/

























Похожие



Текст
Шистерство стАнко^тгоиташюи и 11Р0?О/ЖЧ0СТЛ СССР г
Хабарове к; u'i станкостроительной зайэд
• 4-
АШСмАТа TCrvAPHO-Pl^JibBEPiiDiE ОдНиЬГьЛЦ^ШхиЕ 11РУ1Кр2±хЕ фд. IEI4U1I, IEI4U, IEI25I1, J.EX25 . — < *
Р^ОЮДСТЯЗ ПО' ЭКСГьЛУАТУцДЫ
11214011.0.LC.OUu РО
РУЬ( г
СОДЕРЖАНИЕ
Стр.
I
I. Общие сведения об изделии ......................... 3
2. Основные технические данные и характеристика.... 5
3. Комплект поставки............................... 19
4. Указание мер безопасности......................... 33
5. Состав станка.................................. 34
6. Устройство, работа станка и его составных частей 36
7. Электрооборудование.............................. 92
8. Система смаеки.................................... 114
9. Система охлаждения.............................. 117
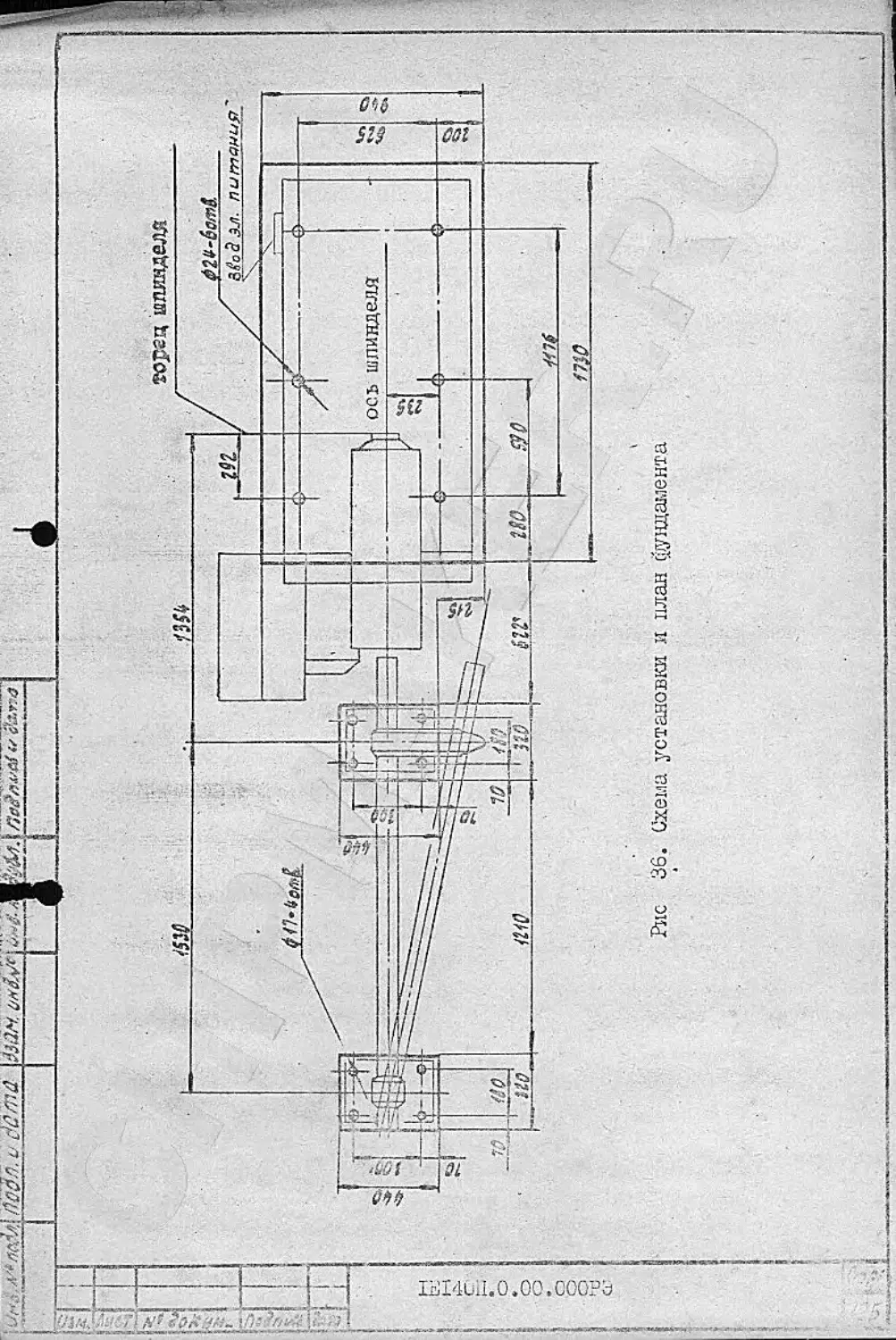
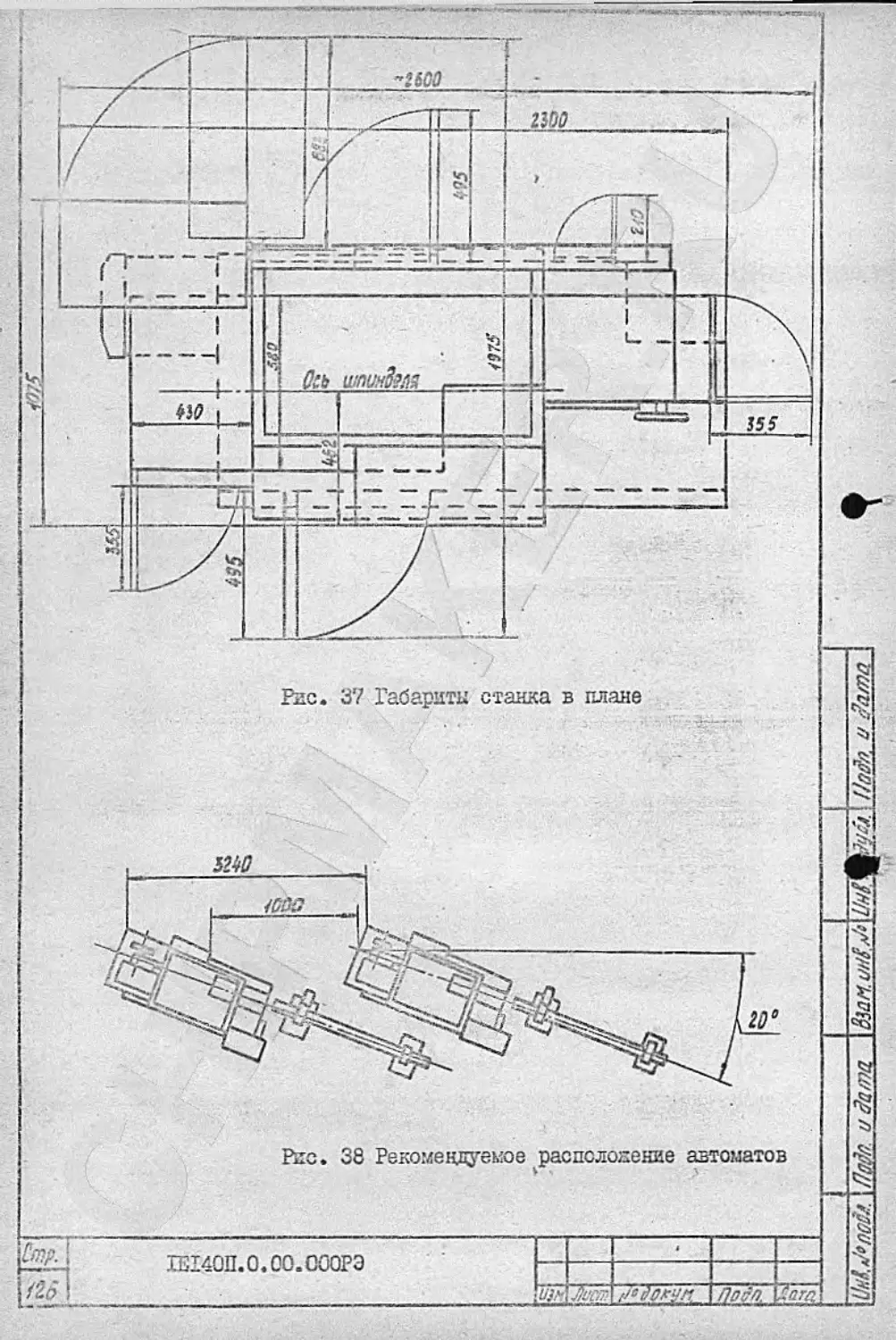
10. Порядок установки................................. 123
II. Порядок работы................................... 127
12. Регулирование автомата.............;.............. 155
13. Материалы по запасным частям...................... 153
14. Свидетельство о приемке......................... 171
15. Свидетельство о консервации....................... 185
16. Гарантийные обязательства ...................... 186
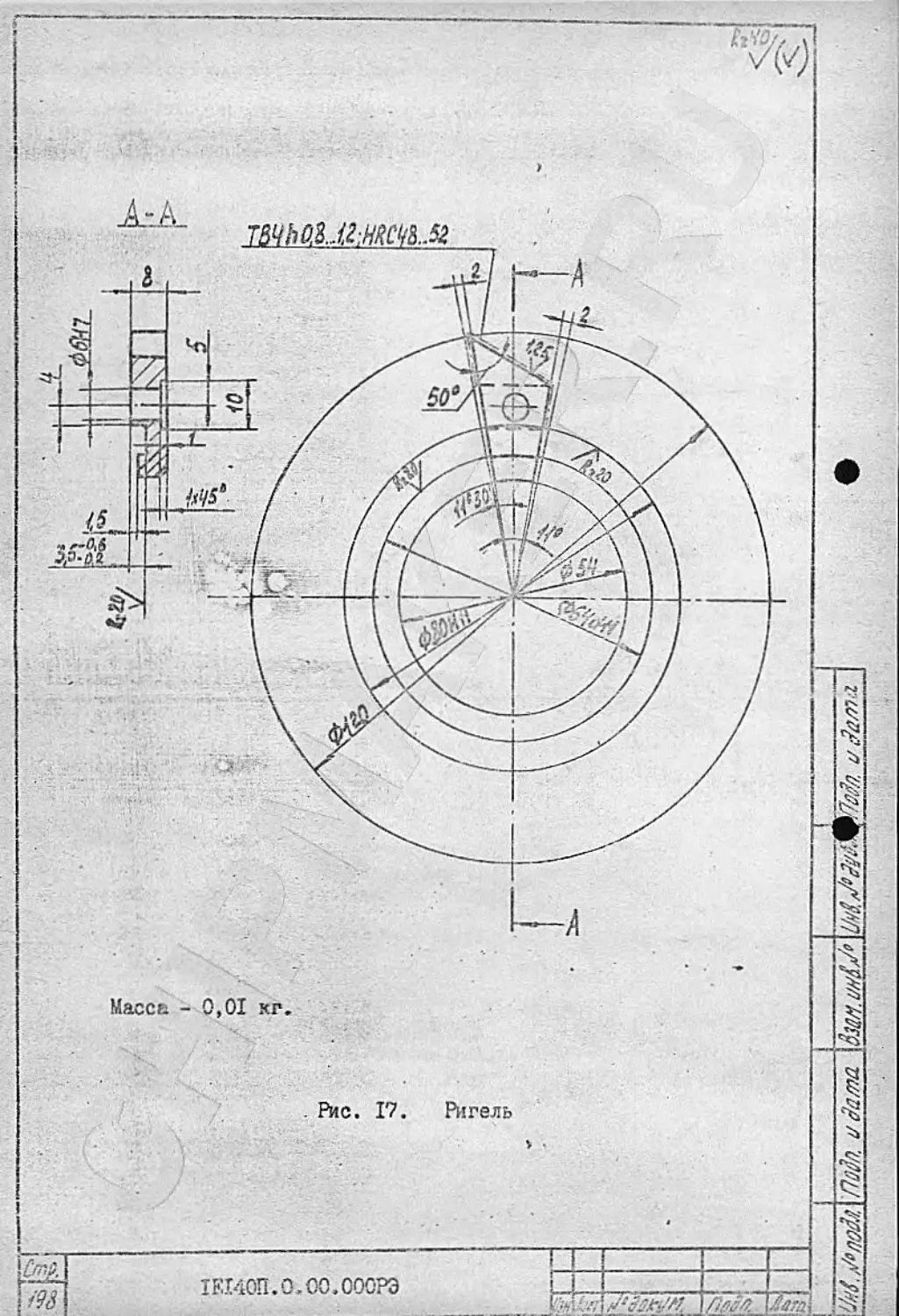
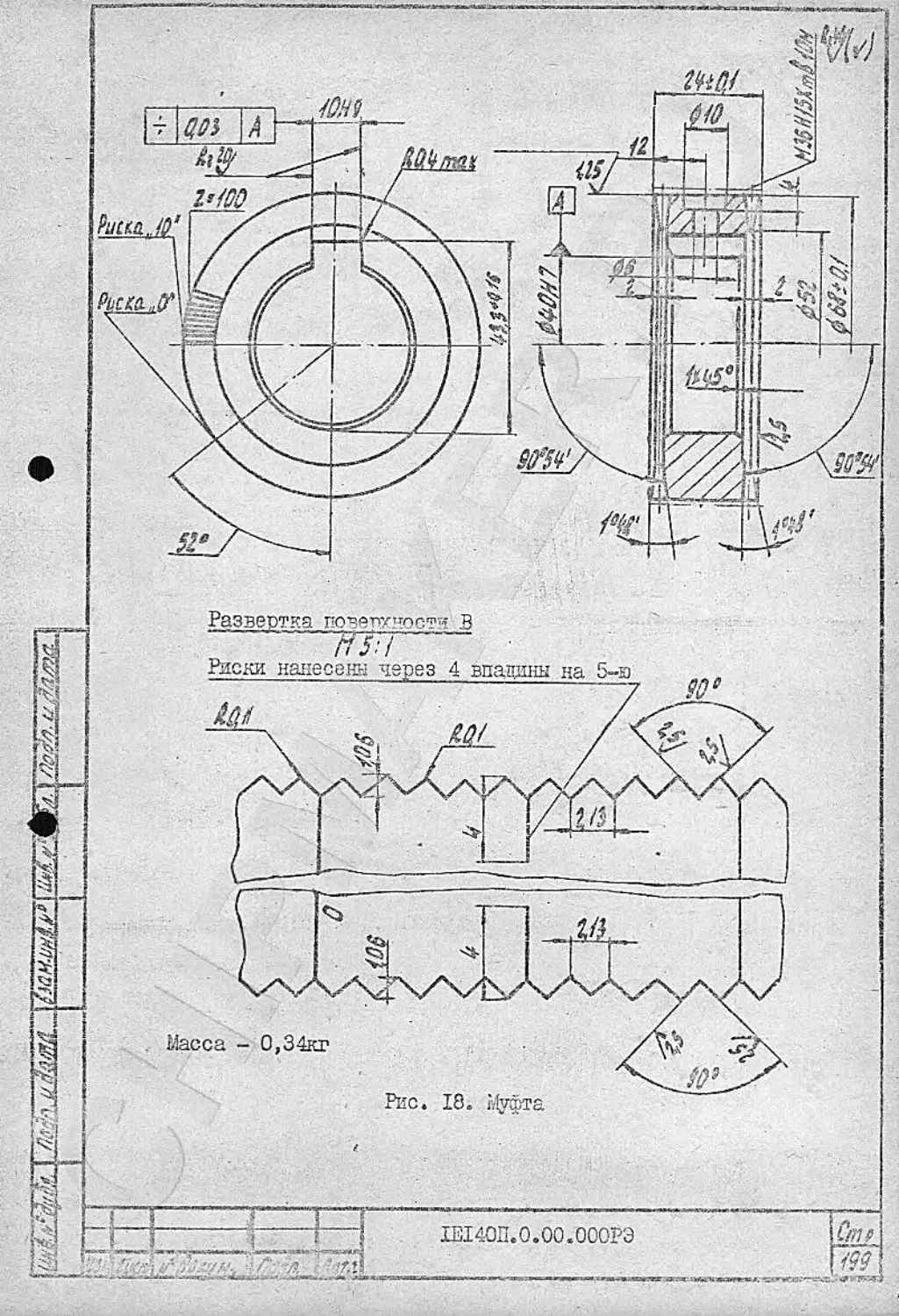
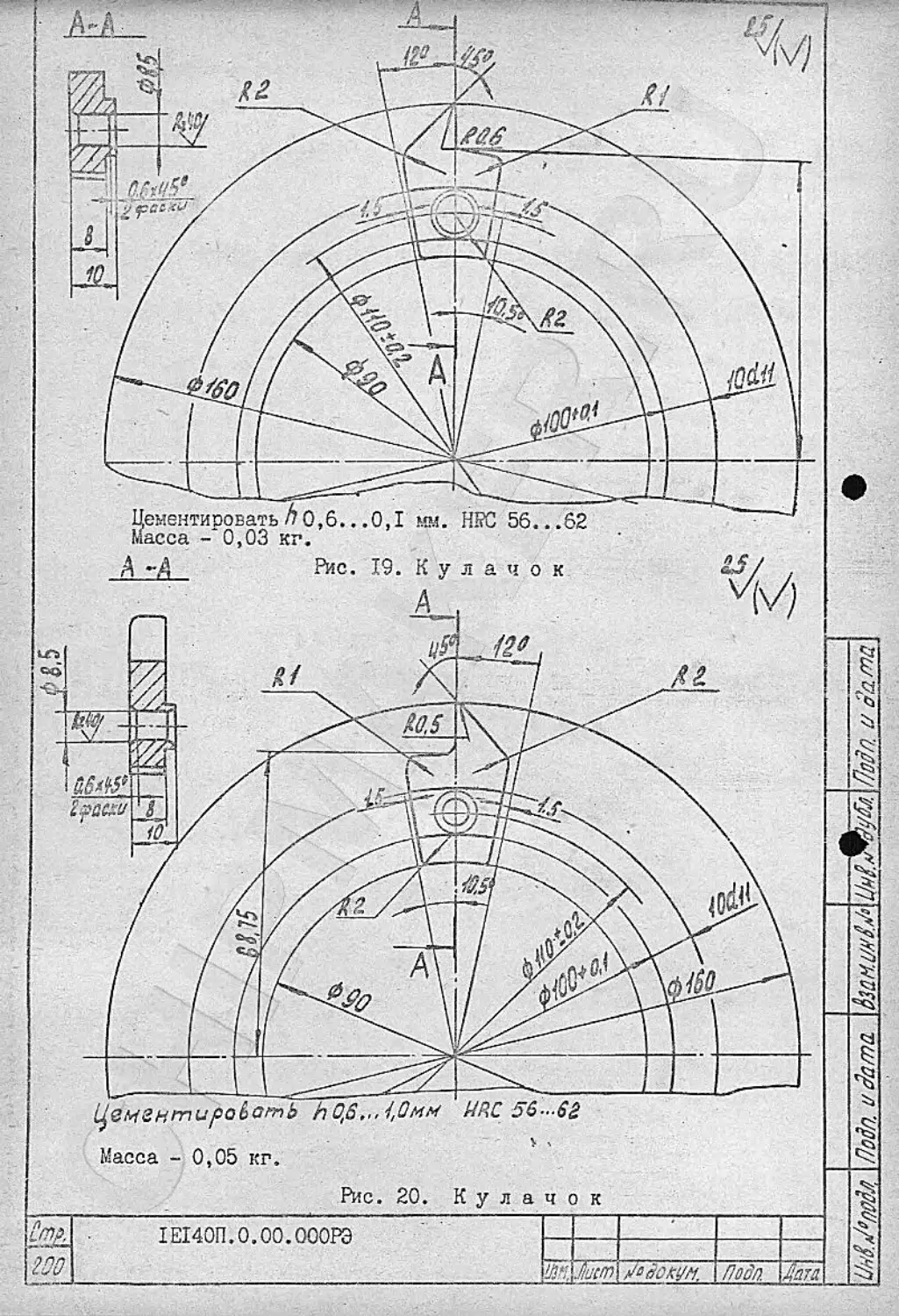
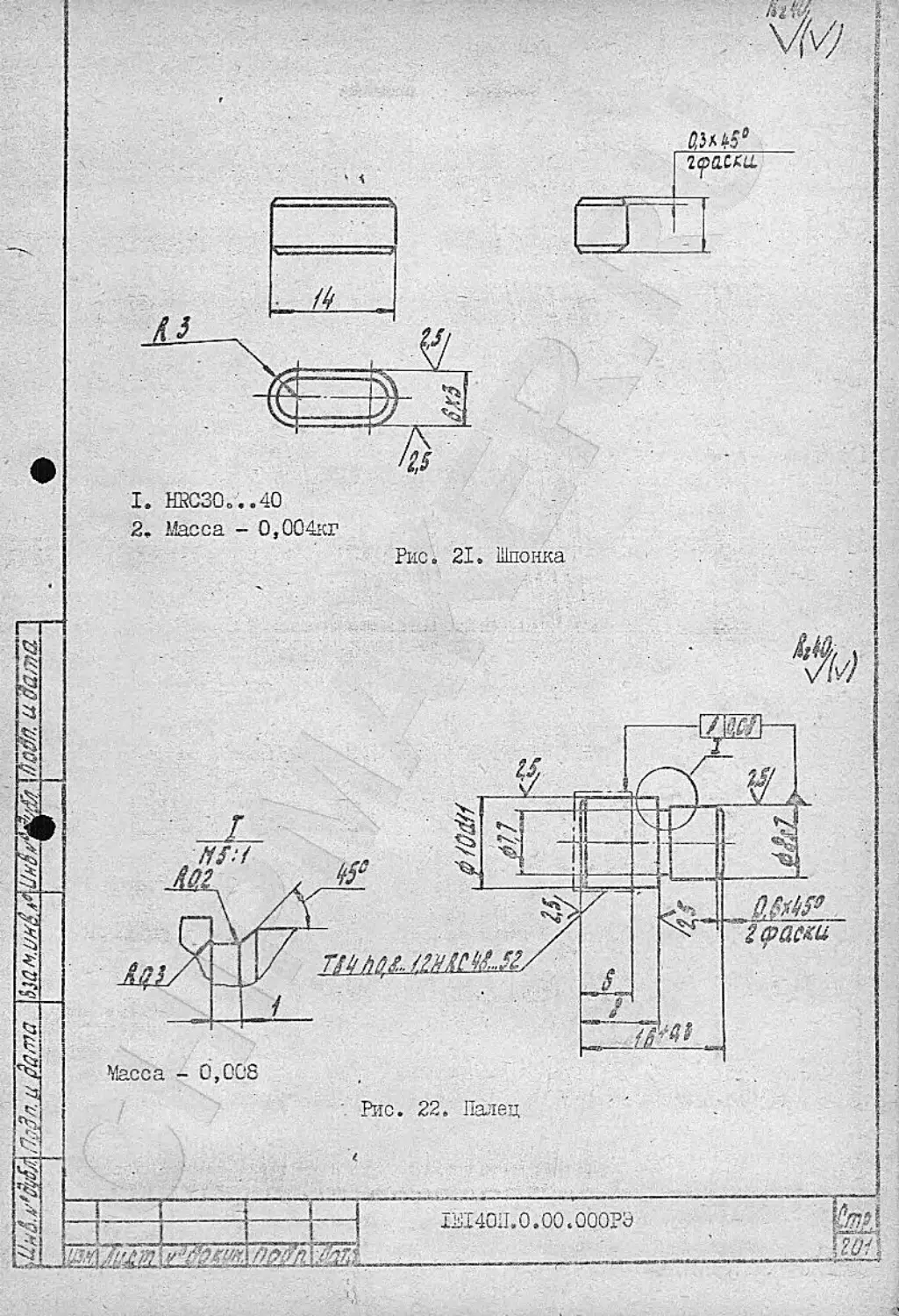
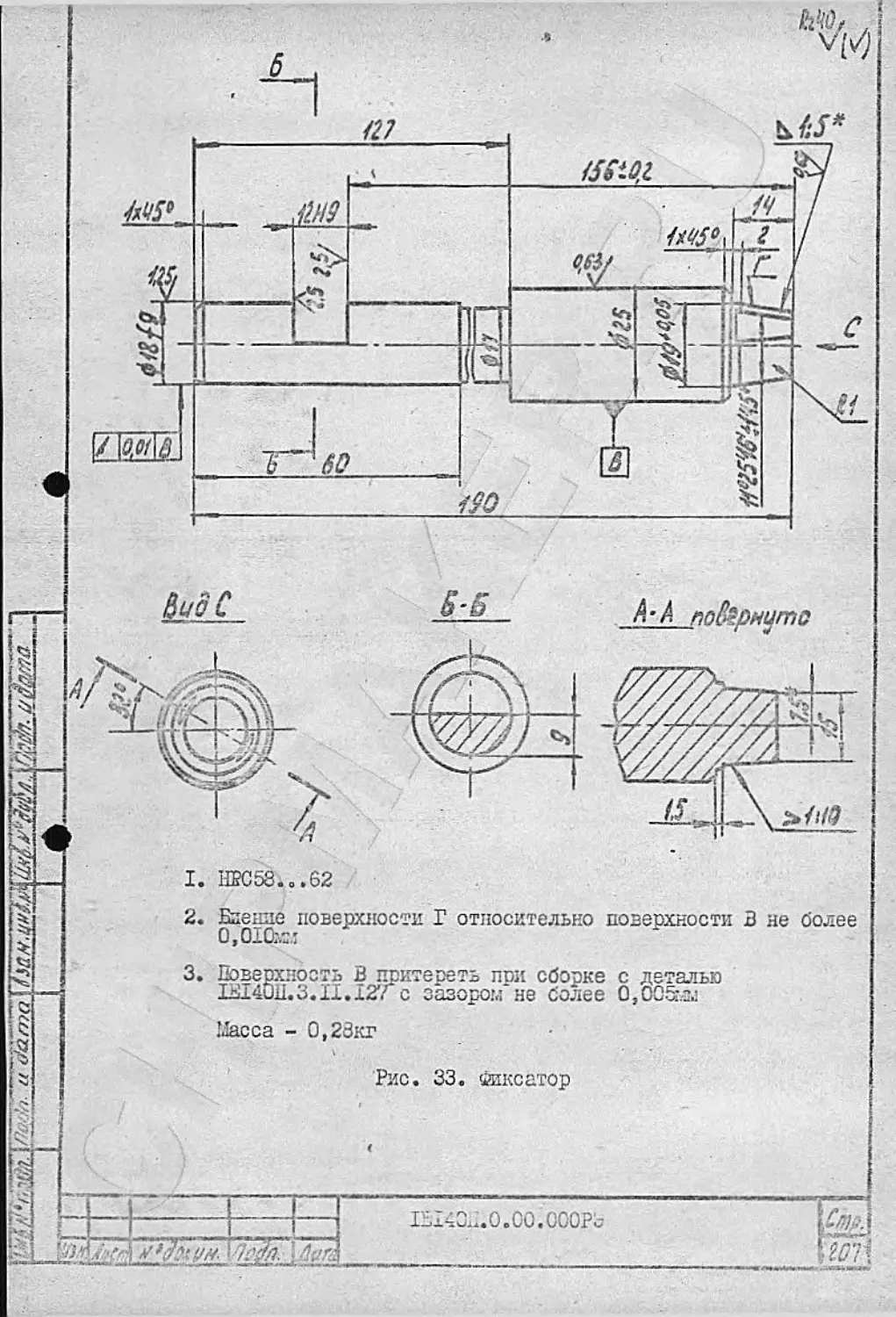
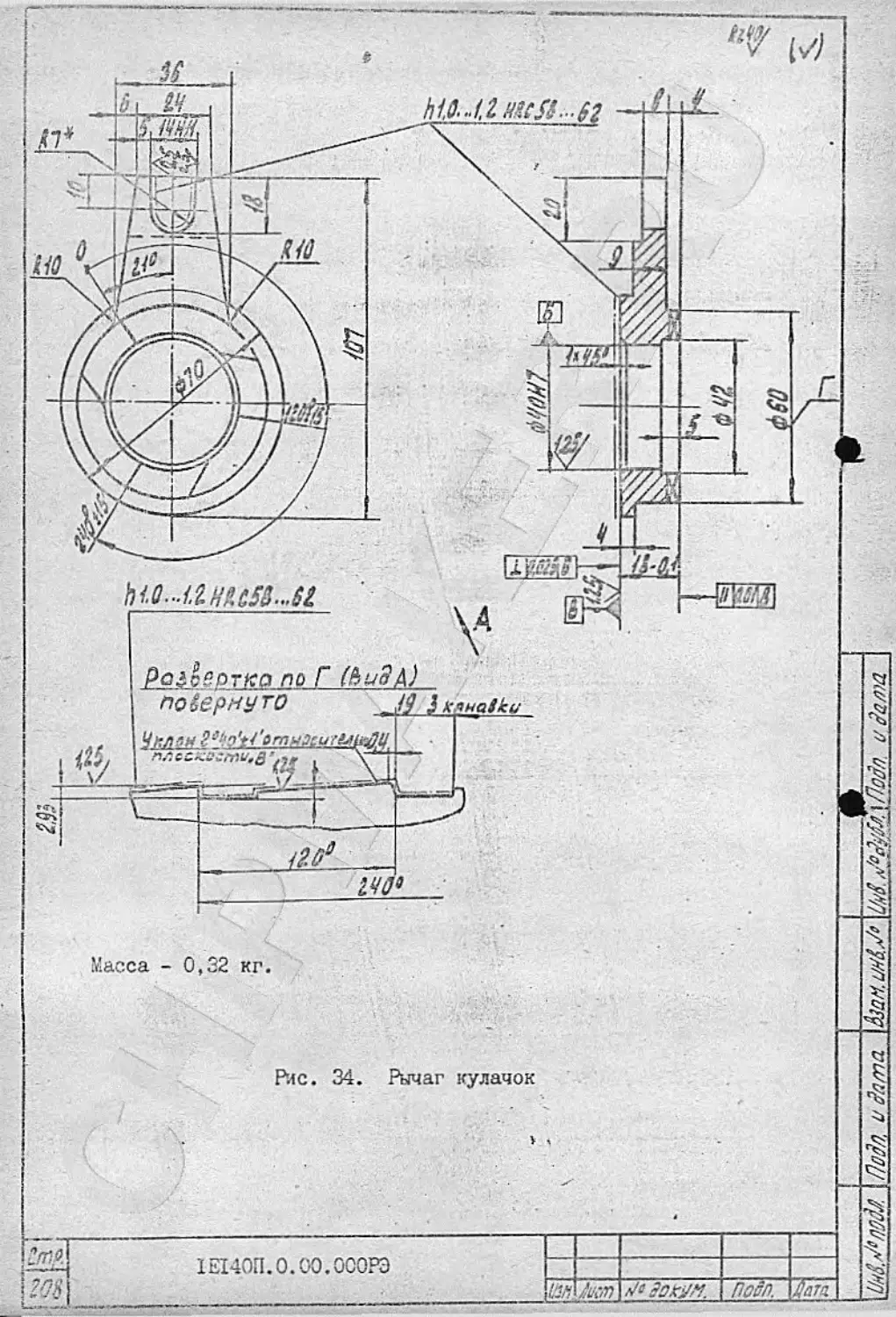
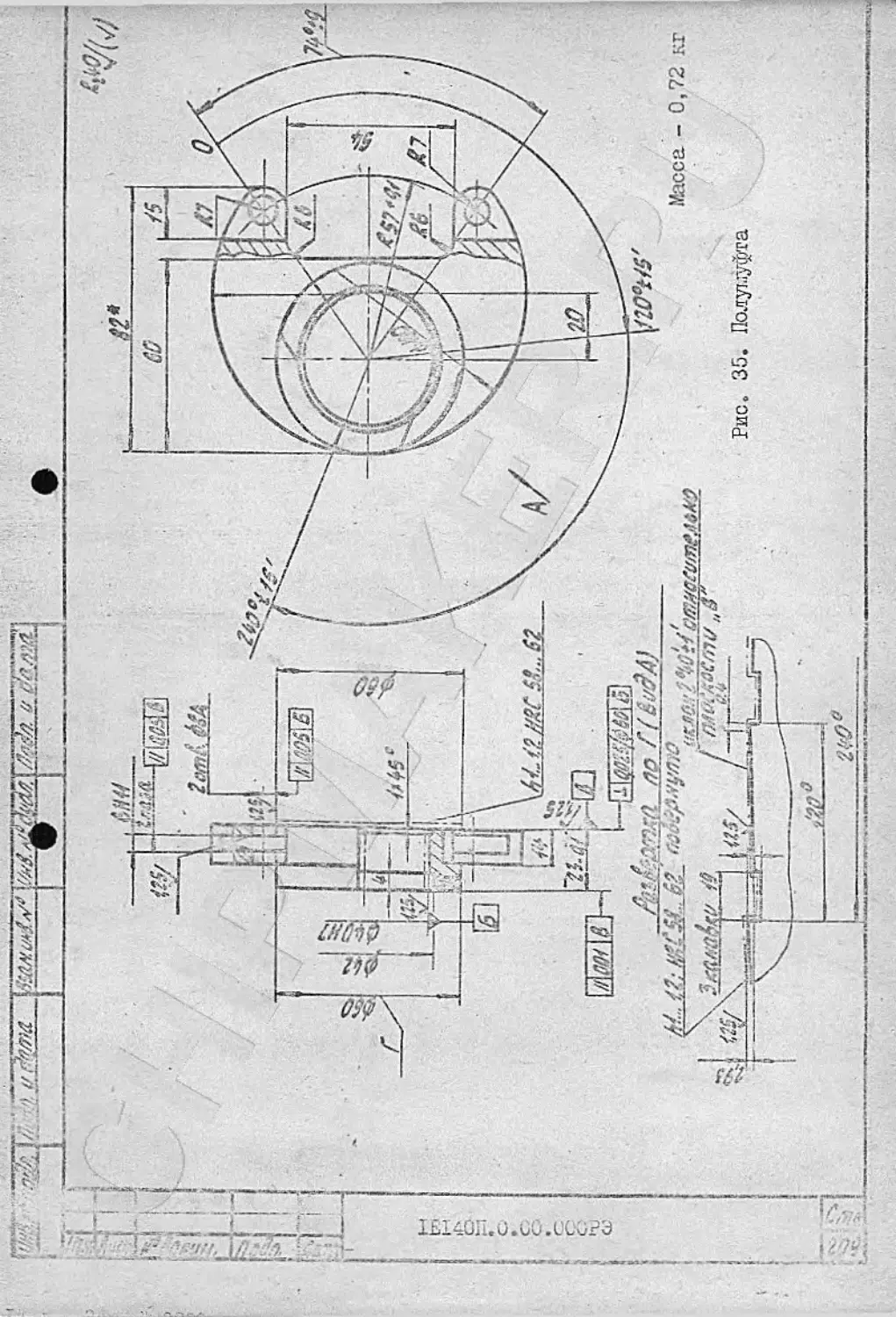
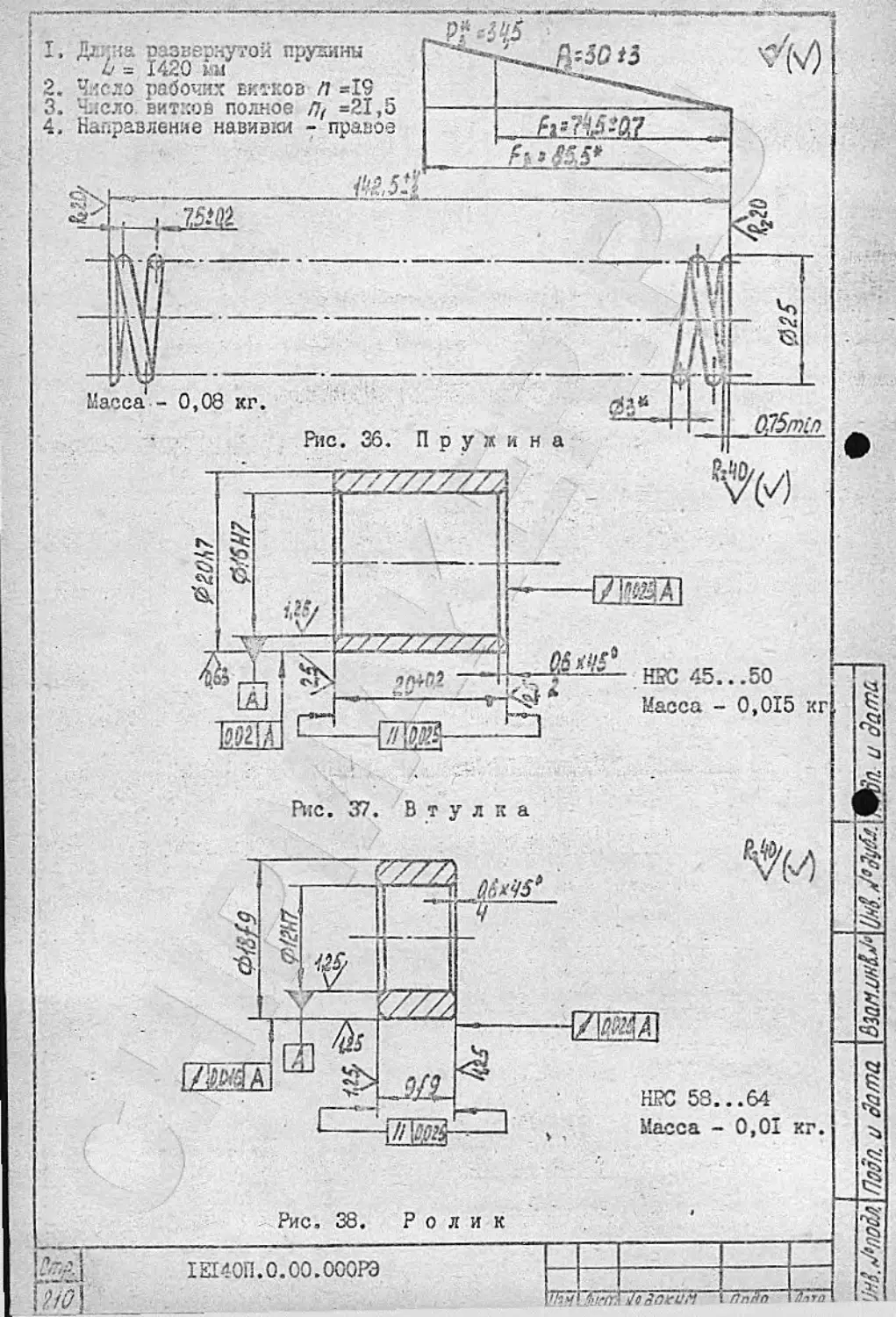
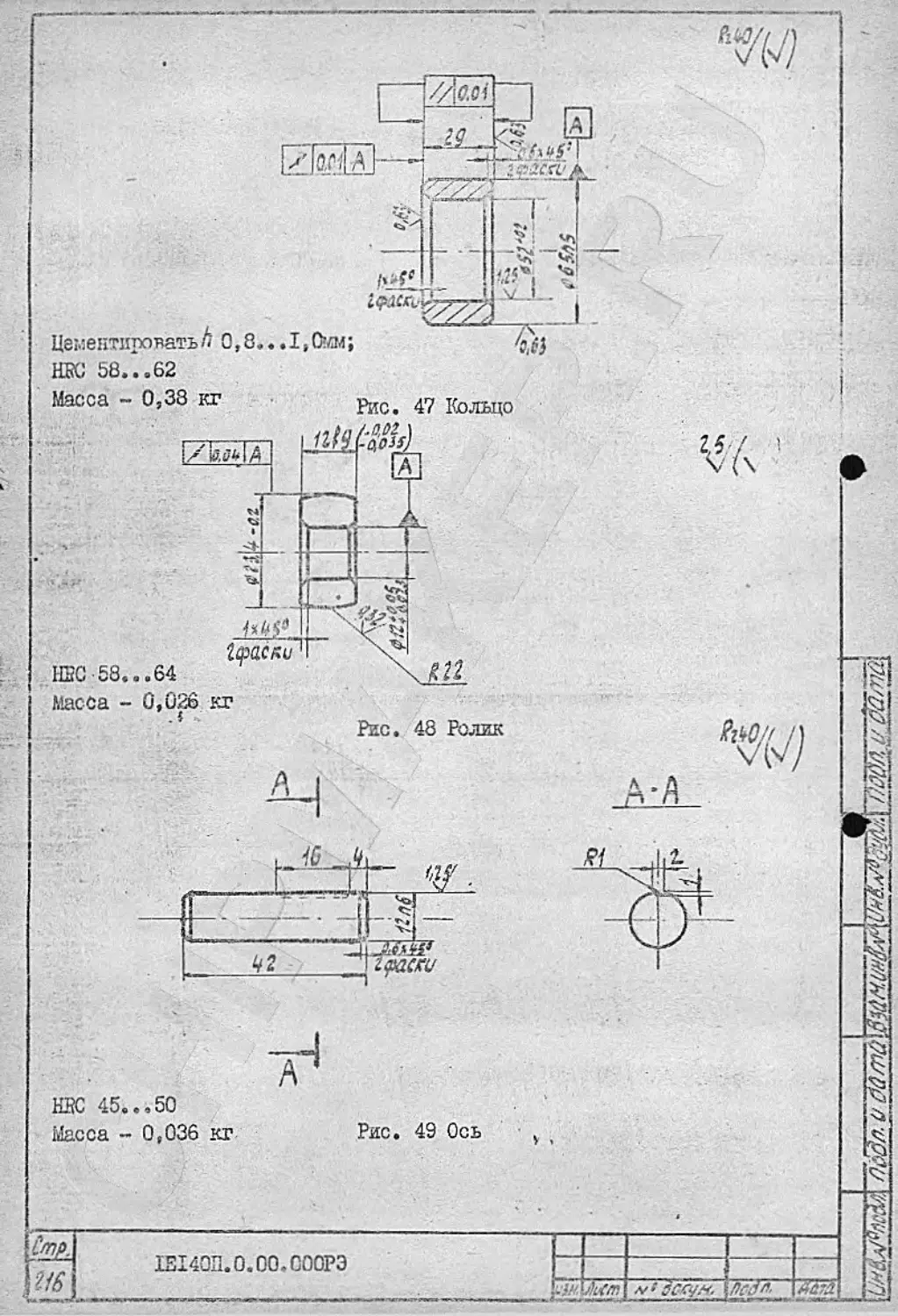
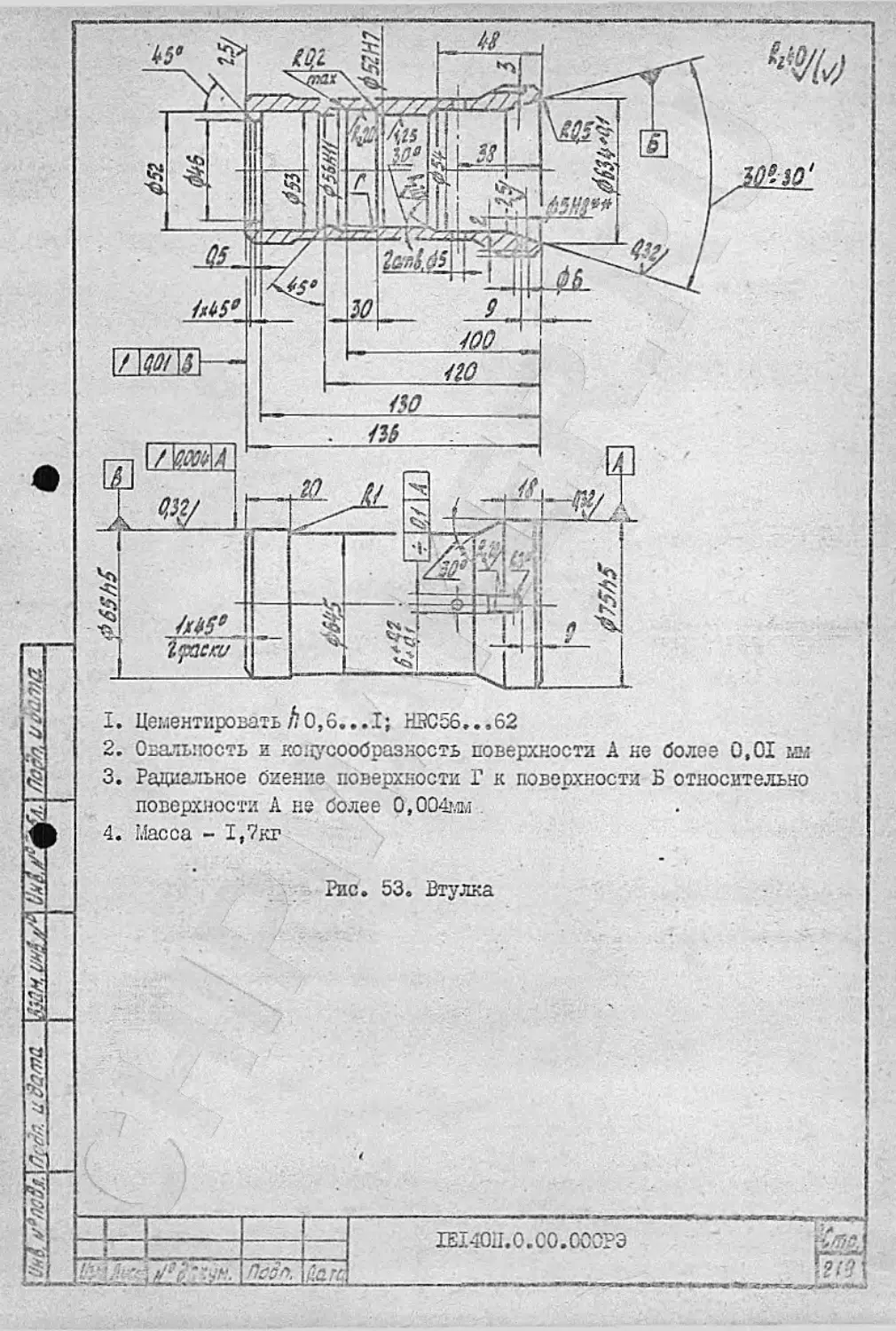
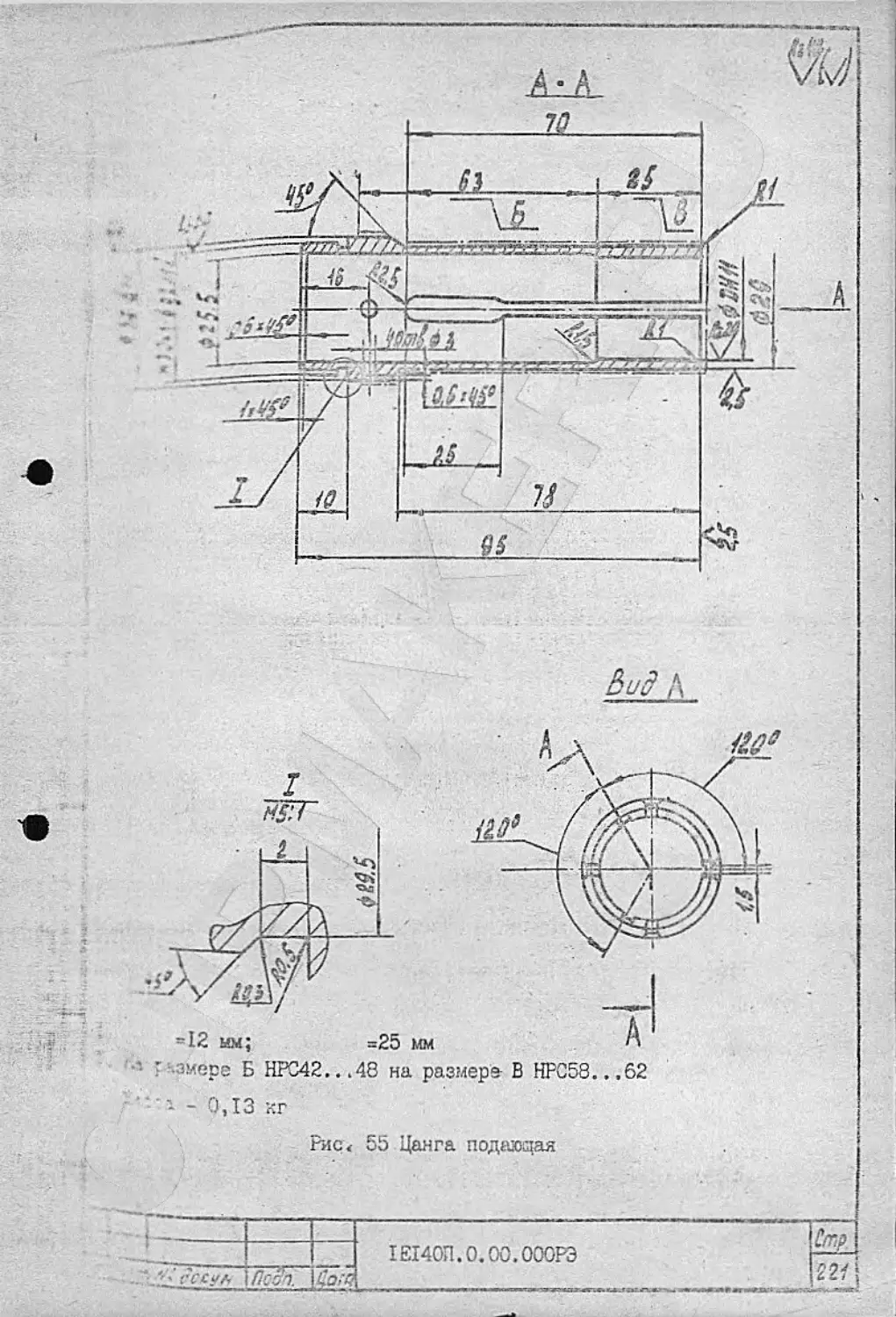
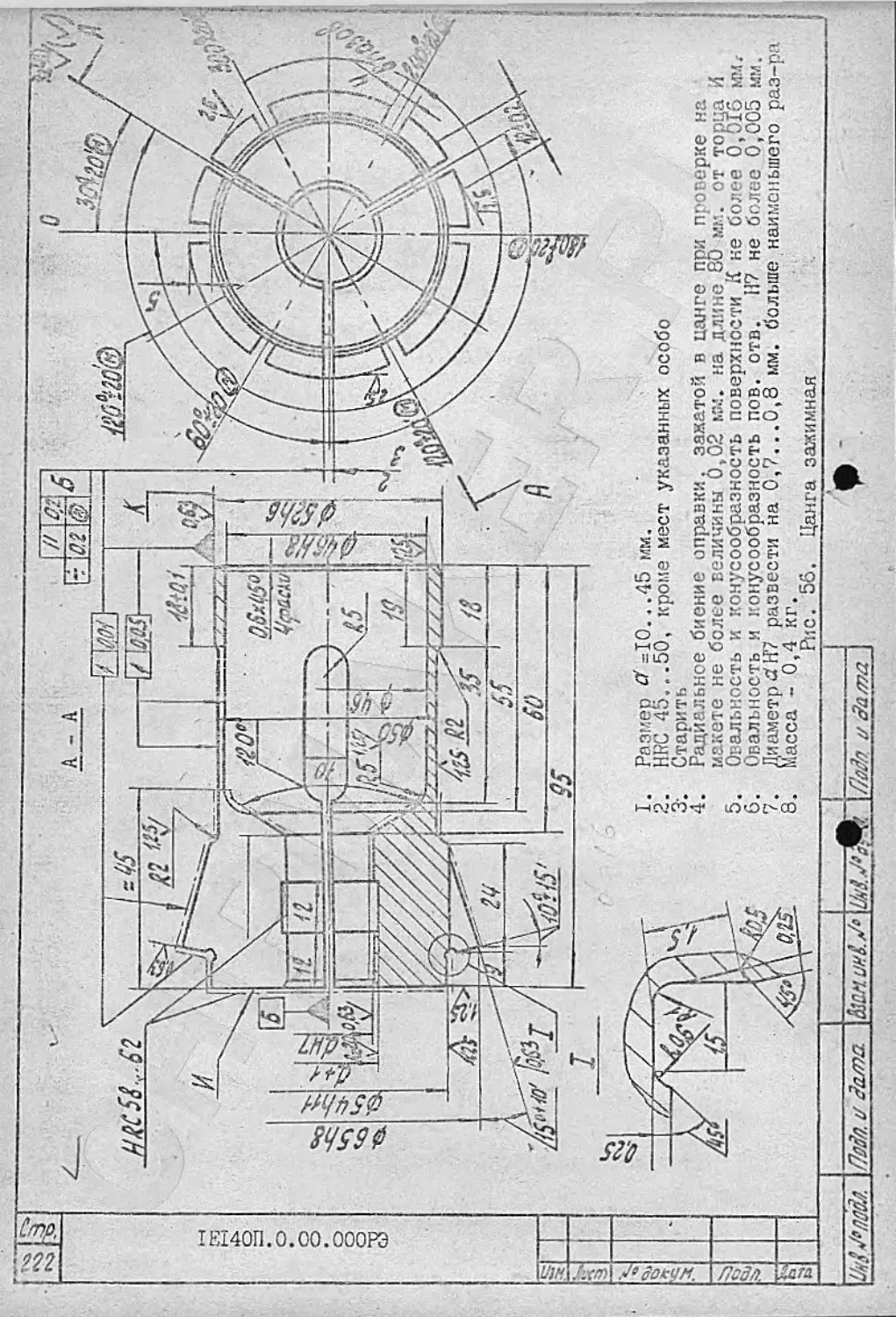
ПРИЛОЖЕНИЕ: Чертежи быстроизнашиваемых деталей.. 188
*
Ляп \^L W&uxofa f ParP.
