/


















































Похожие




Текст
СТАНОК ТОКАРНО-РЕВОЛЬВЕРНЫИ
1Н341
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
1К341.00.000.РЭ
В/О СТАНКОИМПОРТ • СССР • МОСКВА
СОДЕРЖАНИЕ
1. Техническое описание
Стр.
1.1. Назначение и область применения . ................. 3
1.2. Состав и органы управления . ............. , 3
1.3. Кинематическая схема ................................................ . 6
1.4. Конструкция u , .... 7
1.5. Электрооборудование....................................................18
1,6. Гидравлическая система . .................... . . . 26
1.7. Система смазки...................................................... . 27
1.8. Принадлежности.................................................... .... 28
2. Инструкция по эксплуатации
2.1. Меры безопасности . ..............................................34
2.2. Распаковка и транспортировка . . . 34
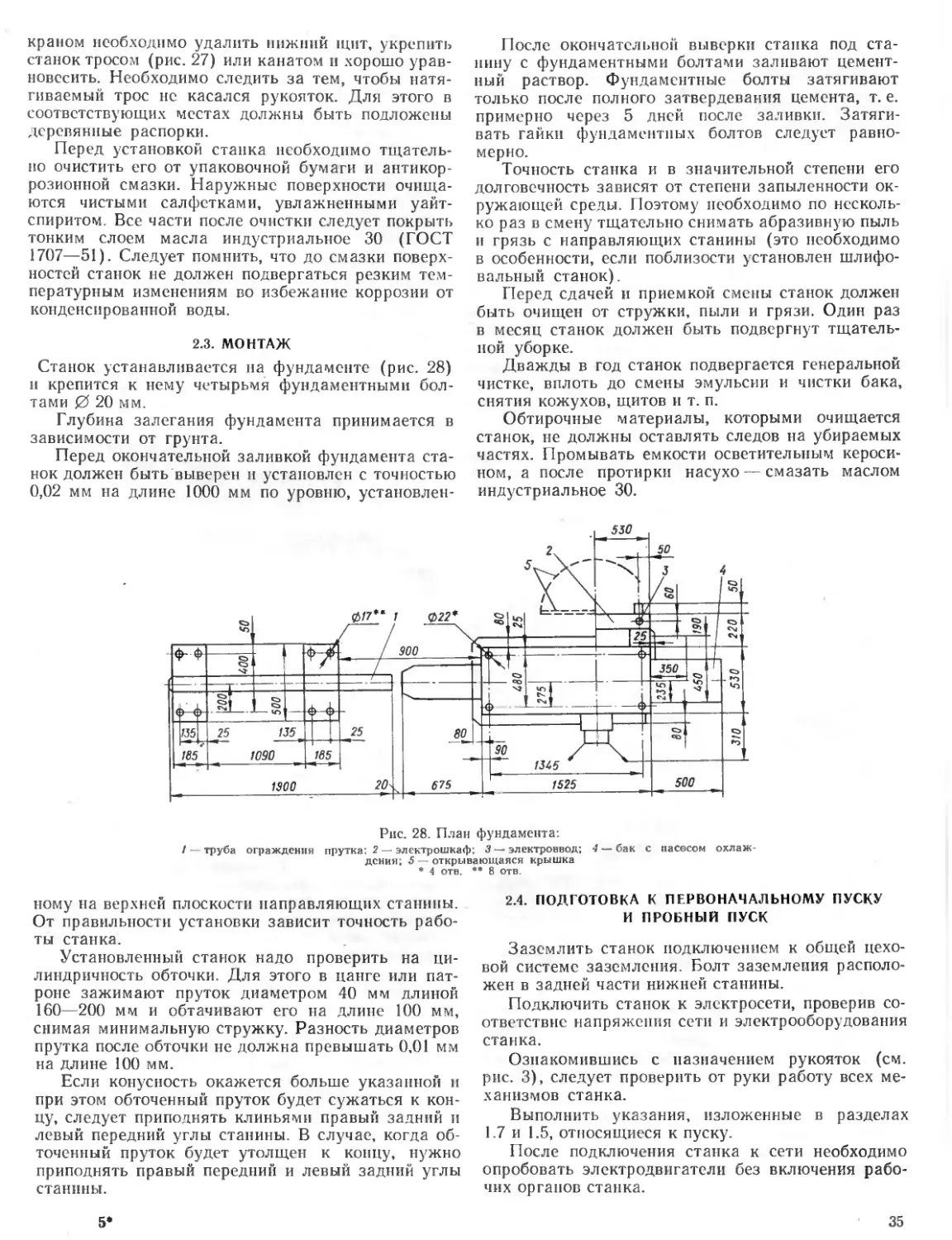
2.3. Монтаж.................................................................35
2.4. Подготовка к первоначальному пуску и пробный пуск......................35
2.5. Настройка, наладка и режимы работы................................ .... 36
2.6. Регулирование. ................................. .37
2.7. Особенности разборки некоторых узлов ..................................37
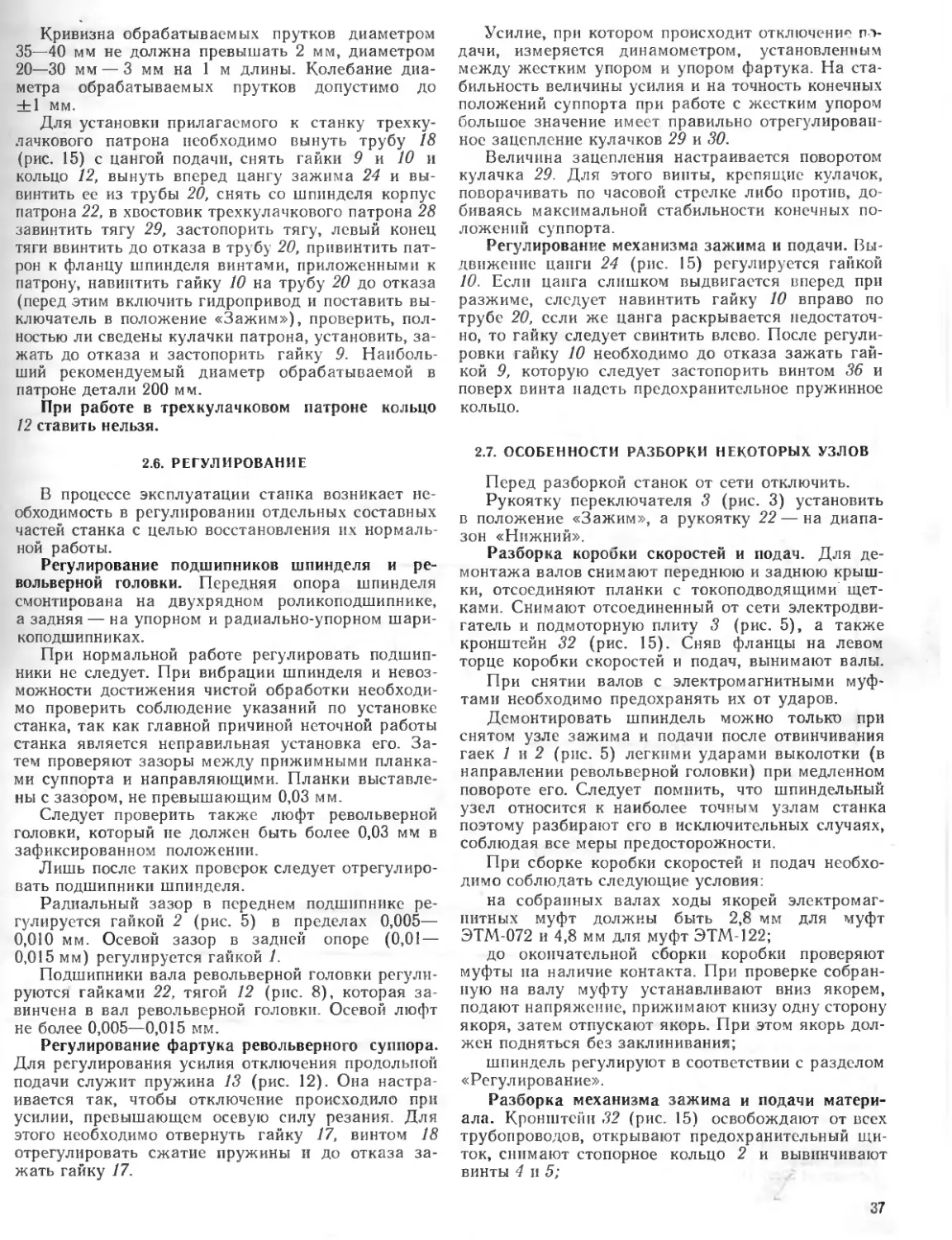
2.8. Схема расположения подшипников ........................................38
3. Паспорт
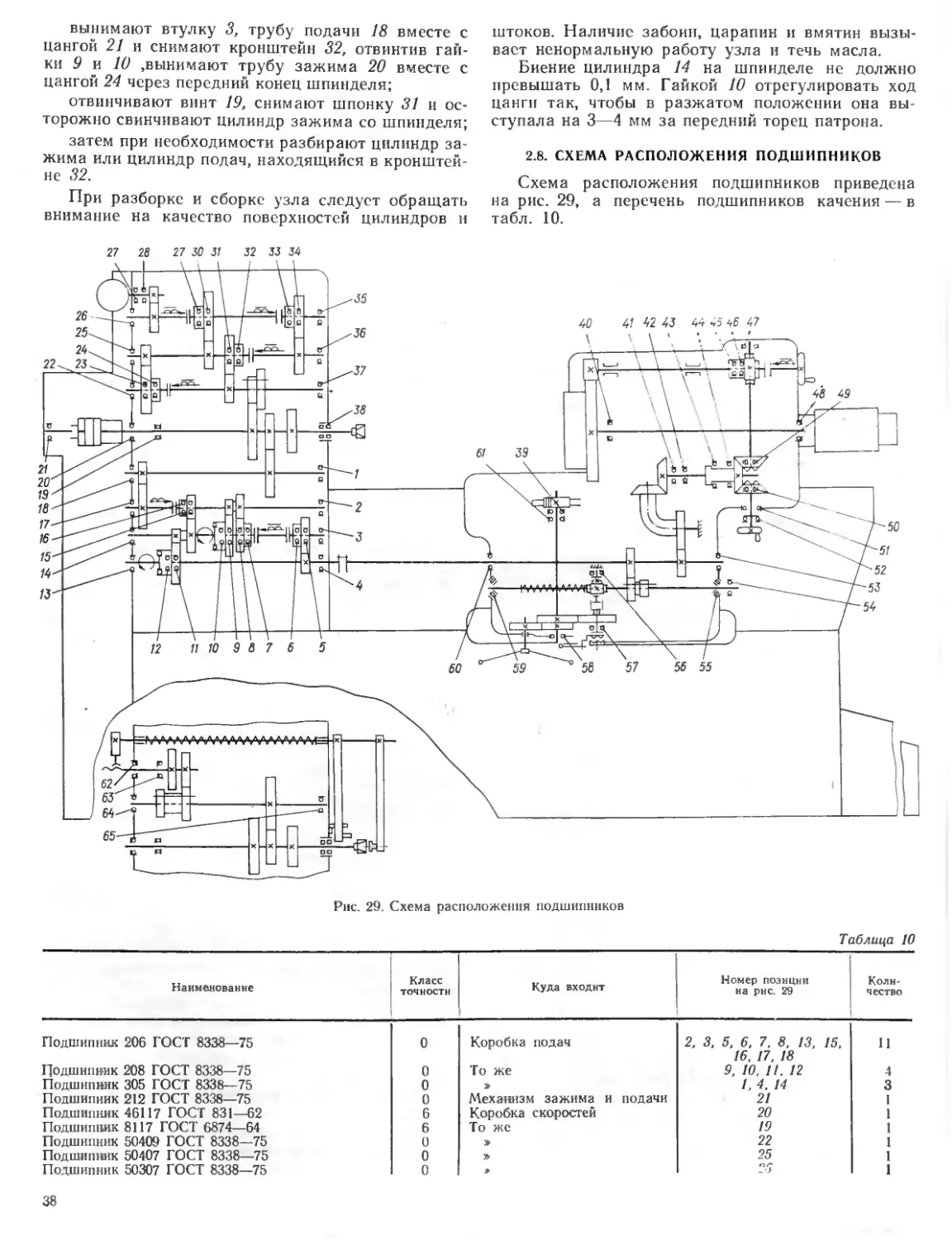
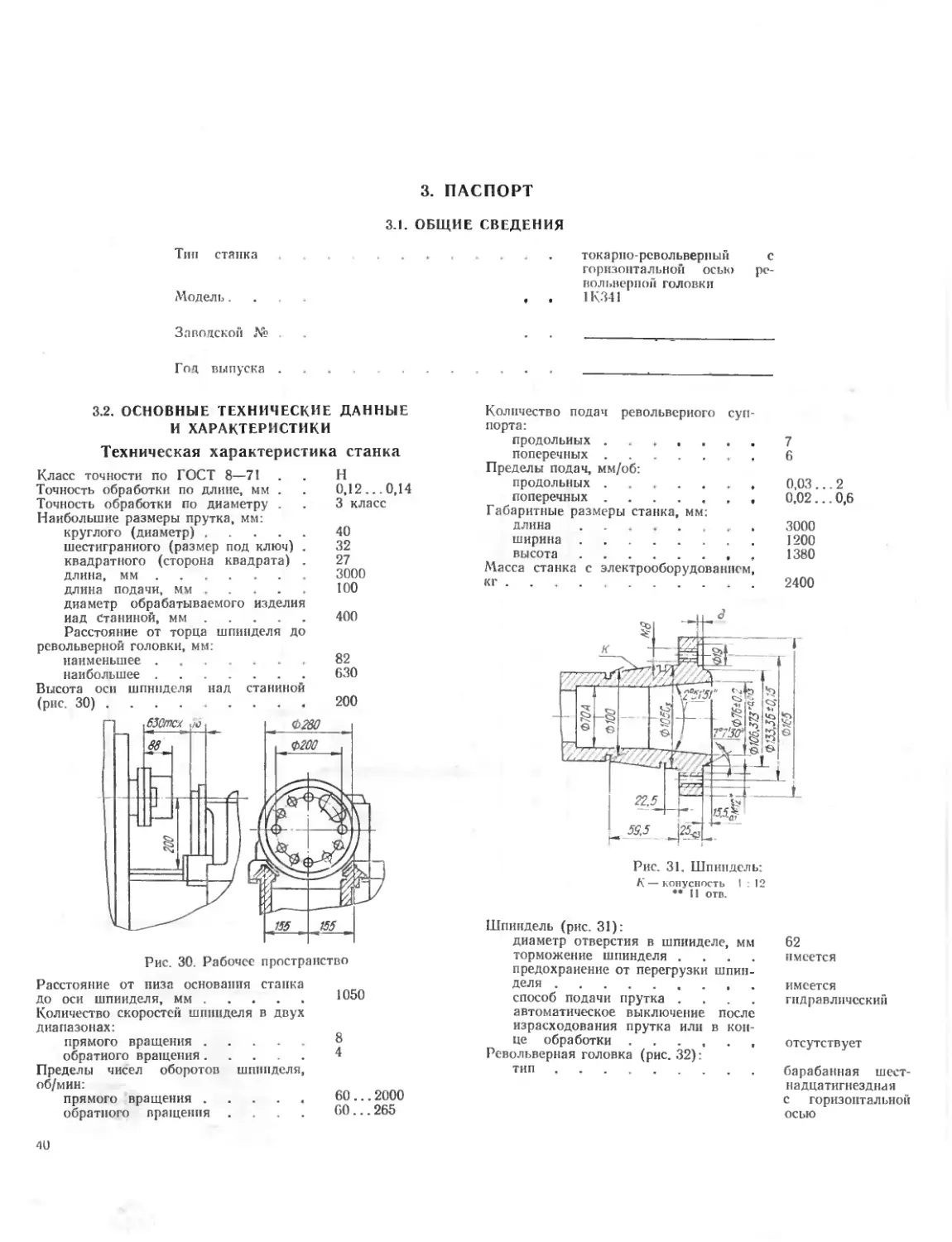
3.1. Общие сведения ,. . г . . , . , , . 40
3.2. Основные технические данные и характеристики . ... 40
3.3. Сведения о ремонте ....... . .... . . < . . 43
3.4. Сведения об изменениях в станке.......................43
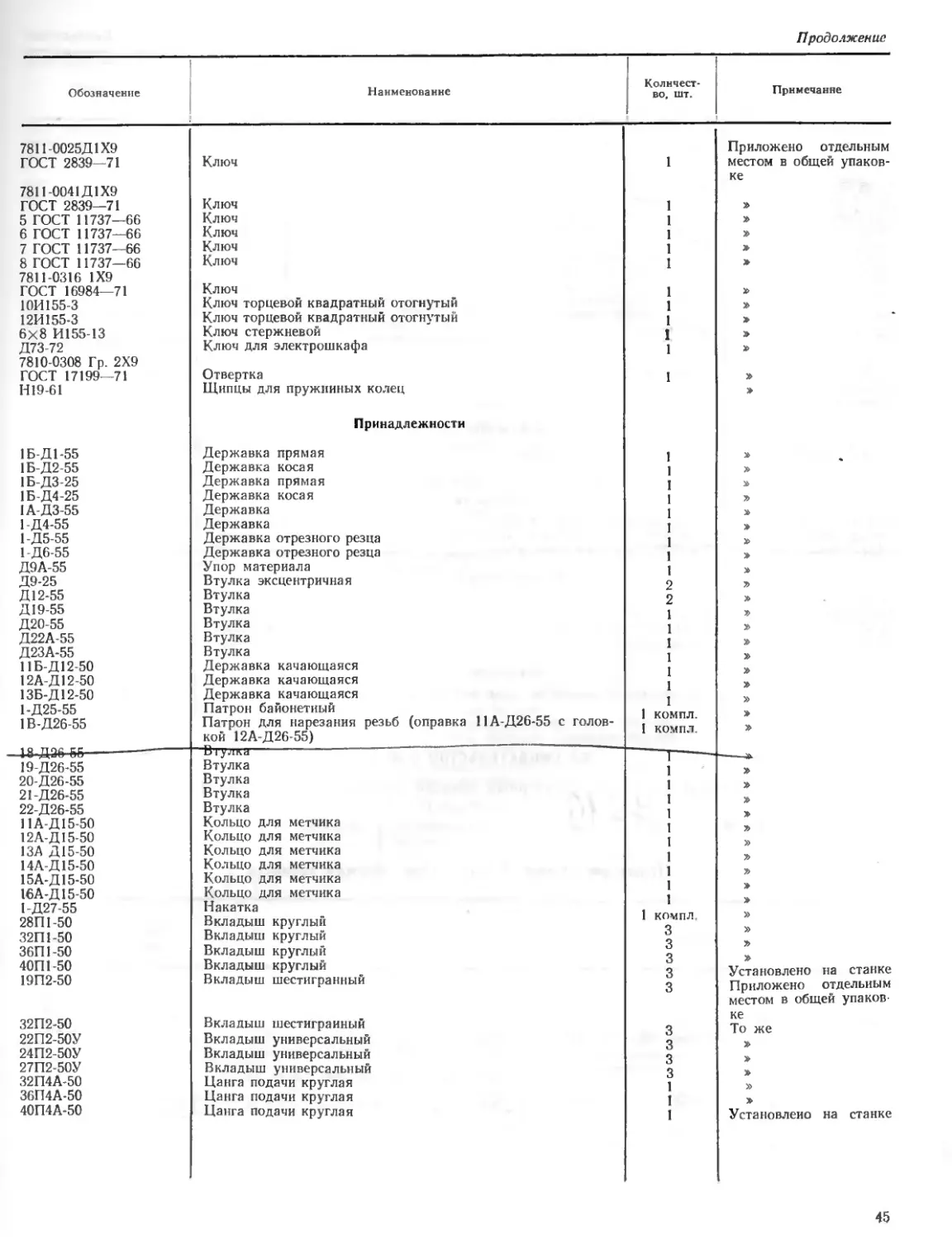
3.5. Комплект поставки ................. 44
3.6. Свидетельство о приемке...............................46
3.7. Свидетельство о консервации ............................52
3.8. Свидетельство об упаковке.........................,52
ПРИЛОЖЕНИЕ. Быстроизнашивающиеся детали 53.
1. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
1.1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Токарно-револьверный станок модели 1К341
(рис. 1) предназначен для обработки деталей из
прутка и штучных заготовок в условиях серийного
и мелкосерийного производства.
На станке могут выполняться такие работы, как
обтачивание, растачивание, протачивание канавок
(наружных и внутренних), сверление, зенкерование,
тромагнитными муфтами коробки скоростей и по-
дач.
Гидравлический механизм зажима позволяет за-
жимать калиброванные и некалиброванные прутки
с отклонением по диаметру мм. На станке пре-
дусмотрена возможность установки трехкулачково-
го патрона. Без переналадки можно зажимать
штучные заготовки с отклонением по диаметру до
8 мм.
Рис. 1. Токарно-револьверный станок 1К341
разворачивание, нарезание резьб плашками, метчи-
ками, самооткрывающимися резьбонарезными го-
ловками и с помощью резьбонарезного устройства.
На станке с помощью копировального устройства
можно также обтачивать конические поверхности.
С целью повышения производительности и удоб-
ства обслуживания предусмотрено программное пе-
реключение чисел оборотов шпинделя и подач при
смене позиции револьверной головки.
Переключение осуществляется легко перенала-
живаемым командоаппаратом, управляющим элек-
Для обработки прутков различных диаметров
к станку придаются универсальная подающая цан-
га и сменные вкладыши для зажима круглого и
шестигранного материала, а также комплект рез-
цедержателей, оправок, втулок и т. д.
1.2. СОСТАВ И ОРГАНЫ УПРАВЛЕНИЯ
Расположение составных частей станка показа-
но на рис. 2, а номера позиций, наименование уз-
лов и их обозначение — в табл. 1.
3
Таблица 1
Продолжение
Номер
позиции
на рис. 2
Наименование узла
Обозна-
чение
Номер
позиции
на рис. 2
Наименование узла
Обозна-
чение
2
3
4
5
6
7
8
9
10
11
12
13
14
Станина
Коробка скоростей и подач
Механизм зажима и подачн мате-
риала
Устройство резьбонарезное*
Охлаждение
Экран
Упор для ограничения поворота
револьверной головки
Упор ,
Электрооборудование
Суппорт револьверный
Командоаппарат
Упор продольный
Фартук револьверного суппорта
Бак для охлаждающей жидкости
10.01.000
10.02.000
10.10.000
21-50
43-55
У10-55
У7-55
У5-55
10.09.000
4-55
10.95.000
У8-55
5-55
11-13-55
/5
16
17
18
19
Устройство копировальное*
Упор продольный '
Установка насосная
Стойка
Ограждение
* Поставляется по особому заказу.
Символ
й
Главный пере-
ключатель
।
25
41-55
У6-55
12-55
11-50
Ю. 14.000
Расположение органов управления станка по-
казано на рис. 3.
Номер позиции, графический символ табличек
станка и наименование символов приведено в
табл. 2.
