/























Теги: универсальные станки
Год: 1990
Похожие




Текст
Руководство
по эксплуатации
SN-402 SN-502
1990
СОДЕРЖАНИЕ
I.
2 Область применения
X Технические wpaKWp*™**
4. Состав ли»*»
Jo -Л^^инлдлежн^сти J
441 С -.•ju-UKHt принадлежности
4 3 2. Специальные принадлежност
Описание ствяка ч L, •
5.1. Станина
5l2. Передняя бабка
5.3 Ко?'г-кз °адач и Р**'
5.4. Каретка
5.5. Суппорта и салазки Ь
56 Задняя бабка
5 7 Электрооборудование
6. Расголоже-г не н установка станка
6 1 Транспортировка станка
62 фундамент и установка станка ,
6.3. Пуск в действие
", С дифвкания органов управления
б. Действие и эксплуатация станка
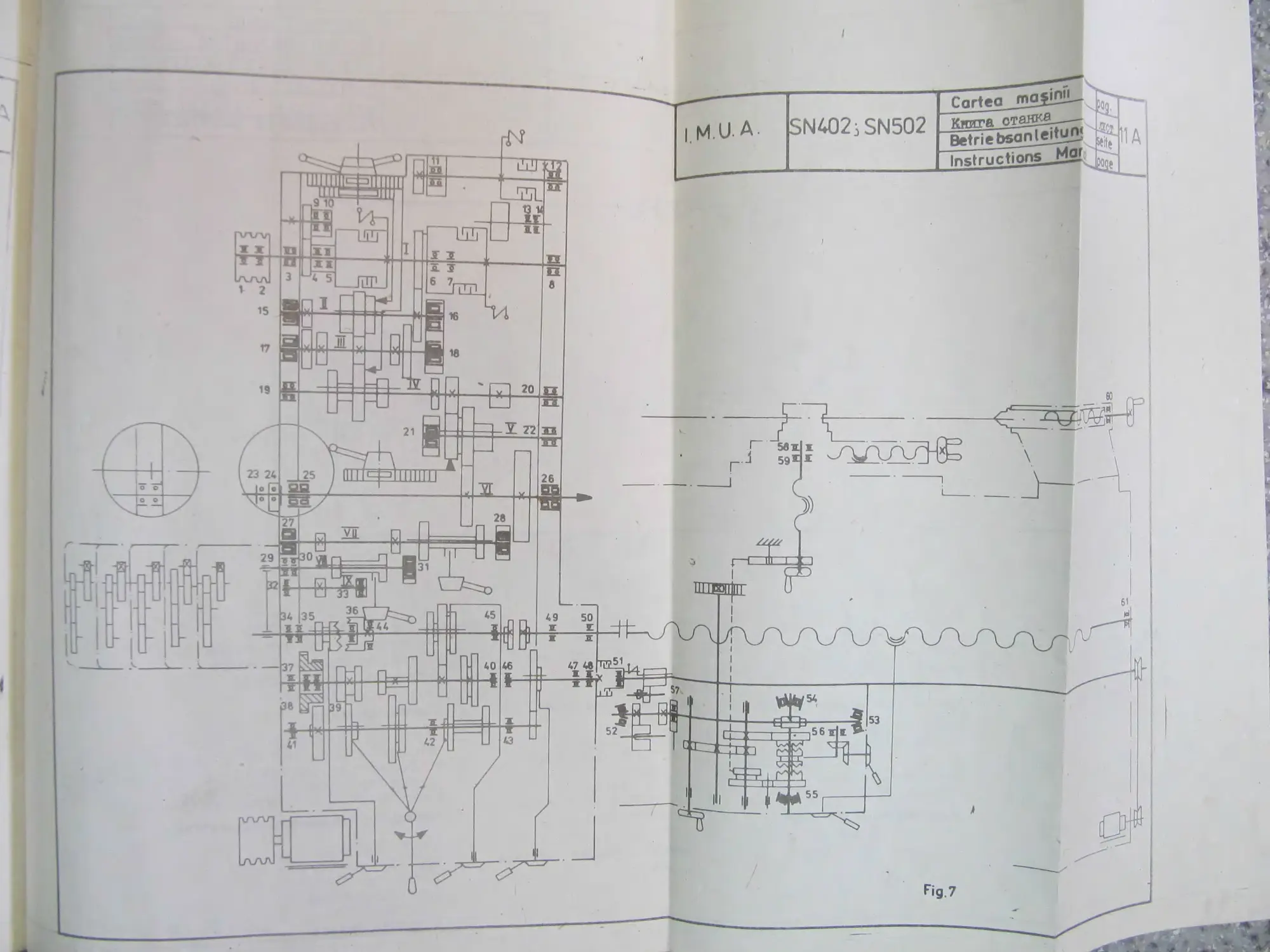
11. Кинематическая схема
Ь2 Диаграмма оборотов
8.3. Г п = я резьбы
>4 '.. ическме регулировки
>-. эка вращении главного шпинделя
м.42 Р .лнровка подач и резьб
8 43 Нарезая»-? многозаходных резьб
соосности пиноли задней бабки с главным шпинделем
84 5 Р- уферов останавливающего приспособления на буфере
Мб. Р лир'вка приспособления для обточки конуса
8 4 7. р .ляровка показателя резьбы
84.8 Регулировки устройства Нумером—306 с индуктивным линейным датчитком
•сложения.
9.1 Л Регулировка быстрого блокировочного механизма задней бабки.
911. Р< лир нгз механических управлении муфт.
9.15. Таблица зкивалентности масла для смазки.
9-Обе. • и нрование станка
' ••i-и.ние правилы для об «я шпинделя
' 1 - подшипников главного шпинделя
Рет..- чие муфт и тормоза
9.' re'v.', чакне натяжения клиновидных ремней
- 1ни осевого «азора поперечного суппорта
зазора на направля вших поперечного суппорта
1 азора из направляющих резцедержателя
‘ • *Ф<>м*Ие зазора на направл: . иного суппорта
&
5
6
9
9
9
10
12
12
12
13
13
14
15
18
18
18
19
20
22
22
22
22
26
26
26
28
29
29
29
29
31
31
31
32
33
33
34
34
34
9.8. Регулирование осевого зазора ходового винта
9.9. Регулировка защитной муфты от перегрузки каретки
9.10. Регулировка ---------
9.11. Регулировка
9.12. Регулировка
. 9.13. Указания
9.14. Указания
9.15 Указания
по
по
по
останавливающего механизма на буфере
механизма для быстрого блокирования задней бабки
механического управления муфтами (вариант М)
сборке приспособления конического строганий
сборке и разборке универсального патрона
применению планшайбы с 4-мя кулачками
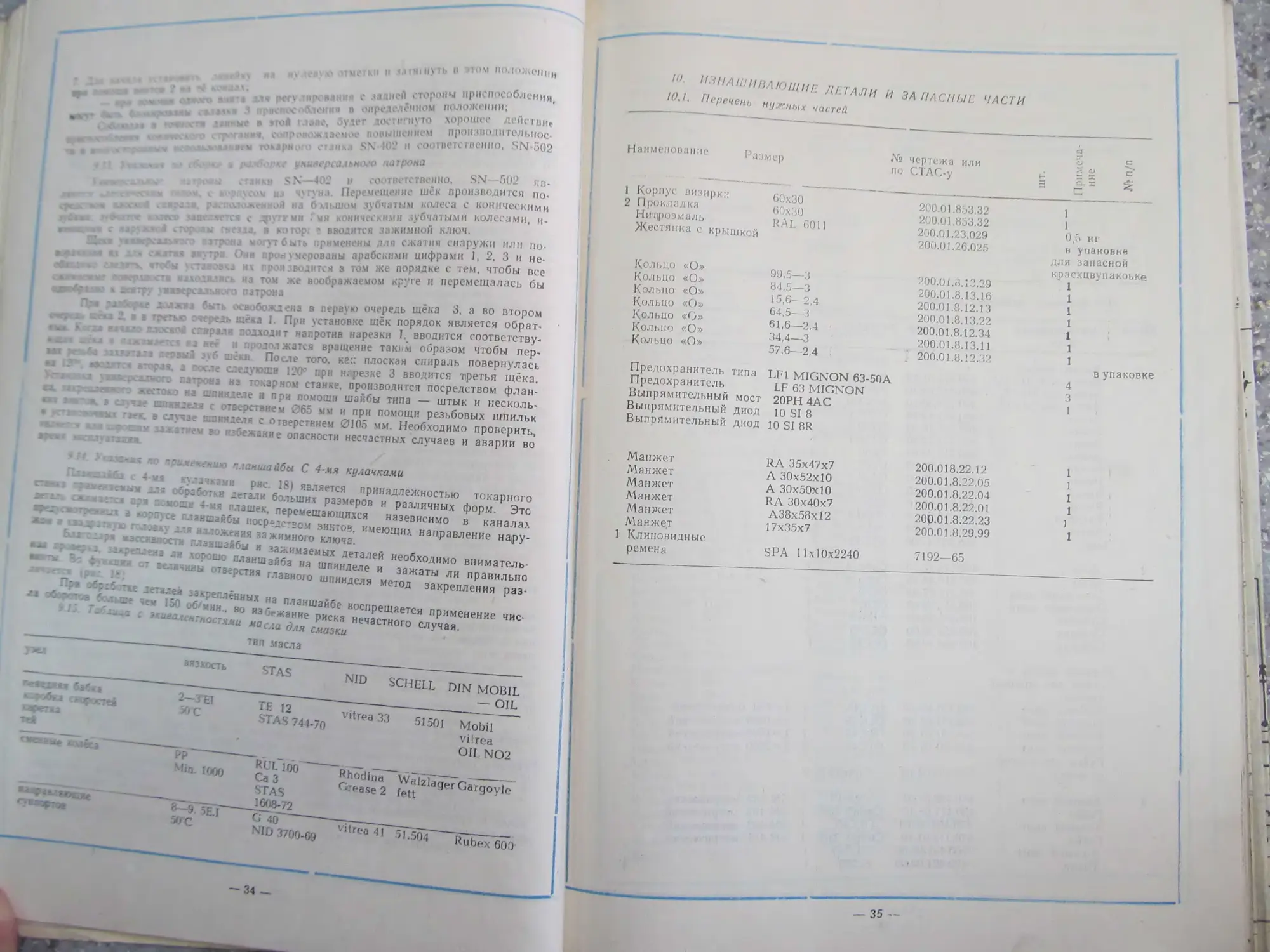
10. Запасные части
10.1. Список частей поставляемых со станком
10.2. Список запасных частей
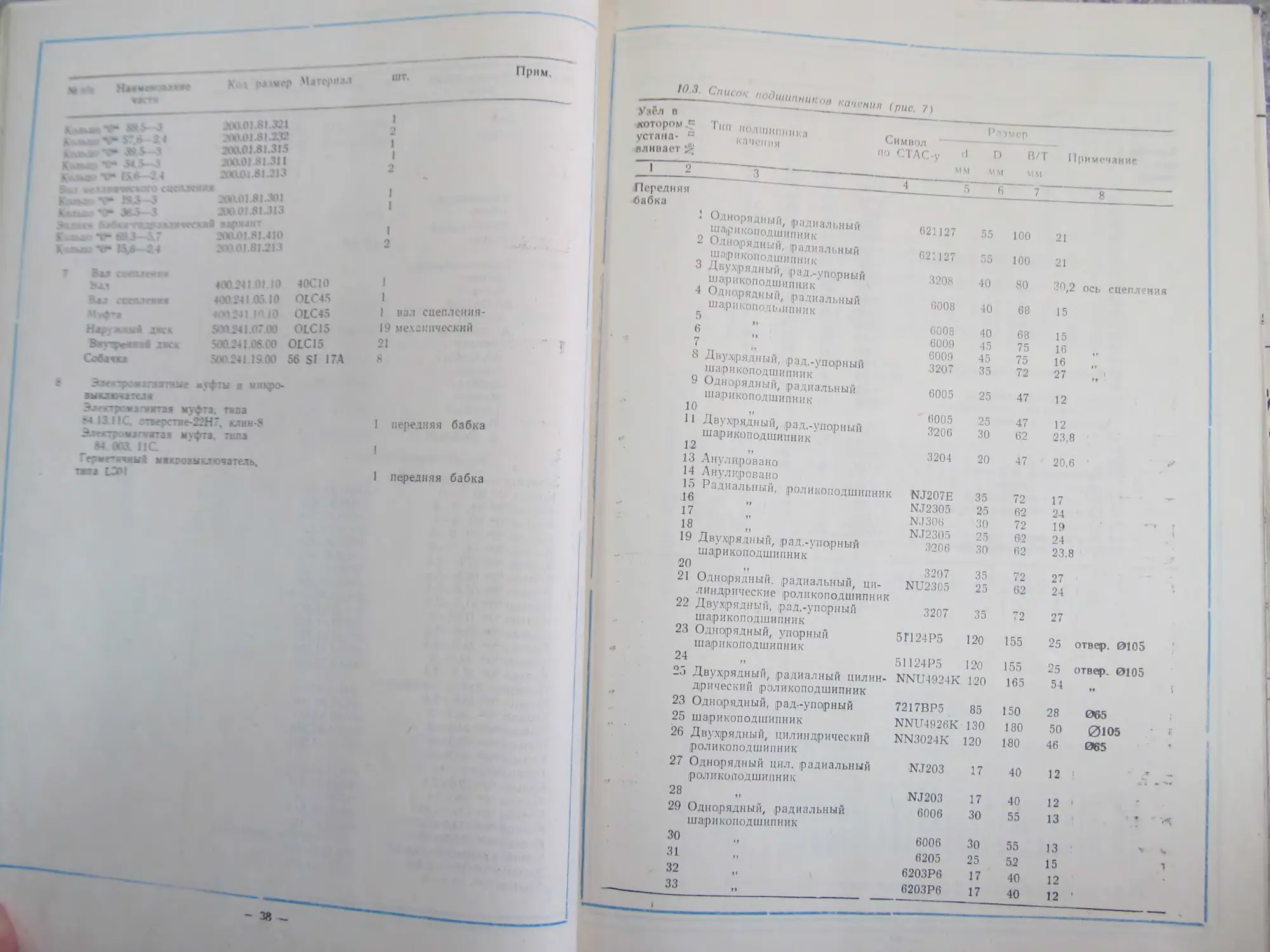
10.3. Список подшипников качения
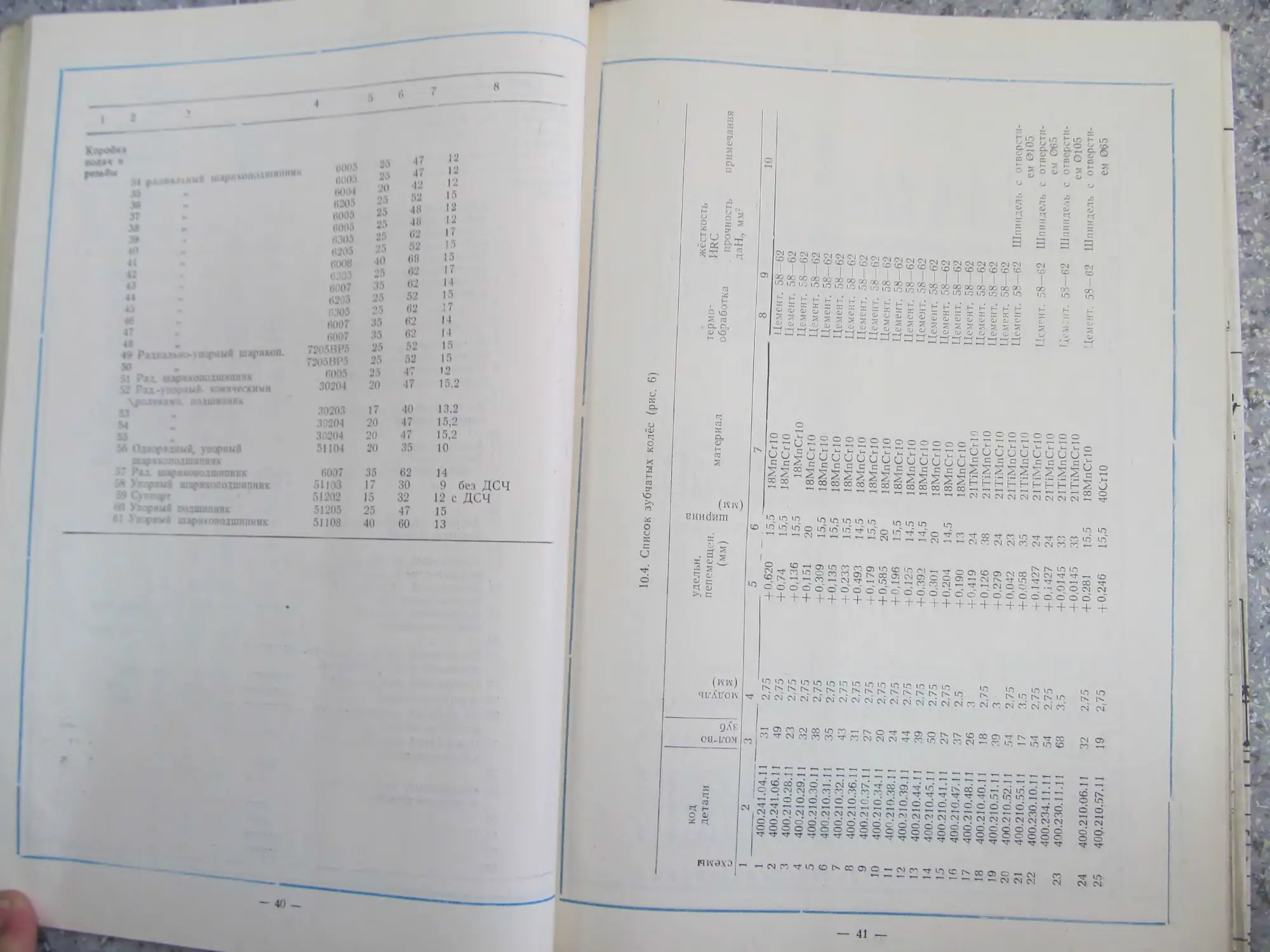
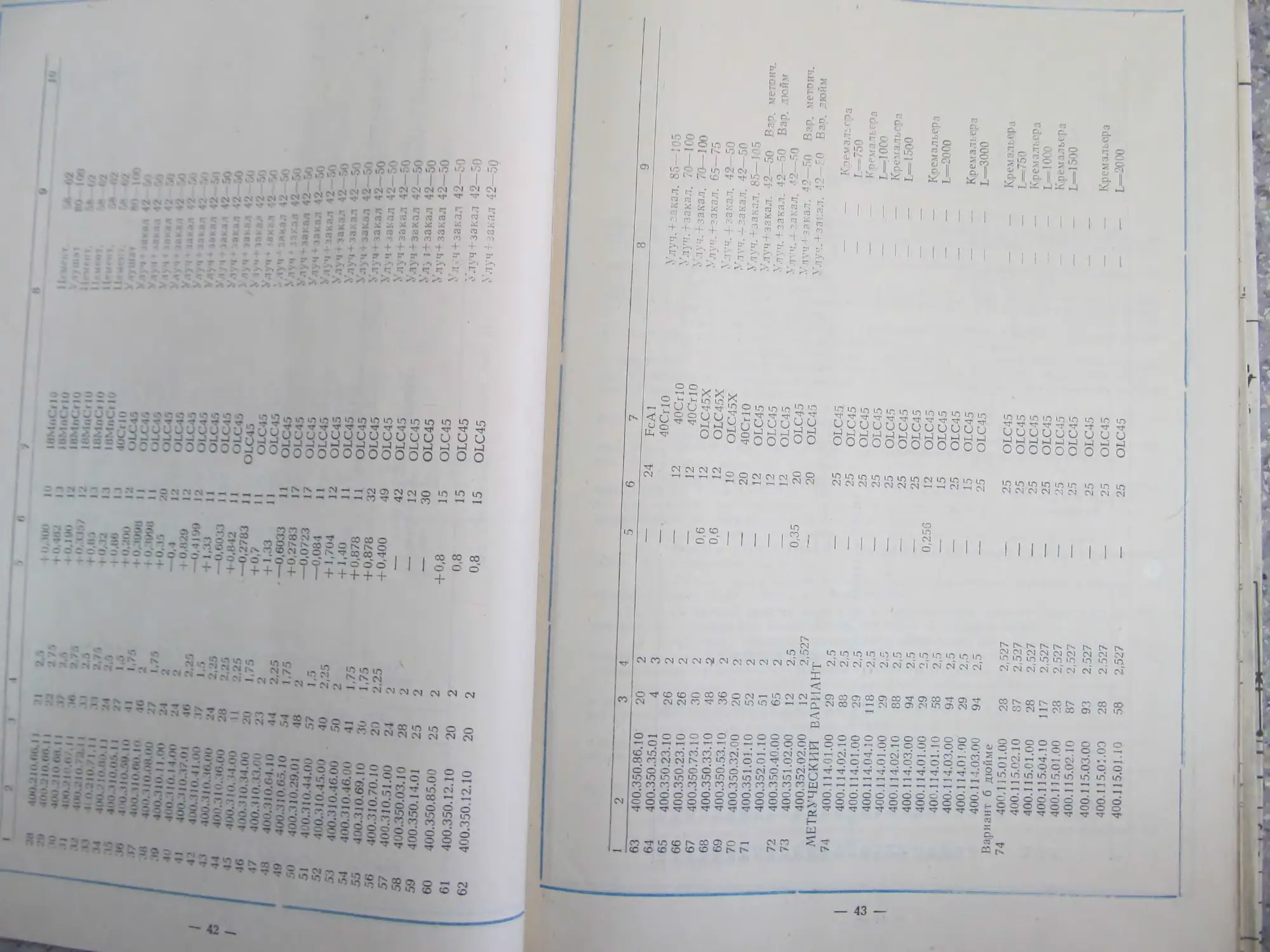
10.4. Список зубчатых колёс
11 Указания по технике безопасности на станке
12 . Гаранции
13 - Список чертежей Руководства по эксплу атаиии
34
34
35
35
35
37
36
38
38
38
41
43
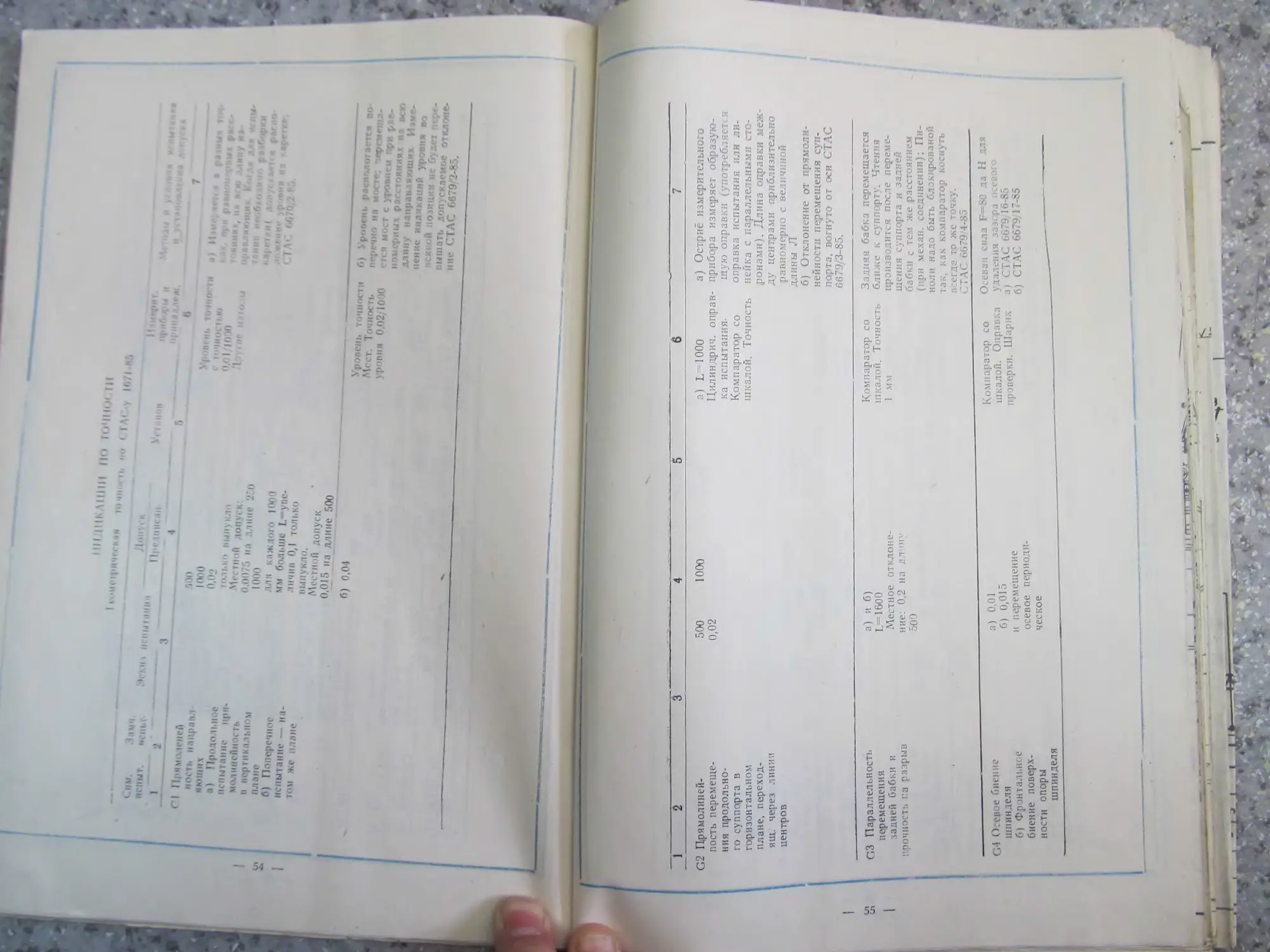
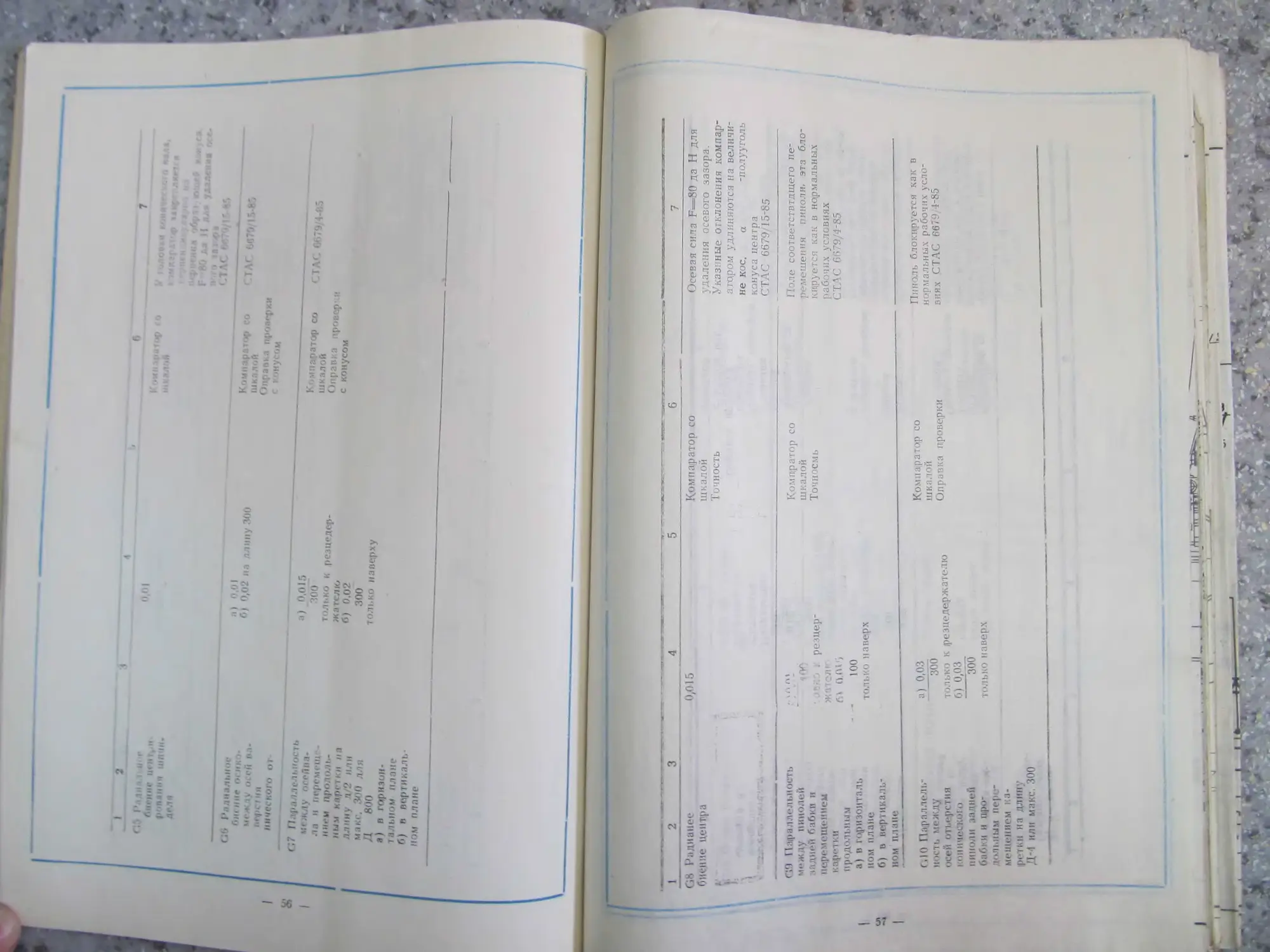
54
56
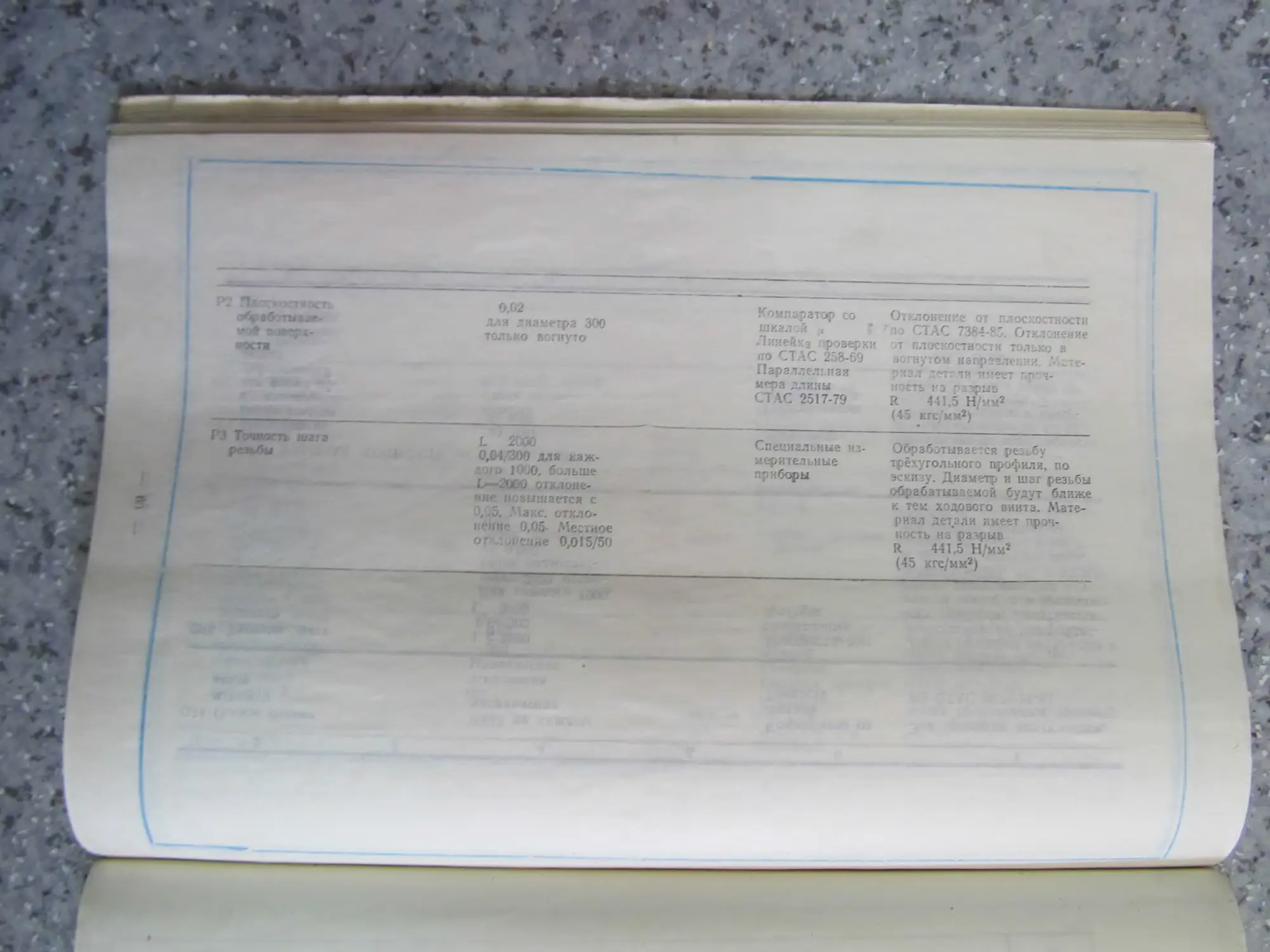
57
— 3 —
I. ВВЕДЕНИЕ
, л , j , ,,ие Q in.! m'm u'tni’i С м;iiiiiiiion, nyCKQ в действие и у-
, <4 ,HSW .-.и,, м тнлл SN--KK? и аналогическим образом универсального
сммм WM SN-ЗЮ
Ховожс амчмне гостам СП •’ 1,“ 11 1«С1вие имеет большое <на-
। й(1Яг1ЛЖ1 иметь особую работу по обеспечению соответсвуюшей смазки всех
движущихся органов.
ладаи а точности указания данные в ГГОЯ мине, сможете предупредить пов-
рсжлеьмч а обработка будет наилучшего качества.
Пер ;снствне станка необходимо изучить внимательно все элементы у-
ораидеями
Обращаем особое внимание, что станок может быть снабжен шпиндельном цепле-
шм в «сух нструктнвных вариантах: (с механическими или электромагнитыми муф-
..длс.чич. а также и значительная часть операции по уходу и регули-
ро91йик' в зависимости от конструктивного варианта передней бабки. Вслед-
ствие чего. рекомендуем не делать заключении после рассмотрения чертежей настоящей
мимге. без того что прочесть предварительно полностью описание машины.
Точность работы каждой машины проверена в рамках завода-изготовителя, и га-
рантируется оо нормам приемки.
С тем =: бы не изменить эту точнось, необходимо, чтобы транспорт и установка
.-?• иззодвлмсь с особым вниманием.
Е..:я будут соблюдены условия изложенные в этой книги машины, будут безус-
д вольны точностью и работоспособностью постовленного станка.
Предприятие токарных станков Арад
2. ОБЛАСТЬ ПРИМЕНЕНИЯ
Универсальные станки типа SN-402 nSN-502 являются станками средней вели-
ины, имея максимальный диаметр обработки свыше направляющих в 430 и соответст-
енно 510 мм а установленная мощность для приведения в главное действие 7,5 квт.
