/









Текст
спглов
ЭЛЕКТРОМОНТЕРА
В.А.0бразцов
Ух од
ЗА КОНТАКТАМИ
НИЗКОВОЛЬТНЫХ
АППАРАТОВ
Е
ЗЛАТ
C9SIGO&
БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА
ВЫПУСК 14
В. А. ОБРАЗЦОВ
УХОД ЗА КОНТАКТАМИ
НИЗКОВОЛЬТНЫХ
АППАРАТОВ
ГОСУДАРСТВЕННОЕ ЭНЕРГЕТИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МОСКВА 19 5 9 ЛЕНИНГРАД
ээ-з-з
РЕДАКЦИОННАЯ КОЛЛЕГИЯ:
Демков Е. Д., Долгов А. Н., Ежков В. В.,
Смирнов А. Д., Устинов П. И.
Брошюра рассчитана на электромонте-
ров, обслуживающих, электрические уста-
новки низкого напряжения. В ней дан
краткий обзор разъемных соединений
низковольтных аппаратов, рассмотрены ос-
новные положения из теории контактов и
приведены рекомендации по уходу за кон
тактами низковольтных аппаратов. Описаны
наиболее часто встречающиеся неполадки
в работе аппаратов, вызванные неправиль-
ным уходом за контактами.
Ч091Ы -J
ОТ ИЗДАТЕЛЬСТВА
Контрольные цифры развития народного хозяйства
СССР на 1959—1965 годы, принятые XXI съездом КПСС,
знаменуют собой вступление нашей Родины в новый
исторический период — период развернутого строитель-
ства коммунистического общества. Начавшееся семиле-
тие будет решающим этапом в осуществлении идеи
Ленина о сплошной электрификации страны.
В этих условиях предъявляются повышенные требо-
вания к мастерству и знаниям основных кадров электри-
фикации — электромонтеров и работников смежных про-
фессий.
Стремясь удовлетворить назревшей потребности, Гос-
энергоиздат приступил к изданию «Библиотеки электро-
монтера». В «Библиотеку» войдут брошюры как для ква-
лифицированных монтеров, обладающих большим прак-
тическим опытом, так и для монтеров, имеющих необхо-
димую теоретическую подготовку, но еще не накопивших
достаточного опыта работы.
Цель «Библиотеки» — объяснить, как работают элек-
трические устройства и аппараты, показать, как выпол-
няются простейшие электротехнические расчеты, почему
в данных условиях приняты те или иные решения в от-
ношении конструкций, схем и методов монтажа и экс-
плуатации, а также отразить передовой опыт изобрета-
телей и рационализаторов по монтажу, наладке и
эксплуатации электротехнических установок.
Издательство просит читателей присылать в редакцию
свои замечания по вышедшим брошюрам и предложения
о желательной тематике «Библиотеки электромонтера».
Предложения об издании брошюр вместе с кратким
их содержанием следует направлять по адресу: Москва
Ж-Н4, Шлюзовая набережная, д. 10, Госэнергоиздат,
«Библиотека электромонтера».
1*
содержание
Введение ...................................... 5
1. Основные понятия из теории контактов . . 7
2. Контактные материалы......................... 15
3. Болтовые контактные соединения............... 18
4. Размыкающиеся контакты . . . 34
5. Скользящие контакты............... . 49
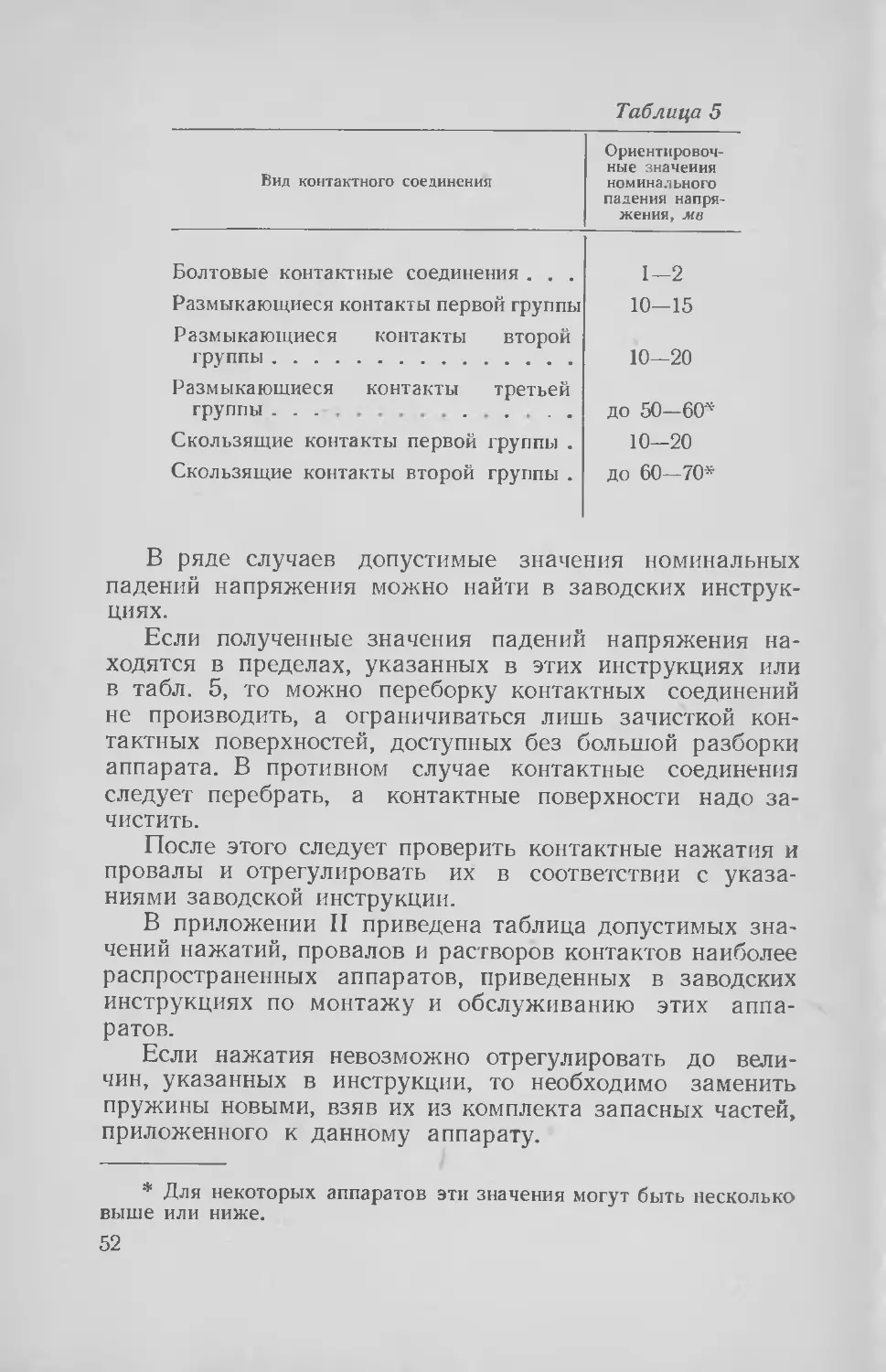
6. Особенности ремонта контактных соединений ... 51
Приложения ............... . .. .......... 55
Литература .... ....................... 59
ВВЕДЕНИЕ
Комплексная автоматизация производства, проводи-
мая в настоящее время во всех отраслях нашего народ-
ного хозяйства, неразрывно связана с широким приме-
нением электропривода. Одним из основных элементов
современного электропривода является низковольтная
коммутационная аппаратура, с помощью которой осу-
ществляются все процессы управления и защиты.
Автоматическое управление сложными технологиче-
скими процессами, работа автоматических линий и це-
лых заводов-автоматов немыслимы без применения
большого количества контакторов, автоматических вы-
ключателей, реле, командо-контролеров и других низко-
вольтных аппаратов.
Условия работы коммутационной аппаратуры совре-
менного автоматизированного электропривода являются
весьма напряженными: аппараты длительно, на протя-
жении многих месяцев, находятся в непрерывной эксплуа-
тации, нередко испытывают воздействие сильной вибра-
ции и ударов, работают с большой частотой включений
(до нескольких тысяч в час). Если при этом отсутствует
и надлежащий уход, то срок службы аппаратов сокра-
щается; они часто выходят из строя.
От надежной работы коммутационных аппаратов за-
висит как производительность механизмов, которыми они
управляют, так и качество выпускаемой продукции.
Часто простой, вызванный преждевременным выходом
из строя только одного аппарата, обходится производ-
ству очень дорого. Поэтому повседневный контроль за
работой низковольтных аппаратов и своевременный
профилактический ремонт их имеют большое значение
для повышения производительности труда, снижения
себестоимости и повышения качества продукции.
Одним из наиболее уязвимых узлов коммутационных
аппаратов являются их контакты и контактные соедине-
5
ния. Срок непрерывной работы аппарата в основном
определяется сроком службы его коммутационных кон-
тактов и стабильностью контактных соединений.
Состояние контактов в большой степени определяет
качество и надежность работы всего аппарата. Выход
из строя контактов или нарушение контактных соедине-
ний обычно приводит к разрушению аппарата, а в неко-
торых случаях может привести и к аварии всего меха-
низма или распределительного устройства. Хорошо
налаженный уход за контактами способствует предотвра-
щению большого количества аварий и увеличивает срок
службы аппаратов.
1. ОСНОВНЫЕ ПОНЯТИЯ ИЗ ТЕОРИИ КОНТАКТОВ
Контактом, или контактным соедине-
нием, обычно называют соединение токопроводящих
деталей, осуществляемое путем их взаимного сжатия.
Сжатие может быть осуществлено болтами или пружи-
нами. В некоторых случаях сами контактные детали
могут выполнять роль пружин.
Глухие контактные соединения, осуществляемые за-
клепками, развальцовкой или опрессовкой, нами не рас-
сматриваются, так как при качественном их выполнении
они в уходе не нуждаются.
Основные разновидности контактных соединений
Контактные соединения, которые могут быть разоб-
щены без разрушения соединительных деталей, называют
разъемными. По роду работы их можно разделить
на 3 основных группы.
1. Неразмыкающиеся контактные соединения,
которые при нормальной работе аппарата не разъеди-
няются: их разъединяют только при демонтаже или ре-
монте аппарата. Примером таких контактных соедине-
ний могут служить соединения подводящих шин с вывод-
ными зажимами аппарата, соединение сменных контактов
контактора или автомата с контактодержателем и т. п.
Как правило, это — болтовые или клиновые соединения.
2. Размыкающиеся контактные соединения, ко-
торые в процессе работы аппарата могут замыкаться и
размыкаться. Обычно их называют просто контактами
аппарата. Примером таких контактных соединений могут
служить коммутационные контакты контакторов и авто-
матов, блок-контакты реле, командоаппаратов и т. п.
Как правило, сжатие контактных деталей в этих соеди-
нениях осуществляется пружинами.
7
3. Скользящие контактные соединения, или
просто скользящие контакты, контактные де-
тали которых могут при работе аппарата перемещаться
друг по отношению к другу без нарушения контакта.
Примерами таких соединений служат: шарнирное соеди-
нение ножей рубильника с неподвижными контактами,
соединение движка реостата с токонесущим стержнем и
т. п. Сжатие контактных деталей в этих соединениях
также осуществляется пружинами и другими пружиня-
щими деталями.
Переходное сопротивление контактных соединений
Наиболее важным параметром любого контактного
соединения, позволяющим оценить его качество, является
величина переходного сопротивления /?п.
Чем меньше переходное сопротивление контактного
соединения, тем меньше тепла выделяется в нем при
прохождении тока и тем больший ток можно пропустить
через него при заданной предельной температуре нагрева
контактных деталей. Следовательно, чем меньше Rn, тем
лучше контактное соединение.
На практике для оценки качества контактного соеди-
нения часто используют не величину переходного сопро-
тивления, а величину падения напряжения на
контактном соединении ДС/ при протекании
по нему постоянного тока. Так как величина падения
напряжения зависит от тока, то при сравнительной
оценке качества контактного соединения обычно поль-
зуются величиной падения напряжения на нем при
протекании номинального тока. В дальнейшем величину
падения напряжения при номинальном токе мы будем
называть номинальным падением напряже-
ния и обозначать через /\Ц„.
Чем меньше номинальное падение напряжения на кон-
тактном соединении, тем надежнее контакт. Зная вели-
чину Д£/н, нетрудно при необходимости определить и
величину переходного сопротивления контактного сое-
динения:
ДД
Rn = -r^.
Рассмотрим факторы, влияющие на величину пере-
ходного сопротивления контактного соединения.
8
Контактное нажатие. Как бы хорошо ни были обра-
ботаны контактные поверхности, непосредственное кон-
тактирование происходит обычно в одной или несколь-
ких точках, а именно там, где расположены наибольшие
выступы контактных поверхностей. Число точек, в кото-
рых в первый момент создается металлический контакт,
зависит от формы контактных поверхностей и от степени
свободы контактных деталей. После того как контакт-
ные детали сошлись, и сила, прижимающая одну деталь
к другой, начинает возрастать, бугорки, которые пер-
выми вступили в контакт, начинают сминаться, и в со-
прикосновение вступают все новые и новые бугорки на
поверхностях контактирующих деталей. По мере увели-
чения давления растет площадь контактирующей поверх-
ности, и с ростом площади уменьшается переходное
сопротивление контактного соединения.
Зависимость переходного сопротивления от давле-
ния на контактные детали, которое мы в дальнейшем
будем называть контактным нажатием F, в об-
щем виде выражается формулой:
где а — коэффициент, зависящий от физических свойств
контактных материалов (электропроводность и
твердость) и от чистоты обработки контактных
поверхностей;
п — показатель степени, который зависит от формы
контактных поверхностей и от степени свободы
контактов.
Форма контактных поверхностей. В зависимости от
назначений контактного соединения и от кинематики
аппарата контактные поверхности могут иметь самую
различную форму. Однако по характеру контактирования
все разновидности контактных соединений можно свести
к трем основным видам.
А. Точечные. Контакт происходит в одной точке.
При этом формы контактных поверхностей могут быть
следующими: острие-плоскость, острие-сфера, сфера-
плоскость, сфера-сфера.
Б. Линейные. Контакт осуществляется в конечном
счете по линии. Линейное контактирование может иметь
9
место при следующих формах контактных поверхностей:
призма-плоскость, цилиндр-плоскость, цилиндр-цилиндр.
В. Плоскостные, или многоточечные.
Контакт осуществляется в конечном счете в нескольких
точках поверхности. Такое соединение может иметь место
только у самоустанавливающихся контактов при плоских
контактных поверхностях.
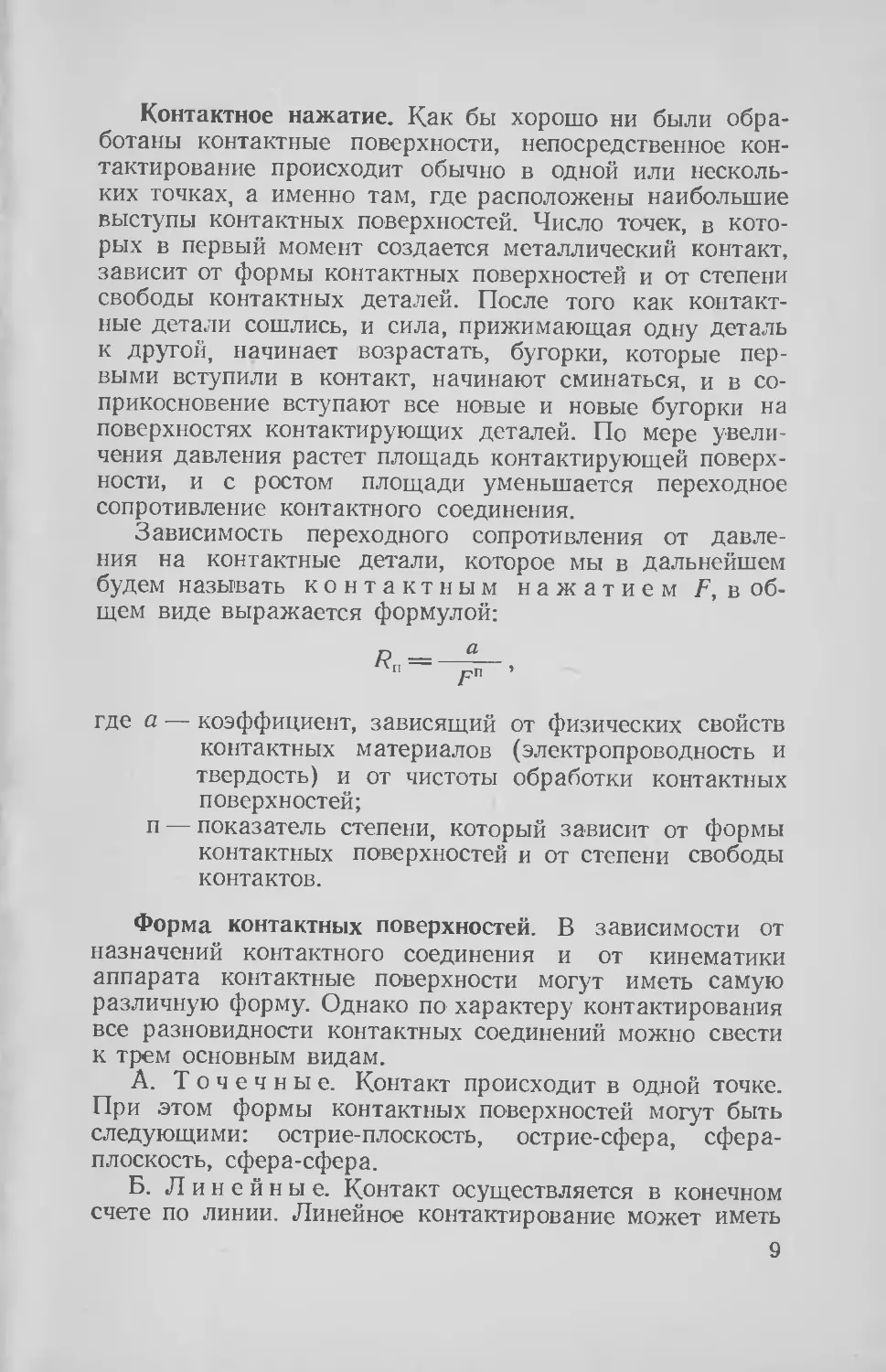
На рис. 1 приведены наиболее распространенные
формы контактных поверхностей.