Таблица 2
Наименование
i
Символ
Наименование
Число оборотов в
минуту
Продольная по-
дача в миллимет-
рах за один обо-
рот шпинделя
А
Нижний диапазон
скоростей
I
В
Верхний диапазон
скоростей
25
Разжим
I
Зажим
Отключение. Стоп
Включение тор-
моза
t J
Переключать
только при
60 об/мин
Охлаждение
включено
Охлаждение
отключено
Вращение шпин-
деля против ча-
совой стрелки
Вращение шпин-
деля по часовой
стрелке
Автоматический
цикл
Ручное управле-
ние
Насос гидравлики
Кнопка «Аварий-
ный стоп*
4
Рис. 2. Расположение составных частей стайка
21 20 19 18 17
Рис. 3. Расположение органов управления станка и табличек с символами:
1 — кнопка включения двигателя насоса гидравлики; 2 — переключатель режимов работ; 3— переключатель для включения за-
жима или разжима заготовки; 4 — переключатель для включения и отключения электронасоса охлаждения; 5 — переключа-
тель пуска и останова шпинделя; 6 — кнопка для включения реверса шпинделя; 7 — краны охлаждающей жидкости; Я —ру-
коятка для фиксирования н расфиксировання револьверной головки; 9—рукоятка включения реверса поперечной подачи;
/О — рукоятка включения и отключения вводного автомата; 11— маховик быстрого поворота револьверной головки; 12—кноп-
ка для включения н выключения механической поперечной подачи револьверной головки; 13 — маховик ручной поперечной
подачи револьверной головки; 14— рукоятка установки жесткого упора для отключения продольной подачи; /5 — рукоятка для
ручного продольного перемещения револьверного суппорта; 16 — рукоятка для установки диапазона удвоенных продольных
подач револьверного суппорта; 17 — рукоятка включения н выключения механической продольной подачи револьверного суп-
порта; /в — рукоятка установки барабана жестких упоров для отключения продольной подачн; 19 — кнопка <Аварийный
стоп»; 20— переключатель установки величин подач; 21 — переключатель установки числа оборотов; 22 — рукоятка переключе-
ния диапазона скоростей; 23— указатель нагрузки; 24 — лампа сигнальная
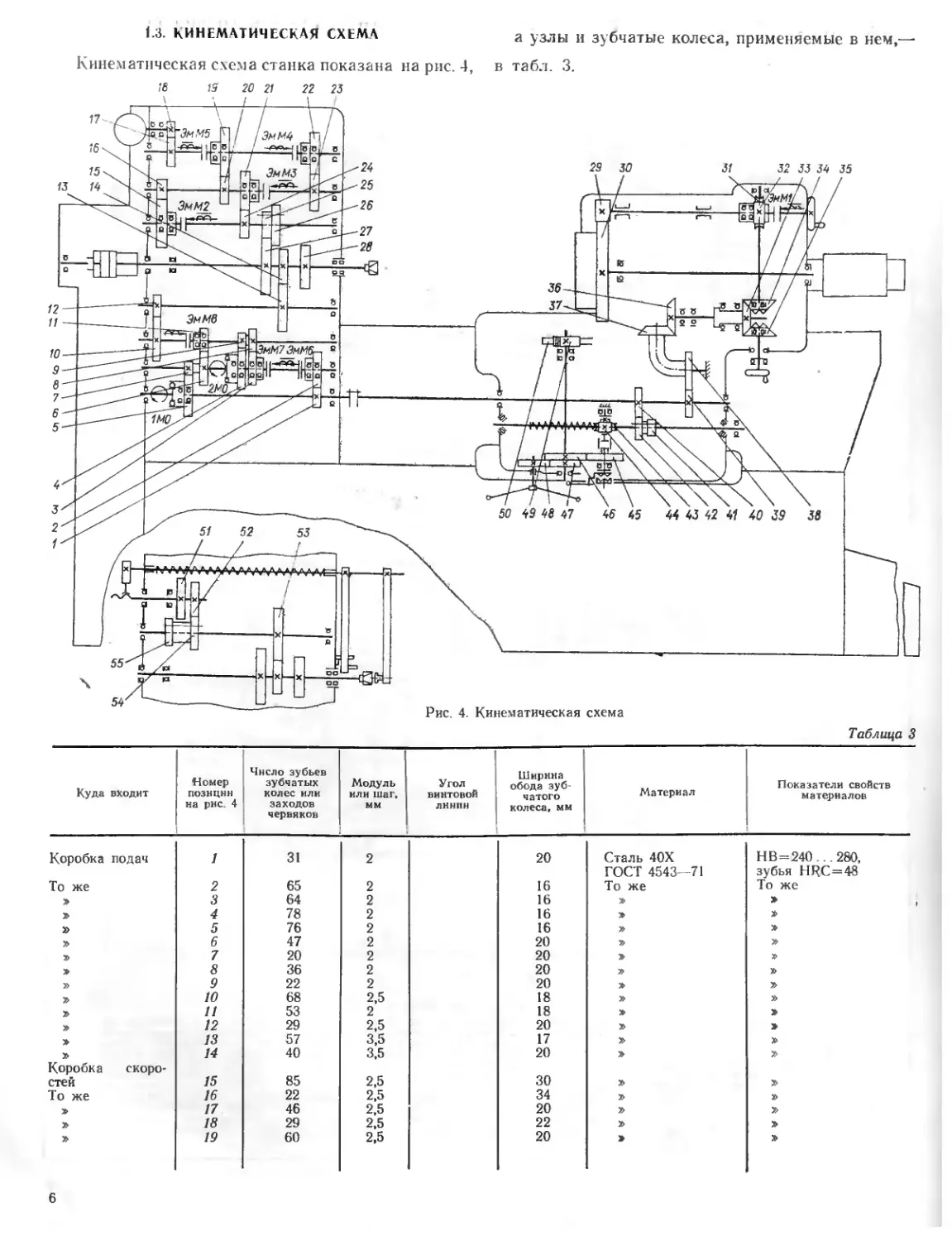
1.3. КИНЕМАТИЧЕСКАЯ СХЕМА а узлы и зубчатые колеса, применяемые в нем,—
Кинематическая схема станка показана на рис. 4, в табл. 3.
Я 20 21 22 25
Таблица 3
Куда входит Номер Число зубьев зубчатых Модуль Угол
позиции на рис. 4 колес или заходов червяков или шаг» мм винтовой линии
Ширина обода зуб- чатого колеса, мм Материал Показатели свойств материалов
Коробка подач £ 31 2
То же 2 65 2
» 3 64 2
4 78 2
» 5 76 2
6 47 2
7 20 2
8 36 2
» 9 22 2
10 68 2,5
11 53 2
12 29 2,5
» 13 57 3,5
14 40 3.5
Коробка скоро-
стей 15 85 2,5
То же 16 22 2,5
17 46 2,5
18 29 2,5
19 60 2,5
20
16
16
16
16
20
20
20
20
18
18
20
17
20
30
34
20
22
20
Сталь 40Х
ГОСТ 4543—71
То же
»
»
»
НВ==240... 280,
зубья HRC=48
То же
>
»
»
»
»
»
»
»
6
П родолжение
Номер
позиции
на рис. 4
Число зубьев зубчатых колес нли заходов червяков 1 Модуль или шаг, мм Угол винтовой ЛИНИН Ширина обода зуб- чатого колеса, мм 1 Материал
Показатели свойств
материалов
Куда входит
Коробка скоро- 20 48
стей
То же 21 72
22 46
23 62
24 35
25 23
26 41
27 67
28 48
Револьверный 29 19
суппорт
30 152
31 66
» 32 1
» 33 36
34 36
35 36
Фартук револь- 36 36
верного суппорта
То же 37 36
38 68
» 39 48
» 40 35
41 27
42 40
43 33
44 1
45 25
» 46 68
47 46
48 23
» 49 16
Станина 50 рейка
Резьбонарезное 51 44
устройство
То же 52 33
53 40
54 33
55 22
2,5
2.5
2,5
2.5
2,5
3,5
3,5
3,5
3,5
2
2
2
2
2
2
2
2
2
2
2
2
2
3
3
2
2
2
2
3
3
2,5
2,5
3.5
2.5
2,5
1.4. КОНСТРУКЦИЯ
Станина
3°00'46"
3°00'46"
35°
35°
35°
35°
35°
3°21 '59"
3°21'59"
Станина станка сборная. Она состоит из двух
частей: верхней и нижней.
В отсеке нижней станины находится резервуар
для масла, а к торцу крепится насосная установка.
Для сбора охлаждающей жидкости в нижней ст<ь
нине предусмотрено литое корыто,
20
25
24
20
25
41
30
35
33
23
19
35
50
13
13
13
13
13
14
14
14
14
14
28
55
21
18
15
15
30
30
14
14
17
14
15
Сталь 40Х
ГОСТ 4543—71
То же
»
Сталь 45
ГОСТ 1050—60
Бр.ОЦС 5-5-5
ГОСТ 613—65
Сталь 40Х
ГОСТ 4543—71
То же
»
»
»
БрЮЦС 5-5-5
ГОСТ 613—65
Сталь 40Х
ГОСТ 4543—71
Сталь 20Х
ГОСТ 4543—71
Сталь 40Х
ГОСТ 4543—71
Сталь 45
ГОСТ 1050—60
Сталь 40Х
ГОСТ 4543—71
То же
»
»
НВ=240 ... 280,
зубья HRC = 48
То же
»
НВ = 24О...28О
НВ = 240 ... 280,
зубья HRC = 54
НВ = 240 ... 280.
зубья HRC = 48
То же
»
»
»
»
HRC=48
зубья цементировать
Л =0.3... 0,5,
HRC = 48...52
НВ = 240 ... 280,
зубья HRC = 48
HRC = 48
НВ=240 . . . 280
НВ=240 ... 280,
зубья HRC = 48
То же
»
»
Верхняя станина имеет две герметически обра-
ботанные и прошлифованные призматические на-
правляющие.
Коробка скоростей и подач
Привод вращения шпинделя и подачи револь-
верного суппорта помещены в общем корпусе и со-
ставляют один узел — коробку скоростей и подач.
На корпусе коробки закреплен фланцевый элек-
ется второму валу через шестерни z=46 и z=62
тродвигатель, на валу которого находится привод-
ная шестерня z=29 (рис. 5). На первом валу ко-
робки скоростей находятся электромагнитные муф-
ты ЭмМ4 и ЭмМ5. J
При включении муфты ЭмМ4 вращение переда-
ется второму валу через шестерни г=46 и г=62
а при включении муфты ЭмМ5 — через шестерни
z=60 и z=48.
От второго вала к третьему движение передает-
через шестерни z=22 и z=85 (при включении
муфты ЭмМ2) либо через шестерни z=72 и z=35
(при включении муфты ЭмМЗ). Тормозят шпиндель
одновременным включением муфт ЭмМ2 и ЭмМЗ
при выключенных остальных (двигатель в данном
случае продолжает вращаться).
Коробка скоростей имеет два диапазона чисел
оборотов шпинделя, получаемых с помощью пере-
движного двухвенцового зубчатого блока z=23, z=
=41. Левое положение рукоятки 22 (рис. 3) дает
нижний диапазон чисел оборотов, правое —верх-
ний. н
77Z1
Z=60
Z=46
т=2,5
Рис. 5. Коробка скоростей
= 67
т-3,5
Z=4o z=40
<222222221
WAX
2-62
т=2,5
ЭмМЗ
Z=48
т=2,5
т=25
8
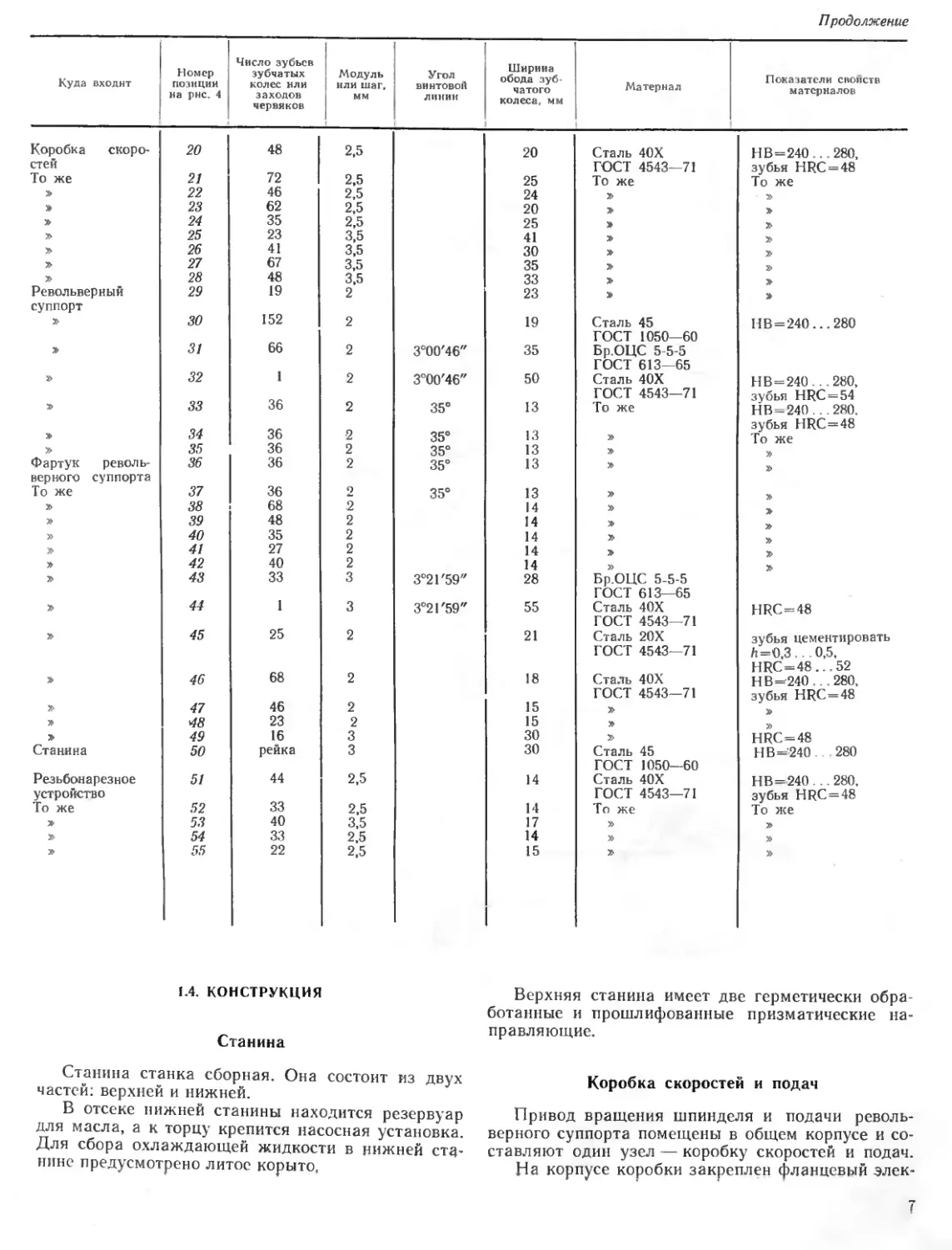
Коробка подач имеет три электромагнитные
муфты ЭмМб (рис. 6), ЭмМ7 и ЭмМ8, которые в
сочетании с двумя обгонными муфтами 1МО и 2МО
обеспечивают шесть автоматически переключаю-
щихся подач.
Технические данные электромагнитных муфт
приведены в паспорте электрооборудования.
На рис. 7 показан разрез вала с установленной
на нем электромагнитной муфтой.
Приводная шестерня 20 при отключенной муфте
свободно вращается на подшипниках 19. Стакан
приводной шестерни имеет прорезы, в которые вхо-
дят выступы наружных дисков 4. Внутренние диски
3 шлицевым отверстием сидят в шлицах втулки 14
2 03589
9
и могут перемещаться в осевом направлении. Кор-
пус муфты 11 неподвижно закреплен на втулке 14.
От осевого смещения корпус удерживается гай-
кой 15.
В расточке корпуса находится катушка 12, один
конец которой соединен с корпусом, а второй — с
токопроводящим кольцом 9, закрепленным на изо-
ляционном кольце 10.
18 17 16
Щетка 8 выполнена из латунной сетки, сверну-
той по диагонали, что обеспечивает надежный кон-
такт ее с вращающимся кольцом 9 в условиях мас-
ляной среды. Щетка 8 установлена в щеткодержа-
теле 6, к которому присоединен токоподводящий
провод 5. Щетки к кольцу поджимаются пружиной,
находящейся в щеткодержателе 6, который завин-
чен в планку 7, укрепленную на корпусе коробки.
Якорь муфты состоит из внутреннего кольца 16
и свободно сидящего на нем наружного кольца 17,
соединенных тремя штырями 2. Такая конструкция
обеспечивает лучшее прилегание якоря к дискам.
Латунная гайка 18 экранирует якорь муфты от
втулки 14, а латунный диск 1 экранирует якорь от
подшипника 19 и шестерни-стакана 20.
Если ток будет включен, то якорь притягивается
к корпусу муфты, сжимая диски, и шестерня 20
оказывается связанной с валом 13. При отключе-
нии тока якорь отходит влево, а диски расцепля-
ются за счет их пружинных свойств и шестерня 20
начинает свободно вращаться на подшипниках 19.
Револьверный суппорт и командоаппарат
Револьверный суппорт имеет продольную и по-
перечную (окружную) подачи револьверной голов-
ки. Обе подачи могут осуществляться вручную ли-
бо механически.
Револьверная головка 1 (рис. 8) установлена
на ступице шестерни 5, закрепленной на валу 7,
который вращается на двух радиально-упорных ша-
рикоподшипниках 9, закрытых уплотнительными
кольцами 6, 8 и 10.
Подшипники смазываются от маслораспредели-
теля при смазке направляющих.
На правом конце вала 7 закреплен барабан И
с шестнадцатью упорами. Корпус 13 упора крепят
на барабане винтами 14 и 15. Для регулировки
упорного винта 16 нужно освободить стопорящий
винт 14.
17 16 19 20 21
А-А
28 27 26 25
Рис. 8. Револьверный суппорт и командоаппарат
10
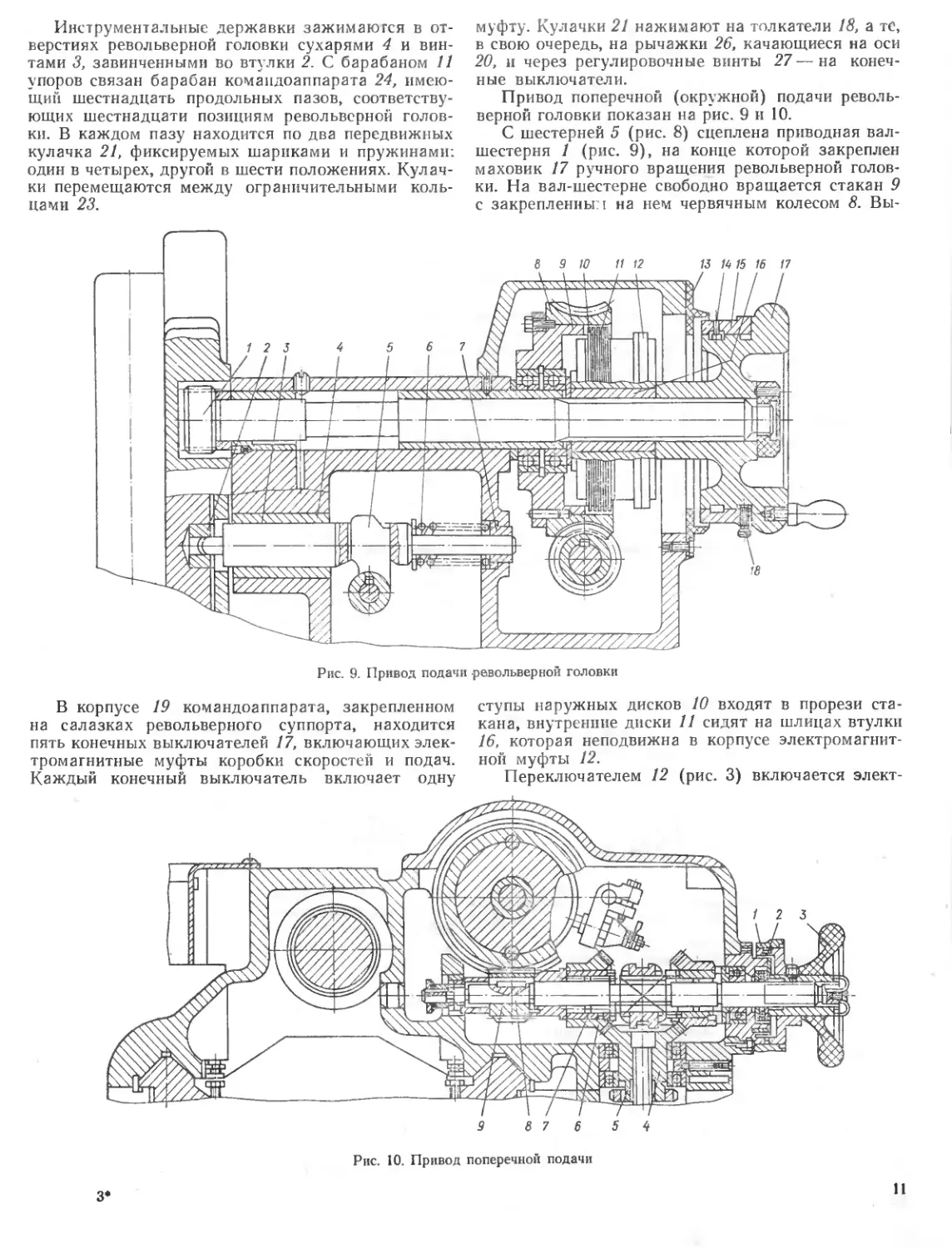
Инструментальные державки зажимаются в от-
верстиях револьверной головки сухарями 4 и вин-
тами 3, завинченными во втулки 2. С барабаном 11
упоров связан барабан командоаппарата 24, имею-
щий шестнадцать продольных пазов, соответству-
ющих шестнадцати позициям револьверной голов-
ки. В каждом пазу находится по два передвижных
кулачка 21, фиксируемых шариками и пружинами:
один в четырех, другой в шести положениях. Кулач-
ки перемещаются между ограничительными коль-
цами 23.
муфту. Кулачки 21 нажимают на толкатели 18, а те,
в свою очередь, на рычажки 26, качающиеся на оси
20, и через регулировочные винты 27—на конеч-
ные выключатели.
Привод поперечной (окружной) подачи револь-
верной головки показан на рис. 9 и 10.
С шестерней 5 (рис. 8) сцеплена приводная вал-
шестерня 1 (рис. 9), на конце которой закреплен
маховик 17 ручного вращения револьверной голов-
ки. На вал-шестерне свободно вращается стакан 9
с закрепленным на нем червячным колесом 8. Вы-
Рис. 9. Привод подачи револьверной головки
В корпусе 19 командоаппарата, закрепленном
на салазках револьверного суппорта, находится
пять конечных выключателей 17, включающих элек-
тромагнитные муфты коробки скоростей и подач.
Каждый конечный выключатель включает одну
ступы наружных дисков 10 входят в прорези ста-
кана, внутренние диски 11 сидят на шлицах втулки
16, которая неподвижна в корпусе электромагнит-
ной муфты 12.
Переключателем 12 (рис. 3) включается элект-
Рис. 10. Привод поперечной подачи
3*
11
ромагнитная муфта, обеспечивающая передачу
крутящего момента от червячного колеса к вал-
шсстерне.
На маховике 17 (рис. 9) находится лимб 15,
который стопорится пружиной 14 и винтом 18. От-
счет делений производится по риске на крышке 13.
В шестерне 5 (рис. 8) установлены шестнадцать
фиксаторных гнезд 2 (рис. 9), соответствующих
шестнадцати позициям револьверной головки. Фик-
сатор 3 притерт во втулке 4 с зазором 0,005. ..
... 0,01 мм.
Конец фиксатора, входящий в паз фиксаторного
гнезда, имеет суммарный угол клина 8°. Другой
конец фиксатора входит во втулку 7. При этом уг-
ле пружина 6 обеспечивает правильное положение
револьверной головки при фиксации.
Фиксатор отводится и удерживается в отведен-
ном положении кулачком 5 с помощью рукоятки 8
(рис. 3). Червячное колесо приводится во вращение
червяком 9 (рис. 10). Конические шестерни 6 с за-
прессованными в них кулачковыми втулками 7 сво-
бодно вращаются на валу 8. Шестерни 6 сцеплены
с приводной шестерней 5, в отверстие которой вхо-
дит вертикальный вал фартука.
Кулачковая муфта 4, сидящая на шлицевой ча-
сти вала 8, осуществляет включение и реверс попе-
речной (окружной) подачи револьверной головки.
На конце вала 8 находится маховик 3 ручной пода-
чи револьверной головки. На маховике имеется
лимб 1, который стопорится пружиной 2.
Для ограничения окружной подачи револьвер-
ной головки служит выдвижной жесткий упор 5
(рис. 11), корпус 4 которого закреплен на салазках
Рис. 11. Ограничитель окружной подачи револь-
верной головки
суппорта. На торце револьверной головки закреп-
лен кронштейн 3, в который завинчен упорный винт
1, стопорящийся гайкой 2.
При подаче револьверной головки против на-
правления вращения часовой стрелки винт / уста-
навливается вверх упорным концом.
Фартук револьверного суппорта
Фартук револьверного суппорта имеет механизм
привода продольной и поперечной подач, выклю-
чения и удвоения продольной подачи. Он закреплен
на револьверном суппорте и перемещается вместе
с ним по станине.
Ходовой вал 19 (рис. 12) связан муфтой 20 с
выходным валом 21 коробки подач и через шпонку
14 передаст вращение гильзе И. Через шестерни 6
и 8 и передвижной блок 7 получает вращение вал
9. Если блок будет в положении, показанном на
рисунке, то получается табличный ряд продольных
подач. Если же блок ввести в зацепление с шестер-
ней 6, то получается верхний (удвоенный) ряд про-
дольных подач. Переключается блок рукояткой 5.
Червяк 10 вращает червячное колесо 38, сво-
бодно сидящее вместе с зубчатой полумуфтой 37
на неподвижной оси 36. Подпружиненные штифты
35 удерживают полумуфту 33 в выключенном по-
ложении. На оси 36 сидит неподвижно закреплен-
ный на крышке фартука кулачок 29 с торцевыми
винтовыми выступами. Кулачок 30 также имеет
винтовые торцевые выступы и может свободно дви-
гаться на оси 36. При подъеме рычага 24 в верхнее
положение жестко связанный с ним рычаг 34 пово-
рачивает кулачок 30. При этом кулачок перемеща-
ется влево, сцепляя через подшипник 27 полумуф-
ты 33 и 37.
В верхнем (включенном) положении рычаг 24
у черживается подпружиненным шариком.
Вращение передается через шестерню 41 рееч-
ной шестерне 39. Происходит рабочая продольная
подача револьверного суппорта. Когда револьвер-
ный суппорт доходит до жесткого упора, вращение
реечной шестерни 39 и червячного колеса 38 пре-
кращается. Червяк 10, продолжая вращаться, вы-
винчивается из неподвижного червячного колеса
и перемещается влево по шлицам вала 9, снимая
пружину 13.
Втулка 12, перемещаясь влево через ролик 23,
поворачивает рычаг 34, а вместе с ним кулачок 30,
одновременно отводя его вправо. Штифты 35 выво-
дят из зацепления полумуфту 33. При повороте
рычаг 34 переводит связанный с ним рычаг вклю-
чения подачи 24 из верхнего фиксированного поло-
жения в нижнее. Продольная автоматическая по-
дача револьверного суппорта прекращается.
Для ручного выключения подачи необходимо
рычаг 24 отвести вниз.
Монтажный зазор между роликом 23 и втулкой
12 — 0,5 мм.
Шайбы 31 служат для регулировки зазора меж-
ду кулачком 29 и крышкой.
Усилие отключения подачи регулируется пружи-
ной 13 с помощью винта 18 через сухарь 16. Пру-
жина должна быть отрегулирована так, чтобы по-
дача выключалась при усилии, не превышающем
600 кгс.
Перемещается револьверный суппорт вручную
штурвалом 28 через шестерни 42 и 40 при выклю-
ченной полу муфте 33. На ступице штурвала имеется
лимб 26, который стопорится пружиной 25. Сальни-
ки 15 предотвращают вытекание масла по ходово-
му валу.
Привод поперечной (окружной) подачи револь-
верной головки осуществляется через шестерни 6,
4, 3, 2 к вертикальному валу 1, а затем к реверсив-
ной конической передаче (рис. 10).
12
Рис. 12. Фартук револьверного суппорта
При выключении продольной подачи от жестко-
го упора следует пользоваться отводным упором
(рис. 13), закрепленным на верхней плоскости ста-
нины под барабаном револьверного суппорта, либо
барабаном упоров, установленным на передней
стороне станины слева от револьверного суппорта.
