6]
178
5. Конструирование литникс^д^
Характеристика
Разводящий канал Отливка
Поперечное сечение
Окружность Прямоугольник
Разводящий канал Отливка
Впускной литник
Поперечное сечение
Центральное расположение литника.
- при малой величине отношения поверхности к объе
круглое сечение позволяет снизить трение и потери^
тепла;
- требуются сложные механические операции на обеих
полуформах; стоимость в случае прямоугольных
впускных литников также слишком высока;
- центральное расположение приводит к затруднениям
с отделением застывшего литника, последующей
механической обработке;
- вызывает струйное течение.__________________
Эксцентричное расположение литника.
- облегчает механическую обработку;
- легкость извлечения и отделения от изделия является
дополнительным преимуществом;
- впускиой литник направлен на стейку, что затрудняет
струйное течение при заполнении формующей
полости.
Полуокружность Прямоугольник
Рис. 5.22. Поперечные сечения впускных литников и их положение относительно разводя-
щего канала [5.2,5.3,5.10]
Впускной литник
Струйное течение
Появление пятна
Х1 ~ —|Х
Плохой образец конструкции
Отливка
*
Отливка
Х<.|и>11|11йоб|>„.и.цК()|1(..||)ук1[11|1
Характеристика
Впускиой литник следует размещать так, чтобы не
возникало струйное течение, следы которого остаются
на изделии; расплав при впуске должен сталкиваться со
стенкой или другой преградой.
Если впускной литник размещен только в одной полу
форме, холодная «пленка» может попасть в формуюшУ10
полость. Это также приводит к пятнам на изделии.
Меры специальные поднутрения, в которых задерзК,1В^
застывший материал, так называемая «холодная_к^ДД£-^1
Центральное местоположение впускного литника с кр)^
сопряжением и грубыми стенками предотвращает пе
холодного поверхностного слоя. тоКа)
(а- обозначает границы горячего, подвижного яДРа п0
Скругление в сопряжении делает течение расплава
ламинарным, предотвращает струйное течение.
I адиус в сопряжениях впускного литника с отлпвк ( це
’атрудпяет его последующее удаление от детали. ;|
mi псе их следует предпочесть, так как лучшие 1 °’ -г]еТ()Ч-
поюка приводя г к лучшему качеству детали в1М1
—"<Х 1и_размер(>в и механической прочности.—_ ,|5|
............-1Х....................
Ш ’£££ЦИИ впускных ЛИТНИКОВЫХ КЯНВЛОВ
179
должс» заполнять его равномерно, 11а,1И1 ,ая
н„е приводит к образоваггию неприятных ll(JII' ги” г ника. Струйное теч-
^материал. составлявший струю, „с < ",Ых Дефектов „а изделии, так
лаютяим вслед за ним материалом. Н несложн ” И Н<” ,,<^й''ме,пи,,а,тся с ткх ту-
ситуапии достаточно радиального закру,71(.„ия СЛучлях исправления такой
Рекомендуемые размеры точечных и пИ1Н.„ * №Ых°Ле'
показаны на рис. 5.24. У я,Ых «"ускиых лигииковых каналов
Pw. 524. Рекомендуемые размеры для точечного (слепа) и туннельного (справа) впускных
литниковых каналов ]5 16]
5.7.1. Место впуска
Поскольку на отверждение расплава термопласта в формующей полости влияет
температура литгжвой формы, а толщина стенки детали имеет решающ*' значение
в теплопередаче, размещать впуск нужно всегда на самом тол* том участке.
Если впуск размещен не на самом толстом участке <л липки, то в лих зонах мог у г
л явиться усадочные раковины и утяжиггы. Они являются следствием шло* гаю г
И ло давления подпитки, которси' вызвано пр-ждевременным застыванием рас плава
в месте впуска.
Переработка вспенивающих*я материалов явля* г* я иг ключени'-м Ь зтой т< хно
Л'-гии впуск нужно располагать и самом тонком месте детали Заполнение форму
х гК'й полости и угглогггеиие материала происходит благодаря выделению газа, и
'^’Ч/ливлеиие иеггоку должно умеггьгггагься по мере заполнения, чтобы компент и
'«а.ьтиижеггие/гавлеггия газа.
Направление дни жеггия потока материала ни /три формуюгш й поло* г и опр деля
Р>' нт,л >ж< иием впуска. Из за згого шмггикатотак на пинаемая орит-нтаггия, или
*равл«шгХ гь, молек ;л По* кольку свойс тва макромолекулы полимера вдоль < е
""Ии гкгИ, , су|цк;Т|я.иио различаклся, го же самое проитходит и со свойствами
"й- например, щючиостью и усадкой вдоль и поперек иоюка Лог >ффект, вы
; инмй "риопапией молек ул. станови и я тем более явным, чем большее напри же
^'‘бщигаичгыгывзет^/плав в период охлаждения. Цо ломуслеггеиь ориепгаггии
180
5. Конструирование литниковы*^^
V стенках детали. Оптимальные величины предела про-
особенно ослика о тонки < ста M3KOCT„ достигаются при орнента„и„ ВДШ|Ь£
чности при растяжении и амени„ следует ожидать пониженную прогну
тока, тогда как о поперечном 1На 5 25_5.27 даны примеры панравликвд,
„ склонность к растре»па тложениях ппускпого литника и того, как этоМв.
потока расплава при разл
яет на прочность Детали’ лИтьевую форму следует отчетливо уяснить, при ка-
Прежде чем проектиров направленность. Для материалов, арми-
ких нагрузках будет работа важНо, так как волокна должны иметь тоже
рованных волокнами, это да ксимаЛьное растяжение (сжатие) в дета-
направление, что и усилие, вызывающ
ли при ее эксплуатации ^их материалах усадка всегда минимальна в направ-
В ненаполненных выс $ Такая неравномерная усадка может привес-
лении °Р“снтаиИИи^Хобенно наглядно проявляется в армированных материалах,
™ „Г^Х^Хоко,, подавляется „ может возникнуть_с-
речная усадка.
«)
b)
с)
d)
С —
Рис.
5 26. Ориентация молекул поперек по-
тока материала при расположен1
впускного литника на более длинной
стороне. Механическая прочность-
сечении С-D больше, чем в сеченнн
А-В [5.17]
А
Рис. 5.25.
Движение потока
ном положении
литника (5.11]:« —
ный литник или
впускной литник; h —
дартный боковой впуск
знающий благоприятный
булентный поток, с -
впускной литник; <1
точечный впускной i
литник.
при различ-
впускного
- централь-
точсчный
L - стан-
впуск, со-
_..1тур-
— щелевой
много-
отрывной
Рис. 5.27.
В
Ориентация молекул вдол*’
материала при расположен”" ?
иого литника на короткой
Механическая прочность в
А В больше, чем в сечею
I-'’» 17|
181
Рис 528. Влияние положения впускного литника на качество отлитого изделия из ацетобу-
тирата целлюлозы [5.7]: сверху — эксцентричный впуск, усадка в направлении по-
тока меньше, чем в поперечном направлении; снизу — центральное расположение
впускного литника приводит к выпуклости из-за того, что усадка в радиальном
направлении больше, чем по окружности
Весьма критично также проявление линий спая, или «холодного спая», когда
один поток расплава встречается с другим, но они не способны к взаимному про-
никновению. В этом случае не появляется таких макромолекул, которые поглоща-
ли бы усилия, направленные под прямым углом к направлению потока (рис. 5.29).
Чем дальше линии спая находятся от впускного литника, тем холоднее поверхности
сходящихся потоков расплава. В таком случае они еще труднее перемешиваются,
то есть оказываются еще менее прочными зонами в детали. Этого можно избежать,
если при последующем заполнении или подпитке; расплав пересекает такие линии
под прямым углом. Подобный эффект позволяют получить современные техноло-
гии впуска, например, каскадные.
С другой стороны, для деталей, чья конструкция содержит много препятствий по-
току (рис. 5.30), отлично подходит многоточечный впуск, потому что между двумя
литниками путь потока невелик, поверхности потоков хорошо свариваются, слабые
места на линиях спая не возникают. На рис. 5.31-5.33 приведен еще ряд примеров.
Многоточечный впуск (рис. 5.31) обычно предпочитают щелевому впускному лит-
НИКУ (5.32) только ради простоты отделения и возможности автоматизации, хотя
последний имеет ряд других преимуществ.
ft/c. 5.29 п х
г> местах линий спая за отверстиями и прорезями образуются зоны пониженной
прочности [5.17]
Рис. 5.30 Разъем для печатных плат
Рис. 5.32. Щелевой впускной литник
Рис. 5.31. Многоточечный впуск
Рис. 5.33. Принцип равной длины потоков
Получение информации еще на этапе конструирования о том, как то или иное раз-
мещение впускного литника повлияет на качество отливки, более не является про-
блемой. Программные продукты компьютерного анализа, например, CADM0ULD
дают картину, весьма сходную с реальностью. Заметим, что и простые графические
методы картину наложения воспроизводят достаточно быстро (см. раздел 5.9).
5’8’ Х°еаЯктоппКяаНаЛЫ " впУ«НЬ1е литники
АУ'Я реактопластов
Уменьшать объем каналов очень вяж„
сов, так как вторично переоабят1 ° КЭК для Эластомеров, так и для реактоплас-
»е»збежны Однако из экономо"илишь частично; в основном же потери
литьевые формы с развитой лит>СКИХ Соо^Разкен111"1 используются многогнездные
значимость как средство снижения1КОВО,! спстем<Я благодаря чему приобретав
тег>^МИ КонстРУкция литниковой Матср,,аль,,Ых потерь системы с холодными ка
термопластов. чековой системы в основном такая же, как и для
по4*’1
Эластомеры обычно наполнены и отличаются высокой вязкостью^^ л,,т,,111'цнО'
все давление впрыска затрачивается па преодоление сопротив цоПСР6^
системы. На заполнение формующей полости, как правило, оо сНця стР'
го сечения давление почти не расходуется. Зато есть риск ,,оз,,,1К11.*11(1ЛнеН|,с ^iii"
го течения в формующей полости. Распространено мнение, что.* п;фость ^||(1
струйным, а не фронтальным потоком не создает проблем, так К<,^к113]Н’И,|Я
спая снимется последующей термообработкой. Это неверно. С т°чк ()р11ецПЧ’'
логин, струйное течение нежелательно потому, что наполнитель н< |Ср. м?-
должным для обеспечения прочное ти изделия образом. Можно, ,,al ‘ulKWl сП’'
воздух во время впрыска и этим снизить качес тво. Болес того. застЫ
с
А
fl(
Рс
Хе
Ч
Ч
ч
181
g РЛНОДШМ11’ К.Ш-Ш1-1 И ll(iy< MHK- ВИ1ИИКИ ДЛЯ ро,1К10ИЛШ юн
ч'1 \1<>Ж<‘ 1 Н«1,1<111» ( III IIiiilTbCM ( iiMil Jlo it т«жл &» .
|Г|)||.1 -M • < <>< II J( M ( «1МЫМ CIIIIJUI b ПрО'ЛКИ IL И iJU’
,ii>i н пе к»'1
|M)11,lll(.e падение давления в литниковой системе „риведе, к раскрытою формы
„<»...."" 1,а ‘‘ <,"1>''зов<>нием множественных дефектов (ри< 5.34) Условия
цпа-н*-""’1 " ............... ..........."lx полостях становятся разными, что приводи !
к взменению ориентации, недоливам и соответственно росту брака.
Рис. 534. Изделия из эластомеров с дефектами
Кроме того, такие дефекты требуют дополнительной механической обработки.
Брак можно избежать только с помощью достаточно большой и хорошо сбаланси-
рованной литниковой системы. Однако при переработке эластомеров подо ныи
способ остается под вопросом, так как даже малейшие изменения температуры
оказывают существенное влияние на свойства потока. Во избежание увеличения и
усложнения литниковой системы можно прибегнуть к помощи литьевого прессова
ния (см. раздел 20.2). Оно особенно подходит для небольших деталей, которые не
нуждаются в дополнительной обработке и не дают много отходов.
5-8.2. Реактопласты
Влитье под давлением реактопластов используются литниковые системы, сходные
с описанными в разделах 5.6 и 5 7 по конструкции, конфигурации и размерам. Хо-
рошие результаты достигаются даже с туннельными литниковыми каналами, поз-
ноляющими автоматизировать процесс. Реактопласты, наполненные минеральным
порошком или волокнами, вызывают абразивный износ металла больше, чем арми-
рованные термопласты. Поэтому при их переработке для впускных литников реко-
,С11дуется использовать вставки из износостойкой стали или с соответствующим
?’гРЛЫм ,10|<рытием. В серии испытаний на износостойкость успешно проявили
)Ялит,,иковые каналы и формующие полости с твердыми защитными покрытия-
И’ 11апРимер, хромированные.
5. Конструирование
184
с й э влияние расположения места впуска
5-8-3- при переработке эластомеров
ч™ сложнее форм» и больше размер детали, тем сложнее движение рас„
в Лезде хотя линии спая неплохо свариваются благодаря образованию
ь связей о определенных случаях они приводят к браку. Линии спая, образ»,
«всегда в одном и том же месте из-за препятствии на пути потока. вьвыюю,
“““ “его расположения образование поверхностного слоя ннзкомолекулзо
них компонентов. То же явление можно наблюдать в конце заполняемого сегмента.
Причиной этого является частичное испарение из потока материала восков, масел
и олигомеров, вновь затем конденсирующихся на поверхности расплава. Подобные
загрязнения приводят к появлению на поверхности отлитого изделия матовых пя-
тен [5 52]. Расположение линий спая также играет важную роль. Например, на уп-
лотнениях их наличие может сказаться крайне отрицательно.
При конструировании литьевых форм следует проявлять осторожность, избегая
создания линий спая, чтобы иметь уверенность в высоком качестве деталей на про-
тяжении длительного срока их службы.
5.8.4. Литниковые каналы для высоконаполненных
материалов
При использовании особых методов переработки полимерных материалов, таких
как литье с добавлением неполимерных порошковых материалов {Powder Injection
Molding), в материале может присутствовать до 65%об. наполнителя. Возникаем»
отличие термодинамических и реологических свойств расплава такой композиции
требует особого внимания при определении конфигурации и размеров литниковои
системы. Поскольку изменения в поведении материала зависят не только от тип»
наполнителя (например, металлический или минеральный) и его доли в компози
ции, но также от формы частиц (волокна или порошок) и их микрогеометрии (Д'-
Ha и диаметр волокон, структура поверхности, размер частиц и их фракиионн
состав), понимание свойств применяемых наполнителей и их влияния на харэ
ристики расплава является решающим для успешного проектирования литник
системы.
тпмхЯЗпКОСТЬ расплавов заметно возрастает с увеличением доли наполнителя,
давлениеправильного заполнения формующей полости требуется горазд0 эТ0
ведет к пос™ В Процессв Работы с ненаполненными термопластами- ТаК ,мать
меры для умен1иПРЯЖеНИЙ сдвига в пристеночном слое, то необходимо ПР‘ )ЭГо
означает что ппиСНИЯ Гилравл11ческого сопротивления в каналах. Практпч
□ вХ Х ТбОТКе выс°конаполненных полимерных композит-
ным сечением. МИНИМалв”° К0Роткая литниковая система с большим
УсадкТли^ево^ком^о^’ зависящих от наполнителя и его содержания (°М ^“ма-
териалов; Г°Р=ОДо чем у ненаполненных поЛ»М
нейтрального литника Вь/гюр^'""01'0 ":,влс,|е"‘,я требуется большая .„„.г**
расплава и характера наполни теля 1ИМе"Га'Л,,"()" 7
ля. высоконаиолнениые полимеры, Ш
185
идпишие K.iii.iin.i и впускные пищики дня ссмкгошычов _ ___
bf Р*?? - ’
•щ>м iipei4'<>u;iiiuii, отличаются низкой эластичностью или ее полным отсут-
В 111 -м (>Ф<!,сКГ «||О',Ч'Р11 памяти»), в результате чего при заполнении формующей
1,11 ц фронтальный поток практически не возникает. Меры против струйного
110 *пп'| принимаются еще па стадии конструирования: литники размещаются так,
Г'" ii струя сразу же попадала в стенку формующей полости (боковой впуск) или
ЧТ<бпвалась ограничитель [5,18, 5.19]. Следует избегать резких изменений тол-
I1,1'1 стенки, которые могут способствовать возникновению струйного течения,
^'рчзмешая литниковую систему, нужно тщательно избегать возможности иоявле-
на детали линий спая. Иначе на фронте потока образуются низконаполнеиные
§ и ти и такая линия спая может серьезно снизить показатели прочности и жест-
и может образоваться потенциальная трещина. Та же проблема разделения рас-
плава 11 наполнителя появляется в областях высокого напряжения сдвига или под
действием центробежных сил. Для подавления таких декомпозиционных явлений
следует избегать резких изгибов, острых углов и краев. Также можно избежать отжим
наполнителя, создав в канале сплошной поток. Для этого потребуется полировка
стенок литниковых каналов 15.20]. В отличие от ненаполненных полимерных мате-
риалов, высоконаполненные имеют гораздо больший коэффициент температуропро-
водности. У композиций с высоким содержанием металлических или керамических
частиц он в 12 раз выше, чем у ненаполненных. Использование холодноканальной
литниковой системы при этом ведет к образованию увеличенного пристеночного
слоя во время впрыска, а затем к преждевременному застыванию литника. Следова-
тельно, благодаря уменьшению поперечного сечения потока, требуемое для запол-
нения давление увеличивается, а эффективное время подпитки уменьшается. Это
часто приводит к большим проблемам с качеством деталей, изготавливаемых литьем
под давлением. С одной стороны, потому что высокое давление при заполнении при-
водит к выраженной ориентации наполнителя или макромолекул полимера в детали,
которая в таком виде — особенно в наполненных материалах — часто нежелательна и
приводит к дополнительным затратам. С другой стороны, потому что этим ограничи-
ваются максимальная площадь литья и минимальная толщина стенки детали. Лит-
никовые каналы в формах для переработки высоконаполненных полимерных мате-
риалов должны, в частности по этим термодинамическим причинам, иметь большие
поперечные сечения, чем в случае литья обычных термопластов.
Горячеканальные литниковые системы являются альтернативой применению
впускных литников с большим поперечным сечением. Они позволяют оказывать
горазд,) более продолжительное и избирательное воздействие на расплав при вы-
Держке под давлением (подпитке) [5.21] Поскольку образование охлажденного
пристеночного слоя замедлено, потери давления снижаются. Недостатком этого ме-
в является необходимость в сложной теплоизоляции системы горячих каналов
ють до формующей полости и риск возникновения нежелательной ориентации
изи впускного литника, где материал в течение длительного времени остается
тгот71313716111115114 При литье с добавлением неполимерных порошковых материалов
па: ' 6Юс1агС)К успешно устраняется сочетанием горячих каналов с короткими ох-
орие МЫМ^ впУскными литниками [5.22, 5 23] В этом случае области с высокой
оказЬ|ТаЦИей пР°талкиваются во впускной литниковый капал и в нем исчезают, не
цая никакого влияния на качество детали.
5. Конструированиелтниковыуц^
5 9. Качественное (структура потока)
и количественное моделирование процесса
заполнения формы. (Имитационные модели)
5.9.1. Введение
Часто возникает необходимость изучить процесс заполнения проектируемой литье-
вой формы заранее, на этапе разработки общего замысла формы и детали. И3ученне
такт вопросов проводится в рамках «реологического проектирования» [5.25,5.28],
позволяющего проводить качественный и количественный анализ процессов. Под
качественным анализом понимается представление о структуре потока, в состав ко-
торого входят:
• эффективное расположение впусков;
• сложность заполнения отдельных областей формы,
• расположение линий спая;
• появление воздушных «ловушек»;
• основное направление ориентации.
При изучении структуры потока помогают метод структуры потока [от 5.27 до
5.29] и специальное программное обеспечение [5.29, 5.30].
Следующим шагом является количественный анализ. Он представляет собой се-
рию расчетов, охватывающих поведение материала и предполагаемые параметры
процесса. Определяются следующие данные о заполнении формы:
• профиль давления;
• профиль температур;
• скорость сдвига;
• напряжение сдвига и т. д.
С помощью этих расчетов можно увидеть влияние особенностей конструкш—
• свойства отлитых деталей;
• прочность линий спая;
• качество поверхности;
• дефекты материала;
• выбор материала и литьевой машины;
допустимые пределы изменения параметров переработки.
5.9.2. Структура потока и ее значение
зонах Хтпм^1п>УК“УРЫ ПОТОКа показывают направление фронта потока в Ра3‘1’" ^ти
тХ™УиХТЛОСТИ И На P^Hbix стадиях процесса ее заполнен-
евой форме. На результатам испытаний на РеаЛЬ“}
полезли выгою^ так Х7п™Р^яе™ХРИ КО"СТру,,рОВаНИЫ ^топо”^
линий спая или воздушных ловушек ’а6ла,опРсме""о выявить мест
5J6 Серия последовательно увеличивающихся недоливов, иллюстрирующая изготовле-
ние изделия «коробка» в литьевой форме [5.24].
стенки, мм
2.2
3,6
2.7
3,5
3,0
Линия спая
Толщина
S,'
V
s2-
V
S-
Рис. 5.37. Структура потока при литье коробки [5.24]
Если такая задача поставлена, можно проанализировать, как влияют на заполне-
ние формы следующие меры:
• изменения места расположения, вида и количества впусков;
• изменения в расположении отверстий и утолщений, предусмотренных конс-
трукцией детали;
• создание дополнительного пространства или препятствий на пути потока.
Получение диаграммы структуры потока является предварительным условием
Для использования программ, вычисляющих давление и температуру в ходе запол-
нения. Для правильного расчета необходимо представить воображаемую разбивку
Детали (или формующей полости) на расчетные сегменты, а это делается на основе
имеющейся диаграммы.
5.9.3. Использование с^УКТУР^^^Хни^ДГ°Т°ВКИ
к моделированию проц приюгами...я в плоскости.
Создание диаграммы структуры потока начина
т е с развертки. .„пппить три геометрические операции.
Для получения развертки необходимо вь
Разрезать поверхность вдоль ребер,
повернуть грани вокруг неподвижных осей,
5. Конструирование литниковыхсищ^ц
188
поверхности (спроецировать их на плоскость листа
. растянуть искривленные
бумаги). и упрощения приводят к необходимым уточнениям,
Следующие соображения и бствовать созданию диаграммы структуры По-
которые впоследствии будут
озможности разделить на секции, которые раз-
Т°К.а Реальную деталь следует по.в способом (разрезом вдоль существующего
ворачиваются в ПЛОСпХнОй развертке обозначаются связи между соедини-
ребра). Затем на полунен,* Рразрезам) илиточками (рис. 5.38).
тельными общими ли являетСя исходной поверхностью, на которой
. Полученный развернутый вг Д. или находЯт самый длинный путьпо-
размещают впускной литнику
Pur. 5.3S. Примеры развертки на плоскости |5.24|
5 9. ^тонное и количсс! ценное моделирование процесса заушения формы 189
. jQUbb которые нельзя включить нено' родственно в развертку связанных час-
тей детали (п.апрпме| 'бра) выкладываются на плоскость листа отдельно.
• Следует отчетливо обозначить точки соединения зон, вынесенных на отде-
льные развертки (рис. 5.38).
• Другой <',,ос°б развертки сложных деталей начинается с изготовления бумаж-
ной мбделн, которая затем разрезается.
• I I наоборот, если выреза! ь отдельные части диаграммы структуры потока и со-
единить их по линиям соединения, то получится очень наглядная картина.
5 9.4. Теоретические основы метода структуры потока
В соответствии с законом Хагена—Пуазейля падение давления зависит от гидравли-
ческого сопротивления в каналах (с W > Н) [5.31]:
ДР=32’’^^ТЙ’ (5.1)
где Лр — падение давления; <р — множитель для реальных литьевых форм (для форм
с W»H —> <р = 1,5); vF— скорость продвижения фронта потока; L — длина пути по-
тока; W — ширина участка; Н — высота участка; т] — вязкость текучей среды.
Поскольку рассматривается только фронт потока, допустимо предположить, что
с) все параметры по всему фронту потока равны; это верно при условии, что весь
объем имеет плоскую форму с постоянной толщиной;
Ь) профиль давления однородный; для фронта потока это соблюдается автома-
тически;
с) вязкость вдоль фронта потока одинаковая; последнее верно при условии, что
расплав вдоль фронта имеет одинаковую температуру и нет больших перепа-
дов высоты, которые изменили бы характеристическую вязкость < 5).
Всегда рассматриваются равноширокие сегменты фронта потока, то есть Wj = \VY
Итак, для двух точек фронта потока с разной толщиной
А _ ь,
И2 VF1 //2 • (5.2)
Введем v рассмотрим перемещение фронта потока через равные проме-
жутки времени, т. е. At = const.
Тогда
(АХ/.уЯ2 = (АТ2Т2)/(Т/2)2, (5-3)
атак как - AZ,1 и L2 = AL2, получаем
А£,/Я, = Дб2/П2.
(5-4)
За одинаковые промежутки времени продвижение фронта потока пропорцио-
чально его толщине в соответствующих точках.
Пыт показывает очень хорошее согласование между диаграммой структуры по-
ча и практическими результатами в тех случаях, когда допустмо предположение
190
„6 однородной подаче расплава. II это всегда подтверждается даже для такад
№ материалов. полиуретаны и наполненные реактопласты. Но когда
™™.юГО сечения сдерживает заполнение, в следующей эоне можно 31чп"
отклонения в расположи.линий спая (однако это практически „„когда не вли
яет на качественное предсказание расположения линии спая). Если же этот метод
используется для расчетов давления и температуры в компьютерном моделирова.
нии (CADMOULD или MOLDFLOW), то в таком случае результат будет содержать
существенную ошибку.
5.9.5. Порядок построения диаграммы структуры потока
5.9.5.1. Изображение фронтов потока
Модель, на которой основан метод структуры потока, построена на теории распро-
странения волн Гюйгенса. В ней предполагается, что каждую точку «старого» вол-
нового фронта (фронта потока) можно рассматривать как исходную точку (центр)
так называемого элементарного колебания (круглой волны). Огибающая новых
элементарных колебаний является новым (следующим) фронтом волны (потока).
«Новый» фронт потока является огибающей новых элементарных колебаний, кото-
рые распространяются в виде окружностей из каждой точки предыдущего фронта
потока. Радиус каждого элементарного колебания равен продвижению фронта по-
тока Д/ (рис. 5.39 и 5.40).
Новый фронт потока
Старый фронт потока
Элементарные
колебания
Новый
Фронт потока
Старый
Фронт потока
Элементарные колебания фронт по’®'3
Сферический поток
Рис. 5 39- Методология построения диаграммы
111111 ^"пнотока
фронт по
Параллельный ноток
структуры потока |5.24)
Каче< гврннор£15-2£!ич— твенное моделирование процесса заполнения формы
191
Сферический иоток Параллельный поток
Рис 5-40- Построение с точечным отрывным впускным литником (слева) и щелевым впуск-
ным литником (справа) [5.24J
5.95.2. Радиус-вектор для выявления теневых участков
Зоны детали, расположенные в «тени» отверстий, недоступны параллельному или
расширяющемуся потоку непосредственно от места впуска. Их заполнение идет от
фронта потока (рис. 5.41).
Векторы, идущие от впускного литника, указывают такие зоны и предоставляют
опорные точки для построения фронта потока (рис. 5.42).
Точки Р, где векторы проходят по касательной к отверстию, являются, подобно
точкам «старого» фронта потока, исходными пунктами новых элементарных коле-
баний. С них начинается заполнение теневых участков (рис. 5.43-5.45).
При сложных формах отверстий и других преград для потока может оказаться
необходимым более частое построение векторов, описывающих процесс, для полно-
го смыкания потока.
Рис. 5.41.
^с.542.
Диаграмма структуры потока с элементарными колебаниями за отверстием [5.24]
Недоступные участки
Щелевой литник Точечный литник
Векторами очерчены участки недоступные непосредственно [5.24]
192
5. Конструирование литникояд^^
I
Рис. 5.43. Диаграмма с фронтом потока за преградой [5.24]: слева — щелевой впускной
литник; справа — точечный литник
+ Впускной литник;
---Линия спая
Диаграмма с фронтом потока за прямоугольным отверстием [5.24]: слева ше
левой впускной литник; справа - точечный литник
1>ис 5.45. Диаграмма с фронтом по
впускной литник-ТОК<* 3,1 кРУглым отверстием [5.24J: слева "
’ пра"п ~ точечный литник
ще.^
ад
"4
'0|
•Л
(L
1чес1,’1’нное и количсопенное моделирование проце» t а 1аполненин формы
Рис 546. Диаграмма структуры потока с несколькими векторами [5.24] (точечный впуск-
ной литник)
5.9.5.3. Области с разной толщиной
Особое преимущество метода структуры потока состоит в корректном изображении
процесса заполнения даже в тех случаях, когда имеются зоны с различной толщи-
ной (высотой). Для единичного шага существует отношение
Ы/Н = const. (5.5)
Это отношение становится очевидным, если рассмотреть две пластины с цент-
ральным впуском: одну с постоянной толщиной, а другую с удвоенной толщиной
одной из ее половин (рис. 5.47).
Когда непрерывный фронт потока изображается в смежных областях, в качестве
вспомогательного средства для построения диаграммы структуры потока применя-
ется тангенциальная схема. Поток из участка с большей толщиной в участок с мень-
шей приближенно выводят линейной интерполяцией между известными точками
«нового* потока. Этот способ является приближением к центральной схеме, кото-
рую рассмотрим позже.
^с. 547 ф
роит погока при изменяющейся
толщине стенки [5.24]
194
тангенциальной схемы:
Последовательные шаги пе„вые касается границы зоны с большей толщВДой
1 Последний фронт потока впер
(П) в точке? (рис. 5.48). ение А/, в старой зоне Это дает для нового
2. Сначала изображается р п Из точки р старого фронта потока в зоне Ц
фронта точки Л и В на ^аНИ’1 колебания. Ее радиус находится по правилу
проводится окружность элементарн
Д/„ = Д/(; HH/Ht (рис- 5.4УР ог0>> фронТа к окружности сферического потока
3. Из известных точек ли
проводятся касательные (рис ш^о изображение НОвого фронта (рис. 5.51).
4. Этими касательным 1 перВой во вторуЮ зону строится, какука.
5. Если зона II тоньш ’онЫ j поток из первой во вторую зону строится
окружности элементарного колебания и касзтелтной к
(рис. 5.52).
Зона II 301lai
Рис. 5.51. Тангенциальная схема,
Рис. 5.52. Тангенциальная схема, Нн > // J5.24]
Рис. 5.49. Тангенциальная схема, шаг 2 [5.24]
lD('iiHoe и количесгвениое моделирование процес са заполнения формы 195
с Q К ’ u /
iii ii 11Ь,,:,Я ехема (ellle °АНо вспомогательное средство для пос троения диа-
11 rrnvKi’VPbi потока) является усовершенствованием тангенциальной.
Н’* чсТ() линейной интерполяции между известными точками, выполняется ин-
Шляния дугами окружности. Прежде всего се следует применять при
^’"больвюм ра 111агои ,,л"
большой разнице в толщине смежных секций.
Последовательные шаги центральной схемы:
| Последний фронт потока впервые касается границы зоны с другой толщиной
в точке Р(рис.5.53).
2 Сначала изображается продолжение А/, в старой зоне. Это дает для нового
* „та точки А и В на границе с зоной II. Из точки Р старого фронта потока в зоне II
сводится продолжение А/|Г Ее радиус находится по правилу А/п = А/,; Нп/Нг Так
определена еще одна точка нового фронта потока (точка С, рис. 5.54).
3 Теперь имеются три точки нового фронта потока: А, В и С. Точки А и С, а также
Ви С соединяются прямыми, от которых проводятся медианы под углом 90°. Их
пересечение является центром окружности (рис. 5.55).
4 Эта окружность проводится через точки А, В и С и представляет собой новый
фронт потока в зоне II (рис. 5.56).
Для сравнения приводится диаграмма, построенная для того же примера по тан-
генциальной схеме (рис. 5.57).
Еще насколько примеров применения обеих схем даны на рис. 5.58-5.60. Схемы
можно и комбинировать (рис. 5.61). По центральной схеме построен поток в зонах I
и II, а по тангенциальной - перелив из зоны I в зону II (рис. 5.62).
Рис. 5.54. Центральная схема, шаг 2 [5.24]
^5.53. Центральная схема, шаг 1 [5.24]
Рис. 5.56. Центральная схема, шаг 4 [5.24]
196
5. Конструированиелитниковыхоу^
пть схемы (рис. 5.63). По центральной схеме Пос.
Здесь также можно “'^“^„циальной - перелив из зоны I в зону 1|.
троен поток в зонах! и И, ап
Рис. 559.
Построение фронта потока с помощью
тангенциальной схемы [5.24]
Рис. 5.57. Фронт
Рис. 558. Построение фронта по-
тока с помощью цент-
ральной схемы [5.24]
Рис. 5.60.
Зона II
Рис. 5 61.
Построение фронта потока с помощью
тангенциальной схемы [5.24]
Зона II
Линия спая
Направление потока
Зона I
[5.24]
РиС 562 по0^?0™”' "РУ^Р* потока
по тангенциальной схеме [5 24]
Рис 5 63
Построение фронт-
с помощью тангеян'
*• ЦетральноЛ схемы I-
11a-м
---^-^Ызаполнения формы 197
5.9.5 4. Структура потока на ребрах
В „ервую очередь рассматриваются ребра котип.
^няюгся со стороны основы и не влияют на cTnv ™НЬШС °С”°°Ы <Р"С- 5-64). Они
На рис. 5.64 следует обеспечить вентилировав^ "^°Ка u ос"(>^-ом объеме
вать как закрытый карман. рова"'* в углу С; ребро нельзя вытачи-
Другой пример приведен на рис 5 65 Ч
НИИ в точках Л и В. ‘ есь нужно позаботиться о вентилирова-
Центральная
схема
Тангенциальная
схема
^5.65 Pefi^
Р° тоньше основы [5 24]
Рис 5.64. Ребро тоньше основы [5.24]
мимзлсг у /
ли в
198
5 Конструированиелитникой^ху
Заполнение ребер, которые толще основы, показано на рис. 5.66. ПроХож
расплава по толстому ребру влияет на структуру потока в зоне основы. Необх
вентилирование в углу С и в конце ооеих линии спая.
Тангенциальная схема
Риг. 5.66 Ребро толще основы [5.24]
5.Э.5.5. Структура потока изделий типа «коробка»
На развертке соединительные линии (линии разреза) сплошных °б-'1асте'*1и3^‘,.
жаются кривыми, а в особых случаях прямыми линиями. Для создания Ъ
полнения фронт потока должен оборваться у одной соединительной линии
ти к соответствующей «противоположной» соединительной линии так. что
определить направление потока или перелива (рис. 5.67).
ecTneiiiioe и количесгиенное моделирование процесса заполнения формы_ 199
^^днализ критической области
hi . пая ‘°|Д;н<>тся несколькими' уединяющимися потоками рас плава Они в нс
11111,111Х с iy чаях видны после открытия литы-вои (|>ормы
Kl’о''.Г|)\ муре потока за точки линий спайки принимают «разрывы» течения фрон
пока. Затем при соединении этих точек образуются линии спая.
Тц-м меН1>П1еугол между двумя объединяющимися фронтами потока, тем сильнее
,1жена линия спая (и хуже качество, рис. 5.68).
Выделяющаяся
1^значительная
Рис 568 Влияние угла схождения потоков на линии спая [5.24]
Линии спая, находящиеся близко к месту впуска, критичны в меньшей степени,
чем линии, расположенные далеко от него, так как они образуются при действитель-
но высоких температурах и могут исчезать при дальнейшем плавлении. Линии спая,
расположенные далеко от впускного литника, могут представлять собой непрочные
места, потому что образуются холодным расплавом и плохо «свариваются».
Если встречаются несколько фронтов потока, происходит захват воздуха (воз-
душные ловушки); воздух не может выйти через линию разъема формы или другим
путем (рис. 5.69). В результате, кроме неполного заполнения формы, могут образо-
ваться подгары. При быстром сжатии воздушного пузыря его температура повыша-
ется и полимерный материал начинает разрушаться.
Поверхности линии разъема должны быть тщательно отшлифованы (размер зер-
на 240, но не тоньше).
Если воздух не может выходить через существующие линии разъема литьевой
формы, возможно:
использование дополнительных линий разъема;
перемещение толкателя в зону воздушной ловушки (воздух выходит через зазор),
нентиляционные штифты;
перенос места впуска;
изменение толщины сечения детали (см. главу 7).
200
5 Конструирование литникоямг.Си
--——
5 9.5.7. Заключение
в качестве заключения необходимо дать следующие рекомендации, к<™рые
!уГв сложных случаях применения метода. Их основой являются наиболее^
на практике примеры структур потока.
Г Схема с элементарными волнами: хорошо подходит для непрерывного фронта
поте ка в областях с равной толщиной сечения. Она применима всегда; ее сле-
дует использовать, когда с другими схемами возникают трудности.
. Центральная схема: предполагается, если должна быть заполнена областьсраз-
личной толщиной в сечении. Она точнее тангенциальной схемы, но более тру-
доемка.
• Тангенциальная схема должна использоваться, если имеет место перелив из
области с толстыми стенками в область с тонкими, поперек направлению пото-
ка. Хотя центральная схема здесь также может использоваться, она отнимает
очень много времени, особенно если для каждого фронта потока приходится
искать новый центр.
• Максимум ширины шага должен быть таким, чтобы «проблемные точки» ока-
зывались как раз на линии фронта потока.
Проблемными точками являются:
• достижение области с отличающейся толщиной;
• заполнение «теневых областей» (радиус-вектор);
• перелив из областей с толстым в области с тонким сечением (поперек направ-
лению потока в толстом сечении);
• слияние фронтов потоков (линии спая, воздушные ловушки).
5.9.6. Количественный анализ заполнения
Количественный анализ основывается на представлениях динамики жидк°с
(реологии) и термодинамики. Придется решить фундаментальные уравнен!гя
прерывности, момента и энергии. Рассмотрим взаимосвязанные системы Д11
ренциальных уравнений (рис. 5.70). Для таких сложных конфигураций, каК с
мующие полости литьевых форм, конечно приходится использовать некот .
методы аппроксимации. Существуют две возможности: го0т-
а) онфигурация представляется в виде конечного числа узловых т°че^’.яЬ-о-
ветствующих малым промежуткам времени. Каждая точка представляет
нечно-разностным приближением. В результате может быть получено ре
совокупности дифференциальных уравнений. ^и
Ь Ашшок7^ЦИЯ ДеЛИТСЯ “а подоблас™. называемые конечными
wro элем™'1™ ° МаЛЫМИ проМежУтками времени определяется грЗ'
нишГХ " а ° Соответстпи» с известным методом, и на межэлементп^
Оба мето™ в уГлош1С непрерывности (рис. 5.71) [5.91- _ де
— №™ -.пьютере.
К/М-нроцесса. ” " ” °лны как для расплавов, так И Д'
с |чзчест°енН?^-и-°-1-*-С-С,11С',,Н— моделирование процесса заполнения фирмы 2°1
Рис. 5 70. Расчет процесса течения (основные уравнения) [5.26,5.27]
5.9.7. Аналитическое проектирование литниковых
каналов
5 9.7.1. Реологические принципы [5.32]
Основной поток полностью описывается с помощью законов сохранения массы,.
Мента и энергии, а также реологическими термодинамическими уравнениями со
ЯНИя- Общее реологическое уравнение состояния вещества описывает соотно
между полем скоростей потока и полем возникших напряжении, с тим о ъящ
Все свойства потока рассматриваемого полимера. Описание и о ъясненисс
Пот°ка материала и их измерения являются ключевым предметом науки о дефор-
Мации и потоке вещества, известной как реология [5.33]. 1финципы реологии будут
^могрены в ЭТой главе с инженерной точки зрения и в той мере, в како. они не-
*одимы для конструирования впускных и разводящих литниковых; « ‘
^сплавы полимеров не только проявляют чисто текучие свойства. ‘
сво?1ТеЛЬНЬ,М запасом эластичности. Их свойства, следовательно нах демон’_
стп,1СТВами идеальной жидкости и идеального твердого (по у у *
’РУют проявление вязкоэластичных свойств, или вязкоэла
202
И/2 1
О и
Генерирующий
поток_______
Эпюра скоростей (потока)
ill Зг г
dz dz
r
Средняя скорость
Скорость сдвига
Градиент давления,
используемый
в эпюре скоростей
поток
V = 2 • п г Н vr
Рис. 5.71. Расчет процесса течения (окончательные уравнения) [5.26, 5.27]
мися°кТчХо тХСЯ °бще"Р”ня™м делать различия между данными, относя^
ности. у ИМ своиствам веществ, и данными, относящимися к их эласт
йСЛЛ»8
Текучие свойства расплава
В процессах течения тех видов, которые встречаются в литьевых форма- '^^яет^
как правило, подвергается сдвигу. Этот так называемый сдвиг поТО1<а |1Чцва1°'
следствием адгезии полимерного расплава к поверхности полуформ- оП’3
щих его (адгезия Стокса)
dv
У~~&
i де v скорость потока; у — направление сдвига.
(5-^
59 гвенное и wn. WCTBe,„(oe м<)Д(.Лироцанир
заполненияформы 203
род стационарным сдвигом потока Л ‘
же1111с сдвига г. В простейшем случае нькио.ювд " ЖИЛК‘^» имеет место напря-
„ропорнионально скорости сдвига у, получаем Ж*"ЛКОс' и. напряжение сдвшТт
г = П у •
(5.7)
Коэффициент пропорциональности называется динамической сдвиговой вязко-
стью ил» просто вязкостью, которая является мерой внутреннего сопротивления
потока движущейся жидкости. Она измеряется в Па-с.
В основном расплавы полимеров не соответствуют свойствам ньютоновской жид-
кости. Их вязкость не постоянна, а зависит от скорости сдвига. По аналогии с урав-
нением для ньютоновской жидкости (5.7), уравнения потока выглядят следующим
образом:
т = п(у)у
(5.8)
и
Г|(у) = — * const. (5.9)
Y
Примечание. Вязкость многих полимеров в большей или меньшей степени меня-
ется во времени (тиксотропия, реопексия, инерция вязкости под действием резкого
сдвига или деформации [5.33-5.35]). Тем не менее при разработке литьевых форм
эта временная зависимость обычно игнорируется из-за отсутствия соответствую-
щих данных. В подобных вычислениях могут содержаться ошибки, хотя и неболь-
шие.
Вязкость и режим потока
График логарифма вязкости как функции от логарифма скорости сдвига (при пос-
тоянной температуре) для полимеров имеет вид, показанный на рис 5.72. Можно
увидеть, что вязкость остается постоянной при низкой скорости сдвига и уменьша-
ется с ее возрастанием.
5. Конструирование литникря. ,.
204 ___________________________ ______________________________-iSlSeu
Явление уменьшения вязкости с ростом скорости сдвига называется стру^
“’“« w'Z вядаХ'и н№ скоростях сдвига называется ньад,
вязксттыо пониженной характеристической вязкостью, иди. если у.о,
“ М«.ю изобразить как функцию скорости сдвига не только вязкость (для
нения характеристической кривой вязкости) но и напряжение сдвига„
НИЯ реологической кривой течения (рис. 5.73).
Рве 5 73 с
Дл ₽ СДВИГЭ КаК ФУНКЦИЯ НапРя^ния сдвига в виде кривой потока М
ДЛЯ ньютоновской Жилкп
обеих^сей^”* Зависим°сти этой пап°СТЬ СдВига пР°порциональна напряжению
между абс ИМеет прямой участок с та"™ Велвчвв с логарифмическим масштабом
""”р±,"К0Й ” Кр“^' - X Х'тгеИ““ УГЛа равным I. шеепрт.
аюйст””" yr™" “ ТаМ>1ет Следовательно, любые»®*
Пе«доХ"“ ” "РЯМЫ“ Указанием на неньюшкож*
пряжения сдвига™ еСТЬуВеличение скоро ИМИЪ На ЭТ°М рафике тангенс угла
Двига быстрее. скорости сдвига происходит с увеличением я*
МатематическОеописание
лел1Л опиравВЛЗКОСТИикРивой пПЛаС™ЧеСКИХСВОЙСТВРасплава
и его применимостыо ПРИВлсчс,,чымКматЗДа”Ы всевозм°жныематематические^
стью — с дРугой q к конкрСТ11Ь1м ем,,тическим аппаратом, с одной сТ° я
”иже коротко ипе?,Р М°ЛСлеГ> предст-^ПерИмснтальн|,1м данным с их погро
^«пластов и °лаРс^ЗДле’-ы м(Р X В"? ° ра6«т- (5.33,5.36].
на модели ()11Иг ‘ ,Х)В- И следуют,, °р,’,с ,,пиболее часто нспользУ10 h
псиные зДесь УЮп'пх главах будут делаться ссылки иск
----— сУ_зйполнрния формы 205
^пенное уравнение Оовальда-де Вале [5.37, 5.J8] 1
,.х случаях, когда кривые потока различи
' .ывчеекнх координатах, Рез.улг.гирукяцие'кп'^Г4’0'’ “Сражаются в лога
Ценных участка, отделенных одни от дру|()го' ' ИМе,от приблизительно
«о многих случаях мы имеем дело с одним из диух „ „ "4М у’,астком (рис. 5.74).
см использовать одну функцию для математич<^°ЛИ”СИ,"’,Х у*'™’« и тогда
,сского описания, а именно
У = Фт"'_
Уравнение (5.10) называется стеленным уравнением п (510)
казагель степени т - это экспоненциал потока и Ф-т " вальда~де Вале, где Ho-
rn характеризует текучесть материала и его отклони еКуЧесТЬ’ Указатель степени
В дальнейшем примем ‘ ‘ниеот ньютоновских свойств.
г»- д1о£? :
A,°gL„
пет- тангенс угла наклона кривой потока на лаинп
логарифмической зависимости (рис. 5 74) Ас,,*н°м участке графика двойной
"о<^:хна т т~в < до 6-
,.ф = Рас™отр™
(5.11)
кривой потока с помощью степенного уравнения Оствальда-
^5.74
^’’уроксимация
Де ваде [5.32]
206
Так как п = т / у . уравнение (5.10) может быть преобразовано в следуй
жение для вязкости:
П = Ф -т Ф Т .
Так как k = Ф ,/n; п = 1/т, мы приходим к обычному виду уравнения вязКоспг
п = k У(л-1^
П 1 ' (5.13)
где k - коэффициент консистенции, соответствующий вязкости при скорости сдви-
га, равной 1/с.
Показатель степени п равен 1 для ньютоновских жидкостей и порядка 0,7 и 0,2 -
для большинства полимеров. Он характеризует угол наклона кривой вязкости на рас-
сматриваемом участке (рис. 5.74).
Степенное уравнение имеет очень простое математическое строение и поэтому
позволяет анализировать почти все простые задачи, связанные с потоком, которые
могут быть решены в рамках ньютоновской модели. Неудобство этого приближе-
ния состоит в том, что, в случае применения уравнения Оствальда-де Вале, при
скорости сдвига, стремящейся к нулю, величина вязкости становится бесконечно
большой, в результате чего не описывается относительно независимый от скорости
сдвига ньютоновский интервал. Следующим недостатком является то, что экспо-
нента потока т имеет размерность текучести.
В основном степенная модель достаточно хороша для описания кривой потока
или вязкости в определенном интервале скорости сдвига. В данном приближении,
размеры этого интервала зависят от кривизны линии.
Там, где при описании большого участка кривой потока используется степенное
уравнение, кривую нужно разделить на сегменты. Для каждого сегмента нужно оп-
ределить Фит [5.39].
В работах [5.40,5.41] в распоряжении имеется стандартный набор реологическ -
данных, содержащих значения для Ф и т в различных интервалах скорости сдвига-
Модель Карро [5.41-5.43]
При практическом проектировании литьевых форм все чаще используется мо,
«трех параметров» Карро:
П(у) = А/(1 + В Y)c [А] = Пас, [В] = с.
3Де5? нулевая вязкость; В — так называемая обратная интенсивность
ов, тангенс угла наклона кривой вязкости на псевдопластичном уча1
Y—>00 (рис. 5.75). 13
в более п1ипоРРО Х0г>0ша тем- что верно отражает реальное поведение 5,а^1ь3о-
ванием Л“°Не CK°P°CTCI' чем это было достижимо с ис£
“ у Л о ° УРаВНе,,НЯ-а тем, что дает осмысленные значения вя-
ла L нгщиндрического и'плтс’3аПИСИМ0сть потсРи давления от
КИ закрытом виде |5 Л 1 5 /13[(’СКО,П’1’аллел1'Пого щелевого литников в < •
калькуляторе. Это полезно к< м°л<-'ль пригодна даже для грубых
тически коррект/ым^ К 5ИИ’ ,l,MW,°4,,raK" ,Ч’ОГТМС 6,“С
Влияние температуры
Построение кривых вязкости для разных температур в двойном логарифмическом
масштабе (рис. 5.76) приводит к следующим выводам:
1. При низких скоростях сдвига, особенно вблизи нулевой вязкости, температура
гораздо сильнее влияет на вязкость, чем при больших скоростях сдвига.
2. Несмотря на то что положение кривых вязкости на графике с температурой
меняется, форма кривых остается неизменной.
Почти для всех расплавов полимеров (так называемые простые термореологиче-
ские жидкости [5.44]) кривые вязкости можно свести в одну обобщенную кривую.
Коэффициент температурного смещения можно рассчитать различными способа-
ми [5.41], из которых приведем наиболее распространенный, а именно уравнение
Вильямса-Ландела-Ферри [5.45]. С помощью этого уравнения от любой исходной
температуры Ти можно перейти к необходимой температуре Т следующим образом:
208
5. Конструирование литниковыхс^^.
(5.15)
с,(т-л)
к -т - стандартная температура.
где То - ИСХОД"^=с?5 - темпеРатура РазмЯГЧеНИЯ; С' “ ~8186 И 101,6.
Для Ts^ТЕ+ -лгтв испытывающего сдвиг вязкого потока
5 вискозиметра
С помищ устраненных аналитических инструментов является
Одним из самых широко Ра™Р_ ег0 действия заключается в пропусканииизу-
капилляриый вискозиметр P капилляр кругЛого поперечного сечения (воз-
чаемой жидкости или распла < ^льцевой щели) при гидростатическом давлении
можно поперечное сечение в в д го давления. Измеряется расход; он
собственного веса или с приложен
зависит от вязкости.
0,1-Ю4 с ’
Рис. 5.77. Принцип работы капиллярного реометра [5.32]
егсяур3®”
Изотермический поток ньютоновской жидкости в капиллярах опЯ^дрНОе и с13'
нением Хагена Пуазейля. При этом предполагается, что течение лах
ционарное и имеет место адгезия к стенкам.
Тогда расход равен
(5Л6)
л-^-Др
У 8nL ’
а напряжение сдвига у стенки —
4 Q
Поскольку эти соотношения справедливы только для Hbl°T°”KOpocTb —
проведены опыты с неньютоновскими. Они дали кажущуюся
которая у стенки ниже, чем реальная (рис. 5.78). .
Чтобы получить реальную скорость сдвига для неньютоновских на прь
меняется так называемая поправка Рабиновича. Эта коррекция ну. та*0,'
ложении, что вязкое течение расплава подчиняется степенному
уравнение Оствальда-де Вале.
(5-‘7)
ювских "
--клГ'ТЬ
щепное и количс ineiиioe модспированио процесса запол!юния формы 209
5,9 ^чС ’
пчпсстсн расход Q, то можно определи и, кажущуюся скорость сдвига /Д. и
I'1111 Т1.цкп Гак как ис комое уравнение потока должно выполняться и в присте-
ci1”11' с 1()Ct п в массе потока, кажущуюся скорость сдвига можно связать с истии-
’^^^лростыо, тогда получим для круглого капилляра следующую зависимость:
(5.18)
длЯ щелевого капилляра
3 I ^og^),
(5.19)
Другой подход к псевдопластическпм веществам состоит в определении так на-
зываемых «типичных переменных». Здесь в качестве точки отсчета принимается
не стенка, а тот участок, где два профиля скорости сдвига взаимно перекрываются
(рис. 5.78). Для капилляров эти типичные участки задаются с хорошей точностью
какг = й-еп, гдее0 = 0,815. Для щелевой формы г = R-eo, где еа~ 0,772. Таким образом,
можно описать свойства течения неныотоновских материалов с помощью уравне-
ний, выведенных для ньютоновского потока. Рассчитать типичную скорость сдвига
легко при условии, что расход Q одинаков.
Нарве. 5.79 показан внешний вид капиллярного вискозиметра. Подлежащий ис-
следованию материал плавится в нагретом цилиндре и продавливается поршнем
сквозь капиллярную насадку для измерения. Для расчета вязкости пользуются ве-
— эквивалентный радиус капилляра
у — эквивалентная скорость сдвига
Т - эквивалентное напряжение сдвига
^5.78.
Профиль скорости сдвига для ньютоновского и неныотоновского ламинарных по-
токов в трубе [5.32]
5. Конструирование литник...
210------------------------------------------- ~-----------------------
I
Рис. 5.79. Схема капиллярного вискозиметра [5.32]
Поршень
Цилиндр
Отверстие под датчик давления
Капилляр
личиной потери давления и заданным объемным расходом. Поправка Багли (Bcgfa/)
позволяет исключить добавочную потерю давления, возникающую в застойных зо-
нах вискозиметра, если выполнить серию замеров с различной длиной капилляра.
5.9.7.3. Вязкость при растяжении
Материал, кроме сдвига, подвергается также и растяжению, особенно там, где по-
падаются большие перепады сечения, как, например, между литниковым каналом и
впускным литником. Так же, как и в случае сдвига, вязкий поток под растяжением
можно описать математически с помощью функции вязкости. отдельно
Как правило, потери давления, вызванные растяжением, определяются
от тех, которые вызваны сдвигом, а затем путем их наложения получают
тину потерь давления [5.46, 5.47]. Разработаны модели [5.48] для расчета
ристик объемный расход-давление в местах изменения поперечного сеч йП?
лов. В работе [5.49] приводятся формулы для расчета добавочном пОтеРИ Д2|1меццо
происходящей от растяжения потока в форме для литьевого прессования,
в следующих ее зонах: в загрузочной камере, в переходной зоне из загруз
меры к соплам литников, в конических соплах и литниках. Вязкость пр»
нии описывается степенным уравнением, а отношение между ней» и вяЗК (Я|1ри-
сдвиге для случая двухосной загрузки состава и низкой скорости растяж
водится как
Пи подробн°^
Соотношения, выведенные для различных зон литьевых форм-ь3уЮтС*
суждаются в [5.50, 5.51]. В работе [5.52] эти соотношения также ,,C^OI-j дцт»,,,|Со0
конструировании литьевых форм для эластомеров с холод» юканаль
системой. кмк,»м' ** >
Расчет функции вязкости при растяжении является очень труД(Я |it-п!’1'
объясняется, почему данное свойство перерабатываемого материала
мается в расчет при конструировании форм.
•иное и количественной моделирование процесса заполнения формы
7 4 Прость|е уравнения для расчета потерь давления
5-9-7’ ’ в литниковых каналах
211
, 5 I и 5.2 приводятся уравнения для расчета падения давления в зависимости
В1*10-' ' и СК()рости сдвига при различных конфигурациях литниковой системы
°Т я нормального, так 11 для исе,,ДО11ластического потока. Основаны уравнения
пРсД"оложе,,”ях:
113. поток изотермический (все частицы текущей массы имеют одинаковую темпе-
ратуру);
поток стационарный (профиль потока не меняется со временем);
. поток ламинарный (Re <2100);
жидкость несжимаема (ее плотность постоянна);
, отсутствуют явления втекания и вытекания;
• имеет место адгезия к стенкам.
Предположим, что нужно спроектировать простую горячеканальную систему, по-
казанную на рис. 5.80.
Диаметр впускного литника Dc., детали 2 принимается таким, чтобы детали от-
ливались при одинаковых условиях (одновременный впуск расплава в полуформы;
потоки проходят путь синхронно).
Используемый материал имеет такие характеристики:
• степенное уравнение: коэффициент совместимости k = 1,14-104 И экс-
понента потока: п = 0,6:
г] = ^а7--у" 1 ;
(5.21)
• размеры горячеканальной системы:
- горячий канал до детали 2: £,, = 50 мм; £),,„ =10 мм; £,., = 5 мм; £> ., =?
НКЛ НК СгЛ
- горячий канал до детали !:£,,„= 120 мм; £),,„ = 10 мм; £.., = 5 мм; £).., = 3 мм.
ПК1 ПК Gi G1
Таблица 5 1 Падение давления, Дм//- (•'’•'Ml
1 форма Ньютоновское течение (т Л?)
1 Круглая 1(трубка) &> «л И Л ля’
1 Кольцевая
Прямоугольная («>"> ty 12л У , L ВЦ / „ (”/№20)
\ Сечение \непрм»илын>й \Ф«фМЫ (в </>uipW 1 гпуч - > а) . __1*1 v \ '• » Н f р’ \1оЛ" V , \ i. Д' ''Ч>ИуЛИЛИ>1<|П1>ПЛ1)
Характерисгическа ( 1 ) T J 1 Ф 7 я вязкость Характеристическая вязкость, эквива- лентные величины
Др_ L rj 1 m + 3 •л/Г" te m Д/2. . 8ту^ _ Втд-у _ 8TjS, д л/<г л/< rI~
c L 2""(ffl + 2) V tyd)!!""2 1 m Др _12й У . L ~ tiDH3 ' L ~ n[R2-R2) R’ 1 ( , 1-£2V Я = Я, l + *2 + V4- . А ) К.
2"н|(м+2) йЪ
L " ^BII""1
Ар 12r| Й _ 12r|?7
L Bl!3 = H2
I.
(tn + 3)Um"V
20Л"»1
(ll|iiifi;ui .iincni.ifol)
Достонгрно nt* опрглслгна
5. Конструирование лиги.
q к rid почпкм'И MillHHOt hbhihoo Mt>д<ч1И[Min,un/ц. ц|и>ц<ч (д он шипении формы ИЗ
,«ч Скоро» II.гдншя Н 1>6ы-м< Y II У < ICIIKII К Г» 3:4 0iw«rt «11
Форма 11ы<||1нк>11<кос к-ченио (1 '1 т) 111Ч1ьк)|оно|ккос- течение ( > т у 1» 0 "J
l^nvr'iaii 4w г 4 V г у —1 - — - - —• /’ A’‘it 4V У- ‘ п« у (»л + 3)Л/ 7“ nR1
if - ~ Й « - •= i к i е а > )' J \"i^V 7- л/)//’ ’ 2(тк2)С 7- n(R^Rt)(Rn /?()
Прямо! сольная 6 г У- Н 11 7- 11 н1
Коническая 4 V Y-—' it1 1 3 I 'о ) 1 I
Сечение пснранилыичт формы — 2 V U 7 - л' • ".-/с 4 1 (11пнбл11.1111'СЛ1>11О)
Для оди()цр(*м( hhoi'o заполнения формующих полостей давление па путях иным
'1”л'к,,0^ыт|. одинаковым Др( - Лр;,
’ЪоС П । ’l/(g + ’ki. (ха. ....ч
1 п* п4 П4 ' '
^нн 1)<л ,,нк 1 »;2
Чрч различных вязкоетях применяем
Ч, * fh У.
’ри типичной < коро» тисдтпп.т
3? 2
У 1.П7» f 0 у ) I ’
(5 23)
(5.24)
214
5 Конструирование литникПв.
~~~—а^Цсте^
подставляя в уравнение 5.22
П.=* ат (е0 16У)” '
' (5.25)
Полученный результат подставляется в уравнение (5.21), которое пеп
носительно D^. После подстановки численных значений получается D =
Этот результат внушает доверие, поскольку меньший по сравнению с л °
диаметр приводит к гораздо большему сопротивлению в литнике, и этим ИК°М ’
руется более короткий путь потока к детали 2 * К0МПенсц-
5.10. Особые явления, связанные с многоточечным
впуском
Для исследования особенностей отдельных материалов и их влияния на эксплу-
атацию готовой детали была создана литьевая форма [5.52] с учетом изложенных
выше теоретических представлений. Литниковая система была выбрана с равны-
ми длинами потоков и равными поперечными сечениями впускных литниковых
каналов (рис. 5.81). Этим гарантируется одновременное начало заполнения и его
однородный характер. При испытаниях различных материалов (ПЭНП, ПЭВП,
ПОМ) предположения вновь подтвердились. На ПА марки ПА 6 и особенно на ар-
мированном стекловолокном ПА 12 получились очень разные картины заполнения.
Разница в начальном напоре незаметна, но количество материала, пропускаемого че-
рез внешние литники, было существенно больше, чем через внутренние (рис. 5.81).
Это явление выражено сильнее при низких температурах материала (< 250°С)и
высоких скоростях впрыска. Однако при высоких температурах (около 300 С)
и чрезвычайно низких скоростях впрыска подобного опережения не наблюдалось.
Этот эффект хорошо выявляется, когда в течение одного впрыска меняют цвет -
в этом случае видно, как и когда пришел расплав в отдельные формующие полости
ожно легко увидеть, что поток даже во впускных литниках остается ламинарным.
как это и предполагается при величине числа Re < 20.
Причина опережения, следовательно, кроется в зависимости вязкости расплава о
времени сдвига в различных зонах. Те порции расплава, которые в течение впрыск
п1гт^ГСЯ ЛИЖе к стенкам канала (расплав для внешних формующих полости
СДВИГУ В Те4ение 607166 длительного интегрального времени, чем пор
уже упомянЛ'огпП°ЛНЯЮЩИе виутренн1,е- Это подтверждается одновременн
отличается от ста НаЧального "апоРа. так как стадия заполнения впускных литн
отличается от стадии заполнения формы. Существенная доля расплава, испьггавШ
! ,ян 1рук*Ч«” ни1никовых k.iii.iiioii дня
111И||<>к>|цих'.и о. ...нов
215
п канале но прем,, занолпс.ни, „„
,;,„олня<-т лп.ннк рядом со стенкам,, канал-, остается „ канале и затем
Н.,.,„>юследует, что „р„ конетруиро,,-,,,,,,,
. разделять поток расплава симметри-пю (риУ 5 ( "™ь' "‘обходимо;
. iie|«u i.<>naraT,.A,,e,.eTKH,.o4H<»ihMocKocTH ' ’ '*
Данный пример (ПД 12) показывает что если’
ты научения пути потока, то методика имеет бол. 1,0 “"имание рсзульта-
В канн- время для балансировки лит,.,.,™’'r
„ап-ея программными продуктами компьюгенно.» Удобнее всею пользе-
<--Л«адилр.) ll,W|„,6„„„(>r XX ' '""^"^"‘«(CADMOULD.
^t( 5.82. Распределение расплава в литниковой системе (5.25]
5-11- Конструкция литниковых каналов
Для сшивающихся составов
5.111
5.11.1л.
Копс
Расчет процесса заполнения ма™меро» так
груированис литниковых каналов и вит . <том реологических и термичес-
как и в случае термопластов, производится с - 1]I)1V,O кинетику материала
кчх аспектов Кроме тою. следует еще учи гыва i .
к-'к функцию преобл;1дакицей темнерат уры•
216
5. Конструирование литникпв,,j.
Для реологического проектирования литьевых форм уже давно прИмен
ся программы компьютерного моделирования, такие как CADMOULD (5 £
RUBBERSOFT [5.55] и EILCALC [5.56]. Режим потока описывается законами Kappt
(законами мощности, см. также главу 14).
Чтобы заполнение литьевой формы не вызывало сомнении, на стадии впрыск
не должна происходить подвулканизация. Время, отводимое на заполнение форМ1.
в течение которого подвулканизация не должна происходить, называется инкуба-
ционным периодом. Его величина зависит от материала и температуры. Момент
начала под вулканизации описывается математически с помощью коэффициент
подвулканизации. Это отношение истекшего времени впрыска к инкубационном'
периоду, которое принимает значения от 0 до 1. Как только достигается величина
равная 1, инкубационный период заканчивается и начинается «сшивка» (отвержде-
ние) полимера. Следовательно, для надежного заполнения требуется коэффициен,
подвулканизации, меньше 1.
На рис. 5.83 (см. на цветной вклейке после с. 336) показано распределение индек-
са подвулканизации в трехгнездной литьевой форме для отливки средневольтовы!
проходных изоляторов. Следует учесть, что при некоторых настройках подвулкани-
зация может произойти.
Для часто используемых материалов предлагается [5.57] установить рабочие
диапазоны (так называемые «окна переработки»). Окна можно определить путем
контрольных отливок и по показаниям реометров и пластометров. Последние дают
также сведения о подвулканизации, что при работе с эластомерами очень важно,
хотя и требует относительно больших затрат.
В следующих разделах рассматривается качественное влияние разных материа-
лов и разной конфигурации литьевых форм на окна переработки .
5.11.1.2. Влияние параметров процесса на окна переработки
Свойства эластомера с точки зрения его переработки характеризуются такими -
раметрами, как
• вязкость,
• инкубационный период (время i) и
скорость вулканизации (разница между и t)
б°ЛЬШОЙ интеРес Dr> время переработки вызывает то, как ведут себяГ^
Эти вапппПЫ И ДаЖе паРтии материала и как избежать потенциальных сложи
^с 5 84 покяГОЖНО Об™ть с использованием понятия окон переработку ’
• и ния вп аП°’ КЭК С изменением материала (партии) меняют свое положе
линия времени впрыска;
• предел впрыска;
линия времени подпитки;
• линия времени нагрева.
НИЯ приводят к возникновению рм°тери ДаВЛе,,ия “ Ф°Рме- Большие потеР^*
контролируется скорость num .<Р 11ч,,ь,х эффектов [5.58], зависящих о Hlli
с обратной связью скорост i вш? "ада’,,,ой литьевой машине. При реГУ1 _
Р°СТЬ впрыска непрерывно снижается При регулИР0’
Рис. 5£4. Проявление свойств материала в окне переработки (качественно), объяснение эф-
фектов а-е см. в тексте [5.53]
без обратной связи скорость снижается относительно неравномерно. То, до какого
предела может снизиться скорость, зависит от размеров гидравлического приво-
да Когда машина достигает своего предела по давлению (максимальное давление
впрыска), скорость впрыска соответствует равновесию между давлением впрыска и
потерей давления [5.58].
По этой прггчине большие (из-за высокой вязкости) потери давления приводят
к разным последствиям Если имеется достаточный запас давления, время впрыска
остается постоянным (с обратной связью) или немного увеличивается (без обрат-
ной связи). В это время, однако, давление впрыска растет. «Сшивка» происходит
быстрее и инкубационный период сокращается. Тем самым предел впрыска сдви-
гается в сторону меньшего периода времени (рис. 5.84, эффект а). Это значит, что
при повышении вязкости сокращается возможный временной диапазон заполнения
(расстояние между линией времени впрыска и пределом впрыска).
Если машина работает на пределе давления, время впрыска возрастает при по-
вышении вязкости материала. Это значит, что линия времени впрыска сдвигается
вправо (рис. 5 84, эффект Ь, линия в скобках).
В этом случае линия времени впрыска всегда относится к максимальному для
машины давлению впрыска. Хотя в течение впрыска рассеивается то же количество
тепловой энергии (при одинаковой потере давления), заполнение происходит доль-
ем следовательно, материал нагревается за счет теплопроводности. А более высо-
кая температура расплава вновь приводит к сокращению инкубационного периода
и сужению допустимого диапазона заполнения.
Описанные здесь явления приводят к тому, что стадии подпитки и нагрева начи-
наются при более высоких температурах. Более высокая температура расплава при
подаче подпитки не оказывает почти никакого влияния в зоне впускного литника,
любом случае материал в сечении литника (обычно небольшом) быстро прини-
мает температуру литьевой формы, и скорость вулканизации достигает возможного
^аксимума. В результате время подпитки (расстояние между линией впрыска и вре-
е~е‘м Подпитки) практически не сокращается.
ато более короткий инкубационный период сдвигает преде впрыска влев
(РИС 584, эффект d). Хранение полимерной композиции приводит одновременно
218
к увеличению вязкости и сокращению инкубационного периода. Эти дю
усиливают друг друга и снижают максимальное время заполнения.
При более высоких скоростях вулканизации материала сокращаются только в>.
мя подпитки и время нагрева (рис. 5.84, эффект е). Соответствующие линии £
же сдвигаются влево. На процессы, происходящие на стадии впрыска, это никак не
влияет.
Определенные технологические проблемы часто бывают вызваны разными при-
чинами, и для их устранения требуется принятие различных мер. Окно переработки
может помочь в выборе наиболее действенного решения.
5.11.1.3. Примеры и критика модели окон переработки
При расчете окна переработки не учитывается стадия дозирования, хотя она тоже
может оказать свое влияние при таких неблагоприятных условиях;
• время дозирования больше времени нагрева;
• перегрев материала во время дозирования.
В первом случае расчетное окно показывает, что время цикла слишком мало, и
его увеличивают.
При особых условиях дозирования температура материала может стать столь вы-
сокой, что часть инкубационной стадии проходит еще до впрыска. Предположение,
что впрыск начинается при коэффициенте подвулканизации, равном нулю, стано-
вится ошибочным.
Окна переработки для двух литьевых форм и двух различных впускных литников
(рис. 5.85) иллюстрируют изменение параметров переработки и помогают при конс-
труировании литьевых форм и, в первую очередь, литниковых каналов. На рис •
приведены полные окна переработки для форм С и D. Для верхнего и среднего гра
фика давление подпитки и время нагрева рассчитаны по изобаре времени впрыска
с давлением 50 МПа. Можно видеть, что плоский канал немного сдвигает вр-
нагрева в сторону сокращения периода. С пределом впрыска, соответствующим кс
эффициенту подвулканизации 10%, для формы D допустимой получается макс
мальная температура формования лишь 164 °C. Это приводит к существенному уве
личению минимального времени переработки для литьевой формы D по сравнен*
с формой С.
Последняя допускает температуру формования 200 °C благодаря большему Р*
стоянию между линией времени впрыска и пределом впрыска. Тем самым вр%
переработки в форме С может быть снижено почти вдвое по сравнению с фоР*°
vlX, ,38)Ta”b“ «н.,е впрыска - 70 МПа -
увеличивает для формы D расстояние от линии времени впрыска до предела впр
’а 200 ’С СТа"°""“ <£, (рТ 5 85. внизу). Время пер«!»
На вис 3 «П оп. “““'° яо 68 с
(Форма Л h - fi .. 'а,Н Результат на стадии впрыска от изменения высоты к1 .
St формах ФОРИа формующей полости
na'^Z" сдвигается до удв«ю..я jg*
наросшей ...,„ „ га11але д ( 1шюжишс „р.-деда «"Г
u |руп<стру|<ция питникоиь|х каналов для сшивающихся составов
219
О 30 60 90 120 150 180 210
Время переработки, с
Рис 5.85. Окно переработки при двух разных значениях высот канала hr. Эксперименталь-
ные формы С и D, графики времени впрыска предела впрыска Ll, (S, = 10%),
давления подпитки £v, (Хт = 30%) и времени нагрева L/r (Х( = 80%), материал:
бутадиенакрилонитрильный каучук [5.53]
Время переработки, с
* * Окно переработки для двух высот канала h. Экспериментальные формы А и В.
графики времени впрыска £, для двух значений давления впрыска и предела
впрыска Ll при разных коэффициентах подвулканизации, материал: бутадиенак-
рилонитрильный каучук (5.53 ]
5. Конструирование литникпвн.
220
х л^пмах На рис. 5.87 сравниваются результаты На
мепно тем же в обеих фор . 1 1ОШей полости (форма A: hc~^
6™>1
форма C:hc- 12 мм).
Рис. 5.87.
Время переработки, с
Окно переработки при двух значениях высоты формующей полости hc Экспе-
риментальные формы А и С, графики времени впрыска £. при разных давлениях
впрыска и предела впрыска Ll при разных коэффициентах подвулканизации, ма
териал: бутадиенакрилонитрильный каучук [5.53]
Реактопласты
5.11.2.
Для реактопластов ПРИ И”™* реаКТопласт°в
ЯВляются Дополнительные давления затРУДнительно. Одной из причин
вязког°ТН0СТЬ ^ронта потока Дпуг^™’ Например потери на растяжение потока
В№И’лТяаК Как Пр—ти измерения Х"4™3 ~ т™ь ™ениЯ функции
быстпой Влением почти невозможн ОМоиП’1о капиллярного вискозиметра под
В поя ;СШИВКИ>- "° ИЭ’3а ВЬ1с°кого содержания наполнителей»
И практике для получе,.н
плХе;Ре°бНЫе 0ТЛИ-и ^пХ7веРИСТИКИ Материала используют в основа-
на или шиоинКа,,й ИТ' п )отливают пои^10 °^разцов постоянного веса (прУ1*'’
ля. Однако быг ° разцов и служит в КЯ1°Пределе,1Н0м Давлении. ПолученнаяД’
менее реактив Т^° СШИваюц1иеся состап IGCTBe хаРактеризующего поток показа i
Г "° дующие вХо ‘ Нач“ вязкостью и сост^
мыс данные с)б иЮ Су1ЦССТПУет принцип°Г0 дапле,1,,я- могут в таких образца-5 в
пластографа BniC*/"*"ИИ 1 ^Рапличоског‘Ull>,l£u’ в°зможность получить ”сзап1'к>
Этих измерений цМ ,,ДСра или иискознмет ° £.0,,рот,,ш,спия но времени (с пом(’
Риосом дХхГ,0ЛЬЗУ,ОГСл -а пор мшГ Ка"а"™а) ' «о нужно признать.
’'"'•.хндру,^.^^ котличаи,,ц„еСяо6^мыматернала.п^11
«Же имеются сложности
to
to
Фо
Ч,
ч
^гт£Укция литниковых каналов для сшивающихся составов 221
Метод оценки потерь давления приведен в работе 15.59] Исходя из мехапиче-
‘ аналогии, выведены формулы для расчета потерь давления в прямых каналах,
Участках изменяющихся поперечных сечений и в разворотах. Нужно признать, что
В'10еделенне необходимых для расчета констант опытным путем относительно тру-
мхо но это окупается, если ли гьевой состав меняется редко.
Д1 Дтя расчета потери давления используется следующая формула:
л п - С L
bp = RvF ——
(5.26)
где R — присущее материалу сопротивление потока; yf — средняя скорость потока
в сечении; С длина окружности поперечного сечения потока; L — длина потока;
д _ площадь поперечного сечения.
Результаты пробных отливок выводятся, как показано на рис. 5.88.
Ьк- 5.88. Сопротивление потока фенопласта [5.59]
Оценку экспериментальных данных с помощью уравнения (5.25) можно сделать
наглядной на графике с логарифмическим масштабом обеих осей (рис. 5.88):
R= Ьр.А (5.27)
vfC L
раз образом, проясняется влияние сопротивления потока R. Влияние формы и
g г еР°в канала исключается благодаря тому, что эти параметры полностью входят
°метрический коэффициент CL/A.
ф Противление R является функцией скорости и инвариантно относительно
ВЬ1п и Размеров канала. При соблюдении этих условий становится возможным
личнЛНЯТЬ Расчеты каналов произвольной формы. Математические описания раз-
м0 ”Ых ГсометРических форм сведены в табл 5.3. Более подробную информацию
0 «анти в работах [5.26, 5.59-5.63].
222
5. Конструирование литниковых^
Таблица 53. Расчет давления
Форма канала
Прямые каналы
Падение давления
г’о Л
Пояснения
Vo = 1 м/с ' —
а = tga, наклон линии на
графике с логарифМи.
ческим масштабом
обеих осей R =f(y \
R0-f(y0)
у = г4/В, геометрическая
функция
% = 1
с = tg р, наклон линии
на графике с логарифми-
ческим масштабом обеих
осей Т?£ = /(у)
Re0 = /(Vo)
Переходные сечения г- V г т* * vF <р Дрл = Др,,- • -х- P°J [Фо н (р = A JA2 -1, отношение сечений Фо “ 1 ДРло = Ж'Фо) / = tg у, наклон линии на графике с логарифми- ческим масштабом обеих осей “/(v1 g - tg у. наклон линии на графике с логарифм11' ческим масштабом обеих oceir^VZ.^
30 10 .1 о 3 г>.
Др = Я<>
6 Конструирование впускных
литниковых каналов
б 1. Центральный литник
[1ентраль,,ь1*1 литн,,к ист<'Р,,ч‘'гки самый первый и простейший тип литника. Он
имеет кругдое поперечное сечение с небольшой конусностью и в своем наибольшем
сечении соединяется с изделием.
Центральный литник всегда следует подводить к самой толстой части изделия.
Тогда при правильно подобранных размерах прилагаемое при подпитке давление
работает в течение всего периода затвердевания расплава, а уменьшение объема при
его остывании компенсируется дополнительным количеством материала, подава-
емого в формующую полость. В этом случае в отливке не образуются раковины и
утяжины. Диаметр центрального литника зависит от его участка изделия, к кото-
рому он подведен; литник должен быть чуть больше, чем толщина этого участка,
чтобы расплав в литнике застывал в последнюю очередь. Считается, что (рис. 5.9):
d>S + 1,0 [мм],
F max ’ L J *
(6.1)
но в то же время литник не должен быть намного толще стенки изделия: период ох-
лаждения отливки неоправданно увеличится из-за долгого затвердевания расплава.
Для надежного извлечения из литьевой формы застывшего центрального литни-
ка его стенки должны конусно сужаться в сторону сопла литьевой машины. Конус-
ность находится в пределах
а> 1- 4°.
(6-2)
Стандартные американские литниковые втулки имеют одинаковый конус — ’/2 дюй-
ма на фут, что соответствует примерно 2,4°.
В литниковой втулке отверстие, ориентированное к соплу литьевой машины,
Должно быть больше соответственного отверстия сопла ТПА. Поэтому обычно
(6.3)
dA>dD +1,5 [мм]
f-м. раСшифроВКу символов на рис. 5 9).
противном случае образуется поднутрение (см. рис 5.8)
Очень длинные литники (при большой толщине неподвижной плиты крепления
дрРр,Ь1^ требуют уменьшения конусности. Возможно, в таких < 1учаях потре уется
Уг°с сопло литьевой машины.
озможность извлечения литника сильно зависит от шероховатости поверхно
к г СТспени обработки поверхности конического отверстия в литниковои в гул
Следы шлифовки и полировки, перпендикулярные к направлению извлечения,
224
6. Конструирование впускных литниковыхка^.
, Материал в ™“1Х ’»'6|ю" залипает и препятст,,
совершенно нелонустп» м, " поверхность литниковом втулки, как вравщ
извлечению литника. УР
тщательно полируют. „комеНдуется подбирать достаточно малый радИус г
В основании литника р ^ду литииком и отливкой и одновременно до"
чтобы создать острую бороз«струйного течения» расплава. Удалять литник
статочио большой, чтобы г отливке остается след. Даже при максимадь-
прпходится механически, г I заметНое пятно. Зачастую это неприемлемо,
ной аккуратности операцг < ложить литник так, чтобы след при последующей
и тогда можно п°пьп^^ доугИми деталями.
сборке изделия был закр диэ^ использу1от дополнительный литниковый канал.
Так как это не всегда во стороне ОТЛИваемой детали или к незаметному
подводящий расплав к D^Ip Дополнительным преимуществом такого перена-
S™.” JZX'Zxe с помощью дополнительной механической обрибвт.
f
/
4)
«Л
Рис. 6.1. Центральный литнике подводящим литником [6.1]
6 2. Л1,Т,,||К
Интересная разновидность центрального литника показана на рн • ^акое ре-
изогнут, что позволяет осуществить впуск в боковую стенку изд Опцтся1<еС
шение позволяет достигнуть равновесия отливки в форме: сопло г зстичиН^11
центру. Но применять такой способ можно лишь при работе с термо
эластомерами.
6.2. Литник, подводимый к краю изделия,
или веерный литник
\iii 4
В основном такой литник используется для литья изделий с болыш
стями и тонкими стенками. Достоинства такой конструкции: п;0Я||1> 1
• параллельная ориентация потока расплава по всей ширине ( 11
оптических деталей); одН11!’11'"1' I
• усадка как в продольном, так и в поперечном направлении нои
(важно для кри<талличсскнх материалов); itvio'1,
• нежелательные следы от ли i пиков на поверхности отливки он У 1
Рис. 62. Изогнутый литник [6.3]
Материал, пройдя центральный литник, сначала попадает в широкий распреде-
штельный канал, который подводит расплав к гнезду через отжимной рант (рис.
6.3). При заполнении формующей полости отжимной рант выступает в роли дрос-
селя. Таким образом, канал заполняется расплавом раньше, чем материал попадает
вформующую полость через литник. Ширину такого дросселя приходится коррек-
тировать, когда существенно меняется вязкость материала.
Распределительный канал обычно имеет круглое сечение. Его размеры определя-
ются. как правило, соотношениями, приведенными на рис. 6.3. Они сравнимы с со-
ответствующими размерами кольцевого литника, разновидностью которого можно
считать распределительный канал.
Кроме круглого, иногда встречается канал в форме рыбьего хвоста (рис. 6.4). Это
трудоемкий и материалоемкий вариант, но он дает прекрасное качество деталей
олагодаря созданию параллельного потока при заполнении гнезда.
L
су
Литник, подведенный к краю и щелия, < круглым распреде лиельным кап том |(i 1.
> Л1 oi S- до 4/3 s 4 /г; k 2 мм для корочкою нуги вошка и гож гых учас.ков;
* 4 мм для длинно!о ночока и гонких участков, 1- (0,.> , ) мм,
226
JSijanoB
Определение размеров каналов проводится как эмпирически, так и с помош,.
программ компьютерного моделирования, таких как CADMOLD, MOLDFLOW
(см. главу 14).
0,4-0,7
D - s + 1,5 мм В i—*- Изделие A—В
Рис. 6.4. Литник, подведенный к краю изделия, с профилированным поперечным сечением,
благодаря которому достигается одинаковая скорость потока по всему фронту [6.5]
6.3. Дисковый литник
Дисковый литник позволяет осуществить однородное заполнение по всему попе-
речному сечению изделий типа цилиндра или втулки, требующих размещения пу-
ансонов с обоих торцов отливки. Диск может быть круглым, плоским (рис. 6.8),
а также коническим с углом 90 («зонтичный» литник, рис. 6.5). Преимуществом
дискового литника является то, что он исключает образование линий спая, распре-
деляя расплав однородно по изделию, имеющему б линий диаметр. Линии спая
были бы неизбежны в случае впуска расплава в одной или нескольких точках. Кро'
метого, исключается возможность коробления изделия. При надлежащих размерах
отсутствует риск смещения пуансона. Эмпирическое правило: отношение межД.
длиной и диаметром пуансона должно быть меньше, чем
(см. также главу И) [6.5].
L /D <5/1
core' core '
Рис. 6.5. Дисковый
литник, конус 90" (6.5
(6.4)
227
d MUIblfl'O" ВШНИК
Ojt—— —
1ч ли ".'•'"‘•°" Длиннее, он требует <>„<„„ ,
,,,(смешения соосности). ны.,ы11;1(.МП1(, ’ внуска „„ и;|6
н гакнх елу-шях лучше ш ноль Давления ,1О(, V1 "и<‘ "(Р',К"
шыобная изображенной на р|, литник (ра^~--а-
цший спая. «Зонпшиыи» литник моЖ11<1 ,, "а’ Так к<'к приводит г РуК'
;.|НКЧшми: либо непосредственно (р11с 65 °Д'К‘С, И '< изделию двумя гfaT ,О”анию
Выбор зависит в первую очередь от толщин?’. ’° *'ерсз “'Жимвой раш Г”'"’/-
В семействе дисковых литников сущ«- ™К" изл<у«ия. <рИС 67>
НЫЙ» I6-5- G (,l °” лает 1}<)ЗМ°жиость отлин'>Г ' С1ЦС °ди" Ти" литник-) -
:хгмх ~ фо|’м“ ;"::™:
"•’уиов и ПОДВИЖНЫХ
Рис. 6.6. Конический дисковый литник с отверстиями для поддержки пуансона [6.5]
Рис. 6.8. Дисковые литники [6.5,6.6]
6Д. Кольцевой ЛИТНИК и1Л11,ир„чеСк„х.,зАел.Л«оГда
Кольцевой литник используется для изгото сторон. , ^п-глпый
пУансон из-за своей длины требует опоры с - кольцевой канал,
Ьад» сначала проходит из (рцс 6 9), „гр„ющш. во
Уединяется с формующей полостью через чепез
время заполнения формы роль дросселя. а затем поступает в гн _ от
Материал сначала заполняет кольцевой хра3уЮтся линии спая, л
°ГЖимной рант. Хотя при кольцевом впуск „п^кц обоих
*«мноМу ранту они почти незаметны. кл1очается в легкости no/iA цплин_
еобое преимущество таких лпт;1^игеЛЬно длинные равной лпгник
пчов пуансона. Можно отливать относ больше 5.1 )•
пческие изделия (отношение длины к /
228
6. Конструирование впускных литниюгрщ^^
используется также для литья цилиндрических изделии в многогнездных лить^
формах (рис. 6.9). Дисковые литники, хотя и сходны по конструкции, не
для этого равно как и для поддержки пуансона с обеих сторон.
Размеры кольцевых литников зависят от типа перерабатываемого материал
массы и размеров изделия и от длины потока. На рис. 6.10 приведены распроСТп
ценные в специальной литературе данные, относящиеся к каналам с круглым По '
речным сечением.
Рис. 6.9. Втулки с кольцевыми впусками и коническими замками пуансона [6.1]
Рис. 6.10. Кольцевой литник с круглым поперечным сечением [6.4, 6.51: D от ($ + шко-
до (4/Э s + *); Z. = (0,5 + 1,5) мм; Я - от (2/3 + 1 )s до 2 мм; г - ().2s; k = 2ММ „
роткого пути потока и толстых участков изделия; k = 4 мм для длинного
тонких участков изделия
В литературе [6.5] литники, изображенные на рис. 6.9 и 6.10, называются»
ми кольцевыми. Внутренним кольцевым называется литник, конструкция к0
изо ражсна на рис. 6.11. Второй вариант конструкции приводит к возникн
двух линии спая, он дороже в изготовлении и затрудняет поддержку пуансон
их концов. * J
PuC.G.H Виуч
ци ними кольцевой литник |(».5|
,и («подводный») литник
|унне!!!’"ь ----
ггз
0 шп-рап'ре можно H.uiт и yiioMllllailIi(<
„.Лычный кольцевой липшк, v ° л“тнике с об,,,.
.........
Линия разъема
Литниковый
канал
Впуск
Отливаемое
изделие
Внешний кольцевой литник (литник по краю) [6.6]
6 5 туннельный («подводный») литник
Туннельный литник в основном используется в много
при изготовлении небольших деталей, допускающих вп^кТ ЛИТ2>евых Ф°Рмах
,WCT.CTKH„M ли™,новая система, которая при одной лин™ ^"с ™
автоматическое отделение литника от изделия.
Изделие и разводящий канал находятся в одной плоскости разъема. Разводящие
литниковые каналы доходят почти до формующих полостей и «ныряют^ под уг-
лом Заканчиваются каналы конусным отверстием, которое связано с формующей
полостью через отжимной рант. Отверстие в виде туннеля, выполненное в стенке
матрицы под углом, образует острый край между гнездом и туннелем. С помощью
этого края изделие отделяется (срезается) от литниковой системы [6.7].
Существуют два исполнения туннельного канала (рис. 6.13, а и Ь). Туннельный
литник может иметь заостренную форму или форму усеченного конуса. В первом
случае переход в изделие точечный, во втором — эллиптический.
Последний застывает медленнее и делает возможной более долгую подпитку: Его
изготовление недорого, так как выполняется торцевой фрезой в один проход.
Для обеспечения извлечения отлитое изделие и литниковая система должны
оставаться в подвижной полуформе. Это достигается с помощью поднутрений на
заостренной формы [6.5]
Рис 6.13, Ь. Туннельный литник с каналом
в форме усеченного конуса [6.5]
230
toe
6 Конструирование впускных литниковь^.|С,
иково.] системе. Если поднутрения нежелательны, отливка Мо
изделии и подвижной полуформы за счет разности температур
возможно для деталей в Ф"Р^а^'^ле 11ОЛимерныс материалы, система работу
Если полимерами существует риск того, что литник отломается
безотказно. С хрупкими Поэтому рекомендуется делать литниковую
во ВРСМЯ ОТ^ЫТ"сИвной с тем, чтобы она дольше застывала и сохраняла к моменту
извлечения некоторую эЛ^"Ч"^ерах впуск осуществляется в боковую поверх-
Во всех приведенных выполняется в неподвижной полуформе, и нз-
ность с внешней стороны . „мя ОТКрытия формы.
делие отделяется от литника в (цилиндрическая крышка) имеет впуск на
В к°№ТКЦХ^™.ел в пуансоне подвижной подуть, Он
внутренней стороне. 1ун открытия формы с помощью смете-
.....1 (рис-615) ра6отая"°-
схеме. Центральный литник
Линия разъема Отливаемое изделие
раз
его.
Толкатель
Острый край
Впуск —
Туннельный впускной литник
Рис. 6 15. Изогнутый туннельный литник [6.6]
Ча ’
V»
уЧ
%
щечныйотрывной литниквтвехплитной литьевой форме 231
6* ритьевой'форме"0^ литник В ^плитной
,у формах тремя плитами отливаемся* и
о uiTi>eBbIX 11 _ . II изделие и литник находятся в jibvy
%- ггюскостях разъема. Подвижная и нсполвмжта илн i
П.™ Oii ООР.иуЮ,Ц™ Вторую „„
/пис 616)- На Р1И - 6- 7 118 болес "дробно показана область впуска
(Р Такая система используется в многогнездных формах, когда требуется осуще-
ствить центральный впуск, не оставляя заметных следов на изделии и не проводя
его дополнительной механической обработки.