ГЕ140П.0.00.000РЭ
Автоматы токарно-револьвер ныё одношпиндельные прут-* -----..... fgI4on, 1ЕГ40,
ковыё мод. ГН
- •;л<: J, IEI25
^L /ri j £™Р.:
g | TT г i 224 ’ ХаоарсРсхий
|W/z «км
I. ОЩЖ СВЕДЕШЬ
1.1. Назначение и область применения автоматов
Токарно-револьверные автоматы повышенной точности моделей IEI25H и 1Е140П и нормальной точности моделей IEI25 и IEI40 предназначены для изготовления различных деталей типа тел вращения с наибольшим диаметром*
- для автоматов ТЕ125П, IEL25 - 25 мм (30 мм - при использовании устройства для наружной подачи прутка);
- для автоматов 1Е140П? IEI40 - 40 мм (45 мм - при использовании устройства для наружной подачи прутка) и дайной до 105 мм из круглого прутка для автоматов IEI25II, IEI40U и круглого, шестигранного и квадратного прутка для автоматов IEI25. IEI40* В механизме зажима предусмотрено компенсирующее звено, давдее возможность надежно зажимать’ прутки, имеющие точность по диаметру до 4 класса, однако на автомата;: »
повышенной точности для получения необходимой точности рекомендуется обрабатывать прутки не. грубее 3 класса точности*
При соответствующих режимах резания на автоматах возможна обработка различных материалов: от цветных металлов и их сплавов до нержавеющих и жаропрочных сталей*
Точность изготовления деталей по диаметру на автоматах IEI25E, ТЕ140П до 7 квалитету, автоматах IEI25, IEI40 не нже 9 квалитета» Точность измеряется на длине 60’ мм - для ТЕ125П, IEI25 и на длине 90 — для IE140, 1Е140П.
: Класс точности автоматов мод. 1Е125П, 1Е140П - И, автоматов мод, IEJ.25, IEI40 - Н, в соответствии с принятой в СССР классификацией»
Автоматы в основном исполнении поставляются: :
- с револьверной головкой’на 6 позиций:
- с прх?:енением охлаждения сультофрезолем, маслом иьдустриальнЫх^ - с узла/.^ij предаавяачеш-дло: для обработки дялнных деталей до
105 ю
J
IEI 0.00 .000
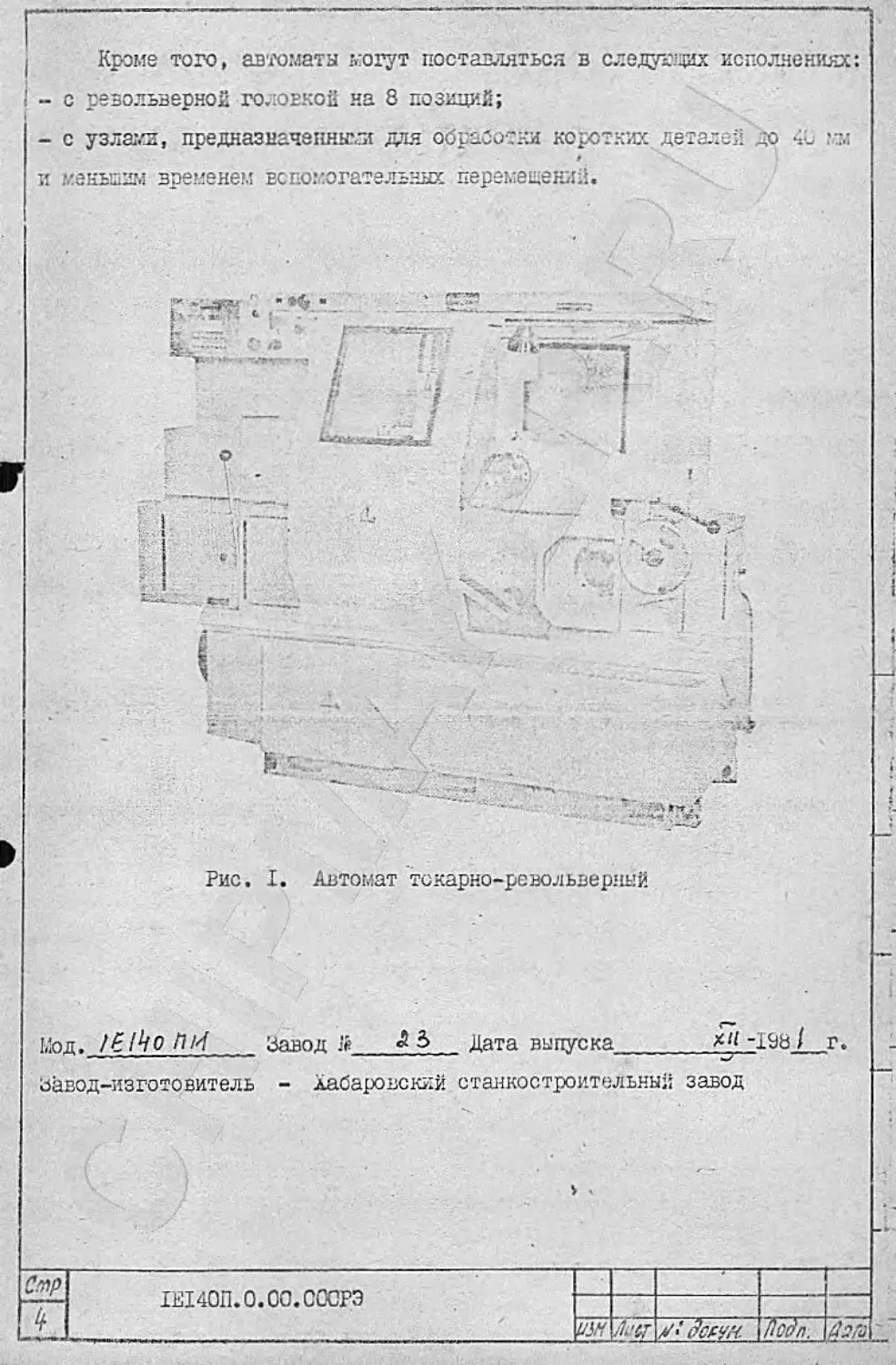
Кроме того, автоматы могут поставляться в следующих исполнениях: I - с револьверной головкой на 8 позиций;
- с узлами, предназначенными для обработки коротких деталей до 43 мм и меньшим временем вспомогательных перемещений.
V' I
Рис. I. Автомат токарно-револьверный
Мол. /£ 1^0 Завод № _ Дата выпуска“198 /___г.
завод-изготовитель - Хабаровский станкостроительный завод
Стр
1Е140П.0.0О.С0СРЭ
•
4LW Подп. й’лИ
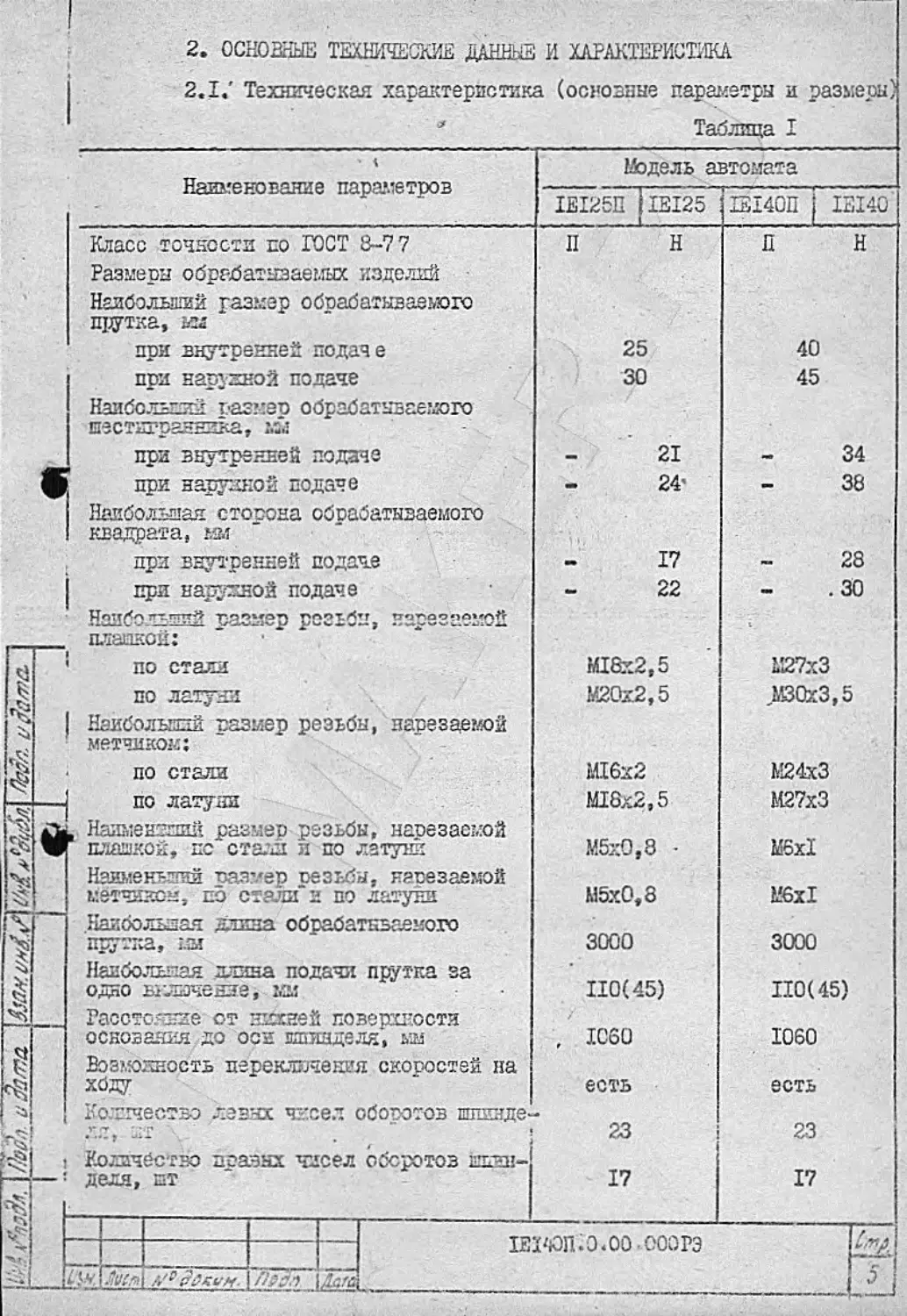
? 2> ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКА 2.1/ Техническая характеристика (основные параметры и размеры) * Таблица I
4 Наименование параметров Модель автомата
1Е125П IEI25 ГЕ140П IEI40
1 1 J 1 1 - й 1 Класс точности ио ГОСТ 8-77 Размеры обрабатываемых изделий Наибольший размер обоабатываемого прутка, ш при внутренней подаче при наружной подаче Наибольший газмео обрабатываемого шестигранника, 1& при внутренней подаче при наружной подаче Наибольшая стотона обрабатываемого квадрата, мм при внутренней подаче при наружной подаче Нпиб— тьтий вазмёр резьбы, изоезземой плашкой: по стали по латуни Наибольший иазмер резьбы, нарезаемой метчиком: по стали по латуни , Наименьший размер резьбы, наоезаемой плашкой, нс стали л по латуни Наименьший оаз?лер резьбы, нарезаемой Лётчиком, по стали*2 по латуни .Наибольшая длина обрабатываемого пгт» тка, гы Наибольшая длина подачи прутка за оапО ы’-^чение, мм : Расстояние от шсхней поверхности основания до оси шпинделя, мм Воз?.юкноеть переключения скоростей на хбду Количество Левых чгсел оборотов лшгиде-v-т * ».п \ * । Количество правых чисел оборотов шпинделя, шт II Н 25 30 21 24' 17 22 MI&2.5 1/20x2,5 Ш6х2 Ш8х2,5 М5х0,8 • М5х0,8 3000 110(45) , 1060 есть 23 । 17 п н 40 45 34 38 28 .30 ыетхз МЗОхЗ,5 М24хЗ И27хЗ М5х1 Убх! 3000 110(45) 1060 есть 23 17
Чй -ч <1 IEIOi;O.OOOOOP3
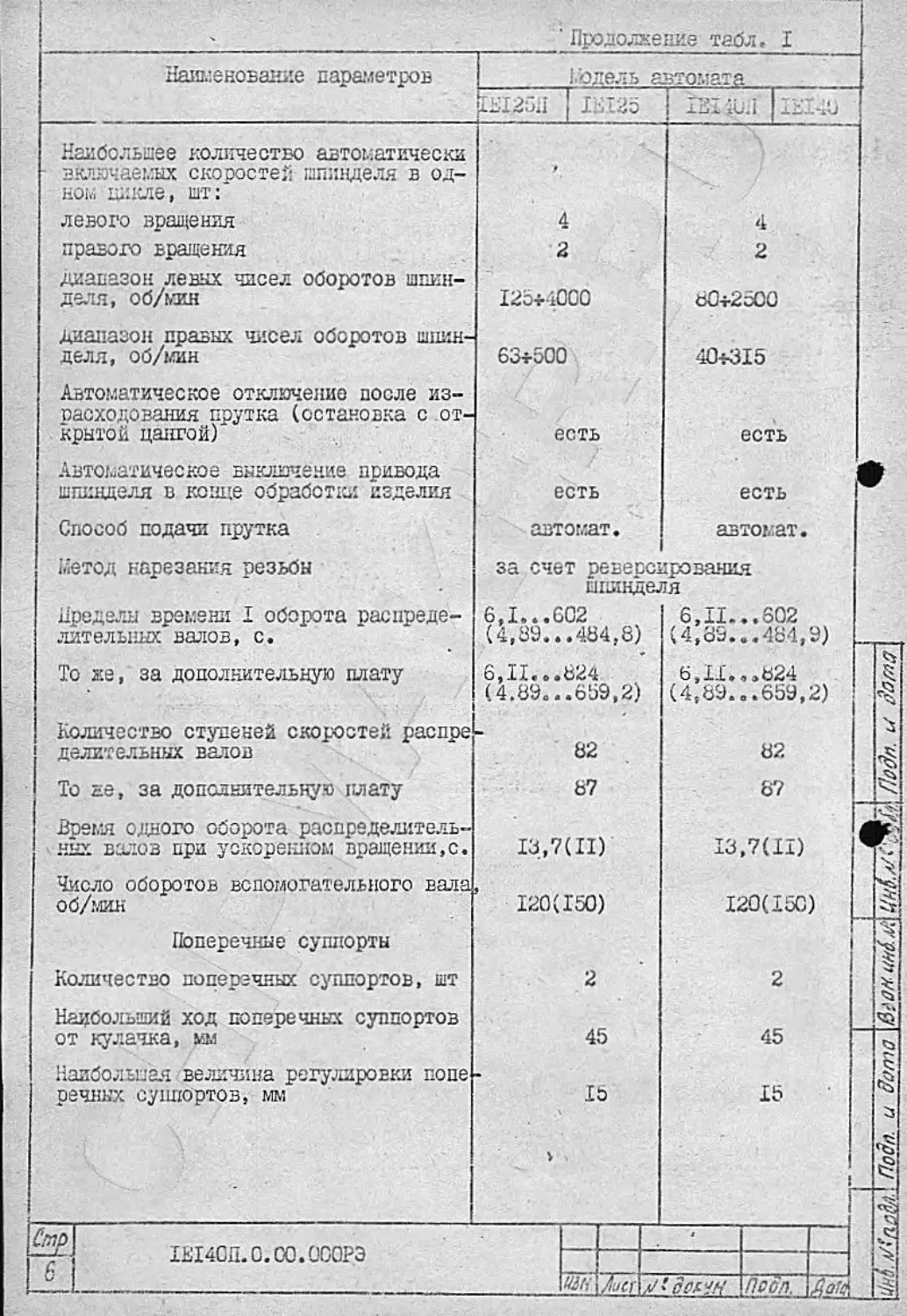
Продолжение табл. I
— •• ХЬХ хС-Л IEI40
Наименование параметров
________Гопель sbtom
IEI25ii I I'Si25
Наибольшее количество автоматически
включаемых скоростей шпинделя в одном цикле, шт:
левого вращения 4 4.
правого вращения 2 2
Диапазон левых чисел оборотов шпинделя, об/мин 125*4000 80+2500
диапазон правых чисел оборотов шпинделя, об/мин 63*500 40+315
Автоматическое отключение после израсходования прутка (остановка с открытой цангой)" есть есть
Автоматическое выключение привода шпинделя в конце обработки изделия есть есть
Способ подачи прутка автомат. автомат.
Метод нарезания резьбы за счет реверсирования шпинделя
Пределы времени I оборота распределительных валов, с. * 6,1...602 (4,89...484,8) 6,II...602 (4,89...484,9)
То же, за дополнительную плату ...... л •, . .. ... \. . / 6,11с о.824 (4.89...659,2) 6,II...824 (4,89...659,2)
Количество ступеней скоростей распре делительных валов 82 82
То же, за дополнительную плату 87 67
Время одного оборота распределительных валов при ускоренном вращении,с. 13,7(11) 13,7(11)
Число оборотов вспомогательного вала об/мин 120(1'50) 120(150)
Поперечные суппорты
Количество поперечных суппортов, шт 2 2
Наибольший ход поперечных суппортов от кулачка, мм 45 45
Наибольшая величина регулировки попе речных суппортов, мм 15 15
-
1Е140П.О.ОО.ОСОРЭ
UMVuiM t Bum [floor.
Подn. и Bimo вмк инВм [Года. к' до гл я
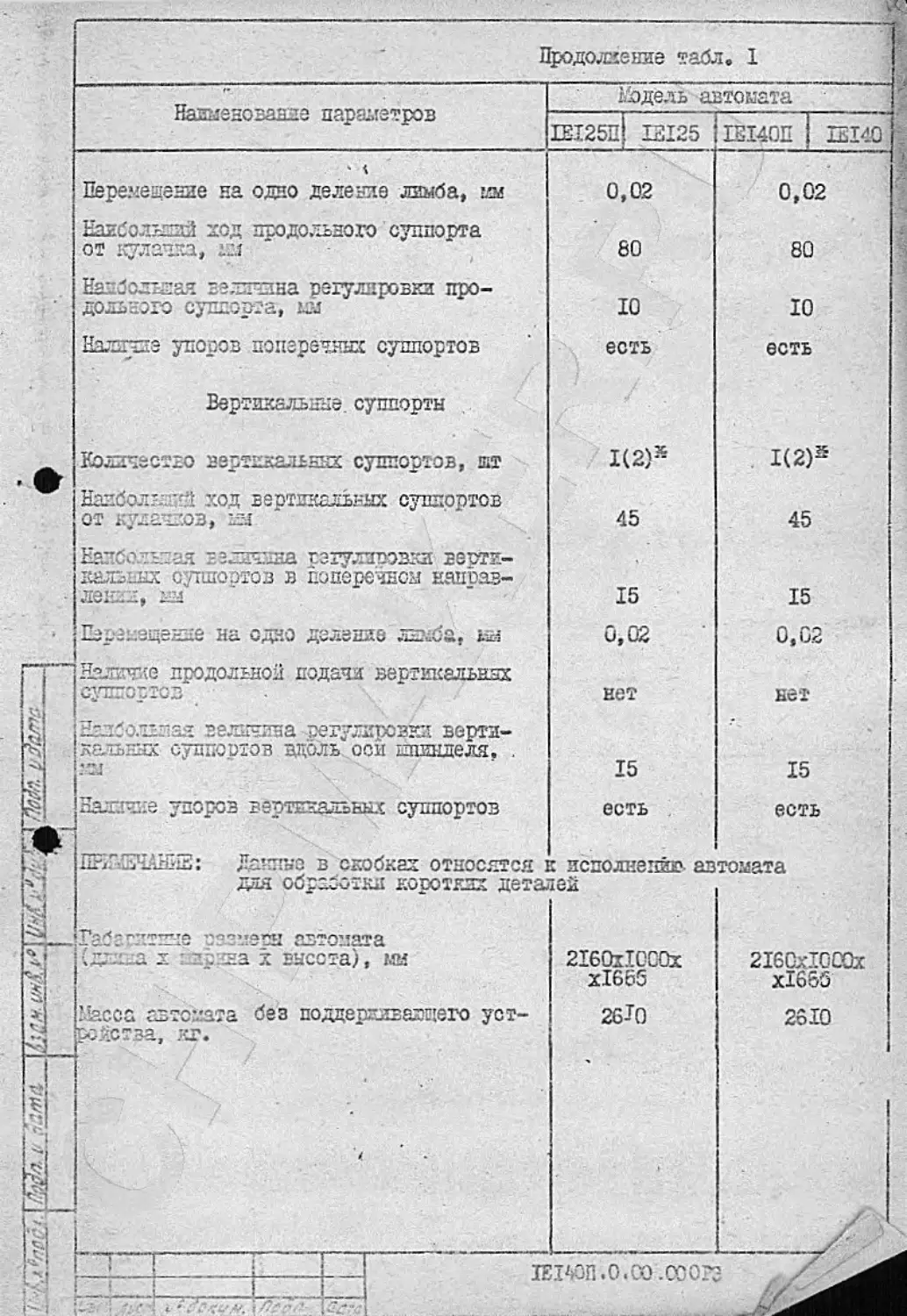
Продолжение табло I
*• Наименование параметров Еодель автомата
Ш25П I3I25 1Е140П Ш40
- 1 Перемещение на одно деление лимба, мм Наибольший ход продольного суппорта 0,02 0,02
от кулачка, дл Еанбслшая ветчина регулировки про- г 50 8(
дольного суппорта, мм ] [0 к )
Еаличдэ упоров поперечных суппортов Вертикальные, суппорты есть есть
Кодпчгстьо вертикальных суппортов, шт Напбол?:. ход вертикальная суплоотов К2)й . К2 )2
ОТ г/хачхов, ММ Наибольшая нэллчдна гегустоовки верти-ка/тьных суппортов в поперечном наноэв- Lb
леюн, I :5 К
Лэра-эценке на одно деление x~?i6af мы H2.~-v.ie продольной подача вертикальная 0,02 0,02
Егшбо.иклая величина регулировки вертп-калыых суппоотов вдоль оси ыплнделя. . нет нет
ч 7*4, / ш*«4М 15 15
Нзхгсие упоров вертикальных суппортов есть есть
исполнетш?- автомата
Данные в скобках относятся к l для обработки коротких деталей
м
без поддергивающего уст-
2610
Vacca г ос Яства
2160хЮ00х XI666
2160Х1000Х х1665
26-т0
та за х высота), мм
i
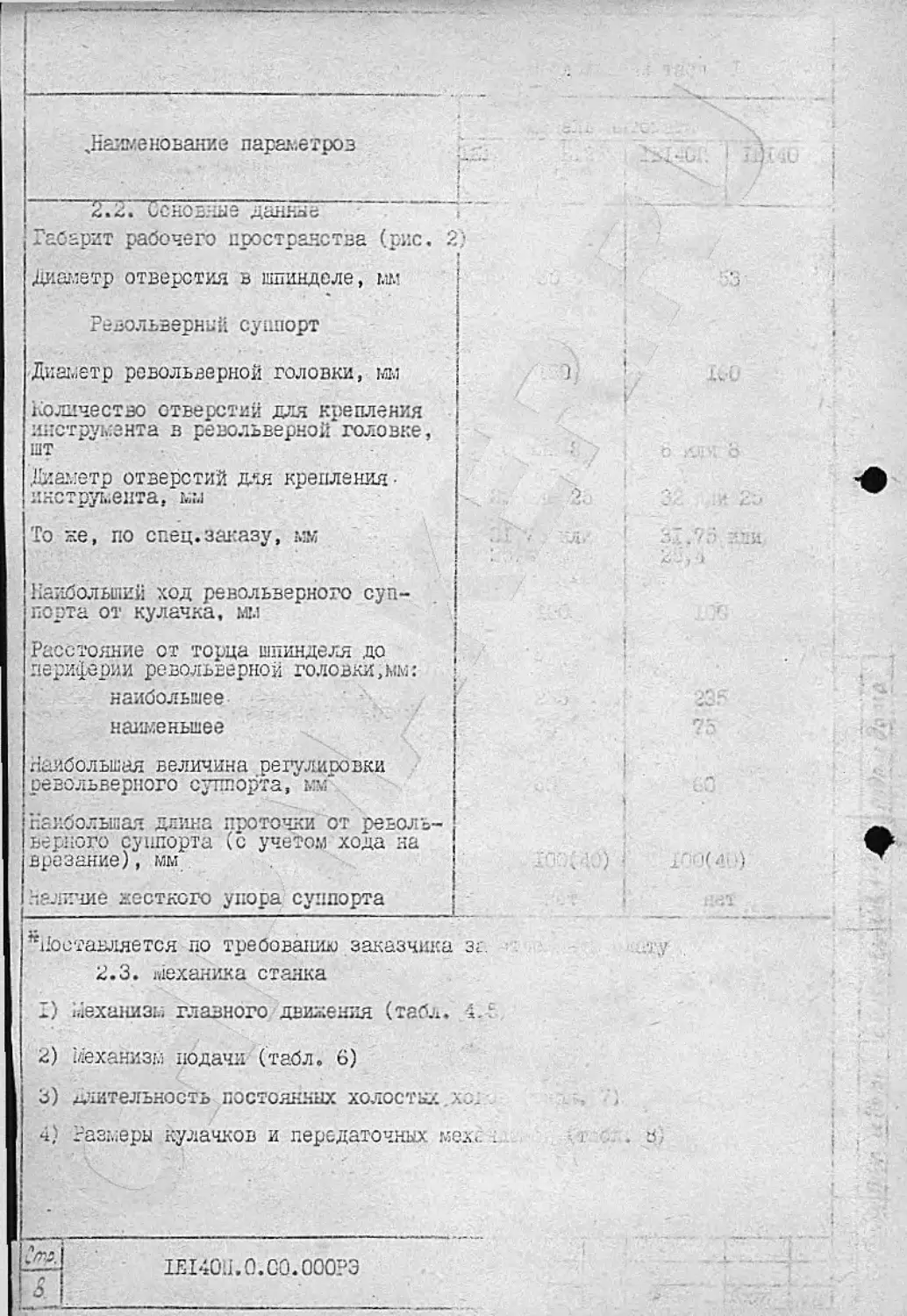
.наименование параметров
2^2. основные данные
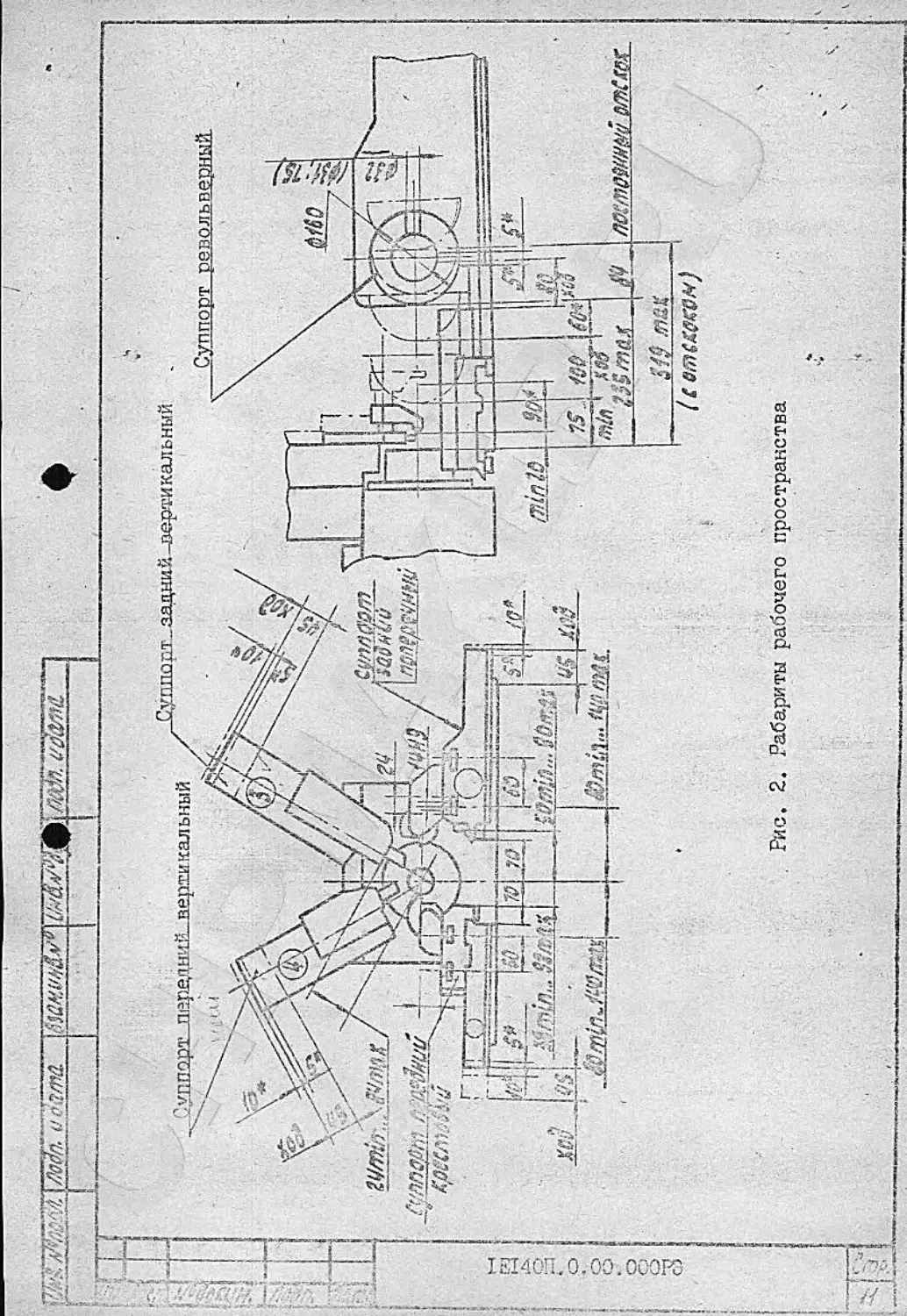
Габарит рабочего пространства (рис, 2; !
Диаметр отверстия в шпинделе, мм *
Револьверный суппорт
Диаметр револьверной головки, мм
Количество отверстий для крепления инструмента в револьверной головке, шт
Диаметр отверстий для крепления • инструмента, мм
То не, по спец.заказу, мм
Наибольший ход револьверного суппорта от кулачка, мм
Расстояние от торца шпинделя до периферии револьверной головки>мм:
наибольшее-наименьшее
Наибольшая величина регулировки револьверного суппорта, мм*
Наибольшая дайна проточки от револьверного суппорта (с учетом хода на врезание), мм
леличие жесткого упора суппорта
доставляется по требованию заказчика за
2.3. механика станка
Z) механизм главного движения (табл, 4.5
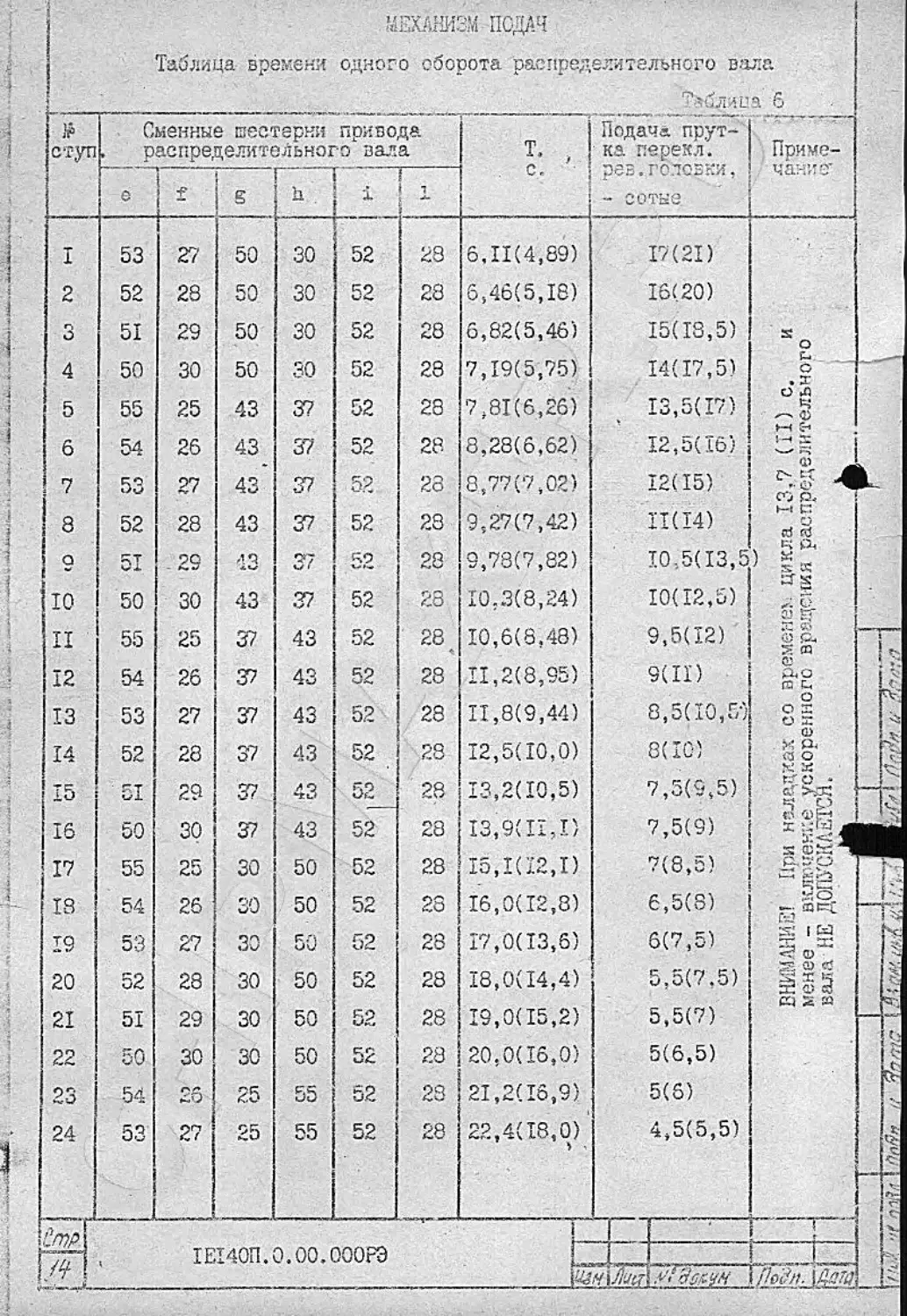
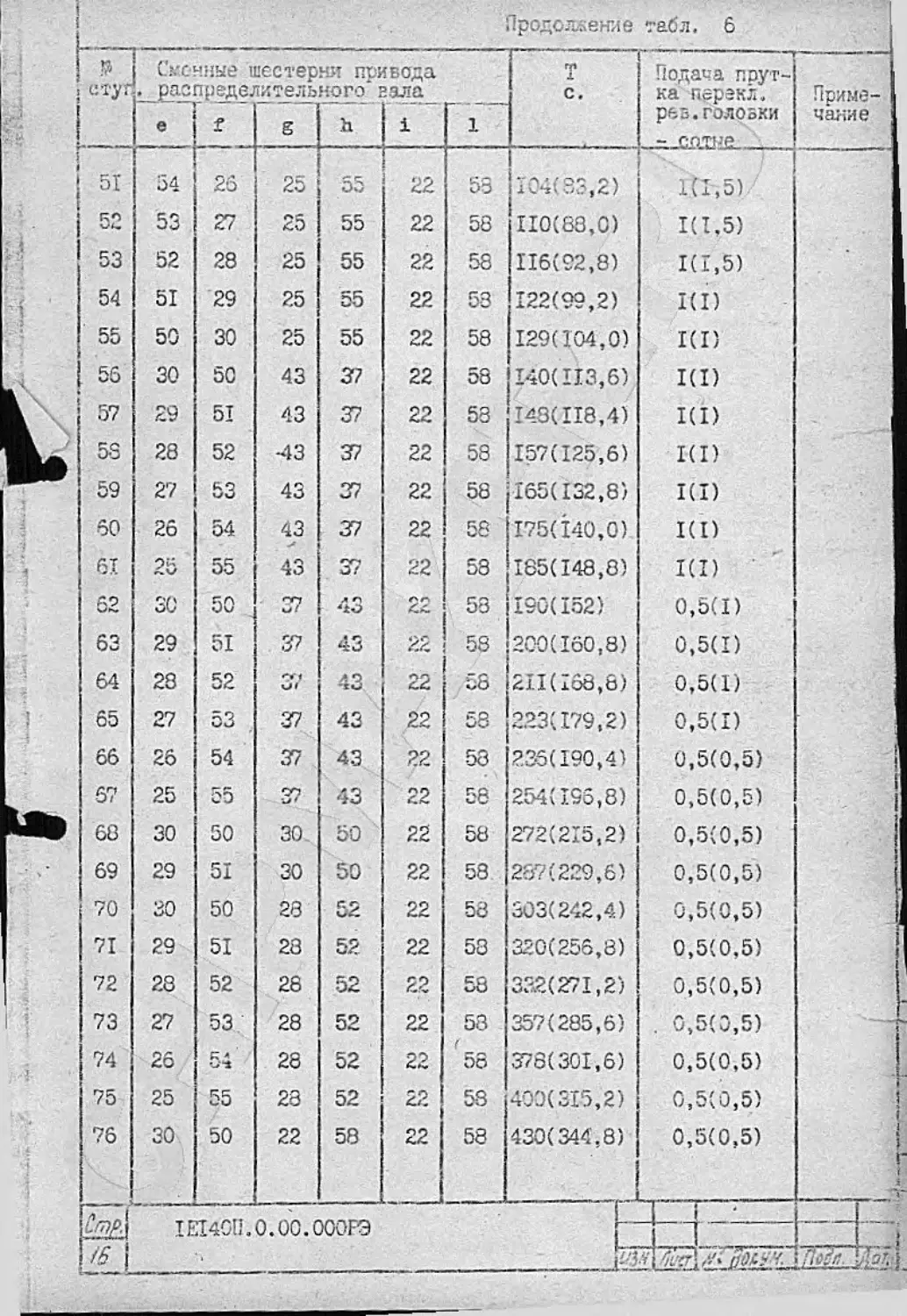
2) Механизм подачи (табл. 6)
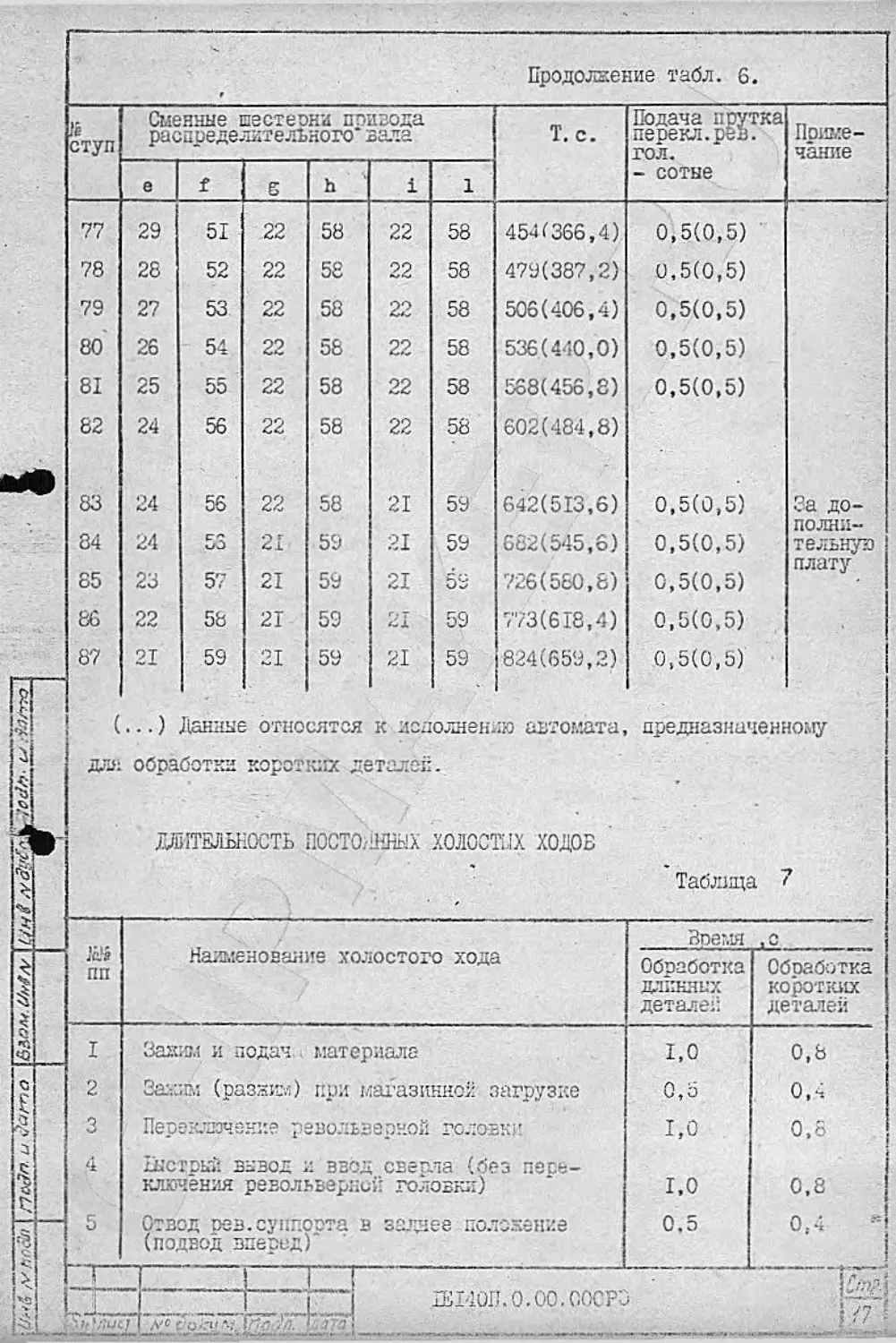
3) даительность постоянных холостых хс;
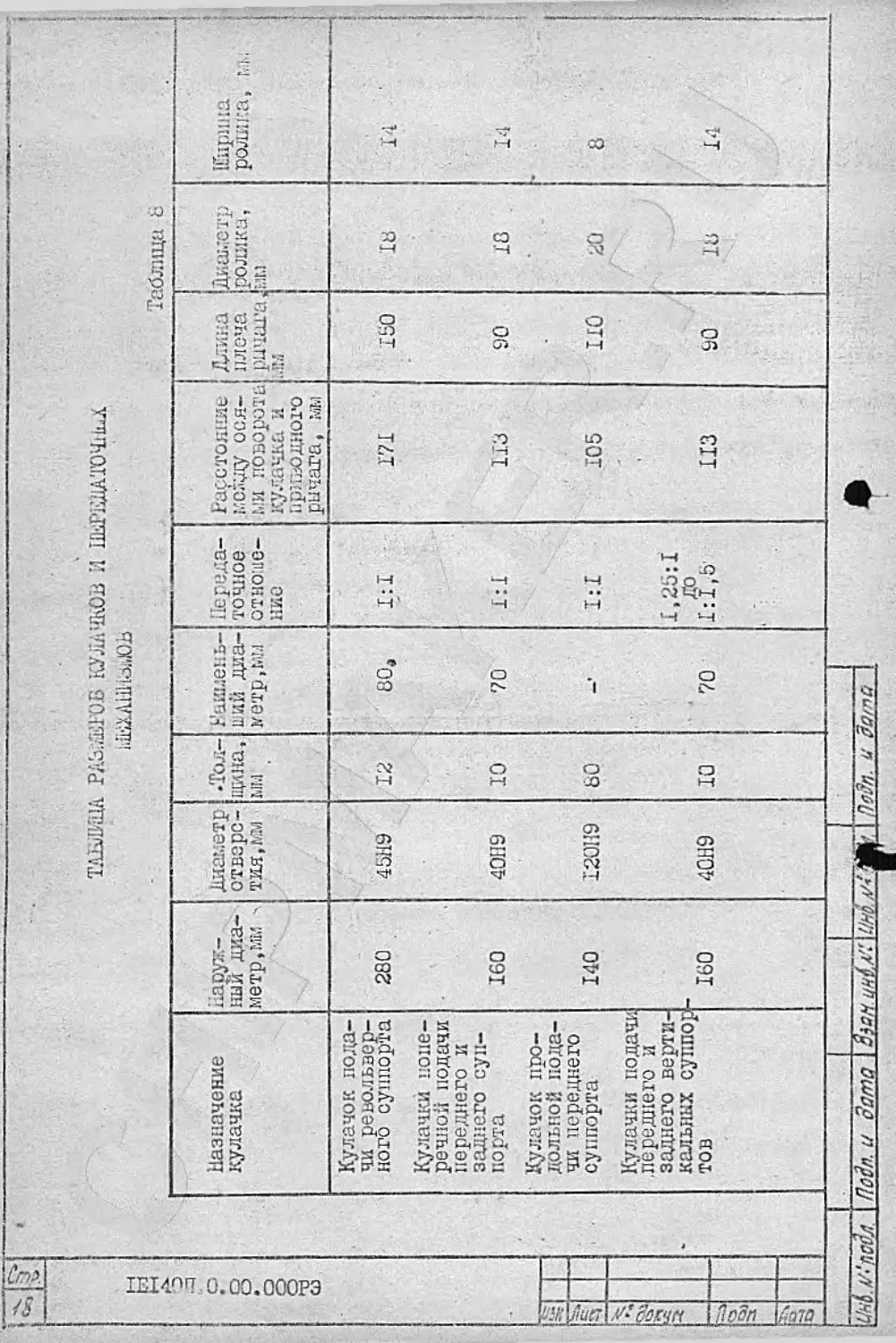
4) Размеры кулачков и передаточных мех<: .