Эти могут быть использованы с большой эффективностью как отдельных работ, так
для работ небольшой и средней серии, в случае обработок на универсальном патроне
или между центрами.
Станины этих токарных станков выполняются во варианте с мостом и с расстояни-
ем между центрами между 750, 1000, 1500 и 2000 мм. Эти варианты представляют прис-
пособления и для различных производственных задании. ..
Основные обработки которые могут быть изготовлены на этих станках:
— продольное строгание с ручной или механической подачей
— поперечное строгание с ручной или механической подачей
— сверление с ручной или механической подачей с закреплением инструмента в
державке резца
— сверление с ручной подачей с закреплением инструмента в пиноли задней
бабки
— нарезка метровой резьбы, Витворт, модуль, диаметральный (Питч)
— коническое, наружное и внутреннее строгание с автоматической подачи, на
станки оборудован приспособлением конического строгания
— фасонная наружная и внутренная обточка с автоматической подачей, для стан-
ков оборудовающих копировальным устройством.
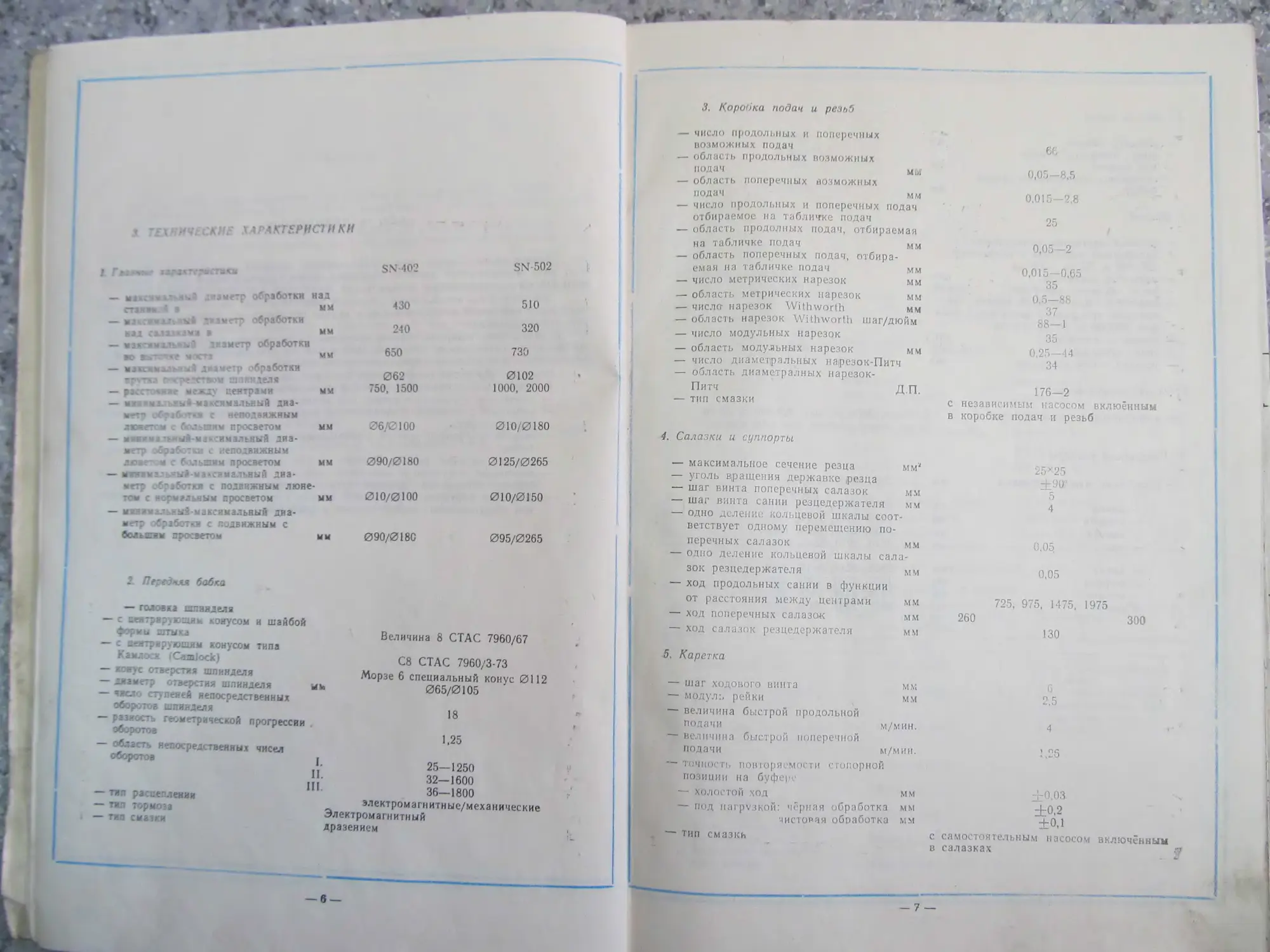
i ТЕХНИЧЕСКИЕ ХАРАКТЕРНО! И К И
I Г»лп* каглкте?*стики
SN-4O2
SN-502
— ма чьЗ цизметр обработки над
мшк ' * MW
СТЗКЖЬ Ч В
__максимальны* диаметр обработки
ват салазками в м*
— мзггвмхтьиый диаметр обработки
во выточке моста мч
— максимальный диаметр обработки
вруткэ т»хредеп»м шпинделя
— рэ«т *я?е между центрами мм
— миякма. ьяый-макснмальный диа-
метр обрэб -к» с неподвижным
лючетом с ' -«двоим просветом мм
— мшима -ьяый-максимальный диа-
метр обработки с неподвижным
лометом с большим просветом мм
— минем’ ый-ма*СРМ2льиый диа-
метр еСработки с подвижным люне-
том с нормальным просветом мм
— мивимзльный-макснмальный диа-
метр обработки с подвижным с
большим просветом мм
430
240
650
062
750, 1500
06/0100
090/0180
010/0100
090/0180
510
320
730
0102
1000, 2000
010/0180
0125/0265
010/0150
095/0265
2. Передняя бобка
— головка шпинделя
— с центрирующим конусом и шайбой
формы штыка
— с аеитрируюшям конусом типа
Камдоск iCamlock)
— конус отверстия шпинделя
— диаметр отверстия шпинделя
— число ступеней непосредственных
оборотов шпинделя
— разность геометрической прогрессии
оборотов
— область непосредственных чисел
оборотов
— тип расцеплении
— тип тормоза
— тип смазки
Величина 8 СТАС 7960/67
С8 СТАС 7960/3-73
Морзе 6 специальный конус 0112
иь 065/0105
18
1,25
*• 25—1250
.}*• 32—1600
111 36—1800
электромагнитные/механические
Электромагнитный
дразением
_____
3. Коробка подач и резьб
— число продольных и поперечных
возможных подач
— область продольных возможных
подач мм
— область поперечных возможных
подач мм
— число продольных и поперечных подач
отбираемое на табли»гке подач
— область продолных подач, отбираемая
на табличке подач мм
— область поперечных подач, отбира-
емая на табличке подач мм
— число метрических нарезок мм
— область метрических нарезок мм
— число нарезок Withworth мм
— область нарезок Withworth шаг/дюйм
— число модульных нарезок
— область модульных нарезок мм
— число диаметральных нарезок-Питч
— область диаметралных нарезок-
Питч Д.П.
— тип смазки
66
0,05-8,5
0,015—2,8
25
0,05—2
0,0)5—0,65
35
0,5—88
37
88—1
35
0.25—44
34
176—2
с независимым насосом вклюённым
в коробке подач и резьб
4. Салазки и суппорты
— максимальное сечение резца мм2
— уголь В|ращения державке резца
— шаг винта поперечных салазок мм
— шаг винта сании резцедержателя мм
— одно деление кольцевой шкалы соот-
ветствует одному перемещению по-
перечных салазок мм
— одно деление кольцевой шкалы сала-
зок резцедержателя мм
— ход продольных сании в функции
от расстояния между центрами мм
— ход поперечных салазок мм
— ход салазок резцедержателя мм
25*25
±90°
5
4
0.05,
0,05
725, 975, 1475, 1975
260 300
130
5. Каретка
— шаг ходового винта мм
— модул:, рейки мм
— величина быстрой продольной
I подачи м/мин.
— величина быстрой поперечной
подачи м/мин.
— точность повторяемости стопорной
позиции на буфере
— холостой ход мм
6
4
’ nS
— под нагрузкой: чёрная обработка мм
чистовая обоаботка мм
. — тип смазки
±0,03
±0.2
±0,1
с самостоятельным насосом включённым
в салазках
4. ЛмЧохч библй
- 1.JWVTP BMMiUi
— e г версии ПИМЛ1В
— ioj я мюля
_ мкрем* repcwemmw >‘Л"1’*
6.16»"
080
Морзе 5
200
±10
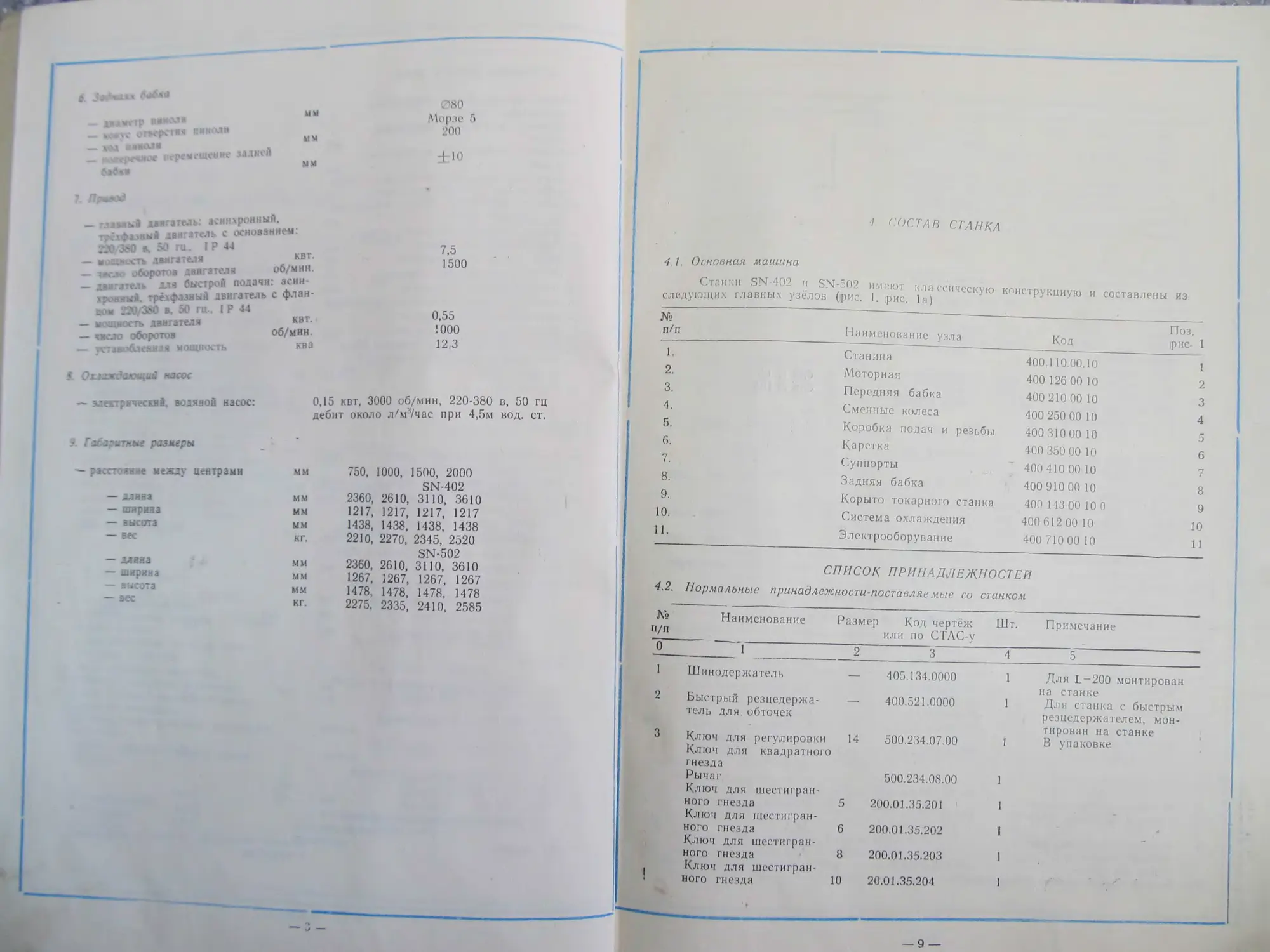
— главный двигатель: асинхронный.
тр< Афазный двигатель с основанием.
220 380 а. 50 ru. I Р 44
— мощность двигателя квт.
— ж.ю оборотов двигателя об/мин.
— двигатель хтя быстрой подачи: аснн-
дронный. трёхфазяый двигатель с флан-
цем 220/380 в. 50 ru.. | р 44
— мощность двигателя
— ввело оборотов
— установленная мощность
квт.
об/мин.
кв а
7.5
1500
0,55
1000
12,3
9. Охлаждающий насос
— электрический, водяной насос:
0,15 квт. 3000 об/мин. 220-380 в, 50 гц
дебит около л/м3/час при 4,5м вод. ст.
9. Габаритные размеры
расстояние между центрами
— длина
— ширина
— высота
— вес
— длина
— ширина
— высота
— вес
мм 750. 1000, 1500, 2000
SN-402
мм 2360, 2610, 3110, 3610
мм 1217, 1217, 1217, 1217
мм 1438, 1438, 1438, 1438
кг. 2210, 2270, 2345, 2520
SN-502
мм 2360, 2610, 3110, 3610
мм 1267, 1267, 1267, 1267
мм 1478, 1478, 1478, 1478
кг. 2275. 2335, 2410. 2585
1 СОСТАВ СТАНКА
4,1. Основная машина
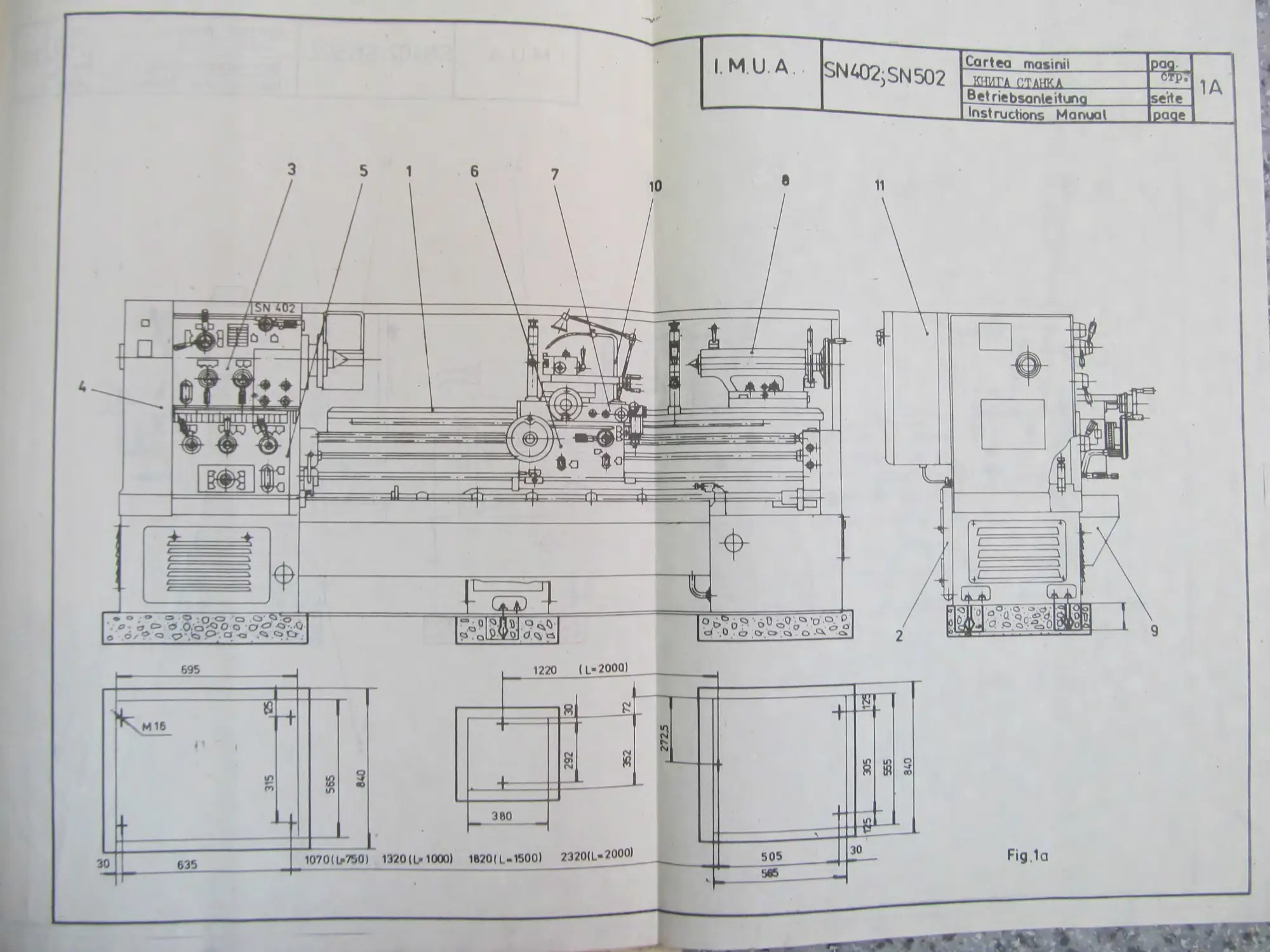
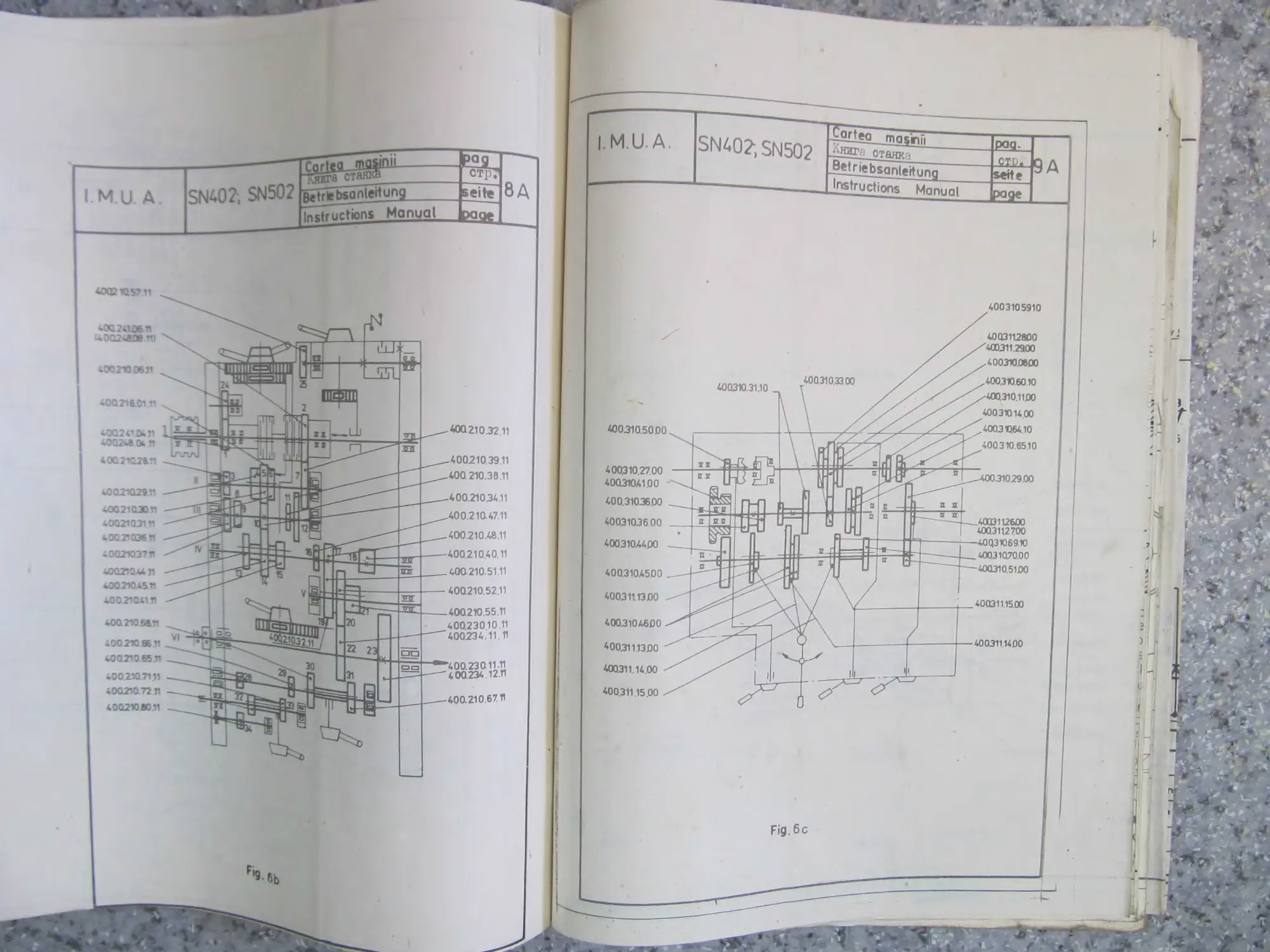
Станки SN-402 ч SN-502 имеют классическую клнструкциую и составлены из
следующих главных узелов (рис. 1. рис. 1а)
№ п/п Наименование узла Код Поз. рис- 1
1. Станина 400.110.00.10 1
2. Моторная 400 126 00 10 2
3. Передняя бабка 400 210 00 10 3
4. Сменные колеса 400 250 00 10 4
5. Коробка подач и резьбы 400 310 00 10 5
6. Каретка 400 350 00 10 6
7. Суппорты 400 410 00 10 7
8. Задняя бабка 400 910 00 10 8
9. Корыто токарного станка 400 143 00 10 0 9
10. Система охлаждения 400 612 00 10 10
11. Электрооборувание 400 710 00 10 11
4.2. Нормальные СПИСОК принадлежностей принадлежности-поставляе мые со станком
№ п/п Наименование I ?азмер Код чертёж или по СТАС-у Шт. Примечание
0 1 2 3 4 5
1 Шинодержатель — 405.134.0000 1 Для L-200 монтирован на станке
2 Быстрый резцедержа- тель для обточек — 400.521.0000 1 Для станка с быстрым резцедержателем, мон- тирован на станке
3 Ключ для регулировки Ключ для квадратного гнезда Рычаг Ключ для шестигран- ного гнезда Ключ для шестигран- ного гнезда Ключ для шестигран- ного гнезда Ключ для шестигран- 14 500.234.07.00 500.234.08.00 5 200.01.35.201 6 200.01.35.202 8 200.01.35.203 1 1 1 1 1 В упаковке
ного гнезда 1 0 20.01.35.204 1
— 9 —
5
14 «0(10135 206
С Л-36 36 42 200 01 Зг 236
С4'»52 '-’3'И1 3'. 238
DI А13 200 01.35.235
D!4\17 20001 3 ’ 069
D|Qx22 2('о '13'0'2
924x32 200 01.35.075
1)30x32 200 О! 35.077
I
I
I
1
I
I
1
1
С.-Г1Ш.и1М CTfp-
*•
. - I SG
4 П .? мода *« и
нгк.омечя«*п
Поспят 11 аентр
5 S -J : ттадзмектэ
[> хи фундамента
,• . » фундамента
Of г. гбвтыэасмая
шайба
Обрабатываемая
f 1*ба
I : ..--играни.>. < гайяа
Ш "агрэ’фэя гайка
•. ,Тгм . t-Hy.-, винт
Устое -’ый винт
Пластж э
Пластаны
S17 200.01.35.135
ABI9-22 200.01.35.343
9 200-01.35.003
1,4X10X250 200.01.12.128
80 5 500.922.01.00
I 22М00
Морзе 5 200.01.35.024
500.110.21.00
500.110.21.00
А16 5200-72
А16 5200-72
М16 4373-64
MI6 4373-64
400.110.14.00
400 110 14.00
400.110.23.00
400.110.23.00
I
1
I
1
в упаковке
1 бля 0 65
1 бля 0 105
2
в упаковке
7 для L=750, 1000
1500 мм
9 для 1=2000
7 для L=750, 1000, 1500
9 для L=2000
7 для L=750, 1000, 1500
9 для L=2000
7 ДЛЯ L=750. 1000, 1500
9 ДЛЯ L=2000
7 для L=750, 1000, 1500
9 для L=2000
< ‘ ,'л-.jcLu .-пости / (поставляются со станком)
шт.
0/а
Прим.
Наименование Размер Код чертёж
или по СТАС-у
1 Пробки 402.894.00.10 1 L=750
403.894.00.11 Ь=1000
404.894.00.11 L=1500
Пог ' зый г атрон 405.821.00.10 L—2000
2 главный шпиндель с
C2-/' или 0315 400.821.00.10 1 головкой СТАС или
Повод аый патрон ->• . К.АМ1О0К 0315 500.822.00.10 АСА (ASA) 1
4 Ф-V; '.I! -'.'.iLHOrO главный шпиндель с 1 головкой СТАС или
игргла гг>'> или 0315 400.823 00 10
S Флаи» \ иимр ального гя-гх.и» КАМ.ТОСК ^25.) гля 0315 500 824 00 10 АСА
6 Вращающийся центр Морзе 5 СТАС 7628-60 1
- 10
4.3.2. Специальные принадлежности И (поставлются только по особому заказу)
№ Наименование п/п Размер Код чертеж или по СТАС-у шт. Прим.
1 2 Державка быстрого резца для расточки Суппорт для сверления 400.522.00.00 4UU.523.00.00 1 1 в упаковке в упаковке
3 Нормальный, испод- 450.825.00.00 1 для SN-402 монтиро-
4 вижный люнет Неподвижный, бодь- 450.851.00.00 1 ван на станке SN-402 для SN-402 монтиро-
5 той люнет Нормальный, под- 453.851.00.00 1 ван на станке SN-402 для SN-402 монтиро-
6 вижный люнег Подвижный б-Л!.- 450.853.00.00 1 ван на станке SN-502 для SN-402 монтиро-
7 той люнет Нормальный, мепод- 470.825.00.00 1 ван на станке SN-502 для SN-402 монтиро-
8 вижный люнет Неподвижный, боль- 470.854.00.10 1 ван па станке SN-502 для SN-402 монтиро-
9 шой люнет Нормальный, под- 470.851.00.10 1 ван на станке SN-502 для SN-502 монтиро
10 вижный люнег Подвижный, боль- 470.853.00.10 1 ван на станке тоже
11 шой люнет Планшайба с 4-мя 450.826.00.10 1 для SN-402
12 кулачками (гл. шпин- дель с головкой СТАС или АСА) Планшайба с 4-мя ку- 450.827.00.10 1 в упаковке для SN-402
13 лачками (гл. шпиндель с головкой типа CAMLOCK) Планшайба с 4-мя ку- 450.826.00.10 1 в упаковке для SN-502
14 лачками (шпиндель с головкой СТАС) Планшайба с 4-мя ку- 470.827.00.10 1 в упаковке для SN-502
15 лачками (шпиндель типа CAMLOCK) Указатель нарезки 400.841.00.10 1 в упаковке установлен на станке
16. 17 Приспособление бля конического обтачивания Защитный экран 400.890.0011 ^00.864.00.11 1 установлен на станке
18 Приспособление для 400.881.00.10 1 тоже
19 20 Приспособление для крепления подвижной бабки с салазками Зубчатое колесо 400.898.00.10 400.251.05.10 1 1 тоже сменные колеса
21 ,, z=48m=2 Зубчатое колесо 400.251.06.10 1 сменные колеса
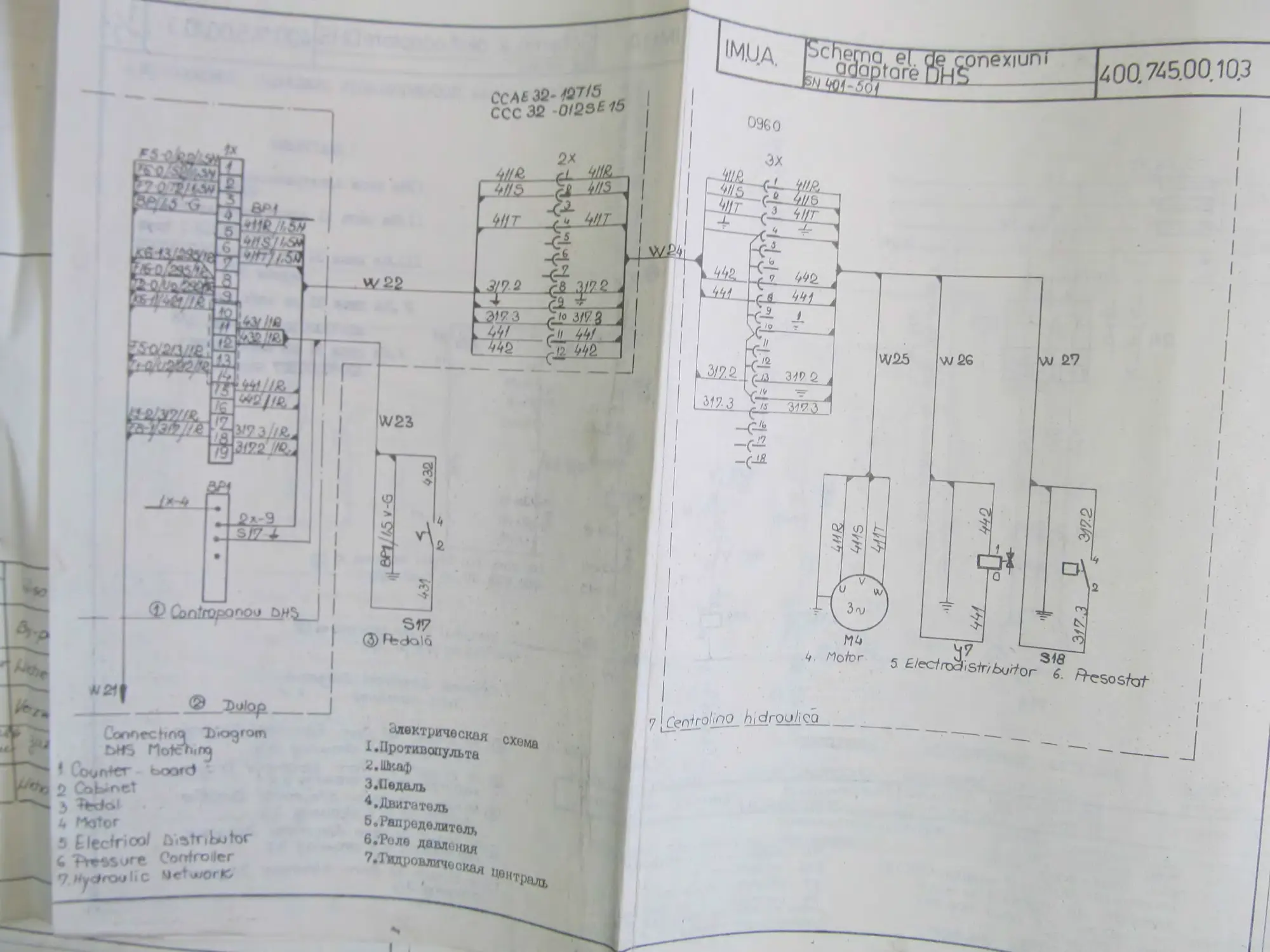
2= 22. 23. =57т=2 Зажимное гиуравлия грисиособление „ST. RO$E" Згек-црияеская установка с (ЭГП) )ГП 400.645.00.10. 400.475.00.10 1 1
24 25 Гиб|равлическа я забсяя бабк а 400.882.00.00 400.913.00.10 1 1
26. 27. Защита унивпрсаль иого латрона 400.867.00.12 1
Систма смазки зауней бабки 40.621.00.10 1
5 ОПИСАНИЕ СТАНКА
с—, «МИ» .................................>>- »“WKOft конструкций, на
^Х.м’Хе^Х^яточн» шлифованные, обеспечивают особую точ-
MCTW »• Врг*в МНОГИХ л*т
Светом вммжммм состоит вз следующих элементов. л„п„п
- ........... имеющая форму опрокинутой V с верхим углом Iв 90 пасполо-
щЕвмм к рабочему плоская направляющ» я. расположенная на задней ч
щ аммалает ицпия~г движение суппорта. _____ „ л,™
швом аяромявшая в передней части (к рабочему) и направляющая I' I
- • м п<рв.я। в задней части, для иаправл н
аролслвмого перемещения задней бабки.
Сгавпма уставоалева жестоко при помощи винтов на ножках утверждения.
— большая вожкл. мэ.- i и в случае 1 ошных станков L-2000 мм,
стааааы предусмотревы ешё одной дополнительной ножкой.
Н • • • шины — предусмотрены две бобышки предназ
»• • - ля копирующего шаблона, в этом случае в котором
ставов обору авали гидравлическим копирующим устройством.
В «эств большой ножки, станина предусмотрена проточкой, которой обеспечивает
сборах двигателя главного привода.
• ’ - - -ми станины расположена плита, коллектирующая
струм» а 9 гла^ тающую жидкость.
электронасос расположены в малой
вояке ставка.
52 Передня* бабка
Передняя бабка монтирована на п.ю кой горавомтальной поверхности станины,
1 пиарная < плоскими направлющими. С целью обеспечения лёг-
, ' '••авиого шпини ля в плоской поверхности, бабка может
и монтирована ....ине при помощи двух реп шро-
имнш мигов, монтирован их на станине. 1
иг-ловлеи ит углеродистой стали, вышего качества, имея пен-
ЕУ-Т* шжус • коямккое Отверстие головки п.ал«нныии и топко шли-
Главный шпиндель изготовливзется
с переходным отверстием 065
г -грех о л и.' (лнчретнен 0105
Головин «нпииоля является типом
двух конструктивных вариантах:
Ч ' 065 и 0106 Обе вивмп . ! Хусом ” "|Я|'6"Й-"|1|'|К:| -1Я>'
..........( е го loti ''И । 'I-
CkJ'*'.
Подшипник главного шпинделя является в функции от конструктивного варианта
•(СМ. рис. 10, II. 12) с возможностью регулирования радиального и осевого биения для
обеспечения высокой точности обработки.
В состав передней бабки была включена и коробка скоростей.
Зубчатые колеса коробки скоростей были разумным рассчитыванными и и «готов-
ленными из цементированной, легированной стали или из высшей легированной стали.
Зубчатые колеса теплообрабатываются соответственно функциональному значению и
нагрузке каждою колеса. Для обеспечения шлшп.х условии действия все зубчатые коле-
са имеют зубчатое зацепление тонко шлифовальными.
Скользящие шестерни имеют шлицевые отверстия с центрированием по виутре-
нему диаметру правильное ограничение положении шестерней двоииных передвижных
обеспечиваются установочными гнездами с шариком. Каждые шестерни имеют свои са-
мостаятельные рычаги переключения для прямого управления: так обеспечивается боль-
шое предохранение в действие и в поворотл ивости.
Коробка скоростей станков SN-402, SN-502 изготовлена на
Вариант с механическими муфтами (М) -- (рис. 13).