Рис. 1. Форма контактных по-
верхностей: а — одноточечный
контакт; б — линейный кон-
такт; в — плоскостной, или
многоточечный контакт.
1 — острие—плоскость; 2 — острие—
сфера; 3 — сфера—плоскость; 4 —
сфера — сфера; 5 — призма — пло-
скость; 6 — цилиндр—плоскость; 7 —
цилиндр—цилиндр; 8 — плоскость-
плоскость.
Точечный контакт применим в тех случаях, когда
контактные нажатия очень малы: от нескольких граммов
до 0,3—0,5 кГ. Примером могут служить блок-контакты
контакторов и реле. Величина тока, протекающего
через их контактные соединения, не превышает несколь-
ких ампер, вследствие чего величина переходного сопро-
тивления не играет большой роли.
Линейные контакты характерны для размыкающихся
контактных соединений, например для контактов контак-
10
торов, выключателей и разъединителей. Через такие
контактные соединения можно пропускать токи до не-
скольких сотен ампер, а контактные нажатия в этих кон-
тактных соединениях могут достигать нескольких десят-
ков килограммов. Чтобы обеспечить контактирование по
линии, применяют самоустанавливающиеся контакты.
Плоскостные, или многоточечные контакты свойственны
неразъемным контактным соединениям, например соеди-
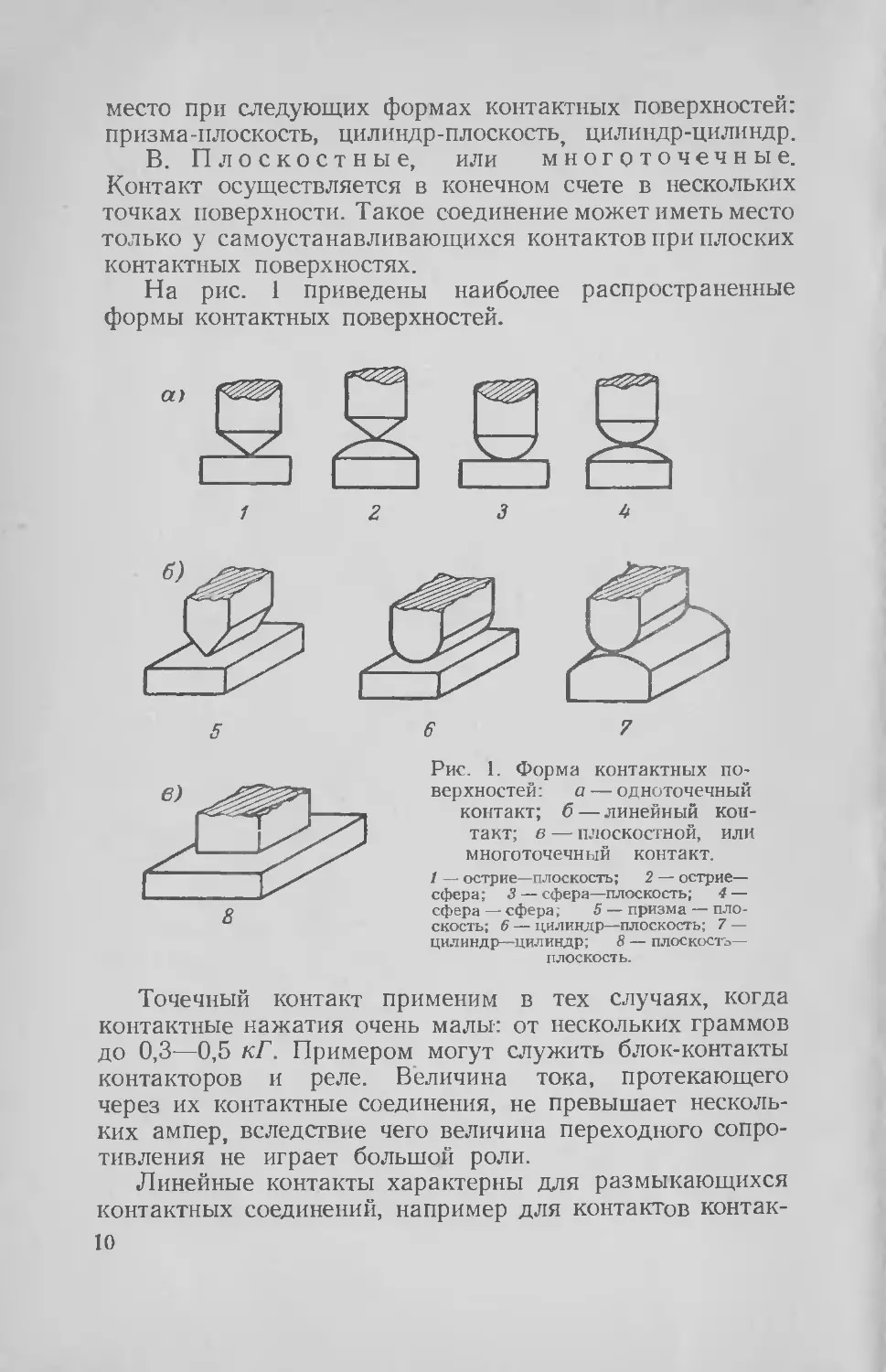
Контактное нажатие F, нГ
Рис. 2. Зависимость переходного сопротивления /?п медных
контактов от контактного нажатия F.
Г — плоскостной, или многоточечный контакт; 2 — одноточечный контакт.
нениям шин или кабелей с выводами аппаратов, соеди-
нениям токоведущих деталей со сменными дугогаситель-
ными контактами и т. п. Контактные нажатия в этих
случаях достигают нескольких сотен килограммов.
На рис. 2 приведены кривые, выражающие зависи-
мость переходного сопротивления 7?п медных контактов
от величины контактного нажатия. Как видно из ри-
сунка, увеличение нажатия свыше определенного значе-
ния лишь весьма незначительно меняет величину пере-
ходного сопротивления. Следовательно, увеличение кон-
11
тактного нажатия улучшает качество контактного сое-
динения только в определенных пределах.
Окисление контактных поверхностей. Все наши рас-
суждения о качестве того или иного контактного соеди-
нения будут справедливы только в том случае, если кон-
тактные поверхности не покрыты слоем окисла.
Как известно, все металлы при воздействии на них
кислорода воздуха покрываются пленкой окисла. Тол-
щина этой пленки зависит от материала контактных де-
талей, времени окисления, температуры окружающей
среды, наличия в воздухе влаги, а также от других фак-
торов, ускоряющих или замедляющих процесс окисления.
Наличие пленки окисла на поверхности контактирующих
деталей очень сильно влияет на величину переходного
сопротивления, которая может увеличиваться при этом
в десятки и сотни раз.
В табл. 1 приведены значения переходного сопротив-
ления для различных контактных материалов до окисле-
ния и после окисления при температуре 35° С (по дан-
ным лаборатории Смурова).
Таблица 1
Материал контактов Длитель- ность окисления, сутки Коэффициент а Во сколько раз переходное сопротивление увеличилось в результате окисления
до окисления после окисления
Медь 2 1,1-10“4 180-10—4 164
Олово 12 1,56-10—4 110-Ю4 77
Серебро 100 0,5-10-4 11-104 22
Как видно из таблицы, под воздействием окисления
всего сильнее переходное сопротивление повышается
у медных контактов. Уже через двое суток оно возрас-
тает более чем в 150 раз. Лучше всего сопротивляются
окислению серебряные контакты. За 100 суток их пе-
реходное сопротивление увеличивается только в 22 раза.
Такого резкого увеличения переходного сопротивле-
ния контактных соединений, какое имеет место у меди,
конечно, нельзя допускать на практике. Поэтому при-
меняют ряд мер, направленных на то, чтобы предотвра-
тить окисление контактных поверхностей. Контактные
12
поверхности деталей, образующих неразмыкаемое кон-
тактное соединение, покрывают слоем олова, кадмия или
серебра. Если осуществить такое покрытие невозможно,
то перед соединением контактные поверхности смазы-
вают тонким слоем технического вазелина, а после
соединения закрашивают все щели асфальтовым или
эмалевым лаком.
Для размыкающихся контактных соединений, пред-
назначенных для длительной работы под током, лучше
всего применять контакты из серебра или из металлокера-
мики на серебряной основе. В случае применения мед-
ных или других быстро окисляющихся контактов кине-
матику контактных деталей выполняют так, чтобы при
соприкосновении их имело место скольжение контактных
поверхностей друг по другу, в результате чего при каж-
дом включении происходит сдирание пленки окисла.
Вибрация. В большинстве случаев коммутационную
аппаратуру располагают близко к агрегатам, для управ-
ления которыми она предназначена. Так, пускатель уста-
навливают недалеко от двигателя, автоматы и выключа-
тели помещают в распределительном устройстве низкого
напряжения, которое в свою очередь может находиться
в помещении машинного зала или на территории цеха.
Как известно, при работе вращающихся машин и меха-
низмов неизбежно имеет место вибрация их фундамен-
тов, распространяющаяся по всему зданию, в котором
работают эти механизмы. Поэтому низковольтным аппа-
ратам зачастую приходится работать в условиях непре-
рывной вибрации. Рассмотрим, как может влиять вибра-
ция на контактные соединения аппарата.
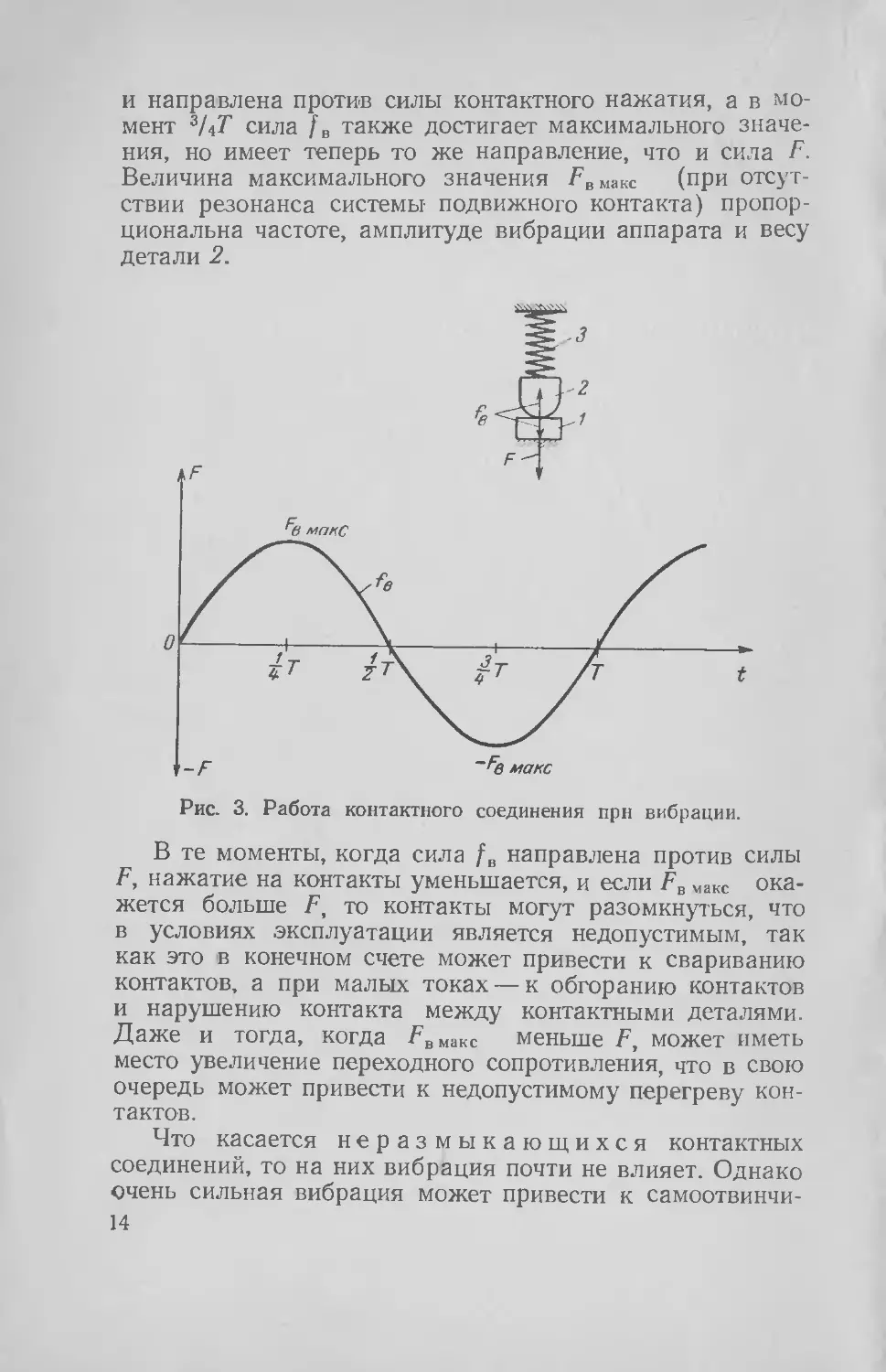
Если направление вибрации совпадает с направле-
нием силы, сжимающей контактное соединение (наиболее
опасный случай), то на контактные детали разъемного
контактного соединения будет действовать переменная
сила, изменяющаяся по синусоидальному закону. На
рис. 3 изображены две контактные детали I и 2. Деталь
1 жестко закреплена на аппарате, а деталь 2 прижата
к детали 1 пружиной 5, обеспечивающей контактное на-
жатие F. Если направление вибрации совпадает с нап-
равлением силы F, то при колебаниях аппарата к детали
2 будет прикладываться сила, меняющаяся по синусои-
дальному закону. В момент, соответствующий времени
’/г Г, сила fB достигает своего максимального значения
13
и направлена против силы контактного нажатия, а в мо-
мент 3ЦТ сила f„ также достигает максимального значе-
ния, но имеет теперь то же направление, что и сила /
Величина максимального значения FBMaKc (при отсут-
ствии резонанса системы подвижного контакта) пропор-
циональна частоте, амплитуде вибрации аппарата и весу
детали 2.
~Fb макс
Рис. 3. Работа контактного соединения при вибрации.
В те моменты, когда сила fв направлена против силы
F, нажатие на контакты уменьшается, и если FB макс ока-
жется больше F, то контакты могут разомкнуться, что
в условиях эксплуатации является недопустимым, так
как это в конечном счете может привести к свариванию
контактов, а при малых токах — к обгоранию контактов
и нарушению контакта между контактными деталями.
Даже и тогда, когда FBMaKc меньше F, может иметь
место увеличение переходного сопротивления, что в свою
очередь может привести к недопустимому перегреву кон-
тактов.
Что касается неразмы кающихся контактных
соединений, то на них вибрация почти не влияет. Однако
очень сильная вибрация может привести к самоотвинчи-
14
ванию болтов и гаек, что неизбежно приведет к наруше-
нию контакта и перегреву контактного соединения. Для
предотвращения самоотвинчивания контактных деталей
при вибрации обычно применяют различные контрящие
устройства: контргайки, пружинные шайбы разных
конструкций и т. п. или прибегают к кернению.