LEI40J.0.C0.000P3
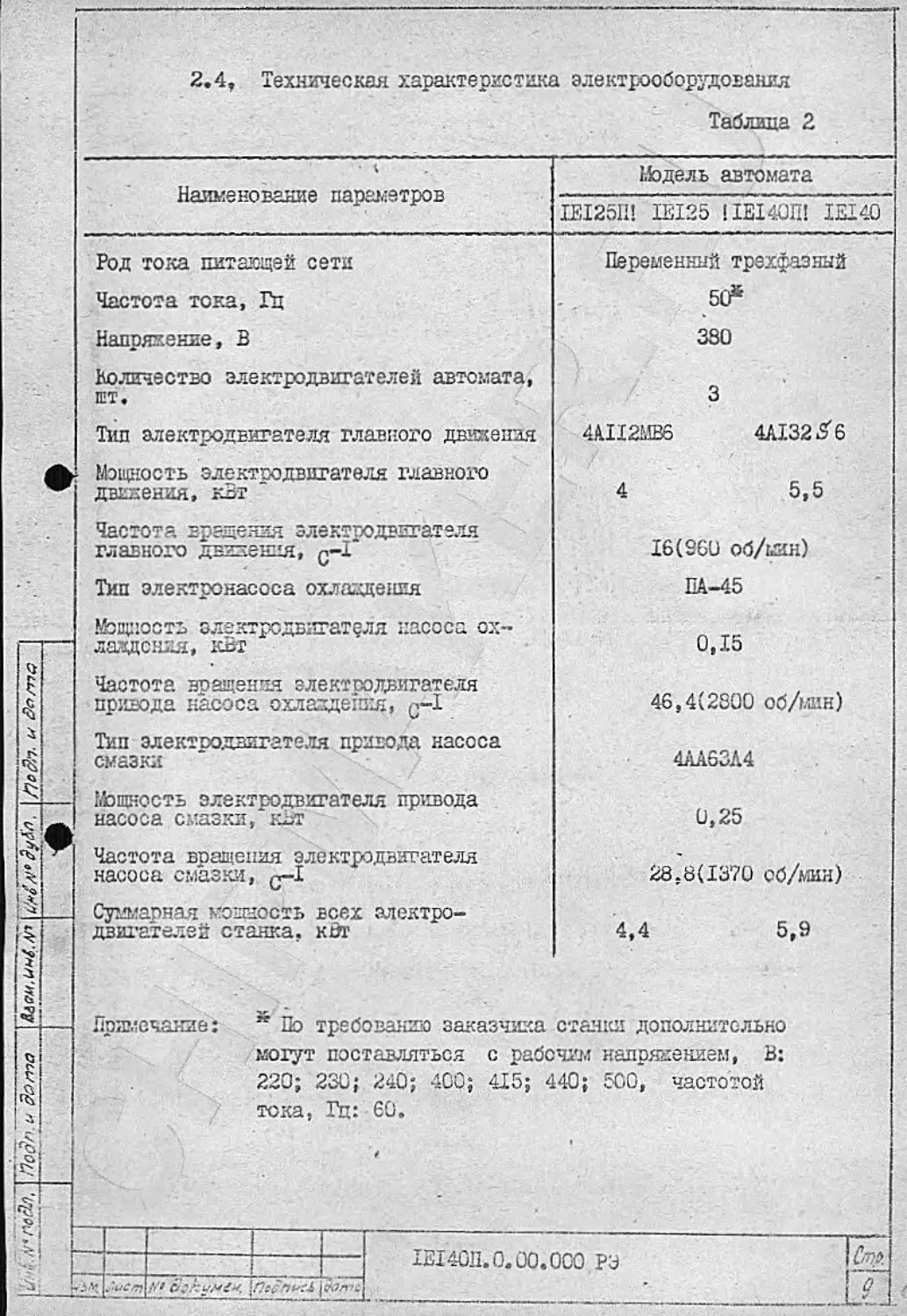
2.4, Техническая характеристика электрооборудования
Таблица 2
• t
Наименование параметров
Модель автомата
1Е125П! IEI25 !1Е140Л! IEI40
Род тока питающей сети
Частота тока, Гц Напряжение, В
Переменный трехфазный 50*
380
Количество электродвигателей автомата, шт.
3
Тип электродвигателя главного движения
Мощность электродвигателя главного двтк ения• кВт
4Ш2ЫВ6
4
4А132^6
5,5
Частота вращения электро двигателя главного движения, С~Г
Тип электронасоса охлаздешзя
Мощность электродвигателя насоса ох~ лаздсняя., кВт
16(260 об/ыин)
ПА-45
0,15
о
«В
Частота вращения электродвигателя привода насоса охлаждения, q-I
Тип электсодвигателя привода насоса смазки
46,4(2800 об/мин)
4АА63А4
Мощность электродвигателя привода насоса смазки, кВт
Частота вращения электродвигателя насоса смазки, п-1
Срллагная мощность всех алектро-двигателей станка. кВт
0,25
28,8(1370 сб/мин)
4,4
5,9
5 § <5
§ а
5! S
Йолмечаниё: и*
** По требованию заказчика могут поставляться 220; 230; 240; 4
станки дополнительно с рабочим напряжением, В: 00; 415; 440; 500, частотой
IEI40II. 0.00.0С0 РУ
1>иС/Т)
Cifkfyt&r, \Пбё*1^'1
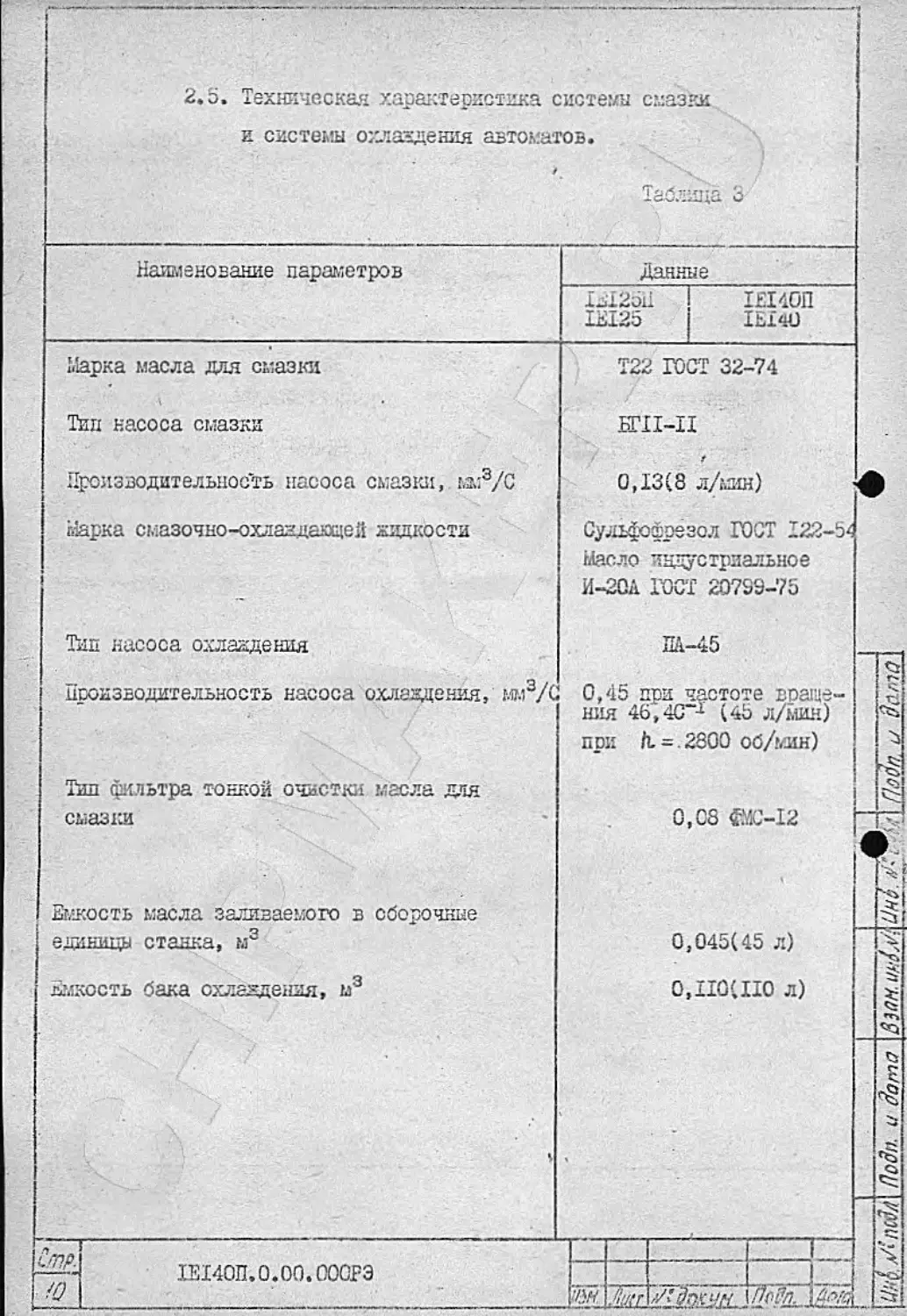
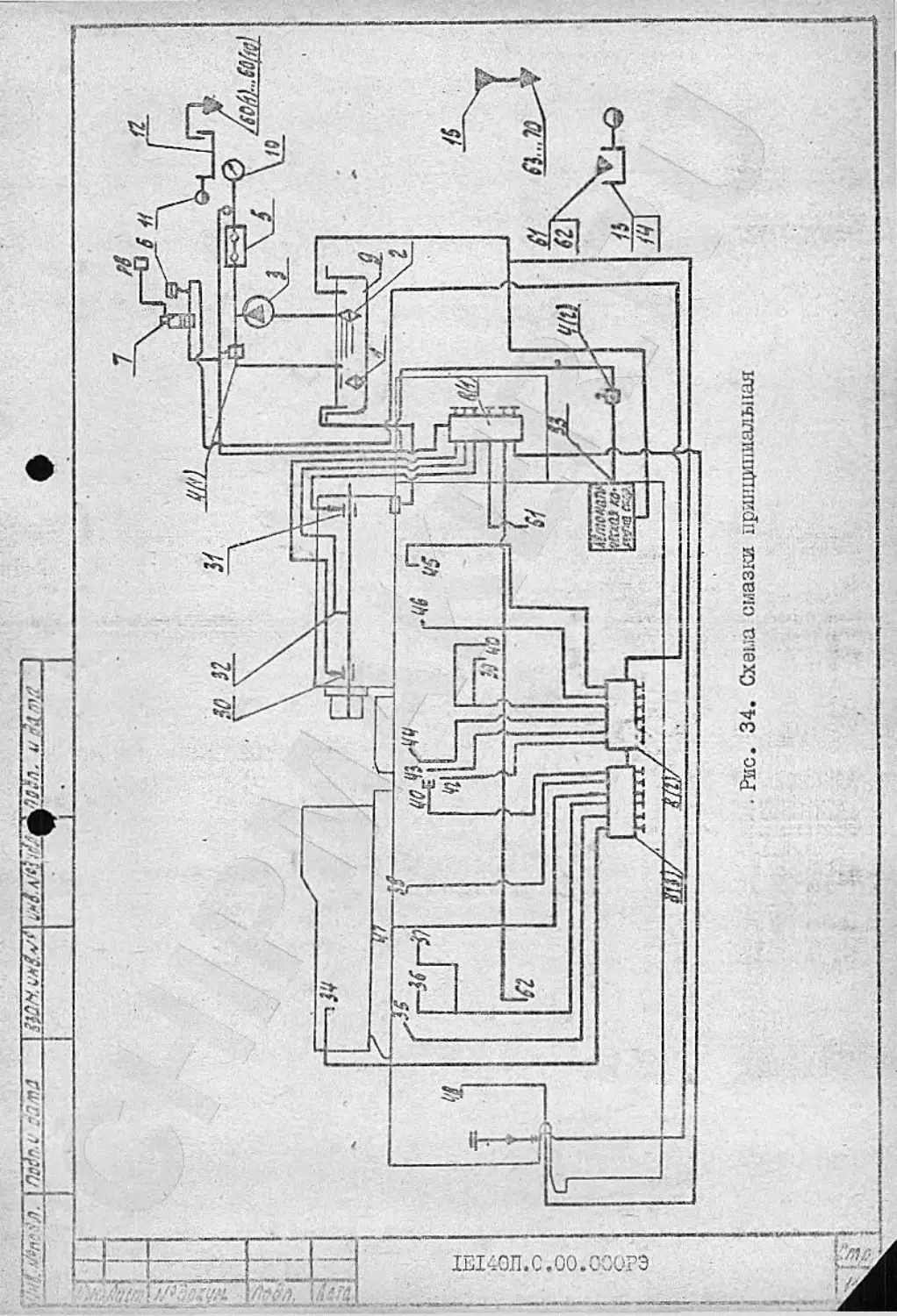
2.5. Техническая характеристика системы смазки
z. системы охлаждения автоматов
Наименование параметров Данные
XJ12oil IEI25 1Е140П IEI40
Марка масла для смазки
22 ГОСТ 32-74
Тил насоса смазки
Производительность насоса смазки, мм3/С
Марка смазочно-охлаждающей жадности
I
Тип насоса охлаждения
Производительность насоса охлаэдения, мм3/С
Тип фильтра тонкой очистки масла для смазки
емкость едини г
масла заливаемого в сборочные станка, м3
ёмкость
о
бака схландехгия, м
ЬТП-П
0,13(8 л/мин)
Сульфофрёзол ГОСТ 122-5 Масло индустриальное И-20А ГОСТ 20799-75
т-45
0,С8 СМС-12
0,045(45 л)
0,110(110 л)
0,45 при частоте вращения 46,4(7*-* (45 л/мин) при 1ъ =. 2800 об/гиин)
с>/7А
-« «<
1В140П.О.ОО.ОООРЭ
. /
Рис» 2» Габариты рабочего пространства
s
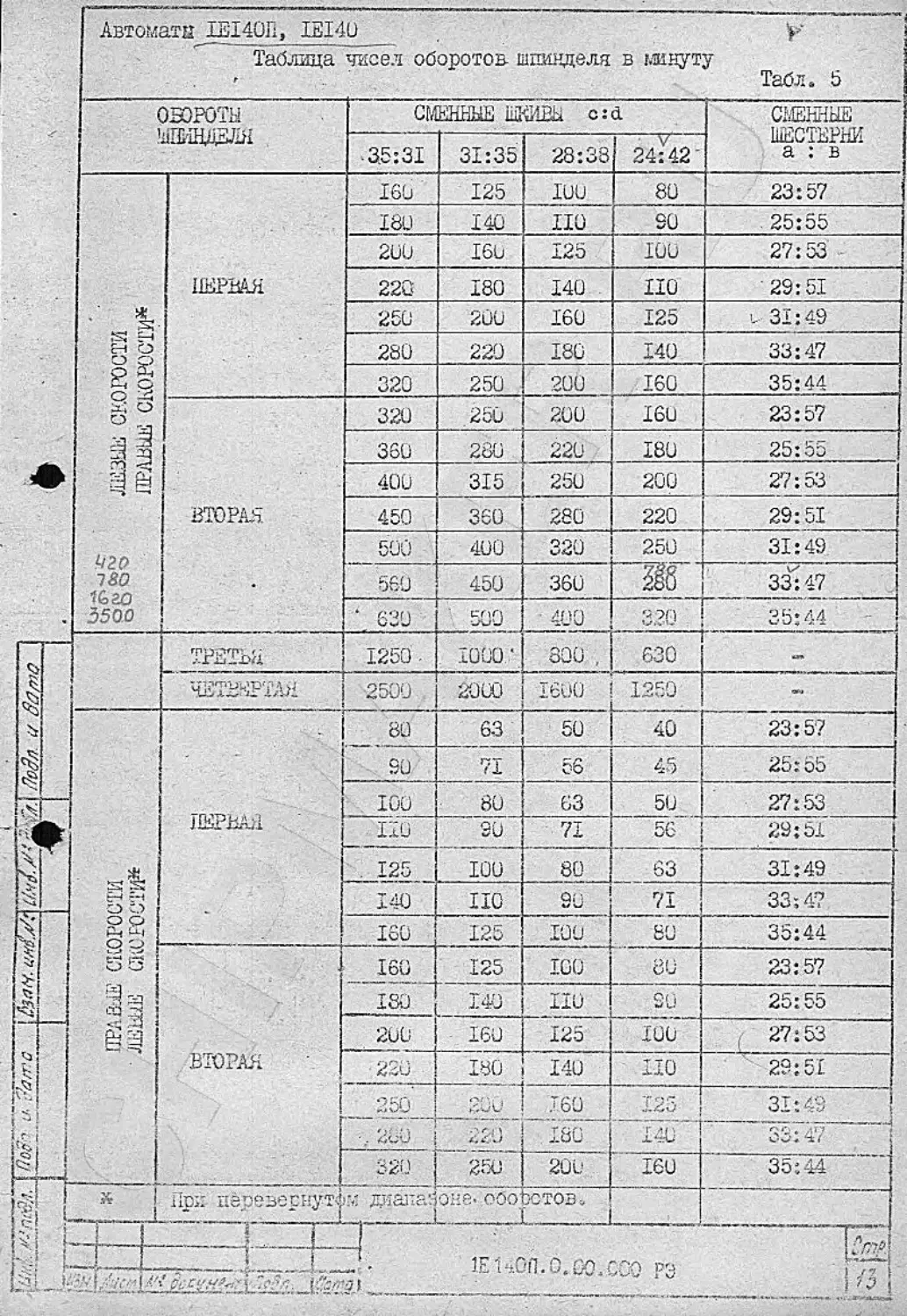
Автоматы 10140]], IEI4O _ V
Таблица чисел оборотов- шпинделя в минуту
Табл. 5
*• ОБОРОТЫ ШПИНДЕЛ}! СМЕННЫЕ ШКИВЫ c:d СМЕННЫЕ ШЕСТЕРНИ а : в
•35:31 31:35 28:38 24:42 *
gg§£ жзш скорости ПРАШЕ СКОРОСТИ* ПЕРВАЯ 160 125 IUU 80 23:57
180 140 ПО 90 .25:55
2U0 160 125 100 27:53
220 180 140 ПО • 29:51
250 200 160 125 >3 И: 49
280 220 180 140 33:47
320 250 200 160 35:44
ВТОРАЯ • 320 250 200 160 23:57
360 280 220 180 25:55
400 315 250 200 27:53
450 360 280 220 29:51
500 400 320 250 31:49
560 450 360 2Й 33:47
\ 630 ‘ 500 • 400 З^п 35:44
4 s ТРЕТЬЯ 1250 • 1000. ‘ 800 , 630 *э*
ЧЕТВЕРТАЯ 2500 2000 1600 1250 91
зДЮ01Э)Ю • •> ПЕРВАЯ 80 1 63 50 40 23:5?
90 । г> 56 45 25:55
100 80 63 50 27:.53
1X0 20 71 56 А 9:5.1.
- . 125 100 80 63 31:49
о Рч 140 ио 90 71 33; 4?
xf £ 160 125 ТОО 80 35:44
cq •— ВТОРАЯ ! Т Г*<\ 1DU 125 100 80 23:5?
S. ! 180 140 ПО 90 Z ,5:55
——J 1 51 j i • HHVM 200 I6U 125 100 ( 27:53
Л/ •M'-J 180 140 ПО 29:51
250 160 1Л»_г 1 Г 1:49
. 2с0 • \ 180 140 с 3:4V
2Ш 200 16U 35:44
ф If с ; -. i j- .X I При перевернута а даака*: оне» обо ютов-. L.
JEVxOn.O,;/4 ’.j) pg 1 !
к'* । t
ы ш / • 11 V? г . S L
j I j 4 - » 1 ’ i •i • 4 4 i 4 3 i < 1 f • Ц J T f I 4 •* 4 1 j ЙШНИЗМ ПОДАЧ j Таблица времени одного оборота распределительного вала ; лилиfa б
$ ступ Сменные шестерни привода . распределительного вала т. , ! . С. ; 1 Подача прут-• ка перекл. рев.головки, - сотые Приме-/ чание*
е ! о 1 - s х Т_
• «1 J-4 С\? со Ю <О Z> СО О» О ьч 0^ СО <4Ч Ю чЭ Z> CG О'4- О hi C\f СО ЬЧ 1-4 1—t ьч г-ч »-! н н н ы W 02 C\J W С\! 53 52 51 50 55 53 52 51 50 55 54 53 52 51 50 55 54 53 52 51 50 54 53 27 28 29 30 25 26 27 28 . 29 30 25 26 27 28 29 30 25 26 28 29 30 26 27 50 50 50 50 43 43 43 43 43 43 37 37 37 37 37 30 30 30 30 30 30 25 25 1 1 30 30 30 30 3? 37 37 37 37 43 43 43 43 43 43 50 50 50 50 50 50 55 55 52 52 52 52 52 52 5.2 52 52 52 52 52 52 52 52_ 52 52 52 52 52 £2 52 о2 52 ГО го го го ГО ГО ГО ГО Г5 го го го гэ го го го го го го ГО 00 го го ГС СО СО <Х СО СО GO G) СО СО СП со со со со оэ СО СО OJ со со со со со со 6,11(4,89) 6,46(5,18) 6,82(5,46) 7,19(5,75) 7,81(6,26) 8,28(6,62) 8,77(7.02) 9,27(7,42) 9,78(7,82) 10,3(8,24) 10,6(8,48) 11,2(8,95) 11,8(9,44) 12,5(10,0) 13,2(10,5) 13,9(11,1) 15,1(12,1) 16,0(12,8) 17,0(13,6) 18,0(14,4) 19,0(15,2) 20,0(16,0) 21,2(16,9) 22,4(18,0) 17(21) 16(20) 15(13,5) 14(17,5) 13,5(17) 12,5(16) 12(15) 11(14) ТО,5(13,5 10(12,5) 9,5(12) 9(П) 8,5(10,5’) 8(10) 7,5(9,5) 7,5(9) 7(8,5) 6,5(8) 6(7,5) 5,5(7.5) 5,5(7) 5(6,5) 5(6) 4,5(5,5) i ! ВНИМ/ШИЕТ При наладхах со времена», цикла 13,7 (II) с. и менее - включение ускоренного вращения распаеделительного вала НЕ ДОПУСКАЕТСЯ. ‘ 1 1 1 1 •.е « ч, <3 с л- г4'
,7/У)Л , 1Е140П.О.ОО.ОООРЭ f * 1 *
• • - • • fr • </<44»-4r.7 . 1
! • /Т \}h'dn.
1 . 1 1 ' 1 4 J" } стул f.i - 1.. —— — Сменные шестеони привода распределительного вала Т.с, Продолжение Подача прутка перекл.рев. гол. -coTs’e табл.6. Примечание у ь • S L с [ к г к г •? ( г 4 1 d 1 с 1 • г** % 1 ' V ; »W с;
е Г 6 h < i 1
2f 2c 2Г/ 2S 3C 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 43 50 52 51 55 54 53 52 51 50 55 54 53 52 51 50 55 54 53 52 51 50 55 54 53 52 50 1 ~Г ' **“** I'M • «Л Л- м 28 29 25 26 27 28 29 30 25 26 27 28 9 30 25 40 28 29 30 25 26 27 28 30 25 25 50 50 50 50 50 50 43 43 43 43 43 43 37 37 37 3? 37 37 30 30 30 30 30 55 55 30 30 30 30 30 30 37 37 37 37 37 37 43 43 ^3 43 43 43 50 50 50 50 г* ’ 50 i 1 I 52 52 22 22 22 22 22 22 22 22 22 22 22 99 vs, 22 22 22 22 22 22 22 22 22 28 28 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 :?с 58 IS 140' 23,7(18,3) 25,1(20,1) 26,7(21,4) 28,3(22,6) 30,0(24,0) 31,6(25,3) 33,4(26,8) 35,3(28,2) 38,5(30,8) 40,5(32,4) 42,9(34,6) 45,4(36,3) 48,0(38,4) 50,5(40,3) 51,7(41,4) 55,0(44,0) 58,0(46,6) 61,3(49,0) 64,7(51,8) 68,2(55,3) 74,2(59,4) 78,6(62,9) 81,0(66,6/ 88,0(71,1) 1 > v ( 'С‘ , 98,0(78,5л lo.oo.ooo?;- 4,5(5,5) 4(5) 4(5) 4(4,5) 3,514,5) 3,5(4) 3(4) • 3(4) 3(3,5) 2,5(3,5) 2,5(3) 2,5(3) 2,5(3) 2(2,5) 2(2,5) 2(2,5) 2(2,5) 2(2) 1,5(2) 1,5(2) 1,5(2) 1,5(2) 1,5(1,5) 1,5(1,5) ~ К/ Г — » " ' \ *• 5 *2 z 1(1,5) i «.ч.м v '•* • • 1 1 1 1 * жЕ
Яродсжение табл. 6
$ с ту г Сменные и . распреде; -.-[7П тестер титель В ни привода ного вала_ h | i 1 ф 1 с. Подача прутка перэкл. рев.голозки - .со_тпе Примечание ;
51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 57 68 69 70 71 72 73 74 75 76 54 53 52 51 50 30 29 28 27 26 25 30 29 28 27 26 25 30 29 30 29 28 27 26 25 30 & 27 28 29 30 50 51 52 53 54 55 50 51 52 53 54 55 50 51 50 51 52 53 к <•' 55 50 25 25 25 25 25 43 43 -43 43 43 43 37 37 37 37 30 30 28 28 28 28 28 28 22 L2 Ч? Ч? 10 £: о О С'* co оэ o'3 co cq co о о tv • cv cj cj oj oj cn Ю Ю Ю Ю IO i*) CO ГО C) ci CO Ki* ’.o lO UJ ю lO LO Ю Ю Ю & {° t'3 ro лэ гс гэ co co ad го го го аз го rc (O <Q ГО <□ C\J io CO Г\3. AD A3 A3 A.) A"' A 5 ad /\J аз ГО AD CO го .\о АЭ ad го 58 58 58 53 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 53 58 58 Г58 53 58 1 !i04(83,2) 110(83,0) 116(92,8) 122(99,2) 129(104,0) 140(113,6) 148(118,4) 157(125,6) 165(132,8) 175(140,0) 185(148,8) 190(152) 200(160,8) 211(168,8) 2.23(179,2) 235(190,4) 254(195,8) 272(215,2) 287(229,6) 303(242,4) 320(256,8) 332(271,2) 357(285,6) 378(301,6) 400(315,2) 430(344,8) 1(1,5) 1(1,5) 1(1,5) 1(1) 1(1) 1(1) 1(1) 1(1) 1(1) 1(1) 1(1) ' 0,5(1) 0,5(1) 0,5(1) 0,5(1) 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) . 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) 1 1 •> < .L • । i i г t i
«1 imou.o.do.oooro * _ ... : • -1 Ыж. > Si'k
* s. Продолжение табл. 6. 9
‘e ступ Сменные пестео расы се делитель ни привода ново’вата Т.с. Подача прутка п перекл.рев. Приме-гол. " чание - сотые
e f g h i 1
77 78 79 80 81 82 83 84 85 86 87 ( ДЛЯ 29 51 22 28 52 22 27 53 22 26 54 22 25 55 22 24 56 22 24 56 22 24 53 21 23 57 21 22 58 21 21 59 21 ...) Данные отно обработки корст ДЛИТЕЛЬНОСТЬ 58 22 58 454(366,4) 58 22 58 478(387,2) 58 22 58 506(406,4) 58 22 58 536(440,0) 58 22 58 568(456,8) 58 22 58 602(484,8) 58 21 59 642(513,6) 59 21 59 682(545,6) 59 21 59 726(580,8) 59 21 59 773(618,4) 59 21 59 824(659,2) лися к исполнению автомата, ;их деталей. ТССТО.ДШЫХ холостых ходов ' 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) За до- полни- 0,5(0,5) тельную плату 0,5(0,5) 0,5(0,5) 0,5(0,5) предназначенному
4 ** $ • "V
Таблица 7 /
Время ,о
i V § n'. пп Наименование холостого хода Обоаботка длинных детален Обработка коротких-деталей
I 2 з <£ 5 ! еш>. Зажим и подач материала 1,0 0,5 1,0 1,0 0.5 0,8 0,4 0,8 0,8 0,4 s
n U^U 1 l^'lA^H/. . За'-.:;гл (разжим) Переключение ре Ькстрый вывод ; ключения револ! Отвод рев.суппс (подвод зпеосд z-4-z -A'0 %- К? при магазинной загрузке авольверной головки • ввод сверла (без пере-^верной головки) >ота в заднее положение ; j дЕМ0П.0.00.00( . '
о
УМ PM ,^Wy/Y | floon Xfiaia
к ' ' . • C< ' У' wi • i,
: |
« I
ТАЫИЦА РАНГОВ КУЛАЧКОВ И ПЕРЕДАЮЧЬЦ
hibXAiiH3ivJ0B
Таблица 8
Назначение Наружный диаметр, мм - Диаметр •Тол- Кашлейь- Передаточное отношение Расстояние мезду осями повороте кулачка и приводного рычага, мм Д/^ина плеча рычага, :лм Диамс гр ролика, мм Ширина ролика, г.;..
кулачка отверстия, дел щииа, мм кий диаметр, мм
Кулачок подачи револьверного суппорта 280 45Н9 12 80, 1:1 171 150 18 i 14
Кулачки поперечной подачи переднего и заднего суппорта 160 40П9 10 70 1:1 из 90 18 i4 j
• Кулачок продольной подачи переднего суппорта 140 120119 80 1:1 105 110 20 w 8
Кулачки подачи .переднего и заднего вертикальных суппор тов ’ 160 1 40Н9 10 70 1,25:1 До 1:1,5' • • из - 90 18 14
I4/ дата \85qhmhI^\Uh6.^^
ж
ЦоЗп. 4' М/пй
1
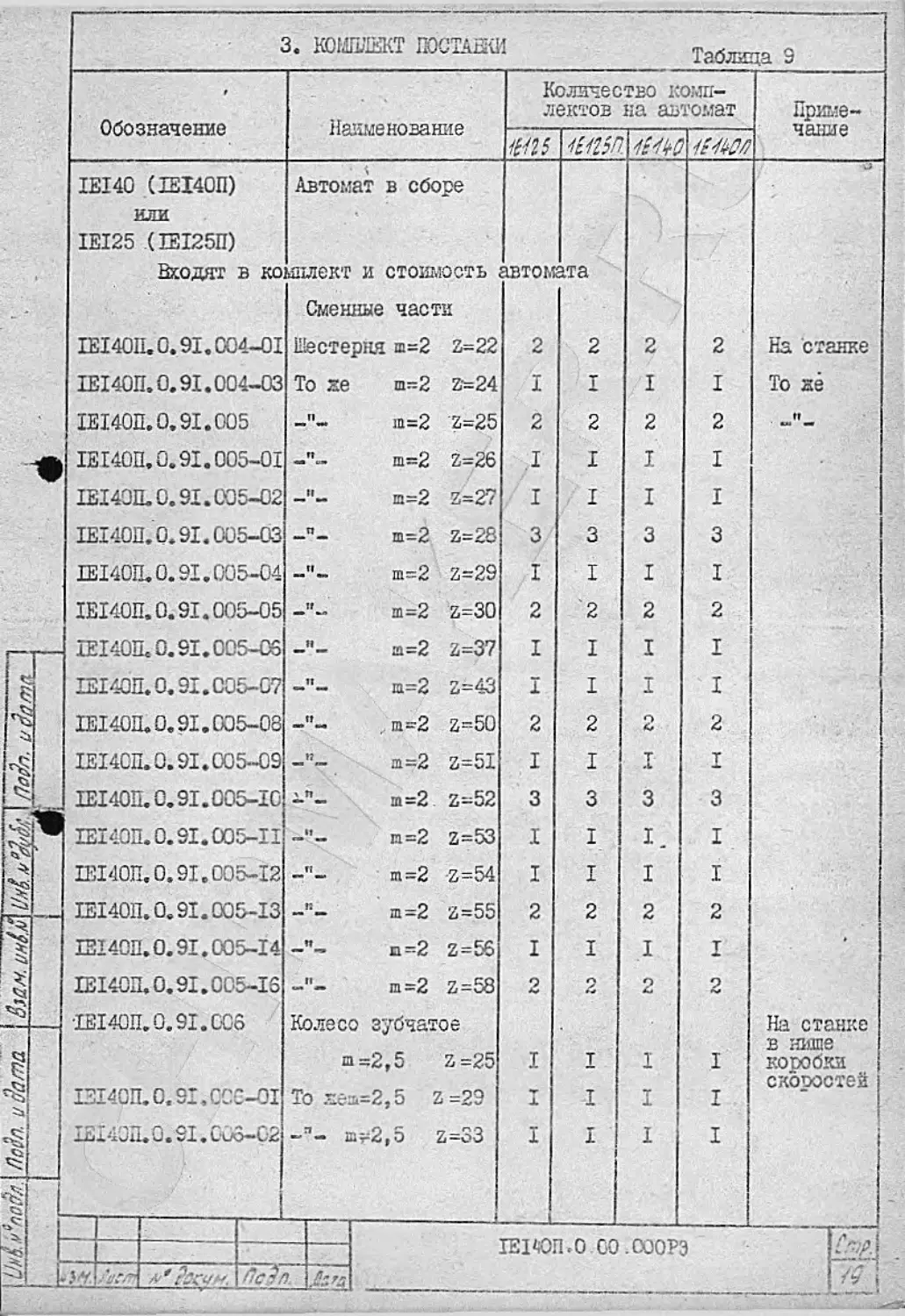
3. КОМПЛЕКТ ПОСТАВКИ
9
• Обозначение Наименование Количество комплектов на автомат Приме-чание
Ml 5
IEI40 (1Е140П) или IEI25 .(1Е125П) Входят в ко IEI40II. 0.91.004-01 • < Автомат в сборе шлект и стоимость Сменные части Шестерня ш=2 z=22 автом 2 ата 2 2 2 •и На станке
1Е140П.0.91.004-03 То же т-2 z=24 I I I I То же
1Е140П.0.91.005 ш=2 Z=25 2 2 2 2 tf
1Е140П.0.91.005-01 т=2 Z=26 .1 I I I
1Е140П. 0.91.005-02 т=2 z=27 I I I I
1Е140П.0.91.005-03 т=2 z=28 3 3 3 3
1Е140П.0.91.005-04 т=2 z=29 I I I I
1Е140П.0.91.005-05 т=2 z=30 2 '2 2 2
1Е140П. 0.91.005-06 1Е140П.0.91.005-07 L L 1 I ЕЗ В II II ю дэ Z=37 Z=43 I I I т
1 I I I
IEI40H. 0.91.005-03 , т=2 Z---50 2 2 2 2
IEI4CH. 0.91.005-09 т=2 Z=5I I I I т «to
1Е140П. 0.91.005-10 -л- т=2 Z=52 3 3 3 3
1Е140П.0.91.005-11 т=2 Z=53 I 1 I- I
1Е140П.0.91.005-12 т=2 •z=54 I I I I
1Е140П. 0.91.005-13 IEI4011.0.91.005-14 -J5- т=2 Z=55 2 2 2 2
и =2 Z=56 I I I I ♦
IEI40H. 0.91.005-16 т=2 Z=58 2 2 9
1В140П.0.91.006 Колесо зубчатое т=2.5 z=25 I т 1 I На станке в нише жорооки
13140П.0.9’,ССС-01 То лет=2,5 Z=29 X I I I скооостей
1Е140П.0. 91.006-02 — ’ — Ш т-Q । 0 CO co II tq I I i I I •
j L
••
1Е1ЮП*О ОО.ШОРЭ
4CW.
i
•' ЦрОдолжекие табл. 9
Обозначение Наименование Количество комплектов на автомат Примечание
1^'25
IEI40H.0.91.006-03 ) 1L14C1L0.9Z.ССЗ-04 1Е140П.0.91.006-05 АКС2-2-538 АКС2-2-539 АКС2-2-540 AKC2-2-54I НС2-2-542 АКС2-2-543 АКС2-2-544 АКС2-2-545 ZilI40H.2o20.0U ХЕХ 40II.2.20.011-01 ХЕ140Л.2.20.024 1Е140П.2.20.024-02 ХЕ140П.2>20.024-03 1Е140П.2.20.024-04 1Й140П.З.П.005 ТТ/.Л*Т Q -j-t ^q. лил"хии«и» xx . Uv’t IEI4GH.3.11.085 1EI40I1.6.93.020 IS14GII. 0.93.020-01 id 40Ii« C. 93.030 — 4 1Е140П.0.93.013 Колесо зубчатое n =2,5 Z=47 iO ЖС *1-2, 0 , 2a —O1 111=2,5 Z=55 m =2,5 Z =44 m-2,5 Z=35 a =2,5 Z=23 m=2,5 Z=27 m=2,5 Z=3I m=2,5 Z =49 m=2,5 Z=53 m=2,5 Z=57 Шкив 096 Z =24 To же 0112 Z =28 0124 z=3I 0140 Z =3t> 0152 Z =38 -”- 0168 2 =42 Палец To же Ролик Инструмент Ключ для электро-шкафа Ключ Ключ‘доя поворота распредвала Ключ 7811-00031101 Хим.Окс.Прм или а^г ГОСТ 2839-80 Ключ 78II-CG23HCI . Хжл.Окс.Црм или Х9* ГОСТ 2839-80 Ключ 1 I X I I I I I I 1 X I 'г I I I г т X I т X 1 I р I I I / т X X I I 1 I I 1 I I 1 1 т X I I I I I т X I I I I. I I I > ч X I 1 X I I I Т *** 1 I I 7 I 1 I I т X X I I I I I I ' I' I I 1 I I I I I 1 1 т •••* 1 1 I I . I X I 1 I I I * I I ha станке в кипе коробки скоростей На станке В отдельном ящике в общей упаковке То ;.:е На станке В отдельном ящике в общей упаковке В отдельном ящике в общей упаковке х для тропиков а»
1Е140П.О.СС.СООРЭ
20
cxw \Цодл. jSoto
UHwlnoffa Подл, и дата TfaoHMH&rf 'Подо.. и дота
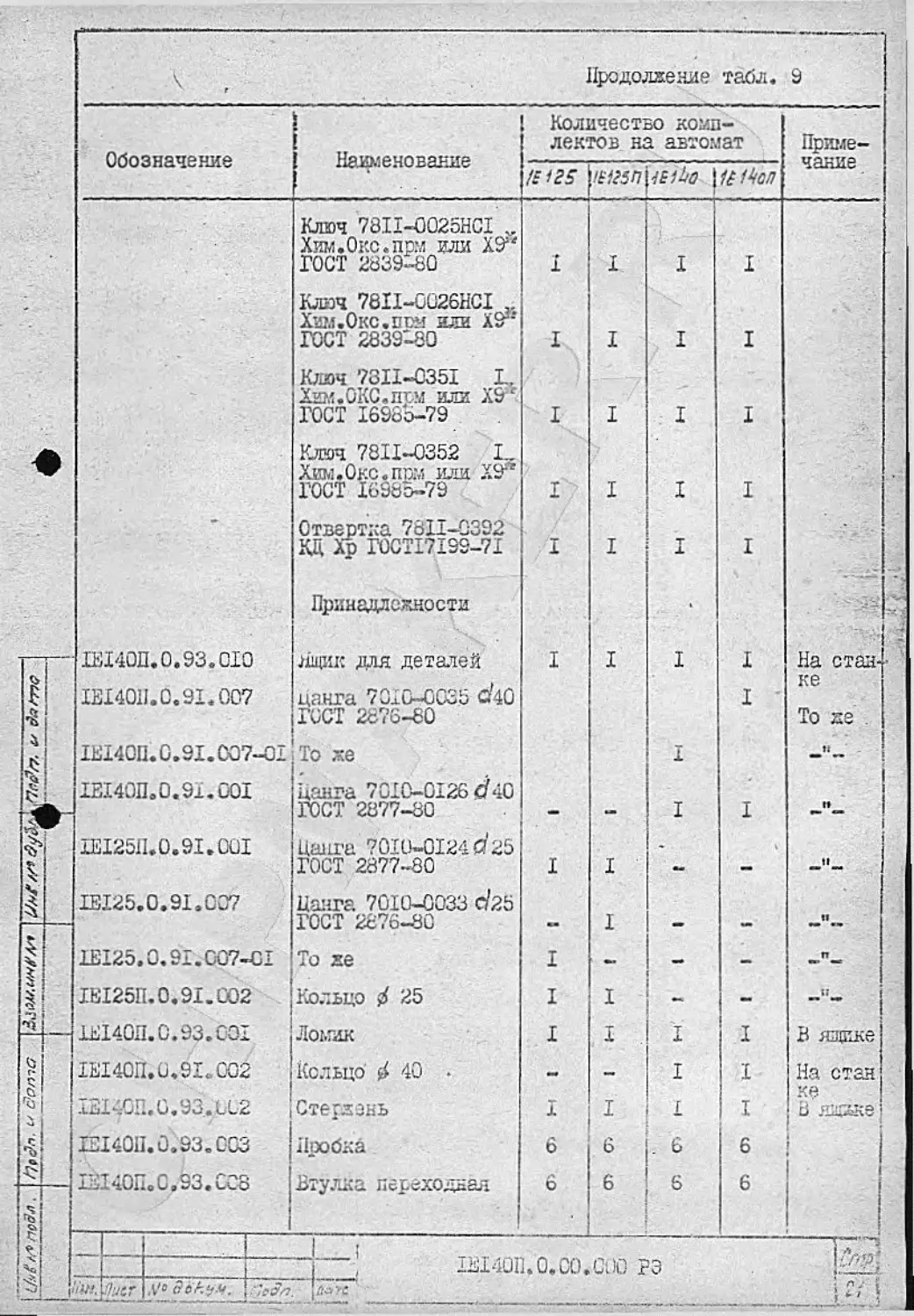
\ Продолжение табл* 9 ч
Обозначение Наименование • Количество комплектов на автомат Примечание
!^г5П'уЕ1Ьо | i^on
1Е140Д.0.93.010 IEI40I1.0.91.007 IEI40II.C.9I.CO7-OI IEI40D.0.91.00I IEI25II.0.9I.0OI IEI25.0.9I.C07 Ключ 78II-0025HCI v Хим.Окс.прм или Х93* ГОСТ 2839-80 Ключ 78П-0026НС1 г Хим.0кс*пом или Х9” ГОСТ 2839-80 Ключ 73II-035I 1. Хим.ОКС.псм или Х9‘ ГОСТ 16986-79 Ключ 7811-0352 I.. Хим.Оке.пш или Х9:г ГОСТ 16985-79 Отвертка 78П-0392 КЦ Хр Г0СТ17199-71 Принадлежности Ящик для деталей цанга 7010-0035 0*40 ГОСТ 2876-80 То же цанга 7010-0126 </40 ГОСТ 2877-80 Цанга 7010-0124Я25 ГОСТ 2877-80 Цанга 7010-0033 с/25 ТОСТ 2Р7£—ЧП i I I I I I — I I I I I I I ьа I г I I ; I I I 1 I 1 I 1 I I I I I I - I ’’Л 1 •' На ставке То же . ^»w«- tt «м «м tl
1 § л 1
•к 1 § 21 г* 1 ч — IEI25.0.9I.007-CI 1Е125П.0*91.002 Ш40Л.С.93.С01 1Е140П.0^1<-С02 IE1 <011,0.93.002 IEI4011.0.93. 003 12140По0 * 93«CCS То же Кольцо i 25 Ломик Кольцо' i 40 - Отеглень Пробка Втулка переходная 0> & и; j ь-i нч ы ; "1 I I 6 6 т 1 £ • 6 6 и I I I 6 6 п •ж* В ящике На стан ке В I -
c/v^Z^ подл. • - «» —— I» g.4 W -•— 1'
1 ; !Г.З
J.E14UI l.O.OO.CDO ?Э i г/ !
Л'° Sb'k^Af.
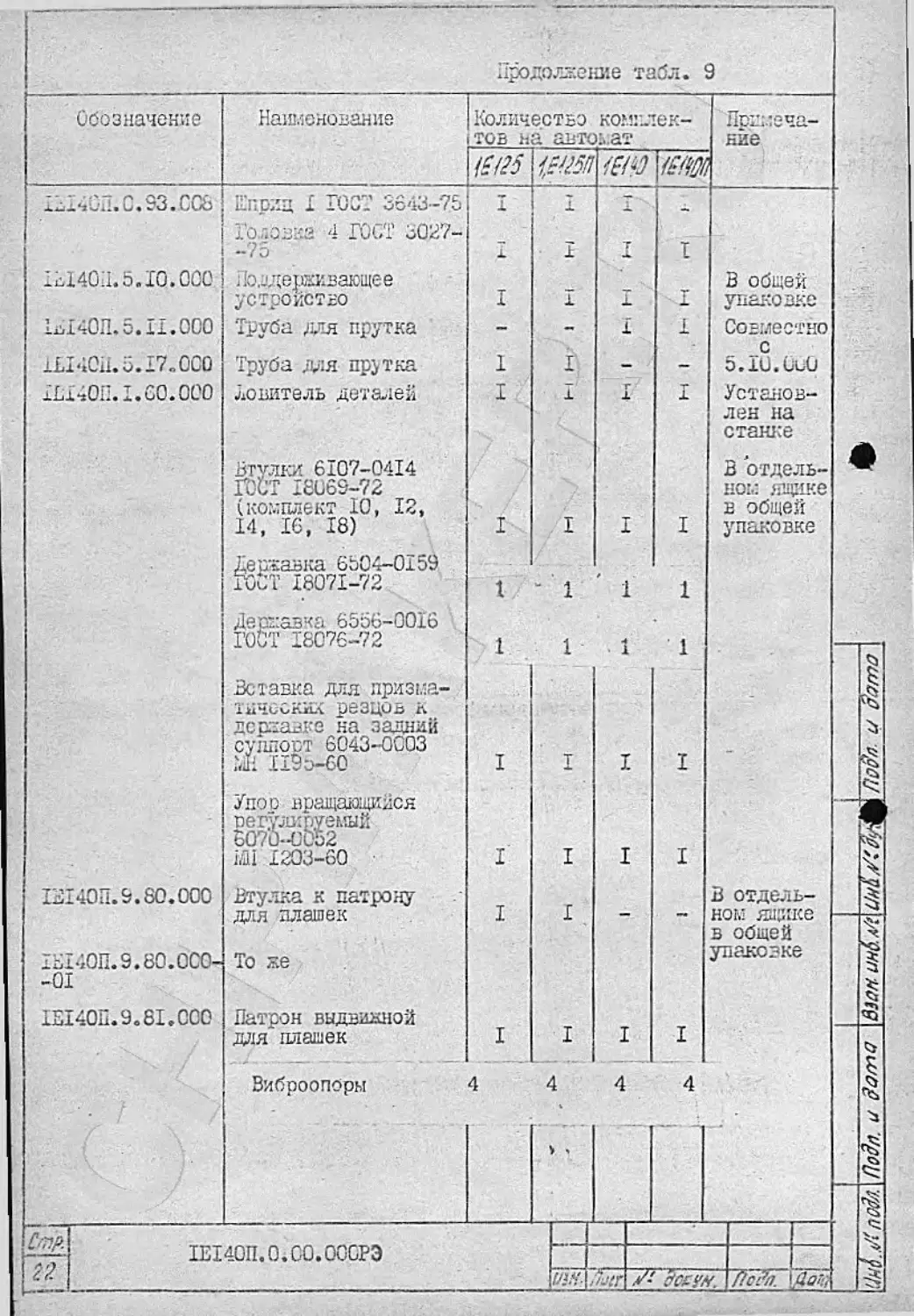
Продолжение табл. 9
Обозначение Наименование Количество комплектов на автомат Примечание
/Ш 1,М5П /Ж
1L14 Oil. С. 93.008 Кириц 1 ГОСТ 3643-75 1 1 1 X —-
Головка 4 ГОСТ 3027--75 X 1 • Т
1 £.14011.5.10.000 Поддерживающее устройство I 1 1 Y В общей упаковке
£.140.4.5.11.000 Тмуба дня прутка — — I I Совместно
Ш40Д.5.Г7.0С0 Труба дня прутка 1 г •м o.iO.OuO
11.14011.1,60.000 Ловитель деталей I 1 г ± I Установлен на станке
Втулки 6107-0414 ГОСТ 18069-72 (комплект 10, 12, 14, 16, 18) I I I I В отдельно:.: ящике в общей упаьсовке
Де правка 6504—01 о9 ГОСТ 18071-72 I “ 1 1 1
Деркавка 6556-0016 ГОСТ 18076-72 1 1 4 • 1 1
Вставка для призматических резцов к де шавке на задний судпоот 6043-0003 Ж Пбэ-бО I т •А. I I
Удо о вращающийся регулируемый 6070-0052 МП 1203-60 I' I I I
IEI40H.9.80.000 Втулка к патрону доя плашек То же I I В отдель—
IE140II. 9.80.000--01 в общей упаковке
1Е140П.9.81.000 Патрон выдвижной для плашек I I I I
Виброопбры 4 4 ъ 4 4
> ,
Стр
1Е140П.0;О0.0ССРЭ
ЙУр/^л ~ftс ЯС fiafy
VhL</! nah Подл, и Sama взап Tto&n- и ffamo
Продолжение табл.» 9
9 Обозначение Наименование Количество комп- лектов на автомат ПШме-чание
/7/7^ #75/7
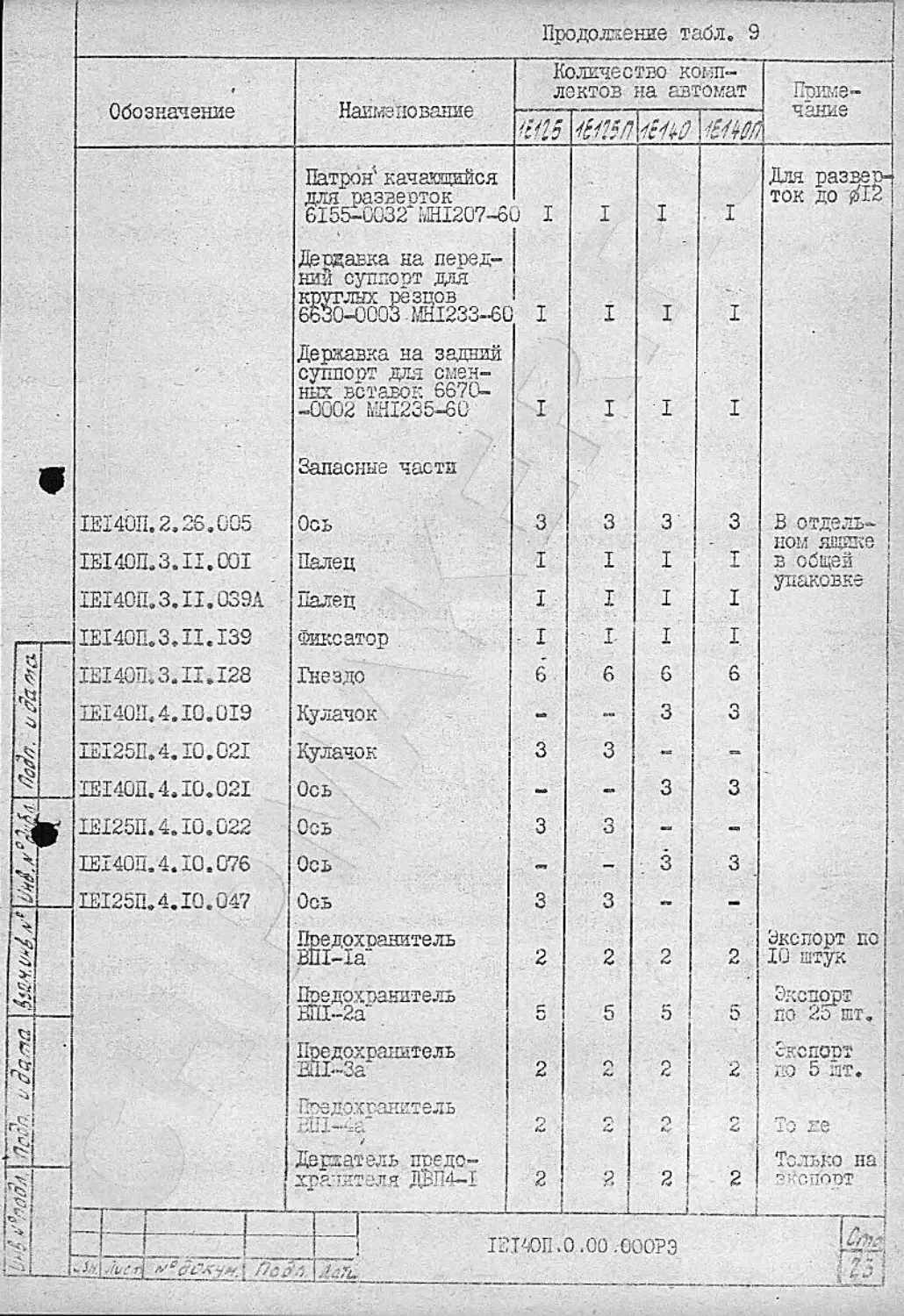
1ЕХ48П. 2. 26, (:05 IEI401L3.II.00I 1ЕХ40П.3.11.039А 1ЕХ40П.3.1Х.139 IEI49it3.II.I28 IEI401I.4.I0.0I9 IEI25H.4.10.021 IEI40H.4.I0.02I IEI251L 4. 10» 022 1Е140П. 4.10.076 Ш25ПЛ.Ю.047 | j — 1 Патрон' качающийся для разверток 6хоО—и032 й!Н1207—о Дэщавка на передний супповт для круглых резцов 6630-0003 -Ш1233-6С Державка на задний сушюот для сменных вставок 6670--0002 Г.Ш1235-60 Запасные части Ось Палец Палец Фиксатор Гнездо Кулачок Кулачок Ось Ось ’ Ось Ось Предохранитель ВП1-1а“ Поедохг/анитель ВП1-2а’. Предохранитель ЕЦ1-За~ Предохранитель Btl j."*4xa Держатель предо-хоачхтел я ДВП4—1 । с 1 •X) С'З ЬО СЛ ГО . ОЭ 3 СО | ОЭ 6 , Ьч ЬЧ I-Ч СО Ы м J н _ I I I 3 т I т. 6 ».«• 3 «к •3 3 2 5 «Сх 1 I 2 I I •I 3 I I т 6 3 •пл 3 •J 3 •W 2 5 1 2 о 2 1 ю М к. Q) to 1 Са» 8 СО Й G3 СГ> Ы ЬЧ f-H О F4 Н< Ьч i Для разве о-ток до /12 В отдельном ящике в общей упаковке Экспорт по 10 1нтук Экспорт по 2о шт. Экспорт по 5 щт* ’ ;• ге ! Только на i "•••СТЮ'ОТ 1 1
I? ТфП.О >00 ,000?Э
Продолжение табл. 9
- Обозначение Наименование Количество, комплектов на автомат Примечание
ZrVB' ictiO
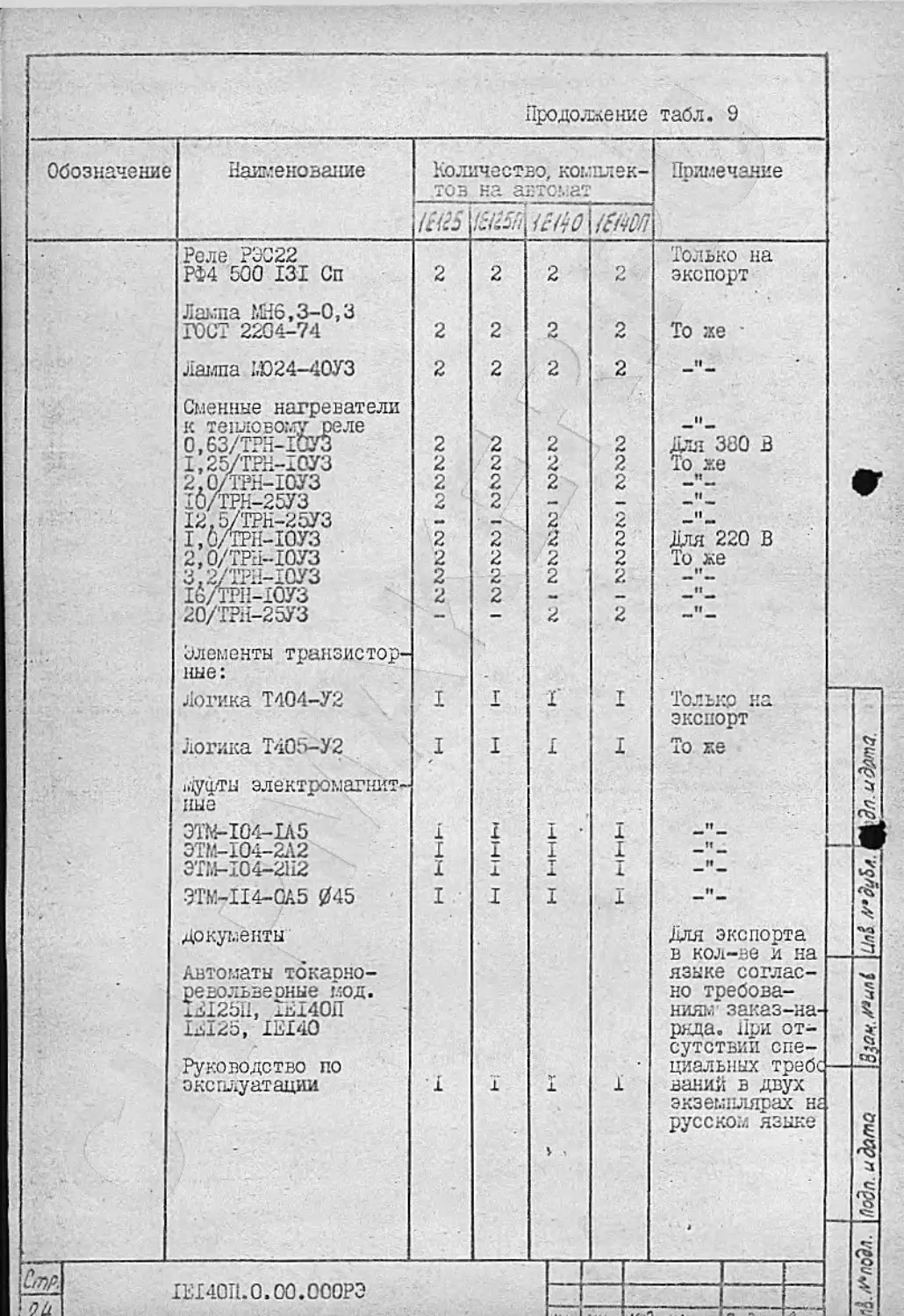
• • Реле РЭС22 РФ4 500 131 Сп Лампа МИ6,3-0,3 ГОСТ 2204-74 Лампа Ш24-40УЗ Сменные нагреватели к тепловому реле 0.63/ТРН-10УЗ I,25/ТРН-ГОУЗ 2,0/1?Н-10УЗ 10/ТРН-25УЗ 12,5/ТРН-25УЗ 1,6/ТРН-ЮУЗ 2,0/ТРН-ЮУЗ ' 3.2/ТРН-10УЗ 1<УТРН-10УЗ 20/ТРН-25УЗ Элементы транзисторные: Логика Т404-У2 логика Т405-У2 n’iycpTH электромагнитные Э1ШЮ4-1А5 ЭТМ-104-2А2 ЭТМ-104-2Н2 ЭТМ-114-0А5 045 документы Автоматы тбкаоно-револьвеоные мод. IJI2511, 1Е140Л 1Д125, IEX40 Руководство по эксплуатации 2 2 2 2 2 2 9 2 2 2 2 I I Z 1 I I I .• 1 2 2 2 2 2 2 2 2 2 2 2 г I X I I I 1 2 2 2 2 2 2 2 2 2 2 2 Г I I • I т -L I I У ' 2 0 2 9 2 2 2 2 2 2 2 т «ь 1 I I I 1 1 Только на экспорт То же • ti Для 380 В То же м U для 220 В То же и II II Только на экспорт То же —и __
4
ч г • It II Для экспорта в кол-ве и на языке согласно требования!/. заказ-на-ряда. При отсутствии спе-циалышх требе ваний в двух экземплярах н< русском языке • vS * ’vq» §
**» § СП
Q 4 с=1
<1 -’’С»
IEI40T1.0.00.000P3 Mi
-— L.