При помощи этих муфт oi «вала сцепляющи) в», обеспечивается пуск
в ход, остановку и изменение направления вращения шпинделя.
В положении остановки, автоматическим действует электромагнитный тормоз.
,,Передняя бабка и включённая в неё коробка скоростей имеют собственную систему
смазки, дразнением, и управлением жидкости к i.тайным i >чкам мазки
5.3. Коробка подач и резьбы
Коробка подач и резьбы жестоко закрепляется к станине, при помощи винтов и
штифтов. Зубчатые колёса коробки скоростей изготовлены из углеродистой стали выше-
го качества, закалёнными поверхностями зубьев, обеспечивая таким образом большую
долговечность в действие.
Шестерни двойные передвижные имею i шлицевые отверстия с центрированием на
внутренним диаметре.
Правильная установка в положение обработки шестернях обеспечивается местом
установки в положение обработки с шариком
Для обеспечения выделения движению тяговыму брусу в случае включения двига-
телю ускоренной подачи употребляется электромагнитую муфту с фронталным зубчатым
зацеплением монтирована к выходу от коробки подач и резьбы, соосно тяговым брусом.
Коробка подач и резьбы имеет собственную систему смазки, с насосом с поршиной
5.4. Каретка
Каретка токарного станка установлена в жестоком положении при помощи винтов,
приклеплённых к продольным салазкам, её конструкции осуществлена компактной и
крепкой формы.
Этот узел передаёт движение рабочих подач или ускоренной подачи к продольным
или поперечным салазкам.
Движении продольной или поперечной подачи могут быть осуществлять в трех ва-
ринитах:
— ручную, при помощи маховичка 9, рис. 3, 4 для продольных салазок и при по-
мощи маховичка 10, рис. 3, 4-для поперечных салазок, рукоятка И, рис. 3, 4, является
в положении «О».
________ механическим (автоматическим) с рабочей подачи движение воспринимающее
от коробкой подач и резьбы при помощи стержни подачи.
О ф’
от
по
..... „Л11 лвнжс.же распределяется пр..-
" 11 ‘ '...личм- l'Jl,e'h" „оспрппнмало от
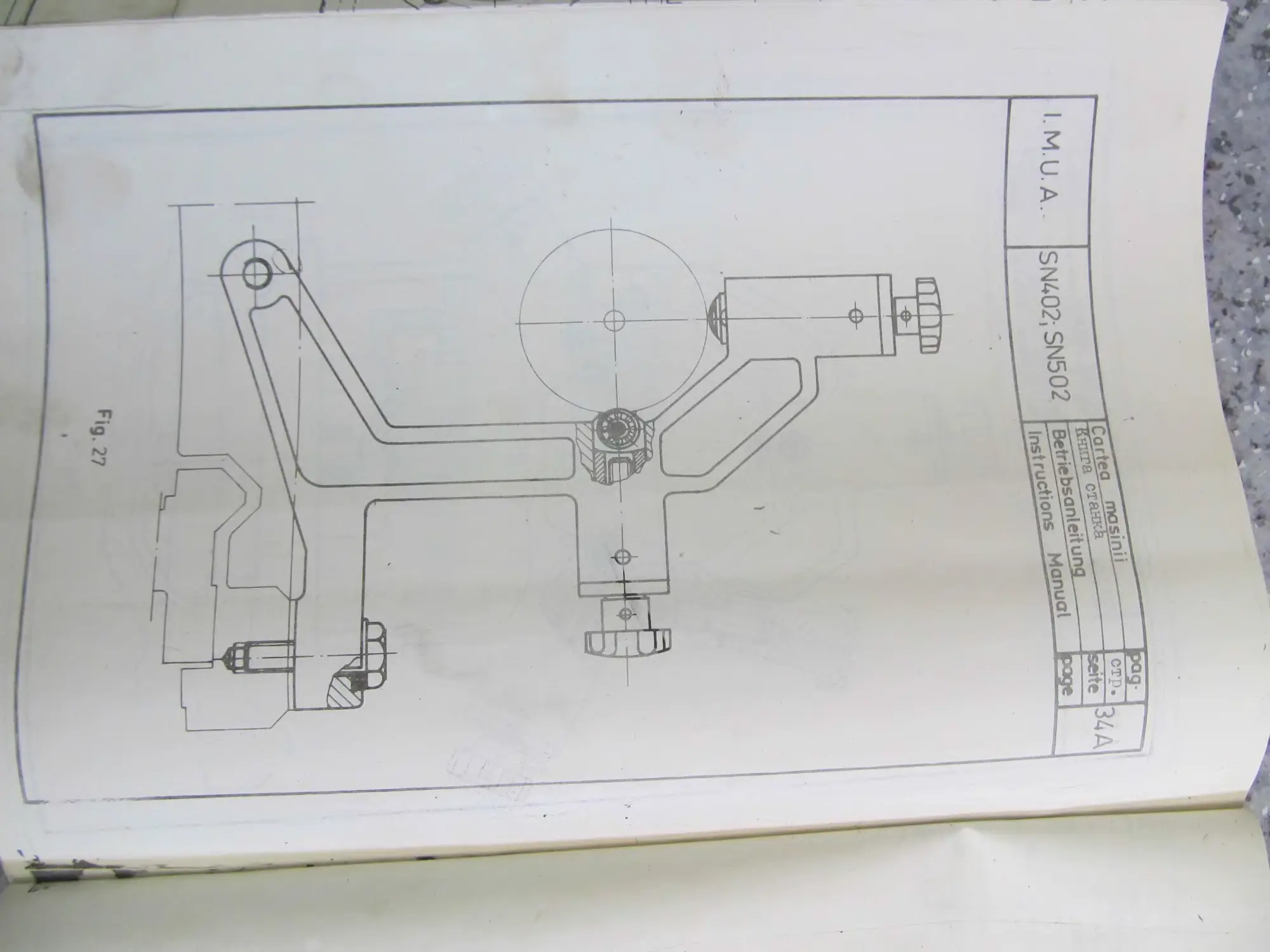
' w .. рпе.27) при ио-
41 " ...... ч-н.АОМ .ки > ' ft 1 полач11 резьбы
. '^оде ОТ КОРООКОЙ
1И вниэ, движение распре-
. .. руь -иьи И. ряс. 3—I явер-ха11и,кч.кой рабочей подачи
М«Д^^"ТкорСХ8й родачи
.......................................-°
' 1 ‘Л '.1- 3 4 сннхронмзаиия реализована
,.а«ч» 13. ре- *
.-...«пи на vnope использованным
м механизмом н j г
к.л . . .< » ' u “бп..и «ступвых валов.
КР.ИОЙ обработкус хмомго оннта в „о
• - тн две потугайкн управляются рукояткой 12
. .. и на каретку. - ТВ д У образом включение обоих по-
- ,°S в среднем положении
5£««с»млын ато* Ж мож^°“ обмзом возможность одновременной пе-
з - ‘ ч . .... г.иотв пниженпя к каретке.
- . -.«м -«.ны "“7 ^“'продольной НЛП поперечной
папрзаленкн вращения главного шпинделя, при
Х"чМ»й»'“ ийстнм рукоятки поз. 13. рис. 3. 4.
ХОДОВОГО винта движения к каретке.
----- ПО-
ПО-
SJ. Сумиарга
Узел сбрезуюаай сисгену салазок состоит из нескольких частей, а именно:
-- -рд . ; ые г:: --•рта
— с а -<ржавм-?езпа
_ _ . _ t быстрой переменой инструмента
аа сзади
- ,?.-яют опору всей системы салазок и перемещаются л li-
te с у-'.; ?. - * в-.ч действием либо вручную.
~ _ ч.-.ут быть также перемещены посредством механического или
-.ж -а ручного перемещения, рукоятка 11, рис. 3, 4 должна
•вх'хгтя в • •>трал-,,г,м положении.
зя форма поперечных салазок допускает установку различных дер-
>1- . кд еоизльно подготовленных поверхностях.
- . :: ия часть предусмотрена циркулярным каналам с сечением фор-
ма* Т.иутор- ' эры салазок державки резца на желаемый угол, а
‘ - •- • ва прямы араллельных канала также формой Т, для ус-
державка-резца могут
угол, образуется воз-
- ; - адя или других устройств. Салазки
ерешешсты вручную, только врашая их на определённый
* - - - влзтгэа операции конического строгания.
поверхностей любого
22 ЧТ° 806 ? салазки м°гут быть приведены в действие, независимо
«яиожво осушсствление сосредсвом строгания
56. Задняя бабка
То*ость*о17 ей очень большую жес'
я М. ба.» «р«ого закрепления большой S±±2E!!.“"2!. на направляющих станины,
1ШМШ кремшшн .интом Перемещение" nX™ “nn’"'"'1"" "l’w>CM,,'PCH Дополни-
Г ПИНОЛИ производится только вручную при
— 14 —
помощи маховичка, блокирование пиноли в определённом позиции производится при по-
мощи рукоятки 19, рве. 3
Изьятие центра или (различных переходников из коническою отверствия пиноли,
осуществляется посредством отвода таковой до конца хода.
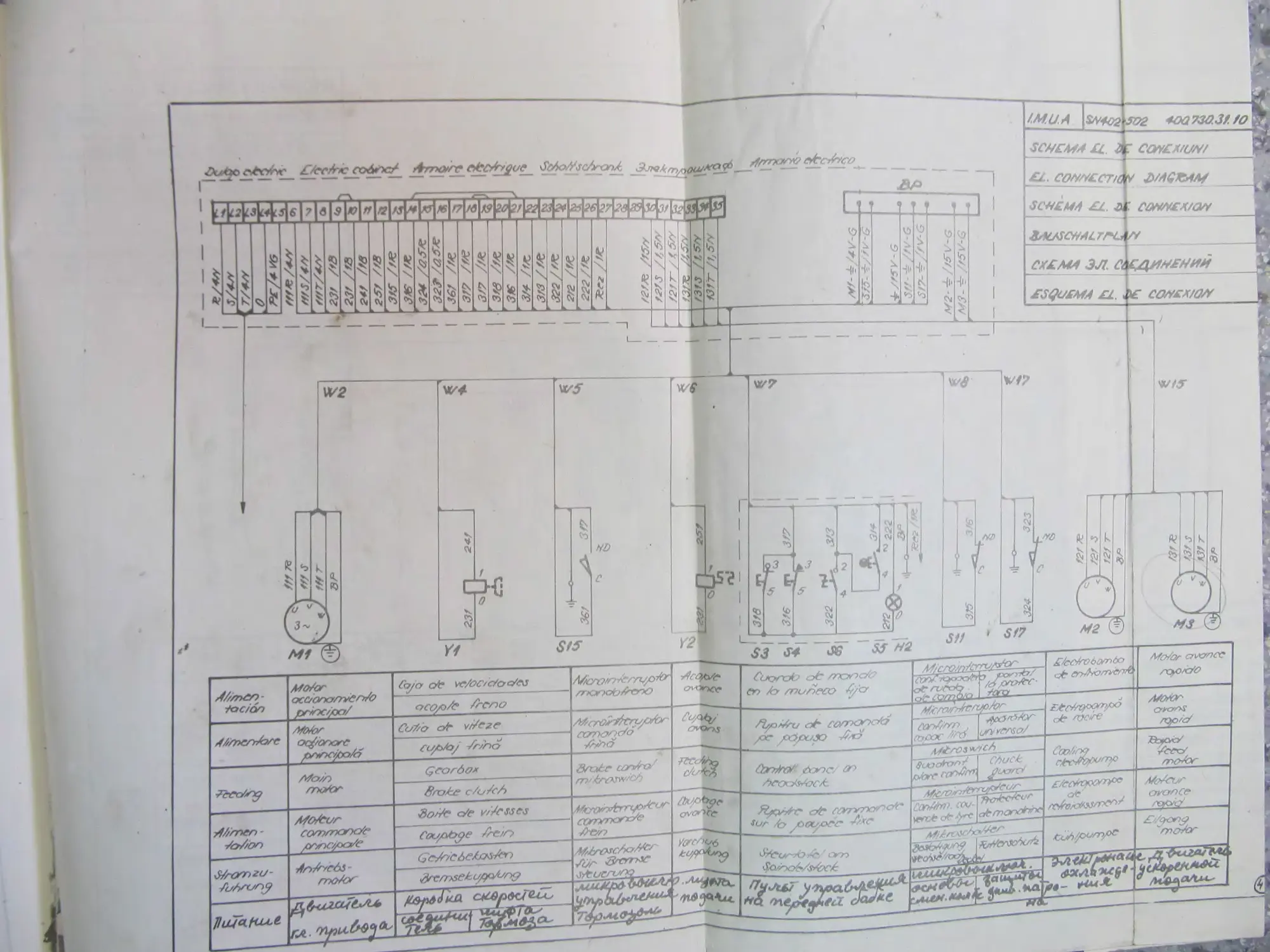
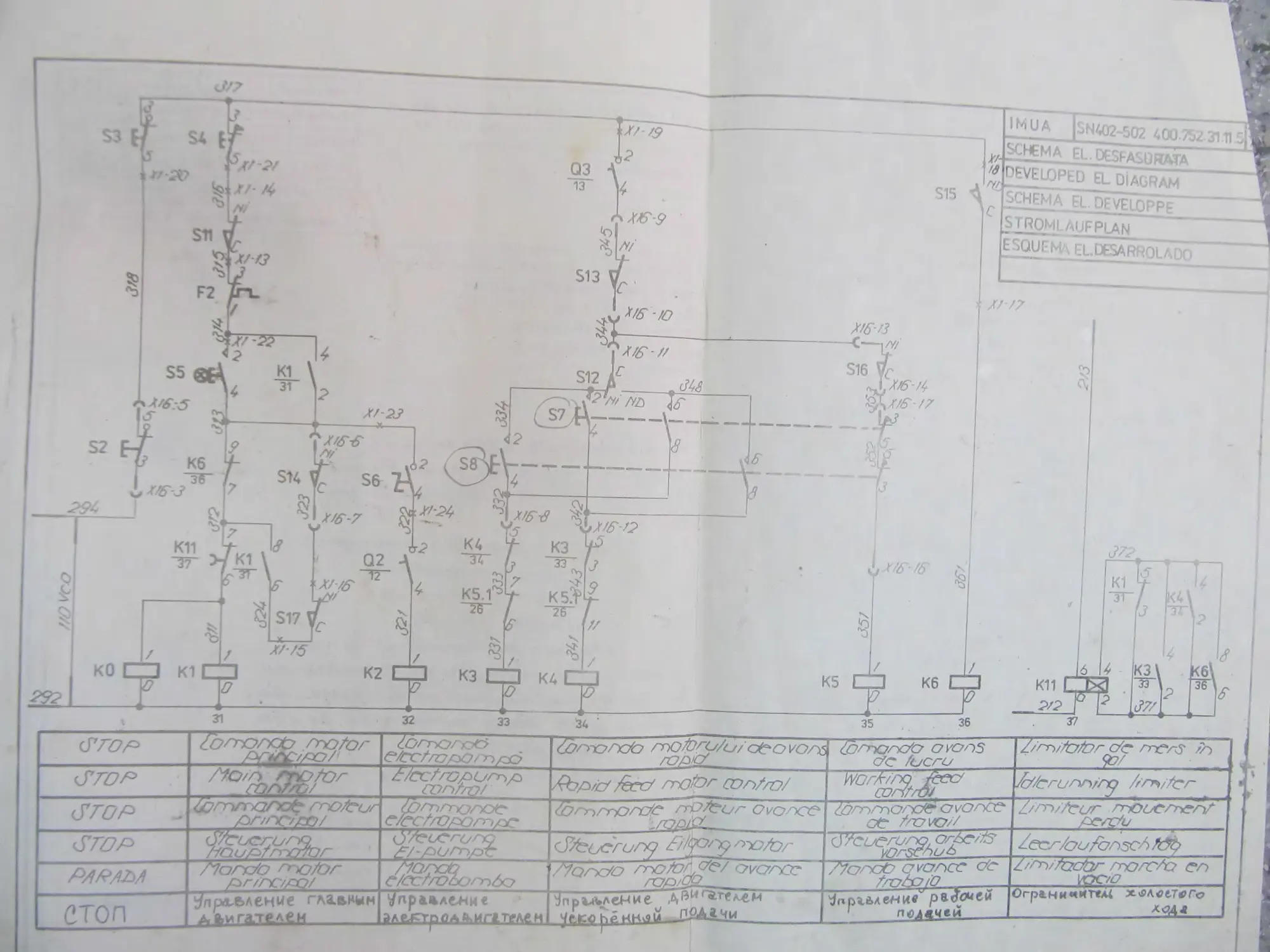
5.7 . Электрическое оборудование
Спецификация аппаратов, монтажных схем, схем прокладки
Электрическое оборудование, токарных станков SN—402 и SN—502
присоединяется к электрической, трёхфазной сети без нулевого провода при напряжении
между фазами в 380в, 50гц. Все трифазпых провода присоединяются к клеммам элек-
трическою шкафа станки находящего на задней стороне станины одновремено осущест-
вляется связь между клемой заземления то карою станка и ноясом заземления цеха.
Питание шкафа с аппаратурой электрическим током производится при помощи
главного выключателя QI SN402 и SN502-
Токарные станки SN-402 и SN-502 изготовлены
С механическими муфтами в передней бабке. .
Токарные станки SN-402 и SN-502 припадлежающие одному конструктивному ва-
рианту одинаковые по электрическому оборудованию.
Двигатель главного действия является асинхронным трехфазным двигшелем с краткозамк-
нутым ротором мощностью в 7,5 квт., 1500 об/мин. с прямым пуском. Запускай останов-
ка главного двигателя осуществляется при помощи кнопок S5, соответственно S4, на-
ходящие на пластине передней бабки. Для ускоренной подачи был предусмотрен асин-
хронный трёхфазиый электровигатель М3 мощностью в 0,55 квт. 1000 об/мин. управля
емый посредством кнопок S7 и S8 установленные на коробке управления на каретке.
Максимальное перемещение поперечных салазок включается посредством органи-
чителя поперечною хода S13 (принадлежность),
Изьятие салазок от ограничителя хода производится ручной. На салазки, установ-
лен тоже микровыключатель реверса направления S12 осуществляющий соотношение
между направлением хода и направлением написано на табличке независимо от позиции
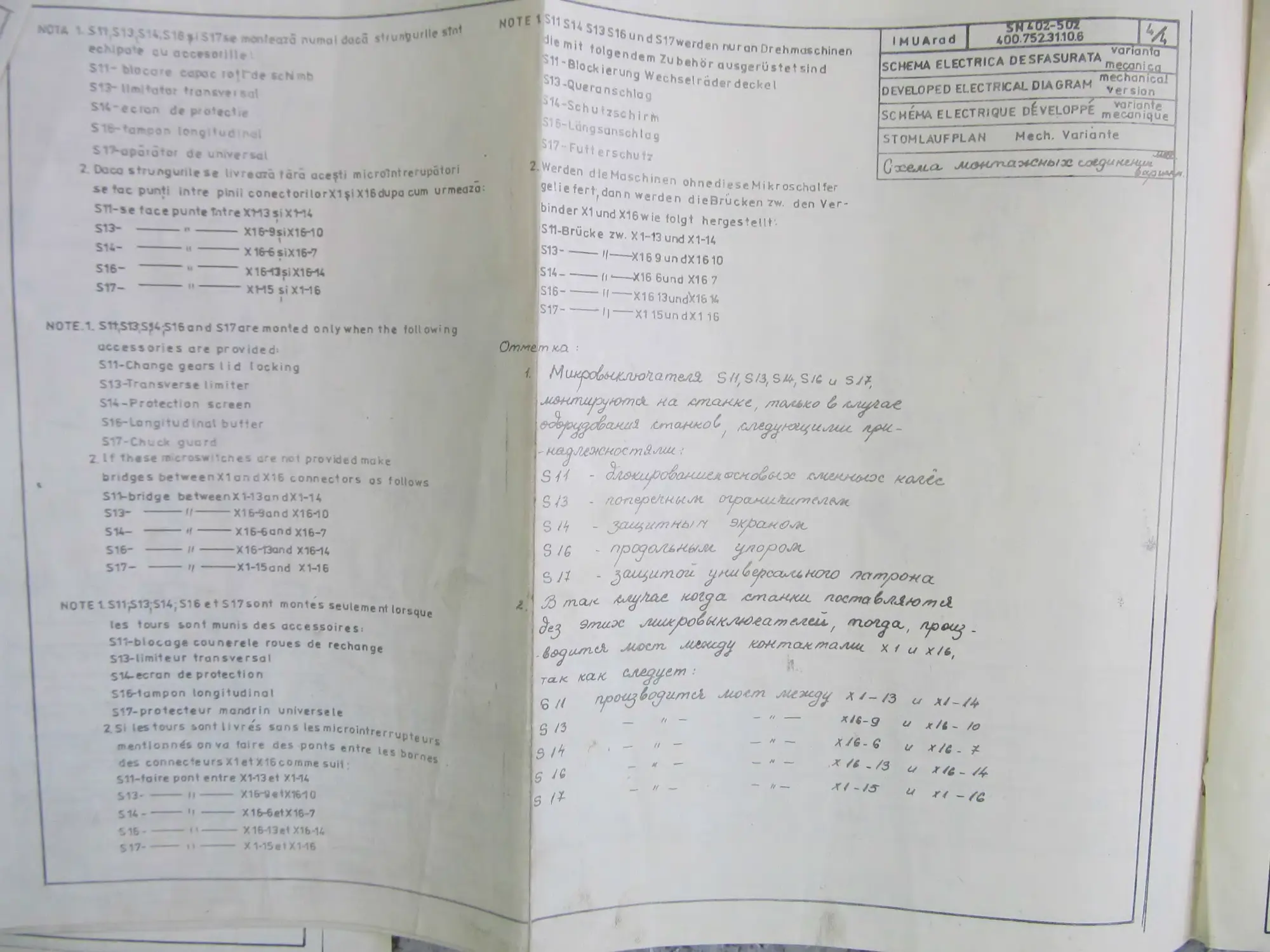
переключателю хода каретки. Токарные станки оборудованы микровыключателем S11,
установлен на большом ноге станка, в стороне сменных колёс и шкивов. Этот микро-
выключатель выключает управляющую цепи главного двигателя когда не установили об-
текателя.
Токарные станки оборудованы насосом охлаждения, действующие от трёхфазного
асинхронного электровигателя М2 с мощностью 0,15 квт., 3000 об/мин.
Запуска и остановка станки управляются кнопкой селектора S6, находящая на
передней бабке.
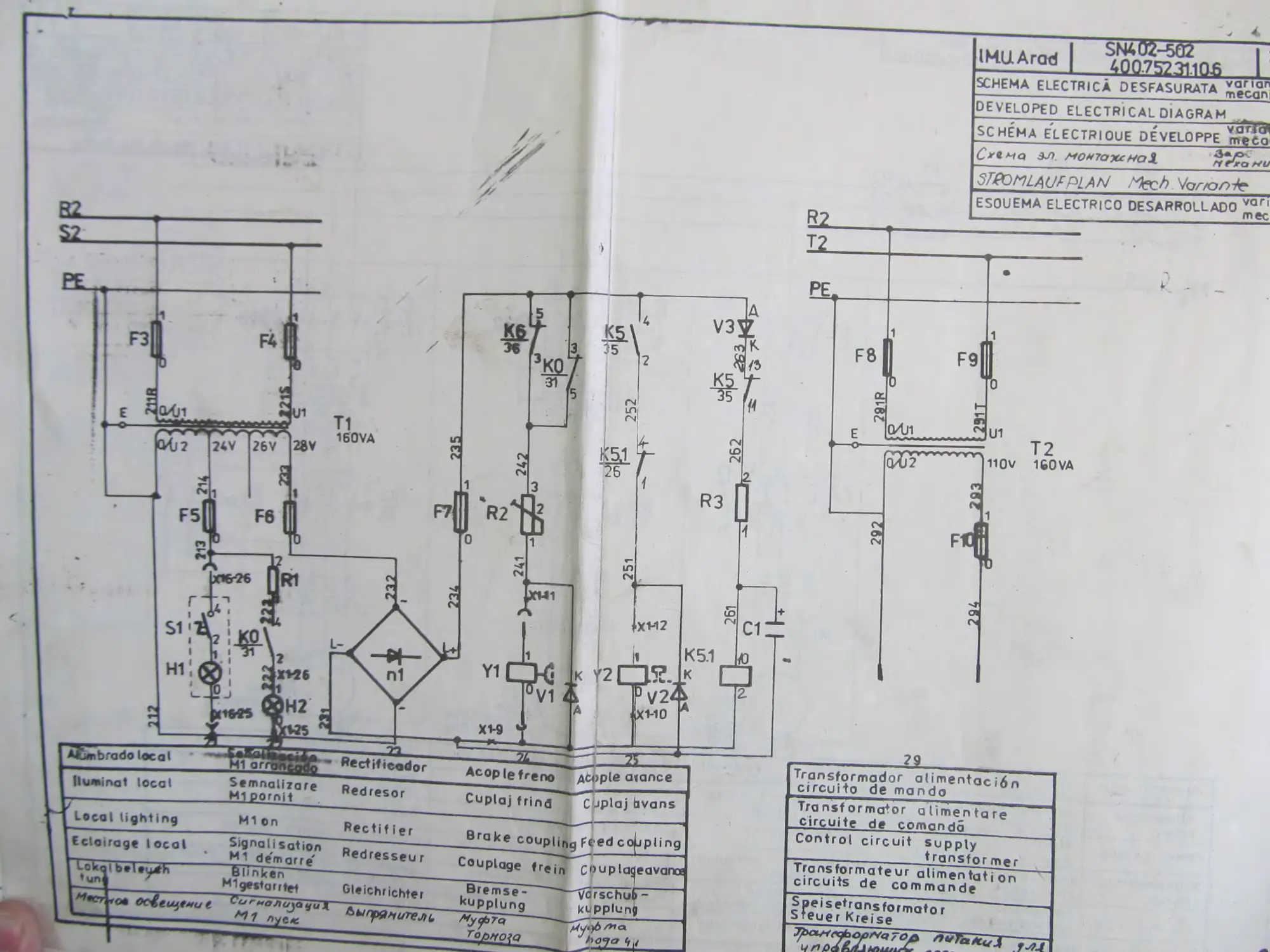
Управляющее напряжение достигаемое от вторичного напряжения преобразова-
теля Т5-110 в, и 50 гц. а в первичной катушке преобразователя — 380в и 50гц.
Управляющее напряжение достигаемое от вторичного напряжения трансформатора
Т1 яввляется 24 в для питания местного освещения и для цепей сигнализации. Выпря-
мительное напряжение — 28 в применяется для питания электромагнитных муфт.
Лампа местного освещения находится на продольных салазках и зажигается вклю-
чателем установленным на лампе.
Цепи управления защищены в случае короткого замыкания плавкими предохрани-
телями F8-?F10.
Вспомогательные двигателя М2 и М3 защищены от короткого замыкания и от пе-
регрузки трёхпольными автоматами.
Главный двигатель защищён от короткого замыкания плавкими преходранителямк
F5, а против перегрузки, блоком температур ых |реле F2.
Соединение между электрическим шкафом и оборудованием станка обеспечивается
посредством цепи контактов и вилки «КОН ЕКТ>. ц
— 15 —
. IpcwM хей. >а*и станка.
ЛЮЛ'Й *Э • рибоВНДНЫ
тор-
при
соп-
..„„„и.,»» н.-ре-т.п. "проверяется мнкровыю
. ....•..........
НЛП несчастный случаи, тогда
' |и,вв'"-и'1' установлены на каретке S2 н.п.
S.«> .₽се привода и включаясь быстрое ™
-твляет торможение главного шпинделя
. Лфотк.....• силы торможения регулируемым
, . - .«ж«нМ от коробки подач к тяговым брусу
. , Д .. . X" Д— — ^Р-ной по-
..... -•-Г-1' ' >• " • ' ,3 когда ручка команды зацеи-
................................... ......’»..................
л““’ог'’ М О6Р»™°« положении »Р“-
111 о рычагом перемещая вверху И» внизу, после того, что это, прсдпари-
плжх. «иГмгтмсаимным от средней поза нив. ио только после закрытая зашиты, на-
lomwi «а продольных салазках. Незакрытое ащмтного экрана останавливает глав-
5 *//5'W//£ И УХОД ЗА ЭЛЕКТРИЧЕСКИМ ОБОРУДОВАНИЕМ
О’<."нне и уход за электрическим оборудованием производится после внима-
телен. - изучения принципиальной схемы.
и» может быть доверять только квалифицированному электрику.
К: -;j < р;?ания не работает, дверь шкафа с аппаратурой будет закры-
тз ё . ip- .. 2 зазора будет сохранить официально признанного специалиста.
В • и неприятных случаев, главный переключатель был предусмотрен сис-
-*v ;v м-.-.г-блэкгрозаниеи дверя шкафа, когда в электрическим шкафе есть напряже-
кае.
П^з отключения напряжения, посредством главного переключателя Q1, это мо-
блокяроваи в позиции «0> при помощи замоками, монтированы на его рукоят-
рытнв дверей шкафа с аппаратурой проверяется если появились дс-
делается функциональную проверку. В случае необходимости, как
гл. ,ьн . p;'6jp. хэжет употребляться универсальный вольтметр.
_____ £сИ| Р<®в®*>гается что. на элс-i - j муфте появилась дефектность про-
веряется вапряжение питающей клеммы.
М нап»"же"не кдеммы электромагнитого тормоза меньше чем 24
'Ш-зеиню R2 обеспечивающее возможностью регулирования силы тормо-
tpen“Sev=ZK“c^ Ма“° На П0Я“-
. частей и измеряется сопротивление изоляции
г: - “• = : h!,J'..* ,мв Одновремено.
этих по необходимости. а контакт°рах, релеях изменяя или заме-
— 16 —
i 6. РАСПОЛОЖЕНИЕ И УСТАНОВКА СТАНКА
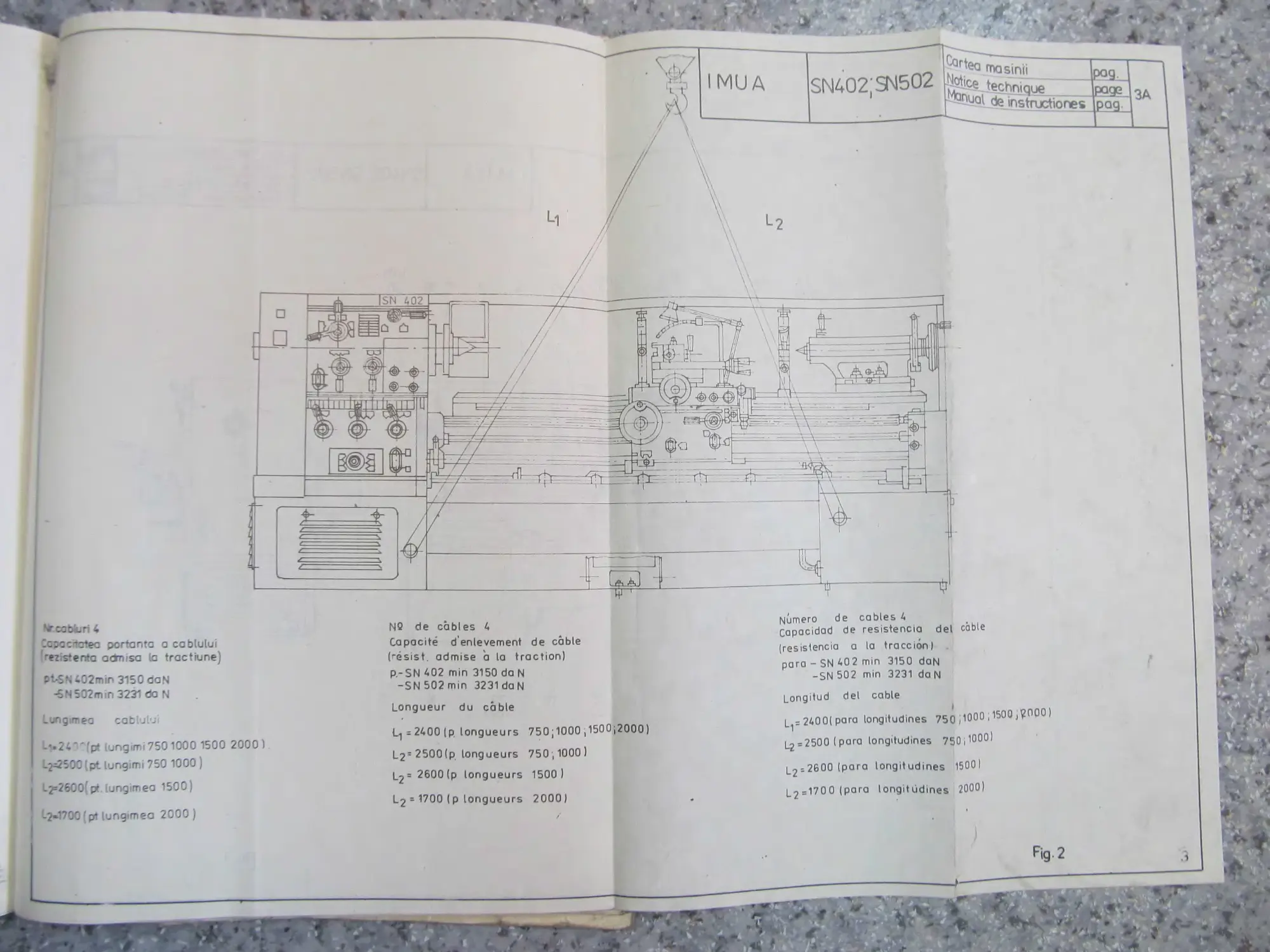
6.1. Транспорт токарного станка
Транспорт токарного станка без упаковки производится согласно схемы поедстав-
ленной на рис. 2 Книги машины.
Через отверстие предусмотренное специально в большойножке станка звести ме-
таллическую штангу поверх концов которой ввести кабель, каторый затем прикрепляет-
ся к крючки подьёмного крана.
Таким образом поступить и для закрепления малой ножки.
Следить со вниманием за тем, чтобы во время транспорта не были повреждены,
вследствие соприкосновения с кабелем, окраска или различные детали станка, вследствие
чего в местах прикосновения необходимо подложить под кабель кусочки дерева мягкой
породы. Если станок упакован (в ящик) транспорт его производится согласно указании
на упоковочном ящике.
Раскрытие упаковки производится с большим вниманием с тем, чтобы станок не
был повреждён инструментами применяемыми для распаковки.
С этой целью, рекомендуется снять сначала верхнюю крышку упоковочного ящика,
после чего производить разборку у остальной упрковкп,
6.2. Фундамент и установка токарного станка.
Главное условие для достижения высшей точности работы является правильная ус-
тановка станка на фундаменте, оборудован ном с этой целью согласно плану Руковат-
ство по эксплуатацию (рис.—).
Для горизонтальной установки ножки станка предусмотрены регулирующими вин-
тами, которые опираясь на 4 стальных плас тинках обеспечивают лёгкое и правильное ре-
гулирование.
Закрепление станка на фундамент производится с помощью 7 винтов М16, для та-
ковых с расстоянием между центрами в 750, 1000 и 1500 мм, или 9 винтами М16 для та-
ковых с расстоянием между центрами в 200 0 мм.
Эти винты предусмотрены в плоскости фундамента и поставляются одновремен-
но со станком.
