/









































































































































Похожие




Текст
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ
ПРОМЫШЛЕННОСТИ СССР
Хабаровский станкостроительный завод
Автоматы токарно-револьверные одношпиндельные прутковые моделей 1Е140П, 1Е140, 1Е125П.
1Е125 м
Руководство по эксплуатации 1Е140П.0.00.000РЭ
1981
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ и инструментальной
ПРОЮШ1ЕННОСТИ СССР
Хабаровский станкостроительный завод
АВТОМАТЫ ТОКАРНО-РЕВОЛЬВЕРНЫЕ ОдНОыТИНДЕЛЬНЫИ ПРУТКОВОЕ ЫОд. IEI40H, IEI4U, 1Е125П, IEI25
РУКОВОДСТВО ПО ЭКС1ЫУАТА1Д1И
IEI40n.0.LU.UU0 PC
100 / Г
I. ОЕЩИЕ СВЕДЕНИЯ
I.I. Назначение и область применения автоматов
Токарно-револьверные автоматы повышенной точности моделей 1Е125П и 1Е140П и нормальной точности моделей IEI25 и IEI40 предназначены для изготовления различных деталей типа тел вращения с наибольшим диаметром.
- для автоматов 1Е125П, IEI25 - 25 мм (30 мм - при использовании устройства для наружной подачи прутка);
- для автоматов 1Е140П, IEI40 - 40 мм (45 мм - при использовании устройства для наружной подачи прутка) и длиной до 105 мм из круглого прутка для автоматов IEI25H, IEI40H и круглого, шестигранного и квадратного прутка для автоматов IEI25, IEI40. В механизме зажима предусмотрено компенсирующее звено, дающее возможность надежно зажимать прутки, имеющие точность по диаметру до 4 класса, однако на автоматах повышенной точности для получения необходимой точности рекомендуется обрабатывать прутки не грубее 3 класса точности.
При соответствующих режимах резания на автоматах возможна .обработка различных материалов: от цветных металлов и их сплавов до нержавеющих и жаропрочных сталей.
Точность изготовления деталей по диаметру на автоматах 1Е125П, 1Е140П по 7 квалитету, автоматах IEI25, IEI40 не ниже 9 квалитета. Точность измеряется на длине 60 мм - для ТЕТ25П, IEI25 и на длине 90 мм - для IEI40, 1Е140П.
Класс точности автоматов мод. IEI25H, 1Е140П - П, автоматов мод. IEI25, IEI40 - Н, в соответствии с принятой в СССР классификацией.
Автоматы в основном исполнении поставляются:
- с револьверной головкой на 6 позиций;
- с применением охлаждения сульфофрезолом, маслом индустриальные - с узлами, предназначенными для обработки длинных деталей до 105 мм.
1Е1ЮП .0.00 .ОООРЭ
Стр
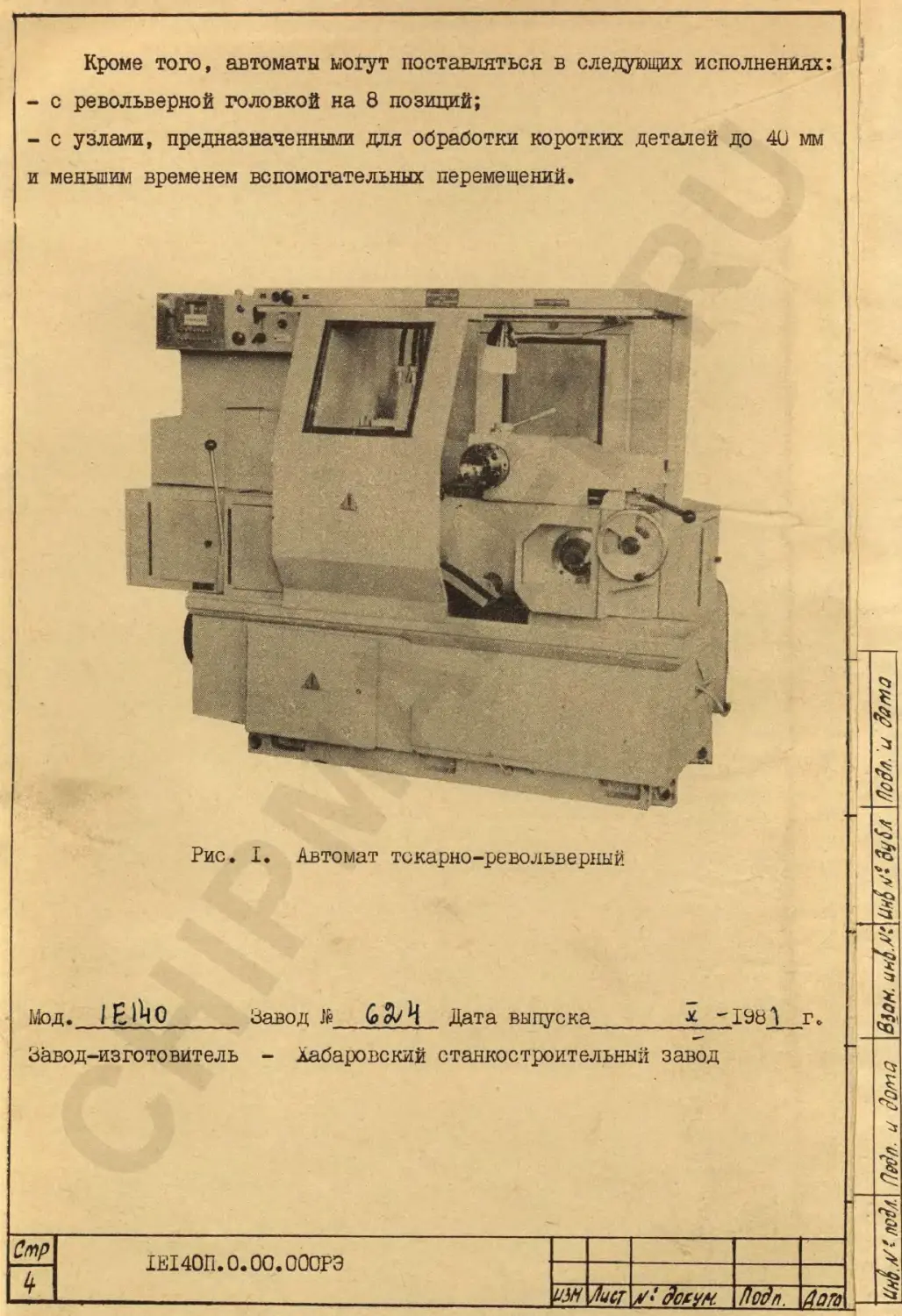
Кроме того, автоматы могут поставляться в следующих исполнениях: - с револьверной головкой на 8 позиций;
- с узлами, предназначенными для обработки коротких деталей до 40 мм и меньшим временем вспомогательных перемещений.
Рис. I. Автомат токарно-револьверный
Мод. 1 £1^0 Завод Дата выпуска х -1981__________г.
Завод-изготовитель - Хабаровский станкостроительный завод
Стр
1Е140П.О.ОО.ООСРЭ
ftwUflrlx**\Подп, \ДйГа
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКА
M./ftofa, \Uo3n. uSamg fafa- 1/fa/пл
2.1. Техническая характеристика (основные параметры и размеры)
Таблица I
Наименование параметров Модель автомата
: IEI25H IEI25 ГЕ140П IEI40
Класс точности по ГОСТ 8-77 Размеры обрабатываемых изделий Наибольший размер обрабатываемого прутка, мм при внутренней подаче при наружной подаче Наибольший размер обрабатываемого шестигранника, мм при внутренней подаче при наружной подаче Наибольшая сторона обрабатываемого квадрата, мм при внутренней подаче при наружной подаче Наибольший размер резьбы, нарезаемой плашкой: по стали по латуни Наибольший размер резьбы, нарезаемой метчиком: по стали по латуни Наимен^тий размер резьбы, нарезаемой плашкой, по стали и по латуни Наименьший размер резьбы, нарезаемой метчиком, по стали и по латуни Наибольшая длина обрабатываемого прутка, мм Наибольшая длина подачи прутка за одно включение, мм Расстояние от нижней поверхности основания до оси шпинделя, мм Возможность переключения скоростей на хбду \ Количество левых чисел оборотов шпинделя, шт > Количество правых чисел оборотов шпинделя, шт П Н 25 30 21 24 17 22 М18х2,5 М20х2,5 М16х2 М18х2,5 М5х0,8 М5х0,8 3000 110(45) 1060 есть 23 17 П Н 40 45 34 38 28 30 1 М27хЗ МЗОхЗ,5 М24хЗ М27хЗ М6х1 М6х1 3000 110(45) 1060 есть 23 17
Лист л/° Sow*. Мп. Лага
1еюп;о.оо.ооорэ
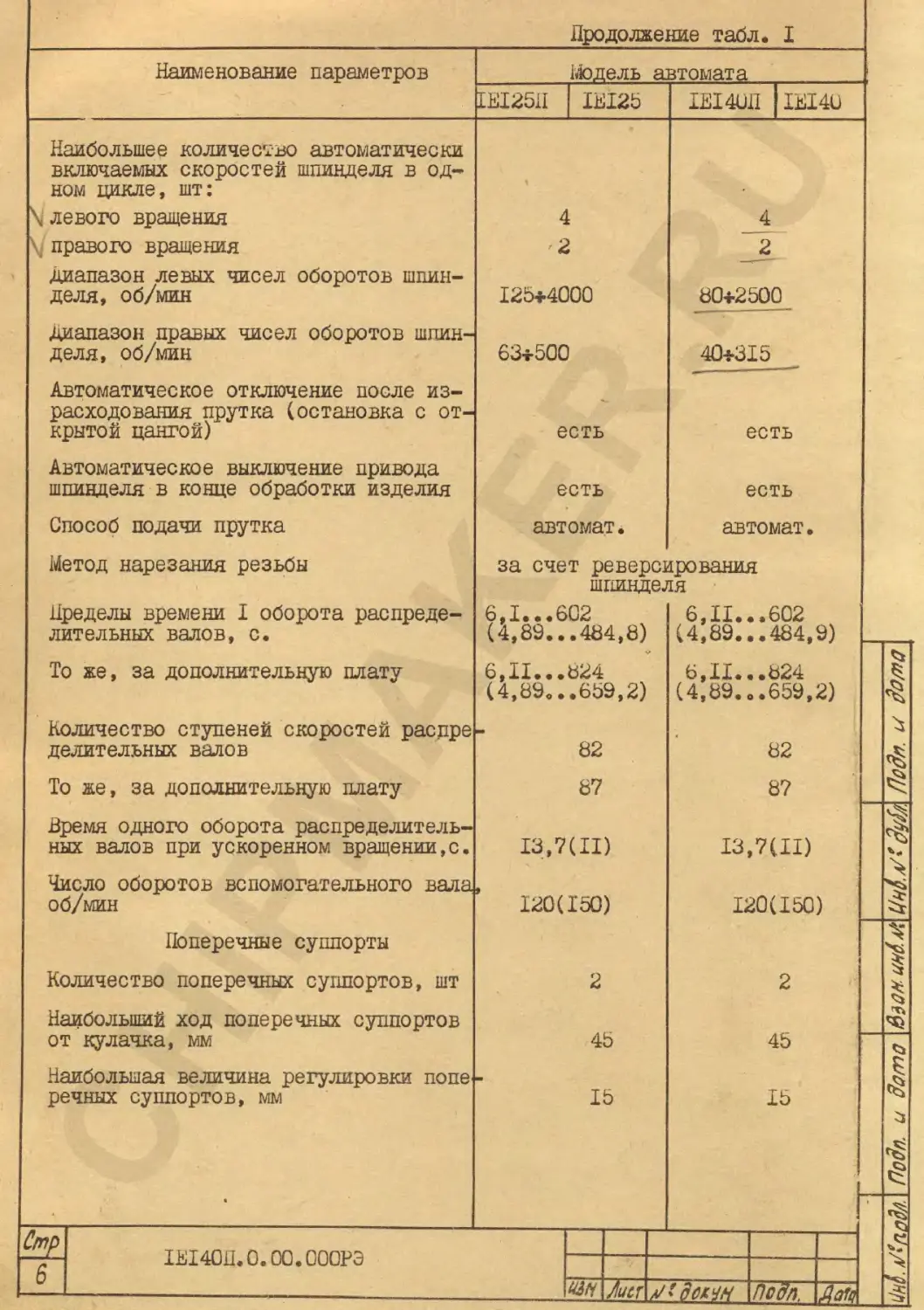
Продолжение табл. I
Наименование параметров Ьюдбль автомата
IEI25H IEI25 IEI4U1I IEI4U
Наибольшее количество автоматически включаемых скоростей шпинделя в одном цикле, шт: \ левого вращения 1 . 1 4 4
\ правого вращения >2 _2
диапазон левых чисел оборотов шпинделя, об/мин 126+4000 80+2500
диапазон правых чисел оборотов шпинделя, об/мин 63+500 40+315
Автоматическое отключение после из-
расходования прутка (остановка с открытой цангой) есть есть
Автоматическое выключение привода шпинделя в конце обработки изделия есть есть
Способ подачи прутка автомат. автомат.
Метод нарезания резьбы за счет реверсирования
шпинделя
Пределы времени I оборота распреде- 6,1...602 (4,89...434,8) 6,II...602
лительных валов, с. (4,89...484,9)
То же, за дополнительную плату 6,II...824 6,11...824
(4,89...659,2) (4,39...659,2)
количество ступеней скоростей распре 82
делительных валов 82
То же, за дополнительную плату 87 8?
Время одного оборота распределительных валов при ускоренном вращении,с. 13,7(11) 13,7(11)
Число оборотов вспомогательного вала об/мин 120(150) 120(150)
Поперечные суппорты
Количество поперечных сугшортов, шт 2 2
Наибольший ход поперечных суппортов от кулачка, мм 45 45
Наибольшая величина регулировки попе 15
речных суппортов, мм 15
Стр 1Е140П.0. ОС.ОООРЭ
6
43/У Лист iLLisauL Подп.
Подп. и Зато вданаи6.лЛЦн1,л/! дуй/. По fa и fava
Продолжение табл. 1
Наименование параметров Модель автомата
1Е125П IEI25 1Е140П ISI4D
1 Перемещение на одно деление лимба, мм Наибольший ход продольного суппорта от кулачка, мм Наибольшая величина регулировки продольного суппорта, мм Наличие упоров поперечных суппортов Вертикальные суппорты Количество вертикальных суппортов, шт Наибольший ход вертикальных суппортов от кулачков, мм Наибольшая величина регулировки вертикальных суппортов в поперечном направлении, мм Перемещение на одно деление лимба, мм Наличие продольной подачи вертикальных суппортов Наибольшая величина регулировки вертикальных суппортов вдоль оси шпинделя, мм 0,02 80 10 есть 1(2)* 45 15 0,02 нет 15 0,02 80 10 есть К2)* 45 15 0,02 нет 15
1 Наличие упоров вертикальных суппортов есть есть
1 i 0 ПРИМЕЧАНИЕ: Данные в скобках относятся для обработки коротких дета Габаритные размеры автомата (.длина х ширина х высота), мм I исполнению ав лей 2160хЮ00х томата 2160хЮ00х
22 Масса автомата без поддерживающего устройства, кг. х!665 26Ю х1665 2610
U*>m. Ледд
1ЕТОП.О.ОО .ОООРЗ 7
Продолжение табл. I
Наименование параметров М одель автомата
IEI251I IEI25 1Е140П IEI40
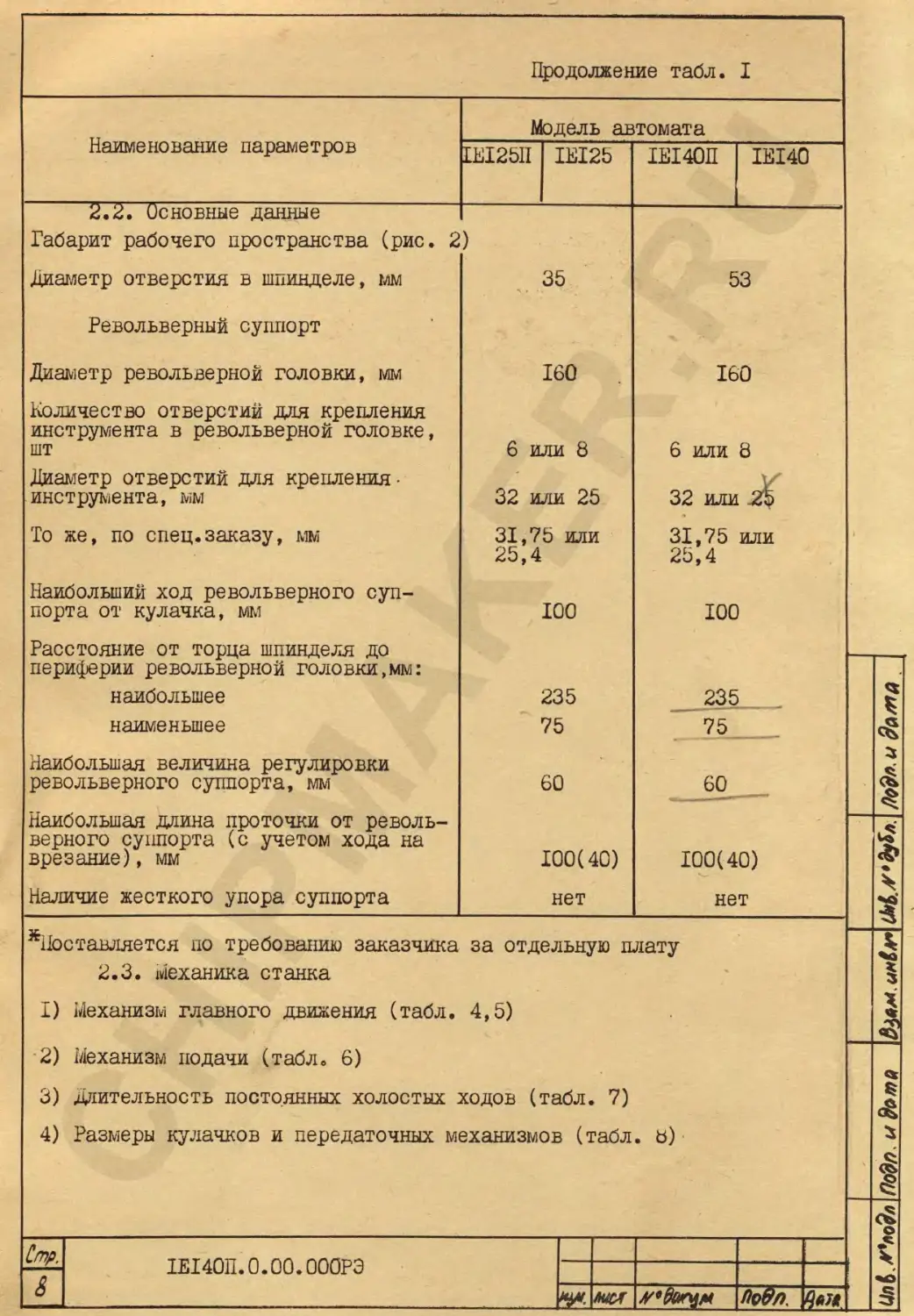
2.2. Основные данные Габарит рабочего пространства (рис. 2 Диаметр отверстия в шпинделе, мм Револьверный суппорт Диаметр револьверной головки, мм Количество отверстий для крепления инструмента в револьверной головке, шт Диаметр отверстий для крепления • инструмента, мм То же, по спец.заказу, мм Наибольший ход револьверного суппорта от кулачка, мм Расстояние от торца шпинделя до периферии револьверной головки,мм: наибольшее ) 35 160 6 или 8 32 или 25 31,75 или 25,4 100 235 53 160 6 или 8 32 или 2Ь 31,75 или 25,4 100 235
наименьшее Наибольшая величина регулировки револьверного суппорта, мм Наибольшая длина проточки от револьверного суппорта (с учетом хода на врезание), мм Наличие жесткого упора суппорта 75 60 100(40) нет 75 60 100(40) нет
^Поставляется по требованию заказчика за отдельную плату 2.3. механика станка I) Механизм главного движения (табл. 4,5) 2) Механизм подачи (табл. 6) 3) Длительность постоянных холостых ходов (табл. 7) 4) Размеры кулачков и передаточных механизмов (табл, ь)
Стр. 8 1Е140П.0.00.000РЭ
ЦпЬ^*к>дл\подп и 9сыпа untie М.лг'ЭуЪл. fafaufow
OLUoff л ЩсЦ I uyfip I tfif -унп | ОШЦ n 'ЩОЦ ГУМ Ml
2.4. Техническая характеристика электрооборудования
Таблица 2
Наименование параметров Модель автомата
1Е125П! IEI25 !1Е140П! IEI40
Род тока питающей сети Переменный трехфазный
Частота тока, Гц 50s
Напряжение, В 380
Количество электродвигателей автомата, шт. 3
Тип электродвигателя главного движения 4AII2MB6 4А132^6
Мощность электродвигателя главного движения, кВт 4 5,5
Частота вращения электродвигателя главного движения, с-1 16(960 об/мин)
Тип электронасоса охлаждения ПА-45
Мощность электродвигателя насоса охлаждения, кВт 0,15
Частота вращения электродвигателя привода насоса охлаждения, q-I 46,4(2800 об/мин)
Тип электродвигателя привода насоса смазки 4АА63А4
Мощность электродвигателя привода насоса смазки, кВт 0,25
Частота вращения электродвигателя насоса смазки, q-I 28,8(1370 об/мин)
Суммарная мощность всех электродвигателей станка, кВт 4,4 5,9
Примечание: * По требованию заказчика станки дополнительно могут поставляться с рабочим напряжением, В: 220; 230; 240; 400; 415; 440; 500, частотой тока, Гц: 60.
1Е140П.0.00.000 РЭ
Лист д'* с)ok ум ей. Подпив 9оте
Стр.
9
2.5. Техническая характеристика системы.смазки и системы охлаждения автоматов.
Таблица 3
Наименование параметров
1Е125П IEI25
Данные ________
ТЕ140П IEI40
Марка масла для смазки
Тип насоса смазки
Производительность насоса смазки, мм3/С
Марка смазочно-охлаждающей жидкости
Тип насоса охлаждения
Производительность насоса охлаждения, мм3/С
Тип фильтра тонкой очистки масла для смазки
Емкость
единицы
масла заливаемого в сборочные станка, м3
Емкость
бака охлаждения, м3
Т22 ГОСТ 32-74
ETII-II
0,13(8 л/мин)
Сульфофрезол ГОСТ 122-5^ 1Аасло индустриальное И-20А ГОСТ 20799-75
ПА-45
0,45 при частоте вращения 46,4с"”1 (45 л/мин)
при h. = 2800 об/мин)
0,08 ФМС-12
0,045(45 л)
0,110(110 л)
£
£
Стр. Ю
1Е140П.0.00.000РЭ
\Подп. \U
Автоматы IEI25, 1Е125П МЕХАНИКА ГЛАВНОГО ДВИЖЕНИЯ
Таблица чисел оборотов шпинделя в минуту Таблица 4
ОБОРОТЫ ШПИНДЕЛЯ СМЕННЫЕ 11 КИВЫ* c:d СМЕННЫЕ ШЕСТЕРНИ а : в
35:31 31:35 28:38 24:42
ЛЕВЫЕ СКОРОСТИ ПРАВЫЕ СКОРОСТИ* ПЕРВАЯ 250 200 160 125 23:57
280 220 180 140 25:55
320 250 200 160 27:53
360 280 220' 180 29:51
400 315 250 200 31:49
450 360 280 220 33:47
500 400 320 250 35:44
ВТОРАЯ 500 400 320 250 23:57
560 450 360 280 25:55
630 500 400 320 27:53
710 560 450 360 29:51
800 630 500 400 31:49
900 710 560 450 33:47
1000 800 630 500 35:44
ТРЕТЬЯ 2000 1600 1250 1000
4000 3100 2500 2000
ПРАВЫЕ СКОРОСТИ ЛЕВЫЕ СКОРОСТИ* ПЕРВАЯ 125 ТОО 80 63* 23:57
140 НО 90 71 25:55
160 125 100 80 27:53
180 140 но 90 29:51
200 160 125 ТОО 31:49
220 180 140 ПО 33:47
250 200 160 125 35:44
ВТОРАЯ 250 200 160 125 23:57
280 220 180 140 25:55
320 250 . 200 160 27:53
360 280 220 180 29:51
400 315 250 200 31:49
450 360 280 220 33:47
500 400 320 250 35:44
\ПоЗп. и fa/na По fa. и fa та
При перевернутом диапазоне оборотов
Стр. 12 1Е140П.0.00.000РЭ
им fH. Поди ^70
Uni, м-'rwd/i. I ПоЗп. и Уатд Z/vZz-^p.l /?одп. и fla/nti
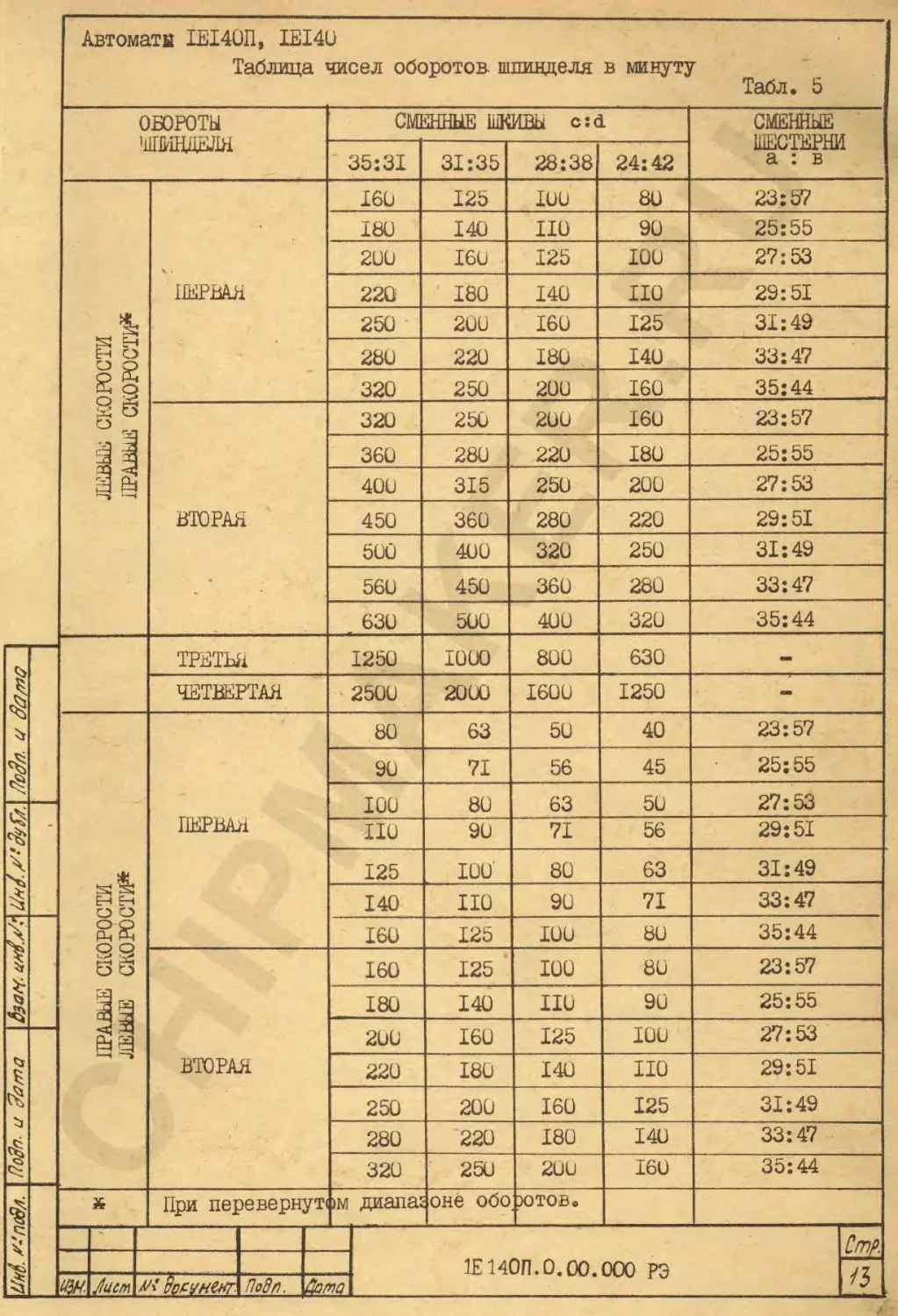
Автоматы IEI40H, IEI40 Таблица чисел оборотов шпинделя в минуту Табл. 5
ОБОРОТЫ ’шпинделя СМЕННЫЕ ШКИВЫ c:d СМЕННЫЕ ШЕСТЕРНИ а : в
35:31 31:35 28:38 24:42
ПЕРВАЯ 160 125 100 80 23:57
180 140 ио 90 25:55
200 160 125 100 27:53
220 180 140 ИО 29:51
5 S Е- &ч С о г -« > 250 200 160 125 31:49
280 220 180 140 33:47
О Рч Оч О g S О 320 250 200 160 35:44
ВТОРАЯ 320 250 200 160 23:57
инн vdl! WIf 1 1 360 280 220 180 25:55
400 315 250 200 27:53
450 360 280 220 29:51
500 400 320 250 31:49
560 450 360 280 33:47
. 630 500 400 320 35:44
ТРЕТЬЯ 1250 1000 800 630 —
ЧЕТВЕРТАЯ 2500 2000 1600 1250 —
СКОРОСТИ СКОРОСТИ» ПЕРВАЯ 80 63 50 40 23:57
90 71 56 45 25:55
100 80 63 50 27:53
ио 90 71 56 29:51
125 100' 80 63 31:49
140 110 90 71 33:47
160 125 100 80 35:44
ВТОРАЯ 160 125 100 80 23:57
31 180 140 ИО 90 25:55
200 160 125 100 27:53
220 180 140 ИО 29:51
250 200 160 125 31:49
280 220 180 140 33:47
320 250 200 160 35:44
При перевернута >м диапа: оне обо ЮТОВ о
1Е140П.0.00.000 РЭ Стр. 15 .
Зист м Ъоыниг Подп. йота
МЕХАНИЗМ ПОДАЧ
Таблица времени одного оборота распределительного вала
№ ступ Сменные шестерни привода , распределительного вала
е f 6 h i 1
I 53 27 50 30 52 28
2 52 28 50 30 52 28
3 51 29 50 30 52 28
4 50 30 50 30 52 28
5 55 25 43 37 52 28
6 54 26 43 37 52 28
7 53 27 43 37 52 28
8 52 28 43 37 52 28
9 51 29 43 37 52 28
10 50 30 43 37 52 28
II 55 25 37 43 52 28
12 54 26 37 43 52 28
13 53 27 37 43 52 28
14 52 28 37 43 52 28
15 51 29 37 43 52 28
16 50 30 37 43 52 28
17 55 25 30 50 52 28
18 54 26 30 50 52 28
19 53 27 30 50 52 28
20 52 28 30 50 52 28
21 51 29 30 50 52 28
22 50 30 30 50 52 28
23 54 26 25 55 52 28
24 53 27 25 55 52 28
to 1Е140П. Э.ОО.ОООРЭ
_______________Таблица 6_____
Подача прут-
Т. ка перекл. Приме-
c. рев.головки, чание
- сотые
6,11(4,89) 6,46(5,18) 6,82(5,46) 7,19(5,75) 7,81(6,26) 8,28(6,62) 8,77(7,02) 9,27(7,42) 9,78(7,82) 10,3(8,24) 10,6(8,48) 11,2(8,95) 11,8(9,44) 12,5(10,0) 13.2(10,5) 13,9(11,1) 15,1(12,1) 16,0(12,8) 17,0(13,6) 18,0(14,4) 19,0(15,2) 20,0(16,0) 21,2(16,9) 22,4(18,0) 17(21) 16(20) 15(18,5) 14(17,5) 13,5(17) 12,5(16) 12(15) 11(14) 10,5(13,5 10(12,5) 9,5(12) 9(11) 8,5(10,5) 8(10) 7,5(9,5) 7,5(9) 7(8,5) 6,5(8) 6(7,5) 5,5(7,5) 5,5(7) 5(6,5) 5(6) 4,5(5,5) ВНИМАНИЕ? При наладках со временем цикла 13,7 (II) с. и менее - включение ускоренного вращения распределительного вала НЕ ДОПУСКАЕТСЯ.
-
toy Поди.
Цид. подли Зато Змм Uul.A/f fyfr. | flotfa. и fa/мя
CM Л'подл | подл и дата |дз^/к.ииС/у \Lfag/у»Зу&1\Р7о<?л и дото
Продолжение табл.6.
№ ступ Сменные шестерни привода распределительного вала T. с. Подача прутке перекл.рев. гол. -сотые Примечание
е f g h i 1
25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 52 51 55 54 53 “ 52 51 50 55 54 53 52 51 50 55 54 53 52 51 50 55 54 53 52 51 50 28 29 25 26 27 28 29 30 25 26 27 28 29 30 25 26 27 28 29 30 25 26 27 28 29 30 25 25 50 50 50 50 50 50 43 43 43 43 43 43 37 37 37 37 37 37 30 30 30 30 30 30 55 55 30 30 30 30 30 30 37 37 37 37 37 37 43 43 43 43 43 43 50* 50 50 50 50 50 52 52 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 28 28 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 23,7(18,9) 25,1(20,1) 26,7(21,4) 28,3(22,6) 30,0(24,0) 31,6(25,3) 33,4(26,8) 35,3(28,2) 38,5(30,8) 40,5(32,4) 42,9(34,6) 45,4(36,3) 48,0(38,4) 50,5(40,3) 51,7(41,4) 55,0(44,0) 58,0(46,6) 61,3(49,0) 64,7(51,8) 68,2(55,3) 74,2(59,4) 78,6(62,9) 81,0(66,6) 88,0(71,1) 93,0(78,4) 98,0(78,5) 4,5(5,5) 4(5) 4(5) 4(4,5) 3,5(4,5) 3,5(4) 3(4) 3(4) 3(3,5) 2,5(3,5) 2,5(3) 2,5(3) 2,5(3) 2(2,5) 2(2,5) 2(2,5) 2(2,5) 2(2) 1,5(2) 1,5(2) 1,5(2) 1,5(2) 1,5(1,5) 1,5(1,5) 1,5(1,5) 1(1,5)
1Е140П.0.00.000РЭ Стр.
/5
Z/3V ПисГ удом* подл. ЗаТЬ
Продолжение табл. 6
№ с туг Сменные шестерни привода . распределительного вала T с. Подача прутка перекл. рев.головки - сотые Примечание
е f g h i 1
51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 54 53 52 51 50 30 29 28 27 26 25 30 29 28 27 26 25 30 29 30 29 28 27 26 25 30 26 27 28 29 30 50 51 52 53 54 55 50 51 52 53 54 55 50 51 50 51 52 53 54 55 50 25 25 25 25 25 43 43 43 43 43 43 37 37 37 37 37 37 30 30 28 28 28 28 28 28 22 55 55 55 55 55 37 37 37 37 37 37 43 43 43 43 43 43 50 50 52 52 52 52 52 52 58 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 58 104(83,2) 110(88,0) 116(92,8) 122(99,2) 129(104,0) 140(113,6) 148(118,4) 157(125,6) 165(132,8) 175(140,0) 185(148,8) 190(152) 200(160,8) 211(168,8) 223(179,2) 236(190,4) 254(196,8) 272(215,2) 287(229,6) 303(242,4) 320(256,8) 332(271,2) 357(285,6) 378(301,6) 400(315,2) 430(344,8) 1(1,5) 1(1,5) 1(1,5) 1(1) 1(1) 1(1) 1(1) 1(1) 1(1) 1(1) 1(1) 0,5(1) 0,5(1) 0,5(1) 0,5(1) 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5) 0,5(0,5)
Стр. /6 1Е140П.0.00.000РЭ
им Лист X д01М. fiotfa.
UhI. а/! подл. Подл, и дота /днн ukLu'\lJhI) Л fa fa. I flofa fa ma
Продолжение табл. 6.
\l/n& nodff | П&Эп и Jarno ^^^1 ^ociA}' ^a/T^~
№ ступ Сменные шестерни привода распределительного вала Т. с. Подача прутка перекл.рев. гол. - сотые Примечание
е f g h. i 1
7,7 29 51 22 58 22 58 454(366,4) 0,5(0,5)
78 28 52 22 58 22 58 479(387,2) 0,5(0,5)
79 27 53 22 58 22 58 506(406,4) 0,5(0,5)
80 26 54 22 58 22 58 536(440,0) 0,5(0,5)
81 25 55 22 58 22 58 568(456,8) 0,5(0,5)
82 24 56 22 58 22 58 602(484,8)
83 84 24 24 56 56 22 21 58 59 21 21 59 59 642(513,6) 682(545,6) 0,5(0,5) 0,5(0,5) За дополнительную
85 23 57 21 59 21 59 726(580,8) 0,5(0,5) lUlcll у
86 22 58 21 59 21 59 773(618,4) 0,5(0,5)
87 21 59 21 59 21 59 824(659,2) 0,5(0,5)
( ...) Данные относятся к исполнению автомата предназначенному
для обработки коротких деталей.