Корпус 1 (рис. 13) отводного упора может пе-
реставляться при наладке в зависимости от длины
обрабатываемой детали. Регулируемый упорный
винт 5 барабана упоров револьверной головки упи-
рается в конце хода в планку 3. Если работа вы-
полняется без упора, то планка 3 отводится рукоят-
кой 6. Гайки 4 регулируются так, чтобы вал 2 сво-
бодно проворачивался при минимальном осевом
зазоре. Планка 3 фиксируется в рабочем положе-
нии шариком и пружиной.
Барабан упоров служит для выключения про-
дольной подачи, а также для установки револьвер-
ного суппорта при поперечном точении. Барабан 3
(рис. 14) расположен в корпусе 2, закрепленном
в продольном пазу рейки 6, установленной на ста-
нине. В барабане имеются шесть регулируемых по
длине упорных винтов 5. После регулировки винты
стопорятся гайками 7. Барабан проворачивается
рукояткой 1 и фиксируется в рабочих положениях
шариком 4.
13
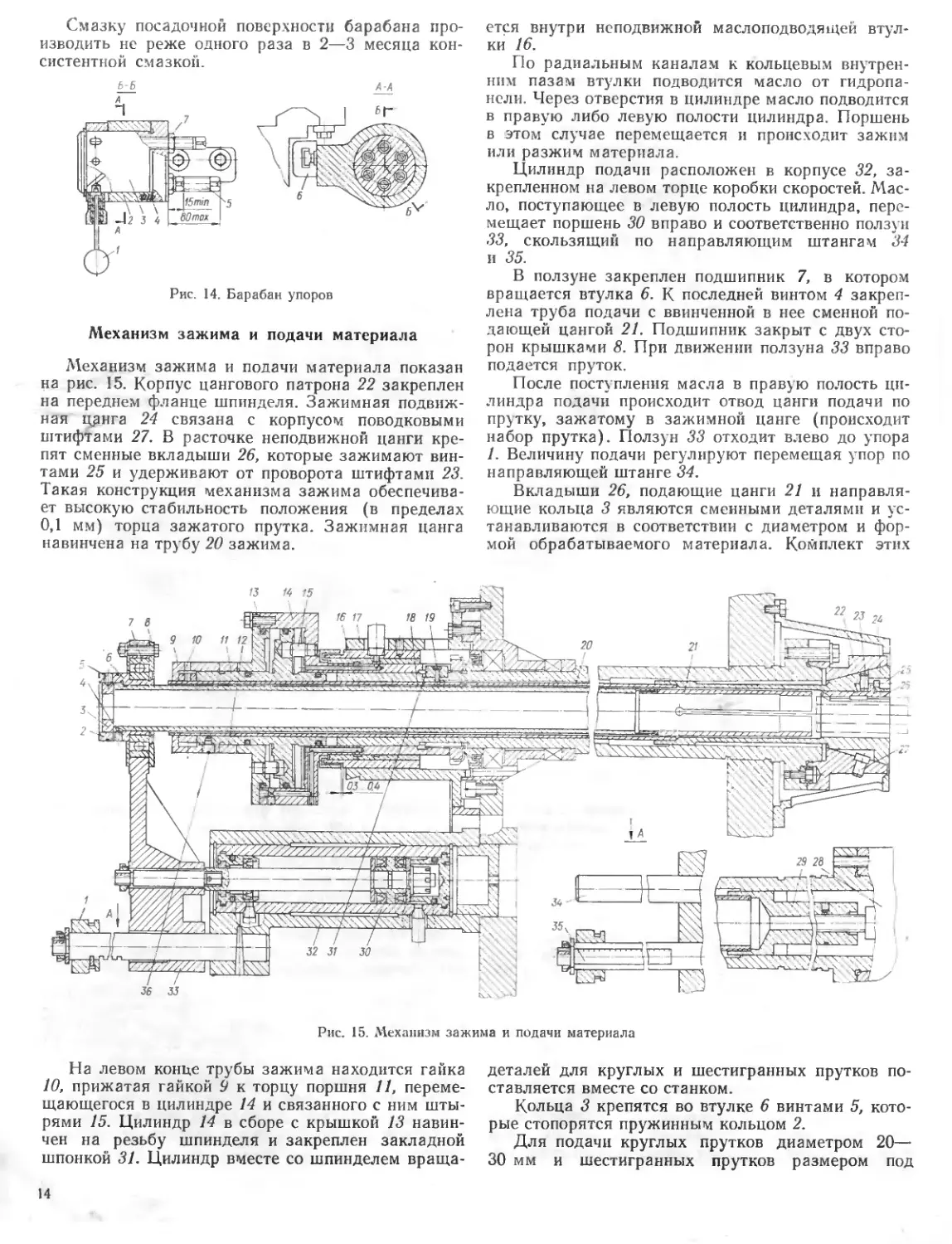
Смазку посадочной поверхности барабана про-
изводить не реже одного раза в 2—3 месяца кон-
систентной смазкой.
Б-Б А-А
Рис. 14. Барабан упоров
Механизм зажима и подачи материала
Механизм зажима и подачи материала показан
на рис. 15. Корпус цангового патрона 22 закреплен
на переднем фланце шпинделя. Зажимная подвиж-
ная цднга 24 связана с корпусом поводковыми
штифтами 27. В расточке неподвижной цанги кре-
пят сменные вкладыши 26, которые зажимают вин-
тами 25 и удерживают от проворота штифтами 23.
Такая конструкция механизма зажима обеспечива-
ет высокую стабильность положения (в пределах
0,1 мм) торца зажатого прутка. Зажимная цанга
навинчена на трубу 20 зажима.
ется внутри неподвижной маслоподводящей втул-
ки 16.
По радиальным каналам к кольцевым внутрен-
ним пазам втулки подводится масло от гидропа-
нели. Через отверстия в цилиндре масло подводится
в правую либо левую полости цилиндра. Поршень
в этом случае перемещается и происходит зажим
или разжим материала.
Цилиндр подачи расположен в корпусе 32, за-
крепленном на левом торце коробки скоростей. Мас-
ло, поступающее в левую полость цилиндра, пере-
мещает поршень 30 вправо и соответственно ползун
33, скользящий по направляющим штангам 34
и 35.
В ползуне закреплен подшипник 7, в котором
вращается втулка 6. К последней винтом 4 закреп-
лена труба подачи с ввинченной в нее сменной по-
дающей цангой 21. Подшипник закрыт с двух сто-
рон крышками 8. При движении ползуна 33 вправо
подается пруток.
После поступления масла в правую полость ци-
линдра подачи происходит отвод цанги подачи по
прутку, зажатому в зажимной цанге (происходит
набор прутка). Ползун 33 отходит влево до упора
1. Величину подачи регулируют перемещая упор по
направляющей штанге 34.
Вкладыши 26, подающие цанги 21 и направля-
ющие кольца 3 являются сменными деталями и ус-
танавливаются в соответствии с диаметром и фор-
мой обрабатываемого материала. Комплект этих
Рис. 15. Механизм зажима и подачи материала
На левом конце трубы зажима находится гайка
10, прижатая гайкой 9 к торцу поршня 11, переме-
щающегося в цилиндре 14 и связанного с ним шты-
рями 15. Цилиндр 14 в сборе с крышкой 13 навин-
чен на резьбу шпинделя и закреплен закладной
шпонкой 31. Цилиндр вместе со шпинделем враща-
деталей для круглых и шестигранных прутков по-
ставляется вместе со станком.
Кольца 3 крепятся во втулке 6 винтами 5, кото-
рые стопорятся пружинным кольцом 2.
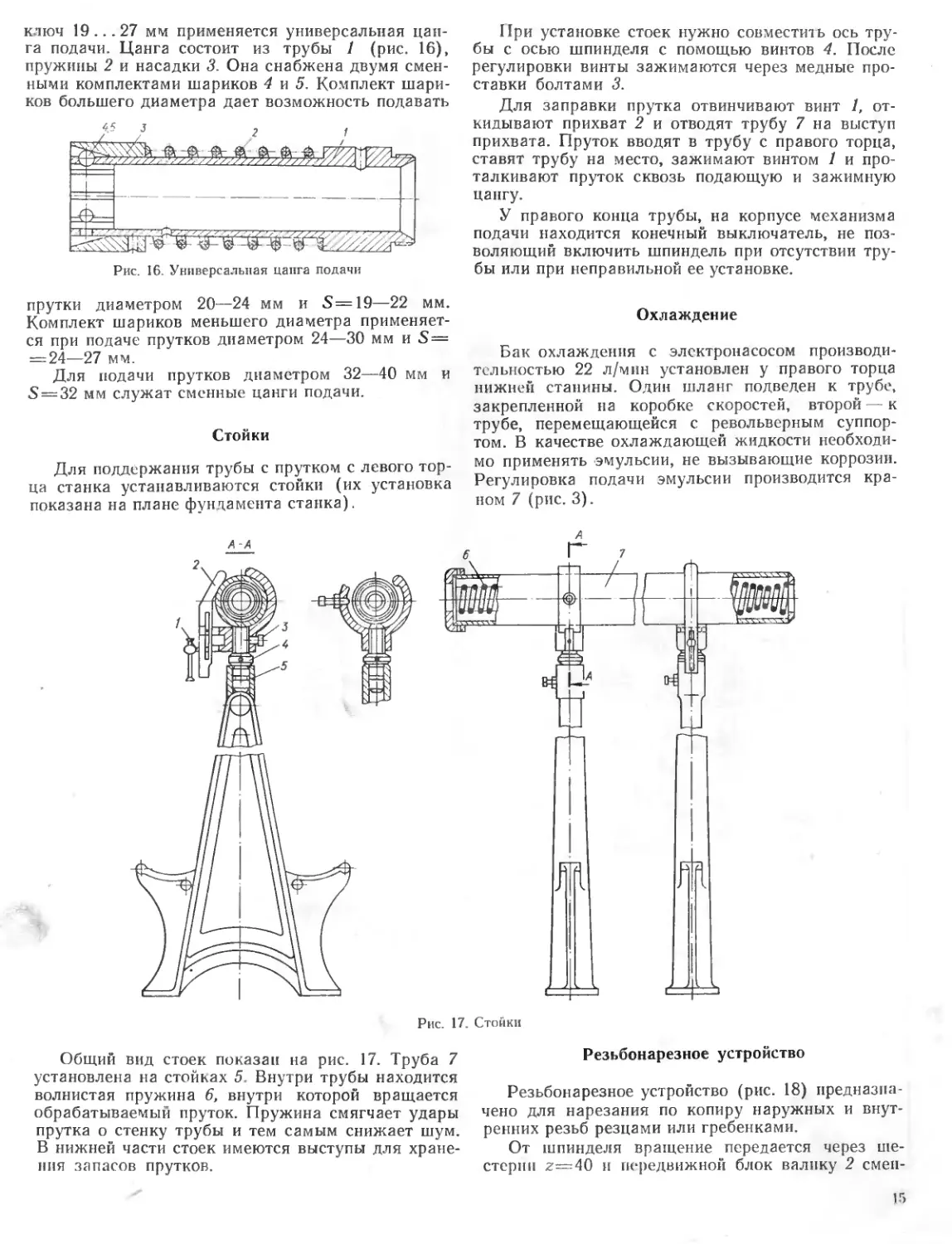
Для подачи круглых прутков диаметром 20—
30 мм и шестигранных прутков размером под
14
ключ 19... 27 мм применяется универсальная цан-
га подачи. Цанга состоит из трубы 1 (рис. 16),
пружины 2 и насадки 3. Она снабжена двумя смен-
ными комплектами шариков 4 и 5. Комплект шари-
ков большего диаметра дает возможность подавать
/ 2 1
Рис. 16. Универсальная цанга подачи
прутки диаметром 20—24 мм и 5=19—22 мм.
Комплект шариков меньшего диаметра применяет-
ся при подаче прутков диаметром 24—30 мм и 5=
= 24—27 мм.
Для подачи прутков диаметром 32—40 мм и
S=32 мм служат сменные цанги подачи.
Стойки
Для поддержания трубы с прутком с левого тор-
ца станка устанавливаются стойки (их установка
показана на плане фундамента станка).
При установке стоек нужно совместить ось тру-
бы с осью шпинделя с помощью винтов 4. После
регулировки винты зажимаются через медные про-
ставки болтами 3.
Для заправки прутка отвинчивают винт 1, от-
кидывают прихват 2 и отводят трубу 7 на выступ
прихвата. Пруток вводят в трубу с правого торца,
ставят трубу на место, зажимают винтом 1 и про-
талкивают пруток сквозь подающую и зажимную
цангу.
У правого конца трубы, на корпусе механизма
подачи находится конечный выключатель, не поз-
воляющий включить шпиндель при отсутствии тру-
бы или при неправильной ее установке.
Охлаждение
Бак охлаждения с электронасосом производи-
тельностью 22 л/мин установлен у правого торца
нижней станины. Один шланг подведен к трубе,
закрепленной на коробке скоростей, второй — к
трубе, перемещающейся с револьверным суппор-
том. В качестве охлаждающей жидкости необходи-
мо применять эмульсии, не вызывающие коррозии.
Регулировка подачи эмульсии производится кра-
ном 7 (рис. 3).
А
Рис. 17. Стойки
Общий вид стоек показан на рис. 17. Труба 7
установлена на стойках 5. Внутри трубы находится
волнистая пружина 6, внутри которой вращается
обрабатываемый пруток. Пружина смягчает удары
прутка о стенку трубы и тем самым снижает шум.
В нижней части стоек имеются выступы для хране-
ния запасов прутков.
Резьбонарезное устройство
Резьбонарезное устройство (рис. 18) предназна-
чено для нарезания по копиру наружных и внут-
ренних резьб резцами или гребенками.
От шпинделя вращение передается через ше-
стерни z=40 и передвижной блок валику 2 смен-
15
Рис. 18. Резьбонарезное устройство
кого копира 1. Передвижной блок может быть по-
ставлен с помощью рукоятки 26 в одно из трех по-
ложений:
нейтральное (вал 2 не вращается);
сцеплены шестерни z=33 и z=33. Копир 1 де-
лает один оборот за один оборот шпинделя. Шаг
нарезаемой резьбы будет равен шагу копира;
сцеплены шестерни z = 22 и z=44. Копир 1 де-
лает половину оборота за один оборот шпинделя.
Шаг нарезаемой резьбы равен половине шага ко-
пира.
При опускании рычага 11 до соприкосновения
упорного винта 21 с планкой 22, закрепленной на
коробке скоростей, штанга 4 поворачивается и смен-
ная резьбовая губка 3, закрепленная на рычаге 5,
сцепляется с резьбой копира 1 и перемещается
вдоль копира влево (если копир имеет правую резь-
бу). Штанга 4 с закрепленным на ней противовесом
6 и суппортом 14, в котором установлена резьбовая
гребенка 16, также перемещается влево. Винт 21
скользит по планке 22. Происходит нарезание резь-
бы. Кольцо 7 перемещается влево вместе со штан-
гой, сжимая пружину 12. Когда гребенка 16 под-
ходит к своему крайнему левому положению,
сферический конец винта 9 упирается в верхнюю
образующую конического упора 10. Рычаг 11,
а вместе с ним и рычаг 5, приподнимаются; губка 3
выходит из зацепления с копиром, и штанга 4 под
действием пружины 12 перемещается вправо в
исходное положение.
Подавая гребенку маховичком 19 по лимбу 20,
повторяют проходы до достижения окончательного
диаметра резьбы (при этом хвост качающейся рез-
цовой державки должен упереться в винт 27, ре-
гулируемый на окончательный размер резьбы).
Гребенка 16 (либо оправка с резцом) зажима-
ется в эксцентричной втулке 15 винтами 18 через
шпонку 17. Эксцентричная втулка 15 позволяет
выставить режущую кромку по центру детали. Суп-
порт 14 поворачивается на ±5° вокруг штыря, за-
прессованного в кронштейн 8, и закрепляется вин-
тами 13. В рычаг 5 завинчена втулка 23 с подпру-
жиненным штырем 24. Положение втулки 23 и сжа-
тие пружины амортизатора 25 регулируются так,
чтобы отвод штанги происходил без вторичного
отскока. Для нарезания наружной левой резьбы
слева направо нужно установить копир с левой
резьбой упорной стороной резьбы вправо, а губку
3 (с левой резьбой) — упорной стороной резьбы
влево. Винт 9 вывинтить из рычага 11 и установить
3 03589
Рис. 19. Копировальное устройство
17
в рычаг 5, амортизатор вывинтить из рычага 5 и
установить в рычаг 11, установить правую резьбо-
вую гребенку (для нарезания правых наружных
резьб применяется левая гребенка).
Копировальное устройство
Копировальное устройство предназначено для
поперечного и продольного копирования. При про-
дольном копировании включается продольная пода-
ча, а револьверная головка поворачивается под
действием копирной линейки.
При поперечном копировании включается попе-
речная подача, а продольное перемещение суппор-
та происходит под действием копирной линейки.
Кронштейн 1 (рис. 19) закреплен на задней сто-
роне станины (вне зоны стружки) и может пере-
ставляться вдоль станины по направляющей план-
ке 14. На кронштейне находится копирная линейка
3, которая поворачивается на оси 10 и закрепляет-
ся винтом 9. Угол поворота копирной линейки оп-
ределяется по шкале 8. Линейка поворачивается
винтом 5, шейка которого входит в вилку 4, закреп-
ленную в кронштейне 1. Гайка 2 закреплена на
линейке 3. При продольном копировании линейка
поворачивается вокруг оси 10, входящей в отвер-
стие III. Гайка при этом закрепляется в отверстии
II линейки. Угол поворота отсчитывается риской
В. При поперечном копировании ось 10 входит в
отверстие IV, а гайка 2 — в отверстие / линейки.
Угол поворота отсчитывается риской А. На револь-
верной головке закреплена державка 7, в пазу ко-
торой находится откидная планка 6 с роликом 13.
Планка 6 фиксируется в рабочем и в выключен-
ном положениях штырем 12 и пружиной 11.
Электродвигатели и электромагнитные муфты
Электродвигатели, установленные на станко
способу защиты от воздействия окружающей среды
приняты закрытого обдуваемого исполнения, т. е.
защищены от попадания внутрь пыли. Они имеют
шесть выведенных концов, что позволяет подклю-
чить их к сети с напряжением 380 или 220 В.
Напряжению 220 В соответствует соединение
обмотки статора треугольником, а напряжению
380 В — соединение обмотки статора звездой
(рис. 21).
Рис. 21. Схема соединения обмотки статора электродви-
гателей:
а — звездой; Ь — треугольником
1.5. ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
На станке установлено три трехфазных корот-
козамкнутых асинхронных электродвигателя (рис.
20) с общей мощностью 7,125 кВт (при частоте
60 Гц мощность 6,725 кВт).
На станке могут применяться напряжения пере-
менного тока частотой 50 или 60 Гц для цепей:
Во время эксплуатации электродвигателей не-
обходимо систематически выполнять технические
осмотры и профилактические ремонты. Периодич-
ность технических осмотров устанавливается в за-
висимости от производственных условий, но выпол-
няются они не реже одного раза в два месяца. При
профилактических ремонтах должна выполняться
разборка электродвигателя, внутренняя и наружная
чистка, замена смазки подшипников. Смазку под-
шипников при нормальных условиях работы следу-
ет заменять через 4000 ч работы. При работе элек-
тродвигателей в пыльной и влажной среде заменять
ее следует чаще (по мере необходимости).
Перед набивкой свежей смазки подшипники
должны быть тщательно промыты в бензине. Ка-
мера заполняется смазкой на 2/3 ее объема. Реко-
мендуемая смазка для подшипников качения элек-
тродвигателей приведена в табл.4.
Таблица 4
Страна, фирма
Марка смазочного
материала
Примечание
СССР
силовой.................................. 220, 380, 400,
415 и 440 В
управления . . . ................. ПО и 220 В
местного освещения ....... 24 В
сигнализации................................24 В
Англия, Shell
США, Socony Va-
cuum Со
Смазка 1—13 жиро-
вая
ГОСТ 1631—61
Shell Retinax RB,
-А, -С, -Н
Gargoyle Grease АА,
-В, -SKF-1, SKF-28
Температура
подшипников от
0 до 80°С
По требованию заказчика станки могут изготов-
ляться на любую из вышеперечисленных величин
напряжения.
Для питания (электромагнитных муфт применен
постоянный ток напряжением 24 В, получаемый от
селенового выпрямителя.
Электрооборудование станка по роду защиты от
воздействия окружающей среды изготовляется в
обычном исполнении. По требованию заказчика
электрооборудование станка может быть выполне-
но в тропическом исполнении.
СССР
США, Texas Oil
Со
Япония, Toho Sho-
kai Ltd
Смазка
ЦИАТИМ-203
ГОСТ 8773—63
Rhodina 4303 SKF-65,
-OG-H; -06-М
Texaso RCX-169
1 dmax l,-2,-3
Для тропических
условий. Темпера-
тура подшипни-
ков от 50 до
120° С
На станке установлено восемь электромагнит-
ных фрикционных муфт трех типоразмеров: в ко-
робке скоростей — четыре электромагнитные муф-
ты типа ЭТМ-122-1Н; в коробке подач —три
муфты типа ЭТМ-072-1Н и для включения окруж-
ной подачи револьверной головки — одна муфта ти-
па ЭТМ-092-1Н.
Электромагнитные муфты выполнены со шлице-
выми отверстиями в корпусе. Для питания муфт
служит селеновый выпрямитель, собранный по мо-
стовой двухполупериодной схеме. Напряжение вы-
прямленного тока равно 24 В.
Муфты работают в масляной среде при темпе-
ратуре масла не выше 35—40° С. Вязкость масла
не должна превышать 5° Е.
Масло к муфте подается по каналам вала или
разбрызгиванием.
При особо легких тепловых режимах допуска-
ется погружение части муфты в масляную среду.
Для смазки (охлаждения) муфт должны примем
няться минеральные масла (индустриальное 20 или
30 ГОСТ 1707—51) отфильтрованные, не содержа-
щие металлических и других включений, а также
заметных примесей эмульсии, влияющих на изоля-
ционные свойства масел.
Допускается применять масла других марок,
равноценных указанным.
При применении масел с вязкостью выше ука-
занной, силовые характеристики муфт не гаранти-
руются.
В процессе эксплуатации электромагнитные
муфты не требуют никакой регулировки. Следует
лишь периодически контролировать износ дисков и
щеток. Износ щеток контролируют по запасу хода,
оставшегося у изношенной щетки.
Ремонт электромагнитных муфт в местах экс-
плуатации сводится к замене фрикционных дисков,
поставляемых отдельно от муфт в комплекте за-
пасных частей.
Ремонтировать электромагнитную систему на
месте нецелесообразно, т. к. при изготовлении этих
элементов используются специальные технологиче-
ские процессы.
