/

























































































































































































































































Автор: Шембель А.С. Антипина О.М.
Теги: промышленность высокомолекулярных веществ резиновая промышленность промышленность пластмасс пластмассы химическая технология
ISBN: 5-7245-0517-7
Год: 1990




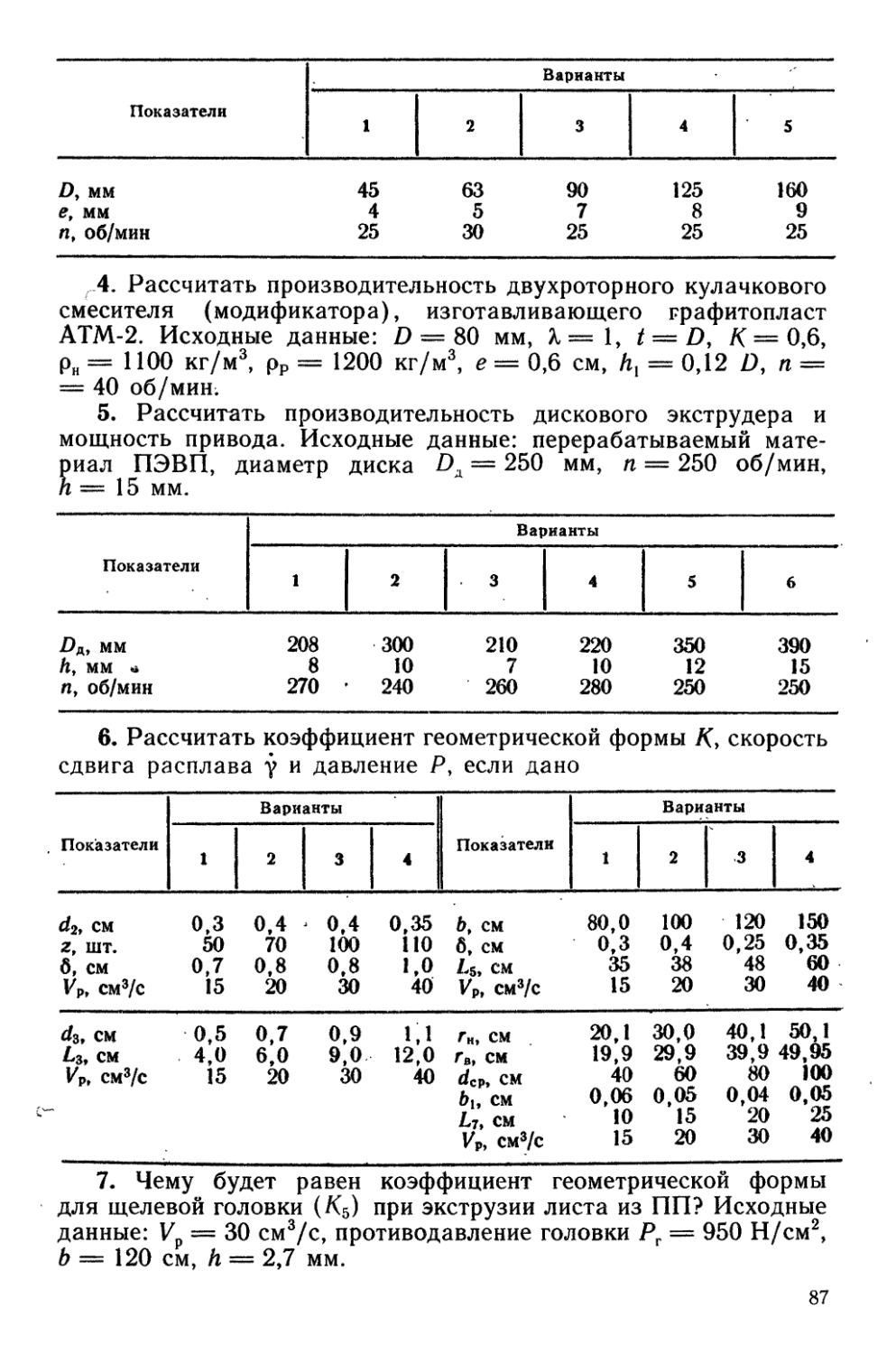
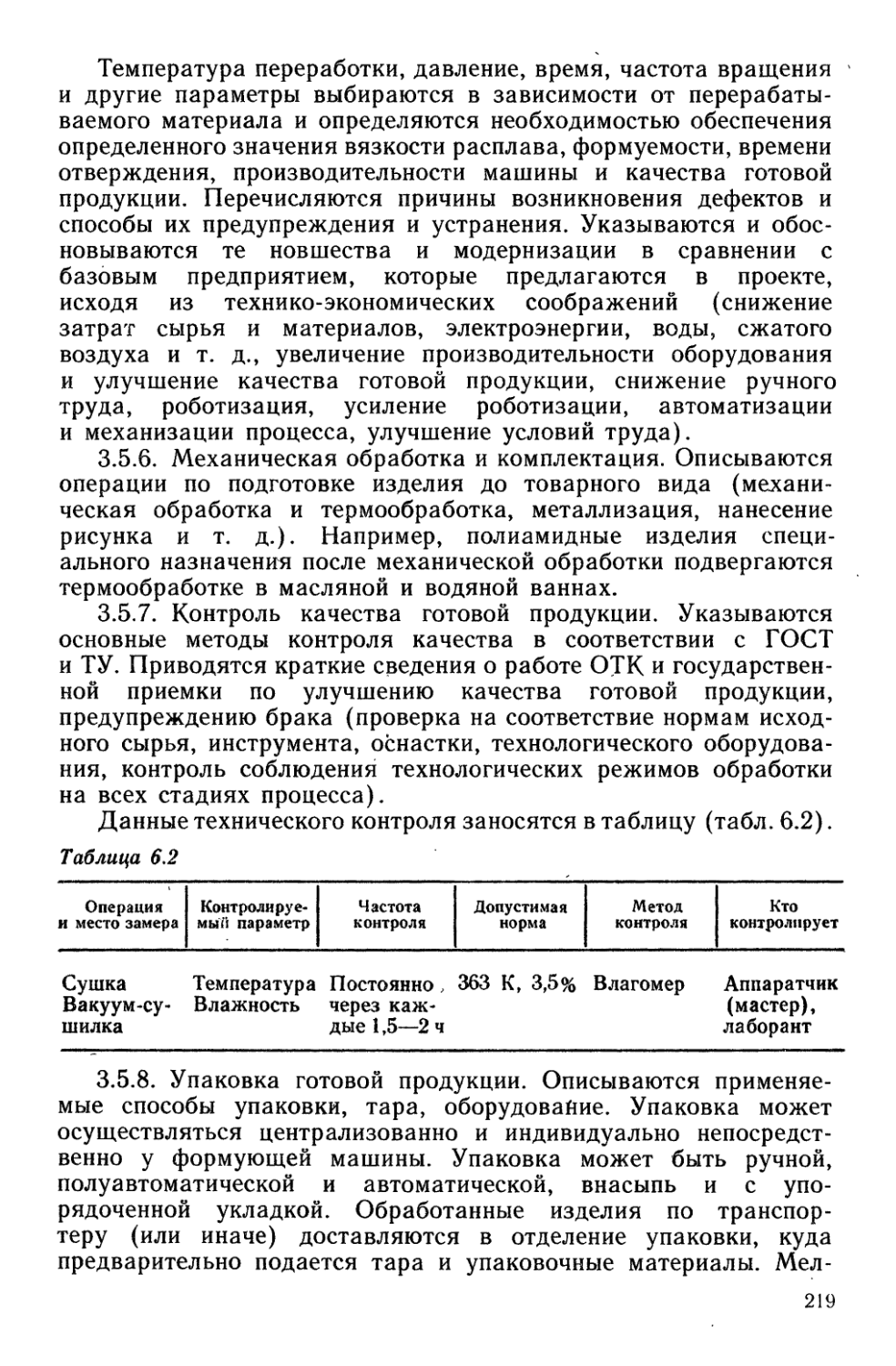
Текст
для техникумов
А.С.ШЕМБЕЛЬ|, О. М. АНТИП ИНА
Сборник задач и проблемных ситуаций по технологии переработки пластмасс
Допущен
Министерством химической промышленности в качестве учебного пособия
для средних специальных учебных заведений
Ленинград • «Химия» Ленинградское отделение 1990
ББК 6П7.55 Ш 462
УДК 678.027(076.1)
Рецензенты: 1. Л. А. Власенко (Ленинградский политехнический техникум).
2. Д-р техн, наук, профессор Г. В. Сагалаев.
Шембель А. С., Антипина О. М.
Ш462 Сборник задач и проблемных ситуаций по технологии переработки пластмасс: Учеб, пособие для техникумов.— Л. : Химия, 1990. — 272 с. : ил.
ISBN 5—7245—0517—7
Приводятся данные о технологических свойствах полимерных материалов и характеристики оборудования, используемого в переработке пластмасс, примеры технологических, энергетических, техникоэкономических , расчетов. Рассматриваются конкретные практические ситуации и возможные пути их разрешения. Даются основы информатики и вычислительной техники для выполнения курсовых и дипломных проектов. Способствует усвоению теоретических основ курса и приобретению практических навыков в оптимальном выборе материалов, технологических режимов и оборудования.
Для учащихся и преподавателей техникумов, может использоваться инженерно-техническими работниками промышленности пластмасс.
in 2804070100 — 122 . пл кки КП7
Ш 050(01)—90----122-90 ' ББК 6П7.55
ISBN 5—7245—0517—7 © А. С. Шембель, О. М. Антипина,
1990
ПРЕДИСЛОВИЕ
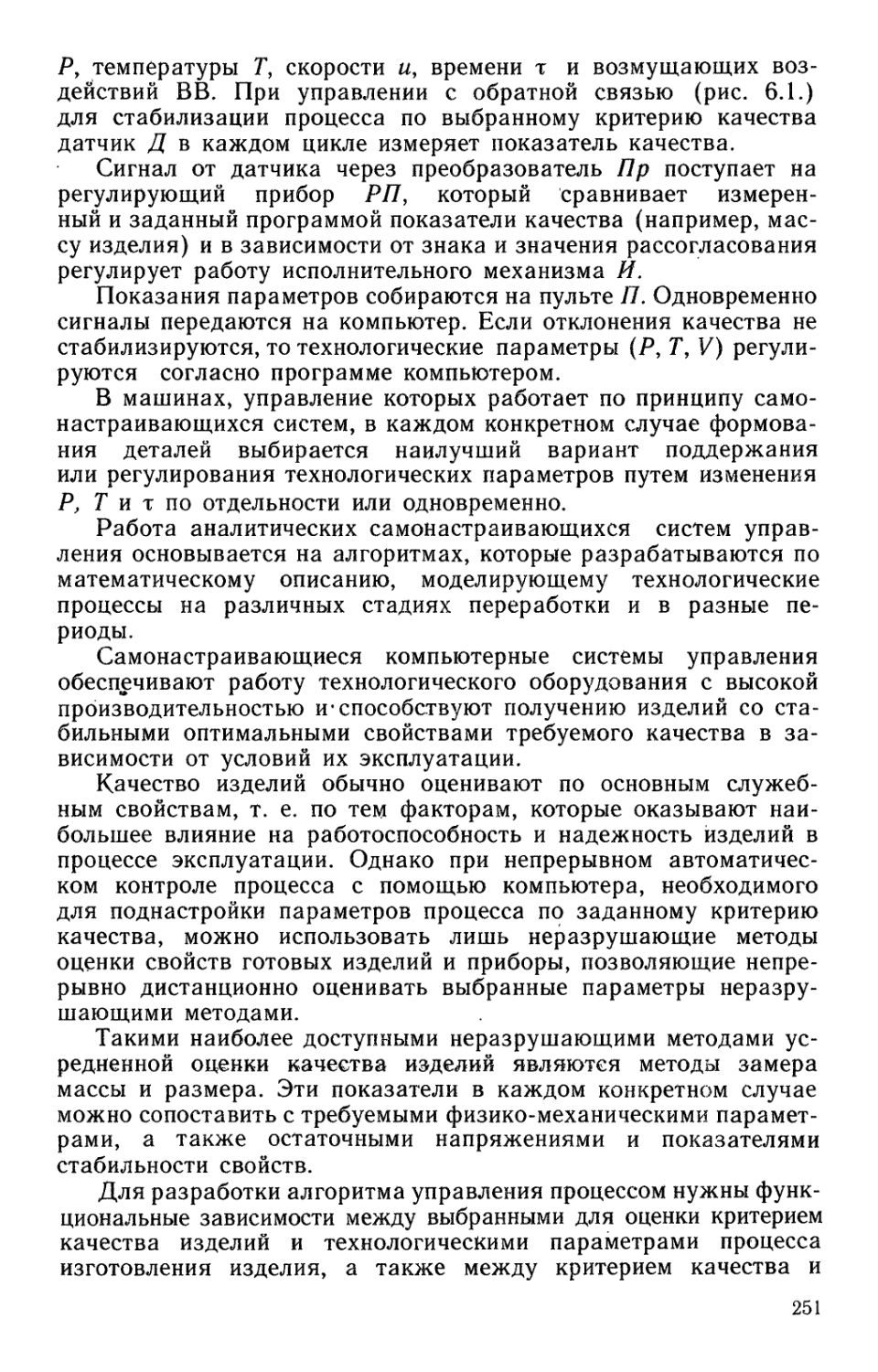
Научно-технический прогресс и ускоренное социально-экономическое развитие нашей страны предъявляют возрастающие требования к качеству подготовки молодых специалистов. Особое значение в нынешних условиях интенсификации экономики приобретает умение молодого специалиста быстро входить в существо дела, быть инициативным и предприимчивым, владеть практическими знаниями. Он должен решать практические вопросы управления технологическим процессом путем изменения качественных и количественных параметров, уметь правильно выбрать исходный материал и эффективно использовать оборудование, знать особенности конструкции изделия.
Невозможно представить такие предметы, как математику и физику, электротехнику и детали машин без систематического закрепления каждого теоретического положения рядом задач и примеров. Ясно, что такое построение каждого из изучаемых предметов облегчает учащимся его усвоение и закрепляет практические навыки и умение.
Цель данного сборника — научить учащихся выполнению технологических расчетов (производительность, материальный баланс^ расход электроэнергии и т. д.), а также умению правильно выбрать оптимальные для данного изделия материал, оборудование и технологические режимы переработки. Проблемные ситуации помогут воспитывать и тренировать у учащихся способность к принятию самостоятельных решений, к формированию собственных технических мыслей. '
В сборнике даны^раткие сведения о технологических свойствах пластмасс, технические характеристики оборудования, методики их оценки с технико-экономической точки зрения, приведен библиографический список для дальнейшего расширения знаний учащимися.
Особое внимание уделено методологии выбора пластмасс, перерабатывающего оборудования, оснастки, методам технологических расчетов и технико-экономического анализа готовой продукции.
Сборник разбит на шесть глав. Первая из них посвящена общим вопросам эффективного использования пластмасс в народном хозяйстве. Во второй — пятой главах кратко рассмотрены вопросы теории отдельных методов переработки пластмасс, даны примеры решения задач, связанных с выбором материалов для конкретных изделий, оборудования и оснастки. Приведены контрольные задачи и проблемные ситуации по всем основным методам
1*
з
переработки пластмасс. Решение таких проблемных ситуаций позволит учащимся более глубоко познакомиться с тонкостями технологических процессов. В шестой главе рассмотрены комплексные вопросы, возникающие при курсовом и дипломном проектировании, показана взаимосвязь между выбором материала, конструкции изделия, основного и вспомогательного оборудования, оптимальных режимов переработки и себестоимостью готовой продукции.
Сборник содержит большое количество справочных данных, необходимых для выполнения расчетов, что позволит использовать его также в качестве справочного пособия в практической работе специалистов различных отраслей, занимающихся переработкой и применением пластмасс в народном хозяйстве.
Книга написана А. С. Шембелем (гл. 2—5, разделы 6.3, 6.4) и О. М. Антипиной (гл. 1, разделы 6.1, 6.2, 6.5, 6.6).
Авторы благодарны рецензентам проф. Г. В. Сагалаеву и Л. А. Власенко за критические замечания, которые были учтены при доработке рукописи.
Доработку рукописи осуществляли Н. Л. Шембель (гл. 1—5, разделы 6.3, 6.4) и О. М. Антипина (разделы 6.1, 6.2, 6.5, 6.6).
Издание сборника задач и проблемных ситуаций предпринимается впервые, поэтому все замечания и пожелания читателей будут приняты с благодарностью и вниманием.
ГЛ AB A 1
ЭФФЕКТИВНОЕ ПРИМЕНЕНИЕ ПЛАСТМАСС
В НАРОДНОМ ХОЗЯЙСТВЕ
Пластические массы и синтетические смолы имеют исключительно важное значение практически для всех отраслей народного хозяйства.
Химизация всех сфер народного хозяйства, решение сложных задач, стоящих перед, химической индустрией по увеличению выпуска продукции вплоть до 2000 г., возможны только на основе успешного внедрения достижений науки и техники.
Планы развития науки и техники в химической промышленности включают 70 конкретных направлений. Предлагается внедрить около 2000 технологических процессов, сократить число периодических процессов, внедрить агрегат большой единичной мощности, технологию высокопрочных и тонких пленок и нитей, наполненных пластических масс, уменьшить энерго- и теплоемкость и др.
В настоящее время ускорение научно-технического прогресса в области науки и техники невозможно без интенсивного использования пластмасс. Поэтому их производство составляет ежегодно несколько миллионов тонн и продолжает увеличиваться.
Высокие темпы развития производства смол и пластических масс характерны для всех технически развитых стран. Это обусловлено существенными преимуществами полимерных материалов по сравнению с другими.
Производство пластмасс характеризуется относительно низкой материало- и энергоемкостью. Применение пластических масс и синтетических смол позволяет решать важные для народного хозяйства задачи: создание прогрессивных конструкций машин и аппаратов, повышение качества и расширение ассортимента продукции технического и бытового назначения, существенное усовершенствование строительной техники, интенсификацию сельскохозяйственного производства и ряда других.
Пластические массы и синтетические смолы — качественно новые материалы, конкурирующие с такими традиционно конструкционными материалами, как цветные металлы, сталь, древесина. Все более прочные позиции завоевывают пластмассы в автомобиле-, самблето- и судостроении. Расширяется производство и совершенствуется структура полимерных конструкционных материалов для машино- и приборостроения, электронной и вычислительной техники, радиоаппаратуры и телевизионной аппаратуры,
5
строительства и других отраслей. Например, в приборостроении выпускается свыше 90% продукции с применением полимерных материалов, создаются новые конструкции — аппараты для освоения мирового океана, воздушного и космического пространства.
Рациональное применение полимеров в конструкциях значительно увеличивает долговечность этих конструкций.
Конструкционные термопласты инженерно-технического назначения, такие как поликарбонат, полисульфон, полибутилен и полиэтилентерефталаты, полиамиды, полиацетали, относятся к наиболее эффективным видам полимерных материалов. Эти материалы предназначены для нагруженных деталей и элементов механизмов, приборов, конструкций, подвергающихся воздействию знакопеременных нагрузок при более высокой температуре (до 100—250 °C). Возрастает применение ряда новых высокопрочных пластиков на основе армирующих волокон (углеродных, графитовых, борных и др.) в авиационной и ракетной технике, машиностроении, судостроении и других отраслях. Не уступая по удельной прочности металлам, полимерные материалы на основе этих волокон легче в 2—3 раза. Жесткость армированных пластмасс на основе борных волокон в 5 раз выше, чем стеклопластиков.
Применение полимерных материалов высвобождает значительное количество металлов, стекла, кожи, бумаги и других более дорогих материалов.
Такая важнейшая задача, как обеспечение населения товарами легкой промышленности успешно решается путем более широкого применения химических волокон, пластических масс, искусственных кож, красителей и других химических материалов.
Отличительной чертой развития промышленности пластических масс и синтетических смол является значительное расширение ассортимента, создание крупнотоннажных производств с применением автоматизированных линий и агрегатов большой единичной мощности, внедрение непрерывных технологических процессов.
Совершенствуется структура производства пластических масс и синтетических смол, повысилась доля производства полимери-зационных пластмасс и составила 41,8% (1983 г.), возрос выпуск продукции с государственным знаком качества.
Расширяется производство новых конструкционных пластмасс со специальными свойствами — поликарбонатов, полна детальных смол, полиамидов, АБС-пластика. Разработан широкий ассортимент: оптический, самозатухающий, стеклонаполненный, окрашенный поликарбонат и т. д.
Применение 1 т поликарбоната в народном хозяйстве дает экономический эффект, оцениваемый в 7,7 тыс. руб., а в приборостроении он достигает 14 тыс. руб.
Полиацетальные смолы используют для изготовления ответственных деталей сложной конструкции в точном машино- и 6
приборостроении. Экономический эффект от их применения в приборостроении достигает в среднем 6,2 тыс. руб. в расчете на 1 т.
Экономический эффект от применения 1 т полиамидов в радиопромышленности составляет около 7 тыс. руб., а в автомобилестроении — 9,8 тыс. руб.
Эффективным и экономичным направлением является создание модифицированных материалов путем введения различных добавок, наполнителей.
Введение в термопласты наполнителя (стекловолокна, мела, талька и др.) позволяет создать материал с улучшенными прочностными свойствами, сравнимыми со свойствами конструкционных материалов (например, металлов). Наполнение термопластов позволяет получить материалы с заранее заданными свойствами (огнестойкость, электропроводность), что дает возможность расширить области их применения. Введение наполнителей в полиолефины придает им жесткость, повышает теплостойкость и ударную прочность при низких температурах.
Повысился уровень применения пластмасс в отраслях народного хозяйства. За последние 15 лет потребление пластических масс и синтетических смол в автомобилестроении возросло в 8—9 раз, в приборостроении — в 3,5 — 5 раз, в строительстве почти в 15 раз.
Пластмассы стали шире использовать для производства труб, пленок, листов, а также металлопластов, футерованных стальных труб и других изделий, в которых удачно сочетаются высокие прочностные характеристики металлов и антикоррозионные и антифрикционные свойства полимерных материалов.
Примерная структура потребления пластмасс и синтетических смол (без смол для химволокон и лакокрасочных смол) в народном хозяйстве (в %):
Машиностроение 26,3
в том числе автомобилестроение 2,1
электротехника 12,0
Легкая и пищевая промышленности 13,7
Деревообрабатывающая, мебельная, 31,5
целлюлозно-бумажная промышленности Строительство 12,1
Сельское хозяйство, мелиорация и вод- 5,0
ное хозяйство
Прочие отрасли 11,4
Трудоемкость изготовления большинства изделий из пластмасс в 2,5 — 4 раза ниже, чем из металлов.
Применение пластмасс способствует также экономии энергетических ресурсов. Так, использование 100 кг полимерных материалов, взамен традиционных, на легковой автомобиль сокра
7
щает расход горючего на 100 км пробега более чем на 1 л. При изготовлении изделий из современных пластмасс электроэнергии потребляется в 3—5 раз меньше, чем при производстве этих же изделий из черных металлов и примерно в 1,2 — 1,3 раза меньше, чем из древесины и пиломатериалов. В среднем применение каждых 2 т конструкционных пластмасс и синтетических пресс-материалов, используемых взамен черных и цветных металлов, снижает трудоемкость продукции и экономит затраты живого труда на на 1,8— 1,9 тыс. чел./ч, что эквивалентно высвобождению одного работающего в год.
Использование 1 т инженерно-технических термопластов позволяет высвободить несколько тонн цветных металлов и легированных сплавов, существенно снизить трудоемкость изготовления изделий и энергозатраты, получить суммарный удельный народно-хозяйственный эффект в размере в среднем от 3 до 11 тыс. руб., а в отдельных случаях — до 50 — 100 тыс. руб. и более.
Применение 1 т поликарбоната в деталях корпусов и табло вычислительной техники позволяет получить экономию в размере от 1,5 до 3 тыс. руб., в светотехнических устройствах и при остеклении — в среднем 7 тыс. руб., а в оптических линзах — до 100 тыс. руб-
Использование 1 т полиформальдегида в бытовой аппаратуре дает экономию до 1,5 тыс. руб., в подшипниках — 10 — 50 тыс. руб. При использовании 1 т полиамидов в среднем экономится от 3 до 10 тыс. руб.
Пластмассы, выступая как доступные и дешевые заменители других материалов, благодаря уникальному комплексу свойств, стали во многих случаях незаменимыми материалами.
Трудно себе представить развитие работ по освоению космоса без оболочек ракет из стеклопластика, развитие медицины — без искусственного сердца из пластмасс, искусственных кровеносных сосудов и т. д.
Пластмассовые трубы, пленки для сельского хозяйства, изделия электротехнического назначения, детали для радиоэлектроники — все это лишь частные примеры незаменимого использования пластических масс в народном хозяйстве.
Широкий ассортимент требуемых изделий предопределил создание и развитие производства пластмасс и методов изготовления из них изделий.
В настоящий сборник вошли наиболее распространенные методы формования, которые применяют для производства изделий из пластмасс.
ГЛ AB A 2
ЭКСТРУЗИЯ
2.1. Общие сведения. Экструзия (выдавливание) вязкотекучих материалов как метод изготовления изделий известен около 200 лет и первоначально применялся при переработке глины, мыла, теста (макароны) и др. Чтобы изготовить изделие в виде стержня или трубы, вязкий материал помещался в цилиндр и с помощью поршня продавливался через формующий инструмент, который имел цилиндрический канал при формовании стержня или кольцевой зазор при формовании трубы.
Для переработки полимера такой поршневой метод экструзии впервые был применен в 1870 г. Основным недостатком поршневого метода была периодичность действия поршня. Но через несколько лет появляются (1873 г. Германия, 1879 г. Англия и США) первые патенты на непрерывный способ выдавливания вязких материалов с помощью шнека. Моделью шнекового экстру-пюпного способа переработки материала может служить хорошо знакомая всем мясорубка. Прообраз современных конструкций экструдеров появляется в 1930 гг.
Экструзия — это современный, высокоавтоматизированный непрерывный процесс производства изделий и полуфабрикатов нужной формы, осуществляемых путем продавливания расплава полимерного материала через формующий инструмент (головку). Экструзию применяют для приготовления: гранул, листов, пленок, груб, профильных и выдувных изделий, тонкослойных покрытий на бумагу, ткани, картон, провода и кабели в пластмассовой изоляции.
Методом экструзии перерабатываются практически все известные термопластические полимеры и композиции на их основе.
Процесс перестройки производства на основе требований XXVII съезда КПСС делает актуальной задачу повышения производительности труда за счет технической и технологической модификации, улучшения организации труда и системы управления жструзионных производств.
Для решения этих задач необходимо разработать и пустить в эксплуатацию мощные и высокоскоростные машины, осуществить более точное и автоматизированное регулирование параметров экструзионных технологических процессов, внедрить полную механизацию и автоматизацию основных и вспомогательных операций, разработать и внедрить единые технологические комплексы, объединенные общей программой и дистанционно управляемые посредством компьютеров. Необходимо также резко
9
повысить качество полимерных материалов, поступающих на переработку.
В мировой практике выпускаются установки для производства пленки из ПЭ с производительностью 1500—2000 кг/ч при диаметре шнека D = 200 мм. Скорость отвода пленок достигает 90—100 м/мин и более. В ближайшее время эти скорости превы- z сят 300 м/мин.
В настоящее время наблюдается тенденция к увеличению параметра L/D. где L — длина шнека. Если сейчас этот параметр находится в пределах от 24:1 до 30:1, то в дальнейшем он будет увеличиваться до 40:1.
Увеличение отношения L/D обеспечивает улучшение процесса нагрева полимера и повышение гомогенизации расплава. Однако дальнейшему увеличению параметра L/D препятствует повышение напряжений внутри шнека и чрезмерное увеличение габаритов экструдеров. Считают, что шнек должен обеспечивать быстрое и эффективное перемешивание полимерного материала не за счет увеличения продолжительности пребывания его в цилиндре, а за счет совершенствования конструкции шнека.
Особый интерес представляет идея совмещения реактора для синтеза полимера с экструдером. При этом отпадает необходимость в промежуточной стадии — грануляции полимерного материала. Расплав из реактора поступает непосредственно в экструдер. Благодаря этому экономится энергия, затрачиваемая на дополнительное плавление полимера, улучшаются свойства самого материала.
Разработан и применяется процесс соэкструзии, при котором несколько экструдеров пластицируют разные полимерные композиции и выдавливают их через общую комбинированную головку. Такие агрегаты используют для производства многослойных листов и плит, многослойных пленочных материалов.
Весьма перспективны процессы производства вспененных одно-и многослойных пленок. Пленки начали изготавливать и из наполненных термопластов, что сулит значительные технико-экономические выгоды.
Показано, что из ПЭНП могут быть изготовлены методом экструзии трубы диаметром 1500 мм при толщине стенки 52 мм и массе 1 м трубы 220 кг. Изготавливаются такие трубы на одно- или двухшнековых машинах с диаметром шнека 200 мм.
Будут изготавливаться трубы с диаметром 3000 мм, а также листы и плиты из ПЭВП и ПС шириной до 3000 мм.
Создаются совмещенные процессы, посредством которых можно будет получать изделие непосредственно из мономеров.
В процессе экструзии исходный полимерный материал через загрузочное окно поступает в цилиндр и перемещается в осевом направлении в спиральном канале шнека, образованном внутренней поверхностью цилиндра и нарезкой шнека. При движении полимерный материал уплотняется, размягчается и расплавляется. Из него удаляется воздух, расплав гомогенизируется и под действием усиливающегося давления продавливается через формую-
ю
Рис. 2.1. Схема экструзионной машины
щую головку. Горячее изделие непрерывно охлаждается, что и позволяет ему стать твердым и сохранить форму. Таким образом, непосредственно экструзионное формование состоит из трех стадий: пластикации полимерного материала, формования расплава и охлаждения готового изделия.
Подготовка полимерного материала к формованию, его нагрев, пластикация и гомогенизация осуществляются с помощью вращающегося шнека в цилиндре экструдера. Шнек характеризуется следующими основными геометрическими параметрами: диаметром £>; длиной L; шагом винтовой нарезки глубиной нарезки й; шириной гребня витка е; величиной зазора между гребнем шнека и внутренней стенкой цилиндра 6; углом подъема винтовой линии нарезки шнека <р. Цилиндр со шнеком, являющиеся основным технологическим органом машины, выполняют последовательно ряд рабочих операций, действие которых может быть условно выделено в три зоны: загрузки, сжатия и дозирования (рис. 2. 1).
Зона загрузки шнека составляет обычно около трети длины рабочей части шнека, но длина ее в разных шнеках сильно колеблется и составляет £загр — (2 — 10) D. Зона загрузки предназначена для захвата небольшого количества материала, поступающего через горловину в цилиндр, и проталкивания его вперед по цилиндру. Производительность загрузочной зоны зависит от объема спирального канала v (в см3), образованного поверхностями цилиндра и шнека:
v = f it (D2 - d2)/41 (t - е), (2.1)
где d — диаметр тела шнека, см.
При d = D — 2h
v = nh (D — h) (t - e). (2.2)
Таким образом, загрузочная зона шнека будет тем больше забирать поступающего материала, чем больше диаметр шнека, глубина нарезки и шаг резьбы. Естественно, что чем больше будет производительность загрузочной зоны, тем выше станет общая производительность экструдера. Условия захвата и про
11
движения твердого материала вперед по цилиндру являются основными факторами, обусловливающими производительность процесса экструзии. Поэтому производительность экструдера будет зависеть от природы пластмассы, формы загружаемого материала (гранулы, лента, порошок) и плотности его.
Глубина спирального канала в зоне загрузки /г!>2/г, где /г — максимальный размер гранулы перерабатываемого материала.
Однако наличие большого свободного объема v в загрузочной зоне не может еще полностью определять производительность ее, так как движение твердого полимерного материала вдоль спирального канала возможно лишь в том случае, если трение материала о поверхность цилиндра будет намного больше, чем о поверхность шнека. В противном случае поступательное движение прекратится, и исходный материал будет вращаться вместе со шнеком на одном и том же месте. Это может происходить, например, в случае перегрева зоны загрузки и прилипания размягченного полимера к шнеку. Сила, заставляющая продвигаться материал вперед, вдоль спирального канала шнека, зависит от коэффициентов трения материала о цилиндр и шнек, от угла подъема винтовой линии и глубины нарезки шнека.
tg?=^/(nD) (2.3)
или
•у = arctg //(л£>). (2.4)
Наилучшими считаются шнеки с углом подъема винтовой линии = 17 4“ 18°. Когда шаг нарезки t = D, угол <р = 17,5°, такие шнеки наиболее распространены. Глубина нарезки и угол подъема винтовой линии для данного шнека являются величинами постоянными, а коэффициенты трения полимерного материала о цилиндр и шнек зависят от перерабатываемого материала и температур цилиндра и шнека.
Коэффициент трения пластмасс о горячий металл f имеет сложную зависимость от температуры. С ростом температуры (до точки плавления полимера) значение f резко возрастает, а при температуре выше точки плавления падает (рис. 2.2).
Температура, °C
Рис. 2.2. Зависимость коэффициента трения f пластмасса — сталь от температуры /:
/ полиэтилен; 2—поливинилхлорид средней жесткости
Таблица 2.1. Значение коэффициентов трения при комнатной температуре
Полимер Коэффициент трения
по полированной стали по полимеру
Полиэтилен 0,15 По полиэтилену 0,1—0,25
Полистирол 0,3 По полистиролу 0,5
Полиамид 6.6 0,25—0,5 По полнамиду 0,25
ПВХ 0,5 По ПВХ 0,4—0,6
Для термопластов при t = 20 °C коэффициент трения по стали колеблется в небольших пределах (табл. 2.1).
Производительность транспортирующей зоны шнека Q (в см3/мин):
Q = (F- tgpFM. (2.5)
Здесь п — частота вращения шнека, об/мин; р — угол трения полимерного ма-. териала о металл (tgp = f); F и Т — коэффициенты:
/? = 4,61g[sin?l/sin?J 4- (cos3ср — cos2?!); (2.6)
Т = [sin(?i — ?)/sln? sin + cos(?s + <j>) + sin (<P1 — <f) ; (2.7)
tg?1 = Z/«(D-2ft,); (2.8)
где hi — глубина спирального канала в загрузочной зоне шнека, см; (pi — угол наклона винтовой линии по диаметру сердечника шнека.
Объемный КПД транспортирующей зоны шнека:
= [«D3tg3<p/ (D2 - d2) tj (F - Ttgp). (2-9)
Критическая частота вращения шнека в зоне загрузки:
лкр = 42,4 cos sin ?sin (? 4- р). (2.10)
При передвижении чечевицеобразных гранул ПЭНП с насыпной плотностью 0,59 г/см3 и углом естественного откоса 25° в зоне загрузки развиваются нормальные напряжения 12—13 МПа, а для ПЭВП с кубической формой гранул, нысыпной массой 0,52 г/см3, углом откоса 27°— 16—17 МПа.
Когда давление в конце зоны загрузки начинает достигать 8—10 МПа, гранулы полимерного материала уплотняются почти полностью, что значительно изменяет пористость и теплопроводность движущегося твердого слоя. Появляется пленка расплава и возникает скорость сдвига.
Для предотвращения преждевременного размягчения (расплавления) материала и налипания его на шнек температура в зоне загрузки должна поддерживаться ниже температуры размягчения перерабатываемого полимера.
13
Зона сжатия необходима для уплотнения материала, создания монолитной массы, обладающей значительно большей теплопроводностью, чем рыхлый, неуплотненный полимерный материал. Благодаря уплотнению, интенсивному механическому воздействию, твердые гранулы быстрее расплавляются, причем не только за счет внешних обогревателей, но и в результате выделяющейся внутренней теплоты трения частиц. Уплотненный материал образует в зоне гомогенную свободную от пустот пластифицированную массу, которая поступает в следующую зону — дозирования.
Сжатие материала в зоне может достигаться либо за счет уменьшения шага нарезки, либо в результате уменьшения глубины нарезки, что в обоих случаях приводит к уменьшению объема спирального канала — см. формулы (2.1), (2.2).
Уменьшение глубины нарезки в зоне сжатия ускоряет проплавление полимерного материала еще за счет уменьшения толщины слоя полимера, помещающегося в канале.
Длина зоны сжатия £сж = (1 4- 15)£> зависит от свойств перерабатываемого материала, в первую очередь, от его термостабильности тг, поэтому желателен выбор соответствующего шнека для переработки конкретного материала. Так, при переработке термостабильных материалов, не боящихся быстрого сжатия и, следовательно, интенсивного механического и теплового воздействия, могут применяться шнеки с короткой зоной сжатия (обычно £сж = ===== (14-4)£>). Если же перерабатываются материалы с малой термостабильностью, то £сж ===== £/2, т. е. сжатие материала должно осуществляться постепенно. Давление расплава в конце зоны сжатия может достигать в зависимости от конструкции шнека, свойств материала и режима переработки: Рсж ===== 15 4- 50 МПа.
Зона дозирования предназначена для равномерного выдавливания (дозирования) пластицированного и гомогенизированного полимерного материала в формующую головку. Поэтому в этой зоне должны быть постоянный шаг и глубина нарезки.
Длина зоны дозирования £д = (3 4-7)0 при общей длине применяемых шнеков £=(16 4- 25)0. Основное влияние на производительность экструдера оказывает именно зона дозирования. Ее пропускная способность характеризует производительность машины.
Производительность экструзионной машины Q (в кг/ч) может быть приблизительно определена по формуле:
Q = 6 • 10-2KpHmvn, (2.11)
где К — коэффициент заполнения шнека; рн — насыпная масса (гранул или порошка), г/см3; т — число заходов (обычно применяются однозаходные шнеки т = 1); п— частота вращения* шнека, об/мин.
Необходимо отметить, что верхняя граница скорости вращения шнека и (в м/мин) ограничивается максимально допустимым 14
для каждого полимерного материала диссипативным нагревом (для полиэтиленов и других термостойких полимеров — 50 м/мин, для непластифицированного ПВХ, ПММА, АБС-пластика и др. — 10 4~ 20 м/мин)
и == nDn. (2.12)
Коэффициент заполнения шнека (К= 0,15 4- 0,5) зависит от вида перерабатываемого материала (порошок, гранулы, волокна, пленка и т. д.), от его сыпучести, слеживаемости, способности образовывать своды и зависать на стенках бункера. Для увеличения К и, следовательно, производительности экструдера следует применять гранулированный материал (рн = 0,4 4- 0,7 г/см3), а питание машины осуществлять принудительно с помощью различных питателей-уплотнителей.
Насыпная масса рн зависит также от перерабатываемого материала, его вида и формы гранул. Например, в зависимости от формы гранул полиэтилена насыпная масса будет:
Форма рн, г/см8
Шарообразная 0,55
Цилиндрическая 0,5
Кубическая 0,44
Произвольная (крошка) 0,3
Цилиндрические гранулы из полистирола имеют рн = 0,64 г/см3. В современных экструдерах применяются шнеки длиной £ =*(15 4- 35) £) и диаметром Ь, равным 32; 45; 63; 90; 160 и 200 мм. Частота вращения шнеков п — 10 4- 400 об/мин.
Рассчитанная по формуле (2.11) производительность экструдера зависит в основном от частоты вращения шнека. Однако в действительности качество готовой продукции и производительность экструзионного процесса во многом зависят от технологических параметров: температуры по зонам цилиндра и головки, давления в цилиндре, вязкости материала в процессе переработки и времени пребывания его в цилиндре.
Окончательная производительность экструдера зависит от работы зоны дозирования, где расплав полимерного материала представляет собой вязкую жидкость, которая с различной степенью точности подчиняется закону течения Ньютона для идеальных жидкостей:
T = (2.13)
Здесь т—напряжение сдвига, действующее на жидкость, Па; т] — коэффициент пропорциональности, называемый вязкостью расплава, Па • с; и — скорость движения жидкости в канале, м/с; х — расстояние от оси канала в сечении, перпендикулярном направлению движения жидкости, м.
Формулу (2.13) можно записать иначе:
т = тп, (2.14)
где у— градиент скорости сдвига, с™1.
15
При вращении шнека создается напряжение сдвига (напор, давление), под действием которого расплав течет по спиральному каналу в сторону формующей головки.
2.2. Типы перерабатываемых материалов и их свойства. Термопласты выпускают двух типов: базовый, включающий марки, которые различаются по вязкостным параметрам, и предназначенные для переработки их в изделия различными методами, и второй тип, на основе базового ассортимента, марки которого отличаются, в основном, по эксплуатационным признакам.
Использование материала нужных марок сокращает время и потери материала при переработке, стабилизирует процесс переработки и свойства полученных изделий.
На разных стадиях переработки пластмасс разными методами, протекают фундаментальные физические и физико-химические процессы, процессы структурообразования: нагревание, плавление, охлаждение, стеклование или кристаллизация полимеров, изменение объема полимеров при воздействии температуры (тепловое расширение) и давление (сжатие), деформирование полимеров и течение их расплавов, релаксационные процессы, формирование новых структур, деструкция полимеров под действием температуры, механических напряжений, кислорода и влаги.
Характер протекания таких физических, физико-химических и формирующих структуру полимеров процессов зависит от технологических параметров процесса переработки, к которым относят: давление, температуру, скорости деформации, нагревания и охлаждения, время воздействия всех этих параметров на полимер.
Технологические параметры зависят от тех параметров, которые может создать перерабатывающее оборудование: давления, температуры, скорости, а также от конфигурации и размеров формующих элементов, вязкости расплавов полимеров.
К основным технологическим свойствам полимеров относят следующие.
1. Реологические, которые подразделяют на: а) вязкостные, характеризующие процесс вязкого течения (деформирования) с развитием необратимой пластической деформации; б) высокоэластические, характеризующие процесс развития и накопления обратимой высокоэластической реформации при течении; в) релаксационные, характеризующие процессы релаксации остаточных напряжений, высокоэластической деформации ориентированных макромолекулярных цепей.
2. Стойкость полимеров к различным видам деструкции в процессе переработки под действием температуры, механических напряжений, кислорода и влаги.
3. Теплофизические (коэффициенты объемного расширения и сжатия, коэффициенты теплопроводности, температуропроводности, теплоемкости и др.).
16
4. Влажность, оказывающая влияние на реологические и другие свойства полимеров.
5. Объемные характеристики сыпучих материалов в твердом состоянии (насыпная плотность, сыпучесть, гранулометрический состав и др.), которые определяют процессы дозирования, уплотнения и слеживания гранул или порошка.
Технологические свойства полимерных материалов определяют методы переработки, т. е. они должны удовлетворять конкретным особенностям метода, конструкции и параметрам перерабатывающего оборудования.
При экструзии термопластов происходит их вязкое течение, которое является одним из видов деформирования — простым
сдвигом.
Течение расплава — это необратимое направленное пере
мещение макромолекул друг относительно друга под влиянием приложенного внешнего усилия.
Слои расплава между параллельными плоскостями (так можно представить себе течение расплава в спиральном канале шнека) движутся с разными скоростями.
Тонкий слой расплава, соприкасающийся с неподвижной плоскостью, по причине «прилипания» будет иметь скорость, равную нулю, а прилегающий к подвижной плоскости — скорость, равную скорости ее перемещения относительно неподвижной
плоскости.
В® режиме установившегося течения, когда значения реоло-
гических параметров постоянны во времени, справедлива формула (2.14). Эта зависимость характеризует вязкостные свойства расплава (рис. 2.3). При низких т (рис. 2.3, участок /) расплав полимера может быть ньютоновской жидкостью, которая характеризуется наибольшей ньютоновской вязкостью т]н, не зависящей от параметров деформирования в определенном интер-
вале т и у.
С повышением скорости сдвига у расплава полимера появляется неньютоновское поведение, которое характеризуется уменьшением вязкости. ' В этой области вязкость называют эффективной (рис. 2.3, участок //).
Повышение температуры снижает ньютоновскую и эффективную вязкость расплава полимеров. Приближенно можно считать, что в температурном интервале переработки характер изменения вязкости для большинства термопластов
Рис. 2.3. Зависимость скорости сдвига расплава у от напряжения сдвига т — кривая течения
17
(ПК, ПФ, СТД, СФД, ПСФ, ПЭТФ, ПС, ПА-6, ПА-12, ПА-610 и др.) практически не зависит от температуры.
Повышение давления вызывает увеличение ньютоновской и эффективной вязкости расплава полимеров, хотя для практических расчетов можно считать, что давление не влияет на характер аномалии вязкости
Увеличение давления повышает эффективную вязкость у дилатантных систем, к которым можно отнести высоконапол-ненные пластмассы. Для снижения явления дилатансии в наполненную пластмассу вводят чешуйчатые наполнители (твердные смазки) — графит, тальк, мел, дисульфид молибдена и др.
Увеличение влажности снижает ньютоновскую и эффективную вязкость расплава полимеров.
Высокоэластические свойства расплава полимеров характеризуют модулем высокоэластичности:
G == т/> (2.15)
Модуль G является мерой упругости материала и характеризует его сопротивление развитию упругих деформаций. Обратную ему величину J называют податливостью:
J = 6~1 = 7э/т. (2.16)
Высокоэластическая деформация уэ возрастает с повышением скорости сдвига у и с понижением температуры Т (при постоянных у).
Расплавы полимеров — высокоупругие жидкости, и для них характерны релаксационные явления. При прекращении принудительного деформирования (т. е. действия напряжения) происходит изменение состояния вязкотекучей полимерной системы со временем, обусловленное установлением в ней статического равновесия. При переходе расплава из канала с большим диаметром в канал с меньшим диаметром течение его идет с большей скоростью. Этот участок называют входовым. Здесь происходят дополнительные потери давления.
Высокоэластичную деформацию оценивают по величине высокоэластического восстановления струи расплава, выходящей из канала. Струя расплава разбухает в результате релаксации высокоэластической деформации, которая накапливается в расплаве при его течении в канале. Этот эффект характеризуется коэффициентом разбухания струи ар, который равен отношению диаметра полностью отрелаксировавшей струи D к диаметру канала d :
aP = D/d. ’ (2.17)
18
Разбухание струи расплава имеет важное значение при экструзии профильно-погонажных изделий, пленок, кабельных покрытий и др. Разбухание приводит к увеличению диаметра и толщины стенок экструдата по сравнению с соответствующими размерами формующего инструмента.
Коэффициент ар возрастает с повышением скорости сдвига у течения расплава в канале и с понижением температуры при постоянных значениях у. Значение Ор струи расплава уменьшается с увеличением относительной длины канала L / d, достигая минимума при определенном L / d, а затем не изменяется. В начале увеличивается с ростом D/d, а затем не изменяется.
В зависимости от природы полимера и интенсивности воздействия наблюдается разная степень искажения поверхности экструдата: первую степень — слабо выраженные дефекты (матовость поверхности струи, редкие возмущения) — обычно называют матовостью, акульей кожей, кожурой апельсина; вторую степень — мелкие периодические искажения эструдата типа винтовой линии или елочки — называют поверхностью бамбука, чешуйками; третью степень — крупномасштабные периодические искажения, в результате которых экструдат принимает форму винта или спирали, называют винтом, спиралью; четвертую степень — очень сильные нерегулярные дефекты (поверхность экструдата становится рваной, струя разрывается на отдельные куски) — называют дроблением или разрушением расплава.
Неустойчивое течение расплава при экструзии приводит к выпуску неоднородной по диаметру или толщине продукции, т. е. к браку.
Для устранения явления неустойчивого течения расплава и обеспечения хорошего качества поверхности изделий необходимо: понизить скорость течения, повысить температуру переработки, увеличить относительную длину формующих каналов, применить формующий инструмент с коническим входом вместо плоскосрезанного, заменить марку полимера на другую с меньшей молекулярной массой.
Итак, вязкостные свойства расплавов термопластов имеют важнейшее значение для их переработки в изделия. Неправильный выбор материала по ПТР может привести не только к снижению производительности экструдера и получению некачественных изделий (матовость, искажение поверхности изделия), но и к перерасходу энергозатрат и ускорению износа оборудования.
В процессе экструзии происходит изменение теплофизических свойств перерабатываемых полимеров (плотности или обратной величины — удельного объема, теплоемкости, теплопроводности и температуропроводности), что сказывается на продолжительности нагрева и охлаждения их.
19
Многие полимерные материалы способны поглощать влагу из окружающего воздуха. Влага первоначально накапливается в поверхностном слое, а затем в результате диффузии распределяется в объеме материала.
Повышенная влажность полимерного материала оказывает влияние на другие технологические свойства, на сам процесс переработки и на качество готовой продукции (пузыри, усадочные раковины и др.). Поэтому особое значение имеет придание полимерному материалу перед переработкой требуемой влажности.
Процессы дозирования полимерного материала, его уплотнения и слеживания, очень важные при экструзии и других процессах переработки, определяются характеристикой сыпучих (гранулированных и порошкообразных) полимерных материалов в твердом состоянии: насыпной плотностью (обратная величина — удельный объем), коэффициентом уплотнения, сыпучестью и гранулометрическим составом.
При экструзии материалов с низкой насыпной плотностью (200—400 кг/м3) снижается производительность, а также растут удельные энергозатраты оборудования, поскольку затрачивается дополнительная энергия и время на уплотнение полимера. Из-за плохой сыпучести нарушается точность объемной дозировки таких материалов.
Материалы, обладающие плохой сыпучестью, при хранении слеживаются и зависают на стенках бункера экструдера. В результате нарушается равномерность питания оборудования. Это может приводить к колебаниям производительности экструдера, разнотолщинности в продольном сечении профильных изделий, к образованию морщин и складок на пленке и др.
Сыпучесть увлажненных материалов повышают путем подсушки их и предварительного подогрева. Используют также вибрационные питатели и шнековые уплотнители для подачи полимерного материала в загрузочное отверстие цилиндра экструдера.
2.3. Типовые технологические процессы экструзии изделий. В процессе экструзии разнообразных изделий полимерный материал проходит различные стадии обработки, каждая из которых имеет свои особенности.
1. Приемка и подготовка исходного полимерного материала к переработке может включать: просеивание; смешение исходного материала с вторичным сырьем, наполнителями, красителями, различными специальными добавками; подсушку сырья; загрузку материала в экструдер с помощью пневмотранспорта или пневмозагрузчика. Во всех этих процессах важную роль играют. размер частиц материалов, их насыпная плотность и сыпучесть, а также время и температура подсушки.
20
2. Экструзия и формирование профиля изделия включает: захват поступающего через загрузочное отверстие твердого материала и его транспортировку в зону сжатия, пластикацию, гомогенизацию и выдавливание расплава через каналы формующего инструмента. Большое значение на этой стадии имеют теплофизические и реологические свойства полимера, а также технологический режим переработки и конструктивные параметры рабочих органов — шнека и формующей головки. Правильно выбрать эти параметры помогает расчет.
3. Калибрование изделия, применяющееся в том случае, если пластичное изделие не может после выхода из головки сохранить свою форму (например, при производстве труб или листов).
4. Охлаждение и фиксация формы горячего изделия за счет уменьшения температуры материала ниже температуры стеклования или твердения. Обычно осуществляется водой или воздухом. Важное значение имеют длина пути охлаждения и скорость, лимитирующие производительность процесса и определяющие качество готовой продукции.
5. Раздув рукава или заготовки. Ориентация пленки в одном или двух перпендикулярных направлениях. При этом получают пленки или изделия требуемых размеров, а также улучшают физико-механические и оптические свойства пленок.
6. Приемка изделия. При этом необходимо создать требуемое тянущее усилие и определенную скорость вытяжки с сохранением товарного вида поверхности изделия.
7. Обрезка или намотка и укладка. Получают изделия заданных размеров и складируют их в технологическую тару.
В технологическую линию могут также добавляться специфические устройства. Например, устройство для нагрева листа и его гофрирования, устройство для непрерывного контроля и маркировки и др.
2.4. Производительность одношнекового экструдера. Обычно экструдер входит в состав агрегата для изготовления конкретного изделия (пленки, листов, труб и т. д). В каждом конкретном случае к экструзионным машинам могут предъявляться особые требования. Однако общим является получение качественной продукции при минимальных затратах. Поэтому большое внимание уделяется определению их производительности и потребляемой мощности в зависимости от конкретных параметров переработки.
Из закона течения Ньютона для идеальных жидкостей и с помощью уравнения Навье—Стокса путем математических преобразований и подставления параметров шнека, получены формулы для расчета объемной производительности экструдера (в см3/с):
Q = An — B—(2.18) чз
Здесь А — коэффициент, характеризующий прямой поток расплава в спиральном канале шнека, см3;
21
тг-D-h sin f cos A ;
(2.19)
В — характеристика обратного потока, реально не существующего, см2 3;
r.D№ sin-Ф
5 = i2L ;
(2.20)
цк — эффективная вязкость расплава в спиральном канале шнека, Па • с; С — характеристика обратного потока утечки, см3;
ц3 — эффективная вязкость в зазоре между гребнем шнека и внутренней стенкой цилиндра, Па • с; D — диаметр шнека, см; Р — давление в конце шнека (у входа в головку), Па; h—глубина нарезки, см; ф— угол подъема винтовой линии, град; L — длина шнека, см; п — частота вращения шнека, об/с.
Если принять во внимание, что обратный поток утечки очень мал (особенно для новых экструдеров), то формулу (2.18) для расчета производительности можно записать так:
K-D-h. sin cos ср nD№ sin- Р
Q -----------------п - Г5Г— (2.22)
Формула (2.22) позволяет рассчитать производительность экструдера, у которого шаг и глубина нарезки постоянные. Тогда производительность будет зависеть от частоты вращения шнека, давления в конце шнека и эффективной вязкости расплава. Эти параметры и следует считать основными в технологическом процессе экструзии. Сюда следует добавить также температуры по зонам цилиндра и головки, от которых зависит вязкость расплава. Эти температуры выбираются на основе температур фазовых переходов, получаемых из термомеханических кривых. Формулы (2.18) и (2.22) можно использовать для предварительного определения производительности экструдера без учета коэффициента головки /С В этом случае вместо значения h нужно применять среднее его значение /гср, а величину L заменить на Лн.
Пример 2.1. Определить примерную объемную производительность одношнекового экструдера с D = 9 см, Л = 0,7 см, ф — 17,5°, п = 50 об/мин, LH = = 10D, Р = 15 МПа, т|к = 3,5 - 10~4 МПа • с, рр = 775 кг/м3 (рис. 2.4).
Решение. Определяем по формуле (2.22):
3J4--92.0J.sin 17,5-cos 17,5 3,14 9 0 js-sin^ 17,5 1560
2 °0"” 1210.9 *3,5.10*’
1924-60-775
Q = 1924 см^/мин или Qa =-----------rrg---- «89,5 кг/ч.
22
Рис. 2.4. Зависимость плотности полиэтиленов высокого давления от температуры
Производительность экструдера может быть определена также по количеству расплава, проходящего через головку, Qo (в см3/с):
Qa=K-^~. (2.23)
Довольно точные решения конструктивных и технологических параметров экструдеров находят, применяя только современные ЭВМ. Приближенные проверочные расчеты экструдера, позво-
t,°C
ляющие определить технические возможности машины при переработке материала в различные изделия, проводят, вводя опре-
деленные допущения.
Предполагается, что все основные характеристики экструдера, перерабатываемого материала и параметры технологического режима заранее известны.
Для проверочного расчета необходимы чертежи шнека и формующей головки или таблица параметров, с помощью которых можно определить геометрические коэффициенты шнека и головки; необходимо знать зависимость плотности материала от давления и температуры для определения мощности привода; теплоемкости и теплопроводности — от температуры для определения температуры разогрева; гранулометрического состава, насыпной плотности, коэффициента внешнего трения от температуры и давления (рис. 2.5) для определения прозводительности зоны загрузки и др.
Различают,, в основном, два типа шнеков: с переменной глубиной спирального канала и с переменным шагом.
Для одношнекового экструдера с переменной (уменьшающейся) глубиной нарезки спирального канала расчет производительности (в см3/мин) можно проводить следующим образом:
.
V-K + B. + Ct*
(2.24)
Рис. 2.5. Зависимость коэффициента трения полиэтилена по стали f от температуры при скорости скольжения 0,01—0,04 м/с и различном давлении на образец Р (в МПа):
/ — 0,22; 2 — 0,43; 3 — 1,0; 4 — 2,0; 5 — 4,0; 6 — 8,0
23
Здесь Д1, Bi, Ci — постоянные, соответственно, прямого и двух обратных потоков при переменной глубине нарезки шнека, см3;
г.з (t ~ ке)а .
А' - а + Г-Ь * (' ~5)
К — коэффициент геометрической формы головки, см3; к — число заходов нарезки шнека (обычно равно 1); о — коэффициент геометрических параметров шнека
6,90 /ь t D- >
з | 2 (ft,, -ft..) *8 Л3 "• 2ft,.ft3 ’
.. а — коэффициент, 1 /см2;
тс- Г D(h*~ 3
а = -1J’ <227)
b — коэффициент, 1/см4;
. _ 2’3 М*> + 'М , 2Л2Л3+(Лг + М .О. ....
b - (Л... - Л,) D» Л3 (D + rf.) + 9D..a2a2 > <—8>
h{ — глубина спирального канала в начале зоны загрузки (под загрузочной воронкой), см;
hi == (0,12 ~ 0,16)D;
Л2 — глубина спирального канала в начале зоны сжатия, см; t = (0,8 -F 1,2)D — шаг нарезки, см; е — (0,06 4- 0,1) D — ширина гребня шнека, см; i — степень уплотнения материала;
i = Узагр/ Иноз; (2.29)
1/загр — объем спирального канала на длине одного шага в загрузочной зоне (под горловиной), см3;
-
V3arp =------J---— (t - е\, (2.30)
7до3 — объем спирального канала на длине одного шага в зоне дозирования, см3;
-(D--
V\o3 =-------4—- <0; (- 31)
di —диаметр сердечника (вала) шнека у загрузочной воронки, см;
^ = 0-2^; (2-32)
di — диаметр сердечника (вала) шнека в зоне дозирования, см;
rf3 = D-2ft3; (2.33) (2.34)
24
тогда Я3 — глубина спирального канала в зоне дозирования
Лз-О,5[о- (2.35)
Л2 = "1---- £
(2.36)
Lo = L — LH — длина шнека до зоны сжатия, см; LH = (0,4 4- 0,6) L — длина напорной части шнека, см;
в' = 12£н(л + t-b) * >
Практически обратный поток В\ составляет 5—10% от прямого потока Ль
С,--------(2.3S)
' 1(W.„ f
Поток утечки (Ci) обычно очень маленькая величина и мало влияет на величину производительности нового экструдера. Поток утечки зависит, главным образом, от величины радиального зазора (6), максимально допустимое значение которого можно рассчитать по формуле:
обычно принимают 6 = 0,1 4-0,2 мм или д — (1 • 10“3 4- 3 • 10~‘3)D.
Для одношнекового экструдера с уменьшающимся шагом нарезки (при постоянной глубине канала) производительность Q2 (в см3/мин) считают так:
ft ~ У . в с,- <-’«>
где А’2, В2, С2 — постоянные, соответственно, прямого и двух обратных потоков при переменном шаге нарезки шнека, см3:
к’-£>(£> — ЛЯ Л/, - = d _ ftp j2 _ j3 > (2.41)
тсЛа(Р—Л)Д/ (2.42)
3(4it2(D —Л)’Л —J3J ’
(2.43)
5e(D — h)
Для шнека с переменным шагом угол подъема спиральной линии (ср) будет тоже переменной величиной:
tg т =
25
Рекомендуют выбирать шаг шнека у загрузочной воронки, равный ,
h = (0,75 ™ 1,25)£>.
Степень уплотнения материала (/) в шнеках может быть 1—6 и обычно зависит от перерабатываемого полимерного материала. Если, как и в предыдущем расчете, величина степени уплотнения заранее выбрана, то можно определить величину шага в начале шнека (/,) и в конце (/3):
/ = ^е, (2.44)
тогда
tx 4- e(l~ 1) h- J--------(2.45)
По экспериментальным данным длину зоны (£н) шнека, в которой материал находится в расплавленном состоянии, принимают равной (0,65 4- 0,75) L, т. е. LH = (0,65 4- 0,75) L.
Далее
т
6 + ^з*
(2.46)
где т — число шагов в напорной части шнека;
^ = 4г=П ил" <247>
/1, /г, /з — коэффициенты;
Л — h — 6 + 2,3A/Jg-~- (в см); (2.48)
Д/ — разница между двумя соседними шагами, в зоне дозирования остается постоянной
Л = У [(2е + Д/) 1g / - Д/ 1g -£- ] (2.49)
/з = (/, — /3) (/, + /3 + 2Д/ + бе) + 4,6е(ДГ + 2е)Igi (в см2); (2.50)
/4, /5 — коэффициенты;
tgJL sill_±L+J^sni_iipL
Л = 2,31g — + 2---------^7^-------------; (2.51)
tg 2
CO8_lL+ll.sin_lLZL23. tg-^pl-
= 2 sin <P, sin V:, — 2-3 'g 90 —?3 ' <252>
<pi — угол подъема винтовой линии в зоне загрузки;
= arc,g*?^’’ <2 53)
26
Яср— средний радиус;
/?Ср= (Z5 — А)/2;
<рз — угол подъема винтовой линии в зоне дозирования;
/з Ъ = arctg-7r75~-.
Максимальное давление расплава (Рм) в конце шнека одним из важнейших технологических параметров, от зависит качество экструдата и производительность Величину Рм (в Па) можно приближенно подсчитать:
_ xPL^n
где £д=(3 4-5)/ — длина зоны дозирования, см; /гср — средняя глубина нарезки в напорой зоне шнека, см; п — частота вращения шнека, об/с.
Величина Рм превышает действительное давление (Рд) расплава перед головкой в 1,2—1,5 раза:
(2.54)
(2.55)
является которого машины.
(2.56)
От величины скорости сдвига у (вс ’) расплава в канале шнека зависит величина эффективной вязкости расплава
7 = nDn/h. • (2.57)
Зиая скорость сдвига расплава и температуру переработки, можно определить эффективную вязкость (рис. 2.6 и 2.7).
Рис. 2.6. Температурная зависимость вязкости ПЭНП от градиента скорости сдвига у при различных температурах:
1 - 120 °C; 2 — 140 °C; 3 — 160 °C; 4 — 180 °C; 5 — 200 °C
27
Рис. 2.7. Температурная зависимость вязкости ПЭВП от градиента скорости сдвига при различных температурах:
1 — 150 °C; 2 — 170 °C; 3 — 190 °C; 4 — 210 °C
Пример 2.2. Определить производительность экструдера, перерабатывающего ПЭНП. Шнек экструдера имеет постоянный шаг и переменную глубину спирального канала. Основные данные: D — 90 мм; % — 1; п — 50 об/мин; К — 4,18 X X Ю~3 см3; i = 2,3, L = 23Р = 2070 мм.
Решение. Расчет ведем по формулам (2.24) — (2.38), t = D, h\ = = 0,13D, е = 0,08£>.
^ = 0,519- I/ 92
4-0J3-9
2,3
(9 -0,13-9)
h3 = 0,465 см; h\ 0,13 • 9 = 1,17 cm;
Л, +hx _0,465 4- 1,17 hcp =-Ty-=-Ту-= 0,82 см;
1,17-0,465
ht = 1,17 — ---:yjyf---103,5 = 0,82 см;
dy = 9 — 2 • 1,17 = 6,66 cm; d3 = 9 — 2 • 0,465 = 8,07 cm;
, 6,9-9 , 0,82 j 92
• = 1 — 2(0,82 —0,468) lg 0,465 ‘+’2-0,82-0,465 ~ bS’7:
3,142 Г9 (0,82 + 0,465) e= 0,82-0,465 L 2-0,82-0,465
2,3 , 0,82(9 + 8,07) ,
(0,82 — 0,465) 93 Ig0,465 (9 + 6,66) ”l“ , 2-0,82-0,465 + (0,82 + 0,465)9 л "+ 2-9‘--0,822-0,4653 -0,626 см
28
3,14»(9 — 1-0,72)-85,7
366,15 + 93-0,526
— 53,75 см»;
3,14-9(9—1-0,72) з
В'~ 12-103,5-(366,15 + 92-0,526) - 4,610-< см-;
_ 53,75-4,18-Ю-з-50 „
4,18-10-3 + 4,6-10-» ~24-1 см'/мин-
Плотность расплава при температуре переработки (на выходе):
? р = 790 кг/м3;
60Q?p 2421-790-60
Qb — |ув 106 ~ 4,8 кг/ч.
По формулам (2.56), (2.57) находим величины у, и PK,'Lg — 4 • 9 = 36 см;
3,14-9-50 9
71 = ”60-0,82 = 28>7 с ’! ‘й9 = 3,14-9 = °’318:
t; — вязкость находим по рис. 2.6 или по таблице при температуре 190 °C и у =28,7 с-1;
3,14.9 36.18.10^50
Рм go.0 8‘^2• 0 318 ~ 58,5.10° П а ~ 5,9 МПа;
tj == 18 • 102 Па . с.
Пример 2.3. Определить производительность экструдера, перерабатывающего пластифицированный ПВХ. Шнек экструдера имеет постоянную глубину спирального канала и переменный шаг нарезки. Основные данные: D = 90 мм, L — 20D, %— 1, я = 50 'об/мин, i— 1,9; /(=3,36- 10~~3 см. Выбираем: h = 0,12D, t[ — D, е — 0,09£>.
Решение. Расчет ведем по формулам (2.40) — (2.55):
h —
9 + 0,81(1,9-1)
--------pg----- = 5,12 CM
LH = 0,7 L = 0,7 • 20 • 9 = 126 см;
92 — 5 122
2126 — 9 — 5,12 ==0*23см;
9
Jt =9 — 5,12 + 2,3.0,231g-g7j2* = 2,79 см;
2,3 Г 9 ]
Л = 27^-§Т [(20,81 +0,23) 1g 1,9 — 0,23 Ig-yj^j =0,66;
/з= (9—5,12) (9+5,12+2 • 0,23+6 • 0,81) + + 4,6.0,81(0,23+2 • 0,81) lgl,9==77,15 см2;
A - (3,14)3.9.(9- 1,08)2.l,08.2,79
4(3,14)2 (9—1,08)2.0,66 — 77,15 ~ CM ’
29
R 3,14(>,08)»(9-1,08)0,23
Я2“314(3,14)2(9—1,08)2 0,66 — 77,15] = |-57-10 см>
л 34,26.3,36-10-3.50
# ~ 3,36- 1О-з + 1 57. |о-з = 1167,48 см3/мин:
рр = 1050 кг/м3; QB == 60 • 10~6 - p₽Q = 60 • 10~6 • 1050 • 1167,48 = =73,55 кг/ч;
QB — массовая производительность экструдера, кг/ч.
Технические характеристики одношнековых экструдеров даны в табл. 2.2.
Таблица 2.2. Технические характеристики одношнековых экструдеров
Условное обозначение Производительность , кг/ч Частота вращения червяка, об/мин Установленная мощность, кВт Число температурных зон
двигателя нагревателен
ЧП 20X20 4 12,5-125 1
ЧП 20X25 6 18—180 > 1,5 1,5 3
9 26—260 J
ЧП 32X20 11 11-106 1
ЧП 32X25 15 14—140 6 3,6 3
23 21—212 J
ЧП 45X20 23 9-90 1 1
ЧП 45X25 30 12-118 н 7,5 4
46 18—180 J 1
ЧП 63x20. 46 7,5-75 1
ЧП 63X25 63 . 10—100 1 14 4
93 15—150 I 1 25
ЧП 90X20 9.5 6-63 ’ )
ЧП 90X25 135 9—90 55 26 4
185 12,5—125 . 1
ЧП 125x20 145 4-43 *
ЧП 125X25 225 6-63 } 100 50 6
300 8,5-85 1
ЧП 160X20 220 3—34
ЧП 160X25 335 5-50 } 125 80 6
440 7—67 1
ЧП 200X20 400 3-27 1
ЧП 200X25 500 4-40 | 200 120 6
• 700 5—53 1
2.5. Производительность двухшнекового экструдера. Двухшнековые экструдеры, имеющие специальные профили для смешения и перетирания материалов, несовмещенные шнеки, обеспечивают лучшее смешение термопластичных материалов 30
с различными наполнителями, модификаторами и добавками, что особенно важно при изготовлении композиционных материалов. Эти экструдеры предназначены также для изготовления изделий из непластифицированного и пластифицированного ПВХ и сополимеров их, для изготовления профильных изделий не только из гранулированного, но и порошкообразного материала, благодаря тому, что зона загрузки их имеет большую вместимость, чем зона сжатия. Это и позволяет обеспечить хорошую заполняемость цилиндра порошкообразным материалом.
Кроме того в процессе переработки на двухшнековых экструдерах осуществляется хорошее удаление из материала влаги и различных летучих, обеспечивается равномерное окрашивание и диспергирование пигментов. Двухшнековые экструдеры с совмещенными шнеками и постоянным шагом нарезки, с одним укороченным шнеком не обладают достаточным смесительным эффектом, так' как условия течения раплава в них близки к условию работы одношнековых.
Максимальная производительность двухшнекового экструдера Q (в кг/ч) без учета свойств перерабатываемого материала может быть приближенно подсчитана:
Q = 3,64 • 10~2D2, (2.58)
где 'D — диаметр шнеков, мм.
Установленная мощность привода N (в кВт):
АГ « 5,25 • 10-3ЯЬ8\ (2,59)
Пример 2.4. Рассчитать примерную производительность и установленную мощность привода двухшнекового экструдера с D — 90 мм.
Решен и е. Q 3,64 • 10"2 • 902 = 294,8 кг/ч; 7V = 5,25 » 10“3 • 90^ = = 20,7 кВт.
Приближенно реальная производительность двухшнекового экструдера, учитывающая некоторые технологические и конструктивные параметры переработки, Q (в кг/ч) может быть подсчитана следующим образом:
Q = Qn —QyT. (2.60)
Здесь Qn — величина прямого потока, кг/ч:
Qn==6 • 10-5Kpton; (2.61)
QyT— величина условного потока утечки, кг/ч; К — коэффициент заполнения шнеков; р — насыпная масса материала, кг/м3; X — число заходов (обычно применяются однозаходные шнеки, X = 1); п — частота вращения шнеков, об/мин; v — объем свободного пространства на длине одного витка, см3:
v = (nDtg? — е) [л(£> — h)h -г- fconpj; (2.62)
Гсопр — площадь сопряжения витков, см2;
31
F^ = -p~(D-h)h-, (2.63)
a' — угол, определенный по формуле (в радиан): , . 2Л . Л2
cosa — 1—£)_д+ 2(0 —Л)2 * (2.64)
Т огда
QyI = (2я — «')D&»tg?AP/(12i)6>). (2.65)
Производительность двухроторных смесителей непрерывного действия с кулачковыми насадками (типа модификатора) Q (в см3/мин) может быть приближенно подсчитана по формуле:
Q = 2Ккп М (t - by) (Df + DFd - DFKf - hf) - Fconp/J; (2.66)
где Кк == 0,6 — коэффициент, учитывающий влияние смесительных кулачков; п — частота вращения шнеков, об/мин; h — Глубина канала нарезки, см; t — шаг нарезки, см; Ьу — условная ширина гребня витка, см;
Ьу = е 4- Mg?;
(2.67)
е — наименьшая ширина нарезки шнека, см; (р — угол наклона спиральной линии шнека; Fd == 0,64— коэффициент, учитывающим влияние боковых стенок; а» — 1,05 — коэффициент, учитывающий кривизну канала; /=0,28 — поправочный коэффициент; Fconp — площадь сопряжения (зацепления), см2.
Пример 2.5. Рассчитать производительность двухшнекового экструдера. Исходные данные: ПЭНП, D = 9 см; 1 = 1; i = 2,3; Т — D; К-==0,5; рр = = 790 кг/м3; е = 0,6 см; п = 30 об/мин; h\ = 0,137); /13— вычисляем по формуле (2.36) и определяем
, __ К + Л5
"ср — 2
0,13*9 -F 0,47
2
= 0,82 см.
Решение. По формулам (2,61 4- 2,67)
2*0,82 f 0,82^
9 — 0,82 ’ 2 (9 — 0,82)2 ” °’805;
а' = 0,635;
0,635
Рсопр = —^у-(9~0,82)*0,82 - 2,12 см*;
= 0,6 + 0,82 * 0,318 = 0,86 см;
v = /3,14 * 9 * tgl7,5 — 0,86) (3,14 (9 — 0,82)0,82 — 2,12] == 156,2 см^;
Q„ == 60 * 10“в * 0,5 « 790 * 156,2 • 30 = 111 кг/ч.
Величина условного потока утечки небольшая. Она зависит в основном от величины 6, а также от рабочих параметров в зоне дозирования: температурного режима, величины скорости сдвига, эффективной вязкости расплава полимера и давления материала на выходе.
'32
Для определения 13 вычисляем величину 7 по формуле (2.57):
• __ 3,14-9.30 Т = 60 0,82
= 17,2 с-';
1) ® 22 • 102 Па • с; tg« = 9/3,14 • 9 = 0,318; 6 = 0,02 см.
Максимальное давление
в конце зоны дозирования:
, кРпт^л ^ptg?
р»
3,14-9.0,5.135-22-102 0,82-0,318
- 19,6-10в Па;
(2-3,14 — 0,635).9 (0,02)*’.0,318.19,6-10* QyT =
12-22-10-’.0,86
= 1,12-10~3 см3/с = 6,7 см3/мин;
6,7.60-790
QyT —--------------= 0,32 кг/ч при рр = 790 кг/м3;
Q == 111 — 0,32 « 110,7 кг/ч.
Пример. 2.6. Рассчитать производительность двухроторного смесителя с кулачковыми насадками и с вращением роторов в одну сторону. Данные для расчета взять из предыдущего примера.
Решение. Расчет проводим по формуле (2.66):
4?см ^2-0,6-30(3,14 0,82 (9 -0,86) (9 0,28 +9-0,64 COS^17>5 — 9-1,05-0,28 — 0,82-0,28) — 2,12-9] =• 1026 см’/мин
1026-790-60 и-ли QB =-------------= 48,6 кг/ч.
Технические характеристики двухшнековых экструдеров даны в табл. 2.3.
Таблица 2.3. Технические характеристики двухшнековых экструдеров
Условное обозначение Производительность, кг/ч Частота вращения червяка, об/мин Установленная мощность. кВт Число температурных зон
двигателя нагревателей
ЧП 2—45X12 40 5—25 9
ЧП 2—45x15 40—53 10-50 3,2 4 3
ЧП 2—63x12 80 4—20 3
ЧП 2—63Х15 80—10Q 8—40 8 7 4
ЧП 2—90x12 150 3—15 4
ЧП 2-90Х15 150-200 б-30 12 12,8 5
ЧП 2—125x12 280 4-20 32 20 4-
ЧП 2-125Х15 180— 470 6—30 55 25 5
ЧП 2—160X12 480 3,6-18 75 40 5
ЧП 2—160Х15 480-650 5,5—27 75 48 6
2 А. С. Шембель
33
Рис. 2.8. Зависимость коэффициента В от частоты вращения подвижного диска экструдера:
/ — ПЭВП;2 —ПЭНП
2.6. Производительность дискового экструдера. Для расчета производительности дискового экструдера QA (в кг/ч) применяется эмпирическая формула:
Q^BRh — AR^\nh\
(2.68)
где т| — эффективная динамическая вязкость перерабатываемого материала, Па* с- 10“5; R — рабочий радиус подвижного диска, см; h — рабочий зазор между дисками, см; п — частота вращения подвижного диска, об/мин; В — параметр, являющийся функцией частоты вращения подвижного диска (рис.