ДЛИТЕЛЬНОСТЬ ПОСТО/1ННЫХ ХОЛОСТЫХ ХОДОВ
Таблица 7
Be пп Наименование холостого хода Время ,с
Обработка длинных деталей Обработка коротких деталей
I Зажим и подача материала 1,0 0,8
2 Зажим (разжим) при магазинной загрузке 0,5 0,4
3 Переключение револьверной головки 1,0 0,8
4 Быстрый вывод и ввод сверла (без переключения револьверной головки) 1,0 0,8
5 Отвод рев.суппорта в заднее положение (подвод вперед) 0,5 0,4
1Е140П.0.00.000РЭ
Стр. Л
Подп. Рата
<*>
к о ? о о о о о о о ТАБЛИЦА РАЗМЕРОВ КУЛАЧКОВ И ШРЕдАТО'ЧниА кШХАНИЗ^^ЮВ Таблица 8
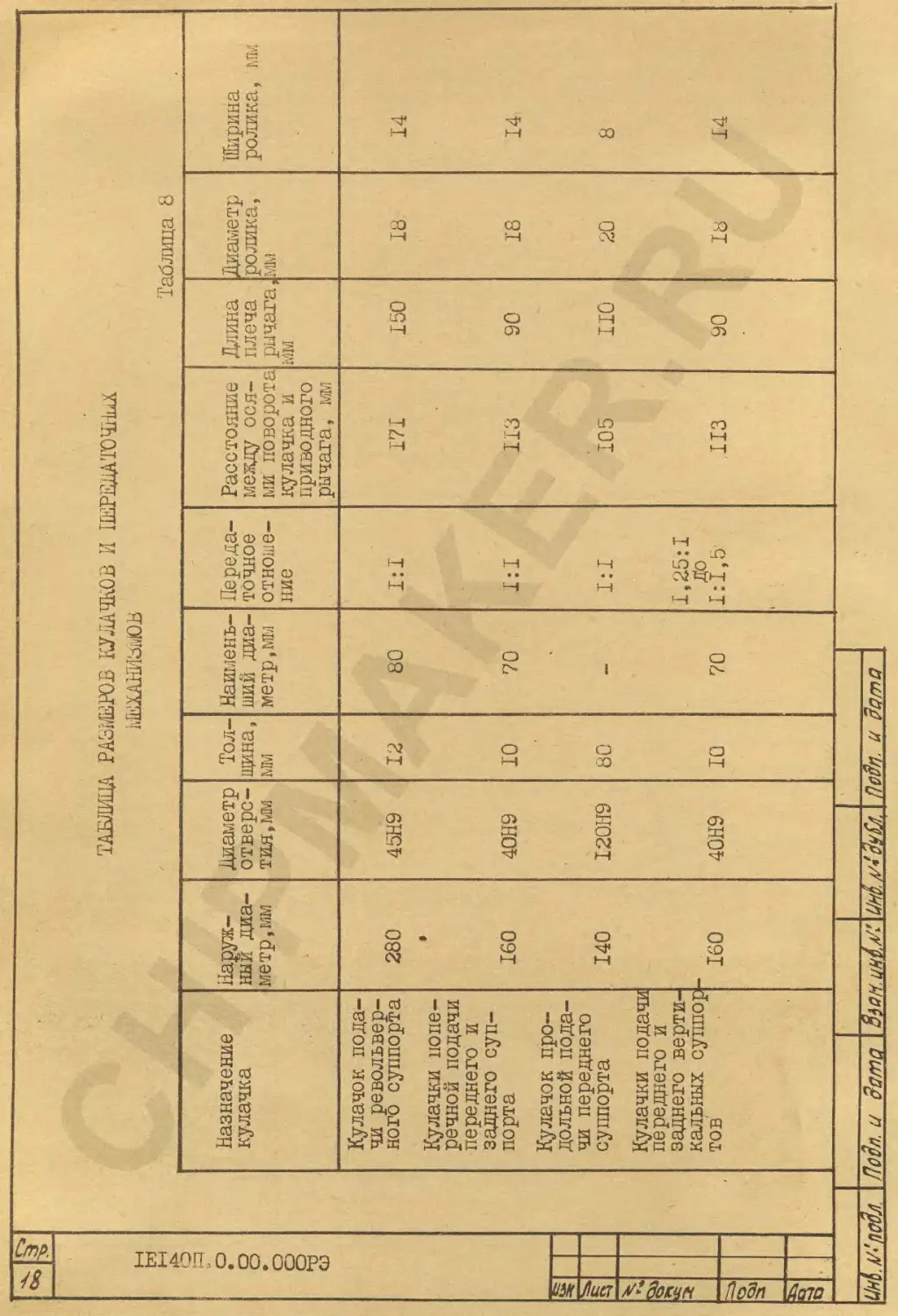
Назначение кулачка Наружный диаметр, мм Диаметр отверстия, ми Толщина, мм Наименьший диаметр, мм Передаточное отношение Расстояние между осями поворота кулачка и приводного рычага, мм Длина плеча рычага, мм Диаметр ролика, мм Ширина ролика, мм
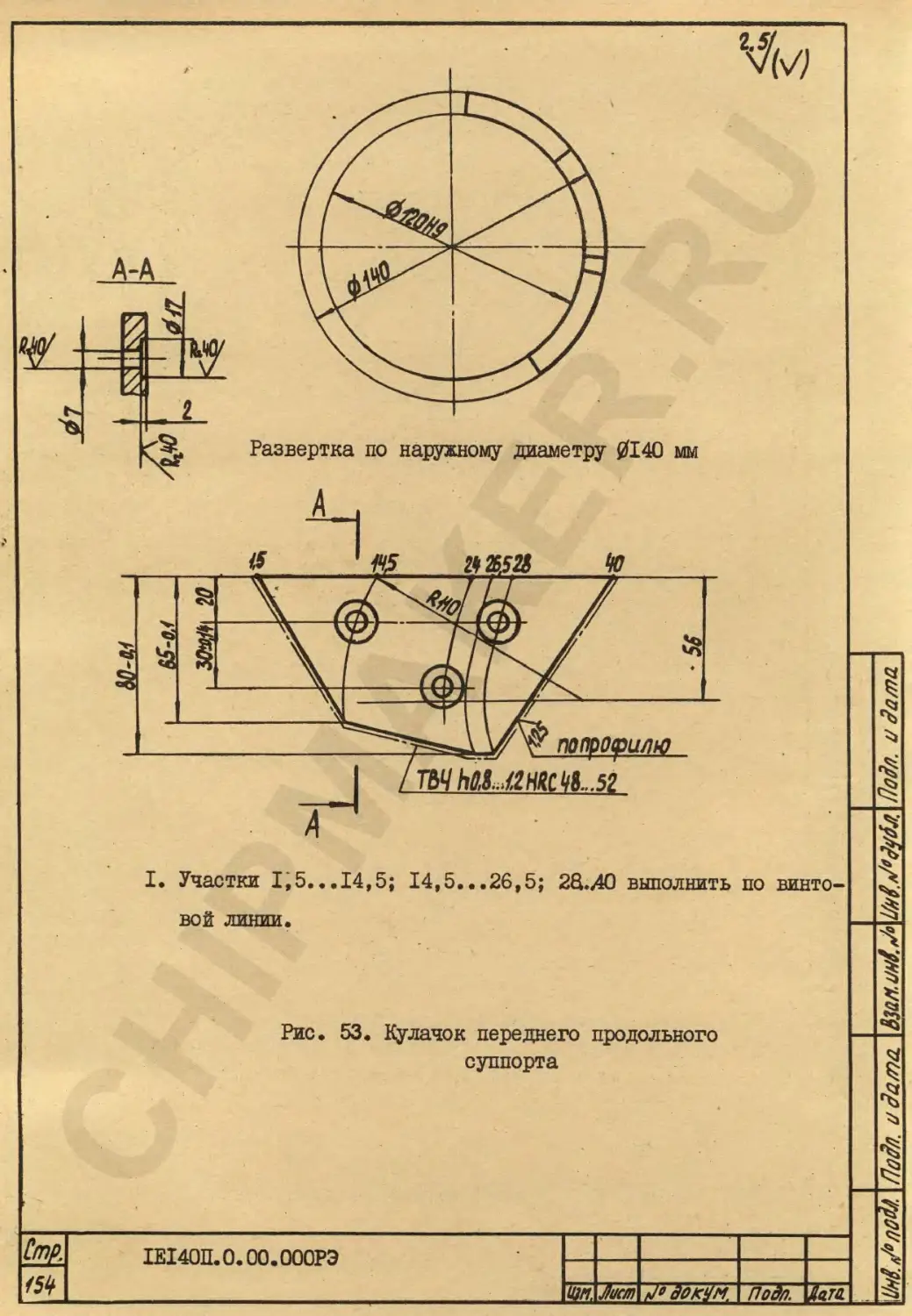
Кулачок подачи револьверного суппорта Кулачки поперечной подачи переднего и заднего суппорта Кулачок продольной подачи переднего суппорта Кулачки подачи переднего и заднего вертикальных суппор тов' 280 * 160 140 ’ 160 45Н9 40Н9 I20H9 40Н9 12 10 80 10 80 70 70 1:1 1:1 1:1 1,25:1 До 1:1,5 171 113 105 113 150 90 НО 90 18 18 20 18 14 14 8 14
Iw
Г
инЪ./^лодл Подл. и дата 8м н. ин fan Цнб.^ду^л. Подл. и дата
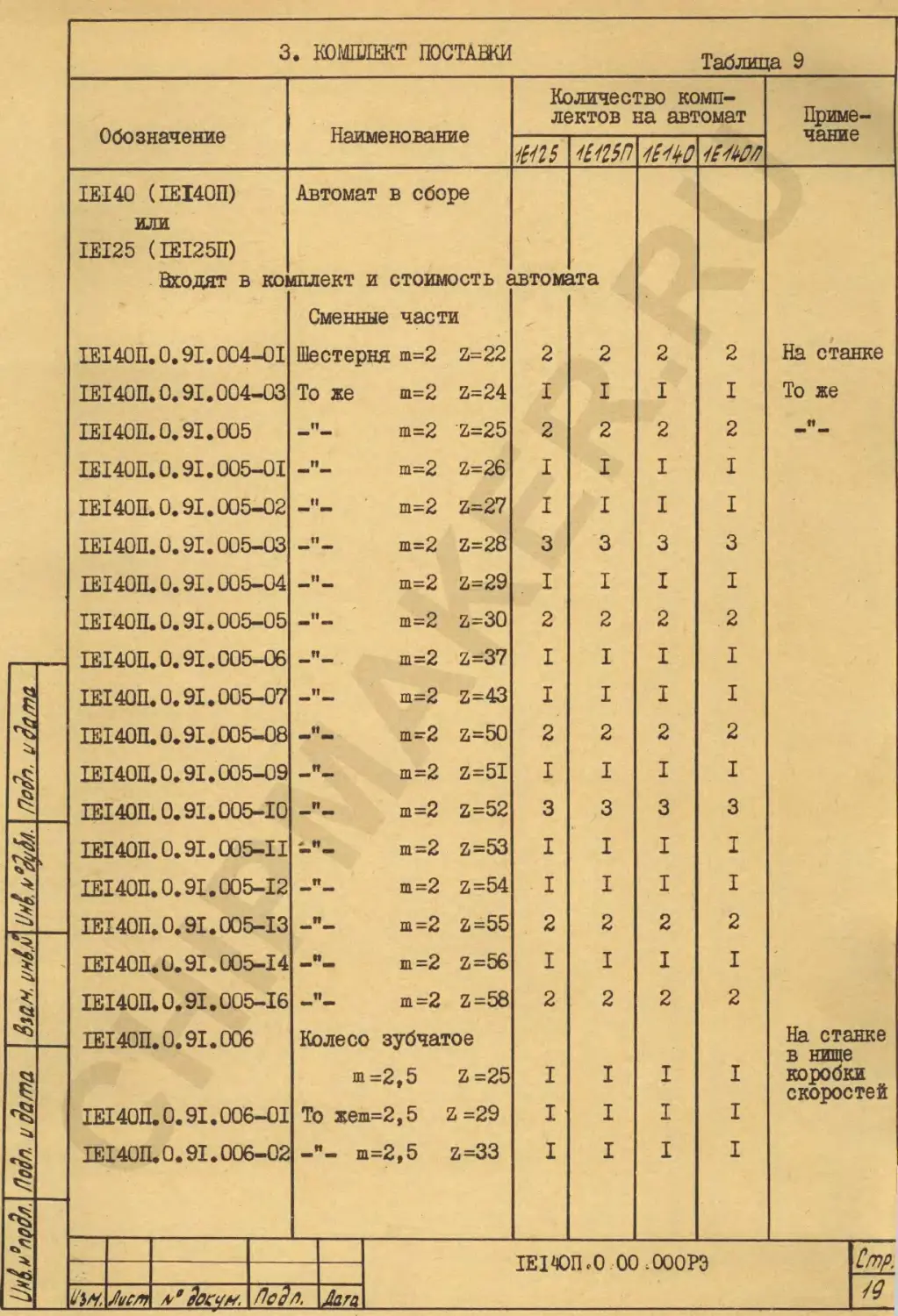
3. КОМПЛЕКТ ПОСТАВКИ Таблица 9
Количество комп-
лектов на автомат Приме-
Обозначение Наименование чание
W 41П5П ШЬО
IEI40 (1Е14ОП) Автомат в сборе
или
IEI25 (1Е125П)
Входят в комплект и стоимость автомата
Сменные части
1Е140П.0.91.004-01 Шестерня m=2 Z=22 222 2 На станке
1Е140П.0.91.004-03 То же m=2 Z=24 III I То же
1Е140П. 0.91.005 -"- т=2 Z=25 2 2 2 2
Ш40П. 0.91.005-01 т=2 Z=26 III I
1Е140П. 0.91.005-02 -"- т=2 Z=27 III I
1Е140П.0.91.005-03 -n- m=2 Z=28 333 3
1Е140П. 0.91.005-04 -”- m=2 Z=29 III I
1Е140П.0.91.005-05 -”- m=2 Z=30 2 2 2 2
1Е140П.0.91.005-06 -"- m-2 z-37 III I
1 1Е140П. 0.91.005-07 -”- m=2 Z=43 III I
1Е140П.0.91.005-08 -"- m-2 z=50 2 2 2 2
1Е140П. 0.91.005-09 -"- m=2 Z=5I III I
§ 1Е140П.0.91.005-10 -"- m=2 Z=52 3 3 3 3
1Е140П.0.91.005-11 -"- m=2 Z=53 III I
1Е140П. 0.91.005-12 -n- m=2 Z=54 I I I I
1Е140П. 0.91.005-13 -"- m=2 Z=55 2 2 2 2
ГЕ140П.0.91.005-14 m=2 Z=56 III I
1Е140П. 0.91.005-16 -"- m=2 Z=58 2 2 2 2
1Е140П.0.91.006 Колесо зубчатое На станке
в нише
m=2,5 Z=25 III I коробки
скоростей
1Е140П.0.91.006-01 To жет=2,5 Z =29 I I I I
ири 1Е140П.0.91.006-02 -"- m=2,5 z=33 III I
lEIObO ОО.ОООРЭ Cmp.
UW.JIuM) **досчм. Подл. Дага
Продолжение табл. 9
Обозначение Наименование Количество комплектов на автомат
М5 /ЙЖ7 1^0 /E/W7
1Е140П.0.91.006-03 Колесо зубчатое ш=2,5 Z =47 I I I I
1Е140П.0.91.006-04 То же пь2,5 Z=5I I I I - I
1Е140П. 0.91.006-05 m=2,5 Z=55 1 I I I
АКС2-2-538 m=2,5 Z =44 I I I I
АКС2-2-539 m =2,5 Z =35 I I .1 I
АКС2-2-540 m=2,5 Z =23 I I I I
AKC2-2-54I m=2,5 Z=27 I I I I
АКС2-2-542 m=2,5 Z =31 I I I I
АКС2-2-543 m=2,5 Z=49 I I I I
АКС2-2-544 m=2,5 Z=53 I I • 1 I
АКС2-2-545 m=2,5 Z=57 I I I I
Ш40П.2о20.0П Шкив 096 Z =24 I I I I
1Е140П.2.20.0П-01 To же 0112 Z=28 I I I I
1Е140П.2.20.024 -•’-0124 Z=3I I I I I
IEI40H.2.20.024-02 -”- 0140 Z=35 I I I I
IEI40H.2.20.024-03 -"- 0152 Z =38 I I I I
1Е140П.2.20.024-04 -"- 0168 Z=42 I I I I
1Е140П.З.П.005 Палец I I I I
1Е140П.З.И.084 To же I I I I
IEI40n.3oII.085 Ролик I I I I
IEI40II.0.93.020 1Е140П.0.93.020-01 Инструмент Ключ для электрошкафа Ключ I I I I •I I I I
1Е140П.0.93.030 Ключ для поворота распредвала Ключ 78I1-0003HC1 . Хим.Оке. Ирм или X9J ГОСТ 2839-80 I г I I I 1 I I I
Ключ 78I1-0023HCI Хим.Окс.Прм или Х9* ГОСТ 2839-80 Е I I I I
1Е140П.0.93.013 Ключ I I I I
Примечание
На станке в нише коробки скоростей
На станке
В отдельном ящике в общей упаковке То же
На станке.
В отдельном ящике в общей упаковке
В отдель-. ном ящике в общей упаковке
“ для тропиков
Оо0п идато ZZvXx/^0/" МтиОата
Стр 20
1Е140П.0.0С.000РЭ
U5N. Лист л/С доем. Подл. 4212..
Продолжение табл. 9
1Мн*Н9дл. и дота | ZZv/л* dy&>J ZW/z о до/-по
Обозначение Наименование Коля лекэ /£125 I гчестЕ ’ов на 0 комп автом 4Е11/0 ат 1£ 1^оп Примечание
- 1Е140П. 0.93.010 1Е140Д.0.91.007 1Е140П.0.91.007-01 1Е140П.0.91.001 IEI25II. 0.91.001 IE125.0.91.007 IEI25.0.91.007-01 IEI2511.0.91.002 - 1Е140П.0.93.001 1Е140П.0.91.002 1Е140П.0.93.002 IEI40H.0.93.003 - 1Е140По0о93.008 Ключ 78II-0025HCI Хим.Окс.прм или Х9* ГОСТ 2839-80 Ключ 78II-0026HCI „ Хим.Окс.прм или Х9* ГОСТ 2839-80 Ключ 78II-035I L, Хим.ОКС.прм или Х9* ГОСТ 16985-79 Ключ 7811-0352 I Хим.Окс.прм или Х9* ГОСТ 16985-79 Отвертка 7811-0392 КД Хр Г0СТ17199-71 Принадлежности Ящик для деталей цанга 7010-0035 с/40 ГОСТ 2876-80 То же цанга 7010-0126 с/40 ГОСТ 2877-80 Цанга 7010-0124d25 ГОСТ 2877-80 Цанга 7010-0033 с/25 ГОСТ 2876-80 То же Кольцо i 25 Ломик Кольцо 40 Стержень Пробка Втулка переходная 1 I I I I I 1 I I 1 I 6 6 СТ> О Н 1 Н »—I | Н Ь-<1 Ы ЫЫ Н н н I I I 1 I I 1 I I I 1 6 6 1 I I I I 1 1 I I I I 6 6 На станке То же It W и ft В ящике На стан ке В ящике
IEI40II. 0.00. 000 РЭ Стр. 21 । £
//М. Я ист М° ЭоР.ум. Подл. йота
Продолжение табл. 9
Обозначение Наименование
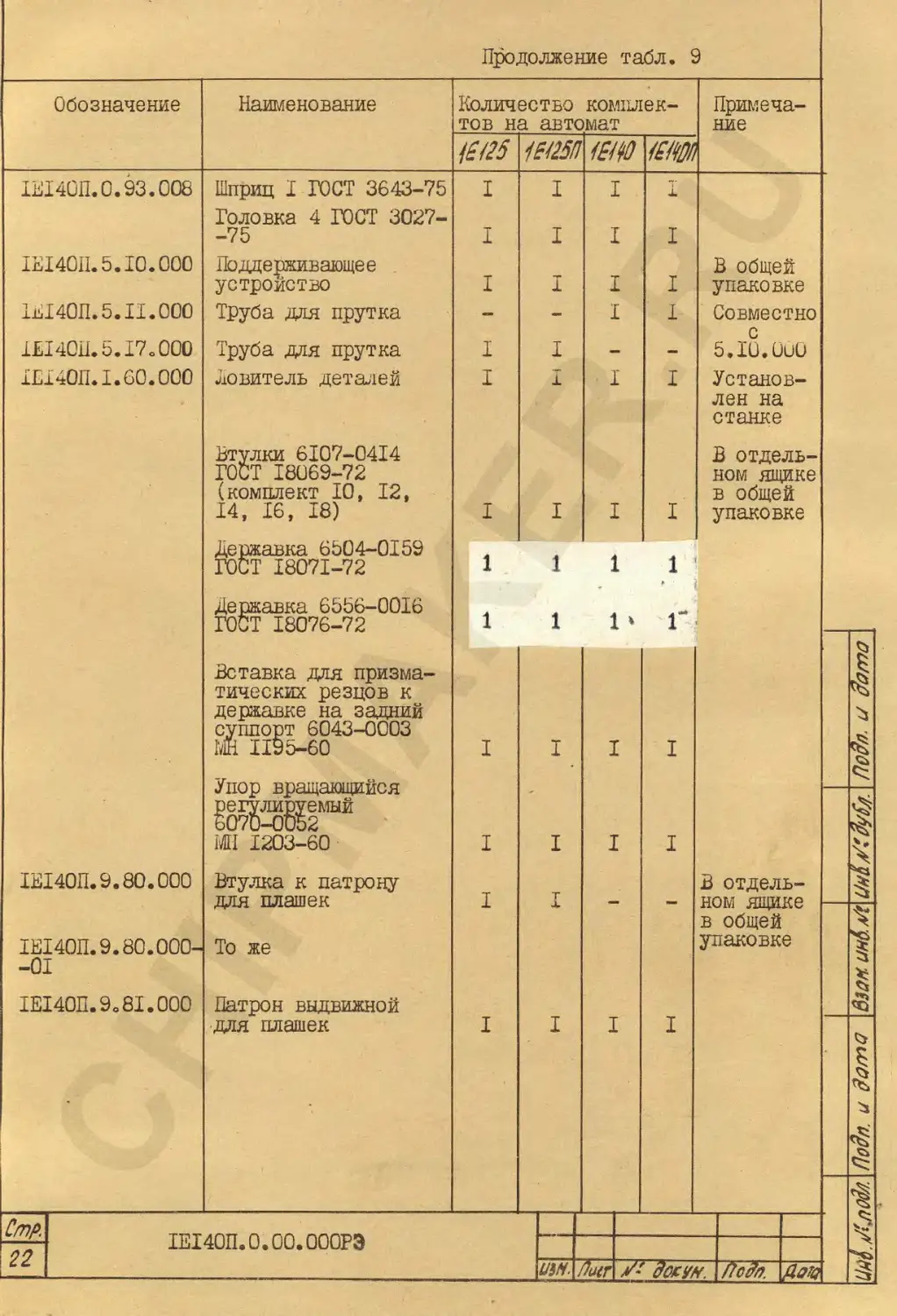
1ЕГ40П.0.93.008 IEI40II.5.I0.000 1Е140П.5.11.000 Шприц I ГОСТ 3643-75 Головка 4 ГОСТ 3027- -75 Поддерживающее устройство Труба для прутка
1EI40U.5.I7.000 1Е140П.1.60.000 Труба для прутка ловитель деталей
Втулки 6107-0414 ГОСТ 18069-72 (комплект 10, 12, 14, 16, 18)
Державка 6504-0159 ГОСТ 18071-72 Державка 6556-0016 ГОСТ 18076-72
Вставка для призматических резцов к державке на задний суппорт 6043-0003 МН 1195-60
Упор вращающийся ИГ Ш 1203-60
1Е140П.9.80.000 Втулка к патрону для плашек
1Е140П.9.80.000- -01 То же
1Е140П.9о81.000 Патрон выдвижной для плашек
Количество комплектов на автомат Примечание
!£!25 1£!25П <£№
I I I 1
I I I I В общей
I 1 г I упаковке
— - I 1 Совместно с
I I — - 5.10.0и0
I I I I Установлен на станке В отдельном ящике в общей
I I I I упаковке
1 1 1 1
1 1 1' г
I I г I
I I I I В отдель-
I I ном ящике в общей упаковке
I I I I
Стр. 22
1Е140П.0.00.000РЭ
им. fiutr досук.
UaI^jipC/l Подп. и доте] \вмн. инб.л/1 UHl^tfyfa\nofa. и ffama
M| /7сдл, и дата | &№м, лд |4frZ > ° руд л. | Лодл. с/ да та |
— Продолжение табл. 9
Обозначение Наименование Количество комплектов на автомат Примечание
Л115П Шй
1Е140П.2.26.005 1Е140П.З.П.001 1Е140П.З.П.039А 1Е140П.3.11.139 1Е140П.3.11.128 IEI40II.4.10.019 1Е125П.4.10.021 1Е140П.4.10.021 1Е125П.4.10.022 1Е140П.4.10.076 1Е125П.4.10.047 Патрон качающийся доя разверток 6155-0032 MHI207-6C Державка на передний суппорт для круглых резцов 6630-0003 MHI233-60 Державка на задний суппорт для сменных вставок 6670--0002 MHI235-60 Запасные части Ось Палец Палец Фиксатор Гнездо Кулачок Кулачок Ось Ось Ось Ось Предохранитель Предохранитель ВП1-2а Г^едохранитель Предохранитель Держатель предохранителя ДВП4-1 ) I I I 3 I I I 6 3 3 3 2 5 2 2 2 I I I 3 I I I 6 «» 3 3 3 2 5 2 2 2 I I I 3 I I I 6 3 3 3 •Ml 2 5 2 2 2 I I I 3 I I I 6 3 3 3 2 5 2 2 2 Для разверток до ^12 В отдельном ящике в общей упаковке Экспорт по 10 штук Экспорт по 25 шт. Экспорт по 5 шт. То же Только на экспорт
1Е1ЮП.0.00.000РЭ Z3
Ufa Лисг. Подл. Дата
Продолжение табл. 9
Обозначение Наименование Количество комплектов на автомат Примечание
Ш25 aw
Реле РЭС22 РФ4 500 131 Сп Лампа МН6,3-0,3 ГОСТ 2204-74 Лампа М024-40УЗ Сменные нагреватели к тепловому реле 0,63/ТРН-10УЗ 1,25/ТРН-ЮУЗ 2.0/ТРН-10УЗ 10/ТРН-25УЗ 12.5/ТРН-25УЗ 1,6/ТРН-ЮУЗ 2,0/ТРН-ЮУЗ 3.2/ТРН-ЮУЗ гё/трн-юуз 20/ТРН-25УЗ Элементы транзисторные: Логика Т404-У2 Логика Т405-У2 а^уфты электромагнитные ЭТМ-Ю4-1А5 ЭТМ-104-2А2 ЭТМ-104-2Н2 ЭТМ-П4-0А5 045 документы Автоматы токарноревольверные мод. IKI25I1, 1Е140П IEI25, IE140 Руководство по эксплуатации 2 2 2 2 2 2 2 2 2 2 2 I I I I I I 1 2 2 2 2 2 2 2 2 2 2 2 I I I I I I 1 2 2 2 2 2 2 2 2 2 2 2 I I 1 I т I 2 2 2 2 2 2 2 2 2 2 2 I I I I I 1 I Только на экспорт То же fl Для 380 В То же If Для 220 В То же 11 11 Только на экспорт То же 11 —11 fl Для экспорта в кол-ве и на языке согласно требованиям заказ-на-рядао Кри отсутствии спе-циальных требе вании в двух экземплярах не русском языке
Стр. 24 1Е140Г1.0.00.000РЭ
иуг. / Псдп. Лога
ип&.^псйл. Подп.идйтд Подп.идата,
Продолжение табл. 9
Обозначение
Наименование
Количество комплектов на автомат
Ш МЫ
Примечание
UultSnofa fadn. иtfa/па M ivpfyfa fat/ ±
Поставляются за отдельнуо
плату
Сменные части с
1Е140П.0.91.004 Шестерня m =2 Z =21 3 3 3 3 В отдель-
ном ящике
1Е140П. 0.91.004-01 То же m=2 z=22 I I I I в общей
упаковке
1Е140П.0.91.004-02 m=2 Z=23 I I I I
1Е140П.0.91.005-15 m =2 z=57 I I I I
ГЕ140П.0.91.005-16 m =2 z=58 I I I I
IEI40I1.U.9I.005-17 m=2 Z=59 3 3 3 3
1Е140П.0.91.006-06 Шестерня
m=2,5 Z=2I I I I I
1Е140П. 0.91.006-07 To же
m=2,5 z =59 I I I- I
1Е140П.1.22.055 Гайка I I I I Сменный
блок для
1Е140П.1.22.056 Гильза I I I I кулачвов
распред-
1Е140П.1.22.057 Муфта 2 2 2 2 вала
1Е140П.1.22.059 Втулка I I I I
.1Е140П.1.22.083 Гайка I I I I
1Е140П.1.22.084 Шпонка 2 2 2 2
1ЕТ40П.1.22.085 Палец 4 4 4 4
.1Е140П.1.22.087 Шпонка 2 2 2 2
1Е140П.1.22.ПЗ Муфта 4 4 4 4
Винт М5х10.066-05
ГОСТ 1491-72 2 2 2 2
- Принадлежности
ГЕ125П.5.11.000 Труба^ля прутка I I - —
IE140П.5.12.000 Устройство для на-
ружной подачи прут-
ка I I
Стр.
1Е14ОП .0.00 .000 РЭ
25
Аист fafo. Пап.
Продолжение табл. 9
Обозначение Наименование Количество комплектов на автомат Примечание
MS ш lew шп
1Е125П.5.12.000 1Е140П.5.13.000 1Е140П.5.16.000 1Е140П.5.17.000 1Е140П,5.21.000 IEI40II.5o25.000 1Е140П.5.26.000 1Е140П.5.30.000 IEI40II. 5.31. 000 IEI4011.5.32. 000 1Е140П.5.33.000 1Е140П.5.34.000 1Е140П.5.35.000 1Е140П»5.36.000 1Е140П.5.40.000 Устройство для наружной подачи прутка Устройство для подачи прутка вручную Качающийся упор Труба для прутка Устройство для обточки эксцентрика Привод дополнительных устройств Привод быстросверлильного устройства Быстросверлильное устройство В^стросверлильное устройство с гнездом для державки Устройство для сверления эксцентричных отверстий Устройство для пропилки пазов Устройство для фрезерования пазов Устройство для подвода охлаждения через револьверную головку Устройство для многократного отвода револъ верного суппорта • Устройство для проточки конусов на переднем суппорте I I I I I I I I I I I I "1 t / • Az I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I 1 I Совместно с 5.25 Совместно с 5.25, 5.26 То же \Цн(.л!подл. I Подл. и дата л/' ду6л\ Л одр. и дата |
— 1Е140П.0.00.000РЭ 26
им Лист ^6о*ун. Ат
Продолжение табл. 9
UЖ/у6подл. Hoffn, и Jama Тзрн.инбУ flffJa и Jama
Обозначение Наименование Количество комплектов на автомат Примечание
им
1Е140П.5.41.000 Гидрокопировальное устройство I I I I
1Е140П.5.42.000 Устройство для нарезания резьб резцом или гребенкой I I I I
1Е140П.5.43.000 Устройство для фрезерования резьб и многогранников I I I I
1Е140П.5.45.000 Передний суппорт с удвоенной величиной хода I I I I Совместно с 5.25, 5.26
1Е140П.5.50.000 Устройство для поперечного сверления I I I I Совместно с 5.25 5.26
1Е140П.5.51.000 Устройство для поперечного фрезерования I I I I То же
1Е140П.5.52.000 Устройство для проточки конусов на заднем суппорте
I I I I
1Е140П.5.54.000 Задний суппорт с удвоенной величиной хода I I I I
1Е140П.5.80.000 Транспортер для удаления стружки I I I I
1Е140П 1Е140П .5.60.000 .5.62.000 Устройство для обработки со стороны отрезки Рука переносчик I I I 1 I 1 I I 1 > компл. J.
1Е140П .5.61.000 Устройство для фрезерования со стороны отрезки I I I I Совместно с 5.62
.. ТРТ4ПП Я ЛА.ЛАП Передний вертикальный суппорт
I I I I
Ш40П.3.12.000 1Е140П.2.21.000 Устройство для обработки коротких деталей - I I I I Взамен 1Е140П. 3.II.000 1Е140П. 2.20.000
27.
хычии.и.ии -иииго
1/М. Мт /7адп,
Продолжение табл. 9
Обозначение Наименование Количество комплек тов на автомат - Примечание
№25 WSH 1ЕМ
1Е140П.З.12.000 1Е125П.2.21.000 IEI40I1.3.15.ООО ' 1Е140П.З.21.000-01 1.22.000 1.28.000 IEI40II.5.20.000 1EI4011.5.22.000 IE140Ilo9.00.00I -01 -02 ХЕ140П.9.00.002 1Е140Л.9.00.003 1Е140Л.9.00.004 IEI40I1.9.30.000 IEI40I1.9.38.000 1Е140Ло9о40о000 -01 1Е140П.9.41.000 Устройство для обработки, коротких деталей Вос ьмипозицио нный револьверный суппорт Передний крестовый суппорт Устройство для ориентированного останова шпинделя Втулка направляющая Втулка направляющая Втулка направляющая Втулка переходная на конус Морзе 1 То же Морзе 2 То же Морзе 3 Патрон качающийся для разверток с цилиндрическим хвостовиком Державка устанавливае мая с регулировкой по оси эксцентриком Державка радиальная для сверл и резцов левая То же Державка люнетная для тангенциального резца 1 I I 1 комплект I комплект 1 I I I 1 I 1 I I I I 1 1 1 комплект I комплект I I I I I I I I 1 I I I •комплект I комплект I I I I 1 . I I I I I I I -комплект 1 -комплект 1 I I I 1 I 1 I 1 I Взамен IEI40I1. 3.II.000 IEI251I. 2.20.000 взамен 1EI4U1I 3.II.000 взамен IEI4U. 3.20.000 х исполнения автоматов Для разверток до 020
Стр. 2S 1Е140Г1.0.00.000РЭ
мег Ама
fltfin. и дй/пд ын/м9 №1л>*руБл. ftodn. и дяггм
flofr. и дата fcaM.u^S Лодп. и дата
Продолжение табл. 9
Обозначение Наименование Количество комплектов на автомат Примечание
нм НМЛ
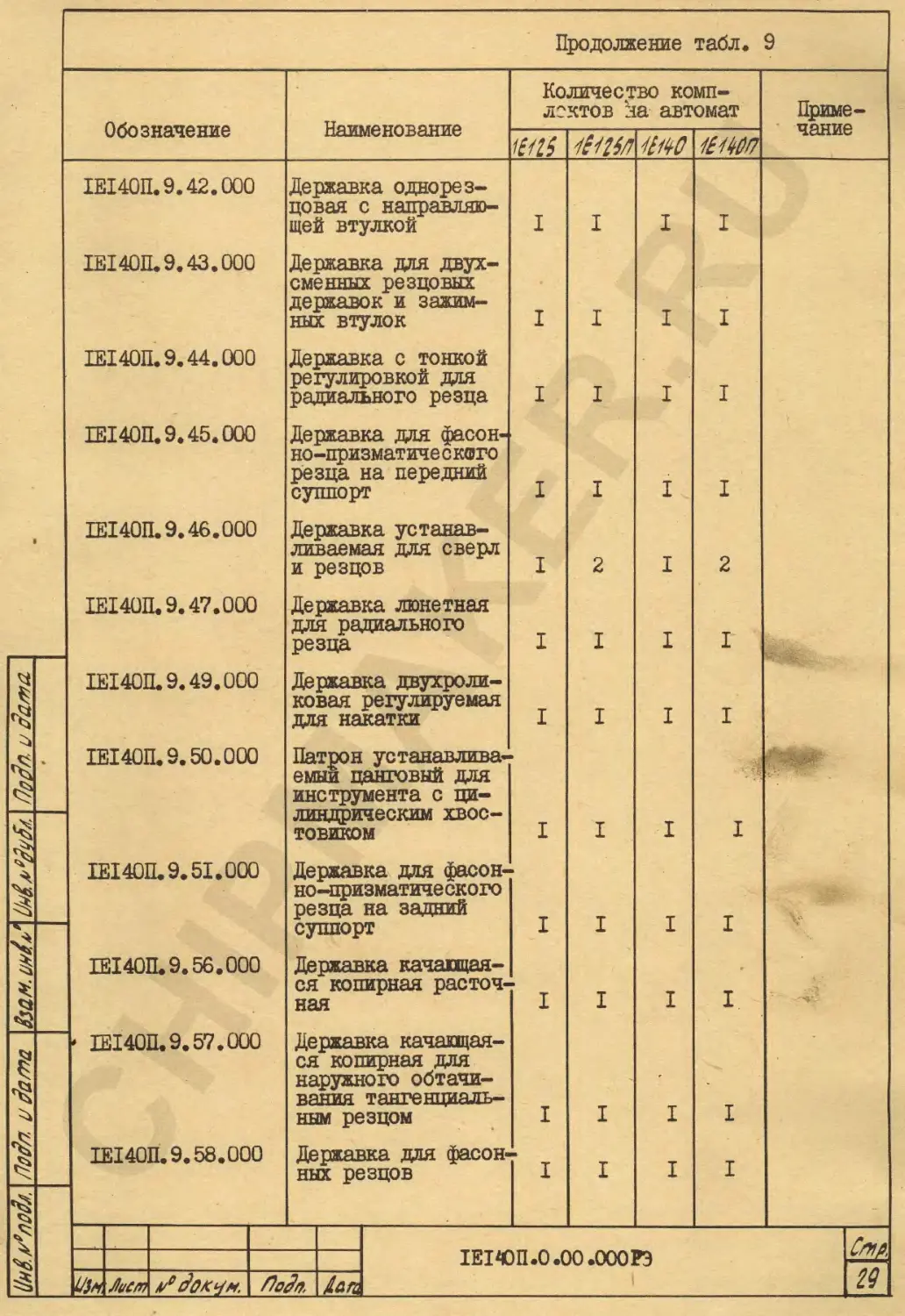
1Е140П.9.42.000 1Е140П.9.43.000 1Е140П.9.44.000 1Е140П.9.45.000 1Е140П.9.46.000 1Е140П.9.47.000 1Е140П.9.49.000 1Е140П.9.50.000 1Е140П.9.51.000 1Е140П*9.56.000 * 1Е140П.9.57.000 1Е140П. 9.58.000 Державка однорезцовая с направляющей втулкой Державка для двухсменных резцовых державок и зажимных втулок Державка с тонкой регулировкой для радиального резца Державка для фасон-но-призматиче с кого резца на передний суппорт Державка устанавливаемая для сверл и резцов Державка люнетная для радиального резца Державка двухроликовая регулируемая для накатки Патрон устанавливаемый цанговый для инструмента с цилиндрическим хвостовиком Державка для фасон-но-призматиче ского резца на задний суппорт Державка качающаяся копирная расточная Державка качающаяся копирная для наружного обтачивания тангенциаль-ним резцом Державка для фасонных резцов I I I I I I I I I I I I I I I I 2 I I I I I I I I I I I I I I I I I I I I I I I 2 I I I I I I I
1ЕЮП.0.00.000РЭ 29
i/i* Лист оO/c ун. Лоди Лаге,
Продолжение табл. 9
Обозначение Наименование Количество комплектов на автомат Примечание
моя шт
1Е140П.9.59.000 Патрон плавающий для разверток с цилиндрическим хвостовиком I I I I
1Е140П.9.60.000 Патрон с зажимными цангами для инструмента с цилиндрическим хвостовиком I [ I I
1Е140П.9.61.000 Патрон для плашек расцепляющийся M5...MI2 I [ I I
1Е140П.9.62.000 Державка для тангенциального резца с тонкой регулировкой I [ I I
1Е140П.9.63.000 Державка тангенциальная для сверл и резцов I I I I
1Е140П.9.64.000 Державка люнетная для радиального резца I I I I
1Е140П.9.65.000 Державка передвижная копирная для расточки I I I I
1Е140П.9.66.000 Патрон устанавливаемый для инструмента с цилиндрическим хвостовиком I I I I
1Е140П.9о67.000 Державка для расточного резца с регулировкой I I I I
1Е140П.9.68.000 Державка радиальная регулируемая для сверл и резцов I I I I
1Е140П.9.69.000 Державка комбинированная, устанавливаемая для сверл и резцов Т I I I
1Е140П.9.70.000 Державка на передний суппорт к устройству для нарезания резьбы резцом I I I I
Стр\ 1Е140П.0 оОО.ОООРЭ
30
Лиг у - Подп &2I1.
ЦнЬ.л/'подл \nofr. и дата han-unii/! Цн№ ду!л\ ПоЗп. и famQ
Продолжение табл. 9
и4, л/ ° под/. ffofa. и дата fca/ч. ин&М, >г%Л. /7адл. и дата
Обозначение Наименование Количество комплектов на ватомат Примечание
1№з тип
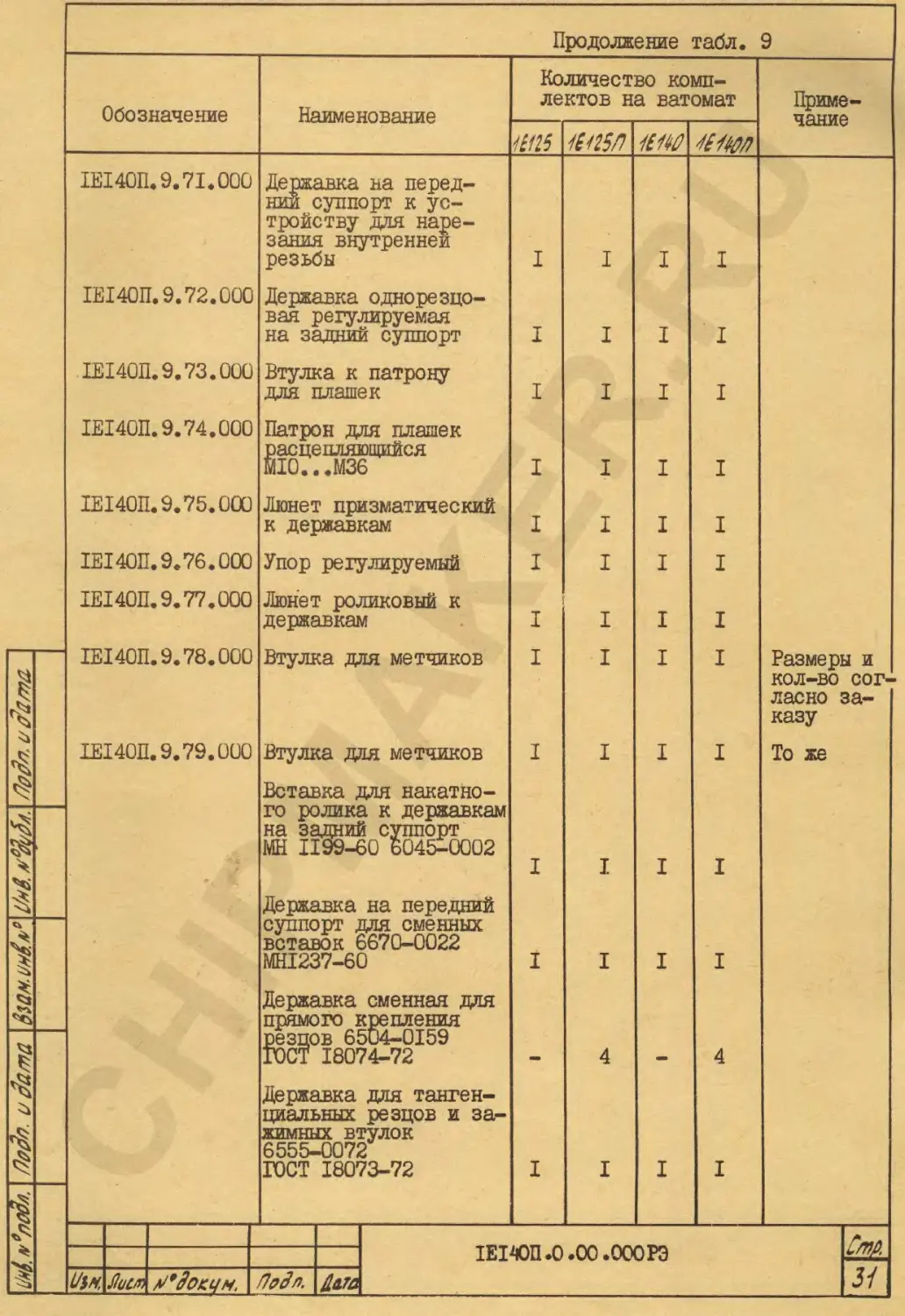
1Е140П.9.71.000 Державка на передний суппорт к устройству для нарезания внутренней резьбы I I I I
1Е140П. 9.72.000 Державка однорезцовая регулируемая на задний суппорт I I I I
1Е140П.9.73.000 Втулка к патрону для плашек I I I I
1Е140П.9.74.000 Патрон для плашек расцепляющийся ЙЮ...М36 I I I I
1Е140П.9.75.000 Люнет призматический к державкам I I I I
1Е140П.9.76.000 Упор регулируемый I I I I
1Е140П.9.77.000 Люнет роликовый к державкам I I I I
1Е140П.9.78.000 Втулка для метчиков I I I I Размеры и кол-во согласно заказу
1Е140П.9.79.000 Втулка для метчиков I I I I То же
Вставка для накатного ролика к державкам на задний суппорт МН 1199-60 6045-0002 I I I I
Державка на передний суппорт для сменных вставок 6670-0022 MHI237-60 Державка сменная для прямого крепления резцов 6504-0159 ГОСТ 18074-72 I I I I
- 4 — 4
Державка для тангенциальных резцов и зажимных втулок 6555-0072 ГОСТ 18073-72 I I I I
1Е140П.0 .ОО.ОООРЭ
Стр. 3/
U$M. Риш Р'докдм. Подл. Рлта
Продолжение табл. У
Обозначение Наименование Количество комплектов на автомат Примечание -
Ш25 /ZW //Ж
1Е1.40П. 1.30.000 1Е140П.0.93.004 1Е140П.0.93.005 ГЕ140П.0.93.006 Державки сменные для тангенциальных резцов ГОСТ 18072-72 6504-0177 6504-0178 Державка для сменных резцовых державок и зажимных втулок 6556-0016 ГОСТ 18076-72 Держатель направляющих линеек к державкам на передний суппорт 6028-0002 МН II9I-60 Державка направляющих линеек к державкам на задний суппорт 6028-0022 МН 1193-60 Вставка для призматических резцов к державке на передний суппорт 6043-0U04 МН 1195-60 Вставка для отрезных резцов к державке на задний суппорт 6043-0022 МН 1197-60 Устройство для отключения распредвала Патрон выдвижной для метчиков мН 1208-60 6162-0002 Шаблон для вычерчивания кривых холостых ходов Заготовка кулачка револьверного суппорта Заготовка кулачка поперечных суппортов I I I I I I I I I I I 3 I I I I I I I I I I I 3 I I I I I I -1 I I I I 3 I I I I I I I I I I I 3
Стр. 32 1Е140П.0.00.000РЭ
up fuel
М. Р'пофл. Поди, и дата, Зьы.иЛ** Untfdti*. Подп.иЪотй.