Не допускаются отклонения превышающие токовые допускаемые, указанные в
нормах точности для токарных станков СТАС-1671-71. Проверка А1 и А2.
Токарный станок должен быть расположен таким образом, чтобы расстояние в
1500 мм от его осн симетрии до обьекта находящегося сзади него было соблюдено в точ-
ности. Эта необходимо с тем, чтобы иметь возможность открыть дверь, на которой ус-
тановлен двигатель главного привода в действие, а также для того, чтобы позволить
доступ к шкафу электрического оборудования в случае различных проверок или исправ-
лении. Станок должен быть расположен в помещении предохраненном от вариации тем-
пературы или от других факторов, которые смогли бы уменшить его точность.
Неподходящие почвы (песок, шлак), а также неравномерно уплотненные могут
изменить со временем горизонтальное положение станка. Завод не отвечает за станки
теряющие свой первоначальные качества следствие несобюдения заказчиком указания
по расположению станка.
Операции по маневрированию и установке станка на фундамент должен быть про-
изведены под руководством мастера или начальника бригады изучившего нормы техни-
ки безопасности труда и подготовленного для операции, которые ему доверяются.
металлическая штанга— из стали OLC 45, улущени; 0 60
<м*> •*
е,якок М должен быть "У111'" " а'йстю,,,‘ “К
IK был
о
,сн на фундамент я соответствии с
„ерендтн к расконсерваини всех по
«* .‘““Энными бензином вл,. карасином.
" ' ’ , , .чм> д после этого смазать машнным
,пше «—невбводамо ЫН? > • прежле„„„ „ли возможных за-
* вЖодпмо соблюдать также пред-
.. ... ; ...... -ренну» уровень масла узлов: передне,, бабки.
“ „„ „рок,водятся только после изучения главы
"^«Лтюдевия веет указании предусмотрены . влект-
'5? Г НТ затем чтобы направление вращения двигателя
. , - - , I. а араитие |вмгатааа быстрой подачи было
шшмимжын часом» стрелок (смотря в сторону задней бабки).
Н . •»< и:е«тяф шмроаать все элементы управления и уточнить их работ coi-
пого действия элем.-:тоз управления. Те-
глав-
Пкжзаест* вручпую проверки правил
----- й шкаф с питающей сети и воздействовать на
7 Н1—ЧТГ11 31 (Р«с 3. 4) ставок будет готов для первого пуска в действие.
ПемыЗ bvck в действие произвети на минимальном числе оборотов шпинделя. В
W nww> ирпвщап. “ОВ индивидуальных насосов смазки пе-
дзч катерки, с тем, чтобы затем перейти на подготовку станка
с Ввел') аачала работы
Б случае ₽ессотвествуюшего действия смазки, надо перейти к
• ас*; *э<- ю деффеьтов.
: - бы при первым пуске в действие продольные и поперечные салаз-
« мремекдются без того, чтобы смазать предварительно направляющие станины и сала-
>.<_ - ьз 2 -'х осуществляется при начале каждой рабочей смены, или вся-
. '• д. г . . средством дросселя, поз. 4, рис. 8. который вращается по ука-
:ящей о :-. , л о него. Через 5 мин. действия, смазка направляющих
- др селя в исходном положении, поз. 14. Следить особым за
? :-л состояние натяжения обоих широких ремней, а также и приводных
остановке станки
Необяолазю проверять ванмательно. чтобы напряжение, при котором включен
сумм охутьествовало бы рабочему, напряжению такового.
также, чтобы на правление вращения двигателя главного лри-
. :• ленной подачи соответствовали таковому указанному.
- - ' - . - ./чаев которые могли бы произойти при пуске в дейст-
ве тмсарапсо стакчл. заказчик обязан применять с этой целью только квалифицирован-
на ВфСРВАД, ваучмка! предварительно Книгу машины и проверить указания по охра-
е* тр;«да -../фич-ые для этой области в каторой производится работа.
Пру* особое мямание на прочтение полностью этой книги перед пус-
'н-'-б.одиыо для идентифицирования необходимых операции
„ n, “l?""' по,ышеинг"- ' оборотов, при котором работают стаи-
”•ов₽ияое •,,вит“ “««“*» «*"-
ого "* 'рашеии’ п₽°«зволи,ся только после остановки вращения гляв-
7- ’“***"'ч>™» ч>м-
— !8 —
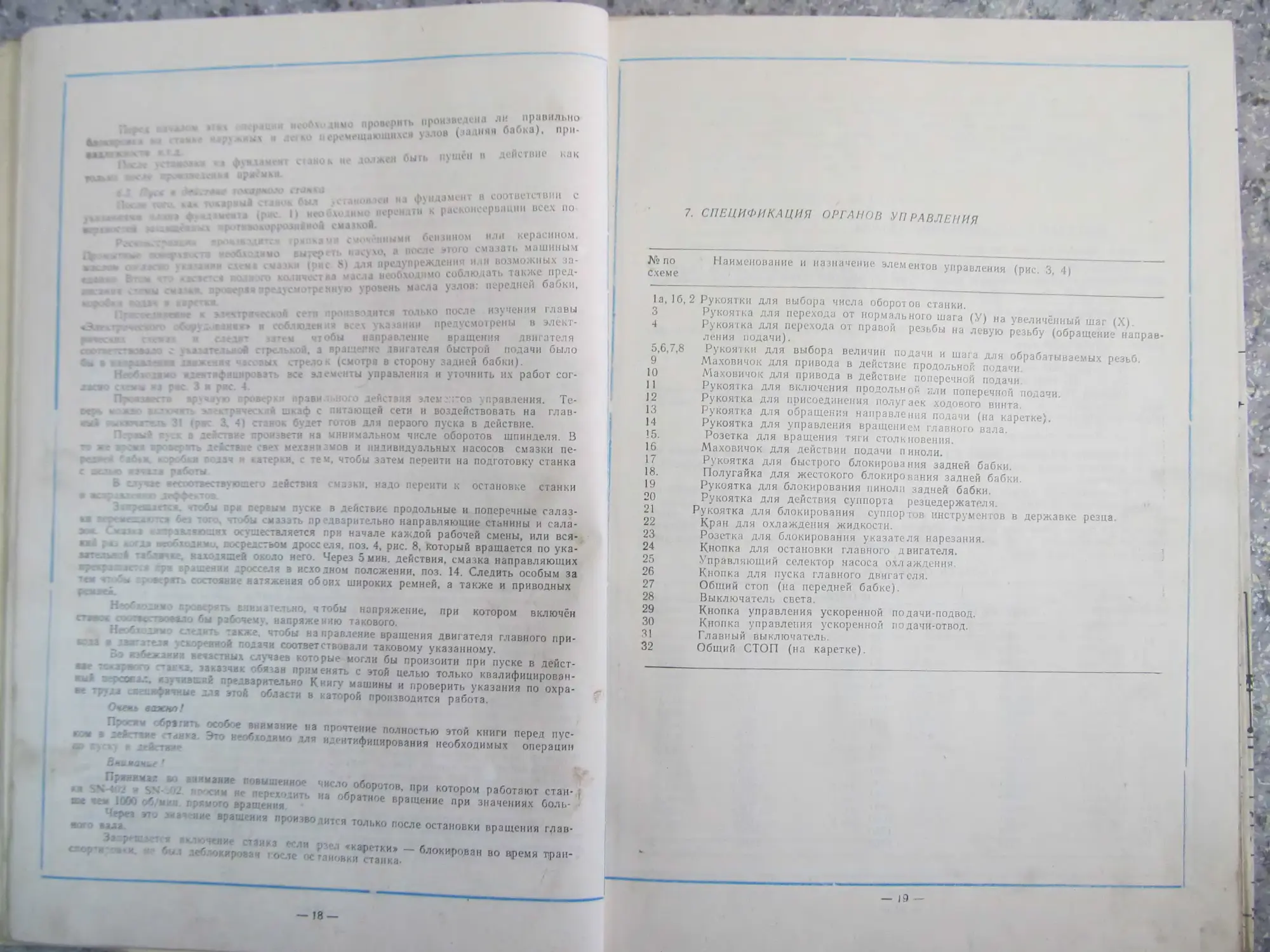
7. СПЕЦИФИКАЦИЯ ОРГАНОВ УПРАВЛЕНИЯ
№ по Наименование и назначение элементов управления (рис. 3, 4)
схеме
1а, 16, 2 Рукоятки для выбора числа оборотов станки.
3 Рукоятка для перехода от нормального шага (У) на увеличенный шаг (X).
4 Рукоятка для перехода от правой резьбы на левую резьбу (обращение направ
ления подачи).
5 ,6,7,8 Рукоятки для выбора величин подачи и шага для обрабатываемых резьб.
9 Маховичок для привода в действие продольной подачи
10 Маховичок для привода в действие поперечной подачи.
11 Рукоятка для включения продольной или поперечной подачи.
12 Рукоятка для присоединения полугаек ходового винта.
13 Рукоятка для обращения направления подачи (на каретке).
14 Рукоятка для управления вращением главного вала.
15 . Розетка для вращения тяги столкновения.
16 Маховичок для действии подачи пиноли.
17 Рукоятка для быстрого блокирования задней бабки.
18 . Полугайка для жестокого блокирования задней бабки.
19 Рукоятка для блокирования пиноли задней бабки.
20 Рукоятка для действия суппорта резцедержателя.
21 Рукоятка для блокирования суппортов инструментов в державке резца.
22 Кран для охлаждения жидкости.
23 Розетка для блокирования указателя нарезания.
24 Кнопка для остановки главного двигателя.
25 Управляющий селектор насоса охлаждения.
26 Кнопка для пуска главного двигателя.
27 Общий стоп (на передней бабке).
28 Выключатель света.
29 Кнопка управления ускоренной подачи-подвод.
30 Кнопка управления ускоренной подачи-отвод.
31 Главный выключатель.
32 Общий СТОП (на каретке).
.« ДЕЙСТВИЕ It ЖПЛУАТАНИЯ СТАНЬ
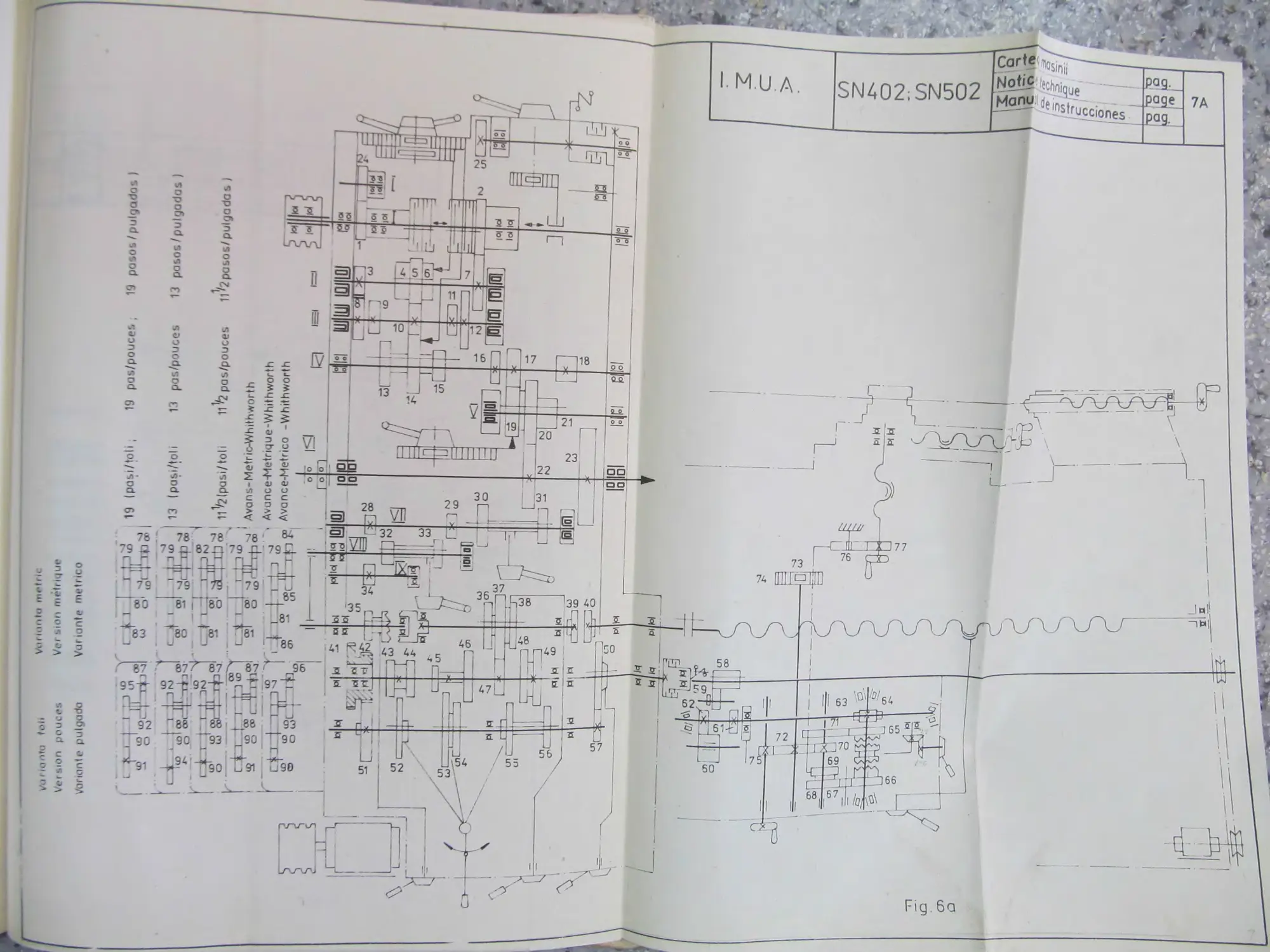
0М» р, этого, можно видеть „а р„с „
Лигам стой, «и» " Я|ЙИМЫ1О» точки зрения, эта w.,a ,,;а
овкмяиипши .Кяявяятячесю»
аяоыя « ял» кмкгругаии» вариант»-
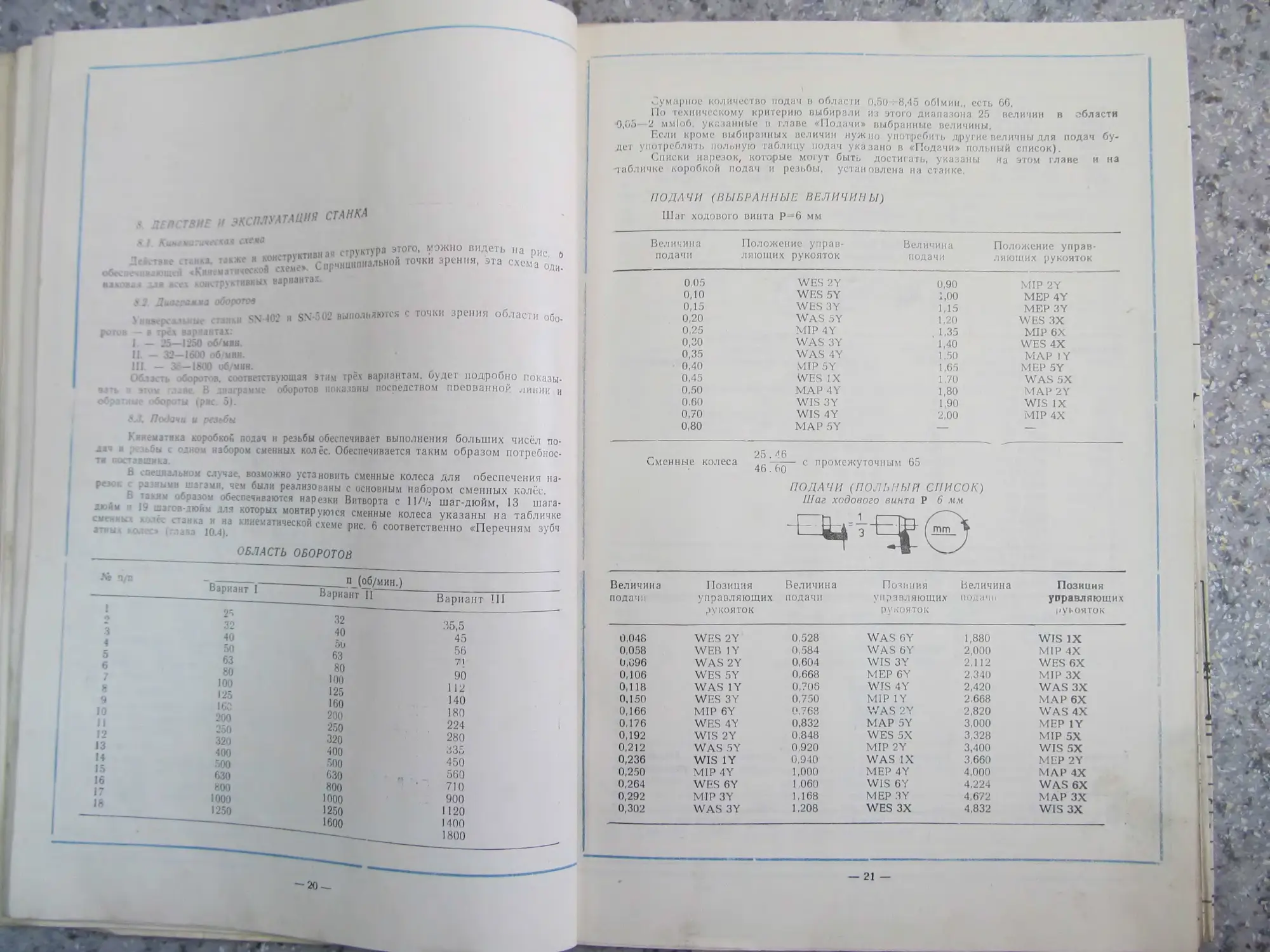
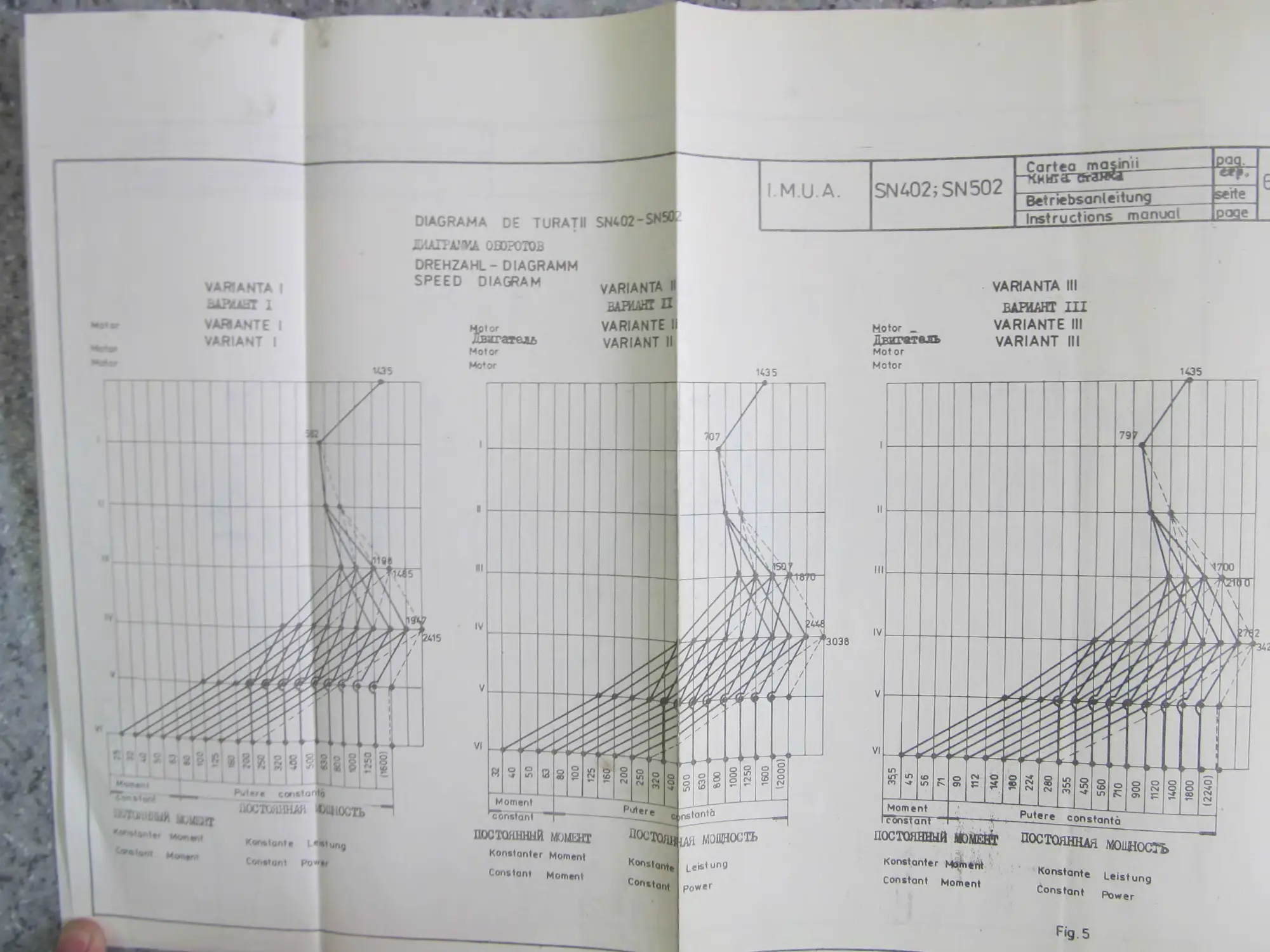
81 Л наг ролла обороте*
Уммгшиж гаям. SN402 я SN-502 вываляются С точки зрения об.-,яс..............
ретив — в трёх вариантах:
1 — 25—1250 об/мин.
П. — 32—1600 об/мин.
Ш. — 36—1800 об/мин. . .
Область обороте* я I I ₽Ь В1₽иантам. 0у lei подробно показы-
- ,; у _вс в диаграмме оборотов показаны посредством посованной линии и
обратные обороты (рис 5).
81. Подачи и резьбы
Кинематика коробкой подач и резьбы обеспечивает выполнения больших чисел по-
да- и , бы е г л набором сменных колёс. Обеспечивается таким образом потребнос-
ти поставщика.
8 специальном случае, возможно установить сменные колеса для обеспечения на-
ремж с разными шагами, чем были реализованы с основным набором сменных колёс.
В таким образом обеспечиваются нарезки Витворта с ll/’/j шаг-дюйм, 13 шага-
' 'w 1? ^-'-з-зюй.я для которых монтируются сменные колеса указаны на табличке
’анка""а “схемерк. 6 соответственно сПеречн
• . > (.лава 1O.41.
ОБЛАСТЬ ОБОРОТОВ
№ п/п П (об/мин.)
Вариант II Вариант III
1 3 Т* 32 40 32 40 35,5 45
4 5 50 63 50 63 56 71
6 7 8 9 10 11 80 100 125 ICC 200 80 100 125 160 200 250 90 112 140 180 224
12 320 320 280
13 400 400 335
14 500 500 450
15 630 630 560
16 КОО 800 710
17 1000 1000 900
1250 1250 1600 1120 1400
1800
20_
Сумарное количество подач в области 0,50-г8,45 об1мин., есть 66.
По техническому критерию выбирали из этого диапазона 25 величин в области
0,05—2 мм1об. указанные в главе «Подачи» выбранные величины.
Если кроме выбиранных величин нужно употребить другие величин для подач бу-
дет употреблять полиную таблицу подач указано в «Подачи» польный список).
Списки нарезок, которые могут быть достигать, указаны на этом главе и на
табличке коробкой подач и резьбы, установлена на станке.
ПОДАЧИ (ВЫБРАННЫЕ ВЕЛИЧИНЫ)
Шаг ходового винта Р=6 мм
Величина Положение управ- Величина Положение управ-
подачи л я ю щи X рукояток подачи ляющих рукояток
0,05 WES 2Y 0,90 MIP 2Y
0,10 WES 5Y 1.00 МЕР 4Y
0,15 WES 3Y 1,15 МЕР 3Y
0,20 WAS 5Y 1,20 WES ЗХ
0,25 MIP 4Y . 1,35 MIP 6Х
0,30 WAS 3Y 1,40 WES 4Х
0,35 WAS 4Y 1,50 МАР 1 Y
0,40 MIP 5Y 1,65 МЕР 5Y
0,45 WES IX 1,70 WAS 5Х
0,50 MAP 4Y 1,80 MAP 2Y
0,60 WIS 3Y 1,90 WIS IX
0,70 WIS 4Y 2,00 MIP 4Х
0,80 MAP5Y — —
25.46
Сменные колеса 46.60 - с промежуточным 65
ПОДАЧИ (ПОЛЬНЫИ СПИСОК)
Шаг ходового винта Р 6 дои
Величина подачи Позиция управляющих рукояток Величина подачи Поти иия управляющих рукояток Величина подачи Позиция управляющих нуюяток
0,048 WES 2Y 0,528 WAS 6Y 1,880 WIS IX
0,058 WEB 1Y 0,584 WAS 6Y 2,000 MIP 4Х
0,096 WAS 2Y 0,604 WIS 3Y 2,112 WES 6Х
0,106 WES 5Y 0,668 МЕР 6Y 2,340 MIP ЗХ
0,118 WAS 1Y 0,706 WIS 4Y 2,420 WAS ЗХ
0.150 WES 3Y 0,750 MIP 1Y 2.668 MAP 6Х
0,166 MIP 6Y 0.768 WAS 2Y 2,820 WAS 4Х
0,176 WES 4Y 0,832 MAP 5Y 3,000 МЕР 1Y
0,192 WIS 2Y 0,848 WES 5X 3,328 MIP 5Х
0,212 WAS 5Y 0,920 MIP 2Y 3,400 WIS 5Х
0,236 WIS 1Y 0,940 WAS IX 3,660 МЕР 2Y
0,250 MIP 4Y 1,000 МЕР 4Y 4,000 MAP 4Х
0,264 WES 6Y 1,060 WIS 6Y 4.224 WAS 6Х
0,292 MIP 3Y 1,168 МЕР 3Y 4.672 МАР ЗХ
0,302 WAS 3Y 1,208 WES 3X 4,832 W1S ЗХ
— 21 —
0.334 0154 0JB4 0.416 0.424 ft 470 0500 MAP0Y WAS 4Y WES 2Х MIP 5*» MAP 4Y WES IX MAP 4Y 1 340 1,408 1.500 1.536 1.664 1.700 1832
Сменные колка 25 46 60 c npoMCJ
5.632 6.000 6 666 МЕР 6X
MIP6X WES 4Х МАРЛ WiS 4X MIP ix MAP 5X
\\ S - X Wis jX WAS 5X M AP 2Y 7,32 8,000 8,448 MIP 2X MIP 4X WIS 6X
уточным 65
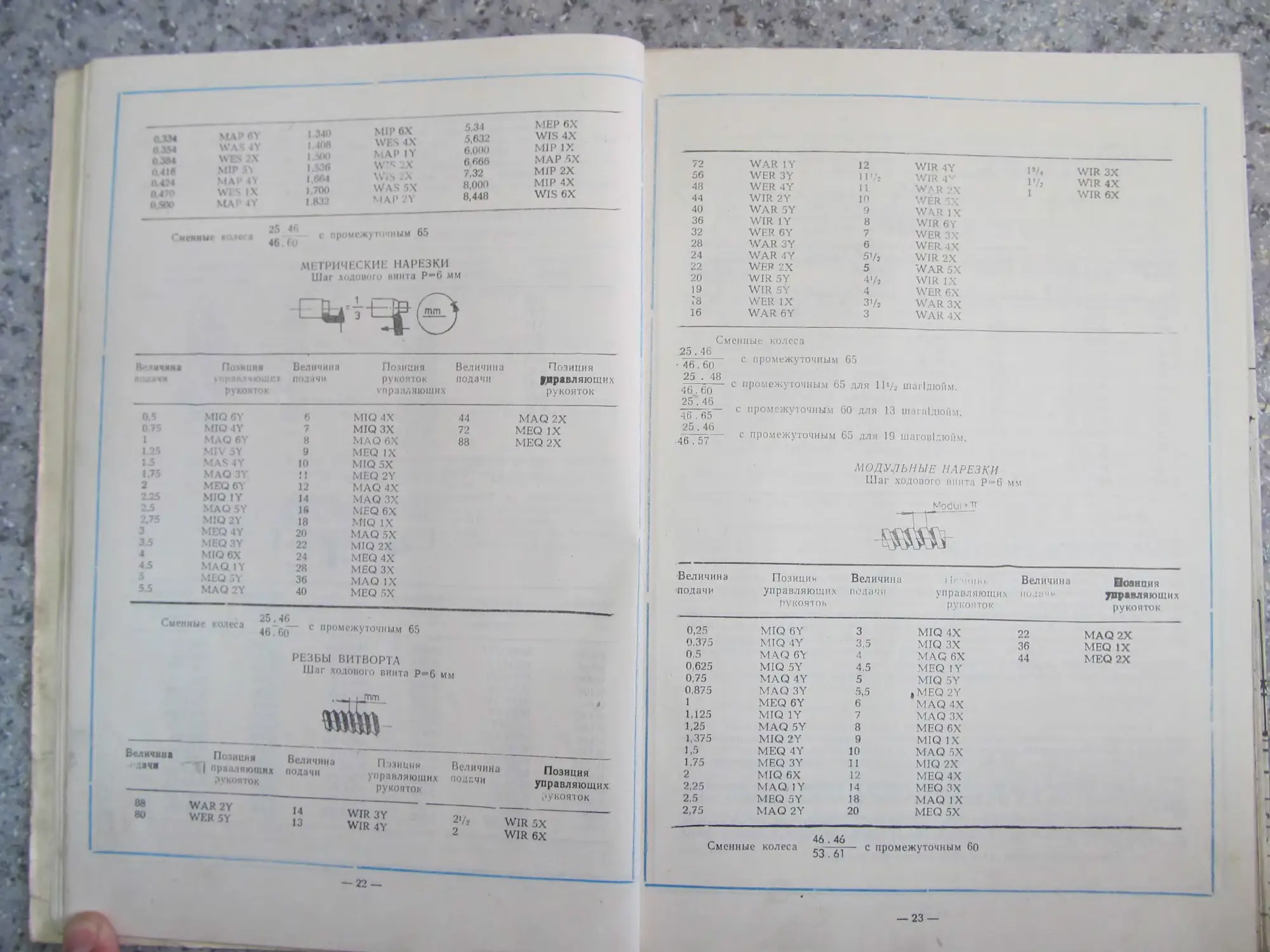
М ЕТРИЧЕСКИЕ I IА РЕЗКИ
Шаг ходового винта Р-6 мм
Полниня
НфДЯЛЯЮШК*
рукояток
Величина
ПОДДОН
Позиция
рукояток
управляющих
Величина
подачи
Позиция
управляющих
рукояток
0.5 MIQ 6Y 6 MIQ 4X 44 MAQ 2X
0 75 MIQ 4Y 7 MIQ 3X 72 MEQ IX
1 MAQ6Y 8 MAQ 6X 88 MEQ 2X
1.25 MTV 5Y 9 MEQ IX
15 MAS 4Y 10 MIQ 5X
1.75 MAQ 3Y MEQ 2Y
2 MEQ 6Y 12 MAQ 4X
125 MIQ 1Y 14 MAQ 3X
MAQ 5Y 16 MEQ 6X
2.75 MIQ 2Y 18 MIQ IX
3 MEQ 4Y 20 MAQ 5X
35 MEQ 3Y 22 MIQ 2X
4 MIQ 6X 24 MEQ 4X
45 MAQ.1Y 28 MEQ 3X
5 MEQ 5Y 36 MAQ IX
55 MAQ 2Y 40 MEQ 5X
~ 40.40
Сменные катка — с промежуточным 65
РЕЗВЫ ВИТВОРТА
Шаг ходового винта P=G мм
Величина :ачя Позиция 1 Лравляюшях рукояток Величина подачи Позиция управляющих рукояток Величина подачи Позиция управляющих рукояток
88 80 WAR2Y WER 5Y 14 13 WIR 3Y WIR 4Y 2‘/, 2 WIR 5Х WIR 6Х
72 WAR 1Y 12 WIR 4Y 1*/i WIR 3X
56 WER 3Y 11 Vj WIR 4V l’/} WIR 4X
48 WER 4Y 11 W.a R 2X 1 WIR 6X
44 WIR 2Y 10 WER 5X
40 WAR 5Y 9 WAR 1X
36 WIR 1Y 8 WIR 6Y
32 WER 6Y 7 WER 3X
28 WAR 3Y 6 WER 4X
24 WAR 4Y 5’/2 WIR 2X
22 WER 2X 5 WAR 5X
20 WIR 5Y 4’/a WIR IX
19 WIR 5Y 4 WER 6X
»8 WER IX 3Va WAR 3X
16 WAR 6Y 3 WAR 4X
Сменные колеса
25.46
• 46.60
25 . 48
46.60
25 . 46
46.65
25.46
46.57
с промежуточным 65
с промежуточным 65 для lli/2 шаг1дюйм.
с промежуточным 60 для 13 шага1дюйм.
с промежуточным 65 для 19 шагов!дюйм.
МОДУЛЬНЫЕ НАРЕЗКИ
Шаг ходового винта Р=6 мм
Moduli
И».