Р“с6/6- Литьевая форма с тремя плитами [6.91:1 - подвижная полуформа; 2- плавающая
плита; 3 — неподвижная полуформа; а — поднутрение в пуансоне: о впускной
литник; с — поднутрение; d — разводящий литниковый канал; е — подводящим
литник;/— линия разъема 1;g — линия разъема 2
ciK°CTeHHbIe Детали с большой площадью поверхности отливаются таким же
6.19\ °М в °ДНогнездиых формах. Допустим также многоточечный впуск (рис.
С;|Уча^0ГДа Это Диктуется соотношением длины потока и толщины си нки. гаком
ШихппНУЖН° УДелить особое внимание линиям спая и вентилированию формую
^олостей.
^тотла°ТКРЫтии трехплитнои литьевой! <[юрмы и выталкивании отливки' "Р”"^
П’1ИтамцЛе,,ИС ” извлечение изделий от литников. Таким образом, в фор.' с
Форма п °Су1ад”вляется автоматическое отделение литниковои остемы. Для эюю
кРЬ1вается сначала по одной линии разъема, затем по друго!
232
6 Конструирование впускных литни^.
канала
а
Рис. 6 17. Точечный отрывной впускной лит-
ник в форме с тремя плитами [6 5]
Рис. 6.18.
для
отрывного
Размеры
чечного литника [6.6]
1>и> 6 /9 71ип.сваЯ форма с гремя „лигам,. и мной,точечным „пуском |(М0|:« '
« закрыта
233
4.......................'....,кт ________
6,7’ точечным впу7комЬЧЬ,И Литник с отрывным
Paj
^.впускным шишковым каналом, имеющим (1 . ‘"Я 'а" с ‘1’‘’1>мукицей но-
Нри центральны!. литник полностью т.н........................«’""четкий профиль.
,.яи»тняеп’я соплом литьевой машины. Если цнк . . ’ “‘‘рв,,1М Ж(' ""рыском и
„11Ьно.м шгш1ке<хтается текучим, так чтосчедую.пнйТ0"01"’ Т° мап‘1>н;и| в цС11Т.
Сопло не должно отводи гьея от формы после к'.жл. .•< Р1>И’К 1,р(>х°л" г через него.
npBBUini действия обратного центрально. о л.пзшк-
порции .материала проходят по горячему ядру „ „ен | . ‘ "OKd3a11 "il Р"с. 6.20. Новые
IIII1M V стенок литниковой втулки материалом Возя К<)'°Р<)С окРУжено застыв-
ав втулки препятствуют теплопередаче от втулки """>И ',aз<>pl,' ВДШ1Ь окружно-
струкшюнное решение, изображенное на рис 6 20 । '' <,хлажд;к‘мо|| форме. Кон-
что'днаназон размягчения материала (например п'энт ° ра0отасг ,,р" Условии,
выполняется от четырех до пяти впрысков в минуту |б 1I I ЛОСТаго’111° велик 11 что
Если никл не может быть столь копотким ‘ ’
сти тепло. Это легко достигается, если иеполыюв т11 v,BO" '“•wlKe.,,co(’xo;illMo иодве-
пз металла с высокой теплопроводностью Нпелпоч' УД ""ПС1|"ЬП| "«конечник сопла
«I). е„„ла ТГ1Л ,ык, ''' л ёГЫ’Ы ВД" " “ С"“"Ы
г6.2О.
Рис
Литниковая втулка для об-
ратного центрального литии
6.21 Обратный центральный .iiithhk,
обогреваемый наконечником со-
пла 16!
234
Рис. 6.22. Обратный центральный литник с отрывным точечным впуском и утолщением
стенки напротив стенки для лучшего распределения материала [6.11], Справа
элемент X (размеры в мм)
Диаметр впускного литника, как и у других впускных литников, зависит оттол-
щины той части изделия, к которой он подводится, и особенностей технологическо-
го процесса переработки конкретного полимера. Поскольку в большинстве случаев
отделение литника упрощается при уменьшении его диаметра, процесс проводится
при максимально возможной температуре расплава.
Даже при малой (от 0,6 до 1,2 мм) длине отрывного точечного литника его необ-
ходимо изготавливать коническим, чтобы пробка из застывшего полимерного мате-
риала легко удалялась при извлечении отливки.
Некоторые полимеры (например, полистирол) при таких условиях склонны к<
разованию нитей. В этом случае предпочтительны впускные литники неболь1
сечения. Большие литники способствуют образованию нитеобразного теченья <
усложняют извлечение отливки из формы.
Целесообразно выполнить на сопле небольшие поднутрения (рис. 6.22). кото[
облегчают извлечение затвердевшего литника из втулки. Затем литник сбрасывас
ся вручную или с помощью специального приспособления (рис. 6.23).
Плита литьевой
машины
Сопло отведено
Ползун и нижнем
Ползун и верхнем
положении
Переднее
положение сопла
Вид X
,.j Ц нл"
Ри< 6.23. Литник со сбрасывателем в направляющей плите между литыюй
гой 'ГПЛ |(> 121
235
------------------------------
*^\р,,»л«птель,ввГ, < '“»« У~» "•'« литника „,, ,„yjlK„ показа,, „„ ,,„c 4 24
.^й л“т"“к ““""К""1 г<" "Р“ “"“"'ИИ сжал,,, во,духа Литник ул-ржива-
- ' ,иД"’ггрс'1ИИ Л° Р' со"л<’ "° 6улст "'W„„ от литае,юй фор,ш
<£А* полоши сжатого „„ ,луха велел за соплом а,,,.я кол,.„и„й пор-
^вда"""' "Р"мср<: "°Л"ЫИ "'’Р,|||,я составляет 5 мм. После три, как он
^,т3 ММ, воздух ударяет ио фланцу литника и сдувает сто [6 121
Кольцевой поршень
Поднутрение 0,5-0,5
<кратный центральный личгцик с отрывным точечным впуском и пневматическим
толкателем литника [6.12] Размеры в мм
Безпитниковое литье
6,8.
, ^--’икового литья сопло литьевой машины удлиняется до самой форму-
v «Материал впрыскивается через отрывной точечный литник. Сопло
"'иксу литья показано на рис. 6.25.
..." а * НА является частью поверхности матрицы. Понятно, что на детали
' Tdxyfcjl Явные следы (митоная или шероховатая поверхность) Потгому
Я ,^‘'Л как мо*но меньшего размера. Рекомендуется, чтобы диамс тр оста-
’ »г' ; ,7"лг« 6 до 12 мм. 'Гак как сопло во время впрыска и подии гки находи г-
««?/?Ге ' Г/,ле*' холодной формой впрыск б<. 1 литника применим только /и«я
' ^ннЫх изделий (короткое время цикла) Чтобы и /хжыь застывания
в«пле, kotojxx- наПл вается только за счет геплопроводности, количе-
236
6. Конструированиевпускных
ство впрысков, выполняемых за минуту, должно быть не менее трех Пои
безлитникового литья ограничена — он используется для получения нед
ковки, но сам принцип успешно применяется в сочетании с распределени^0^’’
ала по каналам, например в формах с тремя плитами. еМматерц.
Рис. 6.25. Впрыск без центрального литника
изолированными
6.9. Литьевые фор|
каналами
Правильно спроектированные, то есть имеющие терморегуляцию впускных литни-
ков, изолированные разводящие каналы имеют следующие преимущества:
лагодаря сглаженным каналам и отсутствию мертвых зон изолированные кана-
,,, адежны при условии, что используются хорошо стабилизированные полимер!
этому'уТловию^Г°ЯЩее ВреМЯ все РаспРостраненные термопласты удовлетворяю7
каналоТЛпаХ^ПЛ°,13ОЛЯЦНЯ °^еспечивается путем застывания расплава настенка*
ным. ’ Ределение температуры в расплаве всегда будет достаточно однор0
циклами XT™ ПОСтоянная Работа с одинаковыми по продолжитеЛЬ^
X" ощSTa ”хрованных каналов очень—Причастых n I
тем изолированные к1н1^?бЬШе °бЪеМ ВПрыска ПРИ нормальной толщине стен
г каналы оолее налр-ягн^т zaj
при ча^ГпТ^ходах'с нвКаНаЛЫ ЛеГК° И быстро прочищаются, они ос0&н^ог
внесенные загрязнения м 073 На ЦВСТ И при использовании вторичного сЫР (
Отличительная особе। привести к засорению или дефектам поверхн ми-
нимальные потери тспла,,Ч>СТЬ Хорошей конструкции изолированных кан 0|| пе-
реналадок достигается ° апачит' что тепловое равновесие после запу инс-
трукция подразумевает: ’ ЫСТР° И с малыми энергозатратами. Хор011
го Канада)”'" изолящпо (достаточно большое поперечное ce*ie""f |
%
ч
&
X
237
,|t|llc формы С ИКМ1ИРО1..НШЫМИ каналами
69.лн- ’ -----------------------
’ . „.««•*»*'"'1в,“ “ <*>«.TJra)
................
оассчптапное рас положение патпптп
• те..л» ..блоке..................“”ШЯ
"‘н'Хотм«
Н“КИ Ш ........’“п> кР1'™'"«У«еко|>ост‘ьед»“
холодному M,n-cp..,v,y „опадать „матрицу Болеетого. магериа,, „зоне пср?Х
ат,дз. до разложен,,(„же перечислены моры. „р„„ят„с “
обеспечивает в зоне впускное о лиг ника идеальный температурный профиль
Игла с внутренним нагревом (рис. 6.26), играющая в зоне впуска роль нагрева-
теля, Должна иметь профиль температуры, подобранный в соответствии с пере-
рабатываемым материалом. Это означает, что кончик иглы должен поддерживать
идеальную для расплава температуру, тело иглы не должно его перегревать, а в зоне
направляющей втулки расплав должен почти застывать.
На рынке представлены испытанные и проверенные узлы трех стандартных ти-
пов в двух размерах (рис. 6.27 и 6.28) для переработки таких материалов, как поли-
стирол, АБС-пластик, поликарбонаты, полиэтилен, полипропилен, полиамид, поли-
оксиметилен и полибутилентерефталат (например, поставляемые компанией КВС
Systems Engineering. Bellanger, 1271 G'wims, Швейцария):
• для впускных литников диаметром от 0,6 до 2,5 мм марка MIDI,
• для впускных литников диаметром от 2,5 до 5 мм марка MAXI.
Области применения
Применяя изолированные каналы, можно отливать детали из полиэтилена весом
до 0,15 г с частотой цикла, равной 8 впыскам в минуту, хотя приток тепла в систему
при малых впрысках также мал. В таких случаях следует обеспечить дополнитель-
ный приток тепла с помощью патронных нагревателей. Но даже при этом изолиро-
ванные каналы требуют лишь около четверти энергии, которую потребляют горячие
каналы.
В общем случае можно исходить из предположения, что предельные размер и вес
Отливок зависят только от реологии расплава, то есть от скорости сдвига в литнике.
2"ыт "Рактической работы с изолированными каналами счита
золированные каналы просты в эксплуатации Некоторые спин। и-,олиро-
вашеР“СЗНЬ1м Недостатком, что во время длительных остановок в11|1Манне
на П'?'И ЛИтиик застывает. Правы тс, кто утверждает о раг"^ ’ зажима и простоту
”а*"и»И^ГКРЫ™Я ”торой л“нив 6 29? Спдаяда-три чикла w
фопмт, застывшего литника (рис. 6.29). Спустя д 1 темь1> так как при
сбОях В,,ОВ1> готова к работе. Это является преимушес^ о ^1стку 1Ораздо сложнее.
БоЛе В СлУЧае горячих каналов произвести их демош аж и а11()вка горячих каналов
"РИ /ХГ0’еСЛИ Иаг'-В - ««-ючается, ТО в—
Дет к проблемам из-за разложения полимера. Изол, 1
6 Конструирование впускных
238
стью прочитается за несколько минут, при работе с горячими каналами в под^
случае приходится останавливать машину на несколько часов.
1НДНЯ 2 Ли । ник удален от теплопроводного након<”1нпьа
6.26. литычиш форма <• и.ии|11р„IlilllIllllM Kal|iu„)M ,, с I1Ilv^.,i,n.M ИШ Р*'1-’*'
одПитьевые^ормы
с изолированными каналами
239
Рис. 6.27. Иглы с внутренним нагревом
иг 6 Иглы с
внутренним нагревом
240
6: Конструирование впускных
Зажимы
Вид 2
Линия разъема 2
3^*1'МЫ
Вид]
Линия разъема 1
Рис. 629. Удаление застывшего литника
- пк1кивые системы с контролем
температуры — горячие каналы
Литниковые системы в обычных холодноканальных формах находятся в
ке с ост li, ними узлами и деталями, поэтому их температура находится F-
темпепятх г, асположение системы в специальном коллекторе, поддержим--
колтектоплп —РаСПЛаВе ПРИНОСИТ РЯД преимуществ, перечисленных ниже,
ва матепиала К пределение Расплава по литниковым каналам без потери ка*।
' сшивающихся Г-' элТ™,™” Л"ТЬЯ "°Л ДаМС"'""
^Пе')еРа®откесш,,ваю1цихся матер,
xo'-w из производительности.
*°Рячеканальные систем».! » . «ян"'
1 я их разработки!"! самостоятел1?УСКа,ОТСЯ " В,,лс стандартных блоков. »•
этом поставщик» предлагают» *П,1ЯДг,и имеет смысл. CiieUiia-1,’*,,,P- .|tc
ирис,неясные Д;,я УдХХ:пО?ЬКО испытанные детали, но и
1 '(табл. 6 1) Выбор стан цПг„ п"Ия ко"кретиых нрон.шо (ственив1
П,ь,х “ та K iiHe iHK
241
)fl ЛиТни^^с1СМЬ,^КОН,РОЛО^пе^гуо^^,ние каналы
,:1 ilocraiinniKi» горячеканальных систем в Сеш-n.i.,,”. л , <
jhi.iufV' жеттбч 17'2) 111)1|(>и Америке (выборочно;см. так-
Мэдисон Хайтс, Мичиган/США 1
^coHot^nen Глостер, Массачусетс/СШЛ
РиГО?°0 Глостер, Массачусетс/СШЛ
Hotmnner Systems Ист Данди. Иллинойс/США
Gunther Hot Runner Systems Баффало Гроув, Иллинойс/США
uasco-Intemorm Четсуорт, Калифорния/США
Husky Болтон, Онтарио/Канада
Incoe Трой, Мичиган/США
fanner International Таккер, Джорджия/США
Mold-Masters Джорджтаун, Онтарио/Канада
Themodyne HotRunner Systems Беверли, Массачусетс/США
6.10.1.1. Достоинства и недостатки горячеканальных систем
Достоинства с точки зрения экономики:
• Экономия материала и затрат на застывающих литниках.
• Укороченные циклы литья; продолжительность периода охлаждения не опре-
деляется медленно застывающими каналами; не требуется отвод сопла.
• Размеры литьевой машины уменьшаются, так как уменьшается объем впры-
ска за счет горячих каналов, а также благодаря тому, что литниковая система и
коллектор замкнуты и, следовательно, не требуется дополнительного усилия
смыкания для преодоления реактивного усилия в каналах.
Недостатки:
• Система намного сложнее и относительно дороже.
• Первый запуск требует продолжительной комплексной подготовки.
Система подвержена отказам, затраты на ее обслуживание и текущий ремонт
достаточно высоки (протечки, отказы нагревающих элементов, износ, вызван-
ный наполнителями).
Технологические преимущества:
Можно автоматизировать процесс выталкивания, так как не требуется извле-
кать литники.
Оптимальное размещение литников; благодаря единообразному точно регули-
руемому охлаждению литниковой системы возможны протяженные потоки.
Минимальные потери давления, поскольку диаметр каналов не ограничен
’ Искусственная балансировка литниковой системы; ее можно осуществлять в
х°Де работы с помощью регулировки температуры или специального механи-
ческого устройства (например, регулирование зазора в кольцеобразном кана-
, , (Естественная балансировка лучше!)
^ирательность заполнения формы; запорное сопло с иглой и ее избиратель-
10е Действие открывает дорогу для новых технологии.
’** ’«28
242
6 Конструирование впускных литник
. Ход открытия формы короче по сравнению с обычными литьевыми фОрм
с тремя плитами.
• Период приложения давления подпитки (уплотнения) более продОлзкит
ный, благодаря чему снижается усадка.
Технологические недостатки:
• Риск термического разложения чувствительных материалов при протяжен
пут и потока расплава и долгом времени выдержки в коллекторе на длИн^
циклах.
• Требуется тщательная регулировка температуры, так как неоднородностью,
пературы расплава приводит к неодинаковому заполнению.
6.10.1.2. Новые возможности и применение горячих каналов
На рис. 6.30 приведены основные варианты горячеканальных систем.
В тех случаях, когда идет речь об автоматизированном крупносерийном производ-
стве, практически всегда используются горячеканальные системы. Кроме того, они
позволяют разрабатывать новые технологические варианты на основе наилучшего
с точки зрения конечного качества изделий, расположения литников. Перспективы
новых технологий связаны также с синхронизацией игольчатых клапанов в соплах.
Каскадные литники (рис. 6.31): запорные сопла с иглой, которые — по мере за-
полнения — открываются и закрываются в таком порядке, что фронт потока всегда
питается расплавом из последнего по ходу фронта литника [6.14,6.15].
а) Центральный впуск
в формующую полость
центральныйвпу» й
в несколько форм?
d) Боковой впуск
в несколько гнезд через
погружные литники
Ь) Боковой впуск
в одногнездной форме
‘ ) Многоточечный впуск
в одну формующую
полость
К) Горячий коллектор
7V1H двух .. ,|Ю|)М
гыо,а „ Р(.жимы I):,CI11Kw.j|(.i|nji 1)1( п ................................... ко(111ект()р;1х
полостей
/) Непосрсд!'»"
боковой впУ^М1-юШ'15
несколько фор”
полостей
> ЛиТц‘«ояые системы ( КО1||Р°лрм
J£Mnopdiypbi_ - горячие каналы
243
Линии спая
* <"| । Сопло 2 Сопло 3
Линии спая и пузыри воздуха
с воздушными
пузырями при всцк-чс
двух (|>|миг1ов расплава
в обычной форме
Сопло 1 Сопло 2 Сопло 3
Обрывается центральное сопло
Шаг 2
Два внешних сопла открываются,
центральное закрывается
(передача расплава)
ШагЗ
Заполнение окончено, фаза
подпитки (все сопла открыты)
Линии Линии
спая спая
отсут- отсут-
ствуют СТВУЮТ
г_____ _J_ _L_
Шаг 4
Все сопла закрыты
Однородный фронт
расплава благодаря
каскадной регулировке
запорных сопел
с иглой — линии спая
в изделии отсутствуют
(центральное сопло
здесь также имеет
игольчатый клапан)
Рис. 6.31. Каскадный впрыск [6.15]
Это позволяет получить следующие возможности и преимущества:
• Отсутствие линий спая (что важно, например, при отливке деталей экстерьера
автомобиля). Для отливки изделий с большой поверхностью необходимо не-
сколько впускных литников. Обычно при этом возникают линии спая. Метод
каскадного впуска заключается в том, что по мере продвижения фронта по-
тока литники включаются и выключаются подобно реле, причем включение
(открытие) литника происходит только после прохождения фронта потока - и
одновременно выключается (закрывается) предыдущий впуск.
’ Литье под давлением с декорированием в форме (In-Mould Decoiation) стало
возможным благодаря низкому давлению, при котором ламинирующий мате-
риал не смещается и не образует складок и других дефектов. В основе этого
метода также лежит принцип устранения линий спая.
' Многогнездные формы с формующими полостями различных конфигурации.
Их называют также «семейными» формами, так как в них одним внрыс ком за
один цикл отливается комплект деталей разного объема, относящихся к одно-
му сборочному узлу или изделию.
• Поскольку давление впрыска и давление смыкания могут прилагаться неза-
«исимо одно от другого, начало и окончание впуска можно регулировать для
Каждого гнезда отдельно.
244
6 Конструирование BriyCKHbixjTi/m^|^^
• Управляемая балансировка объема означает, что линию спая можн
в ту зону изделия, где она не скажется на качестве. СДв,1нУтъ
• Двухэтажные формы, то есть в два или в четыре раза больше ппол
же время при двух или более формующих полостях и линиях плат. ,Иизато
роо ЬСМЭ..
6.10.1.3. Конструкция горячеканальной системы, ее деталей и
и узлов
Горячеканальные формы являются в технологическом смысле определенн
зовом, который заключается в технических и финансовых затратах для дост ВЫ
главной цели — довести материал до литника без малейшего ущерба для кя
изделия. Рассмотрим систему на рис. 6.32.
По способу обеспечения теплового режима горячие каналы подразделяются
• системы с изолированными каналами (см. раздел 6.9);
• горячеканальные системы.
Последние, в зависимости от способа нагрева (рис. 6.35 [6.17]), можно разделить на
• системы с внутренним обогревом;
• системы с внешним обогревом.
Ультраизоляция
(см. раздел 6.10.1.4)
Типичная горячеканальная система
Изолирующий
воздушный зазор
Изоляция
Формующая
полость
Удлиненное сопло
Каналы системы
охлаждения
Направляющая
колонка
Предкамерная
вставка
Цилиндр
Бандажный
нагреватель сопла
Рш 6.32. Вид через блок коллектор;! с внешним обогревом ' 1,11,|'11,‘’4 ^рдо с 1,1,1
сгема с двумя различными литниковыми соплами Вверху ()(( 1Ч.рМ<’
< ким игольчатым клапаном; внизу открытое сопло,
Коллек тор обо! реваст! я трубчатыми нагревателями |(>. И»| I
Плита коллектора
Плита крепления
неподвижная
Поршень
Втулка коллектора
Литниковая втулка
Изоляция
Нагреватель коЛ.’еКТ 1
Коллектор
,и1Коные СИ1 "±’l‘l 1 ^пиропом 1(‘миср.иур1,| ,(Jpj|.(Mf, K,1Hrinbl
245
.|.пк' используются э к। |>и<1<-< кие нагревачелн различной кош трукции паг-
1‘”. ватажные. ленточные, ipvon.ni.ie и спиральные Чтобы гарантировать
Р*’" ’ (щ>е сечение и рас нределение рас плава, как правило, необходимы сложные
"l'“’ llPv кмине сие гемы, состоящие из нескольких контуров нас рева и < осивею вую-
|К’!' к<.11|,|есп'а |’:,6<,,,е1' "аиряж<ч1ие обычно от 220 до 240 В, ио обей рев
““‘'’.ьпшх соне. I может работать от постоянного гока напряжением 5,15 и 24 В.
Внешний и внутренний подогрен
^•магически ооа вариант показаны на рис. 6.33, а на рис 6 34 приведено срав-
ни-достигаемых результатов в виде рас пределения температур и скоростей.
Внешний нагрей (рекомендуется)
Рис. 6.33 Горячий коллектор и канал в разрезе Источник: DuPont [6.17]
Внутренний иагрен (в особых случаях)
Основные достоинства способов нагрева ясно видны на рис. 6.34.
Системы с внешним нагревом:
Преимущество:
' низкая скорость потока и постоянное распределение температуры в больших
каналах.
Недостатки:
для внешнего нагрева требуется более высокая температура. Рассмотрим, на-
пример, рис. 6.35 (ПА 66, [6.19]). Здесь температура формы около 100 °C, а
температура коллектора не менее 270 °C; то есть разница температур составля-
ет 170 °C, а это значит, что:
требуются специальные меры для фиксации сопел из-за большого термическо
ГГ) расширения, причем существует риск разрушения системы, если эти меры
не эффективны;
’ Обуется большая мощность нагревателя (более 500 Вт на 100 мм канала при
поперечном сечении 40 х 7 мм2);
тРебуется изоляция формы,
г'°всрхвости формы, на которые воздействует реактивное усилие сРав'п*™;
"° велики и, если плиты формы не будут достаточно толстыми, они пре у ,
прямое следствие, форма становится очень тяжелой.
246
Л Круглый капал с подогревом
снаружи
Расплав
Нагреватель
(и термопара)
Нагреватель
(и термопара)
6 Конструирование впускных литникощ^^
В. Круглый канал с подогревом из11утри
Затвердевающий
пристенный слой
(изолирующий)
Профиль скорости в горячем канале
Рис. 6.34. Горячеканальная система. Сравнение внутреннего л внешнего способов нагре
300 —
280 —
260 —
240 —
220 —
200 —
180 —
160 —
Коллекторе внешним подогревом
УТ - 270 °C
УТ-200 °C
Коллектор с внутренним подогревом
140 —
120 —
100 —
80 —
60 —
40 —
20 —
VT- 270 °C
УТ-240 °C
VT 200“С
Температура <|и>рмы, "С ц;.
Рш 6.35. Внешние темпера гуры коллектора в зависимости от температур'-1 ‘•и’рМ
системы с контролем температуры - горячие каналы
247
610
>мы с внутренним нагревом
H l H1IV rpeinieii поиерхшх I и канала образуется застывший слой пластмассы, ко-
выполняет функцию изоляции
. Энергопотребление сис гемы намного ниже (примерно 55 Вт па 100 мм /шины
внутренней трубки).
. разница температур между формой и коллектором пренебрежимо мала; нет
необходимое in принимать меры для компенсации теплового расширения.
• Горячий коллектор системы с внутренним нагревом — это компактный блок,
жестко закрепленный на форме. Следовательно, вся конструкция является до-
статочно жесткой и дополнительная центровка сопел и литников нс требуется.
Можно даже изготовить полуформу (со стороны машины) в одном блоке со
встроенным коллектором, тем самым увеличивая жесткость [6.20] (рис. 6.36).
Рис. 6.36. Литьевая форма в разрезе |6 20]
Объем расплава невелик, невелико и время пребывания потока под нагревом.
Другой стороны, скорость течения гораздо выше, и это может послужить причи-
ч°и Деструкции материала.
Для чувствительных к нагреву материалов не рекомендуется использовать вну-
тРенний нагрев.
с п°воду приемлемости той или иной системы нагрева можно посоветоваться
i, If/fi 11,Ким Все крупные компании предлагают различные варианты на выбор
Литниковая втулка
гопНИКОВая ВтУЛ1<а служит для передачи расплава из литьевой машины в коллек-
тХУ°Рячеканальной системы. Чтобы удовлетворять требованию однородности
гпе^РаТуры Расплава, нагрев в этом месте должен регулироваться, и здесь также
• е*ся собственный контур нагрева с датчиками температуры. В длинных (от
248
6. Конструирование впускных литник.
—
30 до 50 мм) литниковых втулках падение температуры может составить от
30 °C. Качество поверхности изделий может пострадать, если не выдерЖив
больших перепадов температур полимер подавать во втулку со слишком
температурой. Поэтому литниковую втулку следует нагревать.
Расплав подается в форму через горячий канал под высоким давлением и
буется высокое прижимное усилие сопла, чтобы обеспечить плотное соедйц/1*'
Расстояние между соплом литьевой машины и горячеканальной формой обь^"0
велико - например, когда требуется поместить узел смыкания со стороны v”°
пластикации. В таком случае необходимы удлиненные сопла и втулки с подогре^
(рис. 6.38). Они исключают вытекание расплава как в матрицу, так и из втулки
способствуют проведению декомпрессии.
Поскольку разницы температур между машиной и коллектором нет, то не вознг-
кает и необходимости отводить сопло от литниковой втулки.
Декомпрессия — устоявшийся метод предотвращения вытекания расплава из го-
рячего канала в пустую формующую полость, ведущего к снижению качества изде-
лий и повреждению формы. Обычно декомпрессия осуществляется путем возврат-
ного движения шнека в цилиндре экструдера, но можно выполнять и возвратное
движение удлиненного сопла в удлиненной втулке.
Нет необходимости заниматься изготовлением сопел и втулок: на рынке они
представлены в виде стандартных деталей.
Рис. 6.37 Сопло литьевой машины со встроенным нагревателем [6.22]
249
, i0JW!!1kOB ь,е ‘ £ко» ,тролег£ГРмпе
Ь' Г °РЯЧИе КСН^ЛЫ
6l01.3.2. Фильтры расплава ——
Fciiipa1'11 ,:1"СО^СРЖ1ГГ•*;,1РЯ «Н,1111Я, П) уж,,,.
^яюп-я. По;«»*У в настоящее время Но1"•ускнь.х лит.,.
^1^.231 рекомендует использовать ф
^раяятьу веренвость в качественном заХ^. РЫ Во “«* <луча ‘<Рис. 6.39).
,ш> всегда знать величи.гу потери давления • фо^У«ицей* о Р” Э'°М’ '"«бы
фильтре составляет менее 30% ог величинын °6'»ч„о потГ™’ "^ходи-
£сли осуществляется декомпрессия то d L °Г° ^ения РЯ да^«.ия на
«»'— ° ~ - SSr- —в -м иучас
Рис. 6.39. Фильтрующая вставка с радиальными отверстиями и тангенциальными канавка-
ми [6.231: 1 — центрирующие отверстия; 2 — фильтрующая вставка; 3 — запира-
ющее кольцо; 4 — переходник к соплу литьевой машины; 5 — канал для подачи
расплава; 6 — тангенциальные канавки; 7 — промежуточный канал, о — радиал -
ные отверстия фильтра; 9 — собирательный канал; 10 — переходное от р
к формующей полости
Г 6 4°- Сброс давания при отводе сопла, снабженного филы ром для расплава
250
6. Конструирование впускных литникотю^^
6.10.1.3.3. Коллектор горячеканальной системы
6 10 1.3.3 1 Одногнездные литьевые формы
Существует несколько причин, по которым горячеканальную литниковую систем
устанавливают даже в одногнездную форму. В качестве примера приведем прототип
формы, в котором следует отлить изделие в условиях, в которых оно будет произВо.
диться серийно в многогнездной форме.
Только таким способом можно провести моделирование давления подпитки
в зависимости от усадки. На рис. 6.41 показаны сопла для одногнездных форм-,
с запорной иглой и с термоклапаном.
L
Игольчатый клапан для одногнездных форм обычно
имеет длину L от 80 до 155 мм
Рис. 6.41. Горячий канал для одногнездных форм. Слева — с запорной иглой; справа сТС^”
мическим запором [6.16] (Husky)
Впуск с термическим запором сог^?я1"
наиболее распространенным способом
избавления от застывшего литника
6.10.1.3.3.2. Многогнездные питьевые формы
Расплав из литниковой втулки подается к соплам через разводящие каналы-^
одинаковых формующих полостях предпочтительна естественная баланс.^
литниковои системы, при которой все поперечные сечения и расстояния
никовои втулки имеют одинаковую величину (см. раздел 5.6). Однако при
условиях можно компенсировать разницу „ расстояниях путем изменения - «Р
ун = Т° СС Г” "Р°,,СС Г1’ •'«Усственную балансировку. Как уже J
упоминалось, наряду с игольчатыми клапанами существуют и другие меха-'
Коллекгом. с ОТ,’Р,,1С .....° "Р,,,Це) -нобы ре. улировапия CKOIMK-TI.
коллекторы с внешним нас ревом .......... ‘ „ю грен'11
1 Iм *И»М, В ()| JllPlllf' (>т км и гн ‘К Г( )П()В I ВН» *! 1.1'’
гут иметь лучевую форму (пне кич, . „пюМ14“
J I I ту ури< о 42) 1аким обоа юм остается тоста точно
опорных колонок, которые прелое но .. "’м.от i.k k.i .„г ш —11
ной uojivcbooMic ........ К" вращают педону с гимын прогиб n’"1
НОИ полуформы ВО Время i;ill()flll( ifno .1 1
1 ‘•1НОЛ1Ц формующих полостей.
ь |рл:аниковыесистемы£контролем температуры - горячие каналы
251
„ ППСПЛ»1111
|1(>П>Ь I’ .М.-ШИК' В ОДНОМ ПЛОСКОСТИ, ДОЛЖНЫ быть ОЛ1111:нс<>||<><< ......
** , мл нЛкНИ** vin 11tlKiли)И ДЛИНЫ И ИМСТЬ ОЛИИ<1К(ШЬП1 /1ЛЯ
I™"™" и-;и г1ено^™ш,ни ?,ИГ1:Ш "",,Я " "° 1,,е'”-и,си олш.акоиому жшряжеиию
пГ0' . m всем п'1 и °' сочла ли 11.111011 маши.до формующих полостей
сдвша •
Нагрсвате1Ь
Впуск
Горячие
иггниковые
каналы
Оптимальный контур канала
В каждом конкретном случае на вес изделия, время заполнения, тип материала и условия процесса
накладываются особые требования. Исследования, связанные с течением расплава, имеют целью до-
стижение наилучшей конструкции горячеканальной системы С уменьшением сечения каналов уве-
личивается напряжение сдвига и падение давления, при этом переходы с цвета на цвет упрощаются,
а время нахождения полимера под нагревом снижается. К увеличению диаметров прибегают в тех случа-
ях, когда полимер чувствителен к сдвигу или имеет ограничения по прилагаемому давлению
Рис. 6.42. Коллектор горячеканальной системы, распределяющий расплав на 16 впускных
сопел [6.16] {Husky)
Понятно, что каналы должны иметь как можно более гладкую поверхность, что-
1 >• не возникали застойные зоны. Конструкция литниковой системы должна предус-
матривать минимум гидравлического сопротивления, то есть острые углы следует
^РУглять. В менее затратном варианте каналы после высверливания хонингуют.
Углах вставляют переходники (рис. 6.43), которые удерживаются специальными
'П-Югняю1цими элементами Сконструированные таким способом каналы легче
"Рочищаются.
Подробнее о нагреве горячекаиальных систем см. раздел 6.10 1.6.
Хорошо
252
6. Конструирование впускных
Чтобы сократить количество контуров нагрева и регулирования, а также Им
возможность использования надежных и недорогих трубчатых нагревателей, пост^
тики горячеканальных систем предлагают коллекторы с теплопроводящими труб?
ми (см главу 17). Эти надежные детали, не требующие обслуживания, обеспечивав
однородное распределение тепла даже в таких местах, где существуют градиенты ,
пример в районе распорок, прокладок, крепежных и центрующих деталей. В р™
тате получается относительно недорогой, надежный и практически изотермичный
горячий коллектор.
Сечения каналов выбираются с таким расчетом, чтобы, с одной стороны, иметь
приемлемую скорость потока, а с другой — не превысить допустимого времени на-
грева полимера. При среднем расходе получаются диаметры от 6 до 8 мм.
Также были предприняты попытки [6.24] собрать коллектор только из трубок
работающих под высоким давлением, и крепежа. Трубки тогда окружаются ленточ-
ным нагревателем, а изолируются каждая отдельно. Преимущества такой системы
следующие:
• нагревать приходится гораздо меньшую массу;
• термическое расширение легко компенсируется изгибом трубок;
• остается больше места для наилучшего расположения колонок, поддерживаю-
щих плиты формы;
• упрощается обслуживание системы;
• небольшие затраты.
Хорошим примером успеха конструкции является отливка многокомпонентных
изделий («семейная») в горячеканальной форме, литниковая система которой со-
стоит из таких скрепленных трубок; двойная система распределения расплава, не
обходимая в этом случае, заняла бы слишком много места, если бы ее собрали -
стандартных коллекторов. Раздельное регулирование температуры также про®
обеспечить в трубках.
Изоляция каналов с внешним нагревом осуществляется, насколько это не chi
жает жесткость плит, с помощью воздушных полостей с распорными втулкам1
керамики и металлов с низкой теплопроводностью (например, титана).
6.10.1.4. Сопла для горячеканальных форм
Сопло соединяет коллектором горячеканалыюй системы с формующей полостЫ0
Ключевыми требованиями к нему являются: цо-
Передача в формующую полость возможно более гомогенного и изотерм1
го расплава. ;
• Термическое разделение между горячим коллектором и охлаждаемой фоР'^ I J
зоне впуска температура не должна расти (тусклая, неровная поверх
впускной литник не должен охлаждаться до затвердевания. -тэЯ' I
1сизмеино чистое, без тянущихся нитей, отделение содержимого канал
твердевшего изделия.
11ИЖе ОПИСЭ11Ы llpCMMVniCCTlVi т-1 гимн,, яГ*
। щидB'| различных типов сопел* w Р3
пл?ваКи в oo,(CO,Ula (Р,,С‘ 6Л5) нанмепынее сопротивление поток п|1)1
плава и в основном используются в одногне.шмх формах. Также применяв
"И
"1>
%
253
м температуры - горячие < 3*^4 Г**
Горячеканальная система для изго-
тглления крыла аятом»/атля [6 16)
гсот.вая горячеканальная система
с пятые соплами из которых два
гопла предназначены для отливки
тыльной стороны изделия Горяче-
канальные системы для титья под
давлением больших автомобиль-
ных деталей, таких как крылья и
элементы отделки кузова, требу-
ют впрыска через подвижную по-
луформу и обеспечения качества
поверхности «класса А». Для боль-
ших форм, пуансон или матрица
которых занимает всю поверхность
полуформы, выпускаются готовые
коллекторные системы, заключен-
ные в единый корпус с выведенны-
ми регулировочными контактами
Это упрошает их установку и об-
служивание
ри( 6.45. Сопло горячеканального
литника; рекомендуется
для расплавов абразивные
материалов [6.16) (Hus-
ku). а) Сопло с тепловым
уплотнением, широкий
нерегулируемый конус-
ный литник, открытый
й- гнила с тепловым уплотнением
ши h, ( <„vu, с тепловым уплотнением и ,п„бы материал отрьш^я
' хи шлю тнения коми текса условий в юн< в ,)ОНИЙ переработки благодаря
'*то Дополни тельная торпеда ра» ширяет дианаз 1я11уп1ихся волокон ото
«яйнии отклонений цикла и вероятно» ти о >раз > - И(1Х каналов и для pai т
уплотнением идеальны для ли.ник»,»» и»Тсмы «тави1 „еудоб. гв ( о. ла
'Кати г»,й»екнии детали, тде иеболт.шо ЯИ |Х).}М(|Обраэукишй "оя°‘О(-,рац|ЫЙ
ИИ'ИИЫЙ наконечник, который являет» я ча ’ уст понка наконечн ‘
^-.оотре.улироиа.ь В ной к»,..» трукнии У«Р« *на У ,
'^'шчивагт отрыв материала в узком UJ1(.M),ie с<ятла » геи|Х и .............
'лиамотра литника и < вой» тн мап рна та оК,„<, спектра амо| ' „ццтыми
'"”»л‘|шы< и,т така в иной » тали подходя’ 1 ( п,к,дажс •• контак
*’' ’юпнческпх иолимт р»>в и <л тичатот» я /ю ” ’ 1(>.н чиым 'тит-
...... ............. х- -
‘ 'кори II, пт пока ока ты нас ня М< ныти ’ уК11ця »<>н< 1 такж
И .идаа. «учшей КОШ ТРУКНИИ К«Ш< -1
w'^ ’и /и I (М1Й< 1И Ман-риа та
254
10в
ЙХкан^
переработке материалов с абразивными наполнителями, так как наименее
жены истиранию. П°ДВсР-
Сопла с острым носиком (рис. 6.46). Острый носик должен передавать
потенциально застывающему расплаву, находящемуся во впуске, и он являе ТСП |Г
рячим благодаря очень хорошей теплопроводности его основы, то есть тела Г°
Носики изготавливают из металлов с высокой теплопроводностью, обычно
или сплава медь-бериллий. Чистый отрыв литника имеет большое значение
му существует большое разнообразие конструкций сопел, отвечающих свой
перерабатываемого материала. В сопла высокого класса впаяны нагревател 4
элементы, регулируемые собственным контуром с размещенным там же датчиком'6
Рис 6.46. Точечные впускные литники для литни- I.
ковых сопел с носиком, или торпедой, и
туннельным разводящим каналом для I
бокового впуска [6.16] (Husky) L----
Точечный литпник. Литник с горячим <’
носиком, или точечный литник, ис- * ’ ф
пользуется, когда его малые размеры не
вызывают проблем. Его высота зависит __________ [И,
от нескольких факторов: диаметра и II ц
отжимного раита литника, охлаждения Н []
в зоне литника, типа и качества поли- | ИШ
мера. Для переработки большинства b Я
полимерных материалов такой литник ИГ jM
подходит. Его максимальный диаметр
обычно составляет 3 мм. При больших
сечениях литника рекомендуется приме-
нять игольчатый клапан. Поскольку ка- К \Х/ •
чество впуска зависит от регулируемого
снижения температуры материала в лит- I I____"’
нике, важную роль в зоне впуска играет
конструкция системы охлаждения. Если Ко
необходимо соблюсти paCCTOsiifiia л,<)
ППИМСИЯТ1 ми»..,.. I стояния между точками впуска мена f£-цг
яиие между jiici-ii 1<>'*С '""‘1Н П|,УСК: ») многоточечные сопла. ВозмоЖн<’1
изолирующий н осК, М11 11 7 Л” ММ: сопла с горячим посin«>M- ||>(г
иер.-раба.ывать чувёт , " 1;,1ОуСК,,|’Ж '1 с Ц"‘
।ники.ные к нагреву полимеры
255
__ гистемы с контролем температуры - горячие каналы
------------- —
сопла с иглой (рис. (> 47) При и тбира тельном, то ecu. каскадном, впус
ЗаПоР1*^ я все чаше Обычно припоя иглы пневматический, но вынускакггся
3 У, ,нтическим приводом Последний чаще применяется в крупных лить-
ксогтлас П,’Ртак Как он более компактный.
йЫ*Ф°Рма каК горячекаиалытая система может функционировать от напряжения
ртовР<‘мЯ^, 1И)(. узкие и плотно расположенные сопла потребовали разработ-
22О'2*ОВ',*‘ ей пол напряжение 5, 15 и 24 В Из-за их тесною расположения, котла
^наЛ*837 их пространство составляет иногда в< его 11 мм, монтаж сопел, каж-
^e-1fllt>,Ue€ ..ым датчиком, представляет сложную задачу |(> 211. Во всех случаях,
^сотде- ( я TO,nft.ninee регулирование температуры, предпочтение отлается
^гЛ»1,еТ^ требуюшему меньше затрат и обслуживания, а теплопроводя
^ряЯОМУ н.
изт отав тиваются из металлов с высокой теплопроводностью (обычно
У беоиллий), либо используются тепловые трубки
дуав медь'0 ।
6?/7 (орячт-каиальиые литниковые запорныт
сопла с шлой. ( и-ва для частично кри-
сталлических полимеров, справа д 1я
аморфных ио тимеров |(> И>| (Huskif)
Ию тьчатый клапан с ппевматичес ким
приводом позволяет коиipo тирован,
нирьик ч>рст торячекаиалытые топ та в
необходимой ши-ледова тельное ITI По
пой причине он применим так ле В
мейиых» формах, в которых от ливак.тт я
д< та ти ра итого гита, причем опии iiir/ii.
но б тыиис дета ти lalioiiiaioiT и но< и-
, дона те твит»
H {^'нш» < он ю, и воюй irinioi и । ыкаленной ин< TpyMcHia ibHo/l
йя ./ ‘ ,’,"в1и’м‘‘Нио чаг ii.Ui <|>ормообра lyioiiu й иов< |»хшн ih ма1рииы При ном
"”*> но ” ' в об <а<ти шту< ка < он io Vt, О нрава) ыкос топ 1О ИДт а'ТЬИО д OI
М‘ J'OB I4K Как I-IO IHlHOHf'IHHK oflfi.l iyt-t OI НГ1НУЮ О Н toil IO 1Я111НО
6. Конструирование впускных литниковь|у*-^
256
------ пелительных систем с внешним нагревом яв.Чяе1
. ппоблемой распред ели ниеМ представляется предложенные
ОТ *ХЬЯТОР°РОВ „рнводи- =
компанией
нами (рис- 6-48).
Воздушный зазор
Титановый изолятор
Коллектор
Нагреватель
коллектора
Ленточный
биметаллический
нагреватель
Матрица
Тарельчатые пружины ----
Прокладка ——
Охлаждение
Титановый изолятор
Сменный
наконечник сопла
Рис. 6.48. Горячеканальное литниковое сопло с запатентованной Husky изолирУ jg]
темой, характерной особенностью которой являются тарельчатые пру
(Husky)
6.10.1.5. Данные, относящиеся к проектированию горячиХ
коллекторов очеНь ре”*
Ниже приведены некоторые данные о размерах, хотя в настоящее
используются коллекторы собственного изготовления.
6.10.1.5.1. Коллекторы канаЛ°в
Изготавливаются из стали марки С 60 или более высокой. Диаметр“прЫСка
подобрать с помощью табл. 6.2. В этой таблице при малых °6'ьсма*сКа ЕсЛ*1 ь‘)|)|^ к
каналов менее 200 мм диаметр определяется только объемом вП*Я^о1Грь Л''0’1'
длиннее, то диаметр нужно увеличить. Этим избегают больших
сводят нагрев материала за счет напряжений сдвига к минимуму-
‘ К,м,,Р|’-^^^Лужяиеканалы
в „.ря.,,1,,,^^^
|иамет1 g-
6
8
От 6 до 8
От 8 до 10
От1£до2£___
Длина канала, мм
До 200
От 200 до 400
Свыше 400
__ _Впрыск, г
Приблизительно до 25
50
100
Каналы следует собирать из угловых патрубков соел™,.
укладками. Их нужно надежно закреплять во избежанм₽ ’Х уплотняк>Щи.ми
ifl поднутрений в канале (рис. 6.49). Коллекторы совет^,СКРУЧИВания и До-
бираются из трубок высокого давления, патрубков (рис 6 49? °Г° ЯЗГОТовления со-
В качестве нагревающих элементов используются проч и., ‘/"ки-
тели. Они вставляются в отфрезерованные канавки и т₽У6чэтые нагрева-
цементом (рис. 6.49). Ка„авк„ ДМЖ11Ы
и ™ „а диаграмму с ,юмощь'ю про^ХХ-=
Вокруг коллектора в целях изоляции оставляется мп™™»,.-
иЗдоЗмм. Изоляции, Мож„оУлучш„тн. вкл^ваясмаХХ
Распорные перегородки можно изготов ить из титана. У фОЛЫу
Ультраизоляция облегчает работу горячеканальной системы. Такая конструкция
предотвращает потенциальную течь при запуске из холодного состояния или Lease
Размещение термопары
Нагреватель
Центральный литник и
разводящий литниковый
„ канал
А
fe«™p в разрезе с установленным,, в „ем элементами термостатнров........
258
6. Конструирование впускных литни!^^
Х....ГГОП Узел тарельчатых пружин установлен при сборкетак v
перегретых элем к горячему коллектору. Такая упреждаю,'на?*1
постоянно приж „адежной изоляции системы, когда температура ецЛ^’
грузка нсобходг чести материала. Пока коллектор нагревается, тарельч^
X'SX термическое расширение, даже а случае перегрева.
Т ™ 'с диапазон v™""™ "W6°™ позволяет отливать с немощью г<и.“
™ьно> системы изделия из различных пластмасс при одних и тех же ра^
с одноаковымп впускными литниками.
Элемент
Посадка 82
It
Общая длина
Рис 6.50. Конструкция литниковой втулки с фильтром, позволяющая сбрасывать давле
[6.25]
6.10.1.5.2. Конструкция сопла соП.па. Се-
Сечения литниковых каналов должны соответствовать диаметру^к^^лнз|ГгельВа
чения впускных литников зависят от веса отливаемых изделии ^табл. 6.3)
равны диаметрам впускных литников в обычной литьевой ср ввТОЧечнЫхвП^^
сравнению с последней риск термического разложения полимера ^еме несК°'рс
ных литниках при больших усилиях сдвига в горячеканальнои^ геМГ1ератуРс-
меньше, так как расплав поступает в литник при более высокой эТОо3начае^.1Н1
даже необходимости подогревать расплав перед подачей в форм.
но мс,|Ь11,С Ln"
поперечное сечение литниковых каналов может быть относите.
лы должны быть достаточно малы, чтобы при извлечении ли взавис1,‘'°
дополнительные сложности. С изменением температуры, а также •
перерабатываемого материала эта картина меняется. .„ня. 1,с° yit11’1 I
Работая над горячекапальной системой собственного изнновлг |1рри!,,,,ррд.’" I
использовать соответствующую программу для компьютерною М<в ^щсч’С4’’’^>1#' I
пример, CADMOULD) как реологических, гак и теплообменных в)д11()Д|О|'^,р||1’1-' I
деле 6 10.1 .(> 1 приведены советы по схеме подвода тепла, однако i I
шить также рекомендуется рассчитывать с помощью спецнальньь
259
г 10.
........................... ^“1”- ...,Уек,„„х ли.никои |(
Диаметр точечного литника, мм Впрыск, г Диаметр точечного
От 0,8 до 1,2 От 1,0 до 1,8 От40до150 От 150 до 300 . От 300 др 500 1.2до2Д От 1,5 до 2,6 От 1,8 до 2,8
Впрыск, г
ДоТО
От 10 до 20
^т20ло40
программ (например, muivivulu). и даже при этом следует прибавлять на поте
тепла, в основном на излучение, еще от 25 до 30%. Каждое сопло должно б™
снабжено термопарой, а система нагрева должна иметь отдельный контур Х“и-
рования. Это единственный способ обеспечить синхронизацию сопел. НаилХм
решением ЯВЛЯДТСЯ блок Управления с пропорционально-интегрально-дифферен-
цпальной (ПИД) стратегией. Во время длинных перерывов в работе или остановок
нельзя допустить потери качества, а тем более термического разложения материала
в зоне коллектора. В такие периоды температура должна автоматически поддержи-
ваться па минимальном уровне, поэтому регуляторы следует подключить к системе
управления литьевой машины.
6.10.1.5.3. Дополнительные операции
Когда горячие каналы нагреваются внешними источниками тепла, рекомендуется
не приступать сразу же к охлаждению формы. Лучше даже подогревать ее горячей
водой, чтобы поскорее вывести горячий коллектор на рабочий режим.
Переход с цвета на цвет может потребовать больших затрат времени и материала.
На средних и больших формах приходится терять от 50 до 100 впрысков. Лучше по
возможности избегать переходов с цвета на цвет, но если это неизбежно, перед запус-
ком нужно прочищать горячие каналы. Прочистку легко осуществлять, когда в кол-
лекторе просверлены каналы. Достаточно снять заглушки и включить нагрев, чтобы
пластмасса у стенок расплавилась. Остатки полимера из канала выталкивают. Кол-
лекторы с изолированными каналами имеют в этом смысле явное преимущество.
6Л0.1.6. Нагрев горячеканальных систем
'016.1. Нагрев сопел
У Шествуют три способа нагрева сопел в горячем коллекторе: косвенный, внутрен
чий и внешний. Косвенный нагрев заключается в передаче тепла к впускному лит
ИкУ через теплопроводное сопло или контактную измерительную головку Что ты
Равлять температурой каждого из сопел независимо от других, соответствующие
спапИИ Коллектора приходится нагревать отдельно. Для этого обычно размещ
Ренные патронные нагреватели вдоль канала в зоне сопла. Для мят кого Р^
Я "Р0ЦеССа заполнения или для синхронизации впускных литников иногда
Ю1с ч Не^ОЛЬшие изменения температуры. При косвенном nai Рев неизбежно
привод СЧеТ Г°Раз«° ббльших изменений температуры коллектора. .Это
такКакИТ К Изменению температуры расплава в канале, что не ° регулиро-
ВатЬтемМ05КеТ отрицательно повлиять на качество отливасмогоо от коллек.
тора ПеРатУРУ сопла лучше непосредственным нагревом, не с
260
^8
Для сопел с внутренним нагревом диаметр и длина патронь
определяются в зависимости от размеров сопла. Диаметр намепеь * Нагре»ател *
чтобы получить низкую ПЛОТНОСТЬ МОЩНОСТИ. °
В табл. 6.4 [6.28] указаны рекомендуемые величины. Выходная
вателей длиной более 75 мм должна быть распределена особым ^1°Щп°Сть наг^.
профилируется так, чтобы больше тепла выделялось в обычно хо °бмот1'а
части и меньше — в середине, которая обычно перегрета. °Дной коццево~
Таблица 6.4. Ориентировочные размеры патронных нагревателей [6 28]
Диаметр патрона, дюймы Длина, мм Плотность мощности Вт/см2
1/4 30 35
75 23
3/В 30 27
200 13
1/2 50 20
200 13
Для внешнего нагрева сопел
трубчатые и спиральные НагревателиЧПоимЛЛеКТ°РОВ’ ИспользУ1отся ленточные
ичсно их большими размерами и невысокой™^ ЛеНТОЧНЫХ нагревателей oipa-
в ЮЛ.6.2. Нагрев коллекторов
Косвенный нагрев сопел ос
^™х нагревателей они поз1юля^ТСЯ Патроннь,ми нагревателями. Вотличиеот
до пз°ГО СОПЛа' Патроны помещаютг Г.НВгревать коллектор зонально, отдельной
телей п°НЭ ПримеРно Равно диаме-rnv ° °беих СТОРОН канала. Расстояние от каната
птимизируется по результат^ Патрона- Продольное расположение нагревэ-
греватеп°Л^КТ°РОВ с пРямым натрп” ИЗмереннй распределения температуры,
нородный ТИ 1,адежные нагреватеп °М СОпел можно рекомендовать трубчатые на-
укладыпа!|/,а1рСВ КОллс‘ктора при ма1”-16 элементь1 делают возможным весьма од-
сверху и г ТСЯ Вкапапки, которые п я °" всроятности отказа. Трубки изгибают'’
»агревателяИЗУ Канавки Фрезеру , ^резерованы вдоль коллектора и вокругс011с
немшиХ ДиамстРом 8,2 мм XT С 3аПасом По ш”рнне, например 8,6 мм^
««лектор» „оказаны I
'^Л Р.к« «ро“ '“'"«..к""™, "»лро,™ям„. Ол„акоо<> I
лл.'ос, 1и'1™м" Кроме y.iaiaumfuHoion®’ ,,к
г*с‘ликц. ‘Рпвания, наги,., ,,го,>- Винду этого, а также для "
р‘ ••тельные элементы не должны быть сл"‘<
*)Т»/лг >»*•
J/< л,,л .хмй ;. .6-<«тиz м <
*> < 51 Нз>;хилГИ1.лм» м'-ИКИТМ ДЛЯГ|>рИИ/ кл fOfZ/fip/Z'/ 6Ч0|
”'• >.. •/ . переча
'"t,"i '•*•p’fc.i' /...". . 'zhj'z^/'Я й.1ли«-йшим ' ' ксьи ip-ииа «р<га
°И^рй . ? П-. if. ’ . 1 j/< 4$аИИ'и . IP/4. >М, .1ЛИН1А ' «р»И IU4.WU’ и-м
> ”. .ft t.i.,n , ih'ai‘. tv hhiviuv. I" / и<- м«и<ч* иажио нлииить и
к*'/(/Т* I f'tik или ШЛДЛЬ
1 mt zp. >1ииь<- fJzjH'i..'f'jit'ifr 'if'iit'. iii "ft Hii'H-um
r ' '.,/ л(^ f ли nj/< '/гр<1Л/>и4Ни<- пи'/ы .i .ш>чииии м^лд z > ’>t
индиглчи (6311
s. : h,. .. , 1',и мощи',' ги
•Ht'...:, ,t, Ulmins th НИЦ^Нн'И’Л» Й М',Л IV< f>-‘‘ ‘ 4Ht II IV> jV
< Mj/fi П..А
(bi)
f,44' rt’i^ -t < i.t'JiMirt invv.‘HH'» iv< м/и 04Лц/(ж/(Ю «Л
V^Hlhi ^.. . M un-paf /р,и p..U(W»a И MJ II I 1411.1 II
. >м I „Р ,M,p t пм IV. IIIUH n^.i.vi'H^v^HH Klbl (1Ц1И
' ' ЛЛ1'. ./f л I h''II .MViH b b)
262
6 Конструирование впускных литникпи.,,
6 10 1.6.4. Регулирование температуры в горячих коллекторах
Горячеканальные литьевые формы чрезвычайно чувствительны к изменен^
ператур в сопле и области впуска. Изменение температуры даже На не'
градусов приводит к браку. Поэтому точное регулирование температуры Л*
важным условием успешной работы и автоматизации процесса. На каждом г
должны стоять термопары, так как только в этом случае возможно раздельно^
равление соплами.
Регулирование температуры в самом коллекторе не так критично. ДЛя Неб
ших коллекторов с трубчатыми нагревателями достаточно одного контура А для
четырехгнездной формы с прямым нагревом сопел требуется регулирование в пя
разных точках.
В области сопла выделяются две критические зоны. Первая - впускной литнш
температура которого важна с точки зрения свойств потока и обеспечения подпи •
ки; вторая — место наибольшего тепловыделения, находящееся обычно в середине
патрона нагревателя, где материал подвергается наибольшему риску разложения
Оптимальный вариант — измерять температуру между этими двумя точками. Ис
пытанный способ для сопел с внешним нагревом показан на рис. 6.52. В качен
измерителя-регулятора часто используются нагреватели со встроенной термона
рой. Термопару следует расположить близко к концевой части патрона. Если патрон
имеет существенную толщину, можно подвести микротермопару диаметром 0,8 мм
по неглубокой канавке.
Все вышеперечисленное относится и к коллектору. Нельзя размешать термопары
на относительно холодном его конце. Этим повышается риск перегрева в центр!
Термопара размещается между каналом и наиболее горячим местом нагрев.
I‘ut Ч.г>2.
I Нпренагмос < опло pi 13] S' <и paiiii'iim-Jli.liaH прорезь. л
io < <••!< ни» на 1п.1Ход< и i < on»»; / <>6jia< T|. parlllH|*,H»»,: "
ii*jii>',/j лакры i i,iii ini'iiiitApipn-i Kiiii нагреватель; <’ Л**1 ,,,k
горячие каналы
263
^очевидно, мп, бл..з<>< 1Ъ м<„(1аЖ1
»|>... Н случае . рубчатых •,Х"СЖ,‘,',Х ЛСП,Л‘‘Й "Ри**-лет к не-
{.,вжи.<ч.а..выс...е.1 гем..ературы, ,, f "‘,nv,e'' 'ермопара ра< „ола. 2
п.р,к»...р в форме также должно быть надёж.. ^'/'"''""«жой втулки Кр. илеХ
„^еедержаклх мкже может внести cyi,tWT„e,; *К К‘‘К Самой т‘'1>молары
крепленная термопара ^Ра.-ти]>уетбезон1нб()ч1'ыё "'ПИбКу Тад"к" хороню %
»‘‘М’мы г "оказания нр„ повторном заиус-
Прп внешнем способе нагрева предполаг У
«*» вг/™>. I Э„.„С|11Ы™ “““л.™ гь тота„ит
лучше .шлхоллт для тех литье,1ЫХ <|х ‘" ’^''™е «ли бВДж,,ис, „ ”
«4»™“ , „ееколькпх ко.,тура, катрена. Ои к “»“«
’ “Ж"Ле|""«-"™ее,1ЗДСЖ11и
6.10.2. Холодноканальные литниковые системы
К литниковым системам для литья под давлением сшивающихся полимеров приме-
няются те же конструктивные критерии, что и при литье термопластов. Трудность
заключается в гом, ч го материал с шиваегся не только в формующей полости, но и в
литниковой системе, и в горячих каналах. В отличие от термопластов, такой мате-
риал вторичной переработке не подлежит.
Безвозвратные потери материала в полностью сшившихся литниковых систе-
мах являются главной причиной разработки литьевых форм с холодными каналами.
Следует заметить, что такие системы приводят к удорожанию форм и экономически
обоснованы только при крупносерийном производстве, когда стоимость самой фор-
мы не является решающим фактором в себестоимости продукции [6.33]
6.10.2.1. Системы холодных каналов для литья под давлением
эластомеров
Задачей холодных каналов является сохранение такой температуры расплава, при
которой можно быть уверенным в отсутствии подвулканизации. Термическое от-
деление холодных каналов от горячей матрицы сберегает материал и дает дополни-
тельные преимущества [6.34-6.36] в плане повышения производительности и каче-
сгва изделий, а также автоматизации процесса:
увеличенный срок службы, так как продукты разложения нс оказывают корро
знойного воздействия;
низкая тепловая нагрузка во время впрыска;
более быстрый разогрев формы до более высоких температур.
простота автоматизации;
большая свобода конструирования с точки зрения реологии и балансирования
системы.
посоедственный впуск в един-
в простейшем случае, когда осуществляется ямяетея удч.....тс
формующую полость. холоди.,и. . ^.....яя на рис. 6.53.
4 сопла литьевой машины Vnполных каналов, пок ,а.пегулятора
Принципиальная конструкция системы сопел, измерите.
из следующих элементов: блока из литниковых канале
?Мпсратуры с изоляцией. Блок коллекто
6 Конструирование впускных
264
ходников, разветвлений. Вариантов такой конструкции существует много
дый имеет свои достоинства и недостатки. • И Ка*
Рис. 6.53. Система холодных каналов — простейшая конструкция [6.38]
прямо к полости”Т /и1°К коллектоРа с формующей полостью. Они ведут либо
тей Простейшее со ° " подколлектоРУ' от которого питаются несколько полос-
случаях ко" а сопи "" °ХЛаЖДен"я’ ™ его можно применять только в тех
съемным [6 40| (рис16 56^ ЛЯЮТСЯ В матРнЦУ 11 блок холодных каналов является
посредственно через хо разделение требуется, когда впуск осуществляется не-
годное сопло. Охлаждаемые сопла формы на рис. 6.54 для
1 :
Центральны"
gjpJIkiTHMKOgbie системы < конгролем^температуры - горячие каналы________
111П)1оп.и-.1ня мелких вкладыш . углублены в матрицу Место отделения виускно-
п> л11Тнпка от из телня точно определи ио расположением ксрамичес кого вклад.,ина
с. 6.55). который препятствует передач* тепла от горячей неподвижной и
ф.>гмы В СПС гему холодных каналов Место отделения ли.ника всегда находится в
обтает.. перехода о. »'всржд( иною эластомера к несшитому 16 411
Термическое разделение возможно и при контакте холодно, о коллектора с горя-
чей формой, но лишь в течешь определенного периода времени. Холод.. .й коллек-
тор является здесь, даже в своем движении, независимым элементом (рис. 6.56)
Оушжтл.л.пр сото (Гч.пипо.,;; х 1 *'
265
02--
Формующая полость
014
Горячая неподвижная
плита формы
Рис. 6.55. Устройство зоны впуска в систе-
ме холодных каналов [641]
Охлаждаемое сопло (бериллий-медь)
Разводящий канал
Керамика
Хромистая сталь
Зона отделения
спускного литника
Горячий пуансон
Подъемник
Коллектор
холодноканальной
системы
Каналы системы
охлаждения
Точечный впускной
литник
От шваемое изделие
Отвод воздуха
Рис. 6.56. Литьевая форма с холодными ка-
налами для переработки эласто-
меров [6.44]
Изделие в этой 20-гнездной литьевой форме с холодноканальной литьевой си-
стемой отливается без отходов, при боковом впуске. Коллектор холодноканальной
системы замыкается в линии разъема и во время открытия формы отводится от ее
горячих элементов [6.42].
Другое конструкторское решение основано на том, что контакт между холодны-
ми каналами и горячей формой необходим лишь до тех пор, пока формируется лит-
ник и через него передается давление. Отвод холодноканального коллектора после
компрессии приносит значительное технологическое преимущество, так как терми-
ческое разделение осуществляется почти идеальным способом [6.43].
Соответствующая форма показана на рис. 6.57. Холодный канал имеет форму
сопла и является непосредственным продолжением узла впрыска.
Его подъем осуществляется пружиной, которая отводит холодное сопло от фор
,,Ь| после отведения сопла литьевой машины. После этого форму можно на. ревать,
так как се теплообмен с холодным коллектором исключен.
На рис. 6.58 показано влияние подъема сопла на изменение его гемпераг}р
в течение одного цикла. На графике хорошо видно, как растет температура из за
теплопередачи от формы к соплу. Сразу же после подъема сопла она снижается д>
«сходного уровня. Такое температурное воздействие не вредно для материала,
холящегося в сопле. Материал в том сопле, которое остается в контакте с формо.,
активен, и сопло в итоге засоряется [6.441.
Рис. 6.57. Литьевая форма с холодноканальной системой для отливки гофрированных
бок [6.44]
Рис. 6.58. Изменение температуры расплава за один цикл в сопле холодного канала [6
1
Такяя
особенностью литьевой зволяет созлзвать и многогнездные формы. Отличите™
Первая л„„„я раяХ к™ ₽Т 6 59 лвля™ «ал"я"|! '«'"ЗЗ
возникает сбой, напримеп ' ЙК °^Ь1Ч1|°’ для извлечения. Если во время Р3
ем крепежной скобы откпг/'3 ЗЭ вУлка,,иза,1Ии материала в сопле, T0Pa3M^bif
пРесс-формы ц прочистит/ рСТСя ,зтоРая линия разъема. Сопла можно вЫ • сГо
•можно полностью разобоат, Х'" пулканнзация произойдет в холодном кан
ZIля обеспечения о "
тироваиии следует нредусмог110" ,х'(’ОТы системы холодных каналов пр»
минимальные потери 1Ь Со^ЛЮлсп,,с следующих условий: I
‘‘зл'.шее усилие работает |щ п'" 'СМ Ме,,,’,,,с усилия теряется в нь1це» I
"ое давление, котооое и <lllOjl,,enne <|юрмующей полости и тем I
ок утсгние за< кипи iy Ринодит к дефектам отливаемого изделия-
• 1,4
!'< СХ т|и>[»МуИ>|Ц|1Х t„WI(H-rcj|; J
267
питниковь1есистемыс конгролег^мпературы - горячие канал-
С------------ —-------------------------------------------------------------------
м 6.59. Восьмигнездная холодноканальная форма с отвержденными кольцевыми питии-
ками (6.43, 6.44 ]
. минимальное время нахождения материала в каналах, чтобы избежать подвул-
. даточная сшивка в зоне впуска и отсутствие подвулканизации в холодном
канале за счет термического разделения канала и формы;
• механическое наполнение сопел холодноканальной системы во время пер д
чи усилия от машины;
каналы должны легко прочищаться, если полимер сшивается в ш,к во врем
остановки машины. отпиваемого
Эта условия нельзя рассматривать в отрыве от ^°”^РУ"Ра°Дмассы. уснех тех-
нзделия, функционирования литьевой машины и которые должны
надогни холодных каналов зависит и от мастерст а Р и 11СдОСтатки метода
vMen. грамотно эксплуатировать оборудование. Досто! () оформления
подробно изложены в работе [6.33]. Особым вариантом ль) с регулируемой
процесса литья под давлением является литьевой цилин )ТОМ варианте смыка-
ТемпеРатурой, используемый при литьевом прессованш ала
— другим Лить-
Не формы осуществляется одним плунжером, а виры 11ласт11кации через канал
’ 8°й Цилиндр заполняется полимерной смесью из У3^* ,.м11Сратура пластикации
®4vnxepe тигля. В литьевом цилиндре поддержг,лгтавлено схематическое
чтобы эластомер в нем не сшивался. 11а рис 11ПЛиндром Соответствую-
^бражение процесса литья под давлением ( ппы
^описание стадий процесса приведено в та л. мости от особенностей
РОДолжительность стадий может изменяться' ‘ чс(.ких изделий возможно
поякъ." ЭЛастомеРа- При производстве Рсз"”‘^ий свЯЗанных со вставкой метал-
1ич ИИс Дополнительных технологическг
ИЧсс^х деталей.
268
6 Конструирование впускных литникг^и^.
-----------------------------------------^иИ»
Ри. 6 60 Схематическое и Сражение стадий процесс, ди гья иод давл*'”’ С
^щимть.есиск’мы. 4 5 Стадии процесс кошролем ieMiiepaiyjji,i юричие канолы 269 •а литья под давлением с литьевым цилиндром (< м рис 6.60)
_ Описание проце" । С мыкание всех плит формы, пространство перед шнеком 1 заполнено
2- Внг|,кК Впрыск эласюмера и охлажденный литьевой цилиндр 2 Заполнение формующих полостей 3 через каналы 4 в изолирующей плите 5, что происходит благодаря движению плунжера литьевого цилиндра
4: Haq** 5: Открытие бТъвлсчёйиё ( шивка изделий и литника путем нагрева с помощью горячей плиты 6' Размыкание плит формы; автоматическое отделение литника; пластикация следующей порции материала Извлечение изделий; удаление литника; возможны щхздувка плит и нанесение смазки па матрицу
Применение нагретого до температуры пластикации литьевого цилиндра (тигля)
позволяет вести практически безотходный процесс, так как сшивается, кроме из-
делия, лишь литниковая пробка в коротких каналах между литьевым цилиндром
и формующей полостью. Такой процесс в основном применяется для получения
в одной форме большого количества эластомерных отливок небольшого размера.
6.10.2.2. Литьевые формы с холодноканальной системой
для переработки реактопластов
Холодноканальные системы используются также для переработки термореактив-
ных полимеров. Здесь тип материала имеет большое значение. Трудности могут
возникнуть с реактопластами, полученными реакцией поликонденсации, так как
их свойства от партии к партии меняются. Практика переработки показывает, что
современные литниковые системы ограничиваются литниковой втулкой с регули-
рованием температуры и в немногих случаях — соплом для поликонденсатов с тер-
морегулированием.
Что касается литниковых втулок, то следует различать втулки со специальным
сужением для отрыва литника и втулки без такого сужения. 11(.достаток первых за-
ключается в том, что сужение приводит к необходимости приложения дополни гель-
ного давления, в результате чего материал испытывает большее напряжение. Иссле-
Дования показали, что добиться единообразного отрыва литника можно и во втулке
"Пениального сужения, особенно если точно выдерживать время цикла [6.15].
°лодные каналы получили большое применение в переработке полимеризую-
тся материалов, особенно полиэфиров. Благодаря их низкой вязкости высокое
"не впрыска для заполнения формы не требуется [6.46].
логика СП0ЛЬЗОпании холодных каналов в рамках так называемой кассетной техно
1 форма имеет особую конструкцию (рис. 6.62)
°Рма на рис. 6.62 аналогична но своей конструкции литьевой форме с двумя ыли-
Моп, И Т^1|,,елЬ11ь>м литниковым каналом. Холодноканальная < ис г< ма состоя in г р
Укр,„ 1иРУемого коллектора (охлаждающая жидкость, вода), который вертикаль
1ХГ1ЛС1« «а неподвижной плите. Важным достоинством такой конструкции являет-
270
6. Конструирование впускных литниковн-^-^
ся простота сборки и разборки для обслуживания и ремонта. Открыв форму>
прочистить холодный канал. Стоимость таких литьевых форм выше на 20-25% п°
сравнению с обычными, и она должна окупаться за счет экономии материала. °
Рис. 6.61. Литьевая форма с загрузочной камерой для переработки реактопластов штампов
кой [6.48]. Слева: впрыск, справа: форма сомкнута; а — разделитель; b — втулка
центрального литника; с — заполняемое пространство; d — рабочий зазор; е —1,30
ляция;/ — воздушная полость; g — направляющие заплечики; h — теплообменник
Рш 6.62. Форма с холодными каналами еиетемы Бухера/Мюллера
цельными литниковыми каналами |(>.47|
(Buch, г Т'
и специальные пищевые формы
271
'Гак, потери маюриала в восьмигиездиой форме такой конструкции могут быть
снижены на величину отЗдо 12% |6.47].
В определенных случаях, когда многоточечный впуск является обязательным
(например, отражатели фар), без кассетной технологии не обойтись [6.46].
На рис. 6.61 показано, как используется метод холодных каналов в комбинации с
загрузочной камерон. Такая технология с бесканальным впрыском и сжатием поз-
воляет свести потери к минимуму. В то же время снижается и количество дефектов
Расплавленный материал впрыскивается в чуть приоткрытую форму и распределя-
ется в ней по загрузочным камерам с помощью разделителя. Ходом смыкания ма-
териал вдавливается в формующие полости и формуется в них. Разделитель при
этом закрывает конусное отверстие литниковой втулки, отделяя впускной литник
от линии разъема. Благодаря регулированию температуры материал в центральном
литнике остается текучим и готовым к следующему циклу литья [6.48].
6.11. Специальные литьевые формы
6.11.1. Двухэтажные формы
Двухэтажная литьевая форма, как особая конструкция, нашла применение для
крупносерийного литья небольших пустотелых изделий, таких как корпуса маг-
нитофонных кассет. Формующие полости располагаются в этом случае в двух
плоскостях, соответствующих двум линиям разъема, и заполняются одновременно
(рис. 6.63). Для такой формы необходима литьевая машина с большим ходом от-
крытия. Ожидания 100%-ного роста производительности, которого можно было бы
ожидать при удвоении количества гнезд, не оправдываются из-за дополнительных
затрат времени на открытие и смыкание формы. Увеличение производительности
составляет около 80% [6.49], а усилие смыкания на 15% выше, чем для обычной
формы [6.49].
Все двухэтажные формы в настоящее время снабжаются коллекторами горячека-
нальной системы. Двухэтажная форма с двумя линиями разъема состоит из трех ос-
новных элементов: подвижной и неподвижной полуформ и промежуточной секции.
В последней размещена литниковая система (рис. 6.64)
Подвижная полуформа и промежуточная секция во время извлечения движутся
вдоль оси машины, При этом удлинитель центрального литника отводится от сопла
литьевой машины. Удлинитель должен быть достаточно длинным, чтобы просо-
чившийся материал не мог попасть на направляющие колонки [6 эЗ, 6.54]. По этой
причине в настоящее время многие двухэтажные формы имеют телескопический
Удлинитель, а их сопло не отводится. В то время как наружная секция на замыка-
ющей стороне формы укреплена на подвижной плите и ею надежно направляется,
Для обеспечения надежного хода промежуточной секции необходимы специальные
Детали. Ввиду того что в больших формах часто используется вся площадь пли гы,
промежуточная секция либо прикреплена к стяжным болтам, либо направляется
ими посредством направляющей колодки [6.53, 6.54] (рис. 6.64).
Движение промежуточной секции сегодня принято обеспечивать за счет колен-
чатых рычагов, реже — за счет зубчатых реек (рис. 6.65). Раньше для этого применя-
лись системы с отдельным гидравлическим приводом.
Р
4a 4b р — ли*11111
и<. 6.63 Двухэтажная форма с коллектором горячеканальпоп системы [6.47]- • 11Чцть'
разъема, 13 — направляющие колонки для центральной плиты: оНЬ-||Л1Я
формы; 7, 8 пуансоны; 9, 10 плиты формы; 11 - направляющие ' цаК’'1’
пли । формы; 12 - втулки направляющих колонок; 15 нагреватель И» п1цт'
литника; 16 горячий коллектор; 17 впускной литниковый капа * шин1*
формы; 19 23 центральный литник в виде вытянутой, сопла лптьсЫ’
24 цеп 1 рщп.иый ли,ник; 27 кольцо сьема; 28 ' толкатели: 2? °
извлечения; 39 стопор; 42 <,бо|-р<ч1аемое сопло; 15 46 - за*"'"
*)(
I
ч
273
Рис. 6.64. Двухэтажная форма [6.16]. Горячеканальная система в двухэтажной форме. Цен
тральный литник обычно устанавливается на уровне центра формы и подает рас-
плав в середину коллектора горячеканальной системы. Оттуда расплав единооб-
разно распределяется по всем формующим полостям обеих полуформ
Движение с помощью
пиравлического цилиндра
Движение с помощью рычагов
Движение с помощью
зубчатых реек
^6.65. Способы приведения в движение промежуточной секции двухэтажной формы
[6.55]
без толчков открытие
Рычаги и зубчатые рейки обеспечиваютн некоторой степени ис™7'
обеих линий разъема. К тому же рычаги п отливать детали одной вь
^ть ход открытия, благодаря чему возмож.
в одной плоскости и детали другой высот „вменять в широких "Р ’ и.
Кривые (траектории) хода открытия к геометрию Извлечени
Разному располагая ось рычага и изменяя его -
10 3»
6. Конструирование впускных литнико^
274
J^HanoB
водится теми же элементами, что и ход промежуточной секции. Различные в
анты рычажной передачи показаны на рис. 6.66. Меньшей жесткостью отличают11
зубчатые рейки, изображенные на рис. 6.67, они делают возможным постелен
нарастание усилий при извлечении благодаря пружинной тяге, связанной с крцц^
шинно-шатунным механизмом.
Рис. 6.66. Коленно-рычажный механизм для двухэтажных форм [6.55]
Рис. 6.67. Привод толкателя для двухэтажных форм [6.55]
6.11.2. Литьевые формы для многокомпонентного литья
Варианты технологии многокомпонентного литья сведены в табл. 6.6 [6.56.n- I
6.11.2.1. Формы для комбинированного литья
При комбинированном двухкомпонентном литье под давлением в форм?'юП^'^г. _
лость поочередно впрыскиваются расплавы разных материалов через Г "
литниковые системы. Такое литье требует специального оборудования. п£*_
те зоны, которые должны быть заполнены вторым расплавом. «Аедует
дежно закрыть, чтобы в них не попал первый материал. аМн И3
Такое раз телепне позволяет получать изделия с различными сочетай*
двух компонентов, например комбинированные уплотнения. с „к-
Разделение достигается либо с помощью вращающихся систем (рис б**”’
без вращения, но с извлечением пуансона (рис 6 69) [6.57-6.59]-
У специальные литьевые формы
наименование процесса —— Определение»
^^дашюнентное л,,|ьс “’’Л давлением Все способы лигья, когда перерабатываются _два или несколько материалов
j^^wTe литье под давлением Расплавы нескольких материалов последовательно впрыскиваются в формующую полость через несколько литниковых систем
'двуцветное литье под давлением Как при композитном литье, но осуществляется прыск расплавов различных цветов одного и того же материала
Многоцветное литье под давлением Как и двухцветное литье, но несколько цветов
Двухкомпонентное литье под давлением (сэндвич-литье) Два расплава образуют ядро и оболочку
Сдвоенное литье под давлением Два расплава впрыскиваются в матрицу одновременно через две литниковые системы
3 2
2
Рис. 6.69. Выемка пуансона
c 6.68 Форма с поворотными деталями
и узлами для композитного литья
под давлен нем
6 Sr
276 _____
Литьевые формы с поворотными плитами или полуформамж
Форма с поворотными деталями и узлами имеет несколько позади*
сколько формующих п олостей- Секция первого из двух =етов
впрыскам в исходной позиции формы. Спустя время, остат ,чЕое х
ния расплава, форма открывается, и ее секция несущая заготовку
ся на 180’- занимая вторую позицию. Форма закрывается с сбпаэ:^^^
формующей полости. в кс т рое впускается расплав другого материала , J.
но окрашенного в —угон цвет. В то же время в первой позиции ‘
заик эвка. Под ^ным образом, но с тремя впрысками в трех позиции иовф^
на 12: |*. можнс получать р ~ е - здедия. Форма враша-тсялибо с зоад
обычной поворотной платформы связанной с литьевой машиной
формы, либо с помощью п< I эротного ус 1 ройс 1 на, встроенного в форвп Г. >
шество стандартной поворотной плат [гермы заключается в ее у внверса.’. жп -
этом конструкция формы ссдается стнлсзтельно легкой и депез Поворст
обычно является распол лкенная со стороны толкатет-? так как в лт~-
стороны сопла сложнее созместигь механизм поворота с .тлтнкксэой систем:! *
кие фермы требукт вь’с жой точности при изготовлении, затс надежны •
не требуют сложной системы подачи расплава [6.57.6.60]. Типичные примеры ю?-
лий. изготавливаемых в таких формах. — стекла фонарей заднего света авпмбив
[6.60] трехцветные клавпату ры [6.61 и т. х [6 62].
Литьевые формы с поворотными пуансонами или крестовивамп
В так к системах враги ется -ольк ~ - заготовкой (рис. 62
ты сохраняют свт. положение.
Литьевые формы с переносом или вставкой заготовки
Пс ле того как заготовка подучена в первой формующей полости, она т.е л'
ся вручную или с помощью гцецндльного приспособления во второе rsea-'
помопть-овторого varej да от.: 'ва конечное чделне.
Термин «метод переноса» используется также в тех л учдлх когда т'1' - ’
готового изделия задействуют другую литьевую магг.ину Обычно этом?
в _*с "редпочтенне из экэв^нческих соображении. так как у дзет . .’
без сложного зевортгного механизма б—т -тар-а чему в форме, - — ' ’
тншних гнезд. Кроме того, _ - д пробдема термического раздехея -**
' нечного изделия (важно хтя многослойных изделий со ело мп v
И Недостатком является необходимость точной центровки
laqS-Oj .
Лигьевые формы со съемными ползунами пли пуансоиамл
° зто” — лопы удается, при невысокой стоимости формы. ,
«омп'иентные или многоцвгтные изделия без открытия формы и
u-run, * “'*х:стРанства Ф°рмующей полости закрывается съемным* ,
тыат /2онами' ксттоРые вынимаются только после того, как впрыснут^'_ .
^?Д°МПОНеЯТЫ МОЖНО Р^вО'Чагать выше. ниже, сбоку и одни '
спел «га»/ ыС ГОЛ,ГГСЯ для такта пар материалов, в которых отсуп-Т*?
по™™ Невооможно организовать с помощью съемного пуаисс^ ,
з ет Z Механ,РИХКОГО крепления. Кроме того, впрыск в «**“ * ^» *
жег быть только последовательным, но не параллельным, как в ЛР>Т«,Х *
277
^Специальные литьевые формы
Метод вращения платформы,
схема. Источник: Netstal
Чтрсь двухкомпонент-
В..670, Дчхсждийпое жи™ е «полонием »Р— "'™т“
ныезубнне щеп.» (6.631 иос р^лировшше темпера-
приводит к увеличению времени цикла ( • предпочтительным, так как темп
^ры пуансонов или вкладышей являе тся второй расплав при впрыске..
Ратурой тех поверхностей, о которые ударяе
Управлять с большей точностью [6.64 J
278
6 Конструирование впускных литникоеыхда^.
питье под давлением в поворотных системах на
При комбинированном лит горячеканальные литниковые сист^
получения заготовки часто ис^^. мешади 6ы вращению 1ИИ
чтобы заготовка не им - ' удалять.
16 64.6-65] и которые пришли применения выбор метода литья жтха
1 д1Я каждой детали в кажди. • и на ЭКОНомнческих аргументах. Призп*
быть основан как на пз-за наличия двух формующих паад
нужно ПОМНИТЬ. ЧТО вращения требуется большее расстояние
обычно дороже, а для ил свобод ы, поворотные формы дают больше свободы
ду стяжными болтами. С ДРУго 1ческое разделение, необходимое
Инструктору
производства изде.
6.11.2.2. Литьевые формы для сэндвич-литья
В отличие от комбинированного литья под давлением, сэндвич-литье теоретична
не требует особой технологии и может производиться в стандартной форме. Рас-
плавы сходятся в переходнике между соплом литьевой машины и литниковой втул-
кой. Следует заметить, что при центральном впуске любое отклонение детали от
симметрии относительно осн вращения приводит к отсутствию воспроизводимост
распределения материала ядра.
6.11.2.3. Литьевые формы сдвоенного литья
В этой технологии два различных расплавленных компонента одновременно пол-
ются в формующую полость через раздельные литниковые системы. Линия
образуется в зависимости от размещения мест впеска. толщины стенок иаде.'
параметров впрыска обоих компонентов [6.68].
7.
вентилирование формы
тх'мя заполнения формы расплав должен вытеснить содержащийся в формую
1;; полости воздух. Воздух прейте шуст ее заполнению, и из-за сжатия подогрсва-
111 х гак. что может вызван, под!орание расплава. Расплав может разложиться или
' 'пазовать коррозийный шлам па стенках формуются! полости Иногда в формах с
J,статочной вентиляцией па готовых изделиях остаются подгары на линиях спая,
в углах пли "а мсстах B,lvCKa’
Подгары на изделии обычно вьплядят как потемнение, которое механически не
удаляется. Если регулярно и тщательно не удалять нагары со стенок формы, инс-
трумент может быть совершенно выведен из строя вследствие коррозии или пети-
ция. Основные последствия неудовлетворительного вентилирования литьевых
Ьорм приведены в табл. 7.1 [7.1 J.
В целях систематизации предлагается различать «пассивное» вентилирование,
когда воздух выходит из формующей полости под действием давления поступаю-
щего расплава, и «активное» вентилирование, когда перепад давления для удаления
воздуха создается искусственно.
7.1. Пассивное вентилирование
В большинстве случаев нет необходимости проектировать специальные приспособ-
ления для вентилирования, так как воздух достаточно хорошо уходит вдоль толка-
теля или через линию разъема.
Это особенно справедливо, если налипни разъема присутствуют шерохова гости,
например при обработке грубым шлифовальным кругом (размер зерна 240) При
этом предполагается наполнение формующей полости таким образом, чтобы воздух
мог «течь» прямо к липни разъема. Пробное шлифование в радиальном направле-
нии показало хорошие результаты (рис. 7.1) Воздушные ловушки нс образовыва-
лись.
Значительное влияние на вентилирование оказывают конфигурация отлпваемо-
го изделия, ее расположение в форме и литниковая система. Лучше всего это видно
наряде примеров Формующую полость литьевой формы для изготовления из де
ива «стакан» (рис 7.2) заполняют через впускной литник, расположенный на
Воздушная пробка выдавливается прямо к линии разъема и удаляется черед
"ее Для этого нс требуются специальные приспособления 11а рис 7.3 и юбражена
280
2^ентили£ование^
Таблица 7.1. Основные последствия неудовлетворительного вентилирования форм [7
Для изделия Для литьевой формы процесса
Черные пятна из-за днзель-эффекта Разрушение (травление) в результате днзель- эффекта Неравномерноепроти^Г' процесса вследствие засорения вентиляЦИ0нн каналов
Структурные дефекты/ поверхностные дефекты посредством отслоения полимера от стенок формы Коррозия агрессивными газами в результате дизель- эффекта Увеличение противодавления в формующей полости приводит к увеличению времени цикла
При засорении вентиляционных отверстий давление в форме становится избыточным Шелушение поверхности формы в результате днзель- эффекта Увеличение давления приводит к сокращению срока службы оборудования
Смещение линий спая Форма подвергается воз- действию прямого нагрева из-за сильного нагревания воздуха во время сжатия (дизель-эффект) -> уп- рочнение наружного слоя (изменяется в зависимости от марки стали) Газы, выделяющиеся во время сгорания полимера, могут, в зависимости от материала, оказаться вредными для здоровья
Воздушные раковины (пустоты) На прочистку вентиляционных каналов тратится больше времени Снижение производительности из-за увеличения процента брака.-
Неполное заполнение формующей полости Удорожание технического обслуживания и ремонта Увеличение нагнетаемого давления как следствие возрастания противодавления в формующей полости^—
Уменьшение прочности, особенно на линиях спая Энергопотребление возрастает —
Рис. 7.2.
Предпочтительное расположение
«пуска: на дне стакана
Рис. 73.
а w ста’а,яЯ
Впуск находится ef)0 ;1У1П1ю Л-”1
такое размещение пев1
нентнлпронання
^р^тиеное вентилирование
другая схема. Формующая полость заполняется через литник сбоку. Расплав во вре-
мЯзаполнения формы сначала течет вокруг пуансона, закрывает линию разъема и
^ем медленно поднимается выдавливая воздух к донышку стакана. Зд<!сь воздух
сжимается и перегревается Чтобы предотвратить это, необходимо предусмотреть
специальные приспособления. То же самое справедливо для литьевых форм (рис
7.4. «Л Воздушный карман остается в ребре изделия, так как расплав сначала про-
шел через основание стержня. 1
В обоих случаях вентилирование формующей полости обеспечивается допол-
нитечьнои линией разъема. Литьевая форма для изготовления стакана (рис. 7 3)
может иметь дополнительный разъем, если выделить донную часть (рис 7 5) или
применить вентиляционную колонку, которая пропустит выходящий воздух. От-
метины на дне стакана, конечно, избежать не удастся В крайнем случае ее можно
превратить в декоративный элемент [7.5].
В случае с ребром (рис. 7.4, а), дополнительный разъем для вентилирования воз-
никает за счет деления формообразующей вставки на две части (рис. 7 4, Ь). Такое
конструктивное решение принято в предположении, что воздух может уходить
через поверхность разъема. Однако это осуществимо, только если поверхность до-
статочно шероховата, а процесс литья протекает достаточно медленно, чтобы поз-
волить воздуху выити. Это решение будет неудачным для изготовления тонкостен-
ных изделий с очень коротким временем впрыска. В последнем случае необходимо
предусмотреть специальные вентиляционные каналы
Рис. 7.4. Изделие со стержнем [7.3]: Рис. 7.5. Впуск расположен сбоку формующей
а) воздух оказывается запер- полости. Пресс-форма с дополнитель-
тым в ребре (1), Ь) способ ной линией разъема: вентилирование
устранения: дополнительная сквозь линию разъема (слева) или
линия разъема (2) вентиляционную колонку (справа)
В случае изготовления стакана с впуском в центре (рис. 7.2) проблема решает-
ся за счет кольцевого канала, выполненного в плоскости линии разъема, в который
воздух может уходить во время впрыска через вентиляционные зазоры (один или
б°лее). Затем воздух выходит из формы через вентиляционные каналы. Размеры
Для ЭТих каналов приведены на рис. 7.6 и 7.7. „.