Ыне. а/9 подл. I ПофПисЬ и dctrna I Sjaw Ын/ H9 I LJh&. /Vtdy&n I nodnnci и Sama
4. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
4.1. Для обеспечения безопасности в конструкции автомата предусмотрено :
- защита зоны резания подвижными кожухами с окнами из безосколоч-ного стекла;
- на переднем кожухе имеется блокирующее устройство, отключающее автомат при открывании зоны резания;
- зона привода главного движения закрыта крышками, передняя открывающаяся крышка имеет замок со спецключами;
- Дверки электрошкафа закрываются на два замка со спецключами;
- все крышки, закрывающие опасные места изнутри имеют сигнальную предупреждающую окраску, снаружи на них имеются предупредительные знаки;
- предохранительные муфты на вспомогательном и распределительном валах, срезные оси на рычагах приводов суппортов исключают поломку автомата при перегрузках;
- привод подач блокирован с работой главного привода;
- маховик вспомогательного вала не вращается;
- на пульте станка имеется грибовидная кнопка "Стоп”.
4.2. В процессе работы автомата необходимо соблюдать общие требования безопасности при работе на металлорежущих станках, при этом необходимо:
- периодически проверять надежность заземления автомата, электрошкафа, пульта и электродвигателей;
- следить за предупредительной световой сигнализацией пульта настройки;
- запрещено во время работы автомата производить регулирование его механизмов;
- необходимо руководствоваться режимами резания, установленного для данного автомата;
N до кум. под пирата
1Е140П. 0.00. 000 РЭ
Стр.
33
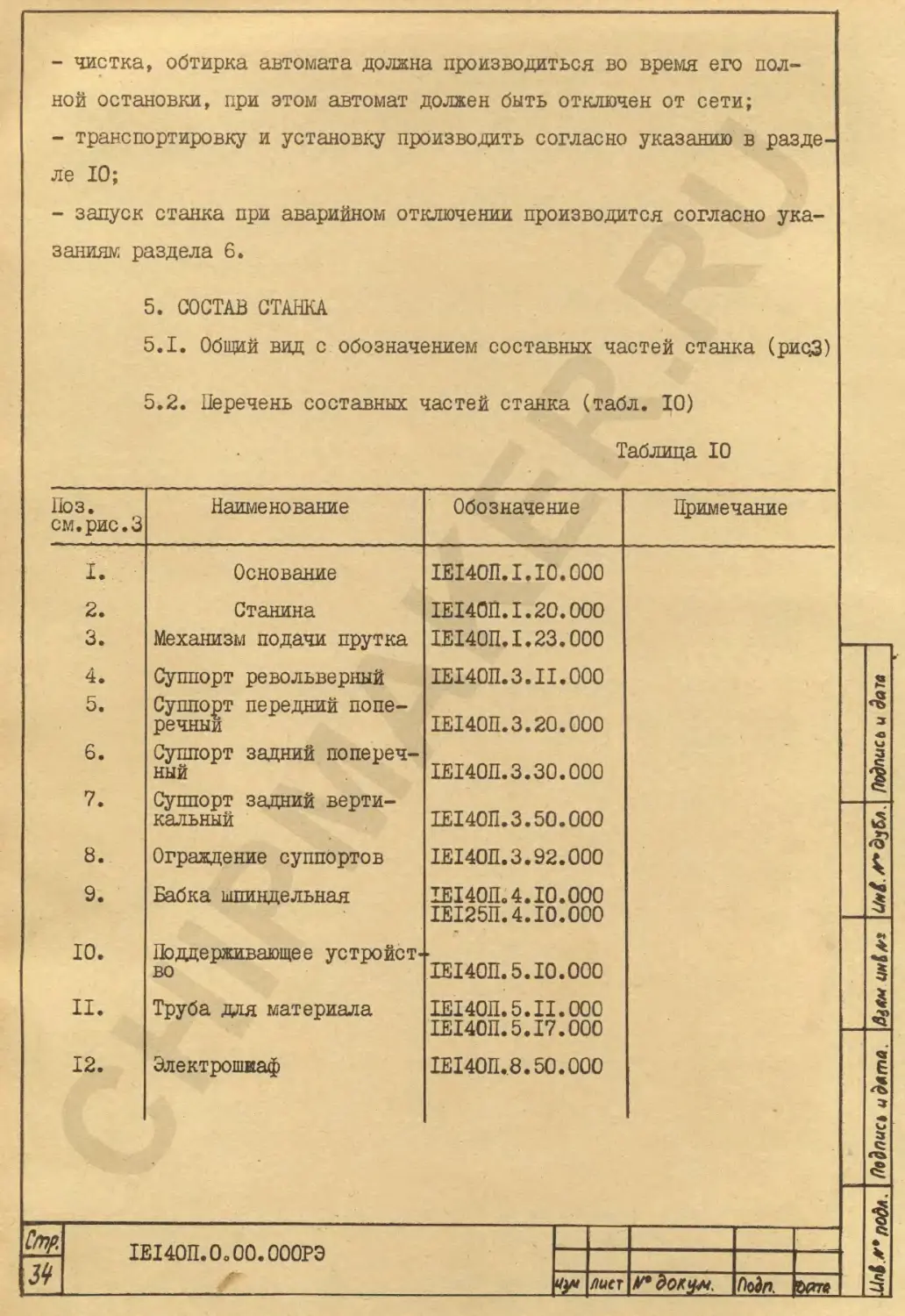
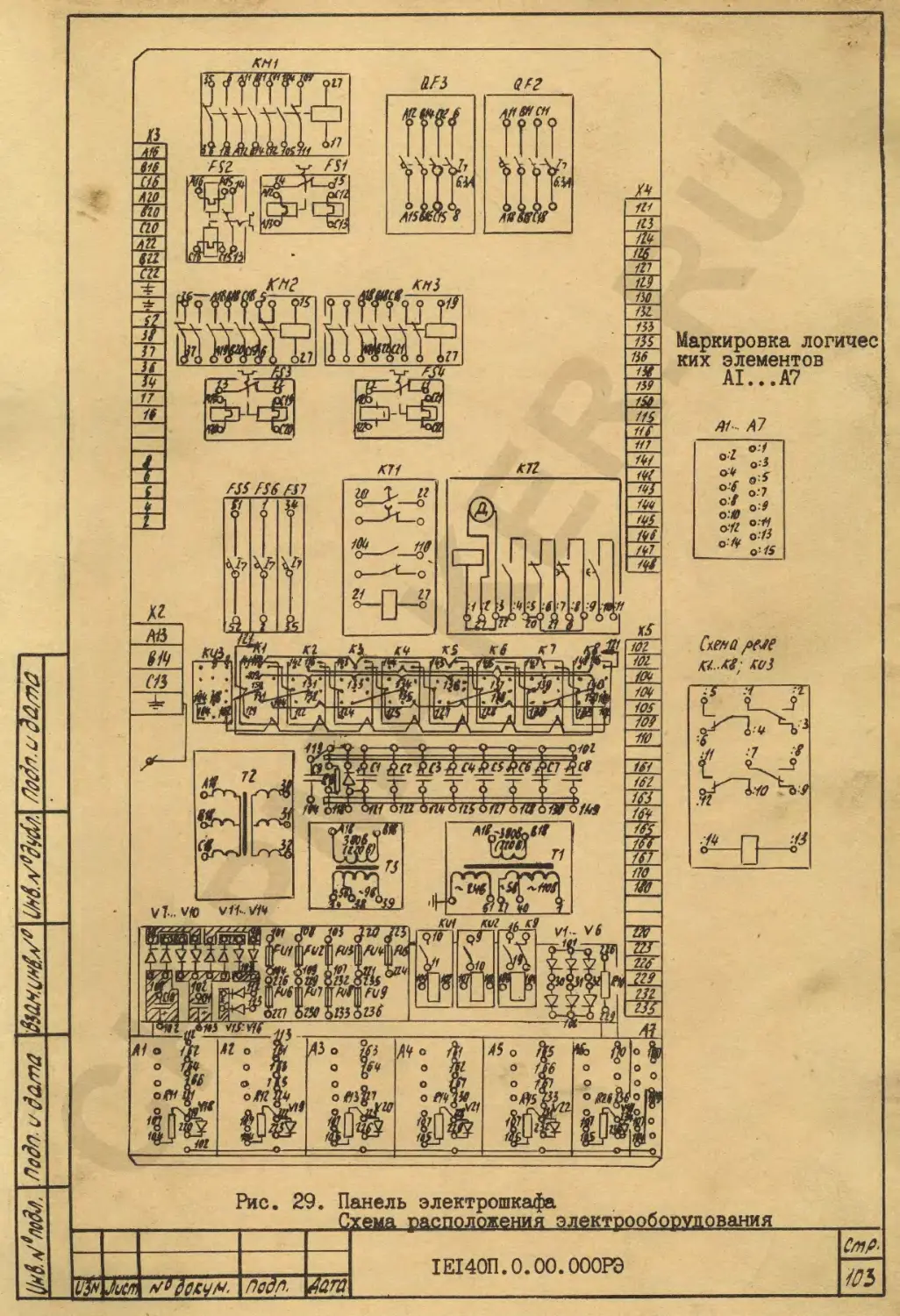
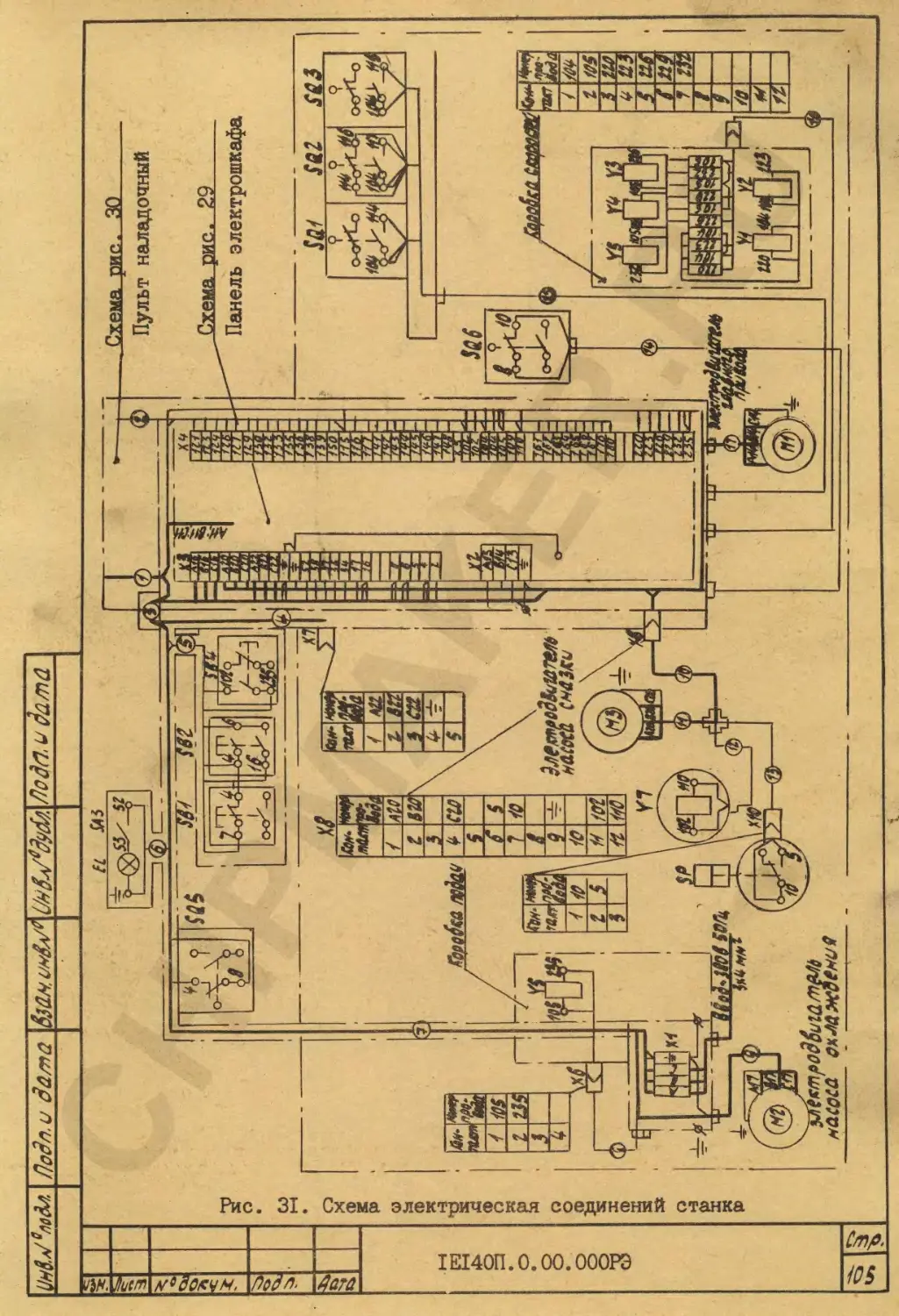
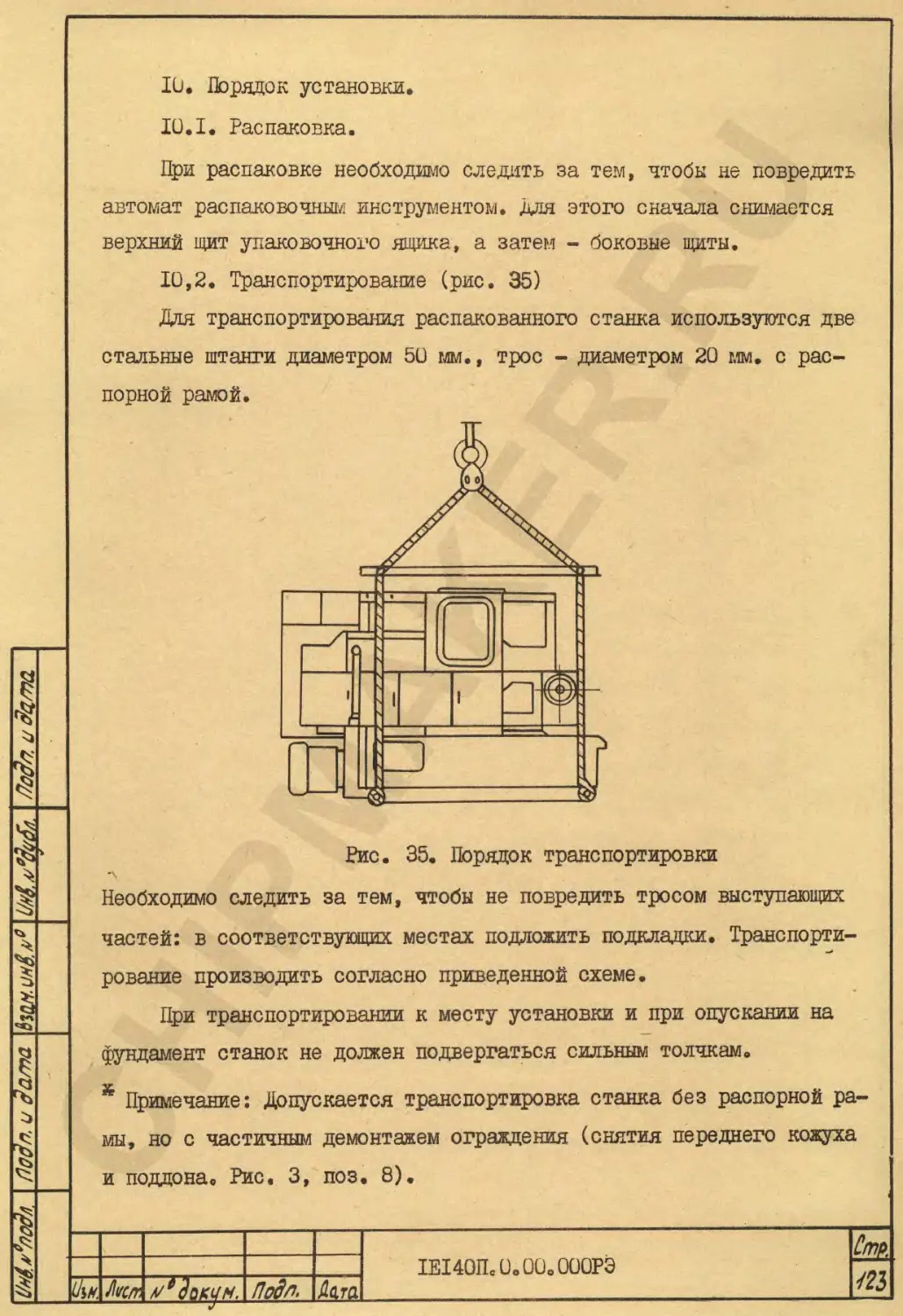
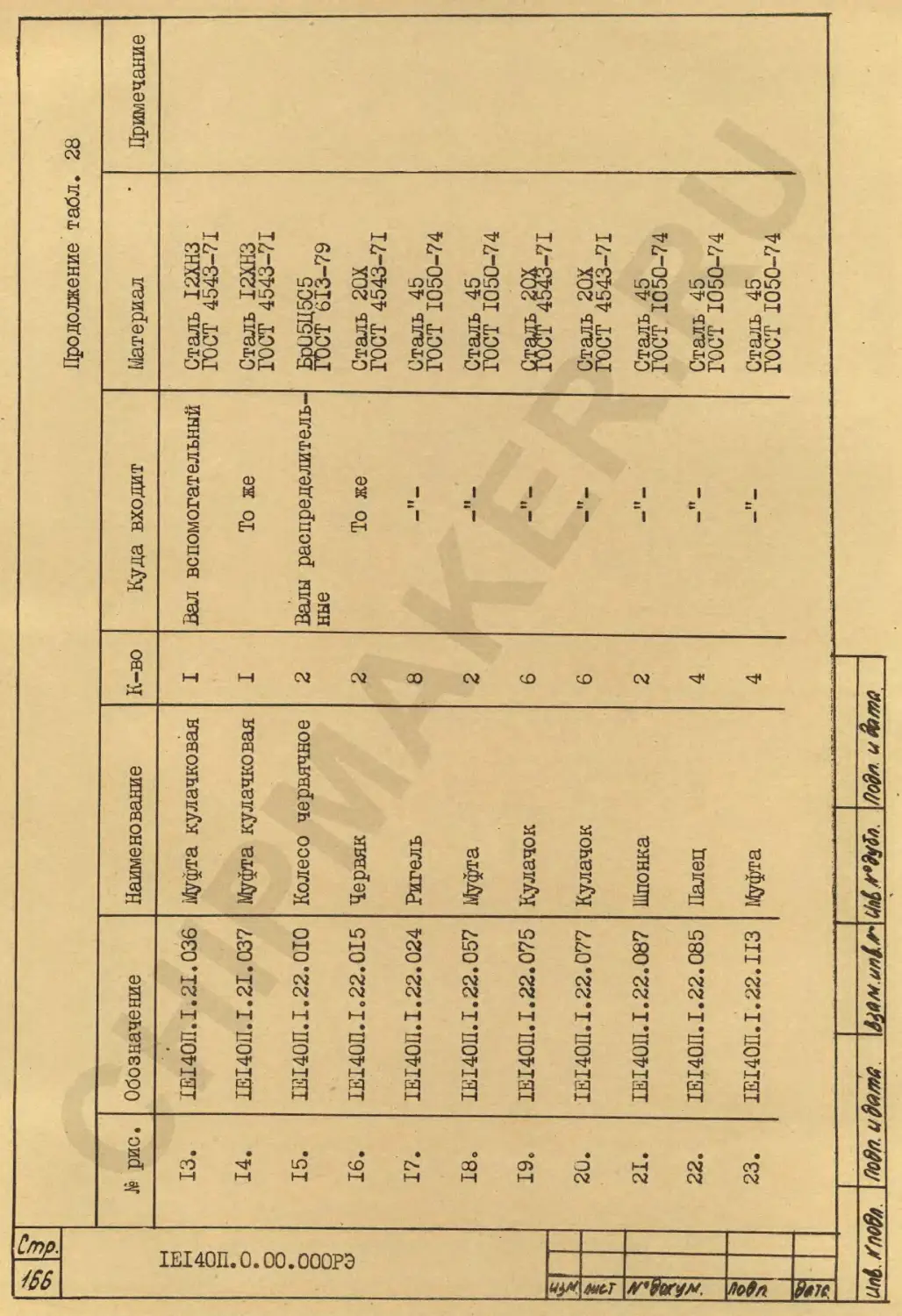
- чистка, обтирка автомата должна производиться во время его полной остановки, при этом автомат должен быть отключен от сети; - транспортировку и установку производить согласно указанию в разделе 10; - запуск станка при аварийном отключении производится согласно указаниям раздела 6. 5. СОСТАВ СТАНКА 5.1. Общий вид с обозначением составных частей станка (рис.З) 5.2. Перечень составных частей станка (табл. 10) Таблица 10
1103. см.рис.З Наименование Обозначение Примечание
X. 2. 3. 4. 5. 6. 7. 8. 9. ТО. II. 12. Основание Станина Механизм подачи прутка Суппорт револьверный Суппорт передний поперечный Суппорт задний поперечный Суппорт задний вертикальный Ограждение суппортов Бабка шпиндельная Поддерживающее устройство Труба для материала Электрошкаф 1Е140Л.1.10.000 1Е140П.1.20.000 1Е140П.1.23.000 1Е140П.З.11.000 1Е140П.3.20.000 1Е140П.3.30.000 1Е140П.3.50.000 1Е140П.3.92.000 1Е140Л.4.10.000 1Е125Л. 4.10.000 1Е140П.5.10.000 1Е140Л.5.П.000 1Е140П.5.17.000 1Е140Л.8.50.000 -
Стр. 1Е140П.0оОО.ОООРЭ
4^4 Лист М9 дох ум. Мп.
[Unt.*9 nofa, | Подпись u dtma. unit* |l/*/. >r»djE/>.|Подпись u дата
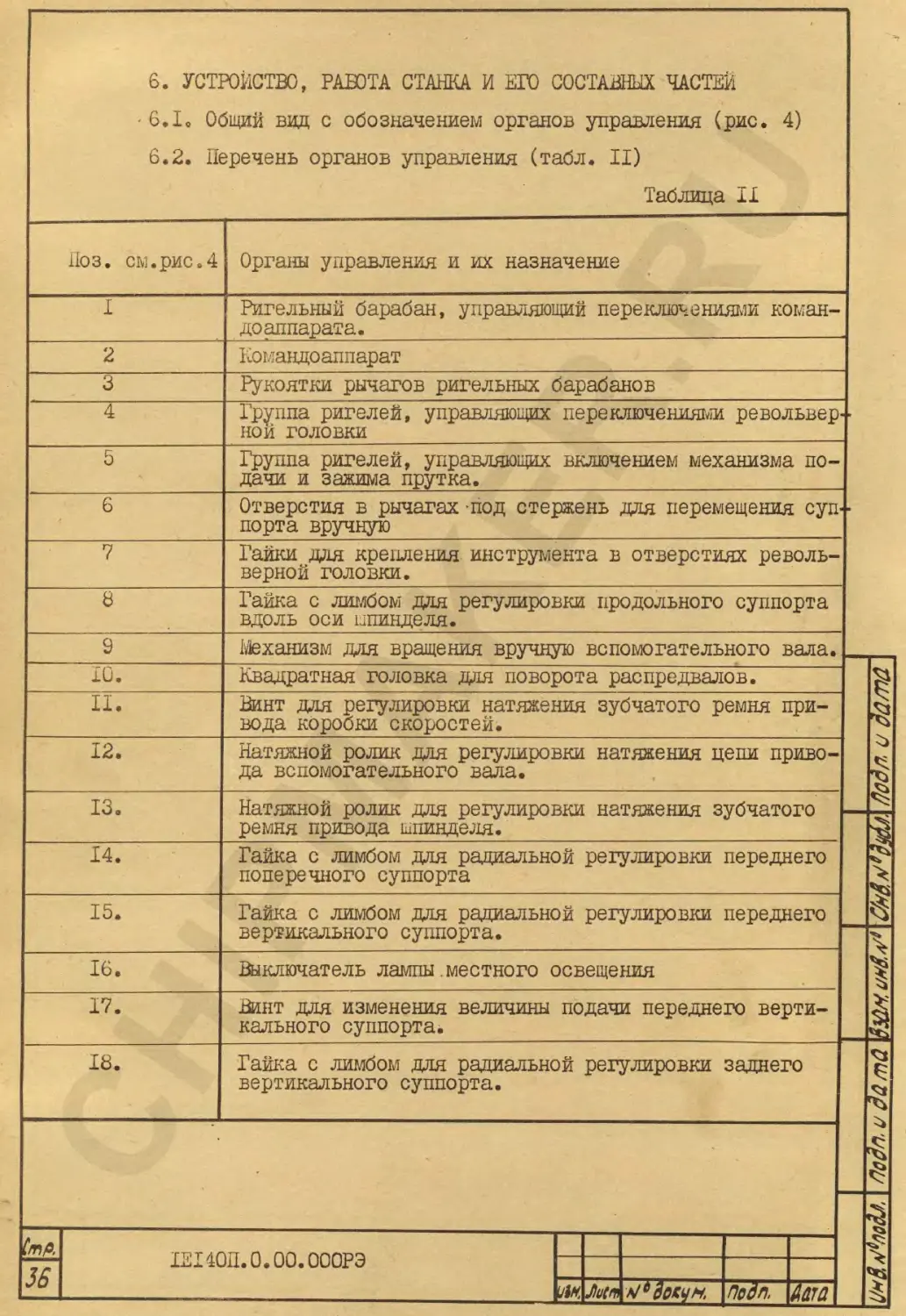
6. устройство, работа станка и его составных частей -6.1, Общий вид с обозначением органов управления (рис. 4) 6.2. Перечень органов управления (табл. II) Таблица II
Поз. см.рис.4 I Органы управления и их назначение
I Ригельный барабан, управляющий переключениями коман-доаппарата.
2 Командоаппарат
3 Рукоятки рычагов ригельных барабанов
4 Группа ригелей, управляющих переключениями револьверной головки
5 Группа ригелей, управляющих включением механизма подачи и зажима прутка.
6 Отверстия в рычагах -под стержень для перемещения суппорта вручную
7 Гайки для крепления инструмента в отверстиях револьверной головки.
В Гайка с лимбом для регулировки продольного суппорта вдоль оси шпинделя.
9 Механизм для вращения вручную вспомогательного вала. .
10. Квадратная головка для поворота распредвалов.
II. Винт для регулировки натяжения зубчатого ремня привода коробки скоростей.
12. Натяжной ролик для регулировки натяжения цепи привода вспомогательного вала.
13. Натяжной ролик для регулировки натяжения зубчатого -ремня привода шпинделя.
14. Гайка с лимбом для радиальной регулировки переднего поперечного суппорта
15. Гайка с лимбом для радиальной регулировки переднего вертикального суппорта.
16. Выключатель лампы.местного освещения
17. Винт для изменения величины подачи переднего вертикального суппорта.
13. Гайка с лимбом для радиальной регулировки заднего вертикального суппорта.
(тр. 1Е140П.0.00.000РЭ
36
\АМ. JlUtfb Подл, Тага
\1/*&л/6лодл I подп. и дата узаминдл* Л6дп, и дата
Un#раЗл. I ПаЗпи Зато К I/W/r, Зато
Продолжение табл. II,
Поз. см.рис.4 Органы управления и их назначение
19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38. 39. Винт для изменения величины подачи заднего вертикального суппорта. Гайка с лимбом для радиальной регулировки заднего поперечного суппорта. Рычаг для переключения трензеля в цепи привода вспомогательного вала (при установке нормального или "перевернутого” диапазона чисел оборотов шпинделя). Рычаг подачи вручную револьверного суппорта. Винт для регулировки усилия возвратной пружины револьверного суппорта. Резьбовая втулка для изменения положения револьверной головки относительно торца шпинделя. Кран подачи охлаждающей жидкости. Рукоятка для освобождения вручную револьверной головки. Эксцентрик для поперечной регулировки резцедержателя вертикального суппорта. Винты для регулировки вертикальных суппортов вдоль оси шпинделя. Гнездо под стержень зажима прутка вручную при наладке автомата ( при повороте вправо - зажато}. ✓ 1йнопка "ПУСК” - включение вращения шпинделя. Кнопка "СТОП" - остановка автомата. Кнопка "ТОЛЧОК" - включение ускоренного вращения распредвалов. Рукоятка отключения привода распредвалов (при повороте вправо - включено). Винт для регулировки длины подачи прутка. Винт для закрепления подающей трубы. Вводной автоматический выключатель. Рукоятка зажима поддерживающей трубы для прутка. Переключатель нормального и "перевернутого" диапазонов. Переключатель электродвигателя охлаждения.
ГЕ140П.0.ОО.ОООРЭ Стр.
37
ЛиС7 Н9 За кум. поЗп.
Продолжение табл. II
Поз. см.рис.4 Органы управления и их назначение
4G. Кнопка ’’ПУСК" электродвигателя насосов смазки
41. Выбор скорости шпинделя
42. выбор позиций включения дополнительных устройств
6.3. Перечень графических символов, указываемых на табличках
(табл. 12).
Таблица 12.
Символ Смысловое значение
f Электросеть подключена
Установка диапазона скоростей главного двигателя
ф» Насос охлаждения
Насос смазки
Вращение шпинделя по часовой стрелке Вращение шпинделя против часовой стрелке
Включение тормоза шпинделя
◄НО)-* Выключение тормоза шпинделя
Стр. 1Е140П.О.ОО.ОООРЭ
UiH. Лист vpдо кчн. Подп.
По#л. и Mz/rrd Itoi/r. и JaM
2/ ZD
// /7 16 15 to
llriel
Рис. 4. Расположение .органов управления и табличек с символами
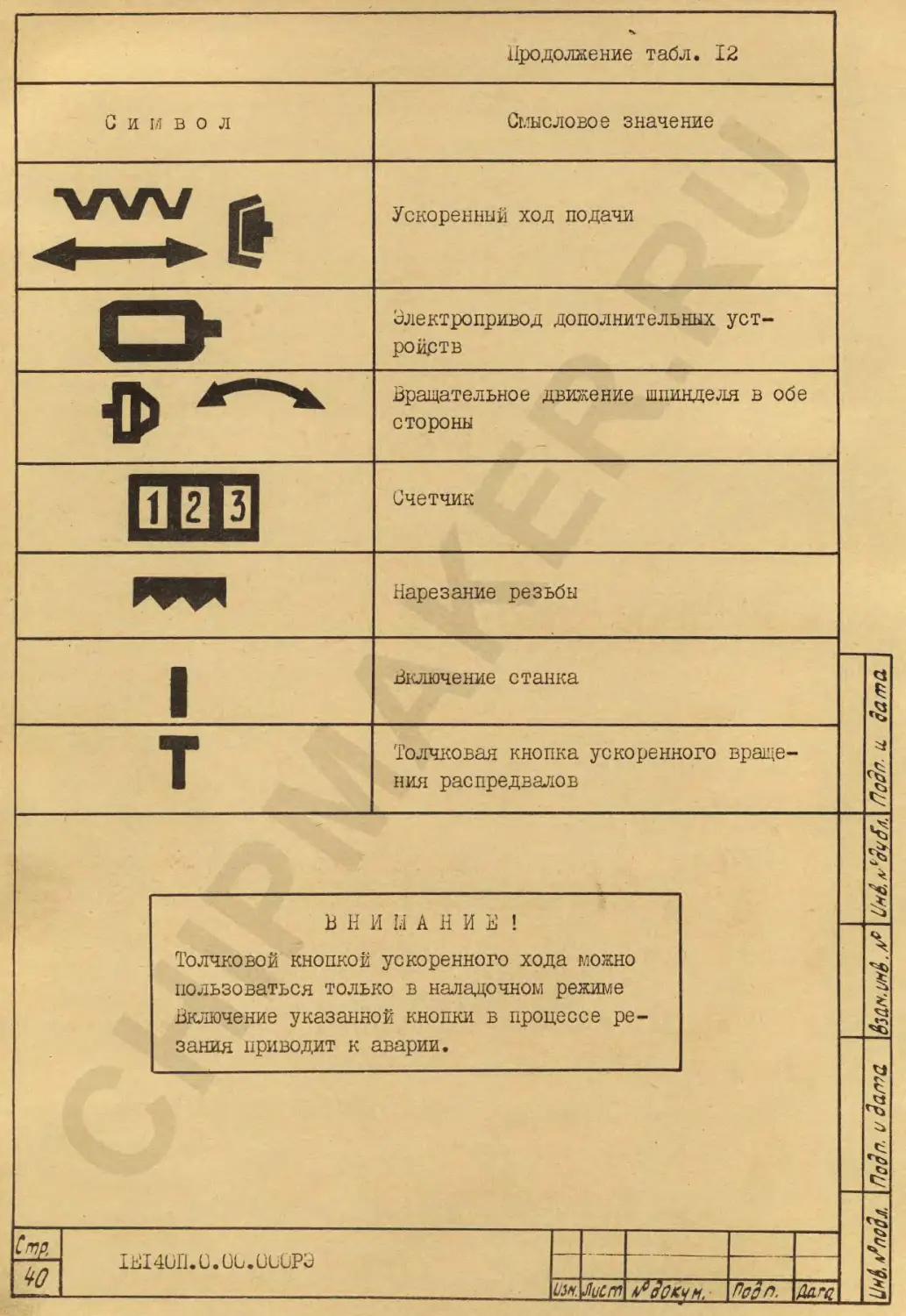
% Продолжение табл. 12
Символ Смысловое значение
г» Ускоренный ход подачи
Электропривод дополнительных уст-
ройрт в
Л <***^ Вращательное движение шпинделя в обе
1Р стороны
Счетчик
Нарезание резьбы
1 Включение станка
Подо. и За та
т Толчковая кнопка ускоренного вращения распредвалов
£
В Н И МАНИВ! Толчковой кнопкой ускоренного хода можно пользоваться только в наладочном режиме Включение указанной кнопки в процессе резания приводит к аварии.
% 1
\Подп. и дата
?
Стр. 1Е140П.0.0и.ис0РЭ
чо
U3M. Лист Моди. Пора. Олгр
----------------------------------------------------------------I
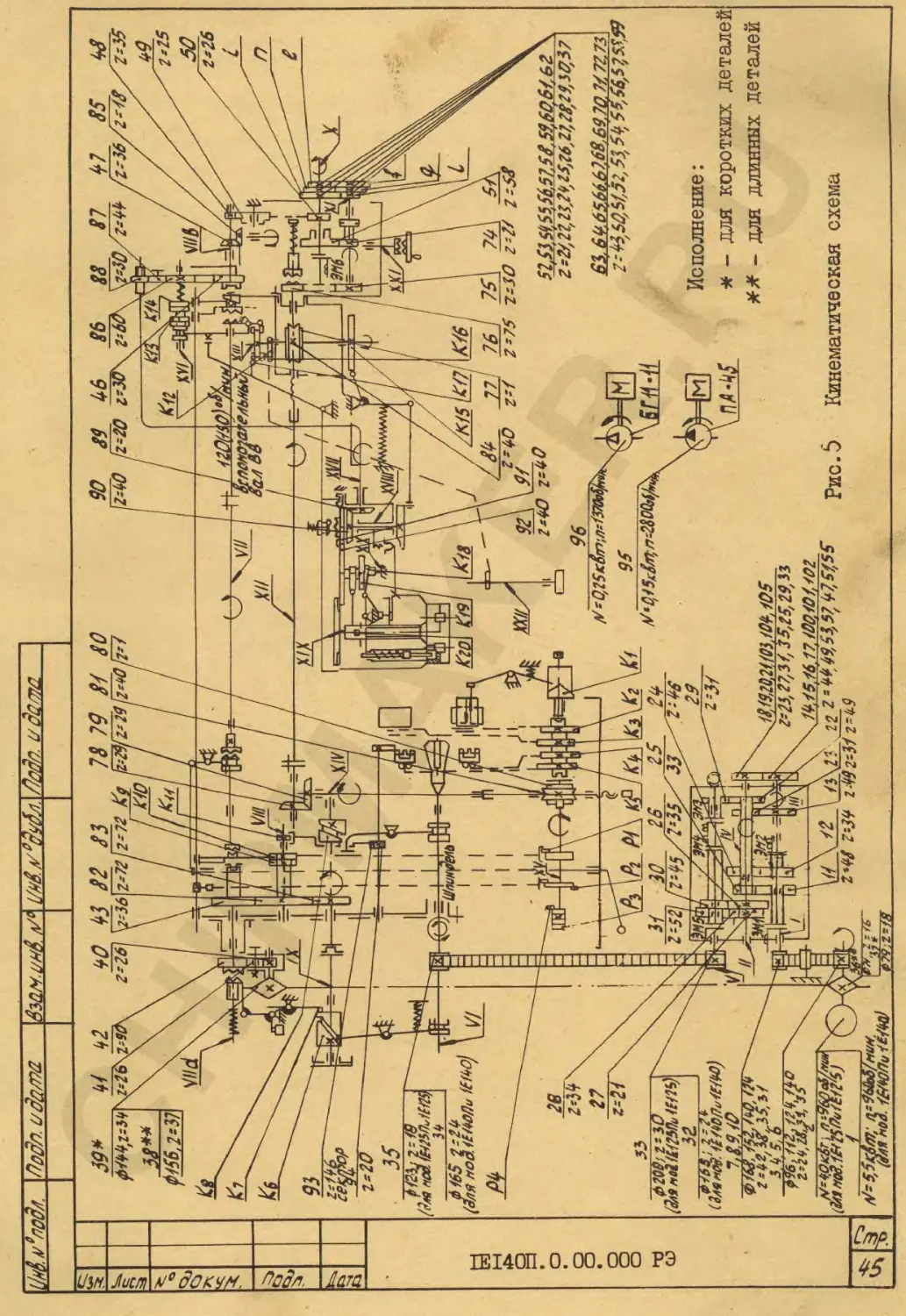
.6.4. Схема кинематическая (Рис. 5) Кинематика автоматов имеет две основные цепи: привод вращения
шпинделя и привод подачи и вспомогательных перемещений.
6 .4.1. Привод вращения шпинделя
Привод вращения шпинделя осуществляется от электродвигателей:
в автоматах 1Е140П, IEI40 : 4AI3296 (5,5 квт., 960 об/мин)
в автоматах 1Е125П, IEI25: 4А112МФ6 (4 квт., 960 об/мин), вращакяцих через сменные шкивы входной вал коробки скоростей.
Привод главного движения позволяет получить в одном цикле четы
ре левых и две правых скорости шпинделя, торможение шпинделя, осво
бождение шпинделя, ’’перевернутый" диапазон левых и правых оборотов и
торможение вспомогательного вала. Переключение скоростей осуществляется электромагнитными муфтами.
Вращение на шпиндель от выходного вала коробки скоростей переда-
ется через шкивы плоскозубчатым ремнем.
6 .4.2. Привод вспомогательного вала
Вспомогательный вал получает вращение от электродвигателя главного привода через цепную передачу и трензель, который обеспечивает направления вращения вспомогательного вала при "перевернутом" диапазоне оборотов шпинделя. Сменные звездочки дают возможность получить две скорости (120 об/мин и 150^6/мин) на вспомогательном валу.
Число оборотов вспомогательного вала определяется по формуле: при обработке длинных деталей
Пвв = 960- = 960- • & - 120 об/мин.
Z38 Z42 37 90
при обработке коротких деталей:
Пв.в. = 960- — • — = 960 • • — = 150 об/мин.
Z39 Z42 • 34 90
От вспомогательного вала получают движение: механизм подачи и ° зажима прутка, механизм переключения револьверной головки, коробка подач.
1Е140П.О.ОО.ОООРЭ Cmp.
Jucr NO Эо/CV/W. дата
6 .4.3. механизм подачи и зажима прутка
Вал IX с кулачковыми барабанами подачи и зажима прутка получает вращение от муфты вспомогательного вала через шестерни (поз. 43, 32, 33).