2.8); А параметр, являющийся функцией физико-механических свойств материала (рис. 2.9).
Параметры А и В приведены на рис. 2.8, 2.9. Формула (2.68) ограничена в применении из-за отсутствия значений А и В для разных полимеров.
Для максимальной производительности оптимальная величина h = (5,5 4-6,5) • 10-2Д
где D — рабочий диаметр подвижного ротора машины.
Диаметр выходного отверстия: d = (0,1 0,15) D.
Для определения давления, развиваемого пластикатором, предлагается формула:
АР- + ,8А. <2.69,
Рис. 2.9.Зависимость коэффициента А от вязкости и частоты вращения дисков: / — 100 об/мин; 2 — 200 об/мир; 3 — 300 об/мин
34
Скорость сдвига:
. ~Dn
T“~3S7’
где Sp — рабочий зазор между торцом диска и хода от корпуса к фильере.
(2.70)
стенкой корпуса в месте пере-
Обычно этот зазор находится на */з радиуса диска от его центра. Таким образом, диаметр в формуле (2.70) будет равен D / 3.
Для определения производительности дискового экструдера <2д (в кг/ч) рекомендуют формулу:
<?д = 60^л£>2.5 И0~6= 60Кд«О2.5 у10-«Т?.9,8. (2.71)
Здесь D — диаметр диска, см; п — частота вращения диска, об/мин; р — плотность материала, кг/м3; у — скорость сдвига, с-1; т — напряжение сдвига, Па.
Рекомендуемые значения критерия формы диска : для гладкого диска 5,1 • 10~5; для граненого диска 6 • 10-5; для диска с винтовыми канавками 7,8 • 10“5.
Формула (2.7b) справедлива для определения производительности дискового экструдера, перерабатывающего такие полимеры, как полиэтилен, полистирол и пластифицированный ПВХ. Однако она не учитывает влияние сопротивления профилирующей головкц,
Обычно оптимальный Зазор равен (0,02 0,03) D, для плоских
дисков (0,05 4- 0,06) D. Эти зависимости справедливы для D 0,4 м при частоте вращения п 400 об/мин.
Для определения мощности привода /V (в кВт) при переработке ПВХ, полиэтиленов и полистирола рекомендуют эмпирическую зависимость:
W = о,96 • Г0~4£>2п, (2.72)
где D — диаметр диска, см; п — частота вращения диска, об/мин.
Формула (2.72) справедлива при D 0,4 м и п 500 об/мин. Каждому диаметру диска соответствует оптимальное значение частоты вращения.
Для расчетов рекомендуется также
Д мм ПО 150 240
п, об/мин 180 -220 250 - 300 340—400
Q* = -^-(ZX-d3)d3. (2.73)
Здесь Q — объемная производительность дискового экструдера, см3/с; Кд = (0,1 — 0,2) • 10“3— коэффициент, зависящий от зазора, угловой скорости диска и свойств перерабатываемого материала, с-1 • см“2; /0 — относительная длина головки, см2; d — диаметр выходного канала головки, см; D — диаметр рабочей части диска, см; I — длина головки, см;
I == lQ/d. (2.74)
2* 35
Максимальная производительность дискового экструдера зависит от относительного диаметра головки:
dQ = d/D « 0,775. (2.75)
Тогда максимальная производительность QA (в см3/с):
(1 — 4Ро
(2.76)
Для расчета производительности дискового экструдера в реальном режиме, с учетом коэффициента геометрической формы головки К можно использовать формулу (2.23):
Производительность дисковых экструдеров зависит от следующих факторов:
1) способа питания дискового пластикатора (оно должно быть строго дозированным и равномерным);
2) диаметров дисков и выходного отверстия головки и его длины;
3) величины зазора между дисками;
4) гидравлического сопротивления формующего инструмента;
5) вязко-упругих свойств расплава полимера, которые являются функциями температуры и градиента скорости;
6) формы частиц перерабатываемого материала.
Пример 2.7. Определить производительность дискового экструдера по формуле (2.68). Пластикатор перерабатывает ПЭНП. D = 15 см; п = 250 об/мин; h = 5,5 • 10“2 • 15 = 0,8 см.
Решение. Рассчитаем скорость сдвига:
7 “
3,14-15-250
60-0,8
= 245,3 с~Ч
По у и температуре переработки находим т| = 3,5 • 102 Па . с. Теперь по т| и п определим параметр 4, а по скорости вращения — параметр В:А = = 1,6; В — 8,5. Следовательно,
Q д == 8,5 • 7,5 • 0,8 — 1,6 • 7,53 • 3,5 • 10~3 • 250 • 0,82 = 24 кг/ч.
Определим давление, развиваемое пластикатором, по формуле (2.69):
23,14(7,5 4-0,75)250.3,5 102 . 7,5
др= 60-0,8 п 0,75 -2’2’ 10 Па-
Пример 2.8. По условию предыдущего примера определить производитель-, ность и мощность привода дискового экструдера по формулам (2.71), (2.72), если Яд = 7,8- см Ч
Решение. Находим <2Д:
Q& = 60-7,8.10->.250-152^ |Лб,5-10'2.82-0,75.10-2 _ 20,3 кг/ч,
36
так как по формуле (2.70)
3,1415250 Л
7 — —з?о~87'бЬ = с ’’ а Па-с.
Мощность привода:
Л = 0,96 • 10~4 • 1,52 • 250 = 5,4 кВт.
Пример 2.9. Определить объемную производительность дискового экструдера по формулам (2.73) — (2.76). Условия задачи прежние, Кп = и, 15- 10 ’ с-1 7 см-2, do = 0,775 см.
Решение.
Л 1Г 1Л .> П -0,7754 0,7753
<?д = 0,15-10-3------— . 155 _ 8 5 смз/с;
/о = М; d — 0,S' см; I = 5 см; /0 = 2,5 см2;
п 8,5 0,75-3600
Уд = 1000---“ 23 кг/4-
Таблица 2.4. Технические характеристики отечественных агрегатов на базе дисковых экстудеров
Параметры Тип экструдера и вид профилированных изделий
Эд 2,2, гранулы Эд 2,2, шланги Эд 5,5, гранулы Эд 5,5, пленка из ПВХ Эд 22, гранулы
Максимальная производительность, кг/ч 11 10 25 10 100
Диаметр прутка или шланга, мм Количество выдавливаемых прутков, шт. 4—6 3—10 3—5 — —
1 — 6 6 —
Ширина сдвоенной пленки и толщина, мм — — — 340 н 0,05-0,15
Диаметр рабочих дисков, мм Величина зазора между диском и корпусом, мм Мощность электродвигателя привода, кВт: 208, 250, 300 210, 250, 308 250 — 220—390
0-10 0-10 0 10 0-10 0—15
экструдера 2,2 2,2 0,18 4,5 4,5 22
мешалки 0,18 0,18 0,33 0,7
фрезы 0,7 — 0,7 — 1,1
вентилятора 0,6 — 0,6 —— —
Мощность нагревателя, кВт 0,5 0,8 0,8 0,8 2,7
Длина и диаметр гранул. мм 3—5 и 4—6 — 3-5 п 3-5 — 2-5 и 2-5
Габаритные размеры 4,ЗхО,8х З.ЗХ1.1Х 4.3Х0.9Х 4,7X1,ЭХ 3,7ХО,9Х
установки, м Х2,1 8,3 Х2.1 Х2,3 Х2,2 Х2,6
Масса установки, кН 6 9,5 14 —
(т) (0,835) (0,6) (0,95) (1,4)
37
Как следует из решенных примеров, сходимость результатов достаточно высокая.
Технические характеристики отечественных агрегатов на базе дисковых экструдеров даны в табл. 2.4.
2.7. Анализ конструкции формующих головок и приближенный расчет величин у , Р и К на отдельных участках. Головка экструдера — это формующий инструмент, в которое под давлением течет вязкая масса и при этом образуется форма изделия. Профиль поперечного сечения головки определяет вид поперечного сечения выдавливаемого изделия.
Расчеты, связанные с течением и деформированием перерабатываемого вязкотекучего полимерного материала, называют реологическими.
Анализ и расчет формующих участков головок включает:
1. Определение оптимального коэффициента геометрической формы головки К для обеспечения максимальной производительности машины, а также величин у, Р. Головки различают не только по профилю поперечного сечения выдавливаемого из них изделия, но и по давлению, которое в них образуется: до 4 МПа, 410 МПа, и головки высокого давления — более Ю МПа. Давление в головке зависит от природы перерабатываемого материала и температурного режима экструзии.
2. Определение оптимальных размеров формующих участков, которые обеспечивают качество готовых изделий.
Вообще в процессе литья под давлением и экструзии наиболее полно проявляются реологические свойства полимерных материалов, поэтому для таких технологических процессов реология (наука о течении) расплавов считается научной основой, а реологические расчеты отдельных стадий формования позволяют находить оптимальные решения при конструировании формующей оснастки или проверять уже имеющийся инструмент, не прибегая к трудоемким и дорогостоящим экспериментам.
Проектирование и расчет формующих головок производят в указанной ниже последовательности.
1. Определение размеров оформляющих зазоров. При этом необходимо учитывать степень вытяжки и разбухания экструдата.
2. Разделение каналов сложной геометрии на участки простой геометрии поперечного сечения и определение соответствующих элементарных расходов полимерного расплава через эти участки.
3. Определение скоростей сдвига у для данной температуры переработки и эффективной вязкости тр
4. Расчет коэффициентов геометрической формы Ki для < каждого элементарного участка сечения каналов.
5. Расчет перепада давления на том же элементарном участке сечения из формулы (2.23) : Р — Qo?]/К-
38
6. Сравнение перепада давления отдельных участков ; в случае большого расхождения необходимо задать новые размеры сечений участков и повторить расчет.
7. Оценка повышения температуры АО (в градусах) вследствие диссипативного тепловыделения при сдвиговом течении в адиабатическом приближении:
- Q- у (2.77)
Коэффициент геометрической формы (К) зависит от профиля и геометрических размеров формующих сечений головок (/Q экструдера, фильтрующей сетки (К2), если она установлена, и решетки:
К = + к2. (2.78)
Обычно при переработке полиолефинов и ПВХ в экструдерах устанавливают пластинчатые и цилиндрические фильтровальные элементы — стационарные и сменные с размером отверстий 0,1—0,2 мм (70—140 меш).
Чем выше требования к продукту, тем меньше отверстия фильтрующих элементов. Для фильтрования расплава полипропилена при производстве пленок применяют фильтр с размером отверстий 45—100 мкм. На современных экструдерах устанавливают сито-сменные фильтровальные устройства с общей площадью фильтрующего комплекта 500—2000 см2 и числом фильтровальных элементов п = 5 4- 20.
Для фильтрующей сетки и решетки*
ягйЙ . 32и«
«3=-Т28г; <2-79> ъ = (280)
nFdk . 128vB
(2.81) • <2-82>
где F — площадь фильтровального элемента, см2; Z — число отверстий в сетке или решетке; d% — диаметр отверстий, см; 6 — толщина фильтрующих элементов, см; ур — объемный расход расплава, см3/с.
Обычно канал формующей головки, по которому течет расплав, имеет сечения разной формы: цилиндрическое (К3), коническое с уменьшающимся диаметром на выходе (/Q, щелевое прямоугольное (К5), щелевое клиновидное (/Q, кольцевое цилиндрическое (Л7), кольцевое коническое (/С8). Скорости сдвига расплава у определяют в тех же сечениях головки.
Общий коэффициент геометрической формы (/(J подсчитывается по формуле:
* Все значения К и у , приведенные здесь ниже, измеряются в см3 и с“1, соответственно.
39
1
(2.83)
Цилиндрический канал: •ziZo , 32vp4
К»= 128Z.3 » <2'84> Тз = яйз * <2 85)
Здесь Л3 — длина канала, см; d3 — диаметр канала, см. / ;
Конический канал:
. 256vp /
128(rf2 + d4</s + rf2)/,4 ; (2 86) 71 = М<4 + '4)3 ; (2-87) j
где —дли^а конического канала, см; d$ — диаметры конуса, соответст-венно, на входе и выходе расплава, см.
Прямоугольный щелевой канал:
*5=-i2zr; <2-88>
. 5,58vp
= (2.89)
где b — ширина щели, см; h — высота (толщина) щели, см; — длина прямоугольной щели, см.
Клиновидный щелевой канал:
*Л?Л? , ll,16vp
Кб = + <290> v« = *(*! + *.) *
Здесь L& — длина канала (щелевой клиновидный), см; Ль Л2 — толщина клиновидной щели на входе и выходе, см.
Кольцевой цилиндрический канал:
(#Н ^вн) (^Н-----^вн)3 *
192£7
(2.92)
/С7 ~ 12Z7 W^cp 1 или /С? ж 12Л7
1 II II I I II II .ill! I X • УО I |
* u (^н 4* Гвн) (^н гвн) *
где Ь\ — ширина кольцевого зазора, см; гн, гвн — наружный и внутренний радиусы цилиндрического канала, см; </ср = (dH + dBH)/2 — средний диаметр I кольцевого цилиндрического канала, см.
Кольцевой конический канал:
к (rtA4 — г2Л3) .
А8=== 6ml; »
(2.94)
40
22,32vp
78 = я(г, +г2)(Л3 + Л4р ’ (2’95)
где ri, Г2 — средние радиусы окружности конического кольцевого зазора, соответственно, на входе и выходе, см; /г3, /г4 — толщина зазора на входе и выходе, см; т — коэффициент, учитывающий геометрические параметры, см-2;
_ 2,3(Г|— гЛ _ (и— га)(Л3 — Л4) _
m~(r1ht-.r2h3y ’« r2hs 2^2 • (2 УЪ>
Следует помнить, что в зависимости от исходных данных значение т может быть отрицательным.
Канал с произвольным сечением:
F3 . 2vp
2Z9IP 9 (2.97) 7=^ ц/? • (2.98)
Здесь П — периметр поперечного сечения канала, см; F — площадь поперечного сечения канала, см; /9 — длина «выпрямленного» канала, см.
Напряжение сдвига в канале Н (в Па) можно рассчитать следующим образом:
Д/V ДР/7
Н = (2.99) (2.100)
где F6 — площадь боковой поверхности (смачиваемой) канала.
Для каналов некруглого сечения вместо радиуса г, можно использбвать значение эквивалентного радиуса гэ :
гэ = ]/ — д ’ или d3 = —д-. (2.101)
Для оценки интенсивности течения расплава вместо скорости сдвига у часто применяют временной фактор, т. е. среднее значение времени прохождения расплава через канал т (вс):
т = /Р/ц₽, (2.102)
где / — длина канала, см; F — площадь поперечного сечения, см2; vp — объемный расход, см3/с.
Чем короче канал и выше скорость течения, тем больше величина разбухания потока расплава на выходе из канала. При этом нарушается плавность потока, т. е. появляются неровности на поверхности выходящего из канала расплава. При очень больших скоростях течения, малых значениях времени т, течение может стать прерывистым. При отводе изделия из головки происходит вытягивание его. Оно оценивается коэффициентом вытяжки.
Расплав после выхода из фильеры высотой йф при свободной экструзии разбухает до величины Аэ, затем его вытягивают до Ли.
41
Расчетный коэффициент вытяжки изделия по толщине:
Kh = Лф/Ли. (2.103)
Расчетный коэффициент вытяжки изделия по ширине:
Кь = Ьф/Ьк. (2.104)
Истинный коэффициент растяжения:
/<ли ==^эМи; (2.105) Кьи~Ьэ/Ь№. - (2.106)
Следовательно:
Аэ//ги ~ b9/bUl (2.107)
т. е. происходит одинаковое относительное уменьшение толщины и ширины экструдата при резком различии в относительном изменении соответствующих размеров в результате набухания. Поэтому необходимо, чтобы
Ь^/Ъп > Лф/А И) т. е. Кь > Кь.
Здесь Кь = Кл(1 + а' — -у-), где а' = 2Л/Аф-, 0 = bn/hn. Напомним, что Ьф — ширина формы; Ли — ширина изделия. Величину а' называют коэффициентом разбухания по толщине изделия; чем больше величина 0, тем ближе а' к а — 1. Тогда
Кь ~ Кь («
а — 1
(2.108)
А — приращение размера разбухания по толщине и ширине изделия;
2Д == Ли — Лф или 2Д == Ли — Лф; (2.109)
Коэффициент разбухания а, определяемый на круглых каналах, удобен тем, что определен для многих полимерных материалов в широком диапазоне скоростей течения (или длительного течения) (рис. 2.10, 2.11).
Рис. 2.10. Зависимость коэффициента разбухания а, заготовки из ПЭНП от скорости сдвига у . Цифры у кривых — отношение внутреннего диаметра трубчатой заготовки к ее наружному диаметру
Рис. 2.11. Зависимость коэффициента разбухания а заготовки из ПЭВП от скорости сдвига у . Цифры у кривых — отношение внутреннего диаметра трубчатой заготовки к ее наружному диаметру
V 1,0
0 10 20 30 <t0 50
42
На изменение размеров экструдата (разбухание) оказывают влияние: остаточные напряжения в экструдате, приводящие к расширению потока, поперечный градиент скорости, приводящий к ориентации макромолекул в направлении потока, однако на выходе из головки происходит разориентация. Чем короче формующий канал и выше скорость течения расплава, тем больше величина разбухания:
Здесь do — диаметр прутка после выхода из головки; d — диаметр формующего канала.
Разбухание экструдата и его геометрические размеры для случая установившегося разбухания (за время т0 и при у в канале формующего инструмента 20 с-1)—предельные значения, при которых происходит стабилизация разбухания, можно определить по уравнению:
1/^ 2 / du~—2h • dK 2h
“= V ) -°.1ао—37“. <2П|>
где а0— коэффициент разбухания круглого сплошного прутка; dn — наружный диаметр заготовки; h — толщина заготовки.
Изменение диаметра прутка
» Art = 100% = Arf0 In —. (2.112)
Здесь то — время, за которое расплав при прохождении через фильеру успевает полностью отрелаксировать (т. е. Дб/ = 0); т — время прохождения материала через фильеру; \do — эластическое расширение расплава при проходе через фильеру, за время 1/е (е — основание натурального логарифма).
В конечном счете имеем:
в = 1 4-я0 lg~. (2.113)
Величины ао и то не зависят от размеров каналов. Они имеют раз-* ные значения для различных материалов и изменяются с температурой расплава.
Параметры разбухания некоторых термопластов приведены в табл. 2.5. < s
Таблица 2.5. Параметры разбухания некоторых термопластов
Полимер с tg <?
Непластифицированный ПВХ 450 5,0 2,9
Пластифицированный ПВХ 60 2,4 13
ПЭВП при 170 °C 142 17,0 9,6
ПЭВП при 200 °C 30 23,0 13
ПЭНП — 21,0 —
43
По опытным данным принимают Kh = 1,1 4- 1,2. Коэффициент Кь больше При 0 = 1 значение Кь = Кн- Для профильных изделий со сложным поперечным сечением вычисляют Кь для разных участков. Затем рассчитывают для этих участков; Ь$ = КьЬи. Длина фильеры / берется по опытным данным (6 4- 16) Ширина фильеры рассчитывается по формуле (2.104).
Полученные таким расчетом размеры фильеры обеспечат возможность изготовления изделия с нужными размерами поперечного сечения.
Вытягиванием экструдата нельзя устранить поверхностные неровности, возникающие при разбухании расплава. Эти функции выполняет калибрующее устройство.
Длина формующих элементов пленочных головок влияет на мутность пленки. При малой длине каналов, если при этом изменяется их площадь сечения, на входе возникают значительные напряжения сдвига Я, которые приводят к периодическому срыву расплава или появлению шероховатости. При увеличении длины формующего канала материал частично релаксирует, и мутность пленки уменьшается.
Технологические расчеты включают определение диаметра дорна Яд и радиального зазора й:
h = /гпл£р£в; (2.114) Яд= Ь„л/(ПЕР); (2.115)
Ев = «пл/«э; (2.116) ЕР == Ппл/£>д, (2.117)
где /гпл — толщина пленки, см; Еру Ев — коэффициенты раздува и вытяжки; Ьпл — ширина пленки (периметр рукава), см; мпп, — скорость движения пленки и экструдата, см/с;
VP «э = ^.
Степень продольной вытяжки можно проверить в процессе работы, пользуясь соотношением (2.114).
Для приближенной оценки влияния вязкости расплава и скорости движения проволоки на возможные давления в головке и на качество кабельного покрытия используют уравнение:
V (2119)
где и — скорость движения проволоки, см/с; L — длина фильеры, см; /ги — толщина изоляции, см; h — величина радиального зазора, см; т] — вязкость расплава, Па • с.
Пример 2.10. Рассчитать геометрический коэффициент (К) головки (рис. 2.12) с учетом пакета фильтрующих сеток и решетки, установленных перед формующей головкой. Экструдер изготавливает трубы из ПЭНП с объемным расходом расплава ур = 40 см3/с. Определить также' скорость сдвига (у) расплава и давление на тех же участках головки.
44
Рис. 2.12. Прямоточная головка для изготовления труб и шлангов:
1 — корпус; 2 — матрица; 3 — регулировочные винты; 4 — дорн; 5 — дорнодержатель: 6 — передняя часть дорна
Дано* 1) фильтрующая сетка: F = 1000 см2;л — 10; d = 0,01 см; 6—10 см;
2) решетка: z — SO; d2 = 0*3 см; 62 — 0,75 см;
3) конический кольцевой канал (после решетки): и — 6 см; г2 = 4,16 См;
Из — 0,5 см; hi = 0,4 см; L& 10,7 см;
4) цилиндрический кольцевой канал (в дорнодержателе): dcp=ll,6 см; bi =0,4 см; г = 6 см; гв = 5,6 см; /7 = 2 см;
5) конический кольцевой канал (после дорнодержателя): г\ ~ 6 см; r2 = v = 4,0 см; Аз = 0,4 см; А2 = 0,2 см; L& ~ 9 см;
6) цилиндрический кольцевой канал для формования трубной заготовки: г == 4 см; гв = 3,8 см; b — 0,2 см, — 7,8 см; /7 = 15 см;
Решение (по формулам (2.78) — (2.98)).
10-1000-0,01-' . л
, 1) Кф. с =-----32HF------”3,1-10-3 см3;
i
• 128-40
7ф.с - 10-1000-0,01 ~ 51,2 с *’
По графику (рис. 2.6) находим эффективную вязкость (т]) для ПЭНП при у = 51,2 с"1 : л = 8,5 • 102 Па - с = 8,5 • 10-2 Н- с/см2.- Тогда потери давления в фильтрующей сетке составят*
40-8,5-10--’
ДРф. с = "зТю-з « 1097 Н/см2 =11,0 МПа;
3,14-50-0,3* . 32-40
2) ^Р=* 128-1,5 — ®>02-10 3 см3; > = 3,14-50-0,33 = 302 с
45
40-2,8-10-2
,) = 2,8-10-2 Н• с/см»; ДР = —g'^-lO-3 = 169 н/см2;
2,3(8,0 —6,0)2 8-0,5 (8—6) (0,8 —0,5) 0,82 — 0,52
3) ш = (8-0,5 —6-0,8)*ig 8-0,8 (8-0,5 —6-0,8) 2-0,82-0,52
= —1,61 см~2;
3,14(8-0,5 — 6.0,8)
6(—1,61)-11
23,6-Ю-з см3;
. 22,32-40
к«~ 3,14(8 + 6) (0,8 + 0,5)2 ~ 12 с *;
40-19,5-10-2
= 19,5-10~2 Н-с/см2; ДР = '"хз'бЛо-з— Н/см2;
„ 3,14-15,6-0,43
4> к, - ,.;4
= 65- IO-3 см3;
. 5,58-40___________
3,14(8 + 7,6)(8 —7,6) -П>4С
40-20 5- IO-2
•>] = 20,5-10-2 н-с/см2; ДР = —бб’^о-з = >25 Н/см2;
2,3(8 —4)« 8-0,3 (8 —4) (0,4 —0,3)
5> = (8-0,3 —4-0,4)lg 4-0,4 (8-0,3—40,4)0,4-0,3
0,42-0,32
2-0,42-0,32 ~ ’° см ’
3,14(8-0,3 — 4-0,4)
’ *6.,' 5ц ’ * = 25,4-10-3 см3;
. 22,32-40
Ъ = 3,14 (8 + 4) (0,4 + 0,3)2 - 48,35 с >;
40-9-10-2
1) = 9,0-10-2 Н-с/см2; ДР---= ig-4.'jg? = 142 н/см2!
3,14-7,7-0,33
6) К? = —--------------= 6,8- IO"3 см3;
5,58-40
?’= 3,14(4+ 3,7)(4 —3,7) -«Me-1;
„ 40-11-10-2
^=11- 10 2 Н • с/см2; ДР == —(71П"Нрз— Н/см2;
46
1
== 4,Ь10“3 см3;
_L_ -с д - 4. _JL_ 4. —2—
23,6-10”3’ 25,4-Ю~3® 65-Ю-з 6,8<10"3
дробщ « 330 + 126 4 142 4 647 — 1245 Н/см2 « 12,5 МПа.
2. 8. Вопросы теории подобия и моделирования экструдеров. Использование теории подобия и математического моделирования позволяет решать ряд практических задач: проверочный расчет, проектный расчет экструдера, анализ технологического режима переработки.
Показателем работы экструдера является его эффективность — отношение производительности к потребляемой мощности:
Э « Q/N.
(2.120)
Эффективность переработки некоторых термопластов на одношнековом экструдере:
ПВХ непластифицированный ПВХ пластифицированный Ударопрочный полистирол АБС
4,3-6,1
6,1—8,0
4,9—7,4
3,1-5,5
ПЭНП
ПЭВП Полипропилен Полиамиды
4,3 -6,1
2,9-4,9 3,1—6,1
4,9-7,4
Зная эффективность экструдера, можно определить при известной мощности привода максимальную производительность и наоборот. Эффективность экструдера определяют при переработке каждого нового полимерного материала. Сопоставление эффективности различных машин при переработке одного и того же материала позволяет выбрать оптимальную конструкцию экструдера.
Пример 2.11. Произвести проектный расчет экструдера для переработки ПЭНП, изготавливающего пленку с производительностью 40 смэ/с.
Решение. 1. По табл. 2.6 выбираем рекомендуемое значение у в соответствии с перерабатываемым материалом и видом изделия. В нашем случае принимаем
у = 80. с~1. Тогда Q/y == 40/80 ~ 0,5 см3.
2. Пользуясь номограммой (рис. 2.13), определяем диаметр шнека, соответствующий заданному значению параметра Q/y = 0,5 см3. Получаем D — 90 мм.
3. Вычисляем глубину канала на участке зоны дозирования Лз:
/ Q \0»5
Лз/Zti - (Do//*)0’5; (2.121) Лз «= 1,82 I —— | ; (2.122)
\ От /
/ 40 \0>5
Л3 - 1,82 = 0,43 см.
47
Таблица 2.6. Конструктивные параметры шнеков и значения средних градиентов скорости сдвига, рекомендуемые для переработки полимеров
Материал Вид изделия Вид загружаемого материала Средний градиент скорости сдвига 7, с~1 Отношение глубины канала в зонах загрузки и дозирования Число витков в зоне дозирования Число витков в эоне сжатия
Полиэтилен ВП Трубы ГранулЬг 50—110 3,7—4,35 8 1 Листы 100—230 3,7—4,35 9 1 Полиэтилен НП Покрытия То же 100—240 4—4,75 9 1 Пленки » 50—ПО 3,7—4,35 9 1 Трубы 50—110 3,7-4,35 9 1 Полипропилен Любой 55—110 4,35 9 1 ПВХ непластифи- » » 15—40 2,7—3,1 5—6 5—6 пированный ПВХ пластифи- » Сухая 90—210 3,35—4 6 1 цированный смесь Полиамид 6,6 » Гранулы 50—110 4—4,35 9 1 Полистирол Переработка Порошок 100—200 4—4,35 9 1 Ударопрочный Листы Гранулы 50—110 4—4,35 9 1 полистирол Полиакрилаты То же То же 40—100 3,35—37 8 1
В соответствии с рекомендациями табл. 2.6 определяем остальные размеры шнека, принимая его однозаходным с / = £) = 90 мм.
4. Рассчитываем глубину канала на участке зоны загрузки (hi), а также другие геометрические параметры: Лз = 4; h\ = 0,43 • 4 = 1,72 см.
Длина зоны дозирования: = 9Z) = 9 • 90 = 810 мм.
Длина зоны сжатия: Lc = D = 90 мм.
Общая длина шнека: L = 20Z) = 1800 мм.
5. Находим рабочую скорость вращения шнека:
п „= y'h3/(nJD) (2.123)
п = 3^14 3)6 1 ’22 об/с = 73 об/мин.
Ширина гребня витка: е — 0,08D = 7,2 мм. Все дальнейшие расчеты проводятся, как указано выше, по формулам (2.24) — (2.38).
Опираясь на теорию подобия, можно пользоваться модельным образцом экструдера, предназначенного для переработки аналогичного материала и обладающего хорошими эксплуатационными свойствами.
Рис. 2.13. Номограмма для предварительного определения диаметра червяка по заданным величинам объемной производительности и среднему градиенту скорости сдвига
1, 3~ ПЭНП; 2,4 — ПЭВП
48
Пример 2.12. Задаемся необходимой производительностью Q — 40 см3/с. Действующий экструдер: Do = 63 мм, to = 63 мм, Ai0 = 0,95 см; Из0 = 0,4 см; L/D = 20; по = 60 об/мин;2V0 = 26 кВт* давление перед экструзионной головкой РГо — 10 МПа; производительность G = 53 кг/ч (Q = 17,36 см3/с); мощность нагревателей цилиндра корпуса NK(t = 14 кВт. Режим работы политропический (ф = 0,25).
Решение.
/>/£>., = (2.124)
1
D)Dq = (40/17 З6)3—- | 4- Z) = 1,4 • 63 = 88,2 мм та 90 мм;
Л, .-= Л1о(£>/О0)1-'!'; (2.125) Л3 = ft^D/Do)1-*; (2.126)
n^n0(D/D(t)-<'; (2.127)
Л, = 0,95 • М*-®.28 = 1,22 см; ft3 = 0,4 • М»-®.25 = 0,51 см;
п = 60 • 1,4 — °>25 = 55.об/мин;
pr = Pf^D/Do)^\ (2.128) М == Mo(P/Do)3 - t; (2.129),
^h = ^Ho(D/Do)3-^; (2.130)
Рг = 10 • 1,40’25 == 10,9 МПа; N = 26 • 1,42>75 == 65,6 кВт
Nn = 14 • 1,42»75 = 35,3 кВт.
« Nh = AFpcQ. (2Л31)
Здесь — мощность обогрева, кВт; p — плотность материала, кг/м3; с — удельная теплоемкость материала, кДж/(кг • К); АТ — требуемое повышение температуры материала, К.
Для переработки материалов принимаем интервал температур Т — 20 4-4-200° С (как и для действующей машины), находим среднее значение удельной 1снлоемкости с ж 3,0 кДж/(кг • К) (рис. 2.14), с = Z/AT, р = 0,92 г/см3. Тогда
N* == (200 — 20) • 0,92 • 3,0 • 40 = 19,9 кВт.
Коэффициент ф учитывает степень политро-пичности процесса при нейтральном в тепловом отношении шнеке:
1 Г т = <2-,32>
где То, Т\, Тч — температуры материала в зоне загрузки, в зоне сжатия и перед головкой. Обычно для расчетов берут ф = 0,25.
, 1 120 — 30 л _
2 200 — 30 = 0,26-
Рис. 2.14. Температурная зависимость энтальпии (в кДж/кг) термопластических полимеров (для давления до 35 МПа):
1 — ПЭНП; 2 — ПЭВП; 3 — ПММА; 4 — ПВХ пластифицированный; 5 — ПС; 6 — ПВХ с кварцевым наполнителем
49
Относительное изменение коэффициента геометрической формы головки К:
/С/Ко - (Р/Д,)3*1-*); (2.133) = 1 Л*1"0’25’ = 2,13,
т. е. сопротивление головки в проектируемой машине должно быть снижено в 2,13 раза по сравнению с исходной.
Оставляем относительный размер длины шнека L/D = 20, как в исходном экструдере:
t = D =55 90 мм; L = 20£> = 1800 мм; LA = 9D = 810 мм;
1*сж == В == 90 мм; L3 = L — Ьд — 1<ж;
Ц = 1800 — 810 — 90 = 900 мм; е = 0,08D ~ 7,2 мм.
2.9. Выбор материала и экструзионного агрегата для изготовления конкретного изделия. При выборе материала следует исходить из назначения изделия, условий его эксплуатации и метода изготовления. Необходимо стремиться к наиболее полному использованию возможностей материала при его минимальной стоимости и дефицитности.
Согласно ГОСТ 15467—70, качество продукции — это совокупность свойств продукции, которая обусловливает ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Важно, чтобы изделие было надежным и долговечным в эксплуатации и отвечало эстетическим требованиям.
Понятно, что если выбранный материал будет обеспечивать необходимое качество изделий при минимальном уровне затрат на его изготовление, то будет достигнута максимальная экономическая эффективность.
Выбирая материал, следует позаботиться о необходимой для переработки его в изделия технологии и о необходимом оборудовании. Наоборот, разрабатывая или приобретая технологическое оборудование, необходимо предусмотреть обеспечение будущего производства изделий требуемым материалом.
Все материалы в настоящее время выпускают по признаку перерабатываемое™. Их различают по вязкости и делят на литьевые и экструзионные марки. Марки полимера с большей вязкостью перерабатывают методом экструзии.
На базе марок, различающихся вязкостью, выпускают марки с улучшенными эксплуатационными свойствами.
Например, ПЭНП применяют для изоляции высокочастотных и ультравысокочастотных кабелей и проводов, для изготовления напорных труб, емкостей и контейнеров для хранения агрессивных жидкостей.
ПЭВП применяют для изготовления труб, шлангов, пленки. ПП идет для изготовления труб, изоляции проводов, пленки. Из ПВХ изготавливают пленки, шланги, изоляцию и др.
Итак, при выборе материала для конкретного изделия необходимо начинать с анализа условий эксплуатации и физико-механических свойств пластмасс. Сопоставить требуемые эксплуатационные свойства с показателями имеющихся мате-50
риалов — это значит надежно выбрать марку, гарантирующую работоспособность изделия, а следовательно, и всей конструкции в целом в течение всего периода работы.
Необходимо помнить, что зачастую применение термопластов ограничено высокой чувствительностью их свойств к температуре, влажности окружающей среды, атмосферному старению в условиях воздействия УФ-излучения, значительной способностью к накоплению статического электричества, горючестью пластмасс и др. Однако эти ограничения в большинстве случаев не определяют выбора пластмассы, а требуют подбора соответствующего марочного ассортимента и изменений в конструкции деталей или всего изделия, обеспечивающих их надежную эксплуатацию.
Известно, что материалы отличаются друг от друга целым комплексом свойств: прочностными, теплофизическими, химическими, диэлектрическими, технологическими и экономическими показателями. Практически не бывает таких случаев, когда к материалу, например трубы, предъявляется только одно требование — стойкость к горячей воде. Если разработчик изделия выбирает материал по какой-то одной характеристике, а не по комплексу свойств, можно с уверенностью сказать, что материал выбран технически и экономически необоснованно.
На первом этапе выбора необходимо составить перечень требуемых свойств, которым должен удовлетворять полимерный материал. Например, для напорной трубы необходимо учесть способность выдерживать требуемое достаточно высокое внутреннее давление жидкости, химическую стойкость материала к транспортируемой жидкости, интервалы рабочих температур, стойкость к воздействию внешней среды и др.
На втором этапе необходимо сопоставить технические требования к изделию (трубе) с характеристиками подходящих полимерных материалов. С этой целью обычно составляют таблицы упорядоченных значений свойств (ТУЗС), в которых полимерные материалы располагают по возрастанию значений для всех выбираемых свойств.
Количество таблиц будет определяться числом характеристик, по которым необходимо вести поиск.
Пример 2.13. Требуется выбрать полимерный материал для изготовления труб, транспортирующих ацетон со следующими технико-экономическими свойствами: рабочая температура; химстойкость; внутреннее рабочее давление; размеры труб; стоимость материала:
Материал Код окп Р Оптовая цена Рабочая температура Химстойкость Внутреннее рабочее давление Размеры труб
Полиэтилен ВД 111100 "Г + + + 4-
Полиэтилен НД 111200 + + + . 4- + 4-
Полипропилен 113100 + + + + 4-
Поливинилхлорид 121000 -L о + + +
51
В таблице приведена группа материалов, по которым ведется поиск. Материалы имеют код ОКП общесоюзного классификатора. Остальные графы представляют матрицу анализа. Символ (-|~) означает соответствие материала заданным требованиям, (—) —несоответствие, (О) —отсутствие сведений в фонде данных.
В следующей таблице даются упорядоченные значения плотности (р), оптовой цены, рабочей температуры, химстойкости, допустимое внутреннее давление, размеры.
В результате сопоставления свойств материалов с заданными требованиями вся матрица будет заполнена, после чего проводится анализ горизонтальных строк.
Код ОКП материала Оптовая цена, руб./кг р, кг/м3 . Рабочая температура, К Хим-стой-кость Допустимое внутреннее давление, МПа Размеры труб
d, мм толщина стенки, мм масса, кг/м
111100 0,74—0,77 913—929 293 + 0,1—0,2 16 2 0,088
111200 0,87—0,91 949-953 293 + 0,1—0,2 16 2 0,091
113100 0,6 0,68 900—910 293 + 0,1-0,2 16 1,2 0,081
121000 7,5—8,0 1400—1700 293 0,1— 0,2 16 1,2 0,09
Из таблицы следует, что предъявляемым требованиям наиболее подходит материал с кодом 113100 — полипропилен, однако, учитывая возможную дефицитность полипропилена, следует предположить также и ПЭНП—111100.
В этом примере для наглядности приведена довольно простая ситуация. На практике выбор нужного полимерного материала представляет собой довольно сложную задачу, которая решается с помощью банка данных и ЭВМ.
Практика показывает, что при выборе материала приходится сталкиваться с проблемами трех типов.
1. Возникает технико-экономическая необходимость изготовления детали из термопласта с обеспечением работоспособности изделия на прежнем уровне. Детально известны условия эксплуатации. Конструкция детали практически не может быть изменена, так как связана с множеством других деталей, условиями их работы и техникой монтажа. Требуется подобрать нужный для этого случая полимерный материал.
2. Имеются изделия (детали) определенного назначения, изготовленные из традиционных материалов (металла, стекла, дерева, картона и др.). Условия эксплуатации известны, но не детально. Необходимо перевести все изделия на термопласты и выбрать группу полимерных материалов, которые обеспечат работоспособность всей конструкции. При этом допускаются изменения в конструкции отдельных деталей.
3. Разрабатывается новая деталь, которая ранее не изготавливалась. Условия эксплуатации ее совершенно неизвестны. Исходя из технико-экономических соображений перспективно эту деталь (изделие) изготавливать из термопластичного материала. Тогда конструкцию изделия разрабатывают под выбранный наиболее оптимальный материал с учетом его физико-механических и технологических свойств.
52
Решение всех этих задач в математическом аспекте является проблемой распознавания образца по имеющейся информации об условиях эксплуатации. Исходные условия эксплуатации характеризуются множеством необходимых показателей (Хр Х2,... ,Хп) — результатом некоторого набора измерений, определяющих функциональное назначение изделия.
В свою очередь каждый полимерный материал характеризуется множеством N2 физико-механических характеристик (Ki, Y<2, ..., Yn). Для машинного выбора материала применяют два алгоритма: дискриминатный и синтактический. Дискриминат-ный метод прост и надежен, однако не всегда может быть получен искомый результат.
Преимущество синтактического подхода заключается в том, что он всегда позволяет найти требуемую группу материалов, свойства которой в той или иной области отвечают условиям эксплуатации.
Для выбора полимерного материала, соответствующего вышеуказанным трем конкретным проблемам, разработаны пять методик (табл.2.7)
Экструзионное оборудование для изготовления различных изделий может быть выбрано на основании следующих таблиц: 2.8, 2.10—2.12, 2.14—2.15.
2.10. Энергетические расчеты. 2.10.1. Определение расхода мощности в одношнековом экструдере. Знание потреб-
Таблица 2.7. Сферы применения методик выбора полимерного материала
Номер п/п Методика выбора полимерных материалов Практические задачи применения полимеров
задача № 1 задача № 2 задача № 3
замена материала в существующей детали разработка новой конструкции с применением полимерных материалов разработка новой детали
1 Методика выбора по диаграммам + свойств 2 Методика выбора по областям при- + + + менения 3 Методика выбора для заданных ус- 4- + ловий эксплуатации 4 Методика выбора по балльной оцен- + + ке свойств 5 Методика выбора графоаналитиче- . + + ским способом по анкете
53
ляемой мощности экструдером необходимо для расчета энергетических затрат на производство изделий. При установившемся режиме экструзии величина потребляемой мощности является показателем стабильности процесса. Обычно контроль ведут по мощности, потребляемой приводом.
Мощность (в Вт), потребляемая экструдером (N), расходуется на передвижение массы материала вдоль спирального канала к головке и далее (7Vt), а также на срез материала (расплава) в зазоре между гребнем шнека и внутренней стенкой цилиндра (М2):
N = М + М. (2.134)
Для шнека с переменной глубиной нарезки:
М - 9,8-10~7 п2 + ДРл], (2.135)
где Д1—постоянная прямого потока, см!; п — частота вращения шнека, об/с; J — коэффициент, см2:
Л2
, *tDi- 4/ , (0 + *,)» - (D -ь <*2)3 , 2>2Р51n
J- ' 3(rf3-d2) (^ + ^ + Д2)(Л2-Л3) •
ДР—перепад давления в головке, Па; d2 — диаметр вала шнека в начале напорной зоны, см;
d2^D — 2h2. (2.137)
Мощность N2:
М, = 9,8-10-7 n2t (2.138)
где 6 — величина зазора между стенкой цилиндра и гребнем шнека; в этих расчетах следует брать 6 = 0,25 4- 0,35 мм.
Для графического определения вязкости расплава (по рис. 2.6) в спиральном канале шнека находим скорость сдвига уск (в с"'):
«2 (D — Лер) (D — 2Лср) п Лер /к2(О-2Лср)2 + ^ ’
(2.139)
где йср — (Л2 + йз)/2.
Для графического определения вязкости расплава (по рис. 2.6) в зазоре между гребнем шнека и стенкой цилиндра уб:
7 , (2.140)
и & у TC2D2 4- Га 1 7
На практике для определения средней вязкости расплава (в Па- с) в цилиндре экструдера можно использовать
54
зависимость:
(B. + CQAP ^р- Дл— Q •
(2.141)
Здесь п — частота вращения шнека, об/с; Q — производительность экструдера, см3/с; ДР — перепад давления в головке, Па.
Для шнека с переменным шагом нарезки величина Л/з (мощность, потребляемая в спиральном канале на проталкивание массы) будет равна (в Вт):
Г к:> (d + A)3 d2v Л 1
N3 « 9,8- IO-? 1^ —--------L (G “ **) + A^Pn J *
Где G — коэффициент, см"1;
2,3 cos3 Уз | (?2 ч- Уз) ,
G=== 2Д/ ^cos3^ 3600/4-Л) ’
фг — угол подъема спиральной линии в начале напорной зоны;
/.»
?2-arCtg_(D_--A);
/2 — шаг нарезки в начале напорной зоны, см;
+е{1
фз — угол подъема спиральной линии в конце зоны дозирования;
. ?з = агс18-(д^;
R — коэффициент, см~2:
р _ 2»3 f 4cos3y2 ЧУз — Уз)
^(rf4-A)3 Ig /2Cos2y3 180(d-f-Л) Д/ *
(2.142)
(2.143)
(2.144)
(2.145)
(2.146)
(2.147)
Для графического определения вязкости расплава в канале шнека необходимо знать скорость сдвига у (в с”1):
. (2.„8)
1 ЗОЛ У4^d‘ 4- (/2 + Л,)2
Мощность (в Вт), потребляемая шнеком с переменным шагом на срез расплава в зазоре (Nt):
о Д£
Для графического определения вязкости расплава (рис. 2.6) в зазоре между гребнем шнека и стенкой цилиндра уб (в с-')
8ywD=+(,• <2,50)
Мощность двигателя (Мдв) привода экструдера должна быть выше на величину КПД — 0,4 — 0,6, чтобы компенсиро
55
вать неучтенные потери: на преодоление сил трения, на механические потери в приводе экструдера и др., т. е.
Mib = 04 _2_о,6 • (2.151)
Мощность (в Вт), потребляемую экструдером, можно подсчитать в зависимости от средней вязкости по формуле:
кзрз/г2 АпЬР . / ^D2ne X
h ^ср 4- COS2?+( stg? (2.152)
Необходимая для привода шнека мощность (в кВт) может быть также получена из уравнения энергетического баланса экструдера:
N = 32 • 10-5QBc(TP — То), (2.153)
где QB — производительность экструдера, кг/ч; с — удельная теплоемкость материала, кДж/(кг.К); Тр — температура расплава, К; То— температура загружаемого материала, К.
Пример 2.14. Определить мощность, потребляемую экструдером, который перерабатывает ПЭНП с производительностью Q = 100 кг/ч. Исходные данные: То = 20 °C; 7\ = 180 °C; с=3 «Дж/(кг • К) при 7 = 493 К.
Решение. Но формуле (2.153):
N• = 32 • 10~5 • 100 • 3 - 160 = 15,4 кВт.
Пример 2.15. Рассчитать мощность, потребляемую экструдером, по формулам (2.133) — (2.151).
Решение. Для определения ATj необходимо вычислить значение коэффициента / по формуле (2.136), а также величины вязкости расплава т) и перепада давления в головке АР.
Величина перепада давления в головке складывается из величин давлений на тех участках, что и при расчетах коэффициента головки К (см. формулу (2.23)). Поэтому на основании выполненных ранее расчетов берем АР = 124,5 • 105 Па. Затем
3,142.92 4.92 (9 + 8,07):{ — (9 4- 7,36)3
/== 3,142 3(8,07 — 7,36) Т"
, 2,3-3,142-95 , 0,82
+(92 + 3,14'2-93)(0,82 — 0,465) lg 0,465 = 1220>6 см2;
d2 = D — 2h2 = 9 — 2 • 0,82 = 7,36 см; d3 — 8,07 см.
Для графического определения вязкости расплава при движении его в спиральном канале шнека находим скорость сдвига уск
и = 50/60 = 0,83 об/с;
• 3,142(9 —0,7) (9 — 2 0,7) 0,83
7ск 0,7/3,142(9-2-0,7)2 + 92
т) = 16 • 102 Па-с при 170 °C (рис. 2.7); Ах = 53,75 см3; е = 0,72 см.
56
Тогда потребляемая мощность N3 будет равна:
„ ГЗ,143(9 — 0,72) 180-1220,6 16-102.0,832
Nt -9,8-10-71 —-----S------t—L--------•---------:-----1_
+ 53,75-124,5-105-0,83] = 7222 Вт = 7,2 кВт.
Для определения вязкости расплава в зазоре между гребнем, шнека и внутренней стенкой цилиндра находим уб по формуле (2.140):
. 3 142.92.0,83
- Н18 с-*; 1^1,7-MP Па-с;
‘° 0,02}/3,142.92 + 92
кВт.
быть:
кВт.
Л 3,142.93.0,72.90.1,7.102.0,832
N. = $,8-IO-?—-------г —---------------
N = 7,2 4- 0,93 = 8,13
С учетом КПД мощность двигателя должна
ЛГдв *= 8,13/0,5 = 16,26
2.10.2. Расчет мощности, потребляемой двухшнековым экстру-дером. Шнеки двухшнековых экструдеров (смесителей) могут вращаться в одну сторону и в разные стороны. При вращении шнеков в одну сторону создается более высокое давление в цилиндре, однако при этом могут происходит^ значительные колебания производительности.
Витки шнеков перекрывают друг друга, и между ними образуются радиальные зазоры 6 и 62 и клиновидный боковой зазор zw между поверхностями, соприкасающимися в перекрытии витков шнека.
Расход мощности (в Вт) в клиновидных участках шнеков, вращающихся в одну сторону, можно определить по уравнению:
^одн ==9-8,(Ь’г‘Т‘Т(2яя)2(£> —Л)3Л. (2.154)
Здесь z — общее число клиновидных участков, зависящее от числа витков шнека, находящихся в зацеплении (равно общему числу шагов нарезки шнека) 6 = 6] = б2 — радиальный зазор между витками и сердечником шнека, см; X— боковой зазор между витками, см; а' — угол, радиан;
, 1 2А А2 /О
cosa - > — £>_д+-2(D —Л)з * (2.155)
При встречном вращении шнеков рекомендуется формула:
№встр “ (О - Л)3 4- 9,8-10-7. (2.156)
Пример 2.16. Рассчитать мощности, потребляемые двухшнековым экструдером при одностороннем и встречном вращении шнеков, если D == 9 см; п — 0,5 об/с; h — 0,82 см; т] — 12 • 102 Па * с; L = 15D = 135 см; 5 = 0,1 см; а = 0,2 см; Z = 15; a = 0,635 рад
57
Решение. По формулам (2.154) и (2.156):
12-102 о ,635
№0ДЙ ~ 9’8’ 10~7,15 ~0~2----Т2<23’ 14’°»5)2’(9“-О,82)з.0,82 « 126,6 Вт;
^ктр = 3,142-0,52.12-10з-8,18з-^-9,8-10-’ = 220 Вт.
2.10.3. Тепловой баланс экструдера. В основе переработки полимерных материалов в изделия лежат сложные тепловые процессы. Правильное представление о тепловом балансе процесса экструзии, т. е. о равенстве подводимой и отводимой теплоты, позволяет установить наиболее оптимальные режимы переработки, дает возможность понять влияние технологических параметров на производительность экструдера и качество готовой продукции.
Тепловой баланс экструдера:
£н + « £м + £о + £п. (2.157)
Здесь £н — теплота, поступающая от внешних обогревателей; Еш — теплота, выделяющаяся при работе шнека (так называемый диссипативный нагрев — внутренняя теплота трения); £м — теплота, которая уходит с нагретым материалом; £о — теплота, уносимая системой охлаждения (водой, воздухом и др.); Еп — потери теплоты в окружающую среду, через кожух экструдера.
Количество теплоты, подводимой внешними электронагревателями, Еа (в Вт) может быть подсчитано по формуле:
£н « U2//?, (2.158)
где U — падение напряжения, В; 7? — сопротивление проводника, Ом.
Так как конечная температура, до которой необходимо довести расплав полимера известна, то Еп можно определить из уравнения теплового баланса:
Ен = О'мГм (/к Ai) Т (/ва /bJ 4- Ец — (2.159)
£м == Qm^m(^K /н). (2.160)
Здесь GM — количество полимерного материала, перерабатываемого экструдером в единицу времени, кг/с; см — средняя удельная теплоемкость полимера в интервале температур переработки, Дж/ (кг * К); /к, /н — конечная и начальная температуры полимера, К; 0в — количество воды, поступающей на охлаждение шнека, кг/с; съ — удельная теплоемкость воды, Дж/(кг • К); /В2, /В1 — конечная и начальная температуры воды, К;
£о =- Оасо (is, — /в,). (2.161)
Размеры шнека и диаметра трубки, по которой подается вода, известны. Тогда
6В = р£у, (2.162)
где р — плотность воды, кг/м3; и»0,14~ 0,8 — скорость течения воды, ' м/с; F — площадь поперечного сечения, м2.
Перепад температур /В2 — для предварительного расчета принимают равным 5—10 °C (или 5—10 К).
58 .
Тепловые потери Еп (в Вт) корпуса экструдера:
Ел = Fa(tn — /с), (2.163)
где F — наружная поверхность корпуса или головки, м2; а — коэффициент теплопередачи при свободной конвекции, кВт/(м2 • К); для приближенных расчетов:
а == 9,74 + 0,07 А/; (2.164)
/н — температура наружной поверхности изолированного корпуса (/н == =50 4- 80°’С); tc — температура окружающей среды, °C.
Количество внутренней теплоты трения (диссипативный нагрев) Ет (в Вт) рекомендуют определять по формуле:
/ .W..+_gP_+
\ Лн * COS2 ср ' otgcp / ’ ' '
Здесь Ln — длина напорной зоны шнека, см; Лн — глубина нарезки спирального канала в напорной части шнека, см (можно вместо hH брать среднее Л); 6 — величина зазора между гребнем шнека и цилиндром, см; е—ширина гребня шнека, см.
Первый член уравнения (2.165) показывает количество энергии, затрачиваемой на работу сдвига частиц внутри материала, без учета трения материала о стенки цилиндра и шнек; второй — количество энергии, потребное на проталкивание материала вперед по цилиндру; третий — количество энергии, которое необходимо затратить на срез расплава в зазоре (6) между гребнем шнека и цилиндром.
Это уравнение позволяет в первую очередь провести качественный анализ параметров, оказывающих влияние на процесс экструзии.
Известно, что производительность экструдера пропорциональна частоте вращения шнека, а выделяющаяся при работе шнека энергия пропорциональна квадрату частоты вращения шнека, поэтому вся теплота не отводится из цилиндра с уходящим материалом. Следовательно, последующие порции материала (при большой частоте вращения шнека), если цилиндр не охлаждать, будут перегреваться. Поэтому необходимо устанавливать оптимальную частоту вращения шнека, так, чтобы она не сказывалась на снижении производительности экструдера и на качестве приготавливаемого расплава, а следовательно, и на качестве готовой продукции.
Количество потребляемой шнеком энергии возрастает с увеличением диаметра шнека, при этом энергия диссипации возрастает пропорционально квадрату диаметра шнека, а поверхность, через которую отводится избыточная теплота, пропорциональна только диаметру шнека. Поэтому во избежание перегрева материала машины со шнеком большого диаметра работают при меньшей частоте его вращения.
59
С увеличением глубины нарезки (ft) уменьшается количество теплоты диссипации, но увеличивается производительность машины.
Длина напорной части шнека (LH) не оказывает очень большого влияния на быстроту разогрева материала, несмотря на то, что количество потребляемой шнеком энергии пропорционально длине шнека. Поэтому наряду с длинными шнеками могут применяться и короткие, хотя и считают, что в длинном шнеке перемешивание материала осуществляется лучше.
Количество потребляемой энергии зависит от вязкости перерабатываемого материала, которая в свою очередь зависит от свойств материала, температуры переработки и скорости сдвига.
т) = ^~те Ь<Т~Т*К (2.166)
Коэффициент m для ПЭНП равен 0,4—0,7, а b — 0,014, для ПЭВП m = 0,67.
При переработке кристаллического полимера (полипропилен, полиамиды и др.) работа внутреннего трения и выделение теплоты начинаются лишь после его расплавления, но тогда вязкость полимера становится очень малой и работа внутреннего трения будет очень небольшой, а следовательно, такие полимеры прогреваются медленно (в основном от стенок цилиндра и шнека), и их дольше надо держать в цилиндре экструдера, уменьшая частоту вращения шнека и снижая производительность экструдера. Чтобы не снижать производительность машины при переработке таких полимеров и увеличить время пребывания полимера в цилиндре, следует применять длинный шнек, изменять его конструкцию: делать длинную зону до расплавления и короткую зону выдавливания.
Во многих случаях при экструзии изделий выходящий из головки расплав полимера (стержень, труба, пленка и др.) необходимо охлаждать. Размеры охлаждающих устройств можно подсчитать:
1 3600vFpc(tj — /охл) == ОСП(^ср—^охл.ср). (2.167)
Здесь v — скорость выхода расплава полимера из головки, м/с; F — площадь поперечного сечения изделия, выходящего из головки, м5; р — плотность расплава, кг/м3; с — удельная теплоемкость полимера, Дж/(кг ♦ К); /<2 — температура выходящего из головки полимера; /охл — температура, до которой необходимо охладить изделие; а — коэффициент теплоотдачи от поверхности изделия к охлаждающей среде (воздух, вода), Вт/(м2 • К)*; П— периметр, м; L — длина, на которой происходит охлаждение изделия, м; /ср, £охл ср — средняя температура охлаждаемого изделия и охлаждающей среды.
* Коэффициент а определяется по критериальным уравнениям в зависимости от вида теплообмена (свободная конвекция, вынужденная конвекция, продольное или поперечное обтекание изделия и т. д.).
60
По формуле (2.167) определяют длину охлаждающего устройства и, зная ее, намечают параметры охлаждения (температуру, расход охлаждающей среды и др.).
Пример 2Л7. Определить количество тепловой энергии, которое надо подвести к корпусу экструдера с D = 90 мм, L = 25D, п = 50 об/мин при переработке ПЭНП с производительностью Q = 100 кг/ч = 0,028 кг/с.
Решение. Расчет ведем по формулам
Ем = 0,028 • 3(200 — 20) = 15,1 кВт;
W2 3,140,0152 £= 4 — 4
(2.157) —(2.165):
Go = 3600 • 103 • F • 0,5;
= 176,63-10-в М2;
6 == 3600 • 103 • 10-е • 176,63 • 0,5 = 318 кг/ч;
£0 = 318^~ = 2.6 кВт! = Fa (60 - 20);
F = ndKlK = 3,14 • 0,12 • 25 • 0,09 5= 0,85 м2,
где d — диаметр трубки в теле шнека, м; dK — диаметр корпуса с изоляцией, м; /к = 25D — длина корпуса, м.
Далее
a = 9,74 + 0,07 • 40 = 12,54 Вт/(м2 - К);
Еп = 0,85 • 12,54 • 40 = 0,43 кВт;
** р Г З,143-9з.р, 8332-1Ы0М08 .35-15-10® , Еш “L 0,6 + cos2 17,5 "F
3,142.92 0,8332.1,8-IO2-0,7-1081 .
"г 0,03tgl7,5 j-9,8-10 7 =4,48 кВт;
3,14-9-0,833 Ъ =~------------= 39,2 с*-1; = 1Ы02 Па-с;
<2 = 35 сма/с; Р= 15 МПа;
72 = 3,14 • 9 • 0,833/0,03 = 784,7 с^1; т)2 = 1,3 • Ю2 Па-с; е = 0,7 см;
Еш = 4,48 кВт; Ен = 15,1 4- 2,6 + 0,43 — 4,48 = 13,7 кВт.
По известным методикам [10] проводят расчеты нагревателей омического или индукционного типа.
2.11. Расчет технологических и конструктивных параметров типовых стадий экструзионных установок. 2.11.1. Производительность экструзионной установки. Процесс изготовления изделий экструзией — это непрерывный процесс, включающий ряд обязательных вспомогательных операций, от которых зависит качество изделий.
Как и в любом непрерывном процессе, каждая последующая стадия может стать определяющей по отношению к общей произ
61
водительности установки. Поэтому при разработке экструзионной ! линии для изготовления конкретного изделия необходимо учи- ; тывать те закономерности, которые определяют процесс на каждом ; отдельном участке и выбирать оптимальные параметры для всех стадий при равной их производительности.
При определении общей производительности экструзионной установки за основу берется практическая производительность экструдера (в кг/ч), которую предварительно можно определить по формуле (2.11):
Q = 6 •
Коэффициент заполнения шнека определяется опытным путем для разных изделий и является показателем достигнутой интенсивности ведения процесса (табл. 2.8).
2.11.2. Грануляция. При расчете грануляторов определяют коэффициент геометрической формы фильеры К. Значение К дает представление о давлении расплава в фильтре и его вязкости.
При резке гранул расплав может размазываться на решётке и прилипать к ножу. Для устранения этого дефекта частота вращения ножа должна быть достаточной, чтобы сила инерции преодолевала силу адгезии.
Таблица 2.8. Значения коэффициента заполнения шнека k в некоторых процессах
Изделие Параметры процесса Значение
Труба гладкая из ПЭНП, диаметр Агрегат 4ПТ-125/20 0,189
60/54 мм Труба гофрированная из ПЭНП, п = 50 об/мин; Q= 180 кг/ч Агрегат 4ПТ-63/20 0,27
диаметр 60/56 мм Пленка из ПЭНП, толщина 60 мкм, и = 30 об/мин; Q—-50 кг/ч Агрегат УРП-1500 0,16
ширина 1200 мм Пленка из ПЭНП, толщина 80 мкм, п = 70 об/мин; Q = 80 кг/ч Агрегат УРП-1500 и = 54 об/мин; Q = 65 кг/ч Агрегат UWG-90 я=30 об/мин; Q = 40 кг/ч Агрегат УРП-1500 0,18 0,202 0,18
ширина 1400 мм Пленка из ПЭНП, толщина 120 мкм, п=66 об/мин; Q==80 кг/ч Агрегат УРП-1500 0,20
ширина 1300 мм Сетка из ПЭНП п=58 об/мин; Q = 82,5 кг/ч Агрегат UWG-90 п=Ю-г20 об/мин; Q = 45 кг/ч 0,44
62
Длина гранул £гр (в см), образующихся при гранулировании:
LTf = uT. (2.168)
Здесь и — скорость экструзии, м/с;
а = —(2.169) или « = ——; (2.170)
dp — диаметр отверстия в решетке, м; Qo — объемный расход расплава через одно отверстие гранулирующей решетки, м3/с;
Qo = Q/*; (2.171)
Q — объемная производительность экструдера, м3/с; QB — массовая производительность экструдера, кг/мин; z — число отверстий в решетке; р — плотность материала при температуре расплава, кг/м3; Т — период резания гранул, с;
ЯП
(2.172) <\н"
/(н — число ножей; п — частота вращения ножей, об/мин;
и
“-7Ж? <2,”>
Если полимер имеет высокий ПТР, сила адгезии расплава к ножу возрастает. Необходимо подбирать для каждой пластмассы оптимальный угол заточки ножа и зазор между ножом и решеткой гранулятора, который колеблется в пределах 15—50 мкм.
Частота вращения режущих ножей также зависит от свойств перерабатываемого материала, однако рекомендуется принимать не более 1500 об/мин во избежание быстрого износа ножей и фильеры (5—23 м/с).
Скорость ножа ин (в м/с) в средней части режущей головки:
«н = лЯп/30, (2.174)
где jR — радиус держателя ножа или расстояние от оси вращения ножа до точки резания, м.
Если производительность экструзионной машины отличается от расчетной, то частоту вращения ножей регулируют так, чтобы сохранить постоянную величину гранул:
п' = п—(2.175)
где п' — новая частота вращения при производительности Q'; Q' — новая производительность экструдера.
Пример 2.18. Рассчитать скорость вращения ножа гранулятора при гранулировании ПЭНП с производительностью QB= 100 кг/ч = 1,67 кг/мин при dp = — 3 мм, z — 50, Кп — 2, R — 0,15 м, £гр = 3 мм.
Решение, и = 4 « 1,67/[60 • 3,14 • (3 • Ю~3)2 • 800 • 50] = 0,098 м/с;
0,098
п ® — 16,33 об/с = 980 об/мин;
ип « nRn == 3,14 • 0,15 • 16,33 == 7,7 м/с.
63
Необходимая мощность привода N. (в кВт) для гранули- J рующих ножей при горячей и холодной резке приближенно может 3 быть определена по формуле:
"=-яф (2’76)1
Здесь Р — усилие резания, Н:
Р = 0,785.*,^; (2.177)
zi — минимальное число отверстий, попадающих в один рез ножа; т] = 0,7 4- I 4- 0,8 — коэффициент полезного действия передачи привода; k\ — коэффициент, ; учитывающий сопротивление материала (определяется эмпирически; в зависи- ’ мости от перерабатываемого материала и режимов переработки k\ = 70 4-4-ЮОН/см2).
Но данным предыдущего примера:
Р = 0,785.80-10 0,32 = 56,5 Н; N — JOOO-O'^ °’54 кВт-
При гранулировании предварительно охлажденных прутков необходимо применять тянущие валки для передачи их к режущему устройству. Причем надо обеспечить одинаковую линейную скорость (ипр) движения прутков (в м/с) и окружную скорость (zzB) вращения валков (в м/с), считая, что проскальзывание прутков в валках исключено — и3):
Мп₽ = 60.3к^р ; (2Л78) = <2179>
Здесь QB — массовая производительность экструдера, кг/мин; гпр — число прутков, которые выдавливаются через формующую решетку; р — плотность материала при температуре экструзии, кг/м3; dnp — диаметр прутков, м; Dn — диаметр тянущих валков, м; пъ — частота вращения валков, об/мин;
4QB
я» - ' .п ; (2 180)
З’прря
Мощность привода Яф (в кВт) при гранулировании охлаждаемых прутков: ,
А^ф = iooOtj ’ (2.181)
где Р'—усилие резания, Н: ‘
л>ез~ад>э; <2|82>
Ррез — площадь резания жгутов, расположенных плотно один к другому, фрезой/ ! С“2; Fpc3 = 0,785dJptg(90 —аф); (2.183) ’
Крез — удельное сопротивление пластмассы резанию, МПа*, аф = 0 4- 7° — угол j наклона зубьев фрезы; иф — частота вращения фрезы, об/с; ;
* Берем К численно равным тв — прочности пластмассы при срезе. Для ПЭНП тв = 14 4- 17 МПа; для ПЭВП тв = 20 4- 36 МПа; для композиции на основе ПЭВП тв = 17 4- 20 МПа; для композиции на основе ПВХ тп = 42 МПа; I для ПП тв = 17 4- 18 МПа.
64 1
(2.184)
(2.185)
(2.186)
йпр ^гр^ф *
Lrp — длина гранулы, м; — число зубьев фрезы гф = m у £>ф;
Иф — линейная скорость вращения фрезы, мм/с;
Иф л/^ф^ф;
2)ф — диаметр фрезы, мм; т — коэффициент, зависящий от условий работы и конструкции фрезы (при <Хф до 30° т — 1,05).
Пример 2.19. Рассчитать мощность привода при гранулировании охлаждаемых прутков. Дано: QB = 100 кг/ч; znp = 20; р = 800 кг/м3; d =3 мм; £>в — 120 мм; /(рез = 15 МПа; = 12; = 120 мм,
Решение. Р'рез --= 1500 • 785 * О.З2 • Ig (90 — 5) = 1210 Н;
41,67
W"P “ 60-20-800-3,14(3- 10~3)- ==0’246 м/с»‘
0,246 лф = 3 = 6,83 об/с « 410 об/мин;
1210-2 57
</ф ~ 3,14-0,126,83 = 2,57 м/с; N& == пГнтЪ’а = 3,80 кВт.
’ r IUuV'U,O
Технические характеристики экструзионных агрегатов для гранулирования пластмасс даны в табл. 2.9.
2.11.3? Производство труб и профилей. Производство труб, шлангов, профилей состоит из следующих стадий: выдавливание заготовки, калибровка, охлаждение, отбор (вытягивание), резка и штабелирование (при производстве шлангов осуществляется их намотка на барабан).
Важное значение для изготовления с оптимальной производительностью качественных труб и профилей имеют размеры калибрующей насадки и охлаждающей ванны, которые зависят от размеров изделия, свойств перерабатываемого материала, температуры расплава на выходе из головки и скорости экструзии трубы. Длина калибрующей насадки должна быть достаточной для предварительного охлаждения изделия и фиксации его геометрической формы. Однако с увеличением длины калибрующей насадки возрастает сила трения между ее поверхностью и трубой, что приводит к увеличению усилия для преодоления трения при отводе трубы.
Потери теплоты трубой (изделием) в зоне контакта составят:
£« = “Ги)т’ (2187)
Здесь X— коэффициент теплопроводности полимерного материала, Вт/(м X X К); — длина калибрующей насадки, м (на практике длина насадки
редко превышает 1 м; так, при производстве труб из непластифицированного ПВХ
3 А. С. Шембель де
g Таблица 2.9, Технические характеристики экструзионных агрегатов для гранулирования пластмасс
Тип агрегата Тип экструдера Вид перерабатываемого • материала Производительность, т/ч Мощность, кВт Габаритные размеры (длина, ширина, высота), м Масса, т
электродвигателей нагревателей
АПОТ—63 ЧПСК63Х20 Отходы пленки из ПЭНП и пэвп 0,03 26,3 14 6,8X1,9X3,7 3,6
АПОТ—9013 ЧПСп90Х20 Отходы капрона 0,1 86,0 46 12,5X2,9X3,6 9,2
АПОТ—90 ЧПСп90х20 Отходы лавсановой пленки 0,1 82,8 29 12,4X2,9X3,6 9,2
АГП-125 ЧПП25Х20 Суспензионный ПС 0,2 86,0 11 9,6 X 2,3 X 2,6 8,5
АГП—200 ЧПГ200Х5 Ударопрочный ПС 0,2 37,1 25 8,2X1,9X3,9 9,3
UWG—15 КЕ250Х12 ПЭНП, поступающий в виде расплава из реактора 3,0 380 Масляный обогрев — —
UWG—30 КЕ350Х12 То же 10 780 То же — —
UWG—60 КЕ600Х12 UWG — агрегаты фирмы » «Берштофф» (ФРГ). 25 2450 — —
£h=(4 4-6)Dh, из полиолефинов LH = (5 4-7)DH); DH — наружный диаметр трубы, м; 6 — толщина стенки трубы, м; Гм — температура полимерного материала на выходе из головки, К; Гн — температура стенки насадки, К; т — время прохождения трубы в зоне контакта с насадкой;
a D3 и'
(2.188)
где е — безразмерная физическая константа, определенная экспериментально (для полиэтиленов 8 = 0,1, для ПВХ 8 = 0,4); а — коэффициент температуропроводности полимерного материала, м2/с; и — скорость прохождения трубы через насадку, м/с:
« = Lh/t.
(2.189)
Для труб, толщина стенки б которых по сравнению с диаметром DH мала (например, б^0,1£)н) уравнение (2.188) упрощается:
£
£н - —
(2.190)
При отсутствии данных о скорости можно использовать преобразованное уравнение (2.188)
8 / Ъ \ Ь
где Q — объемная производительность агрегата, м3/с.
Для определения размеров новых насадок можно использовать законы подобия:
/ 8 и
~ \ 80 ) Ио
для d<0,1DH,
(2.193)
где Lq — длина новой калибрующей насадки; Do — наружный диаметр новой трубы; 6о — толщина стенки новой трубы; ио — скорость отвода новой трубы.
Скорость выдавливания трубы иъ из формующей головки:
_________Qu_____ “,а 6O-Dcp6rP •
(2.194)
Здесь QB — производительность экструдера, , кг/ч; Dcp — средний диаметр кольцевого зазора головки, м; 6Г — толщина кольцевого зазора головки, м;
и
(2.195)
где и — скорость отвода трубы, м/мин. Скорость отвода трубы может колебаться от 0,1 м/мин для труб большого диаметра (1000 — 1600 мм) до 20—30 м/мин для DH = 32 мм, для толстостенных труб и = (0,5 4- 5) м/мин.
Пример 2.20. Рассчитать длину калибрующей насадки при экструзии полиэтиленовых труб: DH = 32 мм; 6 = 2,8 мм; скорость отвода трубы и = = 6,5 м/мин (при массе одного метра трубы G = 0,255 кг/м производительность агрегата будет 6,5 м/мин • 60 • 0,255 = 99,5 кг/ч); а — 1,1 • 10-7 м2/с.
Решение. Расчет по формуле (2.190):
0 1 6 5
j /Г ’ 10"3^Ж = °’7^ м‘
При наружном калибровании горячая (пластичная) труба охлаждается в насадке, а окончательно в охлаждающей ванне. Общее время охлаждения:
-------• (2.196)
Скорость отвода трубы может быть приблизительно подсчитана по формуле:
+ М ’ _____
4 ^в \
к Тпл ^в/
9,2сР(/?и-/?8)(-^5^ + 4)'
— длина охлаждающей ванны, м; с—удельная теплоемкость при средней температуре расплава, Дж/(кг • К); р — плотность
Здесь полимера полимерного материала при средней температуре расплава, кг/м3; Хр — теплопроводность расплава полимера, Вт(м • К); а—коэффициент теплоотдачи от металлической стенки к полимеру, Вт/(м2 • К).
По данным [1] а для полиэтилена в зависимости от скорости движения расплава полимера (20—50 мм/с) изменялся от 130 4-4- 400 ккал/(м2 • ч • °C) или а= 1,163 (130 4- 400) Вт/(м2 • К). Там же предлагаются следующие расчетные зависимости (табл. 2.10).
В указанных в табл. 2.10 эмпирических зависимостях приняты следующие обозначения; а—коэффициент теплоотдачи, ккал/(м2 • ч ♦ ° С) q — удельный тепловой поток, ккал/(м2 • ч); d — диаметр канала (трубы калибрующей насадки), мм; и — скорость движения горячей (пластичной) трубы, мм/с.
Поэтому для перевода в систему СИ окончательный результат необходимо умножить на 1,163. В общем виде
(х = q/&t\ = tci tuji,
где /ст — температура металлической стенки (принимают равной температуре охлаждающей воды: /ст=/в); /пл — температура плавления полимера; q — E/F— удельный тепловой поток, Вт/м2; F = ndl—внутренняя теплоотдающая поверхность (например, формующей головки), м2.
Таблица 2Л0. Расчетные зависимости для а
Полимер Зависимость
«-/ (q, d. и) d, и)
Полиэтилен а = 80Д/°»34^~о,вцо,зз
Полистирол а 22до’2?^-о,бао,зз а = 6ОД^»37</-Ч),био,зз
ПВХ а = 6^°»4rf",<)»eu0»33 а == 22Д/°’6М~°’8а0»33
68
Пример 2.21. Рассчитать возможную скорость отвода трубы, если LH = — 0,8 м; Лв = 2,5 м; с = 3 кДж/(кг • К); = 0,35 Вт/(м • К), р — 800 кг/м3.
Изготавливается труба из ПЭНП: dH — 110 мм; 6С1 — 9,5 мм; g — 2,92 кг/м по данным [15].
Решение. FTp = 0,785(1102 — 9,12] == 29,98 см2.
Из предыдущих примеров берем объемный расход 40 см3/с. Тогда
и = 40/29,98 = 1,33 см/с = 13.3 мм/с.
Для ПЭНП
а = 1163 • 80A/W~Mu0«33.
А/= 105—35 = 70 °C = 70 К; А/°>34=70°>34=4,24;
d = ПО мм; d-М = 110~0’6 = 0,06;
и = 13,3 мм/с; tA33 = 13,30»33 = 2,35;
а = 1,163 • 80 • 4,24 • 0,06 • 2,35 = 55,6 Вт/(м2 • К);
____________________3,142-3,3, ________________.
9,2-3-103-800 (0,055 — 0,0455) X , / 0,055 —0,04551 \ / 4 170 — 35\
Х \ 0,35 + 55,6 ) Ig\ 3,14 105 — 35/
и С 0,0084 м/с;
т. е. QB =з 0,008 • 3600 • 2,92= 88,0 кг/ч. Для увеличения производительности агрегата следует увеличить длину охлаждающей ванны.
Технические характеристики линий для производства труб даны в табл. 2.11.
2.11.4. Изоляция проводов и кабелей. Нанесение полимерного покрытия на электропроводники осуществляется в Т-образной головке, где расплав встречается с проходящим через головку проводом.
Линейные скорости наложения изоляции постоянно растут и в зависимости от диаметра провода и толщины изоляции могут составлять от 2000 м/мин до 10 м/мин.
Расход полимерного материала на один метр изоляции G (в кг/м) можно определить по формуле
G = nKiK^d + бн)6ир. (2.198)
Здесь п — число жил в кабеле; Ki = 1,055 — коэффициент, учитывающий ук-рутку жил; /<2 — коэффициент, учитывающий конструкцию жил (для однопроволочных конструкций /G = 1,11; для многопроволочных сечением до 10 мм2 — /<2=1,17; выше 16 мм2 — /<2=1,22); d — диаметр провода, м; 6И — толщина изоляции, м.