\Пс$Л. U(?u/77O. Ud
Продолжение табл, 9
к-}
4
9 Обозначение Наименование * < Количество комплектов на автомат Приме-
ш ШП W/7 чание
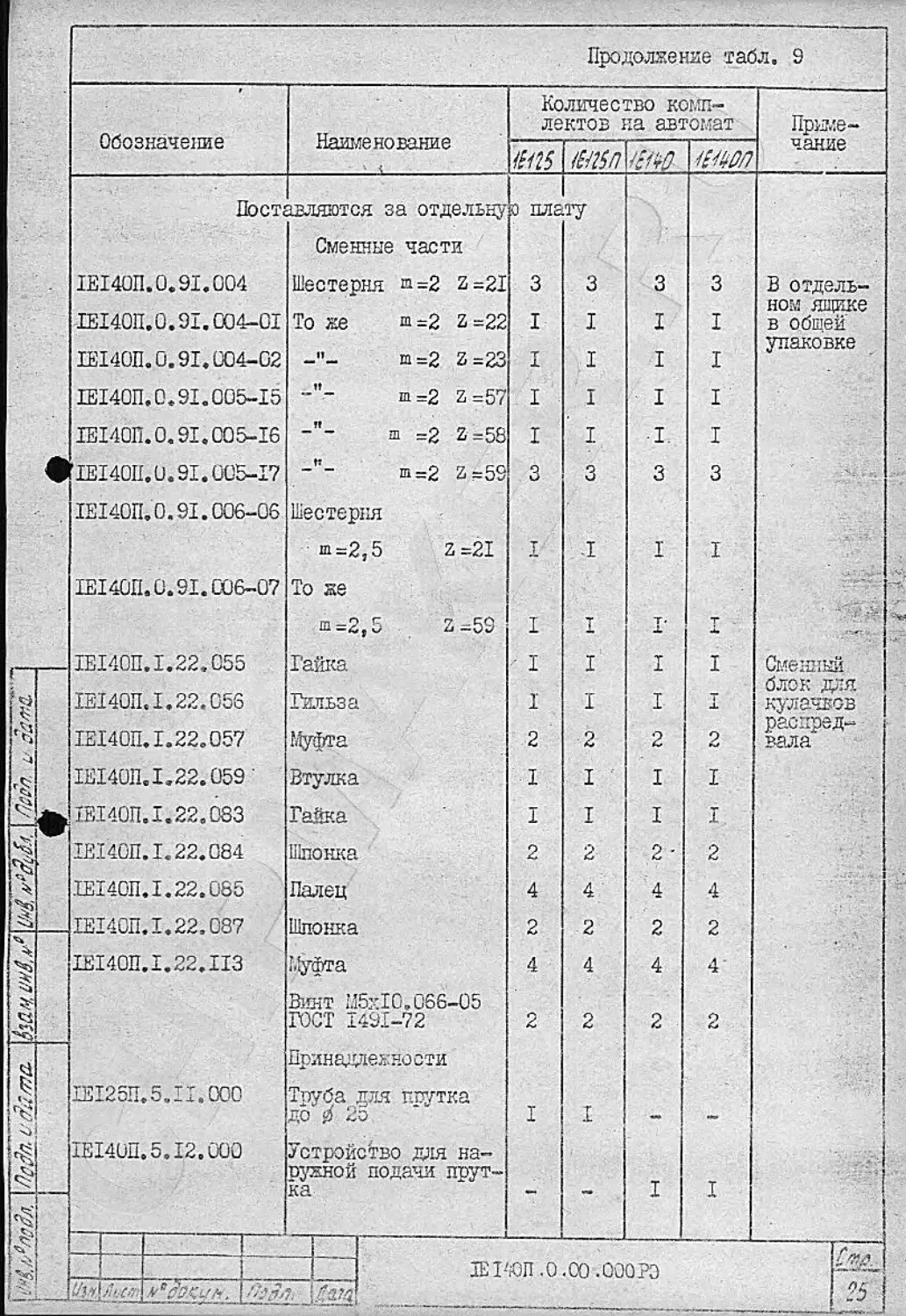
Постг 1Е14ОП.0.91.004 IEI401I.0.9I.C04-0! IEI40H.0.91. 004-G2 1Е140П.0.91.005-15 IEI40D.0.91.005-16 IEI40II. 0.91.005-17 1Е140П.0.91.С06-06 1Е140П, 0,91.006-07 1Е140П,1.22,055 1Е140П.1.22.056 1Е140П.1.22.057 1Е140П.1.22.059' 1Е140П.1.22.083 1Е140П.1.22.084 .1Е140П.1.22.085 1Е14СП.1.22,087 1Е140П.1.22.113 1Е125П.5Л1.000 1Е140П.5.12.000 являются за отдельну Сменные части Шестерня и =2 z=2I То же fli-2 Z=22 и =2 Z =23 m=2 Z=57 ш =2 Z=58 m=2 z=59 Шестерня m=235 z =21 To же ш=2,5 . Z=59 Гайка Гильза Муфта Втулка Гайка Шпонка Палец Шпонка Муфта Винт 115x10.066-05 ГОСТ 1491-72 Прина; «дежно ст и Труба для г.сутка до i 25 Устройство для наружной подачи прутка о ила 3 I I I I 3 т I • I I 2 I I 2 4 2 4 2 I •м ау 3 I I I I 3 .1 т I I 2 I I 2 4 2 4 2 I 3 I I • I I. 3 т I I 2 I I 2 ’ 4 2 4 2 I 3 I I I I 3 I X 1 2 I I 2 4 2 4' 2 *•» I В отдельном ящике в общей упаковке . . х. ,1 :_ . СмёННЫИ блок дая кулачков распредвала ? •
ЗЕТедП.О.ОО.ОООРЭ
'/у-\ fit.-C-
C^t7.
25
Продолжение табл, 9
о * .« $ о к CU И с jfL’ 4е нс .з аиие • Количество коглялек- Ноиыёча-ние
о Ен на автомат
zr,-;r //7^ {^0 \шп
1 131252,5.12. ССО 1 $ 1 у : С.) 1 |'Ч ! Н и» 1 1 1 >'Х’5 i
ноя ни дачи прутка i. i — — •
IEI40H.5.I3.000 1Е140П.5.16.000 Устройство для подачи прутка вручную Качающийся упор I I I T I I I X •
1Е140П.5.17.000 Труба для прутка ом I I
IEI40H.5.21.000 Устройство для обточки эксцентрика I — I
1Е140П.5.25.000 Привод дополнительных устройств I I I I *
IEI4CF1.5.26. 000 Привод быстросверлиль- I I Совместно
него устройства I I с 5.25
ISl40IL5.30.OOOv Кгстуюсвершльное устройство I. I I I Совместно с 5.25, 5.26’
\ 1Е140Л.5.31.000 Быстросворлоьпое
устройство с гнездом для державки
I I I I То яе
ГТГ.Т/4 пп СЗ QO Г'.ПП X'xLzAi * w * 9 Vn <Г» У'А А ГП Т;.Л Г- “ : С. р тт О _ ния эксцентричных отверстий I I 1 1
1Е140П.5.33.000 Устройство ,для пропил- T J . T i I
IEI40IL 5.34.0С0 Устройство для фрезе- I I _
. рования пазов • I I
IEI40E.5.35.000 Устройство для подэо-
да охлаздения через револьверную головку
.1 X i I
1Е140П.5.36.000 Устройство для много-
коатного отвода револь верного суппорта 1 I i I
1Е14СД.5.40.000 Устройство для прбточ- -
ки конусов на переднем суппорте / / T i I
IEI4Qil<_0.00.00CP3
.
g
£ £
(1оЗп. и fc>ma
ч
Продоляение табл. 9
Г Обозначение Наименование Количество комп- лектов на автомат Поиме-чакле
/Ж7
1Е140П.5.41.000 4 Гидрокопщзовальное устройство I I I I
1Е140П.5.42.0С0 Устройство для нарезания резьб резцом или гребенкой I I I I
1Е14ОП.5.43.ССО Устройство для фрезерования резьб if ьтагогранипков I I I I
1Е140П.5.45.000 Пепедний суппорт с удвоенной величиной хода I I I I Совместно с 5.25, 5.26
IEI40U.5.50.CC0 Устройство для поперечного сверления 1 I I I Совместно с 5.25 5.-25
IEI40H.5.5I.000 Устройство для по-перечного фрезерования I I I I То же
1Е140П.5.52.000 Устройство дач проточки конусов на заднем суппорте
1 I I I I
Ш40П.5.54.000 Задний суппорт с удвоенной величиной хода ' т т -л- I I i
1 IEI40H.5.80.000 Транспортер для удаления стружки 1 I. I I
'х-: Ш4СП. 5.60.000 1Е140П.5.62.000 Устройство для обработки со с ТО сонм отрезки Рука переносчик Устройство для фрезерования со стороны отрезки I 1 I г J- L 1 I - 1 КОЙЛ.
> IEI40H.5.6I.C00 т л. ** I I Совместно с 5.62
1Е14ОП.0.40.000 Передний вертикальный суппорт
I I I ; I
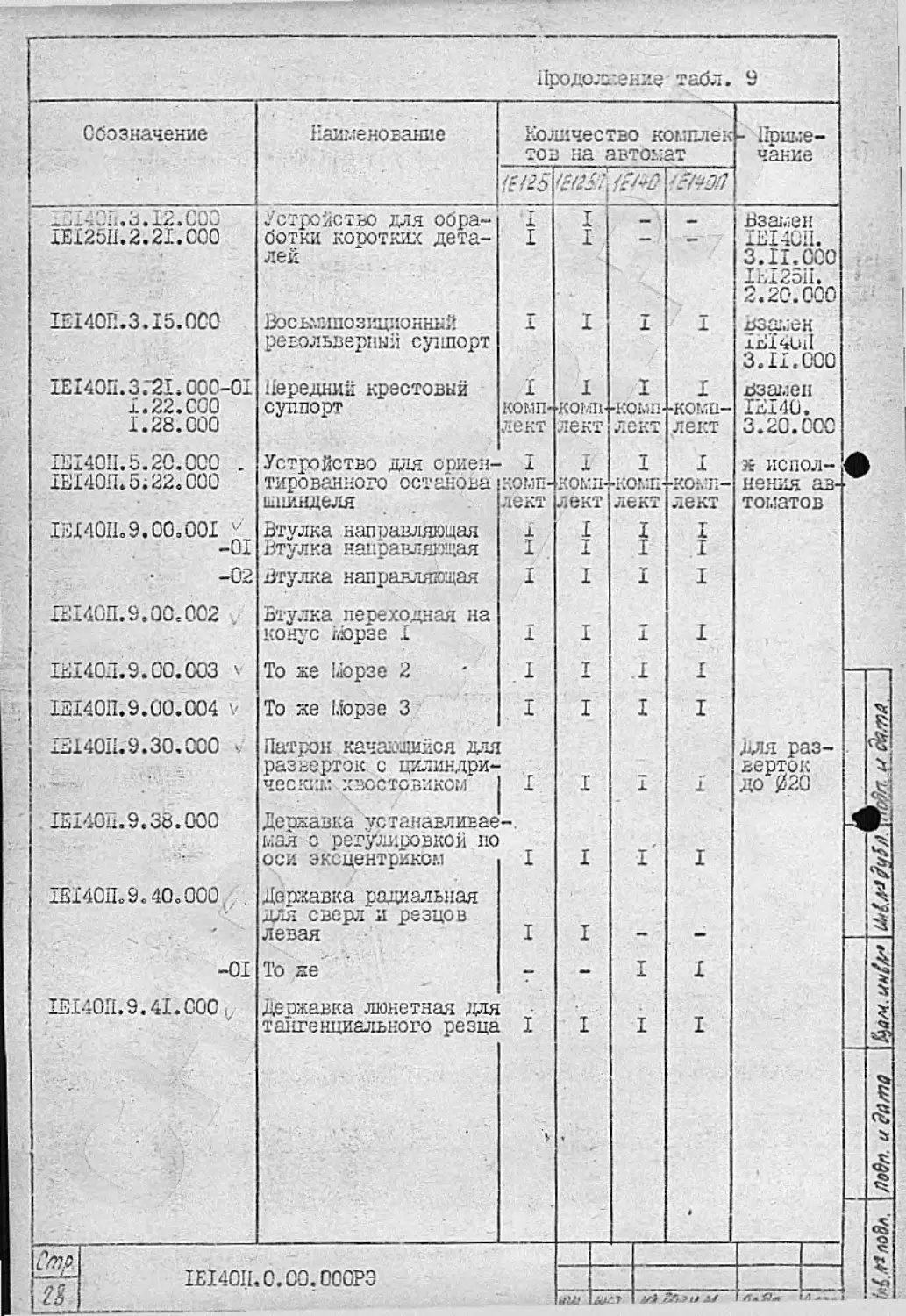
Пп ufyf 1Е140П.3.12.000- IEI40H.2.2I.CC0 Устройство для 0001 -.бОТКИ коро-7 -.'Lil/» ( I т I I Взамен Ш40Л*(> х..оС > J IEI4GB.
с§ 2.20.000
— L
ШЮП.СХС.ОООРЭ
пм
!
Продолг.епие табл. 9
Обозначение j--> Lii.3 • 12.COJ IEI25H.2.2I.OOO IEI40R.3.I5.0C0 IEI40H.3C2I.00C-0I x.22.COO I.28.COO 1E140II. 5.20.000 . 12140'1.5.22.000 13X4011.9.00.001 v -01 -02 1Е140П.9.0Р.002 . 1Е140Л.9.00.003 v Щ40П.9.00.004 v IE140IL9.30.000 •. IE!4011.9.38. ООО 1Е140П.9.40.000 . -01 IEI40II. 9.41.000, Наименование Устройство для обработки копотких деталей Восклшозиционнкй револьверный суппорт Передний крестовый суппорт Устройство для ориентированного останова шпинделя Втулка направляющая Втулка направлякжая Втулка направляющая Втулка переходная на конус гсорзе X То же Морзе 2 То же Морзе 3 Патрон качающийся для разверток с цилиндрическим хвостовиком Депжавка устанавливав мая с регулировкой по оси эксцентриком Державка радиальная для сверх и резцов левая То же державка люнетная для тангенциального резца Количество комплек тов на автомат - Примечание взамен XEI4C1I. 3.11.000 Ih'I25iI. 2.20.000 Взамен XE14U1I 3.XX.000 взамен XEX4U. 3.20.000 эе исполнения автоматов Для разверток до 020
I I —• I комп* ле кт 1 комплект 1 I . I I . I I X I I I I I X 1 комплект X комплект X I X I т А I I I I I * 1 I -комплект I •комплект I I I 1 .1 I I I I I I X -комплект X •комплект X I I X X I X I X I
i §
С?
с§ о
Стр IEI40ILO.OO.OOOP3
Л52>М Л/ Л
Продолжение табл* 9 »
Обозначение Наименование Количество комп- лектов за автомат Приме-чание
7//W
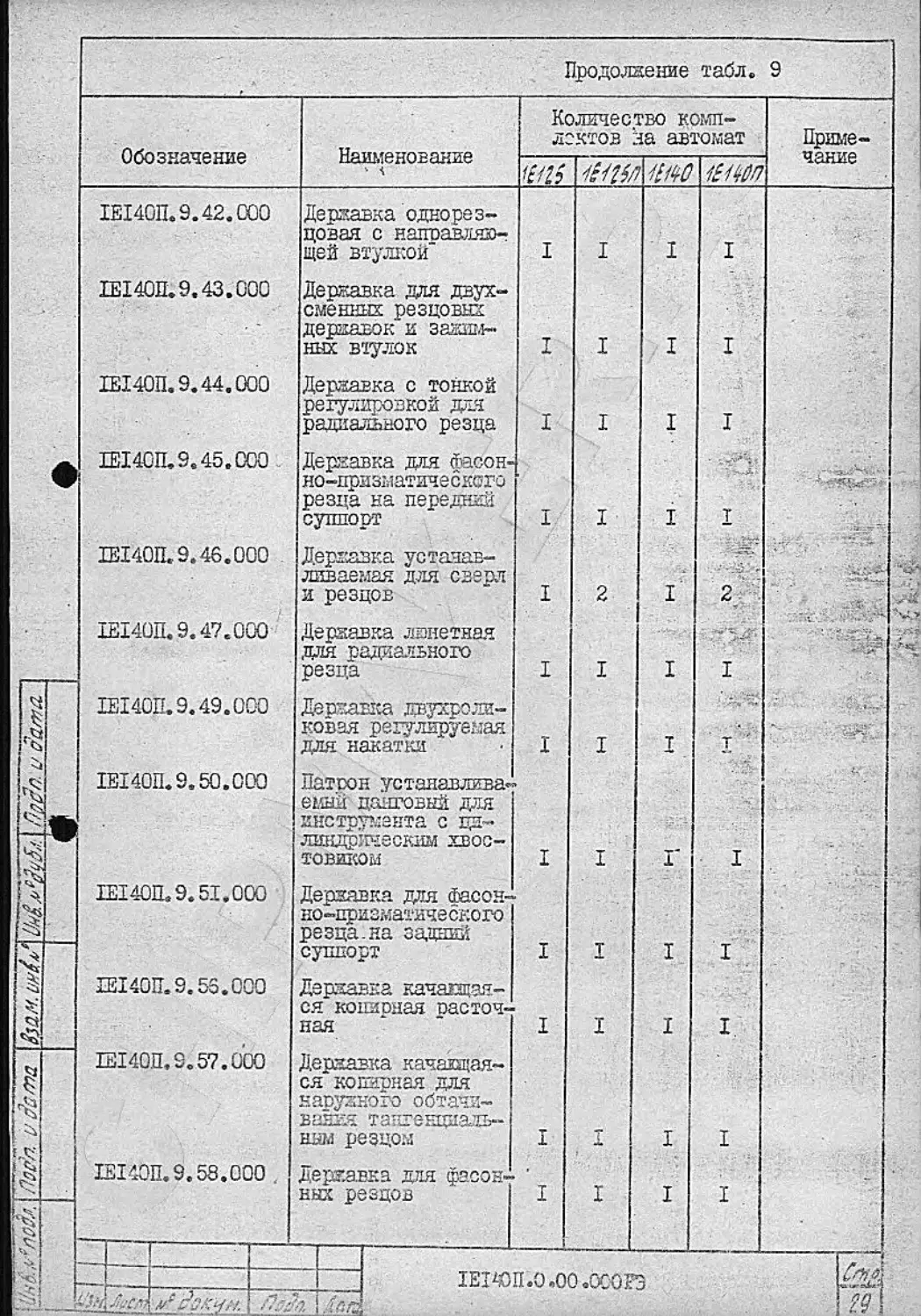
1Е140П.9.42.000 1Е140П.9.43.000 1Е140П.9.44.000 1Е140П.9.45.000 IEI40IL 9.46.000 1Е140П.9.47.000 1Е140П.9.49.000 1Е140П.9.50.000 1Е140П.9.51.000 JEI40H. 9.56.000 Ш4ОП.9.5?.0о6 1Е140П.9.58.000 . Державка одЕорез-цовая с напоавлякн щей втулкой" Державка дая двухсменных резцовых державок” к зажим-них втулок Державка с тонкой регулировкой дая радиального резца Державка для фасонно-призматического резца на передай суппорт Дергавка устанавливаемая для сверл и резцов Державка люнетная .для радиального резца Деплавка дйухроликовал регулируемая для накатки Натсон устанавливав емай цанговый для инструмента с ци-линдряческим хвостовиком Державка для Фасон-но-призматичёского резца.на задний суппорт Державка качапцая-ся коварная пасточ-ная Державка качающаяся копирная для насущного обтачивания тангенциаль-ным резцом Державка для фасонных оезпов I I I I I I I I I I I I 1 I I I I • 2 • _ I I I I I i •Л» I I I I I I I т I' I I I I ы ж ы м . :н ы J, fro , i-н >-< ы . ж - _ । . ' * • ' ‘ 1 4 ** - • ’ * • '• • С ?.t 1 i
gjaM. Ufrfs
§ <1
ад?4л.уул^;
4'Гл; /7-Л 1Етедп.о»оо.осогэ
Продолжение табл. 9
Обозначение Наиме но ванне Количество комплектов на автомат ча:ше
/<•»«»<: jf*Ji Л Ш7
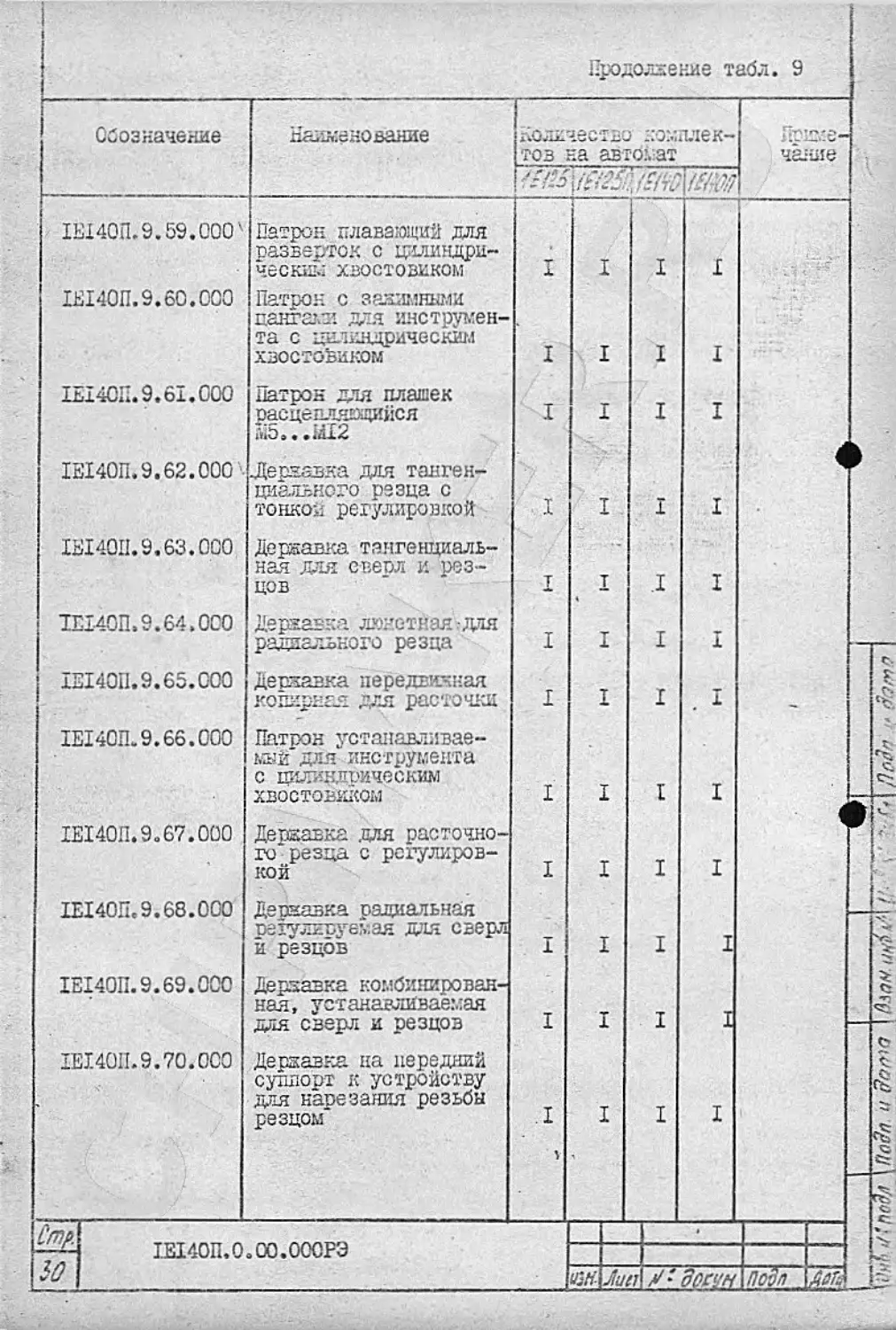
1Е140П.9.59.000' 1Е140П.9.60.ССС IEI40K.9.6I.000 IEI40H.9.62.000 IEI40II.9.63.000 1Е140П.9.64.ОСО 1Е140П.9.65.000 1Е140П.9.66.000 1Е140П.9.67.000 1Е140Л.9.68.000 1Е140П.9.69.000 IEI4011.9.70.ОСО Патрон плавающий для разверток с цилиндрически:.: хвостовиком Патрон с зажимными цанга.-i для инструмента с 1дьлнндрическим хвостовиком Патрон для плашек расцепляющийся МО. • ..Гг1й Державка для тангенциального резца с тонкой регулировкой Державка тангенциальная для сверл и резцов Державка жкстнзя.-дпя радиального резца Державка передвижная копирная для расточки Патрон устанавливаемый' для инструмента с циливдрическим хвостовиком Державка .для расточного'резца с регулировкой Державка радиальная оетуляруемая для сверл и резцов Державка комбинированная, устанавливаемая для сверл и резцов Державка на передний суппорт я устройству для нарезания резьбы резцом' — • НХ Hi • HI Hi H< Hi HI i-X Hi Hi HX Hi - I I I I T I T I I I I I I I I I .1 I I I I I I I I I I I I I X I I I I I •
Стр. 30 1Е14ОП.0.00.000РЭ •
WiXJluil /' down По$п ы
Продолжение таблв 9
Обозначение' II аименование Кожтчество комплектов на ватомат Приме»* чание
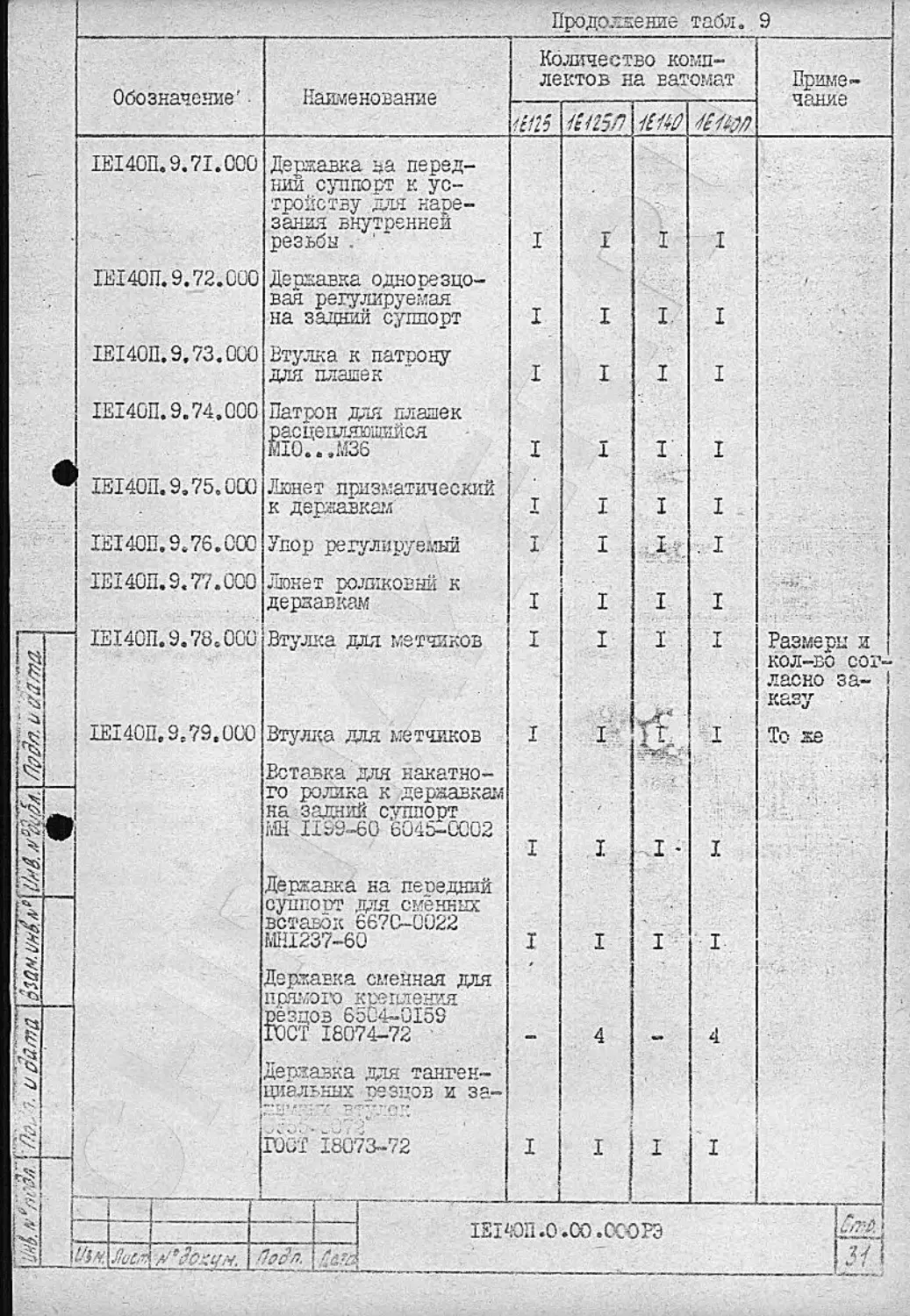
1Е140П.9.71.000 1Е140П.9.72.000 IEI40II. 9.73.000 1Е140П.9.74.000 1Е140П. 9.75. 000 IEI40H.9.76.000 1Е140П. 9.77.000 IEI40H.9.78.000 IEI40H,9.79.000 . 1 Державка за передний супповт к устройству для нарезания внутренней резьбы . ‘ ‘ Державка одно резцовая регулируемая на задний суппорт Втулка к патрону для плашек Патсон для плашек расцепляющийся Ш0* в Л36 Люнет призматический к державкам' Упор регулируемый люнет роликовый к деркавкам Втулка для метчиков Втулка для метчиков Вставка для накатного ролика к державкам на задний суппорт МН П99-60 6045-0002 Державка на передний суппопт дан сменных вставок 667С-0022 MHI237-60 Державка сменная дая прямого крепления резцов 6о04~и159 ГОСТ 18074-72 ' Державка для тангенциальных резцов и за-•»•»»«! хгг* — *— /г*, •» * w. - • ГОСТ* 180'73-72 МЫ Ы • Ы Ы Ы }-Ч ы ы j-t , 5 м I I I I I I I I I I I 4 I I I 1 I . I I I ^•4 . тг -Л . • . •< .1 ’ I «0» I I I I I I . I I I T I I 4 / Размеры и кол-во согласно заказу То se
£ § 1
ч э Ate
.1
I IX 1 1 i
ч *
1Е14ЭП*О.ОО.С£ОРЭ 6/7^! 1
им. Лисп 2d
Обозначение
1ЕТ40П. 1.30.000
IE14OI1.0.93.004'
1Е140П.0.93.005
1Е140П.0.93.006
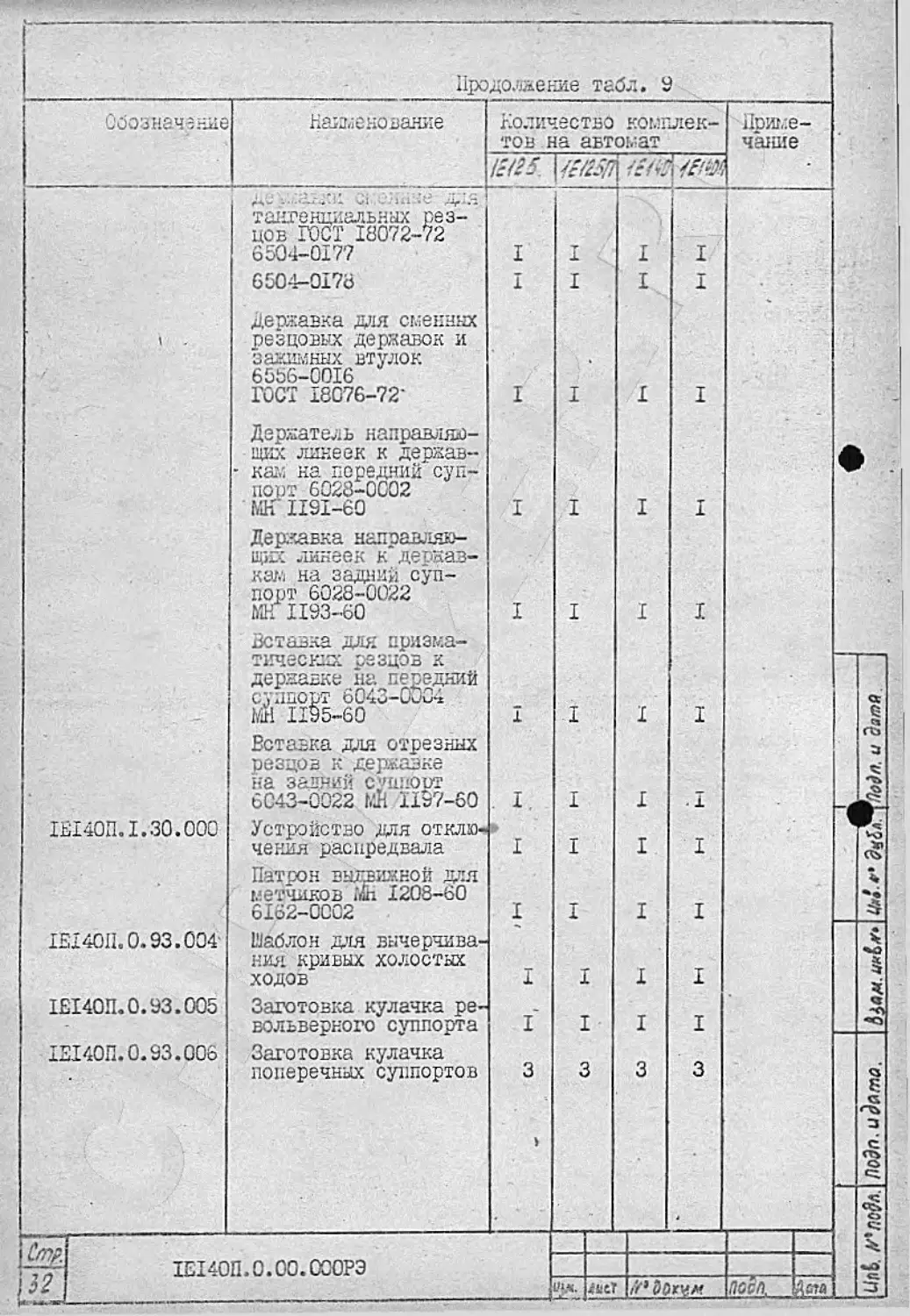
долдение табл. 9
Наим с но ванне Количество комплектов на автомат Примечание
1:125. {с/25П //7^
тангенциальных резцов ГОСТ 18072-72 6504-0177 I I 1 I
6504-0173 I I I 1
Державка для сменных резцовых державок и зажимных втулок 6556-0016 ГОСТ 18076-72’ I * I £ I
Держатель направляющих линеек к державка'/. на передний суппорт 6028-0С02 МН’ II9I-60 I I I £
Державка направляю-щнх линеек к державкам на задний суппорт 6028-0022 №1193-60 I I I I
Вставка для призматических резцов к державке Jua передний су ппорт 604o—0J04 МН 1195-60 I I 1 I
Вставка для отрезных резцов к державке на задний суппорт 6043-0022 МЙ 1197-60 . I. 1 1 • I
Устройство для отключения распредвала I I I I
Пат оон выдвижной для метчиков мН 1208-60 6I62-0CC2 I I I £
Шаблон для вычерчивания кривых холостых ходов I I £ I
Заготовка кулачка револьверного суппорта Заготовка кулачка поперечных суппортов I I I I
3 3 3 3
4
1Е140П.О.ОО.ОООРЭ
йогум Поел,
И™
Unb. //'ло&л. РоЭп- и ctom#. бдая.ихбу* Unit' и damn
4. тЗАНИЕ МЕР БЕЗОПАСНОСТИ t
4е1» Для обеспечения безопасности в конструкции автомата предусмотрено :
- защита зоны резания подвижными кожухами с окнами из безосколоч-ного стекла;
- на переднем кожухе имеется блокирующее устройство, отключающее автомат при открывании зоны резания; •**
- зона привода главного движения закрыта крышками, передняя открывающаяся крышка имеет замок со спецключами;
- Дверки электрошкафа закрываются на два замка со спецключами;
- все крышки, закрывающие опасные места изнутри имеют сигнальную предупрегдающую окраску, снаружи на них имеются предупредительные
знаки; '
- предохранительные муфты на вспомогательном и распределительном валах, срезные оси на рычагах приводов суппортов исключают поломку автомата при перегрузках;
го
5
- привод подач блокирован с работой главного привода;
- маховик вспомогательного вала не вращается;
- на пульте станка имеется грибовидная кнопка ”Стоп:\
4а2е В процессе работы автомата необходимо соблюдать общие
требования безопасности при работе на метаоорежущкх станках, при этом необходимо:
- периодически проверять надежность заземления автомата, электро
шкафа, пульта и электродвигателей;
- следить за предупредительной световой сигнализацией пульта настройки;
- запрещено во время работы автомата производить регулирование его
X?
К»
о
механизмов;
- необходимо руководствоваться режимами резания, установленного для данного автомата;
О>
А
lEIWoOeCC.CUC РЭ
- чистка, обтирка автомата должна производиться во время его полной остановки, при этол; автомат должен быть отключен от сети;
— транспортировку и установку производить согласно указанию в разде-
ле 10; у
- запуск станка ври аварийном отключении производится согласно указаниям раздела 6. , .
5. СОСТАВ СТАВКА
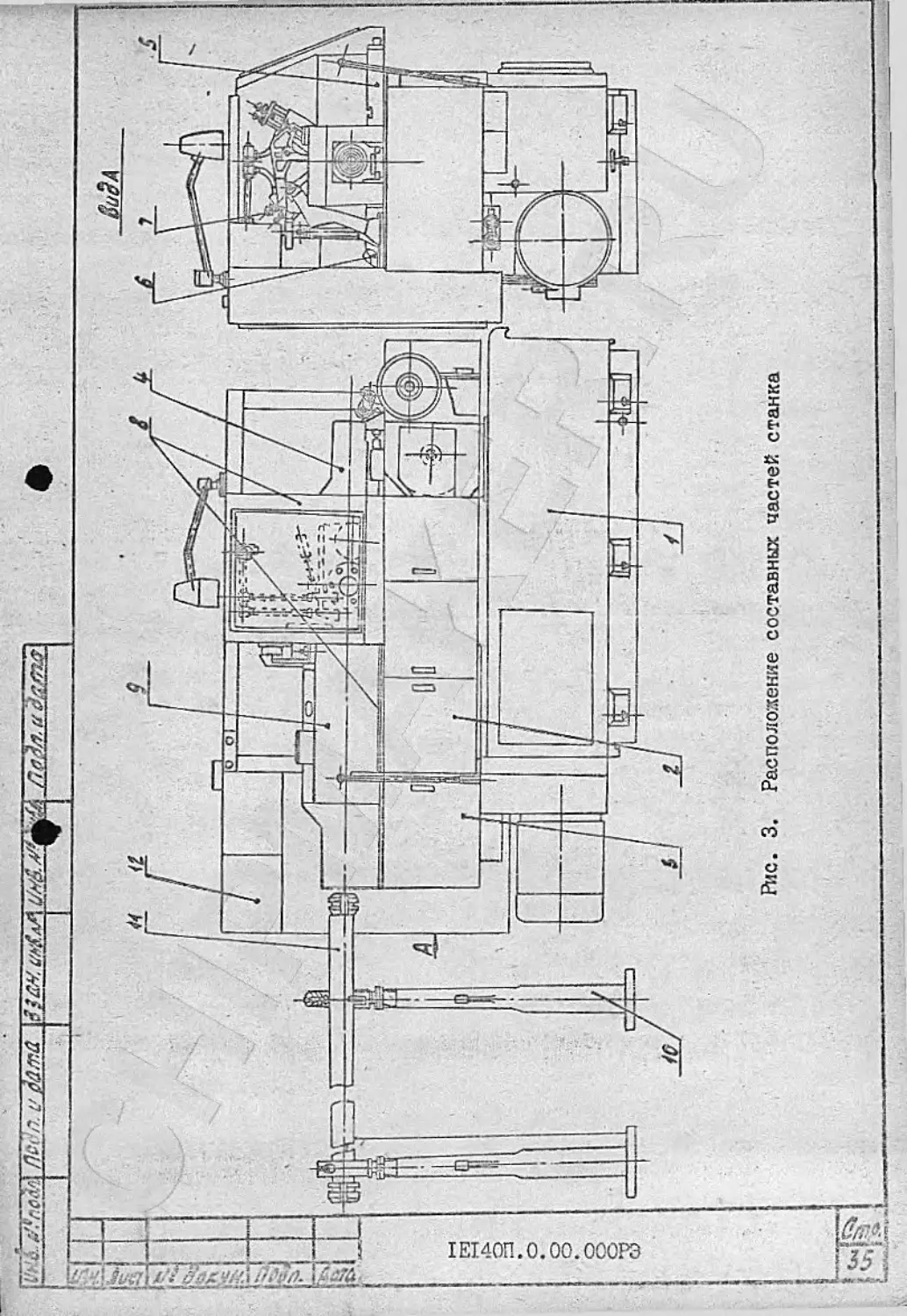
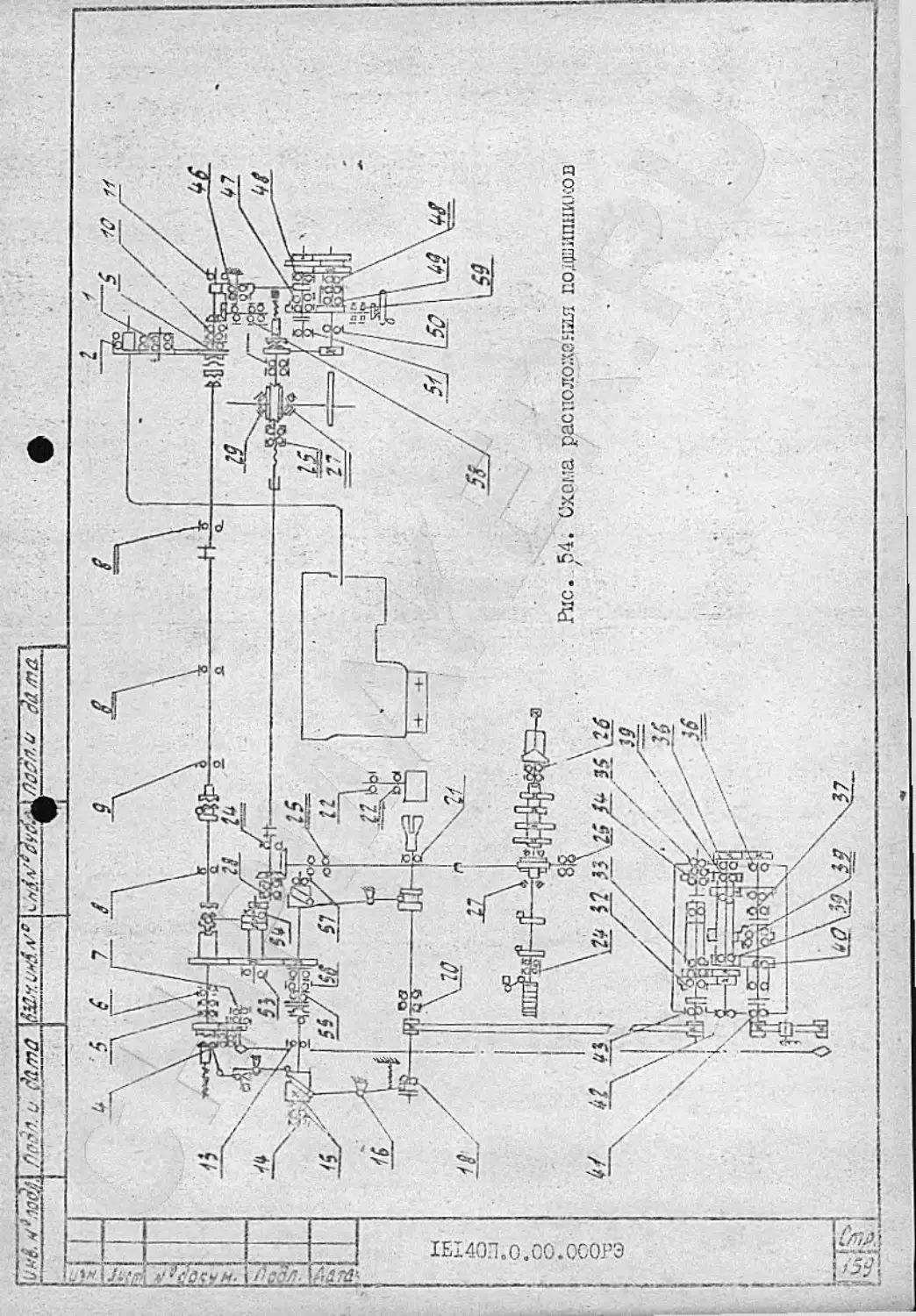
5.1. Общий вид с обозначением составных частей станка (риоЗ)
5.2. Перечень составных частей станка (табл. 10)
Таблица 10
Поз. см.рис.З Наименование Обозначение Примечание
I- Основание IEI40JI.I.I0.G00
2. Станина IEI40H. 1.20. 000. -
3. Механизм подачи прутка Суппорт револьверный 1Е140П.1.23.000
'S. 1Й140Л • 3 * 11 • С СО
О» Суппорт передний поперечный 1Е140П.3.20.000 -
6. Суппорт задний поперечный 13140П.З.30.000
П Суппорт задний вертикальный IEI40E.3.50.000
8. Ограждение суппортов Бабка шпиндельная 1Е140Д.3.92.000
9. 1Е140П.4.10.000 1Е125Л.4.10.000 1
10. Подцепживающее устройство 1Е140П.5.10.000 •
II. Труба для материала 1Е140П.5.П.000 1Е140П.5.17.000
12. Электрошкаф 1Е140П.8.' 50.000
-•
1Е140П.О.ОО.СООРЭ 4
«* М/1
Ц&Ъ<1.