Подача и зажим прутка производятся за два оборота муфты вспомогательного вала, т.е. за время:
при обработке длинных деталей
ГЛ 60 _ 60 _ Т nnrf
1Г':'Т43-----12О73Б--------1 сек»
z83 72
при обработке коротких деталей
Т — — 60 — П Р ГРГГ
fl "7 743----Т5СГГЗБ------- - °’8 оек*
ЕВГ 72
При этом на рычажную систему включения муфты должен воздействовать кулачок, имеющий один вырез.
За один оборот вала IX последовательно производится:
- взведение подающей цанги;
- подвод качающегося упора;
- раскрытие зажимной цанги;
- подача прутка до упора;
- закрытие зажимной цанги;
- отвод качающегося упора.
При работе в полуавтоматическом цикле или при магазинной загрузке вал IX совершает 1/2 оборота за одно включение муфты вспомогательного вала.
За 1/2 оборота вала IX - последовательно производятся:
- раскрытие зажимной цанги;
- выталкивание готовой детали;
- взведение выталкивателя.
После загрузки заготовки включается муфта вспомогательного вала и вал IX выполняет завершающие 1/2 оборота; при этом производится закрытие зажимной цанги.
1Е140П.0.ОО.ОООРЭ
''подл. Подп. и Зато вмм. urtts/t Unt Подл, а дата
Стр.
42
6.4.4. Привод распределительных валов
Поперечный и продольный распределительные валы получают вращение от шестерни248 через коробку подач и червячные редукторы. Коробка подач имеет настроечную гитару, состоящую из трех пар сменных шестерен.
При необходимости получения ускоренного' вращения распределительных валов включением электромагнитной муфты ЭМ6 образуется кинематическая цепь Z5I/74, идущая в обход гитары коробки подач.
От дисковых кулачков (Kg.^K^Kg) производится подача поперечных суппортов. Ригелями Pj и Р3 производится включение муфт вспомогательного вала. Ригели Р3 производят переключение командоаппарата.
Число
•W/Y tooS/j, Ino^/7. crl#V//y (frA?, ZyAz- “
оборотов распределительных валов определяется по формуле:
Пр.в. = Пв.в.-2^ • | £ 1 -Z~ •Z~ = 120 • ~ ®_________® 1 . 2S . =
Z50 f h1 Z76 Z84 26 f h Г 75 40
= 1,62 • ~ —— об/мин - при обработке длинных деталей; f h 1
Пр.в. = 2,03 об/мин - при обработке коротких деталей .
Изготовление одной детали производится за I оборот распределительного вала. Продолжительность изготовления одной детали определяется по формулам:
При обработке длинных деталей:
т_ 60___________60 _ зу. f ь 1 сек
ИР’В 1,62- а. -i е 6 1
<р_ 60 Пр. в.
6.4.5.
При обработке коротких деталей:
--------—т------ «6 29,6 - - - сек.
2,03- f f ° g 1
Привод механизмов револьверного суппорта
Вращение на шлицевой вал револьверного суппорта передается от муфты вспомогательного вала через шестерни246^88, соединенными двумя промежуточными шестернями. Муфта включается ригелями Р3 распределительного вала, а отключается автоматически, после совершения ею двух оборотов, при этом на нее должен воздействовать кулачок, имеющий один вырез.
Лист no докум. подп. аата
Стр.
1Е140П.0.00.000РЭ
ba два оборота муфты одновременно производятся:
- переключение револьверной головки мальтийским механизмом;
- отвод и подвод револьверного суппорта кривошипным механизмом;
- разжим и затяжка револьверной головки;
- расфиксация и фиксация головки.
Продолжительность этих операций:
При обработке длинных деталей:
Т - ®0 60 _ т рр,.
х ~ ПьГвУчС'-z8S'" Z"9i' “ 12U"3U”2U"4U------1 сеж
zW z9CF z92 ЗСГ 40 40
при обработке коротких деталей:
Т " Т5и"30'"20----ЯГ = 0,8 сеХ
3U 40 40
При необходимости отвода к подвода суппорта без поворота револьверной головки - кулачком Кд-г, предварительно выключается муфта мальтийского механизма. Пели теперь включить муфту вспомогательного вала, то будет работать только кривошипный механизм.
Перед остановкой револьверного суппорта в отведенном положении кулачок перемещает муфту с кулачками на валу ХУ1 вправо и против рычага включения муфты вспомогательного вала встает кулачок с двумя вырезами. Теперь при включении муфты вспомогательного вала она coir^LBiT один оборот и кривошип остановится в сложенном положении, продольное перемещение револьверного суппорта производится через рычажную систему от дискового кулачка Кд-с поперечного распределительного вада.
С..-1.0. ловитель деталей
-оток ловителя деталей вводится взону падения летали под действие!;, пружины. Возврат лотка производится от кулачка Кд^, установленного на поперечном распределительном валу.
Стр.
1Е140П.О.ОО.ОООРЭ
uiH. Лист у: досун Педл.
Ukt.n'twffji. Родп. и дйто &3 он иЖ^'Мл, /7одл. и до гл о
M.v'nod/i, рд#* идд/па L&zaWИ идаяд
6*4.7. Предохранительные устройства
Шестерня 42 привода вспомогательного вада соединена с валом через предохранительную муфту. При перегрузках муфта воздействует на конечный выключатель и останавливает автомат.
На продольном червячном валу ХП предусмотрена муфта предельного момента, отключающая вал ХП при перегрузках в цепи подачи.
Оси роликов привода суппортов снабжены двумя канавками, облегчающими срезание осей при перегрузках.
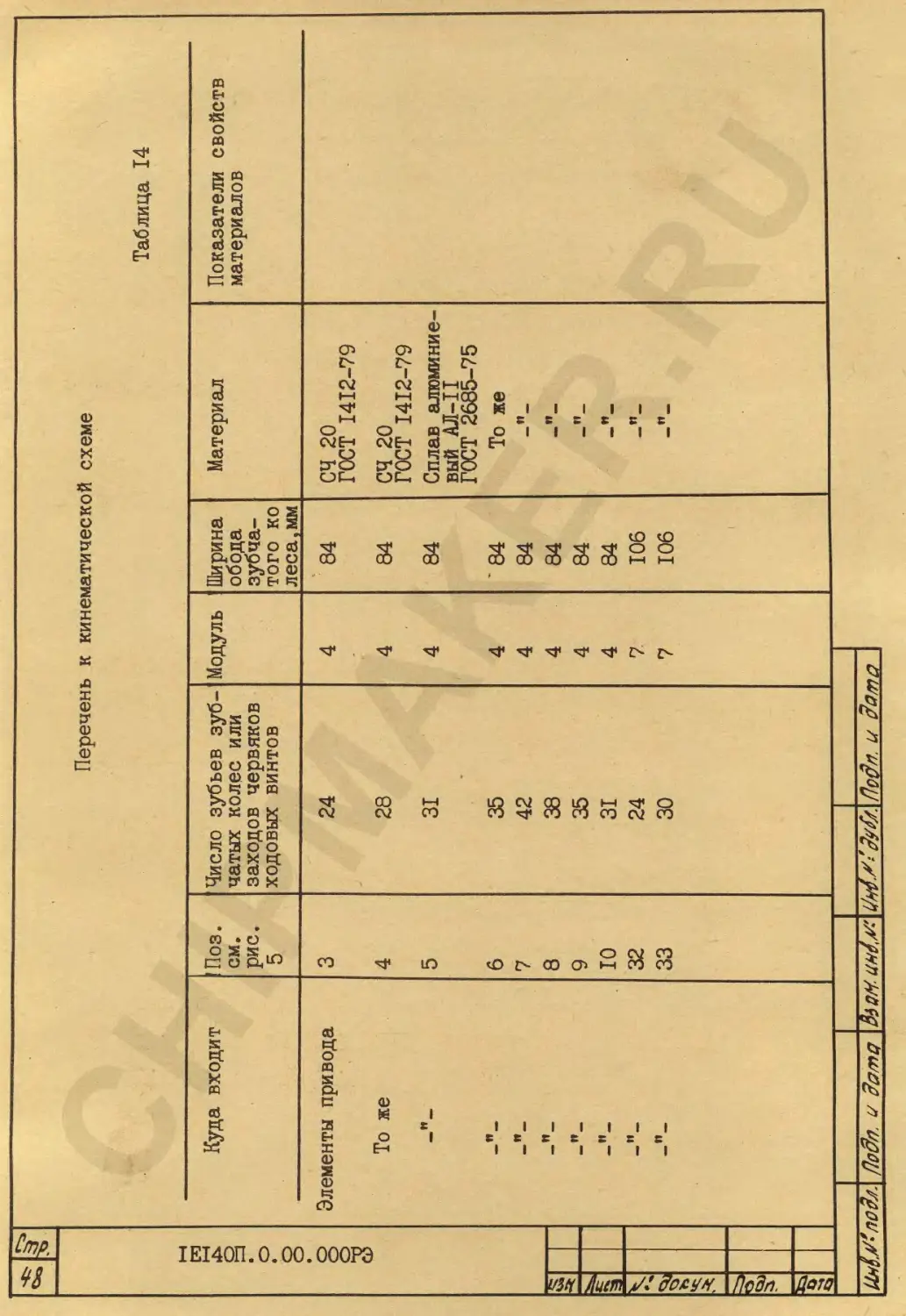
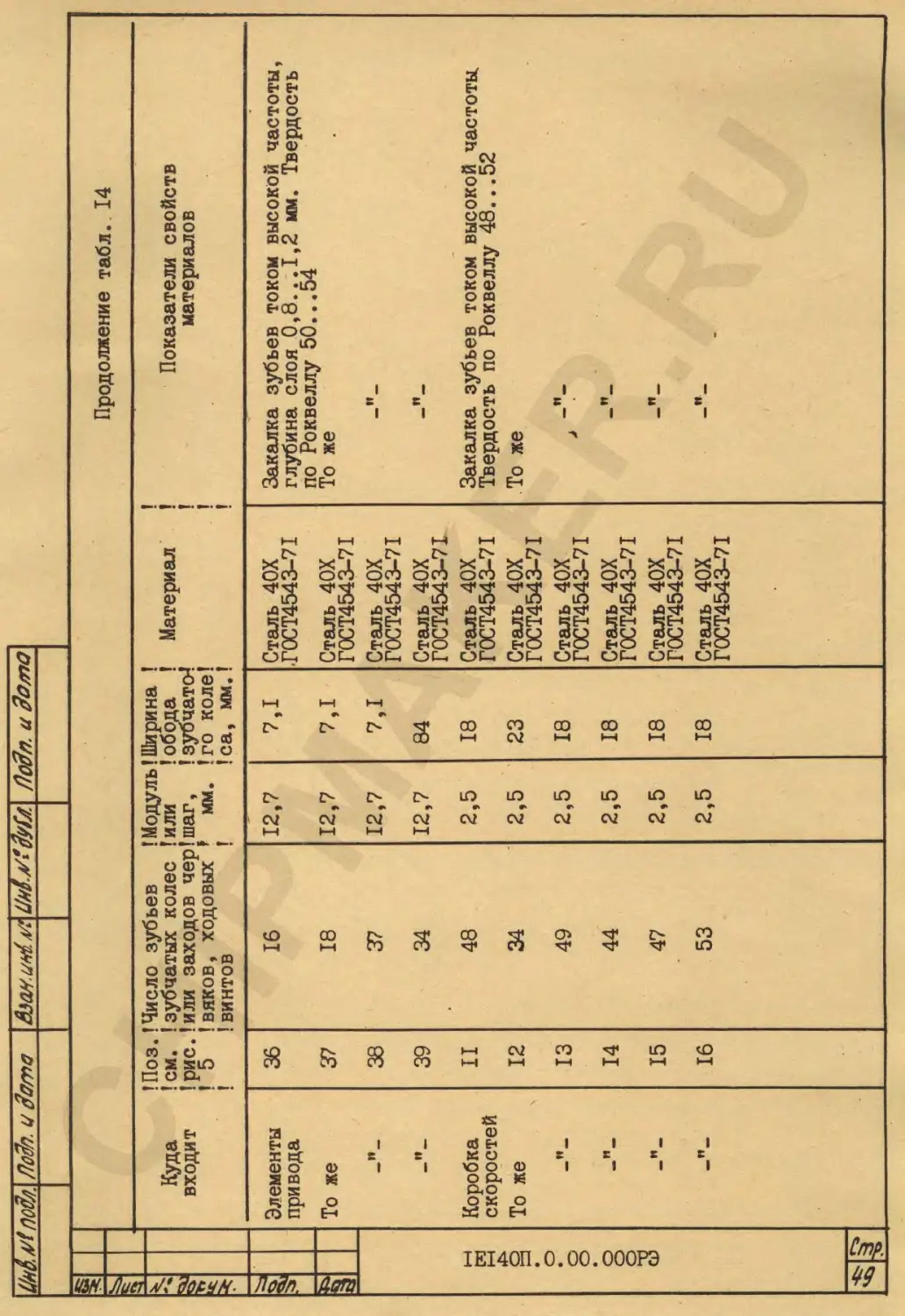
В табл. 13 и 14 указан перечень к кинематической схеме.
1Е140П.О.ОО.ОООРЭ
Ин1. л/' под/. I Подп. и дота Сзон- индл/\ UhC дуб/. ~Лодп. и дата
Стр.
46
иьн Лист X' досун ~Лодп
Перечень кулачков и ригелей
Таблица 13
№ по схеме
Наименование
К1
г'2
К3
К4
К5
Подача
Подача
Подача
Подача
Подача
переднего продольного суппорта.
переднего поперечного суппорта.
заднего суппорта.
переднего вертикального суппорта.
заднего вертикального суппорта.
Urf MfrO&fiX подл, и &Q/t>q I fee?* А/ пс&л. I /к&г>- l, &?s?tq
К8 К9
К10 кп К12 К13 К14 К15 К16
К17
К18
К19
К20
Р1
Р2
рз
Р4
прутка.
Отключение автомата при окончании прутка.
Зажим прутка.
Включение 1/2 оборота вала барабанов.
Включение I оборота вала барабанов.
Отвод качающегося упора.
Отвод ловителя деталей.
Включение 1/2 оборота кривошипа револьверного суппорта.
Включение I оборота кривошипа револьверного суппорта.
Подача
Подача револьверного суппорта.
Подготовка к включению 1/2 оборота кривошипа револьверного суппорта.
Разобщение муфты привода переключений револьверной головки.
Выведение фиксатора револьверной головки.
Затяжка - освобождение револьверной головки в автоматическом цикле.
Затяжка - освобождение револьверной головки вручную.
Включение муфты вспомогат. вала. Подача и зажим прутка.
Включение муфты вспомогат. вала. Переключение револьверной головки.
Переключение командоаппарата.
Включение счетчика цикла
ntfn. Hara
1Е140П.0.00.000 РЭ
Стр.
47
Перечень к кинематической схеме
Таблица 14
га
S о о Куда входит
I $ о о о 3 Элементы привода То же — и — _Н_ _w_ _ п_
Поз. см. рис. 5 Число зубьев зубчатых колес или заходов червяков ходовых винтов Модуль
3 24 4
4 28 4
5 31 4
6 35 4
7 42 4
8 38 4
9 35 4
10 31 4
32 24 7.
33 30 7
Ширина обода зубчатого ко леса,мм
84
84
84
'84
84
84
84
84
106
106
Материал Показатели свойств материалов
СЧ 20 ГОСТ 1412-79
СЧ 20 ГОСТ 1412-79 Сплав алюминиевый АЛ-II ГОСТ 2685-75 То же и _п_
flofr. с/ Яятр i/trfS'Mf. Подп. г/ дата
\М.л/1гА Мп. и дата Urf.ArtfyU flodn. и дата
а Продолжение табл., 14
1 1
?Поз. Куда !см. входит !рис. i Число зубьев !Модуль!Ширина ! ! зубчатых колес !или !обода ! Материал ! Показатели свойств или заходов чер!шаг, ’зубчатой ! материалов вяков, ходовых * мм. !го коле! винтов ! !са, мм.! !
i i Элементы привода То же И_ Коробка скоростей То же и — 36 37 38 39 II 12 13 14 15 16 16 18 37 34 48 34 49 44 47 53 12,7 12,7 12,7 12,7 2,5 2,5 2,5 2,5 2,5 2,5 7,1 7,1 7,1 84 18 23 18 18 18 18 Сталь 40Х •Г0СТ4543-71 Сталь 40Х Г0СТ4543-71 Сталь 40Х Г0СТ4543-71 Сталь 40Х Г0СТ4543-71 Сталь 40Х Г0СТ4543-71 Сталь 40Х Г0СТ4543-71 Сталь 40Х Г0СТ4543-71 Сталь 40Х Г0СТ4543-71 Сталь 40Х Г0СТ4543-71 Сталь 40Х Г0СТ4543-71 Закалка зубьев током высокой частоты, глубина слоя 0,8...1,2 мм. Твердость по Роквеллу 50...54 То же _н_ _п_ Закалка зубьев током высокой частоты. Твердость по Роквеллу 48...52 То же _п_ < _н_ _и_ _н_
w £ S о о о о о о 3
'*> 4i . 1
S5 t
Продолжение табл. 14.
! ! Число зубьев ! ’Ширина ! !
Куда входит ! Поз. ! зубчатых колес ! Шодуль !обода зуб-! Материал ! Показатели
! см,рис.! или заходов ! или шаг,!чатого ко-! ! свойств
! 5 ! червяков, хо- ! мм. !леса, мм ! ! материалов
t ч ! ! довых винтов ! ! ! !
4 C ь. □ Коробка скоростей 17 57 2,5 18 Сталь 40Х Закалка зубьев то-
H • ГОСТ 4543-71 ком высокой часто-
о • ты, твердость по
о Роквеллу 48...52
о • То же 18 23 2,5 18 Сталь 40Х
о о ГОСТ 4543-71 То же
о
43 19 27 - 2,5 18 Сталь 40Х
ГОСТ 4543-71
20 31 2,5 18 Сталь 40Х
ГОСТ 4543-71
21 35 2,5 18 Сталь 40Х
ГОСТ 4543-71
22 49 2,5 17 Сталь 40Х
— ГОСТ 4543-71
T< — 23 31 2,5 20 Сталь 40Х
r ГОСТ 4543-71
4 24 46 2,5 16 Сталь 40Х
ГОСТ 4543-71
§ 25 33 2,5 20 Сталь 40Х
ГОСТ 4543-71
rs 26 35 2,5 20 Сталь 40Х
ГОСТ 4543-71
I
Унд^'подл Поди и дата Ньом.индж Uni. д'д'/fa Подп. и дат а
го
1Е140П.0.00.ОООРЭ
1 5
Эр м
* Продолжение табл. 14
Куда входит Поз. Число зубьев Модуль Ширина Материал Показатели свойств материа-
см. рис. 5 зубчатых колес или заходов червяков, ходовых винтов или шаг, мм обода зубчатого колеса, мм лов
Вал вспомогательный 40 26 2 16 Сталь 40Х ГОСТ 4543-71 Закалка зубьев током высокой частоты глубина слоя 1,5...2,0 мм твердость по
То же 41 26 2 16 Сталь 40Х ГОСТ 4543-71 Роквеллу 48...52
ft 42 90 2 16 Сталь 45 ГОСТ 1050-74 Закалка зубьев током высокой частоты глубина слоя 5,5...6,0 мм твердость по Роквеллу 48...52
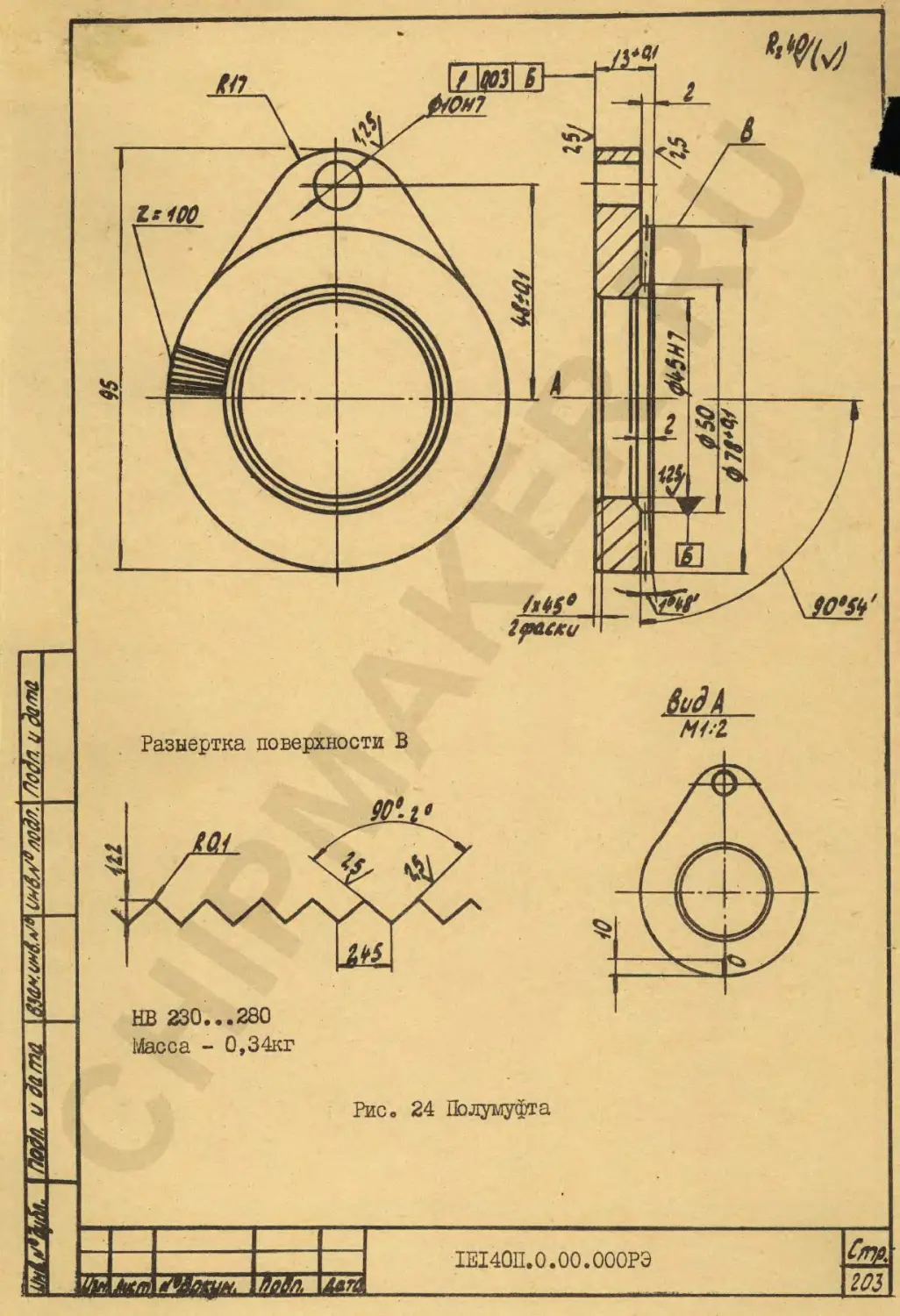
_!1 43 36 2 20 Сталь 40Х ГОСТ 4543-71 Твердость по Бринелю 240...280
If 46 30 2 24 Сталь 40Х ГОСТ 4543-71 То же
If 47 36 2 13 Сталь 40Х ГОСТ 4543-71 If
48 35 2 16 Сталь 4UX ГОСТ 4543-71
Коробка подач 49 25 2 16 Сталь 40Х ГОСТ 4543-71 Закалка зубьев током высоко$ частоты глубина слоя 0,8...1,0 мм твердость по Роквеллу 50...54
То же 50 26 2 16 Сталь 40Х ГОСТ 4543-71 То же
Unit* ло9л. Подп и дата faa/v unit* **fa h.
Uh6 у! подл Подп. и дата £>ьон. индл/! 'МЛ. Рода, и Зато
§
|"'Г|
>
1
я
1Е140П.О.ОО.ОООРЭ
is |Г
Продолжение табл. 14
1 Куда ! входит | Поз.’Число зубьев см. !зубчатых колес ’ рис.!или заходов чер! Модуль!Ширина Материал Показатели свойств материалов
или шаг, ! мм. ’ ! обода зубчато! го коле' са, мм.
5 ! ! вяков, ХОДОВЫХ ! винтов !
Коробка подач 51 58 2 16 Сталь 40Х Г0СТ4543-71 Закалка зубьев током высокой частоты глубина слоя 0,8...1,0. Твердость по Роквеллу 50...54
То же 52 21 2 16 Сталь 40Х Г0СТ4543-71 То же
Л 53 22 2 16 Сталь 40Х Г0СТ4543-71 Твердость по Бринелю 230...280
_м_ 54 23 2 16 Сталь 40Х Г0СТ4543-71 То же
55 24 2 16 Сталь 40Х Г0СТ4543-71 _п_
_П_ 56 25 2 16 Сталь 40Х Г0СТ4543-71
57 26 • 2 16 Сталь 40Х Г0СТ4543-71
58 27 2 16 Сталь 40Х Г0СТ4543-71 _н_
_н_ 59 28 2 16 Сталь 40Х Г0СТ4543-71
60 29 2 16 Сталь 40Х Г0СТ4543-71 1» (.
У!
1Е140П.
о
о о •
о 8
CD
I
i?
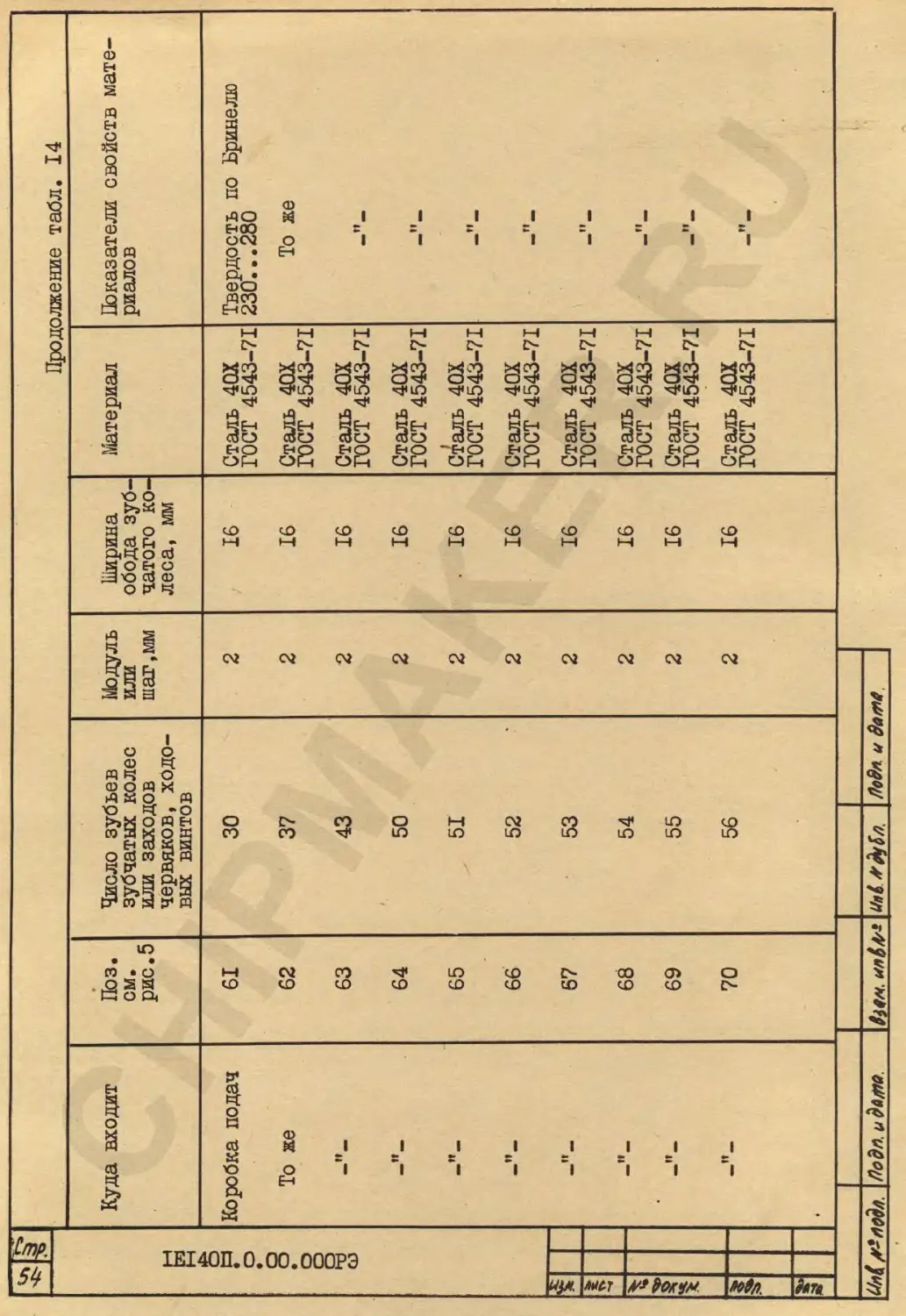
Продолжение табл. 14
Куда входит Поз. см. рис. 5 Число зубьев зубчатых колес или заходов червяков, ходовых винтов Модуль или шаг,мм Ширина обода зубчатого колеса, мм Материал Показатели свойств материалов
Коробка подач 61 30 2 16 Сталь 40Х ГОСТ 4543-71 Твердость по Бринелю 230...280
То же 62 37 2 16 Сталь 40Х ГОСТ 4543-71 То же
63 43 2 16 Сталь 40Х ГОСТ 4543-71 п
e1f ~ 64 50 2 16 Сталь 40Х ГОСТ 4543-71 II
65 51 2 • 16 Сталь 40Х ГОСТ 4543-71 II
_п_ 66 52 2 16 Сталь 40Х ГОСТ 4543-71 Г!
67 53 2 16 Сталь 40Х ГОСТ 4543-71 II
ft 68 54 2 16 Сталь 40Х ГОСТ 4543-71
п
69 55 2 16 Сталь 40Х ГОСТ 4543-71 м
70 16 Сталь 40Х ГОСТ 4543-71
56 2 Г1
•
ПоЬп. и дй/по. «лЬл/* Unl mdytn. додл и дате
Цн/^ПОдЛ Мл. и дата UHf.A/fdyfr. Мп. с/ fo/va
1 Продолжение табл. 14
tn ft- f П'..—...» t 1
> I Куда входит ! iiuo. ! чиили ауиьев ' мидуль• ширипа. • ' !см. ’зубчатых колес !или ’обода ’ Материал ’ Показатели свойств !рис.’или заходов чер4шаг, ’зубчато’ ’ материала ! 5 !вяков, ходовых ! мм. ’го коле’ ’ ! ’винтов ! !са, мм ! ’
1 Коробка подач То же м н Валы распределительные То же н _ft — ft 71 72 73 74 75 76 77 78 79 80 57 58 59 21 30 75 I 29 29 I 2 2 2 2 2 2 3,5 3 3 3,5 16 16 16 16 20 22 50 18 18 50 Сталь 40Х Г0СТ4543-71 Сталь 40Х Г0СТ4543-71 Сталь 40Х Г0СТ4543-71 Сталь 20Х Г0СТ4543-71 Сталь 40Х Г0СТ4543-71 Сталь 45 Г0СТ1050-74 Сталь 20Х Г0СТ4543-71 Сталь 45 • Г0СТ1050-74 Сталь 45 Г0СТ1050-74 Сталь 20Х Г0СТ4543-71 Твердость по Бринелю 230...280 То же ft Закалка зубьев током высокой частоты глубина слоя 1.0...1,5 мм. Твердость по Роквеллу 58...&2 Закалка зубьев током высокой частоты глубина слоя 0,8...1,0 мм. Твердость по Роквеллу 50...54 Твердость по Бринелю 230...260 Закалка витков током высокой частоты глубина слоя 0,6...0,8 мм. Твердость по Роквеллу 56...62 Твердость по Бринелю 230...280 То же Закалка витков током высокой частоты глубина слоя 0.6...0,8 мм. Твердость по Роквеллу 56...о2
f
1Е140П.0.ОО.ОООРЭ
У*
Продолжение табл. 14
Куда входит Поз. см. рис. 5 Число зубьев зубчатых колес или заходов червяков, -ходовых винтов Модуль или шаг, мм Ширина обода зубчатого колеса, мм Материал Показатели свойств материалов
ЮП.О.ОО.ОООРЭ Валы распределительные Станина То же Валы распределительные Станина То же Привод поворота револьверной головки То же 81 82 83 84 85 86 ' 87 88 40 72 72 40 18 60 44 30 3,5 2 2 3,5 2 2 2 2 46 20 20 46 13 10 20 21 БрО5Ц5С5 ГОСТ 613-79 Сталь 40Х ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 ВрО5Ц5С5 ГОСТ 613-79 Сталь 40Х ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 Твердость по Вринелю 230;..280 То же Твердость по Вринелю 230...280 г То же Закалка зубьев током высокой частоты глубина слоя 0,8...1,0 мм твердость по Роквеллу 48...52 То же Твердость по Вринелю 230...280 То же
0
1 Суппорт револьверный То же 89 90 20 40 2 2 14 14
'j г
к Ж ж
Лодп и дата Uni V'fyb/L Подпидата
\Unl.M*nodA, flofr. и с?о то
1
1 Продолжение табл. 14
в
’ Поз.!Число зубьев ’ Модуль!Ширина ! !
Куда ’ см. ’зубчатых колес ’ или ’обода ! Материал Показатели свойств
входит ’ рис.’или заходов чер’ шаг, ’зубчато-! ’ материалов ’ 5 ’вяков, ходовых ’ мм. !го коле-! ’ ! ’винтов ’ !са, мм ! ’
& I IX £ S о о о о с о 3 » |ъ Суппорт ре- 91 40 вольверный То же 92 40 Качающийся 93 146 упор сектор То же 94 20 Коробка ско- 100 47 ростей То же 101 51 102 55 103 25 104 29 105 33 л 2 2 2 2 2,5 2,5 2,5 2,5 2,5 2,5 9 Сталь 40Х Г0СТ4543-71 9 Сталь 40Х Г0СТ4543-71 22 Сталь 45Л-П Г0СТ977-75 24 Сталь 40Х Г0СТ4543-71 18 Сталь 40Х Г0СТ4543-71 18 Сталь 40Х Г0СТ4543-71 18 Сталь 40Х Г0СТ4543-71 18 Сталь 40Х Г0СТ4543-71 18 Сталь 40Х Г0СТ4543-71 18 Сталь 40Х Г0СТ4543-71 • t Твердость по Бринелю 230...280 Закалка зубьев током высокой частоты глубина слоя 0,8...1.2 мм. Твердость по Роквеллу 50...54 Твердость по Бринелю 230...280 Закалка зубьев током высокой частоты глубина слоя 1,5...2,0 мм Твердость по Роквеллу 48...52 То же _п_ _н_ н_ »
6.5. Основание
Основание выполнено в виде коробчатого сечения. На верхней плоскости основания устанавливается и крепится шпильками станина. К левой стенке основания крепится электродвигатель главного привода.
Основание имеет шесть карманов с отверстиями для фундаментных и отжимных болтов.
Вертикальными стенками основание разделено на несколько отсеков. На левом торце основания имеются окно и платик для установки коробки скоростей, расположенной внутри левого отсека. Внутри отсека на специальных штырях хранятся сменные шестерни коробки скоростей. Доступ к сменным шестерням производится через окно с фасадной стороны.
Прилегающий к левому торцу отсек основания служит резервуаром для масла. Емкость резервуара 40 литров.
Кроме того, с задней стороны левого отсека имеется полость для установки сменных шкивов на валу двигателя.
Нижняя часть среднего отсека служит резервуаром для охлаждающей жидкости. Емкость резервуара НО литров. Очистка резервуара от грязи производится через окно на правой стенке основания, закрытое крышкой.
В правом заднем углу основания крепится блок охлаждения, состоящий из электронасоса ПА-45 для подачи охлаждающей
жидкости.
Отр 58
1Е140П.0.ОО.ОООРЭ
UhI. л/!по5л Подп. и дота ~8зом. дуй. 51о5п. и
От отработанной охлаждающей жидкости зона насоса отделена вертикальным ребром.
На задней стенке основания расположен указатель уровня охляжпающяй
жидкости
Свободная от верхних платиков площадь образует внешнее корыто и служит для сбора стружки и охлаждающей жидкости. В передней части корыта имеется окно для слива охлаждающей жидкости. В окне установлены решетчатое полотно и отстойник в виде съемного короба.
В пространстве
между платиками под установку станины размещает-
ся транспортер для
удаления стружки.
6.6. Станина
и распределительные валы Рис.
6,7.8t9
Станина представляет собой L - образную отливку коробчатого сечения. Узел установлен
на верхнем платике основания автомата и
\По5п-и дата Wh( >Vl ctyfy | /7 Offset и tone
закреплен на нем шпильками.
Сверху на станине устанавливаются шпиндельная бабка, поперечные и револьверный
Слева - на
суппорты.
станине устанавливаются командоаппарат и счетчик - коробка подач.
циклов, справа
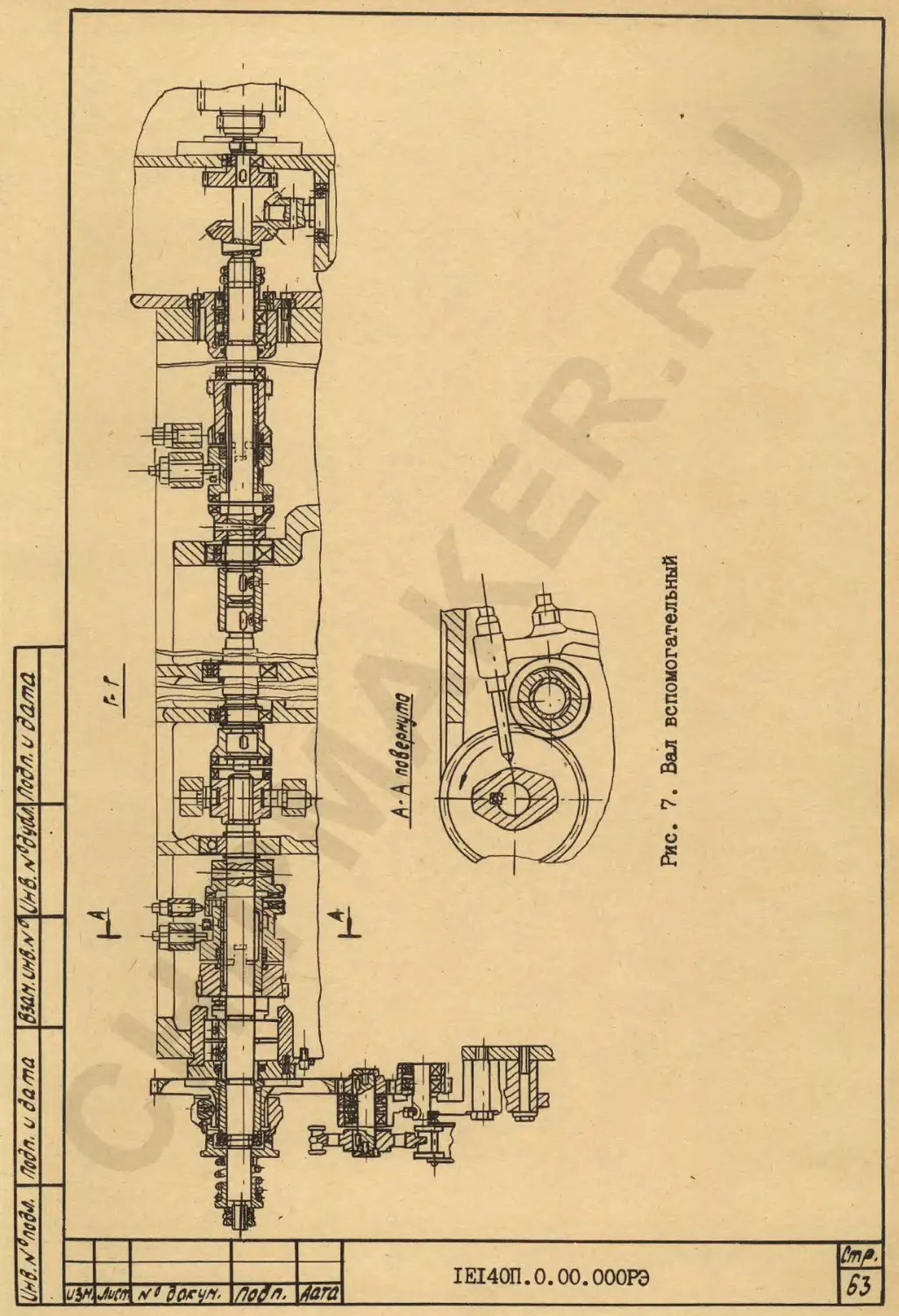
В станине на подшипниках качения установлены: вспомогательный вал, промежуточный вал, вал барабанов, два червячных вала, соединенные между собой конической зубчатой передачей
(L = 1:1),поперечный и продольный распределительные валы.
Вспомогательный вал установлен на задней стороне станины. С левой
стороны он несет шестерню, на которую передается вращение от электродвигателя главного привода через трензель и предохранительную муфту, отключающую шестерню при перегрузках. Далее на вспомогательном валу
Стр,
59
1Е140П.0.00.000РЭ
расположены: шестерня привода вала барабанов, муфта привода вала барабанов,
части от
головки,
управляемая вручную муфта для отключения левой (ведущей) правой (ведомой), муфта привода переключения револьверной шестерня привода переключения револьверной головки; коничес-
кая шестерня, связанная с маховиком, шестерня привода коробки подач.
На промежуточном валу размещены: промежуточная шестерня, кулачок качающегося упора и кулачки отвода рычага муфты.
На левой части вала барабанов находится барабан подачи материала
и диск с накладным кулачком, дающим команду на остановку автомата с открытой цангой при окончании прутка.
На правой части вала барабанов находится шестерня привода вала барабанов и барабан зажима материала.