Производительность кабельного агрегата Q (в м3/мин):
Q = 2я«0(г + а/2)6, (2.199)
где «о — скорость отвода провода, м/мин; г — радиус провода, м.
69
3 Таблица 2.11. Технические характеристики линий для производства труб
Тип, марка линии Диаметр червяка» мм Номенклатура выпускаемых труб (наружный диаметр, мм) Перерабатываемый материал Установленная мощность, кВт ' Габариты (длина X высота X ширина), мм Масса, кг
электродвигателей электронагревателей
ЛТ20-1/10 20 1-10 Полиолефины, ПВХ-пластикат 3,7 2,9 1400X900X1850 3 390
ЛТ45-6/20 45 10-25 Полиолефины, поливинилхлорид 37,0 10,7 30 750X1500X2800 6 080
ЛТ63Х 25-25/63 (инд. 591830) 63 25-63 Гранулированные полиолефины, непластифицированный ПВХ 49,5 34,4 40 650X2530X2830 8 210
ЛТМ63Х25-25/63 63 25-63 Полиэтилен 73,2 32,1 37 700X2570X3200 13 700
ЛТ90Х 25-75/160 90 75-160 Гранулированные полиолефины, непластифицированный ПВХ 84,8 54,6 50 700X3550X3900 14 285
ЛТ125X25-140/400 125 140—400 ПЭВП и ПЭНП 212,4 105,9 48 800X2070X4835 34 500
ЛТ160Х25-400/800 160 400—800 ПЭВП 292,6 202,5 67 500X3200X4250 46 500
Число червяков — один» отношение длины червяка к диаметру L/D = 25.
Количество расплава, которое захватывается движущимся через головку проводом, может быть также рассчитано в зависимости от скорости движения провода, вязкости расплава и давления в головке.
Общий объемный расход расплава Q на покрытие проводника является суммой объемных расходов, осуществляемых под действием давления расплава в головке Qp и скорости движения QA:
Q = QP + <?д; (2.200) Qp = Wn; (2.201)
я(ЯФ + /?с)(Яф-Яс)3/(121). (2.202)
где 7?ф — радиус фильеры; 7?с — радиус провода; L — длина формующей части фильеры.
Q = [*URl (1 - п) - (3 - п) я + 21/|(3 - п) -1)]; (2.203)
Здесь U — скорость движения провода (скорость протяжки); п — показатель степени в степенном законе течения (берется по таблице для соответствующего полимера). Формулу (2.203) можно использовать при п =/= 1 и п 3.
Р = ЯФ/ЯС. (2.204)
Толщина слоя покрытия обычно регулируется изменением давления в головке.
Пример 2.22. Рассчитать производительность экструзионного кабельного агрегата и расход полимерного сырья на один метр изоляции однопроволочного провода 1,4 мм; 6 = 0,4 мм; U = 300 м/мйн.
Решение. Расчет ведем по формулам (2.198), (2.199):
О — 3,14 • 1,055 • 1,11 • 1 • (1,4 • 10-3 + 0,4 • 10~3) X
X 800 • 0,4 • 10-3 = 2,1 • 10-3 кг/м;
Q = 2 • 3,14 • 300(0,7 • 10-3 + 0,2 • 10~3) • 0,4 • 10~3 = = 0,6 • 10~3 м3/мин;
QB = 0,6 • 10-3 • 800 = 0,48 кг/мин = 28,8 кг/ч.
2.11.5. Производство пленок и листов. Степень продольной вытяжки пленки:
i„ = и„/17э. (2.205)
Здесь Un — скорость приема пленки, м/мин; U3 — скорость экструзии из кольцевого зазора, м/мин:
60.Р.М,-; <2 Ж6’
Q —- производительность экструдера, кг/ч; £>д —- диаметр дорна, м; 6К — ширина кольцевого зазора, м; рр — плотность расплава при температуре выдавливания, кг/м3.
Обычно толщина пленки доводится до номинального значения изменением частоты вращения шнека или изменением скорости приема пленочного полотна:
71
7 Л)
10096, (2.207)
где ip—степень раздува пленочного рукава в поперечном направлении, %; Dp — диаметр раздутого рукава; Dcp — средний диаметр формующего кольцевого зазора головки.
Обычно стараются вести процесс так, чтобы /п » /р, тогда пленка имеет почти одинаковые свойства в продольном и поперечном направлениях.
Для проверки можно применять формулу:
бк = /р/пб, (2.208)
где 6 — толщина изготавливаемой пленки, м.
Производительность агрегата Q (в кг/ч):
Q = 6 - 10“26Wp, (2.209)
где b — ширина пленки, м.
При изготовлении рукавных пленок из ПЭНП, ПЭВП, неплас-тифицированного ПВХ, к которым не предъявляются высокие требования в отношении оптических свойств, получаются пленки толщиной 0,01—0,02 мм и шириной до 12 м при скорости приема ((7П) до 120 м/мин.
Плоские пленки получают толщиной 0,015—0,2 мм и шириной до 3000 мм (обычно около 1000 мм). Скорость приема — в среднем около 60 м/мин.
Листы изготавливают толщиной 0,25—20 мм и шириной 2000— 3500 мм. Скорость отвода листов зависит от типа перерабатываемого материала и толщины листа. Для листов ПЭНП толщиной 8< 1 мм максимальная скорость отвода Un 2 м/мин, при б = = 3 мм Un = 0,6 м/мин, при 6 = 6 мм (7П = 0,12 м/мин.
На качество пленок оказывает влияние фильтрующий пакет (размеры отверстий и число сеток):
Тип сетки Крупная Средняя Мелкая
Диаметр проволоки, мм 0,37 0,16 0,052
Размер ячеек, мкм 560 250 75
Число ячеек, шт./см2 144 576 6400
Поверхность в свету. % 34 37 34 .
Число мелких сеток подбирается в зависимости от перепада давления на фильтрующем пакете. Оно не должно превышать 3—5 МПа.
Технические характеристики оборудования для производства полиэтиленовых пленок и листов из термопластов даны в табл. 2.12 и 2.13, соответственно.
2.11.6. Производство экструзионно-выдувных (полых) изделий. Обычно процесс осуществляют в две стадии: вначале выдавливают горячую высокоэластичную трубчатую заготовку, а затем поме-
72
Таблица 2,12. Технические характеристики оборудования для производства полиэтиленовых пленок
Оборудование Тип, марка Диаметр червяка экструдера, мм Отношение длины червяка к днамет-РУ (L/D) Размеры пленок, мм Глубина фальцовки пленки, мм Установленная мощность, кВт Скорость намотки, м/мин Габариты (длина X ширина X X высота), мм Масса, кг
толщина ширина сложенного рукава электродвигателей электронагревателей
Линия ДЛЯ ЛРП-45-700М 45 25 0,02—0,15 200—700 80 67,0 7,2 До 60 5000X4500X4500 6 870
производства рукавной пленки ЛРП-63-1000 63 30 0,02—0,20 300—1000 80 64,9 27,7 До 80 7000X3500X5600 8 765
Агрегат для производства рукавной пленки УРГЫ 500-2 90 20 0,03-0,20 1000—1500 59,6 3-28 7000X3500X5000 4 475
Линия для ЛРП-160-3000 160 20 । 0,08—0,25 2000—3000 — 166,2 92,9 2—20 11 000X5500X9340 32 617
производства рукавной пленки ЛРП-160-ЗОООМ 160 25 0,08—0,25 При фальцовке — 2000, при складывании пополам — 1500 500 229,3 98,5 3—30 13 000X7100X9070 33 250
ЛРП-250-6000 250 30 0,1—0,3 При складывании пополам — 3000 607,9 377,7 2,5—50 21 000X17 700X19 000 140 000
Комплект оборудования ‘ для производства термоусадочной пленки На базе ЛРП-160-3000 160 20 0,1—0,2 2000—2800 500 167,3 112,7 И 100X5500X9840 32 000
Таблица 2.13. Технические характеристики оборудования для производства листов из термопластов
Оборудование Тип, марка Размеры листов, мм Установленная мощность, кВт Габариты (длина X ширина X высота), мм Масса, кг
толщина ширина
Агрегат для производства листов из ударопрочного полистирола АЛ-1500 АЛ-1500-2 0,6-6 1—10 1500 1100-1450 260 360 18 000X5400X3780 17 500 X 5500 X3780 27 263 25000
Линия для производства двухслойных двухцветных листов из ударопрочного полистирола и АБС-пластика АЛ-90-50-1000 (инд. 591829) 2—16 800—1080 334 19 050X 6700X2865 25 500
Линия для производства листов из непластифицпрованного порошкообразного ПВХ АЛ-125-1500 (инд. 591872) 1-7-12 1500 248 23 570 X 6000X 2750 43 700
Агрегат для производства листов из гранулированного ударопрочного полистирола, пластифицированного ПВХ АЛ-20-150 (инд. 591679-0) 0,4-2,0 150 14,5 3320 X2700X2035 1 820
Линия для производства листов из поликарбоната Инд. 591809 0,5—5,0 . 800 170 15460 X4000 X9320 18500
Линия для производства рулонных материалов из ударопрочного полистирола АРМ-90-1000 (инд. 591709-0) 0,4-1,4 1000 125 7350X 4000 X 3620 10 758
щают ее в форму, где после раздува сжатым воздухом она охлаждается и принимает конфигурацию готового изделия.
По способу формования заготовки экструзионно-выдувные агрегаты (ЭВА) подразделяют на установки с непрерывной экструзией заготовки, установки с осевым перемещением червяка и периодической экструзией заготовки и установки с копильником и периодической экструзией заготовки. Последний тип ЭВА применяют обычно для изготовления изделий большой емкости — 40—50 л.
Современные типы ЭВА оснащают интегральными микропроцессорными системами управления, позволяющими также регулировать и поддерживать заданные программой длину заготовки и толщину стенок в соответствии с конфигурацией изделия, что существенно снижает расход полимерного материала.
Для расчета производительности ЭВА необходимо знать размеры заготовки (/Зи S3):
/з==М5/и (2.210)
(/и — длина изделия). Длину заготовки берут на 15% больше длины изделия для того, чтобы можно было оформить днище изделия:
Рн==Ри/еР, (2.211)
где Рн — наружный диаметр заготовки; 8р — коэффициент раздува, обуславливающий степень тангенциальной ориентации.
Значение ер может изменяться от 1,5 до 5. Увеличение коэффициента ер приводит к повышению прочности изделия, но несколько снижает производительность ЭВА за счет возрастания продолжительности раздува.
Толщину заготовки определяют с учетом постоянства массы изделия и заготовки:
»з “ [А, - (D* - 4^,, + 4%PHyi•]/(1,72ер). (2.212)
Оптимальная скорость выдавливания, исключающая опасность утонения заготовки под действием собственного веса:
V3 = 1 .брр/2/ч,,. (2.213)
Здесь рр — плотность расплава (значение рр определяется по рис. 2.4 или по уравнению состояния); г)н — наибольшая (ньютоновская) вязкость расплава, независящая от скорости сдвига; для ПЭНП пн — Ы ’ Ю4 Па • с.
Объемный расход расплава можно определить из уравнения
Q = л63(£>н — 63) V3. (2.214)
Для расчета размеров матрицы и дорна формующей головки необходимо учитывать высокоэластическое восстановление струи расплава, благодаря-которому наружный диаметр заготовки ста-
75
Рис. 2J 5. Зависимость коэффициента эластического восстановления от отношения диаметров кольцевого канала:
/ — полипропилен; 2 — ПЭНП; 3 — ПЭВП
новится большим, чем внутренний диаметр матрицы. Изменения внутреннего и наружного диаметров заготовки вследствие высокоэластического разбухания практически одинаковы и с увеличением средней скорости сдвига возрастают до некоторого предельного значения (см. рис. 2.9, 2.10). Коэффициент высокоэластического восстановления
(ВЭВ) а0 определяют по уравнению (2.110) или по рис. 2.15.
Наружный диаметр дорна можно рассчитать по формуле:
Рд— (Dtt -—263)/а0.
‘ Внутренний диаметр матрицы будет равен:
(2.215)
= Рн/а0. (2.216)
Длина кольцевого формующего канала должна примерно составлять
LK = 10 (А, —Яд). (2.217)
Время цикла формования изделия определяют из формулы:
Тц = Ъ 4- т2 4- т3 4- т4 4- т5; (2.218)
Ti « /3/V3. (2.219)
Здесь л — время экструзии заготовки (ti не должно превышать 15 с, чтобы исключить чрезмерное охлаждение заготовки окружающим воздухом); т2 — время смыкания формы; тз — время раздува заготовки; т4 — время охлаждения; Т5 — время раскрытия формы и удаления готового изделия.
Время раздува т3 рассчитывают по формуле:
r3^WKr/C (2.220) или т3 = Г[1 — (Р2 — Л)/Л)/С, (2.221)
где W — объем внутренней полости изделия; Кт — Т\/Тч = 0,25 4- 0,7 — коэффициент, учитывающий изменение удельного объема воздуха, вызванное изменением температуры и давления; Т\ —температура воздуха перед дутьевым соплом; Т2—температура воздуха в конце цикла раздува в полости изделия; С — объемный расход воздуха, нагнетаемого в заготовку (см. табл. 2.14); Pi —давление сжатого воздуха при температуре Т\ (см. табл. 2.14) ; V — давление сжатого воздуха при повышенной температуре Г2.
Оптимальное давление раздува 0,4—1,0 МПа.
Время охлаждения:
= 45* In |(Уз - Гф)1(Ти - Гф))/(^в). (2.222)
Необходимо помнить, что время охлаждения, рассчитанное по формуле (2.222),.меньше реального на 15—25 %. Поэтому
тр === т4 4- (0,15 4- 0,25)т4 = (1,15 4- 1,25) т4.
76
Таблица 2.14. Скорость прохождения сжатого воздуха в зависимости от диаметра сопла и давления
Давление перед соплом, МПа Скорость воздуха (в см’/с) при диаметре сопла, сц Давление перед соплом, МПа Скорость воздуха '(в смв/с) при диаметре сопла, см
0,4 0,8 1* 3,2 0,4 0,8 1,6 3,2
0,0071 0,79 3,17 12,5 50,9 0,250 4,98 19,9 79,6 319
0,0143 1,13 4,48 17,4 71,7 0,286 5,5 21,9 87,7 351
0,0214 1,36 5,49 21,6 87,8 0,321 5,97 23,8 95,6 382
0,0286 1,58 6,31 24,8 101,0 0,357 6,5 25,8 103,7 416
0,0357 1,75 7,02 27,6 112,2 0,429 7,46 30 Н9.2 480
0,0429 1,93 7,7 30,8 122,7 0,50 8,5 33,9 135,5 543
0,050 2,07 8,3 33,1 132,4 0,57 9,49 37,9 151,6 605
0,0643 2,35 9,4 37,4 150 0,64 10,47 42,8 168,2 671
0,0857 2,69 10,7 43 171,6 0,71 11,5 45,8 183,6 736
0,107 2,98 11,9 47,5 190,5 0,786 12,52 49,8 199,8 862
0,143 3,48 13,9 55,2 222 0,857 13,5 54,1 216 895
0,178 3,97 16,0 63,6 254 0,893 14,0 56,0 224 961
0,214 4,48 18,0 71,5 286
Экструзионная машина готовит расплав полимерного материала (пластицирует и гомогенизирует)- в продолжении всего времени цикла, за исключением времени выдавливания заготовки
Тэ = тц — ть (2.223)
поэтому объемная производительность экструдера будет равна
Qo — Va/Тэ, (2.224)
а массовая QB — Qopp.
При выборе типоразмера агрегата для изготовления конкретных изделий необходимо, чтобы его производительность удовлетворяла соотношению
Q сьл/Тэ, (2.225)
где v3 — объем заготовки; п — число формующих каналов (ручьев) в головке.
При производстве изделий до 0,5 л головки ЭВА не имеют копильника и экструдер работает в непрерывном режиме. Поэтому агрегаты для малых изделий выполняют многопозиционными.
Время выстоя стола (или ротора) с формами до поворота
т8 = Ti + т2. (2.226)
Охлаждение изделия в форме осуществляется непрерывно:
Тожл = «1 (тп + Тв) 4- Тп, (2.227)
Здесь тп — время поворота стола; ni — число промежуточных позиций, где формы закрыты и в них происходит охлаждение изделия:
Щ — (Тохл —’ Тп)/(tn + Т1 + Т?).
(2.228)
77
Общие число позиций п — пх + п2, где п2 — % + 3 — число позиций, на которых выполняются машинные операции (помещение заготовки в форму и смыкание ее, раздув заготовки в форме, раскрытие форм и извлечение из нее готового изделия).
Штучная производительность многопозиционных машин определяется по формуле:
Qnrr 1/(Тв "Ь Тп). (2.229)
Для изделий средней и большой емкости ЭВА имеют копильники, которые усложняют конструкцию агрегата и управление им. Для изготовления таких изделий применяют одно- и двухпозиционные агрегаты с перемещающимися узлами смыкания:
п « ?ц/(Т1 + Тэ). (2.230)
Штучная производительность ЭВА:
« п/тц. (2.231)
Пример 2.23. Рассчитать объемный расход расплава и время цикла формования изделия из ПЭНП. Исходные данные: длина изделия /и — 200 мм; наружный диаметр изделия Ри = 100 мм; толщина стенки 6И = 0,7 мм; ер = 2,5; Т[ — 333 К; Pi = 0,71 МПа; диаметр сопла dc = 16 см; рр — 850 кг/м3 (8,5 • . 103 Н/м3)
Решение. Расчет ведем по формулам (2.210) — (2.214):
/3 — 1,15 > 200 = 230 мм; Dn ж 100/2,5 = 40 мм;
толщина заготовки
= {100 — /(1002 — 4‘2,52.100-0,7 4- 4-2,52.0,7-’}}/(1,72-25) « 2,1 мм;
оптимальная скорость выдавливания заготовки
Уз = 1,6 • 8,5 • 103 • 0,22/1,1 • 10* = 0,049 м/с; Ti 0,23/0,049 = 4,7 с;
Q == л63(Ри — 63) Уз « 3,14 • 0,21 (4 - 0,21) • 4,9 = 12,2 см3/с === = 0,0439 м3/ч;
== 0,0439 • 850 = 37,3 кг/ч.
Далее определим время, необходимое на раздув и охлаждение изделия.
W = 0,785 (£>н — 26и)2/й = 0,785(100 - 2 - 0,7)2 • 200 == 1526 см3.
Согласно табл. 2.14, С = 183,6 см3/с при Р = 0,71 МПа и d~ 16 см.
т3 = 1526 • 0,4/183,6 =» 3,3 с;
т4 = 4 • 0,72 • 10~61п((150 — 30)/(50 — 30)}/(л2 • 1,12 . 10~7) = 3,2с.
С учетом 20% надбавки ти = 3,8 с. Тогда
тц = 4,7 4- 1 + 3,3 4- 3,8 4* 1 = 13,8 с; тэ = 13,8 — 4,7 = 9,1 с;
v3 = 0,785 (D* — Dl) I? = 0,785 (4-1 — 3,583)-23 = 57,6 см»;
Qo = 57,5/9,1 = 6,3. см»/с = 0,0227 м3/ч; Q. = 0,0227 • 850 = 19,3 кг/ч. 78
Следовательно, при данных условиях (малодо Ti и относительно больших величинах t3 и Т4) ЭВА не сможет обеспечить непрерывное формование изделий. Удовлетворять условию непрерывной работы экструдера будет
Qo = у8/тэ > Qo ==^з/Т1.
При Qo = 13 см3/с
п = QoTn/v’3 = 13 • 9,1/57,6 — 2
т. е. наличие в головке двух формующих каналов (ручьев).
Технические характеристики раздувных и экструзионно-выдувных агрегатов даны в табл. 2.15 и 2.16.
2.12. Проблемные ситуации и контрольные задачи. 2.12.1. Общие сведения. Проблемный вопрос — это задача, которая может решаться неоднозначно, ответы на вопрос могут быть истолкованы по-разному. Однако в пользу каждого решения могут быть приведены достаточно убедительные доводы.
Проблемная ситуация, предлагаемая преподавателем учащимся (в форме игры или вопросов), должна быть посильна им,
Таблицы 2.15. Технические характеристики отечественных экструзионновыдувных агрегатов
Показатели ЭВА-2 АВ-9 АВ-68 АВ-225
Объем изделий, л 0; 1—2 1—9 20—60 60—225 Диаметр червяка, мм 60 63,5 63,5 88,7 Длина червяка в дна- 14,5 21 21 16 метрах Частота вращения чер- 0—100 25—100 „ 25—100 10—50 вяка, об/мин Средняя производитель- 8—10 33 40 90 кость, кг/ч Мощность, кВт: привода 12 32 32 42 индукционных на- — 19 19 52,3 гревателей омических нагрева- 25,6 20 20 телей Емкость бункера, л — 95 95 500 Количество позиций 1 2 1.1 формования Усилие замыкания фор- — 54(5,45) 210(21,5) 560(57) мы в кН (тс) \ Размеры формы (hxax — 56x 24x 22 62X 46x 46 137x76x9! X b), см Расход воды, м3/ч 0,7 2 2,2 — Расход воздуха, м3/ч 3 6,5 25 Габаритные размеры 3,4x2,2x2,1 3,8x3,6x3,1 6,1x4,8x3.,7 6,6x7x5,5 агрегата, м Вес агрегата, кН 45 45 83 200 Примечание. Охлаждение зон цилиндра воздушное. '
79
Таблица 2.16. Технические характеристики раздувных агрегатов
Объем изделия, л
Показатели 0,1 1 5 10 50 100 250 500
Диаметр червяка, мм 32 45 63 63 63 90 90 90
Частота вращения червяка, об/мин 15—40 20—140 20—140 25-100 25-100 25-100 25-100 25—100
Давление сжатого воздуха, подаваемого для раздува заготовки, МПа 0,4 0,5 0,6 0,6 0,6 0,6 0,8 1
Усилие смыкания полу форм, кН 7 8 35 55 215 310 570 620
Расстояние между плитами, мм 200 170—290 200 200—550 550 440—550 700 40—1600
Объем копильника, л •— — — 1,3 7,5 7,5 10,25 20
Расстояние между колоннами, мм по горизонтали по вертикали 300 170 250' 180 290 300 400 300 350 600 700 900 740 980 1000 1000
Мощность обогрева копильника и головки, кВт 1,5 6 9,6 10,5 19 38 52,0 52,0
Габаритные размеры, мм 2900Х Х2000Х Х2400 2600 X Х2500Х Х2000 3000Х Х2000Х Х1600 4500Х Х3600Х Х2700 6100Х Х4750Х Х3650 5500Х Х5000Х Х4600 5700Х Х5500Х Х4950 5600 X . Х5600Х Х8700
Масса агрегата, т 1,3 2,0 2,5 5,0 8,3 15 20 18,5
но разрешима не только с помощью усвоенных знаний по данному предмету, но и благодаря использованию знаний и навыков по другим предметам, а главное, собственной сообразительности инициативы и самостоятельности действия. Чтобы решить проблему, надо подумать, тщательно проанализировать условия задачи, покопаться в технической и справочной литературе.
Для преподавателя очень важно суметь найти такие вопросы к изучаемой теме, чтобы они заинтересовали учащихся и помогли им в своих ответах соединить воедино имеющиеся у них, но существующие разрозненно, не связано друг с другом, знания.
Несомненно, что наиболее интересные и удачные, а главное, своевременно необходимые вопросы могут быть найдены только самим преподавателем в процессе его подготовки к занятиям.
Найденный ответ несомненно обогатит учащегося (да и преподавателя тоже), надолго запомнится, благодаря сознательному и самостоятельному поиску, благодаря заинтересованности в достижении результата.
При решении проблемных вопросов соединяются воедино процессы обучения и воспитания, усвоение знаний и становление личности, благодаря формированию у будущих специалистов психологической установки на предприимчивость, творческую инициативу и самостоятельность в поиске новых решений.
Вопросы, предлагаемые данным сборником, не могут претендовать на некую законченность, на то, чтобы объять необъятное. Здесь приводятся лишь примерные вопросы по отдельным темам, которые могут решаться на уроке неоднозначно, а следовательно, побуждать учащихся к диалогу, дискуссии, способствовать их самостоятельной мыслительной деятельности.
2. 12.2. Проблемные вопросы. 1. Как известно, хорошее качество экструдируемых изделий получается в результате соблюдения основного условия работы экструдера Q3 QC>K Qa, где Q3 — независимая объемная производительность зоны загрузки; фсж, — независимая объемная производительность зоны сжатия или плавления; Qa — независимая объемная производительность зоны дозирования. Так, например, если Q3 » фд, то режим работы экструдера станет нестабильным.
Исследуйте, какие проблемы могут возникнуть при нарушении основного условия нормальной работы экструдера? Какие технологические мероприятия следует осуществить для того, чтобы не допустить такие нарушения?
2. Предложите наиболее эффективные способы загрузки в экструдер исходных материалов, особенно полимерных материалов и наполнителей, имеющих малую сыпучесть, подвижность: пропитанные волокна, путанка, комкующийся тонкодисперсный порошок и др. Обоснуйте эффективность ваших предложений.
3. Работа одношнековых экструдеров определяется стабильностью характера роста давления в зоне загрузки. От каких фак
81
торов и параметров может зависеть изменение давления в зоне загрузки? Что именно надо знать и контролировать для выбора оптимальных условий работы экструдера?
4. Очевидно, что давление в зоне питания, влияющее на производительность экструдера, определяется также длиной зоны и соотношением коэффициентов трения при движении полимерной пробки о цилиндр и шнек. Какие технологические и конструктивные способы для увеличения объема захватываемого в зоне загрузки материала, а следовательно, для увеличения производительности экструдера вы можете предложить? Обоснуйте ваши предложения.
5. Современные экструдеры используют приводы очень большой мощности. На какие цели затрачивается мощность привода экструдера в каждой зоне? Возможно ли снижение затрат мощности и как этого достигнуть? Обоснуйте ваше решение.
6. Сегодня, как никогда, в мировой и отечественной практике значительное внимание уделяется повышению качества поступающих на переработку полимерных материалов. К каким технологическим характеристикам полимерных материалов это в первую очередь относится и почему? Обоснуйте ваше суждение.
7. Какие проблемы быстрого качественного и количественного анализа исходного сырья могут возникнуть в процессе подготовки его к экструзии? Что вы могли бы предложить по улучшению этих методов подготовки материала?
8. Чем объяснить, что для каждого полимерного материала существует свой диапазон скорости вращения шнека? Чем объяснить существование «критической частоты вращения шнека»? С чем оно связано и почему нельзя превышать пко?
9. Каким образом можно выбрать оптимальную частоту вращения шнека? Какие взаимоисключающие вопросы приходиться решать при этом?
10. Как поддерживать оптимальные температурные режимы при экструзии полимерных материалов с большим диссипативным тепловыделением? Какие меры необходимо осуществить при изготовлении изделий на экструдерах с диаметром шнека 120 мм, чтобы качество изделий было достаточно высоким при оптимальной производительности?
11. В ряде случаев переработки и особенно при изготовлении композиционных материалов необходимо применение шнеков со специальными устройствами, с зонами, где конструктивные особенности шнеков позволяют создать требуемую степень смешения, диспергирования, а также дегазацию материала. Объясните способы, позволяющие улучшить качество изготавливаемого наполненного материала или изделия из него. Что вы можете предложить для улучшения качества смешения компонентов полимерного материала и качества изделий?
82
12, В настоящее время все большее значение начинают приобретать методы математического планирования, которые с помощью компьютеров дают возможность установить количественные зависимости между показателями служебных свойств изделий и технологическими параметрами процесса их изготовления, позволяя получать изделия с оптимальной производительностью и высоким качеством.
Для каких конкретных целей вы могли бы предложить наиболее эффективное использование компьютеров в экструзионных технологических процессах?
13. Какие факторы и параметры следует учитывать при выборе экструдера для изготовления конкретного изделия? Обоснуйте ваше решение.
14. Подберите экструзионный агрегат для изготовления труб (пленок, листов, гранул, полых изделий и др.) из ПВХ (ПЭЙП, ПЭВП, ПП и др.). Объясните чем вы руководствовались при выборе экструдера?
15. По каким параметрам можно сравнить технико-экономические особенности одно- и двушнековых экструдеров? Выявите преимущественные области применения тех и других машин. Укажите, каковы различия в принципах работы одно- и двухшнековых экструдеров, одно- и двухроторных смесителей непрерывного действия, например типа модификатор.
16. Одношнековые экструдеры имеют ряд характерных недостатков?
1. Практически нельзя регулировать в широком диапазоне время пребывания полимерного материала в цилиндре, что сказывается на переработке многих материалов.
2. Недостаточный градиент скорости сдвига перерабатываемого материала сказывается на перемешивающей и гомогенизирующей способности экструдера.
3. Довольно слабая транспортирующая способность шнека при работе с мелкодисперсным порошком, волокнистой путанкой, пастой.
Что, по вашему мнению, можно сделать для снижения этих недостатков и улучшения работы машины?
17. В зависимости от задач переработки (крупнотоннажное производство композиционного материала, изготовление различных изделий из композиционного материала или чистого полимера) выбирают одно- или двухшнековые машины с различными конструктивными параметрами, подбирают также и специфические параметры переработки. На какие конструктивные и технологические особенности переработки вы предложили бы обратить внимание в случае: 1) переработки композиции с нетермостабиль-ным связующим; 2) переработки композиции с определенным размером частиц или волокнистого наполнителя; 3) с термоста
83
бильным связующим и наполнителем, требующим высокой степени диспергирования? Обоснуйте ваши решения.
18. За счет чего можно увеличить производительность двухшнекового экструдера, не меняя частоту вращения роторов?
19. Формующий инструмент (головка) должен обеспечивать равномерную подачу расплава к оформляющим каналам. Конструкция его должна исключать всякую возможность нарушения стабильности процесса течения расплава, обеспечивать равенство скоростей потока расплава по ширине и периметру выходного канала, исключать колебания температуры расплава.
Сформулируйте условия (факторы и параметры), которые необходимо знать, чтобы их контролировать и регулировать для обеспечения надежной работы формующего инструмента, а следовательно, и изготовления качественных изделий.
20. Как влияет конструкция формующего инструмента на производительность экструдера? Укажите от чего зависит коэффи-цент геометрической формы головки?
21. При экструзии стержня или профильного изделия особенно заметно увеличение диаметра (разбухание) стержня или увеличение толщины стенки профиля по сравнению с соответствующими размерами формующего инструмента. Объясните, с чем связано это явление? Какие задачи необходимо решать переработчику (технологу и конструктору) для получения изделий со стабильными заданными размерами?
22. Каковы технико-экономические преимущества и недостатки дисковых экструдеров? Что можно сделать для улучшения работы дисковых экструдеров? Обоснуйте преимущественные области применения дисковых экструдеров.
23. Сформулируйте и обоснуйте: какие важнейшие, на ваш взгляд, проблемы следует сегодня решать для повышения производительности труда в экструзионном производстве? Как скажутся решения этих проблем на улучшении условий труда работников, на их социальном положении?
24. Подберите экструзионный агрегат для изготовления гранул из ПЭНП, наполняемого каолином. Годовая потребность в таком наполненном материале 800 т/год. Обоснуйте эффективность предлагаемого решения.
25. Сформулируйте й обоснуйте: от каких факторов и параметров зависит качество гранул? Как отрегулировать процесс грануляции, чтобы получать гранулы высокого качества?
26. Считается, что процесс гранулирования является как бы дополнительным процессом переработки пластмасс, приводящим к излишним затратам энергетических и трудовых ресурсов. Объясните, в чем состоят преимущества и недостатки процесса гранулирования? Можно ли отказаться от гранулирования пластмасс, и что необходимо внести нового в технологию изготовления изделий из негранулированного материала?
84
27. Подберите экструзионный агрегат для производства труб. Исходные данные: годовая потребность в трубах — 2 • 106 погонных метров, диаметр наружный 32 мм, диаметр внутренний 28 мм.
Обоснуйте ваш выбор.
28. Выберите ЭВА для производства флаконов объемом 0,8 л. Годовая потребность во флаконах 500 • 103 шт.
Обоснуйте ваш выбор.
29. Подберите материал для изготовления тары под пищевые продукты. Укажите, какими особенностями должен обладать такой полимерный материал?
30. Подберите агрегат для изготовления пленки из ПЭНП рукавным способом. Годовая потребность в пленке 1000 т. Обоснуйте ваш выбор.
31. Известно, что от соотношения скоростей вытяжки пленочного рукава в продольном и поперечном направлении, от формы раздутого рукава зависят наиболее важные характеристики изготавливаемой пленки: прочность и равнотолщинность. Объясните, как наиболее рационально получить необходимые скорости и форму вытяжки рукава? Обоснуйте ваши предложения.
32. В процессе экструзии выявилась разнотолщинность пленки в поперечном направлении. Объясните, какие причины могли привести к разнотолщинности? Что необходимо предпринять, чтобы устранить этот дефект?
33. При хорошем качестве исходного сырья (проверено) в пленке встречаются включения типа геликов. Что должен предпринять технолог для устранения этого дефекта? Обоснуйте ваши предложения.
34. Какими наиболее специфическими эксплуатационными свойствами должна обладать изоляционная пленка электротехнического назначения? Подберите материал и предложите технологический процесс производства пленки электротехнического назначения. Обоснуйте ваши предложения.
35. Подберите соответствующий материал и предложите технологический метод производства оптически прозрачной пленки. Какие наиболее важные задачи необходимо при этом решать технологу?
36. Известна огромная потребность пленки в сельском хозяйстве: для строительства парников и теплиц, для защиты почв, растений и др. Предложите наиболее рациональный, на ваш взгляд, способ производства пленки для нужд сельского хозяйства. Обоснуйте эффективность предлагаемого решения.
37. Расстояние от головки экструдера до линии кристаллизации пленочного рукава оказывает едва ли не решающее влияние на качество изготавливаемой пленки. Какие технологические мероприятия позволяют приблизить линию кристаллизации пленки к головке? В какой последовательности и как их следует осуществлять?
85
38. В процессе производства поверхность изделия (труб, профиля, листа, емкостей и др.) стала тусклой, пропал глянец (блеск), прочность изделий понизилась. Объясните, в чем причина дефекта? Что необходимо предпринять для его устранения? Обоснуйте ваше решение.
39. В процессе экструзии поверхность изоляции кабеля стала губчатой, появились волнистые складки. Объясните в чем причины появления подобных дефектов? Что необходимо предпринять для их быстрого устранения? Обоснуйте ваше решение.
40. Разработайте в общих чертах технологический процесс производства многослойных и многоцветных листов и плит, других многослойных экструзионных изделий. Обоснуйте эффективность вашего решения.
41. Предложите способ экструзионного производства пластмассовых изделий из чистого мономера или из мономера и наполнителя. Какие технико-экономические преимущества сулит производству такое совмещение стадии полимеризации (синтеза полимера) с изготовлением изделий экструзионным или другим способом?
2.1 2.3. Контрольные вопросы. 1. Рассчитать возможную производительность одношнекового экструдера при изготовлении листа из ПЭНП. Исходные данные: диаметр шнека D = 90 мм, шнек имеет переменную глубину спирального канала, однозаходный (1 = 1) д = £>, п = 60 об/мин, К = 5,85 • 10“2 3 см3, L = 25D, I = = 2,1, LH = 0,5 L.
Показатели Варианты j
1 2 3 4 5 6 7 8 9
£>, мм 20 32 45 63 125 150 160 200 200
L/D 20 25 20 23 20 24 25 20 25
Ln 10D 11D 9D 10D 9D 9£> 10D 9£> 10D
К • 103, см3 2,34 2,5 2,76 4,14 6,83 7,39 7,91 8,9 9,26
п, об/мин 90 100 80 70 40 40 35 30 30
2. Рассчитать возможную производительность экструдера, шнек которого имеет постоянную глубину спирального канала и переменный шаг. Исходные данные аналогичны данным предыдущей задачи.
3. Рассчитать производительность двухшнекового экструдера при изготовлении труб из ПВХ-композиции. Исходные данные D = 83 мм, к — 1, t = 7), К — 0,5, насыпная плотность исходного материала рн = 850 кг/м3, е = 0,7 см, hi = 0,14 D, п — 30 об/мин.
86
Показатели Варианты
1 2 3 4 5
D, мм 45 63 90 125 160
е, мм 4 5 7 8 9
п, об/мин 25 30 25 25 25
4. Рассчитать производительность двухроторного кулачкового смесителя (модификатора), изготавливающего графитопласт АТМ-2. Исходные данные: D = 80 мм, X = 1, / = D, К = 0,6, рн = 1100 кг/м3, рр = 1200 кг/м3, е = 0,6 см, — 0,12 D, п = = 40 об/мин.
5. Рассчитать производительность дискового экструдера и мощность привода. Исходные данные: перерабатываемый мате-?иал ПЭВП, диаметр диска D, = 250 мм, п = 250 об/мин, = 15 мм.
Показатели Варианты
1 2 3 4 5 6
Рд, ММ 208 300 210 220 350 390
Л, ММ « 8 10 7 10 12 15
п, об/мин 270 240 260 280 250 250
6. Рассчитать коэффициент геометрической формы А, скорость сдвига расплава у и давление Р, если дано
Показатели Варианты Показатели Варианты
1 2 3 4 1 2 3 4
dt, см 0,3 0,4 ' 0,4 0,35 Ь, см 80,0 100 120 150 z, шт. 50 70 100 110 б, см 0,3 0,4 0,25 0,35 в, см 0,7 0,8 0,8 1,0 Ls, см 35 38 48 60 VP, см’/с 15 20 30 40 V₽, см’/с 15 20 30 40 d$, см 0,5 0,7 0,9 1,1 см 20,1 30,0 40,1 50,1 L3, см 4,0 6,0 9,0 12,0 гв, см 19,9 29,9 39,9 49,95 Vp, см3/с 15 20 30 40 dCP, см 40 60 80 100 Ь., см 0,06 0,05 0,04 0,05 Lr, см Ю 15 20 25 VP, см3/с 15 20 30 40
7. Чему будет равен коэффициент геометрической формы для щелевой головки (К5) при экструзии листа из ПП? Исходные данные: Vp — 30 см3/с, противодавление головки Рг = 950 Н/см2, b = 120 см, Л = 2,7 мм.
87
8. Произвести проектный расчет экструдера, если
Исходные данные Варианты
1 2 3 4 5 6
Материал ПЭВП ПЭНП ПП ПВХ пластифицированный ПС Ударопрочный ПС
Изделие Листы Трубы Листы Пленка Профиль Листы
Производительность Q, см3/с 30 35 40 25 30 32
Пр имечание. Изменяя исходные данные (материал» изделие и тельность), преподаватель может получить необходимое число вариантов.
производи -
9. Произвести проектный расчет экструдера того же назначения, что и в задаче 8 (согласно приведенным вариантам), используя данные о действующем экструдере (на основе теории подобия). Исходные данные действующего экструдера: DQ = 45 мм, /0 = = 45 мм, = 5,8 мм, Л3о = 2,9 мм, L/D = 20, по = 70 об/мин, N{} = И кВт, Рг = 5,5 Mila, Qo = 20 кг/ч (Qn = 6,4 см3/с), мощность нагревателей = 7,5 кВт. Режим работы политропический гр = 0,25.
10. Рассчитать мощность, потребляемую одношнековым экструдером. Исходные данные взять из задач 1 и 2.
11. Рассчитать мощность, потребляемую двухшнековым экструдером. Исходные данные взять из задачи 3.
12. Рассчитать частоту вращения ножа гранулятора при изготовлении гранул, если дано
Варианты
Показатели 1 2 3 4 5 6
Материал ПЭНП ПЭВП ПВХ ПП ПС АТМ-2
Св, кг/ч 250 230 150 200 100 210
dp, мм 3 3 3,5 3 3 3,5
Z, шт. 120 100 90 100 75 80
м 0.25 0,25 0,15 0,2 0,15 0,15
/*гр» мм 2,5 2,5 3 3 3 3
13. Рассчитать скорость отвода трубы из ПЭНП. Исходные данные £)н = 50 мм, S — 2,5 мм, Q — 150 кг/ч.
14. Рассчитать, какие должны быть скорости экструзии и приема пленки из ПЭНП, чтобы производительность агрегата Q > 100 кг/ч. Толщина пленки 0,01 мм.
15. Определить, какой должна быть производительность ЭВА и выбрать соответствующую машину из таблицы. Исходные данные: материал ПЭНП, /4 = 250 мм, £)н = 60 мм, 6И = 0,5 мм, Р = 0,8 МПа, диаметр сопла dc — 0,8 см.
88
ГЛ AB A 3
ЛИТЬЕ ПОД ДАВЛЕНИЕМ
3.1. Общие сведения. Процесс изготовления изделий литьем под давлением заключается в доведении пластмассы до вязкотекучего состояния (когда она приобретает способность пластически деформироваться, т. е. течь в каналах сопла, литниковой системы и принимать форму формующей полости) в пластика-ционном цилиндре машины, а также в последующем перемещении или впрыске под действием внешнего давления расплава в охлаждаемую форму при переработке термопластов и в обогреваемую форму при переработке реактопластов, в которой материал приобретает требуемую конфигурацию и затвердевает (или отверждается — реактопласты), окончательно фиксируя форму изделия. Температуры цилиндра и формы регулируются и изменяются в зависимости от свойств перерабатываемой пластмассы и режима переработки, обеспечивающего формование изделий с требуемыми служебными свойствами.
Литьем под давлением изготавливают изделия из термопластичных и термореактивных пластмасс разнообразной конфигурации и ассортимента, различающиеся по массе от десятых долей грамма до многих десятков килограмм, по толщине стенки — от десятых долей миллиметра до нескольких десятков сантиметров, причем изделия имеют высокую точность и стабильность размеров.
Вследствие большого ассортимента перерабатываемых пластмасс, имеющих различные технологические, физические и химические свойства литьевые машины выпускают универсальными по параметрам для изготовления разнообразных изделий и специализированными по конструкциям для переработки разных пластмасс.
Универсальность к$ашин по параметрам достигается широкой гаммой типоразмеров, каждый из которых предназначен для изготовления определенного ассортимента изделий по массе и размерам. Специализация литьевых машин по пластмассам достигается различными конструкциями отдельных узлов: цилиндра, шнека и его наконечника, формующей оснастки, а также оснащением машины устройствами для осуществления дополнительных режимов работы и вспомогательным оборудованием при переработке определенных групп пластмасс.
При большом объеме выпуска осуществляется также специализация литьевых машин по изготавливаемым изделиям
89
(например, имеются специальные литьевые машины для изготовления авторучек, бутылок, флаконов, обуви, фитингов и т. д.).
Литье под давлением — это циклический процесс, в котором технологические операции выполняются в строгой последовательности, что позволяет применить систему автоматического управления технологическим процессом литья с обратной связью, дает возможность использовать компьютер для обеспечения практической реализации различных режимов литья, повышения точности и стабилизации качества изготавливаемых изделий, осуществить дистанционное управление процессом.
Увеличение объема потребления изделий из пластмасс во всех отраслях народного хозяйства требует повышения производительности литьевых машин, увеличения их быстроходности, интенсификации процесса литья, применения многопозиционных машин.
При отработке технологического процесса литья под давлением изделия стремятся достичь наименьшей продолжительности цикла, т. е. получить большую производительность от литьевой машины, а также изготовить более плотное изделие, так как большая масса изделия говорит об отсутствии раковин, пустот в стенках деталей, т. е. обеспечивает высокое качество.
При литье под давлением идут процессы пластикации и формования. Процесс пластикации осуществляется в нагревательном (пластикационном) цилиндре. При этом пластмасса переходит из твердого в вязкотекучее состояние, реологические свойства которого обеспечивают ей легкое формование и образование структуры, придающей изделию хорошие эксплуатационные свойства.
В процессе пластикации необходимо обеспечить требуемую температуру расплава при максимальной однородности по объему, а также минимальное содержание деструктированного материала в подготовленной для формования порции расплава.
При пластикации пластмасс идут процессы нагревания, плавления, изменения объема пластмассы под воздействием температуры (тепловое расширение), сжатие расплава и уплотнение гранул, сдвиговые деформации (как и в процессе экструзии). Могут протекать также процессы деструкции.
Процессы пластикации определяются в основном теплофизическими свойствами пластмасс: температуропроводностью, теплопроводностью, удельной теплоемкостью, температурами плавления и разложения, объемным расширением и сжатием, насыпной плотностью и гранулометрическим составом.
Температура пластмассы, поступающей на формование, определяет реологические свойства расплава, от которых зависит формирование структуры пластмассы и формование самого изделия.
90
При формовании изделия протекают физико-химические процессы: стеклование, кристаллизация кристаллизующихся полимеров и формирование надмолекулярной структуры пластмасс, которая определяет эксплуатационные свойства изделий.
Процесс формования отливки происходит в очень короткое время. Расплав впрыскивается в форму с очень большой скоростью, иногда долетая до задней стенки, и уже оттуда начинает заполнять формующую полость.
Течение расплава в каналах с большой скоростью приводит к дополнительному разогреву его и значительной ориентации макромолекул полимера.
Очень быстрое двухстороннее охлаждение термопластичного расплава в форме приводит к уменьшению объема, а так как полимер охлаждается снаружи, то образующаяся на поверхности твердая корка пластмассы препятствует дальнейшему уменьшению объема, вследствие чего возможно появление утяжин. Так как литьем часто изготавливают изделия сложной конфигурации, то возникает трудность в обеспечении равномерного охлаждения всех элементов изделия. Поэтому релаксационные процессы в некоторых элементах изделия могут завершаться на разных уровнях, а после охлаждения останутся остаточные напряжения, которые вызовут коробление изделий, появление трещин, общее снижение прочности.
Процессы, происходящие при формовании, определяют особенности макроструктуры детали, а значит, и все свойства его. Пластмассовые детали, изготавливаемые литьем под давлением, характеризуются сложной слоевой макроструктурой, которую называют топографией. Стенка литьевой детали в общем случае как бы состоит из трех слоев: поверхностного, среднего и внутреннего. Поэтому физико-механические свойства термопластов в литьевых изделиях, а также эксплуатационные свойства изделий практически полностью определяются этой слоевой макроструктурой, образовавшейся при охлаждении расплава в форме. Проблема получения изделия с заданными свойствами сводится в основном к изготовлению деталей со стабильной оптимальной надмолекулярной структурой пластмассы.
При формировании надмолекулярной структуры протекают сложные физические процессы: деформирование пластмасс и ориентация макромолекулярных цепей в направлении течения, расплава, релаксационные процессы высокоэластической деформации и ориентации макромолекул после заполнения формы расплавом, изменение объема пластмасс при изменении температуры и давления.
Процессы формирования надмолекулярной структуры зависят от фундаментальных свойств перерабатываемых пластмасс: молекулярного строения, межмолекулярного взаимодействия,
91
гибкости макромолекул, а также от реологических и теплофизических свойств.
На процессы формирования структуры существенное влияние оказывают параметры формования изделий: температура расплава и формы, давление, скорость и напряжение сдвига при течении, скорость охлаждения изделия.
Процессы формования определяют основные параметры литьевых машин: давление литья, усилие запирания формы, плас-тикационную производительность, зависящую от продолжительности охлаждения изделия, быстроходность.
Для расчета параметров формования необходимо задать следующие основные данные: свойства перерабатываемого материала, технологические параметры переработки и геометрические размеры системы сопло — форма.
3.2. Выбор материала, рациональной конструкции изделия и оснастки с применением компьютера и метода функциональностоимостного анализа (ФСА). С каждым годом увеличивается и обновляется ассортимент изделий из пластмасс, при этом повышаются и их качественные показатели.
Количество изделий и деталей, изготовляемых из пластмасс, достигло уже 500 тысяч наименований, а ежегодная обновляемость составляет около одной пятой всего ассортимента.
Применяемые детали из полимерного материала в конкретном изделии или конструкции эффективны только тогда, когда они обеспечивают технико-экономические преимущества перед изделиями из традиционных материалов или когда необходимый комплекс свойств не может быть достигнут при использовании других материалов.
Экономическая целесообразность применения пластмасс обоснована лишь в том случае, когда себестоимость изделия ниже, чем при изготовлении их из других материалов, когда обеспечивается большая производительность труда за счет автоматизации процесса переработки, а также происходит экономия энергетических и трудовых ресурсов.
Для снижения себестоимости готовой продукции, совершенствования технологии ее изготовления, всемерного повышения технико-экономических показателей и темпов производства применяется особый метод технико-экономического анализа производства, называемый функционально-стоимостным анализом (ФСА), который характеризуется детальным изучением и оценкой процесса на основе системного подхода.
ФСА — это метод системного исследования производства изделий, направленный на повышение эффективности использования материалов, оборудования, формующей оснастки, энергетических и трудовых ресурсов, которое достигается путем оптимизации соотношения между эксплуатационными свойствами изделия и совокупными затратами при его изготовлении.
92
Специфическая особенность ФСА заключается в том, что его можно применять на всех стадиях создания готового изделия, например на стадии его конструирования, когда стоит задача выбора наиболее опимального с точки зрения техно-экономической и социальной эффективности частного решения, наилучшим образом отвечающего эксплуатационным функциям изделия в целом.
Основная предпосылка к применению ФСА заключается в том, что в любом изделии имеются скрытые резервы, отыскание которых может позволить усовершенствовать конструкцию его, оптимизировать выбор материала, улучшить технологию изготовления и повысить эффективность создания и эксплуатации изделия.
Так, например, необходимо стремиться к максимально возможному упрощению конструкции изделия, что позволит применять более дешевую формующую оснастку и дает возможность отказаться от каких-то дополнительных операций по обработке изделий.
Метод ФСА особенно действенен при совершенствовании конструкций старых деталей узлов. Более подробные сведения о методе ФСА даны в конце раздела.
Процесс производства новых изделий включает в себя разработку конструкций, выбор необходимого полимерного материала и способа изготовления.
ПрЪцесс конструирования и расчета сводится к выбору материала и разработке конструкции детали, которая в заданных условиях эксплуатации обеспечит необходимую долговечность, надежность в работе и при этом будет легкой, экономичной в изготовлении и эксплуатации.
Разработку конструкции детали обычно ведут в четыре этапа.
1. Анализ условий эксплуатации детали и разработка технического задания.
2. Предварительный выбор материала и конструкции.
3. Расчет и прогнозирование работоспособности детали по основным критериям.
4. Уточнение характеристик материала и конструкции детали.
Первый этап включает в себя тщательный анализ известных или ожидаемых условий эксплуатации, на основе которого выделяются условия нагружения детали и характеристика окружающей ее среды, эксплуатационные требования к детали и материалу, экономические и технологические требования.
Для расчета и конструирования детали важно знать, какая действует на поверхность детали нагрузка и как она распределена по ней; каков режим воздействия нагрузки — кратковременный или длительный, статический или динамический, непрерывный или циклический. Для движущейся детали необходимо знать скорость и длительность ее перемещения,
93
возможные ускорения, траектории движения (например, волана) и т. д.
Долговечность и работоспособность детали во многом зависят от характера окружающей ее среды. Если это открытые атмосферные условия, то необходимо учитывать влияние климата, прямого попадания солнечных лучей, длительность облучения в сочетании с другими атмосферными явлениями (дождь, снег, ветер, изменение температуры и т. д.) и различного рода загрязнения. Необходимо выявить возможность попадания в закрытую конструкцию инородных частиц (пыли, грязи и т. д.), а также выяснить характеристику тела (тип материала, твердость, шероховатость поверхности, вид обработки и т. д.), в контакте с которым должна работать деталь. Это особенно важно для антифрикционных и фрикционных деталей.
Важным являются требования к точности изготовления детали: низкая точность значительно уменьшает надежность и долговечность. работы; завышение требования к точности могут резко увеличить стоимость изготовления детали.
Существенное значение имеют показатели надежности и долговечности, определяющие роль детали в обеспечении общей работоспособности прибора или машины. Возможность выхода из строя детали должна быть исключена, если это влечет за собой аварию, остановку производства и т. д. В других случаях долговечность устанавливается расчетным сроком службы детали, т. е. берется допустимый износ рабочей поверхности или усталостное разрушение за определенное число циклов нагружения.
Важными эксплуатационными характеристиками являются также шум и вибрация, к снижению которых необходимо стремиться.
Необходимо учитывать возможные потери энергии при работе детали (например, деталь антифрикционного назначения), приводящие, кроме того, к разогреву узла. Во взрывоопасной среде недопустима статическая электризация детали, в вакуумных приборах — сильное газовыделение, в пищевых машинах — выделение токсичных продуктов.
Оптимальный вариант детали будет в значительной степени определяться технологией изготовления и экономичностью. Особо возрастают требования к технологичности при большой потребности в данной детали. Поэтому необходимо сразу рассмотреть вопрос о возможной организации производства, что связано с капитальными вложениями, поставками сырья, энергетическими ресурсами, технологическим оборудованием, техникой безопасности, охраной окружающей среды и т. д.
Только с применением ЭВМ становится возможным заранее выявить все необходимые факторы, которые будут оказывать влияние на качество проектируемых изделий, а также предвидеть слабые места детали уже на стадии конструирования.
94
В распоряжении конструктора должны быть пакеты прикла-дных программ для выбора оптимальной конструкции и материала, графопостроитель для автоматизированного выпуска чертежей, а также программа необходимых расчетов и выбора параметров.
На основе всех данных анализа условий эксплуатации разрабатывается техническое задание, содержащее требования к конструируемому изделию, а также сведения об известных прототипах. Чем тщательнее сделан анализ и подробнее составлено техническое задание, тем вероятнее нахождение оптимального решения.
Разработка технических требований должна осуществляться очень тщательно. Должны быть указаны: функция детали, максимальные габариты, сопряженные размеры, допуски, допустимые деформации, механические нагрузки, продолжительность, скорость, частота, рабочая температура, среда, примерная стоимость, сроки и т. д.
Различают жесткие требования, которые должны выполняться в обязательном порядке, минимальные требования, указывающие границы снижения или завышения характеристик, и, наконец, рекомендации, которые следует выполнять по возможности.
На втором этапе разработки конструкции детали на основе технического задания проводят предварительный выбор материала и конструкции детали, включающий выбор основных вариантов, дополнительную оценку свойств рассматриваемых материков и оценку размеров детали. Таким образом, на этом этапе необходимо выбрать из огромного количества полимерных материалов оптимальный материал и конструкцию детали (или вариант конструкции), удовлетворяющие требованиям технического задания. При этом может возникнуть необходимость определения дополнительных данных о свойствах выбранных материалов.
Огромное число имеющихся марок пластмасс затрудняет правильный выбор необходимого материала для конкретного изделия. Поэтому составлен классификатор, в котором пластмассы укрупненно подразделены ' на группы, учитывающие назначение (антифрикционные, теплостойкие, химстойкие и т. д.), физическое строение (простые, композиционные, армированные, наполненные), род полимерного связующего и наполнителя и т. д.
Унификация и стандартизация изделий из пластмасс по конструкторско-технологическим признакам и техническому назначению обеспечивает сокращение типов, видов и размеров деталей, способствует автоматизации и интенсификации производства. При этом отпадает необходимость в разработке технологического процесса на каждую вновь осваиваемую деталь.
С этой целью разработана система конструкторской и технологической классификации деталей. Объектом классификации
95
являются детали из пластмасс, изготовляемые литьем под давлением и прессованием.
В качестве классификационных признаков используют существенные технологические признаки (характеристика деталей), которые в совокупности с конструкторскими признаками определяют технологическое подобие деталей.
Для конструкторской классификации в качестве главного признака выбрана геометрическая форма как наиболее объективный и стабильный признак при описании деталей. Порядок выбора марок полимера в зависимости от толщины изделия Ли, а также от Л и L/h показан в [4,7], там же даны группы изделий по толщине и по отношению L/h.
В состав признаков технологического классификатора входят следующие: размерная характеристика детали; группа материала; вид детали по технологическому процессу изготовления; площадь формования; уточненная группа материала; класс точности; характеристика технологических требований; вид дополнительной обработки; характеристика толщины; весовая характеристика.
Для решения конкретных отраслевых проблем или задач предприятия общесоюзный технологический код дополняют следующими признаками: уточненная характеристика технологических требований; характеристика детали по особым техническим требованиям; способы формования деталей, характеристика детали применительно к способу формования; гнездность формы; серийность годового выпуска; характеристика оборудования; назначение детали; завод-изготовитель.
При выборе марки пластмассы необходимо совместное рассмотрение конструктивно-технологических данных детали, а именно: особенности разрабатываемых конструкций, характер нагрузок и условия эксплуатации, специфических свойств пластмассы и экономической целесообразности ее использования.
В зависимости от требований, предъявляемых к изделиям из полимерных материалов, предусматривают следующий примерный перечень их свойств.
1. Стоимость материала и себестоимость изготовления деталей (изделий).
2. Внешний вид: возможные цвета, оптическая прозрачность.
3. Механические свойства: жесткость, ползучесть, релаксация напряжений, динамическая жесткость, прочность, динамическая усталость при разных температурных условиях и величинах нагрузки, ударная вязкость, зависимость от температуры, влияние условий технологических режимов на жесткость и прочность. Фрикционные свойства, износостойкость, твердость.
4. Влияние условий окружающей среды: влияние температуры на все свойства, старение под влиянием теплоты, света и других излучений.
96
5. Термические свойства: расчетная усадка, тепловое расширение, стабильность размеров и др.
6. Электрические свойства.
7. Токсичность, горючесть, воспламеняемость.
Однако одних теоретических сопоставлений для выбора марки пластмассы недостаточно. Надо учитывать, что детали представляют собой комплекс всевозможных переходов, отверстий, резьб, уступов, оказывающих значительное влияние на снижение прочности.
Поэтому проектирование конструкции и выбор материала для Неответственных деталей завершают на предварительной стадии. Для ответственных изделий, надежность и долговечность которых определяют работоспособность сложных приборов и машин, предварительный выбор конструктивных решений и материалов уточняется путем эспериментов и расчетов в соответствии с основными критериями работоспособности.
Выбор материала — это сравнение качественных и количественных характеристик различных материалов с требуемыми. Ввиду многообразия полимерных материалов оптимальный выбор осуществляют лишь с помощью банка данных, заложенных в автоматизированную информационно-поисковую систему (АИПС) и при наличии соответствующей программы поиска.
При выборе материала и определении конструкции изделия используют следующие основные данные: назначение изделия, способ изготовления и монтажа в узле, условия эксплуатации, опыт работы с подобными деталями (изделиями), качественные показатели материала, возможности достижения граничных величин при имеющихся количественных характеристиках материалов, относящиеся к материалу и самостоятельно к изделию, экономические показатели по расходу материала, энергии, трудовых затрат. Например, низкая прочность более дешевого материала может быть компенсирована в конструкции изделия увеличением толщины стенки или дополнительными ребрами жесткости. В то же время можно использовать более прочный материал, благодаря чему будет резко экономиться расходуемый материал и т. д.
При конструировании литьевых изделий необходимо исходить из следующих основных положений.
1. Должен соблюдаться принцип равнотолщинности изделий, так как наилучшая однородная структура материала образуется в равнотолщинных отливках. Для таких изделий обычно характерна минимальная усадка. Если по условию жесткости и прочности требуется усиление отдельных участков изделия, то это достигают не путем утолщения стенки, а благодаря применению ребер жесткости той же толщины.
Толщина стенки изделия должна быть по возможности минимальной и равномерной, необходимо исключать возможность 4 А. С. Шембель * Q7
образования острых углов, для повышения жесткости конструкции следует использовать ребра, при применении аморфных мате- . риалов и термопластов, армированных волокном, направление течения расплава в формующую полость должно совпадать с направлением ребер жесткости и направлением главной нагрузки на деталь.
На углах, в местах пересечения стенок и ребер всегда возникают нежелательные утолщенные места. Их следует устранять путем применения округлений, углублений и отверстий. Механические свойства полимерного материала на толстых участках ниже по сравнению с тонкими.
При использовании кристаллических термопластов на прочность деталей оказывает влияние не столько ориентирование расплава, сколько образование в стенках изделия кристаллических структур (мелко- и крупнозернистых), поэтому следует особо обращать внимание на скорость фронтального потока расплава и охлаждение массы на стадиях заполнения формы, так как именно эти показатели определяют зернистость структуры материала в изделии.
Участки деталей с высокой нагрузкой и стыковые швы в узлах, которые невозможно исключить, должны находиться по возможности вблизи литника.
2. Конструирование изделия только тогда проведено удачно, когда учтена возможность заполнения оформляющей полости расплавом. Это относится главным образом к тонкостенным крупногабаритным изделиям.
Минимальная толщина формуемого изделия 6МИН (в мм) определяется по формуле:
&МИМ ~ 2£тмин/[ДРф*(1 - Г^ВПрЛт)], (3.1)
где L — расстояние от впуска до самой удаленной точки оформляющей полости (длина пути течения расплава), мм; тмин — минимальное напряжение сдвига на оформляющей поверхности, при котором может происходить течение, МПа; ДРф — давление расплава у впуска в оформляющую полость, МПа; твпр — время впрыска расплава в форму, с; тт — время охлаждения изделия, с.
При заданной толщине можно найти значение £, при котором формование окажется еще возможным.
3. Необходимо, чтобы изделие хорошо извлекалось из формы: без повреждений и короблений. Это зависит от усадки материала в изделии, модуля упругости материала, толщины изделия и др.
Конфигурация изделия должна по возможности позволять извлекать его из формы с одним разъемом. Тогда^форма дешевле, проще и надежнее технология формования изделий, выше их качество.
4. Для многих изделий большое значение имеет точность размеров. На точность размеров большое влияние оказывает
98
сама конструкция детали и формы, а также равномерное охлаждение формы, стабильность технологического режима переработки, стабильность свойств перерабатываемого материала.
Основным фактором, определяющим точность размеров, является колебание усадки в процессе формования, поэтому чем меньше выбранный материал дает усадку, тем лучше он для изготовления точных изделий. Усадку материала часто снижают введением в него жесткого наполнителя.
Расчет и прогнозирование работоспособности детали проводится по основным критериям, зависящим от условий эксплуатации.
Критерии работоспособности определяют виды полной или частичной потери способности детали выполнять рабочие функции совместно с другими деталями приборов и машин.
Основными критериями работоспособности деталей являются прочность и жесткость (деформативность), тепло- и термостойкость, износостойкость, атмосферостойкость и коррозионная стойкость. В зависимости от условий работы к основным критериям относят также электропроводность, теплопроводность, шумопоглощение (кожух приборов), отражающую способность (тепловые экраны), пожаростойкость и т. д. В зависимости от требований расчет деталей проводят по одному или нескольким основным критериям работоспособности.
На следующем этапе конструирования осуществляется графическое изображение узлов и выбор параметров изделия, т. е. определение толщины стенок, габаритов и т. д.
Все этапы конструирования изделия влияют друг на друга и тесно связаны с выбором метода изготовления изделий.
ЭВМ дает возможность полного использования технико-экономических возможностей пластмасс, позволяет правильно оценивать большое число параметров, влияющих на поведение материала в процессе изготовления изделий и его эксплуатации. ЭВМ позволяет определять напряжение и деформацию даже в деталях со сложной геометрией, устанавливает технологический режим изготовления детали, рассчитывает технологический процесс и помогает заранее удостовериться в том, что готовая продукция будет технически и экономически совершена в той мере, в какой это возможно на современном этапе. Важное значение имеет и то обстоятельство, что экономится время и стоимость разработки, отпадает необходимость в многочисленных дополнительных испытаниях образца, которые всегда необходимы при использовании обычных трудоемких эмпирических методов.
Компьютеры могут регистрировать измеренные приборами значения непосредственно с испытательных машин, систематизировать их и воспроизводить в наиболее удобной графической форме. 4*
99
Полученные данные могут храниться в памяти центрального компьютера и постоянно корректироваться, а при необходимости в любой момент времени выводиться на дисплей или на печать в желаемой форме.
Систематически преобразуемые банки данных могут обеспечить полное качественное и количественное описание конструкции и материала, а при объединении их с данными по технологии изготовления, типам оборудования, конструкции формующей оснастки образуют основу для быстрого решения проблем изготовления новых деталей и совершенствования уже работающих.
ЭВМ дает возможность делать точные, научно-обоснованные предсказания: достаточно ли максимальное давление расплава, создаваемое экструдером для профилирования качественных изделий при оптимальной производительности или литьевой машиной для заполнения формующих гнезд формы? Где следует предусмотреть литниковые каналы и в каком месте следует ожидать ослабление конструкции за счет линии сварных швов? В каких точках цилиндра либо оснастки расплав может оказаться в застойном состоянии, что может повести к деструкции материала и появлению бракованных изделий? Каковы оптимальные условия подпитки материала в форму, оптимальные формы и размеры литниковых каналов? В каком месте пресс-формы должны иметь отверстия для выпуска летучих продуктов и воздуха?
ЭВМ дает знать о работе многочисленных узлов перерабатывающих машин, возможную деформацию плит пресс-формы, перемещение стержней, определяет размеры пресс-форм, формующих головок и т. д.
С помощью ЭВМ проводится моделирование процессов, выбор оборудования с точки зрения его стоимости, непрерывный или выборочный контроль постоянства качества готовых изделий, точности и стабильности размеров изделий.
Особенность ФСА как метода заключается в том, что объект может рассматриваться и совершенствоваться как комплекс функций, которые он должен выполнять определенный срок. Благодаря такому представлению появляется возможность отыскания ненужных функций и, следовательно, излишних затрат, от которых можно освободиться.
В связи с вышеизложенным проведение ФСА должно быть направлено на решение следующих задач.
1. Определение функций, выполняемых объектом анализа и его составляющими.
2. Выделение основных, второстепенных и ненужных функций в объекте анализа.
3. Выявление функциональных зон с наибольшим сосредоточением материальных и трудовых затрат.
100
4. Разработка новых, наиболее экономичных решений выполнения объектом анализа его основных функций.
Итак, объектом ФСА для выявления «излишних» свойств и оптимизации производственных затрат является само изделие. Благодаря этой принципиальной предпосылке становится возможным выявить излишние затраты, связанные с несовершенством свойств исходного материала, технологии его производства, в организации и переработке материала в готовое изделие.
Поиск излишних затрат связан с разработкой следующих проблем:
1. Недостатки технологии изготовления материала, которые вызывают повышенные расходы сырья, топлива, энергии и трудовых ресурсов.
2. Недостаточный уровень механизации и автоматизации основных и особенно вспомогательных технологических операций.
3. Отсутствие быстропереналаживаемой оснастки и неполное использование ее возможностей (например, применение горячеканальных безлитниковых форм для увеличения гнездности).
4. Нарушение технологической дисциплины и нестабильность свойств исходного сырья.
5. Применение наполненных и армированных полимерных материалов.
Наполнители — это универсальные модификаторы свойств полимерных материалов, позволяющие получать служебные нужные свойства в издёлиях и при этом экономить расход других дорогих и дефицитных полимеров.
Изделие с нужными свойствами обычно удается получить лишь путем выбора соответствующего композиционного материала, а также разработкой оптимальной конструкции и применением соответствующей технологии формования.
Таким образом, ФСА имеет комплексный характер, последовательно охватывающий все стадии конструирования, производства и эксплуатации деталей и комплектующих изделий, полуфабрикатов, выбор материалов, систему технологической подготовки и основную технологию производства, организационную подготовку и в целом систему организации производства.
ФСА обычно проводят по следующей схеме.
1. Необходимо собрать наиболее полную информацию об объекте анализа. Определить основные компоненты, которые должны будут подвергнуться ФСА. Четко установить функции этих компонентов и определить соотношения их сметной стоимости и ценности. Определить материалоемкость и дефицитность материала, энергозатраты и трудовые затраты.
2. Провести абстрактное теоретизирование или изыскания с помощью автоматизированной информационно-поисковой системы других возможностей для лучшего и более экономичного
101
выполнения объектом (или отдельным компонентом) заданной функции. Здесь обычно предлагаются новые идеи по изменению компонентов.
3. Анализ выдвинутых идей и их оценка. Выявление преимуществ и недостатков новых идей. Модифицирование и усовершенствование их. Оценка компонентов, не имеющих явного денежного выражения (удобства эксплуатации, внешний вид, отсутствие вредных выделений во время переработки и т. д.).
3.3. Выбор прототипов пластмассовых деталей и применение типового технологического процесса (ТТП). Разработка технологии производства новой детали, включающая выбор материала, оптимальной конструкции детали, разработку технологического регламента, выбор оборудования, конструирование формующей оснастки, расчет себестоимости и цены готового изделия, является довольно трудоемким и весьма важным процессом, от качества технических решений которого зависят и экономические показатели, и эффективность внедрения новых изделий.
Разработку технологии производства новой детали можно проводить как путем научно-обоснованных расчетов, так и путем заимствования уже имеющихся передовых технических решений. В последнем случае задача сводится к поиску необходимой информации о имеющихся подобных типовых технологических процессах.
С этой целью создана и функционирует автоматизированная информационно-поисковая система (АИПС), ЭВМ которой имеет данные (конструкторско-технологические характеристики, сведения о технологии изготовления, калькуляцию себестоимости и многое другое) о тысячах изделий, изготавливаемых методами прессования и литья под давлением [21].
АИПС отвечает на запросы о наличии деталей-прототипов и процессов-прототипов, обеспечивает поиск типовых решений по выбору деталей, технологических процессов, оборудования, оснастки.
Решение задачи поиска деталей-прототипов осуществляется путем последовательного рассмотрения набора признаков:
— чистый вес (масса) детали, г;
— толщина, которая равна диаметру окружности, вписанной в наиболее толстое сечение детали, мм;
— код материала, который указывается в соответствии с общесоюзным классификатором;
— группа и подгруппа сложности в соответствии с Методикой расчета оптовых цен на изделия из пластмасс по прейскурантам 05—03 и 05—03—45;
— площадь формования, которая представляет собой площадь детали в плане или площадь проекции детали на плоскость разъема формы, см2; ’
102
— длина, которая является наибольшим размером детали в плане, мм;
— диаметр, который указывается взамен длины и ширины только для деталей-тел вращения, мм;
— высота, которая является наибольшим размером детали в направлении разъема формы, мм;
— класс точности или группа квалитетов, которые указываются по стандартам СТ СЭВ 179—75 и СТ СЭВ 145—75.
У казанный набор признаков (табл. 3.1, 3.2) представляет необходимую информацию для поиска аналогов и берется из чертежа детали.
Стандартная форма представления информации для поиска деталей-аналогов в массивах базы данных АИПС •
Таблица 3.1.
№ Наименование показателя Исходное значение показателя Входное значение показателя
01 Предприятие-изготовитель
02 Наименование детали Крышка Крышка
03 Чистый вес (масса), г Н,8 118
04 Толщина, мм 1,7 17
05 Вид, марка материала Полиэтилен низкой
плотности
06 Группа и подгруппа сложности 2 2
07 Площадь формования, см2 50,24 5024
08 Длина, мм —
09 Ширина, мм —
10 Диаметр, мм 80 80
11 Высота, мм ю 10
12 Класс точности 7 Общий
Таблица 3.2,
№ Наименование показателя Исходное значение показателя Входное значение показателя
01 Предприятие-изготовитель —
02 Наименование детали Прокладка топливного
насоса
03 Чистый вес (масса), г н,о 11
04 Толщина, мм 6,5 65
05 Вид, марка материала Фенопласт 03—010—02 22253116
06 Группа и подгруппа сложно- 2 2
сти
07 Площадь формования, см2 11,14 1114
08 Длина, мм 63 63
09 Ширина, мм 44 44
10 Диаметр, мм —
11 Высота, мм 6,5 65
12 Класс точности 7 Общий
103
ЗА. Основные параметры пластикации полимеров в цилиндре. 1 За время пребывания полимерного материала в цилиндре, темпе- 1 ратура его изменится на Д/:
Д/ = tK — /н.
Температура материала на выходе из цилиндра (/к), i пропорциональна количеству поглощенной им теплоты и зависит от температуры стенок цилиндра (/ц) и продолжительности 1 пребывания материала в нем.
Отношение фактического прироста температуры tK — полученного материалом и теоретически возможного прироста темпера- ] туры /ц — /н, называется термическим коэффициентом полезного действия цилиндра (Е) при данном режиме работы:
(/Л~/н)/(/ц--/н). (3.2) '
На практике материальные цилиндры литьевых машин ; обеспечивают Е = 80 4- 85 %. При таком КПД цилиндра * материал выходит из него прогретым достаточно равномерно. Л
Отношение ,
(/Ц-М/(М-М (3.3)
называют относительной температурой. Температура 0 является функцией величины
ат/(4д2), Fo == ат/62, где а — коэффициент температуропроводности, м2/с; т — время пребывания материала в цилиндре, с; 6 — половина толщины прогреваемого слоя, м; Fo — критерий Фурье. ’ ,
Объем инжекционного цилиндра Уц (в м3)
Кц = 0,25^ (d| —<4), (3.4)
где ~ Длина цилиндра, м; dt — внутренний диаметр цилиндра, м; d2 — внеш-нии диаметр торпеды, м. н
S = nL(dx + d2). " (3.5)
Отношение полной поверхности нагрева к объему цилиндра: ] 5/Уц = 1/6.
На процесс нагревания термопласта в пластикационном цилиндре оказывают влияние вязкость расплава, теплоемкость, > теплопроводность, плотность и другие свойства материала. Теп- j лофизические величины связаны между собой зависимостью: ] j а = Х/(ф). ;|
Здесь а—коэффициент температуропроводности полимера, м2/с; %—коэф- J фициент теплопроводности, кДж/(м • с • К); с — удельная теплоемкость, л кДж/(кг • К); р — плотность, кг/м3. |
104 I
При работе шнека нагрев материала идет за счет превращения его механической работы в теплоту. В начале цилиндра (зона загрузки) теплота выделяется за счет трения полимерного материала о стенки цилиндра, в конце (зона выдавливания) — за счет работы сдвига вязкотекучего расплава. Чем выше вязкость расплава, тем большее количество теплоты выделяется:
Е == тц Y == nDti/h\ т==1]эфт; Е = ^эф’?2,
где т — напряжение сдвига, На; у — скорость сдвига, с-1; D — диаметр шнека, м; и — частота вращения шнека, об/с; h — глубина спирального канала шнека, м; Лэф — эффективная вязкость расплава, Па • с.
Изменение температуры расплава будет происходить и в сопле, соединяющем цилиндр с литниковой системой формы. Конструкция сопла и его размеры влияют на потери давления литья и изменение температуры расплава во время впрыска. Обычно диаметр сопла при массе отливки 20 — 40 г составляет 3 — 4 мм. Считают, что повышение давления литья на каждые 10 МПа приводит к увеличению температуры расплава в сопле в среднем для полистирола на 4,5 К, а для полиэтиленов и полипропилена на 5 К.
Размеры инжекционного цилиндра должны обеспечить прогрев до необходимой температуры заданного количества материала. Поэтому в цилиндре поршневой машины находится в 5 — 8 раз больше материала, чем это необходимо для одного цикла впрыска:
Л' = Vp/Vo = 5-b8, (3.6)
где — объем цилиндра, м3; Ио = объем отливки, м3.
Время пребывания материала в цилиндре:
Тпреб === ИцТц/Ио = КТц, (3.7)
где тц— время цикла литья иод давлением одной отливки, с.
Время пребывания (в с) материала в цилиндре может также определяться по формуле:
Тпреб = 3,6 Vup/Q, (3.8)
Здесь р— плотность материала, кг/м3; Q — пластикационная производи гель-ность цилиндра, кг/ч:
Q = 3,6 (л/0 (52/V)/(5- д2)Д(0); (3.9)
X— коэффициент теплопроводности материала, Вт/(м • К); с — удельная теплоемкость материала, Дж/(кг • К);
Д(0) = ат/(5 —п2)62, (3.10)
где 1 < п < 2.