Величина подачи Позиция управляющих рукояток Величина подачи 1 1г”’Щ(И». управляющих рукояток Величина подач* Позиция управляющих рукояток
0,25 MIQ 6Y 3 MIQ 4Х 22 MAQ2X
0,375 MIQ 4Y 3.5 MIQ ЗХ 36 MEQ IX
0.5 MAQ 6Y 4 MAG 6Х 44 MEQ 2Х
0.625 MIQ 5Y 4.5 MEQ 1Y
0.75 MAQ 4Y 5 MIQ 5Y
0,875 MAQ 3Y 5.5 ,MEQ 2Y
1 MEQ 6Y 6 MAQ 4X
1.125 MIQ 1Y 7 MAQ 3X
1,25 MAQ 5Y 8 MEQ 6X
1,375 MIQ 2Y 9 MIQ IX
1,5 MEQ 4Y 10 MAQ 5X
1,75 MEQ 3Y 11 MIQ 2X
2 MIQ 6X 12 MEQ 4X
2,25 MAQ 1Y 14 MEQ 3X
2,5 MEQ 5Y 18 MAQ IX
2,75 MAQ 2Y 20 MEQ 5X
Сменные колеса ~ Л— с промежуточным 60
□J . о I
— 23 —
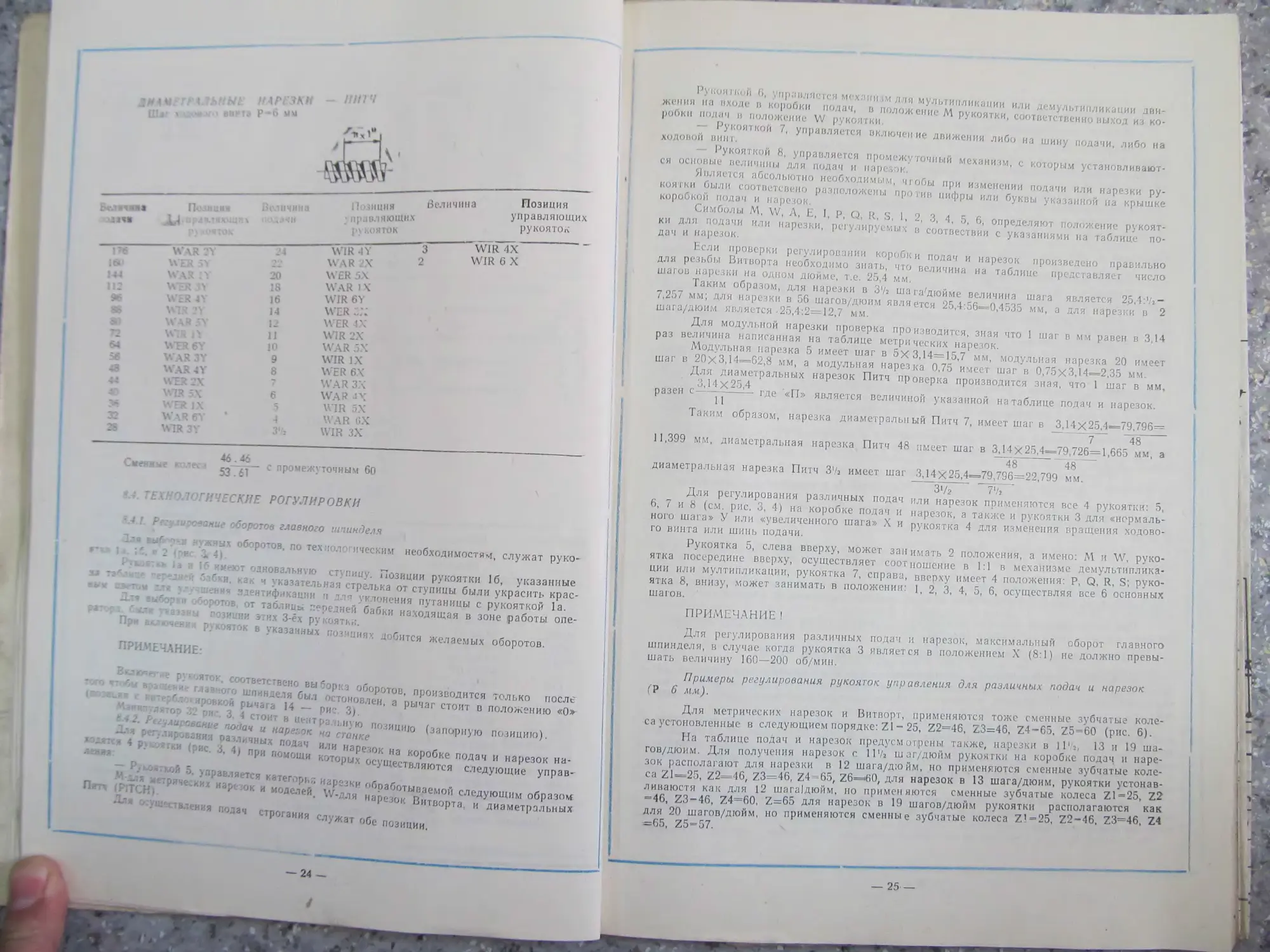
МАМГТМЛЬНЫЕ НАРСЗКИ - I""4
Lil.
Вслвчим Позиция Величина Позиция • правляющих
лчя рукояток
•-6 WAR 2Y 24 WIR -A war 2X
ia> WER 5Y WER 5X
144 112 86 war :y WER 3Y WER 4Y WIR 2Y 18 16 14 WAR 1X WIR 6Y WER CX WER 4X
ас- 72 м 56 48 44 WAR 5Y WIR П WER 6Y WAR 3Y WAR 4Y WER2X WIR 5X WER IX 11 10 9 8 7 6 5 W1R2X WAR 5X WIR IX WER 6X WAR 3X WAR JX WIR 5X
V War 6Y 4 WAR GX
28 WIR3Y 3'h WIR 3X
Величина Позиция
управляющих
рукояток
з“^wTrIx
WIR 6 X
Сменные к лес £Г" с промежуточным 60
. oi
ч. ТЕХНОЛОГИЧЕСКИЕ РОГУЛИРОВКИ
\4 ! Регулирование оборотов главного шпинделя
i-r нужных оборотов, по тех поло'нческим необходимостям, служат руко-
»- 2 и i 41
меют одновальную Позиции рукоятки 16, указанные
-> - ' •• указательная стрелька от ступицы были украсить крас-
< юления путаницы с рукояткой 1а.
- " ': ' ’ ' от таблиц* * "средней бабки находящая в зоне работы Оле-
га- „ле -г- позиции этих 3-ёх рукоятки.
Пр* ......ни рукояток в указанных позициях добится желаемых оборотов.
ПРИМЕЧАНИЕ:
•ответствено выборка оборотов, производится только после
'ого шпинделя был остоновлен, а рычаг стоит в положению «О»
I- кровкой рычага 14 — рис 3)
’ яулятор 32 ри . 3. 4 стоит в центра н.ную позицию (запорную позицию).
* 4 2. Регулирование подан и нарезок на станке
Для регулирования различных подач или нарезок на коробке подач и нарезок на-
ходятся 4 рукоятки (рис. 3, 4) при помощи которых осуществляются следующие управ-
ления
• . . Л 5. управляется категория нарезки обработываемой следующим образом
М д.тя^метрических нарезок и моделей, W-для нарезок Витворта, и диаметральных
Для ушествлеввя подач строгания служат обе позиции.
Рукоян.ий 6, упраилпстся механизм для мультипликации или демультипликаиии лви-
жения 11.1 входе в коробки подач, и положение М рукоятки, соответственно вм от из ко-
робки подач в положение W рукоятки. , соо.|>е.с.|веиио выход из ко
ходово? вин“0ЯТ“°“ 7' управлястся ““ючение движении либо на шину подачи, либо на
- Рукояткой 8, управляется промежуточный механизм, с которым установливают-
ся ценовые величины для подач и нарезок.
Является абсолютно необходимым, чтобы при изменении подачи или нарезки ру-
коятки были соответсвеио разноложены против цифры или буквы указанной на крышке
коробкои подач и нарезок.
Символы м, W, А, Е, I, Р, Q, R, s, I, 2, 3, 4. 5. 6. определяют положение рукоят-
ки для подачи или нарезки, регулируемых в соотвествии с указаниями на таблице по-
дач и нарезок.
Если проверки регулировании коробки подач и нарезок ш
для резьбы Витворта необходимо знать, что величина на таблице
шагов нарезки на одном дюйме, т.е. 25,4 мм.
Таким образом, для нарезки в 3*/г шага'дюйме величина
7,257 мм; для нарезки в 56 шагов/дюйм является 25,4:56=0,4535
шага/дюим является 25,4:2=12,7 мм.
Для модульной нарезки проверка производится, зная что
раз величина написанная на таблице метрических нарезок.
Модульная нарезка 5 имеет шаг в 5x3,14=15,7 мм, модульная нарезка 20 имеет
шаг в 20x3,14=62,8 мм, а модульная нарезка 0,75 имеет шаг'в 0,75x3.14=2,35 мм.
Для диаметральных нарезок Питч проверка производится зная, что 1 шаг в мм,
разен с -— J--— где «П» является величиной указанной на таблице подач и нарезок.
Таким образом, нарезка диаметральный Питч 7, имеет шаг в 3,14x25,4=79,796=
произведено правильно
>е представляет число
шага
мм, а
1 шаг
является 2£,4:'/1-
для нарезки в 2
в мм равен в 3,14
нарезка 20 имеет
7 48
имеет шаг в 3^14x25,4=79,726=1,665 мм, а
48 48
3,14X25,4=79,796=22,799 мм.
31/г 7’4 '
или нарезок применяются все 4 рукоятки: 5,
нарезок, а также и рукоятки 3 для «нормаль-
рукоятка 4 для изменения вращения ходово-
11,399 мм, диаметральная нарезка Питч 48
диаметральная нарезка Питч З'/а имеет шаг
Для регулирования различных подач
6, 7 и 8 (см. рис. 3. 4) на коробке подач и
ного шага» У или «увеличенного шага» X и
го винта или шинь подачи.
Рукоятка 5, слева вверху, может занимать 2 положения, а имено: М и W, руко-
ятка посередине вверху, осуществляет соотношение в 1:1 в механизме демультиплика-
ции или мултипликации, рукоятка 7, справа, вверху имеет 4 положения: Р, Q, R, S; руко-
ятка 8, внизу, может занимать в положении: 1, 2, 3, 4, 5, 6, осуществляя все 6 основных
шагов.
ПРИМЕЧАНИЕ !
Для регулирования различных подач и нарезок, максимальный оборот главного
шпинделя, в случае когда рукоятка 3 является в положением X (8:1) не должно превы-
шать величину 160—200 об/мин.
Примеры регулирования рукояток упр авления для различных подач и нарезок
ГР 6 мм).
Для метрических нарезок и Витворт, применяются тоже сменные зубчатые коле-
са устоновленные в слсдующием порядке: Z1 - 25, Z2=46, Z3=46, Z4-65, Z5=60 (рис. 6).
На таблице подач и нарезок предусмотрены также, нарезки в 114, 13 и 19 ша-
гов/дюим. Для получения нарезок с 117а шаг/дюйм рукоятки на коробке подач и наре-
зок располагают для нарезки в 12 шага/дюйм, но применяются сменные зубчатые коле-
са Z1—25, Z2=46, Z3=46, Z4-=65, Z6=60, для нарезок в 13 шага/дюим, рукоятки устонав-
ливаюстя как для 12 шага!дюйм, но применяются сменные зубчатые колеса Zl=25, Z2
= 46, Z3-46, Z4=60. Z=65 для нарезок в 19 шагов/дюйм рукоятки располагаются как
для 20 шагов/дюйм, но применяются сменные зубчатые колеса Z’=25, Z2-46, Z3=46, Z4
=65, Z5=57.
— 25 —
>. й бабке.
ГЪдача в
Часа
L .. -. „„.....м, щиМ • Пнт’ "Р"нс"’"отся см'""'-е
ZI-46» Z2- Z3-46. Z4-60, 25—61.
.’• UK/П» Ч подач
. 1 , К -uitii W рукоятка б в положении Ф. ру.
.....• ....—У <Н).
; «JSJS «»’•««« ............................. ......положс-
. „У..'.5 • положе............... Я рукоятка 6. п положение ).
и 1-\л'нтл.1 > в положении 6 и рукоятка 3, в положении X (8:1)
~ Ппмп 1 У* гЦ и И" 1 1 6 в ,,ол л’
-.V.- ACS. :• П. р»ко*тк.1 8. в положении 4 и рукоятка 3 t положении А (1:1)
з мааного шпинделя, в том случае когда рукоятка 3 находится в
। не должно преюслодить 200 об/мин.
Игюмезы регулирования нарезок
.с Wilton в 1.75 мн. рукоятка 5 в положении М, рукоятка 6
• А р;ке«тм 7 a Q. рукоятка 8 • 3, в рукоятка 3 в положении У (1:1). В том случае,
., < v • . ис нарт jmi не соответствует, изменяются положения рукоятки 4
«4 передней бабке.
Ч • . л -ч чар.чка с шагом в 72 мм. рукоятка 5 в положении М, рукоятка 6 в по-
л •- L : к -дли 7 в положении Q, рукоятка 8 в положении I, а рукоятка 3 в поло-
жеижя X (8:1).
Метрическая нарезка с шагом в 88 мм. рукоятка 5 в положении М, рукоятка 6
5 ' - . • < > 7 в положении Q. рукоятка 3 в положении X (8:1).
Нарезы Витворта. с 2шага/дюйм. р\к.-чтка 5 в положении W, рукоятка 6 в поло-
7 в ложеяин R. рукояткав в положении 5, а рукоятка 3 в положе-
ния У (1:1).
Нарезка Витворта. с 2шага/дюйм, рукоятка 5 в положении W, рукоятка 6 в поло-
*’ ’* - " г•’’оженян R. рукоятка 8 в положении 5. а рукоятка 3 в положе-
на! Л (8:1).
~ '1 з)л-.ная нарезка в 0.75. рукоятка 5 в положении
э положении Q. рукоятка 8 в положении 4, а
М. рукоятка 6 в положении
рукоятка 3 в положении У
рукоятка 6 в положении Е,
а рукоятка 3 в положении
в положении М,
в положении I,
рукоятка 5 в положении W, рукоятка 6, в
рукоятка 8 в положении I, а рукоятка 3, в
рукоятка 5 в положении W, рукоятка 6 в
Модульная нарезка в 36. рукоятка 5
рукояткая 7 в положении Q, рукоятка 8
X (II).
Диаметральная нарезка Питч в 72.
положении 1. рукоятка 7 в положении R,
положении У (1:1).
Диаметральная нарезка Питч, в 3Vi, ........- - - ............. г,-------- - -
г а -и- ?.• ятха 7 в положении R, рукоятка 8 в положении 3, а рукоятка 3 в по-
ложен и и X (8:1).
При регулировании нарезок, необходимо проверять также соотвествуют или типу
нарезки сменные зувчатые колеси (рис. 6).
Р-1.3. Нарезание резьбы с многоходовыми началам^ (рис. 10, 11)
2 . е приспособление для нарезания нарезок с многоходовыми началами
ра- ' • з • / н’д главного шпинделя и состоит из барабана 13. градуированного на
окружной части в 120 делении и указателя 14, на котором был маркирован главный
знак.
П : а; .-ия г'-рвой нитки нарезки и возвращения розна к начале хода, глав-
- гзнег. составиться рукоятка 2 (рис. 3, 4) в положении «О» а главный
г- ается до подвода градуированного барабана в котором маркер-
5на указателя 14 совподаёт делением <О» барабана Переставить рукоятка 3 (рис.
ж.-иии <О> включая, таким образом, движение на коробку
подач V. яареэок.
исправления операции разделения которой осуществляется ручной
• v .-.-звн-цг шпинделя с 120:1 делением градуированного барабана 1-явл-
яется числом начала нарезания
СИ0Ва ь*Р»Уа,»и"»Т’“1«Р»"оРм»ч”лаа (Н.ГГОК) ХЯ0арНе°3Ма11и™ЛОЖеНИИ " НаЧИНа”
’ I егулирование соосности пиноли .абней бабки с'о ШпиНделем (рис ;6)
ль задней г"“С еХЛп"И"МК"Х °бТ0'1С,К Малой ко1|Усиостью и большой длиной. ПИИ-
ласти +10 мм от nrro'.uu ° р|1усо ..........жст 6“"’ перемещать поперечным и об-
Х нсданиаХ ™ ',аз"им шпинделем, при помощи винтов 2 и 3.
которые свин |ив,1ются, соответсвсно. отвичи нваютея в положении 4
та Таким "’обпаТм уста"оючно/'’ п0-то'к"" ™ осуществляется зажйанием одного вив
иаоуж ых ко^К-нХ- "" г'Л": Е,,1"’'"'<кая °6™'"<а = механической подачью одних
стаРнка конусностей, сколько бы не длиии ых. в пределах расстояния между центрам»
„Пмоп™Т^^'"ЧеСКа\0ВТ0ЧКа,В1,,"0;,'"!'СТСЯ '1алел«ом между центрами и увлечением при
помощи поводкового флаиша 17 или 18 и хомутика станка.
ЛНЯ высокоГ| точности конической обтачивания, на всю длину изде-
лия необходимо что центровы- отверстия изделия будут типом радиуса закругления.
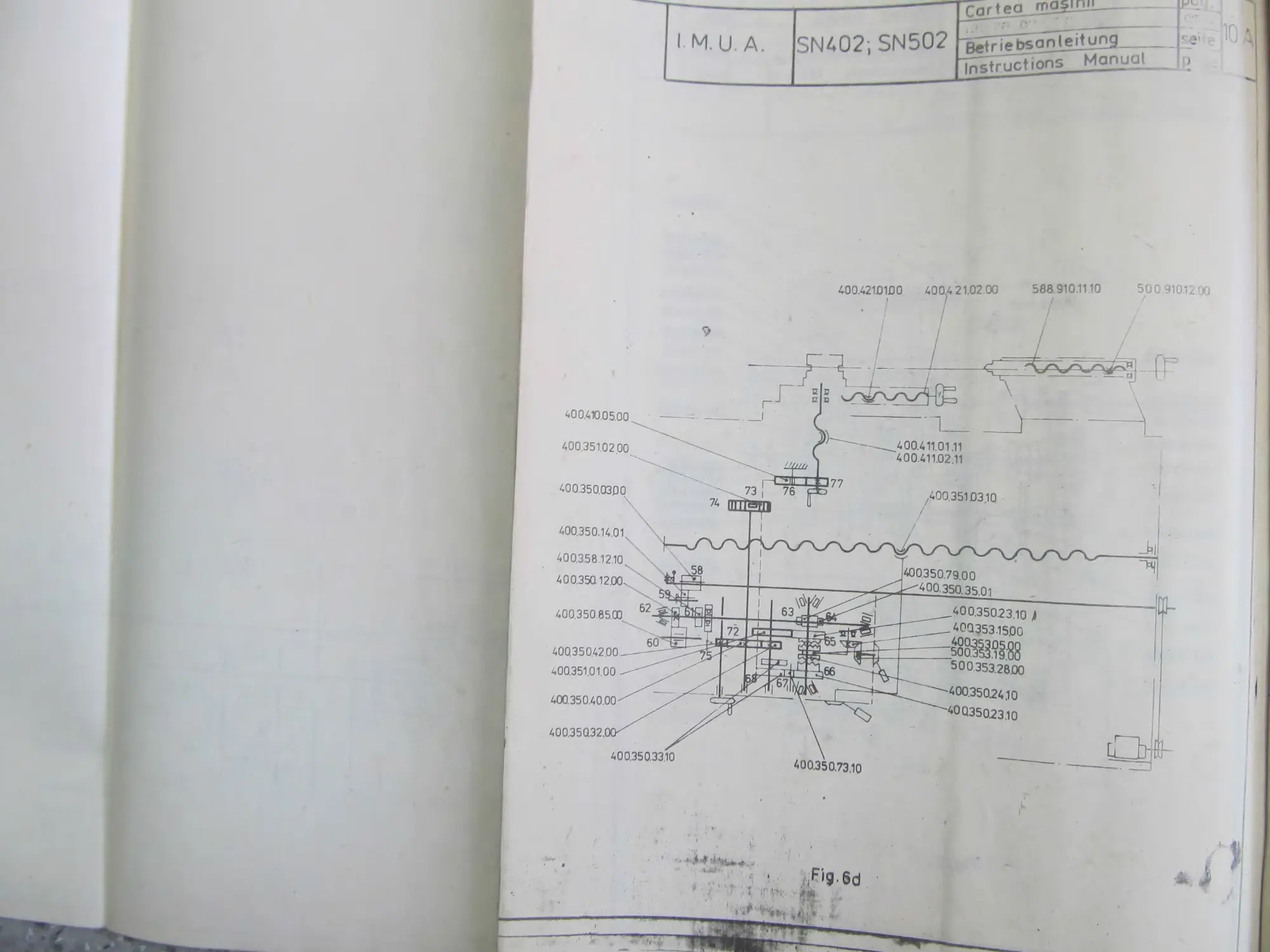
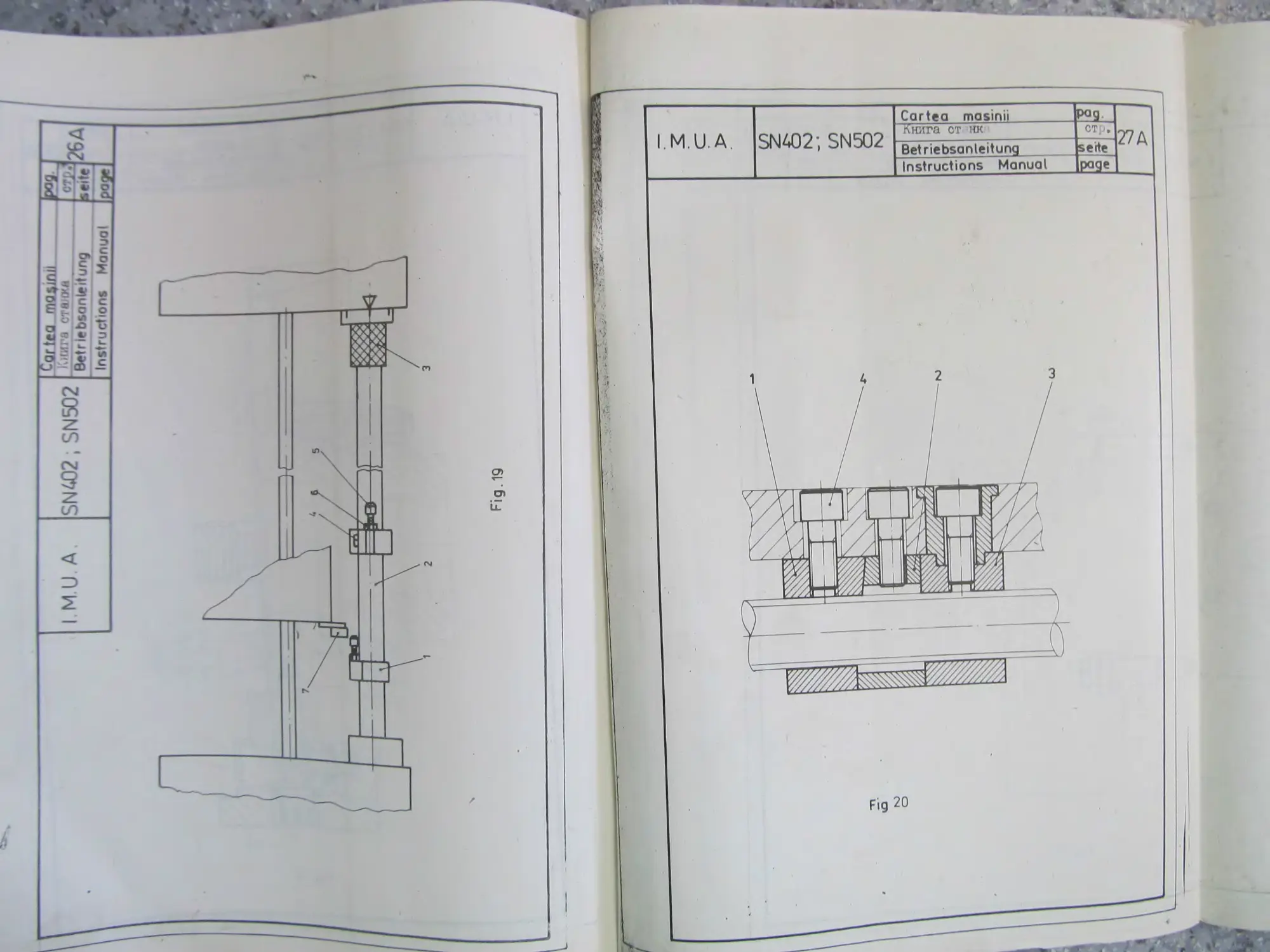
. -о. / егулирование упоров для прис пособления остановки на буфере (рис. 19)
Для выполнения изготовлений имеющих несколько операции продольного строга-
ния применяются с большой эффективностью приспособление остановки на буфере.
ото представляет возможность регулирования максимально 6 ходов каретки.
Упорь! 1, расположены на вращательном стерженн 2. действующей посредством
розетки з. 1 сгулирования буферов, произво дится при помощи эталонных деталей, а бло-
кирование их в регулируемой положении производится посредством винтов
4. Тонкая регулировка осуществляется при помощи винтов 5 блокированных в регули-
руемой позиции гайкой 6. Во время обработки, каретка токарного станка, приближается
к винту буфера 5, находящему в рабочем положении до тогда когда наконечник рычага
7 принадлежащим механизму выключения на буфере, войдёт в контакт с этом. После
контакта с винтом буфера, начинает вращение рычага 7 на вполне точную величину
своего угла положения вынимается из включения двойная передняя муфта из каретки
(см. рис. 6) и переводится в неутральное положение; эта соответствует перерыву про-
дольного движения и осуществлению предписанного размера.
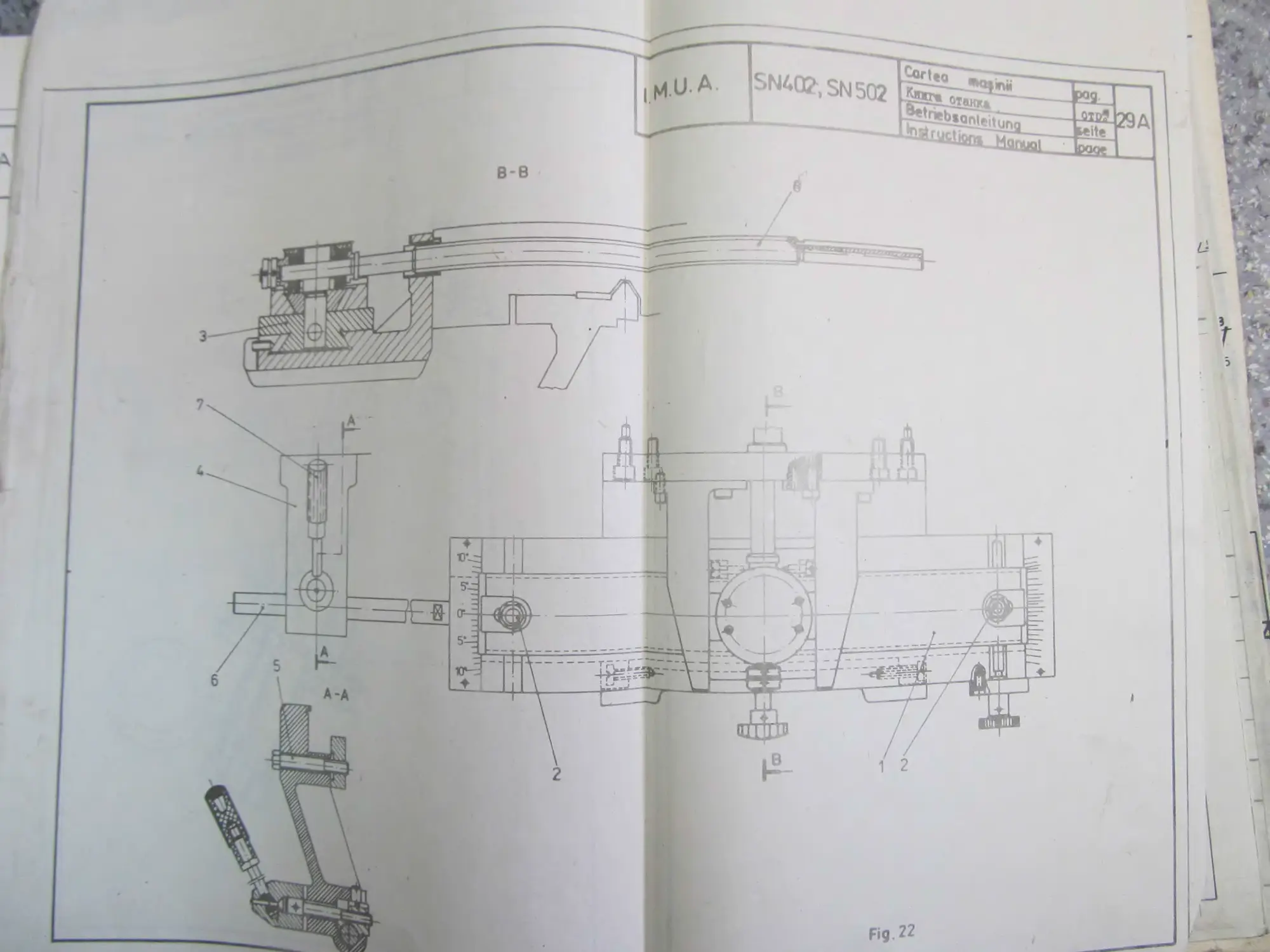
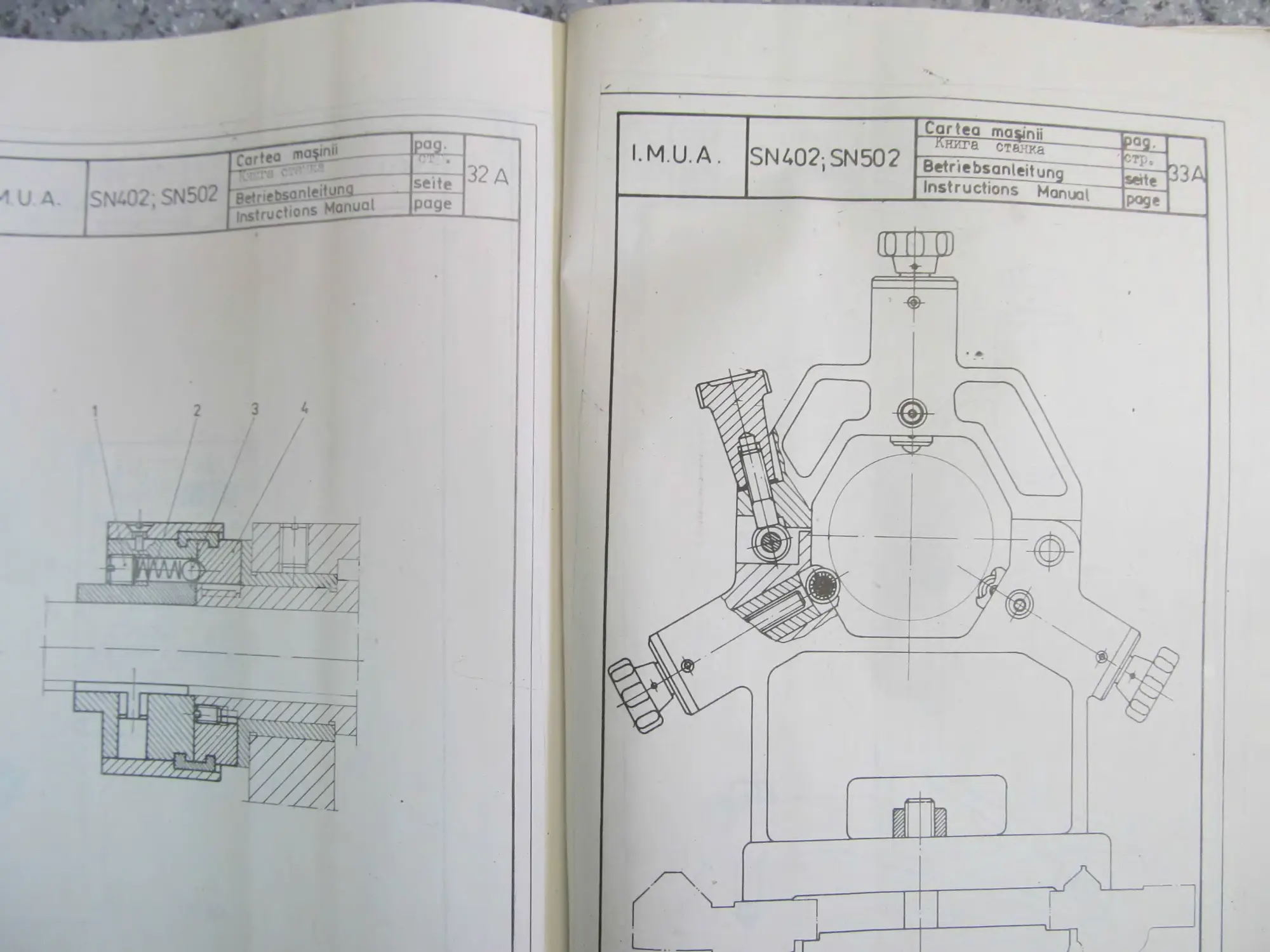
8.4.6. Регулирования приспособления конического строгания (рис. 22)
Станки СН402 и СН502 обеспечивают коническую обточку и проточку конусностей
с^ механической подачей, с разностью диаметра до 120 мм по длине в 300 мм (1 i
Регулирование приспособления
— Наклонять линейку 1 к соответственному углу обработываемой конусности-
— Блокировать линейку при помощи винтов 2 в регулируемом положении.
— Блокировать каретку 3 в рабочем положении, с блокированием кронштейна 4
на станине посредством винтов 5 и тягой 6 с помощью рукоятки 7.
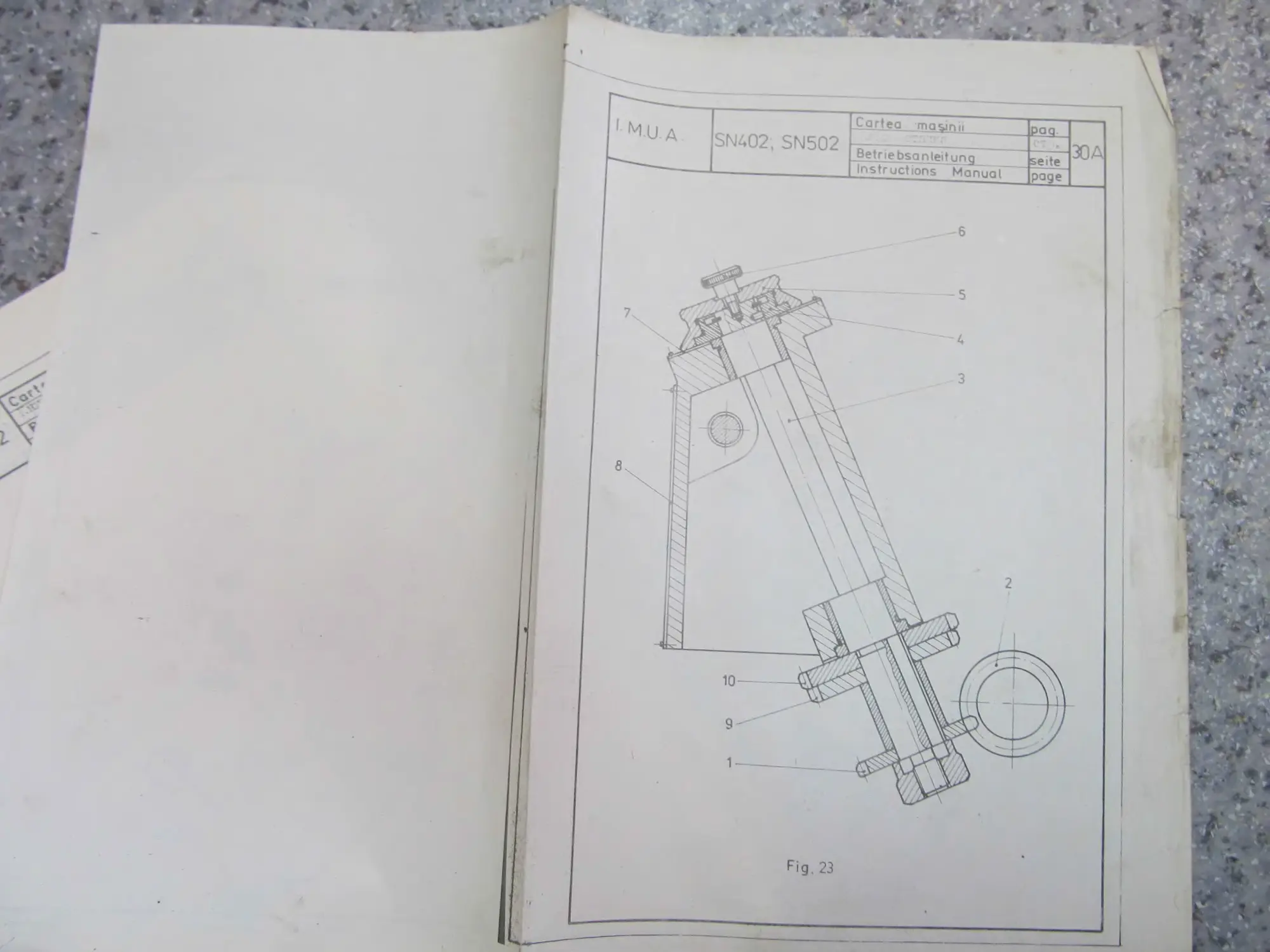
8.4.7. Регулирование показателя нарезки (рис. 23)
Применение показателя нарезки постолько более выгодным, несколько длина обра-
ботаной нарезки больше. Вследствие того, что в этом случае может быть выключена
крепежная гайка на ходовом/винте при окончании хода нарезки поворот на конце ход»
для возобновления нарезки может быть произведен с быстрой подачей, что вызывает по-
вышение производительности станка.