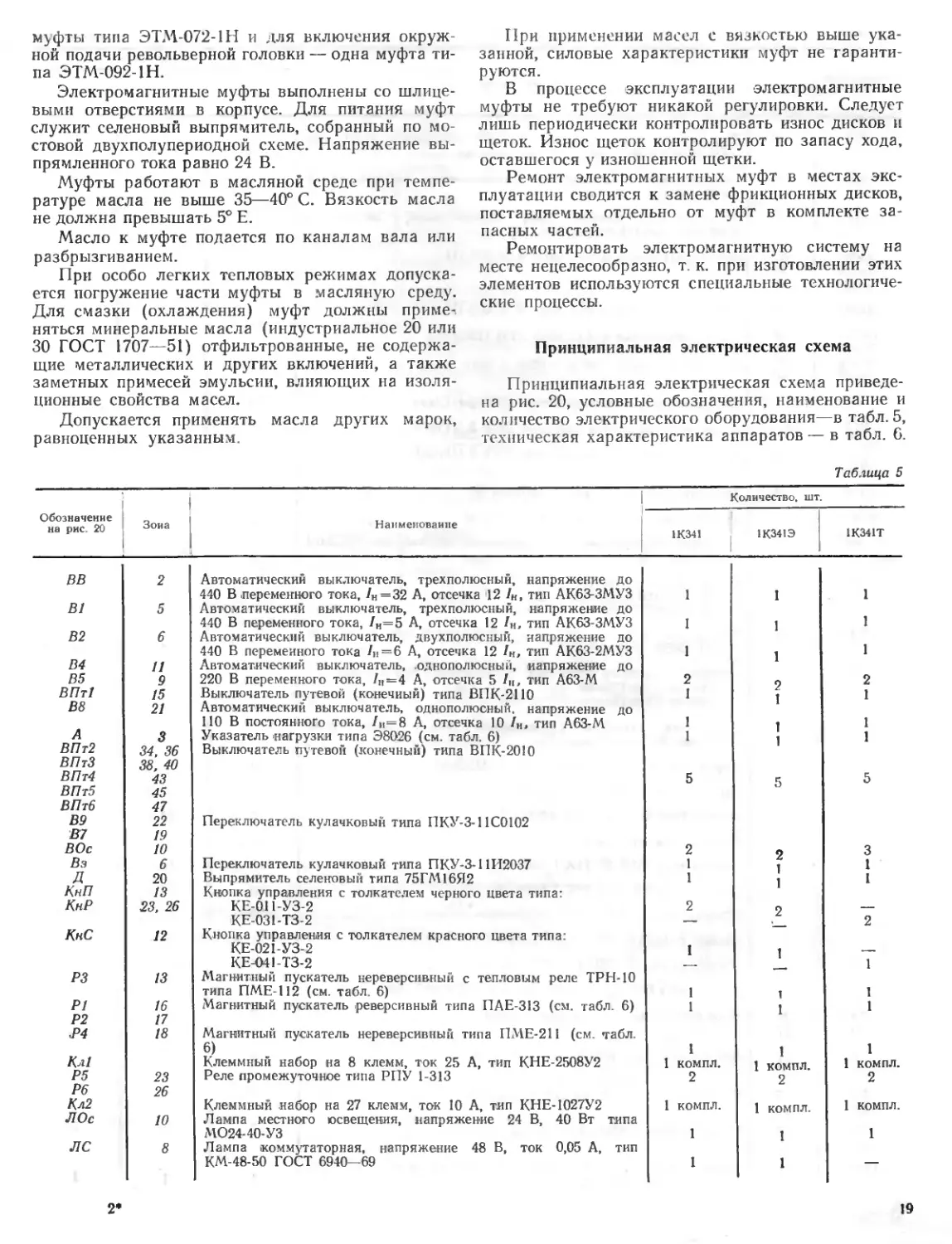
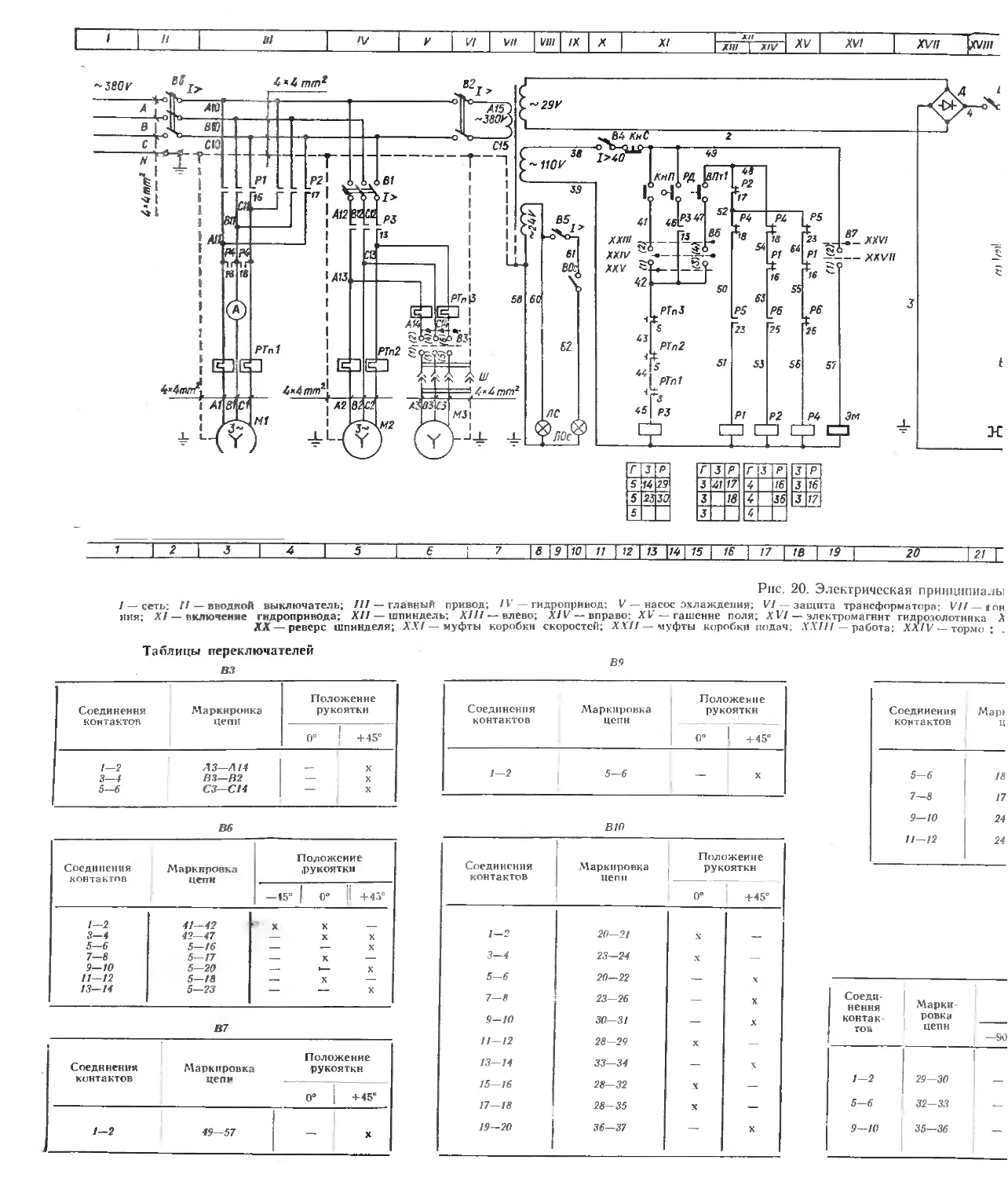
Принципиальная электрическая схема
Принципиальная электрическая схема приведе-
на рис. 20, условные обозначения, наименование и
количество электрического оборудования—в табл. 5,
техническая характеристика аппаратов — в табл. 6.
Таблица 5
Обозначение на рис. 20 Зона
Наименование
Количество, шт.
1K34I 1К341Э
1К341Т
ВВ
В1
В2
В4
В5
ВПт1
В8
А
ВПт2
ВПтЗ
ВПт4
ВПтб
ВПтб
В9
В7
ВОс
Вз
д
КнП
КнР
КнС
РЗ
Р1
Р2
Р4
Кл1
Р5
Р6
Кл2
ЛОс
ЛС
2
5
6
11
9
15
21
3
34, 36
38, 40
43
45
47
22
19
10
6
20
13
23, 26
12
13
16
17
18
23
26
10
8
Автоматический выключатель, трехполюсный, напряжение до
440 В переменного тока, /н=32 А, отсечка 12 /н, тип АКбЗ-ЗМУЗ
Автоматический выключатель, трехполюсный, напряжение до
440 В переменного тока, /н=5 А, отсечка 12 /н, тип АКбЗ-ЗМУЗ
Автоматический выключатель, двухполюсный, напряжение до
440 В переменного тока /н=6 А, отсечка 12 1н, тип АК63-2МУЗ
Автоматический выключатель, .однополюсный, напряжение до
220 В переменного тока, ZH=4 А, отсечка 5 1Ц, тип А63-М
Выключатель путевой (конечный) типа ВПК-2110
Автоматический выключатель, однополюсный, напряжение до
110 В постоянного тока, /н=8 А, отсечка 10 /н> тип А63-М
Указатель нагрузки типа Э8026 (см. табл. 6)
Выключатель путевой (конечный) типа ВПК-2010
1
1
1
2
1
1
1
5
5
Переключатель кулачковый типа ПКУ-3-11С0102
Переключатель кулачковый типа ПКУ-3-11И2037
Выпрямитель селеновый типа 75ГМ16Я2
Кнопка управления с толкателем черного цвета типа:
КЕ-011-УЗ-2
KE-031-T3-2
Кнопка управления с толкателем красного цвета типа:
КЕ-021-УЗ-2
КЕ-О41 ТЗ-2
Магнитный пускатель нереверсивный с тепловым реле ТРИ-10
типа ПМЕ-112 (см. табл. 6)
Магнитный пускатель реверсивный типа ПАЕ-313 (см. табл. 6)
Магнитный пускатель нереверсивный типа ПМЕ-211 (см. табл.
6)
Клеммный набор на 8 клемм, ток 25 А, тип КНЕ-2508У2
Реле промежуточное типа РПУ 1-313
Клеммный набор на 27 клемм, ток 10 А, тип КНЕ-1027У2
Лампа местного освещения, напряжение 24 В, 40 Вт типа
МО24-40-УЗ
Лампа коммутаторная, напряжение 48 В, ток 0,05 А, тип
КМ-48-50 ГОСТ 6940—69
2
1
1 компл.
2
1 компл.
1
1
1 компл.
1 компл.
1 компл.
1 компл.
2*
19
1 // /7/ | В/ V7 VII VHI IX XI ЯП I W1 ж XVI XVII fall
XtV | *v
1 | I I J I 4 I 5 I f ; 7 11 |$ |7fl| 77 | 72 | 73 ]74| 75 | 75 | 77 | 7fi | | 20 | 21
Рис. 20. Электрическая принципиалы
сеть- /7 — вводной выключатель; III — главный привод; /V — гидропривод: V — насос охлаждения; VI — защита трансформатора; VII — (он
• XI — включение гидропривода; XII — шпиндель; XIII — влево; XIV — вправо; XV’ —гашение поля; XVI — электромагнит гидрозолотиика А
XX____________________реверс шпинделя; XXI— муфты коробки скоростей; XXII — муфты коробки подач; XXIII — работа; XaIV — тормо ; .
Таблицы переключателей
вз
Соединения Маркировка
контактов цепи
Положение
рукоятки
0° । +45°
1—2 ЛЗ—Л14
3—4 ВЗ—В2
5—6 C3—CI4
х
X
Соединения контактов Маркировка цепи Положение рукоятки
0° । +45°
1—2 | 5-6 ч — X
Соединения
контактов
Мар>
В6
Соединения
контактов
Маркировка
цепи
Положение
.рукоятки
1—2
3—4
5—6
7—8
9—10
11—12
13—14
41—42
42—47
5—16
5—17
5—20
5—18
5—23
х —
х х
— х
х —
•— X
х —
-- X
- B7
1 Соединения контактов Маркировка цепи Положение рукоятки
О’ +45*
1 1—2 49—57 Ц X
В10
Соединения контактов Маркировка цепи Положение . рукоятки
0е | +45°
1—2 20—21 X
3—4 23—24 X
5—6 20—22 —— X
7—8 23—26 X
9—10 30—31 X
11—12 28—29 X —
13—14 33—34 X
15—16 28—32 X
17—18 28—35 X 1 —
19—20 36—37 - — X
Соеди-
нения
контак-
тов
5—6
7—8
9—10
11—12
18
17
24
24
«Марки-
ровка
цепи
1—2 | 29—30
5—6 32—33
9—10 35—36
V!
Vll
VIII /X
хи
77// I x i v
XV
XV/
XVII
III
XIX
XX
* I S | . g I 7 | в |[tt>| 11 | 7^ [ 13 [/41 75 | /£ | 77 | /в | /g | 20 | 21 { 22 [ 25 |24|25|26 |27|2lj 29 \ 30 \ 31 \ 32~TjS
Рис. 20. Электрическая принципиальная схема:
ыключатель; /// — главный привод; IV— гидропривод: V— иасос охлаждения; VI — защита трансформатора; V11—
дропривода; XII — шпиндель; X/// — влево; XIV— вправо: XV—гашение поля; XVI — электромагнит гидрозолотиика
— реверс шпинделя; XXI — муфты коробки скоростей; ХХП— муфты коробки подач; XX/// — работа; XX/V—тормо
(онижающнй трансформатор; VIII — наличие иап]
XV//— селеновый выпрямитель; XVHI — защита
; XXV — стоп; XXV/ — разжим; XXVII — зажим;
ателей
Положение
рукоятки
х
х
х
В9
Соединения контактов Маркировка цепи Положение рукоятки 0° | +45°
1—2 5—6 X
15э
Положение
4рукоятки
г>
О
х
х
X
X
X
X
Положение
рукоятки
0е
В10
Соединения контактов Маркировка цепи 1 Положение рукоятки
0° 1 +45°
1—2 20—21 X
3—4 23—24 X
5—6 20—22
7—8 23—26 • X
9—10 30—31 — X
11—12 28—29 X
13—14 33—34 ——* X
15—16 28—32 X "
17—18 28—35 X
19—20 36—37 X
ВИ
Соединения контактов Маркировка цепи Положение рукоятки
-45° 0° +45° +90°
5—6 18—2! — '—и
7—8 17—21 X X •— —
9—10 24—27 — X X
11—12 24—25 X —
В12
(V /VI
xvu p<v/// | хй | лх
XXII
s \ 19 \ 20 | г/ | гг I 23 \24\25\26 \27\28{ 29 \ 30 \ 31 \ 32 |33 | 34 |351 36 |j>'| 38 138 | 40 | 47 17Г'| 43 | 44 I 45 4g
!0. Электрическая принципиальная схема:
(ащита трансформатора; VII — понижающий трансформатор; V!I1 — наличие напряжения; IX — местное освещение- X
- электромагнит гидроз
XXIII — работа; XXIV
-электромагнит гидрозолотиика XVII — селеновый выпрямитель; XVIII — защита
XXIII -работа; XXIV — тормо ; АХV —стоп; XXVI — разжим; XXVII — зажим;
— защита цепи управле-
Депи постоянного тока; XIX— муфта окружной подачи;
XXV111 — автоматическое; XXIX — ручное
вп
Соединения контактов 1 Маркировка цепи Положение рукоятки
—45° 0° ’ + 45° +90°
5—6 18—21 —• X X
7—8 17—21 X X
9—10 24—27 — X — X
11—12 24—25 1 =•—• X
Диаграммы включения муфт
Скоростей
Электромагнитная муфта Скорость, об/мин
60 150 100 265 475 1180 800 2000
ЭмМ2 X X -
Эм М3 — *— X X
Э.иМ4 X — - X - —
ЭмМ5 X
В12
Подач
Подача, мм,оборот
Электромагнитная муфта 0.05 0,1 0,2 0.4 0.8 1.6
ЭмМб — •—> X X X
ЭмМ7 X ' - X
ЭмМ8 X X
533У/77 (035890).
Продолжение
<
Обозначение
на рис. 20
Зона
Наименование
Количество
1К341 1К341Э 1K34JT
Ml
М2
М3
ЭмМб
ЭмМ7
ЭмМ8
ЭмМ1
ЭмМ2
ЭмМЗ
ЭмМ4
ЭмМ5
В6
В10
ВИ
В12
PTnl
РТп2
ТрП
Ш
Эм
ВОс
3
5
6
43
45
47
22
34
36
38
40
15, 37
38, 47
39
46
3
5
7
6
19
10
Д1
Д2
С1
С2
R1
R2
R3
R4
РТпЗ
24
27
24
27
25
28
23
26
6
Электродвигатель мощностью 5,5 кВт, исполнение М301, тип
АО2-42-4С2 ГОСТ 13859-68 (см. табл. 6)
Электродвигатель мощностью 1,5 кВт типа 4АХ80В ГОСТ
13859—68 (см. табл. 6)
Электронасос, центробежный, вертикальный, мощностью
0,125 кВт, тип ПА-22 (см. табл. 6)
Электромагнитная муфта типа ЭТМ-072-1Н
Электромагнитная муфта типа ЭТМ-О92-1Н
Электромагнитная муфта типа ЭТМ-122-1Н
Переключатель кулачковый типа ПКУ-3-11С4048
Переключатель кулачковый типа ПКУ-3-11С6002
Переключатель кулачковый типа ПКУ-3-11Н3009
Тепловое реле, тип ТРН-25 (см. табл. 6)
Тепловое реле типа ТРИ -10 (см. табл. 6)
Трансформатор понижающий мощностью 400 В-А, тип ТБСЗ-0,4
исп. 5 (см. табл. 6)
Разъем штепсельный типа:
ШР20П4НГ8,
2РТТ20КПН4Ш6
Электромагнит толкающий, ПВ=100%, ход якоря 10 мм ти-
па МТ-5202К (см. табл. 6)
Кронштейн местного освещения, длина стойки 630 мм типа:
НКС01Х100/ПОО-03
НКС01 X100/П00-04
Сигнальная арматура с плафоном белого цвета типа
АМЕ32521-У2
Короб для укладки проводов типа КАШ-2540
Провод типа ПВ-4,0 ГОСТ 6323—71
Провод типа ПВ-1,5 ГОСТ 6323—71
Провод типа ПГВ-4,0 ГОСТ 6323—71
Провод типа П Г В-2,5 ГОСТ 6323—71
Провод типа ПГВ-1,5 ГОСТ 6323—71
Провод типа ПГВ-1,0 ГОСТ 6323—71
Провод типа МВГ-0,75 ГОСТ 6323—71
Провод щеточный ПЩ-4 ГОСТ 9125—59
Кабель типа КРПТ-Т 3X2,54-1X1,5 ГОСТ 13497—68
Диод полупроводниковый типа Д243Б
Конденсатор типа К50-ЗБ 200 мкФ 50 В
Резистор типа ПЭВ-7-100 ГОСТ 6513—66
Резистор типа ПЭВР-10-200 ГОСТ 6513—66
Тепловое реле с нагревательными элементами иа ток 0,5 А ти-
па ТРИ-10 (см. табл. 6)
1
1
1
3
1
4
1
1
2
1
1
1
1
1
1
2 м
2 м
10 м
30 м
10 м
10 м
270 _м
5 м
0,05 кг
2
2
2
2
1
1
1
I
3
1
4
1
1
2
1
1
1
1
1
1
1
2 м
2 м
10 м
30 м
10 м
10 м
270 м
5 м
0.05 кг
2
2
2
2
1
1
1
3
1
4
1
1
2
1
1
1
1
1
1
2 м
2 м
10 м
30 м
10 м
10 м
270 м
0,05 кг
0,75 м
2
2
2
2
20
Таблица б
Обозна-
чение на
рнс. 20
Наименование н тип аппарата
Рабочее напряжение, В
220 | 380 1 400 1 415 440
Частота, Гц
50 60 50 j 1 60 50 60 1 50 | 60 ; 50 1 60
Напряжение цепей управления, В
110| 2201 ПО 22, I ПО 220 110] 220 Но'220 ПО 220 НО 220 ПО 220 ПО1220 11о| 220
А
Р4
Pi. Р2
РЗ
Ml
М2
М3
РТп!
РТп2
РТпЗ
ТрП
Эм
Указатель нагрузки Э8026, А
Пускатель ПМЕ-211 с катушкой, В
Пускатель .ПАЕ-313 с ка туш кой, В
Пускатель ПМЕ-.112 с катушкой, В
Электродвига-
тель АО2-42-4С1,
Р=5,5 кВт
Электродвига-
тель 4АХ80В,
Р=1,5 кВт
Электродвига-
тель 4АХ80В,
Р=1,1 кВт
Электронасос
ПА-22,
Р —0,125 кВт
Напряжение питания,
В
Обороты в минуту
Номинальный ток, А
Напряжение питания,
В
Обороты в минуту
Номинальный ток, А
Напряжение питания,
В
Обороты в минуту
Номинальный ток, А
Напряжение питания,
В
Обороты в минуту
Номинальный ток. А
Тепловое реле ТРН-25 с нагревательным
элементом на ток, А
Регулировка тока уставки
Тепловое реле ТРН-10 с нагревательным
элементом на ток, А
Регулировка тока уставки
Тепловое реле ТРН-10 с нагревательным
элементом на ток, А
Регулировка тока уставки
Трансформатор типа ТБСЗ-0,4 нсп. 5
Электромагнит МТ-5202К с катушкой на
напряжение, В
110 220 ПО1
110220 ПО
110.220 lioj
220 110 220
220 110 220
220 110 220
ПО
220 110 220 110
220 110,220'110
___ ____I I__1
I
110 220110 220 ПО
I
НО
220 110*220^10
-------,!—1=—
220 110^220110
220 110220'110
! ।
220 НО 220 110 220
220 110 220110 220
220110 220110 220
.. '-----
220/380 220/380 1230/400 240/415 220/440
1420 1420 I 1420 1420 1 » 1420 1
6.1 3.5 3.3 3.2 ——— 3,0 1 “ i
220/380 220/380 230/400 240/415 220/440
1 - 1000 1000 — * 1000 1 1000 1000
! 5,2 1 3,0 — 1 2.9 1 2,8 2.6.
220/380 220/380 230/400 240/415 220/440
2800 ' 3400 2800 1 3400 1 2800 ' 3400 . 2800 3400 2800 ' 3400 J
0,52 0,3 0,29 0,28 1 0,26
20 12,5 12,5 12,5 12,5
—1 1 —2 —3 —4 —4,5
5 3,2 3.2 3,2 3.2
—1 + 1 —3 —1 —3 —1 —4 —2 —5 1 —3
0,5
0,5
0,5
0,5
220/110/29/24В
380
ПО
29
0,5
380 380
220 L0
24 24
380
4С(
ПО
4С0
400
ПО
400
24
24
110 220 110 220
I I
по
по
110
но
415
440
415
415
ПО
440
ПО
415
ПО
ПО
по
по
440
110
24
ПО
440
24
Перед началом работы необходимо убедиться,
что все защитные аппараты В1 (зона 5), В2 (зона
6), В4 (зона 11), В5 (зона 9), В8 (зона 21) вклю-
чены и проверить надежность заземления. Станок
к сети подключается автоматическим выключателем
ВВ (зона 2), расположенным на левой боковине
электрошкафа, и установкой рукоятки в положение
/ (вверх). При этом на пульте управления заго-
рается сигнальная лампа Л С (зона 8) «Станок
включен».
Нажатием на кнопку КнП (зона 13) «Пуск гид-
равлики» замыкаем цепь катушки пускателя РЗ
(зона 13). Переключатель В6 («Работа — Тор-
моз — Стоп») должен находиться в положении
21
«Стоп» или «Тормоз», чтобы контакты 1—2 (зона
13) переключателя были замкнуты.
При пуске электродвигателя гидравлики необхо-
димо кнопку КнП удерживать в нажатом состоянии
в течение 2—3 с. Это необходимо для поднятия
давления в системе и замыкания контактов реле
давления РД (зона 14).
Пускатель РЗ становится на самопитание в точ-
ках 42—46 (зона 14) и замыкает цепь 5—7 (зона
23) включения промежуточного реле Р5 (зона 23).
Реле Р5 подготавливает цепь 50—51 (зона 16)
включения пускателя Р1 (зона 16) прямого вра-
щения электродвигателя главного привода Ml (зо-
на 3) и разрывает цепь 52—64 (зона 18) включения
пускателя Р4 (зона 18) гашения поля статора Ml.
При установке переключателя В6 в положение
«Тормоз» замыкаются контакты 3—4 (зона 15),
7—8 (зона 31) и 11—12 (зона 32) и включается
пускатель Р1 прямого вращения электродвигателя
главного привода (зона 16). Двигатель вращается,
но шпиндель заторможен включенными электро-
муфтами ЭмМ2 (зона 34) и ЭмМЗ (зона 36).
При установке переключателя В6 в положение
«Работа» размыкаются контакты 7—8 (зона 31),
11—12 (зона 32) и замыкаются контакты 9—10 (зо-
на 33), 13—14 (зона 37). При этом включаются
определенные сочетания двух электромагнитных
муфт и шпиндель начинает вращаться.
Для остановки электродвигателя необходимо
поставить рукоятку переключателя В6 в положение
«Стоп».
Кнопка КнС (зона 12) «Аварийный останов»
выполняет общую остановку станка.
Электродвигатель насоса охлаждения включа-
ется пакетно-кулачковым выключателем ВЗ (зона
6), установленным на пульте управления станка.
Реверс шпинделя. При нажатии кнопки КнР
(зона 23—26) «Реверс шпинделя» включается про-
межуточное реле Pb (зона 26), которое замыкаю-
щим контактом (зона 17) обеспечивает включение
пускателя Р2 (зона 17) обратного вращения элек-
тродвигателя главного привода.
Для улучшения условий работы при реверсах при-
менена схема гашения поля статора главного при-
вода Ml, принцип работы которой состоит в том,
что при включении кнопки КнР реле Р5 (зона 23)
отпускает практически мгновенно, а реле Р6 (зона
26) срабатывает с задержкой времени порядка 1 с.
На время задержки цепь питания пускателя Р4
(зона 18) оказывается замкнутой. Пускатель Р4
срабатывает и замыкающими контактами (зона 3)
закорачивает обмотку статора главного привода.
По истечении времени задержки срабатывает
реле Р6 (зона 26), которое обесточивает пускатель
Р4 в точках 55—56 (зона 18) и подготавливает
цепь включения пускателя Р2 (зона 17) в точках
53—63 (зона 17).
Пускатель Р4 отпускает, обеспечивая возмож-
ность включения главного привода в обратную сто-
рону, при включении пускателя Р2.
Задержка времени срабатывания реле Р5 и Р6
достигается цепями R3, С1 (зона 23, 24) и R4, С2
(зона 26, 27).
Резисторы R1 (зона 25) и R2 (зона 28) необхо-
димы для разрядки конденсаторов С1 (зона 24) и
С2 (зона 27).
Подача и зажим материала. Для подачи прут-
ка необходимо переключатель В7 «Зажим — Раз-
жим» (зона 19), установленный на пульте станка,
поставить в положение «Разжим». При этом вклю-
чается электромагнит Эм (зона 19), управляющий
гидрозолотником. Золотник открывает доступ мас-
ла в полость разжима цилиндра зажима.
После окончания разжима подающая цанга по-
даст пруток вперед до упора.
При установке переключателя В7 в положение
«Зажим» электромагнит Эм отключается, золотник
под действием пружины возвращается в прежнее
положение и происходит зажим прутка и отвод
ползуна подачи в исходное положение.
В станке предусмотрена механическая блоки-
ровка переключателей В7 «Зажим — Разжим» и В6
«Работа — Тормоз — Стоп». Разжим цанги (патро-
на) возможен только при заторможенном шпинде-
ле. При вращающемся шпинделе невозможно вклю-
чение разжима цанги (патрона).
Переключение скоростей и подач. Электросхе-
мой станка предусматривается возможность пере-
ключения скоростей и подач вручную переключате-
лями ВИ, В12, установленными на пульте управ-
ления, и автоматически — командоаппаратом прн
повороте револьверной головки. Переход с ручного
переключения на автоматическое осуществляется
переключателем В10, установленным на пульте
станка.
При установке переключателя В10 в положение
«Автоматическое переключение» размыкаются кон-
такты 1—2 (зона 33), 3—4 (зона 37), И—12 (зо-
на 42), 15—16 (зона 44) и 17—18 (зона 46) и за-
мыкаются контакты 5—6 (зона 34), 7—8 (зона 38),
9—10 (зона 43), 13—14 (зона 45) и 19—20 (зона
47). В этом случае включение электромагнитных
муфт осуществляется только контактами конечных
выключателей ВПт2 (зона 34 и 36), ВПтЗ (зона 38
и 40), ВПт4 (зона 43), ВПт5 (зона 45), ВПтб (зо-
на 47).
Скорости и подачи от командоаппарата пере-
ключаются так: каждому положению револьверной
головки соответствует позиция командоаппарата.
При наладке станка кулачки в каждой позиции
устанавливаются таким образом, чтобы в соответ-
ствующем положении револьверной головки полу-
чить необходимые скорости и подачи. Переключе-
ние скоростей происходит при повороте револьвер-
ной головки. В это время поворачивается барабан
командоаппарата и установленные на нем кулачки
нажимают на конечные выключатели, которые
включают необходимые сочетания электромагнит-
ных муфт.
Электромагнитная муфта окружной подачи
ЭмМ1 (зона 22) револьверной головки включается
пакетно-кулачковым переключателем В9 (зона 22),
расположенным на револьверном суппорте.