'Логическим развитием такого подхода становятся методы непрерывного [
" '* периферийного [7.9] вентилирования. Кольцевой канал является нспрерыв
вым, его сечение постоянно. Протекание расплава в кольцевой канал прсдо1враща-
точным подбором ширины зазора. Обычно ширина зазора варьируется от 10 до
•Мим в зависимости от перерабатываемого полимера I . I- опя11„я литьевых
Рис. 7.8 и 7.9 показаны другие возможности для вентилирова я л
^Рм с большой площадью поверхности, реализуемые с использованием набт рто
282
2-§^1И£ИЕованио^
Рис. 7.6. Литьевая форма для изготовления изделия типа «стакан» с кольцевым каналом
для вентилирования [7.6]
Рис 7 7 Литьевая форма с вентиляционными зазорами и кольцевым каналом [7.7]
. ___ Н"
Рис. 7.8. Вентилирование с помощью набора тонких пластинок [7.7): а — пР-'9К11Н^ц|1онн‘>'
тнлирование канала, расположенного за пластинками; с — выход венти.
го канала наружу
Вентилирование с помощью втулок ]7 101
Рис 7 9
283
! I Пассивное вентилирование
11К11Х „ластннок. Впрочем, следует црИ11ять цо
„рнпюсоблсчшя оставляют следы на изделии и м^""0' "Т° Э™ в«"™ляциош,ыс
лаждвюшею контура. У' осложнить размещение ох-
Блок пластинок также можно использован
^точечного впуска неизбежно и точное располо’Х?^’ К°ГДа "Ранение мно-
ределить. ие линии спая невозможно оп-
Самым надежным путем для правильного опп
ляется компьютерное моделирование (см главу ТаКИХ опасн«* точек яв-
Пористые вставки, например из npeccoi а У ’
выводят воздух из формы, довольно быстро з1соояип₽ОШ^ОВ’ Че₽еэ П°РЫ вторых
СПТ от свойств перерабатываемого материала [7 71 R СкоР°<ть засорения зави-
тых вставок перспективно, когда поры ведут в копР(’',См' использование порис-
поток воды, работающий подобно водоструйному УР ОХДажде,,Ия- Охлаждающий
ное вентилирование формующей полости [7 9 7 1 может обеспечить актив-
воздух из матрицы сквозь пористую вега»™ ™ ‘ 11оток воды вытягивает
У вставку, при этом вода в гнездо сквозь поры не
проникает.
Если в области возможного захвата воздуха расположены толкатели, их обычно
используют для вентилирования. Вентилированию может способствовать увеличе-
ние отверстий под толкатели (рис. 7.10). Такое решение предоставляет дополнитель-
ные технологические возможности. Если необходимо, можно подавать в отверстия
сжатый воздух, чтобы облегчить извлечение изделий. Кроме того, при движении
толкателя отверстия прочищаются.
Часто используются так называемые вентиляционные колонки. На определенном
участке (3 мм, рис. 7.11) их можно выполнить (рис. 7.12) на 0,02-0,05 мм меньше
в диаметре (зависит от материала), чем посадочное отверстие. За колонкой следует
вентиляционный канал, в котором воздух расширяется и выходит наружу через ак-
сиальный канал.
Выход воздуха при вентилировании
Вход воздуха при выталкивании
^с. 7.10. Схема отверстия под толкатель, позволяющий вентилировать формующую по
лость [7.6]: расширение отверстия начинается в 3 мм под поверхностью матрицы
7-71. Паз вентиляционной колонки [7.6]
Рис 7.12. Вентиляционная колонка [7.6]
284
Конструкция, показанная на рис. 7.13, в литературе называется
щаяся вентиляционная колонка с выталкивающей функцией». Ее
заключается в точном центрировании толкателя, что обеспечивает
вентиляционный зазор [7.7].
«самоочцщаю.
пРеимущество
определенный
В мпогогнездных формах или формах с многоточечным впуском вентилировав
должно начинаться уже в каналах, чтобы воздух не успевал попасть формующу^
полость. Это препятствует обширному подгоранию материала. Литниковая систем^
может быть отшлифована и повторно использована без больших потерь в качестве
На рис. 7.14 можно видеть, что здесь для вентиляционных каналов применяются те
же правила, что и при вентилировании в конце пути потока.
Рис. 7.14.
Рис. 7.13. Самоочищающаяся вентиляционная колонка [7.7]
Вентилирование распределительных каналов [7.7]
Наконец, остается решить вопрос о размере вентиляционного отверстия- ^[|(||.
бежание облоя ие рекомендуется превышать в замкнутой форме определен11.''
рину зазора, .зависящую от вида перерабатываемого материала. тавЛЯ'
Критическая ширина зазора при переработке для ра точных пластмасс со
ст [7.10, 7.13 7.15|:
• частично кристаллические термопласты: 0,015 мм jCn.
...............олиамид, стеклонаиолне..... полиамид, полпокепме
полизтилеи);
, _ 285
. ;1мор<|>ньн’терм<шласты (,’():hlM
’ ^полистирол. АБС-плас гик, поликарбонат, полиметилметакрилат),
м ггсрпалы с особой текучестью: 0,003 мм.
Если вентиляционное они рстис рассматривать как плоскую щель и предполо-
жить. что законы газовой динамики в данном случае применимы, то можно через ве-
личины объема изделия, объема каналов и времени впрыска определить объемную
сКОрость потока, необходимую для успешного вентилирования формы [7.16,7 17|:
(7.1)
где объемная скороеib потока, I м объем отливки; — объем системы распре-
делительных каналов; t, - время впрыска.
Если объемную скорость потока приравнять к пропускной способности плоской
щели (вентиляционного зазора), ширину отверстия можно вычислить из уравне-
ний:
L =А(Тк/293)|/2-210-2; (7.2)
А=[1/(7'к/293)‘/2]-50; (7.3)
(7'к/293)'/2=(£/А)-50, (7.4)
где£ = V, м3/с; А = b-h поперечное сечение отверстия, см2; b — ширина отверстия,
см; h — высота отверстия, см; 7’к — температура воздуха, К.
При полном объеме отливки (изделие + объем каналов), равном 10 см3, и времени
впрыска 0,2 с, из уравнения (7.2) получаем ширину зазора 12,2 мм при температуре
воздуха 293 К (203 °C) и в предположении, что при высоте зазора 0,02 мм облой
еще не образуется. Конечно, такое вентиляционное отверстие должно помещаться
не в случайном месте, но там, где ожидается образование воздушных пробок Если
оно ожидается в нескольких местах, то форму следует оборудовать несколькими от-
верстиями, сумма площадей сечений которых должна быть не меньше расчетной
величины.
Активное вентилирование
Роме активной вентиляции посредством охлаждающего водяного кошура, уже
Упоминавшегося выше, возможно частичное или полное вакуумирование формую-
'Пвй полости перед впрыском. Этот вид вентилирования используется при иолуче-
Н11и МИкРОструктур Обычные от верстия будут в таких случаях засоряться, так как
< HI СЛИ11>ком велики для расплавов с крайне низкой вязкостью [7 18]. Считается,
° Прн переработке реактопластов и эластомеров вакуумирование гнезда необхо-
л1?1%ГЛап|1ь,м образом для улучшения точности воспроизведения и качества изде
1Ия[7 19[ J
стройство вакуумной системы схематически показано на рис 7 15 [7 20) В кон
3 ВКлючен также вакуумный аккумулятор Он подключен последовательно, на
°ТслУНай, если нужно ускорить откачку при отливке изделии большого объема;
286
7 Вентилировав^
Роторный вакуумный насос
Резьбовое соединение
трубопровода
Пришлифованное шаровое
соединение
„роме того, его применение позволяет уменьшить суммарное потребление
вакуумным насосом.
Символы на схеме соответствуют стандарту DW28401
Газовый фильтр, основной
Изменение диаметра
трубопровода
JIIIIIL Подвижный участок
111111г трубопровода
Коническое пришлифованное
соединение
Вакуумметр с инФР^м
индикациеиисамопкс-1
Рис. 7.15. Схема вакуумного модуля [7.20]
ьеваЯ
Вакуумирование формы эффективно только в том случае, ког^х деТадей- та^0
герметизирована. Из-за наличия большого количества подвижн^^ чре31’^4
как ползуны, толкатели и т. д., герметизации самой формы до i заКрЬ1тЬ>’’ к
сложно и фактически невозможно. Поэтому форма заключена
или короб, имеющий только одну линию разъема. un „оказана на Р1К |Ц-
Такая конструкция для отливки микроизделий схематично пОК^го объе»,а' atpt
Предполагается, что деталей, выдвигающихся из вакуумирован» эТрм paf”
ключением толкателя, нет, или таковых очень немного; впрочем,
герметизация не столь затруднительна [7.21 ]
287
Рис. 7.16.
Вакуумирование литьевой формы для микролитья [7 11
7.3. Вентилирование литьевых форм
с противодавлением газа
Изделия из вспененного материала часто обладают шер<в форму,
за разложения пенообразователя, начинающегося не расплава, содержащего
Этого можно избежать за счет подавления пенообразовапияi ра
до впры-
вспенивающий агент, путем на. нетаппя ^^’^дамспию вспенивающего
Эта "
ется с помощью термоустойчивого уплотнения (.круглоложить в()Круг фор-
Каналы для подачи газа в литьевую форму • J , с 717) Тем же путем газ
мующей полости, соединяя их с гнездом чеРСЗ °ti T()ro чТОбы поддерживать
входит обратно, когда форма заполняется 1I-U • !' ино обеспечивать венти-
80время впрыска постоянное противодавление и од )(.и.нста1ельный клапан.
"врование, к системе каналов подключают Mai питнь_ а11ИЯ формы нолучс-
Требуемые размеры отверстия для заполнения 11 ису
Ные помощью уравнения (7.1) (пассивное в< нтилг например, в глухих отверсти-
Если полное вентилирование формы невозмо . (рис. 7.19). Необхо-
«• можно .......... ........ ”0,™’“'“ "”“°ы
’“'мге усилие легко задается ручной наетроико.
Рис 7.17. Схематичное изображение литья с противодавлением газа [7.21]
^ит^свая Ф°рма для литья под давленном изделия с имитацией деК°^соС^*'
з ы по д< реву способом противодавления газа Стенки гнезда натри
»лектро штически осажденного твердого слоя никеля
!мие литьевых
28'1
>м с противодавлением газа
В^.-ттилялиолное
?. 719 Схематическое изображение вентиляционной колонки
8. Система теплообмена [8.1, 8.2]
Скорость теплообмена между перерабатываемым расплавом полимера и литьеы
формой является решающим фактором производительности. Тепло из термоса
стичного материала приходится отводить до тех пор, пока он не достигнет пре
сти (затвердеет), позволяющей приступить к извлечению. Время, необходимое
этого, называется временем охлаждения. Количество отводимого тепла зависит -
температуры расплава, температуры извлечения и теплоемкости пластмассы.
При работе с термореактивными и эластомерными материалами тепло приходит-
ся подводить к отливке для ее отверждения.
В этом разделе сначала мы подробнее рассмотрим охлаждение термопластов.
Для отвода тепла от изделия форма снабжена системой охлаждающих каналов,
через которые прокачивается охлаждающая жидкость. Качество литья под давле-
нием во многом зависит от поддержания неизменного, цикл за циклом, профиля
температур. На производительность литья сильно влияет эффективность работа
формы как теплообменника (рис. 8.1).
Литьевая форма требует нагрева или охлаждения в зависимости от температуры
ее внешней поверхности и температуры окружающей среды. Следует отдельно рас-
сматривать теплоотдачу изделия и теплообмен с внешней средой, выполняя затем
наложение для зоны охлаждающих каналов. Если потеря тепла через поверхности
формы превышает количество тепла, которое необходимо отводить от изделия,
литьевую форму нужно просто нагревать в соответствии с перепадом темпериту
Такой нагрев служит защитным полем, ограждающим зону охлаждения отливки от
внешней среды. Охлаждение изделия остается на переднем плане. Соотношения. °
которых сказано выше, остаются применимыми для всех типов форм при ллпъек^
термопластичных, так и термореактивных материалов. В последнем случае
место подвод тепла для отверждения. Таким образом, понятие теплообмена
нимо во всех условиях.
hu.X. 1.
V
Потоки тепла в форме |Н ||: п _ зона охлаждс1||1я; Ь -
и ли пал репа, < теплообмен с окружающей средой л
1 ,)Г-'|И|,К,,Й е - теплообмен с охлаждающей жидкостью С
В1^ВЕем1Схлаждения
291
8.1. Время охлаждения
Охлаждение начинается вместе с заполнением А
в течение периода Гг Но основное количество Г,°ДОС™- «ходящим
охлаждения tc По истечении этого времени фоома редается в течение времени
ется. Расположение системы охлаждения ор^ентип^^'^^^ И ИЗДелие
тки отливки, которые охлаждаются до темЛ?^'* ПреЖде « на те учас-
Теплообмен между полимером и охлаждающей” ИЗВЛеЧения ^дольше всего,
теплопроводности формы. Теплопроводность * ДКОСТью происходит благодаря
уравнением Фурье. Изделия в основном двухмепиГ^^^ Официальным
только в одном направлении, а именно в напоав " Тепловой поток идет от них
шение одномерной задачи является достаточных Гр"” "* ТОЛЩины- Поэтому ре-
виде последовательных приближений привеленьЛ Q 5шен“я одномерной задачи в
длины к толщине стенки L/s > Ю.) Изделия из элагам™ отношения
разнообразием форм, которое систематизировав аСТОМеР°в сличаются большим
В случае одномерного теплового потока лигМ™^’ 8К
можно свести к виду ФФ Ренииальное уравнение Фурье
ЭТ =
д t дх2 ’
(8.1)
где а = k/(p сJ — коэффициент температуропроводности.
В этом и последующих уравнениях: а — коэффициент температуропроводности;
а эффективный коэффициент температуропроводности; t — время; tc — время ох-
лаждения; $ — толщина стенки; х — расстояние; р — плотность; k — коэффициент тепло-
проводности; cF— удельная теплоемкость, ТЕ — температура извлечения; ТЕ — средняя
температура извлечения; Т£ — максимальная температура извлечения; Тм — темпера-
тура плавления; Tw — температура стенки гнезда; Tw — средняя температура стенки
гнезда; 0 — скорость охлаждения; Fo — число Фурье.
Предположим, что сразу после впрыска температура расплава в матрице одно-
родна и постоянна, Тм а температура стенок гнезда мгновенно возрастает до
постоянной величины Tw&и остается постоянной. Тогда, согласно [8.3],
ап2,
ii.l.'T,»!' (82)
Т.Ч ~ Tw п 5
является решением дифференциального уравнения, если рассматривается только
первый член быстро сходящегося ряда.
«, t (2и+1)тг-х
Т т _,г yV__________-е ‘ ‘S*n . (8-3)
Следовательно,
_ йДТ—г
Ъ-Tw -A., (8.4)
TM-TW n2
ли. решая относительно времени охлаждения.
292
n2-a [n2Tc-Tw) c- (85)
А если запишем это уравнение в виде
^С~°_ 1 lnf 8
S2 л2' (n2T£-7’J’ (8.6)
то получим безразмерный критерий процесса охлаждения (рис. 8.2) лля
' ' ) для средней
температуры детали и
— п
Т -Т ‘ (8.7)
‘м ‘w '
Его принято называть коэффициентом избыточной температуры и рассматри-
вать как скорость охлаждения.
(t a)/s2 = Fo (безразмерный критерий или число Фурье). (8.8)
Согласно уравнению (8.6), скорость охлаждения 6 является функцией числа Фу-
рье:
(8.9о)
e=/(Fo).
Если (Ca)/s2= const, скорость охлаждения всегда одинакова. Однако можно ис-
пользовать в вычислениях максимальную температуру в центре отливки (рис
вместо средней. Тогда уравнение безразмерной скорости охлаждения получит вид
Те-Ти, (8-9W
Т -Т
лм *w «82)
Серию кривых охлаждения можно отобразить одной безразмерной кривой (P”^
Литье под давлением редко в точности удовлетворяет всем поставленным у
но время охлаждения, как показывает практика, вычисляется с достаточ
стью.
5
О
293
ОГЛ...К,.; - температура при ‘
Исследования процесса литья, проведенные с термопластичными материалами,
показали, что извлечение происходит всегда при одной и той же безразмерной темпе-
ратуре, а именно при скорости охлаждения 6= 0,25 (по максимальной температуре в
центре) или 0= 0,16 (по средней температуре отливки). Благодаря этому появляется
возможность ввести среднюю величину температуропроводности а, эффективную
температуропроводность а Кристаллическим материалам постоянная температу-
ропроводность не присуща.
8.2. Температуропроводность некоторых
полимеров
На рис. 8.4 показана эффективная температуропроводность ненаполненных пласт-
масс со скоростью охлаждения 0 = 0,25. На рис. 8.5 показано изменение температу-
ропроводности в зависимости от скорости охлаждения, при этом в качестве приме
Ра взят полистирол. На основе этих данных возможен переход к другим скоростям
охлаждения.
Температуропроводность наполненных материалов изменяется в соответствии
с замещенным объемом [8.7]. На рис. 8.6 приведена эффективная температуропро-
водность полиэтилена с различным содержанием кварцевой муки (в омасс. как
Функция скорости охлаждения.
При любом практическом применении конструкционных пенО™ с , ‘
Цепями, как усадка. деформация и остагочные напряжения можно "Р™^
[*"мя охлаждения определяется только внешним слоем, Котор „..дЛлжденная
J®"*4* набрать достаточнуюпрочность. В противном случаи дем
^имающей м иатр,щь1. будет
нта. Вне зависимости от толщины деталей скоро
Ног° пенопласта можно принять равной от 0.1 Д° -
Рис. 8.4.
Эффективная средняя температуропроводность кристаллических материалов для
литья под давлением [8.6]
Рис. 8.5.
Температура матрицы Т1Г °C
Сопоставление эффективной средней температуропроводности со средн
ратурой стенки гнезда Twc 6 в качестве параметра [8.1]
8.2.1.
Температуропроводность эластомеров неве.
Для эластомеров тепловым эффектом сшивки можно пренебречь, так ^учае
лик. Расчеты и выводы из полученных результатов делаются так же, ка
термопластичных материалов. а D ст°'
Температуропроводность, подобно наполненному полиэтилену, сдви
рону увеличения благодаря высокому содержанию сажи (рис. 8.6):
arff~OT 1 до 2 мм2/с.
o.z.z. 1емпературопроводность реактопластов q 3aDn^
Реактопласт! при отверждении выделяют значительное колпчеспюLT\ Il0 i)iJt(,K
шее от < тенени «сшивки» и доли полимера в реакционном объеме- t,6bl\,aKTi’’I’lilL
с одержание наполнителей подавляет этот эффект. 1кютому данные по I
295
^^дуратуропроводносгь некоторых полимеров
Рис. 8.6. Эффективная температуропроводность полиэтилена, наполненного кварцевой
мукой [8.1]
Рис 87
Эффективная температуропроводность в зависимости от плотности пеноп иста
[8 1] (Детали из вспененного стирольного сополимера толщиной от 4 до 8 мм,
скорость охлаждения в - 0,2)
здесь не приводятся. Их .можно получить у поставщика сырья или определить с
'«ощью дифференциальной калориметрии.
j_f *идае.мую величину выделения тепла сшивающейся отливкой можно измерить,
„ >°ив график изменения температуры во времени, как это показано на рис. 8.8.
/ошадь «горба» является мерой экзотермического эффекта отверждения данной
ЛИ1^И Если горб по сравнению с общей площадью под кривой температуры неве-
тепловым эффектом реакции можно пренебречь.
296
Рис 88. Характерная форма температурной кривой для термореактивного материма
[8.8]
8.3. Расчет времени охлаждения
для термопластов
8.3.1. Приближенная оценка
Поскольку процессы охлаждения всех материалов физически подобны, часто удает-
ся воспользоваться простым соотношением
f. = cc-s2,
(8.Ю)
где сс = от 2 до 3 с/мм2; t — время охлаждения; s — толщина стенок.
ном0'
8.3.2. Определение времени охлаждения
по номограммам
Воспользовавшись средней температуропроводностью ае^ можно поСТ^деНця.
граммы, позволяющие особенно просто и быстро определить время о ^ення
Для ряда температур извлечения ТЕ строится зависимость времени вр£Мени
trOT температуры стенки Тц, гнезда с различной толщиной s. Такая о воГоэф"
охлаждения является достоверной для плоских отливок (пластины
фекта) с симметричным охлаждением (рис. 8.9 и 8.10). о« (рцс.8 И)1
Кроме номограмм на основе графиков, можно пользоваться номограмм
основанной на следующем уравнении (справедливом для пластин):
Следующее < оотпошепие
справедливо для цилиндрических детален-
R1
".//5 8
In 0.7
(8.10
(8-12’
h —
« J
Рис 8.9. Номограмма времени охлаждения
для полистирола [8.1]
Рис 8.10. Номограмма времени охлаж-
дения для ПЭВП [8.1]
Пример для
аг// - 8,5 х 10 ‘см’/с
s - 2 мм
Ти - 250 С
Г “25 С
I} - 70 ’С
tc - 6,6 с
16
п я 2 1 0,2
Томограмма для определения времени охлаждения [8 1]
.^"иаочкые данные по температурам расплава. " ""'^табТв?
7ак*е средние .отпоет,, (между расплавом п извлечением) приведены о табл.
298
Таблица 8.1 Некоторые справочные данные
Материал Температура плавления, •с Температура стенки, “С Температура извлечения °C Средняя плотность Г/см3
АБС-пластик 200-270 50-80 60-100 1ДЗ
Полиэтилен высокой 200-300 40-60 60-110 0,82
плотности Полиэтилен низкой 170-245 20-60 50-90 0,79
плотности Полиамид 6 235-275 60-95 70-110 1,05
Полиамид 6.6 260-300 60-90 80-140 1,05
Полибутилентерефталат 230-270 30-90 80-140 1,05
Поликарбонаты 270-320 85-120 90-140 1,14
Полиметилметакрилат 180-260 10-80 70-110 1,14
Полиоксиметилен 190-230 40-120 90-150 1,3
Полипропилен 200-300 20-100 60-100 0,83
Полистирол 160-280 10-80 60-100 1.01
Поливинилхлорид жесткий 150-210 20-70 60-100 1,35
Поливинилхлорид 120-190 20-55 60-100 1,23
пластикат Стиролакрилонитрил 200-270 40-80 60-110 1.05
8.3.3. Время охлаждения при несимметричной
температуре стенок
Если разница в температурах стенок приводит к несимметричным условиям охлаж-
дения, время охлаждения оценивается схожим образом с использованием достроен-
ной толщины [8.9]. Воображаемым дополнением толщины асимметричное распре-
деление температуры приводится к симметричному виду (рис. 8.12). В результате
получаются приближенные оценки, которые обсуждаются в работе [8.9]:
«•-А
ч,
где q — плотность теплового потока.
Для = 0 (охлаждение с одной стороны)
больше, чем при охлаждении с двух сторон.
з'= 2 с; время охлаждения в
Рис. 8 12. Достроенная толщина детали [8 1]
299
расчет времени охлаждения для термопластов
8 '------”
разные температуры стенок приводят к
вторые в твою очередь обусловливают кон "ЛО1"остям тепловоз „
8j,4. Время охлаждения деталей различной ж.
На практике встречаются разнообразные формы иэле„ - Ф РМЫ
множество сочетании плоских, цилиндрических kv6i7u "Поставляющие собой
в качестве примера приведено соотношение между сю- " Т‘" элемс,1тов. Выше
фурье для плоской пластины. Подобную же зависим СТЬЮОХЛаждс""я и числом
деталей других форм, например цилиндров ейтеп постРоить и для
такие графики [8.10, 8.11] со скоростью охлаждения в ' РИС' приведены
на этих данных, можно осуществлять расчет или оцеп НТре детали- Основываясь
Необходимые формулы собраны на рис. 8.14 КУ ДЛЯ других ко"фигураций.
Для проведения практических расчетов
Скорость охлаждения можно выразить отношением ^П°Л"итсль,1Ые Упрощения,
при извлечении Т£ к температуре расплава Т =Т С Р Д *СИ темпеРатУРы детали
числом Фурье для цилиндра и пластины показана на рис^вТбУ °ТНОШением и
В целях определения параметров процесса охлаждения деталь можно предста-
вить в виде сочетания цилиндра и пластины (цилиндр конечной длины) или трех
пересекающихся бесконечных пластин (тело с прямоугольными гранями), приме-
няя простое уравн ен ие [8.10 ]:
e1(Fo,)02(Fo2) = eu.
(8.14)
В результате перемножения скоростей охлаждения 0( и 02, соответствующих ос-
новным геометрическим элементам (или, иначе говоря, определенным числам Фу-
рье), получается скорость охлаждения составной детали. Следовательно, можно
вычислить среднюю максимальную температуру (в центре) для цилиндра конечной
длины в определенный момент времени Так как цилиндр конечной длины является
сочетанием цилиндра бесконечной длины и пластины с толщиной, равной длине
Цилиндра, соответствующие скорости охлаждения можно найти на рис 8.13 или
!ш. 8,14. Уравнения для вычисления времени охлаждения |8.12|
301
? ? Расчет времени охлаждения
g (5, используя подходящие числа фур1 . ,
„„„„М «.>р.КГЬ «ХЛШМЯШЯ д ,я „„Д1„; ' И шипвдр). ||
«*•“ «|х«™ |>«.гч,ад / “ Д»..« Таким епосХм по
элементов, как ребра. вырезы, пальцы и т в ОросГ|’ охлаждения таких г.
Р«даТЬ «pom-е ахлад«,я любо„ е<х>гаоше|1ия „м
*т.и«едоета.гоч„оПточиос1м1
Puc f /5. Средняя температура, когда температура поверхности постоянна [8 1]
Пример Продолжительность охлаждения детали на рис. 8.16.
Рис 8.16. Цилиндрическая деталь
Скорость охлаждения является результатом умножения скорости охлаждения
пластины (толщина х— 13 мм ° “15 мм -2R). “ 2л) на скорость охлаждения цилиндра (диаметр Tt к
е=е„-«. т г
Материал: UMMA
^мнература матрицы. 40 ’С
^‘мпература расплава: иапп?,Малы1ая тем»1'Ратура "•’плечения: ч Ратуроироводцос гь 220 ’С 120 °C 0.07 мм’/с
>120^ИГж()44.
220° -40°
_
a-t - Fn _о<4
Fo-X2’ F% D2 ’ '''"" sl
где Fo^r 0,00124i; Fo,)tec= 0.00166Г.
Соответствующие скорости охлаждения 0, и 0, для различных времен оадажде
ния t можно взять из рис. 8.13. В результате умножения получается скорость 0Хлад.
дения отливки спустя время t.
t. с 80 100 120 140 160
Fo 0,099 0,124 0,149 0,173 0,198'
Fo, 0,133 0,166 0,199 0,232 0,265
Р е 0,860 0,810 0,700 0,610 0,510
е 0,900 0,850 0,800 0,700 0,670
р е 0,770 0,690 0,560 0,427 0,340
тР°с 178 164 141 117 101
Из приведенной выше таблицы видно, что по прошествии приблизительно 135 с
температура в центре отливки падает ниже температуры извлечения 120 °C (на 140-й с
уже 117 °C).
ТЕ — максимальная температура извлечения; For — число Фурье для цилиндра;
Fop — число Фурье для пластины; 0с — скорость охлаждения цилиндра; 0р - ско-
рость охлаждения пластины.
8.4. Тепловой поток и мощность теплообмена
8.4.1 Тепловой поток
8.4.1.1. Термопласты
Литьевая форма для переработки термопластичных полимеров должна ooci
отвод как можно большего количества тепла, чтобы затвердевшую отливку м
было извлечь без повреждения.
При теплопередаче тепловой поток направлен от детали к стенкам гнезда.
Расчеты теплового потока и конструирование системы теплообмена начИ0_дтся
с расчета общего количества тепла, приходящего в форму. Этот расчет пр°в
на основе разницы ДА энтальпий впрыска и извлечения (рис. 8.17). ковМ°^
Разброс удельной энтальпии аморфных и кристаллических термопласт!
но описать функцией следующего вида:
КТ) - С, + Сг Т + С3- ехр(С_- Т- С.) для Т< С8; <Sj5)
С^Т+С1 для 7’> <78-
*
I Три известных объеме и плотности, через разницу энтальпий. оТ,1СССН'2педа<-’^
се, можно выразить количество тепла, которое отводится из отливки и
форме во время охлаждения.
О1Н1Й поток и мощность теплообмена
303
Рис 817. График энтальпии ПП [8.2], ДЛ — разница энтальпии
Тепловой поток в форме полагается псевдоустановившнмся, поэтому количест-
во тепла относится к полному времени цикла и тогда тепловой поток от отливки к
форме записывается:
Ы <mKsVtc
(8 16л)
Pm VW
(8.16Л)
Лй — разница энтальпий; ркт-- средняя плотность между температурами впрыска и
извлечения; тм — масса впрыска; гс — время охлаждения.
В рамках псевдоустановившегося процесса тепловой поток, поступающий в фор-
му(считается положительным), и тепловой поток, отводимый из формы (считается
отрицательным), должны находиться в равновесии. Следовательно, можно сое та
вить тепловой баланс, в котором учитываются следующие потоки тепла (рис. 8.18).
Ой-поток тепла из отливки (уравнение (8.16)); — теплообмен с внешней сре-
Дон; “ Добавочный тепловой поток (например, от горячих каналов), теп
лообмен с охлаждающей жидкостью.
Тепловой баланс записывается как
(8 17)
, ОЙ И добавочные тепловые потоки
Теперь, оценив теплообмен с внешней 1Р^оп1Сй жидкостью.
Мо*но будет рассчитать теплообмен с ох • несколькими путями
Теплообмен с окружающей средой овери1оетял формы
Ос - конвективный теплообмен на внешних I
Л*ал <ТМ‘~Г^'
(8 18)
теплопереноса к воздуху (при
“А - площадь поверхности; — КО‘М^\ Вт/(м2 К)-
^И^ЛЬШОЙ скорости воздушного потока.
Q^— тепловой поток через излучение с внешних поверхностей
(т V (т V*
Q^ = A-e CR , (8.19)
где CR— постоянная излучения 5,77 Вт/(м2 • К1); е — термоэмиссионная способность:
для стали: полированной = 0,1,
чистой = 0,25,
слегка ржавой = 0,6,
сильно ржавой = 0,85.
Qc~ теплоперенос в плитах формы
Эта доля рассчитывается с помощью коэффициента пропорциональности,
него коэффициенту теплопереноса [8.14]:
h для углеродистой стали равен -100 Вт/м2 • К,
для низколегированной стали -100 Вт/м2 • К,
для высоколегированной стали -80 Вт/м2 • К.
глеАа— площадь поверхностей смыкания формы.
Таким образом, теплообмен с окружающей средой равен:
Q.f~~ Qc + 0.1/ i + Qr-
По этим уравнениям, зная размеры формы и
но вычислить теплообмен с внешней средой. Тепловой баланс можно сос
отдельных деталей и узлов формы при условии, что теплоперед;-
(8.20)
(8.21)
пстей. *,оя:
температуру ее поверх (ТЬдля
дача на гра,|,,ца* 0.
----------- ---------- ж.». J VJ1VUT111, T1V 1 VIUlVllvp-fA* pp'J’pjl-'*
мента пренебрежимо мала или может быть представлена в виде добавоч ^сП/10Вого
вого потока. Если относительно крупные узлы формы для определения
потока делятся на меньшие элементы, то такой тепловой поток можно
с помощью коэффициента теплового потока
1
306----------------------------------------------------
Использование изоляции следует учитывать при расчетах теплообмена г
шней средой, так как это не только сокращает затраты энергии на охлаждеНИе ВНе'
грев, но и снижает зависимость тепловых процессов от температуры внешней сп
(рис. 8.19). Реды
Проблемой остается неизвестная внешняя температура формы ТМв. Ее можно
пытаться оценить путем следующих итераций:
Т =ТЕ То есть теплообмен с внешней средой не учитывается (допустимо толь
ко для небольших литьевых форм без нагрева).
Т =ТС (Температура охлаждающей жидкости). Приводит к максимальному те-
пловому потоку во внешнюю среду.
Л/о =7сс (Температура охлаждающего канала). Уточняется по мере выполнения
вычислений.
При среднем расстоянии между I каналом охлаждения и поверхностью формы
можно рассчитать
г“=г“+(л,^)т„
где Л,.— площадь внешней поверхности формы; Аа — площадь смыкания формы;
kM — теплопроводность материала, из которого изготовлена литьевая форма; /-рас-
стоянии между каналом охлаждения и внешней поверхностью формы.
Поскольку Тсс по-прежнему неизвестна, при первой итерации используют второе
из трех приближений (температура охлаждающей жидкости). После того как в ходе
вычислений будет найдена температура охлаждающего канала, ее можно использо-
вать для последующих итераций.
8.4.1.2. Термореактивные материалы [8.16]
8.4.1.2.1. Реактопласты
Реактопласты выделяют при сшивке существенное количество тепла.
им нельзя, а простейшим способом его определения является дифференциал6
сканирующая калориметрия (ДСК, рис. 8.20). Ц|П, с
ДСК дает возможность количественно соотнести тепловой эффект РеаК^ ,
температурой и временем. Такое соотношение для экзотермической реакцш
ставимо графически (фенолоальдегидпая смола). На графике можно вИдеТ^яСко-
энергия обеспечивает подъем температуры с желаемой скоростью (постояШ
рость нагрева равна 10 °C, если не указана иная). Интегральная площадь n°^ кцИц,а
(темная заливка на рис. 8.10) является хорошим приближением теплоты P^iiJjCCfliiii
расстояние между кривыми — приближением общей теплоотдачи. При Д°с дПОдо-
достаточно высоких температур тепловыделение прекращается, и можно ppo/.^oii
жить, ч ю сшивка прошла на 100%. Полная теплота реакции соответствует_1честв°
сшивке. Метод/(СК настолько надежен, что с его помощью определяют к |(дцых
тепла при различных степенях предварительного отверждения Фе,,аЛ<,‘и1ВА(Сц|1 |,-п|1
смол [8 17|. Если сшивка не прошла полностью и i-за недостаточного Ш*оТЧ1т
слишком низкой температуры, при втором проходе образец даст на 1 !,аФ >т0 цоЗ»0'
линий пик, площадь которою соответствует остаточному отверждению •
-
бАТелловойлого^
„яет использован. Д( К для получения 307
м;| сериалов " кинетики от«еРЖде111 и„ 1 "Ич к"* характер,, .,
собой, строго говоря, криволинейный i .r.'b рис К ",И“аю"’и*ея
При „спользовании вычислительной X*ДСК "^"‘.стью спн„,фадс1а'"'*ет
слипся как прямая. ТеМ1,ературныП инте Z’ (,,р°’ плоттер J "™фиала
течьвых испытании. ирвал определяется г' линия
Я С |,омо'цыо иредвари-
Рис.8.20. График ДСК (8.16], фенолоальдегидная смола
Кинетика реакции отверждения
Ввиду большого разнообразия химической природы процессов строгое описание
кинетики весьма затруднительно. Это одинаково справедливо как для полимеров,
так и для каучуков.
Процесс сшивки можно рассматривать как единую реакцию, хотя на самом деле
при сшивке наблюдается несколько реакций, которые идут частью параллельно,
частью последовательно. Этот процесс можно описать уравнениями химической
кинетики. Некоторые из этих уравнений приводятся в источниках [8.18-8.22].
Простое уравнение для реакции n-го порядка известно как уравнение скорости
реакции [8.17]
dc/d/. = X(n (l -сУ, (824)
1я) dc/d£_скорость реакции,
где с — доля поперечных связей (степень отвержд_ формальный порядок
К(П - константа скорости (зависящая от температур ).
Реакции (не зависящий от температуры) уравнение времени реакции
Интегрируя уравнение (8.21), получаем то и
(8.25)
ОТ «М№Рад« ’'I""0’
Зависимость константы скорости ре
нием Аррениуса
308
K^-z
(8.26)
mHO возможная константа скорости; Е - энергия актиВаВДи.
где Z - максимально - пж/МОЛь • К); Т- температура.
R - газовая постоянная < , скорости по Аррениусу в уравнение (8.25), По-
Подставляя значение времеии реакции как функции степени сшивки и
дучаем опРеде^еН”^ г £ и п для каждого материала специфичны, и определять
их приходится опытным путем
1 1 1
(8.27)
Некоторые авторы [8.18,8.19,8.22] используют более общее математическое опи-
сание кинетики процесса; в идеале вычисления становятся более точными, но они
сильно усложняются.
Определение параметров реакции
Метод ДСК предоставляет данные, ориентированные на практическое примене-
ние, поэтому результаты испытаний хорошо переносятся на реальную работу фор-
мы. Образец нагревается с постоянной скоростью. Подаваемое тепло откладывается
на графике с уменьшением, соответствующем количеству тепла, необходимому для
контрольного образца [8.23, 8.24]. Рисунок 8.21 является характерным графиком
для фенолоальдегидной смолы. Затененная область соответствует тепловыделению
при сшивке. Пик в районе от 120 до 190 °C указывает на прохождение сшивки. При
этом, в соответствии с [8.25], оценивается его восходящая сторона. Интегрирова-
нием определяется площадь, заключенная между пиком и базовой линией. Полная
величина этой площади соответствует 100%-ной сшивке. Степень сшивки, достиг-
нутая к определенному времени, определяется по площади, для которой темпера
тура, достигнутая к этому времени, является верхним пределом интегрирования
Температура Г, "С
Рис. 8.'21. График ДСК для феиолоальдегидпой смолы |8.1(>|
309
g 4 Тспловой поток и мощность теплообмена
с* 1метры Тес г проводится при фнксировтнной т ’ w,bKO ючны найденные
окм° 5°% - прибяХ«хз™
Цепень сшивки проверяется повторным прогоном. Достигнутая
В этом примере правильными данными являются-
£ - 203 кДж/кмоль;
log 2-24,5 л/мин;
,,-=1.34.
Если эти данные подставить в уравнение (8.27), получим время отверждения как
функцию температуры и конверсии, соответствующей степени сшивки
'Если построить график изменения температуры во времени со степенью сшивки
в качестве параметра, получится картина, представленная на рис. 8.22. С ее помо-
щью можно оценить общую скорость нагрева.
Рис. 8.22. Степень сшивки как функция времени и температуры для фенолоальдегидной
смолы [8.16]
Фазовая диаграмма отверждения
Знание периода времени, в течение которого изделие должно находиться в лить-
евой форме, является важнейшим условием успешного использования термореак
тивных материалов. С одной стороны, полным протеканием процесса отверждения
обеспечивается надлежащее качество изделий, с другой — из экономических
Ражений время цикла должно быть минимальным. Чтобы правильно определ
вРемя сшивки, нужно понимать, как ее протекание связано с изменением темпера-
ГУРЫ изделия.
При нагреве температурное поле в плоской пластине можно описать дифферег -
Чиальным уравнением
дТ д2Т (8.28)
dt a'dt2
Рис. 8.23. Распределение температуры в отливаемом изделии [8.16]
еперь можно определить температуру как функцию времени для каждой точки
поверхности (стенки) отливаемого изделия. Целесообразно включить в рассмотри
н глу ину сшивки, поскольку она также является функцией как времени, таки
температуры. к
°^Разом’ существует принципиальная возможность расчета степени от
впемгим'и ДЛЯ КаЗКЛ0“ точки поверхности отливаемого изделия в каждый момеь
акции оппг>СЛеС°° )разно ввссти некоторые упрощающие допущения. Параметр14
приближениеЛеНЫ "РИ пизко” скоРОсти нагрева, поэтому они могут быть хорош*
". plnZ Z, ГДЛ” ,|:,ОТСР“""«№ГО варианта. Изменения в условиях
бросу Я ЗНачгни«>Л,1Ж<:,1ИЯХ 11ри расчетах приводят к относительно больыо*1.'
оросу «значениях параметров
шХрХ<=ГН,,ЫеТО”КИ В "РОДелах °*"ой 11 ™й же области изделия.
рис. 8.22 1<Х ГЬ тсм,1сРатУРы от времени в системе координат, зада*”1
**<>^зХХиопшине в|"ЙХГУР "а 1фаЮ " " ,lC,,TpC<m'"BK"’,IaP,lC &
в изменении »ажи<ч11ё/и7ш|Хет< ,'°Д",СЯ "","Ь 'Ц'Я °",МЖЯГН"Я-ЖТ'
Время цикл-i и темп * Р<>1* "Ропесса и прослеживания связи м< ' • 1(|()Н
Л< ИЫ ХаХ М,,,'ра1ура 1 ..... МО. у г быть о точно уТ'1
. тепповои ПОТОК И МОЩНОСТЬ ТепЛОоЬмРна
8'
311
М- 824. Диаграмма температура-время-скорость сшивки для фенолоальдегидной смолы
[8.16]. Толщина детали 10 мм (с, = const). Расстояние от стенки гнезда- (П - 5 мм-
(2) - 4 мм: (3) - 2,э мм; (4) - 0 мм
Влияние теплоты реакции
Вопрос о влиянии реакционного тепла на температуру формы особенно остро
стоит при перераоотке материалов, сшивающихся с явным экзотермическим эф-
фектом. Теоретически решение уравнения теплопроводности невозможно. Однако
удельную теплоемкость образца можно относительно точно определить методом
ДСК. если предположить, что температуропроводность и плотность постоянны.
Таким образом, определяется тепловой поток, необходимый для нагревания об-
разца с заданной скоростью. Диаграмма (рис. 8.25) передает разницу между так на-
зываемой базовой линией и графиком, полученным при испытании образца (штрих-
пунктир). Базовая линия представляет потери на излучение и конвекцию. График
образца следует откорректировать соответственно реакционному теплу, так как для
материата, в котором происходит сшивка, удельная теплоемкость не определяется
Без учета коррекции получается следующее уравнение:
(8.29)
312
В этой зависимости для постоянной скорости нагрева и известного веса об
ца т используется понятие эффективной теплоемкости ср „ С его учетом тепло^
эффект реакции вводится в температурное уравнение. Эффективная удельная
лоемкость зависит от температуры (рис. 8.26). Для того чтобы ее величину уче ”
в расчетах, используется приближение функции (рис. 8.26), выполняемое в соответ"
Температура, °C
Рис. 8.26. ср^ как функция температуры [8.16]
Если этот эффект принимать во внимание, расчетный подъем температуры по-
лучится более резким и особенно заметным в массивных секциях детали. С учетом
коррекции функция температуры в центре отливки быстрее принимает более высо-
кие по сравнению с краями значения. Быстрее достигается требуемая степень сшив-
ки. Время пребывания детали в форме определяется более точно и благодаря этому
задается более коротким. Сходные результаты получены в работе [8.31].
Эластомеры
Методы расчета в общем случае те же, что и в случае переработки реактопластов,
но для несложных композиций тепловым эффектом реакции можно пренебрсч
Температуропроводность наиболее распространенных эластомерных материал
приведена в табл. 8.2.
Таблица 8.2. Температуропроводность некоторых эластомерных материалов [8.32]
Материал Твердость по Шору шкала А Температуропроводнист ммус
Бутадиенакрилонитрильный каучук 1 40 0,147
Бутадиенакрилонитрильный каучук 2 70 0,145
Натуральный каучук 1 45 0.0‘И
Натуральный каучук 2 60 0.122
Хлоропреновый каучук 68 0 188
85_
-EggSggajenra (общая схема)
Анилитичесхт расчет^исге^еплоо^
На практике в мпогогнездных литьевых формах ч-и-т
п,скные литники. В этом случае может происходит. „ ИС,1ользУ1отся точечные
“ е) Для регулирования этого явления предлагается (8 <ПОДГора'
" нные диапазоны переработки. 1 ' о лл1 Установить опреде-
8.5. Аналитический расчет системы
теплообмена на основе расхода тепла
(общая схема) auw
Для получения первого варианта при термическом проектировании системы ох-
ляМеи..я можно использовать простое аналитическое вычисление (грубую™)
Изделие рассматривается как простая болванка. С помощью бЫс™то подсчета
„случаются исходные величины температур, тепловых потоков и конфигурация
системы охлаждения, которые служат достаточной основой для дальнейших более
точных вычислении.
При двухмерном расчете, связанном с практическими задачами, отклонения
(вплоть до температуры 100 °C) оказываются несущественными. В пользу прове-
дения двухмерных расчетов говорит то, что более точный алгоритм неизбежно со-
держит ряд дополнительных допущений, относящихся к температуре охлаждающей
жидкости или коэффициенту теплопроводности в каналах охлаждения, что вносит
большую неопределенность. Эта неопределенность приводит к другим отклонени-
ям, едва ли не б льшим, чем то отклонение, которое может содержать в себе двух-
мерное приближение.
Перечисленные принципы лежат в основе конструирования систем охлаждения.
Следует лишь помнить, что расчеты проводятся на двухмерной модели. Такое уп-
рощение может привести к ошибкам в некоторых участках формы, если, например,
она работает при высоких температурах без изоляции.
8.5.1. Аналитический тепловой расчет
Алгоритм аналитического теплового расчета делится на несколько шагов (рис. 8.27)
Расчет дает величину периода, в течение которого отливка охлаждается от темпера-
туры расплава до температуры извлечения при заданной температуре стенок фор
мующей полости. Причем расчет может быть выполнен для различных конфигура-
ций (раздел 8.3.4) и различных секций отливки, которые по окончании расчетного
периода охлаждения должны иметь достаточную для извлечения жесткость, амыи
Длинный период из тех, которые получены при вычислениях, принимается к ис
пользованию на следующих шагах алгоритма.
При составлении теплового баланса приходится рассчитывать ’
водимое охлаждающей жидкостью. Это в свою очередь приводит к
а™етоп, как „оз„ож„ый приток дополнительного те-ооб^ „я
^ средой и изоляция. Теплообмеп с ZSZ
льным размерам формы и температуре ее поверхности.
ен»ой Используют температуру охлаждающей ию о рабочем диапазоне
сИстеПЛО13ой баланс не только предоставляет ш Ф несовершенства. Отводи-
СИстемы, но и выявляет «по дороге, конструкционные несоверше
Рис. 8.27. Аналитический расчет системы охлаждения [8.2]
мый через охлаждающую систему тепловой поток, особенно интенсивный в с*
больших и тонкостенных отливок из кристаллических материалов, треоует выс
скорости течения охлаждающей жидкости и приводит к большому па гению Д
ния в системе охлаждения. В таком случае может оказаться целесообразны'
мененис нескольких контуров охлаждения. Когда тепловой поток невелик, )р)|
охлаждения может привести к выводу о столь небольшой скорости, что в о
8^—— -----—
in1l. поток охлаждающей жидкост,, будет ,,.1М1 ---------' 1
: "а..- ^-ЯУК> екз.мх-п, потока, чем '* "?М <у,Учас ^ует
‘мперап'Р теплоносителя па входе и выходе Углов. г OЛ,",,, "w,bKO Розницей
,pv. житного режима течения, после того как рчссчит <,0яи,,ель"о"> «Леспечения
^верхний пРелсЛ Л-"Я д,,ал,с' Ра канала охлаждения СК<,рость задает-
1 расположение каналов охлаждения, как в .аимиое т
„Ли отливки, определяется в результате расчета те..,’,/" “ Оп,осигсль"о иоверх-
ветствис условию гомогенности (рис. 8.28) Прежде .юм"'0 "ОГОка’ ВКЛ1<’чая соот-
обходимо уточнить граничные условия ио следующим иуХм*1'*1 ’’ “ РаСЧСТу’ "е‘
- возможные отклонения и упрощения в расчетах расстояний-
- расстояние от поверхности отливаемого изделия;
- расстояния между каналами охлаждения;
- полную длину контура;
- необходимую скорость потока охлаждающей жидкости (пересмотр ,того „ага
метра приводит к изменению теплового баланса). р-^оюпара
Рекомендуется свести ряд значений функции, приведенной на графике (рис 8 28)
в таблицу, которая даст возможность подогнать размещение отдельных охлаждающих
каналов, не затрагивая линии разъема или толкатели.
Для проведения аналитического расчета форма отливаемого изделия сводится
к пластине того же объема и с той же площадью поверхности.
Это позволяет разделит ь внутреннюю часть формы на сегменты, имеющие шири-
ну, равную расчетному расстоянию между каналами охлаждения
Зная расположение каналов, можно определить полную длину системы охлаж-
дения, длину подводок, количество поворотов, колен и соединений и выполнить
чертеж. На основе этой информации можно рассчитать падение давления и необхо-
димую емкость теплообменников. Подобным же образом, зная допустимое падение
давления, можно рассчитать минимальный диаметр охлаждающего канала и макси-
мальную скорость потока охлаждающей жидкости.
£ 30
Расстояние между каналами Ь, мм
'С 8-28- Расположение каналов охлаждения и однородность температуры [8.2|
316
Нужно учесть, что падение давления происходит не только в самой линии
дения внутри формы, но его существенная часть приходится на подводящ^
лы, повороты и соединения.
охла*.
е кана-
8.5.1.1. Расчет времени охлаждения
Время, необходимое для охлаждения, можно рассчитать с помощью уравнен ”
приведенных в разделе 8.3.4 (рис. 8.14). Для обеспечения надежности конструкц^
расчет следует вести по критическому (самому толстому) поперечному сечению изИ
делия.
8.5.1 2. Баланс тепловых потоков
Эффективность системы теплообмена формы определяется количеством тепла, ко-
торое она способна отвести от расплава, находящегося в формующей полости, при
определенной температуре стенок и за возможно более короткий промежуток вре-
мени. Таким образом, задачей системы теплообмена является достижение желаемой
температуры стенок формующей полости (см. раздел 8.4).
Несмотря на опубликованные данные [8.34, 8.35], можно обойтись без переход-
ного коэффициента между стенкой формующей полости и материалом, если опре-
делить температуру стенки как температуру контакта между расплавом и стенкой
формы. Последнюю приходится рассчитывать, как показано ниже. Это справедливо
до тех пор, пока сохраняется плотный контакт между отливаемым изделием и стен-
кой формующей полости.
Температура контакта является максимальной температурой в течение цикла, на-
блюдаемой во время контакта материала отливки со стенкой. Она выражается сле-
дующим образом:
T^~Y+bb'Twn-’ ь=^с'
UF **" UW
(8.30)
где ^cmax~ температура контакта; ТРо — температура материала до контакта; Т«е те‘
пература стенки гнезда до контакта; b — теплопроницаемость; k — теплопроводное
р — плотность; с — удельная теплоемкость. Jl3.
В зависимости от периода текущего цикла температура поверхности гНВЗ,д^еМ.
меняется от температуры контакта до минимальной температуры, связанН°"^вумя
пературой охлаждающей жидкости. Использование средней между этИЛ11*кдец<1Я
величинами температуры не сказывается на точности расчета времени охл н
и нео ходимой емкости теплообмена. Следовательно, эта средняя темпера
принимается в качестве температурыстенки гнезда Tw. В стационарном сос я
поверхность стенки с температурой Tw выступает в качестве приемника те
отливаемого изделия и источника тепла для ллтьевой формы. Результп
тепловой поток определяется как
- Tw +tw т„, -тп. (ft31)
Т = --- ,п1“ _ 1,111,1 Carf •
' 2 2
количество тепла, отдаваемое отливкой - (Sj2)
Q-м ' лЛ/1л,
исхода тепла (общая схема) 317
(8.33)
~~~ —d
поток тепла от изделия к кажл,,„ 11<M,y(|)()J)Me
2 < ’
где р«ыниц<1 ли<un»nnii (рис. 8 17)’
от расплава, л — толщина стенки;/1 Р~ ,,лотносгь расплава О
лаждения - С ,v*; < - время цикла Г + / £ по"орхности отливу- / 1°™“ Те""а
извлечения и закрытия). при ЭТом £ »" НспР<>изводительное воем» °*'
1 «-ми открытия,
inAl
1л 0
(8.34)
s2
с - 1
с а-л2
Плотность теплового потока от отливки следующая:
ДА-А,-х-р
(8-35)
.4 ьс
Для начала, при первичной оценке, непроизводительное время (период времени,
когда матрица пуста) в расчет вообще не принимается
ДА р s ДА р 1
Ч~ K' s* -~iT ~s' (836)
Если теперь объединить (ДА-р)/К7= К в единую константу, то получится
q=K~. (8.37)
s
В обычном диапазоне рабочих температур плотность теплового потока зависит
только от свойств материала. Очевидно, что с уменьшением толщины стенки плот-
ность теплового потока должна увеличиваться для поддержания необходимой тем-
пературы матрицы. Кроме того, плотность теплового потока, называемая далее рас-
ходом тепла, является параметром, присущим перерабатываемому материалу, если
пренебречь особенностями функционирования литьевой машины. Эти особенно-
сти становятся понятны на примере добавочного времени, необходимого для завер-
шения хода (толкателя и т. п.). Тепловой поток из отливки в форму прерывается
при извлечении изделия, но охлаждающая жидкость продолжает охлаждать форм) и
в течение непроизводительного (вторичного) периода, что снижает расход тепла.
На рис. 8.29 и 8.30 приведен расход тепла для ПС и ПЭВП в виде функции вто-
ричного периода цикла. Максимум функции наблюдается при такой толщине стен-
ки изделия, для которой период охлаждения равен вторичному по продолжитель-
ности. Расход тепла в виде функции температуры стенки приведен на рис
832 для ряда значений толщины стенки Расчет расхода тепла может помочь пра
вильному выбору типа литьевой формы еще на стадии проектирования и создает
основу для конструирования системы теплообмена.
8-5.1.3, Расход охлаждающей жидкости
Осн°вным параметром для определения расхода охлаждающей жидкое=ется
Расход тепла Гпис 8 31 и 8 32) Умножая его на площадь по р м
получав <Р У Z нужно отвести охлаждающей жидкостью за
"учают количество тепла, которое нужно ышх
Рис. 830. Объемный расход тепла q для
ПЭВП как функция толщины
стенки [8.1]
Рис. 829. Объемный расход тепла q для ПС
как функция толщины стенки [8.1 ]
Put 8 31 Объемный расход тепла q для ПС
как функция температуры стенки
формующей полости [8.1]
_______—--—'
Температура стенки формУюШС'
"С ла Я &
Рис. 8.32. Объемный расход
ПЭВП как функшы те j]
стенки формутошей п
~ ,[<™“макс,,,,‘”.
с» »"релз7оР5Л-с'а
..И» плоль каю для рлХГ^:^
Днзли2«е^и ^С --Исгемитеплообмена на основе оасхоп ,
----------------------------------------_• Р ходатепла (общаясхема)319
Рис 833. Расчет расхода охлаждающей воды (поверхность детали = 100 см2) [8.1]
жидкости можно принять величину максимально допустимой разницы температур
АГ
ах
у = , (8.38)
Рс'сс
г ипопьнйя теплоемкость охлажда-
где рс — плотность охлаждающей жидкости, с У
ющей жидкости.
8.5.14. Температура канала охлаждения геометр„„, необхо-
Если рассматривается падение давления Др лишь правильным выбором
Димый расход охлаждающей жидкости °^€СпеЧНВ^еНИеМ> которое создает узел по-
Диаметра канала J (сам расход предопределен да подводках)
««какое™ в систему за вычетом паления давления
(8 39)
d,
с d
2 я2 3600 _ длина ^^3 см
х /г = О 05 нарис ° ’5 со оп к — коэффи-
^е/с~ коэффициент трения в трубах (7с ’ в (п = 10 на рис- • ’ ый расход
«е-200 из рис. 8.34); пс-количество /1|С. 8 34); К " ±^,"_ Хение
ент гидравлического сопротивлен! ( с канада охлажде
0Хла*Дающей жидкости, л/мин; dc ~~ Д1,а"
^ения, 100 кПа.
320
8 Система теплообм^д
Рис. 8.34. Определение диаметра охлаждающего канала dc и коэффициента теплопередачи [8.1]
оскольку на данном этапе устройство охлаждающих каналов окончательно не
определено, приходится принять для расчетов примерные значения для количес-
жание^п7» В " отношенияидлины к диаметру Lc/dr Падение давления, во избе-
в контупе t!Tei)aiU111, берется заниженное. Наоборот, перепады давления
дооцениватг "У‘1ОДВОДОК и степень загрязнения (накипь и коррозия) нельзя не-
знании работы продутТи^ сжатымТоТ ХРаНС"ИЯ М°Ж”° снизить’ если W П°
В надлежащих условиях^ п°здухом, а затем обеспечить складирование
эффициепт трения в'тоубах деиствуюп,их литьевых формах, показали, что ко-
Блазиуса: ’ 1,1 име,ощих загрязнений, описывается уравнением
(8.40)
0,3164
Re'/4 ’ вЫ.
При небольшом загрязнении (по истечении 100 ч работы — типичное вр
пуска одной партии) можно принять/( =0,04(8.9]. •ютсяС-'1С'
По коэффициентам сопротивления для острых и закругленных изпкюв д |84,1-
дующие данные: резкий из1 иб90° — К = 1,918.9]; закругленный изгиб 90 - 4 j |3 дс»
В литературе (8.36, 8.37] содержатся значения для резкого изгиба
1,9 и для закругленного изгиба 90° от 0,4 до 0,9. (ц рей'
Коэффициенты теплопроводности рассчитываются в сочетании с чпс
нольдса, Нуссслыа и Прапдтля (8.38|;
« ( MV {0.0235 | Re"-5 - 2301| 1.8 Рс"-' 0.8|}Кг
(8.41)
(8.42)
_ С Аналитический расчет системы теплообмена на основе расхода тепла (общая схема) 321
ьз——-— " — ---------*------
j гидравлический Д"аметР (4 х поперечное сечение/периметр); k, - тепло-
оводн<’1ТЬ охлаждающем жидкости; К,- поправочный коэффициент
"безразмерные критерии:
D 4 V
Re -------;
ПО-dh
DD-C
Vr = ~k" <8ЛЗ)
кс
В области турбулентною режима, при гораздо лучшем теплообмене, применение
уравнения коэффициента теплопроводности а более справедливо, чем в области ла-
минарного течения (Re < 2300). Другое неудобство ламинарного режима заключа-
ется в том. что за коленами и переходниками, изменяющими поперечное сечение, на
определенной длине потока возникает турбулентное течение. Условие обеспечения
турбулентного течения сводится к определению верхнего предела диаметра канала:
41/
d<- • (8.44)
п 2300 V
В большинстве практических случаев диаметр канала гораздо меньше этого пре-
дела. В потоке воды температурой 20 °C ламинарное течение можно наблюдать при
расходе менее 2 л/мин.
Определив диаметр канала, можно рассчитать коэффициент теплопроводности
для любого расхода охлаждающей жидкости при 2300 < Re < 10fi, 0,7 < Рг < 500 и
k<<dc
а= 0,037
Ус 4 1000
dc-n-vc -60
075 \
-180 PrW2^.
k.
(8.45)
ас
где»с— кинематическая вязкость охлаждающей жидкости, см2/с; dc— диаметр ка-
нала охлаждения; Рг— число Прандтля = v/a; kc~ теплопроводность охлаждающей
жидкости, Вт/(см К)
Зависимость коэффициента теплопередачи нескольких жидкостей от расхода (вы-
раженного через Др: рис. 8.34), температуры и диаметра канала показана на рис. 8.36—
' Очевидно, что вода является наиболее эффективной охлаждающей кидкостью.
° 51.5. Расположение каналов охлаждения
Определение расстояния между двумя охлаждающими литьевую форму каналами
вковано на соотношении, приведенном на рис. 8 39.
Примерные размеры даны на рис 8 40. В приведенном примере средняя темпера-
г>'па охлаждающей жидкости равна 20 "С и средняя температура формы 62 С.
Отно1иение Л /Д дано на рис. 8 41 в виде функции расстояния между каналами
11 “« Диаметра
(8.46о)
AT;;
AT.f-T . (846A)
Д/, - lw ‘cw ’
ки2* " сРеДняя температура стенки формующей полости, Tcw темг ‘Р’ ур-
^аждающего канала
ДН.НН11 Панкин |>.нчо1 <и<п«мы ич11|<)()()М(.Н1|..
82—-=---------------- -----------------------хода п-пла ПЛщая'/<-ма>323
1 ‘V й Li' и / Фонтанирую щая трубка с однозаходнои спиралью . 4AL Ал ™ sin2p К 1 х 7’08А /.0.254^
Фонтанирую- щая трубка с двухзаходной спиралью * 2Л+ «-</.)
м£
L
pV г ~г f у
2< I
Окончание pue. 8.35
I<II><II<I1IIIUI<4H reilJioii< ii<viii4H a, 10' Вт/(мг‘С)
— 8
! 100 кПа
--- 20 °C
°— 40 °C
°— 60'С
й— 80 °C
____2
Диаметр каната охлаждения d(
Диаметр канала охлаждения
Рис. 8 J7 Коэффициент теплопередачи а.
осаждающая жидкость - соля-
ной раствор (20° >) |8 1]
s
100 кПа е
-20 С
0°С
20 “С
201
® 5,]- Коэффициент теплопередачи а.
охлаждающая жидкость — вода
[8.1]
Рис. 8.38 Коэффициент теплопередачи а, охлаждающая жидкость: масло (Marlotherm S)
,>ис 8.39. Теплопсрснос, fvcT.
Л" ~ '“"‘Hw.octi, <|?орм17'лИ"71,о,,,М,ЦС( Г) <8Л । (Ot.io....«с 4/А Р"Г М1):
1 "О,,'-Рхп«хть канала
.5 .......................................-............... ‘•«(,Лщая<.е„а)И5
Ч)
Д7
20
10
1000
2000
•1Ю0
х Нг/Ш- С)
4000
- 500J
- 10 000
М)Х<РР\<У.40
10
г.
----~~ — 20000
=~— епосо
U° Я 12
Г
: 10 000
Т„
20
С
k/L
6000
4000
500 1000
ВтДм'-'С)
V х 3000
Рис. 8.40. Расчет параметров теплопереноса [8.1]
8.41. Размещение охлаждающих каналов [8 1,
тепла, принимаемый от стенки канала -XeS^
тла от отливки к стенке гнезда. При этом
(конвективный перенос), зависящая от коэффициента теплопроводное
326
8_Систематеплодбм^а
q=a&T2\
(8.47)
&T2 “ Tcw Tc (8.48)
где T - температура охлаждающей жидкости.
Отношение между площадью стенок охлаждающих каналов Acw и соответствую-
щей поверхностью отливки Ам влияет на расход тепла q как и коэффициент тепло-
передачи. Следовательно.
*=л7аЛГ2’ (8Л9)
Расходы тепла q, передаваемые теплопроводностью и конвекцией, равны, а раз-
ности температур А7'( и АТ^ содержат температуру стенки 7^ в качестве общего
параметра. Поэтому существует возможность выбрать приемлемую абсциссу на
диаграмме с четырьмя квадрантами (рис. 8.39). За исключением q и которые вза-
имозависимы (рис. 8.31 и 8.32), все остальные параметры можно произвольно из-
менять. Тем самым становится возможным нахождение требуемого приближенного
решения. При постоянном расходе тепла должна существовать функциональная
связь между расстояниями от стенки до канала I и расстояниями между каналами Ь.
В пределах соответствия от 2 до 5 dc расстояние / можно с достаточной точностью
определить по теплопроводимости kM/l, где kM — теплопроводность материала, из
которого изготовлена форма (рис. 8.42).
„ ц Аналитичш КИИ расчет с ис темы геплообмона 11в 00|опг, плг
----------- ---------------------------------------Р_схоДа тепла (общая схема)327
Целью термин скоп, и,>< -к, пронация, помимо ()Г
4 li1<x*ox.iJ’K-,,e,,IH'О1 липки. 1 у,)Ь| "ки, является одно-
’несмежны различные сочетания между / (п;,СГ1(П11111
’ ж^-ия) 11 h между охлаждающим ка.Г' °'“1 К°"Тура
п той же разности температур: алами), приводящие к
*И1_ небольшие b (много каналов) требуют больших расстояний /•
Jбольшие b (мало каналов) требуют небольших расстояний
Эти два варианта одинаковы с точки зрения тепловой эффективности Но одно-
родность охлаждения во втором случае не так хороша. Для достижения максиХ
НОЙ гомогенное™ (одинаковая температура воверхвес™) „а отливке желатеХ
чтобы неравномерность охлаждения j была невелика. Неравномерность охлажде-
НИЯ, определяемая локальными отклонениями расхода тепла, можно использовать
как меру однородности (рис 8.43 и 8.44)
J ^Zfuin
<7
(8.50)
(8.51)
2.8*
7 = 2,4 В/022
^с. 8.43. Возможное расположение охлаждающих каналов [8.1]
Для частично кристаллических полимеров допустима максимальная неравно
Юность охлаждения от 2,5 до 5%, а для аморфных - от 5 до 10%; нарушение этого
Уровня Может привести к неравномерности свойств изделия (например, волнис
тости поверхности, местами к потере глянца) [8.11. nno.ii >пой птита-
асстояние b вытекает из заранее определенного соотиошени < чи
Ности канала и отливе и (напоимер А /Аи от 0,5 до 1), тем самым устанавливается ли
“ия опии отливки (например, я п„ИИя предоставляет конструктору
ДИнаковои эффективности охлаждения. Эта Pnnn,inx ппкателей и т и
',1иР°кие альтернативы при размещении каналов в обход колонок, лолкатслин . .
8. Система теплоо6мена
328
пс 8J4. Распрей» »«°го "°Т°“ ° "™™” '
8.5.1.6. Конструкция охлаждающего контура
8.5.1.6.1. Расход охлаждающей жидкости
Температура охлаждающей жидкости изменяется от входа к выходу соответственно
тепловому потоку
' •• (8.52)
Qc = Vpcp^T\
(8.53)
дт= т -т .
m out
В среднем разница температур не должна превышать максимальной величины от
3 до 5 С, при которой обеспечивается однородный теплообмен по всей протяжен-
* охлаждающего контура. Минимальный достаточный расход охлаждающей
ОпнаЦ1 М0ЖН0 Рассчнтать через допустимую разницу температур.
При последователь^ИСИТ °Т СХемы Соединен1,я элементов охлаждающей системы,
ется !Х"ХХеНИИ густимой разностью температур оФаничива-
подключении оазнпсть ₽ °К’ которь1И на них приходится, а при параллельном
раллельная конструкция привод °ТН°С1,ТСЯ к кажд°му из них по отдельности. Па-
Но она требует дросселипопа» * К НИЗКомУ Расходу и малому падению давления.
применять ее не рекомендуетсяИЯ РЭСХ0Да ^-1] и постоянного контроля, поэтому
8 5.1.6.2. Падение давления
В потоке жидкости через систем
является дополнительным кпитепиОХЛаЖДеНИЯ пР°исходит падение давления, что
условием для теплообменника СМ ПРИ КонстРУировании системы и граничным
Если потеря давления выше »
ютсяСсеСНИМИЛОПустимаяРазност1°^ тспло°бмснника, то требуемый расход.
ФизическТ™^ ЭТ0Г° нераВИОмеп"Т?Р "а ВХОДе и выходе, не выдержива-
^уХв^ЙСТВ —я, eroXZX°T-C,,,,CO-"nK"- "инородность
~ падение давления за счет Р” ,,аЛС""Я ДаВЛС’",Я
- = "а Разворотах и п^"ТОП С1кт™ы охлаждения;
паление давления из-.т> nJ к°Дс-нах;
,,1,,К,">,и-,,ия(1111рад1>11|1х1ютоко1|;
>м
329
^ggcyTW при термическом проектировании
- паде,,,,е Дав'1С,,,,я на перепадах поперечного сечения*
- пиление давления в фитингах;
- г»тенне давления в подводящих линиях.
ПОТ»« па.епие давления являете, суммой всех составляющих Для расчета „а-
дзн-ешп. уч..™ваялся все эффекты [8.1.8.15.8.40,8.41.8.42]"
громоздки. чтобы ор..воД.ль ,« здесь. Тем не „екее „р„
ро-о практического опыта все эффекты поддаются оценке некото-
Пз полного падения давления и теплового потока к охлаждающей жидкости мож-
но вывести емкость теплообменника пмож
^=^p-v+}(2c|, (8.54)
где дР— производите., ьность насоса; Др — потеря давления; V — расход* Q. — тепло-
вой КПД охлаждающей жидкости. ~
8.6. Расчеты при термическом проектировании
форм
к.титдаря мощности современных компьютеров и использованию моделиру ющих
программ с 1 ало возможным рассчитывать пределы изменения температур в литье-
вых формах. Для этого применяются численные методы, и дифференциальное урав-
нение теплопровознести Фурье решается без введения упрощений, приведенных
в разделе 8.1.
л ат э(,эп эЛат) af.ar) /о—.
Рс,уг=У ГУ ГУ к~ • <8 эо>
ot dry dr) ау\ ay J dzy az J
Применяются как дифференциальные методы, так и расчеты методом конечных
элементов. Так как создание схемы расчетов по трехмерной модели весьма трудоем-
ко, разработано много программ для двухмерных расчетов. Обычно они предостав-
ляют конструктору достаточную информацию.
8.6.1. Двухмерные расчеты
При конструировании литьевых форм часто возникает необходимость оптимизации
-хлаждения в определенных критических точках изделия, таких как углы и основа-
я ребер. Нет необходимости проводить вычисления для всей формы: такие расче-
заняли бы слишком много времени. Вполне достаточно провести анализ только
критических зон Для решения подобных задач используются двухмерные методы.
1'я двухмерного моделирования выбирают сечение, проходящее через кри-
точку. Для выбора плоскости сечения важно, чтобы как можно меньшее
-плес] во тета рассеивалось вертикально по отношению к плоскости сечения.
‘ "ие тепловые потоки в рамках метода не учитываются, и это снижает точность и
‘'“фсрмативностъ результата.
Учение формы подвергается всестороннему анализу с использованием чис-
*Ных “«годов расчетов. Изучаются различные сочетания материалов, начальных
Ти<ПеРатУР, граничных термических условий и рабочих настроек.
Результате-- расчетов являются кривые изменения температуры во времени
' ^скости сечения. Иногда бывает целесообразно выполнить несколько расчет-
330
, канализировать проиессы, происходящие при начале работы
ных циклов, чтобы про мпераТуры В форме.
И охватить распределение • ХОрошо работает, если время цикла невели-
Такой ВЫЧИСЛп^ЬотносителЬно проста. Дтя проблемных зон, таких как углы
^"Хан- Ребер, резкие переходы в толщине стенок изделия, результаты
могут быть получены достаточно быстро.
8 6 2. Трехмерные методы
Еош необходимо изучить профиль температур литьевой формы в целом и опреде-
тап, количество тепла, которое отводится через каналы системы охлаждения, то без
трехмерных расчетов не обойтись. Нужно создавать модель формы полностью со
всеми каналами охлаждения. „
Существуют два подхода к моделированию. Первый применяется в тех програм-
мах, гае рассматривается литьевая форма, не имеющая границ. Температурные усло-
вия в форме определяются исключительно количеством и числом охлаждающих
канатов. Теплообмен с охлаждающей средой не учитывается [8.43]. Моделировать
приходится только отливку и каналы.
При другом подходе подлежат учету влияние вставок и теплообмен с внешней
средой. Моделируется целиком литьевая форма. Затраты на создание аналитиче-
ской модели и время вычислений увеличиваются соответственно. Качество резуль-
татов повышается.
Среди сильных сторон трехмерной модели отмечают
- анализ сложных тепловых потоков различной направленности, даже при слож-
ных формах;
- более точное моделирование параметров охлаждения;
наглядность результатов (цветные объемные диаграммы);
быстрый перебор вариантов (параметры процесса, особенности устройства
контура охлаждения);
ппп0,11351 сочетаемость со смежными программами, моделирующими стадии
впрыска и замыкания, усадку, деформацию.
яние линии оиымя1т°РЫ*' МОЖНО учесть только в трехмерной модели — это вдп-
лопроводность в области линРЭТУРНОе П°Ле ” Ф°рме- Покажем это на примере. Теп-
сказывается на расходе тепла ТчтТ*^0^40 ХУЖе' Ч“' В Массе матеРиала- ? °
полуформ. На рис. 8 45 Сем осо^енно заметно при раздельном охлаждени
при моделировании с учетом и без^Г^6 С 366^ показаны результаты, полученные
что модель нижней полуформы ба ВЛИяния линии разъема. Отчетливо видно
влияние линии разъема не учитын^ Х°лодно”- получается нагретой по краям, если
минимум температуры Если же 2 отенке формующей полости наблюдаете?"
принять во внимание, то на стенке ХОТОрое нзолирующее влияние линии разъема
асчеты показывают, что в слтп!^ ВМесто минимума окажется максимум.
птЛ^С°КИХ темпеРатУРах) могут вознцСЛУЧаЯХ литьег!Ь1х формах, работают11-'
еР^УР. поэтому проведение компыотег>КНУТЬ недопУстимо большие разности тем-
МЫМ- «"ьютерного анализа часто оказывается необхоЖ
8.6.P‘l£Jt'lbl
при термическом проектированииДюр,.
331
8.6.3-
Упрощенная оценка теплового
в критических точках изделия
потока
Углы изделия с их характерной разницей между „11еШ11ей и В11утрснисй х.
1ЮСТЯМ11 отличаются более .«ысокоп скоростью затвердевания снаружи и нйзкХ
с внутренней стороны (рис. 8. тб). I ^посредственно после впрыска расплав затвер-
девает на поверхности и максимум температуры находится в середине области При
дальнейшем остывании расплав затвердевает снаружи быстрее как из-за особенно
стн расположения каналов охлаждения, так и из-за большей теплоотдачи с наруж-
ной поверхности. 1’
На рис. 8.46 показано, что зона остающегося расплава сдвигается от середины
к внутренней стороне. Последняя застывающая зона очень близка к внутренней по-
верхности.
d
₽ис. 8.46. Застывание расплава в угловой секции [8.1]
На верхнем рисунке видно, что дальний квадрат а на выпуклой стороне охлаж-
дается двумя каналами d. На вогнутой стороне три квадрата Ь охлаждаются лишь
одним каналом с. Расплав, более близкий к вогнутой стороне, затвердевает позже.
При затвердевании последней зоны расплава возникает дефицит материала, так как
Усадка не может быть полностью скомпенсирована давлением подпитки, ри этом
возникают растягивающие напряжения. Этим напряжениям противостоит жест-
кость формы. После извлечения внешняя поддержка пропадает, и переход к ново
МУ Равновесному состоянию сопровождается деформацией и коро лением
возникнуть раковины, утяжины и даже разрывы. Деформацию, °^аК”’ vca,,KV
•°»очить, если локализовать последние застывающие зоны, и вмес.е с У
в плоскости симметрии. В этом случае имеет место равновесие усилии в се тении,
когда последняя зона застывает в его центре.
8. Система теплообмен
332
лггза коооекция охлаждения
8 6 4. Практическая коррекч
игловой зоны
У ия пооводится с помощью чертежа в увеличенном масштабе.
Коррекция охлаждени Р поямоугольники, одна сторона каждого из кото-
С°Че"Ж хм»™ “шшь. стейк» изделия х/2. а другая равна расстоянию между
рых равна половин Получаются зоны, охлаждаемые каждая одним кана-
=Хмые сегменты). Сравнивая зоны между собой, осуществляют подгон-
KV Онаприподит к тому (рис. 8.46). что один канал убирается или все канаты сме-
баются так. чтобы в итоге получить равные охлаждаемые поверхности (отношение
количества отверстий к количеству прямоугольников).
8.7. Практическое конструирование систем
охлаждения
8.7.1. Системы теплообмена для пуансонов
и цилиндрических изделий
Добиться того, чтобы расход тепла удовлетворял поставленным условиям, и обе-
спечить это во всех участках отливки является сложной задачей.
Характерный пример в этом смысле — пуансоны. Их часто оставляют без специ-
ального охлаждения, иногда не придавая значения последствиям, а иногда по техно-
логическим причинам. Охлаждение происходит только через плиту крепления пу-
ансона. При сокращении вторичного периода и, следовательно, того времени между
впрыском и извлечением, когда пуансон может остывать, повышение температуры
пуансона, не имеющего специального охлаждения, неизбежно. Не исключается до-
стижение температуры пунсона, равной температуре извлечения. Если при этом
возможно и интенсивное охлаждение плиты крепления пуансона, то неизбежно воз-
никновение в пуансоне нежелательного градиента температуры. Высокая разность
миЛ^аТ^РЫ Между стеикой пуансона и охлаждающей жидкостью ухудшает дина-
для устанпппрКТеРИ^ьИКИ ЭТ0 означает. что при запуске большее время требуется
ческие соотношения °РМС ПОСТОЯ,1НОГО температурного поля. (Основные динами-
ческие соотношения представлены в [8.44-8.461.)
вестикснижениюкачестМеНИ ЦИКЛа> ОтсУтствие охлаждения пуансона может при-
еме более очевидноХа ZcT^ " ДаЖе К сбоям в про-водстве.
Не охлаждая пуансон л ” имеет квадратное или прямоугольное сечение,
леиия. Поэтому необходимо п"3 СЖать появления утяжин на изделии и его короб-
го, в зависимости отсечения Ринимать меры для охлаждения пуансонов. Для это-
Если диаметр пуансона невелик°На’сущесгвУет ряд возможностей (рис. 8.47)
душное охлаждение Воздух nnvna Т° ОЛЬ1,1УЮ часть времени доступно только воз
ется изнутри через отверстию в не™ ИЗВ,1е 00 иРемя открытия формы или пОЛа
постоянную температуру (рис оЛ7" 7°° ')то |,е позволяет поддерживать в формС
Лучшее охлаждение пуансонов „„
“ с высокой теплопропод|1ост.^Т1,1аС11 Я "Р” использовании вставок ИЗ мате
янконые композиции медь ноЛ| а ’ J‘1КИХ к;,к МсЛь, медно-бернллиевый сПЛЯ0,
"4р,,М высокого прессования (рис. 8 47. /О-
333
8 7L Практическое конару^иание синем охлаждения
кие „ставки запрессовываются в иуа.щон „ нмссте с сг0 о6олу.1КОЙ имеЮ1цей скодь
возможно ббльшее поперечное сечение, заглубляются в охлаждающий канал
Наиболее эффективное охлаждение пуансонов достигается с помощью фонта-
нирующих трубок. Охлаждающая жидкость подастся через подводящую трубку
в „ухое отверстие в пуансоне. Диаметр подводки и отверстия подбирается так
чтобы гидравлическое сопротивление в обоих поперечных сечениях было одинако-
вым- Реализуется это условие при отношении внутреннего диаметра к внешнему
ID/OD ~ 0.5. Минимальные диаметры практически доступных трубок таковы: диа-
метр отверстия OD - 1,5 мм, внутренняя трубка - игла для подкожных инъекций.
К чистоте охлаждающей жидкости предъявляются в этом случае особые требования,
фонтанирующие трубки выпускаются отдельно. Обычно их ввинчивают в пуансон
(рис. 8.47, d).
Для снижения гидравлического сопротивления в отверстиях диаметром до 4 мм
их высверливают на конус (рис. 8.47, с).
Фонтанирующие трубки можно использовать для охлаждения не только пуансо-
нов, но и плоских участков формы, в которых невозможно сверлить или фрезеро-
вать каналы.
Разработана особая фонтанирующая трубка для охлаждения пуансонов в литье-
вых формах с механизмом автоматического вывинчивания (рис. 8.47, е).
Часто рекомендуют разделять входящий и выходящий потоки перегородкой
(рис. 8.47, /). Такой способ обеспечивает максимальное поперечное сечение, но
перегородку установить точно по центру достаточно сложно. Из-за этого охлаж-
дение и температура по разные стороны от отверстия различны. Этот технический
недостаток экономически грамотного решения можно обойти, если металлическую
пластину, выступающую в качестве перегородки, изогнуть в виде спирали. Такая
«охлаждающая катушка» самоцентрируется. Она подает и выводит спиралевидные
потоки и обеспечивает температурный профиль, отличающийся достаточной одно-
родностью (рис. 8.47, g).
Дальнейшим логическим развитием идеи с перегородкой являются фонтанирую-
щие трубки с одно- и двухзаходными спиралями (турбулизаторы, рис. 8.47, А).
Еще одно изобретение получило название тепловой трубки. Это закрытая ци-
линдрическая трубка, наполненная теплопроводящей жидкостью. Состав жидко-
сти зависит от того диапазона температур, в котором она предназначена работать.
В трубке имеется зона испарения, где нагревающаяся жидкость испаряется, и зона
конденсации, где пары снова превращаются в жидкость. Средняя зона работает как
адиабатический теплообменник. Крепление тепловой трубки следует продумать
так, чтобы не создать теплового барьера между ней и литьевой формой. Подобно
вставкам из теплопроводящих металлов (рис. 8.47, Ь) их корпус охлаждаегея в ос но
вании. Выпускаются тепловые трубки диаметром от 3 мм. Их можно никелировать
и использовать в качестве пуансонов.
Для пуансонов диаметром от 40 мм подача охлаждающей жидкости осуществля-
йся более эффективно. По центральной трубке вставки охлаждающая жидкость до-
стигает оконечности пуансона, затем проходит с внешней ее стороны, и, наконец, по
^ральным каналам к выходу (рис. 8.47,у). Такая конструкция лишь незначитель-
но снижает прочность пуансона.
8 Система теплооб.^.13
J Рисунок Диаметр или шиоина пуансона Описание Конструкция
а > 3 мм Обдув внешним воздухом в то время. когда форма открыта. Непрерывное охлаждение возможно, только если в изделии есп открытые полости. Охлаждение закрытой формы — подсос воды
b > 5 мм Медный теплопроводяшш элемент соединен с каналом охлаждения. Основание вставки увеличивается насколько возможно I 1 1
с > 8 мм Охлаждение пуаисо,, Фонтанирующая трубка с конусным отверстием (4 мм) iW////z4?
2 // -К
т2 /// ///^
d е f Put. «47 ( Внутренний диаметр внешний диаметр ID/OD = 0.5 111111111,111J1 ——11 1*— IIHilll.id.l Лиц и 1
Фонтанирующая трубка в литьевых Формах с механизмом автоматического вывинчивания ПеРегородга ' Bn Зыхо гл гы р
д / /х U7 ±xj> \ \Шарн> ут \ подши pJ Прокладка Вход Вход воды 8.551 пник
gjJTpjMMMix кое кот фуиронанио е и<-ц;м охлаждения 335
рисунок Диамсмр или ши рина пуансона Описание Конг грукция
1Г~ ( нпралы|ая перегородка W//
С ердечннк с одиозаход- ной иди двухзаходной спиралью. Свободная посадка. Диаметр 12 50 мм (см. также «Стандарты»)
i Тепловая трубка диаметром от 3 мм. Установка: уплотнитель- ные кольца, медные или серебряные компаунды Капилляр . . । .Оболочк ПК | Пар е_ ИН 1ыи эффект t t t t Жидкость ZZ/Z ИИ
J > 40 мм Спиральный охлаждающий канал ////////У/////Л\\
I
k Внутренний размер пуансона 5> 4 мм Фонтанирующая трубка с двухзаходной спиралью
* ///,
///// 77/72/77
I а — изделие; Ь' — втулка медь-бериллий, толщи- на < 3 мм, b — сталь, толщина > 3 мм, с — спиральный охлаждающий канал; d — деталь из нержаве- ющей стали, припаяна 6>3 с ж \ d 1
a z 3 м м >Ь*
т а — микропористый материал; h — капиллярная трубка для подачи СО2
а \ т Q " ь
п Разделение пуансона. Фрезероnaime каналов. Соединение частей пуансона L г а
Ок°нчание рис 8 47
8. Система теплообмРИт,
336
„пниЛпических пуансонов и других круглых деталей осуществля-
Охлаждеиие ци„ (рис. 8.47i k). Охлаждающая жидкость проходит
ют с номов ьод ам ,iivaiicOHa| а по другой спирали возвращается. С точки
да проч . кти толщина стенок пуансона не должна быть менее 3 мм При более
тонких стенках имеется другое решение, которое представлено на рис. 8.47, /. Тепло
отводится интенсивно охлаждаемым в основании цилиндром из медно-бериллис-
В°Плохо доступные участки литьевой формы, в том числе узкие пуансоны, мож-
но охлаждать, используя в качестве материала для изготовления матрицы не сталь,
а микропористый материал (TOOLVAC ), сквозь поры которого протекает сжижен-
ный газ, обычно СО2 (рис. 8.47, т). Газ в микропорах испаряется, поглощая тепло-
вую энергию, и откачивается из формы по выводящему каналу [8.53,8.54].
В системе CONTURA® [8.54, 8.55] пуансон устроен так, что каналы охлаждения
в составляющих его сегментах выполнены близко к стенкам формы. Это, во-пер-
вых, увеличивает поверхность теплообмена и, во-вторых, позволяет системе ох-
лаждения следовать за профилем стенки формы на малом расстоянии (8.47, п).
При такой системе достигается более равномерное распределение температуры,
а заодно и лучшее воспроизведение детали при меньшем времени охлаждения. Сег-
менты после фрезерования соединяются, например, высокотемпературной спайкой
под вакуумом. При параллельном охлаждении жидкость в отдельные пуансоны по-
дается из общего канала. По другому каналу охлаждающая жидкость отводится.
Таким образом, жидкость подается в каждый пуансон при одной и той же тем-
пературе. Если приняты меры к тому, чтобы объем охлаждения был также одина-
и,”’ паРаллельным подключением обеспечивается единообразное охлаждение
[о.эо].
к е дорогой хотя и более технологичный способ охлаждения заключается в том,
тру6ка с °™MbH0“
лымСпоп7рХн1^ охлаждения хорошо подходят для деталей с круг-
хак в пуатоад, так и в матрицах°ЛИ°И СПИралыо °ли"аково успешно применяется
KHtvillha
I l.lMrilCHIIr
ro.iimiiibi стенки
Рнс. 5.35. Сравнение теоретической картины с экспериментальной отливкой
|Ю окончании ci.UHH laiio.iiieinui
р"< 5.6’7
I'avnpe.ieieiine ин ич.са по 1В_\ H<aninaniiii
Рис. 8.49. Система параллельного охлаждения [8.56]
8.7.2. Системы охлаждения для плоских изделий
Здесь следует различать изделия, имеющие круглый и многоугольный периметр
Система, нзоораженная на рис. 8.50, успешно применяется для круглых изделий.
Охлаждающая жидкость течет по спирали от центра к краю изделия (в противоход
впуску). При этом в самой горячей точке обеспечивается максимальная разность
температур между отливкой и охлаждающей жидкостью. По мере прохождения
жидкости по спирали ее температура увеличивается, в то время как расплав не-
скатько охлаждается.
830. Спиральная линия охлаждения [8 56]
8 Система теплообмену
338
температур снижается, и количество отводимого тепла
Таким образом, P<aiH<KJ ’ ессоМ обеспечивается более равномерное охлажде-
также уменьшается 1ак * достигается, если параллельно первой спира-
иие. Еше более высокая 1 < ^ода охлаждающей жидкости вт орая спираль с потоком
ли в форме выполнен.. д Д в нзготовлснии. но обеспечивает полу-
ичотю- °т "р'“сиястся л™ °тл',,1“| ™ч"ых первв™<-
'“о“ж'. чтоизделий охлаждением должны быть
снабжены обе полуформы.
По экономическим причинам литьевые формы для отливки круглых деталей
имеют прямые сквозные каналы охлаждения. При этом равномерное охлаждение,
конечно, не обеспечивается (рис 8.51 и 8.47). Возникновение деформаций не ис-
ключается.
I ые каналы ох таждепия Неудачная конструкция для круглых изделий [8.58]
"рямоуголыш™^^ применять, в лучшем случае, в формах для
[8.511 Концы высвеппрш л ” ‘ веР-пение сквозь плиту формы наименее затратно
ресекающихся отверстий °тпеРс 1 |1и заглушаются, поток направляется по сети пе-
^УЩествеш/^балее^ор^]^0^^10 3аЛВИЖск 11(Р,,с-8^53).
выполнен спиральный канал **Ш Окллжле,,ия показана на рис. 8.52. В
к периферии. Учитывая затрат! КПГОР,>МУ охлаждак>|цая жидкость течет от центр.1
ральиом впуске Другая охлаждай "Р11Ме11С|1ие целесообразно только при пе,п
ральным впуском столь же хЬИх-к-.-.1.1 <1Я ‘ гсма Д;,я прямоугольных изделий с не"1
' о. * опт из глухих отверстий вынопи”' "° ‘,,е^Ует меньших затрат (рис 8.53) О»
‘-ели осуществляется боковой biivc к'"^ " " 1е'1"’Рл,ы
i хжу (рис. 8.54). - ,о вход охлаждения может бы гь размечи1
Изделия высокою качества о.
йуют одинаковых условии (); ’ " "'•<> О! нездных ли i .„-вых формах, трг
1 ",1И 1,0 "‘‘Н>орму!о1.и1до|.>л<)Стях. при ТОМ Ч1‘>
339
Рис. 8.52 Спиральный контур охлаж- Рис. 8.53. Прямоугольное изделие с централь-
дения для прямоугольного ным впуском [8.59]
изделия [8.59]
854. Каналы охлаждения для прямоугольных изделий с боковым впуском [8.56[
________________________________________________8. Система теплообмена
340 ____________________________________________—-
„Р-гшисимо. Это достигается с помощью нескольких
каждая полость охлаждается не дельНО (рис. 8.55). Однако такая кон-
контуров охлаждения, подкл о кового охлаждения, поэтому необходим
струкция полностью не гарант 1 у
дополнительный контроль. пред|1а3наченные для охлаждения плоских дета.
Все вышеописанные систем ^о^гветствующей модификации и для прямоуголь-
лей, можно использовать поел ,льной или параллельной конфигурации
„их объемных Д™'";Xл“ни«оных каналов.
“ХнГвТприведен пример параллельного контура охлаждения пуансона в
На рис. в.эо при д н холодильника. Такая система экономически может
LTon^^ И3 ГЛУХИХ ” СКВ°ЗНЫХ ВЫСВерЛе»НЫХ тр-
етий Для того чтобы получить необходимое движение охлаждающей жидкости,
используются пробки или сварка. Следствием этого могут оказаться слабые или де-
фектные места на изделии. Пробки могут оставить следы на прозрачных отливках.