На продольном распределительном валу размещены: барабан переключения командоаппарата, ригельный барабан переключения револьверной головки, ригельный барабан включения подачи и зажима материала, червячная шестерня привода распределительного вала, блок сменных кулачков подачи поперечных и вертикальных суппортов и барабанный кулачок
подачи продольного суппорта*
При переходе ролика с кривой подъема на кривую спада изменяется направление момента на кулачке. При повышенных люфтах в червячных передачах это вызывает неустойчивую работу суппортов.
Для уменьшения люфта червяки выполнены с переменной толщиной
витка, а зазор ликвидируется смещением червяка вдоль его оси.
Поперечный распределительный вал несет: кулачок подачи револьвер
ного суппорта, червячную шестерню привода поперечного распредвала, кулачок привода ловителя, ригельный барабан останови! револьверного
суппорта в отведенном положении и расцепления мальтийского механизма (при применении узла 1Е140П.5.36.000).
На продольном червячном валу, кроме червяков и конической шестерни, расположена предохранительная муфта (аналогичная муфте на вспомоге
1Е140П.0.00.000РЗ
им Лист л/i док. ин Подп ^ата_
оиоор п ироу i/vywHOty ouJop upojj rpoU :/гднп
Стр.
50
Wfa. I Zfafo • “ I 1I /Icd/TtS &0fl7Q
тельном валу), предохраняющая механизмы автомата от перегрузок.
Для отвода и подвода револьверного суппорта без поворота револьверной головки имеется специальный механизм, расположенный сзади автомата Кулачок па ригельном барабане поперечного распределительного вала воздействует на рычаг и поворачивает планку, разобщающую муфту мальтийского механизма. Если теперь включить муфту вспомогательного вала, то произойдет проворот только кривошипного механизма, без поворота револь верной головки.
Для остановки револьверного суппорта в отведенном положении кулачок Kj£ перемещает кулачки К^3 и Kj4 относительно рычагов, несущих пальцы муфты и фиксатора. Если теперь включить муфту вспомогательного вала, то она совершит вместо двух оборотов - I оборот, а вал кривошипа 1/2 оборота, и суппорт будет отведен назад на величину удвоенного радиуса кривошипа. Револьверная головка при этом не поворачивается. .
В зоне расположения барабана подачи материала установлено устройство для остановки автомата при окончании прутка. Работа этого устройства происходит следующим образом. Если в процессе отхода подающей цанги назад она соскользнет с прутка, то под действием пружины поворачивается рычаг подачи и ролик западает в карман кривой барабана подачи, воздействуя на промежуточный рычаг. После того, как барабан повернется в положение, соответствующее открытию зажимной цанги, выступ накладного кулачка отклоняет рычаг в крайнее положение. Нажимаете# конечный выключатель При этом отключается электродвигатель привода шпинделя и вспомогательного вала, одновременно с этим вся система привода вспомогательного вала тормозится встречным включением электромуфт коробки скоростей. Автомат останавливается с открытой зажимной цангой.
Передача вращения на шлицевой валик револьверного суппорта осущест-о вляется через вспомогательный вал и шестерни механизма поворота револь верной головки.
Аист no GctzvM,
1Е140П.0.00 ОООРЭ
М^подл \Подп. с/да/па бзам.и/М.л/* /7одл. и да.т.а
бзан. и дата
Цн8^епод^ \Лодл. и дата
ида/ла 1/fa/ла
M.Jfyodti. /7ода v efa/na /7ofa vfa/na
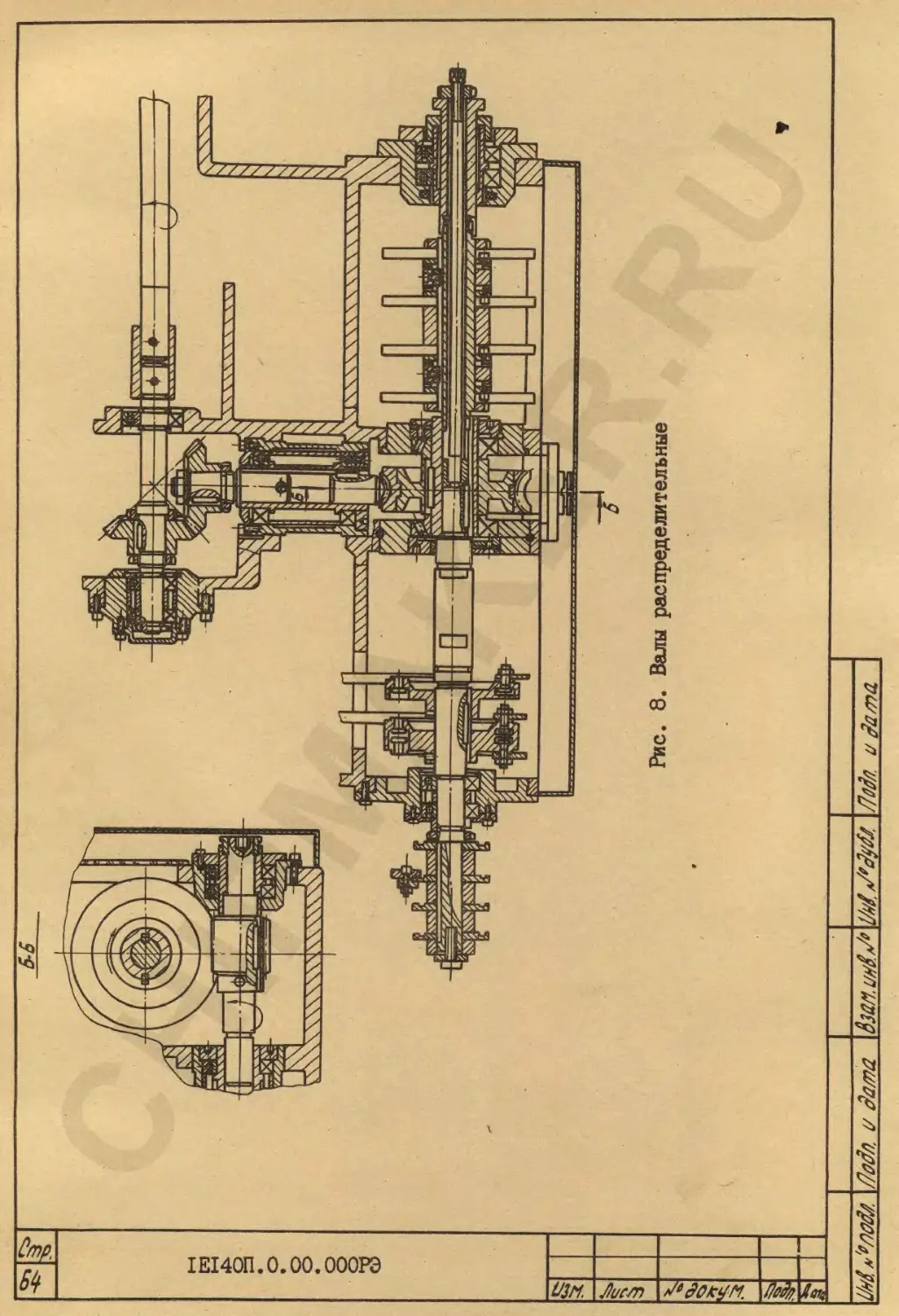
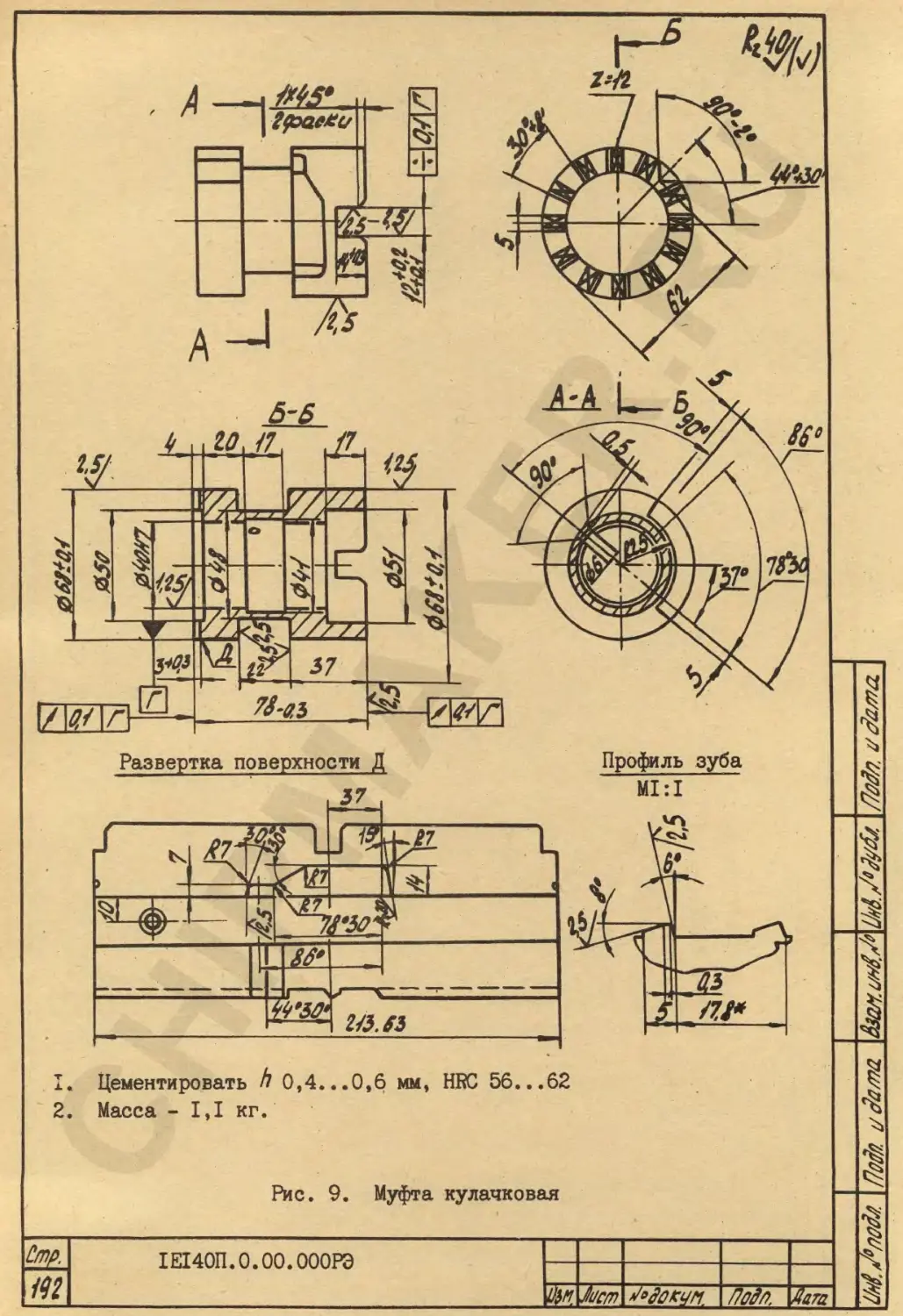
Рис. 9. Валы распределительные
Команда на переключение револьверной головки, на зажим и подачу прутка передаются от ригельных барабанов продольного распредвала через систему рычагов и тяг.
На передней стенке станины расположен лоток, улавливающий готовые детали. Подвод лотка под деталь осуществляется от пружины. Возврат в исходное положение осуществляется кулачком через систему рычагов и тяг. Л
Смазка механизмов узла производится от системы централизованной смазки.
6.7. Коробка подач
Коробка подач заключена в литой корпус, который прифланцован
к правому торцу станины.
Привод коробки подач производится от шестерни вспомогательного вала. Выходная шестерня коробки подач связана с шестерней червячного вала в станине автомата.
Коробка подач имеет два режима включения: рабочее вращение и
ускоренное вращение распределительного вала.
При рабочем вращении распределительного вала муфта обгона заклинена. На свободных концах валов коробки подач установлены три пары
сменных шестерен. Основной набор сменных шестерен состоит из 28 штук. Еще 10 шестерен поставляются за дополнительную плату.
Для получения ускоренного вращения распределительных валов,, от командоаппарата выдается команда на включение электромагнитной муфты ЭТМ-074. Муфта обгона при этом освобождается.
Смазка узла осуществляется от централизованной системы через отверстия в валах. Смазка втулок сменных шестерен - через пресс-мас
ленки.
ВНИМАНИЕ !
При наладках со временем цикла 13,7 сек (II сек. при обработке коротких деталей) и менее - включение ускоренного вращения распределительных валов НЕ ДОПУСКАЕТСЯ
1Е140П.0.00.000РЭ
ИМ у!мг доым, ricdn, \йага
Цн1. iJl/юдл Псдп. и дата бмн.ин^ Мл. Ло&л- и дата
Стр.
6S
УШУрЛ'УрСЦ
Рис..II
Рабочее вращение Ускоренное вращение
распределительного вала распределительного вала
6.8. Коробка скоростей (Рис. 12)
Унифицированная коробка скоростей AKC-206-63-II размещена в основании в левой его части.
Привод коробки скоростей осуществляется от электродвигателя, установленного на основании - через плоскозубчатую ременную передачу со сменными шкивами. Максимально допустимый момент на шпинделе -- 25 кгм (для автомата 1Е140Л) и 13 кгм (для автомата IEI251I).
Коробка скоростей обеспечивает 6 автоматических скоростей попарным включением электромуфт.
При работе на нормальном диапазоне имеется возможность получения 4-х левых и 2-х правых скоростей вращения шпинделя, при работе на "перевернутом" диапазоне - 4-х правых и 2-х левых. Кроме того, коробка скоростей позволяет получить торможение шпинделя и освобождение шпинделя при работающем электродвигателе главного привода.
Схемы включения коробки скоростей для получения указанных вариантов - см. рис. 13, 14, 15, 16, 17, 18, 19, 20.
Смазка коробки скоростей осуществляется от смазочного блока, установленного в основании автомата.
Ьпр 1Е140П.О.ОО.ОООРЭ
Лист а/1 д(ШК. Поди 4ою
Цик л/'/Л Мп. и дота Вьонинк.Ж Мп. и дата
0зами*в. v9 ида/»а
и дй/пй
Привод шпинделя
Рис. 13. Левые обороты шпинделя, четвертая скорость (высокая)
Рис. 14. Левые обороты шпинделя, третья скорость
1Е140П.0.ОО.ОООРЭ
UiH
1. flodf). Дата.
Привод шпинделя
V Ж
Q Q Q
u-ulirt* X
X
Звездочка привода вспомогательного вала
Q ЯИ О U О
Q Q
Рис. 15. Левые обороты шпинделя, вторая скорость
Рис. 16. Левые обороты шпинделя, первая скорость (низкая)
Стр
7/
1Е140П.О.ОО.ОООРЭ
Привод шпинделя
Рис. 17. Правые высокие обороты шпинделя
Рис. 18. Правые низкие обороты шпинделя
1Е140П.0.00.000РЭ
11зп\Лис/л\^\/1одг), \Цатй
ЦнЫ'рЛ \ПоЗп, i/fama. \Ьзап.инГАМ.^од^\Подп, и дата
Стр,
72
Крутящий момент от шпинделя
Звездочка привода вспомогательного вала
Рис. 19. Торможение шпинделя
(используется при необходимости обрабатывать невращающуюся заготовку)
Рис. 20. Освобождение шпинделя (используется при необходимости произвести делительный поворот шпинделя)
IEI40H.0.ОО.ОООРЭ
6.9. Револьверный суппорт (Рис. 21)
Револьверный суппорт скомпонован в корпусе, скользящем по направляющей, закрепленной на станине. Посадка корпуса на направляющей осуществляется подписными планками и клином*
В переднем отверстии корпуса располагается револьверная головка, базирующаяся одновременно на торец и конус. Подшипником скольжения для головки является цилиндрическая втулка.
При работе головка затянута на конус и торец кулачковой муфтой с силой 350 кгс. Муфта получает вращение от кулака, установленного на валу поводка. Перед поворотом головки происходит ее разжим и расфикса ция.
От вспомогательного вала движение передается через шестерни привода поворота револьверной головки на шлицевой вал. Через коническую пару и пару цилиндрических шестерен движение передается на вал поводка мальтийского диска. Кроме поводка на этом валу находится кулачок затяжки револьверной головки и кулачок фиксатора. При разжиме происходит отход револьверной головки от торца на 0,1 мм. Отводит головку от торца корпуса пружина, заложенная между центрирующей втулкой и корпусом головки.
Головка имеет 6 или 8 отверстий диаметром 32 или 25 мм (31,75 или 25,4 мм по специальному заказу) для крепления инструментов. Инструменты в головке зажимаются сухарями.
На заднем конце головки между муфтой и гайками закреплен мальтийский диск. Рабочая подача револьверного суппорта осуществляется рычагом подачи через вилку, соединенную с рычагом осью.
Вилка соединяется с шатуном посредством полого винта. Вращением этого винта можно перемещать шатун, а следовательно, и весь суппорт относительно вилки и рычага станины. Таким образом, расстояние между головкой и торцем шпинделя может регулироваться в пределах до 60 мм.
1Е140П.О.ОО.ОООРЭ
Jlutr /d! Зс/сум
Пику С подл Подп. и дата Взан.иидл/\ии6.л/*д!/дл [7одп. и дата
Стр.
14
SSSSSSSSSZZZZZZZZZZZZZZZZZ}
Шатун надевается своей головкой на цапфу кривошипа и через вал кривошипа производит подачу суппорта. Обратный ход суппорта осуществляется за счет усилия пружин, воздействующих на рычаг подачи суппорта. Регулировка натяжения пружин осуществляется специальным винтом, находящимся в рычаге. Для устранения люфтов корпус постоянно притянут к рычагу пружиной. Кривошип вращается во втулке.
На кривошипе закреплена на шпонке коническая шестерня, зацепляющаяся с конической шестерней приводного шлицевого валика.
На ступице конической шестерни свободно сидит цилиндрическая шестерня, имеющая на торце кулачки, которые сцепляются с кулачковой муфтой, сидящей на шпонке вала кривошипа. Полумуфта поджимается к шестерне пружиной.
При переключении револьверной головки кулачковая муфта сцепле
на и движение от кривошипного вала передается шестерне и поводку мальтийского механизма. Поводок состоит из пальца и ролика, входящего
в паз мальтийского диска.
В случае установки в револьверную головку 3-х инструментов (через гнездо) целесообразно поворачивать ее сразу на 120°. Для этого палец с роликом на поводке мальтийского диска ставят в отверстие ”2", во второе отверстие ”2" ставят дополнительный палец с роликом, а щуп, скользящий по кулачку фиксатора, поворачивают на 180°.
При переключении суппорта без поворота револьверной головки рычаги устройства для многократного отвода выводят полумуфту из зацеп ления. Теперь при вращении кривошипного валика цилиндрические шестер
ни не вращаются и, следовательно, головка неподвижна и зафиксирована.
Для того, чтобы шестерни и связанные с ними детали сохраняли
свое положение, в зубья входит фиксатор.
При наладке требуется осуществить поворот, зажим и разжим головки вручную, ьажим и разжим осуществляется поворотом рукоятки, сидящей на оси рычага фиксатора и зажима. Рычаг зажима входит сфери
ческой
1Е140П.0.ОО.ОООРЭ
U5H Лист Л Л до/С УН Подп (1ата
Uni. подл Мп. и дата UhIaS* dyfr Мп. и дата
Стр.
76
/7g^/7 C/04W9
головкой в паз полумуфты зажима, поворачивая ее относительной другой (неподвижной в это время) полумуфты.
Чтобы при автоматическом зажиме полумуфта ручного зажима не провернулась, в рукоятке сделан жесткий фиксатор.
В случае необходимости отвода и остановки револьверного суппорта в крайнем правом положении (например, при подходе руки-переносчика к шпинделю), на барабане поперечного распределительного вала устанавли-»
вается кулачок, воздействующий на свою рычажную систему Если теперь включить муфту вспомогательного вала, то кривошипный вал совершает 1/2 оборота и кривошип останавливается в сложенном положении. Для того, чтобы избегнуть инерционных нагрузок, механизм поворота револьверной головки при этом всегда отключен.
Смазка направляющих осуществляется от централизованной системы смазки под давлением,-смазка механизмов суппорта - масляной ванной, находящейся в резервуаре корпуса.
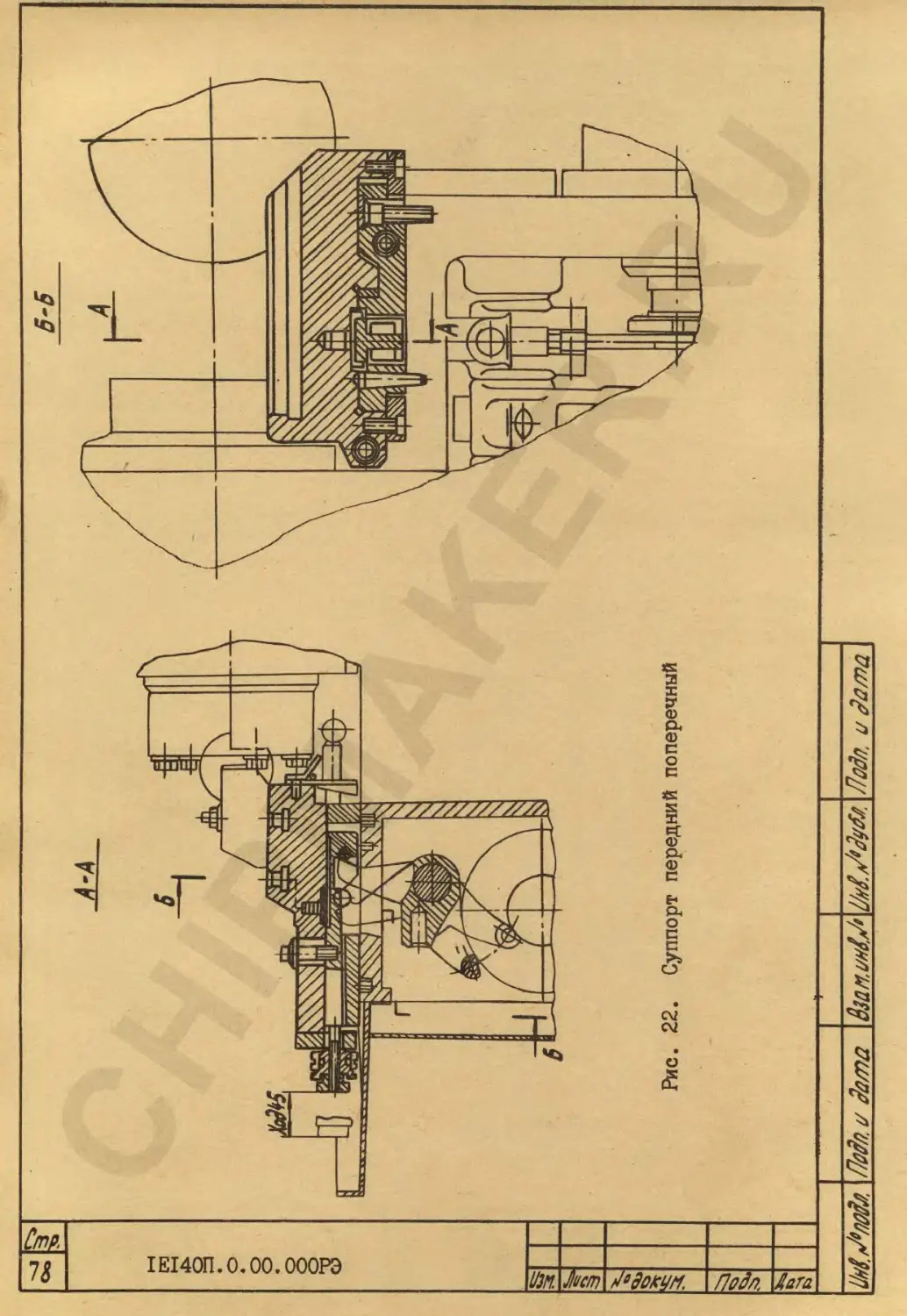
6.10. Передний и задний суппорты (Рис. 22,23)
Передний поперечный (или крестовый) и задний поперечный суппорты размещены на стальных Т-образных направляющих, установленных на верхней поверхности станины автомата перед шпиндельной бабкой.
Перемещения суппортов по направлению к шпинделю осуществляются рычажной системой от кулачков распределительного вала.
Возврат суппортов осуществляется пружинами.
Для ограничения переднего положения суппортов служат упоры.
На верхних плоскостях поперечных суппортов устанавливаются державки, для крепления которых предусмотрены Т-образные пазы.
Регулировка зазора в направляющих поперечных суппортов производится клиньями.
При повороте винта с лимбом на один оборот суппорт перемещается на 1,5 мм относительно упорной тяги. Цена деления лимба - 0,02 мм
Смазка направляющих суппортов производится от централизованной
Узу. /74/<у № Пойл
1Е140П.0.ОО.ОООРЭ
Стр,
77
задний поперечный
системы смазки. Подвод масла к направляющим производится снизу.
Перемещение продольного суппорта вдоль оси шпинделя осуществляется рычагом от барабанного кулачка, расположенного на продольном распределительном валу. Возврат суппорта осуществляется двумя пружинами.
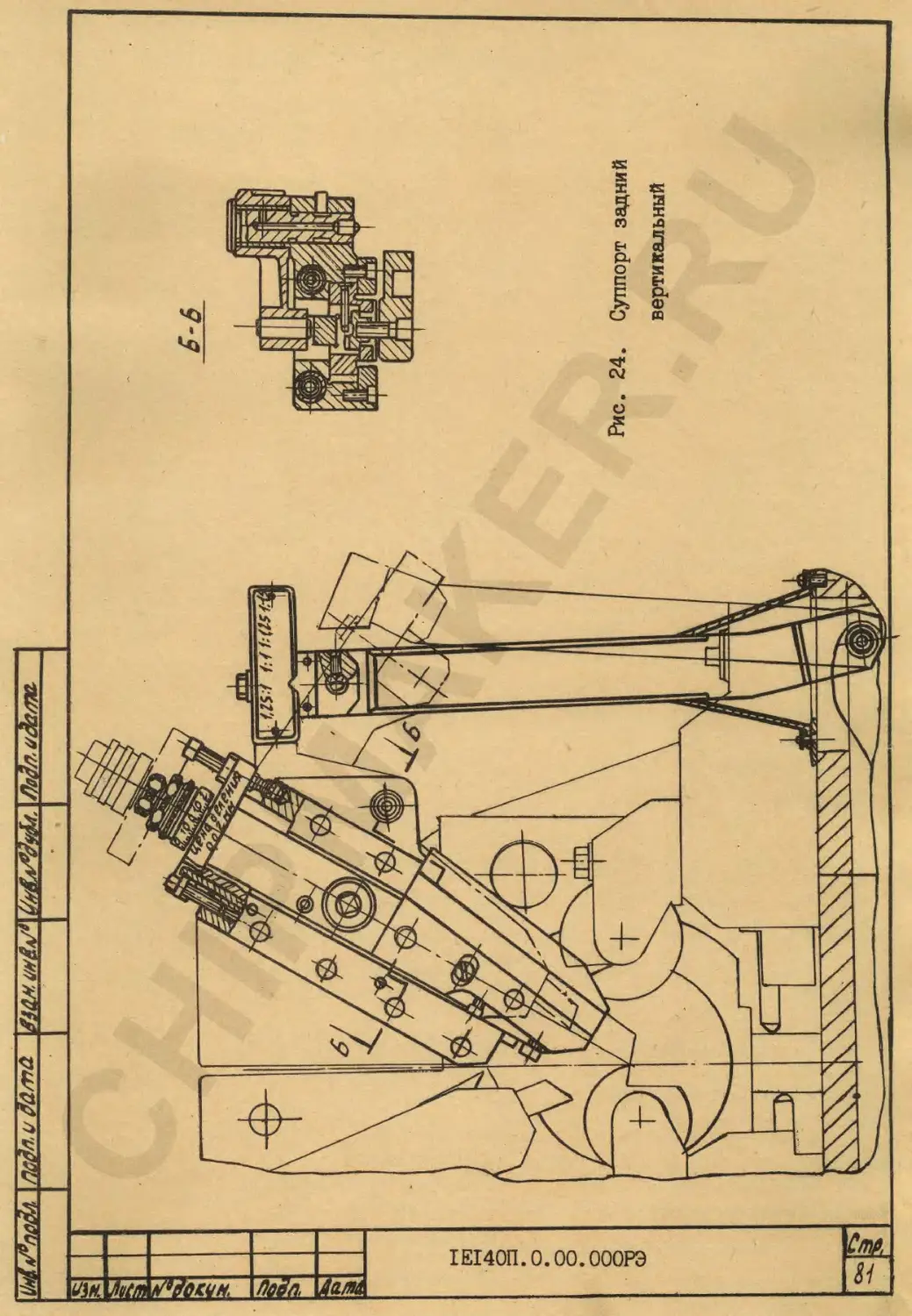
6.II. Вертикальные суппорты
Передний и задний вертикальные суппорты размещены в Т-образных направляющих двух кронштейнов, установленных на верхней плоскости шпиндельной бабки.
Перемещение суппортов по направлению к шпинделю осуществляется рычажной системой от кулачков распределительного вала. Возврат суппор
тов осуществляется пружинами.
Для ограничения переднего положения суппортов служат упоры.
На рифленых поверхностях суппортов установлены державки закрыто го или открытого типа. Каждая державка крепится двумя винтами, которые ввинчены в сухари. Державка закрытого типа может быть перевернута и применена для работы на правых или на левых оборотах.
После ослабления винтов крепления державки могут быть перемеще ны на величину до 6 мм в поперечном направлении относительно суппортов с помощью эксцентриков, что обеспечивает установку резцов но цент--ру изделия. Регулировка зазора в направляющих производится клиньями. Резцы наклонены на величину переднего угла резания (о0) относительно оси суппортов. '
Цена деления лимба -0,02 мм.
Изменение величины подачи регулировкой плеч рычагов возможно в пределах от 1,25:1 до 1:1,5.
Смазка направляющих суппортов производится через пресс-маслен ки.
6.12. Шпиндельная-бабка
Шпиндельная бабка предназначена для подачи, зажима и вращения обрабатываемого прутка. Кроме того, внутри корпуса бабки располага
10
1Е140П.О.ОО.ОООРЭ
у/подл flodn. и Рота \3ion Подл. о i/ama
-цьнуищУ! Зоин \fto3n. хАатц
ется механизм поворота качающегося упора.
В качестве передней опоры шпинделя используется двухрядный ро-лико-подшипник класса 2 по ГОСТ 7634-75 с внутренним коническим коль
цом; регулирование радиального зазора этого подшипника осуществляется за счет упругой деформации внутреннего кольца, перемещаемого по конической шейке шпинделя гайкой до упора во втулку.
В качестве задней опоры шпинделя применены два радиально-упорных подшипника по ГОСТ 831-75 класса 4 для автоматов IEI25, LEI40 и класса 2 - для автоматов 1Е125П и IEI401I, зазор в которых выбирается подгонкой компенсационных колец.
Привод шпинделя осуществляется плоскозубчатым ремнем. На ступицу шкива шпинделя может быть насажена шестерня привода устройства для нарезания резьбы гребенкой или устройства для фрезерования резьбы.
Механизм подачи прутка состоит из ползушки, перемещаемой рычагом станины по направляющей и закрепленной в ползушке' на подшипнике подающей трубы, в которую вворачивается*спереди подающая цанга.
Механизм зажима прутка состоит из зажимной цанги, на которую воздействует зажимная втулка. Во втулку при зажиме упираются выступы кулачков, оси которых крепятся в несущей втулке, а на ролики удлиненного плеча кулачков воздействует нажимная муфта, перемещаемая рычагом зажима от барабана, расположенного в станине.
Надежный зажим прутков разного размера (в пределах поля допуска на диаметр) обеспечивается за счет работы компенсационных тарельчатых пружин, установленных с предварительным натягом. Регулировка зажима минимального прутка (в пределах поля допуска на диаметр) осуществляет ся гайкой с фиксирующим пальцем.
Разжим цанги при освобождении кулачков производится пружиной прямоугольного сечения.
Вал качающегося упора получает поворот от кулачка станины через рычажно-секторно-зубчатую передачу. Вал упора располагается в подшипниках бабки, ось сектора - в приставных опорах. Упор крепится на валу
1Е140П.0.ОО.ОООРЭ
и$к. Hz flcSn. 4W
\Ии8. подл. I Водп. и дота \Вмм. ин8.Л I tofr, и fa mg
Стр.
82
Рис. 25. Бабка шпиндельная
посредством сухарного зажима.
Крепление шпиндельной бабки к станине осуществляется шпильками и гайками.
Смазка механизмов и подшипников шпинделя осуществляется от централизованной системы смазки через маслорас пре делите ль, расположенный в нише станины.
6.13. Ограждение.
Два сдвижных кожуха установлены над зоной резания, перекрывая поперечные вертикальные суппорты и переднюю часть револьверного суппорта. Верхние направляющие кожухов закреплены на портале. В портале проходят электропровода и шланг системы охлаждения. К порталу сверху крепится линия освещения и верхняя рама с пультом управления станком. На переднем сдвижном кожухе имеется блокирующее устройство, отключающее автомат при открывании зоны резания.
6.14. Поддерживающее устройство
Поддерживающее устройство состоит из двух стоек и трубы. Внутри трубы размещена пружина с переменным наружным диаметром.
Уменьшение шума при работе автомата происходит за счет того, что вращающийся пруток по всей длине не соприкасается непосредственно с трубой и, кроме того, пружина вставлена в трубу с натягом.
С автоматом IEI40II поставляется труба для прутков размером 30-45 мм. За дополнительную плату - труба для прутков размером 20-30 мм.
С автоматом IEI25H поставляется труба для прутков размером 20-30 мм. За дополнительную плату - труба для прутков размером 12-20 мм.
6.15. Командеаппарат
Командоаппарат установлен с левой стороны станины автомата. Электрооборудование командеаппарата построено по контактной схеме. На кронштейне установлены два конечных выключателя Мд-, М2. Команды выдаются при нажатии ригелей распредвала на конечные выключатели
1Е140П.О.ОО.ОООРЭ
ин
(JhI.VC подл. Подп. и дота ~взан. Подп. и дота
Стр.
поочередно. При этом, в момент включения одного из конечных переключателей, который визуально фиксируется по загоранию сигнальной лампочки на пульте электрошкафа, выдается электрический сигнал в электрооборудование станка (первая команда).
Нажатием ригеля на второй микропереключатель выдается электрический сигнал для второй команды. Аналогично подаются следующие комав ды, всего 8 команд. В наладочном и аварийном режиме команды можно подавать ручным включением конечных выключателей. Команда подается только при поочередном включении конечных выключателей, многократное включение одного из них не реализуется в команду.
Подачей напряжения на станок вводным переключателем автоматически включается первая команда; при отключении энергопитания происходит отключение всех команд.
Подаваемые устройством команды преобразуются в любой предварительно заданный режим работы станка с соответствующим включением оборотов главного привода, ускоренного хода распредвалов, привода дополнительных устройств и других устройств. Для этого на наладочном пульте электрошкафа (см. раздел электрооборудование) имеются 8 декадных переключателей (соответственно количеству команд) каждому из 10-ти положений диска переключателя соответствует определенная скорость главного привода. Одновременно, при помощи 8 тумблеров могут быть подключены ускоренный ход распредвала и дополнительные устройства.
Для удобства наладки в случае меньшего необходимого количества подаваемых команд, количество устанавливаемых на барабане распредвала ригелей может быть соответственно сокращено до 6, 4 и 2, для этого на пульте электрошкафа есть три тумблера (верхних) объем команд определяется любым первым отключенным тумблером ( в направлении прохождения сигнала). Быстрое переключение оборотов, например, при резьбонареза-нии, предпочтительно осуществляется конечным выключателем Mg.
'гпр, 36
1Е140П.0.00.000РЭ
' UiH.JucT Я
Uni. подл flodn. а доrrta и ctoma
ВНИМАНИЕ !
При работе на станке не отключать электропитание станка до окончания цикла обработки детали с целью исключения "сбоя" команд.
В случае аварийного выключения электроэнергии необходимо перед
включением вводного переключателя декадные переключатели установить в положение ’* 0", а затем подключить станок и ручным воздействием на конечные переключатели командоалпарата установить необходимую
команду, после чего вернуть декадные переключатели в исходное поло-
жение
подл, \кЭписШата \азам.ин4л/ [Urf./sdySn. ^odniscb ^сЬ/ъд,
Таблица 15,
$ позиций декадного переключателя Режим работы главного привода
I. Первая левая (правая)
2. Вторая левая (правая)
3. Третья левая ъ (правая)
4. Четвертая левая st (правая)
5. Вторая правая • и (левая)
6. 7. 8 (9, 0) Первая правая Торможение шпинделя Освобождение шпинделя (левая)
при перевернутом диапазоне оборотов
/3*. /ЮС 7 ДГО до к у*. 0073
1Е140П.0.00.000 РЭ
Стр.
81
6.16. Счетчик циклов
Счетчик циклов выполнен на базе электроимпульсного счетчика и расположен на панели наладочного пульта (Рис. 27 поз. 3). Подача импульсов осуществляется конечным выключателем Мд, установленным на кронштейне командоаппарата и управляемым от ригелей барабана распределительного вала.
1Е140П.0.00.000РЭ
Цнб.л/'лодл Подл. ц дота !конмн(.Лин№ Г1одп. и дота
UiH. Jkcr
Стр
ПУЛЬТ НАЛАДОЧНЫЙ
\Uh$. nodfl. \Подп. и да'тёГ Ь5ам инй.л/\Цн4.^' cfyfa Родл. и дамя
Панели наладочного пульта (рис. 27) закреплены на переходной коробке электрошкафа и при ремонте могут откидываться на специальных петлях.
На переходной коробке установлен вводной автоматический выключатель, позиция Е.
Панель (поз. I) несет на себе элементы предварительного задания программы работы станка.
Многопозиционными переключателями (поз G)устанавливаются
скорости главного привода, тумблерами (поз д)производится подклю-
чение в любой комбинации привода дополнительных устройств, ускоренного хода распределительных валов и других дополнительных устройств, например гидросуппорта.
Переключателями (поз. Б^устанавливается меньшее 8-ми четное количество команд электрического распределительного устройства (команде аппарата) •
На правой панели наладочного пульта (поз. 2) расположены переключатели:
Л - для риверсирования диапазона оборотов главного привода
К - для включения насоса охлаждения
М - кнопка для предварительного включения насоса смазки.
Порядок наладки
В исходном положении станок должен быть полностью“отключен, а микропереключатели командоаппарата освобождены.
Диски многопозиционных переключателей С установить в одно из десяти положений согласно таблице панели пульта, а тумблеры Д в по- . ложение I или 0 (соответственно "включено" или "выключено"). При повороте всех тумблеров Б вправо реализуется 8 команд в цикле. Ограничение команд осуществляется поворотом тумблера влево, соответствен-
1Е140П. 0.00. 000 РЭ Стр. 89
ЛлСГ /0* дос-унен Дога
но по их порядковому расположению между светодиодами В:
после П - на 2 команды
после 1У - на 4 команды
после У1 - на 6 команд
После этого включается вводной выключатель, на станок по-
дается напряжение, при этом загорается светофор молочно-белого цвета на правой панели наладочного пульта и светодиод позиция В, сигнализирующий выдачу первой команды.
Ручным воздействием на микропереключатели командоалпарата по загоранию светодиодов проконтролировать прохождение команд с возвратом в исходное положение. При каждом нажатии микропереключателя не должно выдаваться более одной команды.
Переключатель II повернуть по часовой стрелке и установить нормальный диапазон оборотов главного привода (наибольшие левые обороты). Станок готов к пуску.
1Е140П.О.ОО.ОООРЭ
ftofrt ioia
\Цл1л*лМл. I По$п, и да то. ам ипЪ. | По&п и дата,
Стр,
90
7H4VP Л 'l/рщ/ 'Wtf I ^^/7 I ^р^лух/7
Рис. 27. Пульт наладочный
Uih Лист У^хум ' Род Л ДШ
IE140x4.0.00. ОООРЭ
7. Электрооборудование
7.1. Общие сведения
Электрооборудование автомата рассчитано для подключения к сети трехфазного переменного тока 380В, 50Гц.
ik) особому заказу электрооборудование может быть выполнено для сети 220В, 50Гц.
На автомате используются следующие величины напряжений переменного тока:
- цепь управления 5011;, НОВ;
- цепь местного освещения 50Гц, 24В;
- цепь сигнализации 50Гц, 5В:
Напряжение питания цепей управления командоалпарата и электромагнитных муфт +6В, -12В, -24В постоянного тока.
На автомате установлены три трехфазных электродвигателя Ml...М3 и М4, который входит в комплект станка, но поставляется за отдельную плату.
Аппаратура управления размещена в поворотном электрошкафе, расположенном сзади станка на стойке портала.
Для регулирования скорости вращения шпинделя на автомате установлена коробка скоростей AKC2-206-63-II с электромагнитными муфтами типа ЭТМ, обозначенными на схеме У1...У5.
Дш включения ускоренного хода распределительных валов в коробке подач установлена электромагнитная муфта Уб типа ЭТМ-074-I.
Для управления работой электромагнитных муфт У1....У6 и дополнительных устройств имеются командоаппарат и наладочный пульт, размещенный на электрошкафе (см. рис. 26, 27). На боковой стенке наладочного пульта установлен вводной автомат Qp I.
7.2. Первоначальный пуск
При первоначальном пуске автомата необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудова-
IE140II. О.ОО.ОООРЭ
Tip flodn.
пор/, Poth. и fig та ~6мнч-/10th- is tfoma
Стр,
92
ния внешним осмотром
После осмотра на клеммных наборах в электрошкафу отключить провода питания всех электродвигателей. При помощи вводного автомата QF1 электрооборудование станка поключить к сети.