Чтобы исключить влияние вибрации на размыкаю-
щиеся контактные соединения, величину контактного
нажатия обычно выбирают при расчете такой, чтобы ее
изменение в некоторых пределах практически не сказы-
валось на величине переходного сопротивления. Кроме
того, стараются по возможности уменьшить вес по-
движных контактных деталей. Следует, конечно, умень-
шать и вибрацию аппаратов путем изменения жесткости
их крепления и амортизации распределительных
устройств.
Особенно опасна вибрация, вызывающая резо-
нанс крепления аппарата или его контактных деталей.
В этом случае даже сравнительно небольшая вибрация
здания будет приводить к очень сильной вибрации резо-
нирующих деталей. Для борьбы с резонансом поихо-
дится иногда изменять конструкцию крепления аппара-
тов в распределительном устройстве или даже отдель-
ных узлов аппарата.
2. КОНТАКТНЫЕ МАТЕРИАЛЫ
Металлы
Медь. Самым распространенным контактным мате-
риалом является медь. Она обладает высокой электро-
проводностью, достаточной твердостью и тугоплав-
костью, значительной электрической износоустойчи-
востью. К тому же она дешевле других контактных
материалов.
Существенным недостатком медных контактов яв-
ляется сравнительно быстрое окисление контактных
поверхностей и прогрессивно увеличивающееся переход-
ное сопротивление при повышении нагрева контактов.
В связи с этим для непрерывного режима работы мед-
ные контакты стараются не применять.
Применяют их, главным образом, в качестве дуго-
15
гасительных. Небольшое проскальзывание позволяет при
каждом включении и отключении разрушать пленку
окисла.
Серебро. Серебро является наилучшим материалом
для контактов, работающих в длительном режиме.
Теплопроводность и электропроводность серебра выше,
чем у всех других контактных материалов. Серебро
очень медленно окисляется, да и окислы серебра обла-
дают хорошей проводимостью. Переходное сопротивле-
ние серебряных контактов очень стабильно и весьма мало
зависит от температуры контактов.
К недостаткам серебряных контактов следует от-
нести небольшую электрическую износоустойчивость
при включении и отключении токов свыше 150—200 а.
Кроме того серебро является очень дефицитным мате-
риалом.
Серебро применяют для изготовления блок-контактов
и контактов контакторов длительного режима работы на
токи до 100—150 а, а также главных контактов автома-
тов на токи до 3—5 ка. В целях экономии серебра кон-
такты выполняются из меди, на которую непосредственно
в месте контактирования напаивают небольшие сереб-
ряные пластинки.
Вольфрам. По механической 'прочности вольфрам
превосходит большинство других металлов и сохраняет
свою прочность при высоких температурах. Вольфрам
стоек к воздействию электрической дуги. Однако у воль-
рамовых контактов переходное сопротивление во много
раз больше, чем у медных и серебряных. К тому же
вольфрам подвержен окислению, дорог и дефицитен.
В чистом виде вольфрам применяется главным обра-
зом для маломощных контактов, работающих с боль-
шой частотой включения. В виде напаек вольфрам при-
менялся для дугогасительных контактов старых типов
иностранных автоматов на токи до 6—10 ка.
Порошковые материалы
Графит. Из всех контактных материалов графит
обладает самым высоким удельным сопротивлением и
самой высокой допустимой температурой.
Переходное сопротивление графитовых контактов
велико, но зато очень стабильно во времени. Поэтому
16
С
переходное сопротивление столба угольных шайб ис-
пользуется в автоматических регуляторах напряжения.
Главным преимуществом графитовых контактов яв-
ляется то, что они, не свариваясь, могут включать очень
большие токи. Однако при включении и отключении
графитовыми контактами больших токов они сильно
изнашиваются и при этом образуется большое коли-
чество копоти, что может привести к резкому снижению
изоляции аппарата.
Из графита делались дугогасительные контакты не-
которых отечественных и иностранных автоматов.
Металлокерамические контакты. Если контакты ком-
мутационного аппарата должны выполнять функции
одновременно и главных и дугогасительных контактов,
то к их материалу предъявляются особенно большие тре-
бования. Требуется, чтобы этот материал обладал ма-
лым переходным сопротивлением, большой стойкостью
к воздействию электрической дуги, достаточной устой-
чивостью к коррозии как при низкой, так и при высокой
температуре.
Ни один из металлов в чистом виде не удовлетво-
ряет в полной мере всем этим требованиям. Простые
сплавы металлов обычно не сохраняют всех качеств,
присущих компонентам, входящим в эти сплавы. По-
этому для создания контактных материалов с требуе-
мыми свойствами используются так называемые гете-
рогенные сплавы, изготавливаемые методом металло-
керамики. Этот вид сплавов позволяет сохранить
индивидуальные свойства отдельных контактных мате-
риалов, входящих в такой сплав. Подбором количествен-
ного соотношения отдельных составных частей сплава
можно в широких пределах изменять характеристики
контактов, добиваясь сочетания требуемых свойств.
Наиболее простые двухкомпонентные металлокера-
мические контакты составляются обычно из металла,
обладающего хорошей проводимостью (серебро, медь),
но имеющего низкую температуру плавления, и туго-
плавкого металла (вольфрам, молибден). Оба мате-
риала измельчают в порошок с размером частиц менее
40 мк, перемешивают и из этой смеси методом прес-
сования в прессформе изготавливают контактные пла-
стинки нужной формы. Затем контакты запекают при
температуре 800—900°. Существуют и другие способы
2 в. А. Образцов
ПиЙЛВЕИНН ЯНН4*4’
библиотека
—. в> г. Велиисивг» |
г. Свердлов*
17
изготовления металлокерамических контактов, обеспе-
чивающие получение монолитного, механически проч-
ного материала с тугоплавким скелетом и легкоплавким
заполнителем хорошей проводимости. В результате та-
кой контактный материал, обладая низким переходным
сопротивлением, вместе с тем мало изнашивается при
отключении больших токов. Под действием дуги легко-
плавкий металл на поверхности такого контакта рас-
плавляется, но не разбрызгивается, так как расплавлен-
ные капли этого металла удерживаются в порах туго-
плавкого металла силами смачивания.
За последнее время как у нас, так и за границей,
начали широко применять разнообразные металлокера-
мические контакты с различными свойствами.
Наибольшее распространение у нас получили следую-
щие типы металлокерамических контактов: серебро —
окись кадмия, серебро —вольфрам, серебро — молибден,
серебро — графит, серебро — никель, медь—графит.
Чтобы облегчить прочное соединение металлокера-
мических пластин с контактными деталями, на нижней
стороне таких пластин делают серебряный или медный
подслой толщиной от 0,2 до 1 мм. Поэтому при замене
сгоревшей пластины новой пластиной следует обращать
внимание на правильную установку ее — пластина
должна быть обращена к контактной детали своим под-
слоем.
Надо также помнить, что нельзя заменять металло-
керамические контакты одного типа такими же контак-
тами других типов, не убедившись предварительно
в тождестве их свойств.
3. БОЛТОВЫЕ КОНТАКТНЫЕ СОЕДИНЕНИЯ
Условия работы
Болтовые (винтовые) контактные соединения аппа-
ратов предназначены для длительной работы без раз-
борки. Они применяются наиболее часто в двух случаях:
во-первых, для жесткого электрического соединения
друг с другом токоведущих деталей аппарата и, во-
вторых, для присоединения подводящих шин или кабе-
лей к выводам аппарата. Указанные контактные соеди-
нения разбираются только при замене деталей, вышед-
18
ших из строя, или при снятии аппаратов, подлежащих
ремонту.
Для обеспечения бесперебойной эксплуатации аппа-
рата все его болтовые контактные соединения должны
быть вполне надежными как при нормальной работе
аппарата (номинальный режим), так и при протекании
через аппарат токов короткого замыкания (аварийный
режим).
Надежность контактного соединения определяется
в первую очередь температурой контактных деталей.
Контактное- соединение считается надежным, если при
протекании через него номинального тока температура
контактных деталей не превышает значений, установ-
ленных ГОСТ или техническими условиями на аппарат.
В табл. 2 приведены допустимые температуры на-
грева контактных деталей неразмыкающихся контакт-
ных соединений низковольтных аппаратов.
Температура любого контактного соединения опреде-
ляется при прочих равных условиях величиной переход-
ного сопротивления, которое в свою очередь зависит от
контактного нажатия и от состояния контактных поверх-
ностей — от загрязненности и наличия слоя окисла.
Исходя из этого, задача персонала, обслуживающего
установки с низковольтной аппаратурой, сводится к тому,
чтобы не допускать чрезмерного нагрева болтовых кон-
тактных соединений и своевременно устранять причины,
которые могут привести к недопустимому нагреву этих
соединений.
Основными причинами повышенного нагрева болто-
вых контактных соединений являются ослабление кон-
тактных нажатий и окисление контактных поверхностей.
Ослабление контактных нажатий может
иметь место из-за плохой затяжки болтов при сборке
контактного соединения, из-за самоотвинчивания болтов
в процессе эксплуатации аппарата и в результате воз-
действия на контактное соединение токов короткого
замыкания. Окисление контактных поверх-
ностей происходит постоянно, но интенсивность этого
процесса может быть различной. Она особенно велика,
если контактные поверхности не защищены от воздей-
ствия кислорода воздуха и от попадания на них влаги.
Окисление происходит тем быстрее, чем выше темпера-
тура контактных деталей.
2* 19
Таблица 2
Макси-
мально
допустимая
темпера-
тура, °C
Материал и тип контакта
Максимально
допустимый
перегрев при
температуре
окружающей
среды, равной
35° С
Медные и латунные щеточные контакты
Втычные медные и латунные контакты . . .
Скользящие и стыковые массивные медные
и латунные контакты....................
Скользящие и стыковые контакты с сереб-
ряными напайками или контакты из чистого
серебра ...............................
Клиновые медные и латунные контакты за
исключением контактов плавких предохра-
нителей ...............................
70
70
ПО
120
90
Клиновые медные и латунные контакты ру-
бящего типа в плавких предохранителях . 120
Контакты с металлокерамическими напайками
из металлокерамики на серебряной основе 120
Медные болтовые контактные соединения
с контактными поверхностями, не защи-
щенными от коррозии .......................
Медные болтовые контактные соединения
с контактными поверхностями, защищен-
ные от коррозии слоем полуды ..............
Медные болтовые контактные соединения
с контактными поверхностями, защищен-
ными от коррозии слоем серебра ............
Алюминиевые болтовые контактные соеди-
нения ...............................
90
100
120
90
35
35
75
85
55
85
85
55
65
85
55
Все это надо учитывать, чтобы сознательно осуще-
ствлять профилактику контактных соединений, без из-
лишней затраты труда.
Соединения шин или кабелей с выводами аппаратов
Контроль за болтовыми соединениями шин или кабе-
лей с зажимами аппарата должен начинаться еще в пе-
риод монтажа, поскольку от качества монтажа часто
зависит надежность работы всего аппарата и особенно
надежность его контактных соединений.
20
Сечение проводников. Первое, на что следует обра-
щать внимание при монтаже аппаратуры, это — пра-
вильность выбора сечения проводников, подводящих и
отводящих ток. От сечения этих проводников зависит
нагрев токоведущих деталей аппарата и особенно его
выводов. Сказанное относится прежде всего к аппара-
там на большую силу тока (свыше 300 а). Дело в том,
что часть тепла, выделяемого в аппарате, отводится
через выводы аппарата в подсоединенные к ним шины
или кабели. Чем меньше температура подводящих шин
или кабелей, тем больше тепла можно отвести от аппа-
рата и тем ниже будет температура контактных соеди-
нений проводников с выводами аппарата.
Тепловой расчет токоведущих деталей аппарата
производится обычно с учетом отсоса части тепла под-
водящими и отводящими проводниками. При этом
обычно принимают, что сечение и величина поверхности
этих проводников должны быть такими, чтобы при про-
текании по ним номинального тока аппарата их темпе-
ратура была близка к предельно допустимой темпера-
туре выводов аппарата.
При проектировании комплектных устройств, состав-
ной частью которых являются аппараты, выбор сечения
подводящих и отводящих проводников обычно произво-
дится с точки зрения их нагрева. Поэтому при монтаже
установок, выполняемых по проекту, достаточно прове-
рить, соответствуют ли сечение и размеры шин и кабе-
лей, подсоединяемых к аппаратам, требованиям проекта.
Если монтаж установки производится без проекта,
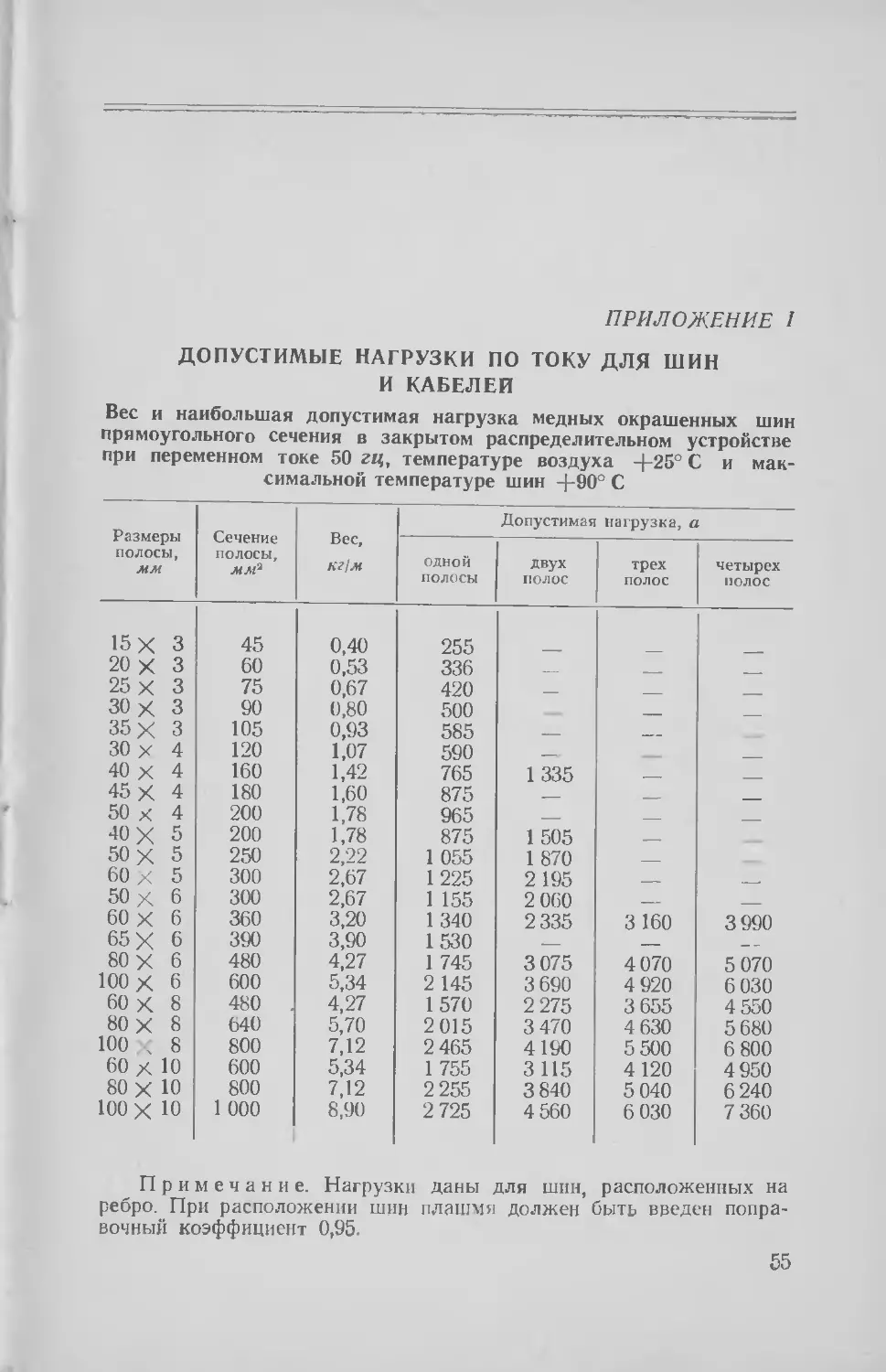
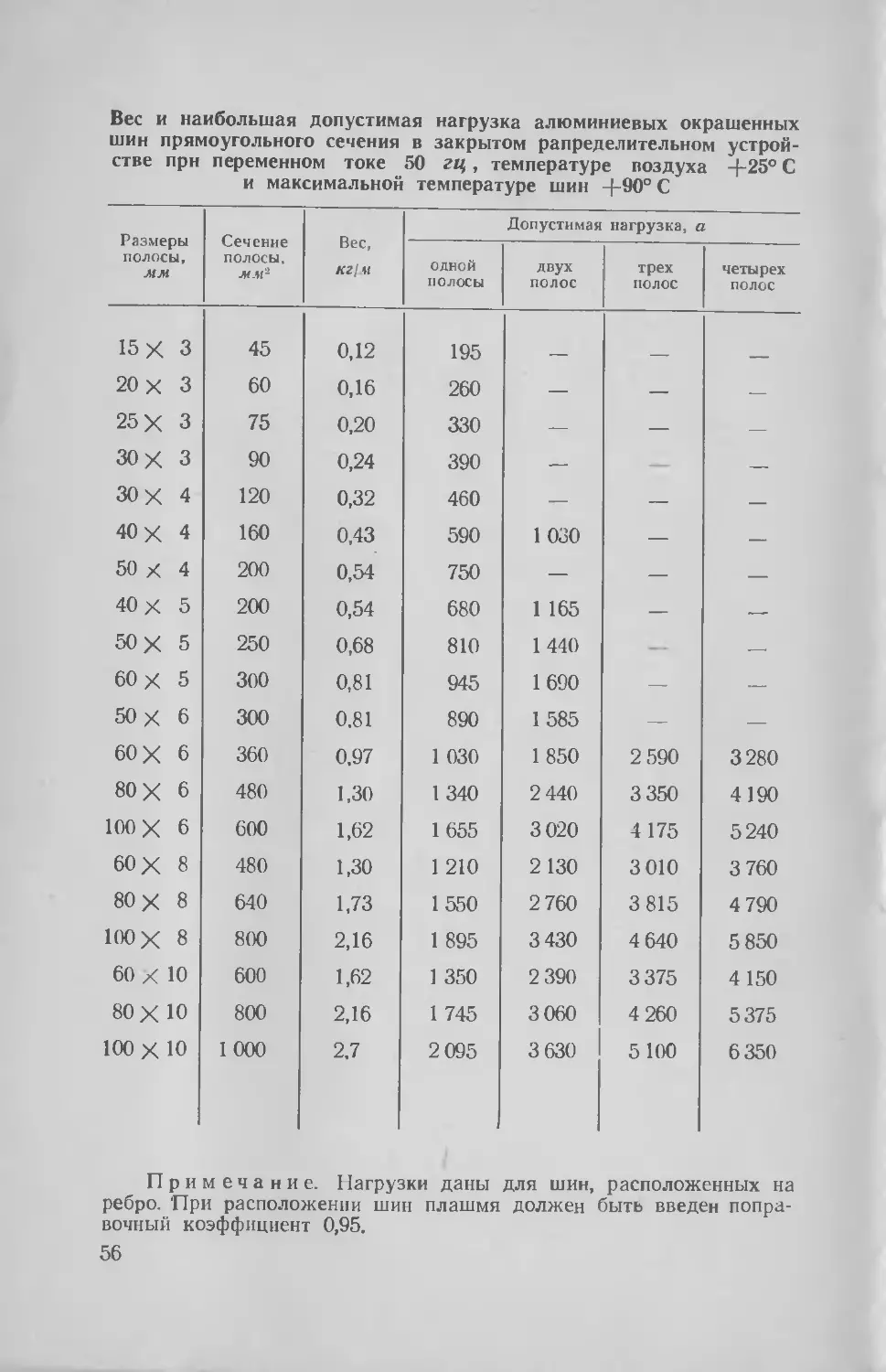
то выбор сечения и размеров подводящих шин и кабе-
лей следует производить, исходя из технических условий
на аппарат. Если же и в технических условиях нет
соответствующих указаний, то можно руководствоваться
таблицей, приведенной в приложении I.