Uni.#* родл. I Мпись w $Лгп4, HutLfaS. и дата
6. УСТРОЙСТВО, РАБОТА СТАНКА И ЕГО СОСТАВЛЮ ЧАСТЕЙ
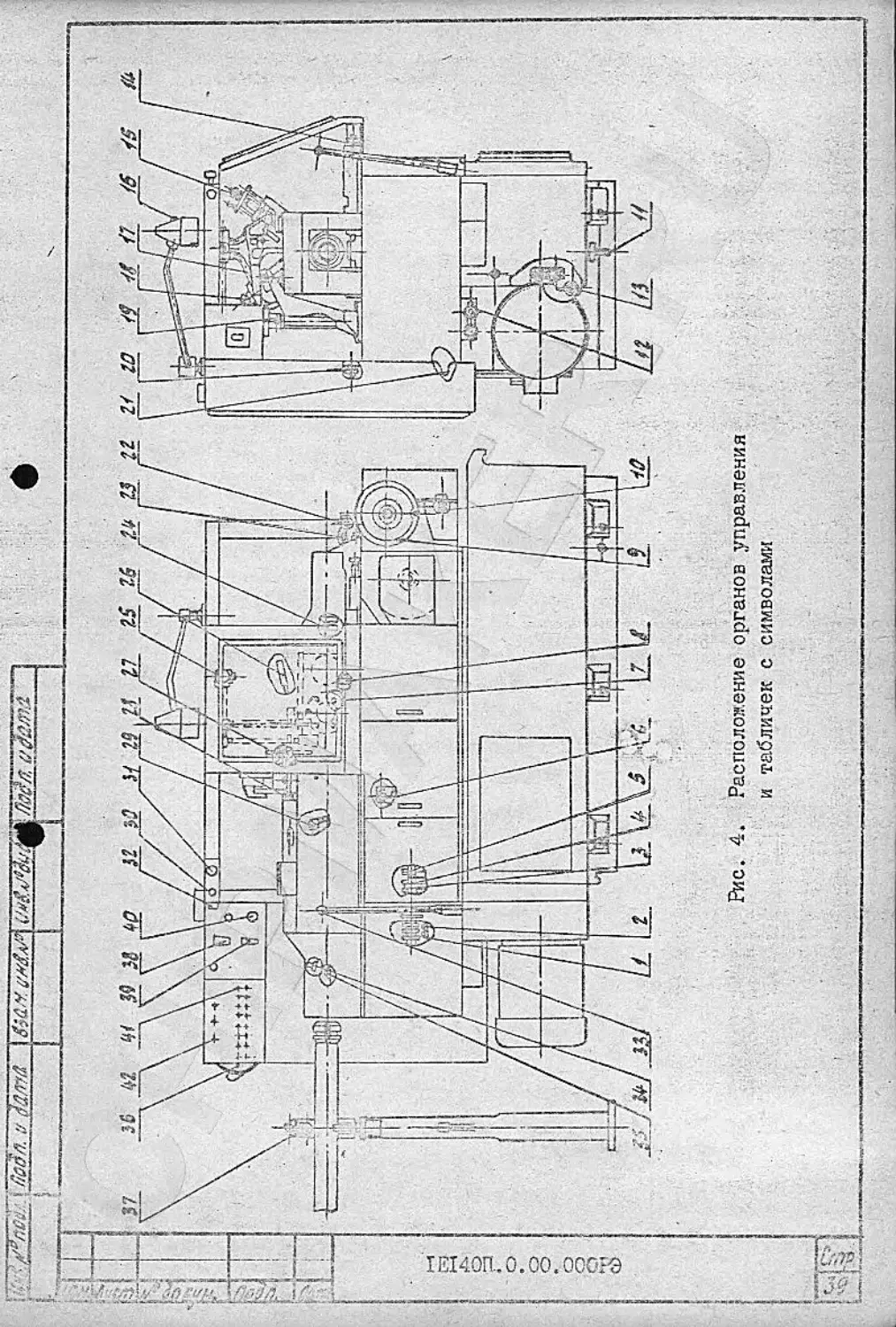
6.1 о Общий вид с обозначением органов управления (рис. 4)
6,2. Перечень органов управления (табл. II)
Таблица II
Поз. см.рис«;4 Органы управления и их назначение S'
I Ригельный барабан, управляющий переключениями ко’.’ан-доаппа^ ата.
2 Командоаппарат
3 ху’но-чхгий рычагов ригельных бараба пере? IHOB
4 Группа ригелей, управляющих ной головки люченияз.н! револьвер
5 Группа ригелей, управляющих включением механизма подачи и зажима' прутка.
6 Отверстия в рычагах -под стержень для перемещения суп порта вручную
- / 7 Гайки для крепления инструмента в- отверстиях револьверной головки.
8 Гайка с лимбом для регулировки продольного суппорта вдоль оси шпинделя.
9 ьйханизгл для Вращения вручную вспомогательного вала.
i XG. Квадратная головка для поворота распредвалов. § § i
• 11. Винт дая регулировки натяжения зубчатого ремня привода коробки скоростей.
' 12. Натяжной ролик для регулировки натяжения цепи привода вспомогательного вала.
13. Натяжной ролик для регулировки натяжения зубчатого ремня привода ыщнделя. fl
14. Гайка с лимбом для радиальной регулировки переднего поперечного суппорта
15. 4 Гайка с лимбом глея радиальной регулировки переднего вертикального суппорта.
% i.
16. Выключатель лампы.местного освещения
17. Винт для изменения величины подачи переднего вертикального суппорта.
18; ' Гайка с лимбом для радиальной регулировки заднего вертикального суппорта. VW VP n VPou
1 1
Е ‘J6 1Е140Л.О.ОО.ОООРЭ
\}1Н. lata
<1 •
.<•
*3
Ct г» Г X? J"
С; СЛ V. ч
Продолжение табл. II, » t
Лоз. • см.рис.4 Органы управления и их назначение
19. Винт для изменения величины подачи заднего вертикального суппорта.
20. Гайка с лимбом для радиальной регулировки заднего поперечного суппорта.
21. Рычаг для переключения тоензеля в цепи привода вспомогательного вала (при установке нормального или "перевернутого" диапазона чисел оборотов шпинделя).
22. Рычаг подачи вручную револьверного суппорта.
23. 2d **•*.<♦ Винт для регулировки усилия возвратной пружины оевольвео-кого суппорта.
гезьоовая втулка для изменения положения револьверной головки относительно торца шпинделя.
25. 26. 27.. Кран подачи охлаждающей жидкости. Рукоятка для освобождения вручную револьверной головки. Эксцентрик дал поперечной регулировки резцедержателя
28. 29. Винты для регулировки вертикальных суппортов вдоль оси шпинделя. ।
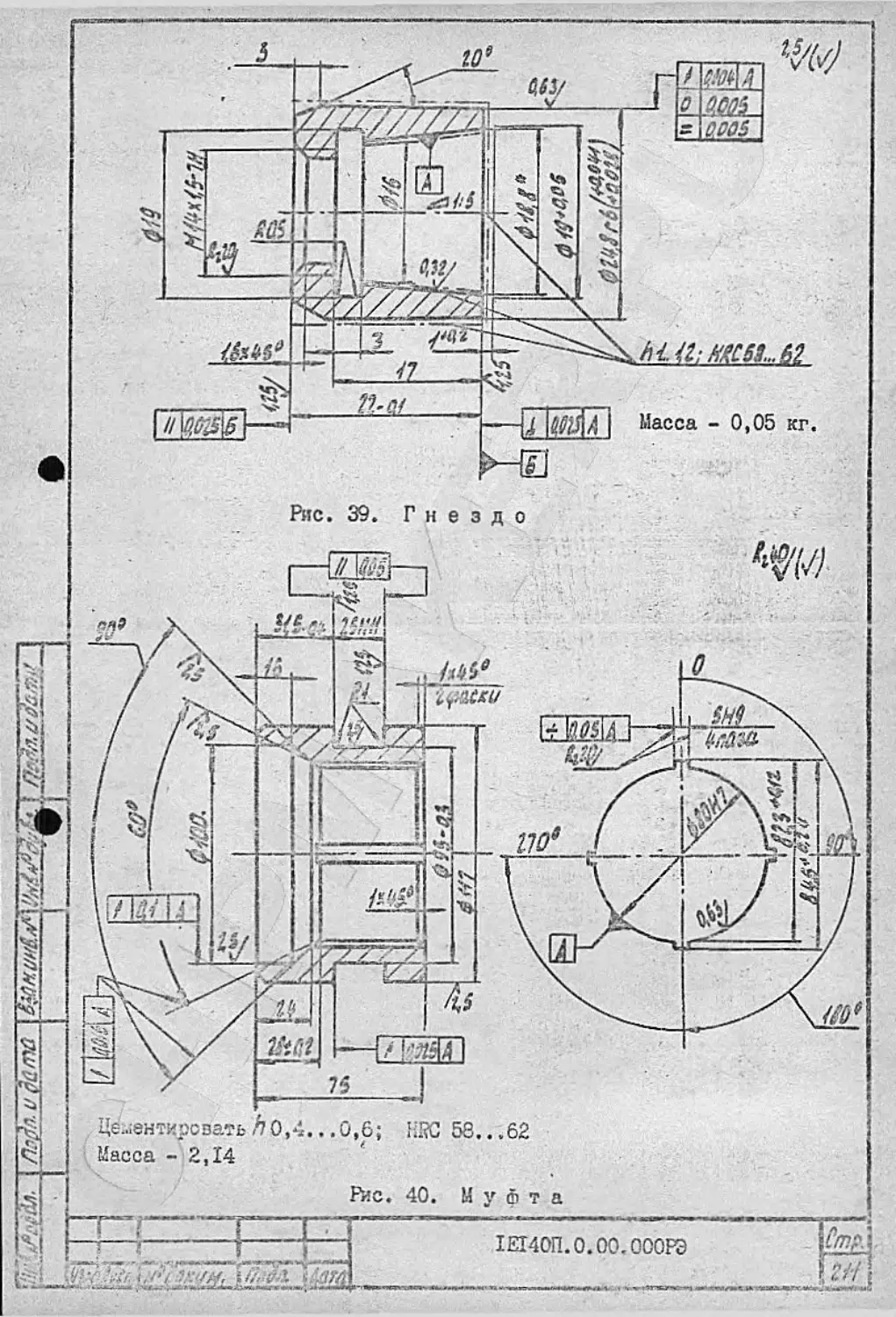
. Гнездо под стержень зажима прутка вручную при наладке • автомата < при повороте вправо - зажато).
30. Кнопка "ПУСК” - включение 'вращения шпинделя.
31. Кнопка "СТОП” - остановка автомата.
32. 33. Кнопка "ТОЛЧОК” - включение ускоренного вращения распредвалов. •
Рукоятх«а отключения привода распредвалов (при повороте вправо - включено).
34. Винт для регулировки дайны подачи прутка.
Ю со Винт для закрепления подающей трубы. - ? •
36. Вводной автоматический выключатель.
37. Рукоятка зажима подце.ркивающей трубы ’для прутка. ’
38. Переключатель нормального и "пеоевевкутого*1 диапазонов.
39.
переключатель <>дектродв2га1е»'Л « I 1 X
►
i-
Г
1Е140П.0.00.600РЭ
Иродолжёниё табл. II
Поз.
см.рис.4
Органы у
х назначение
41
42
Выбор скорости шпинделя
Выбор позиций включения дополнительных устройств
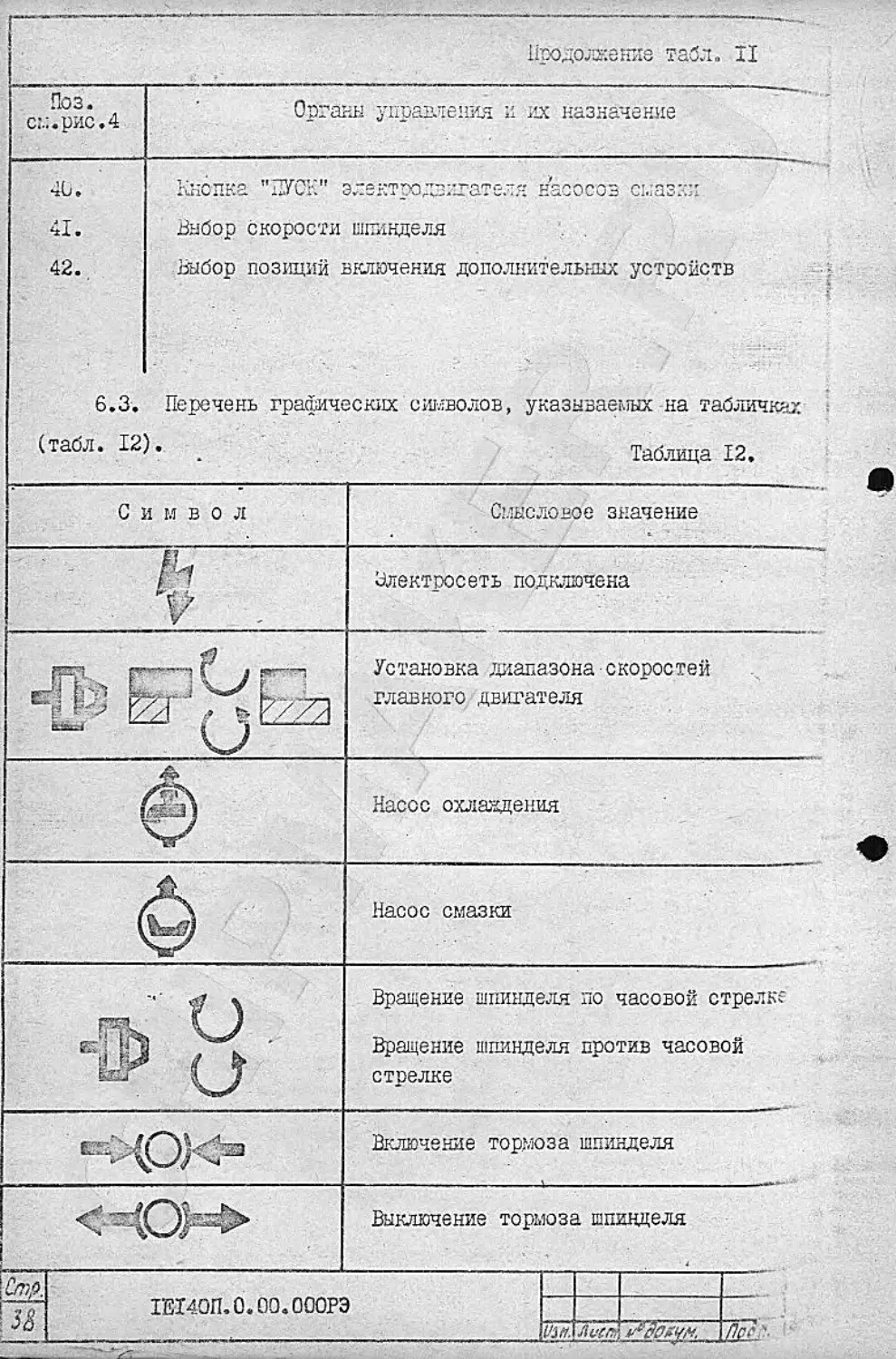
6
Q
Перечень графических символов, указываемых на табличках
(табл. 12)
Таблица 12
С и м в о л
Смысловое значение
Электросеть подключена
Установка диапазона скоростей главного двигателя
Насос охлаждения
Насос смазки
Вращение шпинделя по часовой стрелке
Вращение шпинделя против часовой стрелке
Включение тормоза шпинделя ---------------;------------ Выключение тормоза шпинделя
1ЕХ40П.О.ОО.ОООРЭ
j Ду . \
Рис. 4. Расположение органов управления и табличек с символами
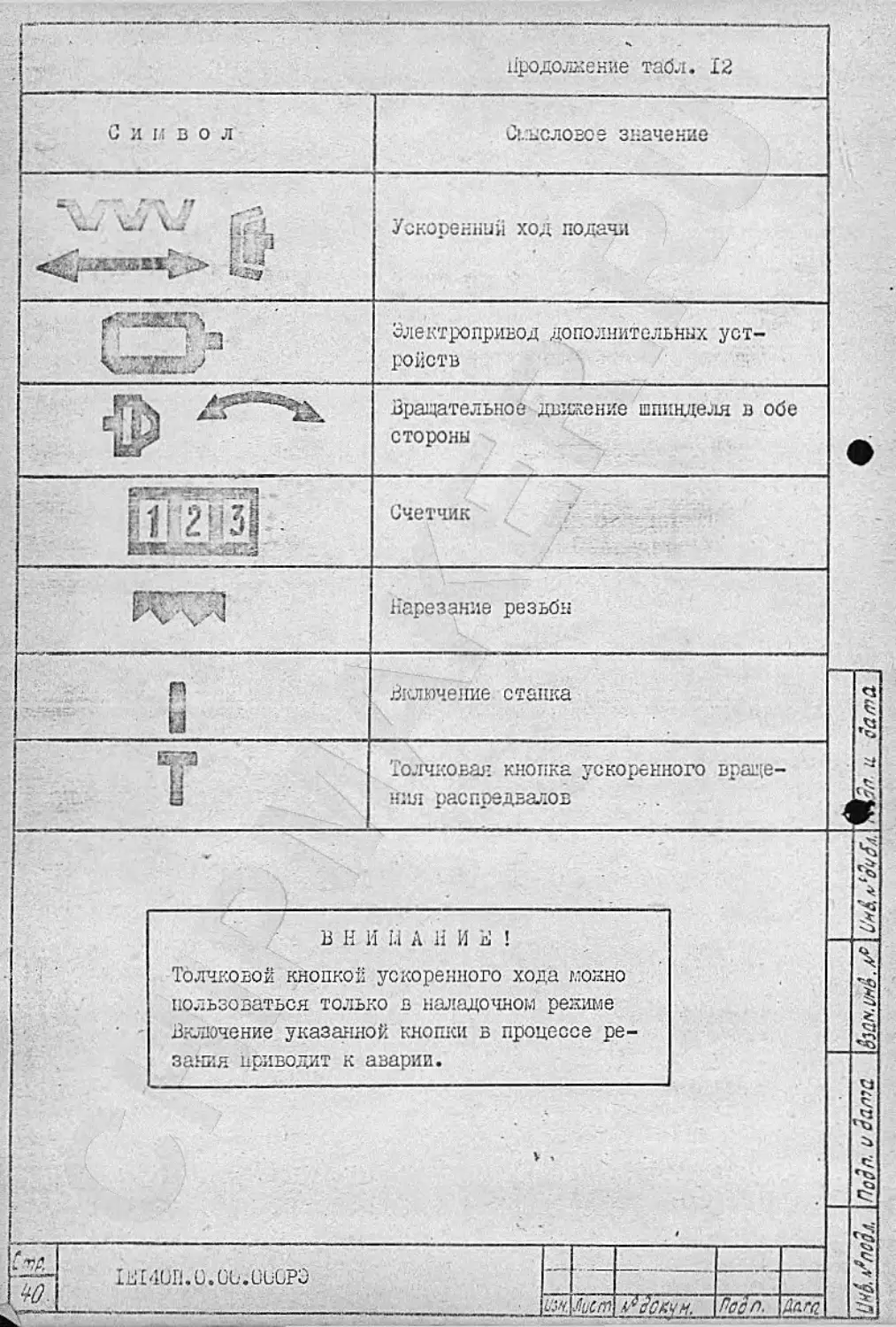
f —. - — 1 * ’ ’ < 4 - Вродолкенйе табл. 12
Символ Смысловое значение
с-, -у \ , А ч 5 гё 1 i33y Уокоренний ход подачи
г'; к: ? .□ Электропривод дополнительных устройств
л\ 1*_Хч1 Вращательное движение шпинделя в обе стороны
OJ к=ж. . о » • Счетчик
R .. Я Йарезание резьбы
П 1 Включение станка
Ы- Толчковая кнопка ускоренного вращения распредвалов
В 11 И 14 А 11 И И ! Толчковой кнопкой ускоренного хода р.ю;:-:но пользоваться только в наладочном режиме Включение указанной кнопки в процессе резания приводит к аварии.
TZ* lo.
lB[40n.0.0U.0UGP3
X|/^A
Ц^З^лоЗл. \Падл. и Зато. Ззо.н.ин&.лР UH&ASSvfa. zx earns.
.6.4. Схема кинематическая (Рис® 5)
Кинематика автоматов имеет две основные цепи: привод вращения шпинделя и привод подачи и вспомогательных перемещении.
6.4.1. Привод вращения шпинделя
Привод вращения шпинделя осуществляется от электродвигателей: в автоматах 1Е140П, IEI40 : 4AI3296 (5,5 квт., 960 об/мин) в автоматах 1Е125П, IEI25: 4АП2Ш6 (4 квт., 960 об/мин), вращающих через сменные шкивы входной вал. коробки скоростей<>
Привод главного движения позволяет получить в одном цикле четыре левых и две правых скорости .шпинделя, торможение шпинделя, освобождение шпинделя, "перевернутый" диапазон левых и правых оборотов и торможение вспомогательного вала. Переключение скоростей осуществляется электромагнитны?^ муфтами.
Вращение на штшделъ от выходного вала коробки скоростей передается через шкивы плоскозубчатым ремнем.
6.4.2. Привод вспомогательного вала
Вспомогательный вал получает вращение от электродвигателя главного привода через цепную передачу и трензель, который обеспечивает направления вращения вспомогательного вала при ''перевернутом" диапазоне оборотов шпинделя. Сменные звездочки дают возможность получить две скорости (120 об/мин и 150^рб/мин) на вспомогательном валу.
Число оборотов вспомогательного вала определяется по формуле: при обработке данных деталей
Пвв = 960- = 960- . 2$ = 120 обЛшн.
Z38 S42 37 90
при обработке коротких деталей:
Пв.в. = 960- — • ~ = 960 • = 150 об/мин.
Z 39 , Z42 34 90
От вспомогательного вала получают движение: механизм подачи и ° зажима прутка, механизм 'переключения револьверной-головки, коробка 'подач.
1Е140П.О.ОО-ОООРЭ
6*4.‘3> Механизм подачи и зажима прутка
Вал IX с кулачковыми барабанами подачи и зажима крутка получает вращение от-юуфгы вспомогательного вала через шестерни (поз* 43, Ъ2, 63).
Додача и зажим прутка производятся за два оборота муфты вспомогательного вала, т.е. за время:
при обработке длйнных деталей
т_ 60 _ 60 -г
х~ 1T~W'--------120736--------- * 1 сек’ ' • .
Z83 72
при обработке коротких деталей^
T- -QQ __________ 60 _ г» о ррг.
1 ц 4 £43 ~ ,,oUcKT~" - и,о сек.
k-S™ ‘ 72
При этом на рычажную систему включения муфты должен воздействовать кулачок, имеющий один вырез.
За один оборот вала IX последовательно производится:
- взведение подающей цанги;
- подвод качающегося упора;
- раскрытие зажимной цанги;
- подача прутка до упора;
- закрытие зажимной цанги;
- отвод качающегося упора.
При работе в полуавтоматическом цикле или при магазинной загрузке вал IX совершает 1/2 оборота за одно включение муфты вспомогательного вала.
За 1/2 оборота вала IX - последовательно производятся:
- раскрытие зажимной цанги; /
- выталкивание готовой детали;
- взведение выталкивателя.
После загрузки заготовки включается муфта вспомогательного ва-/ у •.
ла й вал И выполняет завершающие 1/2 оборота; при этом производится закрытие зажимной цанги.
^р. 1П40П.0.00.000РЭ
2 ।
i
ViOfV
6.4.4. Привод распределительных валов
Поперечный и продольный распределительные валы получает вращение от шестерни248 через коробку подач и червячные редукторы. Коробка по
дач имеет настроечную гитару, состоящую из трех пар сменных шестерен.
При необходимости получения ускоренного вращения распределительных валов включением электромагнитной муфты ЭУ.З образуется кинематическая цепь 251/74, идущая в обход гитары коробки подач.
От дисковых кулачков производится подача поперечны?:
суппортов. Ригелями Pj и Р2 производится включение муфт вспомогательного вала. Ригели Р2 производят переключение ксмандоанпарата.
Число оборотов распределительных валов определяется по формуле: По — TTu и • • е £ 2-75 , Z77 _ т.™ 35 е £ i 30 - —
Z50 1 h 1 Z76 Z84 26. f h 1 75 40
= 1,62 • ™ A i. об/мин - при обработке длинных деталей; f h 1 -
Пр.в. = 2,03 у -f 4 °^/ЬС1Е ~ при обработке коротких деталей .
Изготовление одной детали производится за I оборот распределительного вала. Продолжительность изготовления одной детали определяется по формулам:
При обработке длинных деталей:
Т- =_________ 60 _ 37. £ b 1 сек
1,62-^-к-! ‘.её!
f К Т «•
При обработке коротких деталей:
Т= §2— =----------~г-5---- & 29,6 - - i сек.
Пр.в. 2,03- egi
6.4.5. Привод иеханиз}.юв револьверного суппорта
Вращение на шлицевой вал револьверного суппорта передается от муфты вспомогательного вала через шестерни346<?88, соединенны’лч дву-ш про?ле?уто^нъ?ги шестернями. КЬфт- включается ригеля?ли распредели-тельного Bajia, а отключается автоматически, после совершения ею двух i оборотов, при этом па пее доллен воздействовать кулачок, имеющий один}
оа два оборота муфты одновременно производятся:
- переключение револьверной головки мальтийским механизмом;
- отвод и подвод револьверного суппорта кривошипным механиз-li'iOM ,
~ раЗЖНЫ /. ЗсЛЯ/.Ка рУЬОЛЬ36рЙ01] ГОЛОВКИJ
- расфиксация и фиксация головки,' йродолжтельность этих операций: •
*
При обработке длинных деталей:
т - 60 . 60 г
х ” lib.в' ачи zb™ ~ 120 "60 2и 53 “ 1 сек
ZdS z9lT 2,92 ЗСГ 53 53
При обработке коротких деталей: .
Т ~ * __6О / 0 8 ГРЧ‘
• . ТоСГЗО 20 5Г u,u> ССл
3U 53 57-
При необходимости отвода и подвода суппорта без поворота револьверной- головки - г^лачком Kj-? предварительно выключается муфта мальтийского механизма. Ноли теперь включить муфту вспомогательного вала, то будет работать только кривошипный механизм, х1еред остановкой револьверного суппорта в отведенном положе-нин кулачок К-^ перемещает муфту с кулачками на валу XZI вправо и ’против рычага ы&ючения г^/с/гы вспомогательного вала встает кулачок с дьу-.н нкрезхзи ’Геиерь при вюЬочении муфты вспомогательного вала р она со..- пыт ’О/1.Ш1 оборот и кривошип остановится в сложенном положении] продольное перемещение револьверного суппорта производится через рычажную систеглу от дискового кулачка Kj-c поперечного распределительного вала»
б.ч.б, ловитель деталей
.1OTOK ловителя деталей вводится в зон у падения детали под дейстьве!.. пружины, Возврат лотка производится от кулачка КТ2, установленного на поперечном, распределительном, валу, у %
Стр, ' и и
1Е140П.О.ОО.ОООРЭ
/i^r //‘Зос^у\7Ге^
инЬ.^поРл, Подп. и да то Ззом он^\ин$л''д^Л Подл, о до то
6.4,7. Предохранительные устройства
Шестерня 42 привода вспомогательного вала соединена с валом через предохранительную муфту. При перегрузках муста воздействует на / • конечных выключатель и останавливает автомат.
На продольном червячном валу ХЦ предусмотрен^ муфта предельного момента, отключающая вал XII при перегрузках в цепи подачи.
Оси роликов привода суппортов снабяены двумя канавками, легчающими срезание осей при перегрузках.
В табл. 13 и 14 указан перечень к кинематической схеме.
об-
К
1Ш0П.0.00.С00РЭ
1
uin\/!ucr ^(3есун По&п ДйТй
Uh(. педл Подп. и дата 7&он. Uni-л/'
У %
От отработанной охлаздающей жидкости зона насоса отделена • вертикальным ребром.
На задней стенке основания расположен указатель уровня охлаждающей • ч
жидкости
Свободная от верхних платиков площадь образует внешнее корыто и служит для сбора стружки и охлаждающей жидкости. В передней части корыта имеется окно для слива охлаждающей жидкости. В окне установлены решетчатое полотно и отстойник в виде съемного короба.
В пространстве между платинами под установку станины размещается транспортер для удаления стружки.
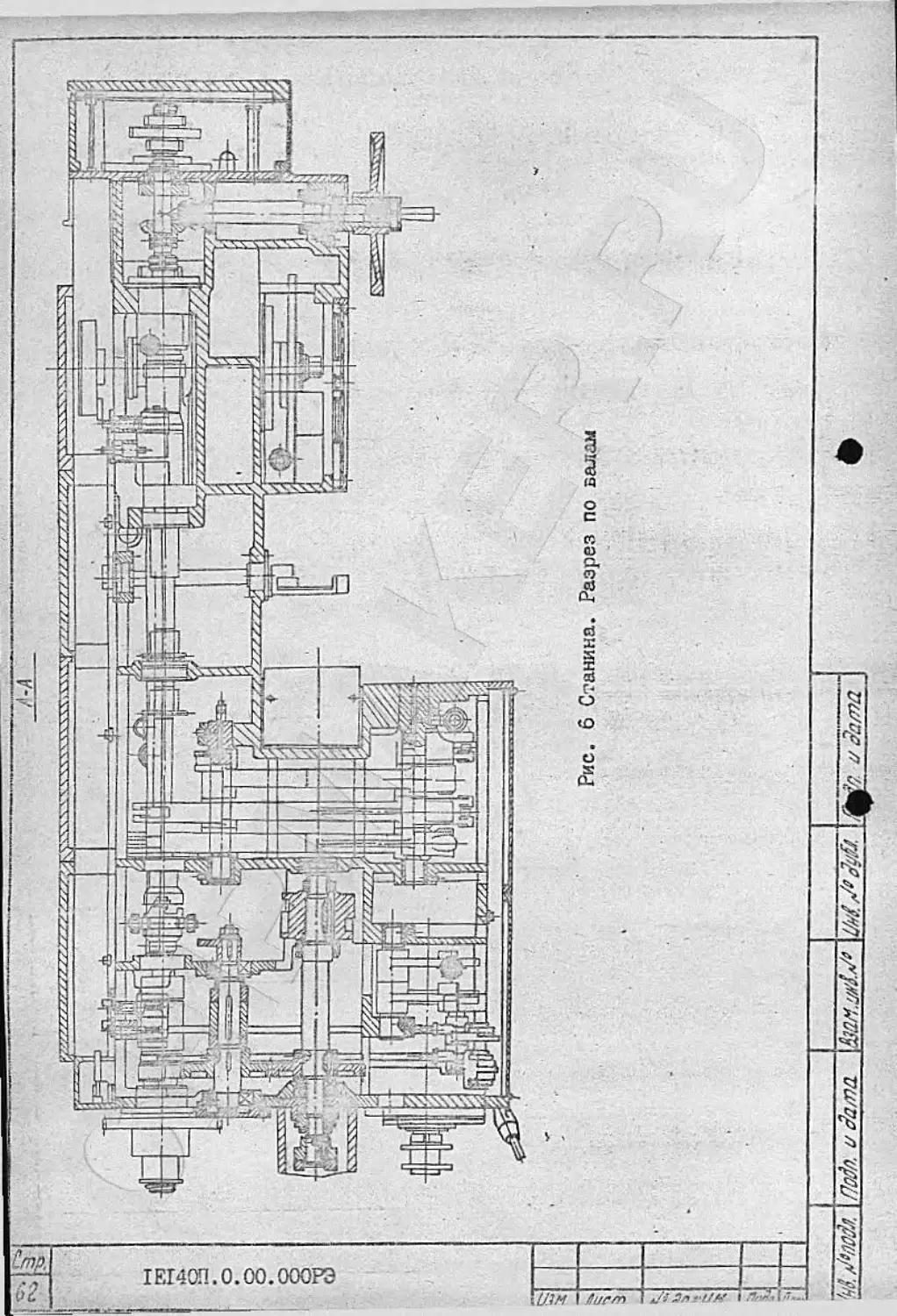
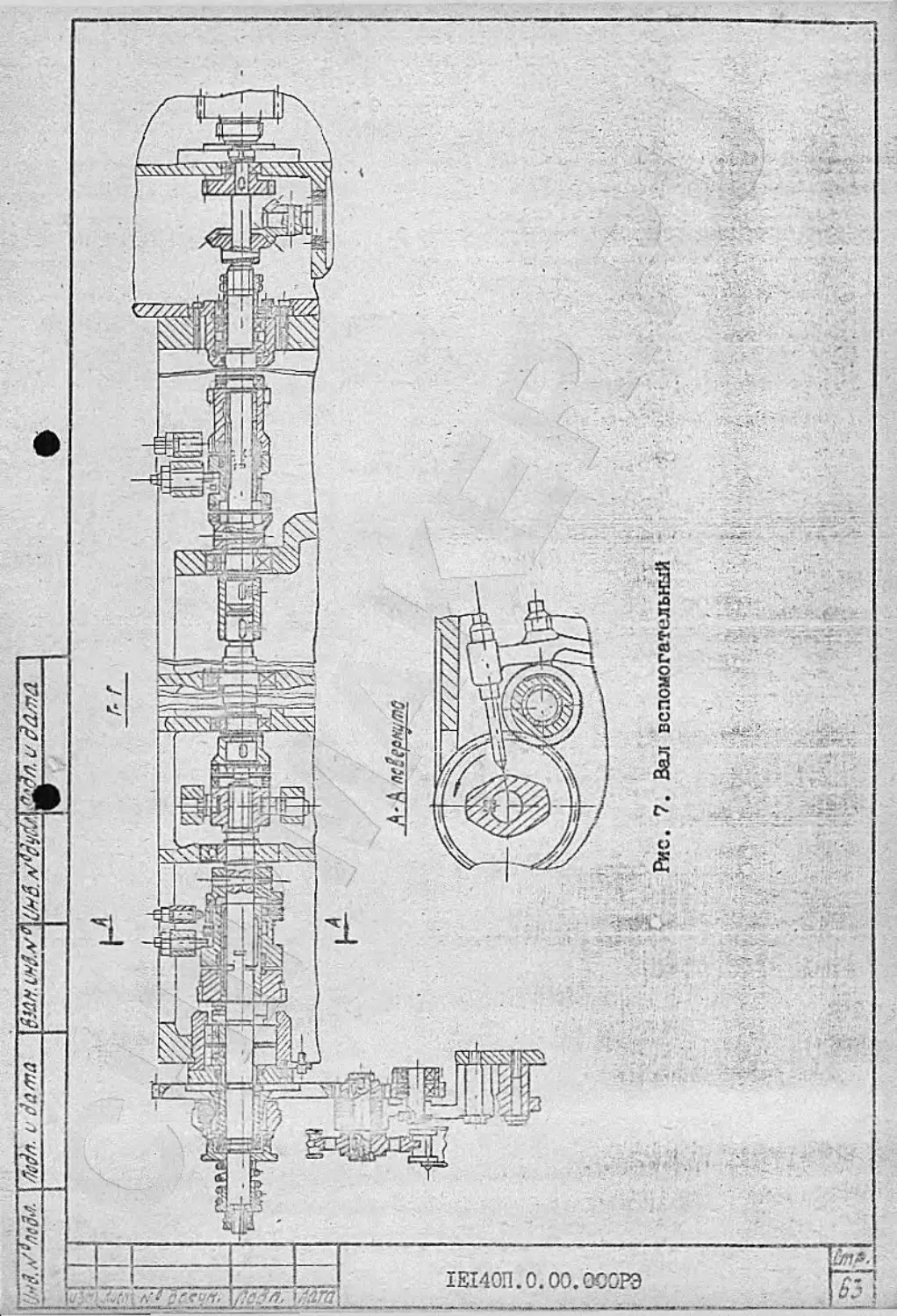
6.6. Станина и распределительные валы
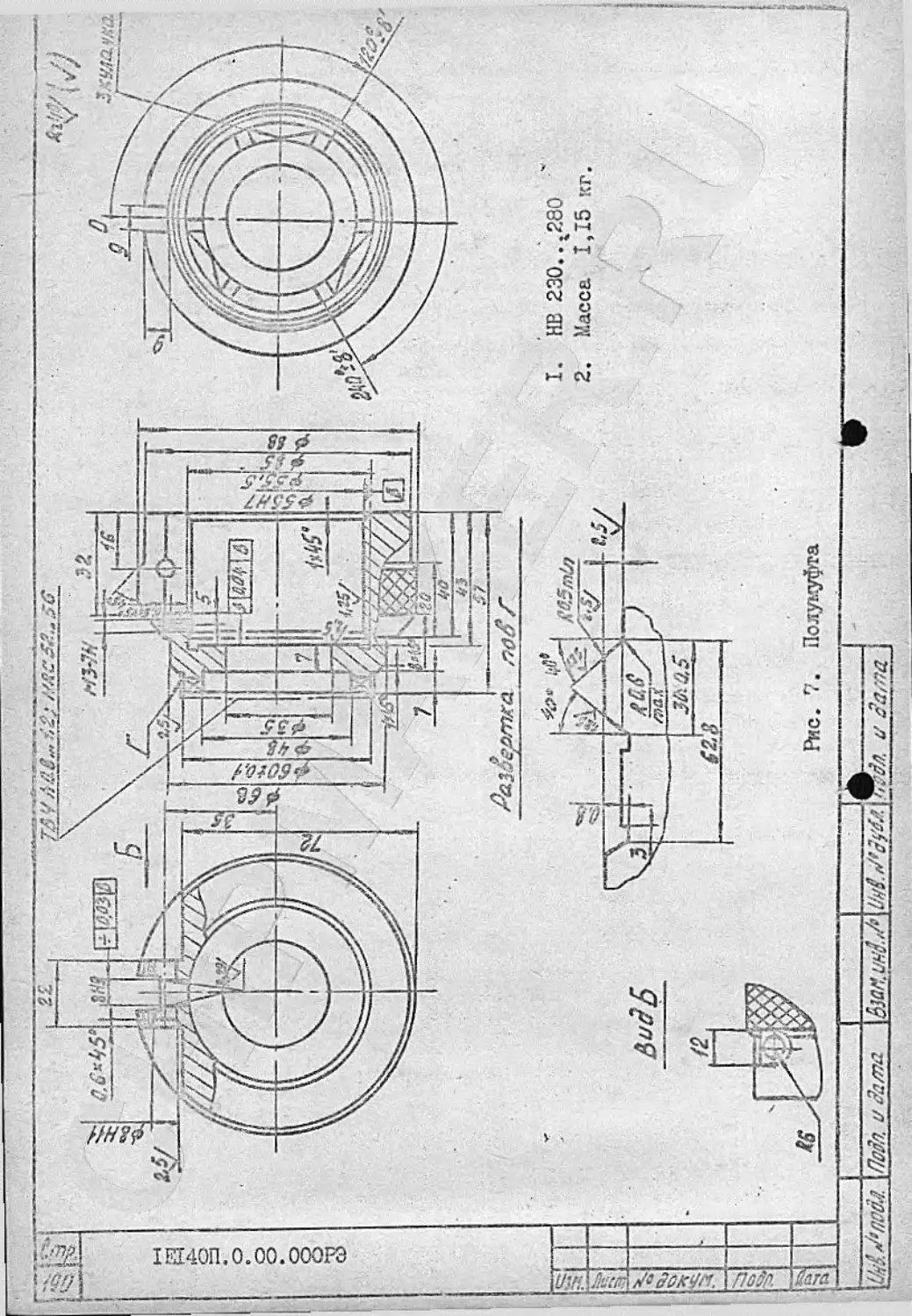
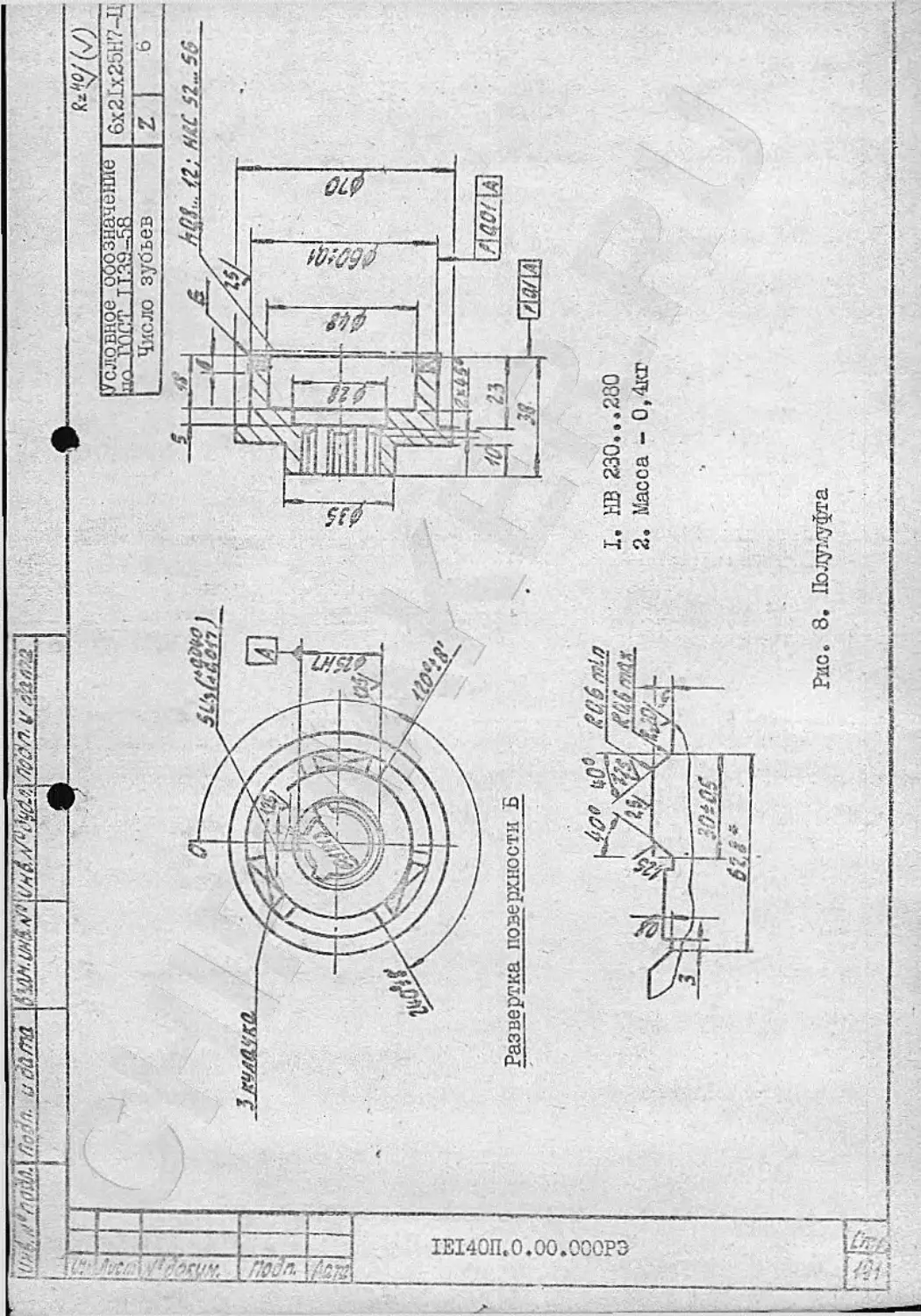
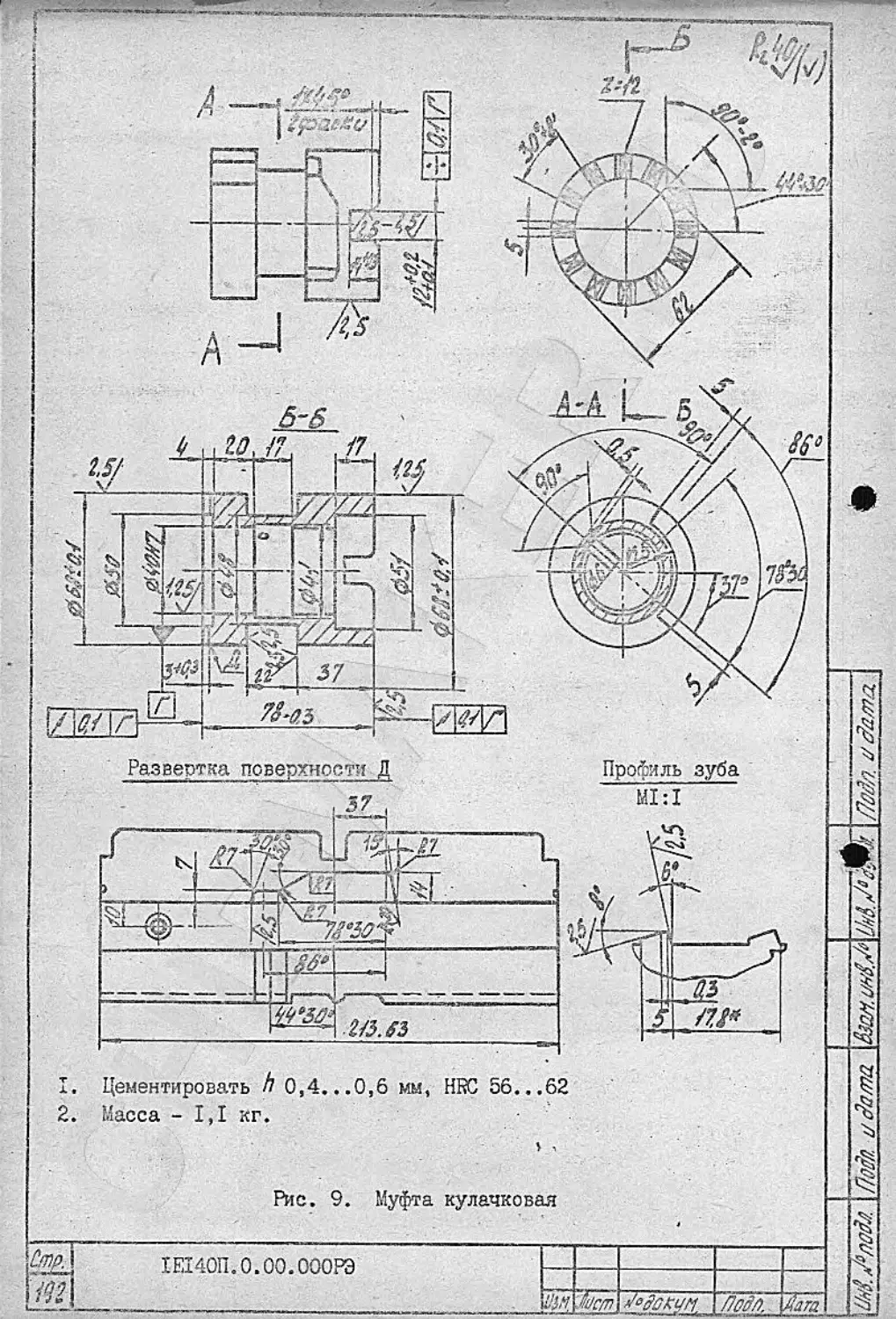
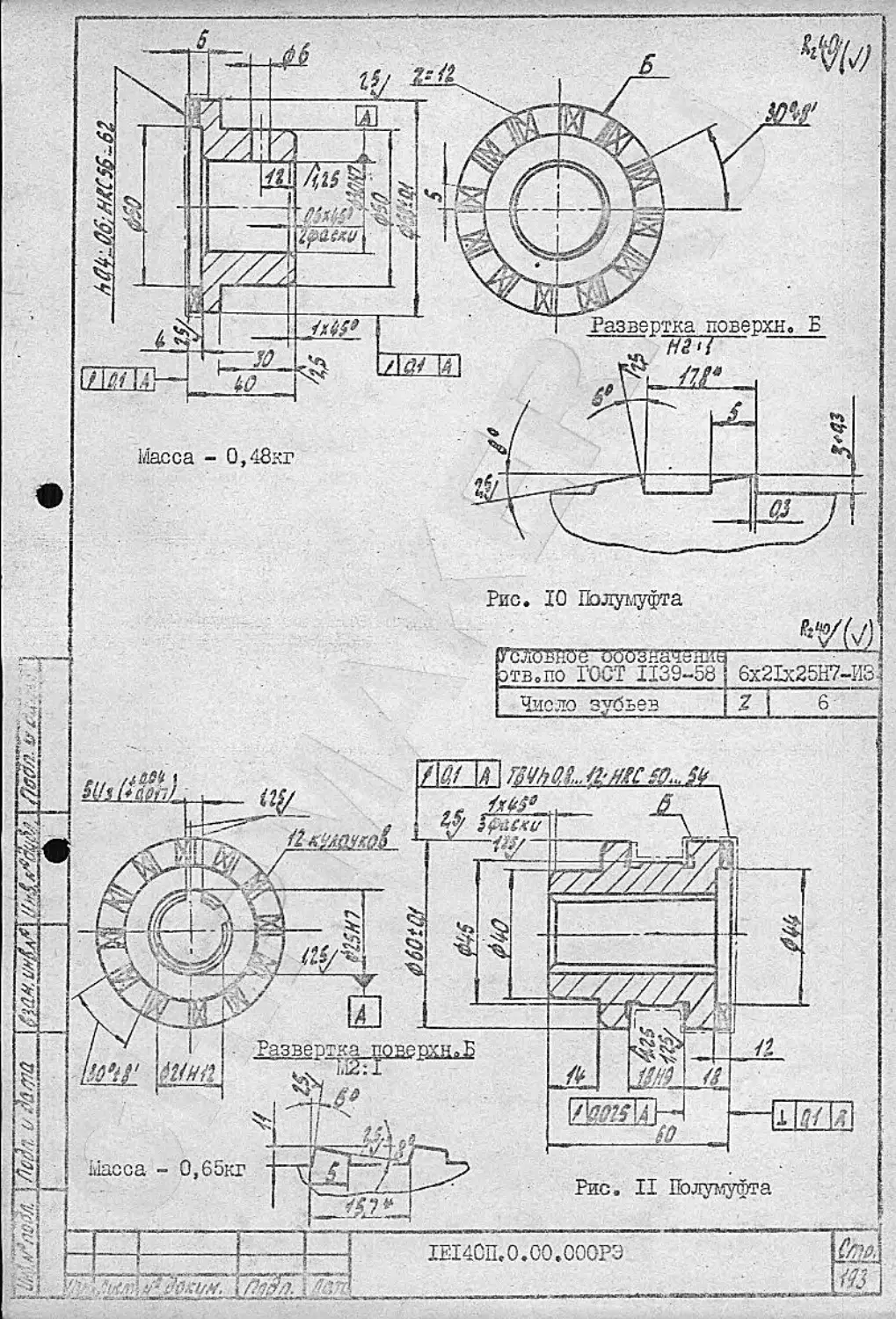
Рис. 6,?. 8.9 .