При помощи кнопок и переключателей проверить четкость срабатывания магнитных пускателей и реле.
7.3. Описание работы схемы
Схема электрическая принципиальная приведена на рис. 28
В таблице jg приведен перечень элементов в схеме.
Перед началом работы необходимо убедиться в том, что все защит-
ные автоматические переключатели включены.
Вводным автоматическим выключателем QF1 электрооборудование автомата подключается к сети. Подается питание в цепи управления и сигнализации. Загораются сигнальные лампы ны - "Электросеть
11нбЛ!под/1\Пос?п. и Зато 3*Зу^РоЗо. аЗото
подключена", HL2 - "Автомат отключен", HLJ - "Двигатель насоса смазки отключен". Выключаются реле KU I, К и 2, KV3, контролирующие наличие напряжения в цепях управления постоянного тока. Зарядным током конденсатора С9 включается реле KI, загорается светодиод BI, выдается первая команда в цепь управления муфтами и дополнительными устройствами. Через размыкающий контакт KMI выдается сигнал на входы полупроводниковых усилителей (см. рис .3^3) AI и А2, включаются муфты У1 и У2 - вал электродвигателя MI заторможен.
Кнопкой SB2 включаются магнитные пускатели KMI и КМ2 (если в момент пуска конечный выключатель SQ5 был нажат, то кнопку следует удержать нажатой 1-2 сек.).
Отключаются лампы HL 2, Нь 3 и электромагнитные муфты У1, У2. Растормаживается вал электродвигателя MI. Подключаются к сети электродвигатели главного привода MI, привода насоса охлаждения М2, привода насоса смазки М3.
1Е1ЮП.0 .ОС.ОООРЭ
/1ист л/' домны дод~ ft ото
При возрастании давления в системе смазки срабатывает реле давления SP. Магнитные пускатели КМ! и КМ2 становятся на самоблокировку. Включаются реле времени KTI и электромагнит У7 гидрораспреде-подачи масла к тупиковым точкам смазки. Через 1-2 сек. кон-КТ! включается реле времени КТ2 с самоблокировкой, которое
лителя тактом размыкающим контактом 20-21 отключает КТ! и У7. Через выдержку времени 10 мин. размыкающим контактом КТ2 6-20 отключается катушка реле КТ2. Замыкаются контакты КТ2 6-20 и 20-21, размыкается контакт 20-22 Снова включается
KTI. В дальнейшем, работа реле KTI и КТ2 повторяет-
ся до отключения Включение
главного привода
электромагнитных
происходит через
командоаппарат и
У! и У2
или привода смазки.
муфт и дополнительных устройств наладочный пульт.
Автомат останавливается кнопкой SBI "Стоп", расположенной на пульте управления или SB5 на наладочном пульте. При этом отключаются магнитные пускатели КМ!'и КМ2, замыкающие контакты которых отключают электродвигатели MI...M3, а также разрывают цепь питания электромагнитных муфт УЗ...Уб. Включаются электромагнитные муфты - тормозится вал электродвигателя Ш. Загораются сигнальные HL2 и HL3.
Кнопкой SB4 на пульте управления включается муфта Уб ренного вращения распределительного вала. Пользоваться этой
лампы
£
- уско-кнопкой
следует только при наладке автомата.
7.4. Пульт наладочный. Правая панель.
На правой панели наладочного пульта (см. рис. 30) расположе
Ч
ны следующие аппараты управления:
- кнопка аварийного останова SB5;
- переключатель SAI для изменения направления вращения двигателя MI и установки "перевернутого" диапазона скоростей шпинделя, т.е. 4 правых и 2 левых. Обычное положение SAI в позиции 4 левых и 2 правых скорости;
I
л
<§
\Подп Лото
Стр
1Е140П.С.00.000РЭ
1!н6, л^поЗл По&п. и дата I &3QH инЛ.Ж М. */" fyfA flod/i. и до/пр
- кнопказВЗ для регулировки и настройки узла смазки. Нажатием на кнопку включается магнитный пускатель КМ2, если он не был включен ранее, и электромагнит распределителя У7 на время удержания кнопки; - переключатель SA2 для отключения двигателя охлаждения М2;
- счетчик циклов рс , сигналы на который выдаются с микропереключателя Sj3 (см.рис. 31 ) от ригеля распределительного вада.
7.5. Командеаппарат. Левая панель пульта наладочного.
Схема представляет собой устройство с двумя входами, осуществляемыми микропереключателями ВД и SQ2 (см. рис.26,3^ и восемью последовательными выходами, реализуемыми реле KI...K8, что соответствует числу команд в цикле. Выдача команд сигнализируется зажиганием светодиодов BI...B2 на наладочном пульте.
Команды с SQI и 8(^2 выдаются от ригелей распределительного вала, которые устанавливаются по заданной программе работы автомата. SCI и SQ2 должны срабатывать поочередно. Последовательное многократное нажатие на один и тот же микропереключатель не реализуется в команду на выходе. От $3J сигналы появляются на выводе 116 только при освобождении SQ2. От них включается одно из нечетных реле KI, КЗ, К5, К7. При нажатии SQ2 прерываются сигналы с SQI и выдаются на II? вывод от которых включается одно из четных реле К2, К4, Кб, К8.
При подаче напряжения в схему всегда включается реле KI (см. выше) выпается первая команда через замыкающий контакт KI IU9-I4I, загорается светодиод BI. При нажатии SQ2 через замыкающий контакт KI II7-I22 включается с самоблокировкой реле К2, размыкающим контак-, том которого I04-I3I отключается реле KI. Выдается вторая команда через контакт К2 109-142, загорается светодиод В2. При нажатии Щ1 сигнал на 116 выводе появится только при отпускании SQ2. Аналогично включается реле КЗ. Выдается 3 команда и т.д. После срабатывания реле К8 снова включается реле ,К1. Начинается новый цикл.
ХПодп, Шота
1ЕЮП .0 .00 .ОООРЭ
Стр.
45
Количество команд в цикле можно уменьшить до 2,4 и 6 с помощью переключателей S33, S34, S35. При установке ручек переключателей вправо, что соответствует положению контактов, изображенному на схеме, обеспечивается прохождение 8-ми команд. При установке влево: - ручки переключателя S33, работают реле KI, К2 и выдаются 2 команды; - ручки переключателя S34, работают реле KI...K4 и выдаются 4 команды; - ручки переключателя S35, работают реле КГ...Кб и выдаются 6 команд.
Выдаваемые команды преобразуются заранее программируемый режо работы станка через наладочный пульт.
Многопозиционными переключателями si... S8 производится выбор скорости шпинделя согласно таблице на панели пульта. При установке переключателей в положение 8...10 и 0 все муфты У1...У5 отключены, что соответствует режиму "освобождение шпинделя при включенном электродвигателе".
Переключателями S9... £16 производится включение муфты Уб -ускоренного вращения распределительного вала.
Переключателями SI7... S24 - включается реле К9, магнитный пускатель КЗ и двигатель привода дополнительных устройств М4.
Включение муфт У1...У6 и реле К9 происходит через полупроводниковые усилители AI...A7 типа Т404 и Т405 (см. рис. 32, 33) нагрузка включается при подаче сигнала на любой из входов усилителя. При снятии сигнала нагрузка отключается. Величина сигнала должна быть в пределах -4...-I2B (в действующей схеме-12В). При отсутствии сигнала величина напряжения на входе не должна превышать - IB.
7.6. Блокировки
Главный привод включается только после насоса смазки.
Ж. ~ = -
При падении давления в системе смазки происходит отключение автомата(размыкается контакт SP).
1Е140П.0.00.000РЭ
J3H
подл fiafa и дата 6зон. инЬ.д инб.л/'dySA. Мп. и дата
При срабатывании предохранительной муфты вспомогательного вала от перегрузки и при окончании прутка конечный выключатель ЗД5
отключает станок
При перемещении переднего подвижного щита, закрывающего резания станок отключается микропереключателем SQ6.
Схема разрешает включение муфт коробки скоростей только следующих сочетаниях:
У4 - первая
У4
зону
У2,
Л,
У2, П, У2,
У1,
УЗ
У4,
- вторая
левая скорость шпинделя
левая
левая
MI
в
- третья
УЗ - четвертая левая
У5 - первая правая
У5 - вторая правая
У5 - торможение шпинделя при включенном электродвигателе
- освобождение шпинделя при включенном электродвигателе происходит при отключении всех муфт.
Включение электромагнитных муфт УЗ...Уб возможно только включения электродвигателя привода шпинделя MI.
CS
после
Й
£
осу—
FS7 и
7.7. Защита, меры безопасности*
Защита электрооборудования от токов короткого замыкания ществляется автоматическими выключателями Q?I... QF3, FS5... плавкими предохранителями FU1...FU9 •
Защита электродвигателей от длительных перегрузок осуществляется тепловыми реле FS1...FS4.
1ЕХ40П.0.и0.000РЭ
Вводной автомат qfI имеет устройство для запирания в отключенном положении.
Дверца электрошкафа открывается специальным ключом. Осмотр и наладочные работы при открытой дверце должен производиться только спе циальным обслуживающим персоналом, допущенным к производству таких работ.
7.8. Указания по монтажу и эксплуатации
Подключение станка к источнику питания производится к клеммнику XI, расположенному в разветвительной коробке сзади станка, проводом сечением 4 мм^ через специальное отверстие 1/2 труб. (см. рис.31)<
При установке станок должен быть надежно заземлен. для присоединения к цеховой системе заземления предусмотрены два специальных болта, расположенные на задней стороне основания станка и на коробке для подключения к источнику питания.
В процессе эксплуатации станка необходимо соблюдать следующие условия:
а) во время работы станка необходимо, чтобы все крышки и дверки, закрывающие доступ к электрооборудованию, были закрыты;
б) попадание на электроаппаратуру влаги, масла и прочих жидкостей не допускается;
в) любой ремонт как механической части, так и электрооборудования должны производиться при отключенной сети;
г) при длительных перерывах в работе (окончание смены, обеденный перерыв) обязательно отключать электрооборудование вводным выключателем;
д) регулярно производить очистку электрооборудования от пыли и грязи, следить за состоянием контактов магнитного пускателя;
е) во время эксплуатации электродвигателей систематически производить их технические осмотры и ремонты.
Стр.
1Е140П.0.00.000РЭ
подл Подп. и дота fag#. uhI.m Hui.*'! dyfr. Подо. и Рама
Поди.
Периодичность техосмотров устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца. Цри профилактических ремонтах должна производиться разборка электродвигателя, внутренняя и наружная чистка и замена смазки подшипников. Смену смазки подшипников при нормальных условиях работы следует производить через 40UU часов работы, но при работе электродвигателя в пыльной и влажной среде ее следует производить чаще, по мере необходимости. Перед набивкой свежей сказки подшипники должны быть тщательно промыты бензином. Камеру заполнить смазкой на 2/3 ее объема.
Рекомендуемая смазка подшипников 1-13 жировая ГОСТ I63I-6I.
1
§
Яоын. \Подп. \Дая
0т£_ 99
1Е140П.0.00.000РЭ
Рис. 28А. Схема электрическая принципиальная
'шшяшшвмшл
Ци^.^подл
Подл. I/ дата \&ЗМ. М. гПд</дл Под/1, и дата
с
ISO
713
150
~iok
11?
\С2
Uh8. to. ftoto. и Яша. /7trf/?. £/ Ja/na'
Рис 28А
-ги
И
” " /о/
162
/63
169
165
166
167
<01 <°$ IXjW* f /52 1 1Л~;>2 S2 LxiVSf Kbw 1 I 1 1 1 t 1 gjg э| 11 1 1 II *• 101 109_ i\|Vg71 155Г^~115 S5 w 1 """'S1 -fe t st I Ibl JX 109 r^iVwJ /57ГМ in S7 t^V36 ^$11 ^~77б 1111II1 p
1 IXI Щ0 / ?tf Iм Ш Lxi V11 ^519 txiV42 /$10 l,zi y»3 S'$21 v^~iis ~7 ixi VII $22 l^i V»5 ^$П <17 | —n L
iIB
Рис. 28Б. Схема электрическая принципиальная
Рис. гм "°
т
/02
Рис. гм
.770
-.14
•15
.71 >
№
•.15 -.1
^г ^61
77Г "77Г ТЗТ
73Т ~пт ~Но~
:;а<
Рис. 28В. Схема электрическая принципиальная
•5М
[j
то
$4
~йнМ‘пойл. Под/!, и дато7~ Ьзам.ин№ Р7одл. i/ Ра/па
{Ju6. 6подл. подп. и дата Мл/Wa ~Мл. о дата
Маркировка логичес
ких элементов
AI...A7
W- А7
о/ о* о( О’/ о:И0 #11 о'И
о-/ о i
0.7 of
о:Ц
0-И
0-1S
Ciena />ме
KLM; Kui
JluC/T, Подл- 1йгак
Рис. 29. Панель электрошкафа
Р^Д&.ЛРЖШ1аД_э.Л5КТВробррХ^вания|
1Е140П.О.ОО.ОООРЭ
Стр-
в схемы рис.29 и 31
Рис. 30. Схема электрическая соединений пульта наладочного
М ^6подл Подии дата foan ин&л/° Под'л и Л?та
ЦнвЛ °мдл Подn. и дата дзаяинДлЛ ЦндлЛ’дудд Лодл и дата
Рис. 32 Элемент транзисторный Т-404
ЙЛА идй/па 1Лодп. udd/na
ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ К СХЕМЕ ’ Таблица 16 1
Поз» обозначение н Наименование К-во Примечание
Vtocfn.utiama. | — AI...A5 А6 А7 BI...B8 CI...C8 * С9 СЮ, СИ FU1 FU2,FU3,FU9 FU4...FU7 FU8 EL, SA5 FU1...FU9 FS2 FS2 FS5 FS3 FS4 FS4 FS5-•«FS7 Т405У2 ГОСТ 5.2196-74 Т4О4У2 ГОСТ 5.2195-74 Т402У2 ГОСТ 5.2193-74 Светодиод AJ1307AM Конденсаторы: K5O-2U-25B-2U мкф К50-20-Ю0В-Ю0 мкф K5U-20-25B-100U мкф Предохранители: ВП1-1-4А ВП1-1-1А B1U-1-2A ВП1-1-ЗА Лампа М024-40УЗ Светильник НКС-0,1x1ио/HOO-OI Держатель предохранителя ДВП4-1 Реле тепловые: ТРН-Г0/0,63УЗ ТРН-Ю/1,0УЗ ТРН-Ю/1,25В ТРН-Ю/2,0УЗ ТРН-Ю/2,0УЗ ТРН-Ю/3,2УЗ Выключатель автоматический, однополюсный, A63-IM, переменного токг 220.В, 50 Гц, расцепитель 2А, отсечка 5 н 5 I I 8 8 I 2 I 2 5 I I X 9 I I I I I • I 3 Для 380 В Ддяпазо в Для 380 В для 220 В Для £80 В Для 220 В
1 1
1 I i
| 1Е140П.0.00.000РЭ стр
101
UiM Лим ^ШН. 7Е2
• l' . -.a a*. < . AY
Продолжение табл . 16
1103. обозначение Наименование К-во Примечание
HL1...HL3 HL1 HL2.HL5 KU2 KU1,K 9 KU3,K1...K8 KMI КМ2, КМЗ KTI КТ2 М2 М3 М4 QF1 QF1 QF2, QF5 Лампа МН6,3-0,3 ГОСТ 2204-74 Арматура сигнальная АС-0, цвет плафона молочно-белый Арматура сигнальная АС-0, цвет плафона красный Реле РКП РС4.500.069 Сп Реле PKH PC4.500.I06 Сп Реле РЭС-22;РФ4.500.131 Сп Пускатели магнитные: ПМВ-2П (НОВ 50 ГЦ-23+2Р) ПЫЕ-1П (НОВ 50 ГЦ-23+2Р) Реле времени РВП72-3221-00У4- -110/50 Реле времени РВ4-4УЗ Электродвигатели: Электронасос ПА45 0,15 кВт 2800 об/мин 220/280 В 4АА63А4УЗ; 0,25 кВт; 1370 об/ш 220/380 В исп. M2I0 ГОСТ 19523-74 4А71В4УЗ; 0,75 кВт: 1370 об/мш 220/380 В исп. Ш00 ГОСТ 19523-74 Выключатели автоматические АК61 -ЗМУЗ переменного тока 440В 50 Гц: открытое исполнение для крепления за панелью, номинальный toi расцепителя 20А, отсечка 12 jh открытое исполнение для крепления за панелью, номинальный toi расцепителя 32А, отсечка 12 Jh открытое исполнение, номиналы^ ток расцепителя 6А, отсечка с блок контактами 3 I 2 I 2 9 1 2 I I I щ I 1 1- I ! 1 й н 2 За дополнитель-ную плату с узлом IEX4U1I. 5.25.000 Дня 380 В Дня 220 В
дтр 1Е140П.О.ОО.ОООРЭ
UM / Лист / ' до луц Подп.
Цикл/' подл (10 дп. а да mg ^qh.uhI^ Му! дудл. Оодп. и дата
Цц$,л/'подл Г/одп. и дата л/*деда, а дата
Продолжение табл. 16
Поз. : обозначение I Наименование I К-во Примечание
• • Резисторы:
RI0 ПЭВ10-1000м±Ю% ГОСТ 6513-75 I
BI...B9 МДТ-0,25-1,2 к0м±1С% Г0СТ7113-77 9
Ш...В16 МЛТ-2-150м±10М ГОСТ 7113-77 6
S1...88 Переключатель ПШЮ200ПУЗ 8
Крышка ПМП-0,1 левая I
Крышка ПМП-0,2 правая I
S9-•.827 Переключатель двухполюсный П2Т-1- 19
SA1 Переключатель ПКП25-6-31-1УЗ I
SA2 Переключатель ПКУЗ-ИИ2037УЗ I
Кнопки:
SB1.SB5 КЕ021У2 исп. 2 толкатель красный 2
SB 2 КЕ011У2 исп. I толкатель черный 1
SBJ КЕ011УЗ исп. I толкатель зеленый I
SB4 КЕ0ПУ2 исп. 2 толкатель черный I
SP Реле давления
SQ1...SQ3 Микропереключатель МВ1306У4
исп. 2 3
SQ5 Выключатель путевой
ВПК-Ш0У2 ГОСТ 18134-72 I
SQ6 {Микропереключатель М1Н203 исп.1 I
TI Трансформатор 0СМ-0,25УЗ
380/5-22-110/24 I Для 380 В
TI Трансформатор 0СМ-0.25УЗ 220/5-22-110/24 I Для 220 В
Т2 Трансформатор ТТ-0,16УЗ 380/19 I Для. 380 В
Т2 Трансформатор ТТ-0.16УЗ 220/19 I Для 220 В
тз Трансформатор ОСМ-О.ОбЗУЗ 380/5—Р I Для 380 В
Стр №
LliM. Дата
lEI40n.U.U0.U0UP3
Продолжение табл. 16
Поз о обозначение Наименование К-во Примечание
ТЗ V1... .V6 V1...V^7 V23...V46 п У2 УЗ,У4 У5 Уб У7 PC MI FE1 FR1 KMI FR1 FR1 Трансформатор 0СМ-О,063УЗ 220/5-Ь Диод Д242 Диод Д226Б Диод КД-209А Муфты электромагнитные: ЭТМ104-1А5 ЭТМ104-2А2 ЭТМ104-2Н2 ЭТМ114-0А5 0 45 ЭТМ074-1Н5 Электромагнит распределителя Р514ЭЗЖ-С6/200 Счетчик СИ206, 24В Переменные данные для исполнений: Для автоматов IEI40 и ГЕ140П Электродвигатель 4А13256УЗ 5,5кВт; 960 об/мин исп. М300 220/380 В ГОСТ 19523-74 Реле тепловые: ТРН-25/12,5 ТРН-25/20 Для автоматов IEI25 и!Е125П Электродвигатель 4А112МВ6УЗ 4.0 кВт; 960 об/мин; 220/380 В ГОСТ 19523-74 Реле тепловые: TPH-25/I0 TPH-25/I6 I 8 17 24 I I 2 I I •I I I I I I I I Для 220 В Для 380 В Для 220 В Для 380 В Для 220 В
1Е140П*О.ООсОООРЭ НО
щн. Я К' док ун. ОоОп.
М/^подлХМп- и Зита fyfr Ло&п. и дата
иX подл. I Лоди. и дата I ан. uh6j/\ l/нд S?/loth, и fam#
ТАБЛИЦА соединений к электросхеме рис. 30 Таблица 17
Номер трассы Номер провода (маркировка цепи) Данные провода Примечание
Цвет Марка К-во сеч.
I A;B;J^AII;BII;CII;AI3;BI3;AI4;CI4 AI6;BI6;CI6;AI7;BI7;CI7 2;4;6;I6I7;34;36;37;38 104; ПО; 115 черный зеленожелтый черный красны! синий ПГВ i 10x4 1x4 6x1 10x1 3x1 Жгут
2 102;121;123;124;126;127;129;130 132;I33;I35;136;138;139;141 142;143;144;145;146;147;148;150 161;162;163;164;165;166;167 170;180 + 4 запас синий нп-п 32x05 Жгут
1Е140П.О.ОО.ОООРЭ Стр.
///
щи Лист Лодп. 4am
ТАБЛИЦА соединений к электросхеме рис. 31 Таблица 18
Номер трассы Номер провода (маркировка цепи) Данные провода Примечание
Цвет Марка К-во и сеч.
3 AI7; BI7; CI7; А22; В22; С22 зелено-желтый зеленожелтый черный НТВ 2x1,5 2x4 6x1 Жгут
А; В; С 4; 6; 7; 8; 16; 52+1 резерв 102; 105; 235; 235 черный красный синий 3x4 7x1 4x1
4 А22; В22; С22 зеленожелтый черный 1x1,5 3x1 Жгут
5 4; 6; 7; 16 + I резерв 102; 235 красный синий 5x1 2x1 Я гут
6 52 зелено-желтый красный 1x1,5 1x1 Жгут
7 А; В; С AI7; BI7; CI7 зеленожелтый черный черный 2x4 3x4 3x1 Жгут
8 105; 235 синий 2x1 РЗЦ-Х012
9 AI7; BI7; CI7 зеленожелтый черный 1x1,5 3x1 РЗЦ-Х012
IU А20”; В20; С20 5; 10 102; НО зеленожелтый черный красный синий 1x1,5 3x1 2x1 2x1 РЗЦ-Х015
II А20; В20; 020 зелено-желтый черный 1x1,5 3x1 Трубка ПХВ012
Стр 1Е140П.0.00.000РЭ
//2
иън Лист доын. ~Л0дл. ^2.
\Uh$. л/t подл. Подо, и Зр/пО \В5ан.инд.Л/ Подл, и дота
Цн&У*вгк)ЗЛ ПоЯл. и 'damp \&ьом инк/h /Mbh# foour
Продолжение таблицы 18
Номер трассы Номер провода (маркировка цепи) Данные провода Примечание
Цвет Марка К-во сеч.
12 102; ПО синий ПГВ 2x1 Трубка ПХВ05
13 5; 10 красный 2x1 Трубка ПХВ012
14 8; 10 красный 2x1 РЗЦ-Х012
15 104; 115; 116; П7 синий 3x1 Рукав 12x26-10
16 104; 105; 220; 226; 229; 232+1 резерв синий 8x1 Рукав 16x26-10
17 AI4; BI4; CI4 зеленожелтый черный 1x4 3x4 РЗЦ-Х015
•
1Е140П.0.00.000РЭ й»/>,
//5
.&L Лиа Л' досУН UsSil 4^гр
8. Система смазки
8 .Х. Схема смазки принципиальная показана на рисунке 34. В
таблице 19, 20 указаны перечни элементов системы и точек смазки.
8 .2. Смазка станка обеспечивается следующими системами: - циркуляционной системой смазки подшипников шпиндельной бабки, коробки скоростей, коробки подач;
- периодической системой смазки проточных и тупиковых точек, элементов механизмов станка (см. таблицу точек смазки);
- картерной системой смазки механизмов револьверного суппорта, червячных передач распредвалов;
- индивидуальной смазкой.
циркуляционная система смазки шпиндельной бабки, коробки подач, коробки скоростей и периодическая система смазки проточных и тупи новых точек получают питание от шестеренного насоса НГИ-ХХ.
Шестеренный насос БГ1Х-ХХ дает расход 8 л/мин. Циркуляционная система смазки шпиндельной бабки, коробки подач, коробки скоростей и периодическая система смазки проточных и тупиковых точек состоит из бака 9, насоса 3. Подаваемое насосом масло проходит через фильтр 5, регулировка давления осуществляется клапаном 4(1) и контролируется манометром (10). Номинальное давление должно составлять 8,5(5) МПа (кГс/сА. На напорной магистрали I ветви установлены маслораспредели-тель 8(1) и предохранительный клапан 4(2).
Через маслораспределитель 8(1) происходит подача масла к подшипника!’ шпиндельной бабки, в коробку подач и червячным редукторам. Пройдя опоры подшипников и коробку подач, масло сливается в резервуар 9, регулировки требуемого расхода масла осуществляются маслораспреде-лителем 8(1).
На напорной магистрали II ветви установлены электромагнит с гидрораспределителем 7 и маслораспределителем 8(2) и 8(3).
При получении команды от пульспары, состоящей из двух реле
Подп. и fam а 0мн. \Plofa. и fame?
Стр,
ХЕХ40П.О.ОО.ОООРЭ
|/W/7, мал}
времени, электромагнит гидрораспределителя 7 включается, масло от насоса 3 под давлением поступает к маслораспределителю 8(2) и 8(3), продолжительность подачи масла составляется 0,5...! сек через 300...600 сек. цикл повторяется.
Регулировка расхода масла в периодической системе смазки осуществляется маслораспределителями 8(2) и 8(3).
Для системы смазок используется масло "Турбинное 22П"
ГОСТ 32-74. Для очистки масла от механических примесей бак тлеет У
магнитный патрон I. Контроль за уровнем масла осуществляется визуально через нишу коробки АКС.
Картерная система смазки револьверного суппорта, червячных передач распредвалов.
В верхней части корпуса револьверного суппорта предусмотрен резервуар, из которого масло посредством фитилей подается: к опоре револьверной головки, к опорам фиксатора, к опорам оси кривошипа; к промежуточной оси, к кривошипу, шлицевому валику и к зубчатым за-Т 1ЯМ.
Для заливки масла в резервуар предусмотрено отверстие с сеткой, которое закрывается резьбовой пробкой.
В резервуар заливается масло "Турбинное 2211" ГОСТ 32-74 до вытекания масла через специальное боковое отверстие. Это отверстие затем закрывается резьбовой пробкой.
Нижняя часть полости станины, в которой размещен каждый из червячных редукторов привода распредвалов служит резервуаром для масла "Турбинное Т22" ГОСТ 32-74. Заливка масла может быть осуществле на через отверстие, снабженное резьбовыми пробками.
Индивидуальная смазка
Смазка осуществляется шприцами через пресс-масленки жидкой смазкой и консистентной смазкой. В качестве жидкой смазки используется масло "Турбинное 2211" ГОСТ 32-74. Смазываются, в основном,
Стр. ТЕ140П.0.00.000РЭ
ж Лист РуЭомн. Подл.
\Цн{а/! подл. №п. и дата вмн iPrf.PifyM. По th. и
Цн^.д-подДОодп. о доо до то
точки, к которым подача смазки из централизованной системы затруднена, а именно: основание - отклоняющий ролик (леникс); вертикальные суппорты - направляющие и подшипник рычага подачи; механизм подачи прутка - подшипник ползушки, направляющие ползушки, пружина рычагов подачи; рычаг ловителя;! вспомогательный вал - подшипники трензеля; качающийся упор - смазка опор штанги и подшипника сектора.
9. СИСТЕМА ОХДАВДЕНИЯ
9.1. Система охлаждения состоит из электронасоса ПА-45, установленного на основании и трубопровода, подводящего охлаждающую жидкость в зону резания.
В качестве охлаждающей жидкости применяется масло "сульфофрезол’ ГОСТ 122-54, "Индустриальное И20" ГОСТ 20799-75.
Трубопровод охлаждающей жидкости расположен в портале и в зоне резания заканчивается четырьмя соплами на гибких рукавах. Для регулирования расхода охлаждающей жидкости имеется кран муфтовый.
9.2. Отключение системы охлаждения производится переключателем, расположенным на наладочном пульте.
Не рекомендуется длительное время работать при закрытом кране и включенном двигателе насоса.
Слив охлаждающей жидкости в бак основания происходит через сетку и отстойник, расположенный внизу основания. Для слива охлаждающей жидкости из основания предусмотрены отверстия закрытые пробками. *
Необходимо не реже одного - двух раз в месяц очищать от стружки полость резервуара и отстойника для предупреждения быстрого выхода из строя насоса охлаждения.
IEI40H. 0.00.000 РЭ
/!ист
Перечень элементов системы смазки Таблица 19
Поз.обозначена е Обозначение Наименование К-во Примечание
I 2 3 4(1)...4(2) 5 6 7 8(1)...8(3) 9 10 II 12 13 1Е140П.6.70.100 IEI40H.3.II.000 (поз. 153) IEI4011.3.II.I20 1Е140П.1.20.009 Уловитель магнитный М18х1,5 ГОСТ 17429-72 фильтр Насос местеренный ETII-II Клапан предохранительный С58-12 Фильтр магнитносетчатый 0,08 ФМС-12 Реле давления 21 ГОСТ 19481-74 Распределитель с электроуправлением Р514ЭЗЖ-СБ/200 Маслораспре делитель С32Ы-43 Резервуар Манометр ГОСТ 8625-77 Контрольное отверстие Ванна для фитилей Картер червячный передачи поперечного распределительно го вала I I I 2 I I I 3 I I I I I ^=40 л
Стр. 1Е140П.0.00.000РЭ
113
им. Тйа У' Яомн flotfn. ~^arq
Ци№* подл f]o3n. и fa/na /Зым. инбл/t fyfr. ~7)ofr. и fy/на
б Лата
Лист
1Е140П. 0.00. 000 РЭ
Сгм
<19
Продолжение табл./9
Лоз. обозначение Обозначение Наименование Кол-во Примечание
14. 15(1)...15(15) 30...70(3) 1Е140П. 1.20.009 Точки смазки Картер червячной передачи продольного распределительного вала Масленка 3.2.2.Ш ГОСТ 19853-74 г 15 См.табл. 20.
Перечень точек смазки Таблица 20
Е £ • 3 к 2» 3 Позиция обозначения Расход смазочного материала Периодичность смазки Смазываемая точка Куда входит Смазочный материал
КОО.ОООРЭ 30 31 32 33 34 35 36 37 38 39 20капель мин То же —п — fl Непрерывная То же —и — * д § о ю ей < со 1 1 Передняя опора шпинделя Задняя опора шпинделя Сегмент Электромагнитные муфты и опоры валов Подшипник и пара ыестер-ня-шлицевой вал Подшипники оси 1П-ПШ Подшипник муфты переключения револьверной головки Муфта переключения револьверной головки Направляющие револьверного суппорта Ступицы рычагов муфт вспо могательного вала Бабка шпиндельная То же _п_ Коробка скоростей Станина 'Л * То же If ff л масло "Турбинное-22П” ГОСТ 32-74 То же _!1 ft 1 ft — П — —.П-.
i
1
Un6. л/'под/ Иодп. и дата Ьэан. unit/ Uh&. л/sfyfjr Мп. и дата
УнЗ.^лодл. ЛоЗл. и дата Ззам. и* 3^3.л/°д(/дл. додп. идат?а.
F £ 1 L & ^-_ с 5 к с I • $ с к $ d 5 а э 3 3 э 3 1? Продолжение табл. 20
Позиция обозначения Расход смазочного материала Периодичность смазки Смазываемая точка Куда входит Смазочный материал
40 41 42 43 44 45 46 47 48 60(1) 20 капель/ минуту 2 литра в месяц I о • • LO сб < СО о Л 1 § Непрерывная Непрерывная Потпипники червячного вала Задняя ось суппортных рычагов Передняя ось суппортных рычагов Направляющая переднего поперечного суппорта Направляющая заднего поперечного суппорта Шестерня привода вала барабанов Муфты вспомогательного вала "подача и зажим прутка" Подшипники оси Ш-1П Муфты коробки подач Механизм револьверного суппорта Станина То же II W Механизм подачи прутка Станина Коробка подач Суппорт револьверный Масло "Турбинное- -22П” Г0СТ32-74 То же tt tt 11 п tt tl ам»
го Продолжение табл. 20
ь £ t d ь. а Позиция обознач. Расход смазочного материала Периодичность смазки Смазываемая точка Куда входит Смазочный материал
,0.00.000РЭ 61 62 “Яи «Жж 66(1)... ...66(4) 67 68 69(1)... ...69(2) 70(1)... ...70(3) 60(1)... ...60(10) То же До запол- нения То же _ II _ _||_ If fl If fl Непрерывная То же I раз в месяц То же _!1 fl II II Червячная передача поперечного распределительного вала Червячная передача продольного рас пределит ельного вала Оси шестерен трензеля вспомогательного вала Направляющие и подшипник ползунки, толкатель рычага подачи материала Оси рычагов подачи Направляющие и оси рычагов подачи Ось рычага привода ловителя деталей Ось леникса Оси сменных зубчатых колес Опоры штанги и сектора качающего упора Валы распределительные То же Вал вспомогательный Механизм подачи прутка Системы подачи револьверного и продольного суппортов Суппорты вертикальные Ловитель деталей Основание Коробка подач Шпиндельная бабка Масло "Индустриальное И-45А" ГОСТ 20799-75 То же Масло "Турбинное -22П” ГОСТ 32-74 То же II II — — II и
а
к
1 W/
&
Нид,лЛ подл Подп. и дата Вьан.инбл/' Лада и дота?
10. Порядок установки.
ID.I. Распаковка.
При распаковке необходимо следить за тем, чтобы не повредить автомат распаковочным инструментом, Для этого сначала снимается верхний щит упаковочного ящика, а затем - боковые щиты.
10,2. Транспортирование (рис. 35)
Для транспортирования распакованного станка используются две стальные штанги диаметром 5U мм., трос - диаметром 20 мм. с распорной рамой.
УЦ/Ъ£ЛЩОЦ VLUVff п-црои
Рис. 35. Порядок транспортировки Л
Необходимо следить за тем, чтобы не повредить тросом выступающих частей: в соответствующих местах подложить подкладки. Транспортирование производить согласно приведенной схеме.
При транспортировании к месту установки и при опускании на фундамент станок не должен подвергаться сильным толчкам.
й Примечание: Допускается транспортировка станка без распорной рамы, но с частичным демонтажем ограждения (снятия переднего кожуха и поддона. Рис. 3, поз. 8).
6^л/э Змун. Подл. | Да та
1Е140П.О.ОО.ОООРЭ
10.3. Установка автомата.
10.3.1. Перед установкой станок необходимо тщательно очистить от антикоррозийных покрытий, нанесенных на обработанные поверхности станка и, во избежание коррозии, покрыть тонким слоем масла "Индустриальное И-ЗОА" ГОСТ 20779-75.
Очистка от антикоррозийных покрытий сначала производится деревянной лопаточкой, а оставшаяся смазка с наружных поверхностей удаляется чистыми салфетками, смоченными бензином Б-70 ГОСТ 1012-72.
10.3.2. Монтаж, габариты, рекомендуемое расположение автоматов, схема установки и план фундамента приведены на рис. 36, 37, 38.
10.3.3. Автомат устанавливается на бетонном фундаменте (см. лист 119). Глубина заложения фундамента принимается в зависимости от грунта, но должна быть не менее 150 мм.
В отверстия основания заводятся фундаментные болты (гайки не затягиваются) диаметром 20 мм.
10.3.4. Точность работы станка зависит от правильности его установки. В соответствии с ГОСТ 8-77 автомат при помощи отжимных винтов выверяется по уровню в продольном и в поперечном направлениях с точностью 0,04:1000 мм. Уровень установить на корпусе переднего поперечного суппорта.
Стойки поддерживающего устройства устанавливаются на бетонных подушках 2. Положение оси поддерживающей трубы для прутка выверяется так, чтобы она совпала с осью шпинделя.
Пэ окончании установки и выверки, под основание и стойки подливают цементный раствор. После затвердевания раствора затягиваются гайки фундаментных болтов.
Стр,
1Ш0П.0.00.000РЭ
Инк, л/1 подл По&п- и дата han Подп и дота
Рис. 37 Габариты станка в плане
Jonnih! 1 Подо, и farno, 1Ззм. инМ'\М< I a fa/na
II. ПОРЯДОК РАБОТЫ
II.I. Подготовка автомата к первоначальному пуску, первоначальный пуск.
- Надежно заземлить автомат путем подключения его к цеховой шине заземления.
М.^поЯА Подп. и Язтд .иЖлАЦнбflofo. и ttoma
- В электроаппаратуре проверить и подтянуть все контактные винты.
- Удалить клинья и шпагат у якорей магнитных пускателей и реле.
- Продуть электрическую аппаратуру сухим сжатым воздухом.
- Залить масло "Турбинное 22 " ГОСТ 32-74 в резервуар под коробкой скоростей в количестве 40 л.
- Залить масло "Индустриальное И-20П" ГОСТ 20799-75 в резервуары червячных редукторов до уровня контрольных пробок.
- Залить в резервуар охлаждения охлаждающую жидкость масло: "Сульфо-фрезол" ГОСТ 122-54 или масло "Индустриальное И-20А" ГОСТ 20799-75 в количестве НО л по маслоуказателю.
- Тщательно проспринцевать и смазать все точки, подлежащие индивидуальной смазке.
- Отрегулировать натяжение ремней привода коробки скоростей, привода шпинделя, натяжение цепи привода вспомогательного вала.
- Убедиться, что все крышки, кожухи и ограждения находятся на своих
местах и надежно закреплены.
- Проверить положение реверсирующего механизма вспомогательного вала. При нормальном диапазоне скоростей шпинделя рычаг трензеля должен бытх сдвинут до зацепления шестерен в сторону буквы "Н", которая указана не табличке. При перевернутом диапазоне - в сторону буквы "П".
- Проверить положение переключателя на электрошкафу: переключатель должен быть установлен в положение "нормальный диапазон скоростей".
- Включить автомат, проверить направление вращения электродвигателей при отключенном приводе вспомогательного вала (выключить муфту ручногс включения).
РоСп.
1Е140П.0.00.000РЭ
Стр, т
Направление вращения (со стороны вентилятора) вала электродвигателя привода шпинделя, электродвигателя привода насоса охлаждения, электродвигателя смазки - против часовой стрелки.
При первоначальном пуске необходимо соответствующим переключением вручную рычагов коиандоаппарата установить левые обороты шпинделя:
1600 ос/млн для автоматов 1Е125Д, IEI25
800 об/мин для автоматов 1Е140П, IEI40
Во время работы станка на холостом ходу следует:
I. Отрегулировать подачу масла ко всем трущимся поверхностям. Особо тщательно отрегулировать подачу масла на электромагнитные муфты коробки скоростей и коробки подач и подшипники шпинделя, причем количество масла, подводимое к электромагнитным муфтам, должно быть 0,5 л/мин., а на передний и задний подшипники шпинделя рекомендуется подача масла в количестве 20 капель в минуту.
2. Проверить работу системы охлаждения
Охлаждающая жидкость должна вытекать из сопел сплошной струей ' без разрывов, струя должна регулироваться по длине; подтекание жидкости в соединениях трубопроводов не допускается.
3. Нажатием вручную на рычаги командоаппарата проверить его работу, а также работу электромагнитных муфт, учитывая, что конструкция коробки скоростей обеспечивает в цикле 4 скорости левого вращения и 2 скорости правого вращения.
4. Проверить работу механизма подачи и зажима прутка. Затем проверить работу механизма переключения, затяжки и фиксации револьверной головки, работу устройства для многократного отвода револь верного суппорта, включить и отключить ускоренное вращение распредели тельных валов.
5. Автомат предварительно обкатать в холостом режиме на низких оборотах (200...500 об/мин) в течение I часа. Затем, настройкой смен-
ных шкивов и шестерен коробки скоростей, устанавливаются обороты
Стр, 1Е140П.0.00.000РЭ
Лист У’ досун Подп Аата
шпинделя 1Е140П и IEI40 — 1000 об/мин; 1Е125П и LE125 — 1600 об/мин на которых автомат должен работать не менее 2 часов» Все механизмы при этом должны работать нормально, без заеданий, заклиниваний и других дефектов» Избыточная температура подшипников шпинделя при наибольших оборотах не должна превышать 35°С для автоматов класса П, и 50° С для автоматов класса Н. Нагрев электромагнитных муфт не более П0°С.
ВНИМАНИИ !
При наладках со временем цикла 13,7 сек. и менее - включение ускоренного вращения распределительных валов НЕ ДОПУСКАЕТСЯ
pg/pgrt I УШ Pg Л V00U
11.2. Эксплуатация автомата в период приработки
Основным условием, необходимым для нормальной и безаварийной работы автомата является правильная приработка (обкатка) его в первый период работы после установки в цехе, на легких режимах работы. Время, необходимое на приработку деталей и узлов автомата, ориентировочно определяется в 100 часов работы.
На период обкатки рекомендуется использовать числа оборотов шпинделя, не превышающие 1000 об/мин., а продолжительность цикла обработки детали - не менее 5 мин. В этот период особенно важно чтобы смазка всех узлов была обильной; перерывы в смазке, хотя бы
на непродолжительное время, недопустимы.