Пайка может привести к такой деформации пуансона, что даже последующей меха-
нической обработкой не удастся снять отклонения в размерах. ~
Поэтому рекомендуется охлаждать плоские пуансоны по той же схеме, что и ци-
линдрические, применяя параллельные или последовательные контуры (рис. 8.57).
Рис. 8.55. Несколько параллельных
контуров охлаждения для
большой поверхности [8.60]
ис. 8.56. Охлаждение пуансона литьевой фор
мы для изготовления коробки — па-
раллельные контуры [8.59,8.60]
Рис 8.57. Ох ла
<1ЖД<*НИ(' Iiy«lH('()||a лиTb(>iuii«
I 1 и>1 для изготовления коробки |8.60|
вДПрлктиучкое кончруироп.шиеси< гем охлаждения 341
8.7 3. Герметизация системы охлаждения
Ироокн, заглушки и сварка для герме! изации каналов надежным решением нсявля-
к.гся То же можно сказа ть и о наложенной сверху пластине |К.52| Вее. да сущее! ву-
Стопасность того, что небольшой изгиб пластин приведет к потере герметичности
кава.'юв относительно друг друга или внешней среды.
Даже заглушенная перемычка между каналами является «слабым местом» си-
стемы охлаждения, так как представляет собой юпу без движения охлаждающей
жидкости и. соответственно, без охлаждения. Плиты следует скреплять болтами
с небольшими интервалами.
Другая сложность - это отверстия в плитах формы. Например, отверстия под
толкатели и т. и. Их приходится герметизировать по отдельности и весьма тща-
тельно, с помощью уплотнительных колец или герметиков. Герметик наносится на
чистую поверхность аппликатором или просто выдавливается из тюбика и отверж-
дается при комнатном температуре под вакуумом. Такими материалами можно гер-
метизировать зазоры до 0,15 мм; они устойчивы в пределах от -55 до 200 °C.
Для облегчения разборки и обслуживания в системах охлаждения чаще исполь-
зуются уплотнительные кольца. В зависимости от температуры формы их можно
сделать из синтетического, натурального, силоксанового и фторсодержащего каучу-
ка. Канавка под прокладку должна обеспечивать ее деформацию после сборки около
10%. На рис. 8.58 изображено уплотнительное кольцо для герметизации пуансона
с параллельной системой охлаждения [8.56].
В зависимости от температуры применяют:
- ниже 20 °C: прокладки из синтетического каучука;
- выше 20 °C: прокладки из силоксанового или фторсодержащего каучука;
- выше 120 °C: медно-асбестовые прокладки.
*.» 5«. Оадюща» < ..— —“ т
342
-_________________________8 Система теплообмен^
охлаждение литьевой формы
пн давлением термопластичных материалов встречаются случаи
В практике литья под давл охлаждение отлитого изделия, но также кратко-
когда требуется не тольк г ^Ha4e говоря, форма перед впрыском нагрева.
временный или мегтн’’"' Когда впрыск заканчивается, изделие охлаждается
ГоТакой метод известен как динамическое или юриВДр.
М"пшда^ме”екия динамического охлаждения является литье точных от».
JZ изделий с низкими внутренними напряжениями и минимальной ориента-
шей макромолекул [8.61]. Горячие стенки формующей полости поддерживают ре-
лаксационный процесс в поверхностном слое до извлечения, исключая коробление
изделия. Более того, предварительный нагрев матрицы до температуры, близкой
к температуре расплава, позволяет улучшить его текучесть после впрыска Так
создается возможность достигнуть предельных величин отношения длины потока
к толщине стенки [8.62, 8.63], а также отлить микроизделия [8.64]. При опреде-
ленных обстоятельствах время цикла зависит от времени нагрева, предваряющего
охлаждение.
Подходы к такому динамическому охлаждению, когда форма активно нагрева-
ется, а затем охлаждается, разрабатывались, начиная с 1970-х гг. Применялись раз-
личные подсистемы нагрева, важнейшие из которых будут описаны ниже.
При так называемом вариотермическом нагреве [8.65] два отдельных охлаждаю-
щих контура (масло) регулируются клапаном. Когда масло служит охлаждающей
жидкостью, время цикла увеличивается из-за его низкой способности к переносу
теплоты.
Когда применяются электрические источники теплоты, нагрев основан напри-
Подсистема нагрева в этом случае более эффективна
кратковпе^сннпггУеЛЬНОМУ местномУ разогреву именно тех зон, которые требуют
рой полностью нагревается вся , ф^аВарИотермическая система Делпи, при кото-
[8.67]. Можно видеть ератур“при ввриотермическом охлаждении показан на рис. 8.59
времени нагрева, тем бо тее ° °ИХ вариантах время цикла существенно зависит от
масло менее эффективно Kai< ° В Варианте теплоносителем является масло. Хотя
гораздо более высоких темпепТеПЛ°Н0СИТеЛЬ’ Чем вода> его можно применять при
до 160 °C, с учетом создания атурах’ ^Ля воды пределом является интервал от 11
Методы „атрева, п?‘Ишс,,"°ге Да»ле„Вя.
счет присущего им механизма ВВ,е НИЖе-отличаются большей эффективностью за
кои плотности теплового потока за счет создаваемой ими высо
НИпдук1,,НО1° ,IarPCDa (табл. 8.3) ЭТ° ивФРакрасные нагреватели и приборы
1’“СОКую M°™>CT,. теплового по«и
Г'**”" еи,юравт»е,..ю ту^ум»;
Инду Jn lR 62] опщ-ы,,Г? " Обьсм однако, быть электропР0
ответе твующий контуру л 1111дУ|(тивпый нагрев при открытой <|*’PMt
’мы, вставляется в полуформы.
87. Прлкычес кое кон« I руиронание < и< тем охлаждения
343
Рис. 8.59. Временной цикл изменения температуры в форме с вариотермически.м охлажде-
нием [8.67]
Таблица 8.3. Продуктивность теплопередачи при различных способах нагрева [8.68]
Тип нагрева Пример Максимально возможная продук- тивность, Вт/см
Конвекция Калорифер 0.5
Излучение Инфракрасный нагреватель 8
Теплоп роводн ость Горелка 1000
Индукция Индуктор 30 000
После удаления индуктора форма закрывается, и расплав впрыскивается в фор-
мующую полость с горячей поверхностью [8.62, 8.63]
Инфракрасные излучатели (керамические или из кварцевого стекла), а также га-
логеновые лампы, в основном использующиеся для высокотемпературного формо-
образования, могут успешно применяться и как дополнительные источники тепла
в динамических системах. При взгляде на теоретически максимальную продуктив-
ность теплопередачи (рис. 8.60) становится понятно, что благодаря особым спосо-
' 8.60 Сравнение инфракрасного и термоэлектрического наг
344 __________________^^^£006^
Катаева снижается по сравнению с теплопроводности
п™ш шиукииовного И инфракрасного нагрева заключается, кроме
чего в гом. что поверхность формы можно нагревать избирательно и в течение £
рткого периода времени. Шить, формы не прогреваются глубоко, позтому Пер1юд
охлаждения не затягивается.
г, ггтгто^прние деформации углов отливаемых
8-7- изрд® вследствие неравномерности теплового
истока
Из поактики известно, что деформации изделии, имеющих форму коробки, можно
избежать если температура пуансона будет ниже, чем температура матрицы.
т1кой способ применяется при отливке прототипов. В целом он не рекомендует-
ся, так как деформация все же проявляется при эксплуатации изделия.
8.7.5.1. Холодный пуансон и теплая матрица
При низкой температуре пуансона отливаемое изделие с его стороны охлаждается
столь резко, что в результате последняя порция не застывшего расплава оказывает-
ся расположенной точно в центре угловой секции. Это (очевидно!) предотвращает
деформацию (рис. 8.61) [8.84].
Температура матрицы Тс
7]" ПР" ИЗМенениптемпературы матрицы (температурапуа«
Подобное резкое охл
протяХГныТсГ’ Особенно частоРна°б7ковДНаК0, К возннкновению деформаций на
дении пластиш ПОдобн°е тому, Что стенках изделия. Легкое коробление
еЩе одно огранйч ЫВает заметно даже пои Людается пРи неравномерном охлаж-
noTXZT “ «“рукш шТ"”"" Мюрмап,,» в углах. Ест. .
метод холодного nva е УГЛЫ' данный метол л ЗДел,,я имеют место не только вн}
Деформации удается Пр"ме»ять це Л Чевид,1° непР»емлем. В общем случае
яадяются хрупкой о ежать- n"vrpe. п,^ДУСТ1 ТаК как д‘™е « том случае. когда
' риск РастреСКИпа111 ^и11апРяжеН11я остаются. 11х следствиями
°Р° тения под нагрузкой.
gjjlp^HHec^KOj^^
87.5.2. Коррекция формы угловых секций
Если уменьшить количество тепла, поглощенное в,т,
поверхность теплообмена, или обеспечить первое и i • ‘ """M У™0™’ ИЛИ Уиели’'ить
кие другие модификации расхода тепла уже не пот™.л °Р°С од',о,,1,сменно, то ника-
С<хда.«ем «дамбы. (рис. 8.62) ooHmien. .
ется. Процесс заполнения формующей полости идет боле!И К Деформации снижа-
невыгодном сточки зрения потенциальных внутренних н г ГОПриятно *аже при
впускного литникового канала. В ненаполнент .v апРяже»ии расположении
над ориентацией молекул полимера, снимается полное™™ Деф°рмация- вызван-
Недостатком метода является слабость угловых зон й й™
готовление формы. У личение затрат на из-
Радиусы скругления углов для достижения желаемого оежимл
лпчивают, если это не противоречит ппоектиг^емлй я охлаждения уве-
му »АУ издания. ₽ т проектируемом функциональное™ и ннешне-
Еиеопин способ борьбы с деформацией - усиление стенок ребрами жесткости
либо придание им выпуклой формы. При этом внутренние напряжен я Ту™”
зонах не снимаются, что проявляется в хрупком разрушении под на,рузкой
Рис. 8.62. Снятие деформации путем изменения формы угловой секции [8.1]
8.7.5.3. Локальное изменение потока тепла
Из законов теплопроводности и теплопереноса вытекают следующие возможности
регулирования теплового потока. „ „
Увеличение теплопроводности в зоне между угловой секцией и стенкой охл
щего канала. В стальных литьевых формах это достигается с помощью BJJaB°
териалов, имеющих высокую теплопроводность (пример, медные встав
^Uc ® 63. Литьевая форма с медными вставками [8.1 ]
8. Система теплообц^
346
О возможно расстояния между углом отливаемого изделия
Сокращение, насколько в сН’ижение температуры охлаждающей жидкости
и стенкой канала охлажде р ОХлаждения в зоне угла изделия.
Другими сл<.вами. ®^"‘’яетет „оэ„„кновение утяжин (например, у основания
Темп же аются способы его предотвращения. Задержка аатверде-
£ расплава в основании симметричного ребра сама по себе не приводит к де-
™ ™ °бРа™0Й СТ0Р°Не "3‘3а УСаДКИ' “ “ПР°МЖДаЮШеИСЯ "“ЛПИТКОЙ.
появляется заметная впадина.
8.8. Расчет режима нагрева литьевых форм
для термореактивных материалов
Такие формы проектируются, исходя из требуемого времени нагрева. Из источни-
ков [8.69] известно, что эмпирические пределы отношения требуемой мощности
нагрева к весу формы находятся в районе от 20 до 30 Вт кг. I акже существует урав-
нение:
тпс-КГ
t s
(8.56)
где Р—мощность источника; тп — масса нагреваемой формы или ее секции; с — удель-
ная теплоемкость 0,48 (кДж/(кг • К)); КГ— температурный интервал нагрева;
t — время нагрева; $ — тепловой КПД (~0.6).
Возможны более подробные вычисления, если конструкция конкретно определе-
на. В этом случае выполняется численное решение путем разделения формы на ко-
нечные элементы. Примеры успешных решений с использованием метода конечных
элементов можно найти в литературе [8.70-8.73].
8.9. Теплообмен в формах
для термореактивных материалов
8.9.1. Тепловой баланс
тестового баланса, так^ктемп^т 7™°В°Й системы формы является знание ее
100-150 °C выше чем РатУра формы для эластомеров и реактопластов на
материалов. За LhoLh исключени-
Соссылкой на работы [8.13 8 141 IL В° внешнюю сРеду будут существенными,
с повышенной темпепатчпой n nJ’ Д определяется тепловой баланс литьевой формы
путем рассмотрения тепловых ^ермопластов- энергетический баланс составляется
Уравнение для формы таково- °КОВ ° КвазистационаРном процессе (рис. 8.64).
Есличлень О ' ^"~<^+<2«-ёл-(2/,=О. (8.57)
"ею===Е~^а,ла4'ае“,'е'-сй“лоу'”“’
теплообмен с отливкой Q. ;
- теплообмен с нагревателем’^
g О lennCX'OMt'H H (рОрМЛХ ДЛЯ Ц-рмореаК1ИИНЫХ Млтори^лон
14/
^1 *йми-<2„ » (8 58)
' ,я5 |‘,AV‘ 1 111,"Гк"|У"> « здгмч.ггацни, как 310 продлив!
ся в работе |Ы I (|’Ы< Ь (>.») Кроме пио, ирмиимаклся доиупилия, псрсчж литые
ни»*'-
Рис. 8.64. Оценка теплового потока [8.16]
^ис- 8.65. Сегментирование [8.16]
8. Система теплообмена
ЗЛ8 ояппая температура (затененные области
Вокруг матрицы струКТурУ; предполагается, что сегменты
Тепловой поток имеет оСО у оСТЬ. Теплообмен между сегментами
только через ^’„стоять из скольких “оев. так чте
™ ючаетея. В то же время'"ида1Я^и. Поскольку поток во внешнюю сред ,
оценить влияние и"“в11„1ми, расчет теплового потока осуществляет-
„ „,«1».ль температуры решения этой задачи применять компьютер
ся путем итераций. Лучок^^„„^„дность. определяемая для «ютветотук,.
[8.28]. В расчетах нспол . У расчета показана на рис. 8.66.
шего пирамидального сегмента. Схем i
Рис. 8.66. Оценка потери тепла [8.66]
(8.59)
(8.60)
(8.6D
(8.62)
где Д — толщина соответствующего слоя.
TRR = —---—;
A Е G
1TR = —1— ;
«А
Ос=(Ттм-т„)/пс-,
^/=<Х +<Ло+(2„.
где 771С — теплопроводность; TRR
ние теплопередаче.
сопротивление излучению; 1TR
(8.63)
(8.6-п
(8.65)
еопрогн11'11
349
Потери, рассчитанные для каждого сегмент
тепла. Постоянная средняя тенлопроводшх п '' ио,;*лы"а,отси в общую потерю
среднюю площадь поверхности Можно также вест Т ССГМе,,та ««одится через
водностью как функцией площади поверхности те/ РЯ<?ег с ,,еРеменной теплопро-
ходимостн интегрирования по высоте сегмента 18 28? n^’ ЭТ° ,,рипадит к необ-
отлнчающпеся, хотя и несущественно, результаты Р рИ упрощснии получаются
столь сложен, и поэтому более предпочтителен ' СЧСТ С ,1ОМОЩь,° средних не
Следует уделить внимание коэффициенту тепл С
делить для свободной конвекции через темпеппт» Мена' который можно опре-
(рпс. 8.67). Приведенные уравнения лишь частично ™ВерХ,,ОСТИ и ПЫСОТУ Формы
сии. Большей частью они найдены опытным путем [8 38 вЙ™ у^*0”013 конвеР-
Рис.867 Коэффициент теплопередачи для плоской вертикальной поверхности [8 16]
В диапазоне от 0,4 до 0,6 м переход конвекции с ламинарного на турбулентный
Режим весьма заметен. Если при этом принять для расчета коэффициент теплопере-
дачи, равный 8 Вт/(м2 К), то расчетные потери получатся выше реальных. Для форм
большого размера, наоборот, расчет дает заниженные значения, ч го можег привес ти
к ВЬ|бору недостаточно мощного нагревателя. ..„„„я
Теплообмен с отливкой рассчитывается просто, если предположить, 4 го темпсра-
тУРа всей массы изменяется от температуры материала при впрыске до «
₽ы Формы за время цикла tc Удельная теплоемкость считается "°™”””'™J;n °,
ВЬ1Делением при сшивке полимера в этих расчетах nPCHe6p™™ГпеаХион.юе
Вп°лне допустимо для эластомеров В случае реактопластов в rt) L;[VCOB Цельсия
*ПЛО может привести к повышению температуры на несколько градусов Цельс
Tw -Т„ (8.66)
Q№ = M ср—t
8. Система теплоо6ме,1:]
350
тепла из уравнения (8 64) и определив теплообмен с отлив-
Теперь, зная потер найтН колнчество тепла, требуемое для нагрева
э1"Хл““'Х.,ч,ша. пр., которой форма находится в состоянии теилоад
оапно^пя Эти приближенные вычисления не дают возможности судил, о распре,
делении температуры или поведеви.. нагретой формы.
8.9.2. Распределение температуры
Если говорить о постоянстве распределения температуры, следует прежде всего
уточнить те допущения, которые сделаны при расчете тепловых потерь, чтобы их
можно было принять в качестве надежного параметра. Трехмерное температурное
поле прямому расчету не поддается. Поэтому рассматриваются сечения этого поля,
и трехмерная физическая картина сводится к набору двухмерных задач, решаемых
обычно аналоговыми методами. В последнее время получили развитие дифферен-
циальные методы и специальные компьютерные программы [8.71]. Примеры их ис-
пользования приведены в главе 14. Диаграмма, приведенная на рис. 8.68, получена
одним из дифференциальных методов. Намеренно был выбран момент времени,
когда полное тепловое равновесие еще не установилось. На диаграмме хорошо вид-
но, что градиенты температур уже несколько выровнялись и изотермы перпендику-
лярны границам сегментов. Этим подтверждается ранее высказанное предположе-
ние, что тепловой поток не пересекает границы сегментов. Проверка однородности
в районе гнезда возможна в плоскости сечения формы дифференциальным мето-
дом. В результате получается набор изотерм, который показывает наличие темпе-
ратурных градиентов. Благодаря этому можно с самого начала избежать неудачного
расположения каналов охлаждения. С помощью таких же диаграмм можно понять
ХХэ™мстод впсрв'”е разработан для форм’лч*'
с жидкостным теплообменом.
материалы, и применяется теперь также для форм
Изотермы
каналы охлаждения;-------ссгмеить’
с. 14.4. Грехмерное моделирование; усадка и деформация пластмассового патрона лампы
Фото: Magma
8 jOjTgaKrwHecKOi^ нагревателей форм 351
Трудоемкость метода снижается благодаря применению программ автоматизи-
рованного проектирования, позволяющих автоматически разбивать температурное
поле сеткой, с последующим дифференциальным расчетом ячеек
Такой подход реже применим к формам с электрическими нагревателями так как
температурный режим в них далек от стационарного. Ввиду этой и других’причин
практического свойства, нагревательные элементы располагаются близко к внешней
поверхности. Это, в свою очередь, вызывает необходимость изолирования так как
иначе рабочая температура поддерживается только ценой больших потерь тепла и
не отличается стабильностью.
В таких случаях настоятельно рекомендуется контролировать реальную темпе-
ратуру пресс-формы, не уповая на то, что регулятор правильно установлен. Откло-
нения могут достигать величины 20 °C [8.78, 8.79].
Следствия падения температуры становятся понятны при рассмотрении рис. 8.69.
Понижение температуры на 10 °C вызывает резкое снижение степени вулканизации.
В центре отливки она падает до 50%, в то время как в нормально прогретых зонах
превышает 85%. Становится понятно, что тщательный контроль температуры формы
в подобных случаях совершенно необходим.
Рис 8.69 Диаграмма температуры, скорости и времени сшивки фенолоальдсгпдпои смолы
[8.16] Толщина стенки 10 мм (с = f(T))- Расстояние от стенки гнезда: (/) — 5 мм,
(2) - 4 мм; (5) - 2,5 мм; (4) - 0"мм
Практическое конструирование _
термоэлектрических нагревателей форм
для реактопластов
в соответствии с данными [8.69] для достижения стабильного РС,УЛ,,^,В®',“”
ПеРаЧры при разумном времени нагрева необходимы источники тепла выдсляю-
,ЦИе от 20 до 30 Вт на килограмм веса формы. Нагревательные элсменз ы ад
Равномерно размещать по объему формы Нагрев с помощькгтермоэлс“<P"'
-и-
больших формах находится от о до 1о кошур
8. Система теплообмену
352
п п Нюпме прутков и конусов, упомянутых в разделе 6.10.1.6
вательных элементов в Ф^Хьной системы.
В связи с коллек™Р ‘ Р их 1ОВКИ. для достижения стабильного регулирова-
Там жеописаньгс контуру нагрева должна быть подведена термопара, но
"нХ При таком размещении фиксируются сглаженные колебания.
Большие формы часто нагревают паром. Соответствующие расчеты можно найти
в работе [8.16] В любом случае необходима полная изоляция формы, особенно со
стороны плит смыкания.
Электрические нагреватели выбирают в соответствии с выделяемой мощностью;
их размеры могут в определенных пределах изменяться. Если мощность, выбранная
для быстрого нагрева, приводит к постоянной температуре в квазистационарной
области, ее следует понизить. Достигается это, как правило, за счет более частых
отключений и, следовательно, снижения срока службы ретулиру ющего прибора. Ре-
комендуется использовать тиристоры, так как они всегда переключаются в нулевой
точке волны АС и практически не изнашиваются.
Всегда важно помнить о том, что измеритель-регулятор должен соответствовать
выбранной системе регулирования. Литьевую форму можно рассматривать как ре-
гулируемую систему первого порядка с временным лагом. Хорошим приближением
может быть время нагрева, полученное согласно формуле «адиабатического» нагре-
ва. Параметры регулятора определяются согласно [8.80, 8.81].
Размеры термоэлектрической системы подобрать несложно, но это не избавляет
от необходимости контролировать температуру. Любое отклонение может привести
к существенному сбою температурного режима. Системы с жидкостным нагревом
работают иначе, при условии, что тепловая емкость достаточна, температура конту-
ра остается в узком интервале. В отличие от прямого электрического нагрева форму
и размеры жидкостной системы трудно изменить. К тому же разница между темпе-
И жидкости на входе и выходе не должна быть велика. Нагревающие каналы
темпеп^1Г°п°ЖИТЬ ЛИЗКО к формующим полостям, но при небольшой разнице
17™Руе7тол\ко темпХуру ХХГ б°ЛЬШИМ’ °Собенно если теплообменник ре-
ные надевающие ^^[8 82^^870) 7^™ ИСПОЛЬЗОВаТЬ
В них стандартные тг™6чят2 ^РИС’ °’70) ^См’ па Цветной вклейке после с. 366).
налы, в которых оно быстпо 'е ”агреватели передают тепло в теплопроводящие ка-
Такой способ позволяет сннзи ВномеРпо Распределяется по большой поверхности
ними. ть темпсратурные градиенты по сравнению с обыч-
«ИДО) Jb.»b •> П7 /.97Л IIMil 1J29 !.>!>.> int.l 21.27 j j -j i 2b 7b 29.21 И 90 31.7b 47 22
Рис 11.16. Иллюстрация расчета давления необходимого дтя завершения процесса запол
нения [ 11.3]
из М.„„ьИ„...„и,и«фор- И"-'”™1...........
g J ДОПуСТИМЫР ОТКЛОНЕНИЯ
355
- усадка в направлении длины L
SL= (0,05+0,1)5;,.
Для реактопластов существуют особые методы определения усадки (см, (9.4]).
Рис. 93 Величина усадки, определяемая в направлении потока: SR — радиальная (про-
дольная) усадка; ST — тангенциальная (поперечная) усадка; Д5 — разница между
усадками
9.3. Допустимые отклонения
Причина многих рекламаций часто заключена в проблеме величины допустимых
отклонений, которая, в крайнем случае, должна оговариваться производителем и
потребителем. Допустимые отклонения не должны быть жестче, чем требуется для
нормальной эксплуатации изделия.
Допустимое отклонение тесно связано с усадкой и, кроме того, зависит от особен-
ностей перерабатываемого материала. Для соблюдения жестких допусков, которые
не должны зависеть от случайных действий оператора, нужно обеспечить точность
управления литьевой машиной и формой. Тем не менее оператор должен стре-
миться соблюдать условия протекания процесса. Если параметры процесса близки
к предельным, размеры также могут выйти из допустимого интервала.
Кроме того, следует различать размеры отлитого изделия, связанные с литьевой
формой и не зависящие от нее. От формы зависят те размеры, которые обусловли-
ваются копированием ее элементов (рис. 9.4, вверху). Размеры, не связанные с фор-
мой, получаются при взаимодействии движущихся навстречу друг другу элементов
формы (стационарной и подвижной полуформ, ползунов, рис. 9.4, внизу) Такая
градация отражает погрешность, возникающую из-за подвижных частей формы, их
положение в конце движения трудно воспроизвести точно.
Нормативы допустимых отклонений приведены в «Руководстве по технологии
полимеров» (Plastics Engtneenng Handbook) (9.11] Такие таблицы (пример приведен
11а Рис. 9.5) разработаны Американским обществом индустрии пластмасс, и основы-
“аются на данных ведущих поставщиков и производителей.
Информацию, имеющую отношение к допустимым отклонениям также можно
«айти в Британском Стандарте BS 4042. Ниже приводятся данные
Стандарта D1N 16 901
п В зависимости от свойств формуемых материалов
П^Упп допустимых отклонений (табл. 9.1) Внутри каждой группы проводят разли
ЛУсадка
Рис. 9.2. Схема затвердевания изделия [9.7]
После продолжительного хранения может произойти еще одно изменение разме-
ров под действием температуры и особенно условий хранения. Это так называемая
дополнительная усадка (4-э5). Она обусловлена релаксацией остаточных напряже-
ний, молекулярной релаксацией и рекристаллизацией. Впрочем, за исключением
частично кристаллических материалов, эта усадка ничтожно мала. Сумма техноло-
гической усадки и дополнительной усадки называется полной усадкой. Если допол-
нительное отклонение в размерах происходит из-за поглощения влаги или из-за вы-
сокой температуры эксплуатации, следует обратить внимание на время воздействия
влаги, последующую обработку и условия измерений, которые должны быть огово-
рены при продаже производителем и потребителем. Кроме того, нужно различать
виды усадки по отношению к направлению потока (рис. 9.3).
Радиальная технологическая усадка — это усадка в направлении потока (про-
дольная); тангенциальной называется усадка в направлении, перпендикулярном
направлению потока (поперечная).
Разница между продольной и поперечной усадками является мерой анизотропии.
Усадка по толщине также может иметь место, но практического интереса не преД’
ставляет. Для измерения могут применяться различные механические и оптические
инструменты, однако следует помнить, что контактные методы измерения приводят
на незастывшем материале к ошибкам.
ные то можип^Ые размеры в Уравнении (9.1) заменить на соответствующие объем-
ные, то можно определить объемную усадку [9.3].
S„ = р(Ю0 кПА, 7) -п(100 кПА, Д.)
Vc п(100кПА, Г)
где » - удельный объем материала (рис. 9 71
Продольная и объемная усадка пи™, '
ница усадок но направлениям п •• * 1Ы Лруг С ДРУГОМ. но из-за анизотропии (Раз‘
ной. К тому же объемную vcan И"ая Усадка не может быть выведена из объем-
л-
пущения: у лки тЧ’мопласгов можно сделать следующие до-
.................
(9.2)
Направление движения ползунов
Рис. 9.4. Зависимые от литьевой формы (вверху) и независимые (внизу) размеры [9.2]
-З^адка
чие между двумя степенями точности для учета припусков на механическую обра-
ботку выше и ниже номинальных размеров. Для каждой группы допустимых откло-
нений припуски, зависимые от номинальных значений, можно взять из табл. 9.2.
Данные по размерам, связанным и не связанным с литьевой формой, приводятся
в таблице отдельно.
9.4. Причины усадки
Внутренние причины усадки и™
момнамических с„„йс,К(х ,'7''Т“ "ОД гением, заключаются в тер-
опой^Х1’™' М)' Их называют PVT^-
В оснНИе пластмасс [9.5]. ' ни описывают сжимаемость и тепловое
В основном различия Рут.г -
РУют лХР^уюе3ав^аС™ЧН0 Кристадлич№е7 ВТ ДВуМЯ классамИ МаТеР“'
Фазе обнаруживав Мость Удельного объе» В расплаве оба класса демонстр»
Нии удельный объем ZCyUleCTDe“HbIe Различия и ТемпеРатУРЫ- Однако в твердо»
время как аморфцЫР КСПо»енциалЬно VMeiI, На начальном этапе кристалл»33'
S’" С "адм"™ температуры.
мопластов. Ричиной большей еи,,УК> зависимость в твердой Ф33
Х'ХГ лолга''° "о”
} ^«апхамме чепе “ ” тел,,и‘РатУРа ” ' L
113 рапные промежутки врем
357
Стандарты и режимы для промышленной
переработки пластмасс
Инженерные и технические стандарты
Американского Комитета Стандартов
______________(ABS)
Примечание. ......1ЛС промышленными, являются обычными производственны
мн допусками при максимальной экономичности. лчвсииы
Величины, обозначенные как точные, являются существенно более жесткими допусками достижи-
МЫ МИ за счет увеличения цены изделии. J
Обозначения на чертежах Размеры, ДЮЙМЫ
Л- диаметр (см. примем. № 1) В - глубина (см. примеч. № 3) С - высота (см. примеч. № 3) 0.000 0.005 1.000 2,000 3,000 4,000 5,000 0.000
от 6000 до 12,000 добавка (в дюй- мах) для каждого дюйма
D - нижняя стенка (см. примеч. № 3)
Е- боковая стенка (сы примеч № 4)
F— диаметр отвер- стия (см. примеч. № 1) от 0,000 до 0,125
от 0,125 до 0.250
от 0,250 до 0.500
от 0.500 и выше
Отклонения (плюс или минус) на тысячу дюймов
* 23456789 10 11 12 13 14 15 16 17 1819 20 212223 24 25 26 27 28
Пром. ± Точи. ±
0,003 0,002
0,004 0,002 В
0.003 0,002
0,002 0,001
0,002 0,001
0,003 0,002
0,004 0.002
С — глубина отвер- от 0,000 до 0,250 0,003 0,002 Примечания: 1 - Эти допустимые отклонения не учиты- вают старение материала.
(см примеч. № 5) от 0,250 до 0,500 0,004 0,002
от 0,500 до 1,000 0,005 0.003 2 - Допуск для толщины сечения стенки 1/8 дюйма. 3 Следует принять в расчет линию разъ- ема
Припуск на стяжку с каждой стороны (см примеч № 5) 2" Г
П ТО'КОСТНОСТЬ (см. примеч. № 4) от 0,000 до 3,000 0,015 0.010 твовать постоянству толщины стенки» насколько это возможно. Достигнуть полного постоянства в этом размере не-
от 3,000 до 5,000 0,030 0,020
Размер резьбы внутренняя 1 2 ВОЗМОЖНО- 5 Следует проявить заботу о том, что бы отношение высоты пуансона к его диаметру не достигло величины, при которой штифт будет интенсивно раз
(класс) внешняя 1 2
концентричность (гм примеч № 4) 0,009 0,005
Закрут тения реб- Р». углы <™_примеч №6) 0.025 0.015 6 - При удачной конструкции и хорошей технологии следует уве шчиватр. 7 Требуете я отдельное техничс. г -г согла- шение между проигзодителем и потре- бителем
^Работка поверх- ности Цвет см. примеч № 7 —
9.5. Пранл митета см примеч «гт? / | сческие допустимые отклс Стандартов (с разрешен знения д. ия Амер тя изделий данные Американского Ко иканского общества индустрии пласт
масс)
358
lVCa,
группы допустимых отклонений {9.2]
Таблица 9 i Группы допустимых отклонений "
Материал изделия Стандартные допуски Для размеров с припуск^?' обозначенными на чертеж»
1 степень точности 2 степеньточ^" ности
140 130 120
Ацеталь (полиоксиметилен) /..„«зчлпненпый), длина детали: < тэимм
Ацеталь (полиоксиметилен) Т ненаполненный), длина детали: > 150 мм 130 120 110
Ацеталь (полиоксиметилен) (наполненный) — 130 120 110
Акриловый полимер 130 120 ио
Диаллилфталатные компаунды (с неорганическими наполнителями) 130 120 110
Полиэфирсульфон (ненаполненный) 150 140 130
Полиэтилен1 (ненаполненный) 140 130 120
Полиэтилен терефталат (аморфный) 140 130 120
Полиэтнлентерефталат (кристаллический) 130 120 110
Полиэтилентерефталат (наполненный) 130 120 110
Полифенилен оксид 130 120 110
Полифенилен оксид — стирольная смесь (ненаполненный, наполненный) 130 120 110
11олифениленсульфид (наполненный) 130 120 110
Полифенилен1 (ненаполненный) 130 120 ПО.
Полифенилен1 (наполненный стеклянным волокном или тальком) 130 120 110
Полифенилен сополимер ударопрочный (ненаполненный) Полистирол 130 120 ПО
11олисульфон (ненаполненный, наполненный) Поливинилхлорид ~ 130 130 120 120 ПО ПО
(с ускорителем пластикации) Поливинилхлорид — 130 120 110
-^з^орителя пластикации 3 В настоящее время информация отсутствует
V1 нрол-акрилонитрил ~
130 120 по
—Шарованные этилентЗ^— ———. i[^"УРетановые (твердость7П пл нт 1 130 - 150 120 140 по -- __130_--
150 140 130
140 130 120^_^
—к„ 4 мм ка 1К.„ х .................... . ............ к)1Х гсрм.
g 4. Причины усадки
359
Рис. 9.6. PVT-диаграмма аморфного (вверху) и частично кристаллического (внизу) термо-
пластичного материала
После объемного наполнения матрицы материалом (0 —> 1) происходит его уп-
лотнение в компрессионной фазе без существенного изменения температуры (1-^2).
Величина локально достигаемого давления в отливке зависит от величины давления
смыкания, приложенного машиной, и от гидравлического сопротивления в форму-
ющей полости.
Затем следует монотонное охлаждение отливки (2 —> 3) С этой стадией связана
объемная усадка, частично компенсируемая давлением подпитки, которым нагнета-
ют дополнительный расплав в жидкую сердцевину затвердевающей отливки Если
подать оасплав в формующую полость нельзя, например, при затвердевшем впуск-
ном литнике, изменения состояния становятся изохорическими (3 —> 4).
Ч~*1 Объемное заполнение
# » 2 - Сжатие
' 3 Воздействие давления подпитки
1 3 Изохорическое снижение
давления до температуры 7'1(Mlcl|q
3—^5 — Охлаждение до температуры
извлечения Т£
6 Охлаждение до комнатной
температуры Тк
3 1> Объемная усадка
5v=£ijaj1!it__£l 100%
>|1>
But 9.7 И >менение состояния на /'УТ-Диа!ра.мме [9.31
360
(от и до)
«^«Д=пу«..
Группы до- пуска из табл. 1 Код’ 0 1 1 ч 1 3 3 6 6 10 10 15 15 22 22 30 30 40 40 53
Ста ндартные допустимые отклон ения
— А +0,28 ±0,30 ±0,33 ±0,37 ±0,42 ±0,49 ±0,57 ±0,66 ±0.78
160 В +0,18 ±0,20 ±0,23 ±0,27 ±0,32 ±0,39 ±0,47 ±0,56 ±0,68
. А ±0,23 ±0,25 ±0,27 ±0,30 ±0,34 ±0,38 ±0,43 ±0,49 ±0,57
150 В +0,13 ±0,15 ±0,17 ±0,20 ±0,24 ±0,28 ±0,33 ±0,39 ±0,47
140 А +0,20 ±0,21 ±0.22 ±0,24 ±0,27 ±0,30 ±0,34 ±0,38 ±0,43
В ±0,10 ±0,11 ±0,12 ±0,14 ±0,17 ±0,20 ±0,24 ±0,28 ±0,33
А ±0,18 ±0,19 ±0,20 ±0,21 ±0,23 ±0,25 ±0,27 ±0,30 ±0,34
16U В ±0,08 ±0,09 ±0,10 ±0,11 ±0,13 ±0,15 ±0,17 ±0,20 ±0,24
Допустимые отклонения размеров с учетом припусков
160 А 0,56 0,60 0,66 0,74 0,84 0,98 1.14 1,32 1,56
В 0,36 0,40 0,46 0,54 0,64 0,78 0,94 1,12 1,36
150 А 0,46 0,50 0,54 0,60 0,68 0,76 0,86 0,98 1.14
В 0,26 0,30 0,34 0,40 0,48 0,56 0,66 0,78 0,94
140 А 0,40 0,42 0,44 0,48 0,54 0,60 0,68 0,76 0,86
В 0,20 0,22 0,24 0,28 0,34 0,40 0,48 0,56 0,66
130 А 0,36 |0,38 0,40 0,42 0,46 0,50 0,54 0,60 0.68
В 0,16 0,18 0,20 0,22 0,26 0 30 0 34 0,40 0.48
120 А В 0,32 0 12 0,34 0,14 0,20 0,10 0.12 0,06 II.IC с <6 0,36 0.38 0.40 0,42 0,46 | 0,50 0.54
110 А В 0,18 0,08 0,10 0,16 0,22 0,18 0,24 0,20 0,26 0,22 0,28 0,26 0,30 0,30 0,32 0.34 0,36
Точное А 0,12 0,14 0,16 0.18 0,20 0,22 0,26
литье В 0,05 0,14 0,16 0,20 0,22 0,24 0,26 0.28
Размеры, не связан 0,07 0,08 0.10 0,12 0,14 0.1 б! 0.18
Размеры, связанные с формой’
9 j Причины усадки
361
Пределы номинальных размеров (от и до)
53 - 70 90 120 160 200 | 250 315 4C0 500 1 639 809
70 90 120 160 2C0 250 1 315 400 500 630 800 1000
—— Стандартные допустимые отклонения
±0.94 ±1,15 ±1.40 | ±1.80 ±2.20 | ±2.70 ±3.30 ±4,101 ±5.10 ±630 ±7,90 ±10 10
1 =84 ±1,05 ±130 I ±1,70 ±2.10 j ±2.60 ±3,20 ±4.00' ±5,00 ±620 ±7.801 ±9,90
1 ^0,68 ±0.8- ±0.97 । ±1 20 ±150 ±1.80 ±2.201 ±2,80 ±3.40 1 ±4.30 ±530 ±6.60
±0 58 ±0.71| ±0.87 . =1.10 J- ±1,40 ±1.70 ±2.101 ±2.70' ±330 j ±4 20 ±5 20 ±6.50
, ±050 ±0.60 i ±0.70 । ±0.85 1,05 ±125 ±1,55 ±1,90 ±230 | ±2.90 ±3.60 ±450
±0.40 ±0.501 ±0.60 1 ±0 75 0.95 ±1 15 ±1,45 ±1,801 ±220 ±2.80 ±350 ±4.40
±038 ±,44 | ±0,51 1 ±0,60 । 0,70 । ±0.90 ±1.10| — t ±1.30| ±1.60 ±2.00 ±2,50 ±3.00
±028 ±0341 ±0.41 I ±050 L. 0,60 । ±C80 l±i,ool ±120 ±150 ±1.90 ‘±2 40 ±2 90
Допустимые отклонения размеров с учетом припусков
1J88 230 2 80 , 3,60 4 40 5.40 6,60 820 10.20 1250 15,80 20.00
168 2.10 2.60 340 420 5 20 640 8 00 10,00 12.30 15.60 19.80
136 1,62 1.94 2.40 3.00 1 360 4,40 5,60 6.80 8.60 10,60 13,20
116 1.42 1.74 2.20 2.80 340 4 20 5 40 6.60 840 10,40 13.00
1.00 120 1.40 1.70 2.10 250 3.10 3.80 4,60 530 7 20 9.00
, 030 100 1 20 150 190 1 2.30 2.90 3.60 4,40 ' 560 7,00 8,80
076 088 1.02 120 150 — 180 2 20 2 60 3.20 3,90 490 6.00
056 0.68 0,82 100 130 1.60 2,00 2.40 3.00 3.70 4,70 5.80
L060 0.68 0 78 0,90 1.06 124 150 1.80 2 20 2,60 3.20 4.00
JJ.40 0.48 058 0,70 0.86 1.04 130 1.60 2.00 2 40 3.00 380
JJ.40 0.44 050 058 068 0.80 0.96 1.16 1.40 170 2.10 2.60
030 034 0.10 0.48 958 0.70 0.86 1 06 130 1.60 200 250
JL3! 035 0.40 050
021 j 025 030 0.40 —
362
^Усадка
100 кПа (точка 4) определяет локальную
Томка » юпЧ»" *!««*’“„ область больших объемов, усадкабмя
е v’.o усадку. Если эта точка попалявляется показателем усадочных на-
^зпачПТСль.шш Так как о^..алУ|к)дпт ц к 6олы„ей продоль„ой усадке,
пряжений, бблыпая объемна У7оо кПа изменения становятся изобарическими. Во
Поспе достижения отметки в w щая полость перестает оказывать на
9 5. Причины анизотропной усадки
r Люпме сдерживается или полностью исключается
Изменение размеров отли является неоднородной (анизотрол-
шпонпмшь различие между внутренними и внешними причинами
ограничения усадки.
Внешним ограничением усадки является механическое ограничение изменения
размеров литьевой формой. Ограничение усадки и происходящая благодаря ей ре-
лаксация напряжений приводят к снижению уровня усадки. Усадка ограниченного
со всех сторон изделия меньше, чем изделия ограниченного с одной стороны и, более
того, в меньшей степени зависит от технологических параметров процесса (рис. 9.8).
Конечно, механическое ограничение эффективно только до тех пор, пока отливка
находится в форме. После выталкивания ее размеры изменяются свободно. Поэто-
му температура извлечения определяет изменения механических граничных усло-
вий, усадки и деформационных свойств.
g5 Причины анизотропной усадки
363
Внутренние ограничения усадки имеют место благодаря внутренним напряжени-
ям, связанным с. охлаждением и ориентацией молекул.
Ориентация молекул влияет на усадку двумя способами. С одной стороны, раз-
личие В усадке связано с коэффициентами линейного расширения, зависящими от
ориентации. С другой стороны, молекулярная релаксация (сжатие) в направлении
ориентации вносит вклад в увеличение усадки. Молекулярная ориентация опреде-
ляется параметрами процесса и, в первую очередь, типом и местоположением впу-
ска, но она влияет на усадку много меньше, чем, например, ориентация волокон
в наполненных композициях.
Ориентированные потоком волокна препятствуют усадке в первую очередь
в направлении ориентации, так как имеют меньший коэффициент теплового расши-
рения и большую в сравнении с полимером жесткость (рис. 9.9) [9.8]. С помощью
волокна усадку можно сократить на 80%. Тем не менее, начиная с 20%-ного напол-
нения, не наблюдается дальнейшего сокращения усадки.
Добавление наполнителей, например минеральной пудры, делает усадку изот-
ропной. Происходит общее снижение усадки благодаря меньшей сжимаемости ма-
териала в целом.
К анизотропной усадке, помимо ориентации волокон, приводит и молекулярная
ориентация в направлении потока.
Низкая теплопроводность пластмасс приводит к получению температурного про-
филя, изображенного на рис. 9.10. Различные зоны изделия находятся в разных ус-
ловиях охлаждения и, следовательно, сжатие тоже будет варьироваться. Благодаря
механическом)' сцеплению между слоями тепловое сжатие в продольном и танген-
циальном направлении ограничено. В толщину этого ограничения не существует,
поэтому большая доля объемной усадки приходится на усадку поперечного сече-
ния. Ограничения усадки в продольном и тангенциальном направлении подобным
же образом приводят к усадке в поперечном сечении при условии, что деформиру-
Влияние стеклянных волокон и стеклянных шариков на усадку. Изделие втулка;
материал полибутилентерефталат неармированный (х), 30% стеклянных шари-
ков (о), 30% стеклянного волокна (о);^„ “ 251 С; Pw - 33 МПа
2^адка
364
а)
G
Тепловое сжатие
Модель нарастания напряжения [9.12]
Рис. 9.10.
Причины деформации
9.6.
Деформация является следствием анизотропной усадки. Как правило, причина кро-
ется в неравномерном охлаждении по толщине изделия. Более высокая температура
стенки с наружной стороны, как показано на рис. 9.10, приводит к более высокой
температуре внешних слоев и из-за большего объемного расширения — к прогибу
нагретой стороны Неравномерное охлаждение может быть вызвано вставками, на-
пример при литье с декорированием в форме.
вода тепла Де^°рмация (рис- 9-И,См- рис. 8.46) происходит по причине плохого от-
вода тепла в направлении от vrnnn н
различие в толщине ребер сместите Приводит к Уменьшению угла. Аналогично,
трального положения и приведет 71ературныи ПР°ФИЛЬ из симметричного цен-
Деформацию, вызванную охлажпе,^°рмации отлитого изделия (рис. 9.12).
пературы формы, когда это не б иием> можно предотвратить изменением теМ-
лаждения или использовать Пг° ХОДИМО’ пУтем перемещения каналов системы ох-
тавки в форму из различных материалов. Внутрен'
Рис. 9.11. Углов-
ОТ,,ОЛ:‘ ТС,,Л:‘ “° ,,,,у’*-’н’их уХХ°'° Р"< '-> 12- Деформация по •'Р',^“
разной толщин!11 cTi’’"
q 7 Технологический процесс и усадка 365
„не утлы и тонкие ребра нужно охлаждать лучше, чем другие участки изделия (см.
раздел 8.6).
Чтобы избежать деформации, вызванной ориентацией молекул, следует пере-
местить литник или перенаправить поток с помощью изменения толщины стенок
Деформацию плеч ких элементов изделия можно предотвращать, используя тонкие
ребра жесткости.
9.7. Технологический процесс и усадка
Кроме изменения конструкции литьевой формы и модификации перерабатываемых
материалов, существует возможность влиять на усадку и деформацию, изменив тех-
нологические параметры процесса. Исходя из PVT-диаграммы, можно сделать вы-
вод, что давление и температура являются главными факторами, воздействующими
на усадку. Если в конструкцию внести изменения, воздействующие на эти параме-
тры, то это также повлияет на усадку. Обзор факторов, действующих на различные
параметры, представлен на рис. 9.13 [9.11].
Как для аморфных, так и для частично кристаллических термопластов давление
подпитки влияет на усадку в наибольшей степени (рис. 9.8).
Под давлением подпитки материал в формующей полости сжимается, но объем-
ное сжатие, происходящее за счет охлаждения, компенсируется подачей расплава.
Влияние давления подпитки показано на PVT-диаграмме, отражающей протекание
процесса (см. рис. 9.7). Если давление подпитки увеличить, процесса двигается в
сторону меньших удельных объемов, до достижения отметки 100 кПА, при котором
изделие подвергается меньшей усадке. Однако влияние давления подпитки являет-
ся регрессивным; иначе говоря, при увеличении давления подпитки его влияние на
усадку падает.
Повышением давления подпитки можно добиться снижения усадки частично
кристаллических материалов на 0,5% от предполагаемой. Для аморфных материа-
лов, усадка которых не так велика, осуществимо ее снижение лишь на 0,2/6.
литникоиого
какала
9.13 Соотношение между усадкой н технологическими параметрами (911)
366
Вторым важным фактором, действующим на усадку, является температ
риала. мате.
Теоретически, более высокая температура впрыска должна Действова
воиоложиых направлениях: с одной стороны, более высокая температv В ПР°ти-
к более высокой скрытой усадке материала (см. также рис. 9.7 и 19 /]\ ПРИв°Дит
стороны, уменьшение вязкости расплава способствует лучшему пере ' Э С Д^г°й
и, как следствие, уменьшению усадки. При условии достаточной Давления
кости подпитки влияние давления в случае частично кристалличе - ПР°Д°ЛЖитель-
преобладает (рис. 9.14). СКИх МатериалОв
j 7 Технологический процесс и усадка
367
Для частично кристаллических материалов уменьшение усадки может достигать
0.5%; XIя аморфных пластмасс эта величина составляет 0,15%. Все факторы влия-
вшие на усадочное поведение материала, действуют через давление и температуру.
В то время как большая толщина стенки приводит к лучшей передаче давления
невысокая теплопроводность пластмасс делает объемное сжатие при высокой тем-
пературе более заметным и увеличивает усадку. Сопротивления на пути потока
ухудшают передачу давления и также увеличивают усадку. И наоборот, большое
поперечное сечение литниковых каналов, и широкие впускные литники улучша-
ют передачу давления. Большая длина литниковых каналов, точно так же, как и
большая величина отношения длины потока к толщине стенок, приводят к паде-
нию давления. тем самым увеличивая у садку. Горячие каналы, впрочем, уменьшают
усадку.
Влияние продолжительности подпитки можно использовать для дополнитель-
ной иллюстрации важнейших критериев усадки. Если продолжительность подпитки
увеличивается, нагнетание дополнительного материала в матрицу уменьшает усадку.
Очевидно, что это может происходить только до тех пор, пока расплав в литнико-
вых каналах не застынет. После этого приложение давления не произведет желаемо-
го действия. С этой точки зрения при переработке однородных материалов впуски
следует располагать в самом широком месте. Толщины стенок должны быть такими,
чтобы давление подпитки оказывало свое влияние даже на участках, удаленных от
центрального литника.
3 случае стеклоармированных материалов существуют некоторые особенно-
сти (рис. 9.15). Изменение технологических параметров не действует на усадку
в направлении ориентации наполнителя, так как жесткость волокон оказывается
преобладающим фактором. Воздействие в направлении, перпендикулярном на-
правлению волокон, приблизительно такое же, как в связующем материале без на-
полнителя.
Изделие пластина
Материал- ПА 6,
стекловолокно 30%
Толщина 3 им
Ты-
7,-80‘С
Рс~
V, -
К направлению
потока.
* ’ в Возлей™. из у салку зрмиро^ю. мазера» «к»-—
^Усадк;
368
9 8 Вспомогателв^-
' величины усадка
явление о возможной усадке при конструи.
Простейшим способом матерИалы (табл. 9.3). Как правило, поста,.
‘,t...формы «»•»’" с | а'" „ прочих технических характеристик своих про.
шик» сырь» предоставляют их ср
луктм. „р _аких данных не обеспечивает достаточной точное™
Однако использование так * параМетрам процесса литья под давлением,
оценки, так как они не пРиВЯаа х даНных на конкретное оборудование за-
ни к конструкции формы. Р
труднителен.
Таблица 9.3 Значения усадки некоторых термопластов [9 10]
Материал Усадка, % Материал Усадка, %
ПА 6 ПА 6 армированный стекловолокном ПА 6 6 ПА 6.6 армированный стекловолокном ПЭНП ПЭВП ПС ПММА 1-1,5 0,5 1-2 0,5 1,5-3 2-3 0,5-0,7 0,3-0,6 ПК Полиоксиметилен (ацеталь) ПВХ, жесткий ПВХ, пластикат АБС-пластик ПП Ацетат целлюлозы Ацетобутират целлюлозы Пропионат целлюлозы 0,8 2 0,5-0,7 1-3 0,4-0,6 1,2-2 0,5 0,5 0,5
зации данных, полученХщ на МоЖно полУчить на основе сбора и системати-
надежным при оценке линейной у^алк^ н ° П°Р ТЭКОЙ МеТОД является наиболее
касающиеся усадки, по всем произ ужно лишь тщательно собрать все данные,
кими параметрами. СистематизапцВеДеНИ”1^ РЭНее Изделиям вместе с технологичес-
мерам изделий с учетом ограничений^'" ?’аЗЬ1 данпых проводится по форме и раз-
акими данными можно пользой,СаДКИ И конФигУрации элементов формы.
ле ния подобных изделий. ‘ СЯ прп КонстРунровании форм для изготов-
Другой и значительно бол
"п=Х точной КОНе',НЫх элементовР[9 12?7еЛЬНЫЙ расчет параметров ydWK"
роватьтехнопп °Пред^ЛЯТь размеры лет- п “ СМ’ главУ 14)- Этот метод пока не
в этом играет напЧССКИЙ Г1роцесс с точки зпе^’ "° С еГ° помо,дью можно оптимизп-
зависимость от темп^ П°3можности предсказат УС?Д’<И и деФормации. Важную роль
того описания таки • аЭТуры и Давления TnV о6ъсм,>Ую усадку, в особенности ее
возможно добиться л£ИЗИ,'еских пр°Пессо7 JI°CTb закл,°частся в отсутствии стро
партии ИТЬСЯ Сточной восир^? Как Кр'’сталлизацня. В результате нс-
muimo( ти усадки даже в пределах ОД*11’11
10. Проектирование конструкции
литьевой формы [10.1]
Ю.1. Деформация форм
рорммтя формы мнет на конечные размеры летали наряду с
я сияла «ьижзеяия. Кроме того, чрезмерная эеформаоия формы может привести
к «стабильности процесса фсомс кг-м ИЛЯ работы фермы.
ST»r=3e ~1 зсг»естэ.? ст.т.'ззем: т штетия-
- деформации формы иркасожг к отклонению в размерах и риску образования
ченяя л б&хькая чем соогтветствз < тсгдха отлитого изделия. приводит
к заелмож> ври открытии формы или вы~_ <ки in т г тип
Таим образом, жестхпс’-ь г<тчы оирежляет как качество отливаемых жззелям.
так « змскэхт= эк-салуда^. о?
лятьезые Ьормы состоит ж? '•jvrкоторые д'здс-ее
иа.'.иис'ъ з де.’. : v Э’емiвпа 2'ормыарелстаилжктг ообо* охморохиыелетали, и яра
> згз-.-ессхздюч: ^".лТ'ызз” гх-гр^ттеннл и’.-5»'а исдзпта. Тем не менее
ом яжаяюгся вхикяво тоикими. их доиусяише лефорниыжи невелики, и поэто-
•? аесомвын* втинымаггъ во внимание веронтиые аапражеяия.
Ю-2. Анализ и оценка нагрузок и деформаций
®) Кж хрммяо. лыпеиые формы вриежт дуются с учетом лоиугтммш «форма
Ю проектирование конструкции литьевой
370 ----------------- "
10.2.1. Определение действующих сил
ДС“)Усзакрьмя".,,”емХХ (усилия “Л™)' отзываемые литьевой мад„.
.. 6мьшее давление в формующей полости. Оно оказывает действие иа
* "р,,Хзивки в формующей полости и систему литниковых каналов, котора,
подвергается изгибу.
Могут возникнуть две проблемы:
1. Изделие застрянет в форме в случае, когда ее стенки под действием поперечНо-
го усилия подвергнутся большей деформации, чем это может быть компенси-
ровано усадкой пластмассы при охлаждении.
2. Под действием усилий сжатия в направлении оси формы могут появиться не-
допустимо большие зазоры на линии разъема, в которые может просачиваться
расплав с образованием облоя.
Наибольшее давление в формующей полости при нормальных условиях пере-
работки термопластов всегда соответствует наибольшему давлению впрыска. При
переработке эластомеров и реактопластов наибольшее давление в формующей по-
лости возникает только после заполнения (по причине нагрева пластмассы) как со
стороны горячих стенок, так и за счет теплового эффекта реакции. Пластмасса при
этом расширяется. Только при последующей достаточно глубокой сшивке происхо-
дит некоторое уменьшение объема. Объемное расширение, вызванное нагреванием,
также почти всегда является причиной образования облоя. При надлежащем конт-
роле это происходит достаточно редко. Однако многие литейщики позволяют себе
дорогостоящую роскошь, доводя каждую деталь вручную. Для того чтобы более
рассчптать формирование таких зазоров, недостаточно применять простые
(узеп^смк"Я С прнменением пружинной модели только к форме; деформация пресса
Ра^Х«"иСоТГ^тЫЙ »-“«”^Рнуюдеформацию.Благзм»
ТЫ зазоров на линиях оазъемп ч В03М0Жным проводить очень точные расче
формы в аксиальном напп ™ расчеты заключаются в сложении деформации
эти расчеты значительно Ра°Леиии и Деформаций всего узла смыкания. Конечно,
ниже. Вместе с тем точныепТ^6’ Ч<?М Простые вычисления, которые будут описаны
иий узла смыкания с учетом п СЧСТЫ тРебуют от литейщика определения деформ3
оборудования такой ишЬопмя^* ЭЛеМентов- На сегодняшний день изготовители
ния деформаций узла смыка..."" "е предоставлЯ1от. Способ измерения и вычисле
относительно простой способ о °ПНСан 11 Работе (10.4]. Тем не менее существу^
Достоверные результаты ' котором пойдет речь ниже. Он дает относительно
елелуст"" СИСТСМ 1)ЫТа-г1кива11ия,11Х Heo6xOflHMO учитывать только при ,1р0<*,
принять во внимание по г СМ 1и’Мс,,сс толкатели, если они есть, так
~ они могут выгнуться „ . " Л"ум "Рпчнпам:
ОНИ могут проткнуть отли г<У " СЛОМ;",,ся;
..-.......
1(1 з Основания для описания деформаций
371
10.3. Основания для описания деформаций
Питьевая форма является звеном в замкнутой системе узла смыкания
’ При получении деформационных характеристик следует различать деформации
в зависимости от усилии, которыми они вызваны — давлением впрыска или усили-
ем смыкания. Важно следующее: J
‘ 1. Какие элементы конструкции разгружаются благодаря давлению в формую-
щей полости?
2. Какие элементы конструкции получают нагрузку в результате действия давле-
ния в формующей полости?
Если принять во внимание деформации и усилия, параллельные направлению
усилия смыкания, то получится следующая эквивалентная схема (рис. 10 1) узла
смыкания, включающая форму.
Рис. 101. Эквивалентная схема узла смыкания и формы [ 10.5] р — давление в формующей
полости; Cs — пружина, эквивалентная узлу смыкания, С^, Ст — пружины, экви-
валентные форме (CJ=/(C'S,C>7))
Элементы с жесткостью пружины (нагрузка на единицу изгиба) CWI и Cs сначала
подвергаются напряжению под действием усилия смыкания и затем, дополнитель
но, реактивного усилия в формующей полости.
Следовательно, опорные плиты проявляют такую же деформационную чувстви-
тельность, как и стяжные болты узла смыкания, если принять линию разъема фор-
мы в качестве реперной линии.
Элемент формы с жесткостью пружины Ст (область матрицы) сначала подвер-
гается нагрузке под действием усилия смыкания, но затем в бо тьшсй или меньшей
степени разгружается реактивным усилием в формующей полости.
С помощью простых вычислений можно показать, что поверхности п ). 1уфор. со
-•Рикасаются, когда дополнительное растяжение узла смыкания и уменьшен
с*атия матрицы А/^ сравниваются по величине.
10-3.1. Простые вычисления для оценки
формирования зазора
AF-С AZ.;
(101)
(102;
&FS /Cs ^w/^wr
(10.3)
p-AM^^Fs + ^^
(Ю.4)
РЛГС^ + С^^
(Ю.5)
Р'Ам = (^S + Gv) ’
(10.6)
₽ „ давление в формующей полости; Л„ - площадь проекции изделия на плос-
гдер - Давлен.ю 2. деформация узла смыкания; А^, - деформация формы; Д£_
изменение усилия пружины; С — жесткость пружины (нагрузка на единицу изшба);
5 - индекс узла смыкания; W- индекс формы
Расчетные деформации изображены на рис. 10.2. Деформация матрицы в направ-
лении смыкания оказывает значительное влияние на качество отливаемого изде-
лия. Она зависит не только от жесткости формы, но и от жесткости узла смыкания
Воздействие усилий сжатия на жесткий узел смыкания приводит к
1. Малым деформациям матрицы в направлении смыкания.
2. Большим напряжениям в узле смыкания.
3. Большей нагрузке на поверхностях смыкания.
Следствия (2) и (3) имеют место только при отсутствии защиты от перегрузки
(например, при полностью гидравлическом узле смыкания).
Высокая жесткость формы приводит к
1. Малым деформациям матрицы в направлении смыкания.
2. Меньшему напряжению узла смыкания.
Рш юз
ДефорМа,11'‘'Формм
*,,я " иапРЯвлсииц гмыкания |10 1.Ю-Я
Г)3
?3-2. Оценка формирования зазопд м
облоя азора и предотвращение
ввмп поверхностями можетобразоваться no люы ОСНОВ-
ОЮ* гг<чм'<1.м
1 Изгиб иезакренлемой овориоб плиты главным образом над пространством
ЛИ хща толкателя. На^ольхаему рокад в этом отнопеяин оолвержпгы литъ-
1 Тж MMMTirr «дтоавт» формы, то есть равномерное no iibiiiii ивавг*
пввнв разъема из-за «соразмерного усилия смыкания (ТИА) и ле-
XX.-CMX3DJ CKTMM
тджогтыо с .моиью простого ирадста&эеввя элементов формы пргжхимсн жест-
•веги (см- разделы 10 4-10.6), сведения о деформации узла смыта имя обычно от-
ПКЯЦЯЖ Оарезелеяне деформации является очень трудоемким. в врокзвгжитезд
воорнэоножж такую мвфорввшоо не ^еанстааляют
3мм иты узла смътаямя. жлхтчж ИЕлеявю-рычпкжЮ меганиты замжттыв гщ-
7 7- ~7rV7 • - :.дд- V х«*7Д_-- MMI ► часуззэа онаум! -
жив» жж не томно спжиые болты как это предэолагаетст на рис 102. впмвпеа
saz жгряжвн. во также и многие другие элементы такие как аярмфные соезжвпвп
ИХ ОСЯ • I 7 V ktXL--'-i i . 3.--vt-~b И Х-йГ-.--.Ы ИТ X
^~z яеебкозсыоз'снтыэатъ тал •_• эсезгиэTrvrc-~Mrop«iii: v.?--г П: этсОгрстмне
^«яянвв лограмыа узла оооожж имеет анх. вож6аоа1 тому что аоозав на рис
Lt» того чт-збе» -рожзаести s=» - _’« - л с высоиом точностыа чгжно . сгелъзо-
- м :._77._ < - • 1 7 > -
табстм с расчетами, можно всвэяьэаввп фхтой и вмижный метох также основав*
на работал
ОбяоО a6pujn.lL» из-за лвформааш крм формумаве* волости. Для того чтобы
” —.г : т. - V 7 . • -1 Д, - ты-
ит' вместе с эефврмаокй фермы в везом с воможьс состааво! «орвзажмоА»
ЛМрнюш (рас Ю_4). Тж как жест кисть яров форм» тесно енкмна с жесткостью
** '*1 ^вавгпмесжао «аа*ж»ввв* лжгдвмм .мгывЖ фярав»
10. Проектирование конструкции литьевой *
— CL"
374
Н11Р диаграммы подобны примеру, изображенному На
ТПА, деформационные диагр отклонепием коэффициента пружины ТПд J?’
Можно пренебречь небел енять постоянную величину УсиЛИя СМь С'1е
“ “а - —ей——
чем усилие смыкания.
1000
900
CS£lr7.6 10’
1000
900
Сх£1г=1.5’05
Машина 1
5 500
£
Высота формы 310 мм
§ 500
£
Машина 2
Высота формы 336 мм
- CN-2174-10,
0 0.004 0,02 0,04
Деформация, мм
- Cv“ 2174-10,
J-------1_________।
0 0,004 0,02 0,04
Деформация, мм
Реалисти ц-ская «пружинная» диаграмма для двух стандартных механических
узлов смыкания на стандартной литьевой форме [10.3]
10 4 НИе деФ°Рмаций узлов и деталей
Литьевая форма состоит
личным нагрузкам. Поэтом^3™4*™* узлов и Деталей, которые подвергаются раз-
формы с точки зрения хаткт Представляется Целесообразным выполнить анализ
ние их упругие свойства. Попстл^™*11 0Тдельнь1х элементов, принимая во bhi№
ется в следующем (рис. 10 5)- °И МеТод опРеделения полной деформации заключ
Схема иагруЗКИ 1 + с
кемаиагрузкиг 1/7 _ + + 1/у-
l>wull0,
, . соединенные пружины в качестве эквивалентных
" э-ементов
10 проектирование конструкции литьевой жг,
376
льное соединение элементов
10.4.1.1. Паралл ия все КОМПОНенты подвергаются одинаковым^
В случае параллельного соед * Полная нагрузка распределяется между э?р
1//=1//1 + + 1/Л-
(10.10)
Рис. 10 7 Параллельная система элементов [ 10.5]
10.4.1.2. Последовательное соединение элементов
Все компоненты деформируются под одинаковой нагрузкой (рис. 10.8)
(10.11)
f = f, = f2.
Следовательно, пружины подвергаются полной действующей нагрузке непро-
порционально. Полный ход пружины равен
f-frfr (1°12>
Итак втмп>?^РМаЦИЯ пРедставляет собой сумму индивидуальных деформаций,
случаям- Н 6 м,,ожество вариантов нагрузок можно свести к трем основным
- единичная нагрузка;
- параллельное соединение (рис 10 7)-
- пижтатеявдоесади„СН1ге (рис ,08)
8 ИослеловатсЛЫ1.1я,.
элементов | И) 5|
'•а рис. 10 5 и ip Q
* --И..С вар’ ан"’а,,°- К;*К «««ноо1феДСД1ПЪ II(WII|yio Д1,|юрм1Шню.
10.5j^£LeT толщинь1 стенок Формующей полости и их деформа!|ии
377
1о5- поло^ТиТдХ;^^
Конфигурацию любых деталей можно свести к пп
Если мы с этой точки зрения проанализируем вс е M Геометривеским формам
трИц и пуансонов, то увидим, что на практике тоебуюТ°ЖНЫе/°Нфн^ра"ии ма-
для следующих типичных геометрических форм- СПособы оценки размеров
- матрица и пуансон круглого сечения;
- матрица и пуансон с плоскими поверхностями
разделение элементов формы на эквивалентные ба^ки При’Хы^41^™11 ЛеЖИТ
показаны на рис. 10.5 (пластина с тремя примыкаю™^Рвения
и 10 9 (цилиндрическая матрица с примыкающим дном). оронам элементами)
Рис Ю 9 Разделение цилиндрического элемента формы [ЮЛ. I
„□угости, отображают воздейс-
Диаграммы, основанные на уравнениях Jec’pH g том случае, если в качестве
твие различных нагрузок (рис. 10.11, • матриц, пуансонов и плит
материала выбрана сталь, искомая толши еденных диаграмм в соответств
«о«ег быть получена непосредственно из рассчитать деформаш...
с допустимой деформацией. Чтобы нс риск то^шипу стенок выбрать так. ч
Для обоих характерных вариантов нагрузки,
Деформации были наименьшими.
ТО.5Л. Варианты нагрузок и соответствуют”
деформации даформа»и"
Иа РИС 10 10 схематично представлень р деформации для
Тетания можно использовать для вычисле
378___________________10 Проектирование конструкции литьпрой л
конфигураций и толщин стенок формующей полости В основе расчетов лежат г
мулы из теории упругости материалов: тФор-
о = Е • Е
('013)
t = QM=G-Y- (10.14)
“ .Копки 1 ппелставляют собой сплошные тела с толстыми стен-
камГиХтнуж», рассмотреть деформации не только изгиба,
^в'мчегтве примера возьмем стилку мвдулегиу^упггти^210^Г1^^пр1а^^в^т-
^лХыХеии» Деформации легко пересчитать, так как они линейно за»,-
сят от давления в матрице.
Поддержка с двух
противоположных сторон
; Жесткое крепление с двух
; противоположных сторон
Жесткое крепление с одной
стороны
Поддержка с четырех углов
Жесткое крепление с трех
сторон
Ш
Поддержка с двух противо-
положных сторон и жесткое
крепление с двух других
противоположных сторон
Жесткое крепление со всех
сторон
Жестко закрепленная
круглая пластина
Сжатая прямоугольная
пластина
Сжатая круглая пластина
Растяжение круглой
матрицы
Сжатие круглого пуансона
Растяжение круглен
матрицы с дном
ш
Рис. 10 10. Основные варианты нагрузок [10.61
™'чюки ",,слл"*ил о.Р„, тотаР°3 ЦИЛИНДРической матрицы
*. zs* * д-С,™™',:':1 *
Для обычно! о П|)О(.|{ л * О< ,,оне K‘m’JX>n> создана ком""
Деления ладжны'б"и ,М'Ком<,,'Дацни для"*"* 'аК<”° "Р‘” " обеспече""").
в'""’ достун'.ь ' размеров. Способы <>'<
Д<»< таточпо точны. Упругое растяже""1
379
.05 Рау^т°лЩинь^^нок формующей полости и их л₽Жо
круглой матрицы, которое для первою вапитигч ..
рис 10.11. описывается следующим уравнением *ФУЗКИ (,,ис 10 9> приведено на
г _
Гу.
Е
г2
1+^-
ГУ , 1
Г2 т
(10.15)
р -давление
е£ту Пуассона.
O.t мм
Рис 1011 Растяжение цилиндрических матриц [Ю.1, Ю.5]
Изделие
НЮ
р-60 МПа
£-210 ГПа
Внешний радиус г.
0 08
10.12 Сжатие цилиндрического пуаисона [10
380 10. Проектирование конструкции
Упругое растяжение матрицы, соответствующее второму варианту На
(рис. 10.9), рас считывается в соответствии с зависимостью, изображенной на риЛ
[10.9-10.11]
12^./? 2,61,2
J 8 Е s3 2 £ s ’ (10.16)
где/- изгиб; h - глубина матрицы; $ - толщина стенки матрицы
Радиальное сжатие пуансона определяется с помощью рис. 10.12
(1017)
где Дгс — сжатие пуансона; — внешний радиус пуансона; г( — внутренний pi_
пуансона.
10.5.3. Расчет размеров матрицы некруглого сечения
Если границы матрицы представляют собой плоские поверхности, имеются следу-
ющие варианты нагрузок (рис. 10.13);
°’ 12 (рие. 10.14); (10И)
10.13. Два варианта нагрузок [10.11]
Трение между адпрТж^шными пГ ЬеВЫХ ^°РМ находится междУ вариантам»;’
тяжению матрицы, но не обязате "СрХ"ОГТями сомкнутой формы препятст• *?,.
щению изгиба. и0 приводит к увеличению жесткости ।
IniillHIlH < l< Ill'll 4, HiXI
3
fl
I < "HI! 11 ll»l I It HI' II il MM
В
л
382
10 Проектирование конструкции литьр.п0-
Размеры обоймы пуансона рассчитываются для прямоугольной пластины,^
пленной с двух сторон (рис. 10.15).
12 p„h' р„ Гг 2,66 1,2
7=384.£.^+ 8Es ’ (102])
Рис. 10.16. Изгиб пластины, закрепленной по окружности [10.5, 10.7]: h — длина незакреп-
ленной части; з - - толщина обоймы пуансона
внутреннего давденТияН°К Матрицы с Учетам
Порядок расчета следующий-
Г Расчет ожидаемой усадки.
Прежде че.м устанэп
ДСЛИгь велИчинУ ожидаемой усалю?'*^ СТенок формующей полости, нужноопре-
v aKCHMa-lbHO Допустимого растяжеи! КЭК °"а являстся основанием для расчета
STбЬ,ГЬ ,,“™ “’TP,"U" Tec,P""-'“" <™ главу9.р»с9»
эти Д1Н1.ЛРХ1‘ИШЯ’ приставляемая , ‘ Граммс- Очень хорошим ориентиром яв
мощью г ° Отражают продольную vr-ч °С™ВП1ИКом- Но необходимо заметить, что
ЛОДующсго соотношения: ’ ‘ЛКу УсадкУ по толщине можно оценить с по-
...^s'Zs"
2 Пиределеиие толп, ' ” ДЛ",,у (данные, прежнтавлен»^
«аииеРудоад"^^ волос,,,.
” 10 14 Ю 16. При ,‘(^"У гем "олбора гол,ожидаемой VCMKH
^^-ип'-аетсям^; """" ‘ П "«и с вомощьюрис. Ю.И- |ft*'
,L'H,iio допустимая г,мпцнна степь*1
Ю 7 и ползуноппод внутренним давлением 383
10.7. Деформация полуматриц и ползунов
под внутренним давлением
(См примеры проектирования в разделе 12.9).
' Алгоритм расчета найден сотрудниками Института технологии пластмасс (7KV)
(10.6], а также Краузе с соавторами. При этом разработано программное обеспече-
ние, которое позволяет эффективно контролировать и моделировать проектные ре-
шения [10.12].
10.7.1. Лит ьевые формы с раздвижными полуматрицами
Специальные конструкции литьевых форм облегчают извлечение изделий со значи-
тельными поднутрениями. Такиеформы применяются достаточно часто. Нарис 10 17
в общих чертах показано, что формы с раздвижными полуматрицами имеют две пер-
пендикулярные друг другу линии разъема (см. раздел 12.9). Первая линия разъема А,
как правило, перпендикулярна направлению смыкания. Вторая расположена между
полуматрицами. В случае использования форм с раздвижными полуматрицами, узел
смыкания ТПА должен развивать большее усилие, чем при использовании форм
с одной линией разъема. Как показано на рис. 10.22, кроме давления в формующей
полости, противодействующего смыканию на линии разъема, существует верти-
кальная составляющая усилия, действующего на подвижные элементы.
На первой стадии расчета необходимо определить минимальное усилие смыка-
ния и выбрать ТПА.
Уже на этой стадии необходимо определиться с типом полуматриц, так как плот-
ностью их смыкания и предварительным, до впрыска, напряжением гарантируется ре-
шение основной задачи — исключение образования облоя под действием внутреннего
давления. Это возможно, только если под полуматрицами при вертикальном закры-
вающем движении остается достаточное пространство (обозначение а на рис. 10.17),
которое Краузе [10.2] называет «функциональным люфтом». Полуформы не должны
упираться в направляющие даже при их упругой деформации при смыкании.
Для проведения расчетов создана пружинная модель формы с раздвижными по-
луматрицами (рис 10.21). Для высокоточных расчетов можно использовать ком-
пьютерную программу Краузе [10.8]. Это удобное для пользователя приложение
выполняет пошаговые вычисления напряжений в любых болтовых соединениях,
а также их упругой деформации.
Пакет CADMOULD [10 13] содержит компьютерную программу для проект j
ва“ия фОрм с раздвижными полуматрицами, которая проще в использовании, но
** <0 '7 с™„„е фррми с рзздлижлини -ИУ-Р-"-- <"₽....—“““> "О'*
а ~ Функциональный люфт
ш пппрктирование конструкции литьевой
384 " ........ Как показано ниже, эти оичисмищ
„еежСо&™™“етДОСГ™Хб<хгае-. с самой программой] 10.6].
быть понятны и тем. кто .нерабо с раздниЖНЫми полуматрИцами (м
Цель - вычислить нагру
10.18).
}/VW
/-/, + </2/3)/(/I+/3)
Рис. 10.18. Пружинная диаграмма деформации формы с раздвижными полуматрицами
[Ю.6]
Распределение сил происходит полностью через полуматрицы (элемент 1), ко-
торые таким образом подвергаются сжатию. Противодействие поддерживается с
помощью двух замков 2 и 3, которые подвергаются той же деформации. Итак, эле-
менты 2 и 3 соединены параллельно. Полуматрицы 1 соединены с замками после-
довательно.
Это показано на эквивалентной пружинной диаграмме справа. Деформации с/,
/2 и /3 являются деформациями при полной нагрузке, причем /, — чистое сжатие,
а А и/з~ изгиб бруска или плиты, закрепленных с одной стороны.
Помимо решения задач, связанных основными размерами, конструкторы таких
форм должны справляться и с определением усилий смыкания, так как следуете
терегаться открытия формы на отдельных линиях разъема. Обратимся ешер
рис. 10.17. В этом случае важны как размер зазора а, так и угол ос, который, как пр
вило, составляет 18°.
В разделе 10.2.1 рассматриваются основные методы; здесь, вместо изгиба, рассма-
триваются упругие свойства последовательно соединенных элементов. Этот подх
помогает оценить комплекс требований для создания форм.
ЬШеИ ЯСНОС™ РаскРываемых ниже зависимостей разделим полное ус**
смыкания на две составляющие и F.
Усилие смыкания на линии разъема/ (рис. 10.19) задается как
(10.23)
ииос“х
где Fa- 2- Fy р — давление в матрице; Fci — усилие смыкания в направлю*
проекция площади детали в направлении оси х.
Усилие смыкания на линии разъема В (рис. 10.20) выражается с помой
нений
<1«24)
386
10 Проектирование конструкции литьрп0-
Цифры, обведенные кружками, обозначают эквивалентные пружины
направлено усилие смыкания вдоль оси х. Цифры в квадратах обозначаю К°Г°1)Ь1е
лентные пружины, нагруженные в направлении оси у, то есть перпендик ЭКсива-
правлению смыкания. УЛяРно
Величины жесткости, обозначенные штрихом ('), являются параметрам
разованными из перпендикулярного направления в направление смыкани '
Из рис. 10.21 можно вывести следующее соотношение:
(10.26)
Подставляя Ft из уравнения (10.24), получим горизонтальную составляющую
F^(Clgfx)/tga-
(10.27)
F2 = C2g • С4- (10.28)
Подставив/^ из уравнения (10.28) в уравнение (10.23), получим
(10.29)
Ф C\g'fx
(10.30)
Подставим Ft и F2 из уравнений (10.26) и (10.28) в (10.25):
F/2-F^F^C^.f + C^f^C^a.
Решая относительно/, получим
fe/2 + ^.c-/x.(Clg +Сгх);
f _ F+2C2f: а
2(C’|J!+C2g)
(10.31)
Результат подставим в уравнение (10.30)-
^ = 2 -tgaS.
•» с1(!
1+s
1-----£?£.
Теперь необходимо определить и-
На рис. 10.22 показана деформация
хода закрытия формы па расстоянии /.
ация И^у‘1Ль,1Ыс величины жесткости Ct/l и
стомы в направлении у(/#) в (х-зультат^
jO7je$gE.MauHH полуматриц и ползуновд^^^ давлением
387
- нс деформированная
деформированная
Рис 10.22. Деформация под прямым углом к направлению смыкания [10.6]
С'— коэффициент жесткости пружины в направлении у. Он может быть выражен
через постоянную величину tg2a в направлении осих
Итак
Д=СД/;
F - С'/х;
4=//tga;
4=f/c=
F
tga G
(10.33)
fl tg2aC,
=>f = Qg2a/x
C' = tg2a.
Этот приведенный коэффициент пружины С' может быть использован для опи-
сания деформации в поперечном направлении.
I- Эквивалентные пружины 3, 4, 5 и 6 соединены последовательно (рис. 10.21,
внизу):
J_=J_ _L+_L+_L.
Cl« С3 С'з С6
(10.34)
В Целях упрощения будем рассматривать следующую конфигурацию (рис. 10.23)
П- Эквивалентные пружины 2 и 7 (рис. 10.21) также соединены последовательно
1 £
-С2+С,
(1035)
388
Рис. 10.23. Формам
пользовать,™°"Pe«., можо „с-
исления ширины зазора а:
F г
а — tgct —
Здееьусилия;? " с‘.' т
У Щей полости (произведение данаец^ яСЛе,1Ь| с использованием давления а ф»Г
Ю.8. Полгптлк " ПРоекции площади в направлении оси л )
Пр»меР№1 °вКаКр—У Деформации
отноСсТУПаЯ К подоб»ым расчет
Ния, касающиеся3^Р?В ЛИтьевЬ1х фопмЛ Делать определенные предположения
писит от инженерного И,7РацИи и ’«срузокп 'Т°М Неизбеж,1Ы некоторые упропГ
Имея две плиты Покажем это m ™КИХ СЛУ4™* принятие решения з -
Рассматрипать ли эт РМЫ'СОсдипеннле Л * ,ескольких примерах.
,<ажлой. и /(пе плиты как o/IIV тамп <Рис. 10.24), мы должны реи"'™
Это прежде псет -а ИЛИ рассчитывать нагрузки отдельно Дл*’
т- е. вопрос сводится Т'ИСИТ °т Количсств-. г
иие принимается тол, Т°му' "аскол1,ко но °Л *°П’а такжс направляющих колон
ТО"ЬКО на основ;,,„“О СЛП'"'ПЛиТ Окончательна Ре,"‘
10.8. Подготовка к расчету деформации
Дейсгвукчцая нагрузка
389
Замещение
Пружшщая модель
VZ-iz/.+ i//,
Рис. 10.24. Схематическое представление скреплении*
[10.6] крепленных плит; параллельное соединение
Альтернативные расчеты нагрузок оказывают неоценимую помощь конструктору
в принятии решении. Один из примеров приведен на рис 10 25 нстРУКтору
В случае варианта А очевидно, что деформация в параллельной схеме вдвое выше
и конструктор должен принимать решение относительно дополнительных крепле-
ний.
f “ 0,023 мм
/( “ 0,203 мм
/2 - 0,071 мм
f3 - 0,053 мм
Рчс. 10.25. Сравнение различных нагрузок [ 10.6]
Краткое описание данного метода сводится к тому, что сначала выполняется ге-
ометрическое упрощение реальной нагрузки, а затем находится эквивалентная си-
стема пружин.
Во многих случаях действительную нагрузку приходится заменять эквивалент-
ной, которая поддается расчету имеющимися вычислительными средствами.
Такая замена непроста даже в самых элементарных случаях, один из которых
приведен на рис. 10.26. Это пластина с центральным литником.
При сравнении двух возможностей ясно видны пределы, которые задаются вели-
чиной деформации.
Поскольку для правильного выбора требуется определенный практический опыт,
приведем несколько типовых реш< пий. 11а рис. 10.27 показаны схематические упро-
щения часто встречающихся вариантов нагрузки. Таблица ни в коей мере не исч
пывает всего практического разнообразия.
Если окончательн ый выбор сделать не удается, в качестве пределов принимают
Минимальный и максимальный варианты нагрузки.
390
>0|
1
,Q 8 Подготовка К расчету Деформации
391
Рис. 1026 Пластина с центральным литником [10.6]
Нагрузка Наиболее благоприятный сценарий (усилие заменяется давлением на площадь) Наименее благоприятный сценарий (максимальное давление на всю площадь) Упрощение Постойное представление
Рт/2 Рплх
у/ „ З.р ш ,
J./111К Е , IIIIIIIII г Р„\2 ~ -J -=j
L—L.—J а 11И1 11111 s Т Г ,'с з ,
Центральный впуск 1. / Линии изгиба pj . \ И—-—ц
добавляются
Рта Ры
/? => 1 зс
|<з 1 а 111И11111 _g 3 z з|с зз. //////л. 7
Двойной i а- 11 LL-6 Линии изгиба * 1
горячим канал 1
(центральный) удаляются
10.27 Компиляция упрошенных вариантов нагрузки [10.6]
10. Проектирование конст
литьевой формы [10.1]
10.1. Деформация форм
Литьевые формы испытывают очень большие .механические нагрузки но их дефоо
ыацПя носит исключительно упругий характер. Формы предназначены для изготов-
ления изделии ’..лОВ..отворяющих требованию высокой точности. Очевидно что де-
формация формы влияет на конечные размеры детали наряду с усадкой пластмассы
ча стадии охлаждения. Кроме того, чрезмерная деформация формы может привести
к нестабильности процесса формования или работы формы.
Влияние на качество отливаемого изделия:
- деформация формы приводит к отклонению в размерах и риску образования
облоя.
Влияние на работу формы:
- деформация формы, особенно поперечная относительно направления извле-
чения и большая, чем соответствующая усадка отлитого изделия, приводит
к заеданию при открытии формы или выталкивании изделия
Таким образом, жесткость формы определяет как качество отливаемых изделий,
так и надежность эксплуатации.
Ооычные литьевые формы состоят из ряда элементов которые обеспечивают ее
”ксткость в целом. Элементы формы представляют собой однородные детали, и при
проектировании необходимо учитывать напряжения изгиба и сдвига. Тем не менее
-ни являются достаточно тонкими, их допустимые деформации невелики, и поэто-
н? необходимо принимать во внимание вероятные напряжения.
Ю-2. Анализ и оценка нагрузок и деформаций
а) Как правило, литьевые формы проектируются с учетом допустимых де ф< >рма-
оий.
'L'1 Динамические деформации отсутствуют, поэтому в основном в. о. тяготея
Расчеты статических нагрузок и деформационных свойств.
С.’ жные конфигурации делают литьевые формы статически неопределе
системами. Для вычисления ожидаемых деформации можно ИСПО'1ЬЗ° _ г-
истод конечных элементов для достаточно хорошей аппр эк :их а .ли
Ле“ простой и довольно точный — метод деления 4юрм на отд ные э1е.
1^0 1,10 2] Так как учитываются только упругие деформац сочетание
‘^’гты можно рассматривать как пружины, а систему в не- н>,ю &
"РУЖин. Деформация Циничных «пружинь складывается в окончательна
Щую деформацию (см. разделы 10 4-1С
392
Ibl
10.8.1. Геометрические упрощения [10.15]
Матрицы часто имеют очень сложный профиль. Один из таких примри
на рис. 10.28. ВпРИвеДец
В этом случае также имеются два варианта эквивалентной толщины ст
веденные для них расчеты деформаций дают конструктору достаточно сп КИ‘
принятия решения. ИиДля
Такой же подход используется в примере, приведенном на рис. 10 29 3
щением является эквивалентная толщина плиты с замком. Ь ^ПР°'
Упрощение
Рис. 10.28. Упрощение сложного профиля формы [10.6]
/
1
f
к
Секция формы
Рис 10.29. Упрощенный профиль плиты с замком [10 15]
10.8. Подготовка к pacseiy деформации
Еще одна проблема связан;, с ослаблением или I
лажлаюшпмп каналами; учесть такие детали кош °РМЫ вы,,олм«”'’ыми в них ох-
номощыо метода конечных элементов. И в этом г |>УК,‘ИИ “ Расчете можно только с
ные приближения (рис. 10.30). Лучае МОжно использовать различ-
Л««^.-0.034
/. -0,038
-0,039
Л-.0-0.041
р - 60 МПа
Рис. 10.30. Оценка деформации при наличии охлаждающих каналов [10.15]
10.8.2. Примеры выбора граничных условий
Выбор граничных условий часто оказывает сильное влияние на результат. Меняя их
и выполняя соответствующие расчеты, конструктор получает ценную информацию.
Как правило, изменяются следующие параметры:
а) условия смыкания;
Ь) свойства материала;
с) давление;
d) площадь воздействия нагрузки;
е) сложность элементов, находящихся под нагрузкой.
Изменение в условиях смыкания при одних и тех же давлении, форме и размерах
элементов формы приводит к отличающимся на порядок величины деформациям
(табл. 10.2).
Таблица 10.2. Изменение условий смыкания [10.6]
— Изгиб плиты, закрепленной CnBVXCIOOOH ММ Изгиб плиты, зажатой с двух сторон, мм Изгиб плиты, зажатой со всех сторон, мм
Длина, мм Ширина, мм Длина под Давлением, мм Ширина под Давлением, мм Давление, МПа Толщина, мм К°ордината X, мм Л^£Иб, ММ 596 446 596 446 25 116 298 1,51051_ Длина, мм Ширина, мм Длина под давлением, мм Ширина под давлением, мм Давление, МПа Толщина, мм Координата X. мм Изгиб, мм 596 446 596 446 25 116м 298 0,415842 Длина, мм Ширина, мм Длина под давлением, мм Ширина под давлением, мм Давление, МПа Толщина, мм Координата X, мм Изгиб, мм ЭУЬ 446 596 446 25 116 298 0,11835
Преимущество закаленной стали над «закаленной по отношению к Мп1,
сжатию часто „ереопенвиаюп В то время как модуль упругости обычной с, '>
ставляет 210 кП/мм". у закаленной стали он примерно на 7 А выше. Дефор„
под нагрузкой отличается несущественно.
При использовании медно-бериллиевого сплава ситуация иная. МодульynDv
ти снижается на 40%, или до 130 кН/мм2, а это не может не сказаться на велите
деформации.
Как уже сказано выше, деформация прямо пропорциональна давлению, то ест
увеличение давления вдвое приводит к удвоению деформации.
Изменение площади воздействия нагрузки не так сильно сказывается на дефор-
мации В табл. 10.3 приведены соотношения для различных профилей.
Таблица 103. Различные варианты нагружаемых плит
Изгиб плиты, закрепленной с двух сторон Изгиб плиты, зажатой сдвух сторон Изгиб плиты, зажатой со всех сторон
Длина, мм 596 Длина, мм 596 Длина, мм 596
Ширина, мм 446 Ширина, мм 446 Ширина, мм 446
Длина под 596 Длина под 298 Длина под 298
давлением, мм давлением, мм давлением, мм
Ширина под 446 Ширина под 446 Ширина под 223
давлением, мм давлением, мм давлением, мм
Давление, МПа 50 Давление, МПа 50 Давление, МПа 116
Толщина, мм 116 Толщина, мм 116 Толщина, мм 298
Координата X, мм 298 Координата X, мм 298 Координатах, мм 223
Координата Y, мм 223 Координата Y, мм 223 Координата У, мм 0,11835
Изгиб, мм 0,2367 Изгиб, мм 0,159065 Изгиб, мм 9,2890710
Если площадь сокращается в 2 раза, изгиб уменьшается с коэффициентом 2:
если площадь сокращается в 4 раза, изгиб уменьшается с коэффициентом 4:1.56-
ыва< г невозможно или нецелесообразно использовать сплошную ма1
цу. огда, руководствуясь экономическими или технологическими соображения.
1 структор при егает к раздвижным полуматрицам. Этим он ослабляет форм-'’
конструкция требуют оптимизации. На рис. 10.31 показано, как в этом случае пр
водятся расчеты.