Сталина представляет собой L - образную отливку коробчатого сечения. Узел установлен на верхнем платике основания автомата и
закреплен на нем шпильками.
Сверху на станине устанавливаются шпиндельная бабка, поперечные f и револьверный суппорты.
Слева - на станине устанавливаются командоаппарат и счетчик циклов, справа - коробка подач.
В станине на подапниках качения установлены:, вспомогательный вал, промежуточный вал, вал барабанов, два червячных вала, соединенные между собой конической зубчатой передачей
(С = 1:1),поперечный и продольный распределительные ваты.
Вспомогательный вал установлен на задней стороне станины. С левой стороны он несет шестерню, на которую передается вращение от электро-
а
двигателя главного привода через трензель и предохранительную муфту, < отключающую: шестерню при перегрузках. Далее на вспомогательном валу
расположены: шестерня привода вала барабанов, г.уфта привода вала ба-| рабанов, управляемая вручную муфта для отключения левой (ведущей) части от правой (ведомой) , муфта привода переключения револьверной головки, шестерня привода переключения револьверной голов::;:; коническая шв-«'j.срняу связанная с маховяко:*/., шестерня привода kodoojo! подач*
На промежуточном- валу размещены: промежуточная шестерня, кулачок качающегося упора и кулачки отвода рычага муфты.
На левой части вала барабанов находится барабан подача материала и диск с накладным кулачком, дающим команду на остановку автомата с открытой цангой при окончании прутка.
На правой части-вала барабанов находится шестерня привода вала барабанов и барабан зажима материала.
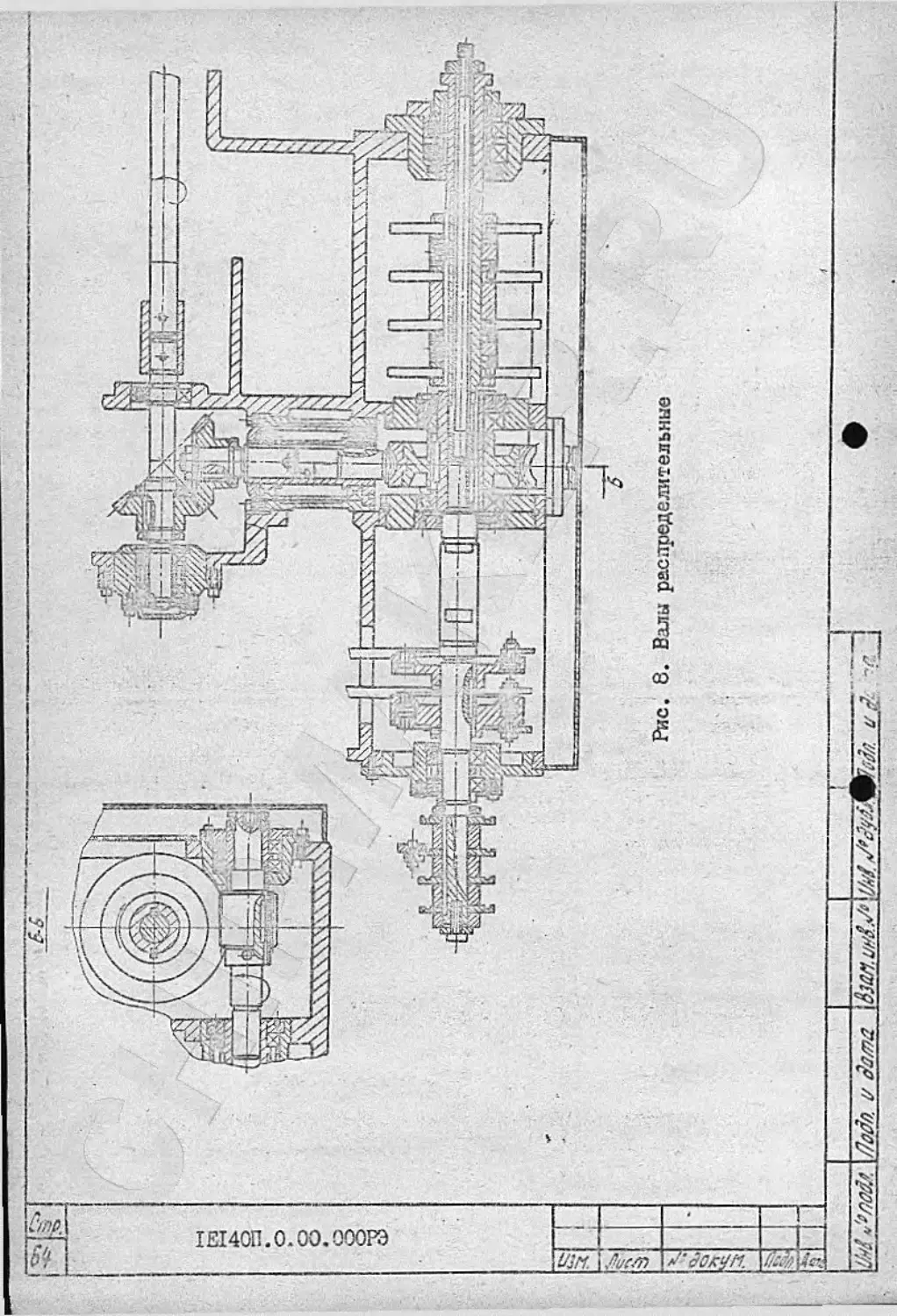
На продольном распределительном валу размещены: барабан переключения комавдоаппарата, ригельный барабан переключения револьверной головки, ригельный барабан включения подачи и зажима материала, червячная шестерня привода распределительного вала, блок сменных кулачков подача поперечных и вертикальных суппортов и барабанный кулачок псдачи продольного суппорта.
Яри переходе ролика с кривой подъема на кривую спада изменяется направление момента на кулачке. При повышенных люфтах в червячных передачах это вызывает неустойчивую работу суппортов.
Для уменьшения люфта червяки выполнены с переменной толщиной витка, а зазор ликвидируется смещением червяка вдоль его оси.
Поперечный распределительный вал несет: кулачок подачи револьверного суппорта, червячную шестерню привода поперечного распредвала, кулачок привода ловителя, ригельный барабан остановки револьверного суппорта в отведенном положении и расцепления Мальтийского механизма (при применении узла 1Е140П. 5.36*000).
На продольном червячном валу, кроме червяков и конической тестер-$ ч ни, расположена предохранительная муфта (аналогичная муфте на вспомоге
1Е140П.0.00.000РЭ
fl o?n 1^77
cvJVg л cwpg п 'ироц \irgou :/^уип
тельном валу), предохраняющая механизмы автомата от перегрузок.
to отвода и подвода револьверного суппорта без поворота револьверной гслоьки имеется специальный механизм, расположенный сзади автомата Кулачок на ригельном барабане поперечного распределительного вала воздействует на рычаг и поворачивает планку, разобщающую муфту мальтийского механизма. Если теперь включить муфту вспомогательного вала, то произойдет проворот только кривошипного механизма, без поворота револь верной головки.
to остановки револьверного суппорта в отведенном положении кулачок Kjg перемещает кулачки Kj3 и К^ относительно рычагов, несущих пальцы муфты и фиксатора. Если теперь включить муфту вспомогательного вала. то она совершит вместо двух оборотов - I оборот, а вал кривошипа 1/2 оборота, и суппорт будет отведен назад на величину удвоенного радиуса кривошипа. Револьверная головка при этом не поворачивается. .
В зоне расположения барабана подачи материала установлено устройство для останов:::: автомата при окончании прутка. Работа этого устройства происходит следующим образом. Если в процессе отхода подающей цанги назад она соскользнет с прутка, то под действием пружины поворачивается рычаг подачи и ролик западает в карман кривой барабана подачи, воздействуя на промежуточный рычаг. После того, как барабан повернется в положение, соответствующее открытию зажимной цанги, выступ накладного кулачка отклоняет рычаг в крайнее положение. Нажимается конечный выключатель При этом отключается электродвигатель привода шпинделя и вспомогательного вала, одновременно с этим вся система привода вспомогательного вала тормозится встречны-д включением электро-муфт коробки скоростей. Автомат останавливается с открытой зажимной цангой.
Передача вращения на шлицевой валик револьверного суппорта осушест-: вляется через вспомогательный вал н шестерни механизма повооота рат-гль верной головки. '
~1 ! "Г Г I-----------------------------------------------------ТС*
: 1 1 1 1Е140П.0.00 ОООРЭ
77(uto. v Ja/7?a
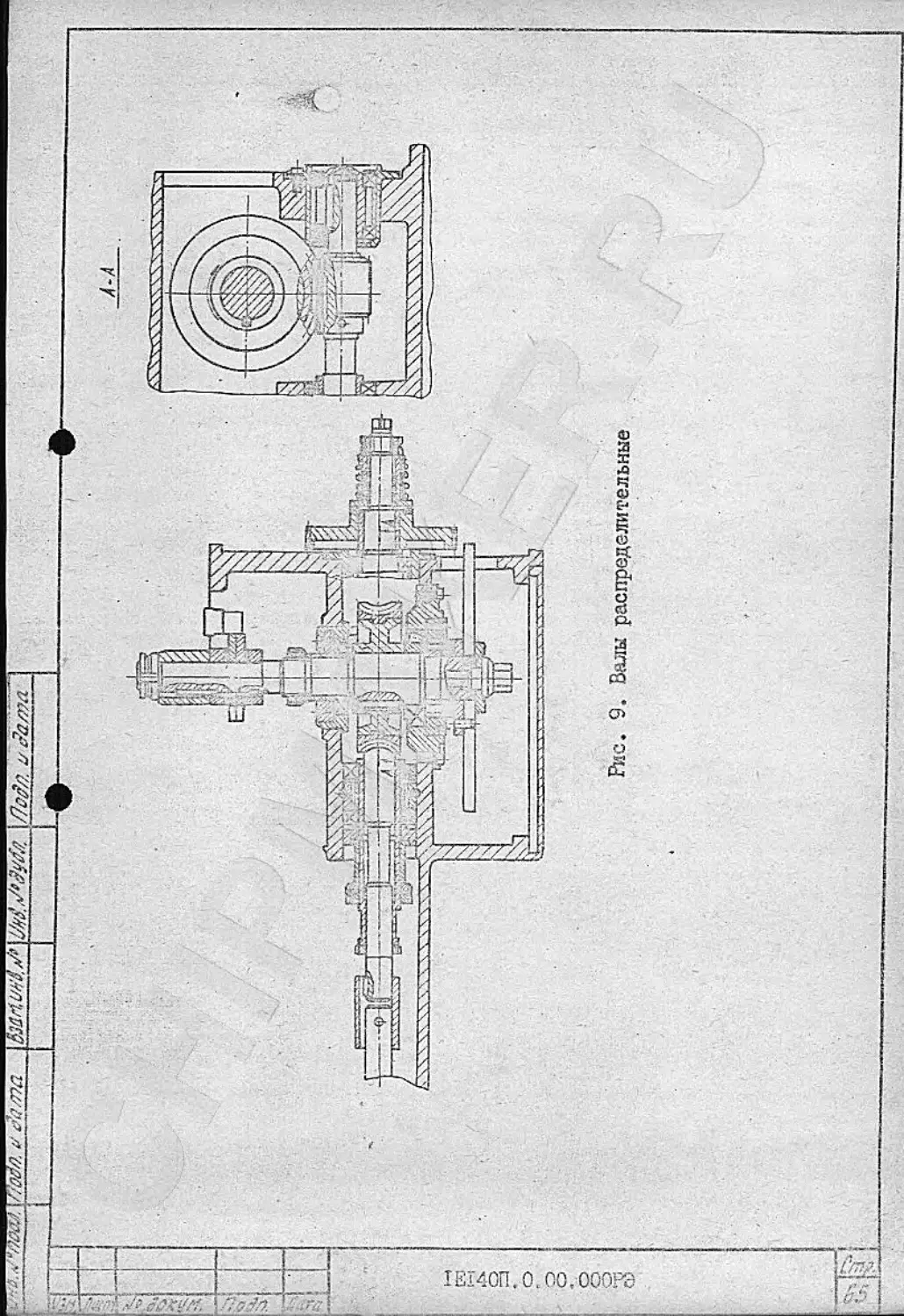
Рис* 9. Валы распределительные
Команды на переключение револьверной головки, на зажим и иода-
чу прутка передаются от
сдельного распредвала
через систему рычагов к тяг.
На передней стенке станины расположен лоток, улавливающий готовые детали. Подвод лотка лсд деталь осуществляется от пружины. Вэзв-
рат
в исходное положение осуществляется кулачком через систему рыча-
гов
и тяг
Смазка механизмов узла производится от системы централизован-
ной
смазки
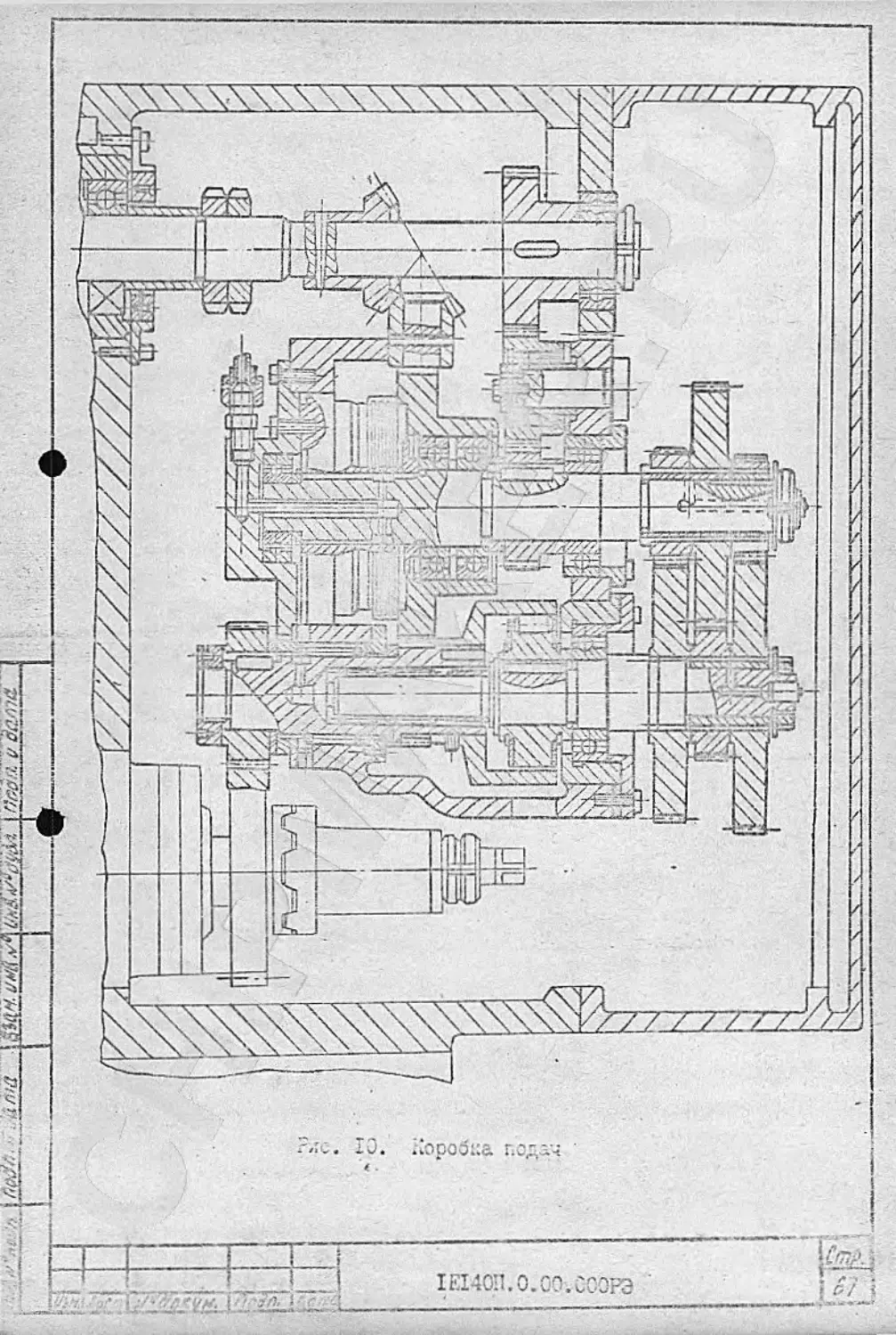
6.7. Коробка подач
Коробка подач заключена в литой корпус, который прифланцован
К;правому торцу станины.
Привод коробки подач производите вала. Выходная шестерня коробки подач связайа с шестерней червячного
вала в станине автомата
Коробка подач‘имеет два режима включения: рабочее вращение и
ускоренное вращение распределительного вала.
При рабочем вращении распределительного вала муфта обгона заклинена. На свободных концах валов коробки подач установлены три пары сменных шестерен. Основной набор сменных шестерен состоит из 28 штук. Еще 10 шестерен -поставляются за дополнительную плату.
‘Для получения ускоренного вращения распределительных валовот комавдоаппарата выдается команда на включение электромагнитной ьуфты ЭТМ-074. Ь{уфта обгона при этом освобождается.
Смазка узла осуществляется отверстия в валах. Смазка втулок
от централизованной системы через
сменных шестерен - через иресс-мас-
ленки
При наладках со временем цикла 13,7 сек (II сек. при обработке коротких деталей) и менее - включение ускоренного вращения распределительных валов НЕ ДОПУСКАЕТСЯ
ч. _
ч
С/пр, 56'
1Е140П.0.00.000РЭ
4;^, --2..-.'Л- /// Л’Й7, 0S7O
&
В И И М А Н
И Е !
В
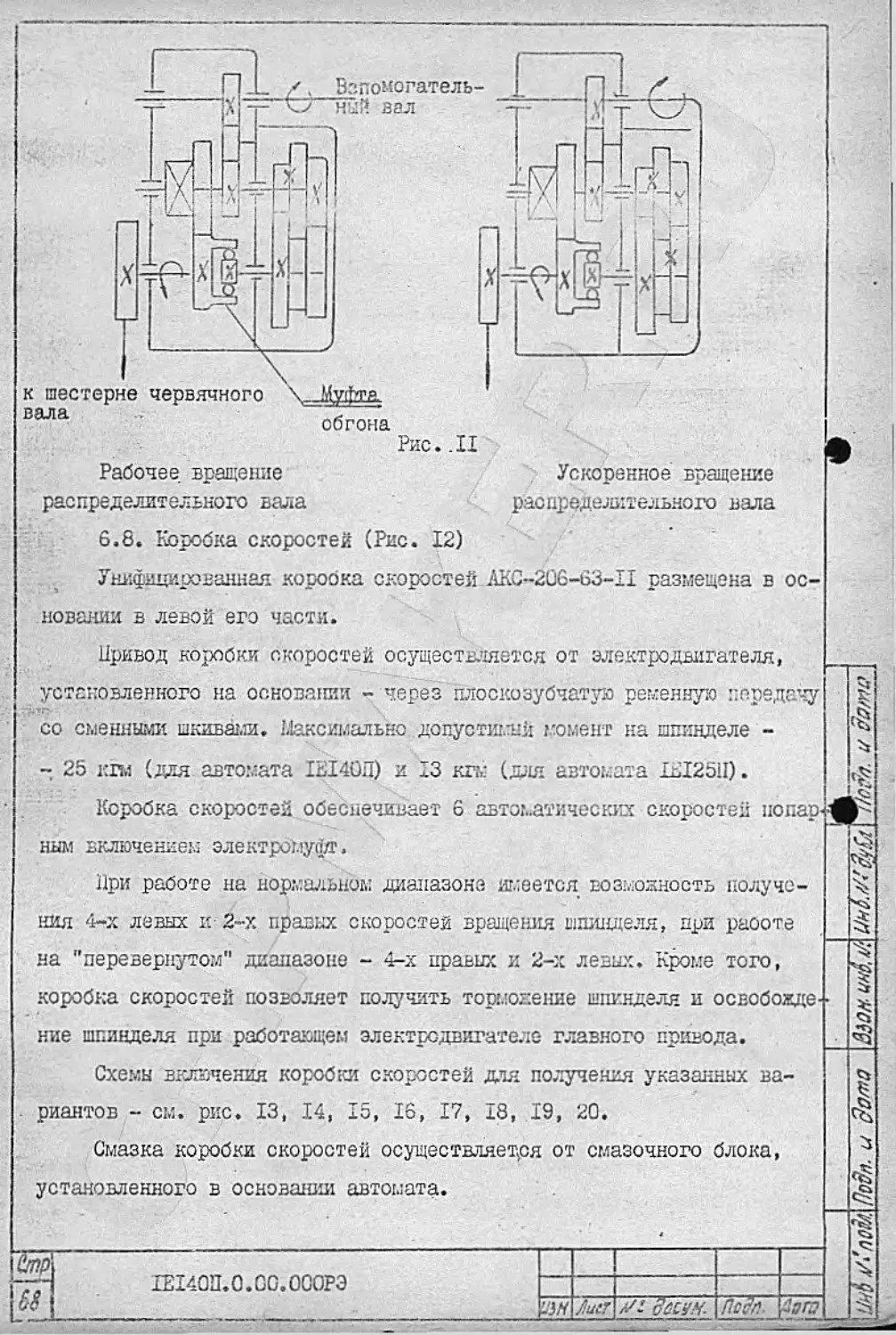
Вспомогательный вал
Ускоренное вращение распределительного вала
к шестерне червячного \_Муфта вала • z.
обгона
Рис. Л
Рабочее вращение распределительного вала
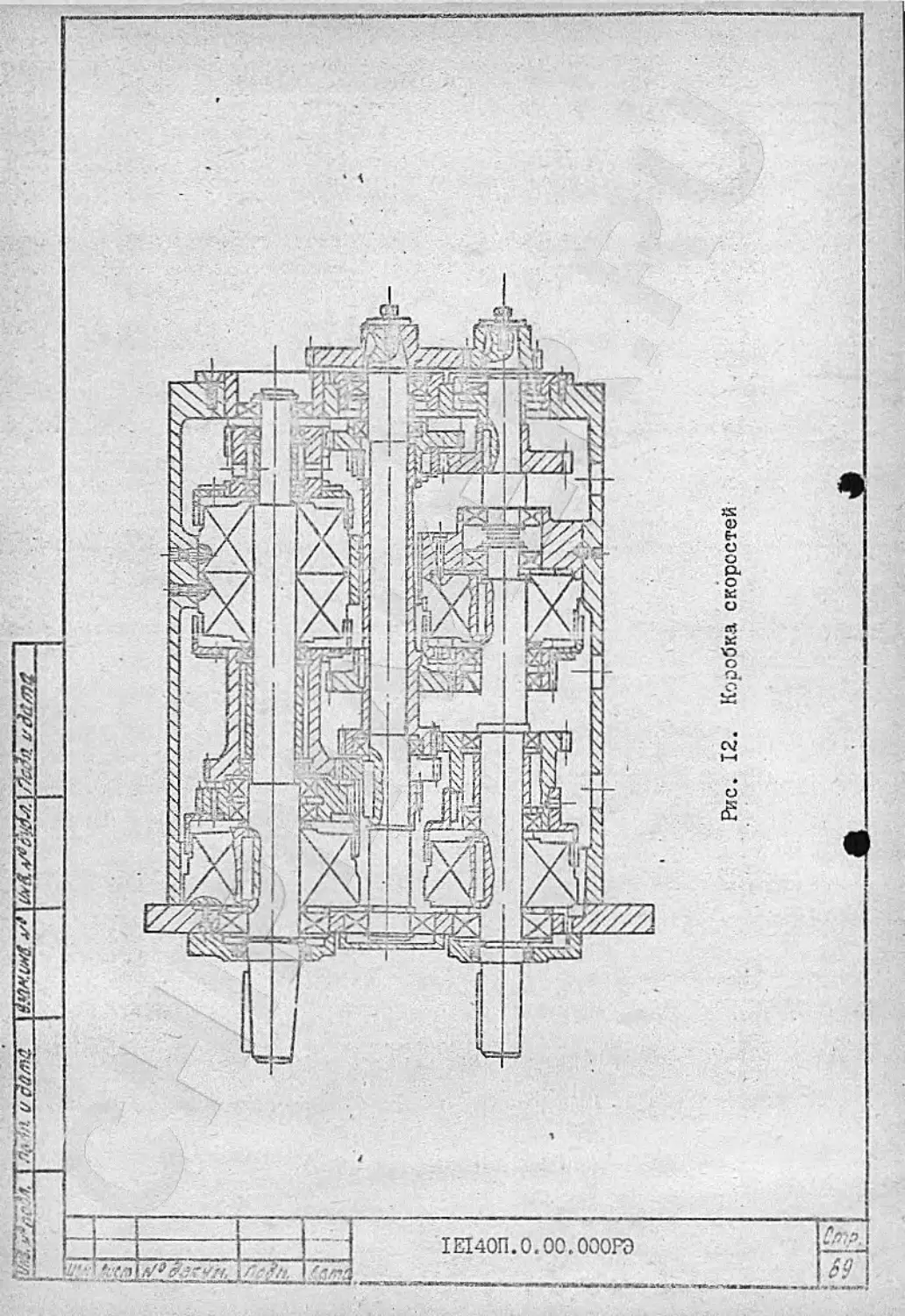
6.8. Коробка скоростей (Рис. 12)
Унифицированная коробка скоростей AKC-206-63-II размещена в ос-
новации в левой его части
Привод коробки скоростей осуществляется от электродвигателя, установленного на основании - через плоскозубчатую ременную передачу со сменнйшг шкивами. Максимально допустимый момент на шпинделе -- 25 кхы (для автомата 1Е14ОЛ) и 13 кгм (для автомата IEI251I).
Коробка скоростей обеспечивает 6 автоматических скоростей попарным включением электро'муид?.
При работе на нормальном диапазона имеется возможность ния 4-х левых к-2-х правых на "перевернутом" диапазоне коробка скоростей позволяет
коростеи вращения шпинделя, при - 4-х правых и 2-х левых» Кроме
нолуче-
работе
того,
получить торможение шпинделя и освобожде-
ние шпинделя при работающем
электрсдвигателе главного привода.
Схемы включения коробки скоростей для получения указанных вариантов - см. рис. 13, 14, 15, 16, 17, 18, 19, 20.
Смазка коробки скоростей осуществляемся от смазочного блока,
установленного в основании автомата
Уть
1Е140П.0.С0.0С0РЭ
им /‘и£Т У- йот
ичЬ л/tnoh. Подп. и Зато BbOH-4Ht,i/iUnt./A'ff^jt^io3n. и Зато
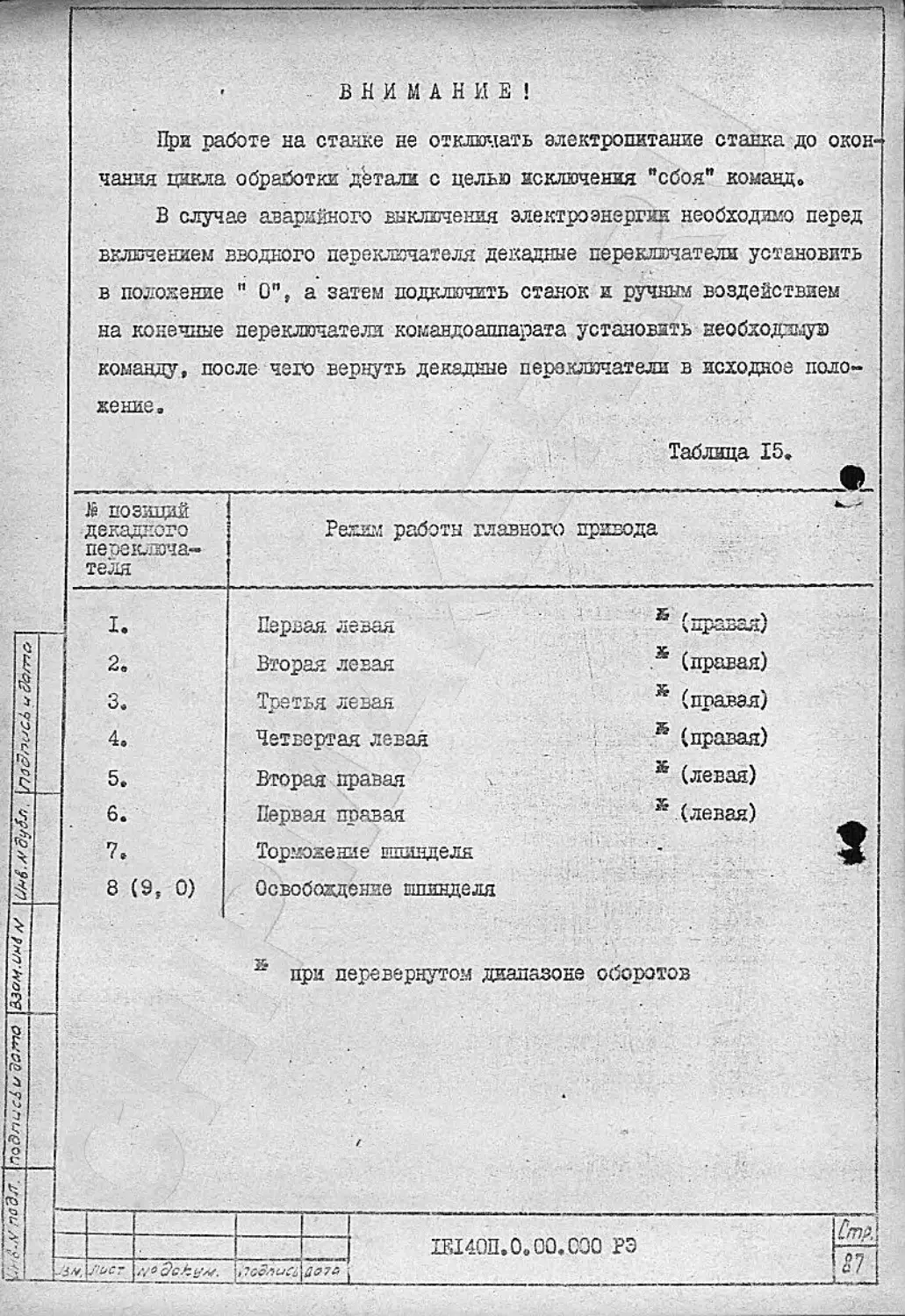
.. ВНИМАЛ И В !
При работе на станке не отключать электропитание станка до окон чання цикла обработки детали с целью исключения "сбоя" команд.
В случае аварийного выключения электроэнергии необходимо перед включением вводного переключателя декадные переключателя установить в положение " 0", а затем подключить станок и ручным воздействием на конечные переключатели командоаппарата установить необходимую команду, после чего вернуть декадные переключателя в исходное положение.
Таблица 15.
й позиций
декадного Режим работы главного привода
переключателя
J I.
2.
3.
4.
5.
6.
7.
8 (9, 0)
Первая ЛвВНЯ %
Вторая левая X (правая)
Третья левая X (правая)
Четвертая левая X (правая)
Вторая правая it (левая)
Первая правая X (левая)
Тормозение шпиэделн
Освобождение ппннделя
s при перевернутом диапазоне оборотов
1Е140П.0.00.000 РЭ Стр, Г/
j-^CT л'9 дек##. _ ~
поочередно. При этом, в момент включения одного из конечных переключателей который визуально фиксируется по загоранию сигнальной лампочки на пульте электрошкафа, выдается электрический сигнал в электрооборудование станка (первая команда). >
Нажатием ригеля на второй шкропереключатель выдается электрический сигнал для второй команды. Аналогично подаются следующие коман .да, всего 8 команд. В наладочном и аварийном режиме команды можно подавать ручным включением конечных выключателей. Команда подается только при поочередном включении конечны:: выключателей, многократное включение одного из них не реализуется в команду.
Подачей напряжения на станок вводным переключателем автоматически включается' первая команда; при отключении энергопитания происходит отключение всех команд. . .
Подаваемые устройством команды преобразуются в любой предвари-
тельно заданный режим работы станка с соответствующим включением обо-
ротов главного привода-, ускоренного хода распредвалов, привода дополнительных устройств и других устройств. Для этого на наладочном пульте электрошкафа (см. раздел электрооборудование) имеются 8 декадных, переключателей (соответственно количеству команд) каждому из 10-ти положений диска переключателя соответствует определенная скорость главного привода. Одновременно, при помощи 8 тумблеров могут быть подключены ускоренный ход распредвала и дополнительные устройства.
Для удобства наладки в случае меньшего необходимого количестве подаваемых команд, количество устанавливаемых на барабане распредвале ригелей может быть соответственно сокращено до 6, 4 и 2, для этого на пульте электрошкафа есть три тумблера (верхних) объем команд определяется любым первым отключенным тумблером ( в направлении прохождения сигнала). Быстрое переключение оборотов, например, при резьбонареза-нии, предпочтительно осуществляется конечным выключателем &£• у >
Ш40П.0.00.000РЭ • •
"firn
Z.'J Д/ Лист.
посредством сухарного зажима.
Крепление шпиндельной бабки к станине осуществляется шпильками и гайками. > имазка механизмов л подшипников осущестж-^ются ст
централизованной системы смазки через маслораспределитель, расположенный в нише станины.
6.13. Ограждение,
два сдвижных кожуха установлены над зоной резания, перекрывая поперечные вертикальные суппорты и передало часть револьверного суппорта. Верхние направляющие кожухов закреплены на портале. В портале проходят электропровода и шланг системы охлаждения. К порталу сверху Жалится линия освещения и верхняя рама с пультом управления станком. На передаем сдвижном кожухе имеется блокирующее устройство, отключающее автомат при открывании зоны резания.
6.14а Подаеровающее устройство
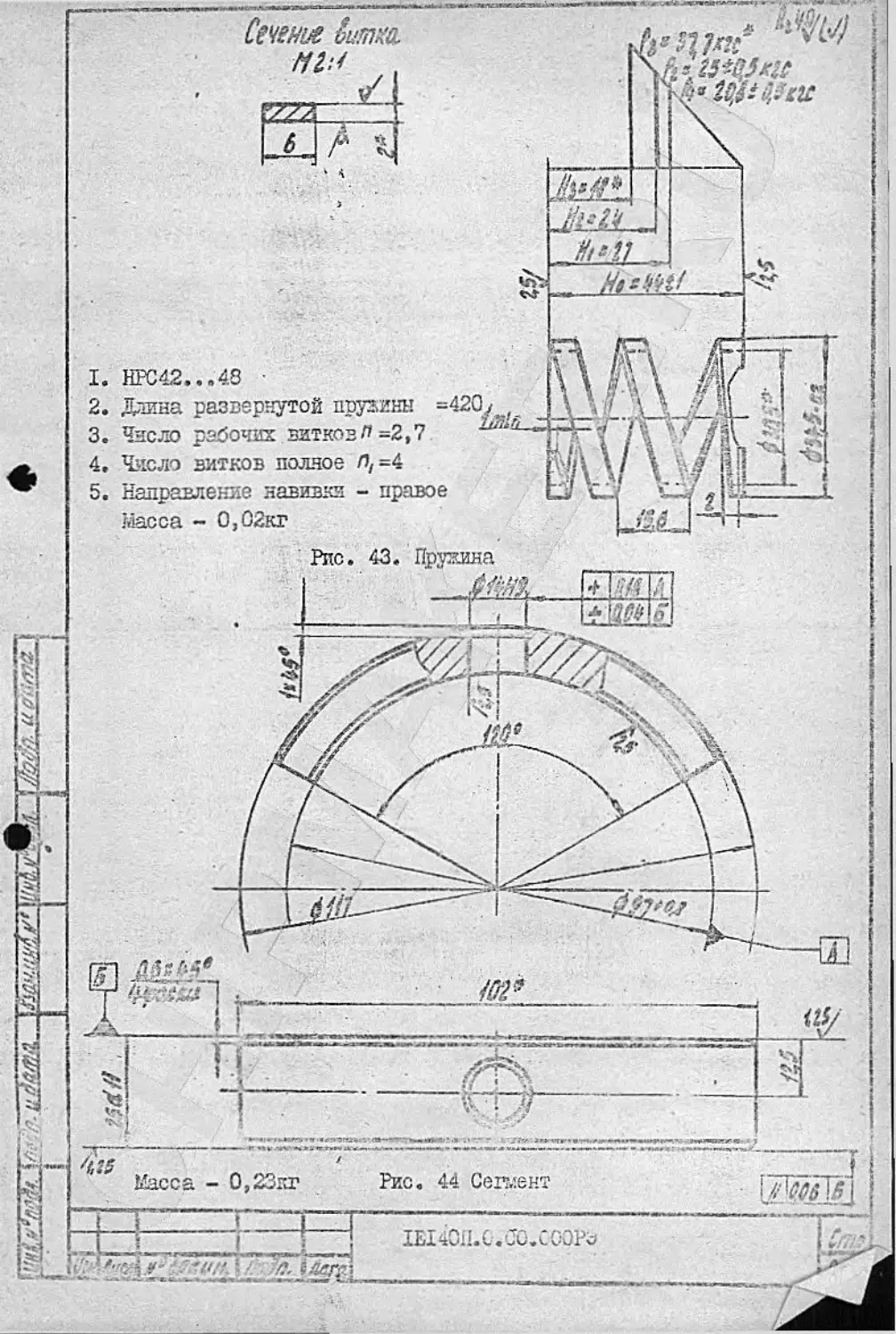
Поддерживающее устройство состоит из двух стоек и трубы. Внутри ' трубы размещена пружина с переменным наружным диаметром.
Уменьшение шума при работе автомата происходит за счет того, что вращающийся пруток-по всей дайне не соприкасается непосредственно • с трубой и, кроме того, пружина вставлена в трубу с натягом.
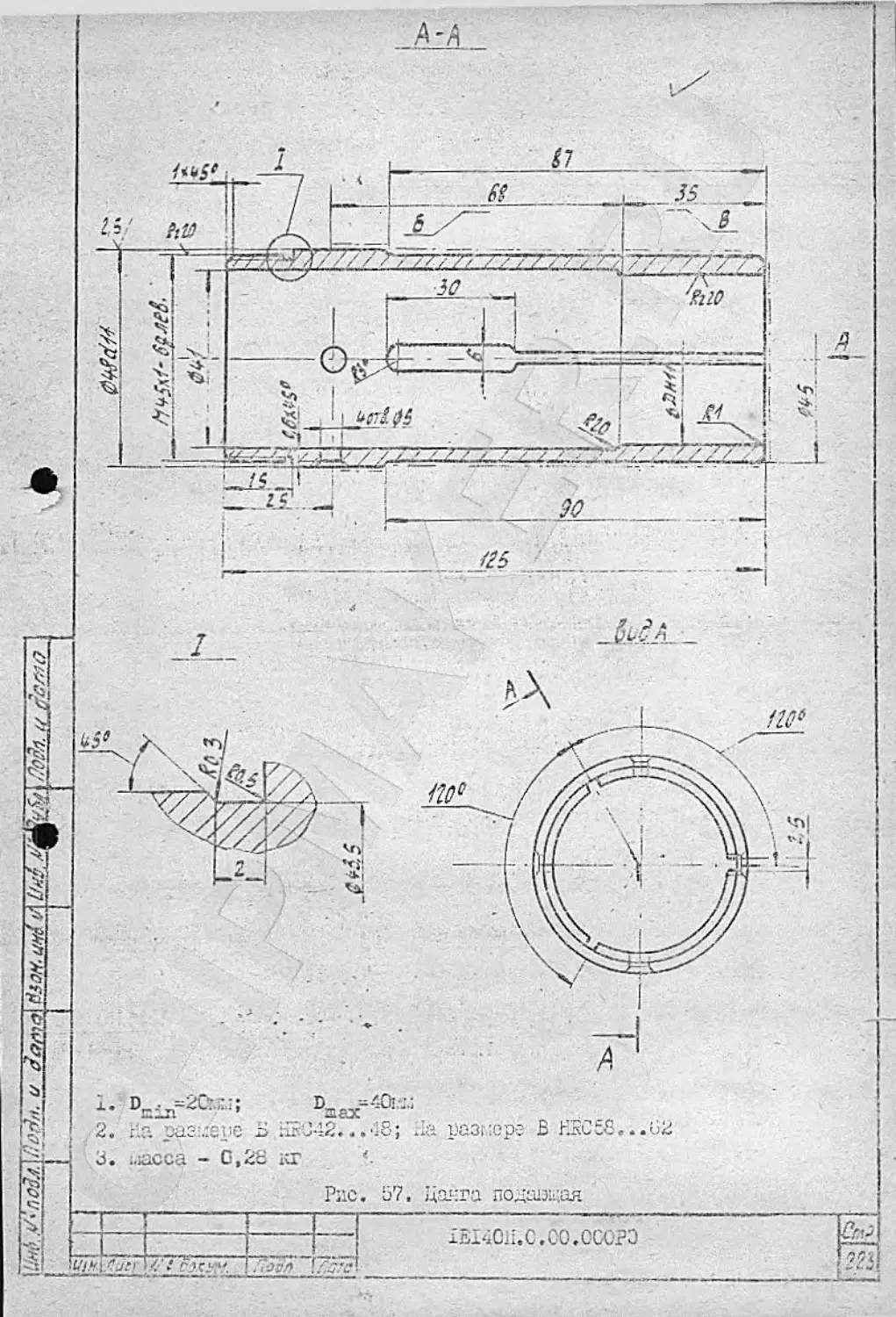
ф С автоматом 1Е140П поставляется труба для прутков размером 30-45 мм. За дополнительную* плату - труба для прутков размером 20-30 мм.
С автоматом 1Е125П поставляется труба дая прутков размером 20-30 мм. За дополштельную плату - труба для прутков размером 12-20 та.
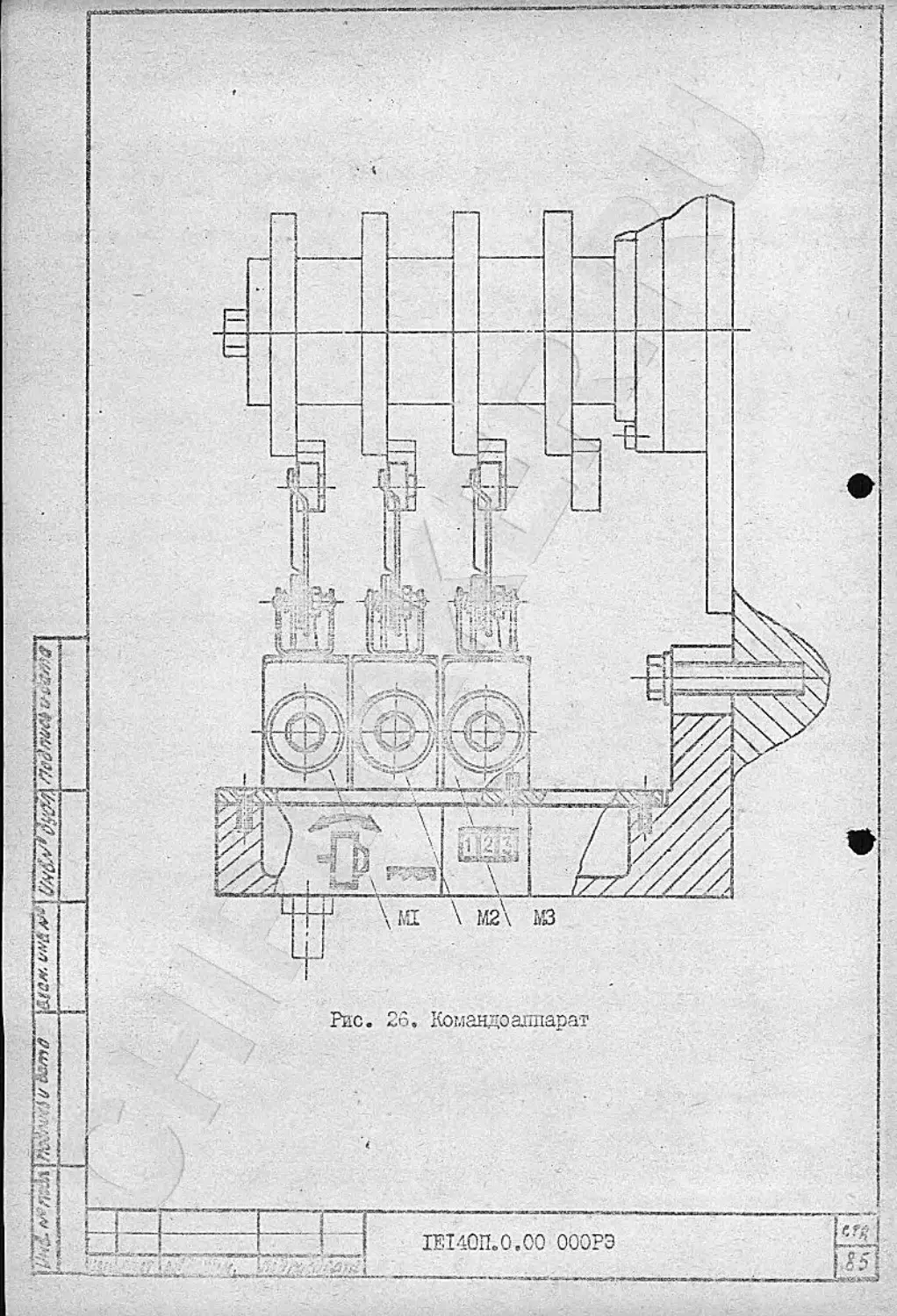
6.15. Командоаппарат
Командеаппарат установлен с левой стороны станины автомата. Электрооборудование комавдоаппарата построено по контактной схеме. На кронштейне установлены два конечных выключателя Мр М^. Команда выд'аются при нажатии ригелей распредвала на конечные выключатели
^'пр,
подл, Подп. и damo ^\/lo8n. //
1Е140П.0.00.000РЭ’
I
i
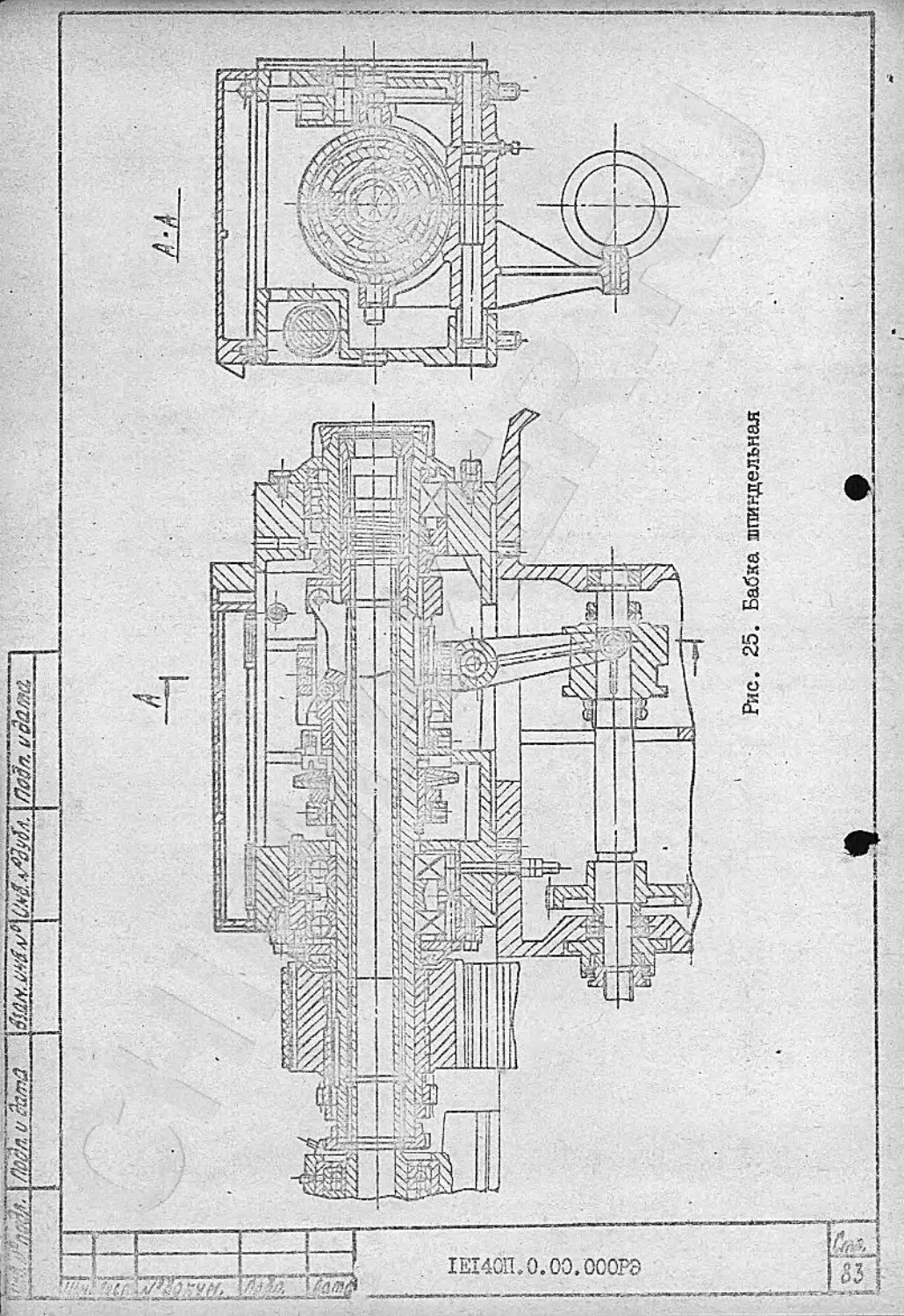
ется механизм поворота кичащегося упора.