Литьевые машины поршневого типа имеют ряд недостатков, которые особенно сильно начинают проявляться при изготовлении
105
изделий с объемом более 30 см3. Как известно, полимерный | материал чаще всего обладает низкой теплопроводностью 1 и потому, при отсутствии в цилиндре перемешивающего устройст- | ва, относительно толстый слой материала должен довольно 1 долго нагреваться до полного расплавления. Малый коэффициент теплопередачи от горячих стенок к материалу и неравномерное нагревание ухудшают качество расплава. Применение «торпеды» ' хотя и уменьшает время расплавления полимера, все же не создает одинаковых условий для всего объема материала и, следовательно, мало способствует получению гомогенного расплава. ’
В цилиндре поршневой машины находится в 5—8 раз пластмассы больше, чем это необходимо для одной отливки. В результате полимер длительное время находится под термическим воздействием, что отрицательно сказывается на качестве расплава и совершенно недопустимо при переработке материалов с малым временем термостабильности (тт). В зависимости от времени термостабильности перерабатываемого материала продолжи- , тельность цикла литья под давлением изделий должна быть ' равна: ;
Тц^Т.Уо/Уц, Тц^Тт/К. л
Необходимость улучшения качества готовой продукции, увеличения производительности процесса, снижения потерь мощности и энергетических затрат привело к разработке более совершенных конструкций литьевых машин, использующих червячный узел пластикации вместо инжекционного цилиндра с поршнем. ’
Шнековая пластикация вследствие непрерывного движения и перемешивания материала в тонком слое позволила увеличить поверхность нагрева полимерного материала, сделала прогрев его равномерным благодаря использованию внешней теплоты электронагревателей и внутренней теплоты трения (частиц материала друг о друга и о стенки цилиндра и шнека), выделяющейся при интенсивном механическом воздействии на материал вращающегося шнека. Имевшие место в поршневых машинах местные перегревы материала и вследствие этого термическая деструкция его, в шнековых машинах практически исключена.
Пластикация материала по всему объему улучшает качество отливаемого изделия, дает возможность снизить усилие впрыска и, следовательно, уменьшить усилие, необходимое для удержания формы в закрытом состоянии, что позволяет уменьшить расход энергии, а конструкцию литьевых машин сделать менее металлоемкой.
Как при экструзии, плавление полимера в шнековой литьевой машине происходит за счет передачи теплоты от нагретых стенок цилиндра и вследствие диссипации энергии вязкого течения расплава и трения гранул.
106
Объем дозы расплава задается значением хода шнека вдоль цилиндра при его вращении за счет изменения расстояния между кулачками конечных выключателей. Так как дозирование осуществляется во время операции охлаждения и раскрытия формы, то частоту вращения шнека рассчитывают из условия обеспечения необходимой дозы расплава за определенное время.
Каждая стадия процесса литья под давлением характеризуется определенным временем воздействия внешних и внутренних сил на материал, а также изменением температуры его.
Высокое качество готовых изделий достигается получением наиболее плотного изделия, т. е. изделия с большей массой при одинаковом объеме. Изделия с оптимальной плотностью получают регулировкой давления и температуры расплава, а также продолжительностью отдельных стадий процесса литья под давлением.
3.5. Расчет основных параметров процесса литья под давлением, 3.5.1. Оптимальный удельный объем и плотность изделий. Масса изделия, его плотность могут быть повышены увеличением давления формования, а также за счет снижения температуры впрыскиваемого материала. При повышении температуры переработки расплав будет расширяться и, следовательно, при впрыске в форму займет больше места, а значит, изделие будет получаться менее плотным.
Зависимость между давлением, температурой и удельным объемом (величиной, обратной плотности) на стадии формования и уплотнения расплава полимера может быть выражена видоизмененным уравнением Ван-дер-Ваальса:
(Р-Ьл) (1/р — w) = (3.11)
(Р + л)(у —ш)= 10-3Я'Т. (3J2)
Здесь Р — давление, МПа; v — удельный объем, м3/кг; Т — средняя температура, К; р — плотность при температуре переработки, кг/м3; л—коэффициент, характеризующий силу межмолекулярного взаимодействия, МПа; w — коэффициент, характеризующий величину пространства, занимаемого молекулами, м3/кг;
R' = р/М\ (3.13)
где R' — коэффициент, характеризующий молекулярную структуру полимера, кДж/(кг • К); R = 8,31 кДж/(кмоль • К.) — универсальная газовая постоянная; М — мольная масса структурной единицы полимера, кг/кмоль (табл. 3.3).
Из уравнения Ван-дер-Ваальса следует, что для сохранения постоянной плотности расплава, с повышением температуры его, следует повышать пропорционально давление. При изменении параметров процесса литья под давлением масса отливаемого изделия может колебаться, и по отклонению от оптимальной массы можно судить о качестве отливаемого изделия. По
107
Таблица 3.3. Константы уравнения состояния
Материалы М, кг/кмоль тс, МПа w, ма/кг R’, кДж/(кг-К)
Полиэтилен ВД 28,1 324 0,875.10-з 0,297
Полиэтилен НД 28,1 677 1,1ЬЮ-з 0,297
Полипропилен 41 160 0,620. Ю-з 0,197
Полистирол 104 18 0,822.10~з 0,0798
СФ (сополимер формальдегида) — 566 0,559. Ю-з 0,277
Полиамид 6,10 282 107,9 0,738-10-3 0,0295
Полиамид 6 113 150 0,722-10-3 0,0733
Полиметилметакрилат 100 213 0,734-Ю-з 0,083
Этилцеллюлозный этрол 60,5 237 0,720-Ю-з 0,137
Полиамид 12 197 71,7 0,78-Ю-з 0,0421
Ацетобутилатцеллюлозный этрол 54,4 281 0,688*10-3 0,153
Поликарбонат 254 67 0,61-Ю-з 0,0327 ,
АТМ-2 (графитопласт) 113 375 0,656-10~з 0,0733
этому уравнению можно также определить усадку (уменьшение объема) материала в процессе охлаждения, задавшись значениями температуры и давления.
Уравнение состояния позволяет рассчитать оптимальный удельный объем и плотность изделия, полученного при оптимальной температуре и давлении, что дает возможность контролировать качество изделия по его массе [15]. Позволяет также определить возможную объемную усадку:
V = [10-^'Т/(Р + л)] + W. (3.14)
Пример 3.1. Определить удельный объем, массу и плотность изделия из ПЭНП при температуре переработки и комнатной температуре. Объем формы 50 • 10"6 м3.
Решение. Берем среднее давление в форме Р = 30 МПа, Т — 473 К, R' — из табл. 3.3. Тогда
Ю-з.0,297-473 v ==----30^324----°’575’ 10~3 1 >27’10 3 м3/кг;
v — 1/р; Рр "j 27. ю~з ** кг/.\Р
Примем обозначения: 6И и — масса и объем изделия; рр и Gp — плотность и масса расплава в форме. Имеем:
50.10-5
°и — i ю-з — 39-10“3 кг.
При комнатной температуре и атмосферном давлении:
Ю-з.0,297-293 Л ,
v "-------525-----+ 0,875-10"3 = 1 ’ 14‘ 10~3 м3/кг;
?ю°C = 1,14-10-3 = 877 кг/м»; v„ = = — = 44>5‘ 10 ° ***•
108
3.5.2. Давление, действующее на материал. Давление, действующее на материал в форме, вследствие непрерывных потерь на отдельных стадиях процесса (в цилиндре, сопле, литниковых каналах), ниже давления, создаваемого первоначально шнеком.
Давление в форме обеспечивается давлением в гидросистеме машины Рг с учетом потерь давления в цилиндре и сопле. Давление литья Рл (в МПа):
р* = PtDl/d1^ (3.15)
где Рг— давление рабочей жидкости в гидроцилиндре по манометру, МПа; — диаметр гидроцилиндра, м; с1ш — диаметр шнека, м.
ГОСТом 6540—68 установлен следующий основной ряд диаметров гидроцилиндров: 10; 12; 16; 20; 25; 32; 40; 50; 60; 80; 100; 125; 160; 200; 250; 320; 400; 500; 630; 800 и 1000 мм. Для диаметров штоков: 4; 5; 6; 8; 10; 12; 16; 20; 25; 32; 40; 50; 60; 80; 100; 125; 160; 200; 250; 320; 400; 500; 630 и 800 мм.
Учитывая потери давления:
Рл = Рм + АРм, (3.16)
где Рм— давление впрыска, МПа.
Если литьевая машина находится в исправном состоянии, то
(3.17)
Здесь К — коэффициент, зависящий от перерабатываемого материала (для полиолефинов К = 0,5 4- 0,75; для полистирола К — 0,55 4- 0,7; для полиамидов К = 0,85 4- 0,9; для поликарбоната и сополимеров полиформальдегида К = 0,7 4-4-0,85); с/ш—диаметр шнека (см. табл. 3.7).
Потери давления в пластикационном цилиндре могут быть с достаточной точностью подсчитаны по формуле:
АРц = аРл 4- ^(у/Умакс — 0,32) 4- с, (3.18)
где АРЦ— потери давления в пластикационном цилиндре, МПа; Рл— давление на материал в цилиндре, МПа; v — объем отливаемого изделия, м3; умакс — максимально возможный объем отливки на данной машине, м3; а, Ь, с коэффициенты, зависящие от перерабатываемого материала (табл. 3.4).
Таблица 3.4. Значения коэффициентов в уравнении (3.18)
Материал а Ь, МПа с, МПа
Полиэтилен ВП 0,143 Н.5 10,0
Полипропилен 0,33 4,2 6,5
Ударопрочный полистирол 0,187 . 3,6 10,0
Этрол 0,42 ' 10,0 5,5
Пример 3.2. Рассчитать давление, создаваемое шнеком при впрыске расплава, если = 0,16 м, б/ш = 0,036 м, Рг — 5 МПа.
109
Решение. Р = Р . = 5 тптт4 = 98,8 МПа.
Яш UjUoO
Пример 3.3. Рассчитать потери давления в пластикационном цилиндре при переработке полиэтилена, если Рм — 100 МПа, и — 50 • 10 6 м3, г/макс = 63 X X 10~G м3.
50
Решспи с. ДРЦ = аР,} 4- b(v/vMaK(. — 0,32) 4- с = 0,143 • 100 4-11,5 ( —
- 0,32) 4- 10,0 = 29,7 МПа.
На практике считают, что потери давления в материальном цилиндре для поршневых машин составляют Д/\ = 0,65 Рм, для шнековых около 10%: ДРМ 0,1 Рл. Потери давления в сопле ДРС ^(0,14-0,15) Рл, для закрытого сопла АРС ~ (0,15 4-0,2) Рл.
Давление литья Рл необходимо для заполнения литниковой системы и формы, оно влияет на качество изделий. Ря устанавливают в гидроприводе литьевой машины. На современных литьевых машинах PJf = 604-200 МПа.
Объемная скорость впрыска QBnp определяет скорость, с которой полимер заполняет форму.
Для изготовления тонкостенных изделий (толщиной 0,2—1 мм) требуются высокие скорости впрыска.
Расплав с высокой скоростью под давлением устремляется через сопло в центральный литниковый канал формы.
Сопла открытого типа применяют при переработке пластмасс со сравнительно большой ньютоновской вязкостью (т)м более 7 • 102 Па • с), а закрытого типа — при более низкой вязкости.
Диаметр выходного канала сопла равен входному диаметру центрального литника с учетом несоосности формы (Ь) и пластикационного цилиндра: dc вых = ,, — b\ Ь= (0,054-
-4-0,1)- 10~2 м.
Входной диаметр d2 конической части сопла равен диаметру шнека. Угол конуса 0 = 35 4- 60°. Длина конической части сопла:
/2== (d2 ~-dc.Bbix)/[2tg(p/2)]. (3.19)
Проходной канал сопла состоит из цилиндрического и конического каналов. Диаметр цилиндрического канала эквивалентен коническому:
^экв == (dc .вых 4- ds)/2 при d2/dc .вых 1,5. (3.20)
Длина эквивалентного цилиндрического канала равна длине конического. Приближенно диаметр выходного канала сопла d = 11х с учетом наибольшей толщины стенки изделия h и
гнездности формы определяют:
1) для многогнездной формы:
dj « (1Д 4- 1,6) ft — Ь;
(3.21)
110
2) для одногнездной формы с обычным центральным литником:
di = (1,0 4- 1,2) А — Ь; (3.22)
3) для одногнездной формы с точечным центральным литником
== (0,5 4- 0,7)/г — b — при литье полимеров с высокой т)н; (3.23)
dx — (0,4 4- 0,5)h— b — при литье полимеров с низкой Цн; (3.24)
Размеры (rf • 103 и I • 103) внутренних проходных каналов открытых сопел и самозапирающихся сопел игольчатого типа приведены в табл. 3.5 и 3.6.
Таблица 3.5. Размеры (d • 103 и I • 103 м) внутренних проходных каналов открытых сопел
Размер Объем впрыска за цикл v • 10е, м3
16 32 63 125 250 500 1000
d. 2,8(2) 3,2(2,2) 3,6(2,5) 4(2,8) 4,5(3,2) 5(3,6) 5,5(4,0) rf. 10 12 14 16 18,5 22 25 Z 22 30 36 45 60 80 100 li 2 2 23 344 /.. 8,7(9,7) 10,6(11,9) 12,6(13,9) 14,5(16) 17(18,5) 20,5(22,3) 23,5(25) f 40-70 50-85 55—100 65—110 75-125 90—155 100—175
Таблица 3.6. Размеры (d * 103 и I • Ю3 м) внутренних проходных каналов самозапирающихся сопел игольчатого типа
Размер Объем впрыска за цикл и • 10\ м3
16 32 63 । 125 250 500 1000
а, 2,8(2) 3,2(2,2) 3,6(2,5) 4(2,8) 4,5(3,2) 5(3,6) 5,5(4,0)
d„ 10 12 14 16 18,5 22 25
^3 25 25 25 30 30 30 35
5 6 7 8 8 8 8
db 20 25 25 30 30 30 35
22 30 36 31 31 31 36
Л 2 2 3 3 3 4 4
/о 20 20 20 20 20 20 20
/з 90 90 90 НО 110 НО ПО
Ц 5 5 5 5 5 5 5
п 4 4 4 4 4 4 5
Модификация шнеков для литьевых машин представлена в табл. 3.7.
111
Таблица 3.7. Модификация шнеков для литьевых машин
Мпдрлъ машины (условная)
Параметр I II 1П IV V VI VII VIII
Диаметр шнека D • 103, м: Ом„„ 20 25 30 40 50 60 80 100 £>„ 25 30 40 50 60 80 100 120 DMaKC 30 40 50 60 80 100 120 — Давление литья Рл, МПа: Рлмакс 156 144 178 156 173 159,5 187,2 — Рл„ 100 100 100 100 120 120 120 120 Рл;мин 69,5 56,2 64 69,5 67,5 67,5 83,5 — Объем впрыска за цикл . v • 10е, м3: »мин 7,85 13,6 33,8 62 124 232 498 990 16 32 63 125 250 500 1000 2000 омакс 22 55,8 100 180 445 780 1420 —
Расчет диаметра шнека из условия необходимого объема впрыска за цикл vn\
vP == (3.25)
где Up — расчетный объем полимера, подготовленного в шнековом пластикаторе к впрыску (равен объему цилиндрической камеры, находящейся перед шнеком с диаметром £)|); К— коэффициент, учитывающий утечки и сжатие полимера при впрыске;
Vp = яОрУш/4 = жО’О1АГ1/4 = itDj/Cj/4; (3.26)
Xi — отношение хода шнека к диаметру, т. е. Hw/D\ (см. табл. 3.8);
О, = |vHK/(0,785K,)p« (3.27)
Кроме того, = (0 7 + , 4) (/?2 102)2 5 (3 28)
где D2 — диаметр шнека, определяемый из условий обеспечения заданной пластикационной производительности.
Таблица 3.8. Расчетные коэффициенты для определения геометрии шнека
Расчет- Объем впрыска за цикл v ♦ 10*, м3
ным коэффициент 16 32 63 . 125 250 500 1000
К 1,2—1,5 1,25 1,25 1,3 1,3 1,35 1,35
Я, 1,5-1,6 1,7-2 1,7-2 2—2,5 2-2,5 2,5-3 2,5-3
0,13-0,18'0,13— 0,180,13-0,160,125 -0,150,125 -0,140,12 -0,130,11—0,125
Я» 0,8—1,0 (большие значения для больших значений LID) 0,08—0,13 (большие значения для меньших значений D)
112
Диаметр поршня гидроцилиндра
D„= .(Рло\/Рг)'/\ (3.29)
Значение D„ корректируют по стандартному ряду диаметров. По значению определяют:
= (Рг£)’/Рл),/2. (3.30)
По полученным значениям D\, D2, />з устанавливают номинальный диаметр шнека Он — наибольшее из трех значений диаметров, скорректированное по стандартному ряду. Затем определяют фактическое давление литья Рф при номинальном диаметре шнека £>ш и диаметре поршня Dn:
= (3.31)
Ход шнека Нш уточняют по £>н:
Нш - 4vp/(kD2). (3.32)
Пример 3.4. Определить диаметр и ход шнека для литьевой машины с объемом впрыска за цикл 63 см3. Исходные данные и расчетные коэффициенты: v„ = 63 - КГ6 м3; q„„ = 14 кг/ч; Р. = 100 МПа = 100 • 106 Па; Рг = = 5 МПа = 5 • 10е Па; К = 1,25; К, = 1,7.
Решение. 1. D, = [v„K/(0,785 • К1)]|/3= [63 • 10~6 • 1,25/(0,785 • 1,7)) |/3= = 3,88 - 10“2 м.
2. £>2= (<7пл/1)'/218 • 10“2 = (14/1) *•’ • 10~2 =2,87 • 10~3 м.
3. Dj, = (Рл£>2/Рг)1/2 = [ 100 • 106 (3,88 • 10-2)2/(5 • 106)]1/2 = 0,173 м.
По стандартному ряду диа'метров принимаем Dn — 0,175 м.
4. D3 = (Рг£)2,/Рл)1/2 = [5 • 106 • 0,1752/(100 • 16е)]1/2 = 3,91 • 10~2 м.
По найденным значениям Z)i, D2 и D3 принимаем номинальный диаметр шнека DH = 4 • 10-2 м.
5. Яш = 4ц„/(яО*1) =4К »B/(«DJ; Нш = 4 • 1,25 • 63 • 10“7 [3,14(4 X ХЮ-2)2] = 6,27 • 10“2 м.
6. рф = P^/Dl = 5 - 106 - 0,1752/(4 • 10“2)2 = 95,7 • 106 Па = 95,7 МПа.
3.5.3. Время цикла литья под давлением изделий. Расчет продолжительности цикла (тц) литья под давлением изделий и пластикационной способности (</пл) литьевой машины проводят следующим образом:
Тц = Тм + Тт + т„, (3.33)
I
где тм — машинное время, с; тт — технологическое время, с;
тт = твыд 4- тохл. 5/д; (3.34)
тВЫд — продолжительность выдержки полимера в форме под внешним давлением, с; тохл б/д — продолжительность охлаждения изделия в форме без внешнего давления, с; тп — продолжительность паузы между циклами, с.
Технологическое время (тт) показывает продолжительность охлаждения до заданной температуры в центре изделия Ти, при которой возможно извлечение готового изделия. При f = — В/h> 2,5 для плоского изделия
113
Тт = 1п(1,27(Г„ — ГФ)/(Г„ - Тф))Л/(л*а); (3.35)
при f 2,5 для плоского изделия
г, = 1п{1,27(Тм —Тф)/(ТИ —Тф)]ЛТ/[лМ1 + Г)]; (3.36)
для цилиндрического изделия
Тт = 1п[1,6(Гм- Гф)/(7’я— Гф)]г2/(5,76а). (3.37)
Здесь В — ширина изделия; К — толщина стенки изделия; г — толщина стенки цилиндрического изделия; Гм — температура впрыскиваемого в формующую полость материала; — температура формы; ж 4- (10 4- 30) — для тонкостенных изделий (Я 3 мм), 7’и = Тф + 50 — для толстостенных изделий (Л 5 мм); а — коэффициент температуропроводности полимерного материала при температуре переработки, м2/с.
Машинное время:
Тм =» Тем 4" Твпр + Травм, (3.38}
где тсм, тразм, твпр — время смыкания и размыкания формы, время впрыска.
Тогда
тц = тсм 4- твпр 4- твыд 4- тохл 6/д 4- тразм 4- тп.
Продолжительность пластикации полимера:
тпл ~ тохл. б/д 4- "см 4* тразм- (3.39)
Обозначив С = твыя / тт и Сг = (гсм + тразм)/гт и учитывая, что тохл б/д = тт — твыд, получим:
тпл — гт твыд + ^см + ^разм = тт — С\тт + С-Лу = тт (I — С, С2);тохл. (-|/л —
Пластикационная способность литьевой машины qnjt (в кг/ч):
9пл = 3600т/ [тт (1 — С, + С2) ] = ЗбООрр/ [тт (1 — Ct + С2) ], (3.40)
где m— масса отливки, кг; v — объем отливки, м3; р—плотность полимера, кг/м3.
. Фактическая пластикационная способность литьевых машин значительно (в 2—2,5 раза) может превышать минимальное значение указанное в табл. 3.9.
Пластикационной производительностью литьевой машины называют то количество материала (в кг), которое шнек способен непрерывно пластицировать в течение 1 ч:
. ?пл = 3600уирп/С/(/Сгпл). (3.41)
Здесь г>м—объем изделия, м*; р — плотность материала, кг/м*; п —. число оформляющих гнезд; А' — 1,1 ~ 1,3—коэффициент, учитывающий литниковую систему; А— коэффициент, учитывающий вязкость перерабатываемого материала (для полистирола К — 0,8, для более вязких материалов К = 0,7, для менее вязких К — 0,9)..
114
Таблица 3.9. Пример пластикационной способности
Параметры и коэффициенты Объем впрыска за цикл v • 10е, м3
16 32 63 125 250 500 1000
с. 0 3—0,5 0,3—0,5 0,3—0,5 0,3—0,5 0,3-0,4 0,3 0,3 Со 0,15 0,15 0,15 0,15 0,15 0,14 0,11 Тт с 21 27,5 27,5 30 40 55 80 Расчетная ми- 5 7 14 25 33 43 60 нимально необходимая пластикацион-ная способность дпл, кг/ч
Производительность литьевых машин Q (в кг/ч) можно рассчитать по формуле:
Q = 3,6шп/тц, (3.42)
где in масса изделия, г; ти — время цикла, с.
Если взять среднюю производительность литьевой машины пО полистиролу (см. табл. 3.10), то с помощью поправочного коэффициента Кз, учитывающего изменение пластикационной способности машины, можно определить производительность при переработке других материалов.
Таблица 3.10. Производительность литьевых машин
Параметр Объем впрыска за цикл v • 10е, м3
16 32 63 125 250 500 1000
Среднее время 21 27,5 27,5 30 40 55 80 охлаждения для ПС Тт, с Принятая в 4 5,15 7 7,2 9 15 18 расчете продолжительность холостого цикла, с Расчетная про- 1,8 2,7 4,9 9,1 14 19,6 27,8 изводитель-ность, кг/ч Расчетная го- 9,8 15 28 51,4 78,2 110,3 156,3 довая производительность, т Время впрыс- 0,4—0,5 0,4—1,0 0,5—1,2 0,8—1,5 0,8—1,8 1-2 1,5-2,5 ка, с
115
(3.43)
(3.44)
(3.45)
Для поливинилхлорида и полиолефинов К = 1, для полиамида, J поликарбоната и полиформальдегида = 0,7, для термореактивных материалов Кз = 0,6.
Быстроходность Б литьевой машины определяется числом ; холостых циклов за 1 ч:
Б == 3600/тм.
Число циклов машины за 1 ч: М = 3600/тц;
N = 3600/[тт 4- (3600/5)];
= 3600Т/(тт 4- (3600/5)], где Т — годовой эффективный фонд рабочего времени машины, ч.
Пример 3.5. Рассчитать производительность литьевой машины с vn — 63 см3. Исходные данные; изделие «Втулка» из ПЭНП с = 43 «10“6 м3, m — — 39,5-10~3 кг, толщиной стенки г == 2,5 мм. Температура материала на впрыске, у сопла Гм 200 °C; = 50 ° С; Тк = 70 °C, п = 1.
Решение. Q = З,6яш/Тц, Тц = тсм 4" Твпр Н” Тт + 1-разм “Ь Тп, ^см “Ь ^разм = тхол — берем по табл. ЗЛО; тхол = 7 с; твпр = 1 с; тп == 3 с;
тт = 1п[1,6(7м — Тф)/(Ти~Тф)]г2/(5,76а);
тт » In fl»6(200 — 50) / (70 — 50)] (2,5 ♦ 10“3)2/(5,76 - 0,102 • 10~«) = 26,8 с;
тц == 7 4 1 4 34 26,8 = 37,8 с; Q = 3,6 • 39,5 • 1/37,8 = 3,7 кг/ч.
Для роторных литьевых машин время цикла:
Тц = Твпр 4- Твыд 4- Тпов + Тп. (3.46)
Здесь твыд — время выдержки материала в форме иод внешним давлением, с; тпов — время перемещения формы в следующую позицию, с;
тт = твыд + тохл. б/д! тпов == 1/(пЛ); (3.47)
^пов ~ ^охл. б/д/(^ 0 - (твпр + твыд 4- тп) (А? — 2)/(£ — 0> (3.48)
тохл б/д — время охлаждения (отверждения) материала в форме без давления, с; k — число позиций; тп « 1 с — время пауз между операциями; п — частота вращения ротора.
Пример 3.6. Рассчитать производительность шестипозиционной роторной литьевой машины. Исходные данные: пг = 35 г; твпр = 1,2 с; тт = 46 с; твыд “ б с, тохл g/д 40 с.
Решен ие.тпов = 40/(6—1) — (1,2 + 6 + 1) (6—2)/(6—1) = 1,44с;
Тц = 1,2 + 6 4- 1,44 4- 1 = 9,64 с; Q = 3,6т/тц = 3,6 • 35/9,64 «= 13 кг/ч.
Производительность однопозиционной литьевой машины для такой же детали будет:
тц ® Тхол + Твпр 4- Тт 4- тп = 7 4- 1 + 46 4- 1 = 55 с;
Q == 3,6 • 35/55 = 2,3 кг/ч,
т. е. меньше шесч ипозиционной в 5,6 раза.
116
3.6. Расчет инжекционного узла. Для приближенного расчета мощности привода вращательного движения шнека Nep (в Вт) используют зависимости:
ЛГ<ф = К (О-IO»)*- -103; (3.49) Л^вр = С?ял . 10* (3.50)
где К = 3,41 • 10“4; С = 0,16 4- 0,2; = 2,5.
Эти значения мощности проверяют по формуле:
N = ««Dsn»!)! ( д Ь s tg<p ) ’ (3-51)
Крутящий момент Л4кр (в Н • м) шнека:
МкГ = 9,55#вр/ПсР, (3.52)
где пср — частота вращения шнека, об/мин.
По /И рассчитывают момент на валу гидродвигателя Мгд (в Н • м):
МрД«Мкр/0пп). (3.53>
Здесь i = 15-4-25 — передаточное отношение; т|п = 0,95 — КПД механической передачи.
По рассчитанным показателям в табл. 3.11 выбирают гидродвигатель.
Таблица 3.11. Технические характеристики гидродвигателей
Показатели Номинальный крутящий момент ЛГ-ЛО"1, Н«м ГД
0,6 1,25 2,5 5 10
Подача рабочей жидкости за один 8 18 35 70 140
оборот вала дгд • 106, м3/об
Давление на сливе Рсл, МПа 0,08 0,08 0,08 0,1 0,15
Частота вращения, об/мин:
максимальная 2400 2100 1800 1500 1300
минимальная КПД при номинальном давлении 5 МПа и 1000 об/мин: 40 30 20 20 20
эффективный 0,8 0,8 0,8 0,8 0,8
объемный 0,95 0,97 0,98 0,98 0,98
Производительность гидродвигателя (в м3/с):
^гд = <7гд^гд/6О, (3.54)
где <7ГД — подача рабочей жидкости за один оборот вала гидродвигателя, м /об; /ггд — частота вращения вала гидродвигателя: лмин < лгд «макс (см- табл. 3.11), об/мин.
117
Подача насоса q„ (в м3/с), питающего гидродвигатель:
<?и = <7гд/Пов.гд, (3.55)
где qo6 ,.л —объемный КПД гидродвигателя (см. табл. 3.11).
Мощность насоса NH (в Вт), питающего гидродвигатель под нагрузкой:
Nn = РтлЧь/п- (3-56>
Здесь Ргд—номинальное давление (см. табл. 3.11), МПа; ч— полный КПД системы;
Л = 1]эф.гдТ|эф.н: (3.57),
“Пэф гд,—эффективный КПД гидродвигателя (см. табл. 3.11); цЭф „ эффективный КПД насоса (для лопастных насосов одинарного или двойного действия чЭф. н « 0,82; для радиально-поршневых насосов »|эф н ~ 0,85).
Если гидродвигатель питается от общей гидросистемы, то проверяют действительный крутящий момент на его валу и возможный диапазон изменения частоты вращения:
МГд = Мгд.кЬРд/ЬРн. (3.58)
Здесь Л4ГД н — номинальный крутящий момент на валу гидродвигателя, Н • м;
' МгЛ.н = Д^>н<7гд'Цм.гд/(2л); (3.59)
ДРд— действительный перепад давлений в гидросистеме, МПа;
ДРд = Рд - Рсл; (3.60)
ДРН — номинальный перепад давлений в гидросистеме, МПа;
ДРН=РТЯ —Рел; (3.61)
PCJi давление на сливе (см. табл. 3.11), МПа; т|м механический КПД гидродвигателя; Р — номинальное давление в гидродвигателе (см. табл. 3.11), МПа.
Частота вращения пГ1{ вала гидродвигателя:
Пмин Ягд 5== * 60/</гд Яма кс> (3.62)
где т)об — объемный КПД системы насос — гидродв ига толь;
ж Лоб.нТ)об.гр; (3.63)
Лоб н — объемный КПД насоса (для лопастных насосов одинарного или двойного действия qo6 ,, = 0,62 4- 0,93, для радиально-поршневых насосов чОб н = = 0,75 4- 0,93).
Мощность Nrjl (в Вт), передаваемая гидродвигателем шнеку:
АГгд = МгдПГд.ф/9,55. (3.64)
118
Пример 3.7. Рассчитать привод вращательного движения шнека для литьевой машины с объемом впрыска за цикл 63 см3. Исходные данные: диаметр шнека D — 4 10~2 м, пс„ — 80 об/мин.
Решение. 1. NBB = К (D 103) * • 103 = 3,41 • КГ4 (4 • 10“2 • IO3)2'5 X X Ю3 = 3,4 • 103 Вт.
2. Л4К0 = 9,55Nmi/nC0 = 9,55 • 3,4 • 103/80 = 406 Н • м.
3. MJ = MKJ(ix„) = 406/(15 • 0,95) = 28,5 Н • м.
По Л4ГД = 28,5 Н • м выбираем модель гидродвигателя, номинальный крутящий момент гидродвигателя Мгд = 50 Н • м, пмакс = 1500 об/мин.
4. qa = ?гдпгд. о/(60г)об. гд) = 70 • 10-6 • 1200/(60 • 0,98) = 1,43 - Ю-3 м3/с, где n — ncoi = 80 • 15 — 1200 об/мин.
5. X = ₽;д<7н/(Пэф.гдПэф.н) = 5 - 106 - 1,43 • КГ3/ (0,8 • 0,7) = 1,28 • 104Вт.
6. пгдж = пгдо(1 — С) = 1200 (1 — 0,05) = 1140 об/мин.
7. ЛГ = Мгдпгд ф/9,55 = 50-1140/9,55 = 5,97 • 103 Вт.
8. По давлению Р=5 МПа и производительности <?„= 1,43 • 10 3 м3/с выбираем лопастной насос типа 8Г12 - 25А. Его характеристики: </„ до 1,67 X X Ю“3 м3/с; Р = 6,5 МПа.
9. Мощность электродвигателя выбранного насоса:
N„ = Р?н/(П->ф тдл >Ф «) = 6,5 • 106 • 1,67 • 10~3/(0,8 • 0,7) = 1,94 • 101 Вт.
Ю. Максимально возможная частота вращения гидродвигателя при выбранном насосе:
Пгд.д = <7нТ)об.гр • 60/7гд = 1,67 • 10~3 • 0,98 • 60/(70 • 10~6) = == 1402,8 об/мин.
Расчетные данные параметров привода вращательного движения шнека приведены в табл. 3.12.
Таблица 3.12. Расчетные данные параметров привода вращательного движения шнека
Параметр Объем впрыска за цикл и • 10е, м3
16 32 63 125 250 500 1000
Мощность вращательного движения шнека, кВт: расчетная 0,8— 1,12— 2,24— 4—6,2 5,3— 6,8— 9,6— 1,08 1,5 3,4 9,5. 17,9 34,1 принятая 1 1,7 3,4 7 10 18 34 Принятая для расчетов ПО 90 80 80 70 60 50 частота вращения шнеков, об/мин Крутящий момент шне- 8,7 18 40,6 83,6 136 287 649 ка, МКР • 10~1, Н • м Крутящий момент на 0,7 1,3 2,9 4,5 7,4 15,4 34,7 валу гидродвигателя, (1=154-25, т)=0,95) МГА . ю-1, Н . м Мощность, передаваемая 1 3,3 6 7,8 13,5 24,5 36 приводом вращательного движения шнека, кВт
119
3.7. Расчет параметров привода поступательного движения шнека. Мощность привода поступательного движения шнека NBnp (в кВт):
Л/ВПР'.= Рн^н/Пв, (3.65)
где Рн — давление, создаваемое насосом, Mila; qtt — подача насоса, м^/с; = 0,85 4- 0,9 — КПД насоса и гидросистемы впрыска;
Рн = АперРл<>ш/5п; (3.66)
Кпер ~ 0,65 4- 0,9 — коэффициент перегрузки в зависимости от типа электродвигателя, давления и характера его изменения (см. табл.- 3.13); Рл—давление литья, МПа; 5Ш, Sn — площадь шнека и поршня гидроцилиндра впрыска, м2.
Подачу насоса которая обеспечивает необходимую объемную скорость течения расплава в системе сопло — форма или заданное время впрыска (заполнения) твпр, при номинальном объеме впрыска за цикл определяют следующим образом:
Ян «= = /Сут«<?впр^п/5ш, если известна Q (3.67)
или
Ян = КутХутДст («'иЛвпр) если известно твпр. (3.68) Здесь:
/<утЛСт = /<; К == 1,25; (3.69)
ХуТ2 = 1,05 — коэффициент утечек гидрожидкости.
Таким образом, имеем:
Minp = АперААутЛР/7! = АпсрАут/лФВПр/^; (3.70)
Мшр = KnepAW<^H/(^npT)). (3.71 )
Таблица 3.13. Расчет мощности привода поступательного движения шнека
Параметры Значения параметров
Номинальный объем впрыска 16 32 63 125 250 500 1000
за цикл vn • 106,м3
Время впрыска, с Коэффициент перегрузки: минимальный номинальный максимальный Расчетная мощность привода поступательного движения шнека, кВт: 0,8 1,0 1,2 1,6 0,65 0,75 0,9 2 2,5 3,2
минимальная 1,75 2,4 4,4 7,4 11,5 19,1 37
номинальная 2,1 3,5 5,7 8,9 17,1 28,4 44,3
максимальная 2,8 4,4 8,9 12 21,3 32,7 59,9
Необходимая установленная мощность, кВт 3 4,5 9 12 21,5 33 60
120
Пример 3.8. Рассчитать привод поступательного движения шнека для литьевой машины с объемом впрыска за цикл 63 см3. Исходные данные: номинальное давление литья Рл н = 100 МПа, твпр — 1,2 с.
Решение. 1. Объемная скорость впрыска:
Qenp = /С^н/твпр == 1,25 • 63 • 10~6/1,2 — 65,6 • IO"**6 м3/с.
2. Мощность поступательного движения шнека:
ЛГвлр = КперКут/№прЛ) - 0,75* 1,05* 100* 106.65,6* 10"в/0,9 == 5,74 кВт.
3.8. Расчет основных параметров оснастки. Особенностью формования изделий литьем под давлением является способ передачи давления (усилия) на формуемый материал (расплав пластмассы). Оформление изделия осуществляется в сомкнутой форме, когда формующие поверхности (матрица и пуансон) неподвижны, поэтому для получения качественного изделия усилие создается гидростатически, через систему подводящих расплав каналов (рис. 3.1) (литников). Причем передача давления на материал в форме способствует увеличению температуры материала, которое повышает его текучесть.
Давление, действующее на материал в форме, оказывает значительное влияние на качество готового изделия, повышая плотность отливки и снижая величину усадки изделия. Поэтому регулирование давления в процессе переработки литьем позволяет улучшить эксплуатационные свойства изделий.
В формующей полости величина давления на материал непостоянна и снижается от входа в форму (от впускного литника) к задней стенке, т. е. зависит от конфигурации и размеров изготавливаемого изделия.
На передачу в форму давления влияет расстояние от впуска до стенки и периметр сечения оформляющей поверхности (или изделия) перпендикулярного направлению течения расплава [1]’.
Рх = Рм(0,72е-°>134* + 0,28г-3’98*);
(х/П)(170/Тм)\
(3.72)
(3.73)
где Рх — давление в форме в любой точке х, МПа; Рм — давление материала у впуска в форму, МПа; К — коэффициент, зависящий от геометрических
размеров формы и вязкости расплава; х— расстояние точки замера давления от впуска, м; П — периметр поперечного сечения изделия, м; Тм — температура впрыскиваемого расплава, °C.
Рис. 3.1. Схема многогнездной формы:
1 — неподвижная часть формы; 2 — тяга; 3 — матрица; 4 — центральный стержень; 5 — изделие; 6 — подвижная часть формы; 7 — плита съема изделий
121
Для определения среднего удельного давления Рср в форме, по которому можно найти усилие, действующее в направлении размыкания формы, предлагается [19] зависимость
РсР = Рм (0,07/К ± 0,045К + 0,72). (3.74>
Среднее давление в форме можно также определить по формуле:
Рср = КРм. (3.75)
Здесь К — коэффициент, зависящий от длины изделия и перерабатываемого материала; Рм — давление расплава на впуске в форму.
Для очень больших деталей (радиус 20 см) из полистирола К = 0,3; радиус детали 10 см — К = 0,68; радиус 5 см — К — = 0,86; радиус 2 см — К = 1. Для деталей из других менее вязких материалов значение # увеличивается (но не может быть больше 1) на 1,12—1,13, а для более вязких уменьшается на 0,87 — 0,88.
Среднее давление в форме может быть также рассчитано из уравнения состояния:
Рср = \Q~zRT/[M(vq^ - w)] - л, (3.76)
где уопт — оптимальный удельный объем расплава в форме, м3/кг;
у опт (3.77)
Аф — объем формы при Гф, м3; би — масса изделия, полученного при оптимальных технологических режимах, кг; л — см. табл. 3.3.
Общие потери давления (в МПа) после сопла, т. е. сопротивление течению в каналах формы, складываются из потерь давления на отдельных участках:
SAP == АРц.л 4- АРР.л + АРвп + АРф, (3.78)
где АРц.л, АРр л> АРВП, АРф—потери давления, соответственно, в центральном, разводящем, впускных литниковых каналах и в формующей полости.
Пример 3.9. Рассчитать среднее удельное давление при литье плоского изделия из ПЭНП на машине с ан = 63 см3. Длина формы 120 мм, поперечное сечение пластины 3,0 X 40 мм. Температура материала на впрыске Тм = 200° С. Максимальное удельное давление по табл. 3.14 принимаем Рм = = 100 МПа.
Решение. Определяем коэффициент К:
« = 4 таг ©‘ ’ ^.«.73 . «,51.
Таблица 3.14. Диапазоны величин удельного давления для различных литьевых машин
Объем отливки, см3 8 16 32 63 125 250 500 1000
Давление литья, МПа „ 45—90 45-90 50—120 60-140 60-160 60-160 60-180 60-180
122
По формуле (3.74):
Pcf = Рм(0,07/К/ + 0,045/С + 0,72) = 100(0,07/0,51 + 0,045 • 0,51 +
4- 0,72) = 88 МПа.
Удельное давление в крайней точке х у стенки формы:
= PM(0.72e~°-,34/f + 0,28₽-393K) = 100(0,72е-°’,340’я + О,28е~3’’80’51) = = 70 МПа.
Потери давления (в МПа) в центральном литнике:
Д7*ц.л === 2/ц. дТда/Гц.л. (3.70)
Здесь /ц л — длина центрального литника, м; гц л — средний радиус литника, м; Та, — напряжение сдвига на стенке литникового канала (в МПа), которое определяется по кривой течения для расплава перерабатываемого материала и^и температуре литья и скорости сдвига у (вс-1)
7 = 4<?/(гг3 л); (3.80)
Q — объемный расход (объемная скорость течения), м3/с:
Q==v/tb; (3.81)
v — объем впрыскиваемого материала, м3; тв — время впрыска, с.
Потери давления (в МПа) в разводящем литниковом канале (ДРр.л) определяют аналогично:
ДлРр.л == 2/р.лТо>/^», (3.82)
где г3 — эквивалентный радиус для некруглых каналов, м:
гэ = у(3.83)
/ — площадь поперечного сечения канала, м2; II — периметр, м;
= 4<?7(^); Q'= <?/«: (3.84)
п — число гнезд (или число ответвлений).
Потери давления (в МПа) во впускном канале:
ДРвп 5=2 (ТвпПвп/^вп, (3.85)
где овп — удельное усилие сдвига по периметру впуска, Н/м;
;вп = 4<?/(*лг3). (3.86)
Пвп, /вп—длина периметра и площадь поперечного сечения впуска (принимаются по предварительно принятым размерам).
Снижение потерь давления в литниковой системе осуществляют путем изменения их длины или диаметра. Эффект снижения потерь давления может быть достигнут также путем повышения температуры расплава. Центральный литниковый канал выполняют обычно в виде усеченного конуса с углом 2—4° для удобства извлечения литника из канала. Поэтому
</ц.Л « (<^В1 + (/вых)/2. (3.87)
123
Рис. 3.2. Схема простой (а) и разветвленной (6) литниковых систем:
/ — центральный литниковый канал; 2—впускной литниковый канал; 3—распределительным литниковый канал; 4— гнездо формы; индексом А обозначен литник (л)
Обычно глубина разводящих каналов (йр.л) должна быть больше толщины стенки изделия (S):
Лр.л > 1,56.
Это позволит материалу в литнике охлаждаться меньше, чем в изделии, что обеспечит возможность дополнительной подачи материала в форму (подпитка) во время охлаждения изделия и, следовательно, уменьшит усадку изделия.
Поперечное сечение подводящих каналов выполняют обычно в виде трапеции с углом наклона боковых сторон 10—15° и шириной 6Р.Л « 1,25 Лр.л; Вр л = 6р л + 2Ap^g5°. Средний радиус центрального литника должен быть примерно таким, чтобы площадь поперечного сечения центрального литника равнялась площади поперечного сечения разводящих каналов (рис. 3.2).
Если литник будет толстым, то расплав в нем долго не будет застывать, в форме будет сохраняться высокое давление за счет подпитки расплавом. Соответственно, время цикла будет удлиняться. Наоборот, тонкий литник быстро застывает, подпитка формы расплавом будет недостаточна, уменьшится масса изделия, увеличится его усадка.
Размеры поперечного сечения литниковых каналов рассчитывают следующим образом:
1) для канала цилиндрической формы
ГЯ - Vгохл. л.5,76л/1п (1,60); (3.89)
2) для канала прямоугольной двухместной формы при / = = 6//г<2,5
Ал = УЧ>хл. л** (1 + /2)/['п ( -1.60)М; (3.90)
124
J) для канала прямоугольной одноместной формы при f = = b/h > 2,5
ьл => У^охл. л^аЦп (1,270), (3.91)
где для аморфных полимеров
6== (Гм_7’ф)/(ГС-Тф); (3.92)
для кристаллизующихся полимеров:
в = (Гм — Тф)/(Т„л — Гф); (3.93)
При b = 1,25 Лл и угле трапеции 10° f = 1,37; т0„ л = твыд — при расчете размеров центрального литника в простой литниковой системе и впускных литниках в разветвленной литниковой систе-^2 у* _ у
ме; твыд = 1п 1,28(1 ’ ^охл.л ==: ^Сохл^охл.и при рас-
чете размеров центрального литника и распределительных каналов (при наличии впусков) в разветвленной системе; тохл.и = = тт; Т — температура стеклования или плавления полимеров; Кохл = 14-1,15 — коэффициент.
Длина трапециевидного впускного канала L3 Jl =(0,5 -4- 1) йвл; длина цилиндрического впускного канала £в л = (0,5 4-l)dB JI.
Пример 3. 10. Рассчитать размеры поперечного сечения литниковых каналов. Исходные данные и коэффициенты: тт == 7 с; Тм = 200 °C; Г = НО ° С; Гф = 50° С; а = 0,102 . 10~6 м2/с; К = 1,15.
Р е ш е н и е. тохл л = тт К — 7 • 1,15 = 8,05 с;
гц. л « У 1,15 7-5,76 0,102 10*€/1п [I,6 (200 — 50)/(110 — 50)] = 1,84- 10~з М;
Лл - У1,15 7.3,142 0,102.10-«/1п [1~27 (200 — 50)/(110 — 50)] = 2,65.10~з м.
Потери давления (в МПа) в формующей полости (ДРф):
АРф == ^ф^м/I(1 Ухв/хт)I* (3.94)
где /ф — длина течения в формующей полости (равна расстоянию от впуска до наиболее удаленной точки полости), м; 6 — толщина стенки изделия, м; тв — время впрыска расплава в форму, с; тт — время охлаждения изделия; тм — предельное напряжение сдвига на стенке формующей полости, МПа (табл. 3.15).
Пример 3.11. Определить перепад давления на участках центрального литника, разводящих литниковых каналов и впусков для четырехгнездной формы при изготовлении детали «крышка» из ПЭНП. Общий объем отливки Уо = 63 • 10~6 м3. Давление впрыска на выходе из сопла Рм = 70 МПа, скорость впрыска 70 * 10~6 м3/с; температура расплава Тм = 473 К.
Решение. 1. На участке центрального литника (см. рис. 3.2), имеющего следующие размеры: /ц л == 35 мм; средний радиус гц л = 3 мм, скорость сдвига равна:
Тц. л = 4Q/(’4. л) = 4-70.10-»/[3,14 (3'. 10-3)3] = 33. щз c-i.
125
Таблица 3.15. Значения напряжения сдвига тм
Наименование Температурный интервал, °C Значение ?м, в температурном интервале IO-* мПа при 200 °<
Блочный полистирол 190—230 1,72—1,02 1,45
ПС с нитрильиым каучуком (ПКНД-10) 170-230 3,20—1,41 1,95
Полипропилен 190- 240 2,40-1,24 2,08
ПЭВД 180—240 2,23—1,48 1,91
Сополимер стирола с акрилонитрилом (СПАК-15) 170—220 6,10—2,01 2,7
ПЭНД 190—260 2,61—1,66 2,58
Ударопрочный полистирол (СНП) 175-230 4,82—2,48 3,4
Сополимер МСН 180—205 9,65—3,81 4,8
Полиметилметакрилат (ПММА-ПТ) 190-210 8,3—3,66 5,11
Полиметилметакрилат (ЛП-2) 195-215 14,1-4,60 9,15
Поликарбонат 275—295 4,60—2,62
При рассчитанной скорости сдвига = 0,21 МПа. Следовательно,
АРц.л = 2/ц.лТ^/Гц.л = 2 • 35 • 10-3 • 0,21/(3 • 10‘3) = 4,9 МПа.
2. На участке разводящих литниковых каналов длиной /р л — 50 мм, которые представляют собой равнобедренную трапецию с нижним основанием Вр л = = 5 мм, высотой /гр л — 2 мм, углом наклона боковых сторон 10°, Ьр л = 4,3 мм, боковой стороной а — hp л/ sin 80° — 2/0,984 — 2,03 мм потери давления составят:
гэ 3-7(3,14-13,36) = 1,6 мм;
П = 5 + 4,3 + 2 • 2,03 = 13,36 мм; f = 0,5(5 -I- 4.3) • 2 = 9,3 мм2;
т’р. л = 4-70-10 °/[4-3,14-(1,6-10 »)»] =5,4-10з г';
Xw = 0,23 МПа; ДРР.Л = 2 • 50 • 10~3 • 0,23/(1,6 • 10~3) = 14,38 МПа.
3. На участке впуска с прямоугольным сечением имеющим размеры сторон 2 X 0,5 мм, П — 5 мм; f — 1 мм2; г3 — 0,5 мм;
= 4.7040-6/(4.3,14.(5-10 *)з] = 1,78-10* с~’;
V (Увп = (4 -н 5) - 103 Н/м;
АРВП = 4,5 • 103 • 5 • 10-3/(1 . 10~6) = 22,5 • 106 Па = 22,5 МПа.
Пример 3.12. По данным предыдущего примера проведем проверочный расчет с целью определения возможности изготовления изделий при выбранных технологических режимах переработки.
Для расчета сопротивления течению расплава в формующей полости согласно рис. 3.3 берем наибольшую длину линии течения, т. е. расстояние от впуска до наиболее удаленной точки формования, / — 106 мм; высота формующей полости h равна толщине стенки изделия 6—1,7 мм. Величину предельного-напряжения сдвига тм и время охлаждения тт находим с учетом дополнительного разогрева расплава после впуска. В среднем А/ берется из расчета 6—7 °C на каждые 10 МПа перепада давления во впускном канале, т. е. при АР = 22,5 МПа, А/ « 15 °C « 15 К. При Тм = 215 °C тм « 0,17 МПа. Далее
126
Рис. 3.3. Схема к примеру 3.11: Я
/ — изделие; 2 — впускной литник; 3 — разво-дящий литник; 4 — центральный литник Кг О 2 7
Далее
Тт = 1п[1,27(Тм —Гф)/(Т„ —Тф)]б2/(л2а);
Тт = 1п[1,27(215 — 50)/(70 — 50)] • (1,7 • 10-3)2/(3,142 • 1,02 • 10~7) == 6,8 с;
твпр = v0/QBnp — 63/70 = 0,9 с; ДР — 2/фтм/[8(1 — УтвпрЛтЯ;
ДР = 2-10,6-10-»-0,17/(1,7-10~з(1 — У 0,9/6,8)] «33,1 МПА.
Таким образом, сумма потерь в литьевой форме будет составлять: 4-
+ ДРр л + ДРВП + ДРф = 4,9 14,38 + 22,5 + 33,1 « 74,9 МПа, что Значи-
тельно превышает давление Рм, создаваемое литьевой машиной у входа в форму: 74,9 — 70 = 4,9 МПа. Это означает, что при выбранном технологическом режиме (Рм = 70 МПа и Тм = 200 °C) формующая полость не будет заполняться расплавом. Возможно, что виновата в этом и конструкция литниковой системы, создающая очень большое сопротивление прохождению расплава в формующую полость.
Для проверки высказанного предположения проводим пересчет потерь давления на отдельных участках формы при температуре Гм = 230 °C. Благодаря повышению температуры уменьшается вязкость расплава и снизятся напряжения сдвига Та, и тм. Расчеты показывают, что при Тм = 230 °C £ДРф = 61,3 МПа < < 70 МПа, что вполне обеспечивает заполнение формы расплавом полимера.
Если же увеличение температуры литья невозможно по технологическим соображениям или не дает необходимого эффекта, то уменьшение 2ДРф достигается за счет изменения конструкции литниковой системы, увеличения площади впуска. Такая возможность имеется и для литьевой формы, указанной в примере.
3.9. Выбор литьевой машины. Литьевая машина должна обеспечивать изготовление качественных изделий при высоких технико-экономических показателях. Выбор литьевых машин проводят с учетом их технических возможностей и конструктивных особенностей изделий, что позволяет наиболее рационально использовать дорогое оборудование.
Литьевую машину выбирают, учитывая следующие основные параметры: максимальный объем впрыска за цикл (VH), пласти-кационную производительность (</пл), усилия, возникающие в форме в процессе формования изделия (Рф), рабочую поверхность плит и формы, наибольшее расстояние между плитами, высоту изделия, массу или объем изделия, площадь проекции поверхности изделия с учетом литниковой системы (S) (площадь отливки), давление литья Рл, необходимое для заполнения литниковой системы и формы.
Обычно литьевую машину выбирают так, чтобы объем ее впрыска Vn был бы равен (или немного больше) объему отливки (объем изделия вместе с литниками Vo — nVK + VJ. Изготовление изделий в одноместной форме более выгодно, чем в многоместной
127
Таблица 3.16. Максимальное расстояние между плитами
Параметры и коэффициенты Значения параметров и коэффициентов при объеме впрыска, см3 . •
8 ’ 16 32 63 125 250 500 1000
Ж, /0,45 0,46 0,45 0,45 0,5 о,5 0,5 0,5
*2 0,82 0,82 0,82 0,82 0;93 0,93 0,93 1J5
ЯР, мм. 332 445 550 730 935 1150 1220
Лход, ММ — 150 200 250 350 450 550 650
по следующим причинам: 1) выше стабильность и точность размеров изделий; 2) меньше отходов полимерного материала;
3) изготовление одноместных форм обходится значительно дешевле.
Однако часто объем изделия не совпадает с номинальным объемом впрыска Ун машины, да и высокая потребность в данных изделиях диктует применение многоместных форм. Поэтому стараются выбрать такую литьевую машину, чтобы она гарантировала и высокое качество изделий и высокую производительность, достаточно быстро окупая затраты на изготовление дорогостоящей многоместной формы. Отсюда выбор машины связан с расчетом количества гнезд в форме.
3.9.1. Выбор литьевой машины по наибольшему расстоянию между плитами при заданном ходе плиты. Исходя из заданной высоты изделия (йи) необходимо определить высоту формы (йф), ход подвижной плиты (Лход) и наибольшее расстояние между плитами (Яп), что дает возможность выяснить, можно ли установить форму требуемой высоты на имеющейся литьевой машине:
ЛФ = Ан//<! (3.95)
(/( — коэффициент, для глубоких изделий /<1 = 0,4 4- 0,6 — см. табл. 3.16);
Лход = Оф === ЛмКг/*! (3.96)
(К2 — коэффициент, зависящий от объема отливки, — см. табл. 3.16);
Яр = Лход + /гФ = hKK2/K{ + /i„/Ki = М*2 + 1)/Ki (3.97)
или
Яр = /1ход 4- Аход/Л'г ~ ^ходЦ + (1/*2) | —
= Аход (1 + *з) — ЬходКь (3.98)
где *з = 1/К2; *4=14- (1/*2).
Величина возможного регулирования расстояния между плитами (Ар) составляет 0,3—0,5 от наибольшей высоты формы:
ftp = (0,3 - 0,5)/1ф = (0,3 -s- 0,5)/гн/*ь
128
Приведенные соотношения позволяют выбрать литьевую машину с таким расстоянием между плитами, которое дает возможность установить форму требуемой высоты.
Например, высота изделия, которое необходимо изготовить, Ли — 0,1 м,
/гФ = htt/Ki = 0,1/0,45 = 0,22 м.
Берем из таблицы Яр = 0,445 м (для машины с объемом впрыска 32 см3). Проверим, изделие какой высоты можно при этом изготовить? Из формулы (3.97)
Ли, = HvK^{Ki + О = 0,445-0,45/(0,82 + I) = 0,11 м, т. с.
Следовательно, подходят машины с объемом впрыска от 32 см3 и выше.
3.9.2. Выбор литьевой машины по усилию, возникающему в форме. Это один из важнейших параметров литьевой машины, влияющий на качество изделия. Если усилие, развивающееся в форме в процессе литья под давлением, хотя бы незначительно превысит усилие, развиваемое узлом смыкания, произойдет преждевременное раскрытие формы с вытеканием части незастывшего расплава.
Во время впрыска расплава в форму интенсивность передачи давления к внутренней стенке оформляющей полости будет зависеть от скорости впрыска, текучести расплава, давления литья, конфигурации литниковых каналов и самой формующей полости. При быстром заполнении формы для тонкостенного изделия “в формующей полости могут развиваться значительные усилия, стремящиеся раскрыть форму. Усилие (в Н), возникающее в оформляющем гнезде формы, может быть подсчитано по уравнению:
« Рф$и. (3.99)
Здесь Рф — среднее давление в форме, Н/м2 (Па); 5И — площадь проекции одного изделия (без учета отверстий), м2.
Соответственно для многогнездной формы усилие будет равно:
Рф = Рф$ип, (3.100)
где п — число оформляющих гнезд в форме.
Для обеспечения нормальной работы формы, т. е. предотвращения ее раскрытия, усилие запирания должно быть
Рн (3.101)
где К = 1,1 -? 1,2 — коэффициент запаса усилия запирания.
Для каждой марки литьевой машины подсчитана величина усилия запирания форм (табл. 3.17), превышение которой недопустимо. Зная усилие запирания (Рн) для данной машины,
5 А. С. Шембель
129
Таблица 3,17. Данные для расчета числа гнезд
Параметры Значения параметров при максимальном объеме отливки, см3
Объем отливки, см3 Время впрыска, с 16 32 0,8 1,0 63 1,2 125 1,6 250 2 500 2,5 1000 3,2
Усилие запирания, кН 320 600 1000 1800 3000 5000
Площадь поверхности литья изделий, см2 115 200 350 600 1000 1800
Диаметр литьевого диска (£>л), см — Гб 21 27,5 35,6 48
Внешний диаметр поверхности соприкосновения формы, см — 19,5 25,6 34,0 43,5 57,5
Площадь плит, см2 — 1370 2300 4000 5800 9850
Площадь рабочей поверхности плиты, см2 — 830 1350 2400 3500 5800
Пластикационная производительность (по полистиролу) , см3/с 4,3—7,2 6,6-11 11—18,3 16,3-28 26,4-44 43—71,5
можно подсчитать возможное число гнезд:
п1 « ^/(Рф^иК). (3.102)
3,9.3. Выбор литьевой машины из условия предотвращения смятия, возможного при смыкании двух полуформ. Площадь соприкосновения двух полуформ можно найти из условия предотвращения смятия их поверхностей:
•$сопр == ^я/М см. (3.103)
Здесь [т]см — допускаемое напряжение на смятие (80—100 МН/м2 или МПа);
Sconp = (я/4) (D2 — D^\ (3.104)
D — внешний диаметр поверхности соприкосновения формы (табл. 3.17); D„ — диаметр литьевого диска, т. е. поверхности литья:
Зи — площадь проекции отливки, м2.
Число возможных оформляющих гнезд в форме:
’ - Зсм5и ’
где S — площадь плиты, к которой крепится форма (табл. 3.17), м2; осм — допустимое усилие смятия (для сырых плит — 7 • 107 Па, для термообработанных плит— 12 ♦ 107 Па).
Пример 3.13. Рассчитать площадь соприкосновения двух полуформ и возможное число оформляющих гнезд. Исходные данные берем по табл. 3.17. Для машины с объемом впрыска 63 см3: Гн — 60 • 104 Н; S — 8,3 • 10“2 м2; 5И = 80 • 10~4 м2; D = 19,5 • 10“2 м.
(3.105)
(3.106)
130
Решение. Sconp = 60 • 104/ (100 • 106) = 60 • 10"4 m2;
Г)я = /1,^ 10,08-10-2 M;
n2 = (70 - 106 • 8,3 • 10~2 —60 • 104)/(70 • 106 • 80 10~4) = 9,3.
3. 9.4. Выбор машины no максимальному объему впрыска за цикл. Число гнезд определяется объемом впрыска за цикл выбираемой машины
«з = X2Vh/(^V„) (3.107)
(VH — максимальный объем впрыска машины за цикл, см°; Уи — объем одного изделия, см3; К1 = 1,1 4- 1,3 — коэффициент, учитывающий массу литниковой системы; К2 = 0,85—0,9 — коэффициент, учитывающий загрузку оборудования) или, если известна масса изделия ти,
= A2K<p/(/<imM). (3.108)
Выбирают литьевую машину и определяют возможное число гнезд по пластикационной производительности цилиндра
П5 = ?пл • 0,85тт/(3,6/С3/пи), (3.109)
где <?пл — пластикационная производительность цилиндра, кг/ч; ти — масса изделия, г; тг — продолжительность выдержки изделия в форме, с; Кз — коэффициент, учитывающий изменение пластикационной производительности при переходе к другим пластмассам:
а Материал ПС ПВХ ПА ПЭВП ПЭНП ПФ ПК
к- 1 1 0,7 0,65 0,55 0,75 0,55
АЗ 1 1,1 0,75 0,8 0,7 0,85 0,65
Примечание. Числитель — для плунжерной машины, знаменатель — для шнековой машины.
Пример 3.14. Определить оптимальное число гнезд при изготовлении изделия из ПЭНП на литьевой машине с максимальным объемом впрыска за цикл 63 см3. Исходные данные: = 25 МПа = 25 • 106 Па; 5И = 52,5 X
X Ю”4 м2; УИ — 12,85 • 10~6 м3 (по расчету): ти = 11,7 г; тт = 7 с.
Решение. 1. Рассчитываем п\ по формуле (3.102):
п{ === 60 • 104/ (25 • 10б • 52,5 • 10~4 • 1,1) == 4.
2. Рассчитываем п3 по формуле (3.107):
п3 = 0,9 • 63 • 10-б/(1,1 • 12,85 • 10“6) = 4.
3. Рассчитываем по формуле (3.108):
п4 = 0,9 • 63 • 0,92/(1,1 * 11,7) = 4,05.
4. Рассчитываем п5 по формуле (3.109) (^пл для литьевых машин с объемом впрыска 63 см3 составляет 25—35 кг/ч):
0,8563
= 25.0,8-7/(3,6-0,7’11,7) - -1.7; «опт = 4; КЛ = + ^°’8-
5*
131
После вычислений по всем пунктам оптимальная гнездность формы для выбранной литьевой машины (попт) должна соответствовать наименьшему из полученных значений п.
О правильности проведенных расчетов оптимального числа гнезд формы для выбранной машины можно судить по коэффициенту загрузки литьевой машины, который должен быть равен 0,754-0,9:
'3"»>
где Ki = 1,2 1,3; Кг = 0,75 ~ 0,9.
Выбор литьевой машины и определение числа гнезд для изготовления конкретного изделия является не только технической задачей, но и важной экономической проблемой. Поэтому разработаны методики определения оптимальной гнездности форм с учетом стоимости их изготовления, себестоимости производства изделий и других показателей, однако такие технико-экономические расчеты пока очень приближенны.
Следует также помнить, что надежность работы формы и автоматизация процесса литья под давлением тоже накладывают ограничения на число гнезд в форме.
ЗЛО. Влияние технологических параметров процесса литья под давлением на качество изделий. Наиболее значительное влияние на качество изделий (прочность, твердость, усадку и др.) оказывают такие важнейшие технологические параметры переработки, как давление, температуры расплава и формы, время выдержки изделия в форме под давлением, время охлажения и скорость впрыска расплава в форму. Причем необходимо знать, что влияние технологических параметров на свойства изделий из аморфных и кристаллических полимеров различно.
Температуры расплава полимера и формы значительно влияют на анизотропию свойств изделий: чем они выше, тем меньше будет разница в свойствах изделий вдоль и поперек направления литья.
Чем больше размеры сечения литников, тем дольше длится подпитка формы расплавом, дольше выдержка изделия в форме под давлением (твыд), что затрудняет релаксационные процессы и увеличивает ориентацию макромолекул в направлении литья, расплав в форме охлаждается сильнее и усадка изделий, т. е. уменьшение линейных размеров изделия, снижается.
При увеличении давления плотность полимера в форме повышается. Это хорошо видно из уравнения состояния расплава (формулы (3.11) и (3.12))
103(Р + л) (V — w) = RT/M или 103(Р + л) (1/р — w) = RT/M,
132
Уу = (Уф-Уи)/Уф = [1 -л/(Р + л)]/[1 + 10Wam/mL (3.111)
где Уу — объемная усадка; Уф — объем оформляющего гнезда формы, м3; Ун — объем изделия при нормальных условиях, м3.
Средняя линейная усадка:
>л — 1 (V,,/У'ф)*/.’ (3.112)
ИЛИ
у., = 1 - (Pp/Pof ’. (З.НЗ)
Здесь ро — плотность полимера при 20° С, кг/м3; рр — плотность расплава полимера в форме в конце выдержки ,под давлением, кг/м3
Из формулы (3.111) следует, что с ростом температуры расплава усадка изделий в форме увеличивается. Однако, если с повышением Тр или Тф увеличить выдержку изделий в форме под давлением, то усадка либо останется прежней либо даже несколько уменьшится:
Уи = гпУуд; Уф == и^уд.р, (3.114)
где ууд — 1 /ро — удельный объем полимера при 20° С, м3/кг; ууд == 1/рр — удельный объем расплава при температуре и давлении литья, м^/кг; m — массе изделия, кг;
Ууд.р = w +RT/[WM(P + л)]. (3.115)
Отсюда
Ул = 1 - V ЮШ (Р +t:)I[^RT + lOWppW (Р + K)j. (3. I 16)
Пример 3.15. Рассчитать объемную и среднюю линейную усадку изделия из ПЭНП. Исходные данные: Уф = 55 • 10~6 м3; Т = 463 К; Р — 7 МПа.
Решение. Расчеты ведем по формулам (3.111) и (3.112). Для этого используем следующие данные табл. 3.3 для ПЭНП: л — 324 МПа; w = 0,875 X X 10“3 м3/кг; М = 28,1 кг/кмоль; R = 8,3 кДж/(кмоль • К). Получаем:
Уу = [1™п/(Р + зхН/[1 + 10Шюл/(ЯГ)] ==
= [1 —324/(70 + 324)]/[1 4- 10s • 28,1 • 0,875 • 10~3 • 324/(8,3 • 463)] = = 0,058 = 5,8 %;
Уи = УфЦ — Уу) = 55 ♦ 10~б(1 —0,058) = 51,8 • 10~б м3;
Ул — 1—(Уи/Уф)‘А^ 1— (51,810-в/5510-«)/»~0,02~2 %.
Уравнения (3.112) и (3.116) не учитывают анизотропию усадки, которая возникает вследствие ориентации макромолекул полимера при течении расплава в формующей полости. При охлаждении изделий, имеющих неоднородную ориентацию макромолекул, размеры их вдоль направления течения (Ун) изменяются сильнее, чем в направлении, перпендикулярном течению (У±). Для характеристики структуры материала в изделии используют коэффициент анизотропии Ка:
133
Ка=Уц/<.; (3.117)' Уер = (У||У1)‘/‘; (3.118)
Уц=Уср^’. (3.119)
Коэффициент Ка зависит от многих факторов, и его значение изменяется в довольно широких пределах (Ка — 1,0 4- 2,5).
Средняя усадка для пластины при литье через щелевой впускной литник может быть рассчитана по формуле:
У = 1 —
3,14* Е 2 Л7 (Р, + Р) Г 2,3KS*Xi 16(Т3—Т,) 1
D е \_Н* (St 4- Х«) g 3.14«(Т,— Т,) J
Г 2,3A'5W 16 (Л — Г,)
I4W-HW is 3,1ЗД^).
(3.120)
Здесь D — плотность полимера при 20° С, кг/м*; Т\, Гг, T-s — соответст-венно, температура формы, текучести (или плавления) полимера и расплава, X; 5 и X — ширина и глубина впускного литника, м; Н—толщина пластины, м; Pi — давление в форме, Па; М, Р, W — константы уравнения состояния, характеризующие перерабатываемый материал, значения которых берут из табл. 3.3: Р= 106 7л, Па; W — * *м3/кг; К — коэффициент, учитывающий течение расплава во время подпитки:
Х = £Д|//КЬ
(3.121)
где Е — коэффициент, учитывающий форму литника (для цилиндрического
Е = 2, для щелевого и кольцевого Е = 1,5); AV — объем расплава, нагнетаемый в форму во время выдержки под давлением, м3; Ул — объем выпускного литника, м\
Из формулы (3.120) следует, что усадка зависит от всех технологических параметров процесса литья под давлением (Л, Тз, Pi), размеров литника и изделия (5, X, Н), физических свойств перерабатываемого полимера (Г2, М, D, W, Р).
Используя формулу (3.120), можно расчетным путем найти условия, при которых будут получены изделия с минимальной усадкой, т. е. оптимизировать процесс.
Однако существенным недостатком такой работы является громоздкость формулы (3.120), а следовательно, большие потери времени и неизбежные ошибки при расчетах. Поэтому в качестве современного решения подобных формул показан пример использования ЭВМ.
Предлагается реализация программы на алгоритмическом языке Бейсик. Программа рассчитана на диалоговый ввод данных, что представляет особый интерес для учащихся.
6 PRINT
7 PRINT "***Программа расчета линейной усадки***"
12 PRINT "+ + + + Внимание!!! + + + +"
14 PRINT
16 PRINT "Для выполнения расчетов требуется ввести значения" 17 PRINT "Переменных М, Р, W, D, Pl, TI, Т2, ТЗ, К, S, X, Н"
134
19 PRINT
20 PRINT "После подсказки co знаком? Ввести значение"
22 PRINT "Указанной переменной и нажать клавишу «ВК» "
23 PRINT "Значение М= "\1NPUT М
25 PRINT "Значение Р = "\1NPUT Р
27 PRINT "Значение W= "\INPUT W
29 PRINT "Значение D = "\INPUT D
31 PRINT "значение Pl = "\INPUT Pl
33 PRINT "Значение Т1 = "\INPUT Т1
35 PRINT "Значение T2 = "\1NPUT Т2
37 PRINT "Значение ТЗ = "\INPUT ТЗ
39 PRINT "Значение К = "\INPUT К
41 PRINT "Значение S = "\INPUT S
43 PRINT "Значение X = "\INPUT X
45 PRINT "Значение Н = "\INPUT Н
47 LET А= 3.14^2*М*(Р1 + P)/D
50 LET Al = 2.3*K*S^2*X^2/(H^2*(S^2 + X^2))
55 LET A2 — LOGIO (16*(T3—Tl)/(3.14r>2*(T2—Tl)))
60 LET A3 = A*EXP(A1*A2)
65 LET A4 = 8*8300* (T3—T1)
70 LET A5 = 3.14^2* (8300*Tl + M*W*(P1 + P))
75 LET A6 = A4 + A5*EXP(A1*A2)
80 LET A7 = A3/A6
85 LET Y= 1—A7^(l/3)
90 PRLNT
100 PRINT "Результат: ","У = ",Y
110 PRINT "****Конец вычислений!!!****"
120 END
Приведенный в качестве примера алгоритм содержит развитый интерфейс, рассчитанный на неподготовленного пользователя, т. е. для выполнения указанного алгоритма на ЭВМ не требуется никаких дополнительных сведений. Запуск программы осуществляется командой RUN. При этом на экран дисплея выводи н я вся необходимая информация для выполнения расчетов.
Давление в форме особенно сильно влияет на размеры изделий, а также на прочностные свойства и работоспособность изделий, т. е. в целом на качество готовой продукции. В свою очередь оно зависит от удельного давления в цилиндре литьевой машины и потерь давления в литниках и сопле. Задаваясь линейной усадкой изделия, средней температурой расплава в конце выдержки под давлением и зная потери давления в литниках ДРЛ и сопле ДРС, рассчитывают необходимое удельное давление в цилиндре литьевой машины:
о К Г (1-У)з/?Тср |
руд = (0,07 £ 0,045№ + О.72К) 1ЛЦ«уД.р + IF(1 - У)2| “ )
+ 2ДРл + 2Рс. (3.122)
135
где /( — коэффициент, который рассчитывают по формуле (3.73); Руд — удельное давление в цилиндре литьевой машины, Па; ууд р — удельный объем расплава — см. формулу (3.114), м3/кг; остальные обозначения аналогичны приведенным для формулы (3.120).
Важным параметром процесса литья под давлением, влияющим на качество изделий, является время впрыска твпр (в с):
тЯпр= УцЦКРс). (3.123)
Здесь V — объем впрыскиваемого материала, см3; — вязкость расплава, МПа • с; К — коэффициент геометрической формы сопла, см3;
К = жН/(128/); (3.124)
/ — длина сопла, см; d — диаметр сопла, см.
Диаметр сопла можно рассчитать по формуле:
d == А (3.125)
где А — коэффициент (для полистирола А == 1, для ПВХ А — 0,9, для полиметилметакрилата А — 0,85, для найлона А = 2);
У=д$ТвпР; (3.126)
и — скорость течения расплава, см/с; 3 — площадь поперечного сечения отверстия сопла, см2.
Давление в сопле Рс (в МПа) можно определить из условия течения вязких жидкостей:
PcS=BtJQ/K, (3.127)
где Q — объемная скорость потока, см3/с.
При постоянной вязкости расплава давление в сопле пропорционально объемной скорости потока (Q) и обратно пропорционально времени впрыска.
Энергия Е (в МПа • см3/с), выделяющаяся при впрыске, идет в основном на нагрев и деструкцию расплава:
£ = (3.128)
Если значение Рс будет достаточно высоким, то расплав во время впрыска будет дополнительно прогреваться и, значит, лучше заполнять форму.
После выхода из сопла расплав начинает быстро охлаждаться от стенок литниковых каналов и формы. Поэтому, чем больше время впрыска, тем больше охлаждается расплав и труднее заполняется форма.
Для большинства полимерных расплавов (неньютоновских жидкостей) при больших скоростях впрыска сопротивление впрыску значительно не возрастает, что и используется в современных литьевых машинах.
136
Для аморфных полимеров применение высоких скоростей впрыска и литье при пониженных температурах особенно эффективно.
У кристаллических полимеров вязкость расплава быстро снижается, и большие скорости впрыска достигаются без значительного увеличения давления.
Скорость впрыска может сказываться на качестве поверхности изделия. Если скорость течения мала, то на поверхности изделия может образоваться характерная рябь (при достаточно высокой скорости у поверхности формы не образуются складки и поверхность изделия получается гладкой, однотонной).
Влияние размеров сопла на качество готовых изделий аналогично влиянию размеров и геометрической формы литниковых каналов.
В процессе течения расплава в литниковых каналах и в форме происходит ориентация элементарных частиц материала в направлении течения.
Величина ориентации и распределение ее по объему изделия зависят от режима течения (температур расплава и формы, объемной скорости и др.). Если бы вязкость расплава была одинаковой по всему объему и течение осуществлялось также по всему объему, то ориентация была бы одинаковой по всему объему изделия.
Практически ориентация в большей степени проявляется у поверхности изделия. Это явление особенно заметно у наполненных пластмасс, режим течения которых осуществляется преимущественно в пристенной зоне, а также по пробковому способу.
С увеличением ориентации материала возрастает анизотропия его свойств, что хорошо может быть использовано для упрочнения изделий в требуемом направлении, а также для повышения точности размеров изделий и снижения остаточных напряжений.
С повышением температуры расплава материал льется с меньшим сопротивлением, лучше заполняет форму, изделие имеет гладкую поверхность и легко извлекается из формы (за счет большей усадки). Эти внешне благоприятные факторы зачастую заставляют технологов идти по пути повышения температуры литья.
Однако с повышением температуры расплава увеличивается длительность охлаждения изделия в форме (уменьшается производительность машины), снижается плотность изделий, что обусловливает снижение механической прочности, возрастает усадка, что вызывает увеличение остаточных напряжений, ведущих к различным видам брака изделий.
Все эти факторы требуют применения минимально возможной (точнее, оптимальной) температуры расплава, что хорошо достигается в машинах со шнековой пластикацией.
137
Температура формы — важнейший параметр процесса охлаждения изделия в форме, от которого зависит время охлаждения и время цикла литья.
Для аморфных полимеров, которые при охлаждении переходят в стеклообразное состояние, быстрое охлаждение изделия в форме является необходимым. Для кристаллических полимеров обычно необходимо подогревать форму, отрабатывая режим охлаждения изделия для каждого конкретного случая.
Некоторые данные, необходимые для расчета и проектирования процессов литья под давлением, приведены в табл 3.18—3.22.