По истечении 100 часов работы автомата необходимо:
I) заменить жидкость в системе охлаждения , промыть резервуар охлаждения;
2) заменить масло в резервуаре под коробкой скоростей, в резервуа-
рах червячных редукторов станины, тщательно промыть резервуары керосином, очистить фильтры смазочной системы; залить в резервуары свежее масло;
1Е140П.О.ОО.ОООРЭ
пм/Гшта
Стр\
3) проверить и при необходимости подтянуть крепежные детали в узлах автомата;
4) провести профилактический осмотр всего электрооборудования, в том числе электрошкафа: при необходимости, прочистить и продуть сухим сжатым воздухом. Всевозможные осмотры станка, а также любые виды ремонта электроаппаратуры или механических узлов проводить только при отключенной сети;
5) в случае появления больших люфтов в направляющих поперечных, продольного и револьверного суппортов - произвести регулировку зазоров клиньями посредством регулировочных винтов;
6) проверить люфт червячных пар станины и, при необходимости, произвести регулировку червяков.
11,3. Требования, предъявляемые к обрабатываемому материалу Обработке на автоматах подвергается только калиброванный материал по ГОСТ 7417-75 (сталь калиброванная круглая с допуском до 4-го класса точности по ОСТ 1024 доя станков IEI40-IEI25 и до 3-го класса точности для станков 1ЕГ40П-ГЕ125П).
Для обеспечения равномерности зажима, прутки следует рассортировать по группам и пускать в обработку, начиная с меньшего диаметра.
Материал должен быть однороден по твердости; перепад твердости в партии обрабатываемых прутков допускается в пределах не более 5 единиц по Роквеллу.
Перед обработкой прутки должны быть разрезаны так, чтобы длина их не превышала 3-х метров и обязательно со снятыми фасками на концах. Наличие фаски на переднем конце прутка необходимо для более легкой заправки его через подающую и зажимную цанги; наличие фаски на заднем конце облегчает соскальзывание подающей цанги с остатка прутка.
Прутки должны иметь местную кривизну, соответствующую ГОСТ 7417-75 для прутков с точностью по диаметру до 3 класса по ОСТ 1024, На поверхности обрабатываемых прутков не допускаются грязь,
ржавчина, забоины и
Стр, НО
1ЕГ4СП.0.00.000РЭ
Ж ha \подп. Aon
Uni. Л Оодп, и дата Взрм Mi\ Мп. и дата
\UhI Пад/г и дауна 4^/4/1 ft* MfX & tf&snG
другие дефекты.
При наличии хорошо отрихтованного материала (чистого, без забоин и волнистости) и правильно изготовленных зажимных цанг, можно ограничиться припуском на обработку в пределах 0,2-0,3 мм, а для изделий, не требующих особой чистоты наружной поверхности, материал может быть взят точно по наибольшему диаметру обрабатываемой детали.
При необходимости получения детали 2а класса точности рекомендуется обрабатывать прутки не грубее 3 класса точности по ОСТ 1024.
II.4. Настройка, наладка и режимы работы
II.4.1. Основные указания по расчету наладки
При составлении технологических карт необходимо стремиться:
I) по возможности совмещать работу поперечных суппортов с работой револьверной головки;
2) по возможности применять многоинструментальные державки;
3) совмещать переключения револьверной головки с работой поперечных суппортов и холостые хода поперечных суппортов с работой револьверной головки;
4) недопустимо совмещение обдирки с чистовой обработкой.
Нарезание резьбы с большим шагом и накатывание причисляются к обдирочным работам;
5) перед сверлением отверстий диаметром менее 10 мм производить предварительное центрование сверлом большего диаметра с небольшим вылетом.
Центрование производится таким образом, чтобы после сверления на входе оставалась фаска;
6) при сверлении ступенчатых отверстий для сокращения времени обработки и для облегчения выхода стружки сначала сверлить отверстия большего диаметра;
7) сверление глубоких отверстий малых диаметров производить за несколь ко вводов сверла
первый ввод сверла на глубину £<-- id
flucT №
1Е140П.0.00.000 РЭ
Cmp, 131
второй ввод на дополнительную глубину I2- 2d третий ввод на дополнительную глубину I3- (t
где d - диаметр сверла;
8) окончательную обработку наружных поверхностей тонкостенных деталей следует производить после обработки отверстий, так как при сверлении и развертывании отверстий у таких деталей наблюдается увеличение наружных размеров;
и) длину проточки последней ступени детали и глубину сверления увеличивать на ширину отрезного резца;
9) не совмещать обточку широким фасонным резцом со сверлением отверстия малого диаметра, чтобы предотвратить увод сверла;
10) при работе фасонными резцами применять обработку двумя резцами -черновым и чистовым, причем черновую обработку производить с заднего суппорта;
II) для получения чистовой поверхности детали и стабильных размеров, при работе фасонными резцами с поперечных суппортов необходимо пользе-ваться жесткими упорами;
12) центровочные сверла следует задерживать в конце подачи на несколько оборотов для зачистки;
13) если для размещения инструмента достаточно трех гнезд револьверной головки, следует настроить поворот револьверной головки через гнездо, т.е. три поворота за один цикл или установить на револьверной головке двойной комплект инструмента для изготовления двух деталей за один оборот распределительного вала;
14) с вертикальных суппортов производят следующие операции: проточку канавок, фасок, отрезку. Обточку точных поверхностей производить не рекомендуется.
/52
1Е140П.О.ОО.ОООРЭ
|/7д7д \Дата\
Подп. и дота рзон- [lofr- и доту
II.4.2. Составление операционной технологической карты ( в качестве примера приводится расчет наладки на деталь 09-40П)
В операционную технологическую карту записываются: наименование детали, наименование материала заготовки, его марка, профиль и размер, вычерчивается эскиз детали с указанием всех необходимых размеров, допусков и знаков чистоты обработки.
Согласно установленной технологической последовательности вычерчЕ эскизы по переходам, обозначаются размеры и расположение дер-
ваются
лавок и
деля до
режущего инструмента, указываются расстояния от торца пшин-револьверной головки в конце каждого рабочего перехода.
Сумма величин наименьшего расстояния револьверной головки от торца шпинделя по плану обработки и максимального хода револьверной головки является установочным расстоянием, которое не должно быть больше 235 мм.
Расстояние от торца шпинделя до револьверной головки в конце
UhS/i//?odo\ Поdn. и &//•dyir). \/7od/7. uctotr>o
перехода складывается из:
I)
2)
3)
расстояния от отрезного резца до торца шпинделя;
ширины отрезного резца;
части длины детали от плоскости отрезки до режущей кромки инстру-
мента;
длины державки вдоль ее оси от режущей кромки инструмента до нача-
4)
ла
хвостовика;
зазора между опорной поверхностью державки и периферией револьвер-
5.)
ной головки.
Расстояние от отрезного резца до торца шпинделя должно быть не менее 5 мм.
В графу^Наименовяние переходов” вписываются рабочие и холостые перемещения и их нумерации в строго установленной технологической
последовательности.
Znl/W v у, \Ho0fi- \аж
1Е140П.0.00.000РЭ
Стр
II.4.3. Определение ходов инструментов
Рабочий ход определяется по эскизу обрабатываемой детали.
Для проходных резцов длина хода равна сумме длин обтачивания и подвода на безударное врезание инструмента.
+ у + 1 mm где:
1 апа-
L -
ь1-
длина рабочего хода резца в мм;
длина обтачивания в мм;
подход на безударное врезание;
у - величина врезания резца в мм.
При сверлении отверстий талях (рис. 40) длина хода равна
тия, а при сверлении отверстия в
ной зацентровки, к длине отверстия
0,3d
Рис. 41
Рис. 40
Стр М
1Е140П.О.ОО.ОООРЭ
и предварительно зацентрованных дедлине цилиндрической части отверс-деталях (рис. 41) без предваритель-добавляется высота конусов сверла.
Ь=Ъ^+ Ь + (0,5*1) mm
где: L - длина рабочего хо-
да сверла в мм;
1м- длина детали в мм;
Ь - ширина отрезного резца в мм;
0,5+1 - подход сверла в мм
L=L^ + ?> + 0,5d+1mm
где:
d1 d1
1
- длина рабочего хода сверла в мм;
ширина отрезного резца в мм;
- длина детали в мм;
- диаметр сверла;
- подход сверла в мм
ЩНХЛиепу? Змум \fic9n, \flon
\л/!мдл\лодп. и дата З^лХМп. и Зато
L
на
При поперечном врезании ход инструмента равен сумме половины разности диаметров в начале и в конце обработки и величины подхода безударное врезание (0,5-1 мм).
d-d.
ь =—g--—+ (0,5.1)
Рис. 42
где: d - диаметр детали врезания резца
d. - наименьший диаметр детали после врезания в мм;
L- рабочий ход в мм;
0,5-1 мм „ЛТТ^ЛТТ
* — подход резца
до в мм;
При работе отрезными резцами рабочий ход дополнительно увеличивается на величину перебега резца, выбираемую в зависимости от ширины резца и угла наклона режущей кромки ( см. рис. 43 ).
и 8о/тх> cstfos,*?
Ь
Рис. 43
4
переход
6
переход
!/№<&• И* Л?
L= O,5+h+y
где: L-'длина рабочего хода резца в мм;
d- ширина отрезного резца в мм;
Ь- величина скоса резца в зависимости от утла If ;
угол наклона режущей кромки;
у- перебег резца в мм.
При нарезании резьбы ход инструмента участка плюс 1-2 шага нарезаемой резьбы.
Для нашего примера имеем рабочий ход - I,I + 0,4 = 1,5 ш - 40 + I = 41 мм _ 40^30 + 0 5 = 5 5 т 2
равен длине резьбового
инструмента:
Стр.
/J5
9
переход
1Е140П.О.ОО.ОООРЭ
15 переход - 15 + I = 16 мм
19 переход - 1,5 + I = 2,5 мм
22 переход -3,5 =3,5*6= 21 мм
26 переход - 15 + 21,5 = 15 + 3 = 18 мм
30 переход -2+0,5=2,5мм
34 переход - —2~~" + 0,5 + + + 0,5 = 12 1лм
II.4.4. Выбор подач
В графу "Подача" заносятся данные величин подач (см. табл. 21) с учетом особенностей обрабатываемой детали (см. операционную технолО' гическую карту).
Для перехода "Нарезание резьбы" подачей является шаг резьбы.
Если работают два или несколько инструментов, закрепленных в одной деркавке, то подача выбирается по лимитирующему инструменту.
II.4.5. Выбор скоростей резания
Скорость резания выбирается для каждого рабочего перехода ориентировочно (см. табл. 25).
Но формуле: n = об/мин
вычисляются числа оборотов шпинделя в минуту. Полученные результаты являются исходными для выбора чисел оборотов шпинделя в минуту для каждого рабочего перехода по таблице чисел оборотов шпинделя (см. табл. 5).
Скорости резания по переходам определяются по формуле: Я-d • п т = —ТОГО— м/мин
Например, в 6 переходе при обточке 040 мм выбираем скорость резания, равную 40 м/мин., учитывая то, что обточка будет производиться твердосплавным резцом. Выбранную скорость резания можно удвоить.
Принимаем число оборотов шпинделя в минуту для скорости 80 м/мин
43У УУ6Т \^90£УН.
UhI. Mi подл ПоСп. и дагпа Из ан. м3. ПоЗп. и damp
Стр.
1Е140П.0.00.000РЭ
L/v# НдаК. 1 По (to- да/г>а \Азам c/xf# \pfaf№ дудл I /7с<?л.^<9я/ъо
» = 1000,-80 = e36 об/ииц
3,14-40
По таблице числа оборотов шпинделя ( табл. 22 ) находим ближайшее число оборотов шпинделя, равное 630 об/мин и, если это необходимо, корректируем скорость резания.
V = Ы4-.40-630 = 79
1000
Аналогично корректируются скорости резания и на остальных переходах (см. операционную технологическую карту).
II.4.6. Обороты шпинделя на переход
Количество оборотов шпинделя на данный переход определяется по формуле =~- _ О($ОрОТОВ , где:
L - рабочий ход в мм;
6 - подача в мм/об.
Например, (6 переход) а = = 410 оборотов
0,1
Так как различные переходы выполняются при различных оборотах шпинделя в минуту, то- количество оборотов шпинделя на каждом переходе непропорционально затратам времени для выполнения этих переходов.
Поэтому, для расчета определяются приведенные числа оборотов шпинделя, пропорциональные затратам времени, путем умножения числа оборотов шпинделя, необходимого для выполнения данного перехода на коэффициент приведения.
Коэффициент приведения Л равен отношению основного числа оборотов шпинделя в минуту, при котором выполняется большинство переходов, к числу оборотов шпинделя в минуту, при котором выполняется данный переход
/) = П°сн. Например, (34 переход) ") _ 630 _ 2 I
Л Ппер. Л 300
Сумма приведенных чисел оборотов шпинделя ( 2020 об ), необходимых для выполнения несовмещенных рабочих переходов при изготовлении данной детали, вносится в карту наладки.
Лиа Мп дать
1Е140П.0.00.000РЭ
Стр. Ж
II.4.7. Определение ориентировочной продолжительности цикла
изготовления одной детали.
на выполнение рабочих переходов (Тр), оп-
Время, затраченное ределяется по формуле:
= °Р 60 = 60 = 193 сек
п ~осн.
Время холостых ходов складывается из времени на разжим цанги, подачу и зажим материала - I сек.
Несовмещенные повороты револьверной головки
1x5=5 сек
1x1 = 1 сек
Выводы и вводы сверла
Выстой резцов при зачистке 3 х 1,5 = 4,5 сек.
Изменение направления вращения шпинделя - 0,5 сек.
Несовмещенная часть отвода отрезного резца - 7 сек. Ориентировочное время цикла определяется по формуле: Тд = Тр + Тх = 193 + 19 = 212 сек.
В зависимости от сложности детали, ориентировочное время цикла может быть подсчитано по формуле:
Тл = (1,1 + 1,3) Тр
II.4.8. Определение радиусов кулачков
Из установленных переходов технологической карты берется переход с наименьшим расстоянием от торца шпинделя до револьверной головки, которое обозначим £ мин.
(переходы 6,15 и 24, где <4 мин. = 120 мм).
Величина Л мин. сравнивается с величинами, лежащими в пределах от 75 до 135 мм, соответствующими наименьшим расстояниям от торца шпинделя до револьверной головки с учетом регулировки, величина которой равна 60 мм.
Если величина <4 мин. < 75 мм, то следует применить державку с большим вылетом, чтобы получить X мин. >75 мм.
$
Ч
1
Стр.
IEI40H.О.ОО.ОООРЭ
iMiXJluciv'? доын \fiodn. \Лато
Если величина <£ мин. лежит в пределах от 75 до 135 мм, то для соответствующего перехода принимается максимальный радиус кулачка в конце перехода, равный 140 мм. Конечный радиус кулачка для остальных переходов рассчитывается по формуле:
Rk = Rmox - (of - ofмин),
- расстояние от торца шпинделя до револьверной головки в конце соответствующего перехода.
Если величина оС мин. больше 135 мм, что может иметь место при обработке длинных деталей, то расчет конечных радиусов кулачка производится по формуле:
Rk = В max - (of - 135 )
Начальные радиусы рассчитываются по формуле: Rh = Rk - L
Например, (19 переход) Rh = НО - 2,5 = 107,5 мм
Радиусы кулачка, на которых происходит переключение головки, выбираются на I мм меньше начальных радиусов переходов.
В случае глубокого сверления включается устройство,
осуществлять быстрый вывод и ввод сверла не по кулачку, а при
где:
ной
щих
револьвер-
ное ле дую-
ПОЗВОЛЯЮ-
СЬ
I
$
Л
щее
помощи соответствующего механизма (см. описание узлов станка). При * этом радиус, на котором происходит вывод и ввод сверла, выбирается на 0,5 мм меньше конечного радиуса сверления до вывода сверла.
Радиус вывода и ввода сверла в этом случае будет одновременно и начальным радиусом следующего участка сверления.
Если используется упор, закрепленный в револьверной головке, то радиус кулачка, на котором происходит подача материала, может быть перехода.
конечный радиус рассчитывается
равен начальному радиусу последующего Для перехода "Нарезание резьбы"
по формуле: Rk = Рн + 0,85L мм
Например, (26 переход): Rk = 107 +
0,85 • 18 = 122 мм
1Е140П.0.00.000РЭ
Стр,
Jim\Jiuct\ frodoWM.\ng$("i. \Дота
Для кулачка, управляющего отрезным резцом, конечный радиус равен максимальному радиусу 80 мм (34 переход).
Дня кулачка, управляющего режущим инструментом переднего и заднего суппортов, конечный радиус занижается на величину, на которую режущий инструмент не доходит до оси шпинделя.
Дня возможности изменения подачи и величины перемещения передний и задний вертикальные суппорты имеют регулируемое плечо для изменения передаточного отношения в пределах от 1:1,5 до 1,25:1.
II.4.9. Количество сотых кулачкового диска для рабочих и холостых ходов.
Количество сотых для выполнения холостых ходов определяется одним из двух факторов:
а) минимальным временем, необходимым для выполнения данного хода, или б) минимальным углом на кулачке, потребным для построения соответствующей кривой.
Ролик по кулачку на участках холостых ходов должен катиться свободно. В зависимости от радиуса кулачка, на котором происходит поворот револьверной головки, ролик занимает различное количество сотых Рекомендуется определять количество сотых, исходя из обоих факторов и брать для расчета большую величину.
На радиальных участках кулачка револьверной головки, достаточных для свободного перекатывания ролика, сотые холостых ходов on-ределяются по времени срабатывания механизмов.
Определяется сумма сотых на несовмещенные' холостые ходы из условия выполнимости построения кулачка.
Количество сотых на несовмещенные рабочие переходы определяет' ся по формуле:
Мр = 100-Мх
1Е140П.0.00.000РЗ
UjH.
Utti. v! поfr.' fl о fa и fa та" Uhrf.rffyfr. Мп. и Яма
Стр.
1W
\Un6 г/подп. I падл.и дата |4^/ /у дудя. I /7адл. и долю
—
Число сотых на каждый рабочий период определяется по формуле: Мр-Дпер
Мпер "пр
Например, (15 переход): Мпер = QQ>5‘,2P9 _ g
2020
Сотые рабочих и холостых несовмещенных переходов, нарастающие в строгой последовательности процесса изготовления детали, размещаются в пределах от ноля до ста сотых, т.е. в пределах одного рабочего цикла.
Сотые совмещенных переходов размещаются в пределах перекрывающего перехода.
Таким образом, получены данные для вычерчивания кулачков - сотые кулачковых дисков и соответствующие им радиусы для каждого перехода. ~
II.4.10. Определение количества оборотов шпинделя для изготовления одной детали, продолжительности цикла и подбор сменных шестерен
По количеству оборотов шпинделя, необходимых для выполнения рабочих ходов, определяется приближенное число оборотов шпинделя на изготовление детали по формуле:
Йд = ..xJQQ t где: Пр - число оборотов шпинделя на
100 - Мх выполнение рабочих ходов;
Мх - сумма сотых несовмещенных холостых ходов;
Пд - число оборотов шпинделя для изготовления детали
Для нашего примера: Пд= ' ^0 = 2510 оборотов 100 - 19,5
Определяем приближенное время на изготовление детали по формуле: т = Цц • 60 сек
П. осн.
Т = = 239 сек
630
По таблице продолжительности одного оборота распределительно
1Е140П.О.ОО.ОООРЭ Стр.
Лист /Vo доыь. Падл. Нага
го вала берется ближайшее время изготовления одной детали 1=236 сек.,
а также корректируется количество сотых на холостые ходы из условия
достаточного времени на ход.
В графу "Сменные шестерни" записываются шестерни, обеспечивающие требуемую производительность:
e=26; f=54; q=57; h=43; i=22; 1=58
II.4.II. Вычерчивание
кулачков
Кулачки вычерчиваются
согласно
данным технологической карты
Холостые
ходы выполняются по приложен-
и таблицы размеров кулачков ним шаблона];^ в зависимости от времени
Для упрощения вычерчивания кулачков пользуются диском, разделенным на 100 частей (сотых).
изготовления детали
Через точки делений проводятся дуги, равные величине плеча
рычага, несущего ролик.
Это дает более точное построение профиля кулачка.
Примеры оформления чертежей кулачков приводятся в прилагаемых
таблицах
Стр, 142
1Е140П.0.00.000РЭ
лис? fr* for у AC fan
Uftl.fr* мfa, tlofa.udoma tea/v.untfr* Unl.fr* fain.
Наименование кулачка
Данные для заготовки кулачков суппортов приведены в таблице
и
Кулачок револьверно-го суппорта
280
45+O,062
150
Кулачки поперечных суппортов
160
4q+0,062
90
7
171 40
ИЗ 35
?
48<W
28'“»
---Таблица 21 толщина 10^ 12
I0'®! 10
и*£/^м9Л подл. udarra \взсьуу^л/ЛМл/6д^Л Лодл.и dQ/r>a
Рис. 44. Чертеж заготовки кулачков суппортов Определение длины конуса сверла
Длина конуса сверла определяется в зависимости от угла при вершине
Рис. 47 Шаблон для построения участков холостых перемещений
М.л°подл Подл. о дата М.ПвдудЛ Подл, и дата
Подп.ы cto/rte /длан И ad Г?, сг &О/-П0
* ОРИЕНТИРОВОЧНЫЕ ВЕЛИЧИНЫ ПОДАЧ,РЕ1{ОЖ1ДУЕМЬ1Е ПРИ ПРИМЕНЕНИИ ИНСТРУМЕНТА ИЗ ШСТРОРЕ2КУЩЕИ СТАЛИ (мм/об) Таблица 2 4.
Б
| №
ОБРАБАТЫВАВ-MU1I МАТЕРИАЛ вида ОБРАБОТКИ
Про вольная off-точка Фасонная обточка иотреъка центра-8ание Ьенкера-вание Разберти. 8ание Диаметр сверления накатьИа^ие
2...Ч 1... & 8...^ 11... 20 20... 30 поперечные продолы ные
ъ 1 Сталь 20 • 5t=40.,,50. кг/мм' '0,П..0,12 0,02-0.05 0,1....0.15 0,06-0,12 0,03...0,2 О,ОЗ...О,О6 0.03...0.07 0,OS.M3 007-0.1 ОД8..О.12 0.01S...0.15 0,12... 0,3
Сталь 35 ; 9 (5;= 50... 60кг/мьГ 0М...0.1 0016-0,095 0,03...0,13 0,06.. 0,1 0.08...0Л 0,03... 0.05 0.01-0,01 0,05-0.03 0,06-0.03 0,07:0,00 О,О15...О2 0,1...О,25
Сталь 45 q ф=50...70кг/мГ 0,OS... ЦО! 0.012...0.09 0,08-0,12 0.01.-0,03 0.01...0.15 0.02... 0.01 0,04... 0,06 005...0.07 0.06-0,03 0,07-0,08 0,01... 0.16 0,1... 0.2
Сталь AI2 0.06...0.15 0.02-0.06 0,1... 0,15 0,06...0,1Ь 0,1-0.25 0.03...0.0S О,О5...О,О8 0,OS... 0,1 0,07-0.12 0.08-0.15 О.СН5...0.16 0.1...0,37
Углеродистая сталь У7...У13А 0,05..0.1 0.015...0.035 0,01-0,12 0М..0.03 0,06... 0,1 0.02..Д035 0,06...0,055 0.01...0.0S 0,05...0,05 0,05...0,09 0.01...0,1 0,07-0,16
Хромистая и нержавеющая сталь 0,05..'о08 D.005...0.03 0,01-0,1 0М...0,07 0,01.. 0,12 0,02... 0,03 0,03-0.05 0,0Ч...0,06 0.05...0.07 0Д5...0ОЗ 0.01...01 т..о,1б
Латунь 0.1...0.2 0.03... 0,09 016. а0.25 О.ОЗ...О.2 0,1. ..0,3 0,06... 0.1 0,03-0,15 0.1-0,16 012... 0.2 0,16. „0,25 М15...0.16 О,15...О^
Бронза 0,08-0,12 0.02...0,05 oi...o,i5 0,05-0,03 0.12... 0.2 0,01...0,06 0,06-0.03 0,01:0,1 006-0,12 0,09...0,15 WIS..0.12 0.15...0,25
Алюминий 0.01-0,2 0,02...0.08 0,16... 01 0,03... 0.2 0.03...0.25 0.05-0,03 0,07... 0,1 0.03-0,12 0,1... 0,15 0,12... 0.2 0,015-0,16 0.15-0,96
1"
зм ОРИЕНТИРОВОЧНЫЕ ВЕЛИЧИНЫ СКОРОСТЕЙ РЕЗАНИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИН м/мин) Таблица 25
1Е140П.0.00.000РЭ
Продольная Обрабатываемый фасонная об- материал 32ЧКа’ отрез КЗ. Виды обработки
Сверление Зенкерова-ние Развертывание Накатывание рифлей Нарезание резьбы
метчиками плашками
Сталь 20 Qb=40...50 кг/мм^ 45...55 30...40 25...30 8...12 30...35 3,5...7 3,5...7
Сталь 35 0,в=50...60 кг/мм^ 35...50 25...35 20...25 6...10 25...32 3...6.5 З...6,5
Сталь 45 йв=60...70 кг/мм^ 20...35 20...30 18...20 6...8 20...30 З...6,5 З...6,5
Сталь 0,в=75 кг/мм^ 50...70 30...50 20...35 10...15 35...45 4...8 4...8
Углеродистая сталь У7..:У13А 20...30 15...20 10...15 5...8 15...20 2...4 2...4
ч Хромистая и нержа-веющая сталь 15...25 10...15 8...12 4...6 15...20 1,5...3 1,5...3
гч
ч I Латунь 70...150 50...100 45...60 20...40 70...100 20...40 20...40
Бронза 35...60 30...40 25...35 15...30 35...50 4...12 4...12
1
Алюминий 150...200 70...120 60...60 20...50 90...120 25...50 25...50 [
0“ ъ
Unlytnofa. Подп. и дата Взонимб.л/1 Подл, и с?ата
Операционная карта обработки на токарно-
Наименование переходов Рабочий ход в ММ Подача ММ/06 ОБОРОТЫ ШПИНДЕЛЯ Кулачковый диск
Сотые Радиус
НА ДАН. ПЕРЕХОД Для расчета
SS та «4 S3 от до от ДО
1 Подача материала до упора 0,5 0,5 0 0,5 99 99
2 Поворот револьверной головки 2 0.5 2,5 98 98
6 Обточка Фзо,024Л* и сверлением 41 0,1 410 410 165 2.5 19 99 140
7 Пауза 0.5 <9 19,5 140 140
8 Поворот револьверной головки 2,5 19.5 22 (23 123
15 Обточка Ф28Сга 16 0.08 200 200 8 22 30 124 <40
16 Пана 0,5 30 30,5 140 140
<7 Отвод револьверной головки 16 0,06 265 265 10,5 50,5 41 140 124
*<8 Доворот револьверной головки 2.5 41 43.5 106 <06
£ 19 Обточка фасок 1,5*45’ ,1*45’ 2.5 0,07 55 35 4,5 43,5 45 107.5 110
220 Пауза 0.5 45 45,5 110 но
£21 Поворот револьверной головки 2,5 45,5 48 105 105
22 Сверление отв, фб 21 0.06 350 ПУ 7 48 55 106,5 127,5
g £25 Вывод и ввод сверла 1 55 56 127 127
л х24 Сверление отв. #6 13 0.05 260 <30 5 56 61 127 140
ш25 Поворот револьверной головки 3.5 61 64.5 (ОБ 106
S 26 Нарезание резьбы 18 1,5 12 150 6 64,5 70,5 107 122
а 27 Реверсирование 0,5 70,5 71 122 122
£ 28 Отвод плашки 18 1,5 12 25 1 71 72 122 107
а. 2д Поворот револьверной головки 89 89
9 Перед- Врезание до ^30 5,5 0.025 220 (220) Т5Г (5) П4) 59.5 65
10 НИЙ Пауза (05) (44) (27) 65 65
13 Отвод РЕЗЦА (27) 65 пошл 6 ЛОНУ
3 К Перед- Обточка ФЗО 15 0,05 300 (300) W 65 80
1 S'2 НИИ лм Пауза С(,5) (ад (28) 80 80
= 14 дольн. Отвод резца (28) 80 ПО WAS ЛОНУ
S з Зад- ПОДВОД НАКАТКИ (2.5) ftCuiAl ЛОНУ 585
— А НИЙ Накатывание 15 0,05 30 (30) (1.5) (2,5) (4) 58.5 60
g 5 Пауза (0,5) (V (4.5) 60
uj30 Ьерхн Обточка фаски 2 х45° 2.5 о.Оз 85 ((80) (7) (72) (79) 82^5 65
ПЕРЕДН. Пауза (0,5) (79) (79,51 65 65
х> г 32 Отвод резца (79.5) ТГ л» UJAf ЛОНУ
"1 £ д ВЕРХИ Подвод резца (72) л в шаблону 68
§М ЗАДН. Отрезка 12 0,04 300 630 25 72 97 68 80
= 55 Отвод РЕЗЦА 5 97 100 80 4SP
Итого 2020 80,5 195
•=*» — 1Е140П.0.00.000РЭ Стр.
ИМ Лист ^дот Подп. Дата /47
л/ ПЕРЕХОДА в;15Ц7; 49 30134:28 26122:24
Коэффициент приведения 2; < 426; 0,5
Число оборотов шпинделя 630 300 50;1250
Эскизы ОБРАБОТКИ ПО ПЕРЕГОНАМ
Инструмент
/6/
120
ПО
135
150
*1
Стр.
Режущий
Резец прмооной ЫМ06 П5К6-ЗШГ,
Вспомогдт.
цанга___
ромимнар £190
9.35.106-90
Мерит.
Моб. 4Е44О ИнВ.
Резец, ъезиой
даюшщно
рроымной ГОСТ 28V‘80
\ЛЯ)П./О т
П5ИЬ.
Резец Фасочный Т/ЧН579-6О гчоР'Оооь
Ctepw . _ Р20
РОСТ Ш0-6Ч
l^JSSL Ш1_
loxOTMU KOHOUHUP, шМ. шпаРка^ шж
Зшт.
РОСТ ~ дО1О-бИ
№07
.£тш1£О___ 6Ю1-011Ч гостшме
OAUUML штзоооъ налереонои _српоорт__ NH1Z37-6Q . 6670-0021
РОошюО &цума_дм. ролик уыерла.^О
Резей \&ешыи 7/Г
ЪЧ5° P18
0ЫППР15
?Ш195п& 60п‘ОООЗ КстаРка
O7W7.1i/ йщт.
Резец . стенной
JlUi—
J7/___
01 МП, 01 П.С.09МЛ02 Хешопоз ШШШ Ш14Ш5 пррёольныР 09.900-06
Станок
Охлаждение Масло и-20
Заготовка 040 Щкл.
Материал Марка А 42
Сменные шестерни
корОбКА
СКОРОСТЕЙ
А 27
8
53
Коробка подач ]Г 26
1
о
i f
54 37
Сменные шкивы
43 22 58
h гТ
24
42
Положение кулачка для поворота РЕВОЛЬВЕРНОГО БАРАБАНА
6 72
4
0.5
2
49.5
3
44
£
45.5
5
61
Установочное расстояние ОТ РЕВОЛЬВЕРНОЙ ГОЛОВКИ до торца шпинделя Положение кулачка для ПОДАЧИ МАТЕРИАЛА_______
РЕЖИН ОБРАБОТКИ
Вид обработки
Обточка ф чо
Обточка 030 Сверление 044 Сверление 06 НлкАтка
Нарезание резьбы Обточка фасок Отрезка
Скорость РЕЗАНИЯ м/нин
79
59,5
28
24 79
3,8
47,5 28
Расчетное число оборотов ШПИНДЕЛЯ в МИН. Рабочее число оборо-тов ШПИНДЕЛЯ_________
Холостое число ОБОРОТОВ_____________
Потребное число оборотов ШПИНДЕЛЯ ДЛЯ НЗГ0‘ Т06ЛЕНИЯ 1 ЛЕТА ЛИ
Нормирование
Машинное время,с. Подготовит, заключи-тельное время_________
650
2020
251Q
Число ОБОРОТОВ шпинделя
650 650 650
1250
630 .
50 630 500
236
и ° подл. | ПоЗп. и дата 5зам. ин5 л/° \Он9. ь'сдч$л Подо, и дата
1Е140П.О.ОО.ОООРЭ —
рьм. Лист /Лроке/и. ОоОп.
'и*в.*/’подл. ХПодл.ч дала леЗйВЗта
I. * Размеры для справок.
2. Участки профиля 2,5...19; 22...30; 30,5...41; 43,5...45;
48.. .55; 56...61; 64,5...70,5; 71...72 выполнить по спирали Архимеда
3. Участки спада и подъема выполнить по шаблону для производительности 20 сек.
/)
Рис. 48. Кулачок револьверной головки
\Пс>дп. \Aara
1Е140П.О.ОО.ОООРЭ
Стр-
2, Участок профиля 5...14 выполнить по спирали Архимеда.
3. Участок спада и подъема выполнить по шаблону для производительности Т720 сек.
Рис. 49 Кулачок переднего суппорта
Стр,
1Е140П,О.ОО.ОООРЭ
изн\мЖ Р'дОКЦН, Подл. ]Дагл
Ш.д°лодДПодл.и дата \Ьза^и^.^\ин^д°д^\/7одл. и дата
Подп. ufa/na
UiH. 7йа ы9№цн. \лод/1 \flrn
I. * Размеры для справок.
2. Участок профиля 72...79 выполнить по спирали Архимеда.
3. Участок спада и подъема выполнить по шаблону для производительности Т>20 сек.
Рис. 51. Кулачок переднего вертикального суппорта
1Е14СД.О.ОО.ОООРЭ
Шп. Лист ~fJ°do/ry/i' По tin. Пата,
Цц№подл Zlatin. и tianao. M.tietiytiP. Подп. и tia/nа.
Стр,
/52
' ЦнМьподл. Подл, и дата |/Ыд и да га
I. Участки I,5...14,5; 14,5...26,5; 28.ДО выполнить по нинто-вой линии.
Рис. 53. Кулачок переднего продольного суппорта
Стр, Ы
1Е140П.0.00.СЮ0РЭ
1рп\Лист
По Вл.
М. П°лодЛ. | floff/i. и дата. &ЗМ. иЖ По\1Мл/одудл | Падл, и дата.
12. РЕГУЛИРОВАНИЕ АВТОМАТА
В процессе эксплуатации автомата возникает необходимость в регулировании отдельных узлов и элементов.с целью восстановления их нор мальной работы. Ниже приводятся рекомендации по регулировке основных узлов автомата.
12.I. Регулирование натяжения зубчатых ремней
При нормальном натяжении ремень должен прогибаться на 3 мм под боковым усилием I кгс (усилие прикладывается в середине пролета).
При ослаблении ремня привода ослабить гайки крепления коробки обеспечить необходимое натяжение
шпинделя необходимо:
скоростей к основанию;
а) б) в)
ремня привода шпинделя; скоростей к основанию;
затянуть гайки крепления коробки
При ослаблении цепи привода вспомогательного вала и ремня привода коробки скоростей необходимое натяжение цепи и ремня обеспечить натяжными роликами.
12.2. Демонтаж коробки скоростей
Для демонтажа коробки скоростей необходимо:
а) откручивая два болта натяжного ролика, ослабить натяжение ремня привода коробки скоростей, после чего снять его со шкивов;
б) ослабить гайки крепления коробки скоростей к основанию;
в) отвинтить две накидные гайки присоединения C9I-I3 трубопровода смазки коробки скоростей;
г) отсоединить электропитание электромуфт, разъединив штепсельный разъем на разветвительной коробке;
д)
ослабить натяжение реммя привода шпинделя, после чего снять ремень
со е) ж)
шкивов;
опустить коробку скоростей вниз до отказа;
отвинтить гайки крепления коробки скоростей к основанию;
Стр
/55
1Е140П.О.ОО.ОООРЭ
з) вынуть коробку скоростей из основания автомата.
Монтаж коробки скоростей в основание производить в обратном порядке.
12.3. Установка предварительного натяга тарельчатых пружин компенсатора механизма зажима прутка.
Предварительный натяг тарельчатых пружин равный 1890 кгс (LEI40H и IEI40) и 1000 кгс (IEI25H и IEI25) производится вне станка поджатием гайки блока тарельчатых пружин. •
12.4. Регулирование усилия зажима обрабатываемого прутка а) установить в шпинделе зажимную цангу;
б) установить в цанге оправку, диаметр которой равен номиналу цанги минус допуск 4 класса точности для данного номинала;
в) вращением гайки с фиксационным пальцем обеспечить после зажима оправки в цанге появление зазора 0,2 - 0,3 мм между соприкасающимися поверхностями уступа и нажимного диска в блоке тарельчатых пружин;
г) застопорить гайку фиксационным пальцем.
12.5. Регулировка величины подачи прутка
Регулировка производится винтом, находящимся на каретке подачи прутка:
а) ослабить контргайку винта;
б) вращая винт, установить требуемую величину подачи прутка по шкале, закреплённой на ползушке;
в) затянуть контргайку винта.
12.6. Регулирование расстояния от торца шпинделя до периферии револьверного барабана:
а) ослабить контргайку;
б) переместить револьверный суппорт на требуемую величину относительно неподвижного рычага подачи, вращая полый винт. Отсчет ведется по шкале;
в) затянуть контргайку.
1Е140П.0.00.000РЭ
иьн ЛЫТ Л- fan
у * подл. Подп. и farW Иьан.индл/' ~Цн1.л/с (Мл\ 5о^п.!/ 5опра
Стр,
/56
12.7. Регулирование зазора между направляющей и корпусом револьверного суппорта осуществляется клином.
Клин перемещается и стопорится посредством 2-х винтов, затягиваемых в распор.
12.8. Регулирование зазора между направляющими и салазками поперечных и вертикальных суппортов осуществляется клином.
Клин перемещается при помощи специального винта, головка которого входит в проточку клина- (на вертикальных суппортах) и с помощью гаек, перемещающих Г-образный отросток клина (на поперечных суппортах). Стопорение клиньев вертикальных суппортов производится боковы-
СиЩ> rj t/&OL/1 9*П\ Щ?0Ц1
ми
винтами.
12.9. Регулирование затяжки револьверного барабана:
снять защитную обечайку;
поворачивая маховик вспомогательного вала, расфиксировать револь-
а) б) верный барабан;
в) поджимая или отпуская гайки на хвостовике револьверной головки обеспечить зазор между корпусом и барабаном в 0,1 мм;
г) д)
а)
б)
затянуть контргайку;
одеть обечайку.
12.10. Регулирование зазоров в задней опоре шпинделя: демонтировать шпиндель из корпуса бабки, разобрать заднюю опору;
установить радиально-упорные подшипники вместе с
внутренним коль-
цом на дисковую оправку и нагрузить наружное кольцо лием 100-125 кгс;
в) замерить плитками расстояние НА” между наружными
подшипника уси-
кольцами подшип-
ников;
г) подшлифовать промежуточное (наружное) кольцо по толщине в размер"А' с точностью 0,01 мм, выдержав при этом параллельность торцев в пре-, делах 0,004 мм;
д) собрать заднюю опору на шпинделе и установить шпиндель в корпус бабки.
tolfaeri л^сРа^1/^.1/7»сЯг7 Um
Ш40П.0.00.000РЭ
Стр.
151
13. МАТЕРИАЛЫ ID ЗАПАСНЫМ ЧАСТЯМ
I3ol. Материалы по запасным частям содержат в своем разделе:
- схему расположения подшипников;
- перечень к схеме подшипников;
- перечень покупных запасных деталей;
- перечень оригинальных быстроизнашиваемых деталей;
- чертежи быстроизнашиваемых деталей.
13.2. Перечень и чертежи быстроизнашиваемых деталей содержат все необходимые данные для их изготовления.
Для заказа деталей на заводе-изготовителе необходимо указать модель станка, год выпуска, номер и наименование детали согласно перечню.
Чертежи быстроизнашиваемых деталей смотри в приложении.
IEI401I. О.ОО.ОООРЭ
изм Тйд St дОСУН. Подл. THHs.
л/trotyl Подл, и до то UniM дудл Мп и дата
Стр
^58
Перечень подшипников качения
Таблица 26
Наименование Класс точности Куда входит Поз. см. й°- Количество для станков
Класс точности станка 1Е140П IEI40 1Е125П IEI25
П н
Подшипник 60104 ГОСТ 7242-70 Подшипник 7000108 ГОСТ 8338-77 Привод поворота револьверной головки То же I 2 2 2 2 2 .
Подшипник 60104 ГОСТ 7242-70 Вал вспомогатель ннй - 4 2 2
Подшипник 46206Л ГОСТ 831-75 То же 5 2 2
Подшипник 8I07K ГОСТ 6874-75 If 6 2 2
Подшипник 1000904 ГОСТ 8338-77 7 2 2 3
Подшипник 60305 ГОСТ 7242-70 8 3 *5 4
Подшипник 80206CI ГОСТ 7242-70 9 I I
Подшипник 107 ГОСТ 8338-77 10 2
2
Подшипник 205 ГОСТ 8338-77 If II I I
Подшипник 60306 ГОСТ 7242-70
Механизм подачи прутка 13 I I
Подшипник 206 ГОСТ 8338-77 Подшипник 8106 ГОСТ 6874-75 То же 14 I I 1
II 15 2 2 о
Подшипник 941/25 ГОСТ 4060-78 I» 16 2 2 £
1 Поск.