Подготовка подсоединяемых проводников. При мон-
таже кабелей с наконечниками следует обращать вни-
мание на то, чтобы размеры кабельных наконечников
соответствовали сечению подводимого кабеля. Кабель-
ные наконечники должны быть надежно соединены
с кабелем; несоблюдение этого требования может при-
вести к чрезмерному перегреву контактного соединения,
а иногда и к выходу из строя аппарата. Соединение осу-
ществляют либо тщательной пропайкой (в ванне), либо
21
обжатием в специальном опрессовочном устройстве.
Последний способ предпочтительнее, так как обеспечи-
вает более надежный контакт, особенно при токах корот-
кого замыкания, а также позволяет избежать расхода
дефицитного и дорогостоящего олова.
Подсоединяемые шины или кабели следует обяза-
тельно закреплять перед аппаратом так, чтобы механи-
ческие нагрузки от веса кабелей или шип и электро-
динамические нагрузки, возникающие на шинах или кабе-
лях, не передавались на выводы аппарата.
Концы шин и наконечники подсоединяемых кабелей
должны быть подогнаны так, чтобы они при незатянутых
болтах были плотно прижаты к выводам, а при затяжке
болтов не наблюдалось бы перекашивания выводов аппа-
рата.
Контактные поверхности шин или кабельных нако-
нечников должны быть освобождены от заусениц и за-
чищены до металлического блеска. Очень полезно кон-
тактные поверхности шин и кабельных наконечников
покрыть слоем полуды. Контактные поверхности выво-
дов аппарата должны быть очищены от консервационной
смазки и протерты ветошью, смоченной бензином или
спиртом.
После очистки контактные поверхности выводов аппа-
рата и подсоединяемых шин или кабельных наконечни-
ков следует покрыть тонким слоем технического вазе-
лина.
Осуществление болтового соединения. Обычно подво-
дящие шины или кабели прижимают к выводам аппа-
рата болтами или винтами. В некоторых случаях для
этой цели используют специальные зажимы, позволяю-
щие присоединить к аппарату кабели без кабельных на-
конечников.
Количество соединительных болтов и их диаметр
должны соответствовать числу и диаметру отверстий
в выводах аппарата. Уменьшение числа болтов или при-
менение болтов меньшего диаметра недопустимо, так
как это может привести к уменьшению контактного на-
жатия, а следовательно, и к перегреву контактного со-
единения.
При подключении к выводам аппарата нескольких
кабелей с кабельными наконечниками нельзя прижимать
одним болтом два кабельных наконечника, за исключе-
22
нием того случая, когда вывод аппарата имеет две кон-
тактных поверхности и отверстие без резьбы. В этом
случае два кабельных наконечника, прижатые к двум
противоположным поверхностям вывода, можно стянуть
одним сквозным болтом.
Болты должны быть стальными. Но при монтаже
аппаратов для тока повышенной частоты 500, 2500,
8000 гц применяют болты из немагнитного материала,
например из латуни, бронзы, нержавеющей стали.
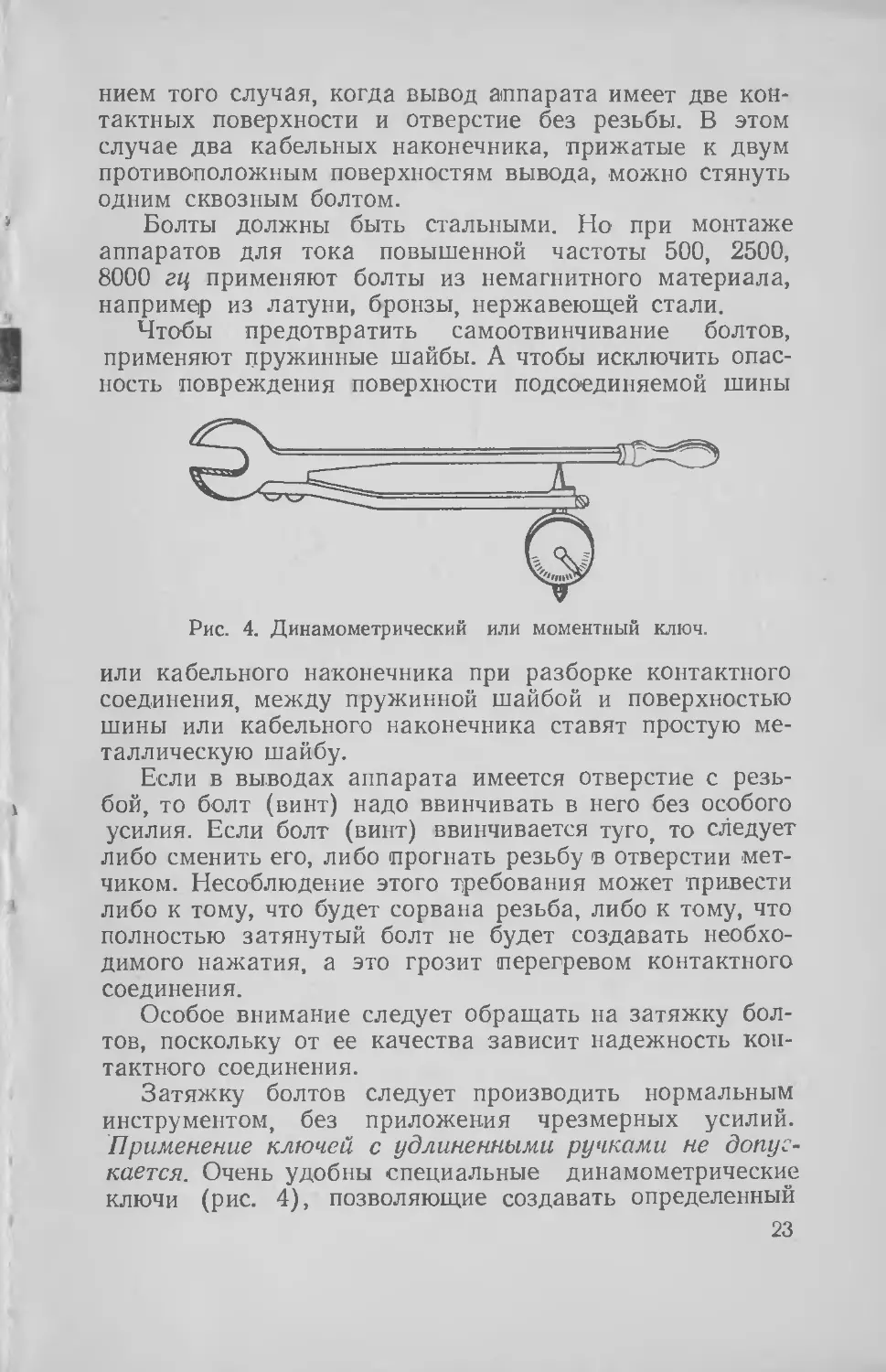
Чтобы предотвратить самоотвинчивание болтов,
применяют пружинные шайбы. А чтобы исключить опас-
ность повреждения поверхности подсоединяемой шины
Рис. 4. Динамометрический или моментный ключ.
или кабельного наконечника при разборке контактного
соединения, между пружинной шайбой и поверхностью
шины или кабельного наконечника ставят простую ме-
таллическую шайбу.
Если в выводах аппарата имеется отверстие с резь-
бой, то болт (винт) надо ввинчивать в него без особого
усилия. Если болт (винт) ввинчивается туго, то следует
либо сменить его, либо прогнать резьбу в отверстии мет-
чиком. Несоблюдение этого требования может привести
либо к тому, что будет сорвана резьба, либо к тому, что
полностью затянутый болт не будет создавать необхо-
димого нажатия, а это грозит перегревом контактного
соединения.
Особое внимание следует обращать на затяжку бол-
тов, поскольку от ее качества зависит надежность кон-
тактного соединения.
Затяжку болтов следует производить нормальным
инструментом, без приложения чрезмерных усилий.
Применение ключей с удлиненными ручками не допус-
кается. Очень удобны специальные динамометрические
ключи (рис. 4), позволяющие создавать определенный
23
наивыгоднейший натяг. Значения максимальных усилий,
допустимых при затяжке стальных болтов разного раз-
мера, приведены в табл. 3.
Таблица 3
Размер болта Мб М8 М10 М12 М16
Длина ручки нормального ключа, мм ПО 135 135 175 195
Максимальное усилие, кГ . . 3-4 6-7 8-10 14—16 18—20
Максимальный момент, кГ/см 44 95 135 280 390
Практически болт можно считать затянутым нор-
мально, когда после полного сжатия пружинной шайбы
болт завернут еще на 'А оборота. Следует всегда пом-
нить, что чрезмерный натяг болтов может привести
к аварии так. же, как и недостаточный натяг. Дело в том,
что при прохождении через контактное соединение тока
короткого замыкания шины могут нагреваться до 200° С
и выше, в то время как стяжные болты, через которые
ток практически не проходит, сохраняют ту же темпера-
туру, которую контактное соединение имело до корот-
кого замыкания. Вследствие этого толщина нагретых
шин увеличивается, а длина болтов остается прежней,
давление головки болта на поверхность шины сильно
возрастает, что может привести к вдавливанию головки
болта в тело шины. После остывания такого контактного
соединения контактное нажатие становится меньше, чем
было до короткого замыкания. Это может привести
в дальнейшем к перегреву контактного соединения.
Чтобы головка болта не врезалась в шину, между
головкой болта и поверхностью шины обычно прокла-
дывают шайбу с увеличенным наружным диаметром.
В этом случае при коротком замыкании дополнительные
усилия приводят лишь к упругой деформации болта.
Если же болт будет перетянут, может произойти его
разрушение. Для уменьшения относительного удлинения
болта желательно между его головкой и поверхностью
шины ставить по возможности более толстую шайбу или
же ставить несколько шайб. В этом случае рабочая длина
24
болта увеличивается, и он легче переносит дополнитель
ную нагрузку. Кроме того, после короткого замыкания
контактное нажатие не будет уменьшаться.
Важно предохранить контактные соединения от окис-
ления в процессе эксплуатации; поэтому желательно
после окончательной затяжки болтов закрасить все кон-
тактные швы эмалевым лаком, эмалевой краской или
каким-либо другим составом, препятствующим проник-
новению воздуха и влаги к контактным поверхностям.
Контактное соединение алюминиевых шин с медными
выводами аппаратов. Контактное соединение между мед-
ной и алюминиевой деталью не может считаться надеж-
ным, если при его проектировании и осуществлении не
будут учтены следующие особенности этого соединения:
а) контакт медь — алюминий состоит из разных ме-
таллов, вследствие чего между ними всегда будет иметь
место разность потенциалов, способствующая образова-
нию коррозии алюминиевой детали;
б) на открытом воздухе алюминий быстро покрывается
тонкой пленкой окисла, обладающей высоким электриче-
ским сопротивлением;
в) алюминий в 2—3 раза мягче меди, а с увеличением
температуры его ползучесть еще более увеличивается,
что приводит к ослаблению контактных соединений с те-
чением времени,
г) у алюминия коэффициент линейного расширения
в 1,44 раза больше, чем у меди, в результате чего нагрев
болтового соединения при алюминиевых шинах током ко-
роткого замыкания приводит к большим дополнительным
нагрузкам на болты.
При проектировании указанного соединения необхо-
димо диаметр шайбы, прокладываемой между головкой
болта и поверхностью шины, и величину затяга болтов вы-
брать такими, чтобы давление на шину не превышало
1,5 кГ/мм2.
Для компенсации добавочных усилий на болты, возни-
кающих при нагреве контактного соединения токами ко-
роткого замыкания, рекомендуется применять прорезные
или тарельчатые пружинные шайбы.
При монтаже желательно применять алюминиевые
шины, концы которых предварительно обжаты под прес-
сом давлением 20—30 кГ[мм2.
Следует также обращать особое внимание на правиль-
25
ность начального затяга болтов, на зачистку контактных
поверхностей от пленки окиси и на защиту их от коррозии.
В качестве защиты от коррозии рекомендуется применять
вместо технического вазелина графитовую смазку (ГОСТ
3333-46) или металлизировать поверхности алюминиевой
шины медью с подслоем цинка.
Контроль за состоянием контактных соединений. Со-
стояние вводных контактных соединений лучше всего кон-
тролировать, производя периодические измерения их тем-
пературы. Такой контроль дает истинное представление
о состоянии соединений. Вместе с тем он прост и позво-
ляет обходиться без разбора болтовых соединений. А из-
вестно, что чем реже болтовое контактное соединение под-
вергается разборке и чем реже подтягиваются болты, тем
меньше вероятность нарушения контактного соединения
вследствие чрезмерной перетяжки болтов или перекоса
выводов аппарата.
Наиболее просто измерить температуру контактных
деталей ртутным или спиртовым термометром. Од-
нако в большинстве случаев фактическая температура бу-
дет несколько ниже измеренной. Кроме того, измерение
с помощью термометра температуры контактных деталей,
находящихся под напряжением, сопряжено с опасностью
для обслуживающего персонала, так как для снятия пока-
заний термометра нужно приблизить лицо к нему, а сле-
довательно, и к шинам, находящимся под напряжением.
Очень удобно контролировать температуру контактных
соединений с помощью специальных термокрасок,
наносимых на контактные детали. Термокраски изменяют
свой цвет по мере повышения температуры. Каждой опре-
деленной зоне температур соответствует определенный
цвет термокраски. Однако такие краски трудно достать.
У нас, к сожалению, они пока не выпускаются в достаточ-
ных для широкого использования количествах.
Наиболее точно можно измерить температуру контакт-
ных соединений с помощью термопар.
Термопара состоит из двух различных изолированных
друг от друга металлических проводников, скрученных
вместе и заключенных в общую изоляционную оболочку.