Пример выбора литьевых машин для изготовления изделий из термопластов. По данной методике можно выбрать определенный типоразмер литьевой машины, обеспечивающий наибольшую производительность Q (в кг/ч) и высокое качество изготавливаемых изделий:
Q = 3,6pV^/Tц, (3.129)
где тц — время цикла литья, с; N — число гнезд в форме; V — объем изделия, см3.
Объем V определяют по чертежу или V — m/р (т — масса изделия, г; р — плотность литьевого материала, г/cmj.
Таблица 3.18. Режим литья под давлением термопластов
Материалы Режим литья
температура, давление, МПа температура формы, °C
АБС-пластик Полиамид: 200—240 100—160 70-80
ПА-610, ПА-6-1 230—260 80-120 50-90
ПА-6-11-108 стеклонаполненный 250—270 100-120 75-85
Поликарбонат 270—300 100—150 80-110
Полиметилметакрилат 180—240 100—120 50-60
Полипропилен 200-280 80-140 60—80
Полистирол ПС-С, ПСМ ударопрочный 170-220 60-100 40-50
Полистирол и его сополимеры оптического назначения 180-230 100—150 40-70
Полиформальдегид Полиэтилен: 170—200 90-150 80—120
высокого давления 170—220 60-100 30—60
низкого давления Сополимеры стирола: 180-250 80—120 50—60
МС, МСН 180—230 110—140 40—60
САН 210—240 120—160 80—100
Этрол 160-190 100-120 45-50
Примечание. Температуру формы при литье деталей оптического назначения поддерживают в пределах 80—90 °C. При литье толстостенных изделий и изделий сложной конфигурации из ПП рекомендуется повышать давление.' Для изделий опти-
ческого марки. назначения недопустимо смешивание различных марок или партий одной
133
Таблица 3.19. Технические характеристики термопластавтоматов (по ГОСТ 10767—71)
Термопласт-автоматы Модель V, см3 Р, МПа Q, см:‘/с ^пл’ кг/ч ^з- ф’ кН мм нг/н„ Габаритные размеры, м Масса, кг
длина ширина высота
Однопозиционные Д 3134 500 132 192 114 2 500 500 500/250 500/500 6,1 1,5 2,2 11800 для литья ПЭВД Д 3136 1000 132 400 200 4 000 630 630/320 630/630 7,9 1,7 2,6 21500 и ПЭНД, ПС и Д 3138 2200 132 — — 6300 850 800/400 800/800 9,8 2,4 3,11 33500 его сополимеров, Д 3140 4000 132 655 530 10 000 1120 1000/500 1000/1000 11,1 2,6 2,5 51 500 ПА Специальные од- Д 3130 170 100 78 90 1 000 320 320/160 400/320 5,0 1,04 1,89 5 300 нопозиционные Д 3132—340 ' 340 100 210 95 1 600 400 400/200 500/400 5,5 1,1 1,98 9 000 для литья под по- Д 3134—670 670 100 — 154 2 500 500 500/250 500/500 6,14 1,48 2,22 11800 ниженным давле- Д 3136—1320 1320 100 400 255 4 000 630 630/320 630/630 7,62 1,74 2,61 21500 нием ПЭВД, Д 3140—5300 5300 100 800 . 600 10000 1120 1000/500 1000/1000 11,17 2,6 2,51 51 500 ПЭНД, ПС и его сополимеров Специальные для Д 3130—95 95 180 78 80 1 000 320 320/160 400/320 5,0 1,04 2,15 5 300 литья ПА, ПФА, Д 3132—190 190 180 120 87 1 600 400 400/200 500/400 5,5 1,1 2,25 8 000 ПК Д 3134—380 380 180 146 87 2 500 500 500/250 500/500 6,14 1,48 2,5 11 860 Д 3136—750 750 180 230 155 4 000 630 630/320 630/630 7,6 1,7 2,6 21500 Однопозиционные ДВ 3127—63П 63 — — — 500 250 250/140 320/250 3,5 0,83 1,57 2 019 с программным ДВ 3130—125П 125 — — — 1000 320 320/160 400/320 4,6 0,99 1,65 3 250 управлением Д 3132—250П 250 132 — — 1600 400 400/200 500/400 5,5 1,1 1,98 8 000 Д 3134—500П 500 132 192 114 2 500 500 500/250 500/500 6,14 1,48 2,2 11800 Однопозиционные ДВ 3127—63Ф1 63 — — — 500 250 250/140 320/250 3.5 0,83 1,57 1 765 с числовым про- ДВ 3130—125Ф1 125 — — — 1000 320 320/160 400/320 4,6 0,99 1,65 2 996 граммным управ- ДБ 3132—250Ф1 250 — — — 1600 400 400/200 500/400 5,5 1,1 1,97 7 700 лением ДБ 3134—500П 500 — — — 2500 500 500/250 500/500 6,14 1,48 2,2 12300 Однопозиционные Д 3136—1000 1000 132 400 200 4 000 630 630/320 630/630 7,62 1,74 2,6 21500 с роботом-мани- Д 3140—2000 2000 — — — 6 300 1120 1000/500 1000/1000 9,8 2,3 3,17 33600 пулятором Д 3140—4000 4000 132 655 530 10000 1120 1000/500 1000/1000 11,1 2,6 3,1 51 500 Для литья изделий: Д 3931 63 x 2 140 1,2 — 1 250 — — — 4,8 2,2 1,9 10000 двухцветных Д 3937 250 x 2 160 2,0 — 5000 — — — 7,5 2,1 2,0 24000 трехцветных ДА 3933 63 x 3 140 1,2 — 1 600 — — — 5,7 2,2 2,2 12000
Таблица 3.20. Технические характеристики литьевых машин модели KuASY (ГДР)
Модель термо-пластавтомата V, см3 Р, МПа Q, см’/с ^пл* кг/ч /’з.ф- кН Яп, мм //Г/Яв Габаритные размеры, м Масса, кг
длина | ширина | высота
100/25 53 185 91 50 250 100-220 485 125 280 280 2,4 0,8 1,3 1650
160/50 95 163 95 70 500 125—250 520 130 320 320 3,8 1,0 1,7 2 400
260/100 178 152 143 85 1000 320 640 160 365 365 4,46 1,2 Z 1,84 3 300
630/160 405 161 260 90 1000 1750 400 800 100 400 400 6,85 1,2 2,3 6 050
1400/250 880 160 350 140 1750 500 1000 500 8,25 1,4 2,6 9 650
2750 100 500
1700/400 1160 146 582 180 3000 4000 630 1260 130 630 630 1,95 1,6 2,55 14000
5000/630 2820 177 1080 345 8000 • 950 1950 800 9,55 6,0 2,57 26 800
6300—1300 10000 4200 400 800
9000/1000 5150 175 1930 540 1250 — 1000 юоо 11,76 6,0 2,87 45000
16 000/1600 9650 168 2780 700 16 000 6700 1500 — 1280 1280 14,26 7,0 3,25 75300
Обозначения: V — объем впрыска — объем расплава, который может быть вяка или плунжера (для поршневых литьевых машин); Р— давление литья — спивающий червяк (плунжер) на материал (зависит от технологических свойств ратуры переработки); Q — объемная скорость впрыска — параметр, определяющий оформляющую полость формы (от скорости впрыска во многом зависит качество от давления литья, степени пластикации материала, конструкции формы); фпл принята по полистиролу) — масса материала, которая может быть переведена в ние за единицу времени (при червячной пластикации она прямо пропорциональна диаметру червяка .и /’з. ф Усилие запирания — параметр, определяющий максимальную площадь литья при заданном давлении прессовой части литьевой машины); Нп —- ход подвижной плиты; и Нм —• наибольшая и наименьшая высота мента (Это параметры взаимосвязанные, определяющие высоту литьевой формы и, следовательно, высоту получить на данной машине); Нг и Нв — горизонтальное и вертикальное расстояния между колоннами в деляющие габариты устанавливаемой литьевой формы и, следовательно, максимально возможную площадь отливаемого изделия. .
подан в полость формы при заданном ходе чер-максимальное давление, которое оказывает впры-материала (ПТР), конструкции формы и темпе-время подачи подготовленной дозы расплава в отливаемых изделий; скорость впрыска зависит — пластикациониая производительность (в таблице
материальном цилиндре в расплавленное состояли а метру
частоте его вращения); (зависит от конструкции
устанавливаемого инстру-изделия, которое можно свету — параметры, ©пре-
Таблица 3.21. Режимы литья полимеров с вакуумным отсосом летучих веществ
Полимеры — литьевые марки
е Температура, °C
инжекционного цилиндра по зонам
расплава сопла формы
1 2 3 4 5
Давление литья, МПа
Поликарбонат: ПК-2, ПК-3 (ТУ 6-05-1668-80) ПК-6 (ТУ 6-05-1668—80) 270—300 290-320 265—285 285—305 250—260 270-280 240—250 260—270 250-270 270-290 260—270 280—290 260-275 280-295 70—120 70-120 90—170 70-170
Полиметилметакрилат (ТУ 6-05-952—74, ОСТ 6-01-76—72) 220—230 195-215 195—205 195-215 205—215 205-215 210—220 40-80 100-160
Акрилонитрилбутадиенсти-рольный пластик (ТУ-6-05-1587—78, ГОСТ 13077—77) 240-250 220-240 220-240 220-230 230-240 230—240 230—240 70—90 90-170
Полиамид-12 (ОСТ 6-05-425—75) 240-250 230—240 220-230 220-230 230-240 230-240 220-230 30-100 80-140
сПолиамид-610 (ГОСТ 10589—73 *) , 240—250 230—240 220—230 220—230 230-240 230—240 220-230 50-90 80-140
Полиамид-6 (ТУ 6-06-32-278—78, OCT 6-06-С9—76) 240-250 230-240 220-230 220-230 230-240 230—240 220-230 50-90 80-140
Полибутилентерефталат 255-265 240—250 230-240 230-240 240-250 240 -260 250-260 60-110 80—140
Полифениленоксид 295-305 270—290 280-290 270-280 280—290 280-290 270—280 140—160 100—150
Таблица 3.22. Основные параметры литьевых термопластов, входящие в расчетные уравнения
Марка термопласта р, кг/м;! (при Т= -=293 К) т, к ^ло-2, Па«с т), Па-с при 7 с~х Интервал температур, К Коэффициент теплопроводности X, Вт/(м-К) Коэффициент температуропроводности я-107, м«/с Теплоемкость ср, кДж/(кГ’К)
7—Ю1 тР10-2 7=10’ 71-10-2 7—10* 7j.l0~2 7—10* ц- 10—
ПК, ПК-2 1190-1200 523 548 573 4,55-10 1,47-10 5,25 4,55-10 1,47-10 5,25 3,09-10 1,35-10 5,25 8,87 5,73 3,41 1,89-10 1,32-10 9,29 423-523 0,2—0,3 2,2- 1,4 (1,1- 1,4)— - (1,25-И,5)
ПК, пк-з 1190—1200. 523 548 573 2,61-10 8,45 3,02 2,61-10 8,45 3,02 2,19-10 8,45 3,02 7,84 4,90 2,42 1,78-10 1,23-10 8,46 295 -280 0,15-0,35 2,2 - 1,2 1,2 — 1,53 /
ПЭВП 21008-075 948-960 463 2,2-102 1,67-10 5,5 1,58- 3,47 303 -373 423-523 0,5—0,4 0,3-0,29 2,5-1 1,03-1,02 (1,78: 1,88)— -(2,93-4,1) 4,3—2,2
ПА-12 1010—1020 484 3,19-10 2,09-10 9,25 2,84 6,53 323—423 0,26-0,23 1,3-0,98 1,6
ПА-610 1080-1110 508 1,42-10 1,3-10 7,6 2,88 8 293 0,21 1,68
ПФ 1430 458 1,88-10 1,22-10 7,68 2,58 5,62 293—423 0,18-0,3 1,4-0,8 1,2—2,3
ПЭТФ 1270—1310 518 6,9 6,9 5,83 2,67 7,25 503-553 0,235-0,31 0,6—0,8 3,3-3,35
ПЭНП 910-930 378 2,42-102 2,0-10 6,8 2,4 4,2 423—523 0,32—0,36 1,3-1,5 1,8-2,5
При производстве данного изделия время цикла литья тц можно снизить только до номинального значения:
Тя===Тм+ Я2Ф(К+Р2). (3.130)
Здесь тн — номинальное время цикла литья изделия, с; тм — машинное время, состоящее из времени смыкания и раскрытия формы, с; Н = 2V/S — средняя толщина изделия, см; S — площадь поверхности изделия, см2; р = — HJH — коэффициент разнотолщинности изделия, где Н3 — эквивалентная толщина изделия, см. (табл. 3.23); К — коэффициент, характеризующий продолжительность заполнения формы;
7г =1-С1 — /Ю"+3[1 + (« + 3) ук]; (3.131)
п — показатель степени реологического уравнения; yw — коэффициент, характеризующий способность формы к заполнению и являющийся показателем производительности машины; выбираем ту машину, которая имеет наибольший yw:
(3.132)
Kw — коэффициент, зависящий от реологических свойств термопластов (табл. 3.24); №м — объемная скорость впрыска машины, см3/с; Ф — температурный фактор, зависящий от температурных параметров литья и теплофизических свойств термопласта, с/см2 (см. табл. 3.24 и 3.25).
Таблица 3.23. Расчеты эквивалентной толщины Н3
Элемент детали
Определяющие размеры
Эквивалентная толщина элемента Я9
Стенки правильной формы
Плоская стенка В > 2Н Н
L^2H
Неограниченная В <277, L > 2Н Н/У\ + (Н[Ву призма в > 2/7, L < 2Н Н/ УГ^^Н/L)2
Параллелепипед В<2Н, L<2H
Неограниченный цилиндр
Ограниченный цилиндр
£> 1,42D
£<1,42D
Шар
0,71£>
0,44|/“D2£
0,51D
Стенки
Полый цилиндр
Резьба (Z>==DCP)
неправильной
формы
dlD>Q,b L > 2Н3
L<2H3
0t5(D — d)
OJJ7'! (D—
D
143
Таблица 3.24. Исходные данные для расчета
Обозначения Д 6 н Е 2 о 2 ta g s 2, л» о о С ч » х Полиэтилен низкой плотности Полистирол ударопрочный АБС-пластик Сополимеры СНП и МСН Сополимер формальдегида Поликарбонат
Ф, с/см2 400 360 240 365 370 370 100
Р, кН/см2 3,5 3,5 з,о 3,5 4,0 5,0 5,0
Хмг 15,00 15,00 16,60 16,60 16,60 11,2 9,7
0,80 0,80 0,85 0,85 0,85 0,75 0,8
р, г/см3 0,95 0,92 1,06 1,05 1,14 1,41 1,2
С, кг • с/ (ч • см3) 0,23 0,22 0,23 0,23 0,25 0,45 0,44
Таблица 3.25. Значения температурного фактора Ф
Материал Температурный фактор Ф, с/см2
группа изделий: тонкостенные изделия Н/5 < 10“3 см-1; изделия с повышенными требованиями к показателям качества группа изделий: толстостенные изделия H/S > IO”3 см-‘ изделия, к показателям качества которых не предъявляются специальные требования
Полиэтилен высокой плотности 470 330
Полиэтилен низкой плотности 405 282
Полистирол ударопрочный 291 194
АБС-пластик 422 286
Сополимер стирола СНП 525 344
Сополимер формальдегида 422 318
Поликарбонат 115 85
Таким образом,
Q-clwwM/?\
(3.133)
где С — коэффициент, с • кг/ (ч • см3) (табл. 3.24).
Для успешного заполнения формы необходимо выполнение условия при форму заполнить нельзя, так как
расплав затвердевает раньше, чем форма успеет заполниться.
Важными параметрами для выбора нужного типоразмера литьевой машины являются также объем впрыска, усилие запирания формы, геометрические размеры плиты (площадь рабочей поверхности и расстояние между колонками в просвете) и максимальное расстояние между плитами.
Коэффициент использования объема впрыска машины:
(3.134)
где 7М — объем впрыска машины, см3; Ку— коэффициент, учитывающий объем литников, относящийся к одному гнезду.
144
Коэффициент использования усилия запирания машины:
lp~KrPNSnlf^ (3.135)
Здесь FM — усилие запирания формы, располагаемое машиной, кН; Кр — коэффициент, учитывающий площадь литников в плане, относящуюся к одному гнезду; Sn — площадь проекции изделия на плоскость разъема формы, см2; Р — среднее давление, передаваемое в форму, кН/см2 (табл. 3.24).
Коэффициенты Ку и Kf'.
Kv = (V+ V„)/V- (3.136) Кг = (Sn + 5л)/5„, (3.137)
где ¥л — объем литников, относящихся к одному гнезду, смэ; 5Л — площадь в плане литников, относящихся к одному гнезду, см2.
Обычно К;.= 1,2, а Кр = 1,1, но для изделий, масса которых меньше 2 г, Ку = 3,9, a Kf = 3,3. Поэтому значения Ку и Kf рекомендуется брать по табл. 3.26.
Когда значения yF больше единицы, отлить на данной машине изделие заданных размеров и конфигурации невозможно: при у^>1 и уу>1 произойдет недолив изделия; при у/>1 произойдет залитость изделия. Если же значения этих коэффициентов будут намного меньше единицы, то эффективность использования литьевой машины мала, а следовательно, машина выбрана неправильно.
Коэффициент использования максимального расстояния между плитами машины:
* (а “ КдД1/ДМакс, (3.138)
где Лмакс — максимальное расстояние между плитами машин, см; L\ — наибольший размер изделия в направлении разъема плит машины, см; KL — коэффициент, составляющий наименьшее допустимое значение L^^JLx,
Свободное извлечение изделия из формы достигается при Kl = 3,5.
Когда yL — 1, реализуется необходимое условие, что при высоте формы, приблизительно равной 1,5 Lb ход плиты составит 2Lj. При yL > 1 изделие нельзя извлечь из формы.
Для изделий, требующих одного направления разъема частей формы (1-я группа), и изделий, требующих более двух направлений и не менее трех плоскостей разъема частей формы (4-я
Таблица 3.26, Значения коэффициентов Kv и Кг
Коэффициент Масса изделия, г
<0,7 0,7-2,0 2-10 10-20 20-30 30-50 >50
Кг 2,2 1,6 1,2 1,1 1,05 1,03 1,02
Кр 1,8 1,5 1,2 1,1 1,05 1,03 1,02
145
группа), определяющим параметром будет площадь рабочей поверхности плиты машины Sn.n-
Коэффициент использования рабочей поверхности плиты машины:
Ъ = Х^/5П.П. (3.139)
Здесь — коэффициент, учитывающий плотность компоновки гнезд на поверхности плиты; SJ—площадь прямоугольника, описывающего проекцию изделия на плоскость разъема формы, см2.
Площадь отливки обычно составляет 30—60 % рабочей поверхности плиты машины, поэтому принимают Ks = 0,5. Тогда при Ys = 1 форму можно закрепить на плите. Если же YS>1, форма не может быть закреплена на плите.
Для изделий, требующих двух направлений (2-я группа), а также трех направлений разъема частей формы в двух плоскостях (3-я группа), определяющим параметром, вследствие двухрядного и однорядного расположения гнезд в форме, взят коэффициент использования расстояния в просвете между колонками машины
1Л = KaNL2/A, (3.140)
где А — наибольшее расстояние в просвете между колонками машины, см; L2 — наибольший размер проекции изделия на плоскость разъема боковых знаков, см (рис. 3.4. и 3.5); Кд— коэффициент, учитывающий плотность компоновки гнезд при рядном расположении (для изделия 2-й группы = 0,77, 3-й группы Кд — 1,54 при расположении центров изделий на расстоянии 1,5 Лг (рис. 3.4 и 3.5).
После проведения всех расчетов окончательно выбирают тот наиболее оптимальный типоразмер литьевой машины, для которого суммарный коэффициент использования параметров машины а будет наибольшим.
Для изделий 1-й и 4-й групп:
+ + + + (3.141)
Рис. 3.4. Компоновка гнезд в плане на плите машины для изделий с двумя направлениями разъема частей формы в двух плоскостях
Рис. 3.5. Компоновка гнезд в плане на плите машины для изделий с тремя направлениями разъема частей формы в двух плоскостях
146
Для изделий 2-й и 3-й групп:
® =* 7uz 4* 7и + 4- 11 4- 1а• (3.142)
Такой выбор обеспечивает не только наивысшую производительность машин, но и наиболее эффективное использование ее возможностей.
Алгоритм выбора оборудования и расчета числа гнезд. 1. Для изделий всех групп определяют по уравнению (3.138) yL и отбирают все типы машин, для которых
2. Для изделий 1-й и 4-й групп по уравнениям (3.132), (3.134), (3.135) и (3.139) рассчитывают значения Л^, Nv, NSi NF при Yr = 0,85, yv = 0,75 4- 0,85, yF = 0,9, ys = 1, а для изделий 2-й и 3-й групп вместо Ns рассчитывают по уравнению (3.140) Na при уА =1 . Результаты округляют до ближайшего целого числа N, причем принимают W = 0, если результат меньше 0,8.
3. Для каждого /-го типоразмера литьевой машины находят число Ni гнезд формы, значение которого соответствует наименьшему из чисел Nw. Nv, NF, Ns, NAf но не больше 30. Для изделий 4-й группы число N задают из конструктивных соображений.
4. По наименьшему значению Ni вычисляют по уравнениям (3.132), (3.134), (3.135), (3.139), (3.140) коэффициенты yv, yFy Ys и Тл (для изделий 2-й и 3-й групп). Отбирают те типоразмеры машин, для которых Yr<X Yv<U, y^l, Ys^ 1 или
5. Вычисляют величину а для изделий 1-й и 4-й групп по уравнению (3.141) или для изделий 2-й и 3-й групп по уравнению* (3.142).
Окончательный выбор падает на типоразмер с наибольшим значением а. Характерной особенностью выбранной машины является то, что на ней будет достигнута наибольшая производительность за счет оптимального использования ее возможностей.
3. 11. Проблемные вопросы и контрольные задачи. 3.11.1. Проб лемные вопросы. 1. Втулки, подшипники скольжения, шестерни разнообразных форм и размеров являются наиболее распространенными деталями машин, механизмов и приборов. Все эти изделия должны обладать антифрикционными свойствами и стабильностью размеров. Объясните, какими конкретно свойствами должны обладать полимерные материалы, идущие на изготовление этих изделий? Обоснуйте ваше решение.
2. Исходя из технико-экономических показателей, подберите литьевой материал для изготовления указанных выше изделий. Обоснуйте ваше решение.
3. Предложите полимерный материал для изготовления монтажного плато радиотехнического назначения. Обоснуйте ваше решение.
4. Подберите материал для изготовления такой массовой продукции, как пуговицы, пряжки и др. Обоснуйте выш выбор исходя из технико-экономических соображений.
147
5. Объясните, влияет ли на качество изготавливаемого литьем под давлением изделия сама конструкция этого изделия? Какие именно особенности конструкции изделия следует учитывать в первую очередь при переработке?
6. Как добиться высокой точности размеров изделия, если исходный материал выбран правильно, да и конструкция изделия не вызывает опасений?
7. Объясните, почему шнековые литьевые машины считаются более прогрессивными по сравнению с поршневыми, несмотря на то, что они сложнее в изготовлении и, значит, дороже? В каких случаях следует все же применять поршневые литьевые машины?
8. Перечислите важнейшие технические свойства литьевого материала и объясните, почему технолог их должен постоянно учитывать в своей работе.
9. Технолог часто старается заранее, расчетным путем, определить удельный объем, массу и плотность материала в изготовляемом изделии. С какой целью он это делает? Что эти показатели смогут ему объяснить?
10. Как влияет геометрия шнека на качество пластицируемого полимера? С этих позиций приведите примеры выбора шнека при переработке тех или иных полимеров.
11. С какой целью учитываются потери давления на отдельных участках литьевой машины: в цилиндре, в сопле, в литниковых каналах?
12. Известно, что при переработке полимеров литьем под давлением применяют сопла открытого и закрытого типа. Объясните, в каких случаях и с какой целью применяют те или иные сопла?
13. Известно, что процесс литья под давлением считается одним из самых прогрессивных методов переработки. Объясните, какие факторы в процессе литья под давлением способствуют этому?
14. От каких факторов и параметров зависит продолжительность цикла литья под давлением конкретного изделия?, Как увеличить производительность литьевой машины?
15. Объясните, почему многопозиционные роторные и револьверные литьевые машины не получили пока широкого распространения? Что, на ваш взгляд, необходимо сделать, чтобы эти высокопроизводительные машины более широко применялись на практике?
16. При переработке наполненных полимерных материалов (особенно с волокнистым наполнителем) большое значение имеет выбор оптимальной частоты вращения шнека. Объясните, почему так важно правильно выбрать частоту вращения шнека? Что происходит с полимерным материалом в цилиндре литьевой машины?
17. Известно, что для сокращения цикла литья под давлением форму необходимо охладить. Однако на практике литьевые формы 148
часто, наоборот, подогревают. Объясните, в каких случаях это приходится делать?
18. Объясните, какой необходимо поддерживать оптимальный температурный режим в форме при переработке аморфных полимеров? Приведите примеры, поясняющие ваше решение.
19. Какой температурный режим формы необходимо поддерживать при переработке полиамидов? Высоконаполненных полимеров? Обоснуйте ваши решения.
20. Объясните, влияет ли давление, оказываемое на расплав в форме, на качество готовых изделий? Какие конкретно показатели готового изделия будут изменяться с изменением давления в форме и как?
21. Изменяется ли температура расплава, и как именно, при течении его через сопло и литниковые каналы? Обоснуйте ваше решение.
22. Объясните, почему литьевую машину следует выбирать для изготовления конкретного изделия по нескольким параметрам? Какие это параметры и в какой последовательности решается этот вопрос?
23. Несмотря на то, что по расчетам для изготовления небольшого изделия можно применить литьевую форму с большим числом гнезд, что приведет к высокой производительности, на практике часто применяют формы с небольшим числом гнезд. Чем вы это объясните? Как подсчитать оптимальное число гнезд, какие факторы и параметры необходимо учитывать?
24. “ При изготовлении изделий образуется грат (тонкая полимерная пленка) в месте смыкания литьевой формы. Объясните, отчего образуется грат и что необходимо предпринять для устранения этого дефекта?
25. Какие факторы и параметры технологического режима могут привести к недоливу изделий? Что необходимо предпринять для устранения этого дефекта?
26. На поверхности Отлитого изделия образовались довольно значительные углубления, утяжины. Что является причиной их образования? Какие действия следует предпринять для устранения этого дефекта?
27. После регулировки технологических параметров углубления на поверхности изделия остались. К какому выводу может придти технолог? Обоснуйте ваше решение.
28. Отчего возникает коробление изделий? Какие основные и дополнительные действия следует предпринять для устранения этого дефекта?
29. На поверхности отлитого изделия появляется абстрактный рисунок. Что является причиной этого явления? Какие действия следует предпринять для его устранения?
30. Изделия имеют отклонения от номинальных размеров, превышающие установленный допуск. Отчего может зависеть подоб
149
ный дефект? Какие действия следует предпринять в первую очередь для его устранения?
31. Прогресс современных методов переработки неразрывно связан с вопросами автоматизации. Какие стадии процесса литья под давлением требуют, на ваш взгляд, автоматизации? Объясните, как вы себе это представляете?
32. Какие параметры автоматизированного контроля и регулировки технологического режима вы могли бы предложить? Как, по вашему мнению, это можно практически осуществить?
33. Можно ли автоматически контролировать качество поступающего к литьевым машинам полимерного материала? Обоснуйте ваше решение.
34. Обоснуйте способ изготовления изделий литьем под давлением из мономеров. Объясните, в чем могут состоять преимущества такого способа?
35. Какие преимущества дает способ изготовления литьем под давлением вспененных изделий? Какими дополнительными узлами должна быть оборудована литьевая машина?
3.11.2. Контрольные задачи. 1. Для проверки возможности заполнения оформляющей полости формы расплавом ПЭНП рассчитать минимальную толщину стенки изделия 6МИН. Исходные данные: L = 9,3 см; тм = 18,8 Н/см2; А/?ф = 45 МПа, твпр = 2,4 с; тт = 15 с.
2. Рассчитать давление на расплав, которое необходимо создать у впуска его в оформляющую полость формы, чтобы обеспечить 6МИН — 1 мм. Необходимые данные взять из предыдущей задачи.
3. Рассчитать удельный объем, массу и плотность материала изделия при оптимальной температуре впрыска, температуре формы и при комнатной температуре, если объем формы составляет 53 • 10“5 6 м3, а остальные данные следующие:
ПЭВП пп • ПС ПА ПК АТМ-2 ПФ
Т впрыска, К 523 543 513 533 563 543 493
Т формы, К 328 343 313 353 373 363 343
Среднее давление в форме, МПа 30 25 20 25 35 35 30
4. Рассчитать ХОД шнека литьевой машины , если
Объем впрыска за цикл V • 106, 14 30 55 114 240 490 1000
м3 Номинальный диаметр шнека DHx 25 30 40 50 60 80 100
Х103, м К 1,3 1,25 1,25 . 1,3 1,3 1,35 1,35
5. Рассчитать продолжительность охлаждения (tJ плоского
изделия «крышка», если
150
ПЭНП ПЭВД ПП ПС ATM-2
Тк, °C 200 * 250 270 240 260
ТФ, °с 50 55 70 30 90
h • 10’, м 4 3 2 5 1,5
6. Рассчитать продолжительность охлаждения (тт) стержня из ПЭВД диаметром 6 мм.
7. Рассчитать наименьшее возможное число гнезд литьевой формы для изготовления изделий, если
ПЭНП ПЭВД ПП ПС мен Этрол ATM-2
• Ю\ м2 20 40 60 80 100 120 150
Рф, МПа 30 35 25 40 35 30 35
Ун ‘ юб, м3 32 32 63 63 125 125 250
Уи ♦ 10е, м3 12 14 23 26 48 57 114
<7пл, кг/ч 7 7 14 14 25 25 33
Тт, с 9 9 15 15 24 24 32
8. Выбрать литьевую машину и рассчитать производительность при изготовлении плоского изделия, если
ПЭНП ПЭВД ПП h • 103, м 2 2 3
Уи • Ю6, м3 14 15 18
ПС ПВХ ПК Этрол мен ПА ATM-2
3 2,5 3,5 2 4 1 3
37 64 56 23 , 31 17 39
Остальные данные, необходимые для расчета, найти из таблиц.
9. Рассчитать среднее удельное давление при изготовлении плоского изделия из полистирола (крышка выключателя). Исходные данные: длина формы 7 см, поперечное сечение пластины 0,2X7 см, температура 220 ° С, максимальное удельное давление 100 МПа.
ГЛAB A 4
ИЗГОТОВЛЕНИЕ ИЗДЕЛИИ
ПНЕВМО- И ВАКУУМ-ФОРМОВАНИЕМ
4.1. Общие сведения. Методом термоформования перерабатывают лишь термопластичные листовые полимеры.
Изделия из листовых термопластов могут изготовляться различными методами: штампованием, формованием с проскальзыванием листа в прижимной раме, пневмоформованием и вакуум-формованием.
При штамповании лист термопласта нагревают до температуры размягчения, а затем формуют с помощью матрицы и пуансона.
При формовании способом проскальзывания листа в прижимной рамке разогретая листовая заготовка натягивается на выпуклую (позитивную) форму и оформляется в изделие пневмати-, ческим прессом с верхним и нижним давлением.
При пневмоформовании листовую заготовку закрепляют по периметру формы прижимной рамой, нагревают излучающими электронагревателями до температуры, при которой термопласт переходит в высокоэластическое состояние, и затем формуют на позитивной или негативной форме с помощью подогретого сжатого воздуха. После охлаждения, необходимого для фиксации формы изделия, его удаляют из формы.
Преимуществом пневмоформования является возможность использования высокого давления формования (0,15 — 2,5 МПа), что способствует переработке толстостенных листовых заготовок и получению крупногабаритных изделий. При этом способе формования изделия имеют четкий контур и обладают высокой точностью размеров. Изделия получаются с хорошей равнотолщин-ностью.
При вакуум-формовании листовая заготовка закрепляется по периметру формы прижимной рамкой, нагревается плоскими радиационными электронагревателями до высокоэластического состояния и затем формуется под давлением, которое создается за счет разности между атмосферным давлением и разряжением, возникающим в формующей полости между поверхностью листа и формой при отсасывании из нее воздуха вакуум-насосом. Практически давление составляет 0,06—0,085 МПа. Его обычно достаточно для формования листов толщиной до 5 мм. Далее изделие охлаждается для фиксирования формы, а затем удаляется.
Для изготовления глубоких изделий сложной формы применяют различные комбинированные способы, при которых исполь
152
зуют и механическую вытяжку пуансонами и пневмовакуумформо-вание.
Машины для термоформования могут быть одно- и многопозиционными. Последние отличаются тем, что основные технологические операции, требующие наибольшей затраты времени (процессы нагрева листовой заготовки, формования и охлаждения изделий) осуществляются одновременно в различных рабочих позициях.
Наибольшее распространение получили трехпозиционные револьверные (карусельные) машины. Основным рабочим органом такой машины является ротор с укрепленными на нем тремя прижимными рамами. В первой позиции листовая заготовка зажимается прижимной рамой, после чего ротор поворачивается на 120°. Листовая заготовка попадает во вторую позицию, где осуществляется ее разогрев до высокоэластического состояния. Затем ротор вновь поворачивается на 120*, где в третьей позиции происходит формование изделия и его охлаждение. В это же время на первой позиции происходит выгрузка готового изделия и укладка нового листа термопласта.
Вакуум-формование осуществляется как позитивным, так и негативным методами. Выбор того или иного метода зависит от следующих факторов: требования к качеству внутренней или внешней поверхности изделий, требуемая равнотолщинность и местоположение наиболее тонких стенок изделия, угол наклона вертикальных стенок формы. При негативном формовании изделие после охлаждения в форме усаживается, а при позитивном сильно обтягивает поверхность формы, поэтому съем изделия может быть затруднен при неправильном угле наклона вертикальных стенок формы. Минимальный угол наклона стенок формы в зависимости от типа перерабатываемого материала составляет при негативном формовании 1—2°, а при позитивном — 3—5*.
4.2. Листовые термопласты и их свойства. Традиционно термоформованием перерабатываются следующие материалы: целлулоид, ПММА, ПС и его сополимеры, пластифицированный ПВХ, ПЭНП и ПЭВП. За последнее время стали перерабатываться термоформованием листовые (ПП, ПА, ПК, ПЭТФ) и некоторые наполненные термопласты.
Наибольшей жесткостью (модулем упругости) обладают изделия из органических стекол типа ПАНМА (материал на основе акрилонитрила с метакрилатом), ПММА и ПК. Наибольшая ударная вязкость характерна для поликарбоната (ПК), а изделия из полиметилметакрилата (ПММА) и ПАНМА не выдерживают больших ударных нагрузок.
Важнейшим свойством термопластичного листового материала, предназначенного для переработки термоформованием, является его способность к значительному удлинению без разрыва. Это свойство зависит от температуры.
153
При глубокой вытяжке листовая заготовка деформируется пуансоном, матрицей и просто давлением воздуха. Они вытягивают разогретую заготовку по профилю формы. Выделяют три основных вида деформаций, возникающих при формовании листовой заготовки: 1) двухосное растяжение в плоскости листа, вызывающее натяжение материала вокруг формующей части пуансона; 2) радиальное растяжение, сопровождающееся усадкой материала по периметру; 3) изгиб материала под натяжением.
Различие листовых материалов по способности к формованию оценивают по степени вытяжки, которую рассчитывают как отношение начальной и конечной толщины дна изделия при максимально возможной глубине вытяжки, принятой равной 0,95 от глубины вытяжки, при которой происходит разрыв изделия.
На практике под степенью вытяжки понимают отношение высоты изделия Н к характерному размеру его наибольшего отверстия D, т. е. Н/D. Вытяжка связана с увеличением поверхности заготовки, поэтому при вытяжке изменяется тощина листа, что оказывает влияние на механические свойства получаемого изделия.
Оптимальная глубина вытяжки зависит от природы перерабатываемого листового термопласта и от способа термоформования.
Рекомендуются следующие предельные значения глубины вытяжки Н/D, а также значения двухосной ориентации заготовки S2/Si, выраженной как отношение площади поверхности готового изделия S2 к площади поверхности заготовки Sp
HID
АБС-пластики 2:1 4:1
Поливинилхлорид жесткий и 1:1 4: 1
пластифицированный Поликарбонат 1 :1,75 2:1
Полипропилен 1,5:1 3:1
Полистирол ударопрочный 2:1 5:1
Полиэтилен высокой плотно- 1,5:1 2,5: 1
сти Этрол ацетилцеллюлозный 1 :1,5 2:1
Важное значение имеет также направление вытяжки, которое определяет ориентацию цепей макромолекул полимера, а значит, и механические свойства изделия. При вытяжке в одном направлении механическая прочность изделия резко возрастает в направлении вытяжки и сильно снижается в перпендикулярном направлении. Поэтому при конструировании изделий, получаемых методами термоформования, необходимо стремиться к тому, чтобы разность степеней вытяжки в разных направлениях не превышала 50—60 %. Ориентация термопластов при термоформовании зависит, главным образом, от степени вытяжки и температуры формования. Повышение степени вытяжки и снижение температу
154
ры формования приводят к увеличению прочности при растяжении и ударной вязкости материала.
Типовые режимы переработки листовых и пленочных термопластов методами пневмо- и вакуумформования приведены в табл. 4.1. Технические характеристики оборудования — в табл. 4.2.— 4.5., технические требования к материалам — в табл. 4.6.
4.3. Технология формования. В зависимости от вида термоформования и применяемых формующих устройств технологический процесс может состоять из следующих операций: разметка листового термопласта (получение заготовки), закрепление листовой заготовки, нагревание, предварительная вытяжка заготовки, формование, охлаждение, вырубка и извлечение готового изделия.
Таблица 4.1. Тепловые режимы переработки листовых и пленочных термопластов методами пневмо- и вакуум-формования
Материал Температура, °C
нагрева заготовки формообразующей оснастки вспомогательного формующего инструмента
АБС-пластики 140—160 40-50 75-115
Винипласт 90-160 35—50 60—150
Поливинилхлорид жесткий 100-160 40—50 60-150
Поликарбонат 190—230 45—55 —
Полиьгетилметакрилат 120-200 40—60 170
Полипропилен 150—200 50—90 130—160
Полистирол ударопрочный 110-150 50—65 30—120
Полисульфон 220—270 140—165 —
Полиэтилен высокой плотности 120—135 50—70 150
Полиэтилен низкой плотности 90—135 50—70 150
Этрол ацетилцеллюлозный 130—170 110—120 —
Таблица. 4.2. Технические характеристики однопозиционных машин для формования изделий из листовых и пленочных термопластов
Марка Размер ьшая 1 фор-з, мм
машины прижимной рамы, мм На ибо л глубина мовани)
Усилие механизмов подъема стола формодержа-теля, кН Мощность нагревателя, кВт Производительность вакуум-насоса, м3/ч Производительность компрессора давлением 0,8 МПа, мэ/ч
VP-321 740X540 100 — 8,0 10 9
VP-Рекорд От 1200X800 до 200 X200 400 30 12,8 30 16
VP-1-940 От 800x800 до 200X200 400 30 12,5 30 —
VP-Бэби От 700x500 до 200X200 360 18 6,0 30 9
VP-Лилипут От 550x400 до 200x260 160 9 4,0 — 6
155
Таблица 4.3. Технические характеристики двух- и многопозиционных машин для формования изделий из листовых термопластов, выпускаемых в ВНР
Марка машины Размер прижимной рамы, мм Наибольшая глубина формования, мм Усилие механизмов подъема стола формодержа-. теля, кН Мощность нагревателей, кВт Производительность вакуум-насоса, м3/ч Производительность компрессора давлением 0,8 МПа, м3/ч
VP-2000 Д в у X П 1920X920 озиционные 400 40 9,6
VP-B-Супер I 240X240 От 1800X900 400 42 8,0 30 10
VP-B-Супер II До 400 X 300 500 42 8,0 30 10
VP-B-Супер III То же 600 42 8,0 60 20
К-4, 150X15 Многопозиционные 1500X1700 150 — 13,25 —
К-4, 150X50 1500x900 500 — 13,25 — —
К-4, 160X45 1600 X800 450 — 13,25 — —
К-4, 200X50 2000X1000 500 — 20,0 —
VP-241-Автомат 200x220 100 — — — 80(0,7 МПа)
VP-1322 950X650 60 — —. Нет
VP-УНИПАК 225X260 40 — — — 80
Таблица 4.4. Технические характеристики установок механопневмоформования (УМПФ) и механопневмовакуумформования (УМПВФ)
Параметры УМПФ-63 УМПФ-100 УМПВФ-160 УМПФ-250 УМПВФ-250-3
Усилие, кН:
смыкания 630 1000 1600 2500 2500
механической вырубки и механической вытяжки 90 125 200 400 400
Пневматическое давление формования, МПа 0,6 0,6 0,6 / 0,6 0,6
Мощность нагрева, кВт 11 19,5 23,4 30 53,6
Удельная энергоемкость на одно изделие, кВт • ч/шт. Габариты изделия, мм 0,25 0,31 0,33 0,42
длина 600 900 1100 1800 3000
ширина 500 550 650 800 800
высота 250 280 320 440 440
Максимальная производительность, шт./ч 30 30 30 28 26
Максимальный годовой объем переработки термопластов, т 160 260 400 800 1600
156
Таблица 4.5. Технические характеристики некоторых формовочно-упаковочных автоматов
Фирма, страна, марка машины Производительность, цикл/ч Максимальная площадь формования, мм Максимальная глубина вытяжки, мм Мощность ввода, кВт Габариты машины, м Масса, т
Капсукасский за- 800-1300 180x235 60 9 3,8x0,9x2 2
вод (СССР), М6-ОРД ВТК-I (ЧССР)
500-1000 330X250 90 11 4,8x2,4X2,3 1,6
ВП-УНИПАК 260-360 225X260 40 7 — — .
(ВНР) «Термоформинг» (Италия):
Пак-форм 2/2000 Пак-форм 1000-1100 159X96 65 6 5,3X1,6X2 2
1000— 1100 159x164 65 8,4 5,5x1,6x2 2,1
4/4000 Пак-форм 6/6000 Пак-форм 1000—1100 159x246 65 9,0 6,2х 1,6x2 2,2
500 455x264 90 16 6,5X1,6X2,3 3,5
Синьор «Пластикмеханик»
(Франция): Формсил Е-2 700 240X250 80 20 4x0,7x1,3 1,3
Формсил Е-4 700 240X 250 80 20 5X0,7X1,3 1,4
Формсил ЕС-4 800 235X235 75 20 5,7x0,7x2,1 1,5
Формсил Е-5 900 . 250x 260 85 20 6,9x0,9x2,1 1,6
«Хассия» (ФРГ): VA-11 900-1300 140x 202 60 6 3,6x0,9x2 1,9
VA-11-5 900-1300 196X252 60 7 3,8X0,9x2 2,1
«Хофлигер и Карт» (ФРГ):
сервак-50 — 100x80 — 5,5 2,2X0,9X1,6 0,6
сервак-150 — 140X100 — 7,5 2,2X1XI,6 0,7
сервак-250 — 240X100 — 17 2,6X1X2,Г 2
«Ульман» (ФРГ), 900-2100 130x156 76 3 3,5X0,6X1,8 0,9
KPIL «Бекер Перкинс» (Англия):
Сенд-форм 450 1200-1500 410X300 100 18 5X1,7X1,8 2,7
Сенд-форм 700 1200-1500 660x400 100 24 5,4X2,1X1,8 4,1
4.3.1. Разметка листовой заготовки. Рассчитать необходимые размеры (в см) листовой заготовки можно по формуле:
L =- [nt + 2г + (п — l)zi] (1 + У/100). (4.1)
Здесь L — размер листовой заготовки см; п — число изделий, расположенных вдоль искомой стороны заготовки; I — размер изделия, см; z—‘Припуск на зажим (г = 1 ~ 10,0 см в зависимости от размеров* и конфигурации изделия, а также от конструкции зажимного устройства); z\ — расстояние между гнездами; У — усадка заготовки при нагреве (зависит от температуры формования— рис. 4.1).
157
Таблица 4,6. Технические требования, предъявляемые к рулонным термопластам для изготовления потребительской тары на формовочно-упаковочных автоматах
Показатели Полистирол УПМ Поливинилхлорид Полиэтилен высокой плотности Полипропилен
Толщина ленты, мкм: для коробки 500—1200 500—1200 600—1500 600—1500
для укупорки 150—200 150-200 — —
Допустимая разнотолщинность, %, 5 5 5 5
не более Разрушающее напряжение при рас- 27 35 12-16' 25—40
тяжении, МПа Относительное удлинение при раз- 10 30-50 150—160 100—140
рыве, % Максимальная рабочая температура, °C 70 60 80 95
Морозостойкость, °C —50 —40 —70 —15
Устойчивость к светотепловому воз- — 15 — —
действию по ГОСТ 9998—74, баллы Усадка при температуре формования, %, не более: в направлении экструзии 20 15 ~ 15 15
перпендикулярно направлению 10 10 10 10
Термоформуемость (отношение глу- 2 1,5 1 1
бины вытяжки к диаметру изделия), не менее Прочность термодиффузионной 80 70 80 80
сварки, % от прочности основного материала Прочность печати к сухому и мок- 3 4 2 2
рому трению, баллы, не менее
На практике усадку листа определяют следующим образом: вырезают из листа три образца размером 120X120 мм: один
образец вырезают из центра листа, а два других на расстоянии 30 мм от каждого края. На образцах проводят две взаимо-
перпендикулярные линии (одну — вдоль листа, другую в поперечном направлении) и окружность диаметром 100+5 мм. Образцы помещают в термостат.
После нагревания измеряют диаметр деформированной в результате усадки окружности в продольном и поперечном
Рис. 4.1. Зависимость термической усадки изделий У от температуры формования Тф;
1—сополимер винилхлорида с винилацетатом; 2 — ПВХ пластифицированный; 3 — ПВХ непластифицированный
158
направлениях и вычисляют усадку:
У = (D--Do) . 100/D, (4.2)
где D и Do — диаметр окружности до и после нагревания образца.
Пример 4.1. Рассчитать необходимые размеры листовой заготовки из ударопрочного полистирола марки УПМ-503 при изготовлении упаковочной тары с размерами 120 X 60 мм. Исходные данные: усадка вдоль листа Уц = 18%, усадка в перпендикулярном (поперечном) направлении У±= 10%, 2=15 мм, 21 = 10 мм, число гнезд в продольном направлении листа Мц = 4, в поперечном = 6.
Решение. Длина листа для машины VP-321 с размерами зажимной рамы 740 X 540 мм (см. табл. 4.2) по формуле (4.1):
£ = (4 • 120 4- 2 • 15 4- 3 • 10)<1 + 18/100) = 637 мм; ширина листа:
11= [6 • 60 + 2 • 15 + 5 • 10] (1 + 10/100) = 484 мм;
площадь поверхности:
S = LL{ = 637 • 484 = 308308 мм2 « 0,31 м2.
4.3.2. Закрепление заготовки. Герметизация листа зажимной рамой осуществляется при помощи прокладки из теплостойкой пористой резины, укрепленной в пазу рамы. Максимальный размер зажимной рамы является основным параметром термоформовочной машины.
Сила F (в Н), которая зажимает лист при формовании, определяется по формуле:
, F^^ll//, (4.3)
где а — растягивающее напряжение, возникающее в листе при формовании, На; 6 — толщина листа, м; П — периметр зажимного листа, м; f = 0,5 4- 0,7 — коэффициент трения листа — пористая резина.
Практика показывает, что зажимное усилие в 5,5 • 104 Н вполне достаточно для надежного закрепления листов самой разной толщины и жесткости при формовании любым методом.
В тех случаях, когда формование осуществляется с проскальзыванием листа, усилие прижима должно быть значительно меньше, чтобы лишь слегка поджимать лист, не давая образовываться гофрам и складкам:
(4.4)
4.3.3. Нагревание листовой заготовки. Наиболее часто для нагревания листов применяют инфракрасные нагреватели. При таком нагреве по толщине листа возникает большой температурный градиент ЛТ. Разность температур на поверхностях листа зависит от мощности нагревателя, толщины листа 6 и его теплопроводности А. /
В качестве нагревателей используют элементы сопротивления, изготовленные из нихромовой проволоки, лент или стержней.
159
Проволочные элементы со стеклянной изоляцией имеют мак- I симальную температуру поверхности 643—693 К. Удельная мощ-ность таких нагревателей при максимальной температуре равна 2,2—3,3 Вт/см2. Керамическая изоляция позволяет поднять темпе-ратуру поверхности нагревателя до 873 К, а удельную мощ- • ность довести до 6 Вт/см2. Недостатком керамической изоля- 4 ции является большая масса нагревателя. J
Рабочая температура ленточных и стержневых нагревателей составляет 773 — 1073 К. Их удельная мощность зависит от плот- j ности монтажа отдельных элементов и достигает 10 Вт/см2. ;
Рабочая температура трубчатых нагревателей достигает , 1023— 1273 К.
Вольфрамовая спираль кварцевых излучателей, трубка кото-рых заполнена инертным газом, нагревается до 2473 К. Эти * нагреватели работают в коротковолновом диапазоне инфракрас- ного излучения. Они обладают малой инерционностью и высо-ким КПД.
В любом случае конструкция нагревателей должна быть та- кой, чтобы изменение величины поверхности обогрева (за счет . отключения части элементов) обеспечивало соответствие поверх- О ности рабочей (тепловой) зоны нагревателей, поверхности лю- ' бого установленного в данный момент зажимного устройства.
4.4. Энергетические расчеты. Приближенно продолжительность нагрева листовой заготовки можно рассчитать, определив тепловой поток, излучаемый нагревателем. J
В соответствии с законом Стефана — Больцмана интенсивность излучения нагревателя g (в кДж/с) можно определить по формуле:
g = Cs8<pSH ((Ti/100)4 — (Г2/Ю0)Ч. (4.5)
Здесь С5 = 5,7 • 10-3 кДж/(м2 • с • К4) — константа излучения абсолютно черного тела; 8 == 0,8 4- 0,9 — приведенная степень черноты для параллельных поверхностей пластика и радиационного нагревателя; ср — коэффициент использования лучистого потока, зависящий от соотношения размеров заготовки и нагревателя, а также от расстояния между ними (принимают ср = 0,45 4- 0,65); Зн — общая площадь нагревателя, м2;
= S/(0,91 4- 0,95) или Зн = (а';)/(0,91 + 0,95);
а,6 — длина и ширина зажимной рамы, м; Т\ — температура на поверхности нагревателя, К; Tz — средняя температура листовой заготовки за цикл нагрева, К;
Т2 = (Тк + Тн)/2; (4.6)
Тн, Тк — начальная и конечная температура листовой заготовки, К.
Количество лучистой теплоты, которое должна получить полимерная заготовка, чтобы нагреться до требуемой температу-
160
ры, можно определить по формуле:
д = 5дрс(Гк-Тн), ’ (4.7)
где S — площадь листовой заготовки, м2; 6 — толщина заготовки, м; р — плотность полимерного листа, кг/м3; с — среднее значение удельной теплоемкости в интервале температур разогрева Тк — Гн.
По данным [16] удельная теплоемкость с (в Дж/(кг-К)) для разных полимеров при различных температурах рассчитывается следующим образом. Для ПЭНП: 1) в температурном интервале ниже точки плавления 20—108° С:
с = (1,8/3 —249/2 4- 12 600/ — 26 000) • 10~2; (4.8)
2) в температурном интервале 108—115° С:
с = 91 000 —775/; (4.9)
3) для температур выше 115° С:
с = Ц60 + 5,24/. (4.10)
Удельную теплоемкость в различных температурных интерва лах с достаточной для практических расчетов точностью рассчи тывают по формулам:
1) для ПЭВП
/, °C с, Дж/(кг*К)
20—120 18,8/4-262
120—128 1080/4-127 500
2) для наполненных ПВХ
t, °с 20—140 140—180
3) для пластифицированных /, °с 20—180 180—200
4) для ПС /, сс 20—110 110—150 150—190
t, °C с, ДжДкг-К)
128—134 198 500—1470/
134—180 13804-8/
с, Дж/(кгК)
3,07/4-778 1820—4,48/
ПВХ
с, Дж/(кг К) 5/4-960 3660—10/
с, Дж/(кг К)
7,3/ 4- 686
246 4- 8,95/
3,5/ 4- 630
4.5. Расчет времени нагрева заготовки и перепада температур. Время нагрева листовой заготовки тн (в с) можно приближенно рассчитать по формуле:
Тн = E/g = Sb(>c(TK-TH)/{Cs^Sa[(T\n()^- (Т2/100)Д). (4.11)
6 А. С. Шембел!
161
Пример 4.2. Рассчитать время нагрева листовой заготовки из ПЭНП. ) Исходные данные: толщина листа 6 = 3 мм, площадь S = 0,3 м2. Поверхность i нагревателя имеет температуру Т\ = 700 К. Температура нагрева заготовки i Гк = 130° С или 403 К; SH = 0,33_м2; Т2 = (403 + 293)/2 = 348 К. 1
Решение. Рассчитываем с при температурах 20; 60; ПО и 130 С.
В результате имеем:
7= (1,4 + 2,2 + 5,8 + 1,8)/4 =, 2,8 кДж/(кг • К). '<
При тех же температурах среднее значение плотности равно:
р*= (920 + 900 + 850 + 825)/4 = 874 кг/м3. |
Тогда ;
' Гн = 0,3 • 3 • 10-3 • 874 - 2,8-110/{ (5,7 • 10~3 • 0,90 • 0,6 • 0,33 [7* — — (3,48)4)} = 105,8 с.
Температура на облучаемой поверхности листа при стороннем обогреве:
ОДНО-
Т т . с 1 1
* макс == /и +
1 2 -V? 1 1 4
„ —Л 7Г ехР (—•
Температура на обратной стороне листа:
-г 0*1 1 2 v (- 1)" 1
'мин = TH<F 7$ Fo Гб™2а ~{Г ехР(—«2«2Fo) I.<•
I Л=1 J
(4.12)
(4.13)
Здесь q — интенсивность теплового потока от радиационного нагревателя к параллельно расположенному листу заготовки, кДж/с; 6 — толщина листа, м; S — поверхность заготовки, м2; X — коэффициент теплопроводности материала листа, Вт/(м ♦ К) или кВт/(м • К) • 10-3; Ро==ат/62 — критерий Фурье; а — коэффициент температуропроводности, м2/с; т — время нагрева, с.
С помощью формул (4.12), (4.13) можно рассчитать температуру нагрева и перепад температур в листовой заготовке.
В качестве показателя неравномерности распределения температур на обеих сторонах листа используют безразмерное отношение:
J ~ Самаке ’ 7н)/(7мии ^н)* (4* 14)
Эта величина зависит только от безразмерного критерия Fo:
</ « (F© >/3)/(Fo— Ve)- (4.15)
Расчеты по вышеуказанным формулам не дают точной картины нагрева листовой заготовки, однако как первоначальный приближенный метод могут использоваться.
Общий численный метод решения задач оптимизации процесса термоформования для различных материалов и изделий основан на решении систем уравнений, довольно громоздок и сложен. Хорошо решается с помощью ЭВМ.
При двустороннем обогреве листовой заготовки Тмакс рассчитывается для наружных поверхностей заготовки, а Гмин —
162
для срединной поверхности, т. е. в уравнения (4.12) и (4.13) вместо величины 6 вводится 6/2.
Пример 4.3. По данным предыдущего примера рассчитать Гмакс и ГМ11Н.
Решение. Величина Гмакс = Гн + £$ ( Fo 4- -^-), остальная часть уравнения (4.12) быстро приближается к нулю уже при п— 1. Имеем:
_ ООО . 2,29-3-1Q-* Г 1,2-10 '-106
макс - Л» + о 4. Ю-З-0,3 [ (3-10 3)2
у-1 = 293 + 100 = 393 К.
Из предыдущего примера: q — 2,29 кДж/с; 6 = 3-10 3 м; а — 1,2 • 10 7 м2/с, S = 0,3 м2; к = 0,4 - 10"3 кВт/ (м • К) ; т == 106 с.
Далее
т г ___И .опо , 2,29-310-3 Г1,2-10-3-106 И
мин - н + xs [ 52 6 J-293+ 0,4-10-3-0,3 [“(3-10-3)2------б~]~
= 293 + 71 = 364 К.
Рассчитаем коэффициент неравномерности разогрева:
J-(Fo+ Чз)1(Го- Ve) = (1,41 + 0,33)/(1,41 - 0,17) = 1,4.
Проверим Тмин исходя из того, что температура разогрева листа, т. е. гмакс была задана (см. предыдущий пример): Гмакс = 130° С или 4U3 К.
Тогда
?мин == (Лике — Гн 4- (4 16)
Гмин = (403 — 293 + 1,4 • 293)/1,4 == 371 К.
Таким образом, при одностороннем обогреве данного листа температура его обратной стороны будет на 32 градуса ниже, что может сказаться на равномерности вытягивания листа, а следовательно, и на равнотолщинности стенок изделий. Таковой просто не будет.
Поверхность заготовки, обращенная к излучающему нагревателю, нагревается из-за малой температуропроводности термопластов гораздо быстрее внутренних слоев материала и тем более быстрее обратной поверхности листа. В результате на поверхности термопластичного листа может начаться термическое разложение термопласта, в то время как другая (большая) часть материала еще не успеет перейти из стеклообразного состояния в высокоэластическое. Увеличение интенсивности обогрева q не приводит к положительным результатам, вследствие того, что поверхностная термодеструкция термопласта начинает идти быстрее. Поэтому мощность нагревателя при одностороннем обогреве листа не должна превышать 15—20 кВт/м2. Следует помнить, что температура нагревателей излучения, как и расстояние их от поверхности листа, может регулироваться.
Формование листа обычно проводится в некотором интервале температур. Тмин — это та температура, при которой изделие с довольно острыми углами получается без отбеливания на сгибах. За Гмакс считается та температура, при которой лист, за
6*
163
крепленный в прижимной раме, либо приобретает слишком большую мягкость и текучесть, провисая под собственным весом, либо пригорает вследствие термического разложения.
4.6. Формование изделий. Формование изделий происходит вследствие вытяжки листа под действием атмосферного давления воздуха при вакуумном формовании и под действием сжатого воздуха при пневматическом формовании, а также за счет усилия пуансона при механической вытяжке листа.
Скорость вытяжки горячей заготовки обычно регулируется расходом воздуха, подаваемого в форму или производительностью вакуум-насоса.
При изготовлении глубоких изделий скорость формования обычно ниже, чем при формовании неглубоких изделий, так как при большей глубине вытяжки высокие скорости приводят к разрыву заготовки.
Скорость вытяжки зависит от толщины листа, температуры разогрева и давления формования.
В вакуумформовочных машинах применяют насосы низкого вакуума, создающие при нулевом расходе во всасывающем патрубке минимальное давление — 4 • 10~3 ~ 1,3 • 10 “5 МПа.
Разность между максимальным и минимальным давлением формования определяют подформуле.
дрф= (Ра + КЛ,)/[/((1 +/QJ. (4Л7)
где Ра — начальное давление в форме, равное атмосферному давлению, МПа; Ро — остаточное давление в вакуумном ресивере, МПа. - . *Л
Если принять, что остаточное давление Ро = 0, то
ДРФ = 0,1/[К(1 + К)). (4.18)
Величина К — это отношение объема ресивера Vp к начальному объему формы Уф:
К = УР/УФ.
Обычно у большинства машин Л = 6 4- 8, отсюда
УР = (6 + 8) Уф. (4.19)
При этом производительность вакуум-насоса должна обеспечить за время между окончанием оформления очередного изделия и началом оформления следующего остаточное давление в ресивере Ро.
Значения параметров пневмосистемы, обеспечивающие оптимальные условия формования, приведены в табл. 4.7.
При пневматическом формовании количество сжатого воздуха, необходимое для предварительной вытяжки листа, должно быть равно
Ух = (2 -и 2,5) УФ. (4.20)
164
Таблица 4.7, Параметры пневмосистемы, обеспечивающие оптимальные условия формования
Параметры Размеры формы, мм
400x600 1000X1300
Производительность вакуум-насоса, м3/мин 0,17—0,2 0,5
Объем вакуумного ресивера, м3 Мощность двигателя вакуум-насоса, кВт Диаметр подводящего вакуум-трубо-провода, мм 45,4« 10~з 1,8 50 (115- 135).IO-» 7 75
Объем воздуха Уп, который расходуется на пневматический привод подвижных частей, рассчитывается как сумма объемов воздуха, расходуемых в каждом пневмоцилиндре.
Полный расход сжатого воздуха, определяющий необходимую производительность компрессора пневмосистемы, равен сумме расходов воздуха за один цикл, умноженный на i — число циклов за 1 ч:
W =ь (Vx + Vn + VO)Z, (4.21)
где Vo — объем воздуха, идущий на отрыв изделия от формы при извлечении изделия.
Время формования тф (вс) определяется временем отвода воздуха из полости формы. Если пренебречь сопротивлением трубопровода, то время отсоса воздуха из формы равно объему формы Уф, деленному на производительность насоса W и умноженному на коэффициент изменения давления КР:
тФ = УфРр/(1Г/>к); (4.22)
f(P — Рр/Рк = 0,13 0,17 (при вакуум-формовании).
Здесь Уф — объем формы (матрицы), м3; — давление в ресивере, МПа;
W — производительность вакуум-насоса, м3/с; Рк — конечное давление в форме, МПа.
На самом деле время формования увеличивается при применении предварительной вытяжки листа. Тогда
Тф == (3,5Уф/1Г)/<р. (4.23)
Работа формования может быть рассчитана по формуле:
A [-Ра ~ <РЛ - m In . (4.24)
После преобразований и подстановки значений Ра и Ро в Па получим А (в Я*м):
А = ЮИф(|-2,318-!-±Д). (4.25)
165
Теоретическая мощность NT (в Вт), расходуемая на вакуумное формование, будет равна: -!
А/хф=; 10Иф(1— 2,31g(l + Л)/К)/102т|Тц, . (4.26)
где ч = Nr/N — механический КПД вакуумформовочной машины (обычно Ч == 0,75); N — мощность привода вакуум-насоса, Вт. 1
Если принять Ра — 1; Ро == 0; К = 6; т] — 0,75, то получим j упрощенную формулу: J
= 11,ЗИф/Тф. , (4.27)
Скорость вытяжки листа обычно регулируется расходом ежа- 3 того воздуха, подаваемого в форму, или производительностью ва-куум-насоса. Это достигается дросселированием с помощью регулировочного клапана. j
4.7. Расчет толщины стенок сформованных изделий. Процесс j формования оценивается коэффициентом вытяжки: ;
Кв = /8^-1 (4 28) j
или степенью вытяжки, равной
(100У6Л-1). (4.29) j
Здесь <\ — толщина стенки изделия, мм: л
6и = бз/[/к-/н)//н+ 1П(Вк-Вн)/Вн + 1]; (4.30) ;
63 — толщина заготовки, мм; /к — конечная длина стенки изделия, мм; /н — J начальная длина заготовки, мм; Вк — конечная ширина стенок изделия, мм; Вн — начальная ширина заготовки, мм.
Пример 4.4. Рассчитать толщину стенки изделия типа полого открытого 1 параллелепипеда (тара для упаковки сметаны), если изделие изготавливать из ,„•! листа толщиной 63 = 1 мм. Исходные данные: /н = НО мм, Вн — 85 мм, глубина Н == 40 мм.
Решение. Небольшой наклон стенок 1 — 3° и скругление углов не учи- | тываем. Имеем: |
1К == /н + 2Я = ПО + 80 = 190 мм; |
Вк = Вп + 2Я = 85 + 80 == 165 мм; |
би = 1/[(190 — 110)/110+ 1] [(165 — 85)/85 -Ь 1] = 0,3 мм; |
Кв = V 1/0,3 — 1 = 0,83, степень вытяжки 83 %. ]
Достаточно точные методы расчета утонения листовой заготовки при формовании разработаны лишь для простых изделий j и не затрагивают глубоко физических свойств перерабатываемых J термопластов. Это в основном случаи изготовления изделий с осевой симметрией методом контактного формования и методом свободного выдувания сферических и полусферических оболочек.
166 J
Для расчета утонения листовой заготовки при негативном формовании изделий типа усеченного конуса с плоским днищем рекомендуется следующая формула:
/ i \-2+к0/
ои = 0,5m/CyO3 ( 1 + -jjrcosa ) . (4.31)
Здесь 6И — толщина изделия в поперечном сечении, проведенном на расстоянии I от плоскости большого основания усеченного конуса, измеряемом вдоль образующей; f, т — геометрические коэффициенты формы:
f == sin2 ос/(1 — cos a)cos а; tn = f cos а; (4.32)
Ky — коэффициент утяжки, характеризующий утяжку материала из-под зажимного устройства. Определяется экспериментально. Зависит от отношения объема части заготовки, ограниченной отверстием в зажимном устройстве Уу, к объему части заготовки VM, находящейся непосредственно под матрицей (рис. 4.2);
Ко — коэффициент, характеризующий степень охлаждения формуемого листа после его контакта со стенками матрицы. Возможно три случая: 1) Ко < 1, это означает, что часть материала уносится с конического участка (вытягивается); 2) Ко = 1, т. е. материал, соприкоснувшись с холодной матрицей, больше не вытягивается; 3) Кд > 1 — значит охлаждается только некоторое количество материал^, находящееся в днище. Вообще коэффициент Ко определяется по рис. 4.3 как тангенс угла наклона прямой. Обычно близок к 1;
R — радиус большого основания усеченного конуса (или наибольшего отверстия изделия);
а — угол наклона образующей к плоскости основания. Обычно а == (87 -~ 4-89)°.
Для частного случая геометрии формы при а = 90° толщина стенки цилиндрических изделий составит:
\ = 0,5Ку?>3 ехр (------(4.33)
где Н — высота цилиндрического изделия, мм.
Рис. 4.3. Изменение толщины стенки 6 по высоте изделия при температуре формы: / — 20 °C; 2 - 70 °C
Рис. 4.2. Зависимость коэффициента Ху от Ур/Уф при температуре листовой заготовки: / — 145°C; 2~ 130ЭС; 3— 115°C
167
Толщина стенки шарового сегмента с радиусом /?о = /?/sin а:
6И = 0,5Ку/п63 (4.34); tn = sin2 а/(1 — cos а) =
== 1 + cos а. (4.35)
При негативном формовании эллиптического цилиндра
ои = —=========• ехр /2(^ + *2)
b )’
(4.36)
где а и b — соответственно большая и малая полуоси эллипса, мм.
Для изделия, имеющего вид полого прямоугольного параллелепипеда, в основании которого лежит прямоугольник со сторонами а и b (а Ь):
. . гг Г 2К0(аО)/Г|.
°И “ р ехР р J >
F-‘2ab — b- Inll + У 1— -jrh
(4.37)
(4.38)
Пример 4.5. Рассчитать максимальную и минимальную толщину стенки эллиптического цилиндра, изготовленного негативным формованием. Исходные данные: материал ПЭНП, а — 400 мм, b = 200 мм, Н = 250 мм, К = 300 мм, толщина заготовки — 5 мм, температура разогрева заготовки 135° С, температура матрицы 60 °C; KN = 1,4, Ко = 1,3 (коэффициенты выбраны приближенно), а = 90°.
Решение. Минимальная толщина:
ои = 0,5-1,4-5-ехр
1,3 250 \
300 )
= 1,18 мм.
Максимальная толщина:
&и ~ 0,5-1,45ехр
1,30\
300 )
= 3,5 мм.
Пример 4.6. Рассчитать толщину стенки изделия из ударопрочного полистирола УП-1. Изделие имеет вид полого прямоугольного параллелепипеда, в основании которого лежит прямоугольник. Исходные данные: а = 10 см, b = 120 мм, б3 = 3 мм, Ур/Уф = 1,15; Т = 145 °C, Н == 50 мм.
Решение. По кривой (рис. 4.2) находим Ку—1,5; Ко = 0,85, считая, что часть материала уносится с конического участка (со стенок к днищу).
F = 2-10-12 —-122 _ |00 In ^1 4- 'j/' 1 — ypj = 96 см2;
л qiJ0’12 Г 2.0,85(10+12)5 1
6И =: 3.1,5 r-gg— ехр-------gg--------1=0,8 мм.
4.8. Охлаждение изделий. Охлаждение изделия может осуществляться отводом теплоты стенками формы, обдувом сжатым воздухом или комбинированным способом. Время охлаждения изделия зависит от температуры формы, толщины стенки изделия и температуропроводности материала.
168
При очень резком охлаждении может произойти коробление изделий. Низкая температура формы затрудняет оформление ребер и острых углов, при высокой температуре формы на изделии после его извлечения могут появиться гофры или складки, вызванные неравномерной усадкой листового материала. При формовании изделий из жестких полимеров усадка может привести к растрескиванию изделий.
При двустороннем охлаждении время тохл (в с) рассчитывается по уравнению:
..
При одностороннем отводе теплоты время охлаждения увеличивается в четыре раза:
9.2а» . / 4. Тл~ттл \
Чхл - я2а *8 v * тизл ~тф )' <4-40)
Здесь 6 — наибольшая толщина стенки изделия, м; Тл— средняя температура листовой заготовки, К; Тохл — температура охлаждаемой поверхности изделия, К; Тпзл — температура на внутренней поверхности изделия в конце охлаждения, К; а — коэффициент температуропроводности, м2/с.
Для обеспечения жесткости изделия и исключения его деформации после извлечения из формы считают, что температура в конце выдержки при охлаждении должна быть не выше температуры стеклования (ТИЗЛ^.ТС) &ля аморфных полимеров и не выше теплостойкости по Мартенсу (Тизд ^Тм) для кристаллических полимеров.
Температуру охлаждаемой поверхности можно определить по уравнению:
Гохл — (Тдр ^Л^ЛрЛ 4" 7ф ^ф^фРф)/( \ч^лрл + (4.41)
Температуру формы можно приблизительно брать, как Гф = Тизд — 20, или из справочной таблицы. Под Тф подразумевают не только температуру рабочей поверхности оформляющего инструмента, но и температуру окружающего воздуха, и в уравнение подставляют наибольшее из них значение.
Пример 4.7. Определить время одностороннего охлаждения изделия из ПЭНП. Исходные данные: Тл = 130 °C, Тф = 40°С, Гизд — 60° С, 6= 1,8 мм, 1,08 • 10-7 м2/с. По справочным данным: ^пэнп = ^4 ♦ 10-3 кВт/(мХ X К), ^пэнп = 2>8 кДж/(кг . К), рпэнп = 874 кг/м3, V = 470 • 10-4 кВт/(м X X К), Сф = 0,5 кДж/(кг . К), рф = 0,72 • 104 кг/м3.
Решение. Рассчитываем Тохл:
(130/ГТсР*.2,3 374 -L 40/470-1Q-* 0,5-0,72-10"^)
?охл = /(4-10^-2,8-874 4- <470-10-4-0,5-6,72-10~«) = С*
169
Следовательно, 9,2(1,8-10 »)2 / 130-464 1
т°хл ~ 3,142-1 об- 10-Т *8 V >27 60 — 40 / = 21 с- 1
4.9. Расчет производительности вакуум формовочной ма- 'j шины. Продолжительность технологического цикла, в течение которого из листовой заготовки оформляется готовое изделие j на однопозиционной машине, определяется выражением: j
Тц = Тз + Тн + Тф 4- Тохл 4“ Тм + Тр. ' (4.42) ?
Здесь т3 — длительность операций загрузки и закрепления листа, с; тн — время нагрева, с; Тф — время формования, с; тохл — время охлаждения, с; тм — время механической обработки, если она производится на той же машине, с; тр — время разгрузки, с.
Время цикла, или рабочий цикл, — это время между двумя последовательными выдачами единицы или порции продукции. Время цикла зависит от конструкции оборудования.
При работе на многопозиционных машинах отдельные операции технологического цикла группируют так, чтобы время '[ их осуществления было примерно одинаковым. Например, время цикла трехпозиционной машины карусельного типа может быть равным:
Тц = Тз + Тт 4- Тр = Тн + Тт =* Тф 4- Тохл + Тт, (4.43)
где тт — время перемещения материала с позиции на позицию в многопозиционных машинах.
Производительность термоформовочных машин (в кг/с) может быть рассчитана: 1) по исходному сырью
Qi == Вр£з6з/Тц, .(4.44)
где В = 0,75 -т- 0,92 — коэффициент использования оборудования по времени (в зависимости от организации производства на данном предприятии и надежности работы машины); р — плотность термопласта, кг/м3; S3 — площадь заготовки, м2; 63 — толщина заготовки, м;
2) по готовой продукции
Q2 5=55 /?р(«$з6з — «Sot^ot)/Тц, (4.45)
где S0T — площадь отходов термопласта, м2; 6ОТ — средняя толщина отходов, м.
Зная массу готового изделия, производительность Q (в кг/ч) рассчитывают по формуле:
Q = 3,6тп/тц. (4.46)
Здесь m — масса изделия, г; п — число оформленных изделий с одной заготовки, шт.; тц — время цикла, с.
4. 10. Мощность привода формующей машины. В приведенном выше — см. формулы (4.24) — (4.27) — расчете теоретической работы и теоретической мощности, которые расходуются на формование изделий, учитывается лишь ч их зависимость от
170
давлений и объема воздуха, вытесняемого из матрицы. Такой расчет не даст возможности определить работу, затрачиваемую при более сложных методах формования, и не позволяет учитывать физико-механические особенности формуемого листового термопласта.
Для материалов с вязкоупругими свойствами удельную работу при формовании определяют, исходя из напряженно-деформированного состояния формуемого термопласта. Например, при изготовлении изделия в виде цилиндрического стакана негативным способом затрачиваемую удельную работу можно рассчитать по формуле:
, 2PR / K»h \ / • । ехр(Х0Я//?) /] 1 - К Z/1
Лул- Ку63 ехР( R . О,5/Су ~ J 2[лК<, J ’ (447)
где Р — давление формования, Па; R — радиус стакана, м; h = УсрТф — текущая координата по высоте изделия до момента соприкосновения заготовки с матрицей, м; уср = 0,05 4- 0,2 м/с — средняя скорость формоизменения; Н—полная высота стакана, м; р — коэффициент Пуассона (для наполненных жестких термопластов р = 0,35 4- 0,4; для мягких ненаполненных полимеров р == 0,4 -?0,5).
Полная работа Л (в Н • м), затраченная на оформление стенок стакана:
4.»«WI.{l+[2egjga-l]^.. (4.48)
Полная работа А (в Дж), затраченная на изготовление всего изделия (стенок + днища):
А = «Р/РСЛ/ + R) In {1 + [еХР^у/??) - 1}^}• <4 49)
Тогда соответствующее значение N (в кВт) равно:
N = А/(1000г1Тф). (4.50)
Величина Ко — это коэффициент, характеризующий степень охлаждения изделий. Значение его можно брать близким к 1.
Пример 4.8. Рассчитать мощность М, затрачиваемую при изготовлении полого цилиндра с днищем из ударопрочного полистирола. Исходные данные: Р = 0,1 МПа = 1 • 105 Па, R = 0,12 м, Н = 0,1 м, = 1,6, р = 0,42, Ко = 1.
Решение. тф = (3,5Уф/1У) КР ; Уф = У„ = nR2H = 3,14 • 0,122 • 0,1 = = 4,5 • 10~3 м3; Уф = У„ = 4,5 - 10“3 м3; КР = 0,17; W 10 м3/ч (из табл. 4.7); 1У= 10/3600 м3/с; тф = 3,5 • 4,5 • 10~3 • 0,17 • 360 = 0,96 с;
( Гсхр (1 0,1/0,12) Т,,
А = 3,14-10»0,12-' (2-0,1 + 0,12) In (1 + ’ 0,51,6—' — 1J [1 -
— 0,42) (2-0,42-1)} = 1202 Дж;
; N = 1202/(1000 • 0,75 • 1) = 1,6 кВт.