В качестве передней опоры шпинделя используется даухрадннй ро-лико-подаипник класса 2 по ГОСТ 7634-75 с внутренним конический коль-радиального зазора этого'подЕплнина осуществляется
цом; регулирована за счет упругой деформации внутреннего кольца, перемещаемого но кони-ческой шейке шпинделя гайкой до упора во втулку.
В качестве задней опоры шпинделя применены два радиально-упорных подшипника по ГОСТ 831-75 класса 4 для автоматов IEI25, IBI40 и класса 2 - для автоматов 1Е125П и IBI401I, зазор в которых выбирается подгонкой компенсационных колец.
Привод шпинделя осуществляется плоско зубчатым ремнем. На ступи-В/ шкива шпинделя может быть насажена шестерня привода устройства для нарезания резьбы гребенкой или устройства для фрезерования резьбы.
Механизм подачи прутка состоит из ползушки, перемещаемой рычагом станины по направляющей и закрепленной в ползушке на подшипнике подающей трубы, в которую вворачивается* спереди подающая цанга.
Механизм зажима прутка состоит из зажимной цанги, на которую воздействует зажимная втулка. Во втулку при зажиме упираются выступы кулачков, оси которых крепятся в несущей втулке, а на ролики удлиненного плеча кулачков воздействует нажимная муфта, перемещаемая рычагом ^жима от барабана, расположенного в станине.
Надежный зажим прутков разноге размера (в пределах поля допуска на диаметр) обеспечивается за счет работы компенсационных тарельчатых пружин, установленных с предварительным натягом. Регулировка зажима минимального прутка (в пределах поля допуска на диаметр) осуществляет ся гайкой с фиксирующим пальцем.
Разжим цанги при освобождении кулачков производится пружиной прямоугольного сечения.
Вал качающегося упора получает поворот от кулачка станины через рычажно-секторно-зубчатую передачу. Вал упора располагается в подлинниках бабки, ось сектора - в приставных опорах. Упор крепится на валу"
§
§
§ Л)
Cmp.
№
1ШОП.О.ОО.ОООРЭ
Ж'СГ .Vi few». /1о8п. Доъ
системы смазки* Подвод масла к направляющим производится снизу.
Перемещение продольного суппорта вдоль оси шпинделя осуществляется рычагом от барабанного кулачка, расположенного на продольном распределительном валу. Возврат суппорта осуществляется двумя пружинами. * .
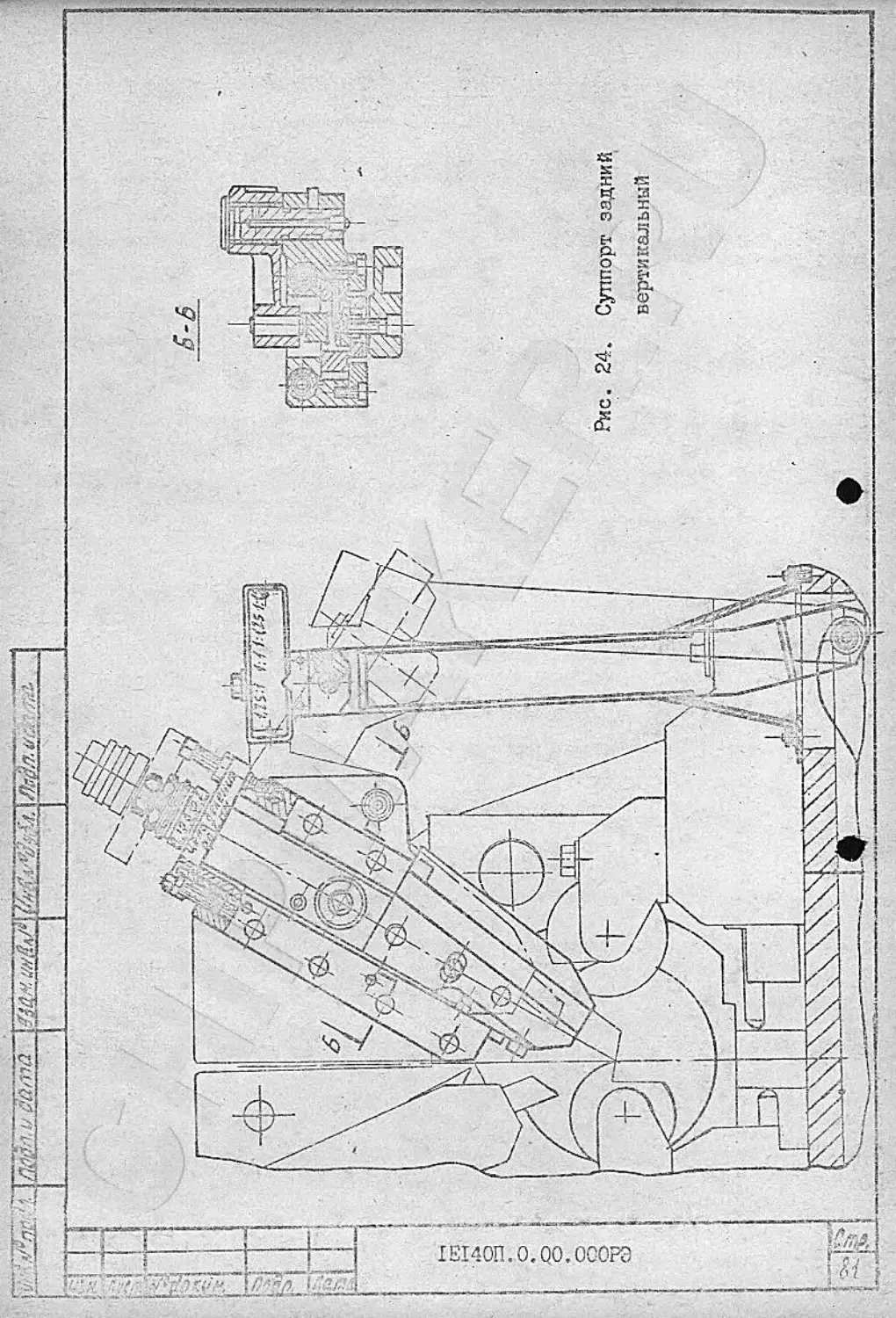
6. II. Вертикальные суппорты
Передний и задний вертикальные суппорты размещены в Т-образных направляющих двух кронштейнов, установленных на верхней плоскости шпиндельной бабки.
Перемещение суппортов по направлению к шпинделю осуществляется
рычажной системой от кулачков распределительного вала. Возврат суппор тов осуществляется пружинами.
Для ограничения переднего положения суппортов служат упоры.
На рифленых поверхностях суппортов установлены державки закрыто го или открытого типа. Каждая державка крепится двумя винтами, которые ввинчены в сухари. Державка закрытого типа может быть перевернута и применена для работы на правых или на левых оборотах.
После ослабления винтов крепления державки могут быть перемеще ни па величину до 6 мк в поперечном направлении относительно суппортов с помощью эксцентриков, что обеспечивает установку резцов по цент-изделия. Регулировка зазора в направляющих производится клиньями. Резцы наклонены на величину переднего угла резания (с°) относительно оси суппортов.
Цена деления лимба - 0,02 пзл. - ’
Изменение величины подачи регулировкой плеч рычагов возможно в пределах от 1,25:1 до 1:1,5*
□лазка направляющее суппортов производится через пресс-маслен
Л
<1
6.12. Шпиндельная-бабка • * *
Шпиндельная бабка предназначена для подачи, зажима и вращения обрабатываемого прутка. Кроме того, внутри корпуса бабки располага
1Е14СП.О.ОО.ОООРЭ
Л'Лу V? Йлецч ( УТпЯп
Алм
Рис. 23. Суппорт задний поперечный
!Г4у<Н!
I
Л
I
S
ки,
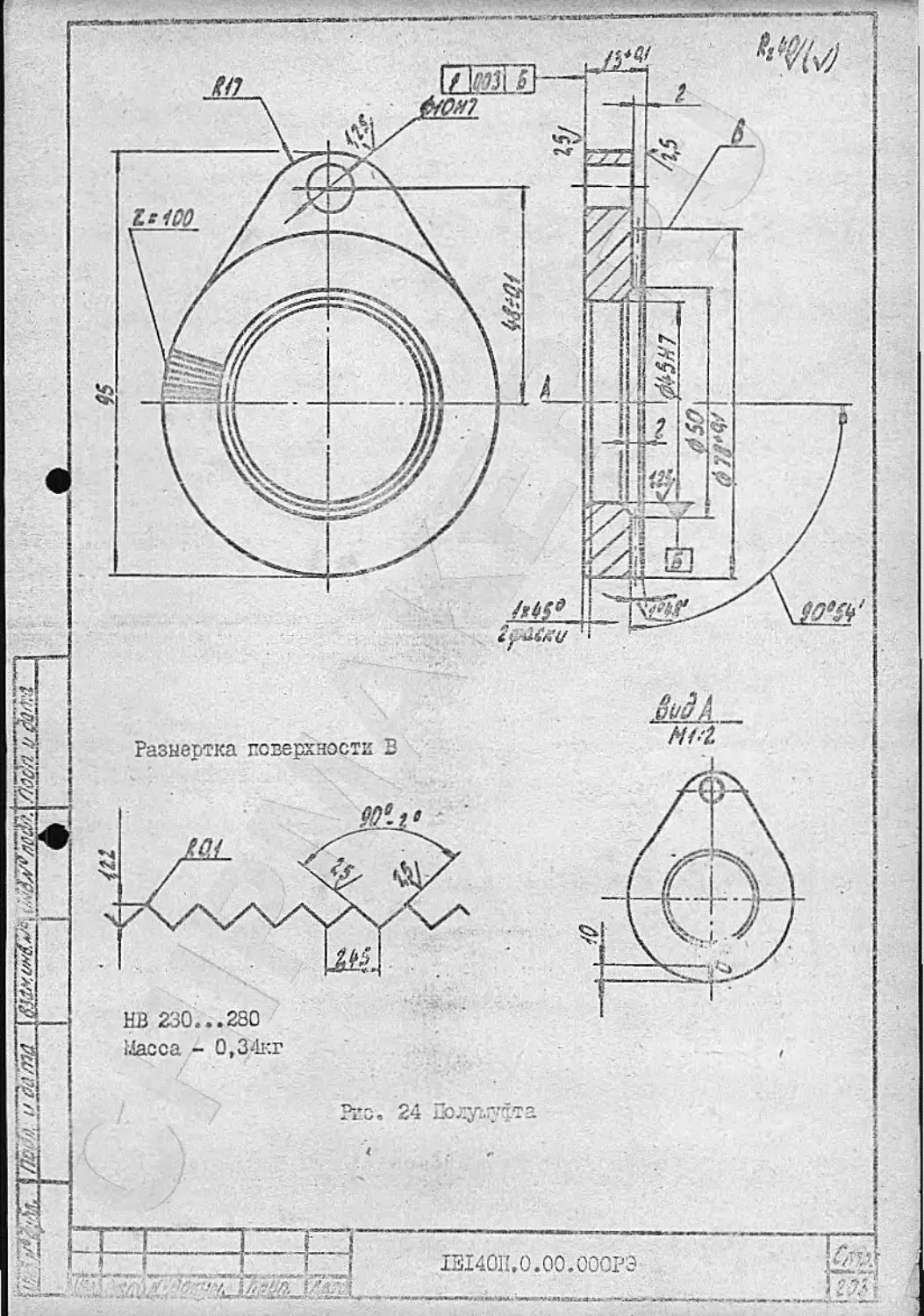
головкой в паз полумуфты зажпма, поворачивая ее относительной друг.-(неподвижной в это время) полумуфты.
Чтобы пси автоматическом зажиме полумуфта ручного зажима не про;\ъ_-- * .. . нулась, в рукоятке сделав жесткий фиксатор.
В случае необходимости отвода и остановки револьверного суппорта в крайнем правом положении (например, при подходе руки-переносчика к, шпинделю), на барабане поперечного распределительного вала устанавлд?_ вается кулачок, воздействующий на свою рычажную систему Если теперь включить муфту вспомогательного вала, то кривошипный вал совершает. 1/2 оборота и кривошип останавливается в сложенном положении, для го, чтобы избегнуть инерционных нагрузок, механизм поворота револьвер-ной головки при этом всегда отключен.
Смазка направляющих осуществляется от централизованной системы, смазки под давлением,' смазка механизмов суппорта - масляной ванной, . .л, находящейся в резервуаре корпуса.
6.10. Передний и задний суппорты (Рис< 22,23)
Передний поперечный (или крестовый) и задний поперечный суппорты. f »лм
размещены на стальных Т-образных направляющих, установленных на верхней поверхности станины автомата перед шпиндельной бабкой:
Перемещения суппортов по направлению к шпинделю осуществляются рычажной системой от кулачков распределительного вала.
Возврат суппортов осуществляется пружинами. "
Для ограничения переднего положения суппортов служат упоры.
На верхтптс плоскостях поперечных суппортов устанавливаются держав-для крепления которых предусмотрев Т-образные пазы.
Регулировка зазора в направляющих поперечных суппортов производит-
ся клиньями.
При повороте винта с лимбом на один оборот суппорт перемещается на i,o км .относительно yi .".рис;* . /.... .> .1 .
Смазка направжющих суппортов производится от централизовать..
Л
с*
ХЕ140П.О.ОО.ОООРЭ
катун надевается своей головкой на цапфу кривошипа и через вал кривошипа производит подачу суппорта. Обратный ход суппорта осуществляется за счет усилия пружин, воздействующих на рычаг подачи суппорта. Регулировка натяжения пружин осуществляется специальным винтог., находящимся в рычаге, для устранен::.--: люфтов корпус постоян-
но притянут к рычагу пружиной. Кривошип вращается во вту.же.
На кривошипе закреплена на шпонке коническая шестерня, зацепляющаяся с конической шестерней приводного шлицевого валика.
На ступице конической шестерни свободно сидит цилиндрическая
шестерня, имеющая на торце кулачки, которые сцепляются с кулачковой
. муфтой, сидящей на шпонке вала кривошипа. Полу-дата поджимается к ш^терне пружиной. -
При переключении револьверной головки кулачковая муфта сцеплена и движение от кривошипного вала передается шестерне и поводку мальтийского механизма. Поводок состоит из пальца и ролика, входящего
з паз мальтийского диска*
В случае установки в револьверную головку 3-х инструментов (через гнездо) целесообразно поворачивать се сразу на ±20^. аля этого палец с роликом на поводке мальтийского диска ставят в отверстие ”2”, во второе отверстие ”2” ставят дополнительный палец с роликом, а щуп, скользящий по кулачку фиксатора, поворачивают на 180°.
W При переключении суппорта без поворота револьверной головки рычаги устройства для многократного отвода выводят полумуфту из зацеп ления. Теперь при вращении кривошипного валика цилиндрические шестер-и зафиксирована.
ни не вращаются и, следовательно, головка неподвижна Для того, чтобы шестерни и связанные с нш,ги -свое положение, в зубья входит фиксатор.
При наладке требуется осуществить поворот,
головки вручную, ьажим и разжим осуществляется поворотом рукоятки, сидящей на оси рычага фиксатора и зажима. Рычаг зажима входит сферической
детали сохраняли
зажим и разжим
Стр
16
1Е140П.0.00.000РЭ
из^уаст\ ^2босчн'Аодл \Дт
J
. ».<M*i«»i*«a aaW4w. ». . ха> — »« - -г- _- л г .г~
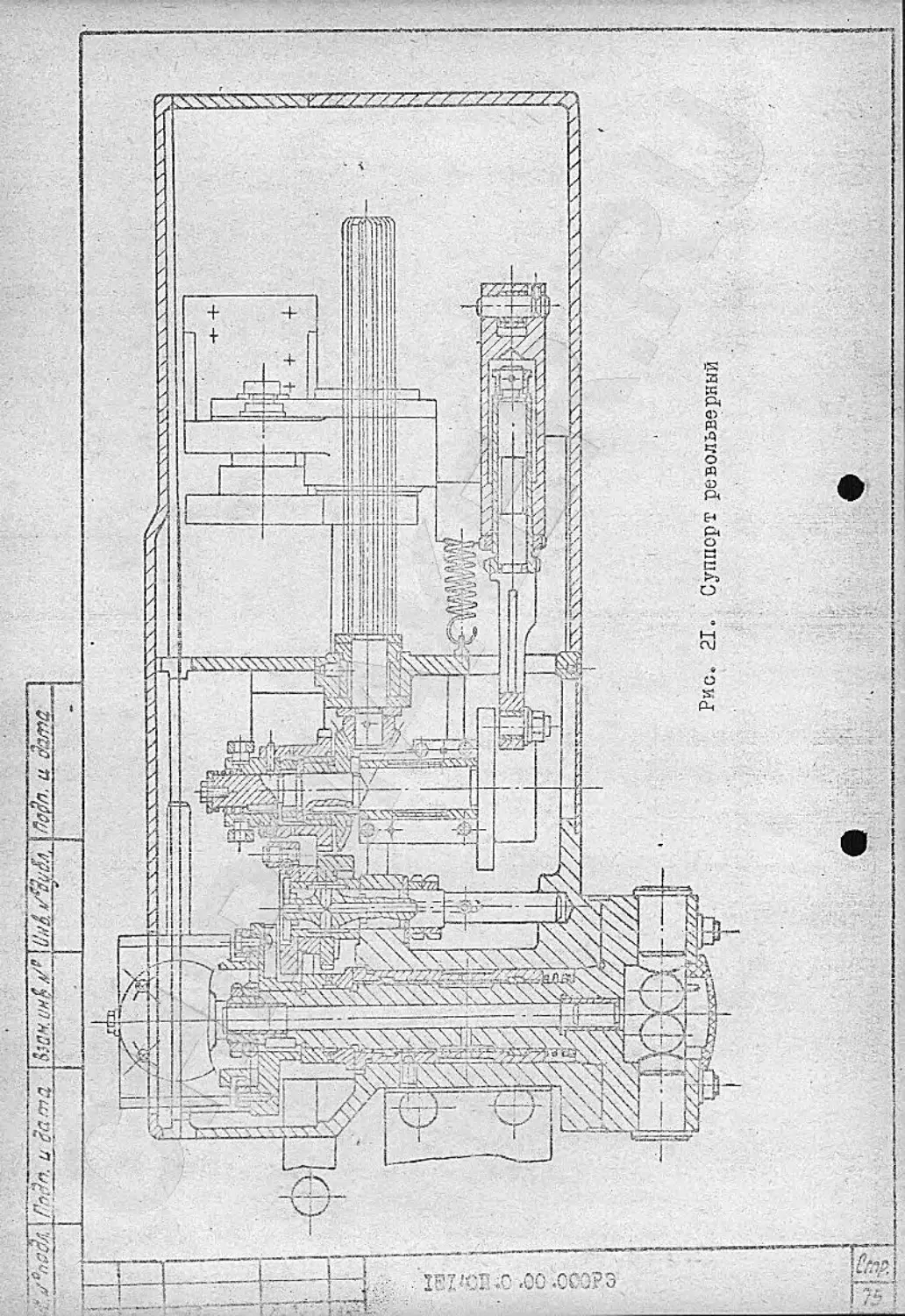
6.9. Револьверный суппорт (Рис. 21)
Револьверный суппорт скомпонован в корпусе, скользящем по направляющей, закрещенной на станине. Посадка корпуса на направшьющей осуществляется поданными шпанками и клином.
3 переднем отверстии корпуса располагается револьверная головка, базирующаяся одновременно на торец и конус. 21одаипником скольжения для головки является шглиндрическая втулка.
При работе головка затянута на конус и торец кулачковой куфтой с силой 350 кто. Муфта получает вращение от кулака, установленного на валу поводка, Перед поворотом головки происходит ее разжим и расфикса ьр'Я.
От вспомогательного вата движение передается через шестерни привода поворота револьверной головки на шлицевой вал. Через конпчсс-
кую пару и пару цилиндрических шестерен движение передается на вал
поводка мальтийского диска. Кроме поводка на этом валу находится ку-
лачок затяжки револьверной головки и кулачок фиксатора. При разжиме происходит отход револьверной голове?! от торца на 0,1 мм. Отводит головку от торца корпуса пружина, заложенная между центрирующей втулкой и корпусом ГОЛОВКИ.
Головка имеет 6 или 8 отверстий диаметром 32 или 25 мм (31,75 Wotii 25,4 по специальному заказу) для крепления инструментов. Инструменты в головке’ задамаются сухарями.
На заднем конце головки между ь:уфтсй и гайкам закреплен мальтийский даек. Рабочая подача револьверного суппорта осуществляется рычагом подачи через вилку, соединенную с рычагом осью.
Вилка соединяется с шатуном, посредством полого винта. Вращением этого винта можно перемещать шатун, а следовательно, и весь суппорт относительно вилгх и рычага станины. Таким образом, расстояние между головкой и торцем шпинделя может, регулироваться в пределах до
о0 мм.
1Е140Л.0.00.000Р.Э
6е16. Счетчик циклов
Счетчик циклов выполнен на базе злектроимпульсного счетчика
и расположен ла панели наладочного пульта (Рис. 27 поз. 3). Подача зшпульсов осуществляется конечным выключателем 1^, установленным на кронштейне комавдоаппарата и управляемым от ригелей барабана распределительного вала.
о
1Е140П.О.ОО.ОООРЭ
ШН. /iner\ */!ноя/м \tio0n. Жг
Un^'ncff/i. Hoff/?. ц ffomc; в; ом. цнб. И Ин№ < W} fltfh. и fforr/Q I
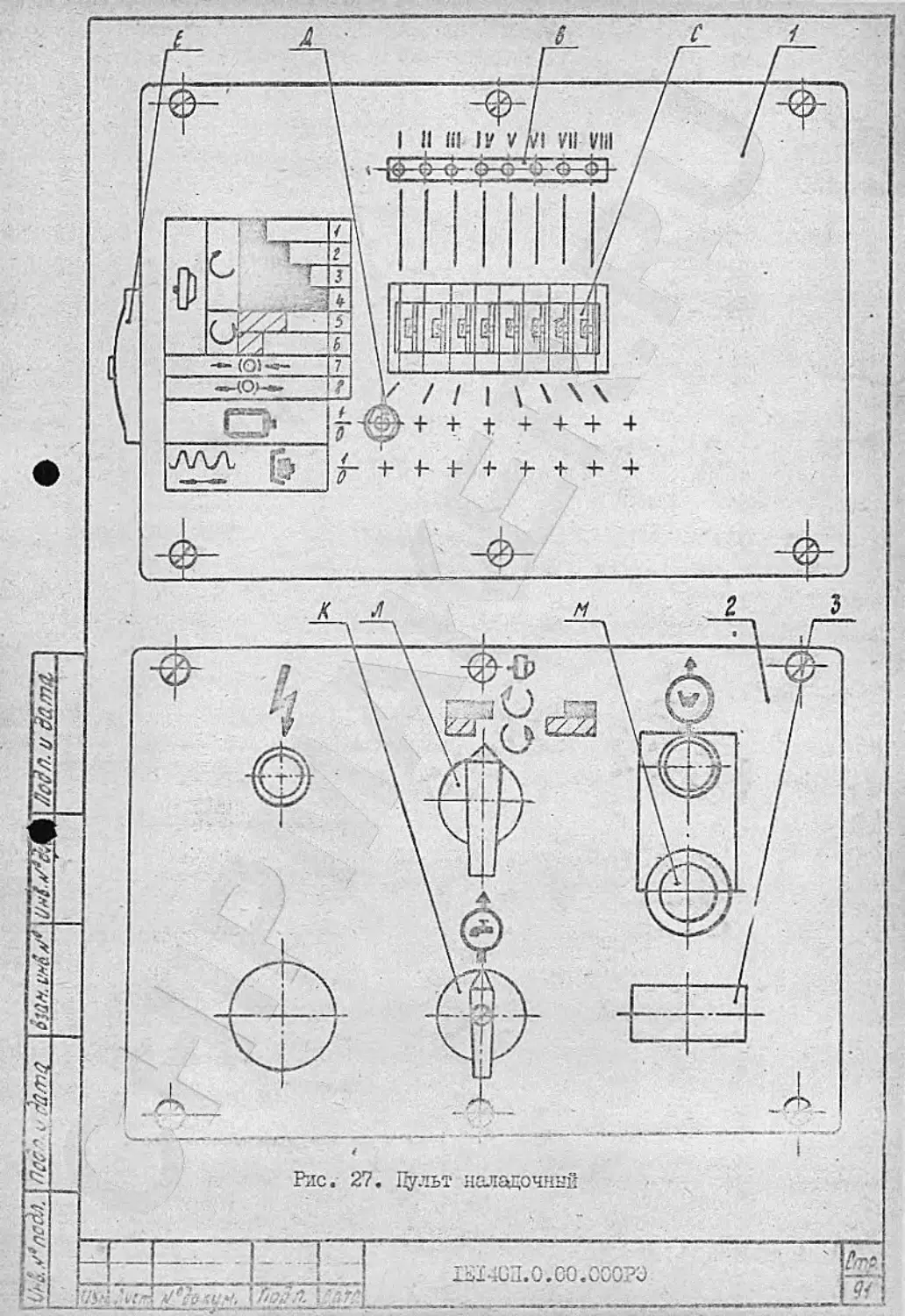
ПУЛЬТ ншдочшй г
Панели наладочного. пульта (рис. 27) закреплены на переходной коробке электрошкафа и при ремонте могут откидываться на специальных петлях*
На переходной коробке установлен вводной автоматический выключатель, позиция Е.
Панель (поз» I) несет на себе элементы предварительного задания программы работы станка»
Ь1ногопозиционны?ли переключателями (поз • С) устанавливаются
скорости главного привода, тумблерами (коз д) производится подклю-
чение в любой комбинации привода дополнительных устройств, ускоренного хода распределительных валов' и других дополнительных устройств, например гидросуппорта.
Переключателями (поз. б)устанавливается меньшее 8-ми четное
количество команд элпктричсского распределительного устройства (ко-мандоаппарата).
На правой панели наладочного пульта (поз* 2) расположены переключатели:
Л - для риверсирования диапазона оборотов главного привода
К - для включения насоса охлаждения
14 - кнопка для предварительного включения насоса -смазки*
Порядок наладки
В исходном положении станок должен быть полностью ’отключен* а микропереключатели комацдоаппарата- освобождены.
Диски многопозиционных переключателей С установить в одно из десяти положений согласно таблице панели пульта, а тумблеры Д в по- , ложеиие I или 0 (соответственно “ыд-ючеко;т ити "вЕг^шчено”). При повороте всех тумблеров *Б вправо реализуется 8 команд в цикле. Ограничение команд осуществляется поворотом тртблера влево, соответствен
но по их порядковому расположению между светодиодами В:
после 11 - на 2 команда
после 1У - на 4 команда
после У1 - на 6 команд
После этого включается вводной выключатель, на станок подается напряжение, при этом загорается светофор молочно-белого цвета на правой панели наладочного пульта и светодиод позиция В, сигнализирующий выдачу первой команда.
Ручным воздействием на микропереключатели командоалпарата
по загоранию светодиодов проконтролировать прохождение команд с возвратом в исходное- положение. При каждом нажатии микропереключате ля не должно выдаваться более одной команда.
Переключатель И повернуть по часовой стрелке и установить
нормальный диапазон оборотов главного привода (наибольшие левые обороты). Станок готов к пуску. _
90
Ш4011.0.00.00иРЭ
t&f).
,и?.!^м9л. \По6п. u fafM. .
я --- - - - - -- |
п<к ' ^mq взон ||7л/уу4>Т^д и дата.
7. Электрооборудование
7.1. Общие сведения
Электрооборудование автомата рассч
подключения к се-
ти грехфазного переменного то,
ло особому заказу электрооборудование может для сети 220В, 50Гц.
быть выполнено
На автомате используются следующие величины
напряжений пер.
менного тока:
- цепь управления 50Гц, НОВ;
50Гц, 24В;
- це
тного освещения
-> цепь сигнализации 50Гц,
5В:
магнитных
апряжение питания муфт +65, -12В,
цепей упра:
-24В
постоянного тока
Ml
арата и электро-
На
автомате у с т ано-ьл е еы ш4, который входит ъ
три трехфазннх электродвигателя
коглплект станка, ио поставляется за
плату
о о де л ы -iy ю
Аппаратура управления размещена в поворютном
рошка<
расположенном сзади станка на стойке портала.
Для регулирования скорости вращения шпинделя на автомате установлена коробка скоростей ^(62-206-3.3-11 с электромагнитными ;лу-лта\м типа ЭТМ, обозначенными на схеме У1ав.У5.
&
i
Для включения ускоренного хода распределительных валов в ко-У6 тина ЭТЮ-074-1.
робке подач установлена
Дтя управления работой электромагнитных 1.76т У1....Уб и допои-
нительных устройств имеются команд с аппарат и налагдочннй пульт, размещенный на электрошкафе (сю. рис. 26, 27). На боковой стенке наладоч-
ювлен вво.
ного пульта ус
7.2. Первоначальный пуск
При первоначальном пуске автомата необходимо прежде всего про-
верить надежность заземления и качество монтажа электрооборудова-
1514011.0. СО. ОООРЭ
flodn.
иия внешним осмотром.
После 'осмотра на клеммных наборах в электрошкафу отключить провода питания всех электродвигателей. Цри помощи вводного автомата QF1 электрооборудование станка поключить к сети.
При помощи кнопок и переключателей проверить четкость срабатывания магнитных пускателей и реле.
7.3. Описание работы схемы
Схема электрическая принципиальная приведена на рис. 26
В таблице к приведен перечень элементов в
схеме.
Перед началом работы необходимо убедиться в том, что все защитные автоматические переключатели включены.
Вводным автоматическим выключателем фи электрооборудование автомата подключается к сети. Подается питание в цепи управления и сигнализации. Загораются сигнальные лампы ни - "Электросеть подключена1’, HL2 - 1:Автомат отключен”,- HL3 - "Двигатель насоса смазки отключен”. Выключаются реле Ku I,
S
I
КОНТрОЛИруЮ-
наличие напряжения в цепях управления постоянного тока, оаряд-током конденсатора С9 включается реле KI, загорается светодиод выдается первая команда в цепь управления муфтами и дополни-
щие
HHM
Ы, тельными устройсйами? Через размыкающий контакт KMI выдается сигнал на входы полупрйводаикових усилителей (см»рисг3-2?3) AI и А2, включаются муфты У1 и У2 - вал электродвигателя MI заторможен.
Кнопкой SB2 включаются магнитные пускатели KMI и КМ2 (если в момент пуска конечный выключатель SQ5 был нажат, то кнопку следует удержать нажатой 1-2 сек.).
Отключаются лампы хПь 2, Hl 3 и электромагнитные муфты У1, У2. Растормаживается вал электродвигателя Ш. Подключаются к сети эле-ктродаигатели главного привода ;.И, привода насоса охлаждения М2, привода насоса смазки М3.
1
1
-5^ ,?₽Й7.
1Е140П.О .ОС .ОООРс
i №
При возрастании давления в системе смазки срабатывает реле давления SP. 14агнитные пускатели KMI и №2 становятся на самоблокировку. Включаются реле времени KTI и электромагнит У7 гидрораспреде-.т:;гтсдя подачи масла к тупиковым точкам смазкле Через 1-2 сек. контактом KTI включается рале времени КТ2 с самоблокировкой, которое размыкающим контактом 20-21 отключает KTI и У7. Через выдержку времени 10 мин. размыкающим контактом КТ2 6-20 отключается катушка реле КТ2. Замыкаются контакты КТ2 6-20 и 20-21, размыкается контакт 20-22 Снова включается KTI. В дальнейшем, работа реле KTI и КТ2 повторяет-
ся до отключения главного привода Включение -электромагнитных
происходит через комаддоалпарат и
или привода смазки.
муфт и дополнительных устройств наладочный пульт.
Автомат останавливается кнопкой SBI ’’Стоп”, расположенной на пульте управления или SB5 на наладочном пульте. При этом отключаются магнитные пускатели Kill к КМ2, замыкающие контакты которых отключают электродвигатели ж1...МЗ, а также разрывают цепь питания элект-У6. Включаются электромагнитные муфты УТ и У2
рэмаг;
- тормозится вад электродвигателя Ш. Загораются сигнальные
лампы
- уско— кнопкой
Кнопкой SB4 на пульте управления включается муфта Уб репного вращения распраделительного вала. Пользоваться этой следует только при налэдке автомата.
7.4. Пульт наладочный. Правая панель.
На правой панели наладочного пульта (см. рис. 30) расположе-
j
I ixib I Wl, мMirii^JL Mt, t .
ны следующие аппараты управления:
- кнопка аварийного останова SP5;
- переключатель SAI для изменения направления вращения двигателя MI и установки ’’перевернутого” диапазона скоростей шпинделя, т.е. 4 правых и 2 левых. Обычное положение SAI в позиции 4 левых и 2 правы:: скорости;
Стр\
1Е140П.0.00. ОООРЭ
докун. \ПО()П
- кнопкнбВЗ для регулировки и настроили узла смазки. Игнатием на
кнопку включается магнитный пускатель КМ2, если он не был включен ранее, и электромагнит.распределителя У7 на время удержания кнопки; - переключатель SA2 для отключения двигателя схлаздения М2;
- счетчик циклов рс > сигналы на который выдаются с микропереключателя (см.рис. 31 ) от ригеля распределительного вада.
7.5. Командеаппарат. Левая панель пульта наладочного.
Схема представляет собой устройство с двумя входами, осуществляемыми микропереключателями SQI и SQ2 (см. рис *26,3$ я восемью последовательными выходами, реализуемыми реле KI...K8, что соответствует числу команд в цикле. Выдача команд сигнализируется зажиганием светодиодов BI...B2 на наладочном пульте.
Команды с SQI и 8(32 выдаются от ригелей распределительного вала, которые устанавливаются по заданной программе работы автомата, syl и SQ2 должны ‘срабатывать поочередно. Последовательное много-
с* 5 лэ
кратное нажатие на один и тот же микропереключатель не реализуется
в команду на выходе. От сигналы появляются на выводе 116 только пои освобождении SQ2. От них включается одно из нечетных реле KI, ** . •
КЗ, К5, К7. При нажатии SQ2 прерываются сигналы с SQI и выдаются на 117 вывод ст которых включается одно из четных реле К2, К4, Кб,
-г>
0:
1
К8. ' .
При подаче напряжения в. схему всегда включается реле KI (см. выше) выдается первая команда через замыкающий контакт Ki 109-141, загорается светодиод BI. При нажатии SQ2 через замыкающий контакт Ki 117-122 включается с самоблокировкой реле К2, размыкающим контактом которого I04-I3I отключается реле KI. Выдается вторая команда через, контакт К2 109-142, загорается светодиод В2. При нажато зД сигнал на 116 выводе появится только при отпускании SQ2. Аналогично включается реле КЗ. Выдается 3 команда и т.д< После срабатывания реле К8 снова, включается реле KI. Начинается новый цикл.
-JV.
IEI'ЮП .0 .СО .ССОРЭ
Ун. I ???& U'
Количество команд в цикле можно уменьшить до 2,4 и 6 с помощью переключателей 833. £34, 83Б. При установке ручек переключателей вправо, что соответствует положению контактов, изображенному на схеме, обеспечивается прохождение 8-ми команд. При установке влево:
. - руша переключателя 833, работают реле КГ, К2 и вы.’аются 2 команда;
- руша переключателя ^34, работают реле KI...K4 и выдаются 4 команда;
- ручки переключателя 835, работают реле KI...Кб и выдаются 6 команд.
Выдаваемые команды преобразуются заранее программируемый режиь
работы станка через наладочный пульт.
Многопозиционнкми переключателями si».. 88 производится выбор скорости шпинделя согласно таблице на панели пульта. При установке переключателей в положение 8... 10 и 0 все муфты У1...У5 отключены, что соответствует режиму "освобождение шпинделя при включенном электродвигателе”.
Переключателями 89... SiG производится включение муфты Уб -ускоренного вращения распределительного вада.
Переключателяг.1и 817... 824 - включается реле К9, магнитный пускатель КЗ и двигатель привода дополнительных устройств 1Я4.
Включение муфт У1...У6 и реле KS происходит через полупроводниковые усилители AI...A7 типа Т404 и 1405 (см. рис. 32, 33) нагрузка включается при подаче сигнала на лобой из входов усилителя. При снятии сигнала нагрузка отювдается. Величина сигнала должна быть в пределах -4...-I2B (в действующей схеме-12В). При отсутствии сигната величина напряжения на входе не должна превышать - IB.
7.6. Рокировки
Главный привод включается только после насоса смазки.
При падении давления в системе смазки происходит отключение автоыатаСразмыкается контакт ЗР).
1
i
<5
Уб
1Е140П.0.0О.000РЭ
JhiiT r'i'dtXLW fart
Продолжение таблицы 18
Номер трассы г Номер провода (маркировка цепи) Данные провода Примечание
Цвет Марка К-во сеч.
12 102; ИО синий пгв 2x1 Трубка ПХВ05
13 5; 10 красный 2x1 Трубка ПХВ012
14 8; 10 красный 2x1 РЗЦ-Х012
15 104; 115; 116; 117 синий 3x1 Рукав 12x26-10
16 104; 105; 220; 228; 229; 232+1 резерв СИНИЙ' 8x1 Рукав 16x26-10
17 AI4; BI4; CI4 зелено-келтый черный 1x4 3x4 РЗЦ-Х015
4л-/'и‘/Ы?ГПоЗпУи'^омо ИУО/тг
Z^<
1Е140П.0.00.000РЭ
л
8. Система смазки
8.1. Схема смазки принцийиальййя показана на рисунке 3-
таблице х9, 28 указаны перечни элементов системы и точек -смазки.
8«2. Смазка станка обеспечивается слегг.“хса.и1 система-?.:
- •щр^-ляционМой системой смазки подшипников шпиндельной бабки, коробки скоростей, коробки подач; >
~ периодической системой смазки .проточных и тупиковых точек, элементов механизмов станка (см. таблицу точек смазки);
- картерной системой смазки механизмов револьверного суппорта, червячных передач распредвалов;
- ш-давидуалькой смазкой.
Шфкуляционная система смазки шпиндельной бабьи, коробки по-
дач, коробки скоростей и периодическая система смазки проточных и туш: новых точек получает питание от шестеренного насоса ЬГП-П.
шестеренный насос БП1-11 дает расход 8 л/мин. Диркулядаониая
система смазки шпиндельной бабки, коробки подач, коробки скоростей и периодическая система смазки проточных и тхпшковых точек состоит из бака 9, насоса 3. Подаваемое насосом масло проходит через фильтр 5, регулировка давления осуществляется клапаном 4(1) и контролируется эдномётром (10). Номинальное давление дожно составлять 0,5(5) i-ilia (кГс/см^). На напорной магистрали I ветви установлены шаслорас!ipcделитель 8(1) и предохранительный клапан 4(2).
Через маслораспределитель 8(1) происходит подача масла к под-
шипникам шпиндельной бабки, в коробку подач и червячным редукторам.
Пройдя опоры подшипников и коробку подач, масло сливается в резервуар 9, регулировки требуемого расхода масла осуществляется маелораспределителем 8(1).
На напорной .магистрали II ветви установлены электромагнит с гидрораспределителем 7 и маслораспределителем-8(2) и 8(3).
При получении команды от пульс пары, состоящей из двух реле
1Е140П.0.00.000РЭ •
и^.^/7с^\Подп. а дота \Вьон. ин1.^ (lotto,
. Рис. 34. Схема смазки принципиальная
I
электромагнит парораспределителя 7
ается, пасло от .слораспределителю 8(2) и о(3), продолжительность подачи масла составляется 0,5...! сек через.
300.->.€00 сек. цикл повторяется. '
Регулировка расхода масла в периодической системе смазки осу ществляетоя маслораспределителями 8(2-) и 8(3).
Для системы смазок используется масло "Турбинное 22П" ГОСТ 32-74. йдя очистки масла от механических примесей бак имеет магнитный патрон 1. Контроль за уровне?» но через нишу коробки АКС.
Картерп.ал система cuasini револьверного суппорта, червячных передач распредвалов.
3 верхней части корпуса револьверного суппорта предусмотрен
еннек по
масла осуществляется визуаль*
резервуар, из которого масло посредством фит
револьверной головки, к опорам фиксатора, к опорам оси кривошипа;
суточной оси, к крлвоппщу, шлицевому валику и к зубчатым за-
юдается: к опоре
к
ЯМ
КОЙ,
Л" ГОСТ 32-74 до
для заливки масла в резервуар предусмотрено отверстие с сет-которое закрывается резьбовой пробкой. •
В резервуар заливается масло "Турбинное
знтек^.л.. масла через специальное боковое отверстие. Это отверстие затем закрывается резьбовой пробкой.
Зижняя часть полости станины, в которой размещен каждый из
червячных редукторов привода распредвалов служит резервуаром для масла "Турбинное Т22” ГОСТ 32-74. Заливка масла может быть осуществив на через отверстие, снабженное резьбовыми пробками.
Инди-Вхдуальная смазка
Смазка осуществляется шприцами через пресс-масленки жздкой смазкой и консистентной смазкой. В качестве жидкой смазки используется масло "Туббинное 221Г ГОСТ 32-74. Смазываются, в основном,
1Е140П.О.ОО.ОООРЭ
Ж
fi/iGof-l/H.
5 £
£
точил, к которым подача смазки из централизованной системы
йена, а именно: основание - отклоняющий ролик (леникс); вертикаль
ные суппорты - направляющие и подаишшк рычага подачи; механизм по
дачи прутка - подапцшк ползутки, направляющие ползунки, пружина рычагов подачи; рычаг ловителя;! вспомогательный вал - подаидники трензеля; качающийся упор - смазка опор птанги и подаинкика сектора.
9. СИСЙШ 0ХШЙЕШ1Я
9.I. Система охлаждения состоит из электронасоса ЛА-45, установленного на основании и трубопровода, подводящего охлаадэду^
II
жидкость в зону резания.
В качестве охлаадающей жидкости применяется масло "сульфофрезол' ГОСТ 122-54, "Индустриальное И20” ГОСТ 20799-75.
Трубопровод охлаздаадей жидкости расположен в портале и в зоне резания заканчивается четырьмя соплами на гибких рукавах. Для регулирования расхода охлаждающей жидкости имеется кран муфтовый.
9.2. Отключение системы охлаждения производится переключателем,
расположенным на наладочном пульте.
Ее рекомендуется длительное время работать при закрытом кране
Si
и включенном двигателе насоса®
Слкв охлаждающей жидкости в бак основания происходит через сетку и отстойник,
расположенный внизу основания. Для слива охлаиг’
л*
дащей жидкости из ками.
основания предусмотрены отверстия закрытые проб-
Необходимо не
хода из строя насоса охлаждения.
§
&
реже одного - двух раз в месяц очищать от струн* ки полость резервуара и отстойника для предупреждения быстрого вы-
1Е140ПА°^С00
IU. Порядок установки.
10.1. Распаковка.
При распаковке пео&ходало следить за тем, чтобы не повредить автомат распаковочным инструментом. для этого сначала снимается верхний щит упаковочною ящика, а затем - боковые щиты.
10,2. Транспортирование (рис. 35)
Для транспортирования распакованного станка используются две стальные штанги диаметром 50 мм., трос - диаметром 20 мм. с рас-
порной рамой.
Пос г ,, ^ат2 VеЛоаа и <Уо
Рис. 35. Порядок транспортировки
Необходимо следить за тем, чтобы не повредить тросом выступающих частей: в соответствующих местах подложить подкладки. Транспорту*-
• - • . •* рованне производить согласно приведенной схеме.
При транспортировании к месту установки и при опускании на фундамент станок не должен подвергаться сильным толчкам.
" Примечание: Допускается транспортировка станка без распорной ра-
мы, но с частичным демонтажем ограждения (снятия переднего Kosjxa и поддона. Рис. 3, поз. 8)»
IEI40ncUiP0oG00P3
10.3а Установка автомата^
10.3.1. Перед установкой станок необходимо тщательно очистить ат антикоррозийных покрытий, нанесенных на обработанные поверхности стачка и, so избежание коррозии, докрыть тонким слоем масла "Индустриальное И-ЗОА" ГОСТ 20779-75.
Очистка- от антикоррозийных покрытий сначала производится деревянной лопаточкой, а оставшаяся смазка с наружных поверхностей удаляется чистыми салфетками, смоченными бензином Б-70 1*0СТ 1012-72.
10.3.2. Монтан, габариты, рекомендуемое расположение автоматов, схема установки и план фундамента приведены на рис. 36, 37, 38.
10.3.3, Автомат устанавливается на бетонном фундаменте (см. лист 119). Глубина заложения фундамента принимается в зависимости от грунта, но должна быть не менее 150 мм.
В отверстия основания заводятся фундаментные болты (гайки не затягиваются) диаметром 20 мм.
10.3.4. Точность работы станка зависит от правильности его установки. В соответствии с ГОСТ 8-77 автомат при помощи отжимных винтов выверяется по уровню в продольном и в поперечном направлениях с точностью 0,04:1000 мм. Уровень установить на корпусе переднего поперечного суппорта. . ’ •
Стойки поддерживающего устройства устанавливаются на бетонных подушках 2. Положение оси поддерживающей трубы для прутка выверяется так, чтобы она совпала с осью шпинделя.
По окончании установки и выверю!, под основание и стойки подливают цементный раствор. После затвердевания раствора затягиваются гайки фундаментных болтов.
№кл/1лодА\Г1сдп- и дота Псдп. и дота
/7?о
1Е140П.0.00.000РЭ
Рис 36. Схема установки и план фундамента
1075
II. П0РВДЖ РАБОТЫ
II.I.'Подготовка автомата х первоначальному пуску, -первоначальный пуск.
- Надежно заземлить автомат путем подключения его к цеховой шине за-
зеглления.
«
1
- В электроаппаратуре проверить и подтянуть все контактные винты.
- Удалить клинья и шпагат у якорей магнитных пускателей и реле.
- Продуть электрическую аппаратуру сухим сжатым воздухом.
- Залить масло "Турбинное 22 " ГОСТ 32-74 в резервуар иод коробкой скоростей в количестве 40 л.
- Залить масло "Индустриальное И-20П" ГОСТ 20709-75 в резервуары червячных редукторов до уровня контрольных пробок.
- Залить в резервуар охлаждения охлаждающую жидкость масло: "Сульфо-фрезол" ГОСТ 122-54 или масло "Индустриальное И-20А" ГОСТ 20799-75 в количестве НО л ио маслоуказателю.
- Тщательно просврияцевать и смазать все точки, подлежащие индивидуальной смазке.
- Отрегулировать натяжение ремней привода коробки скоростей, привода
шпиеделя, натяжение цепи привода вспомогательного вала.
- Убедиться, что все крышки, кожухи и ограждения находятся .на своих
с»
I
местах и надежно закреплены.
- Проверить положение реверсирующего механизма вспомогательного вала* При нормальном диапазоне скоростей шпинделя рычаг трензеля должен быть сдвинут до зацепления шестерен в сторону буквы "Н", которая указана на табличке. При перевернутом диапазоне - в сторону буквы "П“*
- Проверить положение переключателя на электрошкафу: переключатель должен быть установлен в положение "нормальный диапазон скоростей".
- Включить автомат, проверить направление вращения электродвигателей при отключённом приводе вспомогательного зала (выключить муфту ручного z включения).
; i оо'УнЛП^п. fe?.-
1В140П.0.-00.000РЭ
!
• Вправление вращения (со стороны вентиляфра) вала электродвигателя привода шпинделя, электродвигателя привода насоса охлаждения, элект-
эй первоначально:
родвигателя смазки - против часовой стрелки. t необходзвло ссотве
пеоеь
наем вручную рычагов ко.чандоапиарата установить левые обороты шпинделя:
1600 ос /мда для автоматов 1Е125П, IEI25
800 об/мин д-1я автоматов LEI401I, IEI40 \ • • • ’ » \
Во.время работы станка на холостому.ходу, следует:
I, Отрегулировать подачу масла ко всем трущимся поверхностям. Особо тщательно ^отрегулировать подачу масла на электромагнитные муфты коробки скоростей и коробки подач и поддачники шпинделя, причем количество масла, подводимое к электромагнитным муфтам, должно быть
0,5 л/мин* , а на дереднпп в задний подшипники шпинделя рекомендуется подача масла в количестве 20 капель в минуту*
2. Проверить работу системы охлаждения
Охлаждающая жидкость должна вытекать из сопел сплошной струей ' без разрывов, струя должна регулироваться во длине; подтекание жидкости в соединениях трубопроводов не допускается.