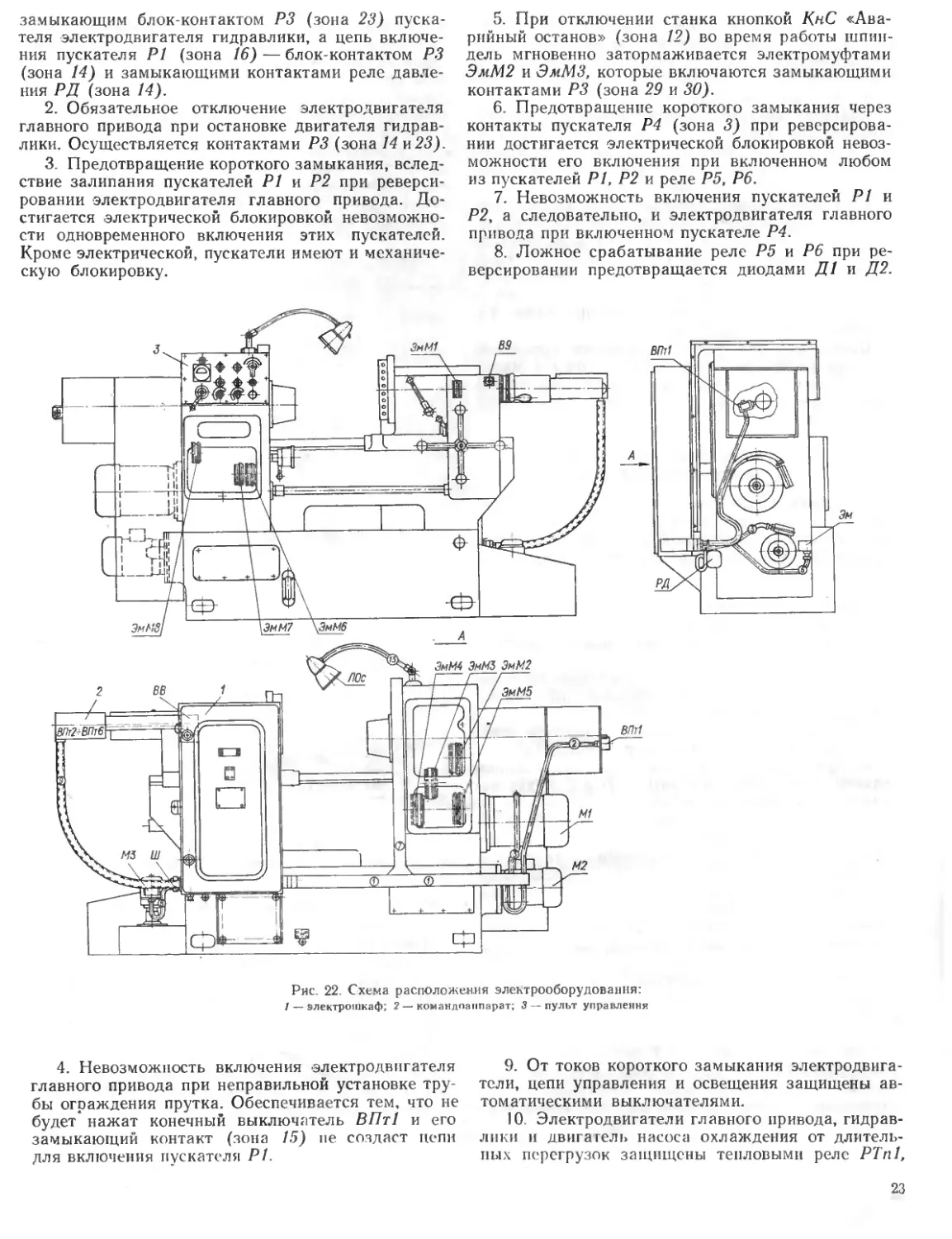
Блокировка и защита. Электрической схемой
станка предусматриваются следующие блокировки:
1. Невозможность включения электродвигателя
главного привода при выключенном электродвига-
теле гидравлики. Обеспечивается тем, что цепь для
включения реле Р5 (зона 23) подготавливается
22
замыкающим блок-контактом РЗ (зона 23) пуска-
теля электродвигателя гидравлики, а цепь включе-
ния пускателя Р1 (зона 16) — блок-контактом РЗ
(зона 14) и замыкающими контактами реле давле-
ния РД (зона 14),
2. Обязательное отключение электродвигателя
главного привода при остановке двигателя гидрав-
лики. Осуществляется контактами РЗ (зона 14 и 23).
3. Предотвращение короткого замыкания, вслед-
ствие залипания пускателей Р1 и Р2 при реверси-
ровании электродвигателя главного привода. До-
стигается электрической блокировкой невозможно-
сти одновременного включения этих пускателей.
Кроме электрической, пускатели имеют и механиче-
скую блокировку.
5. При отключении станка кнопкой КнС «Ава-
рийный останов» (зона 12) во время работы шпин-
дель мгновенно затормаживается электромуфтами
ЭмМ2 и ЭмМЗ, которые включаются замыкающими
контактами РЗ (зона 29 и 30),
6. Предотвращение короткого замыкания через
контакты пускателя Р4 (зона 3) при реверсирова-
нии достигается электрической блокировкой невоз-
можности его включения при включенном любом
из пускателей Pl, Р2 и реле Р5, Р6,
7. Невозможность включения пускателей Р1 и
Р2. а следовательно, и электродвигателя главного
привода при включенном пускателе Р4,
8. Ложное срабатывание реле Р5 и Р6 при ре-
версировании предотвращается диодами Д1 и Д2.
Рис. 22. Схема расположения электрооборудования:
1 — электрошкаф; 2 — командоаппарат; 3 пульт управления
4. Невозможность включения электродвигателя
главного привода при неправильной установке тру-
бы ограждения прутка. Обеспечивается тем, что не
будет нажат конечный выключатель ВПт! и его
замыкающий контакт (зона 15) не создаст цепи
для включения пускателя Р1,
9. От токов короткого замыкания электродвига-
тели, цепи управления и освещения защищены ав-
томатическими выключателями.
10. Электродвигатели главного привода, гидрав-
лики и двигатель насоса охлаждения от длитель-
ных перегрузок защищены тепловыми реле PTnl,
23
РТп2, РТпЗ (зона <3, 5 и 6). Нулевая защита осу-
ществляется невозможностью самопроизвольного
включения магнитного пускателя РЗ после сниже-
ния до 35—40% от номинального значения или ис-
чезновения напряжения в сети.
Контроль загрузки электродвигателя главного
привода. На станке установлен указатель нагруз-
ки, определяющий степень использования мощности
станка путем измерения силы тока в обмотке элек-
тродвигателя главного привода (зона 3).
Шкала указателя проградуирована в процентах
и имеет рабочую часть, заключенную между значе-
ниями, соответствующими 20 и 100% номинального
тока, и перегрузочную часть, заключенную между
значениями, соответствующими 100 и 1000% номи-
нального тока. Основная погрешность указателя (в
пределах рабочей части шкалы) не превышает 4%
номинального значения тока.
Освещение. На станке установлен кронштейн
местного освещения с лампой ЛОс (зона 10). Вклю-
чение и выключение освещения производятся вы-
ключателем ВОс (зона 10), установленным в осно-
вании кронштейна.
Подключение станка к сети и уход
за электрооборудованием
Установив станок, необходимо перед подключе-
нием к сети надежно заземлить его. При подклю-
чении станка к общецеховой сети для заземления
служит винт, установленный на задней стороне ста-
нины со знаком J_ . Сечение заземляющего прово-
да должно быть не менее 1,5 мм2.
Станок к сети подключается клеммами А, В и
С, установленными на силовой панели электро-
шкафа. -
Подключается станок проводом марки ПГВ ли-
бо ПРГ сечением не менее 4 мм2, который прокла-
дывается в водогазовой трубе размером 3/<".
Подводящая труба с вводным патрубком элек-
трошкафа соединяется муфтой с резьбой W'.
Следует помнить, что даже при выключенном
вводном выключателе клеммы А, В и С будут на-
ходиться под напряжением сети.
После подключения станка к сети необходимо
проверить правильность направления вращения
электродвигателей. При правильном подключении
шпиндель станка должен вращаться против часо-
вой стрелки. Если направление вращения противо-
положно, то необходимо поменять местами любую
пару проводов на клеммах А, В и С. Затем элек-
трошкаф закрывают на ключ. Открывать его раз-
решается только электромонтеру.
Во время ^эксплуатации станка надо тщательно
следить за состоянием электрооборудования. Не
реже одного раза в год проверять состояние его
изоляции.
Сопротивление изоляции в любой точке элект-
рооборудования, не соединенной электрически с
землей, при отсоединенных электродвигателях
должно быть не ниже 1 МОм, а сопротивление изо-
ляции обмоток электродвигателей (без проводов) —
не ниже 0,5 АЮм. Измеряется сопротивление мег-
гером на напряжение 500 В.
В процессе эксплуатации станка необходимо си-
стематически производить технический осмотр элек-
трооборудования и профилактический ремонт его.
Периодичность технических осмотров устанавлива-
ется в зависимости от производственных условий,
но не реже одного раза в два месяца. Периодич-
ность профилактических ремонтов устанавливается
также в зависимости от производственных условий,
но не реже одного раза в год.
Рис. 23. Электрическая монтажная схема силовой панели
При уходе за коммутирующей аппаратурой на-
до следить за тем, чтобы все детали ее были очи-
щены от пыли и грязи. Во время профилактических
ремонтов необходимо зачищать все работающие
контакты пускателей, реле, конечных выключате-
лей и переключателей.
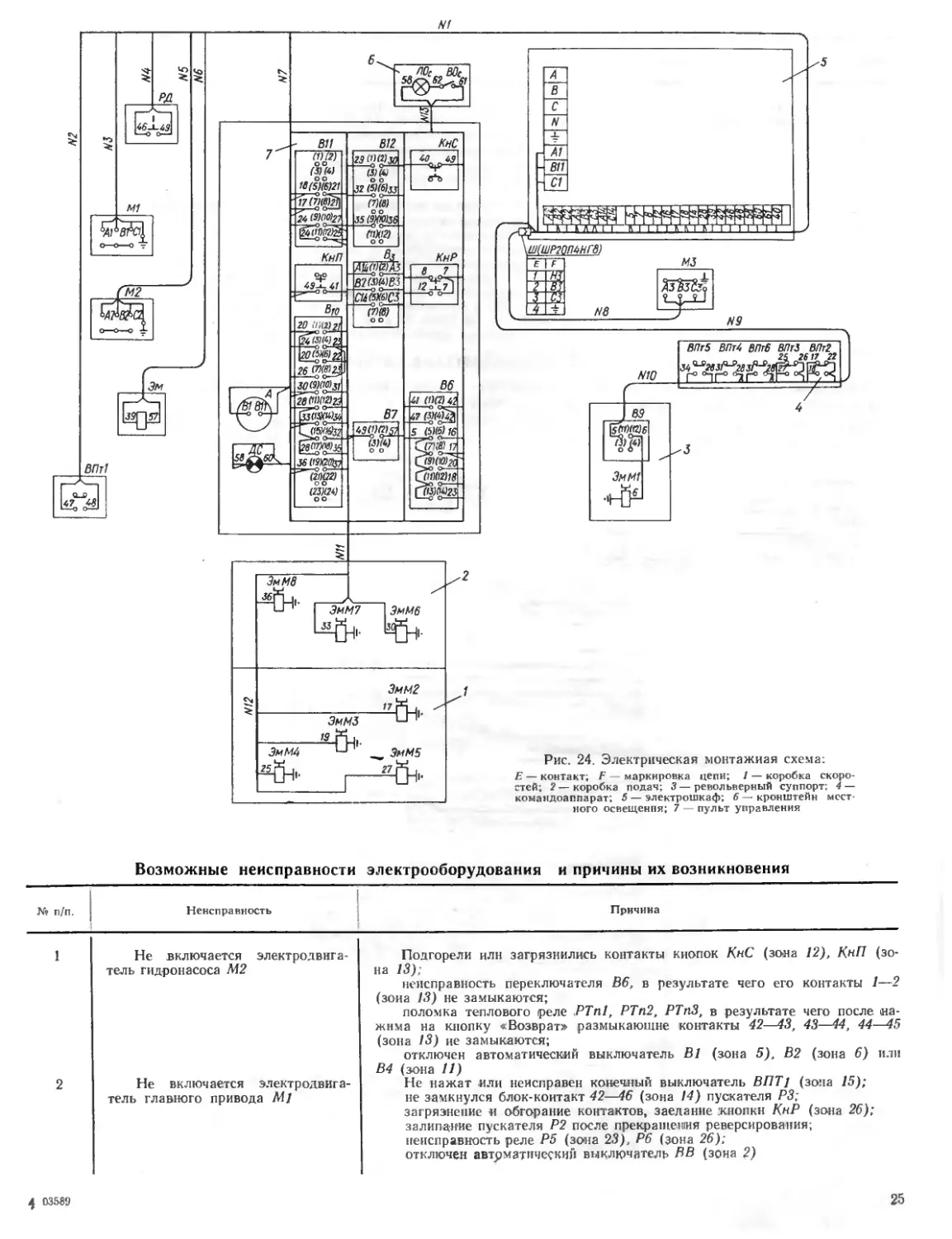
Схема расположения электрооборудования на
станке приведена на рис. 22, электрическая мон-
тажная схема силовой панели — на рис. 23, а элек-
трическая монтажная схема — на рис. 24.
24
ВПг5 ВПт4 ВПтб ВЛгЗ ВЛт2
л 2 2617 22
34 ^263^283^
ЗмМ1
Рис. 24. Электрическая монтажная схема:
Е — контакт; F — маркировка цепи; 1 — коробка скоро-
стей; 2 — коробка подач; 3 — револьверный суппорт; 4 —
командоаппарат; 5 — электрошкаф; 6 — кронштейн мест-
ного освещения; 7 — пульт управления
Возможные неисправности электрооборудования и причины их возникновения
К? п/п.
Неисправность
Причина
Не включается электродвига-
тель гидронасоса М2
Не включается электродвига-
тель главного привода Ml
Подгорели илн загрязнились контакты кнопок КнС (зона 12), КнП (зо-
на 13);
неисправность переключателя В6, в результате чего его контакты 1—2
(зона 13) не замыкаются;
поломка теплового реле PTnl, РТп2, РТпЗ, в результате чего после на-
жима на кнопку «Возврат» размыкающие контакты 42—43, 43—44, 44—45
(зона 13) не замыкаются;
отключен автоматический выключатель В1 (зона 5), В2 (зона 6) или
В4 (зона 11)
Не нажат или неисправен конечный выключатель ВПТ1 (зона 15);
не замкнулся блок-контакт 42—46 (зона 14) пускателя РЗ;
загрязнение и обгорание контактов, заедание кнопки КнР (зона 26);
залипание пускателя Р2 после прекращения реверсирования;
неисправность реле Р5 (зона 23), Р6 (зона 26);
отключен автоматический выключатель ВВ (зона 2)
4 03589
25
Продолжение
Неисправность
Причина
Не включается какая-либо из
скоростей шпинделя или подач
Шпиндель не затормаживается
Неисправность источников питания муфт: трансформатора ТрП (зона
7), селенового выпрямителя Д (зона 20);
неисправность электромагнитных муфт: повреждение катушки или токо-
съемника, юбрыв вывода катушки;
не включаются конечные выключатели командоаппарата;
при ручном переключении скоростей; неисправность переключателей ВИ
или В12;
револьверная головка не (находится в фиксированном положении;
отключен автоматический выключатель В8 (зона 21)
Неисправность источников питания муфт: трансформатора ТрП (зона 7),
селенового выпрямителя Д (зона 20);
неисправность электромагнитных муфт ЭмМ2 (зона 34) и ЭмМЗ (зо-
на 36): повреждение катушки или токосъемника, обрыв ввода катушки;
неисправность переключателя В6: контакты 5—17 (зона 31) и 5—18
(зона 32) в положении «Тормоз» не замыкаются; подгорели или загрязнились
контакты РЗ (зона 29 и 30, положение переключателя В6 «Работа»);
отключен автоматический выключатель В8 (зона 21)
1.6. ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Гидравлический привод станка обслуживает ме-
ханизм подачи и зажима, смазку коробки скоростей
и подач. Лопастной насос (производительностью
18 л/мин) и приводной фланцевый электродвига-
тель закреплены на гидропанели, находящейся на
левом торце нижней станины.
В корпусе гидропанели находятся напорный кла-
пан 7 (рис. 25), предохранительный клапан 6, рас-
Рис. 25.
показана
, /V — зажим; V — разжим, подача;
2 — труба подачи; 3 — электромагнит
— редукционный клапан; 5 — распре-
золотник; Г
7 — напорный клапан
fWZZZZZZZZZZj
111
Г12 ~32А
Схема гидравлического привода (схема
в положении «Пруток зажат, идет на-
бор»; слив утечек не показан):
I — на смазку коробки скоростей; // — к реле давления;
И/ —набор прутка
/ — труба зажима;
МТ 5202 КЭ (Т); 4
делительный
b — предохранительный кдпиан:
26
пределитсльный золотник 5 и редукционный (об-
ратный) клапан 4. От насоса масло поступает к
напорному клапану 7, отрегулированному на дав-
ление 12 кгс/см2 для прутковых работ и 20 кгс/см2
для патронных работ.
В промежутках, когда нет расхода масла на по-
дачу и зажим, оно непосредственно поступает в си-
стему смазки электромагнитных муфт коробки
скоростей и подач и подшипников шпинделя.
При установке переключателя 3 (рис. 3) в по-
ложение «Разжим» толкающий электромагнит пе-
ремещает золотник управления вправо и масло,
подведенное к торцу золотника 5 (рис. 25), перед-
вигает его влево, при этом масло будет поступать
в левую полость цилиндра зажима и в левую по-
лость цилиндра подачи. Происходит разжим и по-
дача прутка.
При повороте переключателя 3 (рис. 3) в по-
ложение «Зажим» золотник управления под дейст-
вием пружины отходит назад, пружина золотника
5 (рис. 25) отводит его вправо и масло поступает
в правую полость цилиндра зажима. По окончании
зажима, когда движение поршня прекращается,
давление в системе возрастает и масло, подведенное
подачи начинался после полного окончания за-
жима.
К гидравлической системе подключено реле
давления Г62-21, котррое при падении давления от-
ключает главный двигатель.
Перед манометром установлен запорный золот-
ник. Для проверки давления необходимо нажать
кнопку запорного золотника. Причиной отсутствия
давления в гидравлической системе может быть не-
правильное подключение к сети. Для устранения
этого нужно поменять местами два провода, под-
ключающие станок к сети.
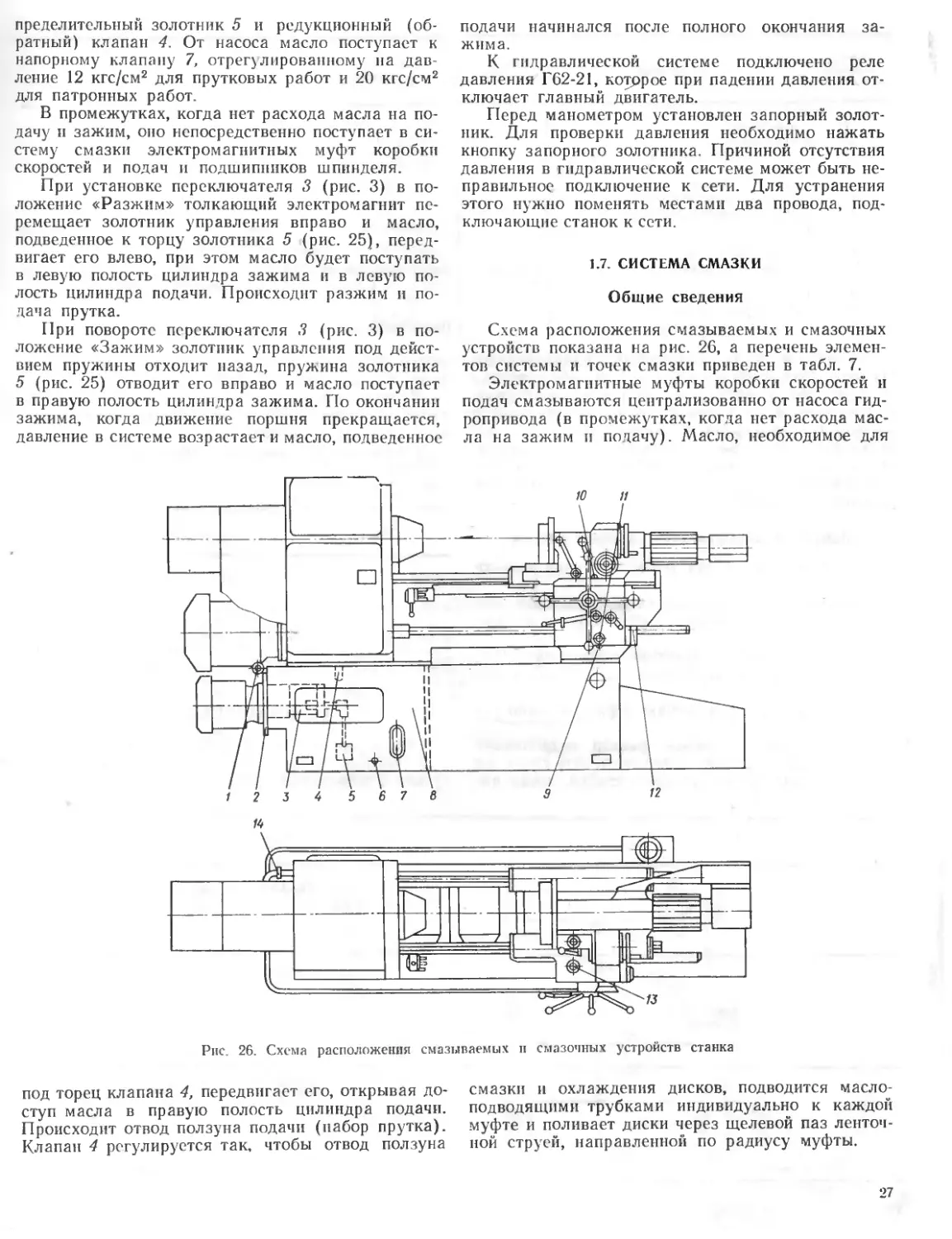
1.7. СИСТЕМА СМАЗКИ
Общие сведения
Схема расположения смазываемых и смазочных
устройств показана на рис. 26, а перечень элемен-
тов системы и точек смазки приведен в табл. 7.
Электромагнитные муфты коробки скоростей и
подач смазываются централизованно от насоса гид-
ропривода (в промежутках, когда нет расхода мас-
ла на зажим и подачу). Масло, необходимое для
7
10 //
Рис. 26. Схема расположения смазываемых и смазочных устройств станка
под торец клапана 4, передвигает его, открывая до-
ступ масла в правую полость цилиндра подачи.
Происходит отвод ползуна подачи (набор прутка).
Клапан 4 регулируется так, чтобы отвод ползуна
смазки и охлаждения дисков, подводится масло-
подводящими трубками индивидуально к каждой
муфте и поливает диски через щелевой паз ленточ-
ной струей, направленной по радиусу муфты.
Таблица 7
Номер
позиции
на рис. 26
2
3
4
5
6
7
8
9
10
11
12
13
Наименование
Манометр
Г и дро панель
Насос лопастной типа Г12-32Л
Слип масла из коробки скоростей
Сетчатый фильтр
Слив масла из пидробака
Маслоуказатель гидробака
Гидробак
Слив масла из фартука
Смазка направляющих
Маслоуказатель фартука
Плунжерный насос
Заливка масла в фартук
Режим
смазки
Каждые
4 ч
Марка смазочного
материала
Турбинное 22
Индустриальное 30
Индустриальное 30
Примечание
Емкость 60 л; смена масла один раз
в три месяца
При п=1180 об/мин и S=0,4 мм/об
до заполнения маслосборника
Смена масла раз в месяц
От этого же насоса смазываются направляющие
станины. Для этого оттягивается на себя рукоятка
10 (рис. 26) и масло поступает в маслосборник,
установленный на верхней плоскости суппорта, а
из него по магистрали на направляющие, ось ку-
лачка фиксатора револьверной головки, подшипни-
ки вал-шестерни, зацепляющейся с зубчатым дис-
ком револьверной головки, и на подшипники вала
револьверной головки.
Монтаж и эксплуатация системы смазки
Перед пуском станка после протирки необхо-
димо:
заполнить бак 8 через воронку с фильтром мас-
лом турбинное 22. Уровень контролируется по мас-
лоуказателю 7;
заполнить резервуар фартука маслом индустри-
альное 30. Проверить уровень по маслоуказате-
лю 11.
Масло заменять в гидробаке и фартуке один раз^
в месящ^ '
'‘Рекомендуется сетчатый фильтр гидропанели
чистить каждую неделю, а масло сливать сразу же
после выключения работавшего станка, когда ча-
стицы грязи находятся во взвешенном состоянии и
могут быть удалены вместе с маслом.
Ручную смазку рукояткой 10 производить каж-
дые 4 ч при н=1180 об/мин и 5=0,4 мм/об до за-
полнения маслосборника на салазках.
Применяемые смазочные материалы и их ана-
логи приведены в табл. 8.
Таблица 8
Страна
СССР
ГДР
Польша
Югославия
Румыния
Венгрия
Марка смазочного материала
Масло турбинное 22, масло индустриаль-
ное 30
TGL 17542В2 SV 45
Olej hydraulierhy 30, olej maszynowy 4
Hydraulic 4, cirkol 60
01 405 Nid 01 405751-49
Hydro 30, szerszamgepolay T-30
1.8. ПРИНАДЛЕЖНОСТИ
Станок комплектуется принадлежностями.
Данные о присоединительных размерах, конст-
рукция и перечень их приведены в табл. 9.