171
Если учесть, что площадь листа позволяет получать п изделий, то будет затрачиваться в п раз большая мощность.
4. 11. Проблемные вопросы и контрольные задачи. 4.11.1. Проблемные вопросы. 1. Покажите, в чем преимущества и недостатки методов термоформования по сравнению с литьем под давлением? Какие изделия выгоднее изготавливать в том и в другом случае?
2. Предложите эффективный способ изготовления упаковки и заполнения ее жидкими, сыпучими и штучными продуктами. Обоснуйте ваше предложение.
3. Одним из недостатков процесса термоформования является сложность равномерного нагрева листа толщиной более 6 мм. Предложите способы, ведущие к снижению потерь времени на нагрев и увеличению равномерности прогрева листа. Обоснуйте ваше решение.
4. Как избежать или значительно снизить негативный эффект разнотолщинности стенок получаемого изделия, особенно резкое уменьшение толщины в углах детали?
5. Как можно значительно снизить большое количество (иногда до 40—50 %) идущего в отход при вырезке или при вырубке изделий дорогостоящего листового или пленочного материала? Обоснуйте эффективность вашего решения.
6. Объясните, влияет ли метод изготовления листовых материалов (в формах, экструзией, каландрованием, прессованием) на технологические параметры процесса термоформования и на качество готовых изделий. Обоснуйте ваше решение.
7. Исходя из требований, предъявляемых к изделию (по равнотолщинности стенок, по сложности конфигурации, по необходимости значительно облегчить конструкцию изделия или придать ей тепло- и звукоизолирующие свойства и др.), перечислите методы термоформования.' Объясните особенности этих методов.
8. Приведите примеры наиболее эффективного использования тех или иных методов термоформования для конкретных изделий. Например: для изготовления тары, упаковки продуктов и изделий, двух- и трехслойных конструкций, а также для изделий, требующих специальных отделочных операций. Обоснуйте ваше решение.
9. Объясните, как, в случае необходимости, можно переоборудовать гидравлический пресс в установку для термоформования. Обоснуйте ваше решение.
10. Какими особенностями обладает формующий инструмент для термоформования? Отчего зависит выбор материала формы?
11. При изготовлении изделий термоформованием образуется значительное количество отходов. Предложите эффективную технологию вторичного использования этих отходов. Обоснуйте ваше решение.
172
12. Объясните, к каким дефектам изделий может привести неравномерный нагрев листовой заготовки. Обоснуйте ваше решение.
13. Обычно тепловые потери значительно больше на периферии, по периметру заготовки, чем в центре ее. Как избежать этот недостаток, ведущий к различным дефектам изделий, и получить равномерное поле нагрева по всей площади листа? Обоснуйте ваше решение.
14. Область высокоэластического состояния, в которой осуществляется изготовление изделий термоформованием, для многих термопластов довольно широка, а потому возникает проблема выбора наиболее оптимальной температуры нагрева листовой заготовки. От каких факторов и параметров зависит выбор температуры переработки? Приведите конкретные примеры, и обоснуйте ваше решение.
15. Как выбрать и поддерживать оптимальную температуру фбрмы? Отчего это зависит? Обоснуйте ваше решение примерами.
16. Каковы особенности технологии изготовления глубоких изделий? Каково значение скорости и направления вытяжки листа термопласта? Обоснуйте ваше решение.
17. На стенках готовых изделий образуются морщины и складки. Объясните причины возникновения подобных дефектов и предложите способы устранения их.
18. В углах изделий образуются белые пятна, трещины, разрывы. Вследствие чего возникают подобные дефекты? Как их устранить? Решение обоснуйте.
19. Изделие плохо извлекается из формы. Объясните причину этого явления, предложите способ его устранения.
20. Разработайте технологическую схему полностью автоматизированной линии большой производительности по производству мелкой тары из рулонного материала. Обоснуйте ваше решение.
4.1 1.2. Контрольные задачи. 1. Рассчитать время нагрева листовой заготовки, если
Показатели ПЭНП ПЭВП ПВХ пластифицированный ПС
63, ММ 3 4 2 1,5
S, м2 3 0,8 0,7 0,6 0,5
Ть к 600 600 500 500
2. По данным предыдущей задачи рассчитать максимальную и минимальную температуру нагрева листа и коэффициент неравномерности разогрева.
3. Рассчитать время формования тф изделия с предварительной вытяжкой листа. Исходные данные: размеры формы 550X380X100 мм, производительность вакуум-насоса взять из таблиц.
173
4. Рассчитать толщину листовой заготовки 63 и необходимую степень вытяжки для изделия типа параллелепипеда (полого, открытого), если толщина стенки изделия 6И = 0,4 мм. Исходные данные: /н = 120 мм, Вн = 80 мм, Н = 60 мм.
5. Рассчитать толщину стенки изделия д„, имеющего вид усеченного конуса. Исходные данные: 63 = 2 мм, I — 80 мм, /? = 70 мм, Ку= 1,5, Ко= 1,19, а =87°.
6. Рассчитать толщину стенки цилиндрического изделия. Исходные данные: 63 = 2 мм, Ку = 1,5; KQ = 1,2, Н = 130 мм, = = 60 мм.
7. Исходя из технико-экономических соображений выбрать вакуумформовочную машину и рассчитать ее производительность, определить толщину и площадь заготовки, которые необходимо иметь для изготовления требуемого изделия. Исходные данные:
Показатели ПЭНП пэвп пв X пластифицированный
Толщина изделия, би, мм Габариты 1 X В X Н 1,5 0,8 0,7
при 350x180x50 I 300X200X80 620X250X70
а = 87°, мм
или 90x80
Н X R при a =s 90°, мм 120X120 140X120
Температура поверхности на- 600 650 650
гревателя Ть К Ку/Ко 1,6/1,22 1,55/1,23 1,45/1,18
Показатели ПС ПММА ПП ПК
Толщина изделия, 6И, мм Габариты / х В х Н 0,5 0,3 1,8 1,2
при 150x 80x40 220Х100Х П00х 700Х400Х
а == 87°, мм Х50 Х550Х240 ХЗОО
или
Н X R при а == 90°, мм 70x60 100x85 110x90 110X100
Температура поверхности на- 600 600 700 800
гревателя Ть К Ку/Ко 1,6/1,21 1,5/1,19 1,3/1,16 1,35/1,72
Остальные данные (р, с и др.) определить по формулам
или из таблиц.
8. По данным предыдущей задачи рассчитать мощность, затрачиваемую на изготовление цилиндрического изделия.
ГЛ AB A 5
ИЗГОТОВЛЕНИЕ ИЗДЕЛИИ ПРЕССОВАНИЕМ
5.1. Общие сведения. В общем виде прессованием называют процесс обработки материала давлением с целью уплотнения или придания ему нужной формы. Процесс прессования начинается с перераспределения частиц материала и более плотной их упаковки. Повышение давления прессования приводит к увеличению поверхности контактов в результате хрупкой деформации частиц или вследствие их пластической деформации, к увеличению площади соприкосновения.
X ростом давления прессования плотность и прочность изделия увеличиваются.
Процесс прессования изделий из реактопластов основан на способности связующего — смолы при нагревании в матрице пресс-формы переходить в вязкотекучее (пластичное) состояние, течь под давлением пуансона, заполняя оформляющие гнезда, и в сравнительно короткое время отверждаться, фиксируя форму изделия.
В результате химического процесса отверждения (поликонденсации) “образуется пространственная трехмерная сетчатая структура материала. Он становится твердым, жестким, неплавким и нерастворимым продуктом.
В качестве исходных пресс-материалов применяют композиции на основе феноло-формальдегидных, феноло-фурфурольных, мо-чевино-меламино-формальдегидных, кремнийорганических, полиэфирных и эпоксидных олигомеров, содержание которых в материале может составлять 30—60%. Кроме того пресс-материалы содержат в среднем 40—70% наполнителей органического или минерального происхождения, а также отвердители, . смазки, красители и другие добавки.
Термореактивные пресс-материалы относительно дешевы, а изделия из них обладают высокой теплостойкостью, прочностью, а также рядом специфических свойств, незаменимых в машино-и приборостроении.
Процесс прессования пресс-материала осуществляется в пресс-формах, конфигурация формующих полостей которых соответствует форме изделий. Пресс-форма устанавливается между плитами пресса, создающего необходимое для формования изделия статическое сжимающее усилие. В переработке пластмасс наиболее широко в настоящее время применяются гидравлические прессы рамной конструкции.
175
Изготовление изделий прессованием осуществляют двумя основными способами: прямым (компрессионным) и литьевым (трансферным). При компрессионном прессовании давление пуансона оказывает непосредственное воздействие на материал, находящийся в полости матрицы. При литьевом прессовании давление воздействует на материал, находящийся в обогреваемой загрузочной камере (тигле), из которой расплав по литниковым каналам выдавливается в оформляющие гнезда матрицы.
Прямое прессование применяется при изготовлении изделий несложной конфигурации, достаточно больших по объему и массе (например, более 1 кг), а также при переработке низкотекучих высоконаполненных пресс-материалов.
Литьевой метод прессования обычно используется для изготовления изделий сложной конфигурации с повышенными требованиями к точности их размеров, а также изделий с тонкими стенками.
Выбор способа изготовления прессованием зависит от свойств (текучести и скорости отверждения) пресс-материал а, его исходного состояния (порошок, гранулы, слоистый или волокнистый), конструкции изделия, тиража и степени автоматизации оборудования.
Для повышения производительности труда и улучшения качества готовой продукции при производстве однотипных изделий с большим тиражом применяют пресс-автоматы, а также узкоспециализированные роторные прессы ротационного или револьверного типа. К таким же специальным агрегатам относятся и автоматические прессовые линии с выносными пресс-формами.
Для изготовления профильных изделий с постоянным сечением практически неограниченной длины применяют профильное (или штранг-) прессование, которое осуществляется на горизонтальных гидравлических прессах (штранг-прессах) путем продавливания через профилирующий инструмент. В зависимости от профиля головки можно получать трубы, стержни, пластины, швеллерные и другие изделия.
Однооперационные пресс-автоматы выполняют только операцию прессования, двухоперационные — таблетирование или предварительный подогрев пресс-материала и его прессование; трехоперационные — таблетирование, предварительный подогрев таблеток и прессование; четырехпозиционные — таблетирование, подогрев таблеток, прессование и обработку заусенцев у отпрессованных изделий. Новые пресс-автоматы будут также контролировать качество изделий и проводить их упаковку.
Пресс-автоматы револьверного типа состоят из нескольких пресс-элементов, расположенных по окружности на вращающемся роторе. На каждом пресс-элементе установлена своя пресс-форма. 176
Неподвижное дозирующее и съемное устройства располагаются на станине рядом с ротором. Во время работы ротор периодически поворачивается на угол а= 360/п, где п — число позиций или пресс-элементов. Каждый из пресс-элементов проходит последовательно позиции загрузки пресс-материала, смыкания формы, подпрессовки, выдержки под давлением, размыкания формы, съема изделий и очистки пресс-формы.
На ротационных пресс-автоматах все операции (дозирование, таблетирование, предварительный подогрев, прессование, обработка отпрессованных деталей) совершаются на соответствующих непрерывно вращающихся роторах.
Для изготовления однотипных толстостенных изделий, когда значительную часть технологического цикла занимает время выдержки под давлением, применяют автоматические линии с выносными пресс-формами.
Линия состоит из двух гидравлических прессов, шагового транспортера и набора пресс-форм. Каждая пресс-форма имеет замок и пружинное устройство, которые поддерживают в закрытой пресс-форме заданное давление.
В позиции загрузки горячая форма заполняется пресс-порош-ком или таблетками, предварительно подогретыми, и затем перемещается на гидравлический пресс. В этой позиции происходит прессование и запирание формы. Затем замкнутая форма перемещается транспортером ко второму прессу, который открывает замки и раскрывает пресс-форму. За время перемещения по транспортеру в форме происходит полное отверждение изделий.
5.2. Пресс-материалы, их свойства и применение. Термореактивные пресс-материалы — это сложные композиты, состоящие из связующего, наполнителя, красителя, пластификатора, смазки, отвердителя и катализатора отверждения*
Наибольшее распространение в качестве сырья для изготовления изделий прессованием получили фенопласты и аминопласты.
В зависимости от вида наполнителя пресс-материалы подразделяют на пресс-порошки, волокниты и слоистые.
Фенопласты согласно ГОСТ 5689—79 «Массы прессовочные фенольные» включают 45 марок, сгруппированных по типам с учетом областей преимущественного применения.
Пресс-порошки общего назначения (14 марок): 01-040-02; 03-010-02; 04-010-02;... применяют для изготовления ненагружен-ных или малонагруженных деталей общетехнического назначения.
Пресс-порошки специальные безаммиачные: Сп 1 -342-02, Сп3-342-О2, применяют для изготовления армированных и неармцрованных деталей радиотехнической аппаратуры, соприкасающейся с серебряными контактами.
177
Пресс-порошки электроизоляционные: Э2-330-02 — для изго- 1 товления армированных деталей со склонностью к растрески-ванию и неармированных электротехнического назначения; ! ЭЗ-340-65 — для деталей радиотехнического назначения, работаю-щих на воздухе в условиях повышенной влажности; Э6-014-30 — для высокоточных деталей электроизоляционного назначения, работающих при температуре до 250 °C в условиях повышен-ной влажности, токов высокой частоты и высокого напряже- -ния, для деталей стойких в условиях тропического климата (бла- ’ го даря минеральному наполнителю); Э10-342-63 — для изготовления приборов зажигания, деталей электротехнического на- У значения. |
Пресс-порошки влагохимстойкие: Вх1-090-34 — для деталей ) радио-, электротехнического и общего назначения с повышенными 1 влаго-, тепло-, морозо- и кислотостойкостью; Вх4-080-34 — 4 для армированных и неармированных деталей электротехнического назначения с повышенной стойкостью к ударным нагрузкам, водо- и тропикостойкие; Вх5-010-73— для деталей электротехнического назначения, тропикостойкие.
Пресс-материалы ударопрочные: У1-301-07 (волокнит) —для антифрикционных деталей повышенной прочности; У4-080-02 (модифицированные каучуком) — для деталей общетехнического ' назначения, стойких к ударным нагрузкам. <
Пресс-порошки жаростойкие: Ж1-010-04, Ж2-010-60, ЖЗ-010- : 62 — для деталей электротехнического назначения, работающие при температуре от —40 до +120 °C, с повышенными водо- и теплостойкостью.
Пресс-материалы повышенной механической прочности: АГ-4С и АГ-4В (ГОСТ 20437—75) —для деталей конструкционного и электротехнического назначения повышенной прочности, работающие при температуре от —60 до +200 °C и в условиях повышенной влажности.
Дозирующиеся стекловолокнистые материалы: ДСВ (ГОСТ 17478—72) —для деталей конструкционного и электротехнического назначения, работающие при температуре от —60 до +200 °C, тропикостойкие.
Аминопласты (массы прессовочные мочевино- и мелами-ноформальдегидные, ГОСТ 9359—80) — для деталей ненагру-женных, армированных и неармированных. В зависимости • от групп Al, А2, АЗ, В, Г, Д1, Е1 имеют различное применение.
5.3. Выбор материала для изготовления конкретного изделия. Как уже указывалось выше, основные положения по выбору марки полимерного материала для изготовления конкретного изделия, могут быть сформулированы следующим образом.
1. При выборе исходного материала необходимо исходить из назначения изделия и условий его эксплуатации. При этом основное внимание обращают на значения тех свойств мате-178
риала, которые определяют работоспособность (долговечность) детали и узла в целом. Эти служебные свойства должны соответствовать тем условиям, в которых будет работать изделие.
2. Для изготовления высококачественного изделия необходимо стремиться к тому, чтобы исходный материал был технологичен, т. е. хорошо перерабатывался в изделие выбранным методом переработки.
3. При выборе исходного материала необходимо стремиться к наиболее полному использованию его возможностей при минимальной стоимости материала. Изделие должно быть не только высококачественным и удовлетворять своему назначению, но и экономически выгодным.
В качестве примеров приведем данные по использованию некоторых пресс-материалов.
Пресс-порошки общего назначения типа О (группы 02, 03), код ОКП 53110500 и 53110600, стоимостью 0,40 и 0,41 руб./кг применяют для изготовления кнопок, приборов зажигания в автомобилях, штепсельных розеток, стоек настольных ламп, ручек управления, маховичков, корпусов приборов.
Пресс-порошки типа Сп, код ОКП 53150100, 53150200, 53150301, стоимостью соответственно 0,49; 0,45 и 0,47 руб./кг применяют для изготовления деталей, работающих в контакте с цветными металлами.
Пресс-порошки типа Э, код ОКП 53150400, 53150500, 53160100, стоимостью соответственно 0,45; 0,47 и 0,44 руб./кг используют для колодок потенциометров и реостатов, кабельных коробок, ламповых панелей, ножевых разъемов и колодок, клеммных плат.
Пресс-порошки типа Вх, код ОКП 53140300, 53130300, 53130500 стоимостью соответственно 0,49; 0,57 и 0,56 руб./кг применяют для аккумуляторных баков, крышек и пробок аккумуляторных баков; кислото-водостойких плиток для футеровки аппаратуры; покрытия полов и облицовки стен. Изделия пригодны для работы в тропических условиях.
Пресс-материалы групп У1 и У2, стоимостью 0,63 и 0,55 руб./кг используют для деталей с повышенной прочностью на удар, изгиб, кручение при невысоких показателях диэлектрических свойств даже при низких частотах, а именно: для переключателей, фланцев, зубчатых колес, кулачков, рукояток штурвалов; группы УЗ — для высоковольтных коллекторов моторов, электроизоляционных деталей, несущих повышенные механические и тепловые нагрузки, клеммных колодок, электрических панелей.
Пресс-материалы фрикционные групп Ф1, Ф2, стоимостью 0,87 и 0,92 руб./кг применяют для тормозных дисков эскалаторов и подъемных кранов, тормозных колодок для экскаваторов, дисков сцепления мотоциклов, тормозных колодок вагонов метро.
179
Таблица 5.1. Технологические свойства пресс-материалов
Марка пресс-материала ГОСТ или ТУ Содержание влаги и летучих, % ПЛОТНОСТЬ!, р-10-^S кг/м3 Текучесть по Рашигу, % Расчетная усадка, %
Фенопласты: 03-010-02 ГОСТ 5689—79 2,0—4,5 1,40 110-190 0,4—0,8
04-010-12 2,0—4,5 1,40 90-190 0,4—0,8
Сп-340-02 4,5 1,40 100—190 0,4—0,8
Сп-342-02 — 1,40 90—190 0,5—0,9
Э2-330-02 8,0 1,40 100—180 0,4-0,8
ЭЗ-340-65 — 1,95 90—190 0,4—0,7
Э6-014-30 — 1,85 130—200 0,2—0,3
Э10-342-63 — 1,85 90—180 0,4—0,8
Вх 1-090-34 — 1,60 90—190 0,4—0,8
Вх4-080-34 — 1,75 90—190 0,3—0,9
Вх5-010-73 —. 1,75 90—190 0,3—0,7
У1-301-07 9,0 1,45 40-140 0,3—0,6
У4-080-02 — 1,50 80—190 0,4—0,8
ЖЗ-010-62 — 1,85 160—200 0,2—0,7
К-300-21 ТУ 6-05-031-494—73 — 1.95 200 0,60
К-114-35 ГОСТ 5689—79 2—3 1,75—1,90 120-190 0,4—0,7
К-81-39С ТУ 6-05-1651—73 — 1.95 200 0,60
КФ-3 ТУ 6-05-1625—73 2—2,5 1.85—1,95120—180 0,3—0,6
АГ-4В ГОСТ 20437—75 2,0—7,0 1,70-1,90 1 __ 0,15
АГ-4С 2,0—5,0 1,70—1,90 > — од
ДСВ-2-Р-2М ГОСТ 17478—72 1,5—3,0 1,70—1,85 0,15
ДСВ-4-Р-2М 1,5—3,0 1,70—1,85 0,15
ВПМ ТУ 6-05-1132—70 1,0 1.7—2.0 - 0,25—0,30
ВЭП-1 ТУ 6-05-1140—76 1,5—2,8 1.70—1,80 — 0,20
КФ-9 ТУ 6-05-1471—77 — 1,50—1,65 160-195 2,5-3,0
КФ-Ю — 1 «О—2.00 165-190 1,0-1,5
27-63С ТУ 84-449—74 2,0 2,1 —- 0,15
П-3-1 ТУ 84-571—75 2-5 2,5 .— 0,2
СНК-2-27 ТУ 84-161—71 1,5-3,5 1,70 — 0,15
быстроотвер-ждающийся гранулированный пресс-материал СГ-4-Р-2Ц-2 ТУ 6-11-287—73 1,0—3,0 1,70—1,90 । — 0,15
СГ8-Р-2Ц-2 1,0—3,0 1,70—1,90 । — 0,15
ГСП-16 ТУ 6-11-263—73 1,0—3,0 1,70-1,82 0,15
ГСП-24 1,0-3,0 1,70-1,82 0,15
ГСП-32 1,0—3,0 1,70—1,82 0,15
Аминопласты: группа А1 ГОСТ 9359—80 3,0 1,40—1,50 । 70—160 0,7
» А2 3,0 1.40-1.50 > 70-160 0,7
» В1 5,0 1,60-1,85120-190 —
. » Е1 2—4 1,70-2,00 120-190 0,2—0,4
Пресс-материалы на основе аминопластов: КФА1, код ОКП 53310101, 0,51 руб./кг — просвечивающие технические и бытовые изделия, не соприкасающиеся с пищевыми продуктами;
180
КФА2 — для тех же целей; КФ АЗ — непросвечивающие бытовые изделия, не соприкасающиеся с пищевыми продуктами, а также для светотехнических изделий.
Вообще аминопласты идут для изготовления деталей высокого класса точности любой конфигурации и различных габаритов с арматурой и резьбой, работающих в интервале температур —60 до +200 °C, для деталей судовой вентиляции, судовых дверей.
Технологические свойства пресс-материалов приведены в табл. 5.1.
5.4. Подготовка пресс-материала к прессованию. 5.4.1. Таблетирование. Таблетирование пресс-порошков — важнейший этап подготовки исходного материала к прессованию изделий. Таблетирование значительно повышает эффективность процесса прессования.
Таблеточные машины, применяемые в промышленности пластмасс, по существу представляют собой пресс-автоматы, специализированные для выпуска таблеток определенных размеров и массы. Таким пресс-автоматом является, например, выпускаемая в СССР ротационная таблеточная машина MT-ЗА, предназначенная для изготовления таблеток из фенопласта и аминопласта. Максимальный диаметр таблеток из фенопластов — 35 мм, из аминопластов — 30 мм. Усилие таблетирования составляет 90 кН. Оптимальная частота вращения ротора при таблетировании аминопластов — 7—7,5 об/мин, для фенопластов — 9,6—10 об/мин. МТ-ЗА — машина однопозиционного действия; количество матриц в секции ротора — 15. Глубина заполнения матрицы h = 50 мм. Масса таблеток — от 0,009 до 0,016 кг.
Производительность ротационной таблеточной машины Q (в кг/ч) определяется по формулам:
Q = или Q = G&qShpN tnKn, (5.1)
где т] — 0,7 4- 0,85 — коэффициент использования таблеточной машины; G — масса одной таблетки, кг; N — число матриц (гнезд) в роторе; m — число гнезд в матрице; К — коэффициент многопозиционности (К — 1,2,3 или 4); п — частота вращения ротора, об/мин; S — площадь проекции матрицы или таблетки, м , h — высота таблетки, м; р — плотность таблетированного материала, кг/м3.
Пример 5.1. Рассчитать производительность ротационной таблеточной машины, изготавливающей таблетки из фенопласта марки 03-010-02. Исходные данные: m = 1, п = 10 об/мин, h = 10 мм, р — 1400 кг/м3, N = 15, К = 1.
Решение. Величина 5:
S = яг2 = 3,14 • 17,52 = 961,6 мм2 = 0,96 • 10~3 м2.
Следовательно,
Q = 60 > 0,8 • 0,96 • 10-3 • 1 • 10"2 • 1400 • 15 • 1 • 1 • 10 = 96,8 кг/ч.
181
5.4.2. Предварительный подогрев. Предварительный подогрев I снижает на 40—50 % давление прессования и уменьшает 1 продолжительность цикла прессования. При подогреве снижается 1 вязкость пресс-материала, что дает возможность изготавливать I детали сложной конфигурации с арматурой, а главное позволяет изготавливать детали с большой длиной в полости формы. Благодаря тому, что при подогреве удаляется влага, улучшается | внешний вид изделия и снижается усадка. Наиболее распро- j странен нагрев в генераторах ТВЧ и в контактных нагревателях. | Явление разогрева изоляционного материала в электрических sj устройствах было известно еще в XIX веке и, так как часть электроэнергии терялась на нагрев диэлектрика, считалось J вредным и получило название диэлектрических потерь. ij
Величина диэлектрических потерь Р (в Вт) может быть опре- 4 делена следующим образом:
Р == 2nC/«2tg6, (5.2)
где С — емкость конденсатора, образованного диэлектриком и электродами генератора, Ф; f — частота переменного тока, Гц; и — переменное напряжение электрического тока, приложенное к диэлектрику, В; tg б — тангенс угла диэлектрических потерь.
Величина диэлектрических потерь (в Вт/м3), идущая на нагрев единицы объема пресс-материала (активная мощность):
Р = #£2ertg6. (5.3)
Здесь k — 0,55 — коэффициент пропорциональности; Е — напряженность электрического поля, В/м; ef — диэлектрическая проницаемость пресс-материала, Ф/м.
Несмотря на то, что гг и tg6 зависят от температуры и ; частоты переменного электрического поля, произведение величин диэлектрической проницаемости и тангенса угла диэлектрических потерь, называемое фактором потерь, для многих пресс-материалов является величиной постоянной:
8rtg6 =• 0,2 0,4.
Чем больше тем больше электрической энергии
переходит в тепловую.
Минимальная частота f мин (в Гц), при которой создается необходимая интенсивность нагрева, определяется по формуле: f_______________________________~ тд к
/мин — п -- г-2 % » и*.4)
0,55т(Тг£дОПДт tg 8
где р — плотность материала, кг/м5; с — удельная теплоемкость материала, Дж/(кг • К); Т2 и Т\—конечная и начальная температуры материала, К; цт = 0,4 4- 0,5 — термический КПД процесса нагревания, учитывающий потери теплоты в окружающую среду; (Гг — Г1)/Дт— скорость приращения температуры, К/с.
Минимальная частота выбирается такой, чтобы не превысить допустимую напряженность Едоп электрического поля (200— 182
250 кВ/м), иначе возможен электрический пробой материала. Напряженность электрического поля Е (в В/м) при нагреве однородного диэлектрика:
Е = U/L (5.5)
Здесь U — напряжение на конденсаторе (не более 5000—8000 В); I — расстояние между пластинами, м.
Объемная плотность теплового потока qv (в Вт/м3) при нагревании пресс-материалов определяется из выражения:
qv = Znl'wrtgbE2, (5.6)
где 8 — диэлектрическая проницаемость вакуумного пространства (г — 8,85 пФ/м = 8,85 • ЦТ12 Ф/м).
Объемная плотность теплового потока с учетом потерь теплоты в окружающую среду:
qv = ср(Т2 —Т^ЦгкЦт). (5.7)
' Длительность нагрева таблеток тн (в с):
ср(72 — ГЛ
0,55г|Тг tg 5/£-' (5 8)
ИЛИ
- __------, ....-... . (5.9)
КЕ*№г KU~
Здес^ с — удельная теплоемкость, кДж/(кг • К); р — плотность, кг/м3; Ti, Т2 — начальная и конечная -температуры таблетки, К, Kg — коэффициент, учитывающий влияние на напряженность электрического поля воздушного зазора между полимером и электродом; т|т £= 0,4 -Ь 0,5 — термический КПД, служащий для учета потерь теплоты в окружающую среду, т. е. КПД генератора ТВЧ; fK — частота колебаний, Гц; Е — напряженность электрического поля, кВ/м; U — подводимое напряжение, В (U = 5 10 кВ);Яп — толщина слоя полимера
(пластины, таблетки), мм.
Мощность электрического поля Н7П (в кВт), потребляемая на нагрев порции материала массой G, определяется по уравнению:
W,, = Ос(Г2 - ГО/Смт), (5.10)
Напряженность Е электрического поля не должна превышать 200—250 кВт/м. Коэффициент КЕ:
КЕ = 1 — а-^ V^exp (— > (5.11)
где дв — величина воздушного зазора между электродом и таблеткой, мм; а и К — постоянные (для фенопластов а = 1,25; К — 2,23).
Пример 5.2. Рассчитать время нагрева из пресс-материала 03-010-02 в генераторе ТВЧ марки ВЧД-1,6/40 НП. Исходные данные: с= 1700 Дж/(кгХ X К), р = 1400 кг/м3. Г2=Н0оС, Яп = 0,01 м, U = 5 кВ, 6В = 0,003 м, Ef = 5, fK = 41 • 106 Гц, etg6 = 0,3; К = 0,55.
183
Решение. Расчет проводим по формулам (5.9) и (5.11). Имеем:
о.ооз ( 0,003\
К-Е = 1 — М5 'о о| к 5ехр 0,55 ц 01 ) = 0,289; ’
18 1700-1400(110 — 20) 0,012-10»
Тн~ 0,2892-0,5 0,3-41 • 10»-50002 = 30 с. (
В случае необходимости подогрева небольшого количества * таблеток диаметром до 30 мм успешно применяется метод ’ контактного нагрева, главным достоинством которого является > простота нагревательного устройства и значительная экономия | электроэнергии.
Для расчета времени нагревания (в с) материала до необ-ходимой температуры используют уравнение нестационарной i теплопроводности: ,
тн = 62Fo/(4a). (5.12) \
Критерий Фурье Fo является функцией относительной 1 температуры и зависит от формы изделия (пластина, цилиндр л или шар): j
Fo == (р(О); 0= (/пл~/2)/(и-Л). (5.13)
При этом между критерием Фурье и безразмерной температурой 0 выявлено следующее соотношение:
Fo 0,38 0,50 0,55 0,595 0,605 0,62 0,70
9 0,20 0,10 0,08 0,06 0,05 0,04 0,03
Здесь £пл — температура нагревательных плит; h и — температуры таблеток до и после подогрева; 6 — толщина стенки изделия, м; а — коэффициент температуропроводности, м2/с.
Нагревательная способность генераторов ТВЧ представлена в табл. 5.2, краткая их характеристика — в табл. 5.3.
Таблица 5.2. Нагревательная способность генераторов ТВЧ
Колебательная мощность генератора, кВт . Масса нагреваемого материала (в кг) при нагреве Колебательная , мощность генератора, кВт Масса нагреваемого материала (в кг) при нагреве
до 90 °C за п60 с до 120 °C за 30 с до 150 °C за 10 с до 90 °C за 60 с до 120 °C за 30 с до 150 °C за ^0 с
1 0,4 0,09 0,02 9 3,3 0,8 0,21
2 0,8 0,18 0,04 z 12 5,0 1,0 0,33
2,5 1,0 0,22 0,07 18 6,6 1,6 0,42
5 2,0 0,45 0,12 28 10,0 2,5 0,68
6 2,4 0,54 0,14
184
Таблица 5.3i Краткая характеристика отечественных генераторов ТВЧ
Генераторы Колебательная мощность, кВт Рабочая частота, мГц Максимальная масса единовременной загрузки пресс-порошка, г Номинальная загрузка, г Время нагрева номинальной загрузки, с
В4Д-0,63/40-НП 0,63 40,68 170 . 80 30
В4Д-1,6/40-НП L6 40,68 160 210 30
В4Д-4/40-НП 4,0 40,68 1000 510 30
В4Д-4/81-НП 4,0 81,36 1000 150 10
В4Д-6,3/40-НП 6,3 40,68 1200 800 30
В4Д-10/40-НП 10 40,68 1600 1300 30
В4Д-10/81-НП 10 81,36 1600 360 . 10
В4-Д2-1,6/40 3,7 40 —, — —
В4-ДЗ-6/81 12 81 — — -—
В4-Д2-2,5/81 5,2 81 — — —
5.5. Расчет технологических параметров процесса прессования. Основными технологическими параметрами компрессионного и литьевого прессования являются температура предварительного нагревания, температура прессования, время выдержки под давлением и удельное давление прессования. Все технологические параметры тесно взаимосвязаны между собой и, кроме того, зависят от технологических свойств перерабатываемого пресс-материала. Так, при сравнительно низких температурах следует прессовать изделия из низкотекучих пресс-материалов, а также из материалов с высокой влажностью и большим содержанием летучих.
Технологические параметры выбирают по справочным данным или рассчитывают с учетом свойств пресс-материалов, геометрии изделий, конструкции формы и др.
Температуру нагревания пресс-материала определяют, исходя из времени пребывания его в вязкотекучем состоянии твтс. Оно должно быть больше, чем время, затрачиваемое на загрузку материала в пресс-форму т3 и время смыкания пресс-формы:
Твт.с Hi/vi + H2/V2 -Ь ' (5.14)
хвт. с = А ехр , (5.15)
где Hi и Н2— высота опускания пуансона при холостом и рабочем ходе пресса, м; vi и v2 — скорость опускания плиты пресса при холостом и рабочем ходе, м/с; А — коэффициент; U — энергия активации поликонденсации, кДж/моль.
Если время вязкотекучего состояния для данного материала (т0) определенно на пластометре (температура пластометрического испытания для фенопластов 170 °C, для аминопластов 140 °C), то продолжительность вязкотекучего состояния можно рассчитать по экспоненциальному уравнению, из которого следует, что
185
Таблица 5.4. Режимы прессования изделий из пресс-материалов
Марка пресс-материала Прямое прессование Пресс-литье Выдержка под давлением на 1 мм толщины изделия, мин Термообработка изделий
температура температура при предвари- без предвари- удельное тельном тельного даВА г?.ие’ подогреве, °C подогрева, °C МПа темпера- удельное тура,5с АавА*ние’ МПа при предва-без предварительном рительного подогреве подогрева темпера- вы‘ тура, °C Держ- • ка, я
Фенопласты: 03-010-02 160—190 150—180 24—34 160—190 49-78 0,25—0,5 0,3-0,7 120—150 2—4 04-010-12 170—190 — 24—34 — — 0,7—0,8 — 120-140 4 Cnl-342-02 160—190 150—180 29—39 160—190 49—88 0,5—0,8 0,7—1,0 120—150 2—4 Сп3-342-О2 • 160—190' 150-180 29—39 160—190 49-88 0,5—0,8 0,7—1,0 120-150 2—4 Э1-340-02 160—190 150—180 29—39 160—190 49—88 0,5-0,8 0,7-1,0 120—150 2—4 Э2-330-02 ' 160—190 150—180 24—39 160—190 49—78 0,5—0,8 0,7—1,0 120—150 2—4 ЭЗ-340-65 170—200 170—190 39-59 170—200 59-98 0,7—1,2 1,0-1,5 120—150 2 -4 Э10-342-63 170—190 — 24—44 150—170 49—78 0,5—0,8 — — — Bxl-090-34 160—180 150—170 29—49 160—180 49—78 0,3—0,7 0,5—0,8 — — Вх4-080-34 170—180 150—170 39—59 160—180 59-98 1,0—1,5 1,0—1,5 — — Вх5-010-73 160—170 150—170 24-34 — — 1,0—2,5 — — — У1-301-07 160—180 150—180 24—84 — — 1,0—1,5 — — — К-114-35 160—170 150-160 - 30—40 160—170 60—80 0,8—1,0 1,0—1,5 — — КФ-3 175—185 165—175 40—50 175—185 75—100 0,8—1,0 1,0—1,5 — — АГ-4В 160—180 150—180 29—59 160—180 69—118 0,5—0,8 0,7—1,0 140—150 2—3 АГ-4С 150—180 140—170 29—59 150—180 69—118 0,5-0,8 0,7—1,0 140—150 2-3 ДСВ-2-Р-2М, ДСВ-4-Р-2М 150—180 140—170 29—59 150—180 69—118 0,5-0,8 0,7—1,0 150 2—3 ВПМ 180—190 170—180 40—50 180—190 75—80 1,5-2,0 2,0-2,5 — — КФ-Ю 160—175 — 30 175—185 49—69 2,0—4,5 — 195—205 12 27-63С 175 — 10—15 — — 1,5-3,0 — 160 6 П-3-1 ' 125 — 25-35 — — 1,5- 3,0 — 125 10 СНК-2-27 — 140—150 29—39 140—150 , 69—147 — 1—3 — — ГСП-16, ГСП-24, ГСП-32 — 150—160 29—49 150—160 59—98 — 1—2 145—155 3 г ~ Аминопласты: группа А1 140—150 135—145 24-39 130—145 49-98 0,8-1,0 1,0-1,5 70-80 10—12 » А2 ' 135—160 130—155 29—39 135—160 49—98 0,5-0,8 0,7-1,0 70—80 10—12 » В1 150—180 140—170 29—39 160—170' 49-98 0,7—1,0 0,8—1,2 — — » Е1 160—170 — 24—34 160—170 49—78 0,4-0,6 — —
чем выше tnn, тем меньше твтс:
х(,т.с = чехр[Т1(<0-/п.п)|( (5.16)
где то —время вязкотекучего состояния, с (см. табл. 5.6), yi — температурный коэффициент, К 1 или 1/°С (см. табл. 5.6); /о — температура пластометрического испытания, °C; tn п — температура предварительного подогрева пресс-материала, °C.
Значение /пп берется из табл. 5.4 или определяется по формуле:
U
in• н * R |1п (//,/«! 4- Ht/vt + т3) — In • <5’ |7>
Для различных пресс-материалов
03-010-02. К-17-2 01-040-02 33-340-65 Э2-330-02
А • 107 1,77 4,52 1,9 7,4 1760
[/, кДж/моль 69,5 69,5 69,5 62,8 47,31
Температуру прессования обычно устанавливают опытным путем в зависимости от свойств и состояния перерабатываемого материала так, чтобы она обеспечивала перевод связующего в вязкотекучее состояние ц последующее достаточно быстрое отверждение изделия.
Температуру прессования /п можно определить из зависимости:
in тВТг с — in
(5.18)
Для получения качественных изделий необходимо дать оптимальное время на выдержку материала в форме под давлением.
Время выдержки под давлением изделий из фенопластов можно определить по формуле, рекомендованной И. Ф. Канав-цом:
’выя = ) ( 2/?,м ) '"Р + ’ (х°тв ~,9)- <5-,9)
Здесь твыд — время выдержки под давлением с учетом предварительного подогрева, с; тпр = 19 с — время прогрева образца в пластометре при 170° С, без предварительного подогрева (для аминопластов 10 с); тотв — время отверждения материала, определенное на пластометре (Канавца), с (см. табл. 5.6); <рх — постоянная, зависящая от формы изделия (критерий Фурье); <рпл = 1,54 — постоянная пластометра; 27?х — толщина изделия, мм; 2/?пл = 3 мм — толщина образца; а — коэффициент, зависящий от температуры прессования (табл. 5.5); Р — коэффициент, учитывающий влияние предварительного подогрева материала (табл. 5.5).
Таблица 5.5. Значения а и 0
Температура, °C а Температура, °C а 3
160 1,2 0,6 180 0,65 0,42
170 0,8 0,5 190 0,5 0,32
187
Значения фх для различных форм изделия:
Плита 1,54 Куб 0,72
Брусок 0,84 Цилиндр высотой, 0,64
Цилиндр бесконечной 0,8 равной диаметру
длины Шар 0,48
Пример 5.3. Рассчитать время выдержки под давлением при прессовании
изделия «Крышка» из пресс-материала 03-010-02. Исходные данные: <рх — 1,54, У Rx = 2 мм, а = 0,8, р = 0,5, тотв — 60 с. '
Решение. По формуле (5.19): ;
твмд = 0,5(1,54/1,54) (2/3)2 • 19 4- 0,8(60— 19) = 37 с.
Время выдержки изделия при прессовании приблизительно < можно определить как произведение толщины стенки на скорость отверждения:
Твыд = AcTt.’oiB. (5.20)
Величина цотв берется из справочных таблиц. Так, новолач-ные пресс-материалы имеют наибольшую скорость отверждения 5—20 с/мм (с обязательным применением предварительного подогрева).
Более точно время выдержки подсчитывают по формуле:
Твыд = Тн "Т Тотв, (5.21 )
где тн — время нагрева пресс-материала в форме с учетом предварительного подогрева, с; тотв — время отверждения, зависящее от марки пресс-материала и температуры, с (табл. 5.6).
Время нагрева материала уменьшается с повышением температуры предварительного подогрева. Оно зависит также от толщины стенки изделия, его формы, температуропроводности пресс-материала:
тн == (900//G) (d2/a)In [/G(/ф - /п.и)/(/ф - /и)]. (5.22)
Здесь 6 — толщина стенки изделия, м; а — коэффициент температуропроводности пресс-материала, м2/ч (табл. 5.6); — температура формы, °C;
Таблица 5.6. Значения то, т0Тв, а и yi
Марка пресс-материала Время вязкотекучего состояния То, с Время отверждения по пластометру тотв,с Коэффициент температуропроводности а • 103, м2/ч Температурный коэффициент, зависящий от типа пресс-материала, Уь К-1 или 1/°С
01-040-02 35—45 120—130 0,4—0,6 0,03
03-010-02 26—36 50—80 0,4—0,6 0,03
СП 1-342-03 80—105 140—160 0,4—0,6 0,02
СПЗ-342-02 80—100 140—160 0,4—0,6 0,02
Э2-230-02 30—60 140—160 0,4—0,6 0,025
Э1-340-02 80—100 440—160 0,4—0,6 0,02
У1-301-02 — 50—70 0,4—0,44 —
У4-080-02 — 90—100 0,45—0,65 0,03
АГ-4 (В и С) — 60—80 0,7—0,9 —
Аминопласт 55—65 80—130 0,4 0,028
188
/п.п — температура предварительного подогрева пресс-материала, °C; /и = /ф —-20° С — температура изделия; Ki — коэффициент, зависящий от конфигурации изделия (/<i = <рх); /<2 — коэффициент, зависящий от скорости прогрева материала (для фенопластов К2 = 0,8 ~ 0,85, для аминопластов #2 = 0,9).
Время отверждения:
Тотв = 0,85 «тв - <) ехр[7 (Г - /ф + 4)1, (5.23)
где т'тв — время отверждения образца, полученное на пластометре, с; т' = = 19 с — время нагрева образца на пластометре; yt — температурный коэффициент (табл. 5.6); t' — температура формы в пластометре, °C; /ф — температура формы при прессовании изделия, °C. Ф
Для расчета времени выдержки при прессовании толстостенных изделий рекомендуется [11] использовать уравнение:
1 k2 . ( л гс~~ Тн \ . 1 А- / Гс — г' \ ,
Твыд “ А., 4^ 7С—Го ' + 1,1 И -7Г-Та ) + .
In m AT—In (г; — ТА
+-------------~k-------(5.24)
Здесь Ai и Л2 — коэффициенты, учитывающие конфигурацию изделия (пластина, брусок, шар), соответствующие форме стенки (для расчетов принимают Ai = 1,27, Аг = 2,47); ai и аг — коэффициенты температуропроводности неотвержденного и отвержденного пресс-материалов, м2/с (можно считать, что а\ — (1,5 + 2,0) аг\ h — наибольшая толщина стенки изделия, м; Тс — температура стенки формы, К; 7 н — начальная температура пресс-материала, К; То — температура пресс-материала, при которой начинается процесс отверждения (Го = ЗбЗ 4- 373 К, но наиболее интенсивно процесс отверждения идет при температуре Гб = Го + (4 4- 5) К); Гц = Гс — (4 4-5) К — температура в центре изделия, К (если Гс == 443 К, то Гц = 439 К, Го = 363К; Го — 367 К); m = 0,8 4- 0,9 — степень отверждения пресс-материала; k — константа скорости реакции отверждения, с~’ (при расчетах используют k> соответствующую температуре стенки формы Гс); АГ — изменение температуры при проведении химической реакции отверждения в адиабатическом режиме (в отсутствие теплоотдачи температура пластины будет изменяться только за счет внутреннего источника теплоты АЯ):
' . АГ = Г — Го = АЯС0/(рпсР), (5.25)
где Г' — максимальная температура стенки изделия при степени отверждения пресс-материала tn = 1, К; Со — начальное содержание отвержденной смолы в пресс-материале, кг/м3; ср — удельная теплоемкость при постоянном давлении (принимают равной удельной теплоемкости при постоянном объеме Ск); кДж/(кг ♦ • К); рп — плотность пресс-материала, кг/м3.
Расчетные параметры для различных пресс-материалов приведены в табл. 5.7.
Пример 5.4. Рассчитать время отверждения при прессовании изделия из 'Пресс-материала Э2-330-02, толщина стенки ^изделия 8 мм.
Решение. Расчет ведем по формуле (5.24):
1 (8 -10-зр ш 463 — 293 \ ,
ТВЫЛ — 2.47 4-18-10-8 ln V’2Z 463 — 373/ '
5~47 4-9-1Н 111 (*’27 463 —458) + ,п Н>“а) «295,5 с.
189
Таблица 5.7. Расчетные параметры
Пресс-материал /г-103, с 1 вг10’, м2 02-108, м2 АТ, К А//, кДж/кг Со-10-3 кг/м3 кДж/ (КГ-К) р-io-3, кг/м3
03-010-02 12,5 20 10 — 33,5 0,55 2,3 1,35
Э2-330-02 4,3 18 9 8 — — — —
АГ-4В 10,1 15,2 9,9 17 — — — —
дев 8,1 22 15,3 10 — — — —
ПСК-5Н 10,5 16 8 — 105 0,6 2,9 1,8
С уменьшением температуры формы значение твыд увеличивается. Так, твыд — 370 с при Тс = 443 К.
Температура формы может быть определена по формуле:
4|) -= tQ 4- (In тВт/С— In r0)/Yj. (5.26) ;
Температура отверждения определяется с учетом изменения | теплоты реакции поликонденсации: й
Цо = to ± QP/(2c). (5.27) J
Здесь Q = 32 4- 48 кДж/кг — теплота реакции поликонденсации; с — ' теплоемкость пресс-материала, кДж/(кг * К); i
Величина /отво “ это температура отверждения в пластометре. Для /отв — • температуры отверждения в пресс-форме: J
/отв = /Ф ± QP/(2c). (5.28) <
Для расчета времени нагрева материала в пресс-форме 1 до температуры отверждения используют уравнение нестационарной теплопроводности
тн ~ d2Fo/(4a), (5.29) ;
где 6 — максимальная толщина стенки изделия, м; j
Fo = ¥ (Н); Н - (<ф - -/3); (5.30) ;
О — относительная температура; /м — температура, до которой нагреваются перед началом отверждения центральные слои изделия:
/м =/ф-(?р/(2с). (5.31) ?
В тех случаях, когда перед прессованием материал подо- • гревается до температуры, близкой к температуре отверждения ’ /отв =/ф— 15 °C, расчет времени нагревания тн не проводится. ,
В настоящее время все чаще применяют высокотемпературное j прессование (фенопласты при 200—220 °C, аминопласты при 1 160—170 °C), позволяющее значительно сократить время выдерж- , ки изделий под давлением и улучшить их качество. Однако I такой процесс требует высокой температуры предварительного , подогрева пресс-материала (фенопласты 150 °C, аминопласты 4 140° С), а также более совершенного оборудования: более ? мощные генераторы ТВЧ с повышенной частотой колебаний, J быстроходные прессы, быстроотверждающиеся пресс-материалы.
190
При литьевом прессовании разогрев материала идет не только за счет соприкосновения с горячими стенками загрузочной камеры, литниковых каналов и формы, но и вследствие диссипативной энергии вязкого течения, которая повышает температуру материала на Л/
Af = SAP/(ср). (5.32)
Температура пресс-материала после заполнения формующей полости
= + SAP/ (ср). (5.33)
Здесь SAP — суммарный перепад давления в литниковых каналах пресс-формы.
В правильно сконструированной пресс-форме SAP = 404-4-50 МПа. Если /в будет намного меньше /отв, то расчет следует проводить по формулам (5.28) — (5.31), как для прямого прессования. При этом относительная температура будет равна:
? 6 == (/ф — /м)/(/ф — tR). (5.34)
Эффективное усилие, создаваемое прессом * и приходящееся на 1 см2 площади горизонтальной проекции детали называют удельным давлением прессования. Оно должно быть таким, чтобы обеспечить течение размягченного пресс-материала, заполнение им формующей полости формы, а также получение качественного изделия после соответствующей выдержи материала под давлением. Удельное давление прессования зависит, главным образом, от текучести пресс-материала и потому подбирается из соответствующих справочных таблиц на перерабатываемый материал. По удельному давлению прессования выбирается необходимый для изготовления конкретных изделий пресс:
N = PSn/1000, (5.35)
где W — усилие прессования, необходимое для изготовления изделий, кН; Р — удельное давление прессования, Па; S — площадь проекции детали, м2; п — число оформляющих гнезд.
В справочных таблицах обычно дается номинальное усилие пресса (N„):
= P»SK-, (5.36) /<, = (PSn)/(KS„). (5.37)
Здесь Рм — манометрическое давление рабочей жидкости в гидросистеме; Sn — площадь поперечного сечения плунжера подвижной плиты пресса; К = 0,85 -т- 0,9 — КПД пресса.
Однако в процессе прессования на материал в форме воздействует усилие, меньшее чем номинальное (на 10—15 %) из-за потерь, идущих на преодоление сил трения в уплотнениях. Следовательно, эффективное усилие, создаваемое прессом,
ЛГУф = (0,9 ч- 0,85) jVh, (5.38)
191
и потому необходимый для прессования изделий пресс следует я выбирать по эффективному усилию. fl
Время цикла полуавтоматического (обычного) прессования Я (тц) складывается из времени, необходимого для опускания Я (топ) и подъема пуансона (тп), загрузки пресс-материала 1 (т3), выдержки его в форме под давлением (твыд), выгрузки J (выталкивания) готовых изделий (твыг) и подготовки формы | к следующей запрессовке (тподг):
Тц == Тз 4- Топ 4" Твыд 4~ Тп 4- Твыг "Ь Тподг. (5.39)
Время опускания и подъема пуансона зависит от быстроходности пресса: <
Тп = (tfj + я2)/«з; Топ = 4- Нъ/иъ (5.40) !
где Н1 — величина пути холостого хода плунжера, мм; Н2— величина пути j рабочего хода плунжера, мм; и\ — скорость холостого хода (средняя), мм/с;
«2 — скорость рабочего хода (средняя), мм/с; из — скорость подъема пуансона (средняя), мм/с.
Время, идущее на опускание и подъем пуансона, называют | машинным временем (тм). Время, затраченное на подпрессовки, 1 входит в продолжительность выдержки под давлением и может быть определено:
т„. п = (//3/«2)n -I- Л (п — 1). (5.41 ) !
Здесь Нз— высота подъема пуансона при подпрессовке, обычно на 5—10 мм | больше высоты загрузочной камеры пресс-формы (Лзк), т. е. Нз — h3 K 4“ (5 ।
4- 10) мм; п' — число подпрессовок; Л — пауза между подпрессовками (обыч- < но 3—4 с).
Время цикла прессования равно: J
Тц = Т3 4- Твыд 4- Тм 4- Твыг 4- Тподг. (5.42) j
Зная основные параметры процесса прессования, можно определить производительность пресса Q (в кг/ч):
Q = (3,б£йп)/тц, (5.43)
где gu — масса изделия, г; п — число гнезд; тц —время цикла, с.
Количество материала, загружаемого в пресс-форму (навеска), зависит от метода прессования, массы изделия и текучести пресс-материала.
При прямом прессовании в закрытые пресс-формы навеску gH определяют по формуле:
£н == 1,05 (gHn 4- Ki 4- Л2)- (5.44)
Здесь Ki — коэффициент, учитывающий текучесть по Рашигу пресс-материала; Л 2 = Agf/2 — коэффициент, учитывающий колебания массы таблет- • ки; Ag — отклонение массы таблетки от номинального значения, г; f — число > загружаемых таблеток. <
192 '
Отклонения Ag: Масса таблетки, г 2,0—6,0 д^г, р 0,1—0,2 Значения К,: 6,1—20 0,2—0,3 20—40 0,3—0,4
Масса изделия, г 1—10 10—20 20-30 30—50
Кь г, при текучести по Рашигу: 120—180 мм 0,2 0,3 0,5 0.7
100—120 мм 0,1 0,2 0,3 0,5
80—100 мм — — — 0,2
Масса изделия, г 5( )—100 100—200 200—500 >500
Ki, г, при текучести по Рашигу: 120—180 мм 1,0 2,5 4,0 8,0
100—120 мм 0,7 1.5 2.5 5,0
80—100 мм о,з 0,5 0,8 2,0
При прессовании в полузакрытых пресс-формах навеска
равна:
gn = 1,05(£ия 4- Ki 4- Кг 4- рбо^з.к), (5.45)
где р — платность материала, кг/м3 • 10-3; 6О = 0,02 4-0,03 см — толщина облоя; F3 к — площадь загрузочной камеры, см2.
При литьевом прессовании навеску рассчитывают по уравнению:
g» — l,05(gu« ~Ь Ki + Кг 4* g.i 4" gn 4" go), (5.46)
Здесь gn — масса пресс-материала в литниковых каналах; gn — масса пресс-остатка:
gu — р/^з.кбл; (5.47)
6П = 0,02 см — толщина слоя пресс-материала, оставшегося в загрузочной камере; — масса облоя;
go = рГизд/гбо; (548)
^изд—площадь изделия, см2; 6о = О,1~О,2 см—толщина облоя при литьевом прессовании.
Эффективность работы пресса, правильность выбора пресса для изготовления конкретных деталей можно оценить, определив величину прессосъема (в кг/кН):
(3 6#7п) 3 6VonT
<5-49> = <55°)
где W — усилие прессования, кН; Т — количество часов работы пресса в год.
Производительность роторной линии Qp (в шт./ч) определяется по формуле:
qp = QOninNu. (5.51)
Здесь п — частота вращения ротора прессования, об/мин:
п = а/(360тц); (5.52)
а—угол поворота ротора; тц — длительность цикла, с; Л/к— число комплектов однотипных пресс-форм; m — число потоков.
Технические характеристики отечественных прессов для пластмасс приведены в табл. 5.8.
7 А. Шембель
193
Таблица 5.8. Технические характеристики отечественных прессов для пластмасс
Марка пресса Номинальное усилие пресса, кН Ход ползуна, мм Максимальное расстояние между ползуном и столом, мм Размеры стола (длинах ширина), мм Номинальное усилие выталкивателя, мм Ход выталкивателя, мм Мощность электродвигателя насосов, кВт Скорость ползуна во время хода, мм/с Габаритные размеры, мм
замедленного рабочего спереди назад слева направо высота
СЧ сч ей ДБ2424А ДБ2424Б ДБ2424В ДБ2424Г 250 50 1,5 7—60 7 7 7 7 1065 1920 2800 3190
г 710 560X500 1460 3050
о сч сч СО ДБ2426А ДБ2426Б ДБ2426В ДБ2426Г 400 450 - 80 160 2,2 7—60 7—60 7—60 7 7 7 7 7 1100 1920 2800 3190
® ДВ2428А § ДВ2428Б S ДВ2428В Е* ДВ2428Г 630 800 630x560 125 4 7-60 7 7 7 7 1255 1950 2575 3965 1544 3236
1 ДБ2430 I ДБ2430А ДБ2430Б ДБ2430В ДБ2430Г ДБ2430Д 1000 560 900 710x630 200 200 5,5 7—60 7—60 7 7 7 7 7 1120 2050 3420 3810 4220 1690 3435 1720 3525
OJ ДБ2432А 5 ДБ2432Б и ДБ2432В e( ДБ2432Г
1600
: 7 1275
630 1000 800x710 € 315 250 7,5 7-^60 7 3320 1830 3810
7 — 3710
ДБ2434А 2500 710 1250 1120x1000 500 360 13 7—60 5
ДБ2436А 4000 800 1400 1250x1120 630 400 17 7—60 4
П483 630 320 630 500x500 89 160 4 — 2,5 1135 1050 2310
Примечание. Модификация без буквенного индекса в конце обозначения — базовые полуфабрикаты с циклами для прессования и трансферного литья; с индексом А — полуавтоматы с увеличенными рабочими скоростями ползуна и выталкивателя получают на основе базовой модели добавлением блока гидроаккумулятора к гидропроводу; с индексом Б — автоматы для прессования тонкостенных изделий массой до 50 г получают из модификации с индексом А добавлением узлов автоматической загрузки пресс-порошка и выгрузки изделий; с' индексом В — полуавтомат для литья армированных массивных изделий получают из модификация А добавлением шнековой литьевой приставки, служащей для дозирования, пластикации и загрузки материалов в форму; с индексом Г— автоматы для шнекового литья массивных неармированных изделий получают из модификации В добавлением узла автоматического съема изделий; с индексом Д — полуавтоматы для механопневмоформования листовых термопластов получают на основе базовой модели добавлением механизмов разогрева листа, захвата заготовки и накидных плит. Скорость холостого ползуна для пресса ДБ2436А — 100 мм/с; П483 — 115 мм/с; всех остальных — 200 мм/с. Скорость возвратного хода ползуна для пресса ДБ2434 — 60 мм/с; g ДБ2436 •—50 мм/с; П483 — 113,5 мм/с; всех остальных — 75 мм/с.
Пример 5.5. Определить основные параметры процесса прессования при изготовлении изделия из пресс-материала 03-010-02. Выбрать пресс и рассчитать его производительность. Изделие — прямоугольная пластина с двумя отверстиями, d = 10 мм, 6 = 2 мм и сторонами а X b = 100 X 70 мм.
Решение. 1. Определим температуру прессования: /п п — температура предварительного подогрева — 150° С; to — температура прессования образца — 170° С; то — время вязкотекучего состояния, определенное на пластометре — 35 с; Yi —температурный коэффициент — 0,031/®С. Имеем:
tBT. с - т0 ехр h, (4- п)1 = 35 ехр [0,03 (170 - 150)] = 63 с;
In 63 In 35
Хф == -to + С — Inто)/71 = 170 +---------------= 189,3 С.
2. Выбираем необходимый по усилию пресс.
2.1. Площадь проекции изделия:
S = ab — 2л/*2 = 0,1 • 0,07 — 2 • 3,14 ♦ 0,0052 = 6,8 • 10~3 м2.
2.2. Необходимое усилие прессования будет равно:
/V = PSa/1000.
Число гнезд п берем равное 1, Р = 30 МПа или 300 • 105 Па. Тогда
N = 300 • 105 • 6,8 • 10-3 • 1/1000 = 204 кН.
Выбираем пресс с номинальным усилием 630 кН. Число гнезд: п == 630 • 0,85/204 = 2. '
3. Определим время выдержки твыд. Данные: /О == 0,85, 6 — 0,002 м, а — = 0,5 • 10~3 м2/с, Ki — 1,54 (пластина); /ф == 190° С (по расчету); tn п — 150° С, /и = — 20 — температура изделия. Имеем:
900 („ 900 0,002» , / г 190—150\
х» ^~Кг~ ’"И* <ф — / ” 0.85 0,5 10-э 1,1 V’54 190— 170/ ~
= 9,5 с;
- 0,85 «гв - <) ехр [Т1 (Г - /ф + 4)1 = 0,85 (70- 19) ехр ]0,0 3 (170-— 190 + 4)] = 26,8 с;
тВЫ4 = 9,5 + 26,8 — 36,3 с.
Без учета предварительного подогрева имели бы:
900 0,002* 190-2<> А „Л 0„
0,6 0,5-10-* п V’54 190 — 170/ ~ J ,bc’
и тогда твыд == 30,8 + 26,8 = 57,6 с.
Для определения производительности выбранного пресса необходимо определить массу изделия (g ) и время цикла его изготовления (т„)
Для используем формулу: 4 ц
2» = = 1,4 ’ 13,6 = 19 г,
где р = 1,4 г/см3 — плотность пресс-материала; v — объем детали
V = Sh = 68 • 0,2 = 13,6 см3.
196
Значение тц определим по формуле (5.39). Для расчета времени опускания и подъема пуансона данные берем из табл. 5.8:
450 1 50 о
\л! -= ^Л/"1 Ь “ 200 5 — с*
Приближенно рабочий и холостой ход плунжера соответственно равны (#п — ход плунжера):
Я2 = 0,1Яп = 0,1 • 500 = 50 мм; ti{ = 0,9Яп == 0,9 ; 500 = 450 мм.
Следовательно,
т„ = 4- Н2)/иъ = (450 + 50)/100 = 5с.
Тогда
тц = 6 -Ь 12,2 + 36,3 + 5 + 6 + 5 = 70,5 с.
и
Q = 3,6§нП/тц = 3,6 • 19 • 2/70,5 = 1,94 кг/ч.
Часовой прессосъем с 1 кН прессующего усилия:
Я = 1,94/630 ^= 3 • 10-* кг/(ч • кН) и
3,6ялГ 1,94-6000 1в ло , u Пг “ 630 " 8,48 кг/кН.
Технические характеристики ротационных пресс-автоматов представлены в табл. 5.9, роторных линий — в табл. 5.10. Характеристика установок непрерывного прессования для подбора номенклатуры изделий дана в табл. 5.11.
Таблица 5.9. Технические характеристики ротационных пресс-автоматов
Параметры Модели
С-50/10 С450/10 С-72/8
Число элементов прессования 10 10 8 Максимальное усилие, сообщаемое 50 150 90 каждому пресс-эл ем енту, кН Время обогрева формы за один обо- 28—34 45—237 20—130 рот ротора (регулируемое), с Производительность (при установке 5—15 2—10 15 одной формы в каждом пресс-элементе), шт./мин Наибольший диаметр, мм 60 100 80 Максимальная температура нагрева 200 ( 200 200 формы, °C Мощность нагревателей форм, кВт: верх / 1,5 4,0 2,4 низ 2,2 4,0 2,4 Мощность электродвигателя, кВт: насоса 3 4,3 5 механического привода 0,37 0,22—1 2 Масса пресса, кг 1703 6700 2300
197
S Таблица 5.10. Технические характеристики роторных линий для переработки пластмасс
Параметры Роторные линии
ЛПИ-5 лпию ЛПИ-16 ЛПИ-25 ЛПИ-63 ЛПИ-100
Выполняемые операции Дозирование, Таблетирование, нагрев таблеток ТВЧ, прессование Прессование
Усилие прессования, кН прессование 50 100 160 . 250 500 1000
Усилие таблетирования, — — 160 250 300 250
кН Максимальные габа- 40x40x20 50x 50x25 68x68x40 85x85x50 120X120X70 170X170X80
ритные размеры изделия, мм Максимальная масса 20 40 50 100 200 1200
изделия, г Число позиций ротора 45 32 24 16 12 10
прессования Продолжительность вы- 2-4 1—2,5 1—5 1—6 1—8 2
держки под давлением, мин Габаритные размеры 250x1500x2000 2300Х1900Х 2200Х1900Х 2400Х1900Х 2600X2200X 3200X2500X
линии, мм Х2500 Х2500 Х2700 Х2900 Х2800
Необходимая произ- 20 30 25 28 -зо 40
водственная площадь, Масса линии, т 5 10 10 12 14 15
Подогрев ТВЧ: мощность тока, кВт 3 6 6 6 8 9
частота, МГ 39 39 39 39 39 39
Таблица 5.11. Характеристики установок непрерывного прессования для подбора номенклатуры изделий
Модель установки Усилие пресса, кН Число пресс-форм Максимальная производительность при одноместной форме Минимальное время выдержки, мин Характеристика изделий
наибольшие значения рекомендуемые значения
шт./год т/год площадь диаметр, па плане, см высота, см см2 время масса, г выдержки, МИИ количество в серии, т
УНП-25/12 12 95 2,4 90—115 2,4—3,6 УНП-25/16 250 16 1 060000 120 3,6 72 9,5 5 115—140 3,6—4,8 70000 УНП-25/20 20 145 4,8 140 4,8 УНП-40/12 12 125 2,8 140—200 2,8—4,2 УНП-40/16 400 16 910000 180 4,2 115 12 6 200—260 4,2—5,6 60000 УНП-40/20 20 235 5,6 260 5,6 УНП-63/12 12 190 3,3 250-350 3,3-5 УНП-63/16 630 16 765000 265 5 170 15 350—450 5-6,6 50000 УНП-63/20 20 340 , 6,6 450 6,6 УНП-100/12 12 295 4 460—670 4—6 УНП-100/16 1000 16 640000 430 6 280 19 9,5 670—880 6—8 40000 УНП-100/20 20 565 8 880 . 8,0
Пример 5.6. Рассчитать производительность и эффективность использова-
ния роторной линии ЛИ И-63 при двух потоках. Исходные данные (по табл. ;
5.10) : N = 500 кН; g„ == 19 г; NK = 12; а = 30°; тц = 0,15 мин. )
Решение. Частота вращения ротора:
а 30
п = °-56 об/мин-
Следовательно,
• Qp Л = 60пш/¥к == 60 • 0,56 • 2 • 12 = 806 шт./ч; (
или ")
= 806 • 0,019 = 15,3 кг/ч.
1«Ь 3 15,3*6000 '
/7 =7= 30,6» 1(W кг/(чкН) или Пг ** = 183,6 кг/кН. (
5.6. Тепловой расчет пресс-формы. Для определения необ- j ходимого числа нагревательных элементов, их мощности и време- ни разогрева формы проводят тепловой расчет. J
Тепловые нагреватели должны обеспечить равномерное ;5 и стационарное температурное поле по всему объему пресс-формы.
Для расчета мощности электрообогревателя составляют ? тепловой баланс подводимой к пресс-форме тепловой энергии и расходуемой (в Дж) /
Qnoa =г= Q-пол 4* QnoT ; (5.53) Qno.7 — Qnarp “Ь QaxaZ (5.54) »
QnoT = Qo.c 4~ Qo.c +• Qc.ii 4~ Qnp, (5.55) J
где <2ПОД — общее количество теплоты, подводимое к пресс-форме; QHarp — коли-чество теплоты, поступающее от электронагревателей; Qno%n — полезная тепло- ’« та, идущая на нагрев пресс-материала; Q3K3 — теплота экзотермической реакции поликонденсации; QnoT — теплота, теряемая пресс-формой бесполезно; Qo с — i потери те плот в окружающую среду; Qc п — потери теплоты в стол пресса; J Q6c — потери теплоты через болтовые соединения; Qnp — прочие потери теплоты. '
Количество теплоты, выделяющееся за счет экзотермической реакции поликонденсации (Q3K3), сравнительно невелико: 30— •; 48 кДж на 1 кг пресс-материала.
Теплота, идущая на нагрев материала до температуры j прессования:
Qbo.h eg ДЛ (5.56) f-
Учитывая, что изделие при прессовании нагревается за счет внешней теплоты стенок пресс-формы от 20 до 150 °C, а дальней- i шее нагревание происходит за счет теплоты поликонденсации ? перерабатываемого пресс-материала, А/ = 150 — 20= 130 °C. i
Здесь с — удельная теплоемкость пресс-материала, кДж/(кг«К); g— об-
щая масса, прессуемого за 1 ч материала, кг; AZ — приращение температуры пресс-материала, К. |
Величина g определяется по формуле:
g = ganm,
•Де £п — масса пресс-материала, идущая на одно изделие, кг; п — число гнезд в пресс-форме; m — количество запрессовок за 1 ч. j
200
Теплоту полимеризации можно определить по уравнению:
QpeaK = Zgc ДГ, (5.57)
где z — средняя часовая штучная производительность; Af = 190 — 150 = 40°С.
Потери теплоты в окружающую среду:
QnOT = а/; Д/ь (5.58)
Здесь а — 46,9 кДж/ (м2 • ч ♦ К) — коэффициент теплоотдачи поверхностями пресс-формы в воздух; АЛ — разность температур наружной стенки пресс-формы и воздуха, °C ; F = F6 4- Fp — полная поверхность пресс-формы, м2; F6 — боковая поверхность пресс-формы, м2; Fp — поверхность мест разъемов пресс-формы, м2.
Иначе
Qnor = Qa
где Q6 — потери теплоты боковой поверхностью пресс-формы; Qp — потери теплоты поверхностью разъема.
s Потери Q6:
Qe = oaFM. (5.60)
Здесь аб = ^52^-(Gr Рг)0,286 — коэффициент теплоотдачи боковой поверхностью пресс-формы в воздух, Дж/(м* • ч • К); % = 0,12 Дж/(м2 • ч • К) — коэффициент теплопроводности воздуха; I — высота пресс-формы, м; Gr — критерий Грасгофа; Рг — критерий Прандтля (Рг = 0,69); &t— разность температур стенки формы и окружающего воздуха, °C или К-
Параметры сухого воздуха выбираются при определяющей температуре /ср = (£ф + £ )/2 = (190 + 22)/2 = 106 °C = 379 К.
Упрощенный метод расчета коэффициента теплоотдачи:
ос = 8 И- 0,05/ст, (5.61)
где /ст — температура стенки пресс-формы.
Потери Qp:
Qp = apFpA/д, (5.62)
где aD — коэффициент теплоотдачи мест разъема пресс-формы в воздух, Дж/ (м2 • ч • К)
Для оформляющей части матрицы коэффициент теплоотдачи определяют:
X
= 0,95-^-(GrPr)(W (5.63)
Здесь h — высота гнезда матрицы, м.
Для горизонтальной плоскости разъема матрицы:
aP = 4,2tQ.4 (5.64)
где t — среднее значение температур стенки и воздуха.
Для горизонтальной поверхности пуансона:
Ор = 1,13Д/°’25 (5.65)
201
или
где X — коэффициент теплопроводности воздуха; А/п ансона и воздуха.
разность температур пу-
Практически ар для пуансона берут 40—48 кДж/(м2-ч-К).
Потери теплоты в стол при наличии однородной прокладки (асбестовой):
0е.п = 2Г
(5.66)
Здесь F — поверхность соприкосновения пресс-формы со столом, м2; к — = 0,67 кДж/(м • ч • К) —коэффициент теплопроводности материала прокладки; 6 — толщина прокладки, м (6—25-4-30 мм); kt—разность температур пресс-формы и стола, К.
Потери теплоты болтовым соединением рассчитывается:
Q6. с = 480# [X6^/(2Z) + а6/],
(5.67)
где d — диаметр болтового соединения, м (d — 25 мм); / — длина отверстия, м (/ = 250 мм); Z6 = 167,6 кДж/(м • ч • К); = 46,9 кДж/(м2 • ч • К).
Упрощенно принимают потери теплоты через болтовые соединения равными 3—6 % от общих потерь теплоты, а прочие
потери (на обдувку пресс-формы воздухом и вынужденные перегревы) составляют примерно 10—18 % от теплоты, подводи-
мой нагревателями.
При расчете нагревателей считают, что
•фпод — 0нагр«
Теплоту, которую должны подвести электронагреватели, можно
подсчитать по упрощенной формуле:
Qjiarp *“** А/.
(5.68)
Здесь
а== ос©[1 -Ь т)' -F я"]:
(5.69)
. ( 30 Y
о
-q'= 0,21-г 0,28 — коэффициент использования теплоты пресс-формой (если установить изоляцию на большую поверхность пресс-формы, то rf — 0,26 ~ -4-0,3); = 0,1 4- 0,15 — коэффициент, учитывающий потери теплоты через
болтовые соединения, при обдувке воздухом и др.
Условно коэффициент теплоотдачи равен:
аусл + Л")а == (1 + 0^2 -Ь 0,13)46,9 = 63,5 кДж/(м2 < ч • К).
Тогда упрощенно 0ПОЛН можно рассчитать по формуле:
0поли $?= ОЬусл/?полнД^- (5.71
202
Установленную мощность нагревателей рекомендуется принимать на 15—20 % выше теоретической:
Qpacx = (pQ ПОЛИ»
где ср — 1,15 4- 1,2 — коэффициент.
Электрическая мощность средних нагревателей обычно около 100 Вт, а крайних — 200 Вт.
В [19] дан следующий метод расчета мощности электрообогрева.
Для нагрева пресс-формы, независимо от типа нагревателей необходимо обеспечить удельную мощность 3—12 Вт/см2.
Мощность нагрева зависит от следующих факторов: массы пресс-формы, потери теплоты пресс-формой в окружающую среду, температуры прессования и времени разогрева. Подсчитано, что для разогрева 1 кг массы пресс-формы, без учета тепло-потерь в окружающую среду, необходимо около 25 Вт. С применением теплоизоляции потери теплоты можно снизить на W-60 %.
Мощность для разогрева пресс-формы можно определить по формуле:
Гр = Гуп/Пп, (5.71)
где тп — масса пресс-формы, кг; Гу п — удельная мощность, Вт/кг.
Необходимое число нагревательных элементов пн определится из формулы:
/1н — ^п^у.п/(*$н1^у.н). (5.72)
Здесь SH — площадь поверхности нагревательного элемента, см2; Гу н — удельная мощность нагревательного элемента, Вт/см2.
Мощность обогрева:
Гос = с{тп(Т2 — Т{)/% + aiSn[(T2-7’I)/2-~7’1]. (5.73)
Мощность, необходимая для компенсации теплопотерь:
Гп = aISn(T2 —ТО, (5.74)
где 5П — площадь поверхности теплоизлучения, м2; сх — 502 Вт « с/(кг • К) — удельная теплоемкость материала пресс-формы; сц —0,015 кДж/(м2 ♦ ч • К) — коэффициент теплоотдачи материала пресс-формы (при наложении изоляции на пресс-форму).
Коэффициент теплоотдачи аг между нагревательной средой и нагревателем: вода — сталь аг = 1,54-2 кДж/(м2-с-К); пар—сталь аг = 1,5 4- 5 кДж/ (м2 • с • К); трубчатые электронагреватели — сталь а2 = 0,02 4- 0,05 кДж/(м • с- К). Последняя пара встречается наиболее часто.
Пример 5.7. Рассчитать необходимую мощность обогревателей для пресс-формы. Исходные данные: тп == 142 кг, Т2 = 463 К, /н = 300 мм, dn = 20 мм (/„ и dH — длина и диаметр трубчатого электронагревателя). Размеры формы
203
275 X 300 X 250 мм. Удельная мощность нагревательного элемента Wy н = = 4,5 Вт/см2; удельная мощность №уп = 25 Вт/кг, необходимая для разогрева 1 кг пресс-формы.
Ориентировочно мощность, необходимая для разогрева пресс-формы без учета теплопотерь в окружающую среду,будет равна:
№р = Wy,nmn 25 • 142 = 3550 Вт == 3,55 кВт.
Кроме того,
= 2этг/ == 2 • 3,14 • 1 • 30 == 188,4 см2;
Пп = тп1Гу.п/(Гу.н5п) -= 142 • 25/(4,5 • 188,4) = 4,2.
Берем п = 4. За Sn принимаем площадь боковой поверхности пресс-формы:
Sn « 2(0,3 • 0,25) + 2(0,27 > 0,25) = 0,285 м2.
Площадь днища 5Д = 0,3 • 0,27 = 0,081 м2 и
Wn = оцЗДТг —Л) = 0,015 • 0,285 • 170 = 0,73 кВт.
Если учесть еще потери теплоты через изолированное асбестом днище, местами разъема пресс-формы и болтовыми соединениями, то расчеты показывают, что следует добавить еще 0,3—0,5 кВт. Таким образом, потери мощности могут составить более 1 кВт.
Для того чтобы форму разогреть до 463 К за 1 ч без учета теплопотерь, необходима мощность нагревателей
Гое = + а&М + Т0/2-Л] =
= 0,502 • 142(463 —293)/3600 + 0,015 • 0.285 • 85 == 3,73 кВт.
С учетом потерь теплоты общая мощность обогрева должна быть около 4,2 кВт.
Мощность одного первоначально выбранного обогревателя составляла — 4,5 • 188,4= 0,848 кВт; следовательно, необходимо трубчатых электронагревателей п = 4,2/0,848 = 4,95, т. е. п = 5.