Показатель нарезки устанавливается на боковой стенке каретки на корпуса пуль-
та управления (рис. 3, 4) а зубчатое колесо 1 зацепляется с ходовым винтов 2 и пере-
дает движение к шпинделю 3 на котором установлен приводный диск 4. На диске 4 уста-
новлен показательный диск 5. Блокирование этого осуществляется винтом 6. При начале
операции нарезания, установливается показательный диск 5, с делением «I» перед чис-
лом, находящим на таблице 7, и стопорится в этом положении перед диском 4 посред-
свом винта 6.
После окончания хода нарезки, выключается крепежная гайка и производится воз-
вращение к быстрой подаче до того, как де ленне «I» или всякое другое деление показа-
на на таблице 8 — соответственное шагу об работаной нарезки — является перед пока-
зателем от таблицы 7, после того как резец вышел из нарезанного участка детали, ког-
— 27 —
un..- - . jiUj и может быть повторен ход нарезки.
ЗхФмям кхмсо I может быть заменено IMI ''• 10, что \ величп.
м<’ .ч\»лкт* аевмеменна йоаямгслч Hapeixn (рис 24).
: М.' ГК \ 8 .•»,.• выработки lijpeiniH'i миных деталий в концевой стороне
с*» > . ч in. <.1нчч upoiHHoiHTxH в левой стороне каретки, на нр0.
; конструктивно обеспечивая н «то возможность.
-и икЗиыции < Нумером 306» с индукптны.м
’ - « П1/ R и П1Р ЗС.
ч ... . . s - ч линейных перемещении (продольных и по-
< пу TLIP <R »• TLIP ЗС.
(bw mm улмынщю. mi м< станке относительное перемещение кото-
. с миров и -шибок происходящих от механических муфт.
. • * менты ин1\ктнвлого ьсчилз нс входят в контакт, по этому из-
вас •< cves<- (линейки Г11Р 3R и ползун TIIR ЗС
пненкаТНР 3R - на станине
• рте . подин ТИР ЗС на продольном суппорте на обоих направ-
жемма *Х» ZL
Велнчняа аеремеккаая С1П$ЛЬМО неподвижной части станка
v . . |фр ₽ хикаини на экране устройства «Нумером—306». Уст-
I. ••-II.к<> и-1 отпои осн: мним обра <ом.
• сгринсгво для индикации перемещения продольного суппорта (Z) и
• - ндикаини перемещения ..опцречного суппорта (X).
’ • SN 4"2. оборудованы цифровой индикацией «Нумером»
TL/P SR и TLIP ЗС с указанием при повышенной точности относител.-
' качество обработываемых деталей и уменьшивает время
-лшл аерестроек повышая производительность.
* - ; и настройки необходимо соблюдать в точностью инструкции
*° 1вся-7,лгапм> установке датчиков. (Дополнительная документациа станка).
‘J. УХОД ЗА СТАНКОМ И ЕГО РЕГУЛИРОВАНИЕ
9.0. Станок будет безупречно действовать много лет. когда обетживаиие пт.
лично. Во время эксплуатации токарного станка необходимо собл’юд^Те^щие^Гз-
I. — Не допускается изменения число оборотов во время процесса строгания или
при вращением главного шпинделя. Перед каждым пуском в действие, необходимо пр-
верить находятся рукоятки для перемены число оборотов в правильном положении а ру-
коятка управления г...... . , „ _ ’ н-
то ни
коятка управления находится ли в нулевом положении во’ избежании какой бы'
•было кинематической деградации машины.
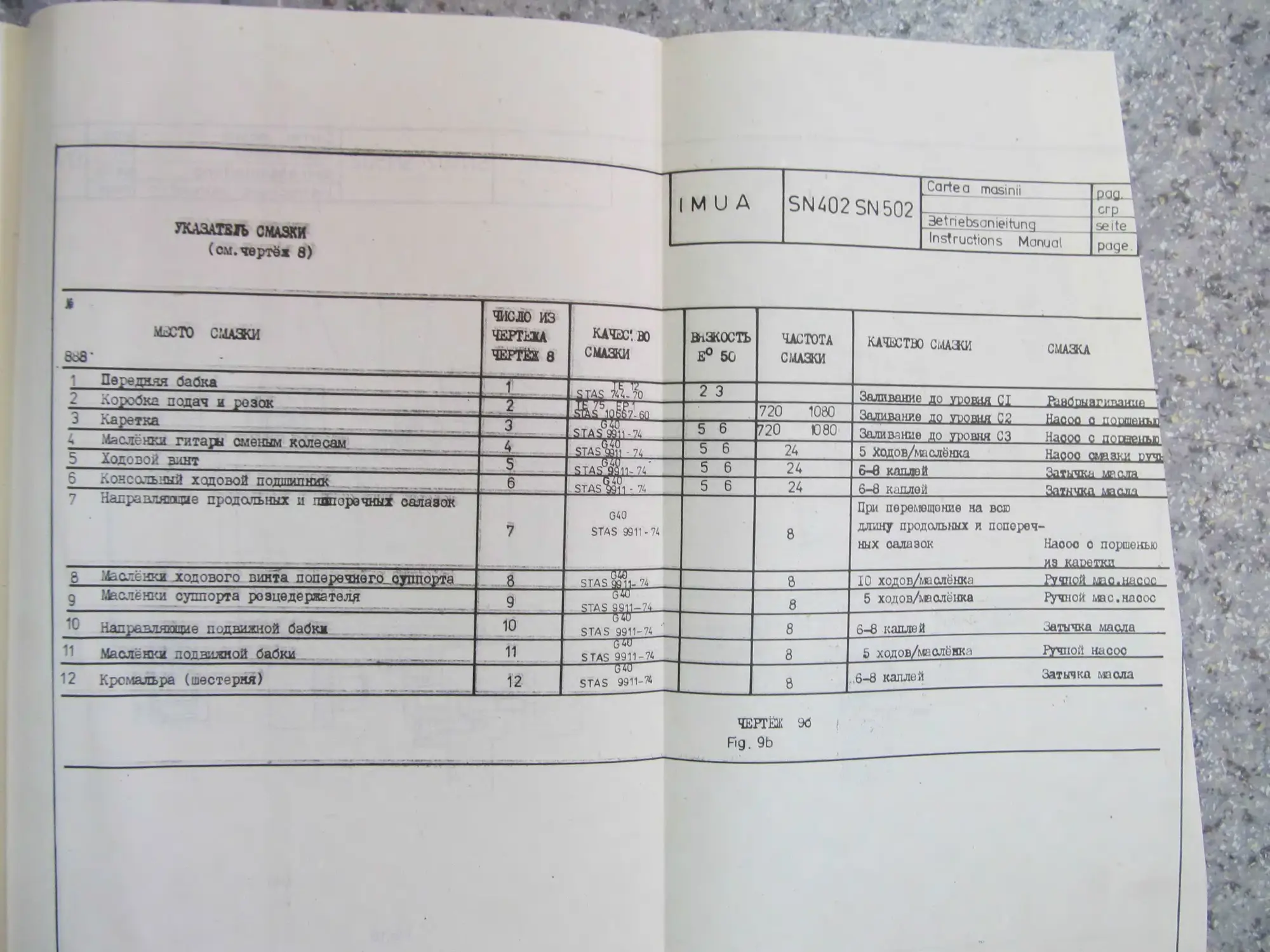
2. — Необходимо соблюдать в точности все предписания схемы смазки.
3. Необходимо проверять ежедневно правильное натяжение передаточных
главного перемещения и ускоренной подачи.
4- Воспрещается использование ходового винта для других целей как только
нарезки резьбы.
Применение быстрой подачи должно производится с особым вниманием, что-
не подвергать ударам салазок в задную бабку с державкой резца в патроне или на
детали и с кареткой или с указателем резьбы находящимся в суппорте тяг, соответстве-
но в консоли-
ней.
рем-
для
бы
• ФУНКЦИОНАЛЬНЫЕ РЕГУЛИРОВКИ
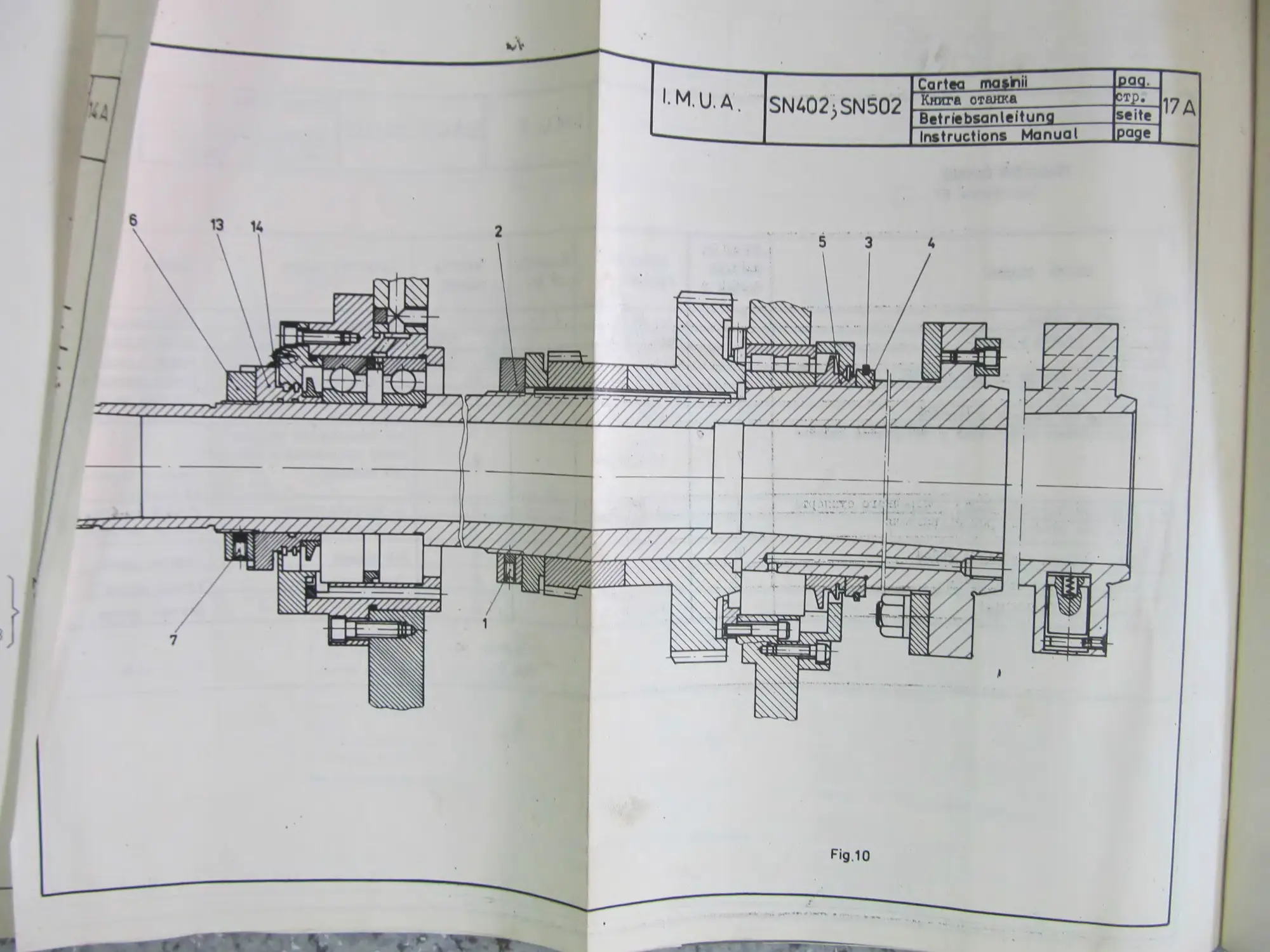
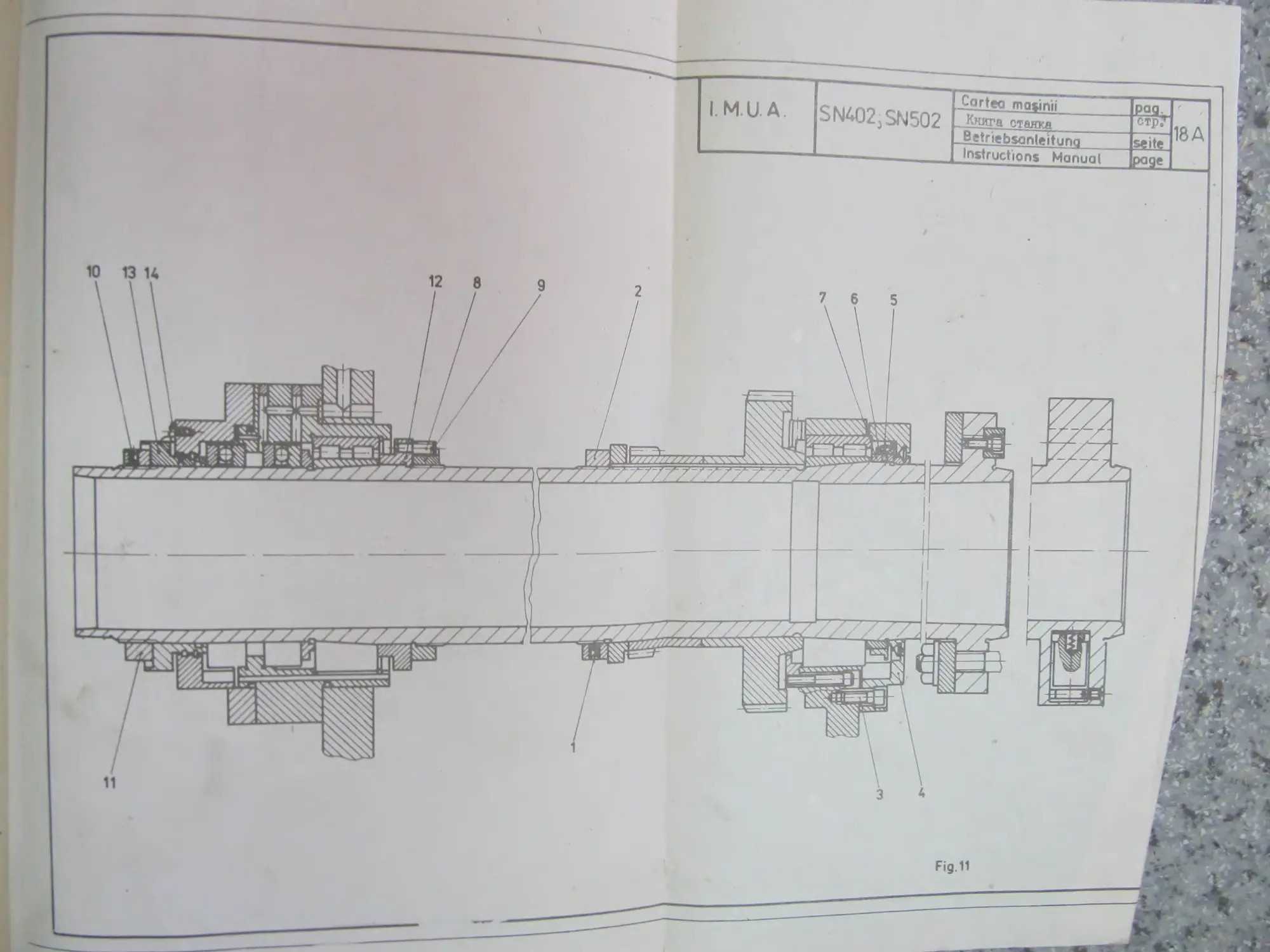
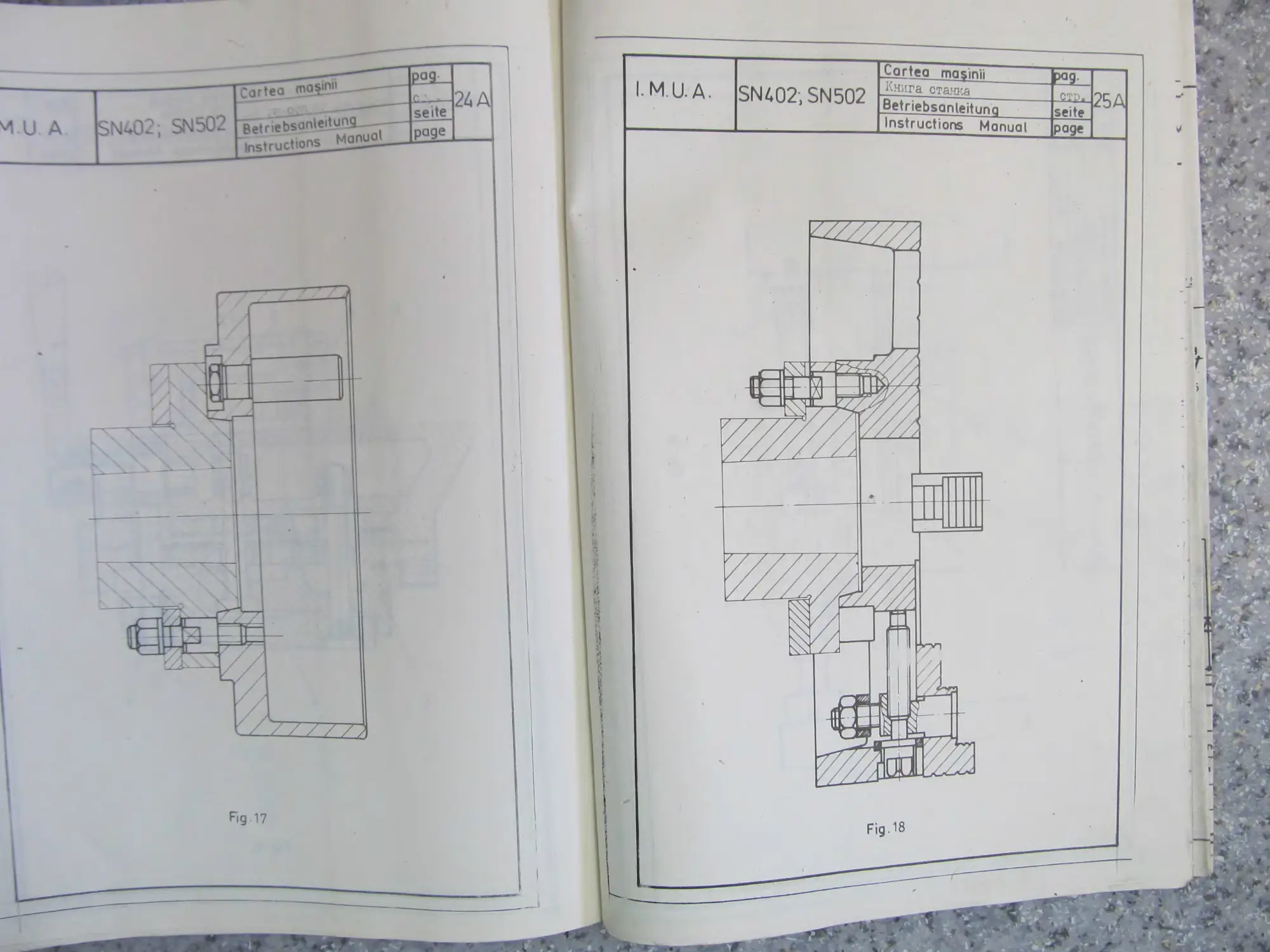
9.1. Регулирование подшипников главного шпинделя (рис. 10, 11)
Подшипники главного шпинделя, являются регулированными в предприятии ма-
шиностроения в таким образов что после этих регулировках, вообще не нужна другую
регулировку. Если, нужно будет регулировку подшипников, тогда она производится толь
ко специалнистами. Эта операция является большой точностью и с большим значением для
точности и долговечности подшипников.
Потому что подшипники главного шпинделя являются во функции от величины пе-
реходного отверстия этого мы показываем отчётливо регулирование для каждых вари-
.антов подшипника.
а) Главный шпиндель с отверстием 065 (рис. 10)
al) Регулирование переднего подшип ника шпинделя
— раскрывать крышку передней бабки
— ослаблять закрепительный винт 1 корынчатой гайки 2
— ослаблять гайки 2
— снимать пружиное кольцо 3
— снимать обе полукольца 4
— свинчивается полугайку 2 до того как достигается желаемое регулирование ра-
,диалньного зазора.
— исправлять плоскопараллельным полукольца 4, до того как эти могут быть уста-
топлены в свободным пространстве среди кольнем 5
(Это является в контакт с внутренним кольцом подшипника качения и заяле-
«чником главного вала)
— монтировать полукольца 4
— монтировать пружиное кольцо 3 .
— свинчивать крепежно гайку 2 и креплястся посредством штифтом I.
— 29 —
I
Ч,чи.,,чагой Г»ЙМ’ " „„ется желаемое регу.
. п, .ш того клк <
- -------------.
X. MW
ш - •» ' . ot^pcrufM OI5 (/шс. И)-
?? kw/wWx» подшипника
- робвра !‘" ,,;ПГ1’" или планшайбу с 4-мя кулач-
«•*>« j гь.’ гллмиого шпинделя
— s . шт. .uni винт I иороччатой гайки 2
— В»ЯТ> 1<1С вмиты 2, лятронз 4
.. . . 4 • D.'.hiKH-T.e- и-I патрону главного шпинделя
— ч- -хльяые винты '> полуколец 6
к г-хэ эк) главного шпг-нк'.тя закрепительный винт 7 до польного
жэо&1асэсм4ш кумхх.; 6
— • -«.i.t-i.j R посредством винта 5. который свинчивается в центральной
«•СТ» UUy>.u.J;41a
— с* 1 - .о достижение желаемой регулировки радиального зазора
~ пл раздельным полукольца подшипника и заплечником глав-
маго вал»
' *’ ижлмпое кольцо 7 и установочные винты 5
- гайку 2 и фпк.ир И2ТЬ штифтом 1
б’> рг.>гв?с=исз заднего подшипника
— .-... 1чпый ппмфт 8 корончатой гайки 9
— взять у-гажиочный впят 10 корончатой гайки 11
— затянуть гайку II до достижения желаемой регулировки
— злгуь-тъ с смеренной силой гайку’ 8 до входа кольца 12
•ьвь&эм 1 >дкпгшппа гачения
— з»ч»<- -я’ъ гайку 9 посредсвом штифта 8
— хлаб.-нгть гайку 11
— - г?> . 11 до достижения желаемой регулировки
। II установочного штифта 10
радиального зазора
в контакт с внутренним
осевого зазора
в эксплуатации токарного станка зависит, в былыиой мере
trr а; мальве:регулирования муфт и тормоза.
Если механические муфты не отрегулированы правильно, появляются недостатки,
норме могут быть замечены немедленно по способу работу машины.
Таким образом, если муфты остановлены . лишком свободной, диски скользят легко
-_д> - другого. Ес ывая ненормальное нагревание а также и предваритель-
ны* кза-х джеков.
Время ускорения шпинделя в остановленном положении и ВПЛОТЬ ДО 1000 об1мин.
: - ' ма*с. vc.-.t!. > 3 сеч.
-...г . 2слжч, бы"ь приблизительно такое же. Мощность двигателя
г - • ' - г <:да диск нс затянуты.
гда помимо; что нельзя остановить быстро
мандвак нажимая слишком на тормоз, будут существовать такие трения между плас-
• W». таковые находятся в свободном состоянии. Это вызывает СИЛЬ-
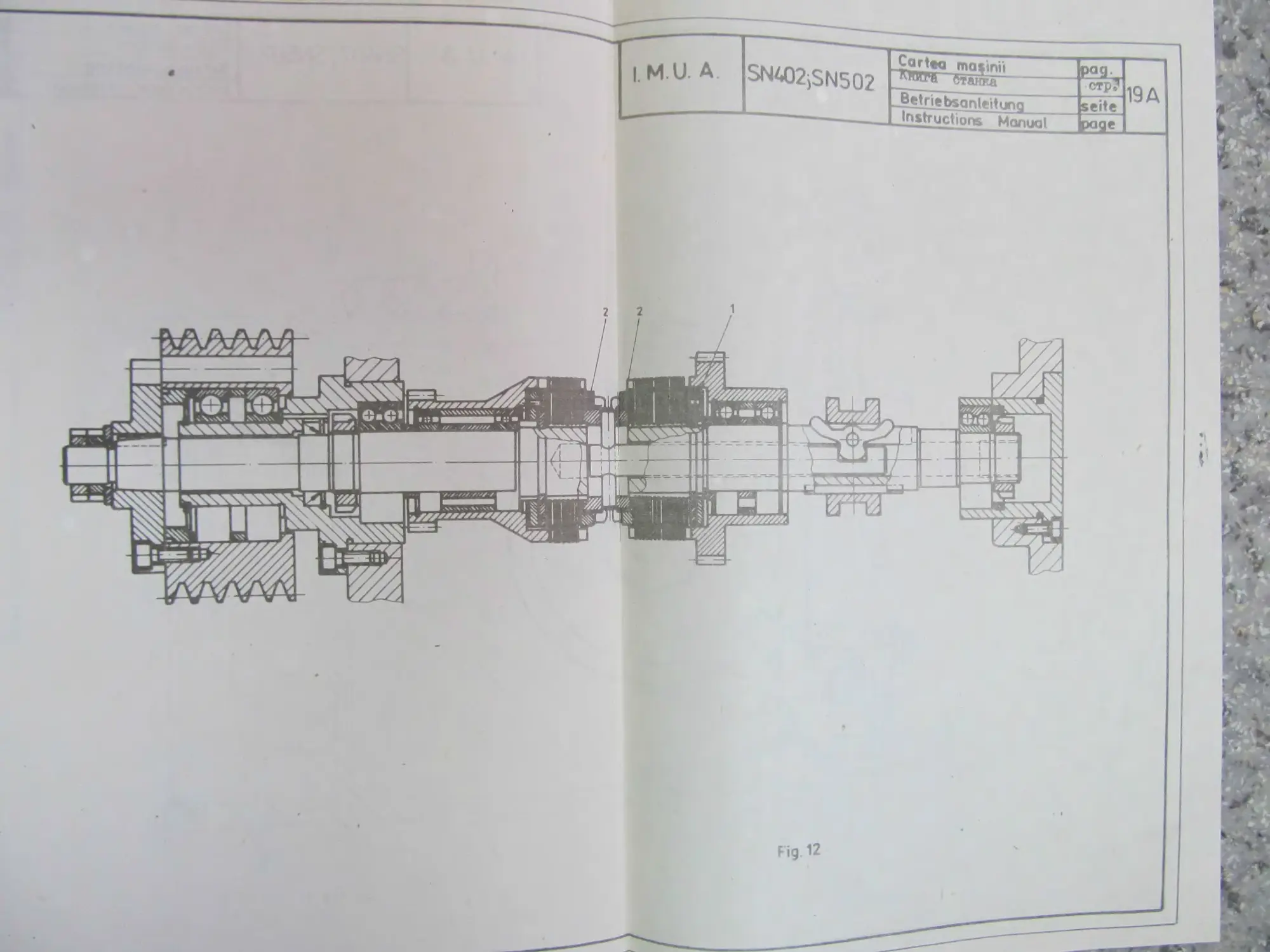
Для регулиро вании механических муфт, необходимо пос-
туякгъ следую: :образом (рис. 12).
раэмфы полукоаед б. дм с 0,002--0,004 поме-врме чем изм.ерит/ельиые размеры
отнамкой и-. " Ие- могу,1 предать нею мощность шнинделью, необ-
vti, гайку 9 п пяпплпгУ1 "1ГИФ' 1 Ао 10,0 как этот допустит вращение
' гайку 2 в направлении часовых стрелок на I шаг и провернуть ре-
поступить таким образом, но теперь
Если пластинки скользят
холимо нажать <....
гайке 2. Повернуть
гулироваиие;
«еобхоГимоТов^^^йкуГвЫ oZS ТаК"М °6Ра’°М- Н° ТС"ерЬ
Гормоз является электромагнитным типом-
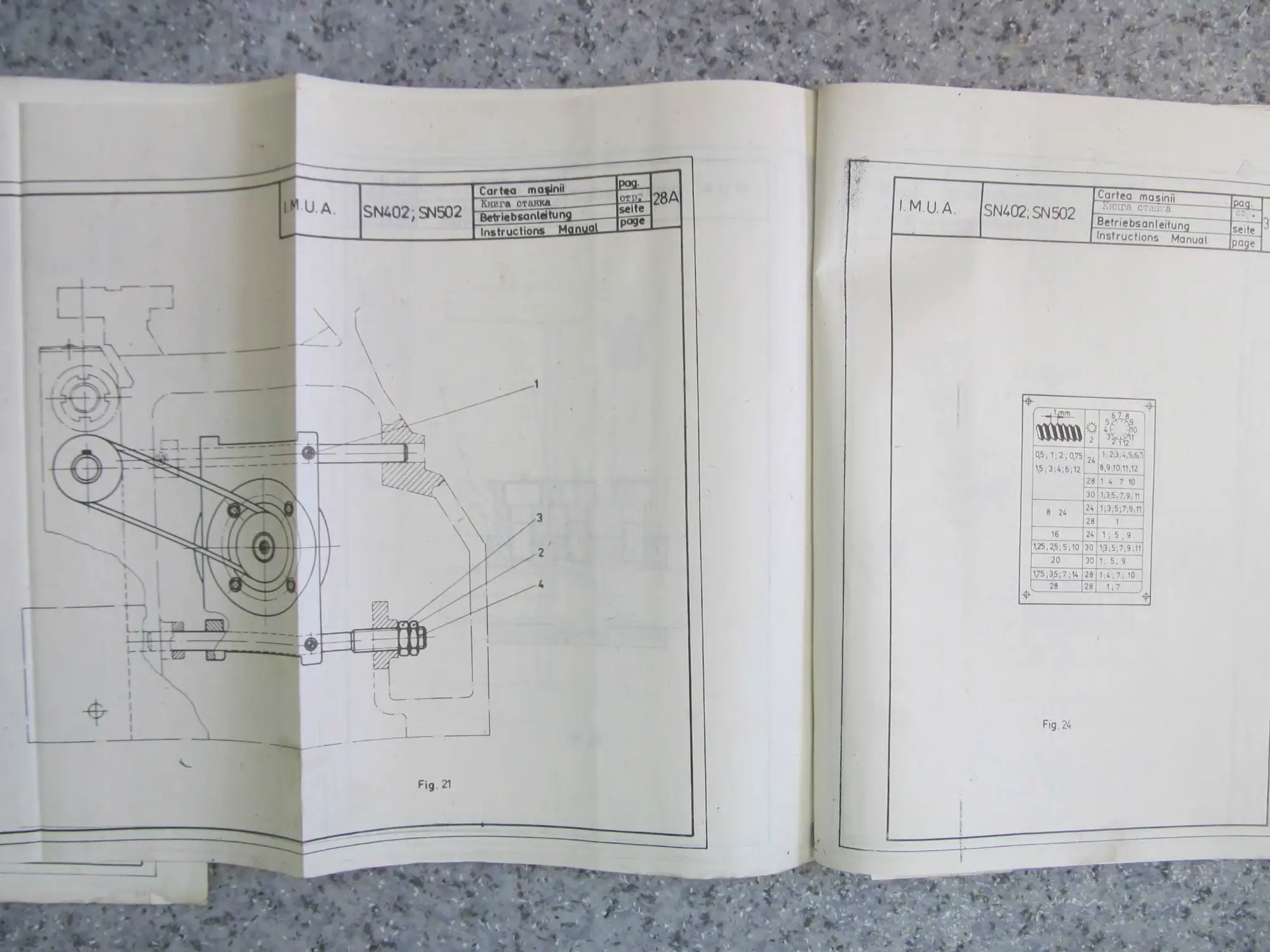
9.3. Регулирование натяжения клиновидных ремней
13) Ддя Г1еатХЧ™«В‘.1^„еНИЯ °Т глвв,|ого Двигателя к входному валу передней бабки (рис.
необходимо отвернуть ' лв-Щепие к перед,.ей бабки,
в направлением соотпгтгт ' 3) а потом врашат одповремено винты 3
дет достигнуто ппапип!™5 ‘ перемещению вниз опоры двигателя 4 до того как бу-
дет достигнутоя правильное натяжение ремней. Затянуть затем снова гайки 1 и винт 2.
Пля натяяч-пи» движения от Двигателя ускоренной подачи к шине подачи (рис. 27).
?имо ослабляй ,птХ°ИДНОГОгР-СМ,НЯ' 1Юторы й "ередаёт движение к шине подачи, необхо-
Z« Я Ф Р ’ °И ' " "ри дейс™'е гаек 2 и 3 перемещается вал 4, на ко-
пемней Гатям С РЫ двигателя- д° того как будет достигнуто правильное натяжение
патом бпокипопя '° затянУть штифт с резьбой 1 и гайки 2 и 3, обеспечивая таким об-
разом блокирование регулируемой позиции.
9.4. Регулирование аксио гьного зазора поперечных салазок
Вследствие износа обоих бронзовых гаек 1 и 3 (рис. 20) после определенного вре-
мени действия, поперечные салазки начинают иметь аксиальный зазор влияющий отрица-
тельным образом на точность обработки.
Для устранения этого зазора применяется регулировочный клин 2. перемещаемой
поперечным на винт после того чтобы предварительно был ославлен закрепительный
винт 4 гайки 1.
После устранения аксиального зазора снова блокироватся гайки 1 при помощи за-
крепительного винта.
9.5. Регулирование зазора в направляющих поперечных салазок
Направляющие поперечных салазок являются типом ласточного хвоста с клиновой
шпонкой для регулирования. Операция регулировки установлен в перемещении в длину
направляющих, клиновой шпонки, до того, как будет достигнуть минимальный нужный,
зазор с действующим точки зрения.
Перемещение и блокирование клиновой шпонки осущестляется при помощи двух
регулировочных винта, которые находятся на хвостах шпонки.
В случае работки с поперечными салазками в стационарной позиции, для обеспе-
чения максимальной жесткости, клиновая может быть блокирована поперечным на на-
правляющих удалить комплектно таким образом функциональный зазор.
9.6. Регулирование зазора в направляющих резцовых салазок
Направляющие резцовых салазок являются типом ласточкого хвоста с клиновой
шпонкой специального регулирования. В отличие от направляющих поперечных салазок
у которых для регулирования зазора, клиновая шпонка была перемещена в длину на-
правляющих, установочный клин, резцовых салазок, перемещается в поперечном направ-
лении при помощи нескольких штифтов с резьбой, находящие по всю длину клина. После
достижения желаемого функционального зазора блокироватся позиция штифтов с резь-
бой посредством гаек. В случае работки с резцовыми салазками в стационарной позиции
это частовстречаться, для обеспечения максимальной жестокости, клин может быть бло-
кирован на направляющих посредством двух, трех штифта с резьбой, удалить комплектно
функциональный зазор.