Эскиз
Номер
чертежа
Таблица 9
Наименование
1Б-Д1-55
Державка прямая
1Б-Д2-55
Державка косая
1 Б-Д 3-25
Державка прямая
28
Продолжение
Номер
чертежа
Эскиз
Наименование
1Б-Д4-25
Державка косая
1А-ДЗ-55
Державка для проходных
резцов
13 -Д5-25
Д4-55
Державка для проходных
резцов
125
Д5-55
Д6-55
Державка отрезного резца
Державка отрезного резца
'Д9А-55 Упор
29
Продолжение
Номер
чертежа
Эскиз
Наименование
Д12-50
Державка качающаяся
00Л
№ державки Коиус Морзе | / d D _ 1
11Б-Д12-50 № 1 150 70 0 19,5
| 12А-Д12-50 № 2 165 76 70 025
13Б-Д12-50 № 3 185 96 70 0 30
1
А
&/////А
11 А -Д26 55
Д26-55
Патрон для нарезания
резьб
777ZZZ
50
20
60
А В D
12А-Д26-55 21-Д26-55 0 ЗОА3 0 45А3
20-Д26-55 0 20Аз 0 38Аз
19-Д26-55 0 25А3
18-Д 26-55 0 ЗОАз
22-Д26-55
Д15-50
Кольца для метчиков
№ детали Кольцо для метчика а Ь
11А-Д15-50 МБ6 ... М8 4,9 22
12А-Д15-50 М10 6,2 99
13А-Д15-50 М12 7 22
14А-Д15-50 М14 9 22
15А-Д15-50 М16 10 22
16А-Д15-50 М20 12 28
30
Продолжение
Номер
чертежа
Наименование
Эскиз
Д12-55
Зажимная втулка
Д9-25
Эксцентрическая зажимная
втулка
Д22А-55, Втулка переходная с ко-
Д23А-55 нусом Морзе
№ детали Коиус Морзе L
Д22А-55 № 2 78
Д23А-55 № 3 95
Д19-55, Втулка переходная с ко-
Д20-55 -нусом Морзе
№ детали Конус Морзе L
Д19-55 № 1 75
Д20-55 № 2 65
Д25-55
Патрон байонетный для
качающихся державок
EZZZZZZZZZ
38
31
Продолжение
Эскиз
Номер
чертежа
Наименование
П1-50
Вкладыш круглый
№ вкладыша 28П1-50 32П1-50 36П1-50 4ОП1-5О
d 27 Аз 31 Аз 35 А3 39А3
1в
П2-50
Вкладыш шестигранный
№ вкладыша 19П2-50 32П2-50
А 9 15,5
П2-50У
Вкладыш универсальный
1в
№ вкладыша 22П2-50У 24П2-50У 27П2-50У
А 10,5 11,5 13
d 23 25 29
Для круглого прут- ка 0 24 0 26 0 30
Для шестигранника S = 99 S=24 S=27
32
Продолжение
Номер
чертежа
Эскиз
Наименование
П4А-50
Цанга круглая
№ детали 32П4А-50 36П4А-50 40П4А-50
ДА3 32 36 40 1
32П5-50
Цанга шестигранная
П6А-50
Втулка направляющая
№ детали 22П6А-50 24П6А-50 26П6А-50 28П6А-50 30П6А-50
D +0.2 22,5 24,5 26,5 28,5 3 30,5
№ детали 32П6А-50 36П6Л-50 38П6А-50 40П6А-50
D +0.2 32,5 36,5 38,5 40,5 1
5 03589
2. ИНСТРУКЦИЯ по ЭКСПЛУАТАЦИИ
2.1. МЕРЫ БЕЗОПАСНОСТИ
Не допускать рабочего к станку, не ознакомив
его предварительно с правилами техники безопас-
ности и руководством по обслуживанию станка.
Запрещается работать на станке без трубы ог-
раждения и защитных кожухов.
При работе необходимо руководствоваться ре-
жимами резания и припусками, установленными
для данного станка.
Запрещается работа на незаземленном станке.
Чистить и обтирать, а также подналаживать
станок разрешается только во время полной оста-
новки. При этом станок должен быть отключен от
электросети.
Рабочее место у станка не должно быть скольз-
ким и загроможденным.
Уходя от станка, необходимо отключить его от
сети.
Сливную стружку удалять со станка специаль-
ным крючком.
2.2. РАСПАКОВКА И ТРАНСПОРТИРОВКА
Потребителю станки отправляются упакованны-
ми в деревянные ящики. При погрузке и разгрузке
упакованного станка краном необходимо обращать
внимание на надежность обвязки ящика при под-
веске на крюк. Значительный наклон ящика, уда-
ры, рывки при подъеме и опускании не допуска-
ются. •
Во время погрузки и разгрузки упакованного
станка с помощью катков угол наклона площадки
не должен превышать 15°. Диаметр катков не дол-
жен быть больше 60 мм. Необходимо обращать вни-
мание на предупредительные надписи на ящике.
При распаковке сначала снимают стальные
угольники и обшивочные доски, затем отделяют
верхний, боковые и торцовые щиты.
Если станок транспортируется к месту установ-
ки на катках, то его следует оставить закреплен-
ным на нижнем щите и в таком виде перекатывать.
Перед транспортировкой распакованного станка
Рис. 27. Схема крепления станка тросом при транспортировке
34
краном необходимо удалить нижний щит, укрепить
станок тросом (рис. 27) или канатом и хорошо урав-
новесить. Необходимо следить за тем, чтобы натя-
гиваемый трос нс касался рукояток. Для этого в
соответствующих местах должны быть подложены
деревянные распорки.
Перед установкой станка необходимо тщатель-
но очистить его от упаковочной бумаги и антикор-
розионной смазки. Наружные поверхности очища-
ются чистыми салфетками, увлажненными уайт-
спиритом. Все части после очистки следует покрыть
тонким слоем масла индустриальное 30 (ГОСТ
1707—51). Следует помнить, что до смазки поверх-
ностей станок не должен подвергаться резким тем-
пературным изменениям во избежание коррозии от
конденсированной воды.
2.3. МОНТАЖ
Станок устанавливается па фундаменте (рис. 28)
и крепится к нему четырьмя фундаментными бол-
тами 0 20 мм.
Глубина залегания фундамента принимается в
зависимости от грунта.
Перед окончательной заливкой фундамента ста-
нок должен быть выверен и установлен с точностью
0,02 мм на длине 1000 мм по уровню, установлен-
После окончательной выверки станка под ста-
нину с фундаментными болтами заливают цемент-
ный раствор. Фундаментные болты затягивают
только после полного затвердевания цемента, т. е.
примерно через 5 дней после заливки. Затяги-
вать гайки фундаментных болтов следует равно-
мерно.
Точность станка и в значительной степени его
долговечность зависят от степени запыленности ок-
ружающей среды. Поэтому необходимо по несколь-
ко раз в смену тщательно снимать абразивную пыль
и грязь с направляющих станины (это необходимо
в особенности, если поблизости установлен шлифо-
вальный станок).
Перед сдачей и приемкой смены станок должен
быть очищен от стружки, пыли и грязи. Один раз
в месяц станок должен быть подвергнут тщатель-
ной уборке.
Дважды в год станок подвергается генеральной
чистке, вплоть до смены эмульсии и чистки бака,
снятия кожухов, щитов и т. п.
Обтирочные материалы, которыми очищается
станок, не должны оставлять следов на убираемых
частях. Промывать емкости осветительным кероси-
ном, а после протирки насухо — смазать маслом
индустриальное 30.
530 g
Рис. 28. План фундамента:
/ — труба ограждения прутка; 2 — электрошкаф; 3 — электроввод; 4 — бак с насосом охлаж-
дения; 5 — открывающаяся крышка
* 4 отв. ** 8 отв.
ному на верхней плоскости направляющих станины.
От правильности установки зависит точность рабо-
ты станка.
Установленный станок надо проверить на ци-
линдрнчность обточки. Для этого в цанге или пат-
роне зажимают пруток диаметром 40 мм длиной
160—200 мм и обтачивают его на длине 100 мм,
снимая минимальную стружку. Разность диаметров
прутка после обточки не должна превышать 0.01 мм
на длине 100 мм.
Если конусность окажется больше указанной и
при этом обточенный пруток будет сужаться к кон-
цу, следует приподнять клиньями правый задний и
левый передний углы станины. В случае, когда об-
точенный пруток будет утолщен к концу, нужно
приподнять правый передний и левый задний углы
станины.
2.4. ПОДГОТОВКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ
И ПРОБНЫЙ ПУСК
Заземлить станок подключением к общей цехо-
вой системе заземления. Болт заземления располо-
жен в задней части нижней станины.
Подключить станок к электросети, проверив со-
ответствие напряжения сети и электрооборудования
станка.
Ознакомившись с назначением рукояток (см.
рис. 3), следует проверить от руки работу всех ме-
ханизмов станка.
Выполнить указания, изложенные в разделах
1.7 и 1.5, относящиеся к пуску.
После подключения станка к сети необходимо
опробовать электродвигатели без включения рабо-
чих органов станка.
5*
5
35
Пробный пуск станка выполняется в такой по-
следовательности:
переключатель 5 (рис. 3) управления вращения
шпинделя устанавливают в положение «Стоп» и
включают рукоятку 10, расположенную на торцевой
стороне электрошкафа. При этом должна загореть-
ся лампочка на пульте управления станком;
нажимают кнопку «Пуск гидропривода» и по
манометру на гидропанели проверяют давление в
гидросистеме;
переключатель 5 ставят в положение «Тормоз».
При этом включается двигатель главного привода
(шпиндель нс должен вращаться);
переключатель 2 ставят в положение «Ручное
переключение», диапазонную рукоятку 22 —на
нижний диапазон чисел оборотов, переключатель
21 — на 60 об/мин и переводят переключатель 5
в положение «Работа». Шпиндель начинает вра-
щаться против движения часовой стрелки (если
смотреть со стороны револьверной головки);
переключателем 21 и рукояткой 22 последова-
тельно включают все числа оборотов шпинделя:
обкатывают коробку скоростей последовательно
при 60; 100; 150; 265; 475 и 800 об/мин по 10 мин
на каждой ступени и при 1180 и 2000 об/мин по
30 мин.
Температура нагрева коробки и шпиндельных
подшипников не должна превышать 50° С. Затем
проверяют:
последовательное переключение всех подач пе-
реключателем 20;
реверсирование шпинделя (кнопкой 6), реверси-
рование поперечной подачи (рукояткой 5). Допу-
стимое количество реверсов шпинделя не более 35
в час;
ручное перемещение револьверного суппорта
(рукояткой 15) и вращение револьверной головки
(маховиком 11);
налаживают командоаппарат на последователь-
ное включение всех чисел оборотов и подач. Пере-
ключатель 2 ставят в положение «Автоматическое
переключение»;
переключение всех чисел оборотов и подач ко-
мандоаппаратом (в обоих диапазонах);
работу механизма зажима и подачи прутка. От-
вод ползуна подачи должен начинаться после окон-
чания зажима;
работу механизма фартука (включение подачи,
выключение подачи от жесткого упора), револьвер-
ного суппорта с головкой и насоса охлаждения.
2.5. НАСТРОЙКА, НАЛАДКА И РЕЖИМЫ РАБОТЫ
Настройка необходимого числа оборотов шпин-
деля, величины подачи и шага нарезаемой резьбы
указана в описании коробки скоростей и подач и
резьбонарезного устройства.
Станок на обработку деталей из прутка настра-
ивают в такой последовательности:
вывинтив стопорные винты 4 и 5 (рис. 15), вы-
нимают направляющую втулку 3 и трубу подачи 18
с подающей цангой 21;
из трубы подачи вывинчивают цангу (если она
не соответствует диаметру прутка) и ввинчивают
необходимую для размера прутка цангу. Трубу по-
дачи с цангой устанавливают на прежнее место и
закрепляют винтом;
затем устанавливают соответствующую диамет-
ру прутка втулку направляющую и зажимают вин-
том 5;
устанавливают упорную втулку 1 так, чтобы ле-
вый торец ее указывал на шкале необходимую дли-
ну подачи прутка. При необходимости заменяют
зажимные вкладыши 26. Для этого, несколько вы-
винтив винты 25, вынимают вкладыши и устанав-
ливают вкладыши нужного размера, закрепив их
винтами 25;
освобождают винт 1 (рис. 17), откидывают прих-
ват 2 и отводят трубу 7 вперед по выступу прих-
вата;
обрабатываемый пруток вставляют в трубу с
правого се торца, после чего устанавливают трубу
на место и зажимают винтом 1;
рукоятку управления шпинделем ставят в поло-
жение «Тормоз» и включают гидропривод:
переключатель управления зажимом и подачей
ставят в положение «Разжим»:
пруток устанавливают в шпиндель так, чтобы он
прошел сквозь подающую пангу и выступал из нее
не менее, чем на 20 мм. после чего переключатель
управления зажимом переводят в положение «За-
жим»:
на револьверной головке в соответствии с кар-
той наладки устанавливают последовательно дер-
жавки и инструменты (в направлении против вра-
щения часовой стрелки):
полают материал до упора в револьверной го-
ловке так. чтобы после отрезки готовой летали пру-
ток выступал из зажимной цанги на 5—10 мм:
выставляют приблизительно инструмент и обра-
батывают одну эталонную деталь полностью (не
отрезая ее до конца):
по эталонной детали выставляют инструмент и
регулируют упоры;
изготовляя одну-две пробные летали, оконча-
тельно выставляют инструмент и регулируют упо-
ры. Для регулировки упорного винта 16 (рис. 8)
необходимо ослабить стопорящий винт 15.
При изготовлении эталонной и пробных деталей
переключение чисел оборотов и подач можно про-
изводить вручную. Когда же выставка инструмен-
тов закончена, необходимо установить кулачки ко-
мандоаппарата так, чтобы получить нужные для
каждой позиции скорость и подачу (переключатель
на пульте необходимо поставить в положение «Ав-
томатическое переключение»).
При наладке станка кулачки 21 располагаются
в соответствии с необходимыми для каждой пози-
ции числом оборотов и подачи по данным таблицы,
закрепленной на верхней плоскости корпуса коман-
доаппарата.
Винты 27 должны быть отрегулированы так,
чтобы при нажиме кулачка на толкатель был замк-
нут замыкающий контакт конечного выключателя:
при освобождении — размыкающий контакт. При
расположении кулачков в одном ряду по окружно-
сти контакты не должны размыкаться при перехо-
де кулачков на толкатель. После регулировки вин-
тов следует зажать контргайки.
36
Кривизна обрабатываемых прутков диаметром
35—40 мм не должна превышать 2 мм, диаметром
20—30 мм — 3 мм на 1 м длины. Колебание диа-
метра обрабатываемых прутков допустимо до
±1 мм,
Для установки прилагаемого к станку трехку-
лачкового патрона необходимо вынуть трубу 18
(рис. 15) с цангой подачи, снять гайки 9 и 10 и
кольцо 12, вынуть вперед цангу зажима 24 и вы-
винтить ее из трубы 20, снять со шпинделя корпус
патрона 22, в хвостовик трехкулачкового патрона 28
завинтить тягу 29, застопорить тягу, левый конец
тяги ввинтить до отказа в трубу 20, привинтить пат-
рон к фланцу шпинделя винтами, приложенными к
патрону, навинтить гайку 10 на трубу 20 до отказа
(перед этим включить гидропривод и поставить вы-
ключатель в положение «Зажим»), проверить, пол-
ностью ли сведены кулачки патрона, установить, за-
жать до отказа и застопорить гайку 9. Наиболь-
ший рекомендуемый диаметр обрабатываемой в
патроне детали 200 мм.
При работе в трехкулачковом патроне кольцо
12 ставить нельзя.
2.6. РЕГУЛИРОВАНИЕ
В процессе эксплуатации станка возникает не-
обходимость в регулировании отдельных составных
частей станка с целью восстановления их нормаль-
ной работы.
Регулирование подшипников шпинделя и ре-
вольверной головки. Передняя опора шпинделя
смонтирована на двухрядном роликоподшипнике,
а задняя — на упорном и радиально-упорном шари-
коподшипниках.
При нормальной работе регулировать подшип-
ники не следует. При вибрации шпинделя и невоз-
можности достижения чистой обработки необходи-
мо проверить соблюдение указаний по установке
станка, так как главной причиной неточной работы
станка является неправильная установка его. За-
тем проверяют зазоры между прижимными планка-
ми суппорта и направляющими. Планки выставле-
ны с зазором, не превышающим 0,03 мм.
Следует проверить также люфт револьверной
головки, который не должен быть более 0,03 мм в
зафиксированном положении.
Лишь после таких проверок следует отрегулиро-
вать подшипники шпинделя.
Радиальный зазор в переднем подшипнике ре-
гулируется гайкой 2 (рис. 5) в пределах 0,005—
0,010 мм. Осевой зазор в задней опоре (0,01 —
0,015 мм) регулируется гайкой 1.
Подшипники вала револьверной головки регули-
руются гайками 22, тягой 12 (рис. 8), которая за-
винчена в вал револьверной головки. Осевой люфт
не более 0,005—0,015 мм.
Регулирование фартука револьверного суппора.
Для регулирования усилия отключения продольной
подачи служит пружина 13 (рис. 12). Она настра-
ивается так, чтобы отключение происходило при
усилии, превышающем осевую силу резания. Для
этого необходимо отвернуть гайку 17, винтом 18
отрегулировать сжатие пружины и до отказа за-
жать гайку 17.
Усилие, при котором происходит отключение п>
дачи, измеряется динамометром, установленным
между жестким упором и упором фартука. На ста-
бильность величины усилия и на точность конечных
положений суппорта при работе с жестким упором
большое значение имеет правильно отрегулирован-
ное зацепление кулачков 29 и 30.
Величина зацепления настраивается поворотом
кулачка 29. Для этого винты, крепящие кулачок,
поворачивать по часовой стрелке либо против, до-
биваясь максимальной стабильности конечных по-
ложений суппорта.
Регулирование механизма зажима и подачи. Вы-
движение цанги 24 (рис. 15) регулируется гайкой
10. Если цанга слишком выдвигается вперед при
разжиме, следует навинтить гайку 10 вправо по
трубе 20, если же цанга раскрывается недостаточ-
но, то гайку следует свинтить влево. После регули-
ровки гайку 10 необходимо до отказа зажать гай-
кой 9, которую следует застопорить винтом 36 и
поверх винта надеть предохранительное пружинное
кольцо.
2.7. ОСОБЕННОСТИ РАЗБОРКИ НЕКОТОРЫХ УЗЛОВ
Перед разборкой станок от сети отключить.
Рукоятку переключателя 3 (рис. 3) установить
в положение «Зажим», а рукоятку 22—на диапа-
зон «Нижний».
Разборка коробки скоростей и подач. Для де-
монтажа валов снимают переднюю и заднюю крыш-
ки, отсоединяют планки с токоподводящими щет-
ками. Снимают отсоединенный от сети электродви-
гатель и подмоторную плиту 3 (рис. 5), а также
кронштейн 32 (рис. 15). Сняв фланцы на левом
торце коробки скоростей и подач, вынимают валы.
При снятии валов с электромагнитными муф-
тами необходимо предохранять их от ударов.
Демонтировать шпиндель можно только при
снятом узле зажима и подачи после отвинчивания
гаек 1 и 2 (рис. 5) легкими ударами выколотки (в
направлении револьверной головки) при медленном
повороте его. Следует помнить, что шпиндельный
узел относится к наиболее точным узлам станка
поэтому разбирают его в исключительных случаях,
соблюдая все меры предосторожности.
При сборке коробки скоростей и подач необхо-
димо соблюдать следующие условия:
на собранных валах ходы якорей электромаг-
нитных муфт должны быть 2,8 мм для муфт
ЭТМ-072 и 4,8 мм для муфт ЭТМ-122;
до окончательной сборки коробки проверяют
муфты на наличие контакта. При проверке собран-
ную на валу муфту устанавливают вниз якорем,
подают напряжение, прижимают книзу одну сторону
якоря, затем отпускают якорь. При этом якорь дол-
жен подняться без заклинивания;
шпиндель регулируют в соответствии с разделом
«Регулирование».
Разборка механизма зажима и подачи матери-
ала. Кронштейн 32 (рис. 15) освобождают от всех
трубопроводов, открывают предохранительный щи-
ток, снимают стопорное кольцо 2 и вывинчивают
винты 4 и 5;
37
вынимают втулку 3, трубу подачи 18 вместе с
цангой 21 и снимают кронштейн 32, отвинтив гай-
ки 9 и 10 ,вынимают трубу зажима 20 вместе с
цангой 24 через передний конец шпинделя;
отвинчивают винт 19, снимают шпонку 31 и ос-
торожно свинчивают цилиндр зажима со шпинделя;
затем при необходимости разбирают цилиндр за-
жима или цилиндр подач, находящийся в кронштей-
При разборке и сборке узла следует обращать
внимание на качество поверхностей цилиндров и
штоков. Наличие забоин, царапин и вмятин вызы-
вает ненормальную работу узла и течь масла.
Биение цилиндра 14 на шпинделе не должно
превышать 0,1 мм. Гайкой 10 отрегулировать ход
цанги так, чтобы в разжатом положении она вы-
ступала на 3—4 мм за передний торец патрона.
2.8. СХЕМА РАСПОЛОЖЕНИЯ ПОДШИПНИКОВ
Схема расположения подшипников приведена
на рис. 29, а перечень подшипников качения — в
табл. 10.
27 25 27 30 31 32 33 34
Рис. 29. Схема расположения подшипников
Таблица 10
Наименование Класс точности Куда входит 1 Номер позиции на рис. 29 Коли- чество
Подшипник 206 ГОСТ 8338—75 0 Коробка подач 2, 3, 5, 6, 7, 8, 13, 15, 16. 17, 18 П
Подшипник 208 ГОСТ 8338—75 0 То же 9, 10, 11. 12 4
Подшипник 305 ГОСТ 8338—75 0 » 1, 4. 14 3
Подшипник 212 ГОСТ 8338—75 0 Механизм зажима и подачи 21 1
Подшипник 46117 ГОСТ 831—62 6 Коробка скоростей 20 1
Подшипник 8117 ГОСТ 6874—64 6 То же 19 1
Подшипник 50409 ГОСТ 8338—75 0 » 22 1
Подшипник 50407 ГОСТ 8338—75 0 25 1
Подшипник 50307 ГОСТ 8338—75 0 25 1
38
Продолжение
Наименование
Подшилн-ик 110 ГОСТ 8338—75
Подшипник 207 ГОСТ 8338—75
Подшипник 210 ГОСТ 8338—75
Подшипник 213 ГОСТ 8338—75
Подшипник 307 ГОСТ 8338—75
Подшипник 408 ГОСТ 8338—75
Подшипник 3182120 ГОСТ 7634—56
Подшипник 8105 ГОСТ 6874—54
Подшипник 208 ГОСТ 8338—75
Подшипник 207 ГОСТ 8338—75
Подшипник 7000102 ГОСТ 8338—75
Подшипник 864705 ГОСТ 4060—60
Подшипник 46205 ГОСТ 831—62
Подшипник 46215 ГОСТ 831—62
Подшипник 200 ГОСТ 8338—75
Подшипник 205 ГОСТ 8338—75
Подшипник 206 ГОСТ 8338—75
Подшипник 207 ГОСТ 8338—75
Подшипник 208 ГОСТ 8338—75
Подшипник 7000108 ГОСТ 8338—75
Подшипник 7305 ГОСТ 333—59
Подшипник 205 ГОСТ 8338—75
Подшипник 8105 ГОСТ 6874—54
Подшипник 36207 ГОСТ 831—63
Подшипник 206 ГОСТ 8338—75
Подшипник 204 ГОСТ 8338—75
Класс
точности
0
0
0
0
0
0
5
0
0
0
0
0
0
6
0
0
0
0
0
о
о
о
о
о
о
о
Куда входит
Коробка скоростей
То же
»
»
Револьверный суппорт
То же
»
»
Фартук револьверного суп-
порта
То же
»
»
»
Резьбонарезное устройство
То же
Номер позиции
на рис, 29
27, 28
35
29, 30, 31, 32, 33, 34
23, 24
36
37
38
52
43, 44
45, 46
47
49, 50
51
40, 48
54
41, 42
58
39, 61
53
60
59
55
56, 57
63, 62
64
65
Коли-
чество
2
1
6
2
1
1
2
1
2
2
1
4
1
2
1
2
1
2
1
1
1
1
2
2
1
1
39
Тип станка
Модель.
Заводской № .
Год выпуска .
3. ПАСПОРТ
3.1. ОБЩИЕ СВЕДЕНИЯ
токарно-револьверный с
горизонтальной осью ре-
вольверной головки
1К341
3.2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
И ХАРАКТЕРИСТИКИ
Техническая характеристика станка
Класс точности по ГОСТ 8—71 . . Н
Точность обработки по длине, мм . . 0,12... 0,14
Точность обработки по диаметру . . 3 класс
Наибольшие размеры прутка, мм:
круглого (диаметр)..............40
шестигранного (размер под ключ) . 32
квадратного (сторона квадрата) . 27
длина, мм ...... 3000
длина подачи, мм ..... 100
диаметр обрабатываемого изделия
иад Станиной, мм................400
Расстояние от торца шпинделя до
револьверной головки, мм:
наименьшее.......................... 82
наибольшее.........................630
Высота оси шпинделя над станиной
(рис. 30)........................... 200
Количество подач револьверного суп-
порта:
продольных
поперечных.............„
Пределы подач, мм/об:
продольных .............. ,
поперечных................,
Габаритные размеры станка, мм:
длина ........
ширина......................
высота .....................
Масса станка с электрооборудованием,
кг . ....................
7
6
0,03 ... 2
0,02... 0,6
3000
1200
1380
2400
Рис. 30. Рабочее пространство
Рис. 31. Шпиндель:
К— конусность I : 12
** 11 отв.
Расстояние от низа основания станка
до оси шпинделя, мм.................
Количество скоростей шпинделя в двух
диапазонах:
прямого вращения................
обратного вращения. . . . .
Пределы чисел оборотов шпинделя,
об/мин:
прямого вращения................
обратного вращения . . . .
1050
8
4
60 ...2000
60 ...265
Шпиндель (рис. 31):
диаметр отверстия в шпинделе, мм
торможение шпинделя . . . .
предохранение от перегрузки шпин-
деля ............................
способ подачи прутка . . . .
автоматическое выключение после
израсходования прутка или в кон-
це обработки
Револьверная головка (рис. 32):
тип.......................
62
имеется
имеется
гидравлический
отсутствует
барабанная шеет-
надцатигнездная
с горизонтальной
осью
40
A -A
Рис. 32. Револьверная головка:
♦ 14 отв.; ** 2 отп.; *** 16 отв.; •••♦ 3 отв.