С одного конца проводники сварены или спаяны. Дру-
гими концами их присоединяют к зажимам милливольт-
метра или потенциометра. Если место спая нагреть, то
в нем возбуждается термо-э. д. с. Чем выше температура
26
места спая по сравнению с температурой концов провод-
ников, подсоединенных к прибору, тем больше термо-э. д. с
Если термопару приложить к нагретому телу местом
спая, то оно быстро примет температуру этого тела, и
в термопаре возникнет термо-э. д. с. Измерив величину
термо-э. д. с., легко вычислить превышение температуры
тела над температурой окружающей среды:
@ t ^окр
где
t — температура тела, °C;
/окр— температура окружающей среды, °C;
ет — термо-э. д. с., мв\
К—коэффициент, зависящей от материалов провод-
ников термопары, град[мв.
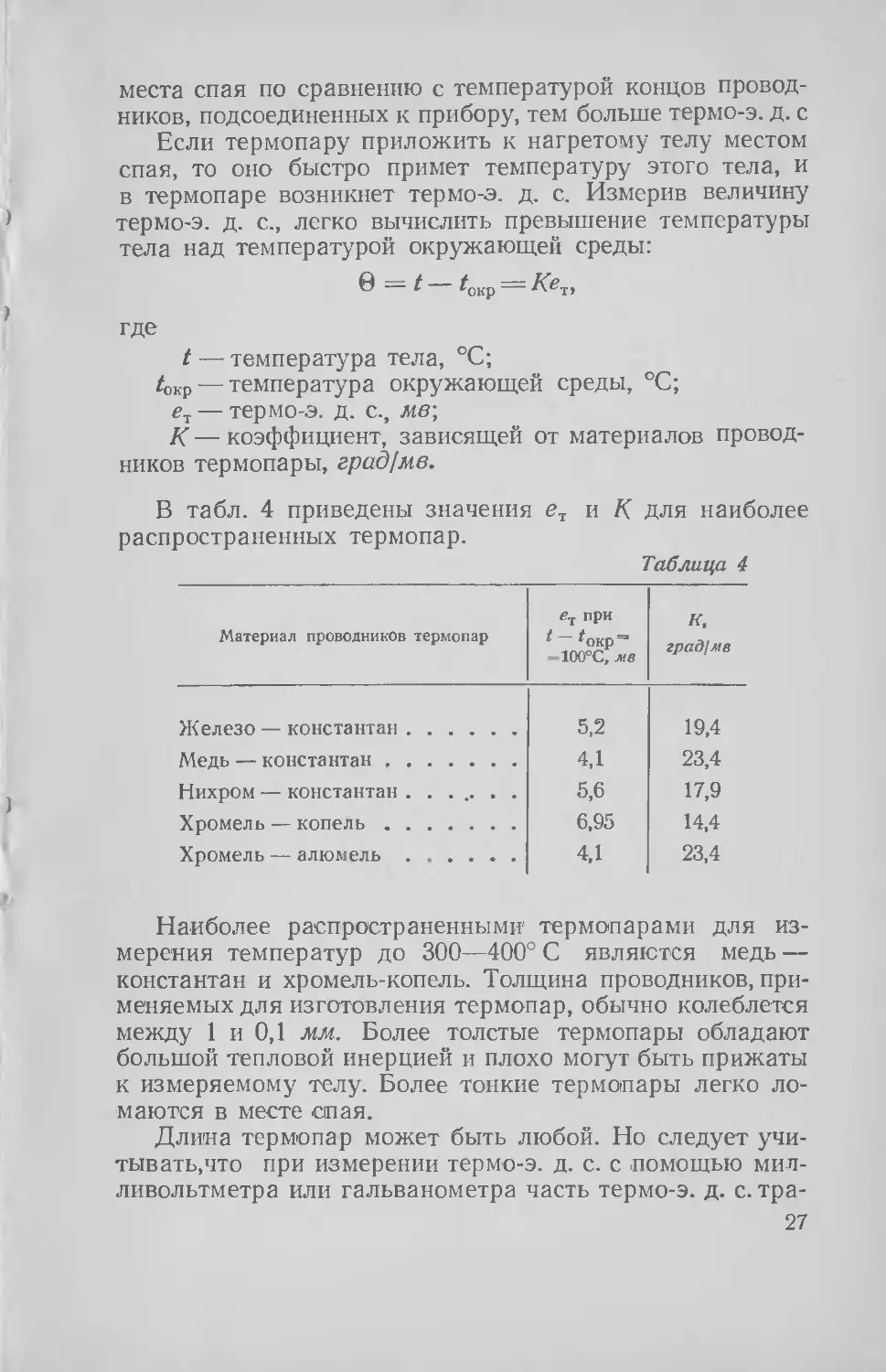
В табл. 4 приведены значения ет и К для наиболее
распространенных термопар.
Таблица 4
Материал проводников термопар ег при — ^окр “ -100° С, мв К9 град] м в
Железо — константан 5,2 19,4
Медь — константан 4,1 23,4
Нихром — константан ....... 5,6 17,9
Хромель — копель 6,95 14,4
Хромель — алюмель 4,1 23,4
Наиболее распространенными термопарами для из-
мерения температур до 300—400° С являются медь —
константан и хромель-копель. Толщина проводников, при-
меняемых для изготовления термопар, обычно колеблется
между 1 и 0,1 мм. Более толстые термопары обладают
большой тепловой инерцией и плохо могут быть прижаты
к измеряемому телу. Более тонкие термопары легко ло-
маются в месте спая.
Длина термопар может быть любой. Но следует учи-
тывать,что при измерении термо-э. д. с. с .помощью мил-
ливольтметра или гальванометра часть термо-э. д. с. тра-
27
тится на падение напряжения в проводниках термопары,
так как при измерении по термопаре протекает ток, по-
требляемый прибором Поэтому показания прибора при
той же измеряемой! температуре будут зависеть от сопро-
тивления проводников термопары, а следовательно, и от
их длины и сечения.
Если же для измерения термо-э. д. с. используется
потенциометр, то показания прибора, не будут зави-
сеть от длины и сечения проводников термопары, так
как при измерении потенциометром по термопаре ток не
протекает.
Для перевода показаний прибора в температуру необ-
ходимо иметь градуировочные таблицы или кривые. Если
измерения термо э. д. с. производятся с помощью потен-
циометра, то достаточно иметь одну таблицу или граду-
ировочную кривую для данной партии материала термо-
пар. Если же измерения термо-э. д. с. производятся с
помощью гальванометра или милливольтметра, то нужно
иметь градуировочную кривую для данной термопары,
соединенной с данным прибором, измеряющим
термо-э. д. с.
Градуировочные таблицы можно получить, измеряя
одновременно термопарой и термометром температуру
какой-либо жидкости, например трансформаторного
масла, нагреваемого в сосуде с помощью электроплитки.
При этом нужно одновременно измерять температуру
воздуха вблизи прибора, измеряющего термо-э. д. с.
Следует всегда помнить, что термопарой измеряют не
температуру тела, а превышение температуры тела над
температурой окружающей среды. Поэтому при пользо-
вании термопарой всегда нужно измерять температуру
окружающей среды с помощью термометра.
Измерение с помощью термопары температуры неизо-
лированных токоведущих частей, находящихся под на-
пряжением, следует производить с выполнением правил
техники безопасности, установленных для работ под
напряжением. Его значит, что:
а) измерения следует производить обязательно
вдвоем;
б) работники, производящие измерения, должны ис-
пользовать все необходимые предохранительные сред-
ства: коврики, резиновые перчатки, боты и защитные
очки;
28
в) термопара должна быть по всей длине 'покрыта
изоляционной трубкой из резины или хлорвинила без
трещин и отверстий; свободным от изоляции оставляется
только короткий, длиной 2—3 мм, участок термопары,
прилежащий к спаю;
г) прижимать спай термопары к измеряемой детали
нужно с помощью тонкого стержня из изоляционного
материала (текстолит, эбонит, фибра); длина стержня не
должна быть меньше 0,5 м;
д) прибор, измеряющий термо-э д. с., должен быть
установлен на изолированной от пола подставке.
Кроме перечисленных выше мер предосторожностей,
необходимо применять также все другие меры, преду-
смотренные в инструкции по эксплуатации контролируе-
мой установки.
При измерении температуры выводов защитного ком-
мутационного аппарата (автомат, контактор, предохра-
нитель) не следует находиться против дугогасительных
камер, чтобы при случайном отключении аппарата не
быть ослепленным или обожженным дугой и нагретыми
газами.
Контроль температуры контактных соединений жела-
тельно производить не реже одного раза в месяц Чаше
следует измерять температуру только в установках с
очень напряженным режимом нагрузки (большая часто-
та включения, частые перегрузки, вибрация, удары) или
в установках, находящихся в помещениях с повышенной
влажностью и запыленностью.
Чаще обычного следует также измерять температуру
сразу после пуска новой установки или после ремонта
установки, связанного с разборкой контактных соеди-
нений
Обязательно нужно контролировать температуру вы-
водных контактных соединений после прохождения через
установку аварийных токов короткого замыкания, так
как при этом могут ослабеть болтовые соединения.
Данные, полученные при измерении температуры
контактных соединений, следует записывать в эксплуата-
ционный журнал.
Если при измерении окажется, что температура на-
конечников кабелей шин или выводов аппарата выше
допустимой, необходимо затянуть болты, предварительно
обесточив установку. Если после этого температура не
29
упадет до нормы, следует разобрать контактное соедине-
ние, зачистить контактные поверхности бархатным на-
пильником или стеклянной шкуркой до блеска, смазать
их тонким слоем технического вазелина, собрать кон-
тактное соединение, затянуть болты и закрасить кон-
тактные швы краской или лаком.
После переборки надо включить установку, дать ей
поработать 4—6 час. при номинальной нагрузке, а затем
измерить температуру контактного соединения.
В иных случаях не представляется возможным изме-
рять температуру деталей выводных контактных соеди-
нений установки; тогда следует периодически один раз
в два — три месяца, проверять затяжку болтов контакт-
ных соединений.
Обнаружение при осмотре цветов побежа-
лости на деталях контактного соединения должно
повлечь за собой переборку контактного соединения,
зачистку и смазку контактных поверхностей техниче-
ским вазелином.
В случае прохождения через установку аварийных
токов короткого замыкания следует также проверять
затяжку болтов контактного соединения. Если при этом
окажется, что болты сильно ослабели, то следует при
первой возможности произвести переборку контактных
соединений с зачисткой и смазкой контактных поверх-
ностей.
Последствия нарушения выводных контактных соеди-
нений. Через 5 месяцев после монтажа на одной из ста- /
торных магнитных станций управления двигателем
200 кет, 380 в, расположенной в распределительном
устройстве, произошло короткое замыкание на выводах
линейного контактора. Защита фидера отключила ава-
рийный ток. При осмотре станции было обнаружено,
что изоляция кабелей, подсоединенных к верхним за-
жимам линейного контактора типа КТ-35, обгорела;
одна из шин, отходящих от его нижних выводов,
сильно оплавилась. Гетинаксовая панель, на которой
установлен контактор, обожжена. Края отверстия в па-
нели, через которое нижняя выводная шпилька выходит
на заднюю сторону панели, обуглены, а на самой по-
верхности панели имеются обширные вздутия. Концы
выводной шпильки и отходящей от нее шины оплавлены.
Все детали контактора, соединенные с выводной шпиль-
30
кой, покрыты слоем окалины. Для приведения пусковой
станции в рабочее состояние пришлось произвести капи-
тальный ремонт контактора, заменив часть деталей,
а также сменить гетинаксовую панель станции.
Как установлено, причиной аварии было ослабление
одного из контактных соединений между выводной
шпилькой и отходящей шиной. При монтаже между за-
тяжной гайкой и шиной не была установлена пружинная
шайба, и под действием периодических ударов контактера
гайка немного отвернулась. В результате сильно нагре-
лись контактные детали соединения. Это привело к обра-
зованию окалины и полному нарушению контакта. При
очередном включении в этом месте возникла устойчивая
дуга, которая расплавила выводную шпильку, а затем
перекинулась на верхние выводы контактора. В резуль-
тате возникло короткое замыкание на выводах станции.
Соблюдение правил ухода за контактами предотвра-
тило бы эту аварию. Необходимо было перед пуском
установки проверить, правильно ли выполнены выводные
соединения. При этом небрежность, допущенная при мон-
таже, была бы своевременно устранена. Не произошла бы
авария и в том случае, если бы периодически проверялась
температура выводных контактных соединений аппаратов
станции. Самоотвертывание гайки произошло, конечно,
не сразу; обнаружив повышение температуры, можно
было бы определить ослабление контакта и своевременно
устранить эту неисправность.
Контактные соединения токоведущих деталей
аппарата
Сборка низковольтных аппаратов осуществляется на
заводе. Все болтовые контактные соединения аппаратов
проверяются ОТК завода при приемке либо отдельных
узлов, либо аппаратов в окончательно собранном виде.
Но перевозка аппаратов на дальние расстояния
в условиях тряски и вибрации, а также длительное хра-
нение аппаратов на открытом воздухе или в сырых поме-
щениях, могут вызвать ослабление винтовых контактных
соединений и окисление контактных поверхностей токо-
ведущих деталей. Поэтому перед монтажом аппарата ре-
комендуется проверить качество его винтовых и болтовых
контактных соединений. Проверку следует производить,
31
руководствуясь инструкцией по монтажу и эксплуатации,
составленной для данного аппарата. Если такой инструк-
ции не имеется, то надо придерживаться следующих
правил.
1. Затягивать болты и гайки, лишь убедившись в том,
что они действительно служат для стягивания контакт-
ных деталей. В противном случае, приняв регулировоч-
ные винты за контактные, можно нарушить регулировку
аппарата.
2. Проверять затяжку только тех винтов и гаек, кото-
рые доступны без разборки аппарата.
3. Затяжку производить нормальным инструментом,
без приложения чрезмерных усилий. Лучше всего пользо-
ваться динамометрическими ключами или отвертками.
4. Не затягивать болты и гайки соединений, покрытых
краской или цветным лаком, так как такая окраска
может означать, что данное соединение разбирать или
подтягивать запрещается.
Проверять качество контактных соединений можно и
без затяжки винтов и гаек. Однако для этой цели
требуется установка, позволяющая получать постоянный
ток низкого напряжения 6—12 в, равный номинальному
или половине номинального тока проверяемого аппарата,
и милливольтметр на 5—10 мв.
Для такой проверки все главные токоведущие цепи
аппарата соединяют последовательно и включают на за-
жимы низковольтного источника постоянного тока.
В цепи устанавливают ток, равный номинальному или
половине номинального тока аппарата. С помощью
милливольтметра и латунных заостренных щупов изме-
ряют падение напряжения на каждом болтовом контакт-
ном соединении, для чего острия щупов прижимают к по-
верхностям обеих соединенных деталей в непосредствен-
ной близости к контактным поверхностям.
Как показывает опыт, при нормальном состоянии кон-
тактного соединения падение напряжения на нем при
протекании номинального тока составляет 0,5—1,5 мв.
Эти цифры действительны лишь для контактных соецине-
ний аппаратов на ток свыше 300 а. Для меньших номи-
нальных токов можно допускать несколько большие паде-
ния напряжения, а именно 2—3 мв.
При невозможности получить постоянный ток, равный
номинальному току аппарата, падение напряжения
32
можно проверять и при меньшем токе, но тогда получен-
ные значения нужно приводить к номинальному значе-
нию тока, пользуясь формулой:
Д67н =
Д1//н
где ДПН — значение падения напряжения, соответствую-
щее падению напряжения при номинальном
токе;
/\U —измеренное значение падения напряжения;
I — ток, при котором производилось измере-
ние, а;
/„ — номинальный ток аппарата, а.
Пример. Падение напряжения, измеренное на кон-
тактных соединениях аппарата с номинальным током
/н=Ю00 а, оказалось равным 0,35 мв. Измерение про-
изводилось при токе 400 а.
Приведенное значение номинального падения напря-
жения составляет:
Д£/„ =
0,35-1000
400
= 0,88 мв.
Если Д67н окажется больше 2 мв, следует произвести
затяжку болтов или гаек этого соединения, а в случае
неуспеха — разобрать соединение, слегка зачистить кон-
тактные поверхности стеклянной бумагой, протереть тря-
почкой, смоченной бензином или спиртом, смазать кон-
тактные поверхности тонким слоем технического вазелина
и снова собрать соединение. После сборки следует по-
вторно проверить падение напряжения.
Предлагаемый способ контроля качества контактных
соединений очень удобен и позволяет сразу выявить не-
качественное контактное соединение, не производя не-
нужной подтяжки всех остальных соединений. Кроме
того, он позволяет выявить такие дефекты контактных
соединений (загрязнение или окисление контактных по-
верхностей), которые невозможно устранить одной только
затяжкой. Не будь этого контроля до монтажа аппарата,
указанные дефекты выявлялись бы лишь в процессе
эксплуатации — по перегреву аппарата, а иногда и того
позднее — после аварии с аппаратом.