Пример 5.8. Провести тепловой расчет пресс-формы для изделия «крышка». Определить необходимое число нагревательных элементов, их мощность и время разогрева пресс-формы. Исходные данные: размеры пресс-формы 280 X 250 X X 210 мм, полная поверхность пресс-формы Fn = 0,3626 м2; /^=0,07 м2; 6ф = 104 кг, прессуемый материал — фенопласт марки 03-010-02, gn = 0,046 кг, Quit. = 45 ШТ./ч, Сср = 0,5 кДж/(кг • К).
Решение. По приведенным выше формулам:
Рпол === cgM = 1,72 • 0,046 • 45 • 130 == 462,8 кДж/ч;
Qw — zgnc\tf = 45 * 0,046 • 1,72 • 40 = 142,4 кДж/ч;
QnoT = &Fn Д/i = 46,9 • 0,3626 • 170 = 2892,7 кДж/ч;
<?б. с = 48(w (.+ al) = 480 0,0254 (+ <6,9-0,25) —
= 246,8 кДж/ч;
фол=я= 05усл/Ч1 ДТ*;
вусл = 46,9(1 + 0,25 + 0,15) = 65,7 кДж/(М2 • ч • К);
204
QHarp = 65,7 • 0,3626 -130 = 3097 кДж/ч;
Qpacx'== Q«arp = 3097 ♦ 1,2 = 3716 кДж/ч;
СФ == AT = 0,5 • 104 • 150 = 7800 кДж;
траз — Оф/ [Qpa^x —’ (QnoT "Ь Qc.c)/2] = 7800/(3716— (2892,7 ~f~
4- 246,8)/2] = 3,50 ч.
Время разогрева пресс-формы снижают, увеличивая мощность нагревательных элементов в (1,8 4- 2) QHarp:
Онагр — 3097 ♦ 2 = 6194 кДж/ч;
Qpacx = 6194 • 1,2 = 7432 кДж/ч;
Онагр === 2,06 кВт;
Траз = 7800/(7432 — (2892,7 + 246,8)/2] = 1,3 ч.
Расход теплоты каждым средним нагревателем
Оср == Яусл^срАТ - 65,7-0,029.150 = 285,8 кДж/ч;
Таблица 5.12. Расчетные данные для нагревателей из нихрома на напряжение 220 В
Длина канала пресс-формы, мм Длина нагревательного элемента, мм Электрическая мощность, Вт Диаметр проводника, мм Длина проводника, мм Масса проводника, г Удельная нагрузка, кВт/мма
100 8300 1,25 4,44.
150 150 150 0,15 5530 0,82 6,66
200 4150 0,62 8,88
150 9840 2,62 4,76
200 200 200 0,2 7 380 1,95 6,34
250 5900 1,56 7,92
200 11530 4,75 4,10
250 250 250 300 0,25 9 225 7690 3,82 3,26 5,12 6,15
350 6 590 2,73 7,17
250 13300 7,90 3,55
300 11070 6,60 4,22
300 300 350 0,3 9490 5,65 4,97
400 8300 4,95 5,63
450 7 380 4,40 6,33
250 13300 7,90 3,55
300 11070 6,60 4,22
350 350 350 9490 5,65 4,97
400 8 300 4,95 5,63
450 7 380 4,40 6,33
350 12975 10,1 2,86
400 400 400 0,35 11310 9,17 3,28
450 10040 8,10 3,69
205
каждым крайним
Q*p = ауслРкрДТ --- 65,7-0,067-150 = 660,3 кДж/ч-
Крайние нагреватели обслуживают поверхность Ркр = 0,067 м2, а средние Рср = 0,029 м2.
Электрические мощности нагревателей принимают на 15—20% выше:
= 1,2(?'р/3600 = 1,2-285,8/3600 = 95 Вт;
W'n = 1,2Q’ /3600 = 1,2-660,3/3600 = 220 Вт. кр
В связи с тем, что для ускорения разогрева пресс-формы мы увеличиваем вдвое Qpacx, необходимо увеличить и мощность отдельных нагревателей. Тогда общее число нагревателей будет 10. Расходуемая ими на обогрев пресс-формы мощность составит:
2 • 1,8 • 220 + 8 • 1,8 • 95 = 2160 Вт = 2,16 кВт.
Расчетные данные для нагревателей из нихрома на напряжение 220 В приведены в табл. 5.12.
5. 7. Литье под давлением реактопластов. В отличие от литья под давлением термопластов при литье реактопластов в форме проводится не охлаждение расплава, а нагревание размягченного материала и отверждение его за счет химической реакции поликонденсации.
Чтобы предотвратить преждевременное отверждение пресс-материала, частоту вращения шнека, температуру цилиндра, давление подпора на шнек подбирают так, чтобы температура материала не превышала на выходе из цилиндра 80—100 °C.
Необходимо помнить также, что при течении материала через сопло и литниковые каналы температура его дополнительно повышается на 15—20 °C.
Основное преимущество процесса литья под давлением реактопластов по сравнению с литьевым прессованием заключается в совмещении технологических операций по подготовке вязкотекучего полимера, а также в ускорении процесса отверждения, а следовательно, увеличивается производительность. При литье под давлением отпадает необходимость в таблетировании, предварительном подогреве и ручной загрузке материала. Все операции могут быть автоматизированы, что повышает производительность труда и улучшает качество готовой продукции.
Однако процесс литья под давлением требует для переработки гранулированные материалы, обладающие достаточным, чтобы не отверждаться в цилиндре, временем пребывания в вязкотекучем состоянии и сравнительно высокой скоростью отверждения при повышенной температуре в пресс-форме.
Удельное давление на впрыске:
Руд == 2ДРЛ -1- 2ДРС + Рк, (5.75)
где АРЛ и АРС — перепады давлений в каналах литника и сопла, МПа; Рк = = 50 МПа — давление, необходимое для уплотнения материала в форме.
206
От давления в форме зависит усадка изделия. Чем выше давление, тем меньше усадка.
Обычно пресс-материал начинает заполнять форму с температурой /=130-4-140 °C, а затем нагревается за счет диссипации энергии вязкого течения в литниках и адиабатического сжатия до температуры 160—170 °C. Эту температуру можно рассчитать по уравнению:
t2 = + (SAPc + 2АРл)/(фп). (5.76)
В связи с высокой температурой при заполнении формую-щей полости выделяются летучие.
Время выдержки изделия в форме под давлением тд зависит от температур пресс-материала и формы и рассчитывается по уравнению:
Тд = /<в (т'тв — т') ехр [71 (Г — (ф + 4)], (5.77)
где /\в — 0,5 — коэффициент, учитывающий степень отверждения материала в литнике.
Для окончательного завершения реакции отверждения необходимо время выдержки тв:
'в = (хотв — хн) ехР 171 (*' — *ср)1 -- Тд. (5.78)
Время выдержки при отверждении зависит от температур пресс-материала и формы, а также от технологических свойств его. Так как этот процесс практически не связан с теплоотдачей, то время отверждения не зависит от толщины стенки изделия и его конфигурации:
/ср = (^1 + /ф)/2. (5.79)
Пример 5.9. Рассчитать производительность реактопласт-автомата Д-3528 при изготовлении изделия £и — 22 г из пресс-материала 03-010-02. Исходные данные берем из табл. 5.1, 5.4 и 5.6.
Решение. Определим число гнезд:
= g„/p = 22/1,4 = 15,7 см3;
VK2 63-0,8 „
п = Ki V'h ~~ 1,2-15,7 - 2>67;, ” ~ 2-
Время выдержки под давлением рассчитываем по формуле (5.77):
тд = 0,5(70—19) ехр [0,03(170— 190 + 4)] == 15,8 с.
По формуле (5.78) имеем:
тв = (70 — 19)ехр [0,03(170— 180)] — 15,8 = 22 с.
Кроме того, 2тт — Тд + тв = 15,8 + 22 = 37,8 с;
Тц = Тм + Тт + Тп — 5 + 37,8 + 5 = 47,8 с.
Таким образом,
Q = З,б£ип/Тц == 3,6 « 22 • 2/47,8 = 3,3 кг/ч.
207
Различные расчетные графики приведены на рис. 5.1—5.5.
Рис. 5.1. Зависимость плотности изделия от давления в форме для различных пресс-материалов: 1 — Вх-080-34; 2 — АГ-4
Рис. 5.2. Зависимость времени вязкотекучего состояния от температуры для различных пресс-материалов:
/ - 03-010-02; 2 — 01-040-02; 3 — Э2-330-02; 4 — 04-010-02; 5 — ЭЗ-340-65
Рис. 5.3. Зависимость времени отверждения от, температуры для различных пресс-материалов:
1 — Э2-330-02; 2 — 03-010-02; 3 — 01-040-02; 4 — 04-010-02
Рис. 5.4. Зависимость критерия Фурье Fo от относительной температуры О для изделий различной формы:
1 — пластина; 2 — брусок; 3 — цилиндр с / > d; 4 — куб; 5 — цилиндр с I d; 6 --- шар
Длительность отверждения^ с
Рис. 5.5. Зависимость длительности отверждения изделия от температуры предварительного нагрева /п п при прессовании изделий толщиной: / — 3 мм; 2 — 5 мм; 3 — 8 мм
208
5. 8. Проблемные вопросы и контрольные задачи. 5.8.1. Проблемные вопросы. 1. Какими преимуществами и недостатками может обладать таблетированный пресс-материал? Как устранить или свести к минимуму эти недостатки? Обоснуйте ваше предложение.
2. Как действует влажность исходного пресс-материала на качество таблеток? Какие дополнительные факторы могут привести к улучшению таблетируемости? Обоснуйте ваше •решение.
3. Какие преимущества и недостатки вы можете указать при выборе различных типов таблетмашин? Обоснуйте ваше решение.
4. Известно, что для изготовления изделий из термопластов применяется, главным образом, гранулированный материал. Предложите способы получения гранул из различных пресс-материалов. Обоснуйте ваше решение.
5. Известно, что предварительный подогрев пресс-материала до 90—100 °C значительно уменьшает время выдержки под давлением, снижает удельное давление прессования (почти на 50%), увеличивает срок службы пресс-формы и дает еще ряд существенных преимуществ. Однако интенсификация процесса прессования требует еще большего уменьшения времени цикла. Укажите способы интенсификации процесса прессования, повышения производительности труда, качества готовой продукции, снижения количества бракованных изделий.
6. Как влияют температуры матрицы и пуансона на качество готовых, изделий? Обоснуйте ваше решение.
7. Приведите конкретные примеры и объясните, какие изделия выгоднее изготавливать прямым прессованием, а какие литьевым или штранг-прессованием? Обоснуйте ваше решение.
8. Исходя из технико-экономических соображений обоснуйте, в каких случаях эффективно применение прессов-автоматов, роторных линий или револьверных прессов.
9. Выберите пресс-материал и обоснуйте эффективность его применения для изготовления армированной детали радиотехнического назначения. Укажите способ изготовления таких деталей.
10. Выберите пресс-материал и укажите оптимальный способ изготовления из него высокоточных изделий электротехнического назначения, которые смогут эффективно работать в условиях влажного тропического климата. Обоснуйте ваше решение.
11. Выберите материал для изготовления деталей антифрикционного назначения. Обоснуйте ваше решение.
12. Выберите пресс-материал, обладающий высокой теплопроводностью, для изготовления трубок теплообменника. Укажите способ изготовления таких изделий. Обоснуйте ваше решение.
209
13. Выберите пресс-материал для изготовления деталей радио-и электротехнического назначения: разъемов, колодок и др. Укажите способ их изготовления. Обоснуйте ваше решение.
14. Объясните, откуда в прессуемом, хорошо высушенном, материале берется влага, почему образуются летучие, резко ухудшающие качество готовых изделий? Какой технический прием необходимо по возможности применять для снижения вредных воздействий летучих?
15. При полуавтоматическом и автоматизированном управлении прессом автоматическое исполнение операций цикла прессования должно быть непрерывным в пределах, оптимально выбранного режима операций. Обоснуйте, почему должна быть полностью исключена возможность нарушения технологического режима прессования прессовщиком с целью произвольного ускорения цикла?
16. Что, по вашему мнению, необходимо сделать для обеспечения безопасных условий работы прессовщика и предохранения пресс-формы от поломок?
17. Какие технологические свойства необходимо знать, чтобы оценить пригодность пресс-материала к переработке? Обоснуйте ваше суждение конкретными примерами.
18. Усадка является одной из важнейших не только технологических, но и эксплуатационных характеристик пресс-материала. Объясните, в каких случаях определение усадочной характеристики пресс-материала имеет важное самостоятельное значение?
19. Изделия получаются с недопрессовкой, хотя навеска пресс-порошка взята правильно. Установите причину дефекта. Что надо сделать, чтобы устранить его? Обоснуйте ваше решение.
20. Изделия получаются тусклыми с серебристым или серым налетом по всей поверхности детали. Объясните причину дефекта. Как устранить этот дефект?
21. В одних и тех же местах на поверхности изделия образуются пятна. Отчего это может происходить и как устранить подобный дефект?
22. Какие дефекты изделий может вызвать: 1) нарушение технологического режима подготовки пресс-материала; 2) нарушения технологического режима прессования; 3) неправильные приемы прессования и обслуживания пресс-форм; 4) недостатки конструкции пресс-форм и их неисправность; 5) плохое качество исходного пресс-материала и его бесконтрольность; 6) грязь на рабочем месте и низкое качество инструмента и вспомогательных приспособлений.
23. Укажите пути повышения производительности пресса при любом способе прессования. Обоснуйте ваше решение.
24. Объясните, отчего зависит площадь поперечного сечения литниковых каналов формы для трансферного прессования?
210
Какую наиболее оптимальную форму должны иметь центральный литник и разводящие каналы?
25. Какие важнейшие требования предъявляются к литниковым системам, по которым должен течь расплав термореактивной пластмассы? Обоснуйте ваше решение.
26. Объясните, как конструкция изделия влияет на выбор способа прессования и на технологические параметры пресса?
27. Известен расчет возможного числа гнезд в пресс-форме. Однако он никак не учитывает технико-экономическую целесообразность числа гнезд. Из каких факторов и параметров, по вашему, необходимо исходить при установлении оптимального числа гнезд в пресс-форме? Обоснуйте ваше решение.
28. Какие, по вашему мнению, мероприятия должны привести к снижению себестоимости готовых изделий? Обоснуйте ваше решение.
29. В чем вы видите преимущества и недостатки переработки термореактивных пресс-материалов методом литья под давлением? Обоснуйте ваше решение.
30. Литье под давлением реактопластов до последнего времени не получило широкого распространения. Укажите причины такого ограниченного применения.
5.8 .2. Контрольные задачи. 1. Для участка цеха перерабатывающего 1000 кг/сутки фенопластов марки 03-010-02, 01-030-02, необходимы таблеточные машины. Выберите наиболее оптимальные тип и марку машины и рассчитайте необходимое число машин.
2. По условию предыдущей задачи рассчитайте необходимое число таблеточных машин для таблетирования аминопластовых пресс-порошков.
3. Выберите способ предварительного подогрева и тип нагревающего устройства для таблеток из пресс-материала 03-010-02, рассчитайте число нагревательных устройств, которое необходимо установить на прессовом участке, чтобы нагревать материал до 90—120 °C. Участок перерабатывает 1000 кг пресс-материала в сутки.
4. Подберите гидравлический пресс-полуавтомат и рассчитайте возможное число гнезд в пресс-форме для изготовления изделий из пресс-материала АГ-4В. Исходные данные: изделие «крышка» с D = НО мм имеет 4 отверстия с d = 10 мм.
5. Подберите метод изготовления, пресс и пресс-форму для изготовления изделия «втулка» с Онар = 46 мм, £>вн = 40 мм. Изделие технического назначения отличается высокими требованиями к точности и стабильности размеров.
6. Рассчитайте время выдержки под давлением при прессовании плоских колец (вкладышей) из пресс-материала Сп-1-342-02 толщиной 3 мм. Температура предварительного подогрева материала 413 К, температура пресс-формы 463 К.
211
7. Рассчитайте время выдержки под давлением пластины толщиной 16 мм из пресс-материала АГ-4В. Исходные данные для расчета подберите из справочных таблиц.
8. Определите количество пресс-материала 01-030-02, загружаемого в матрицу пресс-формы для изделия массой 25 г, изготавливаемого способом прямого прессования.
9. Подберите пресс и рассчитайте его производительность при изготовлении изделия «диск» с D = 90 мм и центральным отверстием квадратного сечения а = 20 мм, толщина 6 = 5 мм. Изделие изготавливается из пресс-материала Э2-330г02.
10. Определите производительность выбранного вами ротационного пресс-автомата для изготовления изделия массой, примерно равной массе изделия из предыдущей задачи.
11. Определите производительность выбранной роторной линии для производства аналогичного изделия при двух потоках. Время цикла 20 с.
12. Рассчитайте прессосъем для задач 9; 10 и 11 и сравните их эффективность.
13. Рассчитайте полезный расход теплоты, идущей на нагрев прессуемой массы. Исходные данные: общая масса изделий — 2,24 кг/ч, пресс-материал — 03-010-02, число запрессовок в 1 ч — 30.
14. Рассчитайте расход электроэнергии на нагрев пресс-формы с массой 153 кг и размерами 280 X 310 X 250 мм; высота гнезда матрицы — 70 мм, поверхность разъема — 0,09 м2. Остальные данные взять из предыдущей задачи.
15. Рассчитайте время выдержки под давлением и время отверждения при изготовлении изделия из пресс-материала методом литья под давлением. Материал и необходимые параметры подберите самостоятельно.
16. Нарисуйте эскиз выбранного, вами изделия, проставьте необходимые размеры. Выберите необходимый для изготовления изделия пресс-материал. По рассчитанным параметрам изделия подберите литьевую машину и рассчитайте ее производительность.
17. Подберите пресс и рассчитайте его производительность,
если дано: 01-040-02 03-010-02 СП 1-342-03 Э1-340-02 Аминопласт ДСВ
Площадь проекции одного изделия, см2 75 160 50 90 200 24
Масса изделия, г 44 270 17 72 36 51
Наибольшая толщина стенки, мм 3 10 2 4 1 12
ГЛ ABA 6
КУРСОВОЕ И ДИПЛОМНОЕ ПРОЕКТИРОВАНИЕ
6.1. Общие положения и содержание курсового проекта. Цели курсового проектирования — систематизирование и закрепление знаний, полученных учащимися по общетехническим и специальным предметам; развитие навыков самостоятельной работы, творческого мышления, умения практически применять теоретические знания при решении технико-экономических вопросов производства; развитие навыков работы со справочной и специальной литературой, технической документацией.
Курсовой проект (к/п) позволяет учащимся более осознанно выполнять дипломный проект (д/п).
К/п базируется на материалах, собранных учащимся, на технологической практике, а потому задание на курсовое проектирование должно быть выдано перед началом производственной практики.
Задание на курсовое проектирование должно содержать:
1. Исходные данные, необходимые для проектирования: объект проектируемого производства, основанный на передовой технологии, с указанием ассортимента выпускаемой продукции, особенностей ее назначения или применяемый материал, а также мощности проектируемого производства.
2. Задание по графической и экономической частям.
3. Специальное индивидуальное задание на более подробный анализ какой-либо части технологического процесса, например: анализ сырья или контроль качества готовой продукции, наиболее часто встречающиеся виды брака, причины возникновения и способы его устранения, недостатки и достоинства отдельных марок перерабатывающего оборудования, которые используются в цеху: передовой опыт, рациональные и новаторские приемы квалифицированных работников.
Специальное задание можег также включать технологические, прочностные и энергетические расчеты.
При выполнении к/п учащиеся должны не только изучать имеющееся производство, но и использовать новейший отечественный и зарубежный опыт по литературным данным.
Техническая документация к/п состоит из расчетно-пояснительной записки и графической части.
Курсовое проектирование, являясь основой для подготовки учащихся к выполнению и защите дипломного проекта,
213
посвящено разработке отдельного специализированного участка по производству изделий из пластмасс.
Ниже приводятся основные главы расчетно-пояснительной записки, которые рекомендуется оформлять в следующем порядке:
1. Титульный лист.
2. Задание на курсовое проектирование.
3. Оглавление.
4. Введение. v
5. Технологическая часть.
5.1. Характеристика исходного сырья и материалов.
5.2. Характеристика готовой продукции.
5.3. Выбор и о*боснование метода переработки и технологической схемы производства.
5.4. Выбор оборудования и краткая характеристика его конструкции.
5.5. Описание технологии изготовления заданных изделий.
5.6. Характеристика формующей оснастки.
5.7. Охрана труда и противопожарные мероприятия.
5.8. Мероприятия по охране окружающей среды.
6. Расчетная часть.
6.1. Материальные расчеты и материальный баланс.
6.2, . Расчет производительности основного и вспомогательного оборудования.
6.3. Расчет количества оборудования, необходимого для выполнения заданной программы.
6.4. Расчет энергетических затрат на технологические нужды (электроэнергии, воды, сжатого воздуха, пара).
6.5. Определение необходимых площадей для размещения оборудования складов сырья, готовой продукции и др.
7. Заключение
8. Литература.
Графическая часть к/п включает:
1. Технологическая схема или планировка помещений и расположения оборудования.
2. Чертеж основного технологического оборудования или формующей оснастки.
Всего два листа.
Примерная тематика курсовых проектов:
1. Спроектировать участок по производству изделий для автомобилей «Москвич» методом литья под давлением. Мощность участка 350 т/год.
2. Реконструкция участка по производству изделий электротехнического назначения из фенопластов методом прессования. Мощность участка 400 т/год.
3. Спроектировать участок по производству изделий технического назначения из реактопластов методом литья под давлением. Мощность участка 500 т/год.
214
4. Спроектировать участок по производству литьевого компо- , зиционного материала экструзионным методом. Мощность участка 2000 т/год.
5. Спроектировать участки по производству изделий непрерывного вида (листы, трубы, шланги, пленки, профильно-погонажные) из термопластов методом экструзии. Мощность участков 3000—5000 т/год.
6. Спроектировать участки по производству полых изделий (флаконы, бутылки, плафоны, канистры и т. д.) из термопластов экструзионно-выдувным способом. Мощность участков 1000— 3000 т/год.
7. Реконструкция участка по производству упаковочной тары из листовых термопластов методом термоформования (пневмо-или вакуум-формования). Мощность участка 800— 1500 т/год.
8. Спроектировать участок по производству изделий из газонаполненных пластиков (беспрессовым, прессовым, экструзионным или литьевым способом). Мощность участка 80— 300 т/год.
9. Спроектировать участок по производству труб, листов (стеклошифера) из стеклопластиков. Мощность участка 2000— 3000 т/г.
Варьируя ассортиментом готовой продукции и ее назначением, исходным сырьем и мощностью участка, добиваются того, чтобы каждый учащийся получил самостоятельную тему курсового проекта.
Курсовой проект может включать небольшую экспериментальную часть (лабораторное или стендовое исследование некоторых свойств исходного полимерного материала или эксплуатационных параметров изделия и др.) либо вовсе может быть заменен экспериментально-конструкторской или исследовательской технологической работой.
6.2. Дипломное проектирование. Дипломный проект является завершающей стадией обучения и квалификационной работой учащегося техникума, по защите которого ему присваивается квалификация техника-технолога.
Д/п отличается от расширенного курсового проекта характером темы (объектом проектирования являются цеха по производству изделий из пластмасс), технико-экономическим обоснованием (ТЭО), специальным заданием, объемом и глубиной проработки материала.
Темы д/п разрабатываются преподавателями выпускающей предметной комиссии совместно с консультантами с предприятий и НИИ. В соответствии с темой д/п разрабатывается задание на проектирование или реконструкцию цеха. Д/п может быть посвящен и комплексному решению производственной проблемы с исследовательской и опытно-конструкторской частью, с моделированием и макетированием. Тогда дипломное задание
215
выдается группе учащихся (3—4 человека) с обязательным выделением конкретного участка работы для каждого.
Темы д/п должны отвечать современным требованиям производства переработки пластмасс и иметь, по возможности, реальный характер. Желательно включать в задание небольшие специальные вопросы, выполнение которых могло бы иметь практическое значение.
Перечень примерных наименований тем дипломных проектов в основном совпадает с наименованием тем к/п. Отличаются лишь мощности цехов, которые должны быть примерно в 3—5 раз больше мощностей участков.
Темы д/п и задание выдаются учащимся перед направлением на преддипломную практику. При этом с ними проводится вводная беседа, разъясняющая общие положения дипломного проектирования, объем работы и решаемые задачи, состав расчетно-пояснительной записки и графической части проекта, примерное распределение времени на выполнение отдельных разделов, а также даются методические указания по сбору необходимого для проектирования материала на предприятии (по вопросам технологии, выбору оборудования, автоматизации и контроля производства, организации труда и экономики и др.).
В течение первой недели дипломного проектирования учащийся совместно с руководителем составляет график выполнения дипломного проекта с указанием сроков окончания отдельных этапов работы. В установленные графиком сроки учащийся обязан отчитаться перед руководителем о выполненной работе и получить отметку в графике, указывающую на постоянную и равномерную работу над д/п. График прикладывается к отзыву руководителя дипломного проектирования.
Дипломный проект должен включать следующие разделы.
1. Введение. Может содержать краткую характеристику эффективного применения пластмасс и отрасли переработки пластмасс в СССР и за рубежом. Перспективы развития отрасли и отдельных способов переработки пластмасс в ближайшие годы на основе решений Партии и Правительства.
2. Технико-экономическое обоснование (ТЭО) точки строительства цеха.
Целесообразность проектирования или реконструкции цеха с данным объемом производства. Обоснование должно учитывать социально-экономическую выгодность проектируемого производства — необходимость в данной продукции, близость потребления и источников сырья, наличие ИТР и рабочих, энергоресурсов, путей сообщения и т. д. [12].
3. Технологическая часть.
3.1. Характеристика готовой продукции. Приводится ассортимент выпускаемой продукции (3—5 вида изделий с их эскизами), описывается их назначение, область применения, ‘ 216
условия работы, перечисляются основные требования по эксплуатационным свойствам.
3.2. Характеристика исходного сырья. Приводится техникоэкономическое обоснование целесообразности применяемого для изготовления конкретных изделий материала, ТУ и ГОСТы на базовые марки, физико-химические, эксплуатационные и технологические свойства (текучесть, время отверждения, влажность и насыпная плотность для термоактивных пресс-материалов, ПТР, время термостабильности, гигроскопичность для термопластов) [5.12].
3.3. Обоснование выбранного способа изготовления изделий и технологической схемы. Этот раздел должен содержать теоретическое обоснование физико-химических основ выбранного производства, изменения физического состояния перерабатываемой пластмассы при нагревании и охлаждении, зависимость перерабатываемое™ пластмассы от ее вязкости и структуры. Необходимо обосновать оптимальность выбранного способа производства на основе технологических свойств перерабатываемой пластмассы, а также с учетом доступности и относительно низкой стоимости исходного сырья, оборудования и формующей оснастки, особенностей конструкции изделий, высокой производительности труда, достаточно хороших условий труда благодаря автоматизации и механизации производства и возможности практического использования отходов.
3.4. Выбор основного и вспомогательного технологического оборудования.
По заданной мощности цеха, ассортименту изделий и выбранному исходному материалу на основе выбранного способа производства подбирается наиболее эффективное по технико-экономическим соображениям оборудование.
Выбор основного оборудования можно проводить по таблицам, приведенным в гл. 2—5 настоящего пособия.
В настоящее пособие не вошли следующие агрегаты: установки УкрНИИПластмаш и «Астропластик» производительностью 1000 т/год для производства профильных изделий из стеклопластика, «Симплакс» для производства стеклошифера, «Пластрекс» для производства стеклопластиковых труб, ЛИО-52 вертикальная для намотки труб с максимальным диаметром 340 мм, 4-УПС-12 для протяжки профильных изделий из стеклопластика, четырехпоточная, Е П-350/1800-Н-5/40 (фирма «Байер») для производства емкостей длиной 14 000 мм, диаметром 3500 мм, для производства емкостей с диаметром до 10 000 мм (фирма «Сован»), для производства пресс-материалов типа АГ-4С с производительностью 15—18 кг/ч, Н-39 для производства пресс-материала ДСВ, К83 IV (фирма «Вернер и Пфляйдерер») для производства стеклонаполненных термопластов, линия СП 425 для производства стеклонаполненных термопластов (производитель
217
ность 30—40 кг/ч). Этот выбор заключается в определении на основе соответствующих расчетов наиболее оптимального типа машин в ряду аналогов. При этом следует учитывать технико-экономические показатели оборудования (производительность, уровень автоматизации, стоимость формующей оснастки, удобство и безопасность обслуживания).
К вспомогательному оборудованию относят: средства внутрицеховой транспортировки материалов и готовой продукции периодического и непрерывного действия, дозаторы и питатели, сушилки для дисперсных и гранулированных полимеров, генераторы ТВЧ и др., таблетмашины, смесители для предварительного смешения компонентов, дробилки и измельчители, станки для механической обработки изделий из пластмасс, средства для очистки газовых выбросов и сточных вод и др.
3.5. Описание технологии изготовления принятого к производству ассортимента изделий.
В описании технологии производства указывается последовательность операций и расположения оборудования, а также дается графически выполненная технологическая схема с цифровыми обозначениями.
При описании соблюдается последовательность:
3.5.1. Хранение исходного сырья и материалов, необходимые условия хранения.
3.5.2. Лабораторный (входной) анализ исходного сырья. Приводятся необходимые ГОСТы и краткая характеристика методов контроля технологических свойств пластмасс: ПТР, термостабильности, влажности, текучести и времени отверждения для пресс-материалов.
3.5.3. Способ внутрицеховой транспортировки сырья, материалов и готовых изделий, принятый в данном проекте.
3.5.4. Подготовка исходного сырья, сушка, смешение, окрашивание, таблетирование, предварительный подогрев и др. Указываются основные технологические параметры (температура, давление, время).
3.5.5. Производство изделий из пластмасс (литье под давлением, прессование и т. д).
Подробно указываются все технологические параметры по зонам цилиндров и формующей оснастки.
Параметры технологического процесса заносятся в таблицу (табл. 6.1).
Таблица 6.1
Операция технологического процесса, 1 зона контроля 1 Наименование контролируемого параметра Величина параметра
Термообработка, масляная ванна Время ч 30 мин
218
Температура переработки, давление, время, частота вращения и другие параметры выбираются в зависимости от перерабатываемого материала и определяются необходимостью обеспечения определенного значения вязкости расплава, формуемости, времени отверждения, производительности машины и качества готовой продукции. Перечисляются причины возникновения дефектов и способы их предупреждения и устранения. Указываются и обосновываются те новшества и модернизации в сравнении с базовым предприятием, которые предлагаются в проекте, исходя из технико-экономических соображений (снижение затрат сырья и материалов, электроэнергии, воды, сжатого воздуха и т. д., увеличение производительности оборудования и улучшение качества готовой продукции, снижение ручного труда, роботизация, усиление роботизации, автоматизации и механизации процесса, улучшение условий труда).
3.5.6. Механическая обработка и комплектация. Описываются операции по подготовке изделия до товарного вида (механическая обработка и термообработка, металлизация, нанесение рисунка и т. д.). Например, полиамидные изделия специального назначения после механической обработки подвергаются термообработке в масляной и водяной ваннах.
3.5.7. Контроль качества готовой продукции. Указываются основные методы контроля качества в соответствии с ГОСТ и ТУ. Приводятся краткие сведения о работе ОТК и государственной приемки по улучшению качества готовой продукции, предупреждению брака (проверка на соответствие нормам исходного сырья, инструмента, оснастки, технологического оборудования, контроль соблюдения технологических режимов обработки на всех стадиях процесса).
Данные технического контроля заносятся в таблицу (табл. 6.2).
Таблица 6.2
Операция и место замера Контролируемый параметр Частота контроля Допустимая норма Метод контроля Кто контролирует
Сушка Вакуум-сушилка Температура Влажность Постоянно, через каждые 1,5—2 ч 363 К, 3,5 % Влагомер Аппаратчик (мастер), лаборант
3.5.8. Упаковка готовой продукции. Описываются применяемые способы упаковки, тара, оборудование. Упаковка может осуществляться централизованно и индивидуально непосредственно у формующей машины. Упаковка может быть ручной, полуавтоматической и автоматической, внасыпь и с упорядоченной укладкой. Обработанные изделия по транспортеру (или иначе) доставляются в отделение упаковки, куда предварительно подается тара и упаковочные материалы. Мел
219
кие изделия взвешиваются на счетных весах, упаковываются в ящики, которые укладываются на поддоны, а затем транспортируются к месту хранения готовой продукции.
3.5.9. Транспортировка и складирование готовой продукции. Описываются условия транспортировки и хранения.
3.5.10. Переработка отходов производства. Отходы производства перерабатываются в основном на роторно-ножевых измельчителях серии ИПР централизованно или непосредственно у рабочего места. После дробления вторичное сырье добавляется к первичному или продается потребителю.
Предусматриваются также специализированные экструзионные установки для гранулирования отходов (см. табл. 2.8).
3.6, Характеристика формующей оснастки. Описываются конструктивные особенности формующей оснастки (экструзионных головок и различных форм), ее технологической части. Приводятся данные (в соответствии с чертежом): назначение, рабочая температура, давление, поверхность теплообмена, габаритные размеры, масса, гнездность, места для теплоизоляции. Описываются условия, обеспечивающие эксплуатацион-ность, надежность и долговечность оснастки, а также условия сохранения стабильности и точности размеров формующих изделий.
3.7. Организация труда и производства [11]. Описываются организация труда и управления производством, устанавливается штат управленческого персонала, определяется форма организации труда, норма обслуживания рабочих мест. Выделяются взаимосвязанные группы работающих: производственные и вспомогательные рабочие, ИТР и МОП. Здесь же на основе режима работы проектируемого производства удобно дать расчет эффективного фонда времени работы оборудования (Г9ф):
Тэф = Тдом — 7Нал — 7рем, (6.1)
где Гном — номинальный фонд времени работы оборудования, ч; Гнал — затраты времени на наладку, технологические простои, ч; Грем — среднегодовое время простоя оборудования на ремонте всех видов, ч.
За номинальный фонд времени работы оборудования принимается календарный фонд времени работы оборудования (8640 ч) за вычетом простоя оборудования в выходные и праздничные дни. Если режим работы производства непрерывный (экструзия), без выходных дней, то
Гном = 8640 — 8 • 24 = 8448 ч/год,
В производстве с периодическим режимом работы
Тном = 8640 — 8 • 24 — 104 • 24 — 52 • 3 = 5796 ч,
где 8 — количество праздничных дней в году; 104 — количество выходных дней; 52 — количество недель в году; 3 — число дополнительных часов работы в неделю для компенсации недоработки при трехсменной работе.
220
3.8. Охрана труда и противопожарные мероприятия [11]. В этом разделе рассматриваются: условия, обеспечивающие безопасное ведение технологического процесса; технические мероприятия, обеспечивающие безопасность работы и создающие комфортные условия; средства индивидуальной защиты на рабочих местах при повышенных показателях вредности (респираторы, противошумные наушники и т. д.); соблюдение норм при размещении оборудования; максимальная механизация и автоматизация транспортных операций; обеспечение работников спецодеждой, исправными инструментами и приспособлениями. Приводится анализ вредностей в воздухе по данному производству.
Указываются категории, классы помещений, степень огнестойкости, санитарная группа и меры, принимаемые на основе СНиП II-M.2-72, СНиП 11-92-76 ПУЭ, по которым определяются требования к проектируемым зданиям по этажности, расположению бытовых помещений, складов и т. д.
Кратко характеризуется общеобменная вентиляция, а также местные отсосы.
3.9. Мероприятия по охране окружающей среды [11]. Освещаются вопросы предотвращения загрязнений атмосферного воздуха, природных водоемов, почв, а также вопросы восстановления плодородных земельных участков и земных угодий, уничтоженных строительством. Рассматриваются вопросы захоронений твердых отходов или сжигания их с целью использования теплоты.
3.10. Компоновка оборудования цеха. Выполняется в плане и разрезах здания. При размещении оборудования необходимо учитывать следующие технологические требования: удобство обслуживания оборудования, его демонтажа и ремонта; непрерывность технологического процесса производства и наименьшую протяженность технологических линий, наиболее эффективное использование производственной площади и объема; рациональное решение внутрицехового транспорта.
При планировке оборудования необходимо соблюдать строительные нормы, правила техники безопасности и охраны труда, санитарные и противопожарные нормы.
Площади, необходимые для размещения основного и вспомогательного технологического оборудования, приведены в [11].
Для выполнения планов и разрезов производственного помещения необходимо ознакомиться с назначением и графическим обозначением его основных элементов, к которым относятся: фундаменты, передающие нагрузки от несущих элементов здания на грунт; стены, колонны-опоры, поддерживающие покрытия и междуэтажные перекрытия и передающие нагрузки от них через фундамент на грунт; покрытия — верхние ограждения здания, состоящие из настила, слоев пароизоляции,
221
теплоизоляции, выравнивающего слоя и кровли; междуэтажные перекрытия, разделяющие здания на этажи и воспринимающие нагрузки от оборудования.
К элементам здания относятся также полы, перегородки, лестницы, окна, двери и ворота.
Расстояние между осями колонн по ширине здания называется пролетом, расстояние между осями колонн по длине здания — шагом колонны.
4. Расчетная часть.
4.1. Материальные расчеты и материальный баланс производства. Выполняются с целью определения потребности в сырье и материалах, а также количества возвратных отходов и безвозвратных потерь. На основании материального расчета определяются расходные коэффициенты сырья, основных и вспомогательных материалов на единицу готовой продукции, а также составляется калькуляция себестоимости изделий в экономической части проекта. Материальный расчет служит основой для определения производительности оборудования и его количества.
Исходные данные для материального расчета: проектная мощность (в т/год); наименование изделия; материал; масса изделия т (в г); расходная норма материала (по базовому предприятию) Н (в г); эффективный фонд времени работы оборудования Т'эф (в ч).
Расходная норма Н — это величина расхода сырья на изготовление одного изделия с учетом возвратных отходов и безвозвратных потерь:
Н = т + gn + £вз — К£вэ или И = т + gn + gB30 —К). (6.2)
Здесь £п — суммарная масса безвозвратных потерь материала по стадиям производства изделий (к безвозвратным относятся потери материала при рас-таривании мешков, транспортировке его со склада к машинам, при загрузке в бункер основной машины и на подготовительных операциях, на угар и выделение летучих при переработке, на пыль при механической обработке изделий), г; gB3 — суммарная масса возвратных отходов материала (например, по литьевому производству к возвратным отходам относятся: литники, материал, вытекающий из сопла, пошедший на наладку машины после различных остановок — при переходе на другой материал или другое изделие, при двухсменной работе или после различного вида ремонтов, а также облой), г; К — коэффициент использования возвратных отходов в данном технологическом процессе.
Расходную норму материала можно также подсчитать по формуле:
Я = Кобщ^, . (6.3)
где Лобщ — коэффициент, учитывающий возвратные отходы и безвозвратные потери:
Лобщ “ 1 И-#вз(1 —К); (6.4)
ап — коэффициент, учитывающий безвозвратные потери; авз — коэффициент, учитывающий возвратные отходы.
222
Коэффициент использования исходного материала в данном производстве будет равен:
Км == т/Н. (6.5)
Для удобства расчеты ведут на 1000 шт. изделий или на 1 т готовой продукции. Результаты анализа производства и материального баланса заносятся в соответствующие таблицы (табл. 6.3—6.7).
Таблица 6.3. Анализ безвозвратных потерь
Безвозвратные потери по стадиям производства Потери на базовом производстве, на 1 т Потери на проектируемом производстве, на 1 Т
^п’ кг ап- « «“п’ кг
При хранении и транспортировке
В подготовительных операциях
В основном технологическом процессе
При механической обработке
При переналадке производства
При дроблении возвратных отходов
Итого
Таблица 6:4. Анализ материального баланса (пример)
Наименование операций Безвозвратные потери, % Возвратные отходы, % Всего, %
1. Хранение и транспортировка сырья: вентиляция, остатки в мешках 0,3 — о,3
2. В подготовительных операциях 0,7 — 0,7
3. Литье под давлением 1 1 2
4. Испытание форм 0,2 0,5 0,7
5. Наладка режима 0,8 2 2,8
6. Механическая обработка 1 0,5 1,5
Итого 4 4 8
Таблица 6.5. Анализ возвратных отходов
Возвратные отходы На базовом предприятии На проектируемом производстве
*ВЗ’ кг йвз’ % ^вз’ кг авз’ 54
223
Таблица 6,6. Материальный баланс на 1000 шт. изделий (пример)
Наименование исходного материала
Количество, кг
Наименование полученных изделий
Количество» кг
Полиэтилен высокого давле-
ния:
в том числе:
первичный полиэтилен высокой плотности дробленые отходы (вторичный полиэтилен, возвратные отходы)
Крышка
Возвратные отходы Безвозвратные отходы (потери)
Итого
Итого
Таблица 6.7. Сводная таблица материального баланса
Наименование изделий Наименование ! расходуемого ; материала Производительность участка (цеха)
часовая суточная годовая
шт. кг шт. кг шт. кг
1 2 3 4 5 6 7 8
4.2. Расчет производительности оборудования и необходимого его количества. Методика и примеры расчетов производительности основного оборудования приведены в гл. 2—5, а расчеты вспомогательного оборудования в разделе 6.3.
4.3. Расчет энергетических затрат (электроэнергии, воды, сжатого воздуха). Для расчета потребления электроэнергии на технологические нужды (электропривод и электрообогрев) по соответствующим таблицам выбора оборудования определяется мощность электродвигателей и нагревателей.
Исходными данными для расчета потребляемой электроэнергии являются общая установленная мощность электродвигателей и нагревателей N (в кВт); коэффициент загрузки электродвигателей т) i — 0,7 4- 0,8; коэффициент полезного действия электродвигателей 7]2 = 0,85; эффективный фонд времени работы оборудования Гэф (в ч).
Годовой расход электроэнергии QroA (в кВт- ч) определяют по формуле:
фгод = 'П17'эф-/У/Г|2. (6.6)
224
Таблица 6.8
Наименование оборудования
Количество Суммарная Суммарная Эффективный
мощность мощность фонд времени
по проекту нагревателей, электродвига- работы обору-
кВт телей, кВт дования, ч
Годовой расход электроэнергии, кВт’Ч
Результаты сводятся в таблицу расхода электроэнергии на технологические нужды (табл. 6.8).
Определение расхода воды проводится на основе расходных норм, принятых на базовом предприятии. При этом следует различать расходную производственную воду и оборотную, стоимость которой зачастую определяется по расходу электроэнергии на нагрев или охлаждение.
Определение расхода сжатого воздуха также осуществляется на основе норм действующего производства.
4.4. Расчет площадей под оборудование и складские помещения проводятся по данным, приведенным в [11].
Приведем пример расчета площади склада готовой продукции литьевого цеха.
Для упаковки готовой продукции применяются ящики размером 500X425X325 мм, вмещающие 12—15 кг готовых изделий. При необходимости можно , подсчитать количество изделий в ящике, зная его объем и полный объем изделия и учитывая, что изделия занимают 0,75—0,85 объема ящика (тары).
Цех изготовляет 1500/260 = 5,77 т/сутки готовых изделий. Число ящиков с готовой продукцией 5770/12 = 481. Ящики с готовой продукцией укладываются на поддоны размером 1200Х Х860 мм. Площадь поддона 1,2-0,86= 1,03 м2. На один поддон устанавливается 4 ряда ящиков по 3 шт. в ряд. Высота поддона с ящиками 325 • 3 + 175= 1150 мм. Поддоны можно устанавливать в ярусы, и тогда 24 ящика занимают площадь 1,03 м2, а площадь под всеми поддонами с ящиками будет равна 1,03 • 481/24 = 20,6 м2. При коэффициенте полезного использования площади склада 0,4—0,5 необходимая площадь составит 20,6/0,4= 51,5 м2. Кроме .того, необходимо иметь площадь для хранения тары и вспомогательных материалов. Площадь ящика 0,5 • 0,425 = 0,213 м2. При шестиярусном хранении пустых ящиков высота составит 0,325 • 6 = 1,95 м, а занятая ими площадь 481 • 0,213/(6 • 0,4) = 42,7 м2.
4.5. Специальный расчет. Проводится по согласованию с руководителем проекта. Спецрасчет может содержать разработку конкретной технической задачи (тепловой расчет действующей формы или материального цилиндра перерабатывающей машины, 8 А. С. Шембель 225
расчет формующей головки или калибрующего устройства), имеющей практическое значение, расчеты приточно-вытяжной системы, местных отсосов, отопления и освещения цеха.
Расчет может быть заменен специальным заданием по анализу технико-экономической проблемы, исследованию технологических свойств материала или эксплуатационных свойств изделия, технических характеристик оборудования и т. д.
Специальное задание может также включать вопросы макетирования и моделирования цехов, оборудования и формующей оснастки, разработку и изготовление приспособлений и испытательных стендов, разработку и проверку программ технологических расчетов на микро-ЭВМ. Специальное задание должно быть органически связано с темой дипломного проекта или работы.
5. Заключение.
Приводятся все основные показатели проекта: используемое сырье, ассортимент изделий, тип оборудования и его количество и т. д.
Излагаются элементы новизны, введенные автором в проект и преимущества проекта по сравнению с базовым предприятием. Дается заключение о целесообразности предлагаемых изменений на основе технико-экономических данных.
Приводятся также результаты, полученные автором при выполнении специального задания, и делается вывод о целесообразности работы в этом направлении. Что удалось выполнить? Почему получен отрицательный результат?
6. Литература.
В конце расчетно-пояснительной записки приводится список использованной при работе над дипломным проектом литературы. При написании каждого раздела у заголовка или в тексте должен быть проставлен в квадратных скобках порядковый номер справочника или технической литературы, которые использовались автором.
Графическая часть дипломного проекта:
1. Технологическая схема производства изделий.
2. Чертеж основной технологической машины.
3. Чертеж узла машины или вспомогательного оборудования.
4. Чертеж формующей оснастки (формы, головки).
5. Чертеж компоновки оборудования и рабочих помещений в цеху или план и разрез здания цеха.
В проекте (в расчетно-пояснительной записке) могут быть также приведены экскизы изделий (обязательно с размерами), рисунки и эскизы приборов, узлов, схем, необходимые для расчетов и пояснений.
При выполнении чертежа технологической схемы необходимо соблюдать принцип последовательности технологических операций. Каждая операция технологического процесса обозначается 226
порядковым номером в соответствии с направлением технологического потока изготовления изделий. На каждой операции указываются допустимые пределы параметров контроля и регулировки с указанием мест установки датчиков.
Чертежи основной машины, узлов и формующих устройств выполняются обычно в двух проекциях с разрезами. Желательно, чтобы в разрез попадали основные технологические органы (материальный цилиндр, формующая головка).
Компоновочный чертеж или строительный (план и разрез здания цеха) могут выполняться в масштабах 1:50; 1:100; 1:200. На чертежах указываются не только габаритные размеры, но и расстояния между пролетами, привязочные размеры мест размещения оборудования, расстояния между машинами и рядами машин.
Все чертежи должны выполняться на основе ГОСТов: 2.109—73. п.п. 1,2,3 (Ст СЭВ 1182—78) и др.
6.3. Расчет количества основного и вспомогательного оборудования, необходимого для выполнения заданной программы, и расчет формующей оснастки. По цехам, мощности которых находятся в стадии освоения, за наличную производственную мощность принимается проектная мощность. Вообще же под производственной мощностью цеха (предприятия) понимается максимальный технически возможный годовой (суточный, сменный) выпуск продукции при полном использовании производственного оборудования.
Мощность производств по переработке пластмасс обычно исчисляется в тоннах. Однако по некоторым видам продукции указываются дополнительные показатели мощности: по пленкам — млн. м2, причем может даваться характеристика выпускаемой продукции: пленки — по ширине и толщине; по трубам — тыс. км, при различии по диаметру и толщине стенки [18] по выдувным изделиям — в тыс. шт, при различии по объемам изделий в л; по аккумуляторным бакам — в тыс. шт.; по товарам культурно-бытового и хозяйственного назначения — тыс. руб.; по декоративно-слоистым пластикам, листам — в млн. м2.
На основе технологических расчетов, позволяющих определить производительность основного оборудования (гл. 2—5), а также вспомогательного, рассчитывают их количество, необходимое для выполнения заданной программы.
Расчет необходимого количества оборудования проводится по конкретному ассортименту изделий, исходя из прогрессивной организации производства, применения качественного сырья, соответствующего государственным стандартам и техническим условиям, и использования современной оптимальной оснастки.
Действующие годовые фонды времени работы основного технологического оборудования приведены в [И].
8* 227
Для расчета затрат времени (в машино-часах) и количества оборудования, необходимого для выполнения заданной программы, необходимо определить годовую программу для каждого из 4—5 выбранных изделий. Годовую программу можно устанавливать по данным базового предприятия, потребности в данном виде продукции в народном хозяйстве, исходя из необходимости комплектации готового изделия из отдельных деталей и т. д.
6,3.1. Примеры расчетов основного оборудования, необходимого для выполнения программы.
Пример 6.1. Задаемся следующими исходными данными: 1) проектная мощность цеха— 15 000 т/год пленки из ПЭНП; 2) режим работы цеха непрерывный, действительный фонд времени работы экструзионной установки Фд = 7570 ч/год [11, с. 36]; 3) цех должен выпустить 5 видов пленки: а) ширина 3000 мм, толщина 0,1 мм; б) 2500 X мм; в) 1500 X 0,15 мм; г) 1200 X 0,12 мм; д) 1000 X 0,08 мм; 4) пленки первого вида необходимо выпустить Mi = 1500 т/год, что составляет 10% от общего выпуска; второго вида М2 = 3750 т/г, или 25% от общего выпуска; третьего вида Л43 — 4500 т/год, или 30% выпуска; четвертого вида М4 — 3000 т//юд, или 20%; пятого вида М5 — 2250 т/год, или 15% выпуска.
Решение. Был выбран экструдер с D шнека 90 мм, имеющий расчетную производительность несколько выше 100 кг/ч (см. гл. 2).
1. Определим массу 1 м пленки при р — 0,92 г/см3:
Я-ptA (6.7)
Тогда
L7! = В}х/Х61 = 300X 100x0,01 =300 см3/м; £1=300x0,92=276 г/м;
С/2 = #оХ/Хб2==250х 100x0,01 =250 см3/м; £2=250x0,92=230 г/м;
^з = 2?зХ/Хбз= 150X100X0,015=225 см3/м; £3= 225X0,92=207 г/м;
£/4 = В4х/Хб4= 120X100X0,012= 144 см3/м; £4= 144X0,92= 132 г/м;
t/5===B5X/x65= ЮОХ 100X0,008=80 см3/м; £5=8ОХО,92=74 г/м.
2. Определим массу 1 м2 пленки:
ZJx/x6i = 100X100x0,01 = 100 см3/м2; 1Щ = 92 г/м2.
По аналогии: m2 = 92 г/м2; т3 = 138 г/м2; т4 = 110 г/м2; ms = 74 г/м2.
3. Определим годовой выпуск ПГ всех видов пленки в млн. м2, если по технологии дано, что скорости отвода пленки v (расчет см. в гл. 2) соответственно следующие: 6; 7,2; 8; 12,5; 22,4 м/мин. Это соответствует производительностям (в кг/ч) экструзионных установок
Q = 60у£ • 10-3, (6.8)
т. е. Qi = 6 • 60 • 0,276 = 99,4 кг/ч; Q2 = 99,4 кг/ч; Q3 = 99,4 кг/ч; Q4 = — 99 кг/ч; Qs = 99,4 кг/ч.
Значения ПГ (в млн. м2/год):
т. е.
/71 = 1500 • 103/0,092 = 16,3 млн. м2/год;
228
Таблица 6.9. Расчет затрат времени и необходимого количества оборудования
пи 9W Наименование изделия, размеры (шири- на хтолэдияа), мм Масса 1 м, g, кг/м Масса 1 М2, tn, кг/м2 Годовая программа Скорость отвода пленки V, м/мин . Производительность установки Q, кг/ч Затраты времени Т на выполнение годовой програм-мьг, ч Расчетное и фактическое число машин
М, т Яг, млн. м2
1 Пленка 3000x0,1 0,276 0,092 1500 16,3 6 99,4 15090 1,99/2
2 Пленка 2500x0,1 0,230 0,092 3750 40,76 7,2 99,4 37/26 4,98/5
3 Пленка 1500x 0,15 0,207 0,138 4500 32,61 8 99,4 45 271 5,98/6
4 Пленка 1200 X0,12 0,132 0,110 3000 27,3 12,5 99,0 30303 4/4
5 Пленка 1000X0,08 0,074 0,074 2250 30,4 22,4 99,4 22636 2,99/3
П2 = 40,76 млн. м2/год; П3 = 32,61 млн. м2/год;
/74 ~ 27,3 млн. м2/год; ГЦ == 30,4 млн. м2/год.
4. Составим таблицу [11] (табл. 6.9). Рассчитаем ПГ (в кг/год):
ГЦ =? Qi0A = 99,4 ♦ 7570 = 752 458 кг/год;
= /72 = /73 = /75 = 752,5 т/год; ГЦ = 99 • 7570 => 749,4 т/год.
Затраты машино-часов можно рассчитать по формуле:
Т ~ ГЦ/Q. (6.10)
Тогда Ti = 1500/99,4= 15 090 ч; Т2 = 37 726 ч; 7*3= 45 271 ч; Т4 = 30 303 ч; Т5 = 22 636 ч; Ц = 151 026 ч.
Расчетное число единиц оборудования для каждого изделия:
ЕР = Т/ФЛ. (6.11)
Таким образом,
£Ps - 151 026/7570 = 19,95; £фЕ = 20 машин;
£Р1 — 15 090/7570 == 1,99; £ф, 2 машины;
£Ра ~ 4,98; £Фа = 5; £Рз = 5,98; £фз = 6;
£р4==4 = £ф4; £Рз = 2,99; £ф3 = 3.
Мощность цеха будет составлять:
/И » 4" Фд£ф3$2 -И ’ ’ ♦ "h 0д^ф<?п; (®- ^2)
М =* 7570 • 16 • 99,4 4- 7570 • 4 • 99 == 12 039,3 4- 2997,7 = 15 037 т/год.
Пример 6.2. Рассчитать количество литьевых машин, необходимых для выполнения проектной программы. Исходные данные: 1) проектная мощность цеха — 1500 т/год изделий антифрикционного назначения из АТМ-2; 2) режим работы цеха трехсменный, литьевые машины работают в полуавтоматическом режиме [11, с. 36] —Ф„ = 5850 ч; 3) цех должен выпускать изделия «шайба»—180 т, или 12%; «вкладыш»—170 т, или 11,3%; «втулка» — 510 т, или 34%; «стакан» — 540 т, или 36%; «колесо»—100 т, или 6,7%; 4) «Шайба» — изготавливается на машинах с VH = 63 см3; объем изделия
229
yt = 13 см3; масса m\ — 18 г; число гнезд в форме п\ = 3; время цикла тц = 29 с (все эти параметры рассчитаны были ранее или заданы).
«Вкладыш»: У2 = 19,5 см, /«2 = 27,1 г; «2 = 2; Ун = 63 см3; тц = 31 с.
«Втулка»: Уз — 39,8 см3; тз — 55,3 г; «з = 2; 1/н — 125 см3; тц — 38 с.
«Стакан»: У4 — 79,8 см3; /«4== 110,9 г; «4=1; Ун = 125 см3; тц = 36 с.
«Колесо»: У5 = 76,5 см3; /«5=106,3 г; «5 — 2; Ун — 250 см3; тц — 41 с.
Решение. 1. Qi = 3,6«11ш/тц = 3,6 ♦ 18 • 3/29 — 6,7 кг/ч; Q2 = 6,3 кг/ч;
Q3= 10,5 кг/ч; Q4= 11,9 кг/ч; Q5 = 18,7 кг/ч.
2. Определим затраты времени и количество оборудования, необходимые для выполнения годовой программы по каждому изделию:
Т = 77,/Q; = 180 000/6,7 = 26 866 ч;
Г2 = 26 984 ч; 7'3 = 48 571 ч; Т4 = 48 692 ч; Т5 == 5348 ч;
где К = 0,93 — учитывает потери времени на обслуживание рабочего места и оборудования, подготовительно-заключительное время, время на отдых и личные надобности (К — учитывается только для производств с прерывным процессом изготовления изделий — литьевых, прессовых, пневмоформовочных, выдувных и др.).
Таким образом,
Ер, = 26 866/(5850 0,93) = 4,94; Еф, - 5; Ер» « 4,96; Еф, « 5;
Ерт = 8,92; Ефз = 9; £р«==8,95; Еф, - 9; ЕРз = 0,98; Ефв = 1, т. е. 2Еж = 29 машин. Из них: с Ун = 63 см3 — 10 шт; с Ун — 125 см^ — 18 шт.; с Ун = 250 см3 — 1 шт.
Расчетные данные сведены в табл. 6.10.
Таблица 6.10. Расчет затрат времени и необходимого количества оборудования
Наименование изделия Объем изделия, см3 Масса, г Марка сырья Число гнезд в форме Время цикла, с Часовая производительность машины, кг/ч Номинальный объем впрыска, см3 Затраты времени Т на выпуск годовой программы, ч Расчетное и фактическое число литьевых машин
1. Шайба 13 18 АТМ-2 3 29 6,7 63 26866 4,94/5
2. Вкладыш 19,5 27,1 9» 2 31 6,3 63 26984 4,96/5
3. Втулка 39,8 55,3 9» 2 38 10,5 125 48571 8,92/9
4. Стакан 79,8 110,9 9» 1 36 11,09 125 48692 8,95/9
5. Колесо 76,5 106,3 Я 2 41 18,7 250 5348 0,98/1
Аналогично определяется расчетное количество оборудования для прессовых, выдувных, пневмо- и вакуумформовочных цехов.
После проведения расчетов потребного количества оборудования следует проверить коэффициент загрузки оборудования
Кз = £р/Еф. (6.13)
Если К3 окажется меньше 0,9, необходимо перепланировать задание или поменять оборудование так, чтобы К3 стало 0,9.
230
6.3,2. Выбор и расчет вспомогательного оборудования [3,13]. Транспортирующее оборудование подразделяется на периодический транспорт (автокары, электрокары, робокары, автомашины и др.), находящийся в ведении транспортного цеха предприятия, и непрерывный транспорт (конвейеры, элеваторы, шнеки и т. п.). Все оборудование непрерывного действия делят на два вида: 1) транспортеры с тяговым органом (лента, цепь) —ленточные, пластинчатые, скребковые элеваторы и др.; 2) транспортеры без тягового органа — шнековые, вибрационные, пневматические и др.
Для передачи сыпучих полимерных материалов по прямым каналам применяют ковшовые, ленточные и шнековые транспортеры. Эти системы не герметичны (кроме шнековых) и потому загрязняют воздух, могут создавать взрыво- и пожароопасную обстановку.
Ковшовые транспортеры применяют для вертикального перемещения гранул и таблеток, ленточные — для перемещения их в горизонтальной плоскости.
При определении скорости движения конвейера ик (в м/мин) необходимо вначале опеределить число единиц оборудования в цеху (или число рабочих мест):
«к = 4Q/(60K/n), (6.14)
где А — расстояние между центрами смежных грузов на ленте конвейера, м; Q — часовая производительность всего оборудования, кг/ч; К — коэффициент использования оборудования; ш — масса штучного груза, кг.
Шнековые транспортеры отличаются высокой производительностью, регулируемой в широких пределах, но образуют много пыли, трудно очищаются и имеют относительно высокую стоимость.
Наиболее часто в настоящее время применяется пневмотранспорт, который позволяет передавать в любом направлении материал на расстоянии до 2 км при производительности от 50 до 5000 кг/ч. Это — герметичные системы, могут быть автоматизированы, а потому могут работать по заданной программе, обеспечивая распределение материала в нужные бункеры.
Применяют три типа пневмотранспортных установок: нагнетательного, всасывающего и комбинированного, пневмовакуумного действия, которые отличаются наибольшей универсальностью.
Расход воздуха Ув (в м3/с) при расчете пневмотранспортных установок:
<?т/(3,6црв). (6.15)
Здесь Qm — производительность установки, т/ч (Qm может колебаться от 50—5000 кг/ч; обычно принимают Qm=l,5Q3K); Q3K— эксплуатационная про
231
изводительность (принимается -в зависимости от производительности и количества в цеху перерабатывающего оборудования); р — массовая концентрация материала в смеси с воздухом (в системах нагнетательного действия р = — 10 4- 25 кг/кг, в системах аэрации р = 60 Ч- 150 кг/кг): рв = 1,2 кг/м3 — плотность воздуха.
Пример 6.3. Пневмоустановка подает сырье к 20-ти литьевым машинам. Общая их производительность (по расчету) составляет 150 кг/ч, т. е. Q3K = — 150 кг/ч, р = 15 кг/кг. Следовательно,
Qm = 1,5 Q.(I< = 1,5 • 150 = 225 кг/ч.
Расход воздуха составит
0,225
VB =- 1ПГТГТ"2~ Ю~3 м3/с =-= м3/мпн.
Это пример упрощенного расчета, фактически расход воздуха, с учетом диаметра транспортирующей трубы, а также потерь воздуха на утечки в сети будет несколько выше — в 1,1 —1,2 раза.
По расходу воздуха и максимальному давлению воздуха (Рм = 0,3-4-0,5 МПа) выбирают воздуходувную установку и определяют мощность электродвигателя.
Питатели и дозаторы [3,14]. Для питания и дозирования (экструзионных установок, смесителей и др.) применяют питатели-дозаторы, которые могут быть непрерывного или порционного действия. Дозирование полимерного материала может быть объемным и весовым (ленточные, шнековые и вибрационные дозаторы-питатели). Объемные дозаторы не обеспечивают высокой точности дозирования вследствие колебания плотности материала, однако они значительно проще в изготовлении и эксплуатации, а также дешевле.
Производительность шнековых дозаторов Q (в кг/мин) определяется по формуле:
Q == 1,5л/)2/ппРн. (6.16)
где D — диаметр шнека, м; t— шаг нарезки, м; п — частота вращения, об/мин; т) = 0,25 Ч- 0,4 — коэффициент заполнения; рн — насыпная плотность материала (для гранул рн = 500 Ч- 700 кг/м3).
Производительность электровибропитателя Q (в кг/ч) определяется по формуле:
Q = ЗбООМрнП, (6.17)
где b — ширина лотка, м; h — высота слоя материала, м; и — средняя скорость транспортирования материала по лотку, м/с.
Применяются автоматические порционные весовые дозаторы ДМС-50-2 с местным и дистанционным управлением, полуавтоматические ДСА-50-Н-2 с местным управлением. Допустимая погрешность ±1,25 %.
Для непрерывного дозирования гранул используются автоматический дозатор ДМ-21С укомплектованный электровибра-ционным или ленточным питателем.
232
Пример механизации загрузки сырья, сборки и транспортировки изделий. В проекте предусмотрено шестисуточное хранение сырья для литьевого цеха, в том числе на общезаводском складе двухсуточное.
С заводской площадки для разгрузки контейнеров гранулированное сырье в оборотных контейнерах объемом 1,5 м3 автопогрузчиком подаются к месту разгрузки у наружной стены цеха, где находятся приемные устройства систем пневмотранспорта, обеспечивающих подачу гранулированного сырья в приемные бункера объемом 1,5 м3 каждый, расположенные в сырьевом отделении перерабатывающего цеха.
Приемные бункеры разбиты на три группы (по числу пролетов). Каждая группа состоит из двух рядов бункеров по нескольку штук в каждом. Каждый ряд бункеров загружает сырьем определенное приемное устройство пневмотранспорта. Приняты три системы вакуумного пневмотранспорта с применением газодувок, из которых одна резервная. Под каждым бункером установлен шлюзовый питатель, который сохраняет вакуум в бункере и является дозатором гранулированного сырья: транспортирующая среда — воздух. На бункерах для контроля заполнения установлены датчики верхнего и нижнего уровня сырья. Управление системами пневмотранспорта производится дистанционно с пульта.
Водитель автопогрузчика после установки контейнера над приемными устройствами и его присоединением по телефону сообщает оператору загрузки сырья о готовности к работе. Оператор устанавливает двухходовые переключатели пневмотранспорта на соответствующий приемный бункер и дистанционно открывает отсечной клапан на линии отсоса. После этого с пульта управления включается соответствующая газодувка.
Гранулированное сырье из контейнера, которой находится в подвешенном состоянии, самотеком подается в приемное устройство пневмотранспорта и по трубопроводу подается в бункер, где происходит отделение гранул от воздуха, гранулы накапливаются в бункере, а запыленный воздух отсасывается газодувкой, пройдя предварительно через фильтр очистки и выбрасывается в атмосферу. После окончания транспортировки система пневмотранспорта продувается и газодувка отключается по реле времени. Аналогичным образом загружаются другие бункера. Одновременно могут работать три линии загрузки сырья.
Сырье в мешках и малогабаритных контейнерах с заводского склада сырья электропогрузчиком загружается в лифт, поднимается наверх и развозится к машинам (литьевым, прессам и т. п.). Загрузка в машины производится местными пневмозагрузчиками.
233
Для каждой машины установлено приемное устройство, соединенное стеклянным трубопроводом с бункером машин. В это приемное устройство можно подать сырье из любого бункера, расположенного в этом ряду. За каждым приемным устройством закреплен контейнер, оборудованный створками на днище, вместимость контейнера 100 кг.
После получения сигнала датчика нижнего уровня приемного устройства оператор с пульта управления, при помощи штабелеукладчика, снимает соответствующий контейнер и подает под дозатор соответствующего бункера. Автоматически включается дозатор, происходит объемная дозировка контейнера по времени. Заполненный контейнер штабелеукладчиком возвращается на свое приемное устройство, автоматически открываются створки на днище контейнера и сырье погружается в приемное устройство, из которого самотеком по стеклянной трубе поступает в бункер машины. Аналогичным путем происходит загрузка сырья в другие машины.
Литьевые машины работают в основном на автоматическом или на полуавтоматическом режиме.
Устройства, установленные на литьевых машинах, позволяют провести сепарацию литников и готовых изделий. Готовые изделия от литьевых машин по склизам падают в соответствующие бункера сбора готовой продукции.
При заполнении бункера подается сигнал на соответствующий пульт управления, автоматически включается свой подвесной конвейер, люльки которого останавливаются у требуемых ленточных транспортеров. После остановки люлек подвесного конвейера, от концевого выключателя включаются ленточные транспортеры, открываются затворы загружаемых бункеров, изделия высыпаются на ленту транспортера и перегружаются в люльки подвесного конвейера. Готовые изделия на подвесных конвейерах по транспортной галерее направляются в складской корпус, в отделения механической обработки, декорирования, сборки, комплектации, контроля, упаковки и далее на склад.
Оборудование для сушки полимеров [13]. В производстве изделий из пластмасс наиболее широко применяют вакуум-гребковые, ленточные, барабанные, аэрофонтанные сушилки и сушилки с кипящим слоем (КС).
Вакуум-сушилки применяют обычно для полимерных материалов, чувствительных к высокой температуре. В барабанных сушилках сыпучие материалы сушат чаще горячим воздухом или дымовыми газами.
В одно- и многоленточных сушилках применяют ленты в виде плоской проволочной сетки, которая приводится в движение тяговой цепью. Материал перемещается на сетке и высушивается подогретым воздухом, который движется со скоростью около 3 м/с.
234
Аэрофонтанные сушилки и сушилки с кипящим слоем применяют для сушки сыпучих, волокнистых и гранулированных материалов. Сушка в них протекает в струе горячего воздуха, при этом высушиваемый продукт находится во взвешенном состоянии.
От аппаратурного оформления процесса сушки зависит качество полимерного материала, а значит, и технология его переработки в готовое изделие.
Предварительная сушка для некоторых полимерных материалов является обязательной, а для других проводится лишь при определенных условиях. Например, полиамиды и полиметилметакрилат склонны в большей или меньшей степени поглощать влагу. Полиэтилен и полистирол влагу не поглощают. Однако при хранении и перемене температурных условий (транспортировка материала из холодного склада к горячим машинам) происходит конденсация влаги на отдельных гранулах, что ведет к увлажнению материала.
Выбор метода сушки и типа сушилок зависит от свойств исходной пластмассы, наиболее важными из которых являются термостойкость, склонность к окислению и деструкции при повышенных температурах, содержание легкокипящих, легковоспламеняющихся и токсичных компонентов, склонность к электризации и др.
Выбор оптимального метода сушки и типа сушилки должен обеспечить получение пластмассы заданного качества. Рекомендации по применению различных типов сушилок даны в [13].
Для расчета выбранной сушилки составляют материальный баланс, из которого определяют количество влаги, удаляемой из материала в процессе сушки:
F = Q4(F| — 1Г2)/(100--IF2j; (6.18) Q. = Qr/(ab). (6.19)
Здесь Q4—часовая производительность сушилки, кг/ч; W2— начальная и конечная (допустимая) влажность материала, %; Qr — годовая производительность сушилки, кг; а — число часов работы сушилки в сутки, ч; b — число дней работы в году.
Производительность по сухому материалу Qc (в кг/ч):
Qc = Qn — №, (6.20)
где W — количество испаряемых летучих, кг/ч.
В общем случае продолжительность сушки можно определить по формуле:
T=QM/[0,5(Qc + Q4)b (6.21)
где QM — количество материала, находящегося в сушилке, кг.
Оборудование для предварительного смешения компонентов полимерных материалов. Смешение применяют для введения
235
в полимер добавок (наполнителей, пластификаторов, модификаторов и др.), целенаправленно изменяющих его свойства. Смешение обычно проводят в несколько стадий. На подготовительной стадии смешение сыпучих компонентов или твердых с жидкими проводят на макроуровне, где не достигается высокая степень гомогенизации смеси, т. е. не достигается заданный минимум градиента концентрации.
Смешение можно считать проведенным до конца, когда в результате процесса бесконечно малые пробы смеси, отобранные в любом месте (из разных точек объема) перемешиваемой системы, будут иметь концентрацию компонентов, соответствующую первоначально заданному составу.
Смешение может сопровождаться диспергированием компонентов, т. е. уменьшением размеров частиц наполнителя.
Смешение проводят не только для достижения равномерного распределения компонентов и получения изотропной массы, но и с целью изменения физического состояния компонентов (растворение, плавление) и обеспечения протекания химической реакции.
Способы смешения и конструкции смесительных машин зависят от физического состояния перемешиваемых компонентов, назначения процесса смешения и тех свойств конечного продукта, которые хотят получить.
Различают периодические и непрерывные процессы смешения, однако во всех случаях этот процесс основан на интенсивном механическом воздействии рабочего органа на компоненты, находящиеся в объеме смесителя.
Периодический процесс смешения происходит обычно в замкнутом объеме смесителя. При этом важнейшее значение имеет время, необходимое для получения заданной однородной смеси.
Время смешения будет зависить от свободного объема смесителя, конструкции рабочих органов, скорости их вращения, свойств перемешиваемых компонентов, первоначальной ориентации поверхностей раздела компонентов и порядка заполнения компонентами объема смесителя. Ввод компонентов должен обеспечивать максимальную скорость увеличения числа поверхностей раздела компонентов.
На подготовительной стадии проводят периодическое смешение порошкообразных (или гранулированных) компонентов, например при опудривании или окрашивании пластмасс, при введении в них наполнителей (на первой стадии) или вторичного сырья (дробленых отходов).
Производительность смесителей периодического действия Q (в кг/ч) можно определить по формуле:
Q == 60У2(ркСк)ф/т. (6.22)
Здесь V — полный объем смесителя, м3; ф — 0,5 4- 0,75 — коэффициент заполнения; рк — плотность отдельных компонентов, кг/м3; Ск — доля (концен-236
трация) отдельных компонентов; т — продолжительность смешения, мин:
т =• Т1 + Т2 + т3; (6.23)
л, тз — время загрузки исходных компонентов и выгрузки готовой смеси, мин; Т2 — время перемешивания, мин.
Рекомендации по выбору смесителей (таблицы) приведены в [10, 13]. Вначале выбирают тип смесителя: барабанный (с вращающимся корпусом), червячно-лопастной, ленточный или центробежного действия с быстровращающимся ротором и псевдоожижением. Затем рассчитывают его производительность, учитывая, что производительность на этой стадии технологического процесса должна быть несколько выше, чем последующей непрерывной (например, двухшнекового экструдера, гл. 2).
Для смешивания исходных компонентов и пластикации пластмасс применяют также смесительные вальцы. Производительность вальцев (в кг/ч) периодического действия рассчитывают по формуле:
QB = 60бнЛ7тц; (6.24)
где 6Н — масса навески, одновременно загружаемая на вальцы (ее можно определить также опытным путем), кг;
бн = (0,065 + 0,085)DL6pM; (6.25)
К = 0,8 4- 0,9 — коэффициент использования машинного времени; D — диаметр валка, м; L — длина рабочей части валка, м; 6 — толщина зазора, м; рм — --плотность массы в конце вальцевания, кг/м3; рм должна быть больше рсм
рем = P1Q1 + Р2^*2 + . . . + РпС,Г, (6.26)
Ci, С2, . . ., Сп — концентрации компонентов смеси.
Оборудование для измельчения [3,13]. Для измельчения хрупких, твердых и высокопрочных полимерных композиций, а также различных отходов для получения вторичного сырья используют дробилки (щековые, валковые, молотковые, роторноножевые) и мельницы. Дробилки применяют для крупного и среднего измельчения, а мельницы (шаровые, вибрационные и др.) для мелкого и тонкого, а также для совмещения процессов измельчения, смешения и предварительной сушки.
Зная характеристику материалов (размер исходных кусков и измельченных частиц, свойства), количество, подлежащее измельчению (на основании материальных расчетов), выбирают тип дробилки, а затем рассчитывают число дробилок.
Для переработки отходов пластмасс наиболее часто применяют роторно-ножевые измельчители типа ИПР. Технические характеристики их даны в [13].
Оборудование для механической зачистки, доработки и отделки изделий [3,13]. Дополнительная обработка сформованных изделий обычно заключается в удалении облоя и литников, в продольной и поперечной резке (листы, пленки), в вырубке
237
(термоформованные изделия), а также для придания блеска и товарного вида.
Трудовые затраты на механическую обработку зависят от метода изготовления изделий. Так, в прессовом производстве они могут составить 25—40% от общих трудовых затрат на изготовление изделий, а в литьевом до 10—15 %. Трудоемкость механической обработки изделий по данным Карачаровского завода составляет 68—69 чел.-ч/т. Если считать, что только 50% изделий подвергается механической обработке централизованно, а остальные на рабочем месте литейщика (или прессовщика), то количество рабочих мест в отделении механической обработки будет равно
Мр = 68.0,5АГ/Фд,
где N — проектная мощность цеха (1500 т'/год); Фд— время работы оборудования в год, ч (Фд — для литьевых машин, составляет 5850 ч [11]).
Следовательно,
МР = 68 • 0,5 • 1500/(5850 • 0,93) = 9,5 = 10 раб. мест, где 0,93 — коэффициент.
Рекомендации по выбору оборудования даны в [13].
Доработку некоторых видов изделий из капрона проводят (в зависимости от назначения) кипячением в воде, масле и термостатированием.
Например, стабилизация капроновых деталей достигается термической обработкой в масляной среде при температуре 130—150 °C в течение 30 мин с последующим медленным охлаждением, а затем кипячением в воде в течение 2 ч с последующим медленным охлаждением.
В ванну термообработки одновременно помещается два сетчатых контейнера вместимостью по Ук = 50ХЮ"3 м3 коэффициент заполнения ванны К = 0,85; насыпная масса изделий рн = 250 кг/м3. Тогда в контейнер поместится GK = AVKpH = = 0,85 • 50 • 10“3 • 250 = 10,6 кг. В ванну помещается GB = = 10,6 • 2 = 21,2 кг изделий.
По проекту необходимо изготовить 120 т/год изделий из капрона, требующих термообработки. Тогда необходимо будет термообработать 120/260 = 0,46 т/сутки.