Цельный элемент
Элемент со вставкой
!//->//.+ 1//’
10 41 ^"««ниер-бОМПа
Ри ЮЛ Формы <•„ пс1а|1кой „ 11 () R
/, “ 0,397
/, - 0.355
/,-0.187
JO 9 Примеры расчетов
— ~ _______ _ _395
10.9. Примеры расчетов
Хотя в предыдущем разделе уже приведены некого™ и> „г,..,,™
понимания будут рассмотрены еще несколько случаев Ы’ЗДССЬ Лучшсго
Приведенные ниже данные получены на основе уже рассмотренных уравнений
(алгоритм взят из программы PLASTISOFT-POLI-M. но вполне уместно применение
И других Программ, например, CADMOULD). рименение
На рис.10.18 изображена эквивалентная пружинная модель формы с раздвиж-
ными полуматрицами. Рассчитаем растяжение для упрощенной модели механизма
замка раздвижных полуматриц. Эскиз приведен на рис. 10.32.
Рис 10.32. Упрощенная модель механизма замка раздвижных полуматриц [10.6]
Предполагаем, что ширина разъема равна 60 мм, а длина формы 200 мм
F=p • А
f = 30 МПа • 85 мм • 70 мм
Ввод/вывод (табл. 10.4, слева).
(2) Нагрузкой элемента 2 является односторонний зажим. Для простоты предпо-
лагается, что давление равномерно
Ввод/вывод (табл. 10.4, в центре).
(3) Для элемента 3, условия те же, что и для элемента 2.
Ввод/вывод (табл. 10.4, справа).
Таблица 104 Входные и выходные данные расчета растяжения зажима раздвижных полу-
матриц [10.6]
Модуль упругости при изгибе 210 кН/мм2, коэффициент Пуассона р 0,3
Сжатие Усилие, кН Длина стороны А, мм Длина стороны В, мм Высота, мм 178,5 70 85 80 Изгиб Пластина зажата с одной стороны Изгиб Пластина зажата с одной стороны
Длина, мм Ширина, мм Длина под давлением, мм Ширина под давлением, мм Давление, МПа Толщина, мм Кллплшгатя X. ММ 85 200 85 70 30 60 85 Длина, мм Ширина, мм Длина под давлением, мм Ширина под давлением, мм Давление, МПа Толщина, мм Координата X, мм ом 200 60 70 30 40 60
Сжатие - 1,142 10 2 Изгиб - 2,58864 10 2 мм Изгиб-2,08406 10 !мм
396
10 Проектирование конструкции литьрцг,,-, d
-----------
Располагая этой „„формацией, полную деформацию
можно определить количественно
/ = 1,14-10 + (2>5 +2,08)-10'2 3 ’
/ = 0,023 мм.
Пример № 2 — полуформа, изображенная на рис. 10.33.
Форма каркаса формы следующая:
Плита (!) 246 -190 -36.
Опоры (2) = (3) 190 -38-56.
Плита(4) 254190 22.
Примем диаметр отверстия под плитой (4), равным d = 125 мм.
Примем давление в матрице, равным р = 50 МПа, и пусть оно действует по всей
площади между опорами, а в противоположном направлении — на протяжении
100 мм.
Рис 10.33 Принципиальная схема формы [10.6]
а) Определение деформации отдельных элементов
(7) — плита, зажатая с двух сторон.
Такой тип нагрузки предполагается исходя из того, что при закрытой форме пли
та зажата под усилием замыкания (в действительности нагрузка носит промежут°
ный характер между равномерным давлением по всей площади и усилием, ПР’
женным в одной точке).
Ввод/вывод (табл. 10.5, слева).
(2) — сжатие опор.
Полное усилие, приложенное к форме-
F~pA.
F-60 МПа- 170 10 мм2
1020 кН
Ввод/ныиод (табл. 10.5, центр)
(3) - сжатие центральной опоры
Jл “ fi-
:) П: '-z^- дед--* . -
На хаж известных д-;- - отдельных а.-гчеяг: в геделяется полнхл :е-
ффоиия (см. раздел 10.4 «Наложение деёсрмадий элементов»).
Зелиях— длдс; м алии составляет ' = 0(г :9 мм.
•_ . . —: - : е ..1----з; . . ’ ~ - *
?»7-е- толпие-л пластины дл < того же изэ з дает величину 45 мм. Теперь у
• г,.— : .' - _ газяяяжтш vy>-r- -
Пример Лё 3. Определим ширину зазора для ФЧ"”- Р34
гамм
“ 24 мм.
В, -79 мм.
и.
Ю ряда стандартных дета.'vл формы (КВ 246246-36 2764), останавли-
•Езужжшх размерах (рис. 1035)-
- -------~-™w«wTnaneueмяльного сечения пат* матрицы)
а-Н’
®4 “ 245 7 мм.
В,-В~2В -79->В -835мм
58J95 мм.
^5~ 313 мм
Рис. 10.34. Пример: форма для изготовления изделия типа «короб» [10.6]
J
I
я
С'
Ри< 10.35 Стандартные размеры формы [10 6]
s о/а
?Ыб£!,л1аЯ °ПОрная «лита 27 мм
Z-e“ 64,05 мм.
Г1п-'Л4,7 мм.
^7 ^-,+ 27 мм + 58,3 мм.
Отверстием иод толкатель («,) „ да„|1()м
примере пренебрегаем
и
F
Л
£
4
Ю 9 примерь* Г-*-* ->ч
399
Теперь все размеры известны и можно приступать к расчету
На первом этапе определяется необходимая ширина зазор7(рис Ю361 R
и выходные данные также приведены на рис. 10.36. Р * Р ‘° 36) Входные
Рис. 1036. Расчет ширины зазора
Стандартная фор
полуматрицами
Размеры:
L, - 70 мм
В} “ 83,35 мм
Н, ~ 36 мм
- 58.95 мм
Lc ~ 64 05 мм
Н. ~ 583 мм
ма с раздвижными
а - 18’
24 мм
В, ~ 245,7 мм
Н3-31.3 мм
Я,-34,7 мм
D. - 0 мм
Ширина зазора
Д; • *0 МПа
Усилие смыкания в направл мши оси т*
Fx- 227 52 кН
Усилие смыкания в направлении оси и-
7,- 170,64 кН *
Полное усилие смыкания. Fc - 338,409 кН
Ширина зазора а. 431992 1<У2 мм
Проекциями давления в матрице на оси х и у определяются силы замыкания F. и
Fr которые в свою очередь составляют полное усилие смыкания исходя из которо-
го получается ширина зазора 0,04 мм.
Полное усилие смыкания — это сила, которую литьевая машина должна прило-
ть чтобы предотвратить раскрытие формы по двум линиям разъема.
Прсведем теперь расчеты для выяснения влияния припуска трапецеидального
сечения L} (табл. 1С 7).
£я= 70,01 мм 7001 мм, 71 мм.
Угол при этом остается постоянным
Вход/чыход (табл. 10.6).
10.6. Влияние припуска трапецеидального сечения Lt на ширин/ зазора а при
постоянном сужении а [10.6]
еремечиое сечение -3 = з (у мм ja = ig* Геоемеимое сечение , Я = 70 1 мм а = '8° "е'еменное сечение LB = 71 мм а = ’8*
J Р*на зга ~а Даиепж 60 МПа смыханля по оси х Л “22752 кН *" * * "мыкания по оси у • т “ 170.64 кН '•|Дяг« усилие смыканл. > ~ -W.409 кН ^Ч*1и зазора в- LU лрина зазора Давление- 60 .МП.‘ Усилие смыкания по оси х Fx - 22752 хН Усилие смыкания по оси у Fr - 170 64 кН Полное усилие эгыкания F - 338,409 кН Ширина зазора <г 4 32325 Ю 1 мм Ширин, заэсра Давление 60 МПа Усилие смыкания по оси х Fx 227 52 кН Усилие смыкания по оси у. Fr -170.64 кН Полное усилие смыкания. Fc - 338.409 кН Ширина заэсра о: 4 3530Э 10 2 мм
10 Проектирование конструкции n.,>.
400 ______________________" rtv..
Вычисления ясно показывают, что:
полное усилие смыкания остается неизменным, пока сужение а не ИЗм_
- жесткость полуматриц снижается, поэтому при постоянном усилии с J4
зазор в линии разъема матрицы х увеличивается; увеличение, впрочем, Весь^
значительно.
Таблица 10.7. Влияние припуска трапецеидального сечения LB на ширину зазора Q
переменном сужении [ 10.6] ®Ри
Переменное сечение LB = 70,01 мм а = 15° Переменное сечение: LB = 70,1 мм а = 18° Переменное сечён^~~ LB = 71 мм а = 21°
Ширина зазора Давление: 60 МПа Усилие смыкания по оси х Fx = 227,52 кН Усилие смыкания по оси у: Fy = 170,64 кН Полное усилие смыкания: Fc = 318,966 кН Ширина зазора а: 5,32458-10 2 мм Ширина зазора Давление: 60 МПа Усилие смыкания по оси х Fx = 227,52 кН Усилие смыкания по оси у: Fy = 170,64 кН Полное усилие смыкания: Fc = 338,409 кН Ширина зазора а\ 4,31992-10 2 мм Ширина зазора ~ Давление: 60 МПа Усилие смыкания по оси г Fx = 227,52 кН Усилие смыкания по оси у Fy = 170,64 кН Полное усилие смыкания: Fc = 358,525 кН Ширина зазора а: 3,59815 10 2 мм
На рис. 10.37 результаты расчетов приведены графически. Как и предполагалось
z увеличением угла приходится увеличивать полное усилие смыкания, чтобы из-
ежать раскрытия по оси у. Зазор с увеличением угла уменьшается. В реальных
производственных условиях возможны отклонения величины зазора от расчетного
нач чия Ниже предполагается, что действительный зазор составляет0,02 мм.
Ф°рма предназначена для использования на ТПА с усилием впрыска
4UvU Кг1
ВхоТ/выход (табл. 10.8)^ ° В°ЗМОЖности при да,,ных условиях раскрытия фЦ*
10 g примеры расчеилз
401
п,Annul 10& Расчет необходимого у< или,. ...
смыкания 400 к1 1 110 (>| ' ,1*,П ы к,*’е мм и ГПЛ с усилием
Стандартная форма Усилия смыкания
LB - 70 мм Тс 400 кН
а - 18° Ширина зазора: 0,02 мм
В3 * 83,35 мм Усилие смыкания в направлении оси х
£3- 24 мм Рх -344,311 кН
Н3 ’1 36 мм Усилие смыкания в направлении оси у
Bt — 245,7 мм L3 - 58,95 мм Я.-31,3 мм £с = 64,05 мм Я6 = 34,7 мм Я7 = 58,3 мм Д7 = 0 мм I‘Y - 85,696 кН
По составляющим усилия смыкания можно определить максимальное давление
на площадь проекции:
Рхтах Fx/Ax1 Рутзх Fy/Ay< Ах 3792 мм2, Ау T3FH3 2844 мм2;
рх = (334,311-102)/3792 10-6МПа = 90,799 МПа;
Лтах
рГти = (85,696-102)/2844 10-6 МПа = 30,132 МПа;
Рх >60МПа> PY <60 МПа.
тах гтах
Получается, что усилие смыкания на поверхности Yнедостаточно; может произой-
ти раскрытие. Следует выбрать машину с более высоким усилием смыкания (75 т).
Вход/выход (табл. 10.9).
Таблица 10.9. Расчет необходимого усилия смыкания при зазоре 0,02 мм и ТПА с усилием
смыкания 750 кН [10.6]
Усилия смыкания
Рс Ширина зазора Усилие смыкания в направлении оси х Fx -^идие смыкания в направлении оси у. FY_____. 750 кН 0,02 мм 683,277 кН 102,676 кН
с Полученные расчетные данные можно вновь использовать для вычисления мак-
симально допустимого давления:
Ч,ах= 180,189 МПа,
“ 36,ЮЗ МПа.
402
10 Проектирование конструкции литьРВп.-,
Ясно, что даже при удвоении полного усилия смыкания его передача в напра
нии оси у не улучшается, если зазор слишком мал. Решение проблемы достигав
только увеличением зазора.
Увеличив зазор, снова рассчитаем условия смыкания на ТПА а усилием 40 т.
Вход/выход (табл. 10.10).
Таблица 10.10. Расчет необходимого усилия смыкания при зазоре 0,095 мм и ТПА с усилие»-
смыкания 400 кН [10.6]
Усилия смыкания ——
Fc Ширина зазора Усилие смыкания в направлении оси X. Fx Усилие смыкания в направлении оси у. Fr 400 кН 0,095 мм 182,769 кН 334,284 кН
И снова проверка максимально допустимого давления проясняет ситуацию:
п =48,199 МПа,
Хтах
pv = 117,540 МПа.
Ъпах
Теперь, когда зазор слишком велик, усилие смыкания по оси х недостаточно.
Возвращаемся к более мощной машине (75 т):
р = 137,588 МПа,
pv = 123,512 МПа.
Подводя итог, нужно отметить, что более мощная машина не всегда избавляет от
облоя. Очень важно сделать правильный выбор между увеличением зазора и увели-
чением усилия смыкания машины.
Таблица 70. Л. Расчет усилия смыкания при зазоре 0,095 мм и усилии смыкания 750 кН
Усилия смыкания '
Ширина зазора Усилие смыкания в направлении оси х. F Усилие смыкания в направленииоси и: F} 750 кН 0,095 мм 521,734 кН 351,265 кН __
10.10. Прочие нагрузки
ки\Всамой<1ппс^ТВУ1О11и1Х ра:,дслах «а||||ой главы, кроме изменения размеров
давлением вит МаССЬ1' РассматРипались только те деформации, которые вы
а также лесЬсяУм'^Г"1 " "<‘Д<>итки. ДруП1с механические и термические де^Ф^^.
не принималис ь ИИ' ’‘"'ИСЯ"и1(' от Режима работы литьевой машины, во
403
Ю Ю Прочие нагрузки
10.10-1. Оценка добавочных нагрузок
I 11;11-рузкп .происходящие от особенностей изготовления литьевой формы
Пр11 обработке и сборке деталей и узлов формы неизбежны агкл« в иреде
лах допусков. Если несколько плит не шлифуются на одном и том же координат-
ном станке за один заход, то разница в определяющих размерах может составить
до 0,02 мм на 100 мм. Отклонения от параллельности - величины то. о же порядка
Чем больше механических операций требуется для обработки элемента формы тем
ниже точность.
Кроме того, не все деформации можно снять путем механической обработки. Та-
ковы отклонения, происходящие при закалке, глубокой фрезеровке, горячей посад-
ке. Следствиями являются ограничение хода, сдвиг пуансонов и т. п. Рекомендуется
выполнять подгонку доступными в действующем производстве методами, напри-
мер, получая слепки соприкасающихся поверхностей либо измеряя формующие
полости пробными отливками из безусадочного сплава висмут- олово [10.16]. При
измерении деформаций необходимо принимать во внимание соответствующие по
времени движения ТПА. Только так можно соотнести деформации с нагрузками.
2. Тепловое расширение как причина добавочных нагрузок
Материалы, находящиеся в контакте, имеют разные коэффициенты теплового
расширения:
5 = AZ./L(I =(«! - <x2) T,
(10.37)
а в том случае, когда элементы из разных материалов имеют разную температуру,
(10.38)
Когда такая деформация несвободна, возникают напряжения, которые рассчиты-
ваются по условию равновесия сил.
Характерным примером является коллектор горячеканальнои системы, для кото-
рого как минимум приходится рассчитывать положение впускных литников.
3. Нагрузки со стороны литьевой машины
Поскольку литьевые формы обычно компактны, деформации, вызванные ра отоп
литьевой машины, при обычных расчетах опускаются. Оценить их довольно трудн
так как они на разных машинах различны.
11. Сдвиг пуансонов
11.1. Оценка наибольшего сдвига пуансона
Одной из проблем конструирования литьевых форм является определение сдвига
пуансона при изготовлении чашеобразных, решетчатых или более сложных изде-
лий с подобной конфигурацией.
Смещение пуансона от центра крепления — обычно результат неточностей в ходе
процесса изготовления или асимметрии литниковой системы, создающей боковую
нагрузку на пуансон. Отклонение от центральной оси приводит к смещению нако-
нечника пуансона, что оказывает неблагоприятное влияние на соблюдение разме-
ров изделия и на процесс его извлечения.
Крепление пуансона (с одной или двух сторон), а также тип и расположение
впуска играют важную роль в процессе литья под давлением. Данные о сдвиге пуан-
сона имеют огромное значение на стадии проектирования формы, когда определя-
ется ее общая концепция. Инженер-конструктор должен провести предварительные
расчеты сдвига пуансона; для этого он располагает рядом возможностей, которые
рассмотрены в данной главе.
На этапе расчета формы необходимо использовать компьютерную модель сдвига
пуансона для решения вопроса о креплении пуансона или допустимых припусков
на механическую обработку Примеры подобной компьютерной программы приве-
дены в [11.1-11.4, 11.14]. При простых геометрических формах пуансона возможен
аналитический подход с использованием уравнений статики и сопротивления ма-
териалов [11.3].
На практике сдвиг пуансона состоит из:
• смещения пуансона в креплении;
относительного сдвига центральной оси пуансона.
Будем исходить из предположения, что полуформы отцентрированы надлежа
щим о разом. Тогда составляющие сдвига накладываются друг на друга, как пока
занонарис.11.1 н
Рис 11 1 Наложение деформаций пуансона 11 1
4os
Счпнг, произошедший по время заполнения (Ijodmi
мюрше..и» впрыска по „река, оздеш.я. Веа„чн||а юо гоХХХ""”
от параметров технологического процесса, характеристик мате™™'ь Т
чей Можно предположить, что восстановление будет незначи е ” Ф°рмы дета'
S„T,oro изделия имеют то„км сечен,,е. иуяТ"
ДО* (быстрое засть,пакие) и материал отличается аысоким модулем ZXJX
удау,дальнейшем будет рассмотрен на,, больший сдпигпуансона no XX
Для различных конфигурации пуансона (круглого и прямоугольного сХХ
С каналами системы охлаждения и без них), способов впуска (тип и расположение
впускных литников) могут быть созданы компьютерные модели [11.5-11 71 с ис-
пользованием таких программных средств, как CADMOULD. Примеры моделиро-
вания приведены ниже.
Расчетные величины сдвига пуансона или пределы отношения высоты пуансона
к диаметру хорошо согласуются с практическими результатами. Проверить теоре-
тические данные можно косвенным способом, сравнивая структуру потока расплава
и падение давления, полученные при расчете, с результатами реальных измерений
[11.8,11.9].
В качестве примера приведем расчет сдвига цилиндрического пуансона при впу-
ске через боковой точечный литник в основании (жесткое крепление).
11.2. Сдвиг цилиндрического пуансона
при боковом точечном впуске в основании
(жесткое крепление)
Вычисления основаны на ряде допущений [11.6]:
1. Давление линейно убывает вдоль длины пуансона Нс (рис. 11.3).
2. Пуансон с небольшой конусностью заменяется цилиндрическим.
3. Канал системы охлаждения заменяется сквозным отверстием Стабилизирую
Шим действием секции, не имеющей отверстия, можно пренебречь.
4 В пуансоне с внутренним охлаждающим контуром, внутренние детали не при
нимают во внимание как добавочное крепление.
5. Вес пуансона в расчет не принимается.
6- Крепление пуансона в первом приближении считается жестким.
7- Эффектом накопления для начала пренебрегаем. ^Ук допу.
на структуру заполняющего потока не рассматривается.
Щениям 1 и 7 можно найти в [11.6, ! 1.7]-
Основной алгоритм определения сдвига пуансона"^’^дн^давлении влит-
* Сдвиг пуансона Д10 в его вершине в“^^Ии давления вдоль пуансона.
никовом канале р* = 10 МПа и линейном падениД расплава на
Для того чтобы принять во внимание поддерж коэффициент учитывает
основание, вводится коэффициент формы
Различные варианты отношений высоты к диам^^ реальное давление при
Используемый коэффициент давления 2 У
заполнении формы.
406
„ппмгч производится по формуле
• Вычисление полного едт
f -K{ K2-(И.1)
хлэ созданы компьютерные программы, благодаря ко-
11а основании этого алгорг т ^ в пиде рисунков [11.6].
торым мы имеем «Риведснпыс ' пуансона в полистироле в зависимости от дИа.
Парис. 11.3 н 11-4 изображ/ иепревышаетопределенной величины,сдвиг
копс^киионныеограничения n pawae ИЛ).
Профиль давления
Коэффициент давления
Кг-Р^/Р‘
t <п— отклонение
и. 10
при исходном давлении
р* - 10 МПа
Полное отклонение пуансона,
закрепленного на одном конце
К'-Р'ц/Р*
Р'Л
г,10
с увеличением длины пуансона нт.
увеличивается. Во всех случаях с - остоянном диаметре сдвиг пуансона также
шины стенки, что заметно на яяп^ПИГ Пуа,,Сона уменьшается при увеличении тал-
стенки 1 и 2 мм. тРихованнои области между кривыми толщины
Сравнивая рис. 11.3 с pilc j < ,
дающим контуром (D •= о 6D* 1 с Жно видеть влияние полости пуансона с охлаж-
Лу шть аналогичные диаграммы Моделирующей программы можно по-
работе [ 11.7J приведены пепвы/1^™* матеР,,алов ” параметров процесса.
и>п те ния на сдвиг пуансона Вон /-* оретпческие вычисления влияния эффект
пя^ЛИЯСТ На Сдвиг иуансонов. Данн1?КИ ПССМ пРедположениям эффект накопления
нений аЖС На ИСКОторое Уменьшение гл 11Ш1ученнь,е с учетом этого эффекта, указы-
kotooJ™™ п том’ что но врсмяПИГа Пуа,,сона- -Лучшее из возможных объяс-
матрицу и' Ре°ЛОГИЮРасплава различно0 ’1рЫска пл,еют место два явления, влиян'н
пикает в 1 Уа1И°" СЛг’игается. Но блат "ачалаРасплав попадает в неоднородна
ФУжХся Э '3ТРС6УСТ меньшего лТРас1,,”РениЮ зазора расплав легче пр1
величину 4м"Х,?,СКТЫ Урап’,ОПС1“пва1от лп ,Я' Пуансо" до '^которой степени
Расчеп I епг ",,Ког1ле1ц1я так к ДРУГДруга. 11ельзя измерить абсолютн.
'•оянеиы а.Ха "Уа— 'Фи боксом'‘РИСуТСТНует "Р"
соответстпует > ° Разделу 113| z х ‘ Kt с учетом эффекта накоплен’!
уст "Мит.» 16)1 >»
Средний диаметр пуансона D*c, мм Средний диаметр пуансона D*c, мм
Рис. 11.4. Максимальный сдвиг пуансона
с кольцевым поперечным сече-
нием (Da= 0,6D*c) [11.5]
Рис. 113. Максимальный сдвиг пуансона
с круглым поперечным сечением
[11.5]
Такая оценка максимального сдвига пуансона (без учета эффекта накопления)
для конструкторских целей вполне достаточна, тем более что получаемые результа
ты несколько завышены.
В работе [115] приводятся расчеты нескольких вариантов формы и размеров пу-
ансона, типов крепления и литниковых каналов: »я-
• сдвиг круглого пуансона в форме с боковым точечным впуском
конечника пуансона (жесткое крепление),
• сдвиг прямоугольного пуансона в форме с боковым точечным впуском
вапии (жесткое крепление); _ цилишрте.
• сдвиг пуансона относительно креплени (
ский пуансон в форме с боковым впуском в основаг
11.3. Сдвиг цилиндрического ^аг„Си|отВыми₽М
с дисковыми впускными литниковыми
каналами (жесткое креплени
Работе [Ц.7] приведены расчеты СД"‘ варнаНтов впуска:
Учетом эффекта накопления для следу
Дисковый впускной литник;
боковой точечный литник в основании, [ка
* боковой точечный литник напротив н
408
Рассмотрим вариант с дисковым впускным литником (рис. 11.5) ДЛг
ки сдвига пуансона здесь отличается от ранее рассмотренных случаев^ТМ °Цен'
является эксцентричное положение пуансона. Таким образом, сдвиг nv ^И'1иЧой
сутствует изначально. Предполагается, конечно, что температура дагз НС°НапРи-
рость одинаковы во всей зоне впуска. 1Ие и ск0.
H,.
Рис. 11.5. Пуансон и дисковый впускной литник [115]
11.3.1. фундаментальное исследование сдвига
Во всех упомянутых случаях рассматривался максимальный сдвиг пуансона непос-
редственно перед завершением процесса заполнения в тот момент, когда фронт по-
тока расплава уже прошел по всей длине пуансона.
Здесь, кроме этого, рассчитывается сдвиг пуансона во время заполнения формы.
Процесс заполнения делится на небольшие этапы, и расчет деформации осущест-
вляется для момента завершения каждого из них. Таким образом, в состав подлежа-
щей решению задачи входят:
реологическая задача (установление структуры потока);
• механическая задача (расчет деформации).
Алгоритм вычисления сдвига пуансона, учитывающий эффект накопления, пред-
ставлен в виде блок-схемы на рис. 11.6, Вслед за данными для детали и материала
вводятся величины падения давления Др/Д£ в литнике и пошаговые интервалы Др
ри помощи интервалов давления процесс заполнения в целом делится на единич-
ные стадии. 11а первой стадии рассчитывается структура потока путем определения
характеРных длин А и 12 Для давления р = Др (рис. 11.7). Затем рассчитывается
эффективная эпюра распределения давления (рис. 11.8 и 11.9) и вычисляется сдвиг
ч-Ггпп0113 с1Лес необходимо принять во внимание увеличение толщины стенки (из
на пыиигПУаНГОНКогда фронт потока заполняет все пространство вдоль пуансо
на, вычисления прекращаются [11.7] 1 *
11.3.2. Результаты вычислении
На основе представленн '-’ВНИИ
ИС/Ьи>,УЮТСЯ ” системс CADMOUI 1р)'} бЫЛИ разР;,ботаны подпрограммы, которые
ллти? ЛУа"“"а .““’««»•» е„„„га „у!,,,™,,.,.
iianacrai!*1*111 у1иу,и'|ииае1Уя. при .i...', Г 1,а слинга (pile. 11 10). С рост0*
..ХГ" ЗД„И1, -.inn-о пУ1и.СО11. ™ бипря,.
‘ oi ношения длины к диаметру Юа
5. (Н-2)
„ iggas" в„уа<ными „Мыми ад9
Рис. 11.6. Блок-схема вычислений при расчете сдвига пуансона (с учетом эффекта накопле-
ния) [11.5]
^с- U-7. Мгновенная структура потока
(проекция на плоскость) [115]
Рис 11.8. Истинное давление (вверху) и
эффективное давление (внизу)
в поперечном сечении [П-5]
410
^доигп^онов
Рис. 11.9- Мгновенная эффективная эпюра давления [11.5]
Рис. 11.10. Наибольшее отклонение пуансона при различных величинах отношения диаме-
тра пуансона к его длине (дисковый впускной литник) [И.5]
влияет на сдвиг пуансона !?ВИСИТ от эксЦентриситета. так как последний
справедливым при различной толщине^нок "н ПРедеЛЬНОе отношение оСтаетСЯ
отношением, результирующий слп ' Но даже в пределах, заданных этим
Аналогичные пределы onv6nn^n Пуа“СОна может оказаться слишком велик.
Тонкие сечения в деталях спб* Раб°Те f 11 10J’
потока и вызывают больпгир ствуют Во3|,икновению в гнезде асимметричного
Впрочем, если соблюдается^ЮрМаЦИИ <РИС- 11.11).
стенки влияет незначительно УПОМянутое отношение длины к диаметру, толщина
рушение состоит в отклонении° увидеть на Рис. 11.12. В обычном случае это на-
триды из-за неточностей допуп1П1?.1ТРаЛЬНОВ °си пУа,,с°ча от центральной оси мз-
сдвиг пуансона линейно волглст"'1* ПРИ ”Х изготопле"ни.
использовать известные в одном™,!. С эк1С1‘с,'тР"ситетом. Следовательно, мо*'*0
ления деформации по эксцен гриситету^в д|^°РМа11,,,° и эксцентриситет для опреДе'
Ае,)-Ле^/е,.
(11.3)
1^ 11 Наибольшее отклонение пуансона в зависимости от толщины стенки (дисковый
впускной гзтник) [115]
Эксцентриситет е, мкм
Ьх 11.12. Влияние эксцентриситета на максимальный сдвиг пуансона (дисковый впускной
литник) [И ?]
Ейти известен наибольший допустимый эксцентриситет, предел,ожно опре-
снения для крепления - в идеальном случае центрального - также можно опре-
делить.
11-4. Сдвиг пуансона при Различ^’?</Тр™ое
впускных литниковых кана (
В работе [11.7] представлены конструктивныенабольший сдвиг пуан-
««НЫХ типах впуска. При превышении этих ограничени
СОна увеличивается непропорционально.
Пуансон в форме с дисковым впускным
Hc/Dc-5.
литниковым каналом
(114)
412
^^-^^НСОНГ
Точечный впуск у наконечника пуансона
Hc/Dc~ 1,5.
(И.5)
Точечный впуск у основания пуансона
Яс/Рс«2,5.
(И.6)
Как и ожидалось, дисковый впуск наиболее предпочтителен с точки зрения ве-
роятного сдвига пуансона. Когда эксцентриситет невелик, можно получить крайне
малую абсолютную величину сдвига пуансона. Далее можно рассмотреть большие
отношения длины к диаметру пуансона. В работе [И.И] упоминаются величины
от 5 до 15 для точного литья под давлением и от 1 до 5 для литья изделий средней
сложности.
На рис. 11.13, согласно вычислениям [11.7], показаны деформации для трех ти-
пов впускных литниковых каналов при других почти идентичных условиях. На-
именьший результат получается при дисковом впуске, даже принимая величину на-
рушения центрирования равной е = 100 мкм. Наибольшую деформацию вызывает
точечный впуск у наконечника пуансона. При использовании точечного впуска у
основания пуансона результат может находиться между результатами двух других
литниковых систем, и такое решение зачастую является оптимальным для много-
гнездных литьевых форм.
5 Сдвиг рабочих: деталей формы
- ' — ~ _Л1?
Кроме уже упомянутых способов впрыска, существуют ш-ю.г
ы. позволяющие уменьшить чрезмерный сдвиг пуансона. Это°ТО|я’,с дРу*ие мего‘
. двухстороннее крепление пуансона вместо одностороннего-
. заглубление основания пуансона,
. уменьшение экснептрнеитета с помощью „ископого „пускного лит„„ко№п)
канала;
. изменение параметров заполнения формующей полости;
. отказ от охлаждения или сокращение размеров линии охлаждения,
Методы перечислены в соответствии с их эффективностью.
11.5. Сдвиг рабочих деталей формы
В предыдущих разделах изложены определенные методы вычисления сдвига пу-
ансона при проектировании форм, в частности речь шла о сопоставлении реоло-
гических и механических подходов. Те же методы можно использовать и для вы-
числения деформации внутренних рабочих деталей (вставок) формы, вызванных
существующим в форме профилем давления. Это очень важно, например, при кон-
струировании форм для резинометаллических изделий
11.5.1. Расчет деформации металлических вставок
на примере цилиндрического валка [11.3]
Изделия, используемые в качестве валков на транспортерах, изготавливаются лить-
ем под давлением, причем резина формуется вокруг цилиндрического сердечника.
Изделие может иметь различную величину отношения длины к диаметру Заполне-
ние происходит через пленочные впускные литниковые каналы различной ширины
(рис. 11.14). (Расположение впуска показано на рис. И 15 )
Как уже говорилось в предыдущем разделе, вначале производится реологическое
проектирование формы, для того чтобы определить распределение давления при за
полпенни. Граничные условия для моделирования определяются в основном ли
факторами, отражающими свойства материала, либо параметрами процесса л
под давлением.
Точечный впуск Пленочный впуск
И М. Размеры и конструкция литииковоп сис
414
Рис 1 / /5. Сетка конечных элементов с уплотнением в области впуска 111.3]
В качестве примера на рис. 11.15 показана сетка конечных элементов, используе
мых при моделировании изделия, а на рис. 11.16 (см. цветную вклейку после с. 352)
показан соответствующий расчетный профиль давления впрыска. Профили давле-
ния получены на разных стадиях заполнения и для разных конфигураций.
Теперь аналитически производится вычисление деформации этого изделия
с применением уравнений статики и сопротивления материалов.
115.1.1. Определение линии смещения для деталей различной
конфигурации
На рис 11.17 показаны результаты одного из вариантов расчета смещения вставки
в зависимости от уровня заполнения. Можно видеть, что отклонение детали возрас-
тает примерно до уровня 50%. При заполнении около 50% фронты потока расплава
смыкаются в зоне, противоположной впуску. По мере заполнения разница давлений
на поверхности вставки со стороны впуска (сверху) и с противоположной ему сто-
роны (снизу) уменьшается, в результате чего смещение детали сокращается по мере
завершения процесса заполнения. Можно сделать вывод, что чем уже пленочный
впускной литниковый капал, тем больше отклонение за счет высоких перепадов
давления.
!>и< 1117.
, • • J......III,
11131 "',1‘|1'Г,'’'|,,,||, И,О1КЛ(>||<Ч1||Ц пстапки (1Т ш-лпчнны
415
цд_Сдвиг рабочих деталей формы
Изменения смещения при различных пел
казаны качественно на рис. 11 18 ж ли,,и”ах отношения .
сердечнике возрастает до тех пор м°«“° заключи^
« по фронтов потока о зоне, протнооХХТ”"" ЭаПолнення нс приведет
„„яднаметр/Алвна около 0.5 максимально. П₽и«личин.
, конце процесса заполнения, сразу после завернХ, 'бается
п-1ава- ния слияния фронтов потока рас-
Объем формующей полости, %
Рис. 11.18. Изменение деформации для различных конфигурации [11.3]
В случае отношения диаметр/длина d/l, прнбл“^^^н^впуска область,
как фронт потока расплава перемещается в прот между давлениями в об-
заполнение формы сопровождается сокращением р g ^ультате к концу
ластах от впуска до пуансона и от пуансона до задней стенки. В результ
заполнения отклонение вновь снижается. смещения проходит через ми-
Если величина отношения d/l меньше 0. . р счет других составляющих
нимум, затем вновь поднимается, что можно отИ „ны замыкающей полуфор-
Разности давления между зоной впуска и зоной пооцесса заполнения, мо-
мы При слиянии фронтов потока, в заключительн
*ет быть достигнут временный максимум де<рор ( определенных профилях
Данный анализ дает представление об ^MepoB детали на возможное
Деления смещениях, а также о влиянии фор.
Мщение ее сердечника. „ппения эти аналитические подходы
Впрочем, ввиду сложной харакгеристикндавления^^ 113 те1 прос-
Могут применяться лишь к деталям, конфигура чае. КОГда давление впрыска
т°й формы (цилиндров, пластин) и только плкяо.
-лнсывается математически просто и давления целесообразно исп
В более сложных сочетаниях конфигурац элементов
в^ние моделирования на основе метода ко
11. Сдвиг
™
11.6. Примеры конструкций крепления пуансона
и регулирования глубины формующей
полости
Значение правильной конструкции крепления пуансона наглядно показано в пред
щих разделах. Очевидно, что лучшим вариантом для точной и надежной фикса^
пуансона относительно матрицы будет изготовление пуансона и подвижной ПпЦИИ
(обоймы) из едйной заготовки. Это можно сделать только путем механической об'
ботки заготовки соответствующего размера, и, следовательно, за счет большого расхо
да материала. В случае литьевых форм большого размера других вариантов нет Ес"
форма небольшого размера, пуансоны и прижимные планки изготавливают отдельно
Затем пуансон должен быть тщательно и прочно прикреплен к подвижной обойм
Простой круглый пуансон вытачивается с фланцем, который обеспечивает центпов
Буртик этого фланца крепит пуансон к подвижной плите (рис. 11.19). На рис И 20
Рис. 11.19. Крепление пуансона с фланцем, зажатым в плите
Рис. 11.20. Мноюсскционный пуансон ...
. • <1Х‘||лс|1ный г помощью клиньев 111.12]
”2' Х“ХЙН (пТз"Г Л"Тга,К0В“Й КаНМ л°№' -О-> пуансон с
изображена форма с составным пуансоном. Такая конструкция проще в изготовле-
нии, а образующиеся при сборке ребра позволяют закреплять пуансон на подвижной
плите с помощью клиньев. Среди всевозможных способов крепления пуансона этот
метод более всего близок к оптимальному креплению пуансона в подвижной плите.
Но даже при самом лучшем креплении длинный и тонкий пуансон нужно поддержи-
вать с двух сторон (рис. 11.21).
Jflk К» о
12. Извлечение отлитых изделий
12.1. Обзор систем выталкивания
После того как отливка затвердеет и охладится, ее нужно извлечь из литьевой фор-
мы. Случай, когда отлитое изделие просто выпадает из формы, является идеальныу
Однако отливка удерживается поднутрениями, силами адгезии и внутренних на-
пряжений и вследствие этого ее приходится извлекать или выталкивать из фор*', с
помощью специальных устройств.
Обычно извлечение отливки происходит механически, размыкающим ходом лить-
евой машины. Когда этого недостаточно, используют пневматическое или гидрав-
лическое извлечение [12.1—12.3]. Ручной съем изделия используют в мелкосерч -
ном и опытном производстве, когда для извлечения достаточно небольшого усилия,
а точного соблюдения времени цикла литья не требуется.
Система выталкивания обычно располагается в подвижной полуформе. При от-
крытии формы механически приводится в движение система выталкивания в на-
правлении линии разъема, и изделие выталкивается. Основным условием является
удержание отливки в подвижной полуформе. Этого можно добиться, предусмотрег
поднутрения, либо за счет усадки отливки на пуансоне. Излишнюю адгезию распла-
ва к металлу можно компенсировать конусностью стенок изделия (технологическ .
уклоны) или тщательной обработкой ее поверхности.
Когда пуансон расположен на неподвижной полуформе, удержание отливке в
подвижной полуформе может оказаться затруднительным. Если затруднений нг
сдается избежать, для извлечения применяются более сложные устройства. Пре -
приведен на рис. 12.1. В.
На рис. 12.1 систематиз!грованы распространенные варианты системы выталп-
вания, используемые в литьевых формах для небольших деталей:
Л — Стандартная система выталкивания.
В - Направление выталкивания в сторону подвижной полуформы. Плита съема
применяется, но только для круглых деталей.
С Извлечение из формы с двумя линиями разъема, включая автоматическое от-
деление литников.
Извлечение детален из формы с ползунами (локальные поднутрения).
“ по^ННе Деталеи Н3 4юрмы с радижными полуматрпцамн (болыпие
полностью поднутренные стороны ).
F - Автоматическое вывинчивание формообразующих деталей формы из от»»’
кивание с помощью пневматики Форма открывается механичес**
не лолжны^ад^’их^б"’^^^ 'ГГО КР>пные отливки при
лили от формообразующих^^* манипУлятор<ш.после wr°
систем выталкивания
41%
Схема литьевой дхх мы Способ выталкивания Привод
|Рис I .4 >|*ор 1 7“~‘i * > * 4 Во время хода открытия формы усилие вытачки вания прллагагтся в направлении 'тзвлечеиия Съем отливки цилиндрическими грхбчатъ'мн тслкателях'и или ПЛИТОЙ Механический гидравлический, пневматический, ручной, упор машины, кх.тачок. наклонная плоскость, упорная пластина. Также двухступенчатое и смешанное вь~а.ки ванкс Любые изделия з поднутрений
Система ' Центральным ьпмтитвзния литник Изделие
Рис В Болт-съемник В> вре: '_я хода открытия формы усилие вьгга.1кивапия прилагается в направлении извлечения. Выталкивание плитой съема Механический, гидравлический -Невматическии Тяга, подъемник Чашеобразные изделия с подводом расплава внутрь
Излетне с л -d - ' 1 - С" итником (отливка)
г С т , разъеха 1 Линия 1 разъеме 2 См рис. А Механический, тяга плиты съема П..т.тзки с автоматическим отделением лггннка —
Т
-й \ i- \\ V—t я
Би. г- Цен ральный съемник ' ли пик г~ Изделие V.стена
Рис О ' Система -1и «палкивання Наклонная колонка L Изле ння П<ъ гие разъема \ [ентральныр итник 13 VM См рис. Л 1 Механический: нак юнная 1 колонка. I подъемник. 1 ползунк Также гидравлический Плоские изделия с внешними поднутрениями, резьбой
12-1 Способы извлечения изделий из литьевой формы
420 — _ Привод
гилтиРПОИ формы Спосоо выталкивания Применен
tAtWO Рис. Е И |Й Толкатель Пли Раздои Рис. F Зуб» пере j " Лиш разы йй! 1 г та Изделие л Я ма ^ецтраль- ыи итник грина СмТрнс.Л Механический; колено-рычажный, замки, кулисы, штифт, пружина, колонки ^зделиТГ знещними "^Учениям,, (Ребрами) или открываемые с наружной стороны, например, ящики для бутылок
1атая дача 2 = W ttzz Лин разг 1 ИЯ ем а - ''5S5 1 дел» эн е Формообразующие детали вывинчиваются из отливки при открытой или закрытой форме. Извлечение отливки цилиндрическими или трубчатыми толкателями Механический: зубчатая передача с ременным или цепным приводом, зубчатая рейка, ходовой винт с гайкой. Отдельный электрический или гидравлический привод; реже — ручной, например, со сменными пуансонами Изделия ~~ с внутренней или наружной резьбой
Х( ВИ Система выталкиЕ у щовой \ И: нт Пуансс 1ЙНИЯ
Впуск воздуха Ход выталкивания Кольцо съема Изделие Механическое воздействие в направлении извлечения страгивает отливку, которая затем выталкивается сжатым воздухом Механически- пневматический, по стадиям Чашеобразные глубокие изделия
Окончание рис. 12.1
12.2. Конструкция систем выталкивания — УсилИ
выталкивания и открытия [12.4]
12.2.1. Общие сведения у£.11Дця
После того как определены геометрия и масса изделия, можно онре'Де'-1 ^цт^св0'1
выталкивания. Также должно быть известно расположение отлпвкн щ-тсМ'*
форме. Усилия выталкивания важно знать для точного нроектнров*»11
вьпалкивапия (количество, расположение и тип элементов). Cj,,,nLKX.B‘Ke
усилие выталкивания может hoi ребовать изменить расположение п >Д 1)1>1та'11'
и, следовательно, всю систему выталкивания. Кроме того, знание усИЛ»1
,2;2Лон£!£У^"1 ^стем вытвлкива^иц^ выталкивания „ открытия
МНИЯ И парам1 “троп, которые па него влияют, дает возможность
лия путем внесения небольших изменений в геометрию детали
В основном можно ожидать два вида усилий:
уменьшить эти
уси-
усилне открытия когда форма заклинена
большой деформации изделия;
из-за малой усадки или слишком
• усилия выталкивания, которые делятся на:
а) усилия страгивания существуют для всех изделий, снимаемых с пуансо-
на; также могут быть заметны на тонких ребрах с небольшой конусностью-
в последнем случае может произойти разрыв или трещина ребра;
6) усилия снятия могут произойти от слишком малого уклона пуансона и, как
результат, трения между изделием и пуансоном.
Параметры, влияющие на усилия выталкивания, показаны на рис. 12.2. Очевидно,
что ожидать изменений усилия выталкивания следует от четырех групп факторов
воздействия. Величину и направление воздействия можно продемонстрировать в
эксперименте с изделиями типа втулки. На рис. 12.4 показан суммарный результат
этих испытаний. Факторы воздействия рассмотрены в отношении их влияния на
снижение усилия выталкивания и оценены в баллах от 0 до 3, значение 0 для факто-
ров, не имеющих влияния, и 3 для факторов, оказывающих значительное действие.
Стрелками показано, в какую сторону — увеличения или уменьшения — нужно из-
менять соответствующий переменный параметр для того, чтобы снизить усилие вы-
талкивания. Объяснения эффектов с физической точки зрения здесь не приводим,
так как это выходит за пределы задачи данной книги [12.6,12.7].
Литьевая форма
Жесткость (конструкции)
Охлаждение
Р(о)
Изделие
Материалы формы:
Термические характеристики
Сила трения
Поверхность
Полимерный материал
Сила трения - /(7)
Модуль упругости -/(7)
Термические характеристики — f(T)
Р
Р(о)
Р
Толщина стенок
Поперечное сечение
Площадь поверхности
проекции
Поднутрения
Технологические параметры
Увеличение давления
Температура отливки Тс
Р(о)
р(о)
коэффициент термического расширения-/(7) р(°)
Термодинамика (усадка) — р(<т)
^ис-12.2. Факторы, влияющие на величину усили
(Температура плавления \
Температура контакта
Скорость выталкивания
выталкивания [12.5]
Ff“/(P:P
Рис. 12.3. Влияние смазки литьевой формы на величину усилия выталкивания (ПП) [12/6]
Параметр Влияние эффекта Направление действия Примечание
Время охлаждения tc 3 X —
Средняя температура извлечения ТЕ 3 Т —
Температура пуансона Tlw 3 X ТЕ = const
3 Т tK = const
Температура матрицы Тт 3 X ТЕ = const
3 т tK = const
Температура плавления Тм 0-1 Т 1 ~ —
Давление впрыска Р 1 ? X
Скорость впрыска vE 1-2 т t = const LK _——T
Давление смыкания PN 1-2 т = const или -
Время выдержки под давлением tN 0-1 т t - const K ———T
Скорость извлечения vnut 1-2 т t. = const —
Использование смазки 3 Эффект увелич.^^,, с увеличением вре охлажд£В^-^
Рис 12.4. Возможные пути снижения усилия выталкивания изделий типа втулок
Это иииволиг Г ‘ 1у'1а( 11 ко,,стРУктор остается наедине с собственны* zcliii<’
когда поихоли।1,Ь1 И>1'У 1,у',|,С(,|,ас максимально возможной конусностью. ‘
' я перерабатывать полимерный ма териал с большой усаДЮ
сжтеу вы» л - ГИЛи, >ытал<<.м><>>а м |ЗТкрьгти>
На рис 12.5 приведена рекомендуемая конус
„^йной усадки от величины
^мЯ грубой поверхности формы Эксперты считав2Т’НЧИВаТЪХ1Я «Днут-
^усностъ на величину с 0.5 до 2 при
узкости расплава и усадки полимерного матеои^^Г?^/ 100 " ^«^««ости от
^ладится задавать д_тя частично крнст^лиХкихч ВЫСОКИ€ дичины
424
12. Извлечение отлит,.
—ЩбЛИЙ
12 2 2 Методы расчета усилий выталкивания
12 2 2.1 Статические коэффициенты трения для определения
выталкивания и открытия
Для втулок или деталей прямоугольной формы (типа короб), дающих усадку
»со>7у“лие выталкивания обычно определяется по нормальному навр,^
ВО время извлечения и коэффициенту трения
Fr ~J'PaAc' (12.1)
где/ - коэффициент трения; рл - давление в зазоре между отливкой и пуансоном;
А - площадь поверхности пуансона.
С Величина коэффициента трения зависит, по существу, от пары полимер-сталь
но также еще и от некоторых технологических параметров процесса. На коэффи’
циент влияет контакт между затвердевшим поверхностным слоем и поверхностью
формы во время извлечения. Если нужно получить правдоподобные значения, то
в уравнении (12.1) используют только данные измерении в самой форме, полученные
в реальных рабочих условиях, без отделения отливки от поверхности формы.
В табл. 12.1 приведен коэффициент трения, определенный в зависимости от шеро-
ховатости поверхности, для обработанных на электроэрозионном станке и полиро-
ванных формообразующих знаков.
Статические коэффициенты трения в табл. 12.1 определены через усилие отрыва,
возникающее в литьевой форме непосредственно в момент начала процесса извле-
чения детали.
Величины в табл. 12.1 являются максимумами для коэффициента трения,
определенного при различных параметрах процесса. Когда мы приступаем
к конструированию, параметры точно неизвестны и не всегда поддаются надежному
измерению в рабочих условиях, и к тому же данные по величине / имеют разброс,
соответствующие коэффициенты, взятые из таблицы, следует увеличить в 1,5-2 раза.
[12 9 12 IO*/*К ' ,ФФициенттРения в зависимости от шероховатости поверхности
Материал
ПЭ
пп
ПС
АБС-пластик
ПК
1 мкм
0,38
0,47
0,37
0,35
0,47
Коэффициент трения
6 мкм
0,52
0,50
0,52
0,46
0,68
20 мкм
0,70
0,84
1,82
1,33
1.60
Т1Э
Пределы зависимости величины/показаны на рис. 12.6 на примере
По степени влияния факторам присвоены показатели от 0 до 3:
0 — не влияет;
1 слабое влияние;
2 — умеренное влияние;
3 — сильное воздействие.
425
Стрелкам” и ноле «Haiipaiwiuw изменения» vkt,-»... ...
„зня <Г> НЛО умен..,нее,<|) - нужно ? 7 ~ ’*“*
„„..я Я* ,г,к’"‘ А“""'"УГЬ снижения/ Зависимое,ь, нри,«е, X "Z, ™
ПЭ. в основном сохраняется к для ЦП, ПС, АБС-плас,„ка и ПК 112 9 П 1Д
Кроме KO^luiUHcma трения, следует определить давление ,ш „сверх, о2ти раз-
дела „уансо,./отливка. Его можно в..слить теоретически или с „омощью оч^ь
простого метода, основанного на опыте (величина усадки)
Параметр Влияние эффекта Направление изменения Примечания
Контактное давление 0-1 (2) ? 1 Более значительный эффект наблюдается ис- ключительно при R = 35 мкм
Скорость извлечения 0-1 (2) т т Существенный эффект при очень шероховатой поверхности
Время охлаждения (0)1-2 т (0) при смазке
Средняя температура стенок формующей полости 2-3 1
Температура плавления 0-1 (2) ? 1 Определенно утверждать невозможно
Давление запирания 0-1 (2, 3) i Существенный эффект при шероховатой поверхности и при возрастающем давлении запирания
Смазка 1-3 ?
Качество обработки поверхности 1-3 i Возможен некоторый разброс
Рис 12.6 Возможности снижения статического коэффициента трения при рер
12.2.2.2. Метод оценки усилий для извлечения (съем )
цилиндрических втулок „ выталкнвания
практических целях разработан метод быстр например, для втулок [12.6,
Определить усилия можно с достаточной т _ 'ичины усилий.
2-12], требующих по своей природе значительной оп делить подходящий диа-
Предполагается, что конструктор должен суме_ £ диаметру детали. Из
МетР пуансона, соответствующий конечному В ( усилий, можно получить абсо-
Разницы этих двух диаметров, используя равиов от0 можно показать на примере
Л1°тный верхний предел для усилия выталкивав
т°нкостенной втулки (см. блок-схему на рис.
426
12ИЗВЛеЧ-^^^^
Усадка отливки сдерживается пуансоном. Это приводит к росту внутрец„
пряжений в изделии, которые складываются в усилие, нормальное к поверх*^
сдерживающей усадку. Накопленные напряжения самопроизвольно снимают”0^*1’
извлечении изделии. Вызванное этим сокращение окружности или диаметр^
водит к измеримому уменьшению внутреннего диаметра втулки. Относит ПРИ'
сокращение окружности или диаметра изделия bF,oe
Д«/ - ДСг =«~ -
(12.2)
где АС — относительное изменение окружности; dc — диаметр пуансона- d(t
внутренний диаметр втулки непосредственно после извлечения. ’ * с ~
Сокращение окружности, измеренное непосредственно после извлечения
связано с напряжением растяжения в поперечном сечении изделия в то время”
она находится на пуансоне. Вычисления просты: тонкостенная втулка не тл
использования коэффициента Пуассона (рис. 12.7). У
Рис. 12.7. Вычисление усилия выталкивания для втулки [12.6]
о - £ е (закон Гука);
Е = AZ/Z.
или в нашем случае (рис. 12.7)-
е - &d/dc- ~
о,- &СЕ(Т).
Следовательно,
"с
где гг - толщина стенки
с,. _£<O-AC,-s„
I
1
д
|У
31
427
^2 Конструкция систем выталкивания -
^сидиявыталкивания и открытия
При коэффициенте трения f необходимое усилие вытап^.лг.-
рдВне1111й: У выталкивания получаем из
Fe~/paA6
(12.9)
Fe = f E{TE)-^^lsFLd тт г
f dc rc “C L' (12.10)
где Fe- усилие отрыва, необходимое для начала движения съема и связанное со
статическим трением; в нем учитывается только усилие извлечения изделия, неза-
висимо от трения в системе выталкивания.
Когда требуется вычислить усилие, необходимое для извлечения детали, следует
также прибавить силы трения в системе выталкивания, величина которых меняется
в зависимости от размера формы и типа толкателя (выбор машины с подходящим
усилием выталкивания).
Необходимое усилие выталкивания для п формующих полостей литьевой формы
получаем из уравнения
Fnuich/ejea~ П ' FE+^FS- (12.11)
Этот метод использован для втулки, изготовленной из АБС-пластика (dc = 38 мм,
d = 46 мм, L = 30 мм); проведено сравнение с данными прямого измерения. Резуль-
тат, как видно из рис. 12.8 [12.6], получен удовлетворительный.
Поскольку конструктор обычно заранее не знает, какого изменения диаметра сле-
дует ожидать, можно произвести вычисления на основе информации о линейной
усадке, полученной от поставщика сырья, как это показано на рис. 12.9.
Стадия А — форма открыта; остывающая отливка, находясь на пуансоне, ока-
зывает давление на поверхность контакта. Стадия В — состояние непосредственно
1200
800
Измеренная
400
Материал: АБС-пластик
Значения для расчета:/” 0.15
Температура плавления Гм” 200 С
Температура кристаллизации 7С“ эч v зо
__Температура стенки изделия ----------
в момент извлечения Гц,” 50 С
г, „пмеоеиия И вычисления) [12.6]
Усилия выталкивания втулки (сравнение
Вычисленная
в
Рис. 12.9. Изменение внутреннего диаметра втулки [ 12.6]
после выталкивания. Уменьшение диаметра вызвано самопроизвольной упругой
деформацией
AJr=(Jc-(12.12)
Стадии А и В соответствуют одной и той же точке на линии 100 кПа диаграм-
мы давление-температура, так как термодинамически между ними нет различия.
Охлаждение до комнатной температуры приводит в стадию С, для которой соот-
ветствующее сокращение объема можно определить по диаграмме. Стадию В можно
вывести из стадии С нижеследующим образом.
Для втулок, извлеченных при известной средней температуре отливки, вычисля-
ется дополнительное относительное изменение объема с помощью диаграммы да ’
ление-температура
(1213)
д мМ пока-
Опыты с различными материалами и втулками с толщиной стен*7\ пцентЮ'
зали, что отношение между сокращением окружности и объема (коэфф
является константой для всех термопластов:
ду^+24А
_ ______
Ast,
(12.Н)
стенки sM- 4 мм).
• Для АБС-пластика К 0,43.
• Для ПС К-0,7 (при толщине
• Для ИИ К-0,6. „редст^"1’"
Таким образом, получаем процедуру оценки усилий выталкивав11
нуюнарис. 12.10] 12.6].
j2.2.
Материал Е(Г), аг// ~ '
РУГ- диаграмма
Геометрия; dp г/п, /
Технологические параметры Т Т ЛТ}
’’ Л“ F*V £/
Де/, измеренный
непосредственно после
извлечения из формы
Л/7, измеренный 24 часа
спустя или рассчитанный
для продольной усадки
12 10. Схема расчета усилий выталкивания для втулок [ 12.6]
430
КИзвнечениеотлить,
——
12.2.2.3. Прямоугольные втулки
Несмотря на то что приведенные выше расчеты проведены для цилиндр1ТЧес]^
лок, их можно применять для приближенной оценки усилий выталкивания
угольных втулок. В соответствии с предложенным методом оценки (раздел 12 9 '
соотношение между цилиндрическими и прямоугольными втулками с один
толщиной стенки может быть выражено как вой
°-785-
(12.15)
опаттия между диагональю (и отношением ширины к высоте)
СУШ™“1.ныхКХок и диаметром цилиндрических. Таким образом, расчет м
==□ о^лок подобны расчетам «яя цилиндрических при том, что «,,,
радиуса берут половину диагонали [12.11].
12 2 2.4. Конические втулки
Для втулок с малым углом конуса давление на поверхности контакта рлможно вы-
бить тем же путем, что и для цилиндрических, с применением среднего диаметра
(L показано на рис. 12.10). На рис. 12.11 можно увидеть, как усилие выталкивания
431
Конусность необходима не только для уменьшения
«.пускает действие сил адгезии между изделием и пуансоном ли ТаЛКИЮ"ИЯ О,,а
деянии (риск деформации отливки меньше, так как требуется меньше^"
ч 112.41. н^иустся меньшее усилие
12.2.2-5. Обобщение ряда основных случаев
Врис. 12.12 раскрываются взаимосвязи, касающиеся оценки усилий выталкивания
н обоснованные анализом, проведенным в разделах 12.2.2.2 и 12 2 2 3 Они позвопя
ют делать разумные допущения практически во всех случаях.
12.2.3. Усилия выталкивания для сложных изделий
на примере крыльчатки
Как применить вышеприведенные методы оценки усилий выталкивания к издели-
ям, более сложным, чем втулки, покажем на примере пятилопастной крыльчатки.
Подобным же образом можно поступать с другими изделиями любой геометрии.
В отличие от простых втулок здесь на усилие выталкивания влияют также ребра,
днище и внутренняя ступица. На рис. 12.13 схематически показана крыльчатка и то,
как с помощью простых геометрических фигур можно рассчитать для нее усилие
выталкивания.
Внешняя втулка имеет наибольшее значение для оценки усилия выталкивания.
Если разность диаметров деталь/пуансон из опыта известна — а это всегда бывает
необходимо для других конструкторских целей — усилие выталкивания можно по-
лучить так, как это описано в разделе 12.2.2.2.
Сначала крыльчатка (5 лопастей) раскладывается па несколько простых фигур
(рис. 12.13).
Для вычисления усилия выталкивания следует рассмотреть внешнюю втулку
Днище и 5 лопастей. В отличие от днища, малой внутренней втулкой (ступицей
можно пренебречь. Вычисления основаны на следующем, поскольку отливка а
ходится на пуансоне (стадия 1), полное усилие передается ам ’
имеет место равновесие сил В момент извлечения это усил пебер и диа-
Дегали немедленно сокращается (стадия 2). Также сокращаются длина ребер диа
метр днища. В целом снова наступает стяжения втулки (включая
Если теперь рассчитать усилия, необходи. , передаваемому пуаисо-
Днище) и ребер, то сумма этих усилии будет рав‘ У с коэффициентом трения
ном на деталь на стадии 1. Именно это усилие совместно с ко ч Ф
входят в усилие выталкивания (рис 1213). можно, выразив продольную
Представить разницу диаметров втулка/пуан
Усадку s, в процентах (здесь для ПП — 1,5%)-
Ad(t 2 24/i) (s,/100),
ГдЧ ~ Диаметр пуансона; $, — продольная усад
,,,>94 ч) - 1,113 мм
При d - 74,2 мм и s, = 1,5% получим ‘
(12 16)
432
Конфигурация
Открытая цилиндрическая
втулка
----- - 'I
Расчет усилий выталкивания или —--
Из рис. 12.10
Fr-/E(Te )-|
s, - Д<7(Г й 24/z)
s; — усадка внутреннего диаметра
ПП: К =0,6
АБС-пластик: К = 0,43
ПС: _ К = 0,7
= У(Г£)~ У(ТР)
’ У(ТЕ)
V(TE), V(T„) — удельный объем из PVT-диаграммы.
Если К Esv неизвестно, эту составляющую
исключить. Итогом является приближенный расчет
абсолютной максимальной величины для FR
Закрытая цилиндрическая
а) С вентиляцией пуансона:
100
d^p
1-v
б) Без вентиляции пуансона (вакуум):
Гд/(%) .л а - 1 Го_. I. dKns„'
FR~f-E(TE).
100
Вакуум (pymax= 100 кПа)
din
tP‘
FK~fE(TE)
8si
Рис 12.12. Описание нескольких огненных случаев [12 41
433
е — Мк„оа„и„ ^с,„1ия и „ч вдия
Конфигурация
(^^ытаяирямоугольная
ht CM. предыдущий рисунок
Расчет усилий выталкивания или моментов
а)С вентиляцией
FK-fE(Tc)
пуансона:
L юо
Ь) Без Вентиляцииi
FR-fE(Tc)
пуансона:
L 100 -K As.
8s I- + h-г)
8s i-
1+йДр,
Резьбовая втулка
Упорная резьба
Направление извлечения
Р„в вакуум (рипых= 100 кПа)
Рассмотрены два различных случая усадки. Для констру-
ирования взят больший из двух крутящих моментов
Случай 1:
Впадины профиля лежат на гребнях
Внутренняя резьба
Наружная резьба
Статический крутящий момент:
МЕН = f^falp,-, pF = £(f£)
100
_ДХЛ ±
гм
Крутящий момент скольжения:
Л/£С =--------------------
° cosa sin a,, . „ „
—;-------=-(l-sinB.)
f cospj Hl
/0 — статический коэффициент трения;
/— коэффициент трения скольжения
Случай 2:
Внутренняя резьба равномерно расположена
на внешней резьбе
Внутренняя резьба
Наружная резьба
Статический крутящий момент:
2л I r2pjЬ, +Ь2 +Аз[~г
МЕП •=
cosa _ sina I
( f> «>50, J
Крутящий момент скольжения: так же. как указано
выше, /, заменяется на /для скольжения__________
Ок°ччание рис 12 12
434
12 Извлечение отлить»
Ребро
Внутренняя втулка
Рис. 12.13 Ьякшз геометрии крыльчатки к расчету усилий выталкивания [1212]
Для сравнения было измерено изменение диаметра нескольких крыльчагм пос
ле 24 ч. Средний перепад составил 1,1 мм. Усилие выталкивания можно вычислить
с этой начальной величиной.
Кроме втулки следует принять во внимание пять лопастей и днище Усилие вы-
талкивания вычисляется из формулы
F^f-X. О2-17'
при этом нормальное усилие N равно
У-у. у „у <Л>»
В качестве приближения
-V = p, dc к L + 5Е(ГГ) b, s, Х^ (Ш»
где диаметр пуансона (втулка): dc - 74.2 мм;
толщина стенки (втулка): s - 2Д мм.
длина втулки L - 29.8 мм;
толщина стенки (днище): sr - 2,0 мм.
длина ребра. Lt - 31.0 мм.
ширина ребра. b* - 12.0 мм;
толщина стенки (ребро): - 1.5 мм
/ НИЧИ ИНН
435
»2? Конструкциясистем выталкивания - VrMn.
N^~PA dc п L и d{tt)
определяются посхеменарис. 12.Ю. ус„„„_ „ (122С)
шью УР.«™ (12.17) „ (12.19). „окаэа„ы «пределе»,ые с „оно-
возникающие из за образования вакуума, отсутствх'к-, 4 Дополнительные силы
ется. В других конструкциях „х придется учитывав К£*К Пуансон веитилиру-
Результаты проверки данного метода также п
усилий выталкивания оказывается Удовлетворительна^ P”C’1214 Итог Р^еков
НИИ- 1 даже ПРИ долгом охлажде-
То, насколько велики вклады btvtkh
же можно видеть на рис. 12.14. 1 втулки, ребра и днища в усилие выталкивания, так-
Контактное давление выталкивания на крыльчатку выражается как
P-F/A
(12.21)
Для цилиндрических толкателей
Рл= —тГ 4’ (12.22)
п D- л '
гдерл — контактное давление; 5 — коэффициент надежности (1,5), п — количество
цилиндрических толкателей (4); DE — диаметр цилиндрических толкателей (8 мм).
Следовательно, для Fp . = 1000 Н (рис. 12.14) рл = 7,46 МПа.
Это контактное давление следует сопоставить с допустимым давлением, завися-
щим от типа полимерного материала, толщины стенки детали, температуры вытал-
кивания и общей жесткости отливки. Точные пределы пока не установлены. Поэто-
му рассчитаем здесь относительную глубину вдавливания.
Материал — ПП
Время охлаждения tc с
Рассчитанные и измеренные усилия выталкивания
436
Из
с - Е е
и
£ -&L/Ld - s/sw
02.23)
получаем приближенный результат
^-(рл\.)/Е(ТЕ),
где As — глубина вдавливания; sH, — толщина стенки (2 мм).
Отсюда следует
As = 0,021 мм
или
(12.24)
e = (As/s„,)100%- 1,05%.
Малые величины As и Е указывают на то, что проблем не ожидается.
И последнее, что нужно учесть — это изгиб толкателей под действием давления
расплава в формующей полости.
В соответствии с рис. 12.27 и принимая = 100 мПа, £>£=8 мм, получаем пре-
дельную длину 280 мм. Превышать ее нельзя.
12-2-4- выталкивания
ЛИЙ из те™„Частот" ри™„7- JT ”ь,1алкишнн” влитых we-
ду стенками формы и nonpnv,,^/ Фрикционное взаимодействие меж-
ЧИСЛО ФлкГОриПоэтХ,Х “™еЛ™ (СМ- РМД“ ,2-2-2 » влияет большое
параметры можно задать лишь Х°Де констРУиРОвания изделия фрикционные
приближение. Несмотря на достоинств» Э П°Т°МУ И МКЭДа^ только грубое
выгодны. 11 а МКЭ, затраты, связанные с ним, не всегда
В то же время для эластомеров МКЭ
ста процесса выталкивания От может быть полезным инструментом рас'
эластичностью. Это свойство мят мопластов эластомеры отличаются высокой
готовых изделий. Когда резино™^1™13 пспользУется не только при эксплуатации
из основных способов ф0рМОт„„ИЗ/1елиясподнУтРениями изготавливают одним
сованием), выталкивание отливки* (напР,,меР- литьем под давлением или пре
,-лзунами и раздвижными noavM^™ пРоизв°Дится без операций, связанных
ется°ДаРЯ ПЬ1СОК°Й способности элтс^ИЦаМИ‘ ^ако^ способ выталкивания возможен
=== - -«
Р«
Н(
за
та
мо
по
11 6yi
осн
ojaj
У
фор
част
Чещ
^Рх
Ч
I Чс
X
'Чс
ь.Ч
’•|Ч1
437
_ форма II размеры поднутрения;
_ тип материала;
_ трение между отлитым изделием и стенками формы-
_ технологические параметры;
_ характер воздействия на изделие силы, прилагаемой системой выталкивания
Если эластомер перенапряжен в ходе извлечения изделия, это может привести
к ее немедленной деформации (например, разрыву в области поднутрения) л^о
к несоответствию заданным эксплутационным характеристикам. Поэтому при кон
етруировании резиновых изделии нельзя исходить исключительно из нагрузок при
эксплуатации, а извлекаемость поднутрений следует оценивать еще на этапе кон-
струирования. Нагрузки на изделие при выталкивании полностью отличаются от
эксплутационных нагрузок.
В настоящее время определение размеров и формы поднутрений основывается,
как правило, на опыте конструктора или на методе проб и ошибок. Часто это при-
водит к неполному раскрытию потенциала резины как конструкционного матери-
ала, а иногда изделие в процессе выталкивания деформируется. С помощью МКЭ
конструктор получает возможность вычислить максимально допустимое поднут-
рение в зависимости от геометрии отливаемого изделия, свойств материала и ки-
нематики извлечения. Привлекательность МКЭ применительно к данной задаче
заключается в том, что метод дает возможность расчета сложных конфигураций
уже на стадии конструирования и что локальные пики нагрузок в детали можно
моделировать при больших деформациях, фрикционном контакте и нелинейном
поведении материала.
Потенциал и преимущества использования МКЭ в анализе извлечения деталей
будут показаны на примере, в котором предстоит определить размеры уплотнения
оси ротора (рис. 12.15). Установлено, что для определенных типов уплотнении боль-
шая доля (до 30%) извлеченных из форм изделий уже содержит дефекты.
Уплотнение оси ротора изготавливают литьем под давлением спользуе
форма изображена на рис. 12.16 (в исходном положении) Она состоит из) ч P '
частей: верхней части (элемент 1), средней части (элемент ), н’™’ поднятием
мент 2Ь) и сердечника (элемент 2а). Извлечение изделия перемеще-
верхней части. Затем опускается нижняя часть с сердечник я остается на
ния частей формы - приблизительно 0,02 м/с. ятора гдс выталки-
сРедней части формы. С ней оно перемешается в У
Вается из формы толкателем. помощью МКЭ [12 15) В ка-
Этот процесс извлечения изделия сМОДелиРОВаН п ,пО1)анИя деформаций, воз-
Честве примера на рис 12.17 показаны результаты «^"^ика с поднутрением
пикающих при перемещении нижней части форм
Манжеты. яжений и деформаций в детали.
Другой итог МКЭ-анализа - распределение' ,*^,р ок совпадает с зонами об
пределено, что расположение расчетных пик 1численные максимальные наиря
’Ьания дефектов на практике (рис 1 пОЧНОсти эластомера, определенными
^ения и деформации совпадают с пределами р
12. Извлечение отлитых излрп,^
Рис. 12.15. Поперечное сечение уплотнения вала (цифрами 1 4 в порядке возрастания часто-
ты отмечены места, уязвимые при извлечении изделия)
Начальное положение
Впуск
Шаг 2
@@ Нижняя часть с сердечником
Верхняя часть
<2М. Про,» у1|„„„С1111я
гция си<Л*м выталкивания — усилия выталкивания и открытия
jjjjwhSIEi
И «влечение шаг 2
Рш:. 12.17. Расчетная деформация в поперечном сечении при освобождении нижней части
формы (см. рнс. 12.16)
с помощью испытания на разрыв, юти превышают их. МКЭ-анализ. таким образом.
Т7•доказывает возможное повреждение изделия при ее выталкивании.
Усилия, прилагаемые к изделию на стенках формы, также можно рассчитать при
условии, что величина коэффициента трения скольжения известна с достаточной
точностью.
На рис. 12.18 показано изменение распорного усилия в модели процесса извле-
чения детали. Стадия извлечения, на которой распорное усилие максимально, кор-
релирует с моментом времени, когда в детали наблюдается максимум внутренних
напряжений. Таким образом, можно выявить самую крит.тчную фазу процесса из-
влечения детали.
Уснлзе выгалхивапи.
_____на верхней части
формы
----на нижней части
фо-мы
Расчетные усилия выталкивания на
изображенной на рис. 12 16
____________________________________ 12. Извлечение отлитых^^
440 _ - —-
пСга пи в ходе извлечения, с помощью МКЭ D
Чтобы избежать повреждения / последовательности (освобождение
считаны варианты "Р^^^иеи) не приводит к оптимизации (подтверждав
„ей части формы а затем вер11оД11утре„ия приводят к Сил
опытом). Зато небольшие из поднутреиие манжеты уменьшить На 20% J
снижсник^ик^^^ пиковые иапряжения не превышают предела текучести
(рис 12.19).
Риг. 12.19. Снижение напряжений материала в ходе извлечения детали как результат опти-
мизации конструкции
12.2.5 Определение усилий открытия
тия, что О1ш°н В> 130а”на^КонстРУкция обеспечит настолько малые усилия откры-
отливки.Значителы1ыхТусн°еВ В Производстве и повреждений литьевой формы и
из литературы |12 41 JeTo "Т °ТКрЫТИЯ следУет ‘«бегать (рис. 12.20). Известные
Тем не менее если вози МЫ ЗДССЬ пускаем.
мендуется следующее*^ "Р >ЛСМа при запуске новой литьевой формы, рвк°
Формующую полость^Fcna Д° ми,1ималь,,ого, позволяющего лишь запо-иш1
поднять давление виппер. "п< лс этог ° отливка извлекается идеально, вно
ному. ‘ л° величины, практически равной первона'*11
2 pQjj 1
или модифИ11ир<^Р;,"ЯС'^ форма слишком слаба; ее нужно уси '“г‘:
помощью формул, приведен... О"’,() 1’:,сс',итывают размеры критических “
' ""ых в главе К).
Рис. 12.20. Давление на боковой стенке формующей полости, вызванное остаточным давле-
нием во время открытия формы
12.2.5.1. Изменения состояния на PVT-диаграмме для литьевых
форм различной жесткости
На рис. 12.21 показано количественное изменение состояния для форм с различ-
ной жесткостью (график обращен в направлении закрытия). Вид несколько упро-
щен, так как температура застывания литника (точка уплотнения) также меняется
с жесткостью, несмотря на идентичность настроек литьевой машины. Тем не менее
чувствительность как жесткой, так и упругой форм к изменению состояния после
достижения точки уплотнения и ее влияние на усилие открытия формы должны
быть понятны. Чем выше жесткость формы, тем меньшего усилия следует ожидать
[12.16].
К-21. PVT-диаграммы для литьевых форм различной жесткости (12.16]
.R ^з_влечениеатлить|Х Из
~——а?£ий
----пткрыти я
„ , 5 2 Косвенные усип1” ° J действующее перпендикулярно Mnpa,
12-2’5 ПННЯ В форме С ползуну* открытия с помощью наклонных Ко.
Усилие выталК,’ВфОрМЫ> вызывается>УС выталкивания Q (например, Для
лению открытия 1 P^(jKa пОДОбного у } возМожна с помощью уравнений
лонок (Р”с- ;м 0La30M расположение. j ИспоЛьзуЯ соотношение, приведенное
ответствую! 1 тиетствуюших РаЗД ь необходимое усилие открытия,
рассмотренных в соот вЫЧИСлить н
на рис. 12.83 (раздел у д >
12 2 5 3. Полное усилие открытия
В полное усилие открытия входят:
- силы трения в форме Го/ >
— ускоряющие силы •
- прямые усилия открытия ГаГ
- косвенные усилия открытия F г
р =р+р+р+с
о. машшта/фпрма о/ оа od л оГ
12.3. Типы толкателей
«.ЗЛ. Конструкция и размеры цилиндрических
толкатели,Рсамие^з”™|^нЭыеМеНТ системь| выталкивания - цилиндрические
скиетолкатели ™У И Размерам [12.17-12.21]. Цилиндр.™-
закалкой (иоаерхн” ™ A'S' »’ *3> С
ствующая закалка и хорошая обо б Г10РяДка 70 единиц по Роквеллу). Соответ-
ние в форме и продлевают срок о Г'оверхности предотвращают их заклинива-
зуют покрытие рабочей повепхистг- Ы ТЯЖе-пых условиях эксплуатации исполь-
Лзотированные толкатели испл п ДИСульФил молибдена.
тотшастов или термопластов пои пп ЬЗук\т D Ф°Рмах для литья изделий из реак-
Если длина толкателя ме. Р J?"™ более 200 Мм-
доХИСПШ1ЬЗУЮТСЯ Толкатели из отож И ПРИ ^0Лее Низких рабочих температурах
чают гоп ТатеТ °Т 60 до 62 Re - TeZn I? п°Й инстРУментальной стали. Их твер-
углов, которыеЫяСаДКОЙ’ Эт° Позволяет’обесп ? ~~ ГОЛОВКа’ Головки толкателя полу-
Сушествуют ВЛЯясь Ко"Це»тратооами 6ЧИТЬ од,1оР°лность и избежать острых
1 Сплошнце?4 °СНов,,Ых Типа цилинлПаПРЯЖеНИ1’1’ ослабля ют толкатель.
ют ' "ЛИНДРИЧеские ХатёДРИЧе?КИХ Толк«телей (рис. 12.22):
риск запрессоп?ЗОПеуСИлИ|’ вмталкив?раСпРОстРа11ены; их пспольз)
ром от 1,5 до 25 И ”ПлитУ толкателя Об”” ^"л,,,,дР11’,сская головка сни»ае’
2. Ступенчатые топ?/01 3/64/(01 Дюйма) встречаются толкатели диам‘т
••ость отливки и IIpr^,’C,'^b3yWTTL„..f/'U',O,i До 635 мм (25 дюймов).
тоттел,. у,т" Г»’,., ™ли,>«Дп лостунш, „..болына»
»б|1к.™"' Ус-лп» ..ыталк...CTV..W®’1“
(12.25)
443
' () мм (oi ' л° 1 дюйма), стандартам длина — до 355 мм (14 дюймов) и
' пи ная сп пень в половину диаметра длиной 2 дюйма.
стан. ьч'
д Толкатель с конической головкой
и цилиндрическим стержнем
В. Толкатель с цилиндрической головкой
и цилиндрическим стержнем
С Ступенчатый толкатель
Р. Плита хвостовика
£. Плита толкателей
Рис 1222. Схематическое изображение толкателей [12.2]
Специальные толкатели, соответствующие геометрии отливки, показаны на рис
12.23. Такие толкатели для уменьшения эффекта скручивания устанавливаются
вместе со специальными направляющими элементами (рис. 12.24).
На рис. 12.25 представлены труочатые толкатели. Стержни толкателя точно хо-
нингованы по жестким допускам, чтобы обеспечить гладкое скольжение в форме.
Их посадка в форме зависит от материала формуемой детали и температуры формы
(см. также главу 7).
В горячеканальных литьевых формах следует уделить внимание, чтобы толкате-
ли не приводились в движение раньше, чем будет достигнута надлежащая темпера-
тура. На рис. 12.26 приведен пример узла толкателя в сборе в литьевой форме.
Лс-1223. Толкатели с нецилиндрическим стержнем
Плоский толкатель с направляющими элементами [12 20]
12. Извлечение отлитых издеЛй,-,
Рис. 12.25- Трубчатый толкатель
Рис. 12.26. Узел цилиндрического толкателя
Длина направляющей части отверстия
под толкатель
Обойма подвижная
Опорная плита
Плита хвостовика
Плита толкателя
Плита крепления подвижная
Определяя размеры толкателей, следует предвидеть возможные 22|
малого диаметра. Диаметр ври этом определяется из уравнения [12.12,
9.26)
для стали и при давлении р - 100 МПа
(1^ 0,028 L
12 3 lH№U^k-’e"-
445
В этом уравнении L - пепаправляемая длина толк-i п
брать полную длину (особенно для тонких толкателей) как i T;iyCT
~ и потому. - ............-маям....а
U а—' от «1»™'™ потерн устойчивости „ „апле,ши ппри^Хпо
м„,ь „епосрдасч.по из графика......„,с. , 2.27. который £
нения (12.2/)-
Рис. 12.27. Рекомендуемый диаметр толкателя, зависящий от критической длины изп.ба и
давления впрыска [12.12,12.22]
12.3.2. Точки контакта толкателей и других элемен
системы выталкивания „здел„я „а сжатое и
На рис. 12.28 рассмотрены пределы про сделать заключение, выдержит
усилие выталкивания. Из этой диаграммы м° „сиЛИе выталкивания. Толкатели
ли отливка без повреждения приложенное к изделии равномерно, чтобы оно не
должны распределять усилие выталкивания извлечения.
оказалось деформировано или перекошено „остаточно близко одна к другой,
Точки контакта должны быть PacnoJl°^ 6e>KaTb деформации отливки, которая,
причем в местах высокой жесткости, ч го ь жепиЮ. Лучше всего подходят у '<
в конечном итоге, может привести к РастЯ Ппимеров. „ к
пересечения ребер. На рис. 12.29 приведенЛ>ЯД ^Д^кателя с отливкои-- как
Количество, конструкция (поверхносг каК от конфигураци
больше) „ расположение толкателеЖесткость и yW»*»
емого изделия, так и от типа перерабатываем факторами [12-ЗГ
вязкость полимерного материала являюг 1 Л11И видимую отмет'У
Каждый толкатель оставляет на отлитом Более того, пр
ет принимать во внимание, конструирУ
446
12 Извлечение отлитых
1«Делий
Рис. 12.28. Рекомендуемый диаметр толкателя в зависимости от прочности изделия и усилия
выталкивания [12.12,12.22]
последу клцей руч '*
тиитсльнойЯПоНИ И УСТр--ьПнХ^ толкателей могут также появиться ле
вниманис. л,0,,Ке толкателя и отверстия ”3лелИя м°жет пострадать. Поэтому
Подгонка менее важна "Р"холптся УД<?ЛЯТЬ оп>ГкИ'
ким отве^тиемав,ц(,?,МО,?,',Ия ",,Жс Реактопластов. так как для '“'Р'
‘1Н,и’’ |1е имеют достаточ"1 О,""вки- особенно с цилиндр»414
"о полезной поверхности для pa6,,|,J
'i
п^еля. Их выталкн„аки кольцом (..|>ем
номерною вриложенпя усилия выгалкиваиия Г, S ''"'мн “,лк;"‘ лями рав.
тиовать на -и -о окружноегь торца отливки (рнс Л J'.'1'10 1олка1ели могу, возд -йс.
Д1)роже, чем цилиндрические. Для крупных дад Л X<W' О,,и и “ несколько рд,
„паче происходит заклинивание трубчатого т<>лХ ( „ ,аТСЛЬ,,Ы точ"ые -осадки
„..„лечение детали и приводит к дополнительным заК°ТОрОС
усенцев.
Другую возможность приложения УСИЛИЯ I...--,.
предоставляет плита съема (рис. 12.31). Такая кож то™,""" ",<ГУ*"'"то
круглых изделий, так и для отливок друг„х коифигурацг “Т"
тиетолкатели и плиты съема используются в осанн,сима- трубча-
лий л требуют дорогостоящей подгонки. гилиндрическнх изде-
Сопряженные поверхности между пуансоном и устройством съема обычно де
лают с уклоном соответственно конфигурации изделия, чтобы добиться пдотоото
смыкания закрытой формы и снизить „зное поверхностей (рис. 12.32) Ук."о„ такжё
облегчает »®»ра«щ.е системы выталкивания в „сходное положение. Небольшой
уступ (рнс. 12.33) предотвращает повреждение полированной поверхности пуанещ
на во время выталкивания и при возвращении.
Рис. 12.31 Выталкивание илитон съема
[12.24]
Р“с 12.30. Выталкивание кольцом съема
или трубчатым толкателям 112.4]
лспстнующая на отливку в пе-
На рис. 12.34 „оказана система выталкивать, вчастпоет.. «ляпзвле-
скольких плоскостях одновременно, ака полимерных материа ,о
чения глубоких деталей, отлитых из -юлу иособствует также пентил
«Грибковый» (дисковый) ZZ,o.«..............“X:Zt ,,y '^
и доступу воздуха в процессе извлеч примере приходи
окончательного удаления отливку в ла- случаях, когда
«ли сдувать потоком сжатого воДОа- ^ 11СПОЛЬЗовать во вес (
Грибковые толкатели (рис. 12 3 ) f)i(ii такЖе оче- ри Плотное
тРебуемый диаметр диска превын-ас одцТся снимать снизу
кивания глубоких отливок, которые пр
448
^-И^-ние^ТЬ1х
"тА'-ч
12 зз. Форма1 пу
ольио съема [12.3 J рис
Рис. 12.32. Литьевая форма на «стакан» с кольцом съема
Конусная опорная поверхность
12.34. Одновременное выталкива-
ние в нескольких плоскост
11 9 9 Д |
(Рекомендуется до3?^13 ^<,рмы о6сс,,ечивастся технологическими УК-П1’И‘''1''
СЯ<в<1’1"Тма(,,ИруЮ|,1Ими грубкамиСрис"^зР)ИбкОПЫСТ1)-/1КатслнуспешноохлажД<'
ты. На рис. 12.36 показан пент ДС гали М()Ж»<» применять вснтиляционны1,111^'
сжатым воздухом Воздух От, ИЛЯЦЖ),,||ый штифт,
который приводится в Л‘1,1
ло< гь Поступающий воздух iiim'X*'*07 "“"‘I’1 " открывает вход в срорк'У»’111-'
1,1 Ьи । процесс извлечения и . |(|,'УС| образованию вакуума и в гожсврсь
........ » “«' «их 7 «...«-грукш.» „’ „.„холит. :
1 11 Для “•<» чтобы избежать образован»” "
12 3. типы толк-непеи
449
ума, препятствующего ii.ibjh-i,.,,,,,,, 6wj|(> (
„орикч.ь, который ,сжимал бы „<);,дух „ ™ плиты .олка.едей
IV толкателями 112.2.) | 1 ° "Роходии, иод отливкой меж
I
Рис. 12.35. Грибковый толкатель с фонта-
нирующей трубкой [12.1]
Рис. 12.36.
Вентиляционный штифт в каче-
стве воздушного толкателя [12.1]
12.3.3 . Системы выталкивания несколькнмн упорами и ме-
Толкатели вместе с плитами толкателей и XBOCJ , толкатели) составляют сис
ханизмом возвращения в начальное положен»iт несколько толкателей, их
тему выталкивания. Если на отлитую деталь они вмонтированы в плиту
следует приводить в движение од110П^СМе11Н°лссиПхропное срабатывание толкате
толкателей и движутся одновременно с ней
лей может привести к перекосу отливки. которая жестко крепится к пл 1
Толкатели фиксируются плитой хвосто ^востопиком, связанным с с,к
толкателей Эта плита приводится в ДВ‘,ЖС' 1Ч11вают ход системы выталк
выталкивания литьевой машины Упоры oi 4T()gbl
во время извлечения изделия. Алковой зазор в плите толкаД пнтьсвой
Толкатели должны иметь достаточны! формообразующих дета,
самоустанавливаться к отверстиям в пли
,(’3ак
Извлечение отлитых
v как шиты в холе работы нагреваются ДОраэ.
(РИС 12.37). Это ва*но ™' ¥прочнена для того, чтобы толкатели не мог.щ
Й£.«ратуры П1,т ЧВ^„ толкатели не должны. зло
«деформировать На"Р“Х"закгин,1ва1,июто.1кателе.. ^доватезьно.
привести к раскачиванию иентрирование при движении [ 12.19]. С этом целью
хвостовика нужно ^псЧХ,шне колонки. Непосредственно при выталкивании
используют особые сконцентрировано в центре плиты хвостовика
изделия все усилие вьпалм«а т1кателей усилие должно одинаково переда-
Дтя одновременного действ. то1Катели должны оыть достаточно жестки-
ватъся на плиту ХВ°7°ВИК\ГОЯННО одинакова, а изгибы и отклонения отсутствий-
ми. чтобы их форма была пос выталМ1Вания должна вернуться в исходное
ли. Когда форма закрывается,^^ противоположной полуформой. Это реали-
положение без повреждения ’ группы пружин или специального меха-
зуется обычно с помощью контртолкателя. Р.
""на p’rc.STo^a система вытжткпвання с хвостовиком в качестве навраь-
"Х>°"«“истема «сталкивания расположена в центре формы, особен», х«
быХазаяо с риском излишнего прогиба плиты матрицы: его можно
избежать эксцентричным размещением двух или большего количества хвостовиков
В качестве дополнения, особенно в многогнездовых формах, можно использовать
центральный опорный штифт для плиты матрицы (рис. 12.38).
450
.^£е
Возвратная пружина
Толкатель
УТОВНК
Втулка н
•шая
Коитрто.тхатель
П.ппа то.'кате
>ПОР И лита хмктоннка
„ Сыч™. .ь™«„тн„я. ....................
451
...„пенносистемы ш.палкив.шия в движение
12АДЕН1 »---------------------------------------
Рис 12.38. Литьевая форма с опорным штифтом (о) для обоймы пуансонов и хвостовиками
(Ь), расположенными по бокам
12.4. Приведение системы выталкивания
в движение
12.4.1. Способы приведения в движение и выбор мест
КОНТаКТа „аппавления выталки-
л со с к есть два возможных направлен
Как показано на рис. 12.1, А и 12.1, В, давление в сторону сопла литьевой маши-
вания. Предпочтительным является наир напоавлении к подвижной части,
ны. Гораздо реже выталкивание производите толкателей на лицевой
Основной причиной этого является проблема со следа»
стороне. птпивку пневматическим устройством.
Есть еще одна возможность — извлекать ТОлкатель. и в сочетании с меха
которое может применяться и как единстве хорош для чашео >ра.шых
ническим. Такой толкатель изображен на Р” „ предупреждать ооразованпс
Деталей, так как позволяет подводить ,,оЗД влСЧС|1ИЯ. Усиленным потоком воз,.
вакуума, который противодействует ходу и
можно полностью удалить чашку из <1)°РМ’’’ (|)()pM с раздвижными полумат >’
и накоиец. есть с,„е способ ля» “„„луматряп От случая к слу ь»
сдернуть отливку и поднять се за счет “ 1ер крупными дета 'н*1'1 a|Wo(-,
так поступают с крупными отливкам! ,ма.1ииуляторами или робот,меи сохранении
лестроении. Такие отливки удаляю уменьшении пустот t I Р-
имеет дополнительное прсиму.чес то в .
жесткости.
452
12.4.2 Способы приведения о движение
В большинстве случаев система выталкивания приводится в движение механ
ходом открытия литьевой машины. Отливка удаляется, когда форма хвост ИЧески
соприкасается с упором литьевой машины (рис. 12.39). Толкатели выталки В*1*со*1
линку в сторону линии разъема до тех пор, пока она не выпадает из формы
ствием силы тяжести. Такой способ приведения системы выталкивания в л П°Д^'
не представляет трудности в конструировании и является наименее дорогое ИЖеН11е
за счет открытия ма-
Однако он не годите
в конс^рукц Т0Г°’ процесс получается ХИИ НаЧальный толчок может повредить
Раздо Г06™""- -- Рис ХЬпПУ7эТ-
мы; проемы в плиЛСТЮСТЬЮ- Р^аги и Kvni И..1241’ °Тливка извлекается с го-
Прэдтвобслужи7а7и^ За счет х°Да открытия фор-
иых устройств не требС КйК рас,,°ложен <1 Я К ,1ростым- Узел легко доступен и
Кроме мехаиЙ?0': °ДПа1«> « S к/РУ*" Ф°РМЫ' Специальных возврат
, “ИЖе,,ие пневматическцКО,° За,,уска. систсмм* 1ру,<Ц|1п применимы только плиты
паб^С’ TdK Как "Сдаются И ,ИДрг,,и|инескц Со/ Н|1’’,алк,,вапия можно приводить в
МЯ,К°’ а ^пуХ " Д:ав’^п.телы",2 р,2 42)- < >итемы обходятся ДО-
'"0,(я “ зависимости *(Я 1,0 >Kej,ainno у °Pv/l(,l,an”ii н обслуживании, ь11*’
Условий 1'ияталкпваппя и скорость на'
loptriuii коллектор
1орячии коллектор
Рис. 12.41. Плита съема приводится в движе-
ние рычагами, закрепленными на
форме и машине
Рис. 12.40. Плита съема приводится в дви-
жение рычагами, закрепленными
на форме
12 42 Плита съема с гидроприводом (12.28)
454
12_ Извлечение отлит^^
« „илнндры двойного хода, то специальные или страховочны.