В качестве источника постоянного тока можно исполь-
зовать низковольтные преобразовательные агрегаты
3 В. А. Образцов 33
серии АНД. аккумуляторные батареи или селеновые вы-
прямительные установки со сглаживающим фильтром.
Особенно необходимо проверять падение напряжения
на контактных соединениях после капитального ремонта
аппаратов, производимого на месте установки, так как
в этом случае возможны такие дефекты, как загрязнение
контактных поверхностей, применение некачественного
крепежа и т. п., что может привести к аварии аппарата.
Затраты на приобретение низковольтных агрегатов
быстро окупятся благодаря уменьшению ремонтных за-
трат и уменьшению количества аварий.
После установки аппаратов на место уход за его бол-
товыми контактными соединениями сводится к периоди-
ческому осмотру их (не реже одного раза в три месяца)
и проверке затяжки болтов и гаек, если это не запрещено
инструкцией по эксплуатации. При наличии на контакт-
ных поверхностях защитных металлических покрытий
(лужение, серебрение) зачистку следует производить
стеклянной бумагой осторожно, чтобы не нарушить
целости слоя покрытия.
4. РАЗМЫКАЮЩИЕСЯ КОНТАКТЫ
Условия работы
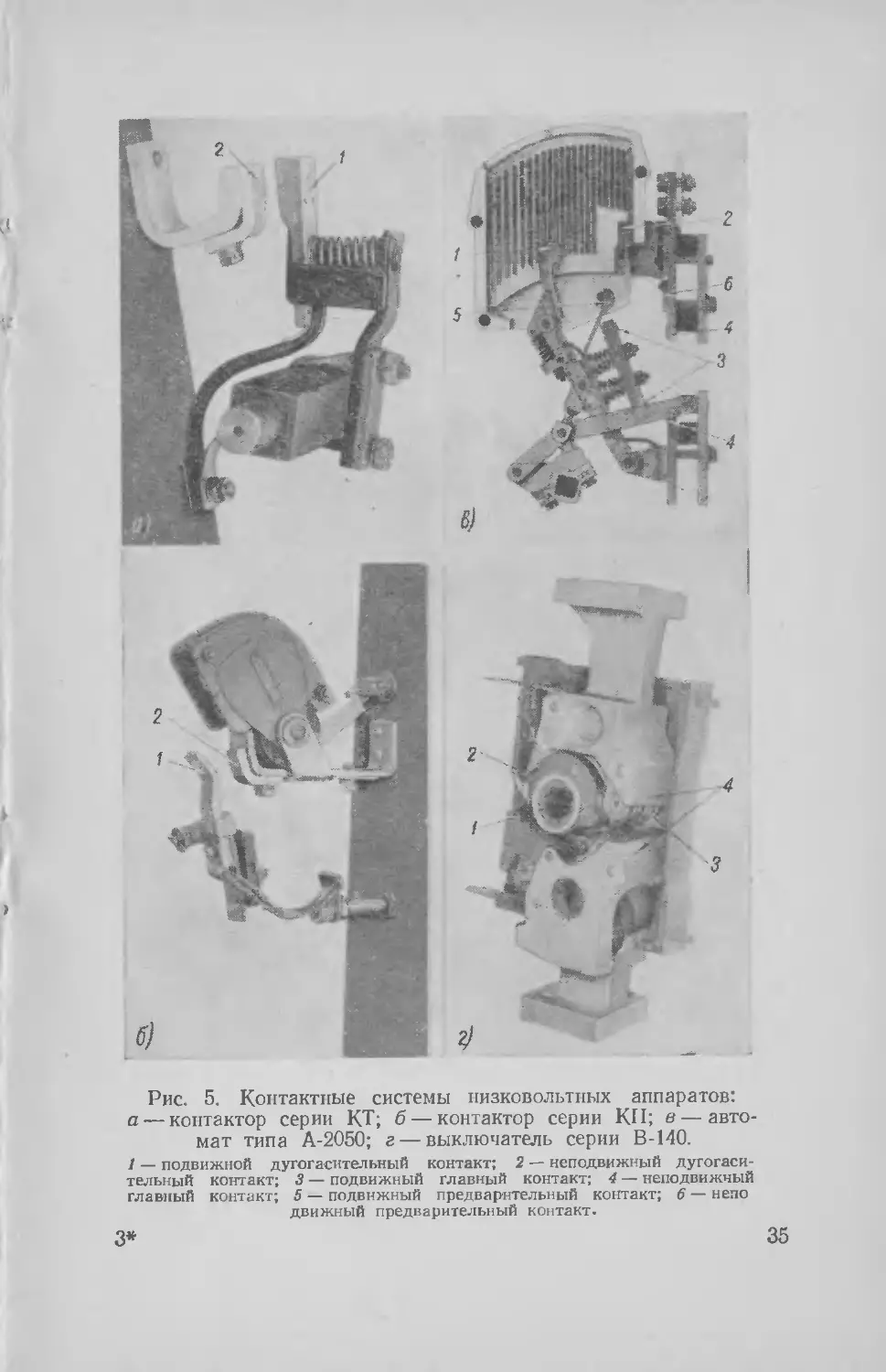
Размыкающиеся контактные соединения, или просто
контакты коммутационных аппаратов, предназначены
для включения или отключения цепей, в которых эти
аппараты установлены. На рис. 5 приведены характерные
конструкции таких контактных систем различных аппа-
ратов.
По условиям работы контакты коммутационных аппа-
ратов можно разделить на 3 основные группы:
1. Контакты, включающие и отключающие цепи без
тока. К таким контактам относятся контакты разъеди-
нителей и штепсельных коммутаторов. Наряду с выпол-
нением коммутационных операций эти контакты должны,
не перегреваясь выше нормы, обеспечивать протекание
в цепи номинального тока. В процессе работы эти кон-
такты изнашиваются только по механическим причи-
нам — из-за трения контактов друг о друга или ударов.
2. Контакты, включающие и отключающие ток в цепи
при очень небольшом напряжении (до не-
34
Рис. 5. Контактные системы низковольтных аппаратов:
а — контактор серии КТ; б — контактор серии КП; в — авто-
мат типа А-2050; а — выключатель серии В-140.
/ — подвижной дугогасительный контакт; 2 — неподвижный дугогаси-
тельный контакт; 3 — подвижный главный контакт; 4 — неподвижный
главный контакт; 5 — подвижный предварительный контакт; 6 — нетто
движный предварительный контакт.
3*
35
скольких вольт). К ним относятся контакты контакторов
ускорения и главные контакты автоматов и выключате-
лей при наличии у последних дугогаси тельных контактов.
Контакты этой группы должны обеспечивать надежное
включение рабочих и пусковых токов цепи. Они должны
также, не перегреваясь, обеспечивать протекание по цепи
номинального тока.
В процессе работы эти контакты могут подвергаться
не только механическому, но и электрическому износу.
Последний будет иметь место, если при отключении тока
на контактах возникает искра или появляется короткая
электрическая дуга.
3. Контакты, включающие и отключающие ток в цепи
при номинальном напряжении. К таким кон-
тактам относятся контакты контакторов и реле, дуго-
гасительные контакты автоматов, выключателей и ру-
бильников.
Основная задача контактов этой группы— обеспечи-
вать включение и отключение всех значений тока, кото-
рые могут иметь место в цепи как при нормальной ра-
боте, так и при авариях. Кроме этого, контакты контакто-
ров и реле должны, не перегреваясь, обеспечивать про-
текание по цепи номинального тока, а дугогасительные
контакты автоматов, выключателей и рубильников при
наличии главных контактов — обеспечивать бездуговой
разрыв цепи главными контактами.
Износ этих контактов происходит главным образом
из-за выгорания и разбрызгивания материалов контактов
при возникновении на них электрической дуги.
Контакты коммутационных аппаратов могут работать
при следующих режимах:
а) длительный, когда контакты непрерывно находятся
под током сколь угодно долго (более 8 час.);
б) прерывисто-продолжительный, когда контакты на-
ходятся под током не более 8 час. подряд, после чего
размыкаются и спустя некоторое время снова включа-
ются.
в) повторно-кратковременный режим, когда аппарат
периодически включается и отключается, причем частота
включений может доходить до нескольких тысяч в час,
а продолжительность включенного и отключенного со-
стояний могут меняться в широких пределах.
г) кратковременный режим, при котором аппарат
36
включается под ток на короткий промежуток времени,
в течение которого температура деталей аппарата не до-
стигает своего установившегося значения, после чего
аппарат отключается; следующее включение произво-
дится через промежуток времени, достаточный для пол-
ного остывания аппарата.
В зависимости от назначения контактов коммутацион-
ного аппарата и от режима его работы и выбирается то
или иное их конструктивное выполнение.
Условия работы контактов первой группы. По своему
основному назначению — обеспечивать протекание в цепи
тока — контакты этой группы сходны с неразмыкающи-
мися контактными соединениями. Отличие их состоит
в том, что нажатие осуществляется не болтами или вин-
тами, как это имело место у неразмыкающихся контакт-
ных соединений, а пружинами. Кроме того, конструкция
контактных деталей позволяет легко производить размы-
кание контактов с помощью ручного или дистанционного
привода.
Так как с помощью пружин нельзя получить таких
нажатий, какие имеют место в болтовых контактных
соединениях, то величина перходного сопротивления кон-
тактов здесь будет значительно больше, и поэтому кон-
троль за состоянием контактных поверхностей также дол-
жен быть более тщательным. Так как предохранить от
окисления контактные поверхности размыкающихся кон-
тактов значительно труднее, чем неразмыкающихся, то
конструкцию контактного узла обычно делают такой,
чтобы перед замыканием контактов происходило про-
скальзывание одного контакта по другому. При этом
должна разрушаться пленка окисла, образовавшаяся за
время нахождения контактов в разомкнутом положении.
Однако, если контакты рассчитаны на длительную ра-
боту, то после нарушения пленки окисла при включении
она вновь может образоваться в процессе работы кон-
тактов, тем более, что при протекании по контактам тока
их температура будет значительно выше температуры
окружающей среды. Поэтому поверхности контактов,
предназначенных для длительной работы, обычно покры-
вают слоем серебра. Поступают и иначе: в местах кон-
тактирования на контакты напаивают пластинки из се-
ребра или из металлокерамики на серебряной основе.
Недопустимый перегрев контактов предотвращают
37
выбором такого нажатия, при котором протекание через
неокисленные контакты постоянного тока, равного по ве-
личине номинальному току аппарата, вызовет падение
напряжения не больше, чем на 10—20 мв.
Так как частота включений контактов первой группы
очень невелика, а их износ определяется только механи-
ческим истиранием, то срок службы их практически не-
ограничен.
Условия работы контактов второй группы. В отличие
от контактов первой группы, контакты второй группы
коммутируют цепи, находящиеся под током или под на-
пряжением, но так как параллельно им включены обычно
дугогасительные контакты, то они при включении только
перераспределяют ток, а при отключении расшунтировы-
вают цепь дугогасительных контактов. Если происходит
включение и отключение нормальных рабочих токов, то
напряжения, возникающие на контактах, составляют доли
вольта, и поэтому размыкание контактов происходит
практически без дуги или искры.
При отключении же аварийных токов, подчас превы-
шающих номинальный ток аппарата в 30—40 раз, на
главных контактах, за счет индуктивности цепи дугогаси-
тельных контактов, могут возникать искры или даже ко-
роткие дуги. Это приводит к тому, что материал контак-
тов в месте возникновения дуги испаряется или разбрыз-
гивается, и на поверхности контактов образуются лунки.
При включении аварийных токов может произойти
отброс контактов, что также приводит к местному рас-
плавлению и выбросу материала контактов.
Почти в аналогичных условиях работают контакты
контакторов ускорения в пусковых станциях постоянного
и переменного тока. Они производят шунтирование пуско-
вых сопротивлений, включенных в цепь якоря машины
постоянного тока или в цепь ротора двигателя перемен-
ного тока, и поэтому при их включении дуга, как пра-
вило, не образуется. Но если контакты вибрируют при
включении, то на них все же может возникнуть короткая
дуга или искра, вызывающая местное разрушение кон-
тактной поверхности.
В наиболее ответственных случаях, а именно в аппа-
ратах, предназначенных для длительного режима работы,
контакты чаще всего выполняются с серебряными напай-
ками.
38
Условия работы контактов третьей группы. Этим кон-
тактам приходится работать в наиболее тяжелых усло-
виях, поскольку при каждом отключении на них возни-
кает электрическая дуга. Температура дуги достигает
несколько тысяч градусов, вследствие чего часть металла
либо испаряется с поверхности контактов, либо расплав-
ляется и разбрызгивается. Происходит так называемый
электрический износ контактов.
Интенсивность износа контактов зависит главным
образом от величины отключаемого тока, от материала
контактов, от способа гашения дуги, от параметров от-
ключаемой цепи и от других факторов.
Электрический износ контактов имеет место и при
включении контактов. Дело в том, что при быстром вклю-
чении контактов обычно имеет место кратковременная
вибрация контактов. Контакты соприкасаются, а затем
размыкаются и снова замыкаются. При этом на контак-
тах может возникнуть дуга и, следовательно, может иметь
место электрический износ контактов. Чем меньше вибра-
ция контактов при включении, тем износ их будет
меньше. Величина вибрации контактов при включении
определяется скоростью включения контактов, парамет-
рами контактных деталей и кинематической схемой аппа-
рата.
Особенно тяжелы условия работы контактов при вклю-
чении ими аварийных токов. В этом случае может иметь
место сильный отброс контактов под действием электро-
динамических сил, стремящихся разъединить контакты.
При этом возникает мощная дуга, и большое количество
металла контактов расплавляется и разбрызгивается.
Но выполняя эти коммутационные функции, контакты,
относящиеся к третьей группе, должны одновременно
обеспечить и надежное пропускание тока без появления
недопустимого перегрева. Поэтому и уход за ними дол-
жен быть особенно тщательным.
Основные параметры размыкающихся контактов
Главнейшим параметром размыкающихся контактов,
как и других контактных соединений, является н а ж а-
т и е, т. е. усилие, с которым подвижной контакт нажи-
мает на неподвижный. Это усилие создается контактной
пружиной или пружинами. В некоторых аппаратах роль
39
контактной пружины выполняют непосредственно кон-
тактные детали, изготовленные из упругого материала.
Различают начальное и конечное нажатия.
Начальным нажатием называется усилие, с ко-
торым подвижной контакт начинает давить на неподвиж-
ный сразу после их соприкосновения. Величина началь-
ного нажатия определяется степенью предварительного
сжатия контактных пружин.
Конечным нажатием называется усилие, с кото-
рым подвижной контакт давит на неподвижный при пол-
ностью включенном положении аппарата.
Так как от величины конечного и начального нажа-
тий часто зависит работа всего аппарата, то допустимые
значения их обычно указываются в заводских инструк-
циях по монтажу и обслуживанию аппаратов.
Весьма важным параметром является и провал
контактов. Под этим термином понимают расстоя-
ние, на которое может сместиться место конечного замы-
кания контактов, если будет удален неподвижный кон-
такт.
Провал контактов необходим для компенсации износа
контактов. По мере износа контактов провал умень-
шается. В аппаратах, имеющих главные и дугогаситель-
ные контакты, величина провала определяется кроме того
величиной необходимой разновременности замыкания и
размыкания главных и дугогасительных контактов. В этом
случае провал дугогасительных контактов должен быть
таким, чтобы дугогасительные контакты не могли разом-
кнуться до тех пор, пока главные контакты не выберут
свой провал и не разойдутся на достаточное расстояние.
Так как по величине провала оценивают работоспособ-
ность контактов коммутационных аппаратов, то предель-
ные значения провала контактов обычно указываются
в заводских инструкциях по монтажу и эксплуатации
аппарата.
Существуют и другие параметры, характеризующие
работу контактов, но влияющие на их работу лишь кос-
венно. Это перекат и проскальзывание контактов.
Дело в том, что коммутационные контакты аппаратов,
разрывающие дугу, в процессе работы изнашиваются.
Особенно сильно разрушается поверхность контактов
в месте начального касания контактов. Желательно, чтобы
окончательное контактирование происходило всегда на
40
контактной поверхности, не закопченной дугой. Для этого
кинематику аппарата выбирают такой, чтобы после каса-
ния подвижной контакт перекатывался по неподвижному,
благодаря чему место окончательного контактирования
оказывается на некотором расстоянии от места началь-
ного касания контактов.
Перемещение точки или линии касания подвижного
контакта по поверхности неподвижного называется пере-
катом контактов. Величина переката определяется
только кинематикой аппарата и составляет обычно
2—3 мм.
Для борьбы с увеличением переходного сопротивле-
ния контактов из-за окисления контактных поверхностей
применяется так называемое проскальзыв ание
контактов.