круговая механическая подача го-
ловки ......................имеется
наибольшее перемещение (механи-
ческое и от руки):
продольное, мм............548
поперечное (окружное) . . . 360°
число упоров, шт............ 16
автоматический поворот головки
при обратном перемещении . . . отсутствует
автоматическая перестановка упо-
ров при повороте головки . . . имеется
перемещение иа одно деление лим-
ба, мм:
продольное....... 0,5
поперечное................0,5; 0,01
перемещение на один оборот лим-
ба, мм:
продольное....... 75
поперечное................78; 1
предохранение от перегрузки . . имеется
Резьбонарезное устройство:
наибольшая длина нарезаемой резь-
бы, мм...........................50
наибольший угол нарезаемой кони-
ческой резьбы....................5°
передаточное отношение от шпин-
деля к резьбонарезному копиру . 1:1; 1:2
Механика станка
Механизм главного движения .
Механизм подач....................
Наибольшее допускаемое усилие по-
дач, кге:
продольных .......
круговых......................
см. табл. 11
см. табл. 12
600
300
Таблица II
Диапазон Номер сту- пени Положение руко яткн переключения диапазона скоростей (рис. 3) Положение кулач- ков на барабане командо- аппарата Число оборотов шпинделя в минуту Наибольший допустимый крутящий момент на шпинделе, кге м Мощность иа j шпинделе, кВт кпд Наиболее слабое звено
прямое вращение обратное вращение по при- воду по наи- более слабому
J s ней у
I 1 800 3,6 2,9 0,65 Электродви- гатель
2 9
2 475 J а» 6,5 3,15 3,15 0,7 То же
3 4 100 100 32 1 3,37 3,37 0,75 >
| й
60 100 59 3,6 0,8
3,6
6 03589
41
Продолжение
Диа- пазон Номер сту- пени Положение рукоятки переключения диапа- зона скоростей (рнс. 3) Положение кулачков на барабане коман- доаппарата Число оборотов шпинделя в минуту Наибольший допустимый крутящий момент на шпинделе, кгс • м Мощность на шпин- деле, кВт кпд Наиболее слабое звено
прямое вращение обратное вращение по при- воду по наи- более сла- бому звену
2000
В
0,G
1,34
Электродви-
гатель
I
1180 2,4 2,9 2,9 0,65 То же
265 265 12,4 3,37 3,37 0,75 »
6 150 265 23,4 3,6 3,6 0,8
Положение
рукоятки
на фартуке
Таблица 12
Положение кулач- ков на барабане командоаппарата Подача на одни оборот шпинделя, мм/об
продоль- ная поперечная
И 1 0,6
и 0,5 0,3
Техническая характеристика электрооборудования
Количество электродвигателей (с элек-
тронасосом) .........................
Электродвигатель главного движения:
тип..................................
мощность, кВт....................
число оборотов, об/мин . . . .
Электродвигатель механизма подачи и
зажима материала:
тип..................................
мощность, кВт....................
число оборотов, об/мин . , . .
Электронасос:
тип..................................
производительность, л/мин .
мощность двигателя, кВт .
число оборотов, об/мии .
Муфты фрикционные....................
3
АО2-42-4С1, М301
5,5
1450 (1730)*
4АХ80В
1,5
1450 (1000)*
ПА-22
22
0,125
2800 (3400)*
см. табл. 13
Таблица 13
Тип
ЭТМ-092
ЭТМ-122
ЭТМ-072
Револьверный
суппорт
Коробка ско-
ростей
Коробка по-
дач
Куда входит
Материал
поверхности
трения
Условия
работы
1
4
3
10
40
4
Сталь 65Г
Сталь 65Г
Сталь 05Г
В масле
В масле
В масле
Техническая характеристика системы смазки
Марка масла для смазки .
Насос плунжерный .
Фильтр сетчатый...............
Насос лопастной:
тип...........................
производительность, л/мии .
* При токе частотой G0 Гц.
индустриальное 30,
турбинное 22
оригинальной кон-
струкции
оригинальной кон-
струкции
Г12-32А
18(12)*
42
3.3. СВЕДЕНИЯ О РЕМОНТЕ
Должность, фамилия и подпись
ответственного лица
Наименование
н обозначение
составных частей
станка
Основание для
сдачи в ремонт
Дата
Катего-
рия слож-
ности
ремонта
Ремонтный
цикл рабо-
ты станка
в часах
Вид
ремонта
производившего
ремонт
принявшего
ремонт
3.4. СВЕДЕНИЯ ОБ ИЗМЕНЕНИЯХ В СТАНКЕ
Наименование и обозначение
составных частей станка
Основание
(наименование документа)
Дата про-
веденных
изменений
Характеристика работы
станка после проведения
измерений
Должность, фамилия н подпись
ответственного лица
6
43
3.5. КОМПЛЕКТ ПОСТАВКИ
Обозначение
Наименование
Количест-
во. шт.
Примечание
1К341
Станок
в сборе
Запасные части
71-10-50
175А-54-103
Г25Х42"Э-
100-4-55
Щ2-0-02
Щ1-0-02
№ 4
№ 3
№ 1
№
№
№
№
№
№
№
№ 12
№ 11
8
13
14
9
15
780.500/1
780.600
780.400/1
Кольцо
Кольцо
уплотняющее
уплотняющее
Манжета
Виит
Приложено отдельным
местом в общей упаков-
ке
То же
1 КОМЛЛ-
ЭТМ-122-1Н
ГОСТ 5658—65
ЭТМ-072-1Н
ГОСТ 5658—65.
1 компл.
Н комда.
лектроматыитная. муфта =«
Электромагнитная муфт
к
(вторая)
амортизации сердечника
пружина
Запасные части
муфтам Э Т М
электромагнитным
Щетка латуииая к муфтам ЭТМ-122-1Н
Щетка латунная к муфтам ЭТМ-072-1Н
I сердечника
части
к
ПО В, 50 Гц (60 Гц
к ТРН-10Э на ток 3,2
к магнитному пускателю llAt-dld
Неподвижный главный контакт (башмак)
Подвижный главный контакт (мостик)
Катушка втягивающая на напряжение ПО В, 50 Гц (60 Гц)
ужина главного контакта
ПрУ^ина амортизации сердечника (первая)
Пруж
Возврати
МеханическаК^блокировка
Упор для пруж
Блок-приставка тр^мостовая
Защелка
Втулка чеки упора якор
Запас
к магнитном
Мостик
Контакт неподви
Катушка иа н
Нагревате
ыи
ряжение
ый элемент
Запасные части
магнитному пускателю ПМ Е-0 0 0
Контакт неподвижный замыкающий
Мост контактов
Катушка втягивающая на напряжение ПО В, 50 Гц (60 Гц)
Нагревательный элемент к ТРН-25 на ток 12,5 А (20 А)*
Нагревательный элемент к ТРН-10 иа ток 0,5 А
Путевой -вьжяючатедь ВПК-2040--------------------—
Лампа местного освещения на напряжение 24 В, 40 Вт, тип
М024-40
Лампа коммутаторная, напряжение 48 В, 0,09 А, тип КМ-4
6
8
7811-0003Д1X9
ГОСТ 2839—71
7811-0021Д1Х9
ГОСТ 2839—71
7811-0023Д1X9
ГОСТ 2839—71
Сменные части
Прокладка
Инструмент
Ключ
Ключ
Ключ
* Для рзбочегр иепряжння 220 В.
»
44
Продолжение
Обозначение
Наименование
Количест-
во, шт.
Примечание
7811-0025Д1Х9
ГОСТ 2839—71
7811-0041Д1X9
ГОСТ 2839—71
5 ГОСТ 11737—66
6 ГОСТ 11737—66
7 ГОСТ 11737—66
8 ГОСТ 11737—66
7811-0316 1X9
ГОСТ 16984—71
10И155-3
12И155-3
6x8 И155-13
Д73-72
7810-0308 Гр. 2X9
ГОСТ 17199—71
Н19-61
1Б-Д1-55
1Б-Д2-55
1Б-ДЗ-25
1Б-Д4-25
1 А-ДЗ-55
1-Д4-55
1-Д5-55
1-Д6-55
Д9А-55
Д9-25
Д12-55
Д19-55
Д20-55
Д22А-55
Д23А-55
11Б-Д12-50
12А-Д12-50
13Б-Д12-50
1-Д25-55
1В-Д26-55
19-Д26-55
20-Д26-55
21 - Д26-55
22-Д26-55
11А-Д15-50
12А-Д15-50
13А Д15-50
14А-Д15-50
15А-Д15-50
16А-Д15-50
1-Д27-55
28П1-50
32П1-50
36П1 -50
40П1-50
19П2-50
32П2-50
22П2-50У
24П2-50У
27П2-50У
32П4А-50
36П4А-50
40П4А-50
Ключ
1
Ключ
Ключ
Ключ
Ключ
Ключ
Ключ
Ключ торцевой квадратный отогнутый
Ключ торцевой квадратный отогнутый
Ключ стержневой
Ключ для электрошкафа
Отвертка
Щипцы для пружинных колец
Принадлежности
Державка прямая
Державка косая
Державка прямая
Державка косая
Державка
Державка
Державка отрезного резца
Державка отрезного резца
Упор материала
Втулка эксцентричная
Втулка
Втулка
Втулка
Втулка
Втулка
Державка качающаяся
Державка качающаяся
Державка качающаяся
Патрон байонетный
Патрон для нарезания резьб (оправка 11А-Д26-55 с голов-
кой 12А-Д26-55)
"BiyJIKId
Втулка
Втулка
Втулка
Втулка
Кольцо для метчика
Кольцо для метчика
Кольцо для метчика
Кольцо для метчика
Кольцо для метчика
Кольцо для метчика
Накатка
Вкладыш круглый
Вкладыш круглый
Вкладыш круглый
Вкладыш круглый
Вкладыш шестигранный
Вкладыш шестигранный
Вкладыш универсальный
Вкладыш универсальный
Вкладыш универсальный
Цанга подачи круглая
Цанга подачи круглая
Цанга подачи круглая
1
1
1
1
1
1
1
1
I
1
1
1
1
1
1
1
1
1
1
1
2
2
1
1
1
1
1
1
1
1 компл.
1 компл.
1
1
1
1
1 компл.
3
3
3
3
3
3
3
3
3
1
1
1
Приложено отдельным
местом в общей упаков-
ке
>
»
»
>
»
*
а
а
»
»
а
»
»
»
»
»
»
»
»
Установлено на станке
Приложено отдельным
местом в общей упаков-
ке
То же
»
»
Установлено на станке
45
Продолжение
Обозначение
Наименование
Количест-
во, шт.
Примечание
32П5-50
1Б-85-55
22П6А-50
24П6А-50
26П6А-50
28П6А-50
30П6А-50
32П6А-50
36П6А-50
38П6А-50
40П6А-50
ОВ-31
10.85.07 О
07.85.010
07.85.020
1К341.00.000РЭ
1341.02.006СБ
1341.02.008СБ
11-50
1341.10.003СБ
21-50
41-50
Цанга подачи шестигранная
Цанга подачи универсальная
Втулка направляющая
Втулка направляющая
Втулка направляющая
Втулка направляющая
Втулка направляющая
Втулка направляющая
Втулка направляющая
Втулка направляющая
Втулка направляющая
Виброопора
Державка
Державка
Державка
Документы
Руководство ио эксплуатации
Поставляются по особому заказу
Запасные части
Электромагнитная муфта в сборе
Электромагнитна я муфта в сборе
?^ЛРкТПОМЯ1 И И I И Л W ВДМвцтО П СООПР_- _ ---
Принадлежности
Стойки
Узел зажима
Резьбонарезное устройство
Копировальное устройство
Документы
Чертежи быстроизнашивающихся деталей
1 компл.
1
1
1
1
1
1
1
1
1
4
1
1
1
1 компл.
I компл.
1 компл.
1 компл.
1 компл.
1 компл.
1 компл.
Приложено отдельным
местом в общей упаков-
ке
То же
»
»
»
»
Установлено на станке
Приложено отдельным
местом в общей упаков-
ке
То же
По заказу
3.6. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Станок ток^рнр-рясврльверный модели 1К341, класс точности Н, за-
водской №.
Испытание станка на соответствие нормам точности
Что проверяется Метод проверки Допуск. мкм мм Фактиче- ское от- клонение, мкм мм
Проверка
Прямолинейность продольного перемещения ре-
вольверного суппорта в вертикальной плоскости
1 На суппорте 2 (непосредственно или с
помощью мостика) параллельно направ-
лению перемещения устанавливается уро-
вень /.
Суппорт перемещают на всю длину ра-
бочего хода.
Замеряют не реже, чем через 300 мм и не
менее, чем в трех положениях по длине
хода суппорта.
Отклонение определяют как наибольшую
«алгебраическую разность показаний уров-
I пя
На длине хода
суппорта
40
1000
вогнутость не
допускается
ЮСС
46
Продолжение
Что проверяется
I
Метод проверки
Фактнче-
Цол/ск, ское от-
мкм клоненне,
мм «км
мм
Постоянство положения плоскости движения (пе-
рекос) при продольном перемещении револьвер-
ного суппорта
Проверка 2
Па суппорте 2 непосредственно или с по-
мощью мостика перпендикулярно направ-
лению его перемещения устанавливается
уровень /.
Суппорт перемещают на всю длину ра-
бочего хода.
Замеряют не реже, чем через 300 мм и
не менее, чем в трех положениях по дли-
не хода суппорта.
Отклонение определяют как наибольшую
алгебраическую разность показаний уров-
ня
На длине
суппорта
40
1000
хода
Что проверяется
Метод проверки
Допуск,
мкм
Фактиче-
ское от-
клонение,
мкм
Радиальное биение наружной центрирующей по-
верхности шпинделя
Радиальное бнение посадочной поверхности под
зажимные цанги
Торцевое биение опорной поверхности шпинделя
Осевое бнение шпинделя
Проверка 3
На неподвижной части станка укрепляют
индикатор 1 так, чтобы его измерительный
наконечник был перпендикулярен центри-
рующей поверхности шпинделя 2 в точке
касания.
Шпиндель приводят во вращение и изме-
ряют в двух взаимно перпендикулярных
плоскостях.
Отклонение определяют как наибольшую
величину показаний индикатора
Проверка 4
К шпинделю станка крепится корпус пат-
рона 49-10-50.
На неподвижной части станка укрепляют
индикатор 1 так, чтобы его измеритель-
ный наконечник был перпендикулярен по-
садочной поверхности 2 под зажимные
цанги в точке касания.
Шпиндель приводят во вращение. Измеря-
ют в двух взаимно перпендикулярных
плоскостях.
Отклонение определяют как наибольшую
величину показаний индикатора
Проверка 5
На неподвижной части станка укрепляют
индикатор 1 так, чтобы его измеритель-
ный наконечник был перпендикулярен
опорной торцевой поверхности шпинделя
2 в точке касания.
Шпиндель приводят во вращение и изме-
ряют в двух диаметрально противополож-
ных точках.
Отклонение определяют как наибольшую
величину показаний индикатора
Проверка 6
На неподвижной части станка укрепляют
индикатор 1 так, чтобы его измеритель-
ный наконечник касался шарика 3, встав-
ленного в центровое отверстие короткой
оправки 4 или торца короткой оправки 5,
установленных в калиброванное отверстие
шпинделя 2.
Шпиндель приводят во вращение.
Отклонение определяют как наибольшую
величину показаний индикатора
12
16
Продолжение
Что проверяется Метод проверки Допуск» мкм Фактиче- ское от- клонение, мкм
роверка 7
Совпадение осей отверстий для инструментов н
для резцедержателей в револьверной головке с
осью шпинделя в вертикальной и горизонтальной
плоскостях
В шпинделе 2 укрепляют индикатор 1 так,
чтобы его измерительный наконечник был
перпендикулярен в точке касания цилинд-
рической поверхности оправки 3, встав-
ленной в отверстие для инструмента в ре-
вольверной головке 4.
В каждой плоскости измеряют по двум
диаметрально противоположным образу-
ющим (шпиндель поворачивают на 180°).
Отклонение определяют половиной алге-
браической разности показаний индикато-
ра в данной плоскости.
Проверке подвергают все отверстия ре-
вольверной головки, кроме отверстия № 15
Проверка 8
Перпендикулярность к оси шпинделя торцевой
поверхности револьверной головкн
Индикатор 1 укрепляют в шпинделе 2 так,
чтобы его измерительный наконечник был
перпендикулярен в точке касания торцо-
вой поверхности револьверной головки 3.
Шпиндель с индикатором поворачивают
на 180°.
Отклонение определяют как алгебраиче-
скую разность показаний индикатора
Проверка 9
Параллельность оси шпинделя направлению пе-
ремещения револьверного суппорта в вертикаль-
ной и горизонтальной плоскостях
Индикатор 1 укрепляют на револьверной
головке 3 так, чтобы его измерительный
наконечник был перпендикулярен в точке
касания цилиндрической поверхности оп-
равки 4, закрепленной на шпинделе 2,
револьверный суппорт перемещают на дли-
ну 300 мм и проверяют на указанной
длине.
В каждой плоскости измеряют по двум
диаметрально противоположным образу-
ющим (шпиндель поворачивают на 180°).
Отклонение определяют как среднюю
арифметическую результатов измерений в
данной плоскости.
20
В вертикальной
плоскости сво-
бодный конец оп-
равки может от-
клоняться толь-
ко вверх, в го-
ризонтальной
плоскости —
только вперед в
сторону инстру-
мента
75/
Проверка 10
Перпендикулярность к оси шпинделя направления
перемещения револьверной головки при окружной
подаче
Индикатор / укрепляют так в револьвер-
ной головке 4, чтобы его измерительный
наконечник был перпендикулярен в точ-
ке касания торцевой поверхности конт-
рольной линейки или контрольного диска
3, закрепленного на шпинделе 2.
Револьверную головку перемещают от пе-
риферии диска или линейки к центру так,
чтобы расстояние от точки начала отсчета
до центра равнялось 100 мм.
Отклонение определяют как среднюю
арифметическую результатов двух изме-
рений (при втором измерении шпиндель
поворачивают на 180°)
12
Отклонение до-
пускается толь-
ко в сторону пе-
редней бабки при
перемещении ин-
дикатора к оси
шпинделя
48
Продолжение
Что проверяется
Метод проверки
Допуск,
мкм
Проверка 11
Параллельность осей отверстий для инструмента
в револьверной головке направлению ее продоль-
ного перемещения в вертикальной и горизонталь-
ной плоскостях
Индикатор 1 укрепляют на шпинделе 2
так, чтобы его измерительный наконечник
был перпендикулярен в точке касания ци-
линдрической поверхности оправки 3,
плотно вставленной в отверстие револь-
верной головки 4.
Револьверной головке сообщают продоль-
ное перемещение на длину 300 мм.
В каждой плоскости отклонение опреде-
ляют как среднюю арифметическую ре-
зультатов трех измерений. При последо-
вательных измерениях положение оправ-
ки в револьверной головке меняют.
Проверке подвергают все отверстия ре-
вольверной головки, кроме отверстия № 15
20
Фактнче-
jCKoe от-
клонение,
мкм
Проверка 12
Точность фиксации при повторных поворотах на
каждой позиции револьверной головки
Индикатор 1 укрепляют на шпинделе 2
так, чтобы его измерительный наконечник
был перпендикулярен в точке касания ци-
линдрической поверхности оправки 3, за-
крепленной в револьверной головке 4, и
был расположен на расстоянии L=200 мм
от торца при фиксированном положении
головки.
Головку поворачивают на 360°.
Отклонение определяют разностью пока-
заний индикатора при начальном положе-
нии головки и по возвращении ее в пер-
воначальное положение после поворота иа
360°.
Отклонение определяют как наибольшую
величину результатов пяти измерений.
Проверке подвергают все позиции револь-
верной ГОЛОВИН
Проверка 13
20
Постоянство положения револьверной головки в
подшипнике и фиксирующем устройстве
2 3
На неподвижной части станка устанавли-
вают индикатор 1 так, чтобы его измери-
тельный наконечник был перпендикулярен
в точке касания цилиндрической поверх-
ности оправки 2, закрепленной в револь-
верной головке 3, и был расположен на
расстоянии 200 мм от ее торца.
На револьверную головку действуют уси-
лия Р=5 кгс, приложенные на плече
500 мм последовательно в направлении
поворота головки и в обратную сторону.
Смещение при каждом положении револь-
верной головки определяют как алгебра-
ическую разность показаний индикатора
при нагрузке +Р и —Р.
Проверке подвергают все позиции револь-
верной головки, кроме отверстия № 15
Проверка 14
Точность выключения (при повторных включени-
ях) автоматической, продольной подачи револь-
верного суппорта
1 2
На неподвижной части станка устанавли-
вают индикатор 1 так, чтобы его измери-
тельный наконечник был перпендикулярен
в точке касания торцовой поверхности ре-
вольверной головки 2, подведенной к упо-
ру иа автоматической подаче.
Затем суппорт отводят от упора и снова
включают автоматическую подачу до упо-
ра.
Погрешность определяют как наибольшее
отклонение при пяти измерениях
32
7 035S9
49
П родолжение
Что проверяется
Метод проверки
Допуск,
мкм
Фактиче-
ское от-
клонение,
мм
Проверка 15
Точность формы наружной цилиндрической по-
верхности образца после его чистовой обработки
на стайке:
а) постоянство диаметра обработанной по-
верхности в поперечном сечении;
б) постоянство диаметра обработанной по-
верхности в любом сечении
Стальной (сталь среднеуглеродистая сг=
=45 кгс/мм2) ступенчатый валик обраба-
тывают при закреплении в цанге или пат-
роне (без поддержки задним центром)
резцом, закрепленным в револьверной го-
ловке.
Станки проверяются на образцах, изго-
товленных из прутка максимального ди-
аметра 40 мм и длины £=150 мм.
После чистовой обработки образец заме-
ряют микрометром или рычажной скобой.
Отклонение определяют наибольшей раз-
ностью диаметров:
а) поперечного сечения
б) нескольких (не менее 3) попереч-
ных сечений в пределах длины об-
разца
а) 12
б) 20
Прямолинейность торцовой поверхности образца
после чистовой обточки резцами, закрепленными
в револьверной головке
Проверка 16
У стального (сталь средиеуглеродистая
о=45 кгс/мм2) диска, закрепленного в
патроне, обтачивают торцовую поверх-
ность резцом, закрепленным в револьвер-
ной головке.
После чистовой обточки проверяют пря-
молинейность обработанной поверхности:
а) при помощи линейки и концевых
мер или щупа;
б) при помощи индикатора, установ-
ленного в револьверной головке так,
что его измерительный наконечник
перемещают по проверяемой поверх-
ности образца от центра до перифе-
рии в направлении движения резца
при проточке торца.
Отклонение определяют половиной разно-
сти показаний индикатора.
16 на диаметре
150 мм
Допускается
только вогнутость
Перемещение под нагрузкой, закрепленной на
шпинделе оправки относительно револьверной го-
ловки
Проверка 17
На шпинделе / станка жестко закрепля-
ют оправку 2.
В отверстии револьверной головки закреп-
ляют устройства для создания нагружа-
ющей силы Р2=200 кгс.
Для измерения силы используют рабочие
динамометры.
Перед каждым испытанием револьверную
головку перемещают с последующей уста-
новкой (движением к шпинделю) в за-
данное положение, а шпиндель поворачи-
вают.
Револьверную головку закрепляют.
Между оправкой, закрепленной на шпин-
деле, и револьверной головкой создает-
ся плавно возрастающая сила Р2. Она
действует под углом а=30° к оси оправ-
ки (между направлением поперечной по-
дачи и проекцией силы Р2 на горизонталь-
ную плоскость) и углом ₽=60° (между
проекцией и самой нагружающей силой).
Одновременно с увеличением нагрузки
измеряются поперечные перемещения оп-
равки, закрепленной на шпинделе, относи-
тельно револьверной головки.
Индикаторное устройство закрепляют на
револьверной головке.
il 10 прн
Р=200 кгс
//о
50
Продолжение
Что проверяется
Метод проверки
Допуск,
мкм
Фактиче-
ское от-
клонение,
мкм
При этом измерительный наконечник ин-
дикатора устанавливают так, чтобы он
касался боковой образующей пояска оп-
равки, а его ось была горизонтальна и
перпендикулярна к оси оправки.
За величину относительных перемещений
принимают среднее арифметическое ре-
зультатов двух измерений.
Проверяют не менее, чем в двух позици-
ях револьверной головки
Электрооборудование
Завод-изготовитель.
Электрошкаф t
а- п
Заводской номер .
Питающая сеть
Цепи управления
Местное освещение
ток
ток
ток
Переменный
Переменный
Постоянный
Переменный ток -
Постоянный ТО1^(7
Электрооборудование выполнено по:
Принципиальной схеме
Схеме соединения шкафа управления
Схеме соединения стайка
{O-OQ-QOOdbb 00-00'00003
I
I
оо^од-оооо^
Электродвигатели
Ток, А
Обозначение
на схеме
Назначение
Привод шпинделя
Ли Насос гидравлики
Быстрое перемещение револьверно-
го суппорта
l Быстрый поворот револьверной го-
Л ловки
Насос охлаждения
При йена гр уже ином ста-нке
При максимальной нагрузке
Мощность, Номиналь-
Тип кВт ный ток, А
---------
О ^'0.3.0 O.fy
холостой
ход
максималь-
ная на-
грузка
рдмыш-
Испытание повышенным напряжен
ленной частоты проведено.
Максимальное сопротивление изоляции ^прово-
дов относительно земли, МОм:
силовые цепи
цепи управления
Электрическое сопротивление между винтом за-
земления и металлическими частями, которые мо-
гут оказаться под напряжением 50 В и выше, не
превышает 0,1 Ом.
Электрооборудование выполнено в соответствии
с установленными требованиями и выдержало ис-
пытание согласно «Инструкции по проектированию
и изготовлению электрооборудования металлорежу-
ших ~а об
Испытание станка на соответствие остальным
техническим условиям и особым условиям
7*
51
Дополнительные сведения. Уровень звука на вергиут консервации согласно установленньш тре-
рабочем месте не должен превышать 80 дБ по бованиям.
шкале А.