9.7. Регулирование зазора в направляющих продольных салазок
Направляющие продольных салазок являются типом с главными направляющими
"форму опрокинутой V с углом в 90°, и вспомогательными плоскими управляющими зз-
— 31 —
wia салазок н каретки, а также
. ... .«..ем •> ' > обработок при которых
....... > •"*’ ‘ ,Ж1ЫС управляющие были
.....>« пои-1-иу. .ИИ
. ' 1 ' то. .Н'1Ю> <4 верхней стороны
мрапюЙ го.юпкоЯ.
. ,:н ’ Г. | , предусмотрели большую, как дли
... пь у.' \ пировать для обеспечения желаемого
' . Ч-ЦСЛЛ I..-V пусюгслых винтов, которых блокпру.
ИЖ BMNT< о
? «и егя, я'травлимщих поверхности
'т-.гр.-пы винты, распатиженные
противоподушки, с по-
н другой плоскости чем
, <<\тсстн • л при помощи гаек 1 и 2 (рис. 15). Oi-
. , I осч инчтгляется предварительное осевое затяже
„ 1W праовлы. -. лйствня подшипника качения 3. Для под-
... лир >.ч.п1ия. сп\лолиостю гайку 2.
„ • s . к.чзха.’ма от сверхнагрузки каретки (рис. 25)
>. -и свыше допускаемых пределов каретки в случае появления
«Mt • •: - сы >гли бы привести : ? ждение некоторых органов, передача
» • штзнтамн п кареткой осуществляется при помощи регулиро-
.................. 1ымг)чнть механическую, продольную или поперечную по-
' ' м . р» >. р . -.! •.in.н м ..'усилие превосходит предписанную величину,
яма» механизма л именно установление величины предельное уси-
- К выполняется при помощи одних штифтов
' • • 1 » л-ТЫе пидщ-ргают напряжению, больше или меныше пружины 2
-' Г;’ • - » пьете твукмц их гнездах копруса 4.
мания угон; механизма обеспечивают передачи любого уси-
рты . л н.ние р,. .. зругмое усилие превосходит заданую
1 " и> люченный диск 4 не еще вращается до
“ bpiriiin.i пылавшая повышения усилия не появляется более. ••
•• и < . гр ого блокирования задней бабки
. •* » «•- skahjh бабки в определенном положении на направляющих мо-
- при nouuuiii механизма быстрого блокирования (рис. 16). для об
» ' ; • . х .р.п.ши । или при помощи высокой ганки блокирования для
* j . •.(. • л.».. 1ых режимах строгания.
При «жошм руя >гхи. ирон mu.uncM в дей тике эксцентрик 2. который носредст-
Гы ' лч.п i пластину 5, которая в свою очередь, приходя в сопри-
*'" •• шими блокирует подвижную бабку.
бы его блокирование Пр< «’ШУЮ уверенность, нсобхо-
1 I LS КОПИЙ- .рииши
Г____ ____vnunnpjvi но,
Для тать ттобы Ио блокирование пре
л-• р м.,».-. л.). Шинин 5 к направляющей должен находится между м
• V4 Ы »Л.СТ 1ч. М «купце!В депо при ПОМОЩИ регулировочной гайки о
рмч» 4. f Г «Л«..Кении покоя должен быть -------
♦yw* м-Хж<п«ши отрегулировать при помшнн
• м а дл« 'шеряаии иарезания отверстия или «..р.папии на иплее тяжелые
х >. .!.« .ts н. досинпя таким образом верное блокирован
и .. ... •> - и удары или асфоры ировання рукоятки I
KBpOMBIML
Ь " ти псрв<1н.1чллы1<»е регулирование нс соотпетсвует, необходимо
араавегти и рггумромиис
находится между 0,2 мм.
I в горизонтальной плоскости в противном
гаек 6 и 7. Когда подвижная бабка прн-
строгання на более тяжелые, тогда не-
1ПС.
с целью жестокого бло-
'I ll Регулирование механического управления муфт
ческим И"|е|>бл.пиф<,"а7с*7' |1>л|^* У|,1>а“ляюи*с|° рычага I, положение которое автомати-
ствовать мПкриы"л?очатель 2Г?еоез кел*.ч,,,,\Ив0ЖИДаН,,?Х "УСК°В ,'Лав"ого вала’ дей’
шпинделя может быть включён. ₽ у 3' Таким образом что тормоз главного
HUH KVB.iiiioiM будег РегУларовать положение микровыключателя 2 в отноше-
рыча! а тя! е 4 при вращении в одном или в другом направлении,
того, чтобы предварительно была освобождена от сочленения
нии кулачким 3 и длину
по необходимости после
рычага 3.
9./2. Указания по сборке приспособления конического строгания (рис. 22)
Токарные станки SN-402 и SN-502 » - ; ..... ........Z_____...
не только на заводе но и в дальнейшим, на заказчике. С целю об-
сборке приспособле ния конического строгания (рис. 22)
иичосклт гтппгзиис. " ............... могут быть оборудованы приспособлением ко-
легчеиия naanZ^ тольки "а 3а<°ДС "° '* в яснейшим, на заказчике. С целю об-
выполнения этой "° ДОС1“ЖС||ИЯ Работа по сборке будет ниже представлять фазы для
выполнения этой операции:
снимать защитный экран, установленной на продольных салазках;
поворачивается маховичок для привода в действие поперечных салазок, до того
как рукоятка этих достигает нижней части и поддерживается в этом положении;
ударить легко на заднюю крышку, вплоть до того, как будут вынуть коничес-
кие штифты а после этого вынуть ходовой винт 8' вместе с поперечными салазками
вплоть до того как винт потеряет контакт с клином 9. Этим проверяется, могут ли быть
вращаемы в обратных направлениях винт и рукоятка.
— провернуть затем ходовой 8' в направлении против часовых стрелок вплоть до
того, как будет отвинчен ходовой винт из гаек закрепленных на поперечных салазках;
перед вводом нового ходового винта 8" для приспособления конического стро-
гания, отличается знак на его конце в направлении приспособления на той же образу-
ющей с каналом клина;
— ввести ходовой винт приспособлен!! я конического строгания и завинтить его в
гайки установленные на поперечных салазках вплоть до того как будет достигнуть ко-
нец шестерни 10. Провернуть винт приспособления согласно первоначально сделанному
знаку в нижней части и после того, как проверяется, находится или также рукоятка ма-
ховичка в нижей части, протолкнуть затем ходовой винт 8", вплоть до того, как счита-
ется, что он пришёл всю длину клича 9 (приблизительно 50 мм);
— очистить от замаски и от краски поверхность, на которой будет установлен
корпус приспособления;
— вынуть жерстяную крышку сверху ползуна суппорта;
— ввести в отверстие корпуса продольных салазок центрирующую втулку
— установить приспособление конического строгания, следя за тем, чтобы ввес-
ти осевые подшипники 14, затягиваемые при помощи двух крулых гаек 15;
— перед закреплением приспособления на салазках оно должно быть отрегулиро-
вано в горизонтальной плоскости. Для этого закрепить на продольных салазках 16 инди-
каторный прибор, щуп которого опирается на линейку 1 или на салазки приспособле-
ния 3. После того как стрелка индикатора была установлена на «0» (нулевую точку) пе-
реместить продольные салазки по крайней мере на 300 мм в одну или в другую сторону
— склонения от параллелизма поверхности линейки или салазок по отнашению
призмы станины не должно превосходить 0,02 мм в том же направлении с деформацией,
имеющейся на станине;
— разметить все 4 отверстия для закрепления приспособления;
— снять приспособление пробить отверстие и нарезать 4 отверстия, после чего
поставить снова приспособление на салазки;
________ произвести снова проверку откланения от параллелизма приспособления и если
таковое соответствует, закрепить обоими коническими штифтами;
__ установить на место жестяную крышку ползуна;
__ завинтить тягу, управления 6 на салазках приспособления 3:
— установить на станине рычаг 4 при помощи которого блокирована тяга управ-
ления 6 приспособления в различных полож _ииах. Отверстие рычага 4 должно быть со-
лено с тягой 6;
__ регулирование конусности производится при помощи регулировочной рукоятки
— 33 —
.w?r-u ЧТОбЫ VCTJMOBKJ их
. . ну.,„1Ю 1 отом поЛГ',м'||||и
' " ’’I' ... ви шрсмни* с мам* стороны Приспособлен,,,.
— М—» в ОП(КЛМ*ННОИ положе..........
’Vier locrnrHJ-TO хорошее леЙе,.....
”.“нЛ С............ „.„ышеннем проп.-нолнгел,.,,,,,.
товври- - еглнчл SN 11 соотктнпо. SN-.-,02
. . , . /«.ю.ччг рпиагроамною патрона
. ....... ч\ -4.'.' и .e.nneKTmjlIlo. S.N ’и)?
., „ «той Перемещение шек производи гс,,
Щеамш. мемложемной "* в«ьш«м зубчатым камеи с коническими
вмесе мвеяветгв с я, угг ми Г ми коническими зубчатыми колесами. ,,.
жиой стороиы гиезза. и ко гор: t вводится зажимном ключ.
ipciTiro яатрома могут быть применены ДМ сжатия снаружи или по-
. ежлгжч ввутра Они прея учерованы арабскими цифрами 1, 2, 3 и не-
производится з том же порядке с тем, чтобы все
том же воображаемом круге и перемещалась бы
адо6р1>«>. к оеятру ушпсрсалыюго патрона
Пря раэбора» ддажва быть освобождена в первую очередь щека 3, а во втором
<•«; : _ «,2 у в третью с-чередь шёка 1. При установке щёк порядок является обрат-
ные. Когда качдао ямской спирали подходит напротив нарезки I. вводится соответству-
- - - и продолжатся вращение таким образом чтобы пер-
Р**б< вахтам в^мй зуб вгёка. После того. кг:. плоская спираль повернулась
В^в ям—к» вторая, а после следуюши 120е при нарезке 3 вводится третья щека.
3—ере—о —грома на токарном станке, производится посредством флаи-
мшвыого жеспжо на шпинделе н при помощи шайбы типа — штык и кесколь-
• *У** ИМИ| с отверствием 065 мм и при помощи резьбовых шпиль к
МмкгжЕ. в случае имид ел я с отверствнем 0105 мм. Необходимо
* ' ? избежание опасности несчастных случаев и
проверить,
аварии во
хж**я ло прилунению n.tanuia йбы С 4-мя кулачками
^~rw>|1Ид с ^41 кулачками рис. J8) является принадлежностью
__токарного
. ..w 'работ*! детали больших размеров и различных форм. Это
>•-2- СА мЗг'ГЯ п-и г.г.ылпм» 4-мя ”i!2SS, ПСрС^СЩаЮЩплГ"
и^ег. .«сзтэенних в корпусе планшайбы посредством зиктов.
жс-л a »задр£г-.ую головку для наложения зажимного ключа.
Благодаря каеошюсти планшайбы и зажимаемых летал
. г-~-г--. -^лреплеиа ли хорошо планшайба на шпинделе
•г-’ь Вс фуиккяв от величины отверстия главного
жчэехи »ри. 15;
При обработке деталей закреплённых
ла о6о<<~9и больше чем 150 об/мин.---
-- - 4-у.я плашек, перемещающихся назевисимо в каналах
. имеющих направление нару-
__----------J ывл* MiwiuAKtiHX зажимного ключа.
планшайбы и зажимаемых деталей необходимо вниматель-
',‘г" ...................и зажаты ли правильно
шпинделя метод закрепления рав-
на планшайбе воспрещается применение чис-
• Л'Г|"в»с чем .30 об/мин., во избежание риска нечастного случая.
. - :-.д с ^иеа.интностями масла для смазки
тип масла
увел ВЯЗКОСТЬ STAS NID S CHELL DIN MOBIL
• *»ед.®яч бабка «--{юбка сн^остей i«-u те* 2—ГИ 50С ТЕ 12 STAS 744-70 vitrea 33 51501 Oil Mobil vilrea OIL NO2
'«яви» клеи
рр- Min. 1000 W RhodiST CTAS &е»“2 1608-72 Waizlag fett er Gargoyle
<.-ь*»тов 5E.I 5(ГС С 40 NID 3700-69 vitrea 41 51.504 Rubex 6(f)
/" ИЗНАШИВАЮЩИЕ ДЕТАЛИ И ЗАПАСНЫЕ ЧАСТИ
10.1. Перечень нужных частей
Наименование Размер № по чертежа или СТА С-у шт. Примеча эин
1 Корпус визирки 2 Прокладка Нитроэмаль Жестянка с крышкой Кольцо «О» Кольцо «О» Кольцо «О» Кольцо «О» Кольцо «О» Кольцо «О» Кольцо «О» Предохранитель типа Предохранитель Выпрямительный мост Выпрямительный диод Выпрямительный диод 00x30 60x30 RAL ООН 99,5—3 84,5—3 15,6—2,4 64,5—3 61,6—2,4 34,4—3 57,6—2,4 LF1 MIGNON 63-50А LF 63 MIGNON 20РН 4АС 10 SI 8 10 SI 8R 200.01.853.32 200.01.853.32 200.01.23,029 200.01.26.025 200.01.8.13.29 200.01.8.13.16 200.01.8.12.13 200.01.8.13.22 200.01.8.12.34 200.01.8.13.11 200.01.8.12.32 1 1 0,5 кг в упаковке для запасной ^раскцвупакоьке 1 1 1 1 1 1 1 в упаковке 4 3 1
Манжет RA 35x47x7 200.018.22.12 1
Манжет А 30x52x10 200.01.8.22.05 1
Манжет А 30x50x10 200.01.8.22.04 1
Манжет RA 30x40x7 200.01.8.22.01 1
Манжет А38х58х12 200.01.8.22.23 1
Манжет 17x35x7 200.01.8.29.99 1
Клиновидные
ремена SPA 11x10x2240 7192—65
— 35 —
Прим.
Вн'. л. рычаги , , 400216.01.!0 400216.04.10 400216.30.10 400.311.13-00 FCX250
Вил MJ № Валка ОС" 11 —IV IV—X V-IX FCX250 FCX250 ОТ50-1
Валка 400311-14.00 ОТ50-1
Балка 400 311-15.00 ОТ50-1
Валка 400 311.24.00 OL50
Балка 400 311.26.00 OL50
Рычаг Рычаг Валка Рычаг 400.311 29 00 =00 353.19.00 400.353.10.10 ОТ50-1 ОТ50-1 OL50
Качалка 400 353.21.00 ОТ50-1
Валка 400 353.46 00 OLC45
Болт 400.353.47.00 OLC45
1
1
I
1
1
I
1
I
I
1
1
1
1
1
Болт
Болт
Зажимная щека
Залиынм щека
Сухарик
Сухарик
Сухарик
400 21G.43.10
400 216.48.10
400.311.27.00
400 311.28.00
400 353.05.00
400.353.06.00
400.353.49.00
CuSnl4 1
CuSnl4 I
ПТ.50 I
OL50 1
OLC45 I
OLC45 I
OLC45 1
3 Ходовые винты и
гайки для ходовых
винтов
Ходовой винт
Ходовой винт
Ходовой винт
Ходовой винт
Гайка для ходово-
го винта
402131.01.10 OLC45 1
403.131.01.10 OLC45 I
404.131.01.10 OLC45 I
405.131.01.10 OLC45 1
400.351.03 10 CuSnl2T 2
L-750 метрический
Ъ=1000 метрический
L=1500 метрический
L-2000 метрический
4 Ходовой винт 450.492.01.01
Гайка 450411.01 10
Ходовой Гайка влит 470 492.01 10 470.411.01.10
Ходовой Гайка винт 400 421.02.00 400.421.01 00
OLC45 1 SN-402 метрический
CuSn9 Zn5 1 SN-402 метрический
OLC45 1 SN-402 метрический
CuSnO Zn5 1 SN-402 метрический
OLC45 I
Fc200 I
— 36 —
Наименование Код размер Мь„р„ал
Винт
Гайка
Уплотнительные кольца
4
Клиновидный
ремень
Клиновидный
ремень
.5 Уплотнительный
манжет
Манжет
RA35x47x7
Манжет
А 30x52x10
Манжет
RA30x42x7
Манжет
38x58x12
Манжет
15хх35х7
Манжет
А 30x50x10
6
Кинеметиче передняя бабка
Кольуо ’О" 29, 5- 3
Кольцо"0“ 94, 5—3
Кольцо"0“ 99, 5—3
Кольцо ">0“ 79, 5—3
Кольцо "Ю*‘ 74, 5—5
Кольцо "0“ 57,6- 2,4
Кольцо “0“ 69,5—3,о
Кольцо "0“ 67,6—2,4
Кольцо "Ю“ 41,6—2,4
Кольцо "0“ 119,5—3
Кольцо "0“ 15,6—2,4
Кольцо "0“ 34,6--2,4
Кольцо "0“ 44,5—3
Кольцо "Ю“ 37,6—2,4
Передняя бабка управления
Кольцо "Ю“ 51-6—2,4
Кольцо "0“ 26,5—3
Кольцо "0“ 34,5—3
Кольцо "10“ 19,5—3
Кольцо "0“ 29,5—3
Шпиндель
Кольцо "0“ 12,6x2,4
Кольцо "0“ 96x2,4
Кольцо "-0“ 179,5x30
Кольцо "0“ 174,5x30
Кольцо "0“ 119,5x30
Коробка скоросяй и оезьб,
Кольцо "0“ 17-6—2.4
Кольцо "0“ 64,5—3
400.911.03.10 OLC45
400.911.02.10 Fc250
SPZ—2240
SPZ-710
200.018.22.12
200.018.21.05
200.0.18.22.25
200.018.22.23
200.018.22.135
200.018.21.204
I метрический вариант
I метрический вариант
5 SN 402 - 502
I для ускоренной подачи
б упаковке, для экспорта
1
1
200.01.81.308
200.01.81.328
200.01.81.329
200.01.81.325
200.01.81.324
200.01.81.232
200.01.81.233
200.01.81.236
200200.01.81.226
200.01.81.333
200.01.81.213
200.01.81.223
200.01.81.318
200.01.81.224
200.01.81.230
200.01.81.306
200.01.81.311
200.01.81.301
200.01.81.308
200.01.81.210
200.01.81.207
200.01.81.345
200.01.81.344
200.01.81.333
''п-ч-пгммга и кинематика
200.0J.81.215
200.01.81.322
1
1
1
1
1
1
2
1
1
1
1
1
1
4
2
3
1
1
2
1
1
1
3
1
— 37 —
Код раанер Материал
30ШЛ1.ЭП1
_W0I.8l.313
200.01.81.410
20001.81213
30001.81.331
1W.01.8I.2X!
20001.81.315
21X101.81.311
_W.01.8UI3
Ввутреи' ii лкж
Соба «а
Прим.
пал ссеилеиая
400 241.01.10
400 241 06 10
400 241 1« 10
500241.07 00
500.241.06.00
500.241 19 00
40CI0
OLC45
OLC45
0LCI5
0LC15
56 SI 17А
вал сиепления-
19 механический
21
8
Эле.-рсмагиатяые агфты и мякро-
шялюяателя
Элеятрома-нгга» муфтэ. типа
84 13 ПС. гт»ерст»е-22Н7. клин-8
Элтятромагеитая мхфта. типа
84 «13. ПС
Герме-ачмый макеоаыключатель.
тиа 1301
1 передняя бабка
1
1 передняя бабка
W.3. Список под,Ш111н,„;„„ качения (рис. 7)
Узёл о котором ®
Тип подшипника Символ ' а,е""я по СТАС-у '• илтмср
устана- вливает с D в/т Примечание
1 9 3 4 мм мм мм
Передняя 7 8
бабка
! Однорядный, (радиальный 621127 55 100
шарикоподшипник
2 Однорядный, (радиальный 621127 55 100
шарикоподшипник
3 Двухрядный, рад.-упорный шарикоподшипник 3208 40 80 30,2 < >сь сцепления
4 Однорядный, радиальный 6008 40 68 15
шарикоподшипник
» 6008 40 68 15
ч 6009 45 75 16
Двухрядный, рад.-упорный 6009 45 75 16
8 3207 35 72 27
шарикоподшипник
9 Однорядный, радиальный 6005 25 47 12
шарикоподшипник
10 Двухрядный, рад.-упорный шарикоподшипник 6005 47 12
И 3206 30 62 23,8
12
Анулировано 3204 20 47 20,6
13
14 Анулировано
15 Радиальный, роликоподшипник NJ207E 35 72 17
16 >> NJ2305 25 62 24
17 N.1306 30 72 19 •
18 ,, NJ2305 25 ©2 24
19 Двухрядн ыи, р ад.-упорный 3206 30 62 23,8
шарикоподшипник
20 Однорядный, радиальный, ци- 3207 35 72 27
21 NU2305 25 62 24
лнндрические роликоподшипник
22 Двухрядный, рад.-упорный 3207 35 72 27
шарикоподшипник
23 Однорядный, упорный 5Г124Р5 120 155 25 отвер. 0105
шарикоподшипник
24 .. 51124Р5 120 155 25 отвер. 0105
25 Двухрядный, радиалный цилин- NNU4924K 120 165 54 .. 1
дрический роликоподшипник
23 Однорядный, рад-упорный 7217ВР5 85 150 28 065 1
25 шарикоподшипник NNU4926K 130 180 50 0105 F
26 Двухрядный, цилиндрический NN3O24K 120 180 46 065 -
роликоподшипник
27 Однорядный цил. радиальный NJ2O3 17 40 12
роликоподшипник
28 NJ203 17 40 12 ।
29 Однорядный, радиальный 6006 30 55 13 •хг<
шарикоподшипник
30 6006 30 55 13 S.
31 6205 25 5.2 15 1
32 6203Р6 17 40 12
33 » 6203Р6 17 40 12
10.4. Список зубчатых колёс (рис. 6)
3 JL код детали о со о >. Ьй м модуль (мм) удельн. пепемещет (мм) енисИиш (мм) материал жёсткость термо- HRC обработка . прочность примечания даН9 мм2
1 2 3 4 5 6 7 8 9 10
1 2 3 4 5 6 7 В 9 10 11 12 13 14 15 16 17 18 19 20 21 22 2.3 24 25 400.241.04.11 400.241.06.11 400.210.28.11 400.210.29.11 400.210.30.11 400.210.31.11 400.210.32.11 400.210.36.11 400.210.37.11 400.210.34.11 400.210.38.11 400.210.39.11 400.210.44.11 400.210.45.11 400.210.41.11 400.210.47.11 400.210.48.11 400.210.40.11 400.210.51.11 400.210.52.11 400.210.55.11 400.230.10.11 400.234.11.11 400.230.11.11 400.210.06.11 40Q.210.57.il 31 49 23 32 38 35 43 31 27 20 24 44 39 50 27 37 26 18 .39 54 17 54 54 68 32 19 2,75 2,75 2,75 2,75 2,75 2,75 2,75 2,75 2,75 2,75 2,75 2,75 2.75 2.75 2,75 2,5 3 2,75 3 2,75 3.5 2,75 2,75 3,5 2,75 2,75 4-0,620 4-0,74 4-0,136 4-0,151 4-0,309 4-0,135 4-0,233 4-0,493 4-0,179 4-0,585 4-0,196 +0,125 + 0,392 + 0,301 + 0,204 + 0,190 +0,419 + 0,126 + 0,279 + 0,042 + 0,058 + 0,1427 + 0,1427 + 0,0145 + 0,0145 + 0,281 + 0,246 15,5 15,5 15,5 20 15,5 15,5 15,5 14,5 15,5 20 15,5 14,5 14,5 20 14,5 13 24 38 24 23 35 24 24 33 3.3 15,5 15,5 18МпСг!0 18МпСгЮ 18МпСгЮ 18МпСг10 18МпСгЮ 18МпСг10 18МпСгЮ 18МпСгЮ 18МпСгЮ 18МпСг10 18МпСгЮ 18МпСгЮ 18МпСг10 18МпСг10 18МпСг10 18МпСгЮ 21TiMnCrl0 21TiMnCrlO 21TiMnCrlO 21TiMnCrlO 21TiMnCrlO 21TiMnCrlO 21TiMnCrlO 21TiMnCrl0 21TiMnCrlO 18MnCrlO 40Crl0 Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. Цемент. 58—62 58—62 58—62 58—62 58-62 58-62 58—62 58—62 58—62 58-62 58-62 58—62 58-62 58—62 58-62 58-62 58-62 58-62 58-62 58—62 58—62 58—62 58—62 58-62 Шпиндель с отверсти- ем 0105 Шпиндель с отверсти- ем 065 Шпиндель с отверсти- ем 0105 Шпиндель с отверсти- ем 065
I
44
.1. Указания по технике Везопасности на токарном
солютно необходимо ^тобы все"рабочие авар"" и несчастных случаев во время работы аб-
безопасности. ’ р 00чие усвовия точно настоящие указания по технике
роны или планш“1быЧна°щпинлме. ПР°°еРИ ТЬ Закр':"лены ли хорош° универсальные пат-
1пяйбе^или мо»пиЬ«»Л0ЛЖН0 быть хорошо закреплена в универсальном патроне, в план*
“ или Хпп.Х/ раШ1 с правильной её центровкой с тем чтобы она не была вырва-
на или сооршена во время работы.
3- “ Ключ, при помощи которого зажимаются деталь в универсальном патроне или
в планшайбе, должен быть вынуть немедленно после закрепления.
4. — Закрепление резца в суппорте производится по крайней мере двумя винтами,
а закраплсние суппорта в державке резца производится как можно более ’жестоко. Пе-
ред закраплением, суппорты, положение его соответствовало процессу строгания указан-
ному в технологической карточке.
5. — При остановке необходимо выключить сначала подачу, вынуть резец из на-
резки и только после этого остановить вращеение шпинделя
6. — В том случае если во время строгания происходит сильные вибрации дол-
жна быть остановлена, должа быть выяснена причина вибрации и должны быть прин-
яты необходимые меры для устранения та миной.
7. — При обработки длинных шин, участок выходящий из шпинделя должен
быть защищен чтобы не вызвать аварии и несчастные случаи. Это защита производите
тся при помощи приспособления трубы защитного покрытия цилиндерческой формы,
закрепленного на суппортах или при помощи ширмы.
8. — Воспрещается, чтобы рабочий во время работы опирался на машину.
9. — Очистка стружек деталей врщающихся эксцентрично, должна производится
только после остановки станка.
Ю. — Перед каждой машиной должна быть предусмотрена деревянная решетка, на
которой рабочий должен стоять во рвемя работы.
ц _ На каждой машине должна быть предусмотрена зашитая панель во избежа-
нии выброса стружек или охлаждающей жидкости к передней машине.
12______ Во время обработки применяются обязательно обе защитных экранов, уста-
новлены на станке: защитный экран унирерсального патрона и зашитый экран на про-
установлениый йа верхнем еуппорте
Электрические и механические между блокирования обязывает оперетора пра-
вильно употребить обе защитных экрана, в противом случае, автоматическим останавли-
вает вращение главного шпинделя станка.
Защитный экран станка должен применяться в случае внутренних строгании на
маленьких деталях и на обработке цветных металлов, бронза, алюминий, должны при-
меняться очки или местнаязашитная маска.
13 _ Сборка и разборка планшайб пли больших деталей должна производиться
при помощи 1-2 человека или же при помощи подъёмных средств.
14 __ Установка шпинделя должна быть приостановлена в следующих случаях:
-‘во время измерения обработываемой детали;
рапления универсального патрона, планшайбы и приводного фланшаитд
— тля проверки качества обработки;
- для отчистки от сружек обработываемой детали.
* — Ормаа Ы«тр»чл-кого природного двнгптеля производится в обязатель-
•смс Ифадке;
когда с члиегся рабочее место, даже и в которкое время;
- ;.'v срерыае электрического тока;
• з.х-м» V,-пеки от стрижек в во время смазки машины;
• • % нлпии .!ч'л > о г врслдекми в работе машины.
лях . ч’н выключатель 31 (рис. 3) должен быть повернуть
»* «> гчхюжеяме
:? - li.- и? элем г; sec-.их повреждении и уход за электрической установ-
• ’• - •ч; - . : кодифицированному персоналу в этой области.
- <:«? vai .ны доджи? производиться согласно существующим нормам.
•с- замена плавких предохранителей, предусмотренных о элект-
р«ческ<?А схеме мни . ..\ родам нмпр авизированных предухранителей.
11 '<ененин ,<ичд в случаях кроме настоящих указании, необходимо
себлюдать леАст*} кмцме нормы НТГ.
• с вращение при числе оборотов свыше 1000 об/
ш» -л’ к гр„ <тЛцовке главного шпинделя.
ПРИМЕЧАНИЕ!
Преавнсания настоящего синтеза из
язлчется ограничителями и в зависимости
ул щёяы в соответствии с новыми нормами.
нормы технической безопасности работы не
от специфичности рабочего места могут быть
которые появляются и входят в действие
12. Гарантии
Рациональная эксплуатация и хороши й уход гарантирует в первую очередь под-
держание технических характеристик и точности машины, обеспечивая одновременно и
максимальный коэффициент полезного действия. Наш завод гарантирует качество своих
изделии, но эта гарантия ограничивается за меной повреждённых деталей в том случае,
если констатируется, что соответствующие дефекты произошли в нормальных условиях
эксплуатации и ухода по причинам относяющимся к качеству материала или правильно-
го конструктивного решения.
Наш завод гарантирует замещение повреждёных частей в случае действия станка
когда дефекты не были замечены после изготовления детали.
Соблюдая в точности указания согласно «Руководству по эксплуатации», завод из-
готовителя гарантирует хорошее действие станка 12 месяцев от пуска в действие, но не
•«больше 18 месяцев от поставки станка.
Спецификация электрических аппаратов 11а станке. 4D0.730.31.10.SA
Н.р- Символ Наименование Шт. вариант
Технические характеристики Тип-код Поставщик CN СО CN со 400 V 415 \ 440 V 500 V
1 S2 S3 Тарельчатая кнопка с у дер- 220В, 1,5А живанием. Красного сухя,пикя 2863А.12.1 Е.А. 2 2 2 2 2 2
2 S4 Bucure§ti
3 S5 сухариком 220В, 1,5А 2907.12 1 Е.А. 1 ] Bucure§ti 1111
4 S6 Кнопка управления с лампой, зеленной визиркой лампа 220В, 1,5А 28В, 1,5W 2909.0.24.4 BA7S Е.А. i Г Bucure§ti 1 1 St. el. Fieni 1 1 1 1 1111
5 S7 S8 Выборочная кнопка с 2-мя позициями направо, н а л е в о 220В, 1,5А 2939.00.9 Е.А. 1 1 Bucure§ti 1111
6 S11 Кнопка управления чёрным сухариком 220В, 1,5А 2907.12.9 Е.А. 2 2 2 2 2 2
' S12 S13 S1; Микровыключатель типа С 380В, 4А L301R 6132 I.E.C. 1 1 Boto^ani 1111
sis.sie’si?’ Микровыключатель типа Н 220В, 2А L301R I.E.C. 6 6 Boto§ani 6 G 6 6
9 Ml Асинхронный электрогвига- тель с короткозамкнутым ротором. с основанием 1500 об/мин при 50 гц 1800 об/мин при 60 гц 7,5 квт220В пдрем. т. 7,5 380 7,5 400 7,5 415 7,5 440 7,5 500 ВЗ-13)2Мх 7,5x1500 (1800) 1 — 1 - Electroprec. Sacele 1 - 1 I —
ч
10 М2
11 М3
J2_YI_____
13 Y2
14 Hl (SI)
АС11НХр<М111ЫЛ э.|смролии1 л- гель с короткозамкну 1нм потгфом 3000 об/мин при 50 гц 3600 об/мин при <Ю i'u 0. Ifihiii 220 В перем. 1 • 1,1г»кПТ. ЧИО В. перем. 1 (», 15дн1 400 В перем. 1 " । ""1. 1i. в nt рем । 0.15кнг 440 В пгргм. Г. 11 1 •' । 5МР-5 Kl<-rtr<<noto Tlmlpjara
Асинхронный .член продни! а. .и В перем. Т.
гель с коритхоаамкнуг ым ротором 1000 об/мин при 50 гц 1200 об/мин при 60 гц 0,55khi. ЗМо В iKipcu. Т. 0,55кк1 400 В трем. Т. 0,55квт 415 В трем. Т. 0,55квт. 440 В порем. Т. О.55кнт 500 В перем. Т. Х1О0ОЛ (1200Л) Timlfoara
Муфта тормоза 2*.-: •». 24 В пост, т 84.003.11С i.m Cueir
Электромагнитное сцепление 26кв г. 24 В пост, т 84.0I3.11C l.M. Cugir
Лампа с шарниром макс. 290 В перем, т CJAMU-0S ELBA Timisoara
Колба
60 ВТ. 24 В перем, г 1992
Steaua 1
el. Fieri!
Спецификация электрических аппаратов код: 400.752.31.10SA
Шт. вариант.
№ Символ
Наименование
Тех. характер.
Тип-код
Поставщик >>>>>>
2 3 4 5 6 7 8 9 10 11 12
1 QI Переключатель с кулачками C40 Un=500 В C40.978.744 IEC I 1 1 1 I 1 Botooani
Рукоятка УСОЛ 100 чёрная In = 40А 4116 EA Bucure§ti 111111
Un=50O В In = 16А Ir=lA 4636 EA Bucure§ti 1 --- — — — —
2 Q2 Трёхполюсный автоматичес- кий выключатель AMRO 16 Un-500 В In = 16A Ir=0,75A 4636 EA Bucure$ti — 1 —
Un=500 В In = 16A Ir=0,55A 4636 EA Bucure§ti 1111
Un=500 В In = IGA Ir=3,3A 4636 EA Bucure§ti 1
3 Q3 Трёхполюсный автоматичес- кий выключатель AMRO 16 Un—500 В In = 16A Ir = 2,4A 4636 EA Bucure§ti — 1
Un=50O В In = 16A Ir=l,8A 4636 1111
3
Плавкий предохранитель
Плавкий предохранитель
Un = .,60 В
1п=63А
I плавкии=63А
LF63 Е93 Cluj
5 F2 11.1.1ККНЙ пред1прлцнтсл1. Термические реле I SA 32 Термические ipe.ii TSA .42 1 липкий 5<)Д 1 цллвкий 35Л Un 660В В) 32 А 1г=32А 1г-20А 3 L.K03 1-93 в
LF63 1'1.1 3672 3li/2 I.C. BuzAu
Т F3, F4, F8, F9 1 ермичеекпе реле I SA 32 11 «авкий пре, 10Х|ра~нптёль МИГНОН Ь ISA Un (•(.hi; In«=25A 1 плапкий —2Д мгаа L.F25, Е16 I 1.