IEI40 П.'О.ОО.ОООРЭ
160
jucnStfaw \fl0ffn, \Дато
Ж
Поди и дота \05ON цн6.а/Л1/и6.л/' (Мл Роди. и дата
Продолжение табл. 26
Наименование Класс ’ точности Куда входит Поз. см. рис. 54 Количество для станков
1Е140П IEI40 IEI2511 IEI25
Класс точности станка
П Н
Подшипник 212 Г0СТ8338-77 Подшипник 3I82II8 ГОСТ 7634-75 Подшипник 3182114 ГОСТ 7634-75 Подшипник 462Г6Л ГОСТ 831-75 Подшипник 46216Л ГОСТ 831-75 Подшипник 462Г2Л ГОСТ 831-75 Подшипник 46212Л ГОСТ 831-75 Подшипник 80204 Устройство для внутренней подачи прутка Бабка шпиндельная То же —м — ft 18 20 20 21 21 21 21 I I 2 2 I I 2 2
6 2 2 2 2 6 2 2 4 4
ГОСТ 7242-70 Подшипник 80206CI ГОСТ 7242-70 По^шипник^46109Е Подшипник 461 ПЛ ГОСТ 831-79 Подшипник 7210 ГОСТ 333-71 Подшипник 46205Л ГОСТ 831-75 Подшипник 7208 ГОСТ 333-71 Подшипник 80108 ГОСТ 7242-70 Ловитель деталей Распределительные валы То же ft 22 24 25 26 27 2 3 6 2 3 СМ СО СО СМ СО
rt If 28 29 30 2 I 2 2 I 2
1ЕГ40П.0.00.000РЭ Стр 161
Mil №
Продолжение табл. 26
Наименование Класс точности Куда входит Поз. CM. г- Количе ( для ст< 3TBO 1HKOB
1Е140П IEI4U 1Е125П IEI25
Класс точности стан ка
П Н
Подшипники ГОСТ 8336-77 109 1000908 106 306 207 206 105 107 IC8 308 307 309 Подшипник 7000103 ГОСТ 8338-77 Подшипник 107 ГОСТ 8338-77 Подшипник 80206CI ГОСТ 7242-70 Подшипник 943/20 ГОСТ 4080-69 Подшипник 942/35 ГОСТ 4080-69 6 6 6 6 6 6 6 6 6 6 Автоматическая коробка скоростей AKC-2U6-63--II Коробка подач То же •1 ft 32 33 34 35 36 37 38 39 40 41 42 43 46 47 48 49 50 2 2 2 I 2 2 2 4 2 I I I 2 2 2 2 I К-1 to го to to ММ»—irO^tOtOtOh-ltOtOtO 1 1 1 1 ——* 1 1
Стр 1Е140П.0.00.000РЭ
№
OiN Jlutm л/'долун. Подо. ten.
\jnl. л/t подл fjodn, и Soma в зон. онд.Д, Подл и дота
о
IMМ Под А /7р<?п. is &0Л7О IzLww?/ IА^/?- ^7/7?
Продолжение табл. 26
Наименование Класс точности Куда входит Поз. см. рис. 54 Количество для станков
1Е140П IEI40 1ЕГ25П IE 125
Класс точности станка
П Н
Подшипник 204 ГОСТ 8338-77 Коробка подач 51 I I
Подшипник 150307 ГОСТ 2893-73 Станина 53 I I
Подшипник 60306 ГОСТ 7242-70 то же 54 I I
Подшипник 8106 ГОСТ 6874-75 55 2 2
Подшипник 206 Г0СТ8338-77 п 56 I I
Подшипник 80205 ГОСТ 7242-70 57 I I
Подшипник 60106 ГОСТ 7242-70 ~У\~ 58 3 3
Подшипник 941/25 ГОСТ 4060-78 If 59 2 2
1Е140П.0.00.000 РЭ
Стр.
161
Перечень покупных запасных деталей Таблица 27
Обозначение Наименование Количество штук на станок Примечание
WZ5 М25П <ЕШ
Предохранитель BIH-1-Ia ВП1-1-2а ВШ-1-За ВШ-1-4а Реле РЭС22 РФ4 500.131 Сп Держатель предохранителя ДВП4-1 Лампа МН6,3-0,3 # ГОСТ 2204-74 ’ Лампа М024-40УЗ Сменные нагреватели к тепловому реле 0,63/ТРН-10УЗ 1,25/ТРН-10УЗ 2.0/ТРН-10УЗ 10/ТРН-25УЗ 12.5/ТРН-25УЗ 1,0/ТРН-10УЗ 2,0/ТРН-10УЗ 3.2/ТРН-10УЗ 16/ТРН-10УЗ 20/ТРН-25УЗ Элементы транзисторные: Логика Т404 Логика Т405-У2 Муфты электромагнит-НЫ6 ЭТМ I04-IA5 ЭТМ I04-2A2 ЭТМ I04-2H2 ЭТМ II4-0A5 045 2 5 I I 8 9 3 I I I I I I I I I I 5 I I 2 I 2 5 I I 8 9 3 I I I I I I I I I ' I 5 I I 2 I 2 5 I I 8 9 3 I I I I I I I I I I 5 I I 2 I 2 5 I I 8 9 3 .1 I I I I I I I I I 5 I' I 2 I Для 380В То же _11 Для 220В То же 11 11
Стр, 1Е140П.0.00.000РЭ
л». Лист л'' Зосун Лодп Лаю
Циб. У? подл. Подп. а Зато Вьом. инб.А/i ПоЗп. и За та
Uni, подл /loth и да/ntz кам.инЛ.л? 1/4M. Ши/Яа/ла,
1 Таблица 28 Перечень быстроизнашиваемых деталей
Jfc рис. Обозначение Наименование Кол-во Куда входит Материал Примечание
I. 2. 3. 4. 5. 6. 7. 8. 9. 10. II. 12. Ш40П.1.20.007 1Е140П.1.20.034 LEI40П.I.20.065 Ш40П.1.20.П2 Ш40П.1.20.115 Ш40П.1.20.135 Ш40П.1.21.007 Ш40П.1.21.012 Ш40П.1.21.028 Ш40П.1.21.029 1Е140П.1.21.031 1Е140П.1.21.032 Палец Серьга Кулачок Эксцентрик Собачка Кулачок Полумуфта Полумуфта Муфта кулачковая Полумуфта 1 Полумуфта Полумуфта I I I * 2 3 2 I I I I I I Станина То же Вал вспомогательный То же ft tl п Сталь 45 Г0СТЮ50-74 Сталь 45 Г0СТЮ5О-74 Сталь 40Х ГОСТ 4543-71 Сталь 20Х ГОСТ 4543-71 Сталь 20Х ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 Сталь I2XH3A ГОСТ 4543-71 Сталь 40Х. ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71
1 Offott\
£ Й
1Е140П.О.ОО.ОООРЭ
w
Продолжение табл. 28
J£ рис. Обозначение Наименование К-во Куда входит Материал Примечание
1Е140П 13. 1Е140П.1.21.036 гДуфта кулачковая I Вал вспомогательный Сталь I2XH3 ГОСТ 4543-71
о о о 14. ГЕ140П.1.21.037 Муфта кулачковая I То же Сталь I2XH3 ГОСТ 4543-71
• о о о 15. 1Е140П.1.22.010 Колесо червячное 2 Валы распределительные БрО5Ц5С5 ГОСТ 613-79 •
о 16. 1Е140П.1о22.015 Червяк 2 То же Сталь 20Х ГОСТ 4543-71
17. 1Е140П.1.22.024 Ригель 8 VI Сталь 45 ГОСТ 1050-74
18о 1Е140П.1.22.057 Муфта 2 II Сталь 45 ГОСТ 1050-74
19. IEI4011.1.22.075 Кулачок 6 Сталь 20Х ГОСТ 4543-71
f г 20. 1Е140П.1.22.077 Кулачок
1 6
J 21. 1Е140Л.1.22.087 Шпонка 2 II Сталь 45 ГОСТ 1050-74
22. 1Е140Л.1.22.085 Палец 4 II Сталь 45 ГОСТ 1050-74
I 23. 1Е140Л. 1.22. ИЗ Муфта 4 VI Сталь 45 ГОСТ 1050-74
*
Un&.SnoP/) ytodfiufama,
Uh#/v^^ocln. /1 IX?П. 4/ &0/T7O /7 С ^/7. &
f Продолжение табл. 28.
4 1 № рис. Обозначение Наименование Кол. Куда входит Материал Примечание
24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 1Е140П.1.22.106 1Е140П.1.23.034 1Е140П.1.25.009 ГЕТ40П.I.25.0II 1Е140П.I.26.004 1Е140П.1.26.00$ 1Е140П.I.50.028 1Е140П.1.50.029 1Е140П.I.50.033 Ш40П.3.11.139 Полумуфта Ролик Ось Ролик Ролик Ось Ролик Ступица Поводок Фиксатор I I I I 2 2 5 I I I Валы распределительные Механизм подачи прутка Система подачи револьверного суппорта То же Система подачи поперечных суппортов То же Коробка подач То же П ~ Суппорт револьверный Сталь 45 ГОСТ 1050-74 Сталь ШХ15 ГОСТ 801-60 Сталь 20Х ГОСТ 4543-71 Сталь У8А ГОСТ 1435-74 Сталь ШХ15 ГОСТ 801-60 Сталь 20Х ГОСТ 4543-71 Сталь ШХ15 ГОСТ 801-78 Сталь 20Х ГОСТ 4543-71 Сталь 20Х ГОСТ 4543-71 Сталь У8А ГОСТ 1435-74 •
1
I
1Е140П.0.00.000 РЭ
r \\
§ Продолжение табл. 28
1Е14СП.0.00.000РЭ
& рис. Обозначение Наименование Кол-во куда входит Материал Примечание
34. 35. 36. 37. 38. 39. 40. 41. 42. 43. 1Е140П.З.П.054 1Е140П.3.11.055 1Е140П.3.11.059 1Е140П.З.П.067 1Е140П.З.П.085 1Е140П.3.11.128 IEI25II.4.I0.0I9A IEI25II.4.I0.02I 1Е125П.4.10.023 1Е125П.4.10.028А Рычаг-кулачок Полумуфта Пружина Втулка Ролик Гнездо хдуфта Кулачок кольца Пружина I I I 2 2 6 I 6 I I Суппорт револьверный То же п VI Бабка шпиндельная То же Сталь 18ХГТ ГОСТ 4543-71 Сталь 18ХГТ ГОСТ 4543-71 Проволока П-3 ГОСТ 9389-75 Сталь 40Х ГОСТ 4543-71 Сталь ШХ15 ГОСТ 801-78 Сталь 20Х ГОСТ 4543-71 Сталь 20Х ГОСТ 4543-71 Сталь 18ХГТ ГОСТ 4543-71 &®Ь4§43-71 Лента 2x20 ГОСТ 2283-79 1 1
i
г
1
fe X»
подп. и дата Ло$п и дата
L/нё.УПодл fladri. и до/по
f
*
№ рис. Обозначение Наименование Кол
44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 1Е125П.4.10.046A 1Е125П.4.10.084 1Е140П.4.Ю.019 ГЕ140П.4.10.022 1Е140П.4.10.036 1Е140П.4.10.065 1Е140П.4.10.084 1Е140П.4.10.085 1Е140П.4.10.086 1Е140П.4.10.094 Сегмент Втулка Кулачок Кольцо Ролик Ось Муфта Сегмент Пружина Втулка 2 I I I 2 I I 2 I I
1
1
М о и • о 8 8 О л Си
S*
Куда входит
Бабка шпиндельная
То же
fl п
fl
—м—
Продолжение табл. 28
Материал
М5Ц5С5 ГОСТ 613-79
Сталь 20Х ГОСТ 4543-71
Сталь 18ХГТ
ГОСТ 4543-71
Сталь 20Х
ГОСТ 4543-71
Сталь ШХ15
ГОСТ 801-7#
Сталь 40Х ГОСТ 4543-71
Сталь 20Х
ГОСТ 4543-71
БрО5Ц5С5 ГОСТ 613-79
Лента 60С.2^С.,. .
3x18 Г0СТ2283-79
Сталь 20Х
ГОСТ 4543-71
Приме чание
я
§
Продолжение табл. 28
№ рис. Обозначение Наименование Кол-во Куда входит Материал Примечание
54. 1Е125Л.0.91.007 Цанга зажимная I Принадлежности Сталь 65Г ГОСТ 14959-79
55. 1Е125П.0.91.001 Цанга подающая I То же Сталь 65Г ГОСТ 14959-79
56. 1Е140П. 0.91.007 Цанга зажимная I fl Сталь 65Г ГОСТ 14959-79
57. IEI40H.0.91.001 Цанга подающая I Сталь 65Г ГОСТ 14959-79
* ¥
&
В
и^падл. Лодп. и дата uni #9 По9п. и fama.
Министерство станкостроительной и инструментальной промышленности
СССР
Хабаровский станкостроительный завод
Автомат токарно-револьверный одношпиндельный прутковый модели________/
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
1Е140П.00.000РЭ1
19-$/ г
14. РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
6^ (заводской номер)
и
(класс точности)’
14.I. Испытание станка на соответствие нормам точности и
жесткости по ГОСТ I8I0U-72
проверки
Таблица 29
Что прове- Схема проверки Метод проверки Допуск мкм Фактическое
ряется класс откло-
точное- нение
ти авто мкм
мата
I.I
I4.I.I.
Радиальное биение передней посадочной поверхности в шпинделе под гильзу для зажимной цанги
Проверка геометрической точности автомата
На автомате укрепляют индикатор I так,чтобы его измерительный наконечник — касался посадоч-= ной поверхности под гильзу для = зажимной цанги в шпинделе 2 и был
перпе ндикулярен образующей. Биение определяют как наибольшую алгебраическую разность показаний индикатора в каждом его положении.
10
Ю
1.2.
Радиальное биение конической поверхности
ГИЛЬЗЫ ДЛЯ зажимной цан ги
На автомате укрепляют индикатор I так,чтобы его измерительный наконечник касался конического отверстия гильзы 2 посредине длины образующей и был
12 /Л
перпе ндикулярен ей.
Ш4СШ.О.ОО.ОООРЭ
т
1М дисг л/' дойн. Подп. "ДеШ.
ПоЯп и дата \BioM. Подп. а дата
Продолжение табл. 29
№ про верки Что проверяется Схема проверки Метод проверки Доп МВ клг точ ти ТО! п уск м LCC нос ав-[ата X Факти чес-кое откло нение мкм
Биение определяют как наибольшую алгеброическую разность показаний индикатора в каждом его положении.
1.3
Осевое биение шпинделя
\l/h& А/РЯоЖЛ Поб/l. U tfofinQ Z4Z4^ \/7D<fo- cfo/гхэ
1.4.
Параллельность траектории перемещения револьверного суппорта оси шпинделя в вертикальной и горизонтальной плоскостях.
В отверстие шпинделя 2 вставляют контрольную оправку 4 с центровым отверстием под шарик 3.
На автомате укрепляют индикатор I так,чтобы его плоский измерительный наконечник касался поверхности шарика, вставленного в центровое отверстие оправки. Биение определяют как наибольшую алгебраическую разность показаний индикатора.
В отверстие шпинделя 4 вставляют контрольную оправку с цилиндрической измерительной поверхностью. На револьверном суппорте 2 укрепляют индикатор I так, чтобы его измерительный наконечник касался измерительной поверхности оп-
10
— у—'—*— 1Е140П.О.ОО.ОООРЭ Стр.
ЛиСТ /и* down. /7одп. /Lara «
Продолжение таблитти 29
J₽ проверки Что проверяется Схема проверки Метод проверки Допуск мкм Класс точности авто мата Фактическое отклонение мкм
П н
равки и был направлен к ее оси перпендикулярно образующей. Револьверный суппорт перемещают на длину L=80 мм. Измерение производят по двум образующим: по горизонтальной плоскости; по вертикальной плоскости при повороте шпинделя на 180: 6 6 10 10 Id 10
1.5. Постоянство положения револьвер-ной головки в подшипнике и фиксирующем устройстве — —г’— JlXOz В отверстие револь верной головки 2 вставляют контроль ную оправку 3 с цилиндрической измерительной поверх ностью. На автомате укреп-ляют индикатор I так, чтобы его измерительный наконечник касался измерительной оправки и был направлен к ее оси перпендикулярно образующей на расстоянии L=I6CtaM. К револь верной головке в направлении ее поворота и в обратную сторону прилагают силу Р=5кгс на расстоянии 500 мм от оси револьверной головки. Смещение при каждом положении револьверной головки 10 16 Ml
1Е140П. О.ОО.ОООРЭ
(тр. №
}/УOWOg П ugoy '
(/М. Jkrtг A/'QdOK<dM. Подл, Лага
Продолжение табл. 29
№ пре верки
Что проверяется Схема проверки Метод проверки Допуск мкм класс точности автомата
П Н
Фактическое отклонение мкм
определяют как алгебраическую разность показаний индикатора при приложении силы +Ри-Р. Проверяют все отверстия.
/frOM\/7efo.t./fo
Параллельность осей отверстий для инструментов в револьверной головке траектории ее перемещения в вертикальной и горизонтальной плоскостях
В отверстие револьверной головки 2 вставляют контрольную оправку 3 с цилиндрической измерительной поверхностью.
На автомате укрепляют индикатор I так,чтобы его измерительный наконечник
касался поверхности оправки и был направлен к ее оси перпендикулярно образующей .
Револьверный суппорт перемешают на длину ь=80 мм.
Отклонение в каждой плоскости определяют как наибольшую алгебраическую разность показаний индикатора на длине перемещения.
Проверяются все отверстия револьверной головки.
Пидп. £1иГи
1Е140П.О.ОО.ОООРЭ
Стр.
175
Продолжение таблицы 29
Я проверки Что проверяется Схема проверки Метод проверки Допу мкк клас точн ти а мата П СК с ос-LBTO- Н< Факти -ческое отклонение мкм
В вертикальной плоскости В горизонтальной плоскости 5 5 8 8 б <о
1.7. Соосность отверстий для инстру-ментов в револьвер- л В отверстие револьверной головки 2 вставляют контроль- 16 20 /3
ную оправку с -цилиндрической измерительной поверхностью.
HUM 1 ОЛОхзКС/ с осью вращения шпин-деля AJJ—
На автомате укрепляют индикатор I так,чтобы его измерительный наконечник касался поверхности оправки на расстоянии 20 мм от плоскости головки и был направлен к ее оси Отклонения * опре-деляют как половину алгебраической разности показаний индикатора. Проверяются все отверстия револь верной головки.
Стр. Об IEI4 ОП.О.ОО.ОООРЭ
UW. Аист л Vе до к ум. Подо.
ин№под/)\Псйл. и дате \дзонинС.л/(\ин6.^ддСА.\Родп. ид&та
£
£
£
<4
Продолжение табл.29
Jfe про верки Что проверяется Схема проверки Метод проверки Допуск мкм класс точности автомата Факти чес-кое откло- -нение мкм
П Н
1.8 Перпендикулярность направления перемещения поперечных суппортов к оси шпин-деля г_ «/ В отверстие шпинделя 2 вставляют контрольную оправку 4 с перпендикулярным ее оси торцом. На суппорте 3 укрепляют индикатор I так,чтобы его измерительный наконечник касался торцевой измерительной поверхности оправки и был перпендикулярен ей. Суппорт перемещают в поперечном направлении на всю длину хода. После первого измерения шпиндель поворачивают на 180и и измерения повторяют. Отклонение определяют как средне арифметическое значение двух алгеброических разностей показаний индикатора на длине хода перемещения. Проверке подвергают все суппорты. 5 8 Я
> J
—|Й I
“Л
[.9 Радиальное биение оправки , зажа-той в цанге 2 / В цанге зажимают контрольную оправку 3 с цилиндрической измери-тельной поверхностью. На автомате укрепляют индикатор I так, чтобы его измери-
1—
IE140П.О.ОО.ОООРЭ
Лист IV о декум. По in. ДОТЬ
/77
Продолжение таблицы 2Э
£ проверки Что проверяется Схема проверки 'Метод проверки Допуск мкм класс точности автомата Фак-ти-чес-кое отклонение мкм
П Нг
тельный наконечник касался измерительной поверхности оправки на расстоя нии L=80 мм от тор ца шпинделя 2 и был направлен к ее оси перпендикулярно образующей. Биение в заданном сечении определяют как наибольшую алгебраическую разность показании индикатора. 4С 65 од
2.1. 2. Точность цилиндрических поверхностей образцов: а) постоян-ство диаметров в поперечном сечении; б) постоянство диаметров в продольном сечении; в) постоянство диаметров в партии образцов. ПРОВЕРКА АВТОМАТА В РАБОТЕ Пруток наибольшего для проверяемого автомата диаметра и длины, поданный на упор револьверной головки, обтачивают с револьверного суппорта при положении резца сверху и сзади. Отклонение опре деляют как наибольшую разность диаметров замеренных: а) в любом одном поперечном сечении; б) в любом одном продольном сечении; в) всех образцов в партии 6 6 16 10 10 25 16 10 Л5
>3 ।
S5
Стр. 171 . 1Е140П.0.00. ОООРЭ
им. Лист л/°докум Падл Лага.
(Jul JJ! подл Подп и дот о "взой. urf.M 1/н1л^дйл. Подл и дота
Продолжение табл.29
Jfc проверки • Что проверяется Схема проверки Метод проверки Допуск мкм класс точности автомата Фактическое отклонение мкм
П Н
2.2 Постоянство длины в партии образцов,отрезанных задним поперечным суппортом от прутка,поданного на упор револьверной головки. После отрезки образцов прибором для проверки размеров проверяют постоянство длины образцов. Отклонение определяют как наибольшую разность длин всех замеренных образцов в партии. 50 80 10
2.3. Постоянство длины в партии образцов, отрезанных задним поперечным суппортом после подачи прутка на упор револьверной головки и подрезки торца. После отрезки образцов и подрезки торцев прибором для проверки размеров проверяют постоянство длины образцов. Отклонение определяют как наибольшую разность длины всех замеренных образцов в партии. Проверка производится взамен проверки 2.2. 16 25
1 /7с#л. и 1
£
1 1 <й
1
1. •
1 1Е140П.О.ОО.ОООРЭ Стр. 119
3* аато
14.1.3 .Испытание станка на соответствие нормам жесткости
Проверка токарно-револьверных автоматов на жесткость должна производиться в соответствии с ГОСТ 18100-72.
Станки перед проверкой на жесткость должны быть полностью смонтированы, отрегулированы и обкатаны в соответствии с техническими условиями и нормами.
При проверке жесткости положение узлов и деталей автомата, точки приложения сил и их направление должны соответствовать указанным на схемах I и 2 и в таблице 30 .
СХЕМА £ I
Проверка с поперечными суппортами
СХЕМА 2
1Е140П.О.ОО.ОООРЭ
Ц)н\Лисг л/°докун. Плдл. Нага
U нА. а/t подл Подл, и до гл о & Зан \ Подл, и (fa/rtg
UhG м под/\/7о8/?-и&ата ^зам л/ лР0и6/>^ rto&n. Jo/rjg
Таблица 3U
Модель’ IEI25 1Е125П IEI40 1Е140П
Наибольший диаметр обрабатываемого прутка, мм 25 40
Расстояние от переднего торца шпинделя до точки приложения силы, мм Проверка с поперечными суппортами при с Проверка с револьверной головкой при 52 63 63 75
Диаметр оправки в плоскости измерения перемещений <4 - мм 30 35
Расстояние от револьверной головки до точки приложения силы , мм 65 75
Расстояние от оси шпинделя до оси первого паза суппорта , мм 100 НО
МЕТОДИКА ПРОВЕРКИ НОРМ КЕСТКОСТИ Таблица 3I
Что проверяется Метод проверки Нагружающая сила Р,РХ кгс Перемещение, мм
Допуск. Факт.
Перемещение под нагрузкой оправки, относительно: а) переднего попе-- речного суппорта; В отверстие шпинделя 4 вместо цанги жестко укрепляют оправку 5, диаметр которой указан в таблице На суппорт устанавливается прибор по схеме I. Индикатор для измерения относительных перемещений поперечного суппорта и оправки закрепляется в цанге прибора. Производится плавное нагружение силой Р для станков: jgj25 П IEI40.iL П 400 320 560 450 0,45 0,28 0,55 0,34 0,55
1Е140П. 0.00. ОООРЭ ///
^4/ Цист Дата
Продолжение табл. 31
Что проверяется Метод проверки Нагружающая сила р, Pj н Перемещение мм
Допуск. <1?акт
б) го заднего поперечно-суппорта Проверка производится аналогично проверке переднего суппорта для станков:
IEI25 н 40000 0,60 -
П 32000 0,37
X 56000 0,70
IEI40 п 45000 0,4о
в) револьверной головки В шпиндель вставляется та же оправка, что при испытании поперечных суппортов. В гнездо револьверной головки укрепляется устройство для создания нагружающей силы Р для станков: . 1
1EI25 Н 14000 С., 16.
П XI000 0,х0
IEI40 X 20000 0,20 <9
п юсе: 0,13
- о
Стр,
IEI4011. О.ОО.ОООРЭ
ист р/ pew t У од* ата]
14.2. Электрооборудование
Электрошкаф (панель)
Предприятие-изготовитель Хабаровский станкостроительный завод
Заводской номер боМ
Питающая сеть: напряжение 380В, род тока <х> частота 50 Гц.
Цепи управления: Напряжение НОВ род тока
Напряжение 24В род тока —
Напряжение 12 В род тока -
Местное освещение: Напряжение 24В
Номинальный ток (сумма номинальных токов, одновременно работающих электродвигателей) 15,6 А
Номинальный ток защитного аппарата (предохранителей) в пункте питания электроэнергией 35А
Электрооборудование выполнено по следующим документам:
Принципиальной схеме ГЕ140П.0.00.000ЭЗ .1
Схеме соединения шкафа управления 1Е140П.0.00.00034. 5
Схеме соединения станка 1Е140П. 0.00.00034.4
Электродвигатели
Таблица 3 2
Oofr, и Рама Ьам,ин1^ urfyfyfa Мп, ufawg.
Обозначение по схеме Назначение Тип
Главный привод 4АП2МВ6УЗ
MI 4А1326УЗ
М2 Привод насоса охлаждения ПА-45
М3 Привод насоса смазки 4АА63А4УЗ
М4 Привод дополнительных устройств 4А71В4УЗ
Мощность кВт Номин. ток, А Ток, А Примечание
холосто хс на-гвуз ка_. 2х
4,0 9,1 для Ш25 1
5,5 12,2 Й140
0,15 0,4
0,25 0,86
0,75 2,2 За особую пла ту с узлом 5.25.000
I. При не нагруженном станке
2^ При максимальной нагрузке
—
<Иа ^ст л/° 3оьчн, Мп Дай
п?Т4СП-О.ОО.ОООРЭ
#3
Испытание повышенным напряжением промышленной частоты проведено напряжением I500B.
Таблица 33.
Сопротивление изоляции проводов относительно земли
Силовые цепи o.s
Депи управления оЛ
Злектрическое сопротивление между винтом заземления и металлическими частями, которые могут оказаться под напряжением 42В и выел. , * не превышает U,IU ма.
ВЫВОДЫ: Испытания показали, что электродвигатели, анпара- . ты, приборы, монтаж электрооборудования соответствуют требования)., к электрооборудованию, приведенным в технических условиях на изделие.
14.30 Испытание изделия на холостом ходу и под нагрузкой в соответствии с требованиями технических условий и особыми условиями поставки (при наличии последних) ___________________________________
14.4. Принадлежности и приспособления к станку.
Станок укомплектован согласно комплекту поставки.
14.5. Дополнительные замечания___________________________
14.6. Общее заключение по испытанию станка.
На основании осмотра и проведенных испытаний станок признан годным к эксплуатации. Станок соответствует требованиям ГОСТ 7599--73, ГОСТ I2.2.009-8U и технических условий на станок.
Штамп ОТК
Начальник ОТК
(дата выпуска)
dl'Q'&uwd________
(подпись)
Стр, ГЕГ40П.0.0и.000РЗ
Лист н: дос ум. Подо. Ат
Цн1.и'подл Подп. и Зато Bi он add! Подл, и дотд
15. СВИДЕТЕЛЬСТВО 0 КОНСЕРВАЦИИ
Автомат токарно-револьверный мод. заводской номер подвергнут консервации согласно установленным требованиям.
Дата консервации х - * 19#/ г,
Применяемое средство защиты
Категория условия хранения по
ГОСТ 9.014-78 _______________
Срок защиты без переконсервации
Консервацию произвел Л
(подпись)
Unb/'лодл, ПоЗп. и Зй/па. кдн.иибУ иЖ*°ЗиЗл. ЯоЗл и Замь
Станок после консервации принял
(подпись)
JjuC/n Vе &0ММ. Подл. Аащ
ШОП. О.ОО.ОООРЭ
16. СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
Автомат токарно-револьверный мод. класс точности Я___
заводской номер упакован согласно установленным требо
ваниям.
Дата упаковки * - 19^ г.
Упаковку произвел (подпись)
Принял -
(подпись)
м.п.
17. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
17.I. Завод-изготовитель гарантирует соответствие токарноревольверного автомата модели IEI40, 1Е140П (IEI25, 1Е125Д) установленным требованиям и обязуется безвозмездно заменять или ремонтировать вышедший из строя автомат при соблюдении потребителем условий эксплуатации автомата, транспортирования, хранения и упаковки.
Срок гарантии 12 месяцев.
Начало гарантийного срока исчисляется со дня выпуска станка в эксплуатацию, но не позднее 6 месяцев для действующих и 9 месяцев для вновь строящихся предприятий с момента прибытия станка на станцию назначения или с момента получения его на складе завода и изготовителя.
Стр /86
1Е140П. О.ОО.ОООРЭ
UiH.\PueT\yi\17о8^
Приложение
Материалы по быстроизнашиваемым деталям
Масса - 0,06 кг
Рис. I. Палец
53
Рис. 2. Серьга
'%?
Масса - 0,05кг
1Е140П.0.00.ОООРЭ
<11
Рис. 3. Кулачок
Масса - 0,065
Рис. 4. Эксцентрик
Стр, /33
1Е140П.О.ОО.ОООРЭ
ч/*А /ЛлпйЛ ПпДп и аптп ХАтм.инЗ Ж \ин&>/еЯи6л. \Подп.
flofo. t/fa/mi AjM.uHl.fft flofa a fa/n4
•ЛЕ®
/т идйлтй у
Ц^у'лй
Условное ооозначение пп ГОСТ Т Т.39-58 6х21х25Н7-Ц:
Число зубьев Z 6
[/дата. \ f7#fr. t/Ja/na.
I. Цементировать h 0,4...О,б мм, HRC 56...62
2. Масса - 1,1 кг.
Рис. 9. Муфта кулачковая
Стр. т
1Е14ОП.О.ОО.ОООРЭ
§
UfiU'/Mfa\/7ofa i/^g/na 8запин8^ flofa. и fa ma
По in и Зй/па | ficin t/fymc
I. Цементировать h 0,6...I мм; HRC 56...62
Масса - 1,0 кг.
Муфта кулачковая
1Е140П.0.00.000РЭ
Стр.
195
Вид А
Схема установки колеса на станке при нарезании
Фреза.
Тонкие битки
Тмсть/е_____
битки
Модуль осевой 3,5
Число зубьев 21 40
Сопряженный червяк Тип червяка Архимедов
Число заходов 2/ I
Направление витка левое
Межосевое расстояние в обработке 98±0,036
Степень точности по ГОСТ 3675-56 я»
Допуск на разность соседних окружных шагов it 0,020
Допуск на накопленную погрешность окружного шага Ctfi 0,075
™пп™нногоЧи?пвяка 1Е14ОП.I.22.015
U11|</ЛЛ\С/Г1Г1 V/1 U И С £5 Ji П £1
ZZ2
/5
2раеки
&5М7,
{Ms;_ tpeeru
для зуЛеЛ
1НЗЗИ1
/5
вша
бг
Масса 4,2 кг.
Рис. 15. Колесо червячное
Стр. 19b
1Е140П.О.ОО.ОООРЭ
Лит fi/° дОКУН ПодП. \Дага
UhS.J0подл. \Лодп. и Лата \Лза/1.инЛлЛ\инЛ.л/°ЛуЛД/7аЛл. и Лата
Профиль сечении
витков в осевом
vM
мг:/ /0,17'ИМ
W9
на
Размеры витка по нормали в исходном сечении
Модуль номинальный 3,5
Число заходов Z I
Шаг по правому профилю tnp "10,77
Шаг по левому профилю лев II, 21
Тип червяка -* Архимедов
Номинальный угол подъема витка ZdL 3°34'35*
Направление витка — левое
Номинальный ход винтовой линии t/ 10,99
Параметры профиля вит ков Угол профиля di 20°
Высота витка h 7,7
Степень точности по ГОСТ 3675-56 - Ст. 7-х
Измерительная высота hM, 3,5
Предельные отклонения осевого шага abt AHt ± 0,014
Предельные накопления погрешности осевого шага dlh ante ± 0,025
Допуск на профиль червяк 8,022
Допуск на радиальное бие ние витков червяка 0,016
Обозначение чертежа сопрягаемой детали 1Е140П.1.22.010
f W6\A
JH9
Ш^т<хк
НИ
tt
ФЬ
Ф35Н7
Рис• 16 Червяк
1Е140П.0.00.000РЭ
UMuwM*SoK<tN> ХЛодп. Хйат,
Стр 191
Масса-0,85кг
to’
Ipactu
Urt.fifxMnoilf). i/fama i/fa/na
Масса - 0,05 кг.
Рис. 20. Кулачок
'1М.Д°00дл \Подп. и damn \дзам.ипд.До\Цид.ДоДДДЛ^^- и дата
1Е140П.0.00.000РЭ
Лист ~^одОкЦМ' Подо, Дата,
I. HPC30o..40
2. Масса - 0,004кг
Рис. 21. Шпонка
УШР£) П ‘UffOu\ Du/Dg П UgffUyrjtyS’gMjj
Масса - 0,008
Рис. 22. Палец
f№l
1Е140П.0.00.000РЭ
Ж
201
/
НВ 240...280
Масса - 0,15 кг.
Рис. 23. Муфта
Ьпр. 202
1Е140П.О.ОО.ОООРЭ
/1
1. Подо, Цата
Рис. 25 Ролик
Цементировать h 06...08 мм
НРС 58...62
Масса - 0,02 кг
1Е140П.О.ОО.ОООРЭ
vWq fating дата подл, идагпа
ЛС/ъ №ун Лодп, Дата
§
I
51
HtC5S...6V
Ivlacca - 0,01кг
IEI401I. О.ОО.ОООРЭ
г. \Лс9л. \jan
205
I. HBC58.O.62
2. Биение поверхности Г относительно поверхности В не более 0,010мм
3. Поверхность В притереть при сборке с деталью 1Е140П.3.1Х.127 с зазором не более 0,005мм
Масса - 0,28кг
Рис. 33. «иксатор
XEI401I. О.ОО.ОООРЭ
Цн№оодл Под ft, и дата М//оМл\Подп. и дата
I. Дл^на развернутой пружины
2. Число рабочих витков П =19
3. Число витков полное Г)< =21,5
4. Направление навивки - правое
Рис. 36. П
U///////A Ш/)
Рис. 37. Втулка
Рис. 38. Ролик
Стр. 210
1Е140П.О.ОО.ОООРЭ
Подр.
UhS. ^лодл | Подл. и дата Ьзам.инШ°\М /J°di/fo. | Подл. и дата
Рис. 39. Гнездо
I По^п. и дата I I tyd/t и fam#
рЧМ—I Z»W
Цементировать A0,4...0,6; НРС 58...62 Масса - 2,14
Рис. 40. Муфта
?Дму, уЬЬ Цагд
Стр. 2//
1Е140П.О.ОО.ОООРЭ
I.A 08...1,0; НРС56...62
2.Неперпендикулярность рабочего профиля Е к поверхн. В не более 0,04мм
3. Масса - 0,23кг
Рис. 41. Кулачок
I. А0,8...1,0 НРС 58о..62
2. Масса - 0,3 кг
M/J’dtfj. Подо, и Лата \Ь1амМ°\инМодудл. \Подп. и дата
Рис. 42. Кольцо
Стр. иг 1Е140П.0.00.000РЭ
U3M. Лисп) ЛодОКУМ. Подл Ат,
2. Овальность и конусообразность пов. А не более 0,003 мм
3. Радиальное биение пов. 035Н7 и пов. Б относительно пов. А не более 0,004 мм или радиальное биение 035Н7 и пов. Б относительно опорных шеек шпинделя дет. 1Е125П.4.10.083 не более 0,006 мм Масса - 0,78 кг
Рис. 45. Втулка
Стр. W
\Род'л. |4wg
1Е140П. О.ОО.ОООРЭ
tio
т,лсйШ
as
110
90~
I
го
Щ1*
$8H7
MM
----//\4M5\X\
TM9\i
X IWLi I
Рис. 46. Кулачок
По tin, у дата
/3
ни osMflektL ион мостке
nokpwmo
QffMpohH-ион мостке
I. Цементировать А 0,8...I; HRC56...62
20 Непараллельность образующих ”Е” к плоскости ”Х” не более 0,04мм
3. Масса - 0,35кг
ST Ж 1№ЖЯЬ WIMl TW
Ст^
US
1Е140П.0.00.000РЭ
НЕС 58...62
Масса - 0,38 кг Рис. 47 Кольцо
Масса - 0,026 кг
Рис. 48 Ролик
Zcpacru
НВС 45...50
Масса - 0,036 кг
Рис. 49 Ось
/>и(т досу^ч, tod л. ~Дй?3.
Стр,
216
1Е140П.О.ОО.ОООРЭ
Рис, 51 Сегмент
Сечение витка
I. НРС 42...48
2. Длина развернутой пружины и =720 мм
3. Число рабочих витков h =3
4. Число витков полное h, =4,5
5. Направление навивки -правое
Масса - 0,1кг
Рис. 52. Пружина
tmp, 2П
1Е14СП.О.ОО.ОООРЭ
UlHMiWW» дМУН, \/7о#Л. \Датй
UniJ0подл. \Подп, с/ Sa/ла ЦнВМудл. /7одл. </ <?а/ла
I. Цементировать Л0,6о..I; НВС56...62
2. Овальность и конусообразность поверхности А не более 0,01 мм
3. Радиальное биение поверхности Г к поверхности Б относительно поверхности А не более 0,004мм
4. Масса - 1,7кг
Рисо 53о Втулка
I
Ito Лм \^дп.
Н9
ХЕ14ОП.0.00.000РЭ
1. =12мм: =30мм•
2, НКС42...45, кроме мест, указанных особо
3. Старить
4. Радиальное биение оправки зажатой в цанге при проверке на макете не более 0,024мм на длине 80мм от торца Д
5. Овальность и конусообразноеть пов. Б не более 0,016мм
6. Овальность и конусообразноеть отв. Н7 не более 0,005мм
7. Диаметр Н7 развести на 0,7...0,8мм больше наименьшего размера
8. масса - 0,24
Рис. 54. Цанга зажимная
1Е1ЙЙ-.0.00.000РЗ
донн, \Подп, ХАыа.
М./Шл fa fa. а fa/ла ОзанинМ0 Подл, и дата
Стр.
220
Uni Л подл. 1 Поди- и бзон. инй,л\ Uni. farfn. а до/яа
IS-
IS
hVS!_
il
о
95
Off*
ш'
i5L
Рис. 55 Цанга подающая
Н&7
1-
I. =12 мм;
2. На размере Б Масса - 0,13
=25 мм
НРС42...48 на размере В НРС58...62
Гд;<'
11
кг
10
!Ы. Лисг№ доын \Лодп, \Даго
1Е140П.0.00.000РЭ
Стр,
221
А - А
19
is
гч
W
о
чгое
1.15
so
95____
I.
2.
3.
4.
5.
6.
7.
8.
ЕЖ
[Оа
здО
05*45°
QcpHCKU
Размер Ct =10...45 мм.
HRC 45...50, кроме мест указанных особо
Старить
Радиальное биение оправки, зажатой в цанге npi макете не более величины 0,02 мм. на длине 80
Un№fM. а дата Вмн.инЫ0 fhri/i и да/па
Радиальное биение оправки, зажатой в цанге при проверке на макете не более величины 0,02 мм. на длине 80 мм. от торца Овальность и конусообразность поверхности К не более 0,016 Овальность и конусообразность пов. отв. Н7 не более 0,005 Диаметр<*Н7 развести на 0,7...0,8 мм. больше наименьшего раз-ра Масса - 0,4 кг.
Рис. 56. Цанга зажимная
И мм. мм.
М'Подл\Подп. а teon. ин4.м\ UhI, //* МАМл. и доте
I. Dmixf^S W40®1
2. На размере Б НВС42...48; На размере
3. Масса - 0,28 кг
В НКС58...62
Mi донф.
Рис. 57. цанга подающая
1Е14011.0.00.000РЭ
ftodn. \Аата
Стр
221
Wuc/n
ражиГ. Пров.
Ы.
СОДЕРЖАНИЕ
Стр.
I. Общие сведения об изделии .......................... 3
2. Основные технические данные и характеристика.... 5
3. Комплект поставки.......................... 19
4. Указание мер безопасности.................. 33
5. Состав станка.............................. 34
6. Устройство, работа станка и его составных частей 36
7. Электрооборудование........................ 92
8. Система смазки.................................... 114
9. Система охлаждения ............................... 117
10. Порядок установки ............................... 123
II. Порядок работы.................................... 127
12. Регулирование автомата .......................... 155
13. Материалы по запасным частям .................. 158
14. Свидетельство о приемке .................... 171
15. Свидетельство о консервации .................. 185
16. Гарантийные обязательства ....................... 186
ПРИЛОЖЕНИЕ: Чертежи быстроизнашиваемых деталей.. 188
докум. flpd/),
Банникова.
Даго.
1Е140П.0.00.000РЭ
корбан _ Кордап р -Soponaefa Pb/fyJlKO ।
-Автоматы токарно-револьвер ные одношпиндельные прут-новые мод. 1Е140П, IEI40, г^'1Е125П, IEI25
Лит. Стр. Страниц
J5I 1 г 22У
Хабаровский стамкостроитмьнь/и завод