Общее заключение
На основании осмотра и проведенных испыта- <
ни^стднок признан годным для эксплуатации.
Дата выпуска
Главный инженер
3.7. СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Станок токарно-револьверныйлШ)Д.01К^41, клас-
са точности Н, заводской № - под-
Дата консервации
Срок консервации
Консервацию
\JlQv Принял
- 3.8. СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
Станок токарно-револьверньц!/мр#. Ц£Д41, клас-
са точности Н, заводской №,упа-
кован согласно установленным^тр^бо
Дата упаковки_
Упаковку произв
Принял
ИЯМ.
Обозначение
Номер
рисунка
ПРИЛОЖЕНИЕ
БЫСТРОИЗНАШИВЛЮЩИЕСЯ ДЕТАЛИ
Наименование
Коли-
чество
Куда входит
Материал
21Б-1-55
37А-2-50
72Д-2-50
77Е-2-50
83Ж-2-50
84 Г-2-50
88В-2-50
89Б-2-50
96Д-2-50
121-2-50
177Б-2-55
178А-2-55
38А-4-55
40Г-4-55
43А-4-55
51-4-55
62А-4-55
65Б-4-55
71А-4-55
80А-4-55
81-4-55
100-4-55
32-4-25
100-4-25
32Б-5-55
40Б-5-50
57В-5-50
81А-5-50
82А-5-50
34Б-7-50
86-5-50
100-5-50
10-10-008
26 А-10-50
27Б-10-50
47 А-10-50
48А-10-50
32-21-50
45-У12-25
63-У12-25
65-У12-25
35-41-55
37A-4I-55
1
2
3
4
5
6
7
8
9
10
И
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
86
37
38
39
40
41
42
43
Рейка
Сектор зубчатый
Вал
Гильза
Вал
Шестерня
Шестерня
Втулка
Г ильза
Втулка
Ступица
Обойма
Втулка
Червячное колесо
Втулка
Кулачок
Червяк
Муфта кулачковая
Кулачковая втулка
Валик запорный
Гнездо фиксаторное
Винт
Гайка
Втулка
Червяк
Колесо червячное
Муфта
Кулачок
Кулачок
Муфта
Штифт
Плунжер
Цилиндр зажима
Поршень
Крышка цилиндра
Цанга зажимная
Винт
Копир резьбовый
Эксцентрическая втул-
ка
Державка для гре-
бенки
Винт
Ролик
Линейка копироваль-
ная
1
1
1
1
1
1
1
1
1
1
2
2
1
1
1
1
1
1
2
1
16
16
16
1
1
1
1
1
1
1
3
1
1
1
1
1
3
1
1
1
1
1
1
Станина
Коробка скоростей и по-
дач
То же
»
»
»
Револьверный суппорт
»
»
Фартук
»
»
»
х>
Механизм зажнма
То же
»
»
»
Резьбонарезное устройст-
во
То же
х>
Копировальное устрой-
ство
То же
Сталь 45 ГОСТ 1050—60
СЧ 21-40 ГОСТ 1412—70
Сталь 40Х ГОСТ 4543—71
То же
»
Сталь 45 ГОСТ 1050—60
Сталь 40Х ГОСТ 4543—71
Сталь 45 ГОСТ 1050—60
Сталь 18ХГТ ГОСТ 4543—71
То же
Чугун СЧ 32-52 ГОСТ 1412—70
Бронза ОЦС 5-5-5 ГОСТ 613—65
Чугун СЧ 32-52 ГОСТ 1412—70
Сталь 45 ГОСТ 1050—60
Сталь 40Х ГОСТ 4543—71
Сталь 40Х ГОСТ 4543—71
Сталь 18ХГТ ГОСТ 4543—71
Сталь 20Х ГОСТ 4543—71
То же
Сталь 40Х ГОСТ 4543—71
То же
Сталь 18ХГТ ГОСТ 4543—71
Сталь 40Х ГОСТ 4543—71
Бронза ОЦС 5-5-5 ГОСТ 613—65
Сталь 20Х ГОСТ 4543—71
Сталь ШХ15 ГОСТ 801—60
То же
Сталь 20Х ГОСТ 4543—71
Сталь 45 ГОСТ 1050—60
Сталь 40Х ГОСТ 4543—71
То же
»
»
Сталь 65Г ГОСТ 1050^60
Сталь 40Х ГОСТ 4543—71
Сталь 45 ГОСТ 1050—60
То же
Сталь 40Х ГОСТ 4543—71
Сталь 45 ГОСТ 1050—60
Сталь ШХ15 ГОСТ 801—60
Сталь 18ХГТ ГОСТ 4543—71
53
Рис. 1. Рейка
(деталь 21 Б-1-55):
Рис. 2. Сектор зубчатый (деталь 37А-2-50):
1. Масса 0,391 кг.
I. НВ=240 . . . 280.
2. Неуказанные предельные откло-
нения размеров, охватывающих иг
А7, охватываемых по В-, прочих
по СМ7.
3. Непрямолннейность поверхностей
Б и В не более 0,1 мм.
4. Масса 7,5 кг.
5. Модуль 3.
6. Исходный контур ГОСТ 13755—68.
7. Степень точности 8-Х.
8. Шаг 9.424.
9. Зацепляется с деталью 36-5-5.
С — 0 10 под штифт конический.
D — выход френд.
* 8 отв.; **12 отв.
Модуль нормальный , , „ „ шп=2
Число зубьев 41 2-67
Угол профиля исходного контура . ь «4-20*
Длина общей нормали /О=46-1С1?М
Степень точности по нормали Н36-1 . • 9
Колебание длины общей нормали . • б Lo=0.09
Разность соседних окружных шагов . о б 0,05
Предельные отклонения основного шага . A to ±0,28
Допуск на направление зуба , б Во =0.034
Зацепляется с деталью ь . . . 117А 2 50
А-А
Рис. 3. Вал (деталь 72Д-5-50):
1. НВ—230 . . . 280.
2. Неуказанные предельные отклонения размеров, охватывающих по Л7, охватываемых
по В7.
3. Масса 3,18 кг.
* Выдерживать полный профиль шлицов; *♦ 8 шлицов.
54
in-МС*
М5°
52,6
* 8 шлицов.
Рис. 4. Гильза (деталь 77Е-2-50):
1. НВ”230___280, кроме мест, указанных
особо.
2. Наружные шлицы на длине 68 +0*1 2 3 4,
НРС=52. . . 56.
3. Неуказанные предельные отклонения
размеров, охватывающих по А?, охватыва-
емых по В?. прочих СМ?.
4. Масса 1,31 кг.
Рис. 5. Вал (деталь 83Ж-2-50):
1. НВ-230 ... 280.
2. Неуказанные предельные отклонения
размеров охватывающих по А?, охватывае-
мых по В?, прочих СМ?.
3. Масса 2,65 кг.
* 8 шпнцов; ** 2 канавки.
Рис. 6. Шестерня (деталь 84Г-2-50):
1. НВ =*230 . . . 280, кроме мест, указанных особо.
2. Фаскн 1X45°.
3. Неуказанные предельные отклонения размеров, охватывающих по А7, ох-
ватываемых по В?, прочих СМ?.
4. Масса 1,496 кг.
• 8 шлнцов.
Модуль нормальный . +
Число зубьев.......................................
Угол наклона зуба , ..................
Направление зуба ...... ............
Исходный контур . . ...........................
Длина общей нормали .
Степень точности по нормали М36-1..................
Накопленная погрешность окружного шага ....
Разность соседних окружных шагов...................
Предельное отклонение основного шага ......
Допуск на направление зуба ........
Допуск на колебание измерительного межцентрового
расстояния за оборот колеса .......................
Допуск на колебание измерительного межцентрового
расстояния на одном зубе...........................
HRC45..50
шп-=2,5
z—46
Рд=26 46'
правое
ГОСТ 13755—68
£ =49 91
ъо 0,21
7
б =0,075
б tc=0.01.4
А/о-±0,013
б Во =0,013
бао =0,005
б ат -0.036
55
Рис. 7. Шестерня (деталь 88В-2-50):
I. НВ = 230 . . . 280, кроме мест, указанных особо.
2. Фаскн 1X45°.
3. Неуказанные предельные отклонения размеров, охватывающих
по В7, прочих СМ7.
4. Масса 1,272 кг.
Модуль нормальный
Число зубьев ,
Угол наклона зуба................* , । ......
Направление зуба
Исходный контур .......................................
Длина общей нормали.......................................
Степень точности по нормали М36-1.........................
Накопленная погрешность окружного шага .....
Разность соседних окружных шагов . .....
Предельное отклонение основного шага
Допуск на направление зуба ...............................
Допуск на колебание измерительного межцентрового рассто-
яния за оборот колеса ....................................
Допуск на колебание измерительного межцентрового расстоя-
ния на одном зубе . ...............
по А7, охватываемых
шп=2,5
г-29
Р 7 - 20°22'
левое
ГОСТ 13755—68
L —34 42 0’13
ьо ,и-42—0.18
7
6 Г £-0.06
6 ?с =0.016
А Го-±0,012
б во =0,017
б aQ -0,085
б а т -0.036
Рис. 8. Втулка (деталь 89Б-2-50):
I. НВ = 240 ... 280.
2. Биение поверхности А относительно поверхности Б не более 0.03 мм.
3. Неуказанные предельные отклонения размеров, охватывающих по Л7,
охватываемых по В7, прочих СМ7.
4. Масса 1,284 кг.
* 3 отв.
(v)
63w>2
138,8*0'1
05
-0Z76*
-л/J
45-^7
00
НВ = 230 . . . 280, кром
Наружные шлицы
Биение наружных
сительно внутренних
2.
Рис. 9. Гильза (деталь 96Д-2-50):
е мест, указанных особо.
HRC=52.. . 56.
шлнцов и
шлицов не
поверхности Б
более 0,02 мм.
OTHO-
4. Неуказанные предельные отклонения размеров
ватывающнх по Д7, (------ - р '
5. Масса 1.67 кг.
* 8 шлицов.
, ox-
ox ватываемых по B-, прочих С ЭД?
V# (v)
Рис. 10. Втулка (деталь
121-2-50):
1. HRC=40 ... 50.
2. Неуказанные предельные откло-
нения размеров, охватывающих по
-дУ’ охватываемых по В?, прочих
СМ7.
3. Масса 0,0168 кг.
Рис. 11.
I. Цементировать h=0.8 ... 1,0 мм.
2. Разность размеров В в пределах
3. Непараллельность плоскостей Б
4. Биение торцевой поверхности 0 58 не' бмее “о.5з мм ММ'
В,, прочих СМ®. пределы,ые отклонения размеров, охватывающих по А,, охватываемых по
6. Отв. 0 8 +0.03 термической обработке не подвергать
7. Масса 0.59 кг.
Ступица (деталь 177Б-2-55):
Закалить ТВЧ HRC-59 (поверхность Б).
одной ступицы не более 0,02 мм.
относительно оси отверстия не более 0,01 мм.
8 03589
57
Ф80С
\7^ (v)
Рис. 12. Обойма
(деталь 178А-2-55):
I. Биение поверхности Б относительно оси отверстия не бо-
лее 0,02 мм.
2. Неуказанные предельные отклонения размеров, охватыва-
ющих по охватываемых по В?, прочих СМ7.
3. HRC=58... 62 для отверстия В, цементировать /г=
=0,8 ... 1 мм.
4. Масса 1,346 кг.
♦ 2 канавки; •* 6 отв.
V4 (у)
А
Рис. 13. Втулка (деталь 38А-4-55):
1. Неуказанные предельные отклонения размеров, охваты-
вающих по А?, охватываемых по Вт, прочих СМ7-
2. Масса 0,4 кг.
А — нанести риску по окружности Л=0.5 мм; 6=0.3 мм.
* При сборке.
Рис. 14. Червячное колесо (деталь 40Г-4-55):
1. Наименьшие размеры пятна контакта при сопряжении с червяком: по вы-
соте зуба 50%, по длине зуба 50%.
2. Неуказанные предельные отклонения размеров, охватывающих по А7, ох-
ватываемых по Вт, прочих СМ/.
3. Масса 0,8 кг.
В — 3 отв. Мб сверлить н нарезать резьбу при сборке.
Модуль осевой...................................... ffls-2
Число зубьев . ........................... z к=66
Сопряженный червяк:
тип.......................... ... ....
число заходов ........................... гч —1
направление витка . ............... левое
Межосевое расстояние в обработке ....... 4о—85±0,055
Степень точности по нормали Н36-3 . 8
Накопленная погрешность окружного шага = 6/г =0,115
Разность соседних окружных шагов ....... 6 t —0,028
58
VJ(v)
V3(v)
•дад
30
Рис. 15. Втулка (деталь 43А-4-55):
1. Неуказанные предельные отклонения разме-
ров, охватывающих по А7, охватываемых по
В7. прочих СМ7.
2. Масса 0,16 кг.
* Сверлить и нарезать резьбу при сборке.
Рис. 16. Кулачок (деталь 51-4-55):
1. HRC=52 ... 56 поверхностей А.
2. Неуказанные предельные отклонения размеров, охватывающих по
А7, охватываемых по В7. прочих СМ7.
3. Масса 0,18 кг.
V2? (у)
Угол профиля в нормальном сечении
Угол подъема витка .
Направление витка ................... ,
Степень точности по нормали Н36-3
Толщина витка в нормальном сечеиин .
Измерительная высота .........................
Предельные отклонения осевого шага...............
Предельная накопленная погрешность осевого шага .
Рис. 17. Червяк (деталь 62А-4-55):
1. НВ = 240 . . . 280, кроме мест, указанных особо.
2. Неуказанные предельные отклонения размеров,
ватывающих по А7, охватываемых по В7, прочих
3. Масса 0,3 кг.
С — ТВЧ HRC=52. . . 56.
Модуль осеаой ..... = 2
Число заходов................... =1
Ход винтовой линии в осевом
сечении....................... /fi =6,28±0,016
«д=20°
Л=3°00'46"
левое
8-Х
5=3,13
—0,25
—0,335
А / = ±0,018
A /v =±0.032
ох-
СМ,.
Допуск иа профиль..................
Допуск иа радиальное биение витка ,
6f=0.026
Е в= 0,028
/г
Рис. 18. Муфта кулачковая (деталь 65Б-4-55):
1. НВ=240. . . 280, кроме мест, указанных особо.
2. Неперпендикуляри ость боковых поверхностей А относительно шли-
цевого отверстия ие более 0,05 мм.
3. Расположение зубьев левой стороны относительно зубьев правой
стороны и относительно шлицевого отверстия произвольно.
4. Неуказанные предельные отклонения размеров, охватывающих по
А7, охватываемых по В7, прочих СМ7.
5. HRC=52. . . 56 (зубьев и плоскостей А).
6. Масса 0,36 кг.
7. С — ось детали.
8. D — 12 зубьев.
* 6 шлнцов.
Рис. 19. Втулка кулачковая (деталь 71А-4-55):
1. Цементировать ft«=0,8 ... 1,2 мм; HRC=58 ... 62 .
2. Биение .поверхности Б относительно отверстия В ие более 0,03 мм.
3. Допускаемый накопленный зазор при зацеплении зубьев не более
0,2 мм.
4. Неуказанные предельные отклонения размеров, охватывающих по
А?, охватываемых по В7, прочих СМ7.
5. Поверхность Б и поверхность Г предохранить от закалкн.
6. Масса 0,21 кг.
7. С — 12 зубьев.
8. D — ось детали.
* Сверлить и нарезать при сборке.
V4 (v)
*
1*45°
11°W
118
w
Рис. 20. Валик запорный (деталь
80А-4-55):
1. Цементировать ft—0,8 ... 1 мм; HRC—58 . . .
. . . 62.
2. Смещение выступа Б относительно оси ие
более 0,1 мм.
3. Неуказанные предельные отклонения разме-
ров, охватывающих по А7, охватываемых по
В7» прочих СМ7.
4. Масса 0,34 кг.
С — контролировать на длине 35.
* Овальность и кону сообразность не более
0,005 мм.
33
54
60
Рис. 21. Гнездо фиксаторное (деталь 81-4-55):
1. HRC-58. . . 62.
2. Неуказанные предельные отклонения размеров, охватывающих по А7,
охватываемых по В7, прочих СМт.
3. Масса 0,026 кг.
* Огранность. не более 0.03 мм.
Рнс. 22. Винт (деталь 100-4-55):
1. HRC-45. . . 50.
2. Неуказанные предельные отклонения размеров, охва-
тывающих по А7, охватываемых по В7, прочих СМ7.
3. Масса 0,031 кг.
VJ
V5(v)
Рис. 23. Гайка (деталь 32-4-25):
1. Неуказанные предельные отклонения размеров,
охватывающих по А7, охватываемых по В7, про-
чих СМ7.
2. Масса 0,03 кг.
Рис. 24. Втулка (деталь 100-4-25):
1. HRC-58 ... 62.
2. Биение поверхности А относительно отверстия
Б не более 0.01 мм.
3. Масса 0,04 кг.
V4 (у)
**0,050*
О, ° *0022
Рис. 25. Червяк (деталь 32Б-5-55):
1. HRC«45 ... 50.
2. Неуказанные предельные отклонения разменов, охаатывающнх по А7, охватыва-
емых по В7, прочих СМ7.
3. Масса 0.564 кг.
* 8 шлицов.
Модуль осевой ,• ........................
Число заходов ..................................
Ход винтовой линии в осевом сечеинн .
Угол профиля в нормальном сеченин .
Угол подъема витка..............................
Направление витка ..............................
Степень точности по нормали Н36-3...............
Толщина витка в нормальном сечении..............
Измерительная высота....................... . .
Предельное отклонение осевого шага..............
Предельная накопленная погрешность осевого шага .
Допуск на профиль........................л
Допуск на радиальное биение витков .
ms =3
Z—1
Гв~9.42
«д"20°
X—3°2Г59"
правое
8-Х
S“4’7
А/-±0,022
А /X - ±0,040
=0,036
-0,032
61
Pjic. 26. Колесо червячное (деталь 40Б-5-50):
1. Размеры пятна касания по высоте зубьев не менее 50%, по длине зубьев не ме-
нее 50%.
2. Неуказанные предельные отклонения размеров, охватывающих по А7. охватываемых
по В7, прочих СМ7.
3. Масса 0,833 кг.
* 3 отв.
Модуль осевой........................ т s
Число зубьев....- ....... zk = ^3
Число заходов червяка . ............. z4 = l
Угол профиля в нормальном сечении червяка ...... ад = ^)О
Угол подъема винтовой линии червяка Л^-3°2Г59"
Направление винтовой линии червяка ........................ правое
Степень точности по нормали Н36-1.......................... 8-Х
Предельное смещение средней плоскости колеса в обработке . б д "* ±0.018
Накопленная погрешность окружного шага..................... б/£=0,1
Разность соседних окружных шагов........................... 6 /с =0,03
Зацепляется с деталью . ................ 32Б-5 55
0.5
80,2
t <5,095
= 70
30
53
А
Рис. 27. Муфта (деталь 57В-5-50):
1. Цементировать h=0,4 . .. 0,6 мм; зубья HRC=46 ... 50.
2. Смещение торцевых зубьев относительно осн «е более 0,1 мм.
3. Неуказанные предельные отклонения размеров: охватываю-
щих по А7, охватываемых по В7, прочих по СМ7.
4. Масса 0,52 кг.
С — развертка по 0 69.
Модуль нормальный
Число зубьев .... ............
Угол профиля исходного контура .
Длина общей нормали...................
Степень точности по нормали Н36 1 .
Колебание длины общей нормали .
Колебание измерительного межцентрового
расстояния за оборот колеса ....
Колебание измерительного межцентрового
расстояния на один зуб ................
Допуск иа направление зуба -
Зацепляется с деталью...............
/пп=2
г-25
ад=20°
/-О = 15.46
6
б Lo =0,026
—0.1
—0.15
0,12
б =0,055
б Во =0.021
39А-5-50
(v)
Рис. 28. Кулак (деталь 81А-5-50):
1. Фаски 1X45°.
2. Неуказанные предельные отклонения размеров, охватывающих по Ат, охватываемых по В-,
прочих СМ;.
3. Биение торца Б относительно осн не более 0.05 мм.
4. Масса 0,35 кг:
С — развертка по стрелке Б.
D — шаг спиральный 111,7 мм.
F — ТВЧ Л=1,5 ... 3 мм, НКС=54.
F — ТВЧ Л» 1,5 ... 2 мм, HRC = 50.
А
Рис. 29. Кулачок (деталь 82-5-50):
1. Фаски 1X45°.
2. Неуказанные предельные отклонения размеров, охва
тывающих по А?» охватываемых по В7, прочих СМт.
3. Биение 0 60С относительно 0 25А не более 0,03 мм.
4. Масса 0,35 кг.
С — развертка по стрелке Б.
D — ТВЧ Л=1,5 ... 2 мм; HRC=54.
Е — шаг спиральный 111,7 мм.
W (v)
A -A
Рис. 30. Муфта (деталь ЗОБ-7-50):
1. Цементировать h=0,4 ... 0,6 мм, зубья HRC-=46 ... 50.
2. Неуказанные предельные отклонения размеров, охватывающих по А7, охватыва-
емых по В7, прочих СМ7.
3. Масса 1,018 кг.
С —развертка по 0 69
* 3 отв.
Рис. 31. Штифт (деталь 86-5-50):
1. HRC-40 ... 45.
2. Неуказанные предельные отклонения размеров, охватывающих
А7, охватываемых по В?, прочих СМ7.
3. Масса 0,008 кг.
* Полировать.
по
Рис. 32. Плунжер (деталь 100-5-50):
1. HRC-45 ... 50.
2. Неуказанные предельные отклонения размеров, охватывающих по
А7, охватываемых по В7, прочих СМ7.
3. Масса 0,024 кг.
А — притереть по паспорту детали № 21-5-50 с зазором 0,01—0,015 мм.
/5
24
26
64
Рис. 33. Цилиндр зажима (деталь 10.10.008):
1. НВ-230 . .. 280.
2. Овальность и конусность поверхности Е не более
0,02 мм, поверхности Д — 0.01 мм.
3. Средний диаметр резьбы поверхности Ж—0 84 мм.
4. Разрешается сверлить отверстия для снятия дисба-
ланса по осям имеющихся 12 отв. М10 иа глубину не
более 60 мм.
5. Резьбу от смятия предохранить.
6. Масса 9,995 кг.
С — полировать.
F — R2 полировать.
М — резьба специальная М85Х2 кл. 2.
* 3 отв.; ** 9 отв.; *** 6 отв.; ***• 2 отв.
03589
(v)
Ф79
Рис. 34. Поршень (деталь 26А-10-50);
I. НВ=230 . . . 280, HRC=52...56 .участков I и
II.
2. Неуказанные предельные отклонения размеров,
охватывающих по А?, охватываемых по В7, про-
чих СМ?.
3. Биение 0 175Х и 80Х3 относительно 0 60А3 не
более 0,03 мм.
4. Бнеиие резьбы М80Х2 относительно 0 80Х3 не
более 0,06 мм.
5. Масса 4,95 кг.
Di — М80Х2 кл. 2.
* Сверлить при сборке; ** 2 отв.
А-А
Рис. 35. Крышка цилиндра (деталь 27Б-10-50):
I. НВ=230 . . . 280.
2. Неуказанные предельные отклонения размеров, охватывающих по А7, охватываемых по
В7, прочих СМ7.
3. Не более 0 175 высотой 0,3 мм допускается уступ иа плоскости Б.
4. Масса 2.9 кг.
С — полировать.
R2 — полировать.
* 2 отв.
Рис. 36. Цанга зажимная (деталь 4< Л-10-50):
1. HRC=56 . . . 52 участка Е. HRO 42... 18 участка С.
2. После шлифовки и разрезки цангу развести по диаметру на 2—1 мм. Биение резьбы М60Х1.5 относи-
тельно 0 70 ’ц) нс более 0,05 мм. Перекос резьбы не более 0.1 : 100.
3. Биение отверстия 0 50Л относительно 0 7О~о’ц) И кон*са не более 0,03 мм (контролировать иа оп-
равке на расстоянии 100 мм от торца А).
I л г
4. Смещение паза 22 5 относительно паза 8 не более 1 мм.
5. Отверстие 0 10А допускается ие калить.
6. Масса 2.213 кг.
7. Разрез В—В и вид Б повернуто.
F - контролировать 3 отв. 0 10А до термообработки. -
О — М60Х 1.5 левая. 85 cAj , .
Рис. 37. Винт (деталь 48А-10-50):
1. HRCe45 . . . 50
2. Спрессованные на дне отверстия заусеницы, потучен-
кые при изготовлении шестигранника, допускаются вы-
сотой не более 1 мм.
3. Масса 0.0086 кг.
Рис. 38. Копир резьбовой (деталь 32-21-50):
1. НВ -240 . . . 280. HRC-48 ... 52 для резьбы.
2. Биение резьбы относительно 0 42А не более 0.02 м.
3. Масса 0,78 кг.
С — профиль резьбы УП60ХЗ ГОСТ 101.77—62.
D — резьба УП60ХЗ.
d - диаметр наружный 60.
dCp — Диаметр средний 57,954.
d вн — диаметр внутренний 57,794
\74 (у)
Рис. 39. Эксцентричная втулка (деталь 45-У12-25):
I. 0 25Сз и 0 15А контролировать до разрезки.
2. Масса 0,18 кг.
* До разрезки.
V4 (v)
Рис. 40. Державка для гребенки
(деталь 63-У12-25):
Рис. 41. Винт (деталь
65-У12-25):
1. НРС =52 ...56 паза и
0 10Х4.
2. Масса 0,02 кг.
V4 (v)
1.2*45°
I. HRC=35 ... 40.
2. Масса 0,112 кг.
2*0,35°
Рис. 42. Ролик (деталь
35-41-55):
1. HRC=58...63.
2. Бнение 0 35 относительно 0 14Х
не более 0,02 мм.
3. Масса 0,072 кг.
Рис. 43. Линейка продольно-поперечного копирования
(деталь 37А-41-55):
1. Цементировать й = 0.в ... 1.2 мм: IIRC~58 ... 62.
2. Риска 1 для продольного конуса. Риска // для поперечного
конуса.
3. Масса 0.8 кг.
В — полировать.
* 2 отв.