7 F5, Fb, F7 1 l.i.iiiKin'i предохранитель МИГНОН In-25 A I =6А Un—660В плавкий LF25, ЕЙГ~ Cluj Cluj
8 F10 I Гтавкий предохранитель МИГНОН I плавкий —4А 1.Г25, Е1в Cluj
—TMAC0,16Q__ ICBuzau
IM V О. I Ii()
220V/24B.__26B^ 28B
Одмофазмый трансформатор 380 V/2 4 В___26B_, 28В
для управления 160 BA 440V/24B, 26В, 28В
__ __________________________50QV/24B,
10 Т2
ТМАС 0,160
-----------------------__________ТМАС 0,160 --
220/110В,________________________ ТМАС0,16ОкУА------
„ х 380/11QB, ____________ТМАС0,160кУА
Однофазный трансформатор с розеткой 440V/110В, ТМАС о ТЙЬкУ д '
для управления 160 BA 400В '
11 nl
12 VI, V2. УЗ
13 R1
Вы пр ям ч тельный мост
Вык.рям Iтельный диод
Сопротивление с пленкой из
углерода
_________415В ___________
___5ООВ411ОВ В;перем т ТМАС 0,1 бОкУА- Z___________—:-----------
U—100B 20РМ4АС IPRS Г~1 1 1 1 Д сн ,т
I=1A, U=1000A IN 4007-------------3 3 3 3 3 3 2
56Х ±10% 1 B.f HCG1100А ICEP i 1 Д Г' Г1----
---9М Curies de Arge$
1 2 3 4 __________________5_______ 6_ 7 8 9 10 И 12
14 R2 ' катушка сопративления 7 15 ______________RB 46 Curtea de Arge$ 1111 1________1_
"15 К1 Трёхплюсный контакт Un=500B, В;пере.м т. 8169 ЕА Bucure^ti 1 1 1 1 1 1
RG 40 In—40А
16 K2, КЗ. К4 Трёхплюсный контакт тор ТСА 6 Un=500 In=6A В;перем т. 4001 I.C. Buzau 3 3 3 3 3 3
'17 КО, К5, Кб Вспомог, контактор С С 44 Un=380,B In =6 A U=110B. В;перем т. В;перем т. 4003 Buzau I.C. 3 3 3 3 3 3
18 К11 Ограничитель холостого хода LMGT 24B 744 7А ЕА Bucure$ti 111111
Круглый выключатель прибора 850B 1макс. = 10А. ССА48-25 4-TN6 Conect Bucure§ti 111111
19 Х16 Круглый включатель кабеля CCC48-D25 + MSN6 111111
20 1 XI Соединительный включатель Un=500B В;перем т. 510 IAEI Titu 8 8 8 8 8 8
на шипе In=31,5А__________________________________________________
Un=500B, В;пе,рем т. 509 27 27 27 27 27 27
1п=16А
Ш..п = JI — 325 мм 1 1 1 1 1_1_
Наконечник. 1 1 1 1 1_J
Наконечник 1 11111
1=|ПД IOS18-R-AC IPRS 2 2 2 2 2 2 см. но'. 11
21 nl Выгоямптельный диод U=800B IOS18-AC Baneasa 2 2 2 2 2 2
22 R3 Сопротивление 1000 MOB 4 О" RCGIOOo 11111
23 Cl Конденсатор 100 ОМ. 5 ВТ±1О"/о EG7476 1 1 1 1 1
24 K51 Реле PI 13 А 3 перем контакты U=24B RS72500A I K. 1 1 1 1 1 1
Розетка CF 11 RS72504 Medias _ 1 1 I 1 1 1
£
Сим.
йены г.
Замч
. "" "IMHIIII по точное Ги
.........................."
—L 2
г| ПрямоленеД
ность нацрапл
яюти.х
Продольное
испытанно црИ.
малннейность
в вертикальном
плане
б) Поперечное
испытание — на_
том же плане
3
1
пре ШИС.1Ц
I67I-H5
500
1000
0.02
lo.li.hn пынуклп
ооо'-г"’1’
100(')'’ ЛЛ||,,е 2“°
ДЛЯ каждого 1000
мм больше L—увс-
личнв 0,1 только
выпукло.
лт/""Й Д0ПУСК
0.0J5 Ил длине 500
6) 0,04
5
Н <м«ф||(
’филл,и „
.'фИМллож
(I
^f’ lHiu, точности
с Г"'1ИОСГ|.Ю
0.01/1000
1 яиия.# ,
НрЯПЛЯЮЩИм
7
-Рет,и( допуТЛ^:7?/*
‘ Ле!,Ие Я’ ”'* «!• > эп/о./
СТЛС 6G70/2 К, ’
Уровень точности
Мест. Точность
уровня 0.02/1000
перечне на мосте;
егся мост с уровнем
™“С5>них расстояниях наР ВСЮ
ллаяу направляющих Иамв
пение индикаций уровн, Р"'
психей ПОЗИЦИИ не будет
иышатъ допускаемое ОТ1И0£е
нне СТАС 6679/2-85.
1 2 3 4 5 6
G2 Прямолиней-
ность перемеще-
ния продольно-
го суппорта в
горизонтальном
плане, переход-
ят. через линии
центров
500 1000
0,02
a) L= 1000
Цилиндрич. оправ-
ка испытания-
Компаратор со
шкалой. Точность
а) Остриё измерительного
прибора измеряет образую-
щую оправки (употребляете я
оправка испытания или ли-
нейка с параллельными сто-
ронами). Длина оправки меж-
ду центрами приблизительно
равномерно с величиной
длины Л
б) Отклонение от прямоли-
нейности перемещения суп-
порта, вогнуто от оси СТАС
6679/3-85.
G3 Параллельность
перемещения
задней бабки и
прочность па разрыв
а) и б)
L=I600
Местное отклоне-
ние: 0,2 на длину
500
G4 Осевое биение
шпинделя
б) Фронтальное
биение поверх-
ности опоры
шпинделя
а) 0,01
б) 0,015
и перемещение
осевое периоди-
ческое
Компаратор со Задняя бабка перемещается
шкалой. Точность ближе к суппорту. Чтения
1 мм производится после переме-
щения суппорта и задней
бабки с тем же расстоянием
(при механ. соединении); Пи-
ноли надо быть блокировано»!
так, как компаратор коснуть
всегда td же точку.
____________________СТАС 6679 4-85______________
Компаратор со Осевая сила F-=80 да Н для
шкалой. Оправка удаления зазера осевого
проверки. Шарик а) СТАС 6679 16-85
Р Н б) СТАС 6679,17-85
1 a
G5 Рлднл.п.инг
биение целt,,it
ропяпнп шпии.
делп
Комилратор itt
шкалой
G6 Радиальное
биение осихо-
между оссЛ ил-
огрет ня
янческого от
G7 Параллельность
между осгЛпа-
ла и перемеще-
нием продоль-
ным каретки пл
длину ,ч/2 или
макс. 300 для
Д 800
а) л горизон-
тальном плане
б) и вертикаль-
ном плане
л) 0.01
б) 0,02 на длину 300
а) 0.015
300
только к резцедер-
жателю
б) 0.02
300
только наверху
G8 Радианее
биение центра
0,015
"1 ла II д.» удалении «:«.
СТЛС ИТЧ/И-к
ЙГ’ С° ГТАС WW
Оправка проверки
с конусом
Компаратор со
шкалой
Оправка провопи
с конусом
СТЛС 6679/4-05
Компаратор со
шкалой
Точность
Осевая сила F=80 да Н для
удаления осевого зазора.
Указнные отклонения компар-
атором удлиняются на величи-
не кос. а -полууголь
конуса центра
СТАС 6679/15-85
G9 Параллельность
между пинолей
задней бабки и
1 перемещением
каретки
продольным
а) в горизонталь
ном плане
б) в вертикаль-
ном плане
inn,
' 400
>'•.< . резцер-
жателг
6\ 0.0Vi
100
только наверх
Компратор со
шкалой
Точносмь
Поле соответствтдщего пе-
ремещения пиноли, эта бло-
тируется как в нормальных
рабочих условиях
СТАС 6679/4-85
G10 Параллель-
ность между
осей отьерстня
ионического
пиноли задней
бабки и цро-
| дольным пере-
мещением ка-
। реткя на длину
Д-4 или макс. 300
а\ ооз Компаратор со
-оЪа шкалой
° „ ОМ.-*Т«П1Л Оправка проверки
только к резцедержателю
б) 0,03
300
только наверх
Пиноль блокируется как в
нормальных рабочих усло-
виях СТАС 6679 4-85
«а) о
тллнным плане
б) п фип.ЛЛь
NOV Л-ТЛПг
€‘•11 РеМЮСТЬ ИМ-
coibi между
ценфом нхрс i
»к-Л б.Икн о
иснтооц эвдмел
бл Oh и
0.04 uniq. .алмЯ
Плбпн только
илиорду
1 'мнар.гаю со
ШкЛДОЙ
ТОЧНОСТЬ
Оправка нротрки
с конусом
X
(
GI2 Параллель.
if осп, ъежду
осей ul'.fui им •
и продольным
перемещением
верхнего суп-
п рта п псфгп.
оссЛ шпинделя
калшнчу плане)
G13 Перпендммул-
0,02
JOJ
Компаратор со
шкалой
Оправка провею ю<
с конусом
дглааг
cyuHopia (по< л» нм,™ и
nrparierr, cyniu>(.Ia „ ,
XT ST'1’
CTAc’eeM"— —
чрногть меж.ту
1’ерС.МСЩСНПС.М
поперечного
суппорта и
0.02
300
Наляавленне
отклонения
90°
Компаратор co
шкалой
Угольник
Оправка проварки
с конусом
Оправка проверки
с диском или
линейкой
В ».ге полыппа Гт.-.
лается оправку проп™,ки с
г'т л г-4 ДЛИ линейкой
СТАС 0679/12-85
Мшфо.мет)р
Измерительные
специальные
приборы
Универсальные
измерительные
приборы
РАБОЧАЯ ТОЧНОСТЬ по СТАС-у 12030
а) 0,01
б) 0,02
G15 Точность шага
ходового винта
Р1 Циркулярная
форма сечения
и цилиндричес-
кая форма об-
.работываемой
детали
а) Циркуляр-
ное ть
6) ци.тлйндрич-
ность
2000
0,04/300
L 2000
Для каждого 1000,
через 2000, откло-
нение повышает-
ся 0,005.
Макс, отклонение
0,05
Метод проверки выбирается в
зависимости от употребляе-
мых приборов. Допускается
замена проверки и предостав-
ляется карту проверок для
ходового винта, она содержит
и проверка точности шага,
отклонения будучи меньше
чем допуски настоящего
стандарда.
Отклонение от циркулярное™
и цнлиндричностн по СТАС
7384-85. Отклонения измер-
яются при диаметра Д
Материал детали имеет
hocti на разрыв
R 441,5 Н/мы2
(45 кге/мм2)
PI И- < cn.
обраб отмме-
чгЗ ao*epx-
костн
0,02
для диаметра 300
только вогнуто
Компаратор со
шкалой ><
Линейка проверки
ио СТАС 258-69
Параллельная
мера длины
СТАС 2517-79
Отклонение от плоскостности
'лэ СТАС 7384-85. Отклонение
от плоскостности только в
вогнутом направлении. Мате-
риал детеля имеет проч-
ность па г зарыв
R 441,5 Н/мм2
(45 кге им2)
РЗ Точность шги
резьбы
L 2G00
0,04/300 для каж-
дого 1060. больше
L—2OXI отклоне-
на- повышается с
0,05. .Макс, откло-
нение 0,05 Местное
от .. л'ение 0,015/50
Специальные из-
мерительные
приборы
Обрабатываемся рез-бу
трёхугольного профиля, по
эскизу. Диаметр и шаг резьбы
обрабатываемой будут ближе
к тек ходового винта. Мате-
риал детали имеет проч-
ность на разрыв
R 441,5 Н/мм2
(45 кге/мм2)
I.M.U A
SN402;SN502
Cartea masinii pag
КНИГА СТАНКА
Betriebsanleituna se'rte
Instructions Manual
1A
[ Capacrtotea portanta a cablului
'rezistenta atfnisa la tractiune)
Pt-SN 402min 3150 daN
-5 N 502m in 3231 da N
I Lungimea cablului
I L>24"'(pt lungimi 750 1000 1500 2000)
I 1^=2500 (pt lungimi 750 1000)
। L2=2600(pt. lungimea 1500)
। -2*1700(pt lungimea 2000 )
№ de cables 4
Capacite d'enlevement de cable
(resist, admise a la traction)
P.-SN 402 min 3150 da N
-SN 502 min 3231 daN
Longueur du cable
L1 =2400(p longueurs 750; 1000,1500;2000)
L2= 2500(p longueurs 750,1000)
L2=2600(p longueurs 1500)
L2 = 1700(p longueurs 2000)
Numero de cables 4
Capacidad de resistencia del cable
(resistencia a la traccion)
para - SN 402 min 3150 daN
-SN 502 min 3231 daN
Longitud del cable
I
L1= 2400( para longitudines 750,1000,1500^000)
L2 = 2500(para longitudines 750i1000)
L2 = 2600 (para longitudines 15001
L2=1700(para longitudines 2000)
Fig. 2
I.M.U.A.
см/m- cmRHO Cartea masinu Книга станка 4A
SN4UZ, blNDUZ. RMriebsanleitung seite
Instructions Manual page
SN402;SN502
I.M.U.A.
SN402-SN50
DIAGRAM
VARJANTA I
ВАРИАНТ I
VARI ANTE |
VARIANT I
Motor
Mo* or
VARIANTA
йАН-АНГ n
VARIANTE
VARIANT II
Motor _
Двигатель
Motor
Motor
-хнита~йгзяа
BetriebsanTeHu^______
Instructions monuct
'< я з a 5 к 8
s
8
ikciuiioiw <М10сть "H
«.Кия
Leistung
Konstanter Moment
Constant Moment
Konstante
Constant
Constant Po*'tr
Moment
(constant I"—
ПОСТОЯННЫЙ МОМЕНТ
ПОСТОЯННАЯ МОЩНОСТЬ
Moment
’constant |-------
ПОСТОЯННЫЙ МИ
Konstanter Moment
Constant Moment
Putere constants
DIAGRAMA DE TURATII
BUITA’ VA ОБОРОТОВ
DREHZAKL- DIAGRAMM
SPEED
VARIANTA III
ВАРИАНТ HI
VARIANTE III
VARIANT III
^3038
< ,ns*o°,a
“осто^да мощность
Kws'ante
Constant
Leistung
Vurlantu tol»
Version peaces
Variant e pulgada
Varinnlu metric
Version metrique
Vunante metrico
I M.u. A.
SN402; SN502
Bet г i ebs ardertu ng--
instruct ions Manual
«00.4Ю.05.00
400.4210100
588.910.1110
500.910.12.00
400.351.02.00
«00.411.01.11
400.411.02.11
«00.350.030 0
400.350.14.01
«00.358.12.10
400,35085.00
400350.42.00
«00351.01.00
400.350.40.00
/00.35103.10
400.35032
с иегтлаи
Е
Б
-jusor ce urTplere
Bcochcr rempissoc
• "fapor. de relleno
Oetenfullschraube
Ring knob
Пробка калкваны горловин
1 Baser de goitre
I Boucher vdenge
2 r Lspita
Dj| Oetousleerschraube
'J Emptying knob
Васлоспускиоа вентиль
□Л
de
.г de nKe! pt. ulei
иг niveau huile
г de nrvelo para aceite
chugias
eve! sight
I гркд уровня масла
I de control al
I t'onari' iompei
I jr control tanctiomem
I c pompe
I - de control para
I onannento de la bomba
I ^enbetnebschaugias
I r running sight
Лпкл проверял leictut
- _,ngere о data pe schmb
Grcissage une fois par equipe
Lubrication una vez al equipo
Schmierung einmal /Schicht
Once a shift lubrication
Омаяка на смене
_____jngere cont. .Indicator ului de ungere F
Z-raissage cf .Indicateur de graissage'F
Lubricacion conforme Jndicador de lybnc
Schmierung It. Schmieranweisung Abb 9
Lubrication acc to .Lubrcat indication*
Смавка по "У кава тал» смавкм’Ржс.Э
-----Lngere zilnica
Sraissage journaliere
Lubricacion diaro
Schmierung icigUch
-Oily lubncati^
черты: за
Fig. 9b
УКАЗАТЕЛ СМАЗКИ
(см.чертёж 8)
I м и А SN402 SN 502 Carte a masinii Betnebsunieitung Instructions Manual pasu-K crp J seite] page |
» место смажи 8s8‘ ЧИСЛО ИЗ ЧЕРТЕЖА ЧЕРТЁЖ 8 качество СМАЗКИ РЕЗКОСТЬ E° 50 ЧАСТОТА СМАЗКИ КАЧЕСТВО С14АЖИ СМАЗКА
Передняя байка 1 STAS AV?0
2 Коробка подач и резок 2 Jks 19Й7. so 720 1080 — JA'YfcWt VA гапицыдппинин r »
3 Каретка 3 STAS_99l1-74 5 6 720 Ю80 Заливание до уровня СЗ Наооо с попярюмп
4 Масленки гитары сменим колесам 4 STASffill - 74 5 6 24 5 Ходов/маслёнка Наооо омяяки пгт- '
5 Ходовой влит “ 5 G4U STAS 9911- 74 5 6 24 6-8 каплей Затычка масла
6 Консольный ходовой подшипник 6 STAS^9?1 - 74 5 6 24 6-8 каплей Затычка ьи ела
Напраодяицие продольных и лппоречных салазок 7 G40 STAS 9911-74 8 При перемощение на всю длину продольных и попереч- ных салазок Наооо о першенью из каоетки
8 .'^слепки .ходового винта поперечиего суппорта 8 STAS ЭДИ- 74 8 10 ходов/маслёнка РУЧНОЙ шс.насёс
g Масленки суппорта резцедержателя 9 —(TOT STAS 9911—74 * МО 8 5 ходов/маолёика Ручной мае.насос
Ю Направляющие подвижной бабки 10 STAS 9911-74 8 6-8 каплей Затычка масла
11 Масленки подвижной бабки 11 G4U STAS 9911-74 8 5 ходов/маолбнка ручной наооо
12 Крсмальра (шестерня) 12 СИ STAS 9911-74 s J 6-8 каплей Затычка масла
I.M.U.A, SN402jSN502 Car teg ma»hil Книга отамка paq. CTp. 17A
Betriebsonleitung _ seite
page
I М и A
SN402.SN502
F<g 13
и. А
SN402, SN502
— Л11ПП___—
Ca^ta ^°-T
Betn«b*°"_ Manuol^
-------------------
^-22 А
keite
feJ----------
f'9 15
i
I.M.UA.
SN402, SN5Q2
^Ч*0/па51П1,
___2"8 *?Гадйг —
^’riebsanteitung
Mongol
£OSL
ite
23 A
Fig.16
Fig. 19
MU.A SN402; SN502 Cartea masinii Pag 27Д
лнигастhk CTp,
Betriebsanleitung seite
Instructions Manual
Fig . 21
!MU A ЗАЧ-ог £02 *007303/70
~ CCMWJM
SCH£M4 £j_ J; ММЫ/м
Л*СКСН41ТГ‘£, 7/
CX£M4 ЭЛ Л
£SQcf£4t4 £1. , If COflKX/Qff /
М»&>- *ЭС/6п Afo/ar асс7опа/тхепЛ> рг/гж/^о/ fo/o Ot? УС/ОС/сУос/СЗ Мог&о->с/7ус>/0' /тхуло^/гсгЮ СоогсАу сэ£- /гхо/">сУо Сю /о /Г)и АОСО 4/ 0' £/eoAr)6/yr>6o <cb СуАзо/rvimA. л/?/?/- о^с/77се /Х^ОлУО
осо/э/с /тело
А/тхуЖ/с AfWar oc&ooorc /ww/otf Со7/о ob vt/czc Мсг&гткто/Жг' ссгтюос/о Sr*oo Л-^ /Ъ/эл/ги УО/-ПО/< У6 /ос f&pUJO -4Ао ^nv>3eaf>Ar- _ max ^eAt^r>/y6 оЬ а>е/ге Л/ОгХХ- Ot'O'/yS c^o/<9
ес/ь/о/ -/г/г>о
JcCohCg Afo/h m/cr С/со с6 ох &оАс сооА-а/ ТССо сЛу су/ex' /зоюс/ &> АсооМусА A/ttrO3 v^/CA _J СоуА'/у/ /Т>о4*-
r^ooe^tX»/ jC^CCC^/Yf СЛиС^з
firohe с/о/еА
т4///т>еп- /o/zoo AfoAx/r commcxoc/c &о/-/с с/с w/cjjcj ccrr>mocx>'e rf-tio Atpc^c сАс CarrvTXVfOCAt' ^Ос /с ООО/УСС- -4i*C СогуА^п cou r*z*'<*’\, wet oe £/cecotyyr/^ । зтАо/ет^згССУ ' A/o/cu/' оуопсе ге^з/
Сои/зЬуе А-с/о
Sfarnw- 4п/г,е6з- mo/or Ge/r/eAejtos/er> Are/Ttsekc^a/unff А^Ас^с/ху/т^с-' ^спъзс ^UCCUOQ VorcA Мсио/Эу#*/ сжг> [ ^^OO^/gt^cA MfAtoacMte''. 4m6*s» \>07ЛгЗс7х/7г Си6//хут/>е £,Afor& Пг>&/ОГ •.^аЛчгл/***
Риза.Юл.1 £/ишЛлл ГЛ- 'npu-toy*' £&рв<ГкЛ cX6f>&H<U^ Т4р.Л4.<>А&±3- ЗТчоизу •лоа^е*^Ъ *« oi^cSjy&iZ сЫке g Mtn- XMk, »с*4^гл*^« 1 лЛлцаЛл^ |
1
]mUARAD I SN402 502_______
Schema elde con ex iuhi Vor m...
Fl CONECTIQN DIAGRAM Meeker -
SCHEMA ELDE CONNEXION Vormec
BAUSCH ALT PLAN________
уд cie^Ma, ,с&е&ш<.е+са^..
ESQUEMA EL.DE CONEXION Varin
InMersor lampon /onQ/tudfna Mrcfti'ntre''unbl ,/Ю ecron ufde рго/есТ/с* //mi/o/or- /rorrsrerso/ //umtoof /оса/
terser laxriM'na/ \ buffer Protect/on Screen /77ic- roev/feb Cross l/mt fer loco/ С/обС/гк?
Inverseur /Ipreteoi'- lorw/udiryl о ( естоп &e arofec Тюп //'rx/et/f- fmnsr’ersa/ fc/o/ro&e coco/
Um№rer Lijoqsan- sefav /Vikroxhaffer 5ЯиГ±ес6/гт Ck/dror? - SC/)/ot? /око'Ъе/еис/ ~/or)O
4/7 /'/о-п&рея..
/boon /доу. uom ^'УО/^^еггцр- 'строгарбп- LbbUfrSo/ l/umt/rutdo CocoL
ад
о;
Х1х-/3
УПРАйВДйЕ РАЗНЫХ
Un donnpQS control
centra/,по Mrau/ico
НУ - mdtor d os frifazot
SAS - proses tor
У 7 - ’deetro distributor-
3X Z^e^reu^corr^^ <
Й!
51
1х-1У
4 42
[±43
ЗАМЕДЛЕНИЕ
UndompiOQ delay
tuegendo simbolurilor
НЧ TFT
—Их-1 |<A2Mx-i.
31 |I> |I
।ми д Schema eldesf.adoptoreDHS^QQ ^5ШЮ.3
[57/ 401-50/ Ч
иЮНТАШАл СХЕМА П1ДР0ЖЕ1ЧЬСК0П) ЗАВЬЛОГО ПИЮПОСОБЛЖЯ
ДИАГРАММА
-В
Э/7/
fx~i3
г
!х-1О.
2м-I
Ъх-1
/х- W
212
hi
М4
ДВИГАТЕЛЬ ТВДЮВЗПИЛЬТА
Hydraulic beard motor
-----------------т—г
ПИТАНИЕ
fee^/нд _
Ah'mentdre.
Comonda destrfngerii
d>poiotete pe contra ponou У00 7У5
* /3 — re leu de tfimp dCT 13 1
to !У~ releu intermedior P113
Q 2 - Intreruptor automat tripo/or AHPO fb
----------------pe /ера taro pe s/nd.
* /япп 9S0
М4\
43 1'
1,-16
?3x'7W8 ®\
%
lx-ft
ефгк-в
"Азх-1з
4
2
-Ъ >3*15
Sv /йх-10
£
I Ла цепи электрического схемы
4007330010
11.На цепи 21 электрическая схеме
40073300107 чер»
III .На цепи 31 ив схеьм 40073300Ш
чертёж 3/3
ff.На цепи 31 и> элек.схеи»
40073300107 черте» 3/3
У.На цепи 31 ж» элек.схемы
40073300107 чертеж 3/3
!х-/7
Lq circu'dul 3/d/n schema el .©
Z/00.733.00 /0.7. pl 3/3
-~La circui/ul 31 din schema ei.0
400. 7ЭЗ oo. to ? pl. З/3
Moiled E/ectnCQl Zvagrom
bus notching 1 i''
© At circuit at from Etectrico/ tbiogrom
too 133 °o. /о. 7 droMuing 2/3
@ At circuit 2? from electrical Ъ)оагот
too 133 00.10. ? Oro mi ng о
(3) At circuit 31 die dr,со/ Zuogram
УОО. 733 00./0 7 drove/ng 3/3
m At Circuit 31 from £/ecfrica/ Zdogrom
doo. 033 00. Ю. 0 draw,ng 3/J
© At circuit 31 from £iecfr/co/ Ърдгот
drawing 3/j
22
W23
£ё±
HL'/A.
W/'H
TTVJIll
я
ф Qjnto^^-Ьн^—
^•®<s
La?z.3
9
-
£
If
2
S17
(J) Fbdolo
«21
® TWlQp _____
Солпесьпч Dogrom
t>HS HoKnifg
1 t>jn*er 'хххг)
2 Cornet
d *Woi
4 Motor
3 tltctr'Col b<^Hik>tor
C T>»5Sure Controller
| 7 hf^rovh C Mr‘ iuOrlC.
олвктрическад 0Хома
1 .Противоиульта
2 .Шкаф
3 .Педаль
4 .Двигатель
5.Рапроделитель
б.Роле давления
V.nupo^cK^ ЦвНтрща
1 MUA~F^antQere 1 OQ 745.00.103
---------- Ljrir> 7
0960
W25
L^.
iJtiL.
> 7__<>ȣ
It--. Ml
MZ*
4. Mofcr
5
^^olin^hjdr^a
ESOUEMA ELECTRlCODESARROLLADO mepgriicQ
| 400S7523tifl^~
^HEMA ELECTReADES^SJRA^
yjVELOPEDELECTRrAI
Х1
Q1
о Т2
тг
ientaci6n Intcrrupto
jxa----------princTBoY
Alim
Inirerupteur
principal
Intrerupator
principal
Ali m e Mat i о n
reseau
Motor accYonamiento tivaftce
rapido ____________________
Motor actionare avans
rapid ' .__________________
Rapid feed motor
Alimentare
ref ea
Rower supply
Motor accionamiento
----Pf|nciPQl_________
Motor actionare
principal^_________'
Main mot or
iOR.dS .dT
ц>!1> н>
в>чс
К4
Х1 *6 *7
КЗ
33
R
S
L3
о R2
о S2
K2
32
Х1 ВО 131132
П1У/ПО /-r uc
Netzspeisung
IHauptschalter
Cortajrcuitos
principgies
Sigurante
pnnci pale
Main
-14LS£S________
Coupe circuits
principal_____
np e<jo кра^иТеШ
M1
. 75Kw
—IBQQrnmfinHT
Ч!
М2
*015Kw
3D00rpnr,50Hz
3600r.pmj60Hz
_________12*T
Motor acclonamiento bomba
de enfrigmteptp
Motor action are pompa
racire___________________
Cooling pump motor
М3
35 Kw
1000г4>лч50Нт
1200c pnv60Hz
Moteur command©
principal_______________
и г a. me ./if, ~
ry)a £trora syp L/bojct,
|Hauptsicherunge4 Hau pta ntr i e bsmo ♦ о r
Moteur command© pompe de
refroidissement_______ .
Двигатель IM* /yutoya.
н ac-Qc. я с/ jf_
Antriebsmotor Kuhlpumpe
Moteur commande avance
rapide_______ _____________
/yjuteyct ye
» p Doya tj t/
Eilganasmotor
PE
F8
m
о
04ji
CHJ2
XI-12
Ю
2
xmo
2£
Speisetrans format о r
Steuer Kreise
*3jrbrado local
Т1
160VA
к
Л
Г2ПЯ..*
3V22^
R2
12
1М||Дг„. I SNA02-562 Г
2^?.rod I 40075231105 I
SCHEMA ELECTRICA DESFASURATA j^ecgn
DEVELOPED ELECTRI CAL DIAGRAM
SCHEMA ELECTRIOUE DEVELOPPE mgea
CrtMa ЭЛ MO»?a->uнаЛ ne^a^fu
STPO^laufpl^^J ,^ech \Z(jrnnk
ESOUEMA ELECTRICO DESARROLLADO '"’L1
I
д
V3y
/5
К 5.1
к
nui
T2
110v 160VA
Acopletreno дсг>р1е atance
Cuplaj frind C jplaj hvans
Мро?п‘Ге
Local lighting Mien R.rtnt«,
-----------------------j-----------------------e________Brake coupunq peed coupling
Eclairage local Signalisation ~-----------------------------3------
Mt demgrre Red'esseur Couplage <rein
Blinker,
Mlgestgrrtet Gleichrichter Bremse- ~~
- ---- ----------------------KUpplung
T°t>HOtcl
lluminat local
Couplaj eavana
"Vorschu ktpplun >- 1
Transformador atimentaci6n
circuito de mando
Transf ormator alimentare
circuite de comonda
Control circuit supply
________________transfer mer
Transformateur alimentation
circuits de commande
IMUA
X//7
3/7
“о
X/& /О
ХО^
S12
Х/&-&
Р6О
К11
стР
Q2
Л.г/гГ/б'
Х//6-
К5.-Р
Х/-/5
К2
33
К11
р/р
Q3 А
13
| X/£ -//
Г
»
4?
/у/
С
^\х/&-7
C
Л/
S13
S5
A 7/6:3
Х/53
X/ -2/
х/ /з
Х/-23
Х/5-/3
S16 Ус
1 Х&-/4
Э1 Х/РЗ
Р
К4 7- ।
- '4
__________ lN^O-502 400-7523111 СЛ
SCHEMA EL. OESFASljRATA
I EL DIAGRAM
SCHEMA EL.DEVEiqppf
STRQMLAUFPI AN
W ИГО
32
34 '
cT7Z7/=> Coxrorab rno/or /xrtfiC/хзо/ <^0<ПО/ТоС> fa<CV//Z7XX7/'>-> /ЭО TjOXrQXc/O ГГ>ОЮХС//с// q/covoxy. горю/ &ГГ)ОГХУО О VO OS С/С /осги //го/ЛоЛог с/с гтсгз /7~> чю/
JTZ7/=> £/СсЗгоригт',п СОгЗто/ ^Ър/с/ /ёес/ rrpfor сог>//о/ Wor^/OQ fieo ' coofrd/ fa/croorvoy /ггл/Тсг
<J7Z7/° t'jarorr ^irx^ rrx)X7L/r ^nc7/r// (охпггхсгхх- e/rc3/Opon~,ficr 7охг>тогс/с ггОХРС/г Ovorco .rqpic/ ^OrorriO/sOP ovOOCO oe- //юио// £/гг>/ 7сиг гооиссгсо/ ре/с/и
<J7Z7Z> ^Юи^‘г>^ОГ (S/bocrur^ /ссг/оо/Ьг>зсУ> ЮЪ
rJorc/o Xr^Q/or P>r/rC//ZQ/ C/CeffoL/гпбо /Уоохуо ГГХУ/ОГovc/oco roa/OQ /УоооР q voocc c/c frotojQ —__ /7п'1/7сю&- пхусо/о со Й2£>2
стоп i/лрвлление гла.ьнын данга-телем У пр мление 1алыяйДАЛидтслем ^пр*лление д»и,*те*€М je-EoheHH^—CiAiilti. ^пргбление ра<Р«еи п«.4<чеи Огр1ни«ител4 Х^ЛЛ&ТГСо
STt,S13 S’k.SIE>>S17se matfeoaa numoi ioco stfu"*0'* *
echipc^e cu acctsoHlle
Sil- biocor* copoc to^Fde tcNmb
J ttaco strungurile *e tivreara faro acefti microlntrerupdtorl
setae punti intre plnil conectorilorXHiX16dupo cum urmeazo
STI-se focepuntetntreXT-13siXT-U
S13-
su-
S16-
S17-
КЛ :
X16r9slxt6-1o
X1fr6*iX16-7
X16-13 si X1&-U
XM5 S1X1-16
НОТЕ 1. Stt,S13S,4;S16an<i S17are monted only when the following
Sit-Change gears I i d locking
S13-Transverse limiter
S14-Protection screen
SIG-Longitud inal butter
1нФti1 *1JS16undS17werden nuran Drehma*chinen
l| v *°'9endem Zubehbr ausgerbstet*lnd
t“^1'Blockierung Wechselraderdeckel
13-Queranschlag
14-Schutischlrfn
•’--lungsanschlag
'-17 Futterschuti
2. «erden dleMaschinen ohnedieseMikroschatfer
geliefertjdann werden dieBruckenxw den Ver-
binder X1undX16wie folgt hergestell*
Stl-Brucke zw. X1-13 und X1-14
S13------i|--X169undX1610
SU_____(1 ----X16 6und X16 7
S16-------И--X16l3undVlb*
S17------l|--X115undX1 16
,М||Д —j-----nrm^sui-----------r7—
I MU Arad | 400 7523110.6 f
SCHEMA ELECTRICA DESFASURATA var'anfaT'
---------------------------- i
DEVELOPED ELECTRICAL DIAGRAM 'n.echahicoT
----У---------------------ler Sior,
SCHEMA ELECTRIQUE DEVELOPPE *ar'on7e-
------ ^ecan iq и e
STOMLAUFPLAN Meeh. Variante
Селлса. мат^а-мсных сведи ни уи t
2 I* these microswitches are riot provided make
bridges betweenX1ondX16 connectors os follows
SH-bndge betweenX1-13andX1-14
S13- -------"----Xtb-Sand X16-10
Stt- -------«----X16-6and X16-7
S16- ------ "------X16-T3and X16-U
S17- ------ 4 X1-15ond X1-16
NOTE TS11^13;SU,S16e t S17sont monies seuieme nt lorsq
I
S13-limited
"ge
S16-tampon longitudinal
--------.,„rerrUpt(,
mentlonnds on va toire des ponts entr» 1.
C born»
des connecteurs X1et xtbeomme suit. €S
SU-taire pont entre X1-I3et X1-14
S13- ----- И------ X1b-g«txi6-io
SU-------- •• ---- X16-6etX16-7
S16-------«♦------- X1613etX1b-U
$17--------------- X1-15elX1-16
- ночлежноеmПлис :
SU
543
S !h
S IG
5 JI
j3 /ши ыд/ии. когда. ^0^ '1°с'"а6ли0„е1
frej Этих , 'Погоас тп
ТО.К как. CJWglf&m :
6 // n^ouji^umci. uUoK-m л z_ /3
S /3 - " — КЦ.д
/4 - " ~ ~ Л/е е
/С ~ ‘ ~ ~ к /t
fl- - « - ~
- oy>axcLitamMMi
- умцитКЫЛ экрашх/с
. проуомкым- y/icyaoJK.
. дощатой yrca береаилокспо
/О
s
6
s
ft -s&