Если »спользу’^ХстелР1Ы выталкивания не нужны.
устройства для возврат доЛЖНЫМ образом, ход плит толкателя должен быть
Чтобы все системы р двигаТь толкатели (или другие элементы систем..
даешточпим.11m™да ° от ЛИ|1ИИ разъсма. чтобы сила тяжести оказала
°MT^eto""e на отливку. Только о этом случае возможна полная автоматизация.
С°ТХ”лубок,.х формах (например, на ведро) ход толкателя может оказаться
недостаточным для полного выталкивания отливки. В таких случаях №П„лиуют
"“б тооанные методы извлечения. Сначала деталь страгивается механическим
действием системы выталкивания, а затем сдувается с пуансона сжатым воздухом.
Если сжатый воздух отсутствует, деталь приходится снимать вручную после стра-
гивания.
Комбинированные, пошаговые способы излечения также используются, если для
отрыва требуется сравнительно большое усилие. Рычажный толкатель на рис. 12.43
увеличивает усилие выталкивания в два-три раза. После страгивания переходят
к следующей операции или снимают отливку вручную.
12.5. Специальные системы выталкивания
12.5.1 Механизм двойного выталкивания 1‘1формы
Крупные, но тонкостенные изделия часто приходится извлекать из литье1' лоЖцть
в несколько приемов. Это особенно актуально, когда толкатели нельзя I2.44)-
в тех местах, где отливка выдержит усилие выталкивания без повреждения кууца
Сначала отливка страгивается кольцом съема. Во избежание образован» ,^K.'1C1rr.
иод дном детали толкатели также выдвигаются и поддерживают отливку. * ,lt)-
который используется для двухстадийного извлечения, получил в литер-' -Д^чь
звание «шариковый затвор». В ходе извлечения детали хвостовик (I движ'1
Рис 12 44. Механизм двойного выталкивания с МОнтажная плита ё- шарики:
Ь — втулка резьбовая; с - стержень-ограничитель, d
Jug- плиты толкателя и хвостовика
12 Извлечение отлитых
ппнводит в движение систему вьталкивання ступени
закрепленного стержня и ПР«“*“ вставленным шарикам в Таким образом пд^
двигаются одновременно благоДР^^^ют дггаль с пуансона. К этому моменту
съема и голкате -и одновременндалеко в сторону линии разъема, что сте -
п „ты толкателя "P0'^*^ сдерживает шарики Они сдвигаются в паз. И ДНЛ1
жень-ограничитель с больше не нТолкате ль окончательно вь-тал кивает деталь
действует только п-литата^эте Л* держатели, втулку и стержень с при-
По причине ВЫСОЬ;О7гХгПечения надлежащей работы формы следует уделил,
ходится упрочнять. Для расположению элементов системы с тем. чтобы
представлен типичный механизм двойного виталкнвання с та,,
нием туннельного впускного литника от отливки.
Лс *2(5 Извлечение ~г.\нв<н с туннельным ллтниког Г« ? 23}
12.5.2 Комбинированное выталкивание
на рис. 12.№ Сначала ДВу'СТалн>1Ног0 «ин.течения является способ, иэобреже
чести Оконтдчс н<ж °РИ ОТКРЫТИИ Формы де аль снимается с пиансоя ' -
произвоэтгтся сжатым воздухом.
также по мягкости твлечент^таТ^” Мехатг1сские по себестоимости отл‘?х\'
ет на всю площадь поверхности R въггалкиваюпк?е давление уюздуха)
хода таткателя недостаточна ,» пеРвУю очередь она применяется там г л л.
Расположение впуска воздух-а — П<Г1НОГО ,сзв течения отливки (гтубокк* изЖ-11
С ходную kohctovkh и™ л произвольное.
сначала -юднимает диск и сСОб°й Псовый тплхатель. Сжатый в»»?’
удаляет отливку (рис. 12 47) изделие, а затем обтекает диск и овОвЖ***
12 5 Специальные сие>емы пыылкип.щия
457
Рис. 12.46. Комбинированное
(12.24]
выталкивание Рис. 12.47. Грибковый толкатель с пневма-
тическим приводом (воздушный
толкатель) [12.1]
12.5.3 Литьевые формы с тремя плитами
Если используется многогнездовая форма или форма с многоточечным впуском
(для одного изделия), то для полной автоматизации литниковая система должна
отделяться от отливки внутри формы во время ее открытия и извлечения изделия.
Следовательно литьевая форма должна иметь несколько линий разъема, по кото-
рым она последовательно открывается. Система выталкивания может приводиться
в движение различными способами. Наиболее распространены привод плиты съема
тягами и механизмом поочередного раскрытия плит.
12.5.3.1. Перемещение плиты съема тягами
На рис. 12.48 показана литьевая форма с тремя плитами в открытом (слева) и за-
крытом (справа) положении [12.29]. Сначала форма открывается в плоскости ли-
нии разъема 1. Деталь должна обязательно остаться на пуансоне. При этом она отде-
ляется от литника (литников). После некоторого хода открытия плавающая плита
захватывается тягой В , и форма открывается в плоскости линии разъема 2 Литни-
ковая система удерживается на поднутрениях до тех пор, пока не удаляется плитой
толкателя
12.5.3.2. Система выталкивания с замком ю Ш11пу замк0М Hoe-
ft исходном положении это устройство расстояния, замок снимается "фор
ле того как ход открытия достигнет 12.49, А-Г) представлено ,10>CJ^
Ма открывается по линии разъема 2. а р т0С положение. Замок а уДер
тельное открытие формы с замком 3‘ 11ОПо-
плавающую плиту g. (J ()на удерживается в Г°Р'13<’'^^,1Я формы
Защелка может вращаться па ос закрыта Во время
Жс“ии пружиной е и упором /. пока форм*
458
12 Извлечение отлитых иэдщу,
Рис. 12.48. Литьевая форма с тремя плитами и тягами [ 12.29]: 1,2 — линии разъема; Bt и В2 - тяги
плит (слева: форма открыта; справа: форма закрыта)
d f a g с b
Сечение X
Сечение Y
замок: I' ь'
Рис Система ныталкинаиия
лайковая планка; с штифт''/'>М '' 2 'линии разъема; п
inh.J yiiop;g плавающая плита
12.6. BO’I’P'11 тд^кА"’,,я
459
кулачковая n.iaiiK.i b поднимает iiihi,),, ( „ .
c продолжением хода, форма может от Kpi нгп.. ’ЖД,ИЧ ”"И'У от замка а Теперь
разом, отливка и застывший литник выталкиваю <•? Л"НИИ р;,)Ъем:1 2 Ьким об'
дичковая планка, а также упор и плавающая плитш "° ',,дсл,*"',г,и- Защелка, ку-
сали ввиду сильного износа. Такие формы понмр...,'"°1авлива,,,тея из закаленной
При больших размерах предпочтительны ппепм н ,,. МЬ,ДЛЯ весом до 1 Кг.
открытие 112.11 ",U,Mdlичсскии запор и гидравлическое
Во всех формах, открывающихся в нескольких плое
должны быть тщательно направлены и отцентповч.... Т *ЯХ’ плава1О1ние плиты
щих полостей сходились точно и не .к.вреждХ ДЫ ПОССРХ”°<™ формую-
„едуег монтировать так. чтобы оиа ‘ 3аМК™
мы под действием силы тяжести. ’ ДС,,ИК) отливки из фор-
12.5.3.3. Обратное выталкивание со стороны неподвижной
полуформы
Некоторые литьевые формы устроены так, что отливка остается в неподвижной
полуформе. Для извлечения из них деталей приходится применять другие опера-
ции. Извлечение происходит путем съема детали с пуансона. Плита съема приво-
дится в движение тягами (рис. 12.50), закрепленными в подвижной полуформе, це-
пью либо гидравлическим или пневматическим приводом.
Таким образом, съем осуществляется тягой в направлении извлечения (рис. 12.51).
Однако у такой системы есть недостатки. В частности, доступ к форме затруднен.
Два других варианта показаны на рис. 12.52. Толкатель приводится в движение ры-
чагом или кривошипным механизмом.
12.50. Извлечение отливки из не-
подвижной полуформы с по-
мощью тяг
Рис 12.51 Извлечение отливки из неподвижной
нолуформы с использованием цепи
12.6. Возврат толкателя |]да1 плиты сьсма „ т. „
Во время закрытия литьевой формы, вы Иначе система выталкивания иди
нужно вовремя вернуть в исходное ,,оложе", поппеждС11ия. Возврат выполняется
противоположная полуформа могут получг ||аМИ специальными возврат -
Различными средствами: контртолкателями. I у
ними устройствами. „твоата системы выталкивания в ис
Наиболее надежное решение про лсМВ 1КатеЛц с цилиндрическими головкой и
х°дное положение дают контртолкатели
460 -----------I2- И?ВЛечени^Л!ить1хиз^и.
Рис 12.52.
b)
Перемещение толкателя
1 — Пт:°пСК0” отл,1в«и, оставшейся в да кРивошипным механизмом для пзвлече-
Ь ~ кривошипньг' В03вРат”ая пружина™'^ П°Луформе 112231: а ~ РычаГ
новый диск 6 Механизм- 1 ~ толкатель- 2 РЫЧаГ’ 4 ~ к-улачковая планк®
кривошип '2 возвратная пружина; 5 — кулач-
противоположной iPfMH 3акРь,тия фопм> Толкателя. В плитах они закрспле-
(Рис. 12.54) и увлек-иГУ?ОРМОЙ 12.53} on01*" Огволятся » исходное положен’11'
1акие контрупор,( И'о^)оя весь у3сл И укРе||ленпымп в ней конrpvnopa-'1’1
.................
,р Т|>нц)(. ЛОЛЖ[(| Д 1М|ц.кчс,( н ||(-ХОдШН. 1|(>Л|>ЖГ111Н
форм» ......fl .ш»...ГП-ЛЫ»
*•’ *<и при закрытии, ('рок служб*’1
12 D Bo»l'Pd1 'ОПКЩРЛН
Рис. 1253. Контртолкатель [12.27]: вверху —фор- Рис. 1254. Контртолкатель с контр-
ма открыта; внизу — форма закрыта упорами
пружины ограничен и зависит от приложения нагрузки и папРя^ен™'Д^ лопол-
числа циклов нагрузки. Работая с такими формами, разумно поза‘ комбина-
нительной страховке возвращения системы. Поэтому часто и п л
ция пружины и контртолкателя. гтпяховки используются элек-
Поскольку контртолкатели тоже' маШ11ну. еСлн толкатель возвра-
трические концевые выключатели Они вык „™ТНЫР устройства механиче-
щается не полностью. Кроме того, разработаны ииврттные устроист
«ого действия, которые приведены на рис. ” ик с ца||гоц I, ввш.чев в плиты
В литьевой форме с ползунами на рис. 12. втулкой настройки с, которая
системы выталкивания а [12.30]. Хвостовик РУ и закреПлена гайкой d. Ког-
посажена на корпус толкателя на резьбе с малы. л)асонную головку хвостовика е,
Да форма открывается, толкатель с цангой ударяе хвостовика входит в полость
который раздвигает защелки цанга. Как только гол‘ вки Так создастся падежное
толкателя, цанга защелкивается за воротниколзакрытии формы стержень
сочленение между хвостовиком и стержнем. 1 в ко1|це хода возврата цанга
ВеРнет систему выталкивания в исходное п0Л подгоняется. Данная система
"пускает головку хвостовика. Длин» »» на рис. 12.56. работает
1,аС»тает очень надежно. Система .юзврэта-:яре» |)МКТ0 ,,„„тся гильза о
с'париковым затвором 112.1 ] Хвостовик о г
Рис 12 55 Механизм принудительного возврата системы выталкивания в исходное
ние [12.30]: 1 — форма закрыта; ползуны в исходном положении; система^
кивания в исходном положении; 2 — форма открыта; ползуны выведены
хвостовик R, войдя в цангу, привел в движение толкатели А и вытолкнул
3 — закрывающаяся форма вернула систему по прохождении расстояни
толкателя х 5 мм); ползуны могут свободно без ограничений двигаты я
с шариками Ь. Небольшой плунжер с с фасонной поверхностью скользит 1,1
гильзы. Пружина d поддавливает плунжер, а установочный винт г уДТ*Рж”ва
в крайнем переднем положении В .ном положении шарики находятся в ПЖ* 11
,2 6 ₽Q??J
л толкателя
463
Г12 i i a - гильза; b - шарики; с - плун-
Puc. 12.56 Система возврата с шариковым затворо * & _ пружина
жер; d - пружина; е - установочный вин , J
„ MV(1)TV [, которая скреплена под
жера. Во время открытия формы гильза Вставленные шарики
вижной плитой. Плунжер с ударяет пох рсме1цаются в сторону Л1’“" Й‘СТ1ИК.М
вают крепкий контакт, и плиты толкагел истсма выталкивания по жИ.
Дпполнительный ход освобождает шарики, сис 6ыть сил - -РУ- >
пружины g «хирпцатея, причем для „вил » “ Хп...
<1 Во время закрытая формы ™л“ лапкой С|КТ“" ” ма толкателя
плунжер на его исходную позиции . _ возможность во. I«
венный ход выталкивания, достоинст
1,ри открытой форме.
12. Извлечение отлитых издрп,п-,
464
„ 7 Извлечение изделий с поднутрениями
12./. ИЖс поднутрениями из формы зависит прежде
Способы извлечения отлитых изд „ опредеЛяют, может ли поднутрение
всего от формы и глубины подну 1 ( потребуются ползуны, раздвиж-
быть непосредственно извлечен какого.либо элеМента. Детали, которые не-
ные полуматрины или вывин дорогостоящего инструмента и, возможно,
посредственно не извлекаются, рея на литьевой машине. Из этого следует,
установки дополнительного Jу о проанализировать, нельзя ли обойтись без
что в первую очередь стой ,мрнений конструкции детали, таких как использо-
поднутре— путем сте.“е Примерь, приведены на рис. 12.57,
ванне уклонов или отвер детали с поднутрениями, которые все же подоают-
bkXZ-нХуи^
А — Боковое отверстие создает поднутрение
В — Превращение отверстия в прорезь дает возможность
избежать поднутрения
С-Е— Если стенку детали сделать наклонной, то прорезь
можно снова закрыть без создания поднутрения,
возможно простое сталкивание с пуансона
Рис. 12.57. Изменение конструкции приводит к удешевлению формы
12'7'1’ выталкиванияДеЛИЯ С ^Д^Рениями с помощью
Извлечение изделия с подцутпениям.т „
ния поднутрения формы (рис 12 58-19 °;М0Щью выталкивания без высвобожде-
преодоления поднутоеиии возможно лишь при достаточной для
ческой «формаХ деФ°Рмации летали. Это „е должно привести к пласт..-
можно представить как максимал,1"^ да1|1|ые ° Допустимых растяжениях, которые
Деталях. В источниках f 12.32 12 341 Д0Пустимь,е поднутрения в тонкостенных
жениях Для более существенных nnnm лругне данные о допустимых растя-
при любых возможных условиях. утРении нс гарантируется извлечение детали
12.58. В ходе извлечения отлипки наибольших напряжений следует ожидать в
толкателями
12 7 Извлечение изделии с прднузрзшиями
Рис. 12.60. Грибковый толкатель для извле-
чения деталей с негативным под-
нутрением
/>, 12.59. Наибольшей* напряжение в отливке
в ходе извлечения из поднутрении
12.7.2. Допустимая глубина поднутрений для защелок
в практике можно встретить большое множество отливок с поднутрениями для за-
щелкивания. Преобладают три основные формы: крючки, цилиндрические и сфе-
рические детали. Независимо от типа поднутрения существует линейная зависи-
мость между глубиной поднутрения Н и удлинением е. Следовательно, допустимая
глуоина поднутрения ограничена максимальным допустимым напряжением
е на пределе упругости соответствующего полимерного материала (табл. 12.2).
(Соотношения, представленные на рис. 12.61, позволяют определить максимально
допустимое поднутрение для всех трех основных конфигураций.
Также важно, чтобы участки, содержащие поднутрения, можно было подвергать
растяжению и сжатию без ограничений. Более того, угол соединения элементов
защелки должен быть направлен в сторону извлечения детали, так как иначе, при
величине угла а., = 90° на неразъемной детали, ее извлечение становится невозмож-
ным (рис. 12.62), поднутрение окажется срезанным. Согласно публикациям, подхо-
дящие углы лежат в пределах от 10 до 45° [ 12.32].
Таблица 12.2. Допустимые кратковременные растяжения для термопластов
Материал Допустимое растяжение, или максимальное поднутрение, %
ПС <0,5
САН <1.0
АБС-пластик <1,5
ПК <1
ПА <2
..Полиформальдегид пэнп ПЭСП <2 <5 <3 <3
ИаВП .ПВХ жесткий ПВХ пластифицированный |ПП_ Следует заметить, что поднутрения массивное сечение, например, цилинд <Рис. 12.63). Для крючков усилия вы крайнего волокна в изгибе будет мены < 1 ' <10 <2 J иожно значительно увеличить, если жесткое п отделено на гибкие элементы прорезями PTaS,al...H суи№»е.шо ....же Штяжеш.е 11е> чем это указано в табл 12.2.
12. Извлечение отлитых издрП|ц-,
466
нллить участку детали, на которое будет действовать
Особое внимание следует удели илие прикладывается непосредственно
усилие выталкивания. Лучше всег, та Поэтому особенно рекомендуется
к поднутрению на большой площади
использовать плиты съема.
— Поперечное сечение прямоугольное
Н^-2/3 -P/h
~ Поперечное сечение полукруглое
0.518-Р/r
* Поперечное сечение: треть круга
0.580- Р/r-
Поперечное сечение: четверть круга
Н - 0,555- Р/r -с
. По этим формулам приближенно
рассчитываются кольцевые поперечные
сечения. В сравнении с точным расчетом
погрешность меньше 10%. / - вылет
крючка; h - высота крючка; г - радиус;
е - растяжение
Крючки
См. цилиндрические детали
Цилиндрические детали
I
Рис. 12.61. Расчет размеров защелок (12.35]
12 8 Извлечение резьбовых изделии
Рис. 12.62. Углы защелок [12.35] i
^с. 12.63. Литьевая форма для отливки
изделия с поднутрением (сле-
ва) и матрица в подвижной по-
луформе (справа) [12.24]
12.8. Извлечение резьбовых изделий
При умеренных требованиях внешнюю резьбу часто можно сформировать при по-
мощи ползунов.
Такая операция обходится дешевле, чем вывинчивание. Однако внутренние резь-
бы такой возможности не предоставляют. В некоторых случаях они поддаются съе-
му. С этого и начнем рассмотрение.
12.8.1. Извлечение изделий с внутренней резьбой
12.8.1.1. Съем резьбовых изделий
Возможности литья под давлением изделий с внутренней резьбой, п дд
етему, весьма ограничены. Ограничения зависят от материала отливки и профи*
ля резьбы. Детали, отлитые из материалов> с' ют подходящую
ПА6, ПП и особенно ПЭ, можно снимать с пуансона, если и„_оженные в разде-
резьбу. В качестве критерия для резьбы пр‘™еНЯ^ле" ени„ деталей с резьбой глу-
ле 12.7.1. Метод съема обычно используется р
биной до 0,3 мм, особенно треугольной.
12.8.1.2. Складывающиеся пуансоны „«янсоны. Резь-
п пгчлменять складывающиеся пу
Для небольших деталей можно иногда пр ожно сжать или разжать конусным
ба находится во втулке с прорезями, ко™рУЮ требуется дополнительная пли-
стержнем или конусной втулкой (рис. 12.6 ) имеет и другие недостатки,
та съема Кроме высокой стоимости, такая koi Р пуансона на изделии и ухуд-
иапример, с трудом удается избежать наличия следов у
ШенИя качества прецизионных деталей т| получения и извлечения внутрен
На рис. 12.65 представлена другая в°зМО^ с0СТОит из металлического стержня
Ней резьбы на сжимаемом пуансоне, уан формуется на силиконовой голо°к '
головкой из силиконового каучука, е етсЯ штоком, образуя вместе с
1°ка литьевая форма закрыта, головка по
468
12. Извлечение отлитых издрп1п-,
Рис. 12.64 Складывающийся пуансон [12.36]
соответствующий размерам пуансон. Когда форма открывается, металлический
шток отводится и головка сжимается: отливка удаляется.
Такая конструкция существенно дешевле как предыдущей, так и вывинчивающих
устройств, но срок ее службы не слишком велик. Этим недостатком можно прене-
бречь, так как силиконовые головки недороги и легко заменяются. Зато охлаждение
представляет проблему; приходится мириться с более продолжительным охлажде-
нием.
Есть риск недопустимо высокой деформации силиконовой головки под давлени-
ем впрыска. Это может снизить точность отливаемого изделия.
12.8.1.3. Литьевые формы со сменными пуансонами
С == "аСТ0 ИСПОЛЬЗУЮТ^, особенно для литья под давлением изделий
знаком, обычно с укло^м I? с.*0™ небольшие партии. Эти пуансоны снабжены
пуансон в соответствующий ’ помощ^ю< которого оператор машины вставляв
недороги. Их используют дсРжате ib [12.1, 12.38]. Такие формы относительно
размеров. По окончании цикл; ° Т°ГДа’ когда стРемятся к высокой точности
сти. Зат₽м отливка сТуа.ХХХ'0" ВЫ™ГИпаст оливку из формующей поло-
можно свинтить либо вручную либГе ВЫ1,1,ма,отся 1,3 формы 1(осле этого детая
как заводная ручка или вспомогател! >» Г!°МОЩ|,Ю с,1‘‘Ниалыюго устройства, тако >
Подвижная полуформа
12.65. Складывающийся пуансон, состоящий из металлического знака и силиконовой
головки [12.37]
А ется в зависимости от цикла, учиты-
Количество пуансонов в комплекте под ира ^Ma дстали с пуансона следует
вая время охлаждения и нагрева пуансонов. J чтобы усадка была мини-
Дождаться, пока деталь примет комнатную те
мальной [12.3,12.39].
м иля вывинчивания
12 8.2. Литьевая форма с мехаН” б можно получить только с ис-
с экономической точки зрения качсствС111’У формообразующие детали лиJ я
пользованием механизма для вывинчива извлечении они гвш ‘ а
Формы (пуансоны и знаки) можно BP<UI ,JTOM форма может быть ТИ|Ъ
с “зделия либо вывинчиваются из нею, КЦ11Ю, позволяющую пр
так и закрыта. Изделие должно иметь ко
'И) проворачивание.
12. Извлечение отлитых тгуп11Й
470
т л,лелить внимание точной сборке и центровке пуансонов
В таких формах следует удел соны. особенно тонкие, сдвигаются поступи
и приводов. Плохо закрепленн л ° легче> пуансонЫ1 закрепленные жестко
юшим при впрыске расплэвом и даже делает его невозможным из-затого
Это затрудняет процесс выв недостаточно для страгивания пуансона с дефОрМи'
что крутящего момента оуд отклонение от желаемой геометрии изделия. Рад.
рованной отливки. Проис Д ские литьевые формы.
дичают автоматические и полуавтомат!
12.8.2.1. Полуавтоматическая литьевая форма
гЬоомах извлечение изделия производится ручным вывин-
в передается на формующий резьбу „уанин
аХтоГклиноДенной пли цепной передачей. Литьевая форма может бить
одно и многогнездной. Однако следует позаботиться о том, чтобы усилие на валу
кгивошипа не превышало 150 Н [12.1]. Из множества возможных конструкций рас-
смотрим форму с цепным приводом (рис. 12.66), которая в настоящее время еще
встречается.
pg?? Полностью автоматическая литьевая форма
Приводное усилие в этих формах передается от хода открытия ходовым винтом
с крупной резьбой или с зубчатой рейкой. Также распространены отдельные при-
воды, такие как электрические, пневматические и гидравлические. Последние ча-
сто имеют отдельное управление. Число витков резьбы, отливаемой в этих формах,
ограничено диаметром изделия, усилием машины или зубчатой рейки, ходом рейки.
Ход запускается открывающим движением машины (рис. 12.67) либо отдельным
гидравлическим или пневматическим пускателем.
Такие литьевые формы работают безупречно, только если шаг зубчатой передачи
точно выдержан, а зубчатая рейка и ведомая шестерня имеют точные подшипники
и направляющие. В противном случае существует угроза срыва зуба. Такая угроза
особенно велика, когда требуемое вращение передается на пуансон не по прямой,
а под углом (рис. 12.67), конической шестерней или другой рейкой.
форме (рис. 12.68) зубчатые рейки приводятся в движение внешним приводом
гидравлическим или пневматическим). Такая конструкция имеет некоторое пре
имущество в том, что позволяет извлекать изделия с резьбой в закрытом положе-
Форма, снабженная ходовым винтом
счиХТпХХшРМУии°вЙРеЗЬб°Й’ «-Установленными на машине гайкам*,
тами формообразующих прт™ ^еДрсмя па»более надежными приводными элеме
особого ?правле7ия ходом Т"' ° уПСЛ1™а™ время наладки и не требуют
юшее движение литьевой м-шн РСМЯ извлсчс,1Ия Детали они превращает открь|С*
диаметр, число витков извлекаемо"0 “ра"1атсл,,"ос 11 передают его на пуансон 111'
ходом и усилием открытия ВоГ " РСЗЬ^Ы 11 количество пуансонов определяю*'
резьбовых Деталей. При диаме-i no'*™ 17'У’‘ас так"м методом легко извлекаются •
этом случае шаг резьбы невелик 112° 11 ММ ИХ МОЖст быть даже больше, так К‘,к
и 1ВЛеченис резьбовых и >дений
471
11<>Д11111111П1К
системы
Ъ П№ форма С ручным аыа.— с
Холоаме „и,™ с .нагом от 5 ло .2 мм-Р—” Ж»
До 38 мм), как левая, так и правая резьба сКПД, снижает контакт. не
12.43). Увеличение угла подъема РСЗЬ)Ь1 йки Поэтому в литьевых <1’1’Р ‘
Давление и повышает срок службы винт)11ческую шестерню Дли.
комендуется применять прямозу У>° Ц1 таЛ11 можно рассчига.ь как
чеобходимую для извлечения резь >ово.
р = (s, ' S?V"’
iiilbl S _ длина хода толкателя; г, - ко-
гДер — Длина резьбы; s, — ход открытия
Дичество деталей.
12 Извлечение отлитых ил
472
Рис 12 67. Литьевая форма с механизмом вывинчивания, привод] мым в двлженре зубчаты-
ми рейками и шестерней
Для многогнездных форм при р < 60 мм следует использовать встроенный при-
вод. Передаточное число привода рассчитывается как
i - пр '($, - $,)
(1229,
Некоторые варианты конструкции приведены ниже.
В литьевых формах на рис. 12.69 и 12.70 ходовые винты с крупной резьбой смон-
тированы при помощи конических роликоподшипников, а гайки жестко у'креп. *
на поперечной балке машины. Конструкция на рис. 12.69 представляет особый с.
чай, когда ходовой винт является в то же время резьбовым пуансоном. В отлкч
от рис. 12 70-12.72, пуансон во время извлечения изделия не движется вдаль с
оси Вдоль оси вращением ходового винта движется отливка, которая затем выта.'-
кивается из пуансона. Последний должен находиться внугри формующей по..
чтооы не следовать за вращением. ‘ '
вдаль cS^^' "редстаменных на рнс. 12.70-12.72, пуансоны перемешаю*3
резьбой того ж Т ыул>'чшить”х центрирование, пуансоны снабжены копир
S^Xhh Z? На Протнвопол°*ном конце, которой они ввинчиваются »
12.70 гайка распо^женаТ™ НаЗЫваемую копирную втулку. В то время как нар*
Два очень изящных и належнаШИНе СНаружи Формы. на рис. 12.71 и 12,72 при к •'
В обоих случаях ад жных Решения.
было невозможно. Пои отк16'1"1^10 установ-1ен в форме так. чтобы его вря,и
чивает резьбовой знак Вш?ЫТ,,Н гайка, являясь ступицей шестерни. вЬ‘
невозможно разместить в ц2,тС11ОЛОЖен ”а Р,,с- *2.?1 эксцентрично, гак как
ной литьевой форме (рис 12 72) <ИТН,,К' ’фобтема преоюлена в горячек’31
473
^68 Четырехгнездная литьевая форма с
в движение зубчатыми рейками 1J- плита, е — направляющая втулка
и ходовым винтом, с — стойка, d — монта
Рис. 12.69. Ходовой винт, вращающийся в форме, выполняет функцию формующего резьбу
пуансона [12.1]
Put. 12.70 Литьевая <|>опм-,
установлен в <|и>|>ме'|,<12 "l'j 'М'>М "1,1""",,|,|,:’"ия
вращающийся ХОД1»’011
Рис. 12.71. Литьевая форма с механизмом вывинчивания — ходовой винт укреплен неподвиж-
но, а гайка вращается в подшипнике [12.41]
г. гайкой УСТаНОВЛСННЫМН
/9 79 Г knnMI с ходовым винто.
'2 Горячеканальная литьевая форма „119411
в форме. Гайка вращается в подшипник
12. Извлечение отлитых изделий
476
„ ФОР- —
в тех автома™? подлежащей извлечению, была ограничена ходом элементов
'извлечение изделия из закрытой фор“« было исключением. Но чае-
S изменение резьбовых изделий осуществимо только при закрытой форме, когда
^^расположены в разных плоскостях или под углом одна к другом (рис. 12.73).
кких сложных изделий, а также когда резьба относительно глубока, примите-
„не независимого от хода литьевой машины привода является неизбежным. Рад„
этого разработаны особые электрические и гидравлические приводы. Точность
включения и выключения таких устройств отвечает довольно высоким требова-
ниям Если двигатель выключен, когда пуансон еще не дошел до своего крайнего
положения, может произойти существенное образование облоя. Если он выключен
поздно, то весь крутящий момент придется на пуансон и замнет его; литьевая форма
выйдет из строя [12.42].
Если приходится выравнивать пуансон по дну формующей полости, в качестве
седла часто используют закаленное кольцо. Извлечение детали требует более высо-
кого крутящего момента [12.44]. При длительной работе нельзя исключить возмож-
ность повреждения. Менее разрушительными являются последствия неточного раз-
мещения пуансона в глухих отверстиях, таких как гнезда под резьбовые колпачки.
Это приводит только к отклонению в размерах. Иногда резьба протирается сбоку.
Для отливки таких изделий пуансон приходится снабжать боковой направляющей.
Кроме того, крайнее положение пуансона нужно механически фиксировать. В ка-
честве простого решения предлагается разместить между зубьями и ступицей пря-
мозубой цилиндрической шестерни отверстие, направленное параллельно оси.
При закрытии формы в это отверстие входит конический стопор. Если отклоне-
ние в расположении шестерни невелико, оно может быть исправлено. Если стопор
вставляется, срабатывает страховочный переключатель, и форма снова открывается
[12.45].
'>Ш 12.73. Корпус,,и иля 112.431. 1
""УНхчшяя резьба и тм»!*** ,н 2 «нупмчшяя |Х'..ьба и пропуск111'"
канал; 6 „1|y,,.|,(.„";‘,j; ьпшл. 4 „„утренняя резьб..; 5
’ ’"'.vipeiiihin резьба и седло клапана
^золечение^хиьЬоных и»депий________
’ --------------------------------477
, .„и-, 12.74 изображена форма с in.iBiiieniiiaioiiniM
‘ ,|Я установленным па фланце Оно состоит . |’<,,1С,ВОМ ^'ектрическо! о
, г м«ш..ч.чк„м „,рмо.„,„. ........ "W И н,ект
'"С П Mv<|n« отнетv.m u.,., » “"X
“'""" В'|,СМ” "
,, „„...омтсльном контакте I, ,„wlaer „сю „„„„„„„ „ Крутящий^
„е„т „емком рмходу, еея ,,а ................. к„„,а
закрытии формы), зубчата кольцо от1юл„тся фрикцион,,™ конусом. Конус
л-д й й
„ >й ЧЛсктропривод..ым устройством для
12.74. Литьевая форма с установленным / ваЛ с огранг.ваю,“,,““
вывинчивания I12.441 « - Реаь6оВЬ"'^итель:^- >иаР’1К0,,аЯ
ментами, с — подвижный резьбовый^ TlIbljj дамок; g дополни
е — неподвижный ограничитель,/
ключатель
478
12 Извлечение отлитых излрп,^
- .„мент который будет как раз достаточен для
споить на такой крутяш’,,’"’к Такая коНСтрукция позволяет пуансону
можно настрой рС}ьбоВОи втулкпрнвода провернется налит-
НЫ,,СД;"Торме правильное положенае. Д точ11ОСти выключения в 3,5". Автомат»-
к д остановкой, и это равноз сПСЦИф11Ку данного метода извлечения.
раССЧ''Х“руемь....... де“"ВуЮЩИМ "р,,МВ|««
О„ „Улегся полностью №"T|»”We ых элементов в литье поддавлен,»).
° щевых выключай.™ (какфу,|КЦ„„ контроля перемещения плнт
“, может выполнять лоно.,,, — * в состоя„„„ выключать электромоторы
Автоматический контроль >
личной мощности, вплоть ДО К • 12 74 являетСя одновременное удаление
Особенностью литьевой форм ^итШ1КОВОго канала с помощью элементов Ь.
из формы материала из центр^Ь' но используется ход открытия блока крепле-
с> d и е во время вывинчивания, иоы
НИЯ
На рис. 12.75 изображено устройство с гидравлическим приводом. Оно было раз-
работано для литьевых машин с регулируемой тягой пуансона. Тем самым отпадает
необходимость в дополнительных гидравлических системах для вывинчивания.
12.75. г'’ДравлическоеустпойстВп „
Для вывинчивания
12.8.3. Извлечение изделий с внешней резьбой ыю,|нч«-
В основном внешние резьбы получают в литьевых формах с механо-1*' 12 ?
вания тем же способом, что и внутренние. Примеры приведены на рис. рВ‘
в конструкции на рис. 12 76 дне резьбы с разным шагом; в кош’,р' , Воб'’"'
12.77 - внешняя и внутренняя резьба извлекается пл формы однонреМО
случаях втулка, образующая внешнюю резьбу, вращается ходовым впнтох
снимается движением в направлении своей осп.
479
И 1ДСЧ1ИЯХ
Рис. 12.76. Изделие с двумя внешними резьба-
ми разного шага [12.1]: а, Ь - резь-
бовые втулки; c,d — гайки; е — тол-
катель; /, g — зубчатые колеса
Рис 12.77. Отливка с внутренней и внешней
резьбой [ 12.1 ]: а — шестерня; Ь —
втулка; с - резьбовый пуансон;
d — шпонка; е, f — аксиальные
гайки; g — толкатель
Литьевые формы с механизмом вывинчивания — конструкции высокой точно-
сти. Поэтому они чрезвычайно дороги. Их следует использовать только для отлив-
ки внешних резьб в высококачественных изделия, где недопустимы следы по линии
разъема, а затраты оправдываются большим объемом выпуска.
Во многих случаях внешняя резьба формируется раздвижными полуматрицами,
особенно если приемлемо наличие следов на линии разъема.
12.9. Поднутрения в нецилиндрических изделиях
12.9.1. Внутренние поднутрения полнутрениями в двух про-
На рис. 12.78 в качестве примере показаназвлекается из формы благодаря
Тивоположных стенках. В простых случаЯ из ^скольких элементов, кото]| >
складывающемуся пуансону. Пуансон соет поднутрении не предиолша
можно складывать клином. В зоне деис гы т минимальный размер фор.
Использование такой конструкции пред11
®Нешние поднутрения
нУтрен ^ЛаЧКИ’ Фла,,ЦЬ1- проемы, глухие отверстия, а также резьбы образуют иод-
чаСТь <ИЯ Издел«я с такими поднутрениями получают в литьевых формах, где та
к°нтура, которая создает поднутрение, страгивается боковым движением.
12. Извлечение отлитых излрп^-.
480
Рис. 12.78 Литьевая форма с раздвижным пуансоном [12.27]
освобождая таким образом поднутрение. Эти так называемые формы с ползунами
или формы с раздвижными полуматрицами рассматриваются в следующем разделе.
Ползуны приводят в движение пуансон, который образует частично ограниченное
поднутрение (например, глухое отверстие). Раздвижные полуформы образуют об-
щую внешнюю форму изделия с поднутрениями (например, ребра). Оба варианта
имеют одно общее свойство: их приходится делать очень жесткими, а ходовые части
и фиксаторы крепить особо тщательно. Упругая форма подается от давления в фор-
мующей полости при литье, и расплав может вытекать по линии разъема формы.
То же касается и плохо закрепленных ползунов. Нежелательный облой — наименее
серьезное из последствий, хотя и приводит к необходимости дополнительных опе-
раций. Также существует вероятность возникновения в названных и других ходо-
вых элементах таких напряжений изгиба и сдвига, которые приведут к сильному
повреждению и выходу из строя. Ползуны направляются по Т-образным и трапеие'
идальным канавкам, направляющим колонкам, поведению которых в случае выхода
из строя уделяется отдельное внимание. Смазка подвижных элементов дисульфи-
дом молибдена может привести к загрязнению отливаемой изделия или изменению
цвета расплава, поэтому ее использование ограничено.
аГ подб°Р паР трения позволяет обеспечить гладкое скольжение и сни
В «Ьопмяу kn °РМах сРеднего размера успешно используется алюминиевая бронза,
ностям скольжения5 ЕаЗМера скольжение улучшают, наваривая бронзу по поверх
закаленные и oervmfn^ улуч,иения захвата и противодействия износу прим®1
вергаются действию нагпевя Наиравляк)111,,с- в процессе эксплуатации формы ноД
чеканальныс формы! и си - ,С° Стороны п,рячего расплава, коллектора I КС (>°Г
на этапе конструирований п”*’1 ТСПЛоо6мс11а- Если это нс принимать во вннмани
пар скольжения. Приходится' ' г” 0 распи,Рен,1С может принести к заклиниванн
няя подвижные элементы с си'-1 -° 1В,'1Л1’ржина'1 *> температуру всей формы,“к 1
которые позволят исключить < П М()" ге|1Л(И’^,ме,,а. либо подбирать такие носаДк
и ведущих поверхностях В слел^*1 ,и‘ЖСЛат(‘ЛЫ1ыхзазоров полициям р
конструкции таких форм. ‘ ,<>,11их Разделах приведены специальные вари*111
12.9- Поднутрения Р нецилиндрических изделиях
12.9.2.1- Литьевая форма с ползунами
481
В» время извлс .енп . ползуны непосредственно приводятся в движение либо на-
^„...ымп колонками или подьемниками либо, реже, прямым гидравлическим в^-
действием. Кроме этого, существуют особые варить. конструкции, которые рас-
смотрены ниже.
На рис. 12.79 и 12.80 представлены конструкция и монтаж наклонных колонок
и подъемников, а также основные данные по размерам узла. Работа литьевых <Ьопм
этих двух типов показана на рис. 12.81 и 12.82. В то время как наклонная колонка
перемещает ползун одновременно с открыванием формы, подъемник делает воз-
можным запаздывание запуска бокового движения.
Рис. 12.79. Схематическое изображение узла
с наклонной колонкой [12.2]: 1 —
клин; 2 — обойма матрицы; 3 — пли-
та крепления; 4 — наклонная колон-
ка; 5 — ползун; 6 — обойма пуансона;
7 — опорная плита
Рис. 12.80. Конструкция с подъемником
[12.2]: 1 — клин; 2 — обойма
матрицы; 3 — подъемник; 4 -
ползун; 5 — обойма пуансона
Допустимо использование обыкновенных наклонных колонок. Их размеры опре
Делаются нагрузкой со стороны усилия выталкивания (раздел 1 . ). весом ползу
И силой трения. На рис. 12.83 изображены наклонная колонка и c,u,bI. Деи^твую-
Щие на нее во время перемещения ползуна вверх. Силу, действующую <: <
»ую колонку, можно рассчитать через движение тела но наклонной плоское п. (рис
12.84).
Результирующая единичных сил PR выводи гея из
(12.30)
Подставляя вместо Р
получаем
P=Q tg(a + P>-
(12.31)
17 Зак 1<ц8
482
22 Извлечениеотлитьиизде^..
а Ь
Рис. 12.81
Рис. 12.82. Работа литьевой формы с подъем-
никами [12.27]: а — ползун; b - за-
порная поверхность; с — непод-
вижная полуформа; d — пуансон,
е — подъемник
или
Работа литьевой формы с ползу-
иТэт?' наклоипыми колонками
Lnn 1: ° ~ °ТЛИВКа; Ь "склонная
колонка, с - ползун; d - запорная
поверхность 1
(12.32)
12 9 Поднутргния в нецилиндрических изделиях
483
Рис. 12.83. Силы, действующие на наклонную Рис. 12.84. Движение
колонку
по наклонной пло-
скости — для расчета наклон-
ной колонки [12.47]
где
tg Р = tg(a + р).
Величина tg р в общем случае не будет превышать 0,5 [ 12.49]
Из диаграммы сил R=f-N
tgp = R/N=fN/N=f.
(1234)
(12.35)
Для трения стали по стали коэффициент трения составляет 0,1. Это позволяет
рассчитать угол наклона колонок.
Результирующая сила, перпендикулярная колонкам, определяет их поперечное
сечение и рассчитывается через
A = Q/t (12.36)
или, в данном случае,
Q--J1+ tg2P
д _ cosa.
т
На рис. 12.85 приведен график изменения во времени усилия открытия, действу-
ющего на колонку. Полное усилие действует на нее только в момент страгивания
Детали.
Во избежание излишней нагрузки на наклонные колонки, благоприятным счита-
ется угол их наклона, находящийся в диапазоне от 15 до 25 . Ббльшие углы о легча
ют открытие формы, в то время как меньшие обеспечивают большее усилиезамы-
кания. Приходится искать компромисс, который подсказывается размером формы.
ЭT<S СИЛаМИ СМЫка,,ИЯ И ОТКРЫТПЯ- рнирм впрыска с помощью клина в большин-
'-траховка ползуна от сдвига под давлением впрыск „ „„„гттдаиш
Стве случаев является достаточной (рис. 12.79). Преимущество такой конструкции
в том L является достаточ ем в сплошной плите, а изношен-
что она проста по сравнению с вытачивай
(12.37)
12 Извлечение отлитых издрпмц
484
Рис 1285 Изменение во времени нагрузки на наклонную колонку [12.48]
ный клин можно быстро заменить. Угол среза запорной поверхности следует сделать
на 2 или 3° острее, чем соответственный угол наклонной колонки с тем, чтобы ком-
пенсировать возможный люфт между колонкой и отверстием [12.1,12.2,12.46], атак-
же создать прижим в закрытом положении и тем самым плотную посадку ползуна.
Во время закрытия формы ползуны должны вернуться в исходное положение [12.1].
Это происходит благодаря действию либо наклонных колонок (рис. 12.86), либо
прижимной поверхности одной из плит формы. Второй метод применяется, только
если по конструктивным причинам наклонные колонки не могут быть достаточно
длинными. Такая конструкция требует применения средств фиксации ползуна (ша-
ровой фиксатор на рис. 12.87), чтобы колонки точно вошли в отверстия ползуна при
закрытии формы.
Длина наклонных колонок зависит от того, какая величина хода необходима при
открытии. На рис. 12.87 изображены короткие колонки. Длинный ход требует, со-
ответственно. длинных колонок. Затем, как показано на рис. 12.86. колонка должна
Рис. 12.86. Возврат ползунов наклонными ко-
лонками 112 1 ]. а „ а _ vr™
клона колонок „ запорной 11О„
хности. Н - глубина Поднутрения-
формыХ°Л П0Л ,у,,а "1Ж Укрытии
Рис. 12.87 Возврат ползунов прижим*
поверхностью [12.1]. п и
углы наклона колонок и заП‘4
ной поверхности; Н глуби
поднутрения; //, хот пол’>”
при открытии формы
485
,i;1.ieh() „ой .1 в ПОДВИЖНУЮ нолуформу, И Х()д Д()Д
ямн в пактах. "ИьоГм (Н(..|(.ц (Нш jxth-
q 1061.1 получи и. бблыпее перемещение iKwnviii ...... „
1П.жно увеличивать угол наклона. Поскольку величин , хаде "“луформы,
вьииеннын нанос, плохой коэффициент передачи усилия) слел^?"’ ("°'
конструкцию. На рис. 12.88 показана литьевая форма с ЛУ° иска"> Другую
,п„ уета„оШо„ы ролик.. с. ................
„ида„м атИ .«Друк.ж аиляетея то, что уп)л -М Ра
чить вплоть до 45 . А это дает искомое большое перемещение nnnZn
открытия. Благодаря качен,.штрс-иие и „зное окаты,Иются еущ^тишо" aw
ше, чем у скользящих колонок. л «спиомснь-
Вид Л - Л
12.88. Литьевая форма с шестью гнездами для крюд которые пере-
рением 112.49]. Эта конструкция °™шшет свыше д5„ н получнть
метаются в пазах Ь. Это дает возмож! п„и.„пмы и июс снижен по сравнению
больший ход ползуна при меньшем ходе полуформы.
с наклонными колонками благодаря качению
12 Извлечение отлитых изделий
486
, 11а рис 12.89. Механизм для приведения
Другой интересный вариант показаii формы. Это оставляет больше
ползунов в движение установлен с,,‘ Уу йство работает на двух косозубых рей-
прострапства для формующей полос , Они входят в зацепление внут-
ках, расположенных перпелдикул^ производится отдельно в различных
ри направляющего блока. 1акосо 1 у* []од.ьсмипкИ дают возможность задержать
модификациях. В отличие oi ко , успевает пройти определенное рассто-
начало движения ползунов. JU > 1 ежде чем ползуны сдвинутся и освобо-
янпе, зависящее от профиля нодье. ’ ння Это дает возможность, пока ползуны
дят поднутрения для дальнешие отливки с пуансона, например, глубокой
и вм-
годится и пределах от 25 до 30". Угол наклона за-
поверхности может быть более острым. Это увеличивает усилие смыкания.
В практике хорошо себя зарекомендовал угол около 15 Два примера с соответс
твующими подъемниками приведены на рис.12.90 и 12.91 112.1, iz.zj.
Рис. 12.89. Литьевая форма с ползунами и приводом, состоящим из двух косозубых реек
[12.50]
Рис. 12 90
Литьевая форма с подъемником: //
угол наклона подъемника; а( угол
отливки, ход открытия
глубина нодпут|Х'1111я; //, ход ползун-'. °
наклона lanopnoii поверхности; г ,,bltl
12.9 Поднутре1.1ияги ici цилиндрических и щслиях
487
Плита съема
Рис. 12.91. Литьевая форма с подъемником: х, - ход открытия до подъема ползунов (см. по-
яснения к рис. 12.90)
12.9.2.2. Литьевая форма с раздвижными полуматрицами
Когда вся боковая поверхность изделия должна быть доступна для съема с главного
пуансона, используют раздвижную матрицу. Типичным примером подобного изде-
лия является ящик с боковыми ребрами и отверстиями в боковых стенках. Даже в
тех случаях, когда усилие смыкания машины недостаточно, обойма матриц созда-
ет часть необходимого усилия. На рис. 12.92 приведена схема действия литьевой
формы с раздвижными полуматрицами. Клинообразные элементы скользят в пазах
обоймы, размеры которой подобраны так, что она не может раскрыться от давления
при впрыске. Иначе облоя не избежать. Пазы в обойме трапецеидальные или Т-об-
разные в сечении. Возможность компенсации или снижения износа уже обсужда-
лась в связи с направляющими для наклонных колонок. Угол клина составляет от
10 до 15°. Такие клинья успешно применяются на практике.
Меньшие углы могут привести к перекосу изделия под действием усилия смы-
кания, а большие работают против усилия смыкания. Такая литьевая форма запи-
рается противоположной полуформой, что также способствует продвижению кли-
нообразных элементов в соответствующие углубления (рис. 12.93). Тот же эффект
можно получить в конструкции, приведенной на рис. 12.94. Здесь расширение («ды
хание») во время впрыска предотвращается конусной посадкой полуформ [ 12.1 ].
Открытие раздвижной матрицы может запускаться ходом открытия литьевой ма
шины или отдельным приводом.
Движение хода машины передается раздвижным элементам коленными рычага-
ми (рис. 12 92), толкателями (рис. 12.93 и 12 94), кулисами (рис. 12.95). '«РУжинак «
(Рис. 12.96) или подъемниками (рис. 12 97) Можно использовать гидравли
Нилиндры как отдельные приводы (рис. 12.98 12 100) wni„-n ичи niiv-
Если в качестве приводящих элементов используют толк г л, и.И1ЛСЧеНцЯ
*ины, обычно требуется применение дополнительною УСТР(> Ч{)Ж1К> 0Тсро
С коленными рьна™^
1ть до съема отливки с пуансона, поэтому, ка P
вание не требуется.
12 извлечение отлитых изделий
Рис. 12.92. Схема действия литьевой формы с раздвижными полуматрицами, приводимо!
в движение рычагами [ 12.511
Следус г, наконец, упомяну гь, что литьевые формы с раздвижными полуматрнна
рами (риУсЖ1И2 9б)ЛОПуСКаЮТ ',и,иь ‘“большой ход открытия, ограниченный фиксато-
цами KOTonne^in'2 и ‘,>бРаже1|,>| литьевые формы с раздвижными подумай1"
шеиия надсжн<хтиих1ЯИЯ В Д1,Иже|““' 1 идравлпческими цилиндрами. Для
тичсского или iiooi и- >,,,),‘вле|““* Должно быть встроено в общую схему авп'Ма
гМ-BXZ^aZSr?: ЗГ,",Я ' —• -ИННОЙ. 1идравлнч7к.;;<
> ля на поршень не действовали никакие i”
12 q поднуI ренин в неци)1И1Мц)и.|,.( ких и щелиях
Рис 12 93 Контрзамок для оптимизации
смыкания литьевой формы
[12Л|
Рис. 12.94. Коническая посадка неподвиж-
ной полуформы предотвращает
излишнее «дыхание» литьевой
формы 112.1,
^с. 12.95. Привод раздвижных полуматрип кулисами [12.511
BhIe силы, иначе его
работа будет затруднена. По этой причине поршень не может
|,ссти направляющую нагрузку при движении подумавши . ..
"°-"УМатриц обеспечит достаточно низкую температуру гидравлической системы и
быстпог 119 11 Обе полуматрицы должны достаточно охлаж
‘Р°е охлаждение отливки 12.11 иос иолум< i контоолем
даться; каждая должна иметь свой отдельный охлаждающий ксипур контролем
Тсмнературы.
12 Извлечение отлитых издеп,1Й
Рис. 12.97. Привод раздвижных полуматриц
в движение кулачками [12.1]
Рис. 12.96. Привод раздвижных полуматриц
пружинами, ход ограничен сто-
порными шпильками [ 12.1 ]
I
7299 "РИ..ИД раздвижных
трин гидравлическим
Дром 112 11
иолума
ЦИЛИН
I'и /2 ад Прпнод раздвижных и(>луМ',,1'
гидравлическим цилиндром |
12 9 Поднутрения в нецилиндрических ищелиях
491
Рис.12.100. Привод раздвижных полуматриц гидравлическим цилиндром [12.23] 1 пол\
матрица; 2 — гидравлический цилиндр; 3 — обойма полуматриц, 4 направля
тощая колонка; 5 - рычаг 6 - пуансон; 7,9- воздушные клапаны; 8 - «позка»
съема
12.9.3. Литьевые формы с механизмом отвода пуансонов
При отливке фитингов большого размера пуансоны приходится отводить из отлив-
ки Раньше, чем извлекается из формы само двнжс1Н,е пуансона 4 свя-
Сначала отводится пунсон 3, за ним следу У деталь 6 вн га_1КНваегся
но с риском отрыва раструба, поэтому фор. стронется с фи гинга. Де-
«з пуансона 3 плунжером 7 до тех нор. „ока пуансо
таль 6 после короткого свободного хода отводится винтом 8.
12 Извлечение отлитыхтд^
492
Рис. 12.101.
11 Ф°РМа С механизмом отвода пуансонов для производства фитингов
тянУШии шток с гидравлическим приводом; 2 — сцепка тянущего
лин(>нн-1ПУаНС0Н0М’ 3 ~ пУансон основной трубы; 4 — пуансон раструба; 5 — уд-
для освобоХТяХубПаУаГОНа; ' “ Ф°^°°бРа7 ~
Раструба, 8 - стопорная шпилька плунжера
13. Центрирование и смена
литьевых форм
13.1. Задачи центрирования
Литьевая форма устанавливается на плитах узла смыкания литьевой машины Узел
смыкания в течение цикла литья открывает и закрывает форму. Литьевая форм!
должна направляться таким образом, чтобы все сопряженные элементы точно со-
впадали, а полуформы плотно смыкались. Без надлежащего центрирования фор-
мующих полостей стенки отливок не будут равнотолшинными и соответствовать
требуемым размерам.
Поскольку направляюще! о действия одного лишь замыкания недостаточно, лить-
евая форма нуждается в так называемом внутреннем центрировании, которое при-
дает движению полуформ необходимую точность и предотвращает их смещение во
время смыкания.
13.2. Регулировка осей узла пластикации
Здесь точная регулировка обязательна. В противном случае сопло ТПА неплотно
прижимается к литниковой втулке литьевой формы, и образующиеся поднутрения
препятствуют нормальной работе. Поэтому почти всегда (рис. 13 1) применяются
направляющие элементы: литьевая форма снабжается фланцем, который, с одной
стороны, удерживает литниковую втулку, а с другой — сопряжен с отверстием в
плите машины [13.1 ].
Выпускаются стандартные фланцы (см. главу 17), которые изготавливают лиоо
из упрочненной стали, либо из закаленной в воде нелегированной инструменталь-
ной стали.
Фланец имеет коническое отверстие с такими размерами, которые обеспе швают
подвод и плотное смыкание сопла ТПА и литниковой втулки.
Обычно литьевая форма снабжена одним фланцем. Если фланцы имеются на
обеих полуформах, то подвижная полуформа должна иметь сво одну ю посад
лучшего выравнивания обеих полуформ.
и< Н 1 Фланец
13 Центрирование и смена литьевых форм
494 _______________
Л)Опмы И садится в плиту машины на плот-
фпанеп слегка запрессован в пли У I сочетание фланца с теплоизоляци-
ную скользящую посадку. На Р с 1когда форма нуждается в дополнительной
онной прокладкой. Это леле"° Х„аботке термореактивиых композиции, требую-
теплоизоляции, например пр' t).. форМЫ.
щих высокой температурь . фда(|ец Плита машины
Теплоизоляцион пая
прокладка
Плита крепления
формы
Рис. 132. Разъемный фланец [13.5]
13.3. Внутренняя центровка элементов
Для достижения необходимой точности смыкания полуформы приходится направ-
лять изнутри, с помощью стяжных болтов машины, а в небольших формах — с по-
мощью направляющих колонок, которые, будучи закреплены на одной полуформе,
при закрытии формы плотно садятся в направляющие втулки другой полуформы.
Так достигается постоянная, точная регулировка обеих поверхностей форм, исклю-
чающая сдвиг во время впрыска и выдержки под давлением (подпитки). В формах с
глубокими формующими полостями, а в особенности с длинными и тонкими пуан-
сонами, несмотря на точную регулировку направляющими колонками, может про-
изойти сдвиг пуансона. Эти случаи были рассмотрены в главе 11 (рис. 11.21).
а рис. 13.3 показан пример размещения и крепления направляющих колонок и
че-г1Гп^СТВУЮЩИХ напРавляЮ1цих втулок. Обычно для точной центровки требуется
прав11лмсжти<с1йПРаВЛЯЮЩИХуЗЛа>> ^колонка втУлка)- Для упрощения и гарантии
отличной (ллинн°РКИ °ДНа \3 колонок Располагается несимметрично или делается
п—«р—-
Если две паирмлшощие котики“1,<и,юуются стандартные детали.
гонали, будут длиннее других то во ’ Р*СПОЛоже1,,1ые одна напротив другой подиа-
ДВС полуформы легко пойм. Р мя сбоРки или крепления формы на машине
ются максимально близко к К ‘’ЮТ дру1 к ДРУГУ- Направляющие колонки располага-
зующих деталей и необходимое^» ? обеспсчпть пространство для формообра-
Эффективная регулировка п»-» ’ССтва ка,,алов охлаждения.
втулки выдерживаются жесткие 1Ожна только в том случае, когда на колонки и
износ. Поэтому нецелесообразно не”' КИ ^л”ако "Р" этом наблюдается сильным
лонок с плитой формы по втулк1м11<л '1СДС1 111,11101 сопряжение направляющих к‘
изношенных элементов пр|,МенЯ|‘,Я КОМ|1енсацпп износа и простоты замены
™ердостью 60 62 по Роквеллу, ни 1,‘‘11,)ав’1я,(>1|1,,е “тулкн из упрочненной стал"
, . ‘f1 i,a «личных форм и размеров и „ Р..К(‘ "РСДстаплены направляющие
У 1 МОТ„бл,.„а. к.,л„,|к„ , .......пт.. ИМ0.1К» 6“'
МК" ' ""««"«. I, ,, ..................И»
13.3. Внутренняя UPHipOBKd micmchiou
495
Рис. 133. Сборка направляющих элементов [13.5]
правляющие колонки без смазки (рис. 13.7) можно использовать только в относи-
тельно небольших литьевых формах или в особых случаях, например с ползунами
или шариковыми втулками (рис. 13.9). Снижение затрат на обслуживание достига-
ется подачей твердой смазки во втулки из специальной емкости [13.2-13.4].
Направляющие колонки и втулки представлены в разных типоразмерах (рис.
13.5). Следует обращать внимание на рекомендуемые посадки (рис. 13.4). Длина на-
правляющих колонок зависит от глубины формующей полости.
13-4. Допуски для направляющих колонок Рис. 13.5. Типичная конструкция на-
правляющих колонок
гнаться раньше, чем полуформы вой-
Направляющее действие узла должно и ‘ колО1|ОК необходимо °Р,|С1]™
луг в соприкосновение. Следовательно, пр е колонки с плечиками (рис.
Роваться на определенную длину. плиты формы (см. главу 17).
способны, кроме того, центрировать сосе диаметром. Она должна прев ’ ‘
Длина направляющих втулок связа11^(.ч Соответствующие отверстия
"УПИШиа диаметр а 1.5-3 раз» <1 , |3“. 13.8 „оказана сборка „аирам»
формы выполняются ПО инструкции I
•ОЩИХ колонок и втулок [13.41.
13 । |ецтрироеание и смена литьевых форм
Рис. 13.6. Типичные допуски для втулок
с плечиками
Рис. 13.7. Направляющая колонка без сма-
зочных канавок [13.4]
Рис. 13.8. Направляющая колонка с плечи-
ками [13.4]
На рис. 13.7 представлена конструкция, используемая в простых литьевых фор-
мах и в формах с раздвижными полуматрицами. Для обеспечения надлежащей цен-
тровки рабочих деталей формы в различных плитах необходимо использовать коор-
динатное сверление (сверление по кондуктору).
На рис. 13.8 показана система на основе направляющей колонки с плечиками,
тверстия для колонки и втулки выполняются с равными диаметрами.
спечипзрт3’/130 раженнал на Рис- 13.9, используется нечасто. Она надежна и обе-
затрат ЧНУЮ W°BKy ПрИ пониженном трении, но ценой дополнительных
ты для которых'ЛяЮЩИХ МУФТ (рис. 13.10) можно центрировать такие пли-
нельзя использовать.
правляющей колонки. Благодаря зт’оми £ ИаПравляюи<ей ВТУЛКИ или «плеча» на-
Внутренний диаметр лоттп,,! У ВСе отвеРстия выполняются за один проход,
колонки. Удаление направляю! ЧТо^ы °^еслечить беспрепятственный ход
ческому отверстию на конце < УЫ СЪсм,,Ик°м упрощается благодаря кони-
Среди множества систем „аир °
мы, изображенные на рис. 13 1 КОЛо,|Ок следует особо упомянуть систе-
направляющих колонок, втулок и i с°стоят из тех же основных элементов.
И втулки С резьбовыми отверстиям^)Г Систсма на рис. 13.11 содержит колонки
стороны подпираются опорой голлпк* 11 К,’ГНсж,|ыми винтами, которые с обратной
Плиты, не Цснтриру,О111' >Л°"Ки
кая конструкция дОроже преЛСт;1|| *К<’М” 11 '‘тулками, направляются муфтами |п
х пре имущсств, так как сборка плит" ' *5НС’ 1,0 ‘’бладает рядом определ*'11
"’’"В’лняется без винтов и отпадает необхо
497
Рис 13-9 Направляющая колонка с шариковой
втулкой [13 4]
1310 Направляющая муфта (13.4]
I
Направляющая
колонка
с коническим
отверстием
для стопорного
винта
Втулка
с плечиками
и стопорным винтом
Направляющая
втулка
’И». Ютц
Рис 13 12 Узел направляющей колонки
с несколькими втулками [ 13.61
498
13. Центрирование и смена литьевых^ю^
, пополнительных отверстий. Плиты скрепляются винтами
димость в '’ыпол,,с""егся достаточное пространство для размещения Матри
муфт. Одновременно остается Д1з 5]
и каналов системы охлаищени 1^ другую конструкцию направляющей
Система, ^раже ‘ с форме. Втулка состоит из трех элементов: соб-
втулки " ^поР1юго кольца и круглой гайки. Для стопорного кольца предус.
ХХГ—Втулки монтируются либо заподлицо с поверхностью пл „гм.
Л"пр?.“^м »рпа™ам5ожиоИскртТиТмсжду собой любое количество ппит.Та.
кая конструкция может заменять собой втулки как со стопорным кольцом, так в
S него а может выступать в роли направляющей муфты. В этом случае гайка не
Хна Используя гайку, которая является достаточно надежным креплением, иног-
да можно отказаться от дополнительных плит служащих опорой направляющим
втулкам. При этом уменьшается высота формы [13.32].
Для повышения надежности работы формы на системы направляющих не долж-
ны действовать боковые усилия. При отсутствии боковой нагрузки нет необходи-
мости в расчете поперечного сечения колонки. Для наклонных колонок, особенно
тех, которые управляют раздвижными полуматрицами, необходимое поперечное
сечение рассчитывать необходимо. Используются уравнения, приведенные в раз-
деле 12.9.2.1
13.4. Центрирование больших литьевых форм
Иногда в больших формах, например для изготовления изделий типа ведер и ящи-
ков, направляющие колонки не используются. Роль направляющих играют колон-
ны литьевой машины как во время открытия формы, так и во время закрытия почти
до полного смыкания полуформ. Поскольку для необходимой центровки такой точ-
ности недостаточно, принимаются особые меры. Все приспособления устроены так,
что регулирующее воздействие начинается лишь перед самым закрытием формы.
Полуформы в сомкнутом состоянии придают друг другу жесткость. Особенно
хороша чашеобразная конструкция (рис. 13.13) и ее разновидности (рис. 13.14 и
.1 ), так как эта конструкция противодействует усилию раскрытия, возникают^'
му в формующей полости.
Фиксирующие вставки любых разновидностей при износе легко заменяются. Не-
сколько вариантов втавок показано на рис. 13.16.
испольХ™346^1^ центрирУющих фиксаторов, имеющих посадку в обе полуфор*1ь1>
в плоскостиСлинни011Ые СоеД11Иения (Р,,с- 13.17). Их центральная ось не находится
ДРУГ друг - жег 1 раз^ема- Благодаря этому полуформы при смыкании при 1аКЛ
дрических регулип™ < Й 1318 показап пример такой формы Вместо цили"'
ры из инструментм1Пи'1НЫХ болтов можно использовать прямоугольные фиксато-
повышенпои точности’прТ^’' Це,,трирова,1ИС Ф°РМ такими фиксаторами тре
таких систем затрудните потоплении, так как дополнительная корректирс 11
ческих фиксаторах (рис. 13 КП т™ Вы6ор ко"‘труктора останавливается на ко"
направляющими колонкам. * Д ,1К11С конструкции, по сравнению с удлинен"1
р-«ицу термического Z уенешно компснспро"11
Ч« ния в юлах сопла и плиты смыкания.
Piic. 13.14. Фиксация прижимным клином [13.4]
^с-13.15. Фиксация прижимной вставкой [13 4]
Когда «оСхошмы иентрироваД111' »
Ис'1ользонать направляющие пластины с автоматической
(Рис. 13.20).
13. Центрирование и смена литьевых фопн
500
Рие. 13.16. Модифицированные фиксаторы [13.7]
Рис. 13.17. Цилиндрический фиксатор [13.4]
Рис. 13 18. Регулировка цилиндрическим фиксатором [13.8]
" ................» ““«•II3.HI (
13 Центрирование и смена литьевых фор».
502
Рис. 13.22. Сокращение времени простоя благодаря применению системы ускоренной смены
форм на ТПА [13.9]
Из этого следует, что система должна включать в себя устройства, обеспечиваю-
щие:
- быстрое механическое крепление;
- быстрое соединение муфт, фитингов и т. п.;
- подачу форм к машине и их отвод.
Кроме того, для автоматической смены требуется еще нескольких элементов,
причем все вместе они должны составить единую систему (рис. 13.23). Только со-
гласованное действие всех устройств обеспечит гибкость и необходимый уровень
автоматизации производственного процесса [13.13].
Устройства быстрого крепления большей частью влияют на конструкцию форм.
Получили распространение два конструктивных решения ускоренного крепления,
адаптивные и интегрированные системы крепления, обычно с гидравлическим при-
водом. Они легко встраиваются в концепцию гибкой автоматизации.
Место
хранения
форм
Система ускоренной замены
4юрмы Ускоренное с.х-лнненне
Устропегпа смены форм
Блок
унранччиЫ
Рш. 13.23
Элементы системы антом
атической смены форм 113 13|
503
13 5 Смена ли11.<*1м.»и|и)|1м
Адаптпви.™ <тк том,. ........ |);|
MiIIIIIUIM цанг С ГЦЛраПЛП'ктким * "1,.'П УС1а||(’»Л<-1111|,1к
.........лига ск.....„а,.,,,, « । <М|. который
ы1В»кп (,..«• 13.24 и 13.25). ........к|х, "", “ '««»
Во ->Р™» :шхпат............„„„ |)ей|(а К“’ Ли&
с соответ.- тву.ощеп еко.ненной кройкой' “"""«кромки, „стукает „
.-кошена примерно „а 5". Заков угол ofe„ " ,325> "ромка фо"
что в сочленение „е попадает масЛ()) <надежный зажим („р„ ' £
крендеипя снабжены бесконтактными кон„с|>„,„“”"“"”СТИ элементы
I{нтегрпрованная система крепления имеет выкл,очателями.
встроенное в плиты крепления машины О|1о^™МИ''ССКО'3амк"'!“У<:тГ»йетВо
болтов, установленных на плитах основания формы (ГзТпТч? Г ~: ™ '
МИ зажимами, которые плоско прижимаются к боковьг ’ ’ ™6° собстоенн
О
О
С помощью
____________________1Ы-
м граням плит формы [13.23]
Рис. 13.24. Адаптивная система ускоренного крепления. Гидравлический зажим (слева),
прижимная планка со встроенными зажимами, на плите формы скошена кромка
(справа) [13.9]
HRcSA RaOA
a ____размеры подбираются л каж~
с ^-25. Адаптивная система ускоренного крепления.^ошеиным порШнем, обеспечиваю-
дом отдельном случае, сверху - с ft пов(.рХ11остью зажима, снизу - на
щий надежный захват совместно с гоопзоцТальной поверхности
клонный цилиндр обеспечивает зажим горизонтал
13 Центрирование и смена литьевых форм
Рис. 13.26. Интегрированная система ускоренного крепления
Оборудование для автоматизации смены форм в настоящее время столь разно-
образно, что описать здесь все варианты не представляется возможным.
Все описанные системы в основном используют один и тот же механизм. При
установке на плитах крепления литьевой машины их следует рассматривать как
жесткие системы, требующие определенных размеров плит формы независимо от
размеров самой формы. При этом плиты основания небольших форм могут оказать-
ся непропорционально велики. При большом размере формы придется переходить
на машину с большим усилием смыкания.
Описанные выше решения предполагают, что плита смыкания формы имеет пря-
моугольную форму. Па рис. 13 27 представлена конструкция гидравлических за-
жимных ползунов, встроенных в плиту смыкания ТПА. Ползунами захватываются
Такая система подходит и для прямоугольных, и для круглых форм [13.24,
ЭксплУатации небольших форм возможно применение механических
систем [13.3,13.19].
Выпускаются также устройства быстрого крепления форм с ручным управлени-
ем, состоящие из стандартных элементов [ 13.2|.
Совершенно другая идея лежит в основе магнитных плит смыкания. Поверх
||ОСТЬ формы равномерно прижимается к плите смыкания силой магнитного ноля.
T»c6vinrrM '7 ПОСТ”Я,,|1ЫМ электромагнитом. Никакие дополительные замки hi
лаже шиЛт/” * М * ^rrp,Mlld гак’ что магнитное поле поддерживается постоянно
удерживается ИД1С111И ИС1°,||1ИКО” электроснабжения, и литьевая форма надежно
П.е6,™» л....... ...........-
............................... „УЖ||<> T.VII.M. ГИЛ.
13.5. Смена лшьопых форм
505
ftc. 13.27. Система ускоренного крепления. Форма закреплена с помощью фланца [13.24]
магнитные материалы. Кроме того, следует помнить, что необходимая теплоизоля-
ция устанавливается прежде плиты смыкания, так как действие магнитного поля
распространяется в используемых плитах форм на расстоянии всего лишь около
12 мм [13.26]. Бесконтактные конечные выключатели обеспечивают безопасность
крепления формы на машине. Если, например, форма во время открытия отходит
от магнитной плиты далее чем на 0,2 мм, машина останавливается (рис. 13.28). По
данным производителя системы, магнитными плитами оборудовано около 1000
термопластавтоматов.
Кроме формы, действовать автоматически должна и система извлечения, если не
используются пружинные толкатели. С этой целью применяют гидравлическую си-
стему смыкания с механическими соединениями [13.2, 13.17,13.27].
Использование систем ускоренной смены форм приводит к существенному со-
кращению времени настройки, но не означает полной автоматизации при смене
форм. Необходимым условием автоматизации является также наличие систем бы-
строго подсоединения энергоснабжения и датчиков. Требуется подвести.
- теплоносители (масло, вода);
- гидравлическое масло для ползунов, съемников и т. п.;
- электроэнергию для нагрева (горячие каналы).
Вопросы проектирования и установки соединении как на форме, так и на литье
вой машине раскрываются в работе [ 13.27]. Подводки представляют со юн сште у
модульной конструкции, которая состоит, в зависимости от размера, из отдел
соединений для энергопитания и датчиков, направляющих штифтов,’ 3a”°J
линдров (рис. 13.29 и 13.30). Таким образом, системы собираются из <
элементов под конкретную задачу для ручной и автомати icckoiiг ра к) сйс_
Точная сборка таких систем является непременным услов"^ м Иющенню
твия. Небольшая неточность при сборке может ири 1 ||(1О[,() jI3HO(
элемента и, как следствие, к потерям от ^^'р^м^цают на плите креиле-
Учитывая это, элементы подсоедиш ния |1аладкуР0л110ВреМе.1но за счс г лого
»ия, чтобы облегчить возможную настройку < •• фирмах 113.9, 13.13,
компенсируется термическое расширение, особенно в оольпн.х <]>< Pn I
13. Центрирование и смена
506
Встроенный в плиту электромагнит
Рис. 13.28. Магнитная плита крепления [13 26]
После того, как форма подво-
дится и надежно крепится на
машине, подвижный элемент
соединительного уст|х>йства 1
вставляется в неподвижную
часть 4, закрепленную на форме
цилиндрами 2. Положение
элементов регулируется наврав
ляющими штифтами После
полного подключения элементы
соедпиител ьного устройства
скреп ляются запорным цилнн-
дром Ч
13 5. Смена литьевых форм
507
Дшишя модель состоит из 32 соединений
с охлаждающей полой, шести гидравлических
и двух со сжатым воздухом и представляет
собой лишь восьмую часть полного
комплекта. Устройство снабжено централь-
ным цилиндром крепления и двумя замыка-
ющими цилиндрами по краям. Замыкающие
цилиндры полые, они являются опорами
для направляющих штифтов системы. После
того как соединительные элементы приходят
в кон такт, штифты зажимаются зажимным
патроном с гидравлическим приводом и
доводятся до рабочей температуры в процессе
смены
Рис. 13.30. Соединительное устройство с элементами установки и крепления |13.9]
13.18]. Применение оборудования быстрой замены если и влияет на конструкцию
формы, то весьма незначительно. Речь может идти о вспомогательных устройствах,
которые служат для замены форм и могут использоваться для их транспортиров-
ки в зависимости от организации монтажа. Сама форма всегда сменяется целиком.
В соответствии со стандартом, литьевая форма после установки сразу же готова
к работе.
Эффективность систем быстрого крепления постоянно повышается, в частности
за счет применения транспортных тележек для форм. Литьевая форма, установлен-
ная на тележке, соединенной с ТПА, может быть подготовлена к работе еще до за-
мыкания соединительного устройства [13.23] (рис. 13.31).
[13.33]
13 । |рНтрирование и смена литьевых форм
508
о О< разработана для производства небо 1ыяих
Система, изображенная на рис-1сменяемой рамы с ячейками для раз-
партий и прототипов издиии О со при помоши упомяиутого
„««ИИ» матриц 113.28.11291- „ устройством ускоренного соединения
выше устройства' Г°^11Я. Пример реализации подобной идеи приведен
”°^‘|13Г301- „жно распространить на все типы литьевых форм, „о пр„
Такие приемы невозможно распр к они позволяют сократить затраты,
малых партиях изделий и на небольши Ф
. пля переработки эластомеров
13.5.2. Смена Ф Р питья эластомеров (рис. 13.33) основана на
Система ускоренной смены ф. р^ лаСТОВ (рис. 13.32). В этой системе вместо
том же принципе, что и для л только замена формообразующих деталей,
полной замены формы осуществляется тольк Вставка
Толкатель
Рама
"по осп Центрирующий
Рис. 1332. Система смены форм для малых партии 11о.2У] элемент'
1 8 2 9 9 2 8
Рш 1333 Модульная конструкция формы 113 311
509
териала в литниковой системе. Колле:
легко.
13.5 Смена литьевых форм
Заменяемые плиты выполнены тчк ч
................“7
...Л"Я «« < ™Л.„, “ “ , “ 'V
(!„„ 1.1..М>. Опа п.-рсшкит „латы пз ка„ч,ы „ и ’,а"г,,ма™'"™»я ««теп»
встствующую позицию в форме. "Р<лварительиого нагрева на соот-
Для обеспечения полной автоматизации иС1
торый тщательно отделен от остальных элементовТ™ Х°ЛОД,,ЫЙ ^лектор, ко-
температуреузла впрыска. Таким способом исклюй Л ₽МЫ " 1,оддеРживаетсЯ при
КТОР СПР—иров"
13.34. Автоматическая система замены плит матрицы сверху система замены плит
матрицы; снизу - элементы стенла
14.
Конструирование литьевых форм
с помощью компьютера
и использование CAD-систем
14.1.
Введение
„ ..ппрпипованием процесса литья под давлением, начались
Разработки, свядатме „ап1КаЯЫ первые простые программы для кар-
позволявшие рассчитывать падение давления в определен.
XXX Выбор конфшурацп.1 ограничивался для лнтникопон системы цил„„.
Хми. Хя отливок - пластинами или круговыми секторами, в зависимости от
предполагаемого сечения канала (рис. 14.1).
Рис. 14.1 Различные конфигурации каналов при расчете потери давления
14.1.1. Метод структуры потока
И 20 лет назад технологи по литью и изготовители форм стояли перед той же про-
блемой, что п сегодня, где расположить впуски, сколько их должно быть, где могут
азаться линии спая и воздушные включения. В то же время в Институте перера-
1МеоГПП^^С 7ТгГ1еСКОГ° УнивеРситета в Аахене (JKV Plastics processing Insti-
котопый позпоГ nwersity °f Aachen) был разработан метод структуры потока,
куляРи линейкполости с помощью цир-
ка вырезалась из плоского листа и Л построения структуры потока развсрт-
14.2). Для каждой новой"оХии^пХПХ7лТРеХМСРНУЮ
конечно, был очень трудоемкий процесс Р °ДИЛОСЬ все начинать сначала, и это,
рабНоткаСрасчстно;"мХеГХ?я о''0'1 CADMOULD< Целью которого была раз-
сктировапия форм. В проектеучч°ЛО1 И'1еСк0Г0, термического и механического про-
технологи и производители стаплч1ОВаЛН пРО11:)в°Лптелп сырья, машиностроители,
компании Moltlflow (Австралия! ^РТ1,,’1Х лсталс’’ литьевых форм. Одновременно в
лироваиия. Эти первые прогиаммп *Ла l’a'lP‘l^t,Ta,,a система реологического моде-
1 наиболее вероятными значениями' к‘‘ И(11и‘ Результата выдавали лишь таблицы
п мпер<1туры. 1ем не менее было нот » ? Р** Да|,ле|,,,я. вязкости, скорости едва1'*111
ирош сса литья под давлением. * "° ,,а’,ало компьютерному моделированию
]4 1 Воедсни!
К середине 1980-х гг. появились компьютерные программы для расчета структу-
ры потока. С тех пор темпы развития программного обеспечения резко возросли,
и вскоре стало возможным рассчитывать не только стадию заполнения, но и ста-
дию выдержки под давлением (подпитки), получая данные по ориентации волокон,
усадке и короблению.
14.1.2. Разработка конфигурации
При литье под давлением изделия почти всегда имеют форму оболочки, то есть тол-
щина их стенок очень мала по сравнению с другими размерами. Это позволяет про-
водить расчеты с помощью так называемой 325-модели, в которой форма изделия
представлена в трехмерном виде, за исключением толщины стенок. Толщина вклю-
чается как дополнительный параметр. Такая модель, начиная с самого первого рас-
чета структуры потока, доказала пользователям свои преимущества и по-прежнему
используется.
В прошлом (а в отдельных случаях и по сей день) для построения конфигура-
ции изделия в 325-модель были доступны только двухмерные эскизы. Это значит,
что для представления конфигурации в надлежащем виде и разбивки ее на плоские
линейные треугольники — так называемую сеть конечных элементов тр вался
процессор предварительной обработки. Например, перевод конфигурации тарного
«Шика занимал примерно столько же времени, сколько создание его развертки на
Умаге. Но после того как конфигурация построена на компьютере,
^льзовать для серии расчетов с различными вариантами впуска, а это позволяе
о°лыце времени тратить на оптимизацию. „.„«пямия появились
с Последующей разработкой систем автоматического обмен геомет-
"«терфейеы. например ICES или VDA-FS, позволяющие выполнять обмен геомет
Рическими данными, что еще больше упростило ра оту.
М Г помощью компьютера и использование САО-сисгем
ц? 14 Конструирование литьевых
14 1 3 Освоение сложных алгоритмов
„.„„а „О настоящего времени по сути не изменилась, внут-
Хотя обработка конфигуР всегда очевидные пользователю, постоянно совер-
ренние ^гоР‘'Т^мРпаьСютериОе время, необходимое для расчета отдельных отливок,
шенствовалнсь. Ко_ Р однако освоены новые более точные методы расчета,
практически нс с Р ’ расчет послойно, с учетом характеристической
ВязкХХЬёраПтуры и давления - а это для неискушенного наблюдателя неоче-
видно Результаты расчетов, достигнутые такими методами, очень хорошо согласу-
ют с практикой литья под давлением. Если же расчетные алгоритмы прошлых лет
выполнять на современной вычислительной технике, то даже для сложных конфи-
гураций результаты будут получены в течение нескольких секунд.
14.1.4. Моделирование используется недостаточно
Компьютерное моделирование литья под давлением считается теперь стандартным
инструментом. Просчитывается весь процесс, начиная со стадии заполнения, через
стадию выдержки под давлением вплоть до коробления отливки, охлажденной до
комнатной температуры. Моделируются и специальные технологии литья, такие
как литьевое прессование, двухкомпонентное литье под давлением и литье с газом.
Характер изменения свойств эластомеров и реактопластов также поддается моде-
лированию. Несмотря на уже имеющиеся широкие возможности компьютерного
моделирования, вышеупомянутые процессы и методы обладают большим потенци-
алом развития.
К сожалению, несмотря на вполне очевидные преимущества, моделирование ис-
пользуется лишь немногими производственными компаниями. Исследования по-
казали, что в среднем сокращение времени цикла может достичь 15%; также можно
вдвое снизить затраты на модификацию форм. Около 90% производителей до сих
пор не получают выгод, заключающихся в применении компьютерного моделирова-
ния, хотя все большее их число приобретает программные средства для ознакомле-
ния с его достоинствами.
14.1.5. Проще и с меньшими затратами
Для тех, кто делает первые шаги на пути моделирования, предлагаются недорогие
<ь<<г1?аММЫ °Т Факт’ что большинство производителей и изготовителей литьевых
слс>ж|Х-г^п ЬЗУК)ТСИ Этими пРогРаммами, объясняется не стоимостью последних, а
большие и спТГ РИТеЛЬН°И nofrOTOBKM 11 обработки конфигурации модели. Не-
дятся под таким иеъё™”3””1'’ работагощие в области переработки пластмасс, нахо-
специалистов достаточ ” ?рессиН1'°‘м’ что ПРОСТО не могут позволить себе нанимать
стартовые пакеты ппелл°" КпалИ(^икацни- Однако сейчас на рынке появляются
печения, напршиер01£^о^/££)Су^рЛ^^в™1, разРабОТчпками программного обес*
ле с. 352), которые, во-пеов! ix ип n MESIJ (см. рис. 14.3 на цветной вкладке пос
такюс программ моделировать моЖетТ11’1опшюк°РЫХ’ДОВОЛЬНО ПРОСТЫ С помоП1Ь’°
му из области быстрого поотп™?,* ""ому Сп°собу описания конфигурации, взято
объемного проектирования почвоп,Р°На,И1Я файл). Автоматические систем111
позволяют создавать такой файл нажатием одной кла-
513
-------------—!Д^^!\Н'уирова11ии лииювых форм
Используя Л /'Л файл, программа автоматически они,-..
определяет размещение впусков, рассчитывает с ovktvdv К(Я|(1»игурацию,
и время охлаждения. С помощью давления впрыска оипеле, ’Ла"Ле"Ие «"Рыска
Пока этим способом моделируется только стадия заполнения фоРмьГС СМ,™ИЯ-
14.1.6. Перспективы
уже неоднократно упоминалось о возможностях, заложенных в трехмерном ком
„верном моделировании литья под давлением (см. рис. 14 4 на цветной вХ
кс после с. 352). р< имущее свои трехмерного моделирования является то что при
обработке конфигурации нет необходимости прибегать к упрощениям и следова-
тельно, можно описать весь спектр физических параметров. В числе примеров -
возможность учета гравитационных и инерционных составляющих (при струйном
заполнении). Корректно рассчитываются толстостенные изделия. Еще одним пре-
имуществом КО-МКЭ (контрольный объем-метод конечных элементов) является
простота адаптации конфигураций СЛО-систем и их быстрая, в течение минут, и
полностью автоматическая конверсия в сетевые модели. Кроме того, модель всег-
да содержит полный образ, гарантируя возможность полного учета влияния формы
(например, охлаждения, коробления по углам).
Можно предположить, что в будущем компьютерное моделирование литья под
давлением получит широкое распространение. Предпосылкой этому служит такая
возможность для пользователя, как получение описания любой формы нажатием
одной кнопки. Для каждой индивидуальной задачи должен найтись соответству-
ющий алгоритм, дающий либо общую картину, либо максимально точный расчет
отдельных параметров. В то же время программы должны помочь в интерпретации
результатов и автоматической оптимизации стратегий.
Продукты с ограниченными возможностями (например, Rapidmesh) должны
быть интуитивно понятны, продукты среднего класса должны основываться на
ЗИ-моделях, а для высокопрофессиональной работы должны существовать объем-
но-ориентированные программы. Вероятнее всего, что самые простые программы
найдут свое место в различных подразделениях бизнеса (закупки, продвижение,
маркетинг), а более сложные — в инженерных отделах.
Кроме того, программы моделирования литья под давлением должны органично
вписаться в информационную структуру компании. Это значит, что д°джяь‘
ствовать интерфейсы, связывающие их с другими средствами разраi от ,, < 1ЮГО
с системами структурного и узлового анализа, а также с азами пр
Учета и контроля, с системами контроля качества и управления
14.2. Применение CAD-сисгем в конструировании
литьевых форм
14.2.1. Введение ппименснию современных ип-
В последние годы благодаря последовательи си0Ю коикурентоспособ-
Формационных систем целый ряд компа! л-систем или перехода на новую
Ность. Успех, достигаемый за счет внедрения времени и затрат в процессе
б°лее мощную систему, часто измеряют экономией Р
514 14 1< -чггруирование литьевых
>м с помощью компьютера и использование СДР-систем
-г «пномия согласно источникам [14.1-14.3], достигает 75%.
конструирования. Такая эко ’ продуКцНИ. хотя и не столь выразительное.
Отмечено также повышен! ппоектирования начинались с того, что просто
Системы ацтошт,»..₽<>»« ™ Сооремеикая тенденция проект^
превзошли в пР°пз1,аО^“более раннего получения трехмерной модели изделия
ния идет в сторону ка ютер проводить полученную модель через все стадии
разработюГ К моделям, необходимым для анализа МКЭ или применения способов
быстрой прототипирования. часто бывает легко перейти непосредственно от твер-
Хльной модели. Границы между CAD и автоматизированной подготовкой произ-
водства становятся весьма подвижными. ГТРГТРИЛ
Исследования, проведенные в 1996 г. по заказу CAD CIRCLE [14.4], показали, что
только две компании из трех применяют системы автоматизированного проектиро-
вания В основном используются двухмерные модели, и даже имеющиеся данные
CAD слабо используются на последующих стадиях разработки, например при под-
готовке технической документации, при контроле качества или программировании
станков с ЧПУ. При таком подходе данные об изделии приходится неоднократно
генерировать заново; растут потери в виде временных затрат, исправленных и неис~
правленных ошибок. Пока используется лишь небольшая доля заложенного в CAD-
системы огромного потенциала.
14.2.2. Принципы CAD
14.2.2.1. Двух- и трехмерные модели
В сравнении с конструированием изделий подчас со сложным описанием их поверх-
ностей, конструирование форм в большей степени сближает CAD с классическим
черчением, поскольку литьевая форма в основном состоит из относительно простых
геометрических тел (прямоугольников, цилиндров и т. д.).
В CAD-системах модели конструкций являются геометрическими построениями,
выполненными компьютером. Типом такого внутреннего построения определяется
различное информационное содержание модели.
Различают следующие основные модели:
- системы с двухмерной графикой;
- системы с графикой, имеющей 2 измерения;
- системы с трехмерной графикой.
rhJ-^°Ta ° двУхмеРн°й системой ограничивается эскизами на уровне экрана Ин-
чептежрГг^и06 содеРЖание таких моделей лишь ненамного выше, чем у обычного
одно за nnvrJ ЗОВатедю пРих°Дится рисовать все необходимые проекции и сечения
становятся самосогпяЧаеМЫе Чертежи независимы один от другого, поэтому они не
чения в CAD заключается в'аВТОМатически- Преимущество двухмерного чер-
нии не приводят к необхолим ' ° ОТносительио крупные изменения в конструк
«°™—
Системы с графикой, имеющей 2 ’из ° ,,ЗЯТЬ,С ,,ИДЬ1 мож,,° переделать,
манию о толщине элементов р- ( меРеиия, содержат дополнительную ннфор
экрана. Третье измерение пплД’0™ такжс выполняется в двухмерной плоскости
Р создает, программой через векторы смещения или по-
ИИ|,,„а,ии „и,ы.11мх
~ ‘“LJ---------------------— 515
ежа. ’ Различными видами чер-
|олько сне гемы с грехмерпоп i рафикой д н
Д1,in». В зависимости от метода троения онйщ^а,,и“ '«’"Фигурации из-
некторпые модели (каркас....е или скелетные) "°1ГЯ (рис И*5> "а:
модели обрабатываемых поверхностей
монолитные модели.
Трехмерная каркасная модель
Содержит данные:
- точки
-углы
Трехмерная модель
обрабатываемых поверхностей
Содержит данные:
- точки
- углы
- поверхности
Трехмерная монолитная модель
Содержит данные:
- точки
- углы
- поверхности
| - объем
^с. 14.5. Тины геометрического представления в огра11ИЧСИИЙ „о уровню.