По технологическому режиму в смену можно провести только две полных термообработки, т. е. за 3 смены 6 термообработок. На одну термообработку приходится 460/6 = 76,7 кг изделий. Следовательно, необходимо иметь в цеху 76,7/21,2 = = 3,6 = 4 ванны.
6.3.3. Расчет количества форм и оптимальной гнездности. Формы, являясь сменной оснасткой машин для изготовления изделий из пластмасс (литьевой, экструзионно-выдувной, пресса, 238
пневмоформовочной), классифицируются по многим признакам: 1) по способу изготовления изделий — компрессионные, литьевые, инжекционные: 2) съемные, стационарные и полустационарные; 3) по характеру разъема — с горизонтальной, вертикальной одной плоскостью или несколькими («галетные»); 4) одногнездные и многогнездные; 5) с омическим, индукционным, жидкостным (масляным или водяным) обогревом.
При изготовлении деталей малыми сериями применение стационарных пресс-форм становится нерентабельным, так как себестоимость оснастки в этом случае значительно возрастает и может составлять 60—80 % от себестоимости детали.
Съемные пресс-формы, хотя и более простые по конструкции, не обеспечивают полного использования мощности прессов, поскольку предполагают ручной разъем вне пресса и извлечение изделий с помощью специальных приспособлений. В результате частых разборок они быстро изнашиваются.
Наиболее выгодно использовать групповые блоки со сменными формовкладышами. При проектировании их за основу берется не отдельная деталь, а группа сходных деталей, требующая одинаковых технологических решений, одного типа оборудования и оснастки [12].
Переработка пластмасс на быстро переналаживаемой групповой оснастке обеспечивает: уменьшение площадей для хранения оснастки в 3—4 раза; снижение металлоемкости по сравнению со стационарной формой в 1,5—2 раза; сокращение времени на переналадку и разогрев примерно на 10%; снижение трудоемкости проектирования и изготовления оснастки соответственно на 25 и на 40%.
Общее число пресс- или литьевых форм, которое должно обеспечивать выполнение программы выпуска изделий цехом, можно подсчитать по формуле: _
Фобщ ~ Фуст “Ь Фрем 4“ Фав* (6.27)
Здесь Фуст — число форм, которое постоянно установлено на машинах; Фрем — число форм, которое должно находиться в ремонте; Фав — аварийный фонд, принимают Фав = 0,2 Фуст;
Фуст == D/C; (6.28)
D — годовой план изготовления изделий, шт.; С — годовой съем изделий с одной машины, шт.;
фрем = (ФусТЛЛ)/Р; (6.29)
К — 1 — количество ремонтов в месяц на одну форму; П — средняя продолжительность одного ремонта в днях; Р — количество рабочих дней в месяц.
Для форм на изделия ширпотреба П = 8; на электроустано-вочные и технические детали с большими допусками 77= 10; на технические изделия с жесткими допусками или для крупногабаритных форм 77= 12.
239
Количество форм, необходимое для выполнения годовой программы с учетом полного износа формы, рассчитывают по формуле:
Ф = D/Co, (6.30)
где Со — число циклов (оттисков) изделий с одной формы до полного ее износа.
Значение Со зависит от метода переработки, материала формы и изделия, требований по точности, предъявляемых к изделию. Определяется Со опытным путем (табл. 6.11).
Таблица 6.11. Нормы амортизации пресс-форм (в тысячах оттисков изделий с одного гнезда)
Назначение формы Тип пресс-формы
без резьбовых знаков и колец с резьбовыми знаками и кольцами с разъемными матрицами съемные кассетного типа
Изделия с допусками:
не менее 0,3 мм 60 50 30 25 50
» » ±0,3 мм 120 100 60 50 100
без ограничений Изделия бытовые: 200 160 100 80 100
с сопряжением отдельных деталей 120 100 60 50 100
с тонкой гравировкой 40 40 40 40 40
без сопряжения и ограничения размеров (тарелки, подносы и т. д.) 150
Пример 6.4. Рассчитать необходимое число форм для деталей «шайба» из графитопласта АТМ-2. Исходные данные: число гнезд п = 3, D = 107 шт., С = 2 ♦ 106 шт., Со == 105 шт., тц = 29 с — из примера расчета литьевого цеха.
Решение. Фуст = 107/ (2 ♦ 106) — 5 шт.; Фав = 0,2 • 5 = 1 шт. Фйем = = 5 • 1 • 10/25 = 2 шт.; Фо6щ = 5 + 2 + 1 = 8 шт.
Определим число циклов или оттисков, необходимое для изготовления годовой программы одной формой:
= ФдЛ'/Тц; Цг = 5850 • 0,93/29 = 6,7 • 105 циклов или
ЦГ = С/п = 2 • 10б/3 = 6,7 • 105 циклов.
Определим количество форм, которое потребуется (учитывая их полный износ) для выполнения годовой программы:
Ф = 6,7 • 105/105 = 6,7, т. е. 7 форм.
Прежде чем выбрать типоразмер перерабатывающего оборудования, желательно рассчитать оптимальное число гнезд в форме, которое обеспечивало бы наименьшую себестоимость изготовления деталей.
Себестоимость изготовления деталей складывается из постоянной величины (стоимость материала и затрат на амортизацию
240
оборудования) и двух переменных: зарплаты прессовщика (литейщика) и себестоимости пресс-формы. С увеличением числа гнезд зарплата уменьшается, а себестоимость пресс-формы возрастает:
Сд = Cu/(n/G) + СФпК2/П, (6.31)
где Сд — себестоимость изготовления одной детали, руб; Сц — себестоимость одного цикла формования изделия, руб.; Сф — себестоимость одного гнезда пресс-формы, руб.; п — число гнезд; П — количество деталей на годовую программу, шт.; Лд — 0,6— коэффициент, учитывающий снижение себестоимости прессования с увеличением числа гнезд; К? = 0,75 — коэффициент, учитывающий себестоимость пресс-формы с увеличением числа гнезд.
Зная годовую программу, себестоимость формирования (Сп) и Сф, можно рассчитать оптимальное число гнезд по формуле:
«о = V Сц/7/(0,45Сф). (6.32)
Пример 6.5. Определить оптимальное число гнезд в литьевой форме. Исходные данные: П= 105, Сц = 10 коп., Сф = 1500 руб., а стоимость формо-вкладышей 350 руб.
Решение. По формуле (6.32):
n0 ~ yb,|. 105/(0,45-1.500) =3.8, берем 4 гнезда.
Для формовкладышей п0 = Уо,1 • 10&/ (0,45 • 350) = 7,97, берем 8 гнезд. Правильность проведенных расчетов можно проверить: 1) при одногнезд-пой форме ,
1,5-ПР(Ь0,75) . 10
Сд, » 1()- + | 0 6 = 17,8 коп.;
2) при» двухместной форме
1,5-105(2-0,75) , 10
Сди — 105 ‘ 2«0 6 — Ю,5 коп.,
и далее
Сда — 1,5-10s(3-0,75) ! 10 = 8,9 коп.;
105 । 3-0,6
Са 1,5.10»(4-0.75) 10
1(Р 1 4-0,6 о, / КОП.,
1,5-1045.0,75) ,10 Сд, = 105 т 5-0 6 - 8,9 коп.
Действительно, четырехгнездная форма обеспечивает минимальную себестоимость детали.
В предыдущем примере для изготовления детали из АТМ-2 с т = 27,1 г была выбрана машина с номинальным объемом впрыска Ун = 63 см3 при двухгнездной форме. В то время как минимальную себестоимость обеспечивала форма с п0 = 4, а следовательно, машину надо было выбрать с VH = 125 см3.
Стойкость стационарных и съемных пресс-форм указана в табл. 6.12, нормы износа пресс-форм представлены в табл. 6.13.
9 А. С. Шембель ^41
Таблица 6.12. Стойкость стационарных и съемных пресс-форм
I. Стационарные пресс-формы
Марка стали Характеристика деталей Число отпрессовок, тыс. шт.
порошкообразные фенопласты аминопласт волокнистый фенопласт термопласты
12ХН2А, 7X3, У8А Простой конфигурации с точностью изготовления по 1Т15— 1Т17 150-200 150 100 300
Сложной конфигурации с точностью изготовления по 1Т13— 1Т15 100—150 100 75 250
Ст. 3, Ст. 5, Ст. 10, Ст. 30 Простой конфигурации с точностью изготовления по 1Т12 Сложной конфигурации с точностью изготовления по 1Т11—1Т12 60—80 60 60 300
50-60 50 40 200
Большой сложности с точностью изготовления по 1Т12—1Т13 30—40 30 15 150
12ХН2А, 7X3, У8А То же 80—100 80 50 200
II. Съемные пресс-формы
Тип Пресс-формы Число отпрессовок, тыс. шт.
фенопласты порошкообразны е фенопласты волокнистые и слоистые термопласты
Компрессионные 40 30 50 Литьевые 50 40 80
6.4. Применение компьютерной техники для оптимизации процесса изготовления изделий из пластмасс. С каждым годом увеличивается и обновляется ассортимент изделий из пластмасс, при этом повышаются и их качественные показатели.
Количество изделий и деталей, изготавливаемых из пластмасс, достигло уже 500 тысяч наименований, а ежегодная обновляемость составляет около одной пятой всего ассортимента.
Применяемые детали из полимерного материла в конкретном изделии или конструкции эффективны только тогда, когда они обеспечивают технико-экономические преимущества перед изделиями из традиционных материалов или когда необходимый комплекс свойств не может быть достигнут при использовании других материалов.
Экономическая целесообразность от применения пластмасс обоснована лишь в том случае, когда себестоимость изделия
242
Таблица 6.13. Нормы износа пресс-формы
Пресс-форма Норма амортизации на 1 гнездо в тыс. запрессовок для пресс-форм
до 4-гнезд-ных до 3-гнезд-ных более 8-гнеэдных
Для прессования изделий с жесткими допуска- 40 35 25 ми (типа бегуика, бобины, крышки распределителя) Для технических изделий с жесткими допуска- 50 45 30 ми (типа блочка, тяги, клемм и др.) Для электроустановочных деталей (выключа- 55 50 40 тель, розетка и т. д.) Для изделий ширпотреба (банки, подставки, 45 40 30 шкатулки) Для крупногабаритных изделий типа — заготовок подшипников 30 — — — тормозных колодок 30 — — — деталей корпуса холодильника 25 — — — деталей футляра радиоприемника 30 — — Разъемные пресс-формы на изделия типа свето- 40 — — знаков Для выдувных изделий из оргстекла 200 — — Примечания: 1. При пользовании данными нормативами необходимо применять поправочный коэффициент /С: для резольных и новолачных порошков К = 1; для
волокнита К = 0,9; для аминопласта К “ 0,8; для пресс-порошков с минеральными наполнителями К = 0,7.
2. Для особосложных пресс-форм устанавливаются отдельные нормативы.
ниже, чем при изготовлении их из других материалов, когда обеспечивается большая производительность труда за счет автоматизации процесса переработки, а также происходит экономия энергетических и трудовых ресурсов.
Научно-обоснованная организация конструирования новых изделий и повышение качественных показателей уже работающих деталей, применение новых технологий и оборудования, правильное нормирование технико-экономических показателей и ценообразования возможны лишь на основе использования самых современных научных достижений, .типизации технологических процессов и применения автоматизированной информационнопоисковой системы (АИПС) для выбора наиболее экономичных и социально обоснованных решений.
Типовые технологические процессы (ТТП) разрабатываются на группу изделий, имеющих конструкторско-технологическое подобие. ТТП являются оптимальными для изготовления определенной группы многономенклатурных, средне- или малосерийных технологически подобных деталей единым способом на типовом комплекте оборудования и типовой оснастке.
Перспективные ТТП, в отличие от оперативных, базируются на новейших достижениях науки и техники по оборудованию, оснаст
Q.-: 243
ке, средствам технического контроля и транспортным, по организации и управлению производством с помощью ЭВМ.
Согласно ГОСТ 14.409—75 ЕС ТПП АИПС отвечают на запросы о наличии деталей-прототипов и процессов-прототипов, а также обеспечивают поиск типовых решений по выбору оборудования и оснастки.
Научно-обоснованные нормы расходования пластмасс позволяют предприятиям на стадиях опытного и опытно-промышленного производства определять и сравнивать затраты по аналогичным изделиям на исходное сырье, трудоемкость, удельные капитальные вложения и цены, что значительно экономит материальные и трудовые ресурсы.
Процесс производства новых изделий включает в себя разработку конструкций, выбор необходимого полимерного материала и способа изготовления.
Процесс конструирования и расчета сводится к выбору материала и разработке конструкции детали, которая в заданных условиях эксплуатации обеспечит необходимую долговечность, надежность в работе и при этом будет легкой, экономичной в изготовлении и в эксплуатации.
Разработку конструкции детали обычно ведут в четыре этапа.
1. Анализ условий эксплуатации детали и разработка технического задания.
2. Предварительный выбор материала и конструкции.
3. Расчет и прогнозирование работоспособности детали по основным критериям.
4. Уточнение характеристик материала и конструкции детали.
Первый этап включает в себя тщательный анализ известных или ожидаемых условий эксплуатации, на основе которого выявляются условия нагружения детали и характеристика окружающей ее среды, эксплуатационные требования к детали и материалу, экономические и технологические требования.
Для расчета и конструирования детали важно знать, какая действует на поверхность детали нагрузка и как она распределена по ней. Каков режим воздействия нагрузки — кратковременный или длительный, статический или динамический, непрерывный или циклический. Для движущейся детали необходимо знать скорость и длительность ее перемещения, возможные ускорения, траектории движения (например, волана) и т. д.
Долговечность и работоспособность детали во многом зависят от характера окружающей ее среды. Если это открытые атмосферные условия, то необходимо учитывать влияние климата, прямого попадания солнечных лучей, длительность облучения в сочетании с другими атмосферными явлениями (дождь, снег, ветер, изменение температуры и т. д.) и различного рода загрязнениями. Необходимо выявить возможность попадания 244
в закрытую конструкцию инородных частиц (пыли, грязи и т. д.), а также выяснить характеристику контртела (тип материала, твердость, шероховатость, вид обработки и. т. д.), в контакте с которым должна работать деталь. Это особенно важно для антифрикционных и фрикционных деталей.
Важным являются требования к точности изготовления детали: низкая точность значительно уменьшает надежность и долговечность работы, завышенные требования к точности могут резко увеличить стоимость изготовления детали.
Существенное значение имеют показатели надежности и долговечности, определяющие роль детали в обеспечении общей работоспособности прибора или машины. Возможность выхода из строя детали должна быть исключена, если это влечет за собой аварию, остановку производства и т. д. В других случаях долговечность устанавливается расчетным сроком службы детали, т. е. берется допустимый износ рабочей поверхности или усталостное разрушение за определенное число циклов нагружения.
Важными эксплуатационными характеристиками являются также шум и вибрация, к снижению которых стремятся.
Необходимо учитывать возможные потери энергии при работе детали (например, деталь антифрикционного назначения), приводящие, кроме того, к разогреву узла. Во взрывоопасной среде недопустима статическая электризация детали, в вакуумных приборах — сильное газовыделение, в пищевых машинах — выделение токсичных продуктов.
Оптимальный вариант детали будет в значительной степени определяться технологией изготовления и экономичностью. Особо возрастают требования к технологичности при большой потребности в данной детали. Поэтому необходимо сразу рассмотреть вопрос о возможной организации производства, что связано с капитальными вложениями, поставками сырья, энергетическими ресурсами, технологическим оборудованием, техникой безопасности, охраной окружающей среды и т. д.
Только с применением ЭВМ становится возможным заранее выявить все необходимые факторы, которые будут оказывать влияние на качество проектируемых изделий, а также предвидеть слабые места детали уже на стадии конструирования.
В распоряжении конструктора должны быть пакеты прикладных программ для выбора оптимальной конструкции и материала, графопостроитель для автоматизированного выпуска чертежей, а также программа необходимых расчетов и выбора параметров.
На основе всех данных анализа условий эксплуатации разрабатывается техническое задание, содержащее требования к конструируемому изделию, а также сведения об известных прототипах. Чем тщательнее сделан анализ и подробнее составлено техническое задание, тем вероятнее нахождение оптимального решения.
245
Разработка технических требований должна осуществляться очень тщательно. Должны быть указаны: функция детали, максимальные габариты, сопряженные размеры, допуски, допустимые деформации, механические нагрузки, продолжительность, скорость, частота, рабочая температура, среда, примерная стоимость, сроки и т. д.
Различают жесткие требования, которые должны выполнйться в обязательном порядке, минимальные требования, указывающие границы снижения или завышения характеристик и, наконец, рекомендации, которые следует выполнять по возможности.
На втором этапе разработки конструкции детали, на основе технического задания, проводят предварительный выбор материала и конструкции детали, включающий выбор основных вариантов, дополнительную оценку свойств рассматриваемых материалов и оценку размеров детали. Таким образом, на этом этапе необходимо выбрать из огромного количества полимерных материалов оптимальный материал и конструкцию детали (или вариант конструкции), удовлетворяющие требованиям технического задания. При этом может возникнуть необходимость определения дополнительных данных о свойствах выбранных материалов.
Обычно проектирование конструкции и/выбор материала для неответственных деталей завершают на предварительной стадии. Для ответственных изделий, надежность ^долговечность которых определяют работоспособность сложных приборов и машин, предварительный выбор конструктивных решений и материалов уточняется путем экспериментов и расчетов в соответствии с основными критериями работоспособности.
Выбор материала — это сравнение качественных и количественных характеристик различных материалов с требуемыми. Ввиду многообразия полимерных материалов оптимальный выбор можно осуществить лишь с помощью банка данных, заложенных в АИПС, и соответствующей программы поиска.
При выборе материала и определении конструкции изделия используют следующие основные данные: назначение изделия, способ изготовления и монтажа в узле, условия эксплуатации, опыт работы с подобными деталями (изделиями), качественные показатели материала, возможности достижения граничных величин при имеющихся количественных характеристиках материалов, относящиеся к материалу и самостоятельно к изделию, экономические показатели по расходу материала, энергии, трудовых затрат. Например, низкая прочность более дешевого материала может быть компенсирована в конструкции изделия увеличением толщины стенки или дополнительными ребрами жесткости. В то же время можно использовать более прочный материал, благодаря чему будет резко экономиться количество расходуемого материала и т. д.
При конструировании изделий следуют основным правилам: толщина стенки изделия должна быть по возможности минималь
246
ной и равномерной; необходимо исключить возможность образования острых углов; для повышения жесткости конструкции нужно использовать ребра; при применении аморфных материалов и термопластов, армированных волокном, направление течения расплава в формующую полость должно совпадать с направлением ребер жесткости и направлением главной нагрузки на деталь. При использовании кристаллических термопластов на прочность деталей оказывает влияние не столько ориентирование расплава, сколько образование в стенках изделия кристаллических структур (мелко- и крупнозернистых), поэтому следует особо обращать внимание на скорость фронтального потока расплава и охлаждение массы на стадиях заполнения формы, так как именно эти показатели определяют зернистость структуры материала в изделии.
Участки деталей с высокой нагрузкой и стыковые швы в узлах, которые невозможно исключить, должны находиться по возможности вблизи литника.
Расчет и прогнозирование работоспособности детали проводится по основным критериям, зависящим от условий эксплуатации.
Критерии работоспособности определяют виды полной или частичной потери способности детали выполнять рабочие функции совместно с другими деталями приборов и машин.
Основными критериями работоспособности деталей являются прочность и жесткость (деформативность), тепло- и термостойкость, «износостойкость, дтмосферо- и коррозионная стойкость. В зависимости от условий работы к основным критериям относят также электропроводность, теплопроводность, шумопогло-щение (кожух приборов), отражающая способность (тепловые экраны), пожаростойкость и т. д. В зависимости от требований расчет деталей проводят по одному или нескольким основным критериям работоспособности.
На следующем этапе конструирования осуществляется графическое изображение узлов и выбор параметров изделия, т. е. определение толщины стенок, габаритов и т. д.
Все этапы конструирования изделия влияют друг на друга и тесно связаны с выбором метода изготовления изделий.
ЭВМ дает возможность полного использования техникоэкономических возможностей пластмасс, позволяет правильно оценивать большое число параметров, влияющих на поведение материала в процессе изготовления изделий и его эксплуатации. ЭВМ позволяет определять напряжение и деформацию даже в деталях со сложной геометрией, устанавливает технологический режим изготовления детали, рассчитывает технологический процесс и помогает заранее удостовериться в том, что готовая продукция будет технически и экономически совершена в той мере, в какой это возможно на современном этапе. Важное значение
247
имеет и то обстоятельство, что экономится время и стоимость разработки, отпадает необходимость в многочисленных дополнительных испытаниях образца, которые всегда необходимы при использовании обычных трудоемких эмпирических методов.
Компьютеры могут регистрировать измеренные приборами значения непосредственно с испытательных машин, систематизировать их и воспроизводить в наиболее удобной графической форме.
Полученные данные могут храниться в памяти центрального компьютера и постоянно корректироваться, а при необходимости в любой момент времени выводиться на дисплей или на печать в желаемой форме.
Систематически преобразуемые банки данных могут обеспечить полное качественное и количественное описание конструкции и материала, а при объединении их с данными по технологии изготовления, типам оборудования, конструкции формующей оснастки образуют основу для быстрого решения проблем изготовления новых деталей и совершенствования уже работающих.
ЭВМ дает возможность делать точные, научно-обоснованные предсказания: достаточно ли максимальное давление расплава, создаваемое экструдером для профилирования качественных изделий при оптимальной производительности или литьевой маши- z ной для заполнения формующих гнезд формы? Где следует предусмотреть литниковые каналы и в каком месте следует ожидать ослабление конструкции за счет линии сварных швов? В каких точках цилиндра либо оснастки расплав может оказаться в застойном состоянии, что может повести к деструкции материала и появлению бракованных изделий? Каковы оптимальные условия подпитки материала в форму, оптимальные формы и размеры литниковых каналов? В каком месте пресс-формы должны иметь отверстия для выпуска летучих продуктов и воздуха?
ЭВМ дает возможность знать о работе многочисленных узлов перерабатывающих машин, деформации плит пресс-формы, перемещении стержней и многом другом, определяет размеры пресс-формы, формующих головок и т. д.
С помощью ЭВМ проводится моделирование процессов, выбор оборудования с точки зрения его стоимости, непрерывный или выборочный контроль постоянства качества готовых изделий, точности и стабильности размеров изделий.
6.4.1. Оптимизация технологического процесса с помощью компьютера. Переработка пластмасс в изделия представляет собой совокупность различных технологических процессов, с помощью которых исходный полимерный материал превращается в изделие с заранее заданными эксплуатационными свойствами. Выбор наиболее оптимального метода переработки для изготовления новых изделий в каждом конкретном случае определяется технологическими свойствами перерабатываемого материала, конструктивными особенностями изделия и экономическими показателями: себестоимостью, серийностью и др.
248
Основными направлениями дальнейшего совершенствования технологии переработки полимерных материалов являются следующие: 1) улучшение технологических и эксплуатационных свойств перерабатываемых материалов, расширение их номенклатуры, создание более дешевых и менее дефицитных композиционных материалов для конкретных групп изделий; 2) разработка более прогрессивных технологических разновидностей методов переработки; 3) повышение производительности оборудования путем оптимизации технологических параметров процессов переработки; 4) использование автоматизированного управления технологическими процессами по заданным технологическим и технико-экономическим программам без участия обслуживающего персонала.
Технический уровень применяемого в переработке оборудования — мощность, степень автоматизации, универсальности и специализации — определяет уровень производств переработки полимерных материалов. Внедрение новейших достижений науки и техники в технологию переработки пластмасс становится возможным путем создания современного проекта производства. При этом различают две взаимосвязанные инженерно-технические задачи: функциональное или технологическое проектирование и техническое или конструкционное проектирование.
Целью технологического проектирования является разработка наиболее современной оптимальной технологической схемы производства изделий, определение оптимальных технологических и конструктивных параметров оборудования, а также технологических режимов переработки полимерных материалов в изделия.
При конструкционном проектировании выбираются и разрабатываются чертежи основного и вспомогательного технологического оборудования и оснастки.
После анализа состояния и поведения полимерного материала на разных этапах технологического процесса и при различных значениях параметров технологических режимов, проведенного с помощью компьютера, становится возможным конструкционное проектирование.
При современном проектировании широко применяется принцип создания комплекса машин (агрегатирование), самостоятельно выполняющих как отдельные рабочие функции, так и целиком самостоятельно проводящие технологический процесс, вплоть до упаковки и складирования готовых изделий. Такой комплекс машин, действующих согласованно, по единой программе, способный быстро перестраиваться на изготовление новых изделий, называют гибким автоматизированным производством (ГАП).
Резкое улучшение выпускаемой технологической документации при сокращении сроков проектирования становится возможным благодаря использованию систем автоматизированного проектирования (САПР), решающих проблемы проектирования в режи-
249
мах диалога проектировщика с ЭВМ при помощи комплекта технических устройств ввода и вывода информации.
Для обслуживания основного технологического оборудования применяют робото-технологические комплексы, состоящие из автоматических роботов-манипуляторов и робокар программного управления. Применение оборудования для переработки полимерных материалов с автоматизированным управлением позволяет сократить продолжительность технологического цикла и увеличить производительность оборудования, повысить стабильность и точность размеров изделий, улучшить качество их, а также полностью исключить ручной труд и резко сократить трудовые затраты.
6.4.2, Автоматизированное управление литьевыми машинами. Современные литьевые машины начинают все больше оснащаться автоматизированным управлением, позволяющим устанавливать и стабилизировать оптимальное, сочетание технологических параметров по заданному критерию качества изготавливаемых изделий. Таким образом, автоматизированное управление имеет обратную связь по качеству готового изделия, и основная трудность заключается в создании наиболее оптимального алгоритма процесса.
Для обеспечения по заданной программе поддержания или изменения технологических параметров в требуемых пределах применяется система автоматического регулирования (САР), которая состоит из регулируемого объекта и элементов управления. Последние при отклонении одного или нескольких регулируемых параметров от заданных программой значений, формируют сигналы, воздействующие на объект управления и изменяющие (поддерживающие) технологические параметры согласно программе.
Технологический процесс литья под давлением изделий проходит под воздействием следующих основных параметров: давления
Рис. 6.1. Схема управления литьевой машиной без обратной (а) и с обратной (б) связью
250
Р, температуры Г, скорости и, времени т и возмущающих воздействий ВВ. При управлении с обратной связью (рис. 6.1.) для стабилизации процесса по выбранному критерию качества датчик Д в каждом цикле измеряет показатель качества.
Сигнал от датчика через преобразователь Пр поступает на регулирующий прибор РП, который сравнивает измеренный и заданный программой показатели качества (например, массу изделия) и в зависимости от знака и значения рассогласования регулирует работу исполнительного механизма И.
Показания параметров собираются на пульте П. Одновременно сигналы передаются на компьютер. Если отклонения качества не стабилизируются, то технологические параметры (Р, Т, V) регулируются согласно программе компьютером.
В машинах, управление которых работает по принципу самонастраивающихся систем, в каждом конкретном случае формования деталей выбирается наилучший вариант поддержания или регулирования технологических параметров путем изменения Р, Т и т по отдельности или одновременно.
Работа аналитических самонастраивающихся систем управления основывается на алгоритмах, которые разрабатываются по математическому описанию, моделирующему технологические процессы на различных стадиях переработки и в разные периоды.
Самонастраивающиеся компьютерные системы управления обеспечивают работу технологического оборудования с высокой производительностью и’способствуют получению изделий со стабильными оптимальными свойствами требуемого качества в зависимости от условий их эксплуатации.
Качество изделий обычно оценивают по основным служебным свойствам, т. е. по тем факторам, которые оказывают наибольшее влияние на работоспособность и надежность изделий в процессе эксплуатации. Однако при непрерывном автоматическом контроле процесса с помощью компьютера, необходимого для поднастройки параметров процесса по заданному критерию качества, можно использовать лишь неразрушающие методы оценки свойств готовых изделий и приборы, позволяющие непрерывно дистанционно оценивать выбранные параметры неразрушающими методами.
Такими наиболее доступными неразрушающими методами усредненной оценки качества изделий являются методы замера массы и размера. Эти показатели в каждом конкретном случае можно сопоставить с требуемыми физико-механическими параметрами, а также остаточными напряжениями и показателями стабильности свойств.
Для разработки алгоритма управления процессом нужны функциональные зависимости между выбранными для оценки критерием качества изделий и технологическими параметрами процесса изготовления изделия, а также между критерием качества и
251
теми служебными показателями, которые определяют работоспособность изделия при эксплуатации.
Такие зависимости могут быть получены на основе обработки статистических данных экспериментов (называются статистическими моделями), а также на основе изучения физико-химических процессов формирования структуры изделия в зависимости от показателя качества (называются аналитическими моделями).
Статистические или аналитические модели закладываются в компьютер, управляющий технологическим процессом, и по заданному алгоритму осуществляется стабилизация или регулирование параметров.
Разработка алгоритма автоматического управления качеством литьевых изделий основывается на математических зависимостях толщины отдельных структурных слоев и их морфологических зон от параметров процесса литья под давлением, размеров изделий и свойств перерабатываемого материала (теплофизических, реологических и параметров кристаллизации).
Одним из примеров определения технологических параметров литья под давлением изделий может быть следующий [5].
1. На основе анализа условий эксплуатации изделия выбирают его оптимальную структуру — относительные размеры морфологических слоев и зон [5].
2. Выбирают время заполнения формы /3, с.
3. Рассчитывают толщину поверхностного слоя 63 (в м) по методике [5].
4. Рассчитывают максимальную скорость сдвига у (в с-1) при заполнении:
. ~7=:2(2п+ 1)/г//(л/3(Л —2?)3Я. (6.33)
5. Выбирают напряжение сдвига т' (среднее значение напряжения сдвига, при котором сферолиты не деформируются), при котором должна заполняться форма; т' на 10—20% ниже (выше) ij или т2 в зависимости от требуемой структуры поверхностной оболочки (tj и т2 — предельные значения напряжения сдвига, при котором сферолиты структуры расплава деформируются). _
6. Рассчитывают среднеобъемную температуру расплава Г, при которой достигается требуемое значение т':
7 = [7ср(% - 6) + Го(0,5Аф — х)]/(0,5Лф — 6); (6.34)
7ср == П — [(— Г6)/3|; (6.35) - 3,36(6.36)
7. По значению Т рассчитывают температуру полимера Го, при которой получается заданная толщина 63:
Го = (Т[3(0,5Л — 3,36Кat3) — Гкр (3,36 V at3 — МП/(1,5Й —
-6,72У^ + 83), (6.37)
252
где Т^р — начальная температура кристаллизации; а — a/KL — эффективный коэффициент температуропроводности, м2/с;
Л'/. = 3 w [рс? (То - Тф) ]; (6.38)
а и Ср — коэффициент температуропроводности и удельная теплоемкость расплава полимера, м2/с и Дж/(кг • К), соответственно; LKp — удельная теплота кристаллизации, Дж/м3.
8. По значению Го рассчитывают температуру формы Тф, при которой получается заданная толщина 63:
7ф = П - {(^о ~ Лр)/[ 1 - 8з/(3,36 /ЗД} • (6.39)
9. Рассчитывают давление литья Рл, обеспечивающее заполнение формы в режиме постоянной скорости течения:
Рл = дрм + дрсф == КпАРсф, (6.40)
где Лп = 1,091,12— коэффициент, учитывающий потери давления ДРМ.
10. Выбирают режим формования — обычный или со сбросом давления.
11. Рассчитывают продолжительность выдержки полимера в форме под давлением:
/выд = /г2Щ{[1 - — Гф)/[О,78(Т,о— Гф)}}/(12а). (6.41)
Здесь р — толщина среднего структурного слоя сечения стенки изделия:
3 = 0,5Л [I —. — 0,780 ехр (3FoJ] — 63; (6.42)
0—относительная температура:
§ = (Пр - Тф)/(То - Тф); (6.43)
Foi — критерий Фурье:
Foi = аЦя + /вмл)/(Л/2)2. (6.44)
12. Рассчитывают размеры литника, обеспечивающие требу-емую /,ыд.
13. Рассчитывают продолжительность охлаждения изделия в форме под давлением.
/т = 1п[1,27(Г0~Тф)/(Ги-Тф)]А2/лМ. (6.45)
6,4 .3. Автоматизированное управление процессом литья под давлением реактопластов (пример). Основными стадиями процесса литья реактопластов являются пластикация, формование и отверждение. Все эти стадии взаимосвязаны, но каждая стадия имеет свои регулируемые параметры и критерии управления.
На стадии пластикации литьевая машина должна стабильно, на протяжении многих циклов получать точные порции расплава с одинаковой вязкостью, несмотря на переработку различных партий исходного материала.
253
В качестве объекта управления обычно используют качественные характеристики подготовленной порции расплава, а именно: массу и вязкость. Микропроцессор учитывает отклонения от номинального значения массы и корректирует ход шнека во время набора дозы, а вязкостные свойства расплава корректируются благодаря установлению зависимости между частотой вращения шнека и скоростью сдвига у. Критерием соответствия в этом случае является одинаковое время вязкопластичного состояния твп после набора порции в цилиндре литьевой машины с одной стороны и в пластомере, на котором определялось твп, с другой.
Таким образом, параметрами управления на стадии пластикации являются ход и частота вращения шнека.
К выбранному для переработки материалу предъявляются следующие основные требования:
1. Вязкость данной марки материала при рабочей скорости сдвига (примерно у ==15 • Ю^с^не должна сильно колебаться.
2. Время вязкопластичного состояния перерабатываемого материала должно быть большим, чем время цикла литья:
Твп ^-> Тпл 4" Тпаузы “1“ Тподп ~Ь Тотв, где тпл — время пластикации материала в цилиндре литьевой машины; тотв — время отверждения отливки в форме.
На стадии формования должно быть обеспечено оптимальное заполнение формы расплавов, без образования на изделиях грата. Это зависит от давления в форме, температуры материала и формы, скорости впрыска, продолжительности подпитки и т. д.
В качестве объекта управления на стадии формования используется показатель давления в форме, а управляющему воздействию подвергают скорость впрыска и давление в режиме подпитки формы расплавом.
На стадии отверждения необходимо обеспечить требуемую степень отверждения изделий, которая зависит от температуры формы и расплава времени разогрева центральных слоев толстостенных изделий и скорости отверждения материала.
Объектом управления на стадии отверждения служит степень отверждения, величина которой зависит от назначения изделия, а в качестве управляющего воздействия используется время выдержки изделия в форме.
Рассмотрим алгоритм управления.
Исходные данные для стадии пластикации: 1) литьевая машина: Qnjl — пластикационная производительность, температура материального цилиндра по зонам, конструктивные параметры машины; 2) материал: плотность р, вязкость т], твп при температуре пластикации; 3) форма: масса отливки.
В соответствии со скоростью сдвига у на пластометре и при условии твп машины = твп прибора устанавливается частота вращения шнека N. Далее микропроцессор 1 определяет: давление плас-254
тикации Рпл— по зависимости Рпл = f (т|); ход шнека Lm — по зависимости Lw = f (р, т, dm); время пластикации тпл— по зависимости тпл = f (QnJl, m, N, Рпл); скорость впрыска vBnp — по зависимости увпр == f (-q).
Исходные данные для стадии формования: 1) литьевая машина: увпр, Лл — предельное давление, которое развивает машина; 2) материал: р, г|, твп; 3) форма: Т — температура.
При заданной скорости впрыска производится проверка условия:
Рвпр <1 Рпр.
Микропроцессор 2 определяет (с учетом изменения температуры материала при впрыске): вязкость материала г| — по зависимости ц = f (Г); время впрыска твпр — по зависимости тв = = f (^впр); давление в форме Рф— по зависимости P$ = f (ц); давление подпитки Рподп — по зависимости Рподп = f (Рф).
В форме установлен датчик давления. При достижении Рф = 2 МПа автоматически производится переключение давления на режим подпитки. Необходимо найти временные зависимости P$ — f (т) и Л = f (т) на дисплее, чтобы уплотнение закончилось к началу отверждения.
Исходные данные для стадии отверждения: 1) изделие: геометрия, назначение; 2) материал: а — коэффициент температуропроводности, /Со — константа скорости отверждения, а и х — температурные коэффициенты, Ги — температура нагрева центра детали; 3) форма: Гс.
Микропроцессор определяет время выдержки детали в форме:
1 /г* / гс — тм \ Г /1 1 X1 г
т«ь>д = а; 47111 И1 ) + т«»ехр I.~а\т;—т) ]+
+40ехр
Через реле времени подается команда на раскрытие формы.
6.4А . Промышленные роботы в производстве изделий из пластмасс. Промышленные роботы — это автономно действующие машины-автоматы, предназначенные для воспроизведения двигательных функций человека, обладающие «памятью» и способные работать во взаимодействии с другими техническими устройствами.
В конструкцию любого робота входят манипулятор в виде механической руки с захватом, оснащенный приводами, а также пульт управления с устройством ввода и вывода программ, блоком оперативной памяти с исполнительными устройствами управления приводами.
Для обслуживания литьевых машин, прессов и другого оборудования применяется отечественный робот ТУР-10.
255
Действия промышленного робота первого поколения при выполнении им любой технологической операции определяется жесткой программой, реализуемой с помощью системы управления. Все движения манипулятора или транспортного робокара согласованы во времени или в координатах зоны обслуживания с работой внешних технологических устройств.
Разнообразие требований, предъявляемых к промышленным роботам, привело к созданию разнообразных моделей, отличающихся грузоподъемностью, быстродействием, точностью, объемом памяти, степенью универсальности, стоимостью и другими параметрами.
По характеру движения манипуляторов все управляющие ими системы подразделяют на позиционные и контурные.
Позиционные системы управления предназначены для реализации прерывистого движения манипулятора с остановкой схвата в заданных точках обслуживаемого пространства.
Контурные системы управления заставляют схват манипулятора двигаться плавно по заданной траектории со скоростью, значение которой является функцией текущих координат схвата. Такие роботы используют на операциях окраски, сварки и формования изделий из стеклопластиков или полиуретанов методом напыления.
Создание рабочих программ для роботов осуществляется двумя принципиально различными методами: ручным обучением и автоматизированным программированием.
При ручном обучении позиционного робота оператор с помощью выносного пульта перемещает манипулятор на небольшой скорости, останавливает схват в заданных точках рабочей зоны и имитирует участие робота в технологическом процессе. При этом в памяти робота записывается информация о пространственной ориентации всех звеньев его руки. При воспроизведении программы схват будет перемещаться от одной позиции к другой по кратчайшему пути независимо от траектории, по которой он перемещается при обучении.
При ручном обучении контурного робота оператор перемещает схват манипулятора или технологический инструмент по заданной траектории. Приводы манипулятора в это время отключены, а датчики всех степеней подвижности выдают непрерывно (или дискретно) изменяющиеся сигналы, которые фиксируются запоминающим устройством в реальном масштабе времени.
Для автоматического программирования робота применяется ЭВМ, для которой разработаны специальные алгоритмические языки.
Средние размеры зон обслуживания у большинства роботов 1,5—5 м (без перемещения). Площадь, обслуживаемая роботом, может в 30—40 раз превышать занимаемую им площадь.
Объем оперативной памяти у роботов с позиционной системой управления характеризуется числом точек остановок, не превышающим 200, а у роботов с крнтурной системой управления харак-256
теризуется длительностью непрерывной отработки программы, которая может достигать 15 мин.
Несмотря на то, что многие методы изготовления изделий из пластмасс осуществляются на полностью автоматизированном оборудовании, где всеми стадиями технологического процесса управляет микропроцессор, существует также большое число вспомогательных операций, требующих внешних обслуживающих действий: установка арматуры в гнезда пресс-форм, укладка таблеток и заготовок, выгрузка и складирование готовых изделий, проверка готовности пресс-форм, транспортировка, упаковка и т. д. Все эти операции могут быть поручены роботам. Роботы способны также обслуживать комплексы, в состав которых входят несколько машин основного технологического оборудования и вспомогательные — установки для удаления облоя и обрезания литников, другие.
Количество единиц основного и вспомогательного технологического оборудования, расположенного в площади, обслуживаемой одним роботом, определяется производительностью этого оборудования и зависит от технологических свойств перерабатываемого материала и размеров готовых изделий.
Выбор типа робота зависит от разнообразия, уровня сложности и точности требуемых движений. Наиболее точные операции, как, например, установка миниатюрных элементов арматуры, извлечение готовых изделий из пресс-формы с выполнением ка-чательных, вращательных и других непрямолинейных движений, требуют применения роботов с повышенной точностью движений, числом степеней подвижности не менее пяти и системы управления с достаточно емкой памятью. Для этих целей используют робот ТУР-10.
Во всех остальных случаях для совместной работы с литьевыми и вакуум-формовочными машинами, прессами применяют более простые в эксплуатации, отличающиеся высокой надежностью, дешевые и малогабаритные позиционно-цикловые роботы.
Важнейшей областью применения роботов являются производства, связанные с повышенным содержанием в воздухе токсичных растворителей, мономеров и мелких частиц наполнителя. Так, использование промышленных роботов в производстве изделий из премиксов позволяет получать качественные изделия с точными и стабильными размерами, что избавляет человека от необходимости находиться во вредном для здоровья помещении.
Технологические возможности промышленных роботов в области переработки пластмасс практически очень широки. Они не только заменяют человека при обслуживании существующих агрегатов и машин, но также способствуют созданию принципиально новых процессов, не связанных с ограничениями, накладываемыми непосредственным участием человека в них.
6.5. Охрана труда и окружающей среды, противопожарные мероприятия. 6.5,1. Охрана труда и противопожарные меро
257
приятия. Для обеспечения безопасности производства и соблюдения норм промышленной санитарии при проектировании необходимо использовать нормативные документы по соответствующим разделам проекта.
Основными условиями, обеспечивающими безопасность технологического процесса, являются: 1) размещение оборудования с учетом «Правил безопасности для производств по переработке пластмасс»; 2) проведение процессов, связанных с газо-, пылевыделением, повышенным шумом, в специальных помещениях; 3) обеспечение возможности соблюдения параметров технологического регламента; 4) соответствие воздушной среды производственных помещений санитарным нормам; 5) максимальная механизация транспортных операций; 6) обеспечение работающих спецодеждой, исправными инструментами и приспособлениями, а также средствами индивидуальной защиты и т. д.
При проектировании необходимо учитывать особенности свойств исходных материалов. В разделе техники безопасности рекомендуется составлять таблицу основных физико-химических, пожарных и токсических свойств применяемого сырья и готовой продукции (табл. 6.14).
Данные об этих свойствах содержатся в регламентах или специальной литературе, там же находятся данные по взрывоопасности применяемых веществ [11].
Категории, класс помещений, степень огнестойкости, группы производственных процессов по участкам и отделениям должны быть приняты в соответствии с технологическим процессом на основании СНиП I1-M.2—72, СНиП П-92—76, ПУЭ и должны быть сведены в таблицу. В табл. 6.15 приведены указанные данные для производства прессованных изделий.
В помещениях, относящихся к категориям А и Б, площадь легко сбрасываемых наружных конструкций (окна, двери, крыша) должны соответствовать требованиям СНиП II-M. 2—72 (п. 3—3).
Таблица 6.14. Основные физико-химические, токсические свойства сырья и готового продукта и свойства, характеризующие пожароопасность (пример)
Материал Состояние Температура вспышки, °C Температура воспламенения, °C Температура самовоспламенения, СС Токсические свойства ПДК в воздухе рабочей зоны, тлг/м9
Полиэтилен Твердое горючее вещество в гранулах, плотность 0,94— 0,96 г/см3 — 306 — Полиэтилен не токсичен, пары продуктов термического разложения раздражают дыхательные пути 10 (аэрозоль)
258
Таблица 6.15. Классификация основных помещений производства по переработке пластмасс методом прессования с указанием категории по взрывной, взрыво-пожарной и пожарной опасности (в соответствии со СНиП II-M.2—72), классов помещений (по ПУЗ) и групп производственных процессов (по СНиП 11-92—76).
Отделение, участок Категория по СНиП П-М.2-72 Класс помещений по ПУЭ Санитарная группа по СНиП 11-92-76
1. Отделение прессования при изготовлении деталей из — таблеток, гранул В П-Ва 1Па
— пресс-порошков Б В-Ва В1а
— волокнистых и стекловолокнистых В П-Ва Bia
пресс-материалов 2. Отделение механической обработки В П-Ва 1а
Вентиляционные установки местных от- Б В-Ва —
сосов 3. Участок загрузки таблеточных машин Б В-Ва BI6
пресс-порошками 4. Участок загрузки машин для жгутиро- В П-Ва BI6
вания АГ-4В Вентиляционные установки местных от- Б В-Па • —
сосов 5. Участок таблетирования волокнистых В В-Ва В1а
материалов Вентиляционные установки местных от- Б В-Ва —
сосов 6. Участок брикетирования волокнистых В П-Ва HI6
материалов 7. Кладовая таблеток В П-Ва 1а
8. Кладовая пресс-порошка Б В-Па В1а
На основании данных определения численности работающих проектируются, исходя из групп вредностей производственных процессов, бытовые помещения.
Для создания нормальных санитарно-гигиенических условий проектом должны быть предусмотрены: 1) общеобменная вентиляция во всех помещениях, а в местах выделения вредностей — местные отсосы; 2) фонтанчики питьевой воды; 3) раковины самопомощи; 4) поддержание в производственных помещениях комфортных условий труда; 5) средства индивидуальной защиты на рабочих местах с повышенными показателями вредностей (респираторы, противошумные наушники и т. д.).
Так как в производствах по переработке пластмасс в изделия неизбежен контакт обслуживающего персонала с выделяющимися вредностями (в связи с конструктивными особенностями оборудования и проведением процессов при температурах, близких к температуре разложения полимеров), работникам отрасли устанавливаются дополнительные льготы (дополнительный отпуск, сокращенный рабочий день, спецпитание и т. п.).
259
Особое значение при проектировании защиты работающих приобретает борьба с шумом. Уровень производственного шума на всех участках не должен превышать допустимых величин (ГОСТ 12.1003—76). Уровни шума на рабочих местах должны определяться расчетом по СНиП 11-12—77 «Защита от шума»; допустимым считается уровень звукового давления 86 дБ при частоте 250 Гц.
Для уменьшения затрат на охрану окружающей среды необходимо в технологической части проекта предусматривать максимально возможную утилизацию твердых отходов полимерного сырья с переработкой его в изделия неответственного назначения (половую плитку, ирригационные трубы, каналы связи и т. д.), уменьшение объема отсасываемого воздуха (это достигается за счет встроенных отсосов и применения специальных поглотительных фильтров), применение замкнутых схем водоснабжения, повышение этажности с целью сокращения территории строительства.
В процессе дипломного проектирования при решении вопросов технологии производства, выбора здания и размещения оборудования, выбора схемы автоматического управления процессом и других необходимо соблюдать правила техники безопасности, промышленной санитарии и противопожарной техники. Следует иметь в виду, что лучшее мероприятие по технике безопасности — это безопасная техника.
Безопасная техника — это современное оборудование, высокая степень механизации труда, автоматизации производственных процессов, особенно опасных, блокировка опасных частей и узлов оборудования, применение предохранительных устройств.
В этом разделе пояснительной записки указывается классификация проектируемого производства по санитарной квалификации и категории производства по пожарной безопасности. Дается характеристика вредности и токсичности применяемых в производстве веществ, приводятся величины ПДК этих веществ. Указываются пределы взрываемости веществ в смеси с воздухом, а также категория производства по пожаро- и взрывоопасности.
Для огнеопасных и взрывоопасных веществ указываются пределы опасных концентраций их в смеси с воздухом и другими газами, температура вспышки и другие характеристики.
Излагаются условия безопасной организации и проведения технологического процесса, условия безопасности при эксплуатации оборудования, установок и сосудов, работающих под давлением, транспортирующих устройств и т. д. Указываются места выделения вредных газов, паров, пыли и избытков теплоты. Определяются меры борьбы с производственными вредностями: герметизация оборудования, коммуникаций, устройство укрытий, местных отсосов, вытяжной и приточной вентиляции.
6.5.2. Мероприятия по охране окружающей среды. В этом разделе обобщаются решения, предотвращающие загрязнение 260
окружающей среды: атмосферного воздуха, природных водоемов и других источников водоиспользования, а также восстанавливающие земельные угодья, занятые при промышленном строительстве. На основании характеристики веществ, имеющихся в проектируемом производстве, разрабатываются мероприятия по обезвреживанию вредных выбросов.
Определяются места выделения загрязняющих веществ, способ их удаления в атмосферу. Излагается возможность . выброса загрязняющих веществ в атмосферу без очистки. Предлагаются способы очистки и нейтрализации выбросов.
В разделе рассматриваются вопросы применения воды в технологическом процессе, очистка загрязненных сточных вод, применение оборотного водоснабжения, возможные меры снижения количества вредных веществ, загрязняющих атмосферный воздух и сточные воды. Рассматривается утилизация отходов производства.
В проекте должны быть предусмотрены мероприятия по предупреждению утечек и выбросов вредных газов, паров и пыли в атмосферу, слива в канализацию неочищенных жидкостей. /
При переработке пластмасс в изделия выделяются газообразные продукты, загрязняющие воздушную среду.
Основная часть выделяющихся газообразных продуктов улавливается местными отсосами, остальная — системами общеобменной вентиляции.
Вредности, удаляемые системами вытяжной вентиляции, направляются на установки обезвреживания или рассеивания в атмосфере.
Рассеивание в атмосфере — наиболее простой и дешевый способ защиты окружающей среды. Однако его можно применять лишь в том случае, если расчетами подтверждается, что содержание выбрасываемых вредностей в приземном слое не превышает допустимого по санитарным нормам. Если данные расчеты не соответствуют нормам (СН 245—71), то выброс в атмосферу запрещается и ставится вопрос об обезвреживании загрязненного воздуха.
Для производства переработки пластмасс рекомендуется применять четыре типа установок обезвреживания загрязненного воздуха: 1) каталитическое очищение воздуха; 2) прямое термообезвреживание — выжигание органических примесей в загрязненном воздухе; 3) использование загрязненного воздуха в качестве дутьевого в котельных или ТЭЦ; 4) применение метода адсорбции для улавливания и сгущения низкоконцентрированных выбросов.
Воздух, содержащий пыль, перед выбросом в атмосферу подвергается очистке в пылеудерживающих устройствах (циклонах, рукавных фильтрах, электрофильтрах и др.) до содержания пыли в выбрасываемом воздухе, допустимого по санитарным нормам. В связи с тем, что большинство пластмасс дают взрывоопас-
261
ную пыль (полистирол, фенопласты и др.), венткамеры и все применяемое оборудование должно быть принято во взрывоопасном исполнении.
Для обезвреживания сточных вод (кислые и щелочные, жидкие сточные воды участков пропитки и др.) применяются установки по обезвреживанию или очистке.
1. Нейтрализация кислых и щелочных стоков.
2. Разбавление стоков до предельно допустимых концентраций.
3. Термообезвреживание стоков на специальных установках.
Необходимо предусмотреть мероприятия по охране почв. На заводах по переработке пластмасс образуются твердые отходы полимерного происхождения, которые не представляется возможным использовать; необходимо по согласованию с санитарными органами организовать их захоронение в специально отведенных местах (овраги, горные выбросы, пещеры и т. п.) либо создать специальные установки по огневому сжиганию твердых отходов или сжигать на договорных началах на районных мусоросжигающих установках.
Все мероприятия приводятся по конкретно проектируемому производству.
6.6. Анализ себестоимости готовой продукции. Себестоимость готовой продукции обычно отражает уровень применяемой техники и технологии переработки полимерных материалов на данном предприятии, дает представление об организации производства и производительности труда работников.
При анализе структуры себестоимости готовых изделий сразу же выявляется характерная для всех методов переработки особенность: основная доля затрат приходится на стоимость исходного сырья и материалов.
Так, в производстве изделий экструзионным методом доля материальных затрат в общей структуре себестоимости составляет 65—78 %, в прессовых — 42—47 %, а в литьевых — 45— 49 %. В себестоимости прессовых и литьевых изделий большая доля затрат связана с погашением стоимости пресс-форм.
Важной статьей в себестоимости готовой продукции является и стоимость непосредственного изготовления изделий, включающая расходы на энергию, воду, воздух, зарплату, амортизационные отчисления от стоимости оборудования и т. д.
Для снижения себестоимости готовой продукции, совершенствования технологии ее изготовления, всемерного повышения технико-экономических показателей и темпов производства применяется особый метод технико-экономического анализа производства— функционально-стоимостный анализ (ФСА), который характеризуется детальным изучением и оценкой процесса на основе системного подхода.
ФСА — это метод системного исследования производства изделий, направленный на повышение эффективности использования 262
материалов, оборудования, формующей оснастки, энергетических и трудовых ресурсов, которое достигается путем оптимизации соотношения между эксплуатационными свойствами изделия и совокупными затратами при его изготовлении.
Специфическая особенность ФСА заключается в том, что его можно применять на всех стадиях создания готового изделия, Например на стадии его конструирования, когда стоит задача выбора наиболее оптимального, с точки зрения технико-экономической и социальной эффективности частного решения, наилучшим образом отвечающим эксплуатационным функциям изделия в целом.
Основная предпосылка к применению ФСА заключается в том, что в любом изделии имеются скрытые резервы, отыскание которых может позволить усовершенствовать конструкцию его, оптимизировать выбор материала, улучшить технологию изготовления и повысить эффективность создания и эксплуатации изделия.
Так, например, необходимо стремиться к максимально возможному упрощению конструкции изделия, что позволит применять более дешевую формующую оснастку и, возможно, отказаться от дополнительных операций по обработке изделий.
Важно, чтобы изделие имело стенки одинаковой толщины, что упростит технологический процесс изготовления и увеличит выход качественной продукции за счет сокращения коробления, вздутий и т. д.
Кроме того, важно, чтобы изделие имело, по возможности, наименьшую толщину стенки, что снизит расход материала и значительно увеличит производительность основного технологического оборудования.
Полимерные материалы конструкционного назначения достаточно эффективны. Например, экономический эффект от применения 1 т поликарбоната составляет в среднем 5 тыс. руб., а от применения полиамидов в среднем 4—5 тыс. руб.
Однако реальная эффективность от применения одного и того же материала в различных изделиях отличается в несколько раз. Так, для поликарбоната она изменяется от 1,5 до 18 тыс. руб. на 1 т, для полиацеталей — от 0,4 до 9 тыс. руб. на 1 т, для полиамидов— от 3 до 10 тыс руб. на 1 т. Это, в первую очередь, указывает на то, что даже в тех случаях, когда материалы применяются правильно, объекты для их использования выбраны не равнозначные; следовательно, не во всех случаях был использован комплексный подход к выбору материала. Наибольшая эффективность в использовании полимерного материала достигается только при сочетании правильного его выбора, когда преобладающие свойства материала полностью удовлетворяют эксплуатационным требованиям конструкции, с организацией всех стадий изготовления готового изделия.
Особенность ФСА заключается в том, что объект может рассматриваться и совершенствоваться как комплекс функций, которые
263
он должен выполнять определенный срок. Благодаря такому представлению появляется возможность отыскания ненужных функций и излишних затрат, от которых можно освободиться.
В связи с вышеизложенным проведение ФСА должно быть направлено на решение следующих задач: 1) определение функций, выполняемых объектом анализа и его составляющими; 2) выделение основных, второстепенных и ненужных функций в объекте анализа; 3) выявление функциональных зон с наибольшим сосредоточением материальных и трудовых затрат; 4) разработка новых, наиболее экономичных решений выполнения объектом анализа его основных функций.
Итак, объектом ФСА для выявления «излишних» свойств и оптимизации производственных затрат является само изделие. Благодаря этой принципиальной предпосылке становится возможным выявить излишние затраты, связанные с несовершенством свойств исходного материала, технологии его производства, в организации и переработке материала в готовое изделие.
Поиск излишних затрат связан с разработкой следующих проблем: 1) недостатки технологии изготовления материала, которые вызывают повышенные расходы сырья, топлива, энергии и трудовых ресурсов; 2) недостаточный уровень механизации и автоматизации основных и особенно вспомогательных технологических операций; 3) отсутствие быстропереналаживаемой оснастки и неполное использование ее возможностей (например, применение горячеканальных безлитниковых форм для увеличения гнездности); 4) нарушение технологической дисциплины и нестабильность свойств исходного сырья; 5) применение наполненных и армированных полимерных материалов.
Наполнители — это универсальные модификаторы свойств полимерных материалов, позволяющие получать служебные нужные свойства в изделиях и при этом снижать расход дорогих и дефицитных полимеров.
Изделие с нужными свойствами обычно удается получить лишь путем выбора соответствующего композиционного материала, а также разработкой оптимальной конструкции и применением соответствующей технологии формования.
Таким образом, ФСА имеет комплексный характер, последовательно охватывающий все стадии конструирования, производства и эксплуатации деталей и комплектующих изделий, полуфабрикатов, выбор материалов, систему технологической подготовки и основную технологию производства, организационную подготовку и в целом систему организации производства.
ФСА обычно проводят по следующей схеме.
1. Необходимо собрать наиболее полную информацию об объекте анализа. Определить основные компоненты, которые должны будут подвергнуться ФСА. Четко установить функции этих компонентов и определить соотношения их сметной стоимости и ценности. Определить материалоемкость и дефицитность материала, энергозатраты и трудовые затраты.
264
2. Провести абстрактное теоретизирование или изыскания с помощью автоматизированной информационно-поисковой системы других возможностей для лучшего и более экономичного выполнения объектом (или отдельным компонентом) заданной функции. Здесь обычно предлагаются новые идеи по изменению компонентов.
3. Анализ выдвинутых идей и их оценка. Выявление преимуществ и недостатков новых идей. Модифицирование и усовершенствование их. Оценка компонентов, не имеющих явного денежного выражения (удобства эксплуатации, внешний вид, отсутствие вредных выделений во время переработки и т. д.).
4. Выдвижение конкретных предложений и обобщение результатов. Консультации и учет мнений узких специалистов.
Рассмотрим пример анализа себестоимости.
После расчета проектной себестоимости продукции необходимо сравнить ее с фактической себестоимостью этой продукции в действующем производстве. При сравнении нужно определить уровень снижения себестоимости по формуле:
77С = 100 —-^2-. 100,
где ПС — процент снижения себестоимости; Сп — себестоимость единицы продукции по проекту, руб.; Сд — себестоимость единицы продукции в действующем производстве, руб.
Анализ себестоимости представляет собой рассмотрение изменения (снижения, увеличения) себестоимости по факторам: 1) за счет изменения расходных коэффициентов; 2) за счет изменения расходных норм на энергию; 3) за счет роста производительности труда; 4) за счет изменения объема производства; 5) за счет изменения цен; 6) за счет изменения условно-постоянных расходов и т. д.
Анализ осуществляется сравнением данных проектной калькуляции по всем статьям затрат с данными плановой калькуляции по базовому заводу.
Необходимые данные: наименование продукции — корпус вилки; материал — фенопласт марки 03-010-02; калькуляционная единица — 1000 шт. изделий; проектный объем производства — 28 650 тыс. шт. изделий в год; цены: фенопласт — 0,245 руб. за 1 кг; электроэнергия — 0,02 руб. за 1 кВт • ч, сжатый воздух — 0,003 руб. за 1 м3, вода — 0,0013 руб. за 1 м3.
При расчете калькуляции продукции учитывается стоимость упаковки готовой продукции.
Экономия в результате снижения расходных норм (материала, энергии) определяется по формуле:
Эм = (//б-~/7п)ЦВ, где Нб и Нп — расходные нормы на базовом предприятии и по проекту; Ц — цена единицы материала; В — годовой выпуск продукции в натуральном выражении.
265
Так, экономия за счет уменьшения затрат на материалы составляет по данным табл. 6.16
(9,18 — 9,01) • 245 • 28 650 = 119 363 руб.
Экономия за счет уменьшения расходных норм на энергию, в том числе:
1) электроэнергия: (7,5 — 6,0)- 0,02- 28650 = 859,5 руб.
2) сжатый воздух: (0,24 — 0,2) = 0,003 • 28650 = 3,4 руб.
3) вода: (0,24 — 0,2)- 0,0013- 28650 = 1469 руб.
Экономия в результате роста производительности труда определяется по формуле:
^П.Т = -Зп)В,
где Зб и Зп — расходы на заработную плату на базовом предприятии и по проекту на единицу продукции.
Имеем:
Э„.т = (10,6 — 9,3) • 28650 = 37245 руб.
Таким образом, общую экономию по любой из статей затрат, включенных в калькуляцию, можно определить по разности, затрат на единицу продукции по проекту и на базовом предприятии, умноженной на проектируемый объем производства.
По результатам анализа себестоимости делаются необходимые выводы — привязка экономического эффекта к технологическим и организационным решениям, определяющим новизну проекта.
На основе выполненных в проекте расчетов необходимо провести расчет основных технико-экономических показателей, проектируемого производства и осуществить их сравнение с показателями базового предприятия.
В сравнительную таблицу вносят показатели, рассчитанные в процессе выполнения дипломного проекта, и показатели по базовому предприятию, полученные во время преддипломной практики. Ряд показателей рассчитывается дополнительно. К ним относятся: рентабельность продукции, производительность труда, фондоотдача, удельные капиталовложения, срок окупаемости капиталовложений.
Уровень рентабельности как отношение суммы прибыли к полной себестоимости продукции выражается в процентах и определяется по формуле:
77пред ~ Q -100,
где П — прибыль, руб.; С — полная себестоимость, руб.
Показатель фондоотдачи исчисляется как отношение стоимости годового выпуска продукции в оптовых ценах к капитальным 266
Таблица 6.16. Результаты анализа себестоимости
Статья затрат Единица измерения Затраты на весь выпуск Затраты на калькуляционную единицу по Изменение себестоимости в сравнении с базисными данными
проекту базовому заводу
количество сумма, руб. количество сумма, руб. количество сумма, руб. —
К. Основные рас*
ходы
I. Материалы Фенопласт II. Энергетические затраты кг 258 030 63 217 9,01 2,21 9,18 2,25 0,04
1,5
6,0 375 7,5
1. Электроэнер- кВт-ч 8 640000 172 800 302
ГИЯ 2. Сжатый воз- м3 1959520 5879 68,4 0,2 78,6 0,24 0,04
дух 3. Вода м3 460 800 5990,4 16,1 0,2 18,4 0,24 0,04
Итого по ст. II руб. 184 669,4 6,4 7,98 1,52
Ш. Заработная руб. 265650 9,3 10,6 1,3
плата основных
рабочих IV. Начисления руб. 37 191 1,3 1,5 0,2 _
на социальное страхование 0,2
V. Амортизация оборудования , руб. 27 387,6 1,0 1,2
VI. Износ пресс-форм руб. 141 818 4,95 Л, 95 —
Всего основных расходов Б. Расходы по управлению, организации и обслуживанию производства руб. 719933 25,16 28,48 3,32
VII. Цеховые расходы Цеховая себесто- руб. 239905 8,1 8,2 0,1
руб. 952838 33,26 36,68 3,41
имость
VIII. Общезаводские расходы РУб: 345345 12,1 12,2 0,1
Производственная себестоимость РУб. 1298183 45,36 48,88 3,51
В. Внепронзводст-венные затраты РУб. 34455 1,13 1,12 0,09
Полная себесто- руб. 1330638 46,94 50,1 3,16
имость
Отпускная цена руб. 2120100 74,00 74,0
Прибыль РУб. 789462 27,06 23,99 3,16
267
затратам по формуле:
Фот = Вп/К.
Здесь — стоимость проектируемого выпуска продукции, руб; К — капитальные затраты, руб.
Удельные капиталовложения рассчитываются делением общей суммы капитальных затрат на годовой выпуск продукции в натуральном выражении.
Производительность труда рассчитывается по ценностному методу на одного списочного основного рабочего по формуле:
== ^п/Рсп,
где — стоимость проектируемого выпуска продукции, тыс. руб.; Рсп — списочная численность основных рабочих.
Эффективность проектных решений определяется сопоставлением эффекта, получаемого при реализации проекта и затрат, требуемых на его осуществление.
В практике планирования и проектирования определяется общая (абсолютная) и относительная (сравнительная) экономическая эффективность.
Обратным показателем эффективности является срок окупаемости капитальных вложений (Гок).
Срок окупаемости капиталовложений (в годах), характеризующий абсолютную эффективность, определяется упрощенно без учета сопряженных затрат по формуле:
Ток = Л//7,
где К — общая сумма капитальных затрат, руб.; П — общая сумма прибыли, руб.
Срок окупаемости дополнительных капитальных вложений при сравнении двух вариантов (в случае, когда себестоимость проекта ниже, чем на базовом предприятии; а капитальные вложения — выше) исчисляется по формуле: т _ *п-#б
(С6-СП)М-
Здесь Кп и Дб — капитальные вложения по сравниваемым вариантам; Сп и Сб — себестоимость единицы продукции по каждому варианту; М —годовой объем производства продукции по проекту в натуральном выражении.
Расчетный срок окупаемости капитальных затрат сопоставляется с нормальным, установленным для химической промышленности на уровне 6,6 года.
Проектное решение является эффективным, если срок окупаемости не выше нормального.
На основании сравнения проектируемых показателей с базовыми делается краткое заключение и выводы об экономической целесообразности принятых в проекте решений. В выводах указывается, каким образом на эффективности процесса отразились 268
принятые при проектировании решения — технические, организационные и экономические.
В заключительной части экономических расчетов приводятся мероприятия по предупреждению штрафных санкций за недоставку продукции, простой из-за транспорта, невозврат тары и по повышению заработной платы работников цеха за выпуск товаров народного потребления, использование отходов производства, экономию материальных ресурсов.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Бортников В. Г. Основы технологии переработки пластических масс: Учеб, пособие для вузов. Л.: Химия, 1983. 304 с.
2. Веселов В. А. Оборудование для переработки пластических масс в изделия. М.: Машиздат, 1961. 212 с.
3. Габеров 3. Г. Механическое оборудование заводов пластических . масс: Учебник для техникумов. 2-е изд. М.: Машиностроение, 1977. 336 с.
4. Калинчев Э. Л., Саковцева М. Б. Свойства и переработка термопластов: Справочное пособие. Л.: Химия, 1983. 288 с.
5. Калинчев Э. Л., Каланчева Е. И., Саковцева М. Б. Оборудование для литья пластмасс под давлением. Расчет и конструирование. М.: Машиностроение, 1985, 256 с.
6. Калинчев Э. Л., Саковцева М. Б. Выбор платмасс для изготовления и эксплуатации изделий: Справ, пособие. Л.: Химия, 1987. 416 с.
7. Каменев Е. И., Мясников Г. Д., Платонов М. П. Применение пластических масс: Справочник. Л.: Химия, 1985, 448 с.
8. Киреев Г. //.//Пластические массы. 1985. № 4. С. 33.
9. Красовский В. И., Воскресенский А. М. Сборник примеров и задач по технологии переработки полимеров. Минск: Вышэйшая школа, 1986. 318 с.
10. Оборудование для переработки пластмасс: Справочное пособие/Под ред. В. К. Завгороднего. М.: Машиностроение, 1976. 407 с.
11. Оленев Б. А., Мордкович Е. М., Калошин В. Ф. Проектирование производств по переработке пластических масс. М.: Химия, 1982. 256 с.
12. Пантелеев А. П. и др. Справочник по проектированию оснастки для переработки пластмасс. М.: Машиностроение, 1986. 400 с.
13. Переработка пластмасс: Справочное пособие/Под ред. В. А. Брагинского. Л.: Химия, 1985. (Б-ка рабочего по переработке полимерных материалов), 296 с.
14. Рябинин Д. Д., Лукач Ю. Е. Смесительные машины для пластмасс и резиновых смесей. М.: Машиностроение, 1972. 272 с.
15. Сагалаев Г. В., Виноградов В. М., Комаров Г. В. Основы технологии изделий из пластмасс. Цикл лекций (МИТХТ им. М. В. Ломоносова), М.: 1974. 733 с.
16. Самойлов А. В. Тепловые расчеты червячных и валковых машин. М.: Машиностроение, 1978. 152 с.
17. Соколов А. Д., Милов С. В.//Технология переработки термопластов и реактопластов. М.: НПО «Пластик», 1984. С. 83.
18. Справочник по пластмассовым трубам: Пер. с нем. В. В. Кима и В. С. Кима. Л.: Химия, 1985. 248 с./Под ред. Кима В.'С.
19. Техника переработки пластмасс/Под ред. Н. И. Басова и В. Броя. — Совместное издание СССР и ГДР (Издательство Дейтчер Ферлог Фюр Грунд-штоерфиндустри, г. Лейпциг), М.: Химия, 1985. 528 с.
20. Торнер Т. В. Основные процессы переработки полимеров. Теория и методы расчета. М.: Химия, 1972. 453 с.
21. Школьник А. И., Гринблат В. П., Киреев Г. И. Технология переработки термопластов и реактопластов. М.: НПО «Пластик», 1984. С. 69.
269'
ОГЛАВЛЕНИЕ
Предисловие.......................................................... 3
Глава 1. Эффективное применение пластмасс в народном хозяйстве . ... 5
Глава 2. Экструзия................................................... 9
2.1. Общие сведения.................................................. 9
2.2. Типы перерабатываемых материалов и их свойства. 16
2.3. Типовые технологические процессы экструзии изделий............. 20
-2.4. Производительность одношнекового экструдера................... 21
2.5. Производительность двухшнекового экструдера.................... 30
2.6. Производительность дискового экструдера . ..................... 34
2.7. Анализ конструкций формующих головок и приближенный расчет величин 7, Р и К на отдельных участках.............................. 38
2.8. Вопросы теории подобия и моделирования экструдеров............. 47
2.9. Выбор материала и экструзионного агрегата для изготовления конкретного изделия................................................. 50
2.10. Энергетические расчеты........................................ 53
2.10.1. Определение расхода мощности в одношнековом экструдере . . 53
2.10.2. Расчет мощности, потребляемой двухшнековым экструдером . 57
2.10.3. Тепловой баланс экструдера............................. 58
2.11. Расчет технологических и конструктивных параметров типовых стадий экструзионных установок...................................... 61
2.11.1. Производительность экструзионной установки............. 61
2.11.2. Грануляция........................................... 62
2.11.3. Производство труб и профилей . . ..................... 65
2.11.4. Изоляция проводов и кабелей............................ 69
2.11.5. Производство пленок и листов........................... 71
2.11.6. Производство экструзионно-выдувных (полых) изделий ... 72
2.12. Проблемные ситуации и контрольные задачи . . . ............... 79
2.12.1. Общие сведения......................................... 79
2.12.2. Проблемные вопросы..................................... 81
2.12.3. Контрольные вопросы.................................... 86
Глава 3. Литье под давлением........................................ 89
3.1. Общие сведения................................................. 89
3.2. Выбор материала, рациональной конструкции изделия и оснастки с применением компьютера и метода функционально-стоимостного анализа (ФСА)....................................................... 92
3.3. Выбор прототипов пластмассовых деталей и применение типового технологического процесса (ТТП).................................... 102
3.4. Основные параметры пластикации полимеров в цилиндре........... 104
3.5. Расчет основных параметров процесса литья под давлением . ... 107
3.5.1. Оптимальный удельный объем и плотность изделий......... 107
3.5.2. Давление, действующее на материал...................... 109
3.5.3. Время цикла литья под давлением изделий................ 113
3.6. Расчет инжекционного узла..................................... 117
3.7. Расчет параметров привода поступательного движения шнека ... 120
3.8. Расчет основных параметров оснастки........................... 121
270
3.9. Выбор литьевой машины......................................... 127
3.9.1. Выбор литьевой машины по наибольшему расстоянию между плитами при заданном ходе плиты............................... 128
3.9.2. Выбор литьевой машины по усилию, возникающему в форме . . 129
3.9.3. Выбор литьевой машины из условия предотвращения смятия, возможного при смыкании двух полуформ......................... 130
3.9.4. Выбор машины по максимальному объему впрыска за цикл . . 131
3.10. Влияние технологических параметров процесса литья под давлением на качество изделий................................................ 132
3.11. Проблемные вопросы и контрольные задачи...................... 147
3.11.1. Проблемные вопросы.................................... 147
3.11.2. Контрольные задачи................................... 150
Глава 4. Изготовление изделий пневмо- и вакуум-формованием ... 152
4.1. Общие сведения..................................................152 4
4.2. Листовые термопласты и их свойства............................ 153
4.3. Технология формования ........................................ 155
4.3.1. Разметка листовой заготовки............................ 157
4.3.2. Закрепление заготовки.................................. 159
4.3.3. Нагревание листовой заготовки......................... 159
4.4. Энергетические расчеты........................................ 160
4.5. Расчет времени нагрева заготовки и перепада температур........ 151
4.6. Формование изделий............................................ 164
4.7. Расчет толщины стенок сформованных изделий.................... 156
4.8. Охлаждение изделий.......................................... 168
4.9. Расчет производительности вакуумформовочной машины............ 170
4.10. Мощность привода формующей машины............................ 170
4.11. Проблемные вопросы и контрольные задачи...................... 172
4.11J. Проблемные вопросы................................... 172
4.11.2. Контрольные задачи................................... 173
Глава 5. Изготовление изделий прессованием..................... 175
5.1. Общие сведения.................................................175
5.2. Пресс-материалы, их свойства и применение......................177
5.3. Выбор материала для изготовления конкретного изделия...........178
5.4. Подготовка пресс-материала к прессованию.......................181
5.4.1. Таблетирование..........................................181
5.4.2. Предварительный подогрев................................182
5.5. Расчет технологических параметров процесса прессования.........185
5.6. Тепловой расчет пресс-формы....................................200
5.7. Литье под давлением реактопластов..............................206
5.8. Проблемные вопросы и контрольные задачи........................209
5.8.1. Проблемные вопросы......................................209
5.8.2. Контрольные задачи......................................211
Глава 6. Курсовое и дипломное проектирование........................213
6.1. Общие положения и содержание курсового проекта.................213
6.2. Дипломное проектирование.................'....................’215
6.3. Расчет количества основного и вспомогательного оборудования, необходимого для выполнения заданной программы, и расчет формующей оснастки........................................................227
6.3.1. Примеры расчетов основного оборудования, необходимого для выполнения программы.......................................228
6.3.2. Выбор и расчет вспомогательного оборудования............231
6.3.3. Расчет количества форм и оптимальной гнездности.........238
271
6.4. Применение компьютерной техники для оптимизации процессов изготовления изделий из пластмасс................................. 242
6.4.1. Оптимизация технологического процесса с помощью компьютера ......................................................... 248
6.4.2. Автоматизированное управление литьевыми машинами .... 250
6.4.3. Автоматизированное управление процессом литья под давлением реактопластов (пример).................................. 253
6.4.4. Промышленные роботы в производстве изделий из пластмасс . . 255
6.5. Охрана труда и окружающей среды, противопожарные мероприятия . 257
6.5.1. Охрана труда и противопожарные мероприятия............ 257
6.5.2. Мероприятия по охране окружающей среды................ 260
6.6. Анализ себестоимости готовой продукции............................ 262
Библиографический список.............................................. 269
Учебное пособие
Редактор Ю. А. Кузнецов
Техн, редактор Л. Ю. Линева
Корректор М. 3. Басина
ИБ № 2306
Сдано в набор 11.04.89. Подписано в печать 6.02.90. М 23032. Формат бумаги 60 X 90*/i6- Бумага Тип. № 1. Литературная гарнитура. Печать офсетная. Усл. печ. л. 17,0. Усл. кр.-отт. 17,0. Уч-изд. л. 18,0. Тираж 3850 экз. Зак. 602. Цена 85 к.
Ордена «Знак Почета» издательство «Химия», Ленинградское отделение. 191186, Ленинград, Д-186, Невский пр., 28.
Типография им. Котлякова издательства «Финансы и статистика» Государственного комитета СССР по печати. 195273, Ленинград, ул. Руставели, 13.