Проскальзывание контактов обеспечивается особен-
ностями кинематики аппарата: при включении, после до-
стижения некоторого нажатия, подвижной контакт про-
скальзывает по неподвижному; при этом пленка окисла
на контактных поверхностях разрушается, и переходное
сопротивление после включения аппарата падает до нор-
мально допустимой величины. Таким образом, благодаря
наличию проскальзывания при каждом включении аппа-
рата происходит надежное самоочищение контактов. Ве-
личина проскальзывания определяется кинематикой аппа-
рата и обычно составляет 0,2—0,5 мм.
Уход за размыкающимися контактами
Уход за контактами, относящимися к первой
группе, которые служат для коммутации цепи без тока,
заключается в периодическом контроле за состоянием
контактных поверхностей и за величиной контактного на-
жатия.
Вопрос о том, как часто нужно производить осмотры,
решается практически, в зависимости от условий среды,
в которой находятся аппараты, и от режима их работы.
В обычных условиях осмотры надо производить один раз
в месяц. Независимо от этого, осмотры надо производить
каждый раз после того, как через аппарат прошел ток
короткого замыкания. Если сразу после короткого замы-
кания осмотреть контакты не удалось, это нужно сделать
при первой же возможности.
41
При осмотре необходимо установить, имеются ли пе-
рекосы ножей или губок и достаточны ли контактные
нажатия. Величина контактных нажатий обычно указана
в инструкции по монтажу и обслуживанию аппарата.
Если же таких указаний нет, то достаточность нажатий
может быть проверена путем измерения температуры кон-
тактных деталей при протекании через аппарат номиналь-
ного тока. Методы измерения температуры контактных
деталей, находящихся под током, были описаны в гл. II.
Особого внимания требует осмотр, производимой после
протекания через аппарат токов короткого замыкания.
В этом случае надо проверить, не погнуты ли токоведу-
щие детали, не сварены ли они в точке контакта. Следует
проверить также, не утратили ли своих упругих свойств
детали, создающие контактное нажатие.
При обнаружении таких повреждений необходимо
принять меры к их устранению: изогнутые детали снять
и выправить, места приваривания зачистить личным на-
пильником, а детали, потерявшие упругость, заменить.
Если контактные детали не имеют серебряной на-
пайки и нх контактные поверхности не посеребрены, то
желательно периодически очищать контактные поверх-
ности от слоя окисла. Для этого надо производить один
раз в сутки несколько включений и отключений контак-
тов при обесточенной цепи. Полезно также периодически,
один раз в месяц, смазывать контактные поверхности тех-
ническим вазелином.
Контакты с посеребренной контактной поверхностью
или с серебряными напайками могут работать без отклю-
чения сколь угодно долго и не требуют смазки техниче-
ским вазелином.
Контакты, относящиеся ко второй группе, обычно
размыкают цепь без образования дуги. Большинство
таких контактов снабжено серебряными напайками.
Лишь при включении и отключении аппаратом аварий-
ных токов на их поверхности могут образоваться бугорки
и ямки из-за местного расплавления и разбрызгивания
материала контактов.
Уход за такими контактами заключается в том, чтобы
периодически, один раз в два-три месяца, контролировать
состояние контактных поверхностей и удалять с них, если
это позволяет конструкция аппарата, пыль и грязь с по-
мощью тряпочки, смоченной бензином или спиртом.
42
Защищать поверхность серебряных контактов напиль-
ником, как правило, не разрешается. Напильником можно
счищать с контактной поверхности лишь бугорки и
брызги металла, образовавшиеся при отключении или
включении аварийных токов.
Во время периодических осмотров необходимо прове-
рять нажатия и провалы контактов и при необходимости
производить регулировку по заводской инструкции.
Доступ к главным контактам некоторых автоматов
невозможен без разборки аппарата. С этим мирятся, по-
скольку считается, что уход за этими контактами не
нужен. Осмотр таких контактов следует производить
только после того как аппарат проделает гарантирован-
ное заводом число включений. Чтобы не ошибаться
в определении этого числа и своевременно проводить ре-
визии и чистки таких аппаратов, желательно вести хотя
бы ориентировочный учет их рабочих циклов.
Контакты, относящиеся к третьей группе, рабо-
тают, как уже упоминалось, в наиболее тяжелых усло-
виях. Задача обслуживающего персонала заключается
в том, чтобы периодически контролировать:
а) стабильность контактных нажатий;
б) достаточность провала;
в) состояние контактных поверхностей;
г) наличие проскальзывания и переката, если они пре-
дусмотрены конструкцией аппарата.
Измерение контактных нажатий. Величину нажатия
измеряют чаще всего динамометром, по методике,
обычно приводимой в инструкциях по монтажу и обслу-
живанию аппарата. В этих инструкциях указывается,
в каком месте контактной системы следует закреплять
динамометр при измерении нажатий, и какие величины
нажатий считаются допустимыми.
Существуют два способа измерения нажатий: п р я-
м о й, когда нажатие измеряют непосредственно в кон-
тактной точке, и косвенный, когда его измеряют не
в контактной точке, а на некотором расстоянии от нее,
а затем путем пересчета определяют действительное на-
жатие в контактной точке.
На рис. 6 приведены различные способы определения
контактных нажатий. Для измерения конечных на-
жатий контактов пальчикового типа контакторов с пово-
ротной системой (рис. 6, а) якорь контактора заклини-
43
вают во включенном положении, на подвижной контакт
контактора надевают петлю из тонкой медной фольги, за
которую зацепляют крючок динамометра, под контакт
закладывают тонкую папиросную бумагу. Придерживая
одной рукой с небольшим натягом бумажку, плавно от-
тягивают динамометром подвижной конт акт. Усилие, при
Рис. 6. Измерение контактных нажатий: а — конечного нажатия
пальчиковых контактов; б — начального нажатия пальчиковых кон-
тактов; в — конечного нажатия мостиковых контактов.
приложении которого бумажка свободно вытягивается
из-под контакта, является величиной конечного нажатия.
Более точно момент размыкания контактов можно
контролировать с помощью миллиамперметра, включае-
мого через контакты аппарата и балластное сопротивле-
ние на батарейку от карманного фонаря. При замкнутых
контактах стрелка прибора отклоняется от нулевого по-
ложения. В момент размыкания контактов стрелка при-
бора возвращается в нулевое положение.
44
Миллиамперметр, смонтированный на одной панели
с батарейкой и балластным сопротивлением, называется
пробником.
При измерении нажатия динамометром необходимо
следить за тем, чтобы линия натяжения была перпенди-
кулярна плоскости касания контактов. В противном слу-
чае величина измеренного нажатия может оказаться
больше действительного.
Начальные нажатия (рис. 6, б) измеряются так
же, как и конечные, но бумажку в этом случае нужно
прокладывать между подвижным контактом и его
упором.
Измерение начального нажатия производят при ра-
зомкнутых контактах.
На рис. 6, в показано, как надо измерять нажатия
мостиковых контактов контакторов с прямоходовой си-
стемой. В этом случае очень полезно иметь динамометр
с толкателем.
Увеличение нажатий сверх нормы может привести
к неустойчивой работе электромагнита контактора, умень-
шение — к недопустимому перегреву контактов.
Особенно важно контролировать величину начального
нажатия, так как ее недостаточность может привести при
включении больших токов к свариванию контактов На-
чальное нажатие должно сохраняться постоянным как
при новых, так и при изношенных контактах. Если в про-
цессе работы аппарата начальное нажатие уменьшается,
то это указывает на плохое качество контактной пружины
(пружина отожжена или термически плохо обработана).
В этом случае пружину нужно сменить.
Измерение провалов. Так как удаление неподвиж-
ного контакта, необходимое для измерения действитель-
ного провала контактов, связано с определенными труд-
ностями, то обычно прибегают к косвенному измерению
провала. За величину провала условно принимают зазор
между упором подвижного контакта и самим контактом
при включенном положении аппарата.
Величины нормального и минимального провалов и
место измерения провалов обычно бывают указаны в за-
водских инструкциях по монтажу и обслуживанию аппа-
ратов. Величину провала измеряют щупом или мерными
плашками. В некоторых аппаратах величина провала
указывается специальными индикаторами. На рис. 7 по-
45
казаны места измерения провалов для некоторых аппа-
ратов.
Если при очередном осмотре окажется, что провалы
контактов стали меньше минимально допустимых, то кон-
такты необходимо сменить.
Рис. 7. Места измерения провала контактов: а — у контактора
серии КТ; б — у контактора серии КП-500; в — у блок-кон-
тактов реле; г — у автомата серии А.
Работа при недостаточных провалах недопустима, так
как в этом случае контактные нажатия могут оказаться
слишком малыми, что грозит недопустимым перегревом
контактов. Особенно опасно уменьшение провалов дуго-
гасительных контактов автоматов, имеющих главные
контакты, так как в этом случае может быть нарушена
необходимая очередность замыкания и размыкания глав-
ных и дугогасительных контактов. Если вследствие этого
46
главные контакты станут размыкаться позже дугогаси-
тельных, то дуга при отключении возникнет на главных
контактах, что приведет к тяжелой аварии автомата.
Уход за контактными поверхностями. Контактные по-
верхности медных контактов следует осматривать не
реже двух раз в месяц. Контакты, работающие при боль-
шой частоте включений или в сырых помещениях, необ-
ходимо осматривать чаще.
Если контакты потемнели от перегрева или на кон-
тактной поверхности образовались большие бугорки, то
необходимо поверхность контактов слегка зачистить бар-
хатным напильником. При зачистке надо стараться снять
возможно меньше металла, в противном случае контакты
будут изнашиваться быстрее от зачистки, чем от дуги
Если перегрева контактов не было, то зачистку произ-
водить не надо. Следует помнить, что лучшим способом
зачистки контактов является зачистка дугой, возникаю-
щей при отключении аппаратом цепи под током при пол-
ном напряжении.
Дуга, двигаясь по поверхности контактов, разрушает
пленку окисла. Кроме того, благодаря взаимодействию-
нагретой поверхности контактов с азотом воздуха проис-
ходит азотирование контактных поверхностей. В резуль-
тате переходное сопротивление контактов уменьшается и
окисление контактных поверхностей замедляется.
Поэтому рекомендуется, особенно для аппаратов, дли-
тельно находящихся под током, не реже чем раз в сутки
производить несколько отключений аппаратом цепи под
током для очищения поверхности контактов от пленки
окисла.
Смазывать контакты, относящиеся к третьей группе,
не допускается, так как смазка выгорает от дуги и вызы-
вает загрязнение контактных поверхностей продуктами
горения. Этот нагар не стирается при включении контак-
тов и может быть удален только напильником.
В заключение приведем пример, показывающий,
к чему может привести отсутствие контроля за работой
коммутационных контактов.
На одном предприятии через 4 часа после включения
сгорел электродвигатель вентилятора. Как выяснилось,
авария произошла от того, что один из контактов кон-
тактора, включающего электродвигатель вентилятора,
сильно износился, в результате чего нажатия на контакте
47
стали очень небольшими, контакт сильно перегрелся и
перестал пропускать ток. Двигатель стал работать на
двух фазах и сгорел.
Эта авария была бы предотвращена, если бы изно-
шенный контакт контактора был своевременно заменен
новым.
Особенности ухода за металлокерамическими контак-
тами. За последнее время для коммутационных контак-
тов низковольтных аппаратов стали широко применяться
различные металлокерамические материалы. Основная
цель применения металлокерамических контактов заклю-
чается в том, чтобы увеличить срок службы контактов
и повысить подвижность их работы. При применении ме-
таллокерамических контактов кинематику контактного
узла аппарата разрабатывают таким образом, чтобы из-
менение формы контактных поверхностей в результате
электрического износа контактов не влияло на дальней-
шую работу контактов. Поэтому при нормальных усло-
виях работы металлокерамические контакты обычно
должны работать без зачистки до полного износа металло-
керамической напайки. Особенно это касается металло-
керамических контактов на серебряной основе.
Зачистка металлокерамических контактов с помощью
напильника приносит, как правило, больше вреда чем
пользы, так как приработавшиеся контактные поверх-
ности • таких контактов работают в некоторых случаях
даже лучше новых.
Поэтому зачистку металлокерамических контактов
нужно производить только после отключения аппаратом
аварийного тока. При этом следует лишь удалить с кон-
тактной поверхности отдельные капли металла, застыв-
шие после отключения дуги на контактных поверхностях,
и протереть контактные поверхности тряпочкой, смочен-
ной спиртом или бензином.
Уход за металлокерамическими контактами сводится
к периодическим осмотрам контактов и замене изношен-
ных контактов новыми.
Металлокерамический контакт, на контактных поверх-
ностях которого появились углубления, равные толщине
металлокерамической напайки, дальнейшему использова-
нию не подлежит, так как не исключена возможность сва-
ривания контактов при больших токах. Такой дефектный
контакт следует заменить новым.
48
5. СКОЛЬЗЯЩИЕ КОНТАКТЫ
Условия работы
По характеру работы скользящие контакты можно
разделить на две основные группы:
1. Контакты, которые только пропускают ток.
К ним относятся шарниры рубильников и разъедините-
лей, шарнирные соединения в токопроводе контакторов
и автоматов и т. п. контактные соединения.
Контактные нажатия в таких соединениях создаются
пружинами или пружинящими деталями.
По выполняемым функциям эти контакты отличаются
от размыкающихся контактов, относящихся к первой
группе, только тем, что последние могут находиться как
в замкнутом, так и в разомкнутом состоянии, а скользя-
щие контакты при нормальной работе не размыкаются.
Это обстоятельство, как правило, затрудняет осмотр
контактных поверхностей скользящих контактов. Осмотр
этот в большинстве случаев становится возможен только
после разборки контактного узла аппарата.
2. Контакты, которые при своем движении комму-
тируют ток без полного размыкания цепи. К таким
контактам относятся, в частности, щеточные контакты
реостатов и роликовые контакты автотрансформаторов.
Контактные нажатия в этих контактах также созда-
ются пружинами или пружинящими деталями.
По выполняемым функциям эти контакты близки
к размыкающимся контактам второй группы, так как они
также шунтируют или расшунтировывают элементы цепи
при очень небольшом напряжении (до нескольких вольт).
Уход за скользящими контактами
Скользящие контакты, относящиеся к первой
группе, изнашиваются только от механического истира-
ния при скольжении контактных поверхностей друг по
другу. Поэтому для увеличения срока службы таких кон-
тактов необходимо периодически смазывать контактные
поверхности техническим вазелином. При сильном загряз-
нении смазки металлической пылью следует промыть со-
единение спиртом или бензином и возобновить смазку.
При частых включениях и отключениях аппарата пленка
4 в. А. Образцов 49
окисла, образующаяся на контактных поверхностях сколь-
зящих контактов, обычно разрушается. Если же аппарат
длительное время (более чем по 8 час. подряд) нахо-
дится под током, то желательно для нарушения образую-
щейся на контактных поверхностях пленки окисла перио-
дически производить по несколько включений и отключе-
ний аппарата при снятой нагрузке.
У аппаратов, рассчитанных на длительную работу под
током, контактные поверхности скользящих контактов
обычно либо серебрят, либо снабжают серебряными на-
пайками. В этом случае уход сводится лишь к периоди-
ческой смазке контактов техническим вазелином.
Уход за скользящими контактами заключается также
в периодической проверке (один раз в два-три месяца)
контактных нажатий. При измерении нажатий руковод-
ствуются заводскими инструкциями по монтажу и экс-
плуатации аппарата. Если инструкции нет, то достаточ-
ность нажатий определяют по температуре контактных
деталей
Если при осмотре на контактных деталях будут об-
наружены цвета побежалости, то такое контактное соеди-
нение нужно разобрать контактные поверхности, за-
чистить шкуркой, протереть тряпочкой, смоченной в спирте
или бензине, смазать техническим вазелином и снова со-
брать. После переборки желательно проверить падение
напряжения на контактном соединении. Номинальное па-
дение напряжения не должно быть больше 10—20 мв.
После прохождения через аппарат аварийного тока
также желательно произвести разборку контактного со-
единения и осмотр состояния контактных поверхностей.
При обнаружении следов сваривания, зачистить повре-
жденную контактную поверхность личным напильником,
ограничившись снятием бугорков. В случае сильного из-
носа контактной поверхности изношенную деталь лучше
заменить.
Если по условиям работы после прохождения через
аппарат аварийного тока нельзя сразу произвести пере-
борку контактных соединений, то необходимо произвести
ее при первой представившейся возможности. До этого
следует более тщательно следить за нагревом контакт-
ных соединений.
Скользящие контакты, относящиеся ко второй
группе, также изнашиваются в основном от механиче-
50
ского истирания, но смазывать их вазелином нельзя, так
как на них при некоторых режимах работы может воз-
никать электрическая искра, что при наличии смазки
приведет к образованию слоя копоти, который можно
будет удалить только напильником. Это может привести
к перегреву контактных деталей, а иногда и к полному
нарушению контакта. Поэтому уход за такими скользя-
щими контактами должен заключаться в периодическом
контроле (не реже одного—двух раз в месяц) за контакт-
ными нажатиями и за состоянием контактных поверхно-
стей. В случае обнаружения на контактных поверхностях
следов обгара или окисления необходимо зачистить их
стеклянной бумагой или бархатным напильником.