Каркасные модели, в отличие от двухмершЛ ,ли возможно нс пользован н<
Кроме элементов, содержащихся в л"-''хмс1’’ сЛоЖнопрофилы1ЫХ кривых и мио
описываемых математически последователь • рся ТОЛЬко прямые и КР ’
гозвенпикон (В-сплайны). Поскольку в па , TCTBVeT. Поэтому псвозможн
линии, информация о площадях и ° ,1>еМ<1Хтак1|Х Как построение сечении
мечение процессов обработки геометрии, < .шхобъ-
"ознавание образов. .остей возможно описание "Р1’''3" |М1,11ЯКПСя
В моделях обрабатываемых поверх! описания поверхнос ..||алптически
ектовс помощью поверхностей РалДСЛ1‘,('1ЖЧСские алюритмы Кроме <
чптериоляцпя, аппроксимация и анал1
„ гьоом с тмо. । |ью компьютера и использование CAD-систем
516 М Конструирование-------------------- ------------------------
“ -гаи-их как плоскости, цилиндры, конусы, сферы, пирами-
несложных поверхностей, таких какплос
ды и тороиды, пользователю доступi р * ра DOKpyr прямой);
- с поверхностями врашени контура вдоль направляющей линии);
Р»а ГХ»Х”5ехмер..Ых моделей поверхности проявляете» ™. те
„Х= димооть описания поверхностей свободной формы (математтеехв
возникает неоо д KOTODblx имеют разную кривизну). Раньше, как правило,
nTJeXTS [И-6. 1Р4-7] или ^-сплайны [14.8]. Новей-
шие С/10-системы используют более мощные алгоритмы описания поверхности.
В связи с этим следует упомянуть NURBS (рациональная совокупность последова-
тельных сложнопрофильных кривых), метод описания поверхностей, работающий
как с аналитическими, так и с неаналитическими кривыми и поверхностями, что
дает возможность обрабатывать любую конфигурацию по единому алгоритму [14.9,
14.10]. о -ж
Этими функциями описываются поверхности изделии произвольной формы. От-
сутствует, однако, информация о том, с какой стороны от поверхности находится
объем (твердое тело). Результатом операций сечения являются пересекающиеся
поверхности, а не ограниченные этими поверхностями объемы. Для распознавания
образов необходима именно эта информация.
Твердотельная модель предоставляет возможность наиболее полного описания
изделий. Становятся доступными настоящие объемно-ориентированные операции:
определение твердотельных объемов, центра тяжести, момента инерции, а также по-
лучение произвольных сечений. В зависимости от типа геометрического представ-
ления, твердотельные модели в свою очередь можно различным образом классифи-
цировать. Наиболее известными являются CAG-модели (конструктивная блочная
геометрия, моделирование сплошных тел композицией элементарных объектов),
В-REP (контурное представление), МКЭ и комбинированные методы (рис. 14.6).
Конструктивная блочная геометрия (CSG) — объектно-ориентированная твер-
дотельная модель, созданная из подобъектов логическими выражениями [14.11]-
з операций теории множеств используются объединение, логическая разность и
пересечение. Поскольку для подобъемов в память загружается только дерево по-
рождающих^ и логических операций, для такого представления большого объема
я погТ™11011 памяти не тРебуется. История структуры модели остается понятной,
легко ИЗЛг 1 Too** ™в,^ь„ь.х элементов (например, объема цилиндра)
параметоическо"1 ^G-модели, как правило, очень хороши при составлении
S ZZhZtTT И СВЯЗЬ,Вании характеристик формы (см. раздел 14.2.2.2).
меления, то доступ к Ходимос™ "нести в изделие частичные конструктивные и
о поверхности. ФорМа повепх отсутствУет. так как в модели нет информации
пости и очертания ребер обз ектТ™ °"ИСа"а ли,пь опосредованно. Видимые попер*
в дальней,,™ для O"№"b' Для вывода график., „ не использую^
нами [14.11] Ограншштсоп шщ '/н W-i явление) изделие определено своими гран»
......................... ‘"’“‘•Рхность описывается „„дивидуальными т>Д
Рис. 14.6. Описание изделия с помощью различных объемных моделей
поверхностями, которые, в свою очередь, построены из точек, линий и площадей.
Хотя индивидуальные элементы модели непосредственно доступны для изменения
поверхности, контурное представление не хранит свою историю. Такие модели по
верхности применяются, когда требуется максимально точное описание поверхно
сти изделия, например в том случае, если создается конфигурация по данным к
ДИНаТНО-ИЗМСрИТеЛЬНЫХ МЭШИ!!. конечные
Модели МКЭ являются приближением к реальному издали _
элементы. Здесь они упоминаются скорее ради полноты изл° объектов Сеть
меняются исключительно для расчета ^«^ТвыводитТя математически через
конечных элементов не создается сама по се ,
одну из других описанных в этом разделе “о^е”чнь1Х мОдСЛей, применяются и со-
Чтобы воспользоваться преимуществам! р , представления в гак
вершенствуются СДР-системы, сочетакши-е нсс=
1ация моде-
называемых гибридных моделях. Удачным сочета поверхности подобъемов, и в то
лей C5G и В-REP, позволяющая описывать слож'бъемы обрабатываются тверди-
те время позволяющая иметь историю, гак как
тельным процессором [14.13].
^•2.2. Повышение производительности CAD с помощью
ассоциативности, параметрических моделей.
. - '' .чможности компьютерного гсомс-
В предыдущих разделах описаны раз 111 ""П1МСЯ к тем методам и своиствам, 1
тричсского представления. Геперь мы ‘
САП системам, которые в первую очередь обеспечивают быстрое
сущим различным CAD с ацпю геометрических характеристик. В их числе:
и целостное создание . Д 1 . ональные признаки,
ассоциативность, параметрика и <] У
Эт“ “Z 'ОМ обозначается такая связь между Двумя или более объектами, при
ХсХшш которой измене,™», внесенные в один из них, автоматически вы-
ХяХ в других связанных (ассоциированных) с „им объектах. Сюда же входит
в связывание трехмерной модели с полученным из нее двухмерным изображением.
Если в трехмерной модели изменяется какой-либо атрибут, например расположение
просверленного отверстия, то это изменение немедленно выполняется на всех видах
чертежа В результате модель и ее чертеж остаются согласованными. Ассоциатив-
ность работает и в отношении нескольких отдельных элементов одного узла. При
условии, что модель узла спроектирована надлежащим образом, геометрическое из-
менение, выполненное в одном элементе, отражается в других. Так, например, изме-
нение диаметра толкателя затрагивает соответствующие отверстия в плитах формы.
Если перемещается отверстие во вставке, оно же перемещается и в плите.
Другим примером ассоциативности является неизменное соответствие между со-
ставом узла и выведенной на него спецификацией.
Параметрические модели
Применение параметрических моделей помогает увеличить эффективность сис-
темы Термин «параметрический» относится к способу, при помощи которого со-
здаются и модифицируются элементы CAD. Параметрические модели позволяют
копировать граничные условия, а также изменять любой атрибут геометрического
элемента (расположение, размер, цвет, свойства материала и т. д.) в любой момент
в процессе конструирования. Такой подход позволяет легко адаптировать модель
к любому изменению граничных условий, при этом поддерживается быстрая гене-
рация вариантов и серий изделий (рис. 14.7). Параметрические соотношения гене-
рируются не только в отдельных элементах, но и в сборочных узлах, что приводит
к возникновению упомянутой выше ассоциативности [14.14].
Обработка геометрических и функциональных признаков
нальныо" использУ1ОТСЯ как отдельные повторяемые геометрические и функнио-
ся в ппопесср^1 ТЫ РИС ^то лаРаметРИческие объекты, которые генерируют-
обычно несут °”^ТруИрования Е качестве программно-связанных вариантов. Он»
ки) и сведения отнпгч1ССКуЮ ” технологическую информацию (например, допус-
— I'415'
конфигурации изделия г™ п ДЛ генсРиРОвания определенных элементов
тие, резьба), которые этими fooT™ С призпаками элементов конструкции (отверс-
раторами системы по умолчанию* но ’1рСЛСтавлс,1ы- Т»кие признаки являются ЯК'
(«пользовательские признаки» [!т пг° *УТ бытЬ о,,Ределены пользователем
ращения к внешнему программированиюfe“'Ures’ UDF>- 6сз необходимости об-
Отверстие
Скругление
Оболочка
14.2.2.3. Интерфейсы и интегрированные системы CAD
Интерфейс необходим для переноса данных из /чертеЖи, модели), техно-
Это равно относится к информации геометри * ова11Ие) и организационной
логической (свойства материала, числовое програ передачи этой информации
(спецификации) [14.16]. Систематизация хРа"е идеал, модель изделия содержит
облегчается существованием модели изделия. сго жизни С ее помощью под-
виртуальную копию продукта в течение всего ср енияМИ конструирования.
Доживается информационный обмен между зводства, сборки и контроля ка
Долгосрочного и оперативного планирования,
честна.
cic „ту если не самым важным аспектом
Обмен данными является одним из важней , * ^^„mx системах час-
Те грации процесса разработки. Поскольку р ых (рис 14.9), данные
Т° используются разные внутренние модели описания данных (рис
,го_ 14 Конструированиелитьевых формспо^^
л В иной формат. Это и является задачей и.ггер-
при переносе подлежат конвертации в
фсйса. „ . , гпнешНИМи системами в принципе сопряжен с риском
Поскольку любой обмен с DHLU,"‘ с „сПоЛНыми или ошибочными данными
потери данных, а последующая Р< ^ма и11Терфейсов в системе автоматизиро-
чрезвычайно сложна и трудоемка ро программирования (CAD/CAE/CAM)
ванного проектирования, моделировани
стоит очень остро. MnrvT быть системно-специфическими («соб-
Интерфенсы обмена данныйм систем (например, формат обмена
ственнымиО• сДеЦифи нными на национальном (VDA-FSв Германии) или
рисунками DXF), станд Р спецификация обмена графической инфор-
межлунартлном (па^™ р. данвыми препроцессор конеер-
™ •« с„сте..ы А “ *°рШТ ИНТерФ™“ П«™Р°“““Р ««"шает эт„
° систему Б. На рис. 14.10 показано, -то «собственные, решения требуют
Координатное представление (система А) Векторное представление (система Б)
Рис. 14.9. Два возможных способе» представления расстояния
Обмен информацией
без стандартизованного интерфейса
—- ' Процессор
CAD
СЛС
Обмен информацией через
стандартизованный интерфейс
Количество процсссорон
п (н 1) - 20
Ihic. 14 10. Сложность снижается с помощь
Количество hixmicccojioii
2 ч- 10
ы<> стандартных интерфейсов
521
142 применение CAD
предпринимало^, множество по...........ток разработать
данным" для стандартных интерфейсов.
универсальные формы обмена
Исходная спецификация обмена графической информацией (Imaal graphics
change specificat-.cn) предназначалась для передачи чертежей, а затем была
непа возможностью представления пространственной геометрической и^ор^ии
(поверхности) [1 1.18]Л 1аряду с Неметрическим и характеристиками можно переда-
вать текст и размеры. Копирование произвольных кривых и поверхностей ограниче-
но тем, что недопустимо применение полиномов выше третьей степени. Последние
версии IGES поддерживают передачу твердотельных моделей, текста и символов
измерений и видов чертежей. IGES — самый распространенный стандарт. Главным
его недостатком считается его большой объем и столь серьезная глубина интерпре-
тации, необходимая для спецификации интерфейса, что часто возникает ситуация,
когда просто не находится процессора, который был бы в состоянии полностью под-
держать общую совместимость.
VDA-FS
Поверхностный интерфейс VDA разработан в Германской автомобильной ассоциа-
ции (VDA), чтобы обходить «слабые места» интерфейса IGES. VDA-FS применяется
прежде всего для обмена данными, связанными с поверхностями [14.16]; он широко
используется автомобилестроителями и их поставщиками в основном в Германии.
Чертежи интерфейсом VDA-FS не передаются.
VDA-IS
VDA-IS является более точной версией IGES {IS обозначает версию IGES), адап-
тированной усилиями VDA к нуждам немецкого автомобилестроения. Интерфейс
поддерживает обмен геометрическими и размерными элементами, а также повер
хностями произвольной формы. Внедрение вспомогательных конверторов сведено
к нескольким избранным функциям, но благодаря этому ожидается повышение ка
чества переносимых данных.
VDA-PS {Г) ...
Программный интерфейс, разработанный Германским институтом ста д р
fiirNormung, DIV, и Германской автомобильной асс«№В Пфм*
нии VDA-PS используется для стандартизованных и повтор
стандартизованных изделий VDA-PS содержит о разуюшу
set
Стандарт обмена и передачи (SET) разработан во особенно тех, которые не-
л»ет копировать больше данных для описан”* - основном во Франции,
обходимы в аэрокосмической отрасли. SETi р
STEP
Несколько лет назад при содействии ISO ^ста*’^11ЫМи [14.20, 14.21].
Зданию универсального формата для обмена данных I
ISO 10303) началась работа по
522 « -------
_ ™~и ттни мн изделий (Standard for the tjchagi.
Стан»™ по обмену ”бч тугагем елидтвлшым универсальна
/Мхймх т. v:< Ада. .«характерсстик. с помощью STEP будет переда-
стандартом. Кроме '' 'Р" * жизненном цикле гродукта и. в части хт»
кгться долге времени м юфо^* данныг на ча ттные модели и сгреда^
организационные сведен. ~ скада прикладной программы. STEP v t.
в отдельные пр VTO*®““TOt^frM информации сб изделии. Например. протокол
прнк.' иной программ но н структуру продукта. кннемдпгтеос с
-а^ие^шг S ЧГ.У. свойства материала н его поверхности (1422]. Преаг
Л —мы 6’,3VT передавалвся на ос -лзе jo i I -* - j -
S^HOM уровне с 1996 г. для обмена твердотельными моделями. Кроме тс т мо ,.
^ваХ моде™ поверхностен, структуры узлов и организационные свел- К;
Хотя формат передачи чертежей (dra Г exchangt DXF^ компании AirfoDesi не
является попыткой создания нового стандарта, он стал наиболее важным форматом
в области обмена двухмерными данными.
< Собственные ► форматы
Несмотря на все старания осуществлять обмен геометрическими характеристикам
между различными системами через нейтральные интерфейсы, многие секторы от-
расли пользуются собственными данными, чтобы снизить количество источников
ошибок. Это значит, что получатель геометрических характеристик пользуется той же
системой CAD (и той же ее версией) что и отправитель. Такое положение вещей при-
води- к большим затратам (в частности на оплату труда) у подрядчиков, работах ; х
с различными клиентами, ввиду большого количества существующих систем САР
Прямой интерфейс
Альтернативой является прямой интерфейс, который переводит модель, созданну з>
в системе А. в модель для системы Б Поскольку прямые конверторы разрабатыва-
ются специально для определенного сочетания систем, объем передаваемой инф-V
мацин зачастую высок. Недостаток — большие затраты при множестве отдельчкх
интерфейсов (см. рис. 14.10).
5АГ
7^сХо/^^ТяппаОТеЛЬНОГ° моделиРован,,я АС/5, разработанное компанией 5’-
ные геометлическХе^АЛРОМ нескольких САО-систем. ACIS обрабатывает раз.-15
твердотельные мол и ?вКТЫ’ так,,е как каркасные модели, произвольные фоР**ы
терфейс SAT {Save ACI^Text) Ц. 1 24) Х "° МОДелям 4С/5 чсРез внутренний
тво.м применяемых'систем и щ ** Иеобхол,,мы д ’’я коммуникации между мно*^
систем, и он., являются самым распхраненным
523
—----------—------литц^ых ф(|рМ
перед-*'111 Д**1|111,|Х I * ' ’-’I Ь-м не менее в последние голи
.•енденш»1 совмещения систем автоматизированного ноогв 2’И,Й<'Г' ” ОТ',СТЛИвая
рованчя. бывших до недавнего времени отдельными программrZ,0”3"1”' ” М°ДСЛИ'
„е всегда возможно передать всю необходимую информацию ввиду потерь и
ограничения пропускной способности интерфейса- У Р и
_ данные вследствие копирования существуют в различных взаимно повторяю-
щихся вариантах. Чтобы придать всем парна.,там одинаковый формат и акту-
альность, приходится проделывать большую рзботу
в принципе должно существовать небольшое количество различных програм-
мных систем и, следовательно, форматов данных. В идеале нужно создать одну базу
данных, к которой бы могли обращаться все программы, поочередно работающие с
объектом. Модели С /11) теперь не только содержат геометрические характеристики,
нои дополняют их более подробной информацией. Интегрированные пакеты пред-
назначены для поддержки полного цикла разработки продукта, предоставляя один
пользовательский интерфейс для согласованной обработки всех данных.
14.2.2.4. Организация прохождения данных и поток информации
Для каждой СЛО-системы вопросы сбора данных и передачи данных тесно связа-
ны. Особенно это касается современных систем трехмерного проектирования. Как
только сведения, описывающие форму, перестают ограничиваться обычными чер-
тежами, становится важна организация прохождения данных. Не только она сама,
но и рабочий процесс, до сих пор ориентированный на чертежи, должен быть пере-
смотрен и адаптирован к новой информационной среде. При этом возникает ряд
неочевидных на первый взгляд выводов, которые будут рассмотрены ниже. Обычно
возникают следующие вопросы:
- права утверждения и доступа;
- взаимная зависимость и подчиненность данных;
- хранение и архивирование информации,
- рабочий процесс (например, порядок утверждения или изменения до у
Формальной основой идентификации продукта является[ трехмерных
тежи являются производными от обРазо° >д«^““^^ется указание, какую из
^D-моделей. Для создания двухмерного *ерге р У м сечении. Нет
трехмерных моделей нужно представить, в какоИ 1‘Р^омстриЧескую информацию
необходимости выявлять и в явном виде храш чертежа, так как она рас-
(линии, штриховки и т. п ), составляющую в*1ешН111 сто лсп0ЛЬЗуСтся циформа-
гчитывается в любой момент по трехмерной мОдеД,1ит ован11ая с помощью черте-
Ция, взятая непосредственно из модели и не доку р зтом случае компьютерная
Жа* например, для программирования станков*с значцт, что чертежи теперь нс
м°Дель является официальным документом. о числовым программным уп-
игРают никакой роли. Если оборудование не *>( компании и финансовой
Злением, требуются обычные чертежи. В зависимое»
ситуа11„„, я практике наблюдается те или иное сочетание прямой технологии „а «.
""'е^'и^Хди^™ чертежи, так и компьютерные модели „.
т.ж^п одну и ТУ же стадию модификации или разпития. Это относится „е только
и моделям, ио и ко кем остальным данным (например, программам чие-
лооогоуправленвя, вычислительным процедурам и т. и.). При внесении изменений
= модифицировать все зависимые данные. Поскольку компьютерная модель
содержит данные, позволяющие идентифицировать пресс-форму, должна сущест-
вовать процедура утверждения модели. Кроме утверждения, существует и вопрос
документирования внесенных изменений.
В свете модификаций процесс передачи и распространения информации имеет
важнейшее значение. Поскольку взаимозависимые данные могут использоваться
в разных местах для решения разных задач, необходимо обеспечить не только пол-
ноту информации, но и наличие сведений о текущей стадии разработки и утверж-
дения. Все рабочие центры, располагающие подлежащей изменению информацией,
должны быть своевременно уведомлены. Это крайне необходимо в тех случаях, ког-
да для сокращения времени внедрения различные этапы разработки ведутся одно-
временно, параллельно.
Конкретные решения по организации процесса передачи, распространения, хра-
нения и изменения информации крайне зависимы от традиций компании, исполь-
зуемой системы CAD и информационной инфраструктуры, включая компьютерные
сети. Качество таких решений является основным фактором, определяющим эф-
фективность CAD и успешность внедрения новых продуктов. Многие разработчики
автоматизированных систем проектирования предлагают встроенные в CAD про-
граммы, организующие работу со взаимозависимыми данными. Существуют, кро-
ме того, мощные и гибкие системы управления инженерными и проектными элек-
тронными документами (EDM и PDM), которые могут оказать серьезную помощь в
столь непростой области.
14.2.3. Применение автоматизированного
проектирования в изготовлении форм
Системы CAD, особенно современные, с модулями твердотельного моделирования
Р д ' вляют множество возможностей для эффективного и быстрого проектиро-
вания при изготовлении литьевых форм. Н
14.2.3.1. Моделирование
формы: обсУЖДе"ия CAD существуют три возможных пути конструирования
- двухмерное;
— комбинированное;
- трехмерное.
В двухмерном варианте весг
помощью двухмерной системы КО11стРУ,,Рома|,,1Я формы проводится 1
такими программами все ост™. Родукгом являются чертежи. При работе<
...... .......обходимы,. для Ю„Ч.ПЯ ,|«Ф
14.2 Применение CADj. исшм в коне«руи^нии лигьешхформ
525
мы. «х’так’тсч з.1 пределами автоматизации в iximk-iv
поверх!®™ проу «вольной формы получают ианьим.Ти Нро,раммы Сложные
( помощью физических моделей. ' ’ ЬР^Рованием ио копиру
В комбинированном варианте формообразующие детали Л™.,.
^нерпой смегсмов. В мастпоег... ж» oLL,
ч«™>“ "I»"'™'.....« "°«Р*"«тсй такой вариант дает
чпу для изготовления иетаиок или получать электроды для »лектргар=."х
станков, „еиоередетве ...о .„-пользуя данные C4D. Прочая оснастка
ся обычным способом (двухмерная система, чертежи).
в трехмерном варианте вся литьевая форма полностью проектируется в трехмер
ной системе. Возможно достижение сквозного внедрения данных CAD в процесс
В идеале практически все данные, описывающие форму, находятся в компьютерной
модели.
Хотя трехмерные построения понятнее наблюдателю, чем сложные технические
чертежи, при генерации твердотельных моделей часто возникает необходимость в
двухмерном черчении. Стало обычной практикой создавать поперечные сечения
профилей в виде эскиза и затем превращать их в трехмерные объекты путем транс-
ляции или вращения. В этом случае для подготовки к объемному моделированию
требуется двухмерный чертеж. И наоборот, даже если трехмерное моделирование
закончено, двухмерное черчение может оказаться необходимым, например, для соз-
дания рабочих чертежей отдельных деталей. В результате происходит постоянное
переключение между уровнями моделирования и представления.
Вся конструкторская деятельность по созданию литьевой формы делится на две
большие области: из конфигурации отливаемого изделия выводится формообразу-
ющий профиль формы, а вокруг вставок строятся две полуформы. В этих областях
возникают типичные требования, перечисленные в табл. 14.1. Поскольку конструк-
тор не всегда располагает геометрическими характеристиками изделия в виде фай-
ла, ему может понадобиться создание «позитивной модели», и это также отражено в
таблице. Моделирование изделий имеет много общего с конструированием электро
Дов для ЭЭ-станков для обработки форм.
О ряде специальных функций, повышающих эффективность создания х
при конструировании форм, будет сказано ниже (рис. 14. ).
тз Д питтлпуртся с номинальными размерами,
В то время как пластмассовое изделие проект РУ /матрица) необходимо
при конструировании формообразующих детал масштабирование. Поскольку
Учитывать усадку. Один из допустимых мет°Д „садку в случае работы с суще-
Масштабное увеличение призвано компенсиро у п^зЛцчие усадки по разным
СТвенно анизотропными материалами следует учитыва^е11^е ^садки прП КОТОрой
направлениям. Предпочтительно избирательное с разпыми коэффициента-
Различные зоны отливаемого изделия масшта ируje геометрические элементы
Ми- Часто может быть желательно освободить от анизотропного масштаби-
(например, цилиндры с идеально круглым се^ слОжные элементы и потребуют
Рования, так как иначе они превратятся в оч
D Дальнейшем производстве большого о ъема
ОПЧ1Х фо™ с помощьюкомпьютера и использование СДР-систем 526 14. Конструирование литье 222 Т ^п:1..ия к построению конфигурации
мышца 14.1. Литьевая форма ]
Изделие Генерация призматических и цилиндрических тел Получение радиусов и кромок Простота получения копий, зеркальных отражений и модификаций Использование стандартных элементов Использование библиотек (стандартных и повторяющихся деталей)
Поверхности свободной формы Сглаживание и ограничение кривых и поверхностей Скругление ребер и углов Пересечение нескольких поверхностей Генерация конусов и сужений Моделирование функциональных элементов (решетки, застежки...) Простота изменения толщины стенки Простота получения копий, зеркальных отражений и модификаций Импорт модели издели Генерация и модификация конусов Инверсия геометрических характеристик изделия в формообразующий контур пресс-формы Поддержка создания линии разъема Модификация модели с учетом усадки Простота получения копий, зеркальных отражений и модификаций Выведение контуров эрозионных электродов Переопределение допусков и информации о поверхности с функциональной ориен- тации на производственную
Рис. 14.11. Генерация СЛ«-модели
527
М^^м^иеСДР^иаем в
Ливни разъема формы
Наибольшие усид и, при к<5не,труКр<$И4нын ф
,1ЪСма ГГоэгому СЛР-епстемы должны обладал из и. "" линия
струнрования поверхпопей В настоящее время д^я щю 'шх фоныГ™” К°"'
деленным ходом открытия уже возможен автоматический паем X °"Ре'
Эта функция вступает в противоречие с собственш im J разъема,
сложных отливок. Конструктор, однако, может booZ^c™™” “
„„ функциям,’. такими как «лузтщш кривая. Это кривая, которая оийсы™край
„росши, изделия при условии. что проекция направлена „араллельноЙи.ши X
ема. Эта потенциал.« линия отделения изделия может быА исвользоХХХ
строения поверхности разъема. ЭлегантиыГ, способ генерации поверхности ХХ
заключается в том, чтобы разрезать окружающий изделие яблок» формы и создать
формообразующие вставки. При разделении блока модификации в изделии учиты-
ваются автоматически. Поэтому такой контур всегда актуален (рис 14 12)
Формообразующие детали
«Блок» формы
Изделие
Автоматическое
разделение
Рис. 14.12. Принцип «разрезания» изделием и линиями разъема
Стандартные
детали
Линия разъема
формы
Технологические уклоны „ц.,ПцЛ1>
Некоторые системы поддерживают проектирование техноло! и ie ' такпе
способствующих извлечению отлитого изделия. Кроме простои о ’ Щ|Н|
Функции, как непостоянный или технологический уклон, таш < трукто_
в существующие поверхности, могут послужить большим подспорьем гру
РУ’ особенно при сложной геометрии изделия и линии раз
Литниковая система f упрощено с помощью элементов
конструирование литниковой системы мож /«пользовательские признаки»,
пользовательского интерфейса конструиров. элемснты UDI. „ Cooiветству-
ser Defined features, UDP, см. раздел 1 . • то появлястся возможность
К)Щем параметрическом виде заложены в ш
„ гЬопм с ппмп! 11.ью компьютера и использование ОАР-систем
S?8 14- Конструирование литьевыхфорь^спо^-----
„ с ™пмой литниковой системы из отдельных компонентов
быстрой и гибкой сборки полной литн к
(литниковые каналы, центральный литник и т. д ;
Узлы конструирования узлов имеют явное преимуще-
С/Ш-системы с возможн япляют законченную форму с соблюдением условий
ство. Отдельные элементы сос целого узла, различные детали которого
сборки, Затеи изменения,толкател„ могу1 б^ь,
проявляют ассоциат, в помощью определяемых зависимостей диаметр и
полнены в нескольких плитах Сд,Петром и расположением соответ-
расположен.,е "Х«,»аегся взаимная центровка во всех пли™ „
^ZXBB°eXZ» и расположения применяемым толкателям. Смещение™-
"телей приведет к автоматическому смещению отверстии. Замена толкателей вы-
зовет автоматическую подгонку отверстий, если «О-сиетема обеспечивает много-
вариантное конструирование.
Стандартные узлы и детали
Для многих форм возможно использование стандартных сборок, хранящихся в
библиотеках. Стандартной сборкой может оказаться полностью собранная форма,
к которой остается добавить только литниковые каналы, формообразующие вставки
и толкатели. Но и те формы, в которых не используются уже известные элементы,
удается собирать гораздо проще; затем их можно сохранять как основы для подоб-
ных конструкций.
Управление конструированием
Различные контрольные функции позволяют проверять, верна ли конструкция
с пространственной точки зрения с одной стороны, и с точки зрения перерабатыва-
емого материала — с другой. Имеется возможность проверять наличие радиусов и
уклонов, а также поднутрений в модели отливаемого изделия и формообразующей
вставке.
Кроме общей способности генерировать и модифицировать геометрические объ-
екты, от СЛ£)-системы ожидается надежная поддержка действий пользователя с
получением ожидаемых результатов. Для сложных трехмерных моделей имеется
возможность контролировать пространственные перемещения, а также размещение
дентификацию точек перегиба в качестве реперных точек. В этом отношении
особенно удобна фиксация мгновенного состояния объекта с настраиваемой чувс-
твительностью. н
вания геометпичр Разнь1х °^ластях проектирования существуют различные требо-
отличных от систем п^ХаРаКТСРИСТИКИ изделий часто создаются в GW-системах,
пр^м ада"ПРИ —РУированин форм. При этом возникает
тельно. возникав „Х' имос В°ЗМОЖной (см. раздел 14.2.2.3), а следова-
наличия инструментов дОЛИМОСТЬ ° отладКе переданных моделей. Отладка требует
твующие Учалки повеХ"^И1ГмКОТОРЫе Ныявля™ поврежденные или опа-
льные участки и вставлять вовне ЛЛ^”,,1,УЛЯ“)*)<)В' Иоз,,оля,о,и,,х сращивать отде
^^Применение СДр^истем в конструир0ПаН^ ли,ьепь|х ^рм
529
Передача данных через стандартные интерфейсы приводит к потере парапетом
ческой информации Если после этого геометрическую модель прихо^тся^Ха-
бнровать или использовать для получения варианта конструкции. возникает ZX
ходимость параметризации импортированных данных. В случае сложных моделей
это может оказаться настолько затруднительно, что требуемую модель проще скон-
струировать заново. Более того, по ряду соображений иногда оказывается целесо-
образным снять с модели параметризацию, чтобы выделить другие соотношения и
условия.
14.2.3.2. Интеграция функций изготовления форм
Когда есть полное описание твердотельной модели отливаемого изделия и соот-
ветствующей формы, в цепочке процессов автоматизированного проектирования и
программирования появляется целый ряд возможностей для применения такой ин-
формации (рис. 14.13). Поддерживаются не только классические области, такие как
программирование числового управления и имитационное моделирование, но и раз-
личные формы представления информации. Это ведет к повышению эффективно-
сти организационной работы, контроля качества, технического документирования
и т. д. вплоть до маркетинга. Непосредственное создание программ для ускоренного
получения оснастки и прототипов становится распространенной технологией.
14 13 Использование CAD-моделей в
Выявление конфликтов возможность проверить КОРР*
Опция выявления конфликтов предостав ^ся перекрытия и Пересе t
носгъ сборки формы. Несложным путем коНТролируются ход открыт
отдельных элементов. На виртуальной 14 14). В сложных ия
мы. перемещения ползунов и толкателей Р ия возможна также синхро
выявление конфликтов при извлечении и >
,.t
. n.. r noMm I |ЬЮ компьютерам использование СДР систем
530 и. Конструированиелитьрвых^оЕ-—-
ляютего отлитое изделие манипулятора. Кро-
открытия формы и <ФабатываН,‘* УзЛов средствам сборки, установки и обслу-
ме того, можно проверить доступност у
живаиия.
Рис 14.14 Выявление конфликтов формы [14.26]
Формирование чертежей
Из твердотельной модели можно сформировать любое количество видов, сечений
и деталировок. На некоторых этапах изготовления и сборки без этого вряд ли мож-
но обойтись. Актуальные чертежи можно получить в любой момент непосредствен-
но из главной геометрической модели благодаря ее ассоциативности, а если система
поддерживает двунаправленную ассоциативность, то и изменение размера на черте-
же немедленно отражается в модели. К сожалению, полностью автоматизированное
формирование чертежей возможно только для простых объектов.
Числовое программное управление
|1рограмм^дда?танкТчПУ длТ7 В<?аВ°К' возможно создание соответствующей
ления электродов для ЭЧ с * обработки формообразующих деталей или изготов-
из облаетег™ °бра3°М’ ^-системы выполняют задачи
МЫ автоматизированного npoeX^^XT^” Да"',ЫХ- Интегрированные систе-
дули, позволяющие генспиоопа г 1 Я И модел,,Рова1|ня имеют встроенные мо-
без промежуточных операций вы ° ЫЧ11Ые стаидартные форматы числовых кодов
позволяют также имитировать 'П°ЛНяемых чеРез интерфейс. Некоторые системы
задавать числовые коды, следует Кра"е ,,Роизводственпый процесс. Прежде чем
ры, максимальное продольное BIiU1H такие характеристики машины, как разме-
мстров процесса. поперечное смещение, пределы изменения пара-
Контроль качества и метрология
садок, допуски <|и>рм|Ти"|исп РЖ”' l",<l’,>l>M:,lll,io о допусках (классы точности по
I положения поверхностей), ее можно впоследствии Ш
M систем в конструировании питьевых форм
531
пользовать для осуществления контроля качества. Как и в случае 4IIV
„змер.пхщьпмх .ч»„
ПОЗВОЛЯЮЩИХ ОЦСНИТЬ ТОЧНОСТЬ совпадения С KOMI1I • устройств,
..."““'° о«Р»Сххга,...„й летал,,. Сущее,.,у„
траммоте о&спечецие. выполняющее а„ШИз допусков для выбора “““ чX
крип,чет, значащих. о оптимизацию ,.ро„зводсгв™„„го процесс! с «х!ич™ю!
в экономической точек зрения. г пичсскои
Сборочная документация
Располагая отдельные детали в трехмерном пространстве, можно получить множес-
тво изображений информационного и технического характера: от изображения де-
талей и узлов в разобранном перспективном виде до полностью собранного блока.
Учитывая ассоциативную связь с любым узлом полученной по нему спецификации,
документация процесса сборки не требует больших трудозатрат. Часто необходимые
таблицы и изображения внедряются в офисные приложения, работающие с тексто-
выми документами. В частности, устойчивая тенденция использования СДД-систем
в оболочке MS Windows подтверждает растущую важность сочетания приложений
автоматизированного проектирования с офисными [14.27, 14.28]. Другая возмож-
ность состоит, например, в составлении инструкций по эксплуатации и руководств
по техническому обслуживанию.
Презентация и маркетинг
Уже упомянутое внедрение представлений СЛР-моделей в текстовые документы
благоприятно сказывается, среди прочих, и в области маркетинга. Для представи-
тельских целей можно обработать модель с помощью так называемой программы
визуализации и получить изображение, напоминающее фотографию. Таким спо-
собом на ранней стадии проектирования появляется возможность реалистичного
представления об изделии (рис. 14.15). Для рекламы можно составить анимирован-
ные серии образов.
Моделирование с помощью метода конечных элементов
Некоторые СДР-системы предоставляют конструктору возможность подготовки
геометрических моделей для их применения во внешних средствах терми геского
и реологического моделирования. Делается это на основе модели
рации сетки конечных элементов. Поскольку обычные программы, осу*
Шие анализ конечных элементов для развернутого моделирования (на ’
MOULD, C-MOLD, MOLDFLOW), работают пока только с д вухме _ ₽ 'д’
без получения срединного среза изделия или матрицы о оит з пят
Самые лучшие из алгоритмов, автоматически выводя! нихср ями ’изволь_
иеудачу в случаях обработки сложных конфигурации < и I
ной формы и резкими перепадами толщины стенок. модель вручную и прибегать
Специалисты до сих пор вынуждены обРаба™
к Упрощениям. Существуют CAD-снстемы со айлами формата STL (стерео-
Рования. Некоторые из этих программ по У Лигурацни Они позволяют на-
^итография) для полного описания трехмерной конфигурац
V с по^щнскг^тьютера и использование САР-систем
532 14. Конструирование литьевых фор---
Рш М 15. Использование САР модели для презентации продукта
Хжиеиия'оазп’?" " М,‘С*”“ДУха. Все такие программ-
ок:,. Z, >Г:,,,Ь' КИК 1,,,( Ч’УМгигы приблизительно.) оценки и пр""1“|,ь'
оказан, помощь скорее кот tdvktoov ч,-», , .-ппитЫ»
заиитересонан в точности щи дек > и’ ‘"^"аансгу по моделированию, м» >
Нр< Д< калания режима работы | М.3()|.
13.5. Смена литьевых форм
533
11ро । оптирование
Сейчас. когда быстрое прототипирование запяло
6отКИ новых изделий, существенно выросла необхщХт"вбис тип
оснастки. Только с применением таких приемов проеютиоовавн "бучении
можным получение прототипов, близких по своим характеристикам к^Г^
Р«“' Делаются ,ю.,ра»к„ „а особенное™ „с.юшюго „Дееса „
ствах основных материалов Большинство СЛР-моделей возможно mu
в модели STL. Формат STL стал стандартом в области быстрого прототшшро^ан^
(получения оснастки). г н "пирования
14.2.3.3. Расширение функциональности в специальных
приложениях
В настоящее время на рынке присутствуют СДР-системы в основном универсаль-
ного типа, которые применимы в ряде отраслей В тех случаях, когда необходимо
обеспечить высокую эффективность системы в рамках специального применения
(например, разработка определенного продуктового ряда), функциональность CAD-
системы можно расширить дополнительными программными возможностями. Ин-
тегрируемые специальные приложения могут быть могут быть ориентированы на
продукт либо на специфику компании. Предварительным условием компиляции
и внедрения таких программных блоков является наличие в CW-системе соответ-
ствующих интерфейсов как для данных, так и для программирования (например,
Фортран или С).
Рабочие характеристики СДР-систем адаптируются к производственным усло-
виям внедрением макрокоманд конструирования и черчения, наборов символом и
условных обозначений, библиотек стандартных элементов и программированием
стандартных процедур [14.3].
14.2.3.4. Возможность комплексного инженерного подхода
к проектированию с применением CAD
В зависимости от конкретной СДР-системы и заложенного в ней способа представ
ления модели, подходы к конструированию литьевых форм могут заметно разли
чаться, В следующем примере раскрывается подход к проектированию, принятый в
корпорации Parametric Technology, где внедрена система Pro/Engineer CAD
В ней используется технология обработки геометрических и мыми
признаков наряду с обширными интеграционными возможностями, ре ‘
во всех звеньях цепочки конструирования и подготовки пР™ТХа^тмасс
стемный подход внедрен во многих компаниях, занятых перер^ ню издеЛ11Я1
«Идеальная» конструкция литьевой формы п жде всего следует учи-
ооответствующую перерабатываемому мат^‘’^еснейшего сотрудничества между
тывать производственные аспекты, а это требз эффективное взаимодействие
Разработчиками изделия и разработчиками фор паоаллельно, поддерживается
между этими двумя подразделениями, работающими параллельно,
соответствующими функциями CAD-ciicrt мы (рие кциональная модель Из-
Основой параллельного проектирования функциональности, когда
начально такая модель является продуктом в
,м с помощью компьютера и использование САР-сиггрм
534 14. Конструирование литьевых
Последовательное проектирование
----- „.„.„аипе Изготовление Г Выпуск
Коп< '”Ч”1В формы изделия
Расчеты
Параллельное проектирование
Конструирование
изделия
Расчеты |
Конструирование i
формы
Изготовление
формы_________±
Выпуск
изделия
Выигрыш времени
Как правило,
одновременно
снижаются затраты
и повышается
качество
Рис. 14.16. Параллельность этапов проектирования
определяются и вносятся в СЛВ-модель все значащие функции проектируемого из-
делия. Такие подробности, как технологические уклоны для извлечения и общие
скругления на начальном этапе игнорируются. Подобная модель уже достаточна
для проведения предварительной оценки и оптимизации механических, термиче-
ских и реологических характеристик. В ней также содержится достаточное количе-
ство информации для того, чтобы приступить к конструированию формы. Модель
постоянно совершенствуется; итеративным путем в нее постоянно вносятся новые
уточнения.
Принципиальным достоинством четко заданной функциональной модели явля-
ется то, что этапы разработки выполняются параллельно, начиная с очень ранних
стадий (рис. 14.17). При этом на ранних стадиях начинается оптимизация изделия
в свете механических, термореологических и производственных требованш Она
облегчается тем, что происходит в то время, когда модель имеет простую геомет-
рическую структуру и поэтому необходимые изменения вносятся гораздо быстрее,
чем это могло бы быть на детально проработанной СЛО-модели.
Если для анализа механических, термических и реологических характеристик
применяется МКЭ, отсутствие таких деталей, как скругления и уклоны под извле-
чение упрощает подготовку модели к расчетам. Снижается трудоемкость построе-
с элсмснгов- Более того, в твердотельных моделях для анализа
количества чпрм допускается Упрощение сетки конечных элементов и сокращение
леиий СН Г°В’ ,Т° 11Г)ИВ0диг к существенному сокращению времени вычие
хжхх...................
конструкции формы, д<><тат(»-1||(,У!1еп’1Н М,'"е<' ,,a>KIIVI<’ информацию. касатОт)1*
<> получить на .пои стадии с номошьк’ *
,4.2 применение лигьевь,х форм
535
Koucip' проиание ikuuviiim
Onpeie.ieiiiu*
с|1ец||фик.|цнй
н функциональности
Легализация Общий дизайн
функциональности продукта
I
ункциональпая моден,1,
геометрические характе-
ристики, существенные
с точки зрения функцио-
нальности изделия;
-совершенствуется в про-
цессе разработки
'1ехнол<лич1-ские
уклоны
Овсрсгия
Радиусы
Окончательная
моде, пь
Канавки
Конструирование формы
Рис. 14.17. Использование функциональной модели при совместной параллельной разработ-
ке изделия и формы
Вычисления
Сюда относятся поднутрения, объем изделия, площадь его проекции, упаковочные
размеры, толщина стенок и — приближенно — длина путей потока расплава.
Совокупность этих сведений представляет собой грубое описание формы. На
этой стадии остается возможность внесения в изделие конструктивных изменений
по производственным соображениям. Таким образом, описание элементов изделия
происходит одновременно с уже начавшимся конструированием формы. Ключом
к успеху в параллельной комплексной работе является ассоциативность всех дан-
ных, которая обеспечивается СДР-системой. Каждое уточнение, внесенное в мо-
дель, сопровождается соответствующим изменением всех производных данных.
Литьевая форма собирается из отдельных деталей и узлов. Формообразующие
элементы формы выводятся непосредственно из модели изделия. Все остальные де-
тали подбираются, насколько возможно, из библиотек литьевых стандартов. Общее
описание формы составляется из определения функциональных зон, таких как мас-
штабированное изделие, линии разъема (включая раздвижные полуматрицы и съем
ные пуансоны), плиты формы, литниковая система, система выталкивания, систе-
ма контроля температуры, а также направляющие колонки, олты, пружины
(рис. 14.18).
14.2.4. Выбор и внедрение CAD-систем
БУРНое развитие CAD привело к тому, что плоше компании Раншу|о
внедрить у себя новые системы, либо
Удовлетворять возросшим требованиям. Не Р отвечала бы иаилучшим об-
систем крайне затрудняет выбор именно toi , |Ывают, что при обзорах
Разом конкретным нуждам компании. И^"С^ЖНОГО в11имания индивидуальным
Рынка и анализе предложении не уделяете J каждой компании,
особенностям, присущим бизнес-процессал
536 14, Конструирование литьевых форм с помощью компьютера и использование САО-д^
Отлитая деталь
Рис. 14.18. Обзор этапов моделирования
14.2.4.1. Этапы выбора системы
Внедрение CAD - долгосрочный проект кот™. “ *
средств, которые далеко не Р ’ отоРЫи требует таких затрат времени и
телей. Для того чтобы все же уд СИруются Достигаемым удобством для пользова-
придерживаться системного полх^^п а5ХОДЫ в РазУмных пределах, необходимо
происходить постадийно как °Да’ ВыбоР и внедрение СИ£>-системы должны
Первый шагсосго "°КВа"<> ™ Р"с
работанного бизнес-плана. ВслеТэГ^ Потре^НОСТей компании на основе ранее раз-
ине рынка на основе четкого nnene-ro™M пРоисхоДит систематическое исследова-
ункциях CAD, расположенных по гтрпеИИЯ ° главных (необходимых компании)
иии на этом этапе являются готовые об. СНИ ”Х важ|,ости- Источниками гшфор**3'
- (рис. 14.20). ото“ывобзоры рынка, брошюры, выставки, се.....иР«
Окончательное решение Г
шютнеб^т”*’'ка"лиллто» Не лолжно\!’,1у(’0ко|1° сРа«>нггелы.ого паучепая. Ко-
,,Ист^б»лииИхэ„раг„ро„Х“0, ^ ..„то H4.2SI. так как С!»»"'-
нлькпх дней на каждый из вариантов’
,4 2 Применение СДО сис тем в конструировании литьевых форм
537
в зависимости от глубины изучения отличительных особенностей После тою как
выбор сделан, нас lynaei ..таи внедрения, длительность которой, часто недооцени-
вается Практика показывает, что внедрение может занять несколько месяцев по-
скольку замена программы CAD является лишь началом целой серии изменений
Это может коснуться вычислительной техники и сетевых компонентов, новых ре-
шений относительно хранения данных, подключения необходимых блоков старой
системы и конечно же обучения персонала.
^^онорда^
14.2.4.2. Определение общего замысла применения CAD
CAD требует с самого начала систематического анали-
Планирование приметюн ве11НОЙ ситуации; критический пересмотр и
за производственной и bi 1 юе определение потребностей чрезвычаи-
анализ текущей деятельности и обычно анализу подвергав
но важны для пра°“™ ассортимент изделий, бизнес-процессы компании
ся организационная структура,„ассорт „ системами [14.34].
включая интерфейсы взаимодействия с дру
АажТпосле того как план внедрения CAD разработан, следует включить в работу
над проектом как можно больше сотрудников. С одной стороны, этим обеспечивает-
ся учет потребностей всех подразделении компании. С другой стороны, сотрудники
достаточно рано начинают вступать в контакт с новой системой, что повышает их
доверие к ней и смягчает трудности переходного периода. Команда проекта отно-
сительно каждой рассматриваемой системы должна найти ответ на следующие воп-
росы:
— Насколько легким будет переход на новые регламенты и процессы г
- Какие интерфейсы потребуются для взаимодействия с другими системами
(другими компаниями)?
- Каковы перспективы развития самой компьютерной программы?
Ранее в качестве помощи для окончательного принятия концепции внедрения и
применения CAD были разработаны типовые контрольные вопросы и наборы типо-
вых критериев (например, [14.3,14.35-14.37]). Применялись они, чтобы непременно
охватить все главные аспекты выбора и внедрения CAD. Типовые критерии исполь-
зуются для обсуждения вопросов о выборе функционального профиля системы со
всеми заинтересованными сторонами. Выделяются следующие проблемные зоны:
- план использования вычислительной техники, хранение данных;
- оборудование и операционная система;
- совместимость с существующей системой;
интерф, .сы с другими приложениями и подразделениями компании;
интерфейсы с другими компаниями (например, поставщиками);
/ ополнитс чьная функциональность, расширение возможностей;
— среда программирования;
конструкторская деятельность, работа с чертежами и создание моделей;
обеспечиваемая точность геометрических данных-
- параметрические модели и вариативное конструирование;
- эргономик^г СТР“ ЧеСКИХ И *ункциональиь« признаков, макрокоманды;
эргономика, устройства ввода и вывода-
- этап внедрения, объем тренинга
- сервис „ обслуживание, возможнот^,"
- лолпжр„.„„„е lua„M ра;,„„т„я * C"fW'
Изложенные гак„„ „г "« "Р'»13„„л™.
делить но категориям (обязател! Ва,1ИИ к будущей системе можно затем ра<‘П1к
функциональных требований нош.!.’ желательное) е помощью Ф‘’РМ1,1
...........‘•"РИС. 14.21 Обжипч-л..щтреЛ™'""
539
ем могло бы был., на.фпмер, |14Л1И11{. ,„,
(11Л11 максимальным) была бы информ,П1,! ' '* ‘ / У Напротив. минимальным
внедрение системы Нал....е интерфейса 577 J "'K° В|,ем',,,и может занять
571 необходим) можно расценить либо как жщ гит,ОВЛС:’,ИИ Ф<Фм интерфейс-
Можно также расположись требования в порядке их ' ЛИб° КаК обязательное
нить соответствие им альтернативных решений важ,,ос™, чтобы затем срав-
Сущность требования Тип требования Проверка соответствия СПГ)ТРРТГТП1ИО
Обязательное Минимальное Желательное Поставщик системы Пользователь Проверочный сценарий Другие тесты ЛЭ н- о X
Рис. 14.21. Форма функциональных требований для выбора системы CAD
Требования распределяются на группы в соответствии со способами проверки со-
ответствия. Есть четыре варианта:
- необходимую информацию предоставляет поставщик системы;
- поставщик системы рекомендует одного из своих клиентов, который предо-
ставляет необходимую информацию;
- соответствие проверяется на тестовой версии системы моделированием реаль-
- соответствие не проверяется на тестовой версии, и требуются отдельные ис-
На основе заполненной формы можно ^^едний столбец. Есть
вод по каждому требованию и его провер анализом по предпочтениям и
сведения [14.3] о возможности проведения наряду
экономического анализа.
14.2.4.3. Определение эффективности системы проверкой
по контрольному Образцу „„„„да,™ проверки по кон-
Окончательный выбор часто делается т0 иваемЫм системам предлагается
Фольному образцу (прототипу), когда Ра в качестве контрольного образца
типичная для заказчика конструкторская за многих случаях окажется олее
Может выступать характерная деталь ИЛ1 3aLaa4y в которой объединялось ы i
Целесообразным подготовить специальна
540 14 Конструирование----------------
.,г,й nuine функциональной формы. Такая специ-
сколько требований из приведен тестИрования эксплуатационных харак-
альная задача лучше соответствует
теристик и производительности системы по контрольному образцу поста
При проведении теста ффе представителя предполагаемого покупа-
шик конструирует изделие в приО^»» ^1оделирования и его результат.
ХТпроиелурь.Известно. ™ сута^е
интерфейсов гарантирует отсутствия ошибок в передаче данных.
нОе перечислен ряд узких мест конструирования; их включение в контрольную
задачу помогает бол£ отчетливо понять разницу между проверяемыми системами
(14.31, 14.32].
- Проблема переходящих скруглений: создание и представление сливающихся
радиусов представляет для некоторых систем трудность.
- Копирование элементов: желательно иметь возможность копирования однаж-
ды созданных геометрических элементов (например, отверстий). В некоторых
системах разорвать связь между оригиналом и копией элемента невозможно.
В то же время это может оказаться необходимо, например, при анизотропной
усадке.
- Идентификация изменений: когда в модель или производный чертеж вносит-
ся изменение, часто бывает желательно выделить зоны, подвергшиеся измене-
нию, чтобы легче понимать отличие от предыдущей версии.
- Работа с двухмерными видами и сечениями: многие системы не работают с се-
чениями. Само сечение при желании генерируется, но вносимые в него изме-
нения на трехмерной модели не отражаются, т. е. отсутствует двунаправленная
ассоциативность.
- Переход от функционально-ориентированного поля допусков к объектно-ори-
ентированному: при использовании станков с ЧПУ часто приходится задавать
размеры в соответствии с центрами поля допусков.
Изображение стандартных деталей: следует проявить внимание к тому, чтобы
при составлении чертежа стандартные детали, например, резьбы, изобража-
лись без нарушения стандарта.
Технологические уклоны под извлечение: выполнение сужений совершенно
° ХОДИМО прн И31от°влении формы. Во многих системах для этого предус-
вызыпятт*461115 ХОрошие инструменты. Но часто граничные зоны и радиусы
_ вызывают при автоматической генерации затруднения.
скругление ня Фя^И^Са П^И изготовлении форм часто приходится заменять
ткновения У " На° °РОТ’ Вл МНОП1Х системах это является камнем пре-
риала, часто бываег^еобхолГ”6311"" усадк’1, ожидаемой при обработке мате
тами по осям х, у и z. Многие™*0 Масп,т<‘Г),,Ропать с различными коэффнн”сн
ние. Следует помнить, однакп'Т10"1' НС ,,одлерживают такое масштабнро»3
поверхности превращаются в Г *Т° ПР" Таком мас11|табированип раднальнь’^
что вызовет нежелательное ГЛож,1Ыс поверхности свободной фор>,ы’
и к inn затрат при изготовлении.
14 2 ПрименениеC4D систем в конструировании литьевых форм
541
Лппаратная часть при проверке САП ц<> кпит.,,,,.., г-
обычно пользуется лучшей вычислительной тсхттикоГ ЧпТ *'^ "°СТа“",ик
рскгное сравнение, следует помнить о том оборудг.- * "Ровести кор-
лагается устанавливать CAD-систему.
овации, на которое предно-
14.2.4.4. Внедрение CAD
Трудоемкость внедрения CAD часто недооценивается. Современные мощные систе-
мы вносят изменения нс только в конструкторскую практику, но также резко меня-
ют производственный процесс и организационные формы
Успех внедрения такой системы сильно зависит от положительного отношения к
нему со стороны персонала компании на всех уровнях: от пользователей до высших
менеджеров [14.33]. Создание на самом начальном этапе проекта рабочих групп
внедрения в итоге оправдывает себя. Активное сотрудничество в течение переходно-
го периода порождает дополнительную мотивацию и благожелательное отношение
к новой системе.
В этапе внедрения выделяются нижеследующие стадии.
Планирование внедрения
Невозможно перейти на новую автоматизированную систему без подробно разрабо-
танного плана действий.
В плане нужно обязательно наметить ряд измеримых контрольных точек как
наглядное средство оценки продвижения проекта. Контрольные даты могут также
помочь в выявлении проблем и принятии компенсирующих мер на ранней стадии.
Внедрение CAD предоставляет прекрасную возможность для того, чтобы по-ново-
му взглянуть на весь процесс разработки и сделать его более эффективным Только
плановое продуманное освоение разнообразных возможностей, предоставляемых
современными системами CAD, позволяет полностью раскрыть огромный потен-
циал сокращения периодов разработки, повышения качества, снижения затрат на
проектирование и продвижение.
Обучение персонала
Прежде чем приступить к грамотному и продуктивному применению системы
в ежедневной работе, все сотрудники должны ознакомиться с новой <fUiee .
вполне возможно организовать обучение без отрыва от основной работы более эф
фективными оказываются курсы, проводимые на стороне, a пки сп0.
своей привычной среды со множеством отвлекающих фа р >
собны полностью сконцентрироваться на освоении новой
Управление данными плельно с внедрением
Изменения в управлении данными необходимо взаимодействия с другими
системы. Устанавливаются и проверяются т РФ
компаниями.
Учет специфики бизнес-процессов 1ВГГПИОшие конструкторские наработки
необходимо позаботиться о том, чтобы су использованы Часто для чте-
оылн переданы в новую систему и могли ыт jaJJbtIbie интерфейсы Иногда
Ния имеющихся данных приходится создав
542 14. Конструирование литьевых форм с помощью компьютера и использование GAD-сисгем
приложения, созданные в рамках старой системы и отражающие специфику ком-
пании, ее конкурентные преимущества, бывает необходимо адаптировать к новой
системе.
Навыки успешной эксплуатации С/Ю-системы приобретаются постепенно. По-
этому на начальном этапе уместно присутствие консультантов. Такая услуга пре-
доставляется большинством поставщиков. Практика показала, что консультации,
предоставляемые разработчиком системы на этапе ее внедрения, ускоряют процесс
освоения. В частности, перестройка бизнес-процессов с помощью специалистов
фирмы-разработчика происходит более целенаправленно и результативно, так как
эти люди готовы подсказать приемы наиболее эффективного использования всех
имеющихся в системе возможностей. Кроме того, они располагают опытом прове-
денных ранее внедрений, что помогает снизить риск ошибочных действий или ре-
шений.
15. Обслуживание литьевых форм
Литьевые формы требуют от переработчиков пластмасс значительных вложений
Они составляют существенную долю издержек компании и в то же время яв .яются
основой производства экономического успеха и технического развития. Поэтому
формы всегда должны быть в технически исправном состоянии и готовы к работе
На практике часто возникают ситуации, когда повреждения и небрежное обслу-
живание форм приводят к серьезным сбоям в производстве. При этом полезное вре-
мя работы оборудования снижается, нарушается ритмичный (плановый) выпуск
продукции.
Исследование, проведенное в 1992 г. Институтом переработки пластмасс (IKV)
в Германии [15.1], показало, что в среднем почти 7% рабочего времени терялось по
причине поломки форм (рис. 15.1). Из сравнения этих данных с результатами по-
добного исследования в 1973 г. видно, что за 12 лет потери выросли более чем вдвое.
В противоположность этому простои, связанные с литьевыми машинами, состав-
ляют гораздо меньшую долю. За тот же период они снизились на треть благодаря
совершенствованию технологического процесса.
Наблюдая такое положение, трудно понять, почему на предприятиях, распола-
гающих формами в количестве нередко до 1000 штук, неизменно применяется «по-
жарный» метод обслуживания, при котором форму ремонтируют только в случае
отказа. Упомянутое выше исследование [1э.1] показало, что плановое обслуживание
внедрено на 30% предприятий. И только в одном из трех таких производств сведе-
ния по ремонту литьевых форм собираются и анализируются. В итоге оказывается,
что плановую профилактическую работу с литьевыми формами, основанную на на
дежной базе данных, проводит около десятой части производств [ 15.1 ].
Описанную ситуацию можно было бы использовать для вскрытия недостатков
(рис 15.2). Но состояние дел таково, что данные о поломках и вызванном ими ущер
Рис 15 1 Изменение доли простоев
15 1. Преимущества графиков обслу кивания
545
Интересны не просто поломки сами по себе Еше л. -----~~
чинах, которыми они вызваны. В списке самых о *" ВАЖНа инФ°Рмация о при-
место занимает износ. За ним стоят ошибки в ;~Пр<хгграненны* причин первое
Относительно большую долю недостатков конструкции * Проведении процесса,
счет плохой коммуникации между теми, кто обелужив^Г^ОПЯТЬ отнести “
конструирует (не ведется учет или нет обратной связи) IT??j ₽МЫ' ** ТСМИ' ето “
Поскольку каждая литьевая форма представляет Xi уникальное
общие рекомендации относительно обслуживания уникадьное Устройство,
что к патцжятельным результатам
зовакие стандартных комплектующих, доступность и зах^ХХ^Г
а также Износостойкая конструкция фрикционных пар НоипоХ™^
можно получить ценные снедения, „с.х'енно изучая их поьедещте н эк"
Ниже мы покажем, как анализировать н применять информацию для oSSS’
трат, оптимизации производственного процесса и изготовления самих форм
15.1. Преимущества графиков обслуживания
На рис. 15.3 по критериям использования рабочего времени и лтительности просто-
ев сравниваются две стратегии: «пожарная» и предупредительная.
Примеры производственной практики доказывают эффективность выполнения
предупредительного обслуживания по графику. Постоянный контроль и анализ
времени цикла обслуживания или реатьного времени ремонта (рис. 15.4) позволя-
ет принимать меры для повышения эффективности (например, закупая ремонтное
оборудование) и снижать время цикла как обслуживания, так и производства благо-
даря сокращению простоев.
Обстукивание Запуск
15 3 Циклы производства и обслуживания при различных стра
20 107g
Рис. 15.-1. Снижение количества и длительности ремонтов
Этот эффект усиливается своевременной и целенаправленной подготовкой обо-
рудования и запчастей, а также подготовкой к наладке и пуску при заме не форме
На рис, 15 4 можно видеть, что в нашем примере доля кратковременных ремонтов
увеличилась, а доля длительных постоянно снижалась гид от года. Так доказывается
эффективность принимаемых мер.
15.2. Плановое обслуживание
15.2.1. Сбор данных
Для правильного выбора форм требуется подробная информация. Исследования
показали, что множество собираемых на производстве данных в дальнейшем не ис-
пользуется, поэтому следует особое внимание уделить тому, чтобы сбор информа-
ции был целенаправленным и ориентированным на ее передачу. Данные по обслу-
живанию и ремонту форм должны доходить до тех подразделений, где происходи’
конструирование и изготовление форм, а также подготовка производства.
акне тайные особенно востребованы в двух областях. Первая — контроль и
затпятЛГы е возникающи ,и ПРН обслуживании и ремонте прямыми и косвенными
отдельным iK^b TPe^r*OTvH тайные и по всем формам, и по категориям форм, и по
рый требует макг^ ^’Раяобласть - избирательный анализ слабых точек, кото-
Запись 1 - инкнтап1^и)нт<Об!к^1О,ГЯ В Blue -невн,,ка- как показано на рнс. 15.5
профилактические меры ,„е₽ Ф°рмы’ Чтобы правильно установить необходимые
ство отработанных формой Ь Межд'' ^^ужнванием нужно знать катая.-
ателем износа. Важно также *Р^ЧОНТНЫХ Циклов (запись 2): это является и пока-
боты запланированы в графике Г«пСН|Х-^1?' былн ли пР°веленные ремонтные ра*
в рамках какой фу нкциональной ИСЬ ° стат,,стических целях следует указать,
поломку (запись 5) и по вшил- г,,стечы произошла поломка (запись 4). >каза< >
• возмо*‘1ости. ее причину (завись 6) се ^т дтя после-
123.456
123.457
123.458
123.459
температуры I 2. Ошибка настройки
4 Извлечение 3. Брак материала
5. Направляющая
6. Поивод
Рис 15 5. Ведение дневника формы
, и₽к Также нужно оставить место для краткого ко.м-
Дующего выявления слабых точек. 1акж затраты (запись 8) с разбивкой на
ментария. Для экономического анализа вводятся централизованно; это
прямые и косвенные. Дневники можно “ес™ |(ЧескОй работы
Дает хорошую возможность для организации диаграмм Поломки разби-
В качестве иллюстрации приведем два ° На диаграмме 15.6 изображены
ты по функциональным группам по числу с ~ _ С!1учаеИ
Доли функциональных групп в обшем коли уется система выталкивания
В этом примере видно, что наиболее част jx I^4%). ОстальнЫе ФУ"^
(50%), за которой следуют формообразующие так как их ремонт требуется
нальные группы не набирают по отдельн
гораздо реже
15
548
.. копичеству случаев недостаточно. Важно в каж-
Однакоанализа повреждении п 11есенНые затраты. В этом примере целесо-
дом случае оценить время ремонта 11рцхолящееся на каждую функцио-
образно рассмотреть время ремоййтИ к оценке затрат.
нальную группу. Такой анализ i относящимся к той же форме, полу-
Приме»»»такойспособя. пок»«.н..ое на рис. 15.7. Это ю»еШе„.
чаем распределение времени о у воемени ремонта и обслуживания, равном
ное распределение поломок при сумме i i литья.
539 часам для формы, вара вой> построенной в соответствии с ча-
Диаграмма очень с,,льн° второй диаграмме составляют формообразую-
стотой поломок. Вольпин соотношение между ними стало обратным:
щие детали и система выталкивания, но
. система выталкивания: было 50 - стало 21 /о.
• формообразующие детали: было 14 стало 43%.
Такая картина находит логическое объяснение — толкатель обычно заменяется
очень быстро, а ремонт формообразующих деталей, обычно с полированной и пок-
рытой хромом поверхностью, требует много больше времени. С точек зрения эконо-
мического анализа и установления приоритетов в мероприятиях планово-предупре-
дительного обслуживания анализ, приведенный на рис. 15.7, более информативен.
Обычные способы сбора данных также приносят пользу, но часто как временная
мера. Рано или поздно в компании осознают преимущества, которые приносит хо-
рошо поставленная аналитическая работа [15.5]. Автоматизацию учета ремонтной
деятельности следует, конечно, иметь в виду как отдаленную цель, но для начала за-
полнение форм будет вполне эффективно, особенно для получения отчетов «с места
событий». В большинстве случаев для сбора данных не требуется дополнительной
работы, так как чаще всего учет на производстве ведется он лишь неудобен для ана-
лиза.
Система
выталкивания
50%
Другие 25%
Впуск 1%
Направляющие
6%„
Контроль
температуры 5%
Контроль
температуры 4%
Формообразующие
детали 14%
Анализ дневника формы,
100% - 70 случаев ремонт;
Формообразующие
детали 43%
Впуск 5%
Направляющие
5%
Анализ срока службы 830 000 циклов.
100% - 539 часов обслужптишя
Система
выталкивания
21%
/J<" /5‘6- Scrota поломок
'И’,,,1л<лы|ой формы
Относительное время рсм<,,,,а
и обслужппання на одну <|*’РМ'
15 2- Плановое обслуживание
549
15.2.2. Анализ данных и выявление слабых мест
При сборе и оценке данных решается важная задача-.».
каза формы. Задача решается путем поиска от ветов н-> „ ’’1,ричипы и характер <п-
- Каковы самые типичные поломки? Различные вопросы, такие как:
- Которая из функциональных систем формы отказы.,-.Л
- Какие формы наиболее подвержены сбоям? ** * ЧЭЩе еГО?
- Каковы наиболее частые причины отказа?
- Какой тип поломок причиняет больше всего неприятностей?
Здесь мы не будем подробно разбирать экономический v
внимания технической стороне проблемы и возможным последствиям ОпоГ^
50% от их общего числа («5.6]. Такс. на&1юде„„е я ‘ я ™
изготовителей форм в их стремлении найти и исключить слабые места
Это соотношение соответствует принципу Парето, который, применительно
к нашему случаю, гласит, что малое число наиболее часто наблюдаемых типов не-
желательных явлений приводит к самым большим потерям средств [15 7] Принцип
графически иллюстрируется с помощью «метода АВС» (рис. 15.8). Этот инструмент
i
I
158 ЛВС-анализ
Класс А
10% формы
75% ущерб
Класс В
25% формы
15% ущерб
Класс А
65% формы
10% ущерб
Класс А
10% поломка
75% ущерб
Класс В
25% поломка
15% ущерб
Класс А
65% поломка
10% ущерб
15. Обслуживание литьевых
юры
550
х —. Л7Г-МПИЯ и средства на борьбу со множеством
анализа позволяет не разбрасыва сосредоточиться на немногих наиболее
разнообразных причин (рис. 15.В, внизу;,
важных случаях ущерба обозначений для классификации по-
Рекомендуется ввести инфр^У»'Учных деталей форм. Чтобы сбор и ана-
лишних сложностей, в каждой функциональной с„„емс
XZ™ ne <iee 10 видов поломок. Цифровое выражение поломки будет вы-
гаядешкак двузначное пиело. Например, трещина толкателя полупит обозначение
41 в котором 4 будет обозначать систему выталкивания, а 1 трещину толкателя.
В пяти функциональных системах мы сможем таким способом определять 50 раз-
личных типов отказов. Такая система имеет, в частности, то преимущество, что ис-
ключает вероятность двусмысленного толкования терминов; запись будет всегда и
любым сотрудником прочтена однозначно.
Кроме того, цифровая система является прямой классификацией и предполагает
наличие плана работы, а также сглаживает переход на компьютерные аналитиче-
ские программы.
15.2.3. Компьютерная поддержка
Одним из решающих факторов для применения компьютерных программ является
наличие соответствующих бизнес-процессу аналитических функций. Специфика
данного процесса заключается в том, что формы не являются стационарными объ-
ектами как основные средства, скорее их учет подобен складскому товарному учету.
Компьютерная программа должна хранить информацию о статусе и местоположе-
нии объекта (например, «в механическом отделе в ремонте до...»). Такая инфор-
мация необходима для оперативного планирования производства и составления
календарного графика, а также для составления графика планово-предупредитель-
ного обслуживания.
С точки зрения главной цели анализа компьютерная программа должна быть
способна поддерживать:
- сбор всех данных, составляющих дневник формы;
С анализ всех форм, их групп, функциональных систем и отказов;
_ разумный подход к определению срока службы формы;
для групп°е Представление типов повреждений как для отдельных форм, таки
- представлениП°Д₽аЗДеЛеНИЯ °тказов в пределах функциональной системы;
представление относительной частоты определенных типов отказов для групп
- представление срока сл^Кы ,,
- сравнение величины интепвял Р МС"И обслуживан,,я в циклах;
~ представление частоты т °В’ разделяюи1Их подобные ремонтные случаи;
- контроль времени ремонта с3°В ° ЦСЛЯХ опРеделсния слабых мест;
силами с ремонтом на стппг,.?°Т11еСе11,1С рсм°пта, выполняемого собственными
Копечппй „ел, ю a,laaraa Х
ляются причиной значительной час ТЬ В1,1Я1и1ение тех слабых мест, которые яв
ти затрат. Пример такого анализа приведен
551
на рис *•> 9 Показана возможность сравнения затрат, приходящихся на различные
функциональные системы. Если функциональная система начинает выделяться
„еличпноп приходящихся па нее затрат, должна существовать возможность по-
лучения более подробной информации о соотношении различных типов поломок.
Особую ценность придает аналитической системе ее способность выделять прямые
н косвенные затраты Если даже прямые затраты при определенном типе поломок
не вызывают беспокойс гва, то с учетом косвенных затрат на простой оборудования
и упущенную прибыль могут быть приняты иные организационные решения.
Рис 15.9 Анализ слабых точек па основе дневника ф р
15.3. Уход за —.........“
Срок службы форм ограничен ( гао . _Т1И1<.иТСя мероприятия но
можно заметно продлить. К таким мерам
- обслуживанию;
- хранению;
- уходу.
15.3 Уход за формами и их хранение
........................................................... . 553
группы деталей. которыми форма укомплектована временно или «в-г.й
исчезают или бывают совершенно необходимы в другом месте как п ’ ЧаСГ°
данную форму готовят к запуску. Следствием будет незапланиоова ™ГЛа’ К°ГДа
нее всего, длительный простой. фованныи и, вероят-
Прочистка также способна задержать выпуск продукции. Это значит что необ
юд„м„ выполнять особые требоеания по уходу за лпгъевымп форма™
„ йюепечппагь пр,, хранен,,,, чистоту. Влап, „ отсутствие отоплен,,» „а сХ Спо
собстпуяп- коррозии. Когда начинается коррозионный процесс, обслужнпан» to-
мы становится длительным и дорогостоящим, причем не всегда успешным П,„ .
„у в помещении склада поддерживают, насколько позволяю, условия постоянную
влажность воздуха и температуру. Специального оборудования для этого требуется
немного, и оно быстро окупается 1 J
Для доступности форм важен также объем складских помещений. Принимается
во внимание тип применяемых транспортных средств (штабелеры, погрузчики) и
наличие пространства для маневра.
По окончании работы форма отправляется на склад после проверки ее пригодно-
сти для применения в будущем. Образцы, взятые из последних произведенных пар-
тий, могут дать свидетельства ее состояния. Образцы следует тщательно изучить,
в частности, проверить соблюдение размеров. Таким способом получают сведения
о состоянии поверхности формы, надежности ее замыкания в линии разъема (облой
на изделии), о работе системы выталкивания, синхронности срабатывания толка-
телей и т. п. Если повреждения не выявлены, переходят к обычным мероприятиям
технического ухода за формой, о которых речь ниже.
Обслуживание каналов охлаждения
Каналы системы охлаждения тщательно очищают от накипи, ржавчины и осадка.
Поскольку любые отложения приводят к уменьшению диаметра каналов, изме-
рение скорости потока является способом проверки системы. Между формой и ли-
нией водоснабжения устанавливается клапан контроля давления, настраиваемый
на определенное падение давления, одинаковое для всех испытании. Если на новой
форме скорость потока была измерена, то по результатам последующих испытании
можно судить о степени загрязнения каналов системы
Для прочистки в каналы обычно заливают очищающее средство, так как их q op
ма чаще всего не позволяет применять механические прш пособления читаю i
средства и оборудование для их применения выпускаются несколькими '’^во-
дителями [15.9, 15.10]. Успешно применяется смесь соляном кислоты пло
?0 Be (Вайте) с двумя частями воды и ингибитором коррозии . . т-.кже
Патрубки, штуцеры, переходники и болты, находящиеся снарх на ’ , ме
осматривают и при необходимости заменяют, если они лолЖ'' ’’ ‘а1ОТ а затем вЫ.
Перед размещением на постоянном месте хранения форм
сушивают горячим воздухом.
Консервация и обслуживание повсРх,,ОСуе“ veT освободить от любых остатков
Ио окончании выпуска продукции форму следу пластмассы. Для уда-
"Рилипшего материала. Это не зависит от типа и коли
15 Обслуживание литьевых фор>,
ложенпй рекомендуется использовать мыш-
ления остатков материал3 . "I»™*””" просушпиетс».
XnW После очистки ^™„„о удалить асе пятна ржаиниы от
Т«лоот|.раакинасмаа'^хоА т Воэмож1Ю11ОТОЛИООа,,„(.а6разтм
конденсатаи ч»»У«то» Р»3««'„„„„рода., кузоаон автомобилей). ваа.
для шлифования и пол,,р°В‘‘ ОИ1ЮГО воздействия.
висимости от глубины KOPP°3»O,I"° ств с подвижных элементов формы также 0Т-
Удаление остатков смазочных оч„стки. Можно приобрести обезжирива-
носится к числу обязательных операции
юшие детергенты онтроля
Обслуживание и уход за с,,сте”^с”а^рЯЧекацальные формы. По окончании вы-
В таком уходе нуждаются, в част ’ метра проверить нагревательные эле-
пуска серии изделий С^ЛУ" ь " таты с данными учетной карты. Также нужно
проверить защитное заземление. Контур управления легко проверяется собствен-
',ЫКромХе/оРнеобходимо убедиться, что провода, контакты и изоляция находятся
в технически исправном состоянии.
Обслуживание и сохранение направляющих
Направляющие подвижных элементов формы требуют особенно тщательной очист-
ки. их следует промывать маслом, не содержащим полимеров и кислот. Также про-
веряют уровень жидкости в гидрозатворе, когда ползуны или пуансоны приводите я
в движение гидравликой.
Обслуживание и уход за литниковой системой
Проверка технического состояния начинается с литниковой втулки, так как зона ее
контакта с соплом подвергается во время работы большим нагрузкам. Также нужно
проверить любые специальные сопла, установленные в форме. Если температура
литников регулируется, и извлечение не обязательно происходит в каждом цикле,
рекомендуется до окончания работы пропустить через литниковую систему' поли-
мер с широким температурным интервалом переработки.
Уход за формой до постановки на хранение
По окончании всех операций обслуживания, форму нужно тщательно высушить
и тонко смазать антикоррозионной смазкой. Это особенно важно для подвижных
элементов, таких как узел толкателя, раздвижные полуматрицы, подъемники и т. и.
Р Гм1«°ВКе НИ длительное хранение форму упаковывают в промасленную бу
нения не сопт№^>°МаСЛеИНаЯ упаковка совершенно необходимы, когда условия хра
По всем замечапиУЮТ ПереЧислеппым D настоящей главе требованиям.
писи в учетной карге [Is'lljTl^^^1 " ПрОведенпомУ обслуживанию делаются за-
15.4 . Ремонт и реконструкция сЬппм
Литьевые формы работают в ж • • НУ КЦИЯ Ф°РМ
знаки износа, вызванного ктче^^'^ услов,1ях- Еапо или поздно появляются пр"
ныс виды износа, их нричит i М’ СКОЛьЖе,1исм, ударами или течением. РазЛ111
1 "1’изнаки приведены на рис. 15.10.
15.4 Ремонт и реконс 1 рукция сЬоом
Рис /5 10 Типы износа [15.13]
Последствия износа — отклонения в размерах, дефекты поверхности и облои на
отливках. Прежде чем устранять последствия износа, нужно определить его причи-
ну Не зная в точности причин износа, трудно найти оптимальные средства противо-
действия Причины могу оказаться следующие:
~ упрощение чистовой механической обработки:
- замена элементов или узлов;
~ отложения перерабатываемого материала.
Неплотность в плоских разъемах является характерным п<>вре^ение Такой
При условии, что она не очень велика, ее можно исправить шлифованием. Такой
метод, однако, ограничен допусками на размеры изделия. пассвео-
Неболыиие следы ударов на поверхности формы фОрмдца1 роняется,
ливания или фрезерования. После удаления'^Ру,"'°аГ°ка ь бблыпая, чем холод-
в отверстие или канавку заделывается холод
15 Обслуживание литьевых
556__________________________
ремонта зашлифовывается и полируется заподлицо
ный размер отверстия Мест ре
с поверхностью формы. ™»ипнта не всегда адекватны, так как могут быть
Перечисленные выш^^‘Хаях лучше применять сварку
НаРС^^ХдХ-ьно™ нагрева, которым снижается термический удар
а внутренние напряжеюшсводотся к и усадки в *
Предварительный » П* быстрое рассеивание тепла, приводящее к такой же
что еще важнее, предотвращает оькл рл н
чакалке как если бы деталь погружали в масло или в ду.
"^нагрева (при которой деталь должна находиться во время сварки)
заэисХ^аллаи его химического состава. Необходимую информацию можно
по лучить у производителя конкретной марки стали.
Во время сварки поддерживается рекомендуемая температура Когда сварка за-
кончена, деталь охлаждается до температуры 80 100 Си еще раз нагревается до
температуры нормализации.
Сварка в целях ремонта форм выполняется либо методом 1JG (вольфрам-инерт-
ный газ), либо при помощи проволочного электрода с покрытием. Метод TIG имеет
ряд преимуществ При сварочном ремонте нужно соблюдать следующие основные
правила:
- Материал проволочного электрода должен иметь тот же состав, что и металл
формы, или хотя бы сходный с ним Тогда последующая термообработка по-
зволит получить сварной шов той же твердости и структуры [15.14].
- Поддерживается минимально возможный ток во избежание снижения твердо-
сти и образования грубых структур [15.14].
- Температура подогрева должна быть выше температуры образования мартен-
сита. Ее можно найти в фазовой диаграмме температура—время соответствую-
щей стали. Существенно выше температура подниматься тоже не должна так
как при этом увеличилась бы глубина отжига [15.14].
В течение всего сварочного процесса, даже когда сварка производится в не-
скольких местах, температура формы должна быть постоянной.
- На ребрах расплавленному металлу требуется поддержка. Для этого применя-
медные накладки, в случае необходимости охлаждаемые водой.
ютсяРгае^тельн^₽ГеМ^НТНаЯлВарКа выполняется лазером. В основном применя-
ло 200 Вт для ручнойХ^Г активных элементов Nd. YAG, мощностью от 50
сварочному пятну 2 • Ла3е?Ной сваРк« (по сравнению с обычной) в том, что
Б^тагодаря очень коротким nvtiTv ТОЧН°СГИ предается малое количество энерг*
трева очень мала — несколько с ЛЬСаЛ‘_^0 *до максимум 15 миллисекунд), зона на-
действующее на форму ^°леи миллиметра. Термическое напряжение-
никают [15 15]. ° Деформации при лазерной сварке почти ие
На рис. 15 11 показаны rnv6
в течение одной сварочной опеоагги^Р^' И ТОлщина шва, характерные для да-*|»
небольшое повреждение. Можн° отремонтировать лишь относите-14'"
15 4 Ремонт и реконс |рукция форм
557
Точечная снарка
Диаметр шва точечцон сварки 0,2 2 мм
Относительная глубина:
1:3 — при малом диаметре
Г 1 — при большом диаметре
До 2-х мм
111оннаи снарка
_____ До 2-х мм
Рис. 15.11. Возможные глубина сварки
и толщина шва при лазерной сварке
Проволочный электрод имеет диаметр менее 0,5 мм. С каждым сварочным им-
пульсом небольшая часть его наплавляется на форму. Электродная проволока вы-
пускается из различных материалов и разных диаметров.
За процессом сварки наблюдают через стереомикроскоп, снабженный щитком.
Принимая во внимание потенциальные и реальные сложности горячей сварки,
легко понять сторонников холодных процессов нанесения металла. Одним из таких
процессов является электрохимическая металлизация, позволяющая осаждать все
виды металлов и сплавов на любых металлических подложках.
На плоских поверхностях и в отверстиях с помощью этого метода достижима
точность в несколько десятых долей миллиметра [15.16].
Технология ремонта зависит от типа и величины повреждения (рис. 15.12) Боль-
шие повреждения (глубже 0,5 мм) рассверливаются, и в отверстие вставляется
шпилька. Затем поврежденный участок, как и в случае небольшого повреждения,
зашлифовывается с образованием углубления и либо подвергается пескоструйной
обработке, либо очищается электрохимическим способом с помощью так называе-
мого подготовительного электролита. Зона, обработанная таким образом и очищен-
ная от загрязнений и окисных частиц, считается наилучшим образом подготовлен-
ной для осаждения металла.
15.12. Электрохимическое осаждение металла и осаждение металла из быст-
лешш; 2 - шпилька; ? - “™*""“L«nennoro ст меха.........«кам способом;
» повсрхпоссп. покрой r..-рдмм слоем
15. Обслуживание литьевых фпр,,
558
• пгется гальванической изолирующей лентой.
Зона, подлежащая ремонту, изолнру осаждаЮЩимся из электролита
Сошлифованное углубление заполни осаЖДеШ,я механически сглаживается,
металлом, таким как медь или никель ть форМы в зоне повреждения
После этого все готово для нанесен
защитного слоя соответствующее помощьЮ графНтового анода, который окру.
Нанесение покрытия происход н D расТвор высокопроизводительного
жен абсорбирующим материалом и' перемещают над соответствующей зо-
"на катм"то на п-
устройства контактной сварки встык (15.17. 15.18]. Обычно
„„„ «еюрвческого то» через место прижима электрода к ремонтируемой детали.
Электрод и деталь в точке контакта размягчаются и свариваются без применения
дополнительных материалов [15 19].
В тех случаях когда сварочный ремонт необходим для заполнения углублений,
можно применять стальную ленту Во время сварки электрод прокатывается по
ленте, одновременно прижимая ее к подлежащему ремонту участку поверхности.
Толщина стальной ленты от 0,1 до 0,2 мм. При необходимости заполнения более
глубоких участков процесс повторяется.
При мелком ремонте, например, на ребрах и углах, стальная лента заменяется по-
рошком или пастой [15.17].
Ремонтируемые поверхности допустимо обрабатывать механическими методами
и подвергать тонкой чистовой полировке. Возможно также упрочнение и твердое
покрытие поверхности.
Процессы осаждения металла непросты в осуществлении, требуют сноровки, зна-
ния особенностей поведения различных материалов и нюансов применяемых про-
цессов.
16. Измерения в литьевых формах
16.1. Датчики
Наиболее важное влияние на качество отливаемых издел. “
расплава после пластикации и соблюдение техно™™.. ™ оказывает состояние
мож,» судить ио изменению даояев™ „ р ™Somv n ™ ° ,е“
обходимым использовать соответствующие датчики в пи-™ У р^дставляется не-
Т1ММ возможно, управления Tex„oL™4ecX “роц«Z “ *°P"aX
С другой стороны, их установка приводит к увеличению «примости «Ьормы мо-
жет оказаться источником дефектов „а отлитых изделиях и вЫЗМТЬ
при смене форм. Вместе с тем каналы системы охлаждения и узел толкателя зани-
мают значительное пространство, чем ограничивают выбор места для оптимального
расположения датчиков.
По этим причинам не существует стандартных способов для измерения темпера-
туры расплава в формах. Тем не менее измерение давления в формах применяется
для наблюдения за процессом (для документирования и периодического контроля).
Эти замеры необходимы, если контроль давления в форме используется дия свое-
временного переключения режимов [16.1].
16.2. Измерение температуры
16.2.1. Измерение температуры расплава
с использованием инфракрасных датчиков
Термопары и термометры сопротивления, используемые для измерения и контроля
температуры стенок формы, непригодны для измерения температуры расплава (см.
главу 18).
Температура расплава измеряется посредством регистрации собственного излу-
чения расплава в определенном диапазоне длин волн.
С этой целью внутри формы, заподлицо со стенкой, устанавливается пучок опто
волокна. Собственное излучение расплава поступает на радиационно чувствитель
ный детектор. По величине электрического выходного сигнала судят о температуре
Излучение, испускаемое телом, зависит от его температуры и ЭМИ^”°”Н ” g_
собности (определяется коэффициентом эмиссии). Идеальные излу^’ об_
солютно черные тела, излучают столько же имеют более
ладают эмиссионной способностью, равной ед i _ излучения уменьшается за
низкую эмиссионную способность. Доля испус
счет потерь на отражение и пропускание, почти аналогично абсо-
Расплав полимера внутри закрытой формы шенное излучение также пада-
лютно черным телам, поскольку отраженное и пр не пластмассы, имеющие на
на инфракрасный (JR, ИК) детектор. По этой пр
1
16 Измерения в литьевых формах
— л Q обладают в формах коэффициентом
воздухе коэффициенты эмиссии, равные
эмиссии 0.99 [16.2-16.4]. быть измерены с высокой точностью
Температуры расплава внутри форм х м^лйсекунд), а также с хорошей воспро-
(+1%) И быстротой (время отклика скогО полокна, присоединенного к изме-
„зводимостью при использовании оп ыХ температур зависит от длины
ригельному ПК-устройству. Диап^° либо между 70 и 260”С, либо между 177 и
волны оптического волокна, и находится
427 ’С [16.2].
16.3. Измерение давления
16 3 1 Цель измерения давления
П (Ьоомуюшеи полости и те свойства от-
Нарис. 16.1 показано изменение ° зависсть. Вид кривой на стадии заполнения
литого изделия, которые могут степень ориентации молекул, уровень кри-
в основном влияет на бл^ко к поверхности, а также на термиче-
сталличности в слоях, расположенных олиок и
ские и механические напряжения в расплаве.
Полнота заполнения формующей полости, образование облоя и вероятность по-
вреждения формы зависят как от перепадов давления, так и от его роста на компрес-
сионной стадии.
Стадия подпитки определяет вес и усадку отливок. Влиянию давления здесь под-
вержены степень ориентации макромолекул и кристаллизации во внутренних об-
ластях изделий.
Заполнение
Сжатие продольного фронта
Напряжение в расплаве
(термическое, механическое)
Распределение
температур
Пустоты, утяжины, усадка,
искривление, степень
кристаллизации, ориентация
макромолекул в глубине,
затруднения с извлечением
Целостность, формирование контуров,
образование оолоя, повреждение формы
А Стадия В ~г ~
заполнения Компрессионная стадия подпитки
Сжатие
в месте
расположения
датчика
стадия
Время
Структура поверхностного слоя
Внешний вид, ориентация
макромолекул, кристалличность
«Л. Влияние изменения даМев,„ и ^,1ие ичеото
6.3.2. ДаТЧИКИ ДЛЯ ИЗМРПРЦма
Информативное.„онт™»,ига Давления расплава
ОТ расположения установленных л СНИЯ ВНутри Ф°Рмы в первую очередь завис*1
впрыска, начиная с того момрнт-. етектоРов Датчики измеряют давление во Ч*4'
«°™> фронт ноток, достигает мест, их Р»™“^
16 3. Измерение дав/юния
ження, п затем па всем протяжении <•, ,Л1|1. - 561
тех пор. пока усадка не приведет к norm,.1ОЛ,,,ПКИ (выдержки пол л„.„
с ЭТОЙ ТОЧКИ 3|«„М датчик,. ™ «-«ЛИ» с матрицей Л»
к1. К,>,,Т|ХПП,„„„„ТВ ф„р„„„а„|1е уста„„шс„и вблизи
ТО „ер,юла. Расположение датчиков и6лю11 £ «максимвлыю „гам„Х
контроле изменения давления внутри формы. Рекомевдуется Также
Для определения степени заполнения наобо
вдали 01 *кхггаш,Уска. Следовательно, датчики дащ^?,а,У™ки лучше Уста1|авлиоатъ
„пуска в формах, которые имеют очень д,„„„ые п„ Уч11,с ^“магагь вдали от
цпальные неплотности линии разъема со стороны vna *°D распла°* или поген-
и косвенных измерений внутреннего давления в*о™ ’°И °Т Впуска-Для прямых
личных конструкций, как пьезоэлектрически т 4 выпускаются датчики раз-
Р ческие, так и тензометрические [16 2 1651
16.3.2.1. Прямое измерение давления
При прямом измерен,,и внутреннего давления в форме (рис. 16.2) отверстие иол
датчик выполняется прямо в формующей полости, чтобь, он соприкасался с г
плавом. 1
Головка датчика имеет обычно форму цилиндра или пластины Она передает
давление на находящийся позади нее измерительный элемент. Головку датчика дав-
ления можно в некоторой степени подогнать под профиль
полости. .. _
и текстуру формующей
Мин. 0 10,2
0 6,2
0 6 Н7
^с. 16.2.
U ,пп₽я.|ЯП матрице с помощью Пьезоэлектрическо-
Непосредственное измерение давления в матр
го датчика [16.2]
эи’жииг^ь «о < . и > ямомх-1 г* -«w w яг ~ MR* - МГ
*•^*>8 caoegri тп m 1 ее ам* К59 М^ь*в
563
l6j. Оптимизациях! 1ОЛО1 ИЧескогопцпцдуд
ЗОЮ
Рис. 16.3. Датчик с пьезоэлектрическим или тензометрическим (DMS) элементом [16.2]
16.4. Использование датчиков
Описанные выше датчики могут быть использованы для решения различных задач,
связанных с производством. Среди таких задач выделяются оптимизация техноло-
гического процесса и процессы контроля качества.
16.5. Оптимизация технологического процесса
Оптимальные параметры настройки оборудования имеют решающее значение для
качества изделий. Оптимизация управления процессом приводит к сокращению
времени цикла и увеличению срока службы литьевых машин и форм. При оптими-
зации процесса литья под давлением часто оказывается недостаточно пересмотра
лишь тех параметров процесса, которые относятся к литьевой машине. При таком
подходе не учитываются особенности заполнения формы, например, флуктуации
вязкости перерабатываемого материала и изменения свойств окружающей среды,
таких как температура и влажность воздуха в помещении. Чем больше датчиков
установлено в форму, тем больше имеется информации, способствующей совер
шенствованию производственного процесса.
Наиболее полезная информация о процессе изготовления изделия может ыть
получена при измерении давления в формующей полости. Оптикн’ззция режима
изменения давления может во многом повлиять как на размеры, вес ii °" g_
свойства изделия, так и на время цикла и износ литьевой формы работает
легчают настройку оборудования в тех случаях, когда какая ли давления
На разных машинах. На рис. 16.4 изображены различные bi ления означа.