3. Нажатием вручную на рычаги командоаппарата проверить его работу, а также работу электромагнитных муфт, учитывая, что конструкция коробки скоростей обеспечивает в цикле 4 скорости левого вращения и 2 скорости правого вращения.
4. Проверить работу механизма подачи и зажила прутка* Затем проверить работу глеханизма переключения, затяжки и фиксации револьверной головки, работу устройства для многократного отвода револь
верного суппорта, включить и отключить ускоренное вращение распределительных валов.
5*. Автомат предварительно обкатать в холостом режиме на низких 500 об/мин) в течение I часа* Затем, настройкой смен-
С1
оборотах (200
ных шкивов и шестеоен коробки скоростей, устанавливаются обороты
Итр, 4U
1Е140П*0.00.000РЭ
flooh fiarcj
шпэдцеля IEI40U и IEI40 - 1000 об/мин; 1Е125П и LEI25 - 1600 об/мин должен работать не менее 2 часов» Все моханиз-работать нормально, без заеданий, заклиниваний Избыточная температура подшипников шпинделя
на которых автомат
инн
мы при этом должны и других дефектов, при наибольших оборотах не должны превышать 35°С для автоматов класса П, и 50°С для автоматов класса И. Нагрев электромагнитных муфт не более 1Ю°С.
ВНИМАНИЕ! .
При наладках со временем цикла 13,7 сек. и менее - включение ускоренного вращения распределительных валов НВ ДОПУСКАЬТОЯ
fMfri и За/па \foq/y. /7аЗ/7, у-д/пд.
11.2. Эксплуаташ^я автомата в период приработки
Основным условием, необходимым доя нормальной и безаварийной работы автомата является правильная приработка (обкатка) его в первый период работы после установки в цехе, на легких режимах работы. Время, необходимое на npnpaOoTiy деталей и узлов автомата, ориентировочно определяется в 100 часов работы.
На период обкатки рекомендуется использовать числа оборотов шпинделя, не превышающие 1000 об/мин., а продолжительность цикла обработки детали - не менее 5 мин. В этот период особенно важно чтобы смазка всех узлов была обильной; перерывы.в смазке, хотя бы на непродолжительное время, недопустимы.
По истечении 100 часов работы автомата необходимо:
I) заменить жидкость в системе охлаждения , промыть резервуар охлаждения;
2) заменить масло в резервуаре под коробкой скоростей, в резервуарах червячных редукторов станины, тщательно промыть резервуары керосином, очистить фильтры смазочной системы; залить в резервуары свежее масло;
Г' — i
Л;'г 1
ГЕ140П.О.ОО.ОООРЭ
3) проверить и при необходимости подтянуть нрекежкке Детали в узлах автомата;
4) провести прос^тлактический осмотр всего электрооборудования, в том числе электрошкафа: при необ'ходш.юсти, прочйстить и продуть сухим сжатым воздухом, Всевозможные осмотры станка, а также любые виды ремонта электроаппаратуры или механических узлов проводить только при отключенной сети;
5) в случае появления больших люфтов в .направляющих поперечных, про-
дольного и револьверного суппортов - произвести регулировку зазоров клиньями посредством регулировочных винтов;
6) проверить люфт червячных пар станины и, при необходимости, произвести регулировку’ червяков.
11,3. Требования, предъявляемые к обрабатываемому материалу
Обработке на автоматах подвергается только калиброванный материал по ГОСТ 7417-75 (сталь калиброванная круглая с допуском до 4-го класса точности по ОСТ 1024 для станков IEI40-IEI25 и до 3~го класса точности для станков 1Е140П-1Е125П).
Для обеспечения равномерности зажима, прутки следует рассортировать по группам и пускать в обработку, начиная с меньшего диаметра.
Материал должен быть однороден по твердости; перепад твердости в партии обрабатываемых прутков допускается в пределах не более 5 единиц по Роквеллу.
Перед обработкой прутки должны быть разрезаны так, чтобы длина их не превышала 3-х метров и обязательно со снятыми фасками Наличие фаски на переднем конце прутка необходимо для более заправки его через подающую и зашлную цанги; наличие фаски
на концах
легкой
на заднем
I
конце облегчает соскальзывание подающей цанги с остатка прутка. • Прутки должны иметь местную кривизну, соответствующую
ГОСТ 7417-75 для прутков с точностью по диаметру до 3 класса до ОСТ 1024. На поверхности обрабатываемых прутков не допускаются грязь, ржавчина, забоины и
&7Д
с
Wife УН Дата
1Е140П.0.00.0С0РЭ
другие дефекты.
При наличии хорошо отрихтоваяного материала (чистого, без забоин и волнистости) и правильно изготовленных зажимных цанг, можно ограничиться припуском на обработку в пределах 0,2-0,3 мм, а для изделий, не требующих особой чистоты наружной поверхности, материал может быть взят точно по наибольшему диаметру обрабатываемой детали.
При необходимости получения детали 2а класса точности рекомендуется обрабатывать прутки не грубее 3 класса точности по ОСТ 1024.
II.4. Настройка, наладка и режимы работы
II. 4.1. Основные указания по расчету наладки
При составлении технологических карт необходимо стремиться:
I) по возможности совмещать работу поперечных суппортов с работой револьверной головки;
2) по возможности применять многоинструментальные державки;
3) совмедать переключения револьверной головки с работой поперечных суппортов и холостые хода поперечных суппортов с работой револьверной
л
ЛЬ
го ловки;
4) недопустимо совмещение Обдирки с чистовой обработкой.
Нарезание резьбы с большим шагом и накатывание прзгчлсллются к обдирочным работам;
5) перед сверлением отверстий диаметром менее 10 м?л производить предварительное центрование сверлом большего диаметра с небольшим вылетом.
Центрование производится таким образом, чтобы после сверления на входе оставалась фаска;
6) при сверлении ступенчатых отверстий для сокращения времени обработ-и для облегчения выхода стружки сначала сверлить отверстия больше-
1СИ
§
?)
диаметра;
рвёрлеиае глубоких отверстий малых диаметров производить за несколь
ко
5
вводов сверла
первый ввод сверла на глубину с< z 3 cl
J/bl
Л ! tierI /й А‘.1:
Ш40П. 0.00.000 РЭ
второй ввод на дополнительную глубину /^ = 2 с/
третий ввод на дополнительна глубину = М где й - диаметр сверла;
8) окончательную обработку наружных поверхностей тонкбстегипос деталей
следует производить после обработки отверстий, так как при сверлении и развертывании отверстий у таких деталей наблюдается увеличение наружных размеров;
и) длину проточки последней ступени детали и глубину сверления увеличивать на ширину отрезного резца;
9) не совмещать обточку широким фасонным резцом со сверлением отверстия малого диаметра, чтобы предотвратить увод сверла;
10) при работе фасонными резцами применять обработку двумя черновым и чистовым, причем черновую обработку производить
резцами -
с заднего
размеров,
суппорта;
II) для получения чистовой поверхности детали и стабильных при работе фасонными резцами с поперечных суппортов необходимо пользо
ваться кесткими упорами;
12) центровочные сверча следует задерживать в конце подачи на несколько оборотов для зачистки;
13) если для размещения инструмента достаточно трех гнезд револьверной головки, следует настроить поворот револьверной головки через
гнездо, т.е. три поворота за ода: цикл или установить на револьвер-ной- головке двойной комплект инструмента дал изготовления двух деталей за один оборот распределительного вала;
14) с вертикальных суппортов производят следующие операции:
проточку канавок, фасок, отрезку. Обточку точных поверхностей произво-
5»
дать не рекомендуется
Z/77A л 9
1Е140П.0.00.000РЭ
(heyм. | Мк до?#
1
Ч
11*4,2. Составление операционной технологической карты ( в качестве примера приводится расчет наладки на деталь
09-40П)
В операционную технологическую карту записываются: наименование детали, наименование материала заготовки, его марка, профиль и размер, вычерчивается эскиз детали с указанием всех необходимых размеров, допусков и знаков чистоты обработки.
Согласно установленной технологической последовательности внчерч? каются эскизы по переходам, обозначаются размеры и расположение державок и режущего инструмента, указываются расстояния от торца шпинделя до револьверной головки в конце каздого рабочего перехода.
Сумма величин наименьшего расстояния револьверной головки' от торца инхинделя по плану обработки и максимального хода револьверной головки является установочным расстоянием, которое не должно быть больше 235 ш. ’ •
Расстояние от торца шпинделя до револьверной головки в конце перехода складывается из:
I) расстояния от отрезного резца до торца шпинделя;
2) ширины отрезного резца;
3) части дайна детали от плоскости отрезки до ревущей кромки инструмента;
4) длины дергавки вдоль ее оси от режущей кромки инструмента до начала хвостовика;
5. ) зазора мехду опорной поверхностью деркавки и периферией револьверной ГОЛОВКИ.
Расстояние от отрезного резца до торца шпинделя должно быть не менее 5 мм. <
В графу^Наизленсвание переходов” вписываются рабочие и холостые перемещения и их нумерации в строго установленной технологаческбй последовательности.
г ( . •
’ ч
Ш40П.0.00.000РЭ
••
J л/}
II.4.3. Определение ?;одов инструментов
Рабочий ход определяется по эскизу обрабатываемой детали.
Для проходных резцов длина хода равна сумме длин обтачива-
подвсда на безударное врезание инструмента.
L=L^ + у + 1 еэ
где: L - длина рабочего хо-
да резца б мм;
• Хц - длина обтачивания б мм;
1 шгл- подход на безударное врезание;
у - величина врезания резца в мм*
При сверлении отверстий и предварительно зацентрованных деталях (рис. 40) длина хода равна длине цилиндрической части отверс-
тия, а при сверлении отверстия в детелях (рис. 41) без предваритель-
вой зацентровки, к длине отверстия добавляется высота конусов сверла.
+ ♦ (0,5-И) иш
где: L - длина рабочего хо-
да сверла в мм;
1^- длина детали б мм; о - шииина отБезного резца з мм;
0,5-и - подход сверла в мм
L=L^ + L> + O,5d+1mzi
где: L - длина рабочего хо-
да сверла в мм;
Ь- шлинна отрезного резца в мм;
о
и - длина детали в мм; - диаметр сверла;
1 - подход сверла в мм
• * V
У ч
При поперечном врезании ход инструмента равен сутае обработки
половины раз
L
я величины d-d.
=—_ +
подхода
на
•<
ности диаметров в начале я в конце безударное врезание (0,5-1 мм).
Рис. 42
(0,5*1)
ша
где:
d -
L-
0,5-1 мм _
до в мм; наименьший диаметп детали после врезания в им;
рабочий ход в мм;
диаметр детали врезания резца
подход резца
При работе отрезными резцами рабочий ход дополнительно увеличивается на величину перебега резца, выбираемую в зависимости от ширины резца и угла наклона рснущей кромки ( см. рис. 43 ).
4
6
переход
9
переход
- 1,1 + 0,4 = 1,5
- 40 + I = 41 мм
+ о,о = 5,5 мм 2
-|-v 0,5^-h+y
где:' L-’длина рабочего хода резца в ш;
d- ширина отрезного резца в мм;
Ь- веляч’е'на скоса резца в зависи^юстн от угла if ;
угол наклона режущей кромки;
7- перебег резца в мм.
При нарезании резьбы ход инструмента участка плюс 1-2 шага нарезаемой резьбы.
Для нагого прниера имеем рабочий ход переход
равен длине резьбового
инструмента:
1Е140П.0.00.0С0РЭ
i
Zj переход - 15 + I = 16 мм
IS переход - 1,5 + 1 = 2,5 мм
22 переход - 3,5 = 3,5’6 = 21 мм
26 переход - 15 + 21,5 = 15 + 3 = 18 мы
3'2 -ереход - 2 + 0,5 = 2,5 мм
34 переход - -sg~ — + 0,5 + + + 0,5 = 12 мы
II.4.4. Выбор подач
В графу "Подача* заносятся данные величин подач (см. табл. 21) с учетом особенностей обрабатываемой детали (см. рперационяую техноло гическуа карту).
Для перехода* "Нарезание резьбы" подачей является шаг резьбы»
Если работают два или несколько инструментов, закрепленных в одной державке, то подача выбирается по лимитируюдему инструменту.
II.4.5. Выбор скоростей резания
Скорость резания выбирается для каздого рабочего перехода ориентировочно (см. табл. 25).
Но формуле: п --- 7 об/мин
вычисляются числа оборотов шпинделя в минуту. Полученные результаты являются исходными для выбора чисел оборотов шпинделя в минуту для каждого рабочего перехода по таблице чисел оборотов шпинделя (см. Шэл. 5).
Скорости резания по переходам определяются по формуле: Я*а • п v = “ЮТО----------------------- м/ь®н
Например, в 6 переходе при обточке 040 мм выбираем скорость резания, равную. 40 м/мин., учитывая то, что обточка будет производиться твердосплавным резцом. Выбранную скорость резания мох ко удвоить.
Прин1:маем число оборотов шпинделя в ?.инуту для скорости 80 м/мин У
1^7
(Jutj/inoSA. 1 PiOSn. и дата Взян-инМ'* Поди, и дот л
1Е140П.0.00.С00РЭ
n = IPQ£L§.Q = 636 об/мин , 3,14-40
• По таблице’ числа оборотов шпинделя ( табл. 22 ) находив "ближайшее число оборотов шпинделя, разное 630 об/мин и, если это необходимо, корректируем скорость резания.
V = - 79 м/шш.
1000
Аналогично корректируются скорости резания и иа остальных переходах (см. операционную технологическую карту).
II.4.6. Обороти шпинделя на переход
Количество оборотов шпинделя на данный переход определяется по формуле:. =“= оборотов , где:’
L - рабочий ход в ш; "
6 - подача в мм/об.
Например, (6 переход) а = = 410 оборотов
Так как различные перехода выполняются при различных оборотах шпинделя в минуту, то- количество оборотов шпинделя па кзадом переходе пепропордаокалвяо затратам времени для выполнения этих переходов.
Поэтому, для расчета определяются приведенные числа оборотов шпинделя, пропорциональные затратам времени, путем умножения числа оборотов шпинделя, необходимого для выполнения данного перехода на коэффициент приведения. I
Коэффициент приведения Л равен отношению основного числа оборотов шпинделя в минуту, при котором выполняется большинство переходов, к числу оборотов шпинделя в минуту, при котором выполняется данный переход
_ Пооч. Например, (34 переход) J 630 о I ILnep. 300 * . .
Сумма приведению: чисел оборотов шпиндели ( 2020 об ), необхода-мых для выполнения несовмешэнкых рабочих нэреход'оь прд изгстс тайной дета-ти, вносится в карту наладки.
-------------------- ~
'•______. ! 1Е140П.0.С0.С00РЭ
U.4.7. Определение орйент1фдвочяой продолЕителх^ности изготовления одной детали.
Время, затраченное на выполнение рабочих переходов (Тр), оп-
.is = °Р so = 60 = 193 сек.
3~осн.
Время холостых ходов складывается из времени на разжим цанги, подачу и заж материала - I сек.
Есоовмененные повороты револьверной головки 1x5=5 сек
Вывода и вводы сверла 1x1 = 1 сек. | Выстой резцов при зачистке 3 х 1,5 = 4,5 сек.
Изменение направления вращения шпинделя - 0,5 сек.
-Несовмещенная часть отвода отрезного резца - 7 сек.
Ориентировочное время цикла определяется по формуле:
Тд - 'Гр 4- Тх = 193 + 19 = 2x2 сек.
В зависимости от сложности детали» ориентировочное время цикла может быть подсчитано по формуле;
Т4 = (1,1 V 1,3) Тр
II.4.8. Определение радиусов кулачков
Из установленных переходов технологической карты берется переход с наименьшим расстоянием от торна шпинделя до револьверной головки, которое обозначим мин.
(переходы 6,15 и 24. где мин. = 120 ж).
Величина <i, сравнивается с величияаж, лежаиаьм.и в пределах от 75 до 135 жг соответствующий* наименьшим расстояниях:* от торца шпинделя до револьверной головки с учетом регулировки. ве.пичи-на которой равна 60 мм.
Если величина «4 мин. < 75 мл, то слад’ст применить державку о большим вылетом, чтобы получз^ть t4 мин. '>75 мм.»
-Ч 1ейоп»о.оо.ооорэ —-------------——;—
J [ _|_______________I__
• i ЯХ' \Rorc
ЭВ»"
Л
Если величина <£ глин. лежит в пределах от 75 дс- 135 мм, то для г соответствующего перехода'принимается максимальный радиус кулачка в конце перехода, равный 140 ш. Конечный радиус кулачка для остальных переходов рассчитывается по формуле:
Рк = К ГЛОХ - (of - г/шш),
- расстояние от торца шпинделя до револьверной головки ( в конце соответствующего перехода.
Если величина с>1 щ. больше 135 мм, что может иметь место при обработке длинных деталей, то расчет конечных радиусов кулачка производится по формуле:
Ек = Е may - (с£ - 135 )
Начальные радазгсы рассчитываются по формуле: ф
где:
Например, (19 переход) Рн = НО - 2,5 = 107,5 мм
Радиусы кулачка, на которых происходит переключение ной головки, выбираются на. I меньше начальных рздауоов
револьвер-
ное лада
щчх переходов,
В случае глубокого сверления включается устройство» щее осуществлять быстрый вывод и ввод сверла не по кулачку, а при помощи соответствующего механизма (см. описание узлов станка). Пр:
позволяю-
V 9
этом радиус, на котором происходит вывод и ввод .сверла, выбирается на 0,5 мм меньше конечного радиуса сверления до вывода сверла.
Радиус вывода и ввода сверла-в этом случае будет одновременно
и начальным радиусом следующего участка сверления.
Если используется удрр, закрепленный в револьверной головке, то радиус кулачка, на котором происходит подача материала, мо?ет быть
уле :
I
*х
<?
Л
равен начальному радиусу последующего перехода.
конечный радиус рассч*
G. ООсООСл'с?
ереход;
Ек - 10? + 0,85 • 18 = 122 мм
£<
:А
П
Для кулачка, управляющего авен максимальному радиусу 80 мм Для кулачка, управляющего
резущим инструментом переднего и заднего суппортов, конечный радиус занижается на велилпг/,
отрезным резцом, конечный радиус (34 переход).
crop;
А-
2HCTLj
.эхсдит до оси шпинделя.
нения подачи и величины пер.медекхя передай и задай вертикальные суппорты имеют регулируемое игечо ~:я изменения передаточного отношения в пределах от 1:1,5 до 1,25:1.
II.4.9, Количество сотых кулачкового диска для рабочих и хо-
ZaJI ВОЗМОГИ
лостых ходов.
Количество сотых для выполнения холостых ходов определяется жим из двух факторов:
а) ьчшимальным временем, необходимым для выполнения данного хода, или б) минимальным углом на кулаке, потребным для построения соответствующей кривой. -
Ролик по кулач^’ на участках холостых ходов доляен катиться свободно. В зависимости от радиуса кулачка, яа котором происходит поворот револьверной головки, ролик занимает различное количество сотых
Рекомендуется определять количество сотых, исходя из обоих факторов и брать для расчета большую величину.
ф На радиальных участках кулачка револьверной голоыси, доста-
ходов оп-
$ ft
точных для сьсбодаого перекатывания ролика, сотые ределяются по времени срабатывания механизмов.
Определяется сумма сотых на несовмещенные
холостых
холостне
ХОДЫ ИЗ
условия выполнимости построения кулачка.
количество сотых на несовмещенные рабочие
перехода
определяет'
ся по формуле:
§
Мр = IGO-Mx
1н;140 Д. О♦00. ООО? о
*
80,5*200 _ о 2020
Число сотых на каждый рабочий период определяется по формуле: ' йо-Ппер
Мпер Tip
Например, (15 переход): ‘ А
Сотые рабочих и холостых несовмещенных переходов, нарастающие в строгой последовательности процесса изготовления детали, размещаются в пределах от ноля до ста сотых, т.е. в пределах одного рабоче-
го цикла. *
Сотые совмещенных переходов размещаются в пределах перекрываю-
щего перехода.
Таким образом, получены данные для вычерчивания кулачков - сотые кулачковых дисков-и соответствующие им радиусы для каждого пев^
хода.
II* 4* 10. Определение количества оборотов шпинделя для изготовления одной детали, продолжительности цикла и подбор сменных шесто-
Q Гч к' /> %
рен
По количеству оборотов шпинделя, необходимых для выполнения рабочих ходов, определяется приближенное число оборотов шпинделя-на изготовление детали по формуле:
to = fexJ00
100 - ’fc
5
<з
Ci • > Л ’«
lip - число оборотов шпинделя на выполнение рабочих ходов;
& - сумма сотых несовмещенных холостых ходов;
Ид - число оборотов шпинделя для изготовления детали
Для нашего примера: !1д= - 2510 оборотов
100 -19,5
, где:
Определяем приближенное время на изготовление детали по формуле:
сек U осн.
т 2510 • 60
£
<3
По таблице продолжительности одного оборота распределительно-
*____________,
“ .с.*.=*т-л«ч.т. -
-- -- --.— -—_ --
ХЕ140П.0.00.000РЭ
№ i
i гс вала берется ближайше время изготовления одной детали Т=236 сек., ; а также корректируется когтче ст.'-о сотых на холостые ходы из условия достаточного времени на ход.
>
В графу ‘’^меяны-з шестерни” записываются шестерни, об<с псчи-в&эщие требуемую производительность:
е=2б; f=$4; q=>7; h=4J; 1=22; 3=53
11*4.11. Вычерчивание кулачков
Кулачки вычерчиваются согласно данным технологической карты и таблицы размеров кулачков. Холостые ход:; быдолндл'ся по приложенным 12аблона1«$ в зависигюдти ст времени изготовления детали.
Для упрощения ютерчииаг^я кулаков пользуются диском, разделенным на 100 частей (сотых).
Через точки делений проводятся дуга, равные величине плеча
рычага, несущего ролик*
Это г- более точное построение профиля кулачка.
примеры оформления чертежей кулачков приводятся в прилагаемых
таблицах
ШчСЯ.С.ОО.ОСОРЭ
^ис? iara
i
Данные для заготовки суппортов приведены кулачков в таблице Таб пина. ,21
Наименование кулачка Z) я' Л ? (к толщина
Кулачок револьверного суппорта 280 45+0»062 150 171 40 48«! 12
Кулачки поперечных суппоитов 160 4q+0 «062 90 ИЗ 35 28*w; if*-Т0.л> 10
Рис. 44. Чертеж’ заготовки кулачков суппортов Определение длины конуса сверла
Hr Si; ПоНп.и баггк.
. ОГГШЙТИРОВЭЧНИЕ ВЕЖГЦШ ПО;'ЛЧ,РК1ЮА1Е11ЛУЕЖЕ.ПРИ 1РИМЫЖНИИ ИНСТРУМЕНТА ИЗ ШСТР0РШ1Щ& СТАЛИ (мм/об) Таблица 2 4.
ОЬ?ЛГ.АТ;!ВАН- ! ШЙ MATKIWI J .. ... ( .. . БИДО ОБРАБОТКИ
llpoSO^o-HAS AO-mWrtl • Paco/wni trimw: 'uar&Jk r. цмъро-банив tetlKifO-йание. Pwhpfntt ба ние Диамбгпр с&ерлемая Накатывание ри&леи
2...Ч 9... 3 3...19 19... 20 2О...ЗО поперек-мыв нь!в *
| Сталь 20 . J.5^=40... 50 кг/мм* * '0.01...0,12 0,02...0.05 0.1...0,15 0.08...0.12 o.og... o:2 0,03...0,0ь 0,ui...0.07 0,06...0,59 0,07... 0.1 0,05...0,12 O015...O,1S 0,12... 0,3
Сталь 35 9 (Зр 50... 60кг/мм 0.06...0.1 C<016...0.095 O.OLu.13 0,06... 0,1 0.0&...0.13 0.03... 0.05 0.04...0.01 0.05...0.03 0.06...0.09 0.07...0.03 0,015...0.2 0,1... 0,2 5
Сталь 45 9 J в^50.„70кг/мьГ • о,об...цой oMJffl 0.0g... 0.12 0,01... 0,OS 0.03... 0,15 0,02...0,09 00’-l...0,06 0.05...0.07 O.O6..M6 0.07...0.03 0.01...0.16 0.1... 0.2
‘ Сталь А12 I 0,06...0,15 0,02...0,06 0,1... 0,15 0.06...0,13 0.1...0.25 0,03... 0.05 0,05... 0,OS 0,06... 0,1 0.01...0,12 0,06...0,15 0.015...0.16 0.1... 0.37
;Углеродистая 77...УТЗЛ 0,05...0.1 W$...tu3$ 0.01.0.12 o.oi...o,og 0,06... 0,1 0.02...0.033 0,03...0,055 O.OU.06 0.05...0.0S 0.05...0.09 0.01... 0.1 0.01...01S
Хрэдшотая и нержавеющая сталь 0,05... 0.0 JI 0.005...0.03 0,01... 0.1 0,0’1... 0.01 001... 0,12 0,02... 0.03 0,03... 0,05 0,09....0,06 0,05... 0,07 00)5... 0.0g 0.01... 0.1 0.01..0.16
Латунь 0,1... 0.2 0.03... 0.09 Q16...O.25 0.03...0.2 0,1...0.3 0,06... 0.1 0,09...0.15 0.1...0.16 012... 0.2 0,16....0.25 0.01 5... 0.16 015...0.96
ЗрОЕЗ.х 0,03...0.12 002., .0.05 01... 0.15 0.05...0.09 бЛ„о.г i 0,09...0,06 0,05... 0.03 0,01... 0,1 0.03... 0,12 0,09:..0,13 0.0I5...O.12 6.15... 0,25
j Алюшпки GO3...O.2 0,02... 003 0.1^2 0.03... 0.2 \0,0i...0.25 0.05... 0,0b 0,01^1 0.03:0.11 0,1... 0.15 0,12... 0,2 O015...OJ6 093.-0,96
s>\- I ! *>л ..._ оржнттовочже величины скоростей реЖйя для РЕВУЩЕГО ИНСТРУМЕНТА .13 оНСТРОРЕЯЭДЕй СТАЛИ (м/мин) Таблица 25
IEI40 .«• -»>*• • w > hw «М» **'' aa» w
Продольная Обрабатываемый Фасонная об- гатс.р.ал ™пка> 0ТРез Виды обработки
Сверление Зенкерова-ниё Развертывание Накатывание рифлей . .Нэррлг,ние_р метчиками езьбы плашками
1 i о о о Сталь 20 Qb=40...50 кг/мм^ 45...55 30...40 25...30 8...12 30...35 3,5...7 3,5...7
•ОООРЭ Сталь 35 (1 в=50 *.. 60 кг/мм^ 35...50 25... 35 20...25 6...10 25...32 З...6,5 З...6,5
Сталь 45 £ в=60... 70 к г/мм^ 20...35 20...30 / 18...20 ' 6...8 20...30 З...6,5 I 3...6,5
Сталь 0.8=75 кг/мм^ 50...70 30...50 20...35 10...15 35...45 4...8 4...8
Углеродистая сталь У7./ЛЗА 20...30 15...20 10...15 сл • - • 00 ' Л3- - - ! , • 15...20 1 2...4 2...4
s*’ ’ * Хромистая и нержавеющая сталь 15...25 10...15 в:..12 . . ... 4...6 15...20 1,5...3 1,5...3 .
Л7/.У£Д ; л' Латунь 70...150 50...100 45...60 •20...40 70...100 20...40 20...40
Бронза 35...60 30...40 25...35 15...30 35...50 4...12 4...12
"
Алюминий 150...200 70...120 6Э...60 20...50 90...120 25...50 25...50 i
ж! ♦
UHS.^twfa. Подп. и дата &ЗМ-Ун6.ЛК Инд. д<Я\ flodn. // cfama
Опер а ц ц о я н А з к а р •. к о > ра а о I к и • i а \ о л / \ ? н о -
РЕ&ОАЬЬЕРЯОН АВТОМАТЕ.
О У И-£9 ./П 4Л J£ i
'Г кО ^ЛИН£&' <• 1 и w^i’Hjn «< . Ш Г Л - г 1 £ -J'- Л И ч-
Н ДИМЕНОВ А тИЕ 1 < о f 1М;ЫС I Г.ЧЙИ^£ .«ООО 'ЛХ»Г^ЛлЛ*«Э*Ж»>.>в*Г-ЛШ«>.’ КМ - *— •«•'—В '.^ .Т..*-
0М5:я; <1 ] 2^:22:24-
'.':^'?l:l:,'ir1'< ^3?д?ИИй 2; < 426; 0.5
Ьйротоб 630 i- ’ v •- ** Ml • f-> Cj
'/м-ш
А
Jtw.dk.
М tf/(&L
м
&Z
1ЙК^й__
/С;
С/у?й[
.
из Пёйншм
-'Т--------
г! Станок
I
НЕ НТ
/// -у J
. ~~ 1
1
^iiin. 12:. i
‘
О^ААЖАГНИЕ 1ЧЛСЛС? И-2£ 5^7П£!<я____<6 4G ГЦкг?,_
IilATE РНЛ Л i1,' FKA A 12
СМЕННЫЕ ШГСТ'РМН
1' *
Ин^ М°
'20
L
' гкУ
j ж //? Ь'02Л9£1Ш.
:4‘L^c._ 1/2/^J
9.1/. u9i
call'll-г fl i.-'5 Ite KrJ Й1
'^.19:52 ...
Q0Qz9C‘3h-
Ш/МЛ
c3kc3iQ in/:
n < Jiу .3^ y//33
тя* т . .* ‘•-Г-/ '.. .. ...
1^0^- C ' ?.• ^W^c_ : Til ’-. 'X2. - i:
•^ТД^сгс-НО^ РМСП?.Ш4£ от г е .о :;; ь ?- к и н? и гол о вк и
Г:-( •J;4-:A ^Пг^ДЕЛЯ
ftODGSKr. • Vn п«-г/. r-.f п и ' Ф>с? ’: ^ I пОРио/А ПОДАЧ
I 1»: „.! <»! 1 Tb iM~s ’/- 5 !'i i i e
27 I <5 ! 26 ! 54 57 i 43 22 J5S
£-; | 24
СМЕНИМ? ШКИВЫ . Z5 iV2
Олг?;;$Н‘Л£ кулачка для. поворота
^ЗОиЬ^РЯОГО $ЛРйбЛМА_____
4 зйг1
15 ПН I 72
ж?
~1У y^r... Vbkso..i№ I/ > ЙУ* ‘/W£j£>
'?.W
£1
_____м 7&*м^
..:^J. .w/.w/z
-’Н-
I \ о ло;?: е.ч? i € к уп л ч кл я. л я ПОДАЧ .4 MATS АД А
В^й НАРАБОТКИ с^г,.'1,5Ти ИКАНИЙ м/нкк. 050Й ?08 VJ^l-lfi^
0$тЙЧКз 0 4C‘ ;о Г 530
О&ПЧ'КА йЗО 59,5 659
fSfP/’tth’-iJ ril‘t 2S 650
L <250
7 5' 630 .
HAPSS^Hlis F«Wt 5.8 50
t'Qi ,'s S u. \ /i^iz'i. 45
OrPESKA 300
ifeHHOE ЧИСЛ1) С50РЭ-WS U-ПКНЛ'ЛЯ й Г-7И,Ч. 630
РдбОЧЕЕ гов шпиняалр 05 С'Р 0* 2020
ХОЛОСТОЕ ЧИСЛО 050P07QS
ftOT^ESKOE t'№10 Оборотов 1НПИЯЛЕЛЯ Р.Л>. П’ЗГО-Канали 250
. НОРМИРОВАНИЕ
&РЕМЯ,С.____
пол гЬтЬзит. jak/йчи-
256
j ПоЗп. и 3/1,та haML/jH& fioSn и дата.
15140.0.0.00. ШОРЭ
— —
I/УН v7z/r 1") lek.
. ». о. jчасгк»; снацн л ыь: ни ль ять ;г? таит.лну ,цлн -ч ви.п'Л-
/• • Т 8 Л Ь г1. С 3 7 И 2 О С с- к.
W.^noS^riodr/. и Jami и <7а/па
Размеры для справок.
2< Участок простиля 2,5О..4 выполнить по спирали Архимеда.-
3. Участок спада и подъема выполнить по шаблону для произво
ФИ0И1
детальности Т^20С,
Рис* 50. Кулачок заднего суппорта
мш
P.O просри лю
I. ~г Размеры для справок•
2. Участок профиля 72.;.78 выполнить по спирали Архимеда.
3. Участок спада и подъема выполнить по шаблону для производительности Т>20 сек. у •
Рис. 51. Кулачок передаете вертикального суппорта
1еиод.о.оо.ооорэ
/7^7П.^/7? •
№
I. * Размера для справок
2. Участок профиля 72,.,97 выполнить по спирали Архимеда
3. Участки спада и подъема выполнить по шаблону для производительности z 20 сэк.
Кулачок заднего герти'спького
суппорта
\П0 )Л. !$& }
1Е14ОП.О.ОО.ОО0РЭ
13 • ———-1 I iil- 5
A - ‘
Ia Участки 1,5.в.14,5; 14,5,..26,5; 2Й./Ю выполнить по винто БОЙ ЛИНИИ.
Рис* 53* Кулачок переднего продольного суппорта
V л
754
1Е140П.0.С0.000РЭ
77? । 77л Jf-’
12, гРШЖОШШ АВТОМАТА
В процессе эксплуатации автомата возникает необхЬдаюсть в ре-
гулировании отдельных узлов и элементов с целью, восстановления их нормальной работы, Ниже приводятся рекомендации по регулировке основных узлов автомата,
12,1, Регулирование натяжения зубчатых ремней v
При нормальном натяжении ремень должен прогибаться на 3 мм иод боковым усилием I кгс (усилие прикладывается в середине пролета) •
При ослаблении ремня привода шпинделя необходимо:
а) ослабить гайки крепления коробки скоростей к основанию;
б) обеспечить необходимое натяжение ремня привода шпинделя;
в) затянуть гайки крепления коробки скоростей к основанию;
При ослаблении цени привода вспомогательного вала и ремня привода коробки скоростей необходимое натяжение цепи и ремня обеспечить
натяжными роликами.
12,2, Демонтаж коробки скоростей
для демонтажа пособии скоростей необходимо:
а) откручивая два болта натяжного ролика, ослабить натяжение ремня привода коробки скоростей, после чего снять его со шкивов;
б) ослабить гайки крепления коробки скоростей к основанию;
в) отвинтить две накидные гайки присоединения 091*13 трубопровода смазки коробки скоростей;
г) отсоединить электропитание электромуфт, разъединив штепсельный разъем на разветвительной коробке;
д) ослабить натяжение реглия привода шпинделя, после чего снять ремень, со шкивов;
е) опустить коробку скоростей вниз до отказа; »
отвинтить гайки крепления коробки скоростей к основанию;
~Г Г Т "Т ~ - IEi4iJil»0.00.000P9
Г” \ _ 1
А * »
• s) вг--гь коробку скоростей из основания автомата.
ЬЬятаж коробки скоростей в основание производить в обратном порядке.
12.3. Установка предварительного натяга тарелъчатнх пруяия армленсатрра механизма ;• згима прутка.
Предварительный натяг тарельчатых пруяин равный 1890 кгс (IEI40H и IEI40) и 1000 кгс (IEI25H и IEI25) производится вне станка •подчатиеы гайки блока тарельчатых пружин. *
12.4. Регулирование усилия закима обрабатываемого прутка а) установить в шпинделе зажимную цангу;
б) установить в цанге оправку, диаметр которой равен номиналу цанги минус допуск 4 класса точности для данного номинала;
в) вращением гайки с фш^сационным пальцем обеспечить после зажима оправки в центе появление зазора 0,2 - 0,3 мм мезду соприкасающимися поверхностями уступа и нажимного диска в блоке тарельчатых пружин;
г) ’застопорить гайку фиксационным пальцем.
12.5. Регулировка величины подачи прутка
Регулировка производится винтом, находящимся на каретке подачи
прутка:
а) ослабить контргайку винта;
б) вращая винт, установить требуемую величину подачи прутка по шкале, закрепленной на ползушке;
в) затянуть контргайку винта.
12.6. Регулирование расстояния от торца шпинделя до периферии револьверного барабана:
а) ослабить контргайку;
б) переместить револьверный суппорт на требуеглую велз^чину относительно неподвижного рычага подачи, вращая полый винт. Отсчет ведется по шкале;
в) затянуть контргайку.
Й7/Д
1Е140П.О.СО.СООРЗ
V' подл Подп. и 9аmg и
^|.7^сг[//ЯХ.0У 1/7^4
12.7. Рехулироваяие зазора мезду направляющей и корпусом ре-вольверного суппорта осуществляется клином.
Клип перемещается и стопорится посредством 2-х винтов, затяги-
• * А ваемых в распор.
12.8. Регулирование зазора кезду направляющими и салазками поперечных и вертикальных суппортов осуществляемся клином.
Клин перемещается при помощи специального винта, головка которого входит з проточку клина (на вертикальных суппортах) и с помощью гаек, перемещающих Г-рбразннй‘отросток клина (па поперечных суппортах). Стопорение клиньев вертикальных суппортов производится боковы-
ми
винтами.
12.9. Регулирование затяжки револьверного барабана:
снять защитную обечайку;
поворачивая маховик вспомогательного вала,'расфйксировать револь-
$
Г'*
i чм
а; б) верный барабан;
в) подамая или отпуская’ гайки на хвостовике револьверной головки обеспечить зазор мезду корпусом и барабаном в 0,1 мм;
затянуть контргайку;
г)
в-
б)
внутренним коль-
£
к
лодаЕпшлка уси-
£
§
кольцау-н подаип-
одеть Ооечаик^. •
12.10. Регулирование зазоров в задней опоре шпинделя: демонтировать шпиндель из корпуса бабки; разобрать заднюю опору; установить радиально-упорные подшипники в?£есте с
дом на дисковую оправку и нагрузить наружное кольцо лием 100-125 кгс;
в) замерить плитками расстояние' ,ГАИ мсзду наружными ников;
г) подшлифовать променуточное (наружное) кольцо по толщине в размера с точность^ 0,01 выдернав при этом параллельность торцев в прэ-^ !
&
<5
Ш40П.0.С0.С00РЗ
. Ди4 ж; .t
д) собрать заднюю опору на шпинделе и установить шпиндель в корпус баб
*
I * • ‘I •
4 . -
i
| 13. (&ТЕНШЫ ПО ЗАПАЙКИ ЧАСТЯМ
I
j ~ ф -
13.Де Материалы по запасным частям содержат в своем разделе:
- схему расположения подшипников; •
- перечень к схеме подшипников;
- перечень покупных запасных деталей; . ‘
- перечень оригинальных быстроизнашиваемых деталей;
- чертежи быстроизнашиваемых деталей.
- 13.2. Перечень и чертежи быстроизнашиваемых деталей содержат все необходимые данные для их изготовления. ♦
Для заказа деталей на заводе-изготовителе необходимо ука-
зать модель станка, год выпуска, номер и наименование летали согласно перечню. ; .
Чертежи быстроизнашиваемых деталей смотри в приложении.
I *
1Е140П.0.00.000РЭ
Ш\Ли^ risfo.
Перечень пожипнмков качения
Таблица 26
s Класс точ— Доз. Количество
Наименование Куда входит ci':' . CTa2i2L_
’ iu-a:;c еоч- IE-25U
soceu »-• Ьшо IEI25
П [ Н
§2104' Привод поворота 12 2 ГОСТ /2^2-70 рэвольвеоиод го-
ловки
Подшипник 70001081 То не
ГОСТ 8338-77 2 2 2 .
Подшипник 60104 А
ГОСТ 7242-70 Вал вспомогатель • 4 2 2 "
нни
Подшипник 46206Д
ГОСТ 831-75 То не 52 2
i Подшипник 8I07K
ГОСТ 6874-75 .6 2 2
Подшипник 1000904
ГОСТ 8338-77 7 2 2 —
Подшипник 60305 g
ГОСТ 7242-70 8 3 3 . г|
Подшипник 802G6CI "
ГОСТ 7242-70 9 I I 45
ЙЗДШПН2К 107 fts
ГОСТ 8333-77 10 2 2
Подшипник 205
ГОСТ 8338-77 II I I Ч
Подшипник 60306
ГОСТ 7242-70 Механизм подачи 13 I I
прутка 5
Подшипник 206
ГОСТ 8338-77 То ге 14 I I
Подшипник 8106
. ГОСТ 6874-75 15 2 2 ъ
Подшипник 941/25 ' rg
ГОСТ 4060-78 16 2 2
!
rhx4Uli.OeOU<uOOr3 > • |/7^, _ IL
; t Приложение
Материалы по быстроизна/ииваешм деталж
Рис. I. Палец
Масса - 0,065
Рис. 4. Эксцентрик
tyj>. Ш
1Е140П.0.С0.000РЭ
\/7од/?Г\Аата
21
I.A 0,4...0,6мм; IffiC 58...62
2. Масса - 0,025 кг
Рис о 5 Собачка
VgOUX'kffi^Q^
УсЛовноербоЗначение б^^нУ-Ц Число зубьев Z Ь
Пол^г^фта
I. MB 230, „280
2о Масса - 0,4кг
I. Цементировать h 0,4...0,6 мм, HRC 56...62 2. Масса - I,I кг.
5 >
Рис. 9. Муфта кулачковая
1Е140П.О.ОО.ОООРЭ
UM. fiicfn J°Sowri Лода. wm
шГРлодл \Пооп. л дата \кан.1м№ /7одл. адата
Рис* 10 Шлуътфта
Число зубьев
S’
тжоте^. г
этвоПО ГОСТ 1139-58 | 6х21х25Н7-
<2
л/,
&^sH£sL-
6
и
г<
Ш4СПсО.ОО*ОООРЭ
f\i!j
^1L у/
'^7777‘Л
О.бокг
Рис. II Полумуфта
Cqo,
??Г
ffocfo. а ^д,пд 8зппин8.>/> М.л&мАпойп. и Зато.
Вип А
Схема установки колеса, на станке при нарезании
мсть/е_____
битки
/5
для
/№\£\
1Е140П.О.ОО.ОООРЭ
ft jfoMH. fitrffi.
Ломие iuffiUU
Модуль осевой 3,5
Число зубьев 2t 40
Сопряженный червяк Тип червяка л t* Архимедов
Число заходов I
Направление витка •> левое
Межосевое расстояние в обработке 33^0,036
Степень точности по ГОСТ 3575-56
Допуск на оайность соседних окружных шагов 0,020
Допуск на накопленную погрешность окружного шага 0,075
gS?SSg^3pS. ISI«n.I.22.0IS
Ышпочки
Ipeew
/5
г- М
Масса 4.2 кг
Рис. 15. Колесо червячное
l/Hf.J'/wfa. \/loi/). и дата Изам.инЦ’ f/oi/i. и Jama
'--------—: ——
Профиль витков в осевом
сечении мг^ Модуль ябЫнальный т 3,5
JOJTtWf Число заходов Z I
61,г лв/2$\ _Г7/А Шаг по правому профилю tup ±0777"
W’ Шаг по левому профилю г лев 11,21
Тип червяка Архимедов
Номинальный угол подъема витка А 2. 3°34'35‘
д/ / А V /У / Д Az / / \ * if / / \
Размеры витка по нормали в исходном сечении
“0.18$
№ЬМС.
левое
Напоавление витка
Номинальный линии ход винтовой t/ 10,99
Параметры профиля вит ков^ Угол профиля 20°
Высота витка h 7,7
Степень точности по ГОСТ 3675-56 Ст. 7-x
Измерительная высота hMz 3,5
Предельине отклонения осевого шага ait ± 0,014
Предельгше накопления погрешности осевого шага 'We ± 0,025
Допуск на профиль червяк- 0,022
Допуск на радиальное бие ние витков червяка Еъ 0,016 <
IEI40mi.22.0I0!
Обозначение чертежа сопрягаемой детали
/
щраски
Llacca-OjSoKT
Рис♦ 16 Червяк
ISI4011.0.00. ОООРЭ
Га?;
I •> 'а. ем
тмошш
И 32$L
Массь - 0,01 кг.
. Рис. 17. Ригель
v •
1Е140П.О,О0,000РЭ
Масса - 0» 05 кг,
Рис. 20. Кулачок
1Е140П.0.00.000РЭ
200
\flodf) \Дата.
Uh'S.^ooS^ \Подп. и дата.
I. HKC30o..40
2* Масса - 0,004кг
Рис о 21 о Шпонка
IEI401L0.00.000P3
TRW я
Развертка поверхности В — ___________—_2 _______
НВ 240...280
Масса - 0,15 кг.
Рис. 23.
М уф? а
1Е140П.0.00.000РЭ
Рис. 25 Ролик
ЖС 58...62
Масса - 0,02 кг
мм
гм
IEI40U.0.00.000P3
л,!(.у^\ ёата 1^3z2/z и/.^ ииЕл!^'^ ЛмЯГйдйггя
^/7, Тш
грлски
15/1
ПЛ40П.О.СО.ОООРЗ
Cm?
105
Масса - 0,6 кг Рис* 32* Поводок
Стр, WS
1Е140П.О.ОО.ОООРЭ
№ л$» к6 ши,ч, ~Псдл.
f
с
Рис. 33. Фиксатор
IBI43L.O.OO.OOOP3
! zfa/a
ч
I. НРС58
2. Биение поверхности Г относительно поверхности 3 не более
3. Поверхность В притереть пои сборке с деталью IEI4DlL3.II.i27 с зазором не более 0?005:.сг
Масса - 0,28кг
№ $ кя Haiku
рагссптка по Г 1ЬиЗ&) повернуто _
У'МЯН Я '*3't 1'б тнЭс и ?И&йЦ
“ пл с. С. '^rnu,Q**f. \^t
Ы.0-.1Лнис/$:б2
ж?
Масса - 0,32 кг.
Рис. 34. Рычаг кулачок
ХЕ140П.0.О0.0С0РЭ ——— —
&ч. Лисп У‘ Заку». Поел. Дат
ин6.^еподл \Подп, и Рата \^аммУио\^в^0^^Л/1Ь^п. и Рата
i
I
I, fcaa развернутой пружины 4= 1420 in
2. Число рабочих витков /1 =19
3. Число. виткой полное /7, =21,5
4, Направление навивки - правое
1Е140П.О.ОО.ОООРЭ
Рис. 37. В т у л к а
Рис, 38.
Р о л и к
io д6И*П '• nnrfh ifira
ygjVff П 'Ugq\rffigof 'llHl] 'ГУНГГЦЩ VU/ие n VGOU VgOUtfW
L £'Ш
L4.Q&-
s\0,W5
7/
___£
tl’Qf
i Mis /!
Масса - 0,05 кг.
hUZ;MCM...62
I.A 0,8...1,0 ЫВС 58...52 2« Ыасса - 0,3 кг
Рис, 42 • Кольцо
IEI4OILOeOO»O0OP9
Эг/й'
Qz^: Ж*
\Urf. //оSt/fJ. \Подл. и ?ата j дзол. ий1. Под/), и дата
I» НРС42..Л8 •
2. Длина развернутой ирузины =420
Зе Чнсло рабочих витков П =2,7
4. Число витков полное Л, =4
5. Направление навивки - правое Масса - 0,02кг
I. tl 0,8...1,0 км; НРС 58...62
2, Овальность и конусообразность пов. А не более 0,003 мм
3, Радиальное биение пов. 035Н7 и нов. Б относительно пов. А не более 0,004 мм или радиальное биение 035Н7 и нов. Б относительно опорных шеек шпинделя дет. 1Е125П.4.Ю.033 не более 0,003 мм Масса - 0,78 кг
Рис. 45. Втулка ’
1Е140П.0.00,000РЭ
Ж?
кг
НЮ 58...62
Рис. 48 Ролик
Масса - 0,026
НЮ 45...50
Масса - 0,036 кг
Стр, ж
W
Рис. 49 Ось
1Е140П.0.СЮ.С00РЭ
ЬмШля Зссу.ч. Defa \Sar5.
Рис-, 50о ГДуфта.
Из -’55
Рис. 52. Пружина
1Е140П.0.00.000РЭ
Стр.
* о
<з
&
25
X ш 3.^)5
Масса - 0,29
Рис. 51 Сегмент
// ^5 Б
Сечение витка
НРС 42
P<-S&tW>*W
^‘50
<56
той мм
3. ЧИСЛО рабочих витков h =з
4. Число битков полное
/?/ =4,5
5. Направление навивки -правое
Масса - 0,1кг
I
и^. Jhm /ft до* У fl /7е,7Л hru
МО
/ 00/3
КО
1. Цементировать Л0,6*♦.!; НВС56,..62
2. Овальность и кояусообразность поверхности А не более 0,01 мм
3. Радиальное биение поверхности Г к поверхности Б относительно поверхности А не более 0,004мм .
4. Масса - 1,7кг
Рис• 53в Втулка
и дата,
1. _ =lta; =30мм.
2, НРС42..Л5* кроме мест, указанных особо
3* Старить
4, Радиальное биение оправки зажатой з цанге при проверке на макете не более 0,024мм на длине 8‘ta от торца Д
5*. Овальность и ко-льсообоазность-лев. В не более 0,Oita
•3, Овальность й колусоббразиость отв. И? не более 0,005ш
7. Диаметр Н7 развести на 0,7...0,8мгл больше наименьшего размера
8» iviacca - 0,24 * •
Рис» 54., Цанга зажимная
1Е140ШО.ОО.ОООРЭ
Вид А
и», =2э мм * * г Б НРС42.. ,48 на размере- В НРС58., ,62 ,13 кг
Рис< 55 Цанга подающая
- Wqq't
1Е140Л.О.ОО.ОООРЭ
ПоИп. с/ 2а/па.
/НО”
Г®
мм .мм
ЩрММ
Размер С( =10.. .45 мм.
ННС 45...50, кроме мест указанных особо Старить Радиальное биение оправки, зажатой в цанге при проверке на макете не более величины 0,02 мм. на длине 80 мм. от торца Овальность и конусообразность поверхности К не более 0,015 Овальность и конусообразность пов.‘отв. Н7 не более 0,005 Диаметр £Н7 развести на 0,7...0,8 мм. больше наименьшего раэ-ра Масса - 0,4 кг.
Рис. 56. Цанга зажимная
— {/И— L 'fSiO.i
f/wh и да/па