В случае обнаружения недостаточных нажатий необ-
ходимо сменить контактную пружину.
6. ОСОБЕННОСТИ РЕМОНТА КОНТАКТНЫХ
СОЕДИНЕНИЙ
Ремонт коммутационного аппарата связан в боль-
шинстве случаев с его демонтажом, а стало быть, и с пе-
рерывом в работе обслуживаемой им установки. Поэтому
ремонтировать аппарат без особой необходимости не сле-
дует.
Однако время вынужденного перерыва в работе уста-
новки надо использовать для тщательного профилактиче-
ского осмотра аппарата, а также для тех видов регули-
ровки, которые нельзя выполнить в процессе нормальной
работы установки.
Прежде чем демонтировать аппарат для ремонта кон-
тактных соединений, нужно отсоединить подводящие ка-
бели или шины и, не снимая аппарата, проверить каче-
ство контактных соединений. Лучшим способом проверки
качества контактных соединений без разборки аппарата
является измерение падений напряжения на соединениях
при протекании через аппарат постоянного тока. Для
этого необходимо иметь передвижной источник постоян-
ного тока с напряжением 3—6 в, милливольтметр по-
стоянного тока и амперметр с набором шунтов. Методика
измерения падения напряжения изложена в гл. II, а ориен-
тировочные допустимые значения номинального падения
напряжения на различных контактных соединениях при-
ведены в табл. 5.
4* 51
Таблица 5
Вид контактного соединения Ориентировоч- ные значения номинального падения напря- жения, мв
Болтовые контактные соединения . . . 1-2
Размыкающиеся контакты первой группы 10-15
Размыкающиеся контакты второй группы 10—20
Размыкающиеся контакты третьей группы до 50—60*
Скользящие контакты первой группы . 10-20
Скользящие контакты второй группы . до 60—70*
В ряде случаев допустимые значения номинальных
падений напряжения можно найти в заводских инструк-
циях.
Если полученные значения падений напряжения на-
ходятся в пределах, указанных в этих инструкциях или
в табл. 5, то можно переборку контактных соединений
не производить, а ограничиваться лишь зачисткой кон-
тактных поверхностей, доступных без большой разборки
аппарата. В противном случае контактные соединения
следует перебрать, а контактные поверхности надо за-
чистить.
После этого следует проверить контактные нажатия и
провалы и отрегулировать их в соответствии с указа-
ниями заводской инструкции.
В приложении II приведена таблица допустимых зна-
чений нажатий, провалов и растворов контактов наиболее
распространенных аппаратов, приведенных в заводских
инструкциях по монтажу и обслуживанию этих аппа-
ратов.
Если нажатия невозможно отрегулировать до вели-
чин, указанных в инструкции, то необходимо заменить
пружины новыми, взяв их из комплекта запасных частей,
приложенного к данному аппарату.
* Для некоторых аппаратов эти значения могут быть несколько
выше или ниже.
52
Нельзя исправлять пружины путем их растягивания,
так как такие пружины теряют часть своих упругих
свойств и после нескольких отключений снова садятся.
Следует помнить, что пружины после навивки проходят
термическую обработку. На практике для увеличения на-
чального нажатия часто под пружины, работающие на
сжатие, подкладывают дистанционные шайбы. Этот спо-
соб регулировки в некоторых случаях допускается и
даже оговаривается в заводских инструкциях. Но при под-
кладке шайб следует обратить внимание на то, чтобы
в сжатом состоянии между витками пружины оставались
зазоры. В противном случае пружина может ограничить
ход подвижной системы аппарата, что в свою очередь
способно нарушить работу аппарата или вызвать его по-
ломку.
Не рекомендуется также «исправлять» пружинящие
детали путем их отгибки, так как это также приводит
в конечном счете к их порче или поломке.
Если контактные детали сильно износились и нельзя
добиться путем регулировки необходимых значений про-
валов, то такие детали следует сменить.
Регулировать провалы путем изгибания контактных де-
талей не рекомендуется, ибо при этом можно нарушить
кинематику аппарата. При отсутствии запасных контакт-
ных деталей их можно изготовить по образцу, но лишь
в том случае, если известно, из какого материала изго-
товлена деталь.
Определять материал только по цвету нельзя, по-
скольку в современных аппаратах контактные детали
часто бывают изготовлены из сплавов, по внешнему виду
хотя и сходных с чистой медью, но сильно отличающихся
от нее своими свойствами.
Аппарат, вышедший из строя вследствие прохождения
через него аварийного тока, нужно демонтировать и обя-
зательно произвести переборку всех контактных соедине-
ний. После сборки такого аппарата необходимо прове-
рить падение напряжения на его контактных соединениях.
Желательно также провести нагрев аппарата номиналь-
ным током от источника низкого напряжения. Нагрев
следует проводить в течение 6—8 час., измеряя при этом
термопарами температуру токоведущих деталей.
При замене крепежных деталей следует обращать
внимание на то, чтобы новые болты (шпильки) были
53
такого же размера как старые. Применение более длин-
ных болтов может привести к тому, что контактные де-
тали окажутся не прижатыми друг к другу, несмотря
на то, что болт будет затянут до упора. В случае же за-
тяжки слишком коротких болтов можно легко сорвать
резьбу.
Не следует также забывать при сборке болтовых кон-
тактных соединений ставить на место дистанционные и
пружинные шайбы.
ПРИЛОЖЕНИЕ I
ДОПУСТИМЫЕ НАГРУЗКИ ПО ТОКУ для шин
И КАБЕЛЕЙ
Вес и наибольшая допустимая нагрузка медных окрашенных шин
прямоугольного сечения в закрытом распределительном устройстве
при переменном токе 50 гц, температуре воздуха +25° С и мак-
симальной температуре шин +90° С
Размеры полосы, мм Сечение полосы, мм'2 Вес, кг/м Допустимая нагрузка, а
одной полосы двух полос трех полос четырех полос
15 X 3 45 0,40 255
20 X 3 60 0,53 336
25 X 3 75 0,67 420
30 X 3 90 0,80 500
35 X 3 105 0,93 585
30 х 4 120 1,07 590 —
40 х 4 160 1,42 765 1 335 — —
45 X 4 180 1,60 875 —
50 х 4 200 1,78 965 — —
40 X 5 200 1,78 875 1 505 —
50 X 5 250 2,22 1 055 1 870 —
60 х 5 300 2,67 1225 2 195 —-
50 х 6 300 2,67 1 155 2 060 — —
60 X 6 360 3,20 1 340 2 335 3 160 3 990
65 X 6 390 3,90 1530 — —
80 X 6 480 4,27 1 745 3 075 4 070 5 070
100 X 6 600 5,34 2 145 3 690 4 920 6 030
60 X 8 480 4,27 1 570 2 275 3 655 4 550
80 X 8 640 5,70 2015 3 470 4 630 5680
100 , 8 800 7,12 2 465 4190 5 500 6 800
60 х ю 600 5,34 1 755 3 115 4120 4 950
80 X Ю 800 7,12 2 255 3 840 5 040 6 240
100 х ю 1 000 8,90 2 725 4 560 6 030 7 360
Примечание. Нагрузки даны для шин, расположенных на
ребро. При расположении шин плашмя должен быть введен попра-
вочный коэффициент 0,95.
55
Вес и наибольшая допустимая нагрузка алюминиевых окрашенных
шин прямоугольного сечения в закрытом рапределительном устрой-
стве прн переменном токе 50 гц, температуре воздуха +25° С
и максимальной температуре шин +90° С
Размеры полосы, мм Сечение полосы, мм- Вес, яг/и Допустимая нагрузка, а
одной полосы двух полос трех полос четырех полос
15 X 3 45 0,12 195 — — —
20 X 3 60 0,16 260 — — —
25Х 3 75 0,20 330 — — —
зох з 90 0,24 390 — — —
ЗОХ 4 120 0,32 460 — — —
40 X 4 160 0,43 590 1 030 — —
50 х 4 200 0,54 750 — — —
40 X 5 200 0,54 680 1 165 — —
50 X 5 250 0,68 810 1 440 — —
60 X 5 300 0,81 945 1690 — —
50 X 6 300 0.81 890 1585 — —
60 X 6 360 0,97 1 030 1 850 2 590 3280
80 X 6 480 1,30 1 340 2 440 3 350 4190
100 X 6 600 1,62 1 655 3 020 4 175 5240
60 X 8 480 1,30 1 210 2 130 ЗОЮ 3 760
80 X 8 640 1,73 1550 2 760 3 815 4 790
100 X 8 800 2,16 1 895 3 430 4 640 5 850
60 X ю 600 1,62 1 350 2 390 3 375 4 150
80 X Ю 800 2,16 1 745 3 060 4 260 5 375
100 х ю 1000 2,7 2 095 3 630 5 100 6 350
Примечание. Нагрузки даны для шин, расположенных на
ребро. 'При расположении шин плашмя должен быть введен попра-
вочный коэффициент 0,95.
56
Длительно допустимая нагрузка (в амперах) на провода и освин-
цованные кабели с медными жилами в резиновой изоляции при
температуре воздуха 4-25° С
Номинальное сечение жил, мм2 1 ШР, ПР и ПРГ, про- ложенные открыто ПР-500, ПРТО-21000 и ПРТО-2000, проложенные в трубках ТПРФ, СРГ, СРА, СРБ и СРП
Число одножильных проводов в трубе один двух- жнльный один трех- жильный : одножильный двухжильный »х 2 5 •=: X Й- S
2 3 4
0,5 10 — — — — — — — —
0,75 13 — — — — — —- — —
1 15 14 13 12 13 11 18 16 11
1,5 20 17 15 14 16 13 22 20 17
2,5 27 24 22 20 22 19 31 17 24
4 36 34 31 27 28 24 41 35 31
6 46 41 37 34 36 31 53 45 39
10 68 57 53 47 49 45 74 65 55
16 92 77 70 63 69 58 99 85 72
25 123 100 91 82 90 76 132 112 95
35 152 121 111 100 109 92 163 137 117
50 192 165 151 135 142 119 204 170 146
70 242 201 184 166 173 154 254 210 179
95 292 245 223 201 215 186 308 — —
120 342 280 255 230 262 221 356 — —
150 392 319 292 — — — 410 — —
185 450 — — — — — 468 — —
240 532 — — — — — 553 — —
Примечания: 1. Коэффициенты снижения нагрузки: 0,93
при двух, 0,92 при трех, 0,91 при четырех и 0,90 при пяти и более
параллельных соприкасающихся трубах.
2. Для проводов и кабелей с алюминиевыми жилами допус-
тимые нагрузки снижаются до 77% от нагрузок медных проводов
соответственных сечений.
57
ПРИЛОЖЕНИЕ П
ДОПУСТИМЫЕ ЗНАЧЕНИЯ КОНТАКТНЫХ НАЖАТИЙ И ПРОВАЛОВ НЕКОТОРЫХ
ОТЕЧЕСТВЕННЫХ КОНТАКТОРОВ
Начальное нажатие, кГ Конечное нажатие, кГ Провал, мм Минимально допустимый провал, мм
сернн s се К ф S са главные контакты блок-контакты главные контакты блок-контакты главные контакты блок-контакты главные контакты блок- контакты
КП и J КИМ | 1 КТ ; КП-500 КТ П-500 пм КМ-2000 1 КУВ ( 1 2 3 2 3 4 5 1 2 3 4 5 1 2 3 4 5 1 2 3 4 5 1 2 3 4 >0,15 >0,5 >1.2 1.3 -1,6 1,6-2 3,2—4 6,5-8 0,45—0,55 0,9—1,1 1,44—1,76 2,8—4 6,3—7,7 0,14—0,3 0,5—0,9 0,8—1,55 1,4-2,5 0,09—0,1 0,18—0,2 1,15—1,25 1,95—2,3 J 0,07 1 1 0,1-0,15 1 1 0,12—0,2 1 1 0,09-0,1 1 1 <0,31 <1,0 <3 0 1.8—2,1 3,2—3,8 6,2—7,8 13-15 0,9—1,1 1,8-2,2 2,9-3,5 6,5-8 13,5-16,5 >0,4 >0,64 >1,5 >2,2 >3 0,18—0,42 0,8-1,25 1,3—2,1 1.7-2,7 0,13—0,15 0,26—0,3 1,75-1,9 2,8—3,0 | 0,16 | 0,13—0,25 1 0,1 0,14—0,25 1 1 0,13—0,15 1 ) 2—2,5 2,5—3,5 3-4 2,5—3,5 3-4 5-6 5—6 2,5-3,5 2,5-3,5 3-4 4—5,5 6,5—7,5 4—4,5 4—4,5 4—4,6 4—5,5 2,5—3 3,5—4 3,5-4 3,5—4 1,5-2 1,5-2 2-2.5 2,5-3 2—3,5 2,5 1,5-2 3—4,5 j- 2,3 1 1,5—2,5 1,5—2,5 2-3 2-3 1 1 1 1.5 2 2,5 1.5 1.5 2 2,5 3,5 0,5 0,5 0,5 1 1 0,5 Кд । I1'5 0,5 0,5
ЛИТЕРАТУРА
1. Г. Т. Третьяк и Н. Е. Лысов. Основы тепловых рас-
четов электрической аппаратуры, ОНТИ, 1935.
2. А. М. Залесский. Электрические аппараты высокого на-
пряжения, Госэнергоиздат, 1957.
3. С. К. Андриевский и М. Н. Шапиро. Ремонт элек-
трических машин и пускорегулирующей аппаратуры, 2-ое изд.,
Гостехиздат, УССР, Киев, 1955.
4. О. Б. Бро н. Электрическая дуга в аппаратах управления,
Госэнергоиздат, 1954.
5. А. Я. Буйлов. Основы электроаппаратостроения, Гос-
энергоиздат, 1946.
6. X. Г. Вайсман. Электрическая аппаратура управления
суювыми электродвигателями. Изд. «Морской транспорт», 1958.
7. Электротехнический справочник под редакцией М. В. Хомя-
кова, Госэнергоиздат, 1946.
8. В. П. Голубева. Болтовое контактное соединение медь—
алюминий, «Электрические станции», № 12. 1958.
Образцов Виктор Александрович
УХОД ЗА КОНТАКТАМИ
НИЗКОВОЛЬТНЫХ АППАРАТОВ
Редактор П. Я. Бергман
Технический редактор Е. М. Соболева
Сдано
Подписано
Псч. л. 3,00.
Бум. л.
в производство 26/IX 1959 г.
к печати 30/XI 1959 г. М-04733.
Уч.-изд. л. 2,9. Формат 84 X 1081/»
0,94. Тираж 10 000. Заказ. 1367.
Цена 1 р. 45 к.
Тип. им. Котлякова Госфиниздата СССР.
Ленинград, Садовая, 21
Цена 1 р. 45 к.
„БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА*1
Амосов Б. В. — Устройство и эксплуатация сва-
рочных генераторов н трансформаторов.
Боярченков М. А. — Магнитные усилители и
их работа в системах автоматики
Ильинский Н В Расчет и выбор пусковых
сопротивлений для электродвигателей.
Каминский Е. А. — Изоляция оперативных
цепей.
Каминский Е. А. — Как сделать проект про-
стейшей электроустановки
Камнев В С. — Как работают подшипники элек-
трических машин.
Карпов Ф. Ф. — Как проверить допустимость
подключения короткозамкнутого электродвигателя
к сети.
Карпов Ф. Ф. — Как выбрать сечение проводов
и кабелей.
Константинов Б. А. и Шулятьева Г И.—
Коэффициент мощности (cos ) и способы его повы-
шения на промышленных предприятиях.
Ларионов В. П. — Грозозащита сооружений н
зданий.
Лившиц Д. С. — Нагрев проводников и защита
предохранителями в электросетях до I 000 в.
Найфельд М. Р. — Что такое защитное зазем-
ление и как его устраивать.
Осколков К. Н. — Электроизмерительные при-
боры и как ими пользоваться.
Р и в л н н Л. Б. — Как определить неисправность
асинхронного электродвигателя.
Рябикин Б. П. — Скрытые виды проводок
Славенчииский И. С. и Хромченко Е. Г. —
Пробивка отверстий и борозд в бетоне.
Федотов Б. Н —Схемы включения электриче-
ских счетчиков.
Харитонов М. Г — Опыт обслуживания и ре-
монта КРУ Запорожского завода.
Хромченко Г. Е. — Соединение и оконцевание
медных и алюминиевых проводов.
Черепенин П. Г. — Монтаж асинхронных элек-
тродвигателей небольшой мощности.
Шапиро Е. А. — Пружины электрических аппа-
ратов.