в Матрице. Наибольший интерес представляют линейны , время впрыска
•°Щий практически постоянную скорость фронта Г10Т° подпитке (и) (контроль
<с), фаза перехода от стадии впрыска (контрол^°Р°величИ1|а давления подпитки.
вления), а также продолжительность деи и изменении момента пе-
а Рис. 16.4 показаны кривые давления, по у пмтке (Л изображается пиком
Рехода. Слишком поздний переход от впрыска к подпитке (V
1Я Измерения в литьевых форма»
564
Время, t
Слишком позднее
- ЗатруД|,с,,,,я
с извлечением
- Облой
_ Ориентация
иод давлением
подпитки
- Утяжины
— Оплавление
поверхности
- Ориентация
Время, Г
Слитком раннее
переключение
-> Заполнение
Рис 16.4. Изменение давления при различных точках переключения
на графике и может привести к раскрытию формы, усложняя извлечение и увели-
чивая риск повреждения оборудования. При слишком раннем завершении впрыска
матрица будет заполняться под давлением подпитки (2). Это приведет к недоливу
и высокой степени ориентации молекул полимера. Оптимальная кривая давления
в матрице не имеет ни пиков, ни разрывов (3).
С помощью датчиков давления можно быстро определить оптимальное положе-
ние точки перехода. Аналогичным образом можно определить точку застывания
литника, т. е. тот момент, когда материал перестает поступать в форму, и подобрать
время подпитки. Время выдержки до охлаждения — это время, протекающее вплоть
до момента отделения изделия от формы или, иначе, время, в течение которого дав-
ление в матрице снижается до нуля. Весь процесс можно зарегистрировать, разме-
щая датчики рядом с литником. Чем дальше помещаются датчики от оптимальной
позиции, тем меньше удается получить информации о процессе. Помимо ручной
корректировки процесса с помощью кривых давления, современные регулирую-
тп2^Х,ИСТВ 1 позволяют использовать давление в матрице для переключения от
ветствуюпплй0ДПИТКУ т аК 1°лько Достигается пороговое значение, передается соот-
изводимосги Пп"^71 аК0И СП0С°б пеРекл,°чения способствует улучшению воспро-
отклонения 6 С ВСеГ° °Н позволяет пРи измерении предусмотреть возможные
ний или с помощыо моделипУеТ °прелелять итеративным методом в ходе пспыта-
момента переключения пп Р°Ваиия‘ Возможно также автоматическое определение
116.5,16.12] Критерием ^3WL1KIUI,° Давления непосредственно в рабочем режиме
мент перехода от стадии впоьк—71'ЛС11ИЯ слУжит значительный рост давления; М<’
для текущего цикла. Эта метол^ * СТЗДИИ выД<фЖки под давлением определяется
изменения в материале или позполяет системе автоматически реагировать на
1 ,аРялУ с измерением давления в'(’| "Ме,|1ател1,( тва извне.
ЛеС 3,,a"™b'M параметром пронес ^УЮЩ,'Й полости, которое является наибо-
•' ли и,я под давлением, измерения темпера n I’1’1
16 6 Контроль качества
565
также можно использовать для получения важной
позволяющей оптимизировать технологический п ™ПоЛ*,нтель"°й информации
вость. Инфракрасные температурные датчики дают “ попысить его устойчи-
рапре расплава у торца шнека и предупреждают возм^Х^10 ° ТеМПе'
ПП1. происходящие вследствие превышения допустимых п^дЛо?^*1™ ТеХНОЛО'
Для настройки системы охлаждения, KoiiTm^m.v' :
используется температура охлаждающей жидкости на ’выхо^из”Л М°НИТ°ринга
реальную температуру стенки формующей полости можно измерить^оЛ’ько^™
щью термопар, вмонтированных в нее как можно ближе к поверхности Слежение
за этой температурой позволяет не только вовремя распознавать и компенХ^
превышение допустимых пределов, но и активно изменять технологию в слте-
правильных настроек регулирующих устройств и возмущающих воздействий окру-
жающей среды.
16.6. Контроль качества
Высокие требования к качеству отливаемых изделий вынуждают производителей
осуществлять тщательнх ю проверку выпускаемой продукции. Статистический кон-
троль процессов (statistical process control, SPC), при использовании которого выво-
ды о качестве процесса, качестве изделий и тенденциях их изменения делаются на
основе случайных выборок, внедрен в большинстве компаний. Противоречие между
постоянным увел!гчением спроса на продукцию литьевого формования и выбороч-
ным характером статистического контроля неизбежно приводят к необходимости
применять непрерывный мониторинг качества (CQCTM). Для оперативного конт-
роля применяются датчики, устанавливаемые в формах и на ТПА. Целью является
получение данных о качестве на основе непосредственно измеряемых технологиче-
ских параметров, таких как давление в формующей полости и температура. Это дает
возможность проводить 100%-ный контроль качества, не проверяя каждую отлива-
емую деталь.
Ключом к расчету качественных характеристик является модель, которая описы-
вает зависимость свойств отливаемого изделия от параметров процесса. Men тика
построения такой модели показана на рис. 16.5. С использованием технологических
знаний, таких, например, как порядок наладки ТПА, составляется план проведения
статистических экспериментов, в котором предусмотрена схема испыт шии < из. <е
пением настроек машины. За счет планирования эксперимента становится
нь м провести испытания эффективно и получить при их ограниченномк naDa.
большой объем информации На этапе проведения испытании 1 Ф’ ющем
метры процесса, а полученные изделия маркируются так-чт нымн параме-
моделировании обеспечить четкое соответствие между т качественные
тРами и пробными изделиями. По окончании испытании о ре
характеристики отлитых изделий. „„„,~т₽г.мгтик и технологиче-
Модел ирование взаимозависимости качественных моделей использу-
«их параметров проводят обособленно. В от типа каче-
' статистические методы. Выбор используе рывные характеристики,
СГв«нной характеристики, которую нужно oueHI множественной регрессии. Для
т<«кие как вес и размеры, оцениваются с по.мош
16 Измерения в литьевых фо£мак
566
П иниропанис эксперимен га
Оптимизация процесса
1*ш 16.5. Процедура
'"Х Т1ХИ-ПИЯ модад,, iIIW),u.cca
для монп горинга г пчестпа
16.6 Коюроль качесша
567
описания атрибутивных характеристик испод. -,v
группа качественных характеристик включает в сХГ’ ИС'‘Ич,:ская Регрессия. Эта
разделить на классы, такие как «характеристика при vT’ КОТ°РЫС Мож"« «<*-
отсутствует». К этой же группе относятся и такие Р^У У<П> И характеристика
„агаров и утяжнн. В последнее время статистически,Р^КТеристики- ка*< количество
алгоритмами искусственного интеллекта такими кзк ™ все ча,це вменяются
ство последних заключается в том, что с их помо неиро,,,,ые сети. Преимуще-
логическими параметрами и характеристиками качеств*00™™116"™ меЖду техн°-
ности (16.13, 16.14]. качества можно изучать по отдель-
С помощью построенных моделей качество -
считано непосредственно во время литья исходя из и" М°ЖСТ ^ыть опеРативпо рас-
са в течение производственного цикла Таким обоаз ЗМСреНИИ паРамстров процес-
становится доступна о
„ целях 100%-ного документнровапня информации о качестве и дляХакоми из
делии, не удовлетворяющих заданным условиям. оюраковки из-
17. Стандартные детали и узлы
литьевых форм
„....яются по одним И тем же правилам. Неудивительно,
Литьевые формы нягота®Л Это относится и к основным деталям, и узлам
что их конструкции ча" „ с.пец11ализируется на выпуске таких деталей. Стан-
форм Большое число ь больШОМ количестве и ассортименте, что под-
бы слишком больший объем. Рекомендуем обращав м
ЙХи . i К поставщику стандартных деталей - производители предоставляют
Стершие „ ш,формат,,»иые каталога. Часто ..„формация посту.,.,» в виде
алсктроииой базы данных. На рис. 17.1-17.3 и втабл. 17.1 „оказаиы самые расвро.
страненные стандартные детали и указаны области их применения.
Стандартные детали - это детали или узлы, размеры которых стандартизованы
и описаны. В соответствии с конструкцией формы их можно классифицировать как
стандартные плиты формы, формообразующие детали, компоненты литниковой
системы, направляющие и центровочные детали, компоненты для контроля темпе-
ратуры. детали системы выталкивания, и, наконец, для крепления пресс-формы на
литьевой машине.
Использование стандартных деталей сокращает время производства формы и
освобождает конструктора и изготовителя формы от рутины. В применении стан-
дартных деталей заключаются следующие преимущества:
1’ш 171. Нримешпщ. гта]|д .. .
качениям (м |,T;1fw| 17 J 1 Га 1е” ” Формах 117.11 (поясне ния к цифровым обо.
j7Cn»VP иные Шиали и уи|)„ Ли1Ь(1(|^ ф(
569
w чу I___О
Рис. 17.2. Применение стандартных деталей в формах 117.1 ] (I 1ояснения к цифровым обоз-
начениям см. в табл. 17.1.)
17.3. Применение стандартных деталей в формах [ 17.11 (Пояснения к цифровым обоз-
начениям см. в табл. 17.1.)
- При использовании СЛ D-систем стандартные^^является частью системы,
ственпо из базы данных, которая выводится ,,а J^^ko вариантов, чтобы выбрать
Пользователь имеет возможность «проиграть» Ht’ о от необходимости вы-
оптимальное, по его мнению, решение. Эго осво<
поднять утомительные и однообразные операции заказа, гак как цены на от-
~ Снижается неопределенность в оценке с
дельные детали, как правило, известье Исследования показали, что
Возможно снижение трудозатрат от итель формы, 25 произвол1
55% объема работы выполняет сам пр также ему передать |
тель стандартных деталей, а епи
17 Оз^!артнь1е детаЛИ И уЗЛЫ литьевых Форм
570 --------------' " настроить свое оборудование под сие-
. И3ппо1.етель^рм»«'"Г3”<>*^|,„0,,ом с формообразующими дегмям,,.
„иалыше тробоаа.шя. на „е.юзщяе средстаа и работает аксиом,,.
Таким образом о,, снижай затра
чески более эффективно. имозаМсняемы; этим ускоряется и упрощается
- Стандартные детали и узлы вза Сн11Жаются складские запасы элемен-
„х доставка при необходимости з
тов и узлов. „слипать и некоторые элементы использовать вто-
- Списанные формы можно разбирать и не J вто
ричпо.
<7/. Стандартные летали и узлы литьеимх форм и их назначение (см. рис. 17.1-17.3)
Узел функциональная группа Деталь № Наименование Характеристика
0 Пакет плит 1 Плиты крепления Круглые, прямоугольные, с отверстиями и без отверстий, обработаны по всем поверхностям, имеют различные размеры Материал: сталь и сплавы алюминия Применяются для создания индивидуальных конструкций форм,
2 Обойма пуансонов/ матриц
3 Опорная плита
4 Брус
на которых монтируются матрицы или формообразующие вставки, литниковые системы, системы охлаждения. Выполняются отверстия для системы выталкивания. Также есть отверстия для направляющих и для скрепления плит болтами, которые являются заменяемыми
1 Литниковые системы 10 Литниковая втулка Размещает отверстие, выполненное под центральный литник. Устанавли- вается в форме со стороны сопла ТПА
И Центральная втулка Служит для извлечения центрального литника из литниковой втулки
12 Литниковые втулки с пневма- тическим удале- нием литника и соответствую- щим соплом Полностью автоматическое удаление литника
13 Горячеканальпыс сопла с иголь- чатым клапаном (запорной иглой) и без пего Ординарные и многоточечные сои т. проводят расплав непосредственно в формующие полости. В разводя- щнх литниковых каналах пет необходимости. 11олносгыо автоматическое действие ——
^Стандартные детали и узлы пищевых форм
Цродач-чсение табл 17 1
571
Узел функциональная группа Деталь № Наименование Характеристика
14 Коллектор горячеканальной системы В горячеканальных формах служат для передачи расплава от сопла ТПА к горячеканальным соплам
15 Запирающая заглушка Запирает канал в горячем коллекторе
16 Отводящая заглушка Отводит расплав в горячем коллекторе
17 Фильтр расплава Фильтрующий вкладыш Удерживает загрязнения Для сопел ТПА и горячеканальных сопел
18 Нагревающие элементы: патронные нагреватели, ленточные нагреватели, плоские трубчатые нагревательные элементы, спиральные трубчатые патроны, кольцевые нагреватели с соответствую- щими контрольными приборами Контроль температуры в горячеканальных формах, в формах с изолированными каналами, в формах для переработки реактопластов и эластомеров
2 Направляющие и центрирующие детали 20 Направляющие колонки Направление и центрирование полуформ и ползунов
21 Направляющие втулки Установка и фиксация полуформ и узла выталкивания
22 Центрирующие втулки Фиксирует плиты формы и брусья относительно друг друга
23 Центрирующий узел Дополнительно прецизионно центрирует плиты формы
— Плоские направляющие Индивидуальные направляющие z твердо» смазкой _
24 Центрирующий фланец Обеспечивает соосность плит формы ;i плит ТПА
17 Станда|
,-гиые детали и узлы литьевых
572
Продолжение табл. 17 1
Узел функциональная группа
3 Система охлаждения или термостатиро- вания формы
31
34
36
37
310
Деталь
№
30
Наименование
Быстросъемные
трубки и
штуцеры_______
Хомуты,
зажнмные
втулки________
Шланга из ПВХ,
шланга
с капроновой
оплеткой,
шланга
с металлической
оплеткой,
шланга
гофрированные
с металлической
оплеткой
Сое ди нительные
болты__________
Уплотнения,
прокладки
Спиральные
элементы,
ординарные
и двойные
Охлаждающие
пальцы
Погружной
нагревательный
патрон
Термозащитные
плиты
Изолирующие
плиты
Нагревательные
элементы
(см литниковая
система)
Характеристика
Соединение формы
с терморегулирующими
устройствами
В зависимости от температуры
теплоносителя
Крепление нагревательной арматур!
например дефлекторов____________
Кольца круглого сечения
для уплотнения системы контроля
температуры; тефлоновые ленты
ит п.___________________________
Охлаждение пуансонов
Местное охлаждение в
труднодоступных зонах формы
Предотвращают рассеивание тепла
в плитах горячеканальных форм,
литьевых форм с изолированными
каналами для переработки
эластомеров и реактопластов___
См. литниковая система
,7 (2тандартнь'е детали и узлы литьевых форм
573
Продолжен™ табл. 17 1
1 < 1 Система 1звлечення 40 1 олкатели [ выталкивание отливок
1 Плоские олкатели
42 ' 1 Трубчатые голкатели
Плиты съема
43 Плита толкателя -‘замещение толкателей, эаспределение усилий выталкивания
44 Плита хвостовика Опора толкателя, передача усилия на толкатели
45 Тяга плиты съема Фиксация, монтаж и демонтаж 1 плиты съема, передача нагрузки на систему выталкивания при открытии формы
46 Плита толкания Сжимает возвратные пружины
Возвратный фланец
Быстросъемная муфта Соединение гидротолкателя ТПА с системой выталкивания формы
48 Ходовой винт Извлечение резьбовых изделий
49 Шаговая гайка
Шестерни
411 Подшипники
Зубчатые рейки
Прямозубная цилиндрическая зубчатая передача
Промежуточное колесо
1 Возврат толкателя/ усилие возврата 410 Возвратная пружина Возврашает узел толкателя в исходное положение после ~ 'извлечения Зашита толкателей и плит формы I
Контотолкатели_
412 Возвратные устройства
413 Механизм принудительноп возврата системь выталкивания Храповик
разъема
Подузлы системы выталкивания
~ 420 Привод —
Механизм двойного выталкивания
17 стандартные детали и узлы литьевых^^
574
Продолжение табл /7 1
цроии Узел функциональная группа Деталь № Наименование , Характеристика Для соединения плит формы.
5 Вспомогательные детали 50 Болты Центрирующие винты фланца, изолирующих плит и т. п.
52 Цилиндрический центрирующий штифт
Шариковая защелка Для удержания подвижных деталей формы
54 Пружины и подпружини- вающие элементы Пружины сжатия и тарельчатые пружины, например, для возврата толкателя, поджатия болтов и т. п.
Транспортные элементы 55 Болт Для подъема и спуска, а также для крепления при перевозке
Опоры 57 Опорные колонки Частично укрепляют плиты формы, а также поддерживают большие расстояния между плитами при минимальной теплопередаче
59 Соединительная арматура, опорные шайбы Поддерживают узел выталкивания
510 Разделительные кольца Поддерживают коллекторы, компенсируют толщину плит
6 Система смыкания 60 Механические и гидравлические системы смыкания Крепление формы на опорных плитах машины
61 Прижимы и прихваты
7 Механизм ползунов 70 Механизм со штоком золотника и стяжными колонками Большие расстояния хода ползунов, которые иначе доступны только с помощью гидравлических или пневматических цилиндров
Запорные цилиндры Зажимают и передвигают боковые ползуны и знаки
Устройства измерения и контроля 80 Датчики тепла Контроль и запись температуры в форме
— Электронные регуляторы температуры ———-
Стандартиь1е дстали и узлы литьевых форм
575
Окончание табл. 17 1
Узел функциональная группа Деталь № Наименование Характеристика
83 Датчики давления Контроль и запись давления в форме и в гидросистеме ТПА
Сенсоры
Записывающие устройства
86 Клеммы, разъемы Соединение датчиков с устройствами измерения и контроля
9 Вставки 90 Пуансоны Формообразующие шпильки для сменных пуансонов, например, (вывинчивающихся
Таблица 172. Поставщики стандартных деталей, горячих каналов и комплектующих к ним,
датчиков давления и температуры, а также систем замены форм в Северной
Америке. Предлагают не только протестированные элементы, но и системы для
решения специальных задач
Компания Город, штат
American MSI Bohler D-M-E DMS Dynisco Enerpac Engel Eurotool Ewicon East Heat Gammaflux Gunter Husco Intemorm Husco Mold Bases Hotset Husky Incoe Kistler Manner Mold-Masters Biasthing Stubli Thermodyne Gddeholm Wallow Мурпарк (Moorpark), Калифорния, США Арлингтон Хайтс (Arlington Heights), Иллинойс, США Мэдисон Хайтс (Madison Heights), Мичиган, США Виндзор (Windsor), Онтарио, Канада Глостер (Gloucester). Массачусетс, США Милуоки (Milwaukee), Висконсин, США Гюльф (Guelph), Онтарио, Канада Глостер (Gloucester). Массачусетс. США Ист Данди (East Dundee), Иллинойс. США Элмхерст (Elmhurst), Иллинойс, США Стерлинг (Sterling), Вирджиния, США „ Баффало П»ув (Buffalo Crooaf Имино». США Четсуорт (СИЖ**). Калифорния США Арден (Лп*о>. Северная Каролина. CU Баг» Крик (Book М,™,га"'СШ Болтон (Bolton), Онтарио, Канада Трой (Troy). Мичиган, США Эмхерст (ЛиЛЛ). США Такер (»to>. Джордж.» США джориетаун США США
18 Регуляторы температуры
J - -MTLORklY
(термостаты) в лицевых формах
Функции, методы, классификация
18.1. Функции, методы, ----.....
Задачей регулятора температуры (термостата) является нагрев литьевой формы
ло рабочей температуры посредством циркуляции жидкого теплоносителя и авто
магическое поддержание температуры на заданном уровне путем нагревания или
охлаждения.
Схема регулирования температуры приведена на рис. 18.1.
Теплоноситель из резервуара 1 со встроенным холодильником 3 и нагревателем 2
с помощью насоса 4 подается в контур 10 формы и возвращается в резервуар.
Датчик 9 измеряет температуру теплоносителя и передает ее на блок управления 7.
Термостат корректирует температуру теплоносителя, а тем самым и температуру
формы.
Если температура превышает установленную величину, открывается электромаг-
нитный клапан 5 и включается охлаждение. Охлаждение теплоносителя и вместе
с ним формы происходит до тех пор, пока не установится требуемое значение тем-
пературы.
Если температура опускается слишком низко, аналогичным способом включает-
ся нагревание.
М‘1Т<1)МО'1ат'’ 1 резервуар; 2 — нагреватель; 3 холодильник; 4 11,1
vrnnL- 7,e’71’OMi" клапан холодильника; 6 - ус тройство коитр^»1
....................................................
18.2 Регулирование
577
Термостаты можно разделить, в зависимое
М(,сляньщ Исходная температура жидко, ,,, „ „'х'и"'Ю< ”‘“"Я> На и
„ышает 90 С пли около 16() °С> есЛ11 ( • * рмослатах обычно не „ре
п) теплоносителя при нормальном давлении исхолн « Ла,‘ЛС',Исм масляно
350 "С. ,,СХОД1|“” температура не превышает
На рис. 18.2 и 18.3 изображены термостат!. п .г ..
пературах до 90 °C и 150 МС. ‘ ОгаН),11Ие,,а воде и масле при тем-
В табл. 18.1 представлен обзор характеристик лс
меняемых для контроля температуры. ополнитсльных устройств, при-
8ис. 18.2. Термостат с водой или маслом
Рис. 18.3. Термостат с водой или маслом в каче-
стве теплоносителя (корпус спят)
в качестве теплоносителя
18.2.
18.2.1.
Регулирование
Методы регулирования
Существуют три метода регулирования TeMllcpdT^“c’"g 4 и 18.7).
1 Регулирование температуры теплоносп оборудовании На рис. 18.7
2 . Датчиком измеряется температура тепл личных стадиях. Харакгериы-
иредставлен отклик термостата теплоноситсл
ми особенностями метода являются.
о Зак 1Ч2Х
1^РегД£ь^^ Р-^ьевых^овмах
Таблица 18.1. Оборудование для температурьюгоконтро_
Таблица 1в. 1. слю] Система Охлаждающий резервуар Характеристики Только для охлаждения (вода) Регулирование зависит от квалификации оператора Температура фор- аав11С”т от —РатУ₽ы И давЛеНИЯ В°ДЫ В КОНТЖ Рабочие параметры (время цикла, температура охлаждающей жидкости, выключение) не учитываются
Термостат водяного охлаждения = Учетом параметров процесса Только для охлаждения (вода) Регулирование не зависит от квалификации оператора Применение ограничивается - не выше температуры в водяном контуре
Холодильник Только для охлаждения (кроме специальных конструкции) Применение не зависит от подачи воды Не потребляет воду
Устройство регулирования температуры Для охлаждения и нагревания Регулирование не зависит от квалификации оператора, так как является автоматическим Температура формы не зависит от температуры и давления воды Учитываются параметры процесса Возможен нагрев до температуры переработки пластмассы Применение ограничивается — не выше температуры в водяном контуре
Температура, которая требуется для поддержания стабильного технологиче-
ского процесса, задается на термостате и не контролируется. Следовательно,
в зависимости от переменных возмущающих воздействий в форме могут на-
блюдаться различные температуры, даже если задана одна и та же величина.
Отклонения температуры формы могут быть сравнительно велики, так как пе-
менные возмущающие воздействия (такие как время цикла, впрыск, темпера-
тура расплава и т. д.) непосредственно не учитываются и не компенсируются.
Темпепа-г^п^ТВ“еНН°е РеГ^ЛИР°ВаНИе ТеМПеРат^Ры Формы (рис. 18.5 и 18.8).
печивает бблыпи” ДаТ^ИК Располагается в форме. В большинстве случаев это обес-
XX ТеМП£РЭТ’Т« Форм«. -и при регулировании «и-
-Sxх:Хл"°рХ *”рмы ,,а |>ам,,™ых ~
• Исрс^тшсИ»таХХиеТ"СРаТУРа "спосР«'СТ"™1ю самой формы.
ются и компенсируются О К)ЗДС”‘ Т|,”« Я действующие на форму, учитыва-
лики. сиРУ°тся. Отклонения температуры формы в результате непе-
Ч'арамегры процесса воспроизводимы.
18 2 Регулирование
579
Рис. 184. Регулирование температуры
теплоносителя
Рис. 18.5. Регулирование температуры
формы
Рис. 18.6. Каскадное регулирование
1 — регулятор температуры;
2 - основной пропорционально-интегральный
регулятор (ПИ);
3 — система нагрева и охлаждения;
4 — заданная величина;
5 — текущее значение;
6 — текущая температура формы;
7 — температурный датчик для теплоносителя;
8 — температурный датчик для формы;
9 — дополнительный пропорционалыю-
дифференциальный регулятор (ПД);
10 — корректировка рассогласования;
11 — литьевая форма (управляемый объект)
18.2.2. Необходимые условия качественного
регулирования
Для поддержания температуры формы необходимо соблюдение следующих усло-
вий:
1 Правильная конфигурация каналов в теплоприемнике (расположение, поверх-
ность теплообмена, диаметр, число витков) (см также главу 8).
2. Использование регулирующих устройств, обладающих надлежаще!! нагрева
тельной, охлаждающей и перекачивающей способностью.
3. Правильная адаптация регуляторов к характеристикам регулируемого о ект
(формы), что предполагает проведение контрольных измерении и сня
рактеристик.
4. Правильное расположение температурных датчиков в раздел
лирования температуры формы или каскадного регулир
18.2.2.4).
5 Теплоноситель должен иметь хорошие
давать необходимое количество тепла в
теплообменные свойства, чтобы пере-
течение короткого времени
Рис. 18.8. Регулирование температуры формы с помощью ПИ-регулятора
торов. 1 - заданная темг^ТСМПСРа|ТУРМ ‘•)ормы с помощью ПИ и ПД регуля-
i - температура тепловое иге Тл ‘*Юрмы: 2 ~ позиция включения охлаждения.
Tvpa охлаждающей жидкое \ г 1ТМ,,ер:п vPa «|х>рмы; 5 - предельная темпера
(нагрев); Д - впрыск (охлажле».температуры формы. Л - рж'П’Н
) i выключение (наг|хч>)
18 2 Регулирование
581
18 2.2.1. Термостаты
В оборудовании, регулирующем температуру
мосгаты с позициями: «нагрев/нейтральное положе, , /‘СЯ ,|кх,,,,;‘И1<”‘”<ные тер-
онарные регуляторы). В особых случаях примет, <. К/охлаж^‘"ие, (квазистани-
Нагрен и охлаждение регулируется не в режиме «вкл / СТаЦ"<Я,аР,1Ыс «Фмостаты.
меньше*, в зависимости от требуемой мощности (оис 1кТп? * " РСЖИМС *боль,"е/
Соответствующий интерфейс (например RS 232 4851 т;
ный диалог с процессором литьевой машины ТПА и’ ? 00сс1‘ечивает программ-
ной™. задает параметры регулирования, подает сигн?п°пгаВЛЯС-Да,,Ние уста’
запрашивает статус оборудования (например, поломка) и т °СВОООЖде,1ии Ф°РМЬ«.
Рис. 18 10. Термостат с микропроцессором
18.2.2.2. Нагревательная, охлаждающая и перекачивающая
способность
Недостаточная мощность нагрева затягивает стадию разгона, а возмущающие воз-
действия сглаживаются недостаточно или слишком медленно. При изоытке мощ
пости система регулирования и объект могут перейти в автоколебания. Во время
разгона может произойти перегрев.
Мощность насоса определяет перепад температур в форме или теплое >мснном
контуре. Чем больше мощность, тем меньше разность между температурами ге
носителя на входе и выходе формы. С другой стороны, мощное шпнстаиие‘
большой перепад давления в форме, при этом требуются насосы с высоким дав
лением нагнетания. ...r,I₽nVnr сии-
Из этого вытекает следующая рекомендация: разницу темп )|аско.нко В().,_
жать ровно настолько, насколько это необходимо, а не п<
можно (см. раздел 18.2.2.5) (< 5 °C).
582
18. Регулято]
,bt темпера'
ibi (термостаты) в литьевых формах
18.2.2.3. Датчики температуры
Различают два вида датчиков ТеМП^?^Рдатчик состоит из платиновой проволоки,
. Термометры сопротивления. а ляется D широком диапазоне температур’
сопротивление которой легк наРтеМпературной зависимости электрического
Принцип его работы основа м температуры сопротивление возрас-
сопротивления металлов, у
Z)" Х-оиий являются абсолютные величины, не зависящие
от внешних факторов.
• Термопары (например, типа/: железо-константан). Если две проволоки из
различных металлов привести в плотный контакт, то в месте контакта образу-
ется разность электрических потенциалов, зависящая от температуры контак-
та и природы металлов. Возникающее электрическое напряжение пропорцио-
нально разнице между температурой в точке измерения (в форме) и внешней
температурой, или температурой окружающей среды.
Отличительные особенности: необходимы специальные соединительные про-
водники и разъемы; измерения носят точечный характер, однако недороги.
Срок службы зависит от качества термопары.
18.2.2.4. Установка датчиков температуры в форме
При размещении датчиков температуры в форме нельзя забывать о следующих пра-
вилах:
• Оптимальная позиция датчика зависит, кроме всего прочего, от конфигурации
и конструкции пресс-формы, а также от расположения охлаждающих кана-
лов.
• Датчики следует располагать в тех местах, где температура имеет решающее
значение, например, при плотных посадках, а также в зонах, где высока вероят-
ность коробления или велики требования к механическим свойствам.
Датчик должен быть расположен на определенном расстоянии от стенки фор-
мующей полости, так как именно на стенках наблюдаются максимальные коле-
ания температуры (рис. 18.11), что может повлиять на отклик термостата.
, ания температуры зависят от физических условий (критерий, материал
темпепп-г^гГ6^3 атываемь,й материал, температура) и не могут обусловливать»? я
полости имеют тГ^ЛЯТ°Ра ”епосРедствепно перед впрыском стенки формующей
расплав полимопаМПСРаТУРУ уста11овленну1о с помощью термостата. Затем
ти, и устанавливается1ТЙКТИРУеТ С Мепсе нагРетыми стенками формующей полос-
полости и расплава ЗэтсмТхшГ К°НТаКТа’ сРел,ия между темпедатураХ стенок
нсратура контакта Т -- Цикла пР°исходнт снижение температуры. 1ем
туда колебаний темнер'атуУтлТ °Т ГС,1ло,,РО|,ол’юс,ти формы и расплава. Амплн
формующей полости. ИсслсдовтгУМ"' с УДнлеппем от поверхности стсШ’Ь
•ними программное об« и,..,,.,. * 'Л1>< KJ’MI'|,,,< 1 птутамп и компаниями, выпускаю
‘ ’ Р:':’1,:16'"а.специальные программы для расчета
18.2 Регулирование
t/c
Рис. 18.11. Изменение температуры стенки формующей полости в течение цикла: 1 - впрыск;
2 извлечение; — минимальная температура стенки матрицы- Т — мак-
симальная температура стенки матрицы; Г2- средняя температура стеТки фор-
мующей полости (важна для расчета охлаждения); Г - температура извлечения;
tc время охлаждения; tc — время цикла
расстояния от точки расположения датчика до поверхности матрицы пресс-формы.
Согласно эмпирическому правилу, рекомендуемое расстояние составляет 0,5-0,7J
(d — диаметр датчика).
18.2.2.5. Система теплообмена в форме (см. также главу 8)
Поверхность каналов системы теплообмена в форме должна иметь достаточную
площадь, чтобы теплоноситель из термостата мог отвести или подвести необходи-
мое количество тепла. Чем больше поверхность каналов, тем меньше разность тем-
ператур между формой и теплоносителем и тем быстрее сглаживаются колебания
температуры.
При использовании масляного теплоносителя, по сравнению с водяным, поверх-
ность каналов формы должна быть в 2—3 раза больше ввиду меньшего коэффициен-
та теплопроводности. Небольшой диаметр каналов приводит к большому перепаду
Давления в форме. Это требует оборудования с дорогостоящими насосами (высокое
Давление нагнетания) или разделения системы каналов на несколько параллельных
контуров для уменьшения перепада давления. ~
Ниже представлены характеристики последовательной и параллельной теплоо
менных систем (рис. 18.12).
При последовательном соединении отдельных контуров теплоносител
Дит один контур за другим. При параллельном соединении теплоноситель проходит
контуры после прохода через"распределитель. При
основной проблемой может стать недопустимо большой переп
ДУ первым и последним контурами, обусловленный характером проц
Рис 1812 Регулирование при последовательном и параллельном регулировании
Из-за сильного перепада давления необходимо обеспечить высокое давление на-
гнетания, чтобы пропустить требуемое количество теплоносителя через систем}' ка-
налов, и, соответственно, необходим насос большой мощности.
Основной проблемой параллельного соединения является разница скоростей
потока в отдельных контурах, которая наблюдается даже при малых разл1гчиях в
условиях течения (например, неодинакового сечения, длины, количества изгибов
каналов). Чем меньше сопротивление потоку в ответвлении, тем лучше теплообмен
(минимальное др). Корректировать разницу условий течения с помощью ручного
вентиля не рекомендуется. Можно добиться улучшения, проведя реконструкцию из
параллельной компоновки в последовательную.
18.2.2.6. Возможности поддержания стабильной температуры
Как правило, стабильная температуры поддерживается путем регулирования^^
пературы циркулирующего теплоносителя, а не изменением скорости его
Причиной тому является рост градиента температур при снижении скорое
тока. Это может привести к неравномерному распределению тепла в форме, к
этого, понижение скорости потока приводит к уменьшению коэффии”ента
проводности, что означает ухудшение теплообмена в форме,
18.3. Выбор оборудования
Выбор оборудования для регулирования температуры в основном загни ит
рерабатываемого материала, веса формы, желаемого времени нагрева, коли4
18 4 Соедини! (’льныеэлемен i ыформы и обордания мерыбезопас^______ 585
материала, перерабатываемого в единицу времени (кг/час) hoiiv.tum,
темпера гур в форме, а также от давления и условий течения в форме (табл"^'^
Давление нагнетания насоса может быть определено но диаграмме «„Хспад дав
ленпя как функция скорости потока,. При отсутствии такой диаграммы "XX
давления устанавливается па основе опыта работы с подобными формами
Как уже упоминалось в разделе 18.2.2.5, вода предпочтительна в качестве тепло
носителя ввиду лучших теплообменных свойств. Ес следует применять если необ
ходимая температура формы не выше 90 °C. Оборудование, работающее с водой под
давлением, позволяет применять ее до температур около 140 °C. За пределами соот-
ветственно 90 и 140 °C в качестве теплоносителя приходится применять масло.
Таблица 18.2. Критерии выбора оборудования
Технические характернойки Техническое задание
Рабочий материал Температура формы Вес формы, время нагрева Количество материала на единицу времени Перепад температур в форме Перепад давления в зависимости от скорости потока Температура формы Теплоноситель (вода/масло) Нагревательная способность Охлаждающая способность Производительность насоса Давление нагнетания насоса
18.4. Соединительные элементы формы и
оборудования — меры безопасности
Для обеспечения безопасности и надежности работы, технического обслуживания и
предотвращения течи должны соблюдаться следующие правила:
• в теплообменниках должны применяться разъемы только с конической труб
ной резьбой;
• следует использовать тепло- и баростойкие трубопроводы, необходимо избе
гать скручивания, сжатия, слишком маленьких радиусов изгиба и т. п.,
• охлаждение по соображениям безопасности всегда должно быть подключено;
• протяженные тепловые коммуникации между формой и оборудованием гду
ет теплоизолировать; „
• периодические осмотры контура (регулятора, соединений, ФоРл1 'Р тствии
ся для того, чтобы убедиться в надлежащем функционировании и отсутст
теч и' **
• при переходе с воды на масло, когда оборудовани^ошютяет резкого
следует соблюдать осторожность: остатки воды могут
роста давления в контуре и серьезных повреждении,
• теплоноситель необходимо „нлоиоентель. так как
рекомендуется использовать синтетиче
он не склонен к образованию осадка.
586
. трмпеоату рыСгермостаты) в литьевых^ормах
18. Регуляторы_15!г—•
ЛЫ1ЫЙ сосуд следует размещать несколько
. теплообменник либо расширите „ содержит большое количество тепло-
выше формы, если опа очень ннЫЙ оТТоК находящегося в форме тепло-
носителя; так предотвращаете л1[еиие поСЛеднего во время остановки. 06-
посителя обратно в бак и пере имеющихся в соединениях контура
ратный отток практически не!поДСасывается воздух. Если надлежащим
мелких неплотностей, чер' ^ьНЫЙ сосуд (теплообменник) не удается, су-
образом расположить расш р
шествуют следующие: должен быть достаточным для того, чтобы
- размер расширите во время остановки жидкость;
вместить всю возвращающуюся во время
- размещение на входе и выходе из формы клапанов, закрывающихся во вре-
- применение электромагнитных клапанов, которые автоматически закрыва-
ются при выключении оборудования,
• уменьшение поперечного сечения контура, но только в случае необходимости
и при этом только вблизи формы. Ориентиром для размеров соединений слу-
жат соединения регулирующего оборудования. Это позволяет в полной мере
использовать мощность насоса.
18.5. Теплоноситель
В настоящем разделе приводится сравнительная характеристика воды и масляного
теплоносителя. Вода имеет следующие преимущества:
• дешевле, чище и экологически безопаснее; вытекшую воду можно сбрасывать
в канализационную систему, не принимая мер предосторожности;
• очень хорошие термические свойства, такие как теплоперенос (высокий коэф-
фициент теплопередачи а), теплоемкость (высокая удельная теплоемкость с),
и температуропроводность (высокая теплопроводность /);
для подачи и рассеивания тепла требуется относительно небольшая площадь
поверхности канала.
Недостатки:
• низкая температура кипения.
При использовании водопроводной воды:
волитТ^ К' >РР°ЗИИ 11 образования накипи в теплообменном контуре, что при-
“Z . °”У ~™я я препятствует теплообмену.
ИТ п ) уси icmirTn"Ь1Х 111ЮЛе 1!реД|,ых примесей (нитритов, хлоридов, железа
п ‘ II ), усиленно выделяющихся ™ *
В зависимости от имеющихся нп п пош>11,,с,,,1ых температурах.
следующие предупредительные мер, |Р°ИЗВОдстпе возможностей, предпринимают
• применяются замкнутые контуры-
• вь=;,х хххготся ф,и,,;,рами
удаления накипи; Ромынка оборудования и формы растворимп Д’,я
* ~ "гег-т ь _;т ~:в лш
сех-
* стзфож(осжлепе,роствостяК
Спхетячеаж мкяжыетекжжкжтеявлтпе растворжлг врмукты овжлежа.
Мвфме в осаяваом обраэпвю гре срезельаы! -гмжфвпфаз. Бжгаврв away
ж сжатт сужестэепо canoerai раск образяаая* вежелгплаыж оооавжй.
Лажеетс*. *~*rrr искиифгтгг^и1*,гт*чви жже^апаое warm
*8 6. Техническое обслуживание и чистка
588
un гтчнет недостаточной для бесперебойной рабо-
мошность насоса рано или поЗД‘’° н чистки совершенно необходимы Хорошей
ты Поэтому периодические npoD®p .аааение ингибиторов коррозии Осадки мас-
профилактической мерой яв-’,яе^ ^удшать теп лообмен и приводить к большому
ляного теплоносителя также могу рекомендуется добавление присадки, пре-
перепаду давления В этом случае добавляют ее в масло перед его сменой либо
дотврашаюшей образование чес|О| масло следует проверять. Наилучшая
постоянно во время работы. р помощью специальных анализов Темный
19. Способы устранения дефектов,
возникающих в процессе литья
под давлением
Ниже приводится перечень дефектов литья пплиг™™.,,,
КОВ в конструкции формы, а также соответствующих средств ^°ВН°М Недостат’
р„с 19 1 прппедена диаграмма, разработанная для лота» „од давзен^оХ,””
отон 119.1]. Диаграмма облегает определение способен для устранеи^ ХХх
недостатков. Ею можно пользоваться и при работе с другими йрмопласта^Г
Расплав
просачивается
между сотой
ТПА и .хитниковой
втулкой
Литник
обламывается
и не извлекается
Не извлекается
и^елие
а) Отливка
застревает
в формукпией
полости
Наконечник сопла машины и литниковая втулка не сцентрова-
ны: проверить крепежное кольцо и центровку. Усилие прижи-
ма между соплом и втулкой недостаточно: увеличить давление
Проверить равномерность прижима тонкой бумагой: при пра-
вильном контакте отпечаток равномерный. Радиусы сопла и
втулки не совпадают наконечник сопла больше устья втулки.
На литнике имеется поднутрение, так как
1. Радиусы сопла и литниковой втулки не совпадают.
2. Сопла и втулка не отцентрованы.
3. Наконечник сопла больше устья втулки.
4. Литниковая втулка недостаточно хорошо отполирована
(бороздки по окружности): полировка, снятие острых
УГЛОВ.
Литник не успевает затвердеть, так как
1. Литниковая втулка стишком велика и литник поэтому
слишком толстый.
2. Зона литниковой втулки недостаточно охлаждается: про-
верить температуру формы.
Чаще всего — малое время охлаждения, форма перегружена,
поднутрения слишком велики, грубая поверхность формо-
образующих деталей. Снизить скорость впрыска и давление
подпитки, удалтпъ поднутрения, заново отполировать формо-
образующие детали.
Литники и литниковые каналы с поднутрениями: проверить
радиусы сопла и втулки. Проверить поверхность формообра-
зующих деталей на наличие дефектов Перепатировать и скру-
глить углы.
Слишком низкая температура формообразующей полости, об-
разование вакуума: проверить конусность, пересмотреть усло-
вия вентилирования в момент выталкивания.
Ь) Отливка
повреждает ся
во время
извлечения
Деформация
отливки
Пятна на отливке
(подгары)
Потемнение
отливки
Темные (черные)
точки на изделии
Матовая или не-
ровная поверхность
отлитого изделия,
полосы, штрихи
Цветные
полоски
Воздушные
включения
Образование
бороздок,
выбоин
и помутнении
икающих в процессе литья под давлением
ччо 19. Способы устранениядефек--.- к
поднутрения. Расположение толкателей не
^oSyct „адлежашей! передаче усилия выталкивания. из-
способствует _окалЬ11Ые избыточные усилия. Проверить
” “р™. ™ «Р-»-™ «У-
ума. Проверить конусность
Неудачное размещение впускных литниковых каналов. Непра-
вильный впуск. Неоднородная или несоответствующая тем-
пература формы. Неблагоприятные переходы в поперечных
сечениях Существенная разница в толщине стенок отливае-
мого изделия требует нескольких контуров охлаждения. Не-
однородная усадка. Обратный переход от давления впрыска
к давлению подпитки. Неправильное расположение толкателей.
Температура расплава слишком высока. Материал перегрева-
ется в узких литниковых каналах. Форма недостаточно венти-
лируется. Обратный поток материала. Расплав слишком долго
находится в рабочем цилиндре ТПА. Выбрать менее мощный
узел пластикации.
Материал слишком долго находится в рабочем цилиндре ТПА.
Температура рабочего цилиндра слишком высока. Слишком
велика скорость вращения шнека. Слишком узкое сечение
литниковых каналов.
Загрязнения в материале; износ узла пластикации. Использо-
вать узел пластикации из коррозионно- и износостойких ма-
териалов.
Поверхность формообразующих деталей плохо отполирована.
Неудачное расположение впускных литниковых каналов. Не-
правильный выбор типа впускного литникового канала: уве-
личить и отполировать литниковые каналы. Необходимо под-
нутрение в литьевой форме напротив центрального литника
для удержания первой порции расплава («холодная капля»).
Слишком холодная форма (конденсат влаги). Перегрев мате-
риала из-за недостаточного вентилирования или неудачного
пути потока расплава. Понизить скорость вращения шнека;
предварительная сушка материала.
Плохое перемешивание или фракционирование материала:
по: 1нять скороегь вращения шнека, поднять противодавление,
зменить профиль температуры в рабочем цилиндре ТПА,
изить охлаждение загрузочного бункера. Заменить шнек
риал слишком влажный: обеспечить надлежащую сушку.
Увеличит.1 "W *’ас,,оло>кШ1ие впускных литниковых капал»»11
PocTbBiiniicK^i^1 *,уру (1,О|’МЬ| " расплава. Увеличить ско-
литниковые каначы" Р"'" "1ОГ узЛа пластикации. Проверить
Чешуйчатые,
сколы и отслоения
на поверхности
изделия
Недостаточный
глянец поверхности
Недостато иное
заполнение формы
асширить каналы и
Отливки
с усадочными
раковинами
и утяжинами
Облой, грат
Заметные линии
спая
Голодные пробки
Струйное
заполнение
В спосо&ии»™ ле4£м».ю,,,и„„иих^, ли|ья И1
Слишком нелика иазиость тем
формой поднять температуру формы'’-^*^ РаС,,Лавом и
литники.
Загрязнение посторонним материалом.
Проверить температуру формы. Использовать литниковые ка
в'rri' ch бОЛЬ1УИМ ссче,,ием- Скруглить острые углы. Отполиро-
вать формообразующие детали. Р
Слишком длинные или слишком узкие каналы, либо то и другое
одновременно: расширить каналы. Поток расплава в формующую
полость стеснен: открыть впуск. Сдвиг пуансона. Недостаточное
вентилирование формы Температуры формы и расплава слиш-
ком низкие: повысить скорость или давление впрыска. Недоста-
точная подача материала. Недостаточное количество расплава.
Литниковые каналы со слишком узким сечением. Литниковая
система застывает раньше, чем подпитка сработает в полной
мере: проверить температуру формы. При усадочных ракови-
нах температуру следует поднять, при утяжинах — снизить.
Снизить температуру расплава. Проверить количество мате-
риала, продлить подпитку, увеличить давление подпитки. Сни-
зить скорость впрыска.
Неплотность смыкания линии разъема формы. Поверхности
формообразующих деталей повреждены остатками материа-
ла или избыточным усилием: заново обработать поверхности.
Усилие смыкания недостаточно. Сдвиг пуансона привел к су-
щественной разнице в толщине стенок изделия, и, как резуль-
тат, к облою с одной стороны и недостаточному заполнению —
с другой. Температура формы слишком высока. Слишком ве-
лики температура или давление впрыска, либо то и другое
сразу. Ускорить переключение с впрыска на подпитку. Форма
недостаточно «жесткая». Погнулись плиты узла смыкания,
укрепить плиты, заменить ТПА.
Плохое расположение впускных литниковых каналов. Не-
удачный тип впускного литникового канала. Несоответствие
поперечных сечений впускного и разводящего литниковых
каналов: расширить впускной литниковый канал. Плохое вен-
тилирование формы. Неоднородное охлаждение формы„Под-
нять температуру формы. Поднять скорость впрыска. Толщина
стенки изделия^слшиком Пробовать “Jb,H В“У^
Слишком холодное сопло ТПА отводить сопло от «овей*
ное сечение впускного литникового канала.
Отклонения
по размеру.
возникающихв££д^ссеЛИТЬЙ П°ДДавлением
592 19 Способы ycrpaHgH^fig^g^-1 * ~
,„тгя из-за слишком высокой температуры форМы
Усадка повышается & охлаждения; усадка снижается при
и РаС1енВпи давления впрыска и увеличении времени подпитки.
а) равномерная
усадка
b)шравно черная
усадка
Растра кивание
Морщины тая
поверхиос тъ
изде 1ия
Плоха» теплоотдача, литник заетыаает слишком райо; гетеро-
Одае рт™ И™ли'”,а,'1,с °,ставок
нагревать. ио возможности избегать острых ребер и углов.
Снизить температуру формы 119.1 19.9]
Изменение настроек машины
Видимые дефекты изделия
Настройка и модификация
формы
Слишком низкое
давление впрыска
Слишком высокое
давление впрыска
Слишком низкая
скорость впрыска
Слишком высокая
скорость впрыска
Слишком низкая
температура расплава
Слишком высокая
температура расплава
Разложение материала
Загрязнение посторонними
частицами
Шнек изношен и
захватывает воздух
Неудачная конструкция
соц 1а либо сопло неплотно
•скрывается по окончании
впрыска
Подгоры
Линии спая
Об тон. грат
Пожелтение
Черные пятна
Морщины
Пузыри,
ПУСТОТЫ
Серебристые
полосы
11тслаиваиис
Следы потоков
вблизи впуска
Усадочные
раковины
Неудачное расположение
впускных литников
Слишком тонкое попереч-
ное сечение впускных
литниковых каналов
Точечный впускной литник
слишком мал хтя данного
объема впрыска
Плохое вентилирование
Слишком низкая температура
формы
Слишком высокая
температура формы
Толщина стенкн или
поперечное сечение изделия
неудачны
Слишком низкое усилие
смыкания
Слишком высокое усилие
смыкания
Форма плохо смыкается,
повреждена поверхность
разъема
Проблемы с горячим
коллектором: в ыхьлектор
попадает возду х
lJu< 19 1 Л«|х-гты отливок II., полиакои
• «ПОН и ср. Д1 гиа ус гранения 119 11
20. Специальные технологии литья
под давлением и специальные
литьевые формы
20.1. Микролитье
Литье под давлением используется как для получения чрезвычайно малых изделий
элементы которых весят менее тысячной доли грамма, так и для получения очень
тонких деталей, в несколько квадратных микрон величиной, на относительно круп-
ных изделиях. В данной главе мы остановимся на изделиях с микродеталями По
подобной технологии уже получены структуры с минимальной шириной 2.5 мкм и
высотой 20 мкм [20.1]. Так называемое аспектное отношение, или отношение мак-
симальной высоты профиля к минимальной ширине, в данном случае равно 8. Этим
подчеркивается отличие от технологии производства компакт-дисков, где также
формуются микродетали из полимерного материала. Минимальная ширина профи-
ля CD составляет около 0.6 мкм. а максимальная высота около 0.1 мкм. Аспектное
отношение в этом случае меньше единицы.
На рис. 20.1 показан образец микродетали, полученной литьем под давлением
полиоксиметилена. Приблизительно 1100 шестигранных столбиков толщиной 80 и
высотой 200 мкм расположены на расстоянии 8 мкм друг от друга.
Рис. 20.1. Образец изделия, полученного литьем под давлением полиоксиметилена
20.1.1. Технология литья и управление пРоце“™ „ на
Качество отлитых изделий сильно 3aB,,CHL°”^o”°B1^™ание тонкой структуре мат-
стадии конструирования следует Уделить ' н11е процессом литья (рис 20 2).
РИЦ, то в производстве требуется особое. р 1Я д11Тья под давлением ми-
Литьевые формы, применяемые в настОЯ1^б^н(Х.тн [20.2 20 7):
•Фодеталей. имеют следующие технические особенное
^ени£миспе«ьнь,е литьевые
594 20- Специальнь.е^ех^Г^Т^М------
Поддержание необходимой
температуре формы
Нагрев матрицы
Охлаждение матрицы
до температуры
выталкивания
Коней цикла
Удалить воздух
1 — Форма закрывается
2 — Подвод узла пластикации
3 — Впрыск
4 — Подпитка
5 — Отвод узла пластикации
6 — Измерение
7 Открытие формы
до температуры расплава
Вакуумирование
Рис. 20.2. Цикл литья изделий микродеталями
и извлечение изделия
• Вариотермическая нагревательная система, т. е. форма еще до начала процесса
нагревается почти до температуры расплава, а впоследствии, в течение того же
цикла, охлаждается до температуры выталкивания. В литературе часто сооб-
щается о том, что температура формы должна быть на 40 градусов ниже тем-
пературы плавления перерабатываемого материала [20.7], однако это не всегда
приемлемо.
• Устройство для вакуумирования, которое удаляет воздух из зоны гнезда. Это
важно для предотвращения «дизель-эффекта» в глухих отверстиях формую-
щих полостей во время впрыска и для поддержания заполнения формы. В не-
которых случаях необходимо получать давление ниже 1 мбар [20.5, 20.7].
на констпук|6°ВаИИЯ накдадываются 11а допуски плоскости смыкания формы.
™Л„К“ 1М«М |М"1Г'ЫС ,|">РиООб₽аЗУЮЩ‘1е
деталей и узлов РО-вАмолА"" "a РИС' 2^‘3, со^Рана в основном из стандартных
вые конфигурации изделий быстро "?УКТура Даст во:,можность переходить на но-
Внсщиий водяной регули.Гую'ии затратами.
стоянкой температуре (например бОсАгь’ ,к>ддс1’Ж11вает форму в целом при по-
электрического нагревателя и bhv <ЧМ1отермическое устройство состоит из
которым циркулирует масло Летч?КНН1,Х "а|'н‘п;,1сльных спиральных каналов, по
лающими каналами, которые попАА1*111<?||одв,,Ж1,ой полуформе снабжена охлаж-
иоло|ичсским соображениям. Bomvn "" "* ,’11<‘||Д1,кУЛ’|Рно одни к другому по гех
и юную изоляцию от остальных узлов Т' '1 обеспечивают необходимую п’-
поддерживае, |'<мтоянну1<,тсмп< ратА1’<,|,МЬ1 В"У ,|,е1|"е<> нагревающееустройспю
• <оо1в< к тующую извлечению для нерера
20 1 Микролите
595
() пинаемого материала (для нолиоксиметиле
масла гораздо выше. За температурой можно
царЫ- Внутренний
контур управления
температурой (масло)
Подвижная пли м
/V к‘л смыкания)
\ Плита крепления
на — 1'20 Ч); начальная температура
следить с помощью отдельной термо-
ll лита
крепления
(неподвижная
1орячии иолуйюрма)
канал Эксцентриковый
Водяной
Электрический
нагреватель
Формообразую-
щая вставка
м 11 к ролетал ь)
I ВАЯЮЩИЕ
КОЛОНКИ
Вакуумный Теплоизоляция
штуцер
выталкивания Внешний контур
управления
температурой
(вода)
Рис. 203. Литьевая форма для литья под давлением микродеталей
Впускные
литниковые
каналы
Уплотнительное
кольцо
—
Электрический нагреватель, расположенный непосредственно под формующей
полостью, обеспечивает временный нагрев этой зоны до желаемой температуры. По
окончании впрыска нагреватель отключается, а внутренний контур отводит тепло до
тех пор, пока не станет возможным извлечение (рис. 20.4). Система электрического
нагрева состоит из круглой медной пластины толщиной 9 мм с тремя заглубленными
патронными нагревателями мощностью 200 Вт каждый (плотность 6,2 Вт см ) а
рис. 20.5 показана зона матрицы и нагревающих элементов. 20 6 Объем,
Принципиальна» схема вакуумного контура о </1ч,к» о Хм-
в котором нужно создать разрежение, нсв“"1'’"°^)“'сктор Получаемое с его но-
чого насоса используется двухступенчатый < УУ • )1О регулирования
мощью разрежение близко к среднему вакууму Для щспрерывн
вакуума можно применять вакуум-корректор I ’ qt,.)C3 отверстие в ненод-
При закрытии форма зажимает уплотняющее ко вентилирование перед
вижной полуформе происходит как вакуумирование, т.
открытием. „ таК как при обычной конструк-
Горячеканалыюе сопло снабжено ^’'^’^'бдагодаря разрежению |20.9|.
Чип расплав еще до впрыска засасывался >ь ОТ1|ЫХ толкателей.
Выталкивание происходит с помощью вакуумно
Ри;. 204 Изменение температуры в вариотермических формах
20 5 Л;На мэтРииы в литьевой форме
20.1 Микролите
3/2-ходовой регулирующий
клапан с магнитным
приводом
Фильтр
Вакуум- J
регулятор^
24 В
Указатель
переключения
(вентилирование)
2/2-ходовой
регулирующий клапан
с магнитным приводом
Поплавковый
клапан
Рис. 20.6. Принципиальная схема вакуумного контура
20.1.2. Изготовление микроматриц
Кроме большого числа стандартных методов, ориентированных на производство
микромеханических и микрооптических изделий, для изготовления формующих по-
лостей для изготовления микродеталей постоянно внедряются новые технологии.
К числу стандартных методов относятся механическая микрообработка, микро-
обработка электрическим разрядом и лазером. Кремневая технология оказалась
первым из методов, приспособленных к производству микромеханических изделий
В 1980-х гг. разработан новый специальный процесс: так называемая технология
LiGA (акроним, составленный из начальных букв немецких слов Litographie, Galva-
noformung и Ahformung — литография, гальванопластика, изготовление форм) Все
методы позволяют создавать детали микронных размеров, которые предназначают
ся как для непосредственного применения, так и для серийного производства
честве формообразующих вставок.
Ниже мы рассмотрим достоинства и недостатки каждого из ,,аа°‘’ 1 , еня.
в отдельности, с точки зрения изготовления микроматриц, ак пр ’ ованис и
Ются специальные станки, имеющие стабилизированное, уКр^"Л^ е‘йота.
позволяющие выполнять обработку особо высокой точности.
ких станках можно обратиться к специальной литературе
ппгми питья под давлением И специальные литьевые^ормь,
598 20 Специальные технологии лить^—дм------
20.1.2.1. Кремнева» технолога» ^.„«тражиие» примепеппе.
Эта технология еше в 1970-х гг. у инженерии.
области электротехники и электро жидкостИым. либо сухим травлением
Структура кремния Ф°Рм,,ру^ оазделить на изотропное и анизотропное
(20 13. 20.18]. Также травление • поО11сходнт равномерно во всех направлениях,
(рис 20 7). 1 !зотропное тра®’ ивами. напротив, используется то, что
При анизотропном травлеш ' некоторых реактивов зависит от ори-
энергия активации реакции TPd пЛОСКоСти (111) энергия активации наиболее
еитацни ПЖХК«™ 'n=J,T медленнее. В принципе. воз„.вд
“ поэтому „а ^“7“ Х“'.я еоздапал не поддающиеся траадеппю
Э?„”« паеТеппем в монокристалл примеси бора в высокой концов.
трацни
Анизотропия (рис. 20./) и скорость травления зависят от химической природы
травящего вещества и температуры [20.18]. Недостаток метода заключается в огра-
ниченности конфигурационных возможностей, которые полностью определяются
кристаллической решеткой. Невозможно, например, получить круглые столбики
В ответ на все более строгие требования к точности структуры разработана техно-
логия сухого химического травления [20.19]. Этим способом можно получать трех-
мерные структуры, бомбардируя подложку в плазменном разряде атомами, ионами
и свободными радикалами. Продукты травления переводятся в газовую фазу и уда-
ляются, смешиваясь с травящим веществом. Анизотропия и селективность процесса
зависят от типа и количества травящего компонента.
Д тя усиления воздействия сухое травление часто сочетают с жидкостным хими-
ческим методом [20.20]. Сухое травление ограничено по глубине структуры, причем
Анизотропное жидкостное
химическое травление
Изотропное жидкостное
химическое травление
Анизотропное сухое
травление
Большая площадь
воздействия частии
201 Миу»пип'<’.___
599
МОЖНО получить только нерт икальныс форм! ill
„ химической природы процесса можно „ай, и в ,‘Х,ioo’^" ,,и,и‘’Физич«-скои
Цое «едующее электрохимическое осаждение и ,1 ? 20 211
матрице (процесс .S7G/1) приводят, подобно методу °’,а"ис в ‘’«'’разовашиейся
avioimix неганок для серийного производства и ui/ufi L ’ К 11ОЛУ,,е"ию Формообра-
ное использование кристаллов кремния невозможно l’"JI<1C™acc 1 ^посредствеи-
статочной механической прочностью. ’ аК КаК О11и |1е Залают до-
20 .1.2.2. Технология L/GA
Технология LiGA является относительно новым методом получения микродеталей
(рис. 20.8). Согласно первоначальному методу, поток высокопараллельных рент-
геновских лучей, генерируемый синхротроном, падает на маску из материала, об-
ладающего повышенной способностью к поглощению рентгеновского излучения.
Проникая сквозь открытые области в маске, рентгеновские лучи засвечивают ре-
зист из полиметилметакрилата (слой толщиной от 100 до 1000 мкм), нанесенный на
Синхротронное
излучение
Литография
Гальванопластика
Получение формы
Оливка
Рис. 20 8 Технология LiGA
600 20. Специальные технологии литья
пол давлением и специальные литьевые формы
„ пТ-,-.пя либо металлических сплавов. Засвеченные
электропроводящий субстр^”3^я ‘(изилекаются вплоть до субстрата), и в образо-
пплекать отдельные, конкретные, образования.
""попластика может быть ко,.очной фазой, если получают рабочие детали
„з В других случаях формы, получе.шые , результате электрохимическо-
„пресса.отТут „атрппамк для дальнейшего формопан.,» деталей из металл»,
пластмасс или керамики. С помощью технологии LiGA можно получить 2,5-мерные
структуры с минимальными размерами менее 2 мкм и шероховатостью поверхности
/?я не более 10 нм. Глубина структуры зависит в первую очередь от продолжитель-
ности засветки на литографической стадии.
Здесь достигается точность в боковом направлении 0,2 мкм при глубине 0,5 мм.
Первые две стадии процесса, литографическая и гальваническая, широко иссле-
дуются, но для массового производства неприемлемы ввиду высоких затрат на их
осуществление. Например, гальваническое осаждение слоя толщиной 1 мм занима-
ет приблизительно педелю. Лишь последняя стадия технологии LiGA (собственно
формование методом противодавления) вакуумной вытяжки или литьевого прес-
сования, делает производство экономически оправданным [20.26, 20.27].
20.1.2.3. Технология LiGA с использованием лазера
Такой вариант технологии LiGA относительно дешевле. Вместо синхротронного из-
лучения для получения детали используется эксимерный лазер. Две стадии — за-
светка и выработка — становятся единым процессом получения первичной структу-
ры с помощью лазера. Однако большая длина волны лазерного излучения позволяет
получать лишь невысокие аспектные отношения (< 10) и более крупные структуры
(> 1 мкм) по сравнению с LiGA. Качество поверхности непосредственно сравнивать
невозможно [20.28, 20.29]. Более того, не удается получить и совершенно парал-
лельные стенки. Впрочем, последнее обстоятельство способствует извлечению.
20.1.2.4. Лазерное резание
няется в Ие МатсРиа71а ПРИ ’’«лучении металлических макродеталей приме-
фопм для пи-™ °СТИ’ П пРоизв°Лстве штампов для объемной штамповки, лите! пых
честХьтешХ^013 П°Л “”IeM " Ф°рм Для переработки пластмасс в ка-
ЩИХ способах их получения* р' ИЗле"ИИ с микР«ДСталями важно знать о сушествую-
* Такие матёЬиаль, ”к фМ СП°С°6а лазерного съема.
энергии (рис. 20.9, слеваТм^1^**0 "Спаря1ъ лазерными импульсами высокой
ходного качества поверх ностУ0 ДС“СТ",,Я лазерного луча для со хранения нс
лить испаренному мат.-ии,™ 1,р(’Ду":,(”1с>.ертным газом, чтобы не пф’но
’ Также можно рас,, лавл™, Л<'"<:Н^,ИТЬО' ’ ?° ’
про™ ходи, при JI;i„ р1Юм |1H1|I |2().;п,12(),'з27(,( Умзде','''’9)"
20 1. Микролитье
601
Удаление раснлина ла и рным лучом
Рис. 20.9. Обработка лазером (резание)
Окисление лазерным лучом
• Лазер применяется для инициирования селективного окисления поверхности
детали. Это приводит к эрозии поверхности. Для того чтобы вызвать XZ
(оиса209 сппРИаС П Bb~'e? Дополнительной энергии, подается кХ™
(рис. 20.9, справа). При должной настройке параметров процесса в зоне охлаж-
дения возникают термические напряжения, благодаря которым окисленный
материал отделяется от неокисленной основы. Такой способ очень хорош для
изготовления форм, так как позволяет получать поверхности очень высокого
2оТз]ТВЭ' СРаВНИМОГО С тонк°и чистовой электроэрозионной обработкой [20.32,
Лазеры можно использовать в обработке любых материалов. Источниками излу-
чения могут служить СО2-лазеры, Nd: YAG-лазеры и эксимерные лазеры. В табл 20.1
собрана наиболее важная информация, касающаяся различных способов получения
металлических микроструктур, областей применения и ограничений этих способов.
Подробно физика процессов лазерного резания и съема описана в работе [20.38].
Таблица 20.1. Лазеры для получения микродеталей [20.30-20.32, 20.34-20.37]
СО2-лазеры Nd. YAG-лазеры Эксимерные лазеры
Длина волны в среде 10,6 1,06 0,157(F2)***- 0.351 (XcF)***
Скорость съема (мм /мин) для лазеров Умеренной мощности 35 (200 2500)* 10 80(200)** 11 нформация отсутствует
300(160 800)* 300 3(F2)***- 20 0(ХеС1)***
Качество поверхности Глубина обработки R = 20- 70 мкм а От 20 мкм до нескольких мм R =10-40 мкм (9 мкм)** и - мкм 7?=1,3 мкм Информация отсутствует
Точность Информация отсутствует Несколько мкм для структуры размером порядка 100 мкм Информация отсутствует
* Кислород в качестве технологического газа.
Сжатый воздух в качестве технологически! о газа.
Технологический газ.
*02 20 Специальные 1 ? 5 Электроискровая обработ ====== носительно новые электро; р искровой эроз! (20 «| (рис. 20 10) Д» с»/™ I' минимальной проводимостью о . Таблица 20.2. Возможности методов искровой эрозии [2 специальные ли >изводить элемент псы, сообщалось е 1чают как давно вую эрозию) (20 е [20 40-20 42] 1 [ей материал дол 20.31 ] (табл. 20.2 0, 20.42-20.47] гьевые формы гы поверхнос- ще в 1970-х гг. [звестные ре- 36], так и от- шлифованне жен обладать )•
Электро- эрозионный метод Минимальный диаметр электрода Допуски Резание 20 мкм ±2-3 мкм Выемка 2,5 мкм Отклонения по окружности: 100 нм Отклонения от прямой: 500 нм Фрезерование Информация отсутствует Обычно ±10 мкм На плоскости ±5 мкм на пластине 150-100 мм2 Шлифование Информация отсутствует Информация отсутствует
Получаемая конфигурация Ширина про- филя < 40 мкм Внутренние ра- диусы: 20 мкм Аспектное от- ношение: 1000 Минимальный диаметр отверстия- 50 мкм Глубина: 100 мкм Аспектное отношение: >100 Информация отсутствует Минимальная ширина 40 мкм Аспектное отношение. > 15
Шероховатость поверхности 7? = 150 мм а Ra = 200 мм R =100 мм Ra= 1 мкм Информация отсутствует
Типичное применение Отверстия Формующие полости Формующие полости, узкие и глубокие поднутрения Прямые проходы
20.1.2.6. Микромеханическая обработка
Подобно искровой эрозии, к производству микродеталей были приспособлены и
классические методы точения, фрезерования и шлифования. В качестве ннстрУ'
ов для точения и фрезерования обычно применяются монокристаллические
окоуж^Г Шоо^УЮ1Топ Д° очеиь 0СтРых режущих кромок с отклонением от
трапениевилпук^ °Алмазные инструменты имеют прямоугольную-
иваются в c-S VK И П°ЛУКРУГЛУ10 Ф°РМУ НО 49] Дли установки в станке они зава
—.............................................. .........
11рХ“:г.и^хт’.......... .......» ™бл-**
20 1 Микролите
603
‘Ь|>еи-|и,|1а|,И(.
Погружение
(rpaiiiipoiiuniie)
I'e.iainie
(подвижным прополочным
элекг|и>дом)
Шлифование
Погружение
(с получением отверстия)
Резание (лезвием)
Рис. 20.10. Варианты искровой эрозии [20.36,20.40,20.43]
Таблица 20.3. Возможности механической микрообработки [20.48, 20.53-20 56]
Микроточение Микрошлифование М икрофрезерование
Минимальный диаметр матрицы < 20 нм Шлифовальная головка I Зерно на головке Ширина круга Зерно на круге Информация отсутствует
Допуски Отклонение матрицы < 30 нм Информация отсутствует Информация отсутствует
Возможные конфигурации Цилиндрические детали диаметром: 8 мкм длиной 111 мкм Ширина на дне канавки 1 мкм Канавки шириной 15 мкм глубиной 500 мкм Профиль шириной 1,5 мкм глубиной 200 мкм
Шероховатость ^ерхности R =5 нм шах R = 2 нм R < 1 мкм а Rt < 10 нм
Типичное .применение и — Хрустальное зеркало Микротеплообмениик Микротеплообмениик
, нише так как она если и обрабаты-
обработки стали размеры получаются гор^ ,.слах [20.51, 20,52] С ледует °™ет"*м'
вается алмазом, то в очень ограниченных диаметре отверстия, равном
что на данный момент известно о минималь.н
120.53].
604 20 Специальные технологии литья под
20.2. Декорирование изделий в процессе литья
под давлением
- о ж R ггоопессе литья под давлением (/.VD-процесс) -
X подучать ппо.ые изделия. < > еоегоят .о «нп»,.
ни лекоратпзнопт матерка». В качгс тле поелелнег» ооычно исиатьзттп,.
ся пленка или ткань .
На рис 20 11 изображен процесс декорирования в форме Декоративным материт
вставляется между двумя полуформами (подвижной и неподвижной). Затем форма
закрывается, при этом декоративный материал зажимается по линии разъема фр.
мы. Во время впрыска расплав полимера распределяется в форму ющей полости и
соединяется с декоративным материалом. После застывания изделие вы.алкивается,
Обтасти применения такой технологии с использован.’ем каных декоративных
материалов находятся главным образом в сфере автомооилестроения. Как пример
можно упомянуть накладки стоек и дверей, покрытие багажника. оа1ажных полок,
торпедо. защитных кожухов [20.58].
Изделия, декорированные пленкой, также применяются в автомобилестроении.
Типичный пример — детали с подсветкой на панели приборов, а также изделия, кото-
рые должны отличаться особым качеством поверхности или цветом [20.63, 20.64]. На
повестке дня — орнаментированные колпаки колеса и элементы крыльев (табл. 20.4).
Необходимость вставки декоративного материала и последу ющего впрыска рас-
плава привела к изменению констру кции форм Существуют два варианта размеще-
ния декоративного материала: на подвижной и на неподвижной полу форме. Если
он размещается на неподвижной полуформе, расплав должен проходить через лит-
ник, проведенный сквозь линию разъема. Это может быть туннельный литник или
горячеканальное сопло [20.58].
Процесс декорирования в форме
С вязу KHiiuii слой
Слой покрытия
Защитный слой
Раз делительный
слой
Ооращ.ношнй слой
............ 1-Р..Щ...Я
|’”Ц«ЧТГ 11111.Ц
605
MTJJeKOfHipot^^ В процессе поддшню.^ием
№Л«л<« 20.4. Классификация систем подачи декоративного мате
Декоративный под раскрой материал из рулона Система с предварительным
11 реимущества 1 кболыние отходы декоративного материала. Можно обеспечить одновременность извлечения изделия и подачи декоративного материала; высокая воспроизводимость Простая система, время обработки невелико. Возможна штамповка непосредственно в форме натяжением ткани
Придание декоративному материалу особого расположения с натяжением или относительным перемещением слоев
Недостатки Размещение тонких декоративных материалов сопряжено с трудностями; сложно обеспечить их предварительное натяжение Сложно обеспечить предварительное натяжение: в ряде случаев брак из-за усадки Сложные конфигурации вряд ли возможны Требуется дополнительное оборудование для подачи ткани внатяг; в целом очень сложная система
Применение Простые конфигурации Выявление текстуры декоративного материала Простые плоские изделия Сложные конфигурации при горячем формовании листовых термопластов; декоративные материалы с выраженной структурой
Примечание Применяется чаще всего Например, для производства накладок к передним стойкам Применяется редко
И все же чаще декоративный материал располагается на подвюкнои по
В случае сильно изогнутой накладки стойки, пуансон литьевой оризделие
против обыкновения, на неподвижной полуформе о время’ в Этояв-
Дает усадку и сцепляется с неподвижной ^Г^^^Х-яТ ^чных:
ляется причиной существенного отличия фор Д поЛУфОрму. Выпускаются
кшкггель приходится улавливать в уала LaaTcaa
специальные литьевые машины, в которых г Р му1НесТво такой конструк-
Располагаются с неподвижной стороны. Некот р декоративный материал,
Ции заключается в том, что толкатели не возденет у £20.60]
что могло бы привести к повреждениям повеРх,1° ют продолговатую форму. Учи-
Многие отливаемые декорированные изделп стецки, впуск осуществляется
тывая соотношение пути потока расплава и тол невозможНо провести литни-
через несколько впускных литИИКОВЫХп^,™вляется в форме с тремя плитами где
ковую систему к линии разъема, впуск о у „ неПодвижной плитами |
плавающая плита расположена между подвижно
и спеииагьные гмтъееые форм.
606 20 Сгх^агьн^технологиил^^^----------------
пршается намного проще с помощью горячека-
Залача многоточечного впу с Г* технология неразрывно связана с деко-
нальноисистемы. напр1,мер (2060. 2061] методом каскадного
рированием изделии в процессе литья, пр
“о™оо^еаьяы, огобеиноетей литья под давлением с декорировать,
в too“e "3 ееооходимости обееиечип. подачу декоративного Матерна^
Вформедотасностшеетвова<ь для размещения материала определенное Простраи.
его Устройства перемещения, фиксации и прижима приходится интегрировал,
в формуВ связи с возрастающим количеством подвижных рабочих органов повы-
шается вероятность механического износа элементов [
Одним из важных аспектов декорирования изделии в процессе литья является
необходимость получения подгибов. Если необходимые подгиоы удается получить
непосредственно при литьевом формовании, то за счет сокращения количества тех-
нологических стадий можно достигнуть заметной экономии.
Одним из способов получения подгиоов на 180 является применение формы
с раздвижными направляющими. При закрытии формы направляющие вдвигаются
внутрь. 11х поверхность изогнута таким образом, чтооы при смыкании ооразовалась
канавка. Декоративный материал вставляется в канавку, при этом получается под-
гиб. Направляющие выдвигаются прежде, чем начинается извлечение изделия.
Другим способом получения подгиб является вставка декоративной заготовки,
которая сгибается на краях отливки. Декоративный материал состоит из лицевого
слоя ткани и вспененной основы. При сгибе материала вспененные слои накладыва-
ются друг на друга. При впрыске промежуток между ними заполняется расплавом.
Таким образом, на краю изделия расплав полностью обернут декоративным матери-
алом с образованием складки. Такой метод требует специальной подготовки деко-
ративного материала.
Подгиб под углом 90° можно получить с помощью трехплитной формы [20.65.
20 66]. Этим ооеспечивается извлечение образующегося поднутрения. Кроме того,
ткань натягивается ширильной рамой.
Плита толкателей
Гидравлический цилиндр
Каналы системы охлаждения
Декоративным материал
Формующая полость
,, и сон и» с .«anopiioii hi ioil
1 12 Ли'ь,,,,ая '|и>Рма /ня лекорцр(1|1;11,|1и .. L ,
манн Ьусслингсн, Н1ц( йцарня) Д< 1,1,1 и процессе и пья (Фо го leopi К.>"1
20.3. Переработка жидко! о силиконов
>н<я о каучука
y.icvi смыкания
607
I !аж11мпа>|
пружина
пуансон
Рис 20.13. Конструкция формы
На рис. 20.13 приведена конструкция формы, в которой подгиб (180°) на тканой
накладке образуется на стадии формования изделия [20.58,20.68].
Форма состоит из подвижной и неподвижной полуформ, а также третьей плиты,
расположенной между ними. Полукруглая выемка в плите служит для фиксации
тканой детали. Декоративный материал размещается между неподвижной полуфор-
мой и третьей плитой. Затем форма закрывается, при этом третья плита прижима-
ет ткань к неподвижной полуформе благодаря нажимной пружине. Декоративный
материал натягивается подпружиненными штифтами толкателя, расположенными
с неподвижной стороны (на рис. 20.13 не показаны). Благодаря этому декоратив-
ный материал лишен возможности произвольного перемещения; он перемещается
внутрь матрицы контролируемым способом.
После этого пуансон, размещенный на стационарной полуформе, перемещается
навстречу, дополнительно натягивая ткань Благодаря этому в гнезде располага-
ется достаточное количество ткани, причем исключается продавливание расплава
сквозь нее.
При обратном ходе пуансона форма замыкается еще плотнее. При обеспечении
вертикальности поверхностей возможно применение как обычного литья под дав-
лением, так и литьевого прессования. Литьевое прессование также юпускает
пользование тонких и чувствительных декоративных материалов.
20.3. Переработка жидкого силиконового каучука
Жидкие силиконовые каучуки {Liquid Silicone сшдктв
Ются от обычных сшивающихся эластомеров с Р вязкостью поставлястся в
материала. Сырье, двухкомпонентная жидкое г > .„.„тпаются и под действи-
20- и 200-литровых контейнерах [20.69J. Компоненты смешиваются,
о ппп о-,ппрнирм И специальные литьевые формы
608 20 Специальные технологии лить-----
продуктов. Скорость сшивки намн° [20.70-20.73]. При переработке двух-
ставляет от 3 до 7 с на 1 мм толщ» ы » машины должны быть оснащены
комаоне,.Т..ОГО силиконового каучук,компонентов В узле пл»
большим количеством устройств от 20 до 40 °C, а в форме нагревается
™ 240 НаС™ХХ'КО' ЧТ° “° ,Вбе“"К
° скорост|’ сш"вк"г,реи'*'
высокой точности при изготовлен,.., пресс-форм. Если при переработке термоПлас.
тачных полимеров достаточно обеспечить зазор 0,01-0,02 мм. то в случае работы
с силиконовыми каучуками облой исключается лишь при величине зазора менее
0,005 и до 0,01 мм [20.74-20 75]. Для соблюдения жестких допусков после выпуска
каждой партии изделий формы необходимо отжигать для снятия внутренних на-
пряжений и после закалки снимать остаточные напряжения повторной нормали-
зацией [20.76]. Ввиду высоких температур формования для изготовления плит и
формообразующих вставок используются высокотемпературные улучшаемые стали
[20 77-20.80].
Несмотря на относительно низкое давление (максимум 20 МПа) в формующей
полости, формы для переработки силиконовых каучуков делаются очень жестки-
ми во избежание образования облоя. Целью в данном случае является упрощение
конструкции и, по возможности, отказ от ползунов и раздвижных полуматриц вви-
ду проблем с их герметизацией. С точки зрения механической конструкции фор-
мы критическими зонами являются проем уплотнительного кольца в неподвижной
полуформе и зона узла толкателя — в подвижной полуформе. Толщина плит форм
соответствует формам для переработки термопластичных композиций. Высокое
чр НИе ВНУТРИ Ф°РмУюШей полости при переработке термопластов в этом смыс-
каучуков [20Тз]ЖеСТКИМ ДОпУскам по зазорам форм для переработки силиконовых
20.3.1. Вакуумирование
Для компенсации возможных сбоев течеш.о
быстрой сшивки силоксанов слелм₽т п полимера, которые происходят из-за
важно при высоком отношении п Рн,|имать специальные меры. Это особенно
чинает сшиваться до окончания за Т" П°Т0Ка к TOJI11unie стоики, когда материал па-
сти впрыска увеличивается риск г Г°11" ПИЯ 1^°РМЬ|- Однако при повышении скоро-
оконечность пути потока далека Разова1п,я поздушных ловушек. Поэтому, когда
в- до остаточного давления 200 Rnn""r-" Раз,,Сма« гнезда приходится вакуум11!10'
™ом так называемой программы с птГ ^акУУм,1Р°Щ|Нио выполняется носреЛ"
ппоигРОГРаММа Пептил1,ровапия) [20 77)Л?г^Т|°ЧП(>И оста,|‘»»коп (также известно1'1
уходит до ИОЛУЧС.11ИЯ зазор в жчк’о 1 ’ ”а -пе закрытие фО|>М«
миллиметра. Спенн
ину or окруж;,К)11(сй ( ю Р<1 зьема формы, перекрывают за:«>1’11
|,( ‘Да и литники вакуумируются чс!н
20 3 Переработка жидкого силиконов™ о каучука
609
отверстие » липин разъема 1олько по завершении вакуумировав им »
кання литьевой машины развивает максимальное усилие, и СМЫ'
20.3.2. Впуск
Если не используется холодноканальная литниковая система (см раздел 20 ч
впуск осуществляется через точечные впускные литники (0 1 р раздел 20 3-5). то
или пленочные литники (толщина пленки 0,08-0 12 мм1» По™ ММ ” ДиаметРе)
нам применяются многогнездные формы, имеющие от 4 до 16 формТюших^ Т™'
(для очень малых изделий до 128), при этом изделия „ больш^зсХХТкСих
вес зачастую не превышает 10 г. При многоточечном впуске рекомендуйсяпридер-
живаться естественного симметричного расположения литниковых каналов чтобы
избежать разницы в степени заполнения формующих полостей при ограниченном
впрыске. Даже небольшая разница в степени заполнения приводит к недоливу или
облою [20.73]. J
20.3.3. Выталкивание
Полностью автоматическое извлечение невозможно из-за особых свойств полиси-
локсанов. Поэтому формы снабжаются, как правило, несколькими системами из-
влечения, которые поочередно участвуют в освобождении изделия. В некоторых
случаях применяются внешние устройства, такие как «щетки» и захваты [20 77,
20.82, 20.83]. Внутренние системы извлечения могут быть активного и пассивно-
го вида. К пассивному виду относится применение избирательной шероховатости
в определенных зонах матрицы. Тем самым используются адгезионные свойства
полимера, чтобы при открытии формы изделие позиционировалось желаемым об-
разом, на нужной полуформе. Большая шероховатость, получаемая при травлении,
струйной или эрозионной обработке, понижает адгезию, в то время как снижение
шероховатости ведет к ее увеличению [20.76, 20.77, 20.84]. Следует помнить, что
вследствие термического расширения изделия прилипают скорее к матрице, чем
к пуансону.
Среди внутренних систем извлечения активного вида можно отметить контак-
тные и грибковые толкатели с использованием сжатого воздуха. Грибковый тол
катель клапанного типа приподнимается сжатым воздухом (рис. 12.47) Воздух,
проходя между изделием и поверхностью матрицы, отрывает изделие от стенки и
выбрасывает его из формы. Однако поток воздуха приводит к конвективному ос
вобождению большого количества тепла, что при определенных оостс.
может нарушить температурную однородность формы О ы шые цилиндр
толкатели применяются только в тех случаях, когда усилие может ыт
через жесткую вставку композитного изделия [20.73].
20.3.4. Контроль температуры
Для того, чтобы обеспечить работу формы при высокой те “г массы фор.
темпсратурном поле, необходима мощность нагрева °к предпочтительны, так
мы. Ленточные и конические патронные нагрева*.отверстие [20 77]. Это
как, в отличие от цилиндрических, не зависят о сроке службы нагре-
положительно сказывается на равномерности подачи тепла
22 3.1k 392»
610 20 Специальные технологии литья под дзштение^пециапь^ шнье^ормь,
вателей. Матрицу изолируют пластинами эпоксидной смолы для снижения тепло-
отдачи в плиты формы и окружающую среду.
20.3.5. Холодноканальная литниковая система
Использование холодноканальных литниковых систем в переработке си thkquobkix
каучуков в настоящее время быстро развивается с учетом высоких цеп на сырье и
сложности отделения литников |20.85|. Кроме открытых систем с холодными ка
налами и сокращенными отходами на затвердевшие литники, часто применяются
холодные каналы с игольчатыми клапанами для прямого впуска, благодаря кото
рым литниковые отходы не образуются. Системы холодных каналов могут принад-
лежать как форме, так и литьевой машине. В последнем случае они креня гея на узел
пластикации, а их сопла проникают в форму |20.86]. В качестве стандартной приме
няется закрепляемая на литьевой машине система с восемью отдельными сои тми
вместо одного закрывающегося Преимущество такой системы заключено в возмож
ности ее использования с разными формами, что соответственно снижает затраты и
облегчает замену в случае поломки. На рис. 20.14 изображен установленный на со-
плелитьевой машины узел холодноканальной системы, специально разработанный
для переработки силиконовых каучуков [20.87] Его каналы достигают формующей
полости, обеспечивая непосредственный впуск.
20.14. Узел с четырьмя холодными каналам»
ключения к узлу пластикации [20 Яп”' ,1,х'дна:‘,,аченнЬ1й Для постоянного под
запасное соединение под смеии<> • игольчатый клапан. 2 - регулятор. 7
с датчиком температуры; 6 — гм * со,,до; 4 ~ Центрующий конус: 5 — соединение
клапана; 7 - соединительный ни"л***К<>< с системой игольчатого
' *1< Р- адаптер к соплу литьевой машины
611
20 4 компрсч с ионное нре«<оц,1НИ(>
20.4. Компрессионное прессование
|11,еЦ,ЧЧ‘ К‘,М1"“ С<1К.ГО прессования можно пред.
стадии впрыска и ссадин собственно пре<!°ЯЩИМ ™УХ
впрыска точно отмеренное ко. шчество полнмс оного ,>„. 2 ° 1,а CTa™H
Му. при*», крьиую па величину компрессионного )а ю • “’Н’РЫ(КИ,,аст'в<]юр-
ооьем (|>ормующс и полости боль П1С, чем объем 6vnv„L. " ЭТШ момс'"
рнце образует «ленн.ику». 1 1а стадий .„кчт.рас11лав «
юшчю полость ходом закрытия и формуется в и щели71Пп“ЛаПЛИИаГГСЯ * Ф°рму'
что на стадии прессования центральный литник епс Р^подцается, конечно,
выдавливается. Возможность совдать давление поли J"'1 ” расплав из матрицы не
1 давление подпитки отсутствует [20.88].
Стадия прессования
f - г, Стадия впрыска
s +s
s - толщина < тенки детали
s
s, — высота компрессионного зазора
Рис 20.15. Технология компрессионного прессования
В производственной практике наблюдаются модификации технологии компрес-
сионного прессования, обусловленные конкретным применением процесса. Так,
при синхронном прессовании ход пресса начинается во время впрыска. Кроме того,
прессование может выполняться с помощью подвижного элемента формы, воздейс-
твующего на определенный участок поверхности или даже на всю площадь поверх-
ности (рис. 20.16). В некоторых случаях расплав заполняет весь объем матрицы для
компенсации объемной усадки (рис. 20.16, вариант с). Однако для тонкостенных
изделий в основном применяется тот вариант процесса, с описания которого начи-
нался настоящий раздел [20.90, 20.93].
Благодаря своей особой технологической процедуре и определенным свойствам
получаемых с его помощью изделий, метод компрессионного прессования играет
большую роль в переработке реактопластов и эластомеров [20.89, 20.90].
Что касается термопластов, то технология компрессионного прессования до сих
пор применялась для получения толстостенных изделий, удовлетворяющих самым
высоким требованиям к стабильности размеров (например, оптические линзы). о
и изделия технического назначения с большими диаметрами и малой толщиной
стенки (например, мембраны микрофонов и ^ом^>говорителем1> вс^чапш произ-
водятся с помощью компрессионного прессования [20.91. 2 . J. й
проведенные по этим и другим мембранам, показали, что при Д°лж вре.
некоторых параметров процесса можно непосредственно и с. оч i высоком
менами технологического цикла получать изделия толщиной .
Качестве поверхности [20.92, 20.93]. „тмлжностьснизить дав-
Благодаря компрессионному прессованию вах эт0 позволит исполь-
лсние в формующей полости. При некоторых обстоятельствах
20.4. Компрессионное прессование
613
Рис. 20.17. Изделие и конструкция формы
При компрессионном прессовании термопластов неплотности вертикальных
поверхностей не столь критичны, как в случае переработки реактопластов и элас-
томеров, однако во избежание облоя следует придерживаться узких пределов.
Ориентировочные величины для вентилируемой ширины зазора при nepepafилкс
термопластов приведены в главе 7.
Особое внимание следует уделить регулированию температуры Узость порти
кальных зазоров предполагает тщательный контроль температуры о их полуформ,
так как превышение допустимой разности температур между ними приведс
лою, а недостаточная разность — к поломкам.
Аппгий питья под давлением и специальные литьевые формы
612 20. Гпр| шальные технологии литья_нум^-——•
KoMiijxxxiioinioe прессование с подвижным
элементом, действующим на всю площадь
поверхности
Компрессионное прессование с подвижной
полуформой, когда расплав заполняет весь
объем формующей полости для компенсации
объемной усадки
Компрессионный зазор
Компрессионное прессование с подвижной
полуформой, когда расплав не заполняет
весь объем формующей полости (снижение
давления)
Рис 20.16. Компрессионное прессование
методами. Такое снижение давленТ УСИЛИвМ прессования по сравнению с другими
вании изделий ткаными материала^Т^"^^0™61™ интерес при Декориро'
оптимизации технологических параметр’’ 2°’2) [20’94Ь При определенной
шественно улучшить качество изделий DO OS М"Ре^ИОННОе прессование может су-
Все преимущества компрессионного пп Г
ния затрат по сравнению с традиции °соваиия Достигаются путем увеличе-
связанные с формой, литьевой машим”^” Литьем П°Д Давлением. Большие затраты,
ются, видимо, только на крупных пяг,°И И вспомогательными устройствами окупа-
ванис нельзя применять для получен^/** Изделия- Также компрессионное прессо-
*ак ВВИД) вертикальности поверхнострйИЭД ЛИ” произвольной конфигурации, так
°Н™"е 20J7 ~ ге°—О^""ГЮ'Я
наХямТоТ,^ Пр(н^И2О9б?э7010 "рессона"ия’ УД<и,четворЯ'
ка. При такой конструк?,Ч,,ТЫМ Кла,,а,,«м Для мех ™ ,,<,р,1,|,евая Ф°Рма с ЮР*4**3'
плиту формы следуГтточ’и "tT "со6хоД»мости сок '.“',,eCK<)l° перекрывания литни-
ием тей [20 921. '° “'“'Равлять в<> и .с р,,|Нат|> время цикла. Подвижную
Жанне H.nioca вертикальных поверх
Dc
Без учета влияния .пиши I» |1>сма
22.61
С учетом влияния .пиши разъема
(Температура охлаждающей
жидкости Т( = 20 С;
время охлаждения tc= 90 с)
Рис. 8.45. Влияние .пиши разъема на температуру стенки формы
J 1 ванне температуры с помощью теп тоироволящих трубок (Acrolab) [8.82]